/












































































































































































































































Text
СВАРКА
разнородных
металлов
и сплавов
* МАШИНОСТРОЕНИЕ*
СВАРКА
разнородных
металлов
и сплавов
МОСКВА
« МАШИНОСТРОЕНИЕ »
1984-
ББК 34.641 f
С24
УДК 621.791 : 669.29
Рецензент С. М. ГУРЕВИЧ
С24 Сварка разнородных металлов и сплавов/В. Р. Ря-
бов, Д. М. Рабкин, Р. С. Курочко, Л. Г. Стрижев-
ская. — М.: Машиностроение, 1984.— 239 с., ил.
В пер.: 1 р. 20 к.
Рассмотрены условия образования и развития неоднородности
в зоне сплавления разнородных металлов, диффузионные процессы,
смачивание и растекание на границе контакта. Показана зависимость
прочностных и пластических свойств сварных швов от значения и ха-
рактера неоднородности. Приведены оптимальные режимы сварки раз-
личных сочетаний металлов, дана оценка свойств сварных соединений
в различных условиях работы.
Для инженерно-технических работников, занимающихся проек-
тированием и изготовлением сварных конструкций.
г 2704060000-163 ББК 34.641
С " 038(01)-84--- 163“84 6П4.3
© Издательство «Машиностроение», 1984 г.
Введение
XXVI съезд КПСС поставил важнейшие задачи в области даль-
нейшего ускорения темпов научно-технического прогресса, создания
и внедрения в производство принципиально новой техники и про-
грессивной технологии, направленных на повышение эффективности
производства и качества продукции. Успешное выполнение постав-
ленных задач связано с развитием современного машиностроения
в направлении снижения металлоемкости конструкций и аппаратов
при одновременном улучшении их технических характеристик и
повышении надежности в работе, что ведет к необходимости широкого
применения различных сталей и цветных металлов. Как правило,
из более дорогих и дефицитных материалов рационально изготав-
ливать не все изделие, а лишь те узлы и участки, которые непосред-
ственно испытывают воздействие определенных нагрузок, темпера-
тур или сред. Поэтому во многих отраслях промышленности широкое
применение находят композитные конструкции, а сварка разнород-
ных металлов относится к числу наиболее важных проблем сварочной
науки и техники.
За последние годы номенклатура сочетаний разнородных метал-
лов, используемых в сварных конструкциях, резко возросла и про-
должает расширяться. Наряду со сваркой различных марок сталей
между собой, которая применяется сравнительно давно, требуется
соединять сочетания меди и ее сплавов (латуни, бронзы) со сталями;
титана со сталью, алюминием, медью; ниобия и молибдена с корро-
зионно-стойкой сталью, ванадием, медью и ее сплавами, цйркония
со сталью и другими металлами и многие другие.
Свариваются и «экзотические сочетания» металлов: палладий
со сталью, уран с титаном, цирконием; бериллий с медью, серебро
со сталью, золото с коваром, алюминием и т. п.
Вопросам свариваемости разнородных металлов уделяется боль-
шое внимание как в нашей стране, так и за рубежом. Поток инфор-
мации по сварке материалов с резко различными физико-химичес-
кими свойствами и механическими характеристиками бурно нара-
стает. Так, только за два последних десятилетия в реферативных
журналах «Сварка» и «Металлургия» опубликовано свыше 5000
сообщений по различным вопросам теории и практики металлургии
и техники сварки разнородных металлов.
В предлагаемой книге освещены теоретические и эксперимен-
тальные данные последнего времени, а также приведено описание
практического использования конструкций из разнородных метал-
лов в промышленности.
Авторы отдают себе отчет в том, что освещение всех аспектов
сварки разнородных металлов — методически весьма сложная за-
дача. Поэтому возможно, что не все стороны этой проблемы пред-
ставлены с должной полнотой. Некоторые дополнительные сведения
можно найти в работах [48, 79, 128].
1*
3
ГЛАВА I
Особенности формирования сварных соединений
разнородных металлов
Стремление соединять разнородные металлы, т. е. металлы, об-
ладающие различными физико-химическими свойствами и прочност-
ными характеристиками, возникло на заре развития сварочного
производства. Первые сведения о сварке разнородных металлов были
получены еще Н. Г. Славяновым во время работы его на мотовили-
ховских пушечных заводах в г. Перми. В пермском краеведческом
музее хранится «славяновский стакан» — многогранник, сделанный
из наваренных друг на друга разных материалов: бронзы, нейзиль-
бера (62 % Си, 18 % Ni, 20 % Zn), меди, чугуна, стали, никеля,
томпака (рис. 1). На дне многогранника имеется надпись: «Экспо-
нат на Всемирную электротехническую выставку в г. Чикаго (Аме-
рика), изготовлен Н. Г. Славяновым, завод Мотовилиха, 1893 г.».
Еще в то время указывалось на трудности сваривания различных
пар металлов.
При непосредственной сварке разнородных металлов возникают
следующие затруднения:
1) при большом различии в температурах плавления соединяе-
мых металлов, например железа и серебра или вольфрама и молиб-
дена, в момент достижения одним из ме-
таллов температуры плавления другой
находится еще в твердом состоянии;
2) большое различие в коэффициен-
тах линейного расширения соединяемых
металлов обусловливает возникновение
значительных термических напряжений;
3) различие теплопроводности и теп-
лоемкости соединяемых металлов при-
водит к изменению температурных полей
и условйй кристаллизации шва, обуслов-
ливает характер смачиваемости более
тугоплавкого металла;
4) резкое различие в электромагнит-
ных свойствах соединяемых металлов мо-
жет привести к неудовлетворительному
формированию шва;
5) в ряде случаев, например при
сварке алюминия с другими металлами,
значительные затруднения возникают
из-за находящихся в ванне тугоплавких
Рис. 1. «Славяновский стакан> —многогранник, изгото-
вленный из наваренных друг на друга восьми разных ме-
* таллов
4
окисных пленок алюминия AlmOn, создающих включения в сварном
шве. Применяемые для их растворения флюсы непригодны для
сварки более тугоплавкого металла;
6) на характер образования сварного соединения решающее
влияние оказывает химический состав образующихся фаз (в случае
ограниченной растворимости). Конгломерат интерметаллических фаз,
образующихся, например, при сварке ниобия со сталью, сохраняется
и при последующей термообработке, и все дальнейшее поведение
сварного соединения определяется количеством, формой, харак-
тером расположения и свойствами прослойки.
СВАРИВАЕМОСТЬ РАЗНОРОДНЫХ МЕТАЛЛОВ
Возможность соединения разнородных металлов с образованием
прочных связей определяется прежде всего физико-химическими
свойствами соединяемых металлов и применяемой технологией
сварки. Физические свойства металлов, от которых зависит их сва-
риваемость, могут существенно отличаться. В табл. 1 приведены
некоторые физические свойства металлов, наиболее часто встре-
чающиеся в комбинированных соединениях. Соединяемые разнород-
ные металлы могут быть одной основы (например, перлитная сталь +
аустенитная сталь) и различной основы. Металлургические процессы
сварки разнородных металлов, особенно с различной основой,
более сложны и менее исследованы, чем процессы сварки однород-
ных металлов [128, 166].
Решающее влияние на свариваемость разнородных .металлов
оказывает металлургическая совместимость, которая определяется
взаимной растворимостью соединяемых металлов и в жидком, и
в твердом состоянии, а также образованием хрупких химических
соединений — интерметаллидов. Практически не свариваются плав-
лением металлы и сплавы, которые не могут взаимно растворяться
в жидком состоянии, например железо и магний, чистые свинец
и медь, железо и свинец и др. При расплавлении таких пар металлов
образуются несмешивающиеся слои, которые при последующем
затвердевании могут быть сравнительно легко отделены друг от
друга. Образуют сварные соединения металлы и сплавы, в состав
которых входят элементы, обладающие неограниченной взаимной
растворимостью не только в жидком, но и в твердом состоянии, т. е.
образующие; непрерывный ряд твердых растворов.
Взаимная растворимость элементов определяется подобием кри-
сталлических решеток растворителя и растворяемого компонента,
разницей в атомных радиусах компонентов и величиной электро-
отрицательности, характеризующей энергию связи между двумя
элементами [98]. На диаграмме растворимости Л. Даркена и Г. Гурри
[18] (рис. 2) по оси абсцисс отложены атомные радиусы элементов,
а по оси ординат — электроотрицательность. Для определения пре-
делов растворимости строят вспомогательные эллипсы: внутренний—
с большой осью размером ±0,2 единицы электроотрицательности
и малой осью ±0,6 % разницы в атомных радиусах и внешний --
СП
Таблица 1
Некоторые физические свойства металлов
Металл Плот- ность при 20° С, кг/м3 Темпе- ратура плав- ления, °C Удельное электро- сопротив- ление при 20° С, Ом« мХ108 Коэффи- циент линейного расширения при 0— 100° С, °с-1хю° Коэффи- циент тепло- провод- ности при 20° С, Вт/(м- К) Тепло- емкость при 0 — 500° С, Дж/(кг- К) Тип пространственной решетки Постоян- ные ре- шетки при 20° С, 10-10 м
Алюминий 2 700 660 2,6 24,0 204 880 Кубическая гранецентрированная 4,040
Ванадий 6 000 1735 26 8,3 30 Кубическая объемно-центрированная 3,033
Вольфрам 19 300 3410 5,5 4,0 164 525 То же 3,158
Железо 7 800 1539 9,7 11,9 78 460 » 2,860
Кобальт 8 900 1495 6,2 12,5 69 453 Гексагональная плотноупакованная 2,502 ' 4,061
Медь 8 900 1083 1,6 16,5 390 380 Кубическая гранецентрированная г 3,608
Молибден 10 200 2625 5,1 5,1 152 268 Кубическая объемно-центрированная ; 3,140
Никель 8 900 1455 6,8 13,5 58 444 Кубическая гранецентрированная . 3,516
Ниобий 8 500 2415 13,1 * 6,2 52 284 Кубическая объемно-центрированная 3,294
Олово 7 300 232 11,5 21,0 64 230 Тетрагональная объемно-центриро- ванная 5,819 3,1/5
Свинец 11 300 327 20,6 29,5 35 130 Кубическая объемно-центрированная 4,493
Серебро 10 500 960 1,6 18,9 420 210 То же 4,077
Тантал 16 600 2996 12,4 * 6,6 56 146 » 3,295
Титан 4 500 1820 80 ** 4,5 13 578 Гексагональная плотноупакованная 2,953 4,729
Цинк 7 100 419 5,9 30,0 112 370 То же 2,659 4,935
Цирконий 6 500 1750 41 ** (5,4—5,8) 17 289 Гексагональная плотноупакованная 3,223 5,123
Электросопротивление при 18 °C. ** То же при О °C.
Рис. 2. Влияние атомного радиуса и электроотрицательности на растворимость различных
легирующих элементов в твердом состоянии в железе (а) и в ниобии (б)
с большой осью ±0,4 единицы электроотрицательности^и малой
осью ±15 % разницы в атомных радиусах. В пределах малого эл-
липса находятся металлы, образующие неограниченные твердые
растворы с данным металлом-растворителем. Между малым и боль-
шим эллипсами располагают металлы с ограниченной раствори-
мостью в металле-матрице. За пределами большого эллипса валент-
ный и размерный факторы неблагоприятны для образования твердых
растворов.
Исключение из описанной полуэмпирической теории раствори-
мости составляют системы тугоплавких металлов: вольфрам—хром,
ванадий—хром и другие, в которых может наблюдаться образова-
ние промежуточных фаз, хотя их кристаллические решетки подобны,
а их электроотрицательность благоприятна для образования ряда
не содержащих вакансий твердых растворов. Возможность приме-
нения этих данных описана на примере сварки ниобия с хромонике-
левой сталью 12Х18Н10Т [18]. Как известно, предпосылок образо-
вания твердого раствора между железом и ниобием нет. Вместе
с тем возможно соединение этой стали с ниобием без образования
в шве интерметаллических фаз, если с помощью электронного луча
расплавляют только сталь и смачивают ею ниобий. Эта технология
трудно осуществима и требует точного соблюдения определенных
параметров сварки. Даже в случае незначительных отклонений
механические свойства сварного соединения ухудшаются; так, при
уменьшении температуры или нарушении контакта между жидким
и твердым металлом могут появиться дефекты смачивания.
Можно предположить, что при сварке двух разнородных метал-
лов в зону сплавления необходимо вводить такой барьерный эле-
7
мент, который бы находился Внутри малых эллипсов на графиках
растворимости в твердом состоянии для обоих свариваемых метал-
лов-растворителей.
Представленная на рис. 2 диаграмма растворимости для железа
и ниобия позволяет определить подходящий, промежуточный металл
для соединений хромоникелевой стали 12Х18Н10Т (сплава железа)
и ниобия. Находящийся на краю внутреннего эллипса ванадий
обладает предпосылками для образования не содержащего вакансий
твердого раствора как с железом, так и с ниобием. Из легирующих
элементов в аустенитной стали, как следует из соответствующей
диаграммы состояния, хром неограниченно растворим в ванадии,
никель — ограниченно. Ванадий может быть нанесен на ниобий
как наплавкой, так и осаждением из паровой фазы или с помощью
катодного распыления. Соединения ниобия и высоколегированной
хромоникелевой стали 12Х18Н10Т получены электронно-лучевой
сваркой с использованием ванадия в качестве промежуточного ме-
талла [18, 195].
При сварке металлов с ограниченной растворимостью в твердом
состоянии или сплавов, содержащих ограниченно растворимые леги-
рующие элементы и примеси, возможность образования качествен-
ного соединения зависит от степени развития внутрикристалличе-
ской ликвации в процессе первичной кристаллизации металла шва
и от характера последующих фазовых и структурных превращений
в нем в твердом состоянии. Некоторые фазовые и структурные пре-
вращения, протекающие в полйморфных металлах и сплавах в про-
цессе охлаждения твердого раствора, при сварке могут приводить
к образованию холодных трещин. Как правило, такие превращения
сопровождаются значительными искажениями кристаллической ре-
шетки и объемными изменениями (мартенситное превращение в ста-
лях перлитного и мартенситного классов, гидридное превращение
в титане и его сплавах).
Образование горячих трещин при сварке разнородных металлов—
менее характерный дефект, так как обычно предусматриваются меры
предотвращения их появления [128]. При сварке металлов, сильно
различающихся тепловыми свойствами (теплопроводностью, тем-
пературой плавления), возникают трудности, связанные с разли-
чиями в площади проплавления, обусловленными различными тепло-
емкостью, охлаждающей способностью. Кроме того, различия в маг-
нитных свойствах приводят к изменениям глубины проплавления и
стабильности горения дуги, что затрудняет получение однородной
зоны сварки. Поэтому необходимо уделять внимание предваритель-
ному нагреву, способам перемещения электродов, образованию
Дуги.
Правильный выбор способа, режимов и технологии сварки в со-
четании с металлургическими средствами воздействия в большинстве
случаев позволят полностью устранить или свести к минимуму
вредные последствия ограниченной растворимости.
Рассмотрим наиболее характерные ‘случаи сваривания двух раз-
нородных металлов с использованием диаграмм состояния, которые
8
рис. 3. Система с полной взаимной раство-
римостью компонентов в жидком и твердом
состояниях
известны в большинстве для
двух, в ограниченных случаях
для трех металлов.
Свариваемые металлы образуют
непрерывный ряд твердых растворов.
Металлы, образующие системы с нео-
граниченной взаимной растворимостью
компонентов как в жидком, так и
в твердом состоянии, например Си—Ni,
легко диффундируют друг в друга
с образованием твердых растворов
переменной концентрации. (Как медь,
так и никель имеют гранецентриро-
ванную кубическую решетку.) Если
два таких металла соединить между
собой в твердом состоянии, нагреть
до температуры лежащей несколько
ниже температуры плавления более
легкоплавкого компонента, и выдержать при этой температуре достаточное время
то в результате процесса взаимной атомной диффузии по обе стороны от пло-
скости соединения образуются твердые растворы с плавно изменяющейся кон-
центрацией по кривой men (рис. 3), т. е. начнется процесс сваривания под
давлением [83].
Иная картина наблюдается в случае, если диффузионный процесс идет при
температуре t2i лежащей выше температуры плавления более легкоплавкого компо-
нента. Когда температура достигнет температуры плавления более легкоплавкого
металла, в создании сварного соединения начнет принимать участие и жидкая фаза.
В этом случае максимальная концентрация компонента М1 в твердом ТИ2 может быть
не более с2. Дальнейшее повышение концентрации в М2 невозможно, так как
при температуре /2, как это видно из диаграммы состояния, кристаллы более высо-
кой концентрации (например, с) в твердом состоянии существовать не могут.
Характер изменения концентрации твердого раствора по мере продвижения
внутрь металла М2 будет определяться (при данной постоянной температуре) време-
нем взаимодействия и значениями коэффициентов диффузии D Mi и DM*. В общем
случае изменение концентрации может быть выражено кривой с2п.
Одновременно с диффузией компонента в твердый ТИ2 происходит раство-
рение компонента М2 в жидком Мх. В результате этого растворения расплав по-
степенно насыщается компонентом М2, и при достаточном времени взаимодействия
металлов расплав может достичь концентрации cv Дальнейшее насыщение рас-
плав может достичь концентрации сг. Дальнейшее насыщение расплава компонен-
том М2 вызовет образование равновесных при данной температуре кристаллов с2.
Формируясь на поверхности твердого металла, эти кристаллы могут образовать об-
щий неотделимый слой с кристаллами того же состава с2, образовавшимися на по-
верхности металла М2 в результате атомной диффузии в него компонента Мг.
При охлаждении системы двух взаимодействующих металлов произойдет кри-
сталлизация расплава состава Образующиеся при температуре ликвидуса
первые кристаллы будут иметь состав с2; при дальнейшем охлаждении состав кри-
сталлов будет меняться по кривой солидуса от с2 к с±. Под- влиянием диффузии
состав последовательно образующихся слоев кристалла непрерывно выравнивается,
и если процесс охлаждения идет не слишком быстро, образовавшиеся из расплава
кристаллы у поверхности раздела при температуре солидуса будут иметь равно-
мерный состав сг.
Однако реальный процесс формирования соединения может значительно от-
личаться от идеального. Если в процессе растворения компонента М2 в проис-
ходит сильное перемешивание, как это имеет место в сварочной ванне, расплав на
любом расстоянии от поверхности металла Мг будет иметь равномерную концен-
9
трацию с± (на рис. 3 обозначено прямой ctf). В реальных условиях полное вырав-
нивание концентрации расплава обычно не происходит: вблизи поверхности твердого
металла она равна с1э а в глубине расплава концентрация компонента М2 может
падать до нуля. В этом случае закристаллизовавшийся твердый раствор будет иметь
переменный состав, который можно изобразить кривой с^т.
Таким образом, после охлаждения системы на границе между твердыми раст-
ворами на основе металлов М2 и (если даже они обладают полной растворимо-
стью в твердом состоянии) может образоваться скачок концентрации с2—сг. Малое
время взаимодействия, наличие посторонних примесей в металлах и высокая ско-
рость растворения компонента Л42 в М± могут послужить причиной того, что со-
держание компонента в поверхностных слоях твердого М2 не достигнет кон-
центрации с2, равновесной для данной температуры, а будет иметь концентрацию су.
Те же причины в совокупности с малой скоростью растворения могут вызвать
снижение концентрации М2 в расплаве. Кристаллизация такого расплава начнется
при более низкой температуре, и закристаллизовавшийся твердый раствор вблизи
поверхности раздела будет иметь более низкое содержание УИ2, например сх. В этом
случае изменение концентрации по сечению шлифа выразится кривой mcxCyii. Сле-
дует, однако, помнить, что в непосредственной близости от поверхности раздела
наиболее вероятно образование равновесных концентраций с2 и с± даже при малом
времени взаимодействия.
Применительно к диаграмме состояния системы медь—никель можно отме-
тить, что сварку этих чистых металлов можно производить без присадки, при по-
мощи дуги, горячей в среде аргона. Граница соединения резкая, что находится
в соответствии с вышеизложенным. При большом увеличении (Х300) заметны пере-
ходные слои. Резкая граница не является недостатком полученного' сварного со-
единения. Прочность таких швов весьма высокая, и разрушение происходит вне
шва.
С таким же успехом можно использовать другие виды сварки, используя в ка-
честве присадочного материала либо медь, либо никель, либо медно-никелевый сплав.
Отметим справедливость изложенного применительно лишь к чистым металлам.
Выпускаемый промышленностью никель часто содержит малые добавки углерода,
некоторые сорта технически чистой меди содержат немного кислорода, так
что их взаимодействие при сварке (с учетом попадания кислорода из атмосферы дуги)
может вызвать появление пористости [191]. Чтобы устранить пористость, в элект-
родную проволоку необходимо ввести элементы-раскислители. Этот пример под-
черкивает значение другого важного обстоятельства. Используя диаграмму равно-
весия, следует учитывать, какие посторонние элементы могут присутствовать в сплаве,
не усложняя при этом общей простой картины, которую представляет собой би-
нарная диаграмма.
Поскольку система медь—никель образует диаграмму с одной твердой фа-
зой, то единственный эффект быстрого охлаждения, который часто наблюдается
в структуре сварного шва, — это образование столбчатой структуры.
Другими примерами комбинаций металлов, которые образуют непрерывные ряды
твердых растворов, являются пары серебро—золото и никель—платина (гране-
центрированная кубическая), хром—молибден (объемно-центрированная кубиче-
ская), кадмий—магний (плотноупакованная гексагональная решетка) и др.
Свариваемые металлы образуют твердые растворы с ограниченной раствори-
мостью. Возможны два случая ограниченной растворимости компонентов в твердом
состоянии: с образованием эвтектики и образованием перитектики. Процесс свари-
вания в обоих случаях протекает аналогично, поэтому ограничимся рассмотрением
только системы эвтектического типа с ограниченной растворимостью компонентов
в твердом состоянии.
К комбинациям металлов, образующих простые эвтектические системы, от-
носятся серебро—медь, алюминий—олово, кадмий—цинк, серебро—свинец. На-
иболее известным образцом таких комбинаций может служить система свинец—
олово, из которой изготовляют обычные твердые припои (эвтектический сплав
62 % Sn+ 38 % Pb).
Металлы, образующие системы простого эвтектического типа с ограниченной
растворимостью компонентов в твердом состоянии, например Cd—Zn, способны
диффундировать друг в друга только в пределах их взаимной растворимости. При
взаимной диффузии таких компонентов в твердом состоянии (при нагреве ниже эв-
10
рис. 4. Система эвтектического типа с ог-
раниченной растворимостью компонентов
в твердом состоянии
тектической температуры Те) по обе
стороны от плоскости соединения об-
разуются твердые растворы, причем
максимальные концентрации твердых
растворов в Af2 (₽) и М2 в (а)
будут соответственно равны с6 и с2
(рис. 4). В отличие от системы с не-
ограниченной растворимостью компо-
нентов в твердом состоянии в дан-
ном случае на границе раздела будет
наблюдаться скачок концентрации
с6—с2. Общее распределение концен-
трации по сечению шлифа выразится
кривой тс2с6п.
При взаимодействии металла М2
с металлом (при температуре Тх)
максимальная концентрация Л4Х
в твердом М2 может быть не выше с1.
Одновременно с атомной диффузией
в твердый металл произойдет растворение металла ТИ2 в ПРИ этом концентра-
ция М2 в расплаве может достичь с5, при которой на поверхности М2
будут расти кристаллы f-фазы. При охлаждении ниже Tt из расплава вы-
падут кристаллы P-фазы состава с7—с6. а затем при температуре Те закристалли-
зуется эвтектика а+ р. Первичные кристаллы P-фазы могут также расти на слое
родственной фазы, образовавшейся ранее на поверхности твердого М2, и оттеснять
эвтектику в глубь расплава. Однако чаще эти кристаллы располагаются в массе
эвтектики.
При сильном конвекционном или механическом перемешивании, обеспечива-
ющем равномерность концентрации по всей массе расплава, закристаллизовав-
шийся сплав может иметь среднюю концентрацию с5 с учетом p-фазы и эвтектики.
В этом случае общее изменение концентрации по сечению шлифа будет выражено
кривой псъсър. В практике сварки полное выравнивание концентрации расплава
обычно не происходит, и поэтому изменение концентрации чаще всего может быть
примерно выражено кривой nc-fatn. Однако следует иметь в виду, что при сравни-
тельно медленном охлаждении концентрация 0-фазы изменится с <?7 на с6.
Уменьшение насыщения расплава компонентом М2 до концентрации не вно-
сит принципиальных изменений в строение зоны соединения, если не считать не-
которого смещения концентрационной кривой в расплаве от сьт к с±т.
Если концентрация расплава перед охлаждением не достигла эвтектической,
то при кристаллизации прежде всего выпадут первичные кристаллы a-фазы (с ус-
редненным составом с2), а затем уже эвтектика а + р. Средний состав сплава, за-
кристаллизовавшегося вблизи зоны соединения, будет соответствовать с3, а общее
изменение 'концентрации по системе выразится кривой пс^т.
При кратковременном взаимодействии твердого металла М2 с жидким Л4Х состав
расплава может достичь лишь точки сх. В этом случае в зоне соединения образу-
ются только кристаллы a-фазы без эвтектики. Общее изменение концентрации при
этом будет соответствовать кривой пс7сх/и.
Таким образом, в результате взаимодействия твердого и жидкого металлов,
образующих эвтектическую систему с ограниченной растворимостью компонентов,
возникает промежуточная зона, состоящая из слоя твердого раствора (переменной
концентрации) на базе твердого металла, эвтектики и твердого раствора (также пе-
ременной концентрации) на базе жидкого металла.
Остановимся еще на одном примере использования диаграммы эвтектического
типа — явленищконтактного плавления [84, ПО]. В этом процессе детали сжимают
с небольшим усилием для образования физических контактов. В участках контактов
11
Рис. 5. Система эвтектического типа без
растворимости в твердом состоянии
Рис. 6. Система с интерметаллическими со-
единениями
после схватывания и взаимной диффузии при нагреве образуется жидкость, имею-
щая меньшую температуру плавления, часто эвтектического состава, или отвечаю-
щая составу с минимумом температуры плавления твердого раствора. Образовав-
шаяся жидкость, растекаясь по стыку, обеспечивает образование межфазных по-
верхностей.
Для осуществления этого процесса необходимо выбирать пары металлов с рас-
четом, чтобы в результате взаимодействия в контакте при нагреве могла образова-
ться жидкость с температурой плавления ниже, чем у соединяемых металлов.
Свариваемые металлы образуют систему без растворимости компонентов в твер-
дом состоянии. Металлы, не образующие твердых растворов и интерметаллических
соединений, например Sn—Zn, не могут диффундировать друг в друга в твердом со-
стоянии. Поэтому на границе между ними будет скачок концентрации от Мг до М2.
Если такие металлы образуют простую эвтектическую систему (рис. 5), то при
нагреве выше Тм возможно растворение твердого металла ТИ2 в расплаве металла
М±. При этом вблизи поверхности М2 концентрация расплава достаточно быстро
может достичь предела насыщения с2, и дальнейшее растворение будет определяться
скоростью отвода атомов М2 от поверхности в глубь расплава.
При кристаллизации расплава с концентрацией с2 на границе раздела выпадут
избыточные кристаллы М2 и эвтектика + М2. Общее изменение концентрации
по сечению шлифа при этом будет выражено кривой ис2/и.При быстром отводе раство-
ряющихся в расплаве атомов от поверхности раздела возможен случай, когда мак-
симальная концентрация расплава достигнет лишь точки с±, В этом случае при
охлаждении выпадут первичные кристаллы и эвтектика Afx+ ТИ2. Распре-
деление концентраций по шлифу при этом выразится кривой пс^гп. При сильном
конвекционном или механическом перемешивании расплава возможно полное вы-
равнивание концентрации, выраженное ломаной neg).
Некоторые металлы, как, например, железо и свинец, не только практически
нерастворимы друг в друге в твердом состоянии, но и не смешиваются между собой
в жидком состоянии. Такие металлы выше линии ликвидуса расслаиваются и при
охлаждении кристаллизуются самостоятельно. В зоне соединения таких металлов
нельзя обнаружить каких-либо новых структурных образований.
Свариваемые металлы образуют химические соединения. В этом случае процесс
усложняется присутствием нового вещества. Возникновение таких соединений
путем пересыщения основного твердого раствора или в результате непосредствен-
ной реакции на поверхности контакта [14]. Чаще всего (хотя и не всегда) первой воз-
12
никает фаза, обладающая максимальной в данной системе теплотой образования.
Возникшая в результате реакции интерметаллическая фаза в дальнейшем
растет по общим законам диффузии, при этом рост слоя каждой фазы во времени
подчиняется параболическому закону. Рост фаз, расположенных на поверхности
твердого металла, несколько искажается влиянием процесса растворения [101].
Проникание атомов металла М± за счет диффузионной подвижности в металл М2
вызовет образование слоя твердого раствора 8 (рис. 6); концентрация компонента
в М2 при этом будет меняться по кривой М2с6.
Непосредственно к слою твердого раствора 8 прилегает слой у, представляющий
собой твердый раствор на базе интерметаллического соединения. Концентрация ком-
понента М2 в компоненте на границе соприкосновения фаз 8 и у меняется
скачком от св до с6. Внутри слоя у концентрация, как это следует из диаграммы
состояния, не остается постоянной, а изменяется по кривой с5с4.
Слой фазы у граничит со слоем 0. Концентрация на границе соприкосновения
Р и у скачком меняется от с4 до с3. Внутри слоя (3 концентрация меняется по кри-
вой с2с2. При диффузии в твердом состоянии концентрация в зоне соединения еще
раз изменилась бы скачком от с2 до с± и затем по плавной кривой до чистого ме-
талла При взаимодействии твердого металла М2 с расплавом конечный ре-
зультат процесса будет иным.
Одновременно с возникновением и ростом фаз Р, у и 8 происходит растворение
твердого металла М2 в расплаве М±. При отсутствии перемешивания концентра-
ция расплава вблизи поверхности твердой фазы быстро достигает предела насыщения
(сп) при данной температуре tlt после чего начинается процесс образования Р-фазы.
Кристаллы P-фазы, выпадающей из пересыщенного расплава, обычно растут внутрь
расплава, перпендикулярно к поверхности твердого металла, и по своему строению
значительно отличаются от идентичного им по составу слоя P-твердого раствора, об-
разовавшегося в результате реактивной диффузии.
При охлаждении внутри расплава прежде всего образуются избыточные кри-
сталлы P-фазы, затем эвтектика а + р. По мере удаления от зоны соединения по-
являются кристаллы a-фазы переменного состава, постепенно переходящие в кри-
сталлы чистого М±. Если содержание М2 в расплаве достигнет точки т, то среднее
изменение состава закристаллизовавшегося расплава изобразится кривой
Наличие каждой данной фазы в зоне соединения и относительная толщина
слоя ее зависит от работы образования этой фазы, скорости роста ее и склонности
твердого металла к растворимости в расплаве. В связи с этим в реальных системах
отдельные фазы, возможные по диаграмме состояния, иногда не обнаруживаются.
Реальную диаграмму состояния с несколькими интерметаллическими соединениями
имеют, например, системы железо — цинк, железо—алюминий, алюминий—медь,
титан—железо и др.
Практически трудно встретить такие пары металлов, которые образовали бы
только химическое соединение; в том или ином объеме будут образовываться также
твердые растворы и даже эвтектики.
Прежде чем закончить с равновесной бинарной диаграммой, очень важно под-
черкнуть еще раз ее ограниченную применимость. Она способна лишь указать, ка-
кие фазы возможны в равновесных условиях, однако она не может, к сожалению,
ответить на вопрос, какие фазы появятся в условиях, отличных от равновесных.
Не может она предсказать и форму, в которой данная фаза_будет присутствовать
в сплаве. v ~
Интерметаллическая фаза может быть совершенно безвредной (или даже дей-
ствовать как упрочнитель) в случае, если она распределена между зернами сплава
в виде мелких включений. Эта фаза может создать угрозу разрушения материала,
если будет присутствовать в виде непрерывных полос-строчек по границам зерен.
Большинство применяемых в промышленности материалов являются много-
компонентными сплавами, поэтому при сварке большинства сочетаний разнородных
металлов необходимо пользоваться тройными, четверными и более сложными диа-
граммами равновесия (если они уже разработаны).
Использование тройной диаграммы медь—никель—цинк рассмотрим на при"
мере сварки монель-металла (сплав 65 % Ni и 35 % Си) с латунью ЛКС
(ГОСТ 1020—77), в состав которой входит 15 % Zn. Если не принимать во внима-
ние элементы, содержащиеся в виде малых примесей, и рассматривать монель-
13
Ag
Al
Au
Be
Cd
Co
Cr
Cll
Fe
Mg-
Mn
Mo
Nb
Ni
Pb
Pt
Re
Sn
Ta
Ti
V
w
,Zr
2 о,- -э o d ф ЛЛ£ «л — i с ri
<<<ииииии.5 ^SzzttQ-av>b'E->^is
С S X с D с С D X С D N С с S D С D С D D X
S X С X X X С X с X X X X с X N С X X X X X
S X X X С D S С X X С N S X S N X N X D N X
X С X N X X X X X X X X X N X X D D X X X X
с х X N D D X D S D N N D С X N С N X N N D
D X с X D С С С X С X X S С S S X X X X X X
С X D X D С с С X С S X С с С S С X S D S X
с с S х X С С С X S D D S с S D С D X D D X
D X с X D С С с D с С X с с S X X X X S X X
X С X X S X X X D X D N X X X N X N D N D D
С X X X D С С S С X D X С с X N X X X X D X
D X с X N X S D С D D S X D D X D S S S S X
N X N X N X X D X N X S X N X X X D S S В S
С X S X D S с S С X С X X С S D X X X X X X
С с X N С С с С С X С D N С X N С N X N D х
S X S X X S с S S X X D X S X С X X X X X X
D N N X N S S D X N N X X D N с D D X D X X
С с X D С X с С X X X D X X С X D X X X D X
D X N D N X X D X N X S D X N X D X S D D X
С X X X X X S X X D X S S X X X X X S S С S
D X D X N X D D S N X S S X N X D X D S D X
D X N X N X S D X D D S D X D X X D D с D X
X X X X D X X X X D X X S X X X X X X S X X
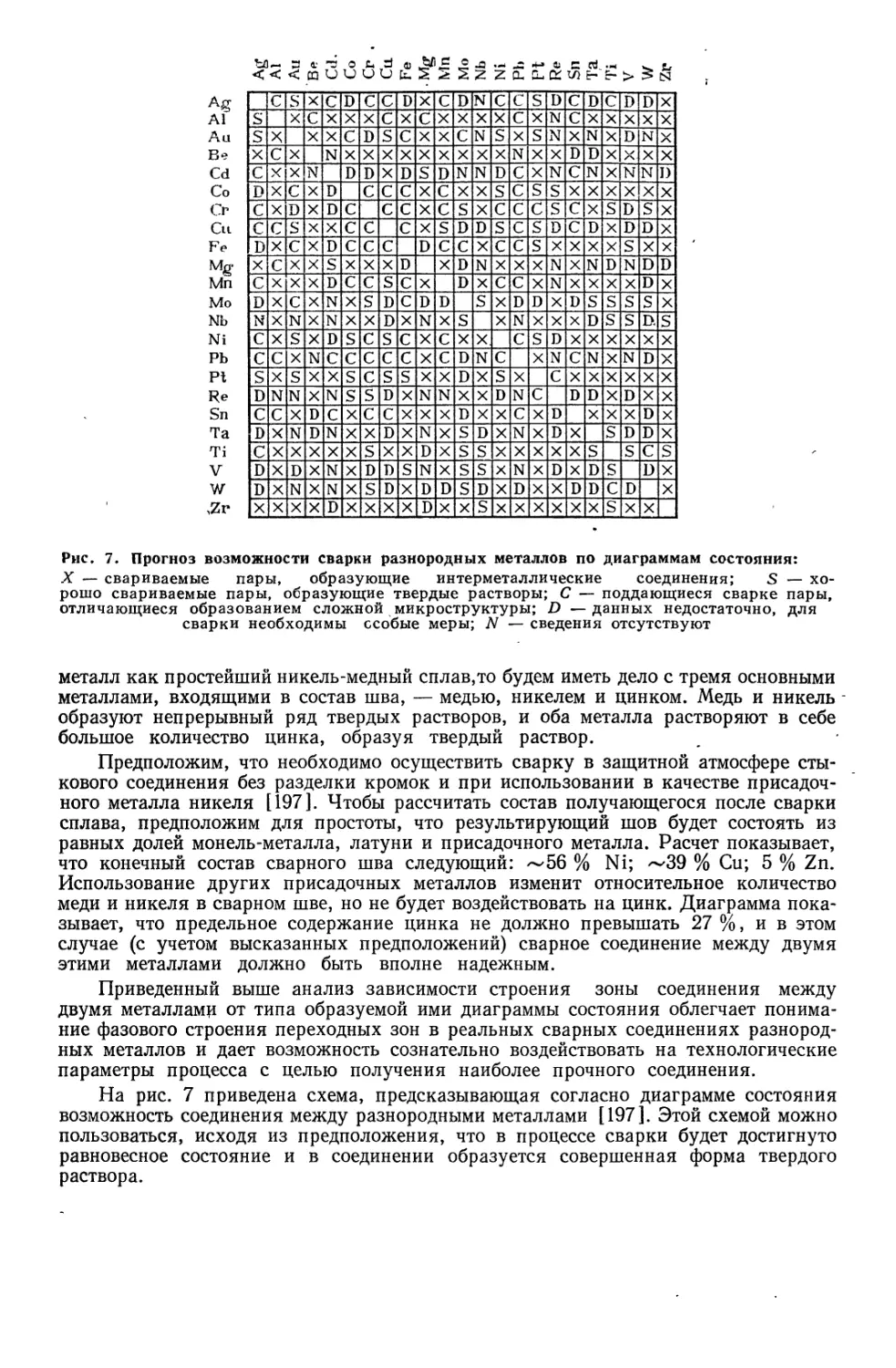
Рис. 7. Прогноз возможности сварки разнородных металлов по диаграммам состояния:
X — свариваемые пары, образующие интерметаллические соединения; S — хо-
рошо свариваемые пары, образующие твердые растворы; С — поддающиеся сварке пары,
отличающиеся образованием сложной микроструктуры; D —данных недостаточно, для
сварки необходимы особые меры; N — сведения отсутствуют
металл как простейший никель-медный сплав,то будем иметь дело с тремя основными
металлами, входящими в состав шва, — медью, никелем и цинком. Медь и никель
образуют непрерывный ряд твердых растворов, и оба металла растворяют в себе
большое количество цинка, образуя твердый раствор.
Предположим, что необходимо осуществить сварку в защитной атмосфере сты-
кового соединения без разделки кромок и при использовании в качестве присадоч-
ного металла никеля [197]. Чтобы рассчитать состав получающегося после сварки
сплава, предположим для простоты, что результирующий шов будет состоять из
равных долей монель-металла, латуни и присадочного металла. Расчет показывает,
что конечный состав сварного шва следующий: ~56 % Ni; ~39 % Си; 5 % Zn.
Использование других присадочных металлов изменит относительное количество
меди и никеля в сварном шве, но не будет воздействовать на цинк. Диаграмма пока-
зывает, что предельное содержание цинка не должно превышать 27 %, и в этом
случае (с учетом высказанных предположений) сварное соединение между двумя
этими металлами должно быть вполне надежным.
Приведенный выше анализ зависимости строения зоны соединения между
двумя металлами от типа образуемой ими диаграммы состояния облегчает понима-
ние фазового строения переходных зон в реальных сварных соединениях разнород-
ных металлов и дает возможность сознательно воздействовать на технологические
параметры процесса с целью получения наиболее прочного соединения.
На рис. 7 приведена схема, предсказывающая согласно диаграмме состояния
возможность соединения между разнородными металлами [197]. Этой схемой можно
пользоваться, исходя из предположения, что в процессе сварки будет достигнуто
равновесное состояние и в соединении образуется совершенная форма твердого
раствора.
ГРАНИЦА КОНТАКТА И ТИПЫ СВЯЗЕЙ
МЕЖДУ РАЗНОРОДНЫМИ МЕТАЛЛАМИ
Взаимодействие металлов в твердом состоянии. Согласно совре-
менным представлениям физические основы процесса образования
соединения и элементарные акты взаимодействия на границе раздела
свариваемых металлов являются общими для всех видов сварки
давлением (ультразвуковой, холодной, прессовой, диффузионной,
трением, взрывом и др.). Различия состоят лишь в кинетике про-
цесса, т. е. в формах подвода внешней энергии к свариваемым ме-
таллам, в скорости и длительности протекания стадии образования
физического контакта, активационной и релаксационной стадий.
Современные представления о физических основах соединения
материалов в твердой фазе не являются окончательно установив-
шимися. На основании экспериментальных данных, разных подходах
к протекающим явлениям и большой их сложности в настоящее
время предложено восемь гипотез о природе и механизме взаимодей-
ствия металлов в твердой фазе. Однако эти гипотезы не согласуются
между собой и часто противоречат практике. В работах [77, 86,
141 ] приведен краткий анализ этих гипотез.
Пленочная гипотеза [79, 198] основана на предположении, что
для образования соединения необходимо и достаточно сближение
чистых (ювенильных) поверхностей соединяемых металлов на рас-
стояние межатомного взаимодействия. Соединение же образуется
в результате схватывания, представляющего собой бездиффузионный
процесс объединения кристаллических решеток совместно деформи-
рованных металлов.
Свариваемость определяется соотношением твердостей соеди-
няемых металлов и покрывающих их окисных пленок. Чем пленки
мягче, тем больше они растекаются в процессе деформации и увели-
чения площади контактирующих поверхностей, покрывая чистые
обнажившиеся поверхности металла. Твердые относительно металла
окисные пленки во время пластической деформации растрескиваются
на куски без увеличения их поверхности, создавая этим возможность
выхода на контактную поверхность свежих неокисленных слоев
металла.
Пленочная теория получила широкое распространение в лите-
ратуре. Однако она дискуссионна, и ее сущность и рекомендации не
отвечают природе свариваемости металлов [141].
Рекристаллизационная гипотеза схватывания [25] основана на
предположении, что механизм объединения зерен контактирующих
поверхностей металла, кристаллическая решетка которых иска-
жена, заключается в процессе рекристаллизации, в результате кото-
рой образуются новые общие для соединяемых поверхностей кри-
сталлы. Доказательством этой гипотезы считается тот факт, что
наименьшей температурой, при которой образуется прочное соеди-
нение металлов при относительно небольшой деформации, является
температура^рекристаллизации. Однако ряд других авторов [141]
считает, что процессы рекристаллизации не оказывают существен-
15
кого влияния на кинетику образования соединения. Действительно,
в большинстве случаев при сварке наблюдается образование равно-
прочного соединения без рекристаллизации. Кроме того, холодная
сварка может происходить в условиях глубокого холода, когда
рекристаллизация возникнуть не может. Исследования показали
возможность холодной сварки алюминия при температуре —150 °C
и ниобия при 20 °C, у которого начало рекристаллизации наступает
при 802,2 °C.
Деформация и рекристаллизация по природе явления противо-
положные, при одновременном действии они не могут способство-
вать свариваемости. По-видимому, рекристаллизация не является
основным фактором, определяющим свариваемость металлов в твер-
дом состоянии.
Диффузионная гипотеза предполагает, что соединение образуется
в результате взаимной диффузии атомов соединяемых поверхностей.
Получение прочного соединения объясняется возникновением нор-
мальных металлических связей в результате локальной деформации
при повышенной температуре, сближения контактных поверхностей,
максимального увеличения площади и взаимной диффузии атомов
соединяемых металлов [58].
Способность к соединению взаимно нерастворимых металлов,
наблюдаемая на практике с позиции диффузионной гипотезы, объяс?
няется возможностью взаимной диффузии в некотором очень тонком
слое у тех металлов, которые считаются нерастворимыми друг
в друге.
Однако, как показали экспериментальные исследования, процесс
схватывания и образования неразъемного соединения может про-
ходить и без диффузии. Более того, в ряде случаев (например, в слу-
чае ограниченной растворимости) диффузионные процессы вредны,
поскольку ведут к образованию хрупких интерметаллических про-
слоек [86].
Согласно энергетической гипотезе сближение чистых металли-
ческих поверхностей с различно ориентированными кристаллами
на расстояние межатомного взаимодействия — необходимое, но еще
недостаточное условие образования сварного соединения. Для обра-
зования металлических связей необходимо, чтобы энергия атомов
хотя бы одной из соединяемых поверхностей превышала определен-
ный уровень, характерный для данного металла, — энергетический
порог схватывания.
Преодоление энергетического порога схватывания объясняется
необходимостью совпадения направления связей или переходом
металла как бы в аморфное состояние. Присоединение атомов одной
поверхности к атомам другой без преодоления энергетического барь-
ера считается возможным при совпадении направлений связи, т. е.
при одинаковой ориентировке кристаллов. Кроме того, в энергети-
ческой гипотезе по существу верно предполагается необходимость
затраты энергии на образование соединения. Но она не дает кине-
тических решений, без которых невозможна теоретическая разра-
ботка требуемого технологического процесса.
16
Согласно вакансионной (дислокационной) модели [79, 141 ] в про-
цессе пластической деформации контактных поверхностей проис-
ходит перемещение поверхностных масс в зоне контакта на глубину
нескольких десятков микрометров, вызывающее перемещение точеч-
ных дефектов (вакансий). Соединение металлов может быть осуще-
ствлено при условии протекания последовательных процессов:
сближения поверхностей на расстояние межатомного взаимодей-
ствия, увеличения плотности точечных дефектов (вакансий и дисло-
цированных атомод) в поле контакта и, наконец, образования соеди-
нения вследствие массопереноса при перемещении точечных дефек-
тов. Поверхности металлов соединяются вследствие пластической
деформации, в результате которой создается определенная кон-
центрация вакансий, замещения которых достаточно для образования
прочного соединения.
Деформационная гипотеза свариваемости металлов в холодном
состоянии предложена в работах [25, 141]. Предполагается, что
каждый металл обладает хладноломкостью. Все металлы способны
к схватыванию в холодном состоянии. Однако свариваемость их
различна из-за того, что образовавшиеся сцепления при совместной
деформации в разной степени разрушаются упругими напряжениями
при снятии усилия сварки.
Возможность получения прочных соединений в холодном состоя-
нии разнородных металлов с большим различием пластичности
(Al + Fe; Al + Ni) объясняется релаксацией остаточных напря-
жений при снятии внешней нагрузки благодаря относительно лег-
кой пластической деформации алюминия.
Модель, основанная на явлении металлической связи [141], пред-
полагает, что физической основой схватывания и свариваемости
металлов при сварке давлением является естественная металличе-
ская связь. Валентные электроны и их энергетическое состояние
являются основным физическим средством образования металли-
ческих связей, т. е. сварных соединений в холодном и нагретом пла-
стичном состоянии металлов. Давление, прилагаемое в процессе
холодной сварки, вызывает направленную деформацию, с помощью
которой осуществляются очистка поверхностей и направленность
связей, сближение атомов, а также повышение их энергетических
уровней до состояния, необходимого для возникновения металли-
ческих связей.
Возникновение металлических связей по своей природе — фи-
зико-химический процесс, требующий в зависимости от сродства
металлов и чистоты соединяемых поверхностей определенной акти-
вации атомов соединяемых металлов. При сварке металлов, обла-
дающих большой активностью и сродством, в случае соприкоснове-
ния ювенильных поверхностей энергия активации может существенно
понижаться из-за отсутствия или ослабления влияния окисленного
поверхностного слоя. В обычных атмосферных условиях сварки тре-
буется тем большая энергия активации, чем толще поверхностные
пленки в момент соединения металлов. Имеется критическая (мини-
мальная) толщина пленок, при которой образуются полноценные
17
Рис. 8. Повышение прочности сварного соедине-
ния при быстром (/) и медленном (//) процессах
сварки (t — длительность сварки)
зависи-
соедине-
и меха-
сварные соединения при сварке дав-
лением.
Гипотеза топохимических реак-
ций (активных центров) [77, 79,
135 ] дает количественные
мости прочности сварного
ния от физико-химических
нических свойств соединяемых ме-
таллов. Основываясь на общей теории несовершенств кристалли-
ческой решетки и кинетики химических реакций, авторы работ
[77, 135] выдвинули гипотезу, согласно которой схватывание ме-
таллов рассматривается как частный случай топохимических реакций
при сварке давлением, для которых характерна трехстадийность
процесса образования прочных связей между атомами соединяемых
металлов: образование физического контакта; активация контактных
поверхностей; объемное развитие взаимодействия.
Такой процесс можно иллюстрировать кинетическими кривыми
изменения прочности сварного соединения в зависимости от дли-
тельности t сварки (рис. 8). Стадия t± соответствует преимуществен-
ному развитию процесса образования физического контакта, ста-
дия 4 — активации контактных поверхностей и процессу хими-
ческого взаимодействия. На стадии t3 протекают процессы релак-
сационного характера (релаксация напряжений, рекристаллизация,
гетеродиффузия, образование и рост интермета л лидов и т. п.). При
медленном развитии физического контакта могут проявляться харак-
терные особенности второй стадии t2: эта стадия может состоять из
отдельных этапов, обусловленных дискретным характером процесса
активации контактных поверхностей соединяемых металлов [77, 180].
В течение стадий процесса 4 и t2 соединяемые металлы сбли-
жаются на расстояние, соответствующее расстоянию при физическом
взаимодействии, обусловленном силами Ван-дер-Ваальса (4), или
на расстояние, при котором возникает слабое химическое взаимодей-
ствие (4). В последнем случае сближение металлов происходит
в результате пластической деформации одного из них. ч При этом
контактная поверхность пластически деформированного металла
активируется вследствие выхода дислокаций, что создает условия
для возникновения в контакте слабых химических связей. При
сварке резко отличных по свойствам металлов, как правило, ста-
дия 4 заканчивается слабым химическим взаимодействием [77].
Как отмечается в работе [86], наиболее общим моментом для
всех случаев сварки давлением является положение о трехстадий-
ности процесса. Если дислокации играют роль активных центров
взаимодействия, то имеет место частный случай развития кинетики
процесса. Так, например, в настоящее время получены надежные
экспериментальные данные, свидетельствующие о принципиальной
возможности образования соединения при сварке давлением без
18
пластической деформации более твердого из соединяемых ме-
таллов.
О принципиальной возможности образования соединения без
образования дислокаций в приповерхностных слоях более твердого
металла [86] могут свидетельствовать также экспериментальные
данные по эпитаксии диффузии, напылению металлов и др. В ра-
боте [69] на примере клинопрессовой сварки стали 12Х18Н9Т с алю-
миниевыми сплавами АД1 и АМгЗ показана довольно резкая темпе-
ратурная зависимость кинетики образования прочного сварного
соединения, причём наличием интенсивной пластической деформации
более твердого металла (стали 12Х18Н9Т) не удавалось сместить
температурный порог схватывания в область более низких темпера-
тур. Это позволило авторам работы [69] сделать заключение о том,
что наличие дислокаций на контактной поверхности более твердого
металла еще не является достаточным условием для образования
прочного соединения.
Все способы сварки давлением можно разделить на три группы
[621: с низкоинтенсивным силовым воздействием (диффузионная
сварка), со среднеинтенсивным силовым воздействием (сварка хо-
лодная, трением, прокаткой), с высокоинтенсивным силовым воздей-
ствием (сварка взрывом и магнитно-импульсная).
В самом общем случае процесс качественного соединения при
сварке давлением может ограничиться схватыванием контактных
поверхностей или получить дальнейшее развитие и закончиться
образованием в зоне контакта общих зерен (при соединении одно-
родных металлов, разнородных металлов с неограниченной раство-
римостью) или новых фаз (при соединении разнородных металлов).
Необходимо, чтобы образование сварного соединения разнородных
с ограниченной взаимной растворимостью металлов заканчивалось
схватыванием контактных поверхностей. Это возможно при малой
длительности либо при невысокой температуре (<0,5Тпл) сварки:
диффузионные процессы в зоне контакта прекращаются, и сварное
соединение образуется вследствие схватывания. Поэтому разнород-
ные металлы с ограниченной взаимной растворимостью можно сва-
ривать отдельными способами первой группы (например, при невы-
соких температурах), некоторыми способами сварки второй группы
и всеми способами третьей группы [62, 179]. Условия получения
качественной сварки давлением разнородных металлов с ограни-
ченной взаимной растворимостью можно записать в виде
(1)
+ ^ох> (2)
где tB — длительность силового взаимодействия при конкретном
способе сварки; tc — длительность схватывания контактных поверх-
ностей по всей площади соединения (образования межатомных свя-
зей всеми атомами контактных поверхностей); /р —длительность
релаксации напряжений в зоне контакта; /л — длительность латент-
ного периода (образования термодинамически устойчивого заро-
19
s
дыша новой фазы в зоне соединения); tH — длительность контак-
тирования металлов при постоянной температуре, большей 0,5Тпл;
— длительность охлаждения металлов в зоне контакта после ;
сварки до температуры <0,5Тпл. ’
Необходимость выполнения условий (1) и (2) очевидна: при '
4 < tc не все атомы контактных поверхностей успеют образовать
межатомные связи; при /с < £р напряжения в зоне контакта частично
или полностью разрушат образовавшиеся межатомные связи, и
схватывания контактных поверхностей не произойдет; если же не
выполняется условие (2) и /л < /н + /ох, то в зоне соединения обра-
зуются зародыши новой фазы, что при определенных условиях может
привести к ухудшению качества сварного соединения.
При сварке импульсным воздействием длительность взаимодей-
ствия также зависит от технологических особенностей способа.
В частности, при сварке взрывом [62]
4 = 26min/c, (3)
а шри магнитно-импульсной сварке
= (4)
где 6min — толщина менее тонкого элемента; с — скорость звука
в металле; /д — длительность действия магнитного импульса, яв-
ляющаяся характеристикой установки; ts — длительность движения
метаемого элемента до момента соударения.
Длительность полного схватывания контактных поверхностей tc
определяется длительностью их активации, так как атомы, достиг-
шие требуемого энергетического барьера, «мгновенно» образуют
межатомные связи, т. е. tc = ta.
Анализ приведенных уравнений показывает, что при сварке
давлением разнородных металлов можно, варьируя режимы сварки,
изменять /в, /с, /л, tn и /ох; при сварке с постоянной скоростью дефор-
мирования можно в широком диапазоне изменять iB и /с, а выбрав
подходящую температуру сварки, обеспечить выполнение правой
части условий (1) и (2).
В заключение следует заметить, что деление процесса образо-
вания соединения на три стадии оправдано только для микроскопи-
ческих участков контактов. Если рассматривать общую укрупненную
картину процесса, то могут встречаться случаи, когда вследствие
медленного растекания одного из соединяемых металлов по поверх-
ности другого в первых по времени образования участках контакта
уже будет заканчиваться вторая стадия, а в последних — только
еще будет протекать первая стадия. Поэтому в зависимости от соот-
ношения длительностей отдельных стадий в ряде случаев общую
длительность процесса образования соединения нельзя представить
в виде алгебраической суммы длительностей этих стадий без учета
общей кинетики растекания контакта по всей площади соединения.
Взаимодействие расплавленного металла с твердым. Процесс
взаимодействия твердых металлов с расплавленными сложнее, чем
твердых с твердыми [122]. При взаимодействии жидкого расплав-
20
ленного металла с твердым скорость образования промежуточных
соединений зависит от природы взаимодействующих металлов,
а также от температуры и времени взаимодействия. В связи с этим
решающее значение приобретают температурно-временные условия
взаимодействия при сварке-пайке.
В работе [132] рассмотрены температурно-временные условия
взаимодействия расплавленного металла с твердым на различных
стадиях образования сварного соединения; сделана попытка объяс-
нить природу задержки диффузионных процессов и химического
взаимодействия в свете современных представлений о механизме
образования сварного соединения в твердожидкой фазе.
В настоящее время общепризнано [180], что взаимодействие
жидкого металла с твердым также состоит из нескольких последо-
вательных стадий, основные из которых — адсорбция и взаимодей-
ствие (гетеродиффузия, химические реакции). В образовании проч-
ных связей при взаимодействии расплавленного металла с твердым
основное место занимают процессы хемосорбции, являющейся необ-
ходимой предварительной стадией взаимодействия. В свете электрон-
ной теории под хемосорбцией понимают процесс адсорбции, обуслов-
ленный силами химической природы (обменного типа).
Образование прочных связей будет происходить в процессе так
называемой слабой хемосорбции. Слабая хемосорбция характери-
зуется тем, что электронная оболочка адсорбированного атома
проникает в электронную оболочку металла. Процессы гетеродиф-
фузии могут происходить только после протекания процесса хемо-
сорбции, т. е. после того как атомы взаимодействующих металлов
будут представлять единую квантово-механическую систему.
Время хемосорбции, или время задержки диффузионных процес-
сов, можно определить по уравнению
t = t0^+E^^T, (5)
где q — теплота хемосорбции; £а — энергия активации хемосорб-
ции.
В работе [132] сделана оценка по уравнению (5) длительности
периода задержки диффузии при взаимодействии следующих пар
металлов: Ti + А1Ж; Fe + А1Ж; Nb + №ж; Nb + Реж.
Расчет выполняли для температур 973 и 1123 К (при взаимодей-
ствии с жидким алюминием), 1773 К (при взаимодействии с расплав-
ленным никелем) и 1873 К (при взаимодействии с расплавленным
железом). Результаты расчета приведены в табл. 2.
Расчет показывает, что время задержки диффузионных процессов
в зависимости от схемы взаимодействия может изменяться на не-
сколько порядков. Теплота хемосорбции q при наличии на поверх-
ности свободных связей (табл. 2, вариант 1) должна быть близкой
к энергии активации диффузии адсорбированного атома в твердый
металл, что на самом деле и наблюдается. Так, энергия активации
Диффузии алюминия в титан Е = 165,1 кДж/моль при q =
= 144 кДж/моль, энергия активации диффузии никеля в ниобий
Е ~ 269 кДж/моль при q = 301,2 кДж/моль. Взаимодействие при
21
Таблица 2
Результаты расчета длительности периода задержки диффузионных процессов
при взаимодействии расплавленного металла с твердым
Вариант Ti + А1ж А1 =144 кДж/моль; Еа = 35,99 кДж/моль) Fe + А1?к (7>ре д1 = 206,91 кДж/моль; Еа = 51,83 кДж/моль)
<7- кДж/моль q + Еа’ кДж/моль с <7> кДж/моль кДж/моль t, с
при 973 К при 1123 К при 973 К при 1123 К
1 2 3 4 144 65,84 91,33 13,17 185,17 101,82 123,14 49,16 Ю-3.2 Ю-8.3 Ю-’.з 10-юл 10-4.0 IO'8.3 Ю-7.3 Ю-10 >8 206,91 137,52 154,66 85,27 258,74 189,35 206,49 137,10 Ю-0.2 Ю-2,0 IO-2’0 IO-®-6 Ю-1’2 IO”4’* 10-3.5 Ю-0.7
Вариант Nb + ЬИЖ (£>ЫЬ — Ni = 301,25 кДж/моль; Еа = 75,28 кДж/моль) Nb + Реж Фре_Nb — 186,43 кДж/моль)
<7, кДж/моль <7 + £а. кДж/моль t, с при 1173 К <7. кДж/моль кДж/моль f + Fa, кДж/моль t, с при 1873 К
1 2 3 4 301,25 173,76 231,66 108,35 376,53 249,04 306,93 183,63 Ю-2.° Ю-3,7 10-»Л 186,43 58,52 117,04 46,61 233,04 105,13 163,65 10-ОЛ Ю-ю.о IO’8’4
отсутствии на поверхности свободных связей (табл. 2, вариант 2),
очевидно, приближается к процессу физической адсорбции, о чем
свидетельствует малая теплота адсорбции.
Период задержки диффузионных процессов можно оценить также
и по времени релаксации. При неупругом столкновении атома или
молекулы, обладающих энергией Е, с поверхностью твердого тела,
энергия которого Ег Е, имеет место энергообмен. Диффузионные
процессы (после образования прочных связей) будут происходить,
если атомы обладают необходимой энергией.
Так как энергия активации диффузии атомов твердого металла
в жидкий меньше энергии активации жидкого металла в твердый,
можно предположить, что более предпочтительной будет диффузия
в жидкий металл. Полагая, что диффузионные процессы начнутся
после достижения атомами твердого тела в процессе энергообмена
энергии, равной энергии активации диффузии атомов твердого ме-
талла в жидкий, период задержки диффузионных процессов можно
вычислить из уравнения t = t^Ee!VT.
22
При взаимодействии алюминия
с титаном, принимая Е == 0,5 эВ
при Т =973 К, получим t = 10~6’6с.
Это время задержки диффузии
удовлетворительно согласуется со
значением, вычисленным для ва-
рианта 3 в табл. 2 (t = 10-7’3с).
Очевидно, при реальном взаимо-
действии на поверхности обоих ме-
таллов имеются частично свобод-
ные связи. Результаты расчета по-
казывают, что период задержки
диффузионных процессов при взаимодействии расплавленного ме-
Таблица 3
Расчетные значения энергии
активации реакций образования
интерметаллических соединений,
кДж/моль
Взаимо- действующие металлы ^ар q + Е
Ti + А1ж 242 123,1
Fe + А1ж 259 206,4
Nb + 393 305,1
талла с твердым на несколько порядков меньше времени контакти-
рования твердого металла с жидким в условиях сварки-пайки.
Это свидетельствует о том, что подавить диффузионные процессы
в реальных условиях сварки не представляется возможным. Однако
начало диффузии не означает начала образования интерметалли-
ческих соединений. На практике периоды задержки образования
интерметаллических соединений при взаимодействии расплавленного
металла с твердым во много раз превышают длительность периода
задержки диффузионных процессов [14, 931.
После стадии хемосорбции становится возможным дальнейшее
взаимодействие между атомами контактирующих металлов. При
контактировании металлов, обладающих малой взаимной раствори-
мостью, будут образовываться интерметаллические соединения (как
диффузионным путем, так и в результате химической реакции).
Период задержки образования интерметаллических соединений опре-
деляется энергией активации реакции. Поэтому период задержки
диффузионных процессов будет совпадать с периодом задержки обра-
зования интерметаллического соединения только в том случае, если
q + Е& fap, гДе fap —энергия химической реакции.
Если же q + Еа < fap, то после хемосорбции будет протекать
процесс гетеродиффузии, который в итоге может привести к образо-
ванию интерметаллидов, однако химическое взаимодействие (реак-
ция) при этих условиях маловероятно. В этом случае для достиже-
ния предельной концентрации, выше которой образуется интерме-
таллическое соединение, необходимо некоторое время. Можно пред-
положить, что это время и является периодом задержки образования
интерметаллических соединений.
Для рассмотренных выше пар металлов рассчитаны [132] энер-
гии активации реакции образования соответствующих соединений
(TiAld, FeAl3, NbNi3) и проведено их сравнение с величиной q + Еа
(табл. 3).
Как видно из расчета, во всех случаях следует ожидать несовпа-
дения периодов задержки диффузии и образования интерметалли-
ческого соединения^табл. 4). Период задержки образования интерме-
таллидов зависит от температуры взаимодействия и природы
металлов.
23
Таблица 4
Длительность периода задержки образования интерметаллических соединений
Вариант Ti + ЗА1 = = TiAI3 Fe -f- ЗА! = = FeAl3 Nb + 3N1 = = NbNi3 3Nb -f- 2Fe = = Nb3Fe2
г, к t, с т, к t, с т, к t с т, к с
1 973 123 973 1,98-Ю"1 1723 0,435-10’1 1873 0,64-10~2
2 1073 11,4 1073 4,55- 10’2 — — — —
3 1123 4,25 1123 2,86-10‘2 — — — —
4 1673 0,03 — 3,60-10“3 — — — —
В условиях сварки-пайки температура взаимодействия обуслов-
ливается температурой плавления легкоплавкого металла, поэтому
нижний предел ее ограничен. Если при этой температуре период
задержки образования интерметаллидов мал, то следует искать
другие пути (кроме понижения температуры взаимодействия) тор-
можения реакции. Одним из таких способов торможения реакции
является введение в расплавляемый металл добавок другого эле-
мента. Например, в литературе имеются данные о том, что кремний
тормозит образование реактивных фаз при взаимодействии железа
с жидким алюминием, введение алюминия в расплавленный цинк
существенно замедляет скорость образования фазы FeZn3 и др.
РАСПРОСТРАНЕНИЕ ТЕПЛОТЫ
ПРИ РАЗНОРОДНОМ СОЧЕТАНИИ МЕТАЛЛОВ
Диаграммы состояния характеризуют интересующие нас системы
в равновесном, стабильном состоянии, достигнутом длительным от-
жигом. При сварке в связи с большой скоростью остывания швов
равновесное состояние достигаться не будет, поэтому характер фор-
мирования переходной зоны (вплоть до образования интерметалли-
ческой прослойки) будет зависеть от температурного состояния гра-
ницы между разнородными металлами. Эта граница в комбиниро-
ванном сварном соединении является важнейшей зоной, в которой
протекают процессы (реакции), определяющие технологическую и
эксплуатационную прочность, плотность шва, а также его корро-
зионную стойкость. Интенсивность протекания этих процессов и
степень их полноты зависят в первую очередь от термического воздей-
ствия при сварке. Комбинированные соединения вследствие значи-
тельного различия в теплофизических свойствах компонентов имеют
характерные особенности в распространении теплоты.
В работе [88] решены задачи по определению температурных
полей при мгновенной заварке кольцевого шва на границе двух раз-
нородных дисков и при сварке двух разнородных пластин источни-
ком теплоты, движущимся с конечной скоростью. Существенно упро-
стило математическую реализацию этих задач принятие допущения
24
об отсутствии теплоотдачи. При необходимости более точного опи-
сания температурных полей при сварке в решении необходимо учи-
тывать теплоотдачу.
В работе [134] определяли температуры при сварке внахлестку
и встык разнородных пластин ограниченного размера поверхност-
ным источником теплоты (лучом лазера). Исследования темпера-
турных полей при сварке цилиндрических оболочек (труб) из разно-
родных металлов выполнены в работах [68, 160]. По расчетным фор-
мулам на ЭВМ определены температурные поля при аргонодуговой
сварке неплавящимся электродом оболочек из стали 12Х18Н10Т
с оболочками из стали СтЗ, оболочек из стали 12Х18Ш0Т с оболоч-
ками из меди, а также пластин из меди и алюминия. Параметры ре-
жима сварки изменяли в достаточно широких пределах. Рассмотрены
оболочки средних диаметров 60—90 мм с толщиной стенки 2—3 мм.
Результаты расчетов сопоставлены с результатами экспериментов.
Отмечено удовлетворительное соответствие расчетных и экспери-
ментальных данных.
Оболочки из разнородных металлов достаточно часто сваривают
через переходную втулку. В результате образуется соединение,
в котором имеются три цилиндрические оболочки из разнородных
металлов. Расчетным путем определены температурные поля при
аргонодуговой сварке оболочек 08Х18Н10Т + медь + СтЗ и
08Х18Н10Т + СтЗ + медь (0 72x2 мм). Ширина средней оболочки
изменялась от 10 до 40 мм.
Рассмотрим характер распространения теплоты на примере сварки
алюминия со сталью — пары металлов, наиболее резко различаю-
щихся по своим теплофизическим свойствам [130, 165].
В работе [130] данную задачу решали методом конечных разно-
стей, в основу которого положен высокоэффективный итерационный
процесс решения системы разностных уравнений. Этот метод позво-
ляет без особых затруднений учесть зависимость теплофизических
характеристик материала от температуры, а главное — получить
при относительно небольших затратах времени информацию о тем-
пературном поле в большом количестве точек вблизи движущегося
источника теплоты. Составлена стандартная программа, по которой
рассчитаны температурные поля при сварке на различных режимах
алюминиево-магниевого сплава АМгб со сталями 12Х18Н10Т и СтЗ.
Предложенный алгоритм численного исследования квазистацио-
нарных температур полей при сварке разнородных пластин позво-
ляет с помощью ЭВМ средней мощности получать данные о темпера-
турном поле вокруг движущегося источника нагрева (рис. 9). Отли-
чительной особенностью полученных в результате расчета темпера-
турных полей (сочетания АМгб Ч-4'стали) является несимметричность
изотерм как в продольном, так и в поперечном направлении: изо-
термы в алюминиевом сплаве опережают изотермы в стали, а ширина
зоны разогрева алюминиевого сплава в несколько раз больше, чем
стали. Это объясняется не только различием теплофизических
свойств соединяемых металлов, но и технологическими особенностями
сварки алюминия со сталью, в частности, необходимостью смещения
25
Рис. 9. Температурные поля при сварке разнородных пластин:
а — СтЗ + сплав АМгб; б — сталь 12Х18Н10Т — АМгб; в — СтЗ —12X18H10T; г —
СтЗ—АМгб
источника нагрева (сварочной дуги) на кромку алюминиевого сплава.
Длительность пребывания зоны контакта при температурах выше
заданной может быть оценена с учетом отношения длины соответ-
ствующей изотермы по линии контакта к скорости сварки. Оказа-
лось, что при сварке плавлением алюминия со сталью это время
обратно пропорционально квадрату скорости сварки. Отметим, что
при сварке однородных металлов время пребывания металла на оси
шва выше заданной температуры обратно пропорционально скорости
сварки.
Экспериментальная проверка предложенной методики расчета
температурных полей при сварке алюминия со сталью, а также
сопоставление результатов численного расчета с аналитическим
показали достаточную для инженерных расчетов сходимость расчет-
ных и экспериментальных данных. Другой задачей, возникающей
при изучении тепловых процессов сварки разнородных металлов,
является оценка времени высокотемпературного нагрева границы
раздела по толщине пластины с учетом сложной формы разделки.
В работах [59, 88] при формулировке задачи расчета квазиста-
ционарного температурного поля в разнородной пластине, возни-
кающего в результате движения точечного источника нагрева, пред-
полагалось, что пластина достаточно тонкая. Это позволило считать
распределение теплового источника равномерным по толщине пла-
стины, а характер проплавления —сквозным.
В ряде случаев сварки разнородных металлов оказывается тех-
нологически необходимым выполнять на стальной пластине пред-
варительную разделку кромок, заполняемую присадочным металлом.
При сварке алюминия со сталью в качестве присадочного металла
26
рис. 10. Схема сталеалюминиевого со-
единения
используют алюминиевую
проволоку. После прохожде-
ния источника сварочного
нагрева конфигурация сече-
ния сталеалюминиевого со-
единения плоскостью, пер- Г1 тзгз rz У
пендикулярной направлению
движения источника, имеет форму, изображенную на рис. 10. Темпе-
ратура жидкого металла, заполнившего разделку, может быть вычи-
слена следующим образом:
Уз == Ча! (СУ$),
(6)
где qa = qlv — погонная мощность источника нагрева; v — скорость
его движения; с, у —теплоемкость и плотность присадочного ме-
талла; S — площадь области металла, наплавленного за первый
проход.
Сформулируем задачу для расчета температурного поля в попе-
речном сечении разнородной пластины с заданной формой разделки
кромок. При этом будем пренебрегать градиентами температур
в направлении движения источника. Такое допущение оправдано,
если скорость сварки достаточно велика, т. е. источник нагрева
приближается к линейному, и температурное поле изучается в те-
чение сравнительно небольшого интервала времени, прошедшего
после заполнения разделки жидким металлом.
Выберем систему координат так, как показано на рис. 10, и
условимся относить индексы 1 и 2 к теплофизическим характеристи-
кам в стали и алюминии. Тогда теплофизические свойства и началь-
ная температура в составной пластине с учетом заполнения разделки
алюмйнием будет зависеть от пространственных координат у и z
так, как показано на рис. 10. Здесь %3, с3у3, Т3 совпадают с соответ-
ствующими величинами в области Z>2, если нижняя разделка уже
заплавлена, и полагаются равными теплофизическим характери-
стикам воздуха при первом проходе. Уравнение распространения
теплоты имеет вид
судТ/дТ = д/ду (КдТ/ду) + d/dz (MT/dz). (7)
\
Начало системы координат и расстояние (рис. 10) выберем
достаточно далеко от разделки с тем, чтобы температуры на границах
у = 0 и у = L± можно было бы считать в течение рассматриваемого
периода времени совпадающими с начальными температурами, т. е.
Т’цг.о.О = 7’1; = ^2- (8)
Будем считать, что теплообмен с окружающей средой на верхней и
нижней поверхбостях пластины происходит по закону Ньютона, т. е.
\пдГ^дп\ у,2£гт —а(Т Те), (9)
27
где Гт —внешние границы области Dm (см. рис. 10); а —коэф-
фициент теплообмена; Те —температура внешней среды.
Выпишем начальные условия
Т(х,У,0) —
Т\ y,^D1
У> 2 € ^2
Тз У> 2 £ D3
(Ю)
Таким образом, сформулированная модель представляет собой
задачу для параболического уравнения с разрывными коэффи-
циентами. Алгоритм численного решения и программирование наибо-
лее просто осуществляются в том случае, если рассматриваемая
область является прямоугольником. Сформулированная задача может
быть приведена к области прямоугольной формы, отличающейся от
рассматриваемой отсутствием выступающей (как сверху, так и снизу)
части (наплавки), теплообмен с которой учтем при помощи специаль-
ного граничного условия
(с,?)i 6dT/dt \Z=H = - MT/dz | Z=H - a (T - 7\), (11)
где 6 = S (y) —толщина наплавленного слоя (см. рис. 10).
Одной из задач, для решения которой может быть использована
сформулированная выше математическая модель, является опреде-
ление времени /, в течение которого в зоне контакта сохраняются
высокие температуры (Т > 520 °C), т. е. температуры, при которых
возможно образование интерметаллических соединений. Опыт пока-
зывает, что это время обычно невелико, поэтому для решения за-
дачи (7)—(И) методом конечных разностей целесообразно применять
явную схему. Граничные условия аппроксимировались с первым
порядком точности. Ниже приведены результаты расчетов, а также
сопоставление их с экспериментальными данными.
На рис. 11 приведены изменения температурных полей по тол-
щине пластины в различные моменты времени. Как видно из приве-
денных рисунков, первоначальная неравномерность в распределе-
нии температур по толщине пластины достаточно быстро (после про-
хождения источника нагрева) исчезает, и процесс переноса теплоты
фактически становится одномерным. При первом проходе (рис. 11, a)i
т. е. при заполнении присадочным металлом верхней части разделки
кромок, время высокотемпературного нагрева кромки для стали СтЗ
составляет 4 с. Примерно то же имеет место и для стали 12Х18Н10Т.
При сварке второго шва (присадочным металлом заполняется ниж-
няя часть разделки кромок, верхняя часть предполагается уже запол-
ненной сплавом АМгб) поле температур в пластине, а вместе с ним
и время-высокотемпературного нагрева резко изменяются. Сварку
с обратной стороны производили после полного остывания первого
шва. -------
На первый взгляд казалось, что заполнение разделки должно
привести к уменьшению температур на кромке разделки и сокраще-
нию времени пребывания ее в области высоких температур, так как
заполненная алюминием верхняя часть разделки интенсивно отби-
28
600 500
Рис. 11. Изменение температурных полей по толщине пластины при сварке:
а — СтЗ с АМгб (первый проход); б — то же (второй проход)
рает теплоту на разогрев (в отличие от воздуха при сварке первого
шва) и тем самым снижает общую температуру пластин.
Однако расчеты показали, что истинная картина имеет совершенно
противоположный характер. На рис. 11, б представлены поля тем-
ператур при сварке с обратной стороны сплава АМгб со сталью СтЗ.
При этом в области разделки кромок, т. е. в зоне непосредственного
контакта алюминия со сталью, температуры выше 520 °C не исче-
зают, в отличие от первого прохода, даже спустя 6 с. Для обеспече-
ния сварного сталеалюминиевого соединения, равнопрочного алю-
миниевому сплаву, сварку с обратной стороны (второй проход)
следует вести на примерно вдвое меньшем токе, чем сварку первого
шва, и после его полного остывания.
Расчетами также установлено, что попытка снизить температуру
зоны контакта на первом проходе за счет применения фигурных
(заполняющих разделку кромок), например, медных подкладок не
только не'приводит к желаемому результату, а напротив, способ-
ствует более интенсивному разогреву свариваемых кромок. Кроме
того, увеличивается длительность пребывания, зоны контакта метал-
лов при температуре выше критической (520 °C), что приводит к росту
интерметаллических фаз. Поэтому применение фигурных медных
подкладок нецелесообразно.
Определение характера распространения теплоты в различных
точках сталеалюминиевого соединения сложно как теоретически,
так и экспериментально. Практически же определение времени на-
хождения точки, лежащей на линии перехода, выше температуры
образования интерметаллической фазы (520 °C) для существующих
29
Рис. 12. Номограмма для расчета времени t контактирования стали 12Х18Н10Т со спла-
вом АМгб при температуре выше критической (а) и зависимость времени контактирования
расплавленного алюминиевого сплава со сталью от погонной энергии (S')
многочисленных биметаллических композиций алюминия со сталью
невыполнимо, так как оно зависит от состава металлов, входящих
в биметалл, соотношения толщин, теплофизических свойств компо-
нентов и других факторов. В связи с этим необходимо было попы-
таться найти общие зависимости, которые устанавливали бы связь
между упомянутыми выше параметрами.
В результате расчетов [89] построены обобщенные данные, при-
веденные на рис. 12, а.
По оси ординат отложена безразмерная температура
(Т-То) S2/<7n,
где То —начальная температура; Т —температура образования
интерметаллических фаз для стали данной марки; 6 —толщина
свариваемого металла; qn — погонная энергия, определяемая из вы-
ражения
qn = 0,24(7/т]пр/усв, (12)
где т]пр — эффективный КПД проплавления (цпр = 0,25 -=-0,3), в дан-
ном случае — суммарный КПД расплавления со стороны алюминия
и заполнения со стороны стали.
По оси абсцисс отложено безразмерное время (для любой толщины
металла) а//6, где а =Мсу—коэффициент теплопроводности.
Имея в качестве исходных данных параметры режима сварки,
первоначально находили безразмерную температуру, а затем, поль-
зуясь приведенным на рис. 12, а графиком, определяли время пре-
бывания границы перехода алюминий—сталь выше температур обра-
зования интерметаллических фаз.
Обобщенные данные построены в шести вариантах: для сочета-
ния СтЗ + сплав АМгб при отношении длины разделки к толщине
1/8 = 1, 2,03 и 3,9 (варианты III, I и IV), для случая предвари-
тельной подварки сплавом АМгб (вариант VI), для случая приме-
нения медной подкладки (вариант V) и сварки сочетания стали
12Х18Н10Т + сплав АМгб (вариант II).
30
Температура сварочной ванны в месте контакта алюминия со
сталью зависит от режима сварки, причем с увеличением погонной
энергии имеет тенденцию к повышению, что объясняется изменением
температуры сварочной ванны по глубине. На рис. 12, б приведены
зависимости времени контактирования расплавленного алюминия
с железом от погонной энергии. Время контактирования расплавлен-
ного алюминия с железом возрастает с увеличением погонной энер-
гии и в пределах исследованных режимов и толщин (6—20 мм)
изменяется в небольшом диапазоне (0,2—3,5 с).
При одинаковой толщине свариваемых металлов время контак-
тирования зависит как от вида разделки кромок, т. е. от количества
наплавляемого металла, так и от марки стали. При сварке алюминие-
вых сплавов со сталью 12Х18Н10Т время контактирования несколько
увеличивается. Естественно при этом, что время пребывания по-
верхности стальной кромки (точки 2, 5, 7 на рис. 12, а) выше крити-
ческой температуры Т = 520 °C значительно выше, нежели время
пребывания алюминия (точки /, 3, 4, 6, 8) при тех же температурах.
При увеличении толщин пластин из стали и алюминиевых спла-
вов время контактирования при одной и той же погонной энергии
сокращается. Таким образом, получены обобщенные данные и по-
строены номограммы, позволяющие рассчитывать время контакти-
рования расплавленного алюминия (ванны) с твердой стальной кром-
кой выше критической температуры образования интерметалличе-
ских фаз для широкого диапазона толщин (6—30 мм) свариваемых
металлов. Полученные значения времени контактирования являются
исходными для последующих расчетов процессов диффузии при
сварке разнородных металлов.
Автором работы [68] разработан расчетно-аналитический метод
определения температурных полей при сварке цилиндрических обо-
лочек и пластин из разнородных металлов мгновенным плоским,
мгновенным линейным и движущимся со скоростью сварки по стыку
оболочек линейным источником теплоты при условиях равномерного
прогрева стенок оболочек по толщине и независимости теплофизи-
ческих коэффициентов от температуры.
Метод позволяет рассчитывать температурные поля при сварке
двух и трех оболочек из разнородных металлов в большинстве
практически важных случаев.
ДИФФУЗИОННЫЕ ПРОЦЕССЫ НА ГРАНИЦЕ
КОНТАКТА
Диффузия играет важную роль во многих процессах, протекаю-
щих при сварке разнородных металлов. Диффузия вызывает пере-
распределение элементов в зоне сварного соединения; с нею связы-
вают возникновение микронеоднородности сварных швов.
Диффузионные процессы обусловлены флуктуацией энергии ато-
мов и дефектами кристаллической решетки. Движущими силами диф-
фузии при сварке в твердом состоянии являются градиент хими-
ческого потенциала, концентрации и фактические внутренние напря-
31
жения. Под действием этих напряжений диффузия идет весьма ин-
тенсивно, к тому же в процессе ползучести материала возникают"
дополнительные вакансии. Надежность соединений повышается
за счет переходной зоны, которая образуется путем взаимной диф-
фузии атомов. Однако в ряде случаев, когда имеет место выделение
интерметаллических фаз, механические свойства соединений могут
ухудшаться.
К настоящему времени осуществлено много экспериментальных
работ по исследованию взаимной диффузии для систем, образующих
непрерывный ряд твердых растворов, а также для систем, образую-
щих интерметаллические соединения (реактивная диффузия). Уста-
новлено [14], что в системах первого типа диффузионный слой
характеризуется непрерывным изменением состава диффузионного
слоя. В системах второго типа образуются слои интерметаллических
соединений, соответствующих диаграмме состояний. Состав и поря-
док образования слоев при диффузии определяются диаграммой
состояний изучаемой системы. Подробный обзор результатов иссле-
дования взаимной диффузии дан в работах [26, 84].
Сварка металлов в твердом состоянии. Для соединения разно-
родных металлов в твердой фазе необходимы развитие физического
контакта, активация контактных поверхностей и объемное развитие
взаимодействия. Последний процесс сопровождается диффузией и
может заканчиваться образованием интерметаллических фаз и рекри-
сталлизацией. В связи с этим необходимо иметь представление
о скорости развития диффузионных процессов. В работе [78] мето-
дом локального рентгеноспектрального анализа исследована зона
объемного взаимодействия золота с серебром (металлов, образующих
непрерывный ряд твердых растворов), полученная сваркой давле-
нием с импульсным косвенным нагревом. Золотая прокладка (зо-
лото марки Зл 999,9 ГОСТ 6835—80) толщиной ~20 мкм находилась
на никелевой ленте, серебряная — толщиной ~50 мкм — на квар-
цевой пластине. Никелевую ленту с кварцевой пластиной соединяли
через золотую и серебряную прокладки в атмосферных условиях
под давлением 60 МПа в течение 0,7 с. Зона контакта золота с сереб-
ром при сварке нагревалась за счет теплопередачи от пуансона до
температуры 500 °C. После сварки образцы отжигали при 500 °C
в течение 1, 5, 10, 30 и 60 мин.
Объемное взаимодействие золота с серебром при импульсной
сварке в течение 0,7 с происходит очень интенсивно. За указанное
время развивается зона протяженностью до 4,5 мкм. При после-
дующем отжиге сварного соединения в течение 10 мин протяженность
зоны объемного взаимодействия увеличивается всего лишь на доли
микрометра. Распределение золота и серебра в зоне объемного взаимо-
действия исследовали методом локального рентгеноспектрального
анализа на установке «Камека». На рис, 13 представлены концен-
трационные кривые распределения золота в серебре и серебра в зо-
лоте в момент окончания сварки при последующем отжиге.
По формуле
c/cq = 1 —erf (x/2DZ),
(13)
32
где х —расстояние, на котором концентрация равна с\ D —коэф-
фициент диффузии; t —время.
Рассчитаны коэффициенты диффузии золота в серебре [78].
Коэффициент диффузии золота в серебре [26 ]
£>Au-Ag = 5,3-10“4 exp (—29800/ЯТ).
При температуре 500 °C Z)Au-Ag = 2- Ю-1^ см2/с.
Сравнение коэффициентов диффузии показало, чтсРв период
импульсной сварки коэффициент диффузии золота примерно на
четыре порядка больше, чем в случае обычного отжига. Такое суще-
ственное увеличение его в серебре можно объяснить тем, что в ука-
занных условиях свариваемые металлы подвергаются интенсивной
пластической деформации.
При сварке давлением с подогревом наиболее интенсивно пласти-
ческая деформация протекает по периферии контактной поверх-
ности [77 ]. На краях контактной поверхности коэффициенты диф-
фузии золота в серебре в 1,5—2 раза больше, чем по оси сварного
соединения.
Рассмотрим механизм и кинетику образования и роста интер-
металлических фаз при сварке металлов без расплавления, т. е.
типичных реакций в твердом состоянии. В простейшем случае взаимо-
действия металла А с металлом В на границе раздела возникает
лишь одна интерметаллическая фаза АтВп,
При обсуждении механизма подобного процесса обычно противо-
поставляют две точки зрения. Согласно первой —интерметалли-
ческая фаза может возникнуть лишь после достижения в погранич-
ном слое металла-растворителя предела насыщения твердого рас-
твора при данной температуре
т. р т т
, Л + В-.Д|В^Л|Лв|В-.Л|Лв|ЛтВ„|В,
т. е. новая фаза возникает в результате перестройки кристаллической
решетки вследствие достижения предела растворимости в погранич-
ной прослойке одного из металлов.
Согласно второй — при соприкосновении двух металлов неза-
висимо от явления взаимной растворимости может произойти хими-
ческая реакция с образованием интерметаллического соединения
непосредственно на границе раздела реагирующих металлов
л + вт^л|свДл|лтв„|в.
Предварительным этапом перед
образованием на поверхности сопри-
косновения двух металлов новой
интерметаллической фазы является
Рис. 1з. Взаимная диффузия золота и серебра:
1 — сварной образец золота с литым серебром;
г — сварной образец, отожженный при 500 °C
в течение 60 мин
2 В. Р. Рябов и др.
33
хемосорбция (х. с.), т. е. такая адсорбция, при которой прояв-
ляются химические силы взаимодействия. Дальнейший рост интер-
металлической прослойки, разделяющей оба металла, происходит
за счет диффузионного поступления по крайней мере одного из
компонентов к поверхности раздела.
Известно, что в случае постоянства концентрации диффундирую-
щего компонента можно получить параболический закон роста слоя
у2 = ZkcDtla = kt, (14)
где у —толщина слоя; Ас —разность концентрации на его грани-
цах; D — коэффициент диффузии в слое; t — время; а — некоторая
постоянная величина с размерностью концентрации.
Температурная зависимость скорости роста имеет экспонен-
циальный характер, т. е.
k = &0 exp (—E/RT), (15)
где Е — энергия активации диффузии; kQ — коэффициент, мало зави-
сящий от температуры.
Обе эти зависимости соблюдаются в ряде случаев, но далеко
не всегда.
В случае возникновения нескольких интерметаллических фаз
картина еще более усложняется (см. рис. 6). Кроме того, в большин-
стве случаев свариваются не чистые металлы, а технические много-
компонентные сплавы с несовершенной кристаллической структу-
рой. Температура и давление в ходе сварки не сохраняются постоян-
ными. В целом истинная картина оказывается довольно сложной.
При взаимодействии двух твердых металлов действительно возни-
кают твердые растворы. Однако интерметаллическая фаза наблю-
дается и в случаях, когда твердые растворы еще не достигли пре-
дельной концентрации для данной температуры. Интерметаллические
фазы образуются также в металле, почти не растворяющем диффун-
дирующий компонент, например при диффузии железа в алюминии
(предел растворимости <0,025 ат. % Fe при эвтектической темпера-
туре и <0,001 ат. % Fe при температурах ниже 500 °C).
Для правильного понимания механизма сварки разнородных
металлов и сплавов без расплавления необходимо прежде всего
выяснить закономерности ранних этапов диффузионного взаимодей-
ствия, когда интерметаллические фазы лишь начинают возникать
и их наличие еще не привело к существенному ухудшению механи-
ческих свойств. При этом необходимо учесть реальную структуру
свариваемых металлов и, в частности, наличие границ зерен, дисло-
каций, неравновесных вакансий и др., а также нестационарность
по температуре и давлению самого процесса сварки.
Необходимо прежде всего учесть весьма ограниченное приме-
нение законов диффузии Фика. Коэффициент диффузии существенно
зависит от реальной структуры металлов и от концентрации. Следо-
вательно, диффузионный поток будет зависеть от природы и протя-
женности границ между зернами, а также от температуры, состава
и градиента концентрации. Правда, с повышением температуры эф-
34
фективный коэффициент диффузии £>зф в поликристалле прибли-
жается к значению D, соответствующему достаточно совершенному
кристаллу. С другой стороны, в случае D — / (с) две переменные —
время t и расстояние у—связаны простым соотношением % = у/уЪ
Это дает возможность получить соотношение
Ddcjd'K = — (1/2) J X дс, (16)
Со
где с0—исходная концентрация; с—концентрация, при которой
дс/дК =0 [84].
Аналогичное соотношение получено экспериментально значи-
тельно позднее С. Матано, по имени которого и назван метод опре-
деления D == f (с). (Плоскость Матано проводят таким образом,
чтобы площадь между кривой распределения и осями координат
справа и слева от линии раздела была одинаковой.) Метод Ма-
тано может быть применен и для анализа экспериментальных ре-
зультатов при образовании интерметаллидных прослоек.
При сварке не чистых металлов, а разнородных сплавов диф-
фузия может происходить, когда градиент концентрации близок
к нулю, при неравенстве нулю градиента термодинамического по-
тенциала дФ/ду. Нарушение первоначального распределения угле-
рода, возникшее вследствие сварки стали двух сортов различного
состава, можно объяснить тем, что сродство углерода к железу
больше, чем к кремнию. Подобные явления возрастания градиента
концентрации дс!ду в ходе диффузионного отжига сварного стыка
не могут быть объяснены в рамках классической теории диффузии.
Необходимо привлечение термодинамических представлений.
Фактическая сила, действующая на диффундирующий атом или
ион в бинарном растворе, может быть представлена как отрица-
тельный градиент химического потенциала d^Jdy. Поток атомов
£“го сорта
J j == —М iCtd^i/dyN = — М iCtdM t/dy, (17)
где Mi “Подвижность атомов i-ro сорта, являющаяся функцией
состава при постоянных температуре и давлении. Если учесть связь
химического потенциала с коэффициентом активности' при
постоянном грамм-атомном объеме
я» const + RT In (18)
то получим следующее выражение для парциального коэффициента
гетеродиффузии атомов i-ro сорта:
Dt = kTMi (1 + д In ъ/д lncf)• (19)
Впервые эти соотношения были использованы для анализа металли-
ческих систем Л. Даркеном. Он установил прежде всего связь коэф-
фициентом гетеродиффузии Dt отдельных веществ и соответствую-
щих коэффициентов самодиффузии D*. Л. Даркен принял, что под-
вижность атомов Мр определяемая средней скоростью потока при
9=5»
35
диффузии в случае градиента термодинамического потенциала, рав-
ного единице при само- и гетеродиффузии, одинакова для любого
вещества. Таким образом, различие между Di и DI целиком сводится
к равным значениям химического потенциала в обоих случаях.
При самодиффузии
D* = kTMt. (20)
Из сопоставления (19) и (20) следует
Dt = £>* (1 + д 1пуг/<31псг). (21)
В частном случае сварки двух разных металлов А и В можно свя-
зать коэффициенты самодиффузии и Db, определяемые с помощью
радиоактивных изотопов, с общим коэффициентом гетеродиффузии D
бинарной системы, определяемым по кривой распределения кон-
центрации одного из компонентов в зоне сварного стыка (метод
Матано). Согласно соотношению Гиббса—Дюгема для двухкомпо-
нентных систем
д In уА/д In сА = д In ув/д In св. (22)
Следовательно, если принять, что состояние микрообъема полностью
описывается давлением, температурой и составом, то
D = (NaDb + NBD*A) (1 + д In уА/д In сА). (23)
Это выражение позволяет объяснить еще одно явление, наблюдаю-
щееся при сварке пар металлов и сплавов, содержащих сильно отли-
чающиеся, например по температуре плавления, компоненты. Это
так называемый эффект Киркендалла. Сущность его заключается
в следующем. Если между свариваемыми пластинами из разных
металлов и сплавов поместить инертные метки (например, прово-
лочки молибдена или вольфрама или же частицы тугоплавкого
окисла), то после нагрева сварного стыка метки сдвигаются в сто-
рону пластины, состоящей из вещества с более низкой температурой
плавления. Сдвиг меток пропорционален квадратному корню из про»
должительности отжига J/7, а скорость сдвига v возрастает с повы-
шением температуры. Поскольку это явление связано с различием
парциальных коэффициентов гетеродиффузии Dit то согласно (23)
v == (D*a — Db) (1 + д In уА/д In сА)дсАЦду. (24)
Неравенство парциальных коэффициентов гетеродиффузии приводит
не только к смещению сварного стыка относительно первоначальной
плоскости соприкосновения, но и к возникновению пор вблизи по-
следней со стороны легкоплавкого металла, а также изменению
поперечных размеров со стороны тугоплавкого металла.
Эффективный коэффициент диффузии в объеме реального металла
отличается от коэффициента диффузии в достаточно совершенном
монокристалле того же металла. Эти отличия еще более существенны
в микроскопическом масштабе. Поэтому для правильного понима-
ния начальных этапов формирования интерметаллидов необходимо
учесть, что коэффициенты диффузии у границ зерен £>гр и вдоль
36
дислокации Do существенно превышают коэффициенты объемной
диффузии Doq. Так, отношение £>гр/£)об может достигать значения 106
[84]. Поэтому глубина проникновения за счет диффузии по грани-
цам зерен и вдоль дислокации больше, чем посредством объемной
диффузии, а концентрация диффундирующего компонента окажется
повышенной по границам зерен и вдоль дислокаций в зоне сварного
стыка по сравнению со средней макроскопической концентрацией
на данной глубине у. Этот эффект особенно существен в случае малой
предельной растворимости диффундирующего компонента. Тогда
перенос вещества (например, железа в алюминий) осуществляется
в основном лишь за счет диффузии вдоль дефектов кристаллической
решетки.
Возникший локальный объем твердого раствора с повышенной
концентрацией может в дальнейшем эволюировать двумя путями:
установление упорядоченного расположения атомов в кристалли-
ческой решетке твердого раствора; распад последнего на две фазы.
Если энергия связи между двумя атомами различного сорта U АВ
больше, чем полусумма энергий связи атомов одного сорта UAB В>
> (Uaa + то в твердом растворе установится упорядо-
ченное расположение атомов по узлам кристаллической решетки.
Если же, наоборот, UAB < (UAA + UBB)/2, то твердый раствор
будет распадаться на две фазы. Существует определенная термо-
динамическая вероятность локальной флуктуации состава из и-ато-
мов растворенного компонента в одном грамм-атоме твердого рас-
твора.
Энергия активации, необходимая для такой флуктуации,
nW = п [Ф5 — Ф -- (%; ~ х')дФ/д*/], (25)
где xl и х — концентрации, выраженные в атомных долях. .
Начальную скорость выделения можно представить в виде
N - k2 exp (-E/RT) ^р (nW/RT), (26)
где Е — энергия активации выделяющегося сорта атомов. Время
образования первых скоплений
to^k3exp [(nW + E)/RT], (27)
Для возникновения интерметаллической фазы необходима еще
перестройка кристаллической решетки, т. е. необходимо совершить
работу для образования критического зародыша
Лк = aoW2Ap2, (28)
где а — коэффициент формы; а — удельная свободная поверхност-
ная энергия зародыша; V — атомный объем; Др — разность хими-
ческих потенциалов в исходной решетке и зародыше.
Скорость" образования зародышей новой интерметаллической
фазы согласно А. Беккеру
N = k, exp (-EIRT) -exp (-ЛК//?Т), (29)
37
Время образования зародышей новой интерметаллической фазы
/о = ^ехр[(Лк + адТ]. (30)
Экспериментальные исследования стареющих сплавов действи-
тельно показали, что механизм образования новой фазы довольно
сложен. Так, в сплавах системы алюминий—медь при распаде пере-
сыщенного твердого раствора меди в алюминии сначала возникают
так называемые зоны Гинье—Престона—1, обогащенные атомами
меди. Затем происходит частичное упорядочение в расположении
атомов (зоны Гинье—Престона—2), и лишь после этого образуется
метастабильная 0'-фаза с иной структурой. Равновесная же 0-фаза
(СпА12) возникает на поздних стадиях процесса выделения.
Рассмотрим кинетику роста возникших за время tQ центров интер-
металлической фазы. Скорость роста кристаллов G определяется
выражением
G ъ GqGd = aMi (дФ/ду)/М, (31)
где Go —частотный фактор, слабо зависящий от температуры и
определяющий максимально возможную скорость роста; GD —диф-
фузионный фактор, определяющий концентрацию атомов необхо-
димого вида (по составу и энергии) на поверхности растущего кри-
сталла; а — геометрический фактор (определяемый формой домена
и условиями роста); —подвижность дефицитных атомов в мат-
рице; дфуду — градиент термодинамического потенциала в направ-
лении роста.
Первоначально рост первых кристаллов интерметаллической
фазы происходит преимущественно вдоль поверхности раздела обоих
металлов вследствие большей скорости диффузии в этой плоскости.
После встречи границ первых кристаллов интерметаллидов возни-
кает сплошная прослойка, и происходит нормальный рост. Таким
образом, зависимость размера у интерметаллической фазы от вре-
мени t может быть описана уравнением
уп (32)
При п «а 2 и t > tQ это уравнение переходит в уравнение Там-
мана, которое, следовательно, пригодно лишь для описания позд-
них стадий роста интерметаллических прослоек.
Экспериментально исследовались ранние стадии процессов обра-
зования и роста интерметаллических прослоек в системах ниобий—
железо [47], алюминий—медь, алюминий—латунь, алюминий—
железо, алюминий—сталь [84].
Анализ микроструктуры зоны сварного стыка в исследованных
системах позволяет представить начальные стадии образования и
роста интерметаллических фаз следующей схемой: взаимная диффу-
зия контактирующих металлов с различной скоростью; возникнове-
ние локально пересыщенных твердых растворов вокруг дефектов
кристаллического строения; образование первых центров новой
фазы в дефектных участках с повышенной концентрацией диффун-
дирующего элемента; поперечный рост центров интерметаллической
за
рис. 14. Зависимость толщины слоя йнтёрметаллйдов от
времени нагрева при температуре, °C:
1 — 1200; 2 — 1100; 3 — 1000; 4 — 900
фазы вдоль плоскости стыка; смыкание и
нормальный рост первой сплошной интер-
металлической прослойки; образование
первых центров второй интерметалличе-
ской фазы; продолжение нормального
роста первой интерметаллической про-
слойки; смыкание центров второй интер-
металлической фазы за счет поперечного
роста и т. д.
Интерметаллиды на начальных ста-
диях развития, когда они не образуют
еще сплошного слоя в контакте, практически не оказывают
влияния на механические характеристики соединения. При на-
личии в контакте сплошного интерметаллического слоя (у 5 мкм)
пластичность и прочность соединений начинают быстро падать. Это
обусловлено не только высокой хрупкостью новой фазы, но и вну-
тренними напряжениями, возникающими вследствие объемных изме-
нений.
В конкретных системах имеются свои особенности. В качестве
примера рассмотрим закономерности образования и роста интерме-
таллического слоя в сварном соединении ниобия с железом [47 ].
Биметалл ниобий (НВ4) — железо характеризуется тем, что ширина
переходной зоны (слоя интерметаллидов) не превышает 1 мкм.
Толщина указанного слоя у изменяется в зависимости от темпера-
туры нагрева (900—1200 °C) и времени отжига соединений (момент
появления интерметаллидов фиксировался при у ж 1 мкм).
Математические выражения получены обработкой эксперимен-
тальных данных о росте слоя интерметаллидов в зоне соединения
ниобия с железом (рис. 14). Зависимость толщины слоя интерметал-
лидов от времени нагрева можно описать уравнением
У2 = k (t —t0),
(33)
где у — толщина слоя; t — время отжига; t0 — латентный период,
в течение которого интерметаллид вырастает до устойчивого раз-
мера; k — параметр, характеризующий скорость роста слоя, опре-
деляемый по формуле (15).
С учетом уравнения (15) выражение (33) можно записать
у2 = koe~E/RT (t — t0). (34)
Уравнение (34) применимо для практических целей, если известны
значения и Е. Латентный период to находят по формуле, учи-
тывающей появление интерметаллидов размером меньше 1 мкм:
to=A^iRT, (35)
39
Рис. 15. Зависимость времени появления
интерметаллидов от температуры в соедине-
нии ниобий— железо:
1 — расчетные данные; 2 — эксперимен-
тальные
где коэффициент А не зависит от
температуры; Н — эффективная
энергия активации процесса об-
разования интерметаллида до
устойчивого размера.
Для отыскания значений А и
Н необходимо построить график
в координатах \/Т — 1g tQ. Значения t0 определим из уравнения (33)
to — tt\tm ^s)/(^lZm 2/s),
(36)
где ts соответствует величине ys = КУ\Ут'> У1 и ут — крайние зна-
чения переменной у на рис. 14.
Построение в координатах 1/Т — lg t0 показывает, что имеет
место прямолинейная зависимость, которая подтверждает пригод-
ность формулы (35) для оценки величин Н и А. Тангенс угла наклона
прямой к оси 1/Т определяет энергию активации процесса роста
интерметаллида, а отрезок отсекаемой прямой на оси ординат, —
величину А.
Функция t0 (Т) после отыскания значений А и Н выражается
в виде
t0 = 2,5- 10-7е14б>3/д2’.
Зависимость времени появления интерметаллидов от температуры,
рассчитанная по формуле (36), дана на рис. 15. Логарифмическая
зависимость толщины слоя интерметаллидов от времени нагрева до
исследуемого диапазона температур выражена прямыми, не прохо-
дящими через начало координат и имеющими примерно одинаковый
угол наклона к оси lg (t —10). Величина lg k для каждой темпера-
туры нагрева определяется по отрезку, отсекаемому прямыми на
оси ординат. Зная эту величину, путем построения зависимостей
lg k — 1/Т легко найти значения Е и k0, а именно: Е = 96,3 кДж/моль,
ko = 6-Ю3 мкм2/мин. Подставив эти значения k0 и Е в выражение
(34), получим
_ 6. ю3е-ев,щ-tayRT
Исследовали также структуру переходной, зоны и определяли
закономерность образования и роста интерметаллического слоя
в зоне контакта ниобия с никелем [55]. Температуру отжига изме-
няли от 700 до 1000 °C. Длительность отжига при 700 и 800 °C
составляла 10—200 ч, а при 900—1000 °C — 15—180 мин. Переход-
ная зона ниобий—никель после отжига характеризуется двумя ти-
пами микроструктуры. При температуре отжига до 900 °C эта зона
состоит из одного слоя. По данным микрорентгеноспектрального
анализа, образуется соединение NbNi и твердый а-раствор на основе
никеля. Другой тип микроструктуры переходной зоны наблюдается
40
при температуре отжига выше 900 °C. В этом случае переходная
зона состоит из двух слоев: со стороны ниобия образуется NbNi,
затем следует слой NbNi3, за которым располагается область твердого
а-раствора на основе никеля. Рентгеноструктурный анализ поверх-
ностей разрушенного образца после отжига при 1000 °C в течение
2 ч показал, что переходная зона содержит интерметаллические
фазы NbNi* NbNi3 и Nb5Ni. Микротвердость этой зоны 4000—
4700 МПа. Обработка экспериментальных данных выявила следу-
ющие зависимости:
/0 == 7,3-10-4е5‘85^г,
у2= 1,54- Ю6е““143’4^—/о)/7?г,
где t0 —латентный период, в течение которого интерметаллид вы-
растает до устойчивого размера (~1,5 мкм).
Взаимодействие твердой и жидкой фаз при сварке. Диффузион-
ные процессы на границе между твердым и жидким телом обладают
той особенностью, что скорость их определяется интенсивностью
диффузии в твердом теле, так как она обычно во много раз меньше
скорости диффузии в жидкости.
Процесс взаимодействия твердой иЗкидкой металлических фаз
при сварке и наплавке сопровождается той или иной степенью раз-
вития гетерогенной диффузии в зоне контакта. Составы фаз, нахо-
дящихся в контакте, устанавливают в соответствии с требованием
равенства их химических потенциалов, и даже незначительное
время их сосуществования способствует протеканию процессов гете-
рогенной диффузии в направлении установления фазового равнове-
сия. Интенсивность протекания этих процессов определяется темпе-
ратурой, длительностью контактирования, градиентом концентра-
ций и диффузионной подвижностью атомов [105, 123].
С точки зрения развития процессов гетерогенной диффузии на
границе раздела фаз определяющей является стадия взаимодействия
твердого металла с жидким. Развитие диффузионных процессов на
стадии охлаждения закристаллизовавшегося металла в основном
определяется временем нахождения металла при повышенных тем-
пературах. Для большинства элементов замещения их подвижность
при переходе из жидкого состояния в твердое резко падает (коэффи-
циенты диффузии уменьшаются на три—пять порядков), и длитель-
ность пребывания при повышенных температурах в реальных про-
цессах сварки и наплавки оказывается недостаточной для существен-
ного развития процесов химической неоднородности.
Одним из основных требований, предъявляемых к соединениям
разнородных металлов, является получение соединений с высокими
механическими свойствами^ зоне контакта и с минимальным разви-
тием процесса растворения твердой фазы, приводящего к переходу
элементов основного металла в наплавленный металл. В большинстве
случаев как наплавляемый металл, так и подложка являются спла-
вами, в связи с этим на свойства получаемых соединений также
могут оказывать существенное влияние процессы гетерогенной диф-
фузии примесей в зоне контакта.
41
В литературе имеются многочисленные сведения о влиянии раз-
вития процессов химической неоднородности на физико-механические
свойства соединений, в частности на механические, коррозионные
свойства, на поведение соединений при вибрационных испытаниях
и т. д. Количественное решение задачи по гетерогенной диффузии
примеси в зоне контакта твердой и жидкой фаз при частных гранич-
ных условиях приведено в работах [42, 120, 131]. Характер распре-
деления примеси зависит от коэффициента распределения k, харак-
теризующего различную растворимость элементов в твердой и жид-
кой фазах, от коэффициентов диффузии в твердой DT и жидкой
фазах, длительности процесса t и градиента концентрации примеси
на границе сплавления.
Условия задачи диффузии примеси в двух средах при частных
граничных условиях формулируются следующим образом:
1) dc^/dt = D^ddx2, х < 0; dc^/dt — D^d2ddx2, х ►> 0;
2) ст = ст0 при t = 0 и х<0; сж = сж0 при t = 0 и х>0;
3) DT (дст/дх)х=о = (дсж/дх)х=о на границе раздела для всех t\
0 оо
4) J (С*т0 ^т) &Х ] (^жО <?ж)
—оо 0
5) ст/сж = k в равновесном состоянии.
Решение имеет вид
ст(х,/) = ст0----17 1 erf —М при х<0; (37)
т0 kjdDr/D^+l |Д 2j/£M 'J 1 v 7
£ж(х,/)---^Ж0 "4
Гто--kCyf^Q
k + V~ Dm/DT
1 — erf f ~__ ")1 при x
о, (38)
где cT (x, t) и сж (*, 0 — концентрации элемента примеси
соответственно в твердой и жидкой фазах в момент t ►> 0 на различ-
ных расстояниях х (в см) от границы; ст0 и сж0 — начальные кон-
центрации примеси в твердой и жидкой фазах (t = 0 с); DT и £)ж —
коэффициенты диффузии примеси в твердой и жидкой фазах; k —
коэффициент распределения; t —длительность процесса, с.
Если градиент концентраций на границе сплавления при t — 0
отсутствует (наплавка, сварка однородного металла) — с0 = сж =
= ст0, уравнения принимают вид
ст(х>0 = с0----с° fec° [1 + erf (—£=-\
k]/ D^/D^+l L \ /
при x<0; (39)
с*'='- + ж ['-ег(5кЫ <40>
42
В том случае, если растворимость элемента в твердой и жидкой
фазах одинакова (k = 1), возрастает роль градиента концентрации
на границе сплавления Ас0 = ст0—сж0:
c’»-''=c’”-TSifen [1 + ег[(-й?г)]при х<0; <41)
С»'«) = С" + , + |/g^ [‘-Ч^йд)] "Р"*>0- (42)
В предельном случае, когда DT ж Иж (отсутствует граница фаз,
температура в металле постоянна), формулы преобразуются в извест-
ные уравнения, применяемые для расчета ряда диффузионных про-
цессов:
C(x.t) = с10 - р + erf (-^=-)] при х < 0; (43)
= Сцо + [1 - erf ( * )1 при х>0. (44)
£ I ' £ у Ш J I
Значения коэффициентов диффузии £>т зависят от температуры,
концентрации, структуры, примесей, напряженного состояния и мо-
гут меняться в широких пределах (10-7—1СГ16 см2-с”1 и менее).
Значения коэффициентов диффузии в жидкости в основном лежат
в пределах 10-4—10“6 см2-с-1. Длительность контактирования в слу-
чае сварки и наплавки металлов меняется от 0,01—0,5 с (смачивание)
до 0,5—10 с и более (наплавка, сварка) и зависит от погонной энер-
гии и скорости сварки [120, 123].
Равновесный коэффициент распределения (k0 = ст/сж) в зависи-
мости4 от легирующего элемента может быть больше или меньше
единицы. Если происходит снижение температуры, то kQ < 1 (1 —
0,001 для систем, относящихся к чисто эвтектическим). Если примесь
повышает температуру плавления сплава, то kQ > 1 (1—3). В ред-
ких случаях (для бора в германии) kQ = 15 или даже больше.
При наличии интенсивного перемешивания эффективные значения
коэффициента распределения k могут сильно отличаться от равно-
весных и с увеличением интенсивности перемешивания стремятся к 1.
В общем случае значения эффективного коэффициента распреде-
ления определяются из уравнения, полученного К. Бартоном и др.
k = kJ[k0 + (1 - kJ exp (1 -/6О/Г>Ж) ], (45)
где f — скорось увеличения толщины твердой фазы; 60 — толщина
ламинарного слоя; = 10-5~-10"4 см2-с-1.
Для большинства практических случаев неизвестны точные зна-
чения эффективного коэффициента распределения k, коэффициентов
диффузии £>т и и длительности контактирования. Точное опре-
деление этихГ величин в реальных металлических системах связано
с большими трудностями, так как их значения в значительной сте-
пени зависят от многочисленных побочных процессов.
43
Для большинства случаев диффузии элементов замещения эффек-
тивный коэффициент распределения k можно не учитывать при
решении гетерогенных задач с точностью ~0,1—0,01 %, т. е. в пре-
делах точности локального рентгеноспектрального микроанализа.
В этих случаях для расчета можно использовать приближенные
уравнения
ст = Сто — AcQB/if DT/Dm + 1; (46)
= сж0 &СцВ/D ж7)т, (47)
где Лео = сто £жо*
Уравнения (37), (38) и (46), (47) для гетерогенной диффузии при-
меси неприменимы в случае контакта двух чистых разнородных
металлов. В связи с этим рассмотрена задача развития химической
неоднородности в зоне контактирования твердой и жидкой фаз
разнородных металлов [123]. Решение имеет вид
ст = -у— [1 -|- ф( •• при х<0; (48)
сж = __ Г1 — Ф /—при х > 0. (49)
Уравнения гетерогенной диффузии примеси (37) и (38) и уравне-
ния (48) и (49) не учитывают наличия двухфазной области, изменения
коэффициентов диффузии от концентрации. Уравнения (48) и (49)
могут быть использованы и при взаимодействии двух металлов
в твердом состоянии. В этом случае
Г1+ф/х\1 при х<0; (50)
Vda + VDb L \2^DAt/\ F
св = • SDa Г1 — Ф хпри х>0, (51)
где сА и св —соответственно концентрации элемента Л в В и В
в Л; Da и Db —соответственно коэффициенты диффузии Л в В
и В в Л.
В тех случаях, когда при соединении металлов требуется свести
к минимуму ширину зоны химической неоднородности, необходимые
температуру и время процесса можно определить из (37), (38) или
(50), (51), задавая значения ст, сж или сА, св равными нулю, ах —
равным ширине допустимой зоны гетерогенной диффузии. При
определении времени контактирования для соединения металлов
в твердом состоянии необходимо учитывать дополнительное время,
требуемое для достижения физического контакта на всем протяже-
нии контактирующих поверхностей.
Разработана методика расчета [42, 154] толщины интерметалли-
ческой прослойки в зависимости от температуры процесса и времени
контакта твердой и жидкой фаз. Для простоты расчета приняли
диаграмму состояния взаимодействующих металлов Л и В, приве-
денную на рис. 4. Как правило, опасные толщины интерметалличе-
44
ских прослоек весьма малы в сравнении с толщинами самих взаимо-
действующих тел, поэтому при расчетах эти тела в ряде случаев
можно считать полубесконечными. Тогда распределение концентра-
ции по толщине жидкости при растворении в ней твердого тела с уче-
том нестационарности процесса можно найти по формулам, приве-
денным в работе [131]. Так как выпадение интерметаллида может
происходить только в том случае, если концентрация А в некоторой
части жидкости больше концентрации сх, то, зная закон насыщения
жидкости атомами твердой фазы и используя диаграмму состояния,
можно определить толщину интерметаллической прослойки, которая
выпадет при кристаллизации, в зависимости от длительности кон-
такта жидкой и твердой фаз.
Суммируя толщину прослойки при t± от каждого элементарного
слоя, найдем полную толщину прослойки [154]
= (52)
1=1 1=1
или, выбирая толщину Дг бесконечно малой, придем к интегралу
а
<53>
о
где а — то значение х, при котором с{а) = cv
Определяя у для разных значений времени при Т = const, полу-
чим зависимость толщины прослойки от времени контакта жидкой
и твердой фаз.
ПРОЦЕССЫ СМАЧИВАНИЯ (РАСТЕКАНИЯ)
И РАСТВОРЕНИЯ НА ПОВЕРХНОСТЯХ РАЗДЕЛА
Поверхностные явления при сварке различных пар металлов.
Поверхностные^Дявления играют решающую роль .в образовании
прочных связей при соединении разнородных металлов. Любая
сварочная система состоит из нескольких фаз, контактирующих
между собой. Многие процессы определяются явлениями, протека-
ющими именно на поверхностях раздела — это поверхностные свой-
ства фаз (поверхностное и межфазное натяжение) и поверхностные
явления на границах между фазами (адгезия, смачивание, адсорбция
и т. д.) Д118].
От величины поверхностного и межфазного натяжений зависит
форма валика, полученного при сварке, а при наплавке — ширина,
наплавляемая за один проход. Отделимость шлаковой корки, име-
ющая особое значение при многослойной сварке или наплавке под
слоем флюса, также связана с поверхностными явлениями и зависит
от поверхностных натяжений металла, шлака и межфазного натяже-
ния на границе металл—шлак.
Связь поверхностных свойств металла и формы сварного шва
подтверждается и экспериментально. Обнаружено [192], что с умень-
45
шением межфазного натяжения наплавленный валик получается
более плоским. Влияние сил поверхностного натяжения на форми-
рование корня стыковых швов отмечено в ряде работ. Силы поверх-
ностного натяжения заметно влияют на форму шва не только при
дуговых способах сварки, но также и при электронно-лучевой сварке
[189]. В ряде случаев краевой угол смачивания закристаллизовав-
шегося шва может служить критерием при оценке качества сварного
соединения.
В последние годы значительно увеличилось количество обзорных
и оригинальных работ, посвященных проблеме распространения
жидкости по поверхности твердого тела, проведенных с привлечением
современных методов исследований и обработки результатов измере-
ний [98, 126]. Хотя и получены общие сведения и закономерности,
механизм и кинетика растекания в условиях реальных систем
остаются неясными. До последнего времени почти отсутствовала
информация о растекании, например, алюминия и его сплавов по
металлам семейства железа, меди, титану и др.
При наплавке и сварке имеет место кинетическое смачивание,
которое характеризуется непрерывным образованием новых поверх-
ностей раздела. Но для простоты рассмотрения смачивание при
наплавке в первом приближении можно рассматривать как статиче-
ское смачивание на плоской поверхности [123].
Учет всех физико-химических факторов, влияющих на растекание
во время сварки, при описании кинетики процесса не представляется
возможным. В связи с этим особое значение имеют исследования
кинетических закономерностей растекания, определение скорости и
зависимости ее от различных физико-химических факторов, особенно
в системах, в которых процесс растекания осложнен образованием
промежуточных фаз в зоне контакта.
К сожалению, применительно к сварке плавлением разнородных
металлов процессы смачивания и растекания практически не изуча-
лись. Лишь в работах [123, 192], посвященных данному вопросу,
предпринимались попытки связать зону смачивания с термическим
циклом сварки.
В условиях сварки можно дать только комплексную оценку кон-
тактного взаимодействия, поэтому обычно используют методики, при
которых исследуют каждую стадию процесса отдельно в температур-
но-временных условиях, максимально приближающихся к сварке.
При таком моделировании процесса сварки-пайки каплю расплавлен-
ного металла наносят на поверхность твердой подогретой подложки.
Используют как изотермическую выдержку, так и кратковременный
нагрев.
Общего уравнения, которое охватывало бы все многообразие
процессов смачивания, еще нет. Могут быть решены лишь частные
задачи. В связи с этим большое значение приобретают эксперимен-
тальные работы.
Анализ закономерностей распространения жидких металлов по
твердой металлической поверхности показывает, что основными
факторами, влияющими на этот процесс, являются соотношение
46
между поверхностными энергиями твердого и жидкого металлов
и на их межфазной границе; микрорельеф твердой поверхности;
характер среды, в которой находятся контактирующие металлы,
температура, состояние поверхности твердого металла (наличие
окисных пленок и др.) и структура приповерхностного слоя; раство-
римость жидкого металла в твердом и скорость объемной диффузии
атомов расплава в твердый металл; физические свойства жидкости
(плотность, вязкость и др.); энергия активации поверхностной диф-
фузии и некоторые другие факторы (например, возможность образо-
вания интерметаллидов).
Основной параметр, характеризующий взаимодействие разно-
родных металлов,— смачивание, определяемое углом смачивания 0.
Для выяснения факторов, влияющих на смачивание и растекание
жидкости по твердой поверхности, проанализируем выражения для
краевого угла смачивания и движущей силы растекания. Пусть
капля жидкости 3 находится на твердой поверхности 1 в среде 2.
Тогда по уравнению Юнга можно записать
cos е = (<т12 — а13)/о23, (54)
где а12, <Г1з и сг23 — удельные свободные межфазные энергии на
границах 1—2, 1—3 и 2—3 соответственно, а 0—краевой угол.
При абсолютном смачивании (0 = 0) жидкость растекается по
поверхности. В этом случае роль движущей силы растекания играет
величина
Аа = k (о12 — а13) — а23, (55)
где k—коэффициент шероховатости, равный отношению площади
истинной поверхности и идеально гладкой.
Из выражений (54) и (55) следует, что, изменяя величины меж-
фазных энергий Gih и коэффициент k, можно управлять смачиванием
и растеканием. Так, наличие продольных канавок на твердой по-
верхности ускоряет растекание жидкости вдоль нее [15]. Учет
этого фактора важен и для сварки плавлением. При сварке разно-
родных металлов (например, стали с алюминием) на стальной де-
тали разделку кромок выполняют под определенным углом, что
улучшает смачивание и повышает прочность сварного соединения.
При нанесении на данную твердую поверхность жидкого металла,
например при сварке-пайке, алитировании и цинковании стальных
изделий, межфазные энергии oih можно изменять, либо изменяя
состав среды (газа, флюса) 2, либо путем легирования легкоплавкого
металла 3. На смачиваемость влияют также состав основного металла,
наличие градиента температуры вдоль его поверхности, принуди-
тельно заданный рельеф, величина наложенного потенциала, если
окружающая среда 2 — электролит. При сварке разнородных ме-
таллов появляются дополнительные движущие силы за счет давле-
ния дуги, давления потока аргона, большой массы расплавленного
металла.
Оценка движущих и тормозящих сил при изотермическом расте-
кании жидкости по твердой поверхности дана в работе [76]. Так,
47
например, для кинетики двумерного растекания капли получено
следующее уравнение:
W ^dr = / mg_ у
3 т dt 1 рг2 \ ** 1 яг / к '
где г — радиус капли массой т в момент времени /; р — плотность
жидкости, ц—ее вязкость; g—ускорение свободного падения;
и —множитель, учитывающий форму профиля капли; Ао и а23 —
те же величины, что и в формуле (55).
Растекание капли ускоряется вследствие понижения ее потен-
циальной энергии в поле силы тяжести (слагаемое gmVnpr3),
а также в связи с уменьшением площади боковой поверхности капли
при ее растекании (слагаемое 2mor23/pr2). Оба эти фактора особенно
существенны на начальных стадиях растекания (малые г, соответ-
ствующие образованию толстого слоя покрытия).
Из сил, тормозящих процесс растекания, отметим вязкость
жидкости, силы инерции, трение между слоем жидкости и подлож-
кой, механическое сопротивление, оказываемое микровыступами
поверхности. Наиболее хорошо изучен случай, когда главная сила
сопротивления — вязкость. Сила внешнего трения играет особенно
большую роль, когда слой растекающейся жидкости становится
очень тонким. С этим, вероятно, связано резкое замедление процесса
растекания на конечной стадии [76]. В результате взаимодействия
подложки с растекающейся жидкостью могут существенно меняться
движущие силы растекания, которые определяются поверхностными
и объемными свойствами жидкости, и тормозящие силы, определяе-
мые объемными свойствами. В частности, довольно часто встречаются
случаи, когда динамическая вязкость жидкости меняется в процессе
растекания. Тогда для расчета кинетики растекания необходимо
знать зависимости ц = f (с) и с = f (/), где ц —динамическая вяз-
кость жидкости; с — концентрация материала подложки в жид-
кости.
Рассмотрим влияние некоторых технологических факторов на
смачиваемость и растекание. Изучено влияние вакуума в диапазоне
давления 1,33-104 — 1,33 МПа на кинетику растекания расплавов
чистых металлов: Ga, Jn, Sn, Bi, Cd, Pb, Си, эвтектики Cu—Ag
(ПСр 72) и других по железу (вакуумной плавки), меди (М1б) и
никелю (НП2). Подготовка поверхности образцов заключалась
в механической зачистке, травлении и обезжиривании. Принято,
что с увеличением степени вакуумирования смачивание улучшается,
однако в исследовании [66] обнаружена аномалия в растекании
расплавов по поверхности железа, меди и никеля в вакууме.
Смачивание стали серебром. В работе [20] изучено влияние
флюса, газовой среды, легирующих элементов, температуры и вре-
мени контактирования на смачивание стали расплавленным сереб-
ром. Для определения влияния защитной атмосферы на процесс
смачивания стали расплавом серебра выбраны следующие газовые
среды: аргон высшего сорта (ГОСТ 10157—79), аргон +0,5 % кисло-
рода, аргон +1 % воздуха, вакуум 2,68-104—6,65 мПа. Подложка
48
Рис. 16. Зависимость краевого угла смачивания стали се-
ребром от температуры и состава газовой среды:
1—5 — вакуум 6,65; 66,5; 6,65-103; 2,66-104 МПа соот-
ветственно; 6 — аргон
из стали ВСтЗсп; навеску изготовляли
из серебра Ср 999,9 (ГОСТ 6836—80)
и серебра опытных плавок, легированных
элементами (Pd, Si, Р, Al), образующими
твердые растворы, эвтектики и химиче-
ские соединения с серебром и сталью.
Значения краевых углов смачивания 0
стали расплавом серебра Ср 999,9 в усло-
виях различных газовых сред при вре-
мени контактирования твердой и жидкой
фаз 1 мин и температурах 980—1100 °C
показаны на рис. 16. Нагрев до более
высоких температур затруднял наблю-
дение процесса, так как элементы оптической системы микроскопа
покрывались плотной пленкой конденсирующихся паров серебра.
Серебро хорошо смачивает сталь в вакууме (6,65 мПа) при тем-
пературе нагрева 1100 °C. Примеси воздуха и кислорода к аргону,
как и снижение разрежения воздуха, препятствуют процессу сма-
чивания. Смачиваемость стали расплавленным серебром опреде-
ляется в основном наличием окислов на поверхностях взаимодейст-
вия, температурой металлов жидкой и твердой фаз и продолжитель-
ностью контакта жидкого металла с твердым.
Введение небольших добавок меди [123] и палладия в серебро
способствует улучшению смачивающей способности, при этом с уве-
личением содержания палладия угол смачивания уменьшается.
Это объясняется тем, что палладий образует твердые растворы с же-
лезом и серебром. Металлографические исследования выявили
образование прослойки между сталью и серебром, причем с увели-
чением содержания палладия в расплаве толщина прослойки уве-
личивается. При исследовании влияния времени контактирования
жидкой и твердой фаз на угол смачивания установлено, что послед-
ний зависит (в определенных пределах) от времени контактирования
твердой и жидкой фаз, а также от степени легирования расплава.
Замена 10 % атомов серебра, находящихся на поверхности раздела
фаз, атомами палладия уменьшает поверхностное натяжение о13
системы железо—серебро на 30 %. Увеличение содержания пал-
ладия в сплаве серебра свыше 10 % незначительно влияет на процесс
смачивания стали ВСтЗсп при температурах до 1100 °C. Увеличение
времени взаимодействия фаз уменьшает угол смачивания, особенно
в первые 30 с.
В другой работе [175] с применением метода покоящейся капли
изучено взаимодействие в системе серебро Ср 999,9 (жидкая фаза) —
сталь марок СтЗ и*Ст 10 (твердая фаза) и выбран состав сварочного
флюса, обеспечивающий в аргоне краевой угол смачивания 0 < 20°
при температуре взаимодействующих фаз более 1000 °C. В присут-
49
ствии флюсов угол смачивания уменьшается при увеличении тем-
пературы и достигает величин, равнозначных условиям вакуума
13,3—1,33 мПа. Компоненты флюса: 30—35 % тетрафторбората
калия, 35—40 % криолита, 20—22 % фтористого натрия, 5—10 %
хлористого калия, 1—5 % кремния.
Работу адгезии рассчитывали по выражению
Гм = raSM - Wа (Wp)2/WV3, (57)
где 1Га—удельная работа адгезии, определяемая по формуле
Ц7а = ^23 (1 + cos 6) ПРИ поверхностном натяжении на границе
жидкой и газообразной фаз, которое равно о*23 = 0,898 -т-0,923 Дж/м2;
SM — площадь, занимаемая молем серебра, если его растянуть в мо-
ноатомную пленку; М и р — мольная масса и плотность, равные
55,84 и 7,88 г/см3 соответственно; #—число Авогадро, равное
6,02-1023 моль"1.
При взаимодействии серебра со сталью в присутствии флюса
WM =44 4-46 кДж/моль. Это свидетельствует о том, что энергию,
необходимую для растекания серебра по стали, обеспечивают не
физические, а химические силы, возникающие на границе раздела.
При этих же условиях, но без флюса (IFM < 6 кДж/моль) на шлифах
между серебром и сталью обнаружены прослойки повышенной твер-
дости. Прочность сцепления со сталью серебра, наплавленного не-
плавящимся электродом в аргоне с применением флюса, сгср =
= 100 4-140 МПа; без флюса сгср = 30 4-40 МПа. Сцепление серебра
со сталью надежно при нагреве соединения до 800 °C. Длительный
нагрев при 600—800 °C приводит к разупрочнению в результате
того, что на границах раздела соединения и зерен наплавки проте-
кают процессы избирательного окисления неблагородных элемен-
тов. По-видимому, действие флюса проявляется в растворении окис-
ных пленок стали, что способствует сближению поверхностей раз-
дела на расстояние, соизмеримое с параметрами кристаллической
решетки.
Исходя из анализа уравнения (54), для улучшения растекания
необходимо повысить поверхностное натяжение твердой фазы а12,
снизить поверхностное натяжение расплава о23 и межфазное поверх-
ностное натяжение а13. Поверхностное натяжение металлов с изме-
нением температуры меняется. Так, поверхностное натяжение стали
08Х15Н25 при температуре 1500 °C составило 1380 мДж/м2, при
1560 °C — 1400 мДж/м2; меди при 1131 °C — 1103 мДж/м2, при
1150 °C — 1115 мДж/м2, при 1200 °C — 1154 мДж/м2 и при 1215 °C—
1166 мДж/м2.
С повышением температуры поверхностное натяжение меди уве-
личивалось. Примеси в металле иногда оказывают весьма существен-
ное влияние на изменение поверхностного натяжения. Повышение
содержания меди в медно-никелевых сплавах от 0 до 100 ат.%при-
водит к понижению поверхностного натяжения от 1735до 1265мДж/м2.
На поверхностное натяжение меди очень сильно влияет добавка
серы. Аналогично влияют на медь добавки кислорода, серебра,
золота, кадмия, алюминия, олова, свинца, сурьмы. Влияние при-
50
месей на изменение поверхностного натяжения металлов и сплавов
объясняется их адсорбцией на границе раздела. Повышение кон-
центрации примесей в поверхностном слое приводит к понижению
поверхностного натяжения металла или сплава.
Одна из серьезных проблем при сварке меди со сталью — проник-
новение меди по границам зерен в сталь в процессе сварки и образо-
вание трещин. В работе [7 ] механизм образования трещин пред-
ставляется следующим образом. В результате действия упругопла-
стических деформаций растяжения на поверхности кристаллизу-
ющейся стали возникают микронадрывы. Медь, находящаяся в жид-
ком состоянии, смачивает поверхности микротрещин и проникает
туда под влиянием капиллярного эффекта. Проникнув в микронад-
рыв, медь вызывает дополнительное давление на стенки микрощели,
что приводит к развитию микронадрыва и образованию трещины
значительной величины. Из двух фаз, присутствующих в сталях,
жидкая медь смачивает аустенит (у-фазу) и не смачивает феррит
(а-фазу).
Для непосредственного определения смачиваемости медью аусте-
нита и феррита методом лежащей капли определены краевые углы
смачивания между жидкой медью и аустенитом и жидкой медью
и ферритом. Материал подложек: феррит—сталь 08Х17Т, аусте-
нит— сталь 12Х18Н9Т. При использовании в качестве подложки
стали 08Х17Т краевой угол смачивания равен 92—100°, а для стали
12Х18Н19Т —22—28° при 1100 °C. Поскольку краевой угол сма-
чивания медью стали 08Х17Т (феррит) более 90°, следовательно,
сталь 08Х17Т медью не смачивается. Краевой угол смачивания
медью стали 12Х18Н9Т (аустенит) значительно меньше 90°, т. е.
она смачивается медью. Резкое уменьшение (вплоть до полного
отсутствия) трещин в сталях с ферритной фазой вызвано несмачи-
ваемостью феррита жидкой медью [6].
Проводили исследование смачиваемости электротехнической стали
жидкой медью в вакууме [100] путем определения угла смачивания 0
и площади растекания S при разной температуре наплавляемой
поверхности (700—1100 °C). С этой целью при разрежении в камере
~1,33- Ю3 Па на нагретые до определенной температуры образцы
наносили капли расплавленной меди. Капли получали путем вве-
дения медного прутка диаметром 4 мм в зону горения дуги. В момент
отрыва капли дуга выключалась и одновременно фиксировалась тем-
пература поверхности образца (в записи на осциллографе с помощью
хромель-алюмелевых термопар). Результаты исследования угла сма-
чивания и площади растекания меди при соединении медь—сталь
представлены на рис. 17.
В работах [99, 126] определены скорости растекания жидкой
меди по поверхности железа различной степени окисленности при
температуре 1120 °C. При этом установлено, что расплавы расте-
каются с меняющимися контактными углами.
Смачивание железа алюминием. Рассмотрим некоторые процессы
контактного взаимодействия в системе алюминий—железо. Схема
взаимодействия этих двух металлов может быть представлена сле-
51
Рис. 17. Зависимость краевого угла смачи- Рис. 18. Зависимость краевого угла смачи-
вания и площади растекания жидкой меди вания железа алюминием от времени кон-
от температуры нагрева образцов такта, с:
1 —4 до 30; 5 — до 6
дующими стадиями: первая — растекание жидкого алюминия по
поверхности железа; вторая — возникновение интерметаллической
прослойки на границе раздела; третья —растворение этих фаз
в расплаве алюминия. Можно предположить, что собственно хими-
ческое взаимодействие железа и алюминия с образованием интерметал-
лических соединений происходит со скоростью, значительно превы-
шающей скорость растекания алюминия и растворения возникших
соединений. Поэтому изучали кинетику растекания жидкого алюми-
ния по поверхности железа и определяли соотношение скоростей
роста и растворения граничных фаз.
Кинетику растекания изучали в вакууме ((1 4-3)-1,33 мПа при
максимальной температуре опыта) на установке, где можно было
фиксировать кинетику растекания одновременно с помощью кино-
съемки и фотографирования длиннофокусным объективом, а также
раздельно нагревать исследуемые объекты. Так как реакции в си-
стеме железо—алюминий проходят очень активно, для характери-
стики процесса контактного взаимодействия необходимо было полу-
чить данные о растекании при малом времени контакта, поэтому
опыты проводили, нагревая раздельно железный образец (цилиндр
10—15 мм) и алюминий (0,03 г), а затем после достижения заданных
условий приводили их в контакт. Этому моменту предшествовало
начало киносъемки. Скорость растекания оценивали по изменению
площади контакта (S d2) капли с подложкой во времени t, степень
смачивания оценивали по краевому углу 0.
Для исследования применяли алюминий марки А99 (99,99 % А1),
техническое железо и интерметаллические фазы системы железо —
алюминий. Интерметаллические фазы готовили плавлением исход-
ных металлов в магнезитовых тиглях в среде аргона или гелия. По-
лучены кинетические зависимости краевого угла смачивания железа
алюминием при температурах 700, 750, 800 и 900 °C (рис. 18). Уста-
новлено, что система железо—алюминий характеризуется удовлетво-
рительным смачиванием (0 < 90°), высокой скоростью растекания
и сильной адгезией алюминия к железу. Вычислены значения кажу-
52
щейся энергии активации растекания алюминия по железу
(75 кДж/моль). Работу адгезии алюминия к железу оценивали по
уравнению W = о23 (1 + cos 0); она велика и составляет 1,3—
1,5 Дж/м2 в интервале 700—900 °C.
Механизм растекания алюминия по железу можно представить
следующим образом. При соприкосновении железа с расплавленным
алюминием последний адсорбируется на поверхности железа, затем
в зоне контакта протекает взаимная диффузия, и образуются диффу-
зионные слои. В результате на контактной границе появляется слой
промежуточных фаз, изменяются свойства расплава, что и приводит
к прекращению растекания и изменению формы капли. Установлено,
что на контактной поверхности твердое железо—жидкий алюминий
образуется только два интерметаллида—FeAl3 и Fe2AI5. В соедине-
нии Fe2Al5 преимущественно перемещаются атомы алюминия, что
связано со специфической дефектностью решетки этой фазы, в ре-
зультате чего образуются характерные столбчатые кристаллы, расту-
щие перпендикулярно фронту реактивной диффузии. Вследствие
образования интерметаллических фаз в зоне контакта растекание
алюминия по железу резко тормозится. Это подтверждают резуль-
таты измерения краевых углов смачивания алюминием интерметал-
лических фаз FeAl3, Fe2Al5, FeAl2, FeAI и Fe3Al.
В первые моменты контактирования алюминий не смачивает
(0 > 90°) ни одну из интерметаллических фаз, что не противоречит
предложенному механизму процесса растекания по железу: интер-
металлические прослойки, образующиеся в зоне контакта, препят-
ствуют растеканию алюминия по железу. Краевой угол смачивания
уменьшается, а работа адгезии растет в ряду FeAl3, Fe2Al5, Fe3Al,
а также с повышением температуры.
Согласно диаграмме состояния системы А1—Fe, с расплавом,
богатым алюминием, при температуре 800—900 °C может находиться
в равновесии только 0-фаза. Поэтому растекание алюминиевого
расплава по 0-фазе не сопровождается образованием новых фаз,
и процесс растекания в этом случае заканчивается за (0,5ч-1)- 10"2с,
т. е. равновесие достигается почти мгновенно. Напротив, значитель-
ное изменение краевого угла во времени связано с необратимым меж-
фазным переносом массы. Движущая сила этого переноса обеспечи-
вается разностью химических потенциалов компонентов в термо-
динамически неравновесных системах Fe2Al5—Al, Fe3Al—Al при
800—900 °C. Вычисленные по температурной зависимости скорости
растекания (в интервале 700—900°) эффективные энергии активации
для FeAl3 и Fe2Al5 близки и составляют 94,3 кДж/моль.
Полученные результаты показывают, что варьирование темпе-
ратурно-временных условий не влияет на фазовый состав интерметал-
лической прослойки при контактном взаимодействии алюминия
с железом. Из этого следует, что для получения прочных сварных
соединений алюминия с железом процесс следует проводить по ре-
жимам, обеспечивающим минимальную толщину интерметалличе-
ской прослойки. Для этого время контакта расплавленного алюминия
с железом и его сплавами должно быть минимальным.
53
Исследовано влияние содержания кремния в алюминиевых рас-
плавах (до 10 % Si) на кинетику растекания этих расплавов по по-
верхности технического железа в температурном интервале 700—
900 °C в вакууме методом киносъемки с целью выявления условий,
обеспечивающих минимальную толщину интерметаллической про-
слойки при контактном взаимодействии расплава с железом. Неболь-
шие добавки кремния в расплав алюминия (до 4%) при 700—750 °G
улучшают смачивание. Кремний, являясь межфазно-активным, за-
держивает рост интерметаллических фаз в зоне контакта. При вве-
дении кремния в железную основу эффект влияния кремния почти
не ощутим. Весьма эффективным оказалось действие никеля и хрома,
введенных в железную основу.
Исследование кинетики растекания алюминия по железоникеле-
вым (1,4—10 мае. % Ni) и железохромовым (0,96—17,8 мае. % Сг)
сплавам в интервале температур 700—900°С показало, что введение
легирующих элементов в твердую фазу увеличивает работу адгезии
алюминия к сплавам (уменьшает краевой угол смачивания, увеличи-
вает площадь растекания) и временной интервал растекания (время
прорастания кристаллов промежуточной фазы). Влияние никеля,
по-видимому, связано с образованием тройного соединения в богатой
алюминием области системы алюминий—железо—никель. Наличие
тонкого слоя тройного соединения тормозит реакционную диффузию
на границе раздела. Переходный слой получается более плотный
с явным отсутствием текстуры роста при содержании никеля в твер-
дой фазе 2,9—10 мае. %. Действие хрома не столь ощутимо, так как
в богатой алюминием области системы алюминий—железо—хром
тройное соединение не образуется.
Никель и хром участвуют в формировании интерметаллической
прослойки, причем никель более энергично взаимодействует с интер-
металлидом, чем хром. Такое перераспределение элементов можно,
по-видимому, объяснить тем, что термодинамически более выгодно
образование алюминидов никеля, а не алюминидов хрома и же-
леза. При этом никель как бы «вытягивается» на поверхность алю-
миния.
Таким образом, введение никеля и хрома в железную основу
благоприятно сказывается на толщине переходного слоя, оптималь-
ные свойства которого получены для составов, количество легиру-
ющих элементов в которых соответствует составу стали 12Х18Н10Т.
Приведенные примеры показывают, что, имея возможность регу-
лировать свойства твердого и жидкого металлов путем введения
в них в небольших количествах активных добавок, а также изменяя
температуру и длительность контактирования твердой и жидкой
фаз, можно регулировать степень смачивания твердого металла
жидким.
Смачивание меди алюминием. При сварке в среде, свободной
от кислорода, жидкий алюминий хорошо растекается по твердой
меди. Уже начальные значения краевых углов смачивания состав-
ляют 60—70°, уменьшаясь в течение 0,5 мин до 30—40°. Повышение
температуры от 800 до 1000 °C мало влияет на краевой угол. Как
54
9j град
видно из рис. 19, краевой угол резко уменьшается в первые 1—
1,5 мин, затем изменяется незначительно. С повышением темпера-
туры угол смачивания уменьшается, и наиболее сильно в интервале
700—800 °C; при дальнейшем увеличении температуры угол меняется
мало. По величине 0 и поверхностному натяжению чистого алюми-
ния рассчитана работа адгезии алюминия к меди [98].
Такой расчет допустим для небольшого времени контакта, в те-
чение которого растворение меди и алюминия не изменяет резко
поверхностного натяжения алюминия. Медь инактивна на поверх-
ности жидкого алюминия. Вычисленная работа адгезии даже для
первого момента контактирования фаз велика (1 МДж/м2). В про-
цессе смачивания работа адгезии меняется. Определено изменение
работы адгезии по времени при различных температурах. Для на-
чального момента контактирования фаз путем проведения касатель-
ных вычислены коэффициенты наклона k экспериментальных кривых
в координатах 1Га—Л Предполагая, что величина k подчиняется
экспоненциальной зависимости, по выражению (15) рассчитали
эффективную энергию активации процесса смачивания. Согласно
данным рис. 19 энергия активации этого процесса 28 кДж/моль.
При контакте меди с алюминием медь диффундирует в алюминий
и алюминий в медь. Но так как диффузия в жидкость протекает
намного скорее, чем диффузия в твердое, можно считать, что наблю-
дается преимущественная диффузия меди в алюминий. Энергия акти-
вации процесса диффузии меди в алюминий, полученная в работе
[98], составляет 65 кДж/моль. Учитывая погрешность эксперимента,
можно полагать, что полученные значения энергии активации со-
поставимы. Таким образом, возможным механизмом, определяющим
скорость растекания алюминия по меди, является диффузия меди
55
в жидкий алюминий, определяющая также скорость растворения
меди в алюминии.
Влияние покрытия изучали при температуре 700—800 °C в ва-
кууме.
Ввиду того, что теория терморастекания, т. е. растекания в неизо-
термических условиях при взаимодействии с подложкой отсутствует,
представлялось целесообразным провести сопоставление термиче-
ского цикла сварки и временной зависимости краевого угла смачи-
вания (рис. 20). Резкий нагрев интенсифицирует растекание, при
этом скорости растекания при температурах сварочного процесса
(800—900 °C) сопоставимы со скоростями сварки (—0,2 см/с.) Это
указывает на возможность получения в некоторых условиях (на-
пример, при электронно-лучевой сварке алюминия со сталью) удов-
летворительной смачиваемости без принятия дополнительных мер.
К таким мерам относятся, например, ряд гальванических покрытий
на стали, меди и других металлах.
Эффективны те покрытия, которые при температуре процесса
образуют жидкую фазу в виде тонкой смачивающей прослойки на
поверхности твердой фазы.
Смачивание ниобия сталью [153]. Установлено, что смачивание
ниобия сталью в значительной степени зависит от состояния поверх-
ности и температуры подогрева ниобия.
Смачиваемость и взаимодействие ниобия со сталью изучали
в условиях вакуума 6,65 мПа при нанесении капли расплавленной
стали на пластинку ниобия [128]. Пластинку ниобия разогревали
проходящим током от сварочного генератора. Ниобий защищали
экраном с подвижной шторкой
от воздействия электронного луча
и напыления. Капля расплав-
ленной стали образовывалась
т,°с
6, град
Рис. 20. Схема совмещения термического
цикла сварки и временной зависимости угла
смачивания
в результате подачи проволоки
G, град
SjGM2
Рис. 21. Зависимость краевого угла смачи-
вания и площади растекания расплавлен-
ной капли стали на поверхности образца от
температуры нагрева ниобия
56
Рис. 22. Распределение максимальных тем-
ператур по ниобию и изменение формы шва в^град S.h мм
при сварке нахлесточных соединений нио-
бия со сталью:
I — образование интерметаллической про-
слойки; II—соединение без интерметалли-
ческой прослойки; III — область несма-
чивания ниобия.
12Х18Н10Т при помощи спе-
циального подающего меха-
низма в зону расфокусирован-
ного электронного луча. Элек-
тронный луч смещали таким
образом, чтобы исключить по-
падание его на ниобий при
открытой шторке. Термические
циклы нагрева ниобия записы-
вали на шлейфовом осцилло-
графе.
На рис. 22 показана зави-
симость термических циклов
нагрева ниобия под каплей
в зависимости от предвари-
тельного подогрева ниобия. При предварительном подогреве ниобия
до температуры 550—1250 °C за счет теплоты расплавленной капли
температура ниобия под каплей повышалась на 400—500 °C.
Опыты показали, что растекаемость жидкого металла в значитель-
ной степени определяется методом подготовки поверхности ниобия.
Лучшая смачиваемость имеет место при химическом травлении в рас-
творе 60 % HNO3 + 40 % HF благодаря наиболее полному удале-
нию поверхностных жиров и окислов и улучшению микрорельефа
поверхности.
На рис. 21 представлена зависимость краевого угла смачивания
и площади растекания от температуры нагрева ниобия. С увеличе-
нием температуры нагрева от 1100 до 1700 °C краевой угол смачи-
вания изменяется от 100 до 10Q.
Несмотря на положительное влияние повышения температуры
нагрева на улучшение смачиваемости, нагрев не должен превышать
температур, при которых происходит рекристаллизация ниобия,
так как с ростом зерна резко снижается стойкость ниобия при работе
в жидких теплоносителях.
Металлографические исследования показали, что при нагреве
ниобия до 1700 °C и выдержке при этой температуре в течение 1—
1,5 с на поверхности взаимодействия капли с ниобием не образуется
интерметаллических прослоек. Указанный нагрев также не приводит
к росту зерна ниобия. Отсутствие хрупких прослоек и роста зерна
ниобия имеет место и при сварке ниобия со сталью на режимах,
обеспечивающих расплавление только стали при нагреве ниобия до
температуры Г700 °C.
Изучение характера смачиваемости расплавленной стали и влия-
ния теплового состояния свариваемых металлов на структуру со-
57
единения позволило разработать технологию сварки и выбрать опти-
мальные типы сварных соединений (рис. 48). Наилучший тип свар-
ных соединений для металла толщиной 0,3—0,5 мм — нахлестка
с отбортовкой стали. Для металла толщиной более 0,5 мм рационально
применение соединений с плавящейся прокладкой из той же стали.
В дальнейших работах [153] установлена связь между формой шва
и его свойствами.
Основные параметры термического цикла сварки ниобия со
сталью — температура и продолжительность нагрева — оказывают
решающее влияние на структуру и форму металла шва, а следова-
тельно, и на механические свойства сварного соединения. На рис. 22
сплошной и штриховой линиями показана форма швов без интер-
металлической прослойки и с прослойкой. Швы с прослойками
имеют более плавные переходы к основному металлу и отличаются
малыми значениями краевых углов смачивания 0 и меньшей вы-
сотой шва, а также большей площадью контакта металла шва с по-
верхностью ниобия.
Изменение структуры и параметров сварного шва оказывает влия-
ние на механические свойства сварного соединения. Схватывание
в отдельных точках происходит при краевом угле смачивания 0
140°. Однако временное сопротивление соединений при этом
очень низкое (~50 МПа). Более прочные химические связи атомов
стали с ниобием появляются при краевом угле 110—120°, что соот-
ветствует температуре нагрева ниобия в зоне контакта (~ 1100 °C).
Максимальное значение временного сопротивления обеспечивается
при значении краевого угла 50—60°, что соответствует нагреву
ниобия до температуры 1450—1500 °C. При этом количество раство-
ренного ниобия в жидкой стали достигает почти предельного значения,
при котором в процессе кристаллизации металла шва начинается
выделение отдельных кристаллов интерметаллидов. При дальней-
шем увеличении вводимой теплоты при кристаллизации образуется
сплошная прослойка интерметаллидов, которая резко снижает вре-
менное сопротивление сварного соединения.
Таким образом, для оценки качества сварного соединения можно
воспользоваться значением краевого угла смачивания, отражающего
изменение структуры и геометрических параметров шва. Наиболь-
шее значение временного сопротивления (530—550 МПа) имеют
соединения, у которых краевые углы смачивания 45—70°. При дан-
ной форме шва толщина интерметаллической прослойки не превы-
шает 2 мкм.
Взаимное растворение различных металлов. При контакте твер-
дых фаз с расплавленными происходит их взаимодействие, интенсив-
ность которого определяется параметрами состояния и химическим
составом фаз. Под термином «взаимодействие» понимают весь ком-
плекс процессов, который имеет место при контактировании фаз:
смачивание, диффузия, а также растворение, изменение структуры
и химического состава твердой фазы.
Смачивание основного металла расплавленным легкоплавким соз-
дает условия для растворно-диффузионных процессов на границе
58
твердой и жидкой фаз. Поскольку на этой границе реакции идут
в гетерогенной среде между металлами, находящимися в различных
агрегатных состояниях, то развитие реакций связано не только
с химическими превращениями, но и с переносом веществ из глубины
фаз к поверхности взаимодействия из зоны реакции.
Таким образом, процесс образования, геометрия и структура
интерметаллических слоев определяются не только смачиванием,
но также и растворением более тугоплавкого металла в расплаве
сварочной ванны. Скоростью образования этих процессов опреде-
ляются режимы сварки разнородных металлов.
В замкнутом объеме сварочной ванны на жидкий металл действует
ряд возмущающих факторов со стороны дугового разряда и процесса
переноса присадочного металла. Эти возмущения вызывают конвек-
ционные потоки, которые в значительной мере определяют характер
физико-химических превращений.
Кинетика растворения твердого металла в жидком — один из
существенных факторов взаимодействия разнородных металлов,
в частности сталей со сплавами алюминия, меди со сталью и др.
Вопросы перемешивания металла сварочной ванны изучены недоста-
точно, и точных количественных соотношений теория сварки пока
дать не может.
Скорость реакционной диффузии зависит от природы диффунди-
рующего металла и матрицы, температуры процесса, в то время как
скорость растворения зависит от соотношения площади растворя-
ющейся поверхности и объема расплава, режима перемешивания.
Отсюда вытекает возможность регулирования соотношения скоростей
роста и растворения интерметаллической прослойки, что представ-
ляет технологический интерес. Установление основных закономер-
ностей взаимодействия различных сочетаний металлов даст возмож-
ность подобрать режим сварки соединений этих металлов. Вопросы
теории кинетики растворения детально рассморены в работах
[17, 45, 101].
В работе [46] методом вращающегося диска с равнодоступной
поверхностью изучали скорость растворения и диффузии кремния,
марганца, титана, хрома, никеля, меди и железа в расплавленном
алюминии марки А99 в интервале температур 700—1000 °C. Образцы
изученных металлов имели диаметр 10 мм и толщину 1 мм. Время
растворения образцов колебалось от 15 с до 15 мин в зависимости
от температуры расплава и скорости вращения диска. С целью удале-
ния с поверхности образцов частиц окисных пленок и расплава на
поверхность жидкого алюминия наносили флюс, содержащий мае. %:
28 КС1, 42 LiCl, 24 ZnCl2, б NaF. Расход флюса составлял всего
0,5 % массы жидкого алюминия, поэтому он мало влиял на содер-
жание примесей в расплавленном алюминии.
Температуру металлического расплава измеряли платина-плати-
народиевой термопарой с точностью ±5°. Время вращения цилин-
дрического образца из материала данного диффузанта определяли
с точностью =±z0,l с. Изменение массы образца в течение опыта на-
ходили с помощью электрических демпферных весов с точностью
59
Рис. 23. Скорость растворения легирующих элементов в жид-
ком алюминии при 800°С в зависимости от угловой скорости
±0,0005 г. Скорость вращения дисков опре-
деляли с точностью до 0,5 %. Средняя отно-
сительная ошибка измерений скорости рас-
творения и коэффициентов диффузии леги-
рующих элементов в жидком алюминии
составляла 3—5 %.
Определив скорость растворения того
или иного элемента в жидком алюминии v
и зная кинематическую вязкость расплава
v, находили коэффициент диффузии исследуемого элемента в рас-
плавленном алюминии D из уравнения
v = 0,62D2/3v-1/60)o,5 (С1 __ С2^
(58)
где а — угловая скорость образца; су — максимальная раствори-
мость данного элемента в жидком алюминии; с2 — концентрация
данного элемента в расплаве.
Экспериментально полученные скорости растворения легирующих
элементов в жидком алюминии в зависимости от угловой скорости
образцов при данной температуре показаны на рис. 23. Скорость
растворения исследованных элементов в жидком алюминии лимити-
ровалась процессом диффузии их в объеме металлического расплава.
Об этом свидетельствует тот факт, что скорость растворения образца
линейно увеличивалась с ростом величины {/ со. Кристаллографиче-
ское разрушение решетки исследуемых элементов, очевидно, осу-
ществляется значительно быстрее по сравнению с транспортировкой
их частиц в объеме жидкого алюминия.
Температура жидкого алюминия колебалась в пределах 700—
1000 °C. Найденные из уравнения (58) значения коэффициентов
диффузии- легирующих элементов в жидком алюминии при разных
температурах приведены в табл. 5. Скорости диффузии различных
элементов в расплавленном алюминии при одинаковой температуре
существенно различаются между собой. Так, например, кремний
диффундирует в жидком алюминии значительно быстрее, чем все
Таблица 5
Экспериментальные значения коэффициентов диффузии
некоторых элементов в жидком алюминии при 700 °C
Элемент D-10e, СМ2/С D — Do exp ( —E/RT) Элемент O/8HO ‘«oi *a D == Do exp (-£//? T)
Si 12,80 D = 0,234 exp (—61,1/7??’) Ni 2,40 D = 2,273 exp (—93,3/7??’)
Fe 1,60 D = 168,7 exp (—131,7/7?T) Mn 0,70 D = 2,150 exp (—102,5/7??’)
Си 1,30 D = 0,341 exp (—82,5/7??’) Cr 0,15 D = 24,22 exp (— 134,8/7??’)
Ti 0,07 D = 21,82 exp (—158,7/7??’)
60
Рис. 24. Кинетика растворения стали 20 в меди в зависимости:
а — от угловой скорости; б — от концентрации железа в меди
другие исследованные элементы.. £>st при 700 °C составляет 12,8 X
X 10~5 см2/с. Наиболее медленно осуществляется диффузия титана
и хрома в жидком алюминии. £>т( при 700° С равняется 0,07• 10-5 см2/с,
а Осг — соответственно 0.15-10-5 см2/с.
Скорость растворения стали 20 (99,5 % Fe) в меди Ml (99,9 %
Си), меди Ml в алюминии А5 (99,5 % А1) и диффузионные характе-
ристики взаимодействия определяли методом вращающегося об-
разца [190]. Опыты проводили в электрической печи, используя
образцы диаметром 10 мм. Сталь в меди растворялась в диапазоне
температур 1100—1500 °C, медь в алюминии при 800—1050 °C
(рис. 24). Линейная зависимость скорости растворения от корня
квадратного из угловой скорости образца позволила применить
к анализу полученных результатов уравнение диффузионной ки-
нетики [64]. Температурные зависимости скоростей растворения
стали в жидкой меди и меди в жидком алюминии описываются экспо-
ненциальными кривыми. Найдены коэффициенты диффузии в ис-
следованных системах. Энергия активации растворения стали 20
в меди Ml равна 83-108 Дж/моль; меди Ml в алюминии А5 — 35 X
X 10s Дж/моль.
С увеличением концентрации стали 20 в меди скорость растворе-
ния стали уменьшается по линейному закону (рис. 24, б). Это воз-
можно, когда величины D и v мало изменяются с концентрацией, что
вполне правдоподобно, так как растворимость стали в меди при
данных температурах невелика. Полученная растворимость стали 20
в меди описывается эмпирической формулой
[% Fe + 0,2 % C]cu = 1,93-10-2 (Т — 987),
справедливой в исследуемом интервале температур.
Для оценки скоростей растворения стали 20 в жидкой меди при
электрошлаковой наплавке меди на сталь проведены опыты по раство-
рению в условиях электрошлакового процесса [190]. Скорость
Рис. 25. Зависимость скорости раство-
рения титана в стали от времени вы-
держки:
1, 3 — средняя скорость растворения;
2,4 — истинная скорость растворения
растворения стали 20 в меди
при электрошлаковой сварке
сопоставима со скоростью
растворения, определенной
на вращающемся образце
при со — 30 с-1; и составляет
v = (2-ь2,5) 10 г/(см2-с).
Кинетику растворения ме-
таллического титана (99,98 %
Т1)в стали 12Х18Н10Т про-
водили на образцах диамет-
ром 10 мм на специальной
установке при вращании образца [65]. Опыты проводили в атмо-
сфере аргона. Прогрев исследуемого образца осуществляли в тече-
ние 30 мин, причем последние 5 мин образец находился на расстоя-
нии 3—5 мм от зеркала металла. Скорость растворения линейно
возрастает с увеличением угловой скорости, что свидетельствует
о диффузионном процессе растворения титана в стали, т. е. в процессе
растворения титана определяющим является перенос его в объеме
расплава.
Однако зависимость скорости (средней и истинной) растворения
титана в стали от времени выдержки при постоянной температуре
имеет сложный характер с экстремальными значениями (рис. 25).
Растворение титана в этой стали протекает следующим образом:
вначале наблюдается увеличение массы образца в результате погло-
щения титаном компонентов металлического расплава (Fe, Cr, Ni).
Средняя скорость поглощения достигает 90 мг/(см2-с). Через 22 с
масса образца начинает уменьшаться, и средняя скорость растворе-
ния при температуре 1550 °C повышается до 30 мг/(см2-с), оставаясь
затем практически неизменной.
Следовательно, для повышения усвоения титана при легировании
им коррозионно-стойких сталей необходимы мероприятия, направ-
ленные на интенсификацию массопереноса в жидком металле (т. е,
перемешивание расплава) и увеличение поверхности контакта титана
с жидким расплавом.
Рассмотрим процессы, протекающие на межфазной границе при
взаимодействии твердого металла с жидким, на примере наплавки
медных сплавов на сталь [17, 64]. Процесс растворения представляет
собой разрушение кристаллической решетки твердого тела и переход
его атомов в жидкий металл. Скорость протекания этого процесса
определяется либо скоростью перехода атомов твердого металла
в пограничный слой жидкого, либо скоростью диффузии растворен-
ных атомов из пограничного слоя в объем жидкости в зависимости
от того, какая из скоростей меньше. При сварочных процессах
62
Рис. 26. Кинетика растворения (1—4) и диффузия (5—8)
при взаимодействии жидкой бронзы со сталью:
1 — h = 0,01 см, t = 5 с; 2 — h = 0,03 см, t = 1 с;
3 — h = 0,03 см, t = 3 с; 4 — h = 0,03 см, t = 5 с;5 —
БрКМцЗ-1, t = 5 с; 6 — БрАМц9-2, t = 5 с; 7 —
БрКМцЗ-1, t = 1 с; 8 — БРАМц9-2, t = 1 с
растворение твердого металла в жидком,
как правило, описывается известным ки-
нетическим уравнением
с = с0 (1 (59)
где с — концентрация атомов растворяе-
мого вещества в растворе; с0 — концент-
рация растворяемого вещества в растворе
при насыщении; D — коэффициент диф-
фузии атомов растворяемого вещества
в растворителе; 6 — толщина пограничного^слоя жидкого металла;
S — поверхность контакта твердого металла с жидким; Уж — объем
жидкого металла; t — длительность процесса растворения.
При расчете по выражению (59) принимается, что начальная
концентрация раствора равна нулю. В процессе взаимодействия твер-
дой и жидкой фаз происходит непрерывное обогащение раствора
железом (если концентрация раствора еще не достигла предельного
значения). Поэтому, если рассматривать изменение концентрации
раствора в процессе охлаждения, то необходимо учитывать, что
в любой момент времени начальная концентрация раствора си уже
не равна нулю. Не равна нулю начальная концентрация раствора
и тогда, когда процесс наплавки или сварки идет с расплавлением
стали. В этом случае кинетическое уравнение растворения должно
иметь вид
с = (с0- сн) (1 ~ е~™Ж))>
(60)
Толщина пограничного слоя должна быть в пределах 0,25—
0,6 мм (расчеты производились для дуговой сварки стали) [120].
В работе [17] за толщину пограничного слоя принята величина,
близкая к толщине зоны переменного состава, определенной рентге-
носпектральным анализом, и составляющая 0,003—0,03 см. Для
наплавки медных сплавов на сталь 5/7ж = (2-ьб)-1 см. Определим
количество растворяющейся твердой стали в жидком медном сплаве.
Для удобства выразим это количество через толщину растворяюще-
гося слоя стали
/ip = а>жре/(1005рД
(61)
где с — концентрация железа в растворе, определяемая по выра-
жению (60); ps — плотность стали; ре — плотность медного сплава.
Изменение толщины слоя растворившегося в жидком медном
сплаве железа ^изменением температуры и других условий взаимо-
действия твердой и жидкой фаз при сн = 0 приведено на рис. 26.
Сопоставим скорость растворения твердого металла в жидком
и скорости роста толщины слоя на межфазной границе в результате
63
диффузии элементов жидкого металла в твердый. Толщина диффу-
зионного слоя изменяется по параболическому закону, т. е.
h^y = VDt. (62)
Рассчитанные по (62) толщины диффузионного слоя приведены
на рис. 26. Анализ показывает, что при высоких температурах ско-
рость растворения заметно превышает скорость роста этого слоя.
При более низких температурах и малых длительностях контактиро-
вания скорость роста диффузионного слоя начинает опережать
скорость растворения.
При сварочных процессах взаимодействие твердого и жидкого
металлов происходит в условиях их охлаждения и увеличения сте-
пени насыщения наплавленного металла элементами основного
металла, т. е. увеличения сА. В результате этого скорость растворе-
ния твердого металла в жидком при сварочных процессах при каж-
дой рассматриваемой температуре будет ниже, чем получено на
рис. 26 (при ся ~ 0). Это приводит к тому, что область превышения
скорости роста слоя над скоростью растворения смещается в сто-
рону более высоких температур. Следовательно, толщина диффу-
зионного слоя, образующегося в твердом металле, увеличивается.
Это свидетельствует о том, что при взаимодействии разнородных
твердого и жидкого металлов слои могут образовываться не только
в жидкой фазе, как показано в работе [42], но и при определенных
составах взаимодействующих металлов, и в твердом основном ме-
талле.
Рассмотрим взаимодействие стали с медными сплавами при реаль-
ных процессах наплавки. Кинетика растворения и роста диффузион-
ного слоя для рассматриваемых термических циклов наплавки,
рассчитанная по уравнениям (60)—(62), приведена на рис. 26. За
время взаимодействия твердой и жидкой фаз диффузионный слой
в стали должен образоваться при наплавке БрКМцЗ-1 на всех ре-
жимах, а БрАМц9-2 (ГОСТ 18175—78)—только на некоторых режи-
мах. Но рост диффузионного слоя может продолжаться и после за-
вершения кристаллизации наплавленного металла, т. е. в твердой
фазе. Общую толщину образующегося в основном металле слоя можно
определить по выражению
Лпр = S h^-To - s + s ifr, (63)
где Th — температура, при которой скорость увеличения толщины
диффузионного слоя равна скорости растворения; То — температура
1 Th—To 1 тп
кристаллизации наплавленного металла; йд и йд — толщины
диффузионного слоя, образующиеся соответственно при взаимодей-
ствии металлов в сварочной ванне и в твердом состоянии и опреде-
ляемые по (62); hv — толщина растворившегося слоя стали, опре-
деляемая по (61) и (60).
64
Расчетные и экспериментальные значения содержания железа
в наплавленном металле и толщины диффузионного слоя близки.
При наплавке с расплавлением стали в наплавленный металл
переходит значительное количество железа, и сп оказывается на-
столько большой, что уже с температур 1400—1300 °C процесс рас-
творения твердой стали в жидком медном сплаве практически не
идет. Казалось бы, что в этом случае толщина диффузионного
слоя, образующегося в твердом металле, должна быть макси-
мальной.
Однако это не всегда так. При охлаждении растворимость же-
леза в медных сплавах понижается. Избыточное железо в наплав-
ленном металле начинает выделяться в виде включений. Эти вклю-
чения в процессе контактирования с расплавом обогащаются такими
элементами, как кремний, алюминий, медь и др. Проведенное рент-
геноспектральное исследование показало, что в состав включений,
полученных при наплавке БрКМцЗ-1 на сталь СтЗ, входит 14—
15 % Si, 4—6 % Си, 3—4 % Мп, остальное — железо; при наплавке
БрАМц9-2 содержится 11—12 % А1, 4—5 % Си, 2—3 % Мп, осталь-
ное — железо. По-видимому, вначале диффузия идет преимуще-
ственно в железные включения (если их много). Поскольку концен-
трация Si и А1 в проволоках БрКМцЗ-1 и БрАМц9-2 меньшая, чем
в железных включениях, то при большой степени расплавления стали
(большом количестве включений) количества этих элементов может
просто не хватить для диффузии в твердую сталь. При малой же
степени расплавления стали толщина диффузионного слоя в твердом
основном металле будет максимальной.
Для определения возможно максимальной толщины, слоя, обра-
зующегося в твердой фазе, получено выражение [17]
Лпр = 60 (с"-Ме - сГеСре)/сэПРср) (64)
где 60 — толщина пограничного слоя; с"'Ме, cfe и c"pCp — кон-
центрации диффундирующего элемента в пограничном слое металла
наплавки, во ключениях железа и средняя в слое; Сре — концентра-
ция включений железа в пограничном слое наплавленного металла,
равная отношению объема, занимаемого этими включениями, к объ-
ему пограничного слоя.
Можно принять, что среднее содержание железа в пограничном
слое примерно в 2 раза больше, чем в остальной части наплавленного
металла. Тогда при наплавке БрКМцЗ-1 на сталь диффузионный
слой в твердой фазе не будет образовываться, если степень расплав-
ления стали составляет 10 %, а при наплавке БрАМц9-2 — 40 %.
Наблюдаемые в этом случае слои в зоне сплавления представляют
собой скопление включений железа. В отличие от диффузионного
слоя, образующегося в твердой фазе, такой слой правильнее назы-
вать кристаллизационным. На два типа слоев, образующихся в зоне
сплавления при^наплавке медных сплавов на сталь, указывалось
в работах [39, 100].
3 В. Р. Рябов и др.
65
СТРУКТУРНАЯ, ХИМИЧЕСКАЯ И МЕХАНИЧЕСКАЯ
НЕОДНОРОДНОСТИ СВАРНЫХ СОЕДИНЕНИЙ
РАЗНОРОДНЫХ МЕТАЛЛОВ
Особенностью формирования состава металла шва при сварке
плавлением разнородных металлов является неизбежность образо-
вания зоны перехода от одного состава металла к другому, т. е.
определенная химическая неоднородность состава металла шва.
Поэтому один из важных моментов сварки разнородных металлов —
изучение закономерности образования таких зон, способов регули-
рования и уменьшения вредного их влияния в сварных соединениях.
Особенности кристаллизации и структуры металла шва разно-
родных металлов рассмотрены на примерах пары медь—никель
[102] и ниобий—молибден [114]. Известно, что условия кристалли-
зации металла шва, в частности зоны сплавления, влияют на меха-
нические и технологические свойства соединения.
В образовании химической неоднородности сварных швов раз-
нородных металлов определяющее влияние оказывают конвективные
потоки в сварочной ванне. В связи с конвекцией, вызываемой раз-
личными температурами жидкости в различных зонах ванны, и
другими причинами (механическое действие сварочной дуги, силы
электрического происхождения) металл в сварочной ванне переме-
шивается, способствуя выравниванию (усреднению) состава жидко-
сти. Характер движения жидкости в сварочной ванне турбулентный.
Вблизи границы сплавления в металле шва образуется слой, в ко-
тором практически не происходит перемешивания жидкого металла
[120].
При сварке однородных металлов, например сталей, сварное
соединение состоит из нескольких зон: металла шва (области пере-
мешивания), зоны без перемешивания, зоны частичного расплавле-
ния, границы раздела со швом, зоны термического влияния и основ-
ного металла, не подвергшегося термическому влиянию.
Рассмотрим, как формируется переходная зона при сварке разно-
родных металлов, например при наплавке на поверхность стали алю-
миниевой или медной проволокой. В этом случае в металле шва
имеется состав А + В (вопроса об однородности этого состава не
касаемся). Соотношение компонентов А и В различно в зависимости
от степени проплавления [197]. Образуется четко очерченная зона
прореагировавших металлов (прослойка в виде интерметаллида или
прослойка диффузионного типа). В полученных на практике вали-
ках ширина этой зоны составляет ~50—150 мкм.
В зависимости от ширины и теплопроводности этой зоны послед-
няя может либо служить тепловым барьером, либо способствовать
частичному расплавлению нижележащего металла. Следовательно,
при сварке разнородных металлов, в отличие от сварки однородных,
переходная область представляет собой зону, расположенную в сто-
рону металла шва от границы раздела с расплавом.
Во время дуговой сварки в нижней части ванны металл течет
беспрепятственно благодаря тому, что на эту зону непосредственно
66
воздействует дуга. В периферийной части ванны, которая расплав-
ляется за счет теплопроводности под действием теплоты ванны,
температура металла несколько понижается и, как можно судить
по форме этой части валика, его течение затруднено, в связи с чем
наблюдается местный застой расплава [1571. Таким образом, в ниж-
ней части ванны образование переходной области затруднено, так
как под действием перемещения металла она уносится внутрь рас-
плавленной ванны. Ширина связующей переходной области в ниж-
ней части валика становится очень малой. По сравнению с ней в пе-
риферийной части валика толщина связующей переходной области
увеличивается.
Химическую неоднородность и структуру рассмотрим на примере
сварных соединений стали с ванадием. Особенности сварки стали
с ванадием вытекают из диаграммы системы Fe—V, которая харак-
теризуется наличием непрерывного ряда твердых растворов при
температуре выше 1225°С. Ниже указанной температуры в системе
Fe—V отмечается разрыв непрерывности в твердом состоянии с об-
разованием в широком интервале концентраций промежуточной
фазы, изоморфной or-фазы, область гомогенности которой располо-
жена от 35 до 55 % V при 700 °C. При 700 °C граница области а-фазы
расположена при 22,5 % V, а области а + р — при 64 % V.
F Образование в системе Fe—V в широком интервале концентра-
ций ванадия хрупкой промежуточной фазы накладывает ограниче-
ния на процесс сварки плавлением стали с ванадием и требует на-
правленного регулирования содержания последнего в металле шва
с целью устранения возможности образования в шве интерметалли-
ческой фазы.
В работе [29] показано, что при электронно-лучевой сварке
нелегированного ванадия со сталями 09X16Н4Б, 12X17, 12Х18Н10Т
8 = 3 мм ванадий равномерно распределяется в основном объеме
шва, если содержание его в шве не превышает 20 %. Протяженность
зоны переменного химического состава вблизи сплавления шва
с ванадием, определенная расчетным и экспериментальным путем,
не превышает 40 мкм.
Ширину зоны шва переменного состава вблизи границы^сплав-
ления шва с ванадием рассчитывали по методике, предложенной
в работе [120].
Распределение ванадия в ванне на момент полного расплавления
металлов определяли по формуле
с(у,Ч) = (-^lerf ( + erf (65)
где c (y, t) — концентрация ванадия на расстоянии у (см) в момент
t > t = 0 (с); при решении в относительных величинах (при с0 = 1)
значения с (у, t) выражаются в долях с0; D — коэффициент диффу-
зии ванадия в"сварочной ванне, равный 2-10“s см2/с; 60 —толщина
зоны с пониженными скоростями движения у границы сплавления
с ванадием, мм.
3*
67
Распределение ванадия в сварочной ванне на момент ее полного
затвердевания рассчитывали по формуле
С <&’ = 1 е— (av2t‘+a^)/(.4aDt+l) у
с0 2|Л 4aDt + 1
X (e-2aViy/t-iaDt+r> [1 _ erf /_____—у \1 gaotyHaDt4.1 y
1 L \ 2J/r£»Zj/’4aDt'+1 /J
x Г i _ erf /_л-а0РА + у
[ \ 2/DtV4aDt + 1
(66)
где v — скорость роста кристаллов; а — коэффициент, выбираемый
для связи двух фаз существования сварочной ванны — расплавления
и затвердевания, (принят 1 270 001 см2).
Результаты теоретических расчетов, выполненных по приведен-
ным формулам, показали, что концентрация ванадия в основном
объеме шва определяется только величиной его оплавления и оказы-
вается практически постоянной. Градиент концентрации элемента
по ширине шва возникает, если доля участия каждого из сваривае-
мых металлов приближается к 0,5 [30].
Кривые 4 и 5 на рис. 27, полученные по результатам микро-
рентгёноспектрального анализа, соответствуют содержанию ванадия
в металле шва 5 и 10 %. Кривые 1—3 получены расчетным путем.
Ширина зоны резкого изменения химического состава погранич-
ного слоя, определенная теоретически и экспериментально при
оптимальном содержании ванадия в металле шва, по существу оди-
накова и равна 30—40 мкм для сварных швов толщиной 3 мм, вы-
полненных электронно-лучевой сваркой со скоростью 45 м/ч и при
смещении луча на 0,5—0*7 мм в сто-
рону стали [29].
При электронно-лучевой сварке
стали 09Х16Н4Б с ванадием основу
металла шва сварных соединений
составляет легированный ванадием
феррит с небольшим количеством
карбидной фазы VC. Микротвердость
металла шва не превышает 2200—
2400 МПа. Сварные соединения
V -ф 12Х18Н10Т имеют такую же
структуру металла шва.
Исследования химической не-
однородности стыковых соединений
стали 08Х15Н5Д2Т с ванадиево-
вольфрамовым (8 % W) сплавом
V8W толщиной 1 мм, осуществлен-
ных аргонодуговой сваркой без
Расстояние от линии
сплавления с ванадием
Рис» 27« Распределение ванадия в сварном шве
ванадий^сталь на участке шва, примыкающем
в ванадию
68
Рис. 28. Микроструктура сварного соединенияХстали 08Х15Н5Д2Т со Сплавом V8W тол-
щиной 1 мм, полученного автоматической аргонодуговой сваркой (Х300)
присадочного металла при смещении вольфрамового электрода на
0,6—0,9 мм в сторону стали (7СВ = 70 А, усв = 30 м/ч), с помощью
микрорентгеноспектрального анализа показали равномерное распре-
деление ванадия и легирующих элементов (Fe, Ni, Сг) в основном
объеме шва. Состав металла шва практически одинаковый как по
длине шва, так и по поперечному сечению. Но вблизи границы сплав-
ления с ванадиевым сплавом отмечается диффузионная зона шири-
ной 100—200 мкм с большой концентрационной неоднородностью
В этой зоне уменьшается содержание ванадия по сравнению с содер-
жанием его в основном металле (ванадиевом сплаве) и возрастает
содержание элементов Fe, Ni, Сг. Диффузия этих элементов через
границу шов — ванадий в ванадиевый сплав не происходит. Среднее
содержание элементов в шве стали 08Х15Н5Д2Т и ванадиевого сплава
следующее: 6—12 % V; 3,5—4 % Ni; 12—14 % Сг; 1—1,5 % W;
65—75 % Fe.
Металлографический анализ таких соединений подтверждает
наличие диффузионной зоны в металле шва на границе сплавления
с ванадиевым сплавом. Микротвердость этой зоны 2800—2900 МПа
при микротвердости металла шва ~2000 МПа и сплава V8W ~
— 1300 МПа.
Рентгеноструктурный анализ сварных соединений стали
08Х15Н5Д2Т с ванадиевым сплавом показал, что металл шва пред-
ставляет собой смесь феррита и твердого раствора на основе ванадия.
Микроструктура сварного соединения сталь 08Х15Н5Д2Т +V8W
приведена на рис. 28.
Выполненные исследования подтверждают, что характер форми-
рования химического состава шва сталей 08Х15Н5Д2Т, 09X16Н4Б
с ванадием и его сплавами при электронно-лучевой и аргонодуговой
сварке при регламентированном смещении источника нагрева в сто-
рону стали и оптимальном содержании ванадия в шве обеспечивает
получение металла шва с требуемым химическим составом и со струк-
турой твердого раствора. Концентрация ванадия в основном объеме
металла шва составляет 5—12 %, никеля 3—4 %, хрома 12—14 %.
69
Рис. 29. Схема изменения температуры расплава и начала кристаллизации 7*H к жид-
кого металла перед фронтом кристаллизации со стороны молибдена (а) и ниобия (б,в):
X — расстояние от фронта кристаллизации; з. с — зона сплавления: ДХТ — протяженность
температурного граничного слоя; ДХД — протяженность диффузионного граничного слоя;
А Г — термическое переохлаждение; АВ — зона стесненной кристаллизации. Обозначения
со штрихами относятся к различным моментам времени
Рис. 30. Распределение молибдена и ниобия в зоне:
а — сплавления молибден—металл шва; б — сплавления ниобий—металл шва (АВ — зона
стесненной кристаллизации;
Зона переменной концентрации легирующих элементов вблизи гра-
ницы сплавления с ванадиевым сплавом не превышает при электронно-
лучевой сварке 30—40 мкм, при аргонодуговой — 100—200 мкм.
Особенности кристаллизации и структуры металла шва соеди-
нений ниобия с молибденом рассмотрены в работе [114]. Структуру
шва исследовали на стыковых сварных образцах из листового ме-
талла толщиной 1 мм. Диаграмма состояния системы ниобий—мо-
либден имеет минимум примерно при 30 % Мо. Анализ ее позволяет
заключить, что условия кристаллизации металла шва, содержащего
более 30 % Мо, будут отличаться от условий кристаллизации ме-
талла шва состава до 30 % Мо.
Как было показано [187], металл шва представляет собой сплав
молибдена с ниобием практически постоянного по сечению состава,
70
Рис. 31. Микроструктура металла
зоны сплавления ниобий— металл
шва (X 200)
но с резким изменением
концентрации элементов
на узком участке зоны
сплавления. Изучалось
формирование структуры
зоны сплавления у молиб-
дена для швов, содержа-
щих более 30 % Мо. Ме-
таллографические иссле-
дования свидетельствуют
о наличии в зоне сплавле-
ния общих зерен основ-
ного металла и шва, образующихся при кристаллизации на анизо-
тропной подложке, нагретой до оплавления. По мере удаления
от зоны сплавления к центру сварочной ванны температура рас-
плава Тр возрастает, а температура начала кристаллизации Тн. к
жидкого металла перед фронтом кристаллизации понижается.
Схема, представленная на рис. 29 а, соответствует характеру
распределения молибдена и ниобия на рис. 30, а. Так как теплота
распространяется с большей скоростью, чем происходит диффузия,
то перед фронтом кристаллизации температура расплавленного ме-
талла также изменяется с большей скоростью, чем температура на-
чала кристаллизации жидкого металла. Это приводит к образова-
нию зоны переохлаждения перед фронтом кристаллизации и созда-
нию условий для кристаллизации очередных порций жидкого ме-
талла. .
Рассмотрим область сплавления с ниобием в швах, содержащих
более 30 % Мо (рис. 29, б, в, рис. 30, 31). Структура металла шва
со стороны ниобия характеризуется наличием двух зон сплавления:
одна в виде полоски у основного металла, а другая имеет четко
выраженный волнообразный характер и отодвинута в глубь шва
(рис. 31). Эти зоны ограничивают узкий участок шва АВ шириной
30—45 мкм. Распределение молибдена и ниобия в этом участке, по
данным микрорентгеноспектрального анализа, иллюстрирует
рис. 30, б. На основе этих данных, а также в соответствии с диаграм-
мой состояния системы молибден — ниобий для зоны АВ (рис. 29, в)
можно предположить такое соотношение температур: Тл_с > Тн.к <
< ^пл ыь» гДе ^л_с — температура ликвидуса — солидуса металла
шва. Расчетные значения: Тл. G = 2530 °C, ТНеК = 2380 °C, TnKNb =
= 2450 °C. Такое соотношение температур обусловливает кристал-
лизацию металла шва узкой зоны АВ в более поздние моменты.
По мере удаления от зоны сплавления шва с ниобием температура
начала кристаллизации жидкого металла, очевидно, будет изме-
няться согласно- схеме, приведенной на рис. 29, б, составленной
с учетом диаграммы состояния и химического состава металла шва.
В процессе кристаллизации может наступить такой момент, когда
71
температура начала кристаллизации жидкого металла на некотором
расстоянии от зоны сплавления будет больше, чем температура
расплава сварочной ванны. Это приведет к формированию твердой
подложки на участке ВС жидкого металла ванны (рис. 29, в). Твер-
дая подложка имеет характерную волнистую форму, выявленную
при металлографическом исследовании (рис. 31). Кристаллизация
развивается от этой подложки как к центру шва, так и в сторону
ниобия. В результате в узкой (30—45 мкм) зоне АВ, расположенной
между твердой подложкой и ниобием, возникают стесненные условия
кристаллизации, которые могут привести к образованию пор и тре-
щин.
Зона стесненной кристаллизации со стороны менее тугоплавкого
металла наблюдалась и в соединениях тантала с вольфрамом, мо-
либденом, ниобием. Для швов, содержащих до 30 % Мо, кристалли-
зация в области сплавления металла шва — ниобий или молибден
происходит в соответствии со схемой на рис. 29, а. В этом случае
как со стороны ниобия, так и со стороны молибдена соотношение Тр
и Тн.к благоприятное, что подтверждается характером распределе-
ния металлов.
ГЛАВА II
Способы сварки разнородных металлов
СУЩЕСТВУЮЩИЕ СПОСОБЫ И ОБОРУДОВАНИЕ
ДЛЯ СОЕДИНЕНИЯ РАЗНОРОДНЫХ МЕТАЛЛОВ
Важен правильный выбор способа сварки разнородных сочетаний
металлов: иногда данное сочетание металлов трудно выполнить
одним способом, но применение другого может обеспечить необходи-
мые служебные характеристики соединения. Естественно, что выбор
способа обусловлен конструкцией изделия в целом.
Наряду с известными, традиционными способами сварки при
соединении разнородных металлов применяют специальные, такие,
как термокомпрессионную, магнитно-импульсную, инерционную.
Своеобразным способом соединения разнородных металлов является
сварка-пайка, осуществляемая как непосредственно, так и с пред-
варительным нанесением покрытий на один из металлов (гальвани-
ческим путем или путем горячего погружения).
Соединение разнородных металлов в твердом состоянии. Основные
виды сварки давлением — холодная (в том числе прокатка), прессо-
вая, трением, диффузионная, ультразвуковая, взрывом, сопроти-
влением, магнитно-импульсная и др. Они по существу отличаются
друг от друга только характером приложения давления и тем, подо-
72
Al
Си
Мягкая сталь
Инструменталь-
ная сталь
s Сталь содержащая
18%'Сг
Ni
Манель-металл
Инконель
Со
Ti
Zr
Be
Mo
Ta
Nb
Графит
Керамика
WC
W
V
Рис. 32. Применимость сварки давлением различных [материалов; условные обозначения
сварки:
У — ультразвуковой; Д — диффузионной; В — высокочастотной сопротивлением; О
оплавлением; Т — трением; Вз — взрывом
греваются ли свариваемые металлы до сварки или в процессе ее.
Почти во всех случаях параметрами, определяющими процесс соеди-
нения, являются давление, температура и длительность их воздей-
ствия. За исключением сварки сопротивлением, при сварке давле-
нием не происходит плавления, или если и происходит, то расплав
выдавливается наружу, так что в конечном счете при сварке давле-
нием происходит соединение на поверхности твердого тела. Следова-
тельно, в этом случае почти не доставляет беспокойства охрупчи-
вание швов, обусловленное образованием химических соединений,
которое представляет проблему при сварке плавлением. Таким
образом, остаются только проблемы, связанные с различием коэффи-
циентов термического расширения, но при принятии надлежащих
мер получить надежное соединение сравнительно легко. Недостаток
сварки давлением — ограничение по размерам и форме соединяемых
деталей. Рассмотрим применимость различных способов сварки
давлением разнородных металлов (рис. 32).
Холодная сварка представляет собой соединение однородных
или разнородных металлов при температуре ниже минимальной
73
температуры рекристаллизации; сварка происходит благодаря
пластической деформации свариваемых металлов в зоне стыка под
действием механического усилия.
Практическое значение этого способа состоит не только в боль-
ших его возможностях — получать высокопрочные соединения без
нагрева, но и в развитии новых комбинированных процессов, свя-
занных с минимальным нагревом и интенсивной деформацией. Осо-
бенно велико преимущество холодной сварки перед другими при
соединении разнородных металлов, чувствительных к нагреву или
образующих интерметаллиды [141]. Сначала холодную сварку
применяли преимущественно для соединения алюминия, меди и алю-
миния с медью. В настоящее время количество соединяемых метал-
лов возросло.
Сварка трением—соединение однородных или разнородных
металлов в процессе прижатия свариваемых поверхностей друг
к другу с одновременным развитием трения скольжения. В отличие
от других способов сварки этот способ не требует подачи теплоты
от внешнего источника нагрева, а осуществляется за счет выделения
теплоты на самих соединяемых поверхностях. Благодаря этому
достигается замечательный эффект при сварке разнородных метал-
лов. В некоторых случаях сварка трением может быть применена
даже к комбинациям металлов, образующих между собой интерметал-
лические соединения. Однако в настоящее время для применения
сварки трением необходимо, чтобы по меньшей мере один из соединя-
емых узлов имел круглое сечение, например, представлял собой
круглый стержень или трубу.
При диффузионной сварке, прилагая давление, необходимое для
плотного прилегания свариваемых деталей, зону соединения вы-
держивают в течение определенного промежутка времени при тем-
пературе ниже точки плавления. Между контактирующими поверх-
ностями происходит диффузия и обеспечивается соединение [58, 75].
Благодаря тому, что при диффузионной сварке расплавления не
происходит, отсутствует опасность образования трещин, газовых
пор, охрупчивания. Поэтому диффузионная сварка очень удобна для
соединения разнородных металлов.
Ударная конденсаторная сварка характеризуется весьма быстрым
нагревом и очень малой зоной проникновения теплоты. Способ
применяют при соблюдении следующего принципа: рабочие пара-
метры сварочного режима подбирают применительно к металлу с бо-
лее низкой температурой плавления [159]. Применение этого способа
очень эффективно для сплавления металлов, образующих эвтекти-
ческие смеси.
Ударная сварка в вакууме предложена, например, для сварки
таких сочетаний, как ниобий—сталь [19]. Суть способа заклю-
чается в том, что на предварительно нагретые поверхности одиноч-
ный импульс силы передается ударником, движущимся со скоростью
до 20 м/с. За 10“2—10-3 с происходит сближение, локальная деформа-
ция этих поверхностей и образование соединения. Столь малая
продолжительность процесса сварки обеспечивает хорошее качество
74
соединений разнородных металлов. Общая деформация образцов
по высоте не более 15 %. Ударная сварка в вакууме перспективна
для соединения разнородных металлов с ограниченной взаимной
растворимостью и малой длительностью латентного периода образо-
вания интерметаллидов.
Ультразвуковая сварка — соединение металлов путем возбужде-
ния в свариваемых деталях упругих колебаний ультразву-
ковой частоты при одновременном создании определенного дав-
ления.
При ультразвуковой сварке необходимые условия для образова-
ния соединений создаются в результате механических колебаний
ультразвукового преобразователя. Энергия вибрации создает слож-
ные напряжения растяжения, сжатия и среза. При превышении
предела упругости соединяемых металлов происходит пластическая
деформация в зоне их соприкосновения. В результате пластической
деформации и диспергирующего действия ультразвука происходит
удаление адсорбированных пленок жидкости, газов, органических
пленок и поверхностных окислов, в результате чего образуется
сварное соединение [79].
Сварка взрывом находит все большее применение в СССР и за
рубежом. Это высокопроизводительный, экономически выгодный
способ производства листовых композиционных материалов, заклю-
чающийся в получении при помощи сварки взрывом двух- или много-
слойных металлических заготовок с последующей их горячей про-
каткой на листы заданных размеров. В связи с тем, что процесс
происходит при нормальной температуре, при его применении не
образуются интерметаллиды и обеспечивается самая большая проч-
ность соединения среди возможных способов сварки [38]. Благодаря
этим преимуществам сварку взрывом можно назвать «чемпионом»
сварки разнородных металлов. Сварка взрывом широко применяется
для получения переходных соединений. Взрывом можно получать
новые материалы с новыми свойствами; взрыв сваривает конструкции
неограниченных длин и площадей.
При точечной контактной сварке соединение элементов проис-
ходит на участках, ограниченных площадью торцов электродов,
подводящих электрический ток и передающих усилие сжа-
тия (рис. 33, а и б).
При односторонней контактной сварке один электрод прижимает
проволоку или ленту к контактной площадке, второй электрод
устанавливают вблизи свариваемой верхней детали на контактную
площадку. Этот способ применяют для сварки весьма тонких провод-
ников (круглых и плоских) с относительно толстым материалом
и для сварки проводников с электроосажденными пленками толщи-
ной более 20 мкм.
Реализация способов односторонней контактной микросварки
на практике [97 ] привела к разработке двух классов сварочного
оборудования, "основанных на различных способах ввода теплоты
в зону сварки: нерасщепленным электродом (с косвенным нагревом
места соединения) и расщепленным электродом.
75
Fe
НеокислеННая (0/2.% С)
Уравнения (O,Z%C)
Отожженная
Без обработки
Высокопрочные
Сталь с кобальтом
Оцинкованная
Луженая
Хромированная
У'еСг (70/30)
ГеСг (74/18/8) .
FeNi (64/36)
FeNi (50/50) t t
У<Жо (54/20/77)
Рис. 33. Сочетания сталей (а) и цветных металлов и сплавов (6”)» выполняемые точечной
сваркой:
1 — свариваются хорошо; 2 — свариваются при определенных условиях; 3 — свариваются
плохо
Сварка давлением с косвенным импульсным нагревом — разно-
видность способа сварки давлением с подогревом. В этом способе
инструмент (пуансон) импульсно нагревается проходящим по нему
током. Электрический ток, проходя по V-образному электроду,
выполненному обычно из металла, имеющего большое сопротивление,
нагревает наконечник на участке уменьшенного сечения. Вследствие
кратковременности процесса нагрева металлический проводник в ме-
сте контакта может нагреваться до более высоких температур, чем
при термокомпрессии. Это позволяет приваривать проводники из
относительно малопластичных металлов к тонким пленкам на кера-
мических подложках. Этим способом можно сваривать золотые,
алюминиевые и медные проводники диаметром 20—100 мкм с разно-
образными пленками, напыленными на диэлектрические или полу-
проводниковые подложки. При правильно подобранном режиме
можно обеспечить высокое качество соединений и достаточно хоро-
шую стабильность [79].
Сварка металлов с металлами и неметаллами с подогревом при
относительно невысоких давлениях {термокомпрессионная} —разно-
видность способа сварки давлением. Один из соединяемых мате-
риалов (обычно вывод) должен обладать достаточно высокой пластич-
ностью. Температура соединения при этом не должна превышать
температуру образования эвтектики соединяемых материалов и
обычно соответствует температуре отпуска или отжига более пла-
стичного металла [79].
В современном виде термокомпрессионная сварка может быть
осуществлена по двум схемам. При сварке по первой схеме приме-
няется различный инструмент, обеспечивающий прижатие определен-
ного участка проволочки к полупроводнику. Сварка по второй
76
Рис. 34. Схема магнитно-импульсной
сварочной установки
схеме осуществляется с по-
мощью инструмента, изго-
товленного из молибденового
стекла или сапфира. В нем
есть отверстие, через которое пропускают проволочку с оплав-
ленным в шарик торцом. Инструмент прижимает шарик к поверх-
ности полупроводника с усилием, необходимым для получения
прочного соединения.
Магнитно-импульсная сварка — весьма перспективный способ
соединения металлов самых различных сочетаний. Это способ сварки
высокоскоростным нагружением с использованием энергии импульс-
ного электромагнитного поля [22, 173].
Рассмотрим образование сварного соединения при магнитно-
импульсной сварке труб (рис. 34): внутренней /, например стальной,
и наружной 2 — алюминиевой. Собранные трубки помещают в ин-
дуктор Я, питаемый током от мощной батареи конденсаторов через
разрядник Р. Конденсаторы заряжаются постоянным током от за-
рядного устройства 3. При включении импульса тока трубки сначала
неподвижны, по мере повышения силы тока возрастает сила взаимо-
действия кольцевых токов, сближающая трубки. Силы действуют
радиально и сжимают более мягкую алюминиевую трубку, посте-
пенно разгоняют ее и приближают к внутренней стальной, уменьшая
зазор между ними, скорость соударения растет, достигая значений,
необходимых для сварки ~200—300 м/с. Когда происходит соударе-
ние, цикл сварки заканчивается. При соответствующих параметрах
(энергия, частота разрядного контура установки, технологические
зазоры, подготовка поверхностей и т. д.) получаются прочные свар-
ные соединения.
Соединение разнородных металлов сваркой плавлением и наплав-
кой. При сварке плавлением разнородных металлов применяют
все основные способы—дуговую, в том числе в среде защитных
газов, под флюсом, плазменную, электронно-лучевую, лазерную,
электрошлаковую, в меньшей степени газовую и др.
Рассмотрим характер взаимодейсгвия разнородных металлов
при сварке и наплавке. При соединении разнородных металлов
в результате перемешивания основного и наплавляемого металлов,
растворения твердого основного металла в жидком металле свароч-
ной ванны и диффузионных процессов на межфазной границе в ме-
талл наплавки переходит значительная доля основного металла.
Так, например, при ручной дуговой наплавке и автоматической
наплавке электродной проволокой под слоем флюса меди и бронз
на сталь в первщй слой металла наплавки переходит до 50—60 % Fe
[123]. Такое высокое содержание доли основного металла в напла-
вленном металле, как правило, недопустимо, и наплавку приходится
осуществлять в четыре-шесть и более слоев для обеспечения необхо-
димого качества наплавленного слоя.
77
Изменение состава проволоки, применение для наплавки различ-
ных флюсов не обеспечивает и не может полностью обеспечить полу-
чение всех механических свойств соединения на уровне таковых
для соединяемых металлов, так как остается основная причина,
приводящая к понижению свойств, — расплавление основного ме-
талла. Задача соединения разнородных металлов с обеспечением
необходимых физико-химических свойств наплавленного металла
и всего соединения в целом может быть решена технологически, путем
применения таких способов, при которых основной металл либо
не расплавляется совсем, либо обеспечивается его минимальное
проплавление. Поэтому для соединения разнородных металлов реко-
мендуется [123] применять такие способы, которые обеспечивают
минимальное проплавление основного металла, незначительное пере-
мешивание основного и наплавляемого металлов и минимальный
переход элементов основного металла в наплавленный.
Необходимо остановиться на способах сварки, позволяющих
регулировать как долю основного металла в металле шва, так и тепло-
вложение на каждой из кромок металлов разнородных сочетаний.
По характеру теплового воздействия на основной металл источ-
ники теплоты для сварки подразделяют на две группы: зависимые
(типа дуги прямого действия) и независимые (типа косвенной дуги)
от изделия. Для источников первой группы характерна жесткая
связь между энергиями, расходуемыми на плавление основного
и присадочного металлов. Фактически при сварке плавящимся элек-
тродом функционируют собственно дуговой разряд, подобный дуге
при сварке вольфрамовым электродом в струе инертного газа, и пере-
гретая струя или капли электродного металла в зависимости от
характера переноса металла в дуговом промежутке.
Получение однородного наплавленного металла без перемешива-
ния с основным в зоне сплавления для источников первой группы
встречает большие трудности, так как на изделии находится активное
пятно дугового разряда с достаточно высокой температурой для
мгновенного расплавления основного металла, перегрева ванны
расплавленного металла и, как следствие, увеличенного времени
контакта жидкой и твердой фаз. Количество расплавляемого при
сварке основного металла зависит от тепловой мощности источника
и времени (продолжительности) его действия. Поэтому при любом
методе сварки появляются возможности регулировать зону про-
плавления. Если для источников первой группы преимущественно
можно регулировать продолжительность теплового воздействия, то
для источников второй группы появляются возможности регулиро-
вать оба параметра, влияющие на разбавление наплавляемого ме-
талла основным.
При дуговой сварке плавящимся электродом продолжительность
теплового воздействия дуги на основной металл регулируется путем
перемещения (колебания) дуги поперек шва, или механически с по-
мощью специального вибратора поперечных колебаний, или автома-
тически (бегающая по торцу ленточного электрода дуга). Уменьше-
ние тепловой мощности источника по сравнению с оптимальной при
78
дуговой сварке плавящимся электродом нежелательно, так как это
приводит к ухудшению формирования шва при низких значениях
сварочного тока.
Уменьшение тепловой мощности источника до определенных
пределов возможно только при наложении на плавящийся электрод
колебаний, увеличивающих скорость плавления проволоки благо-
даря уменьшению размера капель, или при подключении добавочного
электрода. Добавочный электрод касается в зоне дуги поверхности
изделия, и дуга горит так, что ток распределяется как бы на две само-
стоятельные ветви: часть тока проходит через добавочный электрод,
а часть через изделие. Однако ни одним из существующих способов
дуговой сварки плавящимся электродом не удаетсятполучить на-
плавленный металл без перемешивания с основным. Так, при на-
плавке под флюсом на горизонтальную поверхность доля основного
металла в наплавленном металле составляет обычно 2/3. Перераспре-
деление энергии дуги между электродом и изделием позволяет сни-
зить долю основного металла до 10—15 %, а при наплавке ленточным
электродом —до 5—10 %.
К источникам теплоты другой группы относят: косвенную (не-
зависимую) дугу между двумя вольфрамовыми электродами в струе
инертного газа, трехфазную независимую от изделия дугу между
тремя плавящимися электродами, струю перегретого металла, на-
носимого на поверхность изделия с предварительным подогревом
последнего или без подогрева. Преимущество всех перечисленных
источников в том, что процессы плавления основного и присадочного
металлов раздельны и могут регулироваться независимо друг от
друга. Решить эту задачу можно в том случае, если для наплавки
и сварки применять источники теплоты, позволяющие раздельно
регулировать плавление присадочного и нагрев основного металлов,
регулировать процессы взаимодействия жидкого металла сварочной
ванны с твердым основным металлом. Исследования в этом направле-
нии привели к созданию специальных способов сварки и наплавки
металлов.
Способ наплавки (сварки) струей перегретого металла, в ча-
стности меди и ее сплавов на сталь и чугун [123], заключается
в том, чтобы разделить тепловые процессы подготовки основного
и присадочного металлов. При этом создаются необходимые условия
для физико-химического взаимодействия металла, в результате
которого происходит их соединение. Однако применение специаль-
ного плавильного устройства (графитовый тигель) и связанные
с этим неудобства явились причиной ограниченного применения
в промышленности этого способа наплавки.
Осуществить процесс, аналогичный наплавке струей перегретого
металла, можно также с помощью дугового разряда, если возбудить
и поддерживать егб в пространстве над изделием между двумя элек-
тродами, один из которых —плавящийся. В этом случае дуговой
разряд представляет собой лишь устройство для плавления и пере-
грева наплавляемого металла (так как изделие электрически ней-
трально), а источником теплоты для основного металла служит
79
Рис. 35. Схема способа индукционно-дуговой сварки
/
непосредственно перегретый жидкий
наплавляемый металл [123].
Предложен способ [А. с. № 501850
(СССР) ] индукционно-дуговой сварки
плавлением в среде защитных газов
с подачей присадочного металла через
полый электрод соосно с дугой в зону
ее горения на кромки свариваемых
деталей. Для этого присадочный металл
подают в жидком состоянии, расплав-
ляя его пропусканием через высоко-
частотный индуктор.
На рис. 35 представлена схема реали-
зации предлагаемого способа. На лице-
вой стороне свариваемого изделия 2 под
свариваемыми кромками с неплавяще-
гося электрода 5 возбуждают дугу 1.
Над электродом 1 размещен высокочастотный индуктор 9, обеспечи-
вающий плавление сварочной присадочной проволоки 6. Расплав-
ленный в индукторе 9 током высокой частоты присадочный металл
проходит в виде капель 10 или струи ^через зону горения дуги 1
в направлении изделия 2, где, попадая на прогретые или оплав-
ленные кромки свариваемого металла, образует ванну 3. Процесс
сварки (наплавки) проводят при подаче присадочной проволоки 6
подающим механизмом 8 в зону плавления индуктором 9 и при
перемещении обоих источников теплоты (индукционного и дугового)
вдоль шва.
Количество теплоты, вводимого дугой 1 с кольцевого электрода 5
в различные участки сварочной зоны, дозируется принудительно
управляемым перемещением активного пятна дуги по торцу элек-
трода. Такое перемещение осуществляют с помощью внешнего ма-
гнитного поля, создаваемого в зоне горения дуги соленоидом 4 или
кольцевым постоянным магнитом, а также завихренным газовым
потоком. При этом ток дуги, радиус и скорость ее вращения выбирают
из расчета получения оптимального нагрева свариваемого изделия
для смачивания его жидким присадочным металлом. Этот способ
позволяет осуществить регулируемый подогрев свариваемого изделия
в области поступления жидкого присадочного металла. Автономная
заливка жидкого присадочного металла при регулируемом подо-
греве изделия в точке сварки позволяет осуществить сварку толсто-
стенных изделий в один проход при высоком качестве сварного
соединения, упрощается сварка толстолистовых изделий из метал-
лов, обладающих высокой теплопроводностью (медь, алюминий
и др.). Единая защитная атмосфера для жидкого присадочного
металла и сварочной ванны позволяет обеспечить высокое качество
наплавки различных металлов в широком диапазоне толщин с мини-
мальной зоной оплавления.
80
Например, указанным способом\ наплавляли медь Ml на сталь-
ную подложку. Проволока диаметром 2 мм расплавлялась четырех-
витковым индуктором с внутренним диаметром 15 мм. Стальная
пластина толщиной 10 мм подогревалась дугой с медного охлажда-
емого кольцевого электрода средним диаметром 20 мм; сила тока
дуги 200—250 А; напряженность магнитного поля соленоида (4 ч-
-т-8)-103 А/м; скорость наплавки 30 м/ч. Толщина наплавленного
слоя колебалась в пределах 3—4 мм при ширине 20—22 мм.
Для регулирования химического состава шва предложен способ
сварки [А. с. № 197812 (СССР)] с одновременной подачей в разделку
нескольких проволок различного химического состава. Сварка
осуществляется путем одновременной подачи в разделку нескольких
проволок, причем крайние присадочные проволоки подают вплот-
ную к свариваемым кромкам и перемещают параллельно им по мере
заполнения разделки. Вольфрамовый электрод совершает колебания
поперек разделки. Присадочные проволоки располагают парал-
лельно друг другу. Для получения металла шва и его зон заданного
химического состава и необходимой толщины используют проволоки
разного диаметра и подают их с различной скоростью в сварочную
ванну. *
Для управления составом шва при электронно-лучевой сварке
разнородных металлов авторами [182] предложена двухлучевая
сварка. При обычном процессе электронно-лучевой сварки сравни-
тельно небольшие смещения оси источника от заданного положения
вызывают существенные отклонения в распределении мощности
луча между свариваемыми элементами и, следовательно, в составе
шва. Одним из способов устранения этого недостатка является сварка
двумя независимо действующими электронными лучами. При этом
мощности, приходящиеся на свариваемые кромки, можно раздельно
дозировать и контролировать в широких пределах. Предложенный
способ обеспечивает получение более качественного соединения
между разнородными металлами.
С целью повышения производительности наплавки и сварки
можно применять сварку неплавящимся электродом с подогревом
присадочной проволоки. Способ осуществляют с одновременным
колебанием электрода и проволоки перпендикулярно направлению
сварки; при этом проволоку подают в хвостовую часть ванны, а ко-
лебания ее осуществляют в пределах ванны с амплитудой, меньшей
амплитуды колебания электрода [160].
Благодаря значительному уменьшению глубины проплавления
основного металла (до 0,5 мм) при автоматической наплавке ленточ-
ным электродом под флюсом удалось существенно снизить долю
основного металла в металле наплавки по сравнению с автомати-
ческой наплавкой электродной проволокой под флюсом.
При сварке и наплавке трехфазной дугой глубина проплавления
зависит от соотношения токов в дугах, горящих между электродами
и изделием. В этом случае также можно уменьшить глубину про-
плавления основного металла, но все же она остается достаточно
высокой. В случае применения трехфазной дуги имеется возможность
81
Таблица 6
Степень проплавления стали перлитного класса
в зависимости от способа наплавки и наплавляемого металла
Способ наплавки Наплавляемый металл Степень проплав- ления, %
Ручная дуговая Автоматическая дуговая под флюсом Медь, бронза, сталь аустенитного класса Медь, бронза 30—60 45—55
Автоматическая дуговая под флюсом с вве- дением в зону горения дуги изолированной дополнительной присадочной проволоки Сталь аустенитного клас- са 17—27
Ручная аргонодуговая неплавящимся элек- тродом Автоматическая ленточным электродом Медь, бронза Сталь аустенитного клас- са 3—30 8—15
Автоматическая двойной независимой дугой Бронза 0
Автоматическая плазменной струей с токо- ведущей присадочной проволокой (с коле- баниями и без колебаний головки) Медь, бронза, латунь 0
Автоматическая плазменной струей с токо- ведущей присадочной проволокой и попе- речными колебаниями головки Сталь аустенитного клас- са 3—5
подавать больший ток на электрод, расположенный на кромке де-
тали, имеющей большую температуру плавления.
При наплавке двумя независимыми дугами одна дуга (переменного
тока) горит между двумя неплавящимися электродами, а вторая —
(постоянного тока) между одним из неплавящихся электродов и
присадочной проволокой. Основной металл под током не находится.
Плазменная наплавка металлов [123] обладает рядом преиму-
ществ. Высокая концентрация тепловой энергии в плазменной струе,
стабильность дугового разряда, возможность легкого раздельного
регулирования степени нагрева основного и присадочного металлов
обусловливают преимущества применения плазмы для наплавки,
особенно в тех случаях, когда наплавляемый металл по составу
и свойствам отличается от основного. При применении плазменных
способов наплавки присадочный материал можно подавать в виде
присадочной проволоки или ленты, или в виде порошка.
В качестве критерия, определяющего возможности различных
способов наплавки, можно рассматривать степень проплавления,
определяемую как долю участия проплавленного основного металла
в составе наплавленного металла [48]. В табл. 6 приведены сравни-
тельные данные по степени проплавления при наплавке медных
сплавов и сталей аустенитного класса на стали перлитного класса
[123]. Степень проплавления минимальна при наплавке двойной
независимой дугой и плазменной струей с токоведущей присадочной
проволокой. Во многих случаях степень проплавления имеет реша-
82
ющее значение при определении возможности изготовления напла-
вленного изделия. Так, например, кольца и фланцы для соединения
труб целесообразно изготовлять наплавленными только при мини-
мальной (3—4 мм) толщине наплавленного слоя. Но при такой тол-
щине его коррозионная стойкость может быть обеспечена только при
отсутствии расплавления стали.
При электронно-лучевой сварке на зону соединения направляют
пучок электронов, ускоренных высоким электрическим напряже-
нием. В результате выделения энергии при столкновении электронов
с металлом последний нагревается и расплавляется. Пучок электро-
нов можно сделать исключительно острым. Благодаря этому практи-
чески можно получить высокую плотность энергии (50 МВт/см2).
Отличаясь значительной плотностью энергии, электронный
луч позволяет получать сварные соединения узкой (ножевой) формы
при минимальной погонной энергии, что снижает возможность обра-
зования структурной неоднородности в процессе сварки. Зона тер-
мического влияния при этом невелика, благодаря чему почти не
образуются сварочные деформации.
Характеристики электронного луча и возможность использова-
ния данного способа сварки определяются прежде всего ускоря-
ющим напряжением и степенью вакуума в рабочей камере [159].
По технологическим условиям различают следующие основные
варианты электронно-лучевой сварки: сварка с глубинным (кин-
жальным) проплавлением без присадочных металлов (при толщине
металла 3—100 мм); сварка с присадочным металлом (при толщине
металла >5 мм); прецизионная сварка без формирования парогазо-
вого канала и без разбрызгивания (при толщине металла <3 мм).
Значительное различие в теплопроводности и электропроводи-
мости соединяемых металлов, например при сварке меди со сталью,
не представляет проблемы при электронно-лучевой сварке. Малая
ширина шва становится большим преимуществом при сварке разно-
родных металлов. Благодаря возможности точно регулировать поло-
жение падения луча за счет смещения луча в сторону одного
из свариваемых разнородных металлов можно преодолеть ограниче-
ния, накладываемые значительными различиями в физических свой-
ствах металлов, и предотвратить образование трещин. Таким обра-
зом, электронно-лучевая сварка открывает большие возможности
при сварке разнородных металлов.
Приведенные на рис. 36 комбинации металлов, по данным работы
[159], могут быть получены с помощью сварки часто только при
использовании промежуточной фольги или присадочного металла.
Сочетание металлов Присадочный металл
Никель—тантал Платина
Молибден—сталь у Никель
Титан—хромоникелевая сталь Ванадий
Цирконий—хромоникелевая сталь Ванадий
Твердый сплав—сталь Кобальт—никель
Медь—алюминий Цинк—серебро
Латунь—свинец Олово
83
Рис. 36. Сочетания металлов, соединяемых
электронно-лучевой сваркой;
В *- свариваются хорошо
Рис. 37. Сочетания металлов, свариваемых
лазерной сваркой:
В — свариваются хорошо
При лазерной сварке для оплавления свариваемых кромок исполь-
зуют световой пучок. Сконцентрированный световой луч характери-
зуется монохроматичностью, когерентностью, параллельностью
и высокой плотностью энергии. Благодаря этому можно наплавлять
и сваривать металлы на весьма ограниченных участках. По типу
лазеров и способу их использования различают импульсную сварку
и сварку непрерывным лазерным лучом (рис. 37).
МЕТОДЫ ИССЛЕДОВАНИЯ СОСТАВА, СТРУКТУРЫ
И ДРУГИХ СВОЙСТВ СВАРНЫХ СОЕДИНЕНИЙ
РАЗНОРОДНЫХ МЕТАЛЛОВ
Сварка разнородных металлов характеризуется комплексом слож-
ных физических процессов на границе перехода, каждый из которых
имеет свои кинетические закономерности и механизм. Для выявления
этих закономерностей и рационального построения технологического
процесса применяют существующие установки или разрабатывают
новые методики и специализированные установки. Методы исследо-
вания можно условно разбить на три большие группы.
К первой относятся методы исследования, связанные с процес-
сами формирования сварного соединения разнородных металлов.
Например, специальные установки применяют для изучения процес-
сов смачивания в изотермических [98] и близких к сварочным [18]
условиям. При моделировании процесса сварки путем нанесения
капли расплавленной стали на поверхность твердого ниобия полу-
чены исходные данные для подбора оптимальных режимов сварки.
Для регулирования тепловых и диффузионных процессов в зоне
контакта твердой и жидкой фаз разработана методика «жидкая кли-
новая проба» [123]. Для определения констант растворения железа
84
(стали) в меди и алюминии, титана в стали и пр. применяют уста-
новки без закалки и с закалкой образцов [45].
Ко второй относят методы исследования и аппаратуру, осуще-
ствляющие анализ свойств готового, сформировавшегося сварного
соединения между разнородными металлами. В биметаллах зона
сварного соединения формируется в условиях пластической дефор-
мации, а иногда и высокой температуры. Очевидно, что состав и
структура зоны соединения должны отличаться от состава и струк-
туры основного и плакирующего металлов [27].
Структурные изменения, происходящие в переходной зоне би-
металлов, являются следствием диффузионного перераспределения
химических элементов и фазовых превращений под влиянием раз-
личных факторов. При взаимодействии в твердожидком состоянии
(при сварке-пайке, сварке плавлением) характер взаимодействия
еще более усложняется. Основные процессы, определяющие струк-
туру и свойства сварных соединений в этом случае, — смачивание
твердого металла жидким, растворение и последующая взаимная
диффузия контактирующих металлов. Степень развития неоднород-
ности зависит от температуры и продолжительности контакта жид-
кого металла с твердым. При неблагоприятных условиях могут обра-
зоваться интерметаллические прослойки различной толщины
и протяженности.
Как правило, ширина переходных зон в сварных соединениях
разнородных металлов составляет тысячные доли миллиметра. Для
определения размеров этих зон, состава, структуры и т. п. необхо-
димо применение тонких методов анализа и высокочувствительной
аппаратуры. Обычно применяют комплексную методику, состоящую
в последовательном изучении глубины проникновения элементов
в переходной зоне с помощью измерения микротвердости, качествен-
ного и количественного микрорентгеноспектрального анализа и
исследования микроструктуры. Применяют также методы элек-
тронно-микроскопического, фазового, рентгенографического, элек-
тронографического, послойного спектрального анализа, высоко-
температурную металлографию, радиоактивные изотопы и др.
. К третьей группе относят методы исследования, связанные с опре-
делением работоспособности разнородного сварного соединения.
Такое соединение нередко должно обладать достаточной прочностью,
герметичностью, устойчивостью к вибрациям, коррозионной стой-
костью и др. Для определения столь разнообразных и часто про-
тиворечивых свойств необходимо выбирать методы испытания, обес-
печивающие всестороннюю оценку разнородных соединений. Ниже
приведена краткая характеристика тех методов исследования, ис-
пользование которых целесообразно при изучении сварных разно-
родных соединений.
Изготовление 'и исследование шлифов для изучения макро-
и микроструктуры сварных соединений разнородных металлов
связано с трудностями, заключающимися в том, что соединяемые
металлы обладают разными физико-химическими свойствами. На-
пример, из-за различной твердости стали, меди и алюминия в стале-
85
Таблица?
Характерные режимы выявления микроструктуры
разнородных сварных соединений
Свариваемые металлы Реактив, режим выявления структуры Источник
Сталь + медь Травление в 3%-ном растворе FeCl — 5 см3; 100 %-ном растворе НС1 — 45 см3; вода — 50 см3 [123]
Алюминий + + сталь Электрополирование в реактиве: ледяная уксус- ная кислота СН3СООН — 1000 см3; НС1О4 — 35—70 см3; чистый алюминий — 2—3 г. Режим: U = 120 В; I = 0,5 A; t= 54-7 с для образ- цов размером 20Х 10Х 10 мм [136]
Алюминий + медь Химическое травление: соляная кислота НС1 — 1—50 мл; хлорное железо FeCl3 — 1—25 г; вода — 100—120 мл; время — 10—15 с [70]
Ниобий + сталь 12Х18Н10Т Первоначально химическое травление ниобия, затем электролитическое — стали. Травление ниобия в течение 5—6 с: HNO3 — 1 часть; HF — 1 часть; Н2О — 1 часть или H2SO4 — 2 части; HF — 2 части; HNO3 — 1 часть Электролитическое травление стали: сернокис- лый аммоний (NH4)2SO4; U = 10 В; / = 14- -=-2 А/см2; /=54-10 с или 10 %-ный водный раствор хромового ангидрида СгО3; t = 24-3 с [70, 169]
Титан + углеро- дистая сталь Первоначально травление стали, затем титана; травление стали электролитическое в 10 % -ном водном растворе хромовой кислоты (Н2СгО4); U= 154-20 В; /= 0,254-0,35 А/см2; /=54- 4-40 с; травление титана 3—5 с в плавиковой кислоте HF [93, 169]
алюминиевых и медеалюминиевых сварных соединениях алюмини-
евая составляющая сошлифовывается в большей степени, чем железо
или медь, в результате чего образуется ступенька на границе пере-
хода двух металлов. Микроскопическое изучение таких шлифов
затруднительно. Травление шлифов разнородных металлов из-за
различия электрохимических потенциалов растворения также
затруднительно. По-видимому, этим можно объяснить факт отсутствия
универсального травителя для различных сочетаний металлов.
Поэтому важна разработка способа приготовления и травления
шлифов разнородных металлов [81, 84].
В табл. 7 приведены сведения о некоторых травителях для рас-
сматриваемых в настоящей работе сочетаний металлов. Оптическая
металлография позволяет устанавливать факты образования
86
структуры, которая отличается от исходной травимостью; фиксиро-
вать изменение размеров и формы зерен и неметаллических включе-
ний. При изучении разнородных металлов удается не только каче-
ственно показать наличие диффузии, но и получить сведения о кон-
центрации на определенном расстоянии от первоначальной плоско-
сти раздела.
Металлографический анализ позволяет приближенно оценить
общую область зоны взаимодействия двух металлов и ориентиро-
вочно оценить распределение элементов. Для более точной характе-
ристики содержания примесей и фазового состава . использовали
микрорентгеноспектральный метод.
Электронную микроскопию используют для изучения тонкой
структуры в переходных зонах биметаллов и соединениях, получен-
ных сваркой плавлением, например структуры науглероженных
зон коррозионно-стойких сталей. Электронная микроскопия в со-
четании с микродифракцией позволяет определять тип выделя-
ющихся фаз. В исследовании, как правило, используют метод уголь-
ных реплик с экстрагированными частицами [27]. Для более деталь-
ного изучения переходной зоны широко применяют косые (под углом
~2°) шлифы. Перспективно применение растрового электронного
микроскопа.
Метод измерения микротвердости используют в качестве вспомо-
гательного метода с целью разграничения фазовых составляющих
и изучения свойств образующихся фаз. На приборе ПМТ-3 с нагруз-
кой 10—20 г при увеличении в 475 раз измеряли толщину образу-
ющихся интерметаллических прослоек в зависимости от температуры
и продолжительности нагрева. Для высокотемпературной металло-
графии применяют установку ИМАШ-5М.
Фрактографический метод анализа используют при изучении
структуры поверхности излома сварных соединений после различ-
ного изотермического отжига.
Рентгенографическим и электронографическим анализом из-
учают фазовый состав в зоне контакта. Порошок для съемки рент-
генограмм получают либо механическим, либо химическим путем.
Для рентгенографического анализа образцов биметалла последний
механически разрушают по месту стыка на две половины и порошки
для послойного анализа получают напильником отдельно с каждой
половины. Число послойных анализов 6—10, глубина исследования
0,5—1 мм. Особое внимание обращают на тщательный отбор пробы
из зоны стыка. Порошки для исследования получают бархатным
напильником с систематической зачисткой. Например, для биме-
талла А1 — Fe применен рентгеновский фазовый анализ образцов
на хромовом излучении в камерах Дебая, имеющих диаметр 57,3 мм.
Способ закладки пленки асимметричный. Идентификацию фаз про-
водят методом сравнения рентгенограмм исследуемых проб с эталон-
ными рентгенограммами чистых компонентов и двойных фаз, а также
сравнением рассчитанных межплоскостных расстояний линий не-
известных фаз с межплоскостными расстояниями стабильных и мета-
стабильных фаз системы А1 — Fe,
87
Для установления фазового состава переходной зоны сварных
разнородных соединений алюминий — сталь применен также элек-
трохимический метод растворения металла. Электролиз проводили
при плотности тока 0,02 А/см2 при температуре +5 °C. Анодные
осадки подвергали рентгеноструктурному исследованию.
Для выделения из образца интерметаллидов типа FemAlm раз-
работан метод [136], основанный на химическом растворении ме-
талла шва в 10 %-ном спиртовом растворе йода в метаноле. В данной
среде происходит равномерное растворение заданного участка по-
верхности металла образца. Полученный участок отмывают от рас-
творителя метиловым спиртом на центрифуге, высушивают в среде
углекислого газа и подвергают рентгеноструктурному исследованию
для установления фазового состава.
Для проведения фазового рентгеновского анализа продуктов
реакции двух металлов применен метод приготовления образцов
без их разрушения, в отличие от других методик, заключавшихся
в выделении продуктов реакционной диффузии. Метод основан на
подборе толщины одного из металлов, в данном случае тонкого при
относительно массивном основании, таким образом, чтобы между
двумя металлами прошла реакционная диффузия и рентгеновские
лучи (при съемке образца со стороны плакирования) отражались
не только от плакировки, но и от продуктов реакции металлов и от
основы.
Поскольку рентгенографический метод не позволяет опре-
делить фазовый состав при наличии менее 5 % искомой фазы, ис-
пользован электронографический метод на установке ЭГ-100 с отра-
жением от поверхности металла. Благодаря чрезвычайно сильному
рассеянию электронов дифракционную картину создают слои веще-
ства толщиной 2—10 нм. Съемку проводили с одной и другой стороны
поверхности, например со стороны стали и со стороны меди в случае
разрушения соединения медь — сталь. Для послойного фазового
анализа биметаллических образцов после диффузионного отжига
механическим путем снимали слои. Размер образца 7x7x7 мм.
Электронограммы рассчитывали согласно уравнению Вульфа —
Брэгга при кольцевой электронограмме и уравнению Вайнштейна
при точечной электронограмме.
Микрорентгеноспектральный анализ особенно широко при-
меняют в последние годы. Основное преимущество этого метода
заключается в том, что он позволяет определять локальный химиче-
ский состав прослоек, включений, фаз, зерен, изучать распределение
отдельных элементов между структурными составляющими [60],
а также определять глубину проникновения и коэффициенты диф-
фузии каждого элемента, судить о металлургическом характере
соединения. Содержание всех элементов (вплоть до 0,05—0,02 %)
(кроме углерода, если его количество меньше 0,2 %) определяют на
современных микроанализаторах типов MS-85 и MS-46 (Франция),
YX-3A (Япония), МАР-1 и др. Химическая микронеоднородность
может быть выявлена также с использованием электронного микро-
аналцзатора РЭМЛ-2 и лазерного микроанализатора LMA-1 [142].
88
Получаемые с помощью микрорентгеноспектрального анализа
данные о химическом составе диффузионных зон можно нанести на
диаграмму состояния соответствующей системы, что позволит про-
гнозировать возможные изменения свойств диффузионных зон на
основе имеющихся в литературе данных о структуре и свойствах
соответствующих сплавов [27].
Принцип микрорентгеноспектрального анализа химического
состава основан на том, что на исследуемый участок образца на-
правляют пучок электронов — электронный зонд. Источником элек-
тронного луча служит вольфрамовая нить, нагретая током высокой
частоты. Диаметр зонда может изменяться в довольно широких
пределах (минимальный размер зонда ~1 мкм). В участке (точке)
падения пучка электронов на исследуемый образец возбуждается
характеристическое излучение от всех элементов, входящих в состав
пробы. Разлагая излучение в спектр с помощью кристалла-анализа-
тора, можно определять качественно и количественно химический
состав облучаемого микрообъема [60].
Кинематическое устройство позволяет исследовать любую часть
образца, .а также любой из эталонов (чистых металлов или специально
приготовленных сплавов) без нарушения вакуума.
К микроанализатору придается дополнительная приставка «Скан-
нер» для получения фотоизображения качественного распределения
элементов на поверхности образца с разрешающей способностью
~1 мкм. Получают изображение следующим образом. Анализиру-
емый участок поверхности образца передвигают в двух взаимно
перпендикулярных направлениях так, что пучок электронов строка
за строкой проходит по исследуемому участку. Потенциометры
непрерывно вращающегося типа подают периодическое пилообраз-
ное напряжение, которое используется для движения образца и дви-
жения пятна на экране осциллоскопа. Эти два движения очень точно
синхронизированы, и пятно осциллоскопа модулируется импульсным
сигналом, поступающим от счетчика регистрации излучения. Поле
развертки при помощи механических приспособлений может быть
установлено 100 мкм X 100 мкм; 200 мкм X 200 мкм; 300 мкм X
X 300 мкм.
' Фотографирование осуществляется камерой «Полароид» с мгно-
венным проявлением. Так как анализируемый участок чрезвычайно
мал, то исследуемый микрошлиф должен быть качественным —
тщательно отполированным и плоским. Последнее требование осо-
бенно важно, когда анализ выполняют на микроанализаторе «Ка-
мека» модели MS-46, где угол выхода небольшой и составляет 18°.
При микрозондовом исследовании образцов исходят из пропор-
циональности концентрации элементов и интенсивности их характе-
ристического излучения. Такая пропорциональная зависимость наб-
людается лишь в цервом приближении и нарушается из-за различ-
ного поведения электронов и рентгеновских лучей в образцах и эта-
лонах. Вследствие этого возникает необходимость вводить различные
поправки при переводе регистрируемых интенсивностей рентгенов-
ских лучей от образца и эталона в концентрации.
89
Предложены различные соотношений ДЛЯ йнёсення поправок
с целью получения более точных количественных данных
Сг = (Лбр/7'00)Лр2р3) (67)
где Ct — концентрация г-го элемента в образце; 7?бр и j)00 — интен-
сивности характеристического рентгеновского излучения f-ro
элемента от образца и эталона (в данном случае чистого 100 %-ного),
исправленные на фон; рх, р2, р3 — поправки на атомный номер,
поглощение и флуоресцентное возбуждение соответственно.
В случае эталонов сложного состава
(68)
В работах [84, 55, 56 и др.] приведены данные об использовании
микрорентгеноспектрального анализа при изучении переходных
зон разнородных сварных соединений.
Диффузия на границе раздела разнородных металлов в сварном
соединении с помощью радиоактивных изотопов исследована в ра-
боте [120].
Для изучения диффузии в биметаллах наиболее подходящее
введение радиоактивных изотопов в один из металлов при его вы-
плавке. При этом обеспечивается равномерное распределение изо-
топов по сечению образца. Методом авторадиографии целесообразно
изучать диффузию углерода в биметаллах. С использованием этого
метода исследовано влияние состава основного металла на характер
распределения углерода в переходной зоне биметаллов с плакиру-
ющим слоем из коррозионно-стойких сталей двух классов — фер-
ритных 08X13, 15Х25Т и аустенитной 08Х18Н10Т [27].
При дуговой сварке разнородных сталей перлитного и аустенит-
ного класса, а также при последующей термообработке таких соеди-
нений широко использован изотоп углерода С14 и др. Радиоактивные
изотопы А126 и Fe55 применены для определения диффузионной
подвижности в интерметаллических соединениях.
МЕТОДЫ ОПРЕДЕЛЕНИЯ МЕХАНИЧЕСКИХ СВОЙСТВ
РАЗНОРОДНЫХ СВАРНЫХ СОЕДИНЕНИЙ
И СКЛОННОСТИ ИХ К ХРУПКОМУ РАЗРУШЕНИЮ
Между отдельными участками сварных соединений, как правило,
наблюдается неоднородность механических свойств. Это обусло-
влено различием структурно-фазовых составов швов и основного
металла, разными долями участия основного металла в формирова-
нии отдельных слоев шва, реакцией основного металла на терми-
ческий цикл сварки и т. п. Определенную роль играет упрочнение
металла шва и околошовной зоны в результате пластической де-
формации при охлаждении сварного соединения, так называемое
явление самонаклепа.
Различие в свойствах особенно ярко выражено в соединениях
разнородных металлов. В связи с этим оценка их механических
90
свойств представляет известные сложности. Попытка механически
перенести существующие для однородных сварных соединений спо-
собы испытания на сочетание разнородных металлов не приводит
к положительным результатам. В настоящее время не существует
утвержденных ГОСТом типов образцов для оценки механических
свойств разнородных неразъемных соединений, учитывающих спе-
цифику их деформации и разрушения.
Рассмотрим особенности деформирования при растяжении свар-
ных соединений разнородных металлов одной основы легирования
на примере разнородных сталей. Условия деформирования образцов
в упругопластической стадии работы в зависимости от характера
приложения нагрузки и свойств отдельных составляющих наиболее
полно рассмотрены в работах [48 и др.].
При растяжении сварного образца с поперечным швом условия
его деформирования определяются в первую очередь соотношением
прочности основного металла и шва. Если шов более прочен, чем
основной металл, то деформация образца будет сосредоточиваться
в основном металле, по которому и может произойти разрушение.
Если же прочность шва меньше прочности основного металла, то
поведение сварного соединения зависит от относительной ширины
шва х = 77/6, где Н — ширина шва и 6 — толщина пластины [48].
Напряженное состояние при растяжении образцов с узкими мало-
прочными прослойками (х < 1) детально рассмотрено в работах [8,
48, 171].
При достижении напряжениями в прослойке предела текучести
наступает ее заметное упрочнение за счет контактного взаимодей-
ствия с более прочным металлом образца. Напряженное состояние
в прослойке с ростом нагружения все более отклоняется от равно-
мерного и приобретает сложный объемный характер. В центральной
части прослойки распределение напряжений близко к всестороннему
растяжению, а на контактных поверхностях неравномерно распре-
деленные по сечению касательные напряжения достигают наиболь-
шего значения на наружной поверхности и близки к нулю в цен-
тральной части образца. В связи с этим возможно упрочнение в свар-
ном соединении малопрочного шва за счет контактного взаимодей-
ствия с более прочным основным металлом.
Как подтверждено экспериментально [8], в качестве условия
вязкого разрушения при растяжении можно считать достижение
касательными напряжениями на всей контактной поверхности пре-
дела текучести металла прослойки при сдвиге. При этом средние
осевые разрушающие напряжения
ов = (1 4- l/3j/3x), (69)
где о” — предел текучести металла прослойки при одноосном рас-
тяжении. v
По данным большого числа теоретических работ и результатов
эксперимента, эффект контактного упрочнения оказывает существен-
ное влияние на прочность соединения с мягкими прослойками не
91
Рис. 38. Схема вырезки образцов из сварных
соединений для испытания
только при статическом, но и при
ударном растяжении, а также при
изгибе и усталостном нагружении.
Эффект контактного упрочнения
мягкой прослойки отсутствует
лишь в условиях кручения [8].
Указанные особенности дефор-
мирования сварных соединений
разнородных металлов под нагруз-
кой требуют для оценки их свойств
проведения обширного комплекса
испытаний при различных видах
напряженного состояния и раз-
ных температурах в зависимости
от типа соединения, сочетания
свариваемых металлов и шва и
ряда других факторов.
В качестве примера на рис. 38
приведена схема вырезки образцов
для испытания сварных соединений плит толщиной 90—200 мм.
Она предусматривает испытание на растяжение металла шва /, пере-
ходной зоны и основного металла; ударную вязкость на образцах
с острым надрезом по шву 2, линии сплавления или основному ме-
таллу в зависимости от испытуемой зоны сварного соединения; уста-
лостные испытания сварных соединений 4 и основного металла;
малоцикловую усталость 3. Температурную зависимость коэффи-
циента вязкости разрушения разнородных соединений определяли
при испытании на внецентренное растяжение образцов толщиной
50 мм. Надрез в образцах 5 располагали по оси шва или по зоне
сплавления [133].
В работе [160] для оценки свойств сварных соединений стали
12Х18Н10Т со сталью 20 исследовали два варианта. При первом
варианте вольфрамовой дугой наплавляли четыре-пять слоев на сталь
20, используя присадочные проволоки из стали аустенитного класса,
либо Св-10Х16Н25М6, либо Св-07Х25Н13. Шов между наплавлен-
ным металлом и сталью 12Х18Н10Т выполняли соответственно при-
садочной проволокой Св-04Х19Н11МЗ и Св-07Х25Н13 за несколько
проходов. При втором варианте сначала наплавляли четыре-пять
слоев на сталь 12Х18Н10Т проволокой из низколегированной угле-
родистой стали Св-08Г2С. Той же присадочной проволокой запол-
няли разделку между сталью 20 и наплавленным слоем. Испытывали
соединения непосредственно после сварки и после длительного старе-
ния путем статического растяжения, ударного и статического из-
гибов.
Установлены различия в механических свойствах между отдель-
ными участками сварных соединений из разнородных сталей
92
12Х18Н10Т и 20. Это различие больше в соединениях, в которых
наплавленные слои и швы выполняли присадочной проволокой из
низколегированной стали Св-08Г2С, чем в соединениях, сваренных
присадочными металлами из аустенитных сталей. Однако при любом
варианте выполнения сварных соединений их свойства определя-
лись свойствами стали 20. Различие в механических свойствах между
отдельными участками сварных соединений в наибольшей мере
проявлялось при наличии в них острых надрезов в процессе испыта-
ния при низких температурах. Однако эти различия не сказываются
на эксплуатационной надежности сварных соединений, выполненных
аустенитными присадочными металлами. В случае применения про-
волоки Св-08Г2С для устранения отпускной хрупкости в наплавлен-
ном металле необходимо дополнительное легирование молибденом.
В сварных соединениях металлов разных основ легирования
различие свойств составляющих выражено наиболее заметно, так как
оно обусловлено не только термическим воздействием при сварке,
но и химическими составами свариваемых металлов и шва. Особен-
ность механических испытаний соединений металлов разных основ
легирования с резко отличающимися прочностными свойствами
заключается в локализации деформации при испытании в менее
прочном металле вдали от стыка вследствие контактного упрочнения
его вблизи стыка и в отсутствии заметной деформации более проч-
ного металла [92].
Зависимость механических свойств сварного соединения при
диффузионной сварке с мягкой прослойкой от прочности основного
металла и металла прослойки изучена в работе [171]. Уменьшение
толщины мягкой прослойки обусловливает увеличение временного
сопротивления сварного соединения. Это связано с тем, что в пласти-
ческую деформацию вовлекается основной металл.
Изменение временного сопротивления сварного соединения с мяг-
кой прослойкой подчиняется зависимости ов = оъ — &6мумх-102,
где Ов — временное сопротивление основного менее прочного металла;
6м — относительное удлинение металла прослойки;
/ = оЖ, (70)
где Ов и о™ — временное сопротивление и предел текучести металла
прослойки; k — коэффициент, зависящий от параметра наклепыва-
емое™ прослойки; х — h/8 — относительная толщина прослойки;
h — толщина прослойки; 6 — толщина свариваемого металла.
Если в зоне контакта имеются две прослойки, то расчет ведут
для наименее прочной. Например, установлено, что при х с 1 для
меди и х < 0,25 для ванадия прочность соединения низколегирован-
ных титановых сплавов с коррозионно-стойкой сталью близка к проч-
ности ста^и. При наличии хрупкой прослойки разрушение по мяг-
кому металлу при растяжении означает, что истинная прочность
этой прослойки выше условной прочности мягкого металла. Однако
это еще не определяет хорошего качества соединения. Например,
при испытании на растяжение сварного образца меди с алюминием,
93
Рис. 39. Образец с надрезом для испытания на рас-
тяжение соединения разнородных металлов
имеющего в стыке интерметалличе-
скую прослойку 4—5 мкм, разру-
шение произошло по алюминию,
однако при изгибе обычный обра-
зец разрушается хрупко.
Таким образом, испытание сварных соединений металлов разных
основ легирования на растяжение часто не выявляетдефектовсварки,
а следовательно, не является удовлетворительным методом оценки
качества подобных соединений. При изгибе соединений металлов
с резко отличающимися прочностными свойствами заметной деформа-
ции стыка не наблюдается. Деформация локализуется в мягком
металле. Вблизи стыка деформация чрезвычайно мала, несмотря на
максимальный изгибающий момент. Максимум деформации смещен
от стыка. Тем самым угол изгиба лишь косвенно отражает прочность
соединения двух металлов и зависит от состояния (отожженный или
нагартованный) и упрочняемое™ более мягкого из них. Поэтому
оценку прочности соединения двух металлов по степени деформации
одного из них (углу изгиба) можно рекомендовать лишь для изучения
ориентировочных, в основном технологических, сведений о качестве
сварки и выявления наружных дефектов.
Для количественной оценки прочности соединения необходимо
разрушить его по стыку. Оценка качества стыковых соединений
разнородных металлов может быть дополнена испытанием на растя-
жение надрезанных образцов. Для соединения металлов с резко
отличающимися свойствами (рис. 39) ширина зоны мягкого металла
в надрезе 6 должна быть минимальной для того, чтобы предотвратить
деформацию и разрушение по ней. Относительная ее ширина х =
= 6/Z) может быть принята и < 0,1. Глубина надреза t должна быть
такой, чтобы отношение напряжений на гладкой части образца и
в надрезе было равно 2. В этом случае упрочнение зоны металла
в надрезе, рассматриваемой как мягкая прослойка с коэффициентом
механической неоднородности 2, будет близко к максимальному.
При D2/d2 = 2t = 0,150.
В работах [127 и др.] приведены типы образцов и методы испы-
тания для определения механических свойств сталеалюминиевых
сварных соединений. Сталеалюминиевые сварные соединения отно-
сятся к соединениям с явно выраженными физической и механиче-
ской неоднородностями. Различие в модулях Юнга между сталью
и алюминиевыми сплавами в 7 раз обусловливает неравножесткость
соединения, и при одинаковом сечении образца по стальной и алюми-
ниевой частям стальную часть можно считать практически абсолютно
жесткой.
Сварное соединение стали с алюминиевыми сплавами включает
как необходимый элемент мягкую прослойку из технически чистого
алюминия. Толщина ее зависит от методов и режимов сварки и может
меняться от 0,05 мм до нескольких миллиметров.
94
Йис. 40. Зависимость Ьремённого сопротив-
ления и ударной вязкости соединения
12Х18Н10Т -|- АД1 4* АМгб от относитель-
ной толщины прослойки АД1
Влияние мягких прослоек
определенных толщин изучали
на моделях — цилиндриче-
ских образцах из металлов
12Х18Н10Т + АД1 + АМгб,
сваренных трением с различной
толщиной прослойки АД1.
Диаметр образцов 5 и 10 мм.
Относительная толщина про-
слойки (частное от деления
толщины прослойки на диаметр
образца) изменялась в пределах
0,075—1,06. Перед испытанием
сталеалюминиевые образцы отжигали^при температуре 450 °C в те*
чение 3 ч.
Прочность сталеалюминиевых сварных соединений в диапазоне
температур —704-300 °C исследовали на образцах диаметром 10 мм
с относительной толщиной прослойки х = 0,5. Прочность соединений
с повышением температуры плавно уменьшается. Пластичность
алюминиевой прослойки, оцениваемая по величине относительного
сужения в шейке ф, увеличивается. Заметный рост пластичности
происходит при температуре 100 °C.
Ударную вязкость цилиндрических образцов диаметром 13 мм
с концентратором в плоскости стыка стали с алюминием опреде-
ляли на копре. Радиус закругления в вершине концентратора 0,1 мм,
глубина концентратора 1,5 ± 0,05 мм. Установить ударную вязкость
сталеалюминиевых сварных соединений по Шарли не представляется
возможным, так как удар маятника копра по стыку стали с алюми-
нием из-за неравной жесткости вызывает смещение образца. По-
этому методика определения ударной вязкости на цилиндрических
образцах с концентратором наиболее приемлема для разнородных
сварных соединений. Повышение ударной вязкости с увеличением
толщины прослойки (рис. 40) закономерно, так как в этом случае
обеспечивается вовлечение большего объема металла в пластическую
деформацию. Образцы разрушались по плоскости стыка стали
с алюминием.
Результаты зависимости статической прочности и ударной вяз-
кости от относительной толщины прослойки специально приведены
на одном рисунке, чтобы показать различие влияния относительной
толщины мягкой прослойки на прочность сварных соединений при
динамических и статических нагрузках. Как следует из рис. 40,
уменьшать толщину прослойки ниже определенного предела нет
необходимости или даже вредно, так как уменьшение относительной
толщины прослойки снижает сопротивляемость сварных соединений
ударным нагрузкам. Поэтому при изготовлении сталеалюминиевых
95
оправдано. Остаточные напряжения
Рис. 41. Вид компактного образца для
определения вязкости разрушения би-
металла ЗОХГСА -F АД1 4- АМгб (сварка
взрывом)
сварных конструкций сле-
дует выбирать такие методы
и технологию сварки, чтобы
можно было в необходимых
пределах регулировать тол-
щину прослойки из алюми-
ния. Например, применение
присадочной проволоки из
высокопрочных алюминие-
вых сплавов не всегда
в зоне стыка в этом случае
будут значительно выше, чем в случае применения проволоки из
алюминия АД1, так как в последнем случае они релаксируют при
пластическом течении АД1. Выбирая оптимальную толщину про-
слойки по рис. 40, можно добиться большей прочности и пластич-
ности соединения, чем в случае применения для сварки проволоки
из сплава АМгб.
При статических нагрузках целесообразно задаваться малыми
толщинами мягких прослоек, что позволяет уменьшить размеры
сварных стыков. В случае динамических нагрузок толщину мягкой
прослойки следует выбирать, варьируя величинами ударной вязкости
и временного сопротивления.
Важно оценить склонность разнородных сварных соединений
к хрупкому разрушению при статических и ударных нагрузках.
Для оценки сопротивления хрупкому разрушению сварных разно-
родных соединений разработана методика на базе британского стан-
дарта по определению вязкости разрушения металлов. Образец
изменен так, чтобы усилие по отношению к плоскости соединения
в биметалле прикладывалось под углом <р (рис. 41). По линии пере-
хода делали надрез — концентратор напряжений и создавали искус-
ственную трещину. При этом длина I концентратора и трещины оста-
валась постоянной относительно линии нагружения. При приложе-
нии нагрузки Рф под определенным углом трещину можно заставить
двигаться в плоскости стыка разнородных металлов. В ходе экспе-
риментов при статическом нагружении применяли образцы с различ-
ным расположением отверстий под захваты машины, т. е. изменяли
угол <р. Это обусловлено спецификой роста трещины в таких соеди-
нениях [127].
Образцы для испытаний (рис. 41), изготовленные из биметалли-
ческих пластин сталь ЗОХГСА — сплав АМгб суммарной толщиной
40 мм при соотношении слоев 1:1, сваривали взрывом через про-
слойку из алюминия АД1 толщиной 1 мм. Предварительно образцы
отжигали при температуре 475 °C. После сварки толщина прослойки
составляла 0,65—0,8 мм. Трещины в образцах создавали на механи-
ческом вибраторе циклическим растяжением. При нагружении
96
образца под углом (р 90° трещины доводили до стыка алюминия
АД1 со сталью ЗОХГСА. Алюминий не отрывался от стали даже
при ср = 45°, в случае разрушения на стали оставался слой алюми-
ния определенной толщины.
Трещина длиной 2,5—3 мм возникала при 150—180 тыс. циклов
нагружения. Она должна имитировать непровары в сталеалюмини-
евых соединениях, вызванные различными причинами. Испытания
на сопротивление распространению трещины проводили на разрыв-
ной машине при скорости растяжения 1,5 мм/мин.
Коэффициент интенсивности напряжений снижается с уменьше-
нием угла нагрузки и достигает некоторого постоянного значения
при угле приложения нагрузки, равном ф = 50° (разброс значений
дан по пяти результатам испытаний). Это соответствует почти пол-
ному исчезновению краевых сужений прослойки алюминия. Такое
поведение разнородного сварного соединения закономерно: при
различных углах приложения нагрузки трещина подходит к же-
сткой стальной части на различные расстояния, которые тем короче,
чем меньше угол между прикладываемым усилием и плоскостью
стыка. Таким образом, степень стесненности пластической деформа-
ции в вершине трещины увеличивается по мере приближения ее
к стальной части, что и обусловливает квазихрупкое разрушение
прослойки алюминия АД1.
Сопоставляя полученные значения kG для сварных сталеалюмини-
евых соединений и сплава АМгб (по литературным данным, для этого
сплава k1G = 25,90 МПа-м1/2), можно видеть, что сопротивление со-
единения хрупкому разрушению сварного соединения намного ниже,
чем у сплава АМгб. Склонность к хрупкому разрушению определяет
стальная часть соединения, которая стесняет пластическую де-
формацию прилегающего к ней алюминия и обусловливает хрупкое
разрушение. Таким образом, вязкость сварного соединения будет
всегда ниже вязкости его составляющих, что необходимо учитывать
при проектировании и оценке несущей способности крупногабарит-
ных сварных сталеалюминиевых конструкций. Разделку кромок
под сварные швы следует проектировать таким образом, чтобы линия
сплавления была перпендикулярной или отклонялась бы не более
чем на 25Q от направления действия нормальных (растягивающих)
усилий.
ОСОБЕННОСТИ ТЕХНОЛОГИИ СВАРКИ
РАЗНОРОДНЫХ МЕТАЛЛОВ
Сварка разнородных металлов, как правило, связана с рядом
дополнительных технологических трудностей и поэтому требует
весьма глубокой разработки технологического процесса, применения
различных способов и технологических приемов, обеспечивающих
направленное регулирование тепловых и диффузионных процессов
с целью получения сварных соединений с требуемыми для эксплуата-
ции свойствами. Помимо металлургической совместимости, при
сварке разнородных металлов необходимо уделять внимание физи-
4 В® Р. Рябов и др. 97
ческим свойствам металлов: их теплопроводности и теплоемкости,
электромагнитным свойствам.
Рассмотрим некоторые особенности сварки разнородных метал-
лов более подробно. Уже небольшое различие (30—50 °C) в темпе-
ратурах плавления соединяемых металлов, например алюминиевых
сплавов, приводит к тому, что даже при строгом ведении электрода
вдоль стыка в большей степени обычно расплавляется тот металл,
который обладает меньшим коэффициентом теплопроводности [194].
При выборе режимов сварки необходимо учитывать, что глубина
проплавления, например, для свариваемых сплавов никель НП2 +
+ сталь 12Х18Н10Т больше, чем у свариваемых сплавов НП2 +
+ СтЗ при одинаковых режимах сварки, так как коррозионно-
стойкая сталь обладает более низкой теплопроводностью и концен-
трирует у своей кромки большее количество теплоты [53]. Для того
чтобы предотвратить тепловые потери во время сварки, необходимо
вводить большее количество теплоты к металлу, который имеет
лучшую теплопроводность. Одним из путей реализации этого может
быть предварительный подогрев одной из деталей, хотя в процессе
сварки источник теплоты может быть расположен таким образом,
чтобы теплота в большей степени концентрировалась на материале,
являющемся лучшим ее проводником. Например, при соединении
ниобия с медью высокая теплопроводность последней, превышающая
теплопроводность ниобия примерно в 9 раз, обусловливает необхо-
димость концентрации большей части теплоты источника нагрева на
медном сплаве. Поэтому при сварке этих металлов (близких толщин)
источник нагрева смещают в сторону медного сплава. При соедине-
нии ниобиевого сплава ВН2А встык с хромистой бронзой БрХ0,8
для толщин 1—1,5 мм удовлетворительное формирование шва обес-
печивает аргонодуговая сварка при смещении вольфрамового элек-
трода от линии стыка на 1 мм в сторону медного сплава [93 ].
При электронно-лучевой сварке проплавляющая способность луча
зависит как от химического состава металла шва (соотношения
различных металлов в шве), так и от теплофизических свойств соеди-
няемой пары [53]. В связи со значительными различиями в темпе-
ратуре плавления и теплопроводности отмечается неравномерное
сплавление соединяемых металлов при сварке, что обусловливает
необходимость правильного распределения мощности источника
нагрева при соединении этих металлов. При электронно-лучевой
сварке встык разнородных металлов естественным было бы ожидать,
что мощность электронного луча будет средней между мощностями,
необходимыми для проплавления каждого из двух металлов в от-
дельности. Однако в некоторых случаях для полного проплавления
металлов достаточной оказывается мощность меньшая, чем это необ-
ходимо для сварки наиболее легко проплавляемого металла. При
этом существенно изменяется и геометрия сварного шва.
На неизменном режиме электронно-лучевой сваркой проплавляли
составные образцы (рис. 42), в средней части которых пластина
переменной толщины из бронзы БрХ0,8 была плотно прижата к пла-
стине из стали 12Х21Н5Т. Составной образец имел плоскую гори-
98
Рис. 42. Формы сварного шва в поперечном сече- м и < 1 ""
нии при проплавлении: кл. у/Ул КД Г/д
а — тали; б — бронзы со сталью (толщина брОн- L\\?i КХУ уГ/\1/д
зовой накладки 2 мм); в — бронзы KVS КхМ Кх? vyKz/yf
зонтальную поверхность для того, х/т/Л
чтобы при его проплавлении по-
ложение фокуса электронного пучка ~
оставалось неизменным относи-
тельно поверхности образца. Если имеет место проплавление
бронзы и стали, параметры шва мало зависят от толщины бронзовой
накладки. Причем для появления рассматриваемого эффекта доста-
точны очень малые добавки как бронзы в сталь, так и стали в бронзу.
Не вдаваясь в анализ явлений, сопутствующих электронно-
лучевой сварке, отметим, что авторы работы [53 ] объясняют наблю-
даемое при сварке сужение швов и увеличение проплавляющей
способности пучка электронов его дополнительной фокусировкой.
В работе [142] в процессе электронно-лучевой сварки меди Ml
со сталью 20 наблюдалось явление смещения электронного пучка
на сталь (скачки электронного пучка) в случае установки электрон-
ного пучка на медь. При электронно-лучевой сварке меди с никелем
отмечено колебание пучка электронов в поперечном направлении,
вызванное, по утверждению авторов [196], остаточным магнетизмом
никеля и неизвестным внешним электромагнитным эффектом.
По литературным данным, снижение эффективного КПД нагрева
изделия при аргонодуговой сварке меди Ml б с железом (низкоугле-
родистой сталью) по отбортовке объясняется отклонением дуги
к железу, характерным для сварки указанного сочетания металлов.
При сварке толстолистовых разнородных соединений сталей
12Х18Н10Т + 09Г2С вследствие действия электромагнитных сил
проплавление перлитной стали вдвое больше, чем стали 12Х18Н10Т
(немагнитной); формирование швов при этом неудовлетворительное
(широкий шов с неровной поверхностью и шлаковыми включениями).
Для компенсации магнитного дутья рекомендуется [85] при автома-
тической и ручной сварке смещать электрод на одну треть от центра
соединения в сторону аустенитной стали, чтобы обеспечить ее спла-
вление с металлом шва. Для сварки характерно также то, что вслед-
ствие значительного различия в коэффициентах линейного расшире-
ния между соединяемыми металлами возникают большие напря-
жения. Если для однородных соединений снятие напряжений после
сварки возможно путем термообработки, то для большинства сварных
соединений из разнородных металлов такой способ неприемлем.
Коэффициенты линейного расширения двух металлов, подлежа-
щих^соединению друг с другом, должны быть известны и сравнены.
Если установлено, что коэффициенты линейного расширения соеди-
няемой пары близки друг к другу, то какое-либо особое затруднение
вовремя сварки отсутствует. Если же имеется значительное разли-
чие между ними, то эту трудность можно преодолеть более высоким
предварительным подогревом металла, обладающего меньшим коэф-
фициентом линейного расширения. Другой путь — применение
4* 99
Рис. 43. Технологические
а — наплавки на свариваемые кромки металлов Л и В промежуточного металла; б — на-
плавка на плоскость; в — металлическая вставка; г — наложение проволоки; д — введение
металлического порошка или флюса; е — распыление металла или плакирование', ж —
переходники плоские из— трубчатые вставки
промежуточных металлов-компенсаторов (наплавка на кромки,
вставки и т. п.) [128]. В решении проблемы сварки разнородных
металлов в настоящее время наметился ряд направлений. Рассмотрим
некоторые технологические аспекты сварки разнородных металлов
[90]. Сварка разнородных металлов может быть осуществлена
по различным технологическим схемам (рис. 43).
Наплавка на свариваемые кромки промежуточного металла.
Если при непосредственном соединении под действием теплоты сварки
и термических напряжений образуются трещины, то предварительно
на кромки металла с низкой вязкостью наплавляют промежуточный
материал с высокой вязкостью, после чего разнородные металлы
сваривают как одноименные. Такой метод успешно применяют, на-
пример, при сварке разнородных сталей, чугуна со сталью и др.
На рис. 44 приведена схема облицовки свариваемых кромок [32].
Наиболее приемлема облицовка при расположении кромки под углом
~15° по отношению к вертикали и при таком же угле наклона элек-
трода, только в другую сторону. Для придания коррозионной стой-
кости определенному участку детали или изделия, износостойкости
или других функциональных свойств часто необходимо наплавить
металл 'с особыми свой-
ствами на другой металл,
такими свойствами не
Рис. 44. Схема облицовки сваривае-
мой кромки в вертикальном положе-
нии:
а — выполнение первого валика;
б — второго валика; в — последо-
вательность выполнения последую-
щих валиков
100
обладающим. Для этого требуется применять такие режимы х
сварки, чтобы глубина проплавления была минимальной
(рис. 43, а, б).
Применяют также следующий метод наплавки: на основной ме-
талл накладывают заготовку из легкоплавкого металла. Между за-
готовкой и электродом возбуждается электрическая дуга, теплота
которой плавит заготовку. В результате между дугой и изделием
создается слой расплавленного металла заготовки, предохраня-
ющий поверхность детали от прямого действия на нее дуги.
При определенных режимах наплавки расплавление поверхности
детали из черного металла отсутствует, но поверхность нагревается
до температуры, равной температуре плавления металла заготовки
или несколько превышающей ее. В этих условиях процесс смачива-
ния стали расплавленным цветным металлом протекает успешно,
и получается качественное сварное соединение.
Металлические вставки. Одним из примеров вставки между соеди-
няемыми металлами служит припой, применяемый при пайке. Но
в данном случае под металлической вставкой подразумевается тре-
тий металл, хорошо совместимый с обоими соединяемыми металлами
и вставляемый между ними в случае, если непосредственное соеди-
нение выполнить не удается из-за образования интерметаллидов
и сварочных дефектов.
При сварке ниобия со сталью давлением, например, применяют
прослойки из меди, ванадия, никеля. Кроме обычного способа, за-
ключающегося в том, что полосообразную металлическую вставку
зажимают между кромками (рис. 43, в), существуют также способы
наложения проволоки на верхние края кромок, введения металли-
ческого порошка или флюса в зазор между кромками, покрытия
поверхности кромок при помощи плакирования или распыления
металла.
Промежуточный слой применяют, например, при диффузионной
сварке и сварке трением с целью избежания образования интерметал-
лидов. Этот метод весьма перспективен при соединении разнородных
металлов. Один из методов применения промежуточной вставки
заключается в использовании специально выплавленного сплава
(например, никелида титана или бронзы при сварке алюминиевых
сплавов со сталями, ванадиевого сплава V8W при сварке титана со
сталью и др.), сваривающегося с обоими соединяемыми металлами.
Имеются примеры сварки с помощью промежуточных металлов
таких сочетаний: алюминий + никель + сталь типа 18-8 и сталь
типа 18-8 + ванадий + кобальт + сплав ZrSn2 [196]. В первом слу-
чае предварительно осуществили соединение алюминия и никеля,
а уже затем к нему была приварена сталь типа 18-8. Во втором слу-
чае последовательно сваривали хорошо совместимые с металлурги-
ческой точки зрения металлы: сплав ZrSn2 + титан; титан + ко-
бальт; кобальт + ванадий; ванадий + сталь-типа*718-8.
Успешное соединение алюминия и стали типа'18-8 одной проме-
жуточной вставкой, а той же стали и сплава"2п5п2 тремя промежу-
точными металлами продемонстрировало пригодность подобной тех-
101
ники с применением электронно-лучевой сварки для соединения
разнородных металлов, которые не могут быть приварены непосред-
ственно друг к другу.
Переходные соединения. В случае, если непосредственное соеди-
нение затруднено предварительно одним из способов сварки, обла-
дающим высокой надежностью (например, сваркой взрывом), вы-
полняют соединение разнородных металлов Л и В. Такой переходник
вставляют в виде промежуточного между металлами А и В и вы-
полняют сварку между ними и промежуточным соединением как
сварку одноименных металлов. Такое промежуточное соединение
называется переходным соединением, или переходной вставкой.
Оно может быть плоским (рис. 43, ж) и объемным (трубчатым).
В работе [32] приведен пример соединения труб из разнородных
сталей с помощью специального переходного элемента — вставки
«келкаллой». Сплавление разнородных сталей производится автома-
тической наплавкой или заливкой высоколегированного (аустенит-
ного) металла на сточенный на конус отрезок трубы из менее леги-
рованной (перлитной) стали. Фирма «Маннесман» предложила изго-
товлять такие соединения прессовой сваркой труб, предварительно
расточенных на конус. Вставки могут быть получены методами
порошковой металлургии. Они имеют переменный химический состав
при переходе от одного металла к другому.
Расплавление более легкоплавкого из соединяемых металлов.
Одним из способов сварки разнородных металлов может быть сварка
в твердожидком состоянии, т. е. с расплавлением одного из соединя-
емых металлов, имеющего более низкую температуру плавления.
Иногда такой процесс называют сварка-пайка.
Химически прочные связи в таком соединении образуются в про-
цессе смачивания жидким металлом поверхности твердого металла
и последующей диффузии. Такой метод сварки возможен для соеди-
нения металлов с большой разницей в температурах плавления
[166]. Например, разработан способ сварки разнородных металлов
внахлестку [А. с. № 484059 (СССР)]. Для упрощения оборудования
по предлагаемому способу подогрев более тугоплавкого металла
и плавление легкоплавкого осуществляют одновременно одним
источником теплоты, располагаемым со стороны более легкоплав-
кого металла.
В работе [196] приведены результаты электронно-лучевой сварки
33 сочетаний разнородных металлов. Толщина соединяемых элемен-
тов 2 и 3 мм. Шов стыковой без скоса кромок. Многие соединения
сварены посредством смещения электронного луча на 0,5 мм относи-
тельно стыка с целью достичь расплавления металла с более низкой
температурой плавления при незначительном расплавлении другого
металла. Таким способом создано соединение, ранее получавшееся
посредством сварки-пайки. При этом один из металлов пары вы-
ступал в роли присадочного металла. Способность методом элек-
тронно-лучевой сварки точно определять место сварного шва и
удобная форма зоны проплавления позволяют хорошо регулировать
относительные количества обоих металлов в металле шва.
102
рис. 45. Схема электройно-лучевой сварки
разнор одных металлов:
1 — основной металл; 2 — медный экран;
3 — медная прижимная планка; 4 — кром-
ка медного экрана; 5 — смещение элект-
ронного луча; 6 — угол отклонения пуч-
ка; 7 — пучок электронов; 8 — канавка
в планке; 9 — подкладная планка
Схема электронно-лучевой
сварки в вакууме при дав-
лении 6,66 МПа, максималь-
ной мощности 3 кВт, потен-
циале пучка электронов 150 кВ
и сварочном токе 20 мА показана на рис. 45 [196]. Если
свариваются «совместимые» металлы, то медный экран 2 не приме-
няют, а пучок электронов устанавливают перпендикулярно плоско-
сти листа в месте соединения металлов, как показано на рис. 46, а.
Для разнородных металлов, образующих хрупкие, склонные к обра-
зованию трещин сварные швы, пучок электронов смещают главным
образом в сторону металла В (рис. 46, б) с целью ограничения пла-
вления металла А. Если расплавленный верхний угол металла А
ухудшает качество сварного шва, плавление его полностью устра-
няют, используя медный экран, как показано на рис. 46, в. Наблю-
даемый в некоторых случаях непровар корня шва (рис. 46, г) пред-
отвращают изменением угла наклона пучка электронов к поверх-
ности листа (рис. 46, д). В большинстве случаев пучок электронов
смещают в направлении того металла, у которого температура пла-
вления ниже.
Расплавление более легкоплавкого металла и нанесение покрытий
на поверхность более тугоплавкого металла. Сварка разнородных
металлов с расплавлением одного из них возможна при условии
строгого соблюдения параметров режима, определяющих время кон-
такта между жидким и твердым металлами. Нанесение на поверх-
ность твердого металла покрытий, увеличивающих допустимое время
контакта между твердым и жидким металлами, позволяет расширить
диапазон режимов [166]. Покрытия, наносимые на поверхность
Рис. 46. Профили швов с различным взаимным расположением пучка электронов и со-
единения:
/ — пучок электронов; 2 — медный экран; 3 — смещение со стыка пучка электронов; 4 —
угол наклона пучка электронов
103
нерасплавляемого металла, должны состоять из элементов, не обра-
зующих химических соединений с элементами свариваемых металлов,
и способствовать торможению диффузионных процессов на границе
контакта соединяемых металлов или повышать пределы взаимной
растворимости элементов, влияющих на образование химических
соединений. Такой метод позволяет расширить номенклатуру соеди-
няемых в разнородном сочетании металлов и расширить допуски на
колебания параметров режима сварки.
Расплавление соединяемых поверхностей. Металлы, образующие
при взаимодействии непрерывный ряд твердых растворов (ниобий —
молибден, титан — ниобий, ниобий — ванадий и др.), но имеющие
существенное различие в теплофизических свойствах, и металлы
с ограниченной взаимной растворимостью (железо — медь, железо —
ванадий и др.) могут быть сварены между собой с расплавлением
соединяемых поверхностей, однако концентрация элементов в рас-
плаве должна быть строго регламентирована.
Заданную концентрацию соединяемых элементов в металле шва
можно получить смещением источника теплоты в сторону одного
из расплавляемых металлов или другими технологическими при-
емами. Необходимую концентрацию элементов в металле шва можно
получить также, расплавляя отбортованную кромку одного из сва-
риваемых разнородных металлов (см. рис. 48).
Разделка кромок. Для сварки разнородных металлов применяют
те же виды соединений, что и для однородных: встык, внахлестку,
в угол. Однако в конкретных случаях соединения различных пар
металлов имеются особенности, определяемые требованиями к кон-
струкции узла. Для максимального уменьшения количества теплоты,
вводимого в зону сварки, угол разделки кромок уменьшают и ста-
раются выполнять стыковые швы. Это требование противоречит
необходимости максимальной разделки кромки со стороны более
тугоплавкого металла, например при непосредственной сварке стали
с алюминием, которая делается в этом случае с тем, чтобы до мини-
мума свести растворение и переход стали (железа)-в алюминий.
Рассмотрим соединение стальных труб с алюминиевыми. Часто
для труб из разнородных металлов выбирают телескопические со-
единения. Недостаток такого соединения состоит в том, что какая-
либо механическая его обработка невозможна, так как нарушается
его прочность и плотность.
С целью обеспечения возможности двусторонней механической
обработки, позволяющей получить трубное соединение (переходник)
с гладкой внутренней и внешней поверхностью, а также для увели-
чения прочности, улучшения работоспособности и вакуумной плот-
ности сварного соединения предложена несимметричная разделка
кромок с углом скоса стальной детали в 1,5—2 раза больше, чем
у детали из другого сплава (например, алюминиевой) [А. с. № 484944
(СССР) ]. Толщина алюминиевой детали должна быть в 2 раза больше
стальной.
На рис. 47, а показано сваренное трубное соединение (патрубок)
с формой разделки кромок, а на рис. 47, б — то же после обработки
104
Рис. 47, Форма разделки кромок, последовательность наложения швов (а) и характер шва
после проточки (б') при сварке сгалеалюминиевого патрубка
(проточки). Сначала стальную деталь (трубу) подвергают механи-
ческой очистке и алитированию на длине 100—150 мм, а трубу 2
из алюминиевого сплава обезжиривают, травят и пассивируют.
Толщина стенки трубы 2 из алюминиевого сплава в 2 раза больше,
чем толщина стенки трубы 1. Таким образом, труба 2 должна иметь
наружный диаметр на 4—10 мм больше диаметра трубы 7, а внутрен-
ний диаметр меньше на 4—10 мм.
После V- или Х-образной разделки кромок под углом скоса 70°
для детали 1 и 40° для детали 2 трубы собирают с зазором 1,5—2 мм
на прихватках, расположенных снаружи. Непосредственно перед
сваркой трубы из алюминиевого сплава подогревают до 100—200 °C
и соединяют многопроходной аргонодуговой сваркой вольфрамовым
электродом. Шов 3 сначала выполняют изнутри в последователь-
ности а, б, в, а затем снаружи в последовательности г, 5, е, ж, з.
После сварки внутреннюю и внешнюю поверхности переходника
протачивают на токарном станке. Применение различных типов
соединений при сварке ниобия со сталью описано в [153]. Опробова-
ние при сварке прямолинейных и кольцевых швов показало, что
в зависимости от толщины свариваемых металлов наиболее техно-
логичны соединения внахлестку (6< 0,5 мм) и встык (S = 0,8-ь
-И мм) с отбортовкой кромки или с применением промежуточных
расплавляющихся вставок из стали 12Х18Н10Т (рис. 48).
При сварке со вставками концентрированный источник нагрева
направляют на кромку вставки. Благодаря снижению теплоотвода
для расплавления вставки требуется меньшее количество тепловой
энергии, чем для расплавления отбортованной кромки. За счет вставки
погонная энергия при сварке может быть уменьшена на 20 —
25 %, что снижает вероятность образования хрупких прослоек в зоне
сварного соединения.
Остановимся на особенностях сварки конструкционных биметал-
лов. Для примера рассмотрим сварку стыковых соединений би-
металла титан — сталь. В процессе сварки плавлением должно быть
исключено перемешивание в металле шва титана со сталью. При-
меняют два способа [128]: сварку с накладками и без накладок
(с подслоем). По первому способу требуемая механическая прочность
достигается за счет сварного шва основного (стального) слоя. На-
кладка, привариваемая к плакирующему слою, предназначена
только для создания^коррозионной стойкости соединения. Между
накладкой и сварным швом основного слоя располагают заполнитель,
105
Рис. 48. Типы сварных соединений ниобия (ВН2АЭМ) с коррозионно-стойкой сталью
(12Х18Н10Т) :
а " листовых (б = 0,Зе 1 мм, h = 2е2,5 мм;; б — кольцевых d — 10е90 мм (б = 0,5©
el мм, h == 2©2,5 мм)
предназначенный для увеличения коррозионной стойкости соедине
ния в случае проникания агрессивной среды под накладку. В каче-
стве заполнителя используют серебро, которое хорошо сплавляется
с титаном, легкоплавкие припои или полимеры типа эпоксидных
смол, выбор состава которых определяется агрессивной средой.
Цо второму способу технология сварки биметалла предусматри-
вает раздельную сварку титана и стали без ухудшения структуры
граничной зоны. Для этого в плакирующем (титановом) слое в паз
укладывают тонкую прокладку из тугоплавкого металла (ванадия,
ниобия), а на нее — присадочную проволоку из титана, диаметр
которой зависит от толщины слоя. Сварку основного слоя выпол-
няют на режимах, исключающих протекание превращений в гранич-
ной зоне биметалла. При сварке плакирующего слоя дугу напра-
вляют по оси уложенной проволоки, при расплавлении которой
образуется шов. Так как температура тугоплавкого металла (ниобия,
ванадия) выше температуры плавления титана и прямое воздействие
дуги на прокладку отсутствует, последняя проплавляется лишь ча-
стично и тем самым препятствует взаимодействию титана со сталью
и образованию хрупких фаз.
Сварку биметалла ВТ 1-0 + СтЗ, прокатанного с подслоем вана-
дия в вакууме при толщине слоев: стали 8 мм, титана 2 мм, вы-
полняют следующим образом: со стороны стали биметалл сваривают
вручную электродами УОНИ 13/45, со стороны титана — аргоно-
дуговой сваркой вольфрамовым электродом с присадочной проволо-
кой ВТ 1-0 диаметром 4 мм. Для стального слоя (6 = 8 мм) выпол-
няют V-образную разделку с углом раскрытия 60°; со стороны пла-
кирующего слоя снимают титан на расстоянии 3 мм от оси стыка,
106
Для предохранения от окисления титайа при сварке стального
слоя обратную сторону шва защищают аргоном. После сварки сталь-
ного слоя места наложения швов со стороны титана зачищают до ме-
таллического блеска. Режим сварки: ZCB = 120.4-130 А; £7Д = 25 -е-
4-26 В; диаметр электрода 3 мм; усв = 7 м/ч. При наложении пер-
вого шва со стороны стали требуется строгий контроль режима.
Для полного проплавления стального слоя необходима погонная
энергия ~ 10,45 кДж/см. При наложении второго шва на сталь
каких-либо превращений в граничной зоне биметалла не проис-
ходит, так как нагрев в этой зоне не превышает 880 °C. Режим сварки
второго шва: 1СВ = 170-4-180 А; [/д = 254-26 В; усв = 7 м/ч; диаметр
электрода 4 мм. При сварке со стороны титана в граничной зоне би-
металла превращений также не происходит. Режим аргонодуговой
сварки титана: /св = 160-4-170 А; 1/д = 104-12 В; диаметр вольфра-
мового электрода 3 мм; диаметр присадочной проволоки 4 мм; по-
гонная энергия 5,4 кДж/см; расход аргона для защиты дуги 8—
10 л/мин, шва — 3—4 л/мин; диаметр сопла горелки 18 мм.
Приведенная технология обеспечивает полное проплавление
стального, несущего слоя и неполное — плакирующего. При тол-
щине титана 2 мм глубина проплавления плакирующего слоя 1,7—
1,8 мм. Структура шва со стороны стали ферритно-перлитная, мелко-
зернистая, со стороны титана — игольчатая. Временное сопротивле-
ние сварных соединений биметалла 395—405 МПа при значении
временного сопротивления биметалла 435—440 МПа. При испытании
на изгиб (диаметр оправки равен двум толщинам биметалла) плаки-
рующим слоем внутрь сварные образцы биметалла обеспечивают
угол изгиба 180°. Сварные соединения биметалла титан — сталь
характеризуются высокой коррозионной стойкостью.
ГЛАВА III
Сварка сплавов одной основы
СВАРКА СТАЛЕЙ РАЗЛИЧНЫХ КЛАССОВ,
А ТАКЖЕ СТАЛИ С ЧУГУНОМ
Комбинированные сварные конструкции из разнородных сталей
применяют в различных отраслях народного хозяйства и прежде
всего в энергетическом, химическом, нефтяном машиностроении,
а также в новой технике. Перспективная область их применения —
биметаллические изделия, в которых из легированных сталей изго-
товляются лишь тонкие облицовочные слои, контактирующие с агрес-
сивной средой [32, 48]. Соединения разнородных сталей используют
также при изготовлении трубопроводов различных диаметров (от
нескольких миллиметров до метра и более), узлов двигателей, режу-
щего инструмента, корпусов насосов и задвижек АЭС и других ком-
бинированных деталей.
107
Рис. 49. Микроструктура в зоне сплавления аустенитной стали с неаустенитной:
а — после сварки; б — после выдержки при температуре 600 °C в течение 24 ч (Х50)
Характерная особенность сварных соединений разнородных
сталей — химическая, структурная и механическая неоднородность.
При сварке сталей разных структурных классов из-за существен-
ного различия их коэффициентов линейного расширения в стыках
будут возникать поля собственных напряжений, не снимаемые термо-
обработкой. При длительной эксплуатации сварного соединения
таких сталей в условиях высокой температуры в зоне сплавления
может измениться структура соединяемых металлов с образованием
прослоек, создающих известную структурную неоднородность. Осо-
бенно четко эта неоднородность проявляется в соединениях аусте-
нитных сталей с неаустенитными (рис. 49).
Изменение структуры сплавляемых металлов может быть на-
столько сильным, что существенно снизятся их статическая и цикли-
ческая прочность и пластичность. В результате совместного действия
термических и рабочих напряжений от давления, а также остаточ-
ных сварочных напряжений и при наличии хрупких прослоек в соеди-
нении может произойти преждевременное (аварийное) разрушение
сварного соединения [4, 48]. Указанные факторы оказывают заметное
влияние на выбор материалов конструкции, технологию ее изготов-
ления и эксплуатационную надежность. Наиболее обстоятельно
основы дуговой сварки разнородных сталей рассмотрены в работах
[48, 120, 121 ]. За последнее время опубликовано много новых работ,
посвященных различным вопросам этой проблемы: новым сочетаниям
сталей различных толщин, применению электронно-лучевой, диффу-
зионной сварки, сварки трением и взрывом, электрошлаковой, газо-
прессовой и других способов. Для решения конкретных производ-
ственных задач разработано большое количество присадочных метал-
лов (проволок, электродов) и создаются новые.
Механические свойства (статическая и циклическая прочность)
сварных соединений разнородных сталей в значительной мере зави-
сят от структурной и химической неоднородности зоны сплав-
ления. Наибольшее влияние оказывают обезуглероженная и на-
углероженная диффузионные прослойки. Их образование может
быть связано с термическим воздействием процессов наплавки и
сварки, эксплуатационными нагревами и технологическими, улуч-
108
Рис. 50. Распределение углерода в зоне сплавления соединений с аустенитным металлом
шва:
а — q/v = 40125 кДж/м; б — q/v == 50 000 кДж/м; в — q/v = 50 000 кДж/м (наклонный
электрод); г — q/v — 44 583 кДж/м (удлиненный электрод)
тающими структурное или напряженное состояние таких соеди-
нений.
Указанная неоднородность представляет собой обезуглероженную
прослойку в менее легированном металле и науглероженную в более
легированном. Образование этих прослоек обусловлено диффузией
углерода из менее легированного металла в более легированный, вы-
зываемой различием в них термодинамической активности этого эле-
мента [33, 120]. Принято считать, что факторами, способствующими
образованию такой структурной неоднородности в зоне сплавления
разнородных сталей, являются химический состав сплавляемых
металлов (особенно содержание в них углерода и элементов, обра-
зующих карбиды), а также нагрев зоны сплавления до температуры,
вызывающей заметную миграцию углерода.
Химическая неоднородность зоны сплавления соединений средне-
легированной стали 30Х2Н2М с аустенитным металлом шва изучена
в работе [172]. Использовали обычные и форсированные режимы
в сочетании с наклоном электрода и удлинения его вылета в целях
уменьшения проплавления металла. Автоматическая сварка образ-
цов с разделкой кромок глубиной 25 мм выполнялась аустенитной
проволокой Св-08Х20Н9Г7Т диаметром 5 мм под флюсом АН-22.
По данным микрорентгеноспектрального анализа, наиболее высокое
содержание углерода в зоне сплавления наблюдалось при автоматиче-
ской сварке на форсированном режиме при вертикальном расположе-
нии электрода (рис. 50, 6), а наименьшее — на умеренных режимах
(рис. 50, а). Уже в процессе сварки происходило неравномерное
распределение углерода в зоне сплавления таких сварных соединений:
скачкообразное повышение содержания углерода и образование ми-
крохимической неоднородности в виде карбидной сетки, снижающей
109
механические свойства этой зоны. Развитие микрохимической неод-
нородности существенно зависит от режима и условий сварки.
Для уменьшения диффузии углерода в зону сплавления и сни-
жения вредного действия образующейся в этой зоне карбидной сетки
рекомендуется [172] применять умеренные режимы сварки. При не-
обходимости сварки на более производительных форсированных
режимах следует сочетать их с приемами, снижающими долю основ-
ного металла в шве.
В работе [91 ] показано, что фактором, способствующим диффузии
углерода в зоне сплавления разнородных сталей, может быть также
электроперенос этого элемента под действием возникающих при на-
греве контактной разности потенциалов. Для зоны сплавления
разнородных сталей (если они заметно отличаются друг от друга
своими коэффициентами линейного расширения) характерно наличие
в ней напряжений [48, 73]. Значительные напряжения обнаружи-
ваются не только в состоянии после сварки, но и при нагреве соеди-
нения до температуры, при которой оно должно эксплуатироваться,
а также после термообработки, с помощью которой в так называемых
однородных соединениях они, как правило, полностью снимаются.
Наличие же напряжений в металле в значительной степени сказы-
вается на процессах диффузии в нем. Возникающие в металле напря-
жения создают такие концентрационные токи, которые могут вызвать
даже восходящую диффузию, т. е. направленную в сторону большей
концентрации элемента.
Установлено, что на диффузионный процесс влияют только те
напряжения, которые существуют в момент его протекания. В этом
отношении весьма интересны эксперименты, показывающие, что на-
пряжения в предварительно растянутом или изогнутом металле не
влияют на скорость диффузии, так как они исчезают уже при нагреве
до температуры, не вызывающей еще заметной диффузии. Напряже-
ния же от деформации, вызываемой различием коэффициентов ли-
нейного расширения тесно контактирующих материалов, существенно
увеличивают скорость диффузионных процессов.
Автор работы [33] проводил сравнение микроструктуры после
длительного нагрева и распределения углерода в зоне сплавления
на торце и в середине образца из биметалла, представляющего собой
высоколегированный металл, наплавленный на обычную углероди-
стую или низколегированную сталь.
При^нагреве такого образца в сечении, совпадающем с его торцом,
должно быть доведено до минимума сопротивление тепловому рас-
ширению высоколегированного металла со стороны менее легирован-
ного, в силу чего возникающие при этом в зоне сплавления напряже-
ния (растягивающие — со стороны менее легированного металла и
сжимающие — со стороны более легированного) снижаются до нуля.
В сечении, проходящем через середину исследуемого образца, в зоне
сплавления могут быть значительные напряжения. Следовательно,
при нагреве такого образца напряжения в зоне сплавления от его
торца к середине могут существенно изменяться, что должно заметно
повлиять на интенсивность протекающих здесь диффузионных про-
110
Рис. 51. Распределение углерода
(в среднем сечении) в зоне сплавле-
ния, полученное послойным спект-
ральным анализом
цессов. В результате на
торце и посередине об-
разца структурная не-
однородность и распре-
деление углерода в зоне
сплавления имеют различ-
ный характер (рис. 51).
Как видно из рис. 51,
где приведено распределение углерода, выявленное послойным спек-
тральным анализом, в среднем сечении образца по сравнению с его
торцом имеется значительно большее увеличение количества углерода
со стороны аустенитного металла и уменьшение его со стороны
стали 20. Это показывает, что одним из факторов, способствующих
образованию структурной неоднородности в зоне сплавления разно-
родных сталей при нагреве, являются напряжения в этой зоне, вызы-
ваемые различием коэффициентов линейного расширения сплавлен-
ных металлов. В сварных соединениях разнородных сталей эти коэф-
фициенты необходимо сближать не только с целью снижения напря-
жений в соединении при его эксплуатации в условиях высокой тем-
пературы, но и для стабилизации структуры в зоне сплавления [33].
В работе [67 ] установлено, что степень развития неоднородности
в многослойном шве может меняться по его высоте: от корня до неко-
торой высоты уменьшаться, после чего снова увеличиваться к послед-
нему слою. Такое изменение степени развития неоднородности при
многослойной сварке связано с образованием различной по высоте
шва структуры в прилегающих к аустенитному шву участках пер-
литной стали, сопровождающееся изменением распределения угле-
рода между твердым раствором и карбидными соединениями. Помимо
известных способов стабилизации структуры в зоне сплавления, ре-
комендуется применять также термообработку, предназначенную
для сварки перлитной стали, обеспечивающую максимально допусти-
мую коагуляцию карбидных соединений, или использовать режимы
сварки, при которых в участке перлитной стали, примыкающем
к аустенитному металлу, создаются условия для распада мартенсита
с образованием перлитной структуры и максимальной коагуляции ее
карбидной составляющей.
Остановимся еще на следующем факторе, обусловливающем об-
разование переходного слоя в зоне сплавления разнородных сталей.
По современным представлениям [120] его возникновение связано
с недостаточным перемешиванием жидкого металла сварочной ванны
у ее границы. Ширина переходного слоя в зоне сплавления металлов,
существенно отличающихся по химическому составу, составляет
0,2—0,6 мм. Спектральным анализом эти пределы уточнены, и пред-
ложено считать, что при обычных режимах ручной и полуавтомати-
ческой сварки ширина переходного слоя в зоне сплавления разнород-
ных сталей составляет 0,25—0,5 мм.
111
Рис. 52. Влияние содержания никеля в ме-
талле аустенитного шва на ширину хруп-
ких мартенситных прослоек в зоне сплав-
ления:
а — основной металл — низколегирован-
ная сталь; б — аустенитный шов; в — зона
промежуточных составов; 1 — шов типа
08Х18Н9; 2 — шов типа Х15Н25М6; 3 —
шов из сплава на никелевой основе
В работе [115], выполнен-
ной с применением электрон-
ного микрозонда и расчетным
путем, при дуговой сварке элек-
тродной проволокой на режи-
мах, используемых для соеди-
нения разнородных сталей, ши-
рина переходного слоя в зоне сплавления аустенитного металла
с перлитной сталью получена 0,06—0,16 мм.
Расчетная ширина переходного слояэ если она определяется ис-
ходя из скорости движения жидкого металла в пограничном слое и
вычисляется с учетом особенностей сварочной ванны, находится в пре-
делах, соизмеримых с полученными к настоящему времени экспери-
ментальными данными. Предупредить или существенно уменьшить
структурную неоднородность в зоне сплавления аустенитной стали
с неаустенитной можно в том случае, если с последней будет сплав-
ляться аустенитный металл с высоким содержанием никеля или сплав
на никелевой основе [34, 48, 121 ]. Чем выше легирование проволоки
никелем при прочих равных условиях, тем меньше ширина переход-
ной зоны и концентрация углерода в ней (рис. 52). Уменьшение
ширины прослоек с ростом содержания никеля в шве можно объяс-
нить тем, что никель, являясь графитизатором, снижает устойчивость
карбидов и тем самым способствует повышению содержания раство-
ренного углерода.
Увеличение же содержания никеля в металле сварного шва спо-
собствует образованию горячих трещин в нем. Кроме того, никель —
дефицитный металл. В связи с этим представляет интерес установле-
ние оптимального содержания никеля в аустенитном металле, сплав-
ляемом с неаустенитным. Исследования [34, 121] показали, что со-
держание никеля в аустенитном металле, необходимое для предупре-
ждения структурной неоднородности в зоне сплавления его с неау-
стенитным, зависит от эксплуатации сварного соединения. На этом
основании предложено [34 ] все сварные соединения разнородных ста-
лей разбить на следующие четыре группы в зависимости от темпера-
туры эксплуатации: 1) до 350 °C (соединения, включающие обычную
углеродистую сталь СтЗ); 2) при 350—450 °C (качественные углеро-
дистые стали или низколегированные с высоколегированными); 3) при
450—550 °C (среднелегированные хромомолибденовые стали с высо-
колегированными); 4) выше 550 °C (среднелегированные хромомолиб-
денованадиевые стали с высоколегированными).
Для каждой из указанных групп установлено оптимальное со-
держание никеля в аустенитном металле [34, 48]. Для соединения
112
Рис. 53. Микроструктура зоны сплавления углеродистой стали СтЗ с аустенитным метал
лом, содержащим никель, после выдержки 300 ч:
а — 11 % при 350 °C; б — 25 % при 450 °C (Х75)
сталей, работающих при температурах 350—450 °C, содержание ни-
келя в шве должно быть ~19 %, при температурах 450—550°C
~31 % и при температурах выше 550 °C ~ 47 %. Такое содержание
никеля в швах, эксплуатируемых при указанных температурах, спо-
собствует снижению вероятности образования малопластичных струк-
турных неоднородностей, диффузионных прослоек, а также тормо-
жению их роста. С учетом этого разработаны соответствующие про-
волоки: ЭП622 (Х25Н25МЗ), ЭП673 (Х25Н40М7), ЭП606 (Х25Н60М10)
и электроды на этих проволоках АНЖР-3, АНЖР-2 и АНЖР-1-
Разработанные проволоки обеспечивают металл шва, который исклю-
чает образование структурной неоднородности даже в зоне сплавле-
ния с такой нестабильной в части связывания углерода сталью, как
обычная углеродистая сталь СтЗ,. если сварные соединения нагре-
ваются в пределах указанных выше температур (рис. 53).
Сварка перлитных сталей с аустенитными. Сварке аустенитных
сталей с перлитными посвящено большое количество исследований,
в которых даны рекомендации по выбору аустенитных присадочных
материалов, способов сварки, по технике выполнения операции
сварки и т. п., приведены результаты эксплуатации таких соедине-
ний [32, 48, 121 и др.]. Работы в этой области относятся к сварке
соединений сравнительно небольших толщин, эксплуатируемых при
нормальной и повышенных температурах. Сварке разнородных ста-
лей толщиной 50 мм при низких температурах посвящена работа [85].
При соединении разнородных сталей перлитного и аустенитного
классов рекомендуется кромки перлитной стали подвергать предва-
рительно наплавке аустенитными электродами, а сварку вести элек-
тродной проволокой с большим запасом аустенитизирующих элемен-
тов с предварительным или сопутствующим подогревом.
Влияние ширины обезуглероженной диффузионной прослойки,
образующейся в зоне сплавления, на долговечность сварных соеди-
нений разнородных сталей изучено в работе [160]. Исследовали
сварные соединения из сталей 20 + 12Х18Н10Т с промежуточной
наплавкой на сталь 20, выполненной проволоками Св-10Х16Н2М6
(первые три слоя) и Св-04Х19Н11МЗ. Образцы для испытаний выре-
113
Рис. 54. Кривые усталости образцов сварного
соединения (1) разнородных сталей в исходном
состоянии и основного металла — сталь 20 (2)
Рис. 55. Долговечность сварного со-
единения разнородных сталей в зави-
симости от ширины обезуглероженной
зоны (О’ = ± 250 МПа)
зали из сварных соединений труб с толщиной стенки 16 мм, выпол-
ненных аргонодуговой сваркой вольфрамовым электродом с приме-
нением присадочной проволоки Св-04Х19Н11МЗ.
Для получения диффузионной обезуглероженной прослойки
сварные соединения подвергали изотермическому нагреву в течение
2, 10, 50 и 100 ч при температуре 700 °C, при которой наиболее интен-
сивно протекают диффузионные процессы, связанные с перераспре-
делением углерода на границе сплавления.
Исследование влияния ширины обезуглероженной зоны на долго-
вечность сварных соединений разнородных сталей проводили на
гладких цилиндрических образцах в условиях чистого кругового
изгиба. Средняя долговечность образцов в исходном состоянии
после сварки при напряжении 250 МПа составляла 5,5-105 циклов
нагружения, в то время как долговечность стали 20 составляла 106
циклов нагружения. Сравнительные усталостные испытания свар-
ного соединения разнородных сталей в состоянии после сварки и ос-
новного металла стали 20 показали (рис. 54), что предел ограничен-
ной выносливости сварного соединения примерно на 20 % ниже
предела ограниченной выносливости стали. Данные по изменению
циклической долговечности соединения сталей 20 4- 12Х18Н10Т
в зависимости от толщины обезуглероженной прослойки представлены
на рис. 55 (приведены результаты средних значений по испытаниям
трех образцов). Из рис. 55 видно, что с увеличением ширины зоны
свыше 0,15 мм (до 0,4 мм) циклическая долговечность резко падает.
Дальнейшее увеличение ширины зоны вплоть до 0,8 мм практически
не изменяет циклической долговечности сварного соединения. Ана-
логичная зависимость получена при изучении циклической долговеч-
ности сварных соединений сталей СтЗ 4-40Х.
Металлографическими исследованиями показано, что в области
обезуглероженных прослоек, при которых наблюдается резкое сни-
жение долговечности, распространение усталостной трещины проис-
ходит по границам зерен феррита. При образовании в обезуглеро-
женной зоне крупных зерен феррита (в виде монокристаллов) уста-
лостное разрушение происходит поперек их, в стороне от границы
сплавления.
114
Выбор соединяемых сталей необходимо связывать с условиями
дальнейшей эксплуатации такой композиции. В судостроительной
промышленности, например, наибольшее распространение из много-
слойных материалов получают биметаллы, изготовленные различ-
ными методами наплавки изделий, например СтЗ + 08X18Н9;
СтЗ + 07Х25Н12Г2Т; СтЗ + 10Х16Н25М6; Х2Н1М + 10Х16Н25М6.
Работа таких изделий связана с периодическими колебаниями нагру-
зок и температур. При таких условиях в переходном слое биметалла
образуются четко различимые зоны обезуглероживания и науглеро-
живания.
Влияние повторно-статического нагружения и количества тепло-
смен изучали при максимальной температуре 650 °C, охлаждения
300 °C [73]. Совместное действие циклических нагружений и нагрева
оказывает наибольшее влияние на образование зон обезуглерожи-
вания в основном металле и науглероживания в наплавленном. Для
стали, содержащей карбидообразующие элементы (Х2Н1М), наблю-
дается некоторое снижение скорости образования этих зон, однако
характер полученных зависимостей остается практически одинако-
вым. Наличие же карбидообразующих элементов Ti, Сг в наплавлен-
ном металле увеличивает скорость образования диффузионных
зон. Максимальное значение диффузионной зоны науглероживания
достигается при нагрузке, равной 0,5ов при 650 °C.
Исследование влияния развитой диффузионной зоны на работо-
способность биметалла показало, что диффузионная зона не чувстви-
тельна к статическому нагружению. Результаты усталостных испы-
таний показали снижение циклической долговечности биметалла,
прошедшего термоциклирование. В сравнении с исходным биме-
таллом СтЗ + 07Х25Н12Г2Т выносливость биметалла после термо-
циклирования снизилась на 35—37 %, после изотермической вы-
держки, равной принятой при термоциклировании, — на 26—28 %.
Место зарождения усталостной трещины, как правило, отмечалось
в развитой диффузионной зоне. Таким образом, указанную склонность
композиционного материала необходимо учитывать при разработке
технологического процесса наплавки и сварки разнородных по струк-
турному классу сталей.
Эксперименты по сварке стали 12Х18Н10Т со сталью 09Г2С про-
водили применительно к ректификационной колонне с толщиной
стенок корпуса до 50 мм, диаметром 3200 мм [85]. Климатические
условия монтажа колонны предполагают возможность нахождения
разнородного соединения в нагруженном состоянии при темпера-
турах до —55 °C.
В работах [40, 41] приведены результаты исследования элек-
тронно-лучевой сварки сталей перлитного и аустенитного классов.
При электронно-лучевой сварке без присадочной проволоки узкий
(ножевой) сварной шов формируется благодаря сплавлению свари-
ваемых металлов. Учитывая легкость управления электронным лучом,
можно в различной степени оплавлять кромки свариваемых сталей
разных структурных классов, получая металл шва различного хими-
115
ческого состава. При сварке пластин 6 = 6 мм из сталей 12Х18Н10Т
и 12Х1МФ изменения химического состава металла швов, выполнен-
ных с различной степенью смещения электронного луча, влекут за
собой и изменения структуры металла шва и зон сплавления. Метал-
лографические исследования показали, что смещение электронного
луча оказывает заметное влияние на ширину участков переходного
состава, изменяя ее с 0,065 мм в швах, выполненных при расположе-
нии электронного луча по стыку пластин, до 0,02 мм в швах, выпол-
ненных со смещением электронного луча на сталь 12Х18Н10Т.
Участки переходного состава выявляли после выдержки пластин
в течение 300 ч при 600 °C.
Испытания сварных образцов на растяжение свидетельствуют о
получении качественного соединения. Разрушение происходило
вдали от шва, по основному металлу одной из свариваемых сталей.
Сварные соединения сталей 12Х18Н10Т и 12Х1МФ, выполненные
при смещении электронного луча на аустенитную сталь, и соедине-
ния, выполненные без смещения, были испытаны на длительную
прочность при 600 °C. Испытания показали, что предел длительной
прочности соединений, выполненных при смещении луча на аусте-
нитную сталь, превосходит предел длительной прочности стали
12Х1МФ. В случае расположения электронного луча по стыку пла-
стин наблюдается снижение предела длительной прочности. Таким
образом, для получения качественного сварного соединения из раз-
нородных сталей с помощью электронно-лучевой сварки необходимо
стремиться к тому, чтобы металл шва содержал по возможности
больше аустенитизирующих элементов, чего можно достичь при свар-
ке без присадочного металла путем смещения электронного луча в сто-
рону аустенитной стали.
Сопоставление показателей механических свойств сварных соеди-
нений, выполненных электронно-лучевой сваркой и ручной дуговой
сваркой, показывает, что при электронно-лучевой сварке механи-
ческие свойства выше.
Изучена свариваемость хромоникелевой стали 20ХНЗА с углеро-
дистыми сталями 20, 35 и У8А газопрессовым способом, трением
[96], а также разработана технология сварки трением быстрорежу-
щих сталей Р6М5, Р6МЗ, Р12, Р9М4К8, Р18Ф2К8М, Р9К5, Р9КЮ,
Р9Ф5, Р14Ф4 (диаметры 10—70 мм) со сталями 45 и 40Х для изго-
товления режущего инструмента [158, 174].
Сварка разнородных сталей высокой прочности (литых с дефор-
мированными) [82]. За последнее время наряду с углеродистыми
мартенситными сталями типа 30ХГСН2А широкое распространение
в промышленности получили высокопрочные коррозионно-стойкие
стали, относящиеся к мартенситному [08Х15Н5Д2Т (ВНС-2),
06Х14Н6Д2МБТ (ЭП817), 08Х14Н5М2Д2Л (ВНЛ-3)], мартенситно-
стареющему [03Х11Н10М2Т (ВНС-17), 03Х12Н5М6К13Л (ВНЛ-8)]
и переходному аустенитно-мартенситному [1Х15Н4АМЗ (ВНС-5),
13Х11Н5М5Л (ВНЛ-5)] классам. Для получения экономичных свар-
ных конструкций требуется использование различных сочетаний ука-
занных сталей и в первую очередь литейных и деформированных.
116
В то же время необходимость сварки таких сочетаний в предвари-
тельно термически обработанном состоянии определяет существенное
снижение прочностных свойств соединений вследствие неблагоприят-
ных изменений в околошовной зоне, а также из-за применения низко-
прочных присадочных материалов аустенитного класса. В связи
с этим в работе [82] определены рациональные сочетания указанных
сталей в сварных конструкциях, а также возможность повышения
их свойств за счет использования более высокопрочных присадочных
металлов и специальных операций термообработки.
Исследование свойств зоны термического влияния показало, что
характер происходящих изменений сходен в пределах одного класса,
но резко отличается в сталях различных классов. Для околошовной
зоны стали 30ХГСН2А типичны участок подкалки, твердость кото-
рого превышает показатели основного металла, и участок понижен-
ной твердости, соответствующей структурам неполной закалки и вы-
сокого отпуска (рис. 56, а). Последний обычно является слабым зве-
ном сварного соединения, однако в условиях сложного напряжен-
ного состояния возможны и хрупкие разрушения участка подкалки
из-за его пониженной вязкости.
При сварке коррозионно-стойких сталей мартенситного класса
образующийся в зоне подкалки мартенсит не приводит к увеличению
твердости, а прочность при повышенных температурах таких сталей
обусловливает незначительное падение твердости в зоне высокого
отпуска относительно исходных значений (рис. 56, б). Ударная вяз-
кость на участке от зоны сплавления по зоне термического влияния
при этом падает незначительно. Поэтому зона термического влияния
таких сталей фактически не имеет «участка слабины».
При сварке мартенситно-стареющих сталей участок минимальной
прочности также примыкает к зоне сплавления, а образующийся мар-
тенсит является безуглеродистым. По мере удаления от зоны сплав-
ления твердость монотонно возрастает на участке, соответствующем
переходу от перестаренного состояния к состаренному (рис. 56, в).
Величина ударной вязкости падает.
Наиболее сложный характер изменения механических свойств
присущ зоне термического влияния сталей переходного класса, где
наблюдаются два участка пониженной твердости (рис. 56, г). Первый
примыкает непосредственно к сварному шву и соответствует зака-
ленной мартенситной структуре с большим количеством остаточного
аустенита. Второй соответствует нагреву до температур закалки и
высокого отпуска, при которых происходит частичный а—у-переход
с образованием стабильного аустенита и отпуском сохранившегося
мартенсита.
Таким образом, из рассмотренных высокопрочных сталей наи-
большее ослабление зоны термического влияния при сварке присуще
стали 30ХГСН2А, а также сталям переходного аустенитно-мартен-
ситного класса. Поэтому использование указанных сталей в разно-
родном сочетании (сварка в термообработанном состоянии) наименее
благоприятно. В случае использования сталей типа 30ХГСН2А по-
ложение осложняется также низкими показателями технологиче-
117
HRC ан,кДж/м* HRC ан,кДж/м^
Рис. 56. Характер изменения твердости (сплошные линии) и ударной вязкости (штриховые
линии) в зоне термического влияния высокопрочных сталей толщиной 20 мм при^ручной
АрДЭС:
марка стали: 1 — 30ХГСН2А; 2 — 08Х14Н5М2Д2Л (ВНЛ-3) 3 — 06Х14Н6Д2МБТ (ЭП617)?
4 — 03Х12Н5М6К13Л (ВНЛ-2); 5 — 03Х11Н10М2Т (ВНС-17); 6 — 13Х11Н5М5Л (ВНЛ-5);
7 — 1Х15Н4АМЗ (BHG-5); нулевая точка соответствет началу зоны сплавления
ской прочности при сварке. В этом отношении наиболее рационально
использовать низкоуглеродистые коррозионно-стойкие стали мартен-
ситного класса, сочетающие высокие показатели технологической
прочности по сварке с незначительными изменениями механических
свойств в околошовной зоне соединения. В настоящее время
отработана технология сварки сталей 08Х15Н5Д2Т (ВНС-2),
06Х14Н6Д2МБТ (ЭП817), 08Х14НМ2Д2Л (ВНЛ-3) в предварительно
термообработанном состоянии как однородных, так и разнородных
сочетаний с применением присадочной проволоки идентичной си-
стемы легирования —марки Св-03Х12Н9М2С-ВИ (ЭП659А-ВИ),
обеспечивающей получение соединений со свойствами, близкими
к свойствам основного металла (табл. 8).
Применительно к сварке низкоуглеродистых мартенситных сталей
со сталями переходного аустенитно-мартенситного класса использо-
вание высокопрочной мартенситной присадочной проволоки марки
Св-03Х12Н9М2С-ВИ ограничено малыми (до 3 мм) толщинами, для
118
Таблица 8
Механические свойства сварных соединений литой стали 08Х14Н5М2Д2Л (ВНЛ-3)
в сочетании с деформированными сталями 06Х14Н6Д2МБТ (ЭП817)
и 03Х11Н10М2Т (ВНС-17) (ручная АрДЭС с присадочной проволокой
марки Св-03Х12Н9М2С-ВИ)
Свариваемые металлы и толщина соединения ов, МПа, при температуре, °C % а° ан, кДж/м2 при температуре, °C
4-20 4-зоо —70 — 196 шов зона сплавле- ния
4-20 —70 4-20 —70
ВНЛ-3 + ЭП817 6 = 4,6 мм 1220 950 1250 1450 52 160 120 93 12 70 92
ВНЛ-3 + ВНС-17 6 = 2,2 мм 1080 930 1200 — 58 180 130 ПО 87 11 67 84
Свариваемые металлы и толщина соединения aR, кДж/м2 при темпе- ратуре, °C ату, кДж/м2 при температуре, °C Число циклов ю-3
зона карбидных ' выделений шов зона сплавления зона карбидных выделений
4-20 —70 4-20 —70 4-20 —70 4-20 —70
ВНЛ-3 + ЭП817 6 = 4,6 мм 91 90 85 74 98 89 75 74 47 48 43 42 39 33 13—20
ВНЛ-3 + ВНС-17 6 = 2,2 мм 78 10 62 70 45 45 48 51 40 36 46 47 36 39 20—40
Примечание. В числителе даны значения ударной вязкости со стороны литой,
в знаменателе — деформированной стали. ату — удельная работа разрушения при ударном
изгибе образца с трещиной. у
которых характерно плоско-напряженное состояние. С увеличением
толщины и возникновением объемно-напряженного состояния появ-
ляется реальная опасность хрупких разрушений по околошовной
зоне — особенно по участку с карбидной сеткой, где значения удар-
ной вязкости минимальны.
Универсальный путь повышения механических свойств таких
соединений — рациональное построение технологического процесса
сварки, в частности, ограничение ее погонной энергии и применение
Дополнительных операций термообработки. Достаточно указать на
хорошие результаты, полученные при электронно-лучевой сварке
119
[186] сталей переходного класса с проведением последующей обра-
ботки холодом и низкого стабилизирующего отпуска.
Наиболее сложные задачи возникают при сварке коррозионно-
стойких сталей с углеродистыми мартенситными сталями высокой
прочности. Получить надежные высокопрочные соединения удалось
при использовании присадочного металла на основе стали
03Х12Н5М6К13Л (ВНЛ-8). Предварительные эксперименты пока-
зали хорошую свариваемость стали ВНЛ-8 со сталью 30ХГСН2А.
Так, при электронно-лучевой сварке этих сталей в предварительно
упрочненном состоянии и с проведением последующего низкотемпе-
ратурного отпуска (200 °C, 1 ч) временное сопротивление соединения
находилось на уровне сгв = 1250 МПа при высоких значениях пла-
стичности (ф = 64 %) и ударной вязкости (ян =192 кДж/м2). Такой
высокий комплекс механических свойств обусловлен образованием
в металле шва смешанной аустенитно-мартенситной структуры, ти-
пичной для сталей переходного класса. Указанная присадочная про-
волока может быть применена и для сварки сталей разнородных соче-
таний, относящихся к углеродистым сталям мартенситного класса.
Так, при сварке литой стали марки 12Х2НМА (ВКЛ-ЗМ) с дефор-
мированной сталью 12Х2НВФА (ЭИ-712) 6 = 10 мм в термообрабо-
танном состоянии эта присадка обеспечила получение соединений
с временным сопротивлением ов 1050 МПа при ударной вязкости
ап 190 кДж/м2. Однако необходимо учесть, что в случае возмож-
ности проведения после сварки упрочняющей термообработки для
получения качественных соединений на углеродистых сталях мар-
тенситного класса следует использовать более дешевые сорта при-
садочной проволоки. Так, для сварки сочетания сталей 30ХГСН2А -|-
+ 27ХГСНМЛ рекомендуется [82] применять присадочную прово-
локу Св-20Х2Г2СНВМА (ЭП-331У), а для ЗОХГСА + 35ХГСЛ и
12Х2НМА (ВКЛ-ЗМ) + 12Х2НВФА (ЭИ-712) — присадочную про-
волоку Св-12Х2НМА или Св-18ХМА. Для обеспечения достаточной
работоспособности разнородных сварных соединений из коррозион-
ностойких сталей (ВНС-2, ЭП817, ВНС-5, ВНЛ-5, ВНЛ-3, ВНС-17 и
их сочетаний) целесообразно использовать сварочную проволоку
Св-03Х12Н9М2С-ВИ (ЭП-659А-ВИ).
При аргонодуговой сварке углеродистых сталей мартенситного
класса (без проведения последующей термообработки) и их сочета-
ний с высокопрочными сталями применение присадочных проволок
типа Св-03Х12Н5К13М6 позволяет повысить временное сопротивле-
ние соединений до 1000 МПа при высоких значениях пластических
и вязких характеристик. Указанная проволока рекомендуется
вместо высоконикелевых аустенитных присадочных проволок
(Св-10Х16Н25М6, Св-08Х20Н10Г6, Х20Н80 и др.), обеспечивающих
временное сопротивление соединений 600—700 МПа.
Для обеспечения качественного сварного соединения при сварке
биметалла до настоящего времени используют два, три, а в некото-
рых случаях и четыре разнотипных присадочных материала. Кроме
того, для повышения коррозионной стойкости сварного шва со сто-
роны плакирующего слоя применяют сложные технологические
120
Табл и"ц а 9
Режимы диффузионной сварки стали с чугуном и свойства сварных соединений
Свариваемые сплавы Режим сварки пв, МПа «н, кДж/м2
Т, °C р, МПа /, мин
СЧ15+ сталь 45 850 15 5 150 0,04
СЧ15+ сталь 12Х18Н9Т 900 15 10 165 —
СЧ15+ сталь 14Х17Н2 850 15 15 150 —
СЧ15+ СЧ15 800 30 20 160 0,031
СЧ21 + сталь 50 900 15 5 224 0,044
КЧ30-6+сталь 12Х18Н9Т 900 30 7 325 —
ЧНМХ * + сталь 10 900 20 5 — —
* Содержится 0,8—1,4 % Ni; 0,2 —0,5 % Мо; 0,15—0,45 % Сг.
приемы, такие, как сварка сдвоенным (расщепленным) или ленточ-
ным электродами. Однако указанные приемы сварки не всегда позво-
ляют избежать смешения коррозионно-стойкого шва с основным не-
коррозионно-стойким слоем и менее стойкими промежуточными
(переходными) слоями шва.
Повышение надежности сварного соединения биметалла путем
использования при сварке однородного присадочного металла, обес-
печивающего получение наплавленного металла с коррозионной
стойкостью, по крайней мере, на уровне коррозионной стойкости пла-
кирующего слоя или, что эффективнее, значительно его превышаю-
щей, предложено в работе [109]. Проведены многосторонние иссле-
дования присадочного металла для биметаллического соединения
стали 12Х18Н10Т со сплавом Х40Н50М, в котором последний служит
плакирующим коррозионно-стойким слоем. При этом проволока
типа 03Х4ОН50М6Г2 не вызывала образования горячих трещин при
сварке обоих слоев биметалла и охрупчивания в зоне сплавления,
а также обеспечивала коррозионную стойкость сварного соединения.
Сварка стали с чугуном. При изготовлении некоторых изделий
возникает необходимость соединений деталей из стали и высокопроч-
ного чугуна.
Диффузионную сварку стали с чугуном (табл. 9) применяют при
изготовлении блоков управления гидросистем, работающих преиз-
быточном давлении до 300 кПа, стрелок подвесных путей, тормозных
секторов, клапанной арматуры [43]. v
При соединении чугуна СЧ21 со сталью 50 граница раздела не
выявляется, а в зоне стыка наблюдается непрерывный ряд твердых
растворов с постепенным увеличением содержания углерода по мере
его диффузии из чугуна в сталь. Ферритные прослойки в стали ближе
к чугуну становятся все тоньше, затем появляются пластинки гра-
фита, и структура постепенно приобретает характер чугуна. Зона
отбела полностью отсутствует. При сварке чугуна СЧ15 при темпе-
121
ратуре выше 850 °C происходит графитизация чугуна и образование
дополнительного феррита. При сварке чугуна ЧНМХ на указанном
режиме характер графитовых включений остается без изменений.
В работе [144] исследована возможность соединения деталей из
высокопрочного чугуна со стальными дуговой сваркой тонкой элек-
тродной проволокой в среде углекислого газа, обеспечивающей не-
большой разогрев тонкостенных чугунных деталей, незначительный
провар основного металла и способствующей получению оптималь-
ного состава наплавленного металла и уменьшению склонности к об-
разованию трещин. Влияние сварочного тока на структуру шва и
его склонность к образованию трещин изучали при наплавке прово-
локой Св-08Г2СА 0 1 мм в углекислом газе на пластины размером
400x300x25 мм из высокопрочного чугуна ВЧ42-12. При сварочном
токе в пределах 50—200 А и напряжении 18—21 В каждую последу-
ющую наплавку выполняли после полного остывания пластины, так
что условия теплоотвода во всех случаях были одинаковы. Технику
сварки выбирали из условия обеспечения наименьшего провара чу-
гуна.
к ^Опыты показали, что формирование валиков хорошее на всех
режимах. С понижением сварочного тока склонность швов к образо-
ванию трещин уменьшается, и они полностью исчезают при /св =s
= 100 А. Одновременно снижается количество углерода и кремния
в шве. При 7СВ = 75 А и особенно 50 А наплавленный металл по хими-
ческому составу представляет собой обычную углеродистую сталь.
Это можно объяснить тем, что в ходе сварки жидкий основной и при-
садочный металлы интенсивно перемешиваются, а после затвердева-
ния начинается диффузия углерода из чугуна в шов. Прилегающая
к линии сплавления зона обогащается углеродом пропорционально
времени пребывания металла шва в области температур, при которых
диффузия углерода не заторможена.
Можно ожидать, что диффузия углерода происходит достаточно
интенсивно даже при 300—400 °C, т. е. почти во всем интервале
охлаждения шва после затвердевания. (Коэффициент диффузии
углерода при 400 °C равен 10“10—10"11 см2/с.)
Существенное значение имеет при этом скорость охлаждения,
которая в свою очередь обусловливается режимом сварки. В зависи-
мости от скорости охлаждения в шве могут формироваться различные
структуры вплоть до мартенситной прослойки. Сварочный ток ока-
зывает большое влияние на структуру металла шва. Например, наи-
лучшая структура была получена при сварке на токе 50 А. При на-
блюдении в микроскопе МИМ-8 (хЗОО) просматривается чисто троо-
ститное поле. Повышение сварочного тока до 75 А мало сказывается
на структуре шва. При сварке на малых токах скорость охлаждения
металла большая, и участки чугуна, прилегающие к линии сплавле-
ния, находятся при высокой температуре незначительное время.
Диффузия углерода в матрицу практически не происходит. Науглеро-
живаются участки лишь вблизи графитных включений. На этих уча-
стках возможно образование цементитных выделений. Наконец, по-
вышение сварочного тока до 100 А вызывает появление в шве мартен-
122
сита. Металл, наплавленный на токе 150 А и выше, имеет структуру
крупноигольчатого мартенсита. Так как повышение сварочного тока
увеличивает время диффузии углерода в шов, содержание углерода
в зоне основного металла, непосредственно прилегающей к линии
сплавления, понижается и облегчается образование отбела. Опти-
мальные значения напряжения при сварке 18—21 В. Сварка при бо-
лее низком напряжении нежелательна из-за неустойчивости процесса.
При напряжении выше 21 В образуется широкий и низкий валик,
возрастает количество углерода в шве и на поверхности появляются
поперечные трещины.
Установлена оптимальная скорость наплавки —10—12 м/ч;
с повышением скорости до 20 м/ч увеличивается доля основного
металла в шве и ухудшается его структура. Валики часто имеют
неравномерное сечение, поперечные трещины. Снижение скорости
сварки до 3 м/ч приводит к увеличению зоны отбела вследствие силь-
ного разогрева прилегающих к линии сплавления слоев основного
металла. Большое количество электродного металла и связанное
с этим уменьшение глубины провара могут привести к несплавлениям.
На оптимальном режиме наплавки стали на высокопрочный чугун
(/св = 100 А, ид 18 4-20 В, vCB= 10 4-12 м/ч) изучали влияние
состава электродной проволоки и техники сварки на структуру на-
плавленного металла. В исследованиях проволоку марок Св-08Г2СА,
Св-10ГС и опытную проволоку, легированную ванадием, наплавляли
полуавтоматом на пластины из магниевого чугуна размером 200 х
Х250 х25 мм. Процесс протекал устойчиво при использовании пер-
вых двух проволок.
При наплавке опытной проволоки легированной ванадием или
титаном, наплавленный металл не содержал мартенсита, имея более
низкую твердость, а обрабатываемость его была лучше, чем у ме-
талла, наплавленного проволоками Св-08Г2СА и Св-ЮГС.
Применение тонкой электродной проволоки для сварки чугуна
позволяет значительно упростить технику выполнения облицовоч-
ных валиков.
При наложении отдельных валиков на оптимальном режиме, ука-
занном выше, образуется мартенситно-трооститная структура,
а иногда даже мартенситная. Поэтому с целью улучшения структуры
шва и зоны термического влияния опробовано несколько приемов
сварки. Простейший случай — сварка со взаимным перекрытием ва-
ликов примерно на 1/3 ширины. При этом наплавленный металл имел
в основном трооститную структуру с небольшими участками мартен-
сита. Изменение структуры происходило вследствие повторного
нагрева и частичного проплавления предыдущих валиков.
При более сложных приемах — с наложением отжигающих вали-
ков — вначале накладывали валик длиной 70—80 мм, а затем, не
прекращая процесса, на него наплавляли второй валик, перемещая
электрод в обратном направлении. В результате структура мартен-
сита в первом валике полностью исчезала. Вследствие разбавления
металла шва электродным металлом уменьшалось количество угле-
рода и швы приобретали ферритно-перлитную структуру. Структура
123
Рис. 57. Эскиз разделки кромок
металла зоны термического влияния при этом практически не изме-
нялась.
Для сварки комбинированных соединений из магниевого чугуна
и стали использовали чугунные пластины размером 250 х400 х25 мм
и стальные пластины размером 250 х250 х8 мм. Разделка чугунных
пластин для предварительной наплавки стали показана на рис. 57.
Наплавку выполняли в один слой отдельными валиками без по-
перечных колебаний сварочной проволокой Св-08Г2СА 0 1 мм на
режиме: /св =954-105 А, ид= 18 4-20 В, иСв = 104-12 м/ч с перекры-
тием предыдущего валика на 1/3 его ширины.
Предварительно наплавленные чугунные пластины сваривали
со стальными следующим образом. Стальную пластину прихватывали
к наплавленному слою с зазором: для разделки типа / — 2—3 мм,
для разделки типа II — 6—8 мм и затем приваривали электродами
УОНИ 13/45 0 4 мм. Для охлаждения пластин с целью уменьшения
угловых деформаций в стыках сварку выполняли с перерывами.
Как показали механические испытания, при сварке соединений
с разделкой типа I не удается обеспечить равнопрочность сварного
соединения основному металлу — стали. В разделках типа II пло-
щадь сплавления стали с чугуном более разветвленная, и прочность
всех образцов, не имеющих угловых деформаций, выше прочности
стали. Деформация резко снижает прочность сварного соединения.
Металлографическим исследованием трещин в предварительно на-
плавленном слое стали не обнаружено. Сплавление чугуна со сталью
хорошее, проплавление основного металла небольшое.
При приварке стальной пластины на режиме, обеспечивающем
полное проплавление слоя, мартенсит на линии сплавления отсут-
ствует, цементит, как правило, расположен отдельными обособлен-
ными участками.
Предварительная наплавка кромок успешно использована при
сварке стыковых и тавровых соединений из магниевого и серого
чугуна, для заварки различных дефектов на тонкостенных чугунных
отливках в случаях, когда после сварки не требуется обработка ре-
жущим инструментом.
СВАРКА АЛЮМИНИЯ, ТИТАНА И ИХ СПЛАВОВ
Алюминиевые сплавы. Технология сварки алюминия и его спла-
вов достаточно широко освещена в литературе [103, 168]. Однако оте-
чественные и зарубежные сведения относительно свариваемости алю-
124
миниевых сплавов различных сочетаний весьма противоречивы и
неполны [194].
При сварке разноименных * алюминиевых сплавов встречаются
следующие трудности. Различие в химическом составе разноименных
алюминиевых сплавов (особенно выполненных холодной сваркой)
в процессе последующего нагрева приводит к протеканию диффузион-
ных процессов в стыках соединений. При сварке плавлением это
различие вызывает образование химической неоднородности. При
сварке деформируемых сплавсв с литейными возникает значительная
структурная неоднородность. Для соединения хорошо свариваемого
алюминиевого сплава, например АМц с трудносвариваемым Д16,
требуются дополнительные меры.
При точечной и шовной сварке необходимо принимать во внима-
ние различие в физических свойствах разноименных алюминиевых
сплавов. Например, температура плавления алюминия АД1 на
~40 °C превышает температуру плавления сплава АМгб, а удельное
электросопротивление алюминия почти в 2 раза меньше, чем у сплава
АМгб. Теплопроводность и электропроводимость алюминиево-магние-
вого сплава АМгб при 20 °C почти в 2 раза меньше аналогичных физи-
ческих свойств алюминия. Большие трудности при всех видах сварки
алюминиевых сплавов вызывает необходимость удаления с поверх-
ности свариваемых кромок плотной тугоплавкой окисной пленки,
препятствующей сплавлению. Состав этой пленки различен на алюми-
ниевых сплавах разного химического состава: на чистом алюминии —
А12О3, на сплавах системы алюминий —магний—шпинель MgO- А12О3.
В отечественной и зарубежной практике все более широкое
применение находят многослойные изделия из цветных металлов и
сплавов, полученные совместным пластическим деформированием.
При холодной сварке композиций АМгб—АД1—АМгб, полученных
прокаткой двух листов-заготовок АМгб, плакированных сплавом
АД1, в микроструктуре области сопряжения практически не наблю-
далось четкой границы раздела АМгб—АД1, что свидетельствует об
их прочной металлической связи.
При точечной сварке плакированных алюминиевых сплавов (Д16,
АМгб и др.) часть плакированного слоя, толщина которого 0,1 —
0,2. мм, часто остается нерасплавленной в плоскости контакта листов.
На первоначальных стадиях формирования ядра на шлифах можно
обнаружить четкую линию разъема в местах расположения остав-
шегося плакированного слоя. Сохранение его при образовании
литого ядра объясняется более высокой температурой плавления
и пониженным электросопротивлением алюминия АД1 по сравнению
со сплавами АМгб, Д16 и др. Рабочее же сечение на этом участке опре-
деляется лишь площадью взаимного проплавления листов.
Для увеличения рабочего сечения литого ядра при сварке пла-
кированных алюминиевых сплавов рациональны более жесткие ре-
жимы сварки или предварительное стравливание плакированного
* Разноименные сплавы — сплавы одной основы, но разного химического
состава.
125
слоя (для коррозионно-стойких сплавов). При точечной сварке разно-
именных ^алюминиевых сплавов вследствие различия в физических
и механических свойствах зона расплавления обычно несимме-
трична относительно плоскости соединения листов. Сварка деталей
одинаковой толщины из сплавов с близкими физико-механическими
свойствами (Д16АТ, ВАД-IT, В95АТ) не вызывает каких-либо за-
труднений и выполняется на стандартных режимах.
При сварке сплавов Д16АТ и АМгб, отличающихся главным об-
разом механическими свойствами (ав = 280 и 160 МПа соответст-
венно), в обычных условиях проплавление детали из Д16АТ больше,
чем детали из АМгб. В таких случаях целесообразно применять элек-
троды с различными радиусами заточки, массами, разных диаметров
и из медных сплавов с неодинаковыми теплопроводностью и электро-
проводностью [24, 178].
Если соединяемые детали отличаются не только по физико-меха-
ническим свойствам, но и по толщине, то трудности сварки могут
возрасти [5]. Необходимое проплавление детали неравной толщины
может быть достигнуто за счет изменения интенсивности отвода теп-
лоты в электроды. Так, при сварке листовых деталей из алюминие-
вого деформируемого сплава типа АМц толщиной 0,8 мм и литейного
сплава типа силумин толщиной 4 мм (на машине МТ-601) интенсив-
ность отвода теплоты в электроды снижали введением в контакт
между электродом и тонкой деталью теплового экрана (прокладки)
из стали 12Х18Н9 толщиной 0,5 мм. Обычно тепловые экраны изго-
товляют из тех же материалов, что и свариваемые детали, однако наи-
более эффективно размещение между электродом и тонкой деталью
пластинок из материала с высоким электросопротивлением и темпе-
ратурой плавления, например коррозионно-стойкой стали. При про-
текании тока такой экран нагревается и разогревает свариваемые
детали. При комбинированном действии тока и теплового экрана про-
исходит образование зоны расплавления в свариваемых деталях.
Форму рабочей поверхности электродов выбирают в зависимости от
формы и конструкции свариваемого объекта.
Параметры оптимального режима, обеспечивающего стабильное
качество сварки и достаточную прочность соединения сплавов АМц
и АДО: С/2 = 1,79 и 1,58 В, р = 0,05 МПа, t = 0,5 с.
При сварке плавлением разноименных алюминиевых сплавов
в ванне происходит их перемешивание и возникают значительные
макро- и микронеоднородности, степень развития которых зависит от
различия химических составов свариваемых алюминиевых сплавов и
технологических факторов (режимов и техники сварки, толщин
металлов, разделки кромок и т. п.). Как правило, легирующие эле-
менты в пределах расплавленного металла распределены неравно-
мерно, склонность шва к образованию трещин значительно выше, чем
при сварке однородных соединений. Отсутствие гомогенности со-
става вызывает также повышенную коррозию сварного шва и соеди-
нения в целом.
Таким образом, исследование свариваемости разноименных алю-
миниевых сплавов должно включать выбор присадочной проволоки
126
оптимального состава, обеспечивающей высокое качество сварных
соединений (без горячих трещин, пор и т. п.); получение высоких
прочностных и пластических характеристик сварных соединений,
коррозионно-стойких в атмосферных условиях и условиях сложного
напряженного состояния. Сварка разноименных алюминиевых спла-
вов рассмотрена в работе [194], где приведены механические свой-
ства сварных соединений почти для 150 комбинаций основного и леги-
рующего присадочного металлов.
При выборе присадочной проволоки для сварки разноименных
алюминиевых сплавов, например, сплавов системы Al—Mg, целесо-
образно использовать' проволоку с содержанием магния выше, чем
в свариваемых металлах [37 ]. Магний как модификатор оказывает
положительное влияние на уменьшение склонности соединения к об-
разованию трещин в швах [168].
Для оценки пригодности присадочной проволоки служат техно-
логические пробы «рыбий скелет» и «крестовая» [168], а также полу-
количественная методика МВТУ, в которой склонность к образова-
нию горячих трещин определяется критической скоростью деформа-
ции Акр. За показатель склонности к образованию трещин при сварке
технологических проб «рыбий скелет» и «крестовая» принимают от-
ношение суммарной длины трещин на участках шва и зоны сплавле-
ния к общей длине соединения (Аср %).
По методике МВТУ исследуемые образцы принудительно дефор-
мируют в процессе сварки с заданной скоростью. Скорость дефор-
мации увеличивают от образца к образцу до тех пор, пока в металле
шва или зоне сплавления не образуется трещина. В качестве показа-
теля склонности к образованию трещин принята минимальная ско-
рость деформации (растяжения), при которой появляется трещина.
При сварке одноименных алюминиевых сплавов для пробы «рыбий
скелет» образцы изготовляют из листового металла толщиной 2—
6 мм. Испытуемый образец укладывают на плоскую подкладку из
меди или графита и проплавляют вдоль осевой линии автоматической
аргонодуговой сваркой вольфрамовым электродом симметричным
переменным током при постоянной скорости осв = 12 м/ч. При этом
выбранный режим сварки должен обеспечивать такой же, как в реаль-
ных соединениях, проплав и равномерную по всей длине образца
ширину шва с лицевой и обратной стороны. Каждое испытуемое
сочетание свариваемый металл —проволока оценивают по резуль-
татам испытания не менее семи образцов.
Для оценки склонности соединений к образованию горячих тре-
щин при сварке разноименных алюминиевых сплавов применяют
несколько измененную, нежели при сварке одноименных сплавов,
пробу «рыбий скелет» [57]. Используют образцы, вырезанные из
стыковых соединений разноименных сплавов, которые сварены
с двух сторон без присадочной проволоки. При этом применяют
те же режимы, что и при сварке одноименных сплавов, но повышен-
ную скорость сварки (исв — 30 м/ч). Полученный образец вновь
проплавляют вдоль имеющегося шва на режимах, применяемых при
сварке образцов из одноименных алюминиевых сплавов. Такая мето-
127
Таблица 10
Рекомендуемые присадочные проволоки
для сварки разноименных алюминиевых сплавов
Сваривае- мый сплав 1201 1915 АДЗЗ АД31 АВ
А99 АД00 АДО АМцС АМгЗ АМгб АМгб АВ АД31 . АДЗЗ 1915 Св АК5 Св АК5 Св АК5 Св 1201Пч Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АК5 Св АК5 Св АК5 Св АК5 Св АМгб Св АМгб Св АМгб Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АМгб Св АМгб Св АМгб Св АК5 Св АК5 Св АК5 Св АК5 Св АК5 Св АМгб Св АМгб Св АМгб
Сваривае- мый сплав АМгб АМг5 АМгЗ АМцО АДО АД00
А99 АД00 АДО АМцС АМгЗ . АМгб АМгб АВ АД31 АДЗЗ 1915 Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМгб Св АМц Св АМц Св АМц Св А1 Св А1 Св А85Т
дика обеспечивает отсутствие несплавлений в шве, незначительные
деформации и уменьшенный объем металла шва. Склонность к обра-
зованию горячих трещин проверялась при сварке ряда разноимен-
ных алюминиевых сплавов, в том числе сочетания сплава АМгб
с М40 толщиной 5 мм. Установлено, что склонность к образованию
трещин для различных сочетаний алюминиевых сплавов и основных
металлов была следующей: для АМгб + АМгб Лср =46 %; для
М40 + М40 Лср = 47 %; для АМгб + М40 Лср = 51 %; для сплава
АМгб Лср = 47 %; для сплава М40 Лор = 51 %. Полученные пока-
затели свидетельствуют о том, что сварные соединения сплава АМгб
со сплавом М40 менее стойки против образования горячих трещин,
чем соединения сплава АМгб, и не уступают соединениям сплава М40.
Марки присадочных проволок, обеспечивающие повышенную
стойкость сварных соединений разноименных алюминиевых сплавов
против горячих трещин, приведены в табл. 10 [49].
Образцы соединений сплавов АМг5 + АМгб, АМг5 АМгЗ,
АМгб + АДО и АМгб + А7 получали при следующем режиме сварки:
128
/св = 270 А, {7Д = 18 В, число проходов 3, проволока Св-АМгб диаметром 4 мм. Ручную арго- нодуговую сварку выполняли на установке УДГ-501 [37]. Микроструктура сплавов АМгЗ и АМгб представляет собой соче- тание некрупных зерен а-твердого раствора с (3-фазой (Mg2Al3), выде- лившейся по всему полю. Анало- гичную структуру имеет сплав АМгб, но зерна [3-фазы в нем вы- тянуты в направлении прокатки. Структура алюминия АДО, А7 Результат сварных соедини Таблица И ы испытаний ший на растяжение
Свариваемые сплавы <*в- МПа Место разрушения
АМгб + АДО АМгб + А7 АМгб + АМгЗ АМгб + АМгб 72 74 223 277 АДО А8 АМгЗ Шов и зона сплавления со стороны АМгб
характеризуется наличием круп-
ных зерен. Если переход от наплавленного металла к основному
со стороны АМгЗ, АМгб, АМгб плавный, то со стороны АДО, А7 он
четко выражен.
Наплавленный металл во всех сочетаниях сплавов имеет равно-
мерную мелкозернистую структуру, характерную для литого ме-
талла, и состоит из a-твердого раствора и [3-фазы, выделившейся
в виде прожилок. В зоне термического влияния зерна несколько ук-
рупнены. Дефектов типа трещин, пор и непроваров в швах не обна-
ружено. Результаты испытаний сварных образцов на растяжение
(табл. 11) показывают, что прочность соединений АМгб + АДО,
АМгб + А7, АМгб + АМгЗ находится на уровне наименее проч-
ного металла.
Титановые сплавы. Одна из основных задач сварки разноименных
титановых сплавов —получение сварного соединения, свойства ко-
торого не уступали бы аналогичным свойствам одного из соединяемых
металлов (имеющего пониженные характеристики).
Сварка плавлением титана с низколегированными а-сплавами,
такими, как ВТ5, ВТ5-1, происходит без особых затруднений. Соеди-
нения встык деформированных сплавов ВТ1-0, ВТ5, ВТ5-1 толщиной
6 мм в различных сочетаниях, выполненных автоматической сваркой
с присадочной проволокой диаметром 3 мм из титана ВТ1-0 под флю-
сом АНТ-7 на постоянном токе обратной полярности, имели высокие
показатели прочности и пластичности [108]. Коррозионная стойкость
металла шва таких соединений и основного металла в промышленных
агрессивных средах практически одинакова.
Указанные сплавы толщиной 4, 10, 25 мм можно соединять ручной
и автоматической аргонодуговой сваркой на постоянном токе прямой
полярности без присадочной проволоки или с присадочной проволо-
кой из технического титана или сплава ВТ2св [125]. Сварные соеди-
нения обладают достаточно высокой пластичностью, ударной вяз-
костью и низкой чувствительностью к концентраторам напряжений.
Прочность и теплостойкость сварных соединений ВТ5Л + ОТ4 не
ниже подобных свойств основного металла. Разрушение сварных
соединений при нормальной температуре происходит по сплаву
5 В. Р. Рябов и др.
129
ВТ5Л (ав = 760 МПа); при 350 °C разрушение соединений происхо-
дит по границе шва со стороны сплава ОТ4 (ов = 440 МПа). Сопро-
тивление усталости и временное сопротивление при повторно-ста-
тических нагружениях сварных соединений не ниже, чем для литей-
ного сплава ВТ5Л. Структура сварных соединений после сварки
и после отжига принципиально не отличается от структуры
обычных соединений из низколегированных деформированных
сплавов.
Механические свойства и структуры сварных соединений толщи-
ной 1,5—2 мм сплава ВТ5Л в сочетании с псевдо а-сплавами ВТ20 и
ВТ20Л, выполненных автоматической аргонодуговой сваркой без при-
садочной проволоки, ручной сваркой с присадочной проволокой
ВТ20-1св, шовной и точечной сваркой, исследованы в работе [150].
Временное сопротивление сварных соединений, выполненных аргоно-
дуговой и шовной сваркой, не ниже временного сопротивления литей-
ного сплава ВТ5Л. Пластичность и вязкость соединения при аргоно-
дуговой сварке такие же, как у основного металла.
Механические свойства сварных соединений высокопрочных ли-
тейных (а + Р) сплавов ВТ14Л и ВТ21Л с деформированным сплавом
ВТ22 толщиной 15 мм, выполненных с присадочной проволокой
СПТ-2, приведены в работе [150]. Для основных металлов ВТ14Л
ав = 1010 МПа, ВТ21Л ов = 1050 МПа, ВТ22 ав = 1100 МПа. Свой-
ства сварных соединений определяли после отжига по оптимальному
режиму: температура отжига 750 °C, выдержка 1 ч, охлаждение со
скоростью 3—5 °С/мин до 400 °C, далее охлаждение на воздухе. Ре-
зультаты испытаний показали равнопрочность соединений основному
металлу литейных сплавов (в обоих случаях пв = 1020 МПа), удар-
ная вязкость швов и околошовной зоны со стороны литейного сплава
несколько выше ударной вязкости самого литейного сплава (300 и
230 кДж/м2 соответственно). В околошовной зоне сплава ВТ22 на-
блюдается снижение ударной вязкости по сравнению с ударной вяз-
костью основного металла ВТ22.
При испытании на ударный изгиб образцов с трещинами установ-
лено, что для сварных соединений литейных сплавов ВТ14Л и ВТ21Л
с деформированным сплавом ВТ22 склонность к хрупкому разру-
шению основного металла и околошовной зоны сплавов ВТ14Л и
ВТ21Л (после отжига по режиму, принятому для сплава ВТ22)
выше, чем склонность тех же сплавов в неотожженном состоянии
и сплава ВТ22 после отжига.
Аргонодуговую сварку неплавящимся электродом сплавов ВТ5,
ОТ4, ОТ4-1 в сочетании с деформированными сплавами ВТ14, ВТ22
больших толщин (10—15 мм) выполняли с применением присадочной
проволоки ВТ20-1св, обладающей высокой прочностью и удовлетво-
рительной пластичностью по следующей технологии [155]: первый
проход /св = 115 A, vCB = 34 м/ч без присадочной проволоки; после-
дующие проходы с присадочной проволокой при постепенном уве-
личении /св до 270 А и vCB до 8 м/ч (число слоев изменяли в зависи-
мости от толщины пластин). Сварные швы отличались хорошим фор-
мированием и отсутствием дефектов.
130 -
Таблица 12
Механические свойства сварных соединений
кДж/м2
Термическая
стабильность
Свариваемые
сплавы
Тол-
щина,
мм
Режим
термообработки
Место
разру-
шения
ВТ20Л+ ВТ5Л
ВТ20Л + ОТ4
ВТ20Л + ВТ 14
ВТ20Л + ВТ22
10
15
10
15
650° С 1 ч
650° С 1 ч
800° С 1 ч
850° С 1 ч. Охлаж-
дение до 750° С 2 ч
в печи, затем на
воздухе. Нагрев до
630° С 4 ч, охла-
ждение на воздухе
801
779
894
935
690
730
640
670
900 450
ИЗО 350
630 400
260 350
820
780
918
970
600
660
580
600
ВТ5Л
ОТ4
ВТ14
Металл
шва
Распределение примесей (кислорода, водорода) в сварных швах
исследуемых сплавов определяли спектральным методом. Содержа-
ние кислорода не превышало содержания его в основном металле
(0,11—0,15 %); распределение водорода по зонам сварного соедине-
ния находилось в пределах нормы (не более 0,0015 %).
Сварные соединения указанных сочетаний титановых сплавов,
выполненные с присадочной проволокой ВТ20-1св, обладают удовле-
творительными механическими свойствами. Прочность сварных со-
единений ВТ20Л + ВТ5Л, ВТ20Л + ВТ14, ВТ20Л + ОТ4 опреде-
ляется менее прочным сплавом (ВТ5Л, ВТ 14, ОТ4 соответственно).
Для сварного соединения ВТ20Л + ВТ22 оп = 942 МПа, разруше-
ние образцов происходит по металлу шва. Для этого сочетания на-
блюдается резкое снижение значения ударной вязкости металла
зоны термического влияния со стороны ВТ22 (250—280 кДж/м2).
Ударная вязкость металла шва для всех сочетаний практически оди-
накова и определяется присадочной' проволокой ВТ20-1св (620—
780 кДж/м2).
Сварные соединения сочетаний ВТ20Л + ВТ5Л, ВТ20Л + ОТ4,
ВТ20Л + ВТ14, ВТ20Л + ВТ22, выполненные присадочной про-
волокой ВТ20-1св, обладают термически стабильными механическими
свойствами (табл. 12). При сварке деформированных сплавов ВТ20+
+ ОТ4-1 с присадочной проволокой ВТ20-1св <гв = 590 МПа; при
испытании образцов на ударную вязкость с надрезом по металлу шва
разрушение происходит со смещением к сплаву ОТ4-1 (ан =
= 880 кДж/м2). Для соединения сплавов ВТ20 + ВТ22 ов = 880 МПа,
разрушение происходит по металлу шва (для ВТ20 ов = 950 МПа,
для ВТ22 ав = 1100 МПа); ан = 530 кДж/м2 (разрушение по шву).
5*
131
Механические свойства свар-
ных соединений деформирован-
ного сплава ВТ20 со сплавами
Таблица 13
Механические свойства
сварных соединений
Свариваемые сплавы СТВ’ МПа °Н’ кДж/м2 Место разру- шения
ВТ20 + + ОТ4-1 ВТ20 + + ВТ22 590 880 880 530 ОТ4-1 Шов
Примечание. Образцы для ме-
ханических испытаний подвергали термо-
обработке: ОТ4-1 + ВТ20 — неполный от-
жиг (550 °C 1 ч, охлаждение на воздухе),
ВТ20 + ВТ22 —- полный отжиг (750 °C 1 ч,
охлаждение с печью до 300 °C, далее на
воздухе).
ОТ4-1 и ВТ22, выполненных с при-
садочной проволокой ВТ20-1св,
приведены в табл. 13.
Для основных металлов ОТ4-1
огв = 700 МПа, для ВТ20 ав =
= 1000 МПа, для присадочной про-
волоки ВТ20-1св о'в = 750 МПа.
Микроструктура металла шва
исследуемых разноименных соеди-
нений представляет собой мартен-
ситную а'-фазу. Микроструктура
основных металлов ВТ22 и ВТ 14 —
мелкозернистая, двухфазная; в
зоне термического влияния на-
блюдается рекристаллизованная
зона за счет нагрева при сварке. Микроструктура основного мате-
риала ОТ4 — крупнозернистая; в зоне термического влияния рекри-
сталлизации не наблюдается, так как основной материал имеет круп-
нозернистую структуру с малой степенью деформации; микрострук-
тура металла зоны термического влияния со стороны сплава ВТ5Л —•
однофазная, такая же, как и у основного металла.
Результаты, полученные при электронно-лучевой сварке жаро-
прочных двухфазных титановых сплавов ВТ9 и ВТ18у толщиной 15 мм,
приведены в работе [151]. Сварку выполняли на установке ЭЛУ-4
с источником СП-30 за один проход на остающейся подкладке на
режиме: 1СВ = 270 мА, UyCK = 30 кВ, исв = 40 м/ч. Сварные соеди-
нения сплавов ВТ9 + ВТ18у непосредственно после сварки имели
довольно высокие механические свойства (табл. 14).
Таблица 14
Механические свойства сварных соединений сплавов ВТ9 с ВТ18у
Режим термообработки °в> МПа ан, кДж/м2 ов, МПа
Без термообработки 948 215—350 540/180
750° С 1 ч, охлаждение на воздухе 928 125—190 540/200
750° С 2 ч, охлаждение с печью 973 150—210 500/200
890° С 1 ч, охлаждение на воздухе 950 60—315 530/220
890° С 1 ч, охлаждение с печью 933 195—250 500/220
890° С 1 ч, охлаждение на воздухе + нагрев до 530° С 6 ч, охлаждение на воздухе 968 150—200 540/200
890° С 1 ч, выдержка при 530° С 6 ч, охлажде- ние с печью 943 165—190 530/200
* ств при 500 (числитель) и 600 °C (знаменатель) определено после выдержки при этих
температурах в течение 100 ч.
132
' Таблица 15
Механические свойства сплавов ВТ9, ВТ18у и сварных соединений
Марка сплава Режим термообработки (7В, МПа ан, кДж/м2 а*, МПа
основ- ного металла металла шва основ- ного металла металла шва
ВТ9 750° С 1 ч, охлажде- ние с печью 950° С 1 ч, охлажде- ние на воздухе + + выдержка при 530° С 6 ч, охлажде- ние на воздухе 1050— 1090 1050— 1200 200—310 300—520 160—250 250—420 520—560 600—630 500—540 580—600
ВТ18у 750° С 1 ч, охлажде- ние с печью 900° С 1 ч, охлажде- ние на воздухе 980—1080 940—1000 200—340 250—450 160—240 230—300 280—300 280—300 —
240—280.
240—280
* См. сноску к табл. 14.
Для сопоставления в табл. 15 приведены свойства основного ме-
талла ВТ9 и ВТ18у и сварных соединений однородных сплавов, вы-
полненных электронно-лучевой сваркой (б = 15 мм).
При испытании на кратковременный разрыв разрушение сварных
соединений разноименных сплавов ВТ9 + ВТ18у происходит по ос-
новному металлу ВТ18у, что связано с более низкой его прочностью
по сравнению с прочностью ВТ9. Ударная вязкость металла шва со-
ставляет 210—350 кДж/м2, что практически соответствует значениям
ударной вязкости основного металла.
С целью снижения остаточных напряжений сварные разноимен-
ные соединения подвергали отжигу. Скорость охлаждения с печью
была выбрана с учетом реальных условий охлаждения (4—5 °С/мин).
Установлено, что ударная вязкость имеет несколько большие значе-
ния после высокотемпературного отжига (ап = 160-2-310 кДж/м2),
чем после низкотемпературного (аи = 130 4-210 кДж/м2).
При испытании на длительную (100 ч) прочность разрушение
сварных соединений происходит как по сплаву ВТ9, так и по сплаву
ВТ18у. При температуре 500 °C после всех опробованных режимов
термообработки ав = 540 МПа. Однако при отжиге с последующим
охлаждением с печью наблюдается снижение жаропрочности (ов ~
500 МПа). Испытание при температуре 600 °C показало, что пре-
дел длительной прочности составил 5*200 МПа независимо от режи-
мов термообработки.
Приведенные данные показывают, что электронно-лучевая сварка
жаропрочных титановых сплавов ВТ9 + ВТ18у толщиной 15 мм
133
обеспечивает получение качественных сварных соединений. С целью
повышения пластичности сварных соединений и снятия остаточных
напряжений сварные соединения необходимо подвергать высокотем-
пературному отжигу. Длительная прочность таких соединений при
500 °C находится на уровне прочности сварных соединений сплава
ВТ9 (ав = 540 МПа), а при 600 °C несколько ниже, чем у сварного
соединения сплава ВТ18у (ав =200 МПа).
СВАРКА МЕДНЫХ И МАГНИЕВЫХ СПЛАВОВ
Медные сплавы [71]. При изготовлении сварных узлов специального назначе-
ния из разноименных медных сплавов возникает необходимость соединения тонко-
стенных трубчатых элементов с толстостенными фланцами. В работе [71] изучались
оптимальные условия формирования шва при сварке различных медных сплавов.
Использовались образцы из сплавов МЗр, Л90, ЛС59-1 толщиной 1,5—2 и 10—
15 мм. Соединения получали методом автоматической дуговой сварки вольфрамо-
вым электродом без присадки с местной защитой в кольцевом потоке аргона.
К чистоте рабочих поверхностей узлов предъявляли высокие требования, под-
вергая их специальной подготовке — механической обработке с нанесением ме-
таллических покрытий.
Одним из недостатков формирования шва является неравномерность проплав-
ления кромок в различных сечениях по длине соединения. Как правило, проплав-
ление непрерывно увеличивается от начала к концу шва. Отмеченная особенность
связана с нестабильностью теплового состояния металла по длине соединения
(рис. 58, а). Для достижения стабильности теплового состояния по всей длине со-
единения возникла необходимость программирования сварочного режима по ско-
рости сварки или сварочному току. Программирование по скорости сварки ока-
залось более удобным в техническом отношении и позволило почти полностью вы-
ровнять тепловое поле в соединении (рис. 58, б).
При соединении металлов с большой теплопроводностью процесс сварки при-
ходится вести на режимах с повышенными значениями погонной энергии. Форми-
рование значительно перегретого и обладающего высокой жидкотекучестью металла
в этих условиях сопровождается получением такой конфигурации швов, которая
затрудняет возможность их последующей обработки: появляются боковые наплывы
по кромкам шва, образуется неблагоприятная форма линии сплавления шва с основ-
ным металлом, уменьшается полезное сечение швов. При сварке разнородных спла-
вов, различающихся теплофизическими характеристиками, швы получаются не-
симметричными.
Рис. 58. Распределение максимальных температур в околошовной зоне (а) и графики вы-
полнения сварки (S') при непрограммированном (/GB1, ©св1) и программированном (/св9?
(°Св2) процессах:
/, II, III — сечения; 6, 12, 18 мм — расстояния от шва
134
Таблица 16
Состав основного и присадочного металлов, мае. %
Марка металла Zn Zf Се La Cd Al Мп Примечание
ВМД8 1,58 0,06 0,3 — — Лист
МА2-1 1,06; — — — — 4,08 0,43'
ВМДЗ 2,87 0,63 — 0,89 1,43 — —
Св 1 2,09 0,5 3,21 — — — — Присадочная про-
Св 2 1,23 — — — — 5,75 0,37 волока
МА2-1 1,05 — — — — 4,79 0,35
ВМДЗ 2,91 0,53 — 0,71 1,61 — —
ВМДЗЛ 2,65 0,46 — 1,06 1,42 — —
Примечание. ВМДЗЛ — условное обозначение присадочной проволоки ВМДЗ
с повышенным содержанием лантана (0,9 —1,1 %).
В связи с этим необходимо изменять схему теплоотвода от металла периферий-
ных участков ванны с помощью специальных охлаждающих элементов (холодиль-
ников из стали, латуни, меди), подводимых к боковым поверхностям свариваемых
элементов. При сварке разнотолщинных элементов холодильники помещают со сто-
роны более тонкого элемента, обеспечивая плотное прижатие их к боковым поверх-
ностям образцов или устанавливая определенный технологический зазор. В случае
сварки торцовых соединений боковые наплывы по кромкам швов устраняются, форма
линии сплавления становится выпуклой в сторону основного металла. Применение
интенсивного теплоотвода позволяет получить клиновидную форму линии сплав-
ления шва с основным металлом (медные холодильники). Однако в условиях ин-
тенсивного теплоотвода и сварки на больших токах возникают дефекты формиро-
вания корня шва (пустоты, раковины). При сварке исследованных материалов на-
иболее благоприятным оказалось применение охлаждающих элементов из латуни
Л63. Изменение теплового состояния, помимо общего формирования швов, благо-
приятно отразилось и на структуре металла сварных соединений, сделав ее более
мелкозернистой.
Таблица 17
Результаты испытаний на склонность к образованию горячих трещин
при сварке
Свариваемые сплавы Присадочная проволока Склонность к образованию трещин (кресто- вая проба), % Критическая скорость деформа- ции А, мм/мин Место возникнове- ния трещины
ВМД8+ МА2-1 Св1 30 0,4 3. Т. В.
Св2 49 0,3 ВМД8
МА2-1 57 0,3
ВМД8 + ВМДЗ Св1 32 1,8 3. т. в.
ВМДЗ 52 1,0 ВМДЗ
ВМДЗЛ 26 2,0
ВМДЗ + МА2-1 Св1 37 1,0 3. т. в.
ВМДЗЛ 32 1,5 МА2-1
МА2-1 54 1,0
135
Таблица 18
Механические свойства сварных соединений *
Свариваемые сплавы Приса- дочная прово- лока «В’ МПа а0 Ударная вязкость, кДж/м2
шва околошовной зоны
ату ** ату ЛТу
ВМД8+ МА2-1 Св1 191 79 6,5 4,8 3 4,5
Св2 264 76 7,5 6,1 4,7 5,9
МА2-1 263 88 7,4 5,7 4,7 5,3
ВМД8 + ВМДЗ Св И 217 52 2,2 2,2 2,1 2,2
ВМДЗ 215 78 3,8 3,8 2,8 2,8
ВМДЗЛ 201 82 3,1 3,1 3,8 2,5
ВМДЗ+ МА2-1 Св1 205 77 6,3 4,9 2,4 4,7
МА2-1 261 83 7,5 6,1 2,8 5,8
ВМДЗЛ 213 82 3,7 3,2 2,6 5,6
* Приведены средние данные по результатам испытаний пяти образцов.
** Ударная вязкость околошовной зоны со стороны первого сплава в сочетании;
ату определено при ударном изгибе образца с трещиной.
Такая технология позволяет получать соединения с высокими механическими
характеристиками.
Магниевые сплавы. В работе [137] определяли возможность сварки разноимен-
ных деформируемых магниевых сплавов • ВМД8 + МА2-1, ВМД8+ВМДЗ и
ВМДЗ + МА2-1 при использовании различных присадочных проволок. Исследова-
ние проводили на листах толщиной 2 мм после отжига при температуре 260 °C
в течение 1 ч (табл. 16).
Сварку осуществляли на автомате АДСВ-2 с источником питания ИПК-350.
Склонность к образованию трещин определяли по крестовой и круговой пробе.
Механические свойства сварных соединений определяли на стандартных образцах
по ГОСТ 6996—66.
Результаты испытаний по крестовой пробе приведены в табл. 17. Наименьшей
склонностью к образованию горячих трещин обладает сочетание ВМД8 + ВМДЗ
при использовании присадочной проволоки ВМДЗЛ. Для сочетания ВМД8 +
+ МА2-1 максимальной склонностью к образованию трещин обладает присадочная
проволока МА2-1. Применение присадочной проволоки СВ1 позволяет снизить этот
показатель до 30 %.
Наименьшими значениями прочности и ударной вязкости обладают сварные
соединения ВМД8+ МА2-1 при использовании присадочной проволоки Св1. При-
менение для этого сочетания присадок Св2 и МА2-1 повышает эти свойства. Для со-
четания ВМД8 + ВМДЗ наименьшие пластические свойства наблюдаются при
использовании присадочной проволоки Св1. Прочностные свойства соединений, вы-
полненных присадочными проволоками Св1, ВМДЗ и ВМДЗЛ, находятся на одном
уровне. Повышение содержания лантана в проволоке ВМДЗЛ незначительно сни-
жает ударную вязкость. Для ВМД8+МА2-1 наилучшие механические свойства
обеспечивает присадочная проволока Св2; для ВМД8 + ВМДЗ и ВМДЗ + МА2-1 —
присадочная проволока ВМДЗЛ (табл. 18).
ГЛАВА IV
Сварка сплавов разных основ
СВАРКА СТАЛЕЙ С МЕДЬЮ И ЕЕ СПЛАВАМИ
При изготовлении испарителей, эжекторов, фурм доменных пе-
чей и конвертеров, кристаллизаторов, химической аппаратуры,
электровакуумных приборов и во многих других случаях возникает
необходимость соединения сталей различных классов с медью и ее
сплавами —латунью, бронзой.
По вопросам сварки сталей с медью и ее сплавами опубликовано
довольно большое количество работ [123, 145, 181, 185 и др.]. Это
объясняется прежде всего разнообразием и трудностью задач, кото-
рые приходится решать в каждом конкретном случае. Помимо непо-
средственной сварки медных деталей со стальными, в целях эконо-
мии цветных металлов целесообразна наплавка меди, бронзы или
латуни на стальные поверхности. В промышленности используют
также стали, плакированные медью и ее сплавами, например биме-
талл сталь—латунь, в котором высокая прочность и достаточная
пластичность сочетаются с коррозионной стойкостью, хорошей тепло-
проводностью и электропроводностью, высокими антифрикционными
свойствами. Эти биметаллы могут подвергаться самым различным
технологическим операциям —штамповке, гибке, сварке и др.
Из диаграммы состояния бинарной системы железо—медь сле-
дует, что железо с медью сплавляется во всех соотношениях. При
этом максимальная растворимость меди в 6-железе составляет 6,5 %,
в у-железе 8 %, в а-железе 1,4 % при 850 °C. Медь растворяет в себе
железо в следующих количествах: при температуре 1094 °C 4 %;
при 650 °C 0,2 %. Рассмотрим характерные особенности взаимодей-
ствия этих двух металлов. При наплавке меди на аустенитную сталь
12Х18Н9Т и их сварке наблюдается проникание меди в сталь. Нали-
чие ферритной фазы в стали уменьшает проникание в нее меди, а со-
держание феррита более 30 % в аустенитно-ферритной стали — пол-
ностью устраняет. Предварительный подогрев стали 12Х18Н9Т до
температуры 800 °C вызывает выделение ферритной фазы. Проникание
меди при этом снижается [6, 7].
Была высказана следующая гипотеза [7 ]: трещины при наплавке
меди на сталь образуются в результате совместного действия жидкой
меди, проникающей в микронадрывы, которые возникают при кри-
сталлизации матричной фазы —стали (эффект Ребиндера), и терми-
ческих напряжений растяжения. Необходимым условием возникнове-
ния этого эффекта является смачивание стенок капилляра. Из двух
фаз, присутствующих в рассматриваемых сталях, жидкая медь сма-
чивает аустенит (у-фазу) и не смачивает феррит (a-фазу). Определено,
что расклинивающее давление жидкой меди на сталь равно ~25 МПа.
Проникание меди в сталь на глубину от нескольких микрометров
до нескольких десятков миллиметров при наплавке, сварке и пайке
137
Рис. 59. Сопротивление усталости биметаллических
образцов
отмечено в работах [16,35,128 и др. ].
При этом допустимая глубина прони-
кания, не влияющая на механиче-
ские свойства стали, ограничивается
0,3—0,5 мм. Считают, что на прони-
кание меди в сталь при наплавке,
сварке, пайке оказывают влияние
следующие факторы: время контак-
тирования расплавленной меди со
сталью, с увеличением которого
увеличивается глубина проникания;
напряженное состояние металла при
наплавке, сварке и пайке; структур-
ное состояние, химический состав
стали.
В работе [16] показано, что проникание сплава МНЖКТ5-1-
-0,2-0,2 в сталь 20, СтЗсп и т. п. на глубину 0,8 мм практически не
влияет на статическую и циклическую прочность биметаллических
образцов. В то же время при наплавке оловянной бронзы на сталь
глубина проникания 2—13 мм существенно снижает временное со-
противление и сопротивление усталости биметалла [39, 164].
При исследовании влияния проникания медного сплава в сталь
толщиной 30 мм с (Ув = 900 4-1000 МПа на свойства биметаллических
образцов в качестве наплавляемого металла применяли проволоку
из сплава МНЖКТ5-1-0,2-0,2 диаметром 2 мм. Наплавку выполняли
сжатой дугой на обратной полярности с токоведущей присадочной
проволокой на режиме: ток в цепи вольфрамовый электрод — изде-
лие 200—220 А, в цепи вольфрамовый электрод — присадочная про-
волока 80—100 А, амплитуда колебаний сварочной головки 20 мм, ча-
стота колебаний 35—40 в минуту, скорость наплавки 6—7 м/ч. На-
плавка сжатой дугой была выбрана потому, что она обеспечивает
отсутствие включений железа и кристаллизационных прослоек в на-
плавленном металле, что может иметь место при других способах
наплавки, когда происходит расплавление стали.
Установлено, что проникание медного сплава в высокопрочную
сталь на глубину 1,2 мм практически не сказывается на статической
и циклической прочности при растяжении, статическом и ударном
изгибе биметаллических образцов, а также на прочности сцепления
наплавленного металла со сталью. В качестве примера на рис. 59
приведены результаты испытания на установке ГРМ-1 при пульси-
рующем растяжении с частотой 400—600 циклов в минуту.
Сварка и наплавка трением. Возможность получения качествен-
ного соединения меди и медно-никелевого сплава с различными угле-
родистыми сталями показана в работе [177]. Для сварки трением
меди МЗр, М2, медно-никелевого сплава МН95-5 (95 % Си, 5 % Ni)
со сталями 20, 45 и 60 использовали серийное оборудование (МСТ-31,
МСТ-23, МСТ-2001).
138
Таблица 19
Режимы сварки трением
Свариваемые сплавы Диаметры свариваемых заготовок, мм Рн Рпр Место разрушения
м: Па
М2 + сталь 45 25+ 25 182 262 Основной металл
М2 + сталь 45 40+40 168 257 Частично стык
М2 + сталь 45 25+ 40 — 212 Стык
МН95-5 + сталь 60 20+ 20 — 230 Основной металл
Один из основных параметров, определяющих качество сварного
соединения, — максимальная температура в стыке. Последняя за-
висит от скорости скольжения и состава свариваемых металлов. Так,
при сварке трением стали 20 с той же сталью максимальная темпера-
тура составляет ~1200 °C, при сварке стали с медью ~700—800 °C
и при сварке меди с медью ~400 °C. Во всех^случаях максимальная
температура в стыке ниже температуры плавления более легкоплав-
кого металла. Увеличение скорости вращения приводит не только
к повышению максимальной температуры в стыке, но и к возрастанию
градиента температур.
При отработке режимов сварки цилиндрических образцов различ-
ных диаметров удалось получить соединения с механическими свой-
ствами, соответствующими свойствам отожженной меди (табл. 19).
Для получения стабильного качества режимы сварки (давление
при нагреве рн, время нагрева и давление проковки рпр) варьиро-
вали в широких пределах. Металлографические исследования пока-
зали, что образование соединения происходит за счет совместного
перемешивания поверхностных слоев меди и стали.
Контактная сварка. Сварку стали 10 с латунью Л63 выполняли
на контактных машинах МТПК-251 и КТ-801. Стальные образцы
(толщиной 1,2—1,6 мм) перед сваркой обезжиривали, а латунные
(толщиной 1,2—1,6 мм) механически зачищали.
При сварке меди и ее сплавов требуются определенные техноло-
гические приемы, обеспечивающие высокую концентрацию теплоты
в месте контакта деталей [128]. Один из этих приемов — установка
теплового экрана, например молибденовой пластины толщиной
0,6 мм, между латунным листом и медным электродом для создания
необходимой концентрации теплоты в месте контакта деталей, при
этом рост ядра точки ускоряется примерно на 20 %.
Образцы, выполненные точечной сваркой с помощью молибдено-
вого экрана, при испытании на разрыв во всех случаях разрушались
с вырывом точки из латунной или стальной пластины, что свидетель-
ствует об удовлетворительном качестве сварного соединения.
Сварка взрывом. Изучены строение и свойства биметалла сталь
16ГС + медь М1б, полученного сваркой взрывом [161]; толщина
плакирующего слоя составляла 4—10 мм. Для назначения оптималь-
139
ных режимов последующей (после сварки) горячей прокатки для
листов заданных размеров необходимо знать закономерности измене-
ния строения и физико-механических свойств при нагреве биметалли-
ческих заготовок в процессе сварки взрывом. Образцы для испытаний
вырезали из различных участков по длине и ширине двухслойной
заготовки.
При изучении строения биметалла при температуре 20 °C установ-
лено наличие плотного соединения слоев биметалла (лишь в 3 %
образцов были обнаружены поры и микротрещины в зоне сварки).
Предел* прочности при срезе составлял 153—310 МПа, при отрыве
234—342 МПа; более 80 % образцов выдержали испытания на изгиб,
пластические свойства биметалла после сварки низкие (б = 8,0 -ь
17,5 %). Металлографическое исследование образцов выявило
типичную для сварки взрывом картину на контактирующих поверх-
ностях: волнообразная граница раздела слоев с отдельными участ-
ками, где движение металла в момент сварки носило турбулентный
характер [161].
Микрорентгеноспектральный анализ показал, что в зонах пере-
мешивания, расположенных во впадинах волн, содержится 40—50 %
Си и 45—55 % Fe, а в зонах, расположенных на гребнях волн, 55—
65 % Си и 30—40 % Fe. Поскольку взаимная растворимость меди
и железа в твердом состоянии в равновесных условиях невелика, об-
разование фазы, содержащей столь значительные количества железа
и меди, возможно лишь при расплавлении соприкасающихся при
взрыве участков и последующей их закалке за счет высокой скорости
теплоотвода [38].
Одночасовой отжиг при температуре 700 или 900 °C приводит
к росту относительного удлинения до 25 % при соответственном
снижении временного сопротивления до 380—420 МПа. При этом
уменьшаются различия в свойствах образцов, вырезанных из раз-
ных зон двухслойной заготовки. Изменение свойств биметалла после
отжига связано с развитием рекристаллизации как в основном, так
и в плакирующем слоях. В стали и меди обнаружены участки рекри-
сталлизованных зерен, пластически деформированные зоны и участки
с равновесной структурой.
Диффузионная сварка. Одним из наиболее перспективных спо-
собов соединения разнородных металлов давлением является диффу-
зионная сварка в вакууме, которая обеспечивает получение вакуум-
но-плотных, термостойких, вибропрочных сварных соединений при
сохранении высокой точности геометрических размеров и форм из-
делий (табл. 20) [58].
Микроструктурный анализ соединений, сваренных по разрабо-
танным оптимальным режимам, показал отсутствие непроваров,
микротрещин и других внутренних дефектов.
Сварка плавлением. Коррозионно-стойкая сталь типа 18-8 с одно-
фазной аустенитной структурой при наплавке на нее меди и сплавов
на медной основе обладает повышенной склонностью к образованию
макротрещин [6, 7], чему способствует проявление так называемого
адеорбционно-расклинивающего эффекта. Для устранения появле-
140
Таблица 20
Режимы диффузионной сварки меди со сталью
Свариваемые сплавы т, °C р. МПа t, мин Вакуум, мПа ав, МПа
Медь М16 + сталь Э 650 16 40 0,080 140
700 12 30 0,266 150
Медь М16 + сталь 12Х18Н9Т 650 16 40 0,106 190
700 12 40 0,266 190
ния трещин рекомендуется предварительно наплавлять на сталь
подслой аустенитно-ферритного металла или применять промежуточ-
ную вставку [128]. Кроме этих вариантов, в работах [1, 2] описаны
эксперименты по непосредственной сварке стали с медью.
В связи с необходимостью расширения области применения
сварных соединений стали с медью и ее сплавами, в частности при
изготовлении изделий, работающих в условиях циклического нагру-
жения, проведены исследования прочности таких соединений [2].
Проводили сравнительную оценку циклической прочности разнород-
ных сварных соединений стали 12Х18Н10Т, содержащей 2,5 % фер-
ритной фазы, с медно-никелевым сплавом МНЖ5-1 и с медью МЗр.
На торцы стальных пластин толщиной 10 мм аустенитно-ферритной
проволокой 08Х19Н9Ф2С2 предварительно наплавляли три слоя
(каждый толщиной 1,5—2,5 мм). Наплавленные поверхности подвер-
гали механической обработке для подготовки V-образных кромок
к сварке. При этом следили за тем, чтобы в процессе механической
обработки не был удален третий наплавленный слой. Сварку необ-
ходимо производить по этому третьему слою. Другие пластины под-
готовляли к сварке без предварительной наплавки торцов. Затем
производили аргонодуговую сварку стальных пластин с пластинами
из сплава МНЖ5-1 и медью присадочной проволокой из сплава
МНЖКТ5-1-0,2-0,2.
Результаты испытания образцов на усталость при циклическом
растяжении, выполненном на вибраторе в условиях постоянства ам-
плитуды нагрузок, представлены на рис. 60 [2]. Циклическая проч-
ность (на базе 2* 105 циклов нагружений) сварных соединений меди
МЗр и сплава МНЖ5-1 со сталью, выполненных без предварительной
наплавки, такая же, как прочность сварных соединений сплава
МНЖ5-1 со сплавом МНЖ5-1 и меди с медью.
Предварительная наглазка кромок аустенитной стали аустенит-
но-ферритными сварочными материалами не повышает циклической
прочности сварных соединений меди и сплава МНЖ5-1 со сталью.
Результаты исследований позволили рекомендовать применение непо-
средственной аргонодуговой сварки соединений меди МЗр и сплава
МНЖ5-1 со сталью 12Х18Н10Т с использованием проволоки
МНЖКТ5-1-0,2-0,2 даже в тех случаях, когда сваренные изделия ра-
ботают в условиях повторно-переменного (циклического) нагруже-
ния.
141
Рис. 60. Кривые усталости сварных соеди-
нений:
1 — сплав МНЖ5-1 со сталью 08Х18Н10Т
без предварительной наплавки; 2 — то же,
с предварительной наплавкой; 3 — медь
МЗр со сталью 08Х18Н10Т без предвари-
тельной наплавки; 4 — то же, с предвари-
тельной наплавкой
Рис. 61. Угловой шов стыково-
го соединения сплава БрХ1 со
сталью
Аргонодуговую сварку неплавящимся электродом применяют
главным образом для соединения деталешнебольших толщин. Медь
со сталью больших толщин сваривают вручную угольным или метал-
лическим электродом. Сварное соединение надежно при небольшом
проплавлении стали и, следовательно, малом содержании железа в ме-
талле шва. Это достигается путем соответствующего регулирования
нагрева и плавления меди и стали: теплоту дуги концентрируют на
меди, а сталь разогревается и оплавляется благодаря теплоте, посту-
пающей от ванны расплавленного металла. На основании этого прин-
ципа разработана технология автоматической сварки под флюсом
меди со сталью больших толщин металлическим электродом без
предварительного подогрева [50].
Образцы из меди М2 со сталью СтЗ толщиной 18 мм (стыковое
соединение) и сплава БрХ1 толщиной 30 мм со сталью СтЗ толщиной
40 мм (угловой шов стыкового соединения) сваривали за один про-
ход электродной проволокой БрХ1 диаметром 5 мм под флюсом
АН-26. Режимы выбирали из условия сквозного проплавления меди
в соответствии с режимами сварки меди тех же толщин. Опытным
путем установлено, что для получения качественного соединения
меди со сталью электрод в процессе сварки должен быть смещен от
линии стыка в сторону меди на величину, равную половине толщины
свариваемых заготовок. Меньшее смещение приводит к заметному
оплавлению стали, большее — к неполному провару. Сварку можно
выполнять как с разделкой кромок со стороны стали, так и без раз-
делки. На качество сварки существенно влияет зазор между свари-
ваемыми образцами, который не должен превышать 1—1,5 мм,
в противном случае образуется непровар.
142
Таблица 21
Механические свойства сварных соединений меди со сталью
Свариваемые сплавы Толщина, мм ат °в б ф
МПа %
БрХ1 + СтЗ 30+40 127 262 24,7 71,9
М2 + СтЗ 18 103 254 27,0 76,3
БрХ1 30 99 211 54,5 80,9
М2 18 85 219 51,9 84,6
Сварку под флюсом стыковых соединений меди со сталью выпол-
няют на флюсовой подушке, угловых швов — на графитовой или
остающейся стальной подкладке. Для предотвращения вытекания
жидкого металла при сварке угловых швов устанавливают формиру-
ющие графитовые блоки со стороны меди. Используют то же обору-
дование, что и для сварки толстолистовой меди под флюсом (рис. 61).
По данным химического анализа, в металле шва содержится до
2,3 % Fe, которое распределено в виде дисперсных включений по
сечению шва.
Разрыв образцов происходит обычно по меди, что свидетельствует
о высокой прочности зоны сплавления (для сравнения в табл. 21
даны также механические свойства используемых меди и бронзы в со-
стоянии поставки). Повышение прочности сварного соединения по
сравнению с основным металлом объясняется наличием железа в ме-
талле шва.
Другим способом соединения меди со сталью является электрон-
но-лучевая сварка. Особенности формирования структуры и механи-
ческие свойства сварных соединений меди М1б с низкоуглеродистой
сталью 20 изучены применительно к наконечникам фурм кислород-
ных конвертеров [162, 189]. Режимы электронно-лучевой сварки
(универсальная установка ЖЭЛС-5) выбирали, исходя из заданной
глубины проплавления для каждого типоразмера наконечников фурм
кислородных конвертеров вместимостью 100—350 т. Исследовали
плоские и кольцевые образцы. Плоские образцы подвергали механи-
ческим испытаниям, кольцевые — гидравлическим под давлением
2,5 МПа. Установлена целесообразность двух проходов, поскольку
в процессе сварки обнаружено явление смещения электронного пучка
на сталь в случае установки его на медь (скачки электронного пучка).
За основу был взят вариант, когда первым проходом достигается
заданная глубина провара, вторым — при расфокусированном
на 10 % луче обеспечивается необходимая плотность шва (заливание,
«залечивание» жидкой медью микротрещин в стали).
Для устранения кристаллизационных трещин, а также избежа-
ния необходимости в двух проходах сварки в сварочную ванну до-
бавляли различные количества алюминия. В стык помещали фольгу
из алюминия с таким расчетом, чтобы на 1 мм длины шва поступало
143
Таблица 22
Свойства сварных соединений меди М1б со сталью 20,
выполненных электронно-лучевой сваркой
Положение пятна нагрева относительно центра стыка ов, МПа ан, кДж/м2 а°
Надрез в центре шва Надрез в околошовной зоне со стороны
меди стали
Смещено на 0,5 мм в сторону 195 760 1300 1140 180
меди По центру стыка 133 480 1040 1080 91
Смещено на 1 мм стали в сторону 120 500 100 390 180
По центру стыка нием алюминия) (с добавле- 276 1940 770 1250 180
0,01 г алюминия. Сварные соединения меди с низкоуглеродистой
сталью, выполненные электронно-лучевой сваркой, имеют более
высокие показатели механических свойств в присутствии в шве алю-
миния по сравнению с соответствующими характеристиками без алю-
миния (табл. 22, нижняя строка).
Введение в сварочную ванну алюминия благоприятно сказы-
вается на структуре металла шва и околошовной зоны.
Вопросы плазменной наплавки меди и ее сплавов на сталь из-
учены в работе [123].
Рассмотрим теперь сварку плавлением конструкционного биме-
талла сталь + медь и ее сплавы. Конструкционный биметалл
сталь + медь и ее сплавы различной толщины перспективен благо-
даря сочетанию высокой коррозионной стойкости плакирующего слоя
из меди (или ее сплавов) и прочности (и жесткости) стальной основы.
Такой биметалл используют для трубных решеток и корпусов аппа-
ратов, цистерн в производстве синтетического каучука, смол, для
хранения и перевозки различных агрессивных сред, в целлюлозно-
бумажной промышленности и др.
Свариваемость биметаллов сталь + латунь Л90, сталь + бронза
БрОЦ4-3, сталь + медь МЗр изучена в работе [12]. Получение та-
ких биметаллов, в частности сталь + латунь, горячим или холод-
ным плакированием связано со значительными технологическими
трудностями, требует наличия уникального оборудования, позволя-
ющего получать обжатия до 70 % за проход [27]. Наиболее целесо-
образен для изготовления биметалла сталь + латунь комбиниро-
ванный способ, когда прокатке предшествует сварка взрывом. Для
изготовления биметалла сталь 10 + медь в качестве плакирующего
слоя применяли медь МЗр с повышенной "чистотой по кислороду.
Бронза БрОЦ4-3 и латунь Л90 выбраны вследствие их высоких тех-
нологических свойств, обеспечивающих возможность получения би-
металла сталь + бронза, сталь + латунь (табл. 23).
144
Таблица 23
Механические свойства биметалла и его составляющих
Свариваемые сплавы (Ув, МПа ан, кДж/м2
Сталь 10 + МЗр Стальной слой Плакирующий слой Биметалл 426 228 310 800—900 850
Сталь 10 + БрОЦ4-3 Стальной слой Плакирующий слой Биметалл 353 348 378 1010 1160
Сталь 10 + Л90 Стальной слой Плакирующий слой Биметалл 562 277 330 830 1980
Примечание. Угол изгиба и в сторону плакирующего, и в сторону основного
слоя составлял 180е.
Основные затруднения, возникающие при сварке биметалла,
как и при сварке меди и ее сплавов, обусловлены значительным срод-
ством меди к кислороду, склонностью меди к пористости, охрупчи-
ванию в результате появления хрупкой эвтектики (Си + Си2О),
а также высокой теплопроводностью меди и ее сплавов. При сварке
биметалла толщиной 10 мм необходимо применять несимметричную
Х-образную разделку кромок с углом скоса 30—35°. Высокое каче-
ство сварного соединения обеспечивает автоматическая сварка под
флюсом электродной проволокой диаметром 2 мм, имеющей тот же
состав, что и основной металл (табл. 24).
Таблица 24
Способы сварки биметаллов сталь -[- медь и ее сплавы
Металл Сварка Электрод или флюс Проволока
Основной слой (сталь) Ручная ЦМ-7 Св-08
УОНИ-13/45 Св-08
АНО-4 Св-08
«Комсомолец-100» М3, МЗр
Плакирующий слой МЗр Автоматическая АН-26 МЗр
Плакирующий слой Л90 Ручная Покрытие ЗТ БрОЦ4-3
Автоматическая АН-348 Л90
145
Рис. 62. Подготовка кромок стыковых соединений с V-образной (а), К-образной (б) раз-
делкой и тавровых соединений (в):
/ — стальная пластина; 2 — стальной элемент; 3 — медная пластина
При соответствующем режиме сварки можно получить плотные
швы без заметного перемешивания разнородного металла шва. Меха-
нические свойства сварных соединений биметаллов следующие (сред-
ние значения). Для биметалла сталь 10 + БрОЦ4-3: ов = 360 МПа;
ан = 940 кДж/м2; сталь 10 + МЗр: ов = 310 МПа, ан = 830 кДж/м2;
сталь 10 + Л90: сгв = 330 МПа; ан = 660 кДж/м2. Разрушение при
разрыве го всех случаях происходило по основному металлу. Угол
изгиба как в сторону основного слоя, так и в сторону плакирующего
слоя 180°.
Конструкционный биметалл сталь + медь может быть применен
также в виде соединительного элемента (переходника) при сварке
стали с медью и ее сплавами. При этом сталь приваривается к основ-
ному слою биметалла (стали), а медь или ее сплавы — к плакирую-
щему слою.
Особенности дуговой сварки меди со сталью через биметалли-
ческий переходник, полученный сваркой взрывом, описаны в ра-
боте [80]. Исследования проводили применительно к стыковым и
тавровым соединениям меди марки М1б (ГОСТ 859—78) со сталью
СтЗ (ГОСТ 380—71). В зависимости от толщины металла кромки со
стороны стали имели V- и /С-образную разделку с углом скоса 4 5—
60° (рис. 62). Сталь сваривали полуавтоматами А-547У, А-537 в угле-
кислом газе на постоянном токе обратной полярности с использова-
нием проволоки Св-08Г2С (ГОСТ 2246—70) диаметром 1,2 и 1,6 мм
для металла толщиной 6—8 и 10—16 мм соответственно. Режим свар-
ки изменяли в следующих пределах: для проволоки диаметром 1,2 мм
/св = 1004-300 А, i/д = 18 4-26 В; для проволоки диаметром 1,6 мм
/св = 200^-350 А, t/д = 24-4-32 В. Структуру и свойства биметалли-
ческих соединений меди со сталью исследовали в исходном состоянии
и после дуговой сварки. Испытания биметалла -на отрыв плакирую-
щего слоя проводили по методике работы [38]. Механические испы-
тания соединений проводили на стандартных образцах типа МИ-12-1
и^МИ-45-II (ГОСТ 6996—66). Особое внимание уделяли выбору
146
Рис. 63. Зависимость временного сопротивле-
ния и ударной вязкости сварных биметалличе-
ских образцов из меди и стали от толщины
стального элемента переходника
оптимальной толщины стального
элемента переходника.
Одно из основных требований,
предъявляемых к биметаллу, —
высокая прочность в исходном со-
стоянии и сохранение работоспо-
собности как при воздействии тер-
мического цикла сварки, так и
в условиях работы соединения при
повышенной температуре. Резуль-
таты механических испытаний биметаллических образцов показали,
что независимо от толщины стального элемента средняя прочность на
отрыв плакирующего слоя в исходном состоянии составляет 280—
290 МПа. Последующая термическая обработка при температуре
выше 750 °C и выдержке более 15 мин снижает прочность биметалла
на отрыв плакирующего слоя до 210 МПа. Кратковременная вы-
держка (до 5 мин) при высокой температуре, как и длительная вы-
держка при температуре ниже 250 °C, на прочность биметалла прак-
тически не влияет.
Металлографическими исследованиями установлено, что вдоль
границы раздела существует переходная зона из меди и железа,
ширина которой на отдельных участках достигает 150 мкм. В пере-
ходной зоне содержится 20—30 % Си. Характер изменения твердости
участков вблизи переходной зоны соединения меди со сталью в ис-
ходном состоянии и после термической обработки подтверждает, что
поверхностные слои свариваемых металлов в процессе их соударения
упрочняются. При нагреве образцов до температуры 750 °C и выдерж-
ке 30 мин в меди и стали происходит рекристаллизация. Однако
взаимной диффузии металлов при нагреве в таких температурно-
временных условиях не обнаружено. Нагрев до температуры 950 °C
при выдержке 30 мин снижает твердость металла вблизи переходной
зоны до исходной. В этом случае имеет место диффузия меди в сталь
на глубину 15—20 мкм от границы раздела металлов. Для сохране-
ния высокой прочности исследуемого соединения длительность на-
грева переходной зоны медь + сталь при высокой температуре
(свыше 900 °C) не должна превышать 5 мин.
При дуговой сварке исследуемого биметалла со сталью его пере-
ходная зона нагревается до различной температуры. Структура
и свойства сварных соединений в данном случае зависят от толщины
b стального элемента 2 медной пластины 3 (рис. 62), режима и тех-
ники сварки. При толщине стального элемента 1—1,5 мм /св = 200-н
-т-300 А, [7в = 22 4-26 В, в отдельных участках сталь полностью про-
плавляется, что приводит к образованию участка меди со сталью,
а иногда и к локальному расслоению биметалла. Качественное фор-
мирование швов и высокие свойства соединений достигнуты при
147
использовании биметалла с толщиной стальной основы переходника
2,5—3 мм. Временное сопротивление образцов сварных биметалличе-
ских соединений при b 2,5 мм соответствует данному показателю
для меди М1б. Характер изменения ударной вязкости образцов свар-
ных соединений с увеличением толщины стальной основы аналогичен
кривой о*в = /{&). При b = 1 -Н,5мм ударная вязкость низкая с боль-
шим разбросом показаний. При b 2,5 мм 400 4-50(\ кДж/м2
(рис. 63). Для рассматриваемых случаев рекомендуется минимальная
толщина стального элемента переходника не менее 2,5 мм, а макси-
мальная — в пределах 3—5 мм в зависимости от технологических
возможностей обработки взрывом [80].
Достаточный прогрев медной части соединения обеспечивается
благодаря ее высокой теплопроводности. Сварку стыковых соедине-
ний металла толщиной 6—8 мм следует выполнять в два-три прохода
с У-образной разделкой кромок со стороны стали. Зазор между кром-
ками должен составлять 0,5—1 мм. При выполнении корневого шва
ось электрода следует смещать в сторону стальной основы переход-
ника.
Сварку металла толщиной 10 мм предпочтительнее выполнять
с двух сторон с /С-образной разделкой со стороны стали и притупле-
нием не более 1,5 мм при зазоре 0,5-—1 мм. Для угловых соединений
металла толщиной 6—12 мм применимы V- и /С-образные разделки
кромок.
СВАРКА ТИТАНА И ЕГО СПЛАВОВ
С ДРУГИМИ МЕТАЛЛАМИ
Титан хорошо сваривается с небольшим числом металлов (цир-
конием, гафнием, ниобием, танталом и ванадием) в связи с их не-
ограниченной взаимной растворимостью.
Сварка титана и его сплавов с такими широко распространенными
конструкционными металлами, как стали и никелевые сплавы,
алюминиевые и медные сплавы, затруднена в связи с большими
различиями в кристаллохимических и физических свойствах и со
сложностью ограничения процессов взаимной диффузии, приводя-
щих к развитию химической неоднородности и появлению хрупких
промежуточных фаз и соединений. Путем разработки особых техно-
логических приемов, подбора оптимальных режимов сварки и тер-
мообработки удается преодолеть возникающие затруднения и полу-
чать работоспособные соединения титана с коррозионно-стойкими
сталями, медными и алюминиевыми сплавами [61, 93, 128, 196].
Значительно более благоприятные условия создаются для соеди-
нения титана с указанными конструкционными металлами при
сварке давлением, при которой существенно снижается высокотем-
пературное воздействие на металлы, характерное для большинства
способов сварки плавлением. В настоящее время для соединения
титана с другими конструкционными металлами успешно применяют
прокатку, прессование, сварку взрывом, трением, диффузионную,
холодную, магнитно-импульсную, ультразвуковую и др.
148
Сварка титана со сталью. Титан и железо имеют существенные
различия в физических свойствах и кристаллическом строении
(см. табл. 1). Низкотемпературная модификация титана (а) имеет
гексагональную решетку с параметром (2,95 4-4,75)-10"10 м; высоко-
температурная модификация титана ((3) имеет кубическую объемно-
центрированную решетку с параметрами 3,32-10“10 м. а-железо
имеет кубическую объемноцентрированную решетку с параметром
2,6-10~10 м и у-железо — кубическую гранецентрированную решетку
с параметром^,56-10"10 м.Дитан с железом образуют систему с огра-
ниченной растворимостью^и эвтектоидным распадом (3-фазы.
В системе/fi—Ре^имеются химические соединения TiFe и TiFe2,
Ti2Fe и три эвтектики: (3 + TiFe, TiFe + TiFe2, TiFe2 + ос, кристал-
лизующиеся при температурах 1100, 1280 и 1298 °C и содержащие
32, 62,5 и 82,5 % Fe соответственно.
Предельная растворимость титана в железе при температуре
1200 °C равна 12 %, при 1100 °C —8,5%, при 1000 °C —7,5%,
при 900 °C — 5 %, при 300 °C — 4 % и при 500 °C — 2,5 %. Раство-
римость железа в а-титане не превышает 0,5 мае. % при 615 °C,
при 20 °C находится в пределах 0,05—0,1 %.
При затвердевании в структуре сплавов титана с железом уже
при концентрации железа более 0,1 % образуются интерметалличе-
ские соединения TiFe и TiFe2. Наличие интерметаллидов в сплаве
титана с железом значительно повышает прочность металла и резко
снижает его пластичность.
Аналогичные диаграммы состояния титан образует с никелем
и другими легирующими элементами стали. Ввиду этого при сварке
титана со сталью применяют технологический прием, при котором
между свариваемыми металлами помещают прокладки (или вставки)
из других металлов, не образующих при взаимодействии в области
высоких температур хрупких фаз. Такие прокладки могут быть
из одного металла либо представлять собой набор из нескольких
металлов или специальных сплавов. В связи с высокой активностью
титана при взаимодействии с газами соединение его со сталью свар-
кой давлением осуществляют в защитных средах, инертных газах,
жидких средах или вакууме.
Контактную и ультразвуковую сварку листовых титана и стали
производят с применением промежуточных прокладок из алюминия,
серебра, никеля, молибдена, ванадия, ниобия. Необходимо выбирать
такие режимы сварки, когда не наблюдается подплавление поверх-
ностей титана и стали. Наилучшие результаты получены при ультра-
звуковой сварке через слой серебра, а при контактной — через
слой ниобия.
Клинопрессовую сварку титанового сплава со сталью 12Х18Н9Т
выполняют через прокладку из алюминия или меди [72]. При этом
конец стальной детали затачивают на конус (15—20°), а в детали
из титанового сплава предварительно выполняют гнездо аналогичной
формы. Детали сваривают в среде аргона с нагревом до 450 °C при
прослойке алюминия или до 850 °C при прослойке меди. Биметалли-
ческие переходники 12Х18Н9Т + ОТ4, сваренные через алюминие-
149
вую или медную прокладку толщиной 0,1—0,2 мм, имеют прочность
сварного соединения выше прочности их стальной части, что объяс-
няется наличием развитой площади контакта. Результаты исследова-
ния холодной сварки проволоки диаметром 3 мм из титана ВТ 1-0
и стали 12Х18Н9Т представлены в работе [93]. Были получены
сварные соединения с ав = 500-4-600 МПа и 6 = 8-М5 %.
Электронографическим исследованием торцов сварных образцов
после разрушения обнаружена фаза TiFe, что объясняется повы-
шением температуры в тонких слоях металла вблизи границы раз-
дела в процессе пластической деформации.
Если полученное клинопрессовой сваркой соединение нагревать
до 800 °C в течение 1—3 мин, то это может привести к хрупкому
разрушению сварного соединения.
Сварку взрывом титана со сталью осуществляли по трем вариан-
там: без прокладок, с одной и с двумя прокладками (из ниобия и
меди). В процессе соударения возможно расплавление поверхност-
ных слоев металлов, а также отрыв и перемешивание участков ме-
талла в самых различных соотношениях, образование интерметалли-
ческих соединений TiFe и TiFe2. Одновременно встречаются участки
с бездиффузионной^зоной перехода, а в местах, где происходило
расплавление, обнаруживаются трещины. При последующем отжиге
происходит дальнейшее образование интерметаллических соедине-
ний, выделение карбидов титана и возможно образование пор в кон-
тактной зоне.
В зависимости от назначения сварных узлов при сварке взрывом
применяют одинарные прокладки из серебра, никеля, меди, ванадия,
ниобия, железа и сплавов из тугоплавких металлов. С целью умень-
шения возможности образования хрупких соединений на границе
раздела предлагают прокладку железа выбирать с содержанием
углерода не более 0,02 % [10]. Часто в качестве промежуточных
прокладок применяют ванадий или ниобий (тантал) со стороны
титана и медь со стороны стали.
Закономерность изменения механических свойств соединения
ОТ4 + ниобий + медный сплав + сталь 12Х18Н10Т исследовали
в зависимости от толщины медного сплава (0,1—1,5 мм). С умень-
шением толщины медного слоя прочность соединения возрастает и
достигает предельного значения при толщине слоя меди менее 0,1 мм.
Нагрев до температуры 800 °C не изменяет характера разрушения,,
но снижает прочность соединения, так как полностью устраняет
эффект упрочнения металлов, который возникает в результате взрыв-
ного нагружения. Испытания на разрыв в диапазоне температур
от 300 до —269 °C позволяют утверждать, что такие соединения
могут работать в условиях низких температур. Во всем диапазоне
температур происходит вязкое разрушение образцов по слою меди.
Результаты испытаний полученных сваркой давлением соедине-
ний титановых сплавов ВТ6С, ОТ4, ВТ14, АТ2 со сталью 12Х18Н10Т
с прокладками (ниобий—медь) показали, что соединения обладают
высоким временным сопротивлением (до 560 МПа), достаточной
ударной вязкостью (до 500 кДж/м2), сопротивлением усталости и
150
удовлетворительной пластичностью [21 ]. Эти свойства можно варьи-
ровать в широких пределах изменением толщины медной прокладки.
Отжиг при температуре 900—1000 °C в течение 3—5 ч практически
не изменяет прочностные характеристики соединения.
Диффузионная сварка титана непосредственно со сталью иссле-
дована в работе [12]. Наибольшую прочность имеют соединения,
в которых ширина слоя интерметаллидов TiFe не превышает 3—5 мкм,
а переходная зона характеризуется a-твердым раствором железа
в титане с определенной степенью насыщения (микротвердость не
более 3000 МПа). При испытании растяжением все образцы разру-
шились в зоне контакта титана с железом или со сталью. Прочность
диффузионного соединения титана непосредственно со сталью опре-
деляется не только толщиной слоя интерметаллидов, но и шириной
зоны, обогащенной углеродом.
Оптимальные режимы диффузионной сварки в вакууме [12]
цилиндрических образцов диаметром 12 мм и длиной 15 мм для со-
четаний ВТ1-0 + 12Х18Н9Т и ОТ4 + 12Х18Н9Т следующие. Режим
сварки (соответственно): Т = 750 и 850 °C, р = 20 и 10 МПа, t —
= 15 мин. Механические свойства: ов = 230 и 420 МПа, 6=15
и 25 % • Прочность сварных соединений значительно ниже прочности
свариваемых металлов.
С целью предотвращения образования в зоне контакта хрупких
интерметаллических слоев диффузионную сварку титана со сталью
также выполняют с применением прокладок (ванадий—медь, ниобий—
медь, тантал—медь). Временное сопротивление сварных соединений
титановых сплавов ВТ6 и ВТ5-1 со сталью 12Х18Н9Т, выполненных
диффузионной сваркой с применнием прокладок ванадия и меди,
равно соответственно 408—532 и 530—570 МПа.
Микрорентгеноспектральное и рентгеноструктурное исследования
соединений, выполненных с промежуточными прокладками, обнару-
живают диффузионные зоны значительных размеров без образования
интерметаллических фаз. Даже после высокотемпературного изо-
термического нагрева (например, 1000 °C 10 ч) хрупкие фазы в соеди-
нениях не образуются. Диффузионная зона со стороны титана имеет
структуру, характерную для мартенситоподобной а'-фазы, и со сто-
роны ванадия (ниобия) — прослойку легированного p-Ti. В зоне
контакта V(Nb)—Си образуется твердый раствор с г. ц. к. решеткой.
Используемый для прокладок ванадий должен содержать 0,02—
0,03 % С.
Временное сопротивление сварных соединений ВТ5-1 + 12Х18Н9Т
с прокладками меди толщиной 0,01 мм и ванадия толщиной 0,07 мм
составляет [171 ]: при 150 °C 489—509МПа; при 300 °C 438—450МПа;
при 400 °C 318—320 МПа; при 500 °C 276—284 МПа. Ударная вяз-
кость таких соединений равна 350 кДж/м2 и угол изгиба 50—60°.
Микроструктура сварного соединения ОТ4 со сталью 08Х15Н5Д2Т,
выполненного с прокладкой ванадия, приведена на рис. 64.
Одним из технологических вариантов диффузионной сварки ти-
тана со сталью является сварка в жидкой среде (расплавленной
с°ли), предварительно нагретой до сварочной температуры [176].
151
Рис. 64. Микроструктура соединения
ОТ4 со сталью 08Х15Н5Д2Т с прослой-
кой ванадия. Диффузионная сварка в
вакууме (Х200)
При таком способе нагрев
более ^равномерный, ско-
рость его в 3—6 раз выше
скорости нагрева этих же
деталей теплоизлучением
в газовых средах или ва-
кууме.
Жидкая нагревательная
среда защищает поверхность
детали от окисления при
при охлаждении их на воз-
соли остается на поверхности
погружении деталей в ванну и
духе после сварки, так как слой
деталей в виде тонкой пленки.
Сплав ВТ 1-0 со сталью 12Х18Н9Т сваривают с применением
промежуточных прокладок из ванадия и меди толщиной 0,1 мм.
Места сварки деталей обрабатывают механическим путем до высокой
чистоты, а непосредственно перед сваркой свариваемые поверхности
деталей и промежуточных прокладок из ванадия и меди обрабаты-
вают шлифовальной шкуркой, обезжиривают ацетоном или четырех-
хлористым углеродом и сушат на воздухе в течение 3—5 мин. Собран-
ные для сварки детали устанавливают в приспособление, выполнен-
ное из коррозионно-стойкой стали и обеспечивающее сжатие собран-
ных деталей ^с усилием ~200 Н. Свариваемые детали собирают
в следующем порядке: со стороны сплава ВТ 1-0 укладывают вана-
диевую прокладку, затем медную и сверху сталь 12Х18Н9Т.
Приспособление с собранными деталями опускают в нагретую
до температуры 850 °C жидкую среду, состоящую из смеси солей:
70 % ВаС12 + 30 % NaCl. Температуру жидкой среды плавно повы-
шают до 900 °C в течение 5—6 мин. Для создания надежного кон-
такта между свариваемыми деталями их непрерывно и плавно под-
жимают. После выдержки деталей в ванне при температуре 900 °C
в течение 8—10 мин приспособление с деталями извлекают из ванны.
При охлаждении деталей поджатие^их в приспособлении продол-
жается до тех пор, пока температура не снизится до 350—400 °C.
Временное сопротивление соединений ВТ 1-0 со сталью 12Х18Н9Т,
выполненных диффузионной сваркой в жидкой среде, составляет
200—250 МПа [176]. Указанный метод диффузионной сварки в жид-
кой среде экономически целесообразен для мелкосерийного произ-
водства.
Существует несколько способов получения биметалла титан—
сталь прокаткой: в вакуумированных пакетах, в вакууме и др.
[12, 124]. Наиболее перспективен способ ^получения биметалла
титан—сталь горячей прокаткой в вакууме при соответствующем
подборе величин обжатия и температур. Влияние технологических
факторов (глубины вакуума, степени деформации, температуры и т. п.)
152
на свойства биметалла титан—сталь исследовано в работе [12].
Сравнительные результаты вакуумной прокатки титана ВТ 1-0
с армко-железом, сталями СтЗ, Ст5, сталью 45, 09Г2 и 12Х18Н10Т
показали отрицательное влияние углерода на прочность соединений.
Углерод, диффундируя на границу с титаном, образует карбид TiC,
что снижает прочность соединений. Увеличение содержания угле-
рода в стали с 0,028 до 0,45 % при прочих равных условиях снижает
временное сопротивление с 260 до 140 МПа. . *
Прокатка при температуре 900 °C титана с армко-железом при
использовании ванадия (содержание углерода <0,02 %) повышает
прочность биметалла на отрыв. Предел прочности при отрыве би-
металла ВТ 1-0 + СтЗ, прокатанного с прокладкой ванадия в ва-
кууме 0,00665 Па при температуре 1000 °C и степени обжатия 20 %
(толщина слоев стали 8 мм, титана 2 мм), составляет 435—440 МПа.
Механические свойства биметалла ВТ6С + 12Х18Н10Т с двойной
прокладкой Nb + Си (прокатка в вакууме 0,00266 Па^'при 950 °C,
степень обжатия 45—50 %) приведены в работе [124]. Разрушение
биметалла происходит, как правило, по меди. Ударная вязкость
биметалла ВТ6С + 12Х18Н10Т имеет высокие значения при испы-
тании как со стороны титана, так и со стороны стали (табл. 25).
Металлографическое и микрорентгеноспектральное исследования
биметалла титан—сталь, полученного с промежуточными проклад-
ками, показывают, что в процессе прокатки происходит взаимная
диффузия элементов на границе раздела биметалла без образования
хрупких фаз.
Исследованием биметалла ВТ6С + 12Х18Н10Т с промежуточ-
ными прокладками ниобия и меди установлено, что на границе ти-
тан—ниобий образуется зона повышенной твердости, представля-
ющая собой непрерывный ряд твердых растворов ниобия в титане.
Отжиг образцов при температуре 800 °C в течение 1 ч не вносит за-
метных изменений в структуру граничной области ниобий—титан.
В биметалле ОТ4 + 12Х18Н10Т, прокатанном с прокладками
ниобия и меди в вакууме 0,00665 Па при температуре 920 °C и сте-
Таблица 25
Ударная вязкость биметалла ВТ6С4- 12Х18Н10Т и его составляющих
Свариваемые сплавы Толщина составляющих, мм Пн, кДж/м2 Схема испытания
ВТ6С Nb Си 12Х18Н10Т
ВТ6С+ 12Х18Н10Т 3,2 0,05 0,1 6,65 2900—3100 Надрез по титану
3,8 0,24 0,46 5,5 2800 Надрез по стали
ВТ6С 10 — — — 600 —
12Х18Н10Т — — — 10 3000—3200 —
153
Рис. 65. Микроструктура (а) границы раздела биметалла ОТ4 + 12Х18Н10Т и характер
распределения элементов на границе сталь—медь (<Г) и медь—ниобий (в)
пени обжатия 30—45 %, появляется зона взаимной диффузии (ши-
риной ~70 мкм) на границе медь—сталь. Структура границы соеди-
нения биметалла ОТ4 + 12Х18Н10Т и характер распределения ле-
гирующих элементов на границе сталь—медь и медь—ниобий при-
ведены на рис. 65. Распределение меди неравномерно и меняется
следующим образом: на участке шириной ~12 мкм, прилегающем
непосредственно к медной прокладке, происходит изменение ее со-
держания от исходного до 40 %. Этот состав практически сохраняется
постоянным на участке шириной ~38 мкм, после чего следует участок
шириной ~20 мкм, на котором концентрация меди снижается от
40 % до 0. Для железа, хрома и никеля наблюдается обратный
характер распределения элементов на тех же участках.
Состав зоны взаимной диффузии на границе медь—сталь следу-
ющий: 40—44 % Fe, 10—12 % Сг, 6—7 % Ni.
На границе медь—ниобий наблюдается диффузия ниобия и меди
на участке глубиной ~40 мкм; концентрация ниобия на участке
~12 мкм снижается от исходного содержания до 70 % и затем на
протяжении ~20 мкм остается постоянной, резко падая до нуля
на участке ~10 мкм. На этих же участках наблюдается обратный
характер распределения меди, хотя диффузия ее распространяется
дальше в ниобий на глубину ~35 мкм. Состав зоны взаимной диффу-
154
ЗИИ на границе ниобий — медь: 30 % Си, 70 % Nb. На границе
ниобий—титан заметной диффузии элементов не наблюдается.
Предел прочности при отрыве такого биметалла равен 400—
430 МПа. Биметалл обладает термически стабильными механиче-
скими свойствами после нагрева в воздушной атмосфере при темпе-
ратуре 300 и 350 °C в течение 100 и 500 ч. Предел прочности при
отрыве биметалла после указанных нагревов находится на уровне
исходного и составляет 395—430 МПа. Разрушение биметалла про-
исходит по медной прокладке. Повышение прочности биметалла при
использовании медной прокладки, находящейся между более проч-
ными металлами — ниобием и сталью, связано, с одной стороны,
с эффектом упрочнения меди при легировании за счет взаимной
диффузии находящихся в контакте металлов, а с другой — с особен-
ностью напряженного состояния металла с малым пределом теку-
чести. При деформации полученного слоистого материала в медной
прокладке наблюдаются более высокие напряжения сдвига, обуслов-
ленные блокировкой движения дислокаций более прочным металлом
на границе раздела.
Вопросы прокатки пакетным способом титана и его сплавов со
сталью освещены в работе [124].
Многочисленные исследования непосредственной сварки плавле-
нием титана со сталью не решили задачи получения качественных
соединений [93, 196 ]. В последнее время техника и технология сварки
плавлением титана со сталью пополнились рядом новых приемов
с применением особых присадочных металлов, промежуточных ме-
таллов, обеспечивающих направленное регулирование диффузионных
и тепловых процессов при сварке с целью получения металла шва
с определенным химическим составом, при котором достигаются
необходимые свойства соединений.
Так, предложен способ сварки титана со сталью в среде гелия
с использованием охлаждаемой подкладки с увеличенной теплопро-
водностью. Временное сопротивление таких соединений для тол-
щин 0,05—0,18 мм составляет 1440 МПа, относительное удлинение
5 = 1%. Имеются сведения о сварке в среде аргона с использова-
нием в качестве присадочного металла припоя, обладающего хорошей
смачиваемостью и жидкотекучестью и содержащего 72 % Ag, 28 %
Си.
Предложены способы сварки титана со сталью с применением
промежуточных прокладок из металлов, удовлетворительно свари-
ваемых с титаном и сталью. Например, из монель-металла, который
в процессе сварки расплавляется [А. с. № 210972 (СССР)]. По
данным работы [93], временное сопротивление сварных соединений
титана со сталью 12Х18Н9Т в случае использования термически
упрочняемых высокопрочных бронз КМц-3-1 (сгв = 750 МПа) или
БрБ2 (ов = 660 МПа) составляет 600 МПа.
Более широкое распространение получила сварка плавлением
титана со сталью с помощью вставки из ванадия и его сплавов.
Однако использование нелегированного ванадия для этой цели не-
целесообразно ввиду его низкой прочности. Легирование ванадия
155
Рис. 66. Зависимость ударной вяз-
кости сварных соединений вана-
дия со сталями 09X16Н4Б (/) и
12Х18Н10Т (2) от содержания ва-
надия в шве. Электронно-лучевая
сварка с присадкой 000X17Н4
вольфрамом или хромом
(5—10 %) повышает при-
мерно в 1,5 раза проч-
ность ванадиевых сплавов
при сохранении высоких
пластических характери-
стик [188]. Легирование
хромом позволяет повы-
сить коррозионные свой-
ства ванадиевого сплава.
Влияние основных легирующих элементов на свойства сварных
соединений нелегированного алюмотермического ванадия со сталями
различных классов (мартенситной 09Х16Н4Б, ферритной Х17 и
аустенитной 12Х18Н10Т) при электронно-лучевой сварке изучено
в работах [29, 30]. Электронно-лучевую сварку стыковых соедине-
ний толщиной 3 мм выполняли за один проход при vCB = 45 м/ч
с применением присадочного металла, который в виде полоски тол-
щиной 1—1,2 мм закладывали между соединяемыми металлами. В ка-
честве присадочного металла применяли низкоуглеродистые хроми-
стые стали. Выбранная схема сварки обеспечивает содержание 70—
75 % присадочного металла в шве и не приводит к значительному
расплавлению соединяемых сталей и ванадия. Механические свойства
таких соединений зависят от химического состава металла шва.
Влияние ванадия на ударную вязкость сварных соединений алю-
мотермического ванадия со сталями 09X16Н4Б и 12Х18Н10Т при
применении присадочной проволоки 000Х17Н4, выполненных элек-
тронно-лучевой сваркой, приведено на рис. 66 [29]. При содержании
5—12 % V сварные швы отличаются высокой ударной вязкостью
(1300—1600 кДж/м2). При содержании 1—2 % V в металле шва свар-
ных соединений появляется феррит. Дальнейшее увеличение леги-
рования ванадием приводит к возрастанию количества феррита
в швах. При увеличении содержания ванадия свыше 5 % в швах
появляется небольшое количество карбидов. Швы, содержащие
15 % V, приобретают грубо дендритное строение. Ударная вязкость
таких соединений составляет 100—200 кДж/м2 [29].
При увеличении количества углерода микроструктура шва
остается ферритно-карбидной, но резко измельчается зерно, увеличи-
вается количество карбидной фазы, появляются скопления карбидов
в первых кристаллизационных слоях металла шва на границе с ва-
надием. При этом границы зерен утолщаются, что связано, по дан-
ным электронно-микроскопического исследования, с выделением
карбидов VC. Причиной резкого снижения ударной вязкости в дан-
ном случае является увеличение и неблагоприятное расположение
карбидной фазы. Влияние основных легирующих элементов корро-
156
рис. 67. Зависимость ударной вязкости
сварных соединений ванадия со сталью
0 9Х16Н4Б от содержания легирующих
элементов. Электронно-лучевая сварка
зионно-стойкой стали (хрома и
никеля) исследовано при содер-
жании в швах 5—12 % V и
0,03 % С. Легирование швов
до 35 % Сг не снижает суще-
ственно ударную вязкость
сварных соединений.
При совместном легирова-
нии швов хромом, никелем и
углеродом (при общем содер-
жании в стали не более
0,01 % С) ударная вязкость со-
единений, равная 1200—1500 кДж/м2, постепенно снижается по
мере повышения концентрации хрома до 30—35 %. При содержании
в стали 0,02—0,06 % С сварные соединения независимо от концен-
трации хрома разрушаются хрупко по шву при ударной вязкости
100—200 кДж/м2. Ударная вязкость сварных соединений ванадия
со сталью резко снижается, если концентрация в шве марганца и
кремния превышает соответственно 2,8 и 1,6 % (рис. 67). Сопротив-
ляемость ударным нагрузкам сварных соединений ванадия с железом
или хромистой сталью высокая при содержании в швах 0,01 % С
либо при их легировании никелем (^2 %) [29].
Влияние ванадия на прочность и пластичность при изгибе свар-
ных соединений стали 08Х15Н5Д2Т и сплава V8W толщиной 1 мм
исследовано при содержании в металле шва 0,04 % С, 3,5 % Ni
и 12 % Сг (аргонодуговая сварка). Такие соединения имеют опти-
мальные механические свойства при содержании 6—12 % V: огв >
> 400 МПа и а > 100 °. Дальнейшее увеличение количества ва-
надия (>Д5 %) снижает механические свойства, особенно угол
изгиба, что определяется концентрацией и распределением ванадия
в зоне шва, примыкающей к ванадиевому сплаву. Микроструктура
металла шва со стороны ванадиевого сплава при разном содержании
ванадия в металле шва показана на рис. 68. При повышении содер-
жания ванадия до 17 % в металле шва на границе сплавления с ва-
надиевым сплавом увеличивается диффузионная зона (рис. 68, б);
при содержании в швах выше 20 % V в металле шва на границе
сплавления с ванадиевым сплавом наблюдается образование трещин
(рис. 68, в).
Изучение особенностей формирования стыковых соединений ва-
надия и некоторых его сплавов с коррозионно-стойкими сталями при
электронно-лучевой и аргонодуговой сварке показывает, что механи-
ческие свойства таких соединений определяются соотношением ле-
гирующих элементов в металле шва. Содержание элементов в металле
шва должно быть ограничено: 5—12 % V; <0,08 % С; <5 %' Ni;
<1 % Si; <2 % Мп. При сварке плавлением ванадия и его сплавов
157
Рис. 68. Микроструктура металла шва
стали 08Х15Н5Д2Т с ванадиевым спла-
вом V8W при содержании ванадия в ме-
талле шва:
а — 6 — 12 %; 6 — 17 %; в — 25 %
(Х150)
с коррозионно-стойкими сталями необходимо управлять составом
металла шва и применять технику сварки, надежно обеспечивающую
получение сварных швов заданного химического состава. Для обес-
печения состава шва в заданных пределах необходимо правильно
распределить энергию источника между соединяемыми металлами.
На основании расчета по формуле, приведенной в работе [182],
для получения шва с содержанием 8 % V при сварке встык стали
08Х15Н5Д2Т с ванадиевым сплавом V8W толщиной 1 мм отклонение
луча от линии стыка в сторону стали должно составлять 0,65 мм.
Экспериментально установленное значение отклонения луча относи-
тельно стыка свариваемых кромок при соединении указанных соче-
таний материалов равно 0,6 мм.
При электронно-лучевой сварке на режиме /св = 37 мА, Z7ycK =
= 25 кВ, исв = 40 м/ч (диаметр луча 0,9 мм) и смещении луча на
0,6 мм в сторону стали содержание ванадия в шве составляет 8 %,
а сварные соединения имеют удовлетворительные механические
свойства (ов = 430-4-450 МПа, а = 110°).
Электронно-лучевая сварка стали 08Х15Н5Д2Т толщиной 1,2 мм
с ванадиевым сплавом V8W толщиной 1,5 мм на режиме /св = 62 мА,
(7уск = 20 кВ, исв = 45 м/ч при смещении луча на 1,1 мм в сто-
рону стали обеспечивает получение сварных соединений с
- 490-520 МПа и а = 110° [30].
158
рис. 69. Зависимость ударной вязкости
сварных соединений ванадия со сталью
09XI6Н4Б, выполненных с различными
присадочными материалами, от скоро-
сти сварки; присадочная проволока:
1 — 000Х17Н4Б; 2 — 09Х16Н4Б
Специфическая особен-
ность электронно-лучевой
сварки стали с ванадием —
применение высоких скоро-
стей нагрева, кристаллизации
и охлаждения. Повышение
скорости сварки уменьшает
время существования сварочной ванны, что способствует снижению
диффузии ванадия в металл шва и углерода к границе сплавления
стали с ванадием. Влияние скорости сварки на ударную вязкость
сварных соединений ванадия с коррозионно-стойкими сталями, вы-
полненных присадочными проволоками с различным содержанием
углерода, исследовано в работе [31 ]. Изменение ударной вязкости
сварных соединений ванадия со сталью 09X16Н4Б, выполненных
присадочными материалами 000Х17Н4Б и 09Х16Н4Б, в зависимости
от скорости сварки представлено на рис. 69 [31 ].
Электронно-лучевая сварка стали 09X16Н4Б с ванадием и ва-
надиевым сплавом V8W толщиной 1—10 мм с применением приса-
дочного материала 000Х17Н4Б, выполненная при усв = 45 м/ч и
смещении луча со стыка в сторону стали на 0,5—0,7 мм, обеспечи-
вает содержание в шве 8—12 % V и получение сварных соединений
с ов = 400-ь530 МПа (ванадий + сталь 09Х16Н4Б) и 570-ь650 МПа
(сплав V8W + сталь 09X16Н4Б) и соответственно ян = 10004-1500
и 700 4-1200 кДж/м2.
Рассмотрим особенности сварки титана с ванадием, которые
обусловлены главным образом структурными превращениями в си-
стеме Ti—N. Диаграмма состояния системы Ti—V характеризуется
наличием ряда твердых растворов с ^-титаном и ограниченной рас-
творимостью в а-титане. Ванадий снижает температуру полиморф-
ного превращения титана и увеличивает устойчивость Р-фазы.
Анализ диаграммы состояния Ti—N показывает, что эти металлы
сплавляются во всех соотношениях.без образования хрупких фаз.
Узкий интервал кристаллизации способствует затвердеванию ме-
талла с незначительным изменением состава. Все это создает благо-
приятные условия для сварки плавлением этих металлов.
Содержание ванадия в металле шва сварных соединений ОТ4 +
+ V8W в пределах 35—45 % позволяет стабилизировать Р-фазу
металла шва и тем самым практически сохранить исходный уровень
пластичности при изгибе при последующих нагревах до 250 °C.
При дальнейшем повышении содержания ванадия в металле шва
устойчивость p-твердого раствора остается такой же, как у сплавов
с низким содержанием ванадия.
Технология сварки плавлением титана с коррозионно-стойкими
сталями с применением вставки из ванадия описана в работе [113].
159
Таблиц 3^26
Ориентировочные параметры режима автоматической аргонодуговой сварки встык
титанового сплава ОТ4 со сталями 08Х15Н5Д2Т, 08Х18Н10Т
Свариваемые сплавы Толщина, мм ^св’ А VCB, м/ч Расход аргона, л/мин
ОТ4 + V8W 1+ 1 2+2 85—90 125—130 30—35 15—18 8—10 10—12
08Х15Н5Д2Т + V8W 1+ 1 1,2+ 1,5 80—85 60—75 30—35 25—30 8—10 10—12
08Х15Н5Д2Т + V8W (присадочная про- волока 08Х15Н5Д2Т) 1+ 1 60—65 17—20 10—12
08Х18Н10Т + V8W (присадочная про- волока 08Х15Н5Д2Т) 1+ 1 60—65 17—20 10—12
Примечание. Диаметр вольфрамового электрода 2 мм; смещение электрода в сто-
рону стали 0,6—1 мм; U& — 8-+10 В;
При соединении титановых сплавов ОТ4, ОТ4-1 со сталью
08Х15Н5Д2Т с применением вставки из ванадиевого сплава вначале
сваривают титан с ванадиевым сплавом. При этом во избежание пере-
грева ванадиевого сплава ширина полосы последнего составляет
40—50 мм. Автоматическую аргонодуговую сварку выполняют на
постоянном токе прямой полярности на медной подкладке с форми-
рующей канавкой. Ширина канавки 6—8 мм, глубина 0,5—0,8 мм.
Сварку встык титановых сплавов с ванадиевым сплавом толщиной
1—1,5 мм выполняют при смещении вольфрамового электрода отно-
сительно продольной оси на 1 мм в сторону ванадиевого сплава
(табл. 26).
Сварные соединения титановых сплавов ОТ4, ОТ4-1 со сплавом
V8W подвергают стабилизирующей термообработке в вакууме по
режиму: Т = 560 °C, t = 1 ч. После сварки от ванадиевого сплава
отрезают полоску шириной 8—15 мм, к которой и приваривают
сталь.
Электронно-лучевую сварку титановых сплавов ОТ4, ОТ4-1, ТС5
с ванадиевым сплавом V8W толщиной 1—1,5 мм выполняют при
смещении луча на 1—1,3 мм в сторону ванадиевого сплава, а сварку
сталей 08Х15Н5Д2Т, 09X16Н4Б с ванадиевым сплавом V8W при
смещении луча на 1,1 мм в сторону стали (табл. 27).
При сварке тел вращения или труб из стали и титанового сплава
при использовании ванадиевого сплава в виде кольцевой вставки—
кольца, последние изготовляют сварными или бесшовными, напри-
мер, методом выдавливания на токарно-давильном станке или штам-
повкой с глубокой вытяжкой. Ванадиевые кольца изготовляют
электронно-лучевой, автоматической аргонодуговой сваркой с мест-
ной или общей защитой или ручной аргонодуговой сваркой в спе-
160
Таблица 27
Режимы электронно-лучевой сварки Встык титановых сплавов ОТ4, ОТ4-1
и сталей 08Х15Н5Д2Т, 09Х16Н4Б с ванадиевыми сплавами
Свариваемые сплавы Толщина, мм /СВ’ мА ^уск» кВ исв* м/ч
ОТ4 + V8W 1+1 30 30 40
ОТ4 + V8W 1,2+ 1,5 75 20 45
08Х15Н5Д2Т + V8W 1 + 1 55 30 40
1,2+ 1,5 ПО 20 45
09Х16Н4Б + ВНМ-1 з+з 45—47 60 65
циальной камере с применением присадочного металла того же
состава, что и основной. Кольца, выполненные аргонодуговой
сваркой, рекомендуется подвергать вакуумному отжигу по режи-
му: Т = 1050 °C, t = 1 ч, вакуум в печи не менее 0,00665 Па.
Ширина кольца из ванадиевого сплава 8—15 мм.
Кольцевой шов титана с ванадиевым сплавом сваривают в первую
очередь. При этом вольфрамовый электрод смещают от продольной
оси стыка в сторону ванадия на 1 мм. В качестве присадочного
металла применяют сварочную проволоку ВТ 1-00 диаметром 1,5—
2 мм. Соединения после сварки подвергают стабилизирующему
отжигу по режиму: Т = 560 °C, t — 1 ч, вакуум в печи 0,0133 Па.
Кольцевой шов стали с ванадиевым сплавом V8W сваривают во вто-
рую очередь при смещении вольфрамового электрода от продольной
оси стыка в сторону стали на 1 мм. В качестве присадочного металла
применяют сварочную проволоку 08Х15Н5Д2Т (табл. 28).
Сварные соединения титанового сплава ОТ4 со сталями
08Х15Н5Д2Т, 08Х18Н10Т, выполненные через вставку из ванадие-
вого сплава по оптимальной технологии, характеризуются удовлетво-
рительной прочностью при кратковременном и длительном статиче-
Таблица 28
Режимы автоматической аргонодуговой сварки труб
из сталей 08Х15Н5Д2Т, 08Х18Н10Т с титановым сплавом ОТ4
Свариваемые сплавы Толщина, мм 7св» А исв, м/ч
ОТ4 + V8W 1+1 1,2+ 1,5 35 60 15 25
08Х15Н5Д2Т + V8W 1+ 1 1,2+ 1,5 30 60 15 25
08Х18Н10Т+ V8W 1+1 40 15
Примечание. С7Д = 10-=-12 В, расход аргона 10—12 л/мин.
6 В. Р. Рябов и др.
161
Таблица 29
Механические свойства сварных стыковых соединений
сталей 08Х15Н5Д2Т и 08Х18Н10Т с титановым сплавом ОТ4,
выполненных автоматической аргонодуговой сваркой со вставкой
из ванадиевого сплава (толщиной 1 мм)
Свариваемые сплавы а° ав (МПа) при температуре испытания, °C Предел длительной прочности за 500 ч испытания при 300 °C, МПа Число циклов N-10-4 при напря- жении 0,5ав
20 300
08Х15Н5Д2Т + V8W + ОТ4 90—120 420—470 420—460 400 1,5—4
08Х18Н10Т + V8W + ОТ4 80—100 350—460 325—430 300 0,2—1
08Х15Н5Д2Т + V8W + ОТ4 90—120 480—550 460—500 410 1—5
Примечание. Угол изгиба сварного шва приведен со стороны сталь -f- ванадие-
вый сплав.
ском растяжении в интервале температур 20—300 °C, а также в усло-
виях повторных статических и циклических нагружений (табл. 29).
Сварка титана с алюминием. Титан и алюминий характеризуются
существенными различиями в физических свойствах и кристалличе-
ском строении. Диаграмма состояния относится к системам с пери-
тектическим превращением. В системе Ti—Al протекают три пери-
тектические реакции: первая — при температуре 1460 °C с образо-
ванием у-фазы, представляющей собой химическое соединение типа
TiAl, содержащее 36,03 мае. % А1; вторая — при температуре
1340 °C с образованием соединения TiAl3, содержащего 60—64 мае. %
А1; третья — с образованием твердого раствора титана на основе
алюминия из расплава, содержащего 0,15 мае. % Ti. Предельная
растворимость титана в алюминии весьма мала и составляет 0,26—
0,28 % при температуре 665 °C. С понижением температуры раство-
римость становится еще меньше и достигает при 20 °C 0,07 мае. %.
Алюминий в титане образует ограниченные области а- и р-растворов.
В связи с этим при сварке титана с алюминием при расплавлении
обоих металлов не представляется возможным получить металл шва
в пределах взаимной растворимости этих элементов. При расплавле-
нии этих металлов неизбежно образование химических соединений
титана с алюминием, что приводит к получению хрупких швов, не-
пригодных к эксплуатации.
Титан с алюминием и его сплавами успешно соединяют сваркой
давлением за счет совместного деформирования. В работе [93] при-
ведены результаты холодной сварки титана ВТ1-0 с алюминиевым
сплавом АМгб. С целью получения качественных стыковых соедине-
ний процесс осадки соединяемых цилиндрических образцов цикличе-
ски повторялся. Титаноалюминиевые соединения имели <тв = 304-ь
-*-310 МПа.
Способ получения титаноалюминиевых переходных элементов
трубопроводов с помощью холодной сварки путем совместного де-
формирования заготовок [93, 139] заключается в следующем: алю-
162
миниевую заготовку совмещают с титановой, цилиндрическая по-
верхность которой имеет кольцевые канавки и выступы. По торцу
стального кольца прикладывают осевое усилие, обжимающее заго-
товку при перемещении кольца в заданное положение. Канавки на
титановой заготовке при обжатии заполняются алюминием, созда-
вая контакт между соединяемыми заготовками. Исследования про-
водили на натурных титаноалюминиевых переходниках с внутрен-
ним диаметром 10—100 мм. Титаноалюминиевые сварные соединения,
выполненные по указанной технологии, характеризуются высокой
работоспособностью. Сварные соединения сохраняют герметичность
после 1000 циклов охлаждения в жидком азоте с последующим нагре-
вом до +100 °C со скоростью 200—450 °С/мин. При циклических
испытаниях давлением 0—100 МПа с периодической проверкой гер-
метичности соединения гелием потери герметичности не наблюдалось.
При испытании сварных титаноалюминиевых переходников до раз-
рушения разрыв происходил по алюминиевой трубе около переход-
ника. В работах [62, 72, 166] определены оптимальные параметры
клинопрессовой сварки титанового сплава ОТ4 с алюминиевыми
сплавами АД1, АМгЗ, АМгб. Сочетания высокой степени пластиче-
ской деформации, температуры нагрева и времени процесса создают
благоприятные условия для получения надежного соединения ти-
тана с алюминиевыми сплавами.,
Вопросы сварки взрывом титана с алюминиевыми сплавами осве-
щены в работе [152]). Исследователями определены оптимальные
условия получения сваркой взрывом двухслойных заготовок ВТ 1-0+
+АД1 с толщинами листов металлов 8 + 1,5 мм соответственно и
трехслойных ОТ4 + АД1 + АМгб с толщинами листов 10 + 2 +
+ 6 мм соответственно. Установлена зависимость формирования и
свойств соединения от режимов сварки. При скоростях соударения
свариваемых пластин ~400—600 м/с соединение имеет ов = 100
-И20 МПа, что соответствует прочности АД1 в упрочненном при
взрывном нагружении состоянии.
При диффузионной сварке титана с алюминием [А. с. № 266536
(СССР)] получены соединения титана ВТ1-0 с алюминием АД1 при
режиме сварки: Т = 520—540 °C, t = 60 мин. Указанные соедине-
ния имели ов с 90 МПа и а = 180°.
В работе [36] исследованы соединения биметалла АД1 + ВТ1-0,
полученного горячей прокаткой при температуре ~420 °C. Толщина
слоев составляющих биметалла: алюминия 7 мм, титана 1 мм.
В связи с большой разницей в температурах плавления титана
и алюминия сварка плавлением этого сочетания возможна при рас-
плавлении только алюминия. Установлены допустимые временно-
температурные условия взаимодействия титана с алюминием, су-
ществование периода задержки образования интерметаллических
соединений по линии контакта твердый титан — жидкий алюминий.
Так, при температуре жидкой ванны алюминия 700 и 800 °C и вы-
держке 15 с образования интерметаллидов не наблюдалось. При
больших выдержках, а также при температуре ванны 900 °C и выше
образуется фаза TiAl3.
6*
163
Технологический процесс необходимо выбирать таким, чтобы
температура в месте контакта алюминия с титаном не превышала
850 °C. Поэтому при существующих методах сварки плавлением
титана с алюминием до расплавления доводят только алюминий, ко-
торый, смачивая титан, образует с ним соединение. Таким способом
возможно получение нахлесточных соединений титана с алюминием.
Непосредственная сварка титана с алюминием при расплавлении
только алюминия требует строгого соблюдения технологии сварки
и не всегда дает стабильные результаты. Поэтому предложен способ
соединения титана с алюминием с предварительным нанесением слоя
алюминия на кромку титана методом наплавки или алитирования
титановой кромки в расплаве технического алюминия.
В работе [11 ] даны рекомендации по алитированию титана в рас-
плаве алюминия под флюсом. При такой технологии возможно полу-
чение слоя алюминия, прочно сцепленного с титаном.
При сварке титановых сплавов ВТ1-0, ОТ4, ВТ5-1 с алюминием
и алюминиевыми сплавами АМгб, Д20, АД1 на предварительно али-
тированную титановую кромку наплавляют слой алюминия. При
толщине титанового листа более 8 мм режим наплавки следующий:
/св = 170-И80 А, (7Д = 18-^20 В, диаметр присадочной проволоки
5—8 мм, расход аргона 16—18 л/мин. После механической обработки
наплавленной кромки ее стыковали с алюминиевой и сваривали с при-
менением присадочной проволоки состава, соответствующего со-
ставу свариваемого алюминиевого сплава. Временное сопротивление
таких соединений (110—270 МПа) зависит от толщины слоя наплав-
ленного алюминия, которая не должна превышать 1—1,5 мм. Сварные
соединения имеют угол изгиба 17—30 °. Соединения обладают удов-
летворительной стойкостью при усталостных испытаниях. Соедине-
ния титанового сплава ОТ4 с алюминиевым АМгб выдержали испы-
тания в течение 50—79,7 тыс. циклов.
Сварка титана с медью. Титан и медь резко отличаются по физи-
ческим свойствам, типам кристаллических решеток и размерам
атомных радиусов (см. табл. 1).
Титан с медью, так же как и с железом, образуют систему с огра-
ниченной растворимостью и эвтектоидным распадом P-фазы. В этой
системе образуются интерметаллические соединения (Ti2Cu, TiCu
и, TiCu3, содержащие 39,88, 57,0 и 79,92 мае. % Си соответственно)
и легкоплавкие эвтектики (при 66 и 43 % Си с температурой плавле-
ния 885 и 955 °C). Максимальная растворимость меди в a-Ti состав-
ляет 2,1 мае. % и в ₽-Ti — 13,4 мае. % при 990 °C, растворимость
титана в меди при 400 °C — 0,4 мае. %. В связи с этим при сварке
плавлением меди с a-Ti при расплавлении обоих металлов не пред-
ставляется возможным получение металла шва в пределах взаимной
растворимости этих элементов. При расплавлении этих металлов
неизбежно образование легкоплавких эвтектик и интерметалличе-
ских фаз, что обусловливает возникновение трещин в сварных со-
единениях.
Для соединения титана с медью и ее сплавами перспективны спо-
собы сварки в твердом состоянии. В работах [12, 111] дан подроб-
164
ный анализ технологии получения, исследованы механические свой-
ства и переходные структуры соединений титана и его сплавов
с медными сплавами методом совместной прокатки. Непосредствен-
ная прокатка титана с медью приводит к образованию интерметал-
лических фаз, поэтому при изготовлении биметалла титан—медь
рекомендуется применение ниобиевых прокладок толщиной 0,1—
1,5 мм.
В работе [111] исследована сварка взрывом титановых сплавов
ВТ1-0, ОТ4, Ti3A137Nb с медью МЗр. Получены соединения, равно-
прочные нагартованной меди, подвергшейся наклепу в результате
соударения пластин в процессе сварки, с временным сопротивлением
соединений 270—332 МПа. Металлографическими исследованиями
обнаружены локальные участки интерметаллидов типа Ti3Cu и
TiCu на границе контакта титана с медью. Нагрев соединений до
температуры 500 °C и выше приводит к образованию сплошной про-
слойки интерметаллидов и снижению временного сопротивления
сварных соединений.
В связи с этим для получения соединений сс-титановых сплавов
с медьюМЗр стабильного качества сварку взрывом производят с при-
менением промежуточного слоя — ниобия. Толщина ниобиевой про-
слойки зависит от толщины свариваемых металлов и изменяется
в пределах 0,3—1 мм при толщине титановых листов 5—15 мм и
медных 3—8 мм. Временное сопротивление таких соединений в со-
стоянии после сварки равно 270—300 МПа. При высокотемператур-
ном нагреве (850—900 °C, выдержка 1 ч) образования хрупких про-
слоек в сварных соединениях не наблюдалось [111].
Диффузионная сварка титана с медью без применения промежу-
точных металлов обеспечивает получение соединения в узком тем-
пературно-временном интервале. Оптимальным для соединения ти-
тана ВТ1-0 и меди М1б считается режим диффузионной сварки:
Т = 850 °C, t = 10 мин, р = 5 МПа, вакуум 0,0133 Па.
В работе [12] исследована диффузионная сварка титана с медью
через жидкую фазу, образующуся в результате нагрева соединяемых
деталей до температуры плавления эвтектики при сварке сплавов
ОТ4 + БрХ1 по оптимальному режиму (Т = 750 °C, t = 15 мин,
р = 15 МПа). Временное сопротивление отдельных образцов дости-
гало 300 МПа. При испытании разрушение образцов происходит
хрупко по поверхности контакта промежуточной фазы и титанового
сплава.
Режимы сварки и временное сопротивление сварных соединений
титановых сплавов ОТ4 и ВТ14 с медью МЗр и бронзой БрХ1, вы-
полненных диффузионной сваркой с применением прослоек молибдена
и ниобия, приведены в табл. 30 [93].
Для сопоставления в табл. 30 приведено временное сопротивление
сварных соединений, выполненных бее прослойки. При сварке
с прослойками более высокое временное сопротивление получено
при диффузионной сварке с печным нагревом. Результаты исследо-
вания холодной сварки сдвигом титана с медью приведены в ра-
боте [93].
165
Таблица 30
Режимы диффузионной сварки
титана с медью и свойства
сварных соединений
Металл прослойки т, °C ав, МПа
Без прослойки Молибден (напы- ленный) Ниобий (напылен- ный) Ниобий (фольга толщиной 0,1 мм) 800 800 950 980 950 980 950 980 64
147—160 80—115 190—220 72—105 190—220 93
220—272
Примечание. Температура на-
грева и временное сопротивление соедине-
ний, полученных при использовании ин-
дукционного (числитель) и печного (зна-
менатель) нагрева. Время сварки 30 и
300 мин, давление 5 и 3,5 МПа соответ-
ственно.
При холодной сварке на со-
единяемых поверхностях преду-
сматривают выступы и соответ-
ствующие им впадины; при со-
прикосновении свариваемые по-
верхности деталей должны нахо-
диться под углом к направлению
сжимающего усилия. Временное
сопротивление сварных соедине-
ний возрастает вдвое, если вы-
ступы расположить на более мяг-
ком металле и вдавливать их во
впадины на твердом. Сварку плав-
лением этого сочетания металлов
осуществляют при расплавлении
только более легкоплавкого ме-
талла — меди. При таком спо-
собе соединения с целью преду-
преждения образования хрупкой
интерметаллической прослойки
на границе сплавления титана
с медью в процессе сварки необ-
ходимо максимально ограничивать
продолжительность взаимодействия жидкой меди с твердым ти-
таном.
В условиях электронно-лучевой сварки тонколистовых титана
и меди на жестких режимах возможно получение соединений с удов-
летворительными механическими свойствами при плавлении только
меди.Так, при соединении деталей (толщиной 0,5—1 мм) внахлестку
с отбортовкой меди возможно получение пластичных соединений,
равнопрочных меди. При сварке встык титана с медью и сплавом
БрХ1 (толщиной 1 мм) возможно получение бездефектных швов
с удовлетворительным формированием, однако такие швы характе-
ризуются низкими механическими свойствами (а = 15 -*-20°, ав =
= 54/4-105 МПа). Металл шва соединений имеет крупноигольчатое
строение с неравномерной твердостью.
В работе [11] прйведены результаты аргонодуговой сварки (3-
титановых сплавов ВТ 15 и Ti3A137Nb с медью МЗр толщиной 2 и
5 мм. На титановую кромку предварительно методом плазменной
металлизации наносили медное покрытие толщиной 0,15—0,25 мм.
Сварку выполняли при смещении электрода^отЪси стыка в~сторону
меди на 2,5—4,5 мм. При сварке пластин толщиной 3 и 5 мм тита-
новую кромку разделывали под углом 45° (табл. 31). "
Электронографическое исследование изломов показало, что по
линии сплавления титановых сплавов с медью возникают интерме-
таллиды типа Ti3Cu и TiCu. Последующие нагревы таких соединений
до температуры 400— 500 °C снижают прочность и пластичность.
При сварке титановых сплавов с медными для промежуточной вставки
возможно использование титанового сплава со стабильной р-струк-
166
Таблица 31
Режимы аргонодуговой сварки встык и механические свойства
Р-титановых сплавов с медью
Свариваемые сплавы Толщина, мм ^св* А Присадочная проволока Смещение электрода, мм МПа а°
марка Диа- метр, мм
ВТ15+ МЗр 3 250 10 БрХ1 1,2 2,5 196 100
5 400 12 БрХ1 2,0 4,5 212 120
Ti3A137Nb 4- МЗр 2 260 10 МСр 10 1,2 3,0 195 90
5 400 12 МСрЮ 2,0 4,5 239 120
турой. Однако сварные соединения титановых сплавов с медными,
выполненные со вставкой из Р-титанового сплава, отличаются боль-
шим разбросом значений углов изгиба (~28—112°). В металле шва
отмечается образование прослоек с высокой микротвердостью (4700—
4800 МПа). При таком способе сначала сваривают медный сплав со
вставкой-полоской из промежуточного металла, затем к ней при-
варивают титан.
Сварные соединения титана с хромистой бронзой, выполненные
со вставкой из тугоплавких металлов (табл. 32), достаточно пластичны.
Угол изгиба соединения БрХ1 со сплавом ниобия, ванадием или тан-
талом при электронно-лучевой сварке составляет, как правило,
180°, при аргонодуговой — 120—160°. Ударная вязкость соединений
(толщиной 5 мм) 700—800 кДж/м2.
Таблица 32
Режимы электронно-лучевой и автоматической аргонодуговой сварки
титанового сплава ОТ4 с хромистой бронзой БрХ1
с применением вставки из тугоплавкого металла
Свариваемые сплавы Сварка Толщина, мм ^СВ исв> м/ч
ОТ4 + ВН2АЭ Электронно- лучевая 1,о+ 1,0 15—18 30—35
ОТ4 + ванадий 1,о+ 1,0 12—14 30—35
ОТ4 + тантал 1,0+ 1,0 16—19 30—35
ВН2АЭ+ БрХ1 1,о+ 1,2 15—17 20—25
ВН2АЭ+ БрХ1 Аргоно- дуговая 1,0+ 1,2 180—200 30—40
Тантал + БрХ1 1,0+ 1,2 190—200 30—35
ОТ4 + ВН2АЭ 1,0+ 1,0 70—80 30—35
ОТ4 + ванадий 1,0+ 1,0 65—70 30—35
Примечание. При аргонодуговой сварке диаметр вольфрамого электрода 2 мм,
расход аргона 10—12 л/мин, сварочный ток /св приведен в А; при электронно-лучевой сварке
ускоряющее напряжение 60 кВ, сварочный ток /св приведен в мА.
167
Временное сопротивление сварных соединений БрХ1 + тугоплав-
кий металл + ОТ4, выполненных электронно-лучевой или аргоно-
дуговой сваркой, определяется временным сопротивлением медного
сплава и составляет при 20 °C 300 МПа, при 200 °C 200 МПа, при
400/С 150 МПа, при 600 °C 90—100 МПа. Разрушение сварных
соединений при испытании происходит по границе шва с медным
сплавом.
СВАРКА ТУГОПЛАВКИХ МЕТАЛЛОВ
С ДРУГИМИ МЕТАЛЛАМИ
Необходимость создания конструкций, отдельные элементы ко-
торых работают в условиях высоких температур и нагрузок, резких
теплосмен и др., определяет требования к сварным соединениям
разнородных тугоплавких металлов, способных длительное время
работать в столь жестких условиях (13, 112, 187].
Сварка ниобия с другими металлами. Одним из металлов, исполь-
зуемых в качестве основы при изготовлении жаропрочных и корро-
зионно-стойких металлов, является ниобий, отличающийся сравни-
тельно малой плотностью, высокой жаропрочностью и хорошей
стойкостью в расплавах при температурах до 1300 °C. Сплавы на
основе ниобия при сварке плавлением склонны к образованию пор
в металле шва, которые образуются в результате наличия в металле
газов, окислов и нитридов, а также взаимодействия углерода с кис-
лородом или окислами.
Ниобий обладает способностью поглощать значительное количе-
ство водорода. Однако растворимость водорода в ниобии с повы-
шением температуры резко уменьшается, и при температурах выше
1000 °C водород практически удаляется из ниобия. Поэтому водород
не может быть причиной образования пор при сварке ниобия.
Особый интерес для промышленности представляют соединения
ниобия с аустенитными коррозионно-стойкими сталями, успешно
работающими при температуре до 600 °C в различных агрессивных
средах.
При сварке давлением ниобия со сталью [28] возникают опре-
деленные трудности, так как при повышенных температурах ниобий
активно соединяется с кислородом, азотом и другими газами. Не-
посредственное плакирование тугоплавких металлов аустенитными
сталями также затруднено из-за образования на границах основного
металла (Nb, Мо) и плакирующего слоя (Fe, Сг, Ni) ряда химиче-
ских соединений Nb2Fe3, NbFe2, NbCr2, NbNi3. Получение биметалла
ниобий—сталь методом горячей прокатки двухслойных пакетов
в условиях высокого вакуума обеспечивает хорошее схватывание
слоев разнородных металлов. Пакеты из ниобия ВН2 толщиной
2 мм со сталью СтЗсп толщиной 9—12 мм нагревали и прокатывали
на стане 170 в вакууме 5,2 мПа с обжатием 10—40 % в диапазоне
температур 900—1200 °C. С увеличением температуры прокатки
предел прочности слоев при срезе увеличивается (при 900—1000 °C
100 МПа, при 1100—1200 °C 210—230 МПа). Для обеспечения на-
168
дежного сцепления слоев биметалла ниобий—сталь и более равно-
мерной деформации целесообразно вести прокатку при 1100—1200 °C
при суммарном обжатии 30—40 %.
Микроструктура соединения характеризуется наличием четкой
границы между двумя металлами. Со стороны стали наблюдается
обезуглероженная зона с определенной ориентацией зерен в направ-
лении, перпендикулярном границе. На границе скапливается угле-
род за счет диффузии из приграничной области. Ширина обезуглеро-
женной зоны уменьшается с увеличением обжатия. Микротвердость
со стороны стали в приграничной области несколько уменьшается
(до 90—100 единиц) по сравнению с микротвердостью глубинных
слоев (140 единиц). Со стороны ниобия существенных изменений не
происходит.
Исследованы процессы взаимодействия тугоплавких металлов
(ниобия и молибдена) со сталью 12Х18Н10Т в биметаллах при дли-
тельном воздействии высоких температур и цикличности нагрева.
Установлено, что выдержка при температуре 1000 °C в течение
5 ч приводит к образованию переходной зоны шириной 2—3 мкм
с микротвердостью до 6000 МПа. Увеличение времени выдержки до
50 ч при той же температуре расширяет эту зону до 5—7 мкм и повы-
шает микротвердость до 9000 МПа. Уже при 5-часовой выдержке
плакирующий слой отслаивается от основы.
С целью снижения хрупкости граничной зоны в плакированных
материалах рекомендуется применять промежуточные прослойки
из металлов, не образующих с основными химических соединений.
Анализ двух- и многокомпонентных систем показал, что для этой
цели наиболее эффективен ванадий, который по физико-механическим
свойствам мало отличается от ниобия, а при взаимодействии с ним
образует непрерывный ряд твердых растворов переменного состава,
обладающих высокой прочностью и достаточной пластичностью
[119]. Перспективна также медь, однако следует учитывать сравни-
тельно низкую температуру плавления меди (1083 °C).
При создании биметалла ниобий—сталь 12Х18Н10Т в качестве
промежуточного слоя со стороны тугоплавкого металла применяют
ванадий, а со стороны коррозионно-стойкой стали — медь. В работе
[56] изучены зависимости изменения механических свойств соедине-
ний технически чистого ниобия НВЧ со сталью 12Х18Н9Т и армко-
железом от размеров переходной зоны, определены условия ее роста
и детально изучена структура этой зоны. Образцы (диаметром 10—
16 мм, высотой '30—50 мм) получали ударной сваркой в вакууме
при температуре 900—1300 °C.
’'Временное сопротивление ударных соединений ниобия с железом
определяется временным"”сопротивлением железа при испытаниях
до температуры 600 °C (<г8 100 МПа). Образцы обладают доста-
точной пластичностью. Столь высокие механические свойства объяс-
няются тем, что толщина переходной зоны в контакте не превышает
1 мкм. Металлографический анализ выявляет неоднородность строе-
ния и различную скорость роста слоев, составляющих переходную
зону. После длительного высокотемпературного~отжига в ней вы-
169
явлены два слоя. Слой со стороны железа (микротвердость ~7000—
7500 МПа) растет быстрее, чем со стороны ниобия (микротвердость
>15 000 МПа). Рис. 14 иллюстрирует увеличение толщины слоев
переходной зоны при отжиге (900—1200 °C) соединения ниобий
НВЧ — железо. В слое со стороны ниобия обнаружено большое
количество выделений неправильной формы размером 2—3 мкм.
Микротвердость этого слоя вдвое выше микротвердости слоя со сто-
роны железа и в 10 раз выше микротвердости ниобия и железа. Со сто-
роны последнего после отжига наблюдается обезуглероженная зона.
После сварки переходный слой соединения ниобия со сталью
12Х18Н9Т, как и в случае соединения с железом, не превышает
1 мкм. Однако при механических испытаниях разрушение проис-
ходит хрупко по стыку (ав = 240-5-290 МПа). Рентгеноструктурный
анализ подтверждает наличие карбидных фаз NbC и Nb2C на поверх-
ностях излома, а спектральный анализ выявляет скопление там 0,4—
0,5 % С. На рентгенограммах поверхностей излома кроме линий
чистых металлов наблюдаются также линии фазы ниобий—железо—
никель—хром.
На основании этих исследований авторы работ [19, 56] предпо-
ложили, что для соединения ниобия со сталью целесообразно исполь-
зовать промежуточные прослойки железа и никеля. Наряду с оцен-
кой роли никеля и железа в качестве барьеров при диффузии углерода
из. стали в ниобий определены барьерные свойства карбида ниобия
при взаимной диффузии ниобия и железа.
В соединении ниобия со сталью 12Х18Н9Т прослойку железа
применяли в виде фольги или напыляли на сталь электронным лу-
чом в вакууме. Толщина прослойки составляла 0,2—0,8 мм. Фольга
содержала 0,04 % С (техническое железо) или 0,004 % С (железо
Олектронно-лучевого переплава). В напыленном слое содержалось
э,02 % С.
При испытаниях на растяжение соединение ниобий—прослойка
железа—сталь разрушалось по прослойке или основному металлу—
ниобию. Характер разрушения определялся толщиной промежуточ-
ной прослойки железа и содержанием углерода в ней. Разрушение
по основному металлу — ниобию происходило при толщине про-
слойки с 0,15 мм.
Из концентрационных кривых распределения радиоактивного
изотопа углерода С14 (рис. 70) видно, что за время собственно ударной
сварки (~10~2 с) изотоп не прбходит через никель, а проникает через
железо и скапливается на границе соединения ниобия с железом,
образуя слой карбидов ниобия. Таким образом, при сварке давле-
нием происходит снижение коэффициента диффузии углерода в про-
слойке при увеличении степени ее деформации.
При сварке прослойка никеля между ниобием и сталью предотвра-
щает образование локальных выделений карбидов ниобия в зоне
соединения. При отжиге (<850 °C) в сварном соединении ниобия
с коррозионно-стойкой сталью, выполненном с применением про-
слойки железа, рост интерметаллидов между ниобием и железом
сдерживается локальными выделениями карбидов ниобия [19].
170
Рис. 70. Кривые распределения изотопа углерода в зоне соединения ниобия с коррозионно-
стойкой сталью через промежуточную прослойку;
а — никеля; б — железа
Инерционная сварка трением, не требующая специальных ва-
куумных камер для размещения образцов, также применима для
соединения ниобия с железом и сталью [51]. Сварку осуществляли
на установке, которая позволяет сваривать на воздухе образцы диа-
метром до 20 мм при частоте вращения маховика до 3000 об/мин и
максимальном осевом усилии до 500 Н. Образцы диаметром 14 мм
собирали из ниобия марок НВЧ* ЭЛН1, ВН2, железа (0,025 % С)
и стали 12Х18Н9Т. Прочность соединений железа с ниобием опре-
деляется прочностью основного металла (разрушение происходило
не по стыку). При испытании на изгиб полосок, вырезанных из труб,
первые трещины возникали в стыке при а = 120-5-160°. Ударная
вязкость, определенная на образцах без надреза в стыке, составляла
~10 кДж/м2. Анализ структуры сварных соединений показал, что
в процессе сварки происходит выдавливание железа в грат с глу-
бинным вырыванием ниобия.
Высокая жаропрочность свариваемых металлов обусловливает от-
сутствие заметного грата в соединении ниобия со сталью 12Х18Н9Т.
Хотя микрорентгеноспектральные исследования не выявляют интер-
металлидов в зоне контакта, однако прочность такого соединения
низка. При испытаниях разрушение всегда происходит по стыку
(ов == 130-5-320 МПа). В зоне контакта наблюдаются перемешивание
свариваемых металлов и микротрещины.
Для соединения ниобия со сталью 12Х18Н9Т использовали про-
межуточный слой железа, у которого коэффициент линейного рас-
ширения имеет среднюю величину между соответствующими значе-
ниями для стали и ниобия [51 ]. Первоначально сталь сваривали с же-
лезом. После механической обработки на торцах стальных образцов
171
Рис. 71. Зависимость прочностных и пластических свойств композиций ниобий—ванадий—
армко-железо (а) и ниобий—ванадий—сталь 12Х18Н10Т (<7) от температуры испытаний
оставляли слой железа толщиной до 7 мм. Затем последние свари-
вали с образцами ниобия.
При испытаниях на растяжение соединение ниобий—промежу-
точный слой железа — сталь 12Х18Н9Т разрушалось по основному
менее прочному металлу. Характер разрушения определяли толщи-
ной промежуточного слоя железа.
Технология сварки взрывом ниобия с армко-железом и сталью
12Х18Н10Т через ванадиевую прослойку гарантирует высокую ста-
бильность их механических свойств и преимущественное разрушение
при испытаниях по наименее прочному из свариваемых металлов
[143]. При сварке использовали пластины из стали 12Х18Н10Т и
армко-железа (14 — 18x100x200 мм), ванадия (2,2X 100x200 мм)
и ниобия (8,5— 10X150X250 мм). Исходная твердость ниобия со-
ставляла НВ 120—130, ванадия НВ 60—70, армко-железа НВ 89
и стали 12Х18Н10Т НВ 240.
В процессе отработки технологии определены оптимальные
параметры сварки трехслойных заготовок: скорость сварки vCB =
= 2000 ± 60 м/с и скорость соударения ун1 = 420 + 10 м/с ванадия
с армко-железом иун2 = 450 ± 10 м/с ванадия со сталью 12Х18Н10Т.
В результате механических испытаний на отрыв слоев установ-
лено, что сварные соединения обладают ов = 400-*-500 МПа и пре-
имущественно разрушаются по ниобию в сочетании со сталью
12Х18Н10Т и армко-железу — в сочетании ниобия с армко-железом.
Металлографические исследования границы контакта показали,
что при сварке на этих режимах обеспечивается стабильность раз-
меров волн по всей площади сваренных заготовок, на 10 % площади
наблюдаются расплавленные участки.
Результаты испытаний на кратковременную жаропрочность соеди-
нений ниобий—ванадий—армко-железо представлены на рис. 71, а.
С увеличением температуры испытаний от 20 до 800 °C временное
сопротивление падает с 353 до 26 МПа с разрушением во всех слу-
чаях по армко-железу, а относительное сужение растет с 53,3 %
172
при 20 °C до 77,2 % при 800 °C и определяется поведением армко-
железа. Таким образом, сравнительно низкая жаропрочность армко-
железа ограничивает применение этой композиции (только для
слабонагруженных узлов высокотемпературных установок). Кратко-
временную жаропрочность соединений ниобия со сталью
12Х18Н10Т определяли для трех случаев: в исходном состоянии
после сварки при 20, 400,^600, 800 °C;, в отожженном состоянии
(Т — 500 °C, t = 30 мин) при 20, 500, 800 °C; после высокотемпе-
ратурного отжига (Т = 800 °C, t = 30 мин) при 20, 500, 800 °C.
Испытания образцов первой серии показали, что с увеличением
температуры от 20 до 800 °C временное сопротивление соединения
падает с 403 до 255 МПа с преимущественным разрушением по нио-
бию (рис. 71, б, кривая 3), а относительное сужение возрастает
с 39,3 до 90 % (рис. 71, б, кривая 5). Отжиг повысил временное
сопротивление соединений в исследованном диапазоне температур.
С повышением температуры испытаний от 20 до 800 °C временное
сопротивление образцов, отожженных при 500 и 800 °C, снижается
соответственно с 412 до 350 МПа и с 392 до 259 МПа (рис. 71, б,
кривые 1, 2) при увеличении относительного сужения с 43 до 92 %
(кривая 4). Разрушение отожженных образцов при нормальной и вы-
сокой температурах происходило в основном по ниобию или ванадию.
Результаты испытаний показали целесообразность применения
сочетаний ниобий—ванадий—сталь 12Х18Н10Т в узлах энергети-
ческих установок, кратковременно работающих при температурах
до 800 °C. Изготовленные из сваренных заготовок кольцевые переход-
ники диаметром 80—120 мм были вварены с помощью аргонодуговой
сварки в узлы энергетических установок и успешно выдержали
стендовые испытания на прочность, герметичность, действие ударных
и вибрационных нагрузок при нормальной и высокой темпера-
турах.
При сварке плавлением ниобия со сталью с расплавлением стали
взаимодействие атомов, расположенных на границе раздела твердой
и жидкой фаз, происходит по схеме, характерной для процесса кон-
тактного плавления [153]. Поверхностная и объемная диффузия
атомов расплава и ниобия и растворение твердых частиц ниобия
в жидкой стали приводят к изменению концентрации ниобия в рас-
плаве с образованием эвтектики. Если концентрация ниобия в жидко-
сти превысит эвтектическую, то в процессе кристаллизации металла
шва образуется новая интерметаллическая фаза в виде отдельных
зерен или сплошной прослойки. Определяющими параметрами этих
процессов являются температура металла на границе раздела и
продолжительность контакта жидкой и твердой фаз, т. е. изменение
температуры контактируемых поверхностей во времени [128].
Соединения ниобиевых сплавов с коррозионно-стойкой сталью
толщиной до 1 мм без образования интерметаллидов можно полу-
чить электронно-лучевой сваркой при расплавлении только стали.
При этом требуется жесткое соблюдение параметров режима сварки,
так как любые отклонения приводят к резкому снижению свойств
сварных соединений.
173
Таблица 33
Режимы электронно-лучевой сварки ниобия со сталью '
(v с в = 30 м/ч, подкладка и прижимы — стальные)
Ре- жим Тип соединения Толщина металла, мм Наличие прослой- ки ^уск» кВ 7СВ. мА
Нио- 1 бий 1 Сталь
I Встык с отбортовкой стального лйста 0,9 1,08 Нет 15,4 27—30
II То же 0,9 1 Есть 15,3 37—40
III Нахлесточное с отбортовкой сталь- ного листа 0,5 0,5 Нет 15,5 19—20
IV То же 0,5 0,5 Есть 15,4 22—28
Применение промежуточных барьерных элементов, которые на-
носят на свариваемые кромки более тугоплавкого металла [166],
позволяет расширить диапазон толщин соединяемых металлов до
2 мм. Однако получение сварных соединений без прослоек интер-
металлидов при толщине более 1,5 мм весьма затруднено из-за слож-
ности регулирования термического цикла сварки.
Для образования прочных химических связей на границе раздела
твердой и жидкой фаз без интерметаллической прослойки необхо-
димо, чтобы температура нагрева ниобия в зоне контакта со сталью
была в пределах 1400—1480 °C. При этом время контактирования
определяется объемом расплавляемого металла и площадью контакта
жидкой стали с твердым ниобием. Термический цикл сварки оказы-
вает решающее влияние на структуру и свойства сварных соединений
сплавов ниобия со сталью. Типы сварных соединений при сварке
прямолинейных и кольцевых швов приведены на рис. 48.
Влияние термического цикла сварки на образование сварного
соединения ниобия (ВН2АЭМ) со сталью (08Х18Н10Т) исследовали
на соединениях стыковых с отбортовкой кромки стали и нахлесточ-
ных (табл. 33) [153].
Изменение температуры во времени фиксировали при помощи
вольфрам-рениевой термопары, которую устанавливали на глубину
0,6—0,7 мм с нижней стороны листа и приваривали точечной сваркой
на различных расстояниях от свариваемого стыка. Термические
циклы точек, расположенных на различных расстояниях от оси швов,
сваренных по режимам I и II (табл. 33), представлены на рис. 72.
В сварном соединении без интерметаллических прослоек, выпол-
ненном по режиму I, максимальная температура ниобия в точке,
расположенной на границе сплавления, не превышает 1500 °C.
Скорость нагрева ниобия в зоне контакта с расплавленным металлом
составляет 1600—1700 °С/с, а коррозионно-стойкой стали — 2400—
2500 °С/с. Средняя скорость охлаждения в интервале температур
от максимального значения до 700 °C составляет соответственно
460—470 и 340—390 °С/с. В результате высоких скоростей нагрева
и охлаждения время пребывания ванночки расплавленной стали
174
Рис. 72. Термические циклы точек при сварке ниобия со сталью без интерметаллической
прослойки (/) и с прослойкой (//)
составляет ~0,3 с. В сварном соединении, выполненном по режиму II,
температура нагрева ниобия превышает 1700 °C. Продолжительность
нагрева при данной температуре составляет 0,06 с, что приводит
к образованию сплошной интерметаллической прослойки.
При сварке металлов меньшей толщины (<0,5 мм) с применением
нахлесточных соединений крутизна кривых термических циклов то-
чек, расположенных в околошовных зонах, увеличивается, а следова-
тельно, сокращается продолжительность нагрева металла при вы-
соких температура?:. Поэтому максимальная температура нагрева
ниобия указанной толщины без образования интерметаллической
фазы повышается до 1600 °C.
Хрупкие прослойки отрицательно влияют на свойства таких
сварных соединений, и в первую очередь на пластичность и проч-
ность. В табл. 34 представлены результаты испытаний соединений
толщиной 0,5 мм, выполненных электронно-лучевой и аргонодуговой
Таблица 34
Влияние технологических факторов
на свойства нахлесточных сварных соединений ниобия со сталью
Сварка Подготовка поверхности Ширина шва, мм Наличие про- слойки (Ув* МПа а° *
Электронно-лучевая Травление 2,0 2,5 Нет Есть 500 300 180 35
В состоянии поставки (обезжирена) 2,0 Нет 480 85
Аргонодуговая в кон- тролируемой атмо- сфере Травление 2,0 2,5 Нет Есть 460 240 180 30
В состоянии поставки (обезжирена) 2,0 Нет 420 80
* Образцы вырезали вдоль шва.
175
Таблица 36
Таблица 35
Режимы электронно-лучевой сварки
сплавов ВН2АЭМ и ЭЛН1
со сталью 12Х18Н10Т
Толщина свари- ваемого металла, мм ^СВ’ мА ^уск» кВ ^луча, мм VCB» м/ч
2 45 8,8 10 8
3 45 9,0 12 5
4 45 9,5 12 3
5 50 11 12 2
Прочностные свойства
сварных соединений
Толщина свари- ваемого металла, мм Ширина шва, мм *В’ МПа а®
Верх Ко- рень
2 6,0 4,0 500 130
3 6,8 3,5 500 55
4 7,2 4,0 490 52
5 9,0 8,0 440 —
Примечание. ав определено на
образцах без усиления шва; а — поперек
зоны сплавления.
сваркой в контролируемой атмосфере. На свойства сварного соеди-
нения существенное влияние оказывают также способ сварки и
подготовка поверхности ниобия перед сваркой. Некоторое снижение
прочности при аргонодуговой сварке можно объяснить ухудшением
смачиваемости и расширением зоны термического влияния по сравне-
нию со швами, выполненными электронно-лучевой сваркой.
Для получения сварных соединений ниобиевых сплавов ВН2АЭМ
и ЭЛН1 с коррозионно-стойкой сталью 12Х18Н10Т толщиной 2—
5 мм целесообразно применять электронно-лучевую сварку расфо-
кусированным электронным лучом с иуск =8-4-12 кВ [147]. Сварку
ведут на режимах, обеспечивающих разогрев и поддержание тем-
пературы ниобия и стали в зоне соединения не выше 1480 °C, более
равномерное распределение температуры в месте соединения, что
исключает перегрев ниобиевого сплава на границе раздела твердой
и жидкой фаз.
Указанная технология опробована при сварке сплавов ВН2АЭМ
и ЭЛН1 с коррозионно-стойкой сталью 12Х18Н10Т при толщине
свариваемых металлов 2—5 мм и различных типах плоских соедине-
ний (см. рис. 48). При толщине металла 2 и 3 мм производили отбор-
товку кромки на стали, а при больших толщинах в стык закладывали
пластину из стали (табл. 35). Перед сваркой образцы ниобиевых
сплавов обрабатывали в растворе, состоящем из 40 % HF 4- 60 %
HNO3, с последующей промывкой и сушкой. Образцы из коррозион-
но-стойкой стали зачищали шлифовальной шкуркой. Непосредст-
венно перед сваркой кромки свариваемых образцов протирали спир-
том. Наилучшее формирование шва было получено при диаметре
пятна нагрева 10—12 мм и расположении его по центру стыка.
Качество сварки оценивали на основе рентгеноспектрального и
металлографического анализов, а также по результатам механиче-
ских испытаний образцов, вырезанных из сварного соединения.
Результаты микрорентгеноспектрального анализа (рис. 73) пока-
зали, что в зоне сплавления распределение компонентов стали и
ниобия постоянно и соответствует эвтектическому составу: 10—
12 % Nb, 9—10 % Ni, 15 % Cr, 64 % Fe. Непосредственно к эвтек-
176
Рис. 73. Распределение компонентов стали и ниобия в зо-
не взаимодействия после сварки
тике примыкает область твердого рас-
твора ниобия в стали. Как следует из
табл. 36, прочность сварных соединений
при нормальной температуре определя-
ется прочностью ниобиевого сплава.
Сварка плавлением ниобия с молиб-
деном представляет собой сложную за-
дачу, хотя эти металлы и образуют не-
прерывный ряд твердых растворов. Не-
многочисленные экспериментальные дан-
ные показали, что металл такого шва
обладает низкой пластичностью и повы-
шенной склонностью к образованию тре-
щин. В работе [187] высказано предпо-
ложение, что при сварке плавлением
охрупчивание металла шва и образование
трещин могут быть вызваны следующими
причинами: упрочнением
металла шва в результате взаимного легирования; влиянием приме-
сей внедрения; внутренними напряжениями в соединении, обуслов-
ленными воздействием термического цикла сварки и различными
теплофизическими свойствами соединяемых металлов. В работе
[187] установлено максимально допустимое содержание ниобия
и молибдена в шве и изучено их распределение. Сплавы молибдена
ВМ1Д и ЦМ6 соединяли со сплавом ниобия ВН2А и технически
чистым ниобием НВЧ электронно-лучевой сваркой.
Образцы толщиной 1 мм сваривали на установке У-250А при
некоторой недофокусировке луча для получения гладкого без под-
резов шва при полном проплавлении. Состав металла шва регули-
ровали смещением луча на один из свариваемых металлов, приме-
нением вставок из этих металлов, изменением погонной энергии,
отбортовкой одного из соединяемых металлов.
Анализ экспериментальных данных позволил оценить влияние
химического состава металла шва на склонность сварного соединения
к образованию трещин (рис. 74). В зависимости от этой склонности
график условно можно разделить на три (/—III) области, основные
характеристики которых и технологиче-
ские приемы получения швов соответству-
ющего состава приведены в табл. 37. Из
рис. 74 и табл. 37 следует, что имеется
определенная область твердых растворов,
характеризующаяся наличием трещин
(преимущественно поперечных) в шве,
причем чем ближе состав шва к критиче-
скому (40—50 % Nb), тем больше трещин.
Рис. 74. Зависимость микротвердости металла швов от их
состава
177
Таблица 37
Состав шва ниобия с молибденом
Область (см. рис. 74) Состав шва % Наличие трещин Технологические приемы получе- ния швов указанного состава
Nb Мо
I 20 ; so ' Нет Смещение луча в сторону молибдена на 1 мм; отбортовка молибдена (1X1 мм); технологическая вставка из молибдена толщиной 0,8—1 мм
II 21—63 79—37 Есть Луч по стыку2, q/v = 4190 кДж/м
III 64 36 Нет Смещение луча в сторону ниобия на 0,5 мм; технологическая вставка из нио- бия толщиной 0,4—0,5 мм; отбортовка ниобия 2 (1X0,5 мм); q/v = 2100-^ -=-4190 кДж/м
1 Без учета очень узкого участка у линии сплавления с резким изменением концен-
трации ниобия и молибдена.
2 Только для цилиндрических образцов.
Металл шва представляет собой сплав молибдена и ниобия в основ-
ном слабо изменяющегося состава, но с резкими колебаниями кон-
центрации этих элементов в очень узком участке у линии сплав-
ления.
Данные микрорентгеноспектральных исследований позволяют
заключить, что если при содержании до 20 % Nb состав шва прак-
тически стабилен, то при большей концентрации состав неодно-
роден по ширине шва и тем заметнее, чем ближе он к критическому
(40—50 % Nb). Микротвердость во всех случаях изменяется более
резко у линии сплавления с ниобием, так как твердость последнего
в 2 раза меньше, чем у молибдена, и почти в 4 раза, чем у металла
шва. Разброс значений микротвердости увеличивается по мере при-
ближения состава шва к критическому.
Учитывая изложенное, можно предположить, что более сильное
охрупчивающее влияние ниобия на молибден, чем молибдена на
ниобий, объясняется следующим обстоятельством: молибден более
чувствителен к примесям внедрения, а ниобий вносит повышенное
количество примесей внедрения в металл шва. Таким образом, для
получения сварных соединений молибдена с ниобием без трещин
необходимо строго контролировать содержание этих металлов в шве,
ограничив их 20 % Nb или 36 % Мо при сварке сравнительно чи-
стых от примесей внедрения сплавов (типа ЦМ6 и НВЧ) и 12 % Nb
и 19 % Мо для менее чистых (типа ВМ1Д и ВН2) [187].
Основные трудности сварки плавлением ниобия с медным спла-
вом (бронзой) связаны с большим различием их физических свойств.
Медь по сравнению с ниобием имеет более низкую температуру
плавления, но теплопроводность ее примерно в 9 раз выше тепло-
проводности ниобия. Это различие обусловливает необходимость
правильного распределения теплоты источника нагрева при их
178
сварке. Большую часть теплоты источника нагрева необходимо
концентрировать на более теплопроводном металле (меди).
При сварке ниобия с бронзой следует учитывать высокую актив-
ность взаимодействия ниобия с кислородом, азотом и водородом, что
вызывает необходимость тщательной защиты металла шва и свари-
ваемых кромок ниобия в процессе сварки.
К основным особенностям сварки меди и ее сплавов следует от-
нести легкую окисляемость в расплавленном состоянии. Образу-
ющаяся в результате этого процесса закись меди хорошо растворима
в жидком и мало растворима в твердом металле. Она образует с медью
легкоплавкую эвтектику, которая, сосредоточиваясь по границам
кристаллитов, снижает стойкость металла шва против образования
кристаллизационных трещин.
Медь обладает повышенной склонностью к образованию газовых
пор при сварке. Основную опасность при этом представляет водород,
растворимость которого резко увеличивается при переходе меди
из твердого состояния в жидкое. Различный характер взаимодей-
ствий ниобия с водородом при повышенных температурах может
отрицательно сказаться при их сварке. Однако в исследуемых нио-
биевых сплавах (ВН2А) содержание водорода незначительно (0,0001 —
0,001 %). При таких количествах водорода в ниобии он не может
служить причиной пористости в сварных швах ниобий—бронза.
Медь и ее сплавы по сравнению с другими металлами, например
коррозионно-стойкой сталью, обладают высокой адсорбционной
способностью. Причем газоотделение адсорбированных газов зависит
от подготовки поверхности металла. Поэтому для устранения пори-
стости в наплавленном металле при сварке меди и ее сплавов также
требуется тщательная подготовка поверхности и надежная защита
сварного срединения в процессе сварки.
При изучении свариваемости ниобиевого сплава ВН2 с хроми-
стой бронзой БрХ1 поверхности образцов последней подвергали
травлению в 50 %-ном растворе HNO3 с последующей тщательной
промывкой в проточной воде и сушкой. Непосредственно перед
сваркой поверхность образцов зачищали шлифовальной шкуркой на
ширине 15 мм и протирали ацетоном. Подготовка образцов из ниобие-
вого сплава описана на с. 176.
Аргонодуговую сварку образцов выполняли на автомате АДСВ-2
постоянным током прямой полярности с дополнительной защитой и
обдувом обратной стороны шва. Электронно-лучевую сварку выпол-
няли на установках ЭЛУ-4 и ЭЛУ-8. Исследовали стыковые и зам-
ковые соединения толщиной 1—1,5 мм. Качество сварки оценивали
по результатам визуального контроля, рентгеновского просвечивания,
металлографического анализа и механических испытаний образцов,
вырезанных из сварного соединения.
При аргонодуговой сварке стыковых соединений ниобия с хроми-
стой бронзой лучшее формирование шва было получено при рас-
положении вольфрамового электрода (диаметром 2 мм с заточкой на
конус) по краю медной пластины и при возвышении медного образца
над ниобиевым примерно на 0,2—0,25 мм. При сварке на оптималь-
179
Таблица 38
Режимы электронно-лучевой сварки сплава ВН2 о бронзой БрХ1
Режим сварки Ширина шва, мм со стороны Формирование шва
/Св» »св> м/ч усиления корня
17 19 3 1—1,5 С подрезами и небольшой пористостью
18 19 3 2—2,5 С большими подрезами и наплывами. Пористость по границе шва со стороны меди
16 19 2,5 0,5—1 Без подрезов, со стороны корня шва непровар
17,5 65 2,5 1—1,5 Без подрезов, в швах единичные поры
19 65 3—3,5 2—2,5 С подрезами и прожогами
20 65 2,5—3 1,5—2 То же
Примечание. Первые три режима относятся к установке ЭЛУ-8, остальные —
к ЭЛУ-4.
ных режимах (/св = 120-5-130 мА, vCB =30 м/ч) в сварных швах
дефектов не обнаружено. При электронно-лучевой сварке луч сме-
щали примерно на 2/3 его диаметра в сторону медного сплава. Удов-
летворительное формирование швов было получено в узком интер-
вале режимов. Небольшие отклонения по току приводили к непро-
варам, прожогам, подрезам. Режимы электронно-лучевой^сварки
сплава ВН2 с бронзой БрХ1 приведены в табл. 38.'
Изменение погонной энергии при сварке за счет изменения ско-
рости в широком диапазоне (17—90 м/ч) не дало возможности уста-
новить зависимость пористости от скорости сварки. Образование
пористости при электронно-лучевой сварке ниобия с низколегиро-
ванным медным сплавом связано, очевидно, с интенсивным тепло-
отводом, что препятствует газовыделению из расплавленного металла.
Устранению пористости в швах способствует повторный переплав
электронным лучом.
Сварные соединения ниобия с бронзой, выполненные аргонодуго-
вой и электронно-лучевой сваркой, пластичны при изгибе (а =
= 120=180°). Прочность сварных соединений при нормальной и
повышенных температурах определяется прочностью медного сплава.
Как при электронно-лучевой, так и при аргонодуговой сварке при
температуре испытания 20 °C ов = 320 МПа, при 200 °C ов =
= 188 АШа, при 400 °C <тв = 157 МПа, при температуре 600 °C
для сварных соединений, выполненных электронно-лучевой сваркой,
ав = 92 МПа, выполненных аргонодуговой сваркой, ив = 97 МПа.
Разрушение при обоих видах сварки происходило по границе шва
с медным сплавом.
Повторная подварка электронно-лучевой или аргонодуговой свар-
кой соединений, выполненных электронным лучом, не оказывает
влияния на их прочность. Сварные образцы размером 70 х70 мм
(ВН2 + БрХ1) были испытаны при двухосном растяжении
(табл. 39). Временные сопротивления при двухосном и одноосном
180
Таблица 39
Результаты испытаний при двухосном растяжении соединений
ниобия с бронзой
Сварка Исходная толщина сплавов на основе меди (ниобия), мм ^разр» Н (Ув, МПа; при двух- осном растяжении по бронзе (по Nb) Место разрушения
Аргонодуговая 1,23 (1,06) 1300 320 (350) По границе шва с Nb
1,222(1,08) 1100 251^(283) Трещина перпендикуляр- на сварному шву (по Nb)
1,23 (1,10) 2300 325 (364) По границе шва с Nb
Электронно-луче- вая 1,24 (0,99) 2900 355 (445) По границе шва с БрХ1
1,28 (1,00) 2200 341 (436) По границе шва с Nb
Электронно-луче- вая с подваркой непровара (арго- нодуговой свар- кой) 1,23 (0,99) 2400 324 (376) По границе шва с БрХ1
1,23 (1,00) 1700 299 (374) По границе шва с Nb
1,00 (0,95) 1550 360 (360) По границе шва с БрХ1
растяжениях почти одинаковы для сварных соединений, выполнен-
ных аргонодуговой сваркой. Для соединений, выполненных элек-
тронно-лучевой сваркой, временное сопротивление при двухосном
растяжении несколько выше, чем при одноосном.
В работе [183] при сварке сплавов ВН2 и БрХ1 установлено,
что качественное сварное соединение указанных сплавов может быть
получено в довольно широком диапазоне параметров режима элек-
тронно-лучевой сварки. Единственным затруднением явилось опре-
деление оптимальных соотношений в распределении погонной энер-
гии луча между свариваемыми деталями.В зависимости от размера
деталей эти соотношения значительно изменяются. Поэтому при
сварке мелких деталей необходимо, чтобы 1/3 энергии луча прихо-
дилась на деталь из бронзы, а 2/3 — на деталь из ниобия.
Детали массой 0,7—1 кг следует сваривать при равномерном
распределении погонной энергии луча, более 1 кг — со смещением
площади фокального пятна в сторону детали из меди, так как в дан-
ном случае имеет место значительный отвод теплоты от стыка в тело
медной детали. Снижение скоростей сварки (до 15 м/ч и ниже) ведет
к перегреву, а повышение (свыше 25 м/ч) — к снижению временного
сопротивления сплава БрХ1. Электронно-лучевая сварка (при
строгом соблюдении оптимальных параметров режима сварки)
обеспечивает получение сварного соединения высокого качества.
Оптимальный режим сварки мелких деталей из сплавов ВН2 и
БрХ1 (толщиной 1 мм): рабочее напряжение 60 кВ, сила тока эмис-
181
Рис. 75. Изменение концентрации никеля по ширине шва соединения никеля с ниобием;
а — полученного сплавлением металлов до отжига; б — то же, после отжига; в — получен-
ного в процессе сварки-пайки
сии 10—11 мА и фокусирующей линзы 20,5 мА, фокусное расстояние
65 мм, скорость сварки 15—25 м/ч, смещение площади фокального
пятна — на 2/3 в сторону ниобия.
При испытании на разрыв (при 20 °C) образцов, сваренных на
оптимальном режиме, разрушение во всех случаях проходило по
основному металлу сплава БрХ1 на расстоянии 30—35 мм от стыка.
Максимальный угол изгиба (при 20 °C, радиусе перегиба 1—1,5 мм)
во всех случаях составлял не менее 180°. Разрушение образцов при
неоднократных перегибах (на 180°) наступало на втором перегибе и
происходило по основному металлу сплава БрХ1.
Сварные соединения ниобия и молибдена с никелем широко при-
меняют в приборостроении и эксплуатируют как при нормальной,
так и при высокой температуре. Металлы имеют ограниченную рас-
творимость в твердом состоянии, что резко ухудшает их сваривае-
мость.
Стыковые соединения никеля Н1 с ниобием НВЧ и никеля Н1
с технически чистым молибденом МЧВП (толщиной 0,1—0,5 мм)
выполняли лазерной сваркой. При лазерной сварке этих металлов
шов состоит из нескольких зон, близких по своему химическому
составу к эвтектике и промежуточным фазам. Травимость его крайне
неравномерна. При замере микротвердости наблюдается большой
разброс показаний. Причиной этого является образование в швах
хаотично расположенных участков с резко отличающимися физиче-
скими свойствами. В стыковом соединении ниобия с никелем (рис. 75)
образуются прослойки с различной концентрацией элементов, при-
мерно соответствующей промежуточным фазам NbNi, NbNi3, а также
эвтектикам NbNi3 + а и NbNi + NbNi3. На границе шов—никель
наблюдается резкий переход от никеля к прослойке шириной ~7 мкм,
по химическому составу близкой к промежуточной фазе NbNi3.
Эта прослойка белого цвета с микротвердостью ~4600 МПа. Далее
182
расположена черная прослойка (металл имеет высокую травимость)
шириной в среднем 5 мкм. Ее состав примерно соответствует эвтек-
тике NbNi3 + а. Микротвердость этой прослойки измерить не
удалось. Затем (ближе к середине шва) опять тонкий слой (1—3 мкм)
промежуточной фазы и черная эвтектическая прослойка (шириной
в отдельных местах до 15 мкм), содержащая ~56 % Ni. Микро-
твердость этой части шва 7000—8000 МПа. На границе ниобий—
шов концентрация никеля увеличивается равномерно от 0 до 46 %.
Ширина этого участка ~7 мкм (рис. 75, а). За ним по направлению
к центру шва расположены области, по составу соответствующие,
вероятно, фазе NbNi и эвтектике NbNi +z NbNi3. В этом месте шва
образуется прослойка микротвердостью ~4500 МПа.
Соединение ниобия с никелем при испытаниях на разрыв разру-
шается по эвтектическим прослойкам. Вероятно, прочность послед-
них ниже прочности промежуточных фаз. Аналогичные результаты
получены для соединений никеля с молибденом. Поэтому ширину
эвтектических прослоек в упомянутых соединениях желательно
свести к минимуму. В случае лазерной сварки ниобия с никелем
это достигается при смещении светового пятна от плоскости стыка
деталей в сторону никеля.
Практический интерес представляет исследование работоспособ-
ности рассматриваемых соединений при продолжительном нагреве.
Установлено, что после отжига образцов в вакуумной печи при тем-
пературе 1000 °C в течение 6 ч металл становится более однородным
(рис. 75, б). Механические испытания отожженных соединений
ниобия с никелем показали, однако, что их прочность изменилась
незначительно. По-видимому, термообработка не способствует диф-
фузионному рассасыванию образовавшихся прослоек в прилега-
ющих зонах основного металла и самом шве. С целью уменьшения
образующейся зоны сплавления использовали лазерную сварку-
пайку никеля с ниобием, при которой плавился лишь никель. Уда-
лось добиться очень узкой зоны сплавления (~5—7 мкм), а в ряде
случаев и полного ее отсутствия (рис. 75, в), что резко увеличило
прочность соединения.
Прочность соединений ниобия с никелем и никеля с молибденом,
выполненных лазерной сваркой-пайкой, снижается с увеличением
времени отжига при температуре 600 и 1000 °C. Причина этого —
образование и рост хрупкой прослойки в переходной зоне. Так, если
до отжига соединения ниобия с никелем имели минимальную пере-
ходную зону, то после отжига в течение 6 ч ее ширина возросла до
40 мкм. Металл имел неоднородный химический состав, микротвер-
дость его увеличилась от 2300 до 17 000 МПа. Из-за высокой хруп-
кости этого участка при механических испытаниях в образцах обра-
зовались трещины. Аналогичные результаты получены для соеди-
нений никеля с молибденом.
Из приведенных экспериментальных данных следует, что при
лазерной сварке-пайке ниобия с никелем и никеля с молибденом
(вероятно, и других металлов с ограниченной растворимостью) соеди-
нения не сохраняют свою работоспособность при эксплуатации
183
Таблица 40
Механические свойства сварных соединений
ниобия электронно-лучевого переплава х
с титановыми сплавами, толщина 2 мм
Свариваемые сплавы Испытание на изгиб ан* кДж/м2
а® Место разрушения
ВН2 + 97 Зона сплавле- 93 2
+ ВТ1-0 ВН2 + 180 94 ния у титана Шов Зона сплавле- 108
+ ВТ6С 95 ния у ниобия Шов
Для соединений ниобия ан « 30 кДж/м2.
2 При испытании на статический изгиб
стрела прогиба до начала разрушения f = 3,5 мм
и при полном разрушении fpa3D =6,8 мм.
от погонной энергии, давления дуги
в условиях высокой темпе-
ратуры. Следовательно, их
применение следует ограни-
чивать изделиями, работа-
ющими при температуре,
близкой к нормальной.
Аргонодуговую сварку
ниобия с титаном выполняют
при тщательной двусторон-
ней защите шва аргоном вы-
сокой чистоты. Химический
состав металла шва и очер-
тания границ сплавления
в основном обусловлены ха-
рактером растворения кромки
тугоплавкого металла. Этот
процесс находится в слож-
ной зависимости от интен-
сивности движения жидкого
металла в сварочной ванне,
и смещения теплового источ-
ника со стыка.
При исследовании сварки использовали сплавы на основе ниобия
(ВН2, ВН2АЭМ и др.) и титана (ВТ1-0, ВТ6С, ОТ4) [104]. Механи-
ческие свойства оценивали при испытании на изгиб с установкой
пуансона в различных участках соединения (шов, зоны сплавления
шва с титаном и ниобием) и при испытании образцов на ударную
вязкость в тех же участках. Прочность сварных соединений при нор-
мальной и пониженной температурах определялась прочностью нио-
биевых сплавов. При испытании на угол изгиба, ударный и статиче-
ский изгиб максимальные значения получены в центре шва (табл. 40).
Пластичность зоны сплавления шва с ниобием зависит от хими-
ческого состава и структуры, определяемых в свою очередь конкрет-
ными условиями выплавки ниобиевого сплава. Так, если при сварке
ниобия получены малые углы изгиба (~14°) и низкие значения
ударной вязкости (~15 кДж/м2), то и при сварке ниобия с титано-
вым сплавом ОТ4 также не удается получить хорошую пластичность
(а 25°) в зоне сплавления шва с ниобием. При испытании на удар-
ный и статический изгиб хрупкое разрушение происходит также
по этой зоне.
Если используется ниобий высококачественных плавок, обеспе-
чивающих при сварке а > 90° и ян 30 кДж/м2, то и при соеди-
нении его с титановыми сплавами углы изгиба в зоне сплавления
шва с ниобием возрастают до 120—180°.
При сварке малопластичных сплавов ниобия с титаном низкая
пластичность зоны сплавления шва с ниобием, по-видимому, связана
с большим содержанием газовых примесей в этом металле, что вызы-
вает образование мелкодисперсных фаз с элементами внедрения. Это
подтверждается улучшением пластичности сплавов ниобия при от-
184
жиге до й после сварки, обусловливающем коагуляцию возникших
фаз. В этом случае для зоны сплавления шва с титаном, независимо
от марки соединяемых титановых и ниобиевых сплавов, характерны
достаточно большие углы изгиба (80—120°) и сравнительно неболь-
шой разброс их значений. Так, при использовании малопластичного
сплава ТС5 (а 39°) и сварке его с ниобием зона сплавления харак-
теризуется достаточной пластичностью (а 95°). Таким образом,
можно сделать вывод о благотворном влиянии ниобия на пластич-
ность шва со стороны зоны сплавления с титаном.
В работе [184] сплавы ВН2 и ВТ1-0 соединяли электронно-
лучевой сваркой в вакууме 6,65 МПа на установке ЭЛУ-8. Устано-
влено, что вследствие различия температур плавления сплавов ВН2
и ВТ 1-0 качественное сварное соединение этих сплавов может быть
получено лишь при точном дозировании погонной энергии луча.
Для сварки листового металла толщиной 1 мм 2/3 погонной энергии
луча должны приходиться на ниобий и х/3 на титан. При сварке
сплавов других толщин это соотношение может измениться. Для
точного дозирования энергии луча было использовано специальное
приспособление — генератор асимметричных импульсов [184].
При испытании на разрыв образцов, сваренных на оптимальных
режимах (рабочее напряжение 60 кВ, сила тока эмиссии 7—8 мА
и фокусирующей линзы 20 мА, фокусное расстояние 65 мм, скорость
сварки 20 м/ч без смещения фокального пятна), разрушение во всех
случаях происходило по основному металлу сплава ВТ 1-0 на рассто-
янии 20—25 мм от оси сварного шва. Минимальный угол изгиба
при температуре 20 °C никогда не был меньше 120°. Таким образом,
при электронно-лучевой сварке сплавов ниобия ВН2 и ВН2А со
сплавами титана ВТ 1-0 и ОТ4 можно получить вполне качественные
сварные соединения, способные продолжительное время надежно
работать в напряженных сварных конструкциях.
Сварка циркония с другими металлами. Цирконий и его конструк-
ционные сплавы хорошо деформируются и свариваются. По физиче-
ским свойствам сплавы близки к титановым. Для обеспечения доста-
точной работоспособности деталей и узлов из циркониевых сплавов,
а также улучшения их специальных свойств возникает необходи-
мость сварки циркония с другими сплавами, например со сталями.
Однако в процессе эксплуатации сталециркониевых соединений
при повышенных температурах могут ухудшаться их прочностные
характеристики вследствие образования на границе раздела метал-
лов хрупких интерметаллических прослоек [52].
С целью прогнозирования длительной работоспособности стале-
циркониевых соединений, полученных сваркой взрывом, исследо-
вана кинетика роста в них интерметаллидов при нагревах. Для этого
использовали общепринятую методику: сваренные образцы выдер-
живали в печи при фиксированной температуре в течение различного
времени. Интервал исследованных температур составлял 700—
900 °C, время выдержки 20 мин — 5 ч. Из каждого испытанного
образца изготовляли микрошлифы, на которых при тысячекратном
увеличении сравнивали толщйны прослоек до нагрева и после него.
185
Рис. 76. Схемы прессования трубной (а)
и сплошной {б) заготовок;
1 — сталь; 2 — сплав
Часть образцов использовали
для механических испытаний
сварных соединений на отрыв
слоев после нагрева.
Установлено [52], что
рост диффузионной про-
слойки для каждой из иссле-
дованных температур подчи-
няется параболическому за-
кону. Энергия активации,
определенная для сварен-
ных взрывом соединений
стали 12Х18Н10Т с цирконием, составила 88 ± 1 кДж/моль. Обра-
зующаяся в результате высокотемпературных нагревов интер-
металлическая прослойка толщиной до 5 мкм мало влияет на проч-
ность сталециркониевых соединений и является предельно допусти-
мой. Большая толщина прослойки приводит к резкому снижению
прочности. Если считать допустимым за время эксплуатации образо-
вание прослойки толщиной, например, до 2 мкм, то работоспособ-
ность сталециркониевых соединений при температуре 300 °C составит
20 лет, а при 350 °C — до 5,5 лет.
В настоящее время нередко стальные части конструкций с цир-
кониевыми соединяют механическими способами, приемлемыми для
работы соединений при температуре до 200—250 °C. Повышение
рабочей температуры и давления приводит к потере герметичности
соединений.
Один из наиболее рациональных ’методов сварки давлением
сталециркониевых соединений — совместное горячее прессование
[149], позволяющее снизить необходимую степень термической
активации свариваемых поверхностей за счет большой пластической
деформации, уменьшить время протекания процесса образования
металлической связи в зоне соединения.Сущность метода поясняется
схемами прессования сплошной и трубной заготовок (рис. 76) в ва-
кууме. Температурный режим выбирали так, чтобы различие
в сопротивлении деформации соединяемых пар при температуре
прессования было возможно малым и чтобы эта температура была
ниже температуры образования эвтектики (934 °C). Опробованы
различные режимы прессования (температура, коэффициент вы-
тяжки) [149]. В ходе кратковременных испытаний установлено, что
рациональный температурный интервал нагрева составляет 800—
825 °C, коэффициент вытяжки 6 обеспечивает надежное соединение
и определяет для данной конструкции оптимальную длину зоны
перехода. При принятых параметрах прессования сварные соедине-
ния имеют удовлетворительные характеристики.
При испытании на растяжение разрыв всегда происходил по
менее прочному материалу (циркониевому сплаву). При 20 °C ов =
186
= 500 МПа, при 315 °C ав = 400 МПа. Результаты испытаний на
сплющивание показали, что соединения имеют удовлетворительную
пластичность (просвет 8,5—9 мм при внутреннем диаметре 17 мм).
Металлографический анализ показал, что в соединении микро-
дефекты отсутствуют. Циркониевый сплав имеет двухфазную мелко-
зернистую структуру, характеризующуюся наличием зерен a-твер-
дого раствора на основе циркония, вытянутых вдоль направления
прессования, и зерен |JNb-фазы. Сталь 08Х18Н10Т имеет типичную
аустенитную структуру с небольшим количеством a-фазы. В зоне
соединения наблюдалась прослойка интерметаллидов толщиной 1—
1,5 мкм.
Условия работы соединений достаточно сложны и определяются
воздействием как агрессивной среды теплоносителя, так и значи-
тельных механических напряжений, обусловленных давлением тепло-
носителя и различием коэффициентов линейного расширения стали
и сплава. Поэтому для оценки работоспособности соединений наи-
более целесообразны испытания на длительную коррозионную стой-
кость при наличии теплосмен. Испытания проводили в автоклаве
в статических условиях. Наружная поверхность образцов контакти-
ровала с паром при температуре 315 °C и давлении 9 МПа. Внутри
заваренных с торцов образцов находился воздух. Число теплосмен
по режиму 20—315—20 °C с одновременным изменением давления
в интервале 0—9—0 МПа составило: после 2500 ч — 14; 5000 — 23;
10 000 — 73.
Соединение обладает высокими прочностью, пластичностью и со-
противлением коррозионно-механическим разрушениям, в связи
с чем было рекомендовано [149] для использования в реакторо-
строении.
Сварка молибдена с другими металлами. Особенности различных
видов сварки молибдена рассмотрим на примерах его соединения
со сталью, медью и вольфрамом. Исследование биметалла молиб-
ден — сталь, полученного горячей пакетной прокатко й в вакууме,
показало, что прочность при срезе соединения составляла 30—
100 МПа. Разрушение почти во всех случаях происходило по молиб-
дену. Отжиг биметаллических образцов в течение 1 ч при 700 °C
значительно повышает прочность сцепления слоев, что может быть
следствием выделения дисперсной карбидной фазы в слое молибдена
около плоскости сварки.
Отжиг при более высоких температурах приводит к образованию
интерметаллической прослойки, и вследствие этого снижается проч-
ность сцепления соединения стали СтЗсп со сплавом ЦМ2А.
Большое различие диффузионной подвижности атомов железа и
атомов молибдена приводит к появлению пористости в стали даже
при кратковременном отжиге (1 ч) соединения при температуре
1300 °C.
Электронно-лучевую сварку сплава ЦМ2А толщиной 0,2 мм
с медной лентой МЗр толщиной 1,5 мм выполняли встык, кроме того,
на молибденовые стержни диаметром 14 мм надевали медные втулки
с толщиной стенки 1,5 мм и сварку выполняли по кромке медной
187
втулки внахлестку. При сварке молибдена с медью и наплавке меди
на молибден наблюдается хорошее смачивание его поверхности
жидкой медью. Внешний вид сварных соединений удовлетворитель-
ный. Пор и трещин в зоне сплавления не обнаружено. Микротвер-
дость соединения в зоне сплавления шириной 0,03 мм плавно сни-
жается от 2860 МПа (микротвердость молибдена до сварки)
до 800 МПа и на расстоянии 0,1 мм от шва равна 900 МПа, т. е.
становится равной микротвердости меди в состоянии поставки. При
испытании на разрыв разрушение происходило по молибдену вблизи
шва (ов = 490 МПа). При испытании на изгиб трещины наблюдались
при а = 45°. На образцах, нагретых при температуре 100 °C, при
а = 90° трещин не обнаружено.
Основной показатель плохой свариваемости молибдена с воль-
фрамом — низкая пластичность и большая нестабильность свойств
сварных соединений при нормальной температуре. Особенно высокой
хрупкостью обладают соединения вольфрама, температура перехода
которых из вязкого состояния в хрупкое составляет несколько сот
градусов. Возможность получения сварных соединений молибдена
с вольфрамом электронно-лучевой и дуговой сваркой вольфрамовым
электродом в камере с контролируемой атмосферой описана в ра-
боте [94].
Исследования проводили на листовом молибденовом сплаве ЦМ6
толщиной 1 мм, предварительно закладывая в стык узкие полоски
вольфрамовой фольги. Режим электронно-лучевой сварки обеспечи-
вал полное расплавление фольги и равномерный провар свариваемых
кромок (/св = 120 мА, i/yCK = 15 кВ, псв = 80 м/ч).
Содержание вольфрама в металле шва, определенное методом
микрорентгеноспектрального анализа, в зависимости от количества
заложенных в стык полосок составляло 23 и 41 %. В обоих случаях
сварные швы имели хороший внешний вид; трещин, подрезов и пор
не наблюдалось. В шве вольфрам распределялся относительно равно-
мерно.
Пластичность сварных соединений оценивали по углу изгиба
при нормальной и повышенных температурах. В результате легиро-
вания металла шва вольфрамом среднее значение угла изгиба при
нормальной температуре понижалось от 112° (для нелегированных
швов) до 20° (при 23 % W) и 5° (при 41 % W). Для повышения пла-
стичности сварного соединения вольфрама с молибденом сварку
следует вести с ограничением содержания вольфрама в металле шва,
т. е. путем преимущественного расплавления молибдена.
При сварке листового нелегированного вольфрама и сплава ЦМ6
толщиной 1 и 2 мм более тонкие листы соединяли электронно-луче-
вой, листы большей толщины — дуговой сваркой. Свариваемые
кромки обрабатывали на шлифовальном станке. С целью ограниче-
ния участия вольфрама в формировании шва на кромках вольфрамо-
вых пластин снимали фаски, а в стык в качестве присадочного мате-
риала закладывали полоски из молибдена или молибденорениевого
сплава МР-47ВП. В обоих случаях формирование швов происходило
удовлетворительно. Трещины и подрезы отсутствовали.
188
Электронно-лучевую сварку осуществляли по двум вариантам:
луч направляли на вставку и молибден и на вставку и вольфрам.
Смещение в обоих случаях составляло 0,3—0,5 мм. В первом случае
луч почти не касался вольфрама, и последний в процессе сварки
оплавлялся незначительно, т. е. шов формировался в основном за счет
присадочного металла и основного — молибденового сплава. При
сварке по второму варианту наблюдалось интенсивное оплавление
вольфрама, особенно в верхней части соединения. Содержание
вольфрама в металле шва для обоих вариантов составляло соответ-
ственно 15 и 60—80 %. Результаты испытаний на изгиб показали,
что сварные швы обладают пластичностью, возрастающей по мере
повышения температуры испытания. Разрушение всех образцов
происходило по зоне термического влияния вольфрама.
В сварных соединениях, выполненных дуговой сваркой, швы
формировались в основном за счет присадочного металла и основ-
ного — молибдена. Таким образом, сварку целесообразно вести
с присадочным металлом и так, чтобы обеспечить минимальный
переход вольфрама в шов. В качестве присадки можно применять
молибденовый сплав того же состава, что и свариваемый ме-
талл.
Пластины биметалла вольфрам — молибден, представляющего
собой лист молибденового сплава ЦМ2А толщиной 2 мм, плакирован-
ный с одной стороны вольфрамом толщиной 1 мм, сваривали встык
дуговой сваркой в камере, заполненной аргоном. Значения углов
изгиба металла в состоянии поставки при температуре 300 °C на-
ходились в пределах 85—120°. Разрушение образцов проходило по
вольфраму.
При сварке с присадкой применяли V-образную разделку кромок
(угол разделки 90°, притупление 1 мм). В качестве присадочного
металла применяли проволоку из вольфраморениевого сплава ВР-27
диаметром 1,6 мм и молибденорениевого сплава МР-47ВП диаметром
2 мм, а также полоски из молибденового сплава ЦМ6 толщиной
1 мм, закладываемые в стык перед сваркой. Швы выполняли за два
прохода: первый — без присадки для формирования корня шва,
второй — с присадкой. В сварных швах трещины отсутство-
вали.
Исследование структуры, твердости и химического состава ме-
талла швов, выполненных без присадки, свидетельствует о незначи-
тельном переходе вольфрама в шов и неравномерном распределении
его по высоте: наиболее обогащены вольфрамом верхние слои (5—
7 % вольфрама в средней части и до 10 % вверху).
Испытания на изгиб при температуре 300—400 °C показали, что
пластичность сварных соединений, полученных без присадки и
с присадкой, зависит от направления изгиба. При расположении
пуансона со стороны молибдена углы изгиба имеют наименьшие зна-
чения (20—25°), и независимо от состава шва все образцы разру-
шаются по слою вольфрама в зоне сварного шва. Образцы, испыты-
ваемые в тех же условиях, но с расположением пуансона со стороны
вольфрама, изгибались на 180° без разрушения.
189
Получить сварные соединения биметалла молибден + вольфрам
без трещин можно при дуговой сварке в камере с контролируемой
атмосферой. Для улучшения формирования швов необходимо при-
менять присадочный металл из молибденового сплава.
СВАРКА СЕРЕБРА И ЗОЛОТА
С ДРУГИМИ МЕТАЛЛАМИ
Сварка серебра с другими металлами. Благодаря химической стойкости, высокой
теплопроводности и электропроводности, особым каталитическим свойствам се-
ребро все шире применяется в промышленности, в том числе для изготовления хи-
мической аппаратуры. В США из производимых ежегодно ~5 тыс. т серебра 70—
75 % потребляется промышленностью, причем ~8 % идет на изготовление матери-
алов для сварки и пайки [87]. В связи с невысокими механическими свойствами
(ов — 140-ь 160 МПа, 6 = 40-ь 50 %, НВ = 260 МПа), а также с целью экономии
серебро часто используют в качестве плакирующего коррозионно-стойкого слоя
биметаллов, которые получают прокаткой, наплавкой, а в последнее время —
взрывом [87].
Серебро — дефицитный металл. Поэтому его применение для сварки (пла-
кирующий слой, технологический связующий подслой, диффузионный барьер и
т. п.) в каждом конкретном случае должно быть теоретически оправдано и аргу-
ментировано. Основной принцип применения серебра в современных изделиях —•
экономия всюду, где возможно, применение только там, где это абсолютно необ-
ходимо [87].
Рассмотрим свойства серебра: тип решетки — г. ц. к., а = b — с = 0,4 X
X 10 10 м, плотность у= 10,49 г/см3, высокая теплопроводность (при 0 °C
423 Вт/(м-К), т. е. на 30 % выше теплопроводности меди).
Трудности при сварке серебра связаны прежде с его высокой теплопровод-
ностью, большой растворимостью кислорода в жидком металле и резким перепадом
растворимости этого газа при температуре кристаллизации серебра, способностью
к сильной ликвации и огрублению структуры. С одними металлами серебро не
смешивается ни в жидком, ни в твердом состоянии, с другими образует интерметал-
лические соединения.
Растворимость водорода в твердом серебре при температуре 400—900 °C не-
велика. С водородом серебро образует гидрид AgH красно-коричневого цвета плот-
ностью 5,3 г/см3, который сублимирует при температуре 500 °C. С кислородом этот
металл образует окись Ag2O, имеющую кубическую решетку типа Си2О с пара-
метром а = 4,72-10 10 м и плотностью 7,1—8,2 г/см3. Давление диссоциации
Ag2O составляет 5000 МПа при 25 °C, 0,175 МПа при 200 °C и 418 МПа при
800 °C. При давлении, достаточном для устранения диссоциации окиси серебра,
возможно существование эвтектики Ag2O—Ag. Последовательный нагрев на воздухе
и в водороде оказывает охрупчивающее действие на серебро, что объясняется обра-
зованием Н2О на границах зерен. При плавлении и сварке серебро интенсивно ис-
паряется.
Наиболее часто применяют такие сочетания металлов: сталь и серебро; алю-
миний и серебро; медь и серебро. Применение находит как чистое серебро (99,8—
99,99 % Ag), так и легированное 0,15 % Ni, кремнием (1,5 % Si и 3 % Si), кад-
мием (сплав кадаг 604) и др.
Сварка серебра со сталью затруднена из-за отсутствия какого-либо взаимодей-
ствия серебра с железом как в жидком, так и в твердом состоянии.
Серебро применяют в качестве диффузионного барьера в биметалле сталь—
алюминий [84]. Из-за склонности зерна к росту чистое серебро рекомендуется для
аппаратуры, работающей при температуре <150 °C. Структура мелкозернистого
серебра стабильна при температурах >150 °C. Мелкозернистое серебро по сравне-
нию с чистым серебром обладает большей стойкостью против межкристаллитной
коррозии.
Для получения качественных сварных соединений серебра со сталью, сущест-
венно отличающихся по физико-химическим 'свойствам, необходимо использовать
специальные технологические и металлургические приемы.
190
Биметаллы, в которых серебро используют в качестве плакирующего слоя,
применяют для существенного (до 90—95 %) снижения расхода серебра и (или)
получения эксплуатационных свойств изделий (прочности, упругости и др.), не-
достижимых в монометаллическом исполнении [87]. В промышленности для по-
лучения биметаллов с серебром применяют сварку давлением — пластической де-
формацией (холодной сваркой, прокаткой, горячей прокаткой или осадкой паке-
тов) и электрическую контактную сварку (стыковую или шовную). Первый способ
позволяет получать плакирующие слои толщиной от нескольких миллиметров
до нескольких микрометров, второй способ — относительно толстые 1 мм) слои.
Для нанесения тонких (50 мкм) слоев на ленту, проволоку и детали используют
электрохимическое осаждение из раствора или термическое напыление в вакууме.
Относительно массивные биметаллические изделия получают пайкой, диффузионной
сваркой и сваркой взрывом.
Холодное плакирование используют для прокатки пакетов или рулонной про-
катки лент. В первом (сварочном) проходе необходимо обжатие 57—70 %, что тре-
бует достаточно мощного стана. Такую деформацию выдерживает большинство
перспективных для «биметаллизации» материалов: основных (Си, латунь Л63,
бронза Си—Sn, нейзильбер МНЦ 15-20, сталь 12Х18Н10Т, углеродистая сталь)
и плакирующих (Ag, сплавы Ag—Си, Ag—Cd и др.) слоев.
Изготовляют листы, полосы, ленты из биметаллов Ag+ латунь Л68 и сплав
(Ag’ + 3 % Си) + Л68 толщиной до 20 мм, сплав Ag + Си, нейзильбер МНЦ
15-20, бронза БрОФ6,5-0,1,5 с одно- или двусторонним плакированием. При полу-
чении листов биметалла Ag+ сталь СтЗ на стальные листы после механической
обработки наносят последовательно гальваническим методом слои Ni, Си, затем
Ag. Серебряные листы зачищают стальными щетками. Собранный Симметричный
пакет Ag + сталь + сталь + Ag нагревают до температуры 700—750 °C, прока-
тывают с разовыми обжатиями за проход 10—15 % до суммарного обжатия не менее
70%. Листы размером 8X275X1200 мм имеют ов = 60-^70 МПа.
Диффузионную сварку для серебросодержащих металлов применяют редко
из-за малого размера пакетов (150Х 170 мм;, большой продолжительности цикла
сварки, опасности оплавления стыка разнородных металлов (эвтектическое опла-
вление границы перехода при сварке Ag с Си и др.) при индукционном нагреве.
Сварка взрывом эффективна, когда требуется относительно толстый (>5—
10 мм) и широкий (500 мм) биметаллический лист, который трудно получить на
прокатном стане или удовлетворительно термообработать (Ag+ Си, Ag+ сталь).
Сваркой взрывом получают листы суммарной толщины 6—10 мм с толщиной се-
ребряного слоя 1,5—2 мм и основным слоем стали 10 или 12Х18Н10Т. Однако
при этом способе имеют место трудно учитываемые потери серебра. В работе [87]
сообщается об успешном плакировании листов молибдена серебром с помощью
энергии взрыва. Переходная зона представляет собой мелкодисперсную смесь ча-
стиц серебра и молибдена. После сварки поверхностный слой молибдена наклепы-
вается, а серебро частично рекристаллизуется за счет теплового эффекта соударе-
ния и деформации слоев.
Напыление в вакууме и электрохимическое осаждение серебра из раствора приме-
няют для нанесения тонких (несколько микрометров) слоев серебра. Достигается
высокая чистота покрытия по примесям и газам, скорость нанесения ~ 1 мкм/мин.
С помощью рулонной холодной сварки изготовляют трехслойную фольгу из
меди или алюминия, плакированную с двух сторон серебром. Исходная толщина
пакета ~2 мм. Пластичность металла достаточна для прокатки фольги без промежу-
точных отжигов. При необходимости отжига следует учитывать опасность вну-
треннего окисления, взаимную диффузию серебра, алюминия, меди и химическое
взаимодействие серебра с алюминием при повышенной температуре. Хрупкая про-
слойка не образуется при длительных нагревах до 200—250 °C, по крайней мере
в течение 0,5 ч при 300 °C и в течение ~20 с при 400 °C.
Структурные превращения, происходящие в переходной зоне биметалла алюми-
ний + серебро при нагревах, исследовали на специальных образцах толщиной
3 мм (толщина слоя серебра 1 мм) [163]. Образцы подвергали изотермическим от-
жигам при температурах 200, 300, 400, 500 и 550 °C с продолжительностью вы-
держек 30 с—5 ч (при малых выдержках отжиг проводили в селитровой ванне,
при длительных — в электропечи сопротивления).
191
Рис. 77. Распределение серебра и цийка (а)
и микротвердости (<>) в переходной зоне ^.би-
металла сплав 01911 — серебро, отожженного
при 500 °C 1 ч
Как показали результаты микро-
рентгеноспектрального исследования, при
нагреве биметаллов алюминий + серебро
и сплав 01911 + серебро происходило
интенсивное диффузионное взаимодей-
ствие между слоями. Уже при темпера-
туре 200 °C по обе стороны границы раз-
дела образовалась диффузионная зона за
счет взаимной диффузии серебра и алю-
миния. При дальнейшем взаимодействии
между сплавом 01911 и серебром в се-
ребро дополнительно диффундировал
также цинк и, возможно, магний. Про-
тяженность диффузионной зоны состав-
ляла 15—20 мкм. Содержание серебра
в зоне при переходе от серебра к алюми-
нию и сплаву 0911 монотонно уменьша-
лось от 100 % до 0, а содержание цинка
при переходе от сплава к серебру — от
4 % до 0.
Начиная с температуры 300 °C, после часовой выдержки на границе раздела
образуется фаза с концентрацией серебра 82—87 %, соответствующей области су-
ществования g-фазы (Ag3Al) в системе серебро—алюминий. Существование этой
фазы в переходной зоне определяется наличием площадки на кривых распределе-
ния серебра, а глубина проникновения фазы — протяженностью площадки
(рис. 77). Интерметаллическая прослойка четко просматривается на шлифах и имеет
твердость 1750—2750 МПа (рис. 77). В биметалле алюминий + серебро к интер-
металлической прослойке примыкают диффузионные зоны, обогащенные со сто-
роны алюминия серебром, а со стороны серебра алюминием. Микротвердость этих
зон выше микротвердости соответствующих металлов.
В биметалле алюминиевый сплав + серебро зона, прилегающая к интерметал-
лиду со стороны сплава, имеет микротвердость, меньшую микротвердости сплава.
При дальнейшем увеличении температуры и продолжительности нагрева толщина
интерметаллической прослойки, так же как и общая ширина зоны диффузионного
взаимодействия, возрастает, и интерметаллид образуется за меньший промежуток
времени. После двухчасовой выдержки при 500 °C толщина интерметаллида дости-
гает 50 мкм (при общей ширине диффузионной зоны 150 мкм). Температурно-вре-
менные условия появления g-фазы в биметаллах алюминий + серебро и сплав
0911+ серебро примерно одинаковые, однако общая ширина диффузионной зоны
в биметалле с чистым алюминием значительно меньше, чем в биметалле со сплавом,
Это, по-видимому, связано с влиянием легирующих элементов сплава (цинк, маг-
ний) на характер протекания диффузионных процессов.
Монотонный характер распределения цинка в переходной зоне нарушается при
появлении g-фазы. В присутствии g-фазы цинк ускоренно диффундирует в интер-
металлид, при существовании которого концентрация цинка в пограничной области
сплава снижается до 0,5—1 % (рис. 77). Это, вероятно, и вызывает отмеченное
снижение твердости пограничной зоны сплава при образовании интерметаллида.
Результаты микрорентгеноспектрального и микроскопического анализа пере-
ходной зоны биметаллов алюминий + серебро и сплав 0911+ серебро после на-
грева до температур 200—550 °C свидетельствуют об активном диффузионном вза-
имодействии между слоями, наиболее важным моментом которого является образо-
вание на границе раздела интерметаллической прослойки, состоящей из g-фазы
(Ag3Al). В биметалле сплав 01911 + серебро интерметаллид обогащен цинком и
магнием, диффундирующим в него из сплава.
В работе [23] исследовалось влияние термических циклов сварки плавлением
и температурных колебаний на прочность сцепления серебра со сталью в биметалле,
192
Рис. 78. Распределение температур вдоль
продольной оси стыкового соединения би-
металла сталь—серебро при последователь-
ном наложении слоев; кривые/, 2, 3, 4 со-
ответствуют слоям /', 2*, 3', 4'
Рис. 79. Зависимость временного сопро-
тивления биметалла серебро—сталь, по-
лученного диффузионным способом (/) и
с использованием энергии взрыва (2), от
расстояния от продольной оси шва (сте-
пени температурного воздействия)
полученном диффузионным способом и взрывом. Основой служила сталь ВСтЗсп
(ГОСТ 380—71) толщиной 12 мм, а плакирующим слоем — серебро Ср 999,9
(ГОСТ 6836—80) толщиной 2 мм.
Сварку стального слоя выполняли за три прохода автоматом АДПГ-500 в угле-
кислом газе проволокой Св-08Г2С диаметром 1,6 мм (ГОСТ 2246—70) на следующем
режиме: (/д = 22ч-26 В, /Св = 1804-220 А, расход СО2 12—14 л/мин; для первого
слоя иСв == 18 м/ч, для второго и третьего — 12 м/ч. Сварку плакирующего слоя
выполняли за один проход вручную непдавящимся электродом в аргоне на следу-
ющем режиме: t/д = 184-20 В, /св = 2204-250 А, цСв = 84-10 м/ч, расход ар-
гона 10—12 л/мин. В качестве присадочного металла использовали проволоку
Св СрПдНЛа 97, 63 (ТУ 48-0714—73) диаметром 3 мм. Проволока содержала
2,2% Pd, 0,15% Ni, 0,01 % La, остальное Ag [23].
Эксперименты по определению температурных полей при выполнении каж-
дого слоя (рис. 78) подтвердили закономерности распределения температур в зави-
симости от режимов сварки и теплопроводности стали и серебра. Снижение скорости
сварки и увеличение мощности дуги приводят к расширению зоны термического1
влияния.
Влияние количества теплосмен на прочность сцепления серебра со сталыо
определяли испытанием на срез образцов, прошедщих термообработку по следующему
режиму: нагрев от 100 до 900 °C с выдержкой в течение 1 ч через каждые 100 °C
и с охлаждением на воздухе после каждой выдержки.
Влияние кратковременных термических циклов сварки на прочность сцепления
серебра со сталью оценивали по результатам механических испытаний на срез об-
разцов, вырезанных из различных зон. Прочность сцепления серебра со сталью за-
висит от температурного воздействия (рис. 79). В зоне нагрева до температуры
600 °C, которая распространяется на расстояние до 20 мм от продольной оси шва,,
наблюдается резкий спад прочности сцепления. Биметалл, полученный с использо-
ванием энергии взрыва, менее склонен к снижению прочности в интервале темпера-
тур 200—600 °C, чем биметалл, полученный диффузионным способом.
Оценивая результаты механических испытаний, можно считать, что прочность
сцепления серебра со сталью зависит от количества окислов в переходной зоне.
Биметалл с большим содержанием кислорода имеет повышенную склонность к по-
тере прочности сцепления слоев при температурном воздействии. Чистое серебро1
плохо смачивает низкоуглеродистую сталь. Поэтому наплавка его на сталь, сварка
этих металлов, пайка стали серебром представляют большие трудности [20].
Для улучшения смачиваемости стали необходимо использовать флюсы или
серебро, легированное элементами, имеющими сродство к железу и серебру. Се-
ребро, наплавленное непосредственно на сталь, имеет с последней плохое сцепление,
на линии сплавления наблюдается большое количество пор. В стальном слое воз-
7 в. Р. Рябов и др.
193-
Таблица 41 Механические свойства соединений сталь -|- серебро (а — 180°) можно образование трещин, за- полненных серебром. Авторы работы [175] разрабо- тали флюс НХС-1 и присадочную
Присадочная проволока i ав, МПа б, % проволоку для аргонодуговой свар- ки-пайки серебра со сталью и на- пайки серебра на сталь. Разрабо-
БрКМцЗ-1 БрМНЖКТ5-1-0,2-0,2 167—168 175—176 24—28 25—28 тана специальная сварочная про- волока для сварки серебра со сталью. Проволока содержит се- ребро (основа), а также 1—10 % Pd, 0,01—1 % Ni и 0,001—0,05 % La.
Пр1 мечания. 1. Приведены средние данные испытаний 5—6 образцов при температуре 18—20 °C. 2. Толщина свариваемых образцов 2 мм. 3. Прочность сварных соединений опреде- ляли по значению прочности серебра. Предложена проволока [А. с. № 770704 (СССР)], содержащая д© 1—3 % Мп, для сварки серебра со сталью и медью. В конструкциях, не предна-
значенных для работы в агресив-
них средах, допустима сварка се-
ребра со сталью с помощью третьего металла, наплавленного на сталь
и обладающего достаточной взаимной растворимостью со сталью и серебром [А. с.
№ 170135 (СССР)]. В ряде случаев рекомендуется промежуточная наплавка нике-
лем, медью или сплавами на ее основе. Прочность сцепления меди со сталью и се-
ребром достаточно высокая, но при этом возникает опасность загрязнения серебра
медью в результате образования легкоплавкой эвтектики серебро—медь. Чтобы из-
бежать этого, рекомендуется производить промежуточную наплавку более тугоплав-
кими металлами или сплавами, например никелем или монель-металл ом. В этом слу-
чае в серебряных швах содержится 0,15—0,5 % Fe, 0,35—0,8 % Си и 0,12—
0,24 % Ni. Такое содержание примесей допустимо, если плакирующий серебряный
слой не предназначен для улучшения электропроводимости и не работает в агрессив-
ных средах.
Стыковые соединения серебра толщиной 1—2 мм в аргоне неплавящимся
электродом сваривают на постоянном токе прямой полярности (/св = 504-
4- 120 А).
Опыты по сварке серебра со сталью с использованием в качестве присадочного
металла чистой меди показали, что отсутствие в меди раскислителей и модификато-
ров приводит к образованию пор и трещин в швах. Поэтому были опробованы [148]
стандартные присадочные проволоки диаметром 2—3 мм на основе меди, легирован-
ные Si, Ni, Мп, Ti, Fe, бронзы БрКМцЗ-1 и БрМНЖКТ5-1-0,2-0,2: В опытах ис-
пользовали серебро Ср 999^ толщиной 2 мм и сталь СтЗ толщиной 2—10 мм. Стыко-
вые и нахлесточные соединения сваривали вручную неплавящимся электродом
в среде аргона постоянным током прямой полярности на следующем режиме: 7Св =
= 1504-200 A, Un = 154-18 В, vCB = 154-20 м/ч.
В связи с большой теплопроводностью серебра для сварки необходим местный
подогрев до температуры 500 °C, а источник нагрева следует концентрировать на
серебре, смещая дугу на 2—3 мм от кромки серебряного листа, чем достигается
незначительное проплавление стали.
Сварные соединения сохраняли плотность в вакууме при нагреве до температуры,
не превышающей температуры плавления эвтектики Ag—Си, равной 779 °C. Пла-
стические свойства сварных соединений зависят от наличия фаз и структурной не-
однородности у зон сплавления, особенно со стороны стали (табл. 41).
Между серебром и бронзовым швом выявлена группа слоев из промежуточных
сплавов с примерно одинаковой твердостью. Со стороны стали отмечена светлая
прослойка шириной 10—20 мкм с высокой микротвердостью (4500—6000 МПа),
которую можно классифицировать как соединение железа с кремнием типа Fe3Si.
Медь в стали отсутствовала; по-видимому, ее проникновению препятствовала рас-
положенная по поверхности сплавления фаза Fe3Si.
Основные затруднения при сварке стыковых соединений биметалла серебро+
4-медь связаны: возможностью перехода меди в шов плакирующего слоя (серебро),
к коррозионной стойкости которого предъявляются высокие требования [9]. К до-
полнительным трудностям сварки биметалла серебро + медь следует отнести воз-
194
можность образования легкоплавкой эвтектики (72 % Ag 4- 28 % Си) с темпера-
турой плавления 778 °C и малую толщину (1 мм) плакирующего слоя.
В работе [9] описана комбинированная технология сварки стыковых и флан-
цевых соединений труб, заключающаяся в том, что соединения серебра с серебром
выполняют аргонодуговой сваркой, а соединения меди с серебром и сталью — га-
зовой сваркой. Биметаллические трубы с толщиной стенки 2 мм изготовлены мето-
дом совместной протяжки медной и серебряной труб с наружным диаметром соот-
ветственно 22 и 30 мм. Плакирующий слой серебра Ср 999,9 имел толщину 1 мм.
При аргонодуговой сварке плакирующего слоя в качестве присадочного металла
использовали проволоку диаметром 2 и 3 мм из сплава серебра Св СрНЛа 99,7,
а при газовой сварке меди с серебром и сталью — проволоку (такого же диаметра)
из сплава серебра ПСр72.
Непосредственно перед сборкой и сваркой свариваемые поверхности очищали
и обезжиривали этиловым спиртом. Сборку стыков выполняли в центраторах.
Прихватки длиной 5—6 мм выполняли на двух диаметрально расположенных участ-
ках при тех же режимах, что и сварку.
Из-за высокой теплопроводности серебра и меди сварку проводили с пред-
варительным подогревом до температуры 400—500 °C, который позволил стабили-
зировать режим сварки и вести процесс при токе не более 120 А, обеспечивающем
удовлетворительное формирование шва во всех пространственных положениях.
Сварочная дуга возбуждалась с помощью осциллятора на графитовой пластине,
что исключало попадание вольфрама в сварные швы.
Газовую сварку вели при избытке горючего газа. При выборе оптимальной
технологии сварки исследованы два варианта (Cl, С2) стыковых соединений и один
вариант (Ф1) фланцевого соединения (табл. 42). Особое внимание при сварке уде-
ляли характеру формирования шва и переходу меди в шов плакирующего слоя. Сты-
ковые соединения С1 и С2 выполняли за два прохода: первый — аргонодуговой
сваркой, а второй — газовой сваркой. Первый шов в соединении С2 выполняли без
присадки. Его формирование обеспечивалось оплавлением отбортованных кромок.
Во фланцевом соединении плакирующий слой трубы сваривали с плакирующим
слоем фланца аргонодуговой сваркой, а стальную часть фланца с медной основой
трубы — газовой сваркой.
Наиболее легко шов плакирующего слоя формируется в стыковом соединении
С2, так как в этом случае отпадает необходимость в подаче присадочной проволоки.
Однако отсутствие раскислителей в сварочной ванне приводит к образованию в шве
пор. Газовую сварку основного слоя выполняли без оплавления серебряного слоя.
Это достигалось путем поперечных колебаний горелки с промежуточными останов-
ками на медных кромках. Во фланцевом соединении сварка плакирующих слоев
выполняется без затруднений, так как шов формируется на твердой стальной по-
верхности. При газовой сварке медной основы трубы со стальной основой фланца
соединяемые поверхности не оплавляются, т. е. процесс проходит в виде пайки, что
исключает возможность образования эвтектики и перемешивания меди с серебром
в переходной зоне биметаллических труб.
Исходя из преимуществ и недостатков рассмотренных вариантов сварки, пред-
почтение следует отдать стыковому соединению С1, при котором обеспечиваются бо-
лее высокие плотность и коррозионная стойкость шва.
Взамен пайки серебряными припоями разработан процесс контактной сварки
серебряных пластин с латунными пластинами с образованием эвтектики между ними,
что облегчает условия визуального контроля качества соединений и позволяет легка
автоматизировать процесс [74].
Предложенный способ основан на использовании явления контактно-реактив-
ного плавления при нагреве разнородных металлов до температуры образования
между ними эвтектики или твердых растворов с минимумом на кривой ликвидуса.
В рассмотренном случае [74] серебро с латунью образует тройную эвтектику со-
става: 55 % Ag, 30 % Zn и 15 % Си, имеющую температуру плавления 675 °C.
Серебряную пластину толщиной 0,5 мм и латунную толщиной 1 мм помещали
между электродами специальной сварочной машины переменного тока, сжимали уси-
лием 100 Н, а затем в течение 1—2 с пропускали сварочный ток 250 А. В связи
с высоким электросопротивлением материала электродов (электрографит ЭГ8) по-
следние интенсивно разогревались при прохождении тока, что способствовало на-
греву соединяемых деталей за счет теплопередачи. При нагреве зоны соединения до
7*
195
Режимы сварки биметалла медь-f- серебро
Таблица 42
Обозна- чение свар- ного соеди- нения Схема подготовки кромок и сборки стыка под сварку Л:в» осв> м/ч Ов, МПа
Примечания. 1. С7Д ~ 15 -=-20 В. 2. Расход аргона 10—12 л/мин. 3. Прочность
определяли после сварки серебряного и медного слоев.,
температуры плавления эвтектики и при некоторой выдержке по плоскости стыка
серебряного контакта с латунной пластиной образовалась жидкая прослойка лег-
коплавкой эвтектики. Для полного и равномерного растекания выдавливаемой из
стыка соединяемых деталей жидкой эвтектики по торцам пластин целесообразно
применение флюса.
Сварка золота с другими металлами. Относительная простота, с которой золото
может свариваться как с золотом, так и с другими металлами при температурах ниже
его точки плавления, служит основанием для соединения его в твердом состоянии.
Изучение старинных золотых изделий подтверждает, что уже в глубокой древ-
ности была известна сварка давлением [198]. Два особых свойства золота облегчают
196
его использование для соединения с другими металлами. Это, во-первых, пластич-
ность, а во-вторых, отсутствие пленки окисла на поверхности золота даже при его
нагреве в атмосфере.
Хотя обработка золота для удаления слоя окисла не нужна, на его поверх-
ности возникают другие виды загрязнений, что вызывает необходимость подгото-
вки поверхности для сварки. Для снятия поверхностных загрязнений наиболее рас-
пространена тонкая очистка металлической щеткой.
Сварка золота может быть осуществлена путем холодной прокатки, но с целью
снятия напряжений в металле от предварительной термической и механической об-
работки перед сваркой целесообразен нагрев.
Если холодная сварка должна быть проведена без значительной деформации,
то осуществление процесса в вакууме имеет преимущества, так как вакуум способ-
ствует устранению с поверхности золота адсорбированных пленок. Например, уста-
новлено, что вакуум ~10 Па уменьшает необходимое для сварки давление от 70—
140 до 6—12 Н. При производстве золотых элементов микроэлектроники возможно
появление остатков органических пленок от материалов фоторезиста, используемых
при изготовлении печатных схем. Приварка золотых проволочек к поверхности, ме-
таллизованной золотом и загрязненной подобными органическими пленками, про-
исходит в два этапа. Первым этапом является разрушение пленки. Длительность его
зависит от температуры и свойств пленок. Второй этап заключается в создании («вы-
ращивании») контактных площадок за счет процесса поверхностной диффузии. В от-
сутствии давления энергия активации этого процесса составляет ~46 кДж/моль,
что типично для процессов поверхностной диффузии [198]. Рост контактных пло-
щадок со временем имеет параболический характер и мало зависит от приложенного
давления. Установлено, что остатки органических пленок на поверхности золота
уменьшают скорость роста контактных площадок почти в 10 раз.
После разрушения поверхностных пленок на золоте дальнейший процесс сварки
заключается в основном в обеспечении надлежащего контакта между металлами.
При этом относительное скольжение, которое столь важно для разрушения пленки
окиси на всех металлах (включая платину), не является необходимым при сварке
золота, поскольку оно свободно от окисной пленки на поверхности.
Р. Степльтон использовал симметричное устройство, в котором два золотых про-
водника (В и С) сваривались с двумя металлизованными золотом стальными под-
ложками (А и D), давая два типа соединений: содинение АВ между жесткой повер-
хностью и проволокой и соединение проволоки с проволокой ВС. Таким способом
были получены оба типа деформации — одна с относительным смещением, а другая —
без него. При общей деформации 12 % лучшее качество сварки получено при воз-
можности относительного перемещения поверхностей (соединения АВ и CD),
чем если его не было (соединение ВС).
Общим выводом, совпадающим также с результатами исследования других
металлов, является то, что для сварки давлением при низких температурах и огра-
ниченной возможности деформации относительное перемещение необходимо; если
же сварка производится при повышенных температурах и при значительных дефор-
мациях, необходимость в относительном перемещении поверхностей соединяемых
деталей отпадает.
Ультразвуковая сварка характеризуется деформацией соединяемых металлов
в очень тонком поверхностном слое. Благодаря этому удается качественно сварить
чрезвычайно тонкие детали. Соединения, выполненные ультразвуковой сваркой
между золотыми ленточками толщиной 0,025 мм и шириной 0,075 мм и подлож-
кой, металлизованной золотом, имеют временное сопротивление, равной ~75 %
временного сопротивления золота.
Ускорение диффузионных процессов способствует получению сварных соеди-
нений золота высокого качества. Диффузия может быть заметно увеличена (до трех
порядков), если использовать третий металл в качестве промежуточного между двумя
свариваемыми металлами. Например, для облегчения соединения двух золотых
поверхностей на керамике или металле рекомендуется использовать серебряно-
свинцовый промежуточный слой. В большинстве случаев роль поверхностной диф-
фузии более существенна, чем диффузии через кристаллическую решетку или по
структурным границам, особенно при заполнении пустот в контактной зоне под дав-
лением. Для увеличения скорости диффузии в контактной области эффективны жид-
кости или легкоплавкие металлы, такие, как ртуть, галлий и индий.
197
Исследовали соединения золота с золотом (99,93%), полученные при помощи
промежуточного слоя ртути, индия (температура плавления 165 °G) и галлия (тем-
пература плавления 40 °C) при температурах 20—100 °C. Наиболее интересно влия-
ние ртути: при нагреве до 100 °C качество шва, выполненного сваркой давлением,
наилучшее при выдержке 2—78 сут. Металлографические исследования показали,
что ртуть проникла в золото на глубину 25 мкм. Однако использование ртути в ка-
честве промежуточного вещества может быть осуществлено лишь для специальных
целей, поскольку ее применение требует нагрева и времени, превышающего 2 сут.
Поверхностная диффузия может быть значительно увеличена при помощи вис-
мута. Последний на золоте увеличивает коэффициент поверхностной диффузии в ин-
тервале температур 600—950 °C в 104 раз.
Иногда диффузия может приводить к нежелательным явлениям. В случае зо-
лота — это «пурпурная чума», которая может возникнуть в соединении золота с алю-
минием, если время и температура таковы, что обеспечивают достаточную диффузию
[97]. Ухудшение механических свойств соединения золота с алюминием связано
с развитием пустот Киркендалла в результате большой скорости диффузии алю-
миния по сравнению со скоростью диффузии золота. Хрупкая составляющая пред-
ставляет собой модификацию интерметаллической фазы АиА12 золотисто-пурпурного
цвета со структурой типа флюорита и с постоянной атомной решетки а = 5,98 X
X 10-10 м. Поскольку наличие этой фазы обусловливает низкие механические и элек-
трические свойства контактов, ее назвали «пурпурной чумой».
В соединении; алюминия с золотом обнаружены и другие интерметаллические
фазы. После нагрева сплавов стехиометрического состава Aum А1п (до температуры
1100 °C с суточной выдержкой при этой температуре) и медленного охлаждения поя-
влялась пурпурная окраска сплава АиА12 и золотисто-пурпурная сплава Аи2А1.
Нагрев таких сплавов до температуры плавления (650 °C) и выдержка при этой
температуре в течение 48 ч не вызывали заметных изменений сплава.
Сочетания золото-)- кремний и золото-)- германий в полупроводниковой тех-
нике. Сварка золота с кремнием исследована в работе [97 ] при температуре 400 °C,
что ниже той, при которой образуется эвтектика Au—Si (за время 0,5—5 мин).
Для сварки использовали молибденовый электрод диаметром 3 мм с золотой фольгой.
Время t, необходимое для обеспечения максимальной прочности швов, изменяется
в зависимости от нагрузки Р: t = ЮООР"0»6®. В течение времени диффузия в основном
происходит через поверхность и структурные границы, а плавления не наступает.
В работе [97 ] исследовано термокомпрессионнсе соединение золотой проволоки
с германием и кремнием. Из рассмотренных сочетаний легче осуществлялось соеди-
нение золота с германием. Золотую проволоку подготовляли отжигом в пламени и
очисткой в кислоте, полупроводник промывали в спирте. Золото с германием свари-
вали при температуре 250 °C, т. е. ниже эвтектической (356 °C). Контактное усилие
достигало 35 Н, что приводило к деформации проволоки 10—30 %. В течение вре-
мени сварки (от нескольких секунд до нескольких минут) диффузия не протекала,
а также не создавались и не перемещались дислокации в полупроводниках.
В настоящее время золотые проводники присоединяют к токоведущим элемен-
там корпусов электронных микросхем преимущественно сваркой давлением с при-
менением импульсного косвенного нагрева. Для получения соединений удовлетвори-
тельного качества на поверхность токоведущих элементов наносят золотое покры-
тие толщиной 3—5 мкм, к которому приваривают проводник. В зоне контакта в ре-
зультате поверхностных микродиффузионных процессов, возникающих под дей-
ствием нагрева и давления, образуется сварное соединение. Однако после сварки зо-
лотое покрытие иногда отслаивается от токоведущего элемента, что снижает проч-
ность и работоспособность изделия. Параметры режима сварки давлением, как пра-
вило, нестабильны, и нет критериев, по которым можно было бы оценивать качество
соединения [86].
Для соединения ковара с золотом без промежуточного покрытия наиболее при-
емлема лазерная сварка, энергетические характеристики которой обеспечивают
процессы плавления и взаимной диффузии свариваемых материалов. При монтаже
микросхем на лазерной установке к торцовым поверхностям токоведущих элементов
из ковара 29НК диаметром 300 мкм внахлестку приваривали проводники из золота
(99,999 %) диаметром 30, 50 и 70 мкм.
Испытания образцов на прочность показали, что усилие среза для сварного
соединения ковара с проводником диаметром 30 мкм равно разрывному усилию
198
проводника. По мере увеличения диаметра проводника прочность соединения умень-
шалась и составляла ~70 % первоначального значения. Такое снижение прочности
связано с рекристаллизацией материала проводника в зоне, прилегающей к месту
сварки. Средняя прочность соединений при лазерной сварке на 25—30 % выше проч-
ности аналогичных соединений позолоченного ковара, выполненных сваркой давле-
нием с импульсным косвенным нагревом. При испытаниях на прочность разрушение
происходило в зоне перехода от наплавленного металла к проводнику или непосред-
ственно по проводнику. При этом соединения, полученные лазерной сваркой, обла-
дали высокой долговечностью и стойкостью против ударных нагрузок. Под действием
таких нагрузок разрушения не происходило.
ГЛАВА V
Применение конструкций из разнородных металлов
в промышленности
ПОЛУЧЕНИЕ ТРУБЧАТЫХ ПЕРЕХОДНИКОВ
ИЗ МЕТАЛЛОВ РАЗЛИЧНЫХ СОЧЕТАНИЙ
Сварные соединения труб или оболочек из разнородных метал-
лов — один из распространенных узловjr современных конструк-
циях, в которых к ним, как правило, предъявляются весьма высокие
требования по работоспособности.
Соединение труб из разнородных металлов осуществляют сваркой
давлением (взрывом, совместным прессованием, трением, диффу-
зионной, магнитно-импульсной), а также дуговой (плавящимся
и неплавящимся электродом в среде защитных газов, под флюсом),
электронно-лучевой. Применяют и комбинированные методы, на-
пример с помощью биметаллических переходников, предварительно
полученных прокаткой, штамповкой. Требования к трубопроводам
самые разнообразные: работа при низких и высоких температурах,
вакуумная плотность, повышенное давление, вибрационные и удар-
ные нагрузки, коррозионная стойкость и др. Различным аспектам
расчета, изготовления и эксплуатации разнородных труб посвящена
работа [160].
На рис. 80 приведены обобщенные сведения о наиболее характер-
ных металлах и применяемых дополнительных элементах (прослой-
ках, вставках, переходниках) в соединениях труб из разнородных
металлов [160]. Наиболее часто в промышленности встречаются
соединения типа А, а также соединения с одним или двумя дополни-
тельными элементами (типа Б и В), диаметром 10—300 мм с тол-
щиной стенки 0,5—20 мм.
Наметившаяся в последнее время тенденция сварки разнородных
металлов с помощью переходников заслуживает серьезного внима-
ния. При использовании переходников сварщику приходится свари-
вать только однородные материалы, так как разнородные уже за-
199
A
Углеродистые стали Стали типа 12Х18Н10Т Алюминий и его сплады J Алюминий и его сплады Перлитные стали Медь
к
Б
Стали типа 12Х18Н10Т Высононикеледые стали, никель и сплады на его осноде БрХ1 №,та, Мо 1 Сталь 20 J Си OU, ВНМ1, ВТ1-0
Стали типа 12Х18Н10Т J Al Стали 1 типа J 1ZX18H10T А1 • Ti Сплад7г+2$0ЪЪ Ni Кодар Си Ti Сплав Zr+^S^Nb Ni Ковар Си
Г
благовременно соединены в переходнике. Преимущество этого спо-
соба особенно проявляется при монтаже конструкций. Важно то,
что переходник изготовляют в цеховых условиях отдельно от кон-
струкции, поэтому можно выполнить его качественно с применением
новых способов сварки, использование которых в монтажных усло-
виях затруднено, проконтролировать соединение на наличие дефек-
тов, подвергнуть термической и механической обработке, испытаниям
и т. д.
Соединительные переходники могут быть получены различными
способами сварки давлением — прессованием, трением, диффузион-
ной и др.
В работе [107] исследовали возможности применения тепло-
прессовой сварки для получения биметаллических переходников
200
Рис. 81. Схема теплопрессовой сварки:
1 — стол пресса; 2 — пресс-форма; 3 — заготовка из бронзы; 4 —
заготовка из стали; 5 — приспособление для сварки; б — ползун
сталь — бронза (рис. 81). Внутренняя деталь из-
готовлена из стали ЗОХГСА в закаленном состоя-
нии, наружная — из бронзы БрОФ7-02, облада-
ющей высокими антикоррозионными, антифрик-
ционными и механическими свойствами при нор-
мальной и повышенных температурах. Заготовку
из бронзы в виде цилиндра нагревали до задан-
ной температуры в электропечи и устанавливали
на стол пресса. Стальная заготовка состояла из
рабочей части в виде усеченного конуса с а =
— 25°, высотой 20 мм и основания диаметром
10 мм и цилиндрического хвостовика диаметром
20 мм и высотой 15 мм. Согласно эксплуатаци-
онным требованиям стальную заготовку подвергали термообработке
до ав = 1200 ± 100 МПа. Стальную заготовку закрепляли на
пуансоне и впрессовывали в бронзовую заготовку при усилии
60 кН. Охлаждение соединения происходило на воздухе.
Механическими испытаниями на разрыв установлено, что опти-
мальной температурой нагрева (с точки зрения получения макси-
мальной прочности соединения) является 800 °C. Дальнейшее по-
вышение температуры нагрева бронзовой заготовки приводило к вы-
жиманию ее из пресс-формы и растрескиванию.
Металлографическими исследованиями в зоне соединения бронзы
со сталью обнаружена окисная пленка, снижающая прочность. Для
предотвращения попадания окислов на поверхность торец бронзовой
заготовки никелировали. Применение прослойки никеля при сварке
железа с медью и их сплавами оказалось весьма эффективным. Со-
гласно диаграмме состояния Fe — Ni — Си никель значительно
увеличивает растворимость железа в меди и меди в железе. При
температуре 750—800 °C в контакте железа с никелем образуется
прослойка эвтектоидного типа, состоящая из смеси твердых раство-
ров меди в железе и никеля с железом в меди. В результате металло-
графических исследований образцов из стали ЗОХГСА и бронзы,
выполненных теплопрессовой сваркой через прослойку никеля
толщиной 10 мкм, нанесенную гальваническим способом, окисных
пленок не обнаружено. Прочность соединения при этом увеличилась
в 2,5 раза.
На основе проведенных исследований разработан технологиче-
ский процесс и проведена теплопрессовая сварка кронштейнов из
закаленной стали ЗОХГСА с бронзой БрОФ7-02. Коническую по-
верхность кронштейнов и рабочий торец бронзовых заготовок по-
крывали гальванически никелем. Бронзовую заготовку, помещен-
ную в пресс-форму, нагревали в электропечи в течение 140 мин
до 800 °C. Сварку осуществляли на прессе при усилии 240 кН. Ре-
зультаты испытаний показали, что суммарный максимальный износ
бронзы после 200 циклов нагружения практически остается неизмен-
201
Рис. 8'2. Биметаллическая кулачковая втулка:
1 — корпус втулки; 2 — наплавленный слой цветного
сплава
ным и составляет не более 0,10 мм, а
после 400 циклов — 0,11 мм. Отслоения
бронзового слоя от стальной основы во
время испытаний не наблюдалось. Темпе-
ратура трущихся поверхностей повыша-
лась незначительно.
Для получения переходников широко
используют сварку трением [140]. Этим
способом изготовляют как сплошные за-
готовки, из которых затем механическим
путем получают переходники необходи-
мой конструкции, так и трубчатые пере-
ходники. Для работы переходников при низких температурах це-
лесообразно торцы стальной заготовки обрабатывать на конус.
Оригинальный способ наплавки трением предложен в работах
[3, 63]. При изготовлении биметаллических деталей значительно
снижается расход цветного металла и трудоемкость. При наплавке
по этому методу один из соединяемых металлов (основной) в течение
всего процесса остается в твердом состоянии, а другой (наносимый)
расплавляется, т. е. соединение двух металлов происходит в твердо-
жидком состоянии.
Для изготовления биметаллических заготовок для кулачковых
втулок (рис. 82) методом наплавки трением разработана установка
ВНТ-5 [3]. Процесс изготовления биметаллической заготовки за-
ключается в следующем. Стальную заготовку устанавливают в за-
жимном приспособлении, в подготовленное отверстие засыпают
необходимое количество стружки цветного сплава, стружку пред-
варительно уплотняют, поднимая стол до определенного положения.
После этого осуществляют вращательное движение рабочего инстру-
мента (пуансона) и медленный подъем стола для создания необходи-
мого давления пуансона на брикет стружки. Режим наплавки (ча-
стота вращения пуансона, рабочее давление, продолжительность
процесса) определяют экспериментально. По достижении столом
крайнего верхнего положения, что соответствует окончанию процесса
наплавки, стол опускают, не прекращая вращения шпинделя, в ре-
зультате чего пуансон выходит из биметаллической заготовки.
Затем прекращают вращение шпинделя. Заготовку извлекают из
зажимного приспособления. Заводские испытания биметаллических
кулачковых втулок показали их высокие механические свойства.
Разработаны [106] способы изготовления из разнородных мате-
риалов качественных переходников, в том числе и крупногаба-
ритных.
Способ, основанный на использовании электрошлакового пере-
плава. По этому способу переходники в виде трубы, стержня, листа
изготовляют горячей (прошивкой, прессованием, высадкой, ковкой,
прокаткой) или холодной (сверлением, точением, строганием) обра-
202
a)
Рис. 83. Переходники, полученные электрошлаковым переплавом (а) и автовакуумной свар-
кой давлением
1 — сталь, сплав, металл А; 2 — переходная зона; 3 — сталь, сплав, металл Б; 4 —
сварные швы
боткой специальных слитков-заготовок, выполненных из разно-
родных металлов А и Б, подлежащих сварке. Слитки-заготовки
изготовляют электрошлаковым переплавом в водоохлаждаемую из-
ложницу составного расходуемого электрода из разнородных метал-
лических материалов А и Б. Эти слитки-заготовки в зависимости
от формы переходников могут иметь круглое, квадратное или прямо-
угольное сечение, а также форму гильзы (рис. 83, а).
Подбирая длину и сечение составного расходуемого электрода,
удается предотвратить образование хрупких прослоек в зоне спла-
вления разнородных металлов. Способ позволяет получать переход-
ники с плавным переходом от одного металла к другому. Благодаря
этому в них отсутствует сильно выраженная структурная неоднород-
ность, а напряженное состояние в соединении заметно ослаблено.
Способ, основанный на применении автовакуумной сварки дав-
лением. В этом способе используется явление самопроизвольной
очистки свариваемых поверхностей от окислов и адсорбированных
газов при нагреве их до высоких температур без доступа воздуха.
При изготовлении переходников по этому способу заготовки из
разнородных металлов накладывают друг на друга кромками, под-
лежащими сварке. Чтобы исключить доступ воздуха в зазор между
свариваемыми кромками, заготовки обваривают по контуру
(рис. 83, б).
Последующий нагрев до высокой температуры и необходимое
давление, способное вызвать пластическую деформацию металла,
обеспечивают качественную сварку разнородных металлов по всей
поверхности их контакта. Переходники по этому способу можно
изготовлять прессованием, осадкой, прошивкой, прокаткой, экстру-
зией ит. п. в виде стержня, трубы, листа (полосы).
203
Введение между свариваемыми поверхностями специальной не-
расплавляемой вставки позволяет в ряде случаев предотвратить
или заметно ослабить структурную неоднородность на границе кон-
такта разнородных металлов. Например, в переходниках из аусте-
нитной 12Х18Н10Т и неаустенитной 20Х2М стали использование
и качестве такой вставки тонкого слоя никеля заметно тормозит
диффузию углерода из неаустенитной стали в аустенитную. Важное
преимущество таких переходников — возможность сварки разно-
родных металлов по очень развитой поверхности, благодаря чему
удается в несколько раз увеличить расчетное сечение соединения,
л в ряде случаев снизить в нем напряжения. Переходники могут
иметь различные размеры и формы.
Способ, основанный на применении прессовой сварки-пайки.
По этому способу сварка производится в вакууме, а между сварива-
емыми кромками помещают тонкий слой расплавляемого в процессе
сварки припоя. Сварочный зазор в этом случае не обваривают. Еще
в процессе сварки при последующей термообработке припой может
частично или полностью раствориться. Этот способ целесообразно
применять преимущественно для изготовления переходников не-
больших размеров.
За последние годы широкое распространение получил способ
соединения разнородных металлов путем их совместной пластиче-
ской деформации — прокатка биметаллов. Биметаллы являются
самостоятельной группой промышленных материалов, позволяющих
сочетать наиболее ценные свойства металлов, из которых они со-
стоят (высокую пластичность с высокой сопротивляемостью действию
агрессивных сред, высокую прочность с хорошей электропроводи-
мостью и т. д.).
Прокатка биметаллов — одно из весьма перспективных направле-
ний получения композитных материалов. Применение биметаллов
позволяет соединять металлы с крайне ограниченной раствори-
мостью, такие, как титан со сталью, алюминий с медью и многие
другие. Переходники могут быть кольцевыми плоскими со стыковым
соединением, вырезанными из биметаллического листа; трубчатыми
с нахлесточным соединением, полученными штамповкой из листо-
вого биметалла (для трубопроводов диаметром более 40 мм); трубча-
тыми (обечайки) с продольным швом.
В работе [54] приведены результаты экспериментального иссле-
дования прочности биметаллического соединения тонкостенных ци-
линдров при двух видах механического нагружения в условиях
повышенной, нормальной и низкой температур. Рассмотрен также
вопрос о влиянии режима термообработки на прочностные характе-
ристики сварного соединения.
Исследования проводили на образцах с наружным диаметром
25 мм и толщиной стенки 2 мм. Форма образца для испытаний и его
основные размеры приведены на рис. 84.
Разнородные металлы (бронзу БрАФ9-4 со сталью 12Х18Н10Т)
соединяли сваркой трением. Известно, что качество сварных соеди-
нений, выполненных сваркой давлением, в том числе и сваркой
204
Рис. 84. Образец для испытаний:
1— бронза; 2 *— сталь
трением, определяется температу-
рой и степенью пластической де-
формации контактных поверхно-
стей [69 ]. Бронзу со сталью соеди-
няли при температуре >—1000 °C в течение 13 с. Такая продолжитель-
ность процесса объясняется тем, что БрАЖ9-4 обладает достаточна
высоким сопротивлением пластической деформации (о0>2 = 300 МПа).
Результаты испытаний сварных соединений бронзы со сталью при
растяжении после сварки в интервале температур от 300 до —196 °C.
представлены на рис. 85. Прочность биметаллического элемента
в исследованном температурном диапазоне определялась свойствами
менее прочного металла. Все испытанные образцы разрушались
не по стыку, а по основному металлу — бронзе БрАЖ9-4.
Большинство сварных конструкций как из однородных, так
из разнородных металлов в процессе изготовления и эксплуатации
подвергаются нагреву и охлаждению до различных температур.
Представляло интерес исследовать прочностные характеристики
указанных соединений после предварительного нагрева, поскольку
исследуемые металлы резко отличаются по кристаллохимическимг
свойствам. Кроме того, в составе бронзы БрАЖ9-4 присутствуют
10 % А1, а как известно, при нагреве алюминий практически со-
всеми металлами образует интерметаллические соединения, что
при определенных температурно-временных условиях может при-
вести к охрупчиванию соединения. С этой целью часть образцов после
сварки подвергали нагреву до температуры 730 °C в течение 40 мин,
а затем испытывали на растяжение при той же температуре. Времен-
ное сопротивление термообработанных образцов оказалось на 100—
140 МПа ниже временного сопротивления образцов, не подвергнутых,
нагреву. С понижением температуры это различие увеличивается
причем образцы после термообработки при всех температурах раз-
рушались хрупко по сварному стыку.
Металлографический анализ сварных соединений бронзы
БрАЖ9-4 со сталью 12Х18Н10Т показал, что образование зародышей
в виде сплошной цепочки новой фазы происходит уже в процессе?
сварки. Последующие нагревы до температуры 730 °C резко увели-
чивают ширину интерметаллического слоя
&л. МПа
при том же уровне твер-
'К
600
к 1
2
— Z -с < I
— — — —-4
400
-200 -100 О
100 200 Т,°С
Рис. 85. Зависимость временно-
го сопротивления сварного сое-
динения от температуры после
сварки (/) и после нагрева до
730 °C (2) при растяжении (спло-
шная линия) и внутреннем дав-
лении (штриховая линия)
205»
дости, что и в состоянии после сварки. Это, очевидно, существенно
сказывается на прочности сварного соединения.
Прочность биметаллического образца зависит от вида нагруже-
ния. В случае повышенных температур временное сопротивление
при неравномерном двухосном растяжении ниже, чем при одно-
осном, на 130 МПа. По мере снижения температуры эта разница
уменьшается, а при температуре —196 °C временное сопротивление
при одноосном растяжении на 50 МПа ниже временного сопротивле-
ния при испытаниях внутренним давлением. Поскольку заготовки
под сварку изготовляли из прутка диаметром 30 мм, то металл, оче-
видно, обладал трансверсальной анизотропией свойств, чем, веро-
ятно, и объясняются разные значения временного сопротивления
бронзы в продольном и тангенциальном направлениях при темпе-
ратурах 20 и 300 °C.
Для большинства металлов с понижением температуры степень
анизотропии уменьшается, т. е. происходит выравнивание механи-
ческих свойств. По-видимому, к таким металлам относится и бронза
БрАЖ9-4, в связи с чем при температуре —196 °C разрушение
происходило при напряжениях больших, чем в случае одноосного
растяжения. Испытания, проведенные при различных видах нагру-
жения в диапазоне температур —196ч- +300 °C, показали, что свар-
ные соединения бронзы со сталью, полученные сваркой трением,
в указанных условиях практически равнопрочны с менее прочным
металлом—бронзой.
Сварка плавлением разнородных труб. Соединение труб из
разнородных металлов с применением вставки из третьего ме-
талла рассмотрим на примере сварки плавлением титана со сталью
1146].
При сварке плавлением титана и его сплавов с коррозионно-
стойкими сталями с применением вставки из ванадия и его сплавов
важным моментом является правильный выбор композиций сварива-
емых материалов. При выборе стали необходимо учитывать характер
взаимодействия ванадия с основными легирующими элементами стали
{Ni, Сг) и высокую активность ванадия к карбидообразованию.
Для сварки плавлением наиболее применимы стали типа
О8Х15Н5Д2Т, 09Х16Н4Б и титановые сплавы ВТ1-0, ОТ4, ОТ4-1,
ТС5, в качестве вставки — ванадиевые сплавы, легированные воль-
фрамом или хромом [113].
Для подготовки поверхности перед сваркой применяют травление
или механическую зачистку свариваемых кромок с последующей
протиркой их ацетоном. Ванадиевый сплав применяют в отожженном
состоянии. Отжиг производят в вакууме (0,0133 Па при нагреве
и 0,665 Па при выдержке и охлаждении) при температуре 1050 °C
и выдержке 1 ч. Подготовка кромок заготовок из металлов указан-
ных сочетаний должна обеспечивать тщательную стыковку сварива-
емых кромок по всей длине шва с минимальным зазором, который
не должен превышать 0,1 мм. Сборка заготовок под сварку реко-
мендуется с помощью зажимных приспособлений без прихваток.
Условия защиты соединений при сварке титана и стали с ванадиевым
206
Рис* 86. Сопротивление усталости сты-
ковых сварных соединений:
J « 08Х15Н5Д2Т 4- V8W + ОТ4; 2 —
08Х18Н10Т + V8W + OT4
сплавом должны быть та-
кими же, как и в случае
сварки титановых и ванадие-
вых сплавов.
Результаты испытания
плоских стыковых сварных
соединений толщиной 1 мм,
выполненных автоматиче-
ской аргонодуговой свар- '
кой, на выносливость при осевом растяжении по пульсирующему
циклу с частотой 41,6 Гц при трех уровнях повторных напряжений
(221,6 и ПО МПа) приведены на рис. 86. График построен в полу-
логарифмических координатах о — N, где о — максимальное напря-
жение цикла; N — среднеарифметическое число циклов до разруше-
ния. Сравнение результатов испытаний на одинаковой базе 106—
2-107 циклов показывает, что усталостная прочность сварных соеди-
нений 08Х15Н5Д2Т V8W + ОТ4 в 1,5—2 раза выше усталостной
прочности сварных соединений 08Х18Н10Т -f-V8W Ц-ОТ4.
Сварка трубопровода выполнялась автоматом АСНК-5Т для арго-
нодуговой сварки неповоротных стыков из титановых сплавов.
Усталостные испытания трубопроводов проводили на базе 107 цик-
лов при частоте колебаний 60—200 Гц. Усталостная прочность
сварных трубопроводов из титанового сплава ОТ4 и стали
08Х15Н5Д2Т, выполненных с применением кольцевой вставки из
сплава V8W (0 50 X 0,5 мм и 0 50 X 1 мм), составляла 250 МПа.
Конструктивную прочность сварных разнородных соединений
коррозионно-стойкая сталь Ц- ванадиевый сплав V8W + титано-
вый сплав ОТ4 определяли на сварных трубопроводах и емкостях.
Трубы из сталей 08Х15Н5Д2Т и 08Х18Н10Т (0 35 X 1 мм и 0 50 X
X 1 мм) и сплава ОТ4 сваривали ручной аргонодуговой сваркой
в камере с защитной атмосферой с применением кольцевой вставки
из сплава V8W. Герметизацию сварных элементов трубопроводов
из стали и титана обеспечивали путем приварки донышек со шту-
церами.
Цилиндрические сосуды из стали 08Х15Н5Д2Т +V8W + ОТ4
диаметром 200 мм при толщине стенки 1 мм сваривали автомати-
ческой аргонодуговой сваркой. При этом стальную и титановую
обечайки изготовляли с одним продольным швом, выполненным
автоматической аргонодуговой сваркой, а ванадиевое кольцо свари-
вали электронно-лучевой сваркой. Сосуды герметизировали
установкой заглушек на торцы цилиндров при испытании.
Для определения конструктивной прочности сварные изделия
подвергали гидравлическим нагружениям до разрушения.
Конструктивную прочность рассчитывали по формуле
ак = PDI(2S — 100),
207
Рис. 87. Сварные трубчатые соединения (08Х15Н5Д2Т -f- V8W ОТ4):
а — до испытания; б — испытания на сплющивание
где р — разрушающее давление, МПа; D — диаметр обечайки, мм;
6 — толщина стенки, мм.
Для сварных трубчатых элементов 08Х15Н5Д2Т 4-V8W +
+ ОТ4 (0 35 X 1 мм), 08Х18Н10Т + V8W + ОТ4 (0 50 X 1 мм),
выполненных ручной аргонодуговой сваркой, соответственно стк =
= 350 МПа и Or = 3204-370 МПа; для сварных изделий
08Х15Н5Д2Т + V8W + ОТ4 (0 200 X 1 мм), выполненных автома-
тической аргонодуговой сваркой, ок = 4804-600 МПа. Разрушение
изделия при испытании происходило по продольному шву кольца
из ванадиевого сплава V8W. Общую прочность обечаек оценивали
по отношению конструктивной прочности (ак) к временному сопро-
тивлению сварных соединений при' одноосном нагружении (ов),
определенному при испытании образцов-свидетелей. Сопоставле-
ние временного сопротивления сварных соединений сталь
О8Х15Н5Д2Т -|-V8W + ОТ4 при двухосном растяжении с времен-
ным сопротивлением соединений при осевом растяжении показывает,
что ок/ов = 1,14-1,4.
Плотность сварных швов изделий и трубчатых элементов
08Х15Н5Д2Т + V8W +ОТ4 и 08Х18Н10Т + V8W + ОТ4 оце-
нивали гидравлическими испытаниями. Как правило, сварные
швы были плотными. Для оценки пластичности сварные трубчатые
образцы подвергали сплющиванию. После сплющивания до просвета,
равного х/2 диаметра, в сварных швах трещин не наблюдалось (рис. 87).
Титановые сплавы с жаропрочными сталями и никелевыми спла-
вами сваривали с помощью двух вставок из ванадия и низкоугле-
родистой хромистой или малоникелевой стали. Сварка плавлением
титана и его сплавов со сталями с применением промежуточной
вставки из ванадиевого сплава с учетом изложенной выше техноло-
гии обеспечивает получение прочных и плотных сварных соеди-
нений.
ВЛИЯНИЕ ТЕМПЕРАТУРЫ И ДЛИТЕЛЬНОСТИ
ЭКСПЛУАТАЦИИ СВАРНЫХ ИЗДЕЛИЙ
НА ИХ СВОЙСТВА
Одним из важных показателей свойств сварных соединений из
разнородных металлов с различными теплофизическими свойствами
является их работоспособность при изменении температурных усло-
208
вий. На примере нескольких сочетаний металлов (сталь — медь,
алюминий — сталь, ниобий — сталь и др.) рассмотрим влияние
температуры и условий эксплуатации на их свойства.
Поведение биметалла медь — сталь при изменяющихся темпера-
турах рассмотрено, например, в работе [116]. Фурмы доменных
печей и конвертеров, кристаллизаторы для рафинирующих пере-
плавов и непрерывной разливки металлов, детали теплообменного
оборудования в процессе эксплуатации подвергаются циклическому
нагреву и охлаждению. Возникающие при этом термомеханические
и диффузионные процессы вызывают изменение свойств биметалла
и его разрушение вследствие термической усталости. В зависимости
от условий эксплуатации при изменяющихся температурах (градиент
температур по сечению), а также свойств соединения разрушение
биметалла может происходить как по наплавленному металлу, так
и по зоне сплавления. Методикой исследования предусматривали
раздельное определение сопротивления усталости при нагревах
наплавленного металла и зоны сплавления, изучение изменения
структуры и свойств биметалла, а также процесса его разрушения
при воздействии теплосмен.
В работах [116, 117] заготовки биметалла для исследований
получали путем совместного нагрева пластин из углеродистой стали
и шихты, состоящей из меди и небольшого количества латуни. Время
выдержки при температуре 1150 °C после расплавления шихты
30 мин. Толщина основного металла 14—30 мм, а наплавленного слоя
12—25 мм. Химический состав основного металла соответствовал
составу сталей 10, 20, 30. Наплавленный металл содержал 1,2 % Fe,
0,08 % О2, 0,2 % Zn, остальные примеси — в пределах состава меди
МЗр.
Для определения сопротивления усталости при нагревах напла-
вленного металла из него вырезали полые образцы с наружным
диаметром рабочей части 7,5 мм и внутренним — 6 мм. Образцы
испытывали по следующему термическому циклу: нагрев (током)
до максимальной температуры, затем охлаждение (на воздухе) до
100 °C. Максимальную температуру цикла варьировали в пределах
325—450 °C.
В состоянии после наплавки медь имела крупнозернистую литую
структуру с равноосным зерном размером до 1,3 мм. В наплавлен-
ном металле встречались включения легированного медью железа
(a-фазы). Плотность распределения включений непосредственно у ли-
нии сплавления была выше, чем в объеме наплавленного металла.
По всей линии сплавления отмечалось проникновение меди в железо
по границам зерен (в виде клиньев) на глубину до 60 мкм, в отдель-
ных местах наблюдался отрыв зерен стали по границам и попадание
их в наплавленный металл, а со стороны стали — мелкозернистая
структура основного металла со слабыми следами перегрева.
Методами количественной металлографии вблизи линии сплавле-
ния обнаружено значительное увеличение содержания углерода.
Неоднородность по углероду образовалась за счет его диффузии
из растворенного медью слоя стали в поверхностные слои основного
8 в. р. Рябов и др. 209
максимальных температур нагрева
Рис. 88. Зависимость числа циклов
до разрушения образцов из наплав-
ленной меди от температуры
металла. Результаты ис-
пытаний наплавленного
металла представлены на
рис. 88. В полулогарифми-
ческой системе координат
зависимость имеет харак-
терный для этого вида
испытаний линейный ха-
рактер. Металлографиче-
ские исследования пока-
зали, что в диапазоне
400—450 °C происходит уско-
ренное разрушение наплавленного металла, число циклов на-
грев — охлаждение до появления трещин весьма небольшое и
измеряется только сотнями. При температуре ниже 350 °C стойкость
наплавленного металла до появления трещин составляет уже тысячи
теплосмен. Разрушение образцов при максимальной температуре
цикла (325—350 °C) от усталости при нагревах начиналось с по-
верхности у выхода на нее полос скольжения, причем трещины
распространялись преимущественно по телу зерна. При температуре
выше 350 °C наблюдался смешанный характер разрушения, т. е.
трещины распространялись как по границам, так и по телу зерна.
Средняя концентрация железа в меди после завершения распада
пересыщенного раствора в результате термоциклирования пони-
жается с 1,2 до 0,8 %. Влияние содержания железа на термостой-
кость изучено в работе [117]. Повышение содержания железа в ме-
талле шва увеличивает число циклов до разрушения образцов,
причем это особенно заметно при максимальных температурах
цикла (выше 450 °C). Пластическая деформация меди вблизи линии
сплавления ускоряет процесс распада твердого раствора железа
в меди. Формирование состава наплавленного металла вблизи линии
сплавления в основном завершается после 70—120 циклов (Ттах =
= 325-4-450 °C соответственно).
В результате выпадения a-фазы несколько понижается микро-
твердость наплавленного металла. После большого числа циклов
(1000—1500) у линии сплавления наблюдаются провалы значений
микротвердости, связанные с попаданием индентора в месте раз-
рыхления структуры металла, предшествующие образованию тре-
щин. Распад пересыщенного твердого раствора, появление новых
включений a-фазы и следов пластической деформации в меди вблизи
линии сплавления несколько отражаются на результатах испытаний
наплавленных образцов на срез по линии сплавления. На основе
определения средних статистических значений при погрешности
оценки 3,3 % построены зависимости, приведенные на рис. 89.
Термоциклирование биметалла медь — сталь вызывает повыше-
ние сопротивления срезу в результате упрочняющего воздействия
210
Рис. 89. Зависимость временного сопротивления от максимальной температуры (а) и числа
циклов (б):
1 — = 450 °C; 2 — 350 °C; 3 — 250 °C; X — исходное состояние; 0—30 циклов;
Л — 60 циклов; © — 90 циклов; © — 120 циклов
выделений железа вблизи линии сплавления. Повышение макси-
мальной температуры цикла выше 400 °C приводит к ускоренному
разрушению медного слоя вследствие появления трещин на поверх-
ности или у линии сплавления [116]. Эксплуатация соединений меди
со сталью при изменяющихся температурах вызывает помимо рас-
пада пересыщенного твердого раствора железа в меди уменьшение
его электросопротивления и снижение твердости медной матрицы.
Об эффекте последующего нагрева, сопротивлении усталости
при нагревах и тепловом ударе соединений алюминий — сталь
известно крайне мало. По данным работы [136], стальные подшип-
ники с алюминиевым рабочим слоем и цилиндры авиадвигателей
с алюминиевыми ребрами работают несколько лет без каких-либо
недостатков. Обычно в случае нагрева сварного шва таких разнород-
ных металлов в результате ускорения взаимной диффузии интер-
металлический слой растет еще более интенсивно, чем при сварке.
В результате нагрева стали и алюминия и изменения объемов кон-
тактирующих металлов, по-видимому, снижаются механические свой-
ства участка шва сварного соединения. С целью уточнения этих
предположений механические свойства шва изучали при непре-
рывном подогреве испытуемых образцов при температурах 150, 250
и 350 °C в течение 15 сут. При этом исследовали качество сварного
шва между алюминием АД1, сплавами АМц, АМгб и. низкоуглеро-
дистой и среднеуглеродистой листовой сталью с цинковым покры-
тием, выполненного присадочной проволокой с содержанием 5 % Si.
Образцы, которые нагревали до температуры 150 °C в течение 15 сут,
разрушались по основному металлу — алюминию. Образцы, которые
нагревали до температуры 350 °C в течение 15 сут, разрушались
в граничной зоне расплавленного металла и мягкой стали. Различие
механических свойств сварного шва после термообработки в зависи-
мости от материала покрытия на стали, а также влияние нагрева
и охлаждения на свойства биметаллического соединения сталь
12Х18Н10Т + сплав АМгб показано на рис. 90.
Для определения качества сварных швов в случае применения
различных покрытий необходимо проведение испытаний с еще боль-
шим временем цикла нагрева. Во всяком случае, можно считать,
что применение таких швов при высокой температуре (выше -фЗОО °C)
8* 211
Рис. 90. Зависимость временного сопротивления сталеалюминиевых образцов от темпера-
туры испытаний, выполненных:
а — через вставку из биметалла; б — сваркой плавлением; 1 — 12Х18Н10Т + АМгб; 2 —
армко-железо + АМг5В; 3 — 12Х18Н10Т (алитированная) + АМгб; 4 — СтЗ (оцинкован-
ная) + АМгб; 5 — СтЗ (оцинкованная) -f- АМц; 6 — СтЗ (оцинкованная) + АМгб, вы-
держка 360 ч; 7 — СтЗ (оцинкованная) -f- АД1, выдержка 360 ч; 8 — сталь 20 (оцинкован-
ная 4- АМц, выдержка 360 ч
нецелесообразно, но возможно в температурных интервалах работы
алюминия.
В работе [1531 свойства соединений ниобия со сталью исследо-
вали на образцах из сплава ниобий ВН2АЭ и стали 12Х18Н10Т
толщиной 0,5 мм, сваренных внахлестку с отбортовкой стали по ре-
жимам, вызывающим образование интерметаллической прослойки.
Кратковременные высокотемпературные механические испытания
проводили в камере с контролируемой атмосферой. Прочность
сварных соединений при испытании на статический разрыв при
нормальной температуре определялась прочностью ниобия (540—
590 МПа), при повышенных температурах (700—120Q °C) с кратко-
временной выдержкой — прочностью стали (270—280 МПа). Дли-
тельный нагрев (700—1300 °C) сварных соединений ниобия со сталью
осуществляли в тигельной вакуумной печи при вакууме
1,33—0,133 МПа. После охлаждения образцов проводили механи-
ческие испытания и металлографические исследования.
Сварное соединение ниобия со сталью работоспособно при кратко-
временном нагреве до температуры 700 °C (см. рис. 15). Увеличение
выдержки до 50 ч при этой температуре не снижает прочности соеди-
нений. Это можно объяснить тем, что при взаимодействии ниобия
со сталью на границе контакта образуется диффузионный барьер
из карбида ниобия NbC, который препятствует взаимной диффузии
ниобия и компонентов стали. Карбид ниобия устойчив до темпера-
туры 760 °C при выдержке 9300 ч. При температурах выше 760 °C
диффузионный барьер начинает растворяться и имеет место взаимная
диффузия железа, никеля, хрома, ниобия с образованием хрупкой
прослойки. Рост толщины интерметаллической [прослойки при тем-
пературе выше 1000 °C приводит к резкому снижению механических
свойств сварных соединений, что связано как с повышением хруп-
кости, так и с появлением трещин в самой прослойке.
212
Интерметаллическая прослойка, образовавшаяся в процессе
сварки ниобия со сталью, в меньшей степени снижает прочность
сварных соединений, чем интерметаллическая прослойка, образо-
вавшаяся в процессе нагрева. Это связано с тем, что при сварке
прослойка образуется только в средней части сечения шва (в зоне
максимальных температур), а при нагреве — по всей ширине шва,
т. е. в зоне контакта ниобия со сталью. Выдержка сварных образцов
с интерметаллической прослойкой при температуре 700 °C в течение
50 ч не приводит к растворению, росту^или' растрескиванию про-
слойки. При температуре 1000 °C (3 ч) прослойка также не раство-
ряется и не растет, но начинает растрескиваться, при температуре
1200 °C (3 ч) она полностью разрушается.
Исследование влияния нагрева на структуру, механические свой-
ства и характер разрушения сварных соединений стали с ванадием
показывают, что охрупчивание пластичных соединений коррозионно-
стойких сталей с ванадием и его сплавами при повышенных темпе-
ратурах развивается с различной интенсивностью в зависимости
от температуры, времени, условий нагрева и композиции металла
шва. Снижение пластичности связано с образованием в структуре
шва интерметаллической о-фазы. Влияние нагрева на механические
свойства и характер разрушения сварных швов стали 09Х16Н4Б
с ванадием, выполненных электронно-лучевой сваркой с примене-
нием присадочных материалов 000Х17Н4, 000Х35Н8 (0,007 % С)
и 09Х16Н4Б (0,1 % С), рассмотрено в работе [29]. Изучены свойства
швов в интервале температур от —196 до -|-1250 °C с содержанием
0,007—0,09 % С, 5—17 % V, до 35'% Сг и до 8 % Ni.
Исследованием установлено, что увеличение содержания хрома
и никеля в швах понижает температуру и сокращает время начала
образования о-фазы. Наиболее устойчивую структуру при темпе-
ратурах 550—700 вС имеют швы ванадия с чистым железом. При
указанных температурах в швах, выполненных присадочным мате-
риалом 000X17Н4 с содержанием 0,09 % С или до 17 % V, не наблю-
дается ускорения процесса образования о-фазы и снижения ударной
вязкости соединений. Испытания сварных соединений на ударный
изгиб показывают, что их охрупчивание связано с накоплением
о-фазы, зарождающейся у границы сплавления с ванадием [30].
Исследование влияния нагрева на механические свойства и струк-
туру сварных соединений стали 08Х15Н5Д2Т со сплавом V8W,
выполненных автоматической аргонодуговой сваркой присадочной
проволокой 08Х15Н5Д2Т при содержании в шве <0,08 % С, 6—
12 % V, 3,5—4 % Ni, 12—14 % Сг, показало, что длительные нагревы
(1000 ч) в воздушной атмосфере при температурах 250—300 °C не
вызывают заметных изменений в структуре, химическом составе
металла шва или диффузионной прослойке на границе сплавления
с ванадиевым сплавом. Указанные нагревы не оказывают влияния
и на механические свойства сварных соединений. Так, при ав — 430 ч-
ч-480 МПа и а = 110° в исходном состоянии после нагрева до тем-
пературы 250 или 300 °C при выдержке 1000 ч указанные сварные
соединения имеют gs == 450 -M8Q МПа и а ~ 100°.
213
Нагрев в интервале температур 500—900 °C в вакууме
0,00133 Па вызывает снижение механических свойств сварных со-
единений, обусловленное развитием диффузионных процессов на
границе шва с ванадиевым сплавом. При этом охрупчивание соеди-
нений развивается с различной интенсивностью в зависимости от
температуры и времени. Нагрев до 600 °C при выдержке 1 ч не
оказывает влияния на прочность сварного соединения, в то время
как снижение пластичности наблюдается уже при нагреве выше
400 °C, а при 600 °C происходит резкое ее падение. При температурах
700 и 900 °C охрупчивание соединений происходит при продолжи-
тельности нагрева, равной соответственно 30 и 5 мин.
Исследование структуры металла шва и зоны сплавления с вана-
диевым сплавом показало, что с повышением температуры и времени
нагрева происходит увеличение ширины диффузионной прослойки
на границе сплавления и рост ее микротвердости, причем микро-
твердость диффузионной прослойки неодинакова. Наибольшую мик-
ротвердость имеет часть диффузионной прослойки, расположенная
непосредственно у границы сплавления с ванадиевым сплавом.
Нагрев до температуры 500 °C в течение 1 ч повышает микротвер-
дость диффузионной прослойки на границе сплавления до 3600 МПа
при микротвердости металла шва 2300—3000 МПа.Увеличение про-
должительности нагрева при этой температуре до 10 ч повышает
микротвердость в зоне сплавления до*5000 МПа. При повышении
температуры нагрева до 600 °C отмечается рост диффузионной про-
слойки на границе сплавления с ванадием. Увеличение времени
выдержки до 10 ч при 600 °C приводит к увеличению толщины диф-
фузионной прослойки до 100 мкм с повышением микротвердости
в узкой зоне, прилегающей к границе сплавления, до 7000—
8000 МПа. В диффузионной прослойке наблюдаются трещины.
Нагрев до температуры 700 °C в течение 1 ч увеличивает толщину
диффузионной прослойки до 100 мкм и повышает ее микротвердость
до 5000 МПа. Повышение температуры нагрева до 900 °C и выдержки
до 1 ч сопровождается ростом толщины диффузионной прослойки
до 160 мкм и ее микротвердости до 7000 МПа, а также ростом микро-
твердости металла шва. В металле шва наблюдается выделение
a-фазы по. границам зерен.
При нагревах в интервале температур 500—900 °C происходит
значительное перераспределение концентрации ванадия, железа,
хрома в металле шва у границы сплавления с ванадиевым сплавом
в зоне шириной ~50—80 мкм. Содержание ванадия в диффузионной
прослойке при нагреве повышается до 26—45 % при содержании его
в шве 6—12 %; содержание железа снижается до 34 %, хрома —
до 6 % при содержании их в шве соответственно 75 и 14 %.
Приведенные данные показывают, что сварные соединения стали
08Х15Н5Д2Т с ванадиевым сплавом V8W, выполненные аргоно-
дуговой сваркой присадочной проволокой 08Х15Н5Д2Т при содер-
жании в шве 0,08 % С, 6—12 % V, 12—14 % Сг и 3,5—4 % Ni,
обладают устойчивой структурой и стабильными механическими
свойствами при длительных нагревах (1000 ч) при температурах
214
250—300 °C, что подтверждает их работоспособность при указанных
режимах. Повышение температуры приводит к ограничению дли-
тельности работы сварных соединений.
ЗАЩИТА ОТ КОРРОЗИИ СВАРНЫХ СОЕДИНЕНИЙ
ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ
Важным показателем свойств сварных соединений из разнородных металлов
с различными физическими свойствами является устойчивость сварных соединений
в агрессивных средах. Как известно, контактирующие металлы совместно с жидкой
средой представляют собой элементарную ячейку, которая является источником
слабого электрического тока. При наличии тока происходит электролитическое раст-
ворение менее благородного из металлов. На интенсивность коррозии влияет физико-
химическая природа обоих металлов и поверхностных пленок, величина относитель-
ных электродных потенциалов, относительная площадь поверхности взаимодейству-
ющих металлов, электропроводимость жидкой среды, электролита и электрическое
сопротивление всей ячейки в целом.
Представление о степени опасности скорости контактной коррозии можно со-
ставить, сопоставляя значения потенциалов металлов. Значительный ущерб может
приносить электролитическая коррозия в том случае, когда два взаимодействующих
металла далеко отстоят друг от друга в ряду потенциалов растворения (табл. 43).
Интенсивность разрушения пропорциональна разности потенциалов между
соединяемыми металлами, причем коррозии подвержен в основном анодный материал
(т. е. материал с более высоким потенциалом). Коррозия возрастает, если омываю-
щая металлы влажная среда является хорошим проводником электричества,например
представляет собой такой электролит, как морская вода. Коррозия возрастает, если
площадь поверхности более благородного металла во много раз превосходит площадь
поверхности менее благородного, например при креплении медных листов с помо-
щью алюминиевых заклепок.
Имеющиеся в литературе немногочисленные данные о коррозионных свойствах
сварных соединений разнородных металлов довольно противоречивы. Вместе с тем
отсутствие таких данных препятствует широкому внедрению конструкций из разно-
родных металлов.
Таблица 43
Потенциалы растворения металлов и интерметаллических соединений
по децинормальной каломельной шкале
Материал Потен- циал, мВ Материал Потен- циал, мВ
Магний 1730 Низкоуглеродистая сталь 780
Алюминий + 4 % Mg 1680 Чугун 780
Оцинкованная сталь 1140 Магний + 7 % А1 690
Припой Cd—Zn 1120 Чистое железо 580
Mg5Al6 1070 FeAl3 560
Цинк 1050 Олово 550
MgZn2 1040 СиА12 530
Цинк + 4 % Al 1020 Латунь 330
Al—Zn—Си сплав 990 Алюминиевая бронза 290
Сталь, покрытая кадмием 860 Кремний 260
MnAl6 850 Медь 220
Алюминий (99,5 %) 850 Коррозионно-стойкая сталь 130—430
Al—Zn—Mg—Си—Сг сплав 840 Монель 170
Алюминий (99,0 %) 830 Никель 140
Серебро 80
215
Таблица 44
Режимы коррозионных испытаний сварных соединений стали с медью
и ее сплавами
Условия испытания Условное обозна- чение среды Состав среды, % Темпера- тура, °C Давле- ние, МПа
Лабораторные I СНзСООН (у = 1,05) — 100 80 0,1
II СН3СООН (у = 1,05) — 99,15 H2SO4 (у= 1,83) —0,85
II СНзСООН (у = 1,05) — 33,15 СНаС12 — 66 H2SO4 (у = 1,83) — 0,85
Производственные условия работы аце- тил ятор а в процессе получения ацетил- целлюлозы СНзСООН (82—87 %) — 27—29 H2SO4 (94 %) — 0,8 СН2С12 (99 %) — 55 СНзСООН (99 %) — 1 Вода — остальное До 80 До 0,3
Производственные условия работы вы- садителя в процессе получения ацетил- целлюлозы Na2SO4 —2,1 CHgCOONa — 0,8 СН3СООН — 20—23 СН2С12 — 55 Вода — остальное До 95 До 0,075
В работе [136] приведены обзор и анализ имеющейся по этому вопросу отече-
ственной и зарубежной информации. Установлено, что коррозионная стойкость раз-
нородных соединений зависит от многих факторов, учет которых в реальных усло-
виях эксплуатации и надлежащие меры защиты позволяют повысить долговечность
конструкций. Рассмотрим имеющиеся данные по коррозионной стойкости сварных
соединений наиболее характерных пар металлов.
Коррозионные испытания сварных соединений из биметаллов сталь 10 — брон-
за БрОЦ4-3, сталь 10 — медь МЗр, сталь 10 — латунь Л90 в различных средах
производились как в лабораторных, так и в производственных условиях (табл. 44).
Продолжительность лабораторных испытаний в основном составляла не менее 1000 ч,
а производственных — не менее 1500 ч. Выбор в качестве основной среды уксусной
кислоты был обусловлен тем, что наиболее коррозионно-активными средами, для
которых изготовляется аппаратура из меди и ее сплавов на заводах химического
машиностроения, являются уксусная кислота и уксусный ангидрид. Результаты кор-
розионных испытаний сварных соединений биметалла сталь 10 — медь МЗр и сталь
10 — латунь Л90 показали, что металл шва по коррозионной стойкости превосходит
основной металл (рис. 91).
Коррозионная стойкость сварных соединений с бронзовым плакирующим слоем
в уксусной кислоте после ручной дуговой сварки соответствует коррозионной стой-
кости основного металла; при автоматической сварке она несколько ниже. Бронзо-
вые швы иногда склонны к структурной коррозии, однако при рациональной техно-
логии сварки это явление не наблюдается.
Интенсивность контактной коррозии алюминиевых сплавов с другими металлами
зависит от среды, в которой они находятся. Медь и сплавы на ее основе, безусловно,
явлются одними из наиболее опасных. Отмечается [156], что скорость растворения
алюминиевых сплавов значительно возрастает не только в результате прямого
контакта в жидкой среде, но и при попадании воды, предварительно омывающей
медь, на поверхность алюминия. Однако в сухой атмосфере, например в отапливае-
216
Рис. 91. Изменение скорости коррозии сварных
соединений из биметалла:
О — основной металл; Д — ручная сварка; Д —
автоматическая сварка
емом помещении, контакт алюминия с медью
практически не отражается на скорости кор-
розии. Это доказано опытом эксплуатации
мест контакта алюминиевых электрических
шинопроводов с медными, достаточно ши-
роким применением алюминия, плакиро-
ванного медью.
Обычно при контакте в различных сре-
дах необходимо защищать не только алюми-
ний, но и сталь. Чаще всего это приходится
делать при работе конструкции в морской
воде, где защиту осуществляют покрытиями.
Прямая зависимость коррозии в контакте
со сталью от засоленности была установлена
в морской атмосфере. Потери при контакте
со сталью были даже несколько больше, чем
при контакте с бронзой. Контакт сплавов
АМг2, АМцЗ, АМц, АМгб, В92 со сталью
усиливал коррозию этих сплавов примерно
в 1,5—3 раза.
Степень контактной коррозии алюми-
ниевых сплавов с коррозионно-стойкой
сталью зависит от марки стали. Разность
мм/год
Сталь 10+Бр ОЦ^-3
а_Д— —.Л_Л_Д
Сталь 10+МЗр
5
Ч
3
2
1
О
Я I I I I I I L I | I
I ШУШИН хш
I I I I I I I I I I I
I Ш У УЛ IX XL ХШ № испытания
3
2
1
потенциалов алюминия и стали достаточно
велика, но вследствие сильной поляризации контакт их во многих средах мало вли-
яет на коррозию в пресной воде. В морской воде контакт опасен. В растворах хло-
ридов сплавы АМц, ЛМг5, АМгб почти также быстро растворяются в контакте со
сталью 12Х18Н10Т, как и с латунью Л63. Скорость растворения лишь несколько
ниже той, которая наблюдается при контакте с медью. Потери массы алюминиевых
сплавов в морской воде в контакте с рядом коррозионно-стойких сталей сильно за-
висят от соотношения площадей контактирующих металлов [128, 136]. При площади
стали, равной 8—10 % площади алюминия, растворения последнего не наблюдается.
При увеличении площади стали происходит сильное разрушение алюминия.
Цинк и цинковые покрытия на стали защищают алюминий в контакте с ними.
В зависимости от типа атмосферы алюминиевые сплавы в контакте с оцинкованной
сталью могут быть и катодом и анодом. В морской атмосфере в течение шести лет
контакт алюминия с гвоздями из стали оказался практически не опасным, в то же
время сплав типа Д20 был сильно поврежден. В промышленной атмосфере оба сплава
подвергались коррозии с относительно небольшой скоростью.
Кадмий и кадмиевые покрытия также защищают алюминий. Кадмий более стоек
в морской атмосфере, чем цинк. Никель и никелевые покрытия в ряде сред способ-
ствуют интенсивной коррозии алюминиевых сплавов; хром и хромовые покрытия
во многих случаях не способствуют значительному усилению коррозии алюминия.
В контакте с хромированной сталью алюминиевые сплавы в большинстве пресных вод
и морской атмосфере достаточно стойки. В контакте с оловом алюминий подверга-
ется несколько большей коррозии, чем в контакте с хромом.Потери массы при кон-
такте алюминия с оловом примерно на порядок больше, чем при контакте алюминия
с цинком. Сплав состава 75 % Sn, 25 % Zn хорошо защищал сталь в промышленной
атмосфере в течение девяти лет. Свинец в контакте с алюминием не вызывает корро-
зии в малоагрессивных средах. Аналогичная картина наблюдается в морской ат-
мосфере. Соединения А1—РЬ не подвергались значительной коррозии при эксплу-
атации в течение 37 лет. Однако в воде, в грунтах контакт с ним является опасным.
Сильную коррозию алюминия в морской воде вызывают лакокрасочные покрытия,
содержащие свинец, медь, ртуть. Чрезвычайно опасен контакт алюминиевых сплавов
с ртутью и ее соединениями. Скорость коррозии алюминия при этом намного выше,
чем в контакте с медью-
217
В контакте с титаном алюминиевые сплавы подвергаются коррозии также,
как в контакте с коррозионно-стойкой сталью. Магний, имея значительно более
электроотрицательный потенциал по сравнению с алюминием, защищает его. Силь-
ную контактную коррозию алюминия вызывает графит, особенно в морской атмо-
сфере. Контакт алюминиевых сплавов между собой, как правило, не изменяет ско-
рость их коррозии. Однако сплавы с существенно различающимися потенциалами
(например, алюминий, сплавы А1—Zn—Mg) в контакте со сплавом Д20 могут под-
вергаться заметной коррозии.
Сварные соединения алюминий—медь, алюминий—латунь предназначены для
работы в электрических машинах, аппаратах и трансформаторах, которые эксплуа-
тируются в различных климатических условиях. Коррозия алюминия при контакте
с медными сплавами локализуется на небольшой поверхности вблизи границы кон-
такта металлов и носит межкристаллитный характер.
Были испытаны в различных коррозионных средах сварные соединения алю-
миний А5—медь МЗр и алюминий А5—латунь ЛС59-1, выполненные аргонодуговой
ручной сваркой вольфрамовым электродом и автоматической по флюсу АН-А1.
В качестве присадочных материалов применяли проволоку АДО и опытные про-
волоки А1 Д- 10 % Zn и А1 + 10 % Si. Осмотр показал, что образцы разрушались
по-разному. После испытаний в растворе 3 % NaCl + 0,1 % Н2О2 продукты кор-
розии расположены главным образом в околошовной зоне со стороны меди и латуни.
Образцы с соотношением площадей 1 : 12, сваренные опытными проволоками с до-
бавками цинка и кремния, растрескивались по зоне сплавления. Швы, выполненные
автоматической сваркой проволокой АДО, выгодно отличались от других; видимых
разрушений на них не наблюдалось.
Сварные соединения алюминий—медь и алюминий—латунь, выполненные
аргонодуговой сваркой проволоками АДО, Al + Si и А1 + Zn при различных соот-
ношениях площадей, склонны к коррозионным разрушениям по зоне сплавления.
На образцах, выполненных автоматической сваркой проволокой АДО, незначитель-
ная коррозия наблюдалась только по краю образца. Следовательно, швы, выполнен-
ные автоматической сваркой по флюсу, являются более коррозионно-стойкими,
чем те, которые выполнены аргонодуговой сваркой. Легирование швов кремнием
и цинком не улучшает их коррозионной стойкости.
Для защиты сварных соединений алюминий—медь от коррозионных разру-
шений необходимо применять различные гальванические покрытия и лаки.
На сварное соединение алюминий—медь,, двукратно обработанное в растворе '
цинката натрия, наносили цинк, медь, никель, кадмий, олово, медь—никель, ни-
кель—медь—никель толщиной 10 мкм.
Кроме гальванических покрытий использовали лакокрасочные покрытия, лак
Л-32 и БФ-2. На образцы, предварительно обезжиренные, лакокрасочные покрытия
наносили в два слоя: первый — при нормальной температуре, второй — при темпе-
ратуре 100—120 °C и выдерживали при этом в течение часа.
Образцы с гальваническими и лаковыми покрытиями испытывали в парах
3 %-ного раствора хлористого натрия при нормальной температуре в течение 2544 ч.
Испытания показали, что цинковое и медное покрытия корродируют, на них наблю-
дались продукты коррозии. Кадмий, никель, медь—никель, никель—медь—никель
и лакокрасочные покрытия защищают сварные соединения от коррозионных разру-
шений. На микрошлифах, выполненных из сварных соединений алюминий—медь
с покрытиями, после испытаний в парах 3 %-ного хлористого натрия коррозия не
наблюдалась.
Следовательно, сварные соединения алюминий—медь, выполненные авто-
матической сваркой по флюсу АН-А1 с присадочной проволокой АДО, можно при-
менять в атмосферных условиях. Покрытия никель—медь—никель, медь—никель,
кадмий, лак Л-32 и БФ-2 полностью защищают сварные соединения алюминий —
медь от коррозионных разрушений.
Поведение титана в коррозионных реакциях при электрическом контакте с дру-
гими металлами изучено очень мало. Исследовано изменение электродного потенци-
ала во времени для пары титан—медь в растворе соляной кислоты. В гальваниче-
ской паре этого типа коррозии будет подвергаться преимущественно менее
благородный металл. Степень этой коррозии зависит от силы гальванического
тока, возникающего вследствие разницы электродных потенциалов пары ме-
таллов.
218
Рис. 92. Изменение электродного
потенциала (X) и гальванического
тока (ф) для гальванической пары
Ti—Си, погруженной в раствор
соляной кислоты при 25 °C
В гальванической паре ти-
тан—медь разница в потенциа-
лах между двумя металлами
может быть изменена путем
изменения состояния поверх-
ности титана. Практически ти-
тан может быть либо более, либо
менее благородным по отноше-
нию к меди, что можно обеспе-
чить (рис. 92) путем соответст-
вующей степени пассивации по-
верхности титана. При аэри-
ровании раствора соляной кис-
лоты титан становится более благородным, чем медь, и происходит быстрое рас-
творение меди. В отсутствии воздуха наблюдается непродолжительная пассивация,
после которой начинается процесс коррозии титана, а гальваническая коррозия
меди прекращается. Электрохимические явления в гальванической паре титан—
медь осложняются пассивирующим действием ионов меди, возникающих в растворе,
в результате коррозии меди при электродном потенциале титана.
Исследована коррозионная стойкость биметалла титан—сталь в сравнении
со сварными соединениями из титана ВТ1—0 и коррозионно-стойкой стали
12Х18Н9Т в условиях производства сульфата аммония. Установлено, что стойкость
сварных соединений титан—сталь и титана практически одинакова (для биметалла
0,15 мм/год, для титана 0,13 мм/год), в то время как коррозионная стойкость сварных
соединений 12Х18Н9Т составляет 3,5 мм/год [170].
По коррозионной стойкости в условиях производства сульфата аммония би-
металл титан—сталь более чем в 20 раз превосходит сталь 12Х18Н9Т и может успе-
шно применяться для изготовления оборудования, работающего в агрессивных
средах, взамен титана и коррозионно-стойкой стали.
Результаты исследования коррозионной стойкости сварных соединений разно-
именных титановых сплавов в растворе, содержащем 25 % хлористого аммония и
10 % азотнокислого натрия (при температуре кипения), и в 20 %-ной соляной кислоте
(при температуре +60 °C) приведены в табл. 45.
В общем объеме выпуска стальных биметаллов в нашей стране около 80 %
составляют коррозионно-стойкие и износостойкие биметаллы. Применение этих
видов биметаллов даст возможность экономить большое количество никеля и других
ценных легирующих металлов.
Таблица 45
Коррозионная стойкость разноименных сварных соединений
и титановых сплавов ВТ 1-0, ВТ5, ВТ5-1
Скорость коррозии, мм/год
Среда втьо 4- + ВТ5 ВТ1-0 4- -F ВТ5-1 ВТ5 + + ВТ5-1 ВТ1-0 ВТ5 ВТ5-1
Раствор 25 % хлори- стого аммония + + 10 % азотнокис- лого Na 49,2 48,9 50,1 48,6 50,3 49,6
20%-ная соляная кислота 24,0 23,1 24,6 22,1 24,7 23,4
219
Коррозионная стойкость соединений разнородных сталей изучена на материалах
с коррозионно-стойким плакирующим слоем. Одной из основных причин, сдер-
живающих широкое применение таких биметаллов, является большая трудоем-
кость получения сварного соединения с необходимым комплексом свойств, и в пер-
вую очередь с высокой коррозионной стойкостью в агрессивных средах со стороны
плакирующего слоя.
Определение коррозионной стойкости сварного шва со стороны антикоррозион-
ного плакирующего слоя сопряжено со значительными трудностями. Специфические
условия сварки биметалла требуют получения информации о градиенте коррозион-
ной стойкости шва по всей глубине плакирующего слоя. Существующие способы
оценки коррозионной стойкости сварных соединений биметаллических материалов,
предусматривающие испытания пластины плакирующего слоя со сварным швом при
полном удалении основного некоррозионно-стойкого слоя, непригодны для опреде-
ления градиента коррозионной стойкости сварного шва.
Авторы работы [160] предложили способ испытаний сварных соединений би-
металлических материалов, позволяющий на одном образце получать информацию
о коррозионной стойкости сварного шва по всей глубине плакирующего слоя.
В разработанной конструкции образца плакирующий слой вместе со швом сре-
зан вдоль шва под углом от внутренней поверхности к наружной. Наличие среза на
образце позволяет при небольшой толщине плакирующего слоя свести градиент
коррозионной стойкости материала сварного шва по его глубине к изменению кор-
розионной способности по длине образца.
Разработаны конструкции устройств, позволяющих без удаления основного
слоя производить коррозионные испытания плоских и трубных сварных образцов.
Приведены результаты коррозионных испытаний сварных образцов из биметалли-
ческого соединения 12Х18Н10Т + Х40Н50М. Плакирующим слоем в указанном
сочетании является сплав Х40Н50М. Плакирование стали 12Х18Н10Т сплавом
Х40Н50М производили сваркой взрывом и путем выполнения шестислойной на-
плавки при ручной аргонодуговой сварке с присадочным материалом из сплава
Х40Н50М. Биметаллические пластины сваривали встык с V-образной разделкой
кромок ручной аргонодуговой сваркой по двум вариантам: вариант I — заполне-
ние 2/3 толщины основного слоя стали 12Х18Н10Т проволокой Св-02Х19Н9, наложе-
ние переходного слоя заподлицо с нижними кромками плакирующего слоя прово-
локой Св-10Х16Н25АМ6, окончательное заполнение разделки со стороны сплава
Х40Н50М проволокой Х40Н50М6Г2; вариант II — сквозное заполнение разделки
проволокой Х40Н50М6Г2. Из сваренных пластин вырезали диски диаметром 50 мм,
на которых со стороны сплава Х40Н50М выполняли срез с уклоном 1 : 12 при тол-
щине плакирующего слоя 4 мм. Изготовленные диски зажимали во фторопласто-
вую обойму и испытывали в кипящем азотно-фторидном растворе в специальном
сосуде из сплава Х40Н50М.
Показано, что использование при сварке биметалла разнотипных присадочных
проволок создает заметный градиент распределения компонентов по высоте свар-
ного шва и, как следствие этого, приводит к неравномерной коррозии сварного
шва по глубине плакирующего слоя со значительными разрушениями при прибли-
жении к основному слою.
Сварка биметалла с применением однородной проволоки практически исклю-
чает образование градиента распределения легирующих компонентов по высоте
шва, что и способствует сохранению повышенной коррозионной стойкости шва
по всей глубине плакирующего слоя.
ПРИМЕНЕНИЕ КОНСТРУКЦИЙ ИЗ РАЗНОРОДНЫХ
МЕТАЛЛОВ
Необходимость сварки разнородных металлов возникает при
изготовлении самых разнообразных объектов: сосудов химического
машиностроения, летательных аппаратов, в судостроении, в стро-
ительной индустрии, в электротехнике и приборостроении, на транс-
порте, при электролизе цветных металлов, при изготовлении товаров
широкого потребления и во многих других областях техники.
220
Рис. 93. Сварная фурма
На смену соединений разнородных
материалов при помощи резьбы, клепки,
фланцев пришла сварка, которая на-
ряду с обеспечением требуемого сочета-
ния материалов способствует снижению
трудоемкости, металлоемкости, повы-
шению разнообразных свойств соеди-
нений. Например, сварка практически
незаменима при изготовлении вакуум-
ных систем из разнородных металлов
для криогенной техники, в реакторо-
и ракетостроении. Применение комби-
нированных сварных узлов позволяет
также создать принципиально новые виды конструкций, ранее не
применявшиеся.
Рассмотрим ряд примеров промышленного применения техноло-
гий сварки разнородных металлов. При изготовлении фурм кислород-
ного дутья (рис. 93) необходимо соединять медь (толщиной 6—10 мм)
со сталью (толщиной 3,5—4 мм), а также заваривать технологиче-
ские отверстия в медной головке. Отработана технология полу-
автоматической сварки плавящимся электродом в аргоне кольцевых
швов меди со сталью [95]. Технология выполнения нахлесточных
соединений меди со сталью и заварки отверстий отрабатывалась на
плоских образцах. Сварка производилась полуавтоматом А-920,
питание от выпрямителя ВС-600 (полярность обратная). Для сварки
фурм выбрана проволока из кремниймарганцевой бронзы БрКМцЗ-1
(ГОСТ 18175—78). Наличие в ней эффективных раскислителей
(кремния, марганца) предупреждает образование пор в швах. Опыты
показали, что аргонодуговая сварка меди толщиной до 6 мм со
сталью возможна без предварительного подогрева. При большей
толщине желателен подогрев медной кромки.
Предложена следующая технология полуавтоматической сварки
фурм. Внутренние кольцевые швы, соединяющие головку со сталь-
ными патрубками, сваривают без предварительного подогрева. Затем
медную головку подогревают газовым пламенем до 500—550 °C,
заваривают технологические отверстия и накладывают наружный
кольцевой шов. Кольцевые швы сваривают при вертикальном поло-
жении фурмы.
Сварку меди со сталью и заварку технологических отверстий
выполняют проволокой 0 1,6 мм на одном и том же режиме: /св =
= 280-ь300 А, ид = 26 <-28 В, расход аргона 13—15 л/мин. Техно-
логия полуавтоматической аргонодуговой сварки фурм обеспечи-
вает получение хорошо сформированных прочноплотных швов. При
гидравлических испытаниях на герметичность при давлении до
1,5 МПа течи в швах не обнаружено. Технология механизированной
сварки кислородных фурм мартеновских печей внедрена на металлур-
гических заводах.
221
Рис. 94. Сварной титаномедный катод
Рис. 95. Соединение внутренней стенки над-
стройки рыболовного траулера из сплава
ЛМг5 со стальной (CtIcii) палубой
В настоящее время для электролитического рафинирования цвет-
ных металлов получили широкое распространение титановые ма-
трицы. Около 50 зарубежных предприятий, производящих эти
металлы, применяют до 60 тысяч таких матриц, основными достоин-
ствами которых являются высокая коррозионная стойкость, лег-
кость съема осажденного металла и его высокое качество.
Токопровод к титановым матрицам выполняется из меди. Однако
существующие методы сварки плавлением не позволяют получать
качественного соединения титана с медью. Поэтому титановая ма-
трица соединяется с медным токопроводом при помощи заклепок
или болтов. Срок службы таких катодов ограничен, так как на со-
прикасающихся поверхностях осаждаются продукты коррозии, что
приводит к росту электросопротивления соединения, потере мощ-
ности и недопустимому повышению температуры.
В последнее время фирма «Империэл метал индастриз» (Велико-
британия) начала производство катодов с композиционными медно-
титановыми токопроводами. Однако изготовление штанг-токо-
проводов связано с большим объемом механической обработки. Для
изготовления сварной конструкции катода были использованы ти-
таномедные переходники-проушины, полученные методом сварки
металлов давлением, предложенным в ИЭС им. Е. О. Патона [138],
и позволяющие соединять титан с медью без применения промежу-
точных прослоек. Сварные биметаллические титаномедные проушины
позволили надежно соединить между собой все конструктивные
элементы катода с помощью ручной аргонодуговой сварки, при этом
медная шина токоподвода сваривается с медной частью проушины,
а титановый лист — с титановой частью. Проушины обладают малым
контактным электросопротивлением и прочностью меди.
В электролизное производство мед,и внедрен сварной катод
(рис. 94), который отличается рядом преимуществ: электросопроти-
вление его не превышает 10 мкОм и остается неизменным в процессе
работы, возрастает выход по току на 10—15 %. Стоимость предло-
222
женного катода ниже, чем клепаного; срок его службы определяется
длительностью непрерывной работы медной штанги [138].
За последнее десятилетие в судостроении большое применение
нашли алюминиевые сплавы. Несмотря на более высокую стоимость
алюминиевых сплавов по сравнению со сталью, судовые конструк-
ции из алюминиевых сплавов быстро окупаются благодаря ряду
преимуществ их перед сталью: легкости, немагнитное™, высокой
коррозионной стойкости и достаточно высокой удельной прочности.
Наибольшее применение алюминиевые сплавы нашли при изго-
товлении судов малого и среднего водоизмещения — рыболовных
траулеров, катеров, яхт, пассажирских судов на подводных крыльях,
спасательных шлюпок, судов и барж для мелководья и др. Цельно-
алюминиевые конструкции изготовляют, как правило, с помощью
сварки; соединение алюминиевых деталей и конструкций с таковыми
из стали раньше выполняли с помощью клепки.
Снижение массы судна — один из основных путей повышения
грузоподъемности морского транспорта. Оно может быть достигнуто
путем замены некоторых крупных стальных узлов, например палуб-
ной надстройки, на узлы из алюминиевых сплавов [129]. Надстройка
представляет собой незамкнутую пространственную конструкцию
и состоит из палубы надстройки (крыши), наружных и внутренних
стенок.
Разработанная технология сварки алюминиевых сплавов со
сталью с использованием биметалла алюминий — сталь внедрена
при приварке выгородок надстройки к стальной палубе судна [136].
Для сварки биметаллической вставки со стальной и алюминиевой
деталями применяют: со стороны стали — полуавтоматическую
сварку в защитной среде углекислого газа (аппарат А-547); со сто-
роны алюминиевой детали —аргонодуговую сварку неплавящимся
(вольфрамовым) электродом. В качестве переходника применяют
биметалл, полученный как прокаткой, так и сваркой взры-
вом [193].
Технология освоена рядом судостроительных заводов. Выпу-
скаются рыболовные траулеры (рис. 95) с палубной надстройкой
из сплава АМгб, приваренной с помощью биметалла к палубе из
стали Ст4сп. Композитные конструкции с применением биметал-
лических вставок по сравнению с клепаными имеют лучший
вид (рис. 95), трудоемкость их изготовления меньше, расход
металла снижается. Масса судовых конструкций снижается на 20—
40 т на одно судно среднего водоизмещения. По данным [193], при
изготовлении эсминца, в котором применены биметаллические пере-
ходники, выполненные сваркой взрывом, масса снижена на 100 т.
Биметаллические листы сталь 12Х18Ш0Т +-сплав АМц широко
применяют для изготовления сосудов Дьюара, используемых в сель-
ском хозяйстве для хранения биопродуктов, а также кислорода,ар-
гона, азота и воздуха [167 ]. Сосуды изготовляют из алюминия с гор-
ловиной из стального тонкостенного сильфона; соединение стальных
и алюминиевых деталей осуществляется наиболее технологичным
и надежным способом — сваркой однородных металлов, обеспечива-
223
Рис. 96. Схема сосуда СДС-20:
1 — внутренний сосуд; 2 — кожух; 3 —
горловина; 4— биметаллическая бортшайба
Рис. 97. Сталеалюминиевые переходники,
установленные в кислородном регенераторе
ющей необходимую герметичность. Сосуды имеют малые массу и га-
бариты при небольшой испаряемости и повышенной устойчивости
к тряске и вибрации (рис. 96). Благодаря технологичности биметал-
лического листа появилась возможность организовать крупносерий-
ное производство сосудов Дьюара.
В криогенной технике применяются изделия с большим количе-
ством трубопроводов из разнородных металлов. В качестве примера
рассмотрим сварку сталеалюминиевых переходников в кислородных
регенераторах, выпускаемых для металлургической и химической
промышленности.
Кислородный регенератор представляет собой конструкцию
для удаления влаги и углеводородов из воздуха, переохлажденного
до температуры —180 °C. Габариты регенератора —диаметр 3 мм,
длина 9 м. Регенератор —это кожухотрубчатый аппарат, в котором
концы алюминиевых труб вварены в трубные доски из коррозионно-
стойкой стали (рис. 97). Соединение осуществляют через стале-
алюминиевые переходники, представляющие собой резьбосварное
соединение, в котором шов обеспечивает плотность, а резьба —
прочность соединения. Неалитированный конец трубки-переход-
ника приваривают к трубной решетке, а втулку переходника —
к развальцованному концу трубки из сплава АМц. Для получения
сварного сталеалюминиевого соединения на поверхность переход-
ника, изготовленного из стали 12Х18Н10Т, путем алитирования
наносят слой алюминия А995. Алитирование производят в распла-
вленном алюминии (740—820 °C), покрытом слоем флюса АН-А1
(криолит 35 %, хлористый калий 50 %, хлористый натрий 15 %).
Время выдержки трубок в ванне 1,5—2 мин.
Отметим, что из всех методов алитирования как подготовитель-
ной операции перед сваркой с алюминием (в порошкообразных
224
смесях, в ваннах с расплавленным алюминием, металлизацией стали
алюминием с последующим диффузионным отжигом, в аэрозолях,
электролизное в ваннах с расплавленными солями алюминия, газо-
вое) для сварных изделий приемлемо лишь алитирование в ваннах
с расплавленным алюминием. Это объясняется тем, что толщина ин-
терметаллического слоя, возникающего при алитировании в рас-
плавленном алюминии, на порядок меньше толщины такого же слоя,
возникающего при алитировании в порошках или газовых смесях.
Процесс жидкостного алитирования можно рекомендовать
только для хромоникелевых сталей. На поверхность сталей других
классов рекомендуется наносить цинковые гальванические покры-
тия, обеспечивающие хорошее растекание алюминия по стали. Меха-
нически обработанные, протравленные и собранные переходники
обваривали в специальном вращателе в среде аргона. Сварку вели
при /св = 90 4-95 А (диаметр вольфрамового электрода 3 мм) при-
садочной проволокой Св АМц диаметром 3 мм. В качестве источника
питания служила установка УДАР-300. Переходники, сваренные
по такой технологии, были подвергнуты вибрационным, тепловым
и коррозионным испытаниям. Спроектирована и изготовлена уста-
новка (ОБ-1198) для автоматической сварки указанных переход-
ников.
Для изготовления трубопроводов в бытовых и промышленных
холодильниках применяется магнитно-импульсная сварка [22, 44],
особенности технологии которой приведены в гл. II. Сваренные
магнитно-импульсным способом переходники проходили термоцик-
лические испытания жидким азотом (—196 °C) с последующим нагре-
вом до 95—100 °C и проверкой через 100 термоударов гелиевым
течеискателем.
В электротехнической промышленности также все более возра-
стает применение алюминия. Высокая электропроводимость, кор-
розионная стойкость, хорошая обрабатываемость и малая плотность
позволяют ему успешно конкурировать с медью в строительстве
электрических машин и в особенности трансформаторов. Одним из
факторов, влияющих на надежность работы трансформатора, яв-
ляется качественное выполнение различных соединений в обмотках
и отводах. Непосредственное присоединение алюминиевых электри-
ческих выводов к разъемным зажимам невозможно из-за быстрого
окисления алюминия, что сопровождается обгоранием контактов
и выходом их из строя. Поэтому в силовых трансформаторах особо
важное значение имеет получение неразъемных соединений алюми-
ниевых проводов и шин с медными. Такие соединения должны ра-
ботать при температуре до 100 °C, а при коротком замыкании воз-
можен кратковременный нагрев до 200 °C.
Холодная стыковая сварка применяется при изготовлении медно-
алюминиевых трансформаторных отводов круглого сечения (0 8,
12, 14, 16 и 20 мм). Холодная сварка производится в штамповом
блоке на вертикальном гидропрессе усилием 600 кН. Медная за-
готовка перед сваркой проходит отжиг при 800 °C с последующим
охлаждением в воде. Зачистка свариваемых торцов производится
225
механическим путем в приспособлении с вращающимся дисковым
напильником. Режим холодной сварки, например, для сечения
0 20 мм: длина вылета по меди 14 мм, по алюминию 11 мм, усилие
осадки 600 кН.
Соединения алюминиевых проводов с медными, выполненные
стыковой холодной сваркой, обладают высокой вибрационной стой-
костью, а временное сопротивление сварного соединения выше
временного сопротивления алюминия. Электропроводимость свар-
ного соединения на 15—18 % выше электропроводимости равно-
великого участка целого алюминиевого провода. При приварке
медно-алюминиевых соединений к алюминиевым обмоткам до-
пускается нагрев стыка до 275 °C без ухудшения его качества. Вы-
пущены трансформаторы с сотнями тысяч соединений. Замена меди
на алюминий в силовых трансформаторах обеспечила безаварийную
работу последних.
КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ
РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ
Качество сварных соединений разнородных металлов и сплавов оп-
ределяется совокупностью ряда свойств, таких как надежность, сте-
пень работоспособности, прочность, структура металла шва и около-
шовной зоны, коррозионная стойкость, отсутствие дефектов и т. п.
Создание работоспособных сварных конструкций из разнородных
металлов и сплавов, как правило, связано с определенными труд-
ностями. что вызвано неизбежностью образования в процессе сварки
металлов с различными теплофизическими свойствами химической
и структурной неоднородности, а также значительных напряжений
и деформаций. В связи с этим для получения стабильного качества
сварных конструкций из разнородных металлов и сплавов необ-
ходима высокая культура производства, строгое соблюдение всех
инструкций и требований технических условий на сварку, а также
более строгая система контроля, чем при сварке изделий из однород-
ных металлов.
Для контроля сварных соединений применяют традиционные
методы разрушающего и неразрушающего контроля.
Разрушающие испытания проводят на образцах — свидетелях,
натурных образцах и моделях. Образцы — свидетели сваривают из
того же материала и по той же технологии, что и сварные соединения
изделий. Разрушающий контроль позволяет получить количественные
данные, характеризующие прочность, качество или надежность
сварных разнородных соединений. Согласно ГОСТ 6996—66 меха-
нические испытания соединения и металла шва проводят на растя-
жение, изгиб, сплющивание. В ряде случаев для контроля макро-
и микроструктуры металла шва и зоны сплавления устанавливают
эталонные образцы рекомендуемых структур,
226
При сварке разнородных металлов и сплавов, особенно в случае
сварки тугоплавких и химически активных металлов, важное зна-
чение приобретает контроль качества исходных материалов (основ-
ного металла, защитных газов, сварочной проволоки и т. п.). При-
меняемые материалы должны удовлетворять предъявляемым к ним
требованиям согласно технологическому процессу сварки. При сварке
титана, ниобия и других химически активных металлов со сталями,
медными и никелевыми сплавами условия защиты этих металлов при
сварке должны быть аналогичны условиям сварки наиболее хими-
чески активного металла из данной пары.
Проверка исходных материалов на свариваемость должна пред-
шествовать принятию решения об использовании тех или иных со-
четаний материалов в сварной конструкции.
В ряде случаев сварку разнородных металлов выполняют при
регулировании диффузионных, тепловых и других физико-химиче-
ских процессов, обеспечивающих необходимые свойства металла шва
и всего сварного соединения. Так, при сварке сталей с алюминие-
выми сплавами, тугоплавкими металлами соединение образуется
в результате преимущественного плавления более легкоплавкого
металла. При этом для ограничения плавления другого металла
используют различные технологические приемы: соответствующее
смещение источника нагрева, применение охлаждаемых подкладок
(плит) с увеличенной теплопроводностью и т. п.
В связи с этим технический уровень и состояние оборудования
и приспособлений необходимо поддерживать в заданных пределах,
соблюдая требования соответствующих конструкций. Для дальней-
шего совершенствования сварки разнородных материалов целесооб-
разно создание специализированного оборудования, обеспечивающего
контроль количества выделяющейся в процессе сварки теплоты.
Высокие требования предъявляют к подготовке поверхности сва-
риваемых материалов, а также к сборке под сварку. Непременным
условием качественной сборки под сварку должно быть строгое соб-
людение допусков по зазорам в стыке, смещению кромок, предусмо-
тренных соответствующими чертежами и техническими условиями.
При этом следует учитывать, что чем меньше зазоры между соеди-
няемыми деталями, тем меньше их коробление после сварки.
Детали или изделия, подлежащие сварке, необходимо собирать
на тщательно выверенных специальных сборочных приспособлениях,
обеспечивающих точное расположение свариваемых элементов.
Основные контролируемые размеры собранных под сварку деталей:
зазор между кромками и превышение кромок —для стыковых со-
единений без разделки кромок; ширина нахлестки и зазор между
листами для нахлесточных соединений и т. д. Контролю подлежат
и другие размеры и параметры, которые зависят от вида и формы
сварной конструкции и определены техническими условиями на
изделие.
Смещение свариваемых кромок по высоте, геометрия шва, разно-
толщинность соединяемых материалов оказывают значительное влия-
ние на работоспособность разнородных соединений при переменных
227
Нагрузках. Например, при аргойодуговой сварке встык разнород-
ных металлов титан + ванадиевый сплав + коррозионностойкая
сталь при толщине 1—1,5 мм малоцикловая усталость соединений
в основном зависит от коэффициента концентрации напряжений,
обусловленного смещением кромок (связанного с отклонением от
толщины свариваемых материалов и со сварочными деформациями
в результате поперечных усадок), а также зависит от места разру-
шения сварного стыка, так как свариваемые материалы характери-
зуются значительными различиями в прочностных характеристиках.
Высокой долговечностью [Л/р = (177,5н-424) х 103 ^циклов при
0шах = 250 МПа ] обладают сварные стыковые соединения титан +
+ ванадиевый сплав + коррозионно-стойкая сталь, у которых сме-
щение кромок составляет не более 15 % толщины. Увеличение сме-
щения кромок по высоте до 30—40 % приводит к снижению мало-
цикловой усталости сварных соединений в 20—25 раз.
Приведенные данные влияния на долговечность сварных соеди-
нений титан + ванадиевый сплав + коррозионно-стойкая сталь кон-
центрации напряжений подтверждают необходимость строгого кон-
троля смещения кромок, а также введения ограничения на откло-
нение толщины свариваемых материалов. Для каждого сочетания
материалов, способов сварки, видов соединения применительно
к конструкции устанавливают и строго контролируют допустимые
смещения кромок.
Большое значение для обеспечения качества выпускаемой про-
дукции из разнородных материалов имеет операционный кон роль
в процессе производства. Внимательное и постоянное наблюдение
за состоянием оборудования, аппаратуры, приспособлений, прибо-
ров и инструмента, а также строгое соблюдение установленных тех-
нологическим процессом последовательности и режимов изготовле-
ния сварных изделий способствуют обеспечению высокого качества
изделия.
Визуально контролируют внешний вид сварного соединения,,
оплавление соединяемых металлов, соответствие швов эталонным
образцам, наличие дефектов (трещин, прожогов, непроваров, под-
резов и т. п.).
В зависимости от предъявляемых требований сварные изделия
из разнородных материалов подвергают радиографическому кон-
тролю, контролю на герметичность методами течеискания, гидравли-
ческим давлением.
Нормы допустимых дефектов или методы исправления дефектов
определяются соответствующими инструкциями или техническими
условиями на изделие. Для некоторых сварных изделий из разно-
родных материалов, например, выполненных из трудносвариваемых
сочетаний металлов, как ниобий—сталь, ванадий—сталь, ниобий-
никель и др., исправление дефектов в швах не рекомендуется.
В ряде случаев при рентгеноконтроле сварных разнородных со-
единений на рентгенограмме допускается непрерывная продольная
риска в центре шва, которая является проекцией оплавленного края
228
дднбгб йз свариваемых металлов. К производственным инструкций^
по контролю таких соединений прикладывается типовая рентгено-
грамма шва.
Основная задача технического контроля качества выпускаемой
продукции состоит в том, чтобы, правильно используя эффективные
методы и средства контроля, обеспечить получение бездефектных
сварных деталей и изделий из разнородных металлов и сплавов.
СПИ DOX ЛИТЕРАТУРЫ
1. Абрамович В. Р., Андроник В. А. Склонность коррозионно-стойкой стали
типа 18-8 к растрескиванию при автоматической наплавке на нее меди и сплавов на
медной основе в аргоне. —Сварочное производство, 1978, № 9, с. И —13.
2. Абрамович В. Р., Захаров В. Н. Циклическая прочность сварных соедине-
ний меди и сплава МНЖ 5-1 со сталью ОХ18Н10Т.—Сварочное производство,
1979, № 3, с. 21—22.
3. Авербух Б. А., Наумов В. И. Изготовление биметаллических деталей газо-
нефтяной арматуры методом напзавки трением. — В кн.: Надежность и долговеч-
ность бурового и промыслового оборудования: Тр. Моск, ин-та нефтехим. и газовой
пром-ти, 1976, вып. 117, с. 114—116.
4. Автоматическая сварка под флюсом разнородных сталей/Б. П. Калинин,
В. К. Шамгунов, В. Л. Перегуда и др. — Сварочное производство, 1980, № 7,
с. 32—33.
5. Арутюнова И. А. Точечная сварка разнородных алюминиевых сплавов не-
равных толщин. Тр. МВТУ им. Н. Э. Баумана, 1976, № 202, вып. 2, с. 68—72.
6. Аснис Е. А., Замков В. Н. Особенности наплавки меди на хромоникеле-
вые сплавы.—Справочное производство, 1961, № 7, с. 20—22.
7. Аснис Е. А., Прохоренко В. М., Швиндлерман Л. С. О механизме образова-
ния трещин при сварке и наплавке меди на сталь. — Сварочное производство, 1965,
№ 11, с. 8—9.
8. Бакши О. А. О влиянии неоднородности механических свойств сварных
соединений на их работоспособность при кручении. — Сварочное производство, 1964,
№ 8, с. 3—7.
9. Батакшев А. Ф., Бережницкий С. Н., Бейслям Н. В. Сварка трубопроводов
из биметалла медь серебро. — Химическое и нефтяное машиностроение, 1981,
№ 3, с. 29—30.
10. Белоусов В. П., Седых В. С., Трыков Ю. П. Механические свойства тита-
ностальных соединений (с промежуточными слоями), сваренных взрывом. — Свароч-
ное производство, 1971, № 9, с. 19—21.
11. Беседный В. А., Шеленков Г. М. Сварка-пайка алюминия с титаном. — Сва-
рочное производство, 1970, № 3, с. 45—46.
12. Биметаллические соединения/К. Е. Чарух ша, С. А. Голованенко, В. А. Ма-
стеров и др. М.: Металлургия, 1970. 280 с.
13. Большаков М. В., Овсянкин В. П., Чепухин С. И. Сварка трением в ваку-
уме тугоплавких и жаропрочных сплавов. — Автоматическая сварка, 1971, № 6,
с. 71—72.
14. Бугаков В. 3. Диффузия в металлах и сплавах. Л.: Гостехиздат, Ленингр.
отд-ние, 1949. 212 с.
15. Быховский А. И., Пролесковская А. Ю. Влияние заданного рельефа на кине-
тику растекания жидкости по твердой поверхности. — В кн.: Поверхностная диф-
фузия и растекание. М.: Наука, 1969, с. 193—199.
16. Вайнерман А. Е. О влиянии проникновения медного сплава на свойства
соединений, получаемых наплавкой сплавов на сталь. — В кн.: Наплавка металлов.
Л.: ЛДНТП, 1970, ч. II, с. 25—35.
17. Вайнерман А. Е. О процессах растворения и диффузии на межфазной гра-
нице при взаимодействии разнородных металлов. — Автоматическая сварка, 1976,
№ 12, с. 15—19.
18. Вейник В. А., Дьяченко В. В., Чуканов А. П. Электронно-лучевая сварка
ниобиевого сплава с нержавеющей сталью через прослойку ванадия. — Сварочное
производство, 1973, № 5, с. 16—18.
230
19. Взаимодействие между ниобием и нержавеющей сталью при ударной сварке
с промежуточной прослойкой/Г. К. Харченко, Т. В. Шевчук, А. И. Игнатенко
и др. — Автоматическая сварка, 1977, № 8, с. 4—6.
20. Взаимодействие серебра со сталью при получении соединений сварко—пай-
кой/А. Ф. Батакшев, С. Н. Бережницкий, С. Н. Стеклов и др. — Сварочное про-
изводство, 1976, № 1, с. 25—27.
21. Влияние низких температур на работоспособность сваренных взрывом
титаностальных соединений/Ю. Н. Кусков, В. Д. Сапрыгин, В. С. Седых и др. —
Сварочное производство, 1975, № 11, с. 20—21.
22. Влияние температуры нагрева на процесс образования интерметаллидов
при магнитно-импульсной сварке/В. А. Чудаков, К. К. Хренов, Ю. А. Сергеева
и др. — Сварочное производство, 1980, № 9, с. 16—18.
23. Влияние термических циклов сварки на свойства биметалла сталь—сере-
бро/А. Ф. Батакшев, С. Н. Бережницкий, О. И. Стеклов и др. — Сварочное про-
изводство, 1976, № 6, с. 7—8.
24. Володин П. П., Сагалевич В. М., Седых К. В. Особенности точечной сварки
плакированных и разнородных легких сплавов. — Автоматическая сварка, 1967,
№ 2, с. 48—51.
25. Гельман А. С. Основы сварки давлением. М.: Машиностроение, 1970. —
312 с-
26. Герцрикен С. Д., Дехтяр И. Я. Диффузия в металлах и сплавах в твердой
фазе. М.: Физматгиз, 1960. 564 с.
27. Голованенко С. А. Сварка прокаткой биметаллов. М.: Металлургия, 1977.
160 с.
28. Голованенко С. А., Коннова И. Ю. О подборе промежуточных слоев для
коррозионно-стойких биметаллов. — Металловедение и термическая обработка ме-
таллов, 1971, № 7, с. 38—43.
29. Гонсеровский Ф. Г. Влияние легирующих элементов на ударную вязкость
сварных соединений ванадия с нержавеющей сталью. — Автоматическая сварка,
1972, № 10, с. 17—20.
30. Гонсеровский Ф. Г. Особенности получения пластичных сварных соеди-
нений ванадия со сталью. — Сварочное производство, 1972, № 12, с. 10.
31. Гонсеровский Ф. Г. О хрупком разрушении комбинированных сварных
соединений титана с нержавеющей сталью. — Сварочное производство, 1975, № 6,
с. 30—32.
32. Готальский Ю. Н. Сварка разнородных сталей. Киев: Техника, 1981,
184 с.
33. Готальский Ю. Н. Новый фактор, вызывающий образование структурной
неоднородности в зоне сплавления разнородных сталей. — Автоматическая сварка,
1977, с. 13—16.
34. Готальский Ю. Н., Снисарь В. В. О содержании никеля в металле шва
сварных соединений аустенитных сталей с неаустенитными. — Автоматическая
сварка', 1968, № 12, с. 9—13.
35. Грудзинский Б. В., Шлямнева И. А., Степанов Г. А. О взаимодействии
расплавленной меди со сталями при наплавке и сварке. — Сварочное производство,
1970, № 12, с. 10—12.
36. Гуревич С. М., Замков В. Н., Сабокарь В. К. Сварка биметалла титан—
алюминий. — Автоматическая сварка, 1974, № 4, с. 49—50.
37. Деняченко О. А., Романов В. И., Тимченко С. П. Сварка композиций алю-
миния и его сплавов. Тр. НИИХИММаш, 1978. № 81, с. 28—34.
38. Дерибас А. А. Физика упрочнения и сварки взрывом. Новосибирск: На-
ука, 1972, 188 с.
39. Джевага И. И., Иващенко Г. М. Исследование влияния режимов наплавки
и состава медных сплавов на механические свойства сталей марок СтЗ, 20Х, 40Х
и 40ХН. — В кн.: Сварка цветных металлов. Л.: ЛДНТП, 1969, с. 105—114.
40. Дионисьев И. Г. Механические свойства сварных соединений при элект-
ронно-лучевой сварке разнородных сталей. — В кн.: Повышение качества и эффек-
тивности сельхозмашин. Ростов-на-Дону: РИСХМ, 1977, с. 86—91.
41. Дионисьев И. Г. Особенности электронно-лучевой сварки разнородных ста-
лей. — В кн.: Металл в современных энергоустановках. М.: Энергия, 1977, с. 70—
72.
231
42. Добровольский И. П., Карташкин Б. А., Шоршоров М. X. К расчету хи-
мической неоднородности при контакте разнородных твердых и жидких металли-
ческих фаз с учетом нестационарное™ взаимодействия. — Физика и химия об-
работки материалов, 1970, № 2, с. 133—137.
43. Диффузионная сварка материалов: Справочник/Под ред. Н. Ф. Казакова.
М.: Машиностроение, 1981. 271 с.
44. Епечурин В. П., Ляпсин Г. В., Петров В. М. Свойства биметаллических
соединений, полученных магнитно-импульсной сваркой. — Сварочное производство,
1974, № 5, с. 12—14.
45. Еременко В. Н., Натанзон Я. В. Кинетика растворения металлов в метал-
лических расплавах в условиях внешней задачи. — Порошковая металлургия,
1970, № 8, с. 39—54.
46. Ершов Г. С., Касаткин А. А., Голубев А. А. Растворение и диффузия
легирующих элементов в жидком алюминии. — Известия АН СССР. Металлы,
1979, № 2, с. 77—79.
47. Закономерности образования и роста интерметаллического слоя в сварном
соединении ниобия с железом/Г. К. Харченко, А. И Игнатенко, Т. В. Шевчук
и др. — Автоматическая сварка, 1975, № 1, с. 16—17.
48. Земзин В. Н. Сварные соединения разнородных сталей. Л.: Машинострое-
ние. Ленингр. отд-ние, 1966. 232 с.
49. Игнатьев В. Г., Довбищенко И. В., Рабкин Д. М. Проволока для сварки
алюминия и его сплавов. — Автоматическая сварка, 1975, № 7, с. 54—56.
50. Илюшенко В. М., Босак Л. М., Гришин Л. И. Автоматическая сварка
меди со сталью больших толщин. — Автоматическая сварка, 1966, № 6, с. 73.
51. Инерционная сварка трением ниобия с железом и сталью 12Х18Н9Т/
В. К. Лебедев, Г. К. Харченко, С. М. Гуревич и др. — Автоматическая сварка,
П79, № 6, с. 35—36, 42.
52. Исследование кинетики роста интерметаллидов в сваренной взрывом компо-
зиции цирконий — Ст. 12Х18Н10Т/А. Л. Бубликов, В. Ф. Лозовская, А. П. Сон-
нов и др. — В кн.: Сварка взрывом и свойства сварных соединений. Тр. Волгоград-
ского политехнического института, 1975, вып. 2, с. 79—83.
53. Исследование особенностей проплавления электронным лучом двухслой-
ных пластин из разнородных металлов/Ф. Н. Рыжков, А. В. Башкатов,
А. Е. Кондратков и др. — В кн.: 5-я Всесоюзная конференция по электронно-лу-
чевой^сварке. Киев: Наукова думка, 1975, с. 75—77.
54. Исследование прочности сварных соединений разнородных металлов (стали
12Х18Н10Т и бронзы БрАж 9-4)/В. П. Ломашевский, А. А. Лебедев, Н. В. Нови-
ков и др. —Проблемы прочности, 1975, № 11, с. 72—75.
55. Исследование соединения ниобий—прослойка никеля—сталь, выполненного
сваркой давлением/Г. К. Харченко, Т. В. Шевчук, А. И. Игнатенко и др. —
Автоматическая сварка, 1976, № 9, с. 71—72.
56. Исследование структуры и механических свойств соединений ниобия со
сталью/Г. К. Харченко, А. И. Игнатенко, Т. В. Шевчук и др. — Автоматическая
сварка, 1974, № 7, с. 17—20.
57. Ищенко А. Я., Лозовская А. В., Игнатьев В. Г. Свариваемость сплава
М40 с АМгб. — Автоматическая ч сварка, 1980, № 2, с. 44—46.
58. Казаков Н. Ф. Диффузионная сварка материалов. М.: Машиностроение,
1976. 312 с.
59. Казимиров А. А., Воропай И. М. Распространение тепла при сварке пла-
влением алюминия1 с медью. — Автоматическая сварка, 1966, № 7, с. 16—19.
60. Кальнер В. Д., Зильберман А. Г. Практика микрозондовых методов иссле-
дования металлов и сплавов. М.: Металлургия, 1981. 216. с.
61. Каракозов Э. С., Орлова Л. М., Пешков В. В., Григорьевский В. И.
Диффузионная сварка титана. М.: Металлургия, 1977. 272 с.
62. Каракозов Э. С., Сапрыгин В. Д. Холодная сварка труб. М.: Металлургия,
1978. 176 с.
63. Кершенбаум Я. М., Авербух Б. А. Изготовление биметаллических деталей
нефтехимического оборудования наплавкой трением. М.: ЦНИИТЭнефтехим 1972.62 с.
64. Кинетика растворения железа и меди в жидком латунном припое в условиях
пайки/А. Е. Шапиро, Э. С. Каракозов, Н. А. Кудрин и др. — Автоматическая
сварка, 1980, № 3, с. 21—25, 35.
232
65. Кинетика растворения титана в нержавеющей стали/В. И. Жалыбий,
Ю. Г. Волович, Г. Д. Данченко и др. — Известия АН СССР. Металлы, 1979, № 6,
с. 89—92.
66. Кинетика растекания металлов по железу, меди, никелю в зависимости
от степени вакуумирования/В. С. Новосадов, И. Е. Петрунин, Ю. Ф. Шеин и др. —
В кн.: Смачиваемость и поверхностные свойства расплавов и твердых тел. Киев:
Наукова думка, 1972, с. 53—56.
67. Кириличев Н. В., Готальский Ю. Н. Особенность структурной неодно-
родности в зоне сплавления многослойного аустенитного шва с перлитной сталью. —
Автоматическая сварка 1980, № 9, с. 28—32.
68. Киселев С. Н. Температурные поля при сварке цилиндрических оболочек
из разнородных металлов. — Сварочное производство, 1975, № 12, с. 1—3.
69. Клинопрессовая сварка алюминиево-стальных переходников/М. X. Шор-
шоров, Г. Д. Шнырев, В. А. Колесниченко и др. М.: ИМЕТ им. Байкова АН СССР,
1971. 26 с.
70. Коваленко В. С. Металлографические реактивы. М.: Металлургия, 1970.
133 с-
7L Колесников В. К., Виноградов В. С. Формирование торцевых соединений
из разнородных медных сплавов. — В кн.: Управление сварочными процессами.
Тула: ТПИ, 1981, с. 112—116.
72. Колесниченко В. А., Шнырев Г. Д., Алехин В. П. Клинопрессовая сварка
разнородных металлов, резко отличающихся и близких по твердости. — В кн.:
Лекции по сварке разнородных и разноименных металлов. М.: МДНТП, 1973,
ч. 1, с. 68—71.
73. Коньков Ю. Д., Игумнов В. П., Шилова В. П. Изменение диффузионной
зоны биметалла при циклическом нагружении и нагреве. — В кн.: Практика тепло-
вой микроскопии. М.: Наука, 1976, с. 83—86..
74. Контактная сварка с образованием эвтектики серебряных контактов с ла-
тунными пластинками/В. М. Андрейко, Е. П. Сторонкин, И. А. Лебедев и др. —
Сварочное производство, 1976, № 6, с. 23—24.
75. Конюшков Г. В., Копылов Ю. Н. Диффузионная сварка в электронике.
М.: Энергия, 1974. 68 с.
76. Костиков В. И., Митин Б. С., Сумм Б. Д. Оценка движущих и тормозя-
щих сил при растекании смачивающих жидкостей по поверхности твердых тел. —
Известия АН СССР. Неорганические материалы, 1972, т. 8, № 7, с. 1190—1193.
77. Красулин Ю. Л. Взаимодействие металла с полупроводником в твердой фазе.
М.: Наука, 1971. 119 с.
78. Красулин Ю. Л., Мостяев В. А. Диффузия в условиях соединения мате-
риалов давлением с подогревом. — Физика и химия обработки материалов, 1974,
№ 4, с. 124—127.
79. Красулин Ю. Л., Назаров Г. В. Микросварка давлением. М.: Металлур-
гия, 1976. 160 с.
80. Кудинов В. М., Рева А. А. Особенности сварки плавлением меди со сталью
через биметаллический переходник. — Автоматическая сварка, 1977, № 8, с. 52—
55.
81. Лабораторная металлография/Е. В. Панченко, Ю. А. Скаков, Б. И. Кри-
мер и др. М.: Металлургия, 1965. 430 с.
82. Лазько В. Е., Борисов М. Т., Поплавко М. В. Сварка разнородных ста-
лей высокой прочности. — В кн.: Пути повышения качества, долговечности и на-
дежности сварных и паяных изделий. М.: МДНТП, 1980, с. 129—140.
83. Лакедемонский А. В. Биметаллические отливки. М.: Машиностроение,
1964. 180 с.
84. Лариков Л. Н., Рябов В. Р., Фальченко В. М. Диффузионные процессы
в твердой фазе при сварке. М.: Машиностроение, 1975. 192 с.
85. Лепилина Ж- А., Ермилов В. А. К вопросу сварки толстолистовых разно-
родных соединений 12Х18Н10Т 09Г2С. Тр.: НИИХИММаш 1976, с. 74 с 30—
44.
86. Мазур А. И., Алехин В. П., Шоршоров М. X. Процессы сварки и пайки
в производстве полупроводниковых приборов. М.: Радио и связь, 1981. 224 с.
87. Мастеров В. А., Саксонов Ю. В. Серебро, сплавы и биметаллы на его ос-
нове: Справочник. М.: Металлургия, 1979. 296 с.
233
88. Махненко В. И. Расчетные методы исследования кинетики сварочных
напряжений и деформаций. Киев: Наукова думка, 1976. 317 с.
89. Махненко В. И., Рябов В. Р. Номограммы для расчета времени пребывания
при высокой температуре зоны сплавления алюминий —сталь. — Автоматическая
сварка, 1977, № 8, с. 66—67.
90. Мацуда Факухиса. Возможности сварки разнородных металлов. — Кинд-
зоку, 1974, т. 44, № 6, с. 24—30.
91. Медовар Б. И., Бойко Г. А., Пузрин Л. Г. Об электропереносе углерода
в месте соединения разнородных сталей. — ДАН СССР, 1974, т. 218, № 3, с. 565—
566.
92. Мериин Б. В., Слиозберг С. К. Об оценке качества соединений разнород-
ных металлов, полученных при сварке давлением. — Сварочное производство,
1969, № 3, с. 24—25.
93. Металлургия и технология сварки титана и его сплавов/Под ред. С. М. Гу-
ревича. Киев: Наукова думка, 1979, 300 с.
94. Металлургические и технологические особенности сварки вольфрама с мо-
либденом/Б. П. Морозов, Е. Н. Сивов, В. И. Пережогин и др. — Сварочное про-
изводство, 1979, № 1, с. 18—20.
95. Механизированная сварка фурм кислородного дутья мартеновских печей/
В. М. Илюшенко, В. М. Кулик, Г. С. Артеменко и др. — Автоматическая сварка,
1970, № 8, с. 72—73.
96. Микронеоднородность соединений жаростойкой стали с перлитной при сварке
трением/В. Н. Кальянов, В. А. Перлов, Г. Н. Гордань и др. — Автоматическая
сварка, 1977, № 12, с. 58—60.
97. Микросварка давлен и ем/А. А. Россошинский, В. Д. Табелев, В. А. Лебига
и др. Киев: Техника, 1971. 152 с.
98. Найдич Ю. В. Контактные явления в металлических расплавах. Киев:
Наукова думка, 1972. 196 с.
99. Найдич Ю. В., Неводник Г. М. Кинетика растекания жидкой меди по твер-
дым металлическим поверхностям. — В кн.: Физическая химия поверхностных
явлений в расплавах. Киев: Наукова думка, 1971, с. 238—241.
100. Наплавка в вакууме меди на электротехническую сталь/Ю. К. Кирсанов,
В. В. Дмитриев, Л. Р. Казинский и др. — Известия вузов. Машиностроение, 1975,
№ 8, с. 109—113.
101. Никитин В. И. Физико-химические явления при воздействии жидких ме-
таллов на твердые. М.: Атомиздат, 1967. 441 с.
102. Никитин В. М. Особенности кристаллизации металла шва при сварке
плавлением разнородных металлов. — Сварочное производство, 1973, № 5, с. 53—
55.
103. Никифоров Г. Д. Металлургия сварки плавлением алюминиевых сплавов.
М.: Машиностроение, 1972. 264 с.
104. Новосадов В. С. Аргонодуговая сварка титана с ниобием. — Автоматиче-
ская сварка, 1970, № 10, с. 68—69.
105. Новосадов В. С., Нуждин А. А., Шоршоров М. X. Анализ уравнения
гетерогенной диффузии примеси в процессе взаимодействия твердой и жидкой ме-
таллических фаз. — Физика и химия обработки материалов, 1968, № 1,
с. 42—48.
106. Новые способы изготовления переходников для сварки разнородных сталей,
сплавов и металлов/Б. И. Медовар, Л. В. Чекотило, В. Л. Артамонов и др. —
Информационное письмо Института электросварки им. Е. О. Патона. Киев, 1968,
№ 4 (503). 6 с.
107. Оботуров В. И., Примак Г. Д. Применение теплопрессовой сварки для
получения биметаллов сталь—бронза. — Сварочное производство, 1974, № 1,
с. 17—18.
108. О возможности использования разнородных титановых а-сплавов в свар-
ных коррозионно-стойких химических аппаратах/В. Б. Волков, С. М. Гуревич,
Н. Г. Садовский и др. — Физико-химическая механика материалов, 1976, 12, № 3,
с. 93—95.
109. О выборе присадочного материала для сварки биметалла 12Х18Н10Т -|-
+ Х40Н50М/В. Б. Николаев, В. В. Рощин, В. П. Разыграев и др. —В кн.: Сва-
рочное производство. М.: НИКИМТ, 1979, вып. 6/Л, с. 12—21.
234
ПО. О механизме образования соединений при сварке и пайке/Г. Д. Никифо-
ров, В. В. Дьяченко, Б. Д. Орлов и др. — Сварочное производство, 1967, № 12,
с. 4—7.
111. Особенности образования интерметаллидов в соединениях титана с медью,
полученных взрывом/В. Ф. Грабин, С. М. Гуревич, И. Я. Дзыкович и др. —
Физика и химия обработки металлов, 1970. № 6, с. 65—69.
112. Особенности образования соединений разнородных металлов при сварке
давлением/Г. К. Харченко, Т. В. Шевчук, А. И. Игнатенко и др. — Автомати-
ческая сварка, 1978, № 10, с. 5—7.
113. Особенности сварки плавлением титана со сталью при применении кор-
розионно-стойких ванадиевых сплавов, легированных хрсмом/М. Н. Пастух,
Л. Г. Стрижевская, И. П. Дружинина и др. М.: МДНТП, 1978, с. 111—114.
114. Особенности структуры металла шва соединения ниобия с молибденом/
Б. А. Задерий, Г. В. Шевчук, Г. К. Харченко и др. — Автоматическая сварка,
1975, № 6, с. 27—29.
115. Павлов И. В., Антонец Д. П., Готальский Ю. Н. К вопросу о меха-
низме образования переходного слоя в зоне сплавления разнородных сталей. —
Автоматическая сварка, 1980, № 7, с. 5—7.
116. Павлюк С. К., Ротач А. П. Поведение биметалла медь—сталь при изменя-
ющихся температурах. — Сварочное производство, 1980, № 7, с. 10—12.
117. Павлюк С. К., Ротач А. П. Термическая усталость сварных соединений
меди со сталью. — Автоматическая сварка, 1980, № 9, с. 12—16.
118. Пацкевич И. Р., Деев Г. Ф. Поверхностные явления в сварочных про-
цессах. М.: Металлургия, 1974. 120 с.
119. Переходная зона биметалла сталь—нисбий/В. ЛА. Кудинов, Т. В. Шев-
чук, Г. К. Харченко и др. — Автоматическая сварка, 1972, № 8, с. 71—72.
120. Петров Г. Л. Неоднородность металла сварных соединений. Л.: Судпром-
гиз, Ленингр. отд-ние, 1963. 2С6 с.
121. Петрсв Г. Л., Земзин В. Н., Гонсеровский Ф. Г. Сварка жаропрочных
нержавеющих сталей. Л.: Машгиз. Ленингр. стд-ние 1963. 248 с.
122. Петрсв Г. Л., Рохлин Э. А., Зубова Г. Е. Сварка ниобия с нержавеющей
сталью типа 0Х18Н10Т. — В кн.: Сварка. Л.: Суде строение. Ленингр. отд-ние,
1967, вып. 9, с. 256—262.
123. Плазменная наплавка металлсв/А. Е. Вайнерман, М. X. Шоршоров,
В. Д. Веселков и др. Л.: Машиностроение. Ленингр. отд-ние, 1969. 192 с.
124. Получение прочных соединений титан—сталь прокаткой в вакууме/
В. М. Амоненко, В. М. Годин, Е. А. Ковалева и др. — Цветные металлы, 1967,
№ 12, с. 38—41.
125. Поляков Д. А., Мануйлов Н. Н. Аргснодуговая сварка сплава ВТ5Л
и ВТ5Л со сплавами ОТ4 и ОТ4-1. — Сварочное производство, 1970, № 11, с. 12—
с. 12—13.
126. Попель С. И. Кинетика растекания расплавов по твердым поверхностям
и кинетика смачивания. — В кн.: Адгезия расплавов и пайка метериалов. Киев:
Наукова думка, 1976, вып. 1, с. 3—28.
127. Похмурский В. И., Гнып И. П., Левченко Р. А. Методика определения
характеристик трещинсстсйкости сварных соединений разнородных материалов. —
В кн.: Методы и средства сценки трещинсстсйкости конструкционных материалов.
Киев: Наукова думка, 1981, с. 118—121.
128. Рабкин Д. М., Рябов В. Р., Гуревич С. М. Сварка разнородных металлов.
Киев: Техника, 1976. 208 с.
129. Раздуй Ф. И., Ситалов В. П. Способ соединения алюминия со сталью. —
Сварочное производство, 1962, № 7, с. 12—15.
130. Распространение тепла при сварке плавлением алюминия со сталью/
В. И. Махненко, Л. И. Демченко, В. Р. Рябов и др. — Автоматическая сварка,
1974, № 10, с. 11—14.
131. Расчет процесса растворения твердой фазы в неподвижной жидкой фазе/
И. П. Добровольский, Б. А. Карташкин, С. Ф. Мамедов и др. — ДАН СССР,
1971, т. 200, № 5, с. 1059—10'62.
132. Рохлин Э. А. Анализ температурно-временных условий взаимодействия
расплавленного металла с твердым при сварке-пайке разнородных металлов. —
В кн.: Сварка. Л.: Судостроение. Ленингр. отд-ние, вып. 11, 1968, с. 99—107.
235
133. Рымкевич А. И. Сварка низкоуглеродистой 13 %-ной хромистой стали для
получения однородных и разнородных соединений. — Сварочное производство,
1980, № 9, с. 10—12.
134. Рыкалин Н. Н., Углов А. А. Температурное поле разнородных матери-
алов при сварке встык поверхностным источником. — Физика и химия обработки
материалов, 1969, № 5, с. 13—21.
135. Рыкалин Н. Н., Шоршоров М. X., Красулин Ю. Л. Физические и хи-
мические проблемы соединения разнородных металлов. — Известия АН СССР.
Неорганические материалы, 1965, т. 1, № 1, с. 29—36.
136. Рябов В. Р. Применение биметаллических и армированных сталеалюми-
ниевых соединений. М.: Металлургия, 1975. 288 с.
137. Рязанцев В. И., Бабаджанова И. С., Осокина Т. Н. Исследование сва-
риваемости разноименных деформируемых сплавов магния. — В кн.: Лекции по
сварке разнородных и разноименных металлов. М.: Общество «Знание» РСФСР,
1973, ч. I, с. 52—56.
138. Сабокарь В. К., Киреев Л. С., Лю В. Сварной титаномедный катод. —
Автоматическая сварка, 1980, № 5, с. 76.
139. Сапрыгин В. Д., Каракозов Э. С., Березников Ю. И. Сварка давлением
алюминиево-стальных и титано-алюминиевых элементов для работ при низких тем-
пературах. — Сварочное производство, 1975, № 6, с. 21—22.
140. Сапрыгин В. Д., Березников Ю. И., Лоцманов С. Н. Соединение алю-
миниево-стальных, титаноалюминиевых трубопроводов для работы при криогенных
температурах. — В кн.: Лекции по сварке разнородных и разноименных металлов.
М.: МДНТП, 1973, ч. 1, с. 72—77.
141. Сахацкий Г. П. Технология сварки металлов в холодном состоянии. Киев:
Наукова думка, 1979, 296 с.
142. Свариваемость низкоуглеродистой стали с медью электронным лучом
в вакууме/В. Н. Беляев, С. И. Юдина, Л. А. Бояршина и др. — В кн.: 5-я Все-
союзная конференция по электронно-лучевой сварке. Киев: Наукова думка, 1975,
с. 95—99.
143. Сварка взрывом и свойства сталениобиевых соединений с прослойкой вана-
Дия/Н. Н. Казак, Ё. П. Покатаев, В. С. Седых и др. — Сварочное производство,
1981, № 4, с. 23—25.
144. Сварка высокопрочного чугуна со сталью тонкой электродной проволокой
в СО2/Ю. А. Стеренбоген, В. Ф. Хорунов, Ю. Я. Грецкий и др. — Автомата*
ческая сварка, 1972, с. 61—67.
145. Сварка меди со сталью в среде углекислого газа/Н. Г. Лосицкий, В. Я. Глу-
шко, А. Е. Митус и дре — Химическое и нефтяное машиностроение, 1973, Ха 6,
с. 26—28.
146. Сварка разнородных металлов с частичным расплавлением одного из них/
В. Р. Абрамович, А. Ф. Гриценко, А. Н. Кваша и др. Сварочное производство,
1971, Xs 8, с. 22—23.
147. Сварка расфокусированным электронным лучом ниобиевых сплавов с нер-
жавеющей сталью/Н. П. Крутоголовов, В. В. Дьяченко, Е. Н. Сивов и др. —
Сварочное производство, 1980, Xs 4, с. 14—15.
148. Сварка серебра со сталью/С. Н. Бережницкий, А. Ф. Батакшев,
А. К. Митус и др. — Химическое и нефтяное машиностроение, 1971, Xs 11, с. 21.
149. Сварка совместным прессованием нержавеющей стали с циркониевым
сплавом/Н. Г. Фролов, Ю. Б. Шилков, Е. Ю. Ривкин и др. — Сварочное произ-
водство, 1974, Xs 5, с. 14—16.
150. Сварные соединения титановых сплавов/В. Н. Моисеев, Ф. Р. Куликов,
Ю. Г. Кириллов и др. М.: Металлургия, 1978, с. 221—228.
151. Свойства соединения сплавов ВТ9 и ВТ18у при электронно-лучевой сварке/
А. Н. Шубенкина, В. П. Кураева, Ж. Д. Тхоревская и др. — В кн.: Повышение
качества и эффективности сварочного производства. М.: 1978 ,с. 88—93.
152. Свойства титаноалюминиевых соединений, полученных сваркой взры-
вом/А. В. Ерохин, Н. Н. Казак, В. С. Седых и др. — Сварочное производство,
1972, Xs 7, с. 26—27.
153. Сивов Е. Н., Дьяченко В. В. Влияние термического цикла электронно-
лучевой сварки на формирование шва и свойства сварных соединений ниобия со
сталью (ВН-2АЭ-}' Х18Н10Т). — Сварочное производство, 1973, X? 4, с. Ц—13.
236
154. Сивов Е. Н., Карташкин Б. А. Взаимодействие расплавленной стали
с твердым ниобием и образование интерметаллидных прослоек. — Сварочное про-
изводство, 1973, № 1, с. 6—8.
155. Силкина Е. С., Лоскутов В. М., Шубенкина А. Н. Свариваемость разно-
именных титановых сплавов. — В кн.: Повышение качества и эффективности свароч-
ного производства. М.: МДНТП, 1978, с. 83—88.
156. Синявский В. С., Вальков В. Д., Вудов Г. М. Коррозия и защита алю-
миниевых сплавов. М.: Металлургия, 1979. 224 с.
157. Син Сигэо. Основные точки зрения на сварку разнородных металлов. —
Хайкан Гидзюцу, 1977, № 66, с. 70—79 (Япония).
158. Смоленский С. Ю., Гуляев А. И. Сварка трением прецизионного сплава
40ХНЮ—ВИ со сталью 12Х18Н10Т. — Сварочное производство, 1981, № 4,
с. 15—16.
159. Справочник по сварке, пайке, склейке и резке металлов и пластмасс/Под
ред. А. Ноймана, Е. Рихтера. М.: Металлургия, 1980, 464 с.
160. Соединение труб из разнородных металлов/С. Н. Киселев, Г. Н. Шевелев,
В. В. Рощин и др. М.: Машиностроение, 1981, 176 с.
161. Строение и свойства биметалла стальмедь в широком интервале тем-
ператур/А. Н. Ростовцев, В. М. Самойлов, И. П. Кошкин и др. — В кн.: Структура
и свойства ионных и металлических кристаллов. Новосибирск: Тр. Новосибирского
педагогического института, 1976, вып. 126, с. 115—127.
162. Структура и свойства сварных соединений меди со сталью, выполненных
электронно-лучевой сваркой в вакууме/В. Н. Беляев, Ю. М. Буравлев, В. В. Ива-
ненко и др. — Сварочное производство, 1976, № 5, с. 28—30.
163. Структурные превращения при контактно-реакционной пайке алюминиевых
сплавов серебром/О. Е. Осинцев, А. С. Гуляев, Н. А. Баресков и др. — Свароч-
ное производство, 1972, № 1, с. 33—35.
164. Сютьев А. Н., Вайнерман А. Е. Плазменная наплавка бронз на изделия
цилиндрической формы. Л.: ЛДНТП, 1970. 20 с.
165. Температурное поле при сварке разнородных пластин с заданной формой
разделки кромок/В. И. Юматова, В. Р. Рябов, В. И. Махненко и др. — Автома-
тическая сварка, 1973, Ns 11, с. 31—34.
166. Технология и оборудование сварки плавлением/Г. Д. Никифоров,
Г. В. Бобров, В. М. Никитин и др. М.: Машиностроение, 1978. 327 с.
167. Технология производства биметаллических листов сталь АМц для сосудов
криогенной техники/Н. Д. Лукашин, Е. М. Миклашевич, Б. П. Кондаков и др. —
Цветные металлы, 1981, № 1, с. 66—67.
168. Технология электрической сварки металлов и сплавов плавлением/Под
ред. Б. Е. Патона. М.: Машиностроение, 1974. 768 с.
169. Травление сварных соединений разнородных тугоплавких металлов/
С. М. Гуревич, Т. К. Шевчук, Т. К. Харченко и др. — Автоматическая сварка, 1973,
Ха 7, с. 76.
170. Трубилко В, И., Савченко В. А., Гуревич С. М. Коррозионная
стойкость сварных соединений биметалла титан—сталь. — Автоматическая сварка,
1973, № 12, с. 66—67.
171. Харченко Г, К., Игнатенко А. И. Прочность соединений с тонкой мягкой
прослойкой. — Автоматическая сварка, 1968, Ns 5, с. 31—33.
172. Химическая неоднородность зоны сплавления соединений среднелегиро-
ванных сталей с аустенитным металлом шва/А. М. Макара, А. Т. Дибец, В. Г. Гор-
донный и др. — Автоматическая сварка, 1976, Ns 4, с. 1—4.
173. Хренов К. Км Чудаков В. А. Получение сварных соединений при маг-
нитно-импульсной сварке цилиндрических деталей. — Сварочное производство,
1978, Ns 8, с. 13—41.
174. Фомичев Н. И. Технология сварки трением новых быстрорежущих сталей
с конструкционными. — Сварочное производство, 1980, Ns 4, с. 26—-28.
175. Флюс для наплавки серебра на сталь/С. Н. Бережницкий, А. Ф. Батак-
шев, Н. Т. Лосицкий и др. — Автоматическая сварка, 1971, Ns 1, с. 73—74.
176. Чаплыгин В. И., Цилявин П. И., Починский В. М. Технология диф-
фузионной сварки в жидкой среде титана и его сплавов с нержавеющей сталью
Х18Н9Т.—Сварочное производство, 1975, Ns 1, с. 15—16.
177. Чернов В- Вм Утлинский Г. Гм Шестопалов Н. И. Особенности сварки
237
трением меди и ее сплавов со сталями. — В кн.: Вопросы механизации и автома-
тизации сварочного производства. Тула: ТПИ, 1977, с. 79—85.
178. Шовная сварка тройного пакета АМгб—АД1—АМгб/ А. А. Чакалов,
М. Д. Серегин, Г. П. Царьков и др. — Сварочное производство, 1980, № 2, с. 18—
20.
179. Шоршоров М. X., Каракозов Э. С. Расчеты режимов сварки давлением.
Л.: ЛДНТП, 1969, 22 с.
180. Шоршоров М. X., Красулин Ю. Л. О природе физико-химических явле-
ний в сварных и паяных соединениях. — Сварочное производство, 1967, № 12,
с. 1—4.
181. Шутов Б. А., Ерохин А. А. Об оптимальном составе металла шва при
сварке плавлением меди с низкоуглеродистой сталью. — Автоматическая сварка,
1970, № 11, с. 17—19.
182. Шутов Б. А., Ерохин А. А. Управление составом шва при электронно-
лучевой сварке разнородных металлов.—Сварочное производство, 1971, № 10,
с. 10—12.
183. Щетанов Д. П. Сварка ниобиевого сплава ВН2 с бронзой БрХО, 8. —
Сварочное производство, 1970, № 8, с. 42.
184. Щетанов Д. П. Сварка сплавов ниобия ВН1 и ВН2 со сплавами ВТ1
и ОТ4. — Сварочное производство, 1971, № 7, с. 18—19.
185. Электронно-лучевая сварка бронзы БрХО, 8 со сталями ЭП288 и ЭП452/
А. В. Башкатов, В. М. Плетенев, Ф. В. Самороковский и др. — В кн.: 5-я Всесо-
юзная конференция по электронно-лучевой сварке. Киев: Наукова думка, 1975,
с. 180—182.
186. Электронно-лучевая сварка литой стали 35ХГСА с деформированной сталью
ЗОХГСА/В. В. Докашев, Г. А. Власов, М. С. Барышев и др. — Сварочное произ-
водство, 1978, № 12, с. 40—41.
187. Электронно-лучевая сварка ниобия с молибденом/С. М. Гуревич, Б. А. За-
дерий, Г. К. Харченко и др. — Автоматическая сварка, 1973, № 8, с. 65—68.
188. Электронно-лучевая сварка титанового сплава ОТ4-1 со сталью ВНС-2/
В. Р. Петренко, Ф. Н. Рыжков, А. В. Башкатов и др. — Сварочное производ-
ство, 1974, № 10, с. 19—20.
189. Электронно-лучевая сварка технического железа с бронзой/А. В. Башка-
тсв, Ф. Н., Рыжков, В. Р. Петренко и др. — Сварочное производство, 1977, № 8,
с. 11—12.
190. Электрошлаковая сварка и наплавка/Под ред. Б. Е. Патона. М.: Машино-
строение, 1980. 511 с.
191. Bradstreet В. I. The metallurgy of joining dissimilar metals. — Canadian
welder and fabricator, 1968, v. 53, N. 6, p. 14—16, 18, 23.
192. Bradstreet B. Effect of surface tension and metal flow on weld blad forma-
tion.— Welding Journal, 1968, 47, N. 7, p. 314—322.
193. Jefferson T. B. Welding aluminium to steel. — Welding Design and Fabri-
cation, 1977, 50, N. 5, p. 80—82.
194. Liptak I. A., Baysinger F. R. Welding dissimilar aluminium alloys. —
Welding Journal, 1968, 47, N. 4, p. 173—180.
195. Lison R. Zur Problematik der Schweissverbindungen zwischen interschied-
lichen Werkstoffen unter besonderer Berucksichtigung des Schmelzschweissens. —
Schweissen + Schneiden, 1976, N. 3, S. 89—92.
196. Metzeg G., Lison R. Electron Beam Welding of Dissimilar Metals. — Wel-
ding Journal, 1976, v. 55, N. 8, p. 230—240.
197. Shin Shigeo, Some Fundamental problems in welding of dissimilar metals. —
Journal Japan welding society, 1976, 45, N. 6, p. 437—448.
198. Tylecote R. F. The Solid Phase bonding of gold to Metalls. — Gold Bulletin,
1978, v. 11, N. 3, p. 74—80.
ОГЛАВЛЕНИЕ
Введение................................................................ 3
Глава I. Особенности формирования сварных соединении разнородных
металлов ............................................................... 4
Свариваемость разнородных металлов ...................... 5
Граница контакта и типы связей между разнородными метал-
лами ........................................................ 15
Распространение теплоты при разнородном сочетании металлов 24
Диффузионные процессы на границе контакта.................. 31
Процессы смачивания (растекания) и растворения на поверхно-
стях раздела................................................. 45
Структурная, химическая и механическая неоднородности свар-
ных соединений разнородных металлов.......................... 66
Глава II. Способы сварки разнородных металлов ......................... 72
Существующие способы и оборудование для соединения разно-
родных металлов.............................................. 72
Методы исследования состава, структуры и других свойств свар-
ных соединений разнородных металлов ......................... 84
Методы определения механических свойств разнородных свар-
ных соединений и склонности их к хрупкому разрушению ... 90
Особенности технологии сварки разнородных металлов .... 97
Глава III. Сварка сплавов одной основы ............................... 107
Сварка сталей различных классов, а также стали с чугуном . . . 107
Сварка алюминия, титана и их сплавов....................... 124
Сварка медных и магниевых сплавов.......................... 134
Глава IV. Сварка сплавов разных основ................................ 137
Сварка сталей с медью и ее сплавами........................ 137
Сварка титана и его сплавов с другими металлами............ 148
' Сварка тугоплавких металлов с другими металлами......... 168
( Сварка серебра и золота с другими металлами............... 190
Глава V. Применение конструкций из разнородных металлов в промышлен-
ности ................................................................ 199
Получение трубчатых переходников из металлов различных со-
четаний .................................................... 199
Влияние температуры и длительности эксплуатации сварных
изделий на их свойства...................................... 208
Защита от коррозии сварных соединений из разнородных метал-
лов ........................................................ 215
Применение конструкций из разнородных металлов............ 220
Контроль качества сварных соединений разнородных металлов
и сплавов................................................. f 2')
Список литературы........................................... 2^0
ИБ Кэ 3328
Владимир Рафаилович РЯБОВ, Даниил Маркович РАБКИН,
Руслан Сергеевич КУРОЧКО, Людмила Григорьевна СТРИЖЕВСКАЯ
СВАРКА РАЗНОРОДНЫХ МЕТАЛЛОВ И СПЛАВОВ
Редактор Т. Е. Черешнева
Художественный редактор Ю. Г. Ворончихин
Технический редактор Т. И. Андреева
Корректор Л. Л. Георгиевская
Переплет художника В. П. Григорьева
Сдано в набор 10.08.83. Подписано в печать 30.11.83. Т-22905
Формат 60х901/1«. Бумага типографская № 2. Гарнитура литературная.
Печать высокая. Усл. печ. л. 15,0. Усл. кр-отт. 15,313. Уч.-изд. л. 19,45.
Тираж 17000 экз. Заказ 194. Цена 1 р. 20 к.
Ордена Трудового Красного Знамени издательство «Машиностроение:»,
107076, Москва, Стромынский пер., 4.
Ленинградская типография № 6 ордена Трудового Красного
Знамени Ленинградского объединения «Техническая книга»
им. Евгении Соколовой Союзполиграфпрома при Государственном
комитете СССР по делам издательств, полиграфии
н книжной торговли.
193144, г. Ленинград, ул. Моисеенко, 10.