/























































































































































































































Author: Любин Дж.
Tags: общее машиностроение технология машиностроения машиноведение справочник композиционные материалы
ISBN: 5-217-00225-5
Year: 1988




Text
HANDBOOK OF COMPOSITES
Edited by
George Lubin
CONSULTANT
Formerly—Chief Scientist
Grumman Aerospace Corporation
Sponsored by the Society of Plastics Engineers
лг :i
VAN NOSTRAND REINHOLD COMPANY
NEW YORK CINCINNATI TORONTO LONDON MELBOURNE
СПРАВОЧНИК
по
композиционным
материалам
В ДВУХ КНИГАХ
КНИГА ПЕРВАЯ
Под редакцией Дж. ЛЮБИНА
Перевод с английского
канд. техн, наук А.Б. Геллера,
канд. хим. наук М.М. Гельмонта
Под редакцией
д-ра техн, наук Б.Э Геллера
МОСКВА «МАШИНОСТРОЕНИЕ» 1988
С74
УДК 621.002.3 (035)
764034
ЦЕНТРАЛЬНАЯ ГОРОДСКАЯ
НУбЛИЧИ.к,! Lu_ .-ГЕКА
flh & А. Мекрасем
Справочник по композиционным материалам: В 2-х кн.
С74 Кн. 1/Под ред. Дж. Любина; Пер. с англ. А. Б. Геллера,
М. М. Гельмонта; Под ред. Б. Э. Геллера. —М.: Машино-
строение, 1988. — 448 с.: ил.
ISBN 5-217-00225-5
В двухтомном справочнике специалистов США представлены совре-
менные, тщательно отобранные сведения о связующих и армирующих
волокнистых компонентах органического и неорганического происхож-
дения. В первой книге подробно рассмотрены способы получения, свой-
ства и области применения различных связующих, а также волокнистых
наполнителей. Особое внимание уделено описанию материалов на основе
углеродных, борных н арамидных волокон.
Для конструкторов, технологов и исследователей; может быть полезна
студентам вузов и аспирантам.
2702000000—209
С 038(01)—88 209-88
ББК 34.43
ISBN 5-217-00225-5 (Кн. 1) (СССР)
ISBN 5-217-00224-7 (СССР)
© 1982 by Van Nostrand Reinhold Company Inc.
ISBN 0-442-24897-0 (США)
© Перевод на русский язык, перечень сокраще-
ний и предисловие редактора перевода,
«Машиностроение», 1988
ОГЛАВЛЕНИЕ
Принятые сокращения н обозначения................................... 11
Предисловие редактора перевода ................................... 13
Предисловие.................................................. . . 14
Введение........................................................... 16
1. История развития композиционных материалов ...................... 17
1.1. Введение...................................................... 17
1.2. Термины и определения..................................... 18
1.3. Конструкционные материалы ............................ . 20
1.4. Поиски и развитие....................................... 22
1.5. Будущее индустрии КМ........................................ 22
1.6. Первое применение стеклопластиков............................ 24
Список литературы.................................................... 25
I. ИСХОДНЫЕ МАТЕРИАЛЫ............................................ 28
2. Ненасыщенные полиэфирные смолы .............................. 28
2.1. Введение................................................. 28
2.2. Типы ненасыщенных полиэфирных смол ...................... 30
2.2.1. Полиэфирные смолы общего назначения.................. 30
2.2.2. Эластичные полиэфирные смолы......................... 30
2.2.3. Упругие полиэфирные смолы............................ 31
2.2.4. Полиэфирные смолы с малой усадкой.................... 31
2.2.5. Полиэфирные смолы, устойчивые к атмосферным воздейст-
виям ...................................................... 31
2.2.6. Химически стойкие полиэфирные смолы............. 32
2.2.7. Огнестойкие полиэфирные смолы................... 32
2.3. Производство ненасыщенных полиэфирных смол .............. 33
2.4. Отверждение ненасыщенных полиэфирных смол ............... 34
2.4.1. Инициаторы и активаторы ............................. 36
2.5. Производство изделий из ненасыщенных полиэфирных смол ... 46
2.5.1. Ручная выкладка и нанесение покрытия напылением ... 46
2.5.2. Формование предварительно отформованной заготовки 47
2.5.3. Центробежное литье.............................. 48
2.5.4. Пултрузия и намотка............................. 48
2.5.5. Штамповка....................................... 48
2.5.6. Автоматическое лнтье под давлением .................. 49
2.5.7. Оценка систем инициатор—активатор—ингибитор ... 49
2.5.8. Материалы, используемые для поверхностной обработки 50
2.6. Свойства отвержденных ненасыщенных полиэфирных смол ... 50
2.6.1. Влияние добавок...................................... 53
2.6.1.1. Наполнители .................................... 53
2.6.1.2. Красители и пигменты............................ 55
2.6.1.3. Ингибиторы горения.............................. 55
2.6.1.4. Поглотители ультрафиолетового излучения......... 56
5
2.7. Стоимость ненасыщенных полиэфирных смол.................... 56
Список литературы................................................... 56
Дополнительная литература........................................... 56
3. Смолы на основе сложных диэфнров винилкарбоновых кислот ... 57
3.1. Введение................................................. 57
3.1.1. Определения......................................... 57
3.1.2. Характеристики смол................................. 57
3.1.3. Исторический обзор ................................. 58
3.1.4. Производство смол................................... 58
3.1.5. Отверждение......................................... 61
3.2. Эксплуатационные свойства................................... 63
3.2.1. Свойства смолы...................................... 63
3.2.2. Механические свойства отвержденной смолы ........... 63
3.2.3. Электрические свойства.............................. 65
3.2.4. Химические свойства.................................... 66
3.2.5. Усадка ................................................ 66
3.2.6. Адгезия................................................ 67
3.3. Применение смол............................................. 67
3.3.1. Радиационное отверждение............................... 67
3.3.2. Армированные стеклопластики ........................... 67
3.3.3. Формование............................................. 70
Список литературы................................................... 70
4. Полнбутадиеновые смолы ...................................... 71
4.1. Введение.................................................... 71
4.2. Историческая справка........................................ 71
4.3. Химические характеристики................................... 72
4.4. Характеристика процесса отверждения......................... 73
4.5. Химическая структура и свойства........................... 74
4.6. Применение КМ на основе ПБД................................. 75
4.7. О перспективах.............................................. 79
4.8. Хранение.................................................... 80
Список литературы................................................... 80
5. Эпоксидные смолы................................................ 81
5.1. Введение.................................................... 81
5.2. Применение.................................................. 81
5.2.1. Герметизация и капсулирование........................ 82
5.2.2. Оснастка . . . ....................................... 82
5.2.3. Формование . ......................................... 82
5.2.4. Склеивание ........................................... 82
5.2.5. Изготовление КМ намоткой волокна и в виде слоистых
пластиков .................................................. 83
5.3. Неотвержденные эпоксидные смолы ........................... 83
5.4. Отверждающие агенты и механизмы отверждения................ 89
5.4.1. Отверждение аминами................................... 89
5.4.2. Отверждение ангидридами кислот........................ 96
5.4.3. Каталическое отверждение кислотами Льюиса............ 100
5.4.4. Ускорители........................................... 100
5.5. Отвержденные эпоксидные смолы............................ 102
5.5.1. Свойства эпоксидных смол, отвержденных специальными
способами.................................................. 104
5.6. Технология производства................................... 112
5.6.1. Контроль качества.................................... 112
5.6.2. Технологические параметры............................ 115
5.6.3. Оптимизация и управление процессом отверждения. . . 115
5.7. Испытания отвержденной смолы.............................. 119
Список литературы.................................................. 119
6
6. Термостойкие смолы............................................. 125
6.1. Введение................................................... 125
6.2. Конденсационные полиимиды ................................. 126
6.2.1. Промышленные растворы для получения конденсационных
полиимидов .................................................. 127
6.2.2. Неармированные полиимидные смолы М7?-15О.............. 130
6.2.3. Препреги из полиимидов конденсационного типа.......... 132
6.2.4. КМ на основе полиимидов конденсационного типа .... 132
6.2.4.1. КМ, армированные стеклотканью.................... 132
6.2.4.2. КМ на основе углеродных волокон.................. 139
6.3. Аддитивные полиимиды....................................... 141
6.3.1. Полиимидные смолы серии PMR .......................... 143
6.3.1.1. Технология получения КМ иа основе PMR-полиими-
дов........................................................ 149
6.3.2. Препреги на основе аддитивных полиимидов.............. 150
6.4. Применение КМ на основе полиимидных полимеров.............. 150
6.4.1. Конденсационные полиимиды............................. 150
6.4.2. Аддитивные полиимиды................................ 151
Список литературы.................................................. 152
7. Стеклонаполненные термопласты ................................. 154
7.1. Введение................................................... 154
7.2. Производство СНТП ......................................... 156
7.2.1. Нанесение термопласта на жгут......................... 156
7.2.2. Получение компаунда для экструзии .................... 156
7.2.3. Промышленное производство ............................ 157
7.2.4. Стекловолоконное сырье ............................... 157
7.2.5. Исходные связующие.................................... 157
7.3. Литье под давлением СНТП................................... 158
7.3.1. Особенности условий переработки....................... 159
7.4. Свойства СНТП.............................................. 160
7.4.1. Общие положения....................................... 160
7.4.2. Влияние стекловолоконного армирующего наполнителя 160
7.4.2.1. Диаметр волокна................................... 160
7.4.2.2. Длина волокна..................................... 161
7.4.2.3. Поверхностная обработка волокон ........... 165
7.4.2.4. Ориентация и перемешивание волокон ............... 165
7.4.2.5. Влияние степени наполнения ....................... 166
7.5. Теоретические предпосылки.................................. 173
7.5.1. Концепция квазиизотропности сложных пластиков . . . 173
7.6. Применение СВТП ........................................... 176
Список литературы.................................................. 178
8. Стеклопластики...............................’................. 179
8.1. Введение................................................... 179
8.2. Производство стекловолокон................................. 179
8.3. Состав стекла.............................................. 182
8.4. Свойства стекловолокон..................................... 184
8.5. Ассортимент стекловолокон.................................. 186
8.5.1. Стекловолоконные ровинги.............................. 186
8.5.2. Ткани из ровинга ..................................... 187
8.5.3. Стекловолоконные маты ................................ 187
8.5.4. Текстильная стекловолоконная пряжа.................... 189
8.5.5. Текстурированная пряжа................................ 189
8.5.6. Номенклатура пряжи............................. 190
8.5.7. Ткани из стекловолокон ........................... . 191
8.5.8. Другие виды тканей ................................... 195
8.5.9. Измельчение волокон................................... 196
7
8.6, Поверхностные свойства...................................... 196
8.6.1. Ровинги................................................ 196
8.6.2. Текстильная пряжа ..................................... 198
8.6.3. Ткани из стекловолокон ................................ 198
8.7. О возможности применения СВКМ при конструировании . . . 202
8.7.1. Состав стекла ......................................... 203
8.7.2. Диаметр волокон........................................ 204
8.7.3. Модели тканей.......................................... 205
8.7.4. Соотношение стекловолокно/связующее ................... 206
8.7.5. Распределение волокон.................................. 207
Список литературы................................................... 209
9. Высокосиликаты и кварц.......................................... 210
9.1. Определения ................................................ 210
9.1.1. Высокосиликаты......................................... 210
9.1.2. Кварц.................................................. 210
9.2. Историческая справка........................................ 211
9.2.1. Высокосиликаты......................................... 211
9.2.2. Кварц.................................................. 211
9.3. Формы....................................................... 212
9.4. Использование............................................... 213
9.5. Цена и прибыль ............................................. 214
9.6. Физические и механические свойства ......................... 215
9.7. Химические свойства ........................................ 217
9.8. Термические свойства ....................................... 217
9.9. Свойства композитов ........................................ 218
10. Борные и другие высокопрочные высокомодульные армирующие во-
локна с низкой плотностью ......................................... 221
10.1. Введение .................................................. 221
10.2. Технология получения борных волокон ....................... 222
10.2.1. Боровольфрамовые волокна ............................. 222
10.2.2. Бороуглеродные волокна................................ 224
10.2.2.1. Удлинение борных волокон......................... 224
10.2.2.2. Процесс осаждения бора на углеродное волокно . . . 226
10.2.2.3. Применение бороуглеродных волокон................ 227
10.2.3. Свойства боровольфрамовых волокон..................... 228
10.2.4. Структура и морфология боровольфрамовых волокон . . . 230
10.3. Карбид-кремниевые волокна . ............................... 231
10.3.1. Экономические аспекты производства SiC-волокон. . . 232
10.3.2. Процесс получения SiC-волокон ........................ 233
10.3.3. Свойства SiC-волокон ................................. 233
10.3.4. Структура и морфология SiC-волокон ................... 235
10.4. Создание покрытий с высокими диффузионными барьерами для
борных волокон................................................... 236
10.5. Технология препрегов ...................................... 237
10.6. Свойства КМ с органическими связующими..................... 239
10.6.1. Боропластики.......................................... 239
10.6.2. Композиты на основе органических связующих и карбид-
кремниевых волокон........................................... 245
10.7. Применение борных волокон.................................. 246
Список литературы................................................... 249
11. Углеродные (графитовые) волокна и композиционные материалы на
их основе ......................................................... 252
11.1. Введение .................................................. 252
11.2. Историческая справка ..................................... 253
11.3. Сырье для получения У В ................................... 256
8
11.3.1. УВ из полиакрилонитрила (ПАН) ........................ 257
11.3.1.1. Процессы переработки ПАН......................... 257
11.3.1.2. Характеристики ПАН-сополнмеров .................. 258
11.3.1.3. Стабилизация ПАН................................. 260
11.3.1.4. Карбонизация и графитизация ................ 263
11.3.1.5. Структура УВ на основе ПАН ................ 264
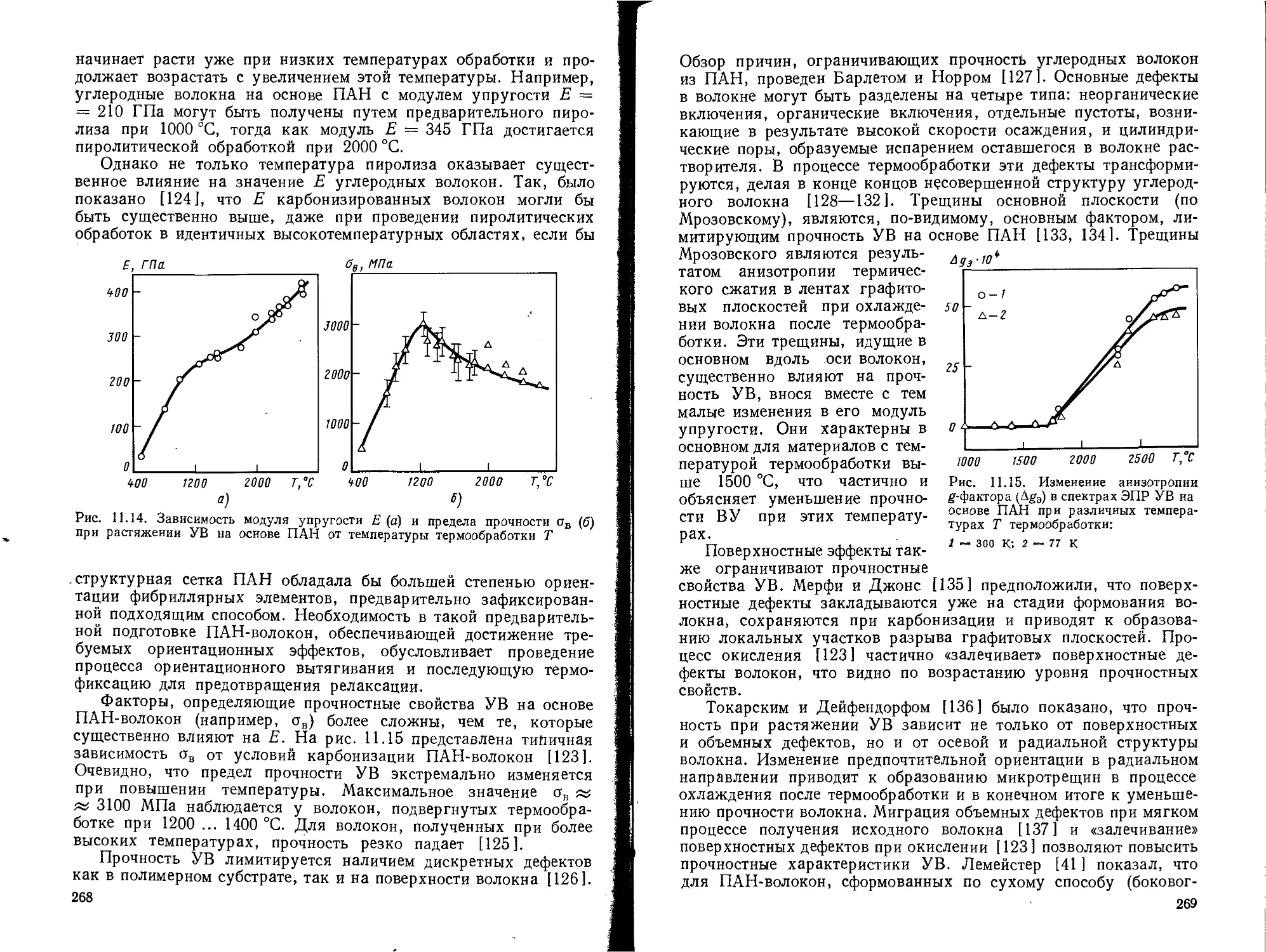
11.3.1.6. Механические свойства УВ на основе ПАН. . . . 267
11.3.1.7. Электрические свойства УВ на основе ПАН. . . . 270
11.3.2. Углеродные волокна из пеков........................... 272
11.3.2.1. Процессы образования пеков ...................... 272
11.3.2.2. Характеристика пеков ............................ 273
11.3.2.3. Формование волокна из мезофазных расплавов пеков 276
11.3.2.4. Карбонизация и графитизация . ... ./............ 278
11.3.2.5. Структура и механические свойства УВ, полученных
из пеков................................................... 278
11.3.2.6. Электрические свойства УВ, полученных из пеков 279
11.3.3. УВ из ГТЦ-волокна..................................... 281
11.3.3.1. Процесс получения УВ из ГТЦ...................... 281
11.3.3.2. Характеристики волокон из ГТЦ.................... 281
11.3.3.3. Получение УВ из ГТЦ.............................. 282
11.3.3.4. Структура УВ на основе ГТЦ....................... 283
11.3.3.5. Механические свойства УВ из ГТЦ.................. 284
11.3.3.6. Электропроводность УВ из ГТЦ..................... 285
11.3.4. Выводы................................................ 285
11.4. Материалы на основе УВ .................................... 285
11.5. Обработка УЦ............................................... 288
11.6. Методы и методология исследований У В...................... 291
11.7. Композиционные материалы на основе УВ и органического свя-
зующего ......................................................... 297
11.7.1. Устойчивость к внешним воздействиям................... 298
11.7.1.1. Действие температуры ............................ 298
11.7.1.2. Воздействие влаги и температуры.................. 301
11.8. Термопласты и термореактнвные связующие.................... 308
11.8.1. Введение.............................................. 308
11.9. Технология получения КВМ на основе УВ и термопластичных
связующих ....................................................... 312
11.9.1. КВМ из непрерывных волокон............................ 312
11.9.2. КМ, армированные короткими волокнами ................. 313
11.9.3. Заключение............................................ 315
11.10. Усталостные свойства КВМ на основе УВ..................... 315
11.11. Ползучесть КВМ на основе УВ............................... 318
11.12. Гибридные материалы на основе УВ.......................... 319
11.13. Применение КВМ на основе УВ............................... 324
Список литературы................................................... 326
12. Арамидные волокна и композиционные материалы на их основе . . . 340
12.1. Введение .................................................. 340
12.2. Арамидные волокна и ткани ................................. 340
12.2.1. Получение ............................................ 340
12.2.2. Химическая структура.................................. 341
12.2.3. Морфология волокон ................................... 342
12.2.4. Промышленные волокна и тканн.......................... 348
12.2.4.1. Кевлар-29 ..................................... 348
12.2.4.2. Кевлар-49 ....................................... 348
12.2.5. Свойства волокон...................................... 350
12.2.5.1. Тепловые свойства ............................... 350
12.2.5.2. Химические свойства.............................. 350
12.2.5.3. Механические свойства............................ 353
12.2.6. Зависимость свойств от текстильной структуры........ 360
9
12.2.7. Технические условия .................................. 360
12.3. КВМ на основе арамидных волокон........................... 361
12.3.1. Волокнистые стренги с эпоксидным связующим .... 361
12.3.1.1. Влияние свойств связующего иа прочность волокна
в КВМ..................................................... 361
12.3.1.2. Влияние объемного наполнения на прочность волокна
в композите .............................................. 364
12.3.1.3. Влияние температуры и влажности на прочность во-
локна .................................................... 364
12.3.1.4. Долговечность................................... 364
12.3.1.5. Усталостные свойства............................. 366
12.3.2. Кольцевые образцы на основе арамидных волокон и эпо-
ксидных связующих............................................ 366
12.3.3. Одноосно-ориентированные листовые композиты на ос-
нове волокна кевлар-49 и различных эпоксидных свя-
зующих ...................................................... 367
12.3.3.1. Технические характеристики ...................... 367
12.3.3.2. Усталость и ползучесть КВМ....................... 369
12.3.3.3. Сдвиговые свойства............................... 371
12.3.4. Сосуды, работающие под давлением, выполненные мето-
дом намотки из КВМ на основе арамидных волокон и эпок-
сидных связующих ............................................ 372
12.3.4.1. Проектирование и изготовление сосудов ........... 373
12.3.4.2. Влияние давления прессования н вида эпоксидных
связующих на свойства сосудов.................... 376
12.3.4.3. Усталостные свойства............................. 378
12.3.4.4. Сосуды, футерованные резиной и алюминием. . . 380
12.3.4.5. Толстостенные сосуды высокого давления из волокна
кевлар-49 и эпоксидных связующих................ 381
12.3.4.6. Резервуары высокого давления из КВМ, футерован-
ные металлом.............................................. 384
12.3.5. Текстолиты............................................ 386
12.3.6. Гибридные композиты................................... 386
12.3.7. Композиционные материалы, усиленные штапелем. . . 387
12.4. Применение КВМ............................................. 388
12.4.1. Применение КВМ в авиации и военной технике. . . . 390
12.4.2. Спортивное снаряжение............................ 390
12.4.3. Канаты........................................... 391
12.4.4. Использование КВМ в маховиках.................... 391
12.4.5. Шинный корд...................................... 391
12.4.6. Пулезащитная одежда и броня из КВМ............... 392
12.4.7. Другие примеры промышленного применения КВМ . . . 392
Список литературы................................................... 392
Словарь терминов.................................................... 395
Предметный указатель............................................. 440
ПРИНЯТЫЕ СОКРАЩЕНИЯ И ОБОЗНАЧЕНИЯ
АБС —• акрилоннтрилбутадненстирольный сополимер
БП —• бензоилпероксид
ВЦГДО — внннлциклогексендиоксид
ГХ — гидрохинон
ГЭФ — глициднловый эфир фенола
ДБГК — диангидрид 3,3', 4,4'-бензофенонтетракарбоновой кислоты
ДВК — диэфнр винилкарбоновой кислоты
ДГЭБА — днглицидиловый эфир бисфенола А
ДГЭБФ — днглицидиловый эфир бисфенола Ф
ДДМ — и-додецнлмер каптан
ДДФС — 4,4'-диаминодифенилсульфон
ДМПТ — ММ'-днметил-п-толуидин
ДЦДА — дицианднамнн
ДЭАПА — днэтиламинопропиламин
ДЭБД — днглицидиловый эфир 1,4-бутанднола
ДЭБТК — днметнловый эфир 3,3', 4,4'-бензофенонтетракарбоновой ки-
слоты
ДЭНПГ — днглицидиловый эфир неопентилглнколя
ДЭПК — диметиловый эфир пнромелитовой кислоты
ДЭТА —• днэтилентр намин
м — массовый (массовая доля)
м — межслоевой
МДА — 4,4-метилендианилин
МП — А-метнл-2-пирролидон
МФ ДА — л<-фениленднамин
НДК — 5-норборнен-2,3-дикарбоновая кислота
о — объемный (объемная доля)
ОДА — 4,4'-оксндианилнн
ПАК —• полнамндокнслота
ПАН — полиакрилонитрил
ПБД — полнбутаднен
ПГЭНКФ — полиглициднловый эфир новолачной о-крезолформальдегндной
смолы
ПГЭНФФ — полиглициднловый эфир новолачной фенолформальдегидной
смолы
ПМЭК — пероксид метнлэтнлкетона
поп — поперечный (перпендикулярно к волокнам или осн)
пр — продольный (параллельно волокнам или оси)
ПФДА — п-фениленднамин
ПЭ — полиэтилен
ПЭТФ — полнэтнлентерефталат
ТАЦР — трналлнлцнанурат
ТГАФ — трнглицнднл п-аминофенол
ТГМД—N, N, N', М'-тетраглнциднлметнленднанилин
ТЭТА — трнэтнлентетрамнн
11
6Ф — 2,2-бис(3', 4'-дикарбоксифенил)гексафторпропандиангидрид
6ФТК — 2,2-бис(3',4'-дикарбоксифенил)гексафторпропантетракислота
6ФТКДЭЭ— диэтиловый эфир 2,2-бис(3',4'-дикарбоксифенил)гексафторпро-
пантетракислоты
ЭНДК — эфиры 5-норборнен-2,3-дикарбоновой кислоты
ЭТФЭ — этилентетрафторэтиленовый сополимер
Ср — теплоемкость
Е — модуль упругости при растяжении
Еа — модуль упругости при изгибе
Дсж — модуль упругости при сжатии
ОСд — модуль сдвига В ПЛОСКОСТИ слоя
{7Т — термоЭДС
Ув. м — массовая доля волокна (наполнителя) в композиционном ма-
териале
Ув. о — объемная доля волокна (наполнителя) в композиционном
материале
— масса композита
WB — масса волокна
Wc — масса сосуда (реактора)
а — температурный коэффициент линейного расширения
Р — коэффициент объемного расширения
V — удельная проводимость
о — параметр растворимости
е — диэлектрическая проницаемость
е — предельная деформация растяжения
есж — предельная деформация сжатия
г) — вязкость
0 — долговечность
X — теплопроводность
v — коэффициент Пуассона
р — плотность
Рс — удельное электрическое сопротивление
ав — предел прочности при растяжении (временное сопротивление)
<ги — предел прочности при изгибе
аСж — предел прочности при сжатии
Тед — предел прочности при сдвиге в плоскости слоя
ПРЕДИСЛОВИЕ РЕДАКТОРА ПЕРЕВОДА
Объективные потребности развития различных отраслей техники обусловили
создание новых конструкционных материалов с высокой прочностью и большими
значениями модуля упругости на металлической, керамической и полимерной
основах. Неумолимые законы природы диктуют необходимость резкого увеличе-
ния прочностных характеристик изделий при минимизации их массы. Это ста-
новится возможным при изготовлении композиционных материалов на полимер-
ной основе (композитов). За последние годы были достигнуты впечатляющие
успехи в программировании свойств таких материалов. Вместе с тем в практике
производства и переработки композитов существенная роль пока принадле-
жит еще интуитивному подходу, а количественные оценки в ряде случаев весьма
ограничены. Это обусловлено, во-первых, отсутствием завершенных стройных
физических теорий сложных гетерофазных систем, какими являются композиты;
во-вторых, различиями в способах оценки тех или иных механических и физико-
химических характеристик компонентов и композитов, в-третьих, ограничен-
ностью информации о стандартных свойствах «наполнителей» и «связующих»,
а также готовых материалов, предназначенных для различных отраслей техники.
Первой систематической попыткой уменьшить дефицит информации в этой
важной сфере научной и инженерной деятельности явилась восьмитомная серия
монографий «Композиционные материалы» под редакцией Л. Браутмана и
Р. Крока, перевод которой был опубликован издательствами «Машиностроение»
и «Мир». Вышедшие затем в русском переводе справочное пособие «Наполнители
для полимерных композиционных материалов» под редакцией Г. С. Каца и
Д. В. Милевски (М.: Химия, 1981) и книга Т. Фудзии, М. Дзако «Механика
разрушения композиционных материалов» (М.: Мир, 1982) оказали специали-
стам существенную помощь в интенсификации исследований и технологических
разработок в области композиционных материалов в нашей стране.
Предлагаемый вниманию специалистов «Справочник по композиционным
материалам» под редакцией Дж. Любина, многие годы принимавшего участие
в разработке технологий и применения новых композиционных материалов в ряде
фирм США, включает большое количество новых сведений, позволяющих точнее
прогнозировать свойства композитов в готовых изделиях.
Построение справочника дает возможность использовать его и как учебное
пособие для студентов вузов и аспирантов. Для удобства пользования перевод
справочника публикуется в двух книгах. Первая книга включает в себя информа-
ционные материалы по сырью (связующим и наполнителям) и свойствам различ-
ных композитов, а вторая — описание процессов переработки композитов в го-
товые изделия, методик анализа, а также проблем применения композитов в раз-
личных отраслях техники.
Следует отметить, что справочник написан преимущественно для американ-
ского читателя и содержит описание используемых в США промышленных и
лабораторных марок наполнителей и связующих. Однако приведенные в книге
сведения об их свойствах, методах регулирования свойств, технологии приме-
нения делают эту книгу весьма полезной для советских специалистов, работа-
ющих в области производства связующих и наполнителей, создания и переработки
композитов, а также конструирования изделий из них.
Перевод первой книги «Справочника по композиционным материалам» вы-
полнен А. Б. Геллером (гл. 1, 7—12) и М. М. Бельмонтом (гл. 2—6). Вторая
книга переведена А. М. Кнебельманом (гл. 13—19), А. Б. Геллером (гл. 20—
25) и Г. Э. Кесслером.(гл. 26—28).
Б. Геллер
ПРЕДИСЛОВИЕ
На разработку и промышленное освоение новых композиционных материалов
ушло всего лишь 15—20 лет. Следует отметить, что ранее затрачивалось в сред-
нем 25 лет на поисковые работы, прежде чем какой-либо новый материал стано-
вился достоянием промышленности.
В середине 50-х годов ВВС США решили применить в авиастроении новый
класс материалов — армированные композиционные материалы, или композиты.
Предстояло изучить возможности их изготовления на основе новых видов воло-
кон с высокими прочностными и упругими характеристиками. Практическое про-
изводство борных и углеродных волокон обусловило возможность создания
композиционных материалов на их основе. Национальное управление по аэро-
навтике и исследованию космического пространства (НАСА) и ВВС США явились
кураторами исследовательской и технологических программ. Реализация этих
разработок позволила с начала 70-х годов начать широкое применение компози-
тов для производства летательных аппаратов.
Таким образом, мы видим, как мало прошло времени от лабораторного
поиска до решения практических задач производства и применении композитов.
Для сравнения приведем следующий пример. На внедрение алюминия и его спла-
вов в авиационную промышленность ушло более 30 лет, но еще через четыре
десятилетия продолжаются непрерывные поиски наиболее рациональных кон-
струкционных решений с использованием этого металла.
Применение новых композиционных материалов в летательных аппаратах
подняло на новую качественную ступень самолетостроение, способствовало соз-
данию новой ракетной н космической техники. Есть все основания полагать, что
роль композитов в создании новых летательных аппаратов будет ведущей.
Так, после совсем недолгих экспериментов в военной технике, высокопрочные
композиты были применены при изготовлении самолета «Боинг 767». Использова-
ние таких материалов в автомобилестроении позволит снизить расход топлива
благодаря уменьшению собственной массы транспортного средства. Потребность
автомобилестроителей в композитах достигнет к 1990 г. нескольких тысяч тонн.
Мы находимся сейчас в несколько странной ситуации. Потребность в новых
материалах растет так быстро, что темпы изучения свойств новых материалов
практически не успевают за их созданием. Это обусловливает необходимость не
только наличия современной технологии и знания областей применения компози-
тов, но и данных о свойствах, изложенных в такой форме, чтобы они могли быть
применены при создании новых материалов и изделий из них. Я полагаю, что
эта книга — «Справочник по композиционным материалам» — станет связующим
звеном между знанием, оптимальной конструкцией и технологией.
Обязанностью исследовательских организаций в мире, когда технология
меняется так быстро, является отход от традиционной роли чистой науки, с одной
стороны, и инженерии, с другой. Зачастую уровня лабораторных исследований
бывает достаточно только для описания материалов, создания эксперименталь-
ного оборудования и научных сообщений. Исследования же должны быть ориен-
тированы на эффективное применение разработанных материалов, чтобы умень-
шить риск от внедрения новой технологии и сократить до минимума время раз-
работок. Правительство США заинтересовано в развитии не только базы исследо-
вания химических особенностей композитов и действия на них сред, но и про-
14
I
мышлениях исследований н внедренческих программ, которые курируются в пос-
леднее время ВВС США и НАСА. Но даже этих исследовательских программ
недостаточно.
Опытным специалистам требуется 15—20 лет для того, чтобы в совершенстве
овладеть искусством конструирования изделий из таких новых материалов,
какими являются композиты, для наиболее целесообразного использования их
в различных отраслях производства. Вот почему переход от одних конструкцион-
ных материалов к другим всегда зависит от числа конструкторов и аналитиков,
достаточно компетентных в применении новых материалов. Такой переход ока-
жется тем эффективнее, чем полнее будут использованы результаты исследований,
обеспечивающих объективную оценку пригодности новых материалов для реше-
ния определенных инженерных задач.
Следовательно, основным в процессе переподготовки конструкторов является
обеспечение их информационными материалами, включая учебники и руковод-
ства, которые содержали бы необходимые сведения для конструирования изделий
из композитов. Не меньшее значение имеет создание учебных пособий для студен-
тов, чтобы можно было дать нм первые основные понятия и представления о но-
вых конструкционных материалах.
Естественно, создание таких книг — дело не легкое, требующее много вре-
мени. Но и сам процесс подготовки и переподготовки специалистов по компо-
зиционным материалам требует систематического н углубленного изучения этой
новой области знаний. Мы постарались так построить книгу, чтобы этим спра-
вочником могли пользоваться специалисты с разными уровнями знаний.
Я благодарен издателю и авторам за их усилия сообщить как можно более
полные сведении о композитах широкому кругу специалистов. Это тем более
важно, так как позволит интенсифицировать научные изыскания в области ком-
позитов и проверку возможностей их практического приложения. Мы убеждены,
что «Справочник по композиционным материалам» будет способствовать быстрому
и надежному внедрению технологии композитов в космонавтику, а также в мно-
жество других областей техники и технологии.
Д-р Алан М. Лавлейс
ВВЕДЕНИЕ
Публикация книги совпадает с 40-й годовщиной промышлен-
ности композиционных материалов. Справочник содержит основ-
ные сведения по отрасли, включая новые данные о процессах,
используемых материалах, методологии и технологическом ана-
лизе. Производство композитов развивается особенно быстро
именно сейчас, в условиях всеобщего энергетического кризиса.
Этот справочный материал является как бы продолжением
предыдущей книги ее редактора «Справочник по стеклопластикам
и армированным композитам». Рассмотрены композиционные ма-
териалы на основе органических матриц, применение которых
в различных ответственных конструкциях постоянно возрастает.
Основным достоинством справочника является представитель-
ность, надежность и полнота используемых данных, а также про-
стота понимания природы композитов. Этому способствует такое
расположение материала, при котором справочник может слу-
жить и учебным пособием. Справочник состоит из разделов, опи-
сывающих исходные материалы, технологию получения, методы
исследования, типичные области использования композитов,
а также включает приложения, содержащие таблицы и графики.
Раздел по связующим включает данные о полибутадиене и поли-
виниловых эфирах. Специальная глава посвящена полиимидам.
В отдельном разделе книги описаны новые процессы создания
композиционных материалов, практические рекомендации по про-
блемам их производства и приведены примеры изделий, изготов-
ленных из композитов.
Главы, посвященные волокнистым наполнителям, включают
широкий класс армирующих волокон. Большое внимание уде-
лено волокну кевлар и борным волокнам, высокая стоимость
которых пока ограничивает их применение.
Главы по технологии получения композитов содержат сведения
о новых концепциях и направлениях развития производства ком-
позитов. В этом же разделе подробно рассмотрен также вопрос
о факторах, определяющих их устойчивость в различные сроки.
Рассмотрение современного состояния проблемы конструиро-
вания изделий на основе композитов приведено в главах, описы-
вающих теоретические аспекты структур наполненных полимеров.
В разделе, посвященном проблемам применения композитов,
рассмотрены основные области, в которых они наиболее эффек-
тивны. Это, в частности, проблемы создания средств морского,
воздушного и наземного транспорта. В нем приводится большой
перечень примеров использования композитов. Заканчивается
справочник приложением (см. кн. 2), включающим большой таб-
личный и графический материал.
1. ИСТОРИЯ РАЗВИТИЯ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Доминик В. Росато
1.1. Введение
В 1979 г. в США было произведено различных композиционных
материалов (КМ), или композитов, включая наполненные пласт-
массы, более 3,6 млн. т, из которых более 0,9 млн. т приходится
на стеклопластики, столько же — на асбонаполненные материалы
и около 1,8 млн. т — на композиты, армированные химическими
и натуральными волокнами. Общая стоимость производимых
материалов превысила 6 млрд. долл.
Нет ничего удивительного в том, что в наше сложное для
специалистов время, которое характеризуется бурным развитием
отраслей с принципиально новой технологией, экономические
рычаги в исследованиях стали существенно более сильными,
нежели это было ранее [1, 2]. Существенный прогресс в области
КМ, и в особенности армированных пластиков (АП), был достиг-
нут в начале 40-х годов, когда были созданы первые высокопроч-
ные композиты [3—14].
Еще перед второй мировой войной АП были способны конку-
рировать с другими конструкционными материалами. В 1941 г.
в США был подписан первый правительственный контракт на
создание деталей из прочесанного хлопкового волокна, пропи-
танного фенольной смолой. Композит отверждали под давлением
14 МПа. В 1942 г. методом прессования при низком давлении
были получены КМ с использованием полиэфирных связующих.
В конце второй мировой войны уже успешно применялись КМ,
армированные стекловолокнами (СВКМ).
Дальнейшее развитие промышленности, выпускающей АП,
привело к тому, что сейчас не существует области техники, где
не применялись бы эти материалы. Они используются при созда-
нии судов и автомобилей, при строительстве жилья и при обору-
довании складских помещений. Специфические свойства различ-
ных армированных волокнами пластиков (АВП) расширили тра-
диционные области применения полимерных материалов.
На начальных этапах развития производство АП сдержива-
лось высокими ценами на сырье и относительно медленными и
дорогими способами получения этих материалов. Сегодня в этой
области наблюдается такой прогресс, что прирост производства
17
4
Рис. 1.1. Тенденции роста однонаправленных механических свойств АВП и
обычных конструкционных материалов:
1 — отношение предела прочности при растяжении (временного сопротивления) к плот-
ности 2 — отношение предела прочности при сжатии к плотности Стсж/Р5 3 от-
ношение модуля упругости при растяжении к плотности Е/р
измеряется суммой почти 1 млрд. долл, в год. Кроме объемов
производства, совершенствуются качественные характеристики
самих АП. На рис. 1.1 показана динамика роста механических
свойств АВП; отчетливо прослеживается перспектива создания
более легких и более прочных материалов.
1.2. Термины и определения
КМ — это материалы, состоящие из двух или более компонен-
тов (отдельных волокон или других армирующих составляющих
и связующей их матрицы) и обладающие специфическими свой-
ствами, отличными от суммарных свойств их составляющих
компонентов. Компоненты композитов не должны растворяться
или иным способом поглощать друг друга. Они должны быть
хорошо совместимы. Свойства КМ нельзя определить только по
свойствам компонентов, без учета их взаимодействия.
Композиционные материалы классифицируются обычно по
виду армирующего наполнителя: волокнистые (армирующим ком-
понентом служат волокнистые структуры); слоистые; наполнен-
ные пластики (армирующим компонентом являются различные
частицы). В свою очередь наполненные пластики могут быть
разделены на насыпные (гомогенные) и скелетные (начальные
структуры, заполненные связующим). Армирующие компоненты
могут представлять собой различные волокна, порошки, микро-
сферы, кристаллы и «усы» из органических, неорганических,
металлических материалов или керамики. Наиболее распростра-
нены следующие связующие, используемые в АП: полиэфиры,
фенолы, эпоксидные компаунды, силиконы, алкиды, меламины,
полиамиды, фторуглеродные соединения, поликарбонат, акрилы,
ацетали, полипропилен, акрилонитрилбутадиенстирольный сопо-
лимер (АБС), полиэтилен и полистирол. Связующие могут быть
18
разделены на термопласты (способные размягчаться и затверде-
вать при изменении температуры) и реактопласты, или термо-
реактивные. смолы (связующие, в которых при нагревании про-
исходят необратимые структурные и химические превращения).
В настоящее время наибольшее распространение получили термо-
реактивные связующие.
При разработке и изготовлении новых композиционных мате-
риалов, а также при создании конструкций из них приходится
учитывать влияние внешних условий (температура, высокая влаж-
ность) на эти материалы. Необходимо учитывать и ряд специфи-
ческих свойств композиционных материалов. Так, учет ползуче-
сти, которая является характерным свойством многих компози-
ционных материалов, заставляет проектировщиков отказываться
от целого ряда традиционных решений.
Целью создания композиционного материала является объеди-
нение схожих или различных компонентов для получения мате-
риала с новыми заданными свойствами и характеристиками, от-
личными от свойств и характеристик исходных компонентов.
С появлением такого рода материалов возникла возможность се-
лективного выбора свойств композитов, необходимых для нужд
каждой конкретной области применения. КМ, оказавшиеся и
экономичными, и удобными в проектировании, сегодня исполь-
зуются везде — от производства игрушек и теннисных ракеток
до применения в космических аппаратах (теплоизоляция, микро-
схемы и др.).
Армирующие компоненты могут быть включены в состав АП
для изменения свойств термо- или реактопластов. Современная
промышленность КМ широко варьирует различные сочетания
армирующих компонентов и связующих, выбор которых опре-
деляется как техническими параметрами, так и ценой. АП наи-
более часто используются в двух видах: листовой материал (ти-
пичный пример такого материала — это бумага, пропитанная
меламинофенольным связующим, или стекловолоконные маты,
пропитанные полиэфирным связующим) и прессованные пластики
(чаще всего используются пропитанные фенольным или другим
связующим минеральные, хлопковые и другие волокна). Боль-
шинство свойств полученных КМ оказывается более высокими,
нежели свойства исходных компонентов. К композитам следует
также отнести и различные материалы, конструкционное назна-
чение которых то же, что и одного из компонентов. Такого рода
материалами являются, например, покрытые поливиниловой плен-
кой изделия, используемые в летательных аппаратах; ламиниро-
ванные металлопластиковые облицовки и т. д.
Термин «композиционные материалы» (КМ), или «композиты»,
появился, когда потребовалось наиболее емкое название нового
класса материалов, состоящих из армирующего компонента и
связующего. КМ часто называют армированными (АП), или на-
полненными, пластиками. Однако название «наполненные пла-
19
стики» чаще применяют к дешевым материалам, хотя на сегодня
невысока стоимость и ряда конструкционных АП (например, на
основе меламинов), наполненных стекловолокнами или альфа-
целлюлозой. В последнее десятилетие термин «наполненные пла-
стики» стал довольно часто употребляться, как и АП. Существу-
ющая смысловая разница между терминами «армированные»
и «наполненные» пластики перекрывается функциональным назна-
чением последних [15—28].
1.3. Конструкционные материалы
В настоящее время наиболее распространенными армирующими
компонентами при создании композиционных материалов яв-
ляются стеклянные, полиамидные, асбестовые волокна, бумага
(целлюлозные волокна), хлопок, сизаль, джут и другие нату-
ральные волокна. Все большее место в технологии производства
композитов занимают такие материалы, как углеродные, графито-
вые, борные, стальные волокна и усы (очень короткие армиру-
ющие волокна, обычно кристаллические). Выбор того или иного
армирующего наполнителя определяется ценой, составом и тех-
нологическими требованиями, предъявляемыми к свойствам АП.
Большое количество стеклопластиков применяется при изго-
товлении различных коммерческих товаров (например, в автомо-
биле- и приборостроении). Одним из основных направлений
использования таких КМ. является производство ракет, самоле-
тов, надводных и подводных обшивок кораблей. Стекловолокно
является основным видом армирующего материала для упрочнения
различных пластиков, так как его стоимость невысока.
Из бумаг для целей армирования обычно используется три
типа: крафт-бумага, обладающая сравнительно высокими проч-
ностными показателями по сравнению с другими видами бумаги;
альфа-бумага, используемая в электротехнике, и бумага из
вторсырья, обладающая низкой чувствительностью к влаге и
хорошими механическими свойствами.
Хлопковые волокна сочетают в себе высокие прочность, по-
годостойкость, технологичность и достаточную жесткость. Тол-
щина и масса материала могут меняться в зависимости от того,
какие свойства хотят получить от КМ.
Полиамидные (нейлоновые) волокна используются для арми-
рования обычно в виде тканей. Они образуют прекрасные электро-
изолирующие слоистые материалы, применяемые в электронной
промышленности. Эти волокна обладают низкой смачиваемостью,
хорошей устойчивостью к истиранию и хемостойкостью.
Асбестовые волокна наряду с прочностью, устойчивостью
к действию открытого пламени, обладают тепло- и хемостой-
костью [15—28]. Сизаль и джут используются как в сочетании
со стекловолокном, так и независимо для снижения стоимости
материалов при строительстве складов и т. п.
20
Углеродные и графитовые волокна обладают целым рядом
особенностей по физико-техническим и химическим свойствам.
Эти волокна имеют высокие предел прочности (временное сопро-
тивление ов) и модуль упругости Е при растяжении, что опре-
деляет их промышленную ценность (табл. 1.1).
1.1. Свойства наиболее распространенных металлических и неметаллических
армирующих материалов
Волокно (проволока) Р. ма Гпл- °C ств, МПа ств Р ’ МПа Е, ГПа Е Р * МПа
КГ» м“8 КГ» М“8
Алюминий 2 687 660 620 2 300 73 270
Окись алюминия 3 989 2082 689 1 700 323 810
Алюмосиликат 3 878 1816 4130 10 600 100 260
Асбест 2 493 1521 1380 5 500 172 690
Бериллий 1 856 1284 1310 7 100 303 1630
Карбид бериллия 2 438 2093 1030 4 200 310 1270
Окись бериллия 3 020 2566 517 1 700 352 1160
Бор 2 521 2100 3450 150 441 1750
Углерод 1 413 3700 2760 157 200 1410
Стекло:
перспективное 2 493 1650 6890 277 124 497
Е 2 548 1316 3450 136 72 280
S 2 493 1650 4820 194 85 340
Графит 1 496 3650 2760 184 345 2300
Молибден 0 166 2610 1380 14 358 350
Полиамид 1 136 249 827 73 2,8 25
Полиэфир 1 385 248 689 49 4,1 29
Кварц 2 188 1927 — — 70 320
Сталь 7 811 1621 4130 53 200 256
Тантал 1 656 2996 620 3,7 193 116
Титан 4 709 1668 1930 41 115 245
Вольфрам 19 252 3410 4270 22 400 207
Монокарбид воль- 15 651 2871 730 4,6 717 458
фрама
Примечания: 1. Борные волокна содержат сердцевину из борида
вольфрама.
2. «Усы» обладают очень высоким пределом прочности и сверхвысоким мо-
дулем упругости при растяжении: окись алюминия — сгв = 12,4 ГПа; гра-
фит — сгв = 20,7 ГПа, Е = 690 ГПа; железо — сгв = 13,8 ГПа.
Термореактивные связующие (полиэфирные, фенольные, поли-
имидные и эпоксиды) наиболее часто используются в стеклопла-
стиках. В последнее время все большее внимание привлекают КМ.
на основе термопластов (в частности, поликарбонаты, АБС-сопо-
лимеры, полиацетали и полистирол), армированные короткими
волокнами.
В качестве армирующего наполнителя используются также
разнообразные материалы: алюминиевые порошки (окись алюми-
21
ния), асбест, карбонат и силикат кальция, продукты целлюлоз-
ного производства, хлопок в различных формах, стекловолокно,
стеклосферы, Граниты, порошок окиси железа, слюда, кварц,
сталь, карбид кремния, окись титана и карбид вольфрама. Выбор
наполнителя диктуется требованиями, предъявляемыми к мате-
риалу и технологии получения АП. В качестве армирующего на-
полнителя могут быть использованы и длинные волокна.
Положительный эффект применения наполнителей выражается
в увеличении прочности и жесткости материалов, улучшении
теплопроводности и теплостойкости, повышении износостойкости
и ударной вязкости; уменьшении коэффициента линейного расши-
рения, амплитуды экзотермических пиков и пористости; улучше-
нии поверхности и в отдельных случаях в удешевлении материа-
лов. Однако введение наполнителей вызывает появление и отри-
цательных свойств. Наполнители накладывают ряд ограничений
на технологию получения КМ и сокращают «время жизни» не-
которых связующих.
1.4. Поиски и развитие
Основной причиной увеличения объема программ научно-
исследовательских работ (НИР) и опытно-конструкторских раз-
работок (ОКР) в области КМ является реальная возможность
замены других конструкционных материалов, в частности таких,
как листовой прокат алюминия, стали, титана. Композиты в ряде
случаев оказываются в несколько раз более эффективными, не-
жели металлы. Как результат программ НИР и ОКР возрастают
роль КМ в технике и их коммерческая значимость. КМ все чаще
конкурируют с другими материалами, давая существенно более
высокую прибыль.
1.5. Будущее индустрии КМ
В эру фантастически высоких темпов развития технологии
необходима объективная информация, дающая представление о наи-
более перспективных направлениях создания новых материалов.
Существующий в настоящее время и требуемый уровень техноло-
гии определяет как проблемы конструкции, так и направления
НИР и ОКР для каждой конкретной отрасли [29, 30].
Работы по созданию высокорентабельного производства в раз-
личных отраслях (сельское хозяйство, машиностроение, самоле-
тостроение, производство металлов и пластиков) требуют ком-
плексной постановки уникальных организационных задач. Для
решения этих задач необходимо привлечение целого ряда научных
дисциплин, включающих физические науки и технологические
разработки. Даже при поверхностном обзоре общих направлений
технологии материалов становится очевидным, что производство
пластмасс, включая и СВ КМ, будет продолжать стремительно
22
расти. Среднегодовой прирост общего объема промышленного
производства пластмасс составляет в среднем 11 %, в то время
как для композитов эти темпы достигают 15 %. Для сравнения —
прирост объема производства в химической промышленности
США составляет 6,5 %, а прирост совокупного национального
продукта не превышает 3,5 %. Несложно предсказать быстрый
дальнейший рост промышленности пластмасс и группы компози-
тов.
Существенной проблемой дальнейшего роста объемов произ-
водства КМ является повышение устойчивости прочностных ха-
рактеристик материалов к действию внешних условий. Более
того, информация о прочностных характеристиках композицион-
ных структур ускоряет их более широкое применение. В настоя-
щее время промышленность КМ в целом находится в стадии
реорганизации и объединения. Еще большая перестройка ожи-
дается в будущем. Большинство предприятий предпочитают дер-
жать в руках весь процесс производства: от сырья до конечного
продукта. Такая организация оказывается удобной для многих
предприятий, специализирующихся в узкой области. Компании,
которые стояли у истоков производства КМ, особенно интен-
сивно наращивают его объемы.
Существенным препятствием для роста производства КМ
является повсеместное использование до сих пор стального про-
ката. В основном это связано с инерцией мышления части кон-
структоров, не доверяющих надежности новых материалов. На-
дежность новых материалов определяется во многом методиками
оценки их качества (наличием эффективных методов контроля и
особенно методов неразрушающего контроля) [31—47]. На се-
годня не существует всеобъемлющего справочника конструктора,
который включал бы все необходимые для проектировщика дан-
ные о свойствах КМ. Следовательно, задача создания такого
справочника является весьма актуальной.
В то же время целый ряд конструкторов просто не знают
о возможностях армированных пластиков, и необходимо время,
чтобы они изучили их. По мере роста областей и объемов приме-
нения КМ, справочные данные о них будут все шире включаться
в стандарты, справочники и даже в учебники для вузов. В настоя-
щее время целый ряд правительственных учреждений, фирм,
обществ и ассоциаций проводит работу по созданию новых спе-
цификаций, технических условий, стандартов и справочников
[48].
В основе дальнейшего роста объемов промышленного произ-
водства КМ лежат многолетний удачный опыт их применения и те
исследования в области КМ, которые были проведены в послед-
ние годы. Эффективное применение этих материалов определяет
их значимость на рынках сбыта.
Композиционные материалы находят широкое применение
при изготовлении объектов общественного транспорта, автомо-
23
билей, судов, самолетов и ракет, емкостей для хранения жидко-
стей и в различных областях электроники. Они используются
для создания трубопроводов и стволов артиллерийских орудий,
в приборостроении и как отделочные материалы. Существует
целый ряд наиболее быстро развивающихся в США видов чело-
веческой деятельности, потребляющих КМ — это образование,
медицина и снаряжение для активного отдыха.
Особенно значительный скачок в технологии КМ произошел
в последнее десятилетие, и рост их производства будет устойчиво
продолжаться. Ограничениями являются не технологические,
а экономические проблемы. Сегодняшний скачок в технологии
может рассматриваться как результат широкого использования
нетрадиционных свойств композитов. Более полное знание экс-
плуатационных свойств КМ, особенно работающих совместно
с металлами, быстро расширяет области их применения. Уже
сегодня существуют АП, в которых используются волокна, проч-
ностные и упругие свойства которых оказываются существенно
более высокими, чем у металлов. Материалы, которые появились
для нужд военной техники (например, в летательных аппаратах),
дали толчок для поисков и исследований путей применения КМ
практически во всех отраслях промышленности.
1.6. Первое применение стеклопластиков
Первые армированные стеклянными волокнами пластики для
авиаконструкций были задуманы и осуществлены в лаборатории
конструкций и материалов Райт-патерсоновской военно-воздуш-
ной базы (г. Дейтон, шт. Огайо) в 1943 г. После анализа результа-
тов испытаний армированных материалов теоретические расчеты
показали, что при проектировании и создании конструкций мо-
гут быть использованы высокопрочные композиции на основе
полиэфирных смол, армированных стекловолокном, для сложных
структур с сердцевиной из легкого материала. В военном самоле-
тостроении такие материалы хорошо зарекомендовали себя в раз-
личных сэндвичевых конструкциях. Задняя часть фюзеляжа
двухместного учебного самолета «Вальти ВТ-15» была усилена
стеклопластиком. Этот узел был переконструирован и изготовлен
на той же базе. Первые детали изготовлялись из бальзового
дерева, облицованного тонким слоем СВ КМ. Обшивка состояла
из пяти слоев стеклоткани толщиной 0,76 мм, пропитанной поли-
эфирным связующим (массовая доля 42 ... 45 %). Выкладка и
формование резиновым мешком производились в матрице из ли-
стовой стали с использованием целлофана как антиадгезива для
отделения панели от формующего резинового мешка.
Статические испытания первого изготовленного фюзеляжа
показали более высокие характеристики, чем те, которые были
предсказаны. Используя преимущества в прочности и массовых
характеристиках стеклопластов, удалось на 50 % повысить проч-
24
ностные свойства сэндвичевых конструкций по сравнению со
свойствами металлов или дерева. Кроме хороших конструкционных
свойств сэндвичевые конструкции со СВ КМ показали отсутствие
значительных сдвигов слоев СВ КМ при больших скручивающих
нагрузках. Если сэндвичевая конструкция с облицовкой из алю-
миния может выдержать 100 % расчетной нагрузки, то визуаль-
ные и приборные наблюдения за аналогичной конструкцией из
СВ КМ показали, что этот материал выдерживает до 180 % рас-
четной нагрузки. Из-за недостаточно хороших исходных данных
для проектирования, которыми обладает дерево, ВВС США
всегда считали дерево нежелательным материалом в конструкциях.
Было изготовлено с использованием стеклопластиков с сотовым
заполнением три различных типа фюзеляжей. Стеклопластики,
используемые для этой цели обладали следующими свойствами:
пределы прочности при растяжении ств = 276 МПа, при сжатии
стсж ~ 234 МПа, при изгибе сти — 393 МПа, при сдвиге тсд =
= 131 Мпа; модуль упругости при изгибе Еи = 18,7 ГПа; плот-
ность р = 1,8 103 кг/м3. Теоретическое значение удельной проч-
ности (отношение прочности к плотности материала) было суще-
ственно выше, чем для алюминиевых сплавов или специальных
сталей, используемых в конструкциях. К сожалению, конструк-
ционные возможности СВ КМ оказываются ограниченными вслед-
ствие сравнительно низкого модуля упругости (магниевые сплавы
с такой же плотностью имеют Е = 44,2 ГПа).
Естественным решением этой проблемы было бы использование
СВ КМ в покрытиях для основной, стабильной структуры мате-
риала, который имел бы и хорошую прочность при сжатии.
Для создания такой структуры были разработаны сотовые и
сэндвичевые конструкции. Две высокопрочных пластины разде-
ляются очень легкой р = (1,7 ... 2,8) Ю3 кг/м3 сердцевиной —
заполнителем. Связь каждой пластины с заполнителем очень
прочная и сплошная. Заполнитель работает на растяжение, сжа-
тие и сдвиг, поддерживая наружные пластины.
СПИСОК ЛИТЕРАТУРЫ
1. Engstrom Е. W., Chairman, Executive Committee, RCA, speech to 1966
graduating class of Polytechnic Institute of Brooklyn.
2. Bisplinghoff R. L., editorial, AIAA J. (June 1966).
3. «Reinforced Plastics: Where Will They Go from Here?», Plastics World (Feb-
ruary 1966).
4. Dietz A. G. H., «Composite Materials», Edgar Marburg Lecture, ASTM,
June 16, 1965.
5. «Forging Military Aerospace Power», Air Force System Command Bulletin,
1965.
6. Grimes D. L., «Why Develop New Composite Materials ... Now?», Rese-
arch/Development, 28—31 (September 1965).
7. Rosato D. V. and Grove C. S., Jr., Filament Winding: Its Develoment,
Manufacture, Application, and Design, J. Wiley & Sons. Inc., New York,
1964.
25
8. U. S. Plastics Industry Fact Sheet, SPI Release from Basford, June 6, 1966.
9. «Building Construction: What’s in It for Plastics», Plastics World (December
1965/Januar 1966).
10. «Processing of Plastics: Structural Integrity of Filament Winding», Paper pre-
sented at Iowa State University Conference, April 29, 1966.
11. «Filament Wound $1 Million R&D Contract Release», North American Avia-
tion, Inc., June 23, 1966.
12. The Chemical Industry Fact Book, Manufacturing Chemists’Association, 1962.
13. Rossi G. A. and Johnson J. H., «Composite Sandwich for Small, Unmanned
Deep-Submergence Vehicles», ASME 65-UNT-2, May 1965.
14. «Research in the Field of RP Sandwich Structure for Air Frame Use», Univer-
sity of Oklahoma, U. S. Army Fort Eustis Report 64—37, July 1964.
15. Rosato D. V., Asbestos: Its Industrial Applications, Van Nostrand Rein-
hold, New York, 1959.
16. «Science and Technology and the U. S. Department of Commerce», Background
Memorandum, U. S. Departament of Commerce June 1966.
17. Tinkham S. E., «Cost Estimating for Profit», Plastics World (May 1966).
18. Sayre J. E., «Reinforced Polyesters—A Market Research Report», Reinfor-
ced Plastics (July—August 1965).
19. «Automated RP», Plastice World (September 1966).
20. «Sandwich Panel Design Criteria», Building Reserach Institute Publication
798, 1960.
21. «Filament Winding-Tool of the Space Age», Reinforced Plastics (July—Au-
gust 1966).
22. Battaglini T. A., «Current Trends and Future Needs for Plastics in Computers»,
Paper presented at SPI National Plastics Conference, June 1966.
23. Buck G. R., «Ammunition Packaging Design», Plastics World (June 1965).
24. Matlack J. D., «Plastics in Ammunition», Paper presented at SPI National
Plastics Conference, June 1966.
25. Rosato D. V. and Schwartz R. T., Environmental Effects on Polymeric
Materials, J. Wiley & Sons, Inc., 1968.
26. «The All-RP Aircraft», Reinforced Plastics (March—April 1966).
27. «Composites Promise New Design Freedom», Reinforced Plstics (May—June
1965).
28. Reed R., «Polybenzimidazole and Polyaromatics for High-Temperature Struc-
tural Laminates and Adhesves», AFML TR 64-365, Part 1. Vol. 1, Novem-
ber 1964.
29. Bursk E. S., «А Rationale for Marketing Growth», Industrial Marketing
(June 1966).
30. Bingham W. H., «Roads to Growth Independence or Merge», Plastics World
(May 1966).
31. «Plastics for Aerospace Vehicles», Military Handbook, MIL-HDBK-17, Armed
Forces Supply Support Center, Washington, D. C.
32. «Composite Construction», Militery Handbook, MIL-HDBK-23, Armed Forces
Supply Support Center, Washington, D. C.
33. Chambers С. C., «The Changing Character of Professional Engineering», Ma-
terials Research and Standards (June 1966).
34. «Backing Industry Growth—Machinery», Plastics World (May 1965).
35. Rosato D. V. and Lubin G., «The Application of Reinforced Plastics in
Spacecraft», Fourth International RP Conference, London, England, British
Plastics Federation, November 25—27, 1964.
36. Rosato D. V., «Weighing Out the Aircraft Market—It’s Not Pounds, but
Profits and New Plastics That Count», AIAA Paper No. 68-320 Palm Springs,
California, April 1—3, 1968.
37. Rosato D. V., «Why Not Use Metal Wires in Filament Winding?», Iron Age,
102—103 (March 26, 1964).
38. Rosato D. V., «RP Desing in Antennas and Microwafe Devices», SPE-RETEC,
April 18, 1963.
39. Rosato D. V., «Plastics in Missiles», British Plastics, 348—352 (August 1960).
40. «Asbestos-Reinforced Plastics», SPI-Asbestos Technical & Standards Committee
26
of RP/C Division, 17th Annual RP Conference Preprint, February 6—8, 1962.
41. Rosato D. V., and Breindenbach L. J., «Nonmetallic Composite Materials
and Fabrication Techniques Applicable in Present and Future Solid Rocket
Bodies», ARS Conference, Salt Lake Cidy, Utah, February 1—3, 1961.
42. «Forecasts», Fortune Magazine (January 1967).
43. Rosato D. V., Fallon W. K., and Donald V. Rosato, Markets for Plastics,
Van Nostrand Reinhold, New York, 1968.
44. «Composites Continue to Make Inroads», Iron Age (May 31, 1976).
45. Materials Improve Helicopter Design», Iron Age (November 1, 1976).
46. Yates D. N. et al., «Designing with Plastics—The Need Is for Lighter Vehic-
les by 1985, «Plastics Engineering (July 1977).
47. Hiler D. C. «Carbon Fiber Composites», Plastics World (July 1977).
48. Chambers R. E., Heger F. J., Dietz A. G. H. and Rosato D. V.: «Designing
with Plastics», University of Lowell, Continuing Education Plastics Seminar.
I. Исходные материалы
2. НЕНАСЫЩЕННЫЕ ПОЛИЭФИРНЫЕ
СМОЛЫ
И вор X. Апдеграфф
2.1. Введение
Ненасыщенные полиэфирные смолы, используемые в армиро-
ванных пластиках, являются продуктами взаимодействия реак-
ционно-способных полимеров и мономеров. Идея этой комбинации
была предложена К. Эллисом в 30-х годах, который обнаружил,
что ненасыщенные полиэфирные смолы, полученные при взаимо-
действии гликолей с малеиновым ангидридом, отверждаются
в нерастворимый твердый материал при добавлении перекисного
инициатора. Эллис запатентовал это открытие в 1936 г. [1].
Позднее Эллис обнаружил, что более ценные продукты могут
быть получены при взаимодействии ненасыщенной полиэфирной
алкидной смолы с такими мономерами, как винилацетат или
стирол. Введение мономеров значительно снижает вязкость смолы,
что облегчает добавление инициатора в систему и позволяет про-
водить процесс отверждения энергичнее и полнее. При этом по-
лимеризация смеси проходит быстрее, чем каждого компонента
в отдельности. Право на этот процесс было заявлено в 1937 г.;
он запатентован в 1941 г. [2]. Новые материалы отвечали опре-
деленным потребностям промышленности пластмасс. В настоящее
время, более чем 40 лет спустя, ежегодное производство ненасы-
щенных полиэфирных смол в США достигло ~0,5 млн. т [31.
Ненасыщенные полиэфирные смолы обладают разнообразными
свойствами. При комнатной температуре жидкие смолы стабильны
в течение многих месяцев и даже лет, но при добавлении перекис-
ного инициатора затвердевают за несколько минут. Отверждение
происходит в результате реакции присоединения и превращения
двойных связей в простые; при этом не образуется никаких побоч-
ных продуктов. В качестве присоединяющегося мономера чаще
всего используют стирол. Он взаимодействует с реакционно-
способными двойными связями полимерных цепей, сшивая их
в прочную трехмерную структуру. Реакция отверждения про-
ходит с выделением теплоты, которая в свою очередь способ-
ствует более полному протеканию процесса. Установлено, что
обычно при отверждении смолы в реакцию вступает около 90 %
имеющихся в полимере двойных связей.
28
Полиэфирные смолы используют в производстве большого
числа изделий, включая лодки, строительные панели, детали
автомобилей и самолетов, рыболовные удилища и клюшки для
гольфа. Около 80 % полиэфирных смол, производимых в США,
используют с армирующими наполнителями, в основном со стек-
ловолокном. Неармированные полиэфирные смолы применяют
в производстве пуговиц, мебели, искусственного мрамора и ку-
зовной шпатлевки.
В отличие от большинства других пластиков, которые состоят
из одного ингредиента, полиэфирные смолы, используемые в АП,-
содержат несколько компонентов (смола, инициатор, наполни-
тель и активатор). Как химическая природа, так и соотношение
этих компонентов могут варьироваться, что позволяет получать
большое число различных типов полиэфирных смол. При созда-
нии любой полиэфирной смолы стараются придать ей свойства,
необходимые для конкретного применения.
В качестве источника реакционноспособных двойных связей
для большого числа ненасыщенных полиэфирных смол исполь-
зуют малеиновый ангидрид. При его взаимодействии с глико-
лями (обычно применяют пропиленгликоль) образуются линейные
полиэфирные цепи с молекулярной массой ~1000 ... 3000. Не-
смотря на меньшую стоимость этиленгликоля по сравнению со
стоимостью пропиленгликоля, первый используется лишь для
получения нескольких специальных смол. Это связано с плохой
совместимостью полиэфиров на основе этиленгликоля со стиро-
лом. В процессе этерификации цис-конфигурация малеинового
ангидрида переходит в фумаровую трансструктуру. Это оказы-
вается полезным в связи с большей реакционной способностью
двойных связей фумарового фрагмента в реакции со стиролом.
Таким образом, высокая степень изомеризации в трансструктуру
является важным фактором при получении реакционноспособных
полиэфирных смол [4]. Несмотря на высокую степень изомериза-
ции малеинового ангидрида, которая достигает более 90 %, для
получения полиэфирных смол с повышенной реакционной способ-
ностью используют более дорогую фумаровую кислоту.
Другие двухосные кислоты или ангидриды, такие, как ади-
пиновая и изофталевая кислоты или фталевый ангидрид, часто
добавляются к основному реагенту для измерения конечных
свойств смолы и регулирования числа двойных связей. Типичная
структура полиэфирной смолы приведена ниже (где 7? — алкиль-
ная или арильная группа модифицирующей двухосновной кис-
лоты или ангидрида):
О О СН3 О О СН3
II II I II II I
О—С—R—С—О—СН—СН2—О—С—СН=СН—С—О—СН—сн2
„он.
Н
Благодаря разнообразным свойствам и низкой стоимости по-
лиэфирные смолы широко используются для получения различ-
ных изделий. Однако переработчикам недостает знания химии
29
полиэфирных смол, поэтому им необходима постоянная техниче-
ская помощь. Поставщики полимерных смол обеспечивают потре-
бителей полной информацией по типам смол, технологии изго-
товления, ценам и свойствам. Поставщики инициаторов также
дают необходимые консультации по использованию их продуктов
в сочетании с различными активаторами и ингибиторами.
2.2. Типы ненасыщенных полиэфирных смол
Широкое разнообразие свойств полиэфирных смол делает их
пригодными для использования в различных областях. Ниже
даны краткие характеристики семи специфических типов нена-
сыщенных полиэфирных смол.
2.2.1. Полиэфирные смолы общего назначения
Этот тип полиэфирных смол обычно получают этерификацией
пропиленгликоля смесью фталевого и малеинового ангидридов.
Соотношение фталевого и малеинового ангидридов может коле-
баться от 2 : 1 до 1:2. Полученную полиэфирную алкидную
смолу смешивают со стиролом в соотношении 2:1. Смолы этого
типа имеют широкую область применения: они используются для
изготовления поддонов, лодок, деталей душевых, стоек, плава-
тельных бассейнов и цистерн для воды.
2.2.2. Эластичные полиэфирные смолы
Если вместо фталевого ангидрида использовать линейные
двухосновные кислоты (например, адипиновую или себацино-
вую), то образуется значительно более эластичная и мягкая не-
насыщенная полиэфирная смола, чем описанная в п. 2.2.1. Ис-
пользуемые диэтилен- или дипропиленгликоли взамен пропилен-
гликоля также придают смолам эластичность. Добавление таких
полиэфирных смол к жестким смолам общего назначения умень-
шает их хрупкость и упрощает переработку. Этот эффект исполь-
зуется в производстве литых полиэфирных пуговиц. Эластичные
смолы можно получить и при замене части фталевого ангидрида
одноосновными кислотами таллового масла, которые создают
гибкие группы на концах полимерных цепей. Такие смолы часто
используют для декоративного литья в мебельной промышлен-
ности и при изготовлении рам для картин. Для этого в эластичные
смолы вводят целлюлозные наполнители (например, растертую
ореховую скорлупу) и отливают их в формы из силиконовой
резины. Прекрасное воспроизведение резьбы по дереву может
быть достигнуто при использовании форм из силиконовой резины,
отлитых непосредственно по оригинальной резьбе.
30
2.2.3. Упругие полиэфирные смолы
Полиэфирные смолы этого типа занимают промежуточное по-
ложение между жесткими смолами общего назначения и эластич-
ными. Их используют для изготовления изделий, устойчивых
к ударным нагрузкам, например игральных шаров, защитных
шлемов, ограждений, деталей автомобилей и самолетов. Для
получения таких смол вместо фталевого ангидрида используют
изофталевую кислоту. Процесс ведут в несколько стадий. Сначала
реакцией изофталевой кислоты с гликолем получают полиэфир-
ную смолу с низким кислотным числом. Затем добавляют малеи-
новый ангидрид и продолжают этерификацию. В результате полу-
чают полиэфирные цепи с преимущественным расположением не-
насыщенных фрагментов на концах молекул или между блоками,
состоящими из гликоль-изофталевого полимера. В этом типе
этерификации фталевый ангидрид значительно менее эффективен
по сравнению с изофталевой кислотой, так как образующийся
моноэфир фталевой кислоты склонен к обратному превращению
в ангидрид при тех высоких температурах, которые используются
при получении полиэфирных смол высокой молекулярной массы.
2.2.4. Полиэфирные смолы с малой усадкой
При формовании армированного стекловолокном полиэфира
различие в усадке между смолой и стекловолокном приводит к по-
явлению раковин на поверхности изделия. Использование поли-
эфирных смол с малой усадкой ослабляет этот эффект, и полу-
ченные таким образом литые изделия не требуют дополнительного
шлифования перед окрашиванием, что является преимуществом
при изготовлении деталей автомобилей и бытовых электропри-
боров.
Полиэфирные смолы с малой усадкой включают в себя термо-
пластичные компоненты (полистирол или полиметилметакрилат),
которые только частично растворяются в исходной композиции.
При отверждении, сопровождаемом изменением фазового состоя-
ния системы, происходит образование микропустот, компенсиру-
ющих обычную усадку полимерной смолы.
2.2.5. Полиэфирные смолы, устойчивые к атмосферным
воздействиям
Этот тип полиэфирных смол не должен желтеть при воздей-
ствии солнечных лучей, для чего в его состав вводят поглотители
ультрафиолетового (УФ) излучения. Стирол может быть заменен
метилметакрилатом, но только частично, ибо метилметакрилат
плохо взаимодействует с двойными связями фумаровой кислоты,
входящей в состав полиэфирной смолы. Смолы этого типа исполь-
зуют при изготовлении покрытий, наружных панелей и фонарей
крыш.
31
2.2.6. Химически стойкие полиэфирные смолы
Сложноэфирные группы легко гидролизуются щелочами, вслед-
ствие чего неустойчивость полиэфирных смол к щелочам является
их принципиальным недостатком. Увеличение углеродного скелета
исходного гликоля приводит к уменьшению доли эфирных связей
в смоле. Так, смолы, содержащие «бисгликоль» (продукт взаимо-
действия бисфенола А с окисью пропилена)
___ СН3
НО-СН2-СН-О-/^2^С-^2)-О-СН2-СН-ОН
сн3 сн3 сн3
или гидрированный бисфенол А
СН2-СН2 СН3 СН2—СН2
но—сн НС—С—сн НС—ОН,
\н2—сн2 сн3\н2—сн2
имеют значительно меньшее число эфирных связей, чем соответ-
ствующая смола общего назначения. Такие смолы используют
в производстве деталей химического оборудования — вытяжных
колпаков или шкафов, корпусов химических реакторов и емко-
стей, а также трубопроводов.
2.2.7. Огнестойкие полиэфирные смолы
Формованные изделия и слоистые пластики из армированных
стекловолокном полиэфирных смол являются горючим материа-
лом, но обладают сравнительно низкой скоростью горения. Уве-
личение устойчивости смолы к воспламенению и горению дости-
гается при использовании вместо фталевого ангидрида галогени-
рованных двухосновных кислот, например тетрафторфталевой,
тетрабромфталевой и «хлорэндиковой» (продукта присоединения
гексахлорциклопентадиена к малеиновому ангидриду, который
известен также как хет-кислота). Может использоваться также
дибромнеопентилгликоль.
Дальнейшее повышение огнестойкости достигается введением
в смолу различных ингибиторов горения, таких, как эфиры фос-
форной кислоты и окись сурьмы. Огнестойкие полиэфирные смолы
используются при производстве вытяжных колпаков, деталей
электрического оборудования, строительных панелей, а также
для изготовления корпусов некоторых видов военно-морских судов.
Описанные семь типов ненасыщенных полиэфирных смол наи-
более часто используются в промышленности АП. Однако суще-
ствуют еще смолы специального назначения. Например, исполь-
зование триаллилизоцианурата вместо стирола значительно улуч-
шает теплостойкость смол. Заменив стирол на менее летучий диал-
32
лилфталат или винилтолуол, можно уменьшить потери мономера
в процессе переработки полиэфирной смолы. Специальные смолы
могут быть получены отверждением с помощью УФ-излучения,
для чего в них вводят такие светочувствительные агенты, как бен-
зоин или его простые эфиры.
2.3. Производство ненасыщенных полиэфирных смол
Как правило, для производства ненасыщенных полиэфирных
смол, применяемых в АП, используют периодические процессы.
Это обусловлено разнообразием исходных продуктов, необходимых
для получения различных смол, поскольку периодичность про-
цесса допускает быстрый и легкий переход на производство дру-
гих смол. Непрерывные процессы используют обычно для много-
тоннажного производства смол общего назначения.
Предпочтительным конструкционным материалом для изго-
товления оборудования является коррозионно-стойкая сталь,
вследствие ее химической устойчивости к полимерным смолам
и другим реагентам, используемым в производстве полиэфирных
смол.
Поскольку ионы железа и меди ингибируют свободнорадикаль-
ную полимеризацию полиэфирных смол, эти материалы не ис-
пользуются для изготовления реакторов. При использовании
в качестве исходных продуктов галогеносодержащих материалов
предпочтительными являются реакторы со стеклянной футеровкой.
Обычно в реактор загружают гликоль, а затем добавляют
фталевый и малеиновый ангидриды. Как правило, используют
5 ... 10 %-ный избыток гликоля, чтобы компенсировать потери,
вызываемые испарением и побочными реакциями. Перед переме-
шиванием и нагреванием воздух в реакторе вытесняют инертным
газом. Первая стадия реакции — образование «полуэфира» —
происходит спонтанно при относительно низкой температуре,
после чего реакционную массу нагревают для завершения обра-
зования эфира. Скорость потока инертного газа через реактор
может быть увеличена для отгонки воды, образующейся при реак-
ции конденсации. Для более полного удаления воды из возвра-
щаемого в реактор гликоля часто применяют обогреваемый паром
теплообменник.
В ходе последней стадии этерификации температура реак-
ционной массы повышается до 190 ... 220 °C. Более высокая
температура благоприятствует изомеризации малеатов в фума-
раты, но одновременно вызывает побочные реакции по двойным
связям. Существует оптимальная температура, при которой доля
фумарата достигает максимума. Для смол общего назначения это
происходит при 210 °C.
Для контроля степени этерификации определяют кислотность
и вязкость реакционной массы и по достижении требуемых зна-
чений полиэфир перекачивают в конечный реактор. В этом реак-
2 П/р Дж. Любина 33
торе уже находится необходимое количество стирола, и поли-
эфирная алкидная смола растворяется в нем по мере поступления.
Для исключения любых процессов полимеризации, которые могут
происходить при контакте горячей алкидной смолы со стиролом,
на этой стадии в реакционную массу дополнительно может
быть добавлен ингибитор. Иногда для поддержания требуемой
температуры реакционную массу необходимо охлаждать. После
завершения процесса проверяют соответствие свойств реакционной
массы техническим требованиям. Полный цикл производства
длится 10 ... 20 ч.
Описанный метод производства полиэфирных смол часто реа-
лизуют как процесс плавления. Расплав реагентов нагревают до
тех пор, пока конверсия не достигнет необходимого уровня.
В другом способе используют небольшое количество раствори-
теля (толуола или ксилола) для удаления выделяющейся в про-
цессе этерификации воды в виде азеотропной смеси. Растворитель
составляет не более 8 % всей реакционной массы; его отделяют
от воды декантацией и вновь возвращают в реактор. После окон-
чания процесса этерификации оставшийся растворитель отгоняют
от реакционной смеси сначала при атмосферном давлении, а за-
тем для полного его удаления — под вакуумом. В ходе этерифи-
кации могут протекать некоторые побочные реакции. Например,
может происходить присоединение гидроксильной группы гли-
коля к двойной связи малеинового или фумарового фрагмента
с образованием разветвленного полимера. Установлено, что на
побочные реакции расходуется около 10... 15 % двойных связей
ненасыщенного полимера.
Простейшим непрерывным процессом производства ненасы-
щенных полиэфирных смол является реакция смеси малеинового
и фталевого ангидридов с окисью пропилена. Для инициирования
этой цепной реакции необходимо наличие небольшого количества
гликоля. Так как реакция взаимодействия ангидридов с эпоксид-
ными группами происходит при относительно низких темпера-
турах, двойные связи малеата не изомеризуются в более актив-
ную трансконфигурацию. Для осуществления этой изомериза-
ции, необходимой для дальнейшего взаимодействия со стиролом,
полученный полимер должен быть подвергнут дополнительному
нагреву.
Непрерывное производство полиэфирной смолы из ангидридов
и гликолей также можно осуществить в серии обогреваемых реак-
торов с мешалками, последовательно перекачивая смолу через
реакторы с различными температурными режимами.
2.4. Отверждение ненасыщенных полиэфирных смол
Ненасыщенные полиэфирные смолы отверждают введением
инициаторов, служащих источником свободных радикалов и
инициирующих цепную реакцию полимеризации. Свободные ра-
34
дикалы могут образовываться из перекисей или других неста-
бильных соединений, например азосоединений. Эти соединения
могут расщепляться на радикальные фрагменты при нагревании
или воздействии ультрафиолетового либо другого излучения
высокой энергии. Как правило, полиэфирная смола содержит
ингибитор, являющийся, по существу, улавливателем свободных
радикалов. Реакция полимеризации при введении инициаторов
начинается лишь после того, как преодолено действие ингибито-
ров. Этот индукционный период дает возможность механически
смешать содержащую инициатор смолу с армирующим агентом
и поместить ее в необходимую для отверждения форму до начала
реакции полимеризации. Хорошими ингибиторами полимериза-
ции являются гидрохинон и его производные, а также четвертич-
ные галогениды аммония.
Большинство перекисных инициаторов при попадании в по-
лимерную массу разлагается сравнительно медленно. Для уве-
личения скорости их разложения используют активаторы (про-
моторы). Фактически активаторы являются катализаторами для
инициаторов.
Как инициатор, так и активатор — это реакционноспособные
соединения, бурное взаимодействие которых сопровождается вос-
пламенением или даже взрывом. Эти соединения следует добав-
лять к смоле порознь, убедившись перед добавлением второго
в полноте растворения первого. Многие смолы содержат заранее
добавленный активатор. Поведение полиэфирной смолы при
отверждении определяется соотношением влияний ингибитора,
инициатора и активатора.
Заместители у этиленового углеродного атома могут двояко
влиять на реакционную способность двойной связи. Простран-
ственное влияние обусловлено тем, что объемные группы экра-
нируют двойную связь и снижают возможность второй реагиру-
ющей группы занять благоприятное положение для атаки, умень-
шая тем самым реакционную способность всего соединения. По-
лярность определяется способностью замещающей группы при-
тягивать или отдавать электроны. Электронодонорные группы
(например, метил, фенил и галоген) делают двойную связь элек-
троотрицательной. Именно такое их действие проявляется в сти-
роле, винилтолуоле и в хлорированном стироле. Электроноакцеп-
торные группы (например, винильная или карбонильная) делают
двойную связь электроположительной. Это происходит в фраг-
ментах фумаровой кислоты в цепях полиэфирной смолы. Про-
тивоположная полярность двойной связи в стироле и в фумаро-
вых фрагментах алкидной смолы способствует их взаимодействию
и отверждению полиэфирных смол. Мономерный стирол, более
подвижный, чем длинные полимерные цепи ненасыщенного поли-
эфира, может гомополимеризоваться. Экспериментально уста-
новлено, что молярное соотношение стирола и двойных связей
полиэфира 2 1 является оптимальным.
2* 35
- Поведение смолы при отверждении часто определяют с по-
мощью рекомендованного Обществом промышленности пластмасс
(ОПП) [5] гель-теста, который заключается в следующем. В спе-
циальную пробирку загружают исследуемый образец смолы с со-
ответствующими добавками (ингибитор, инициатор, активатор)
, и помещают на водяную баню с
Рис. 2.1. Типичная зависимость
температуры Т полиэфирной смолы
от времени t (масса образца поли-
мера 10 г, диаметр пробирки 19 мм,
температура водяной бани Тъ g =
= 82 °C):
Тп — температура при пике экзо-
термы; /г — время гелеобразования;
ц э— время достижения пика экзо-
термы; ^оТВ — время отверждения
температурой 82 °C. В пробирку
вводят термопару, соединенную
с самописцем, регистрирующим
экзотермическую температурную
кривую отверждения смолы во
времени. Сначала температура в
пробирке медленно поднимается,
достигая температуры водяной
бани, а затем выходит на плато.
В течение этого времени сво-
бодные радикалы, выделяющиеся
в результате распада инициатора,
расходуются на реакцию с инги-
битором. После того как этот
процесс закончится, полимер
быстро переходит в гелеобразное
состояние. Температура при этом
начинает быстро расти (так как
гель-эффект ускоряет полимери-
зацию), достигая своего максиму-
ма, а затем, после того как от-
верждение смолы закончится, сни-
жается до температуры бани. Та-
ким образом, поведение смолы
при отверждении может быть опи-
сано кривой, на которой видны индукционный период, время,
необходимое для достижения пика экзотермы, и максимальная
температура процесса. Этот способ позволяет проводить деталь-
ное сравнение влияния различных видов и количеств инициато-
ров, ингибиторов и активаторов на скорость отверждения смолы.
Типичная экзотермическая кривая представлена на рис. 2.1.
2.4.1. Инициаторы и активаторы
Существует большое разнообразие систем инициатор — инги-
битор—активатор, доступных для использования в производстве
полиэфирных смол. Например, смола общего назначения, инги-
бированная гидрохиноном, может очень быстро отверждаться
при применении такого активного перекисного инициатора, как
перекись метилэтилкетона в сочетании с активатором — нафте-
натом или октоатом кобальта. В другом случае для отверждения
полиэфирной смолы вводится значительно более стабильный ини-
36
циатор: третбутилпербензоат. Это позволяет наполнить поли-
эфирную композицию карбонатом кальция и измельченным стек-
ловолокном. Такой содержащий инициатор и сформованный ком-
паунд стабилен при комнатной температуре в течение- месяцев,
но может быть отвержден в течение одной минуты горячим прес-
сованием при температуре 140 ... 160 °C.
Выбор подходящего инициатора и его количества зависит от
типа смолы и температуры ее отверждения, от требуемого времени
проведения всего процесса и времени гелеобразования. Поскольку
ни один из доступных инициаторов обычно сам по себе не удов-
летворяет всем необходимым требованиям, то для получения луч-
ших результатов используют различные комбинации инициаторов
и инициаторов с активаторами. В табл. 2.1 приведены темпера-
тура саморазложения Тс, температурные пределы и методы хра-
нения, а также требования к маркировке и условия перевозки
наиболее часто используемых органических перекисных инициа-
торов.
При термическом отверждении полиэфирных смол наиболее
часто применяемым инициатором является бензоилпероксид (БП),
который чрезвычайно эффективен и удобен в употреблении. Он
легко растворим в стироле, может храниться долгое время без
потери активности, стабилен при комнатной температуре и легко
разлагается при повышенной температуре. Кроме того, БП вы-
зывает высокий экзотермический пик температуры, что способ-
ствует полному отверждению смолы. Количество БП, вводимое
в смолу, колеблется от 0,5 до 2 % в зависимости от типа смолы
и применяемого мономера. При использовании БП в виде пасты
(обычно в смеси с 50 % трикрезилфосфата), количество вводи-
мого инициатора несколько возрастает (~1 ... 3 %). Изменение
температуры в ходе реакции отверждения полиэфирной смолы
общего назначения, инициированной 1 % БП, показано на рис. 2.2.
Иногда бывает желательно (или даже необходимо) проводить
процесс отверждения смолы от начала до конца при низких тем-
пературах так, чтобы выделяющаяся при полимеризации теплота
рассеивалась. Это особенно важно при мокром формовании слои-
стых пластиков, когда использование обогрева затруднено. В та-
ких случаях обычно применяют в качестве инициатора пероксид
метилэтилкетона (ПМЭК). Изменение температуры в ходе реак-
ции отверждения полиэфирной смолы, инициированной 1 %
ПМЭК, показано на рис. 2.2. Хотя использование ПМЭК не при-
водит к полному отверждению смолы при комнатной температуре,
однако добавление активатора (например, нафтената кобальта)
приводит к гелеобразованию (рис. 2.3) и почти полному отверж-
дению смолы в течение короткого периода времени. Конкретное
время отверждения зависит от количества используемых ини-
циатора и активатора. В зависимости от требуемого времени про-
ведения процесса отверждения берут 0,5 ... 2 % ПМЭК и 0,1 ...
1 % нафтената кобальта.
37
Jg 2.1. Типичные органические перекисные инициаторы
Продукт Форма Торговая марка! о и св и Саморазложение Температура хранения, °C Ярлык 1 Требования при перевозке Уничтожение отходов
В о о Характер процесса К га ^В 0 0.
Ароматические ацилпероксиды Бензоилпероксид Т Лусидол 98,5 6,5 38 — 18—29 Жл Об Г Бензонлпероксид Т Лусидол-70 67—70 4,39— 38 2 18—29 Жл Об Р влажный 4,59 Т Лусидол-78 75—80 4,95— 38 2 18—29 Жл Об Р 5,28 Бензоилпероксид П Луперко АТС 50,0 3,3 0,5 68 Самопроиз- 38 — 18—29 Жл Об Сж с трикрезилфосфатом вольное (интенсив- ное, дымное) Бензоилпероксид П Луперко AST 50,0 3,3 38 — 18—29 Жл Об Сж с силиконовым мас- лом Бензоилпероксид П Луперко ANS-50 50,0 3,3 38 — 18—29 Жл Об Сж с пластификатором П Луперко ЛАЗ-55 55,0 3,6 38 — 18—29 Жл Об Сж Бензоилпероксид П Луперко AFR 50,0 3,3 38 — 18—29 Бц Об, Пч Сж с ингибитором горе- ния 7 ' Пластификатор П Луперко AFR-55 55,0 3,6 38 — 18—29 Бц Об Сж 2,4-дихлорбензоил- П Луперко CDB 50,0 2,1 22,7 49 Незначи- 27 — <27 Жл Об Сж пероксид с дибутил- тельное фталатом выделение газа 2,4-дихлорбензоил- П Луперко CST 50,0 2,1 27 — <27 Жл Об Сж пероксид с силиконо- вым маслом; ; - , - •>
n-хлорбензоилперок- П Луперко BDB
сид с дибутилфтала-
том
50,0 2,5
38 — 18—29 Жл Об Сж
Алифатические
ацилпероксиды
Лауроилпероксид Т Алперокс 96,5 3,87 29,5 49 То же 27 — <27 Жл Об Сж, Гд
Деканоилпероксид Т Деканокс 97,0 4,53 22,7 35 » 16 — <16 Жл Хл Сж, Гд
Ацетилпероксид (25 %-ный раствор в диметилфталате) Ж 25,0 3,4 20,4 49 Самопроиз- вольное (интенсив- ное, дымное) 24 0 0—5 Жл Об Сж, Гд
Пропионилпероксид в высококипящем Ж Луперсол-12 25,0 2,7 15,9 38 Незначи- тельное 16 5 5—10 Жл Хл Сж, Гд
углеводороде
Пеларгонилпероксид Ж Луперсол-9 97,0 4,9 15,9 24 Воспламе- нение 10 — <10 Жл Хл Сж, Гд
Дипероксикислоты
Дипероксиянтарная Т — 95,0 6,45 0,5 66 То же 27 — <27 Жл Об Сж
кислота Пероксиды кетонов
Бис( 1 -гидроксицикло- Т Луперокс-6 95,0 6,6 27 — <27 Жл Об Сж
гексил)пероксид
Пероксид циклогек- Т Луперко JDB-85 85,0 11,0 — — 27 — <27 Жл Об Сж
санона в дибутилфта- лате П Луперко JDB-50-T 45,0 5,8 — — — 27 — <27 Жл Об Сж
Пероксид метилэтил- кетона в днметилфта- лате Ж Лупер сол DDM 60,0 11,0 18,1 63 Незначи- тельное выделение газа 38 — 18—29 Жл Об Сж, Гд
Продолжение табл. 2.1
Продукт Форма Торговая марка* 0х- И О so 0х- * га Саморазложение Температура хранения, °C Ярлык * Требования при перевозке Уничтожение отходов
а £ и Характер процесса м га Е Ь, а Е ь. ^х. р
Пероксид метилэтил-
кетона в диметил- и дииллилфталате Ж Луперсол Дельта 60,0 11,0 18,1 63 Воспламе- нение 38 — 18—29 Жл Об Сж, Гд
Пероксид метилэтил- кетона в диметил- и Ж Луперсол Дельта-X 60,0 и,о 18,1 60 То же 38 — 18—29 Жл Об Сж, Гд
диаллил фталате Ж Луперсол ООД-ЗО 30,0 5,5 18,1 60 Незначи- тельное выделение газа 38 — 18—29 Жл Об Сж, Гд
Пероксид метилэтил- кетона Ж Ж Луперсол DNF Луперсол DSW 57,0 10,4 11,4 18,1 15,9 54 63 То же 38 38 — 18—29 — 18—29 Бц Об Сж, Гд
3,5-Диметил-3,5-диги- дрокси- 1,2-перокси- циклопентан Ж Луперсол-224 4,0 18,1 66 Алкиловые эфиры (пероксикислот) 38 — 18—29 Бц Об Сж
Третбутилпероксиизо- бутират в минераль- ных спиртах Ж Луперсол-80 75,0 7,5 15,9 41 Самопроиз- вольное (интенсив- ное, дымное) 16 — <16 Жл Хл Сж
Дитретбутилдиперок- сифталат Ж Луперсол KDB 50,0 5,1 — — — 38 5 18—29 Жл Об Сж
Третбутилпероксибеи- воат Ж — 98,0 8,07 15,9 52 Воспламе- нение 38 9 <24 Жл Об Сж
2,5-Диметил-2,5-бис Тв Луперокс-118 92,5 7,65 0,5 71 То же 38 — 18—29 Жл Об Сж
(бензоилперокси) гек- сан Третбутилперомси- Ж Луперсол-11 75,0 6,87 13,6 27 Бурио —1 —18 —(1—18) Жл Хл Сж
триметил ацетат Третбутилпероксиок- Ж — 97,0 7,18 15,9 41 с пламенем Воспламе- 18 — <18 Жл Хл Сж
таноат 5-Бутилпероксиокта- Ж Луперсол PD0 50,0 3,7 3,2 52 нение Незначи- 27 — <18 Жл Об Сж
ноат в пластификато- ре Третбут илпероксима- Т Луперокс РМ.А 98,0 8,3 тельное 38 — 18—29 Жл Об Сж
леиновая кислота 2,5-Диметил-2,5-бис Ж Луперсол-256 90,0 7,1 3,2 41 Незначи- 32 — <16 Жл Хл Сж
(2-этилгексаноилпер- окси)гексан Третбутилпероксиаце- Ж Луперсол-7 75,0 9,05 3,2 66 тельное выделение газа Бурное 38 — <27 Жл Об Сж
тат в бензоле Т ретб утил пероксиаце- Ж Луп ер сол-70 75,0 9,05 3,2 77 38 — 18—29 Жл Об Сж
тат в минеральном спирте Третбутилпероксибу- Ж Луперсол-8 75,0 7,5 15,9 32 Незначи- 16 — <16 Кр Хл Сж
тират в бензоле тельное выделение газа
Перекиси алкилов
Дитретбутилпероксид 2,5-Диметил-2,5-бис Ж Ж Луперсол-101 99,0 90,0 10,8 9,92 13,6 13,6 79 82 Незначи- тельное То же 29 38 8 <29 18—29 Кр Жл Об Об Сж Сж
(третбутилперокси) гексан 2,5-Диметил-2,5-бис Т Ж Луперко-101 XL Луперсол-130 45,0 90,0 4,96 10,05 15,0 91 Самопроиз- 38 38 8 9 18—29 18—29 Бц Жл Об Можно Сж Сж
(третбутилперокси) гексин-3 т Луперко 130-XZ, 45,0 5,03 — — вольное 38 9 18—29 Бц почтой Об Сж
Продолжение табл. 2.1
sotfoxxo ЭИНЭЖОХЬИНХ Бутил-4,4-бис(третбу- Т Луперко 230-ХЛ 50,0 5,6 — — — 38 — 18—29 Бц Об Сж тилперокси)валериат Гидроперекиси алкилов
эяеонэйэп и4п кинвнорэсЦ
Температура хранения, °C Ч ’«J и-ш2 *еш2
Саморазложение а У Характер - . процесса 1>» о £ ь
% ,н 'Еэ
% ,а °э
Торговая марка1
ЕИЙОф
Продукт
Ф Л ф"
£ SJ я 3 ч я
л Л я о я
и и и я сх я
3 о я
'g 5 ч я
Я
8 8 8 8 я о о ч о я
о я я
ч ч ч 9 9. я
* к к •я 3 5 я я я ч X
о о 00 сх
сч 00 2 со 4 я 1 ф я я я « я я ф
и~ч сх я я
А ф я
1 1 я к я
1 1 Tt* я о
я я »и 3 1 сх
00 00 00 н 1
со со СО ф X я
ф о я я ч й ф ф й ф Ч я ® а 1 сс и ф ф я й ф
я д я я я cd ч я
ф ч Ч о я я ф я ф й ч я о я ф я 1 ч ч о СО м & « я я я £ я я й ф
3 я я 8 ч я
00 сч Й ч 1 ф
00 00 СХ § Й
я ч £ о
о ^а 1 3 я ф
Ю* и~ч Ю* 1 А ч о U я * я
ч сх я я СЦ
сч" *«-ч <э со со сч" о ч м Я о я я я со Я Ч О ч о я ф ф к к’ ь я
<э о о Я Я я я ф ч:
о" о" сг> е ф ч ф ч я т Ч 3 я о ф я
а ф* U. я 1
о о ю о о 1
к я ч я £ о ч 5 я о ч я ч в. о о ч я Ф я о сч" Ю сч" о я о ф я я я й ф 3 и я я я й я й я я «Я 3 я ф я я й к я CJ 2 я я я* я 8 &
ф ф1 я ф н* сх ф я я >» о & я я я о ю д' о е( Я о
ю я 1 о
н ф 3 S.t£> 1 я я я о
я о С я
1 сх ф я о я хэ я я я ф я я я о я я я я о я я я ф « я я о ф я я я я я я о я
о to сх ф д' я я я я
сч" 'я4 о я Сх Сх
я я ю ф
ч я о о к( я
ч В. ю Й Ч Я -Диметн о ф1 я о ч ф g я — со СО I-е CU я о о о я я о т я 8 Я й
я о ю сч" я с о’ г
42
Для /отверждения полиэфирных смол можно использовать
большое^ число инициаторов и активаторов, которые вызывают
полное Отверждение при нагревании или без него. Свойства ко-
нечного продукта могут при этом изменяться в зависимости от
применяемой комбинации инициаторов или инициаторов и акти-
ваторов. На свойства получаемой пластмассы до некоторой сте-
пени будут также влиять и условия переработки, тип оборудова-
ния, температура и давление при формовании.
Рис. 2.3. Влияние концентрации активатора (нафтената кобальта) Са на время
гелеобразования /р прн отверждении смолы общего назначения, инициированной
ПМЭК:
1 — 0,5 %; 2 — I %; 3 — 2 %
Рис. 2.2. Изменение температуры Т во времени t при отверждении полиэфирной
смолы общего назначения, инициированной 1 % ПМЭК (1) н 1 % пасты БП (2);
температура водяной бани Тв. д = 82 °C
Нафтенат кобальта применяют в виде раствора, содержащего
6 % кобальта. Он используется в сочетании с гидроперекисными
инициаторами и облегчает как гелеобразования, так и отвержде-
ние смолы при комнатной (нормальной) температуре (24 °C).
Рис. 2.3 показывает влияние изменения концентрации нафте-
ната кобальта на время гелеобразования в процессе получения
полиэфирной смолы общего назначения при использовании в ка-
честве ингибитора 0,5 % (3), 1 % (2) и 2 % (/) ПМЭК. Компо-
зиции, не содержащие инициатор, но содержащие нафтенат ко-
бальта, могут храниться в течение нескольких месяцев. Следует
отметить, что при добавлении нафтената кобальта смола приоб-
ретает окраску. Поэтому, если необходимо получить конечный
продукт бесцветным, то применение нафтената кобальта неже-
лательно.
43
На время нахождения инициированной смолы в реакторе и
на продолжительность eft отверждения влияют тип и Качество
добавленного активатора. Кроме того, На скорость отверждения
влияют температура окружающего воздуха, срок хранения смолы,
колебания состава смолы, масса отверждаемой смолы, количе-
ство теплоты, применяемой во время цикла отверждения, размер
и тип формы, используемые наполнители.
Существуют другие активаторы, которые применяются вместе
с перекисными инициаторами и ускоряют гелеобразование и
отверждение смолы при комнатной температуре. Однако для
полного отверждения смолы в этом случае требуется нагрев.
Наиболее часто применяемым активатором этого типа является
диметиланилйн. Обычно он используется в концентрациях
0,1 ... 1 %.
Влияние изменения концентрации инициатора Си и актива-
тора Са в некоторых вариантах комбинаций ингредиентов на
время гелеобразования tr и на пик экзотермической кривой Тп,д
при комнатной температуре в случае полиэфирных смол общего
назначения иллюстрируется в табл. 2.2 [5] и 2.3 [6]. В табл. 2.4
приведены температуры начала полимеризации смолы Тн.п при
обычно используемом сочетании инициатор—активатор, рассчи-
танные по экзотермическим кривым общества ОПП.
В табл. 2.2—2.4 используются следующие сокращения назва-
ний активаторов: ГХ — гидрохинон; ДМА — диметиланилин;
2.2. Влияние изменении концентрации инициатора иа время гелеобразовании
и иа пик экзотермической кривой при отверждении смол общего иазиачеиии
для некоторых сочетаний инициатор — активатор
Инициатор Концентрация, % при 3Q °C, МИИ О о <Т) В Инициатор Концентрация, % при 3Q °C, мни О о. со В
Си Са ^и Са
2,00 4,5 166 2,0 9,0 149
1,00 7,5 152 Ацетил- 1,о 0,4% 13,0 132
0,50 0,2% 12,0 135 пероксид 0,5 ДМПТ 20,0 121
0,25 ДМА 21,0 102 0,2 35,0 —
0,20 25,5 93
Беизоил- пероксид 0,15 2,00 34,0 3,0 171 Пероксид метилэтил- VPTHuQ 2,00 1,00 0,75 0,4 % Со+2 9,0 18,5 25,0 152 138 99
1,00 4,0 157 Una 0,50 38,5 85
0,50 0,25 0,20 0,1 % ДМПТ 6,5 10,5 12,0 19,5 141 127 110 Бис(1-ги- дрокси- 2,0 1,0 0,1 % 6,5 7,5 141 74
ОДО 70 циклогек- 0,5 Со+2 14,0 46
/V сил)перо- 0,4 22,0 35
ксид 0,3 80,0 —
44
2.3. Влияние изменений концентрации активатора иа время гелеобразовании
и на температурный пик экзотермической кривой для некоторых сочетаний
катализатор — активатор в случае полиэфирных смол общего назначения
Инициатор Концентрация, % /г при 30 °C, МИИ ^п. э» °с.-.
си ДМА ДМПТ Со+2
0,40 40 152 0,30 55 152 Бензоилпероксид 1 0,20 — — 80 152 0,10 160 146 0,05 350 121 0,40 20 118 0,20 20 157 , 0,10 40 157 Беизоилпероксид 1 — 0’05 — ц 129 0^03 31 НО * 0,02 130 НО 0,4 13,0 132 . . 0,3 18,5 138 Ацетилпероксид 1 — 0 2 ~ 30 0 143 0’1 70,0 0,6 14,5 138 0,5 16,0 141 Пероксид метилэтилкето- . 0,4 18,5 138 на 1 — — 03 22,5 12д 0,2 29,0 ПО 0,1 47,0 77 0,200 4,0 60 _ 0,100 7,0 74 Бис(1-гидроксициклогек- j _ . 0’075 д’о 91 сил)пероксид 0^050 13’5 107 0,025 27,0 110
* НО — не отверждается.
2.4. Температура начала полимеризации смолы, °C,
для обычно используемых комбинаций инициатор — активатор
Инициатор Без ак- тиватора ДМА ДЭА ДМПТ н к + с + О о
Ацилпероксиды
Бензоилпероксид 93 29 60 27 91 118 96 93
Лауронлпероксид 82 71 88 54 82 88 88 82
Ацетилпероксид 91 66 82 60 88 99 93 93
Пероксиды кетонов
Пероксид метилэтилкетона 99 93 99 96 83 135 102 38
Пероксид циклогексанона ПО 99 — — — — — 38
45
Продолжение табл. 2.4
Инициатор Без ак- тиватора ДМА ДЭА ДМПТ н t+HW + о о
А лкилгидропероксиды Третбутилгидропероксид 132 116 121 116 116 146 127 121
Кумолгидропероксид 121 ПО — — — , — 118 118
Алкиловые эфиры пероксикислот Третбутилперокснбензоат 118 ПО 113 по 74 138 121 102
Алкилпероксиды Дитретбутилпероксид 138 121 132 127 138 160 141 143
Примечания: 1. Экзотермические кривые получены при отверждении
полиэфирной смолы общего назначения с использованием концентраций: акти-
ватора— 0,2 %; инициатора—.эквивалентной 1 %-ному бензоил пероксиду.
2. Погрешность определения температуры начала полимеризации состав-
лиет ±5,6 °C.
ДМПТ — М,АКдиметил-п-толуидин; ДЭА — диэтиланилин; ЛМ—
лаурилмеркаптан (н — додецилмеркаптан); Со2+— нафтенат ко-
бальта; Мп2 — нафтенат марганца.
2.5. Производство изделий из ненасыщенных
полиэфирных смол
2.5.1. Ручная выкладка и нанесение покрытия напылением
Методы переработки полиэфирных смол весьма разнообразны.
Простейшая техника — ручная укладка слоев (выкладка)1 за-
ключается в том, что жидкую смолу с инициатором помещают
в форму для отливки вместе со слоями ткани или мата из стекло-
волокна. При этом используют кисть, валик или распылительный
пистолет. Чтобы смола не стекала с вертикальной поверхности,
в композит можно вводить тиксотропные добавки. Кроме того,
в его состав может входить парафин, который растворим в жидкой
смоле, но не растворим в затвердевшем материале. Поэтому при
отверждении он проступает на поверхность, защищая смолу от
воздуха, который ингибирует процесс отверждения. Так как
смола с инициатором может находиться в реакторе не слишком
долго (т. е. до отверждения), то не следует активировать большее
количество смолы, чем можно переработать за это время.
х Подробное описание см. в гл. 13, кн. 2.
46
Для предотвращения быстрого отверждения перед примене-
нием в смолу можно вводить инициатор. Такой прием известен
как техника напыления; он используется в основном в производ-
стве лодок. Обычно вначале форма для лодки опрыскивается
окрашенным защитным покрытием, которое становится внешней
поверхностью готового корпуса лодки. Перед тем как покрытие
затвердеет полностью, на него наносят полиэфирную смолу со
стекловолокном, превращая застудневающую массу в неотъем-
лемую часть сформованного изделия. Пульверизатор не только
распыляет активированную смолу, но и подает ровницу из стек-
ловолокна в измельчитель. Затем куски измельченной ровницы
вместе со смолой наносят на поверхность пресс-формы. Нанести
равномерное покрытие (а в местах возможных ударных нагрузок
толщина покрытия должна быть больше) трудно и с этим может
справиться только опытный оператор. Перед отверждением стекло-
массу необходимо прокатать для удаления из нее пузырьков воз-
духа.
Обычно применяют два типа системы инициатор—активатор.
Наиболее простой способ заключается в том, что активатор —
нафтенат (или октоат) кобальта — вводят в смолу, а инициатор
(ПМЭК) помещают в распылитель. По другому способу (по двухъ-
емкостной системе) используют две отдельные емкости для смолы.
Одна емкость содержит смолу с достаточно стабильным инициа-
тором — БП. Смола с этим инициатором может сохраняться
в неотвержденном состоянии в течение многих часов. В другую
емкость помещают смолу, активированную амином (например,
диметил анилином). Этот раствор тоже устойчив при комнатной
температуре. Два равных потока смешиваются в пульверизаторе,
и смола, содержащая теперь одновременно инициатор и актива-
тор, отверждается при комнатной температуре. Для удаления
из наполненной стекловолокном смолы содержащегося в ней
воздуха, а также для получения требуемого распределения смолы
в пресс-форме формуемое изделие прокатывают. При ручной
укладке слоев и нанесении покрытия распылением не возникает
ограничений, связанных с размерами формуемого изделия.
2.5.2. Формование предварительно отформованной заготовки
Часто армирование смолы стекловолокном проводят непосред-
ственно в пресс-форме. Для соединения предварительно отформо-
ванных заготовок между собой можно использовать небольшое
количество связующего. Затем заготовку помещают в штамп и
заливают смолой. При закрывании формы смола проникает в стек-
ломат, вытесняя воздух, а ее избыток вытекает. При этом стекло-
волокно в основном ориентируется вдоль поверхности пресс-
формы. Вариантом этой технологии является применение формы
(или полуформы), покрытой эластичным листом пленки, полу-
47
ченной из поливинилового спирта. Повышенное давление создают
либо в автоклаве, где проводят процесс, либо с помощью раз-
режения (вакуума) при формовании «мешком».
2.5.3. Центробежное литье
При центробежном литье 1 смола и армирующее стекловолокно
под действием центробежной силы располагаются на внутренних
стенках вращающейся формы. Если проводить этот процесс в печи,
то нагревание и отверждение смолы будут происходить в присте-
ночной области вращающейся формы.
2.5.4. Пултрузия и намотка
В этих процессах 2 в качестве армирующего компонента АП
используют непрерывную стренгу. Ее вначале пропускают через
ванну с инициированной смолой, а затем либо вытягивают через
нагретую фильеру, либо наматывают на оправку. Так можно
получить материалы с очень высокими прочностными показа-
телями. Методом намотки изделий из волокна получают различ-
ные емкости, трубы и реакторы, работающие под давлением.
Методом полтрузии получают конструкционные профили, клюшки
для гольфа, удилища для рыбной ловли и т. д.
2.5.5. Штамповка
Такие крупные изделия, как кузова автомобилей и их части,
обычно изготовляют штамповкой3. Исходным материалом при
этом служит так называемая пресс-композиция, представляющая
собой предварительно приготовленную смесь смолы, неорганиче-
ского наполнителя и измельченного стекловолокна. В нее же
вводят инициатор полимеризации, а также ингибитор, предотвра-
щающий преждевременное отверждение при хранении. При пере-
работке определенное количество пресс-композиции в виде тесто-
образной массы или импрегнированного жгута помещают в го-
рячую форму (штамп). Форму закрывают и поддерживают давле-
ние в течение одной или двух минут, а затем отвержденное гото-
вое изделие вынимают из формы.
В качестве одного из вариантов такой технологии применяют
пресс-композиции в виде плоских листов. Мягкая, предварительно
приготовленная, тестообразная масса полиэфирной смолы и на-
полнителя наносится на листы стекломата. Полученный таким
образом листовой компаунд помещают между слоями полиэти-
леновой пленки и хранят в таком готовом к дальнейшему приме-
1 См. гл. 15, кн. 2.
2 См. гл. 16 и 17, кн. 2.
а См. гл. 15, кн. 2.
48
нению виде. Загустевание, которое иногда происходит в течение
первых нескольких дней хранения, не связано с протеканием
процесса свободнорадикальной полимеризации, а может быть
результатом взаимодействия между загустителем (таким, как
окись кальция или магния) и полиэфирным алкидом. При штам-
повке крупных изделий обычно применяют полиэфирные смолы
с малой усадкой, поэтому полученные изделия не требуют допол-
нительного шлифования перед окрашиванием.
2.5.6. Автоматическое литье под давлением
Формование полиэфирных смол методом автоматического литья
под давлением используют при получении небольших изделий.
Процесс аналогичен литью под давлением термопластов, за исклю-
чением того, что вместо пластификации на горячем барабане и
затем продавливания в значительно более холодную пресс-форму
полиэфирную смолу пластифицируют на теплом барабане и вводят
в горячую форму, где происходит отверждение. Большим преиму-
ществом этого процесса является его высокая производительность
и низкая стоимость рабочей силы. Загрузка в форму и выемка
готового изделия из нее осуществляются автоматически.
2.5.7. Оценка систем инициатор—активатор—ингибитор
Каждый из перечисленных выше методов производства требует
специальных условий отверждения. Например, при использова-
нии ручной укладки слоев требуется 0,5 ч для заливки смолы,
мокрого армирования стекловолокном и удаления пузырьков
воздуха. Необходимые для конкретного случая инициатор, акти-
ватор и ингибитор обычно устанавливаются серией опытов с не-
большим количеством смолы. Температура отверждения в этих
опытах должна быть такой же, как и в производстве, метод кото-
рого рассматривается. Двумя наиболее распространенными си-
стемами инициатор—активатор являются Г1МЭК — нафтенат (или
октоат) кобальта и БП — диметиланилин. Г1МЭК применяют в виде
60 %-ного раствора перекиси в диметилфталате, а БП — в виде
100 %-ного активного порошка или 50 %-ной активной пасты.
Использование пасты предпочтительнее, так как ее. легче раство-
рить в смоле, чем порошок.
Для определения времени гелеобразования большинства смол
начальная концентрация инициатора и активатора может быть
следующая: 1 %-ный раствор ПМЭК (60 % активности) с 0,2 %-ным
раствором нафтената кобальта (6% .кобальта) или ], 5 % БП
с 0,4 % диметиланилина. После определения времени гелеобра-
зования для нескольких концентраций становится возможным
установить концентрации, требуемые для обеспечения нужной
скорости отверждения. Обычно для отверждения смолы вводят
не менее 1,0 % БП или 0,5 % ПМЭК. При необходимости увели-
49
чить время гелеобразования, можно ввести в смолу особенно
активный ингибитор, такой, как гидрохинон или 2,5-дитретбутил-
гидрохинон.
2.5.8. Материалы, используемые для поверхностной обработки
Поверхностные покрытия и защитные слои используют для
улучшения внешнего вида прессованных слоистых пластиков,
а также для увеличения их устойчивости к коррозии, атосферным
влияниям и истиранию (износу). В противном случае армирующий
материал вблизи поверхности слоистого пластика оказывается
покрытым лишь тонким слоем смолы. Этот слой может быть из-
ношен в ходе эксплуатации изделия, и армирующие волокна
окажутся на поверхности. Такие незащищенные волокна адсорби-
руют влагу и легко загрязняются, что обычно приводит к сниже-
нию физико-механических свойств слоистых пластиков.
Для увеличения срока службы слоистых пластиков исполь-
зуют поверхностные покрытия и защитные слои. Наиболее часто
для обработки поверхности АП применяют защитные слои из
стекломата, дакрона, орлона, дайнеля и нейлона. Поверхностные
покрытия защищают армирующие волокна КМ. Такие покрытия
более стойки к атмосферным воздействиям, коррозии и истира-
нию; кроме того, они улучшают внешний вид изделий, поскольку
для защитных покрытий применяют материалы с соответствующей
микроструктурой.
Дакрон изготовляется из линейных полиэфиров. Его получают
в виде нетканого материала или матов из некрученой текстильной
нити. Тканый материал и трикотаж изготовляют из нитей или
из штапельного волокна.
Орлон является синтетическим волокнистым материалом, со-
стоящим в основном из полимеров акрилонитрила. Орлон —
ценный материал для изготовления тканей из крученого волокна.
Дайнель получают формованием раствора сополимера акри-
лонитрила с винилацетатом. Он имеет низкую температуру раз-
мягчения (121 °C) и классифицируется как самозатухающий. Во-
локна из дайнеля низкой и средней линейной плотности исполь-
зуют для изготовления тканых материалов.
Нейлон является синтетическим волокном, состоящим из
непрерывных нитей. Он используется в виде жгута, ровницы или
ткани.
Поверхностные покрытия из других материалов, таких, как
хлопок, шерсть или бумага, также используются в той или иной
форме.
2.6. Свойства отвержденных ненасыщенных
полиэфирных смол
Из ненасыщенных полиэфирных смол можно получать как
твердые и хрупкие, так и мягкие и эластичные пластики.
В табл. 2.5 приведены характеристики отливок из типичных не-
50
2.5. Свойства отвержденных литых полиэфирных смол
Свойства Метод испыта- ния по ASTM Смола
общего назначения эластичная
Механические
Плотность, кг/м3 D792 1100—1460 1010—1200
Предел текучести при многократных де- 0790 60—160 —
формациях, МПа Предел прочности при сжатии, МПа 0695 90—200 —
Предел прочности при растяжении, МПа 0638 40—90 3,4—21
Удлинение, % 0638 5,0 40—130
Модуль упругости при растяжении, ГПа 0638 20—44 —•
Ударная вязкость (по Изоду, образец се- 0256 16—32 >370
чением 13х 13 мм, с надрезом), Дж/м Твердость по Роквеллу 0785 М70—М115 84—94
Коэффициент преломления 0542 1,523—1,570 1,537—1,550
Электрические Удельное объемное сопротивление (50 % 0257 10*8
относительной влажности, 23 °C), Ом-см Электрическая прочность (толщина об- разца 3,2 мм) с приложением напряже- ния, мВ/м: кратковременным 0149 236—311 156—249
ступенчатым 0149 174—249 172
Диэлектрическая проницаемость, при ча- стоте: 60 Гц D150 3,00—4,36 4,4—8,1
1 кГц 0150 2,8—5,2 4,5—7,1
1 МГц 0150 2,8—4,1 4,1—5,9
Коэффициент мощности при частоте: 60 Гц 0150 0,003—0,028 0,026—0,31
1 кГц 0150 0,005—0,025 0,016—0,05
1 МГц 0150 0,006—0,026 0,023—0,06
Дугостойкость, с 0495 125 135
Дрдгие Теплостойкость, °C 121 121
Водопоглощение (24 ч, толщина образца 0570 0,15—0,60 0,5—2,5
3,1 мм), % Влияние солнечного света Пожелтение
армированных смол [7]. Большой разброс значений параметров,
представленных в таблице, связан с тем, что эти данные полу-
чены различными исследователями.
Обычно полиэфирные смолы сочетают с армирующими напол-
нителями (предпочтительно стекловолокном), и это существенно
изменяет их свойства. Например, ударная вязкость смолы может
возрасти в 50 раз при ее армировании стекловолокном. В табл. 2.6
представлены свойства трех типов армированных стекловолокном
51
2.6. Свойства стеклопластиков на основе полиэфирных смол
. Свойства Метод испыта- ния по, ASTM Армирующий материал
Ткаиь Рубленая ровница Листовой полуфабри- кат
’ . Механические Плотность, кг/м3 £>792 1500—2100 1350—2300 1650—2600 .
Предел текучести при много-* £>790 276—550 69—276 69—248
кратных деформациях, МПа Модуль упругости при изги- £>790 69—207 . 69—150
бё, ГПа Предел прочности при ежа- 0695 172—344 103—206 103—208
тии, МПа . - Предел прочности при растя- 0638 206—344 103—206 55—138
женни, МПа Удлинение, % 0638 0,5—2,0 0,5—5,0 . .
Модуль упругости при растя- 0638 103—310 55—138 —
женин, ГПа Ударная вязкость (по Изоду, 0256 267—1600 107—1070 374—1175
образец с надрезом 13Х X 13 мм), Дж/м Твердость по Барколу — 60—80 50—80 50—70
Электрические Удельное объемное сопро- 0257 1014 1014 1014—104
тивление (50 % относитель- ной влажности, 23 °C), Ом-м Электрическая прочность (толщина образца 3,2 мм) с приложением напряжения, мВ/м: кратковременным 0149 218—311 218—311 236—280
ступенчатым 0149 186—249 186—280 218—249
Диэлектрическая проницае- мость при частоте: 50 Гц 0150 4,2—5,5 3,8—6,0 4,4—6,3
1 кГц 0150 4,2—6,0 4,0—6,0 4,4—6,1
1 МГц 0150 4,0—5,5 3,5—5,5 4,2—5,8
Коэффициент мощности при частоте: 60 Гц 0150 0,01—0,04 0,01—0,04 0,007—0,021
1 кГц 0150 0,01—0,06 0,01—0,05 0,007—0,015
1 МГц 0150 0,01—0,03 0,01—0,03 0,016—0,024
Дугостой кость, с 0495 60—120 120—180 120—200
Другие Теплостойкость, °C 149—177 149—177 149—204
Водопоглощенне (24 ч, тол- щина образца 3,1 мм), % Влияние солнечного света D570 0,05—0,50 0,1—1,0 0,10—0,15
— Незначительное
полиэфирных пластиков [7]. Ниже приведены основные преиму-
щества армированных полиэфирных смол.
1. Высокая прочность при небольшой массе. Отношение проч-
ности к массе выше, чем у большинства материалов.
52
2. Низкая стоимость технологической оснастки. Для изготов-
ления деталей можно использовать простые формы или пресс-
формы низкого давления.
3. Объединение частей конструкции. Одна сформованная де-
таль может заменить несколько металлических деталей (напри-
мер, капот с крыльями грузового автомобиля), что облегчает
конструирование изделий. В связи с этим использование арми-
рованных полиэфирных смол значительно снижает стоимость
изделий по сравнению со стоимостью других конструкционных
материалов.
При конструировании изделий из армированных ненасыщен-
ных полиэфирных смол следует принимать во внимание некото-
рые ограничения. Постоянство прочностных показателей сильно
зависит от количества и ориентации стекловолокна. Усталостные
свойства армированных стекловолокном полиэфирных смол мо-
гут быть неодинаковыми для деталей, работающих при больших
нагрузках. Устойчивость к истиранию, а также к воздействию
растворителей и химикатов следует рассматривать в каждом кон-
кретном случае. Прохождение влаги по стекловолокну осложняет
использование армированных стекловолокном изделий, особенно
в тех случаях, когда вследствие истирания внешнего слоя СВ КМ
стекловолокно оказывается на поверхности изделия.
2.6.1. Влияние добавок
2.6.1.1. Наполнители
Введение неорганических наполнителей в полиэфирные смолы
обусловлено в основном желанием снизить стоимость изделий из
АП. Это связано с тем, что стоимость наполнителей значительно
ниже стоимости смолы и большинства армирующих материалов.
Однако имеются и другие преимущества, связанные с применением
наполнителей. Например, их использование позволяет повысить
температуру отверждения благодаря снижению концентрации
реакционноспособных мономеров, что, в свою очередь, приводит
к снижению температурного пика на экзотерме отверждения.
Кроме того, введение наполнителей уменьшает образование тре-
щин в АП при отверждении, снижает степень его усадки и делает
поверхность сформованных изделий более гладкой.
Глины и карбонаты — наиболее распространенные наполни-
тели. Обычно применение глины понижает температурный пик
экзотермической кривой по сравнению с пиком карбонатных
наполнителей. Однако при высокотемпературном отверждении
введение глины приводит к потемнению образующегося пластика.
Количество (массовая доля) вводимых наполнителей колеблется
в пределах 10 ... 70 % в зависимости от типа наполнителя и смолы,
а также от целевого назначения получаемого материала. Обычно
в смолу добавляют 20 ... 30 % наполнителя. Прежде чем исполь-
53
зовать тот или иной наполнитель, необходимо опробовать' его
действие на смолу, поскольку введение некоторых наполнителей
приводит к снижению времени хранения до переработки смолы;
Применение глин и карбонатов делает АП более жесткими,
поэтому для увеличения модуля упругости при изгибе исполь-
зуют другие типы наполнителей. Введение наполнителей изме-
няет также и электрические свойства смолы. В табл. 2.7 показано
влияние наполнителей на некоторые показатели типичной смолы
общего назначения.
2.7. Влияние наполнителей на свойства типичной смолы общего назначения
С напол-
нителем
(30 частей)
С напол-
нителем
(30 частей)
Свойства
sg
Свойства
2 «
s s
О f<
ю g
о. S
X а
Механические
Плотность (при 25 °C), кг/м»:
неотвержденная 1200 1340 1340
отвержденная 1300 1480 1470
Деформационная теплостойкость, °C 79 83 83
Предел прочности при изгибе, МПа 121 62 73
Модуль упругости прн изгибе, ГПа 4,3 7Д 6,5
Электрические
Электрическая прочность (отли- тый образец тол- 274 249 271
щиной 2,5 мм, 25 °C), мВ/м
Диэлектрическая
проницаемость при
частоте:
60 Гц
1 кГц
1 МГц
Коэффициент мощ-
ности прн частоте:
60 Гц
1 кГц
1 МГц
Тангенс угла ди-
электрических по-
терь прн частоте:
60 Гц
1 кГц
1 МГц
Дугостойкость
(при 25 °C), с
3,3 4,1 4,1
3,3 4,0 4,0
3,2 3,9 3,7
0,004 0,010 0,038
0,006 0,009 0,024
0,019 0,016 0,017
0,013 0,040 0,015
0,045 0,034 0,094
0,058 0,067 0,063
100 85 125
При выборе наполнителя следует учитывать его абсорбцион-
ные свойства и размер частиц, так как эти факторы могут влиять
на свойства сформованного изделия. Наполнители, обладающие
высококими абсорбционными свойствами, приводят к вымыванию
из смолы армирующего стекловолокна. В результате состав смолы
становится неоднородным, что приводит к образованию больших
пустот в формуемом изделии. Наполнители, состоящие из круп-
ных частиц, могут отфильтровываться через армирующий материал
в процессе отверждения, что приводит к неравномерному распре-
делению наполнителя.
Необходимо, чтобы наполнители были равномерно распреде-
лены в формуемой композиции. Для достижения этого решили
54
смешивать наполнитель с небольшим количеством смолы до обра-
зования густой пасты, а затем полученную пасту с остальным
количеством смолы.
2.6.1.2. Красители и пигменты
В полиэфирные смолы можно легко добавлять красители и
пигменты. Большинство красителей и пигментов применяют в не-
большом количестве, поэтому обычно они не оказывают заметного
влияния на свойства отвержденной смолы. Однако часто краси-
тели и пигменты влияют на скорость отверждения смолы, а некото-
рые из них ухудшают устойчивость АП к атмосферным воздей-
ствиям.
Обычно красители добавляют в смолу, растворяя их в моно-
мерном стироле, а затем смешивают образовавшийся раствор со
смолой. Такая последовательность операций позволяет вводить
в смолу прозрачный, предварительно профильтрованный раствор
красителя. В основном красители применяют в концентрации
0,05 ... 0,1 % (от количества мономера и смолы).
Пигменты добавляют к смоле одним из двух способов. Первый
способ заключается в тщательном растирании пигмента с неболь-
шим количеством смолы или среды для перетирания, а затем уже
внесении этой массы во все количество окрашиваемой смолы.
По другому способу, пигмент измельчают в каком-либо носителе,
совместимом со смолой. Как правило, применяются 1 ... 5 %-ные
дисперсии. Конкретное количество пигмента выбирается в за-
висимости от реакционной способности смолы, а также от требуе-
мой насыщенности цветного тона и светонепроницаемости конеч-
ных изделий.
2.6.1.3. Ингибиторы горения
К смолам иногда добавляют ингибиторы горения для придания
им желаемой огнестойкости. Эти вещества могут удерживаться
смолой либо за счет физико-химических взаимодействий, либо
в результате химических реакций. Большинство органических
эфиров фосфорной кислоты и галогенированных углеводородов
(например, галогенированные парафины), а также трехокись
сурьмы соединяются со смолой за счет физико-химических сил.
Хлорэндиковая кислота и ее производные взаимодействуют со
смолой химически. Введение ингибиторов горения влияет на
цвет, предел прочности при растяжении, электрические свойства
и параметры формования смолы.
2.6.1.4. Поглотители ультрафиолетового излучения
Эти вещества добавляют к смоле, которая подвергается воз-
действию УФ-излучения солнечного света или от люминесцентных
источников. Они должны иметь хороший исходный цвет и быть
55
совместимыми с используемыми при получении смолы инициато-
рами и активаторами. Обычно поглотители УФ-излучения очень
слабо влияют на протекание реакции полимеризации.
2.7. Стоимость ненасыщенных полиэфирных смол
Ненасыщенные полиэфирные смолы относительно недороги
и поэтому находят широкое применение в промышленности пласт-
масс. Однако, в некоторых случаях благодаря низкой усадке,
2.8. Стоимость ненасыщенных полиэфирных смол
Смола Цена 1 кг, ДОЛЛ. Смола Цена 1 кг, ДОЛЛ.
Общего назначения (орто- 1,1 фталевая) Упругая (изофталевая) 1,2 С малой усадкой 1,3 Коррозионно-стойкая (хи- мически устойчивая) Огнестойкая 1,8—1,9 1.7—1,8
хорошей адгезии и химической стойкости, предпочитают использо-
вать более дорогие эпоксидные смолы. В табл. 2.8 приведена при-
мерная цена 1 кг различных видов ненасыщенных полиэфирных
смол (по уровню 1980 г.).
СПИСОК ЛИТЕРАТУРЫ
1. Ellis С., U. S. Patent 2, 195, 362, March 26, 1940; appl. May 21, 1936
(Ellis-Foster).
2. Ellis C., U. S. Patent 2, 255, 313, September 9, 1941; appl. August 6, 1937
(Ellis-Foster).
3. Modern Plastics 55 (1), 50 (1978).
4. Parker E. E., Ind. Eng. Chem. 58 (4), 53 (1966).
5. Smith A. L., Sixth Annual Technical Session. Reinforced Plastics Division,
SPI, 1951.
6. Technical Bulletins, Lucidol Division. Wallace and Tiernan, Inc.
7. Modern Plastics Encyclopedia, Vol. 52 (ЮА), 1975—1976, p. 482.
Дополнительная литература
Lubin G. (ed), Handbook of Fiberglass and Advanced Plastics Composites,
Van Nostrand Reinhold, New York, 1969, Chapter 2.
Bjorksten J., Polyesters and Their Applications, Van Nostrand Reinhold,
New York, 1956.
Lawrence J. R., Polyester Resins, Van Nostrand Reinhold, New York,
1960.
Boenig И. V., Unisaturated Polyesters: Structure and Properties, Elsevier
Publishing Co., New York, 1964.
Park R. E. and Parker E. E., in: Kirk-Othmer Encyclopedia of Chemical
Technology, 2nd supplement, Wiley-Interscience, New York, 1960, p. 902.
Nowak R. M. and Rubins L. C., in: Kirk-Othmer Encyclopedia of Chemi-
cal Technology, Vol. 20, Wiley-Interscience, New York, 1969, p. 791.
Boenig H. V., in: Encyclopedia of Polymer Science and Technology, Vol. 11,
Wiley-Interscience, New York, 1969, p. 129.
Parker E. E. and Peffer J. R., in: Polymerization Processes (edited by
С. E. Schildknecht and I. Skeist), Wiley-Interscience, New York, 1977, p. 68'
56
3. СМОЛЫ НА ОСНОВЕ СЛОЖНЫХ
ДИЭФИРОВ винилкарбоновых кислот
Матью Б. Лоникитис
3.1. Введение
3.1.1. Определения
Смолы на основе сложных диэфиров винилкарбоновых кислот
(ДВК) являются термореактивными полимерами, основная цепь
которых этерифицирована по концевым гидроксильным группам
остатком, R, акриловой (ДВКА, R=H) или метакриловой (ДВКМ,
R=CH3) кислоты —О—С—С—R=CH2. Хотя эти смолы иногда
I!
О
рассматриваются как полиэфирные, они являются типичными
сложными диэфирами, которые в зависимости от строения основ-
ной цепи молекул полимера содержат также повторяющиеся
простые эфирные связи.
Основную цепь макромолекул этих смол составляют эпок-
сидные, полиэфирные, полиуретановые либо другие сегменты,
причем практически ценные материалы получаются на основе
эпоксидных смол.
3.1.2. Характеристики смол
Смолы ДВК можно использовать как в чистом виде (т. е. без
разбавителя), так и в смеси с другими ингредиентами. В послед-
нем случае смола может содержать реакционноспособный винил-
содержащий сомономер (стирол, винилтолуол, триакрилат три-
метилолпропана), либо нереакционноспособный «разбавитель» (ме-
тилэтилкетон, толуол). Как правило, смолы на основе сложных
эфиров метакриловой кислоты содержат стирол и используются
в производстве химически стойких армированных стекловолокном
пластиков (СВКМ). Смолы — производные акриловой кислоты —
поставляются неразбавленными, а соответствующие сореагенты
вводят непосредственно при получении покрытий и типографских
красок, отверждаемых под действием УФ-излучения.
Физические свойства и области применения ДВК зависят от
типа концевых групп (метакриловых или акриловых), от количе-
ства и вида сореагентов, а также от природы и молекулярной
массы блоков, составляющих основную цепь макромолекул
смолы [11.
В результате отверждения стирол содержащие ДВКМ приобре-
тают высокую устойчивость к воздействию кислот, оснований и
57
растворителей. Производные акриловой кислоты более чувстви-
тельны к гидролизу по сравнению с производными метакриловой
кислоты, и поэтому их обычно не применяют при изготовлении
химически стойких материалов [1]. Из-за высокой реакционной
способности эти смолы предпочтительней отверждать радиацион-
ным методом.
Неразбавленные ДВК — твердые или воскообразные вещества.
Поэтому для обеспечения необходимой для переработки вязкости
и повышения их реакционной способности в композицию вводят
как реакционноспособные, так и инертные разбавители [2].
Основная часть макромолекул ДВК состоит из эпоксидных
олигомерных блоков различной молекулярной массы. Чем больше
молекулярная масса таких блоков, тем выше прочность и эластич-
ность смолы, но ниже теплостойкость и устойчивость ее к воздей-
ствию растворителей.
По сравнению со сложными полиэфирами ДВК характери-
зуются более низким содержанием сложноэфирных групп и ви-
нильных фрагментов. Это приводит к повышению устойчивости
этих смол к гидролизу, а также к понижению температуры пика
экзотермы. Усадка смолы при отверждении уменьшается. Так же
как и сложные полиэфиры, ДВК имеют ограниченный срок хра-
нения, который обеспечивается введением ингибиторов полимери-
зации («ловушек» свободных радикалов) в процессе производства
смолы.
3.1.3. Исторический обзор
Хотя различные ДВК получали в лабораторных количествах
с конца 50-х годов, промышленное производство этих смол было
налажено лишь в 1965 г. фирмой «Шелл кемикал» под торговой
маркой «эпокриловые смолы» [3]. Эти смолы были идентифици-
рованы как эпоксиметакрилаты и обладали отличной химиче;
ской стойкостью, превосходящей стойкость лучших (по тому вре-
мени) полиэфирных смол. В 1966 г. фирма «Дау кемикал» выпу-
стила смолу «Деракан», представляющую собой сложный диэфир
винилкарбоновых кислот, а также ряд аналогичных смол, пред-
назначенных для покрытий [4]. В 1977 г. фирмы «Интерпластик»
и «Рейчхолд кемикал» начали производство ДВК под названием
«Корецин» и «Корролит» соответственно. На рис. 3.1 представ-
лены химические структуры наиболее важных типов ДВК, содер-
жащих в основной цепи эпоксидные олигомерные блоки. В табл. 3.1
перечислены различные типы выпускаемых промышленностью
ДВК и указано их назначение.
3.1.4. Производство смол
ДВК получают взаимодействием метакриловой или акриловой
кислот с олигомерной эпоксидной смолой (обычно синтезируемой
58
3.1. Промышленные ДВК и их назначение
Смола Химический состав Характеристика и назначение
Эпокр ил-12 1 Чистый диметил - акриловый эфир низкомолекулярной ЭПОКСИДНОЙ смолы иа основе бисфено- ла А Номинальная вязкость 1 кПа-с. Используется для формования из- делий, изготовления клеев и пре- прегов, применяемых в электро- технике
Эпокрил-370 1 Чистый диакрило- Основная смола при получении
вый эфир низкомо- лекулярной эпоксид- ной смолы на основе бисфенола А покрытий и типографских красок, отверждаемых под действием УФ-излучения
Корецин У7Г-81002, Диметакриловый Номинальная вязкость 0,1 Па-с.
Деракан 411-С-508, эфир среднемолеку- Используется для получения хи-
Эпокрил-321 1 лярной эпоксидной смолы на основе бисфенола А, содер- жащий 50 % сти- рола мически стойких, армированных волокном пластиков методами литья, намотки, пултрузии и др.
Корролит 31-3454, Дим етакр иловый Номинальная вязкость 0,5 Па-с.
Корецин Р7Г-8300 а, эфир высокомолеку- Используется для получения хи-
Деракан 411-45 3, лярной эпоксидной мически стойких, армированных
Эпокрил-322 1 смолы на основе бисфенола А, содер- жащий 45 % сти- рола волокном пластиков методами руч- ной выкладки по форме и намотки
Деракан 470-36 3 Метакриловый эфир эпоксидной смолы на основе фенолоно- волачных фрагмен- тов, содержащий 36 % стирола Номинальная вязкость 0,2 Па-с. Используется для получения ар- мированных волокном пластиков, устойчивых к действию раствори- телей и высокой температуры
Эпокр ил-480 1 Метакриловый эфир низкомолекулярной эпоксидной смолы на основе бисфено- ла А, содержащий 40 % стирола Номинальная вязкость 0,5 Па-с. Используется для получения ар- мированных волокном пластиков методами ручной выкладки по форме и намотки, устойчивых к действию растворителей и высо- кой температуры, обладающих вы- сокими механическими свойствами при растяжении (предел прочно- сти, удлинение, модуль упругости)
Деракан 510Л40 * Дим етакр иловый эфир эпоксидной смолы на основе бромированного бис- фенола А, содержа- щий 40 % стирола Номинальная вязкость 0,35 Па-с. Используется для придания огне- стойкости химически стойким ар- мированным волокном пластикам
1 Фирма «Шелл кемикал». 3 Фирма «Дау кемикал».
2 Фирма «Интерпластик». 4 Фирма «Рейчхолд кемикал».
59
Рис. 3.1. Наиболее важные типы ДВК, основную цепь которых составляют эпоксидные блоки;
а — ДВКМ, содержащая эпоксидные блоки из бисфенола А и эпихлоргидрина (п = 0 ... 3); б — ДВКА, содержащая эпоксидные блоки
из бисфенола А и эпихлоргидрина (п = 0); в — ДВКМ, содержащая эпоксидные блоки из феиолоиоволаков и эпихлоргидрина (п — 0 ... 1);
а —ДВКМ, содержащая эпоксидные блоки из тетрабромпроизводного бисфенола А и эпихлоргидрина (п — 0 ... 3); • —< реакционноспо-
собные атомы углерода
60
на основе бисфенола А и эпихлоргидрина):
НОН НОН О R Н
I/ \ I 1 / \1 II ) ) нагревающий
С---C—C-Rt-C-C-С + 2НО—С—С=С —--
| | III I катализатоР
н н н н н н н
HRO НОНН НОНН ORH
I I II III III II I I
-> C=C—C—О—C—C-C—Rt—C—C-C—О—C—C — C + {сореагент ингнбн-
I III III I тор,
H HHHHHH H
R = H или CH3.
Реакция присоединения кислоты к эпоксиду (этерификация)
является экзотермической. В результате этой реакции на олиго-
мерном блоке образуются свободные гидроксильные группы, но
образования побочных продуктов не происходит (как, например,
при полиэтерификации, когда образуется вода). После окончания
реакции или во время ее протекания в реакционную смесь добав-
ляют подходящие разбавитёли или ингибиторы полимеризации.
Эпоксидные смолы, которые используют для производства
ДВК, могут быть основаны на бисфеноле А (при этом получают
ДВК общего назначения и термостойкие), на фенольно-новолач-
ных фрагментах (теплостойкие ДВК), а также на тетрабромпро-
изводном бисфенола А (огнестойкие ДВК). При получении ДВК
с акриловыми группировками на концах, в качестве полимера ос-
новной цепи обычно используют олигомерные эпоксидные блоки
на основе бисфенола А (см. рис. 3.1).
3.1J5. Отверждение
ДВК, подобно ненасыщенным полиэфирным смолам, содержат
двойные связи, которые при отверждении реагируют с образова-
нием межмолекулярных сшивок. Этот процесс происходит в при-
сутствии свободных радикалов, которые образуются в результате
химических, термических или радиационных превращений
(рис. 3.2). Процесс отверждения, протекающий по свободно-
радикальному механизму, включает в себя стадии инициирования
(индукционный период), роста и обрыва цепи. Инициирование—
стадия, лимитирующая скорость процесса, во время которой ини-
циатор подавляет действие ингибиторов полимеризации. Это при-
водит к протеканию реакции по двойным связям винилового
эфира, входящего в состав макромолекул, и его сореагента.
61
ДВК Соре агент
R' О ОН ОН О R’
I II I I II I
С=С-с—О—с—с—C-R-C—С-С—о— С-С==С + R -С—С
* * • • • •
I R-свободноради-
кальный. инициатор
ОН О R'
I II I
—~ R— С— С-С-О-С-С-С ,
R"-C-C
Рис. 3.2. Схема отверждения ДВК:
* — реакционноспособные атомы углерода
15,6 26,7 37,в Т°,С
б)
Рис. 3.3. Зависимость вязкости т| ДВК:
а — от содержания стирола Сст для ДБК с
различной ММ при 25 °C: 1 — ММ-1200 (Эпо-
крил-322); 2 — ММ-900 (Эпокрил-321); 3 —•
ММ-500 (Эпокрил-12); б — от температуры Т:
смола Эпокрил-322 с массовой долей стирола
45 %: в — от содержания сореагента CCQp для
двух типов систем смола — сореагент при
25 °C: 1 — ДВКА — трцакрилаттриметилол-
пропаи (Эпокрил-370); 2 —> ДВКМ — стирол
(Эпокрил-12)
62
3.2. Эксплуатационные свойства
3.2.1. Свойства смолы
Свойства ДВК обычно характеризуют вязкостью, содержанием
разбавителя и реакционной способностью. На рис. 3.3 показана
зависимость вязкости смолы от ее молекулярной массы (ММ),
содержания разбавителя, температуры, а также от содержания
и типа сореагента.
Рис. 3.4. Зависимость Т—t смолы «Эпо-
крил-322» (фирма «Шелл кемикал») для
инициаторов двух типов:
1 — 100 массовых частей ДВК и I массовая
часть бензоилпероксида (БП), температура от-
верждения 82 °C, время гелеобразования
12 мин, время отверждения 15 мин, температу-
ра пика экзотермы 193 °C; 2 — 100 массовых
частей смолы, 2 массовой части пероксида
метилэтилкетона (60 %), 0,4 массовой части
иафтоата кобальта (6 % Со), температура от-
верждения 25 °C, время гелеобразования
15 мин, время отверждения 25 мин, темпера-
тура пика экзотермы 171 °C; Г — гелеобразо-
вание; О — отверждение
На рис. 3.4 показано влияние природы и концентрации ини-
циатора на зависимость Т — t (температура — время отверждения)
для выпускаемых промышленностью ДВК. Другие свойства
растворов типичных видов ДВК представлены в табл. 3.2.
3.2. Типичные свойства растворов ДВК
Свойство Значение Свойство Значение
Цвет по шкале Гард- 2—8 нера Внешний вид Чистый, соло- менно-желтый цвет, прибли- жающийся к янтарному Плотность, кг/м3 1030—1220 Температура вспыш- 32—93 ки, °C Содержание воды 0,01—0,20 (массовая доля), % Кислотность, экв/100 г 0,001—0,050 Содержание эпокси- 0,001—0,020 групп, экв/100 г
3.2.2. Механические свойства отвержденной смолы
В отличие от температуры термического разложения механи-
ческие свойства (предел прочности на разрыв и на изгиб) отливок
из отвержденной ДВК лишь незначительно колеблются в зависи-
мости от молекулярной массы и природы эпоксидных блоков,
из которых построена основная цепь макромолекул. На эти
свойства в небольшой степени влияют также природа и количество
63
3.3. Механические свойства отливок из ненаполненных ДВК:
а. Влияние молекулярной массы ДВК (на основе эпоксидной смолы из бисфе-
нола А, содержащей 50 % стирола) на механические свойства
Свойства Смола
Эпокрил-12 1 (ММ-500) Эпокрил-321 * (ММ-900) Эпокрил-322 Я (ММ 1200)
Теплостойкость, °C 116 99 93
При растяжении (25 °C)
Предел прочности, МПа 80,7 79,9 78,6
Модуль упругости, ГПа 3,3 3,2 3,0
Удлинение, % 4,5 5,0 5,5
При изгибе (25 °C)
Предел прочности, МПа 135,1 131,0 128,2
Модуль упругости, ГПа 3,4 3,2 3,0
б. Влияние типа эпоксидной смолы, составляющей основную цепь ДВК,
на механические свойства при содержании 40 % стирола
Свойства Смола
Эпокрил-4801 (на основе бисфенола Л) Деракан 470 2 (на основе фенолоново- лаков) Деракаи 510Л 2 (на основе тетрабром-* производного бисфенола Л)
Теплостойкость, °C 121 124 99
При растяжении (25 °C)
Предел прочности, МПа 84,1 75,8 73,1
Модуль упругости, ГПа 3,4 3,4 —.
Удлинение, % 5,0 3,5 4,0
При изгибе (25 ° С)
Предел прочности, МПа 124,1 124,1 124,1
Модуль упругости, ГПа 3,4 3,4 3,4
в. Влияние содержания стирола на механические свойства ДВК (Эпокрил 12 г)
Свойства Содержание стирола, %
0 1 15 1 50
Теплостойкость, °C 149 138 116
При растяжении (25 °C)
Предел прочности, МПа .— 81,3 80,7
Модуль упругости, ГПа 4,1 3,7 3,3
Удлинение, % 2,0 2,3 4,5
При изгибе (25 °C)
Предел прочности, МПа 126,8 135,1 125,5
Модуль упругости, ГПа 4,0 3,8 3,4
1 Фирма «Шелл кемикал».
2 Фирма «Дау кемикал».
64
3.4. Механические свойства армированных стеклопластиков на основе ДВК
(Эпокрил-322 х)
Свойства Содержание стеклоиаполиителя, %
0 « 23 • 40 * 75 •
При растяжении (25 °C) 97 6,2 193 10,7 379 43,4
Предел прочности, МПа Модуль упругости, ГПа 78,6 3,0
Удлинение, % 5,5 2,0 1,4 0,8
При изгибе (25 °C) Предел прочности, МПа Модуль упругости, ГПа 128,2 3,0 131,0 4,8 220,5 8,6 764,7 26,2
1 Фирма «Шелл кемикал». 2 Ненаполненная отливка толщиной 3,2 мм.
3 Слоистый пластик толщиной 3 мм, состоящий из двух слоев измельченного
стекломата и двух слоев легкой ткани С.
4 Слоистый пластик толщиной 6,4 мм, имеющий два слоя тканого ровинга,
четыре слоя измельченного мата и одни слой легкой ткани С.
5 Слоистый пластик толщиной 12,7 мм, изготовленный из ровинга.
3.5. Электрические свойства отливок из смолы «Эпокрил-12» *
Свойства Содержание стирола, % Свойства Содержание стирола, %
25 50 25 50
Диэлектрическая про- ницаемость при тем- пературе 25 °C и ча- стоте: 1 кГц 3,5 3,33 1 МГц 3,16 3,15 Коэффициент затуха- ния при частоте: 1 кГц 0,009 0,008 1 МГц 0,020 0,014 Сопротивление, Ом: изоляции через >1012 >1012 35 суток при 60 °C и относительной влажности 95 % удельное объемное >101в 1,3-IO13 удельное поверх- S’lO18 4,5-1013 ностиое
1 Фирма «Шелл кемикал».
сореагента, вводимого в смолу (табл. 3.3). Наполнители в виде
волокнистого материала или микрочастиц так же, как и в случае
других полимеров, обычно увеличивают механическую прочность
ДВК (табл. 3.4).
3.2.3. Электрические свойства
ДВК не нашли широкого применения в электротехнике, хотя
обладают хорошими диэлектрическими свойствами и высоким
удельным сопротивлением (табл. 3.5, рис. 3.5).
3 П/р Дж. Любина 65
«) s)
Рис. 3.5. Электрические свойства иенаполненных отливок из смолы «Эпок-
рил-12» (фирма «Шелл кемикал») с добавкой 25 % стирола:
а — зависимость относительной диэлектрической проницаемости е от температуры Т
при частоте: 1 — 1 кГц; 2 — 1 МГц; б — зависимость коэффициента затухания Хзат
от температуры Т при частоте; 1 — 1 кГц; 2 — 1 МГц
3.2.4. Химические свойства
В настоящее время основное количество выпускаемых ДВК
применяется при изготовлении химически стойкого оборудования
из армированных волокном пластиков, трубопроводов, соедини-
тельных труб, скрубберов, труб вытяжной вентиляции и резер-
вуаров. Изделия из ДВКМ, полученные в виде отливок или стекло-
пластиков, имеют превосходную стойкость к кислотам, щелочам
и растворителям в широком интервале температур. На рис. 3.6
приведена химическая стойкость ДВК.
Превосходная устойчивость к кислотам и щелочам ДВК эпо-
ксидного ряда объясняется низким содержанием в них сложно-
эфирных группировок, а также экранированием в них сложно-
эфирных связей расположенными у соседнего углеродного атома
метильными группами и боковыми радикалами сореагентов
(обычно стирола), присоединяющихся к макромолекулам смолы
по двойным связям.
3.2.5. Усадка
Объемная усадка ДВК при отверждении обычно меньше, чем
в случае смол из ненасыщенных полиэфиров, но больше, чем
у близких по строению эпоксидных смол. Объемная усадка воз-
Рис. 3.6. Химическая стойкость
смолы «Эпокрил-480» (сохранение
прочности при изгибе после погру-
жения образца в различные среды
на 1 год):
1 — ненаполненная отливка; 2 — стек-
лопластик ASTM С-581; ДВ — дистил-
лированная вода
66
растает с увеличением числа двойных связей в макромолекуле и
количества добавленного к смоле сореагента (табл. 3.6), но сни-
жается при возрастании доли вводимых в нее армирующих волок-
нистых компонент или наполнителей.
3.2.6. Адгезия
В связи с тем что смолы на основе ДВК имеют большую объем-
ную усадку по сравнению с усадкой эпоксидных смол, они про-
являют умеренную адгезионную прочность (табл. 3.7). Чтобы
снизить усадку и получить максимальную прочность, клеевые
композиции на основе ДВК создают из смол с низким содержа-
нием двойных связей в исходных олигомерных блоках, с неболь-
шим содержанием сореагента и с большим содержанием напол-
нителя. Добавление различных резиновых смесей, снижающих
усадку [5], также увеличивает прочность клеев на основе ДВК.
3.3. Применение смол
3.3.1. Радиационное отверждение
Хотя ДВКМ и ДВКА эффективно отверждаются при радиа-
ционном облучении, для покрытий и типографских красок все же
предпочтительнее использовать отверждение при воздействии
УФ-излучения, так как они при этом отверждаются быстро
(табл. 3.8). Под действием УФ-излучения отверждение в ряде
случаев оканчивается за 0,1 с. Для отверждения ДВК используют
также электронные пучки и другие источники излучения.
Основными преимуществами отверждения под действием из-
лучения по сравнению с термическими методами являются: высо-
кая энергетическая эффективность, снижение или полное исклю-
чение испарения продуктов, высокая производительность про-
цесса, отверждение при комнатной температуре, низкая стои-
мость оборудования и небольшой размер площадок для его раз-
мещения.
3.3.2. Армированные стеклопластики
ДВК перерабатывают в армированные стекловолокном пла-
стики (СВ КМ) с помощью намотки волокон, ручной укладки слоев,
центробежным литьем, формованием с помощью эластичного
мешка или пултрузией. Изготовленные из СВ КМ детали и обо-
рудование (трубопроводы, скрубберы, трубы вытяжной вентиля-
ции, резервуары) благодаря превосходной химической стойкости
материала [6, 71, легкости эксплуатации, эластичности и не-
сложности монтажа используют в химической, нефтяной, пище-
вой и горной промышленности и в сельском хозяйстве. КМ на
основе ДВК имеют лучшие экономические показатели, чем у угле-
родистой и легированной стали при использовании в целом ряде
3* 67
3.6. Объемная усадка ДВК
Молеку- лярная масса смолы Содер- жание стиро- ла, % Содер- жание двойных связей, экв/100 г Объемная усадка, %
от точки гелеоб- разова- ния до полного отвер- ждения от жид- кой смо- лы до полного отвер- ждения
500 1 0 0,40 4,3 5,4
500 1 25 0,55 6,8 7,6
500 1 50 0,70 9,1 10,3
900 2 50 0,61 — 7,0
1200 3 50 0,58 — 5,4
1 Эпокрил-12.
2 Эпокр ил-321.
3 Эпокр ил-322.
3.7. Свойства клея
на основе ДВК
Темпе- ратура, °C Адгезионная проч- ность к сдвигу плакированного алюминия 2024-Т-З при соединении внахлестку
25 9,38
82 11,17
116 9,38
149 8,27
Примечание. Клей содержит 95 частей (массовая доля) смолы «Эпокрил-12» фирмы «Шелл Кемикал», пять частей стирола, 30 частей асбеста и одну часть «Люпер- ко АТС» отделения «Луси- дол» фирмы «Воллас энд Тир- иан». Клей отверждали в те- чение 2 ч при 80 °C.
3.8. Состав и свойства некоторых композиций на основе ДВК,
отверждаемых при воздействии УФ-нзлучения
а. Прозрачное покрытие на основе композиции средней вязкости
Массовая доля и свойства ДВКМ ДВКА Массовая доля и свойства ДВКМ ДВКА
Эпокрил-3704, ча- 60 60 стей 1,6-Гександиол- 40 40 диакрилат5, ча- стей Вязкость при 25°С, 0,8 0,8 Па-с Диэтоксиацетофе- 2 2 нон 6 или Викью- ре-10?, частей Отверждение УФ-об- УФ-об- лучение лучение и нагрев 2 Скорость отвер- 41,6 41,6 ждения 1а, м/мин Число двойных 100 100 втираний метил- этилкетона Твердость по ка- Н 6Н рандашной шка- ле 3 Сохранение мае- 99 91 сы, % Адгезия к склей- 10 100 вающей ленте «скотч» 3, %
68
Продолжение табл. 3.8
б. Черная типографская краска
Массовая доля н свойства ДВК Массовая доля и свойства ДВК
Эпокрил-370 4, частей Триметилолпропилтр иакри- лат3, частей Айджепал СО-430 8, частей 75 Бензофенон, частей 7
25 0,4 Кетон Михлера 10, частей Скорость отверждения 1б, м/мин 3,5 17—34
Вязкость при 25°C, Па-с Печная сажа 9, частей 3,8 10 Число двойных втираний м етилэт ил к ето на 5—20
1 Скорость отверждения определяли при облучении ртутной лампой мощ-
ностью 200 Вт слоя ДВК:
а толщиной 15 мкм на стальной бонд ер изованной подложке (100 пластин);
6 толщиной 2,5 ... 5,1 мкм на подложке из бумаги или металла, используя
метки, сделанные чернилами «квикник».
2 Нагрев в течение 5 мин при 204 °C.
3 Стальная бондеризованная подложка (100 пластин).
1 Фирма «Шелл кемикал».
6 Фирма «Селаниз кемикал».
6 Фирма «Юнион карбайд».
7 Фирма «Стауффер кемикал».
8 Фирма «Джаф».
9 Марка А18405 фирмы «Минерал пигменте».
10 Фирма «Бидл Сойер».
3.9. Рецептуры пресс-композиций на основе ДВК
Композиция 1 Массовая доля компонента, частей Композиция 2 1 Массовая доля компонента, частей
Эпокрил-12 2 40 XD-7608.023 25
Стирол 30 XD-7609.003 15
Пол ивинилацетат 10 Карбонат кальция 60
Карбонат кальция 150 Стеарат цинка 1,6
Глина ASP-400 17 Тр етбутил пербензоат 0,04
Стеарат цинка 4 Луперсол-256 4 0,04
Т р етбутил пербензоат 0,5 Окись магния 1,0
Декаран 470-456 1,5
1 Экспериментальный листовой формовочный компаунд на основе ДВК
фирмы «Дау кемикал».
2 Фирма «Шелл кемикал».
3 Экспериментальный ДВК фирмы «Дау Кемикал».
4 Отделение «Лусидол» фирмы «Воллас энд Тирнан».
5 Фирма «Дау кемикал».
69
3.10. Механические свойства композиционных материалов на основе ДВК
Свойства Материал 1 на основе композиции 1 (см. табл. 3.9) Материал 1 на основе композиции 2 (см. табл. 3.9)
При изгибе (25 °C)
Предел прочности, МПа 193 193
Модуль упругости, ГПа 15,8 11,0
При растяжении (25 °C)
Предел прочности, МПа 89,6 91,7
Модуль упругости, ГПа — 10,9
1 Содержит 29 % стеклонаполнителя, отверждался в течение 2,5 мии
при 150 °C.
2 Содержит 28 % стеклонаполнителя, отверждался в течение 1,5 мин
при 150 °C.
промышленных производств, где требуется коррозионно-стойкое
оборудование. ДВК можно также вводить в рецептуры химически
стойких облицовок, цементирующих растворов, компаундов для
покрытия полов и строительных известковых растворов.
3.3.3. Формование
Полуфабрикаты (препреги) на основе ДВК для объемного
формования или для листовых пластиков используют при прямом
прессовании фитингов для труб, корпусов бытовых приборов,
крыльчаток, насосов и деталей автомобилей. Обычно эти препреги
содержат примерно равные массовые доли смолы, измельченного
стекловолокна и наполнителей. В их состав входят также: «скры-
тый» инициатор, пигменты, антиадгезионная смазка и загусти-
тели. Типичные рецептуры и прочностные показатели таких ма-
териалов приведены в табл. 3.9 и 3.10.
СПИСОК ЛИТЕРАТУРЫ
1. Launikitis М. В., «А New Heat Resistant Vinyl Ester Reisin», 31st Annual
Technical Conference, SPI, 1976.
2. De La Mare H. E. et al., «А Review of Epoxy-Derived Acrylates: Synthesis,
Chemistry, and Photocure», Paper FC76-494, presented 1976, The Association
for Finishing Processes of the SME.
3. May C. A. and Newey H. A., «Epoxy-Acrylic Reisins for FRP Structures»,
20th Reinforced Plastics Technical and Management Conference, SPI, 1965.
4. Linlow W. 4., «Derakane Resins—A Valuable Addition to Thermosetting
Resin Technology», 21st Annual Technical Conference, SPI, 1966.
5. McCarth, ’Ny J. and Bowerman H. H., «Vinyl Terminated Liquid Polymer
for PoK ester Modification», 29th Annual Technical Conference, SPI, 1974.
6. Shell Chemical Company, Bulletin SC: 161—77, «EPOCRYL Resins—Cor-
rosion Control Guide».
7. Dow Chemical Company, «Chemical Resistance Guide—Derakane Vinyl Ester
Resins».
70
4. ПОЛИБУТАДИЕНОВЫЕ СМОЛЫ
Максвелл Стандер
4.1. Введение
Полибутадиеновые смолы — это высокомолекулярные угле-
водородные термореактивные смолы. Они обладают отличными
электрическими свойствами, значительной химической стойкостью,
достаточно высокой термической устойчивостью, имеют низкое
влагопоглощение и легко отверждаются в присутствии перекис-
ных инициаторов. Эти особенности делают полибутадиеновые
смолы перспективными для различных областей применения.
Их можно использовать для переработки прямым и литьевым
прессованием, литьем под давлением, методом мокрой выкладки
по форме для получения слоистых пластиков и для приготовления
препрегов. Благодаря тому, что существует множество производ-
ных полибутадиена, сфера применения этих полимеров обширна:
они используются в качестве модификаторов других смол, для
изготовления покрытий, клеев и электроизоляционных заливоч-
ных компаундов.
4.2. Историческая справка
Полибутадиеновые смолы были получены около 1955 г. и
использованы в компаундах типа «Бутон» в лабораториях «Инджей»
[1, 2]. Смола, которая была применена в этих компаундах, со-
стояла из большого количества жидкого 1,2-полибутадиена, не-
которого количества бутадиенстирольных сополимеров и аддук-
тов этих двух смол. С той поры аналогичные продукты произ-
водят фирмы «Ричардсон» и «Литиум». В 1968 г. под торговой мар-
кой «Гистил» начали выпускать полибутадиен с высоким содержа-
нием двойных связей и небольшим количеством изоцианатных
групп на концах макромолекул. В него вводилось некоторое коли-
чество перекисного инициатора. Первоначально эта смола вы-
пускалась фирмой «Гистил дивелопмент», но сейчас она произ-
водится фирмами «Дианахем» и «Ниппон ссуда» под торговым
названием «Ниссо-РВ». Эта смола представляет собой жидкий
атактический полибутадиен с молекулярной массой ~1000...
4000, около 90 % двойных связей которого расположены в боковых
цепях (винильные группы). Существуют три типа этой смолы:
тип В не содержит концевых функциональных групп; тип G
содержит гидроксильные группы и тип С — карбоксильные группы
71
по обоим концам макромолекул. Другие полибутадиеновые смолы
первоначально выпускались под торговой маркой «Диенит» фир-
мой «Файрстоун синтетик раббер энд латекс», а сейчас выпускаются
под названием «Рикон» фирмой «Колорадо Кемикал спэшиалтиз».
Смолы «Диенит» представляют собой смесь 1,2- и 1,4-полибута-
диенов (Диенит PD-702, PD-503) или смеси с мономерами-со-
реагентами, такими, как винилтолуол (7’44-520, РЛ4-503) или
стиролбутадиеновый олигомер (PD-701, PD-753).
4.3. Химические характеристики
Структура и типичные свойства основных видов полибутадие-
новых смол приведены в табл. 4.1.
Промышленные виды полибутадиеновых смол обычно пред-
ставляют собой смесь низкомолекулярных 1,2- и 1,4-полибута-
диенов. Эти изомеры отличаются положением реакционного
центра, принимающего участие в полимеризации. 1,2-Полибута-
диен, в котором двойные связи расположены в боковых цепях,
более реакционноспособен, чем 1,4-полимеры, где двойные связи
находятся в основной цепи. Поэтому смолы с большим содержа-
нием 1,2-полибутадиена отверждаются быстрее и легче, а смолы
со значительной долей 1,4-полимера обычно используют для полу-
чения высокоэластичных материалов.
4.1. Структура и типичные свойства основных видов полибутадиеиовых смол
Смола Структура Молеку- лярная масса Плотность» кг/м8 Вязкость прн 45 °C, Па* с
1,2-пол ибута- Н— СН—сн2—- н 1000— 860 5—350
диен 1 сн II сн2 X 4000
1,4-полибута- диен н- [—H2C—CH= CH-CH2—Jx—н 1000— 4000 860 5—350
Полибутадиен с концевыми гидроксильны- ми группами НО- _ -—СН—СН2— сн II сн2 “-ОН - X 1000— 3000 880 25—550
Полибутадиен с концевыми карбоксильны- ми группами HOOC— “—СН—Ch 1 сн II _ сн2 а—“1—соон _ X 1000— 2500 900 50—800
72
Для того чтобы 1,2-полибутадиеновую (ПБД) смолу было
удобнее перерабатывать в композиционные материалы, ее следует
получать с высокой молекулярной массой и узким молекулярно-
массовым (ММ) распределением. Для увеличения реакционной
способности смолы при различных химических превращениях
в ее макромолекулы вводят концевые функциональные группы
(например, гидроксильные, карбоксильные или изоцианатные),
а также готовят смеси, содержащие полибутадиен и реакционно-
способные мономеры, такие, как стирол и винилтолуол. Конце-
вые гидроксильные группы позволяют проводить реакции с поли-
уретанами, а карбоксильные группы — с эпоксидными группами.
ПБД, содержащие изоцианатные концевые группы, используют
главным образом для получения электроизоляционных заливоч-
ных компаундов.
При высоком содержании винильных групп (свыше 85 %)
полибутадиеновые смолы легко отверждаются в присутствии
перекисных инициаторов. Реакционноспособные концевые функ-
циональные группы позволяют увеличивать молекулярную массу
смолы еще до отверждения. Увеличение ММ обусловливает умень-
шение текучести смолы до сшивки, которая вызывает желатини-
зацию и появление жестких полимерных структур. В результате
достигается также более удобное технологическое время перера-
ботки смолы в реакторе. Стадия роста цепи может контролиро-
ваться (во времени) так, чтобы получать полимеры с различными
свойствами — от высоковязких жидкостей до твердых веществ
с высокой ММ. Способность к росту цепи является основой для
широкого использования полибутадиеновых смол при получении
пресс-композиций, покрытий, клеев, электроизоляционных за-
ливочных компаундов и термореактивных слоистых пластиков.
Перечисленные ниже производные полибутадиена могут приме-
няться как в качестве модификаторов для других смол, так и при
получении специальных слоистых пластиков-
Производные ПБД М М
а, ®-ПБД-гликоль.................................. 2000
ПБД-дикарбоновая кислота 1400
Эпоксидный...................................... 1100
Малеиноильный....................................... —
Акрилоильный ..................................... 2600
Стиролсодержащий ................................. 2200
Полибутадиеновые смолы обычно поставляются в виде смесей
с реакционноспособными мономерами или в виде растворов в н-
гептане.
4.4. Характеристика процесса отверждения
Сходство процесса отверждения полибутадиеновых смол с от-
верждением хорошо известных полиэфирных полимеров при
использовании перекисных инициаторов делает их чрезвычайно
73
полезными для технологии композиционных материалов. Отвер-
ждение полимера проходит через три стадии [31: низкотемпера-
турное гелеобразование, высокотемпературное отверждение и
термическую циклизацию. При низких температурах происходит
увеличение молекулярной массы и вязкости смолы. Это может
вызвать гелеобразование и начало отверждения (переход от
стадии А к стадии В). Высокотемпературное отверждение начи-
нается при температуре ~ 121 °C, при этом преобладают реакции
по двойным связям винильных групп. В ходе этой стадии про-
цесса образуются твердые продукты. Термическая циклизация
начинается при температуре ~232 °C, а оставшиеся ненасыщен-
ные фрагменты полимерного субстрата реагируют с образованием
плотносшитой структуры.
Учитывая высокие значения температурного пика на экзотер-
мической кривой отверждения полибутадиенов, следует тщательно
контролировать концентрацию вводимого инициатора. Такой
обычно применяемый перекисный инициатор, как «Луперсол-10Ь,
может применяться в количестве 1 ... 2 %. Комбинация инициа-
торов «Луперсол-101» и БП (одна часть каждого на 100 частей
смолы) обеспечивает полный цикл отверждения примерно за 2 ч.
Ниже приведены типичные данные режима переработки пре-
прега [41:
Температура формования, °C........................ 149 ... 204
Давление, МПа ...................................0,07...6,9
Цикл отверждения при 177 °C для слоистого пластика
толщиной 3,2 мм, мин.................................. 10
Период после отверждения.............................. Нет
4.5. Химическая структура и свойства
Анализ химической структуры полибутадиеновых смол объяс-
няет их превосходные электрические свойства и химическую стой-
кость. Высокое содержание углеводородной части и минимальное
содержание ароматических звеньев являются причиной низких
значений диэлектрической проницаемости и коэффициента зату-
хания, а также отличной химической стойкости. Небольшое
содержание ароматических фрагментов объясняет высокую дуго-
стойкость, а также устойчивость к образованию токопроводящих
следов. Эти свойства полибутадиеновых смол, аналогичные пове-
дению полиэтилена, связаны с устойчивостью этих полимеров
к образованию углерода при пиролизе под действием высокого
напряжения. Отсутствие эфирных связей, которые делают поли-
эфиры уязвимыми к действию кислот и оснований, объясняет
гидрофобность, а также устойчивость полибутадиеновых смол
к действию кислот и щелочей.
74
4.6. Применение КМ на основе ПБД
Благодаря уникальному сочетанию превосходных электриче-
ских свойств с химической стойкостью КМ на основе ПБД были
успешно применены при конструировании обтекателей бортовых
радиолокационных антенн. Для работы в полосе частот, превыша-
ющих /(-диапазон (10,9 ... 36,0 ГГц), имела место тенденция при-
менения армированных эпоксидных стеклопластиков, неадекватно
удовлетворяющих этому назначению из-за высоких значений
диэлектрической проницаемости (4,5 ... 5,0). Это становится яс-
ным, если принять во внимание, что толщина стенки обтекателя,
как следует из приведенного ниже равенства, является функцией
диэлектрической проницаемости и рабочей длины волны:
d = __^2______
2 (е — sin2 0)°’§ ’
где d — толщина стенки обтекателя антенны; п — целое число ^0
(п = 0 для тонкой стенки; п = 1 для стенки толщиной, равной
длине полуволны); Хо — длина волны в свободном пространстве;
s — диэлектрическая проницаемость; 9 — угол падения.
Так как толщина стенки обтекателя должна быть прямо про-
порциональна действующей длине волны, но обратно пропорцио-
нальна диэлектрической постоянной, то комбинация, при которой
одновременно увеличивается частота и используется компози-
ционный материал с высокой диэлектрической проницаемостью,
создает проблему несоответствия толщины стенки при использо-
вании более длинных волн. Очевидно, что если одновременно
уменьшается длина волны и возрастает диэлектрическая про-
ницаемость материала, то появляется возможность уменьшения
толщины стенок обтекателя. Однако использование тонких стенок
приводит к проблеме, связанной с разрушением их от ударов,
которое может ускориться при серьезной поверхностной эрозии
тонких слоистых конструкций.
Другая проблема, возникающая при использовании материа-
лов с более высокими диэлектрическими свойствами, — это воз-
можные отклонения в толщине стенки обтекателя, что ведет к удо-
рожанию производства или использованию дополнительных ма-
териалов для обеспечения точной «электрической» толщины.
При использовании антенн на самолетах и на кораблях к КМ,
из которых изготовляются обтекатели для них, предъявляются
дополнительные требования: они должны иметь стабильные свой-
ства в широком диапазоне температур и в условиях повышенной
влажности. Строгие требования к материалам, связанные с высо-
кими значениями рабочих частот и сложными условиями окру-
жающей среды, не легко удовлетворить, используя обычные
композиционные материалы. Однако, как следует из табл. 4.2—
4.9, эти требования могут быть реализованы более полно при
использовании материалов на основе полибутадиенов.
75
4.2. Электрические свойства основных полибутадиеновых смол
Смола Параметры отверждения 8 ^зат
Т, °C t, Ч
Диен ит 177 36 2,34 0,0026
PD-702 1 232 4 22 2,34 0,0019
Диенит РЛ1-502 1 177 36 2,37 0,0031
232 4 22 2,37 0,0025
Диенит Х-545 1 177 36 2,36 0,0030
232 4 22 2,37 0,0020
Диенит PD-701 * 232 4 92 2,37 0,0024
Рикон-100 2 177 23 2,40 0,0036
232 4 24 2,40 0,0014
ПФХ PPQ-401 3 371 — 3,18 0,0059
1 Фирма «Файрстон синтетик раббер энд латекс».
2 Фирма «Колорадо кемикал спешиалтиз».
3 Фирма «Виттейкер рисерч энд дивелопмент».
4 Термическая циклизация.
4.3. Привес полибутадиеиовых смол после их кондиционирования
при температуре 49 °C и относительной влажности 99 %
Смола Л>. в mas» °C Привес, %, при продолжительности кондиционирования, ч
22 45 212 474 905
Диенит 177 0,02 0,07 0,09 0,17 0,17
PD-702 2 232 1 0,03 0,12 0,33 0,66 0,69
Диенит 177 0,017 0,03 0,03 0,06 0,06
РЛ1-502 2 232 1 0,026 0,04 0,04 0,05 0,05
Диенит 177 0,02 0,05 0,06 о,н 0,11
Х-545 2 232 1 0,02 0,04 0,04 0,08 0,08
Диенит PD-701 2 177 0,03 0,04 0,08 0,22 0,44
Рикон-100 3 177 0,00 0,01 — 0,05 0,06
232 1 0,03 0,06 0,09 0,22 0,33
1 Термическая циклизация.
2 Фирма «Файрстоун синтетик раббер энд латекс».
3 Фирма «Колорадо кэмикал спешиалтиз».
4.4. Электрические свойства отливок из ненаполненной смолы «Гистил»
(23 °C) фирмы «Дайнахем»
/, Гц 8 ^зат f, Гц 8 ^зат
60 2,56 0,0062 5 000 2,50 0.0042
100 2,54 0,0062 10 000 2,49 0,0040
500 2,52 0,0056 50 000 2,48 0,0037
1000 2,51 0,0049 100 000 2,46 0,0029
76
4.5. Свойства слоистых пластиков 1 на основе смолы «Гистил» 2
Параметр Значения Параметр Значения
Массовая доля смолы 23—30 в препреге, % Содержаниелетучих про- 1,5 дуктов, % Текучесть смолы при дав- 14 лении 1,4 Па, % Клейкость Средняя Смачиваемость Хорошая Давление при формова- 1,4 нии, Па Температура отвержде- 177 ния, °C Время отверждения, мин 10 Плотность, кг/м3 1700—1900 Твердость по Барколу 60—80 Предел прочности при 310—503 изгибе, МПа Модуль упругости при 17,1—27,5 изгибе, ГПа Предел прочности при 268—413 растяжении, МПа Модуль упругости при 16,9—26,8 растяжении, ГПа Предел прочности при 283—467 сжатии, МПа Диэлектрическая прони- цаемость етах при часто- те, МГц: 1 3,6 Ю 3,1 Коэффициент затухания при частоте, МГц: 1 0,001 10 0,005
1 Армирующая ткань из стекловолокна марки £-181.
2 Фирма «Дайнахем».
4.6. Электрические свойства слоистых пластиков до и после кондиционирования
в условиях повышенной влажности (частота — 24 ГГц, температура •— 23 °C)
Тип слоистого пластика До воздействия влаги После выдержки 30 сут при 49 °C и отн. влажности В = 99 %
8 | ^зат 8 | ^зат
Астрокварц: PD-753 3,08 0,006 3,09 0,007
ПФХ PPQ-101 3,19 0,004 3,53 0,045
BP1-373 1 3,35 0,004 3,85 0,092
Кевлар: PD-753 2 3,52 0,003 4,06 0,138
PD-753 3 3,33 0,006 3,47 0,036
1 Полиимидная смола фирмы «Брунсвик».
2 Сушка при 121 °C.
3 Термическая обработка в течение 10 мин при 427 °C и покрытие смолой
«Кернмид-601» до требуемых размеров.
4.7. Электрические свойства слоистых пластиков иа основе смолы РР-753,
армированной кварцевым стеклом «Астрокварц» при различных температурах
и частоте 24 ГГц
Т, °C 8 ^зат Т, °C 8 ^зат
22 3,09 0,006 220 2,92 0,004
73 3,08 0,005 261 2,90 0,003
121 3,04 0,005 26 3,07 0,003
177 2,99 0,005
Примечание. Образцы выдерживали 30 сут при температуре 49°C
и относительной влажности 99 %.
77
4.8. Механические свойства армированных стеклопластиков
на основе смолы «Рикон-431» и ее модификации при различных температурах
Смола Свойства при изгибе Температура, °C
23 121 149 177
Рикон-431 Предел прочности, МПа 293 186 139 116 Модуль упругости, ГПа 23,0 17,8 16,5 15,4 Рикон-431 с 15 % ТАЦР Предел прочности, МПа 502 304 236 192 Модуль упругости, ГПа 27,5 21,8 19,8 20,3
Примечания: 1. Для армирования использовано стекловолокно марки
Д-7781.
2. После отверждения материал выдерживали 24 ч при 288 °C, т. е. подвер-
гали термической циклизации.
4.9. Механические свойства однонаправленных КМ,
армированных волокном «Кевлар-49»
Свойства
Эпоксидный
КМ *
Диеиит НМ-502
Предел прочности при изгибе, МПа
Модуль упругости при изгибе, ГПа
Предел прочности при межслоевом сдвиге, МПа
Предел прочности при изгибе в поперечном
направлении, МПа
Модуль упругости при изгибе в поперечном
направлении, МПа
516—757 351
62—83 56
58—83 139
— 139
— 139
1 Данные фирмы «Дюпон».
Табл. 4.2 [6] иллюстрирует очень низкие значения диэлектри-
ческой проницаемости е и коэффициента затухания /(зат несколь-
ких ПБД. Для сравнения приведены свойства полифенилхинокса-
линовой смолы (ПФХ) PPQ-401. Табл. 4.3 [6] характеризует
небольшое влагопоглощение пяти полибутадиеновых смол, пере-
численных в табл. 4.2, подвергшихся усиленному воздействию
влаги при повышенной температуре. Табл. 4.4 иллюстрирует
устойчивость электрических свойств отливок из ненаполненной
смолы «Гистил» в широком диапазоне частот f [7 ]. Свойства слои-
стых пластиков на основе этой смолы, армированной стекловолок-
ном марки £-181, показаны в табл. 4.5 [41. Электрическая стой-
кость слоистых пластиков на основе полибутадиеновых и других
смол после выдержки в условиях повышенной влажности иллю-
стрируется данными табл. 4.6 [6]. Из результатов, представлен-
ных в этой таблице, видно, что электрические свойства слоистых
пластиков на основе конденсированного полиимида ПФХ PPQ-401,
78
армированного кварцевым стеклом астрокварц, значительно из-
меняются, тогда как влияние влажной среды на аналогичный
материал из смолы Р Д-753 почти не проявляется. Полибутадиено-
вые слоистые пластики, свойства которых приведены в табл. 4.5
и 4.6, производят на стандартных промышленных пропиточных
аппаратах и сушат в обычных конвекционных сушилках при
температуре ~ 121 °C в течение 4 ч. Так как в препреге практически
не остается растворителя, слоистые пластики можно получать при
низком давлении.
Электрические свойства одного из образцов, выдержанного
в среде с повышенной влажностью, были также изучены в тем-
пературном интервале Г = 22 ... 261 °C. Результаты этих иссле-
дований представлены в табл. 4.7 [61.
4.7. О перспективах
Несмотря на то, что КМ на основе полибутадиеновых смол
обладают превосходными электрическими свойствами и химиче-
ской стойкостью, они уступают эпоксидным композитам по меха-
ническим показателям при комнатной температуре. Кроме того,
механические свойства материалов из ПБД при повышенных
температурах уступают показателям композитов, полученных
на основе поли конденсационных или полимеризационных поли-
имидных полимеров. В связи с этим были начаты исследования,
направленные на повышение качества и оптимизацию механиче-
ских свойств полибутадиеновых композитов путем модификации
ПБД и отвержденной массы. Модификация отвержденной смолы
оказалась эффективной для улучшения механических свойств
при повышенных температурах без их изменения при комнатной
температуре. Перспективным подходом является также исполь-
зование реакционноспособных мономеров. В табл. 4.8 [61 сопо-
ставлены предел прочности и модуль упругости при изгибе смолы
марки «Рикон-431» и этой же смолы, модифицированной триаллил-
циануратом (ТАЦР), измеренные при комнатной и повышенной
температурах.
Другие рецептуры оказались также интересными для получе-
ния слоистых пластиков. В частности, в настоящее время внимание
исследователей сосредоточено на разработке специальных низко-
температурных смол, отверждающихся при низких давлениях
и известных как модифицированные эпоксидные смолы с высоким
содержанием винильных фрагментов (МВЭ). Среди этих смол наи-
более перспективными являются продукты реакции полибута-
диена, имеющего концевые карбоксильные группы (молекулярная
масса по карбоксильному эквиваленту равна 855), с твердой много-
функциональной эпоксидной смолой (эквивалентная масса по
эпоксидным группам равна 140). Эти полимеры взаимодействуют
в растворе в примерном соотношении 14 частей (массовая доля)
эпоксидного соединения на 100 частей полибутадиена с образова-
нием твердого термопластичного форполимера, используемого для
79
получения препрегов. Его отверждение осуществляется в присут-
ствии перекисного инициатора. Несмотря на прекрасную перера-
батываемость этого КМ и простоту отверждения, которое завер-
шается в одну стадию за 2 ч при температуре 177 °C, низкие меха-
нические свойства в поперечном направлении ограничивают ис-
пользование его в качестве конструкционного материала. Этот
недостаток, возможно, связан с большой плотностью межмолеку-
лярных сшивок, приводящей не только к хрупкости, но и к низ-
кой адгезии связующего к углеродным волокнам.
При получении полибутадиеновых слоистых пластиков кон-
струкционного назначения используют различные армирующие
волокна: Е- и S-стеклянные, кварцевые и арамидные («кевлар-49»),
В табл. 4.9 [6] представлены типичные механические свойства
композитов, армированных волокном «кевлар-49» с объемной долей
60 %, которые пригодны для изготовления обтекателей радиоло-
кационных антенн. Чтобы повысить некоторые механические пока-
затели материала, особенно предел прочности при растяжении
в поперечном направлении и при межслоевом сдвиге, адгезионные
свойства и смачиваемость волокна «кевлар-49» нуждаются в улуч-
шении. Дополнительным требованием при использовании этих
материалов для изготовления обтекателей радиолокационных
антенн является низкое влагопоглощение.
4.8. Хранение
Полибутадиеновые смолы не требуют никаких специальных
условий хранения по сравнению с обычными, связанными с при-
менением летучих, легко воспламеняющихся органических рас-
творителей, таких, как n-гептан или толуол. При хранении при
температурах 0, 20 или 35 °C в течение 10 нед не происходит за-
метных изменений вязкости или расслаивания раствора. Следует,
однако, избегать более длительного хранения при температурах
выше 35 °C из-за склонности раствора к гелеобразованию.
СПИСОК ЛИТЕРАТУРЫ
1. Clark Н. and Vanderbilt В. М., «А Hydrocarbon Thermost Resin for Rein-
forced Plastics», 14th Annual Meeting, Reinforced Plactics Division, SPI,
February, 1959.
2. Jaruzelski J. J., Vanderbilt В. M. and Lewis T., «Buton Hydrocarbon Resin
Molding Compounds», 19th Annual Meeting, Reinforced Plastics Division,
SPI, February, 1964.
3. Colorado Chemical Specialties Company, Technical Bulletin CCS-102, RICON
Laminating Resins.
4. HYSTYL Polybutadiene Resins Technical Bulletin.
5. Walton J. В. E., «Techniques for Airborne Radome Design», Technical Re-
port AFAL-TR-66-391, Vol. II, December 1966.
6. Chase V. A., «Investigation of Reinforced Plastics for Naval Aircraft Electro-
magnetic (EM) Windows», January 1975; prepared for the Naval Air Systems
Command, Contract N00019-74-C-0055.
7. Bianchi M. and Dorman E. N., «New, High-Performance, Versatile Polybu-
tadiene Systems for Electrical and RP Applications», 26th Annual Technical
Conference, SPI, 1971.
80
5. ЭПОКСИДНЫЕ СМОЛЫ
Линн С. Пенн, Т. Т. Чиао
5.1. Введение
Эпоксидные смолы являются одними из лучших видов свя-
зующих для большого числа волокнистых композитов, что объяс-
няется следующими причинами:
эпоксидные смолы обладают хорошей адгезией к большому
числу наполнителей, армирующих компонентов и подложек;
разнообразие доступных эпоксидных смол и отверждающих
агентов позволяет получить после отверждения материалы с широ-
ким сочетанием свойств, удовлетворяя различным требованиям
технологии;
в ходе химической реакции между эпоксидными смолами и от-
верждающими агентами не выделяются вода или какие-нибудь ле-
тучие вещества, а усадочные явления при отверждении в этом
случае ниже, чем для фенольных или полиэфирных смол;
отвержденные эпоксидные смолы обладают не Только химиче-
ской стойкостью, но и хорошими электроизоляционными свой-
ствами.
Эта глава написана специально для химиков-технологов и ин-
женеров, которые мало знакомы с эпоксидными смолами. В ней
обсуждаются возможные пути применения эпоксидных смол,
описаны доступные в настоящее время эпоксидные смолы и отвер-
ждающие агенты, некоторые типы реакций отверждения и при-
ведены рецептуры эпоксидных смол. Описаны также процессы
оптимизации и управления стадией отверждения, что позволяет
добиться наилучшей эффективности при работе с выбранной
эпоксидной системой. Раскрыты типичные свойства ряда отвер-
жденных эпоксидных систем и методы анализа или контроля
свойств этих систем, начиная от отдельных компонентов и кончая
отвержденной смолой. Представлена также обширная библиогра-
фия, включающая учебники [1—4], журнальные статьи, лабора-
торные отчеты.
5.2. Применение
Эпоксидные смолы используют при получении различных
композиционных материалов и конструкционных деталей. Они
также применяются в качестве капсулирующих и герметизирую-
щих компаундов, пресс-порошков и для изготовления клеев.
81
5.2.1. Герметизация и капсулирование
Эпоксидные смолы используют для герметизации и капсу-
лирования, так как они очень устойчивы к действию кислот,
щелочей и влаги. Смолы не деформируются при нагревании
до высокой температуры, обладают низкой усадкой и высоким
удельным объемным сопротивлением. Эпоксидные смолы можно
использовать не только для защиты материалов от действия окру-
жающей среды, но и для клеевого соединения деталей. В электрон-
ной промышленности, например, эпоксидные смолы применяют
для капсулирования сварных модулей, заливки обмоток транс-
форматоров и двигателей, а также для герметизации стыков элек-
трических кабелей.
5.2.2. Оснастка
Со времен второй мировой войны эпоксидные смолы исполь-
зуются для изготовления оснастки (например, пресс-форм, при-
меняемых при листовой штамповке или моделей при изготовлении
деталей). Армирующие наполнители в виде частиц или волокон
легко вводятся в смолу, снижая ее стоимость и увеличивая ста-
бильность размеров. Возможность замены металлов эпоксидными
смолами обусловлена двумя факторами: экономичностью в про-
изводстве и быстротой (без больших материальных затрат) моди-
фикации. Кроме того, эти смолы хорошо сохраняют форму и раз-
меры, обладают высокими механическими свойствами и низкой
усадкой, что позволяет изготовлять из них детали с малыми до-
пусками.
5.2.3. Формование
Эпоксидные формовочные компаунды (порошкообразные, ча-
стично отвержденные смеси смолы и отвердителя, которые при-
обретают текучесть при нагревании) используют для производства
всех видов конструкционных деталей. Наполнители и армирую-
щие вещества легко вводятся в эпоксидные смолы, образуя формо-
вочную массу. Эпоксидные смолы обеспечивают низкую усадку,
хорошее сцепление с наполнителями и армирующими веществами,
химическую стабильность, хорошие реологические свойства.
5.2.4. Склеивание
Из всех известных полимерных материалов эпоксидные смолы
имеют наибольшую адгезионную прочность. Они применяются
для пропитки множества подложек, давая при этом минимальную
усадку. Поэтому эти смолы можно использовать для соединения
многих разнородных материалов. Кроме того, они могут отвер-
ждаться при различных температурах и с различной скоростью,
что очень важно при промышленном выпуске клеев.
82
5.2.5. Изготовление КМ намоткой волокна и в виде слоистых
пластиков
Одно из наиболее важных применений эпоксидной смолы или
связующего — это получение слоистых пластиков и волокнисто-
намоточных композитов для изготовления конструкционных дета-
лей. Такие детали используют в различных отраслях промышлен-
ности, в том числе в самолетостроении, в космической и военной
технике. Слоистые пластики также применяют в электронной
промышленности для изготовления печатных плат. В химической
и нефтехимической промышленности широко используют ем-
кости и трубы, изготовленные из эпоксидных композитов. Эпоксид-
ные смолы можно применять в различных процессах: при мокрой
намотке волокна или «мокром» формовании слоистых пластиков,
при сухой намотке или укладке слоев с предварительной про-
питкой прядей волокна, тканей или ленты (в виде препрегов).
В целом эпоксидные смолы более дорогие, чем большинство дру-
гих смол, но отличные эксплуатационные свойства часто делают
их использование в конечном счете более выгодным.
5.3. Неотвержденные эпоксидные смолы
По научному определению, любая молекула, содержащая
О
эпоксигруппу —С С—, называется эпоксидной. В табл. 5.1
приведены химическое строение, эквивалентные массы эпоксид-
ных групп и вязкости обычно используемых ароматических
эпоксидных смол. Эпоксидная эквивалентная масса определяется
как количество граммов смолы, содержащей один химический
эквивалент эпоксидной группы. Вязкость является важной тех-
нологической характеристикой: одна и та же смола может иметь
различную вязкость.
В табл. 5.2 перечислены структуры и некоторые свойства вы-
пускаемых промышленностью эпоксидов, которые обычно исполь-
зуются в качестве реакционноспособных разбавителей для полу-
чения неотвержденных смесей полимеров с повышенной теку-
честью (для облегчения процесса переработки). Небольшое коли-
чество низкомолекулярного разбавителя, особенно если он би-
функционален, существенно не ухудшает свойств отвержденной
смолы.
В табл. 5.3 приведены структуры и свойства некоторых высо-
комолекулярных эпоксидных смол, с относительно гибким угле-
родным скелетом макромолекул. Эти смолы используют в ка-
честве пластификаторов при добавлении к ароматическим эпо-
ксидным смолам для придания последним большего удлинения
и снижения присущей им хрупкости (к сожалению, в ущерб
прочностным свойствам). Следует отметить, что, хотя большинство
пластификаторов не обладают низкой вязкостью, некоторые из
них могут также служить разбавителями.
83
5.1. Строение и свойства широко используемых эпоксидных смол
Эквивалент-
ная масса
эпоксидных
групп, г/экв
Вязкость
прн 25 °C, Па» с
Примечания
Диглицидиловый эфир бисфенола А (ДГЭБА)
171—177 3,5—5,5 Может кристаллизоваться при хранении. Выпу- скается фирмой «Дау кемикал». Образец: DER-332
180—188 6,5—9,5 Содержит небольшое количество высокомолеку- лярного полимера для предотвращения кристал- лизации. Образцы: DER-300 фирмы «Дау кеми- кал» и «Эпон-826» фирмы «Шелл кемикал»
185—200 10,0—19,0 Содержит небольшое количество высокомолеку- лярного полимера для предотвращения кристал- лизации. Образцы: «Эпирез-510» фирмы «Селаниз плэстикс матириалз» и DER-331 фирмы «Дау кемикал».
Диглицидиловый эфир бисфенола А
450—550 Гпл=65...
75 °C
п « 2; используется для получения клеев, покры-
тий и препрегов. Образцы: «Эпон-1001» фирмы
«Шелл кемикал» и DER-&61 фирмы «Дау кемикал»
Диглицидиловый эфир бисфенола F (ДГЭБФ)
cfi2—СН—СН2—О
СН2- о
--- ч"о-сн2-сн-сн2
158—165 5,0—8,0
Смесь мономеров, не кристаллизующаяся при хра-
нении. Образец: ХО-7818 фирмы «Дау кемикал»
84
Продолжение табл. 5.1
Эквивалент- ная масса эпоксидных групп, г/экв Вязкость при 25 °C, Па* с Примечания
Полиглицидиловый эфир новолачной фенолформальдегидной смолы
(ПГЭНФФ)
172—179 1,1—1,7 при 52 °C Образец: DEN-431 фирмы «Дау кемнкал»
176—181 20,0—50,0 при 52 °C Образец: DENA33 фирмы «Дау кемикал»
175—195 69—77 Используется для эксплуатации при повышенной температуре. Образец: XD-7855.00 фирмы «Дау кемикал»
191—210 4,0—10,0 Образец: DENA39 фирмы «Дау кемикал»
190—220 Гцл = 85 ... 100 °C Низкоплавкое твердое вещество, п — 5, образец: 5ДД-0100 фирмы «Юнион карбайд»
Полиглицидиловый эфир новолачной о-крезолформальдегидной смолы
(ПГЭНКФ)
200 Гпл = 35 °C Используется для эксплуатации при повышенной температуре. R — хлоргидрин, гликоли и (или) полимерные эфиры. Молекулярная масса 540. Образец: 5СМ-1235 фирмы «Циба-Гейги»
225 Гпл = 73 °C То же, кроме молекулярной массы 1080. Образец: ECN-X213 фирмы «Циба-Гейги»
230 Тпл = 80 °C То же, кроме молекулярной массы 1170. Образец: ЕС М-1280
235 Тпл = 99 °C То же, кроме молекулярной массы 1270. Образец: 5СМ-1299
85
Продолжение табл. 5.1
Эквивалент- ная масса эпоксидных групп, г/экв Вязкость прн 25 °C, Па» с Примечания
N ,N ,N' ,N'-тетраглицидилметилендианилин (ТГМД)
сЙ2-СН-СН2 СН2-СН-СН2
>-<( )/“СН2-(( )>-1<
сн2-сн-сн2 у-у у-</ тн2-сн-сн2
V о
117—133 10,5—15,0 Используется при получении препрегов. Образец:
при 50 °C Л1Г-720 фирмы «Циба-Гейги»
Триглицидил-п-аминофенол (ТГАФ)
95—107 0,55—0,85 Широко используется при получении препрегов
и клеев. Образец: ERL-0510 фирмы «Циба-Гейги»
5.2. Строение и свойства широко используемых реакционноспособных
эпоксидных разбавителей
Эквивалент- ная масса ЭПОКСИДНЫХ групп, г/экв Вязкость при 25 °C, Па« с Примечания
Глицидиловый эфир н-бутанола
О
СН3—(СН2)з—О—СН2—СН—СН2
130—149 0,002—0,003 Образец: «Эпотаф 37-149» фипмы «Рейчхолд ке-
микал»
86
Продолжение табл. 5.2
Эквивалент- ная масса эпоксидных групп, г/экв Вязкость прн 25 °C, Па» с Примечания
Глицидиловый эфир н-гептилового спирта О сн3—(сн2)в—о—сн2—сн—сн2
227 0,004 Образец «Эпотаф 37-147» фирмы «Рейчхолд ке- микал» Глицидиловый эфир октилового спирта О СН3—(СН2)7—О—СН2—СН—-СН2
286 0,010 Образец «Эпотаф 37-146» фирмы «Рейчхолд ке- микал» Глицидиловый эфир аллилового спирта О СН2= сн—сн2—о—сн2—сн—сн2
114 0,001 Выпускается фирмой «Шелл кемикал» Глицидиловый эфир п-трет-бутилфенола СН3- С-/ (J/-O-СН2- СН-сн2 CHj4 '
220 245 0,015—0,030 Выпускается фирмой «Фишер сайнтифик»
Глицидиловый эфир фенола (ГЭФ)
О-
о—сн2—сн—сн2
150 0,006 Выпускается фирмой «Шелл кемикал»
Глицидиловый эфир п-крезола
СН3
О-СН2-СН-СН2
170—190 0,005—0,050 Образец: «Эпирез-5011» фирмы «Целанез»
87
Продолжение табл. 5.2
Эквивалент- ная масса эпоксидных групп, г/экв Вязкость при 25 °C, Па* с Примечания
Диглицидиловый эфир 1,4-бутандиола (ДЭЕ Д')
СН2—СН—СН2—О—СН2—СН2—СН2—СН2—О—СН2—СН—СН2
120—140 0,010—0,025 Образец: RD-2 фирмы «Циба-Гейги», содержит
примеси
Диглицидиловый эфир неопентилгликоля (ДЭНПГ)
О СН3 О
сн1—сн—сн2—о—сн2—с—сн2—о—сн2—сьг—сн2
I
СНз
145—160 0,012—0,030 Образец: XD-7114 фирмы «Дау кемикал», содер-
жит примеси
Диглицидиловый эфир полипропиленгликоля
СН2—СН—СН2—О—
- СНз
—сн—сн2—о—
о
—сн2—сьСсн2
п
175—205 0,030—0,060 п = 4. Образец: DEД-736 фирмы «Дау кемикал»
305—335 0,055—0,100 п = 9. Образец: DER-732 фирмы «Дау кемикал»
Винилциклогексендиоксид (ВЦГДЭ)
О
76 0,020 Образец: ERL-4206 фирмы «Юиион карбайд»
Диглицидиловый эфир резорцина
о-сн2-сн-сн2
О-СН2-СН-СН2
о
128 0,300—0,500 Образец: ДРД-1359 фирмы «Циба-Гейги»
88
5.3. Строение и свойства эластичных эпоксидных смол (пластификаторов)
Эквивалент- ная масса эпоксидных групп, г/экв Вязкость при 25 °C, Па* с Примечания
Диглицидиловый эфир полипропиленгликоля
О " СНз"
/\ I
СН2—СН—СН2--О— СН2—сн—
о
—о—сн2—снАн2
п
175—205 0,030—0,060 п = 4, имеет длинную эластичную основную цепь;
из-за низкой вязкости может использоваться в ка-
честве разбавителя. Образец: DEД-736 фирмы «Дау
кемикал»
305—355 0,055—0,100 п = 9, имеет длинную эластичную основную цепь.
Образец: DER-732 фирмы «Дау кемикал»
Диглицидиловый эфир димера линоленовой кислоты (ДЭДЛК')
° /°\
(СН2),-С-О-СН2-СН-СН2
? А
(СН2),-С-О-СН2-СН-СН2
СН2-СН=СН-(СН2)4-СН3
(СН2)5—СН3
390—470 0,400—0,900 Образец «Эпон-871» фирмы «Шелл кемикал»
5.4. Отверждающие агенты и механизмы отверждения
Эпоксидные группы могут химически взаимодействовать с дру-
гими молекулами, образуя развитую трехмерную пространствен-
ную структуру. Этот процесс превращения жидкой смолы в твер-
дую называют отверждением. При рассмотрении технологии
получения эпоксидных смол центральное место занимает изуче-
ние свойств отверждающих агентов.
5.4.1. Отверждение аминами
В табл. 5.4 приведены химическое строение, эквивалентная
масса аминогрупп и вязкость наиболее часто используемых аро-
матических и алифатических отвердителей аминного типа. Можно
заметить, что большинство из них содержит реакционноспособные
группы, на обоих концах молекулы. Это позволяет отвердителям
образовывать сшивки между молекулами эпоксидов. Например,
концевая аминогруппа (первичный амин) взаимодействует с эпо-
89
5.4. Строение и свойства наиболее часто применяемых отвердителей
амиииого типа
Эквивалент- ная масса аминогрупп, г/экв Вязкость при 25 °C, Па»с Примечания
Диэтилентриамин (ДЭТА)
H2N—СН2—СН2—NH—СН2—СН2—NH2
20 0,0055—0,0085 Выпускается фирмой «Дау кемикал» под маркой
DEH-20, а также фирмой «Юнион карбайд»
Триэтилентетрамин (ТЭТА)
N2N-I-(CH2)2— NH—l-CH2-CH2-NH2
i- -i2
24 0,020—0,023 Выпускается фирмой «Дау кемикал» как DEH-M,
а также фирмой «Юнион карбайд»
Диэтиламинопропиламин (ДЭА ПА)
СН3—СН2.
>N- (СНа)3-NHa
СН3—CH2Z
65 <5,0 Выпускается фирмой «Юнион карбайд»
Тетраэтиленпентамин
H2N—I—СН2—NH—I—СН2—СН2—NH2
_i2
26—27 Температура Выпускается фирмой «Дау кемикал» как ДЕНДЕ,
кипения а также фирмой «Юнион карбайд»
7'к = 152 °C
Алифатический полиэфир, содержащий триаминогруппы (АПТА)
Н2С— |^О-СН2—СН—(СН3)-^|—NH2
СН3—СН2—С—СН2— |^-О—СН2—СН—(СН3Й|—NH2
Н2С— |^О- СН2—CH—(CH3h|-NH2
77—82 0,072—0,080 х -f- у -f- г аг 5,3. Выпускается фирмой «Джеффер-
сон кемикал»
Дициандиамид (ДЦДА)
NH2
H2N—C=N—CesN
28 Гпл = 207 ... Действует как латентный отвердитель. Исполь-
209 °C зуется при получении клеев, препрегов и порошко-
вых покрытий. Выпускается фирмой «Пасифик
энкор кемикал»
90
Продолжение табл. 5.4
Эквивалент- ная масса аминогрупп, г/экв Вязкость при 25 °C, Па» с Примечания
4,4'-Метилендианилин (МДА)
50 Тпл = 89 °C Выпускается фирмой «Эллайд кемикал»
м-Фенилендиамин (МФДА)
2Д Т-ш1= 60 °C Выпускается фирмой «Дюпон»
4,4'-Диаминодифенилсульфон (ДДФС)
h>n^O_?^Ohnh‘
62 Тпл = 170 ... В основном используется в препрегах. Смолы на
180 °C его основе обладают длительным «временем жизни»
и высокотемпературными свойствами. Образец:
«Эпорал» фирмы «Циба-Гейги»
2,6-Диаминопиридин (ДАП)
27 Т-ал = 121 °C Обеспечивает «время жизни» смолы в 10 раз боль-
шее, чем при использовании МФДА. Выпускается
фирмой «Рейлли тар энд кемикал»
91
Продолжение табл. 5.4
Эквивалент- ная масса аминогрупп, г/экв Вязкость прн 25 °C, Па« с Примечания
33,3 % МФДА + 33,3 % МДА + 33,3 % изопропил МФДА
3g 5 Эвтектическая смесь, выпускаемая фирмой «Хисол»
40 % МДА + 60 % диэтила МДА
2—5 Выпускается фирмой «Циба-Гейги» как ХУ-932
40 % МФДА + 60 % МДА
38 1,50 Эвтектическая смесь, выпускается фирмой «Юни-
роял» как «Тонокс 60-80»
Аминополиамид
О
II
(CH2),-C-NH-(CH2)2-NH-(CH2)2-NH2
X
</y(CH2)7-C-NH-(CH2)2-NH-(CH2)2-NH2
<^/ХсН2-СН=СН-(СН2)4-СН3
(СН2)5- СН3
180
50 Эластичная отверждаемая система. Выпускается
фирмой «Дженерал милз» как «Версамид-125»
92
Продолжение табл. 5.4
Эквивалент- ная масса аминогрупп, г/экв Вязкость прн 25 °C, Па* с Примечания
250
Твердое веще-
ство при 23 °C
80—120
прн 40 °C
620
Тпл — 43 ...
53 °C
Другое соотношение ДЭТА и димера кислоты, чем
при получении предыдущего отвердителя, позво-
ляет получить его с большей молекулярной мас-
сой. Выпускается фирмой «Дженерал милз» как
«Версамид-115»
Другое, чем то, что указано выше, соотношение
ДЭТА и димера кислоты дает большую молеку-
лярную массу отвердителя. Выпускается фирмой
«Дженерал миллз» как «Версамид»
2,4,6-Трис (диметиламинометил) фенол
0,3 Основание Льюиса. Единственный отвердитель,
используемый в небольшом нестехиометрическом
количестве для отверждения при комнатной тем-
пературе. Выпускается фирмой «Ром энд Гаас»
как ДМР-30
2-Этил-4-метилимидазол (ЭМИ)
FVCHs
СН3-СН2 XN/CH
Н
ПО
4—8
Основание Льюиса. Единственный отвердитель,
используемый в небольшом нестехиометрическом
количестве для увеличения «времени жизни» и
улучшения свойств смолы при повышенной темпе-
ратуре, Выпускается фирмой «Хаудри проусес
эид кемикал» как ЕМ Т-24
93
ксидной группой, принадлежащей молекуле смолы, следующим
образом [5, 6]:
О ОН
HN2~NH2 + сн2—СН~ -^h2n~nh—ch2—ch~.
Когда образовавшаяся при этом вторичная аминогруппа соеди-
нится с эпоксидной группой, принадлежащей второй молекуле
смолы, то образуется межмолекулярная сшивка:
ОН О ОН
H2N~N—СНа—СН~ + н2сСс~ ->h2n~n—сн2—сн~.
I I
NH СН2
. I
СН—ОН
I
Приведенные в табл. 5.4 отверждающие агенты, содержащие
вторичные аминогруппы, реагируют со смолой аналогичным об-
разом. Для проведения полной сшивки эпоксидной смолы соот-
ношение между количеством атомов водорода в аминогруппах
отвердителя (первичных и вторичных) и числом эпоксидных
групп в смоле должно быть 1:1.
Количества отвердителя и смолы, которые следует взять для
получения точного стехиометрического соотношения реакционно-
способных групп, рассчитываются следующим образом:
молекулярная масса амина / количество соответствующих атомов
_____________________/ водорода в молекуле амина _
эквивалентная масса эпоксидных групп
= количество массовых частей амииа, которые следует вводить
в 100 массовых частей смолы.
Реакция между алифатическими аминами и эпоксидными груп-
пами протекает при комнатной температуре. В случае использо-
вания жестких ароматических аминов необходимо нагревание.
Химическая связь между атомами углерода и азота, возникающая
при «сшивании» смолы аминами, устойчива к действию большин-
ства неорганических кислот и щелочей. Однако к воздействию
органических кислот эта связь оказывается менее стабильной,
чем межмолекулярные связи, образованные отвердителями дру-
гих классов. Кроме того, электроизоляционные свойства «амино-
отвержденных» эпоксидных смол не так хороши, как в случае
использования других отверждающих агентов. Возможно, это
связано с полярностью гидроксильных групп, образующихся
при отверждении.
Третичные амины, которые являются основаниями Льюиса,
отверждают эпоксидную смолу по иному механизму, чем первич-
ные и вторичные амины. Их добавляют в смолу в небольшом не-
стехиометрическом количестве, подбираемом эмпирически. Кри-
94
терием при этом служит получение материала с лучшими свой-
ствами. Отверждающий агент работает здесь как катализатор,
инициируя процесс анионной полимеризации:
О
R3N + СН2—СН—CHaR R3N—СНа—СН—CHaR
I
О_
О
R3N—СНа—СН—CHaR + СНа—СН—CHaR'->-
d-
R3N—СНа—СН—CHaR О-
I / ch2-ch-ch2-r-
О—СНа—СН—СНа—R'----------------и т. д.
В результате такой гомополимеризации эпоксидной смолы
образуется простой полиэфир. Простая эфирная связь (С—О—С)
чрезвычайно стабильна к действию большинства кислот (как
органических, так и неорганических) и щелочей. Отвержденная
таким образом смола, кроме того, обладает большей теплостой-
костью, чем отвержденная аминами. Из двух оснований Льюиса,
приведенных в табл. 5.4, отвердитель марки EMI наиболее эф-
фективен, так как дает большую степень «сшивок» и более высокую
температуру термической деформации.
В табл. 5.4 приведено описание двух отвердителей аминопо-
лиамида и дициандиамида, заслуживающих специального рас-
смотрения. Многофункциональный жирный аминополиамид —
эластичный полимер, который кроме первичной и вторичной ами-
/ ° \
11
ногрупп содержит также амидную группировку \—С—NH/. Хотя
этот отвердитель, являющийся одновременно и пластификатором,
фигурирует в продаже как «амид», в отверждении эпоксидных
смол участвуют, главным образом, аминогруппы [8, 9]. Исполь-
зование аминополиамида приводит к более удобному регулирова-
нию соотношения компонентов смеси при отверждении (без ухуд-
шения свойств), чем в случае применения других отверждающих
агентов. Он обеспечивает высокую эластичность и ударную вяз-
кость отвержденных продуктов, а при попадании на кожу чело-
века не вызывает такого сильного раздражающего действия,
как обычные аминные отвердители. К недостаткам аминополиамида
следует отнести меньшую стойкость образующегося материала
к химическим агентам и растворителям, чем при использовании
других отвердителей.
Второй из заслуживающих внимания отверждающих аген-
тов — широко известный дициандиамин (ДЦДА). Механизм ре-
акции отверждения ДЦДА — сложный комплекс сопряженных
95
реакций гомополимеризации молекул смолы и рекомбинационной
полимеризации. Он является латентным отвердителем, т. е. прак-
тически не реагирует со смолой при комнатной температуре, но
быстро обеспечивает полное отверждение при повышенной тем-
пературе. Обычно он применяется для отверждения твердых эпо-
ксидных смол в препрегах. Это обусловлено тем, что при 145 ...
154 °C ДЦДА разлагается с образованием аммиака и ряда амино-
подобных частиц, которые и отверждают эпоксидную смолу.
Применение ДЦДА особенно полезно при получении материалов,
обладающих хорошей адгезионной прочностью и устойчивостью
к термическому старению.
При хранении аминных отвердителей обычно не возникает
особых проблем. Однако они могут вызывать раздражение кожи
у некоторых людей, в связи с чем требуют осторожного обращения.
5.4.2. Отверждение ангидридами кислот
В табл. 5.5 приведено химическое строение, эквивалентная
масса ангидридов и температуры плавления наиболее часто исполь-
зуемых отвердителей — ангидридов кислот. Хранение этих от-
вердителей требует особой тщательности, чтобы предотвратить
их разложение под действием влаги воздуха. Для обеспечения
полного отверждения реакцию ведут при нагревании. Часто для
ускорения процесса отверждения, который идет чрезвычайно
медленно, вводят небольшое количество ускорителя. Существуют
также ангидридные отвердители, которые реагируют со смолой
при нагреве выше 200 °C [10].
Ангидриды кислот взаимодействуют с эпоксидными смолами
с образованием сложных эфиров [11, 12]. Чтобы эта реакция
произошла, требуется раскрытие ангидридного цикла. Небольшое
количество протон-содержащих веществ (например, кислоты,
спирты, фенолы и вода) или оснований Льюиса способствует
размыканию кольца [13, 14]. Образующиеся карбоксильные
группы реагируют с эпоксидными группами по схеме:
/° ? /К о
R-CH-C R R-CH-C-N-R р_сн ДДсн
XO4-R—N:-> | \R R СНг сн...сн4
R-CH-Z R—СН—С—О
II "
о
0 R
II +/R
R—СН—С—N—R
I \r -> и т. д.
R—СН—С—О—СН2—СН—СН2—R
96
5.5. Строение и свойства наиболее часто применяемых в качестве
отвердителей ангидридов кислот
Эквивалент-
ная масса
ангидрида,
г/экв
Температура
плавления, °C
Примечания
148 130 Выпускается фирмой «Эллайд кемикал»
Гексагидрофталевый ангидрид (ГГФА)
154
40
Выпускается фирмой «Эллайд кемикал»
Метилнадиковый ангидрид (МНА) —• продукт взаимодействия
малеинового ангидрида с метилциклопентадиеном
180
Жидкость
при 25 °C
(0,200 Па-с)
270
Широко используется для изготовления препрегов.
Выпускается фирмой «Эллайд кемикал»
Дрдеценилянтарный ангидрид (ДДЯА)
СНз
сн3-сн2-сн2-сн-сн2-с=сн-с—
СНз СНз СНз
"О
Жидкость
при 25 °C
(0,200 Па-с)
Выпускается фирмой «Эллайд кемикал»
О
4
П/р Дж. Любава
97
Продолжение табл. 5.5
Эквивалент- ная масса ангидрида, г/экв Температура плавления, °C Примечания
Ангидрид хлорэндиковой кислоты
371
231—235 Не требует применения ускорителя отверждения,
является высокоплавким, что затрудняет его при-
менение, и хорошим замедлителем горения. Выпу-
скается фирмой «Велсикол кемикал»
Ангидрид тримеллитовой кислоты (ТМА)
193
161—164 Выпускается фирмой «Эллайд кемикал»
Малеиновый ангидрид (МА)
100
53 Выпускается фирмой «Эллайд кемикал»
Янтарный ангидрид (ЯА)
100
120 Выпускается фирмой «Эллайд кемикал»
98
Продолжение табл. 5.5
Эквивалент,
пая масса
ангидрида,
г/экв
Т емпература
плавления, °C
Примечание
Ангидрид метилтетрагидрофталевой кислоты
166 4 Выпускается фирмой лЭллайд кемикал»
(0,06 Па-с
при 25 °C)
Диангидрид 3,3'-, 4,4'-бензофенонтетракарбоновой кислоты (БФДА)
161 221 Используется главным образом для порошковых
покрытий; добавление к Волоконным композитам
улучшает их высокотемпературные свойства. Вы-
пускается фирмой «Галф ойл кемикал»
Теоретически, одна ангидридная группа вступает в реакцию
с одной эпоксидной группой. Массовые количества смолы и от-
вердителя, содержащие равное число функциональных групп
(т. е. стехиометрическое, 1 : 1), можно рассчитать следующим
образом:
эквивалентная масса ангидрида/количество ангидридных групп в молекуле
эквивалентная масса эпоксидных групп
X 100 = количество массовых частей ангидрида, которые следует вводить
в 100 массовых частей смолы.
Различия в свойствах ангидридов в большей степени прояв-
ляются при взаимодействии с эпоксидными группами, чем в слу-
чае катализа процесса гомополимеризации смолы с образованием
простых эфирных связей. Для получения отвержденной смолы
с оптимальными свойствами (что достигается увеличением степени
завершенности реакции между ангидридными и эпоксидными
4* 99
группами) следует тщательно контролировать содержание гидро-
ксильных групп в исходной смоле, а также проводить отвержде-
ние при повышенной температуре.
Образующаяся в результате отверждения сложноэфирная груп-
пировка устойчива к действию органических и некоторых неор-
ганических кислот, но разрушается щелочами. Полученные ма-
териалы обладают большей термостабильностью и лучшими элек-
троизоляционными свойствами, чем при использовании аминных
отвердителей.
5.4.3. Каталитическое отверждение кислотами Льюиса
Лишь одна из кислот Льюиса — трехфтористый бор — широко
применяется в качестве отвердителя эпоксидных смол. При добав-
лении в небольшом количестве к чистой эпоксидной смоле этот
отвердитель действует как катализатор катионной гомополимери-
зации смолы с образованием простого полиэфира. Трехфтористый
бор вызывает очень быструю, протекающую за несколько минут,
экзотермическую полимеризацию. Поэтому при отверждении боль-
шого количества смолы для поддержания в массе комнатной
температуры требуется его блокирование по специальной техноло-
гии. При соединении с моноэтиламином (МЭА) с образованием
комплекса BF3-M3A (табл. 5.6) трехфтористый бор превращается
при комнатной температуре в латентный отверждающий агент.
При температуре выше 90 °C он становится активен и вызывает
быстрое отверждение эпоксидной смолы, сопровождающееся кон-
тролируемым выделением теплоты. При получении препрегов,
которые часто хранятся неделями до переработки, использование
латентного отвердителя является абсолютно необходимым.
Эпоксидные смолы, содержащие комплекс BF3M3A, широко
применяются для герметизации, при изготовлении оснастки, слои-
стых пластиков и намоточных изделий. Некоторым ограничением
при этом является обнаруженная неустойчивость препрегов и
отверждающихся композиций, содержащих ВГ3-МЭА, к дей-
ствию влаги.
5.4.4. Ускорители
Ускорители добавляют к смесям смолы и отвердителя для
ускорения реакции между ними. Их вводят в небольших несте-
хиометрических количествах, которые подбирают эмпирически,
руководствуясь свойствами получаемого материала.
Некоторые из перечисленных в п. 5.4.1 третичных аминов —
катализаторов отверждения — могут быть также ускорителями
для ряда систем. Наиболее часто их используют для увеличения
скорости отверждения эпоксидных смол ангидридами кислот.
Для этой цели применяют октанат олова, являющийся кислотой
Льюиса. В ряде случаев он позволяет проводить отверждение при
100
комнатной температуре. Полученные формовочные композиции
перерабатывают в намоточные изделия и порошковые покрытия.
В табл. 5.6 приведены строение и свойства нескольких наи-
более часто используемых ускорителей, не описанных в этом
параграфе. В патентной литературе и в научных журналах по-
стоянно появляются новые варианты систем смола—катализатор—
ускоритель, которые могут представить интерес для практического
применения.
5.6. Строение и свойства наиболее часто применяемых
ускорителей отверждения
Эквивалентная
масса первич-
ных и вторич-
ных аминогрупп,
г/экв
Температура
плавления,
°C
Примечания
Бензилдиметиламин (БДМА)
CH2-Nf
СН3
Жидкость Основание Льюиса, используется главным обра-
при 25 °C зом как ускоритель отверждения эпоксиангидрид-
(0,1 Па-с) ных систем
2,4,6-Трис (диметиламинометил) фенол
/ \
Н3С сн3
Жидкость Основание Льюиса, используется в качестве уско-
при25°С рителя отверждения для эпоксиангидридных си-
(0,3 Па-с) стем с целью проведения процесса при комнатной
температуре. Выпускается фирмой «Ром энд Гаас»
как DMP-30
2-Этил-4-метилимидазол (ЭМ.И)
N—С—СН3
// \
СН3—СН2—С СН
NH
110 Жидкость Основание Льюиса, используется в качестве уско-
при25°С рителя отверждения эпоксиангидридных систем
(4—8 Па-с) для обеспечения большого «времени жизни» и хо-
роших свойств смолы при повышенных темпера-
турах. Выпускается фирмой «Хаудри праусес энд
кемикал»
101
Продолжение табл. 5.6
Эквивалентная масса первич- ных и вторич- ных аминогрупп, г/экв Температура плавления, °C Примечания
Дициандиамин (ДЦДА)
H2N—C=N—C=N
nh2
28 207—209 Используется при получении клеев, препрегов и
порошковых покрытий. Выпускается фирмой «Па-
сифик энкор кемикал»
Комплекс трехфтористого бора с моноэтилендиамином
(BF3.M3A)
F
F—k : NHjCHj—СНз
F
85—90 Используется как ускоритель отверждения систем
эпокси-ДДФС (см. табл. 5.4), которые работают
при высоких температурах. Выпускаются фирмой
кЭллайд кемикал»
Октаноат олова
/ 0 \
II
Sn \О—С—СН2—СН2—СН2—СН2—СН2—СН2—СН3 /2
Кислота Льюиса, используется в качестве ускори-
теля отверждения эпоксиангидридных систем. Вы-
пускается фирмой «Юнион карбайд»
5.5. Отвержденные эпоксидные смолы
Можно сделать некоторые обобщения, касающиеся связи
между химической структурой и свойствами отвержденных эпо-
ксидных смол:
чем больше ароматических колец входит в состав эпоксидной
смолы, тем выше ее термостабильность и химическая стойкость;
при использовании отвердителей ароматического ряда обра-
зуются более жесткие и прочные материалы, чем в случае алифа-
тических агентов, однако повышенная жесткость таких систем
снижает молекулярную подвижность и тем самым затрудняет
взаимодействие между реакционными группами, причем отвер-
ждение в этом случае проводят при повышенных температурах;
снижение плотности межмолекулярных «сшивок» может при-
вести к увеличению прочности материала (если приложенная на-
102
грузка не слишком мала) благодаря увеличению разрывного
удлинения;
снижение плотности «сшивок» может также привести к умень-
шению усадки смолы во время отверждения;
увеличение плотности «сшивок» приводит к повышению хими-
ческой стойкости отвержденного материала;
увеличение плотности «сшивок» ведет также к повышению
температуры термодеструкции (и температуры стеклования Тс1),
однако слишком высокая плотность «сшивок» снижает деформацию
разрушения (повышенная хрупкость);
при замене ароматических фрагментов молекул алифатиче-
скими или циклоалифатическими, не сопровождающейся измене-
нием числа «сшивок» в системе, эластичность и удлинение отвер-
жденной смолы возрастают;
характеристики эпоксидных смол, отвержденных ангидридами
кислот, лучше при эксплуатации в кислой среде, чем в щелочной.
В табл. 5.7 приведены физико-механические свойства, которые
можно получить на отливках из различных ненаполненных
эпоксидных смол. В связи с тем что эпоксидные смолы являются
вязкоупругими материалами, их свойства зависят как от темпера-
туры, так и от продолжительности испытаний (скорости, частоты).
На рис. 5.1 сравнивается стойкость в агрессивных химических
средах (сохранение модуля упругости при изгибе) некоторых
эпоксидных систем в виде отливок без наполнителей в зависи-
мости от типа отвердителя. Эпоксидная смола, отвержденная
5.7. Физико-механические свойства отливок из неиаполнеииых
эпоксидных систем
Показатель Значение при 23 °C
Плотность, кг/м3 Твердость по Роквеллу Ударная вязкость по Изоду (образец с надрезом), Дж/м Коэффициент теплопроводности, Вт/(м- К) Температурный коэффициент линейного расширения, К-1 Удельная теплоемкость, Дж/(кг-К) Удельное объемное сопротивление, Ом-м Диэлектрическая проницаемость (при 60 Гц) Предел прочности при растяжении, МПа Модуль упругости при растяжении, МПа Коэффициент Пуассона Предел прочности при изгибе, МПа 1200—1300 Ml 00—мио 0,1—1,0 0,17—0,21 (5 ... 8) 10-5 (1,25 ... 1,80) 103 (1 ... 50) 104 2,5—4,5 55—130 2800—4200 0,20—0,33 125
1 Повышение Тс происходит при уменьшении среднего расстояния между
межмолекулярными сшивками до величины, соответствующей сегменту Куна.
Дальнейшее увеличение их плотности обусловливает подавление сегментарной
подвижности полимерных цепей. Такой плотно сшитый полимер ие обладает
способностью к расстеклованию, а приобретает свойства хрупкого тела. —
Прим., ред. пер.
103
аминами, оказывается полностью устойчивой в исследуемых сре-
дах, причем большая устойчивость достигается при использовании
ароматических, а не алифатических аминов. Смола, отвержденная
ангидридом кислоты, полностью разрушается в среде сильного
Рис. 5.1. Химическая стойкость (сохранение модуля упругости при изгибе)
в агрессивных химических средах ненаполненных отливок на основе некото-
рых эпоксидных систем в зависимости от типа отвердителя [10]:
а —> гидроокись натрия, 50 %, 82 °C; б серная кислота, 25 %, 82 °C; в — соляная
кислота, 25 %, 82 °C; г — дистиллированная вода, 54 °C; д — трихлорэтилен, 54 °C;
€ — гнпохлорнт натрия, 6 %, 54 °C; 1 —* трнэтилентетрамнн; 2 ~ л-феннленднамин;
3 — фталевый ангидрид; 4 — BFj-моиоэтнленамнн
основания или органического растворителя, но выдерживает дей-
ствие кислоты, слабого основания и воды. На систему, катализи-
рованную комплексом ВГ3-МЭА, сильное влияние оказывают
органические растворители и длительное воздействие влаги.
5.5.1. Свойства эпоксидных смол, отвержденных специальными
способами
При использовании специфически отверждающихся эпоксид-
ных систем необходимо учитывать некоторые ограничения. Напри-
мер, в случае изготовления крупных деталей, неудобных для
прогрева, и толстостенных деталей, где термические напряжения
должны быть минимальными, неуместно использование систем,
требующих высокотемпературного отверждения. В этих случаях
104
применяют системы с низкотемпературными отвердителями. К та-
ким композициям относятся эпоксидные смолы, отверждаемые
под действием алифатических аминов. Отверждение таких ком-
позиций при комнатной температуре приводит к получению ма-
териалов с отличными свойствами, еще более улучшающимися
при слабом нагреве [22]. Безусловно, эти смолы нельзя исполь-
зовать при высоких температурах. В табл. 5.8 представлен широ-
кий набор показателей эпоксидной смолы, отвержденной алифа-
тическими аминами и пригодной для получения армированных
волокнистых композитов.
5.8. Свойства эпоксидной системы, отвержденной алифатическим амином
Показатель Значение
Состав системы, массовых частей: смола ДГЭБА (см. табл. 5.1: например, DEE-332 фирмы 100 «Дау кемикал» отвердитель АПЭ (см. табл. 5.4: например, «Джефамин 45 (36)1 7'-403» фирмы «Джефферсон кемикал») Цикл отверждения 16 ч прн 60 “С Вязкость прн 25°C, Па-с 0,8 Плотность при 25 °C, кг/м3 1160 3 Объемная усадка, %: после гелеобразования 4,4 3 после отверждения 4,4 * Водопоглощеиие (привес после двухчасовой выдержки в ки- 0,75 3 пящей воде, ASTM 0570-63), % Ударная вязкость по Изоду (образец с надрезом), Дж/м 11,0 Предел прочности при сдвиге тсд, МПа 61 Модуль упругости при сдвиге Есд, ГПа 1,27 Модуль упругости при растяжении 3 Ег ГПа 3,24
105
Продолжение табл. 5.8
Показатель
Температура теплового разрушения под нагрузкой, 1820 кПа,
Значение
62»
Температурный коэффициент линейного расширения при 6«10“S
298 ... 375 К, К-х
Средняя удельная теплоемкость при 286 ... 376 К (ASTM (1,75-Ю3)3
С351-61), Дж/(кг-К)
Коэффициент теплопроводности, Вт/(м>К)2
при 298 К 0,133 »
при 318 К 0,174»
при 336 К 0,210 2
Модуль упругости при сжатии 4 Еся(г ГПа 3,48
1 При использовании «свежих» партий отвердителя берут 36 частей послед-
него на 100 частей смолы (стехиометрическое соотношение). В случае длитель-
ного хранения требуется 45 частей отвердителя. Эти данные иллюстрируют важ-
ность входного контроля всех партий сырья, используемых в производстве смолы.
2 Отверждение 24 ч при 60 °C + 24 ч при 77 °C.
8 См. диаграмму напряжение а — деформация прн растяжении. Условия
отверждения смолы: кривая 1 — 8 дней при 23 °C; кривая 2 — 28 дней при 23 °C;
кривая 3— 56 дней при 23 °C; кривая 4 — 16 ч при 60 °C.
4 См. диаграмму напряжение о — деформация есж при сжатии; сгсж. т ~
физический предел текучести при сжатии.
Чтобы эпоксидные материалы можно было применять при
повышенных температурах, они должны иметь температуру стек-
лования Тс значительно выше, чем температура эксплуатации
(температура начала термодеструкции может служить для оценки
Тс [23]). Это обусловлено значительными изменениями свойств
смолы при температуре Тс и выше. Эпоксидные смолы, отвер-
жденные ароматическими аминами, ангидридами кислот, комплек-
106
сами BF3-M3A (см. табл. 5.6) и ДЦДА (см. табл. 5.4), имеют вы-
сокую Тс. Однако их также следует отверждать при температуре
выше 120 °C. В табл. 5.9 представлены свойства эпоксидной смолы,
отвержденной ароматическим амином и пригодной для получения
изделий методом влажной намотки волокна [24]. В табл. 5.10
приведены свойства широко применяемой эпоксидной смолы,
отвержденной ангидридом кислоты. Ее
показатели мало отличаются от пред-
ставленных в табл. 5.9.
Лишь из нескольких смол и отвер-
дителей получают препреги для ком-
позиционных материалов, применяе-
мых в авиационной промышленности.
К таким смолам, выдерживающим очень
высокую температуру (свыше 177 °C),
относятся полиглицидиловые эфиры
новолаков, триглицидил-п-аминофенол
и тетраглицидилдиаминодифенилметан.
Подходящими отвердителями для та-
ких смол являются: ДЦДА, ДДФС,
МДА, МФДА (см. табл. 5.4) и
ВГд-МЭА (см. табл. 5.6). В табл. 5.11
приведены температуры начала термо-
деформации четырех эпоксидных си-
стем, которые используются при по-
лучении графитированных композици-
онных материалов. Табл. 5.12 содер-
жит сведения об эпоксидных компози-
циях, выдерживающих воздействие
высокой температуры и влажности,
и широко применяемых в самолето-
строении [25]. В настоящее время
опубликовано лишь небольшое коли-
чество данных о свойствах таких си-
стем.
Для некоторых областей примене-
ния желательно иметь более эластич-
Рис. 5.2. Влияние добавки
пластификатора к эпоксид-
ной системе иа зависимость
напряжение а — деформа-
ция е при растяжении [26]:
1 — смола на основе ДГЭБФ (см.
табл. 5.1), ДЭНПГ (см. табл. 5.2)
н эвтектическая смесь МФДА н
МДА (см. табл. 5.4) прн соотно-
шении компонентов 100 : 30 : 32
массовых частей; 2 — смола на
основе ДГЭДЛК (см. табл. 5.3),
ДГЭБФ, ДЭНПГ н эвтектиче-
ская смесь МФДА и МДА при
соотношеинн компонентов 50з
I 30 а 20 $ 16,4 массовых частей
ные связующие. Однако увеличение эластичности приводит к
уменьшению прочности. На рис. 5.2 демонстрируется колос-
сальное различие пределов прочности при растяжении
между типичной эпоксидной композицией с пластификатором и
без него. Пластификатор, представляющий собой диглицидиловый
эфир димера линоленовой кислоты, увеличивает удлинение более
чем в 8 раз, но снижает прочность вдвое по сравнению с перво-
начальным значением. В табл. 5.13 приведены некоторые харак-
теристики этой эластичной эпоксидной смолы [26].
В последнее время возник большой интерес к гуммированным
эпоксидным системам, так как считают, что они перспективнее
107
5.9. Свойства эпоксидной системы, отвержденной ароматическим амином
Показатель
Значение
Состав системы, массовых частей:
смола ДГЭБА (см. табл. 5.1; например, «Эпон-826» фирмы «Шелл 100
кемикал»)
разбавитель ДЭБД (см. табл, 5.2; например, R.D-2 фирмы «Циба- 25
Г ейги»)
Отвердитель — эвтектическая смесь МФ ДА и МДА (см. табл. 5.4; 29
например, «Тонокс 60-40» фирмы «Юнироял»)
Цикл отверждения при 60 и 120 °C, ч 3 -ф 2
Вязкость при 25°, Па-с 1,20
Время достижения вязкости 2,0 Па-с, ч 6
Время гелеобразования образца массой 30 г при 25 °C, ч 23
Плотность при 25 °C, кг/м3:
неотвержденная смола 1150
отвержденная смола 1210
Объемная усадка, %:
после гелеобразования 3,7
после отверждения 5,4
Модуль упругости при растяжении, ГПа 2,68
Водопоглощение (привес) после шестичасовой выдержки в кипя- 0,93
щей воде (ASTM 0570-63), %
Температура стеклования, определенная по данным термомеха- 126—133
нического анализа (скорость подъема температуры 10°С/мин), °C
Температура теплового расширения под нагрузкой 1820 кПа, °C 121
Коэффициент теплового линейного расширения при 298 ...375 Kj 6,81-10-6
К"1
Удельная теплоемкость, определенная калориметрически,
Дж/(кг- К):
при 363 К 1,54-103
при 424 К 1,71-103
Коэффициент теплопроводности, Вт/(м- К);
при 325 К 0,243
при 356 К 0,244
при 389 К 0,256
Модуль упругости при сдвиге Еся, МПа 52
Предел прочности при сжатии асж, МПа 111
Деформация при разрушении есж, % 8,0
Модуль упругости при растяжении1 Ег ГПа 2,9
1 См. диаграмму напряжение а — деформация е при растяжении.
108
5.10. Свойства эпоксидной системы? отвержденной ангидридом кислоты
Показатель Значение
Состав системы, массовых частей:
смола ДГЭБФ (см. табл. 5.1; например, «Эпон-826» фирмы «Шелл 100
кемикал») отвердитель МН А (см. табл. 5.5) ускоритель БДМА (см. табл. 5.6) Цикл отверждения при 120 и 150 °C, ч Вязкость при 27°C, Па-с Время достижения вязкости 100 Па-с, сут «Время жизни» образца, массой 500 г при 23 °C, сут 90 1 3 + 24 1,78 5—6 4—6
Свойства при растяжении при 23 °C (100 °C): предел прочности, МПа деформация при разрушении, % Модуль упругости, ГПа Температура теплового разрушения под нагрузкой 1820 кПа, °C 72,4 (46,2) 2,7 (7,2) 3,45 (1,38) 128
Поглощение растворителей (привес), %: после 24-часовой выдержки в кипящей воде (AST'Af 0570-63) после трехчасовой выдержки в кипящем ацетоне 0,67 1,9
5.11. Эпоксидные системы, пригодные для изготовления
теплостойких препрегов
Тепло-
стойкость,
°C
Эпоксидная
смола
Отвердитель
Соотношение
компонентов
(массовое)
Цикл отверждения, ч/°С
ДГЭБА 1 ДДФС2 100 : 30 1/125 + 1/200 175
ДГЭБА 1 ВЕз-МЭАз 100 : 3 3/120 + 1/200 174
ТГМД 1 МНА 4 100 : ПО 2/100 + 3/180 + 24/200 250
ПГЭНФФ 1 МДА2 100 : 28 16/55 + 2/175 + 4/200 200
1 См. табл. 5.1 а См. табл. 5.6
2 См. табл. 5.4, 4 См. табл, 5.5
5.12. Свойства эпоксидной системы, широко применяемой
для изготовления теплостойких препрегов
Показатель Значение
Состав системы, массовых частей:
смола — высокомолекулярная ДГЭБА (см. табл. 5.1; например, 100
«Аралдит-6005» фирмы «Циба-Гейги»)
отвердитель ДДФС (см. табл. 5.4) 36
ускоритель BFg-M3A (см. табл. 5.6) 0,5
Цикл отверждения при 120 и 175 °C, ч 24+4
Время гелеобразования образца массой 30 г при 100 °C (120 °C), ч: 3 (2,17)
без ускорителя
с ускорителем 3 (1,93)
109
Продолжение табл. 5.12
Показатель Значение
Свойства при растяжении при 23 °C:
предел прочности, МПа 58,9
деформация при разрыве, % 3,3
модуль упругости, ГПа 2,34
Водопоглощение (привес после двухчасовой выдержки в кипящей 0,6
воде по AST’Af D570-63), %
Температура теплового разрушения под нагрузкой 1820 кПа, °C 190
5.13. Свойства эластичной эпоксидной смолы
Показатель Значение
Состав системы, массовых частей:
смола ДГБЭФ (см, табл. 5.1; например, ХО-7818 фирмы «Дау 30
кемикал»)
эластичная эпоксидная добавка (пластификатор) ДГЭДЛК (см. 50
табл. 5.3; например, «Эпои-871» фирмы «Шелл кемикал»)
разбавитель ДЭНПГ (см. табл. 5.2; например, ХО-7114 фирмы 20
«Дау кемикал»)
отвердитель — эвтектическая смесь МФДА и МДА (см. табл. 5.4; 16,4
например, «Тонокс 60—40» фирмы «Юнироял»)
Цикл отверждения при 70 и 130 °C, ч:
1-й этап при 70 °C 3
2-й этап при 130 °C 5
Вязкость при 25°C, Па-с 0,54
Время гелеобразования образца массой 30 г при 25 °C, ч 29,2
Водопоглощение (привес после шестичасовой выдержки в кипящей 2,4
воде по AST’M 0570—63), %
Температура стеклования, определенная по данным термомехани- 66
ческого анализа (скорость подъема температуры 10 °С/мин), °C
Модуль упругости при растяжении1 Е, ГПа 1,45
1 См. диаграмму напряжение а — деформация е при растяжении.
ПО
5.14. Гуммированные эпоксидные системы, используемые для получения
изделий методом намотки волокна
Показатель Значение
Состав системы, массовых частей:
смола ДГЭБФ (см. табл. 5.1; например, ХР-7818 фирмы «Дау 50
кемикал»)
гуммированная смола ДГЭБФ + 10 % КТВН (CTBN) (напри- 50
мер, XD-7575.02 фирмы «Дау кемикал»)
разбавитель ВЦГДЭ (см. табл. 5.2; например, ДДБ-4206 фирмы 30
«Юнион карбайд»)
отвердитель — эвтектическая смесь МФДА и МДА (см. табл. 5.4; 38
например, «Тонокс 60-40» фирмы «Юнироял»)
Цикл отверждения при 60 и 120 °C, ч 5,5 + 3
Вязкость при 25°C, Па-с 0,7
Время гелеобразования образца массой 30 г при 25 °C, ч 40
Плотность отвержденной смолы при 25 °C, кг/м8 1220
Объемная усадка, %:
после гелеобразования 4,69
после отверждения 5,32
Модуль упругости при растяжении1, ГПа 4,12
Водопоглощение (привес после шестичасовой выдержки в кипящей 1,23
воде по ASTM £>570-63), %
Температура стеклования, опреденная по данным термомеханиче- 105—125
ского анализа (скорость подъема температуры 10°С/мин), °C
Коэффициент теплового линейного расширения при 213 ... 408 К, 4,79-10_?
К-1
Температура теплового разрушения под нагрузкой 1820 кПа, °C ПО
Удельная теплоемкость по данным ДСК, Дж/(кг-К):
при 313 К 1,352-108
при 343 К 1,558-108
при 373 К 1,771-Ю8
111
Продолжение табл. 5.14
Показатель Значение
Свойства при сдвиге:
предел прочности, МПа 84
модуль упругости, ГПа 2,18
Свойства при сжатии:
предел прочности асж, МПа 134
деформация при разрушении, % 5,68
модуль упругости, ГПа 3,51
1 См. диаграмму напряжение а — деформация в при растяжении.
в аспекте улучшения рабочих характеристик композиционных ма-
териалов [27—29]. Эти композиции используют для изготовления
методом намотки реакторов, работающих под давлением, которые
выдерживают более высокие нагрузки, чем реакторы, изготовлен-
ные по другим технологиям. Очевидно, отверждаясь, эпоксидно-
резиновая смесь образует двухфазную систему, содержащую
небольшие частицы резины. Последние и улучшают прочность
на разрыв чистой смолы [31, 32]. Некоторые характеристики такой
композиции приведены в табл. 5.14 [29].
5.6. Технология производства
5.6.1. Контроль качества
Контроль качества производства основных смол и препрегов
включает в себя проверку состава и ингредиентов, а также изме-
рения количества летучих веществ и примесей. Учитывая влияние
молекулярной массы и молекулярно-массового распределения
полимеров на их свойства, необходимо контролировать каждую
партию вещества. Для компонентов эпоксидной смолы до их
смешения это легко делается методом хроматографии или виско-
зиметрии. В препрегах, где компоненты уже смешаны и начала
образовываться трехмерная структура материала, следует кон-
тролировать ход отверждения. Для этого растворяют пробу
смолы и проводят ее хроматографический анализ, либо, когда это
возможно, используют приемы, описанные в п. 5.6.3 для непо-
врежденных препрегов. Методы испытаний, применяемые для
всесторонней характеристики исходных материалов, перечислены
в табл. 5.15. Типичные показатели для качественного контроля
реакционноспособного разбавителя — диглицидилового эфира нео-
пентагликоля (см. табл. 5.2) — представлены в табл. 5.16.
112
5.15. Методы испытания, применяемые для контроля качества
исходных материалов
Испытание Источник Стандарт ASTM
Количественный химический анализ функциональных групп и примесей
Эквивалентная масса эпоксигрупп Эквивалентная масса аминогрупп Первичные амины Вторичные амины Третичные амины Гидролизуемый хлор Общее содержание хлора Содержание воды Эквивалентная масса ангидридных групп Содержание кислоты Содержание серы Эквивалентная масса гидроксильных групп Общее содержание азота [3 [3 [3 [3 [4 3—35] [36] 3—38] 7—38] 7—38] [39] 39] 40] 1, 42] £>1652 £>2073 £>1726 £>1847 £>2072, £>1364 £>465, £>1930
Число и относительное количество компонентов. Ограниченная идентификация компонентов. Молекулярная масса (размер) и молекулярно-массовое (по размеру) распределение
Газовая хроматография Жидкостная хроматография Гельпроиикающая хроматографии Эксклюзиоииаи хроматография [43] [44] [44—47] [48] £>3016
Количественная идентификация типа молекул
Инфракрасная спектроскопия Р3168
Косвенное измерение молекулярной массы (размера)
и молекулярно-массового (по размеру) распределения
Вискозиметрия —> Р2393
5.16. Типичные характеристики для контроля качества
реакционноспособного разбавителя — диглицидилового эфира неопентилгликоля
Структура
Основным компонентом разбавителя является диглицидиловый эфир иеопен-
тилгликоля (см. табл. 5.2);
О сн8 о
СН2—СН—СН2—О—СН2—С—СН2—О—C1V-CH—сн2
CHj
Требования
Разбавитель должен обладать следующими свойствами;
1. Инфракрасный спектр поглощения должен соответствовать спектру, при-
веденному на диаграмме (положение и интенсивность пиков), где: п — волновое
число; Т — коэффициент пропускания; % — длина волны.
113
Продолжение табл. 5.16
2. Эквивалентная масса эпоксидных групп 145 ... 160 г/экв.
3. Вязкость 0,012 ... 0,030 Па-с (при 25 °C).
4. Содержание гидролизованного хлора (массовая доля не более 0,5 %).
5. Хроматограмма, получаемая на газовом хроматографе должна соответ-
ствовать приведенной ниже. Здесь особенно важно, чтобы содержание вещества С
составляло не менее 45 % исходя из относительных площадей пиков А.
Методы контроля
1. Инфракрасный спектр поглощения снимается иа спектрофотометре и
сравнивается с известным спектром.
2. Эквивалентная масса эпоксидных групп измеряется методом кислотного
титрования, по стандарту ASTM D1652-73 или по методике [34J.
3. Вязкость измеряется на реовискозиметре (модель Брукфилда ЛВТ),
при использовании первого цилиндра и частоты его вращения 60 мин-1 (по
ASTM 1726-73).
4. Содержание гидролизованного хлора определяется кислотным титрова-
нием^после мягкой обработки спиртовым раствором едкого кали (по ASTM
5. Газовая хроматография проводится по следующим условиям: вводить
материал в колонку 3,2 ммХ 1 м, содержащую 10 %-ную силиконовую фазу
SP-2100 с нанесенной фракцией «Сапелькопорт» 100/120 меш; в интервале тем-
ператур 100...200°С скорость изменения температуры 10°С/мин, а в интер-
вале 200 ... 325 °C — 15°С/мин; детектор — пламенно-ионизационный. Было бы
целесообразно провести повторные измерения на идентично настроенных прибо-
рах для оценки стабильности результатов.
114
5.6.2. Технологические параметры
Для переработки каждого типа эпоксидной смолы используют
соответствующую технологию.
При технологии «мокрого» формования слоистых пластиков и
мокрой намотки с волокнистым наполнителем требуется смола
с невысокой исходной вязкостью, что обеспечивает хорошую
смачиваемость армирующих волокон и распределение смолы
в композиционном материале. Для снижения вязкости системы
часто добавляют реакционноспособные разбавители (см. табл. 5.2).
«Время жизни» эпоксидной композиции должно быть достаточно
велико, чтобы ее переработка не осложнялась быстрым отвер-
ждением.
Отверждение эпоксидной смолы алифатическими аминами про-
исходит гораздо быстрее, чем ароматическими. В первом случае
«время жизни» смолы может варьировать от нескольких минут до
нескольких часов, тогда как во втором — до 24 ч и более [24,
49, 501.
Эпоксидные композиции, отверждаемые ангидридами кислот
(см. табл. 5.5), могут существовать без отверждения очень долго
(например, 2 мес для НМА). Однако при введении ускорителя
«время жизни» композиции уменьшается до нескольких часов в за-
висимости от типа и количества ускорителя.
Препреги обычно хранят при низких температурах, чтобы
предотвратить до нужного момента дальнейшее отверждение
смолы (наступление стадии В). Обеспечение контролируемого и
хорошо воспроизводимого протекания процесса отверждения
препрега является чрезвычайно важной задачей. Ее решение
позволяет провести процесс таким образом, чтобы за «время жизни»
препрега придать ему необходимые форму и структуру. В табл. 5.17
перечислены параметры, которые следует контролировать в про-
цессе переработки смолы.
5.6.3. Оптимизация и управление процессом отверждения
Существует множество способов для установления оптималь-
ного цикла отверждения, позволяющего провести процесс с не-
большими колебаниями температуры, уложиться во «время жизни»
5.17. Методы испытаний, применяемые для контроля процесса
переработки смолы
Испытание Источник Стандарт ASTM Испытание Источник Стандарт ASTM
Вязкость «Время жизни» Время гелеоб- разования [51, 52] [51—53] 02393 02471 Температура пика экзотер- мы Стадия В [54—56] См. табл. 5.19 02471
115
композиции и получить материал с хорошими свойствами. Сте-
пень отверждения может быть установлена на основании любых
физико-механических показателей, которые изменяются в ходе
реакции и достигают постоянного значения в конце процесса.
Эти измерения соотносят с химическими изменениями в системе,
и, таким образом, выбор цикла отверждения определяется сово-
купностью свойств смолы и молекулярной структуры [6].
Наиболее важные реакции «сшивки» происходят непосред-
ственно в эпоксидной смоле. Поэтому многие методы управления
процессом отверждения композиционных материалов могут осно-
вываться на сходном процессе отверждения чистой смолы.
В табл. 5.18 перечислены наиболее часто применяемые методы
контроля параметров отверждения эпоксидных смол. Для пря-
мого наблюдения за протеканием реакции отверждения часто
используют физико-химические методы анализа (например, на-
бухание в растворителе или титрование). Кроме того, с успехом
применяется метод ИК-спектроскопии [6, 87]. Рис. 5.3 и 5.4
иллюстрируют использование спектроскопии в близкой инфра-
красной области для контроля за уменьшением количества эпоксид-
ных групп во времени. Хотя методом ядерного магнитного резо-
нанса тоже можно «следить» за исчезновением функциональных
5.18. Методы контроля параметров отверждения эпоксидных смол
Метод Источник Стандарт ASTM
Химические и спектроскопические методы наблюдения за изменениями молекулярной структуры Титрование функциональных групп [6, 35, 57, 58]
Инфракрасная спетроскопия [6, 58—62] —।
Ядерный магнитный резонанс [63] ।—।
Физические методы наблюдения за образованием
полимерной сетчатой структуры
Набухание в растворителе [59] <—.
Усадка при отверждении [64—70] —
Динамический механический анализ [71—73] £>2566
Механические свойства См. табл. 5.20 —•
Термические методы наблюдения за степенью отверждения
Дифференциальная сканирующая калори- метр ИЯ [45, 60—62, 74—79] —•
Теплопроводность [80] С177
Теплоемкость [74, 80] —.
Измерение электрических свойств
для наблюдения за подвижностью молекулярных сегментов
Диэлектрометрия [78, 79, 81—85] —
Ионография [86] -
116
220Shm
Рис. 5.3, Контроль за процессом отверждения смолы методом спектроскопии
в близкой инфракрасной области. Приведенная часть спектра иллюстрирует
исчезновение пика 2205 нм, соответствующего колебаниям (С—Н)-связи эпок-
сидного кольца, во времени t при температуре 100 °C для эпоксидной системы,
содержащей ДГЭВФ (см. табл. 5.1), ДЭНПГ (см. табл. 5.2), эвтектическую
смесь МФДА и МДА (см. табл. 5.4) и ДАП (табл. 5.4) при соотношении компо-
нентов 100: 30 : 13,2 : 13,2 массовых частей
Рис. 5.4. Зависимость степени отверждения S (определена с помощью ИК-спектро-
скопии) эпоксидной системы (см. рис. 5.3) от времени t и температуры Т отверж-
дения:
1 « 77; 2 « 95; 3 — 105; 4 — ЦБ; б — 150 °C
групп в процессе отверждения, этот метод до сих пор не нашел
широкого применения.
Термические свойства эпоксидных смол (такие, как теплопро-
водность, удельная теплоемкость, энтальпия) зависят от отвер-
ждения, и, следовательно, по ним так же можно определять ход
отверждения. Для измерения энтальпии используют дифферен-
Рис. 5.5. Зависимость энтальпии АД реакции отверждения теплостойкой эпок-
сидной системы от температуры отверждения Т (метод ДСК, скорость подъема
температуры 5°С/мин):
1 — стадия А; 2 « стадия В; ЭкП ** экзотермический процесс; ЭнП эндотермиче-
ский процесс
Рис. 5.6. Зависимость коэффициента затухания Азат отверждающейся эпоксид-
ной системы ДГЭВФ — алифатический амин от времени t и температуры Т
(штриховая линия; кривая подъема температуры показана сплошной линией):
1 — снижение молекулярной подвижности днполей при отверждении; 2 — возрастание
молекулярной подвижности днполей при увеличении температуры; 3 ~~ молекулярная
подвижность диполей не изменяется —> отверждение закончилось
117
5.19. Методы испытания отвержденных или частично отвержденных
эпоксидных смол
Испытание Источник Стандарт ASTM
Физико-химические испытания
Плотность --и 0792
Химическая стойкость —1 0543
Водопоглощение — 0570
Воздействие света и воды —' 01499
Электрические испытания
Удельное объемное сопротивление —• 0257
Удельное поверхностное сопротивление —• 0257
Электрическая прочность —> 0149
Пробивное напряжение —> 0149
Диэлектрическая проницаемость ! 1 0150
Тангенс угла диэлектрических потерь —> D150
Коэффициент затухания —• 0150
Термические испытания
Теплостойкость [23] 0648
Температура стеклования [23, 93, 94] 0696
Термомеханический анализ [95] —
Термогравиметрический анализ [96] —•
Дифференциальная сканирующая калориметрия [94] —•
Дифференциальный термический анализ [94] —•
Коэффициент термического линейного расширения —• 0696
Коэффициент термического объемного расширения — 0864
Коэффициент термической проводимости [80] Cl 77
Удельная теплоемкость [80, 97, 98] —
Механические испытания
Растяжение [99, 100] 0638
Сжатие — 0695
Изгиб —> 0790
Ударопрочность „ [101, 102] 0256
Способность поглощать энергию при разрушении [103—105] —
Твердость:
по Роквеллу —( 0785
по Барколу — 02583
по Шору —— 01706
Динамические свойства по методу крутильного маят- [106] 02236
ника
Усталость при многократных деформациях —• 0671
118
циальный сканирующий калориметр (ДСК). На рис. 5.5 сравни-
ваются кривые, снятые на ДСК, которые описывают две различ-
ные стадии процесса отверждения одной и той же теплостойкой
эпоксидной смолы: различие разительное!
В последнее время для контроля процесса отверждения с ус-
пехом стали пользоваться диэлектрическими измерениями. Вы-
воды о подвижности молекулярных сегментов, а отсюда и о степени
отверждения смолы, делаются по отклику молекулярных диполей
на возбуждающее электромагнитное поле. В качестве иллюстрации
на рис. 5.6 приведен диэлектрический отклик (коэффициент за-
тухания) отверждающейся смолы. Оборудование для этого метода
удобно в эксплуатации, метод достаточно чувствителен, резуль-
таты измерений легко интерпретируются. Существенно, что как
метод ДСК, так и метод диэлектрического анализа легко можно
использовать для контроля за процессом отверждения препрегов
[45, 78, 79, 82, 88].
Контроль за усадкой смолы в процессе ее отверждения позво-
ляет выбрать такой цикл отверждения, при котором сводятся
к минимуму остаточные напряжения в конечном продукте.
Степень отверждения может быть установлена также на основе
механических показателей смолы [89, 921. Существует множество
методов — от простых измерений твердости до более сложных
статических или чувствительных динамических испытаний
(табл. 5.19).
Будучи однажды выбранным, цикл отверждения не требует
постоянной проверки. Следует контролировать лишь исходные
продукты и технологические параметры процесса переработки.
5.7. Испытания отвержденной смолы
В тех случаях, когда это возможно, желательно применять
стандартные методики для испытаний отвержденных смол, что
позволяет сравнивать результаты испытаний, полученные раз-
ными экспериментаторами, работающими в различных лабора-
ториях. В табл. 5.19 перечислены методы, применяемые Американ-
ским обществом по испытанию материалов AS77W. Методики испы-
таний приведены также в справочнике «Милитари хэндбук»
MIL-HDBK-23 и стандарте «Федерал тест метод стэндард № 406».
Дополнительные ссылки на источники приведены в табл. 5.19.
Благодарность. Эта работа была проведена лабораторией Лоуренса Ли-
вермора под руководством Министерства энергетики США по контракту №
IF-7405-£'ng-48. Авторы хотели бы выразить благодарность X. А. Невею,
Дж. К. Лепперу и М. Т. Льюису за их вклад в эту работу. Кроме того, авторы
благодарят П. Л. Лина за редактирование этой главы.
СПИСОК ЛИТЕРАТУРЫ
1. Lee Н. and Neivlle К-, Handbook of Epoxy Resins, McGraw-Hill, New York,
1967.
2. Potter W. G., Epoxide Resins (published for the Plastics Institute), Iliffe
Books, London, 1970.
119
3. May C. A. and Tanaka Y. (editors), Epoxy Resins: Chemistry and Techno-
logy, Marcel Dekker, Inc., New York, 1973.
4. Bruins P. F., Epoxy Resin Technology, Wiley-Interscience, New York, 1968.
5. Арутюнян X. А., Деветян С. П., Розенберг Б. А., Ениколопян H. C.,
Кинетика отверждения эпоксидного олигомера ЭД-5 под действием л«-феннлен-
диамииа в адиабатическом режиме. — Высокомолек. соед., 1974, А16, № 9,
с. 2115—2122.
6. Ochi М., Tanaka Y., and Shimbo М., «Curing Mechanism of Epoxy Resin»,
Nippon Kagaku Kaishi, 9, 1600 (1975).
7. Okahashi K., Hayashi 0., and Shibayama K., «Kinetics of Curing Reaction
of Epoxy Resins with Imidazole», Mitsubishi Denki Giho 47 (5), 547 (1973).
8. Prime R. B., «Kinetics of Epoxy Cure: 2. The System Bisphenol-A Digly-
cidyl Ether/Polyamide», Polymer 13, 455 (1972).
9. Pipoyan G., Ryabchikov I., and Novikova 0., «Determination of Activation
Energies of Chemical Reactions by Differential Thermal Analysis», Nature
212, 1229 (1966).
10. Shell Chemical Company, Epon Resina for Cacting, New York, 1967.
11. Fisch W. and Hofmann W. «Uber den Hartungsmechanismus der Athoxylin-
harze», J. Polym. Sci. 12, 497 (1954).
12. Fisch W., Hofmann, W. and Koskikallio J-s «The Curing Mechanism of
Epoxy Resins», Appl. Chem. 6, 429 (1956).
13. Kaplan S. L., Katzakian A., and Mitch E. L.f «Fast Curing Acid/Epoxy,
Anhydride/Epoxy Resins», 30th Annual Conference, Reinforced Plastics/Com-
posites Institute, SPI, Washington, D. C., February 4—7, 1975, Section 8-C.
14. Hollands К. M. and Kalinin I. L., «The Kinetics of Gelation of Some Acce-
lerated Acid Anhydride Cured Epoxy Resins», paper presented at Symposium
on Epoxy Resins, sponsored by Division of Organic Coatings and Plastics Che-
mistry at the 155th Meeting of the ACS, San Francisco, California, April
3—4, 1968, p. 60.
15. Godfrey N. B., «Polyamine and Hydrocarbon Sulfonic Acid Accelerator Com-
bination for Epoxy Curing», U. S. Patent 3, 666, 721, May 30, 1972.
16. Godfrey N. B., «Polyamine and Hydrocarbon Sulfonic Acid Accelerator
Combination for Epoxy Curing», U. S. Patent 3, 785, 997, January 15,
1974.
17. Lombardi A. and Stneal T., «Catalyst Systems for Lowerind Epoxy Resin
Cure Temperatures», U. S. Patent 3,903,048, September 3, 1975.
18. Waddill H. «Piperazine and Alkanoamine Accelerator for Epoxy Curing»,
U. S. Patent 3,875,072, April 1, 1975.
19. Waddill H., «Method of Accelerating Epoxy Curing», U. S. Patent 3,943,
104, March 9, 1976.
20. Partansky A. M., «А Study of Accelerators for Epoxy-Amine Condensation
Reaction», paper presented at Symposium on Epoxy Resins, sponsored by
Division of Organic and Plastics Chemistry at the 155th Meeting of the
ACS, San Francisco, California, April 3—4, 1968, p. 29.
21. Chiao T. T., Jessop E. S., and Newey H. А., «А Moderate-Temperature-
Curable Epoxy for Advanced Composites», SAMPE Quart. 6 (3), 38
(1975).
22. Chiao T. T. and Moore R. L.f «А Room-Temperature-Curable Epoxy for
Advanced Fiber Composites», 29th Annual Conference, Reinforced Plastics/
Composites Institute, SPI, Washington, D. C., February 5—8, 1974, Section
16-B.
23. Kamon T.j Saito K., Miwa Y.j and Saeki К-s «Relation between Epoxy
Resin Glass Transition Temperature and Heat Distortion Temperature», Ko-
bunshi Ronbunshu 31 (11), 665 (1974).
24. Chiao T. T., Jessor E. S.> and Newey H. A.у «An Epoxy System for Fila-
ment Winding», SAMPE Quart. 6 (1), 28 (1974).
25. Ciba-Geigy Corporation technical literature.
26. Rinde J., Mones E. T., and Newey H. А.» «Flexible Epoxies for Wet Fi-
lament Winding», 32nd Annual Conference, Reinforced Plastics/Composites
Institute, SPI, Washington, D. C., February 8—11, 1977, Section 11-D.
120
27. Scott J. M. and Phillips D. C., «Carbon Fiber Composites with Rubber Tou-
ghened Matrices», UK Atomic Energy Authority, Herwell, Rept. AERER
7793 (1974).
28, Larsen J. V., «Fracture Energy of CTBN/Epoxy-Carbon Fiber Composites»,
26th Annual Conference, Reinforced Plastics/Composites Institute, SPI, Wa-
shington, D. C., February 9—12, 1971, Section 10-D.
29. Penn L. S., Morra B. S., and Mones E. T., «А Rubberized Epoxy System
for Wet Filament Winding», Composites 8, 31 (1977).
30. Hamstad M. A. and Jessop E. S., «Performance of Filament-Wound Vessels
from an Organic Fiber in Several Epoxy Matrices», in: Proceedings of the
7th National SAMPE Technical Conference, Albuquerque, New Mexico, Octo-
ber 14—16, 1975, Vol. 7, (1975), p. 202.
31, Drake R. and Siebert A., «Elastomer-Modified Epoxy Resins for Structural
Applications», SAMPE Quart. 6, 11 (1975).
32. McGarry F. J., «Building Design with Fibre Reinforced Materials», Proc.
Roy. Soc. London A319 , 59 (1970).
33. Lee H. and Neville K., Handbook of Epoxy Resins, McGraw-Hill, New
York, 1967, p. 4—14.
34. Jay R. R., «Direct Titration of Epoxy Compounds and Aziridines», Anal.
Chem. 36, 667 (1964).
35. Jahn H. and Goetzky P., «Analysis of Epoxides and Epoxy Resins», in: Che-
mistry and Technology (edited by C. A. May and Y. Tanaka), Marcel Dek-
ker, Inc., New York, 1973, p. 653.
36. Fritz J. S., «Titration of Bases in Nonaqueous Solvents», Anal. Chem. 22,
1028 (1950).
37. Siggia S., Hanna J. G.( and Kervenski I. R., «Quantitative Analysis of
Mixtures of Primary, Secondary, and Tertiary Aromatic Amines», Anal. Chem.
22, 1295 (1950).
38. Wagner C. D., Prown R. H., and Peters E. D., «The Analyses of Aliphatic
Amine Mixtures; Determination of Tertiary Aliphatic Amines in the Presence
of Prymary and Secondary Amines and Ammonia», Amer. Chem. Soc. 69 , 2609
(1947).
39. Jahn H. and Goetzky P., «Analyses of Epoxides and Epoxy Resins», in: Epoxy
Resins: Chemistry and Technology (edited by C. A. May and Y. Tanaka),
Marcel Dekker, Inc., New York, 1973, p. 683.
40. Selig W., «Micro and Semimicro Determination of Sulfur in Organic Compounds
by Potentiometric Titration with Lead Perchlorate», Microchimica Acta (Wien),
168 (1970).
41. «Determination of Hydroxyl Group in Organic Compounds», Shell Chemical
Company, Shell Method Series 237/55 (1960).
42. Reed D. H., Critchfield F. E.„ and Elder D. K. «Phenyl Isoyanate Method
for Determination of Hydroxyl Equivalent Weights of Polyoxyalkylene Com-
pounds», Anal. Chem. 35, 571 (1963).
43. Schupp О. E., »Gas Chromatography,» in: Technique of Organic Chemistry
(edited by E. S. Perry and A. Weissberger), Vol. 13 (Wiley-Interscience,
New York, 1968).
44. Hadad D. W., «Chemical Quality Assurance of Epoxy Resin Formulations
by Gel Permeation, Liquid, and Thin Layer Chromatography», in: Proceedings
of the 22nd National SAMPE Symposium and Exhibition, San Diego, Califor-
nia, April 26—28, 1977, Vol. 22 (1977), p. 301.
45. Kalinin I. L., Meisters M., and Notarius H. J., «Characterization of Epoxy
Reasin Advancement in Fiber Reinforced Composite Prepregs», 26th Annual
Conference, Reinforced Plastics/Composites Institute, SPI, Washington, D. C.,
February 9—12, 1971, Section 14-A.
46. Batzer H., and Zahir S., «Studies in the Molecular Weight Distribution of
Epoxide Resins. I. Gel Permaation Chromatography of Epoxide Resins»,
J. Appl. Polym. Sci. 19, 585 (1975).
47. Miller B., «Why ’Good’ Resin Makes Bad Parts—And What Yoy Can Do.
about It», Plastics World (February 16, 1976).
121
48. Abbott S. D., «High Performanca Size Exclusion Chromatography Using Po-
rous Silica Packings», paper pressented at 27th Pittsburgh Conference, Cleve-
land, Qhio, March 15, 1976.
49. Penn L. S., and Chiao T. T., «А Long Pot-Life Epoxy System for Filament
Winding», in: Proceedings of the 7th National SAMPE Technical Conference,
Albuquerque, New Mexico, October 14—16, 1975, Vol. 7 (1975), p. 177.
50. Chiao T. T., Jessop E. S., and Penn L. S., «Screening of Epoxy Systems
for High Performance Filament Winding Applications», in: Proceedings of
the 7th National SAMPE Technical Conference, Albuquerque, New Mexico, Oc-
tober 14—16, 1975, Vol. 7 (1975), p. 167.
51. Kakurai T. and Noguchi T., «Viscometric Studies on the Gelation of Epoxy
Resins with Amines», Kobunshi Kagaku 19, 542 (1962); «Gelation in the Re-
action of Epoxy Resin with Amines», Kobunshi Kagaku 20, 17 (1963).
52. Gough L. J. and Smith I. T., «А Gel Point Method for the Estimation of
Overall Apparent Activation Energies of Poliymerization», J, Appl. Polym.
Sci. 3, 362 (1960).
53. Hills B. A., «GelationT iming», J. Oil Colour Chem. Assoc. 45, 251 (1962).
54. Manfield H. G., «The Measurement of Exotherms of Casting and Laminating
Resins», Brit. Plastics 26, 230 (1953).
55. Mensching G., «Eigenschaftbildende Einflusse bei der Giessharztechnologie,
Speziell in der Electrotechnik», Plaste Kautschuk 8, 179 (1961).
56. Smith D. D., «Computerzed Exotherm Calculations for Large Epoxy Castings»,
Bendix Corporation, Bendix Technical Journal (Spring 1969), p. 79.
57. Selig W„ «Estimation of the Curing Rate of Epoxy Resins: Improvement in
Methods», Z. Anal. Chem. 255, 130 (1971).
58. Selig W. and Crossman G. L., «Estimation of the Cure Rate of Epichloro-
hydrin/Bisphenol-A Type Epoxy Resins,» Z. Anal. Chem. 253, 279 (1971).
59. Dannenberg H. and Harp W. R., Jr., «Determination of Cure and Analyses
of Cured Epoxy Resins», Anal. Chem. 28, 86 (1956).
60. Carpenter J. F., «Assessment of Composite Starting Materials: Physiochemical
Quality Control of Prepregs», paper presented at AIAA/ASME Symposium
on Aircraft Composites: The Emerging Methodology for Structural Assu-
rance, San Diego, California, March 24—25, 1977; McDonnell Aircraft
Company Rept. MCAIR No. 77-001 (1977).
61. Dannenberg H., «Determination of Functional Groups in Epoxy Resins by
Near Infrared Spectroscopy», SPE Trans. 3, 78 (1963).
62. Acitelli M. A., Prime R. B., and Sacher H., «Kinetics of Epoxy Cure:
1. The System Bisphenol-A Diglycidyl Ether/m-Phenylene Diamine», Polymer
12, 335 (1971).
63. Moniz W. B., Poranski C. F., Jr., and Sojka S. A., «Carbon-13 Fourier Trans-
form NMR—An Important New Analysis Tool», Naval Research Laboratory,
Washington, D. C., Report of NRL Progress (August 1975).
64. Lascoe 0. D., «Shrink Test Developed for Tool Plastic», Tool Engineering
39( 11), 117(1957).
65. Fisch W. and Hofmann W.f «Reaction Mechanisms, Chemical Structure, and
Changes in Properties during the Curing of Epoxy Resins», Plastics Tech.
7 (8), 28 (1961).
66. Shimazaki T. and Motoki I.,- «Occurrence of Stress which Accompanies Shrin-
kage during Epoxy Curing», Kobunshi Kagaku 28 (319), 884 (1971).
67. Parry H. L. and Mackay H. H., «Cure Shrinkage of Epoxy Systems», SPEJ
14 (7), 22 (1958).
68. Болотин В. В. и Болотина К. С. Об усадке эпоксидных связующих в про-
цессе отверждения.—Мех. полим., 1972, № 1, с. 178—181.
69. Lee Н. and Neville К., Handbook of Epoxy Resins, McGraw-Hill, New
York, 1967, pp. 6—29 and 17—11.
70. Rosen B. and Fornof A., «Absolute and Differential Dilatometry for Measu-
rement of Unrestrained Shrinkage on Resin Curing», ASTM, Philadelphia,
Pennsylvania, ASTM Special Technical Publication No. 327, 1962, p. 40.
71. Lewis A., «Dynamic Mechanical Behavior during the Thermosetting Curing
Process», SPE Trans. 3, 201 (1963).
122
72. Gillham J. К.» Bend J. A;, and Noshay A., '«Isothermal Transitions of a
Thermosetting System», Technical Report No. 18 prepared for Office of Naval
Research (August 1973); available from National Technical Information Ser-
vice, Springfield, Virginia, Publication N. AD-765 765.
73. Gillham J. K. and Babayevsky P. G., «Epoxy Thermosetting Systems: Dy-
namic Mechanical Analysis of Aromatic Diamines with the Diglycidyl Ether
of Bisphenol-А», Technical Report No. 17 prepared for Office of Naval Re-
search (April 1973); available from National Technical Information Service,
Springfield, Virginia, Publication No. AD-759 995.
74. Wendtland W. W., Thermal Methods of Analysis, 2nd ed., J. Wiley and
Sons, New York, 1974.
75. Fava R., «Differential Scanning Calorimetry of Epoxy Resins», Polymer
9, 137 (1968).
76. Abplafia 0. R., «Application of Differential Scanning Calorimetry to Epoxy
Curing Studies», paper presented at 27th Annual Technical Conference, Society
of Plastics Engineers, Chicago, Illinois, May 5—8, 1969, Technical Papers
15, 610 (1969).
77, Prime R. B., «Dinamic Cure Analysis of Thermosetting Polymers», Anal.
Calorimetry 2, 201 (1970); Proceedings of the Symposium on Analytical Calo-
rimetry at the meeting of the American Chemical Society, Chicago, Illinois,
September 13—18, 1970 (edited by R. S. Porter and J, F. Johnson), Plenum
Press, 1970.
78. May C. A., Whearty D. K.? and Fritzen J. S., «Composite Cure Studies
by Dielectric and Calorimetric Analyses», in: Proceedings of the 21st National
SAMPE Symposium, Los Angeles, California, April 6—8, 1976, Vol, 21
(1976), p. 803.
79. Carpenter J. F. and Bartels T. T.? «Characterization and Control of Compo-
site Prepregs and Adhesives,» in: Proceedings of the 7th National SAMPE
Technical Conference, Albuquerque, New Mexico, October 14—16, 1975,
Vol. 7 (1975), p. 43.
80. Kreahling R. P. and Kline D. E.? «Thermal Conductivity, Specific Heat, and
Dynamic Mechanical Behavior of Diglycidyl Ether of Bisphenol A Cured
with m-Phenylene Diamine», J. Appl. Polym. Sci. 13 , 2411 (1969).
81. Yalof S. and Wrasidlo W. «Crosschecking between Dielectric Measurements
DTA and Other Methods of Thermal Analysis in Research and Production»
J. Appl. Polym. Sci. 16 , 2159 (1972).
82. Yokota M. J., «In-Process Controlled Curing of Resin Matrix Composites»,
in: Proceedings of the 22nd National SAMPE Symposium and Exhibition, San
Diego, California, April 26—28, 1977, Vol. 22 (1977), p. 416.
83. Delomente J., «Electric Properties of Epoxy Resins during Polymerization»,
J. Appl. Polym. Sci. 2, 108 (1969).
84. Yalof S. A., «The Relationship between Mechanical and Dielectric Proper-
ties of Polymers», in: Proceedings of the 4th National SAMPE Technical Con-
ference, Palo Alto, California, October 17—19, 1972, Vol. 4 (1972), p. 391.
85. Yalof S. A., «Tracking Adhesive Behavior with Dynamic Dielectric Spectro-
scopy», Adhesives Age, 23 (April 1975).
86. Crabtree D. J., «Ion Graphing as an In-Process Cure Monitoring Procedure
for Composite and Adhesively Bonded Structures», in: Proceedings of the
22nd National SAMPE Symposium and Exhibition, San Diego, California,
April 26—28, 1977, Vol. 22 (1977), p. 636.
87. Сидякин П. В., ИК-спектроскопические исследования процесса отверждения
эпоксидов аминами. — Высокомол. соед., 1972, сер. А, т. 17, с. 879—
982.
88. Мау С. A., Helminiak Т. Е., and Newey Н. A., «Chemical Characterization
Plan for Advanced Composite Prepregs», in: Proceedings of the 8th National
SAMPE Technical Conference, Seattle, Washington, October 12—14, 1976,
Vol. 8 (1976), p. 274.
89, Arridge R. and Speake J., «Mechanical Relaxation Studius of the Cure of
Epoxy Resins: 1. Measurement of Cure», Polymer 13, 443 (1972).
123
90. Kline D. E.,- «Dynamic Mechanical Properties of Epoxy Resins during Po-
lymerization», J. Appl. Polym. Sci. 4, 123 (1960).
91. Babayevscy P. and Gillham J., «Epoxy Thermosetting Systems: Dynamic
Mechanical Analysis of the Reactions of Aromatic Diamines with the Digly-
cidyl Ether of Bisphenol-А», J. Appl. Polym. Sci. 17, 2067 (1973).
92. Eyerer P. and Wintergerst S., «Hardening of Thin Layers of Epoxy Resins»,
Adhesion, 106 (1971).
93. Kaelble D. H., «The Dynamic Mechanical Properties of Epoxy Resins», SPEJ,
15, 1071 (1959).
94. Wendtland W. W., Thermal Methods of Analysis, 2nd ed., J. Wiley and
Sons, New York, 1974, p. 251.
95. Wendtland W. W., Thermal Methods of Analysis, 2nd ed., J. Wiley and
Sons, New York, 1974, p. 428.
96. Wendtland W. W., Thermal Methods of Analysis, 2nd ed., J. Wiley and Sons,
New York, 1974, p. 6.
97. Ginnings D. C. and Corruccini R. J., «Enthalpy Specific Heat and Entropy
of Aluminium Oxide from 0° to 900 °C», Research Paper RP 1797, J. Res.
Natl. Bureau Standards 38 (June 1947).
98. Gray A. P., «Simple Generalized Theory for the Analysis of Dynamic Thermal
Measurement», Perkin-Elmer Instrument News 16 (2) (1970).
99. Kaelble D. H., «Dynamic and Tensile Properties of Epoxy Resins», J. Appl.
Polym. Sci. 9, 1213 (1965).
100. Chiao T. T., Cummins A. D., and Moore R. L., «Fabrication and Testing
of Epoxy Tensile Specimens», Composites 3, 10 (1972).
101. Hillig W. B., «Impact Recponse Characteristics of Polymeric Matrices»,
General Electric Company, Technical Information Series Rept. No. 74CRD213
(September 1974).
102. Hillig W. B., «Impact Response Characteristics of Polymeric Matrices», Ge-
neral Electric Company, Technical Information Series Rept. No. 75CRD198
(August 1975).
103. Selby K. and Miller L., «Fracture Toughness and Mechanical Behaviour of
an Epoxy Resin», J. Mater. Sci. 10, 12 (1975).
104. Mai Y. W. and Atkins A. G., «On the Velocity-Dependent Fracture Toughness
of Epoxy Resins», J. Mater, Sci. 10, 2000 (1975).
105. Brown W. F., Jr., and Srawley J. E., «Plane Strain Crack Toughness of
High Strength Metallic Materials», ASTM, Philadelphia, Pennsylvania,
ASTM Special Technical Publication No. 410 (1966).
106. Ezell R. D., «А Torsional Pendulum for Measuring Dynamic Mechanical
Properties of Polymers», Naval Ordnance Laboratory (Naval Surface Weapons
Laboratory), Silver Spring, Maryland, Rept. NOLTR 73—183 (November
1973).
6. ТЕРМОСТОЙКИЕ СМОЛЫ
Тито Т. Серафини
6.1. Введение
В этой главе обсуждаются композиционные материалы, в ко-
торых в качестве связующего используются термостойкие смолы.
Термостойкие смолы представляют собой линейные или сшитые
гетероароматические полимеры, имеющие высокую температуру
стеклования Тс и способные выдержать на воздухе продолжитель-
ный нагрев свыше 316 °C без заметных изменений структуры.
Несмотря на процесс термоокислительной деструкции, который
неизбежно протекает в этих условиях, разложение таких полиме-
ров идет относительно медленно. Кроме того, предполагается,
что фрагменты, на которые распадаются эти полимеры, относи-
тельно стабильны, что увеличивает «время жизни» материала при
повышенных температурах.
Ключевым моментом в получении термостойких смол является
синтез полимеров, содержащих большое число гетероароматиче-
ских фрагментов. Эти фрагменты, содержащие минимальное число
водородных атомов, способных окисляться, могут поглощать
тепловую энергию. К сожалению, те же элементы химической
структуры, которые обусловливают термоокислительную устой-
чивость таких смол, приводят к серьезным трудностям, а часто
даже к невозможности их переработки в нужные изделия.
В 60-е годы был синтезирован целый ряд гетероароматиче-
ских полимеров, которые, по данным термогравиметрического ана-
лиза (ТГА), обладали хорошей термоокислительной стабильностью
при повышенных температурах. Однако попытки использовать
эти полимеры в качестве связующих для композиционных мате-
риалов с улучшенными свойствами были либо неудачными, либо
экономически невыгодными. Поэтому в начале 70-х годов будущее
термостойких полимерных связующих выглядело весьма туман-
ным и неопределенным. Казалось, что этот полезный класс ма-
териалов останется «лабораторным курьезом». Однако развитие
химии полиимидных полимеров в 1972—74 гг. не только возро-
дило интерес к ним и вызвало новые разработки в области термо-
стойких связующих, но и позволило практически реализовать
многие из потенциальных возможностей этих связующих. В на-
стоящее время полиимидные волокнистые композиционные ма-
териалы используют либо предполагают использовать в качестве
125
конструкционных материалов, работающих при температуре
около 316 °C. Полиимидные связующие материалы, наиболее
часто используемые при получении препрегов, представляют собой
поликонденсационные полиимиды серии NR- 150В фирмы «Дюпон»
или полиимид полимеризационного типа PAfB-15, разработанный
в исследовательском центре Льюиса при НАСА и являющийся
мономерным реагентом. В этой главе в основном приведены дан-
ные, касающиеся полиимидов типа 1V/M50B и PAfZ?-15.
6.2. Конденсационные полиимиды
Как показано на рис. 6.1, ароматические полиимиды конден-
сационного типа можно получать реакциями ароматических ди-
аминов с тетракарбоновыми ароматическими кислотами, их диан-
гидридами или симметричными диалкиловыми эфирами. При полу-
чении пленок и покрытий предпочитают реализовать реакцию ди-
амина с диангидридом, а две другие композиции реагентов исполь-
Рис. 6.1. Основные реакции получения ароматических полиамидов
126
зуют при изготовлении связующих. Идеальной реакционной
схемой является образование линейной полиамидокислоты и по-
следующая ее циклизация (имидизация) в полиимид. Вторая ста-
дия сопровождается выделением воды, спирта или обоих этих
веществ. Наибольшая термоокислительная стабильность поли-
имидных материалов достигается при полной циклизации всех
амидных или карбоксильных групп в стабильные гетероцикличе-
ские имидные кольца.
Растворы полиимидного связующего или исходного соединения
приготовляют обычным растворением реагентов в высококипя-
щем биполярном апротонном растворителе (например, М-метил-
пирролидоне) или в подходящей смеси апротонных растворителей.
Однако высокая температура кипения апротонных растворителей
и их склонность к образованию комплексов вызывают значитель-
ные затруднения при удалении этих растворителей в процессе
переработки препрегов. Более того, комплексообразование может
осложнять протекание процесса имидизации, что приводит к’сни-
жению термоокислительной стабильности полимера. Использо-
вание высококипящих апротонных растворителей, а также выде-
ление воды и спирта в процессе имидизации полиамидокислоты
осложняют получение высококачественных беспористых компо-
зиционных материалов (особенно толстых деталей и изделий
сложных форм). При нагревании препрега в целях увеличения
молекулярной массы полимера и удаления растворителя в замет-
ной степени протекает дальнейший процесс имидизации, в связи
с чем переработка смолы становится сложнее. Снижение теку-
чести смолы одновременно с непрерывным испарением раство-
рителя и выделением побочных продуктов реакции конденсации
может привести к тому, что объемная доля пустот в композицион-
ных материалах превысит 5 %. Это, в свою очередь, ухудшает
механические и термоокислительные свойства материалов.
6.2.1. Промышленные растворы
для получения конденсационных полиимидов
В табл. 6.1 перечислены исходные растворы полиимидов кон-
денсационного типа, выпускаемые в промышленности. Исходные
растворы для производства смолы «Скайбонд» и полиимида «Пи-
ралина» впервые были предложены в начале 60-х годов, в то время
как исходный раствор для серии NR-150B был применен только
в 1972 г. Процесс получения препрегов из полиимидных растворов
серии NR-150B проще, а композиционные материалы из этих пре-
прегов имеют меньшую пористость (объемная доля пор составляет
менее 1 %) по сравнению с материалами на основе растворов
«Скайбонд» и «Пиралин». В последнее время главное внимание
выпускающих фирм сосредоточено на препрегах из полиимидов
серии NR-\50B.
127
6.1. Исходные растворы полиимидов конденсационного типа,
выпускаемые в промышленности
Продукт Выпускающая фирма
Скайбонд Пиралин TVTM50 (Л, В) Монсанто плэстикс энд ресинз Дюпон Дюпон
Детальное рассмотрение химии исходных растворов типа
«Скайбонд», «Пиралин» и NR-150B выходит за рамки этой главы.
Однако некоторое обсуждение их химического строения будет
полезным для понимания различий в характеристиках этих поли-
имидов.
Все смолы «Скайбонд», перечисленные в табл. 6.2 [1 ], син-
тезированы на основе диангидрида 3,3',4,4'-бензофенолтетракар-
боновой кислоты (ДБТК) (рис. 6.2). Полиимиды «Скайбонд»
марок 700, 703, 709 и 710 получают из ароматического диамина
Рис. 6.2. Диангидрид 3,3',4,4'-бензофе-
нонтетракарбоновой кислоты — основное
сырье для получения исходных полиамид-
ных растворов смол «Скайбонд»
и бис (алкилэфирокислоты), образующейся при взаимодействии
ДБТК с алифатическим спиртом, например, этанолом (рис. 6.3).
Считается, что в полиимиде «Скайбонд-703» в качестве ароматиче-
ского диамина используют 4,4-метилендианилин (МДА). «Скай-
бонд-705» является полиамидокислотой и получается реакцией
ДБТК с ароматическим диамином. Очень вероятно, что исходный
полиимидный раствор «Пиралин» также основан на ДБТК- Суще-
ственно важно, чтобы в первую очередь проходила полная цикли-
зация промежуточных амидокислотных групп в имидные кольца,
так как межмолекулярные сшивки, образующиеся в результате
взаимодействия карбонильных групп ДБТК и аминов, приводят
к образованию пустот и весьма затрудняют процесс переработки
смолы.
Полиимидные смолы типа МТ?-150 получают на основе диан-
гидрида 2,2-бис (3',4'-дикарбоксифенил) гексафторпропана (6F)
(рис. 6.4, а). Для получения исходных растворов полиимидов
типа TV7?-15O обычно используют саму тетракарбоновую кислоту
(бКТ’А) (рис. 6.4, б). В табл. 6.3 приведен ряд исходных полиимид-
ных растворов TV Т?-150 [2] фирмы «Дюпон». Полиимиды серии
TV7?-15OB применяют как связующие, a TVM-150A — для изготов-
ления клеев.
128
При сравнении структур, изображенных на рис. 6.2 и 6.4, а,
видно, что основное различие между ДБТК и 6F состоит в при-
роде химической группы, соединяющей две ангидридные части
ароматический
диамин
Рис. 6.3, Состав полиимидов «Скайбонд»
марок 700, 703, 709, 710
молекулы. В случае 6F — это гексафторизопропилиденовая
группа, содержащая шесть атомов фтора. Эта группа не взаимо-
действует с аминами, что исключает в смолах серии JV/?-150
межмолекулярные сшивки, существующие в полиимидных смолах
Рис. 6.4. Исходные продукты, используемые при получении полиимидных рас-
творов-марки HR-150:
а — 2,2-бис (3,4'-дикарбоксилфенил)гексафторпропаидиаигидрид(6Р); б « тетракислота
6F (6РТЛ)
на основе ДБТК 13]. Исходные растворы АЛ/?-150 образуют ли-
нейные аморфные полиимиды, плавящиеся при температуре выше
температуры стеклования. В связи с этим пустоты, которые воз-
никают в подложке (субстрате) при удалении летучих веществ,
6.2. Свойства смол «Скайбонд»
Марки- ровка СМОЛЫ Концен- трация полиимида, % Вязкость по Брукфилду, Па* с Плотность, кг/м® рн Растворитель
700 60—64 2,5—7,0 1150—1180 4,0—4,7 мп1
703 63—67 3,0—7,0 1150—1180 4,0—4,7 МП
705 16,5—21 0,3—2,0 1050—1080 < — МП и ксилол
709 2 53—57 2,0—9,0 1100—1150 4,4—5,2 МП, ксилол и эта- нол
710 2 53—57 1,0-7,0 1090—1140 4,0-4,8 МП, ксилол и эта- иол
1 МП — М-метил-2-пирролидои.
2 Специальный продукт.
5 П/р Дж. Любина
129
6.3. Полиимидные растворы АТ?-150
Маркировка смолы 4 Раствор итель (соотношение массовых частей) Исходные мономеры, соотношение в молях Выход отвер- жденной смолы, % Характе- ристиче- ская вяз- кость при 23 °C, Па. с
МД-150Л2 0,25 этано- ла : 0,75 МП 6РТА/ОДА 2 (1 : 1) 48 2 : 6
JV/?-150B2 0,75 этано- ла : 0,25 МП 6КТЛ/ПФДА 3/МФДА 4 (1 : 0,95 : 0,05) 54 2,5
А/М50Л26 МП 6РТКЮДА (1:1) 50 100
МЯ-150В2О МП 6КТЛ/ПФДА/МФДА (1 : 0,95 : 0,05) 48 100
МД-150Л255Х МП 6КТЛ/ПФДА (1 : 1) 60 Твердая
NR-15OB22X Этанол 6К7’Л/ПФДА/МФДА (1 : 0,95 : 0,05) 60 15
NR-15OB2S3X 0,55 этано- ла : 0,45 МП 6К7’Л/ПФДА/МФДА (1 : 0,95 : 0,05) 65 Твердая
NR-150B2S5X МП 6К7’Л/ПФДА/МФДА (1 : 0,95 : 0,05) 60 Твердая
NR-150B2S6X Диглим 6КТЛ/ПФДА/МФДА (1 : 0,95 : 0,05) 48 8
NR-030X Этанол 6FDD 5/ПФДА (1,67 : 2,67) — 0,2
NR-0ttX NR-0ttX МП МП ПАК 6 из 6К/ПФДА/МФДА (1,05 : 0,95 : 0,05) 25 49
NR-ОДЪХ Диглим 6К7’Л/ПФДА/ОДЛ (1 : 0,75 : 0,25) 48 6
NR-0,58X Диглим ПАК из 6К/ПФДА/ОДЛ (1 : 0,75 : 0,25) 10 0,3
1 Фирма «Дюпон». 4 МФДА — л«-фенилендиамин.
2 ОДА — 4,4-оксидианилин. 5 6FDD—диэтиловый эфир 6FTA.
8 ПФДА — п-фенилендиамин. 6 ПАК — полиамидокислота.
могут быть ликвидированы в смолах А/7?-150 при использовании
давления с одновременным нагревом до температуры выше тем-
пературы стеклования.
6.2.2. Нормированные полиимидные смолы 1V7J-150
Полностью гетероциклическая структура полиимидных смол
7V7?-15O придает этим материалам исключительно высокую термо-
стойкость и термоокислительную стабильность. Линейная струк-
тура отвержденных смол приводит к неожиданно хорошим меха-
ническим показателям, в частности, к отличному удлинению.
Свойства двух неармированных полиимидных смол АТ?-150, иссле-
дованных Гиббсом [3], приведены в табл. 6.4. Из этих данных
видно, что смола, полученная на основе 6F, ПФДА и МФДА
(1 : 0,95 : 0,05) прекрасно сохраняет свойства даже после ЮО’-ча-
совой выдержки в атмосфере азота или на воздухе при 371 °C.
130
6.4. Старение неармироваииых полиимидов УЯ-150
Показатель На основе 6F/0DA <1 : 1) На основе 6Р/ПФДА/МФДА (1 : 0,95 : 0,05)
кои трольный образец 10 000 ч на воз- духе при 260 °C кон- трольный образец 100 ч в атмо- сфере азота прн 371 °C 100 ч на воздухе при 371 °C
Температура стеклования, °C 280—300 299 350—371 391 375
Предел прочности при рас- тяжении, МПа:
23 °C 113 — ПО — —
260 °C 30 34 — — —
316 °C — — 31 • 30 28
Модуль упругости при рас- тяжении, МПа:
23 °C 3580 — 4000 — —
260 °C 1380 1240 — — —
316°С — — 1030 1180 840
Удлинение, %:
23 °C 8 — 6 — —
260 °C 60 4 — — —
316°С — — 65 8 1
Предел прочности при из- 97 — — — —
гибе при 23 °C, МПа
Модуль упругости при из- 3980 — — — —
гибе при 23 °C, МПа
Ударная вязкость образца 37 — 43 — —
с надрезом по Изоду при 23 °C, Дж/м
Плотность, кг/м3 1420 — 1460 —
Потеря массы, % 4,8 — 0,3 1,5
6.5. Электрические свойства полиимидной смолы ЛГЯ-150 А
на основе 6F и OVA 1 при частоте 9,375 ГГц 2
Темпе- ратура, °C Диэлектри- ческая про- ницаемость е Тангенс угла диэлектрических потерь Темпе- ратура, °C Диэлектр и- ческая про- ницаемость е Тангенс угла диэлектрических потерь
22 2,914 0,0016 190 2,909 0,0042
107 2,921 0,0025 218 2,878 0,0066
1 Полимер получен из раствора в диметилформамиде термическим отвер-
ждением.
2 Данные получены фирмой «Хитко», г. Гардена, шт. Калифорния.
5*
131
Исследование свойств полиимидной смолы 1УЯ-15О показало,
что последняя не теряет своих прочностных свойств и удлинения
после двухнедельной выдержки в кипящей воде. Эта смола обла-
дает также низкой диэлектрической проницаемостью и малым тан-
генсом угла диэлектрических потерь в области температур 22 ...
218 °C (табл. 6.5) [4]. От других полиимидных смол этой серии
(JV7?-15O) можно ожидать аналогичные гидролитическую устой-
чивость и электрические свойства.
6.2.3. Препреги из полиимидов конденсационного типа
Основные фирмы, производящие препреги из полиимидов
конденсационного типа перечислены в табл. 6.6. Наиболее часто
при получении препрегов из полиимидных смол серии «Скайбонд»
используется смола «Скайбонд-703». Смолы типа «Пиралин» и
6.6. Поставщики препрегов на основе полиимидов коиденсациоиного типа
Примечание. Т—тканевый препрег; ТЛ — ткань и лента из одно-
направленного волокна.
«Скайбонд» ограниченно пригодны для изготовления препрегов
мокрой пропиткой. Они в основном используются для пропитки
тканых материалов на основе волокон из стекла, кварца, кремне-
зема или углеродного волокна. В противоположность этому, смолы
KR-150 пригодны для изготовления препрегов пропиткой напол-
нителей раствором или расплавом полимера.
6.2.4. КМ на основе полиимидов конденсационного типа
6.2.4.1. КМ, армированные стеклотканью
В табл. 6.7 [5] приведены механические показатели 12-слой-
ного стеклопластика на основе полиимида «Скайбонд-700», арми-
рованного стеклотканью марки 181.Е. Свойства материала при по-
вышенной температуре были получены по результатам испытаний
на термостарение. Условия получения препрега и слоистого пла-
стика приведены в табл. 6.8 [5].
На рис. 6.5 приведена термоокислительная стабильность сло-
истого пластика на основе «Скайбонд-700» и стеклоткани 181£
132
6.7. Механические свойства стеклопластиков иа основе смолы
«Скайбонд-700»
Показатель Метод получения
при высоких температуре и давлении с помощью эла- стичного мешка под вакуумом
Предел прочности при изгибе перпендикулярно к ориентации наполнителя, МПа: нормальные условия (при 24 °C)
520—590 520—580
0,5 ч при 371 °C 310—410 150—220
100 ч при 371 °C 140—240 140—170
Потеря массы (100 ч при 371 °C), % 3 5
Модуль упругости при изгибе перпендикулярно к ориентации наполнителя, ГПа: нормальные условия (24 °C)
21,5 19,3
335 ч при 299 °C 21,5 —.
100 ч при 371 °C — 12,4
Предел прочности при растяжении, МПа:
нормальные условия (24 °C) 390 347
335 ч при 570 °C 290 .
100 ч при 250 °C — 336
100 ч при 300 °C — 332
Удлинение, %:
нормальные условия (24 °C) 1,90 2,0
335 ч при 299 °C 1,40 —
100 ч при 250 °C — 1,7
100 ч при 300 °C — 2,0
(Образец 1 при 316 °C)
Предел прочности при изгибе, МПа:
нормальные условия (24 °C) 520
500 ч 200
860 ч 140
1850 ч 75,5 —
Модуль упругости при изгибе, МПа;
500 ч 18,0 —
860 ч 17,9
1850 ч 14,3 **»
Потеря массы, %"
500 ч 2,2 |‘
860 ч 3,4
1850 ч 7,9 —•
Образец 2 (при 288 °C)
Предел прочности при изгибе, МПа:
нормальные условия (24 °C) 570 —.
2300 ч 284 —
4500 ч 220
9000 ч 130
Модуль упругости при изгибе, МПа:
нормальные условия (24 °C) 20,8 —
2300 ч 18,1 »
4500 ч 20,3 |‘
9000 ч 13,8
Потеря массы, %:
2300 ч 3,6
4500 ч 5,0 —
9000 ч 12,0 —•
133
6.8. Типичные условия получения слоистых пластиков
на основе полннмндной смолы «Скайбонд-700», армированной стеклотканью
марки Е
Стадия процесса
и способ проведения
Условия проведения процесса
Получение препрега
Получение слоистых
пластиков прессова-
нием под высоким
давлением
Получение слоистых
пластиков методом
эластичного мешка
под вакуумом
Последующее отвер-
ждение 1
Ступенчатое повышение температуры от 121 до 177 °C
для достижения содержания летучих компонентов 8,0 ...
8,5 % в случае прессования слоистых пластиков и 12 ...
16 % при их получении методом эластичного мешка
под вакуумом
Листы помещают в пресс, предварительно подогретый
до 316°С, и выдерживают 1,5 ... 2,5 мин под давлением
69 ... 172 МПа. Увеличивают давление до 1700 МПа и
выдерживают 30 мин. Прекращают нагрев и снимают
давление, когда пресс охладится до 60 °C
Используют глубокий вакуум и нагрев до 177°C при
скорости нагрева 3 °С/мин. После выдержки в течение
5 мин давление увеличивают до 0,7 МПа и выдерживают
еще 25 мин. Охлаждают до 66 °C под глубоким вакуумом
2 ч при 200 °C; 2 ч при 225 °C; 2 ч при 250 °C; 2 ч при
300 °C; 2 ч при 325 °C; 2 ч при 350°С и 4 ч при 371 °C
1 Без нагрева не отверждается.
(А 1100, мягкая отделка) при различных температурах в интервале
288 ... 427 °C [6]. Эти данные показывают, что предел прочности
при изгибе, равный 138 МПа, является нижним пределом в слу-
Рис. 6.5. Термоокислительная стабильность (в терминах сохранения предела
прочности при изгибе аи) слоистого пластика, полученного на основе смолы «Скай-
бонд-700» и стеклоткани 181Е в зависимости от времени t и температуры ста-
рения:
1 — 427; 2 — 371; 3 — 316; 4 — 288 °C
Рис. 6.6. Термоокислительная стабильность (в терминах сохранения предела
прочности при изгибе аи) слоистого пластика, полученного на основе смолы
«Скайбонд-700» и стеклоткани с мягкой (кривая 7) и жесткой (кривая 2) отдел-
ками
134
чае, когда сроки службы стеклопластика составляют 10 ч при
427 °C, 100 ч при 371 °C, 1000 ч при 316 °C или 10 000 ч при 288 °C.
Значение 138 МПа составляет 40 % предела прочности стекло-
пластика при изгибе при повышенной температуре. Это указывает
на то, что пустоты в объеме материала, по-видимому, составляют
5... 10 %. На рис. 6.6 приведена окислительная стабильность
указанного стеклопластика, полученного на основе стеклоткани
с мягкой и с жесткой отделкой [6]. Стеклоткань с мягкой отдел-
кой лучше смачивается исходным полиимидным раствором, в ре-
зультате чего получается материал с более высокой механической
и термоокислительной стабильностью.
Физико-механические показатели промышленного слоистого
пластика на основе конденсационного полиимида «F-174» фирмы
«Гексел» и стеклоткани марки 7781£ представлены в табл. 6.9 [6],
а параметры процесса его получения — в табл. 6.10.
В табл. 6.7 и 6.9 приведены свойства композиционных мате-
риалов, полученных на основе одного и того же полиимидного
раствора. Данные табл. 6.9 подтверждают превосходную термо-
окислительную устойчивость полиимидов конденсационного типа.
Несмотря на большое содержание пор (12 ... 22 %) слоистые
пластики на основе этих полиимидов при выдержке на воздухе
в течение 1000 ч при температуре 288 °C сохраняют 70 % предела
прочности при изгибе от той прочности, которая реализуется при
получасовой выдержке при температуре 260 °C.
Электрические свойства 12-слойного пластика на основе смолы
«Скайбонд-700» и стеклоткани 181£ (А 1100, мягкая отделка) при-
ведены в табл. 6.11 [5]. Применение препрегов на основе армиро-
ванных стеклотканью полиимидных смол «Скайбонд» и «Пиралин»
для изготовления обтекателей радиолокационных антенн описано
в п. 6.4.
Хотя большинство работ* по полиимидам серии JV5-150B,
выходящих в настоящее время, посвящено их использованию
в качестве связующих для изготовления углепластиков, некото-
рые из ранних исследований касались изучения стеклопластиков
на основе этих полимеров. В табл. 6.12 сведены результаты иссле-
дований термостабильности на воздухе при температуре 288 °C
слоистых пластиков на основе стеклоткани S-2, полученных ме-
тодом автоклавного формования. Технологические параметры
получения этих пластиков приведены в табл. 6.13 [3]. При полу-
чении связующих марки N/?-150В используются те же самые ком-
позиции, что и в случае JV£-150B2 (см. табл. 6.3), однако раство-
рителем в этом случае может быть как метилпирролидон, так и
диметилформамид. Данные, приведенные в табл. 6.12, иллюстри-
руют прекрасную термоокислительную стабильность системы
NR-15052. Низкое содержание пор в слоистых пластиках на ос-
нове этого связующего (объемная доля менее 1 %) приводит к тому,
что потери массы материала при его выдержке в течение 1500 ч
при температуре 288 °C составляют лишь 1,5 %. Следует отме-
135
6.9. Механические свойства слоистых стеклопластиков марки F-174/7781
Показатель Отверждение Показатель Отверждение
в ва- кууме в авто- клаве в ва- кууме в авто- клаве
Предел прочности, МПа/модуль упруго- сти при изгибе, МПа: 24 °C, образец су- 520/23 540/24 хой 24 °C, образец 430/23 460/24 влажный 260 °C, 0,5 ч 380/19 390/20 316 °C, 0,5 ч 280/19 300/19 260 °C, 100 ч 470/18 500/20 316 °C, 100 ч 300/17 330/17 371 °C, 100 ч 110/14 120/15 288 °C, 1000 ч 260/18 280/19 Предел прочности, МПа/мвдуль упруго- сти при сжатии, ГПа: 24 °C, образец су- 390/28 400/28 хой 24 °C, образец 360/25 320/26 влажный 260 °C, 0,5 ч 340/23 370/24 316 °C, 0,5 ч 330/18 350/19 288 °C, 1000 ч 190/— 210/— Предел прочности, МПа/модуль упруго- сти при растяжении, ГПа: 24 °C, образец су- 370/25 400/28 хой 24 °C, образец 370/23 380/26 влажный 260 °C, 0,5 ч 330/22 360/24 316 °C, 0,5 ч 320/21 330/23 288 °C, 1000 ч 170/— 170/— Предел прочности 25 26 при межслоевом сдви- ге, МПа Содержание смолы, % 22—30 22—30 Твердость по Варко- 70 75 лу Плотность, кг/м3 1180 1850 Объемная доля пор, 12—22 12—22
6.10. Параметры процесса получения слоистых пластиков
на основе полннмидной смолы F-174 н стеклоткани
Отверждение в сушильной камере и автоклаве
Для удаления избытка смолы, вытекающей по краям листов и летучих про-
дуктов делают отводные складки в стеклоткани
Цикл отверждения
Давление разрежения (вакуум) — 95,2 Па. Повышают температуру до 116 °C
со скоростью 1 ...2°С/мин; поднимают температуру до 132 °C со скоростью
0,5—1 °С/мин и выдерживают при этой температуре 30 мин. В случае автоклава
применяют давление до 0,3 МПа, поднимают температуру до 177 °C со скоростью
0,5 ... 1 °С/мин; выдерживают 1 ч при 177 °C
Цикл после отверждения
0,5 ч при 93 °C; 0,5 ч при 121 °C; 0,5 ч при 149 °C; 0,5 ч при 177 °C; 2 ч при
204 °C; 3 ч при 260 °C; 4 ч при 288 °C; 4 ч при 316 °C
136
6.11. Электрические свойства слоистых пластиков
на основе полннмндной смолы «Скайбонд-700» н стеклоткани
а. Формование слоистых пластиков при высоких температуре и давлении
Значение
Показатель Основной материал D24/23 D48/50 С96/35/90
Электрическая прочность:
кратковременное приложение напряжения к слоям, кВ 55 — 32
ступенчатое приложение на- пряжения к слоям, кВ 38 16
кратковременное приложение напряжения, МВ/м 8 —
ступенчатое приложение на- пряжения, МВ/м 6 4,30 4,81
Диэлектрическая проницаемость при 1 МГц 4,10 —
0,01650
Коэффициент затухания при 1 МГц 0,00445 0,00639 —
Изоляционная прочность, МОм 1,9-107 — — 1.4-108
Удельное объемное сопротивле- ние, Ом-м 2,47-1013 — — 1,16-10’
Удельное поверхностное сопро- 3,35-10м — — 2,90-1010
тивление, Ом
б. Данные, полученные при работе на Х-полосе частот (8,5-10я Гц)
Темпе- ратура, °C Диэлектри- ческая про- ницаемость е Коэффициент затухания Темпе- ратура, °C Диэлектри- ческая про- ницаемость 8 Коэффициент затухания
24 3,74 0,016 200 3,74 0,013
90 3,74 0,015 250 3,74 0,010
100 3,74 0,014 300 3,70 0,015
150 3,74 0,018
6.12. Влияние пористости в слоистом пластике
на основе полннмндной смолы NR-150B2 и стеклоткани S-2
на показатели материала в процессе термостарения при температуре 288 °C
Меиее 1 % пор 1 7-Ю % пор 2
Показатель Контроль- ный образец Выдержка 3000 ч Контроль- ный образец Выдержка 1500 ч
Массовая доля смолы, % 33 — 33 —-
Объемная доля волокна, 56 — 50 —--
%
Температура- стеклова- 310 332 314 321
ния, °C
137
Продолжение табл. 6.12
Показатель Менее I % пор 1 7—10 % пор 2
Контроль- ный образец Выдержка 3000 ч Контроль- ный образец Выдержка 1500 ч
Предел прочности при из- гибе, МПа:
23 °C 627 420 501 418
288 °C 357 382 317 359
Предел прочности при сдвиге короткой балки, МПа:
23 °C 79 61 |72|
288 °C 40 35 30 32
Потеря массы, % —а 1.5 1.5
1 Формование под давлением 1,4 МПа.
2 Формование методом «эластичного мешка».
6.13. Типичные условия получения слоистых пластиков
на основе полиимидной смолы NR-150B2, армированной стеклотканью 5-2
Стадия процесса
Условия проведения процесса
Начальная стадия Используют вакуум 7 ... 14 кПа и нагрев со скоростью
5...8°С/мин до температуры 200 °C. Выдерживают при
этой температуре 1 ч, увеличивают вакуум до 83 ... 103 кПа
и выдерживают 45 мин
Окончание отвер- Используют глубокий вакуум 1,4 кПа при 400 °C, выдер-
ждения живают 1 ч
тить, что слоистые пластики с низким содержанием пор получают
при использовании цикла отверждения, который включает при-
менение давления 1,4 МПа и температуры 400 °C, что значительно
выше их температуры стеклования. Сравнение механических
свойств этих слоистых пластиков (как с низким, так и с высоким
содержанием пор) с данными табл. 6.9 для случая отверждения
в автоклаве ясно показывает преимущество полиимидных смол
серии М7?-150В2. Предел прочности при изгибе стеклопластиков
N7?-150B2/S-2 возрастает после выдержки на воздухе при тем-
пературе 288 °C. Отмечается прекрасное сохранение свойств этих
материалов после их выдержки при температурах 316 и 371 °C
(табл. 6.14) [3].
138
6.14. Термостарение на воздухе слоистых пластиков
на основе полиимидной смолы NR-150B2 и стеклоткани S-2
Показатель 316 °C 371 °C
Контроль- ный образец Выдержка 1300 ч Контроль- ный образец Выдержка 100 ч
Пористость, % 7 2
Массовая доля смолы, % 32 32
Объемная доля стекло- ткани, % 50 54
Температура стеклова- ния, °C Предел прочности при из- 350 350 352 396
гибе, МПа:
23 °C 600 — 590 —
316 °C 300 320 320 250
Модуль упругости при из- гибе, ГПа:
23 °C 28,0 30,0 23,0
316 °C 22,0 30,0 21,0 26,0
Предел прочности при сдвиге короткой балки, МПа:
23 °C 62 — 68 34
316 °C 26 23 28 26
Потеря массы, % — 1,1 — 1,6
6.2.4.2. КМ на основе углеродных волокон
В первой половине 70-х годов было проведено много иссле-
дований с целью реализации больших потенциальных возможно-
стей композиционных материалов на основе полиимидных поли-
меров, армированных углеродными волокнами. В качестве свя-
зующих в этих исследованиях использовали смолы «Скайбонд»
и «Пиралин», а основной задачей была разработка технологии,
которая обеспечивала бы минимальное содержание пустот в ком-
позиционных материалах.
Несмотря на создание большого числа превосходных техноло-
гических процессов, получить материалы с низким содержанием
пустот не удавалось. Выбор смолы «Скайбонд» для получения на
ее основе полиимидных пластиков, армированных углеродным
волокном, был в то время связан с большей доступностью этой
смолы по сравнению с наличием других полиимидов [7]. В ре-
зультате этих исследований было сделано заключение, что ми-
нимально достижимое содержание (объемная доля) пор (пустот)
в композиционном материале лежит в пределах 5—10 %. Такое
содержание пустот нельзя считать удовлетворительным для полу-
чения конструкционных композиционных материалов, работаю-
щих при больших нагрузках. В связи с этим интерес к использо-
139
и
6.15. Термостаренне на воздухе однонаправленных углепластиков
на основе полннмндной смолы N.R-150B2 н углеродного волокна
«Геркулес магнамнт-НМ»
Показатель Контроль- ный образец 8600 ч при 26Q °C 3000 ч при 316 °C 500 ч при 343 °C
Пористость, % 2 __ _—<
Массовая доля смолы, % 38 — —
Объемная доля волок- 52 360 381
на, % Предел прочности при из- гибе, МПа: 23 °C 870
260 °C 650 550 ,— .—i
316 °C 680 563 —
343 °C 500 515
Модуль упругости прн из- гибе, ГПа: 23 °C 145
260 °C 145 103 — —
316°С 138 131 —
343 °C 117 1 1 117
Предел прочности при сдвиге короткой балки, МПа: 23 °C 51
260 °C |30| 36 _—i
316 °C 32 — 41 —
343 °C 32 — — 40
Потеря массы, й 0,8 2,5 1,5
ванию полиимидных растворов типа «Скайбонд» и «Пиралин» при
получении углепластиков в последние годы значительно снизился.
В табл. 6.15 приведены данные, полученные Гиббсом [3] для
углепластиков на основе полиимидной смолы М7?-15ОВ2, армиро-
ванной углеродными волокнами «Геркулес магнамит-//М5». Сло-
истые пластики были изготовлены прямым прессованием с исполь-
зованием штампа для формования изделий из листовых термо-
пластов. При этом удельное давление формования составляло
17,2 МПа. Данные, приведенные в табл. 6.15, показывают, что по-
лученные материалы обладают уникальной способностью сохра-
нять свои характеристики при повышении температуры.
В табл. 6.16 [3] приведены свойства слоистых пластиков, армиро-
ванных углеродным волокном другой марки — «Геркулес магна-
мит-46». Более высокая скорость потери массы этих материалов
по сравнению с приведенными в табл. 6.15 связана с более низ-
кой окислительной стабильностью AS-волокон. Влияние типа
углеродного волокна на стабильность композиционного материала
описано в п. 6.3.1.
140
6.16. Термостарение на воздухе однонаправленных углепластиков
на основе полннмндной смолы WR-150J32 н углеродного волокна
«Геркулес магнамит AS»
Показатель
Показатель
Пористость, % 2
Массовая доля смолы, % 40
Объемная доля волок- 55
на, %
Температура стеклова- 358
ння, °C
345
Предел прочности при
изгибе при 316 °C, МПа
Предел прочности при
сдвиге короткой балки
при 316 °C, МПа
Потеря массы, %
670
44
29
6,0
6.3. Аддитивные полиимиды
В 1968 г. фирмы «Рон Пуленк» (Франция) и ТРВ (США) на-
чали выпуск серии аддитивных полиимидов х, окончательное от-
верждение которых происходит в результате реакций присоедине-
ния без выделения летучих продуктов, приводящих к образова-
нию пустот в полимерном материале.
Получение серии полиимидов, разработанных Френчем [8],
основано на реакции нестехиометрических количеств бисмалеини-
мидов и ароматических диаминов (рис. 6.7). При этом может про-
ходить два типа реакции: присоединение диамина по двойным свя-
зям бисмалеинимида и радикальная полимеризация по этим свя-
зям. Полиимиды, разработанные фирмой ТРВ, получены в ре-
зультате открытия того, что имидные олигомеры с норборнено-
выми группами на концах при повышенной температуре (275 ...
350 °C) претерпевают реакцию, обратную реакции Дильса—Аль-
дера, которая приводит к образованию макромолекул [9]. Это
открытие лежит в основе получения полиимидов серии P13N
(рис. 6.8), которые в течение недолгого времени были объектами
подробного изучения.
Предложенный механизм полимеризации с участием норборне-
новых концевых групп по реакции, обратной реакции Дильса—
Альдера, изображен на рис. 6.9.
Хотя последняя отверждающая стадия для полимеров серии
P13N и на основе бисмалеинимида относится к реакциям присоеди-
нения, для получения обоих этих соединений используется реак-
ция конденсации, при которой образуются термостабильные
имидные структуры. Для бисмалеинимидов стадию дегидроцикли-
зации проводят химически и целевой продукт (бисмалеинимид)
® Полимеры, отверждаемые в результате реакции полнприсоединения. —
Прим. ред. пер.
141
Рис. 6.7. Обобщенная схема получе-
ния полиимидов иа основе бисма-
леинимидов
Имидизированиый форполимер
142
снова растворяют в вы-
сококипящем раствори-
теле, например, МП
(NMP) илиДМФ (DMF),
В случае полиимидов
серии P13N образование
полиимидных форполи-
меров с концевыми нор-
борненовыми группами
происходит в результа-
те термической дегидро-
циклизации амидокисло-
ты, содержащей эти же
концевые фрагменты. Та-
кой механизм реакции
также предполагает ис-
пользование высококи-
пящих растворителей.
Сложности удаления
этих растворителей, а
также летучих продук-
тов из препрегов, по-
лученных укладкой
слоев,— основные при-
чины, которые привели
к отказу от практичес-
кого использования би-
смалеинимидов и поли-
имидов серии P13N.
Рис. 6.9. Механизм реакции пиролитической по-
лимеризации
6.3.1. Полиимидные смолы серии PMR
Исследования, проводившиеся в исследовательском центре
Льюса при НАСА привели к развитию нового класса аддитивных
полиимидов, известных как PMR-полиимиды, образование кото-
рых происходит из мономеров, непосредственно в формах [10—14].
Этот процесс заключается в пропитке армирующих волокон рас-
твором смеси мономеров в низкокипящем алифатическом спирте.
При комнатной температуре эти мономеры практически не вза-
имодействуют между собой. В случае же повышения температуры
реакция тут же начинается с образованием полиимидной смолы,
обладающей устойчивостью к воздействию высоких температур
и окислителей. Хотя при получении PMR-полиимидов так же,
как в случае P13N, происходит реакция полимеризации норбор-
неновых групп. В этом случае устраняется необходимость синтеза
форполимеров P13N и удается преодолеть трудности, связанные
с этим: различные сроки хранения раствора, необходимость при-
менения ДМФ и низкая термоокислительная стабильность смолы
при 316 °C.
143
При получении полиимидов типа PMR используют диалкило-
вый эфир ароматической тетракарбоновой кислоты, ароматический
диамин и моноалкиловый эфир 5-норборнен-2,3-дикарбоновой
кислоты (ЭНДК). Эти мономеры растворяют в алифатическом
спирте (например, метаноле или этаноле) и полученным раствором
пропитывают волокнистые материалы. Если в растворе содер-
жится не более 75 % мономеров, то препреги получают мокрой
намоткой. При концентрации 80 ... 90 % для получения препрегов
применяют расплавную технологию.
Были найдены комбинации реакционных мономеров для син-
теза двух PMR-полиимидных смол, отличающихся по химическому
составу. Первой (смола «первого поколения») из серии PMR
была получена смола РА1Д-15, а затем смола «второго поколе-
ния»— PM.R-W [15].
При получении любой РМД-смолы используют приведенное
ниже молярное соотношение между исходными мономерами:
п: (n + 1): 2,
где п, (п + 1) и 2 — соответственно числа молей диалкилового
эфира ароматической тетракарбоновой кислоты, ароматического
диамина и ЭНДК- На первых этапах исследований [10] было от-
мечено, что композиционные материалы, изготовленные на основе
раствора, содержащего диметиловый эфир 3,3',4,4'-бензофенон-
тетракарбоновой кислоты (ДЭБТК), 4,4-метилендианилин (МДА)
и ЭНДК обладают более высокой термоокислительной стабиль-
ностью, чем материалы, в которых вместо ДЭБТК применяли ди-
метиловый эфир пиромелитовой кислоты ДЭПК- Этот неожидан-
ный факт подтвердился в работе [14]. При этом оказалось, что
оптимальное количество молей ДЭБТК, при котором достигаются
наиболее удобные параметры процесса и наилучшая термоокис-
лительная стабильность композита, равняется 2,087. Это соответ-
ствует РМД-полиимидной смоле с расчетной молекулярной мас-
сой (РММ), равной 1500. Следовательно, РММ — это средняя
молекулярная масса имидизованного форполимера, который
мог бы получиться в случае синтеза амидокислотного форполимера.
Уравнение для РММ полиимидной смолы, полученной из п молей
ДЭБТК, (n + 1) молей МДА и 2 молей ЭНДК
РММ = ММдЭБТК + (л + 1) МММдМ + 2ММЭНдК
— 2 (п + 1) [MMHjO + MM^qh],
где ММдэбтк, МММда, ММЭНДК, ММцго и ММсн,он — моле-
кулярные массы мономеров и побочных продуктов. В настоящее
время принято указывать стехиометрию PMR-смол в виде част-
ного от деления РММ на 100. РЛ1/?-связующие, при получении
которых используют ДЭБТК, рассматриваются как «первое поко-
ление» материалов. Первое поколение этих связующих, изготов-
ленных из ДЭБТК, МДА и ЭНДК и имеющих РЮМ-1500, широко
144
6.17. Мономеры, используемые для получения полиимидов PMR-15
Структура мономера Название Обозна- чение
Моиометнловый эфир ЭНДК
5-иорбориеи-2,3-ди-
карбоиовой кислоты
Диметиловый эфир ДЭБТК
3,3', 4,4'-беизофоиеи-
тетракарбоиовой
кислоты
4,4'-метнлеиднаин- МДА
лнн
известно как PMR-15. Препреги на основе этого связующего
выпускаются большинством изготовителей. Структуры мономе-
ров, применяемых при синтезе PMR-15, приведены в табл. 6.17.
Данные, полученные в ранних исследованиях [10, 14], ясно
продемонстрировали эффективность и многогранность PMR-смол.
При изменении химической природы диалкильного эфира или аро-
матического диамина (или обоих одновременно), а также стехио-
метрии, реагирующих мономеров можно легко синтезировать
PMR-смолы с широким набором характеристик. В результате
модификации смолы РЛ4Р-15 заменой исходного мономера МДА
ароматическим полиамидом был получен полиимид LAA?C-160
[16]. Другие работы [17, 18] показали, что такой подход имеет
большие потенциальные возможности при получении «нестан-
дартных» связующих со специфическими свойствами. На рис. 6.10
показано влияние РММ на текучесть смолы для углепластика на
основе PMR-полиимида и углеродного волокна НТ. На рисунке
видно, что снижение РММ смолы приводит к значительному по-
145
вышению ее текучести. Однако, как следует из рис. 6.11, компо-
зиционные материалы, полученные на основе PM.R с повышенной
текучестью, обладают более низкой термоокислительной стабиль-
ностью при 288 °C. Уменьшение текучести и возрастание термо-
окислительной стабильности при переходе от РЛ17?-Ю к РЛ17?-15
ясно указывает на чувствительность этих показателей к содержа-
нию имидных или алициклических колец. Снижение текучести
смолы с повышением ее РММ количественно поясняет трудности
Рис. 6.10. Зависимость текучести смолы от РММ для углепластика на основе
полиимида PMR, армированного углеродным волокном HTS
Рис. 6.11. Зависимость потери массы смолы Am от РММ для углепластика на
основе полиимида PMR, армированного углеродным волокном HTS после
600-часовой выдержки на воздухе при температуре 232 °C (кривая 1) и 288 °C
(кривая 2) [17]
при переработке линейных, высокомолекулярных, конденсацион-
ных полиимидов. В табл. 6.18 сведены свойства чистой смолы
PMR-15, а в табл. 6.19 — композиционного материала на основе
этой смолы, армированной углеродными волокнами марки HTS
При замене ДЭБТК (BTDE) диметиловым эфиром 2,2-бис
(3',4'-дикарбоксифенил) гексафторпропана (ДЭ6ФТК.) (HFDE) зна-
чительно возрастает термоокислительная стабильность РЛ1/?-смол
«первого поколения» [18]. Однако первоначальные механические
свойства композитов на основе ДЭ6ФТК, МДА (ЛЮД) и ЭНДК
(NE PMR), определенные при 316 °C, значительно хуже, чем
в случае замены ДЭ6ФТК. и ДЭБТК- В то же время композицион-
6.18. Свойства чистой смолы PMR-15 при комнатной температуре
Показатель Значение Показатель Значение
Предел прочности при рас- 55,8 тяжении, МПа Модуль упругости при рас- 3,2 тяжении, ГПа Предел текучести при ежа- 114 тии, МПа Предел прочности при ежа- 187 тии, МПа Коэффициент теплового рас- 50,4- 10~в ширения, м/м/°С
146
в. 19. Свойства композиционных материалов
на основе полинмидной смолы PJfP-15, армированной
углеродным волокном НТ-S с объемной долей 55 %
Число слоев
(угол нх ориен-
тации, ...°)
6 (0) 1240 153 930 1419 121 ПО 1,72 0
6 (0) 67,1 7,9 234 112,7 7,4 — 0,20 26,1-10~в
4 (±10, ±10) 1034 145 — 1590 116 — — —
8 (0,+10, 0, 1315 131 — 1357 131 — — —
—10, —10, 0,
+ Ю,0)
13 (±40, 854 96 — 999 64 — — —
9 (0), ±40)
ные материалы, полученные на основе полиимидного связующего
из ДЭ6ФТК, п-фенилендиамина (ПФДА) и ЭНДК с РММ-1267
(п = 1,67), армированного углеродными волокнами, обладают
термоокислительной стабильностью и сохраняют механические
свойства при 316 °C, в отличие от композитов на основе PMR-15
[15]. РМД-композиции, полученные на основе ДЭ6ФТК> назы-
вают «вторым поколением» материалов. «Второе поколение» смол,
полученных из ДЭ6ФТК, ПФДА и ЭНДК с п = 1,67, известно
как PMR-II. Структуры мономеров, используемых при синтезе
этих связующих, представлены в табл. 6.20. Межслоевой предел
прочности при сдвиге для композитов на основе РЛ1Д-11 (п = 1,67)
и РЛ1Д-13, армированных углеродным волокном «ХТС-1», сравни-
ваются на рис. 6.12 [15]. Можно заметить, что срок службы
Рис. 6.12. Зависимость межслоевого предела прочности при сдвиге тсд угле-
пластиков на основе полиимидов РЛ4Р-13 (кривая 1) и РЛП?-П (кривая 2),
армированных углеродным волокном HTS-1, от времени испытаний t при тем-
пературе 312 °C . н
Рис. 6.13. Потеря массы Дт во времени t углеродных волокон HTS-1 (кривая 1),
«Целион-6000» (кривая 2) и HTS-2» (кривая 3) при выдержке на воздухе при
температуре 316 С
147
6.20. Мономеры, используемые для получения второго поколения
PMR-полиимидов
Структура мономера Название Обозна* ченне
Моиометиловый эфир ЭНДК
5-иорбориеи-2,3-ди-
карбоиовой кислоты
Диметиловый эфир ДЭ6ФТК
2,2-бис(3' ,4'-дикар-
боксифеиил) гекса-
фтор пропана
n-феиилеидиамии ПФДА
композитов на основе PMR-U при температуре 316 °C по крайней
мере в 2 раза больше, чем в случае применения ЛМА?-13. Сопостав-
ление показателей именно этих смол связано с одинаковым со-
держанием в них имидных колец.
Дальнейшее улучшение характеристик РЛ1А?-полиимидных
композитов при повышенных температурах стало возможным
в связи с развитием новых, высокопрочных углеродных волокон
со средними значениями модуля упругости, таких, как «Геркулес
HTS-Ъ и «Целион-6000». Термоокислительная стабильность этих
волокон значительно превосходит таковую для более старых марок
высокопрочных углеродных волокон, типа HTS-1. Возрастание
термоокислительной стабильности на воздухе при температуре
316 °C углеродных волокон HTS-2 и «Целион-6000» по сравнению
с HTS-1 видно на рис. 6.13. Сохранение межслоевой прочности
при сдвиге для композиционных материалов на основе полиимида
.РЛ1 А?-15 и углеродных волокон HTS-1, HTS-2 и «Целион-6000»
после изотермической выдержки на воздухе при 316 °C показано
148
на рис. 6.14 [19]. Из этих данных следует, что материалы, в кото-
рых использованы волокна HTS-2 и «Целион-6000», сохраняют
100 % первоначальной прочности после 100-часового испытания.
Использование волокон с улучшенными показателями увеличивает
срок службы композиционных материалов на основе смолы
Рис. 6.14. Зависимость межслоевого пре-
дела прочности при сдвиге тСд углепла-
стиков иа основе полиимида РЛ1Л-15, ар-
мированного углеродными волокнами
HTS-1 (точки/), «Целион-6000» (кривая 2)
и HTS-2 (кривая 3) от времени испытания
иа воздухе при температуре 316 °C
АМА?-15 на воздухе при 316 °C с 400 ч до 1000 ч и более. Такая
высокая стабильность композитов на основе связующего АМА-15
является выдающейся и совершенно неожиданной, учитывая
алифатическую природу поперечных сшивок в этой смоле.
6.З.1.1. Технология получения К.М на основе РМР-полиимидов
Для производства композиционных материалов на основе
АМА-полиимидных смол были разработаны две технологии: прес-
сование под высоким давлением (прямое прессование) и формо-
вание под низким давлением (автоклавное формование). Хотя
отверждение смолы путем «сшивок» по концевым норборненовым
группам происходит при температуре 275 ... 350 °C, практически
во всех технологических процессах используют максимальную
температуру отверждения 316 °C. Время отверждения, как пра-
вило, составляет 1 ...2 ч с последующей выдержкой на воздухе
при 316 °C в течение 4 ... 16 ч. При прямом прессовании обычно
применяют быстрое нагревание (5 ... 10 °С/мин) и давление в диа-
пазоне 3,45 ... 6,90 МПа. Для получения материалов, не содер-
жащих пор, успешно применяют формование «вакуумным мешком»
в автоклаве при медленном нагревании (2 ... 4 °С/мин) и давле-
нии 1,38 МПа или ниже. Возможность применения процесса фор-
мования в автоклаве в случае РМА-полиимидов обусловлена тем,
что термический переход к вязкотекучему состоянию осущест-
вляется в этих смолах в широком температурном интервале [21].
Нижний температурный предел этого перехода зависит от множе-
ства факторов, включая химическую природу и стехиометрию
смеси исходных мономеров, а также температурные условия хра-
нения препрега до переработки. Исследования, проводившиеся
с помощью дифференциальной сканирующей калориметрии пока-
зали наличие четырех термических переходов, которые протекают
в АЛ4А-полиимидной смоле за время полного цикла отверждения
[22]. Первый, второй и третий переходы эндотермические и свя-
149
заны соответственно со следующими процессами: с плавлением
реакционной смеси мономеров при температуре ниже 100 °C;
с реакцией в блоке между мономерами при 140 °C; с плавлением
форполимеров с концевыми норборненовыми группами при тем-
пературе 175 ... 250 °C (температурная область перехода к вязко-
текучему состоянию). Четвертый переход является экзотермиче-
ским и происходит при температуре около 340 °C. Он связан с про-
теканием реакций полиприсоединения и образованием сшитых
структур. Превосходные технологические характеристики PMR-
полиимидных смол связаны с существованием отдельных, хими-
чески различных термических переходов.
6.3.2. Препреги на основе аддитивных полиимидов
Основные поставщики полиимидных препрегов на основе
бисмалеинимидов, РЛ4/?-15 и LAPC-160 перечислены в табл. 6.21.
Фирма «Ферроу» намерена организовать производство имида-
зольного пресс-порошка.
6.21. Поставщики препрегов на основе аддитивных полиимидов
Примечание. ТЛ — тканн и лента нз однонаправленного волокна;
ФС — формовочная стекломасса.
6.4. Применение КМ на основе
полиимидных полимеров
6.4.1. Конденсационные полиимиды
Высокая пористость (объемная доля пор и пустот 10 %)
в композитах на основе полиимидных смол «Пиралин» и «Скайбонд»
не помешала активному использованию этих недорогих материа-
лов в таких второстепенных конструкциях, как звукоизоляцион-
ные панели и обтекатели (рис. 6.15).
Основное применение композитов на основе смолы NR- 150В2 —
это изготовление створок регулируемого сопла для двигателей
Г-100 фирмы «Прэтт и Уитни». Эти створки производит фирма
«Гамильтон стэндард» по собственной технологии прямого прес-
сования.
150
6.4.2. Аддитивные
полиимиды
Рис. 6.15. Обтекатель UF-111A
900 мм и представляет собой
Композиционные мате-
риалы на основе полиимида
РА47?-15 используются при
изготовлении разнообразных
конструкционных компонен-
тов. Некоторые из этих ком-
понентов перечислены в
табл. 6.22.
На рис. 6.16 показан вну-
тренний кожух входного уст-
ройства экспериментального
турбореактивного двигателя
QCSEE, разработанного фир-
мой «Дженерал электрик»
для НАСА [23]. Кожух
имеет максимальный диаметр
пористую слоистую структуру на основе ткани из углеродистых
волокон. Он выдержал более 100 ч наземных испытаний без
заметных повреждений.
На рис. 6.17 показан опытный образец закрылка кормовой
части космического корабля «Шаттл», изготовленного фирмой
«Боинг». Обычно фирма «Боинг» выпускает панели размером
1,2X 2,4 м из углепластика на
основе смолы ЛЛ4/?-15, кото-
рые должны пройти жесткие
испытания на соответствие тре-
бованиям, установленным иссле-
довательским центром НАСА.
Внутренний кожух входного устройства двигателя QCSEE, нзго-
из углепластика на основе полинмидной смолы ПМР-15
Рис. 6.16.
товлениый
Рис. 6.17. Закрылки кормовой части (опытный образец) космического корабля
«Шаттл», изготовленные из углепластиков на основе полиимидиой смолы PAI AJ-15
151
Закрылки кормовой части (опытный образец) космического корабля
6.22. Применение PAfR-полинмидоВ
Деталь (узел) Организация заказчик Фирма-подрядчик
Обтекатель JTBD MASE-LeRC Мак-Донелл-Дуглас
Воздуховод Е-404 HACA-LeRC, ВМС Дженерал электрик
Экран защиты от ионизирующего HACA-Le7?C, излучения Хьюз
Штатная ракета Министерство обо- роны США Боинг
Лопатки компрессора сверхзвуке- Научно-исследова- вой аэродинамической трубы тельский центр им. Арнольда, ВВС Гамильтон стэидард
Внутренний кожух входного уст- HACA-LeRC ройства двигателя QCSEF Дженерал электрик
Закрылок кормовой части косми- HACA-LeRC ческого корабля «Шаттл» Боинг
Форсажная камера F-100 ВВС США Композаитс хорай- зонз
Электроизоляция «Токамак» Министерство энер- Грумман
гетики США
На рис. 6.18 схематически показаны обычный металлический
обтекатель (а) и обтекатель видоизмененной конструкции (б),
разработанный фирмой «Дуглас» по программе НАСА [24].
Испытания показали, что новый обтекатель позволяет снизить
Рис. 6.18. Обтекатель JT8D самолета DC-9, изготовленный из смолы РЛ1Р-15
и армированный тканью из волокна «Кевлар»:
а — серийная конструкция; б — модифицированный вариант с уменьшенным аэроди-
намическим сопротивлением, повышенной прочностью и уменьшенной массой, изготов-
ленный из КМ
аэродинамическое сопротивление самолета и расход топлива.
Обтекатель был изготовлен автоклавным формованием из смолы
PMRAb, армированной тканью из волокна кевлар, и прошел
испытания в полете.
СПИСОК ЛИТЕРАТУРЫ
1. Harris G. Р., Personal communication, Monsanto Plastics Resins & Company.
2. Goode J. E., Personal communication, E. I. du Pont de Nemour & Company,
Inc.
152
3. Gibbs H. H., J. Appl. Polym. Sci., Applied Polymer Symposium, 35, pp. 207—
222, (1979).
4. Gibbs H. H. and Breder С. V., Advances in Chemistry Series, No 142, Copoly-
mers, Polyblends, and Composites American Chemical Society, 1975, p. 442.
5. Monsanto Technical Bulletin 5042D, Monsanto Company.
6. NASA CR-132685, Industry Technology Assessment of Graphite-Polyimide
Composite Materials: Monsanto Polyimides, p. 301, June, 1975.
7. NASA CR-120413, Development of Design Data for Graphite-Reinforced
Epoxy and Polyimide Composites.
8. French Patent 1, 455, 514.
9. Burns E. A., Lubowitz H. R., and Jones J F., NASA CR-72460 (1968).
10. Serafini T. T., Delvigs P., and Lightsey G. R., J. Appl. Polym., 16, 905
(19072).
11. Serafini T. T., Delvigs P., and Lightsey G. R., U. S. Patent 3, 745, 149,
(July 10, 1973).
12. Serafini T. T. and Delvigs P., Appl. Polym. Sympos., No. 22, 89 (1973).
13. Serafini T. T., in: Proceedings of the 1975 International Conference an Compo-
site Materials (adited by E. Scala), Vol. 1, AIME, New York (1976), p. 202.
14. Delvigs P., Serafini T. T., and Lightsey G. R., NASA TN D-6877 (1972).
15. Serafini T. T., Vannucci R. D., and Alston W. B., NASA TM-71894, in: Pro-
ceedings of the 21st SAMPE National Symposium (April 1976).
16. Clair T. L. St. and Jewell R. A., in: Proceedings of the 23rd SAM PE National
Symposium (May 1978).
17. Sarafini T. T. and Vannucci R. D., NASA TM-71616, in: Proceedings of the
30th Annual Conference of the Reinforced Plastics/Composites Institute of
the Society of the Plastics Industry, (February, 1975).
18. Vannucci R. D. and Alston W. B., NASA TM-71816, in: Proceedings of the
31st Annual Conference of the Reinforced Plastics/Composites Institute of
the Society of the Plastics Industry, (February, 1976).
19. Hanson M. P. and Chamis С. C., NASA TND-7698, in: Proceedings of the 29th
Annual Conference of the Reinforced Plastics/Composites Institute of the So-
ciety of the Plastics Industry, (Februar, 1974).
20. Delvigs P., Alston W. B., and Vannucci R. D., NASA TM-79062, in: Proceedings
of the 24th SAMPE Nattional Symposium (May 1979).
21. Vannucci R. D., NASA TM-73701; in: Proceedings of the Ninth SAMPE Techni-
cal! Conference (October 1977).
22. Lauver R. W., J. Polym. Sci., 17, p. 2529 (1979).
23. Ruggles C. L., NASA CR-135279 (1978).
24. JT8D Nacelle Drag Reduction, in: DC-9, NASA Contract No. NAS 3-21763.
7. СТЕКЛОНАПОЛНЕННЫЕ I
ТЕРМОПЛАСТЫ I
Аллен М. Шибли il
7.1. Введение Я
Армированные пластики, описываемые в этой главе, представ-
ляют собой расплавный компаунд, наполненный короткими
волокнами (в отличие от других композитов, армированных длин-
ными волокнами или содержащих различные наполнители).
Иными словами, в этой главе описаны материалы, состоящие
из коротких, хаотически распределенных волокон, которые свя- ;
заны термопластичной матрицей. В матрицу могут быть введены j
и другие компоненты: красители, замедлители горения или за-
масливатели. Почти все термопластичные связующие, такие, как '
полипропилен, нейлон, АБС (сополимер акрилонитрилбутадиен-
стирол), поликарбонат, полиацеталь, САН (сополимер стирол-
акрилонитрил), полистирол, полиэтилен высокой плотности и ;
полисульфон, подвергаются различной модификации при исполь- ;
зовании совместно с волокнами. Стекловолокно является основным 1
армирующим компонентом и ему, естественно, будет уделено i
преимущественное внимание в этой главе. Кроме того, армирую-
щими компонентами композитов являются также углеграфитовые, is
арамидные, асбестовые и другие волокна. I
Волокна могут быть введены в связующее одним из многочис- |
ленных экструзионных методов, в результате чего получают |
компаунд в виде гранул. Для получения гранул используют как J
традиционную отливку, так и плунжерные или шнековые машины. : I
Готовый компаунд либо может быть переработан непосредственно :
в изделия, либо может храниться в виде смеси волокон с исходным i
связующим. Список основных поставщиков стеклонаполненных
термопластов (СНТП или СВТП) в США представлен в табл. 7.1
[1]. Сведения об иностранных поставщиках приведены в работе
[2].
Поскольку эта глава посвящена в основном СНТП, в ней
уделено внимание КМ с другими наполнителями и технологии
переработки. СНТП имеют очень широкий сбыт, и их высокие
механические свойства хорошо известны. Другие наполнители ,
используются обычно для получения материалов с особыми
электрическими, химическими, теплоизолирующими или высо-
кими усталостными свойствами. В ряде случаев наполнители !
154 Я
7.1. Поставщики стеклоиаполненных термопластов
Связующее Фирма-поставщик
АБС Файберфил (Дарт индастриз), Ликвид иайтроджеи про- сессинг, Термофил
Полиацеталн Дюпон, Файберфил (Дарт индастриз), Ликвид найтро- джен просессинг, Термофил
Фторуглеродные Нейлон 6 Ликвид найтроджен просессинг Эделл Плэстикс, Эллайд кемикал; Файберфил (Дарт индастриз), Ликвид найтроджен просессинг, Термофил
Нейлон 66 Эделл плэстикс, Дюпон, Файберфил (Дарт индастриз), Ликвид найтроджен просессинг, Полимер, Термофил, Веллман
Нейлон 610 Нейлон 612 Ликвид найтроджен просессинг Дюпон, Файберфил (Дарт индастриз), Ликвид иайтро-
Нейлон 11 Нейлон 12 Пол ифен ил еноксид Простые полиариль- иые эфиры Поликарбонат джен просессинг, Полимер Ликвид найтроджен просессинг, Рилсаи Эмзер индастриз, Ликвид найтроджен просессинг Ликвид найтроджен просессинг, Термофил Термофил, Файберфил (Дарт индастриз) Эделл плэстикс, Файберфил (Дарт индастриз), Дженерал электрик, Ликвид найтроджен просессинг, Мобей кемн-
Сложные полиэфиры кал, Термофил Истман кемикал продакте, джаф, Дженерал Электрик,
Полиэфирсульфон Полиэтилен (высокой плотности) Полифениленсульфид Полипропилен Лнквид найтроджен просессинг Ликвид найтроджен просессинг Файберфил (Дарт индастриз), Ликвид иайтроджеи про- сессинг, Термофил Ликвид найтроджен просессинг, Термофил Эделл плэстикс, Файберфил (Дарт индастриз), Геркулес,
Полистирол (общего назначения) Полису льфон Ликвид найтроджен просессинг, Термофил Термофил Файберфил (Дарт индастриз), Ликвид иайтроджеи про-
САН сессинг, Термофил Файберфил (Дарт индастриз), Ликвид иайтроджеи про-
Уретановые эласто- меры сессннг, Термофил Файберфил (Дарт индастриз), Ликвид иайтроджеи про- сессинг
используются и для снижения цены или. упрощения технологи-
ческого процесса. Слюда, стеклосферы, тальк, воластонит, сода,
кремний, песок — вот лишь небольшой перечень наполнителей,
используемых для этой цели [3, 4].
Ряд последних нововведений расширяет области применения
СНТП и обеспечивает новые технологические приемы при их
производстве.
Армированные термопласты в виде листов дают возможность
использовать при изготовлении изделий штамповку или формо-
вание с нагревом. Эти методы применяются для достаточно боль-
ших партий и могут быть приспособлены для автоматизированного
155
производства. Стекловолокна, содержащиеся в таком материале,
длиннее, чем в гранулированном композите, и сравнимы по длине
с волокнами в стекломатах. В этом случае армирующий компонент
используется в виде ровинга.
Армированные вспененные пластмассы также хороши при
выпуске больших партий. Технология их получения основана на
прямом вдувании азота во время процесса литья под давлением,
что требует лишь небольшой модернизации оборудования.
Изучаются возможности получения пропитанных термопла-
стами жгутов из стекло- или углеволокна, а также реализации
процесса намотки ровингами, покрытыми термопластами.
7.2. Производство СНТП
7.2.1. Нанесение термопласта на жгут
Первые стеклонаполненные термопласты получали в США по
технологии, сходной с нанесением покрытия на проволоку [5].
Стеклоровинг протягивался через специальное приспособление
в головке экструдера и принимался в виде материала, покрытого
связующим. После охлаждения материал рубился на гранулы
для приготовления компаунда, пригодного для плавления. При
этом способе изготовления гранул стекловолокно сконцентриро-
вано в сердцевине гранулы и окружено термопластичным свя-
зующим. Более равномерное распределение волокон в СНТП
происходит в процессе литья под давлением. Для лучшего диспер-
гирования стекловолокон в материале они могут быть подверг-
нуты специальной отделке.
7.2.2. Получение компаунда для экструзии
В этом процессе смешение стекла и смолы происходит непо-
средственно в экструдере. Существуют несколько вариантов тех-
нологических процессов, отличающихся типом экструдера (одно-
или двухшнековый), конструкцией шнека, методом, подпитки и
методом грануляции. Обычно стеклонаполнитель подается на
смешение в виде рубленых коротких волоконец. В некоторых
двухходовых (двухшнековых) экструдерах конструкция позволяет
пропускать непрерывный ровинг. Для этого метода характерны
минимальные потери волокна. Другой пример — это предвари-
тельное измельчение связующего и смешивание его с рубленым
стекловолокном перед помещением в экструдер. Выбор того или
иного варианта процесса приготовления смеси зависит от желае-
мой степени однородности распределения волоконец, их длины
и формы.
156
9Г!;Г; 7.2.3. Промышленное производство
Любые методы получения компаундов СНТП должны обеспе-
чивать возможность переработки смесей с высоким содержанием
стекловолокон на оборудовании для литья под давлением. Это
возможно и при получении смесей измельченного связующего
с волокном. При другой схеме резаное волокно подается на вибро-
питатель машины для литья под давлением одновременно со свя-
зующим. Смешивание происходит непосредственно в питателе.
Щнековые аппараты в этом случае предпочтительнее, нежели
машины плунжерного типа.
7.2.4. Стекловолоконное'сырье1
В США все коммерческие марки СНТП основаны на приме-
нении стекла типа Е. Хотя используются волокна G-диаметром
(0,009 ... 0,010 мм), наиболее распространены волокна А-диа-
метра (0,013 ...0,014 мм) и более. Обычно длину рубленого волокна
выбирают равной 3 или 6 мм или близкой к этим значениям, если
штапелирование производится у потребителя. В случае необхо-
димости длину штапелька увеличивают до 12 мм. Волокна дли-
ной 6 и 12 мм считаются «длинными», 3 мм и менее — «короткими».
Иногда используется измельченное волокно длиной 0,75 мм.
Размеры используемых волокон определяются особенностями
свойств термопластичных связующих. Зачастую размеры волокна
определяют термостабильность и (или) возможность образования
пары волокно — связующее.
7.2.5. Исходные связующие
Большинство связующих, пригодных для литья под давлением,
может быть применено в СНТП. Основным свойством, обусловли-
вающим возможность их применения, является достаточно высо-
кая молекулярная масса. Как правило, полимеры с большой мо-
лекулярной массой обладают высокими механическими свойствами.
Вместе с тем высокая молекулярная масса создает сложности
в переработке этих пластмасс. Для решения задачи использова-
ния связующих с предельно большой молекулярной массой необ-
ходимо изменить имеющиеся технологические процессы, например
введением пластификаторов и повышением температуры процесса.
* Большинство вырабатываемых в промышленном масштабе стекловолокон
получают нз стекол типа А, С и Е: стекло А — щелочное с массовой долей
более 10 % ЭаО, где Э — щелочной металл; стекло С— бесщелочиое или мало-
щелочное, содержащее до 10 % ЭаО; стекло Е — бесщелочиое боросиликатное,
Содержащее до 2 % Э2О. Составы стекол различных типов, выпускаемых в США
и СССР, несколько отличаются один от другого, — Прим. ред. пер.
157
7.3. Литье под давлением СНТП
Естественно, что при введении стекловолокон в термопласты
возрастает вязкость расплава смеси и изменяются характеристики
текучести в процессе формования изделия. Вязкость увеличи-
вается с ростом содержания и длины стекловолокна. В условиях
механических ограничений течения расплавов как в машинах
для литья под давлением, так и при формовании из расплавов
волокна имеют тенденцию к самоориентированию в материале.
Возможны случаи разделения волокна и связующего. Так как
усадка наполненных пластиков ниже, чем исходных связующих,
то ориентация частиц наполнителя может привести к анизотро-
пии усадки. Наполненные пластики остывают быстрее, чем нена-
полненные. Все эти факторы необходимо учитывать при создании
условий литья для СНТП. Чаще всего для производства СНТП
может быть использована обычная схема технологического про-
цесса литья под давлением с незначительными изменениями.
Однако сам процесс плавления и ряд конструкционных решений
требуют более детального обсуждения.
Хорошо известны высокие эксплуатационные свойства шне-
ковых аппаратов. Жесткий контроль дозировки и температуры
расплава, быстрое размягчение и хорошая гомогенизация смеси
являются преимуществом этого типа машин. В машинах плун-
жерного типа расплав материала подвергается меньшим сдвиго-
вым нагрузкам и поэтому композит обладает более высокой меха-
нической прочностью. Однако однородность материала и его по-
верхность в этом случае существенно хуже. Для производства
СНТП используется аппаратура, удовлетворяющая следующим
требованиям:
машина должна иметь возможность развивать давление до
170 МПа;
обладать оперативным контролем расхода и температуры;,
обладать возможностью регулирования давления расплава
в пределах 70 ... 140 МПа;
в рабочем цилиндре должно быть не менее трех зон нагрева,
причем сопло экструдера должно иметь независимый подогрев;
сопло экструдера должно быть коротким с прямым и по-воз-
можности максимально большим диаметром отверстия, должна
быть также предусмотрена конструкция затвора, прерывающего
поток.
Пресс-формы для литья СНТП должны обладать следующими
особенностями.
1. Центральный литниковый канал должен быть коническим,
хорошо полированным и коротким. Желательно наличие улови-
телей затвердевших частиц.
2. Разводящие каналы должны быть большого круглого сече-
ния, короткими и хорошо отполированными; трапециевидные
каналы допускаются; рекомендуется применять уловители за-
158
твердевших частиц. Подогреваемые литники (или их отсутствие)
предпочтительны при изготовлении пресс-форм из такого мягкого
металла, как кирксайт.
3. Расположение и размеры впускных каналов (питателей)
также имеют большое значение; эти литники должны быть сбалан-
сированы, чтобы избежать перекосов; целесообразно использова-
ние составных литников. Однако при их использовании возни-
кают «сварные» швы. Обычно литники располагают в центральной
части потока. Круглая или прямоугольная форма предпочти-
тельна. Литник расположен обычно в наиболее массивной части
пресс-формы. Размеры литника диктуются видом исходного
сырья: как правило, они составляют две трети толщины секции.
Литник должен стыковаться с выпускным отверстием машины.
4. Для скорейшего заполнения полостей необходимо наличие
газоотводного отверстия. Размер отверстия должен быть больше,
чем при литье исходного термопласта.
5. Для легкости извлечения отливки из пресс-формы следует
предусматривать большие технологические уклоны. Также жела-
тельно расположение конструкционных штифтов пресс-формы
в ребрах жесткости, приливах и т. д.
6. Необходимо точное регулирование температуры стержней и
стенок оформляющих полостей.
7.3.1. Особенности условий переработки
Технология переработки наполненных термопластов требует
более высоких давления впрыска и температуры, чем при формо-
вании исходных термопластов. В ряде случаев давление должно
быть повышено на 75%. Однако одновременно с повышением
давления уменьшается доза впрыска материала, что приводит
к снижению производительности таких машин. Уменьшение дозы
до 50 ... 75 % исходной является обычным явлением (в ряде слу-
чаев она может падать до 25 % максимальной). Значения темпе-
ратуры технологических процессов переработки СНТП и исход-
ных термопластиков приведены в табл. 7.2 [1]. Впрыск расплава
с максимальной для машин скоростью обеспечивает быстрое за-
полнение пресс-формы, предотвращает образование сварных швов,
уменьшает тенденцию преимущественной ориентации волокон
и улучшает поверхность изделия. Высокие скорость вращения
винта и давление во впускном канале позволяют сохранить гомо-
генность пластифицирующей смеси без большой нагрузки на
компаунд, которая может привести к разрушению волокон.
Обычной практикой является добавка в бункер литьевых машин'
отходов производства, что не должно приводить к изменению со-
держания компонентов и снижению уровня свойств. Как правило,
25 % добавки отходов не влияет существенно на качество продук-
ций. Однако для нейлона, армированного длинными стеклянными
159
7.2. Температура переработки СНТП и исходных термопластов
Исходное связующее Температура переработки термо- пластов °C Исходное связующее Температура ' переработки термо- пластов °C
ИСХОД- НОГО напол- ненного стекло- волокна- ми исход- ного напол- ненного стекло- волокна- ми
АБС 200—260 260—280 Полиацеталь 175—200 200—230 Нейлон 66 250—290 260—305 Нейлон 6 215—260 215—280 Нейлон 612 230—290 280—305 Нейлон 12 175—180 175—180 Полифеиилеиоксид 275—305 300—325 Поликарбонат 260—375 280—345 Полиэфирсульфои — 360 Полиэтилен (вы- 215—230 230—250 сокой плотности) Полипропилен 175—230 240—260 Полистирол 200—235 240—280 САН (SAN) — 260—280
1 Температура полимеров меняется в зависимости от партии материала и
технологии завода-изготовителя.
волокнами, это правило неприемлемо. В этом случае падение
прочности происходит резче, т. е. оно не пропорционально уве-
личению доли вторичного сырья.
7.4. Свойства СНТП
7.4.1. Общие положения
Физико-механические свойства СНТП, поставляемых различ-
ными фирмами, приведены в табл. 7.3 [11 и обычно используются
для оценки качества компаундов. Представленные данные полу-
чены в результате исследований в соответствии с требованиями
к методам испытаний, предъявляемыми АСТМ. Представленные
результаты относятся к каждому типу связующего отдельно.
Однако ряд композитов оказался отнесенным к нескольким видам
связующих. Такие композиты могли иметь различное содержание
стекловолокон, или в них могли быть включены различные до-
бавки: антипирены, замасливатели, дисульфид молибдена, поли-
тетрафторэтилен (ПТФЭ), тальк, углерод или минеральные во-
локна.
Ниже более подробно обсуждается влияние природы наполни-
теля на свойства исходных термопластов. Приведены краткие
сведения об электрических и теплофизических свойствах СНТП.
7.4.2. Влияние стекловолоконного армирующего наполнителя
7.4.2.1. Диаметр волокна
Оптимальные прочностные характеристики СНТП получают
при использовании для армирования волокон G-диаметром. При
использовании волокон Д-диаметром с почти идентичными гео»
160
метрическими размерами ударная вязкость композита оказы-
вается незначительно выше 16]. При получении промышленных
сортов СНТП используются стекловолокна обоих видов. Но
вопрос, на сколько можно увеличивать диаметр стекловолокон
при армировании СНТП, еще не изучен. Хотя незначительное
снижение прочности композита и может быть результатом при-
менения более толстых волокон, улучшение их адгезии и
уменьшение содержания в СНТП могут компенсировать это
влияние.
7.4.2.2. Длина волокна
исследованного
о о,г о,б о,8 1,о 1,г /,♦ l,mm
Рис. 7.1. Распределение волокон по длине в
СНТП на основе нейлоиа-6 (1, 2) и полипро-
пилена (3, 4) при содержании волокон дли-
ной меньше заданной (а) и длине волокон L:
1, 3 пресс-материал;
2, 4 — компаунд
смешивание, при-
показывают, что
Сравнение армирующего эффекта, достигаемого при введении
в композицию волокон различной длины, позволяет сделать вы-
вод, что оптимальными механическими свойствами обладают
СНТП, армированные волокнами длиной 6 мм (см. табл. 7.3).
Проводились также испытания с волокнами длиной 3 ... 19 мм
16]. Однако удалось вы-
явить различия только
между предельными (3 и
19 мм) длинами волокон, а
также обнаружить влия-
ние эффекта агрегирова-
ния волокон [7]. В преде-
лах же
интервала длин волокон
3 ... 6 мм результаты ис-
пытаний оказались иден-
тичными. Действительная
длина волокна и распре-
деление по длинам в рас-
плаве или в гранулах не
совпадает с исходной и
является функцией техно-
логических процессов при
переработке (отбор волокна, предварительное
готовление компаунда и плавление). Оценки
средняя длина волокна в компаунде может быть 0,63 ... 0,75 мм,
а в конечном расплаве 0,5 мм при исходной длине 3 ... 6 мм [8, 9].
Распределение армирующего компонента по длине в матрице из
нейлона 6 и полипропилена представлено на рис. 7.1 T9]. Из
этих и других результатов следует, что минимальное соотноше-
ние параметров волокна (длина/диаметр) должно быть 50-е-125,
причем значительная часть стекловолокон в СНТП входит в это
распределение. Имеются также данные о еще большем измельче-
нии армирующего стекловолокна с соотношением длина/диаметр,
равным 8:1 [10].
6 П/р Дж. Любива
161
7.3. Физико-мехаиические свойства СНТП с различными связующими
Свойства АБС Полиацеталь Нейлон 6
БВ фф Тф лнп Дюпон Фф лнп тф эк фф ЛНП Тф
Массовая доля 0 20 (К) 20 (Д) 10 30 0 20 20 (К) 10 30 0 15 30 30 (Д) 40 15
стекловолокна, % Плотность, кг/м3 1050 1230 1230 1100 1280 1420 1560 1550 1470 1630 ИЗО 1220 1370 1400 1460 1200
При растяжении Предел текучести, 48 83 90 66 100 69 59 62 86 83 81 103 162 165 179 103
МПа Модуль упруго- 2,6 6,2 5,5 4,6 — 3,1 6,2 69 77 6,9 5,2
сти, ГПа Предельная упру- 1,5 2,0 2,0- 3,0- 12,0 7,0 2,2 6,0 2,0 2,0 2,0— 2,0
гая деформация, % При изгибе Предел текучести, 85 117 138 3,0 102 4,0 128 97 74 79 128 114 113 162 241 193 3,0 248 152
МПа Модуль упруго- 2,8 5,9 5,5 . 4,5 7,6 2,8 5,0 48 38 72 2,8 5,2 9,3 69 10,3 5,3
сти, ГПа При сжатии Предел текучести, 97 97 83 100 36 36 81 165 159 117
МПа Ударная вязкость по Изоду образца с надрезом, Дж/м: 3 мм 240 64 75 43 43 53
8 мм — 53 107 75 43 75 59 48 112 160 160 ——
Влагой оглощени е, после 24 ч 0,3 0,2 0,3 0,14 0,25 0,25 0,27 0,24 0,2 1,6 1,4 1,1 1,3 1,46 1,0
равновесное — 0,7 0,7 — 0,6 0,9 1,0 — — — — — —- * 6,4 — —
Продолжение табл. 7.3
О " 1 1 1 1 А Свойства АБС Полиацеталь Нейлон 6
БВ Фф Тф лнп Дюпои Фф лнп Тф эк Фф лнп Тф
Теплостойкость (температура поте- ри формы), °C: 158 185 216 216 218 218
при 0,5 МПа 101 - 107 116 102 ПО 170 174 163 —— —
при 1,8 МПа 93 102 110 98 104 124 157 160 149 — 66 199 216 216 216 227
Усадка расплава Д-03, мм 6 2—5 1—3 3 1 20 3—21 5—8 8 5 13 6 4 3-5 3 5
Свойства Нейлон 66 Нейлон 610 Нейлон 612 Нейлон 11 Нейлон 12 Полифеии- леноксид Полиарнл эфир Полиэфир (ПБТ) Полиэфир сульфон Полифеии- ленсульфид САН Поли- карбонат Поли- пропилен
эп лнп лнп Дю- пон Р эи ЛНП Тф икп ЛНП Тф Тф ДЭ Тф ДНП
Массовая доля 30 30 20 50 33 30 30 30 20 30 40 40 20 (Д) 10 40 10 40
стекловолокна, % 1250 1520 980 1220
Плотность, кг/м3 При растяжении 1290 1370 1220 1500 1320 1260 1220 1280 1210 1530 1680 1640 1220
Предел текучести, МПа 186 179 124 200 165 90 124 128 100 128 152 152 90 66 159 43 103
Модуль упруго- сти, ГПа 8,3 — — — — — 6,6 —. 6,4 — — 14,1 8,3 3,1 11,6 2,5 —
Предельная упру- >— гая деформация, 8— 3,0— 4,0 3,0— 4,0 3,0— 4,0 2,0— 4,0 4 4,0— 6,0 5 3,0- 4,0 5,0 5,0 3,0— 4,0 3,0 — 6,0— 8,0 4,0 4,0- 5,0
Продолжение табл. 7.3
Поли- пропилен ! Тф [ ДНП При изгибе Предел текучести, 265 262 179 296 — 145 179 159 128 193 207 255 138 103 186 54 152 МПа Модуль упруго- 9,0 9,0 6,2 13,1 8,0 3,2 6,8 6,9 5,2 8,3 11,0 13,1 7,6 3,4 9,7 2,4 69 сти, ГПа При сжатии Предел текучести, 245 165 117 172 159 90 90 — 123 — — 145 — 97 145 41 6,8 МПа Ударная вязкость по Йзоду образца с надрезом, Дж/м: 3 мм 107 — — — 139 9,1 139 — 96 85 85 80 — 267 133 43 — 8 мм — 107 59 240 128 — — 90 — — — — 133 107 107 — 107 Влагопоглощение, %: после 24 ч 0,8 0,9 0,22 0,16 0,2 0,2 0 15 0,06 0,06 0,07 0,31 0,01 0,22 0,12 0,12 0,05 0,05 равновесное — 3,8 2,0 1,4 2,0 — 1,1 0,11 — — — — — 0,31 0,23 — 0,09 Теплостойкость (температура поте- ри формы), °C: при 0,5 МПа — 260 216 224 — 180 166 160 — 207 — 266 — 146 154 — 166 при 1,8 МПа 249 254 210 218 210 173 120 154 290 — 216 — 104 142 146 127 154 Усадка расплава 2—5 4 4 2,5 3—9 — 5 1 3 — 1,5 2 2—3 2—4 1,2 7 3 Д-03, мм Примечание. БВ — фирма «Борг Варнер»; ДЭ — «Дженерал электрик»; ИКП — «Истман кемикал продакте»; ЛНГ—«Ликвид найтроджен процессинг»; Р — «Рилсан»; Тф — Термофил; Фф — «Файберфил» («Дарт индастриз»); ЭИ — «Эмзер индастриз»; ЭК — «Эллайд кемикал»; ЭП — «Эделл плэстикс^^^Д^—длинные волокна; (К) — короткие волокна.
. Й к 0 К й (7)
САН н
ИифЧ1ГКоиЭ1Г -ИНЭфИ1ГОи
нофчиКэ <1иф€ИЕОуД лнп |
(1ЯЦ) аифешгоц бифс 1ГИбвИ1ГОЦ Ииэяоиэи -ИНЭфИ1ГОЦ SI HOtfJPH ЭИ | ЛНП [ Тф | икп
и hoitjph о.
04 <Р Нейлон 66 Нейлон 610 § Свойства о К 1 ЭП | ЛНП | ЛНП |дюпон|
164
7.4.2.3. Поверхностная обработка волокон
Адгезия компонентов и их размеры являются наиболее суще-
ственными факторами, определяющими свойства СНТП. Силаны
оказались весьма эффективными добавками, увеличивающими
связь стекловолокон с термопластами. Особенности их исполь-
зования зависят от вида связующего (в частности от того, является
ли оно аморфным или аморфно-кристаллическим). Влияние доба-
вок повышает адгезию и снижает влияние влагопоглощения на
физико-механические свойства СНТП. Поверхностная обработка
волокон снижает влагосодержание самого волокна (при хране-
нии на воздухе), улучшает распределение волокон в расплавах,
снижает вязкость расплавов в процессе производства и улучшает
поверхность изделий. Толщина слоя покрытия волокна также
влияет на вязкость расплава и распределение волокон. Влияние
адгезионных свойств на механические свойства и вид разрушения
СНТП является отдельным вопросом и в этой публикации не рас-
сматривается. Читатель может найти результаты соответствую-
щих исследований в работах [10—13].
7.4.2.4. Ориентация и перемешивание волокон
Ориентация волокон и их перемешивание являются функцией
сразу нескольких процессов: вида переработки, процесса плав-
ления, параметров течения расплава. В большинстве работ изу-
чено влияние на ориентацию волокон вязкости, степени напол-
нения, температуры плавления, геометрии литников при соот-
7.4. Механические свойства наполненных термопластов
с изотропным расположением волокон в плоскости и однонаправленных
наполненных термопластов при растяжении
Исходное связующее Тип волокна и ориентация <тв» МПа Е, ГПа «, %
Полиэтилен (высокой плотности) Стекло: И 42,1 3,4 1,9
О 142,7 9,4 1,9
Кевларг49: И 73,8 5,2 2,3
О 131,0 10,6 2,3
Графит: И 58,6 6,7 1,0
О 110,3 19,3 0,7
Поликарбонат Стекло: И 61,4 3,9 2,0
О 114,4 7,5 1,8
Кевлар-49: И 115,8 5,1 3,0
О 163,4 9,8 2,1
Графит: И 69,0 8,6 0,8
О 176,5 12,6 1,7
165
ветствующем контроле этих параметров. Комплексно эта проблема
была рассмотрена при изучении литья в формы. Результаты по-
казали возможность увеличения прочности и жесткости мате-
риала при контролируемой ориентации волокон [14, 15].
Лучшее перемешивание волокон приводит к гомогенизации рас-
плава и получению изотропных свойств СНТП более желатель-
ных, чем анизотропные. Задача полной гомогенизации очень
сложна и анизотропия всегда частично проявляется в изделиях.
В табл. 7.4 приведено сравнение свойств СНТП с однонаправлен-
ным (О) и с изотропным (И) расположением волокон в плоскости
[13], объемная доля некоторых составляет 20 %.
7.4.2.5. Влияние степени наполнения
Содержание стекловолоконного компонента (массовая доля
стекловолокна) может составлять 60 % содержания связующего, У
что эквивалентно 50 %-ному объемному содержанию стеклово-и
локна. Содержание стекловолокон в промышленных сортах СНТПЙ
обычно находится в пределах 20 ... 40 % (массовая доля). Опти-
мальное содержание армирующего компонента определяется сле-
дующими параметрами: заданным уровнем прочности материала,
уменьшением прочностных характеристик с ростом содержания
стекловолокон, стоимостью композита и легкостью переработки.
В табл. 7.5 приведены данные об изменении механических
свойств СНТП из нейлона 66 в зависимости от содержания стекло-
волокна [16], которое изменялось в пределах 0 ... 60 % (массо-
вая доля).
7.5. Влияние содержания стекловолокна на физико-механические свойства
нейлона 66
Свойства Массовая доля стекловолокна Усв, м %
0 10 20 30 40 50 60
Плотность, кг/м« 1140 1210 1280 1370 1460 1570 1700 При растяжении: предел текучести, МПа 83 90 131 172 214 221 228 удлинение, % 60 3,5 3,5 3,0 2,5 2,5 1,5 При изгибе: предел текучести, МПа ЮЗ 138 200 234 290 317 345 модуль упругости, ГПа 2,8 4,1 6,2 9,0 11,0 15,2 19,3 При сжатии: предел текучести, МПа 34 90 159 186 193 200 207 Теплостойкость (температура 66 243 246 252 260 260 260 потери формы), °C Коэффициент линейного расши- 8,1 2,9 , 2,5 2,3 2,2 1,8 1,6 рения, 10?, £-05, м/м/°С Влагопоглощение за 24 ч, % 1,6 1,1 0,9 0,9 0,6 0,5 0,4 Усадка расплава, 103, £-03, м/м 15 6,5 5,0 4,0 3,5 3,0 2,5 1
166
Влияние содержания (массовой доли VCB. м) стекловолокна на
механические свойства СНТП с нейлоном 6 и поликарбонатом
приведены на рис. 7.2 и 7.3 по данным [17]. Другие термопласты
ведут себя аналогично. Вначале предел прочности при растяже-
нии СНТП возрастает, а затем с увеличением содержания волокна
рост прочности замедляется. Зависимость модуля упругости при
растяжении для СНТП от содержания волокна сходна с анало-
гичной зависимостью для прочности, но кривая для модуля более
полога.
Изменение прочности при изгибе и изменение модуля упруго-
сти при различном содержании стекловолокна почти идентичны
аналогичным зависимостям этих свойств при растяжении. Однако
для всех видов термопластов воз-
растание прочности на изгиб при
увеличении содержания волокна
происходит быстрее. В отличие
от этого прочность при сжатии
изменяется медленнее, чем при
изгибе и растяжении. Уменьше-
ние влияния на физико-механиче-
ские свойства волоконной компо-
ненты при больших нагрузках,
особенно при испытаниях на рас-
тяжение, может быть результа-
том наличия конгломератов во-
локон, плохого перемешивания
со связующим матрицы, что при-
водит к возникновению сдвиговых
напряжений.
Определение ударной вязко-
сти (ударной прочности) при ис-
пытаниях образцов с надрезом
дает различные результаты для
разных СНТП. Ряд термоплас-
тов характеризуется линейной
Рис. 7.2. Зависимость предела проч-
ности ов (7) и модуля упругости Е
(2) при растяжении от содержания
стекловолокна (массовая доля)
VCB. м в СНТП иа основе нейлона 6
зависимостью ударной вязкости от содержания стекловолокна,
а для других эта зависимость экстремальна. Для некоторых
связующих наблюдается обратный эффект — падение ударной
вязкости с ростом содержания волокна. Одни материалы, подвер-
гавшиеся исследованиям на ударную вязкость, были более жест-
кими, чем исходные связующие, другие с ростом содержания
волокна характеризовались большей хрупкостью. Для всех этих
материалов более информативным является определение ударной
вязкости на образцах без надрезов. Измерения продольной удар-
ной вязкости показывают высокую чувствительность ряда СНТП
к скорости деформирования. Особенно это касается жестких термо-
пластов и композитов. На рис. 7.4 показана зависимость ударной
вязкости (определенной на образцах с надрезом) от содержания
167
а,Дж/м
Рнс. 7.3. Зависимость предела прочности ав (7) и модуля упругости Е (2) при
растяжении от содержания стекловолокна VCB. м в СНТП на основе поликарбоната
Рис. 7.4. Зависимость ударной вязкости по Изоду а от содержания стекло-
волокна Усв. м в СНТП со связующими:
1 —• полипропиленом (прямое прессование) [6]; 2 — поликарбонатом (полнкарбофилом)
117]; 3 — нейлоном 66 (Ннафнл G-l) 117]; 4 «— нейлоном 6—ЛНП (LNPY, 5 —- САН
(SAN) прямое прессование [6]
стекловолокна в различных материалах. Два компаунда из них
были получены плавлением смеси, остальные — методом предва-
рительного гранулирования.
Ползучесть термопластов под различными нагрузками сни-
жается с ростом содержания стекловолокна. На рис. 7.5 приведено
изменение во времени модуля упругости при изгибе СНТП на
основе нейлона 66 и поликарбоната по сравнению с модулем
исходных термопластов [17]. Рис. 7.6 иллюстрирует динамику
изменения стрелы прогиба образца стеклонаполненного поли-
Рис. 7.5. Зависимость модуля упругости при изгибе Ея от времени t для
СВТП на основе нейлона 66 (Ниафил G-1-30) (а) и поликарбоната (ПоликарбофиЛ
7 — 55,2 МПа, 23 9С; 2 « 55,2 МПа, 93 РС; 3 « ненаполненная смола при 13,8 МПа
и 23 °C
168
О 2000 WO 6000 t,4
Рис. 7.6. Кривые длительной ползучести (изменение стрелы прогиба Д/ во вре.
мени /) при напряжении:
1 — 13,8; 2 « 3,4 МПа
Рис. 7.7. Результаты испытаний иа длительную ползучесть прн изгибе [зави-
симость деформации еи от времени t при температуре 125 °C в отсутствие влаги;
материал образца Цител 70 G-33-HS1-L (иейлои 66 33 % стекловолокна фирмы
«Дюпон»)] при напряжении:
1 — 20,7; 2 — 6,9; 3 — 3,4 МПа
эфира при двухопорном прогибе под действием силы тяжести [18].
Изменение деформации изгиба во времени для стеклонаполненного
(массовая доля VCB. м = 30 %) нейлона 66 при 125 °C показано
на рис. 7.7 [19]. Значения релаксации напряжений для ряда
теплостойких наполненных и ненаполненных связующих при
23 °C и при 149 °C представлено в табл. 7.6 [20]. Для большинства
ненаполненных термопластов модуль ползучести (оцениваемый
по кривым напряжение — дефор-
мация ползучести) зависит от
приложенной нагрузки. В то
же время наполнение на 20 %
бй,МПа
Рис. 7.8. Температурная зависимость предела прочности при растяжении <тв
образцов СВ КМ «Зител 70-G-33» (нейлон 66 4- 33 % стекловолокна) прн раз-
личной относительной влажности <р:
1 —• сухой материал; 2 <р = 50 %; 3 — <р = 100 %
Рис. 7.9. Кривые старения образцов «Зител 71-G-33» (нейлон 66 4- 33% стекло-
волокна). Зависимость предела прочности при растяжении ов от времени ста-
рения t при температуре:
t — 157; 2 — 170; 3 — 190 "О
169
7.6. Релаксация продольных напряжений в наполненных’и ненаполненных
теплостойких связующих при напряжении 17,2 МПа
Исходное связующее fcb. и, % Падение напряжения, %, через время, ч:
1 5 15 1 5 15
при 23 °C при 49 °C
ЭТФЭ 20 12,0 17 21 30 32 38 ФЭП 20 20,0 31 38 НВ НВ НВ Полифен ил енсульфид 40 2,0 5 9 28 28 28 Полиэфирсульфон 40 7,0 12 16 52 , 63 70 Нейлон 66 50 2,0 5 8 17 ' 22 24 Полиэфир 40 9,0 20 28 54 ' i 58 74 Полисульфон 40 5,0 9 14 НВ НВ НВ Полиимид 30 7,0 14 19 38 40 43 Полиамид-имид 0 0,5 1 2 3 4 8 Полиарилсульфон 0 5,0 7 И 7 10 16 Поли-п-оксибензоат 0 8,0 11 16 40 42 48 Примечание. НВ — не выдерживает нагрузку; ФЭП — фторирован- ный сополимер этиленпропилен; ЭТФЭ —• сополимер этилентетрафторэтилен.
7.7. Предел прочности при растяжении наполненных н ненаполненных
теплостойких термопластов при повышенных температурах
Исходное связующее ^СВ. М’ % ств, МПа, при Г, °C
23 93 149 177 204 232
ЭТФЭ 20 77,9 47,2 27,6 13,8 PH2 PH
ФЭП 20 34,5 29,0 15,9 8,3 PH PH
Пол ифен иленсульфнд 40 160 77,2 55,8 33,1 7,7 PH
Полиэфирсульфон 40 157 134 90,3 33,8 21,4 PH
Нейлон 66 50 215 ПО 85,5 50,3 15,2 PH
Полиэфир 40 134 51,0 28,3 4,1 PH PH
Полисульфон 40 119 103 15,9 7,6 PH PH
Полиимид 30 89,6 42,7 33,1 21,4 15,9 12,4
Полиамид-имид 0 189 1 137 112 78,6 56,5 47,6
Пол иар исульфон 0 76,5 71,7 60,0 51,0 39,3 22,1
Пол и- п-оксибензоат 0 95,8 77,2 64,1 53,8 44,1 26,9
1 После предварительного отжига.
1 PH — разрушается под нагрузкой.
стекловолокнами связующих АБС, САН, полистирола и наполне-
ние на 15 % нейлона 6 делают для этих СВ КМ независимым от
нагрузки модуль ползучести вплоть до напряжений 34,5 МПа
[211. При 40 %-ном наполнении при напряжении 34,5 МПа полщ
стирол, жесткий поливинилхлорид, полисульфон и поликарбонат
имеют совсем незначительную ползучесть даже после 1000 ч на-
гружения [22].
170
7.8. Предел прочности при растяжении наполненных и иенаполнеиныл
теплостойких связующих после термостарения прн 260 °C
Исходное связующее Кв, м> % ств» МПа, через время, ч
П 100 250 500 750 1000 1500
ЭТФЭ 20 ФЭП 20 Полифениленсульфид 40 Полиэфирсульфон 40 Полиимид 30 Полиамид-имид 0 Полиарилсульфон 0 Поли-п-оксибензоат 0 Нейлон 66 50 Полиэфир 40 Полисульфон 40 * Пл — плавление. 77,9 79,3 69,0 48,3 34,5 26,2 15,9 34,5 35,2 33,1 32,4 32,4 31,7 31,0 160 113 ПО 107 103 100 95,2 157 108 102 98,6 94,5 84,1 72,4 89,6 103 98,6 92,4 88,3 82,7 77,2 189 188 183 179 169 162 152 90,3 79,3 72,4 69,0 65,5 57,9 52,4 159 124 112 ПО 107 104 89,6 214 121 11,0 64,8 — — — 152 Пл * — — — — — 140 Пл — — — _ _
Значения прочностных свойств наполненных и ненаполненных
термопластов (см. табл. 7.6) при повышенных температурах при-
ведены в табл. 7.7 [20 J. Эффект термостарения при 260 °C иллю-
стрируется данными табл. 7.8 [20]. Испытания проводились
при 23 °C. Характерные зависимости тех же параметров для СВ КМ
на основе нейлона 66 представлены на рис. 7.8 и 7.9 соответственно
[19]. Кривые зависимости напряжение — деформация, получен-
ные при различных температурах для СНКМ (СНТП) на основе
нейлона 66 приведены на рис. 7.10 [19]. На рис. 7.11 приведены
0 2 4 6 8 £,7о 0 2 4 6 £,%
1 а) ' В]
Рис. 7.10. Зависимость напряжения а—деформация 8 для СНТП при различ-
ных условиях испытаний:
о — <3нтел 70-G-33»; б — «Зител 71-G-33» (кейлон 66 + 33 % стекловолокна); 1, 2, 4,
5 — сухой материал; 3 — относительная влажность ф = 50 %; температура; 1 — —40;
2 +23; 3 ~ +23; 4 +93; 5 — +149 °C
171
бд,МПа.
Рис. 7.11. Зависимость предела прочности <тв при растяжении СНТП с поли-
феиилеисульфидом от температуры Т:
1 ™ наполнен 40 % стекловолокна; 2 — ненаполненный полимер 1181
Рис. 7.12. Зависимость предела прочности тсд при сдвиге СНТП от температуры Т-,
I « «Зител 70-G-33» (нейлон 66 + 33 % стекловолокна); 2 =* «Знтел 70-G-43» (нейлон
66 + 43 % стекловолокна); 3 — «Знтел 77-G-33» (нейлон 612 + 33 % стекловолокна)
кривые зависимости прочности от температуры для наполненного
и ненаполненного полифен ил енсульфи да. Влияние температуры
на сдвиговые свойства трех СНТП из нейлона представлено на
рис. 7.12 [19].
Изменение прочностных характеристик СНТП из нейлона 66
с двумя различными степенями наполнения и нейлона 612 со сте-
пенью наполнения Усв. м = 33 % в зависимости от относительной
влажности образцов, показано на рис. 7.13 [19].
Типичные усталостные кривые (напряжения, растяжения и
сжатия — число циклов) для двух композитов с нейлоном пред-
ставлены на рис. 7.14 [19].
Рис. 7.13. Зависимость предела прочно-
сти при растяжении <тв от относительной
влажности образца <р для СНТП «Зи-
тел 70-6-43» (нейлон 66 4- 43 % стеклово-
локна) (7); «Зител 77-G-33» (нейлон 612 +
+ 33 % стекловолокна) (2), «Зител 70
6-43» (нейлон 66 -4- 33 % стекловолокна)
(•*)
Рис. 7.14. Сопротивление усталости при напряжениях растяжения—сжатия о,
частоте циклов f = 1800 мин"1 и числе циклов п для СНТП:
бв, МПа
1, 2 — «Знтел 70 G-ЗЗ»; 3, 4 « «Знтел 71 G-ЗЗ» (нейлон 66 + 33 % стекловолокна)!
1, 3 — сухне образцы; 2, 4 —< относительная влажность ф = 50 %
Рис. 7.15. Зависимость предела прочности при растяжении ав от времени t
в процессе экспозиции при климатических испытаниях (шт. Флорида) образцов
СВТП:
1 — «Знтел 70 G-ЗЗ»; 2 «Знтел 71 G-ЗЗ» (нейлон 66 -f- 33 % стекловолокна); 3 —
«Знтел 70 G-13»; 4 — «Знтел 71 G-13* (нейлон 66 + 13 % стекловолокна)
Действие климатических факторов на предел прочности при
растяжении для ряда композитов с нейлоном при экспозициях до
3 лет показано на рис. 7.15 [191.
7.5. Теоретические предпосылки
Аналитические методы, разработанные для материалов с на-
полнителем из непрерывных волокон, стали неотъемлемой инстру-
ментальной частью технологии композитов. Аналогичные способы
для резаных волокон сейчас лишь исследуются, но еще полностью
не разработаны. Их успешное решение осложняется следующими
факторами:
изменением длины волокон в процессе переработки и распре-
деления; варьированием распределения волокон в массе свя-
зующего; концентрацией напряжений на концах волокон; вза-
имодействием на поверхности раздела фаз; неаддитивностью
свойств матрицы и волокна, составляющих КМ.
Для определения прочности и жесткости композиционных мате-
риалов из резаных волокон было предложено несколько моделей.
О методике, приведенной ниже, сообщалось в нескольких публи-
кациях Халпина и др. [23].
7.5.1. Концепция квазиизотропности сложных пластиков
Показано, что закономерности распределения коротких воло-
кон в матрице могут быть описаны вероятностными соотношениями,
достаточно близко характеризующими статистические характери-
стики двухмерного квазиизотропного слоистого пластика.
173
Сделано предположение, что поле с линейным распределением!
напряжений существует по всей толщине, а это совпадает с класси-1
ческой теорией слоистых пластиков.
При одноосном растяжении проявляются высокие модуль]
упругости, предел прочности и относительное удлинение, в то]
время как соответствующие величины при деформировании в по-]
перечном направлении относительно малы. Когда слои КМ рас-]
полагаются в нескольких направлениях, итоговые механические]
характеристики будут промежуточными между значениями, по-]
лученными при продольной и поперечной деформациях. При’
возрастании числа ориентированных слоев изотропная прочность
достигается асимптотически. Достаточно сложения четырех одно-
направленных слоев, чтобы многослойный материал при углах
ориентации 0/90°/± 45° мог бы быть выбран для изотропного
моделирования.
Теория максимальных напряжений, разработанная Петитом
и Ваддоупсом [24], позволяет оценить прочность КМ для случая
с неориентированными короткими волокнами. Первый этап в этом
анализе — вычисление модуля упругости для слоевой компози-
ции из связующего и коротких волокон исходя из допущения
аддитивности свойств волокон и матрицы.
Продольный модуль упругости I
Еа = EBVB + £MVM, (7.1 J
где VB, VM — объемные доли соответственно волокна и матрицы.]
Поперечный модуль эластичности ;
Р ... Ем {1 + gVB [(£в/£м) - 1] [(£в/£м) + С)} ,7<J
l-VB[(£B/£M)-l][(£B/£M)-J-a ’ < '
где t — коэффициент упрочнения. !
Модуль упругого сдвига ’
6 _ Ом [ 1 + CVB - 1] [(<?в/<?м) + О z7J
12 1 ~ VB [(GB/GM) - 1] [(GB/GM) + a * 1 ’
Основной коэффициент Пуассона i
Via = vBVB + vMVM. (7.4) j
Продольный модуль эластичности и коэффициент Пуассона]
приблизительно оцениваются по «правилу смеси», которое не при-
годно для расчета модуля упругого сдвига и поперечного модуля
упругости. Модуль упругости волокон в значительной мере опре-
деляет значение общего модуля КМ. Жесткость армирующих
коротких волокон приближается к жесткости длинных волокон
при их большом содержании в композитах. Прочность КМ также
является функцией относительного содержания в нем волокна и
с его возрастанием увеличивается до некоторого предела. В то же
время она не достигает значений, характерных для КМ, арми-
рованных длинными волокнами. j
174 1
Уравнения Халпина — Кардоса [23] были предложены для
определения фактора уменьшения прочности (ФУП). ФУП исполь-
зуется для вычисления допустимых напряжений (продольного,
поперечного и сдвигового) в слоистых композитах. Эти расчеты
приводят к результатам, совпадающим с наблюдениями, что суще-
ствует некое критическое содержание волокна в композите. Когда
доля армирующей компоненты в КМ равна этому пределу или
превышает его, волокно рвется, но при уменьшенной прочности
композита. Ниже критического значения композит разрушается
по матрице или же по поверхности раздела матрица — волокно.
Эта критическая характеристика описывается соотношением
(1М)к = (ав/тм)/2,
где <тв — предел прочности при растяжении волокна; тм — пре-
дел прочности матрицы при сдвиге.
Последующие этапы моделирования осуществляются путем
приложения возрастающих нагружений к многослойному мате-,
риалу и изучению прочности каждого слоя на разрыв. Слои
разрываются при достижении допускаемых напряжений. По мере
разрыва каждого слоя, проводят пересчет модуля упругости
композита на оставшееся сечение, и так продолжается вплоть
до разрушения всех слоев. Результаты такого анализа продемон-
стрированы на рис. 7.16 [25]. Подобные подходы для квазиизо-
тропного многослойного материала с длинными волокнами иллю-
стрируются данными, приведенными на рис. 7.17 [23]. На рис. 7.18
представлено сравнение теоретического и реального пределов
прочности при растяжении многослойного композита с произ-
вольно ориентированными в матрице короткими волокнами как
функции объемной доли волокна [26].
Рис. 7.17. Зависимость напряжение о — деформация в сложного эпоксистекло-
пластика, квазиизотропно-армированного непрерывными волокнами в соответ-
ствии с теорией максимальных деформаций (расчетная кривая)
Рис. 7.16. Зависимость напряжение а — деформация в стеклопластиков с эпок-
сидным связующим, квазиизотропно-армированных короткими волокнами в со-
ответствии с теорией максимальных деформаций (расчетная кривая)
175
Рис 7.18. Влияние объемной доли
стекловолокна РСв. о в композите
на предел прочности ав при растя-
жении эпоксистеклопластиковых
пластин с хаотичным расположе-
нием коротких волокон {Lid = 500)
в соответствии с теорией максималь-
ных деформаций:
1 — жесткая матрица; 2 — пластич-
ная матрица; 3 — аналог квазннэотроп-
ной пластины
Квазиизотропный аналог сло-
истого пластика приемлем не
только для совершенно неориенти-
рованных смесей, но может быть
в равной степени использован,
когда существует некоторая сте-
пень анизотропии, а также для
анализа систем с различной сте-
пенью объемного заполнения КМ
резаными волокнами. Ранее ука-
зывалось, что в большинстве слу-
чаев формование СВТП приводит ,
к образованию структур, характе- 1
ризующихся промежуточными ва- 1
риантами расположения волокон j
от произвольного до анизотроп- |
ных. При этом длина волокна из- |
меняется в значительной степени. |
Можно ожидать, что некоторые 1
волокна подвергнутся измельче- 1
нию в процессе переработки до
размеров ниже критического. По- I
следнее условие также может быть ?
учтено при квазиизотропном ана-
лизе систем. Тот факт, что упомя-
нутое вышерассмотрение проводи-
лось с термореактивными смолами, не должен влиять на его ,
использование в композитах с термопластичными связующими. ’
Необходимость дальнейшего совершенствования теории обусло- <
влена реальной неаддитивностью свойств, нелинейным поведе- 1
нием связующего. Теория должна учитывать возможность более j
точной оценки концентрации напряжений на концах арми- |
рующих ВОЛОКОН. !
7.6. Применение СВТП’
Первое применение термопласта, армированного стекловолок-
ном (СВТП), в США было опробовано для армейских шахтных :
установок (СВТП были сформованы инжекционным способом из i
полистирола со стеклонаполнителем). Разработка такого мате- ;
риала явилась началом промышленного производства и примене- .1
ния СВТП. Интерес правительства США к таким и подобным ма-
териалам не иссякал, хотя и оставался на относительно скромном ’
уровне. В военной индустрии США такие изделия на основе СВТП, ,
как патронные гильзы, ведущие пояски и направляющие полозья :
для артиллерийских снарядов, корпуса предохранителей, под- i
шипники скольжения, зубчатые колеса и компоненты для транс- j
176 ’
портных средств, составляют около 5 % общего потребления.
В настоящее время правительство США проявляет интерес к раз-
витию методов непрерывной экструзии или пултрузии углеволок-
нистых стренг с термопластичным связующим и обмоткой стекло-
волокном или другими армирующими материалами с такими
смолами, как полисульфоны.
Основным потребителем армированных термопластов является
автомобильная промышленность, которая использует более 50 %
их производства. Второй большой потребитель — область про-
изводства вычислительных машин и устройств, которая потребует
около 30 % СВТП. Для связующего доля потребления полипро-
пилена составляет ~ 30 %, полиамидов — 20 %, полистирола —
15 %. Доминирующую роль полипропилена легко понять, по-
скольку, за исключением полистирола, он— наименее дорогой
материал из этого класса связующих. Цены на материалы в за-
висимости от типа связующего и массовой доли стекловолокна
(V'cb. м) указаны в табл. 7.9, составленной фирмой «Дюпон» по
состоянию на октябрь 1978 г.
Ударная вязкость, жесткость, способность сохранять размеры
и устойчивость к ползучести — вот те наиболее важные свойства,
которые привели к повышенному спросу на СВТП. Разработка
технических пластмасс с особо ценными свойствами, реализуе-
мыми при повышенных температурах, способствовала открытию
новых рынков сбыта КМ. Второстепенные характеристики, такие,
как возможность нанесения гальванопокрытий на поверхности
7.9. Сравнительные цены на материалы
Тип связующего ^СВ. м» % Цена 1 м8, долл. Тип связующего ^СВ. М’ % Цена 1 м\ долл.
Полиформальдегид 0 3078 (Дельрин) 20 3924 Нейлон 66 (Зител) 0 2868 13 3282 33 3708 43 4062 Полипропилен высо- 0 588 кой плотности 20 1644 30 1860 САН 0 1044 20 1932 30 2130 АБС . 0 1092 20 1974 30 2136 Полифеииленоксид 0 2682 20 3342 30 3648 Поликарбонат 0 2940 20 5034 30 5178 Сложные полиэфиры 0 2784 20 3396 30 3452 Полисульфон 0 8064 20 9750 30 9552 Полистирол (изотак- 0 678 тический) 20 1560 30 1746 Алюминий — 3450 SAE-309 (360) в слитках
177
деталей, небольшой коэффициент трения и малая степень износа,
низкая влагоемкость в сочетании с хорошими электрическими
свойствами и с повышенной пожаростойкостью, также внесли свой
вклад во все расширяющийся рынок сбыта СВТП.
Детали, отформованные из СВТП, имеют относительно неболь-
шие размеры по сравнению с габаритами аналогичных изделий,
изготовленных из листовых или блочных компаундов, сформо-
ванных из расплавов, а также термореактивных материалов.
Типичные примеры — автомобильные панели для приборов, кор-
пуса насосов и бытовых электроприборов, активаторы стираль-
ных машин, фитинги, зубчатые колеса и подшипники. Штампо-
ванные изделия из СВТП будут иметь гораздо большие размеры.
СПИСОК ЛИТЕРАТУРЫ
1. Plast. Technol. 24, No. 6 (May 1978).
2. Titow W. V. and Lanham B. J., Reinforced Thermoplastics. Applied Science
Publichers Ltd., London, 1975.
3. Milewski J., Plst. Eng. (November 1978).
4. Ferrigno T., Plast. Eng. (November 1978).
5. Bradt R., U. S. Patent 2, 877, 501 (assigned to Fiberfil, Inc.), March 1959.
6. Englehardt J. et al., 22nd Annaul Conference, Reinforced Plastics Devision,
SPI, 1967, Section 10-E.
7. Richards R. and Sims D., Composites 2 (December 1971).
8. Bernardo A., SPE J. 26 (1970).
9. Goetther L., Monsanto Research Corporation, HPC 72—149, December 1972.
10. Mallick P. and Broutman L., 29th Annual Conference, Reinforced Plastics/
Composites Institute, SPI, 1974, Section 13-B.
11. Plueddemann E. and Stark G., 32nd Annual Conference, Reinforced Plas-
tics/Composites Institute, SPI, 1977, Section 4-C.
12. Plueddemann E., 28th Annual Conference, Reinforced Plastics/Composites
Institute, SPI, 1973, Section 21-E.
13. Blumentritt B., Yu B. and Cooper S., Composites 6 (May 1975).
14. Goettler L., Monsanto Research Corporation, HPC 69—91, December 1969.
15. Blumentritt B., Polym. Eng. Sci. 14 (1974).
16. Plastics Wolrd, Rosato Plastics Seminar.
17. Fiberfil Devision, Dart Industries, Inc., Catalog, No. 475-7854.
18. Titus J., Plastec Special Report 9, May 1971.
19. Zytel Design Handbook A-78648, E. I. du Pont de Nemours & Company, i
Inc.
20. Theberge J. et al. 30th Annual Conference, Reinforced Plastics/ Composites
Institute, SPI, 1975, Section 17-E.
21. Theberge J., Arkles B., and Cloud P., 27th Annual Conference, Reinforced
Plastics/Composites Institute, SPI, 1972, Section 14-C.
22. Theberge J., Mod. Plast. (June 1968).
23. Halpin J. and Kardos J., Polym. Eng. Sci. 18, No. 6 (mid-May 1978).
24. Petit P. and Waddoups M. E., J. Composite Materials 3 (January 1969).
25. Jerina K. and Halpin J., AFML-TR-72-148, October 1972.
26. Lavengood R., Polym. Eng. Sci. 12. No. 1 (January 1972).
8. СТЕКЛОПЛАСТИКИ
Чарльз Е. Нокс
8.1. Введение
Вот уже более 3500 лет человечеству известно о возможности
вытягивания различных изделий из расплавленного стекла. Эти
длинные стеклянные предметы первоначально использовались как
украшения. Позже, в XIX в. было теоретически предсказано, что
стекло, вытянутое в длинное волокно, пригодно для использова-
ния в различных текстильных изделиях. Более того, эксперимен-
тальные ткани из смеси стекловолокон с шелковыми волокнами
использовались при создании новых видов одежды и для дамских
туалетов во Франции и США. Однако промышленного производ-
ства стекловолокон реально не существовало до 1939 г. Начало
коммерческого выпуска стекловолокон связано с образованием
фирмы «Оуенз-Корнинг файбергласс», являющейся исследова-
тельским отделением «Оуенз-Иллинойс энд Корнинг гласе уоркс».
При таком скромном начале производство текстильных нитей
ныне выросло в целую индустрию с многомиллионными оборотами.
Более того, текстильный ассортимент стекловолоконной промыш-
ленности составляет только 27 % всего выпуска стекловолокон
и в общем балансе промышленности стоит несколько особняком.
8.2. Производство стекловолокон
Промышленность выпускает стекловолокна двух основных
видов: непрерывную нить и штапельное (резаное) волокно. Исход-
ным технологическим процессом для получения всех видов стекло-
волокон является процесс вытяжки нитей из расплава.
Кварцевый песок, известняк, борная кислота и другие компо-
ненты (глина, уголь и шпаты) перемешиваются и плавятся в вы-
сокотемпературных печах. Температура плавления для каждой
композиции—своя, но в среднем она составляет ~ 1260 °C.
Расплав стекла поступает непосредственно в оборудование для
расплавного формования. Это — одностадийный процесс. При
двухстадийном процессе расплав перерабатывается вначале
в стеклосферы, которые затем поступают в плавильные печи.
После вторичной плавки расплав подается на установки для фор-
мования. Большую часть стекловолокон получают одностадийным
методом, который схематически показан на рис. 8.1.
179
Рис. 8.1. Схема одностадийного получения стекловолокна:
1 — глина; 2 — известняк; 3 — уголь; 4 —кварцевый песок; 5 — флюорит; 6 —‘борная
кислота; 7 — автоматические дозаторы; 8 — смеситель; 9, 10—бункера; 11 — шнековый
питатель; 12 — ванна; 13 — секция приготовления замасливателя (шлихты); 14 — пла-
тиновые фнльеры (бушинги) с электроиагревом и автоматическим управлением; 15 —
замасливатель; 16 — высокоскоростное намоточное устройство; 17, 27 — посты контроля
и взвешивания; 18 — камера для кондиционирования волокна; 19 — крутнльиые ма-
шины; 20 — участок отделки и упаковки пряжи; 21 — участок термообработки; 22 —
шпуляриики; 23 — намоточная машина для ровинга; 24 — резальная машина; 25 —
ровинг; 26 — резаное волокно (штапель); 28— участок упаковки; 29,— участок отгрузки
продукции
180
Непрерывные волокна получают из предварительно расплав-
ленного стекла на аппаратах для вытяжки стекловолокон (емкость
для расплавленного стекла из платинового сплава называется
бушингом х). Под действием гидростатического давления расплав
стекла вытекает через тонкие отверстия фильеры в днище бушинга.
Экструдируемые из каждого отверстия струи (рис. 8.2, а, б) под-
вергают интенсивному механическому растяжению, после закалки
Рис. 8.2. Течение расплавленного стекла из тонких отверстий фильер (плати-
новых бушиигов) по данным фирмы:
а «ППГ индастриз»; б «Оуэнз-Корпииг файбергласс»
в подфильерном холодильнике (в потоке водяных брызг) собирают
в нить и пропускают через зону, в которой на волокно наносится
покрытие — замасливатель, повышающий компактность нити.
Собранные в единый пучок элементарные волокна носят название
«стренга» 1 2.
Готовая стекловолоконная стренга принимается со скоростью
3,2 км/мин. Прядильный кулич кондиционируется или проходит
сушку для дальнейшей переработки в товарную продукцию.
Для получения штапельного стекловолокна расплавленная
стекломасса, вытекающая из отверстий фильеры, вытягивается
и разрывается в струе воздуха 3. Волокна длиной 200 ... 380 мм
1 Бушииг — стеклоплавильный сосуд, имеющий форму лодочки. — Прим,
ред. пер.
2 В советской литературе наряду с термином «стренга» употребляется термин
«жгут». — Прим. пер.
а Способ «воздушного» вытягивания, Прим. ред. пер.
181.
собираются вместе на вращающемся барабане и объединяются
в стренгу. Затем стекловолокно проходит кондиционирование
или сушку, если это необходимо для дальнейших технологических
процессов.
Каждое элементарное волокно, вытягиваемое из отверстий
фильеры, должно контролироваться для обеспечения стабильности
размеров и свойств как элементарных волокон, так и стренг.
Этот контроль достигается с помощью регулирования вязкости
и температуры расплава стекломассы, а также скорости вытяжки
(скорости приема нити или скорости истечения струи). Следова-
8.1. Маркировка н размеры элементарных стекловолокон
Маркировка Диаметр, мкм Маркировка Диаметр, мкм Маркировка Диаметрй мкм
в 3,8 DE 6,0 н 10,0
с 4,5 Е 7,0 к 13,0
D 5,0 G 9,0
тельно, можно получать большее число волокон различной тонины,
меняя число отверстий в бушинге и условия вытяжки.
В результате длительной практики промышленность стекло-
волокон установила несколько стандартов на толщину моноволо-
кон. Эти данные сведены в табл. 8.1. Значения диаметров, выра-
женные в микрометрах, округлены.
8.3. Состав стекла
Стекло является аморфным материалом, занимающим по своим
физико-механическим свойствам промежуточное положение между
твердым телом и жидкостью. С одной стороны, оно не обладает
кристаллической структурой твердого тела, с другой — не обла-
дает текучестью, проявляющейся в жидкостях. Химически стекла
состоят в основном из кремнеземной (SiO2) основы, существующей
в виде полимерных цепочек (—SiO4—). Однако диоксид кремния,
т. е. кварц, требует высоких температур для размягчения и вытя-
гивания. Поэтому необходима модификация состава для снижения
уровня рабочих температур, при которых стекломасса обладает
вязкостью, позволяющей проводить вытяжку нитей. Способы
модификации состава могут быть разделены по решению задач
на две группы: получение стекол с определенными свойствами
и приспособление к нуждам технологии.
Высокощелочные стекла (широко известные как натриевые
или бутылочные стекла) являются наиболее распространенными.
Они используются в основном для производства емкостей и ли-
стового стекла. Высокощелочные композиции (известково-натрие-
182
вое стекло), известные под маркой Л-стекла, выгодны для получе-
ния волокон, обладающих высокой хемостойкостью.
Вместе с тем высокое содержание щелочи в стекле определяет
его невысокие электрические свойства, в то время как хорошие
электроизоляционные свойства определили развитие стекол на
основе низкощелочных композиций (алюмоборосиликаты), полу-
чивших наименование f-стекол. В настоящее время из £-стекол
изготовляется большая часть текстильного ассортимента стекло-
волокон.
8.2. Состав стекловолокон, %
Состав Марка стекла
А (высоко- щелочное) С (химически стойкое) Е (электроизо- ляционное) S (высоко- прочное)
Окнсь кремния 72,0 64,6 54,3 64,2
Окись алюминия 0,6 4,1 15,2 24,8
Окись железа — — — 0,21
Окись кальция 10 13,2 17,2 0,01
Окись магния 2,5 3,3 4,7 10,27
Окись натрия 14,2 7,7 0,6 0,27
Окись калия —* 1,7 1 —
Окись бора — 4,7 8,0 0,01
Окись бария — 0,9 — 0,2
Прочие вещества 0,7 — — —
Для специальных областей применения, когда не подходят
волокна из Л-стекла и £-стекла, могут быть созданы композиции
с необходимыми характеристиками. Когда требуется особо вы-
сокая хемостойкость, может быть использовано волокно из С-
стекла (натрийборосиликатная композиция). Для создания воло-
кон с высокими прочностными характеристиками (например, для
материалов несущих конструкций в самолето- и ракетостроении)
используют S-стекла (Срстекла) (магнийалюмосиликатные ком-
позиции). Повышение прочностных характеристик волокон из
S-стекла приблизительно на 40 % относительно волокон из Е-
стекла является результатом более высокой прочности исходной
композиции. Кроме того, S-стекла имеют более высокую тепло-
стойкость, нежели £-стекла (см. табл. 8.3). Волокна из S-стекла
обладают наряду с высоким качественным уровнем свойств до-
вольно умеренным уровнем стоимости (S2-, или Сх2-стекла).
Типичные композиции для перечисленных марок стекол при-
ведены в табл. 8.2 с указанием массовых долей компонентов в про-
центах.
Образцы специальных композиций стекол создаются для иссле-
дования возможности создания материалов со специальными
свойствами, однако в производстве стекловолокон они не являются
коммерческой продукцией.
183
Композиция ЛГ-стекла позволила получать стекловолокна
с высоким модулем упругости (Е = 113 ГПа). Однако присут-
ствие бериллия (окиси, бериллия) препятствует созданию коммер-
ческой продукции х.
Низкие диэлектрические свойства 1>-стекол послужили при-
чиной исследования возможности их применения в электронике.
Они обладают низкой диэлектрической проницаемостью (3,8),
по сравнению с £-стеклами (5,9) и могут найти применение при
создании рбтекателей антенн радиолокаторов.
L-стекла (свинцовые) хороши для радиационной защиты.
Стекловолокна из такой композиции могут быть использованы
для защитной одежды людей работающих с рентгеновским излу-
чением, и как «меченая» пряжа в композитах, которая не разру-
шается под воздействием рентгеновского излучения.
8.4. Свойства стекловолокон
Состав стекла в первую очередь определяет свойства стекло-
волокон. Не менее значимой оказывается и термическая предысто-
рия стекла. Расширение сфер применения стекловолокон опре-
деляется в основном их свойствами (табл. 8.3).
Высокая прочность при растяжении. Стекловолокна имеют
очень высокий предел прочности при растяжении, превышающий
прочность других текстильных волокон. Удельная прочность
стекловолокон (отношение прочности при растяжении к плот-
ности) превышает аналогичную характеристику стальной про-
волоки.
Тепло- и огнестойкость. Так как природа стекловолокон неор-
ганическая, они не горят и не поддерживают горение. Высокая
температура плавления стекловолокон позволяет использовать
их в области высоких температур.
Хемостойкость. Стекловолокна не воздействуют на большин-
ство химикатов и не разрушаются под их влиянием. Устой-
чивы стекловолокна и к воздействию грибков, бактерий и на-
секомых.
Влагостойкость. Стекловолокна не сорбируют влагу, следо-
вательно, не набухают, не растягиваются и не разрушаются под
ее воздействием. Стекловолокна не гниют и сохраняют свои высо-
кие прочностные свойства в среде с повышенной влажностью.
Термические свойства. Стекловолокна имеют низкий коэффи-
циент линейного расширения и большой коэффициент теплопро-
водности. Эти свойства позволяют эксплуатировать их при повы-
шенных температурах, особенно, если необходима быстрая дисси-
пация температуры.
я Ограничения связаны с канцерогенностью бериллиевого производства. —
Прим. пер.
184
8.3. Свойства стекловолокон
Свойства Марка стекла
А С Е S
Физические
Плотность, кг/м* Твердость по Моосу Механические 2500 2490 6,5 2540 6,5 2480 6,5
Предел прочности при растяжении МПа: /
пр и 22 °C 3033 3033 3448 4585
при 371 °C — — 2620 3768
при 533 °C — — 1724 2413
Модуль упругости при растяженнн при 22 °C, МПа — 69,0 72,4 85,5
Предел текучести, % — 4,8 4,8 5,7
Упругое восстановление, % — 100 100 100
Термические
Коэффициент линейного термического расширения, 10~в К-1 Коэффициент теплопроводности, Вт/(м- К) 8,6 7,2 5,0 5,6
— — 10,4 —•
Удельная теплоемкость при 22 °C — 0,212 0,197 0,176
Температура размягчения, °C 727 749 841 —
Электрические
Электрическая прочность, В/мм Диэлектрическан постоянная при 22 °C: — — 19 920 —
при 60 Гц — — 5,9—6,4 5,0—5,4
при 1 МГц Потери при 22 °C: 6,9 7,0 6,3 5,1
при 60 Гц — — 0,005 0,003
при 1 МГц — — 0,002 0,003
Объемное сопротивление при 22 °C и 500 В постоянного тока, Ом-м — — ю1? 1018
Поверхностное сопротивление при 22 °C и 500 В постоянного тока, Ом-м — — IO1* 1018
Оптические
Коэффициент преломления — — 1,547 1,423
Акустические
Скорость звука, м/с — 5330 5850
185
Электрические свойства. Поскольку стекловолокна не про-
водят ток, они могут быть использованы как очень хорошие изо-
ляторы. Это особенно выгодно там, где необходимы высокая
электрическая прочность и низкая диэлектрическая постоянная.
Физические, механические, термические и электрические свой-
ства А-, С-, Е- и S-стекол приведены в табл. 8.3. Для каждого
конкретного применения обычно используют то волокно, в кото-
ром реализуется максимальное число необходимых свойств. Так,
например, в авиа- и ракетостроении при создании обтекателей
используются высокие прочностные и хорошие электрические
свойства армирующих стекловолокон. При создании печатно-на-
борных плат должны быть соблюдены условия реализации хоро-
ших электрических свойств и высокой размеростабильности.
Стекловолокна обеспечивают эти качества и при изменении внеш-
них условий, и в процессе технологических операций.
Большое разнообразие стекловолокон, как армирующего агента
в КМ, требует максимального сохранения свойств в условиях
высокой влажности. Для этих целей предпочтительнее волокна
из £-стекол, так как они максимально устойчивы к воздействию
воды. При кипячении в течение 1 ч волокно из £-стекла теряет
1,7 % массы, в то время как те же потери для волокон из других
стекол составляют 0,13 % для S-стекла и 11,1 % для Д-стекла.
Хотя при Часовой экспозиции потери массы S-стекла меньше,
чем £-стекла, при длительном кипячении волокна из S-стекла
теряют массу больше, чем из £-стекла. В результате этого проис-
ходит существенное снижение свойств S-волокон. Таким образом,
если композиты должны сохранять в течение длительного времени
стабильные свойства, желательно использовать для их армиро-
вания £-стекла. Высокая прочность при растяжении и малая
диэлектрическая проницаемость волокон из £-стекол также яв-
ляются важным фактором при их использовании.
Однако волокна из Е- и А-стекол разрушаются под действием
кислот и щелочей, в то время как S-стекла прекрасно сохраняются
при воздействии этих реагентов. Поэтому S-стекла применяются
в таких средах, как, например, сепараторы в аккумуляторных
батареях.
8.5. Ассортимент стекловолокон
8.5.1. Стекловолоконные ровинги
Стекловолоконные ровинги представляют собой объединение
непрерывных и параллельных стренг (жгутов) или элементарных
волокон. Традиционный ровинг производится совместным пря-
дением нескольких простых стренг, число которых определяется
требованиями последующей переработки (параметром ровинга
может являться длина единицы его массы) г. Отдельная
1 В советской литературе используется термин «развес» — масса 1 м ро-
винга. — Прим. пер.
186
стренга (жгут), так называемая составляющая, состоит из объеди-
ненных элементарных стекловолокон. Элементарные волокна
вытягивают из бушинга, число отверстий в котором соответствует
числу филаментов в стренге, что в свою очередь определяется
потребностью последующей переработки.
Ровинг получают в основном из G- или /<-волокон (см. табл. 8.1).
Могут быть использованы и более толстые волокна. Развес ро-
винга лежит в основном в пределах 3600 ... 450 м/кг (или 276 ...
2222 текс1).
8.5.2. Ткани из ровинга
Большая часть стеклоровинга перерабатывается в грубые
ткани, потребность в которых возникает, если есть необходимость
быстрого набора толщины материала на большой поверхности.
Особенно часто это используется при создании корпусов лодок,
различных судовых приспособлений и многих типов покрытий.
Ткань из ровинга выпускается с различной плотностью
(0,407 ... 1,356 кг/м2) и различной толщины (0,51 ... 1,02 мм).
Параметры тканей приведены в табл. 8.4. >
Ткань из стекловолоконного ровинга, пропитанная термо-
реактивным полиэфирным связующим, может перерабатываться
в композиционный материал методом ручной выкладки. Такая
техника применяется, в частности, при создании корпусов лодок.
Слоистый пластик, сделанный по этой технологии, имеет низкое
соотношение стекло/смола и, следовательно, ограниченную воз-
можность сшивки полимерного связующего. Вследствие этого
механические свойства такого слоистого материала оказываются
не очень высокими.
Повышение механических свойств слоистых стеклопластиков
может быть достигнуто за счет уменьшения содержания связую-
щего и за счет использования полиэфирных связующих с высокой
температурой отверждения. Механические свойства пластиков
с огнезащищенными полиэфирами ниже, чем пластиков со стан-
дартными полиэфирными связующими. Свойства типичных СВ КМ
из стеклоровинга с полиэфирными связующими приведены
в табл. 8.4.
8.5.3. Стекловолоконные маты
Существуют три основных типа матов из стекловолокон: маты
из резаных нитей, из непрерывных нитей и декоративные маты или
покрытия. Маты из резаных волокон изготовляют обычно в виде
нетканых материалов, в которых стекловолокна получают резкой
путанки или непрерывного жгута на штапельки длиной 25,4 ...
50,5 мм. Волокна имеют преимущественно случайное распреде-
ление в горизонтальной плоскости и удерживаются вместе хими-
1 Текс — мера толщины волокна, или масса 1000 м волокна в граммах.
187
8.4. Характеристика тканей из ровиига и слоистых пластиков
иа основе полиэфиров
а. Строение тканей, их свойства
Плотность (основа X уток), число нитей, см-1 Плотность, кг/м1 Толщина, мм Переплетение
2X3,2 0,610 0,787
2X3,2 0,814 0,965 Простое
2X2,4 1,020 1,24
2X3,2 1,220 1,32
б. Свойства слоистых пластиков на основе ткани с плотностью 0,814 кг!мг
из стеклоровинга и полиэфирного связующего
Свойства ОГС ОГС МЦ
Массовая доля связующего, % 49,0 45,6 42,6
Толщина, мм 7,59 6,73 6,68
Режим отверждения Предел прочности при изгибе, МПа, по усло- виям: тк Р + Т р + Т
А 235,8 343,4 504,0
£>2/100 Модуль упругости прн изгибе, ГПа, по усло- виям: 267,5 306,1 410,9
А 14,2 16,6 20,0
£>2/100 Предел прочности при сжатии, МПа, по усло- виям: 14,6 15,9 19,5
А 204,8 137,2 326,1
£>2/100 Предел прочности прн растяжении, МПа, по условиям; 188,2 173,8 276,5
А 289,6 337,2 354,4
£>2/100 279,9 326,8 347,5
Примечание. МЦ — многоцелевое связующее; ОГС — огнестойкое свя-
зующее; А — нормальные условия; £>2/100 — после погружения на 2 ч в воду
прн температуре 100 °C; Р + Т — давление н повышенная температура.
ческими связующими х. Плотность таких матов составляет 0,229 ...
0,916 кг/м2, и они могут иметь толщину 50,8 ... 1930,4 мм.
Маты, получаемые из нерезаных непрерывных жгутов стекло-
волокна раскладываются и соединяются в виде спирали. Такие
маты достаточно упруги при сравнительной разреженности струк-
туры, а благодаря механическому переплетению не требуют
дополнительной связи для создания необходимой прочности.
Декоративные маты или покрытия — это очень тонкие маты из
1 Автор, вероятно, имел в виду поверхностное взаимодействие. — Прим,
пер.
188
простых, непрерывных мононитей. Они используются как деко-
ративные поверхностно-армированные слои при получении компо-
зитов методом ручной выкладки или при расплавном прессовании
как компонент отделки и армирования поверхности.
8.5.4. Текстильная стекловолоконная пряжа
Текстильная стекловолоконная пряжа1-—это собранные вме-
сте одиночные параллелизованные волокна или стренги, которые
в дальнейшем могут быть переработаны в текстильный материал.
Непрерывные одиночные жгуты (стренги), полученные непосред-
ственно из бушинга, представляют собой простейшую форму
текстильной стекловолоконной пряжи, известной как «простая
пряжа». Для использования такой пряжи в дальнейшей текстиль-
ной переработке ее обычно подвергают незначительной крутке
(менее 40 м-1). Однако для большого числа тканей необходима
более толстая пряжа, чем получается непосредственно при вы-
тяжке из бушинга. Такой ассортимент текстильной пряжи может
быть получен методом скручивания и трощения. Типичным при-
мером является скручивание двух или более простых стренг
вместе с одновременным трощением (т. е. последующим скручи-
ванием двух или более уже предварительно скрученных жгутов).
Пряжа или жгут имеют S-крутку, если скручиваемые элементы
располагаются справа — вверх — налево, и Z-крутку, когда
скручиваемые элементы располагаются слева — вверх — направо.
Просто скрученный жгут (при числе кручений более 40 м-1) будет
образовывать петли, скрутки и запутываться, так как все эле-
менты закручены в одном направлении. Для избежания этого
явления при трощении общая крутка производится в направле-
нии, противоположном «простой» крутке. Например, при Z-крутке,
первичные элементы пряжи должны иметь S-крутку, что обеспе-
чивает получение «уравновешенной» пряжи. В результате опера-
ций кручения и трощения получают пряжу, прочность, гибкость
и диаметр которой могут варьироваться. Это является важной
предпосылкой для создания различных тканей, из которых в даль-
нейшем получают композиты.
8.5.5. Текстурированная пряжа
Текстильная стекловолоконная пряжа («простая» или троще-
ная) может быть подвергнута воздействию струи воздуха, кото-
рое вызывает случайное, но контролируемое разрушение эле-
ментарных стекловолокон, расположенных на поверхности пряжи,
и «распушение» пряжи. Этот процесс известен как «текстурирова-
ние», или создание «объемной» пряжи. Эффект текстурирования
s Пряжа — нить, состоящая из относительно коротких текстильных волокон,
соединенных с помощью скручивания. — Прим. ред. пер.
189
контролируется давлением воздуха и скоростью подачи пряжи.
Хотя происходит разрушение поверхностных элементарных воло-
кон, пропитываемость такой пряжи повышается. Использование
текстурированной пряжи в тканях наиболее выгодно тогда,
когда необходимо сочетание максимальной прочности с низким
содержанием связующего в композите.
8.5.6. Номенклатура пряжи
Разнообразие выпускаемой стекловолоконной пряжи привело
к необходимости создания точной системы ее идентификации.
Номенклатура стекловолоконной пряжи в США основывается на
буквенном и числовом обозначениях.
Первая буква в буквенном индексе соответствует композиции
стекла (см. табл. 8.2). Вторая буква означает тип волокон: С —
непрерывное (Н), S — штапельное (Ш), Т — текстурированное
(Т). Третья и четвертая буквы соответствуют диаметру элементар-
ного волокна (см. табл. 8.1).
Первая серия цифр в числовом индексе представляет 1/100 ли-
нейную плотность основного жгута (стренги) (в ярдах на фунт) х.
Вторая серия показывает количество стренг, скрученных вместе
(«числитель») и число строщенных вместе жгутов («знаменатель»).
Общее число основных жгутов определяется перемножением этих
чисел (0 считается в этом случае 1). Третья численная комбина-
ция, включающая обозначение S или Z, определяет конечное
число и направление крутки в пряже.
Например, пряжа имеет индексацию ECG150 4/2 3.8S, сле-
довательно, она изготовлена из £-стекла, из непрерывных эле-
ментарных волокон, диаметром G, основной жгут имеет линейную
плотность 15 ярд/фунт (33 текс). Четыре основных жгута из
ECG150 1/0, скрученных вместе (Z-крутка), получают обозначе-
ние ACG150 4/04.0Z. Трощение двух таких жгутов вместе с исполь-
зованием S-крутки (для получения равновесной пряжи) приводит
к следующему индексу пряжи: ECG150 4/2 3.8S. Следовательно,
пряжа состоит из 8 (4 X 2) основных стренг с линейной плотно-
стью 150 (X 100). Поэтому общая линейная плотность такой
структуры (150 X 8) ярд/фунт (264 текс) 2.
Номенклатура, включающая обозначения в системе, исполь-
зующей тексы, а так же типичные свойства коммерческих образ-
цов пряжи для тканей приведены в табл. 8.5.
• 1 ярд/фунт = 2,02-10~3 текс.
3 Индексация пряжи в системе «текс» несколько иная. Первая и вторая буквы
аналогичны. Вместо буквенного обозначения толщины записывается диаметр
элементарного волокна в микрометрах; затем линейная плотность стренг в тексах
и далее—аналогично описанному выше. Например, ЕН 10 90 2X2: Волокно
из f-стекла, непрерывная нить диаметром элементарного волокна 10 мкм. Ли-
нейная плотность стренгн 90 текс. Пряжа состоит из 2 стренг, скрученных вдвое
(2X2). — Прим. ред. пер.
190
8,5. Типы стекловолоконной пряжи, используемой в ткачестве
Конструкция пряжи (текс система) Линей- ная плот- ность, текс Мини- мальная разрыв- ная на- грузка, Н Конструкция пряжн (текс система) Линей- ная плот- ность, текс Мини- мальная разрыв- ная на- грузка, Н
Пряжа из Е-стекла ЕН5 2,75 1X0 2,75 1,11 ЕН5 2,75 1X2 5,50 2,22 ЕН5 5,5 1X0 5,50 2,22 ЕН5 5,5 1X2 11,00 4,89 ЕН5 11 1X0 11,00 4,89 ЕН5 11 1X2 22,00 9,79 ЕН5 11 1X3 33,00 14,70 ЕН5 11 2X2 44,00 9,60 ЕН5 11 3X2 66,00 29,40 ЕН5 11 1X0 22,00 9,78 ЕН5 22 1X2 44,00 19,60 ЕН5 22 1X3 66,00 29,40 ЕН5 22 2X2 88,00 39,10 ЕН5 22 2X3 132,00 64,10 ЕН6 33 1X0 33,00 15,60 ЕН6 33 1X2 66,00 31,10 ЕН9 33 1X0 33,00 15,60 ЕН9 33 1X2 66,00 31,10 ЕН9 33 1X3 99,00 40,00 ЕН9 33 2X2 132,00 53,40 ЕН9 33 2X3 198,00 80,10 ЕН9 33 2X4 264,00 107,10 ЕН9 33 3X3 297,00 120,00 ЕН9 33 4X4 528,00 214,00 ЕН6 66 1X0 66,00 25,40 ЕН9 66 1X0 66,00 25,40 ЕН9 66 1X2 132,00 50,70 ЕН9 66 1X3 198,00 76,10 ЕН9 66 2X2 264,00 101,00 ЕН9 66 2X3 396,00 152,00 ЕН9 66 2X4 528,Р0 203,00 ЕН10 90 1X0 90,00 42,30 ЕН6 134 1X0 134,00 49,80 ЕН9 134 1X0 134,00 49,80 ЕН9 134 1X2 268,00 101,00 ЕН9 134 1X3 403,00 152,00 ЕН10 198 1X0 198,00 75,60 ЕН 13 275 1X0 275,00 102,00 Пряжа из S-стекла SH5 11 1X2 22,00 — SH9 33 1X2 66,00 36,50 SH9 33 2X2 132,00 72,90 Текстурированная пряжа ЕТ6 33 1X0 35,00 5,52 ЕТ6 66 1X0 70,0 9,79 ЕТ6 134 1X0 144,00 20,90
Примечание. Обозначения соответствуют: ЕН = ЕС; ET = ET; SH =
= SC.
8.5.7. Ткани из стекловолокон
Свойства и условия получения стеклотканей зависят от строе-
ния этих тканей, плотности переплетения, извитости пряжи, плот-
ности исходной пряжи и от условий ткачества.
Плотность нитей в основе и утке определяется числом нитей
в 1 см ткани соответственно в продольном и поперечном направ-
лениях. «Основа» — это пряжа, расположенная вдоль длины
ткани, а «уток» перевивает ткань в поперечном направлении. Сле-
довательно, плотность ткани, ее толщина и прочность при разрыве
пропорциональны числу нитей и типу пряжи, используемой при
ткачестве. Эти параметры могут быть определены, если известна
конструкция ткани (табл. 8.6).
Существуют различные виды переплетений основы и утка для
создания прочных тканей. Варьируя вид ткани, можно создать
разнообразные армирующие структуры, влияющие в определен-
ной степени на свойства композитов из них. В ряде случаев при-
менения стеклотканей требуются специальные виды переплетений.
191
5 о«6. Структура и свойства стеклотканей
Артикул Число нитей (основа X X уток), cm*"J Пряжа (текс-система) Перепле- тение Поверхностная плотность, кг/м2 Толщина, мм Разрывная нагрузка, •Н
Основа Уток
104 23,6X 20,5 ЕН5 5,5 1X0 ЕН5 2,75 1X0 п 0,01197 0,030 350Х 130
106 22,0Х 22,0 ЕН5 5,5 1X0 ЕН5 5,5 1X0 п 0,0247 0,038 394Х 350
107 23,6Х 13,8 ЕН5 5,5 1X2 ЕН5 5,5 1X0 п 0,0356 0,043 613X175
108 23,6Х 18,5 ЕН5 5,5 1X2 ЕН5 5,5 1X2 п 0,0488 0,051 613Х 350
112 15,7X15,4 ЕН5 11 1X2 ЕН5 11 1X2 п 0,0719 0,076 718Х700
ИЗ 23,6Х 25,2 ЕН5 11 1X2 ЕН5 5,5 1X2 п 0,0837 0,076 1077X525
116 23,6X22,8 ЕН5 11 1X2 ЕН5 И 1X2 п 0,107 0,102 1095X1050
120 23,6Х 22,8 ЕН5 11 1X2 ЕН5 И 1X2 СА 0,107 0,102 1095X 1050
128 16,6X12,6 ЕН5 22 1X3 ЕН5 22 1X3 п 0,203 0,178 2185X1750
143 19,3X11,8 ЕН5 22 3X2 ЕН5 И 1X2 СА 0,298 0,229 5260Х 525
162 11,0X3,2 ЕН5 22 2X5 ЕН5 22 2X5 П 0,414 0,381 3940Х 3065
164 7,9X7,1 ЕН5 22 4X3 ЕН5 22 4X3 П 0,427 0,406 4375Х 3940
181 22,4X21,3 ЕН5 22 1X3 ЕН5 22 1X3 А 0,302 0,229 3065X2975
341 11,8Х 19,3 ЕН5 11 1X2 ЕН5 22 3X2 СА 0,298 0,229 438Х 5250
1070 23,6X13,8 ЕН5 11 1X0 ЕН5 5,5 1X0 П 0,0356 0,043 613x175
1080 23,6X18,5 ЕН5 22 1X0 ЕН5 И 1X0 п 0,0488 0,051 61 ЗХ 350
1125 15,7X15,4 ЕН5 11 1X2 ЕН5 33 1X0 п 0,0881 0,089 788X 1135
1165 23,6Х 20,5 ЕН5 11 1X2 ЕН9 33 1X0 п 0,124 0,109 1310X1180
1522 9,4X8,7 ЕН9 33 1X2 ЕН9 33 1X2 п 0,125 0,140 1400X1180
1523 11,0Х 7,9 ЕН9 33 3X2 ЕН9 33 3X2 п 0,403 0,356 4595Х 3500
1526 13,4X12,6 ЕН9 33 1X2 ЕН9 33 1X2 п 0,185 0,165 1970X 1705
1527 6,7Х6,7 ЕН9 33 3X3 ЕН9 33 3X3 п 0,437 0,381 4375Х 4245
1528 17,ЗХ 12,6 ЕН9 33 1X2 ЕН9 33 1X2 п 0,203 0,178 2185Х1750
Любииа
Продолжение табл. 8.6
Артикул Число нитей (основа Х_ X уток), см"1 Пряжа (текс-система) Перепле- тение Поверхностная плотность, кг/м2 Толщина, мм Разрывная нагрузка, Н
Основа Уток
1543 19,3X11,8 ЕН9 33 2X2 ЕН5 И 1X2 СА 0,298 0,229 5250Х 525
1557 22,4Х 11,8 ЕН9 33 1X2 ЕН5 22 1X0 СА 0,184 0,140 3240X525
1564 7,9X7,1 ЕН9 33 4X2 ЕН9 33 4X2 П 0,431 0,406 4375Х 3940
1581 22,4X21,3 ЕН9 33 1X2 ЕН9 33 1X2 А 0,302 0,216 2975Х 2885
1582 23,6X22,0 ЕН9 33 1X3 ЕН9 33 1X3 А 0,454 0,356 4595X4375
1583 21,3X18,9 ЕН9 33 2X2 ЕН9 33 2X2 А 0,570 0,457 5600X5165
1584 17,3X13,8 ЕН9 33 4X2 ЕН9 33 4X2 А 0,861 0,686 8315X7005
1588 16,5X14,2 ЕН9 33 4X4 ЕН9 33 4X4 А 1,756 1.27 16635X11820
1674 15,7X12,6 ЕН9 33 1X0 ЕН9 33 1X0 П 0,0956 0,107 1225Х 832
1675 15,7X12,6 ЕН6 33 1X0 ЕН6 33 1X0 П 0,0956 0,107 1225X832
1676 22,0Х 18,9 ЕН6 33 1X0 ЕН6 33 1X0 П 0,139 0,122 1705X1310
1677 15,7X15,7 ЕН6 33 1X0 ЕН6 33 1X0 П 0,108 0,114 1225X1135
1680 28,ЗХ 27,6 ЕН6 33 1X0 ЕН6 33 1X0 А 0,193 0,152 2405X1970
1681 22,0X14,2 ЕН6 33 1X0 ЕН6 33 1X0 П 0,122 0,122 1705X963
1800 6,3X5,5 ЕН13 275 1X0 ЕН13 275 1X0 П 0,327 0,356 3940 X 3590
2112 15,7X15,4 ЕН5 22 1X0 ЕН5 22 1X0 П 0,071 0,086 788X700
2113 23,6X22,0 ЕН5 22 1X0 ЕН5 11 1X0 п 0,0807 0,081 1225X525
2116 23,6X22,8 ЕН5 22 1X0 £Н5 22 1X0 п 0,107 0,102 1095X1050
2120 23,6X22,8 ЕН5 22 1X0 ЕН5 22 1X0 СА 0,107 0,102 1095X1050
2125 15,7X15,4 ЕН5 22 1X0 ЕН9 33 1X0 П 0,0888 0,094 788X1135
2165 23,6X20,5 ЕН5 22 1X0 ЕН9 33 1X0 П 0,125 0,114 1095X1220
2523 11,0X7,9 ЕН10 198 1x0 ЕН10 198 1X0 П 0,403 0,330 5075X3370
2532 6,3X5,5 ЕН10 198 1X0 ЕН10 198 1X0 П 0,246 0,254 2625Х 2450
Продолжение табл. 8.6
к _
«
&Я
с
X
«J* СЧ
3 с < е е с
о
tQ
5 с е е < <
О
«
«
о
О
s s -
— д О
hu
»,~х
S
со со со ю ю ю ю
v~< —I <о <о <о <о
Оз СП Сз 05 05 Сз Сз
Ж К X к X х к
щ w щ щ щ щ щ
<М О О о О О о
X X X X X X X
CD CD CD СП CD <О в>
х х х х: х х х
щ щ щ щ щ щ щ
со со
Ю 00
00
СО
Примечания: 1. Все ткани, перечисленные в таблице, для которых сырьем служит пряжа ЕН5 22, могут быть
изготовлены также из пряжи ЕН7 22.
2. Испытания для определения разрывной нагрузки проводились на полосках шириной 5 см.
3. Переплетения: П — простое, полотняное; А — атласное (сатиновое); СА — саржевое ломаное 3/1.
194
Простая ткань с полотняным переплетением, в которой уток
проходит под каждой нитью основы и над ней, обладают самой
высокой степенью устойчивости относительно проскальзывания
пряжи и менее всего повреждается. Такая ткань стабильна как
по плотности утка и основы, так и по расходу пряжи.
Сеточное переплетение («рогожка»): два и более элементов
основы переплетены двумя или более нитями утка. Эти ткани ме-
нее стабильны, чем ткани полотняного переплетения, но более
гибки и легче принимают необходимую форму при выкладке.
Саржевое («диагональное») переплетение создается переплете-
нием одного или более элементов основы двумя или более элемен-
тами утка в правильном чередовании. В результате получают
ткань с прямым или изломанным диагональным рисунком. Осо-
бенностью такой ткани является большая гибкость и лучшая
драпирующая способность, нежели у тканей с полотняным или
сеточным переплетениями.
Саржевое ломаное 3/ 1-переплетение характеризуется тем, что
одна нить основы перекрывается тремя нитями утка сверху и од-
ной снизу с образованием нерегулярного рисунка. В результате
получают гибкую ткань, хорошо приспосабливающуюся к любым
формам выкладки.
Восьмиремизковое сатиновое переплетение: одна нить основы
перекрыта семью нитями утка сверху и одной нитью снизу с обра-
зованием нерегулярного рисунка. В результате получают очень
гибкую и удобную для различных выкладок ткань. Эта ткань,
имеющая высокую плотность по утку и основе, обладает макси-
мальной изотропной прочностью в композите.
Другие переплетения, в которых использованы прочные нити
основы и тонкие нити утка носят название однонаправленных.
Такие ткани используются при создании композитов с высокой
прочностью в направлении армирования.
Нетканые однонаправленные материалы могут быть получены
с использованием процесса склеивания основы и утка вместо ме-
ханического переплетения их. От вида такой связи зависит гео-
метрическая устойчивость КМ. Однако эти материалы получаются
обычно жесткими и с трудом могут быть приспособлены к необ-
ходимой форме при выкладке.
8.5.8. Другие виды тканей
Стекловолоконная пряжа может перерабатываться в тесьму,
контурные ткани, ткани с гофрированными волокнами и в трех-
мерные многослойные ткани.
Тесьма представляет собой узкую (менее 30,5 см шириной)
ткань, которая может содержать распущенную кромку (т. е. за-
полняющую пряжу, выступающую за пределы тесьмы).
Контурные ткани — это такие ткани, в которых геометриче-
ская форма совпадает с формой армируемых деталей. Такие ткани
7* 195
изготовляются на специально сконструированных для этой цели f
станках. |
Ткани с гофрированными нитями состоят из двух слоев, соеди- |
ненных вместе нитями так, что конфигурация соединений представ- !
ляет собой либо треугольник, либо прямоугольник.
Трехмерных тканей в истинном смысле этого слова не сущест-
вует. Обычные плоскостные ткани соединяются пряжей в третьем
направлении. Эта пряжа проходит в основном направлении
машины (1), затем под углами -[-45° (2) и —45° (3) от этого направ-
ления. I
8.5.9. Измельчение волокон 1
Непрерывное стекловолокно может быть разрублено на очень!
короткие волоконца (длиной 0,40 ... 0,35 мм). Реальная длина!
волокон определяется диаметром отверстий в ситах, через которое!
оно просеивается. Измельченное волокно используют как инерт-1
ный наполнитель для термо- и реактопластов. ।
В.6. Поверхностные свойства А
8.6.1. Ровинги ,
Для стекловолоконных ровингов процесс нанесения химиче-
ских аппретов может быть совмещен аппаратурно с процессом
формования волокна. Аппрет должен быть подобран так, чтобы
удержать вместе элементарные волокна, действовать как замасли-
ватель, облегчая процессы последующей механической переработки!
и одновременно препятствовать полной смачиваемости стеклово-J
локон при создании композитов. |
Наиболее широкое распространение имеет обработка стекло-]
ровингов аппретом из поливинилацетата, образующего пленку!
с последующей обработкой метакрилатно-хлоридным комплексом!
хрома и (или) органосиланами, антистатиками и различными]
замасливателями, придающими стренгам необходимые свойства)
(хорошую способность к измельчению, хорошую износостойкость,)
смачиваемость связующим). !
Пленка, нанесенная на элементарные волокна и сцепляющая!
их вместе, объединяя стренгу (прядь), предохраняет элементар-;
ные нити от преждевременного истирания в процессе вытяжки,)
объединяет стренги в ровинг и облегчает дальнейшую его пере-
работку.
Аппретирующие, шлихтующие вещества имеют одну или более
групп, которые химически реагируют с гидроксильными группами
на поверхности стекла так же хорошо, как и с другими материа-;
лами (особенно с термо- и реактопластами, используемыми как|
связующие). Шлихтующие вещества являются, таким образом,)
как бы «мостиком» между поверхностью стекла и связующим.;
196
Они перераспределяют напряжение между податливой матрицей,
обладающей низким модулем Юнга и жесткой армирующей компо-
нентой.
Антистатики и замасливатели разделяются по требованиям
к дальнейшей переработке стеклоровинга, увеличивая его твер-
дость (жесткость) и возможность резки (измельчения).
. Снятие аппретов должно проводиться в соответствии с требо-
ваниями дальнейших технологических процессов, совместимостью
со связующими и конечным использованием материалов.
Большая часть непрерывных стекловолокон, используемых
для армирования, рубится на относительно короткие волоконца
(длиной 12,7 ... 50,8 мм) для получения изотропно-прочных ма-
териалов. В этой форме волокно используется при напылении,
литье из гранул, непрерывном ламинировании, а также при листо-
вом или объемном литье компаундов. Ровинг должен при такой
переработке обладать способностью хорошо резаться и диспер-
гироваться с минимальным распадением отдельных прядей на
элементарные волокна.
Ровинг, предназначенный для резки, может иметь различную
жесткость, которая определяется степенью склеивания прядей.
Мягкая ровница может создавать трудности для резки, но она
хороша при получении изделий сложной формы, при наличии
в изделии острых углов или сложных радиусов. Жесткая ровница
может быть рекомендована как армирующий компонент в изде-
лиях с простыми радиусами в случае, когда предпочтительна
резка волокна.
Элементарные стренги, входящие в обычный ровинг, могут быть
окрашены и, следовательно, можно проследить за эффективностью
равномерного распределения резаного волокна.
Ровинг, используемый при намотке нитью или при пултрузии,
должен быть хорошо интегрирован в единый жгут. Он должен
контролироваться определенным уровнем обрывности элементар-
ных волокон, хорошей смачиваемостью связующим и равноде-
формируемостью при приложении нагрузки. При такой подго-
товке простые жгуты имеют преимущества перед объединенными
вместе жгутами.
Механические свойства композитов, полученных намоткой,
определяют методом, разработанным в лаборатории морской
артиллерии США (ЛМА), по которому для оценки механических
параметров изготовляют так называемые ЛМА-кольца. Типичные
значения предела прочности при изгибе для композитов, получен-
ных методом параллельной намотки, составляют 1207 МПа при
модуле упругости 55,2 ГПа [1]. Ровинг из S-стекловолокон ши-
роко используется в материалах, требующих высоких прочностей.
Из таких материалов изготовляют сосуды высокого давления,
получаемые намоткой. Специальные полые стекловолокна исполь-
зуются для получения стеклопластиков с уменьшенной удельной
плотностью. Эти волокна также перерабатывают методом намотки.
197
8.6.2. Текстильная пряжа
Непрерывное стекловолокно после формования подвергается
обработке крахмально-масляным аппретом. Типичный аппрет
такого состава представляет собой смесь частично или полностью
декстринизированного крахмала или амилозы, гидрогенизиро-
ванного растительного масла, катионоактивных смачивающих
агентов, эмульгаторов и воды. Малые добавки пленкообразующих!
веществ (желатина или поливинилового спирта), фунгицидов (пред-
отвращающих появление грибков) и дезинфицирующих средств
(например, скипидара) могут также быть введены в аппрет.
Такие обработки аппретами (замасливателями) защищают эле-
ментарные стекловолокна от повреждений в процессе переработки:
крутки, трощения или ткачества.
8.6.3. Ткани из стекловолокон
Ткани, изготовленные из текстильных структур, покрытых
замасливателями после формования, не пригодны для переработки
в КМ с реактопластами. Обычно они используются с термопла-
стами и эластомерными покрытиями, а также с различными лаками
при получении гибких электроизоляционных материалов.
При использовании термореактивного связующего, крахмаль-
но-масляный аппрет является барьером между поверхностью
стеклоткани и связующим. Гидрофильный характер аппрета
допускает проникновение влаги между волокном и связующим,
что приводит к снижению свойств композитов в воде и в условиях
повышенной влажности. Следовательно, аппрет должен быть пред-
варительно удален. Так, ткань может быть подвергнута контроли-
руемой термообработке с целью удаления всех органических ве-
ществ. К сожалению, очищенная термообработкой стеклоткань
имеет слабые участки взаимодействия поверхности стекловолокон
и связующего, что особенно важно, если материал должен сохра-
нить свои свойства в воде и под действием повышенной влажности.
Эти недостатки могут быть преодолены, если подвергнуть ткани
обработке рядом связующих агентов, таких, как метакрилатно-
хлоридный комплекс хрома или органосилан.
Такие вещества присоединяются одним концом молекулы к гид-
роксильным группам на поверхности стекла и другим —• к моле-
куле связующего. В этом случае образуются химические мостики
между поверхностью стекла и матрицей связующего, предохраняя
композит от воздействия влаги и старения. Химическая природа
аппрета определяет их способность ослаблять влияние внешних
факторов на композит: как химических, так и температурных.
В табл. 8.7 приведен список и описаны общие характеристики
используемых обработок. В табл. 8.8 показано влияние шлихтую-
щих веществ на механические свойства типичных слоистых компо-
зитов (это влияние особенно заметно при воздействии влаги).
198
8.7. Отделка стеклотканей
Марка ткани Отделка
112 7. Температурная обработка Полная очистка от всех органических загрязнений с исполь-
111, 210 вованием контролируемого температурно-временного цикла. Ткань должна быть белого цвета Частичная очистка от органических загрязнений при исполь-
зовании окислителей. После такой обработки ткани сохраняют высокий процент исходной прочности и обычно имеют бурый цвет 2, Обработка, улучшающая совместимость с полиэфирными связующими
Волаи А Нанесение на ткань, подвергнутую термообработке (112),
550 метакрилатно-хлоридного комплекса хрома. В результате образуется покрытие светло-зеленого цвета, совместимое с эпо- ксидными и фенольными связующими Пленки волана А и силана, нанесенные в паре. Покрытие
А174, Z6030 светло-зеленого цвета, прозрачное. По сравнению с воланом А улучшает физические свойства (особенно при повышенной влажности). Обработка повышает также совместимость с эпо- ксидными свизующими у-Метакрилоксипропилтриметоксисилан, нанесенный на тер-
Я172, Джараи, необработанную ткань. Прозрачное покрытие, имеющее очень высокие механические свойства и прекрасно сохраняющее прочность при повышенной влажности ВинилсиланЫ, нанесенные на термообработанную ткаиь. Об-
Z6075 разуется прозрачное покрытие с высокой механической проч-
Волан А ностью и значительным сохранением прочности при повышен- ной влажности 3. Обработки, улучшающие совместимость с эпоксидными связующими Нанесение на ткань, подвергнутую термообработке (112),
550 метилакрилатно-хлорндного комплекса хрома. В результате образуется покрытие светло-зеленого цвета, совместимое с эпо- ксидными и фенольными связующими Пленки волана А и силана, нанесенные в паре. Покрытие
ЯП00 светло-зеленого цвета, прозрачное. По сравнению с воланом А улучшает физические свойства (особенно при повышенной влажности). Обработка повышает совместимость с эпоксид- ными связующими Покрытие на основе у-аминопропилтриэтоксисилана, нанесен-
ное на термообработанную ткань, которое придает ткани более или менее жесткий граф в зависимости от требований при руч- ной выкладке. Может быть использовано с фенольными и поли-
А1120, Z6020 имидными связующими Обработка УУ-(Р-аминоэтил)-у-аминопропилтриметоксисиланом?
имеющим более низкую реакционную способность со связу- ющим по сравнению с Я1100. Может также использоваться с фенольными и полиимидными связующими
199
Продолжение табл. 8.7
Марка
ткани
Отделка
Л187, Z6040
Z6032
Обработка у-глицидоксипропилтриметоксисиланом образует
прозрачную пленку, имеющую высокую механическую проч-
ность и хорошее сопротивление воздействию влаги. Широко
используется для покрытий при производстве печатных плат
Обработка катионоактивным солянокислым стирол замещен-
ным аминосиланом для улучшения смачиваемости связу-
ющим и улучшения связи стекловолокно — связующее.
Это покрытие обладает прекрасными механическими свой-
ствами, сохраняет прочность при повышенной влажности и
обладает хорошими электрическими и термическими свой-
ствами
4. Обработки, улучшающие совместимость с фенольными связующими
А1100
Л1120, Z6020
Z6032
Покрытие на основе у-аминопропилтриэтоксисилана, нанесен-!
ное на термообработанную ткань, придает ей большую или!
меньшую жесткость в зависимости от требований при ручной!
выкладке. Снимает проблемы длительного крашения. Может’
быть использовано с фенольными и полиимидными связующими
Обработка М-(-Р-аминоэтил)-у-аминопропилтриметоксиснланом,
имеющим более низкую реакционную способность со связу-
ющим по сравнению с'Л1100. Может также использоваться
с фенольными и полиимидными связующими
Обработка катионоактивными стиролфункциональными ами-
нами гидрохлорида силана для улучшения смачиваемости свя-
зующим и улучшения связи стекловолокно — связующее.
Это покрытие обладает прекрасными механическими свой-
ствами, сохраняет прочность при повышенной влажности и
обладает хорошими электрическими и термическими свой-
ствами
5. Обработки, улучшающие совместимость с полиамидным связующим
Л1100 Покрытие на основе у-аминопропилтриметоксисилана, нанесен-
ное на термообработанную ткань, что позволяет изменять
жесткость ткани в зависимости от требований при ручной
выкладке. Может быть использовано с фенольными и поли-
имидными связующими
А 112,0 Z6020 Обработка М-(Р-аминоэтил)-у-аминопропилтриметоксисиланом,
имеющим более низкую реакционную способность со связующим
по сравнению с Л1100. Может использоваться с фенольными
и полиимидными связующими
6. Обработка S (С^-стекла
Ровинг из S (CJ-стекла и текстильная пряжа, полученная в промышлен-
ных условиях (поставщик — фирма «Оуэнз-Корнинг файбергласс»), подверга-
ются обработке при использовании с эпоксисвязующими непосредственно после
процесса формования.
Обработка 901, улучшающая совместимость с эпоксисвязующим, имеет
ограниченное время жизни, и поэтому транспортирование и хранение должны
осуществляться в контролируемых влажностно-температурных условиях.
200
Продолжение табл. 8.7
Марка
ткани
Отделка
Обработка 904 обладает большим временем жизни, нежели обработка 901,
и также применима при использовании эпоксисвязующих.
Ткани на основе пряжи из S-стекла также могут быть подвергнуты обработке
силанами, сходной с обработками, приведенными в этой таблице.
Обработки, перечисленные в пп. 1—5 этой таблицы, применяются при про-
изводстве коммерческой продукции индивидуально, либо в комбинации с обра-
ботанными тканями, перечисленными ниже:
Совместимость со связующим Коммерческие стеклоткани
БИ кшфг Ст УИ
Полиэфирное 4- хром Волан А Волан А Волан А Волан А
4- хром/силан И-550 ЦС-550 ЦС-550 ИМ-550
4- силан И-593 ЦС-271 ЦС-910 ИМ-686
ЦС-272А Джаран —
А172
Эпоксидное
4- хром Волаи А Волан А Волан А Волан А
4- хром/силан И-550 ЦС-550 С-550 ИМ-550
4* силан А1100 А1100 А1100 А1100
И-588 Z6040 С-920 ИМ-675
И-589 ЦС-272А С-935 ИМ-702
И-399 ЦС-307 ИМ-718
— ЦС-344 —* ИМ-724
Фенольное л 11оо А1100 А1Ю0 А1100
4~ силан И-516 — С-935 ИМ-696
И-589 —— —
Меламинное Л1100 ЦС-616 615 —
4~ силан И-516 — 616 ИМ-616
И-608 —4 • —
Силановое 4" термообра- 112 112 рН=7
ботка И-514 рН=7 ——
рН=7
И-594
Полиимидное 4" силан Л1100 ЦС-290 И*» А1100
И-589 ЦС-309 •НВ ИМ-696
Примечание. БИ — фирма «Бурлингтон индастриз» (В/); И-7;
КШФГ — фирма «Кларк Швебель файбергласс» (CS); С-S; Ст — фирма «Сти-
венс» (JPS); УИ — фирма «Уиигласс индастриз» (L7Z); ЦС-С8.
201
8.8. Влияние обработок (шлихтующих агентов) на свойства типичных
стеклопластиков
Свойства
Значения для типа обработки
В навое 112 Волан Л172 Д174, Z6030
Стеклоткань 1581 — полиэфирное связующее
Предел прочности прн изгибе,
МПа, по условиям:
А 278,6 222,7 504,7 474,4 520,6
£>2/100 174,4 219,3 406,8 455,8 533,0
Предел прочности прн сжатии 1
МПа, по условиям:
А 164,1 278,6 331,0 324,8 - 456,4
£>2/100 86,2 83,4 268,2 309,2 405,4
Предел прочности при растяже-
нии, МПа, по условиям:
А 331,6 142,0 344,1 344,8 359,9
£>2/100 — — 336,5 353,7 349,6
Стеклоткань 1581 — эпоксисвязующее
Предел прочности при изгибе,
МПа, по условиям:
А 539,2 524,0 557,8 491,6 590,9
£>2/100 528,8 499,2 573,0 475,1 568,1
Предел прочности при сжатии.
МПа, по условиям:
А 443,3 437,1 487,5 434,4 465,4
£>2/100 403,3 373,0 446,1 433,7 410,3
Предел прочности при растяже-
нии, МПа, по условиям:
А 392,3 336,5 398,5 351,0 401,3
£>2/100 384,7 325,4 386,8 340,6 359,9
8.7. О возможности применения СВКМ
при конструировании
Армированные стекловолокнами композиты на основе термо-
реактивных и термопластичных связующих являются конструк-
ционными материалами, используемыми в инженерной практике.
Параметры компонентов и процессов получения композита опре-
деляют различные свойства и эксплуатационные характеристики
готового материала. До настоящего времени вопросы инженер-
ного и конструкционного рассмотрения комбинаций составляю-
щих компонентов композитов для оценки возможностей конструк-
ционного применения, были практически не изучены.
К счастью, это обстоятельство не затормозило широкое внед-
рение стеклопластиков (СП) как конструкционного материала
202
в течение последних 20 лет. Следовательно, все новейшие дости-
жения в области исследования «улучшенных композитов» (т. е.
связующих, армированных тем или другим типом стекловолокон)
могут быть с успехом применены для решения инженерных и кон-
струкционных задач, связанных с использованием СП. Существует
основа конструкционного рассмотрения композитов, использую-
щая данные по армирующим композитам. Тип, форма, число
сложений и ориентация волокна существенно влияют на физиче-
ские и механические свойства композитов. В то же время термо-
и огнестойкость композитов в первую очередь определяются
природой связующего (например, связующие, включающие бром,
более огнестойки, нежели связующие, не содержащие его). Хими-
ческие и электрические свойства могут определяться как связую-
щей матрицей, так и видом использованного стекловолокна.
8.7.1. Состав стекла
Как видно из данных, приведенных в табл. 8.2 и 8.3, свойства
стекловолокон определяются в основном составом стекла. Исходя
из правила составления смеси, свойства композитов, в свою оче-
редь, также являются функцией исходной композиции стекла.
Параметры стеклопластиков на основе ткани типа 1581 из волокон
с различным составом стекла (f-стекла, S (CJ-стекла и экспери-
ментального [4] YM31A, высокомодульного стекла приведены
в табл. 8.9 [2].
Предел прочности при растяжении композитов на основе
Е-стекол достигает 1450... 1550 МПа, что существенно ниже
исходной прочности волокон, составляющей 3450 МПа [2, 3]
8.9. Структура ткаии в механические свойства различных композиций стекла а. Структура ткани эпоксистеклопластиков Для
Ткань (номер) Плотность (число нитей), см-1 Пряжа основы (текс-система) Пряжа утка (текс-система) Переплетение £1581 S1581 22,4X21,3 22,4X21,3 ЕС933 1X2 SC9 33 1X2 ЕС9 33 1X2 SC9 33 1X2 Многоремизковый УМ31Я [4] 22,4X21,3 МС9 33 1X2 А4С9 33 1X2 сатин
б. Механические свойства стеклопластика1
При изгибе: 4
предел прочности, МПа ' 610,9 600,6 619,2
модуль упругости, ГПа ,ц ; 26,1 26,1 34,5
Предел прочности при сжатии,.-./у 446,8 388,9 420,6
МПа ,а
Предел прочности при растя-" 413,7 423,4 444,7
жении, МПа "
1 Испытания по условиям А.
203
(см. табл. 8.3). Однако волокна на основе S-стекол позволяют
реализовать в композите предел прочности при растяжении до|
2340 МПа, что отражает высокую прочность при растяжении'
исходных волокон.
Аналогичным образом реализуется в композитах и модуль
упругости стекол. Модуль стеклопластиков на основе волокон
из композиций YM31A или Af-стекол составляет ПО ГПа, что
несколько выше, чем модуль упругости (жесткость) композитов
из Е-стекол (см. табл. 8.9).
8.7.2. Диаметр волокон
Изменение диаметра элементарного волокна на основе Е-стекла
оказывает существенное влияние на свойства композитов. Влия-
ние диаметра элементарных волокон на свойства стеклотекстоли-
тов на основе тканей одинаковой плотности и структуры, полу-
ченных как из простой, так и из трощеной пряжи, представлено
в табл. 8.10 [2].
8.10. Механические свойства композитов в зависимости от диаметра
элементарной нити
а. Ткань из трощеной пряжи
Тип ткани 181 1581 1281
Плотность (число нитей), см-1 22,4X21,3 22,4X21,3 . 22,4X21,3
Пряжа основы (текс-система) ЕС7 22 1X3 EC0 33 1X2 ЕС3.8 33 1X2
Пряжа утка (текс-система) ЕС7 22 1X3 EC0 33 1X2 ЕС3.8 83 11 Х2
Переплетение При изгибе Многоремизковый сатин
предел прочности, МПа 641,2 610,9 637,1
модуль упругости, ГПа 26,8 26,1 28,0
Предел прочности при сжа- тии \ МПа Предел прочности при растя- жении \ МПа 400,6 446,8 447,5
413,7 413,7 у 446,8
б. Ткань из простой пряжа
Тип ткани G7681 DE7781 В7781
Плотность (число нитей), см-1 23,6X21,3 23,6X21,3 23,6X21,3
Пряжа основы (текс-система) ЕС9 66 1X0 ЕС6 66 1X0 ЕС3.8 66 1 Х0
Пряжа утка (текс-система) EC0 66 1X0 ECO 66 1X0 ЕС3.8 66 1X0
Переплетение При изгибе Многоремизковый сатин
предел прочности, МПа 638,5 654,3 696,4
модуль упругости, ГПа 26,1 26,9 .27,7
Предел прочности при сжа- тии 1, МПа Предел прочности при растя- жении \ МПа 528,8 466,8 . -482,0
442,7 457,1 478,5
1 Испытания по условиям А.
204
Для материалов на основе трощеной пряжи (ткань типа 1581
из пряжи ЕС9 33 1 х 2 и типа 1281 из пряжи ЕС3.8 83 1 X 2)
диаметр элементарного волокна практически не влияет на механи-
ческие свойства. Однако, сравнивая ткани из простой пряжи типа
7781 из пряжи ЕСб 66 1 х 0 и типа В7781 из более тонкой пряжи
ЕС3.8 66 1 х 0, можно видеть, что материал обладает более вы-
соким пределом прочности и модулем при изгибе и пределом проч-
ности при растяжении. В то же время материал из ткани типа
8.11. Механические свойства СВКМ иа основе S-стекла дли простой
и трощеной пряжи
Тип ткани S1581 S7681 S7681
Обработка Волан А Волан А UMQ70
При изгибе:
предел прочности, МПа 584,7 827,4 799,8
модуль упругости, ГПа 21,4 28,8 35,9
Предел прочности при сжатии \ МПа 422,7 384,7 509,5
Предел прочности при растяжении \ 486,8 603,3 595,7
МПа
1 Испытания по условиям А.
G7681 на основе более толстой пряжи ЕС9 66 1 X 0 показывает
высокую прочность при сжатии. СВКМ из простой пряжи имеют
более высокие прочностные характеристики, нежели материалы
на основе тканей из трощеной пряжи. Композиты на основе тка-
ней из простой пряжи имеют более высокие прочностные характе-
ристики и для ассортимента из S-стекла (табл. 8.11) [2]. Такой
эффект является следствием параллельности элементарных воло-
кон в простой пряже, что увеличивает поверхность взаимодей-
ствия стекловолокно — связующее.
8.7.3. Модели тканей
Характеристики тканей определяются суммарным вкладом
пряжи, из которой она делается, и типа переплетения, которое
определяет совместную работу пряжи при приложении внешних
сил. В случае плотного переплетения ткань будет плохо принимать
различную форму, пропитка связующим будет плохой, что при-
ведет к получению композитов с низкими свойствами. В то же
время редкое переплетение, содержащее мало нитей, не обеспе-
чивает максимально возможной прочности. Такие ткани могут
быть легко «раздерганы», в результате чего будет нарушена
ориентация волокон в направлении оси максимальной прочности.
Увеличение числа несвязанных элементов пряжи (т. е. таких,
где основа или уток пересекают две или более нитей, лежащих
перпендикулярно к ним) приводит к увеличению прочности
композита. Как показано в табл. 8.12, увеличение несвязанных
205
8.12. Влияние вида ткани на механические свойства композитов
'Тип ткани 7628 1 76281 2 16—149 а 7781
Обработка Связующее Число сложений 18 Волан А Полиэфирное 18 12 12
Массовая доля связующего, 95 37,1 36,7 36,5 37,6
Толщина, мм 3,15 3,07 3,05 3,05
Предел прочности при- изгибе 6, МПа 371,0 584,0 435,8 600,0
Модуль упругости при изгибе 5, ГПа 26,8 23,5 26,3 22,3
Предел прочности при сжатии?, МПа 177,2 393,0 331,0 443,3
Предел прочности при растяжении 6, 316,5 408,2 404,7 413,7
МПа
1 Полотняное переплетение [3J.
2 Редкоуточный сатин [3].
• Пятиремизковый сатин типа 7781.
* Восьмиремизковый сатии
6 Испытания по условиям А
участков, которые уменьшают взаимное трение элементов, повы-
шает прочностные характеристики композитов. Более того, пере-
ход от полотняного переплетения к однонаправленной ленте
сопровождается улучшением механических свойств стеклопла-
стиков.
8.7.4. Соотношение стекловолокно/связующее
В большинстве СВКМ может быть применено правило смесей,
позволяющее реализовать аддитивную схему расчета свойств.
Следовательно, между свойствами композита и качеством каждого
из компонентов существует прямая зависимость. В современной
практике существует устоявшаяся тенденция увеличивать соот-
ношение стекловолокно/связующее, чтобы повысить эксплуата-
ционные свойства СВКМ.
При намотке нитью параллельные пряди стекловолокна на-
матываются вокруг цилиндрической оправы. В результате при-
ката получают материал с очень низким содержанием связующего.
Плотная упаковка стекловолокна позволяет довести его массовую
долю до 80 %, т. е. до содержания связующего 20 %. Это опреде-
ляет высокую механическую прочность получаемого композита.
Последнее не означает, что влияние связующего незначительно.
Отклонение от параллельности волокон при намотке приводит
к уменьшению плотности упаковки, а следовательно, к изменению
оптимального соотношения волокно/связующее. Так, при спи-
ральной намотке содержание связующего выше, чем при парал-
лельной. Соответственно уровень прочности в первом случае
ниже, чем во втором. В СВКМ благодаря различному перепле-
тению в тканях соотношение стекловолокно/связующее становится
еще заметнее. Оптимум механических свойств СВКМ достигается
206
при массовой доле связующего
30 ... 32 %. Даже содержание его
36 ... 38 % считается нормальным.
Корреляция соотношения стекло-
волокно/связующее (выраженного в
процентах от массовой доли свя-
зующего) и прочностных характери-
стик была исследована в работе
[5]. Показано, что механическая
прочность стеклопластиков возра-
стает с уменьшением массовой доли'
связующего с 55 до 22 % (табл. 8.13
и рис. 8.3).
8.7.5. Распределение волокон
Армированные композиты, в ко-
торых стекловолоконные пряди уло-
жены параллельно, имеют макси-
мальные механические характери-
стики (прочность и жесткость) вдоль
волокон. Такое армирование исполь-
зуется при получении материалов
методом пултрузии и при некоторых
Рис. 8.3. Зависимость пределов
прочности стеклопластиков от
массовой доли связующего С:
1 — прн изгибе аи; 2 — при растя-
жении ав; 3 при сжатии 0СЖ
видах намотки.
Одним из распространенных видов армирования является пря-
моугольное (перпендикулярное) усиление, т. е. структура, в кото-
рой одна половина прядей лежит перпендикулярно к другой
8.13. Механические свойства СВКМ в зависимости от соотиошеиия
стекловолокно/связующее (стеклоткань типа 181/эпоксидиое связующее)
Свойства Значения для числа сложений
7 9 11 13 14 16 18 20
Массовая доля связу-
ющего, %
Толщина, мм
Предел прочности при
изгибе х, МПа
Модуль упругости при
изгибе 1, ГПа
Предел прочности при
сжатии,1 МПа
Предел прочности при
растяжении \ МПа
Нагрузка при растя-
жении, Н
55,0 49,2 44,0 35,6
2,97 3,20 3,23 3,20
314 405,4 446,8 572,3
15,6 18,1 20,1 23,0
311,7 330,3 308,2 366,8
212,4 246,2 279,2 353,7
2286 2197 2082 2215
31,2 28,0 22,5 22,2
3,18 3,33 3,35 3,73
559,9 635,0 602,6 633,7
26,3 27,9 30,1 32,0
392,3 361,3 374,4 467,5
370,3 420,6 446,1 448,0
2135 2224 2117 2135
1 Испытания по условиям А.
207
(ориентации 0 и 90°). Механическая прочность такого композита
меньше, чем однонаправленного вдоль оси армирования. Так
как угловое распределение прядей может меняться в интервале
0 ... 90°, механические свойства могут изменяться пропорцио-
нально. А поскольку в тканых материалах уже имеются два пре-
имущественных направления нитей (0 и 90°), то у композитов на их
основе максимальная прочность будет вдоль этих осей ориентации.
Поворот чередующихся однонаправленных слоев армирующей
компоненты относительно преимущественных направлений 0 и 90°
на +45° приводит к дальнейшему уменьшению прочности компо-
зита по сравнению с бднонаправленными образцами. Но при этом
повышается прочность СВКМ в направлениях +45°. Распределе-
ние ориентации волокон между направлениями 0 и 90° может
частично варьироваться структурой ткани. «Сбалансированные»
ткани с одинаковым распределением пряжи по основе и утку
имеют сопоставимые, но не обязательно равные свойства в направ-
лении основы и утка. Ткани с плотной, прочной основой и редким
утком, обеспечивающим только формирование ткани, дают устой-
чивые результаты, как при однонаправленных материалах.
Такие композиты имеют максимальную прочность в направлении,
соответствующем максимальному количеству ориентированной
пряжи.
Различия между свойствами одно- и двунаправленных СВКМ
приведены в табл. 8.14. Стеклопластики, не имеющие преимуще-
8.14. Влияние распределения пряжи в ткани на механические свойства
стеклопластиков
Показатель Двунаправленная ткань (1581) Однонаправленная ткань (7743)
Направленна испытания
Основа Уток Основа Уток
Содержание волокна, % 52 48 90 10
Предел прочности при изгибе,
МПа, по условиям:
А 580,6 539,2 655,0 160,6
02/100 520,5 472,3 602,6
Модуль упругости при изгибе,
ГПа, по условиям:
А 27,7 25,2 34,1 17,0
02/100 26,7 23,5 33,1 10,1
Предел прочности при сжатии,
МПа, по условиям;
А 432,3 437,1 444,7 199,3
02/100 357,2 375,8 352,3 162,7
Предел прочности при растяже-
нии, МПа, по условиям:
А 399,2 378,5 648,1 83,4
02/100 384,0 346,1 631,6 80,7
208
8.15. Свойства стеклопластиков ва основе резаного волокна и полиэфирного
связующего
Показатель Значение Показатель Значение
1' 1 Массовая доля связующе- 69,8 го, % Толщина, мм 6,05 Предел прочности прн из- гибе, МПа, по условиям: А 182,0 D2/100 209,6 Модуль упругости при из- гибе, ГПа, по условиям: А 6,83 D2/100 6,48 Предел прочности при сжа- тии, МПа, по условиям: А 190,3 D2/100 160,0 Предел прочности прн рас- тяжении, МПа, по усло- виям: А 97 2 D2/100 95’1
ственного направления армирования (например, СВКМ, армиро-
ванные резаными волокнами), обладают примерно одинаковыми
механическими свойствами во всех направлениях (т. е. реали-
зуется изотропия механических свойств). Полученные таким обра-
зом композиты имеют сравнительно низкие механические характе-
ристики (табл. 8.15).
СПИСОК ЛИТЕРАТУРЫ
1. Pitt С. F. and Harvey J., 20th Anniversary Technical Conference, SPI Reinfor-
ced Plastics Devision, 1965, Section 9-C.
2. Knox С. E., Non-Metallic Materials (SAMPE), 4, 127 (1972).
3. Horton С. E. and Adams R. G., 21st Annual Conference, SPI Reinforced Plastics
Devision, 1966, Section I0-A.
4. Knox С. E., New Horizons in Materials and Processing (SAMPE), 18, 527
(1973).
5. Peterson G. P., «Properties of High Modulus Reinforced Plastics», SPE J.,
(January 1961).
9. ВЫСОКОСИЛИКАТЫ И КВАРЦ
Хью Шулок, Ричард Р. Саффади
9.1. Определения
9.1.1. Высокосиликаты 1
Термин «высокосиликаты» может быть отнесен для описания
особо чистых стекол. Так, для использования их в качестве арми-
рующей компоненты в пластиках, мы определяем высокосиликаты
как высокочистое стекло, состоящее более чем на 95 % из кремне-
зема SiO2, полученного в результате выщелачивания. Высокоси-
ликатные волокна и ткани являются гибкими материалами. Это
обусловливает возможность реализации идентичных технологи-
ческих схем их производства и применения. Стекловолокна с со-
держанием SiO2 « 65 % подвергают обработке горячей кислотой,
что приводит к удалению примесей, но не затрагивает силикатный
субстрат. Такой процесс удаления примесей носит название
«выщелачивание».
Большинство способов текстильной переработки обычных
стекловолокон (резка волокна, получение нетканых материалов,
пряжи, тканей) применимо и к высокосиликатам. Ткани могут
быть получены с разной плотностью, толщиной и чистотой мате-
риала (95 ... 99,4 % SiO2).
9.1.2. Кварц
Кварц — это высокочистое стекло, но мы будем считать квар-
цевыми волокнами те, что получены из естественных кристаллов
кварца и содержат не менее 99,95 % SiO2. Кристаллы формируются
в штабики, из которых вытягивают элементарные волокна тол-
щиной в одну пятую толщины человеческого волоса. 240 филамен-
тов (элементарных волокон) собирают вместе, обрабатывают
замасливателем и получают высокопрочное волокно, которое
в дальнейшем может быть переработано в пряжу, а затем в ткань.
Все текстильные виды переработки (включая резку волокна,
получение матов, ровингов, корда, лент, нетканых материалов
1 В отечественной литературе используется термин «высокотемпературостой-
кие стекловолокна», который охватывает кремнеземные, алюмокремнеземные,
алюмосиликатные и кварцевые волокна, полученные из высокочистых стекол. —
Прим. ред. пер.
210
1
а)
б
4
5
Рис. 9.1. Схема технологических процессов получения кварцевых штабнков (а)
пряжи, ровницы, тканей и матов (б):
1 — кварцевые кристаллы, поставляемые французской фирмой «Кварц э слио; 2 — ва-
куумная плавильная печь; 3 — кварцевые штабики диаметром 4,4 мм; 4 — секция фор-
мования пряжи с плавлением штабнков в пропанокислородном пламени; 5 —* секция
калибрования; 6 •=» приемная паковка нити
и тканей) могут быть применены и к кварцевым нитям. На рис. 9.1
представлена схема получения штабнков, пряжи, ткани, ровинга
и матов. Волокна из чистого кварца (99,95 % SiO2) сохраняют
практически все свойства и характеристики кварца в блоке, но
одновременно приобретают свойства стекловолокон, в частности
их гибкость.
9.2. Историческая справка
9.2.1. Высокосиликаты
Высокосиликаты были впервые исследованы фирмой «Оуэнз-
Корнинг файбергласс», которая получила патент на этот вид
продукции. Он был реализован фирмой «Томпсон» под торговой
маркой «Рефрасил». Высокосиликатные волокна выпускают также
под торговыми марками «Силтемп» (фирма «Хавег»), «Астросил»
(фирма «Стивенс») и «Альфасил» (фирма «Альфа»).
9.2.2. Кварц
Существует большое число различных волокон, для которых
слово «кварц» является торговой маркой. Поскольку оно может
означать и высокосиликаты, то необходима точность в названии.
К этой группе высокочистых стекол не относят плавленый кварц.
211
Кварцевые волокна, так же как стекловолокна, выпускаются
тысячами наименований. Первое промышленное кварцевое воло-
кно выпустила французская фирма «Кварц э силис».
В настоящее время кварцевые волокна в США выпускают
фирмы «Стивенс», под торговой маркой «Астрокварц», «Дженерал
электрик» и «Альфа» под торговой маркой «Альфакварц».
Месторождения природных кварцевых кристаллов широко рас-
пространены во всем мире. Однако месторождения особо чистого
кварца, пригодного для изготовления волокон, редки. В част-
ности, такие рудники имеются в Бразилии.
9.3. Формы
Высокосиликатные и кварцевые волокна перерабатываются
практически во все текстильные формы (табл. 9.1). Так как они
обладают большой прочностью и гибкостью, кварцевые волокна
более технологичны при переработке в ткани всех типов, плот-
9.1. Существующие формы использования высокосилнкатных в кварцевых
волокон и их поставщики
Форма Фирмы — поставщики волокон Форма Фирмы — поставщики волокон
высоко- силикатных кварцевых высоко- силикатных кварцевых
Ткани Альфа Альфа Хавег Стивенс Хитко Стивенс Тканая Хитко Альфа тесьма Пряжа Хитко Альфа Дженерал электрик Стивенс Резаное во- Хитко Альфа локно Стивенс Ровинг — Дженерал электрик Стивенс Корд Хитко Альфа Прошивной Хитко Альфа материал Маты (не- Хавег Альфа тканые) Хитко Дженерал электрик Джонс- Стивенс Мэнвилл Джоис- Мэнвилл Войлон — Альфа Дженерал электрик Стивенс Плетеная Хитко Альфа тесьма Трикотаж- — Альфа ная ткань Трикотаж- — Альфа ная лента
ностей и толщин, чем обычные стекловолокна. Кроме того, с во-
локнами из кварца совместимо большинство связующих,- что
облегчает возможность проектирования композитов и процесс их
изготовления.
212
9.4. Использование
Высокосиликатные и кварцевые волокна используются при
производстве очень широкого ассортимента изделий. Конкрет-
ный вид сырья, используемого в том или ином случае, диктуется-
требованиями к изготовлению, нуждами производства и ценой
сырья (см. п. 9.5).
В табл. 9.2 приведены наиболее известные области, где эти
волокна могут быть эффективно использованы. Однако список не
претендует на полноту. Получение новых типов изделий и исследо-
вание иных областей применения, а также появление новых тех-
нологий, безусловно, позволят расширить этот список.
9.2. Области применения и рекомендации по ассортименту для переработки
высокосилнкатных и кварцевых волокон
Область применения Рекомендованный ассортимент
Высокосиликаты Кварц
Термозащита возвращаемых космических аппаратов
Тесьма
Намотка нитью «Трех-
мерная» ткань
Ткань (0,63 кг/м2)
Ткань (0,66 кг/м2)
Ровннг (20 сложений)
Прямое прессование
Намотка нитью «Трех-
мерная» ткань
Носовой конус
Ткань (0,35 ...
0,63 кг/м2)
Пряжа (по необходимости),
ткань (0,28...0,66 кг/м2)
Ровинг (20 сложений)
Тесьма
Намотка нитью
Прямое прессование
Сопла
Ткань (0,63 кг/м2)
Корд (диаметром
(3,2 мм)
Ткань (0,35...
0,63 кг/м2)
Резаные квадраты (со
стороны 12,7 мм)
Резаное волокно (дли-
ной 6,4 мм)
Ткань (0,66 кг/м2)
Ровинг (20 сложений)
Ткань (0,28...0,63 кг/м2)
Резаные квадраты (12,7 мм)
Резаное волокно (6,4 мм)
Детали стабилизаторов и ребра жесткости
Выкладка (вакуумное Ткань (0,28 кг/м2)
или автоклавное формо-
вание)
Памотка нитью Ровинг (20 сложений)
Прямое прессование Ткань (0,28 кг/м2)
213
Продолжение табл. 9.2
Область Рекомендованный ассортимент
применения Высокое нликаты Кварц
Электротехнические изделия
Прессование пластика Ткань (0,19 кг/м2) Антенны
Выкладка (вакуумное или автоклавное прессо- Ровинг (20 сложений)
вание) Намотка нитью Обтекатели
Выкладка Намотка нитью Ткань (0,28 кг/м2) Ровииг (20 сложений)
Защита от нагрева и ударной волны
Прямое прессование Ткань (0,63 кг/м2) Ткань (0,66 кг/м2) Маты (нетканые) Маты Резаное волокно Резаное волокно (6,4 мм) (6,4 мм) Резаные квадраты Резаные квадраты (12,7 м) (12,7 мм) Сепараторы
Прямое прессование Ткань (0,63 кг/м2)
9.5. Цена и прибыль
Основным сырьем для производства волокон из высокосили-
катов является высокочистый песок. Он достаточно доступен и его
цена составляет 33 цента за 1 кг. Кварцевые волокна производят
из естественных кристаллов чистого кварца после переплавки.
Цена кварца приблизительно составляет 11 долл, за 1 кг. Большое
различие в цене сырья при производстве волокон из высокосили-
катов и кварца не всегда отражает стоимость конечного продукта.
Цена волокна из высокосиликатов находится в пределах 8,8 ...
110,0 долл, за 1 кг в зависимости от вида и конъюнктуры. Волок-
нистые материалы из кварца имеют цену 99 ... 330 долл за 1 кг,
также зависящую от вида продукции и конъюнктуры. Для полу-
чения композитов чаще используется менее распространенное
высокосиликатное стекло, нежели более распространенное, более
прочное, более гибкое и более простое в переработке кварцевое
214
етекло. Большое различие в прочностных свойствах кварцевого
и высокосиликатных волокон позволяет уменьшить объемы исполь-
зования первых. Более того, если необходимо достигнуть высоких
термических свойств волокнистых материалов, то высокосиликат-
ные волокна имеют существенные преимущества.
Предполагается, что выпускаемая продукция должна удовлет-
ворять технологическим рекомендациям и иметь приемлемую
цену. Сравнительные цены на достаточно широкий ассортимент
материалов представлены в табл. 9.3.
9.3. Сравнительные цены на материалы из высокосиликатных и кварцевых
волокон
Высокоснлнкаты Кварц
Характеристика Цена, долл./м2 Характеристика Цена долл./м*
Тяжелая ткань Тяжелая ткань
Плотность 0,63 кг/м2 Толщина 6,6 мм Прочность 8,8 кН/м Легкая ткань 9,57 Плотность 0,66 кг/м2 Толщина 6,9 мм Прочность 84 кН/м Легкая ткань 89,70
Плотность 0,35 кг/м2 Толщина 0,33 мм Прочность 5,3 кН/м Пряжа 7,18 Плотность 0,28 кг/м2 Толщина 2,8 мм Прочность 32,4 кН/м Пряжа 53,82
Тефлоновое покрытие Линейная плотность 6 км/кг Средняя прочность на раз- рыв 11,1 Н 29,90 Тефлоновое покрытие Линейная плотность 15 км/кг Средняя прочность на раз- рыв 13,3 Н 71,76
9.6. Физические и механические свойства
Высокосиликатные и кварцевые волокнистые материалы имеют
наиболее высокие удельные прочностные характеристики среди
большинства жаропрочных материалов. Кварцевое волокно ха-
рактеризуется пределом прочности при растяжении приблизи-
тельно в 5 раз большим, чем прочность высокосиликатного воло-
кна. Как высокосиликатная, так и кварцевая пряжа достаточно
упруги. Удлинение при разрушении составляет около 1 %. Квар-
цевое волокно сохраняет почти все характеристики и свойства
блочного кварца.
В табл. 9.4—9.6 представлены физико-механические свойства
высокосиликатных и кварцевых волокон, пряжи и тканей.
В табл. 9.7 приведен типичный химический состав высокосилика-
тов и кварцев по данным Центральной исследовательской лабора-
тории (ЦИЛ) (г. Гарфильд, шт. Нью-Джерси) фирмы «Стивенс».
215
9.4. Фнзнко-механическне свойства высокосвлвкатвых И кварцевых волоков
Свойства Высокосиликаты Кварц
Диаметр элементарных волокон, мкм: 10 0,010
пряжа и ткань
маты нетканные 1,3—10,0 0,0013—0,015
Предел прочности при растяжении эле- ментарного волокна, МПа:
при комнатной температуре 896
при 204 °C — 682
Плотность, кг/м3 1740 2200
Твердость (по шкале Мооса) —— 5—6
Модуль упругости, ГПа —- 6,89
9.5. Фвзвко-мехавические свойства высокосвлвкатвой и кварцевой пряжи
Свойства Высокосиликаты Кварц
Номер и тип пряжи 100 300—2/2 300—2/4 300—4/4
Диаметр, мм 0,51 0,13 0,25 0,36
Линейная плотность, км/кг 6,2 15,100 7,6 3,8
Минимальная прочность на разрыв, Н 11,1 13,3 22,2 48,9
Линейная усадка, % 12 1 1 1
9.6. Физико-механические свойства высокосиликатвых в кварцевых тканей
Свойства Высокосиликаты Кварц
Тип и номер пряжи 82 84 581 570
Плотность, кг/м2 0,35 0,63 0,28 0,66
Толщина, мм 0,33 0,66 0,28 0,69
Число нитей, см-1;
по основе ^4 20 22 15
по утку 16 21 9
Разрывная нагрузка, Hj
по основе 133 311 823 2135
по утку Ill 200 756 1779
Переплетение — сатин С числом 8 8 8 8
ремезков
Максимальная усадка, й 5 5 1 1
Равновесная влажность, й 5 5 1 1
pH 4 —7 4—7 6—8 6—8
Содержание SiOs, й 98,0—99,2 98,0—99,2 99,9+ 99,9+
216
9.7. Типичный химический состав высокосиликата в кварца
Компоненты Содержание, мли*"1 Компоненты Содержание, млн*-1
высоко- силикат (особо- чистый) Кварц высоко* силикат (особо- чистый) Кварц
SiO2 (исключая 99,23 % 99,95 % Железо 16 3
аппреты) Титан 2800 12
Фосфор 0 3 Алюминий 900 100
Натрий 4 9 Марганец 1 2
Калий 3 5 Медь 2 1
Литий 1 1 Кадмий — 0,5
Бор 205 10 Сурьма — 0,5
Кальций 5 23 Хром 150 0
Магний 6 2
Стронций 0 0
9.7. Химические свойства
Химические свойства высокосиликатных и кварцевых волокон
практически идентичны. Они не подвержены действию галогенов
и обычных кислот в жидком или газообразном состоянии, однако
взаимодействуют с плавиковой кис-
лотой, а также с фосфорной кисло-
той при повышенных температурах.
Материалы из силикатов не реко-
мендуется использовать при работе
как с холодными, так и с горячими
щелочами. В некоторых случаях воз-
можно использование этих материа-
лов при работе со слабыми раство-
рами щелочей.
9.8. Термические свойства
Так как природа высокосили-
катных и кварцевых волокон иден-
тична, сходны и их термические
характеристики. Наибольшее раз-
личие проявляется в вязкости рас-
плава кварца, что является резуль-
татом более высокого содержания
в нем SiO2 (рис. 9.2). Высокоси-
ликаты не плавятся или не испаря-
ются до температуры ~ 1649 °C. При
982 °C оба вида силикатов переходят
в кристаллическую форму, называе-
Рис. 9.2. Зависимость вязкости
расплава г] от температуры Т:
1 — кварца; 2 — высокочистого
кремнезема (99,1 % SiO2); 3 —
стандартного силиката — промыш-
ленного кремнезема (98,7 % SiOa)
217
мую кристобалитом. В результате возрастает жесткость волок-
нистых материалов, но сохраняются их физические и изоляцион-
ные свойства.
Высокосиликаты и кварц обнаруживают прекрасное сопротив-
ление тепловому удару. Их можно нагреть до 1093 °C, а затем
быстро погрузить в воду без явных изменений в материале.
9.9. Свойства композитов
В табл. 9.8—9.10 приведены данные ЦИЛ фирмы «Стивенс»
по большинству параметров, характеризующих слоистые мате-
риалы на основе высокосиликатов и кварца. Высокосиликатные
9.8. Типичные свойства текстолитов на основе высокосиликатных и кварцевых
волокон и фенольных свизующих
Свойства Тяжелые ткани Легкие ткани
высоко- снликатные кварце- вые высоко- снлнкатные кварце- вые
Параметры тканей
Плотность, кг/м2 0,63 0,66 0,35 0,28
Отделка (обработка) — АНО — АНО
Переплетение — сатин (пропуск 8 5 8 8
через число ремизок)
Технология текстолитов
Фенольное авизующее V-204 1 2 91-АГ) 2 SC-10083 У-204 1
Отверждение 60 мнн, 163 °C — 60 мин, 163 °C —
Термообработка 180 мин, 163 °C — 180 мин, 163 °C —
Давление формовании, кПа 1,723 — 1,720 —
Свойства текстолитов
Предел прочности при изгибе,
МПа:
при 24±3 °C при 260±5 °C, 0,5 ч 229 171 245 252 145 ,657 413
Предел прочности при расти-
жении, МПа:
при 24±3 °C 159 391 156 497
при 260±5°С, 0,5 ч 132 345 105 ' 324
Плотность, кг/м3 1720 1730 1620 1800
Массоваи доли авизующего, % 30,3 34,0 37,0 30,7
Толщина, мм 3,15 3,23 3,86 3,00
Число слоев 6 6 12 12
1 Фирма «Эллайд кемикал», отделение «Барретт».
2 Испытательнаи лаборатории в Цинциннати отделении фирмы «Студебекер—
Пакард».
3 Фирма «Монсанто кемнкал».
218
9.9. Механические и электрические свойства текстолитов на основе кварцевых
волокон и различных связующих
Свойства Связующее
эпок- феноль- снлнко- сндное т новое8 Эпон тефлон V-204 ‘ 828/С L • полннзо- бутнлен де-я-юо
Параметры тканей Плотность, кг/м2 0,28 0,28 0,28 0,28 0,28 Переплетение — сатин, про- 8 8 8 8 8 пуск нитей через число ре- мизок Отделка (обработка) Л1100 — Л1100 тефлон Л1100 Механические свойства Предел прочности сухого образца при 24±3 °C, МПа: при изгибе 657 234 679 — — при растяжении 497 234 546 — — Электрические свойства (рентгеновский диапазон, сухой образец, комнатная температура) Диэлектрическая постояв- 3,86 2,93 3,470 2,47 3,360 ная при 9375 МГц Тангенс потерь 0,040 0,00098 0,0092 0,0007 0,0034 1 «Ю. С. Полимерию. 3 «Ферроу»; «Грумман аиркрафт 2 «Коуст маиыофекчурииг энд ииджиниринг». сапплай». . 4 «Кастом матириалз».
9.10. Механические и электрические свойства текстолитов иа основе кварца,
Р-стекла, £-стекла и силиконового связующего
Свойства Е-стекло 1 D-стекло 2 Кварц 1
Параметры тканей
Тип Плотность, кг/м2 Отделка 181 0,31 181 0,31 581 0,28
Предел прочности, при растяжении Механические свойства сухого образца при комнатной температуре МПа: 272 172 234
при сжатии 188 126 165
при изгибе — 288 248
Модуль упругости при изгибе, ГПа — 20 19
Электрические свойства (рентгеновский диапазон,
сухой образец, комнатная температура)
Диэлектрическая постоянная Коэффициент рассеяния мощности 3,946 0,082 3,60 0,002 9 Q2 0^00098
1 «Оуэнз-корнинг файбергласс». 2 «Коуст маньюфекчуринг энд сапплай».
219
и кварцевые волокна могут быть использованы совместно с боль-
шинством связующих и легко подвергаются пропитке на любом
традиционном оборудовании для нанесения покрытий (как по
вертикальной, так и по горизонтальной схеме).
Предварительно пропитанные ткани из этих материалов легко
режутся (как по основным направлениям, так и по косой) при
намотке лентой или ручной выкладке. Легкие ткани, обладающие
большой гибкостью, обычно используются на участках детали со
сложными профилями. Изготовление деталей может проводиться
также резаными квадратами или литьем компауда из размельчен-
ных тканей или резаных волокон. Высокосиликатные волокна
обычно используют без отделки и без нанесения дополнительных
связующих. Однако такой обработке могут быть подвергнуты и
эти волокнистые материалы.
Все экспериментальные данные по свойствам панелей из вы-
сокосиликатных волокон получены для неотделанных тканей.
Кварцевые ткани подвергаются в основном химической обработке
для улучшения совместимости с используемыми связующими.
Такие обработки улучшают физические свойства пластиков и
уменьшают влагопоглощение. Большинство обработок и составов
связующих, применяемых для стекловолокон, может быть ис-
пользовано и для кварцевых тканей. Стандартные промышленные
обработки используются для повышения совместимости с феноль-
ными, эпоксидными, полиимидными, силиконовыми, полиэфир-
ными и фторуглеродными связующими.
Все данные о свойствах композитов, приведенные в табл. 9.8—
9.10, получены в лабораторных условиях на образцах из плоской
панели по техническим условиям MIL 7?-9300. Эти данные имеют
только оценочное значение и не могут быть использованы при
расчете конструкций или при составлении ТУ.
10. БОРНЫЕ И ДРУГИЕ
ВЫСОКОПРОЧНЫЕ ВЫСОКОМОДУЛЬНЫЕ
АРМИРУЮЩИЕ ВОЛОКНА
С НИЗКОЙ ПЛОТНОСТЬЮ
Гарольд Е. Деболт
10.1. Введение
Появление высокопрочных высокомодульных волокон, обла-
дающих низкой плотностью, и композиционных материалов на
их основе позволило изменить многие конструкции в авиастрое-
нии.
Лаборатория материалов ВВС США широко развернула ра-
боты по уменьшению массы конструкций на основе повышения
физико-механических свойств используемых материалов. Хотя
стеклопластики успешно применяются в обшивках и обтекателях
самолетов и в других (второстепенных) конструкциях, они не могут
быть использованы в основных несущих нагрузку узлах из-за
своей недостаточной жесткости.
К. Таллей (фирма «Тексако эксперимент») сообщил в 1959 г.
[1] о получении высокопрочного высокомодульного борного во-
локна методом химического осаждения из газовой фазы. Таллею
удалось показать сразу две возможности: создание процесса полу-
чения волокна с хорошими физико-механическими характеристи-
ками методом химического осаждения из газовой фазы и получе-
ние композиционного материала на основе этого волокна и орга-
нической матрицы. Такой материал обладал высокой прочностью
и требуемой жесткостью [2—4].
Понимая перспективность этих разработок управление разра-
ботками ВВС США развернуло интенсивные исследования в об-
ласти создания борных волокон и композитов из них. В дальней-
шем были созданы новые технологические процессы их получения
и использования. Борные волокна, переработанные в препреги,
начали применяться в порядке эксперимента в новых конструк-
ционных материалах. В конце 60-х годов вновь возник интерес
к применению борных волокон в некоторых областях. Успехи,
с которыми боропластики стали применяться в композиционных
материалах для авиастроения, сделали их предвестниками целого
нового и уникального класса композитов с высокими физико-
механическими свойствами.
В течение 60-х годов, пока создавалась технология получения
борных волокон, были созданы волокна из карбида кремния SiC,
борида титана TiB2 и карбида бора В4С. Свойства этих волокон
221
были подробно изучены. На начальных стадиях исследований
ими занимались фирмы «Тексако эксперимент» [5], «Дженерал
текнолоджиз» [6], Объединенная исследовательская лаборатория
самолетостроения (ОИЛС) [7, 8] и «Дау-Корнинг» [9]. Основной
задачей было выяснение перспективности новых видов волок-
нистых армирующих материалов. В 1972—1973 гг. Лаборатория
материалов ВВС США [10] разработала программу изучения
волокон из SiC как наиболее дешевого и перспективного армиру-
ющего компонента для органических и металлических матриц.
Много усилий в последнее время прилагается для выяснения
возможности получения, технологии, изготовления композицион-
ных материалов из волокон SiC и металлической матрицы, при-
чем основную роль играют Лаборатория материалов ВВС США
[11] и Управление научно-исследовательскими работами ВМС
США [12].
Борные волокна также могут быть изготовлены с покрытием
из SiC или В4С, что повышает свойства композиционных волокни-
стых материалов (ДВМ), из них на основе алюминиевой или тита-
новой матриц. Борные волокна, покрытые SiC и называемые «Бор-
сик» (фирма «Юнайтед аэркафт), выпускаются в промышленном
масштабе в США уже в течение ряда лет. Волокна же, покрытые
В4С, были изучены и получили развитие во Франции (фирма
СНПЭ) [13 ]. Однако теперь они в промышленном масштабе в США
производятся фирмой «Авко». В основном эти материалы пред-
назначаются для использования в конструкциях с металлической
матрицей.
Ниже описаны технология, свойства, структура и морфоло-
гия, а также методы получения препрегов из указанных волокон.
В более ранних работах [4, 14, 15] подробно описаны все стороны
исследования и получения борных, карбидных и прочих высоко-
прочных волокон.
10.2. Технология получения борных волокон
10.2.1. Боровольфрамовые волокна
Наиболее распространенной технологией получения борных
волокон является количественное осаждение бора из газовой
фазы. Обычно используют газовую смесь водорода Н2 и трихло-
рида бора ВС13, осаждая бор на раскаленную пропускаемым то-
ком вольфрамовую нить диаметром 12,5 мкм. В промышленных
масштабах выпускают волокна диаметром 100, 140 и 200 мкм.
Более толстые или более тонкие борные волокна выпускают в объ-
емах опытных партий. В США объем производства такого волокна
составляет 23 т в год.
Боровольфрамовые волокна производят в реакторе, схемати-
чески показанном на рис. 10.1. Вольфрамовую основу помещают
в вертикальную стеклянную шахту внутренним диаметром около
222
Рис. 10.1. Схема реактора для осаждения бора на вольфрамо-
вую проволоку:
1 — исходная паковка вольфрамовой проволоки; 2 — секция очист-
ки вольфрама; 3 — секция осаждения бора в одну или несколько ста-
дий; 4 — приемная бобина для борного волокна
10 мм. Для обеспечения электрического контакта
с вольфрамом и для герметизации реактора (газо-
вая смесь в реакторе находится при атмосферном
давлении) шахта с обоих концов закрыта напол-
ненными ртутью емкостями, служащими затво-
рами. В верхней части реактора вольфрамовая
основа нагревается в атмосфере инертных газов
и очищается ими. В другой части реактора воль-
фрамовая основа нагревается до температуры
~ 1350 °C в атмосфере эквимолярной смеси Н2 и
ВС13, в которой и происходит осаждение бора
на вольфрамовую проволоку. Этот процесс про-
водится в одну или несколько стадий. Нагрев волокна осуществ-
ляется электрическим током, пропускаемым через основу. Обычно
используется постоянный ток или сочетание постоянного тока
с УВЧ-током. УВЧ-нагрев используют в случае необходимости
точно поддерживать температурный профиль по сечению волокна
при получении бороволокон большого диаметра (>200 мкм).
Длина реактора составляет около 2 м, а скорость получения
борных волокон не превышает 907 г в неделю.
Химическая реакция, приводящая к выделению элементар-
ного бора, идет по схеме
2ВС13 + ЗН2 2B-J-6HC1. (10.1)
Химическое равновесие препятствует однонаправленности этой
реакции (10.1) и приводит к тому, что только 2 % ВС13 разлагается
с осаждением бора на основу. Непрореагировавший ВС13 конден-
сируют при температуре —80 °C, НС1 отделяют от Н2, а водород
либо выпускают в атмосферу, либо вновь включают в технологи-
ческий цикл. Для получения высококачественного волокна тре-
буется очень точно соблюдать технологические режимы в реак-
торе. Если осаждение ведется при параметрах, отклоняющихся
от оптимальных, расстояние между кристаллами бора возрастает,
что приводит к образованию слабых участков в волокне и ухуд-
шает его дальнейшую переработку. При очень высоких скоростях
осаждения практически весь бор кристаллизуется и прочность
волокна оказывается ниже 1379 МПа. Слишком большое умень-
шение скорости осаждения также приводит к падению прочности
волокна. Следовательно, чтобы получить продукцию с макси-
мально хорошими свойствами и большим выходом, необходимо
строго выдерживать оптимальные условия в реакторе.
Заметим, что температурный профиль в процессе осаждения
бора из газовой фазы на боровольфрамовое волокно неравномерен
223
по длине волокна в реакторе, так как по мере осаждения бора
меняется электрическое сопротивление волокна. Электросопро-
тивление, температура волокна и скорость осаждения бора умень-
шаются от начала к концу реактора. Температурный профиль
может поддерживаться почти постоянным, если применить двух-
(или более) стадийную схему подведения электрического тока
к волокну, а также использовать для поддержания и контроля
выделяемой на каждой стадии электрической энергии УВЧ-
технику (т. е. частоты 30 ... 100 МГц). Скорость выхода конечной
продукции возрастает при выравнивании профиля температуры
волокна. Однако с возрастанием этой скорости выше определен-
ного предела прочность полученного волокна падает.
Боровольфрамовые волокна имеют довольно высокую стои-
мость. В себестоимость борного волокна вольфрамовая проволока
и трихлорид бора вносят 135 и 108 долл, соответственно за 1 кг
целевого продукта. Высокая стоимость вольфрамовой проволоки
стимулировала изучение возможности применения более дешевых
углеродных волокон в качестве основы при получении борных
волокон. |
10.2.2. Бороуглеродные волокна I
В 1969 г. Лаборатория материалов ВВС США начала реали-1
зацию серии программ [16—19], целью которых было уменьшение!
цены исходной основы для получения борных воЛокон. Фирма!
«Грейт лейке карбон рисерч» с целью уменьшения стоимости токо-1
проводящей основы при производстве борного волокна предло-1
жила использовать углеродные волокна (УВ), полученные из|
пека. Это волокно получали формованием из расплава с после-.
дующим окислением и карбонизацией. Процесс осаждения бора
на такое углеродное моноволокно был осложнен только тем, что
аморфный бор имеет способность удлиняться в процессе осаж-
дения.
10.2.2.1. Удлинение борных волокон
На ранних стадиях изучения борных волокон исследователи
из «Тексако эксперименте» [4, 14] наблюдали наличие в волокне
остаточных напряжений, что приписывалось частично росту де-
формаций в процессе их получения. Было измерено удлинение
бороволокон на основе вольфрама и УВ [16,20, 21]. Получен-
ные результаты приведены на рис. 10.2. На рисунке видно, что
повышение удлинения происходит с увеличением толщины осаж-
денного бора и, более того, эта деформация превосходит деформа-
цию разрушения УВ. В случае, когда осаждение проводилось на
углеродное волокно, разрушение последнего происходило уже при
толщине покрытия 22 мкм. На рис. 10.3 показан срез бороугле-
родного моноволокна, хорошо иллюстрирующий этот механизм.
Очевидно, что основа разрушается во многих точках во время J
нахождения волокна в реакторе всего за несколько сотен микро-1
224 I
50 й,нкм
Рис. 10.2. Удлинение борного волокна AZ/Z как функция толщины d осажден-
ного бора при толщине основы:
1 28; 2 >— 34; 3 — 54 мкм
секунд после образования инициирующей трещины. Первый раз-
рыв происходит в наиболее слабом месте исходного волокна.
Дальнейшие разрывы происходят в результате распространения
ударной волны от инициирующего разрушения. Точки разрыва
волокна основы разделены между собой расстоянием от несколь-
ких единиц до многих сотен диаметров основы. Таким образом,
конечные свойства борных волокон мало зависят от прочности
волокон основы. Разрушение основы после образования борного
волокна реализуется катастрофично. Однако множественные
(равно как и однократный) разрывы углеволоконной основы
приводят к повреждению внутренней поверхности борного во-
локна. В результате такого процесса образуются участки повы-
шенных внутренних напряжений в боре, а это в свою очередь
Рис. 10.3. Микрофотография продольного участка бор оугл ер одного моноволокна>
показывающая разрушение углеволоконнон основы (метод «светящихся точек»):
1 окись алюминия; 2 ~~ эпоксидная матрица; 3 — углеродное моноволокио основы;
4 « слой бора
8 П/р Дж. Любина 225
снижает свойства борных волокон. При использовании углерод-
ного волокна в качестве основы не выпускаются борные волокна
диаметром свыше 75 мкм, так как увеличение диаметра привело бы
к ухудшению готового продукта из-за разрывов в углеродном
волокне. В реакторе эти разрывы можно наблюдать как вспыхи-
вающие точки на волокне. Возникает нечто похожее на нанизан-
ные на волокно светящиеся точки. Это явление получило назва-
ние «светящихся точек», или «светящихся щелей».
10.2.2.2. Процесс осаждения бора на углеродное волокно
Найдена возможность уменьшить катастрофическое падение
прочности борного волокна из-за повреждений участков внутрен-
ней поверхности при разрушении стержневого углеродного во-
локна. Это удалось сделать, покрывая волокно основы пиролити-
ческим графитом. Слой пиролитического графита не только уве-
личивает слой бора, который может быть осажден до того, как
разрушится основа [22], но и сохраняет от повреждения вну-
треннюю поверхность бора в волокне. Все это делает возможным
выпуск волокон с диаметром до 120 мкм. В работах [17, 23, 24]
показано, что прочность борных волокон существенно зависит
от условий осаждения бора на волокна основы, покрытых пиро-
литическим графитом.
Реактор для получения борных волокон методом осаждения
бора на основу из углеродного волокна показан на рис. 10.4.
Он отличается от реактора для осаждения бора на вольфрамовую
нить введением стадии нанесения пиролитического графита. На-
несение пиролитического графита производится непосредственно
перед осаждением бора на осно-
ву, так как если стадии разде-
лены, возникает возможность
загрязнения и повреждения
подготовленного таким обра-
зом углеродного волокна. На
рис. 10.4 представлены также
профили температуры в борных
волокнах, реализуемые в реак-
торе для борного волокна на
основе вольфрамовой проволоки
и углеводородного волокна.
Рис. 10.4. Схема осаждения и диаграм-
ма профиля температур Т в бороволок-
нах по длине реактора (L — отноше-
ние расстояний от верха реактора к его
общей длине):
1 — исходная паковка УВ; 2 — секция
осаждения пиролитического графита: 3 —
реактор осаждения бора; 4 — бор иа угле-
роде; 5 вольфрам
226
В реакторе для борных волокон с углеволокнистой основой
температура быстро возрастает до максимального значения. Время
возрастания ограничено термическими характеристиками волокна.
Затем температура монотонно падает, что определяется уменьше-
нием электрического сопротивления по мере роста толщины осаж-
дения электропроводящего бора. Следует также иметь в виду, что
углеродные волокна с нанесенным слоем пиролитического угле-
рода обладают отрицательным температурным коэффициентом
электрического сопротивления, в то время как вольфрам и его
бориды обладают большим положительным Температурным коэф-
фициентом электрического сопротивления. В связи с этим увели-
чение толщины борного покрытия существенно меньше сказы-
вается на температурном профиле волокна с углеволоконной
основой, нежели с вольфрамовой. Более высокие средние темпе-
ратуры в реакторе для осаждения бора на УВ обусловливают
возможность увеличения выхода продукции приблизительно на
40 % по сравнению с выходом при вольфрамовой основе. Это
увеличение происходит несмотря на то, что реактор при получе-
нии бороуглеродных волокон диаметром 100 мкм длиннее из-за
наличия участка нанесения слоя пиролитического графита. Рост
выхода готового волокна делает более выгодным применение
углеволокнистой основы и по экологическим причинам, дополняя
более низкую исходную цену УВ-основы.
10.2.2.3. Применение бороуглеродных волокон
Большая часть произведенных борных волокон идет на изго-
товление хвостовых деталей самолетов Г-14 и Г-15. Для
этой цели использовались боровольфрамовые волокна диаметром
100 мкм. Модуль упругости такого волокна составляет 400 ГПа,
тогда как у бороуглеродного волокна диаметром 100 мкм модуль
упругости 358 ГПа. Различие в значениях модуля упругости
готового волокна является следствием того, что около 10 %
объема волокна занимает углеволоконная основа с модулем
только 34 ГПа.
Бороуглеродные волокна имеют преимущество перед боро-
вольфрамовыми там, где применимо волокно с более низким мо-
дулем упругости. Для повышения модуля упругости объемная
доля бора должна возрастать, и при испытаниях это учитывается.
Так, для композита с бороуглеродным волокном диаметром 107 мкм
было уменьшено содержание связующего, в результате чего рас-
стояние между осями моноволокон оказалось неизменным. Тол-
щина слоев бора и модуль упругости такого композита были иден-
тичны материалу на основе боровольфрамового волокна диа-
метром 100 мкм. Хотя этот путь сохранения модуля упругости
композиционного материала вполне приемлем, другие свойства
(поперечная прочность, деформация при разрушении) ухудшаются.
Снижение физико-механических показателей является результа-
том воздействия ряда факторов, включая и качество поверхности
8* 227
Рис. 10.5. Морфология поверхности боровольфрамового (а) и бороуглеродного (б)
волокон
волокон. Поверхность бороуглеродного волокна более гладкая,
а следовательно, может быть уменьшено количество связующего,
разделяющего волокно в композите (рис. 10.5).
Выше разбиралась возможность использования новых волокон
в существующих, уже разработанных конструкциях. В действи-
тельности же, бороуглеродные волокна должны применяться
в конструкциях, которые будут полнее использовать их харак-
терные особенности.
10.2.3. Свойства боровольфрамовых волокон
В работах [4, 14, 15] приведен полный обзор свойств боро-
вольфрамовых волокон с указанием дат опубликования этих
сведений. В этом разделе будут кратко изложены положения
этих обзоров и более подробно освещены имеющиеся новые данные.
За последнее десятилетие предел прочности при растяжении
таких волокон повысился от 2756 МПа до >3445 МПа. Когда
говорится о средней прочности, то имеется в виду усреднение
по всей выпускаемой продукции, т. е. той, которая используется
при создании КВМ.
На рис. 10.6 показана гистограмма прочности боровольфрамо-
вых волокон диаметром 100 мкм (т. е. для волокон, которые
выпускались на момент написания этой книги). Средняя проч-
ность составляла 3445 МПа при нормальном отклонении 524 МПа,
или 15%. Прочность боровольфрамового волокна диаметром
140 мкм несколько больше 3583 МПа. Гистограмма прочности
боровольфрамового волокна с покрытием В4С (диаметр волокна
228
140 мкм) также представлена на рис. 10.6 и будет обсуждаться
в п. 10.4. Приводятся данные [14] о том, что истинная прочность
боровольфрамового волокна может превысить 6890 МПа, если
удается исключить изгиб волокна при сжатии. Предел проч-
ности на растяжение на малой базе (участка рубленного волокна)
часто достигает 6890 МПа после удаления сердцевины из борного
волокна, а также при увеличении предела текучести на границе
сердцевина—бор.
В последние годы Льюисовский исследовательский центр
[25, 26] по заданию НАСА Провел такие работы и показал, что
действительно может быть достигнут средний уровень прочности
6890 МПа. Метод производства волокна с такой прочностью заклю-
чается в том, что борные моноволокна толщиной 125 мкм, полу-
ченные осаждением бора на вольфрамовую проволоку толщиной
25 мкм, изготовляют при температуре на 100 °C ниже обычно
применяемой температуры в боровольфрамовых реакторах. Во-
локно, полученное таким способом, разрезают на три равные
части. Затем волокно поме-
щают сначала в раствор
Н2О2 для удаления сердце-
вины, после чего переносят
в горячий раствор азотной
кислоты для удаления де-
фектов поверхности и скруг-
ления острых выступов. В
таких волокнах средний уро-
вень прочности может суще-
ственно превышать 6890МПа.
Наметим два основных на-
правления проводимых ис-
следований: как максималь-
ным образом реализовать
прочность волокна в ком-
позиционном материале и
какие прочности композитов
могут быть при этом достиг-
нуты.
Предел прочности при
растяжении боровольфрамо-
вого волокна может возра-
стать при уменьшении тол-
щины внешнего слоя [27].
Такое увеличение прочности
может сопровождаться умень-
шением растягивающих на-
пряжений на внутренней по-
верхности бора и возраста-
нием сжимающих напряже-
Рис. 10.6. Гистограмма пределов прочно-
сти при растяжении ов боровольфрамовых
волокон, непокрытых и покрытых В4С:
1 — боровольфрамовое волокно диаметром
100 мкм (120 партий. 1391 образец, сгв =
= 3445 =*= 524 МПа [15 % ]; 2 — боровольфра-
мовое волокно, покрытое В4С, диаметром
140 мкм [50 партий, 494 образца, =
= 3765 496 МПа (13 %)]; п — доля разры-
вов в интервале 137 МПа
229
ний на вольфрамовой сердцевине при удалении внешних участ-
ков волокна, которые уменьшают деформацию сжатия. Дефекты,
определяющие предел прочности при растяжении боровольфра-
мовых волокон, вбзникают при производстве волокна либо в его
основе, либо на границе бор—основа. Для повышения предела
прочности волокон при растяжении необходимо стараться умень-
шить продольные растягивающие напряжения и повысить сжи-
мающие напряжения на границе с основой.
10.2.4. Структура и морфология боровольфрамовых волокон
Наиболее полно читатели могут ознакомиться с описанием
структуры и морфологии боровольфрамовых волокон в обзорах
[4, 14] и [15]. Здесь же изложим краткое содержание этих об-
зоров.
Несмотря на то что бор осаждается химически из смеси ВС13
и Н2 в поликристаллической ^-ромбоэдрической форме, малые
размеры кристаллов (~20 А) позволяют рассматривать его как
аморфный. При осаждении бора в интервале температур 1300—
1400 °C большое количество ^-ромбоэдрического бора образует
локальные кристаллы существенно больших размеров. С возра-
станием температуры число таких образований растет, и при
температуре выше 1400 °C практически весь бор осаждается в виде
поликристаллической формы с размерами кристаллов, равными
нескольким тысячам ангстрем. Такая поликристаллическая форма
приводит к низким физико-механическим свойствам волокна,
и поэтому необходимо избегать ее образования при производстве
борных волокон.
Большинство локализованных дефектов, приводящих к росту
внутренних напряжений и соответственно к падению прочности,
возникает в процессе получения волокна. Основной задачей при
получении высокопрочных борных волокон является уменьшение
влияния этих дефектов. Можно было бы избежать образования
дефектов в виде участков поликристаллического бора, если бы
удалось выдерживать температуру осаждения ниже пика темпе-
ратуры их образования. Включение таких посторонних примесей,
как карбонизированные частицы, окись вольфрама и хлорид
ртути, увеличивает число дефектов, приводящих к росту вну-
тренних напряжений. Эти дефекты имеют вид «шишек» или ка-
пель на внешней поверхности волокна. Отмечено, что частота об-
разования этих дефектов низка вблизи ртутного электрода и на
участке, где волокно очищается, т. е. на промежуточном электроде.
Осколки основы также являются источником сходных дефектов.
Во избежание этого основу очищают нагреванием в нейтральном
газе (или смеси газов), пропуская через систему чистый водород
до начала осаждения бора. Волокна могут также увлекать ча-
стицы, образовавшиеся в результате трения и соприкосновения
их со стенками реактора под действием электростатических сил.
230
Образования этих дефектов можно избежать, контролируя поло-
жение волокон в центре реактора и задавая необходимое натяже-
ние исходя из расхода основы. Трещины в вольфрамовой основе
приводят к образованию волокон с низкой прочностью при растя-
жении. Во избежание этого применяют метод предварительной
вытяжки вольфрама.
Еще одной причиной снижения прочности является образова-
ние кольцевых радиальных трещин. Число этих дефектов возра-
стает, если температура осаждения низка или если увеличивается
скорость получения волокна при реализации многостадийной
схемы. Эти дефекты могут быть устранены более жестким кон-
тролем над температурным профилем. Улучшение продольных
прочностных свойств боровольфрамовых волокон за последние
десять лет является следствием организации тщательного кон-
троля всего технологического процесса получения продукции, что
привело к снижению числа дефектов в волокне.
Поверхность бороволокон имеет зернистую структуру, сход-
ную со структурой зерен в колосе (см. рис. 10.5). Эти зерна обра-
зуются на зародышевых участках основы, которая не является
абсолютно гладкой. На рис. 10.5 видно, что они больше, лучше
выражены и более упорядочены для боровольфрамовых, нежели
для бороуглеродных волокон. Такое различие является резуль-
татом влияния относительно грубой поверхности боровольфрамо-
вых волокон. Меньшая зернистость бороуглеродных волокон
является следствием более гладкой поверхности углеродных во-
локон основы, дефекты которых «залечены» пиролитическим гра-
фитом. Как было показано в п. 10.2.2.3, улучшение поверхности
бороуглеродных волокон — это одно из свойств, которое пред-
определяет низкую трансверсальную прочность эпоксиборопла-
стиков.
10.3. Карбид-кремниевые волокна
С начала 60-х годов началось особенно интенсивное изучение
материалов с высокими удельной прочностью и модулем упругости,
которые могли бы быть использованы в качестве армирующей
компоненты в композитах с органической и металлической ма-
трицами. Фирма «Тексако Рисерч» провела широкомасштабные
исследования большого числа материалов, включая бор, карбиды
кремния и бора [1 ]. Однако основным направлением ее исследова-
ний явился все-таки бор. Фирмой «Дженерал текнолоджис» [6]
изучены различные виды материалов, но основные усилия были
сосредоточены на изучении SiC. В 1966 г. эта фирма получила
волокна на основе SiC с пределом прочности при растяжении
2756 ... 3445 МПа [281. В то же время фирма «Тексако экспери-
мент» [29 ] создала процесс получения волокон на основе SiC со
средним пределом прочности при растяжении ~3000 МПа, ис-
пользуя смеси двух алкилсиланов: метилтрихлорсилана и
231
метилдихлорсилоксана. Галассо [7] же опубликовал сообщение
о высоких прочностных свойствах волокон на основе SiC. В тече-
ние 1966—1968 гг. фирмой «Марквардт» [30] исследовались во-
локна SiC, модифицированные включением бора [31 ] или сочета-
ний бора и титана [32]. Результаты этих работ показали возмож-
ность получения волокон с хорошими прочностными свойствами.
Фирма «Авко» [10, 33, 34] изучила процесс получения SiC-во-
локон на вольфрамовой основе, который включал в себя рецикли-
зацию карбида кремния. Средний предел прочности при растя-
жении этих волокон превысил 3330 МПа. Более поздние работы
[35] показали возможность получения SiC-волокон с прочностью
выше 3445 МПа и отдельных образцов с пределом прочности, при
растяжении, достигающим 6890 МПа. Эти волокна получены
с использованием углеродных мононитей в качестве основы.
10.3.1. Экономические аспекты производства SiC-волокон
Важным экономическим обоснованием получения и применения
волокон на базе SiC является особая значимость этих волокон
как армирующей компоненты. Эти волокна имеют значительные
преимущества перед борными при использовании в композитах
с металлической матрицей. Следует иметь в виду, что борные
волокна быстро теряют свои свойства при химическом воздей-
ствии расплава алюминия в процессе формования КМ. Ниже пере-
числены основные причины более низкой стоимости SiC-волокон.
1. Для получения 1 кг SiC-волокон необходимо всего 8 кг
силана, в то время как для получения 1 кг борного волокна необ-
ходимо 15 кг ВС13.
2. Цена 1 кг силана составляет около 1,65 долл., а 1 кг ВС18 —
около 5,5 долл.
3. В настоящее время изготовление SiC-волокон предпочти-
тельнее реализовать с использованием углеродного волокна в ка-
честве основы, а не вольфрамовой проволоки. Для борного же
волокна экономическая эффективность от использования более
дешевого сырья основы и от увеличения скорости прохождения
волокон через реактор вступают в противоречие.
4. Скорость получения SiC-волокон в реакторе вдвое выше
скорости получения борного волокна, а следовательно, цена еди-
ницы продукции — ниже.
5. Силаны существенно менее летучи, нежели ВС13, и, следова-
тельно, ниже стоимость их конденсации, являющейся необходи-
мой стадией процесса производства SiC-волокон.
Первый фактор, обусловливающий снижение цены SiC-во-
локна, вызван тем, что масса комбинации кремний — углерод
в молекуле силана существенно больше массы бора в ВС13. Тео-
ретическое массовое соотношение SiC, получаемого из силана,
составляет 3,5 (оно может изменяться в зависимости от того,
какие силаны используются), в то время как массовое соотно-
232
шение бора из ВС13 составляет 10,84. Однако необходимое коли-
чество силана выше, чем теоретическоё, так как часть силанов
синтезируется и распадается во время процесса осаждения,
а часть теряется в результате рециклизации. То же самое касается
и количества ВС13 при получении борного волокна: потери на
конденсацию и образование диборатов, которые могут рассматри-
ваться как потери при повторной конденсации.
Силаны существенно дешевле ВС13 в основном из-за того, что
они используются еще в целом ряде производств, в то время как
ВС13 производят исключительно для получения борных волокон.
Стоимость волокна является одним из определяющих факторов,
от которого зависит уровень производства борного волокна или
SiC-волокон.
10.3.2. Процесс получения SiC-волокон
Получение волокон из SiC во многом сходно с процессом полу-
чения борного волокна при использовании основы из углеродных
волокон (см. рис. 10.4). Вместо ВС13 в реактор аналогичного уст-
ройства подается смесь алкилсиланов (в смеси с водородом).
Одно из различий между процессами получения борных и
SiC-волокон заключается в наличии циркуляционно-очиститель-
ной системы, включающей процесс очистки, выделения и удале-
ния продуктов олигомеризации силанов. В основном — это алкил-
хлорсиланы и дисиланметилены, включающие два атома кремния
в структуре Si—С—Si и метильную группу или хлор, связанные
с атомом кремния. Потери силана за счет этого процесса соизме-
римы с количеством силана, идущего на образование SiC.
10.3.3. Свойства SiC-волокон
Как уже отмечалось выше, средняя прочность SiC-волокон
достигнутая за последнее время, составляет 3445МПа. На рис. 10.7
представлена типичная гистограмма SiC-углеродных волокон,
получаемых в настоящее время. Гистограмма прочности SiC-
вольфрамовых волокон аналогична представленной на рис. 10.7,
однако максимум прочности смещен в сторону более низких
значений и находится вблизи 3273 МПа.
Прочностные свойства SiC-волокон, так же как и борных
волокон, определяются в основном наличием локальных дефектов.
Локальные дефекты структуры обусловлены аномалиями поверх-
ности основы: поверхностными дефектами, посторонними части-
цами, зернами и налипшими участками. Утолщения на поверх-
ности волокон образуются в результате или локальных нарушений
вязкости при формовании углеродных волокон из пеков, или на-
личия частиц в пеке, или по обеим причинам одновременно.
Точки налипания образуются при «склеивании» волокна (если оно
недостаточно прочно и ломается при раскручивании) в паковках
233
в процессе окисления и карбонизации при получении углеродного
волокна. Эти нарушения поверхности основы образуют участки
локальных напряжений на внутренней поверхности осажденного
SiC даже после осаждения на поверхности основы пиролитиче-
ского углерода. Так как осажденный SiC имеет всегда поликри-
сталлическую структуру, образованную кристаллами больших
размеров, нежели у бора, в SiC-волокнах отсутствуют участки
локальной кристаллизации. Тем не менее дефекты на поверхности,
полученные при обработке, вызывают повышенный ток в слоях
SiC и могут легко наблюдаться. Электрические повреждения при
Рис. 10.7. Гистограмма пределов прочности ов при растяжении SiC-углерод-
ного волокна fl979 г., 1000 odpaauoBj ав = 3869 ± 646 МПа (17%)]
осаждении SiC могут быть предотвращены введением кислорода
(~Ю-4 %), добавляемого в смесь Н2 — силан. Это увеличивает
проводимость SiC.
Модуль упругости волокон SiC составляет 448 ГПа по сравне-
нию со значением 400 ГПа для борных волокон. Так как диа-
метр SiC-волокон 140 мкм, а диаметр углеродного волокна основы
33 мкм при модуле 427 ГПа, очевидно, что вклад модуля упру-
гости углеродного волокна, занимающего всего 5 % объема,
оказывается незначительным. Высокие значения модуля упру-
гости волокон SiC становятся очевидными при сравнении с моду-
лем упругости традиционных материалов: у стали — 207 ГПа
и у алюминия — 69 ГПа.
Плотность SiC, полученного методом химического осаждения,
составляет 3180 кг/м3. Плотность волокон из SiC толщиной 140 мкм
при толщине углеродной основы 33 мкм составляет 3080 кг/м3
благодаря тому, что плотность углеродного волокна ниже плот-
ности карбида кремния. Для сравнения: плотность бора, полу- \
ченного осаждением, составляет 2330 кг/м3, в то время как плот- \
ность боровольфрамового волокна толщиной 140 мкм при толщине *
234
10.1. Плотность, размеры и масса наиболее распространенных типов
армирующих волокон
Волокно Толщина, мкм Плотность волокна р, ' кг/м3 Линейная плотность, текс Волокно Толщина, мкм Плотность волокна р, кг/м3 Линейная плотность, текс
Боровольфрамовое 100 2590 4,90 Карбид-кремние- 100 2980 4,26
140 2460 2,63 воуглеродное 140 3075 2,10
200 2400 1,34 200 3128 1,02
Бороуглеродное 100 2220 7,70
107 2230 5,15
140 2270 2,78
вольфрамовой основы 12,5 мкм составляет 2460 кг/м3, а боро-
углеродного волокна толщиной 140 мкм при диаметре основы
33 мкм р « 2270 кг/м3 (табл. 10.1).
10.3.4. Структура и морфология SiC-волокон
Карбид кремния осаждается на вольфрамовую или углеволок-
нистую основу в поликристаллической p-форме с размерами кри-
сталлов большими, нежели у кристаллов бора. Рэндон и др.
[361 методом рентгеноструктурного анализа показали, что раз-
меры кристаллов примерно равны 275 А и могут увеличиваться
при термообработке в течение 2 ч при температуре выше 1200 °C.
Отмечено существование в
SiC-волокнах кристаллов с
размерами, превышающими
1000 А [37 ]. Кристаллы таких
размеров разительно контра-
стируют с кристаллами бора
(размером 20 ... 30 А) в
аморфном боре.
Текстура поверхности
SiC-волокон как на вольфра-
мовой, так и на углеволокни-
стой основе очень гладкая.
На рис. 10.8 показана текс-
тура поверхности SiC-угле-
родного волокна. SiC-воль-
фрамовое волокно с шерохо-
ватой поверхностью может
быть . жестким, но неравно-
мерность поверхностей текс-
туры связана обычно с усло-
виями Осаждения, ЧТО При- рис_ ю 8. Морфология поверхности SiC-
ВОДИТ К снижению Прочности, углеродного волокна
235
К преимуществам SiC-углеродных волокон (по сравнению
с SiC-вольфрамовыми) относится также их способность сохранять
свои свойства при высокотемпературных воздействиях. Из-за
того, что углеродоволоконная основа химически инертна и не
вступает во взаимодействие с SiC-оболочкой, такие волокна могут
выдерживать длительное воздействие высоких температур. Это
особенно важно при создании композитов с металлическими ма-
трицами, когда волокна из карбида кремния должны выдерживать
в течение достаточно длительного времени воздействие расплава
алюминия. При использовании SiC-вольфрамовых волокон под
действием высоких температур происходит диффузия углерода
из оболочки SiC в вольфрамовую основу с образованием карбида
вольфрама. Последнее приводит к быстрой потере прочности SiC-
волокон.
10.4. Создание покрытий с высокими диффузионными
барьерами для борных волокон
Борйые волокна реагируют с титаном и алюминием весьма
активно [381 при температурах эксплуатации композитов на их
основе. При 899—954 °C бор реагирует с титаном, что приводит
к существенному снижению прочностных свойств борного волокна.
При этой температуре происходит образование диффузных слоев.
Небольшое ухудшение свойств борных волокон наблюдается
и в алюминиевых матрицах, связанное с образованием диффу-
зионных слоев при 496 °C. Но эти процессы становятся очень
быстрыми и катастрофичными при температуре, превышающей
точку плавления алюминиевых сплавов. Для обеспечения возмож-
ности работы с титаном или для получения сварных соединений
в алюминии необходимо повысить диффузионный барьер нанесе-
нием покрытий на борное волокно. Эти покрытия позволяют
работать с титаном и использовать высокие температуры при
применении алюминиевой матрицы.
В зависимости от технических возможностей, волокна обычно
покрывают слоем карбида кремния SiC или карбида бора В4С.
Покрытия из SiC были впервые применены в 60-х годах [391.
Такие волокна получили торговую марку «Борсик». В начале
70-х годов фирма СИПЕ (Франция) исследовала возможность
нанесения В4С толщиной 7 мкм и оценила возможность примене-
ния этих волокон с титановой матрицей [40].
В 1978 г. отделение специальных материалов фирмы «Авко»
заключило лицензионное соглашение с СНПЕ на производство
и продажу бороволокон, покрытых В4С. Эти волокна используются
сегодня для промышленных целей.
В работах Наслейна и др. [40] показано, что для волокна
«Борсик» разработанный процесс создания диффузионного барьера
236
для титана методом нанесения В4С более эффективен, чем нанесе-
ние слоя SiC толщиной 1,25 мкм. Создание диффузионного барьера
из В4С явно зависит от условий его осаждения. Это должно быть
принято во внимание при рассмотрении противоречий между
опытами Наслейна и более поздними работами [41 ], в которых
утверждается, что барьер из В4С менее совершенен, нежели из
SiC. Действительно, до сих пор неизвестно, при какой толщине
покрытия свойства барьеров SiC и В4С будут равны при опти-
мальных условиях осаждения.
При применении В4С-покрытий для борных волокон возра-
стает их прочность. На рис. 10.6 приведены гистограммы проч-
ности боровольфрамового и покрытого В4С боровольфрамового
волокон.
Для создания диффузионного барьера может быть применен
также нитрид бора BN [15, 42, 431. Формирование покрытия
из BN является двухступенчатым процессом: вначале формируется
пленка из окиси бора В2О3 нагревом волокна в течение 30 с на
воздухе до температуры 1000 °C. Затем покрытое окисью бора
волокно помещают при температуре 1100 °C на 30 с в атмосферу
NH3. При оптимальных условиях волокно покрывается пленкой
BN толщиной 0,5 мкм. В результате выдерживания при усло-
виях формования пленки BN [15] прочностные свойства борного
волокна улучшаются. Нитрид бора делает волокна более устой-
чивыми к воздействию расплавленного алюминия. Однако не-
посредственная связь между алюминием и пленкой BN достаточно
слаба. В результате этого трансверсальная прочность оказы-
вается существенно меньшей, чем ожидается для армирующих
компонентов с хорошей адгезией.
Ряд исследователей [44—47] Уотерфлитского арсенала при-
менили карбид вольфрама WC и карбид тантала ТаС для создания
диффузионного барьера на SiC-волокнах при использовании пос-
ледних в композитах со сверхтвердыми сплавами. Без такого
барьера сплавы реагируют с волокнами из SiC с недопустимо
высокими скоростями. При наличии эффективного диффузионного
барьера существование SiC-волокон без потери прочности при
температуре 1000 ... 1100 °C в течение сотен часов вполне реально.
Для создания диффузионного барьера для волокон SiC могут
быть использованы также карбид гафния HfC и карбид титана
TiC. Кони и Хаким [48] из фирмы «Вестингауз» исследовали эти
вещества и получили удовлетворительный результат.
10.5. Технология препрегов
В последнее время большинство борных волокон для КВМ
выпускаются в виде непрерывных лент или матов, пропитанных
эцоксидным связующим. В связи с этим широко обсуждается
237
вопрос получения препрегов и методов их переработки. Непрерыв-
ные бороэпоксидные препреги изготовляют в виде лент или листов
шириной 0,64; 7,6; 15,2 или 121,9 см. Борные волокна, ориенти-
рованные строго вдоль оси препрегов, занимают обычно около
50 % объема лент. Типичная плотность укладки составляет 78,7
моноволокон на 1 см, что соответствует указанному положению.
Массовая доля связующего составляет 30 ... 35 %. Пропитанные
ленты перекладываются слоями тонких стеклянных холстов (тол-
щина 0,03 мм). Такой холст не только предохраняет от боковых
слипаний во время выкладки, но, что более важно, позволяет
сохранять положение и параллельность борных волокон при
создании КВМ.
Препреги длиной 305 м, свернутые в рулоны, доставляются
потребителю при температуре сухого льда или при другом искус-
ственном охлаждении, что позволяет избежать потерь.
Эпоксидные композиты используются в основном при темпера-
туре 177 °C, которая наиболее часто встречается при применении
КМ в самолетостроении, либо при 121 °C, характерной для низко-
температурных применений этих материалов. В состав некоторых
связующих вводят специальные консерванты, чтобы эти связу-
ющие могли быть достаточно долго жизнеспособны при комнатной
температуре. На сегодня достигнута продолжительность хранения
в течение многих недель. Бороэпоксидные препреги могут
храниться при —18 °C в течение нескольких лет без потери
свойств.
Формирование препрега начинается с размещения паковок
борного волокна на шпулярнике. Фирма «Авко» предложила
процесс, по которому формуются узкие ленты шириной 3,2 или
6,4 мм, пропитываются и наматываются. После этого методом
параллельной укладки формируются ленты шириной 77 или
152 мм [49]. При необходимости в одну стадию может быть изго-
товлена лента препрега, сформированная со шпулярника с 600
и 1200 гнездами.
Существуют два метода нанесения связующего на воло-
кна.
1. Непосредственное нанесение связующего при пропускании
волокна через пропитывающие валки («плюсование»). На волокно
наносится либо расплав связующего, либо раствор при понижен-
ной температуре. В последнем случае включается еще процесс
удаления растворителя.
2. Перенос связующего со специальной бумаги на волокна
после раскладчика. Такая система требует превентивного или
одновременного приготовления пленки связующего.
Бороэпоксидные маты создают методом параллельной укладки
исходных лент шириной 152 мм. Выкладка происходит на заранее
подготовленный холст шириной 1220 мм. В работе [50] подробно
обсуждается технология получения широких матов.
238
10.6. Свойства КМ с органическими связующими
10.6.1. Боропластики
Как было сказано выше, большинство структур избороволокон,
используемых при создании композитов, имеют вид лент и матов-
шириной 6,4 ... 122 мм. Наиболее часто для создания препрегов
с борными волокнами используются эпоксидные связующие!
«Авко-5505»; «Авко-5506», ЗМ SP290 и ЗМ SP292. Эти связующие
отверждаются при температуре 177 °C, а ряд систем при темпе-
ратуре 121 °C.
Формование панелей и профилей производят методом авто-
клавного прессования при избыточном давлении 345 ... 586 Па.
Частичное снижение прочности и жесткости материала происхо-
дит за счет ухудшения свойств самого волокна и нарушения ориен-
10.2. Основные свойства однонаправленных (0°) бороэпоксидных слоистых
пластиков
Свойства Условное обозначение Значение при Т^С
23 177
Расчетные (А-базис)
Предел прочности, МПа:
при продольном растяжении °в. пр 1323 1082
при поперечном растяжении °в. поп 72 41
прн продольном сжатии °сж. пр 2432 799
при поперечном сжатии осж. поп 276 76
при сдвиге в плоскости слоя тсд 105 38
прн межслоевом сдвиге гсд. м 90 48
Предельная деформация, %:
при продольном растяжении 6пр 6,55 0,76
при поперечном растяжении 6П0П 0,40 0,76
Упругие
Модуль упругости, ГПа: 207 206
при продольном растяжении сПр
при поперечном растяжении •^поп 19 7,9
при продольном сжатии ^сж. пр . 207 206
при поперечном сжатии ^СЖ. ПОП 19 79
при сдвиге в плоскости слоя Осд 4,8 2,2
Коэффициент Пуассона:
продольный vnp 0,21 0,21
поперечный vnon 0,019 0,008
Физические . Плотность, кг'м3 р 2007 2007
Температурный коэффициент линейного расширения, 10-6/°С:
продольный «пр 4,14 5,38
поперечный ®ПоП 19,2 35,4
239
тации волокна в слоях. Несмотря на то что в эпоксиборопластиках
может быть применена любая ориентация слоев, наиболее часто
используемой является композиция с ориентацией армирующей
компоненты 0, ±45, 90°.
Следующие данные механических испытаний и данные, исполь-
зуемые при конструкторских расчетах, относятся к бороэпок-
сидным смолам в боропластиках. Данные механических испытаний
получены при лабораторных исследованиях. Расчетные данные
использованы при создании композитов с ориентацией 0, ±45,
90°. Основным источником данных является сборник [51], под-
готовленный для ВВС США фирмой «Роквелл интернэшанл».
Конструкционные свойства бороэпоксидных слоев здесь пред-
ставлены КМ, состоящими из боровольфрамовых волокон диаме-
тром 100 мкм с объемной долей 50 % и эпоксидной матрицы и
предназначенными для эксплуатации при температуре 177 °C,
10.3. Основные свойства слоев с ориентацией
—45° в боропластике
Свойства Условное обозначение Значение 23 при Т 9С 177
Расчетные (А-базис)
Предел прочности, МПа: 200
при продольном растяжении °в. пр 76
при поперечном растяжении °в. поп 200 76
при продольном сжатии °C ж. пр 207 76
при поперечном сжатии °C ж. поп 207 76
при сдвиге в плоскости слоя Тед 331 411
Предельная деформация при растяже- нии, %:
продольном 6пр 2,6 5,0
поперечном 6ПОП 2,6 5,0
Упругие
Модуль упругости, ГПа: 8,0
при продольном растяжении F пр 18
при поперечном растяжении £поп 18 8,0
при продольном сжатии ^Сж. пр 18 8,0
при поперечном сжатии £сж. поп 18 8,0
при сдвиге в плоскости слоя Коэффициент Пуассона: бед 55 53
продольный vnp 0,848 0,927
поперечный Тпоп 0,848 0,927
Физические
Плотность, кг/м3 р 2007 2007
Темпер атур ный коэффициент л инейного расширения, 10-6/°С: 5,55 6,76
продольный апр
поперечный апоп 5,55 , , 6,76
240
при толщине слоя 0,132 мм (использованы связующие «Авко-5505/4"
и ЗМ SP292). Значения физико-механических показателей для
боропластиков диаметром 140 мкм должны быть выделены от-
дельно. Номинальная толщина слоев в этом случае равна 0,178 мкм.
В табл. 10.2 собраны данные по прочностным, упругим и не-
которым другим физическим характеристикам однонаправленных
боропластиков с коэффициентом наполнения волокнами VB =
= 0,5. Для слоев с ориентацией ±45° при VB = 0,5 данные при-
ведены в табл. 10.3. Продольная прочность, модуль вдоль оси
образца и сдвиговые характеристики представлены на рис. 10.9,
10.10.
Кривые зависимости напряжение—деформация для А-базиса
{плоскости с однонаправленной (0°) структурой укладки волокна]
для продольного и поперечного растяжения и сжатия представ-
лены на рис. 10.11, 10.12. Сдвиговые характеристики боропластика
по таким слоям изображены на рис. 10.13.
На рис. 10.14 изображены характерные кривые напряжение—
деформация соответственно при растяжении и сдвиге для слоев
о ориентацией ±45°.
Влияние температуры на свойства однонаправленных слоев
бороэпоксидных композитов показано на рис. 10.15, 10.16. Тем-
пература выражена в относительных (к комнатной температуре
Т = 23 °C) единицах. Свойства боропластиков при температуре
54 °C совпадают со свойствами при комнатной температуре.
10.4. Свойства однонаправленного композита типа SiC-эпоксидное связующее
Свойства Значения прн Т°С 23 | 177
Изгиб в продольном направлении: 1468
предел прочности, МПа 2274
модуль упругости, ГПа 211 176
Изгиб в поперечном направлении: предел прочности, МПа 126 779
модуль упругости, ГПа 21,1 8,3
Предел прочности при сдвиге в плоскости слоя, МПа 119 62,7
Растяжение в поперечном направлении: предел прочности, МПа 75,8 —н
модуль упругости, ГПа 21,4 ——
деформация разрушения, % 0,48 —•
Плотность, кг/м3 2210 —-
Характеристики препрега Массовая доля, %: связующего 26
летучих 1 —•
Липкость при 33 °C Хоро- —
Число филаментов по ширине ленты, м-1 шая 5500
241
et, мпа
Рис. 10.9. Зависимость предела прочности <тв (а) и модуля упругости Е (б)
при растяжении слоистого эпоксиборопластика с коэффициентом иаполиеиия
волокнами Ув = 0,5 и углами ориентации волокон в слоях 0, ±45, 90° при
комнатной (/) и повышенной до 177 °C (2) температурах от доли слоев пОр,
ориентированных под углом ±45° [числа у кривых показывают долю однонаправ-
ленных (угол ориентации 0°) слоев, % ]
Рис. 10.11. Зависимость напряжение о-деформация е для А -базиса [одно-
направленного слоя (0°)] эпоксиборопластика при комнатной (КТ) и повы-
шенной (177 °C) температурах при растяжении в продольном (Пр) (а) и попереч-
ном (Пп) (б) направлениях '
Рис. 10.10. Зависимость предела проч-
ности при сдвиге тсд и модуля сдви-
га ССд слоистых эпоксиборопласти-
ков (с углами ориентации 0, ±45,
90° и VB = 0,5) при комнатной (/) и
повышенной до 177 °C (2) темпера-
турах от доли слоев пор с углом ори-
ентации ±45°
242
г
а) 6)
т,МПа
Рид. 10.15. Зависимость изменения предела прочности (/), модуля упругости (2)
и коэффициента Пуассона (5) от температуры Т при растяжении однонаправлен-
ного (угол ориентации 0°) слоистого эпоксиборопластика в продольном (а) и
в поперечном (б) направлениях:
— Доля изменения свойства, относительной данной характеристики прн комнатной
температуре
Рис. 10.16. Зависимость сохранения механических свойств однонаправлен-
ного слоистого эпоксиборопластика от температуры Т:
а — при сжатии: 1,2 — модуль упругости соответственно в поперечном и продольном
направлениях; 3,4 — предел прочности соответственно в продольном н поперечном на-
правлениях; б — прн сдвиге: 1,2 — соответственно модуль и предел прочности в про-
дольном и поперечном направлениях
244
Рис. 10.17. Зависимость поперечного аПоп (7) и продольного апр (2) коэффи-
циентов температурного линейного расширения однонаправленного слоистого
эпоксиборопластика от температуры Т
Рис. 10.18. Усталостные характеристики эпоксиборопластика при комнатной
(/, 2, 4, 6) и повышенной до 177 °C (3, 5) температурах. Максимальное на-
пряжение в цикле на образце ашах поддерживалось постоянным. Условный раз-
мер подреза Кт = 1 (кривые 1, 3, 4, 5) и Кт = 3 (кривые 6 и 2):
Ц « число циклов нагружений до усталостного разрушения
Зависимость коэффициента линейного расширения от темпе-
ратуры представлена на рис. 10.17. Усталостные характеристики
эпоксиборопластиковых слоев показаны на рис. 10.18.
Все представленные характеристики отражены в обзоре [51 ],
который является наиболее полным справочным материалом по
свойствам боропластиков.
10.6.2. Композиты на основе органических связующих и
карбид-кремниевых волокон
В связи с относительной новизной SiC-эпоксидных компози-
тов данных о свойствах такого материала существенно меньше
(необходимо заметить, что обычно используются волокна диа-
метром только 140 мкм). В табл. 10.4 приведены данные испыта-
ний, проведенных во время написания этой книги. Предлагаемый
эпоксидный композит с VB = 0,5 предназначен для использова-
ния при температуре 177 °C.
В связи с тем что свойства волокон из карбида кремния по
многим параметрам весьма сходны со свойствами борных волокон,
хотя частично и превышают характеристики последних, свойства
композитов на их основе коррелируют со свойствами композитов
из борных волокон.
Однако необходимо заметить, что стоимость композитов на
основе карбида кремния с органическим связующим потенциаль-
но существенно более низка, чем стоимость боропластиков. Уже
245
сегодня проектная стоимость 1 кг SiC-волокон составляет 86 долл. |
при выпуске в большом объеме (около 45 т в год). В тоже время 1
цена бороволокон не падает ниже 220 долл, за 1 кг даже при |
очень больших объемах производства. В связи с этим в будущем |
борные волокна могут быть вытеснены более дешевыми волокнами 1
из SiC. J
10.7. Применение борных волокон ’
Высокие механические свойства борных волокон, полученных
методом осаждения бора, привлекли к этим волокнам внимание
многих конструкторов. В результате борные волокна получили
широкое распространение.
Их применение в сочетании с алюминиевой матрицей в само-
летостроении способствовало снижению массы различных узлов
военных и гражданских самолетов. В то же время с использова-
нием этих волокон удалось создать очень качественный спортив-
ный инвентарь: удобные и прочные ракетки для «большого»
тенниса, клюшки для гольфа и т. д. В табл. 10.5 приведены все
известные области применения волокон бора и карбида кремния.
Однако этот список можно продолжить. Он, естественно, не мог
отразить все исследования, которые ведутся как в частных, так
и в государственных исследовательских организациях. Борные
волокна применимы в боевых самолетах марки У7-14 (фирма «Грум-
ман энд аэроспейс»), Г-15 (фирма «Дуглас») в количестве 66 и 98 кг
соответственно. В обоих случаях бороэпоксидные слоистые пла-
стики наклеивали на титан, а затем на хвостовое оперение, обра-
зовывая обшивку горизонтальных стабилизаторов для У7-14,
горизонтальных и вертикальных стабилизаторов, а также ру-
лей У7-15. Частично боропластики использовались в конструкциях
самолета так же, как углепластики, снижая, в то же время, стои-
мость конструкции. Например, в хвостовом оперении самолета
«Мираж-2000» использованы бороуглеродные гибридные компо-
зиционные материалы. В этом случае реализуются высокие же-
сткость и прочность борных волокон с осью армирования +45°,
в то время как углеродные волокна хорошо выдерживают нагрузки
на кручение и в различных арочных конструкциях. Вторым
примером может служить применение бороволокон в горизон-
тальных и вертикальных стабилизаторах бомбардировщика В-1.
Применение борографитовых пластиков было предпринято по
решению правительственных организаций. Выше уже было ска-
зано о преимуществах гибридных композитов: высокопрочные
борные волокна хорошо выдерживают большие изгибные напря-
жения (они могут быть успешно использованы в местах соедине-
ний), в то время как углеродные волокна прекрасно работают на
кручение и сжатие в арочных конструкциях.
Применение борных волокон улучшает усталостные свойства
металлических компонент конструкций. Для этого, вместо того
246
Л
10.5. Применение бориых и SiC-вол окон и композитов из них
Изделие Деталь или узел (фирма) Композит
Выпускаются
/-14 Горизонтальные стабили- заторы Эпоксиборопластии
/-15 Хвостовое оперение, пол» стабилизатор »
Вертолет «Уттас» Усиливающая балка »
/11 Крепление крыльев »
«Мираж 2000» Рули Эпоксиборографит
«Шаттл» Фюзеляж Поставщика Боралюминиевые трубы
Удилища для рыбной ловли '«Браунинг», «Шейкспиар», «Род он» —
Теннисные ракетки «Сполдинг», «Дьюра-фай- бер», «Споуэрт», «Брау- нинг» ——>
Клюшки для гольфа «Алдилла» Разрабатываются t—
/-14 Крылья и обтекатели Борные и другие волокна с эпоксидным связующим
Л-7 Консоль крыла Борографит и эпоксидное связующее
счзо Кессон крыла Эпоксиборопластии, уси- ленный алюминием
/-4 Рули Эпоксиборопла стик
«Боинг-707» Предкрылок Эпоксиборопластии
f-100 Лопасти вентилятора Боралюминиевый КМ
С-5Л Предкрылок Эпоксиборопластии
СН-54 Стрингеры фюзеляжа, хво- »
стовой костыль
«Авко 73210» Трубы велосипедной рамы Боралюминиевый КМ
В-1 Горизонтальные и верти- кальные стабилизаторы и предкрылок Борографит и эпоксидное связующее
/-111 Горизонтальный стабили- затор Эпоксиборопластии
СД-47 Лопасти ротора »
Лопасти компрессора — SiC-волокиа и титаи
Новейшие конструк- — —
ции
247
чтобы ставить металлические прокладки для болтовых соединений
(что вредит конструкции), эпоксиборопластики полностью соеди-
няют с металлической поверхностью. Высокопрочные высокомо-
дульные слои боропластика снижают уровень напряжений, при-
ходящийся на основную металлическую конструкцию. В самоле-
тах F-lll и «Аэр Мачи» (ВВС Австралии) уже сегодня исполь-
зуют эпоксиборопластиковые накладки, повышающие срок службы
различных важных конструкций. Было сделано много попыток
применения бороалюминиевых композиций в самолетостроении.
Однако первое удачное использование этого материала было
осуществлено при создании фюзеляжа для космического корабля
«Шаттл». Это трубы с высокой степенью армирования и диффуз-
ными связывающими слоями между матрицей и армирующей
компонентой. Они изготовлялись единым процессом с установкой
титановых соединительных муфт методом одноразового формова-
ния под высоким изостатическим давлением. Трубы диаметром
5,08 и 10,16 см собирались в батарею и располагались в нижней
секции фюзеляжа «Шаттл». В будущем бороалюминиевые компо-
зиты могут найти применение в самолетостроении при создании
лопастей винтов при наличии надежной защиты от повреждения
их посторонними предметами. В дальнейшем возможно создание
композита как из В4С, так и из SiC-волокна методом литья,
а также методом прямого прессования.
В промышленности бороалюминиевые композиты не имеют
пока широкого применения из-за высокой стоимости. Но с раз-
витием производства волокон из В4С и SiC, если учесть невысо-
кую стоимость матрицы, цена конечного продукта может быть
снижена. За последние два года, фирма «Авко» изготовила боро-
алюминиевый велосипед, уменьшив массу его на 40 % по сравне-
нию с исходной. При снижении стоимости процесса изготовления
такие велосипеды будут пользоваться, по-видимому, большим
спросом.
В противоположность бороалюминиевым композитам эпокси-
боропластики пользуются большим спросом. Удилища и теннис-
ные ракетки при включении в их конструкцию небольших арми-
рующих структур из борного волокна становятся существенно
более прочными и «чувствительными». Особенно ценятся динами-
ческие свойства удилищ с эпоксиборопластиком. Теннисные ра-
кетки, в обод которых включен эпоксиборопластик (по сравне-
нию с деревянными и стеклопластиковыми), в меру гибки и не
приводят к травме руки спортсмена.
В дальнейшем широкое промышленное применение смогут найти
и другие волокна, полученные методом осаждения (борные или
дешевые SiC) с эпоксидными связующими. В случае, когда при
малом количестве добавок высокопрочных (высокомодульных)
волокон, КМ могут быть экономически выгодны, такие волокна
могут быть включены в гибридные материалы. Эти волокна перс-
пективны для композитов с металлической матрицей, сфера при-
248
менения которых смещается в область средних и высоких темпе-
ратур эксплуатации. Применение лопастей винтов в самолето-
строении или лопаток турбин из композитов, армированных
SiC-волокнами, обеспечивает лучшие свойства и защиту этих узлов
от посторонних предметов. ВВС США активно исследуют возмож-
ность применения композитов, армированных волокнами из кар-
бида кремния, как материала с температурой эксплуатации
316 ... 482 °C, что позволяет использовать его в самолето- и ра-
кетостроении. Композиты типа В4С-алюминий и SiC — алюминий
привлекательны тем, что могут быть использованы для отливки
или прессования деталей конструкций самолетов с температурой
эксплуатации 204 ... 260 °C.
СПИСОК ЛИТЕРАТУРЫ
1. Talley С. Р., «Mechanical Properties of Glassy Boron», J. Appl. Phys. 30,
1114 (1959).
2. Talley С. P., «Boron Reinforcements for Structural Composites», ASD-TDR-
62-257, April 1963.
3. Talley С. P., «Boron Filament Process Development», AFML-TR-67-120,
May 1967.
4. Line L. E., Jr., and Henderson U. V., Jr., «Boron Filament and Other Rein-
forcements Produced by Chemical Vapor Plating», in: Handbook of Fiberglass
and Advanced Plastic Composites (adited by G. Lubin), Van Nostrand Rein-
hold, New York, 1971, Chapter 10.
5. Talley С. P., «High Modulus, High Strength Reinforcements for Structural
Composites», ML-TDR-64-88, November 1963—August 1965.
6. McCandless L. C. et. al. «High Strength, High Modulus, Low Density Conti-
nuois Filaments for Use as Reinforcements in Composites», AFML-TR-65-265,
Parts I—IV, 1965—1969 (Contract AF 33615-67-C-1646).
7. Galasso F., Basche M., and Kuehl D., «Preparation, Structure, and Properties
of Continuous Silicon Carbide Filaments», Appl. Phys. Lett. 9, No. 1, 37
(July 1966).
8. Galasso F., High Modulus Fibers and Composites, Gordon & Breach New York,
1970.
9. Robbins W. B., «Deposition Chamber for Manufacture of Refractory Coated
Filaments», U. S. Patent 3, 367, 304, February 6, 1968.
10. DeBolt H. E., and Krukonis V. J., «Improvement of Manufacturing Metods
for the Production of Lew Cost Silicon Carbide Filament», AFML-TR-73-140,
1973.
11. Cornie J. A., Henshhaw J., Fuce P., and Hauze A., «Development of Silicon
Carbide Aluminium Material», AFML-TR-78-167, November 1978.
12. «Surface Enhancement of Silicon Carbide Filament for Metal Matrix Composi-
tes», Contract N00014-79-C-0349, 1979.
13. Leclercq M. et. al., «Boron Filaments with a Boron Carbide Antidiffusion
Coating, and Metal Matrix Made Therefrom», U. S. Patent 3, 864, 224,
November 5, 1974.
14. Wawner F. E., «Boron Filaments», in: Modern Composite Materials (edited
by L. J. Broutman and R. H. Krock), Addison-Wesley, Reading, Massachu-
setts, 1967, Chapter 10.
15. Krukonis V. J., «Chemical Vapor Deposition of Boron Filament», in: Boron
and Refractory Borids (edited by V. I. Malkovich), Springer—Verlag, New
York, 1977, Section D. 1.
16. DeBolt H. E., Diefendorf R. J., Gruber P. E., Joo L. A., Krukonis V. J.,
McKee J. A., Mehalso R. M., «Lower Cost High Strength Boron Filament»,
AFML-TR-70-287, June 1971.
249
17. DeBoft H. E., Krukonis V., McKee J., «Development and Demonstration
of a Low Cost Boron Filament Formation Process», AFML-TR-72-271, May
1972.
18. McKee J. A., DeBolt H. E., Krukonis V. J., Prescott R., Sharpe G. E.
«Production Process for Large Diameter Carbon Filament Substrate»,
AFML-TR-74-141, July 1974.
19. DeBolt H. E., Prescott R., McKee J., Sharpe G., «Carbon Monofilament
Production», AFML-TR-76-231, December 1976.
20. Mehalaso R. M. and Diefendorf R. J., «High Strength, High Modulus Boron
Vapor Deposited on a Carbon Monofilament Substrate», in: Proceedings of a
Symposium on Composites and Carbon, April 26—28, 1971, American Ceramic
Society, Columbus, Ohio, 1972, pp. 51—58.
21. Wawner F. E., Jr. and DeBolt H. E., «Investigation of Elongation and Its
Relationship to Reisdual Stresses in Boron Filaments», Contract
N00014-76-C-0694, A056528, 1977.
22. Basche M., Fanti R., Galasso F., Kuntz V., Schile R., «Method for Producing
Boron-Carbon Fillers», U. S. Patent 3, 679, 475, July 25, 1972; R. E. 28,
312, January 21, 1975; «Node Free Boron Composite Filament», U. S. Patent 3,
861, 953.
23. DeBolt H. E., «Carbon Filament Coated with Boron and Method of Making
Same», U. S. Patent 4, 142, 008, February 27, 1949.
24. DeBolt H. E., Krukonis V., Neff R. M. and Wawner F. E., Jr., «Chemi-
cal Vapor Deposition of Boron on a Carbon Monofilament Substrate», Paper
Presented at the 17th National SAMPE Symposium, Los Angeles, California,
1972.
25. «High Strength Boron», Contract NAS3-20577, NASA Lewis Research Center,
1976.
26. Behrendt D., «Some Properties of an Advanced Boron Fiber», NASA TM 79065,
Paper Presented at Meeting of the American Ceramic Society, January 22—
24, 1979.
27. Smith R. J., «Changes in Boron Sterngth Due to Surface Removal by Chemical
Etching», NASA TM D-8219, April 1976.
28. Withers J. C., McCandles L. C., and Schwarz R. T., «Continuous Silicon Car-
bide Filaments», Paper Presented at the 10th National SAMPE Symposium,
San Diego, California, November, 1966.
29. White R. C. and Davis H. R., «Silicon Carbide Structure», U. S. Patent 3,
508, 954, April 28, 1970.
30. Michalik S. J. and Weinstein, «Silicon Carbide Filaments», Contract
N00019-68-C-0177, Naval Air Systems, 505276, February 1969.
31. Elkins P. E., MallenG. M., and Shimizer, «Modified Silicon Carbide Continuous
Filaments», Paper Presented at the 10th National SAMPE Symposium, No-
vember 1966.
32. Mallen G. M. and Shimizer H., «Research on Modified Silicon Carbide Fila-
ments for High Temperature Applications», Contract N00019-67-C-0465, Na-
val Air Systems, 50186, July 1968.
33. DeBolt H. E., Krukonis V. J., and Wawner F. E., Jr., «High Sterngth
High Modulus Silicon Carbide Filament via Chemical Vapor Deposition», in:
Silicon Carbide— 1973, Proceedings of the 3rd International Conference on Sili-
con Carbide, September 17—20, 1973, University of South Carolina Press.
34. DeBolt H. E., Krukonis V. J., and Wawner F. E., Jr., «Low Cost. High
Strength CVD Silicon Carbide Filament for High Temperature R Reinofr-
cement Applications», Paper Presented at the 19th National SAMPE Sympo-
sium, April 1974.
35. Marsden J., Unpublisched Work, Union Carbide Corporation, Tarrytowa,
New York.
36. Randon J. L., Slama G., and Vignes A., «Silicon Carbide of Thermal Stabi-
lity», in: Silicon Carbide — 1973, Proceedings of the 3rd International Con-
ference on Silicon Carbide, September 17—20, 1973, University of South Caro-
lina Press, Los Angeles, California, 1973.
37. Cornie J., A. Unpublished Work.
250
38. Metcalfe A. G., «Physical-Chemical Aspects of the Interface», in: Modern
Composite Materials (edited by L. J. Broutman and R. H. Krock), Addison-
Wesley, Reading, Massachusetts, 1974, Volume 1, (Interfaces in Metal Mat-
rix Composites—edited by A. G. Metcalf), Chapter 3.
39. Basche M., Fanti R., and Gafasso F., Fiber Sci. Technol. 1, 19 (1968).
40. Naslain R., Thebatilt J., and Pailler R., «Chemical Compatibility in Metal—
Boron Composites», in: Proceedings of the 1975 International Conference on
Composite Materials, The Metallurgical Society of AIME. 1975, Volume 1,
pp. 116—136.
41. Metcalfe A. G., «Fiber Reinforced Titanium Alloys», in: Modern Composite
Materials (edited by L. J. Broutman and R. H. Krock), Academic Press,
Reading, Massachusetts, 19, Volume 4 (Metal Matrix Composites—edited by
K. Krieder), Chapter 6.
42. Camahort J. L., «Protective Coating by Surface Nitriding of Boron Filament»,
J. Comp. Mater. 2, 104—111 (1968).
43. Krukonis V. J., and Camahort J. L., «Exploatory Development and Evaluation
of Low Cost Boron-Aluminium Composites», AFML-TR-75-197, AD-A0270069,
November 1975 (Contract F33615-74-C-5082). '
44. Heffernan W. J., Haskell R. Wand Ahmed I., «А Continuous CVD Pro-
cess for Coating Filaments with Tantalum Carbide», in: Proceedings of the
Fourth International Conference of the Electrochemical Society, The Metal-
lurgical Society of AIME, 1979 p. 489.
45. Ahmed I., Hill D. N., and Heffernan W. J., «Effect of CVD Coatings on
the Mechanical Behavior of SiC (C) Filaments», (to be published).
46. Ahmed I. et al., «Development of High Strength Filament Reinforced Super-
alloy Composites», WVT-TR-74005, Ad-776346.
47. Ahmed I., Hill D. N., and Heffernan W. J., «Silicon Carbide Filaments as
Reinforcements for High Temperature Alloy Matrices», in: Proceedings of the
1975 International Conference on Composite Materials, April, 1975,
Volume 1, pp. 85—102.
48. Cornie J. A. and Hakim J., in: Proceedings of the 5th International Conference
on Chemical Vapor Deposition, Electrochemical Society, Inc. 1975, p. 634.
49. Schoenberg T. et. al., «Establishment of a Manufacturing Process for the Pro-
duction of Boron Epoxy Tape», AFML-TR-73-185, July 1973.
50. Schoenberg T. et al., «Boron Broadgoods Manufacturing Process»,
AFML-TR-78-34, April 1978.
51. Advanced Composites Design Guide, Third Edition, Second Revision, Air
Force Flight Dynamics Laboratory (FBC), Wright Patterson Air Force Base,
Dayton, Ohio, 1976.
11. УГЛЕРОДНЫЕ (ГРАФИТОВЫЕ)
ВОЛОКНА И КОМПОЗИЦИОННЫЕ
МАТЕРИАЛЫ НА ИХ ОСНОВЕ
Деннис М. Риггс, Ричард Дж. Шуфорд, Роберт В. Льюис
11.1. Введение
Вопросы технологии получения и переработки материалов
с высокими прочностными и жесткостными характеристиками
лежат в основе исследований композитов, в которых армирующим
компонентом является волокно. Используя волокна с высокими
механической прочностью и модулем упругости и с низкой плот-
ностью (такие, как углеродные, борные или стеклянные) в соче-
тании с существенно менее жесткими связующими (полиэфирные,
эпоксидные или полиимидные), получают целый класс материа-
лов, удельные свойства которых выше аналогичных для металли-
ческих сплавов. Прочные, жесткие, а главное легкие материалы
находят широчайшее применение. Технология изготовления ком-
позиционных материалов позволяет создавать структуру их не-
посредственно для данного конкретного применения (см. при-
ложение Б, кн. 2).
Основным высокопрочным, высокомодульным армирующим
компонентом при создании высокопрочных, высоконаполненных
композитов с органическими связующими являются углеродные
(графитовые) волокна (УВ). Уникальные свойства композицион-
ных волокнистых материалов (КВМ) с углеродными волокнами
определяются, в первую очередь, высокими механическими свой-
ствами самих волокон. Эти характеристики обусловлены высокой
анизотропией механических свойств кристаллов графита. Кри-
сталлографическая структура идеального кристалла графита по-
казана на рис. 11.1, а [1]. Расстояние между плоскостями кри-
сталла графита составляет 3,35 А. В базовых плоскостях атомы
углерода соединены очень прочными ковалентными связями.
Теоретический предел прочности и теоретический модуль упру-
гости кристалла графита при растяжении вдоль плоскости слоев
составляют соответственно 100 [3, 4 ] и 1000 ГПа [2]. Межплоско-
стное взаимодействие определяется относительно слабыми ван-
дер-ваальсовыми силами, что приводит к низким значениям
механических свойств кристалла в направлении, перпендикуляр-
ном к слоям. Так, например, теоретический модуль упругости
поперек слоев составляет только 35 ГПа.
В углеродных волокнах структура кристаллитов далеко не
так совершенна, как показано на рис. 11.1, а. Вместо жесткофик»
252
сированных графитовых плоскостей наблюдается так называемая
турбостратная структура (рис. 11.1, б). Межплоскостное расстоя-
ние в таких элементарных кристаллографических участках со-
ставляет 3,40 ... 3,45 А (по сравнению с 3,35 А в «совершенном»
кристалле), и ориентация плоскостей относительно оси волокна
существенно ниже. С увеличением степени ориентации графито-
вых плоскостей, обладающих Высокими механическими свой-
Рис. 11.1. Кристаллографическая структура идеального кристалла графита (а)
и графита с турбостратной структурой (б)
ствами благодаря сильным углеродоуглеродным ковалентным
связям, при уплотнении этих плоскостей возрастают и продольные
свойства волокна. С увеличением степени ориентации волокна
растет модуль упругости.
В этой главе термин «графитовые волокна» будет применяться
к волокнам, подвергнутым температурной обработке при 1700 °C,
обладающим высокой степенью ориентации и имеющим высокий
модуль упругости (~345 ГПа). Термин «углеродные волокна1»
применим к волокнам, модуль которых не превышает 345 ГПа,
степень ориентации меньше, а температура термообработки ниже
1700 °C.
11.2. Историческая справка
Общепринятая технология производства углеродного волокна
основана на термической обработке различных органических
волокон: гидратцеллюлозных (ГТЦ), полиакрилонитрильных
(ПАН), пека, полиэфиров [5], полиамидов [6], поливинилового
спирта (ПВС) [7], поливинилденхлорида [8], поли-п-фенилена
[9] и фенольных смол [10, 11 ]. Были рассмотрены и исследованы
исходные объекты для производства УВ. Из всех видов исходных
волокон наиболее пригодными по технологическим и экономиче-
ским параметрам оказались ГТЦ (вискозные), ПАН и пеки. На
сегодня они являются основным исходным сырьем для изготови-
253
теля УВ. УВ, получаемые из ГТЦ, были впервые исследованы
еще в 1880 г. Они были использованы Т. Эдисоном в его первом
патенте на лампы накаливания [12]. Нить, которая была исполь-
зована в лампе, получена в результате пиролиза хлопкового или
гидратцеллюлозного волокна. Нити были очень хрупкими, об-
ладали высокой пористостью, что приводило к неравномерному
их нагреву, а при высокой температуре эти нити окислялись.
Для преодоления этих недостатков был предложен метод пиро-
литического нанесения покрытий на волокно.
В течение последующих 30 лет было выдано несколько патен-
тов [13, 14] на процесс пиролитического покрытия. Последним
был патент Витни 1909 г. Приблизительно в то же время в лам-
пах накаливания стали применять гибкую вольфрамовую про-
волоку и интерес к углеродным нитям угас и не возрождался
до середины 50-х годов XX столетия. Почти одновременно Солтес
[16] и Эббот [17] занимались переработкой целлюлозного и
гидратцеллюлозного волокон в углеродные волокнистые мате-
риалы. Термическая обработка исходного волокна производилась
в атмосфере инертного газа при температуре около 1000 °C. В ре-
зультате были получены волокна с пределом прочности при рас-
тяжении 275 МПа [18]. Возрождение интереса к углеродным
волокнам совпало с усиленными поисками армирующей состав-
ляющей, которую можно было бы использовать в композитах
при создании ракет и ракетных двигателей. Эти волокна могли
найти и другое применение, поскольку УВ термостойки, корро-
зионно-устойчивы в жидких и газовых средах. Но главное —
они могли служить армирующим компонентом в КМ, были хо-
рошим теплоизолятором и поглощали a-излучение. В 1959 г.
фирма «Юнион карбайд» начала выпускать углеродные ткани,
нетканые материалы и пряжу, исходным сырьем для которых
служило гидратцеллюлозное (вискозное) волокно [19, 20]. Для
получения углеродного материала был использован периодиче-
ский -процесс, когда партия исходного материала подвергалась
предварительному нагреву до температуры ~900°С в среде инерт-
ного газа, а затем проводился процесс карбонизации при темпе-
ратурах, превышающих 2500 °C. Волокна, полученные этим ме-
тодом, имели предел прочности при растяжении 330 ... 900 МПа.
В 1960 г. Бэкон [21 ] продемонстрировал возможность полу-
чения материалов с очень высокой степенью графитизации. Ему
удалось вырастить в дуге при температуре 3600 °C и давлении
0,27 МПа «усы» графита. Было показано, что базовые плоскости
кристаллитов (0002) ориентированы параллельно оси «усов»
и предел прочности при растяжении составляет 20 ГПа при мо-
дуле упругости 690 ГПа. Теоретическое значение модуля упру-
гости, оцененного параллельно основной плоскости кристалла
графита, составляет-1000 ГПа [2]. Впоследствии большое число
исследователей занималось вопросами увеличения степени ориен-
тации структуры УВ с целью повышения механических свойств
254
этих материалов. В 1967 г. Бэкон взял патент на непрерывный
процесс получения УВ [22] из гидратцеллюлозного волокна.
При промышленном выпуске УВ непрерывным способом были по-
лучены волокна с пределом прочности при растяжении 690 ...
1030 МПа и модулем упругости 40 ГПа. Свойства таких волокон
были существенно ниже аналогичных свойств графитовых «усов».
В 1964 г. Танг и Бэкон [23, 24], основываясь на данных спектро-
скопии, рентгенографии и электронной микроскопии, подробно
описали механизм термодеструкции целлюлозы и ее превращений
при карбонизации и графитизации.
Из исследований стало ясно, что структура графитизирован"
кого волокна в основном определяется надмолекулярной струк»
турой исходных волокон. Было показано, что модуль упругости
при растяжении возрастает в 2—3 раза, если процессу карбони»
зации предшествовала вытяжка исходных нитей до 150 % [25].
Наконец, в 1965 г. было найдено, что если в процессе графити-
зации (при температуре свыше 2500 °C) волокно подвергнуть
пластической деформации приложением механических напряже»
ний вдоль оси волокон, удается значительно увеличить модуль
упругости при растяжении путем ориентации базовых графитовых
плоскостей вдоль волокон. Эти исследования привели к созданию
промышленного высокопрочного, высокомодульного волокна Тор-
нел 25 (фирма «Юнион карбайд»). Средний модуль упругости этих
волокон составлял 170 ГПа при среднем пределе прочности при
растяжении 1270 МПа. К 1970 г. удалось на основе вискозных
волокон создать УВ с модулем 250 ГПа и пределом прочности при
растяжении 2650 МПа (Торнел 75).
Об использовании полиакрилонитрила (ПАН) для производ-
ства УВ было впервые сообщено в патенте, взятом Теунодой
[28] в 1960 г. В этом патенте защищалось получение УВ из ПАН-
волокна через стадию сшивки или стабилизации. Волокно пред-
варительно окислялось при 1000 °C в атмосфере инертного газа.
УВ, полученные Теунодой, обладали невысокими физико-механи-
ческими свойствами. В 1961 г. Шинода [29] опубликовал свои
работы по карбонизации ПАН-волокон. Им было исследовано
изменение прочности и модуля упругости УВ при различных
режимах термообработки, а также изучены электрические свой-
ства этих объектов. Шиноде удалось получить волокно с пределом
прочности и при растяжении 550 ... 690 МПа при модуле упру-
гости 170 ГПа. В 1964 г. Ватт и Джонсон [30] взяли патент на
высокопрочное, высокомодульное графитизированное волокно на
основе ПАН волокон. Эти авторы вели работы независимо, не зная
об исследованиях Шиноды [31 ]. В 1966 г. об углеродных волокнах с
пределом прочности при растяжении 2070 МПа и модулем упруго-
сти 480 ГПа на основе ПАН были сделаны сообщения Прескоттом
и Стендеджем [32], Ваттом [30, 33, 34] и Кларком и Бейлу [39].
Необходимость повышения модуля упругости УВ заставила
ввести стадию вытяжки в процессе изготовления ПАН-волокон.
255
После 1966 г. появился целый ряд патентов [35, 37], описы-
вающих процессы получения УВ на основе ПАН. Согласно этим
патентам для повышения надмолекулярной ориентации вводи-
лась стадия вытяжки ПАН-волокна, а последующая стабилиза-
ция проводилась в атмосфере кислорода под нагрузкой. Затем
волокно карбонизировалось при температуре 1000 ... 3500 °C.
Механизм процесса пиролиза [38—40], структура и свойства
[41—46] УВ волокон из ПАН были тщательно изучены. Была
показана возможность получения промышленного УВ из ПАН
с модулем упругости ~210 ... 800 ГПа при пределе прочности
при растяжении 1620 ... 3275 МПа.
Об использовании пеков при производстве углеродных воло-
кон почти одновременно были сделаны сообщения большим чис-
лом исследователей [47, 49], начиная с Отани [50] в 1965 г.
Волокна получали в основном формованием из расплавов изотроп-
ных пеков или аналогичных дешевых продуктов нефтепереработки.
Эти волокна также подвергались окислению с последующей кар-
бонизацией в инертной атмосфере при теьрературе ~1000 °C.
Свойства таких изотропных волокон были' весьма невысокими:
модуль упругости не превышал 35 ... 70 ГПа [47]. Усовершенство-
вание процесса было проведено Отани [51 ] в 1969 г. и Ховтор-
ном [52, 53] в 1970 и 1971 гг. Было показано, что вытяжка во-
локна на первых стадиях карбонизации или при температуре
2500 °C приводит к ориентации базовых графитовых плоскостей
вдоль оси формуемого волокна. Предел прочности и модуль упру-
гости при растяжении в результате такого процесса могут быть
повышены до 2585 МПа и 480 ГПа соответственно.
Несколько иной метод получения УВ из пеков был разработан
и запатентован в 1973 г. [54, 55]. Он заключался в переводе пека
в жидкокристаллическую (мезоморфную) форму перед процессом
прядения. Жидкокристаллическое состояние реализуется в про-
цессе вытягивания в инертном газе при температуре 400 ... 450 °C.
Пек, переведенный хотя бы частично в мезоморфную фазу, фор-
муется, подвергается окислению и дальнейшей карбонизации при
температуре 1000 ... 3000 °C. Волокна, полученные этим способом,
обладают достаточно высокой степенью ориентации, что предопре-
делено исходным жидкокристаллическим состоянием. После окон-
чательной термообработки может быть достигнут модуль упру-
гости 690 ГПа [57]. Аналогичный процесс был описан в 1975 г.
Фуюмаки [58]. Детально механизм формования пеке в мезаморф-
ном состоянии был описан Риччем в 1976 г. [59].
11.3. Сырье для получения У В
Как указано выше, было исследовано очень большое число
волокнообразующих полимеров [60—64] в качестве возможного
исходного сырья для производства углеродных волокон. Метод
пиролиза исходных органических волокон оказался предпочти-
256 '
тельнее в промышленном производстве, нежели метод химического
осаждения пиролитического углерода. Использование в техноло-
гии производства УВ метода пиролиза органических волокон
обусловлено промышленным выпуском этих волокон, а свойства
их воспроизводимы и могут быть улучшены. Кроме этого, техно-
логия пиролиза не столь чувствительна к таким параметрам,
как давление и природа инертного газа, в отличие от методов
получения «усов». Более того, методом «усов» не удается получать
волокна достаточной длины и филаментов нужного диаметра,
обладающих к тому же гибкостью. Такие параметры, как тонина
волокна и его гибкость, весьма важны при переработке УВ в ком-
позиционный материал. Эти вопросы были подробно изучены
уже при создании композитов на основе стекловолокон.
Потенциально применимые для пиролиза органические во-
локна должны удовлетворять ряду критериев [65]. Во-первых,
исходные волокна должны сохраняться как единое целое на всех
стадиях производства УВ. Во-вторых, они не должны образовы-
вать «расплава» ни на одной из стадий производства. Это может
быть достигнуто либо выбором термостабильных исходных ма-
териалов, либо термической сшивкой термопластов перед про-
цессом пиролиза. В-третьих, в процессе пиролиза не должно про-
исходить слишком большого испарения летучих, чтобы выход
волокна после обработки был бы экономически оправдан. Наконец,
атомы углерода в процессе пиролиза должны иметь тенденцию
к образованию графитовых плоскостей, определяющих оптималь-
ные свойства УВ. Самыми высокими свойствами обладают высо-
коориентированные графитизированные волокна. Одним из важ-
нейших требований к исходным материалам является их макси-
мально низкая цена. Это связано с необходимостью получения
сравнительно дешевых УВ, что определяет в конечном итоге
объемы их применения.
Как было отмечено выше, основными исходными материалами
при производстве УВ являются вискозные и полиакрилонитриль-
ные волокна, а также пеки.
11.3.1. УВ из полиакрилонитрила (ПАН)
11.3.1.1. Процессы переработки ПАН
Процесс переработки ПАН в УВ включает следующие стадии:
формование исходного ПАН-волокна;
предварительная вытяжка;
стабилизация прн 220 °C на воздухе под натяжением х;
1 В химической технологии высокомолекулярных соединений термин «ста-
билизация» характеризует комплекс методов, применяемых с целью повышения
устойчивости полимерного материала к действию различных факторов в условиям
его переработки, хранения или эксплуатации.
При производстве углеродных волокон «стабилизация» включает такую по-
следовательность технологических приемов, при которой реализуется структурная
перестройка исходного волокна, обеспечивающая максимальный эффект графи-
тизации полимерного субстрата. — Прим. ред. пер.
9 П/р Дж. Любина 257
карбонизация при 1500 °C в атмосфере инертного газа;
графитизация при 3000 °C в атмосфере инертного газа.
Каждая стадия процесса обсуждается ниже.
11.3.1.2. Характеристики ПАН-сополимеров
ПАН является атактическим, линейным полимером, состоящим
из углеродной скелетной молекулы с углеродоазотными боковыми
полярными группами. Структура идеальной ПАН-молекулы пока-
зана на рис. 11.2 [59].
Полярные нитрильные группы вносят существенный вклад
в физические свойства полимера. Температурный переход второго
рода (температура стеклования) для ПАН достаточно высок
(около 120 °C), что связано с относительно сильными межмолеку-
лярными взаимодействиями полярных нитрильных групп. Для
Рис. 11.2. Структура идеальной ПАН-молекулы
уменьшения межмолекулярного взаимодействия часто исполь-
зуют сополимеры ПАН с другими мономерами, например с мети-
лакрилатом (Куртель: 94 % ПАН и 6% метилакрилата) "или
с винилацетатом. Введение второго мономера снижает темпера-
туру стеклования и позволяет вести вытяжку волокон в кипящей
воде [66, 67]. Сильная полярность нитрильных групп определяет
низкую растворимость ПАН. Он обладает сравнительно высоким
параметром растворимости [68] [6 — 996,8 (кВж/м3)!/2]. Из-
вестно, что 62=е, где е — плотность энергии когезии полимера.
Только полярные растворители могут быть использованы для
растворения ПАН. Сильные межмолекулярные связи, обуслов-
ленные наличием нитрильных групп в ПАН и его сополимерах,
весьма важны при производстве УВ. Термическая деструкция
полимеров акрилонитрила происходит при температурах ниже
температуры его плавления. Как будет следовать из дальней-
шего изложения, это является важной характеристикой волокна.
Как сам ПАН, так и его сополимеры формуются в основном
по мокрому способу. По этой технологии полимер растворяется,
и прядильный раствор [69—72], пройдя через фильеру в осади-
тельную ванну, образует волокно. Затем волокно проходит ста-
дию промывки, вытяжки и сушки. Молекулярная структура и
свойства волокна в значительной степени зависят от технологии
его получения. Результатом процесса мокрого формования яв-
ляется образование ориентированных структур в волокнах ПАН.
Влияние варьирования технологии получения исходного ПАН-
258
волокна на свойства карбо-
низированных волокон яв-
ляется на сегодня спорным
и составляет предмет внима-
тельного изучения.
Исследование рентгенов-
ского рассеяния в широких
углах показывает наличие
четкого рефлекса, соответ-
ствующего межцепному рас-
стоянию бА. Типичная ди-
фрактограмма вытянутого
ПАН-волокна показана на
рис. 11.3 [59]. Очевидно) от-
сутствие значительной.' упо-
рядоченности вдоль оси во-
Рис. 11.3. Рентгеновские дифрактограМ'
мы вытянутого ПАН-волокна
локна при максимальной
степени кристалличности около 50 %. Достаточно высокая
степень ориентации необходима для получения УВ с хорошими
свойствами. Электронная микрофотография, полученная со
свежесформованного волокна, показывает, что молекулы ПАН
образуют плотные упаковки фибрилл, которые объединяются
в виде трехмерной сетки [67, 69, 73]. Фибриллярная структура
наблюдается и . при набухании волокон [74]. Она является как
бы «заготовкой» для графитовой ламелярной сетки, образующейся
после температурных воздействий. Длина исходных ламелей за-
висит от температуры осадительной ванны. Более низкая темпе-
ратура ванны приводит к увеличению плотности (компактности)
сетчатой структуры [67]. Изменяя скорость формования, пара-
метры осадительной ванны и скорость приема волокна, можно
влиять на образование надмолекулярной структуры ПАН-волокон
[70]. Основным видом конформаций ПАН-молекул в волокнах яв-
ляется нерегулярная спираль [67, 75, 76]. Нерегулярность
спирали может быть легко отнесена за счет атактичности исход-
ного полимера [77, 78].
Ориентация фибрилл при образовании трехмерной сетки мо-
жет быть повышена вытяжкой волокна в осадительной ванне (при
формовании) и из сополимера в горячей воде. Ориентационная
вытяжка повышает механические свойства волокна, но она не
должна влиять ни на упорядочность макромолекул, ни на степень
кристалличности. Схема ориентационной вытяжки изображена
на рис. 11.4 [73].
9*
Рис. 11.4. Влияние вы-
тяжки на фибриллярную
сетку ПАН-волокна:
1 — исходная фибрилляр-
ная сетка; 2 — вытянутое
волокно
259
ПАН-волокна могут быть получены и методом сухого формо-
вания. В этом случае раствор полимера формуется в вертикаль-
ную шахту во встречном потоке горячего воздуха, который уносит
основную массу растворителя до момента слипания моноволокон.
В результате образуется волокно с абсолютно неупорядоченной
надмолекулярной структурой.
11.3.1.3. Стабилизация ПАН
Для получения хорошего высокопрочного, высокомодульного
УВ из ПАН или его сополимеров, необходимо создать преимуще-
ственную ориентацию макромолекул параллельно оси. волокна.
Затем следует стабилизировать структуру волокна относительно
релаксационных процессов, чтобы преимущественная ориентация
сохранилась в волокне после карбонизации [79, 80]. Так как
температура стеклования Тв существенно ниже температуры
карбонизационных процессов, стабилизация полимера должна
Рис. 11.5. Образование лестничной структуры полимера в процессе циклизации
идти по пути уменьшения гибкости макромолекул ПАН или по
пути «связывания» молекул вместе для практически полного
исключения релаксационных процессов и возможности дезориен-
тации цепей.
До того как ПАН сделался популярным сырьем для производ-
ства УВ, уже была известна способность этого волокна изменять
цвет под воздействием температуры как в инертной, так и в кисло-
родсодержащей атмосфере. Хоутц [81] объяснил такое термиче-
ское окрашивание как результат циклизации ПАН с образова-
нием «лестничной» структуры полимера. Схематически идеальная
реакция полициклизации представлена на рис. 11.5 [59].
Образование лестничных структур в полимерах значительно
повышает термическую стабильность материалов за счет образова-
ния более жестких «перемычек»1, из сильных углеродоуглеродных
двойных связей. Таким образом, полициклизация ПАН должна
предшествовать карбонизации и, по сути, является процессом
стабилизации.
Хоутц [81], а также ряд других авторов [34, 80, 82-^90]
имели дело со сравнительно низкотемпературным тепловым воз-
260
I.
действием на ПАН. В ряде работ утверждается, что лестничные
полимеры, образующиеся при полициклизации, имеют различную
химическую структуру, которая существенно зависит от того,
в инертной или кислородсодержащей атмосфере проводилась тер-
мообработка.
Большинство работ по циклизации ПАН в атмосфере инертных
газов посвящено условиям динамического нагрева. Было найдено
(используя технику термического анализа), что широкие экзотер-
мические пики [84, 91—96] соответствуют быстрой циклизации
нитрильных групп, имеющей место при температуре ~270 °C.
Выделение большого количества цианистого водорода HCN и
аммиака NH3 совпадает с экзотермами на кривых ДТА [91].
Выделение цианистого водорода сопровождается образованием
двойных углеродных связей в полимере, а аммиак является Про-
си^ /СН2 СН? /СН2 /СН2
сн сн сн \н сн
I I I I I
~"N ''N
Рис. 11.6. Идеальная структура ПАН, подвергнутого циклизации в атмосфере
инертного газа
дуктом, выделяющимся при окончании реакции. В изотермических
условиях при температуре ниже 270 °C цианистого водорода обра-
зуется значительно меньше [97]. В этом случае, по-видимому,
образуется меньше двойных связей.
Такое предположение очень важно. В среде инертного газа цик-
лизация в волокнах должна проходить лишь при изотермических
условиях либо при очень медленном подъеме температуры. Если
температура приближается к 270 °C и процесс полициклизации
был заторможен, то может произойти очень быстрая циклизация.
Выделившаяся при этом теплота может привести к существенному
уменьшению ориентации надмолекулярных структур в волокне
в результате частичного «плавления». Это приведет к низким ме-
ханическим свойствам УВ. Потеря нитрильных групп у макро-
молекул ПАН приводит к частичному разрыву циклов, что в свою
очередь также ухудшает свойства УВ. При изотермических
условиях проявляется тенденция к увеличению числа циклов и
сохранению степени ориентации в течение всего времени, пока
волокно держат под нагрузкой [98, 99]. Схематически этот про-
цесс показан на рис. 11.6 [98].
При стабилизации ПАН-волокон на воздухе проходит не только
реакция циклизации, но и взаимодействие между полимером и
кислородом среды. Полного описания процесса окисления ПАН
на сегодня не существует [69]. Предположительно могут суще-
ствовать три независимые структуры окисленного ПАН (рис. 11.7)
[69]. Структура I предложена по результатам инфракрасной
261
спектроскопии и элементного анализа окисленного материала.
Как видно на схеме, кислород образует эфирные мостики между
метиленовыми группами [34, 82]. В структуре II кислород при-
соединен двойной связью к карбонильной группе. Структуры раз-
работаны на основе анализа механических свойств, инфракрасной
спектроскопии, элементного анализа, пространственного модели-
а)
Рис. 11.7. Процесс
в)
структурообразования при окислении ПАН:
а «— структура I; б «— структура II; в *— структура Ш
рования и анализа выделения летучих в процессе карбонизации
[69]. В структуре III каждый атом азота образует с кислородом
нитроксильную группу. Эта структура разработана исходя из
данных по пространственному моделированию.
Большое число исследований, проводимых в настоящее время,
дает основание предполагать, что кислород в окисленном ПАН
11.8. Молекулярно-структурная
модель окисленного ПАН
Рис.
включается в макромолекулу в виде как гидроксильной, так и
карбонильной группы [79]. Данные ИК-спектроскопии показы-
вают, что двойные углеродные связи легче образуются при окис-
лении [80, 100], а следовательно, окисленный ПАН более ста-
билен, нежели циклизованный в атмосфере инертного газа [69].
Химическая структура окисленного ПАН представлена на рис. 11.8
[69, 79].
Степень окисления ПАН-волокна можно определить по вели-
чине диффузии кислорода к центру волокна [90, 101—103].
В настоящее время в технологии получения углеродного во-
локна предпочтение отдается методу предварительного окисления
ПАН, так как стабильность волокна получается более высокая,
нежели при циклизации в среде инертного газа. Обычно к во-
локну прикладывается растягивающая нагрузка для ориентации
фибриллярной сетки вдоль оси волокна, и в этом состоянии ПАН
262
окисляется на воздухе при температуре 200 ... 220 °C. Можно
предположить, что образующиеся при этом гетероциклы ориенти-
рованы уже на этой стадии более или менее параллельно оси
волокна.
11.3.1.4. Карбонизация и графитизация
Под карбонизацией понимают обычно процесс пиролиза ста-
билизированного ПАН-волокна, при котором происходит его
превращение в углеродное волокно. На этой стадии достигаются
необходимые эксплуатационные и коммерческие свойства УВ.
Высокие физико-механические свойства УВ реализуются за счет
формирования ориентированных графитоподобных турбостратных
фибрилл или лент.
Карбонизация проводится в атмосфере инертного газа при тем-
пературе 1000—1500 °C. При этой температуре из волокна уда-
ляются почти все элементы за исключением углерода [104]. При
температуре ниже 1000 °C происходит основной процесс удаления
газообразных продуктов пиролиза: метана, цианистого водорода,
воды, углекислого газа, окиси углерода, водорода, аммиака и
целого ряда углеводородов [97, 105—107]. Для более быстрого
удаления газообразных продуктов пиролиза необходим плавный
подъем температуры (со скоростью ~21 °С/мин) вплоть до 1000 °C.
Химический состав волокна после прогрева при 1000 °C включает
в себя примерно 94 % углерода и 6 % азота [106, 108]. Дезазо-
тирование наиболее активно происходит при температурах начи-
ная с 600 °C и максимум его приходится на температуру 900 °C.
При обработке при 1300 °C в материале остается не более 0,3 %
азота [106, 108]. Как отмечено в п. 11.3.1.7, азот играет важную
роль в формировании электрических свойств УВ. Потеря массы Д/и
при карбонизации ПАН-волокна показана на рис. 11.9 [46].
При 1600 °C теряется 55 ... 60 % массы исходного ПАН-
волокна. Следовательно, 40 ... 45 %-ное содержание углерода
в ПАН является весьма удовлетворительным (хотя бы по сравне-
нию с ГТЦ) и является одной из причин популярности использова-
ния ПАН-волокна как исходного продукта для изготовления УВ.
Графитизация в основном проводится при температурах выше
1800 °C для повышения модуля упругости волокон. Выше было
показано, что увеличение этого показателя достигается за счет
улучшения кристаллической структуры и создания преимуще-
ственной ориентации кристаллов. С этой точки зрения не совсем
корректно говорить о графитизации, так как структура графито-
вого кристалла в У В уже сформирована. Кристаллиты в У В
имеют турбостратную структуру, в которой базовые графитовые
плоскости смещены относительно идеального положения. Меж-
плоскостное расстояние d в турбостратных кристаллах составляет
3,37 ... 3,45 А в отличие от 3,35 А в идеальном монокристалле
графита. В целом термин «графитовые» описывает углеродные
волокна, содержащие в своем составе около 99 % углерода, в то
263
время как углеродные волокна состоят лишь на 80 ... 95 % из
углерода. Естественно, что содержание углерода в волокне яв-
ляется функцией температуры его обработки.
Рис. 11.9. Изменение потери массы Дт от температуры Т при различных ско-
ростях нагрева волокна:
1 — 0,5; 2—15; 3 — 2; 4 — 4; 5 — 8; 6 — 25 °С/мии
Если плотность исходного ПАН-волокна 1200 кг/м3, то плот-
ность УВ лежит в пределах 1700 ... 2100 кг/м3. Для сравнения:
плотность идеального монокристаллического графита 2260 кг/м3.
В результате термообработки диаметр исходного ПАН-волокна
уменьшается почти вдвое. Средний диаметр УВ лежит в преде-
лах 7 ... 10 мкм.
11.3.1.5. Структура УВ на основе ПАН
Большая прочность при растяжении и высокий модуль упру-
гости УВ обусловлены высокой анизотропией свойств графитовых
кристаллов. Для достижения максимально высоких физико-меха-
нических свойств необходимо, чтобы базовые плоскости кристал-
лов графита в УВ были параллельны оси волокна. Для примера
рассмотрим идеальный кристалл графита. Модуль упругости кри-
сталла сильно зависит от его ориентации относительно плоскости
компланарности базовых слоев (рис. 11.10) [451. В плоскости
базового слоя модуль упругости достигает 1000 ГПа, но уже не-
большое отклонение (только на 15°) снижает его до 70 ГПа. Сле-
довательно, высокомодульное УВ должно иметь максимально
ориентированную структуру базовых плоскостей относительно
оси волокна.
Формирование ориентации базовых графитовых плоскостей
должно начинаться при формовании ПАН-волокна. Фибрилляр-
ная структура образуется на стадии формования и ориентацион-
264
ной вытяжки волокна. При получении волокна по мокрому спо-
собу на образование сетки влияют практически все технологиче-
ские параметры: температура и состав осадительной ванны, сте-
пень вытяжки волокна, температура сушки и т. д. Могут возник-
нуть сомнения в том, что сетка из фибрилл сохраняется при карбо-
низации волокна. Однако процессы циклизации и карбонизации
затрагивают не одну макромолекулу ПАН, а всю фибриллу,
сохраняя как бы скелет исходной структурной сетки. Нечто
похожее происходит при получении древесного угля, который
сохраняет исходную волокнистую
структуру дерева -[103].
Образование графитоподобной
плоской структуры при пиролизе
ПАН начинается при температуре,
не превышающей 400 ... 600 °C.
На этой стадии стабилизирован-
ное волокно подвергается деги-
дратации. Обезвоженные цикли-
зованные молекулы ПАН обра-
зуют плоскую ленточную струк-
туру из трех графитоподобных
циклов поперек оси ориентации
с сохранением атомов азота по
бокам таких структур [1081. При
нагревании выше 600 °C азот
Рис. 11.10. Зависимость модуля уп-
ругости при растяжении Е моно-
кристалла графита от угла <р:
В гетероциклах легко отщепляется 1 — базовые плоскости графита
[105, 107, Ш] и идет реакция
дезазотирования. Оставшиеся свободные в гетероциклах связи
замыкаются, образуя более широкие графитовые плоскости.
В результате роста графитовых плоскостей образуются длинные,
волнистые ленты со структурой турбостратного графита, ориен-
тированные в основном в направлении оси волокна. Так или
иначе ленточные структуры в скелете фибриллярной сетки не
распадаются. Описанный выше механизм образования ленточной
структуры представлен на рис. 11.11 [108].
Руланд [112—115], а затем Джонсон и Тисон [116] изучали
микроструктуру и строение УВ методом электронной микроско-
пии и рентгенографии. Ими была предложена ленточная струк-
тура УВ, представленная на рис. 11.12 [112]. Как видно на ри-
сунке, микропористость в такой модели существенно зависит
от длины «волны» структуры и ее «амплитуды». При повышении
температуры обработки (при графитизации) длина «волны» воз-
растает, а '«амплитуда»' уменьшается, что приводит к уменьшению
микропористости [45, 117]. Эта модель хорошо иллюстрирует и
тот факт, что ленточная структура может быть описана парамет-
рами Lc и La, определяемыми из рентгеноструктурных исследо-
ваний [63, 112, 116]. Здесь Lc — толщина ленты, a La —мини-
мальная длина «прямого» участка базовых плоскостей в ленте.
265
Оба этих параметра возрастают с увеличением температуры тер-
мообработки. Соответственно возрастает степень ориентации гра-
фитообразных лент относительно оси волокна. Следовательно,
при увеличении температуры термообработки возрастает модуль
упругости. Эти изменения были проиллюстрированы в работе
Дайфендорфа и Токарского [44]. Ими было показано, что УВ
с модулем упругости 40 ГПа имело толщину каждой ленты Лс —
= 5 ... 6 слоев турбостратного графита при ширине ~20 А, в то
Рис. 11.12. Модель леиточиой структуры УВ по Руланду
Рис. 1Г.-11. Гипотетический механизм образования графитовых плоскостей в
ПАН-волокне
время как волокно с модулем упругости 275 ГПа имело для тех
же параметров уже 13 слоев и ширину 40 А. В этих УВ ампли-
туда (и длина «волны») структуры приводила к разориентации
лент турбостратного графита приблизительно на угол 12° отно-
сительно оси волокна. Для волокон же с модулем упругости
690 ГПа число графитовых слоев достигало 30, ширина ленты
составляла 90 А, а угол разориентации был близок к нулю,
так как ленты были выстроены практически параллельно оси
волокна.
Исследуя параметры ориентации, Дейфендорф и Токарский
показали, что от центра волокна к его поверхности длина и ампли-
туда «волны» в лентах уменьшаются, а ориентация возрастает.
266
Это связано в первую очередь с тем, что в исходном волокне основ-
ные механические свойства определяет оболочка волокна. Изме-
нения в ориентации лент по толщине волокна показаны на
рис. 11.13 [45]. Изменения преимущественной ориентации наблю-
даются не только в волокнах круглого сечения (рис. 11.13, а
и б), полученных по мокрому способу, но и в волокне бобовид-
ного сечения (рис. 11,13, в), сформованном по сухому способу.
Рис. 11.13. Трехмерные модели струк-
тур УВ на основе (размеры указаны в
микрометрах):
а ~ ПАН'Волокна с модулем упругости
Е = 280 ГПа (круглое сечение); б — исход-
ного ПАН-волокна фирмы «Куртель» с Е =
= 415 ГПа (круглое сечение); в — ПАН-
волокно с Е = 800 ГПа (бобовидное сече-
ине); 1 — слон графита
В последнее время много работ было посвящено изучению УВ
методом электронной микроскопии большого разрешения [112,
118—122]. Были изучены ленточные структуры и графитовые
плоскости в ориентированных УВ и в других карбонизованных
материалах. Эти исследования показали, что в результате пиро-
лиза при температуре 320 °C могут образовываться небольшие
кристаллы, толщиной всего в четыре графитовых плоскости
[108, 120].
11.3.1.6. Механические свойства УВ на основе ПАН
Хорошо известно, что модуль упругости УВ на основе ПАН
зависит от температуры термообработки в процессе получения
волокна [44]. Физические основы этого были рассмотрены выше.
На рис. 11.14, а представлена зависимость модуля упругости
УВ от температуры термообработки [123]. Модуль упругости
267
начинает расти уже при низких температурах обработки и про-
должает возрастать с увеличением этой температуры. Например,
углеродные волокна на основе ПАН с модулем упругости Е =
= 210 ГПа могут быть получены путем предварительного пиро-
лиза при 1000 °C, тогда как модуль Е — 345 ГПа достигается
пиролитической обработкой при 2000 °C.
Однако не только температура пиролиза оказывает сущест-
венное влияние на значение Е углеродных волокон. Так, было
показано [124], что Е карбонизированных волокон могли бы
быть существенно выше, даже при проведении пиролитических
обработок в идентичных высокотемпературных областях, если бы
Рис. 11.14. Зависимость модуля упругости Е (а) и предела прочности ав (б)
при растяжении УВ на основе ПАН от температуры термообработки Т
структурная сетка ПАН обладала бы большей степенью ориен-
тации фибриллярных элементов, предварительно зафиксирован-
ной подходящим способом. Необходимость в такой предваритель-
ной подготовке ПАН-волокон, обеспечивающей достижение тре-
буемых ориентационных эффектов, обусловливает проведение
процесса ориентационного вытягивания и последующую термо-
фиксацию для предотвращения релаксации.
Факторы, определяющие прочностные свойства УВ на основе
ПАН-волокон (например, ов) более сложны, чем те, которые
существенно влияют на Е. На рис. 11.15 представлена типичная
зависимость ов от условий карбонизации ПАН-волокон [123].
Очевидно, что предел прочности УВ экстремально изменяется
при повышении температуры. Максимальное значение ов «
~ 3100 МПа наблюдается у волокон, подвергнутых термообра-
ботке при 1200 ... 1400 °C. Для волокон, полученных при более
высоких температурах, прочность резко падает [125].
Прочность УВ лимитируется наличием дискретных дефектов
как в полимерном субстрате, так и на поверхности волокна [126].
268
Обзор причин, ограничивающих прочность углеродных волокон
из ПАН, проведен Б ар летом и Нор ром [127]. Основные дефекты
в волокне могут быть разделены на четыре типа: неорганические
включения, органические включения, отдельные пустоты, возни-
кающие в результате высокой скорости осаждения, и цилиндри-
ческие поры, образуемые испарением оставшегося в волокне рас-
творителя. В процессе термообработки эти дефекты трансформи-
руются, делая в конце концов несовершенной структуру углерод-
ного волокна [128—132]. Трещины основной плоскости (по
Мрозовскому), являются, по-видимому, основным фактором, ли-
митирующим прочность УВ на основе ПАН [133, 134]. Трещины
Мрозовского являются резуль-
татом анизотропии термичес-
кого сжатия в лентах графито-
вых плоскостей при охлажде-
нии волокна после термообра-
ботки. Эти трещины, идущие в
основном вдоль оси волокон,
существенно влияют на проч-
ность У В, внося вместе с тем
малые изменения в его модуль
упругости. Они характерны в
основном для материалов с тем-
пературой термообработки вы-
ше 1500 °C, что частично и
объясняет уменьшение прочно-
сти ВУ при этих температу-
рах.
Поверхностные эффекты так-
Рис. 11.15. Изменение анизотропии
g-фактора (Ag3) в спектрах ЭПР УВ иа
основе ПАН при различных темпера-
турах Т термообработки:
1 — 300 К; 2 - 77 к
же ограничивают прочностные
свойства УВ. Мерфи и Джонс [135] предположили, что поверх-
ностные дефекты закладываются уже на стадии формования во-
локна, сохраняются при карбонизации и приводят к образова-
нию локальных участков разрыва графитовых плоскостей. Про-
цесс окисления [123] частично «залечивает» поверхностные де-
фекты волокон, что видно по возрастанию уровня прочностных
свойств.
Токарским и Дейфендорфом [136] было показано, что проч-
ность при растяжении УВ зависит не только от поверхностных
и объемных дефектов, но и от осевой и радиальной структуры
волокна. Изменение предпочтительной ориентации в радиальном
направлении приводит к образованию микротрещин в процессе
охлаждения после термообработки и в конечном итоге к уменьше-
нию прочности волокна. Миграция объемных дефектов при мягком
процессе получения исходного волокна [137] и «залечивание»
поверхностных дефектов при окислении [123] позволяют повысить
прочностные характеристики УВ. Лемейстер [41 ] показал, что
для ПАН-волокон, сформованных по сухому способу (боковог-
269
нутого сечения), удается повысить прочностные свойства при термо-
обработке при 2800 °C. Он предположил, что наличие остаточных
напряжений в волокнах бобовидного и круглого сечений ответ-
ственно за возрастание прочности первых.
Деформация разрушения в низкомодульном (Е = 210 ГПа)
и высокопрочном (ов = 3275 МПа) УВ с круглым сечением состав-
ляет 1,5 ... 1,6 %. Для более высокомодульного (Е = 450 ГПа)
и менее прочного (ов = 1620 МПа) У В деформация не превышает
0,36 % [45]. Несколько иначе ведут себя волокна с бобовидным
сечением. Для них те же параметры имеют следующие значения:
для одного образца модуль упругости 210 ГПа, предел прочности
при растяжении 2410 МПа при деформации разрушения 0,92 %;
для другого — Е = 6,9 ГПа, ов = 2895 МПа, деформация при
разрушении 0,72 %.
11.3.1.7. Электрические свойства УВ на основе ПАН
Электрические свойства УВ на основе ПАН подробно изу-
чены Робсоном и др. [138—141]. Эти исследования включают
определение анизотропии g-фактора методом ЭПР, изучение со-
противления, термо ЭДС, магнитных свойств волокон в зависимости
от температуры обработки волокна. Эти данные представлены на
Рис. 11.16. Зависимость термоЭДС [7Т УВ на основе ПАН от температуры тер-
мообработки Т
Рис. 11.17. Изменение относительного поперечного магнитосопротивления Др/р0
УВ на основе ПАН в зависимости от температуры термообработки Т (маг-
нитное поле: 14,1 кГс, измерения проводились при 300, 77 и 4,2 К)
рис. 11.15—11.17. Как следует из рисунков, перегиб на всех гра"
фиках соответствует температуре обработки ~ 1750 °C. Этот ре-
зультат весьма важен, так как демонстрирует наличие измене-
ний в электронной структуре волокон. Кроме того, изменение
в электронной структуре хорошо коррелирует с завершением про-
270
цесса дезазотирования УВ, который наблюдается именно в этой
температурной области термообработки. Мирманд и Занчетти
[142], изучая диамагнитную восприимчивость УВ, показали, что
азот частично ингибирует процесс графитизации. После удаления
азота из УВ степень графитизации возрастает, а следовательно,
резко меняется и электронная структура волокна. В связи с этим
степень графитизации может быть оценена по ЭПР, термо ЭДС
и поперечному магнитосопротивлению. Таким образом, можно
контролировать этими методами содержание азота в гексаго-
нальной структуре графитовых кристаллов УВ. Электросопротив-
ление У В на основе ПАН пред-
ставляет большой интерес.
Рис. 11.18. Изменение логарифма продольного электрического сопротивления
1g Ре (Рс> мкОм-см) в зависимости от температуры термообработки Т
Рис. 11.19. Соотношение удельной проводимости у УВ на основе ПАН и мо-
дуля упругости Е волокна
В процессе превращения ПАН-волокна в УВ происходит изменение
удельного электросопротивления от 108 Ом-м для исходного во-
локна до 0,1 Ом-м для волокон после термообработки при
3000 °C. Основное увеличение проводимости приходится на ин-
тервал температур обработки 500 ... 1000 °C. Максимальная ско-
рость падения сопротивления наблюдается при 600 ... 700 °C
[143] и именно в этом интервале температур происходит макси-
мальное дезазотирование. Ранее было показано, что образование
графитовых плоскостей начинается при 400 ... 600 °C и проте-
кает по механизму дегидрогенизации. Дальнейший рост этих
плоскостей затруднен наличием в боковых границах атомов азота,
мешающих дальнейшей полициклизации. Только при темпера-
туре выше 600 °C начинается дальнейшее образование гетеро-
циклов с выделением азота. Азот является в УВ как бы ловушкой
для электронов, поэтому при дезазотировании сопротивление резко
падает. Чтобы получить УВ с высоким электросопротивлением
и хорошими механическими свойствами, в структуре материала
271
азот должен быть частично сохранен. При повышении темпера-
туры термообработки выше 1000 °C сопротивление УВ медленно
падает. В области 1750 °C, когда происходит резко изменение элек-
тронной структуры полимера в волокне, сопротивление снижается
довольно плавно (рис. 11.18) [139]. Как следует из этого графика,
продольное сопротивление У В, полученного при 1000 °C, состав-
ляет 0,40 Ом-м, а при 3000 °C — 0,1 Ом-м. Дальнейшее уменьше-
ние электросопротивления связано с остаточной дезазотизацией и
возрастанием ориентации графитовых плоскостей вдоль оси во-
локна. Напомним, что с увеличением температуры обработки,
ориентация возрастает. Высокая проводимость базовых графи-
товых плоскостей определяет низкое сопротивление УВ вдоль
оси волокна. Это хорошо видно на кривой, связывающей прово-
димость и модуль упругости УВ (рис. 11.19). Модуль упругости,
в свою очередь, зависит от ориентации надмолекулярной струк-
туры вдоль оси волокна.
11.3.2. Углеродные волокна из пеков
11.3.2.1. Процессы образования пеков
Производство углеродного волокна на основе пека является
результатом двух процессов: получения низкомодульного волокна
и его графитизации под нагрузкой [47—53]. Исходным сырьем
являются легкоплавящиеся изотропные пеки. Дальнейшая схема
получения У В следующая:
прядение из расплава;
длительное отверждение при сравнительно низких темпера-
турах;
карбонизация в атмосфере инертного газа;
графитизация под нагрузкой при экстремально высокой тем-
пературе.
Получение волокон с очень высокими свойствами по этому
методу обходится дорого, так как требует длительного времени
отверждения и достаточно высоких температур при вытяжке.
Принципиально по этой технологии может быть получено волокно
с пределом прочности при растяжении 2585 МПа при модуле уп-
ругости 480 ГПа. Но обычно модуль упругости УВ из пеков,
не подвергавшихся вытяжке при графитизации, не превышает
35 ... 70 ГПа [47]. Такие волокна используют для осаждения
бора при получении борных волокон. Так как процесс приготов-
ления изотропных пеков не имеет самостоятельного промышлен-
ного значения, в дальнейшем будет обсуждаться только процесс
получения волокна на основе жидкокристаллических пековых
структур.
Процесс производства УВ из мезофазных пеков следующий:
’у нагревание при 400—450 °C в среде инертного газа в течение
272
длительного времени для получения жидкокристаллического
(мезофазного) состояния;
формование волокон из жидкокристаллических пеков;
отверждение волокон;
карбонизация волокон;
графитизация волокон.
При отсутствии длительного отверждения и графитизации
под нагрузкой цена УВ, полученных по такой технологии, мо-
жет быть сравнительно невысокой.
11.3.2.2. Характеристика пеков
Пеки и другие сходные с ними материалы являются продук-
тами деструкции, образующимися при перегонке каменного угля,
сырой нефти, натурального асфальта и ряда синтетических ком-
паундов [например, поливинилхлорида (ПВХ)] под воздействием
высокой температуры или катализаторов [144, 145]. Кампании,
занимающиеся очисткой нефтепродуктов, могут использовать та-
кие материалы, остающиеся после переработки (крекинга) нефти
в газолин, смазочные масла, топливо. Однако это связано с боль-
шими трудностями [146], которые возрастают еще ввиду того, что
большинство таких материалов представляют собой ароматиче-
ские структуры с высокой молекулярной массой. Под действием
температуры появляется тенденция к образованию коксов и
(или) твердых углеродных частиц [147]. Эти побочные процессы
крайне нежелательны, ибо твердые частицы, выпадая из потока,
засоряют катализаторы, что приводит к уменьшению выхода ко-
нечного продукта.
В зависимости от предъявляемых требований к молекулярной
структуре пеки в основном можно разделить на четыре исходные
фракции [148, 149]: насыщенные углеводороды, нафтеноаромати-
ческие, полярные ароматические и асфальты. Они различаются
как по молекулярной массе, так и по степени ароматизации. К на-
сыщенным углеводородам относятся пеки, включающие в основ-
ном алифатические соединения с низкой молекулярной массой.
Фракции имеют полное сходство с воском. Нафтеноароматиче-
ская часть пеков состоит из ароматических веществ с низкой моле-
кулярной массой, а также включает насыщенные углеводороды
циклической структуры. По сравнению с нафтеноароматической
частью пеков полярные ароматические фракции имеют более
высокую молекулярную массу и содержат много гетероцикличе-
ских молекул. Наконец, асфальты не только включают в себя
вещества с самой большой молекулярной массой, но и имеют са-
мую высокую степень ароматизации. Это большие алкильные,
«блюдцеподобные» молекулы, состоящие из ароматических колец.
Эта фракция пека наиболее термостабильна [150—154]. Именно
из таких молекул наиболее эффективно формируется жидко-
кристаллическая структура, а возможно и закладывается турбо-
стратная структура графита в УВ, получаемых из пека.
273
Свойства и термостабильность материалов (получаемых из
нефти через пеки) значительно зависят от относительного содер-
жания каждой из перечисленных выше четырех фракций. На
рис. 11.20 [154] показана гистограмма состава различных угле-
родных материалов. Видно,) что мазуты содержат большое коли-
чество нафтеновых ароматических соединений и насыщенных
углеводородов, тогда как пеки, например, «Ашланд-260» фирмы
«Ашланд ойл», содержат в основном ароматические асфальты.
Чем больше содержание асфальтов в пеке, тем выше точка раз-
Рис. 11.20. Относительный состав (массовая доля т) различных углеродных
материалов:
А — мазут R; Б — мазут В; В — пек <Дау боттомо; Г — пек «Ашланд-240»; Д — пек
СТР-240; Е ~ пек «Ашланд-260»; 1 — насыщенные углеводороды; 2 — нафтеновые аро-
матические соединения; 3 — полярные ароматические соединения; 4 — асфальты
Рис. 11.21. Зависимость выхода углеродного материала Y из мазутов и пе-
ков от температуры Т (скорость нагрева 10°С/мин);
1 — CTP-24Q, «Ашланд-260»; 2 — «Ашланд-240»; 3 —- СТР-170; 4 — «Куб»; 5 —« «Эттака»;
6 — «Куар»‘
мягчения материала. Пек «Ашланд-260», который содержит 80 %
асфальтов, имеет точку размягчения намного выше (177 °C), чем
пек «Дау боттомс» (фирмы «Экскон»), полученный из очищенной
смолы и содержащий всего 18 % асфальтов. Содержание асфаль-
тов значительно влияет и на выход углеродного материала при
пиролизе. На рис. 11.21 представлены графики зависимости ко-
личества оставшегося углеродного материала от температуры об-
работки. Как можно видеть на рисунке, чем меньше асфальто-
вая фракция, тем ниже выход материала. Максимальный выход
углеродного материала может достигать 60 %. Количество полу-
ченного материала зависит не только от содержания асфальта,
но и от структуры исходного пека.
Для увеличения выхода углерода, в технологическую схему
процесса вводится стадия перевода пека в жидкокристаллическое
(мезофазное) состояние, что достигается термообработкой при оп-
ределенных условиях [155—164]. Формование волокна ведется
в этом случае из термодинамически стабильных, упорядоченных
расплавов. Такое упорядочение является результатом особен-
ff)
Рис. 11.22. Изменение жидкокристал-
лической структуры в пеках в процессе
термообработки:
а — изотропная структура; б — фаза в про-
цессе зародышеобразования; в — углепо-
добная структура
ностей размеров, формы, структуры и реакционной способности -
молекул (особенно асфальтовых) [165—168], содержащихся в пе-
ках [59]. Увеличение молекулярной массы и степени ароматиза-
ции в процессе перегонки и реализация реакций .конденсации при-
водит к эффекту зародышеобразования, термодинамически бо-
лее выгодному. Часть молекул субстрата упорядочивается, бу-
дучи еще в жидком состоянии. Эффект упорядочения показан на
рис. 11.22. На рисунке видно, что под воздействием температуры
Рис. 11.23. Процесс получения волокна из жидко-
кристаллических пеков:
а — изотропный расплав; б — жидкокристаллическая
(мезоморфная) фаза; в — ориентированное волокно
275
из изотропного расплава со временем сначала образуются заро-
дыши, а затем формируется жидкокристаллическая структура.
Это относится и к процессу формования волокон из пеков при по-
лучении высокоупорядоченной структуры (рис. 11.23) [59]. Та-
кое волокно при термообработке легко может быть трансформиро-
вано в углеродное. Получение У В из пеков и его свойства описаны
ниже.
11.3.2.3. Формование волокна из мезофазных расплавов пеков
При формовании волокон из мезофазных пеков может быть
использована та же технология, что и при получении обычных
синтетических волокон [169—176]. Для этой цели применяется
техника формования волокон из расплавов. Исходный материал,
содержащий обычно 50 ... 90 % мезофазы, помещается в экстру-
Рис. 11.24. Фотография в поляризованном
свете волокна, сформованного из мезомор-
фного пека
дер, нагретый предваритель-
но до соответствующей тем-
пературы, а затем расплав
формуется методом продав-
ливания через фильеру в
атмосферу инертного газа.
Обычно скорость формования
составляет 127 м/мин и сте-
пень фильерной вытяжки вы-
бирается ~ 1000 : 1. Конеч-
ный диаметр волокон соста-
вляет 10 ... 15 мкм, но мо-
жет быть изменен.
Степень вытяжки играет
важную роль не только для
получения волокна нужной
толщины, но и для увели-
чения степени молекулярной
ориентации в волокне [177].
При малых степенях вытяжки (сечение волокна равно площади
сечения фильеры) степень молекулярной ориентации мала. При
более высоких степенях вытяжки, а соответственно и ориентации,
образуется структура оболочка—ядро. Структура связана с рас-
пределением сдвиговых напряжений, появляющихся при взаи-
модействии потока пека со стенками фильеры, по сечению волокна.
Таким образом, молекулярная ориентация неоднородна и умень-
шается к центру волокна.
Волокна, подвергнутые сильной вытяжке и обладающие вы-
сокой степенью молекулярной ориентации, оказываются более
однородными [175]. Как видно~на рис. Н.24, практически не-
возможно обнаружить различия в ориентации волокон в поляризо*-
ванном свете [59]. Существуют три основных типа упорядочения
276
структуры пековых волокон в зависимости от отношения сдви-
говых и продольных напряжений, возникающих при формова-
нии волокна. Эти структуры, получившие названия радиальной,
луковичной и радиально-изотропной, представлены на рис. 11.25
[59].
<*) S) В)
Рис. 11.25. Структуры волокон, полученных из пеков:
а "=• радиальная; б » луковичная; в радиально-изотропная
В УВ с радиальной структурой кристаллы как бы исходят из
центра сечения волокна. В луковичной структуре они замкнуты
и образуют слои, аналогичные луковым чешуйкам. Наконец,
в изотропно-радиальной структуре не
ности кристаллов в сечении УВ. Однако
во всех описанных случаях имеет место
ориентация графитовых плоскостей па-
раллельно оси волокна.
В связи с тем что мезофазные пеки
термопластичны, перед карбонизацией
проводят термообработку с целью
сшивки, пеков. Это необходимо для
избежания протекания релаксационных
процессов при высоких температурах.
Волокна сшиваются при температуре
~300 °C в кислородсодержащей атмо-
сфере либо при более низких темпера-
турах в сильно окисляющихся жидко-
стях. В результате такой обработки
большие блюдцеобразные молекулы,
соединенные вместе вмезофазной струк-
туре, сшиваются под влиянием окисли-
тельной полимеризации и образуют
существует упорядочен-
Рис. 11.26. Изменение мо-
дуля упругости Е УВ из
асфальтовых пеков после
термообработки при 1000 °C
в зависимости от температу-
ры отверждения исходного
волокна Т
стабилизированное волокно. В свою очередь такое волокно уже
может быть подвергнуто карбонизации. Особое внимание должно
быть обращено на законченность реакций сшивки, приводящих
к снижению протекания релаксационных процессов, которые
уменыцают полученную при формовании молекулярную ориен-
тацию. А это в свою очередь может привести к резкому ухуд-
шению физико-механических свойств УВ [178]. Влияние тем-
пературы при отверждении исходного волокна из пеков на
модуль упругости показано на рис. 11.26 [59].
277
11.3.2.4. Карбонизация и графитизация
Следующая после отверждения (сшивки) пекового волокна
термообработка, приводящая к карбонизации и графитизации,
проводится при температуре — 3000 °C [179—189]. В результате
этого процесса пек коксуется, затем преобразуется в углеродный
и окончательно в графитовый материал.
Во время этих процессов волокно сначала проходит через печь
для термоотверждения, затем через печь предкарбонизации и,
наконец, через печь графитизации. Процесс предкарбонизации,
при котором волокно обрабатывается термически при 1000 °C,
обычно реализуется двухстадийно. Во время первой стадии во-
локно нагревают до 950 °C, в результате чего происходит быстрое
выделение летучих и продуктов, образовавшихся при сшивке
волокна [182]. При быстром газовыделении возникают структур-
ные дефекты в виде пузырей и трещин. Быстрый нагрев на стадии
предкарбонизации снижает физико-механические свойства во-
локон. После предкарбонизации следует стадия термообработки
при температуре 1200 ... 3000 °C. Окончательная термообработка
определяет свойства УВ.
11.3.2.5. Структура и механические свойства У В,
полученных из пеков
Как указывалось выше, УВ на основе пеков образуют три
вида мезоморфной надмолекулярной структуры: радиальную,
луковичнообразную и радиально-изотропную.
Первые полученные УВ на основе пеков имели в основном
радиальную структуру с продольными трещинами, возникаю-
щими в результате процесса формования. В процессе карбониза-
ции высокие тангенциальные напряжения раскрывали трещины,
в результате чего сечение волокна напоминало разрезанный пи-
рог. В настоящее время структура моноволокон в пряже в основ-
ном смешанная — радиальная и радиально-изотропная. Лукович-
ная структура встречается редко и в основном в монофиламент-
ных волокнах [169].
Измерение надмолекулярной ориентации относительно оси
волокна и размеров кристаллов (Бс) для УВ из пеков было про-
ведено Барром [169]. Параметр ориентации (ширина рефлекса
на половине максимальной амплитуды) составляет —30°, что со-
ответствует рефлексу (002) для свежесформованного волокна.
Термоотверждение дает незначительное изменение этого параме-
тра. После карбонизации ориентация возрастает. У термообрабо-
танного при 3000 °C волокна ширина рефлекса составляет —5°,
что практически совпадает с тем же параметром в графитовых
«усах». Волокна с такой высокой степенью надмолекулярной
ориентации имеют очень высокий модуль упругости (Е = 880 ГПа)'.
На рис. 11.27 представлена зависимость предела прочности
при растяжении УВ из пеков от температуры термообработки
278
[190, 191]. На рисунке видно, что предел прочности волокна
возрастает, линейно изменяясь от ов = 1380 МПа при темпера-
туре термообработки 1700 °C до ов = 2205 МПа при 3000 °C.
Прочность УВ из пеков невысока, а следовательно, мала и де-
формация при разрушении, что препятствует использованию этих
материалов в композитах. Основная причина низких физико-
механических свойств — боль-
шая микро- и макропористость.
Дальнейшие исследования по изы-
сканию путей уменьшения пори-
Рис. 11.27. Зависимость предела прочности при растяжении ав УВ из пека
от температуры термообработки Т
Рис. 11.28. Зависимость модуля упругости Е УВ из пека от температуры
термообработки Т
стости могут привести к росту механических свойств УВ из
пеков.
Изменение модуля упругости УВ из пеков в процессе термо-
обработки иллюстрируется графиком на рис. 11.28 [191]. Рост
модуля упругости УВ происходит быстрее роста температуры тер-
мической обработки, что является результатом повышения над-
молекулярной ориентации УВ относительно оси волокна. Уже
при температуре термической обработки 1700 °C модуль упругости
волокна составляет 210 ГПа.
11.3.2.6. Электрические свойства У В,
полученных из пеков
Магнитные и электрические характеристики УВ на основе
пеков были детально изучены Брайтом и Сингером методом ЭПР
[193]. Ими было показано, что эти параметры являются весьма
чувствительными к степени упорядоченности графитовой струк-
туры волокон. Предельная степень графитизации в таких УВ
соизмерима со степенью графитизации пироуглерода после термо-
обработки при высокой температуре. Для сравнения: максимально
высокая степень графитизации УВ из ПАН соответствует тому же
параметру УВ из пека при температуре термической обработки
1700 ... 2300 °C.
279
Рис. 11.29. Изменение анизотропии g-фактора УВ из пека и ПАН в зависи-
мости от температуры термообработки Т:
1,2 — УВ из пека соответственно после длительной и кратковременной термообра-
ботки; 3 — УВ из ПАН; Ag = g_^ — g„
Рис. 11.30. Зависимость удельного сопротивления р УВ из пека от температуры
термообработки Т
На рис. 11.29 представлена зависимость анизотропии g-фак-
тора (ЭПР) двух видов УВ в зависимости от температуры терми-
ческой обработки [191]. На рисунке видно, что для УВ из пека
Рис. 11.31. Соотношение между
удельной электропроводностью у УВ
на основе пека (/), ПАН-волокон
(2) и ГТЦ-волокон (3) и модулем уп-
ругости при растяжении Е этих во-
локон
[191] анизотропия g-фактор а су-
щественно выше, чем для УВ
из ПАН [138]. Это является сле-
дствием особенностей графитиза-
ции мезоморфной структуры [ 186 ].
Анизотропия g-фактора в УВ из
ПАН и пека совпадает только до
2000 ... 2300 °C, что объясняется
более выраженной графитоподоб-
ностью структуры УВ из пека.
Интересным является и тот факт,
что в отличие от УВ из пека для
углеродных волокон из ПАН не
наблюдается перегибов в кривых
анизотропии g-фактора при 1700°С.
Изменение удельного сопроти-
вления в зависимости от темпера-
туры термообработки представле-
но на рис. 11.30 [191]. УВ на
основе пека является очень хоро-
шим проводником. Удельное со-
противление уменьшается от зна-
чений 0,1 Омм при обработке
при 1700 °C до 0,02 Ом м при
280
3000 °C. Для сравнения на рис. 11.31 приведена кривая зави-
симости электропроводности УВ на основе пека, ПАН и гидрата
целлюлозы (ГТЦ) от модуля упругости волокна. Поскольку УВ
из пека обладает более высокой степенью графитизации, его про-
водимость выше, чем у остальных волокон.
11.3.3 . УВ из ГТЦ-волокна
11.3.3.1 . Процесс получения УВ из ГТЦ
Процесс, при котором ГТЦ-волокно превращается в углерод-
ное, может быть разделен на следующие четыре стадии:
формование;
стабилизация;
карбонизация;
графитизационное вытягивание.
Каждая из этих стадий обсуждается ниже.
11.3.3.2 . Характеристики волокон из ГТЦ
Волокна на основе гидрата целлюлозы получаются методом
мокрого формования из древесной целлюлозы. Эти волокна яв-
ляются самыми распространенными и используются как в тек-
стильном производстве для изготовления одежды, так и для про-
изводства шинного корда. Однако в 1959 г. [20] это волокно стало
широко использоваться как сырье при получении высокопроч-
ного, высокомодульного углеродного волокна [187, 188] для ис-
пользования в композиционных материалах [22, 26, 27].
Промышленность выпускает несколько видов ГТЦ-волокон.
Была изучена возможность [18] получения УВ из медно-аммиач-
ного, омыленного ацетатного и вискозного кордного волокна.
УВ, полученные из этих волокон, имели большую пористость [18,
189]. В то же время полиинозные и вискозные волокна [18, 187,
188] с более высокими степенями полимеризации оказались хо-
рошим сырьем для получения У В с очень высокими свойствами.
Молекулярная структура ГТЦ представлена на рис. 11.32
[192]. В составе целлюлозы имеется значительное количество
водорода и кислорода. Следовательно, после карбонизации выход
конечного продукта составит не более 55 % [69]. Реально же вы-
Рнс. 11.32. Молекулярная структура гидрата целлюлозы
281
ход лежит в пределах 10 ... 30 % [69, 193]. Это является одним
из основных факторов, ограничивающих применение ГТЦ-во-
локон как исходного сырья для получения УВ. В настоящее время
проводятся интенсивные исследования с целью повысить выход
пиролизованного волокна [194]. Окидо [195, 1961 сделал попытку
увеличения выхода углерода, проводя термическую обработку
в потоке паров НС1, чем повысил выход до 37 %. Сходные исследо-
вания по обработке волокна при низкой температуре в потоке
газа-носителя—воздуха [194,197 — 200], кислорода [18], хлора
[201, 202] —также привели к увеличению выхода углеродного
волокна.
Одним из эффективных методов повышения выхода углерод-
ного волокна оказалась пропитка ГТЦ замедлителями горения
[18]. Бэкон [18] установил, что такие материалы предотвращают
дегидратацию целлюлозы и стабилизируют молекулы относительно
образования летучих и смол. Азотсодержащие соли сильных кис-
лот [203], кислоты или кислые соли [195, 204—206], галогениды
металлов [207], различные производные фосфорной кислоты
[208, 209], хлорсиланы [210—213] и другие вещества оказываются
весьма эффективными в процессах импрегнирования ГТЦ [18,
190, 214—218].
11.3.3.3 . Получение УВ из ГТЦ
Процесс получения У В из ГТЦ включает три основных ста-
дии: низкотемпературная стабилизационная термообработка, кар-
бонизация при 1300 °C, графитизационная вытяжка при 2800 ...
3000 °C.
Низкотемпературная термообработка проводится на воздухе
при температуре 400 °C. Эта термообработка имеет целью стабили-
зацию надмолекулярной структуры волокна перед стадией карбо-
низации.
В случае проведения стабилизации в атмосфере инертных га-
зов, время обработки увеличивается. Чаще всего ГТЦ нагревают
со скоростью 10 °С/ч до температуры 400 °C [18]. При этой тем-
пературе протекает большое число реакций, первая среди кото-
рых — физическая десорбция воды. За ней следует образование
воды в результате отщепления гидроксилов от основной цепи поли-
мера. Следующий процесс — деполимеризация с выделением Н2О,
СО и СО2. Наконец, циклизация и образование графитоподобных
сложных структур [23]. В отличие от ПАН-волокон стабилизация
надмолекулярной структуры под натяжением для волокон из
ГТЦ оказывается неэффективной. Бэкон [18] показал, что неза-
висимо от натяжения в ГТЦ сохраняется или возрастает преиму-
щественная ориентация макроструктуры относительно оси во-
локна во время низкотемпературной термообработки. Процесс
деполимеризации приводит к образованию также летучих веществ
(например, левоглюкозана). Эти вещества, содержащие углерод,
282
испаряясь, уменьшают выход УВ [213]. Для получения высоко-
качественных У В за этими реакциями необходим контроль.
Реакции стабилизации волокна в различных средах были опи-
саны в предыдущем разделе. Этот процесс обеспечивает хороший
выход УВ, значительно упрощая технологию. Реакции в подходя-
щей газовой атмосфере ингибируют образование летучих смол
[18, 193, 195, 214]. Время, необходимое для стабилизации ГТЦ,
меняется от 20 мин до 10 ч при проведении реакции в условиях
реакционно-активных газовых сред [18].
Предварительная химическая обработка волокна является
эффективным методом регулирования выхода УВ и продолжитель-
ности его получения. Для обработки оказывается достаточно
всего 5 мин. Такая обработка препятствует как образованию, так
и испарению карбоксисодержащих летучих и катализирует ре-
акции сшивки целлюлозных цепей.
Следующей стадией получения УВ является карбонизация.
ГТЦ-волокно карбонизируется в основном при температуре
1000 ... 1500 °C в атмосфере инертного газа. Карбонизация прово-
дится под натяжением, что увеличивает степень ориентации и по-
вышает физико-механические свойства графитизированных моно-
волокон [219]. Натяжение при карбонизации моноволокон эф-
фективно, так как происходит перестройка графитовой структуры
и она становится более податливой.
Графитизацию волокон проводят при температуре выше
2800 °C. Волокна находятся при этой температуре очень короткое
время, но за этот промежуток времени волокна могут быть до-
полнительно вытянуты на 100 % . Эта вытяжка обеспечивает ориен-
тацию, позволяющую достичь высоких физико-механических
свойств УВ [220—222]. Модуль упругости вытянутого в процессе
графитизации УВ Е т 700 ГПа, в то время как невытянутое
волокно имеет модуль ~70 ГПа.
Процесс термовытяжки УВ при графитизации оказывается
весьма дорогим, и это существенно влияет на относительно высо-
кую стоимость УВ из ГТЦ.
11.3.3.4 . Структура УВ на основе ГТЦ
Исходные ГТЦ-волокна имеют высокую степень упорядочен-
ности трехмерных кристаллов. При степени кристалличности
30 ... 50 % кристаллы оказываются разделенными участками
ориентированного аморфного полимера [192]. Микрофибрилляр-
ная структура [223—226 ] ГТЦ-волокон оказывается сходной с ана-
логичной надмолекулярной организацией в ПАН-волокнах.
При термообработке, проводимой при 240 ... 280 °C, кристал-
литная структура, а следовательно, и ориентация, разрушаются.
При нагревании выше 1000 °C вновь происходит ориентация, но
она уже не превосходит исходную. Только графитизация под на-
тяжением при очень высокой температуре придает УВ высокие
физико-механические свойства. Влияние исходной надмолекуляр-
283
Рис. 11.33. Соотношение между пределом
прочности ав и модулем упругости Е при
растяжении УВ на основе ГТЦ
ной структуры на образование графитовых плоскостей при высо-
кой температуре термообработки не определялось [18].
Малоугловое рентгеновское рассеяние показывает, что пори-
стая структура исходного ГТЦ-волокна сохраняется и после термо-
обработок [69, 227]. Исходные пустоты образуют в УВ иглообраз-
ные поры диаметром, зависящим от температуры термообработки
[69, 228]. Диаметр таких пор не превышает 100 А, а их ориента-
ция совпадает с ориентацией графитовой ленточной структуры
[229] УВ. Все выводы, полученные для графитовой ленточной
структуры У В из ПАН, могут быть полностью перенесены на У В
из ГТЦ. Степень разориентации, оцененная по данным рентгенов-
ского рассеяния в широких углах, дает значение около 25°
для УВ с модулем упругости
35 ГПа и около 5 ° для УВ
при Е = 550 ГПа [229].
Плотность УВ на основе
ГТЦ составляет 1300 кг/м3
длящизкомодульной модифи-
кации и около 1900 кг/м3 для
высокомодульной.
11.3.3.5 . Механические
свойства У В из ГТЦ
Модуль упругости УВ из
ГТЦ зависит от большого
числа технологических пара-
метров. Наиболее важными
из них являются: конечная
температура термообработки,
время термообработки, сред-
нее напряжение в волокне в процессе карбонизации и, что
наиболее важно, среднее напряжение в волокне при графитиза-
ции (при температуре выше 2800 °C). Из ГТЦ-волокон может быть
получено У В с модулем упругости выше 690 ГПа.
Прочность УВ на основе ГТЦ может быть также весьма высо-
кой. Предел прочности при растяжении возрастает [229] от 690
до 3445 МПа, в то время как модуль упругости лежит в пределах
690 ... 760 ГПа. Эти данные представлены на рис. 11.33 [229].
Анализ полученных результатов показывает, что волокно в ре-
зультате графитизации становится более жестким. Низкомодуль-
ное волокно имеет деформацию разрыва около 1 %, а высокомо-
дульное— около 0,5 % [229].
11.3.3.6 . Электропроводность У В из ГТЦ
Электропроводность УВ, из ГТЦ коррелирует с модулем
упругости. В п. 11.3.3.5 было показано, что модуль упругости
зависит от целого ряда технологических факторов. Все описан-
ные выше закономерности относятся и к электропроводности. На
284'
рис. 11.34 [229] представлена зависимость электропроводности
от модуля упругости УВ: для волокна с модулем упругости
70 ГПа удельная электропроводность составляет 4 Ом/м, а при
модуле упругости УВ 760 ГПа 19 Ом/м.
11.3.4 . Выводы
Выше были кратко опи-
саны основные стадии про-
цесса производства угле-
родных волокон. Каждая
из этих стадий включает
в себя и достоинства и
недостатки как по стои-
мости процесса, так и по
качеству УВ. Так, УВ на
основе ПАН отличаются
довольно высокой ценой,
но и хорошими свойства-
ми. У В из ПАН с моду-
лем упругости 210 ГПа
стоит около 66 долл, за
1 кг, в то время как стои-
мость 1 кг высокомодуль-
ного волокна может до-
Рис. 11.34. Соотношение между удельной
электропроводностью у и модулем упругости
Е УВ на основе ГТЦ
стигать 320 долл. Эта цена определяется высокой стоимостью
как исходного сырья, так и самого процесса получения УВ.
УВ на основе пеков значительно дешевле: стоимость 1 кг во-
локна с модулем 210 ГПа не превышает 44 долл., причем основные
затраты падают на процесс термообработки. Сравнительно низ-
кая цена и возможность дальнейшего повышения свойств де-
лают УВ из пеков перспективным армирующим материалом.
Наконец УВ из ГТЦ очень дороги. Их цена (около 600 долл,
за 1 кг) лимитируется очень дорогим процессом вытяжки при гра-
фитизации. То, что УВ из ГТЦ невозможно получить с высокими
физико-механическими свойствами, минуя эту стадию, делает
применение такого волокна ограниченным.
11.4. Материалы на основе У В
В табл. 11.1 представлены отдельные свойства УВ из различ-
ных исходных волокон. Углеродные волокна могут выпускаться
в виде самых разнообразных текстильных структур: штапелиро-
ванные, непрерывные нити, тканые или нетканые материалы.
Жгуты, пряжа, ровинги и нетканые холсты являются наиболее
распространенными в настоящее время видами углеволокнистых
структур. Они могут быть поставлены потребителю после поверх-
ностной обработки или без нее (см. п. 11.5). Жгуты состоят из
285
g 11.1. Отдельные свойства промышленных У В о
Волокно Фирма* постав* щик Исход- ный материал СВ’ МПа Е, ГПа р. кг/м3 10"4 См/м ^яр» Вт/(М. °C) апр» К’1 Продукт
Фортафил 3 (0) ГЛК ПАН 2480 186 1 730 5,7 20 —0,11 Волокно: резаное; непрерыв- ное с числом филаментов 40 тыс. или 160 тыс., не- крученое; без поверхностной обработки
Фортафил 3 ГЛК ПАН 2480 207 1 710 5,7 20 —0,11 Волокно: с поверхностной обработкой непрерывное, 40 тыс. или 160 тыс. фила- ментов, иекрученое; резаное
Фортафил 5 ГЛК ПАН 2760 331 1 800 1050 144 —0,5 400 тыс, филаментов; волокно резаное
ХИ-Текс 12000 т ПАН 2720 234 1 800 — — 1 1 12 тыс. филаментов
Хи-Текс 6000 т ПАН 2890 234 1 800 — — — 6 тыс. филаментов
Хн-Текс 3000 т ПАН 3030 241 18 000 — — — 3 тыс. филаментов
Хи-Текс 1500 т ПАН 3170 248 1 800 — — —. 1,5 тыс. филаментов
Панеке 30 СФ ПАН 2760 220 1 740 — — — 160 тыс. филаментов
Панеке 1/4 CF-30 СФ ПАН 2240 207 1 730 — — — Резаное волокно
Панеке 30/? СФ ПАН 1550 262 1 750 — — —• Крученая пряжа или ро- винг (50 круток/м)
Панеке 30V800d СФ ПАН 1550 262 1 750 — — —— Крученая пряжа или ровинг (150 круток/м)
Панеке 3073004 СФ ПАН 1550 262 1 750 — — •— Крученая пряжа или ровинг (180 круток/м) 384 филамента, пряжа (20 круток/м)
Селнон GK-70 ц ПАН 1860 517 1 960 15,38 — —
Селион 6000 ц ПАН 2760 234 1 760 6,67 — — 600 филаментов, пряжа или
Селиои 3000 и ПАН 2760 234 1 760 6,67 — — 3 тыс. филаментов, пряжа или жгут
Продолжение табл. 11.1
Волокно Фирма- постав- щик Исход- ный материал св’ МПа Е, ГПа р. кг/м8 a, I0-4 См/м ^пр* Вт/(м.°С) «ПР- К-1 Продукт
Селнон 1000 и ПАН 2480 234 1 760 6,67 —. 1 тыс. филаментов, пряжа
AS г ПАН 3100 220 1 770 или жгут 10 тыс. филаментов, жгут
NTS г ПАН 2760 248 1 800 — —— 10 тыс. филаментов, жгут
NMS г ПАН 2340 344 1 860 — —- — 10 тыс. филаментов, жгут
Торнел 50 П к ЮК ГТЦ ЮЗО- 1024 690—1240 2200 34—55 21—34 393 1 450 1 500 1 670 — — — Пряжа, 720 филаментов, чи- сло сложений 0 ... 20, 80jcpy- ток/м Крученая пряжа (43... 67 круток/м), 5... 20 сло- жений, с общим числом кру- ток 100 м-1 Пряжа 720 филаментов в два
Торнел 300 ЮК ПАН 2650 227 1 750 — 20,5 — сложения Пряжа 1000 филаментов в од-
WYP 90-1/0 Торнел 300 ЮК ПАН 2480 234 1 760 20,51 но сложение, одно сложение, 160 круток/см Пряжа 1 тыс. филаментов
WYP 30-1/0 Торнел 75 ЮК ГТЦ 2650 524 1 820 в одно сложение; одно сложе- ние, 160 круток/м Пряжа, 720 филаментов, в
P55BS ЮК Пек 2070 379 —— два сложения 2000 филаментов
Р75 ЮК Пек 2070 517 — — — — Пряжа диаметром 0,4 мм
Р100 ЮК Пек 2070 689 — — — — Слабая крутка
Названия фирм: Г — «Геркулес»; ГЛК — «Грент лейке карбон»; К — «Карборундум»; П — «Поликарбон»;
СФ — Стакноул файберз; Ц — «Целанез»; ЮК — «Юнион карбанд».
287
большого числа филаментов, собранных в пучок. Обычно исполь-
зуются жгуты с числом филаментов 400, 10 тыс. или 160 тыс.
Под пряжей обычно понимают крученые нити, состоящие из ре-
заных волокон, тогда как ровинг — это прядь (стренга), состоящая
из параллельных или слегка подкрученных пучков волокон.
Наконец маты (ленты) состоят из большого числа (иногда до 300)
жгутов или прядей, уложенных рядом или прошитых вместе.
УВ могут быть переработаны в различные виды текстильных
структур. Короткие углеродные волокна (длиной 3 ... 6 мм)
могут быть переработаны в войлок или нетканый материал по
обычной технологии.
Тип и вид текстильной структуры для переработки У В опреде-
лен обычно его применением в композиционном материале. Этим
же определяется и метод получения композита: выкладка, литье
под давлением или пултрузия. Свойства композитов на основе УВ
будут обсуждаться ниже.
11.5. Обработка УВ
Углеродные волокна часто подвергаются дополнительной об-
работке, включая поверхностную обработку и (или) нанесение
замасливателей. Это делается для улучшения совместимости УВ
со связующими и улучшения возможности переработки. Меха-
нические свойства КВМ на основе углеродных волокон, включая
предел текучести, межслоевой сдвиг и тип разрушения, во мно-
гом зависят от природы связей волокно — связующее [106, 230].
Органические покрытия, наносимые при такой обработке
с замасливанием, обычно имеют массовую долю 0,5 ...7%.
Для обработки применяются поливиниловый спирт, эпоксйдные
смолы, полиимиды и вода. Эти покрытия наносят как на подверг-
шуюся обработке, так и на исходную поверхность волокна. Это
не только повышает перерабатываемость и абразивную стойкость
УВ, но и улучшает его адгезию к полимерной матрице.
Обратно пропорциональная зависимость между сдвиговой проч-
ностью однонаправленного КВМ из У В и модулем упругости ма-
териала была получена Симоном (рис. 11.35 [231 ]) и подтверждена
Гоном и Порсеном [232]. Этот эффект может быть объяснен в рам-
ках допущения слабого взаимодействия высокомодульного во-
локна со связующим [106, 191, 233—236]. Поверхностная обра-
ботка позволяет повысить сдвиговые характеристики КВМ на
основе УВ в 2—3 раза. К такой обработке относятся окисление,
нанесение органического или неорганического покрытия, виско-
ризация или облучение [234, 237].
В табл. 11.2 приведены виды обработок, ссылки на литературу
и основные результаты обработок для композитов из УВ.
Мак-Ки и Маймилт [234], а за ними Ренд и Робинсон [238]
показали, что механизм изменения механических, физических
и химических свойств волокон при окислении может быть понят
288
взаимодействия волокон со
Рис. 11.35. Соотношение между
пределом прочности при сдвиге
тсд (метод «короткой балки») од-
нонаправленного КВМ (УВ и
эпоксидное связующее) и моду-
лем упругости при растяжении Е
УВ
при подробном исследовании поверхности волокон комплексом
различных методов. Эти работы проводились с помощью: электрон-
ной сканирующей микроскопии (ЭСМ) [106, 230, 233, 234, 237,
2481, метода БЭТ (Брунауэр, Эммет, Теллер) [230, 232, 234, 237,
238, 244, 247, 249], лазерной раманской [237, 251 }, ПК- [252],
электронной [106, 254, 256] и масс-спектроскопии [238], оптиче-
ской микроскопии [237, 257], ТГА [234], а также химического
определения содержания поверхностных групп [234, 245, 247].
Используя все эти методы, исследователям удалось [234, 238,
247, 249] связать изменения морфологии и химического состава
поверхности волокна с изменением
связующим. Туинстраи Коэниг [251 ]
установили связь между надмолеку-
лярной структурой (метод раманс-
кой спектроскопии) и сдвиговой проч-
ностью композитов. Авторы работы
[234] установили, что послеокисли-
тельная обработка ПАН-волокна при-
водит к росту числа поверхностных
дефектов. Основное же влияние на
сдвиговые характеристики компози-
тов из УВ оказывают степень гра-
фитизации (т. е. температура термо-
обработки) и вид исходного волокна
[232, 234]. Исследования, проведен-
ные в последние годы, показывают,
что не менее существенное влияние
оказывают также условия получе-
ния КВМ (время нахождения в рас-
плаве, вязкость связующего и содер-
жание пор) [257, 258].
Новак [230], Брюс [2561 и Херрик [260] изучали взаимо-
связь ударной вязкости и вида разрушения (при сдвиговых на-
грузках) с прочностью при сдвиге для УВ-эпоксидных компози-
ционных материалов. Для КВМ, в которых УВ не подвергались
поверхностной обработке, при сдвиговых нагрузках разрушение
происходит по механизму «вытаскивания» волокон. При исполь-
зовании поверхностнообработанного волокна разрушение стано-
вится хрупким, что подтверждается падением ударной вязкости.
Последние работы показывают, что термопластичные покрытия
повышают прочность УВ-эпоксидных композиционных материалов
[239, 261].
Идеальная поверхностная обработка волокон должна приво-
дить к увеличению сдвиговых характеристик волокон при очень
малом влиянии на продольные физико-механические свойства.
Кроме этого, она должна быть кратковременной, хорошо контро-
лируемой и недорогостоящей. Как следует из табл. 11.2, наиболее
распространенной является жидкостная окислительная термо-
10 П/р Дж. Любина 289
11.2. Влияние поверхностной обработки на свойства УВ и композитов из них
Обработка
Л нтературный
источник
Влияние на механические
свойства
Мокрое» окисление
HNO, [232—234, 238, 245, 250, 251] 237, 247, Возрастает предел прочности при межслоевом сдвиге на 25 ...200 %. Снижается предел прочности при
КМПОгН25О4 [106, 247, 251] растяжении. Эффект связан со сте- пенью графитизации и свойствами исходного волокна Возрастает предел прочности при
Гипохлорит, NaClO [232, 233, 237, межслоевом сдвиге на 100 ...200 %. Уменьшаются пределы прочности и текучести При растяжеини На 30... 100% возрастает предел
Хромовая кислота Эл ектрол итический NaOH 256, 257] прочности при межслоевом сдвиге [248, 256] Уменьшается предел прочности при растяжении. Волокно разрушается [106, 237] На 70... 120 % возрастает предел прочности прн межслоевом сдвиге, но снижается предел прочности при растяжении ъСухоеъ окисление
Вакуумная
десорбция
Воздух
Кислород или озон
[234, 247]
[230, 232,
237, 244,
256, 257]
[232, 251]
Каталитическое оки-
сление
[234]
На 20 % повышается предел проч-
ности при межслоевом сдвиге
233, На 10... 200 % возрастает предел
247, прочности при межслоевом сдвиге,
но процесс трудно контролируется
На 20 ... 40 % повышается предел
прочности при межслоевом сдвиге,
ио Процесс трудно контролируется
На 50... 100% возрастает предел
прочности при межслоевом сдвиге
Покрытие
HNOS + полимерное [232, 241 ]
покрытие
Воздух (или другие [246]
газы, содержащие
свободный кислород)
и блоксополимеры
Возрастает предел прочности при
межслоевом сдвиге значительнее, чем
при обработке только HNOS
Возрастает предел прочности при
межслоевом сдвиге на 50 ... 100 %
Нанесение покрытия из газовой фазы
Пиролитический уг- лерод [234, 242, 243] На 25 ...60 % возрастает предел прочности при межслоевом сдвиге
Кремний (снлнконы) в зависимости от типа волокна [232, 247] Небольшое возрастание предела проч- ности прн межслоевом сдвиге. Воз-
Металлы растает стойкость к окислению [234] Возрастает стойкость к окислению
290
Продолжение табл. 11.2
Обработка Литературный источник Влияние на механические свойства
На 200 ... 400 % возрастает предел
прочности при межслоевом сдвиге
для различных типов волокон
Наблюдается слабое возрастание пре-
делов прочности при межслоевом
сдвиге и изгибе
Вискеризация [232]
Радиационная обра- [262]
ботка
обработка. Газовое («сухое») окисление связано с большими труд-
ностями контроля. Одновременно с ростом производства угле-
родных волокон растет и число исследований в области поверх-
ностных термообработок. В табл. 11.3 приведен список патентов,
защищающих различные методы поверхностных обработок УВ.
11.6. Методы и методология исследований УВ
При промышленном производстве УВ необходимо развивать
методы определения физических и механических свойств, усред-
ненных по партиям выпускаемой продукции [263]. Одним из них
является метод испытаний одиночной нити сухого пучка или про-
питанной связующим стренги («микропластика»)1 [264]. Дан-
Рнс. 11.36. Рамка для испыта-
ния УВ по методу одиночного
волокна:
1 — клей нлн воск; 2 •— места раз-
резания (сжигания) краев рамки
после помещения образца в зажим;
3 — образец; 4 — место зажима
образца; b — ширина образца; I
база; L —» общая длина
ные такого контроля не только служат для определения качества
продукции, но и являются способом отбора волокон с нужными
свойствами. В табл. 11.4 приведены основные стандартные методы
изучения УВ.
Стандарт ASTM-D3379-75 описывает метод испытания одиноч-
ного У В на прочность при растяжении и модуль упругости [267].
Элементарное волокно вклеивается в рамку (рис. 11.36) [267].
Затем края рамки разрезаются или сжигаются, после чего обра-
зец подвергается растяжению с постоянной скоростью до разру-
шения.
Стандарт XSTWf-03544-76 регламентирует правила отбора
проб, число испытаний, вычисление стандартного отклонения и
1В советской научно-технической литературе пропитанную связующим
текстильную структуру (нить, стренга, жгут н т. д.) после отверждения назы-
вают «микропластиком» — Прим. пер.
10* 291
g 11.3. Основные патенты, выданные в последние годы на поверхностную обработку УВ
Патент Фирма, организация Дата Метод н материал обработки Влияние иа механические свойства
США 3.791.840 Юнион карбайд 12.02.1974 Водный раствор хлорноватистой кислоты Возрастает предел прочности при сдвиге
США 3.801.350 ВВС США 2.04.1974 NaIO4-SnCl4 На 80 % возрастает предел прочности при сдвиге
США 3.816.598 Локхид аэркрафт 11.06.1974 Термообработка при 475 ... 600 °C в атмосфере, содержащей 2... Ю % О2 Возрастает предел прочности при сдвиге
США 3.821.013 Целанез 28.06.1974 Покрытие аморфным С и метал- лическим Ti На 200 % возрастает предел прочности при сдвиге
США 3.832.297 Геркулес 27.08.1974 Электролиз в NH4OH Возрастает адгезия к связую- щему
США 3.833.402 ВМС США 3.09.1974 2 %-ный ферроцен в бензине, обработка при 800° и покрытие графитом поверх Fe Возрастает предел прочности при сдвиге
США 3.837.904 Грейт лейке карбон 24.04.1974 Акрилонитрилбутадиеновый .со- полимер, т-фенилендиамин Улучшается перерабатывае- мость, растет гибкость
США 3.853.600 Целанез 10.12.1974 Полифениленовое покрытие Возрастает предел прочности при сдвиге
США 3.859.187 Целанез 7.01.1975 Водный раствор NaOCl при уме- ренных температурах Возрастает предел прочности при сдвиге
США 3.876.444 Дженерал электрик 8.04.1975 Соли формиатов, ацетатов и ни- тратов Са, Pb, Со, Cd, V2O6 Разрыхляется поверхность, улучшается связь с матрицей
Продолжение табл. 11.3
Патент Фирма, организация Дата Метод и материал обработки Влияние иа механические свойства
США 3.931.329 ВМС США 6.01.1976 Бром На 70 % возрастает сцепляе- мость
ФРГ 2.606.623 Асахи кемикал 2.09.1976 Эпоксисодержащие виниловые полимеры Улучшается адгезия к связу- ющему
Великобритания 1.455.331 Ю. К. Атомик Энер- джи 10.11.1976 Углеродное покрытие с окисле- нием на воздухе Повышается предел прочности при сдвиге
Япония 77.34.095 Шова Денко К. К. 15.03.1977 NaCIOg или NaNOa при темпера- туре 1200 °C На 40 % повышается предел прочности при сдвиге
Япония 77.53.092 Ниппон карбон 28.04.1977 Окисление при >700 °C в атмо- сфере, содержащей С1 или НС1 Увеличиваются гибкость волок- на и предел прочности при растяжении
Япония 77.74.655 Асахи кемикал 22.06.1977 Пропитка водным раствором К2Сг2О, и бис-[(4-диглицидилами- но)фенил ]-алканом Повышается предел прочности при сдвиге
Япония 77.148.227 Митсубиси 9.12.1977 Покрытие силоксаном с акрило- вым полимером На 50 % повышаются сцепляе- мость волокна и модуль упру- гости
Япония 78.09.872 Торей индастриз 4.04.1978 Покрытие карбидом металла (на- пример, TiC) Повышается адгезия к связую- щему
11.4. Методы испытаний УВ
Параметр Испытание Литературный источник
Модуль упругости Элементарное волокно 1264, 267, 269—271, и предел прочно- 283, 284] сти прн растяже- Стренга («сухой пучок») [264, 269—271] нии Стренга, пропитанная связующим [263, 269, 272—274] («микропластик») Влияние скорости нагружения [274] Влияние температуры [271, 274] Электрическое сопротивление [269 ] Масштабный фактор [270, 275—278, 282, 284, 285] Метод обработки результатов [264, 268] Метод отбора проб [265, 269] Модуль сдвига Метод крутильного маятника [271 ] Вибрационный пьезоэлектриче- [271] ский метод Влияние температуры [271] Линейная плот- Виброскоп [269, 282] иость волокна Микроскопическое излучение [269] Метод взвешивания [263, 269] Плотность Метод градиентной колонки [279, 282, 286] Метод гидростатического взвеши- [280] вания Удельный вес Метод гидростатического взвеши- [272, 280] вания Поперечное сече- Оптическая микроскопия [267, 283] иие Расчетная (плотность X линей- [263, 267] ная плотность) Диаметр Оптическая микроскопия [264, 284] Теплопроводность Однонаправленный компознцион- [281 ] ный материал Стренга («сухой пучок») [281]
коэффициента вариации [268]. На рис. 11.37 показано, как на
основе статистических методов можно принимать решение о кри-
териях отбраковки волокон [265].
Метод анализа элементарного волокна несет в себе много не-
достатков: это и неточность определения линейной плотности, и
несовершенство методов отбора проб, и влияние человеческого
фактора при измерениях [269]. Так, на рис. 11.38 представлена
типичная картина результатов серии измерений прочности УВ
на растяжение, проведенных разными методами [269]. Как резуль-
тат возможного разрешения этой проблемы предлагается пользо-
ваться либо методом испытания «сухим пучком», либо микропла-
стиком [263, 264, 269—274].
В среднем прочность и модуль упругости микропластика выше,
чем те же величины, полученные при испытании УВ методом
«сухого пучка» [264]. Испытания импрегнированных стренг
(микропластиков) показывают хорошее соответствие между тео-
294
ретической прочностью пучка волокон (по результатам испытаний
одиночных волокон) и распределением прочности в микропластике
[272].
В табл. 11.5 приведены результаты испытаний УВ в виде оди-
ночного волокна, «сухим пучком» и «микропластиком» [269].
Средние модули упругости, полученные всеми тремя методами
практически совпадают. В то же время предел прочности, опре-
деленный по методу исследования импрегнированной стренги,
оказывается ниже, чем в двух других случаях. Дальнейшие ра-
боты, в которых эпоксиимпрегнированные стренги из УВ испыты-
Рис. 11.37. Номограмма отбраковки образцов:
1 — прочность; 2 — модуль упругости; 3 — диаметр; С — коэффициент варнацнн; п =
число образцов
Рис. 11.38. Результаты последовательных измерений предела прочности при
растяжении ов моноволокон из УВ, определенных:
1 лаборантом А; 2 —• лаборантом Б; Af — порядковый иомер серии из пяти образцов
вались при температуре жидкого азота при изменении скорости
нагружения, не дали значительного повышения ни предела проч-
ности, ни модуля упругости [269]. Хорошо известно, что механи-
ческие свойства УВ зависят как от сырья и исходных технологи-
ческих параметров (времени и температуры термообработки, по-
верхностной обработки УВ), так и от наличия или отсутствия де-
фектных, в том числе и сломанных волокон [265, 270, 275].
Модуль упругости при сдвиге УВ определяют в основном двумя
методами: методом крутильного маятника и динамическим — с по-
мощью пьезоэлектрических датчиков. Используя последний ме-
тод, можно определить очень малые изменения модуля сдвига
даже при высоких температурах — ~800 °C [271].
Существует ряд различных методов определения линейной
плотности углеродных волокон [269]. Линейная плотность изме-
ряется в денье г. В табл. 11.6 дано сравнение результатов опреде-
1 В советской научно-технической литературе принято измерять линейную
плотность в тексах: текс — это масса в граммах 1000 м волокна (пряжи).
Линейная плотность в денье определяется как масса в граммах 9000 м волокна.
— Прим. ред. пер.
295
11 .5. Средние предел прочности и модуль упругости при растяжении,
определенные различными методами *> 2
Образец Одиночное волокно «Сухой пучок» Пропитанная стренга (мнкропластнк)
ав, МПа Е, ГПа <*в> МПа Е, ГПа ав, МПа Е, ГПа
1 1720 507 1600 514 1270 509
2 1650 513 1770 537 1360 521
3 1670 509 1670 530 1380 514
4 1750 525 1630 514 1480 504
5 1570 545 1700 513 1480 518
Среднее 1670 519 1670 521 1390 515
значение
1 Испытание каждой пробы волокна включало следующие изменения.
1. Пять элементарных волокон в каждом образце илн всего 25 элемен-
тарных.
2. Из пяти образцов в методе «сухого пучка» в трех определялись модуль
упругости и работа разрыва.
3. Пять образцов подвергались пропитке,
2 Геометрические параметры элементарных волокон определялись взвеши-
ванием.
11.6. Сравнение результатов измеренной линейной плотности элементарных
волокон, проведенных различными методами
Образец Оптиче- ская микро- скопия Вибро- скоп 1 Взвеши- вание пряжи 2 Образец Оптиче- ская микро- скопия Вибро- скоп 1 Взвеши- вание пряжи 4
1 1,06 1,04 0,98 4 1,13 1,06 1,02
2 1,02 1,07 0,99 5 0,96 0,95 0,96
3 1,00 1,08 1,02 Среднее значение 1,03 1,04 0,99
1 Среднее значение по 25 элементарным волокнам — усреднение по пяти
параллельным определениям.
- Среднее значение по пяти образцам.
ления линейной плотности, проведенных тремя разными мето-
дами: микроскопией, на виброскопе и взвешиванием волокна [269 ].
Последний метод наиболее часто используется в промышленности.
Плотность волокна определяется стандартом ASTM D1505-68
или D792-66 соответственно [279, 280]. Поперечное сечение во-
локна либо измеряется методом оптической микроскопии, либо
296
Рис. 11.39. Зависимость теплопроводности X
УВ от модуля упругости Е
рассчитывается по значениям плотно-
сти и линейной плотности волокна
[263, 267, 269].
Определение продольной тепло-
проводности различных УВ проводит-
ся по ASTM STP58Q двумя различными
методами [281]. Один метод основан на
измерении теплопроводности однона-
правленного КВМ на основе УВ и эпо-
ксидной смолы. Он дает погрешность
~10 %. Другой метод основан наизме-
рении теплопроводности сухого пучка. В этом случае тепло-
проводность волокна определяется экстраполяцией градиента
температур на малой базе.
Теплопроводность линейно растет с электропроводностью во-
локна и соответственно с модулем упругости, начиная с некоего
значения модуля (рис. 11.39) [281].
11.7. Композиционные материалы на основе УВ
и органического связующего
Выше были подробно обсуждены все преимущества углеродных
волокон. Этот параграф посвящен описанию основных областей
применения композиционных материалов на основе УВ и органи-
ческих связующих. Матрицей, связывающей армирующие компо-
ненты, могут быть металлы, керамика или органические связую-
щие. Здесь будут обсуждаться только последние.
В КВМ на основе УВ и органических связующих механические
свойства волокна определяют высокие прочностные характери-
стики КВМ и его модуль упругости, а связующее обеспечивает
такие свойства, как коррозионную стойкость и высокую ударную
вязкость. Наряду с эпоксидными связующими в настоящее время
используются полиэфирные, полисульфоновые, полиимидные и
различные другие связующие на основе термопластов. Ниже будут
рассмотрены физико-механические свойства углепластиков, их
устойчивость к внешним воздействиям и усталостные свойства.
Одним из основных преимуществ углепластиков является их
очень высокая удельная прочность и удельный модуль упругости
(рис. 11.40) [287]. Именно благодаря таким свойствам углепла-
стики успешно заменили металлы там, где необходимо снижение
массы (самолетостроение, создание транспортных средств).
В табл. 11.7 приведены физико-механические свойства средне-
и высокомодульных углепластиков с эпоксидным связующим.
297
Рис. 11.40. Сравнение удельного предела
прочности ов/р (/) и модуля упругости £7р
(2) при растяжении наиболее распростра-
ненных конструкционных материалов:
А — сталь (SAE 980); Б — алюминий
(7046-7'4); В — эпоксистекдопластик (S-стек-
ло); Г, Д — углепластики на основе эпоксид-
ного связующего соответственно типа Л5 и
типа И MS', 3 — при ориентации волокон под
углами 0, 90, =Ь.45°; 4 0°
Рис. 11.41. Модуль упругости Е (а) и пре-
дел прочности ав (б) при растяжении вы-
сокопрочного эпоксиуглепластика (УВ-
целион) при комнатной температуре в за-
висимости от доли однонаправленных сло-
ев (А) ис ориентацией волокон под углом
±45° (В)
ввгМПа
Их прочность и жесткость зависят от ориентации исходного во-
локнистого материала 1288]. На рис. 11.41, а и б показана типич-
ная картина компьютерного проектирования структуры мате-
риала для нахождения оптимальной по модулю упругости и пре-
делу прочности структуры [288].
11.7.1. Устойчивость к внешним воздействиям
Влияние таких внешних условий, как температура и влаж-
ность окружающей среды, хорошо изучено для углепластиков
[289, 290]. Дальнейшее описание воздействия этих факторов про-
ведено в соответствии с действующими стандартами ASTM [289].
11.7.1.1. Действие температуры
В связи с тем что механические свойства углепластиков на
основе эпоксидных смол как целого определяются свойствами
связующих, их теплостойкость ограничена пределом температур
150... 200 °C [241, 242]. Температура стеклования То эпоксид-
298
11.7. Типичные механические свойства однонаправленного углепластика на основе эпоксидного связующего
Стакпоул | файберз Панеке 30 (60 %) • О ю ш
лейке 5он А 9 (% 09) g хгифвхЦоф СЧ о
Грейт кар! 9 (% 09) £ ГГИф^ХЙОф о о со »—<
J3 R V ь № и о о <0 Юнион карбайд * Торвелл 300 (66 %) « 1 со ю •—с
3
Фирма Q CJ R 9 (% 69) SWH со «н
& CU 0) 9 (% 69) SV О СО 00
СО 3 3 Я 9 (% 69) DZV OLAO ойства со 00
R 8
О .9<% 89) 0009 ИОИ1ГЭЭ ' (оО) 3
Единица измере- ния родольные « Е «
Метод по ASTM С! О 8 СО Q
ш о 3 о S3
ю S 3 V м
о S ч ® о СО •х ° о Я О
га CU
В Си в
Свойства 5 § в 5 си е
ч к
Е
Ж 3
8 В Ef ф *3
.1. 2 | В
т—1 г О 00 CU в* Сц о>
8
В м
о
со 1 1 j Б
Я 2
3 си
№ Б
-е*
со 00 1 1 1 О си * <и
в о 2 в в
сч •—ч 1 1 1 к * га ГЗ П1
S
S « л со
ш ю со 00 О СО 03 о со 4Э ч> в га .
ч о
а * га
ш со О О о S в 3 о
S S ч
^3 си си О
в Б 03
о ч •©*<!) В
ю "Й СО S о *5
У си о
03 1 S'
ю СЧ 3 с=( о
сч •—« § 5 o' »s 3 о си
в л О О
cj ч о §1
СЗ 5 га Е® Ё S §о
I < я СЗ
S си о М Ю1
^4 & е о ОО л О
тГ со сч о (5 8 СО 88 <пп в о 5 о
С1 Q С) С) в л в о о" Й >0 S ч В о
си си
ей с в
н СТ в га
о ст ®Ч СТ со
« СТ 03 S ьГ
я И сц <о о <S р
ъ» О со в &
ч о с и 5й
9 в В
& о Jg о м Л Си 43 § a s 5 § л я
S |=с р В к КЗ н >> га л
си в В S з. си Б g ИГ <33 g§. 8 § я С Й S со о 43 КХ ejix.
У CD 8 ёЯ 2 со
в 5 си С ч а> К <у си к слоевом сдви В в ч СЗ Ю Ж О Б 8 си В гг о си а ч 54 «=с <и си с тяжении Модуль упруг Разрывная де Б В Ч КЗ га Н в Й Хг-3 5^ X • хэ хэ оо 64 в •*
299
ных смол, в зависимости от особенностей строения и температуры
отверждения, лежит обычно в пределах 125 ... 175 °C. Для увели-
чения То связующего, необходимо использовать другие смолы
[291, 293, 294]. На рис. 11.42 представлены данные о температур-
ной зависимости предела прочности углепластика при изгибе при
использовании фенольного или полиимидного связующего [291].
В интервале — 54 ... +149 °C при действии циклических темпера-
турных воздействий механические свойства композита HTS-
Рис. 11.42. Предел прочности при изгибе аи
однонаправленных КВМ при различных тем-
пературах испытаний Г.
1 — УВ — алюминий; 2 — бор—алюминий; 3
УВ — углерод; 4 — углерод — фенольная смола;
5 — УВ — смола 212; 6 — УВ — зпоксисвязую-
щее
свойства композита HTS-
Епон 828 зависят от числа
циклов, содержания во-
локна и остаточных напря-
жений в композите [295].
В работе [296 ] хорошо по-
казано, что усталостные
свойства типов I и Н при
температурах —40 ... +
+ 120 °C определяются
видом волокна, его ори-
ентацией, методом полу-
чения композита и уров-
нем динамических напря-
жений. Самакорт [297 ]
установил, что в резуль-
тате термических много-
цикловых нагрузок в ин-
тервале —195 ... + 100 °C
в УВ-эпоксикомпозите воз-
растает число микротре-
щин.
При повышенных температурах стабильность УВ и связующих
к окислению начинает играть большую роль [298, 299]. Мак-Ма-
гон [298 ] обнаружил корреляцию между следами металлов в УВ
и их термостабильностью на воздухе. Наиболее распространенные
среднемодульные УВ на основе ПАН (АС и 7300), содержащие
щелочные металлы, оказываются существенно менее термоста-
бильны, нежели «Селион» (фирма «Селаниз»), а также высокомо-
дульные УВ из ПАН и пека. Последние выдерживали термо-
окислительные условия при 482 °C в течение 1000 ч. В последнее
время были опубликованы результаты исследования термоокис-
лительной стабильности КВМ на основе средне- и высокомодуль-
ных УВ и различных органических связующих [300]. Динамиче-
ские и изотермические свойства КВМ сведены в табл. 11.8 и 11.9.
Термостабильность композитов убывает в следующей по-
следовательности: полифенилхиноксалин > полиимид > эпок-
сиды. В последние годы часто начинают использовать термопласты
(например, полиэфирсульфон), термоокислительная стабиль-
ность которых оказывается на уровне полиимидов и полифенил-
хиноксалинов [301].
300
11.8. Температура начала основных процессов в КВМ, определенная методом
ТГА
Поставщик Материал Температура, °C
начала потери массы разложения связующего разло- жения волокна
Дженерал дайнэ- микс Сел и он 6000/5208 270 345 720
Г6300/5208 165 345 645
7'300/5208 210 369 642
7'300/934 175 345 635
AS/3501 — 324 529
Т300/Ф178 115 386 619
Локхид/Саннивейл ИС PITCHI92A Окружающая 292 770
7’300/5208 среда 110 364 610
7'300/Ф178 140 387 617
Т300/ПМР-15 — 559 559
AS/2080 100 603 603
Локхид/Джорджиа Т300/5208 270 343 632
AS/3501 185 342 602
7/Л1А/976 80 310 715
GK70/7534 175 327 876
Локхид/Бербанк Т300/5208 130 347 621
7’300/934 135 342 635
Мак-Доннелл/ Т300/5208 135 358 602
Дуглас AS/3501 200 354 593
Нортроп AS/3501 — 340 592
Грумман AS/3501 190 345 600
МИТ * MODYHPPQ 520 623 687
НАСА/Локхид HTSIPMP-15 370 571 800
* МИТ — Массачусетский технологический институт.
11.7.1.2. Воздействие влаги и температуры
УВ инертны относительно влаги и большинства органических
растворителей [302]. Поэтому сорбция влаги композиционным
материалом обусловливается в основном органическими связую-
щими. На рис. 11.43 представлены кривые влагопоглощения ряда
чистых эпоксидных связующих [303]. Различная химическая
природа органических связующих обусловливает особенности их
влагопоглощения. На рис. 11.44 показана кинетика влагопогло-
щения композита ЛЗ-3501-5 при 71 °C и относительной влажности
75 и 95 % [304]. В волокнистых материалах существуют три не-
зависимых механизма адсорбции влаги: диффузия в связующее,
поверхностная адсорбция на УВ и заполнение трещин и пустот
[305, 306].
301
В основном адсорбция влаги — диффузионный процесс, за-
висящий от температуры и относительной влажности и подчиняю-
щийся второму закону Фика [289, 305]. Чаще всего адсорбция
и десорбция влаги определяются по относительному изменению
массы образца КВМ. Картер и Киблер [307 ] предложили метод
измельчения образца для определения равновесной влажности и
коэффициента диффузии влаги в УВ-эпоксидных и УВ-полиимид-
ных КВМ. Пользуясь этим быстрым методом контроля, они смогли
выявить различия в сорбционных свойствах различных связую-
щих. Впоследствии Белани и Бротман [308] показали, что между
электросопротивлением и квадратом содержания влаги в КМ
существует линейная зависимость. Это связано с тем, что при на-
бухании связующего под действием влаги уменьшается контакт
11.9. Жизнеспособность КВМ при изотермическом старении
Поставщик Волокно/ связующее Тст = 400 °C Тст = 500 °C
^80» 4 ^50» 4 ?20» Ч /во» Ч
Джеиерал дайиэмикс Селиои 3,5 —1 0,3 12,5 6000/5208 76300/5208 2,3 35,0 0,2 3,6 7300/5208 4,0 44,0 0,4 3,7 7300/5208 3,7 35,7 0,3 3,5 AS/3501 2,6 30,5 0,3 1,3 Локхид/Саннивейл 7300/7178 10,0 42,5 0,5 2,0 UC PITCH/934 1,8 — 2 0,3 —2 7300/5208 2,6 25,5 0,3 0,9 7300/7178 6,0 —а 0,5 2,7 7300/7Л47515 9,5 38,0 1,5 4,7 Локхид/Джорджиа AS/2080 6,7 18,5 0,7 1,2 57300/5208 3,2 46,0 0,3 2,7 AS/3501 1,5 38,5 0,2 1,2 GMA/97G 1,3 — I 0,2 25,0 G770/7534 3,0 — 0,3 —« Локхид/Бербани 7300/5208 1,7 36,0 0,2 2,2 7300/934 1,3 23,0 0,2 2,7 Мак-Доинел/Дуглас 7300/5208 5,0 38,5 0,4 1,2 AS/3501 0,3 7,2 0,3 1,2 Нортроп AS/3501 2,5 23,5 0,2 1,2 Грумман AS/3501 3,7 43,5 0,3 1,5 МИТ MODU/PPQ 50 — 2,4 12,5 НАСА/Локхид HTS/PMR-15 10,5 39,0 0,6 1,2
* Более 50 % после 72 ч.
S Испытание прервано по выходе иа плато при g>50%.
8 Испытание прервано при <Б0 %.
Тст — температура старения.
302
Рис. 11.43. Кривые адсорбции в зависимости
от времени i нахождения в воде чистых свя-
зующих (размеры образцов 25Х 120Х 13 мм);
1 — Е = 450; 2 — X = 904; 3 — X = 2003; 4 —
Е = 350; 5 — Е = 293;
т/т0— увеличение массы образца
помощью микротома в последующим
между волокнами, и как
следствие — рост элек-
трического сопротивления.
Броунинг 1309] методом
ПК-спектроскопии в ближ-
ней области определял
степень сшивки эпоксид
ных связующих и пара-
метры влагопоглощения.
Адсорбция влаги опреде-
лялась по величине спек-
тра поглощения ОН-групп
при длине волны 1,91 мкм.
Распределение влажности
по глубине образца в угле-
пластиках с эпоксидным
связующим изучалось ав-
торами работы [310]. Эта
методика основана на по-
лучении тонких срезов с
взвешиванием до сушки и после нее.
На рис. 11.45 показан профиль влажности по толщине образца
для композита 7'300-5208 [3101. Во влажной среде при влажности
95 % и температуре 66 °C и в воде при той же температуре про-
фили влажности совпадают (см. рис. 11.45). В других исследова-
ниях была найдена корреляция между механическими свойствами
углепластиков после кипячения в воде и равновесной влажно-
стью образцов после пребывания во влажной среде [311 ]. Преиму-
ществом использования кипящей воды является сокращение вре-
мени эксперимента. Кельбель и др. [312, 313], используя ультра-
звуковую технику эксперимента, показали наличие корреляции
между влагопоглощением углепластиков с эпоксидными связую-
щими, падением прочности при межслоевом сдвиге и уменьшением
Рис. 14.44. Динамика влагопоглощения матрицы тм!ту,0 и композита тк1тт
на основе XS=3501-5 при 71 °C; наполнение УВ 70 % (массовая доля) и 63 %
(объемная доля) при относительной влажности 95 (7) и 75 % (2). Скорость влаго-
пропускания 1,25 нм/ч, толщина пленки 1 мм
303
Рис. 14.45. Зависимость потери влаги
в слое m/гпо после сушки от толщины b
образца однонаправленного углепла-
стика Т300/5208, подвергнутого обра-
ботке в течение 119 ч при 66 °C:
а — влажность 95 % при содержании влаги
в образце:/ — 0,50; 2 — 0,49; 3 — 0,50 %;
б — погружение в воду при содержании
влаги в образце; 4 — 0,56; 5 — 0,52; 6
0,55 % Образцы из панели IS VI136 со
сшивкой 10/14/77 и без дополнительной
сшивки; содержание (массовая доля) свя-
зующего 29,3 %, плотность р = 1579 кг/м’
затухания ультразвуковых колебаний. Интерес читателей мо-
жет вызвать обзор методов неразрушающего контроля потери
свойств КВМ при влагопоглощении [314].
Адсорбция влаги приводит к набуханию и пластификации
связующих (а вероятно, и к разрыву водородных эпоксидно-
эпоксиводородных связей) ниже температуры стеклования Тс.
Результатом последнего является снижение механических свойств
КВМ, особенно при повышенных температурах [289, 309, 311,
315,3161.
Рис. 11.46. Зависимость модуля изгиба Еиуглепла стика «Торнел 300»— «Фай-
берит 1034» от температуры Т и влагосодержании 1Г
304
Рис. 11.47. Изменение предела прочно-
сти при сдвиге (метод короткой балки)
тСд при различном времени экспози-
ции t под действием температуры и
влажности:
1 — температура испытаний 25 °C; 2 —
условие обработки—вакуум, 23 °C, испы-
тание при 176 °C; 3 — влажность 50 %,
23 °C, испытание при 176 °C; 4 — вода,
23 °C, испытание при 176 °C; 5 — влаж-
ность 100 %, 89 °C, испытание при 176 °C
тсд, МПа
Равновесная влажность и степень снижения физико-механи-
ческих свойств КВМ определяются следующими параметрами:
природой связующих [289, 303, 317, 318], содержанием и ориента-
цией волокна [311, 317, 319—3221, поверхностной обработкой
волокна [312, 313], степенью отверждения [294, 307], геометрией
образца [317], температурой, влажностью среды и временем экс-
позиций [289, 309, 322], предварительной нагрузкой [323], ка-
чеством КВМ [306, 324], методами испытаний [311, 322]. На
рис. 11.46 [319] и 11.47 [3181 показаны типичные результаты,
дающие представление о влиянии влажности и температуры на
прочностные и упругие характеристики углепластиков. Полный
обзор этих данных был сделан Шеломи Спрингером [319, 320].
Для КВМ на основе УВ и фенольных либо других полимерных
связующих характерно меньшее снижение физико-механических
показателей под воздействием влаги, нежели для углепластиков
с эпоксидными связующими [291 ]. Изменение адсорбционной
способности и сдвиговых характеристик для углепластиков с по-
Рис. 11.48. Зависимость предела прочности при межслоевом сдвиге^Тсд (а) со-
держания влаги W (6) от времени пребывания в воде / при 100 °C: ,
2 обработка УВ раствором Гантреца; 2 —- обработка УВ водородом
305
верхностной обработкой УВ показано на рис. 11.48 [312]. Ком-
позиты на основе УВ, подвергнутые поверхностной обработке,
имеют большую влагостойкость, если волокна обработаны рас-
твором Гантреца. Раствор Гантреца (фирма «Дженерал анилайн
энд филм») представляет собой водный раствор гидрофильного
высокомолекулярного сополимера малеинового ангидрида и ме-
тилвинилового эфира [312]. Сравнивая результаты обработки
УВ азотной кислотой, силаном и бромом, Харрис [325] нашел,
что обработанное кислотой волокно имеет самое большое влаго-
поглощение при 100 °C. Степень диффузии влаги в композит
может быть уменьшена при использовании защитных покрытий
из полиуретанов [322, 323] или стекла [292].
Рис. 11.49. Зависимость напряжение а —
деформация е сухого (а) и равновесного
влажного (6) образцов, сшитых по амино-
группам ТГМДА — эпоксидного связую-
щего. Температура испытаний:
1 — комнатная; 2 95 ?С; 3 120 РС; 4 в
150’0
Изменяются параметры влагопоглощения и при приложении
внешней нагрузки к углепластику с эпоксидным связующим [303,
309]. При испытании однонаправленного углепластика на растя-
жение [304] вид разрушения меняется под воздействием влаги
от хрупкого до пластичного. На рис. 11.49 [309] и 11.50 [3041
показано влияние влажности на кривые напряжение — дефор-
мация сшитых по аминогруппам эпоксидных связующих TGMDA
и однонаправленных КВМ марки Д5-3501-5 соответственно.
Обычно эффект обратим и свойства матрицы после высушивания
возвращаются к исходным [311, 316]. В случае, если кроме влаж-
ности на образец действует еще и температура, способность ма-
териала к влагопоглощению меняется [309, 326]. Это касается
и развития трещин при увеличении напряжения, которые облег-
чают адсорбцию влаги. В последних обзорах Луса и Спрингера
подтверждено наличие эффекта термического растрескивания угле-
пластиков с эпоксидными связующими [290]. Однако оказывается,
306
что это зависит от механических и сорбционных свойств: угле-
пластик 7',300-5209 весьма чувствителен к температурному рас-
трескиванию, а 7’300-1034 — нет.
Кельбель [312, 313] обнаружил падение прочности при сдвиге
в углепластике HTS-BPQQ7 после выдерживания в воде при 100 °C
в течение 1000 ч и последующего высушивания (рис. 11.51).
Это является свидетельством сниже-
ния взаимодействи я в системе во-
локно — связующее [312, 325]. В то
же время разрушение композитов в
результате поглощения влаги стано-
вится менее хрупким [313]. Влаж-
ность и температура существенно
Рис. 11.50. Типичные кривые зависимости напряжение а — деформация е одно-
направленного углепластика AS-3501-5 при различных температурах и влаж-
ности (объемное содержание волокна v — 63 %; влажность воздуха <р = 75 % —
соответствует равновесному привесу образца 1,05%3 а <р = 95 % — 1,6 %);
1 ~ комнатная температура (КТ), ф = 95 %; 2 — КТ, сухое волокно (СВ); 3 — КТ,
Ф = 75 %; 4 — 250 °C, СВ; 5 — 300 °C, СВ; 6 — 250 °C, ф = 75 %; 7 250 °C, ф =
= 95 %; 8 — 300 °C, ф = 75 %; 9 — 300 °C, ф = 95 %
Рис. 11.51. Зависимость предела прочности при межслоевом сдвиге тСд от тем-
пературы Т для не подвергнутого (1) и подвергнутого (2) гидротермической об-
работке (1000 ч при 100° в воде с последующей сушкой) и обезвоженного угле-
пластика SC-2-3
влияют и на усталостные свойства композитов [323]. Любин
[388] показал обратимость действия влаги на графит. Естествен-
ное или принудительное удаление влаги восстанавливает исход-
ные прочностные свойства УВ.
Было показано там же, что влажность позволяет создать хо-
рошие условия для ламинирования углепластика алюминиевой
фольгой [389].
307
11.8. Термопласты и термореактивные связующие
11.8.1. Введение
Для ряда применений требуется создание АП с хорошими
физико-механическими свойствами, сохраняющимися при высо-
кой температуре (свыше 177 °C) и повышенной влажности [327].
Эта температура превышает максимальную температуру сохране-
ния работоспособности эпоксидных связующих. Как было пока-
зано выше, свойства КВМ с эпоксидной матрицей особенно резко
падают при совместном действии температуры и влажности. Мо-
дификации эпоксидных композитов с хорошей теплостойкостью
при 135 и 177 °C были разработаны фирмами ТРВ и «Геркулес»
Рис. 11.52. Влияние влажности (влажный образец выдерживался 30 дней при
температуре 49 °C и влажности <р = 95 %) на предел прочности при изгибе аи
углепластиков при различных температурах Т:
1 — Л5/3501, сухой; 2 — AS/HME, сухой; 3 — AS/HME, влажный; 4 ~ Л5-3501,
влажный
Рис. 11.53. Кинетика влагопоглощения (увеличение массы образца m/m^ в за-
висимости от времени t) для углепластиков:
1 — Цетон 6000 — НМЕ 350; 2 — Л5 = 3501-5Л (температура 71 °C, влажность ф =
95 ... 100 %)
[328 ] по заказу ВВС США. Эти модифицированные винилсодержа-
щие эпоксидные связующие (ВСЭС), обладают большей влагостой-
костью, лучшей перерабатываемостью и более низкой ценой по
сравнению с ценой стандартных эпоксидных смол [328]. На
рис. 11.52 и 11.53 показано влияние температуры и влажности
на прочность при изгибе и на влагопоглощение однонаправленных
углепластиков с ВСЭС-связующими [328]. Французские исследо-
ватели [329] сообщили о синтезе нового высокотемпературного
(250 °C) связующего (PSP) с низкой стоимостью. Оно получено
методом поликонденсации ароматических альдегидов с метилиро-
ванными производными пиридина. На рис. 11.54 показана за-
висимость изменения прочности связующих HTS—PSP и КВМ
при 150 °C после пребывания в воде [329].
308
Термореактивные связующие получили широкое развитие
после 1960 г., когда появилась необходимость в термостабильных
материалах с высокими механическими свойствами для нужд
авиационной промышленности [330]. Это были нерастворимые
Рис. 11.54. Зависимость предела прочности углепластика при изгибе аи при
150 °C от числа циклов влагопоглощения без температурного воздействия
(а) и после десятиминутного воздействия температуры 150 °C в течение каж-
дого цикла (б), связующие:
I — 5208-Т300; '2 — PSP-HTS; 3 — код 69-STS; 4 — 914-BTS
полиимиды с большой молекулярной массой, полученные путем
конденсации полиамидокислот, синтезируемых из диаминов и
ангидридов. Для этих смол оказалось трудным достижение высо-
кого качества и малого содержания пор. Последнее было связано
со сложностью удаления побочных продуктов поликонденсации
(воды и спиртов) или растворителей с высокой температурой ки-
11.10. Преимущества и недостатки углепластиков с термопластичными
связующими по сравнению со свойствами углепластиков с термореактивиыми
связующими
Преимущества
1. Нет ограничений в сроке хранения
2. Лучшие износостойкость, стойкость к ультрафиолетовому облучению,
хорошие электротехнические свойства и погодостойкость
3. Малое времи сшивки (быстрое отверждение)
4. Возможность последующего формования
5. Отсутствие проблемы хранения
6. Легкость исправления дефектов — сварка, воздействие растворителем,
адгезионные связи
7. Возможность регенерации
8. Низкая цена
Недостатки
1. Ползучесть
2. Ограниченные термические свойства
3. Ограниченные возможности технологии переработки
4. Ограниченная хемостойкость
309
пения (диметилформамида, диметилацетамида, W-метил пирро-
лидона). Позднее путем смешанной поликонденсации были полу-
чены промышленные связующие P13W и Р105Л на основе полиими-
дов [331, 3321. За последние пять лет разработаны более техноло-
10 60 110 160 10 60 110 160
a) S)
Рис. II.55. Температурная зависимость предела прочности КВМ иа основе УВ
при межслоевом сдвиге тсд для различных связующих:
а — эпоксидное SP313; б — полисульфоиовое Д5/3004; в полиамидное Д5/4397; г *=*
полиимндное Т300/Г178; 1 — сухой образец; 2—6 — после пребывания в воде при сте-
пени поглощения соответственно 45, 50, 55, 80 и 100 %
гичные методы получения полиимидных связующих PMR [327,
333, 3341, А1Р105 [335, 3361, LaRC-160 [337, 3381. Были синтези-
рованы высокотемпературные ацетиленосодержащие связующие,
такие, как «Термайд-600» [339, 340, 341 1, полифенилхиноксалино-
вые [342, 3431, полибензимидазольные [3441, полиимидхинокса-
линовые [3441.
тгсвуМпа
О 20 ‘г О 60 80 t,cym
Рис. 11.56. Изменение предела прочно-
сти при сдвиге ТСд КВМ из УВ и поли-
эфирсульфоиового (/) и эпоксидного (2)
связующего при различной длительности
экспозиции в кипящей воде t
Линейные полиимиды (без поперечных сшивок) схожи с термо-
пластиками, но имеют более высокие физико-механические пока-
затели при температуре ниже Тс [331, 3321. Из-за довольно вы-
сокой цены сырья, токсичности растворителей и проблем, прису-
щих всем методам получения полиимидов, эти связующие исполь-
зуются в основном в авиационной промышленности. Термопласты
успешно используются в качестве связующих как для непрерыв-
310
X
00
co
к
3
к
X
X
и
X
s
X
X
ЕГ
2
X
n
X
3
X
и
X
X
S
Вч
<У
X
и
g
I
<1>
и
X
X
X
S
п
X
n
»х
о
и
0>
X
X
Q
0>
X
X
в
й
s«
3
X
S’
X
E
X
X
S
3
к
и
3
X
<V
X
X
4
о
c
ч
X
s
х
х
ч
о
X
<v
ф
и
2
X
о
X
О
X
л
L0
L0
5 g
j.с
сч
L0
и
Q
•Ч
Q
3
0«*Э
сч
кииэс!
•эиеи ЕТтнинУд
эинэьвне
-одо Эонао1гэл
a
X
X
Q
§
&
а
§
§
<3
о
2
as
Ез
сч
L0
сч
оо
00
S5
СЧ
CO
co
со
сч
о
ю
§
я
X
CU
с
X
*-<00
—< О’
2§
сс
о
X
X
о
CU s
а s
х
о
Ч X
ч 2
£
в
сх
с
В
2 «
S1
ю
сч
Ю
Ю
oo
Ю
£
О
X
си
в
X
о
и
СО
СО
СЧ
CO
СЧ
L0
сч
L0
EJ 7? s
7» <D w<
>-» r-f Г".
S
оо
ю
oH
в
CU
в
X
о
о
в
сч
ю
о
!
*3
1Л
1Л
СЧ
сч
СЧ
СЧ
оо
СО
2
00
со
S к
5.s
ч
с
C
g
4J X
a
н
в
X
в
о
в
cagcsgscsgs
а.
&г
X
о
X
X
о
в
с
о
t:
ю
сч
C
g
о
X
CU
в
сч
с
к
(V X
Ь ч
X со
s
о
X
о
О
В 5
&
С s
»к
о
X
о
о
X
p
X
X
о
к
V
о
си
в
о
х
X
5 *
Г*, нч
в
ч
Примечание. СПОр — пористость, %; Ссв — массовая доля связующего, %.
311
11.12. Типичные механические свойства углепластика, армированного
непрерывными волокнами с термопластичным связующим
Продольные свойства однонаправленного образца Условное обозначение Единица измерения УВ-полисульфон HMS-P 1700 УВ-поли- эфир HMS-300P
22 °C 163 °C 22 °C 163 °C
Предел изгибе прочности при ГПа 1,07— 1,16 0,076— 0,124 1,21— 1,39 0,710— 0,772
Модуль изгибе упругости при Еа ГПа ПЭ- ЮЗ 18,6— 28,9 187— 189 144— 163
Предел прочности межслоевом сдвиге при (ме- тсд МПа 64,1— 70,3 11,0— 15,8 68,2—77, 2—46 48,7— 46,2
тод короткой балки)
ных, так и для резанных УВ [335, 345—357]. В табл. 11.10—
11.12 приведены свойства КВМ на основе УВ и термопластов,
а также преимущества и недостатки обоих видов связующих.
В табл. 11.11—11.12 сведены физико-механические свойства КВМ
на основе УВ и обоих видов связующих. На рис. 11.55 [335]
и 11.56 [354] даны кривые влагопоглощения в условиях влажной
атмосферы и в кипящей воде и воздействия этого параметра на
сдвиговую прочность однонаправленных КВМ из УВ с термопла-
стичным и термореактивным связующим.
11.9. Технология получения КВМ на основе УВ
и термопластичных связующих
11.9.1. КВМ из непрерывных волокон
Для получения КВМ из непрерывных УВ и термопластов,
используется технология препрегов, которая включает четыре ос-
новных процесса: нанесение связующего из раствора, ламиниро-
вание пленкой, каландрирование в расплаве, и получение тканей.
В первом процессе непрерывное УВ пропускается через раст-
вор термопласта с последующим выпариванием растворителя.
По этому методу могут быть получены препреги как из ориенти-
рованных углеродных лент, так и из тканей на основе УВ. Полу-
ченные листы препрега могут быть объединены методом прессо-
вания при повышенной температуре. Преимуществом этого про-
цесса является то, что материал оказывается сходным с препрегом
на основе эпоксидного связующего, но с существенно более дли-
тельным «временем жизни». Недостатком этого метода является
то, что часть растворителя остается при сушке в пряже, что при-
водит к нестабильности содержания связующего в КВМ, а также
усложняет процесс, ибо растворители чаще всего горючи и ток-
312
г
I
сичны. Кроме этого, цена применяемых растворителей достаточно
высока.
Процесс ламинирования заключается в дублировании мате-
риала с непрерывными УВ пленкой под давлением при повышен-
ной температуре. Недостатком метода является ограничение раз-
мера материала размерами плит пресса и особенностями самой
термопластичной пленки. Кроме того, время обработки (нагрев
и охлаждение) достаточно велики и к тому же появляется тенден-
ция к разориентации волокон в материале. Преимущества метода —
низкая пористость и хорошо контролируемое содержание свя-
зующего.
Процесс каландрирования в расплаве разработан специали-
стами фирмы «Юнион карбайд» и основан на использовании двух
или трех вальцовых каландров. Расплав термопласта захваты-
вается в щель между двумя вальцами, куда одновременно посту-
пает и непрерывный материал на основе УВ. Окончательное фор-
мование осуществляется пропусканием через серию холодных
вальцов с последующим разрезанием КМ на куски нужной длины.
Использование этого метода имеет следующие преимущества:
легко контролируемое содержание связующего;
отсутствие порообразования;
быстрота и непрерывность процесса;
экономичность и, следовательно, низкая стоимость.
Весьма важным преимуществом этого метода является и воз-
можность использования для получения препрегов таких связую-
щих, как легко растворимый полисульфон, нейлон, сульфид поли-
этилена. Недостаток метода — ограничения на термообработку
тканей из УВ. В настоящее время появились новые процессы
получения препрегов из УВ-материалов. Один из них заключается
в получении ткани из УВ с включением полипропиленовых во-
локон. Такая ткань является аналогом препрега. КВМ из нее
может быть получен методом прессования его под давлением.
Преимуществом этого метода является повышенная хемостой-
кость материала, хорошая возможность контроля содержания
связующего, а также легкость переработки. К недостаткам можно
отнести ограничение на материал для производства таких тканей.
Общий недостаток всех методов получения препрегов с термопла-
стами заключается в том, что не может быть использована техно-
логия автоклавного прессования или техника ламинирования.
Другие технологические методы, такие, как намотка нитью и
пултрузия (получение труб) развиваются в исследовательском
центре механики материалов Вооруженных сил США и компанией
«Боинг».
11.9.2. КМ, армированные короткими волокнами
Технология производства КВМ на основе коротких (резаных)
УВ с использованием термопластов во многом схожа с аналогич-
ной технологией для стеклянных волокон. Используется одно-
313
или двухшнековый экструдер, в питатель которого загружается
материал с гранулами размером 6,4 ... 12,7 мм.
Дальнейшая переработка УВ-термопласта проводится по стан-
дартной технологии для пластмасс. Широко используется литье
под давлением и прессование. В табл. 11.13 сведены типичные
свойства образцов КВМ, армированных короткими УВ, а на
рис. 11.68 показаны изделия, отлитые под давлением.
Дибенедетто и Сали [358] нашли, что остаточная прочность
и усталостные характеристики КВМ, армированных короткими
УВ с использованием нейлона 66, характеризуются двух- и трех-
параметрической функцией распределения Вейбула. В заключе-
ние следует отметить, что механизм усталостного разрушения
11.13. Типичные свойства углепластиков из непрерывных УВ и термопластов
Свойства Нейлон 66 1 Нейлон 66 1 2 Пол и суль- фон i Полиэфир i Полифеии- леисульфои 1 СЭТФЭ !• 3 Поли- ВФТФЭ* Поликарбо- нат 2 Полипропи- лен 2
р, кг/м3 1280 1300 1320 1470 1450 1730 1770 1360 1060
Содержание УВ, % 30 30 30 30 30 30 20 30 30
Поглощение влаги за 24 ч, % 0,5 — 0,15 0,04 0,04 0,015 0,03 •— —
Равновесное 3, % 2,4 — 0,38 0,23 0,10 0,24 — 1 —
Усадка при плав- лении 4 *, % ав, МПа 1,5— 2,5 3 2—3 1—2 1 1,5— 2,5 2,5— 3,5 2 5
241 109 131 138 186 103 84,7 79,2 37,2
в, % 3—4 2,7 2—3 2—3 2—3 2—3 3—4 2,1 2,2
ая, МПа 351 174 176 200 234 138 119 118 46,2
£и, ГПа 20 10,3 14,1 13,8 16,9 11,4 7,58 7,44 4,1
тсд, МПа Ударная вязкость по Изоду S, Дж/м: 89,6 •— 48,2 —— — 48,2 51,7
с надрезом 80,1 85,4 58,7 64,1 58,7 213— 267 138,8 160,2 37,4
без надреза 641 694 213— 267 213— 267 267- зго 534 374— 427 272 171
Термостойкость (при 1,82 МПа), °C 257 240 185 221 260 241 146 145 120
а, 10-6 К"1 1,89 2,7 1,26 0,9 1,08 1,44 5,4 2,8 2,8
К, Вт/(м-К) 12,1 — 9,5 11,2 9,0 9,7 5,7 —
Поверхностное сопротивление, Ом/см? 3—5 1-3 2—4 1—3 3—5 3—5 —- —
1 Фирма ЛНП [352].
2 Фирма «Юнион карбайд» [Инф. бюл. № 465—236].
3 Равновесная влажность после длительного пребывания в воде,
4 Образец сечением 3,18X3,18 мм.
6 Образец сечением 6,4X6,4 мм.
ВФТФЭ — сополимер винилиденфторида и тетрафторэтилена; СЭТФЭ —
сополимер этнлентетрафторэтилен.
314
зависит от технологии получения образца: при формовании мето-
дом прямого прессования преобладает хрупкое разрушение, а
при литье под давлением образец обладает высокой гибкостью
и «течет» перед разрушением.
11.9.3. Заключение
Производство КВМ на основе УВ и термопластов занимает
все большее место в производстве композитов и не только для
авиационной промышленности. Этому способствует целый ряд
преимуществ, обусловленных применением термопластов: малые
потери, простые технологические процессы, малое время произ-
водственного цикла. Дальнейшее развитие этих материалов мо-
жет снизить значимость эпоксидных связующих при создании
КВМ.
11.10. Усталостные свойства КВМ на основе УВ
Одной из важнейших особенностей КВМ на основе УВ после
высоких физико-механических свойств являются их усталостные
свойства. Сам термин ^усталость» имеет такой же возрасг, как
и композиционные материалы, и может быть отнесен к 1854 г.
Рассказывая об Уилингском (шт. Виргиния) висячем стальном
мосте журналист отмечал [359]: «... Частая смена давлений и
растяжений в металле, малейшие нарушения в расположении ча-
стиц в нем, портят металл и могут привести к неожиданным разру-
шениям при незначительной нагрузке». Теперь мы называем это
ухудшение свойств — усталостью. Далее он продолжал: «... Следо-
вало бы проявлять осторожность и использовать каменные сваи
и деревянные перекрытия». Дерево, конечно, прекрасный естест-
венный композит с отличными усталостными свойствами.
Усталостные свойства однонаправленных КВМ и металлов
приведены на рис. 11.57 [360]. Очевидно преимущество угле-
пластиков и других композитов перед металлами и сплавами
В связи с этим углепласти-
ки являются идеальными ма-
териалами конструирования
для вертолетов (которые из
всех летательных аппаратов
испытывают самые высокие
усталостные нагрузки) и
Рнс. 11.57. Удельное сопротивле-
ние усталости Оу/р различных ма-
териалов в зависимости от числа
циклов до разрушения N:
1 — углепластик; 2 — боропластик;
3 — однонаправленный стеклопластик;
4 — тнтан 8-1-1; 5 — сталь 4130; б —
алюминий 2024
315
Рис. 11.58. Влияние углов ориентации волокна (а) и температуры (б) в ком-
позите SP313 (УВ-эпоксидный КВМ с объемной долей волокна Гв = 61,4 %,
R = 0,1 при частоте 30 Гц) на предел выносливости Од:
а: 1 — 0е, 6 слоев; 2 — ± 45°; 8 слоев; 3 •— 90°, 15 слоев; однонаправленное волокно
(0°); 4 — 22; 5 — 25; 5—128; 7 — 177 °C
для применения в пружинных листах. Типичные значения уста-
лостных характеристик КВМ из УВ приведены на рис. 11.58,
11.59 [360]. Следует подчеркнуть, что это именно типичные
величины. Они не характеризуют ни механизм, ни вид усталост-
ного разрушения. Последние вопросы выходят за рамки рассмо-
трения данной книги. Исследованиям усталостных свойств угле-
пластиков посвящено большое число работ, с которыми читатель
может ознакомиться в обзорах по этому вопросу [361—368].
Рис. 11.59. Зависимость предела выносливости ад от числа циклов (с частотой
30 Гц) до разрушения N при различной температуре:
а — однонаправленный КВМ УВ-полисульфоновый ЛХ-3004 однонаправленный (0°,
шесть слоев, V = 57,2 %; R = 0,1); 1 — 22; 2 — 25; 3 — 83; 4 — 120 °C; б — однона-
правленный УВ-полиимидный КВМ Л5-4397 (0°, = 63,6 %, Д = 0,1): 1 — 25; 2 — 177;
3 — 232 °C
316
Рис. 11.60. Усталостные свойства (отношение удельного предела прочности
при растяжении к плотности ов/р при статическом и многоцикловом (N) нагру-
жении различных материалов и различных углах А — УВ—Э, 0°; Б — УВ—Э,
±45°; В — УВ—Э, 90°; Г — алюминий 2024 73; Д — сталь; Е — УВ—Э,
0/45/90—45 и —45/90/45/0°; 1 — статическое нагружение; 2, 3 — циклическая
долговечность соответственно 10- и 10г
Влияние ориентации волокон на усталостные свойства УВ-Э-
композитов (Э — с эпоксидной матрицей) показано на рис. 11.58
[3601 и 11.60 [355, 368, 369]. Видно, что с возрастанием влияния
матрицы связующего (укладка +45 и 90°) снижаются усталостные
свойства КВМ. Однонаправленные КВМ на основе УВ имеют су-
щественно более высокие усталостные свойства, чем алюминий и
сталь (см. рис. 11.60). Даже квазиизотропный КВМ имеет в 2—
4 раза более высокие усталостные характеристики (при 107 цик-
лов), чем сталь и алюминий. Влияние температуры на усталост-
ные свойства УВ-эпоксидного композита показано на рис. 11.58, б
[360]. При возрастании температуры усталостные свойства сни-
жаются при том же количестве циклов. Аналогичное поведение
характерно и для других материалов: полисульфонов (см.
рис. 11.59, а) [369] и полиимидов (см. рис. 11.59, б) [360]. В по-
следнем случае при повышении температуры увеличивается гиб-
кость связующего.
317
11.14. Усталостные свойства углепластиков. Отношение прочности после
107 циклов нагружения к исходному пределу прочности при растяжении 1
л о* О) а СХ о О)
о. S о. S
Материал о Cl л S & а Материал и о л Л S О. а
Мак, тура id ® 3 д S S С-< д О Мак] тура Js4 Я 3 S Ч К S С-< S О
УВ-Э 5 0° [355] 30 0,53 ув-э м ки [368] 10 0,38
УВ-Э 5 ±45° [355] 30 0,56 УВ-Э 4 2 ки [368] 10 0,26
УВ-Э 5 90° [355] 30 0,54 УВ-Э2(127°С) 0° [355] 30 0,58
Алюминий — [369] —- 0,28 УВ-Э2(177°С) 0° [355] 30 0,54
2024 7'3 УВ-полнимид 8 0° [355] 30 0,67
Сталь 4130 — [369] —. 0,44 УВ-полнсуль- 0° [355] 30 0,56
УВ-Э3 0° [322] 30 0,56 фон °
УВ-Э4- § КИ 1° [368] 10 0,55
1 ов определялся при комнатной температуре 22 °C,
2 Т'ЗОО-Р/^З с объемной дблей волокна 61 %.
3 7’300-5208 с объемной долей волокна 60... 70 %.
4 7'300-934 с объемной долей волокна 60 ... 66 %.
1 R = 0.
6 Усталость при циклах нагружения «сжатие—растяжение» (осж = 0,15ов),
2 То же, при стсж = 0,23ов.
8 AS-4397 — полиимид с объемной долей волокна 64 %.
9 AS-P1700— полисульфон с объемной долей волокна 57 %.
10 КИ — квазинзотропный пластик с ориентацией 0/45/90—45—45/90/45/0°.
Особый интерес для конструкторов представляет знание вели-
чины максимальных разрушающих напряжений (предел проч-
ности) в КВМ после многоцикловых воздействий. В табл. 11.14
приведены эти данные для большого числа материалов при раз-
личных условиях. За исключением УВ-полиимидных КВМ, уста-
лостные свойства при 107 циклов находятся на уровне 0,53 ... 0,58
независимо от температуры, структуры образца или вида матрицы.
При знакопеременной нагрузке (циклы растяжение—сжатие)
этот параметр еще ниже и зависит от приложенной нагрузки и
структуры армирующего наполнителя [368] (см. табл. 11.14).
При проектировании конструкций, испытывающих напряжения
сжатия, рекомендуется использование гибридных материалов
с борными волокнами (см. п. 11.12).
11.11. Ползучесть КВМ на основе УВ
Композиты на основе углеродных волокон характеризуется
хорошей устойчивостью к длительной ползучести. Чайо [370]
показал, что за 105 ч разрушается всего 10 % УВ-эпоксидных
«микропластиков», подвергнутых растяжению, равному 80 %
исходной прочности. Вофер и Веннетт [371 ] исследовали влия-
ние температуры, влажности и приложенной нагрузки на ползу-
318
£, НМ
Ю
9
8
о,Of 0,1 1 10 100 t,4
Рнс. 11.61. Кривые ползучести углепластика и гибридного углестеклопластика
Т300 (УВ) — 101455 (стекло)—5208 (нармко) при температуре 21 °C под на-
грузкой:
1 930; 2 861; 3 813 МПа; в деформация; t — время
честь углепластиков и гибридных углесгеклопластиков (типич-
ные значения приведены на рис. 11.61 [360]). Ими было найдено,
что включение стекловолокон делает деформацию ползучести сов-
сем малой. Сопротивление углепластиков ползучести, которое
является наряду с усталостными свойствами достоинством этих
материалов, касается только растягивающей нагрузки. Для на-
пряжений сжатия приведенные данные использованы быть не
могут.
11.12. Гибридные материалы на основе У В
Гибридными называют материалы, в которых используются
слои из двух и более типов волокон, повышающие те или иные
свойства материала. Так, включение в углепластик стекловолокон
повышает жесткость материала. Делается это и с целью пони-
жения цены (включение стекловолокон удешевляет углепластик),
и для увеличения жесткости формируемой структуры. Обычно
стараются использовать чисто углеволокнистые материалы. Од-
нако для расширения областей применения вводят другие волокна
и тем самым снижают цену КВМ.
Число всевозможных сочетаний материалов и свойств получен-
ных гибридов, конечно, больше, чем изложено здесь. В связи
с этим будут описаны основные типы и основные свойства гибрид-
ных материалов, а также наиболее рациональные пути их исполь-
зования. Для более детального ознакомления с этим аспектом
проблемы отошлем читателя к обзорам по гибридным компози-
там [372—376].
Существуют пять основных типов гибридных композитов.
1. Усредненный — волокна в таком КВМ смешиваются по
всей массе композита. Отсутствуют участки макроконцентраций
какого-либо волокна.
2. Внутрислоевой — волокна в каждом слое КВМ регулярно
чередуются. К этому типу могут быть отнесены и армирующие
гибридные ткани. Слои могут «размываться» между собой.
319
3. Межслоевой — каждый слой композита состоит из одного
вида волокна (например, углепластиковая труба с наружными
слоями стекловолокна).
4. Отдельные усилительные элементы (связки, ребра жест-
кости).
5. Так называемые супергибриды, т. е. слои композитов с ор-
ганической матрицей и с металлической матрицей и листы метал-
лической фольги, уложенные в определенной последовательности
[3721.
Наиболее часто встречаются внутри- и межслоевые типы гиб-
ридных материалов. УВ-гибридные КВМ производят по обычной
технологии, комбинируя углеволокнистые структуры с борными,
стекловолоконными, арамидными или металлическими сложными
структурами. При получении внутри- и межслоевого гибридного
материала используются те же виды связующего, что и в обычных
процессах получения углепластиков. Чемис и Ларк [372] в об-
зоре технологии получения гибридных КВМ осветили вопросы
анализа, проектирования, применения и производства таких ком-
позитов. Они рассмотрели влияние гибридизации не только на
продольные механические свойства и ударную вязкость, но и на
эффекты, связанные с термическим расширением, влагопоглоще-
нием и с остаточными деформациями. Чтобы избежать коробления
материала, рекомендуется симметричное относительно нейтраль-
ной оси расположение слоев с разными термодеформационными
свойствами [373]. В обзоре [372] была показана применимость
обычных методов определения напряжений и расчетов структур,
а также технологических приемов при производстве, как и для
обычных КВМ.
Существуют три основные причины, приводящие к необходи-
мости гибридизировать углепластики:
1) включение других волокон, превосходящих УВ по каким-то
параметрам, помогает ликвидировать недостатки, свойственные
углепластикам;
2) включение углеродных волокон в композиты из других
материалов для использования преимуществ УВ;
3) снижение цены полученного материала.
Первая категория материалов включает КВМ, к которым предъ-
являются большие требования к ударопрочности. Повышение
ударной вязкости достигается обычно методом включения других
высокопрочных волокон, обладающих большей работой разруше-
ния, нежели УВ. Альтернативой является гибридизация с высоко-
прочными волокнами с высокими адгезионными свойствами [373].
Типичные значения ударной вязкости гибридных композитов при-
ведены в табл. 11.15 1377]. Гельфинштейн [378] в своем обзоре
дал описание свойств и поведения большого числа гибридных
композитов.
Низкая прочность при сжатии — основной недостаток КВМ
из кевлара — может быть ликвидирован при гибридизации этого
320
материала g УВ [376, 379]. По-
следнее является примером созда-
ния второй категории материа-
лов. По данным фирмы «Файбе-
райт» (табл. 11.16) [379], опти-
мальным оказывается соотношение
Кевлар и УВ 50 : 50. Еще большее
влияние гибридизация оказывает
на модуль упругости при сжатии-
этот параметр почти удваивается
при введении всего 5 % УВ в КВМ
с массовой долей стекловолокна
50 %. Гибридизация углепласти-
ков борными волокнами исполь-
Е,ГПа 50 50 30 20 Усв,%
0 W 20 30 50 Уув, %
Рис. 11.62. Зависимость модуля
упругости Е от относительного со-
держания углеродных Гув и стек-
лянных Уст волокон в углепластике
зуется при создании ответственных конструкций, подвергаю-
щихся сжатию (горизонтальные стабилизаторы в самоле-
тах, переборки крыльев, обтекатели и т. п.). Как показано
в табл. 11.17, при создании гибридного КВМ с соотношением УВ
и борного волокна 50 : 50, сохраняется около 90 % модуля уп-
ругости и прочности при сжатии относительно чистого боро-
пластика.
Физико-механические свойства гибридных материалов хорошо
освещены в современной литературе [372—376, 379—383]. За-
висимость модуля упругости и прочности гибридных композитов
от содержания УВ приведена на рис. 11.62 [375], 11.63 [383]
и в табл. 11.16.
На рис. 11.62 показана зависимость модуля упругости «вну-
трисловного» гибридного материала на основе угле-стекловолок-
Рис. 11.63. Влияние содержания УВ Гув на предел прочности ов и модуль
упругости Е при растяжении КВМ вдоль волокон
Рис. 11.64. Зависимость модуля Еи (/) и предела прочности ои (2) при PVB
изгибе гибридного СВ—УВ КВМ от содержания УВ
11 П/Р Дж. Любина 321
11.15. Ударная вязкость гибридных композиционных материалов с эпоксидной
матрицей
Массовая доля волокна, % Ударная вязкость по Изоду, Дж/м Массовая доля волокна, % Ударная вязкость по Изоду, Дж/м
100 (УВ) 1495 100 (УВ) 1495
75 (УВ), 25 (кевлар) 1815 75 (УВ), 25 (СВ) 2349
50 (УВ), 50 (кевлар) 2349 50 (УВ), 50 (СВ) 2989
100 (кевлар) 2562 100 (СВ) 3843
11.16. Свойства однонаправленных КВМ на основе волокон торнел-300,
кевлар-49 и гибридных композитов с номинальной объемной долей волокна 60 %
Массовая доля волокна, % Р> кг/м3 Растяжение Сжатие Изгиб МПа Цена за 1 кг, долл.
торнел-300 кевлар 49 Е, ГПа °в> МПа °0,02' МПа °СЖ' МПа ст0,2* МПа ан, МПа
100 0 1600 145 1564 678 1006 1605 1605 91 132
75 25 1560 120 1282 474 937 1247 1357 76 106
50 50 1510 108 1213 413 688 827 1102 56 77
0 100 1350 77 1261 182 286 339 633 49 22
1 Метод короткой балки.
11.17. Механические свойства гибридных материалов!
Материал Структура МПа аСЖ' МПа Е, ГПа
Бороэпоксидный 0, ±45, 90° 827 1516 131
Высокопрочный УВ-эпоксид- ный 0, ±45, 90° 772 758 90
Гибридный Бор-УВ-эпоксид- ный (0° ± УВ, 90 УВ)5 689 1474 124
1 Структура слоев 0, ±45, 90°; число слоев 11; испытания проводились при
комнатной температуре; В-базис [381 ].
нистых тканей. На рис. 11.63 представлено изменение модуля
упругости и прочности «межслоевого» гибридного КВМ. Чемис
и Ларк [372] показали наличие «синергетического эффекта»
(рис. 11.63), связанного с увеличением жесткости УВ-слоев по
мере удаления от нейтральной плоскости. Калйин [383] устано-
322
Рис. 11.65. Сравнение пределов
ВЫНОСЛИВОСТИ Or КВЭЗИНЗОТроП-
ных (гибридных КВМ системы
УВ—С-стекловолокно — нарм-
ко-5208):
1 — стеклопластик; 2 углепла-
стик; 3—5 — гибридные компози-
ты с соотношениями УВ—СВ соот-
ветственно 1:1, 2:1, 3:1; N —•
число циклов напряжений до раз-
рушения
вил, что модуль упругости при изгибе изменяется по правилу
аддитивности во всем интервале содержания УВ и стекловолокна,
однако существенно зависит от вида верхнего слоя. При массо-
вой доле УВ 60 % и стекловолокна 40 %, модуль упругости при
изгибе меняется от 85 до 275 ГПа в зависимости от того, вверху
или внизу расположен УВ-слой (рис. 11.64 [383]). Таким образом,
значимым оказывается не только содержание компонентов в гиб-
ридных материалах, но и последовательность их включения
в КВМ.
Усталостные свойства стеклопластиков могут быть повышены,
введением УВ [384].
На рис. 11.65 [384] приведены усталостные свойства квазиизо-
тропного КВМ (ориентация базовых слоев 0, ±45, 90°) из стекло-
волокон и УВ. Очевидно, что усталостные свойства гибридов
практически совпадают с теми же характеристиками углепла-
стиков и оказываются существенно выше, чем у стеклопла-
стиков. Этот эффект может быть объяснен тем, что при равных
нагрузках первыми ее воспринимают более жесткие угле-
родные волокна, обладающие
и лучшими усталостными харак-
теристиками. Для усталостных
свойств не играет роли после-
довательность слоев в гибрид-
ном материале. По мнению
Хофера [385], усталостные
свойства гибридов зависят
только от типа применяемого
волокна и выкладки. Так,
межслоевые гибридные матери-
алы обладают лучшими уста-
лостными свойствами, нежели
внутрислоевые. Другие техни-
ческие свойства, включая сдвиг
при кручении (см. рис. 11.66)
[383] и коэффициент Пуассона,
подробно рассмотрены в рабо-
тах [373, 381 ]. Целью получения
гибридного композиционного
11*
Рнс. 11.66. Зависимость предела проч-
ности прн сдвиге т (/—3) н модуля сдви-
га при кручении, GK (4—5) объемной
доли УВ Уув в гибридном КВМ:
1 — метод скороткой балки*; 2—5 —» кру-
чение; 6, 7 соответственно продольное и
трансверсальное кручение
323
материала может служить также улучшение электрических,
термических или фрикционных свойств углепластиков. Так, вве-
дение небольшой добавки УВ в асбестофенольные подшипники,
увеличивает их износостойкость на 25 ... 60 % [369]. Тонкий
слой УВ, включенный в пресс-материал для деталей машин, де-
лает их электропроводными, и, следовательно, исключаются
радиопомехи, возникающие при работе механических устройств.
С помощью этого метода можно избавиться и от статического элек-
тричества [369].
11.13. Применение КВМ на основе У В
Основные вопросы применения углепластиков сегодня и в бли-
жайшем будущем изложены в кн. 2. Это авиа- и судостроение,
производство колес и маховиков для автомобильного транспорта.
Однако существует еще отрасль применения углепластиков —
это производство спортивного инвентаря, деталей механизмов
И т. д.
Впервые углепластики были использованы для изготовления
большой партии клюшек для гольфа в 1973 г. Высокая удельная
жесткость графитового волокна, которая определялась свойствами
примененного материала, позволила уменьшить массу стекла,
увеличив массу биты. К 1978 г. потребность в производстве этого
инвентаря возросла приблизительно до 200 тыс. клюшек в год
[386]. Одновременно были созданы теннисные ракетки и уди-
лища из УВ, лыжи и лыжные палки, рамы для велосипедов, сна-
ряжение для стрельбы из лука и т. п. Все более широкое приме-
нение углепластики получают в сельскохозяйственном машино-
строении, производстве оборудования для пищевой промышлен-
ности, в станкостроении, при производстве медицинского и радио-
логического оборудования, при создании музыкальных инстру-
ментов и т. д. [386, 387]. Малая масса при высоких физико-
механических показателях делает углепластики почти идеаль-
ным материалом. Так, использование углепластика, полученного
методом пултрузии, в качестве материала для гонка в ткацком
станке в 20—30 раз снижает его цену по сравнению со стоимостью
Рис. 11.67. Распределительный патрубок, изготовленный из композиции УВ—-
иейлон-66
324
Рис. 11.68. Типичные детали, полученные методом литья под давлением из УВ-
«Торнел» и термопластичного связующего:
шатуи; электрод торгового автомата; поршень механизированного инструмента;
втулка стеклоочистителя автомобиля; шестерня автомобильного спидометра; основа
галево для текстильной машины; регулятор подачи топлива двигателя; несущая рама
текстильной машины; рычаг натяжения цепи
деревянных гонков. [387]. Преимуществом является и облегчение
на 40 % массы конструкции, увеличение в 12—15 раз «времени
жизни», уменьшение уровня шума [385]. Другие случаи приме-
нения в текстильном машиностроении касаются замены углепла-
стиками материалов галево, прибивных планок, пролетного меха-
низма, вязальных крючков, нитеводителей и т. д. [386].
Применение углепластиков в станкостроении затрагивает са-
мые различные изделия. Распределительный патрубок для сига-
ретонабивочной машины (рис. 11.67) [387] сформован из расплава
нейлона 66, наполненного резанным УВ. Создание подшипников
с использованием УВ повышает срок службы стальных роторов
[387]. Большое преимущество дает использование легких угле-
пластиков как проводников для снятия статического электриче-
ства. На рис. 11.68 показан целый ряд деталей из углепластиков.
Высокие механические и эксплуатационные свойства: проч-
ность, жесткость, усталостные свойства, низкая ползучесть, ма-
лый температурный коэффициент линейного расширения и высо-
кая электропроводность, низкий коэффициент трения и хорошая
износостойкость делают углепластики незаменимым материалом
для военного и гражданского самолетостроения, производства
промышленных и бытовых изделий. Учитывая низкую энергоем-
325
кость при производстве композиционных материалов, их исполь-
зование в дальнейшем будет лимитироваться только стоимостью
углеродных волокон.
СПИСОК ЛИТЕРАТУРЫ
1. Mantell С. L. (editor), Carbon and Graphite Handbook, Wiley-Interscience,
New York, 1968.
2. Blakslee O. L. et al., «Elastic Constants of Compression-Annealed Pyrolytic
Graphite», J. Appl. Phys. 41, 3373 (1970).
3. Williams W. S. et al., «Bending Behavior and Tensile Strength of Carbon
Fibers», Appl. Phys. 41, 4893 (1970).
4. Spence G. B., in: Proceedings of the Fifth Conference on Carbon, Vol. 11.
Pergamon Press, New York, 1962, p. 53.
5. Courtaulds Limited, U. S. Patent 3, 533 , 741, 1970.
6. Ezekiel H. M., «Graphite Fibers from an Aromatic Polyamide Yarn», Appl.
Polym. Symp, No. 9, 315 (1969).
7. Shindo A. et al. «Highly Crystallite-Oriented Carbon Fibers from Polymeric
Fibers», Appl. Polym. Symp. No. (Appl. Polym. Symp. No. 9, 305 (1969).
8. Boucher E. A. et al., «Preparation and Structure of Saran-Carbon Fibers»,
Carbon 8, 597 (1970).
9. North American Aviation Inc., French Patent 1, 535, 800, 1968.
10. Economy J. and Lin R. Y., «Carbonization and Hot Stretching of a Phenolic
Fibre», J. Mater. Sci. 6, 1151 (1971).
11. Kawamura K. and Jenkins G. M., «А New Glassy Carbon Fibre», J. Mater.
Sci. 5, 262 (1970).
12. Edison T., U. S. Patent 223,898, 1880.
13. Maxim H., U. S. Patent 230,309, 1880.
14. Edison T., U. S. Patent 248,416, 1881.
15. Whitney W., U. S. Patent 916,905, 1909.
16. Soltes W., U. S. Patent 3,011,981, 1961.
17. Abbott W., U. S. Patent 3,053,775, 1962.
18. Bacon R., «Carbon Fibers from Rayon Precursors», in: Chemistry and Physics
of Carbon, (edited by P. L. Walder, and P. A. Thrower), volume 9, Marcel-
Dekker, Inc., New York, 1973, p. 2.
19. Cranch G. E., «Unique Properties of Flexible Carbon Fibers», in: Proceedings
of the Fifth Conference on Carbon, Vol. 11, Pergamon Press, New York, 1962,
p. 589.
20. Ford С. E. and Mitchell С. V., U. S. Patent 3,107,152, 1963.
21. Bacon R., «Growth, Structure, and Properties of Graphite Wiskers», J. Appl.
Phys., 31, 283 (1960).
22. Bacon R. et al., U. S. Patent 3,305,314, 1967. .
23. Tang M. M. and Bacon R., «Carbonization of Cellulose Fibers. I. Low Tem-
perature Pyrolysis», Carbon 2, 211 (1964).
24. Bacon R. and Tang M. M., «Carbonization of Cellulose Fibers. II. Physical
Property Study», Carbon 2, 221 (1964). '
25. Bacon R. and Tang M. M., unpublished data.
26. Bacon R. and Smith W. H., Soc. Chem. Ind. London Chem. Eng. Group, 203—
213 (1966).
27. Spry W. J., British Patent 1,093,084, 1967.
28. Tsunoda Y., U. S. Patent 3, 285, 969, 1966.
29. Shindo A., Geram. Assoc. Japan 69, C195 (1961).
30. Watt W. and Johnson W., «New Materials Make Their Mark», Nature 220,
835 (1968).
31. Shindo A. et al., Japanese Patent 4405, 1962.
32. Presscott R. and Standege A., «High Elastic Modulus Carbon Fibre», Nature
211, 169 (1966).
33. Watt W. et al., The Engineer 221, (1966).
.|-34. Watt W. et. al., U. S. Patent 3,412,062, 1968.
35. Johnston W. et al., British Patent 1,148,874, 1969.
326
36. Standege A. and Presscott R., Belgian Patent 690, 072, 1966.
37. Johnston J. W., French Patent 1,551,282, 1968.
38. Riggs D. M., Masters’ Thesis Rensselaer Polytechnic Institute, Troy, New
York, 1975.
39. Clark A. J. and Bailey J. E., Carbon 872 Preprints, 296, 1972.
40. Fitzer E. and Fiedler A. K., Carbon ’72 Preprints, 299, 1972.
41. LeMaistre C. W., Doctoral Thesis, Rensselaer Polytechnical Institute, Troy,
New York, 1971.
42. Tokarsky E. W., Doctoral Thesis, Rensselaer Polytechnical Institute, Troy,
New York, 1973.
43. Diefendorf R. J. and Tokarsky E. W., «The Relatiohships of Structure to
Properties in Graphite Fibers, Part I», AFML-TR-72-133, 1971.
" 44. Diefendorf R. J. and Tokarsky E. W., «The Relationships of Structure to
Properties in Graphite Fibers, Part II», AFML-TR-72-133, 1973.
45. Diefendorf R. J. and Tokarsky E. W., «The Relationships of Structure to
Properties in Graphite Fibers, Part III», AFML-TR-72-133, 1975.
46. Diefendorf R. J., Riggs D. M., and Sorenson I. W., «The Relationships of
Structure to Properties in Graphite Fibers, Part IV», AFML-TR-72-133, 1975.
47. Otani S. et al., «On the Raw Materials of MP Carbon Fiber», Carbon 4, 425
(1966).
48. Morishita M. et al., Japanese Patent 6, 902, 510, 1969.
49. Tadashi A. and Shimpei G., «Production of Molten Pitch Carbon Fiber», Appl.
Polym. Symp. No. 9, 331 (1969).
50. Otani S. «The Fundamental Structure of MP Carbon Fiber», Carbon 3, 213,
(1965).
51. Otani S. et. al., «Effects of Heat Treatment under Stress on MP Carbon Fi-
ber», Appl. Polym. Symp. No. 9, 325 (1969).
52. Hawthorne H. M. et al., «High Strength, High Modulus Graphite Fibers from
Pitch», Nature 227, 946 (1970).
53. Hawthorne H. M., «Carbon Fibers: Their Composites and Application», in:
Proceedings of the First International Conference on Carbon Fibers, London,
February 1971, Plastics Institute, London 1971, p. 81.
54. Didchenko R. «Graphite Fibers from Pitch, Part I». AFML-TR-73-147, 1973.
55. Singer L. S., Belgian Patent 797 , 543, 1973.
56. Brooks J. D. and Taylor G. H. «The Formation of Graphitizing Carbons from
the Liquid Phase», Carbon 3, 185 (1965).
57. Barr J. B. et al., «High Modulus Carbon Fibers from Pitch Precursor», Appl.
Polym. Symp. No. 29, 161 (1976).
58. Fugimaki H. et. al., Tanso, No. 80, 3 (1975).
59. Riggs D. M., Doctoral Thesis, Rensselaer Polytechnical Institute, Troy,
New York, 1976.
60. Kawamura K- arid Jenkins G. M., «Mechanical Properties of Glassy Carbon
Fibers Derived from Phenolic Resin», J. Mater. Sci. 7, 1099 (1965).
61. Otani S. «On the CarbonFiber from the Molten Pirolysis Products», Carbon 3,
31 (1965).
62. Otani S., «Mechanism of the Carbonization of MP Carbon Fiber at the Low
Temperature Range», Carbon 5, 219 (1967).
63. Jonson W. and Watt W. «Structure of High Modulus Carbon Fibers», Nature
215, 384 (1967).
64. Badami D. V. et al., «Microstructure of High Strength, High Modulus Carbon
Fibres», Nature 215, 386 (1967).
65. Ezekiel H. M. and Spain R. G„ J. Polym. Sci. Part C 19, 249 (1967).
66. Siclari F., in: Man-Made Fibers (edited by H. F. Mark, S. M. Atlas, and
E. Cernia), Vol. 1, Wiley-Interscience, 1967.
67. Fitzgerald W. E. and Graig J. P., «The Extrusion Process in Solution Spin-
ning», Appl. Polym. Symp. No. 6, 67 (1967).
68. Williams D. J., Polymer Science and Engineering, Prentice-Hall, Englewood
Cliffs, New York, 1971.
69. Goodhew P. J. et al., Sci. Eng., 17, 3 (1975).
70. Craig J. P. et al., Text. Res. J. 32, 435 (1962).
327
71. Paul D. R., «Diffusion during the Coagulation Step of Wet-Spinning»,
J. Appl. Polym. Sci. 12, 383 (1968).
72. Knudsen J. P., Text. Res. J. 33, 13 (1963).
73. Bell J. P. and Dumbleton J. H., «Changes in the Structure of Wet Spun Acry-
lic Fibers during Processing», Text. Res. J. 41, 196 (1971).
74. Bobeth W. and Muller U., Faserforsch. Textiltech. 16 , 290 (1965).
75. Johnson D. J. and Tyson C. N., Brit. J. Appl. Phys. 2. 215 (1969).
76. Andrews R. D. and Kimmel R. M., «Birefringence Effects in Acrylonitrile
Polymers. I. Effects at Different Temperatures» J. Appl. Phys. 35, 3194 (1964),
77. Okajima S. et al., «А New Transition Point of Polyacrylonitrile», J. Polym.
Sci. Part A-l, 6, 1925 (1968).
78. Krigbaum W. R. and Tokia N., «Melting Point Depression Study of Poly-
acrylonitrile», J. Polym. Sci. 43, 467 (1968).
79. Clarke A. J. and Bailey J. E., «Oxidation of Acrylic Fibers for Carbon Fiber
Formation», Nature 243, 146 (1973).
80. Bailey J. E. and Clarke A. J., «Carbon Fiber Formation — The Oxidation Treat-
ment», Nature 234 , 529 (1971).
81. Howtz R. C„ Text. Res. J. 20 , 786 (1950).
82. Standege A. and Matkowski R., «Thermal Oxidation of Polyacrylonitrile»,
Eur. Polym. J. 7, 775 (1971).
83. Muller D. J. et al., in: Proceedings of the First International Conference on
Carbon Fibres, London, February 1971, Plastics Institute, London, 1971, Pa-
per No. 2.
84. Grassie N. and McGrichan R., «Pyrolysis of Polyacrylonitrile and Related
Polymers. I», Ецг. Polym. J. 6, 1277—1291 (1970).
85. Friedlander H. et al., «On the Chromophore of Polyacrilonitrile. IV. Mecha-
nism of Color Formation in Polyacrilonitrile», Macromolecules 1, 79 (1968).
86. Grassie N., «Novel Types of Chain Reactions in Polymer Degradation»,
J. Polym. Sci. 48, 79 (I960).
87. Watt W. and Johnson W., «The Effect of Length Changes during the Oxidation
of Polyacrylonitrile Fibers ofn the Young’s Modulus of Carbon Fibers», Appl.
Polym. Symp. No. 9, 215 (1969).
88. Watt W. and Johnson W., Polym. Prepr., Am. Chem. Soc., Div. Polym.
Chem. 9, 1245 (1968).
89. Fiedler A. et al., J. Am. Chem. Soc. 31, 380 (1971).
90. Watt W., in: Proceedings of the Third Conference on Industrial Carbon and
Graphite, Society of Chemical Industry, London, 1970.
91. Grassie N. and McGrichan R., «Pyrolysis of Polyacrilonitrile and Related
Polymers. II», Eur. Polym. J. 7, 109 (1971).
92. Turner W. N. and Johnson F. C., «The Pyrolysis of Acrylic Fiber in Inert
Atmosphere. I. Reactions up to 400 °C», J. Appl. Polym. Sci. 13, 2073 (1969).
93. Hay J. N., «Thermal Reactions of Polyacrylonitrile», J. Polym. Sci. Part
A-16 6, 2127 (1968).
94. Gilham J. K- and Schwenker R. F., «Thermomechanical and Thermal Analy-
sis of Fiber Forming Polymers», Appl. Polym Symp. No. 2, 59 (1966).
95. Thompson E. V., «The Thermal Behavior of Acrylonitrile Polymers», Part B,
4, 361 (1966).
96. Reich L., Macromol. Rev. 3, 49 (1968).
97. Uchida T., in: Proceedings of the First International Conference on Carbon
Fibres, London, February 1971, Plastics Institute, London, 1971, Paper No. 1.
98. Grassie N. and McGrichan R., «Pyrolysis of Polyacrylonitrile and Related
Polymers. III», Eur. Polym. J. 7, 1357 (1971).
99. Miyamichi K. et al., J. Soc. Fibre Sci. Technol. Japan 22, 538 (1966).
100. Varma S. P. et al., «IR Studies on Pre-Oxidized Pan Fibers», Carbon 14,
207 (1976).
101. Knibbs R. H., J. Micros. (Oxford) 94, 273 (1971).
102. Rowe C. R., «Evaluation of Stabilized Precursors for Hegh-Strength Carbon
Fibers», NOLTR-72-259, November 1972.
103. Watt W., «Carbon Work at the Royal Aircraft Establishment», Carbon 10,
121 (1972).
328
104. Bacon R.j «An Introduction to Carbon/Graphite Fibers», Appl. Polym. Symp.
No. 9, 213 (1969).
105. Watt W., Nature 236, 10 (1972).
106. Donnet J. B. and EHrburger P., «Carbon Fibre in Polymer Reinforcement»,
143 Carbon 15, (1977).
107. Watt W., in: Proceedings of the First International Conference on Carbon
Fibers, London, 1971, February, Plastics Institute, London, 1971, Paper No. 4.
108. Goodhew P. J. et. al., Sci. Eng. 17, 3 (1975).
109. McCarnety E. S. and Walline R., Nature 191, 1361 (1961).
НО. Касаточкин В. И., Каргии В. А., О термическом преобразовании ориенти-
рованного полиакрилонитрила.—ДАН СССР, 1970, т. 191, с. 1084—
1089.
111. Marchand A. and Zanchetta J. V., «Proprietes Electroniques D’Un Carbone
Dope A L’Azote», Carbon 3, 483 (1966).
112. Ruland W. et al., Compt. Rend. Acad. Sci 269C, 1597 (1969).
113. Ruland W. et al., «The Microstructure of PAN-Base Carbon Fibers», J. Appl.
Crystallogr. 3 , 525 (1970).
114. Ruland W., «Х-ray Studies on Preferred Orientation in Carbon Fibers»,
J. Appl. Phys. 38, 3583 (1967).
115. Ruland W. Polymer 9, 1368(1969).
116. Johnson D. J. and Tyson C. N., Brit. J. Appl. Phys. 789 (1969).
117. Fourdeux A. et al., in: Proceeedings of the First International Conference
on Carbon Fibers, London, February 1971, Plastics Institute, London, 1971.
118. Crawford D. and Johnson D., J. Micros. (Oxford) 94, 51 (1971).
119. Hugo J. A. et. al., «Intimate Structure of High Modulus Carbon Fiber»,
Nature 226, 144 (1970).
120. Crawford D., Doctoral Thesis, University of Leeds, 1972.
121. Kawamiria K- and Jenkins G., «Structure of Glassy Carbon», Nature 231,
175 (1971).
122. Bennett S. C. et al., «Structural Characterization of a High Modulus Carbon
Fiber by High-Resolution Electron Microscopy and Electron Diffraction»,
Carbon 14, 117 (1976).
123. Johnson J. W., «Factors Affecting the Tensile Strendth of Carbon-Graphite
Fibers», Appl. Polym. Symp. No. 9, 229 (1969).
124. Watt W. and Johnson W., «The Effect of Length Changes during the Oxi-
dation of Polyacrylonitrile Fibers on the Young Modulus of Carbon Fibers»,
Appl. Polym. Symp. No. 9, 215 (1969).
125. Watt W. and Johnson W., in: Proceedings of the Third Conference on
Industrial Carbon and Graphite, Society of Chemical Industry, London,
1970.
126. Cooper G. A. and Mayer R., «The Strength of Carbon Fibers», J.Mater.
Sci. 6, 60 (1971).
127. Barnet F. and Norr M., «Factors Limiting the Tensile Strength of PAN—
Based Carbon Fibers», NOLTR-74-172, November 1974.
128. Thoren D. J., «Distribution of Internal Flaws in Acrylic Fibers», J. Appl.
Polym..Sci. 14, 103 (1970).
129. Moreton R., Fibre Sci. Technol. 1, 273 (1969).
130. Johnson J. and Thorne D., «Effect of Internal Polymer Flaws on Strength
of Carbon Fibers Prepared from an Acrylic Precursor», Carbon 7 , 659 (1969).
131. Johnson D. J. and Tyson C. N., «Low-Angle X-ray Diffraction and Physical
Properties of Carbon Fibers», J. Phys. D. 3, 526 (1970).
132. Mimeault V. J. and McKee D. W., Nature 224, 147 (1969).
133. Jones B. F. and Duncan R. G., «The Effect of Fibre Diameter on the Mecha-
nical Properties of Graphite Fibres Manufactured from Polyacrylonitrile and
Rayon», J. Mater. Sci. 6 , 289 (1971).
134. Jones B. F., Further Observations Concerning the Effect of Diameter on
the Fracture Strength and Yoyng’s Modulus of Carbon and Graphite Fibres
Made from Polyacrylonitrile», J. Mater. Sci. 6, 1225 (171).
135. Murphy E., Jones B. F., «Surface Flaws on Carbon Fiders», Carbon 9,
91 (1971).
329
136. Tokarsky E. W. and Diefendorf R. J., «The Modulus and Strength of Carbon
Fibers», 12th Biennial Conference on Carbon, Pittsburgh, Pa, 1975, p. 301.
137. Watt W., «Carbon Work at the Royal Aircraft Establishment», Carbon,
10, 121 (1972).
138. Robson D. et al. «An Electron Spin Resonance Study of Carbon Fibres Based
on Polyacrylonitrile», J. Phys. D4, 1426 (1971).
139. Robson D. et al. «Some Electronic Properties of Polyacrylonitrile-Based
Carbon Fibres», J. Phys. D 5, 189 (1972).
140. Robson D. et al., «Determination of Carbon Fibre Structure by Electron
Spin Resonance», Nature 221, 51 (1969).
141. Robson D. et al., in: Proceedings of the Third Conference on Industrial Car-
bon and Graphite, Society of Chemical Industry, London, 1970.
142. Marchand A. and Zanchetta J. V., «Proprietes Electroniques D’Un Carbone
Dope A L’Azote», Carbon 3, 483 (1966).
143. Heiberg H. W. and Wortenburg, «Dielektrische Leitfahigkeit von pyrolysier-
tem Polyacrylonitril im Temperaturberich 1, 7 bis 700К», Phys. Status So-
lidi A 3, 401 (1970).
144. Hoiberg A. J. (editor), Bituminous Materials: Asphalts, Tars and Pitches,
Wiley-Interscience, New York, 1964—1966.
145. Zakar P., Asphalt, Chemical Publishing Company, New York, 1971.
146. Long R. B., Exxon Corporate Research Laboratories, personal commun.
147. Voge H. H., «Catalytic Cracking», in: Catalysis VI (edited by Paul Emmett),
Romhold Publishing Corporation, New York, 1958.
148. Pfeiffer J. and Sadi R., J. Phys. Chem. 44, 139 (1940).
149. Corbett L. W., Am. Chem. Soc., Div. Petr. Chem. Prepr. 9 (z), 1381
(1964).
150. «Thermal Reactivity of Aromatic Hydrocarbons», in: Research and Develop-
ment on Advanced Graphite Materials, Vol. X, WADD-TR-61-72, August
1962.
151. Supplement, Research and Development on Advanced Graphite Materials,
Vol. X, WADD-TR-61-72, August 1964.
152. «Carbonization Studies of Polynuclear Aromatic Hydrocarbons», in: Research
and Development on Advanced Graphite Materials, Vol. XXVII,
WADD-TR-61-72, AD 427129, November 1963.
153. «Research and Development for Improved Graphite Materials», in: Improved
Graphite Materials for High Temperature Aerospace Use, Vol, I,
ML-TDR-64-125, September 1964.
154. Riggs J. D. and Diefendorf R. J., unpublished data.
155. Brooks J. D. and Taylor G. H., «Formation of Graphitizing Carbons from
the Liquid Phase, «Nature 206, 697 (1965).
156. Brooks J. D. and Taylor G. H., Chem. Phys. Carbon 4, 243 (1968).
157. Dubois J. et al., «The Carbonaceous Mesophase Formed in the pyrolysis of
Graphitizable Organic Materials», Metallography 3, 337 (1970).
158. White J. L. et al., «Mesophase Microstructures in Carbonized Coal Tar Pitch»,
Carbon 5, 517 (1967).
159. Honda H. et al., «Optical Mesophase Texture and X-ray Diffraction Pattern
of the Early-Stage Carbonization of Pitches», Carbon 8, 181 (1970).
160. Sanda Y. et al., Fuel 52, 143 (1973).
161. Mrozowski S., «Electronic Properties and Band Model of Carbons», Carbon
9, 97 (1971).
162. Mochid 1. et al., «Anisotropic Mesophase of Novel Features Found in the Ref-
luxing Carbonization of Acenaphthylene», Carbon 15, 191 (1977).
163. Makabe M., «Mesophase Formation of Pitch under Reduced Pressure», Car-
bon 14, 365 (1976).
164. White J. L., «The Formation of Microstructure in Graphitizable Carbons»,
AF SAMSO-TR-74-93, April 1974.
165. Gray G. W., Molecular Structure and the Properties of Liquid Crystals,
Academic Press, New York, 1962.
166. Gray G. W. and Winsor P; A., Liquid Crystals and Plastic Crystals, Vol. 1,
Halsted Press, New York, 1974.
330
167. Gray G. W. and Winsor P. A.( Liquid Crystals and Plastic Crystals, Vol. 2,
Halsted Press, New York, 1975.
168. DeGennes P. A., The Physics Of Liquid Crystals, Clarendon Press, Oxford,
1974.
169. Barr J. B. et al., «High Modulus Carbon Fibers from Pitch Precursor», Appl.
Polym. Symp. No. 29, 161 (1976).
170. Schulz D. A., «Process for Producing High Mesophase Content Pitch Fi-
bers», U. S. Patent 3,919,376, 1975.
171. Singer L. S., «Process for Producing High Mesophase Content Pitch Fi-
bers», U. S. Patqnt 3,919,387, 1975.
172/ Lewis 1. C., «Process for Producing Carbon Fibers from Mesophase Pitch»,
U. S. Patent 3,995,014, 1976.
173. Singer L. S., «High Modulus, High Strength Carbon Fibers Produced from
Mesophase Pitch», U. S. Patent 4,005,183, 1977.
174. Lewis 1. C., «Process for Producing Mesophase Pitch», U. S. Patent
4,017,327, 1977.
175. McHenry E. R., '«Process for Producing Mesophase Pitch», U. S. Patent
4,026,788, 1977.
176. Schulz D. A., «Process for Producing Self-Bonded Webs of Non-Woven
Carbon Fibers», U. S. Patent 4,032,607, 1977.
177. Riggs D. M., unpublished data.
178. Riggs D. M. and Diefendorf R. J., «Elongational Characteristics of Mesophase
Containing Pitches», Paper Presented at the 31st Pacific Coast Regional Mee-
ting of the American Ceramic Society, October 1978.
179. Didchenko R. et al., «High Modulus Carbon Fibers from Mesophase Pitches.
Part 1: Preparation and Properties of Pitches», Extended Abstractes, 12th
Biennial Conference on Carbon, Pittsburgh, Pennsylvania, 1975. pp. 329—
330.
180. Didchenko R. et al., «High Modulus Carbon Fibers from Mesophase Pitches.
Part 2: Fiber Properties and Structure», Extended Abstracts, 12th Biennial
Conference on Carbon, Pittsburgh, Pennsylvania, 1975, pp. 331—332.
181. Singer L. S., «The Mesophase and High-Modulus Carbon Fibers from Pitch.»,
Paper Presented at the 13th Biennial Conference on Carbon, Irvine, Califor-
nia, 1977.
182. Union Carbide Corporation, «Graphite Fibers from Pitch, Part I»,
AFML-TR-73-147.
183. Union Carbide Corporation, «Graphite Fibers from Pitch, Part II»,
’ AFML-TR-73-147.
184. Union Carbide Corporation, «Graphite Fibers from Pitch, Part III»,
AFML-TR-73-147.
185. Bowman J. C., Union Carbide Corporation, personal communication.
186. Bright A. A. and Singer L. S., «Electronic and Structural Characteristics
of Carbon Fibers from Mesophase Pitch», Paper Presented at the 13th Biennial
Conference on Carbon, Irvine, California, 1977, pp. 100—101.
187. Montaud G. and Duflos J., U. S. Patent 3,332,489, 1967.
188. Yonesheda I. and Teranishi H., Japanese Patent Specification 2774/70,
1970.
189. Strong S. L., Am. Chem. Soc., Div. Org. Coat. Plast. Chem., Prepr. 31, 426
(1971).
190. Tang W., and Neile W., «Efect of Flame Retardants on Pyrolysis and Combus-
tion of Х-Cellulose», J. Polym. Sci. Part. C 6, 75 (1964.)
191. Aggarival R. K-, «Evaluation of Relative Wettability of Carbon fibers»,
Carbon, 15, 291 (1977).
192. Hermans P. H., Physics and Chemistry of Cellulose Fibers, Elsevier, Amster-
dam, 1949.
193. Schwenker R. F. and Pascu E., «Chemically Modifying Cellulose for Flame
Resistance», Ind. Eng. Chem. 50, 91 (1958).
194. Little R. W., Text. Res. J. 21, 901 (1951).
195. Shindo A. et al., «Carbon Fibers from Cellulose Fibers», Appl. Polym. Symp.
No. 9, 271 (1969).
331
196. Shindo A., U. S. Patent 3,529,934, 1970.
197. Mackay G., Canadian Department of Forestry, Publication No. 1201,
1967.
198. Broido A. and Kilger F. J-, Fire Res. Abstr. Rev. 5, 157, (1963).
199. Laible R. C., Am. Dyest. Rep. 47, 173 (1958).
200. Hoffman W. et al., Chem. Ind. (London) p. 95 (1960).
201. Moyer R. et. al., U. S. Patent 3,333,926, 1967.
202. Gutzeit C. L., U. S. Patent 3,479,150, 1969.
203. Peters E. M., U. S. Patent 3,235,353, 1966.
204. Bacon R. et al., U. S. Patent 3,305,315, 1967.
205. Ross S. E., Text. Res. J. 38, 906 (1968).
206. Shindo A., Polym. Prepr. Am. Chem. Soc., Div. Polym. Chem. 9, 1333
(1968).
207. Gutzeit C. L., U. S. Patent 3,479,151, 1969.
208. Moore D. R. et al., U. S. Patent 3,527,564, 1970.
209. Mack С. H., Text. Res. J. 37, 1063 (1967).
210. Schuyten H. et al., J. Am. Chem. Soc. 70, 1919 (1948).
211. Hunter M. J., U. S. Patent 2,532,622, 1950.
212. Portnode W. L., U. S. Patent 2,306,222, 1942.
213. Duffy J. V., «Pyrolysis of Treated Rayon Fiber», J. Appl. Polym. Sci. 15,
715, (1971).
214. Madorsky S. L. et. al., «Thermal Degradation of Cellulose Materials», J. Res.
Nat. Bur. Stand. 60, 343 (1958).
215. Little R. W. (editor), Flameproofing Textile Fabrics, Van Nostrand Reinhold,
New York, 1947.
216. Modarsky S. L. et al., «Pyrolysis of Cellulose in a Vacuum», J. Res. Nat.
Bur. Stand. 56, 343 (1956).
217. Tang W. and Eockner W., U. S. Forest Service Research Paper, FPL 84,
January 1968.
218. Reeves W. A. et al., «Some Chemical and Physical Factors Influencing
Flame Retardancy», Text. Res. J. 40, 223, (1970).
219. Schalamon W. and Bacon R., British Patent 1,167,007, 1969.
220. Bacon R. and Schalamon W., Eighth Biennial Conference on Carbon Buffalo,
New York, June 1967.
221. Spry W. J., British Patent 1,093,084, 1967.
222. Gibson D. W. and Langlors G., Polym. Prepr. Am. Chem. Soc., Div. Polym.
Chem. 9, 1376 (1968).
223. Manley R., «Fine Structure of Native Cellulose Microfibrils», Nature 204.
1155 (1964).
224. Manley R., «The Fine Structure of Regenerated Cellulose», J. Polym. Sci.
Part. В 3 , 69, (1965).
225. Jeffries R. et al., Text. Res. J. 38, 234 (1968).
226. Lin S. Y., «Accessibility of Cellulose: A Critical Review», Fiber Sci.
Technol. 5, 303 (1972).
227. Ruland W., «Small-Angle Scattering Studies on Carbonized Cellulose Fibers»,
J. Polym. Sci. Part C 28, 143 (1969).
228. Ruland W., 9th Biennial Conference on Carbon, Held at Chestnut Hill, Mas-
sachusetts, June 1969.
229. Bacon R. and Schalamon W., «Physical Properties of High Modulus Graphite
Fibers Made from Rayon Precursor», Appl. Polym. Symp. No. 9 , 285 (1969).
230. Novak R. C., «Facture in Graphite Filament Reinforced Epoxy Loaded in
Shear», ASTM STP 460, 1969, p. 540.
231. Simon R., Porsen S. P. and Duffy J., «Carbon Fibre Composites», Nature
213, 1113 (1967).
232. Goan J. C. and Porsen S. P., «Interfacial Bonding in Graphite Fiber-Resin
Composites», ASTM STP 452, 1969, p. 3.
233. Favre J. P. and Perrin J., «Carbon Fibre Adhesion to Organic Matrices»,
J. Mater. Sci. 7, 1113 (1972).
234. McKee D. W. and Mimeault V. J., «Sulface Properties of Carbon Fibers»,
Chem. Phys. Carbon 7, 151 (1973).
332
235. Dynes P. J. and Kaelble D. H., «Surface Energy Analysis of Carbon Fibers
and Films», J. Adhes. 6195 (1974).
236. Drzal L. T., «The Surface Composition and Energetics of Type A Graphite
Fibers», «Carbon 15, 129 (1977).
237. Larsen J. V., Smith T. G. and Erickson P. W., «Carbon Fiber Surface Treat-
ments», NOLTR 71-165, 1971.
238. Rand B. and Robinson R., «Surface Characteristics of Carbon Fibers from
PAN», Carbon 15, 257 (1977).
239. Dawksky R. J., «Graphite Fiber Treatments which Affect Fiber S Surface
Morphology and Epoxy Bonding Characteristics», J. Adhes. 5, 211 (1973).
240; Kaelble D. H., Dynes P. J. and Maus L., «Surface Energy Analysis of Trea-
ted Graphite Fibers», J. Adhes. 6, 239 (1974).
241. Harris B., Beaumont P. W. R. and Rosen A., «Silane Coupling Carbon Fibre-
Reinforced Polyester Resin», J. Mater. Sci. 4, 432 (1969).
242. Pinchin D. J. and Woodhams R. T., «Pyrolytic Surface Treatment of Graphite
Fibers», J. Mater. Sci. 9, 300 (1974).
243. Mitchel S. J., «Pyrocarbon Coating of Carbon Fibre to Increase the Interla-
minar Strength of Carbon-Fibre-Reinforced Carbon», in: Proceedings of the
Second International Conference on Carbon Fibres, London, February 1974,
Plastics Institute, London, 1974, Paper No. 20.
244. Clark D., Wadsworth N. J., and Watt W., «The Surface Treatment of Carbon
Fibres for Incrleasing the Interlaminar Shear Strength of CFRP», in: Proceedings
of the Second International Conference on Carbon Fibres, London, February
1974, Plastics Institute, London, 1974, Paper No. 7.
245. Donnet J. B., Papirer E., and Dauksch H., «Surface Modification of Carbon
Fibres and Their Adhesion to Epoxy Resins», in: Proceedings of the Second
International Conference on Carbon Fibres, London, February 1974, Plastics
Institute, London, 1974, Paper No. 9.
246. Riess G. and Bourdeaux M., «Surface Treatment of Carbon Fibres with Alter-
nating and Block Copolymers», in: Proceedings of the Second International
Conference on Carbon Fibres, London, February 1974, Plastics Institute, Lon-
don, 1974, Paper No. 8.
247. Herrick J. W., Gruber P. E., and Mansur F. T., «Surface Treatments for Fib-
rous Carbon Reinforcements, Part I», AFML-TR-66-178, July 1966.
248. Didchenko R., «Carbon and Graphite Surface Properties Relevant to Fiber
Reinforced Composites», AFML-TR-68-45, 1968.
249. Scala D. A. and Brooks, 25th Society of Plastics Industry Meeting, Washing-
ton, D. C., February 1970.
250. Bobka R. J. and Lowell L. P., «Intergrated Research on Carbon Composite
Materials, Part I», AFML-TR-66-310, October 1966, pp. 145—152.
251. Tuinstra F. and Koenig J. L., «Characterization of Graphite Fiber Surfaces
with Raman Spectroscopy», J. Compos. Mater. 4, 492 (1970).
252- . Mattson J. S. and Mark H. B., «Infrared Internal Reflectance Spectroscopic
Determination of Surface Functional Groups on Carbon», Colloid. Interface
Sci. 31, 131 (1969).
253. Kaelble D. H., Dynes P. J., and Cirlin E. H., «Interface Bonding and
Environmental Stability of Polymer Matrix Composites», J. Adhes. 6, 23
(1974).
254. Barber M., Swift P., Evans E. L., and Thomas J. M., «High Energy Pho-
toelectron Spectroscopic Study of Carbon Fibre Surfaces», Nature 227, 1131
(1970).
255. Hopfgarten F., «Surface Study of Carbon Fibers with ESCA and Auger Elect-
ron Spectroscopy», Fibre Sci. Technol. 11, 67 (1978).
256. Brewis D. M., Cornyn J., Fowier J. R., Briggs D., and Gibson V. A., «Sur-
' face Treatments of Carbon Fibers Studied by X-ray Photoelectron Spectro-
scopy», Fibre Sci. Technol. 12, 41 (1979).
257. Judd N. C., «The Effect of Fiber Surface Treatment, Resin Type and Fabri-
cation Process on the Interlaminar Shear Strength of Carbon Fibre Composites»,
Brit. Polym. J. 9, 272 (1977).
333
258. Thompson S. C., Kim H. C., and Mathew F. R., «The Effect of Processing
on the Microstructure of CFRP», Composites 4, 86 (1973).
259. Judd N. C. W. and Wright W. W., «Voids and Their Effects on the Mechanical
Properties of Composites—An Appraisal», SAMPE J., 10 (1978).
260. Herick J. W., «Surface Treatments for Fibrous Carbon Reinforcements,
Part II», AFML-TR-66-178, June 1967.
261. Williams J. H. and KousiounelosP. N., «Thermoplastic Fibre Coatings Enhance
Composite Strength and Toughness», Fibre Sci. Technol. 11, 83 (1978).
262. McKague E. L., Bullock R. E., and Head J. W., «Improved Mechanical
Properties of Composities Reinforced with Neutron-Irradiated Carbon Fibers»,
J. Compos. Mater. 7, 288 (1973).
263a. «The Methodes for Determining the Physical Properties of Carbon and Graphite
Tows», Technical Data Sheet HD-SG-2-6001B, Hercules Inc., Magna, Utah,
September 1974.
263b. «Torayca Information Quality Carbon Fibre», Technical Data Sheet No.
TY-030, Toray Industries, Inc., Tokyo, Japan.
264. Advanced Composites Design Guide, 3rd ed. Vol. IV, Air Force Flight Dyna-
mics Laboratory, Wright-Patterson Air Force Base, Dayton, Ohio, January
1973.
265. Lovell D. R., «Quality Control in Carbon Fibre Manufacture», in: Proceedings
of the First International Conference on Carbon Fibres, London, February
1971, Plastics Institute, London, 1971, p. 359.
266. «Quality Assurance Testing», Technical Data Sheet No. TY-020, Toray Indu-
stries, Inc., Tokyo, Japan.
267. «Tensile Strength and Young’s Modulus for High-Modulus Single Filament
Materials», Annual Book of ASTM Standards, Part 36, D3379-75.
268. «Reporting Test Methods and Results on High Modulus Fibers», Annual
Book of ASTM Standards, Part 36 D3544-76.
269. McMahon P. E., «Graphite Fiber Tensile Property Evaluation», AS TM
STP 521, 1973, p. 367.
270. Scala E., «High Strength Filaments for Cables and Lines», ASTM 521,
1973, p. 390.
271. JouquetG. and Schill R., «Mechanical Properties of Carbon Fibres and Their
Composites», in: Proceedings of the First International Conference on Carbon
Fibres, London, February 1971, Plastics Institute, London, 1971, Paper
No. 16, p. 113.
272. Hoggatt J. T., «Test Methods for High Modulus Carbon Yarn and Composites»,
ASTM STR 460, 1969, p. 48.
273. Chiao T. T. and Moore R. L., «А Tensile Test Method for Fibers», J. Compos.
Mater. 4, 118 (1970).
274. Chiao T. T., Hamstad M. A., and Jessop E. S., «Tensile Properties of an
Ultra High-Strength Graphite Fiber in an Epoxy Matrix», ASTM STR 580,
1975, p. 612.
275. Reynolds W. W., «Structure and Physical Properties of Carbon F Fibers»,
Chem. Physical properties of Carbon Fibers», Chem. Phys. Carbon 11, 1 (1973).
276. Jones B. F. and Duncan R. G., J. Mater. Sci. 6, 289 (1971).
277. Perry A. J., Phillips K., and de Lamotte E., Fibre Sci. Technol., 3, 317 (1968).
278. Moreton R., Fibre Sci. Technol. 1, 273 (1968).
279. «Desity of Plasics by the Density-Gradient Techniques», Annual Book of ASTM
Standards, Part 35, Di505-68.
280. «Specific Gravity and Density of Plastics by Dispacement», Annual Book
of ASTM Standards, Part 35, D792—66.
281. Kalnin 1. L., «Thermal Conductivity of High-Modulus Carbon Fibers»,
ASTM STR 580, 1975, p. 560.
282. McMahon P. E., «The Relationship between High Modulus Fiber and Uni-
directional Composite Tensile Strength», 19th SAMPE National Symposium
and Exhibition, Buena Park, California, 1974, p. 214.
283. Johnson J. W. and Thorne D. J., «Effect of Internal Polymer Flaws on Strength
of Carbon Fibers Prepared from Acrylic Precursor», Carbon 7, 659
(1969).
334
284. Nicoll A. R. and Perry A. J., «Diametr Dependence of Carbon Fibre Mecha-
nical Properties», Fibre Sci. Technol. 6, 135 (1973).
285. Rowe C. R. and Lowe D. L., «High Temperature Properties of Carbon Fi-
bers», 13th Biennial Conference on Carbon. London, 1977. p. 170.
286. Pinoli P. C. and Ambrosio A., «Fiber Density Analysis by Density Gradient
Technique», 13th Biennial Conference on Carbon, London, 1977, p. 292.
287. «Hercules Magnamite Graphite Fibers», Technical Data Bulletin 200—269B
4—78, Hercules Inc., Salt Lake City, Utah.
288. «Material Properties Composites», Technical Data Bulletin, Celanese Corpo-
ration, Chatham, New Jersey.
289. Vinson J. R., «Advanced Composite Materials—Enironmental Effects»,
ASTM 658, 1978.
290. Loos A. C. and Springer G. S., «Effects of Thermal Spiking on Graphite-
Epoxy Composites», J. Compos. Mater. 13, 17 (1979).
291. Fitzer E. and Heyon M., «Carbon Fibre Reinforced Composites for Appli-
cations atElevated Temperatures», 13th Biennial Conference on Carbon, Lon-
don, 1977, p. 128.
292. Hofer К- E., Stander M., and Rao P. N., «А Comparoson of the Elevated
Temperature Strength Loss in High Tensile Strength Graphite/Epoxy Compo-
site Laminates Due to Ambient and Accelerated Aging», J. Text. Eval. 3,
No. 6 , 423 (1975).
293. Kerr j. R., Haskins J. F., and Stein B. A. «Program Definition and Preli-
minary Results of a Long-Term Evalution Program of Advanced Composi-
tes for Supersonic Cruise Aircraft Applications; Environmental Effects on
Advanced Composite Materials», ASTM STR 602, 1976, p. 3.
294. Scheck W. G. and Stuckey J. M., «Development and Evaluation of Graphite
and Boron Plyimide Composites», Fourth National SAMPE Technical Confe-
rence, Palo Alto, California. October 17.1972, p. 9.
295. Mazzio V. F. and Mehan R. L., «Effects of Thermal Cycling on the Proper-
ties of Graphite-Epoxy Composites», in: Composite Materials; Testing and
Design (Fourch Conference), ASTM STR 617, American Society for Testing
and Materials, (1977), p. 460.
296. Bevan L. G. and Sturgeon J. B., «Fatigue Limits in CFRP», Proceedings of
the Second International Conference on Carbon Fibres, London, February
1974, Plastics Institute, London, 1974, paper No. 32.
297. Camahort J. L., Rennhack F. H., and Coons W. C., «Effects of Thermal Cyc-
ling Environment on Graphite/Epoxy Composites», ASTM STR 602,1976, p. 37.
298. McMahon P. E., «Oxidative Resistance of Carbon Fibers and Their Compo-
sites», ASTM STR 658, 1978, p. 254.
299. Gibbs H. H., Wendet R. C. and Wilson F. C., «Carbon Fiber Structure and
Stability Studies», 33rd Conference, Paper 24-F, 1978.
300. Wentworth S. E., King A. O., and Shuford R. J., «The Potential for Acci-
dental Release from Carbon/Graphite Fiber from Resin Matrix Composites
as Determined by Thermogravimetric Analysis», Army Materiale and Mecha-
nics Research Centr, Watertoron, Massachuetts, TR 79-1, January 1979.
301. Wentworth S. E., «Assessment of Accidental Release Potential by TGA
and SEM», Paper Presented at the Second Annual Army Composite Materials
Research Review, University of Massachusetts, May 1979.
302. Judd N. C., «The Chemical Resistance of Carbon Fibres and a Carbon—
Fibre/Polyester Composite», in: Proceedings of the First International Con-
ference on Carbon Fibres, London, February 1971, Plastics Institute, London,
1971, Paper No. 32. p. 258.
303. Hertz J., «Moisture Effects on the High-Temperature Strength of Fiber-
Reinforced Resin Composites», Fourth National SAMPE Technical Conference,
Palo Alto, California, October 17, 1972, p. 1.
304. Browning С. E., Husman G. E. and Whitney J. M., «Moisture Effects in
Epoxy Matrix Composites», in: Composite Materials: Testing and Design
(Fourth Conference), ASTM STR 617, American Society for Testing and Ma-
terials, 1977, p. 481.
305. Shirrell C. D. and Halpin J., «Moisture Absorption and Desorption in Epoxy
335
Composite Laminates», in: Composite Materials: Testing and Design (Fourth
Conference), ASTM STR 617, American Society for Testing and Materials,
1977, p. 514.
306. Jodd N. C., «Absorption of Water into Carbon Fibre Composites», Brit. Polym.
J. 9, 36 (1977).
307. Carter H. G. and Kibler K- G., «Rapid Moisture-Characterization of
Composites and Possible Screening Application», J. Compos. Mater. 10, 355
(1976).
308. Beiani J. G. and Broutman L. J., «Moisture Inducid Resistivity Changes
in Graphite-Reinforced Plastics», Composites, 9, 273 (1 (1978).
309. Browning С. E., «The Mechanisms of Elevated Temperature Property Losses
in High Performanse Structural Epoxy Resin Matrix Materials after Expos-
ures to High Humidity Environments», AFML TR-76-153, March 1977.
310. Sandorff P. E. and Tajima Y. A., Sr., «А Practical Method for Determining
Moisture Distribution, Solubility and Diffusivity in Composite Laminates»,
SAMPE Quart. 10: 21. January 1979.
311. Browning С. E. and Hartness J. T., «Effects of Moisture on the Properties
of High Performance Structural Resins and Composites», ASTM STR 546,
1974, p. 284.
312. Kaelble D. H., Dynes P. J., and Maus L., «Hydrothermal Aging of Composite
Materials», J. Adhes. 8, 121 (1976).
313. Kaelble D. H., Dynes P. J., Crane L. W., and Maus L., «Interfacial Mecha-
nisms of Moisture Degradation in Graphite-Epoxy Composites», J. Adhes. 7,
25 (1975).
314. Kaelble D. H. and Dynes P. J., «Methods for Detecting Moisture Degradation
in Graphite-Epoxy Composites», Mater. Eval. 103 (April 1977).
315. Augl J. M. and Burger A. E., «Moisture Effect on Carbon Fiber Epoxy Com-
posites», NSWC/WOL/TR 76-7, September 1976, AD-A034787.
316. Augl J. M., «The Effect Moistrue on Carbon Fiber Reinforced Epoxy Compo-
sites. II. Mechanical Properety Changes», NSWC/WOL/TR 76-149, February
1977, AD-A039903.
317. Powell J. H. and Zyrang D. J., «The Moisture Absorption and4Desorption
Characteristics of Three Epoxy/Graphite Systems», SAMPE J. 13, 4 (1977).
318. Young H. L. and Greever W. L., «High Temperature Strength Degradation
of Composites during Aging in the Ambient Atmosphere», Compos. Mater.
Eng. Design. 695 (1973).
319. Shen C. and Springer G. S. «Environmental Effects on the Elastic Modul of
Composite Materials», J. Composite Materials, 11, 250 (1977).
320. Shen C. and Springer G. S., «Effects of Moisture and Temperature on the
Tensile Strength of Composite Materials», J. Compos. Mater. 11, 2 (1977).
321. Wilkins D. J., «Environmental Sensitivity Tests of Graphite-Epoxy Bolt
Bearing Properties», in: Composite Materials: Testing and Design (Fourth
Conference), ASTM STR 617, American Society for Testing and Materials,
1977, p. 497.
322. Hofer К. E., Larsen D. and Humphreys V. E., «Development of Engineering
Data on the Mechanical and Physical Properties of Advanced Composites
Materials», AFML-TR-24-266, February 1975.
323. Lundemo C. Y. and Thor S., «Influence of Environmental Cycling on the
Mechanical Properties of Composite Materials», J. Compos. Mater. 11, 276
(1977).
324. Delmonte J., «Moisture Penertation into Composites», 7th National SAMPE
Technical Conference, Albuquerque, New Mexico, 1975, p. 306.
325. Harris B., Beaumont P. W. R. and Moncunill de Ferran E., «Strength
and Fracture Toughness of Carbon Fibre Polyester Composites», J. Mater.
Sci. 6, 238 (1971).
326. McKague E. L., Jr., Halkias J. E. and Reynolds J. D., «Moisture on Dif-
fusion», J. Compos. Mater. 9, 2 (1975).
327. Serafini T. T. and Vannucci R, D., «Tailor Making High Performance Gra-
phite Fiber Reinforced PMR Polyimides», 30th Annual SPI Technical Con-
ference, 1975, Section 14-E, pp. 1—5.
336
328. Browning С. E., «НМЕ Resin Matrix System», SAMPE J., 23rd National
SAMPE Symposium, Anaheim, California, 1978, p. 541.
329. Bloch B. and Ropars M., «PSP Resins, New Thermosettind Binders for Ad-
vanced Composites», SAMPE J., 23rd National SAMPE Symposium, Ana-
heim, California, 1978, p. 836.
330. Fabian R. J., «Engineer’s Guide to Polyimide Plastics», Mater. Eng., 26—
31 (August 1971).
331. Kaplan S. L. and Snyder C. W., «Polyimide Molding Compounds», 29th
Annual SPI Technical Conference, 1974, Section 11-B, pp. 1—7.
332. Kray R. J., Seltzer R., and Winter R. A. E., «Thermally Stable Polyimides
with 400 'F Processability», 29th Annual SDI Technical Conference, 1974,
Paper 11-C.
333. Vannucci R. D., «Effect of Processing Parameters on Autoclaved PMR Po-
lyimide Composites», 9th National SAMPE Technical Conference, Atlanta,
Georgia, 1977, p. 177.
334. Vennucci R. D. and Alston W. B., «PMR Polyimides with Improved High
Temperature Performance», 31st Annual SPI Technical Conference, 1976,
Paper 20-A.
335. Hoggatt J. T. and VonVoIkli A. D., «Evalution of Reinforced Thermoplastic
Composites and Adheaives», Report No. D18D-17503-3, Contract No.
N00019-74-C-0226, March 1975.
336. Gibbs H. H. and Ness J. R., «The Development of Quality Control Techniques
for NR-150 Polyimide Adhesive and Binder», 23rd National SAMPE Sympo-
sium, 1978, p. 806.
338. Clair T. L. St. and Jewell R. A., «Solventless LaRC-160 Polymide Matrix
Resin», 23rd National SAME Symposium Anaheim, California, 1978, p. 520.
339. Bilow N. and Landis A. L., «Recent Advances in Acetylene-Substituted
. Polyimides», 8th National SAMPE Technical Conference, Seattle, Washing-
ton, 1976, p. 94.
340. Aponyi J. J., Delano С. B., Dodson J. D., Milligan R. J., and Hurst J. M.,
«Thermal 600 and Acetylene Terminated Quinoxaline Resins», 23rd National
SAMPE Symposium, Anaheim, California, 1978, p. 763.
341. Bilov N., Keller L. B., Landis A. L., Bosch an R. H. and Castillo A. A., «New
Developments in Acetylene Substituted Polyimides», 23rd National SAMPE
Symposium, 1978, p. 791.
342. Sung N. and McGarry F. J., «The Mechanical and Thermal Properties of
Graphite Fiber Reinforced Polyphenyl quinoxaline and Polyimide Compo-
sites», Polym. Eng. Sci. 16 , 426 (1976).
343. Pike R. A. and DeCrescente M. A., «Elevated Temperature Characteristics
of Borsic and Graphite Fiber/Polyphenylquinoxaline Resin Composites»,
29th Annual SPI Technical Conference, 1974, Paper 18-F.
344. Mayor R. A., «Advanced Composites ofr High Temperature Applications»,
9th National SAMPE Technical Conference, Atlanta, Georgia, 1977, p. 478.
345. Maximovich M. G., «Development and Applications of Continuous Graphite
Reinforced Thermoplastic Advanced Composites», 19th National SAMPE
Symposium, 1974, p. 262.
346. Segal C. L., «Properties and Applications of Graphite Fiber Reinforced
Thermoplastic Molding Compounds», 19th SAMPE Symposium, 1974, p. 277.
347. Blumentritt B. F., Vu. В. T. and Cooper S. L., «Fracture Oriented short Fib-
re-Reinforced Thermoplastics», Composites 6, 105 (1975).
348. Hoggatt J. T., «Study of Graphite Fiber Reinforced Thermoplastic Compo-
sites», Report No. D180-18034-1, AD-778000, Contract No. N00019-73-C-0414,
February 1974.
349. Maximovich M. G., «Evalution of Selected High-Temperature Thermoplastic
Polymers for Advanced Composite and Adhesive Applications», in: Compo-
site Materials: Testing and Design (Fourth Conference), ASTM STP 617,
American Society for Testing and Materials, 1977. p. 123.
350. Blumentritt B. F., Vu В. T., and Cooper S. L., «The Mechanical Properties
of Oriented Discontinuous Fiber-Reinforced Thermoplastics. I. Unidirectio-
nal Fiber Orientation», Polym. Eng. Sci. 14, 633 (1974).
337
351. Novak R. C., «Graphite Fiber Reinforced Thermoplastic Resins», N77-27231,
Contract No. NAS3-20077, NASA-CR-135197, April 1977.
352. Theberge J. E., Arkles B., and Robinson R., «Carbon Fibers Add Muscle
to Plastics», Machine Design 2, 1 (1974).
353. Theberge J. E., Arkles B., and Robinson R., «Carbon Fiber Reinforced Ther-
moplastics», 29th Annual SPI Technical Conference, 1974, Paper 20-D.
354. Chasin D. G. and Feltzin Dr. J., «Properties and Applications of Polyether-
sulfones—A New Family Thermoplastics», 7th National SAMPE Technical
Conference, Albuquerue, New Mexico, 1975, p. 395.
355. Askins D. R., «Development of Engineering Data on Advanced Composites»,
AFML-TR-77-151, September 1977.
356. Phillips L. N. and Wood G., «Thermosetting and Thermoplastic Carbon-
Fibre Composites», in: Proceedings of the International Conference on Carbon
Fibres, London, 1971, Plastics Institute, London, 1971, p. 266.
357. Katz H. S., Plastics Compounding, 18 (March—April 1979).
358. Dibenedetto A. T. and Gideon Salee, «The Fatigue Behavior of Graphite
Fiber Reinforced Nylon», Poly. Eng. Sci. 18, 634 (1978).
359. Scientific American 9, No. 41 (June 24, 1954).
360. Lewis R. W. and Brake P. F., «Polymer Matrix Composites for Automotive
Applications», Symposium on Polymeric Materials and Their Use in Tran-
sportation, Polytechnic Institute of New York, Brooklyn, New York, April
1977.
361. Owen M. J., «Fatigue of Carbon-Fiber-Reinforced Plastics», in: Composite
Materials. Vol. 5. Fatigue and Fracture (edited by L. J. Broutman), Aca-
demic Press, New York, 1975, pp. 342—369.
362. Bader M. G. and Johnson M., «Fatigue Strength and Failure Mechanisms
in Uniaxial Carbon Fibre Reinforced Epoxy Resin Composite Systems», Com-
posites 5, 58 (1974).
363. Green A. K- and Pratt P. L., «The Axial Fatigue Behavior of Unidirectional
Type III S Carbon Fibre-Epoxy Resin Composites», Composites 5, 63 (1974).
364. Dharan С. К- H., «Fitigue Failure Mechanisms in Pultruded Graphite-
Polyester», in: Proceedings of the Second Symposium on Failure Modes in
Composites, American Institute of Mining, Metallurgical, and Petroleum
Engineers, New York. May 1974.
365. Dharan С. К- H., «Fatigue Failure in Graphite Fibre and Glass Fibre-Poly-
mer' Composites», J. Mater. Sci. 10, 1665—1670 (1975).
366. Nevadunsky J. J., Lucas J. J., and Salkind M. J., «Early Fatigue Damage
Detection in Composite Materials», J. Compos. Mater. 9, 394 (1975).
367. Awerbuch J. and Hahn H. T., «Fatigue and Proof-Testing of Unidirectional
Graphite/Epoxy Composite», in: Fatigue of Filamentary Composite Materials
(edited by K. L. Reifsnider and K. N. Lauraitis), ASTM STP 636, American
Society for Testing and Materials, 1977, pp. 248—266.
368. Ryder J. T. and Walker E. K-, «Effect of Compression on Fatigue Properties
of a Quasi—Isotropic Graphiete/Epoxy Composite», in: Fatigue of Filamentary
Composite Materials (edited by K. L. Reifsnider and K. N. Lauraitis),
ASTM STP 636, American Society for Testing and Materials, 1977, pp. 3—
26.
369. Hiler D. C., «Carbon Fiber Composites», Plastics World (July 1977).
370. Chiao T. T., Chiao С. C., and Sherry R. J., «Lifetimes of Fiber Composites
under Sustained Tensile Loading», Proceedings of the 1977 International
Conference on Fracture Mechanics and Technology, Hong Kong, March 21—
25, 1977.
371. Hofer К- E. and Bennett L. C., «Influence of Fiber and Matrix Variables
on the Fatigue and Creep Characteristics of Hybrid Composites», Final Re-
port to Naval Air Systems Command, Contract N00019-75-C-0470, 1IT Re-
search Institute, Chicago, Illions, November 1977.
372. Chamis С. C. and Lark R. F., «Hybrid Composites-State of the Art Review:
Analysis, Design, Application and Fabrication», Report NASA TMX-73545,
NASA/Lewis Research Centr, Cleveland, Ohio, 1977.
338
373. Summerscales J. and Short D., «Carbon Fiber and Glass Fibre Hybrid Rein-
forced Plastics», Composites 9, 157—166 (1978).
374. Zweben С. H., «Tensile Strength of Hybrid Composites», J. Sci. 12, 1325—
1337 (1977).
375. Phillips L. N., «The Development and Uses of Glass/Carbon Hybrids», in:
Proceedings of the 1978 International Conference on Composite Materials,
Toronto, Canada, American Institute of Mining, Metallurgical, and Petro-
leum Engineers, New York, 1978, p. 1340.
376. Guerini E. and Lissae P., «Contribution to the Study of Hybrid Laminates
Fabricated from Graphite, Kevlar 49 and Glass», Verre Text. Plast. Reinf.,
No. 6, pp. 5—12 (July — August 1978).
377. Yates D., «Design and Fabrication of Hegh Performance Composites», SAE
International Automotive Engineering Congress and Exposition, Detroit,
Michigan, February 27 — March, 1977.
378. Helfinstine J. D.s «Charpy Impact of Unidirectional Graphite/Aramid/Epoxy
Hybrid Composites», in: Composite Materials: Testing and Design (Fourth
Conference), ASTM STP 617, American Society for Testing and Materials,
1977, pp. 375—388.
379. Zweben С. H., «Hybrid Fiber Composite Materials», in: Proceedings of the
1975 International Conference on Composite Materials, Boston, Massachu-
setts Vol. 1, American Institute of Mining, Metellurgical, and Petroleum
Engineers, New York, 1975, p. 345.
380. Dukes R. and Griffiths D. L., «Marine Aspects of Carbon Fibre and Glass
Fibre/Carbon Fibre Composites», in: Proceedings of the First International
Conference on Carbon Fibres London, February 1971, Plastics Institute,
London, 1971, Paper No. 28, pp. 226—231.
381. Advanced Composites Design Guide, 3rd Ed. Vol. 1, Air Force Flight Dyna-
mics Laboratory, Wright-Patterson Air Force Base, Dayton, Ohio, January
1973.
382. «Composite Box Beam Optimization», Fourth Quarterly Progress Report for
AFML, Contract F33615-71-C-1605, Grumman Aerospace Corporation, Bet-
hpage, New York, June 1972.
383. Kalinin 1. L., «Evaluation of Unidirectional Glass-Graphite Fiber/Epoxy
Resin Composites», in: Composite Materials: Testing and Design (Second
Conference), ASTM STP 497, American Society for Testing and Materials,
1972, pp. 551—563.
384. Hofer К. E., Stander M. and Bennett L. C., «Degradation and Enhancement
of the Fatigue Behavior of Glass/Graphite/Epoxy Hybrid Composites after
Accelerated Aging», Proceedings of the 32nd Annual Conference, SPI, Rein-
forced Plastics/Composites Institute, Washington, D. C., February 1977,
p. U-F.
385. Hofer К. E., Rao N., and Stander M., «Fatigue Behavior of Graphite/Glass/
Epoxy Hybrid Composites», in: Proceedings of the International Conference
on Carbon Fibres, London, February 1974, Plastics Institute, London, 1974,
Paper No. 31.
386. Kaiser R., «Technology Assessment of Advanced Composite Materials», Final
Report to National Science Foundation, Contract ERS77-19467, Argos Asso-
ciates Inc., Winchester, Massachusetts, April 1978.
387. Trewin E. M., «Graphite Fibers — The Expanding Scope of Applications in
the Industrial Market», in: Proceedings of the 1978 International Conference
on Composite Materials, American Institute of Minind, Metallurgical, and
Petroleun Engineers, New York, 1978, pp. 1462—1473.
388. Lubin G. and Donohue P., «Real Life Aging Properties of Composites», Pro-
ceedings of the 35th Annual Conference, SPI Reinforced Plastics/Composites
Institute, New Orleans, February 1980, p. 17-E.
389. Staebler C., Lubin G. and Stander M., «Application and Testing of Metallic
Coatings on Graphite Epoxy Composites», Proceedings of the 36th Annual
Conference, SPI, Reinforced Plastics/Composites Institute, Washington,
D. C., February 1981, p. 17-D.
339
12. АРАМИДНЫЕ ВОЛОКНА
И КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
НА ИХ ОСНОВЕ
Ч. Ч. Чайо, Т. Т. Чайо
12.1. Введение
Арамидные волокна относятся к классу ароматических по-
лиамидных волокон. Как определяет Федеральная торговая комис-
сия США, арамидные волокна — это «химические волокна, полу-
ченные на основе линейных волокнообразующих полиамидов,
в которых не менее 85 % амидных групп непосредственно связано
с двумя ароматическими кольцами».
За последние десять лет было проведено большое число иссле-
довательских работ, в результате которых созданы волокна на
основе полностью ароматических полиамидов, обладающие вы-
сокими прочностью, модулем и теплостойкостью. Впервые эти
волокна появились под торговой маркой «кевлар» фирмы «Дюпон»
в 1971 г. Волокна кевлар сохраняют высокие механические харак-
теристики в широком диапазоне температур и обладают хорошей
химической стойкостью.
В этой главе представлена информация о структуре и свойст-
вах двух видов арамидных волокон: кевлар-29 и кевлар-49, а
также композиционных материалов на их основе.
12.2. Арамидные волокна и ткани
12.2.1. Получение
Арамидные волокнообразующие полимеры, т. е. ароматические
полиамиды, получают методом поликонденсации диаминов и гало-
генангидридов дикарбоновых кислот в растворе при низкой тем-
пературе. Прядение осуществляется из растворов в сильных кис-
лотах (в частности, при производстве кевлара используется кон-
центрированная серная кислота) по «сухо-мокрому» способу.
Получение арамидных волокон на основе различных полиамидов,
синтезированных из диаминов и галогенангидридов дикарбоновых
кислот, было описано в работе [1]. В принципе волокнообразую-
щие полимеры получают быстрым добавлением хлор ангидридов
дикарбоновых кислот к холодному (5 ... 10 °C) раствору диамина
при интенсивном перемешивании. Образующийся при этом поли-
мер в виде крошки или геля затем измельчается, промывается
и высушивается.
340
При формовании волокон и нитей раствор очищенного поли-
мера в сильной кислоте экструдируется через фильеру при по-
вышенной температуре (51 ... 100 °C) и после прохождения воз-
душной прослойки (толщиной 5 ... 19 мм) попадает в осадитель-
Рис. 12.1. Схема двух вариантов
аппаратурного оформления «сухо-
мокрого» формования нити:
а — горизонтальная заправка; б — вертикальная- схема; 1 — червяк; 2 — прядильная
головка; 3 — фнльера; 4 — элементарные волокна; 5 — газовая прослойка; 6 — ннте-
проводник; 8 — осадительная ванна; 8 — упрочнение формуемой ннтн; 9 — приемная
бобина; 10 — корпус; 11 — прядильная трубка; 12 — тубус для оборотной ванны;
13 — насос; 14 секция упрочнения формуемой ннтн; 15 приемный бачок осади-
тельной ванны
ную ванну с холодной (0 ... 4 °C) водой (рис. 12.1). Свойства во-
локна могут варьировать при изменении природы использован-
ного растворителя, условий нитеобразования, а также при по-
следующих термических обработках свежесформованных волокон.
После тщательной промывки нити высушиваются на бобинах.
12.2.2. Химическая структура
Волокно кевлар представляет собой поли- п-фенилентерефта-
ламид [2, 3], являющийся продуктом поликонденсации терефтало-
илхлорида и я-фенилендиамина [1 ]:
Кевлар-49 — кристаллизующийся полимер, параметры кри-
сталлической решетки которого описаны Нортольтом [4]. Хими-
ческая формула и схема межмолекулярных взаимодействий в по-
лимерном субстрате представлены на рис. 12.2. Волокна кевлар
относятся к классу жесткоцепных высокоориентированных поли-
341
*
меров. Поперек осей макромолекул, совпадающих в основном
с осью волокна, взаимодействие осуществляется посредством
водородных связей. Различие в энергии продольных (ковалентных)
и поперечных (межмолекулярных, водородных) связей обуслов-
ливает высокую анизотропию механических свойств волокон
кевлар, в частности, большую «продольную» и довольно низкую
«поперечную» прочность волокна.
Ароматические кольца, придающие макромолекулам полиа-
мида высокую жесткость, способствуют также преимуществен-
ной ориентации макромолекул вдоль одной оси, в результате чего
возникают структуры, напоминающие систему связанных длин-
Рис. 12.2. Химическая структура волокна кевлар
ных прутьев. То, что полимерные цепи в силу своей жесткости
оказываются распрямленными, определяет плотную упаковку
макромолекул в единице объема, что, в свою очередь, уменьшает
дефектность и определяет высокую прочность волокон типа кев-
лар. Наличие ароматических колец в структуре макромолекулы
обусловливает также высокую химическую стабильность во-
локна благодаря делокализации (резонансу) электронов в кольце.
И, наконец, кристаллическая природа полимера обеспечивает
высокую термическую стабильность кевлара, что определяется
жесткостью цепей, построенных из ароматических колец, связан-
ных между собой амидными группами. Волокно кевлар не претер-
певает при нагревании резких энтальпийных изменений вплоть
до разложения при высокой температуре. Это придает волокну
кевлар меньшую пластичность при относительно высоких темпера-
турах и существенно меньшую хрупкость, свойственную многим
сетчатым полимерам.
12.2.3. Морфология волокон
Наиболее полно морфология волокон кевлар-49 освещена
в работах [5—7]. Как волокна, так и композиционные волокни-
стые материалы (КВМ) на их основе изучались методом сканирую-
щей (СЭМ) и просвечивающей (ПЭМ) электронной микроскопии.
Ниже будут описаны морфологическ^ особенности волокон,
342
Рис. 12.3. Поверхность иемодифицированного волокна кевлар (Х3000)
343
Рис. 12.4. Поверхность волокна кевлар, подвергнутого крутке
70 см (X 3000)
Рис. 12.5. ПЭМ-фотография поперечного среза волокна кев-
лар
Рис. 12.6. Поперечный срез волокна келар, выполненный с
помощью лезвия бритвы (Х3000)
Рис. 12.7. ПЭМ-фотография места разрыва одиночного волокна
кевлар-49
Рис. 12.8. Сжатый участок волокна кевлар (X 1000);
а — вид сверху; б — вид сбоку
Рис. 12.9. Поверхностное разрушение одиночного волокна кевлар при затяги-
вании узла
346
347
подвергнутых различным механическим воздействиям (растяже-
нию, кручению, продольному разрыву, сжатию и сложному из-
гибу). Более полная информация о таких характеристиках во-
локон приведена в работах [5, 61. Характерные морфологии во-
локна кевлар-49 представлены на рис. 12.3, а и б. Поверхность
одиночного волокна состоит из множества глобулярных частиц
и желобков, преимущественно ориентированных в продольном
направлении. Возникновение этих желобков можно объяснить
отслаиванием полимерного вещества с поверхности волокна, что
наводит на мысль о микрофибриллярной структуре волокна.
На рис. 12.4 показана поверхность одиночного волокна после
воздействия крутки с числом витков 70 см-1. Хорошо виден вин-
товой желобок, который после раскручивания волокна вновь
оказывается параллельным оси волокна. Микроструктура во-
локна кевлар-49, оцененная методом ПЭМ, показана на рис. 12.5.
Очевидно, что дефекты структуры наблюдаются не только на по-
верхности, но и внутри волокна.
На рис. 12.6 представлены СЭМ-фотографии среза волокна,
сделанного бритвенным лезвием: конец волокна оказывается как бы
раздавленным. Разрушение волокна кевлар-49 при растяжении
происходит по межфибриллярному механизму с вырывом участ-
ков микрофибрилл (рис. 12.7). В то же время при поперечном
сжатии волокна остаются в основном неповрежденными, за ис-
ключением участка сжатия волокна (рис. 12.8). Весьма инте-
ресны микрофотографические данные об изменении морфологии
волокон кевлар-49 при деформации их в узле. При малых нагруз-
ках возникают зоны сжатия с внутренней стороны перегиба
волокна. При увеличении деформации (при затягивании узла)
происходит сильная фибриллизация с отщеплением микрофиб-
рилл с поверхности волокна. Волокно кевлар-49 сохраняет в узле
не более 50 % исходной прочности (рис. 12.9, а и б).
12.2.4. Промышленные волокна и ткани
Арамидные волокна имеют торговую марку кевлар-29 и кев-
лар-49 и производятся фирмой «Дюпон». Оба волокна получают
из поли-п-фенилентерефталамида.
12.2.4.1. Кевлар-29
Волокно кевлар-29 выпускается фирмой «Дюпон» в виде тех-
нических нитей с различной линейной плотностью и структурой,
необходимой для соответствующих областей применения. Волокно
может быть изготовлено без крутки и без ворса. В табл. 12.1
и 12.2 [8] приведены свойства основных видов нитей для ткац-
кой переработки, а также для канатов и корда.
12.2.4.2. Кевлар-49
Волокно кевлар-49 выпускается в виде пряжи, ровинга и тка-
ней (табл. 12.3—12.5) [8].
348
12.1. Пряжа кевлар-29 типа 964 для ткачества
Линейная плотность, текс Число филаментов Правая крутка, СМ”1 Линейная плотность, текс' Число филаментов Правая крутка, СМ”1
22,2 134 80 111,0 666 80
44,4 267 80 166,6 1000 80
Примечание. Отделка пряжи стандартная.
12.2. Пряжа кевлар-29 типа 960 для канатов и корда
Линейная плотность, текс Число филаментов Правая крутка, см"1 Отделка
111,0 666 80 Стандартная
166,7 1 000 80 Отсутствует, стандартная, канат
1666,7 10 000 0 Стандартная, канат
12.3. Ровинг из волокна кевлар-49 без отделки и крутки 12.4. Пряжа из волокна кевлар-49 без отделки и крутки
Линейная плотность, текс Тип Линейная плотность, текс Число филаментов
506,6 Авиационно-космический 21,6 134
788,8 Общепромышленный 42,2 157,7 267 1000
12.5. Ткани из пряжи кевлар-49
Тип Число нитей, см-1 (текс) Перепле- тение Плот- ность, г/м2 Толщина, мкм Прочность осиовы/утка Н/см
120 34 (21,6) X 34 (21,6) п 61 114 438/438
143 100 (42,2) X 20 (21,6) СЛП 190 254 2277/219
181 50 (42,2) X 50 (42,2) ВПС 170 228 1226/1226
243 38 (126,6) X 18 (42,2) СЛП 227 330 2627/525
281 17 (126,6) X 17(126,6) П 170 254 1138/1138
285 17(157,7) X 17 (157,7) СЛП 170 254 1138/1138
328 17(157,7) X 17(157,7) П 231 330 1226/1226
Примечание. ВПС — восьмиремизочный плотный сатин; П — по-
лотно; СЛП — саржевое ломаное переплетение 3/1.
349
12.2.5. Свойства волокон
Арамидные волокна обладают уникальными свойствами. Среди
всех органических волокон они имеют самые высокие значения
прочности и модуля упругости. Арамидные волокна устойчивы
к пламени и высокотемпературным воздействиям, а также к ор-
ганическим растворителям, нефтепродуктам и различным мине-
ральным маслам. Они не-столь хрупки как стеклянные и углерод-
ные волокна. Наконец, арамидные волокна могут быть перерабо-
таны на обычном текстильно-технологическом оборудовании.
Промышленные волокна кевлар-29 и кевлар-49 непрозрачны.
Нить линейной плотностью 13,5 текс имеет диаметр одиночного
(моно) волокна 11,9 мкм [8]. У волокна кевлар-49 коэффициент
преломления варьирует от 2,0 до 1,6 в зависимости от того, изме-
рялся ли он вдоль или поперек волокон. Воздействие на волокно
кевлар-49 электронами сравнительно высокой энергии не изменяет
его свойств. Тепловые, механические и химические свойства во-
локон кевлар изучены достаточно хорошо (табл. 12.6) [6, 8, 9].
Для волокон кевлар-49 наблюдается сильная зависимость механи-
ческих характеристик волокон при растяжении от базы измерений.
В табл. 12.7 [8 ] сведены данные по влиянию масштабного эффекта.
12.2.5.1. Тепловые свойства
Тепловые свойства волокон кевлар представлены в табл. 12.8.
На рис. 12.10 приведен график зависимости механических свойств
кевлара-49 от температуры [8]. Рис. 12.11 [8] иллюстрирует за-
висимость теплопроводности волокон как функцию температуры.
Следовательно, при увеличении температуры предел прочности
на растяжение волокна падает, а теплопроводность его возра-
стает.
12.2.5.2. Химические свойства
Кевлар-49 — это очень стабильное в химическом отношении
волокно. Оно весьма устойчиво к действию различных химика-
лий, в том числе и сильных кислот. В табл. 12.9 [8, 10] приведены
Рис. 12.10. Влияние температуры Т на предел прочности упругости Е (б)
при растяжении ов (а) и модуль некрученой неотделанной пряжи кевлар-49
при испытании в атмосфере азота (/), на воздухе (2) образцов волокна, предвари-
тельно выдержанных в воде в течение 30 мин
350
12.6. Свойства волокна кевлар
Свойства Кевлар-29 Кевлар 49
[6] [9] [6] [8, 9]
Плотность, кг/м3 1440 1440 1440 1450
Диаметр одиночного волокна ли- нейной плотностью 0,17 текс, мкм 12,0 11,9 12,0 11,9
Равновесная влажность, % з,?1 6,0? 4,6 х 3,5?
Предел прочности при растяжении ов, МПа 3275 2758 3034 2758
Удлинение прн разрыве, % 3,9 4,0 2,3 2,4
Начальный модуль упругости, ГПа 69,0 62,1 124,1 131,0
Максимальный модуль упругости, ГПа 96,5 — 127,9 —
Модуль упругости прн изгибе, ГПа 53,1 — 105,5 —
Расчетный модуль упругости при осевом сжатии, ГПа 40,7 — 75,8 —
Динамический модуль упругости, ГПа 96,5 — 137,9 —
Доля прочности в петле от пре- дела прочности при растяжении, % — — — 35
Усталостные свойства (число цик- лов изгиба до разрушения У) — — 2003
Ползучесть при нагружении до 90% огв —. — — 0,0011 4
Коэффициент трения —- — 0,46 (0,41) 6
1 Прн 21 °C и влажности 65 %.
? При 22°C н влажности 55 %.
3 Изгиб по шпильке диаметром 76,2 мкм при 368 МПа.
4 Первичная и вторичная ползучесть.
Нить по нити (нить по металлу).
12.7. Прочностные свойства исходных одиночных волокон кевлар-49
Длина волокна, мм Линейная плотность стренги, текс Число образцов "об °В. МПа (Св, %) Е, % (Св, %)
25,4 506,6 40 3420 (13,9) 4,3 (15,5) 254,0 506,6 39 2740 (19,0) 2,30 (19,3) 25,4 42,2 20 3500 (12,1) 4,00 (12,5) 254,0 42,2 20 2940(10,8) 2,31 (8,9) Примечание. Св — коэффициент вариации.
351
12.8. Теплофизические свойства пряжи и ровиицы кевлар-49
Свойства Значение
Температура длительного пребывания на воздухе без изменении свойств, °C 160
Температура разложения, °C 500
Предел прочности при растяжении, МПа:
прн комнатной температуре через 16 мес нсз
при 50 °C на воздухе через 2 мес НС
при 100 °C на воздухе 3170
при 200 °C на воздухе 2720
Модуль упругости, ГПа:
при комнатной температуре через 16 мес НС
при 50 °C на воздухе через 2 мес НС
при 100 °C на воздухе 113,8
при 200 °C на воздухе 110,3
Усадка, %/К 4-Ю-4
Коэффициент линейного расширения в диапазоне 0—100 °C,
10"6 К"1:
продольный —2
радиальный -1-59
Теплоемкость при комнатной температуре, Дж/(г-°С) 1,42
Теплопроводность при комнатной температуре1, Дж/(см-К):
поперек волокна 411,0
вдоль волокна 481,6
Теплота разложения, кДж/г 34,8
1 Здесь р = 190 кг/м3.
5 НС — не снижается первоначальное значение.
12.9. Устойчивость волокон кевлар-29 и кевлар-49 к действию различных
химикалий
Реагент Концен- трация, % Темпера- тура, °C Время, ч Потеря прочности волокна, %
кевлар-29 | кевлар-49
Уксусная кислота 99,7 21 24 0
Бензойная кислота 3 99 100 — 26
Муравьиная кислота 90 21 100 — 7
Соляная кислота 37 21 24 0
37 21 1000 83
Плавиковая кислота 5 21 24 — 0
10 21 10 12 8
48 21 24 10
Бромистоводородная ки- 10 21 1000 — 60
слота
Азотная кислота 1 21 100 18 5
70 21 24 — 60
Фосфорная кислота 10 21 100 — 1
Салициловая кислота 3 99 1000 — 0
352
Продолжение табл. 12.9
Реагент Концен- трация, % Темпера- тура, °C Время, ч Потеря прочности волокна, %
кевлар-29 кевлар-49
Серная кислота 1 21 1000 5
10 21 100 14
10 21 1000 — 31
70 21 1000 — 59
96 21 24 — 100
Гидроокись натрия 50 21 24 — 10
Гидроокись аммония 28 21 1000 10 ««
Ацетон 100 21 24 0 0
Бензол 100 21 24 — 0
Четыреххлористый углерод 100 21 24 — 0
Диметил формамид 100 21 24 •— 0
Метил енхлорид 100 21 24 — 0
Метилэтилкетон 100 21 24 0
Трихлорэтилен 100 21 24 —, 1.5
100 88 387 7
Толуол 100 21 24 —— 0
Бензиловый спирт 100 21 24 — 0
Этиловый спирт 100 21 24 0 0
Метиловый спирт * 100 21 24 —— 1
Реактивное топливо (ИП-4) 100 21 300 0 4,5
100 199 100 4
Тормозная жидкость 100 21 312 2 —
100 163 100 33
Трансформаторное масло 100 60 500 4,6 0
(Texaco № 55)
Керосин 100 60 500 9,9 0
Формалин 100 21 24 " — 1,5
«Фреон-11» 100 60 500 0 2,7
«Фреон-22» 100 60 500 0 36
Вода:
водопроводная 100 100 100 0 2
морская (у побережья шт. 100 21 3 мес —— 0
Нью-Джерси, г. Ошен- 100 — 1 год 1,5 1,5
Сити)
под давлением 6,9 МПа 100 21 720 0
сверхочищенная вода 100 138 40 9,3
Насыщенный пар 100 149 48 28 ’—
характеристики химической стабильности волокон кевлар. Дан-
ные по воздействию на волокно кевлар ультрафиолетового из-
лучения приведены в табл. 12.10 [8, 10].
12.2.5.3. Механические свойства
Механические свойства волокна кевлар существенно отли-
чаются от аналогичных свойств обычных органических волокон.
Волокна кевлар имеют очень большой модуль упругости и высо-
кую прочность при малой деформации при разрыве. Кривые за-
висимости напряжение — деформация при испытании по стан-
12 П/р Дж. Любима 353
12.10. Устойчивость волокон и пряжи кевлар-29 и кевлар-49 к ультрафиолетовому
излучению
Марка волокна кевлар Линейная плотность, текс Крутка, cm~S Экспозиция Разрывная нагрузка, ДаН Потеря прочно- сти, %
ВИД время, ч перед экспо- зицией после экспо- зиции
29 166,6 (БО) 0,83 УКК, с 200 33,1 24,3 27
49 157,7 (БО) 0,71 УКК, вс 200 32,4 24,3 25
500 32,4 20,4 37
49 788,8 (БО) 0,35 УКК, вс 200 150 117 32
500 150 100 34
49 788,8 (ПУП) 0 УКК, вс 200 156 103 34
500 156 84 46
49 788,8 (ПУП) 0,35 УКК, вс 200 161 129 20
500 161 107 34
29+25 % Веревка, 3 Ф, с 200 5171 4808 7
дакрона пряди, d = 12,7 мм с 6 мес 5171 4717 9
12 жес 5171 4309 17
24 мес 5171 4309 17
29 Веревка, 3 Ф, с 6 мес 6532 5897 10
пряди, 12 мес 6532 5262 19
d = 12,7 мм 24 мес 6532 4509 31
49 7,7 мм крученый — Контроль — 17,2 —
корд (530 оди- КЛФ, с 100 — 10,1 41
ночных нитей) 200 — 9,1 47
КК, с 100 — 9,7 44
КК, в 100 10,1 41
КК, с 200 — 8,2 52
КК, в 200 — 8,3 51
49 Плетеная верев- — Контроль — — 600
ка х, d = 3,2 мм климати-
ческая
камера УКК, с 100 — 467 22
49 Крученая верев- — Контроль — .— 5171 ___
ка, 3 пряди 1, УКК, С 200 4808 7
d = 12,7 мм Ф, С 6 мес — 4654 10
12 мес — 4191 19
1 Определение взаимного влияния различных слоев текстильной структуры
волокна кевлар-49.
Примечание. БО — пряжа без обработки; В — влажная атмосфера;
КК — климатическая камера; КЛФ — ксеноноволамповый облучающий фейдо-
метр; ПУП — полиуретановая пропитка; С — сухая атмосфера; УКК — клима-
тическая камера с ультрафиолетовым излучением дуговой графитовой лампы;
Ф — в шт. Флорида, г. Ханалиа.
354
Дж-Си
' с-мг-°С
Рис. 12.11. ' Влияние темпера-
туры Т на теплопроводность X.
пряжи кевлар-49 при тепловом
потоке, параллельном (/) и пер-
пендикулярном (2) волокну
дарту ASTM D-2343-67 оказыва-
ются практически линейными вплоть
до разрушения. Продольные меха-
нические свойства кевлара-49 уни-
кальны даже по сравнению с нео-
рганическими армирующими волок-
нами (рис. 12.12) [8 ]. В работе [61
проанализированы результаты ис-
следований механических свойств
волокна кевлар. Сведения из этой
работы изложены ниже.
Свойства при растяжении. Диа-
граммы зависимости напряжение —
деформация сухих волокон кевлар-29
и кевлар-49 при различных темпера-
турах и соответствующие значения
разрывных напряжений приведены
на рис. 12.13 [61. При увеличении
скорости нагружения с 0,167 до 8000 %/с прочность сухого во-
локна снижается в среднем на 14 %, однако характер разрушения
остается неизменным. Как следует из приведенных графиков,
влияние температуры на продольные прочностные характеристики
Рис. 12.12. Зависимости растягива-
ющее напряжение а — деформация в
различных армирующих волокон:
1 — ВМ-пряжа из УВ с модулем упру-
гости Е = 414 Тпа; 2 — бороволокна
с Е = 379 ГПа; 3 — ВП-пряжа из УВ
с Е = 262 ГПа; 4 — ровинг из волокна
кевлар-49 (пряжа дополнительно кру-
ченая) с £ — 131 ГПа; 5 — ровинг из
S (С,)-стекловолокна с £ = 82,7 ГПа;
6 — ровинг из £-стекловолокиа с
£ = 68,9 ГПа; 7 .— волокно иомекс
невелико.
Механические свойства мокрой
пряжи кевлар-29 и кевлар-49
(после выдерживания в воде в те-
чение 5 мин с последующим ис-
пытанием в воде) при температуре
21 °C практически стабильны.
Однако если для волокна кев-
лар-29 при температуре 21 °C та-
кие изменения просто отсутст-
вуют, то для волокон кевлар-49
эти изменения весьма малы, но все
же конечны. Потеря механиче-
ских свойств пряжи кевлар-49 в
воде при 88 °C почти вдвое пре-
восходит аналогичные потери при
93 °C на воздухе (табл. 12.11).
На рис. 12.14 представлены диа-
граммы зависимости нагрузка —
деформация для пряжи кевлар-49
в зависимости от крутки. Влия-
ние крутки на прочностные свой-
ства арамидных волокон оказы-
вается существенно большим, не-
жели для любых традиционных
текстильных волокон. В работе
12*
355
<7, Н/гпекс
О 1 2 3 О 1 Z 3 О 1 2 О 1 е°Л>
а) S) S) г)
Рис. 12.13. Зависимости напряжение о — деформация в пряжи кевлар-29
(крутка ~0,9 см"1 (а, б) и кевлар-49 (крутка 0,8 см*1 (в, г) при скоростях
растяжения 0,167 (а) и 8000 %/с"1 при температуре:
а: 1 54; 2 — 21; 3 — 93; 4 — 204; 5 — 316 °C; б: 1 — 77; 2 54; 3 — 21; 4 —
188; 5 — 299; б — 399 °C; в: 1 54; 2 — 21; 3 — 93; 4 — 204; 5 — 316; 6 — 427 °C;
г; 1 — 77; 2 — 21; 3----54; 4 — 188; 5 — 299; 6 — 399 °C
Рис. 12.14. Типичные диаграммы зависимости напряжение а—удлинение в
крученой пряжи с различными числами круток:
а — кевлар-29; / — 0; 2 — 1,4; 3 — 3,2; 4 <— 5,5; см"1; б — кевлар-49; 1 — 0; 2 —
2,6; 3 — 5,4; 4 — 8,8 см"1
356
12.11. Прочность1 пряжи кевлар линейной плотностью 166,6 текс в сухом
и мокром состоянии при 21 и 88 °C
Пряжа Условия испытаний Модуль упруго- сти, сН/текс Измене- ние модуля, % Удлине- ние, % Проч- ность, сН/текс Сохра- нение прочно- сти, %
Кевлар-29 Воздух, 21 °C 3730 __ 3,6 152,3 .....
Вода, 21 °C 3754 0 3,6 154,6 100
Воздух, 93 °C 3323 —11 3,4 140,7 92
Вода, 93 °C 2908 —22 3,4 130,7 86
Кевлар-49 Воздух, 21 °C 6953 2,2 156,2 —.
Вода, 21 °C 6862 —1 2,1 148,5 95
Воздух, 93 °C 6238 —10 2,0 135,4 87
Вода, 93 °C 5585 —2 1,9 121,5 78
1 Каждое значение получено на основании испытаний пяти образцов.
16] показано, что большое падение прочности в зависимости от
крутки для пряжи кевлар не может быть объяснено только влия-
нием геометрических факторов. По всей видимости, это явление
обусловлено суммарным эффектом геометрии текстильной струк-
туры и повреждений волокна, возникающих при крутке.
На малых скоростях нагружения (~10 %/мин) волокно кев-
лар-29 может хорошо выдерживать многоцикловые нагрузки при
достаточно больших деформациях, если его поверхность не испы-
тывает трения [6].
На рис. 12.15 приведено «время жизни» (долговечность) во-
локна кевлар-29 толщиной 44,4 текс при многоцикловых испыта-
ниях при 21 и 204 °C. Испытуемые волокна выдерживали весьма
ограниченное число циклов до разрушения N в результате исти-
рания о стальную поверхность.
Устойчивость к изгибу. После приложения изгибающей на-
грузки в течение короткого времени при 21 °C волокно возвра-
щается в исходное состояние сразу же после снятия нагрузки.
При увеличении времени приложения нагрузки, а также при по-
вышении температуры испытания восстановление замедляется
(рис. 12.16, 12.17). Волокна кевлар могут быть подвергнуты термо-
фиксации. Результаты изучения влияния термофиксационных
12.12. Модуль сдвига при кручении волокон кевлар
Пряжа Толщина элемен- тарного волокна, текс Диаметр волокна, мкм Модуль сдвига при кручении, ГПа
Кевлар-29 (111 текс) 0,17 12 1,86
Кевлар-49 (44,4 текс) 0,17 12 1,62
357
1.1 1.6 2,0 2,“г 2,8
ZlV-------1-----1----1-----1----1
13 60 70 60 30 s0,7°
20$ Ci i i i । i f’
50 60 10 80 30 Sp
Рис. 12.15. Устойчивость к много-
цикловым нагрузкам (зависимость
числа циклов до разрушения N от де-
формации е) пряжи кевлар-2
(44,4 текс, крутка 2 см-1):
А, В — тефлоновая поверхность соответст-
веино при 204 и 21 °C; Б — стальная по-
верхность при 21 °C; Ьр — уровень дефор-
мации при разрыве
Рд, СМ S, 7а
о 0,5 1,0 1,5 2,0 2,5 3,0 ск,7о
г)
Рис. 12.16. Кривые восстановления р-1 (а, в) и стабильности изгиба S (б, г)
иитей кевлар-29 (а, б) и кевлар-49 (в, г) как функции начального (предваритель-
ного) изгиба р-1 при 21 °C при различной длительности выдерживания изгиба
под нагрузкой и максимальной кажущейся деформации изгиба ек:
1 — результаты после быстрого снятия нагрузки; 2 — после выдерживания в течение
5 мин; 3 — после 16 ч; 4 — после 6 мес; 5 — «нулевое> восстановление
358
Рис. 12.17. Кривые восстановления р”1 (а, в) и стабильность изгиба S (б, г)
нитей кевлар-29 (а, б) и кевлар-49 (в, г) после 1 мин выдерживания под на-
грузкой при различной температуре как функции изгиба через 5 мин после сня-
тия нагрузки р~!и максимальной кажущейся деформации изгиба е:
1 ~ 204; 2 — 260; 3 —< 316; 4 — 371 °C; 5 «нулевое» восстановление
Рис. 12.18. Устойчивость к скручи-
ванию R (/) и потеря прочности L
(2) как функция температуры Т пря-
жи кевлар-29 [11,1 текс, время вы-
держивания при заданной темпера-
туре 1 мин, начальная крутка (чис-
лов витков) п = 2,4 см-1]
359
q, мН/сн
Рис. 12.19. Типичные кривые зависимости усилие скручивания ц—крутка п
нитей кевлар-29 (а) и кевлар-49 (б):
I — а = 1,3 ГПа
обработок на свойства волокна, выполненные авторами работы [61,
приведены на рис. 12.18.
Крутильно-сдвиговые характеристики. В работе 16] изуча-
лось влияние крутки пряжи на форму диаграмм зависимости на-
б, МПа
вые напряжение а — дефор-
мация е эпоксидированной
нити кевлар-49 (1) и эпоксид-
ной смолы — связующего
ERC 2258/ZZL 0820 (2),
отвержденных при 93 °C
в течение 3 ч, а затем при
163° С — 2 ч: 3 — напряже-
ние при разрыве
пряжение — деформация при круче-
нии волокон кевлар. Крутильно-сдви-
говые характеристики этих волокон
представлены в табл. 12.12 и на
рис. 12.19 [61.
12.2.6. Зависимость свойств от
текстильной структуры
Физико-механические характери-
стики различных текстильных структур
кевлар-49 представлены в табл. 12.5.
Прочность на растяжение лежит в ин-
тервале 438 ... 2627 Н/см и зависит от
типа переплетений.
12.2.7. Технические условия
Существуют два основных стандарта
Американского общества по испытанию
материалов (ASTM) на арамидные во-
локна: ASTM D-3317-74a для высо-
комодульной пряжи и ровинга и
ASTM D-3318-74 для ассортимента,
идущего в текстильную переработку.
Имеется также ряд стандартов Обще-
ства инженеров-автомобилестроителей
(SA£) на материалы для авиационной
360
промышленности: AMS 3901 (июль 1973 r.J, на высокомодульные
органические волокна, пряжу и ровинги, используемые для КВМ;
ЛЛ4$ 3902 (июль 1973 г.) — для высокомодульных полотен и
органических волокон для КВМ; AM.S 3903 (июнь 1975 г.) для
полотен и органических волокон, импрегнированных высокомо-
дульными эпоксисмолами. Кроме перечисленных документов
существует доклад Ливерморской лаборатории министерства
энергетики США U С ID-17229 (август 1976 г.), в котором даны
технические условия на кевлар-49 и на образцы изделий для опре-
деления предела прочности на растяжение.
12.3. КВМ на основе арамидных волокон
12.3.1. Волокнистые стренги с эпоксидным связующим
Информация, которую дает оценка прочности одиночных во-
локон, недостаточна для прогнозирования прочностных характе-
ристик КВМ, в том числе и эпоксидированных стренг. Взаимодей-
ствие связующего с волокном во многом определяет перераспре-
деление напряжений между элементами «арматуры». Вместе с тем
прочность матрично-импрегнированных стренг, изготовленных
с оптимальным количеством волокна, достоверно отражает макси-
мально достижимые свойства КВМ. Стренги, сформованные из
эпоксиимпрегнированных волокон, представляют собой основ-
ные блоки, из которых строятся сложные КВМ; они легко могут
быть получены либо методом «мокрой намотки» на барабаны с по-
следующим отверждением, либо как препреги — из ровингов.
В результате получают экспериментальные образцы — «микро-
пластики». На рис. 12.20 [12] представлены диаграммы нагруз-
ка—деформация для микропластика из волокна кевлар-49 ли-
нейной плотностью 4,2 текс при объемном содержании связующего
71,5 %. Для жгутов с большей линейной плотностью прочность
всегда несколько ниже (табл. 12.13) [12]. Влияние прочности во-
локна на свойства «микропластиков» часто не бывает однознач-
ным, так как на конечные результаты оказывают влияние различ-
ные факторы: размеры, в том числе и толщина жгута, а также
методы испытаний, содержание волокна, свойства связующего
и др.
12.3.1.1. Влияние свойств связующего
на прочность волокон в К.ВМ
Благодаря способности передавать приложенное к образцу
КВМ напряжение, связующее может сильно влиять на прочност-
ные характеристики волокна в стренге (микропластике). Адге-
зия и модуль — это два важнейших свойства, определяющие спо-
собность связующего передавать приложенные напряжения. Сов-
местное проявление этих двух свойств существенно влияет на тип
разрушения КВМ и, в конце концов, определяет низкую или вы-
361
12.13. Прочность волокна кевлар-49 в эпоксикомпозитах 1
Линейная плотность волокна, текс Образец Рв. о, % ’в- МПа св. % ^об Линейная плотность волокна, текс Образец V.B о, % °в- МПа Св, % *об
42,2 С 71,5 3510 6,3 474 42,2 РК 64 2870 5,4 10
157,7 с 69 3047 4,0 10 157,7 РК 65 2690 10,8 9
® Связующее фирмы «Юнион карбайд» — эпоксисистема ERL 2258/ZZL10820
в массовом соотношении 100 : 30,
Примечание, РК — растянутое кольцо} G — стренга; Ув. 0 — объ-
емная доля волокна.
12.14, Сводка эпоксидных систем
Номер эпок- сидной си- стемы Компоненты Массовое соотношение Режим, ч/К
гелеоб- разова- ния отвер- ждения
Контрольные
1 EPL 2256/Тонокс 60-40 100/29,5 16/50 2/95
2 EPL 225G/ZZL 0820/Тонокс 60-40 100/31 16/60 3/160
3 EPON 826/PD2/Tohokc 60-40 Среднеживнеспособные 100/25/28,3 4/60 3/120
4 XD 7SA8IERL 4206 Тонокс 60-40 100/30/39,7 4/60 3/120
5 XD 75 75.02/XD 78X8/ERL 4206/Тонокс 60-40 50/50/30/38,1 4,5/60 3/120
6 XD 7575.02 XD 7818/XD 7114/Тонокс 60-40 Высокожианеспособные 50/50/45/33,7 4,5/60 3/120
7 XD 7818/XD 7114/Тонокс LC 100/45/50,3 5/60 3/120
8 XD 7818/XD 114/Тонокс 60-40/ 2,6 DAP 100/30/13,2/13,2 5/60 3/120
9 XD 7575 : 02/XD 7818/ XD 7114/2,6 DAP 50/50/45/14,1 51/80 3/120
10 ERE 1359/PD-2/2.6 DAP 100/12; 5/23/9 12/80 2/100+ +2/125+ +4/150
Примечание. Фирмы — изготовители препаратов:
ERL и ZZL—«Юнион карбайд; Тонокс — «Униройял»; ERE и RD—
«Циба-Гейгн»; EPON — «Шелл»; XD — «Дау кемикал».
362
сокую прочность волокна. При низком модуле связующего, на-
пряжения в КВМ распределяются так, что одиночные волокна
оказываются нагруженными независимо друг от друга. В этом
случае разрыв одного волокна ведет к перенапряжению других
и в конечном итоге возникает лавинообразный процесс разруше-
ния. В результате отсутствия синергетического эффекта средняя
прочность волокна в композите оказывается низкой. Если же
адгезия и модуль волокна выбраны правильно, все волокна в стрен-
ге «работают» как единое целое и реализованная прочность во-
локна будет высокой. На практике, однако, мы имеем дело с об-
ластью значений характеристик компонент, лежащей между эк-
стремумами, и обычно реализуются лишь средние значения проч-
ностей. Опубликованные данные по свойствам «микропластиков»
на основе кевлара-49 показывают, что при использовании эпок-
сидных связующих со сходными характеристиками средняя проч-
ность волокон изменяется незначительно (табл. 12.14 и 12.15)
[13].
12.15. Прочность1 волокна в различных импрегнированных эпоксисвизующими
стренгах кевлар-49 (42,2 текс)
Номер эпок- системы Количество образцов стренг 8 УВ. о- % Продольные механические свойства *
ав, МПа 8> % Et ГПа
Контрольные 1 48 61,3 3543 (±27) 2,6 (±0,05) 137,9 (±1,6) 2 24 62,4 3578 (±100) 2,6 (±0,03) 137,9 (±2,3) 3 22 63,6 3468 (±43) 2,6 (±0,01) 135,1 (±0,2) Среднежизнеспособные 4 44 63,5 3612 (±32) 2,6 (±0,01) 137,3 (±0,6) 5 68 62,5 3378 (±32) 2,4 (±0,03) 141,3 (±0,8) 6 9 61,0 3447 (±110) 2,6 (±0,10) 132,4 (±1,2) Высокожизнеспособные 7 30 65,1 3461 (±52) 2,3 (±0,02) 134,4 (±0,6) 8 29 64,4 3247 (±56) 2,3 (±0,02) 143,4 (±1,2) 9 43 65,1 3302 (±12) 2,4 (±0,02) 139,9 (±0,8)
1 В скобках приведены доверительные интервалы значений при вероятно-
сти 95 %.
? Эти результаты получены на пяти шпулях пряжи. Испытания стренг
проводились из различных мест по толщине шпули.
3 Коэффициент вариации каждой исследованной системы менее Св <$ 7 %
и номинально Св = 4,5 %.
363
12.3.1.2. Влияние объемного наполнения
на прочность волокна в композите
Влияние объемного наполнения на прочность волокна в «ми-
кропластике» изучено недостаточно. Данные, полученные на стрен-
гах из волокон кевлар-49 (158 текс) и кевлар-29 (167 текс) с эпок-
сидным связующим bf^/332/Джеффамин Т-403 фирм «Дау ке-
микал» и «Джефферсон кемикал» приведены на рис. 12.21. Наи-
лучшие прочностные свойства достигаются при наполнении 65—
70 %.
12.3.1.3. Влияние температуры
и влажности на прочность волокна
На рис. 12.22 приведены графики температурной зависимости
прочности для образцов «микропластика» из волокна кевлар-49
с линейной плотностью 500 текс как в сухом состоянии, так и
после двухнедельного выдерживания в воде. В интервале темпера-
тур 22—150 °C присутствие влаги обусловливает потерю при-
мерно 10 % прочности, а под влиянием нагрева — 28 %. Однако
низкая температура (жидкий азот) или изменение скорости де-
формации (от 8,33 -10"5 до 8,33 Ю"2 с"1) мало влияет на прочност-
ные характеристики волокна [14].
12.3.1.4. Долговечность
При решении конструкторских задач необходимо знание не
только прочностных параметров КВМ, но и характера изменения
этих величин во времени. Определение фактора безопасности из-
делия обычно основывалось на данных по статической прочности
и величине остаточной прочности. Однако в [151 было показано
Рис. 12.21. Влияние объемной доли
волокна VB на предел прочности при
растяжении ов волокна (1, 2) и ком-
позита (3, 4) марок кевлар-49 (/, 3) и
кевлар-29 (2, 4)
Рис. 12.22. Температурная (Т) за-
висимость предела прочности при
растяжении ов волокна в эпоксиди-
рованных стренгах («микропласти-
ках») кевлара-49 в сухом (/) и в
мокром (2) состоянии
364
Рис. 12.23. Зависимость долго-
вечности эпоксидированных
стреиг («микропластиков») кев-
лар-49 (связующее фирмы «Юни-
ои карбайд» ERL 2258/ZZL 0820,
100/30 массовых частей), отвер-
жденных при 93 °C в течение
3 ч и 2 ч при 163 °C — 2 ч от на-
пряжения а. Начальный предел
прочности при растяжении
ая = 3450 МПа. Количество
разрывов:
1 — I; 2 — 2; 3 — 6; 4 — 10; S —
30; 6 — 50; 7 — 70; 8 — 90; 9 — 99;
10 — 100 %
С, МПа
отсутствие корреляции между величиной остаточной прочности
и «временем жизни» (долговечностью) для КВМ на основе кевлара-
49 и эпоксидных связующих. При прогнозировании долговеч-
ности КВМ при инженерно-конструкторских расчетах в [15]
рекомендуется использование данных по разрывным напряжениям
вместо величины прочности.
Разрушающие напряжения для КВМ иа основе волокна кев-
лар-49 подробно изучались авторами работ [14, 16] и представ-
лены на рис. 12.20. Результаты длительных экспериментов с об-
разцами, находившимися под нагрузкой в течение почти пяти лет,
представлены на рис. 12.23. В связи с тем что обычные испыта-
ния на долговечность требуют очень длительных экспериментов,
в [17] была предложена методика ускоренных испытаний. По
этой методике были исследованы микропластики на основе во-
локна кевлар-49 [12]. Средняя долговечность (в часах) описывается
следующим выражением:
/ср = 7,9.10« ехр [(18 246 — 123аотя)/Т],
где Т — температура, К; <т0ТЯ — доля среднего предела проч-
ности волокна при растяжении, %.
С учетом распределения Вейбула, это выражение хорошо опи-
сывает долговечность КВМ на основе волокон кевлар-49 и эпок-
сидных связующих в ограниченном интервале приложенных на-
пряжений (рис. 12.24).
Рис. 12.24. Сравнение расчетной
(/) «долговечности» при 25 °C с
экспериментальной (2), получен-
ной при разрыве при комнатной
температуре эпоксидированных
стреиг («микропластиков»)
кевлар-49 со связующим, как иа
рис. 12.23 (верхняя, средняя и
иижняя кривые соответствуют
количеству разрывов 90, 50 и
10%)
365
12.3.1.5. Усталостные свойства
Для однонаправленных КВМ свойства материала определяются
в основном свойствами армирующего наполнителя. В работе [19]
изучались усталостные свойства волокон кевлар-49, результаты
которых сводятся в основном к следующему.
1. При циклическом нагружении с частотой f = 50 Гц на-
блюдается очень узкая гистерезисная «петля». После пяти циклов
структура волокна становится практически стабильной и только
незначительная часть подводимой механической энергии пере-
ходит в теплоту. Следовательно, в результате многоцикловых
испытаний существенного нагрева волокна кевлар-49 не происхо-
дит.
2. Циклическое нагружение волокна с максимальной нагруз-
кой при / = 50 Гц (при варьировании нагрузки) может сущест-
венно изменить долговечность материала. Определенные отли-
чия долговечности проявляются в том случае, если минимальная
нагрузка возрастает, а максимальная остается постоянной.
3. Волокно кевлар-49 проявляет более высокую устойчивость
к усталостному разрушению по сравнению с другими полимер-
ными волокнами в идентичных условиях.
Следует отметить, что работ, посвященных усталостному по-
ведению эпоксидированных стренг кевлара-49 немного (см.
рис. 12.20) [20]. При синусоидальном приложении нагрузки,
составляющей 1 ... 88 % разрывной, с частотой 10 Гц долговеч-
ность изменяется примерно в диапазоне 2000 ... 76 000 циклов.
Все десять исследованных образцов претерпели соответствующее
изменение длины. Эти результаты свидетельствуют о том, что, во-
первых, точность определения «времени жизни» (долговечности^
требует большого числа испытаний; во-вторых, величина сред-
него «времени жизни» смысла не имеет, так как дисперсия этой
характеристики очень велика.
12.3.2. Кольцевые образцы на основе арамидных волокон и
эпоксидных связующих
Для изучения продольных механических характеристик одно-
направленных КВМ наибольшее распространение получило испы-
тание кольцевых образцов (ЛМА-колец) х. Существуют два стан-
дарта кольцевых однонаправленных образцов: обычные и ЛМА
кольца, в которых два полукруга соединены прямолинейными
участками длиной 25 мм. Данные для колец, изготовленных из
эпоксидированного волокна кевлар-49, приведены в табл. 12.13.
На рис. 12.25 приведена зависимость прочностных характеристик
* В лаборатории морской артиллерии США (ЛМА) было предложено ис-
пытывать кольцевые образцы КМ, отрезанные от труб, изготовленных методом
иамотки (метод ЛМА).
366
6S, МПа
бв, МПа
Рис. 12.25. Результаты изучения устойчивости к гидролизу волокон (а) и ком-
позита (б) — зависимость предела прочности при растяжении <тв от объемной
доли волокна в композите Ув — (каждая точка представляет собой средний ре-
зультат 10—14 испытаний, стандартное отклонение ±1):
1 — стекловолокно S2; 2 — кевлар-49; 3 — кевлар-29; 4 = стекловолокно Е
колец от объемного содержания наполнителя для различных си-
стем (кевлар-49 и кевлар-29 с линейной плотностью 157,7 и
166,6 текс соответственно).
12.3.3. Одноосно-ориентированные листовые композиты
на основе волокна кевлар-49 и различных эпоксидных связующих
Многие работы посвящены одноосно-ориентированным компо-
зитам. Здесь будут суммированы результаты оценки некоторых
свойств КВМ.
12.3.3.1. Технические характеристики
Свойства КВМ могут сильно варьироваться в зависимости от
выбора связующего и условий формирования. Это обусловливает
необходимость чрезвычайно точной оценки свойств связующего,
так как процессы отверждения связующего в присутствии арми-
рующего наполнителя и без него различаются. В табл. 12.16 [22]
и на рис. 12.26 приведены данные о свойствах одноосно-направ-
ленных КВМ, полученных намоткой и прессованием. Использова-
лось волокно кевлар-49 (157,7 текс) с эпоксисвязующим
О£'/?332/71-403 (соотношение массовых долей 100/45). Компози-
ция выдерживалась в течение 24 ч при комнатной температуре
и 16 ч при 85 °C. Типичные характеристики системы приведены
на рис. 12.27 и 12.28 [8].
367
12.16. Свойства однонаправленных смикропластиков» * на основе кевлар-49
(157,7 текс) и эпоксисвязующего2 DER. 332/Джеффамин Т-403
[соотношение 100/45 (масс)]
а. Упругие характеристики
Свойства Значение
Продольный модуль упругости, Ец, ГПа
Поперечный модуль упругости, £23, ГПа
Модуль сдвига, Gj2, ГПа
Коэффициент Пуассона vj2, характеризующий деформации
по толщине при нагружении образца в направлении армиро-
вания
Коэффициент Пуассона v2j, характеризующий деформации
по толщине при нагружении в поперечном армированию
направлении
81,8±1,5
5,10±0,10
1,82±0,09
0,310±0,035
0,0193±0,0014
б. Прочностные характеристики
Свойства Растяжение Сжатие Сдвиг
^в. пр, МПа ₽-пр, % 1850±50 (235±3) —
2,23±0,0б (0,48±0,03) ——
^в.поп» МПа ®поп» % 7,9±1,1 (53±3) —
0,161 ±0,023 (1,41±0,12) —
тсд при 8СД = 0,2 %, МПа еод> — 24,4±2,4
— —, 1,55±0,16
е. Термические характеристики при различной температуре
Свойства Температура Г, °C
—50 — 25 0 ±25 +50 +75 + 100
Температурный коэффициент
линейного расширении 10», К"1 * * * * * * 8:
«пр —3,8 —3,8 -3,8 —4,0 —4,7 6,0 —
«поп 61 66 72 79 87 150 214
Теплопроводность, Вт/(м- К):
^•пр 2,62 2,84 3,05 3,22 3,31 3,44 —
лпоп — 0,27 0,33 0,35 0,37 —
Теплоемкость ср, Дж/(кг-К) 840 930 1020 1120 1190 1300 —
1 «Микропластик» — однонаправленный КВМ, полученный импрегиирова-
иием (пропиткой) нити, пряжи или стренгн с последующим отверждением по
режиму, оптимальному для использования данного связующего.
? Отверждение связующего проводилось в течение 24 ч при комнатной тем-
пературе и 16 ч при 85 °C. Номинальная объемная доля волокна в КВМ Кв. 0 =
— 60 %. Доверительная вероятность 95 %. Данные для доверительного интер-
вала приведены для одиночного образца. Данные, приведенные в круглых скоб-
ках, относятся к «микропластикам» со связующим XD 7818/7'-403. Константы
упругости приведены как для растяжения, так и для сжатия.
8 Поперечный температурный коэффициент линейного расширения при
125 °C «доп = 214-10"» К~\_____________________________________________
368
СТ ,ГПа
О
И, МП а
0,1
О)
0,2 £,%
Рис. 12.26. Усредненные диаграммы зависимости напряжение ст; т — дефор-
мация е при продольном (а) и поперечном (б) растяжении и сдвиге (в) до дефор-
мации 0,2 % и точки разрыва образцов композитов иа основе волокна кевлар-49
(DER 332 фирмы «Дау кемикал») и эпоксисвязующего 7’-403 (фирмы («Джеф-
ферсон кемикал») при объемной доле волокна 60 %
12.3.3.2. Усталость и ползучесть КВМ
Данные о пределе усталости и ползучести КВМ представлены
на рис. 12.29 [81. В ряде работ отмечается на кривой ползучести
КВМ наличие двух участков, характеризующих соответственно
области «первичной» и «вторичной» ползучести [231, [241. В ра-
боте [191 отмечена малая текучесть нагруженного волокна кев-
лар-49. Эриксен [241 изучал ползучесть волокна кевлар-49 с цикло-
алифатическим эпоксидным связующим (кевлар-49/£'/?ДЛ
4617/Л4РОД). Полученные им результаты приведены на рис. 12.30.
Здесь деформация текучести равна общей деформации минус
«мгновенная» деформация, определяемая на кривой зависимости
напряжение—деформация данного композита (рис. 12.31). Пре-
дел прочности при растяжении для КВМ составляет 1240 ...
1380 МПа.
На рис. 12.32 приведены кривые ползучести КВМ в логариф-
мической шкале времени; на основании полученных данных
были сделаны следующие выводы:
КВМ на основе волокна кевлар-49 и эпоксидного связующего
при комнатной температуре не имеют «предельного» времени пол-
зучести вплоть до 1000 ч;
369
в, МПа
б,МПа
Рис. 12.27. Зависимость напряжение а — деформация 8 однонаправленного
композита на основе волокна кевлар-49 и эпоксисвязующего ВР-907 фирмы
«Америкен цианамид» (автоклавное прессование при давлении 345 кПа, объем-
ная доля волокна 60 %, Е = 74,5 ГПа) при растяжении вдоль оси ориенти-
рования волокон
Рис. 12.28. Зависимость напряжение а — деформация 8; 8СЖ однонаправлен-
ного композита на основе волокна кевлар-39 и эпоксисвязующего SP-306 (ЗМ)
(автоклавное прессование под давлением 1034 кПа, объемная доля волокна
60 %) с нагружением поперек оси армирования при растяжении (а) и сжа-
тии (б)
Рис. 12.29. Усталостные свойства однонаправленных композитов и алюминия
(зависимость предел выносливости Од — число циклов до разрушения N) при
комнатной температуре (переменное напряжение составляет 0,1 от разрывного):
1 волокно кевлар-49 н эпоксисвязующее SP-306 (ЗМ) 2 — бороволокно н эпокснсвя-
зующее; 3 — стекловолокно S н эпоксисвязующее; 4 — алюминий 2024-7'3; 5 — стекло-
волокно Е и эпоксисвязующее (ЗМ)
Рис. 12.30. Зависимость ползучести еп от времени t для однонаправленного
КВМ на основе волокна кевлар-49 и эпоксисвязующего 4617 (фирмы «Юнион
карбайд») при комнатной температуре и напряжении:
1 — 1030; 2 — 510; 3 — 170; 4 — 70 МПа
370
б.ГПа
о о,5 1,0 1,5 2,0 е,%
Рис. 12.31. Зависимость напряжение о — деформация е волокна кевлар-49 (/),
КВМ (2) и эпоксисвязующего 4617 (3) при комнатной температуре
Рис. 12.32. Временная (/) зависимость ползучести, вп одионаправлениого КВМ
на основе волокна кевлар-49 и эпоксисвязующего 4617 при комнатной
температуре и напряжении:
1 — 1030; 2 — 510; 3 — 346; 4 — 170; 5 — 70 МПа
при продолжительности нагружения свыше 10 ч временная за-
висимость деформации текучести линейна при всех исследованных
исходных напряжениях;
при больших значениях времени нагружения ползучесть КВМ
определяется ползучестью волокна кевлар-49.
12.3.3.3. Сдвиговые свойства
Характеристики межслоевого сдвига (определяемые методом
«короткой балки») для КВМ на основе волокна кевлара-49 и боль-
шого числа эпоксидных систем (ис- Г;
пытание по Л5ТА1 D-2344-72) при
номинальном соотношении волокно/
связующее (65 : 35) представлены
в табл. 12.17 [25]. Однако резуль-
таты, полученные этим методом, вое-
производятся не очень хорошо. К
сожалению, до настоящего времени
не существует достаточно надежного20
Рис. 12.33. Зависимость деформации е от10
напряжения при сдвиге т композита на основе
волокна кевлар-49 и эпоксисвязующего 4617
(номера кривых соответствуют порядковым
номерам связующих в табл. 12.18) и
371
12.17. Результаты испытаний на сдвиг методом «короткой балки» образцов КВМ
на основе волокна кевлар-49 и эпоксидного связующего
Эпоксидная система с мольным соотношением, % Режим отверж- дения, ч/К Тип образ- ца 1 ед. м’ МПа св, % *0б
XD 7818/ERL 4206/Тонокс 60-40 2,5/80+ 1 34,7±0,6 2,6 10
(80/20/29,1) +2/160 1 34,3±1,1 5,1 13
2 35,9±1,1 4,8 12
2 34,6±1,1 4,5 12
3 38,0±3,0 11,8 И
3 35,9±0,8 4,3 16
ХВ 2793/Тонокс 60-40 (100/25,6) 2/90+ 2 32,5±2,1 4,1 4
+2/160 2 28,7±1,7 3,8 4
2 28,1±1,3 2,9 4
2 34,6±1,8 5,1 6
2 33,9±1,6 4,1 6
3 35,9±0,9 3,9 12
3 36,4±1,0 4,4 12
XD 7818/XD 7575.02/Тонокс 4,5/60+ 2 35,0±1,1 2,0 4
60-40/ERL 4206 (50/50/38,1/30) +4/120 2 26,0±0,7 1,7 4
2 29,8±0,8 1,7 4
3 32,5±1,1 •5,6 14
3 36,7±1,0 4,1 12
XD 7818/XD 7114/Тонокс 60-40 5/60+ 2 38,3±1,5 3,7 6
(100/45/50,3) +3/120 2 39,0±0,8 1,7 5
3 41,4±1,6 5,9 12
1 Образцы вырезаны: тип 1 — из однонаправленного КВМ, полученного
прессованием; тип 2 — из прямолинейных участков ЛМА-колец; тнп 3 — из
кольцевых участков ЛМА-колец.
i Допуски соответствуют 95 %-ному доверительному интервалу.
метода определения напряжений межслоевого сдвига в КВМ. В
[26 ] приведено сравнение нескольких методов определения сдвиго-
вых характеристик КВМ: в частности, для межслоевого сдвига
рекомендуется методика растяжения под углом ±45° в плоскости
слоев (метод «параллелограмма»), В табл. 12.18 [27 ] сведены дан-
ные по сдвиговым характеристикам КВМ на основе волокна кев-
лар-49 с линейной плотностью 1420 текс и различных эпоксид-
ных связующих, определенные методом «параллелограмма». На
рис. 12.33 приведены соответствующие кривые зависимости на-
пряжения от деформации при сдвиге [27].
12.3.4. Сосуды, работающие под давлением, выполненные
методом намотки из КВМ на основе арамидных волокон
и эпоксидных связующих
Волокна кевлар-49 применяются чаще всего для изготовления
резервуаров, способных выдерживать большие внутренние дав-
ления. Такое применение позволяет использовать высокие проч-
ностные свойства этого волокна. Ниже описаны свойства таких
изделий, выполненных методом намотки.
372
12.18. Свойства при сдвиге КВМ иа основе волокна кевлар-49 и ряда
эпоксидных связующих
Номер свя- зующего Эпоксидная система (соотношение массо- вых долей) Режим отверждения, ч/К тсд> МПа (Св, %) ®СД’ % %) Ссд прн есд = 0,5 МПа (св, %) о
1 XD 78181ERL 4206/ Тонокс 60-40 (80/20/29,1) 2,5/80+2/160 21,4 (2,6) 1,35 (2,2) 1884 (3,9) 3
2 DER 332/Дж.еффамин Т = 403 (100/39) 24/60 29,4 (2,0) 1,73 (2,3) 1923 (4,7) 5
3 ERL 2256/Тонокс 60-40 (100/29,5) 16/50+2/120 23,0 (8,6) 1,49 (2,2) 1775 (0,9) 3
4 Епон 826//?02/Тонокс 60-40 (100/25/28,3) 3/60+2/120 23,4 (6,3) 1,91 (6,5) 1520 (3,9) 4
5 ХВ 2793/Тонокс 60-40 (100/25,6) 2/90+2/160 21,9 (0,3) 1,69 (2,9) 1600 2
6 XD 7818/ХР 7575, 60-40/0 ДР (50/50/45/14,1/14,1) 5/80+3/120 39,7 (0,9) 2,43 (2,5) 1852 (1,7) 5
7 XD 7818/ХР 7114/То- нокс LC (100/45/50,3) 5/60+3/120 31,9 (3,4) 1,91 (4,5) 1850 (1,5) 4
12.3.4.1. Проектирование и изготовление сосудов
Сосуды, изготовленные намоткой волокна кевлар-49, представ-
ляют собой обычные цилиндры или сферы, футерованные рези-
ной, тонкой полимерной пленкой или листовым металлом [28—
33]. Сосуды, полученные намоткой из волокна кевлар, должны
выдерживать большие взрывные нагрузки. Для расчетов исполь-
зуют параметр, определяющий свойства таких сосудов: PBWU7K,
где Ръ — давление взрыва; V — объем резервуара; IFK — общая
масса конструкции или композита.
Совместными усилиями Льюисовского исследовательского
центра НАСА и Ливерморской лаборатории им. Лоренса было
исследовано влияние изменения отношения длины к диа-
метру (LID), прилива к диаметру (d/D) и формы торца сосуда
(контура купола) на формоустойчивость резервуара диаметром
102 мм на основе волокна кевлар-49 и эпоксидной композиции [5].
Разработаны следующие типы цилиндрических моделей, получен-
ных намоткой:
соотношение LID, равное 1,37; 2,0; 3,0, для цилиндрической
намотки;
соотношение L/Z)=l,37 и d/D, равное 0,104; 0,166 и 0,234,
для цилиндрической намотки;
для винтовой намотки модель с полусферическими торцами;
соотношение d/D = 0,104 с наличием цилиндрической части дли-
ной 76 мм.
373
Все модели были намотаны на станках с числовым программ-
ным управлением. Волокно импрегнировалось эпоксидным свя-
зующим в узле вакуумной пропитки (давление 670 Па) и после
прохождения формующего канала толщиной 0,25 мм наматыва-
лось на оправку размывного типа.
Испытание моделей осуществляют методом однократного ги-
дравлического удара (после аппаратурной заделки фланцев мо-
дели) с определением поперечных и продольных деформаций.
Результаты исследований приведены в табл. 12.19 [261. В столб-
цах 1—3 показано влияние изменения соотношений L/D. Выше
значений L/D = 3,0 улучшения прочностных характеристик не
наблюдается. Влияние масштабного фактора d/D при намотке
моделей показано в табл. 12.19 (столбцы 1—4 и 5). Результаты
показывают, что не наблюдается различий больших чем 10 ...
23 % для изученного диапазона соотношений d/D. Влияние формы
купола на величину PaV/WK отражено в столбцах 4, 6
и 7 табл. 12.19. Наилучшие характеристики показывают модели
сосудов, полученные винтовой намоткой. Модели с полусфериче-
скими торцами оказываются наихудшими.
12.19. Результаты испытаний сосудов высокого давления диаметром 102 мм,
изготовленных из гуммированного КВМ иа основе волокна кевлар-49
и эпоксисвязующего
Параметр Кон - троль1 L/D d/D Контур свода
' 1 2 3 4 Б 6 7
Конструкция:
угол намотки 9 13° 9° 5° 15' 7° 30' 10° 7° 30' 5° 66'
контур свода Пл Пл Пл Пл Пл Г Пс
d/D 0,935/4 0,935/4 0,935/4 0,415/4 0,665/4 0,415/5 0,415/5
L/D 5,4/4 8,0/4 12/4 5,5/4 5,5/4 5,5/4 5,5/4
Масса композита 1ГК, г 44,8 66,2 97,6 45,3 46,4 45,2 50,8
св, % М,б 3,0 1,9 3,0 3,5 2,5 1,4 2,3
15 10 8 10 10 10 10
Объем сосуда, V, см3 949 1420 2200 926 928 939 1120
св, % 0,3 0,3 0,2 0,2 0,5 0,2 0,2
Моб 72 10 7 9 9 9 9
УВ, о. % 67,8 66,7 69,1 68,0 66,7 65,9 66,3
св, % 5,0 3,6 3,2 3,4 2,4 1,7 3,0
15 10 8 10 10 10 10
р при 22 °C, кг/м3 Толщина, мм: 1375 1377 1382 1382 1386 1372 1382
сосуда 0,83 0,83 0,81 0,81 0,81 0,81 0,82
продольных слоев 0,35 0,35 0,31 0,33 0,32 0,30 0,34
кольцевых слоев 0,49 0,48 0,49 0,49 0,52 0,51 0,47
374
Продолжение табл. 12,19
Параметр Кон- троль1 L/D d/D Контур свода
1 2 3 4 5 6 7
Среднее разрушающее давление 1 Р, кПа 18 600 17 700 17 200 18 500 19 100 17 100 6070
95 %-ная довери- тельная вероят- ность 330 860 1 850 340 410 710 330
св, % No6 3,9 6,3 8,7 2,4 2,6 5,4 7,1
21 9 5 9 8 9 9
Мода разрушения 3 Модуль упругости композита, ГПа; 17Н+ +4Ф 8Н+ +2К зн+ +2К 9Н 7Н+ + 1К 5Н+ +4К н, эква- тор
33 34 36 35 35 35 35
р 1 СКОЛЬЦ Деформация при раз- рыве, %: 57 54 59 58 58 57 52
1,68 1,60 1,45 1,66 1,68 1,52 0,54
екольц 1,98 2,00 1,84 1,96 2,02 1,88 0,72
Средняя характери- стика сосуда PU/ITK, кПа-м3/кг 390 380 382 380 882 - 358 362
95 %-ная довери- тельная вероят- ность 12 20 35 10 15 15 20
св, % No6 4,8 7,3 7,4 3,3 4,8 5,0 15,9
13 9 5 9 8 9 9
Расчетная (реализо- ванная) прочность волокна в кольцевых слоях, кПа 2940 2890 2870 2990 3050 2260 903
95 % -ная довери- тельная вероят- ность 50 70 300 50 60 НО 40
св, % No6 3,8 3,0 8,7 2,4 2,6 5,4 5,8
21 8 5 9 8 9 9
1 Испытания проводились при температуре окружающей среды при ско-
рости подъема давления внутри сосуда 0,12 кПа/с.
2 Локализация разрушения: Н — кольцо; К — цапфа; Ф — фитинг. На-
пример, 2H-J-1K — среднее разрушение двух сосудов по кольцу и одного по
цапфе.
Исследования, проведенные в Ливерморской лаборатории
им. Лоуренса, показали, что испытания композиционных мате-
риалов в модельных сосудах под давлением осуществляются
в условиях реализации в волокнах разрывных напряжений
~310 МПа. Это существенно больше, чем при любых других ви-
дах испытаний. Высокие прочностные свойства в сочетании с ма-
375
лой плотностью КВМ на основе волокон кевлар-49 делают их
незаменимыми материалами для резервуаров, работающих под
давлением. Выбор параметров намотки и процесса производства
(натяжение при намотке, режимы намотки и отверждения, вид
связующего и т. д.) определяет качество изделия и дает возмож-
ность достаточно полно реализовать свойства волокна кевлар
в намоточных моделях. Существует возможность оптимизации
процесса намотки лентой из нитей при отношении d/D в куполе
модели менее чем 0,1; LID менее чем 3,0 и при усилении мест со-
единений. Это повышает технические характеристики при произ-
водстве закрытых емкостей примерно на 10 %.
12.3.4.2. Влияние давления прессования
и вида эпоксидных связующих
на свойства сосудов
Как видно в табл. 12.20 [28], где при каждой скорости прес-
сования испытывали шесть сосудов, не существует явных различий
в свойствах сосудов высокого давления из КВМ, полученных
даже при десятикратном варьировании скоростей прессования.
В то же время, данные, приведенные в табл. 12.21—12.23
(см. также табл. 12.14) [13], свидетельствуют о том, что применяе-
мые связующие существенно влияют на свойства формуемых со-
12.20. Влияние скорости прессования на характеристики сосудов из КВМ
на основе волокна кевлар-49 н эпокснсвязующнх
Параметр Скорость прессования
287 кПа 2870 кПа
Среднее разрушающее давление 1, кПа 16 400 16 700
95 %-ная доверительная вероятность 930 930
Св, % Масса композита Ц7К, г 5,6 5,6
43,3 43,1
Средняя характеристика сосуда PV/WK, кПа-м3/кг 368 360
95 %-ная доверительная вероятность 22 22
Св, % Объемная доля волокна Ув 0, % 6,1 6,0
68,4 68,4
св, % Средняя прочность при разрушении поперек воло- кон 2, МПа 95 %-ная доверительная вероятность 4,0 2,1
2720 2680
160 160
Св, % 5,5 5,7
1 Все образцы были в виде сосудов диаметром 102 мм и объемом 9,49-10~4 м3.
Соотношение волокон по кольцу и оси 1 : 5. Все сосуды были изготовлены в иден-
тичных условиях вакуумной пропитки, испытывались при 21 °C и разрушались
по кольцу.
3 Оценка проведена по данным сетевого анализа.
376
12.21. Характеристика сосудов из КВМ на основе волокна кевлар-49
н контрольных эпокснстем
Свойства Эпоксидная система и группа образцов
1 I 2 2 3 1
Компоненты Цикл гелеобразова- ния, ч/К Цикл отверждения, ч/К Данные КВМ сосуда 3 ERL 2256/ ERL 2256/ ERL 2258/ £+12258/ Епон Тонокс Тонокс ZZL 0820 ZZL 0820 826//?Г>/ 60-40 60-40 Тонокс 60-40 2/50 16/50 16/50 2/90 4/60 3/150 2/94+3/150 3/163 3/150 3/120
I I II I II I II I
Число образцов 3 4 4 4 4 4 4 4 4
Масса волокна Ц7В, г Масса композита WK, 30,4 31,8 31,7 32,0 30,5 32,0 31,7 30,5
43,0 46,0 45,6 44,3 42,7 45,4 45,9 42,7
Г Объемная доля во- 66,5 65,1 65,5 68,1 67,3 66,5 64,9 66,1
локна Ув, 0, % Разрушающее давле- 16,2 19,4 18,1 15,6 15,9 17,7 17,8 16,5
ние Рр, МПа Коэффициент вариа- 1,1 2,6 2,9 6,7 4,4 1,5 1,1 1,9
ции Св, % X арактеристика сосудов 4 Характеристика во- 522±9 575±22 492±6 543±6 534±9
локна РК/Ц7В, кПа Коэффициент вариа- 1,1 4,5 6,4 1,4 2,0
ции Св, % Характеристика ком- 368±9 399±13 353±18 379±3 380±5
позита, Р К/И7к, кПа • м3/кг Коэффициент варна- 1,6 3,9 5,6 1,0 1,7
ции Св, % Средняя расчетная 1974 2286 1920 2164 2091
прочность во локна по кольцу, МПа 1 «Жизнеспособность» этой эпоксисистемы относительно мала.
3 Объем каждого сосуда равнялся 9,75-10-4 м3.
3 Было изготовлено две группы по четыре сосуда в каждой нз волокон»
взятых из различных шпуль в разное время.
4 Допуски объема выбраны для 95 %-ной доверительной вероятности.
377
12.22. Характеристика сосудов, полученных намоткой из волокна кевлар-49
и эпоксисистем со средним временем жизнеспособности
Свойства Эпоксидная система н группа образцов
4 1 5 1 6
Компоненты Цикл гелеобразования, XD 7818/ERL 4206/Тонокс 60-40 4,0/60 XD 7575/02/ XD 7818/ ERL 4206/ Тонокс 60-40 4,5/60 XD 7575/02/ XD 7818 XD 7114 Тонокс 60-40 16/60
Цикл отверждения, ч/К 3/120 3/120 4/120
Данные КВМ сосуда1 I 1 11 1 I 1 11 1 I II
Число образцов 2 Масса волокна 1ГК, г Масса композита WK, г Объемная доля волокна Кв. о- % Разрушающее давление Рр, МПа Коэффициент вариации Св, % Характеристика сосудов 3 Характеристика волок- на РК/1Кв, кПа-м3/кг Коэффициент вариации Св, % Характеристика компо- зита PV/WK, кПа-м3/кг Коэффициент вариации Г 4 32,0 44,2 68,3 16,7 5,7 503 5,4 316 5,4 4 30,2 42,5 67,1 15,3 5,5 23 16 4 31,7 43,8 68,7 17,1 1,2 517 3,4 373 3,9 4 30,4 42,5 67,8 15,9 4,6 15 И 4 32,0 43,8 69,2 16,4 0,7 508 2,3 368 1,9 4 30,4 42,3 68,0 16,1 2,6 10 6
/0 Расчетная прочность во- локна в кольцевом слое 1950 2011 1981
1 Объем каждого сосуда равнялся 9,75-10—* м3. 2 Было изготовлено две группы по четыре сосуда в каждой из волокон,
взятых из различных шпуль в различное время.
3 Допуски объема выбраны для 95 %-ной доверительной вероятности.
судов [3]. На рис. 12.34 представлена схема модели сосуда высо-
кого давления, которая использовалась для проведения описан-
ных экспериментов [28—33]. При двухосном нагружении (в том
числе модель, находящаяся под нагрузкой) природа связующего,
которое во многом определяет сдвиговые характеристики КВМ,
оказывается очень важной [30].
12.3.4.3. Усталостные свойства
Авторы работы [29 ] изучали усталостные свойства сосудов
высокого давления диаметром 102 мм, футерованных резиной.
Было исследовано 25 моделей, подвергнутых давлению взрывом Рр
378
12.23. Характеристика сосудов, изготовленных намоткой из волокна кевлар-49
н эпоксисистем с большой «жизнеспособностью»
Эпоксидная система и группа образцов
Свойства 7 8 9 10
Компоненты Цикл гелеобразова- ния, ч/К Цикл отверждения, ч/К Данные КВМ сосуда1 XD 7818/ XD 7114 Тонокс LC 4,5/60 3/120 XD 7818/ XD 7114 Тонокс 60-40 2,6 DAP 5/60 4/120+4/155 XD 7575,02/ XD 7818/ 7114 Тонокс 60-60 5/60 4/120+4/155 ЕРЕ 1359/ RD 2/2,6 DAP 12/80 2/100+ +2/125+ +4/150
I II I II I II I II
Число образцов 2 4 4 4 4 4 4 4 4
Масса волокна 1УП, г 32,1 30,6 30,4 31,8 31,8 31,9 31,8 32.7
Масса композита Ц7К, 43,9 42,1 43,0 44,9 45,2 45,2 45,8 46,0
Г Объемная доля волок- 69,3 68,8 66,6 66,7 66,2 66,5 65,3 67,4
на Ув. 0, % Разрушающее давле- 15,0 14,6 13,9 13,7 14,3 13,4 14,1 14,1
ние Рр, МПа Коэффициент вариа- 2,7 3,3 1,7 2,4 1,0 2,8 0,8 2,2
ции Св, % Характеристика сосудов 3 Характеристика во- 461±11 432+15 424+14 426+9
локна PV/WB, кПа-м3/кг Коэффициент вариа- 2,9 4,0 4,0 2,4
ции Св, % Характеристика ком- 336±9 305+9 298+9 299+4
позита РУ/Ц7К, кПа-м3/кг Коэффициент вариа- 3,2 3,7 3,7 1,5
ции Св, % Средняя расчетная 1084 1682 1688 719
прочность волокна в кольцевом слое 1 Объем каждого сосуда равнялся 9,75-10“* м3. 2 Было изготовлено две группы по четыре сосуда в каждой из волокон,
взятых из различных щупль в разное время. 3 Допуски объема выбраны для 95 %-ной доверительной вероятности.
379
140
Рис. 12.34. Экспериментальный со-
суд высокого давления (все разме-
ры в миллиметрах, в скобках ука-
заны углы намотки)
и 25, подвергнутых циклическому нагружению с частотой 1 Гц
с амплитудой 4 ... 91 % среднего давления взрыва Рр.ср; 25 мо-
делей, подвергнутых действию периодических импульсов прямо-
угольной формы с частотой 0,33 Гц с амплитудой давлений, со-
ставляющей 4 ... 91 % Рр. ср; 25
образцов было подвергнуто дли-
тельному статическому нагруже-
нию при Рст = 91 % Рр. Ср. По-
лученные результаты сведены в
табл. 12.24 [25]. При изменении
давления взрыва Рр относительно
среднего Рр.ср на 9,5 %, число
циклов до разрушения Мр изме-
няется более чем в 50—60 раз.
Наиболее важным является то,
что «время жизни» КВМ на основе
волокна кевлар-49 в моделях со-
судов высокого давления зависит
от числа циклов и времени прило-
жения нагрузки. «Время жизни»
(долговечность) 0 модели под по-
стоянной нагрузкой Рст = 91 %
Рр. ср значительно больше, нежели долговечность образца, под-
вергнутого циклической нагрузке. При одинаковой амплитуде
нагрузок (4 ... 91 % Рр. Ср) долговечность модели при синусоидаль-
ном нагружении больше, нежели при прямоугольном импульсе.
12.3.4.4. Сосуды, футерованные резиной и алюминием
В Ливерморской лаборатории им. Лоренса изучалась также
долговечность цилиндрических и сферических сосудов высокого
давления диаметром 203 мм при комнатной и низких температу-
рах (температуры жидкого азота и жидкого водорода). Внутрен-
няя герметизация была выполнена либо бутилкаучуком, либо
алюминием. Результаты испытаний приведены в табл. 12.25—
12.28 [33]. Основные выводы по проделанным исследованиям
сделаны следующие.
Наилучшие результаты получены для сферических сосудов
высокого давления, герметизированных изнутри алюминием тол-
щиной 0,76 мм: на единицу массы КВМ фактор прочности состав-
ляет 441 кПа-м3/кг. В случае исключения массы алюминия из
всех моделей удельные прочностные характеристики возрастают
более чем на 70 %.
Эксплуатационные характеристики для моделей сферической
и цилиндрической форм практически совпадают. Различие между
двумя типами моделей сосудов высокого давления обусловлены
лишь различиями в размерах, а также зависят от возможностей и
типа намоточного оборудования.
380
I
12.24. Результат взрывных, усталостных и статических испытании сосудов
высокого давления диаметром 102 мм из волокна кевлар-49 и эпокснсвязующего
рр' МПа Мр при синусои- дальном повыше- нии давле- ния Прямоуголь- ный режим повышения давления 0 при Рст — = 91 % Рр. ср- 4 Р’ Р' МПа Np прн синусои- дальном повыше- нии давле- ния Прямоуголь- ный режим повышения давления Ь 'dd % 16 = = l2d Hdn е
"р Общее вре- мя пиков да- вления, ч Общее вре- мя пиков да- вления, ч
13,69 1 1 0,0000 0 15,34 27 100 7140 2800 >500
13,93 9 2 0,0047 28 15,38 35 600 7210 2800 >500
14,14 635 31 0,0120 151 15,38 88 700 7640 3,0000 >500
14,44 1 030 50 0,0190 154 15,38 95 200 12 000 4,7000 >500
14,55 3 440 83 0,0320 >500 15,51 104 000 14 500 5,6000 >500
14,75 4 230 88 0,0340 >500 15,62 129 000 14 700 5,7000 >500
14,79 И 800 242 0,0940 >500 15,72 132 000 19 400 7,6000 >500
14,89 12 100 393 0,1500 >500 15,72 144 000 22 200 8,6000 >500
14,96 12 600 2740 1,1000 >500 16,00 176 000 26 400 10,0000 >500
15,00 14 300 3680 1,4000 >500 16,10 193 000 45 000 18,0000 >500
15,10 18 800 4030 1,6000 >500 16,34 200 000 45 100 18,0000 >500
15,24 22 300 4690 1,8000 >500 16,38 430 000 54 300 21,0000 >500
15,27 24 500 7060 2,8000 >500
1 Все разрушения происходили по кольцевым слоям (каждый второй обра-
зец разрушался при давлении Рр = 12,27 МПа).
Масштабного эффекта на моделях диаметром 102 и 203 мм не
наблюдалось. При обеих криогенных температурах эффект их
влияния на разрушение волокна и другие эксплуатационные
характеристики КВМ оказывается мал.
12.3.4.5. Толстостенные сосуды
высокого давления из волокна кевлар-49
и эпоксидных связующих
Теоретический анализ толстостенных сосудов высокого дав-
ления [311, герметизированных металлом, показывает, что наи-
более эффективной композицией оказывается сочетание тонкого
сферического алюминиевого сосуда, усиленного толстостенным
КВМ на основе волокна кевлар-49: разрушение такой конструк-
ции наблюдается при давлении 425 МПа. Однако градиент напря-
жений, возникающих в анизотропной структуре сосуда высокого
давления из КВМ, заставляет увеличивать толщину изотропного
металла. Потери эксплуатационных свойств за счет градиента
напряжений, возникающих при увеличении толщины стенок,
могут быть уменьшены введением в органопластик более жесткой
компоненты (например, углеродного волокна).
381
12.25. Свойства цилиндрических сосудов высокого давления, футерованных резиной (намотка волокном кевлар-49 с использованием различных эпоксикомпозитов; температура испытания 21 °C, толщина резины 0,5 мм) • Номер образца , <t09I-d , 6SI-d , „ 8SI-d , 2.91'd , 9SI-d ,’.esi-d , 291-d » I9I-d г 8H-d S HI-d X Zfl-d Объем, 10~3 m3 9,28 9,28 9,28 9,28 9,28 9,28 9,28 9,28 9,28 9,28 9,8 Взрывное давление, МПа 14,2 14,2 15,4 14,2 13,0 12,9 15,6 14,9 14,1 13,1 14,7 Вид разрушения & Н Ф Ф Ф К+Ф ф ф ф ф ф ф Средняя характеристика сосу- 358 368 363 381 324 316 398 383 341 319 376 да кПа-м3/кг UZ с Толщина стенок КВМ, мм: полная 1,40 1,45 1,40 1,37 1,35 1,40 1,35 1,37 1,32 1,38 1,35 продольные слои 0,56 0,56 0,53 0,51 0,51 0,53 0,51 0,51 0,48 0,51 0,51 кольцевые слои 0,84 0,89 0,86 0,84 0,86 0,84 0,86 0,86 0,84 0,86 0,84 Масса КВМ г 368,0 355,0 395,0 347,0 375,0 380,0 364,0 362,0 382,0 381,0 362,0 Объемная доля волокна Ув. об, % 69,4 72,4 65,8 75,0 67,3 70,1 71,6 72,4 67,8 69,2 73,8 Прочность волокна в слоях композита в, ГПа: продольных 2,21 2,19 2,40 2,21 2,02 2,01 2,44 2,32 2,19 2,04 2,28 кольцевых 2,46 2,43 2,66 2,45 2,25 2,23 2,70 2,57 2,43 2,26 2,53 1 Связующее DER 332/7’-403 (100/36) с режимом отверждения 16/21 -f- 3/73,9 (16 ч при 21 °C и 3 ч при 73,9 °C). 2 Связующее ERL 2258/ZZL 0820 (100/300) с режимом отверждения 90/21 + 2/73,9, 8 Связующее DER 3321T-WA (100/36) с режимом отверждения 16/21 -f- 3/73,9. 4 Скорость нагружения 69 кПа/с. 8 Локализация разрушения: Н — кольцо; К — цапфа; Ф — фитинг. 3 Определяется расчетом.
Свойства
382
12.26. Характеристика цилиндрических сосудов из КВМ на основе волокна
кевлар-49 и эпоксидного связующего, футерованных алюминием (диаметром
203 мм, толщина алюминиевого листа 0,76 мм; температура испытаний 21 °C)
Свойства Р-143 ? Р-145 » Р-147 1 Р-149 1 Р-177 2 Р-180 2
Объем V, 10“8 м3 9,28 9,28 9,28 9,28 9,28 9,28
Разрушающее давление Р„, МПа 14,3 14,7 14,0 17,1 15,2 14,2
Вид разрушения 8 Н Н Ф Н Ф Н
Характеристика композита PV/WK, кПа-м8/кг Толщина стенок композита, мм: 353 376 353 441 411 391
полная 1,47 1,42 1,45 1,37 1,40 1,37
продольных слоев 0,61 0,53 0,51 0,51 0,51 0,51
кольцевых слоев 0,86 0,89 0,94 0,86 0,89 0,86
Масса композита 1ГК, кг 377 362 369 359 343 337
Объемная доля волокна UB об, % 67,5 69,9 68,6 70,3 71,3 69,7
1 Связующее DER 332/7’-403 (соотношение массовых долей 100: 36). От-
верждение 16 ч при комнатной температуре и термофиксация 3 ч при 73,9 °C.
2 Скорость подъема давления 69 кПа/с.
8 Локализация разрушения: Н — кольцо; Ф — фитинг.
12.27. Характеристика сферических сосудов диаметром 203 мм из КВМ на основе волокна кевлар-49 и эпоксидного связующего DER 332/Т-403 (100 : 36 массовых частей, отверждение около 8 нед. при 21 °C)
Свойства Футеровка (толщина /ф)
Алюминий 1 (0,76 мм) Алюминий 1 (2,00 мм) Каучук 2
Тип бобышки Число сосудов Объем Кс, 10-8, м8 БД 10 4,1 мп 4 4,1 мп 4 4,1
Ср со Ср со Ср со
Разрушающее давление, МПа Характеристика композита, PV/WK, кПа-м3/кг Толщина стенки композита, мм Масса композита U7,., г Объемная доля волокна Рв. 0, % 28,7 2,5 314 42 2,20 0,05 355 19 69,9 4,8 39,03 1,1 4134 * * 17 2,06 0,04 340 5 67,9 1,6 35,5 1,2 406 12 2,17 0,08 358 8 68,1 2,6
1 Скорость подъема давления 86 кПа-с-1.
2 Каучуковый слой поверх перфорированного алюминия. Скорость подъема
давления 115 кПа-с-1.
3 Линейные эффекты в расчет не принимались.
4 Данные соответствуют линейному эффекту.
Сокращения: БД — большая двойная; МП — малая простая; СО —
стандартное отклонение; Ср — среднее значение.
383
12.28. Свойства сферических (СЕ) и цилиндрических (ЦЕ) емкостей из КВМ
на основе волокна кевлар-49 и эпоксидного связующего при температуре жидкого
водорода (—253 °C) (связующее DER 332/7'-403 с соотношением массовых
частей 100 : 36; футеровка — листовой алюминий)
Свойства ЦЕ с /ф = 0,76 мм СЕ с /ф = 0,76 мм СЕ с <ф = 2 мм
Р-154 « Р-155 i 0423 « 0434 1 0,686 *
Объем Vc, 10-8 м8 9,28 9,28 4,09 4,09 4,09
Разрушающее давле- ние, Рр, МПа Характеристика ком- позита РГ71ГК, кПа м3/ кг 15,5 16,5 31,9 30,0 43,3
398 423 391 336 513 з
Толщина стенкн ком- позита, мм Масса композита 1ГК, г 1,40 1,40 2,24 2,21 2,06
260,9 364,9 334,5 365,6 345,0
Объемная доля волок- на Гв. о, % 70,8 69,7 75,6 72,8 70,2
1 Гелеобразование — 3 ч прн 60 °C, отверждение — 3 ч при 73,9 °C.
? Гелеобразование 8 Без применения н отверждение прн линеаризации. комнатной температуре.
12.3.4.6. Резервуары высокого давления
из КВМ, футерованные металлом
По заданию НАСА были проведены исследования [32 ]
по сравнительной оценке сферических емкостей диаметром 318
и 635 мм из КВМ на основе кевлара-49 и эпоксисвязующего, тита-
новых сплавов, а также сплавов 6A1-4V и Инконель 718. Эти ре-
зервуары были предназначены для хранения сжатых газов для
орбитальных двигателей и систем жизнеобеспечения кораблей
системы «Шаттл» в космосе. Реализация этой программы выявила
следующие преимущества КВМ-резервуаров, футерованных ме-
таллом.
В отличие от цельнометаллических емкостей в таких резервуа-
рах отсутствуют другие возможности утечки газа, кроме утечки
при полном разрушении сосуда.
Масса такого резервуара примерно на 25 % меньше цельно-
металлического.
Описанные выше емкости выдерживают до 1600 циклов, при-
чем, если в качестве герметизирующего металла взят титан, то
рабочее давление находится в пределах 0 ... 31 МПа; для резер-
вуаров, футерованных сплавом Инконель диапазон составляет
0 ... 23 МПа, при критическом давлении 34 МПа. Максимальные
давления взрыва, закладываемые при проектировании, равны со-
ответственно 46 МПа и 34 МПа.
384
12.29. Механические свойства тканей кевлар-49 (в направлении основы)
Свойства Связующее
181/эпоксид 1 181/поли- эфир * 120/поли- эфир ’
Объемная доля волокна, % 50 40 37
Плотность, кг/м3 1330 1300
Предел прочности на разрыв, МПа 517 414 440
Модуль упругости, ГПа 31 24 23
Деформация при разрыве, % 1,7 —. —
Напряжение сжатия прн е=0,2%, МПа 83 — —
Модуль сжатия, ГПа 31 — —
Предел прочности прн изгибе, МПа 345 207 220
Модуль упругости при изгибе, ГПа 27,6 20 19
Напряжение изгиба прн е=0,02%, МПа 172 97 —
Прочность при сдвиге (метод «корот- кой балки»), МПа 55 21 23
Предел прочности при сдвиге («рель- совый» метод), МПа 32 — —
Модуль сдвига («рельсовый») метод, ГПа 2 — —
1 Эпоксисвязующее ВР-907 фирмы АЦ; автоклавное формование.
2 Полиэфир Корезин.
3 Отверждающийся при комнатной температуре полиэфир Атлак 382-05
фирмы Ай-сн-Ай с перекисью МЕК.
12.30. Термические и электрические свойства КВМ на основе ткани кевлар-49
и эпоксидных связующих
Свойства Значение
Теплопроводность, Вт/(м-К):
поперек слоев ткани при Гв. 0 = 46 % 0,22
параллельно основе 0,91
Температурный коэффициент линейного расширения, 10-в/К-1 0
Диэлектрическая постоянная при Ув 0 = 58 % и f = 9,3 ГГц:
перпендикулярно основе 3,3
параллельно основе (комнатная температура) 3,7
перпендикулярно основе при Кв. о = 48 % и / = 1, МГц 4,1
Тангенс угла потерь при VB. 0 = 58 % и f = 9,3 ГГц: 0,010
перпендикулярно основе
параллельно основе (комнатная температура) 0,013
перпендикулярно основе при Ув 0 = 48 % н f = 1 МГц 0,024
Электрическая прочность при /в. О = 48%, Вт/мм 24,4
Удельное сопротивление при Ув. 0 = 48 %, Ом-м:
объемное 5-1013
поверхностное 5-Ю13
Дуговое сопротивление при Ув 0 = 48 %, с. 125
13 П/р Дж. Любина
385
Согласно этой программе реализованная прочность волокна
кевлар-49 составляла 2200 МПа при его объемной доле 60 %.
Это весьма существенно, так как наибольшие трудности в этой
программе были связаны с созданием герметических металличе-
ских резервуаров.
12.3.5. Текстолиты
Все известные композиционные материалы на основе текстиль-
ных структур из волокон кевлар-49 включают либо эпоксидные,
либо полиэфирные связующие [38]. В табл. 12.29 [8 ] приведены
механические свойства различных структур ткань — связующее;
электрические и термические свойства их приведены в табл. 12.30
[7, 8].
12.3.6. Гибридные композиты
Композиционные материалы на основе волокна кевлар имеют
довольно низкие сдвиговые характеристики. Обычно эта проблема
решается включением в состав армирующей компоненты КВМ
других волокон, например углеродных, т. е. путем создания гиб-
ридного композита. Арамидные и углеродные волокна обычно
хорошо совмещаются в материале благодаря близким значениям
коэффициентов линейного расширения. В кевлар-углеродных КВМ
отсутствуют основные недостатки углепластиков — высокая цена
и полное разрушение как следствие большой хрупкости. В кев-
лар-стеклопластиковых гибридах отсутствуют основные недо-
статки стеклопластиков, в частности малая гибкость. Возможности
создания различных комбинаций КВМ описаны в работах [34—
37 ]. Мы ограничимся основными свойствами однонаправленных
текстолитных гибридных материалов.
По данным фирмы «Файберайт» в табл. 12.31 представлены
свойства однонаправленного гибридного КВМ на основе углерод-
ного (торнел-300) и органического (кевлар-49) волокон с использо-
ванием связующего файберайт-934 при общей объемной доле во-
локна VB. 0 = 60 % [34]. В табл. 12.32 приведены данные по
гибридным текстолитным композитам при Ув> 0 = 60 % [35].
12.31. Свойства однонаправленных гибридных КВМ на основе волокон
торнел-3000, кевлар-49 и эпоксидного связующего
Соотно- шение ^в. о торнел- 3000/кев- лар-49 Р' кг/м8 Растяжение Сжатие Изгиб ТСД (метод «корот- кой балкиэ) МПа
ГПа ов, МПа а при в = 0,02 %, МПа аСЖ’ МПа а при в = 0.02 %, МПа аи. МПа
100: 0 1600 145 1565 678 1007 1605 1606 91
75 : 25 1560 120 1282 469 938 1248 1358 76
50 : 50 1510 108 1215 413 688 827 1103 56
0: 100 1350 77 1262 182 286 339 634 49
386
12.32. Свойства гибридных КВМ на основе сбалансированных тканей из волокон
торнел-3000, кевлар-49 и эпоксидного связующего 1
Соотношение VB с торнел- 3000/кевлар-49 Связующее Р, кг/м3 Растяжение Сжатие •Ссд (метод «короткой балки»), МПа
Е, ГПа вв- ИЛа <т при е = 0,02 %, МПа га к S £ и ъ
0: 100 Файберайт-934 1400 35,9 545 76 152 26
50 : 50 » 1490 48,3 400 159 228 29
75 : 25 » 1570 57,2 434 221 317 32
100 : 0 1600 60,0 434 324 558 40
50: 50 ВР-907 ? 1440 4§,0 414 165 290 48
1 Сбалансированные ткани содержат равное число волокон по основе и
утку.
2 Поставщик — фирма «Американ цианамид».
12.33. Свойства связующих
Связующее р. кг* м-5 °Т’ МПа Е, ГПа Удлинение при течении, % Работоспо- собность 3, м* Н/м3
Иономер 950 12,5 0,162 17 1,58
Полиэтилен 950 22,4 1,07 13 2,08
Нейлон 12 1010 42,7 1,25 12 4,10
Поликарбонат 1200 61,5 1,93 6,2 2,34
Полиметилметакрилат 1190 73,1 2,63 4,6 2,08
Примечания. 1. Предел текучести определяетси по первому пику кривой
зависимости напряжение — деформация.
2. Работоспособность — площадь под кривой зависимости напряжение —
деформация. — Прим. ред. пер.
Использование кевлар-49 в гибридных композитах с углеродными
волокнами улучшает свойства ударной вязкости КВМ по сравне-
нию с углепластиками, но при некотором снижении прочности
и жесткости [37]. Вместе с тем КВМ на основе гибридных тек-
столитов более энергоемки при производстве и дороже, нежели
КВМ из углеродных препрегов. Следовательно, гибридные тек-
столиты не так хороши, как пластики на основе препрегов из
однородных материалов [35].
12.3.7. Композиционные материалы, усиленные штапелем
В работе [38] было изучено разрушение термопластов, арми-
рующей компонентой которых являлись короткие ориентирован-
ные волокна. Авторы пришли к выводу, что начальное разруше-
13* 387
ние происходит за счет выдергивания волокон в пластичных
и хрупких материалах. Матрица становится более жесткой при
относительно невысоком содержании волокна. С увеличением объ-
емного содержания волокна в КВМ жесткость его становится бо-
лее зависимой от жесткости волокна. Введение всего лишь Ув. 0 =
= 20 % коротко нарезанного волокна кевлар-49 существенно
улучшает свойства КВМ. В табл. 12.33 [38 1 приведена характе-
ристика различных матричных материалов (связующих).
В табл. 12.34 и 12.35 [38] сведены данные о прочностных и сдви-
говых свойствах КВМ, армированных короткими волокнами кев-
лар-49.
12.34. Прочностные свойства КВМ, усиленных короткими волокнами кевлар-49
с Гв. о = 20 %
Связующее Плоскостная ориентация ов, МПа Е, ГПа Дефор- мация при разрыве, % Работоспо- собность, м« Н/м3
Иономер Изотропная 119,3 5,033 2,9 1,99
Одноосная 157,9 8,894 3,1 2,96
Полиэтилен Изотропная 73,77 5,16 2,3 1,06
Одноосная 131,7 10,6 2,3 1,71
Нейлон 12 Изотропная 106,9 4,17 5,9 3,43
Одноосная 151,7 8,55 2,8 3,32
Поликарбонат Изотропная 115,8 5,06 3,0 1,94
Одноосная 163,4 9,79 2,1 1,83
Полиметилмета- Изотропная 182,0 7,79 3,0 3,01
крилат Одноосная 207,5 11,10 2,0 2,08
12.35. Сдвиговая прочность однонаправленных КВМ из непрерывных нитей
кевлар-49 с объемной долей 20 %
Связующее Г* МПа СД Связующее т'д, МПа
Иономер 27,6 Поликарбонат 39,9
Полиэтилен 27,6 Полиметилметакрилат 42,1
Нейлон 12 1 37,9
1 Отчетливого разрушения при сдвиге ие наблюдалось.
12.4. Применение КВМ
КВМ на основе арамидных волокон кевлар-49 с эпоксидными,
полиэфирными и другими связующими успешно применяются
в самых различных областях, включая авиацию, в военных раз-
работках, при изготовлении спортивного снаряжения, различных
388
Рис. 12.35. Детали самолета L-1011, изготовленные из КВМ на основе волокна
кевлар-49:
1 — обтекатель антенны радиолокатора; 2 — интерцентр крыла; 3 — зализ стыка крыла
с фюзеляжем; 4 — обтекатель пилона двигателя
Рис. 12.36. Сосуд для сжиженного газа, изготовленный из КВМ и облицованный
алюминием
Рис. 12.37. Ракетный двигатель с корпусом из КВМ
389
оболочек и т. д. Области применения волокна кевлар-29 ограни-
чены в основном производством кабелей и канатов. Кроме того,
кевлар-29 используется для получения корда, идущего для арми-
рования шин и других резинотехнических изделий.
12.4.1. Применение КВМ в авиации и военной технике
Высокие физико-механические характеристики КВМ на ос-
нове волокна кевлар-49 определяют их использование в граждан-
ской авиации и вертолетостроении для изготовления полов, две-
Рис. 12.38. Защитная каска из КВМ
рей, части несущих конструкций, переборок и т. д. (рис. 12.35).
Сосуды высокого давления используются для хранения жидких
газов в системах жизнеобеспечения (рис. 12.36). В военной тех-
нике КВМ находит применение в корпусах ракетных двигателей
! (рис. 12.37). Из него изготовляют органопластиковые защитные
каски (рис. 12.38).
12.4.2. Спортивное снаряжение
Применение КВМ на основе волокна кевлар-49 для изготовле-
ния спортивного снаряжения обусловлено такими свойствами этих
материалов, как малая плотность в сочетании с хорошей ударо-
стойкостью, способностью гасить вибрации и гибкостью. Из
КВМ изготовляют каяки (лодки), хоккейные клюшки и винд-
серферы. ’
390
12.4.3. Канаты
Волокна кевлар-29 и кевлар-49 как в чистом виде, так и им-
прегнированные каучуком быстро заменили стальные канаты при
глубоководных исследованиях, в горном деле, при бурении и
в оснастке судов. Небольшая плотность и высокие прочностные
характеристики при использовании волокон кевлар в кабеле
уменьшают стоимость транспортных работ и позволяют использо-
вать более экономичное оборудование. Коррозионная стойкость
и хорошие электроизоляционные характеристики делают эти во-
локна особенно ценными при изготовлении канатов.
12.4.4. Использование КВМ в маховиках
На рис. 12.39 показано, как КВМ может быть использован для
замены металлических маховиков. В экспериментальных акку-
муляторных электромобилях, такой маховик используется как
инерционный элемент двигателя.
Рис. 12.39. Маховик из КВМ с алюминиевой ступицей-крестовиной
12.4.5. Шинный корд
С целью облегчения конструкции и для увеличения срока
службы радиальных автомобильных шин фирма «Дюпон» заменила
стальной кордкордом из волокна кевлар. Корд из кевлара имеет
более высокие прочностные характеристики и лучшую термоста-
бильность, нежели вискозный или полиэфирный корд, большую
долговечность, лучшее сопротивление удару, хорошие антикор-
розионные свойства в сочетании с малой массой по сравнению
со стальным кордом.
391
12.4.6. Пулезащитная одежда и броня из КВМ
Применение волокон кевлар-29 и кевлар-49 вдвое повышает
защитные свойства пуленепробиваемых жилетов по сравнению
с нейлоновыми изделиями равной массы.
Для брони при использовании текстолитов на основе кевлара
фирма «Дюпон» добилась уменьшения массы на 30 % по сравне-
нию со стеклополиэфирными композиционными материалами.
Волокна кевлар-29 сочетают в себе высокие противоударные ха-
рактеристики и сопротивление срезу с малой плотностью.
12.4.7. Другие примеры промышленного применения КВМ
Волокна кевлар имеют очень широкие области применения.
Их применяют для изготовления приводных ремней, шлангов,
лент конвейеров, обрезиненных ограждений, электромонтажных
плат, диффузоров громкоговорителей и многого другого.
СПИСОК ЛИТЕРАТУРЫ
1. Blades Н., «Dry-Jet Wet Spinning Process», U. S. Patent 3,767,756, Oc-
tober 23, 1973.
2. Penn L., Newey H. A. and Chiao T. T., «Chemical Characterization of a High-
Performance Organic Fiber», J. Mat. Sci. 11, 190 (1976),
3. Penn L., Lawrence LivermoreLaboratory, private communication (1976).
4. Northolt M. G., «Х-Ray Diffraction Study of Poly (p-Phenylene Terephtala-
mide) Fibers», European Polym. J. 10, 799 (1974).
5. Chiao T. T., Hamstad M. A., Marcon M. A., and Hanafee J. E., Filament-
Wound Kevlar 49/Epoxy Pressure Vessels, Lawrence Livermore Laboratory
Report UCRL-51466 (1973). See also National Aeronautics and Space Admi-
nistration Report NASACR-134506 (1973).
6. Abbott N. J., Donovan J. G., Schoppee M. M., and Skelton J., «Some Mecha-
nical Properties of Kevlar and Other Heat Resistant, Nonflammable Fibers,
Yarns, and Fabrics», Air Force Materials Laboratory, Technical Report
AFML-TR-74-65, Part III (1975).
7. Greenwood J. H. and Rose R. G., «Compressive Behavior of Kevlar 49 Fibers
and Composites», J. Mat. Sci. 9, 1089 (1974).
8. Kevlar 49 Data Manual, DuPont de Nemours Chemical Co., Wilmington, De-
laware, 1974.
9. Sturgeon D. L. G. and Venkatachalam T. K-, «Potential Contribution of High
Strength, High Modulus Aramid Fibers to the Commercial Feasibility of Ligh-
ter-Than-Air-Craft», paper presented at Lighter-Than-Air Workshop, sponsored
by the Flight Transportation Laboratory of MIT, the U. S. Navy, and the
National Aeronautics and Space Administration, Monterey, California, Sep-
tember 9—13, 1974.
10. Riewald P. G. and Venkatachalam T. K-, «Kevlar Aramid Fiber for Rope and
Cable Applications», paper presented at the Marine Kevlar Cable Workshop,
sponsored by the Marine Technology Society Cable and Connector at the Of-
fshore Technology Conference, Houston, Texas, May 6, 1975.
11. Chiao T. T. and Moore R. L., «Strength of S-Glass Fiber», SAMPE Quart.
3 (3), 28 (1972).
12. Chiao T. T., Wells J. E., Moore R. L., and Hamstad M. A., «Stress-Rupture
Behavior of Strands of an Organic Fiber/Epoxy Matrix», American Society
for Testing and Materials, Standard Testing Procedure, ASTM STP-546, 209
(1974).
392
13. Chiao T .T., Jessop Е. S., and Hamstad M. A., «Performance of Filament-
Wound Vessels from an Organic Fiber in Several Epoxy Matricies», in: Proce-
edings of the 7th National SAMPE Technical Conference, Albuquerque, New
Mexico, October 14—16, 1975, p. 202.
14. Chiao T. T. and Moore R. L., «Tensile Properties of PRD-49 Fiber in Epoxy
Matrix», J. Composite Mat. 7, 547 (1972).
15. Chiao C. C.( Sherry R. J., and Chiao T. T., «Strength Retention and Life of
Fiber Composite Materials», Composites 7, 107 (1976).
16. Chiao С. C., «Long-Term Performance of Fiber Composites», in: Proceedings
of the 1975 Flywheel Technical Symposium, p. 160, sponsored by the U. S. Ener-
gy Recources and Develoment Administration and the Lawrence Livermore
Laboratory, Berkeley, California, November 10—12, 1975.
17. Chiao С. С., «Ап Accelerated Test for Predicting the Lifetime of Organic Fi-
ber Composites», in: Proceedings of the 3rd Biennial AIME Symposium: Fa-
ilure Modes in Composites, Las Vegas, Nevada, February 22—26, 1976, p.
157.
18. Chiao С, C., Sherry R. J., and Hetherington N. W., «Experimental Verifica-
tion of an Accelerated Test for Predicting the Lifetime of Organic Fiber Compo-
sites», J. Composite Mat. 11, 79 (1977).
19. Bunsel A. R., «The Tensile and Fatigue Behavior of Kevlar-49 (PRD-49)
Fibre», J. Mat., Sci. 10, 1300 (1975).
20. Hamstad M. A. an Chiao T. T., «Acoustic Emission from Stress-Rupture
and Fatigue of an Organic Fiber Composite», American Society for Testing
and Materials, Standard Testing Procedure, ASTM STR-580, 201 (1975).
21. Penn L. S. and Jessop E. S., «Fiber-Composite System for Energy-Storage
Flywheels», in: Proceedings of the 22nd National SAMLE Symposium, San
Diego, California, April 26—28, 1977, p. 442.
22. Clements L. L. and Moore R. L., «Composite Properties for an Aramid Fiber
in a Room-Temperature-Curable Epoxy», Lawrence Livermore Laboratory
Report UCRL-79549 (1977). See also SAMPE Quart. 9 (1), 6 (1977).
23. Hanson M. P., «Effect of Temperature on the Tensile and Creep Characteris-
tics of PRD-49 Fiber/Epoxy Composites», National Aeronautics and Space
Administration, Technical Memorandum X68053 (1972).
24. Ericksen R. H., «Room Temperature Creep of Kevlar 49/Epoxy Composites»,
Composites 7 (3), 189 (1976).
25. Chiao С. C. and Moore R. L., «Evaluation of Interlaminar Shear Test for Fiber
Composites», Lawrence Livermore Laboratory Report, UCRL-41766 (1975).
26. Chiao С. C., Moore R. L., and Chiao T. T. «Measurement of Shear Properties
of Fiber Composites—I. Evalution of Test Methods», Composites, 161 (July
1977).
27. Chiao С. C., Moore R. L., and Chiao T. T., «Measurement of Shear Properties
of Fiber Composites—II. Shear Properties of and Aramid Fiber in Several
Epoxy Resins», Composites, 171 (July 1977).
28. Chiao С. C. and Marcon M. A., «Filament-Wound Vessel from an Organic Fi-
ber-Epoxy System», 28th Annual Conference, Reinforced Plastics/Composites
Institute, SPI, Washington, D. C., February 6—9, 1973, Section 9-B, p. 1.
29. Hamstad M. A., Chiao T. T., and Patterson R. G., «Fatigue Life of Organic
Fiber/Epoxy Pressure Vessels», in: Proceedings of the 7th National SAMPE
Conference, Albuquerque, New Mexico, October 14—16, 1975, p. 217.
30. Lark R. F., «Recent Advances in Lighweight Filament-Wound Composite
Pressure Vessel Technology», Composites in Pressure Vessels and Piping, ASME,
Publication No. PVP-PB-021, p. 17 (1977).
31. Gerstle F. P., Jr. and Moss M., «Thick-Walled Spherical Composite Pressure
Vessels», Composites in Pressure Vessels and Piping, ASME Publication No.
PVP-PB-021, p. 69 (1977).
32. Ecord G. M., «Composite Pressure Vessels for Space Shuttle Orbiter», Compo-
sites in Pressure Vessels and Piping, ASME Publication No. PVP-PB-021,
p. 129 (1977).
33. Chiao T. T. and Hamstad M. A., «High-Performance Vessels from an Aromatic
Polyamide Fiber/Epoxy Composite», in: Proceedings of the 1975 International
393
Conference on Composite Materials, Geneva, Switzerland and Boston, Mas-
sachusetts, April 7—11 and 14—18, 1975, Vol. 2, p. 365.
34. Zweben С. H., «Hybrid Fiber Composite Materials», in: Proceedings of the
1975 International Conference on Composite Materials, Geneva, Switzerland
and Boston, Massachussetts, April 7—11 and 14—18. 1975, Vol. 1, p. 345.
35. Zweben С. H. and Norman J. C., «Kevlar 49/Thornel 300 Hybrid Fabric Com-
posits for Aerospace Applications», in: Proceedings of the 21st National SAMPE
Symposium Exhibit, Los Angeles, California, April 6—8, 1976.
36. Riewald P. G. and Zweben С. H., «Hybrid Composites for Commercial and
Aerospace applications», 30th Annual Conference Reinforced Plastics/Compo-
sites Institute, SPI, Washington, D. C., February 6, 1975, Section 14-B, p. 1.
37. Norman J. C., «Damage Resistance of High Modulus Aramid Fiber Composi-
tes in Aircraft Applications», paper presented at the Society of Automotive
Engineers Business Aircraft Meeting, Wichita, Kansas, April 8—11, 1975.
38. Blumentritt B. F., Vu В. T., and Cooper S. L., «Fracture m Oriented Short
Fiber-Reinforced Thermoplastics», Composites, 107 (June 1975).
СЛОВАРЬ ТЕРМИНОВ
Абляция (ablation) [Эрозия в гидродинамическом потоке *.— прим. ред. пер."].
Процесс массо- и теплопереноса, обеспечивающий отвод большого количества
теплоты из поверхностных слоев материала, которая поглощается, рассеивается
или преобразуется окружающим пространством посредством различных физи-
ческих механизмов. Динамика поглощения энергии при этом регулируется само-
произвольно, что позволяет контролировать температуру поверхности, значи-
тельно ограничивая тепловой поток внутрь материала. [Под влиянием механи-
ческих сил, тепла и агрессивности обтекающего изделие потока, происходит
частичное разрушение материала, сопровождающееся уменьшением его массы. —
Прим. ред. пер.].
Автоклав (autoclave). Герметически закрывающийся сосуд, позволяющий
проводить химико-технологические процессы, в том числе и отверждение компо-
зитов при повышенных температурах и давлениях.
Агент конденсационный (condensation agent). Вещество, которое кроме своего
каталитического действия, обладает некоторыми дополнительными свойствами,
необходимыми для получения поликонденсационных смол с заданными свойст-
вами (см. «промотор»).
Агент отверждающий (curing agent). Каталитически активное или реак-
ционноспособное вещество, при добавлении которого в смолу происходит ее от-
верждение; синоним — «отвердитель».
Агент «сшивающий» (coupling agent). 1. Химическое вещество или смесь
веществ, предназначенное для введения в связующее как при синтезе матрицы,
так и при армировании композита. Предназначено для образования или ускоре-
ния образования более прочной связи между компонентами полимерного ком-
паунда. 2. Вещество, способное образовывать химические «мостики» между поли-
мерными цепями (например, диизоцианаты, альдегиды, диангидриды и др.).
Агрегат (aggregate). Твердый фрагментированный материал, применяемый
с эпоксисвязующим в качестве подложки или покрытия.
Адгезив хладоотверждающийся (cold-setting adhesive). Синтетический клей,
затвердевающий при обычной комнатной температуре в присутствии отверди-
теля.
Адгезия (adhesion). Прилипание. Явление, при котором две поверхности
разнородных тел (фаз) соединены вместе за счет поверхностных сил или других
механизмов сцепления. [Величина адгезии измеряется сопротивлением разрыву
на единицу площади контакта при данном виде деформации. — Прим. ред. пер. ].
Адгезия механическая (mechanical adhesion). Адгезия между поверхностями
двух тел, возникающая за счет поверхности сил сцепления.
Аддукт (adduct). Продукт присоединения молекул друг к другу; молекуляр-
ное соединение, обычно не характеризующееся определенной структурой и при-
родой химической связи.
Активатор (activator). Добавка, улучшающая и ускоряющая процесс отвер-
ждения связующего. Например, активаторы вулканизации — компоненты рези-
1 В ряде случаев для сравнения приведены определения, сформулирован-
ные в соответствующих ГОСТах, а также стандартах СЭВ —Прим. ред. пер.
395
новых смесей, повышающие эффективность структурирования каучуков при
вулканизации. (См. также «отверждение», «промотор»).
Активация (activation). Процесс индуцирования радиоактивности в образце
при облучении. [Определяется так же, как процесс, в результате которого ве-
щество переходит в реакционноспособное состояние. — Прим. ред. пер.].
Анализ сетки (netting analysis). Анализ структуры волокнистой намотки,
который предполагает, что напряжения, создаваемые в структуре, полностью
воспринимаются волокнами, а механическая прочность смолы не принимается
во внимание; кроме того допускается, что армирующие волокна не влияют на
изгиб или срез композита, а несут только осевую растягивающую нагрузку.
Анизотропия свойств (anisotropy of properties). Различия количественных
характеристик физических свойств (механических, оптических, акустических,
электромагнитных и др.) образцов по различным направлениям.
Анизотропии формы (aspect ratio). «Характеристическая» длина; соотноше-
ние длины к диаметру волокна; соотношение L/D.
Анизотропия слоя (anisotropy of laminates). Различие свойств вдоль и попе-
рек плоскости слоя. Различие свойств в плоскости поперечного сечения, т. е.
перпендикулярно плоскости армирования композита.
Анизотропный (anisotropic). Различающийся по свойствам при испытаниях
вдоль различных направлений, относительно какой-то основной оси образца.
Антиадгезив (abhesive). Пленка (или покрытие), которая используется для
предотвращения (или существенного уменьшения) прилипания одного твердого
тела к другому, проявляющегося при их тесном контакте (например, для облег-
чения выемки изделий из форм). (См. также «смазка».).
Антистатики (anti-static agents). Вещества, которые будучи введены в расплав
нли нанесены на поверхность полимерного материала, улучшают электрическую
проводимость (в частности, препятствуют налипанию пыли).
Антипирены (antipyrenes). [Вещества, предохраняющие органические мате-
риалы от воспламенения и самостоятельного горения. Прим. ред. пер.].
Армирование (reinforcement). Процесс получения композиционных материа-
лов, заключающийся во введении в пластмассу инертного материала для улуч-
шения ее прочности, жесткости и ударной вязкости. Армирующими компонен-
тами обычно являются химические волокна и нити, волокна из стекла, асбеста,
а также сизаль, хлопок и т. д. в тканном и нетканном виде. Для повышения эф-
фективности армирующий материал должен иметь хорошую адгезию к смоле.
[Термин «армирование» не следует использовать как синоним слова «наполне-
ние»— Прим. ред. пер.].
Атактичность (atacticity). Степень статистической локализации боковых за-
местителей вдоль основной цепи макромолекулы.
Атласный (satin). Пластиковая отделка с атласной или вельветовой поверх-
ностью.
Атмосфера стандартная лабораторная (standard laboratory atmosphere). Ок-
ружающая атмосфера при относительней влажности 50 ± 2 % и 23 ± 1 °C,
а также средние комнатные условия прй относительной влажности 40 % и
24 °C; условия «сухой комнаты»: 15 %-иая относительная влажность при 27 °C;
условия «влажной комнаты»: 75 %-ная относительная влажность при
24 °C.
Бисфенол A (bisphenol А). Продукт конденсации, образованный взаимо-
действием двух (би-) молекул фенола с ацетоном (А). Этот полупродукт является
исходным компонентом для взаимодействия с эпихлоргидрином при производ-
стве эпоксидных связующих.
Блоки с разъемной полостью (split-cavity blocks). Блоки, которые после
сборки имеют полость для формования деталей с подрезом (см. «пресс-форма»).
Бобина, шпуля (spool). Термин, иногда используемый для описания вида
паковки ровинга. Предпочтительней термины «бухта», «катушка».
Брусок для определения растяжимости (tensile bar). Образец композита оп-
ределенных размеров, полученный при компрессионном или инжекционном фор-
мовании, используемый для определения растяжимости материала.
Буртик (fillet). Округлое заполнение внешнего угла между двумя поверхно-
стями пластмассовой формы.
396
Бушинг (bushing). 1. «Лодочка» из металлического, чаще всего, платинового
сплава, нагреваемая электричеством и помещенная в оболочку из термоизолирую-
щего материала. Используется для плавления и подачи стекломассы при формо-
вании элементарных волокон. 2. Внешнее кольцо или другой тип насадки, с по-
мощью которых формуются трубы или другие изделия с цилиндрической по-
верхностью.
. Валик шаберный, шабер, ракля (doctor roll); шаберная планка (doctor bar).
Приспособление для регулирования количества жидкого материала, наносимого
на плоскую поверхность при производстве слоистых материалов, при узорчатой
расцветке тканей, пленок и т. п..
«Веер» (fan). Расширение пучка формуемых стекловолокон, наблюдаемое
между бушингом и приемным устройством.
Вес удельный (specific gravity). Отношение массы любого объема вещества
к массе равного объема другого вещества, взятого в качестве стандарта при по-
стоянной или указанной температуре. Твердые вещества н жидкости обычно
сравниваются с водой при 4 °C.
Вещества летучие (volatiles). Компоненты шлихты (см.) или побочные про-
дукты смолообразования, которые могут улетучиваться в виде паров при комнат-
ной или слегка повышенной температуре.
Вещество, связующее для получения предварительных форм (preform bin-
der). Смола, наносимая на резанные нити, обычно во время их производства, и
отвержденная лишь настолько, что предварительная заготовка сохраняет свою
форму, технологичность и транспортабельность достаточно долго.
Вкладыш (insert). Составная часть пластмассовой отливки, содержащая ме-
талл или другой материал, который может быть вформован или вдавлен в отливку
соответственно до либо после окончания формовки.
Вкладыш типа «глазок» (eyelet-type insert). Вкладыш, часть которого вы-
ступает над материалом. Используется при проводке нитей.
Влагоперенос (moisture vapor transmission, MVT). Скорость, с которой водя-
ные пары проходят через полимерный материал при заданной температуре и от-
носительной влажности. Размерность — г-мил/(24 ч-ЮО дюймов); 1,16Х
X 10-13 кг-м/(с-м).
Влагопоглощение (moisture absorption). Величина впитывания материалом
водяных паров из воздуха. Это касается только паров, сорбируемых из воздуха
материалом. Отличается от «влагоемкости», которая характеризуется увеличе-
нием массы образца при поглощении воды (см. также «влагопроницаемость»),
Влагопроницаемость (moisture permeability). Способность полимерных мате-
риалов пропускать водные пары пря наличии градиентов давления водяных па-
ров или температуры. Характеризуется массой паров воды, прошедших в единицу
времени через единицу площади при единичном градиенте давления или кон-
центрации. Размерность— кг/(с-м-Па).
«Воздушка» (air vent). Вентиляционный канал. Небольшое выпускное от-
верстие в литьевой форме, служащее для отвода газов.
Волокна первичные (virgin filament). Волокна, не бывшие в контакте с ка-
кими-либо другими нитями или другим твердым материалом. Исходный волокни-
стый материал.
Волокно (fiber). Отрезки резко аннзодиаметричных материалов относительно
короткой длины и очень маленького поперечного сечения.
Волокна диаметр- (fiber diameter). Средняя толщина одиночного волокна,
выраженная в 10-6 м (см. также «толщина»).
Волокно молотое (milled fibre). Стекловолокно, раздробленное иа маленькие
отрезки волокнистого стекла. Применяется в качестве активного наполнителя,
предупреждающего образование сетки волокнистых трещин в композитах.
Волокно одиночное непрерывное (continuous filament). Элементарное волокно
большой (бесконечной) длины, сформованное из одного отверстия фнльеры (стек-
ловолокно, химическое волокна).
Волокна одиночные штапелированные (filaments). Одиночные стекловолокна
неопределенной длины, обычно вытягиваемые из потока расплавленного стекла,
экструдируемого через фильеру. В процессе формования одиночные волокна
собираются вместе и образуют нить, прядь или ровинг.
397
Волокно штапельное (staple fibers). Волокно, получаемое: резкой непрерыв-
ного жгута, состоящего из множества одиночных нитей, на отрезки определенной
длины, пригодные для последующего прядения; прямым формованием волокон
подходящей длины. Обычно длина от 12 до 50 мм, линейная плотность одиночного
Волокна 1—5 денье (0,1—0,5 текс).
Восприимчивость диамагнитная (diamagnetic susceptibility). Относительное
значение напряженности, с которой молекула или атом отталкиваются магнит-
ным полем. [Величина намагниченности, направленная навстречу внешнему маг-
нитному полю напряженностью, равной 1, и имеющая отрицательный знак. —
Прим. ред. пер.].
Время гелеобразования (желатинизации) (gelation time). Период времени
в процессе синтеза синтетических термореактивных смол, начинающийся с мо-
мента введения катализатора отверждения в жидкую систему до начала геле-
образования (см. «гель»).
Отрезок времени, в течение которого стандартный образец смолы должен
находится между нагреваемыми плитами до полного прекращения прилипания
смолы к эталонному материалу.
Время жизни (fatigue life). Количество деформационных циклов, которые при-
водят к повреждению испытуемого образца при данном ряде осциллирующих ус-
ловий (см. «усталость»).
Время отверждения (curing time). 1. Промежуток времени, необходимый
для отверждения смолы, в течение которого формуемая полимерная деталь под-
вергается воздействию тепла или давления, либо того и другого вместе. 2. Про-
межуток времени между моментом прекращения относительного движения дви-
жущихся частей пресс-формы и сброса давления (дальнейшее отверждение поли-
мерного материала может проходить и после прекращения воздействия тепла и
давления.).
Вспучивание (buckling). Самопроизвольная гофрировка волокон в компози-
ционных материалах. Чаще встречается при изготовлении стеклопластиков с тер-
мореактивными связующими за счет усадки в процессе производства композита.
Втулка направляющего штифта (guide pin bushing). Втулка, по которой дви-
жется направляющий штифт при закрытии пресс-формы.
Вулканизация (vulcanization). Образование неплавких нерастворимых про-
странственно-сшитых полимерных материалов в результате «сшивания» макро-
молекул поперечными связями.
Выветривание (weathering). Проверка устойчивости пластмассы к атмосфер-
ным воздействиям.
Выветривание, искусственное (artificial weathering). Многоцикловая обра-
ботка образца пластмассы в лабораторных условиях, включающих применение
высоких и низких температур, высокой н низкой относительной влажности, уль-
трафиолетового излучения, с прямым водяным орошением и без него, с целью
вызвать изменения в свойствах, аналогичных наблюдаемым при длительном вы-
держивании образца в природных атмосферных условиях. Лабораторные условия
обработки при выветривании обычно более интенсивны по сравнению с обычными
условиями снаружи, что позволяет получить ускоренный результат испытаний.
Выдержка (dwell). Пауза при подаче давления на пресс-форму перед тем,
как она полностью закрывается, чтобы дать возможность выйти газам из формо-
вочного материала; при намотке волокна — время, в течение которого расклад-
чик находится в неподвижном состоянии, в «мертвой точке», а оправка продол-
жает вращаться до определенной точки, когда траверс раскладчика начинает
новый ход.
Выкладка, ручная укладка (hand lay-up). Процесс укладки (и работы) по-
следовательных слоев армирующего материала или пропитанного смолой компо-
зита на форме рукой. Способ проведения процесса формирования изделий из
композита, основанный на укладке слоев армирующего композита (до или после
пропитки связующим) на поверхности формы вручную.
Выносливость статическая (static fatigue). Выход из строя детали при не-
прерывной статической нагрузке; аналогично разрыву при ползучести при ис-
пытании металла нли пластиков, но часто в результате старения, ускоряемого
приложенным напряжением.
398
Выносливость тепловая (heat endurance). Время термического старения, ко-
торое выдерживает полимерный материал без существенного ухудшения перво-
начальных физико-механических характеристик.
Выпуск газа (breathing). Открывание и закрывание «воздушника» пресс-
формы для облегчения выхода газа во время прессования (так называемая дега-
зация); воздухопроницаемость (для листовых пластиков).
Вязкость (viscosity). Свойство сопротивления потоку текущего материала,
выраженное отношением между создаваемым напряжением сдвига и возникающей
степенью деформации при сдвиге. Термин «вязкость» обычно характеризует
«ньютоновскую вязкость». В этом случае отношение напряжения сдвига к гра-
диенту скорости сдвига постоянно. При неньютоновском течении, что обычно
наблюдается в процессе течения полимеров и их растворов, градиент скорости
сдвига изменяется с напряжением сдвига. При соответствующих напряжениях
сдвига говорят о «кажущейся вязкости».
Вязкость ударная (impact strength). Способность материала выдерживать
ударную нагрузку; работа, затрачиваемая на излом образца при воздействии на
него ударной нагрузки, равная площади под кривой «напряжение—деформация».
[Величина сопротивления полимерного материала ударным нагрузкам, характе-
ризуемая работой, затраченной на разрушение испытуемого образца композита
от удара. — Прим. ред. пер.].
Вязкость ударная по Йзоду (Izod impact test). Характеристика прочности
материала, определяющая устойчивость пластмассы к мгновенным ударным воз-
действиям.
Гекса (hexa). Сокращенное название гексаметилентетраамина (уротропина) —
источника активного формальдегида при отверждении новолаков (см.).
Гель (gel). Полутвердая система, представляющая собой структуру из свя-
занных твердых агрегатов, в порах которой задерживается жидкость; первона-
чальная желеобразная твердая фаза, возникающая при образовании смолы из
жидких компонентов. [Гель — системы, образующиеся при коагуляции коллоид-
ных растворов в результате сцепления частиц дисперсной фазы и иммобилиза-
цией дисперсионной среды в ячейках возникающей структуры. Гель на основе
латексов — коагулюм. — Прим. ред. пер.].
Геодезический (geodesic). Соответствующий наикратчайшему расстоянию
между двумя точками на поверхности.
Герметики (sealate). Композиции на основе олиго- и полимеров, предназна-
ченные для нанесения на различные механические соединения (болтовые, клепан-
ные, сварные) с целью обеспечения их полной непроницаемости. Герметизация
стыков обеспечивается отверждением герметиков различными способами.
Гигроскопичный (hydroscopic). Способный поглощать и удерживать атмосфер-
ную влагу. [Или способный поглощать пары воды. См. также «гидрофильный». —
Прим. ред. пер.].
Гидрофильный (hydrophilic). Способный к поверхностной или объемной сорб-
ции воды.
Гидрофобный (hydrophodic). Способный отталкивать воду.
Горения замедлители (flame retardants). Определенные химические вещества,
которые используются для уменьшения или подавления способности смол к го-
рению. Для полиэтилена и некоторых других смол таким химикалием является
трехокись сурьмы и хлорированные парафины. (См. «Антипирены»).
Горючесть (flammability). Способность материала поддерживать горение.
График изгибающей нагрузки (load-deflection curve). График, на котором
нанесены: по оси ординат — нагрузка, вызывающая изгиб; а по оси абсцисс —
величина отклонения (изгиба) образца, вызванного этой нагрузкой.
Граница раздела фаз, межфазный (interface). Точка или поверхность кон-
такта двух различных сред; на стекловолокне — зона контакта между стеклом
и шлихтой или замасливателем; в листовом материале—зона контакта между ар-
мирующим слоем и связующей смолой. [Поверхность раздела гомогенных частей
гетерогенной системы—Прим. ред. пер.].
Грат (flash mold). Пресс-форма с отжимным рантом. Приспособление к пресс-
форме для удаления из полости формы избытка расплавленного материала (Это
происходит под воздействием избыточного давления, развивающегося в пресс-
399
форме. Отходы могут быть возвращены в цикл, т. е. вновь загружены в пресс-
форму).
Графитизация (graphitization). Процесс пиролиза полимера в инертной атмо-
сфере при температуре выше 1800 °C, обычно проводимый до 2700 °C, что обуслов-
ливает образование трубостратной «графитной» кристаллической структуры во-
локна. [Стадия технологического процесса получения углеродных волокон, при
которой карбонизированное волокно (волокнистый материал) подвергается вы-
сокотемпературной обработке в инертной среде чаще всего под натяжением при
2600—2800 °C. Графитированные волокна — двухфазные системы, включающие
кристаллические и аморфные части. Структура кристаллической фазы — турбо-
стратный графит. — Прим. ред. лер.}.
Греке (grex). Толщина пряжи, которая характеризуется массой мотка дли-
ной 104 м [см. толщина (волокна)].
Гриф (hand). Мягкость на ощупь ткани (органолептическая оценка качества
текстильного материала).
Грунтовка (primer). Покрытие, наносимое на поверхность перед смазкой ее
слоем клея или лака, эмали или аналогичных материалов, для улучшения ад-
гезионных характеристик.
Давление (pressure). Сила, приходящаяся иа единицу площади. Давление
абсолютное — давление воздуха, газов и жидкостей в закрытых объемах, отсчи-
тываемое от абсолютного вакуума (нуля давления). Давление манометрическое
(избыточное) — разность между абсолютным давлением воздуха, газов, жидко-
стей в закрытых объемах и давлением барометрическим (атмосферным).
Давление «зажимное» (clamping pressure). При инжекционном и литьевом
формовании — давление, которое прикладывается к форме и держит ее в закры-
том состоянии; противодавление, развивающееся при формовании материала.
Давление в линии (line pressure). Давление, при котором срабатывает пневмо-
и гидравлическая ругулирующая система.
Давление литьевое (molding pressure). Давление, создаваемое плунжером ли-
тьевой машины или прессом, необходимое для вдавливания размягченной пласт-
массы, чтобы полностью заполнить все углубления рабочей полости пресс-формы.
Давление при литьевом прессовании (transfer molding pressure). Давление,
создаваемое на площадь поперечного сечения камеры для материала или ци-
линдра; выражается в Па, барах.
Давление обратное (back pressure). Сопротивление расплавленного материала,
обусловленное его вязкостью и проявляющееся в течении расплава после прекра-
щения его подачи.
Давление при прямом прессовании. Компрессирование (compression mol-
ding pressure). Удельное давление, которому подвергается прессуемый материал
в форме. Площадь рассчитывается, исходя из выступающей области, взятой под
прямыми углами к направлению прилагаемого усилия, и включает всю площадь,
находящуюся под давлением пресс-формы в момент полного ее закрытия. Удель-
ное давление, рассчитанное путем деления общего приложенного усилия на пло-
щадь этой выступающей области. Выражается в МПа, барах.
Дегазация, обезвоздушивание (degassing). Чередующиеся засасывание и
удаление газа из аппарата.
Деиье (denier). См. толщина (волокна).
Ламинированная штампованная деталь (laminated molding). Сформован-
ная пластмассовая деталь, полученная склеиванием под нагревом и давлением
в форме; слой пропитанного смолой армирующего материала.
Деформация (strain) (в). Деформация может иметь несколько определений
в зависимости от рассматриваемой системы. Для малой деформации применим
термин расчетная деформация, и это является наиболее общим определением.
Качество, называемое истинной деформацией, иногда используется в областях,
изучающих пластическую деформацию. 1. Расчетная деформация (в). Отношение
изменения длины, Д£, образца к его первоначальной длине, Lv, в = —т~=
Д£
----?—, безразмерная величина. 2. Истинная деформация (е). Интеграл отноше-
но
400
ния дифференциального изменения длины к «мгновенной» длине пластически де-
формированного образца; натуральный лагорифм отношения «мгновенной»
длины к исходной длине образца. Изменение относительного положения частиц
тела, связанное с их перемещением. Деформация называется упругой, если она
исчезает после удаления вызвавшей ее нагрузки; пластической, — если она ос-
тается после снятия нагрузки.
Деформация волокна при изгибе (fiber strain in flexure) Максимальная де-
формация наружного слоя волокна, происходящая при изгибе относительно
центральной его оси.
Деформация мгновенная (immediate set). Деформация тела, определенная сразу
же после снятия нагрузки, вызывающей деформацию (см. деформация упругая).
Деформация остаточная (permanent set). Деформация, остающаяся в образце
после создания в нем определенного напряжения в течение определенного периода
времени и снятия его на определенный период времени; при испытаниях на пол-
зучесть: остаточная деформация — это неисчезающая деформация после снятия
нагрузки, вызывающей ползучесть в течение значительного периода времени.
Деформация пластическая (plastic deformation). Изменение размеров пред-
мета под нагрузкой, которые не восстанавливаются после снятия нагрузки (про-
тивоположно эластической, упругой деформации) (см. деформация остаточная).
Деформация под нагрузкой (deformation under load). Изменение размеров
материала под нагрузкой в течение определенного времени после мгновенной де-
формации, вызванной первоначальным приложением нагрузки. (См. также «хладо-
текучесть» или «ползучесть»).
Деформация упругая (elastic deformation). Та часть общей деформации в на-
пряженном теле, которая быстро исчезает при снятии напряжения.
Диэлектрик (dielectric). Среда, не проводящая электричества; способность
материала противостоять прохождению электрического тока. (В диэлектриках
иет свободных зарядов, которые могут быть смещены электрическим полем на
большие расстояния. — Прим. ред. пер.].
Длина расчетная (gage length). Длина, на которой замеряется деформация
образца.
Длина цепи (chain length). Длина вытянутой линейной макромолекулы
[чаще характеризуется количеством звеньев в полимерной цепи, т. е. «степенью
полимеризации». — Прим. ред. пер. J.
Добавка, аддитив (additive). Небольшое количество вещества, добавляемого
в другое, свойства которого необходимо улучшить.
Доза, порция (batch). Фиксированная мера смеси материалов.
Доля волокна массовая (filament weight ratio). В композиционном мате-
риале — масса волокна, отнесенная к общей массе композита.
Доотверждение (after bake). Дополнительное нагружение термореактивного
связующего, проводимое без приложения давления. Используется для улуч-
шения свойств материалов. Для некоторых связующих оптимальные свойства
могут быть достигнуты при нагревании до температур более высоких, нежели
основная температура отверждения (см. «отверждение»).
Допуск (tolerance). Гарантированное максимальное отклонение от указанной
стандартной номинальной величины характеристики компоненты или указанных
условий окружающей среды.
Драпируемость (drape). Способность предварительно импрегнированных тек-
стильных материалов приспосабливаться к неправильной форме; поверхностная
конфигурация текстильных материалов.
Дублирование (при намотке волокном) (doubler (filament winding)). Участок
композита с дополнительным армированием волокном, которое достигается на-
моткой волокном на деталь или отдельно, а затем крепится к детали. Дополни-
тельно армированный участок изделия, который получен намоткой волокном не-
посредственно на изготавливаемую деталь, или же формуется отдельно, а затем
крепится к детали. [Соединение двух разнородных пленочных материалов. —
Прим. ред. пер.].
Дугостойкость (arc resistance). Время в секундах, в течение которого может
существовать электрическая дуга на поверхности полимерного материала без
специального увеличения проводимости его поверхности.
401
Жесткость (stiffness). Соотношение нагрузки и деформации; термин, часто
используемый, когда соотношение напряжения к деформации не соответствует
условиям определения модуля Юнга (см. «напряжение—деформация», «а—е)»;
способность твердого тела сопротивляться приложенной деформации.
Жесткость на скручивание (волокон), (torsional rigidity). Сопротивление во-
локон скручиванию.
Жесткость при изгибе (волокон) (flexural rigidity). Испытание жесткости
одиночных стренг или волокон. Пара сил, необходимая для изгиба образца,
приходящаяся на единичный радиус кривизны.
Заготовка предварительная (prepreg). Готовый к штамповке материал в ли-
стовой форме, который может представлять собой ткань, маты или бумагу, про-
питанные смолой и складированные для употребления. Смола частично отверждена
до стадии «В». Поставляется изготовителю, который придает изделию окончатель-
ную форму и заканчивает термообработку под нагревом и давлением.
Загрузка (charge). Измерение или взвешивание материала (вещества) в бри-
кетированном виде или в виде порошка, которые предназначены для разового
заполнения пресс-формы, или реализации одного цикла формирования компо-
зита.
Зазор (при намотке иитн) (gap). Пространство между последовательными
слоями намотки, витки которых обычно укладываются друг за другом по винто-
вой линии.
Замедлитель (retarder). См. ингибитор.
Застил в мокром состоянии (wet lay-up). Мокрая выкладка. Армированный
пластик, при изготовлении которого жидкая смола наносится при укладке мате-
риала. Противоположно сухой укладке, предварительной пропитке.
Застил плоский (lay-flat). Отсутствие коробления в слоистых пластиках;
склеивающий материал с хорошими характеристиками, обеспечивающими от-
сутствие скручивания и расширения участков композита.
«Затвор» воздушный (air locks). Углубления на поверхности сформован-
ной (литой) детали из композита, образовавшиеся в результате попадания воз-
духа между поверхностью формы и связующим.
Затухание (механическое) (damping). Характеризует количество энергии,
рассеивающееся в виде тепла в процессе деформации материала. Эластичные ма-
териалы считаются отличного качества, если они имеют исчезающе малый эффект
механического затухания. Величину затухания можно рассчитать различными
методами, которые включают применение логарифмического декремента, площадь
гистерезисных петель и др.
Зацепление (intermesh). Такое расположение соседних блоков ячеек, при ко-
тором выступающий край одного блока совпадает с выступающим краем сосед-
него блока.
Зольность, содержание золы (ash content). Количество твердого вещества
после сжигания (или сильного нагрева) армированных пластиков [показатель,
характеризующий содержание в полимерном материале минеральных веществ. —
Прим. ред. пер.].
Зона контактной площадки (land area). Вся площадь контакта, перпендику-
лярная направлению приложенного давления к посадочным поверхностям формы.
Поверхности, которые контактируют между собой при закрытии формы.
Зона с недостаточным количеством смолы (resin starved). Зоны с недостаточ-
ным количеством смолы, обычно определяемые по малому блеску, сухим точкам
или выступающими волокнами.
Зоны незаполненные (starved area). Зона в пластмассовой детали с недостаточ-
ным количеством смолы для полного связывания армирующей компоненты. Та-
кое состояние может возникнуть из-за недостаточного смачивания или неравно-
мерной пропитки, либо чрезмерного давления при формовании.
Зона скопления смолы (resin-rich area). Пространство, заполненное смолой,
в котором отсутствует армирующий материал.
Извнток (crimp). Извитость волокна. Определяет способность волокон сцеп-
ляться между собой. Измеряется либо количеством извитков на единицу длины,
либо процентом повышения удлинения волокон при распрямлении нз-
витка.
402
Изготовление (производство) (fabrication). Изготовление формованных де-
талей, стержней, труб, листов путем экструзии или посредством соответствую-
щих механических операций, таких, как штамповка, резка, сверление и наре-
зание резьбы. Включает в себя соединение пластмассовых деталей с помощью
различных механических приспособлений, клея, сварки, термоуплотиения н дру-
гих способов.
Изделие тканое, сетка, прочес, холст (web). Текстильная ткань, бумага или
тонкий металлический лист непрерывной длины в виде рулона, в противополож-
ность такому же материалу, разрезанному на листы. Тонкий лист для перера-
ботки в машине (при экструзионном покрытии). Лента расплава, выходящая нз
фильеры; субстрат, наносимый на материал подложки.
Изолятор (insulator). Изоляционный материал. Материал с такой низкой
электропроводностью, что проходящий через него ток можно не учитывать (элек-
троизолятор). Материал с низкой теплопроводностью (теплоизолятор).
Изомерный (isomeric). Состоящий из одинаковых элементов. Соединения
с одинаковой массой, но отличающиеся по одному или более свойств из-за раз-
личий в пространственной структуре.
Изотензоид геодезический (geodesic isotensoid). Постоянный уровень напря-
жений в любой заданной нити во всех точках ее проводки в процессе подготовки
волокнистого армирующего компонента.
Индекс потерь (loss index). Характеристика диэлектрических потерь, опре-
деляемая величиной коэффициента мощности (cos <р) и диэлектрической прони-
цаемостью (диэлектрической постоянной, е0).
Игибитор (inhibitor). Вещество, замедляющее химическую реакцию; исполь-
зуется в качестве добавки к мономерам и смолам для увеличения срока их хра-
нения.
«Инстрон» («.instrom). Прибор для определения прочности на растяжение
н сжатие материалов.
Инфра-красный (infra-red). Часть электромагнитного спектра между видимым
световым и радиодиапазоном. Частоты теплового излучения также находятся
в этом диапазоне. Поэтому инфра-красные нагреватели часто используются для
нагревания композитов при их формовании.
Испытание на удар (impact test). Испытание на удар сводится к определе-
нию энергии, необходимой для излома стандартного надрезанного образца под
импульсной нагрузкой. Надрезанный образец подвергается удару и разламы-
вается тяжелым маятником, опускаемым с определенной высоты; исходя из из-
вестной массы маятника и разницы начальной н конечной высот, рассчитывается
энергия, поглощаемая прн изломе. Для этого метода типично испытание на удар
по Изоду. Стандартная зарубка по ASTM составляет: угол 45°, радиус 2,54Х
X 10-4 м на верхнем крае зарубки при глубине последней 2,54-10-3 м на образце
размером 1,27-10"2 м. Размерность обычно дается в футофунтах или эргах
(по системе СИ — в джоулях.) Для некоторых областей применения пласт-
масс поглощаемая энергия дается в футофунтах на дюйм ширины за-
рубки.
Испытание на обратный удар (reverse impact test). На одну сторону испы-
туемого образца падает маятник или тарированный груз, а проверка повреждения
материала производится с другой стороны изделия.
Камера передаточная (transfer pot). Нагревательный цилиндр. Передаточ-
ная камера (тигель) или литье под давлением.
Канавка для перелива (overflow groove). Небольшая канавка в пресс-формах
для свободного стекания материала в целях предупреждения образования линий
сплавления, а также для удаления лишнего материала.
Карбонизация (carbonisation). Процесс пиролиза полимера в инертной среде
при температуре порядка 1000-4-1500 °C. На этой стадии из материала удаляются
все элементы, кроме углерода.
«Карманы» застойные (resin pocket). Явное скопление излишков смолы
в небольшой ограниченной части изделия, видимое на срезе сформованной по-
верхности.
Касательная (линия) (tangent line). При конусной намотке нити — любой
диаметр у экватора.
403
Катализатор (catalyst). Вещество, изменяющее константы химических ре-
акций без изменения составов. Вещество, которое, будучи добавлено в реакцион-
ную смесь в малых количествах по сравнению с исходными компонентами, значи-
тельно увеличивает скорость отверждения компаундов (см. отвердитель, ингиби-
тор, промотор, отверждающий агент).
Катализатор физический (physical catalyst). Субстрат, излучающий энергию,
способствующую ускорению или изменению направления химической реакции.
Когезия (cohesion). 1. Склонность одинарных элементов субстанции к сцеп-
лению в объеме данной субстанции. 2. Притяжение друг к другу однородных
молекулярных частиц. 3. Способность противостоять отделению однородных ча-
стиц от массы. 4. «Внутренняя адгезия». 5. Сила, удерживающая однородные
частицы вместе. [Плотность энергии когезии выражают в кДж/(моль• м3)].
Клеи, затвердевающие при комнатной температуре (room temperature cu-
ring adhesives). Клеи, затвердевающие в течение 1 часа при 38—48 °C до состоя-
ния, позволяющего передачу формуемого материала для дальнейшей переработки
и затем обеспечивающие достижение максимальной прочности контакта без до-
полнительного нагрева.
Клей контактный (contact adhesive). Клей, который применяется для того,
чтобы склеиваемые поверхности для удовлетворительного сцепления находились
на расстоянии друг от друга не более, чем 0,1 мм (см. контакт адгезионный).
Клейкость (tack). Прилипаемость клея или армированного волокнами и пред-
варительно пропитанного смолой композита к различным поверхностям (см.
также липкость).
Компактность жгута (strand integrity). Степень, до которой отдельные со-
ставляющие ровинг или жгут нити, удерживаются вместе наносимой шлихтой.
Компаунды для литья (molding compounds). Широкий диапазон видов пласт-
масс, соответствующих специфическим требованиям процесса. Употребляются
в виде пресс-порошков, гранул или таблеток.
Компаунд для формования, армированный (reinforced molding). Компаунд,
поставляемый изготовителем сырья в виде готового к употреблению материала;
в отличие от «заготовки предварительной» (см.).
Композит (composite). Сложный материал на основе двух или более компо-
нентов: наполнителя (инертного или армирующего) и совместимого с ним связую-
щего матрицы (см.). После отверждения такой композиции получают материалы,
обладающие специфическими свойствами. Композиты подразделяются на классы
в соответствии: с формой структурирующих компонентов:
слоистые состоят из одного или нескольких соединенных между собой
слоев (фанера, текстолиты и т. п.);
макродисперсные: диспергированная фаза состоит из частиц минеральных напол-
нителей;
«волокнонаполненные»: диспергированная фаза состоит из волокон;
«чешуенаполненные»: диспергированная фаза состоит из гладких чешуек;
скелетные: наполнитель образует трехмерные структуры, наполняемые соответ-
ствующим связующим (наподобие железобетона).
Композиты обладают новым сочетанием свойств, отсутствующих у исходных
материалов.
[В зависимости от природы наполнителей различают:
— композиты с дисперсными частицами;
— волокнистые композиты;
Волокнистые композиты можно подразделить иа:
— однонаправленные композиты с непрерывными волокнами;
— • с измельченными волокнами;
— с непрерывными волокнами, ориентированными во многих направлениях
— Прим. ред. пер.].
Конец (end). Пучок ровинга, состоящего из данного количества волокон,
собранных вместе. (Группа волокон считается «концом» или пучком, стренгой,
после их соединения до крутки; «пряжей», нитью — после крутки).
Конструкция многослойная (sandwich constructions). Сендвичевая конструк-
ция. Панели, состоящие из легкого заполнителя-сердцевины: ячеистого мате-
риала, пенопласта и т. д., к которой приклеиваются две относительно тонких,
404
плотных, высокопрочных композитных поверхности, (см. Структура сотовая,
ячеистая).
Конструкция равновесная (balanced design). Композиционный волокнистый
материал, полученный намоткой, для которого модель рассчитана так, чтобы
напряжения в волокнах были одинаковыми. (См. также «конструкция сбаланси-
рованная»).
Конструкция сбалансированная (balanced construction). Слоистый материал,
в котором число и ориентация слоев симметричны относительно средней линии,
(см. также «конструкция равновесная»).
Контакт адгезионный (adhesive, contact). Адгезионное взаимодействие, ко-
торое возникает между поверхностями на расстоянии менее 0,1 мм.
Контур (cut-off). Линия, по которой две части пресс-формы сходятся вместе.
Используются также термины «паз для облоя» или «срез заусениц».
Контур геодезический изотензоидный (geodesic isotensoid contour). В емкостях,
работающих под давлением, из армированной намоткой волокнами пластмассы,
контур купола, где нити расположены по геодезическим направлениям так, что
они дают равномерное натяжение по всей своей длине при приложении давления.
Контур, намотка волокном (circuit filament winding). Один полный ход ме-
ханизма подачи нити намоточной машины; один полный оборот наматываемой
ленты от одной условной точки вдоль линии намотки до другой точки на плоско-
сти через начальную точку и перпендикулярно оси.
Контур, сбалансированный в плоскости (balanced-in-plane contour). Ар-
мирование полимерного материала волокнами, выполняемое таким образом,
что волокна ориентируются в плоскости, а радиус закругления подбирается так,
чтобы уравновесить напряжение, развивающееся при нагружении в процессе
прессования.
«Косынка», накладной лист (gusset). Пластина, используемая для увеличе-
ния размера или прочности. Деталь для соединения между собой узлов и деталей.
Коррозия, вызванная перенапряжением (stress corrosion) В первую очередь
подвергаются коррозии твердые тела в областях, находящихся под напряжением
в условиях, вызывающих коррозию, тогда как сам по себе этот фактор не выз-
вал бы коррозию.
Коэффициент запаса (edge distance ratio). Расстояние от центра отверстия
подшипника или другого изделия до его кромки в направлении приложения глав-
ного напряжения, деленное на диаметр отверстия.
Коэффициент концентрации напряжения (stress concentration factor). Отно-
шение максимального напряжения в области концентратора напряжения к на-
пряжению в аналогичной зоне натяжения без концентратора напряжения.
Коэффициент концентрации напряжений эффективный (fatigue notch fa-
ctor). Отношение усталостной прочности образца без концентратора напряже-
ний к усталостной прочности аналогичного образца с концентратором напряже-
ний (с надрезом).
Коэффициент мощности (КМ) (power factor). Косинус угла фазы. Отношение
диэлектрической константы е' к абсолютной величине комплексной диэлектриче-
ской константы ej, связано с коэффициентом рассеивания D следующим образом
D
КМ ~ У(1 +£>2) ~
ео/ео
V 1 + so/so
ео t
8*
Коэффициент линейного расширения (coefficient of linear expansion а). Из-
менение длины материала, происходящее при увеличении температуры на один
градус
, -7Z-,.-, где L — длина, Т — температура.
L (д!)
Коэффициент объемного расширения (coefficient of cubical expansion, у).
См. коэффициент расширения.
Коэффициент потерь (loss factor). Величина коэффициента затухания коле-
баний, в частности характеризующая диэлектрическую постоянную полимерного
материала. (См. коэффициент диэлектрических потерь.).
405
Коэффициент Пуассона (v) (Poisson's ratio (v). При растяжении материала и
его поперечное сечение изменяется. Коэффициент Пуассона — это константа, *
характеризующая эти изменения в размерах. Она определяется уравнением
— изменение ширины на единицу ширины ALm/Lm
изменение длины иа единицу длины ~ ’
Правильность этого соотношения ограничивается небольшими удлинениями, ..
Для резиновых материалов v близко к 0,25, тогда как для кристаллов и стеклаv
составляет около 0,25н-0,50. [Отношение относительного поперечного удлинения
к относительному продольному укорочению образца при сжатии композита в пре-
делах начального линейного участка диаграммы «<т—е» (см). Прим. ред. пер.].
Коэффициент расширения (coefficient of expansion у). Изменение размеров
материала при заданном единичном изменении температуры. (См. также «коэффи-
циент расширения теплового».)
Коэффициент расширения теплового (coefficient of thermal expansion у).
Изменение объема материала, происходящее при подъеме температуры на один
градус.
1 (dV) (dlnV)P
У V (дТ) ~ дТ
где V — объем, Т — температура.
Коэффициент трения (coefficient of friction р). Величина сопротивления сколь-
жению одной поверхности по другой, отнесенная к единице площади контакта.
Удельное сопротивление относительному перемещению соприкасающихся тве-
рдых тел в направлении, лежащем в плоскости соприкосновения. Коэффициент
трения скольжения
р
f — —р-, где F — сила трения, Р— нормальная нагрузка. Коэффициент тре-
, ER
иия качения k = ——,
где R — радиус катящегося тела.
Коэффициент упругости (coefficient of elasticity). Величина, обратная мо-
дулю Юнга при испытаниях материала на растяжение (см. «податливость»).
«Краем», «ребром» (edgewise). Термин относится к способу нарезания
образцов и приложения нагрузки. Нагрузка, прилагаемая в поперечном направ-
лении, когда усилие подается на ребро обрабатываемого листа или образца. При
обработке сжатием (прн прессовании, штамповке) формуемых изделий квадрат-
ного поперечного сечения, ребро — это поверхность, параллельная направле-
нию движения формующего плунжера. При инжекции формуемых образцов ква-
дратного поперечного сечения такая поверхность выбирается произвольно.
Для листовых материалов — край, ребро — это поверхность, перпендикулярная
поверхности листа. (См. «плашмя»).
Край среза (shear edge). Край среза пресс-формы.
Кремний органические материалы (silicones). Материалы, полученные из ор-
ганосилоксановых полимеров с различной молекулярной массой, включая жидко-
сти и твердые смолы, а также эластомеры.
Кривая «напряжение—деформация» (а—e.-diagram). Одновременная запись
нагрузки и удлинения, преобразованных в напряжение и деформацию, нанесен-
ных как ордината и абсцисса соответственно, для составления диаграммы «на-
пряжение — деформация» (а—е).
Кристаллит (crystallite). [Область в полимерном материале, характеризую-
щаяся трехмерным дальним порядком во взаимном расположении звеньев и сег-
ментов макромолекул. Размер таких структурных образований с размытыми гра-
ницами раздела фаз составляет несколько десятков нм. — Прим. ред. пер.].
Крутка (twist). Придается нитям и пряже для повышения их компактности
путем их вращения вокруг фиксированной точки (глазка) в процессе намотки.
Символы «S» и «Z» соответствуют правому и левому направлению крутки. Степень
крутки оценивается количеством витков вокруг своей оси на единицу длины нити,:
406
Крутка сбалаисироваиная (balanced twist). Равновесная крутка. Схема про-
ведения совместной крутки двух или более нитей, не вызывающая перекручива-
ния или скручивания готовой нити, когда она находится в свободном состоянии.
Кулиса (shoe). Устройство для сбора филаментов в пучок при формова-
нии стекловолокна.
Лак (lacquer). Раствор природной или синтетической смолы в быстроиспа-
ряющемся растворителе, используемый в качестве защитного покрытия.
Ламинат (laminate). Слоистый пластик, полученный горячим прессованием
связующей и армирующей компонент композита в виде листового мате-
риала.
Лента (broadgoods). Ткань из стеклянного или синтетического волокна,
или их комбинации шириной около 0,457 м.
Линия отлипания (parting line). След на сформованной детали, где соприка-
саются части пресс-формы.
Линия течения (flow line). След на формованном изделии, который остается
в результате контакта двух потоков при формовании.
Липкость (stickness). Величина, характеризующая качество адгезии; усилие,
необходимое для отделения препрега (см.) от подложки.
Литьевое прессование (transfer molding). Способ формования термореактив-
ного материала, при котором пластмасса вначале размягчается под нагревом и
давлением в переходной камере и затем через каналы литниковой системы под
высоким давлением выдавливается в закрытые формы, где происходит оконча-
тельное отверждение ее.
Литье принудительное (positive molding). Литье с созданием давления на фор-
муемую деталь, исключающее утечку пресс-материала.
Лнтье центробежное (centrifugal casting). Высокопроизводительный способ
формирования изделий с осевой симметрией из композитов (например, труб).
Мат из резанных волокон располагается внутри пустотелой оправки, которая
вращается и нагревается по определенной программе по мере добавления смолы
и отверждения массы.
Марля (serin). Дешевая, нетканая или с редким переплетением армирующая
ткань.
Маслостойкость (oil resistance). Способность композита выдерживать контакт
с маслами без ухудшения физических свойств.
Масса после сушки в печи (oven dry weight). Постоянная масса образца,
получаемая после сушки при 105 ± 3 °C.
Мат (mat). Волокнистый нетканый материал, используемый для армирова-
ния пластмассы, состоящей из произвольно ориентированных штапельных во-
локон или спутанных нитей и пропитанный соответствующим связующим. Вы-
пускается в виде полотен различной ширины, массы и длины.
Материал нетканый (non-woven fabric). Плоская структура текстильного
материала, получаемая в результате провязывания, прошивки или склейки хол-
ста или прочеса. (См. ткань).
Материалы ориентированные (oriented materials). Материалы, особенно аморф-
ные полимеры и композиции, макромолекулы в которых и (или) макрокомпоненты
(наполнители) ориентированы определенным образом относительно какой-либо
оси. Ориентированные материалы являются анизотропными. Ориентацию можно,
в общем, разделить на два таких основных класса, как одноосная и двух-
осная.
По L. Е. Nielsen «The mechanical properties of Polymers-» New York, Reinhold Pub-
lishing Corp., 1962.
Материал пластический (plastic). Материал,, который содержит различные
ингредиенты и органическое вещество большой молекулярной массы, твердый
в готовом виде и на определенной стадии своего получения или переработки
в готовые изделия может формоваться литьем. Изделие, изготовленное из пла-
стика. Материалы, основу которых составляют полимеры, находящиеся в период
формования изделия в вязко-текучем или высокоэластическом состоянии, а при
эксплуатации — в твердом (см. также «термопласты» и «реактопласты»).
Материал слоистый (laminate). Ламинат. Получают соединением листов
материала с помощью подходящего связующего обычно под давлением и при на-
407
гревании (обычно применяется для плоских листов). Композит, полученный склеи-
ванием нескольких слоев.
Материал слоистый (isotropic laminate). Изотропный ламинат. Композит,
прочность которого одинакова во всех направлениях.
Материал термореактивный (thermoset). Пластик, который при отверждении
под воздействием тепла или химических средств превращается в значительной
степени в неплавкий и нерастворимый материал.
Материалы тканые (woven fabric). Материалы, полученные различным пере-
плетением нитей под прямым углом.
Матрица (matrix), см. Смола, связующее.
Мацерат (macerate). Резаная или измельченная ткань, применяемая в ка-
честве наполнителя для формирования композитов; при наполнении им компози-
тов получают хорошо формуемый материал.
Меламииоформальдегид (melamine formaldehyde). Синтетическая смола, полу-
ченная в результате реакции конденсации меламина с формальдегидом или его
олигомерами.
Мелование (chalking blushing). Нанесение на поверхность пластика мело-
подобного состава.
Место на слое, сухое (dry spot). Дефектный участок поверхности на изделии
из слоистой пластмассы. Участок на слоистом стекле, на котором промежуточ-
ный слой и стекло не склеивались.
Мнкромиинатюризация (microminiaturization). Методика монтажа микро-
миниатюрных деталей и узлов, состоящих из элементов, радикально отличаю-
щихся по виду и форме. Электронные лампы заменяются активными и пассивными
полупроводниковыми элементами и т. п.
Модель (model) — промежуточное (временное) изделие, по которому про-
водится формование деталей точно такой же формы, очертания и объема, что и
оригинал.
Модуль (modulus). (Мера). Число, которое выражает измерение какого-то
свойства материала: модуль эластичности, модуль сдвига, и т. д.. Примечание: —
Применение слова без поясняющих терминов может вызвать недоумение, а поэ-
тому такого использования следует избегать.
[Термин, используемый в технике в различных областях, не имеющий уни-
версального значения и служащий для обозначения различных величин и коэф-
фициентов. В механике применяется для оценки обратимой деформируемости
материала при приложении к нему напряжений. — Прим. ред. пер. ].
Модуль динамический (dynamic modulus). Отношение напряжения к дефор-
мации при наложении на образец колебаний с заданной частотой (рассчитывается
на основе данных, получаемых из испытаний на свободные, либо вынужденные
гармонические колебаний при сдвиге, сжатии или удлинении). [Если а0 и е0 —
амплитудные значения напряжения и деформации соответственно, что динамиче-
ский модуль, G* — —, где а0=а (t) [exp (iaf) ]“х; е0=е (f) [exp i (tot — 6)]“l;
e0
здесь: co — круговая частота, t — время, о — разность фаз (угол механических
потерь). Прим. ред. пер.].
Модуль жесткости (modulus of rigidity). Мера жесткости твердых тел. Мера
сопротивления твердых тел изгибу.
Модуль упругости при изгибе (modulus in flexure). Отношение напряжения
изгиба к деформации материала в диапазоне, для которого данная величина
остается постоянной.
Модуль касании (tangent modulus). Наклон прямой линии в любой точке
иа кривой «напряжение—деформация», выраженный в паскалях. Единица де-
формации при сдвиге, удлинении или сжатии, в зависимости от исследуемого
процесса.
Модуль начальный (initial modulus, Е). Модуль Юнга. Модуль упругости, Е.
Модуль объемный (bulk modulus). Отношение гидростатического давления Р
р
к объемной деформации В = -А
А У / У о
ДУ — изменение объема при приложении давления. См. также модуль Юнга.
PV0 и г, к
где У» — исходный объем,
408
Модуль потерь (loss modulus). Затухающие колебания, описывающие пре-
вращение механической энергии в тепловую при деформировании полимерного
материала.
Модуль прогиба (flexural modulus). Отношение (в пределах обратимых де-
формаций) приложенного к испытываемому на изгиб образцу напряжения
к соответствующей деформации наиболее удаленных от оси образца волокон
композита.
Модуль при разрушении (изломе) (modulus of rupture). См. прочность иа
изгиб.
Модуль упругости при растяжении (modulus in tension). Отношение напря-
жения растяжения к деформации в материале в диапазоне, для которого данная
величина остается постоянной. [Мера жесткости полимерного материала, харак-
теризующая сопротивление упругим (обратимым) деформациям в испытуемом
образце. Прим. ред. пер.]. См. также модуль Юнга, модуль упругости, началь-
ный модуль, Е.
Модуль сдвига, модуль упругости второго рода (shear modulus) (G)). Отно-
шение напряжения сдвигатод к относительному сдвигу еод в пределах сохранения
их пропорциональности G = ^сд-. При динамическом замере крутильным маятни-
ком модуль сдвига G твердой прямоугольной балки выражается формулой
„ 3.86LJ , „
G = срзцора’ где: ** — Длина образца между зажимами; С — ширина образца;
D — толщина образца; J — полярный момент инерции колебательной системы;
Р — период колебаний; р° — коэффициент формы, зависящий от отношения ши-
рины к толщине образца. [Для изотропного идеально-упругого тела между моду-
лем сдвига, G, и модулем упругости, Е, существует соотношение G = Е/2 (1 -f- v),
где v — коэффициент Пуассона (см.) — Прим. ред. пер. ].
Модуль секанс (секущий) (secant modulus). Отношение общего напря-
жения к соответствующему напряжению в любой определенной точке на кривой
«напряжение—деформация» (а—е). Он выражается обычно в паскалях и дается
вместе с указанным напряжением или деформацией.
Модуль упругости при объемном сжатии (modulus in compression) Ес. От-
ношение напряжения сжатия к деформации материала в диапазоне, для кото-
рого данная величина остается постоянной (см. модуль упругости при сжатии).
Для изотропного идеально-упругого тела между модулем упругости Е и модулем
£
сжатия Ес существует соотношение: Ес = 5-7-----г, гдеу — коэффициент Пуас-
3 (1 — v)
сона (см.).
Модуль упругости при сжатии (compressive modulus) Ес. [Отношение на-
пряжения сжатия, а0, к относительному сжатию, ес, ниже предела пропорцио-
нальности. Отношение нормального напряжения в материале при всестороннем
сжатии к относительному изменению его объема.—Прим. ред. пер. ]. Теоретиче-
ски равен модулю Юнга, который определяется по диаграмме «напряжение—
деформация при растяжении» гс = —— •
ео
Модуль: 1) средней удельной работы; 2) ударной вязкости (modulus of re-
silience). Энергия, которая может быть поглощена телом на единицу объема без
проявления постоянной деформации (дисторсии). Рассчитывается путем интегри-
рования кривой «напряжение—деформация» от нуля до предела эластичности
и деления на первоначальный объем образца.
Модуль статический (static modulus). Отношение напряжения к деформации
в статических условиях. Он рассчитывается из испытаний статического «напря-
жения—деформации» при срезе, сжатии или растяжении. Выражается в паскалях.
Модуль упругости (modulus of elasticity Е). Отношение напряжения или
создаваемой нагрузки к натяжению или деформации, возникающей в материале,
который обратимо деформирован. Если данный материал имеет предел прочности
на растяжение 13,8 МПа, а удлинение 1 %, то модуль упругости составляет
1,38х 10’/0,01 = 0,138 ГПа (см. модуль Юнга, модуль упругости при растяже-
нии, Е).
409
Модуль эластичности при кручении (modulus of elasticity in torsion). Отно-
шение напряжения при кручении к напряжению в материале в диапазоне, для
которого данная величина остается постоянной.
Модуль Юнга (Young’s modulus). Отношение растягивающего напряжения
к деформации растяжения ниже предела пропорциональности (см. модуль эла-
стичности).
Мономер (monomer). Простая молекула, способная вступать в реакцию с ана-
логичными или отличающимися по строению молекулами с образованием поли-
мера. Наименьшая повторяющаяся структурная единица полимерной цепи.
В аддитивных полимерах — аналогична исходному соединению.
Монофиламент (monofilament). Одиночное волокно или одиночная нить не-
определенной длины. Обычно получают при экструзии; непрерывное волокно до-
статочной длины для применения в обычной текстильной переработке (исполь-
зуется' также термин «монофил»).
Моток (hank). Свободно намотанная непрерывная нить, пряжа, ровинг и
т. д. определенной заданной длины. Обычно используется для определения фи-
зических свойств, линейной плотности, относительной прочности и др.
Мягчитель (flexibilizer). Добавка, придающая пластику большую гибкость.
Нагрев высокочастотный (high frequency heating). Нагрев полимерного мате-
риала в высокочастотном электромагнитном поле. Материал помещается между
электродами и затем быстро и равномерно нагревается в результате поглоще-
ния части энергии приложенного электромагнитного поля.
Нагрев диэлектрический (электронный нагрев) (dielectric heating, electronic
heating). Нагреваемый полимер играет роль диэлектрической прокладки конден-
сатора, на пластины которого подается напряжение высокой частоты (от 20 до
80 МГц). Эффект обусловливается диэлектрическими потерями материала. (См.
также «высокочастотный нагрев»).
Нагрев послойный (sandwich heating). Метод нагрева термопластичного ли-
ста перед штамповкой путем нагревания обеих сторон листа одновременно.
Нагружение двухосное (biaxial load). Условия нагружения, при которых
напряжение в слое приложено в двух различных направлениях. Условия нагру-
жения сосуда высокого давления внешним давлением и нагрузкой, приложенной
к торцам сосуда.
Нагруженный (loaded). Термин относится к волокнистой армирующей ком-
поненте композита — ровингу, мату или другому нетканому материалу.
Надежность эксплуатационная (performance factor). Характеристика сосудов,
PV
изготавливаемых из композитов, равная где Р — разрушающее давление,
"'к
V — объем (емкость) сосуда, — масса сосуда. Размерность кПа-м3-кг-1.
Накладка при намотке волокном (doily (filament winding)). Дополнитель-
ное армирование композита, применяемое по месту между слоями волокнистой
намотки, для обеспечения необходимой прочности материала на участке, где
должно производиться вырезание, например, отверстий.
Намотка волокном (filament winding). Процесс создания композитной кон-
струкции (структуры), при котором непрерывный армирующий компонент (во-
локно, ровинг, проволока, пряжа, лента и др.) либо заранее импрегннруются
материалом матрицы, либо обрабатывается связующим во время намотки, не-
прерывно подаются на вращающуюся (съемную) форму или оправку под постоян-
ным натяжением под определенным углом. Формирование изделия на вращаю-
щейся оправке может предусматривать или исключать перекрывание концов.
Создание структуры осуществляется послойно.
Намотка двухосная (biaxial winding). Технология намотки нитью,
при которой каждый следующий спиральный слой укладывается последова-
тельно ряд за рядом; перекрещивание волокон исключается.
Намотка круговая (circumferential winding). В пластмассах, армированных
волокнами, намотка нитями осуществляется перпендикулярно оси изделия
(под углом 90° или 0°). (См. намотка планарная).
Намотка обратная спиральная (reverse helical winding). При прохождении
раскладчиком траверсы одного цикла нить укладывается в виде непрерывной
410
спирали с изменением направления на противоположных концах бобин. Такая
намотка противоположна двухосной, компактной или последовательной намотке,
так как нити здесь пересекают друг друга в определенных экваторах и количе-
ство пересечений зависит от угла спирали. Минимальное количество пересечений
будет 3.
Намотка одноосная {axial winding). При получении композиционных на-
моточных изделий осуществляется намотка, при которой армирующие волокна
располагаются параллельно оси изделия (что соответствует нулевому углу в спи-
ральной намотке.).
Намотка многоцикловая (multi-circuit winding). Процесс намотки непре-
рывной нитью. Намотка, требующая более одного витка полоски армирующего
материала для укладки рядом с предыдущей лентой.
Намотка «мокрая» (wet winding). При намотке нитью — процесс намотки
стекловолокна на каркас, когда нить пропитывается смолой непосредственно
перед контактом с каркасом (См. намотка «сухая»).
Намотка одноцикловая (single circuit winding). Намотка, при которой до-
рожка нити делает полный ход по длине раскладки, после чего следующий цикл
ложится рядом с предыдущим.
Намотка планарная (planar winding). Намотка, при которой дорожка нити
лежит в плоскости, пересекающей поверхность намотки.
Намотка планарная спиралевидная (planar helix winding). Намотка, при ко-
торой дорожка нити на каждом торце ложится в пересекающей его поверхности,
тогда как спиралевидная дорожка на цилиндрической части соединена с торце-
выми дорожками.
Намотка полярная (polar winding). Намотка, при которой дорожка нити
проходит касательно к полярному отверстию в одном конце изделия и касательно
к противоположной стороне полярного отверстия в другом конце. Такой системе
намотки соответствует лишь один вид взаимного расположения армирующих
нитей.
Намотка последовательная (sequential winding). См. двухконусная намотка.
Намотка «сухая» (dry winding). Термин, который используется для описа-
ния намотки волокном с применением предварительно импрегнированного ро-
винга, в отличие от «мокрой» намотки, где импрегнированный ровинг проходит
через ванну со смолой («плюсуется») непосредственно перед намоткой на соот-
ветствующую форму (См. «мокрая» намотка).
Наполнение (extending). Добавление в композит наполнителей или мате-
риалов более низкой стоимости для более экономичного производства; добавле-
ние в композит инертных материалов для улучшения механических характе-
ристик, заполнения пустот и уменьшения опасности образования сетки «волося-
ных» трещин.
Наполнение (filling). Количество основных нитей в тканом полотне от кромки
до кромки.
Наполнитель (filler). Относительно инертный материал, добавляемый к по-
лимерной композиции с целью: — снижения стоимости полупродуктов и гото-
вых изделий. Модификации механических свойств. Придания композиту необхо-
димой окраски. Улучшения поверхностной текстуры (См. связующее; наполни-
тели).
Наполнитель инертный (inert filler). Материал, добавляемый в композиты
для изменения их конечных свойств больше физическими, чем химическими сред-
ствами. Используется чаще всего для повышения экономичности композита.
Наполнитель, сухой разбавитель (extender). Инертный высокодисперсный ма-
териал, имеющий существенно более низкую чем полимер, стоимость, добавляе-
мый к полимерной композиции с целью ее удешевления и повышения формо-
устойчивости изделий. (См. наполнитель).
Направление поперечное (cross direction). Термин «поперек» — относится
к способу резки образцов, а также к виду приложения нагрузки к материалу.
Для стержней и труб, «поперек» — это направление перпендикулярное их оси.
Для других форм композитов — характеризующихся большей прочностью в од-
ном иаправленнн, чем в другом, «поперек» — это направление, которое является
более слабым. Для материалов, которые одинаково прочны в обоих направле-
411
ннях, «поперек» — это произвольно выбранное направление под прямым углом
к длине.
Направление продольное (lengthwise direction). Относится к резке образцов
и приложению нагрузки. Для стержней и труб термин «продольное» означает
направление, параллельное продольной оси. Для других форм анизотропных
материалов, которые являются более прочными в одном направления, чем в дру-
гом, продольное — это направление, которое соответствует более высокой проч-
ности. Для материалов, которые одинаково прочны в обоих направлениях —
«продольное» — означает произвольно выбранное направление, которое может
быть ориентировано вдоль волокна, направления потока прн изготовлении и
т. д. (см. поперечное направление).
Напряжение (stress). Наиболее часто применяемое определение «механиче-
ского напряжения»; отношение приложенной нагрузки Р к исходной площади
. Р
поперечного сечения Ао а= —. Иногда используется термин «истинное на-
Лр
пряжение» или мгновенное напряжение и определяется как создаваемая нагрузка
р
Р на мгновенную (фактическую) площадь поперечного сечения А а = —.
/I
Мера внутренних сил, возникающих в полимерном материале в результате при-
ложения к нему внешних воздействий.
Напряжение внутреннее (internal stress). Напряжение, развивающееся во
внутренних слоях композита в результате сдвига соседних слоев материала при
приложении растягивающих или сжимающих усилий, а также термического рас-
ширения. (См. также напряжение).
Напряжение волокна при изгибе (fiber stress in flexure). Напряжение, раз-
вивающееся в верхних слоях навоя, образованного однородными эластичными
нитями, прн испытаниях на изгиб. Для этого навой закрепляется на двух опорах
и к середине его прикладывается контролируемая нагрузка.
Напряжение волокон, критическое продольное (critical longitudinal stress).
Продольное напряжение, которое необходимо для реализации пластической де-
формации волокна. Напряжение, небоходимое для преодоления трения между
волокнами в пряже, ровинге.
Напряжение волокон, удельное [speciftc stress (fibers)]. Нагрузка, отнесенная
к единице длины образца.
Напряжение на единицу массы волокна [mass stress (fibers)]. Усилие, прикла-
дываемое к единице массы единицы длины волокна, г/денье, сН/текс и т. д. (ис-
пользуется также, как и сила на единицу площади).
Напряжение, концентрация (stress concentration). Увеличение уровня созда-
ваемого напряжения в области надреза, пустоты или включений в твердом теле.
Напряжение критическое (critical strain). Напряжение вблизи предела теку-
чести.
Напряжение опорное (bearing stress). Приложенная к изделию нагрузка
в фунтах (килограммах), отнесенная к площади опоры. (Максимальное опорное
напряжение — это максимальная нагрузка в фунтах ^килограммах), приложен-
ная к испытуемому образцу, отнесенная к первоначальной площади опоры).
Напряжение переменное (alternative stress). Знакопеременное напряжение,
прикладываемое к испытуемому образцу. Изменяется во времени в пределах
абсолютных максимальных значений.
Напряжение переменной амплитуды (alternative amplitude stress). Характе-
ристический параметр эксперимента прн проведении испытаний материалов на
усталость. Равен половине разности максимальной и минимальной амплитуды
напряжений в цикле:
XS — 0,5 (стах <Тпнп)-
Напряжение радиальное растягивающее (hoop stress). Касательное напря-
жение по окружности в материале цилиндрической формы, подвергаемому вну-
треннему или внешнему давлению.
Напряжение при сжатии (compressive stress). Нагрузка, приходящаяся на
единицу площади первоначального поперечного сечения, которая прикладывается
к образцу во время испытаний на сжатие.
412
Напряжение среднее (mean stress). Параметр динамической усталости. Алгебраи-
ческая средняя максимального и минимального напряжения, прилагаемого к ис-
пытуемому материалу за одни цикл: а = -у (аг + а2), где: — максимальное
напряжение; а2 — минимальное напряжение.
Наприжеиие статическое (static stress). Напряжение, при котором сила по-
стоянна илн медленно повышается со временем; например, испытания на разру-
шение без удара.
Напряжение трещинообразовання (stress-crack). Образование внешних или
внутренних трещин в композите, вызванное приложенным напряжением при
растяжении, меньшем, чем разрушающее. Напряжения, вызывающие трещины,
могут быть внутренними или внешними, или комбинацией этих напряжений.
Напряженность стекла (glass stress). Напряжение, развивающееся в стекло-
волоконной армирующей компоненте композита, из которого изготовлен сосуд,
работающий под давлением.
— Напряжение в композите, рассчитанное по величине нагрузки, отнесенной
к площади поперечного сечения только армирующей компоненты композита.
Напыление пламенем (flame spraying). Метод получения полимерных покры-
тий, заключающийся в напылении на предварительно зачищенную поверхность
смеси тщательно измельченного полимера и подходящего флюса через пламен-
ную форсунку.
Натек (bleedout).Жидкое связующее, выступающее на поверхность изделия
при намотке и обусловливающее образование бугорков на поверхности компо-
зита.
Натяжение намотки (winding tension). При иамотке нити: степень натяжения
армирующего материала при его контакте с оправкой.
Натяжение равномерное (even tension). Процесс, прн котором каждый конец
ровинга имеет одинаковую степень натяжения, остающуюся постоянной при
намотке.
Нахлест (overlap). Простое клееное соединение, в котором один конец склеи-
ваемого материала накладывается на выступающий конец другого.
Начало (предел) текучести (yield strength). Самое низкое напряжение, при
котором материал подвергается пластической деформации. Ниже этого напря-
жения материал упругий, эластический; выше него - - пластический, вязкий.
Напряжение, при котором нарушается прямая пропорциональность между ве-
личиной приложенного к испытуемому телу напряжения и величиной реализуе-
мой при этом деформации.
Негигроскопический (non-hygroscopic). Недостаточная способность материала
поглощать и удерживать значительное количество влаги из воздуха.
Недостаток заполнения (lack of fillout). Зона, возникающая ббычно на краю
слоистого пластика, где армирующая компонента не смочена смолой.
Необратимый (irreversible). Неспособный к повторному растворению или пла-
влению. Химические реакции, происходящие только в одном направлении (на-
пример, отверждение термореактивиых смол).
Неорганический (inorganic). Термин, относящийся к химии всех соединений,
не классифицируемых как органические вещества. Вещества, отличающиеся от
соединений животного или растительного происхождения. [Термин, относящийся
к химическим элементам и образуемым ими простым нли сложным соединениям
за исключением простых соединений углерода. —Прим. ред. пер.].
Неполярный (non polar). Обладающий равномерным распределением элек-
трических зарядов (равномерной электронной плотностью) по молекуле, в ре-
зультате чего неспособный к значительным потерям диэлектрических свойств.
Примерами являются полистирол, полиэтилен, полипропилен.
Нить комплексная (multifilament yarn). Множество тонких непрерывных
волокон (от 5 до 1000 элементарных волокон, соединенных обычно с некоторой
степенью крутки для обеспечения дальнейшей переработки). Диапазон линейной
плотности (см.) от единиц до нескольких сотен текс. Отдельные элементарные
волокна в комплексной нити обычно имеют линейную плотность около 0,1-н
-г-0,5 текс.
413
Нить непрерывная (continuous filament yarn). Нить, полученная прн скру-
чивании двух или более непрерывных элементарных волокон (филаментов) в один
непрерывный пучок.
Ннтн стеклянные (glass filament). Форма стекла, вытянутого до небольшого
диаметра и чрезвычайно большой длины. (Большинство волокон имеет диаметр
менее 12,7-10~6 м).
Нить трощенная (plied yarn). Нить, образуемая скручиванием двух нлн
более одиночных нитей в одной операции.
Новолак (novolac). Фенолоальдегндная смола, которая в отсутствии избытка
альдегида сохраняет свою термопластичность; фенольная смола в В-стадни.
Облицовка (liner). В емкости высокого давления, изготовленной нз компо-
зитов намоткой волокном, сплошное, обычно эластичное покрытие, нанесенное
на внутренюю поверхность сосуда, которое необходимо для защиты конструкцион-
ного слоистого материала от химического воздействия среды или для предотвра-
щения образования утечек прн работе аппарата под давлением (См. также гер-
метики).
Облучение (irradiation). Применительно к пластмассам, полимерным мате-
риалам — это бомбардировка ядериыми частицами; обычно альфа-,бета- или
гамма-лучами. Используется для иннцинровання полимеризации субстрата
пластмасс и, в некоторых случаях, с целью изменения их физических свойств.
[Воздействие на полимерный материал электромагнитного, корпускулярного
и звукового излучения: гамма-, рентгеновские, ультрафиолетовые, видимые,
инфракрасные лучи; бета-, альфа-, нейтронные, ионные потоки, ультразвук и
др. — Прим. ред. пер.].
Обмотка в стык (butt warp). Лента, наматываемая вокруг формуемого из-
делия без перехлестов.
Обойма, фальц (chase). Основной корпус литьевой формы, имеющий полость
(полости) для расплава, или «формовочные шншки», формовочные и направляю-
щие шпильки, бушингн и т. п.; крышки различной формы, используемые для
правильной установки деталей формы по месту, и избежания расплющивания
или иного повреждения изделия, или же для того, чтобы закрыть пресс-форму,
состоящую из двух или более частей.
Обработка поверхности (surface treatment). Нанесение вспомогательного слоя
на стекловолокно во время формования или при последующей его переработке
(см. шлихта).
Образец (specimen). Отдельный кусок материала или часть пробы, исполь-
зуемая для проведения определенного анализа. Изготавливается определенной
стандартной формы и размера.
Образец для испытания на удар (impact bar). Образец определенного раз-
мера, используемый для определения относительного сопротивления пластмассы
на излом при ударе.
Образование «волосяных» трещин (crazing). Мелкие трещины, которые воз-
никают в массе материала в виде сеткн.
Обертка слоевая (plywrapping). Метод формирования композиционного ма-
териала, при котором слон композита с ленточного транспортера подаются на
оправку, наматываются и уплотняются на ней.
Обрыв цепи (chain scission). Разрыв молекулярных связей, приводящий к по-
тере боковой группы или укорочению всей полимерной цепи. Может происходить
под влиянием внешних механических воздействий на полимерный материал, а
также в результате химических реакций, приводящих к деструкции макромоле-
кулы. [Элементарный физико-химический акт, приводящий к исчезновению ре-
акционноспособного центра, необходимого для продолжения роста макромоле-
кулы в процессе синтеза. — Прим. ред. пер.].
Овалонд геодезический (geodesic ovalold). Контур для торцевых куполов из-
делий нз композитов; волокна, образующие геодезическую линию, —.наикрат-
чайшее расстояние между двумя точками на поверхности вращения. Усилия, вос-
принимаемые нитями намотки, обусловленные величиной радиального и меридио-
нального напряжений в любой точке стенки емкости.
Огнестойкость (flame resistance). Способность композита гаснуть после удале-,
ння открытого пламени. Полимеры по этому признаку подразделяются на горю-
414
чне, трудновоспламеняемые, трудносгораемые, самозатухающне, него-
рючие.
Оплетка (braiding). Процесс намотки волокном на оправку, выдвигаемую
с постоянной скоростью из подающего механизма машин. Нити со шпулярника
навиваются на оправку под заданным углом.
Оправка (mandrel). Стержень, вокруг которого наматывается бумага, ткань
нли нмпрегнированное связующим стекловолокно для изготовления труб, па-
тронов или емкостей. В экструзионных устройствах — направляющий стержень
трубы. Держатель фильеры.
Органический (organic). Обозначающий или включающий вещества расти-
тельного нли животного происхождения, или состоящий нз химических веществ
углеродного происхождения — натуральных или синтетических.
Ориентация волокна (fiber orientation). Выравнивание волокна в нетканом
или свойлочеином слое таким образом, чтобы большинство волокон были распо-
ложены в одном и том же направлении; это предопределяет высокую прочность
композита в направлении преимущественного расположения волокна.
Ортотропный (orthotropic). Имеет 3 взаимно перпендикулярных плоскости
симметрии.
«Освободитель» (release agent). Вещество, наносимое на внутреннюю поверх-
ность пресс-формы для облегчения извлечения нз нее готового изделия после за-
вершения его формования (см. разделитель, смазка, антиадгезив).
Основа (warp). Нить, идущая по длине ткани. Пучок длинных отрезков ни-
тей, приблизительно параллельных, наматываемых на сновальные валики для
дальнейшей текстильной переработки, включая ткачество. Изменение размеров
подложки отверждаемым слоем. (См. также основание).
Основание (base). Армирующий материал (стекловолокна, бумага, хлопок,
асбест и т. д.), которые пропитываются связующим для получения листовых ма-
териалов; изолирующая подставка для электрических испытаний. (См. также
основа).
Осиованне, опора (bottom plate). Стальная плита, фиксирующая нижнюю
часть пресс-формы. Для этого часто используют стол пресса.
Отверждение (curing). Изменение структурно-механических свойств смолы
в результате химических реакций, происходящих в результате конденсационных
процессов или же под влиянием присадок. Обычно протекает под воздействием
либо тепла, либо катализатора, нли обоих факторов, под давлением или без него.
[При этом жидкие реакционноспособные олигомерные продукты необратимо пре-
вращаются в твердые нерастворимые неплавкие пространственно-сшитые поли-
мерные материалы. — Прим. ред. пер.]. (См. также: вулканизация).
Отверждение диэлектрическое (dielectric curing). Отверждение синтетической
термореактнвной смолы прн прохождении через нее электрического тока, выра-
батываемого высокочастотным генератором.
Отверждение предварительное (precure). Полное нли частичное отверждение
синтетической смолы нли клея до момента полного смыкания формы нли прило-
жения давления.
Отвердитель (hardener). Вещество нли смесь, добавляемые в пластмассовую
композицию для ускорения или регулирования скорости отверждения путем
участия в нем. Вещество, добавляемое для контроля степени твердости отверж-
денного материала. (См. также отверждающий агент, катализатор). [По харак-
теру действия эти вещества условно подразделяют на: собственно отвердители,
молекулы которых, взаимодействуя с функциональными группами отверждаемой
смолы, входят в структуру образующегося полимера; катализаторы и инициа-
торы отверждения. В первом случае процесс отверждения протекает по поли-
конденсацнонному механизму, во втором — по полнмернзационному. — Прим,
ред. пер.].
Отвердитель безопасный (safety hardener). Отвердитель, оказывающий только
минимальное токсическое действие на человека при контакте с кожей, либо в виде
паров в воздухе.
Отверстие малого диаметра (pinhole). Мелкое углубление на поверхности
нли дефект в блоке пластмассы. Обычно наблюдаются при тиражировании из-
делий.
415
Отделка (finish). Состав, применяемый для нанесения на поверхность волок-
нистого материала, используемого в качестве армирующего компонента, и вво-
димый для улучшения физических характеристик таких армированных пластиков.
Отделка стекловолокна (glass finish). Составы, наносимые на поверхность
стекловолокна, чтобы улучшить его адгезионные и механические характеристики
и повысить физические свойства армированной пластмассы. (См. также «связую-
щее вещество»).
Отключение под собственной массой (gravity closing). В процессе опускания
штока пресса отключение (переключение) хода производится массой плунжера и
взаимосвязанных с ним деталей.
Отклонение стандартное (standard, deviation). Величина отклонения данных
от средней. Среднеквадратичное значение отдельного отклонения от средней.
[Среднеквадратичное отклонение или «стандарт» — корень квадратный из дис-
персии случайной величины. — Прим. ред. пер. 1
Отношение L/D (LlD-ratio). Термин, используемый для характеристики
шнеков и означающий отношение длины шнека к его диаметру.
Отходы (cull). Пресс-материал, остающийся в загрузочной камере после за-
полнения формы. (Если при загрузке не будет незначительного излишка, оператор
не может быть уверен, что рабочий объем заполнен).
Охлаждение резкое (chill). Охлаждение формы циркулирующей водой. Ох-
лаждение формованного изделия струей воздуха или погружением в воду, «за-
калка» полимера.
Паковка (package). Характеризует вид намотки ровинга или инти (т. е.
«одноконусная паковка», копе крученой нити и т. д.).
Параллельно-ламинированный (parallel laminated). Композит, изготовлен-
ный таким образом, что все слои материала ориентированы приблизительно парал-
лельно по отношению к текстуре или наиболее усиленному направлению прило-
жения напряжений (См. поперечно-ламинированный).
Параметр (parameter). Произвольная постоянная в отличие от фиксирован-
ной или абсолютной постоянной. Параметру может быть придано любое желае-
мое цифровое значение.
Партия (lot). Определенное количество материала, выработанное за опреде-
ленное время и предлагаемое для сбыта с едиными потребительскими характе-
ристиками.
«Пена на месте» (foam-in-place). Термин, который характеризует такое рас-
положение пены, которое требуется, чтобы вспенивание происходило в нужном
месте.
Пенопласты (foamed plastics). Смолы в виде губки, гибкие или жесткие, с со-
общающимися или изолированными порами с плотностью менее 32 кг-м~3. Проч-
- ность на сжатие жестких пен хорошая, что обусловливает возможность их ис-
пользования в сердцевинных слоях сандвичевых конструкций. Оба типа пено-
пластов характеризуются хорошей теплостойкостью. Примером являются хими-
чески вспененные пластики, структура которых формируется в результате обра-
зования большого количества газа при распаде вводимых в композицию порофоров.
Пенопласт синтактический (syntactic foam). Ячеистый пластик, полученный
путем связывания предварительно сформованных ячеек.(полых сфер или микро-
баллонов) полимерной матрицей. В противоположность «пенопласту», в котором
ячейки образуются пузырьками газа, выделяющимися в жидкой пластмассе
при химическом или механическом воздействии.
Перевивка (nesting). В армированных пластмассах — такое расположение
слоев ткани, при котором волокна одного слоя располагаются в углублениях
между волокнами соседнего слоя (перевитая ткань).
Перевулканизация (overcuring). Начало термического разложения из-за
слишком высокой температуры или слишком большой продолжительности литья.
Уменьшение количества поперечных химических связей в полимерном связую-
щем в результате деструкции, что приводит к снижению модуля упругости гото-
вого пластика.
Переплетение ткацкое (weave). Особый способ, при котором ткань образуется
путем переплетения нитей, и обычно с присвоением номера способа перепле-
тения.
416
Пигменты неорганические (inorganic pigments). Природные или синтетиче-
ские металлические окисли, сульфиды и другие соли, подвергнутые кальциниро-
ванию (обжигу) при 700—1200 °C. Они придают композитам тепло- и светоустой-
чивость, устойчивость к погодным воздействиям, повышают жесткость
пластмасс.
Пиролиз (pyrolysis). [Разрушение органических соединений под действием
высоких температур. Прим. ред. пер.}.
Пластики абляционные (ablative plastics). Полимерные материалы, погло-
щающие тепло в результате частичного термического разрушения поверхност-
ных слоев, воспринимающих основной эиергопоток.
Пластик армированный (reinforced plastics). Пластик с прочностью значи-
тельно большей прочности матричной смолы, достигаемой в результате присут-
ствия армирующего компонента, вводимого в состав композита.
Пластик меламиновый (melamine plastics). Пластмасса иа основе меламнио-
фольмальдегидной смолы.
Пластики слоистые низкого давления (low—pressure laminates). Сложные
пластики, сформованные и отвержденные под давлением ниже 3 МПа, включая
давление, применяемое при наложении слоев друг на друга (См. Ламинат).
Пластик стекловолокнистый (fibrous-glass-reinforced plastics, FRP). СВКМ.
Общий термин, относящийся к любому типу композитов, армированных волок-
нами, нитями, матами, тканями или любыми другими видами текстильных ма-
териалов иа основе стекловолокна.
Пластики, полученные под высоким давлением (high pressure laminates).
Слоистые пластмассы, сформованные и отвержденные под давлением не ниже
7 МПа, но чаще всего в пределах 8,3—14 МПа.
Пластина «Зажимная» (clamping plate). Пластина, устанавливаемая на
форме, и используемая для крепления формы к машяне.
Пластина для измерения жесткости прн изгибе, £>, (fiexural rigidity D-
plate). Метод измерения жесткости образца композита в виде пластины.
D= EhS -
12(1 —v)
где: Е — модуль Юига; h—толщина пластины; v — коэффициент Пуассона, м- кг-1.
Пластина, фиксирующая сердечник (core-retainer plate). См. также фальц,
оправа, обойма.
Пластина для схем (плата) (circuit-board). Тонкий лист изолирующего ма-
териала типа фольги для получения методом травления рисунка схемы иа одной
или обеих сторонах; печатные схемы, печатный монтаж.
Пластмассы алкидные (alkyd plastics). Пластмассы на основе алкидных смол
(см.). Разветвленные полиэфиры, взаимодействующие в процессе отверждения
с образованием сложиоэфирных межцепиых связей (См. Полиэфирные пластмассы,
алкидные смолы).
Пластмассы аллильные (allyl plastics). Пластмассы иа основе продуктов ад-
дитивной полимеризации с добавлением мономеров, содержащих в молекуле
аллильную группу, СН2 = СН —СН2, например, диаллилфталат (ДАФ), диал-
лилизофталат (ДАИФ). [К этой группе пластмасс относятся также композиции
на основе связующих — продуктов сополимеризации аллилсодержащих соеди-
нений с другими мономерами. — Прим. ред. пер.].
Пластмассы жесткие (rigid plastics). По общей классификации: пластмасса,
обладающая модулем упругости при изгибе или растяжении более 0,7 ГПа при
23 °C и 50 % относительной влажности.
Пластмассы изоцианатные (isocyanate plastics). Пластмассы, полученные иа
основе смол, синтезированных путем конденсации органических изоцианатов
с другими соединениями. Для нх получения обычно проводят реакцию изоциана-
тов с полиспиртами, в том числе простыми и сложными полиэфирами, содержа-
щими концевые НО — группы. Реагенты соединяются между собой с образова-
нием уретановых связей.
Пластмасса нежесткая (деформируемая) (nonrigid plastic). Пластмасса, об-
ладающая жесткостью или кажущимся модулем эластичности не более 70 МПа
при —23 °C при определении по ASTM D 747.
14 П/р Дж. Любина
417
Пластмасса полужесткая (semirigid plastic). Пластмасса с жесткостью или
кажущимся модулем упругости между 69 МПа н 0,7 ГПа при 23 °C при определе-
нии по ASTM D 747.
Пластмассы силиконовые (silicone plastics). Основаны иа смолах, в которых
главная полимерная цепь содержит попеременно атомы кремния и кислорода,
с боковыми группами, содержащими углерод; производные двуокиси кремния —
силиката- и метиленхлорида. Различные виды силиконовых пластиков характе-
ризуются устойчивостью их к нагреву.
Пластмасса твердая (rigid plastic). Пластмасса, с жесткостью или кажущимся
модулем упругости выше 0,7 ГПа при 23 °C при определении по ASTMD 747.
Пластмассы фурановые (furane plastics). Пластмассы иа основе смол, в ко-
торых фурановое кольцо является составной частью полимерной цепи. Получают
путем полимеризации или поликонденсации фурфурола, фурилового спирта или
других соединений, содержащих фурановое кольцо, или путем реакции этих
фурановых соединений с равным или меиьшим количеством других соединений
(ацетона и пр.).
Пластмассы эпоксидные (epoxy plastics). Пластмассы на основе смол, син-
тезированных в процессе реакции эпоксидов с другими веществами, такими как
амины, спирты, фенолы, органические кислоты и их ангидриды, а также различ-
ные ненасыщенные соединения.
«Плашмя» (flatwise). Термин относится к подготовке образцов и прилагае-
мой нагрузке. Нагрузка прилагается «плашмя», когда она прикладывается к ли-
цевой плоскости образца. Для образцов полимерных материалов, имеющих ква-
дратное сечение н испытываемых на сжатие, это — поверхность, перпендику-
лярная к направлению движения формующего плунжера. Для образцов квадрат-
ного сечения, полученных инжекционным формованием, эта поверхность выби-
рается произвольно. Для листовых образцов — это поверхность, параллель-
ная плоскости листа.
Пленка, покров (veil). Сверхтонкое покрытие, аналогичное поверхностному
покрытию, часто состоящее как из органических волокон, так и из стекловолокна.
Пленка адгезионная (adhesive film). — «Липучка». Синтетическое связующее,
обычно термореактивного типа, в виде сухой пленки на (или без) бумажной под-
ложке. Используется при прессовании при повышенной температуре для соеди-
нения слоев в слоистых материалах (например, при производстве фанеры, древ-
пластиков и др.).
Пленка, внешняя поверхность (skin). Относительно плотный материал, ко-
торый может служить поверхностью ячеистой пластмассы, или слоистого пакета.
Плиты (platens). Плиты для установки пресса, к которым крепится болтами
весь литьевой узел.
Плита эжекторная (ejection plate). Металлическая плита, которая приме-
няется для передачи усилия на эжекторные штифты. Она спроектирована так,
чтобы обеспечить равномерное давление на все штифты в процессе эжекции из-
делия.
Плотность, иомер, класс (count). Ткань: количество основных и уточных
нитей на единицу ширины и длины ткани соответственно. Пряжа (нить): мера
толщины, основанная на определении соотношения длины и массы или наоборот
(см. также «Толщина»),
Плотность объемная (bulk density). Плотность свободно насыпанного мате-
риала (гранулы, сферы и т. д.), определяемая отношением массы к объему («на-
сыпная масса»).
Плотность ткани (thread count). Количество нитей на единицу ширины (по
основе) или длины (по утку) ткани.
Поверхность «шагреневая» (orange peel). Негладкая поверхность, напоми-
нающая в какой-то степени шагреневую; называют так и отливки после инжек-
ционного формования, у которых получилась шероховатая поверхность.
Повышение температуры (heat build-up). Повышение температуры тела,
вызванное частичным рассеянием тепла, а также запасенной в результате дефор-
мации потенциальной энергии.
Податливость (compliance). Величина, характеризующая способность поли-
мерного материала к развитию обратимых деформаций под действием приложеи-
418
них напряжений. [Податливость на разрыв — величина, обратная модулю Юнга.
Податливость на сдвиг — величина, обратная модулю сдвига. Прим. ред. пер.].
Подвулканизация (scorching). — Необратимое изменение пластоэластиче-
ских свойств полимерного связующего (в том числе резиновых смесей) при его
технологической обработке (каландрирование, шприцевание и др.).
Поддон (pallet). Термин, обычно относится к ряду коробок с ровингами,
установленных на деревянную подставку и связанных вместе лентой. Обычно
нагрузка на поддон включает 36 или 48 коробок с ровингом.
Подложка (adherend). Тело, скрепленное с другим телом чисто адгезионными
связями. Склеиваемый материал.
Подрез (undercut). Наличие выступа или вмятины, препятствующей выемке
детали из жесткой формы, состоящей из двух частей; любой такой выступ или вмя-
тина в зависимости от конструкции формы (проводится наклон модели в кон-
струкции формы, чтобы избежать на ней явного «подреза»).
Подтек (flash). Часть загружаемой порции полимерной смеси, которая про-
ливается из полости пресс-формы в процессе формования. Очень пластичный поя-
сок смолы, образующийся вдоль линии разъема пресс-формы (он может быть остав-
лен вплоть до окончательной обработки изделия).
Покрытие (blanket). —Слой, который наносится в готовом виде и распола-
гается либо на поверхности, либо внутри пресс-формы при вакуумном прессо-
вании. «Вакуумный мешок» — эластичная диафрагма, используемая в процессе
вакуумного прессования.
Покрытие верхнее (oce-toz sheet). Нетканные волокнистые маты (из стекло-
нли синтетического волокна и т. д.), используемые в качестве верхнего слоя в ком-
позите для придания ему ровной поверхности или сведения до минимума волокни-
стого рисунка на поверхности (верхний мат).
Покрытие гелевое (gel coat). Гелькоат. Смоляной слой. Смола, наносимая
на поверхность формы перед ее заполнением. (Гелевое покрытие является состав-
ной частью готового слоя и обычно используется для улучшения внешнего вида
поверхности изделия и т. д.).
Покрытие иа жидкой подложке (fluidized bed coating). Техника нанесения
покрытий, которая заключается в нагреве поверхности (или всей детали) выше тем-
пературы плавления смолы с последующим нанесением полимерного слоя оку-
нанием или пульверизацией. Расплав порошкообразного пластика и адгерент
прочно соединяются н деталь (поверхность) охлаждается.
Покрытие поверхностное, мат (surfacing mat). Очень тонкий нетканный
материал из стекловолокна обычно толщиной 0,2—-0,5 мм, используемый, в ос-
новном, для получения гладкой поверхности армированной слоистой пластмассы.
Ползучесть, хрип (creep). Изменение размера полимерного материала под
нагрузкой в течение какого-то периода времени, исключая первоначальную мгно-
венную эластическую деформацию. Ползучесть при комнатной температуре на-
зывается «хладотекучестью».
Полиамиды (polyamide). Полимер, в котором структурные единицы (звенья)
соединены амидными или тиоамидными группами. Многие полиамиды являются
волокнообразующими.
Полибензамндазол (polybenzamidazole). [Полимеры, получаемые полнкон-
денсапией тетраминов (I, 2, 4, 5 — тетраминобензола; 3, 3'—диаминобензи-
дина) или их производных с дикарбоневыми кислотами (фталевой, малеиновой,
фумаровой) или с их производными, либо с аминокислотами (п — аминобензой-
ной кислотой) в среде полифосфорной кислоты. Получаемый полимер имеет вы-
сокую молекулярную массу и обладает высокой термостойкостью. — Прим,
ред. пер. ].
Полиимид (polyimide). Полимеры, содержащие в основной или боковых це-
пях макромолекулы циклическую имидную группу, получаемые синтезом с ис-
пользованием циклоалифатических диаминов и ароматических дикислот (или их
ангидридов); термической дегидратацией ароматических полиамидов, в том числе
олигомерных полиамидов, синтезированных в присутствии избытка ароматиче-
ской дикислоты. В результате синтеза получают смолы, обладающие высокой тер-
мостойкостью (свыше 330 °C), пригодные в качестве связующих или клеевых ве-
ществ .
14*
419
Полимер (polymer). Химическое соединение природного или синтетического *
происхождения с большой молекулярной массой, химическая структура кото-
рого может быть представлена повторением мелких единиц, звеньев, «долей»,
например: полиэтилен, каучук, целлюлоза. Синтетические полимеры обра-
зуются путем аддитивной или конденсационной полимеризации мономеров. Не-
которые полимеры являются эластомерами, некоторые — твердыми веществами.
Если в цепь включено два или более видов мономеров, то продукт называется
сополимером. Химическое соединение, образованное ковалеитным связыва-
нием большого числа простых молекул (звеньев) без существенного изменения их
химической структуры. Полимеры могут быть образованы при взаимодействии
органических, элементоорганических, а также неорганических мономеров. —
Прим- ред. пер.].
Полимеры атактические (atactic polymers). Полимеры, у которых конфигу-
рация всех центров стереоизомерии основной цепи чередуются произвольно.
Полимер разветвленный (branch, polymer). Полимер, макромолекула которого
разветвлена, причем боковые цепи ответвляются от основной цепи через неравные
промежутки (статистическое распределение боковых цепей).
Полимеризация (polymerization.). Химическая реакция, в которой молекулы
мономера соединяются для образования больших молекул; молекулярная масса
в целое число раз выше молекулярной массы исходного вещества. Если в реак-
цию включаются два или более видов мономеров, то процесс называется «сополи-
меризацией».
Полимеризация аддитивная (addition polymerization). Полимеризация при-
соединением. Химическая реакция, в которой молекулы мономера последова-
тельно присоединяются к растущей полимерной молекуле, образуя длинные
цепи. Побочные продукты не образуются. [Это определение — неточно. Термин
«аддитивная полимеризация» объединяет все варианты образования макро-
молекул, включая как полимеризацию, так и поликонденсацию. —Прим,
ред. пер.].
Полимеризация конденсационная (condensation polymerisation). Химическая
реакция, в которой две или более молекулы соединяются с выделением воды или
какой-либо другой простой молекулы. Если в результате реакции образуется
полимер, то процесс называется поликонденсацией. (См. также «полимериза-
ция»).
Полимеризация свободно-радикальная (free-radical polymerisation). Полиме-
ризация, инициирование введением свободно-радикальных частиц, генерирован-
ных подводом энергии или химическим распадом молекул. Растущей частицей
является макромолекула, несущая свободно-радикальную группу. [Полимери-
зация — цепная реакция, при которой развитию кинетической цепи сопутствует
рост макромолекулы. При этом растущие цепи представляют собой свободные
макрорадикалы. Для образования начальных свободно-радикальных центров
используют непосредственное энергетическое воздействие иа мономер: иагрев,
фотолиз, радиолиз, а также применяют индивидуальные соединения, способные
к распаду на свободные радикалы. — Прим. ред. пер.].
Полиэфиры, сложные (polyesters). Термореактивиые смолы, получаемые рас-
творением ненасыщенных, обычно линейных, алкидных смол в активном моно-
мере винилового типа, таких как стирол, метилстирол и диаллилфталат. Про-
цесс отверждения происходит по механизму свободно-радикальной полимериза-
ции по винильным группам олигомеров при добавке перекисного инициатора и
ускорителей, или нагреве для повышения скорости реакции. Смолы обычно
представлены в виде растворов, но используются также и в виде порошка. [Поли-
меры, полученные в результате реакции поликонденсации двух- и (или) более
атомных спиртов (или их оксидов) и двух- и (или) более основных кислот (или их
ангидридов). При осуществлении синтеза полиэфира при взаимодействии диолов
и дикислот образуются линейные полимеры; при введении в реакционную среду
трех и более функциональных компонент — образуются разветвленные поли-
эфиры (в стадии А и В). — Прим. ред. пер. ].
Полость (cavity). 1. Углубление в пресс-форме. 2. Пространство в пресс-
форме, куда заливается смола. 3. Вогнутая часть пресс-формы. 4. Та часть пресс-
формы, которая закрывает отливаемое изделие, формируя его наружную поверх-
420
иость. Нередко используют этот термин как эквивалент «матрицы». 5. Простран-
ство между сопряженными частями пресс-формы.
Полярность {polarity}. Знак заряда иа молекуле или боковой цепи. [Неравно-
мерное распределение зарядов внутри молекулы (в одной части ее преобладает
отрицательный заряд, в другой — положительный). — Прим. ред. пер.].
Помутнение, выпотевание (exudation). 1. Самопроизвольное покрытие пят-
нами или помутиеиие поверхности полимерного пластика вследствие миграции
несовместимых частиц из внутренних слоев к наружным. 2. Пороки, обусловлен-
ные выбранным методом окрашивания или замасливания изделия.
Поперечно-ламинированный (crosswize laminated). Формирование слоистого
композита таким образом, что некоторые слои материала оказываются ориенти-
рованными под прямым углом к остальным слоям, к армирующим прядям волок-
нистого наполнителя или к направлению наибольшей прочности в композите.
Обычно формуется сбалансированная структура по центральной линии толщины
слоя.
Пористость (porosity). Отношение объема пор и пустот, содержащихся в объ-
еме материала, к общему объему тела (твердый материал + поры или пустоты),
выраженное в процентах.
Поры воздушные (air-bubble void). Пузырьки воздуха, расположенные вну-
три или между армирующими плоскостями. Оии обычно не связаны между собой.
Поры имеют сферическую или эллипсоидальную форму.
Последействие упругое (elastic recovery). Та часть данной деформации, ко-
обратимая деформация
. ,, . растяжения
торая является упругой. Упругое последействие ------——------,-------------
1 j « общая деформация.
Наилучший эластический материал имеет упругое последействие, равное 0.
Постоянная диэлектрическая (dielectric constant, е0). Отношение емкости
конденсатора, имеющего диэлектрический материал между пластинами к емкости
такого же конденсатора, когда диэлектрик заменяется вакуумом. Величина,
показывающая, во сколько раз уменьшается сила взаимодействия электрических
зарядов при переносе их из вакуума в однородную изотропную среду, если рас-
стояние между зарядами остается неизменным. Величина электрического заряда Q,
приходящегося иа единицу объема V, при приложении единицы потенциала U.
е =
0 VU
Постоянная сжатия (spring constant). Усилие, требуемое для сжатия образца
на единицу толщины прн выбранных условиях анализа.
Потери от возгорания (ignition loss). Разница в массе композита до и после
обжига; изменение прочности контактов или размеров в результате горения.
Потери диэлектрические (dielectric loss). Потеря энергии, обусловливающая
нагрев диэлектрика, помещенного в переменное электрическое поле.
Потери летучих веществ (volatile loss). Потеря массы образца из-за испаре-
ния.
Потери от прокаливания (ignition loss). Разница в массе до и после прокали-
вания композита. Сжигание связующего вещества или шлихты.
Поток мягкий (soft flow). Реологическое поведение материала, при свобод-
ном течении которого заполняют все пустоты глубокой пресс-формы.
Поясок, фаска (land}. Часть пресс-формы, обеспечивающая отделение или
срез облоя со сформованного изделия; в шнеке экструдера — несущая поверх-
ность по периметру виита; в экструзионной фильере — поверхность, парал-
лельная потоку материала; в полупозитивиой форме или форме с облоем — гори-
зонтальная несущая поверхность. В форме из двух частей — поверхность до раз-
деляющей линии.
Предвулкаиизация (forvulcanization). Обработка полимерной матрицы (в том
числе и резиновых смесей), приводящая к потере текучести массы.
Предел выносливости (faligue limit). Напряжение, ниже которого материал
может пиклически подвергаться напряжению множество раз без разрушения.
Предел прочности при растяжении или разрыве (ultimate tensile strength).
Максимальная растягивающая нагрузка на единицу площади первоначального
421
сечения, в пределах абсолютных границ, выдерживаемых образцом во время ис-
пытаний. Максимальная растягивающая нагрузка, выдерживаемая образцом во
время испытаний, независимо от того, совпадает она с растягивающей нагрузкой
в момент разрыва или нет. Предельное напряжение, выдерживаемое образцом
при испытании на растяжение. Напряжение в момент разрыва. Напряжение,
соответствующее наибольшей нагрузке, предшествующей разрушению образца.
Предел прочности при сжатии (compressive strength). Способность материала
противостоять силе сжатия. Разрушающая нагрузка при сжатии образца, делен-
ная на первоначальное сечение образца. Напряжение, соответствующее наи-
большей оптимальной нагрузке, предшествующей разрушению образца.
Предел пропорциональности (proportional limit). Наивысшее напряжение,
которое материал способен выдержать без отклонения от пропорциональности
напряжения и деформации (Закон Гука). Выражается в усилии на единицу пло-
щади, обычно в Па.
Предел текучести (yield point). Напряжение в материале, меньшее макси-
мально достигаемого напряжения, при котором увеличение деформации проис-
ходит без увеличения напряжения. Только материалы, проявляющие это уни-
кальное явление текучести, имеют «предел текучести».
Предел упругости (elastic limit). Максимальное напряжение, которое может
выдержать материал без остаточной деформации после полного снятия напряже-
ния. Говорят, что материал прошел испытание на предел упругости, когда не-
сколько большая нагрузка является достаточной для возникновения пластиче-
ской или необратимой деформации.
Предел усталостной прочности (endurance limit), кмтшпуяеих значение на-
пряжения, при котором разрушение наступает после заданного числа циклов.
Предел усталостной прочности, относительный (fatigue ratio). Отношение
усталостной прочности к пределу прочности на разрыв. Значения среднего на-
пряжения и знакопеременного напряжения должны быть постоянными.
Премикс (premix). Термореактивная формовочная композиция, армирован-
ная волокном, которая не нуждается в дальнейшем отверждении, сушке или дру-
гих технологических операциях и готова для переработки на литьевом прессе.
Формование происходит без образования побочных продуктов при приложении
давления, достаточного для течения и уплотнения материала. [Для изготовле-
ния премиксов чаще всего используют полиэфирные смолы, так как они характе-
ризуются низкой вязкостью расплава и большой усадкой при отверждении. —
Прим. ред. пер. ].
Препрег (pre-pregs). Компаунды, состоящие из термореактивного связую-
щего, наполненного волокнистым наполнителем. В зависимости от вида арми-
рующего волокнистого материала различают препреги на основе: тканей и бу-
маг, матов из рубленного волокна, а также ориентированных нитей, жгутов, лент.
Пресс автоматический (automatic press). Гидравлический пресс для расплав-
лого прессования или оборудование для литья под давлением, все параметры
технологического функционирования которого контролируются и управляются
механическими, гидравлическими илн электрическими методами, либо их комби-
нацией.
Пресс гидравлический (hydraulic press). Пресс, в котором сила формования
создается давлением, передаваемым жидкостью.
Пресс I идромеханический (hydromechanical press). Пресс, в котором силы
формования создаются частично механической системой, а частично—гидрав-
лической.
Пресс-порошок (molding powder). Пластический материал с различной сте-
пенью гранулирования, включающий смолу, наполнитель, пигменты, пласти-
фикаторы и другие ингредиенты, используемые для формования литьевых из-
делий нз пластмасс.
Прессование (molding). Метод формования композитов, заключающийся
з придании текучести полимерному компаунду при одновременном действии
на пего давления и тепла, и в последующей фиксации формы готового изделия.
Прессование автоклавное (autoclave molding). После ручной выкладки весь
формуемый пакет помещают в автоклав, в котором создается давление 0,35—
0,7 МПа. Давление повышается до необходимой величины для получения армиро-
422
ванного пластика с заданными свойствами. Воздух в автоклаве не рециркули-
рует.
Прессование контактное (contact molding). Процесс формования армирован-
ных пластмасс, при котором армирующий компонент и связующее помещаются
на форму. Отверждение происходит либо при комнатной температуре с примене-
нием системы «промотор—катализатор» или при помощи тепла в печи, но без до-
полнительного давления.
Прессование литьевое (transfer molding). Предварительно размягченный
(пластифицированный) материал инжектируется из загрузочной камеры через
метниковые каналы в замкнутую полость пресс-формы (см.). Этим способом удобно
перерабатывать высоковязкие, в том числе и быстро отверждающиеся, ком-
позиции.
Пресс-форма (compression mold; press-mould). Форма, которая открывается,
когда вводится (подается) материал, и которая придает изделию под воздействием
тепла и давления при закрытии необходимую геометрическую форму. [Инстру-
мент, обеспечивающий при прессовании полимерных композиций получение
изделий заданной формы и размеров. — Прим. ред. пер. ].
Пресс-форма миогополостная (multiple-cavity mold). С двумя или более
полостями для прессования. Такая форма позволяет формовать более чем одну
отливку за цикл прессования.
Пресс-форма полузакрытого типа (semipositivy mold). Комбинация пресс-
форм закрытого и открытого типа. Пресс-форма с перетеканием используется
там, где требуются малые допуски).
«Прилив» (boss). Выпуклость на изделии, формируемая для увеличения
конструкционной прочности и облегчения сборки готовых изделий, для обеспе-
чения соединения отдельных конструкционных деталей и т. д.
Приспособления пластмассовые, инструмент (plastics tooling). Приспособ-
ления, инструмент (в основном для обработки материалов давлением), изготов-
ленные из пластмассы. Обычно используются слоистые или литые материалы.
«Прокид» (pick). — Однократный проброс уточной нити, проходящей по
ширине ткани под прямым углом к основе («наполнитель», «уточная пряжа»,
«уток») и служащий для соединения нитей основы; испытания на сцепляемость.
Неравномерный перенос шлихты с механизма нанесения адгезива из-за высокой
липкости поверхности. Смещение на противоположные поверхности. Относитель-
ная общая прочность целлюлозного субстрата. Необходимая для обеспечения
его способности к прохождению плюсовочных устройств для пропитки адгези-
вом (См. также уток).
Проводимость (conductivity). 1. Величина, обратная объемному сопротив-
лению. 2. Проводимость элементарного куба любого материала.
Промотор, активатор (promotor). Химикат, являющийся слабым катализа-
тором. (См. ускоритель).
Проницаемость (permeability). Прохождение или диффузия (или скорость
прохождения) газа, паров или жидкостей через перегородку без физического иля
химического воздействия на нее. [Способность композита пропускать сквозь
себя газы, пары, жидкости без существенного изменения его физико-химических
свойств. — Прим. ред. пер. ].
Пропитка (impregnation). Обработка волокнистых или других пористых
наполнителей (инертных или армирующих) смолой в процессе получения компо-
зитов.
Пропитка предварительная (preimpregnation). Смешение смолы и армирую-
щего материала с частичным отверждением композита перед употреблением или
отгрузкой потребителю. (См. предварительно пропитанная заготовка, препрег).
Просвет (daylight). Расстояние в открытом положении между подвижными
и стационарными столиками нли плитами гидравлического пресса.
Прототип, прообраз (prototype). — Модель, используемая при полной оценке
формы, конструкции и работы. [Существующий объект, характерные особенности
которого послужили основой для создания модели. — Прим. ред. пер.].
Прочность (strength). Способность материала противостоять разрушению под
действием прикладываемых к нему механических напряжений. Количественные
оценки прочности: предел прочности — напряжение, при котором происходит
423
разрушение образца ар; предельная деформация при разрыве, ер; долговечность —
время от момента нагружения до разрушения при постоянном напряжении Тр.
Прочность взрывная (burst strength). Гидравлическое давление, необходимое
для разрыва сосуда высокого давления заданной толщины. Наиболее часто ис-
пользуется для испытания композитов, полученных намоткой. Давление, необ-
ходимое для разрыва ткани, расширяющихся гибких диафрагм или гладких по-
крытий, армирующих замкнутые объемы. Милленовские растягивающиеся диа-
фрагмы и машины для мячей Скотта — примеры оборудования для этой цели.
Прочность диэлектрическая (dielectric strength). Средний потенциал, прихо-
дящийся на единицу толщины, при котором происходит пробой диэлектрического
матер иала.
Прочность на изгиб (flexural strength). Максимальное напряжение, выдер-
живаемое поверхностью волокон в бруске при изгибе. Прочность на изгиб —
это удельное сопротивление максимальной нагрузке перед разрушением изги-
банием, обычно выраженное в Па. Сопротивление материала приложенным изги-
бающим напряжениям. Выражается в Па. Прочность материала на изгиб, выра-
женная как напряжение при разрыве армированных волокон, наиболее удаленных
от центральной оси образца в момент изгиба. (В пластиках эта величина обычно
выше, чем их прочность при растяжении).
Прочность на изгиб в мокром состоянии (wet flexural strength). Прочность
на изгиб после погружения образца в воду (обычно после кипячения образца
в течение двух часов в воде).
Прочность в мокром состоянии (wet strength). Прочность бумаги при насы-
щении водой. Используется при обсуждении процессов, при которых прочность
бумаги увеличивалась с помощью различных добавок смол. Прочность клееного
соединения, определяемая сразу же после выемки из жидкости, в которую оно
погружалось при определенных условиях: заданного времени, температуры и
давления.
Прочность опорная (beartig strength). Величина опорного напряжения,
соответствующая точке на кривой «напряжение—деформация», тангенс угла на-
клона касательной в которой равен опорному напряжению, отнесенному к п
процентам диаметра опорного отверстия.
Прочность на отдирание (peel strength). Прочность связи в кг на м ширины,
наблюдаемая при сдирании слоя (см. «прочность связи»).
Прочность относительная (tensile relative strength). Отношение нагрузки,
необходимой для разрыва волокна (нити, пряжи) к ее толщине. Размерности ве-
личин прочности относительной следующие: 1 гс/ден (грамм-сила на денье) =
= 8,83 (сантиньютон на текс) = 9,0-^— 9 р кгс/мм2 (грамм-сила на текс),
текс текс
Прочность связи (bond strength). Суммарная работа адгезии соединенных
поверхностей. Напряжение, которое необходимо приложить для разделения ма-
териала на слои, между которыми существуют какие-то связи.
Прочность на сдвиг «короткой балки» (short deam shear strength). Проч-
ность при межслоевом сдвиге пластмассы, армированной параллельными волок-
нами, определенной при трехточечной изгибающей нагрузке на короткий сег-
мент, вырезанный из круглого образца.
Прочность на сдвиг, межслоевая (interlaminar shear strength).. Напряжение,
приложенное к композиту и не приводящее к нарушению связи между слоями
слоистого пластика.
Прочность на сжатие (strength in compression). Максимальная нагрузка,
выдерживаемая образцом, деленная на первоначальную площадь поперечного
сечения образца.
Прочность в петле (loop tenacity). Величина разрывной нагрузки или проч-
ность, наблюдаемая при растяжении двух петель волокна (нитей), как двух
звеньев в цепи, чтобы оценить ту восприимчивость, которой обладает волок-
нистый материал к резке нли дроблению.
Прочность удельная (tenacity). Термин, обычно используемый прн произ-
водстве волокон н в текстильной промышленности для обозначения прочности
волокна нли нити определенного размера. Размерность грамм-сила разрывной
424
нагрузки иа деиье, гс/деи; саити- (деци-) иьютои иа текс (сН/текс). Нить обычно
растягивается на динамометрах со скоростью 0,5 см-с~х. Прочность равна проч-
ности иа разрыв, деленной иа линейную плотность.
Прочность усталостная (fatigue strength,). Максимальное циклически прикла-
дываемое напряжение, которое может выдержать испытуемый материал на про-
тяжении определенного количества циклов перед тем, как произойдет его разру-
шение, остаточная прочность образца после того, как ои был подвержен много-
цикловому деформированию.
Пряжа (yarn). Собранные совместным кручением волокна или нити, при-
родные или химические, образующие непрерывную нить, пригодные дли исполь-
зовании в ткачестве или при каком-либо другом способе переработки в текстиль-
ный материал (См. также непрерывная нить).
Пряжа наполняющая (filling yarn). Поперечные волокна или нити в ткани,
расположенные перпендикулярно нитям основы (так называемый уток).
Пуаз (poise). Единица вязкости, в которой напряжение сдвига выражается в
динах иа см3, чтобы получить градиент скорости, с -х (См. вязкость) (По си-
стеме СИ единицей вязкости является Па-С; 1 Па-С= 0,1 пуаз).
Пузырек (blister). Нежелательное вздутие поверхности полимерного плас-
тика, границы которого можно более или менее четко определить. Они напо-
минают водянистые пузырьки иа человеческой коже. «Пузырьки» могут лопаться
и разглаживаться.
Пузырь (bubble). Сферическая виутрениии пора: замкнутый объем воздуха
или другого газа, оставшегося в пластике.
«Пултрузия» (pultrusion). Термин, обратный экструзии. Пропитанные смо-
лой ровинги используются в производстве стержней, труб и фасонной сортовой
стали с постоянным поперечным сечением. Дли этого ровинг после прохождении
плюсовочиой ванны со смолой протигиваетси через фильеру с нужным попереч-
ным сечением.
Пустоты, пузыри (poids). Газообразные карманы и затвердевшие в слое сви-
зующего; незаполненные зоны в ичеистом пластике значительно большие, чем
отдельные ячейки.
Работа деформации (resilience). Отношение энергии, отданной телом при вос-
становлении после деформации, к работе, необходимой дли получения деформа-
ции (обычно выраженное в %). Способность быстро восстанавливать первоначаль-
ную форму после приложении наприжеиии нли деформации.
Работа коленчатого рычага (toggle action). Механизм, передающий давле-
ние, создаваемое приложением силы на коленчатое соединение (используется
одновременно как метод закрытия прессов и создании давлении).
Разделитель (parting agent). Вещество, добавляемое в малых количествах
в матрицу (связующее) нли наносимое иа внутреннюю поверхность пресс-формы
для облегчения извлечения из нее готового изделии после завершении его формо-
вании (см. «освободитель»).
Разложение термическое (thermal decomposition). Разложение в результате
воздействии тепла. Оно происходит прнтемпературе, при которой некоторые ком-
поненты материала разлагаются или реагируют с изменением макро- или микро-
структуры композита.
Разнодлинность, провис (catenary). Разница в длинах прядей (стреиг) во-
локон, составляющих ровинг (жгут), иа определенном отрезке, возникающая
в результате иеравномерного натяжении. Тенденции отдельных составляющих
прядей в жгуте провисать при его горизонтальном натяжении.
Разрушение катастрафическое (catastrophic failures). Механическое разру-
шение, ие поддающееся предсказанию. [Динамика катастрофического разруше-
нии может быть описана уравнениями, аналогично тем, которые используются
дли описании разветвленных цепных процессов.—Прим. ред. пер.].
Раковина (pH.) Небольшой правильной или неправильной формы кратер иа по-
верхности пластмассы, обычно шириной такой же величины, что и его глубина.
Раскрой (cut). Количество 100-ядровых отрезков иа фунт волокнистого мате-
риала (асбест, шерсть, стекло (X 223,3 м/г).
Распыление (spray-up). Способ, при котором распылитель используется
в качестве технологического инструмента. При изготовлении армированных пла-
425
стмасс, например, измельченное стекловолокно и смолу можно одновременно
подавать в форму. По существу, ровинг подается через резательную машину и
выбрасывается в поток смолы, который направляется на форму любой из двух
распыляющих систем. В пенопластах — очень быстро реагирующие полиуретаны
или эпоксидные смолы подаются с жидким потоком на распылитель и наносятся
на поверхность. При контакте с поверхностью жидкий слой начинает вспени-
ваться.
Распылитель (spray). Полный комплект приспособлений для многогнезд-
ной инжекционной формующей установки вместе с формуемым материалом.
Расслаивание, отслаивание (dilamination). Разделение сложного компози-
ционного материала по плоскости слоев. Физическое ослабление или потеря связи
между слоями композита.
Растрескивание (envi comental stress cracking). Растрескивание композита
в напряженном состоянии под влиянием окружающей среды.
Растяжимость (extensibility). Способность материала к растяжению или уд-
линению при применении достаточного большого усилия. Выражается в про-
центах от первоначальной длины Ло, растяжимость A^niax х 100 = /Х100. Тер-
мин относится к эластичным объемным нитям и гофрированным изделиям.
Расширение линейное (linear expansion). Увеличение размеров, измеряемое
линейным удлинением образца композита, который подвергается нагреву при
двух заданных температурах. (См. также коэффициент линейного расширения).
Расшлихтовка (desizing). Процесс удаления шлихты (которая обычно пред-
ставляет собой крахмал) из суровья перед нанесением специальной аппретуры,
отбеливателей или красителей (для таких волокнистых материалов, как стекло-
волокно, хлопок и др.).
Ребор (rib). Конструкционно-усиливающий элемент изготовленной или сфор-
мованной детали.
Релаксация деформации (strain relaxation). См. «ползучесть».
Релаксация напряжений (stress relaxation). Уменьшение напряжения во
времени при длительном постоянном деформировании.
Релаксация при разрыве (set at break). Деформация, измеренная через 10 мин
после разрыва, на повторно собранном после разрушения образце.
Рисунок волоконный (fiber pattern). Видимые на поверхности композита:
геометрические размеры нити, переплетение нитей в стеклоткани.
Рисунок намотки (winding pattern). Общее количество отдельных соседних
витков, составляющих дорожку намотки перед ее повтором. Регулярно повто-
ряющийся рисунок дорожки нити после определенного количества оборотов
оправки (патрона), ведущий, в результате, к полному закрытию оправки наматы-
ваемыми волокнами.
Ровинг, клубок (roving ball). Термин, используемый для описания вида па-
ковки, устанавливаемой на намоточную машину. Клубок включает ряд концов
или пучок нитей, намотанных на бумажный патрон.
Ровинг, намотка иитью (roving filament winding). Термин «ровинг» исполь-
зуется для обозначения жгута, образованного пучками непрерывных нитей в виде
некрученных элементарных жгутов или крученных нитей. Ровинг может быть
слегка подкручен, но при намотке волокном он обычно наматывается в виде по-
лосок или лент с минимальной круткой. При намотке волокном в основном ис-
пользуются стекловолоконные ровинги.
Ровииг сформованный (spun roving). Дешевая тяжелая пряжа из стеклово-
локна, состоящая из непрерывных сдвоенных нитей.
Ровииг тканый (woven roving). Тяжелая ткань из стекловолокна, получен-
ная при ткачестве ровинга.
«Рыбий глаз» («fish eye»). Маленькие глобулярные частицы, отличающиеся
по показателю преломления от других компонентов полимерной смеси, не пол-
ностью смешивающиеся с ними, в результате чего становящиеся видимыми в про-
зрачных или полупрозрачных материалах.
Светостойкость (light-fastness). Характеристика устойчивости к свету, осо-
бенно красителей или других добавок, входящих в состав полимерного мате-
426
риала. Стойкость’’к свету. Способность полимерных материалов сохранять внеш-
ний вид, физико-механические, физико-химические и диэлектрические свойства
при действии света.
«Свивание» (splice). Соединение двух концов, прядей или нитей стеклово-
локна обычно фиксируются с помощью клея, высыхающего на воздухе.
Свод (при намотке волокном) (dome-filament winding). Часть цилиндрической
емкости, представляющая собой неразъемное днище при изготовлении сосудов
из композитов методом намотки волокном.
Свойства адгезионные (adhesiveness). «Липкость». Параметр, характеризую-
щий прочность адгезии, оцениваемый по формуле» А = /75, где F — сила,
перпендикулярная плоскости склейки, S — площадь поверхности склеенных
материалов. Обычно в технической литературе используется размерность кгс/мм2
или МПа. [Для характеристики адгезионных свойств используют также понятие
«сопротивление отслаиванию или сопротивление расслаиванию» (Н/м; дин/см;
гс/см), а также «работа иа отслаивание или расслаивание) (Дж/м2, эрг/см2). —
Прим. ред. пер.].
Связующее (binder). Компаунд с цементирующими свойствами или поли-
мерный компаунд, который скрепляет вместе различные компоненты армирован-
ных материалов. Субстанция, которую применяют для соединения стекловолокна
или других армирующих или инертных наполнителей при формовании или прес-
совании различных наполненных материалов.
Связующее для матов (mat binder). Смола, наносимая на стекловолокно или
другие волокна и застывающая в процессе изготовления матов, для того, чтобы
волокна были соединены достаточно прочно и сохраняли бы заданную форму во-
локнистого материала.
Структурная связь (structural bond). Связь, соединяющая основные несу-
щие нагрузку детали узла. Нагрузка может быть статической или динамической.
Сгорание (burned). Видимое следствие термических разрушений: изменение
цвета, искажение и разрушение поверхности пластика в результате теплового
воздействия в присутствии кислорода.
Сдвиг (shear). Действие или напряжение, возникающее в результате при-
менения силы, вызывающей или приводящей к сдвигу две соприкасающиеся части
корпуса по отношению друг к другу в направлении, параллельном плоскости
их контакта. Межслоевый сдвиг. Плоскость контакта состоит только из смолы.
Сдвиг предела текучести (offset yield strength). Напряжение, при котором
наблюдается изменение наклона начального прямолинейного участка кривой
«напряжение—деформация» испытуемого образца. Выражается в Па.
Сердцевина, сердечник (core). Центральная часть композита сэндвичевой
структуры, в которой присоединяются слои иной природы. Например, средний
слой фанеры, сотовые конструкции и др. Канал в пресс-форме, служащий для
циркуляции тепло- (хладо-)носителя. Основная часть сложной пресс-формы
применяемой для изготовления изделий с резьбой. (См. также сотовая, ячеистая
структура).
Сердцевина желобковая (fluted core). Цельносотканная армирующая ткань,
содержащая перегородки (ребра) между двумя наружными оболочками (полот-
нами) для связывания сандвичевых конструкций (см.).
Сила, усилие (force). Выступающая часть штампа, входящая в полость пресс-
формы, создающая давление на смолу и заставляющая ее течь (см. также шток).
Любая часть обжимной пресс-формы. Силы, приложенные к верхней н нижней
части пресс-формы.
Складки, морщины (wrinkle). Дефект поверхности в слоистой пластмассе,
имеющий вид морщины или складки на наружных листах бумаги, ткани или дру-
гом армирующем основании.
Склеивание механическое (mechanical adhesion). Склеивание поверхностей,
при котором связующее соединяет части вместе в результате сжатия. См. Адге-
зия.
Слой, виток (lay). В стекловолокне — расположение ровинговых лент на
паковке, выраженное в количестве лент на единицу длины паковки. При на-
мотке волокном — ориентация лент армирующего материала относительно оси
вращения изготавливаемой детали.
427
Слой анизотропный (anisotropic laminate). Слой, в котором прочность и дру-
гие физические характеристики материала различны в различных направлениях.
Слои двухосио-ориеитированные (bi-directional laminate). Слоистый армиро-
ванный пластик, в котором армирующие волокна ориентированы в разных на-
правлениях, но в плоскости слоя; скрещивающиеся слои в композите.
Слой ламинированный (laminate ply). Один слой изделия, полученного
склеиванием вместе двух или более слоев материала.
Слой однонаправленный (unidirectional laminate). Армирующий слой пласт-
массы, в котором все волокна сориентированы в одном направлении.
Слой предварительный гелеобразный (pre-gel). Случайный дополнительный
слой отвержденной смолы на части поверхности отвержденной пластмассы [не
путать с «гелевым покрытием», гелькоатом. — Прим. ред. пер.]. «Наплыв».
Смоляной слой (gel coot). См. Гелевое покрытие.
Слой снимаемый (удаляемый) (peel ply). Внешняя поверхность слоя, кото-
рая удаляется или уничтожается для улучшения сцепления соединяемых слоев
при последующих сложениях.
Смазка (lubricant). Вещество, добавляемое в малых количествах в матрицу
(связующее) или наносимое тонким слоем на внутреннюю поверхность пресс-
формы для облегчения извлечения из нее готового изделия после завершения его
формования (см. антиадгезив).
Смачивание (wet-out). Состояние пропитанного ровинга или пряжи, где почти
все пустоты между шлихтованными нитями и волокнами заполняются смолой.
Смачивания скорость (wet-out rate). Время необходимое для заполнения про-
межутков в армирующем материале связующим и смачивания поверхности арми-
руемых волокон (обычно определяется с помощью оптического устройства).
Смола (resin). Твердый или полутвердый органический материал, обладаю-
щий неопределенной и часто высокой молекулярной массой. Способен проявлять
текучесть при приложении напряжения; обычно обладает некоторым диапазо-
ном размягчения или плавления. Большинство смол являются полимерами.
В армированных пластмассах материал, используемый для связывания армирую-
щего материала. (См. также «матрица», «связующее»).
Смола алкидная (alkyd resin). Продукты взаимодействия многоосновных
кислот, многоатомных спиртов и одноосновных высших жирных кислот. В ре-
зультате синтезируются полиэфиры, в которых функциональные группы (—ОН
или —СООН) образуют как основную цепь полимера, так и поперечные связи,
которые возникают в процессе отверждения.
Смола аминнаи (amine resin). Синтетическая смола, полученная взаимодей-
ствием мочевины, тиомочевины, меламина или родственных соединений с альде-
гидами, в частности с формальдегидом.
Смола жидкая (liquid resin). Органическая полимерная жидкость, которая
в процессе преобразования в конечное состояние способна к отверждению.
Смола конденсационная (condensation resin). Смола, образуемая при реак-
циях поликонденсации. Например, алкидные, фенолоальдегидные, мочевнно-
формальдегидные смолы.
Смола негорючая (flame retarded resin). Смола, которая в смеси с определен-
ными химикалиями уменьшает или подавляет способность полимерных мате-
риалов к горению.
Смолы, отверждаемые под малым давлением (contact pressure resin). Жидкие
смолы, которые отверждаются при нагревании. Применяются для соединения
слоев в композитах. Для их отверждения не требуется применения давления, а
если оно и необходимо, то очень небольшое.
Смола самозатухающая (self-extinguishing resin). Полимер, который горит
при наличии пламени, но затухает в течение определенного воемени после уда-
ления открытого пламени.
Смола синтетическая (synthetic resin). Полимерный, в значительной степени
аморфный, органический полутвердый или твердый материал (обычно смесь),
полученный путем химической реакции относительно простых компонентов
(веществ), напоминающий природные смолы по блеску, излому, относительной
хрупкости, нерастворимости в воде, плавкости или пластичности, и, в некоторой
степени, резиноподобной растяжимостью, но в общем, значительно отличающийся
428
от природных смол по химическому составу и особенностям взаимодействия
с реагентами.
Смола термореактивная (heat-convertible resin). Синтетический полимер не-
высокой молекулярной массы (олигомерный продукт), превращающийся при на-
гревании в неплавкую нерастворимую массу. (См. «термореактивный материал»).
Смолы фенилсилановые (phenylsilane resin). Термореактивные сополимеры
силиконовых и фенольных смол. Обычно используются в виде растворов.
Смола фенольная (phenolic resin). Синтетическая смола, получаемая конден-
сацией ароматического спирта с альдегидом, в частности, фенола с формальде-
гидом (см. А, В, С — стадии, новолак).
Совместимость (compatibility). Способность двух или более смешиваемых
веществ образовывать однородную композицию с новыми полезными свойствами.
Например, практическая возможность смешения с данной системой присадок ад-
гезивов или инпрегнирующих препаратов. Способность невзаимодействующих
или малореакционно-способньгх компонентов в композите контактировать между
собой. [Способность различных полимеров образовывать друг с другом смеси
с удовлетворительными механическими свойствами. — Прим. ред. пер.].
Содержание летучих веществ (volatile content). Процент летучих веществ,
удаляемых в виде паров из пластмассы или пропитанного армирующего компо-
нента.
Содержание пустот (void content). Процент пустот в слое можно рассчитать
по следующей формуле: % пустот — (100—х) х = —|- —j-~, где: х — общее
рассчитанное количество слоев; а — плотность слоя (метод 501, спецификация
Р-406В); b — плотность стекла; с — плотность отвержденной смолы; d — содер-
жание смолы, выраженное десятичным числом (согласно методу 7061 специфика-
ции LP = 406В); е — содержание стекла, выраженное десятичным числом =
= 1 — d. Если слоистый пластик или формованное изделие содержит наполни-
ad , ас , аг п
тель, то х = —----1--&—|——, где: е — содержание стекла = (1—d — f)\
f — содержание наполнителя, выраженное десятичным числом; g— плотность
наполнителя.
Смолы содержание (resin content). Количество смолы в слое, выраженное
в % от общей массы или общего объема композита.
Соединение (joint). Расположение, при котором две соединяемых детали удер-
живаются вместе слоем клея. Общая площадь контакта склеенных частей.
Соединение в «ус» (joint scarf). Соединение, полученное срезом двух оди-
наковых угловых сегментов из двух соединяемых деталей и склеиванием их
в местах среза.
Соединение «внахлест» (нахлесточное) (joint lap). Соединение, получен-
ное установкой одной соединяемой детали на другой и склеиванием этих частей
внахлест.
Соединение недостаточное (starved joint). Клееное соединение с недостаточ-
ной толщиной пленки клея из-за плохого распределения клея или из-за прило-
жения чрезмерного давления в процессе формования листа.
Соединение торцевое (edge joint). Соединение, полученное склеиванием тор-
цевых поверхностей двух соединяемых деталей.
Соединение стыковое (butt joint). Тип торцевого соединения, в котором
торцевые поверхности двух соединяемых деталей находятся под прямым уг-
лами к другим соединяемым деталям.
Созревание (maturation-, ripening). Промежуток времени после предваритель-
ного смещения (компаундирования), в течение которого формовочный материал
достигает пригодного для переработки состояния (с него можно снять защитную
пленку, придать заданную конфигурацию, не опасаться прилипания к инстру-
менту и т. д.) при сохранении необходимой вязкости.
Сополимер (copolymer). Макромолекула, образуемая при реакции двух или
более разнородных мономеров. Чередование звеньев в макромолекуле может быть
правильным (регулярным), случайным (статистическим). (См. также «поли-
мер»).
429
Сополимеризация (copolymerization). Процесс синтеза линейных или развет-
вленных макромолекул, в результате которого два или более различных вида
мономеров взаимодействуя между собой, образуют макромолекулы различного
состава и размеров (сополимеризат). Чередование мономерных звеньев в макро-
молекуле может быть регулярным и нерегулярным (статистическим). Если макро-
молекула образуется из достаточно больших отрезков цепей различной природы,
то реализуется блок-сополимеризация. Если синтез осуществляется путем «при-
вивки» мономера на готовую макромолекулу, то этот процесс описывается как
«привитая» сополимеризация. (См. также «полимеризация»).
Сопротивление изоляции (insulation resistance). Электрическое сопротивление
между двумя проводниками или системами проводников, разделенных только
изоляционным материалом; отношение приложенного напряжения к общему току
между двумя электродами, находящимися в контакте с изолирующим мате-
риалом.
Сопротивление магнитное (magneto resistance). Изменение электрического
сопротивления материала под влиянием приложения магнитного поля. [Вели-
чина, равная отношению магнитнодвнгающей силы к магнитному потоку. —
Прим. ред. пер.].
Сопротивление объемное (volume resistance), Объемное сопротивление между
двумя электродами, находящимися в контакте с образцом или вставленных в него—
это отношение постоянного напряжения, создаваемого на электроды, к той части
тока между ними, которая распределяется по объему образца. Также, электриче-
ское сопротивление между противоположными поверхностями куба с размером
ребра 1 см изоляционного материала, обычно выражаемого в Ом-см (Ом-м).
(См. также «удельное сопротивление)».
Сопротивление поверхностное (электрическое) (surface resistance (electrical))
Электрическое сопротивление участка поверхности между двумя электродами,
находящимися в контакте с материалом. Это отношение напряжения тока, по-
даваемого на электроды, к той части тока между ними, который идет по верхним
слоям композита.
Сопротивление поверхностное удельное (электрическое) (surface resistivity)
(electrical)). Отношение градиента потенциала/ параллельно току вдоль его по-
верхности к току на единицу ширины поверхности. Поверхностное удельное со-
противление в цифровом выражении равно поверхностному сопротивлению между
противоположными сторонами квадрата любого размера при равномерном по-
токе тока.
Сопротивление удельное (resistivity). Способность материала сопротивляться
прохождению электрического тока либо через него, либо по поверхности. Едини-
цей сопротивления объема является Ом; единицей сопротивления поверхности —
Ом-м.
Сосуд модельный (ABL bottle). Сосуд, изготавливаемый для испытания из-
делий внутренним давлением. Его диаметр около 0,46 м, длина 0,61 м. Приме-
няется для оценки свойств материала и качества технологии для изделий из ком-
позитов, получаемых намоткой волокном.
Спецификация (specification). Подробное описание характеристики продукта
и критериев, которые необходимо использовать для определения соответствия про-
дукта предложенному описанию.
Спираль (spiral). При формовании стекловолокна — устройство, применяе-
мое для раскладки нити иа патрон.
Способность эмиссионная (emissivity). Отношение обшей мощности тепло-
излучений поверхности к мощности теплоизлучения абсолютно черного тела
такой же площади при одинаковой температуре.
Срок выдержки (pot life). Период времени, в течение которого смо-
ла, в которую введены катализаторы отверждения, сохраняет достаточ-
но низкую вязкость для использования в процессе (см. также «срок
службы»).
Срок службы (working life). Период времени, в течение которого жидкая
смола или клей после смешения с катализатором, растворителем или другими
ингредиентами остается пригодной к употреблению (см. «время гелеобразова-
ния»).
430
Срок хранения (storage life). Период времени, в течение которого жидкая
смола или упакованный клей могут храниться в определенных условиях и оста-
ваться пригодными для употребления.
Стабилизация (stabilization). Процесс, используемый для придания карбо-
низу емому волокну неплавкости перед стабилизацией. Прием, используемый
для повышения устойчивости полимерных материалов к действию различных
внешних воздействий (кислорода воздуха, света, тепла, радиации и пр.).
Стабилизатор ультрафиолетовый (ultra-violet stabilizer). Любое химиче-
ское вещество, которое при смешении со смолой способно селективно поглощать
ультрафиолетовые лучи.
Стабильность размеров (dimensional stability). Способность полимерного из-
делия сохранять точную форму, которая была получена при формовании, литье
или при другом виде изготовления.
A-стадия (A-stage). Начальная стадия синтеза некоторых термореактивных
смол (в частности, фенолоформальдегидных), после которой полимер способен
растворяться, а также может плавиться. Иногда начальный продукт синтеза
термореактивных смол называют резолом (см. также В- и С- стадии; отверждение).
В-стадия (B-stage). Промежуточная стадия реакции отверждения некоторых
термореактивных связующих. Во время этой стадии материал способен под дей-
ствием жидких сред набухать. Продукт сушится при нагревании, но не до пол-
ного удаления летучих. В-стадия для фенолоформальдегидных смол приводит
к образованию ограниченно растворимых термопластичных смол-резистолов.
Связующие в этой стадии используются в препрегах и премиксах (см. А- и С-
стадии; отверждение).
С-стадия (C-stage). Конечная стадия процесса отверждения термореактив-
ных связующих, в результате которой образуется материал практически нера-
створимый и не подверженный плавлению. Резит (См. также А- и В-стадни; от-
верждение).
Стадия липкости (tack stage). Период времени, в течение которого нанесенная
пленка клея остается липкой или сопротивляется удалению или деформации
нанесенного слоя клея.
Старение (aging). Воздействие внешних условий на материал в течение
длительного времени. Изменение свойств материала под внешними воздействиями
в течение длительного времени. [Старение — совокупность химических и струк-
турных превращений во времени, происходящих в полимерном материале при
хранении, переработке нли эксплуатации, приводящих к потере полезных
свойств. — Прим. ред. пер.).
Стекло (glass). Неорганический продукт сплавления нескольких компонент,
охлажденный до твердого состояния без кристаллизации. Стекло обычно бывает
твердым и относительно хрупким, а также обладает конхоидальным разрушением.
Аморфный изотропный материал, получаемый переохлаждением расплавов не-
органических соединений. — Прим. ред. пер.].
Д-стекло (D-glass). Стекло с высоким содержанием бора, изготовленное спе-
циально для армирующих слоев композита, которым необходимы точно контро-
лируемые диэлектрические характеристики.
Е-стекло (E-glass). Боросиликатное стекло. Оно наиболее часто применяется
при изготовлении стекловолокон, используемых для армированных пластиков;
пригодно для изготовления электроизоляционных материалов благодаря высо-
кому удельному сопротивлению. Известно также под названием «электростекло».
М-стекло (M-glass). Стекло с высоким содержанием бериллия, которое ис-
пользуется специально для получения композитов с высоким модулем упругости,
S-стекло (S-giass). Стекло, полученное сплавлением магнезии, глинозема
н силиката, н специально предназначенное для получения высокопрочных
стеклонитей.
Стекло чистое (bare glass). Различные виды стекловолокна (пряжа, ровннг,
ткань), с которых удалены аппреты н другие покрытия. Исходное стекловолокно,
с которыми эти обработки не проводились.
Стекловолокно (fiber glass). Одиночное волокно, получаемое при вытягива-
нии расплавленного стекла. Непрерывная нить — стекловолокно большой или
неопределенной длины. Штапельное волокно — стекловолокно относительно
431
короткой длины (обычно менее 400 мм). Штапельные волокна используются для “ !
получения пряжи, матов и пр.
Стеклообразователь (glass former). Оксиды, легко образующие стекло. Малые
добавки вещества, способствующего образованию структуры кварцевого стекла.
Степень липкости (tack range). Период времени, в течение которого при оп-
ределенной температуре и влажности клей остается в липко-сухом состоянии
после нанесения на приклеиваемый материал.
Стойкость (permanence). Свойство пластмассы, характеризующее ее устой-
чивость к значительным изменениям характеристик в зависимости от времени
и окружающих условий.
Стойкость к растворителю (solvent resistance). Способность материала не
набухать, сохранять свои основные свойства в среде растворителя и, конечно,
невозможность растворения его в указанном растворителе.
Стреиги, пучки (strands). Первичный пучок непрерывных нитей (или лент),
собранных в единый компактный жгут без крутки. Эти нити (обычно по 51, 102
или 204) собираются вместе при формовании.
Сотовая (ячеистая) структура (honeycomb). Структура заполнителя в трех-
слойных (сэндвичевых) конструкциях оболоченного или панельного типа. За-
полнитель с несущими слоями, закрепленными путем склейки, сварки или на-
пайки. Сотовые заполнители обладают малым (по сравнению с облицовочными
слоями) модулем упругости в направлении, параллельно поверхности этих слоев.
Сотовая структура формируется из листовых материалов — бумаги, текстоли-
тов, алюминия, титана. Сотовые заполнители по удельной жесткости (см.) пре-
восходят другие виды заполнителей (типа гофр н др.).
Сужение, перекосы (pinch-off). Наблюдаются при формовании выдуванием.
Выступ вокруг полости в пресс-форме, который изолирует деталь и отделяет
излишек пресс-материала по мере закрытия формы.
Суровье (greige, gray). Любая ткань перед отделкой, а также любая пряжа
или волокно перед отбеливанием или крашением.
Тангенс угла диэлектрических потерь (dielectrical loss angle). Угол ди-
электрических потерь, 6-мера энергии внешнего периодического электромагнит-
ного тока, превращающаяся в полимерном материале в тепло вследствие релак-
сационных явлений. Угол 8 определяется сдвигом фаз между векторами прило-
женного к диэлектрику электрического поля и поляризации, возникающей под
действием этого поля. (См. фактор рассеяния энергии в диэлектрике).
Таигеис угла потерь (фактор потерь) (tangent of loss angle; loss factor).
Коэффициент рассеяния (затухайия) электрической энергии в конденсаторе, изо-
ляционный материал которого является испытуемым диэлектриком, при прило-
жении к обкладкам (электродам) такого конденсатора переменной электродви-
жущей силы (ЭДС). (См. также тангенс угла диэлектрических потерь). !1
Твердость (hardness). Сопротивление полимерного материала деформирова-
нию или разрушению поверхностного слоя при локализованных контактных
силовых воздействиях. Твердость материала оценивается по глубине проникнове-
ния стального шарика или конуса (пирамиды) с округлой вершиной в полимер-
ный материал под заданной нагрузкой в абсолютных условных единицах. (См.
также твердость по Барколу, твердость по Моосу, твердость по Роквеллу, твер-
дость по Шору).
Твердость по Барколу (Barcol hardness). Величина твердости, определяемая
по методике пенетрации стальной пирамидки при скачкообразном нагружении. s
Шкала прибора (импрессор Баркола) имеет 100 делений. Твердость часто исполь-
зуют как характеристику степени отверждения связующего.
Твердость по Роквеллу (Rockwell hardness питег). Характеристика твердости
поверхностей, оцениваемая по глубине вмятин, образующихся при нагружении
калиброванного наконечника или шарика (индентора). Индентор вначале нагру-
жают слабее (——-100 Н), используя стальной шарик большего диаметра; затем на- t
грузку увеличивают, а диаметр шарика уменьшают. Поскольку, чем больше
твердость, тем меньше глубина вмятины на испытуемой поверхности, показатель
твердости определяют как разность между числом 150 и числом делений шкалы
прибора (цена деления 0,002 мм), на которое произошло углубление индикатора
при приложении бблыпей нагрузки. Инденторы (наконечники) для испытания
432
по Роквеллу включают стальные шарики нескольких определенных диаметров
и алмазный коиус с углом в 120° и сферическим наконечником с радиусом 0,2 мм.
Твердость по Роквеллу обычно оценивается по графику, представляющим собой
«шкалу Роквелла», соответствующую заданной комбинации величины приложен-
ной нагрузки и вида индентора.
Твердость по шкале Мооса, твердость по Моосу (Mohs hardness). Сопро-
тивление материала царапанию; чем выше число, тем больше сопротивление.
Максимальное значение № 10 соответствует твердости алмаза.
Твердость по Шору (Shore hardness). Способ определения сопротивления
материала к вдавливанию пружинного индентора. Более высокое число обозна-
чает повышенную твердость композита.
Текучесть (fluidity). Количество смолы, которое можно выдавить из стан-
дартного образца после его отверждения между плитами пресса при стандартных
значениях температуры и давления.
Температура ликвидуса (liquidus temperature). Максимальная температура,
при которой достигается равновесие между расплавленным стеклом и его перво-
начальной кристаллической фазой.
Температура отверждения (curing temperature). Температура, при которой
литой, сформованный или экструдированный, в том числе армированный и
пропитанный смолой или клеем, композит подвергается отверждению (См. «от-
верждение»).
Температура перехода или превращения (deflection temperature). Темпера-
тура, при которой происходит изменение агрегатных или фазовых состояний
полимеров.
Температура прогиба под нагрузкой (deflection temperature under load). Тем-
пература, при которой испытуемый образец в виде балочки, помещенной на опоры,
начинает прогибаться под действием приложенной к нему нагрузки. Ранее эта
характеристика называлась «температура потери формы».
Температура тепловой дисторсии (heat distortion point). Температура, при
которой начинается искажение формы стандартного образца испытуемого поли-
мерного материала, находящегося под заданной нагрузкой.
Теплоемкость удельная (specific heat). Количество тепла, необходимого для
повышения температуры единицы массы вещества на 1 °C при определенных
условиях.
Теплопроводность (thermal conductivity). Способность материала проводить
тепло. Физическая константа, характеризующая количество тепла, проходящего
через элементарный куб вещества в единицу времени, когда разница в темпера-
туре двух противоположных поверхностей составляет 1 °C.
Теплостойкость (heat resistance). Свойство или способность пластмасс и эла-
стомеров выдерживать разрушающее влияние повышенных температур.
Термотверждение дополнительное (post-cure). Дополнительная термообра-
ботка формуемых пластиков, проводимая обычно без давления, чтобы улучшить
конечные свойства изделия и приводящая к полному отверждению материала.
В некоторых смолах — полное отверждение и достижение предельных механи-
ческих свойств, реализуемое обработкой отвержденных смол при температурах
выше температуры обычной термообработки.
Термопластик (thermoplastic). Способный неоднократно размягчаться при
повышении температуры и затвердевать при ее понижении. Относится к таким
материалам, физические свойства которых изменяются при нагреве значительней,
нежели химические.
Течение (flow). Движение смолы под давлением, обеспечивающее заполнение
всей полости пресс-формы. Течение или «крип» — постепенная, по непрерывная
деформация материала под действием приложенной нагрузки, обычно при по-
вышенных температурах.
Течение пластическое (plastic flow). Деформация под воздействием постоянно
приложенной силы. Поток текучего материала при литье пластмасс.
Тиксотропия (tixotropy). [Свойство полимерной композиции, заключающееся
в том, что номинальная вязкость полимерной системы снижается при ее деформи-
ровании и принимает исходное значение после прекращения механического воз-
действия на иее. — Прим. ред. пер.].
433
Тиксотропный; тиксотропия (thixotropic; thixotropy). Термин относится к ма-
териалам, которые обратимо являются гелеобразными в спокойном состоянии,
но становятся жидкими прн перемешивании. Они обладают одновременно высо-
кой статической и низкой динамической прочностью на сдвиг.
Ткань (fabric). Материал из переплетенной пряжи или нитей, обычно имеет
плоскую структуру. Иногда в эту классификацию включают нетканые материалы.
Ткаиь пропитанная (impregna ed fabric). Ткань, предварительно пропитан-
ная синтетической смолой. (См. «пропитка»),
Ткаиь ровинговая (roving cloth). Грубая ткань из ровинга.
Толщина (thickness). Тонина, линейная плотность волокна, нити, пряжи.
Характертистикой толщины являются: греке — масса в граммах мотка нити
длиной 104 м; денье — масса в граммах мотка нити длиной 9000 м; текс — масса
в граммах мотка нити длиной 1000 м; номер метрический — длина в метрах нити
(пряжи) массой 1 г; диаметр стекловолокна и проволоки измеряется в милах:
1 мил = 10 3 дюйма = 0,25Х 10~в м.
Точка высокого давления (high pressure spot). Область (зона) композита,
содержащая очень малое количество смолы. Возникает обычно из-за излишка
армирующего компонента.
Точка желатинизации (gel point). Стадия отверждения, прн которой жидкость
начинает проявлять псевдоэластичные свойства. (Эту стадию можно ясно
наблюдать по изменению вязкости на графике). (См. также «время гелеобразова-
ния»).
Трение, внешнее (friction). Сопротивление относительному перемещению
соприкасающихся тел в направлении, лежащем в плоскости сопротивления.
Трение зависит от приложенной нагрузки, шероховатости поверхности, темпера-
туры, природы и относительной скорости скольжения контактирующих тел.
Трещина (crack; fracture). Нарушение плотности сформованного материала,
видимое на противоположных поверхностях детали, распространенное по всей
толщине. Надлом материала. Излом поверхности без полного разделения слоев,
частей.
Трещинообразоваиие в напряженном состоянии под влиянием окружающей
среды (environmental stress cracking). Восприимчивость термопластичных смол
к образованию надломов или сетки «волосяных» трещин прн наличии поверхно-
стно-активных веществ или других факторов окружающей среды.
Турбостратный (turbostratic). Тип кристаллической структуры, в которой
основные плоскости существенно удалены друг от друга, в результате чего рас-
стояние между ними стало больше, чем идеальное.
Угол диэлектрических потерь (dielectric loss angle). Разность фаз диэлект-
рика между 90° н фазовым углом.
Угол наклона (draft angle). Угол между касательной к поверхности формы и
направлением выбрасывания изделия.
Угол потерь (loss angle). Коэффициент затухания электрических колебаний.
(См. «угол диэлектрических потерь»).
Угол смещения при намотке волокном (displacement angle in filament
winding). Величина смещения наматываемой ленты (волокна), обусловленная уг-
лом ее наклона относительно экватора каждого последующего полного витка.
Угол фазовый; угол сдвига фазы (phase angle). (См. «тангенс угла диэлек-
трических потерь»).
Угол диэлектрический фазовый (dielectric phase angle). Разность углов по
фазе между синусоидальным напряжением, подаваемым на диэлектрик, н полу-
ченного в результате тока (см. «фазовый угол»).
Углубление (hollow). Мелкое углубление или вмятина на поверхности ин-
жекционно-сформованной детали из-за опадания куска поверхности в результате
местной внутренней усадки после герметизации края. Зародышевые твердые
включения.
Удар динамический (impact shock). Напряжение, передаваемое на связующий
промежуточный слой, которое возникает в результате мгновенного колебания
контакта.
Удлинение (elongation, г). Деформация, возникающая при растяжении.
Частичное увеличение длины материала, деформированного при растяжении.
434
(Когда е выражается в процентах от первоначальной длины, то называется «удли-
нением в процентах»).
Удлинение разрушающее, ер (breaking extension). Относительное удлине-
ние, при котором происходит разрушение испытуемого образца («Деформация
при растяжении в момент разрыва»): ер = &.Lmla/La. Размерность: ртноситель-
иые единицы (проценты). Здесь ДАщах = /-шах — Дй До — начальная длина
образца; Lmax — максимальная длина образца накануне разрушения.
Удлинение при разрыве (enlongation at break) ер. Удлинение, зафиксирован-
ное в момент разрыва образца; зачастую выражается в процентах от первоначаль-
ной длины.
Удлинение между штрихами (elongation between gages). Способ определения
деформации по изменению длины образца, происходящей при приложении к нему
нагрузки, между двумя метками (штрихами), нанесенными на его поверхность.
Узор произвольный (random pattern). Намотка без определенного рисунка.
Для получения заданного рисунка требуется повторить большое количество вит-
ков. Намотка, при которой нити не укладываются в равномерный рисунок.
Укладка (lay-up). Армирующий материал, уложенный в форму. Процесс
укладки армирующего материала в форму. Пропитанный смолой армирующий
материал. Описание составных материалов, геометрии и т. д. слоя композита.
Укладка сухая (dry lay-up). Способ создания структуры слоя композита
укладкой предварительно импрегнированного частично отвержденной смолой
армирующего волокнистого материала на вогнутой или выпуклой поверхности
формы. Обычно за этим следует формование изделия методом «эластичной диа-
фрагмы» илн же в автоклаве.
Уклон формовочный (draft). Конусность или уклон вертикальных поверх-
ностей формы, обеспечивающие более легкий съем сформованных деталей.
Ультрафиолетовый (ultra-violet). Зона невидимой радиации за пределами
фиолетовой части спектра видимой области. Поскольку длины волн ультрафиоле-
тового излучения короче видимых, их фотоны обладают большей энергией, до-
статочной для инициирования некоторых химических реакций и разрушения
(старения) большинства пластмасс.
«Ус», нитевидный кристалл (whisker). Армирующий материал нз очень
коротких волокон, обычно из монокристаллов.
Усадка (shrinkage). Относительное изменение размеров образца, замеренных
на форме в холодном состоянии, и на сформованной детали через 24 часа после
ее выемки из формы.
Усадка отливки (mold shrinkage). Мгновенная усадка, которой подвергается
сформованная деталь после выемки из пресс-формы и охлаждения до комнат-
ной температуры. Разница в размерах, между сформованным изделием и формой,
в которой оно отливалось (прн нормальной температуре); относительная разница
между размерами сформованного изделия и формы, в которой оно было изготов-
лено, выраженное в процентах от размеров формы. Варьируется от долей до не-
скольких процентов.
Усилие поршня (ram force). Общая нагрузка, создаваемая поршнем и в циф-
ровом выражении равная произведению давления на площадь поперечного се-
чения плунжера (обычно выражается в тоннах).
Усилие прижимное (landed force). Усилие, приложенное к пояску в позитив-
ной форме с фаской.
Ускоритель (accelerator). Ингредиент, который будучи смешанным с отвер-
дителем связующего, ускоряет химические реакции между отвердителем и ис-
ходной смолой. Такие процессы происходят как при полимеризации связующих,
так и при вулканизации резин. Вещества этого типа известны также под назва-
нием «промотор». [Это не совсем правильное определение, так как промотор —
это вещество, добавление которого к катализатору увеличивает его активность,
избирательность илн устойчивость. Ускорители процесса отверждения не яв-
ляются в большинстве случаев катализаторами.—Прим. ред. пер.].
Условия внешние (ambient). Под внешними понимаются условия, в которые
помещен образец. Например, прикладываемое давление, температура, среда.
Усталость (fatigue). Разрушение образца после неоднократного воздействия
напряжением. [Испытания на усталость дают информацию о способности матерн-
435
ала противостоять образованию трещин, которые в конце концов приводят к по-
вреждению и разрушению изделия в результате большого количества деформа-
ционных циклов. — Прим, ред. пер.}.
Устойчивость к воздействию грибков (fungus resistance). Сопротивление ма-
териала разрушающему воздействию грибков в условиях, способствующих их
росту.
Устройство для нанесения смолы (resin applicator). При намотке нити уст-
ройство, наносящее жидкую смолу на армирующую полосу волокнистого мате-
риала.
Уток (weft). Поперечные нити илн волокна в ткани; нити, расположенные
перпендикулярно к основе.
Утоньшение (attenuation). Процесс получения тонких волокон при формо-
вании стекловолокон, реализуемый растяжением струи стекломассы (Фильер-
ная вытяжка).
Фактор надреза (notch factor). Отношение ударной вязкости, определенной
на простом образце к ударной вязкости, определенной на образце с надрезом.
Фактор разрушения (breaking factor). Нагрузка при разрушении, отнесен-
ная к исходной ширине испытуемого образца. ' Размерность — фунт-дюйм-1,
кг-м-1.
Фактор объемный (bulk factor). Отношение объема расплавленного компа-
унда или измельченного пластика к объему того же материала после переработки.
Отношение плотности твердого пластика к объемной плотности измельченного
пластика.
Фактор рассеяния энергии в диэлектрике (electrical dissipation factor). От-
ношение потери мощности в диэлектрическом материале к общей мощности, пере-
даваемой через диэлектрик. Эта величина обусловлена дефектностью диэлектрика.
Равна тангенсу угла потерь. D = 8? = tg 8 = где / — частота
е0
приложенного напряжения, 1ц; Сд — эквивалентная параллельная емкость;
Яд — эквивалентное параллельное сопротивление. (См. «тангенс угла диэлектри-
ческих потерь»).
Фетр (felt). Ворсистый текстильный материал, изготовленный механическим
или химическим способом при влажностнотепловом свойлачивании; изготавли-
вают из асбеста, хлопка, стекла, шерсти и т. д.
Фибриллярный (fibrillar). Вариант надмолекулярной ассоциации макромо-
лекул, характеризующийся наличием анизодиаметрических структур.
Фиксация (set). Придание полимерному материалу определенной стабильной
формы с помощью химических и физических воздействий, таких как поликонден-
сация, полимеризация, окисление, вулканизация, желатинизация или выпари-
вание летучих веществ. Остаточная деформация, обычно измеряемая определен-
ными методами, и выраженная в процентах от первоначальных размеров. Затверде-
вание полимера, например, вулканизация. Процесс, приводящий к интенсифика-
ции межмолекулярных взаимодействий в полимерном субстрате, обусловленный
релаксацией внутренних напряжений в "материале.
Фильера (spinnert). Тип экструзионного приспособления. Обычно металли-
ческая пластина со множеством мелких отверстий, через которые продавли-
вается расплав или раствор полимера для получения тонких нитей и волокон,
затвердевающих при охлаждении воздухом, водой и др., или при химических
воздействиях.
Фильера— «лодочка» (glass filament bushing). Обогреваемое устройство,
через которое при формовании стеклонитей поступает расплав стекла.
Форма гальванопластиковая (electroformed mold). Пластмассовая форма
с гальванически металлизированной внутренней поверхностью.
Форма гибкая (flexible mold). Форма, изготовленная из каучука и других
эластомерных пластиков и используемая для литьевых пластиков. Может растя-
гиваться, чтобы удалить отвержденный полимер из поднутрений.
Форма металлизированная (sprayed metal mold). Форма, полученная распы-
лением расплавленного металла на модель до образования оболочки заданной
толщины. Оболочка затем удаляется и закрепляется шпаклевкой, цементом, лить-
436
евой смолой или другим подходящим материалом. Используется в основном
при литье листовых пластиков.
Форма разъемная (split-ring mold). Форма, в которой полость образуется
из двух или более деталей, удерживаемых внешней связью.
Форма, разъемная по кольцу (split-ring mold). Форма, в которой блок разъ-
емных полостей собирается в оправке так, чтобы обеспечить образование под-
нутрения. Эта часть затем выдавливается из формы и отделяется от из-
делия.
Формы составные (разъемные) (multi-piece separable molds). Используются
при наличии поднутрений.
Формование (spinning). Процесс получения волокон путем продавливания
расплава или раствора через фильеры.
Формование автоматическое (automatic molding). Формование изделий мето-
дом литья под давлением или методом прессования, при котором все процессы,
включая выемку готовой продукции, происходят без участия оператора.
Формование вакуумное (vacuum forming). Способ формования изделий из
листовых термопластичных материалов, нагретых до высокоэластического со-
стояния. Формование производится под влиянием силы, возникающей в резуль-
тате разрежения, создаваемого внутри полости формы, к которой прикреплен
формуемый лист. Удельное давление формования около 0,1 МН/м2.
Формование вакуумное мешком («эластичной диафрагмой») (vacuum bag
molding). Процесс формования армированной пластмассы, при котором лист
гибкого материала закрепляется по контуру матрицы и герметизируется. Вакуум
создается в пространстве между формуемым листом и поверхностью формы.
Воздух отсасывается, в результате чего деталь приобретает необходимую форму
и затвердевает.
Формование под высоким давлением (high-pressure molding). Процесс
формования пластиков под давлением более 7 МПа.
Формование под низким давлением (low-pressure molding). Равномерное при-
ложение относительно низкого давления (менее 1,5 МПа) к волокнистым компо-
зитам на основе целлюлозы, стекла, асбеста или другого материала, с примене-
нием или без применения тепла от внешнего источника, для образования струк-
туры, обладающей определенными физическими свойствами.
Формование в металле (matched metal molding). Способ формования компо-
зитов с использованием метода компрессионного приготовления, при котором
применяются выпуклые и вогнутые части пресс-форм — в противоположность
способу изготовления слоистых пластиков, получаемых при низких давлениях
или напылением.
Формование низкотемпературное (low-temperature forming). Метод получе-
ния изделий и полуфабрикатов из листовых, трубчатых или профильных компо-
зитных заготовок при температурах, лежащих ниже температуры размягчения
полимерного связующего.
Формование предварительное (preforming). Предварительное формование во-
локнистого армирующего материала, достигаемое распылением резаных воло-
кон воздухом, водной флотацией или вакуумом по поверхности перфорированной
сетки заданной формы, чтобы обеспечить приблизительный контур и толщину,
необходимую для армирования готовой детали. Предварительно сформованные
волокнистые маты или ткани, которым придана нужная форма на оправе или ма-
кете до установки под формовочный пресс. Компактные «таблетки», гранулы по-
лученные прессованием предварительно смешанных пресс-порошков и армирую-
щих добавок, чтобы обеспечить транспорт и контроль равномерности загрузки
при заполнении пресс-формы.
Формование «эластичным мешком» (в автоклаве) (bag molding). Техника
формования, при которой отвержение материала проводится под давлением жид-
кости, создаваемым через эластичную мембрану (диафрагму).
Формование с помощью мешка под давлением (pressure bag molding). Про-
цесс формования армированной пластмассы, при котором гибкий мешок наде-
вается на контактный слой на форме, герметизируется и зажимается на месте.
При помощи сжатого воздуха (или жидкости) на мешок создается давление и де-
таль в этих условиях затвердевает.
437
Формование пульпы (pulp molding) Процесс, при котором пропитанный
смолой целлюлозный материал предварительно формуется с помощью вакуума
с последующим отверждением.
Формование пульпы, предварительное (slurry preforming). Метод подготовки
заготовок армирующей пластмассы по мокрому способу, аналогичный формова-
нию холстов, получаемых в промышленности при литье бумажной ленты. Формо-
вание стекловолокнистого слоя на сетчатой форме путем удаления воды через
сетку.
Фотоупругость (photoelasticity). Изменение оптических свойств изотропных
прозрачных диэлектриков при приложении внешнего механического поля. Со-
ставная часть эффекта двойного лучепреломления ориентированных образцов
полимерных материалов. Способность полимерных тел проявлять двойное луче-
преломление при приложении внешнего механического поля.
Хладотекучесть (coldflow). Деформирование, которое происходит в материа-
лах под влиянием непрерывной нагрузки в пределах рабочего диапазона темпе-
ратур (см. «ползучесть», «релаксация напряжений»).
Хлопья стеклянные (glass flakes). Очень тонкие нерегулярной формы хлопья
(чешуйки) стекла, получаемые обычно при разбивании непрерывной тонкостен-
ной стеклянной трубки и используемые для наполнения композитов.
Ход поршня (ram travel). Расстояние, которое проходит поршень при за-
полнении формы при инжекционном или литьевым формовании.
Холст (lap). При намотке волокном — частичное перекрытие последующих
слоев намотки, обычно осуществляемое для сведения до минимума зазоров (про-
пусков). В текстиле — разрыхленное полотно хлопка после трепальной машины,
намотанное на валик. (Хлопковый холст широко используется при получении
армирующих асбесто-хлопковых смесей иа кардочесальной машине).
Царапина (scratch). Неглубокая вмятина, канавка или выемка на поверхности
изделия, обычно вызываемая неправильным обращением или хранением.
Цикл (cycle). Полная повторяющаяся последовательность операций в про-
цессе или иа этапе процесса. При формовании изделий — «временной цикл»,
период между определенным моментом в одном цикле и аналогичным в следу-
ющем.
Цикл формования (molding cycle). Период времени, необходимый для всей
последовательности операций на формовочном прессе, требуемый для изготовле-
ния одного комплекта формованных деталей. Операции, необходимые для про-
изводства комплекта формованных деталей без учета затраченного времени.
«Чепчик» (caul). Металлическая пластина, используемая в производстве
клееной фанеры при горячем прессовании, размерами одинаковыми с формуемым
листом. Обычно используются алюминиевые листы толщиной 4 мм.
Число концов (end count). Число сложений нитей, жгутов, подаваемых иа
трощение при формировании ровинга (См. «Число сложений»).
Число сложений в жгуте (strand count). Количество нитей в трощеной пряже.
Количество нитей в ровинге. (См. число концов).
Чувствительность к надрезу (notch sensitivity). Степень, до которой чув-
ствительность материала к излому повышается при наличии таких неоднородно-
стей поверхности как надрез, внезапное изменение сечеиия, трещины или цара-
пины. Низкая чувствительность к надрезу обычно связана с высокоэластичностью
и пластичностью полимерного материала, а высокая—с его хрупкостью.
Шлифование бесцентровое (centreless grinding). Способ обработки деталей,
имеющих круглое поперечное сечение. Цилиндрическая деталь подается без
крепления ее по центрам. Шлифование поверхности детали проводится обра-
боткой между двумя шлифовальными кругами, вращающимися с различной ско-
ростью. Более быстро вращающийся круг является абразивом, удаляющим не-
ровности с обрабатываемой поверхности. Этот прием пригоден и для шлифования
внутренних поверхностей.
Шлихта (size). Аппрет. Состав для обработки волокнистых материалов,
включающий крахмал, желатин, масло, воск или другой подходящий ингра-
диент, наносимый для защиты их поверхности и облегчения последующей пере-
работки в готовые изделия или для контроля характеристик волокна. Такие
составы содержат инградиенты, которые обеспечивают смазку поверхности, а
438
также сцепление волокон, ио в отличие от замасливателя, содержит подклеиваю-
щие компоненты. Перед окончательным превращением материала в композиты,
шлихта обычно удаляется с поверхности волокна термообработкой и на нее нано-
сится замасливатель.
Шлихтование (sizing). Аппретирование. Нанесение подходящих составов
на поверхность волокнистого материала с целью заполнения пор и снижения,
таким образом, поглощения наносимых впоследствии клеев или покрытий. Воз-
можность изменить поверхностные свойства армирующего компонента для улуч-
шения склеивания. Нанесение составов, используемых для этой цели (иногда
называемых «шлихта»).
Шлихты содержание (sizing content). Процент от общей массы волокна, под-
вергнутого шлихтованию; обычно определяется сжиганием органической шлихты.
(См. «потери от возгорания»).
Шов литьевой (mold seam). Линия на литой или слоистой детали, отличаю-
щаяся по цвету или виду от общей поверхности, ограниченная поверхностью
контакта пресс-формы и изделия.
Штапель, шлиц, шлицевать (spline). Подготовка требуемого контура по-
верхности путем втирания пасты с помощью инструмента с плоским краем. Про-
цедура аналогична разравниванию, «затирке» поверхности бетона. Также — сам
инструмент.
Шпуляриик (creel). Приспособление (устройство) для обеспечения установки
необходимого количества паковок в нужном положении при перемотке нитей,
пряжи, ровинга при формировании волокнистой основы композита.
Штамповка дополнительная (postfarming). Штамповка, профилирование или
придание формы слоям связующего из полностью отвержденной до стадии С
термореактивной смолы, которые проводятся при нагревании для придания им
некоторой гибкости. При охлаждении полученные сложные пластики сохраняют
контуры и форму штампа, на котором они формовались.
Штейн (matte). Незеркальная поверхность, обладающая расплывчатой отра-
жающей способностью. Промежуточный продукт производства некоторых цвет-
ных металлов, представляющий собой сплав сульфидов этих металлов с сульфи-
дом железа. Поверхность кусков этих сплавов обладает специфической отража-
тельной способностью.
Штифт (pin; insert). Стержень, удерживающий вкладыш внутри пресс-формы
силами трения; убирается при удалении изделия из пресс-формы.
Штифт направляющий (guide pin). Штифт, обеспечивающий плотное совпа-
дение половинок пресс-формы при закрытии.
Шток эжекторный (ejector ram). Небольшой гидравлический шток, устанав-
ливаемый на пресс для передачи усилия на эжекторные штифты.
Эпоксидный эквивалент (epoxyde equivalent). Масса эпоксидной смолы в грам-
мах, содержащая один г.-экв. эпокси-групп.
Экзотерма (exrtherm). Освобождение, выделение тепла в процессе отвержде-
ния пластмассы.
Эластичность, упругость (elasticity). Способность полимерных материалов
и изделий из них восстанавливать свои первоначальные размеры и форму после
деформации.
Эжектирование, эжекция (ejection). Процесс удаления формованного из-
делия из полости формы механическими средствами, вручную или при помощи
сжатого воздуха. Процесс перемещения жидкости или материала в результате
передачи энергии от одной среды, движущейся с большей скоростью (рабочей)
к другой (перемещаемой).
Эпихлоргидрин (epichlorhydrin). Основной продукт в производстве эпоксидных
смол. Содержит эпоксидную СН2—СН — группу и хорошо вступает в реакцию
\oz
с одно- и многоатомными алифатическими и ароматическими спиртами, таким как
биофенол А.
Эпоксид (epoxide). Соединения, содержащие реакционную группу, в которой
атом кислорода присоединяется к двум атомам углерода, образующим этиленовую
группировку.
439
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Автоклав 48
Агент 33
— армирующий 35
— латентный отверждающий 100
— отверждающий 89
— светочувствительный 33
— связующий 198
Адгезия 56, 67
Адсорбция влаги 50
Акрилы 18
Активатор (промотор) 29, 35
— диметиланилин 44
— катализатор для инициатора 35
— концентрация 43
Алифатические ацилпероксиды 39
Алкид 18
Альфацеллюлоза 20
Амины 94, 113
— алифактические 94, 105
— вторичные, первичные, третич-
ные 113
Анализ термогравиметрический (ТГА)
125, 261
— хроматографический 112
— элементный 262
Ангидрид 29
— малеиновый 28, 29
— фталевый 29
Анизотропия 270
— g-фактора 280
Антиадгезив 24
— целлофан 24
Аппрет крахмально-масляный 198
Армирование прямоугольное 207
Армирование пластинки (АП) 308
Ароматические ацилпероксиды 38
Астрокварц 77
Барьер диффузный 236
Бензоилпероксид 38, 63
Бензоил 33
Бериллий 184
Блоки эпоксидные олигомерные 58
Бор
— аморфный 230
440
— поликристаллнческий 230
— трехфтористый 230
Боропластинки 221, 239
Бушинг 181
Вещество протон-содержащее 96
Винилацетат 50
Винилтолуол 33, 35
Вискозиметрия 113
Влагопоглощение 78, 306
Влагостойкость 184, 306
Влияние добавок 53
Водопоглощение 105
Воздействие
— многоцикловое 318
— температурное, циклическое 300
Волокно 16, 161
— арамидное 340
— армирующее 16, 252
— асбестовое 20
— борное 20, 221
— боровольфрамовое 222
---морфология и структура 230
— бороуглеродное 224
— вискозное 252, 284
— в композите 364
— Влияние степени наполнения 166
— высокоорнентирование 257
— высокомодульное 281, 284
— графитовое 20, 257, 264
— Диаметр 204
— Дезориентация 313
— Длина 161
— Измельчение 196
— изотропное 256
— импрегнированное 363
— карбид-кремниевое 221, 231
— карбонизированное 258, 264
— короткое (резаное) 196
— минеральное 19
— Морфология 342, 348
— Ориентация и перемешивание 165,
315
— пиролизованное 282
— Поверхностная обработка 165
— полипозное 281
— Природа связующих 305
— пропитанное фенольной смолой 17
— Равновесная влажность 305
— Распределение 207
— резаное (короткое) 286, 312
— рубленое (малой базы) 229, 387
— склеивание 233
— стабилизированное 265, 277
— стальное 20
— Степень снижения физико-механи-
ческих свойств 305
— углеродное (графитовое) 20, 139,
252
— Формы 212
— хлопковое 17, 19
------ прочесанное 17
— Химическая стабильность 353
Время гелеобразования 37, 50, 109
«Время жизни» образца 109
Выкладка 24
Высокосиликаты 210
Вытаскивание (волокон) 289
Вытяжка
— графитизационная 282
— ориентационная 264
Выщелачивание 210
Вязкость 114, 320, 387
Графит турбостратный 266
Гелеобразование 377
Гель-эффект 36
Геометрия
— образца 305
— текстильной структуры 357
Гетероцикл 265
Гибридизация (см. Материал гибрид-
ный)
Гомополимеризация 35
— катионная 100
Градиент напряжений 381
Графитизация 263, 272, 283
Группа 29
— алкильная 29
— арильная 29
— винильная 71, 73
— гибкая 30
— изоцианатная 71
— карбоксильная 73, 96
— нитрильная 258
— полярная 258
— сложноэфирная 32
— электроноакцепторная 35
-винильная 35
карбонильная 35
— электроноднородная 35
— эпоксидная 73
Двойная связь 35
Дегидратация 265
Дегидрогенизация 271
Дезазотирование 271
Деканоилпероксид 39
Денье 295
Деструкция термоокислительная 125,
273
Дефект
— Кольцевые радиальные трещины 231
— локализованный 230
— Микротрещины 300
— объемный 269
— поверхностный 269
— структурный 278, 348
Деформация разрыва 284
Диоксид 182
Добавки тиксотропные 46
КВМ Долговечность («время жизни»)
365, 366, 380
Жгут 50, 156, 285, 288
— импрегнированный 48
Жидкость высоковязкая 73
Заготовка предварительно отформо-
ванная 47
Загуститель 49, 70
Замасливатель 181, 196, 288
Звенья ароматические 74
Изделие 32
— формованное 32
Излучение ультрафиолетовое (УФ) 31
Измельчитель 47
Изомеризация 29
— малеатов в фумараты 33
Импрегнирование (пропитка) 282 , 292,
374
Ингибитор горения 32, 38, 55
Инициатор 35
— Бензоилпероксид 37
— гидроперекисный 43
— перекисный 28, 35, 36
активный 36
--органический 37
Использование пеков 256
Испытание (волокон)
— микропластиком 295
— сухим пучком 294
Каландрирование 312
Карбонизация 254, 263, 272, 283
Катализатор отверждения 100
Кварц 210
Кевлар 77, 341
Кислота 29
— адипиновая 29, 30
— акриловая 57, 58
— вннилкарбоновая 57
— двухосновная 29, 32
-----галогенированная 32
441
---модифицирующая 29
— изофталевая 29, 31
— Льюиса 100
— метакриловая 58
— себациновая 30
— тетрабромфталевая 322
— тетрафторфталевая 32
— фталевая 31
— фумаровая 29
— хлорэндиковая 32
Кольца ароматические 102
Комбинации ингредиентов 44
Компаунд 18, 37, 102
— для экструзии 156
— заливочный 71
— листовой 49
— синтетический 273
— сформованный 37
— эпоксидный 18
Композит 13
— армированный 16
---химическим и натуральным во-
локном 17
— волокнистый 81
---армированный 105
— Одноосно-ориентированный тонко-
стенный 364
Композиция
— бороалюминиевая 248
— эпоксидная 107
Компоненты 29
— Активатор 29
— армирующие 18, 252
-------- Альфа-бумага 20
— высокопрочные 252
-крафт-бумага 20
— Инициатор 29
— металлические 246
— Наполнитель 29
— Смола 29
Контроль качества 112
Консервант специальный 238
Конструкция 24, 25, 246
— арочная 246
— слоистая 75
— сотовая 25
— сэндвичевая 24
Концепция квазиизотропностн слож-
ных пластиков 173
Коррозионная стойкость 391
Коэффициент температурный электри-
ческого сопротивления 227
Красители 55
Кристаллиты 252
Критерий отбраковки (волокна) 294
Крутка (см. Скручивание, Кручение)
Кручение 246, 287, 348, 355
Ламинирование 312
Лауроилперокснд 39
442
Литье
— под давлением 49, 314
— автоматическое 49
— центробежное 49
Макромолекулы 61
Макропористость 278
Малеат 34
Масса по карбоксильному эквивален-
ту 79
Массовая доля 53
Материал 13, 319
— асбестонаполненный 17
— волокнистый 18, 215
— высокоэластичный 72
— галогеносодержащий 33
— гибридный 319
--- внутрнслоевой 319
---межслоевой 320
---Отдельные усилительные эле-
менты 320
--- Супергибрид 320
---усредненный 319
— композиционный 13
--- армированный 14
— конструкционный 18, 202
---Механические свойства 18
— листовой 19
— наполненный 18
— слоистые 18, 20
---электроизолирующий 20
Матрица 24 , 297, 317
— алюминиевая 246
— из листовой стали 24
— металлическая 236
Маты (ленты) 18, 19, 288
— стекловолоконные 18, 187
Меламины 18
Металметакрилат 31
Метод 17, 23, 118
— вискозиметрии 112
— контроля отверждения 116
— мокрой намотки 316
— осаждения 257
— пиролиза 256
— «усов» 257
— хроматографии 112
Методы испытаний 118, 305
---механические, термические, фи-
зико-технические, электрические 118
Механизм отверждения 89
Мнкропластнк 291, 361, 363, 364
Мнкропористость 278
Микропустоты 31
Микроскопия электронная 265
Микросферы 18
Моделирование пространственное 262
Модификация низкомодульная, вы-
сокомодульная 284
Модуль упругости 252 , 263
Мономер 28
— Винилацетат 28
— стирол 28
Мономер-сореагент 72
Морфология волокна 289, 398
Нагружение
— двухосное 378
— многоцикловое 317, 357, 366, 386
— статическое 317
Нагрузка знакопеременная 318
Накладка эпоксиборопластиковая 248
Намотка винтовая 206, 374
Наполнитель инертный 196
Наполнители 13, 20, 53
— Абсорбционные свойства 54
— Альфацеллюлоза 20
— Алюминиевые порошки 21
— Асбест 22
— Глины 53
— гранита 22
— Карбид вольфрама 22
--- кремния 22
— Карбонаты 22, 53
— Кварц 22
— Окись титана 22
— Порошок окиси железа 22
— Продукты целлюлозного произ-
водства 22
— Размер частиц 54
— Силикат кальция 22
— Слюда 22
— Сталь 22
— Стекловолокно 22
— Стеклосферы 22
— Хлопок 22
Нафтенат 36, 46
— кобальта 37
Непрерывная лента (см. Маты)
Облицовка 19
— ламинированная 19
— металлопластиковая 19
Оболочка волокна 266
Обработка
— поверхностная 291, 293, 305
— термическая 279
Огнестойкость 203
Однонаправленность 366
Октат кобальта 36
Осаждение бора на углеродное во-
локно 226
Оснастка 82
— Пресс-форма 82
Отвердители низкотемпературные 105
Отверждение 35, 273
— аминами 89
— ангидридами кислот 96
— Скорость 49
— смолы 36
---Скорость 36
---Экзотермическая температурная
кривая 36
— Специальные способы 104
— Температура 49
Отливки 50
— из армированных смол 50, 51
Ориентация 266, 272, 305
— волокна в слоях 240, 298
— кристаллов преимущественная 263
— молекулярная 276
— надмолекулярная 256, 278
Осаждение
— бора 246, 272
— химическое 234, 246
Основа 191, 205
Ось армирования 246
Параметры технологические 115
Пеки 253, 272
Период индукционный 61
Пероксиды кетонов 39
Пигменты 55
Пик эзкотермической кривой 37, 44
Пиролиз 74, 263, 265, 274
— под действием высокого напряже-
ния 74
Пластик 17, 50
— армированный (АП) 17
---химическими и натуральными
волокнами 17
— борографнтовый 246
— конструкционный 20
— мягкий 50 *'
— на основе меламинов 20
— наполненный 18, 19
---насыпной гомогенный 18
---скелетный 18
— прессованный 19
— твердый 50
— хрупкий 50
— эластичный 50
Пластификатор 38
Пластификация 49
— на горячем барабане 49
Пленка 19, 313
— поливиниловая 19
Плотность линейная 295
Плотность межмолекулярных ошибок
80, 102
Поглотители ультрафиолетового из-
лучения 56
Погодостойкость 309
Подложка 81
Показатели 48
— прочностные 48
Покрытие 50
— с диффузными барьерами для бор-
ных волокон 236
— поверхностное 50
443
---защитное 50
-------Микроструктура 50
Ползучесть 308, 319, 369
Полиакрилонитрил 257
Полиамиды 18
Полибутадиен 16
Полиимид
— аддитивный 141
— конденсационный 126, 132
— линейный 310
Поликарбонат 18
Полимер 28, 258
— атактический 258
— волокнообразующий 256
— гетероароматический 125
— гликоль-изофталевый 31
— лестничный 261
— линейный 258
— разветвленный 34
— реакционно-способный 28
— эластичный 95
Полимеризация 28
— рекомбинационная 96
— свободнорадикальная 33, 49
Полиметилметакрилат 31
Полипропилен 18
Полистирол 18
Полициклизация 261, 271
Полиэтерификация 61
Полиэтилен 18
Полиэфир 18
— линейный 50
Полуфабрикаты (препреги) 70
Правило аддитивности 323
Превращения 61
— радиационные 61
— термические 61
— химические 61
Предел прочности 25
---при изгибе 25
---прн растяжении 25
---при сдвиге 25
---при сжатии 25
Препреги 238, 312
— теплостойкие 109
— Технология 312
— — Каландрирование в расплаве 312
---Ламинирование пленкой 312
---Нанесение связующего 312
---Получение тканей 312
Пресс-композиция 48, 69
— в виде плоских листов 48
Прессование автоклавное 313, 376
Пресс-форма 47
Присоединение гидроксильной груп-
пы 34
Продукт 28
— побочный 28
Производство стекловолокон 179
Пропиленгликоль 29
444
Пропионилпероксид 39
Простые эфиры 33
Процесс 28, 29, 48
— Намотка 48
— отверждения 28
— плавление 34
— Пултрузия 48, 207, 313, 325
— этерификация 29
Прочность адгезионная 67
— волокна в композите 229, 364
— композитов 229
— механическая 252
— остаточная 365
— при растяжении 269
— статическая 364
— трансверсальная 231
Прядение из расплава 272
Прядь (стренга) 288
Пряжа 189, 190, 285, 348
— Номенклатура 190
— Обозначение 190
— стекловолоконная 189, 191
— текстурированная 189
Радикалы свободные 34
Разбавитель 87
— метилэтилкетон 57
— низкомолекулярный бифункцио-
нальный 83
— толуол 57
Развес 186
Разрушение усталостное 314
Расплав мезофазный пеков 276
Распределение молекулярно-массовое
73
Растворитель 34, 258
Растворы полиимидные 130
Реагент 29
— основной 29
Реактопласты 19
Реакции сопряженные 96
Реакция 34
— полимеризации 34
--- цепная 34
— «сшивки» 116, 277
---Титрование 116
— экзотермическая 51
Резина 30
— силиконовая 30
Релаксация 268
Рентгенография электронная 265
Реовискозиметр 114
Ровинги 186, 196, 285, 345
— номер 186
— стекловолоконные 186, 196
Ровница 47, 50
— из стекловолокна 47
Свойства
— волокон 20
---физико-технические 21
---Хемостойкость 20
---химические 21
— высокотемпературные 99
— композитов 204, 206, 218
— конструкционные 240
— материалов 22
— механические 246
— сдвиговые 372
— слоистых пластиков 77
— смол 50
---Энтальпия 117
— сорбционные 303, 306
— стекловолокна 184
— усталостные 246
— физико-технические 21
— эксплуатационные 63
— электроизоляционные 100
Связующее 13, 220, 252, 297, 300
— меламинофенольное 19
— органическое 245, 297
— полиимидное 21, 297
— полисульфоновое 297
— полиэфирное 17, 21, 24, 297
— термореактивное 308
— фенольное 21
— эластичное 107
— эпоксидное 21, 297
Связь 28
— двойная 28
---Побочные реакции 33
— простая 28
— электроотрицательная 35
— электроположительная 35
— эфирная простая 95
Сдвиг
— межслоевой 373
Сетка 259
— ламелярная 259
— трехмерная 259
Силан 232
Силикон 18
Система эпоксидная гуммированная
107
Скручивание 189
Смазка антиадгезионная 70
Смесь азеотропная 34
— резиновая 112
---Система двухфазная 112
Смола 19
— активированная амином 47
— алкидная 35
---Фумаровые фрагменты 35
— Модификатор 71
— полибутадиеновая 71
— полифенилхиноксалиновая 78
— полиэфирная 28
--- упругая 31
---химически устойчивая 32
— термореактивная 19
— Усадка при отверждении 102
— фенольная 253
— эпоксидная 81
----Адгезионная прочность (склеи-
вание) 82
----применение 81
Сложные диэфиры 57
Слой защитный 88
— связывающий (диффузный) 248, 236
— между матрицей и армирующей
компонентой 248
— пеков 277
Соединения
— алифатические 273
— фтороуглеродные 18
Сомономер 57
— винилтолуол 57
— стирол 57
— триакрилат триметилол пропана 57
Соотношение молярное 35
— Стекловолокно связующее 206
Сополимер 18
— акрилонитрилбутадиенстирольный
18
Сореагент 61
Состав стекла 182
Состояние 36
— гелеобразное 36
— жидкокристаллическое 256, 274
— фазовое 31
Сосуды 372
— высокого давления 197, 381
— футерованные резиной и алюми-
нием 380
Спектроскопия инфракрасная 113
----Волновое число 113
----Длина волны 113
----Коэффициент пропускания 113
Спираль нерегулярная 259
Спирт 48
— поливиниловый 48
Способ 67
— переработки 67
----Литье под давлением 71
----Методом мокрой выкладки по
форме 71
----Намотка волокон 67
----Прессование литьевое 71
----Прессование прямое 71
----Пултрузия 67
----Ручная укладка слоев 67
----Формирование с помощью эла-
стичного мешка 67
----Центробежное литье 67
Стабилизация 257, 260
Стабильность термоокислительная 125
Стадия
— вытяжки 255
— формования 264
Старение полиимидов 131
445
Стекло 182
— высокощелочное 182
— Марки 183
— состав 203
Стекловолокно 17
— Мракировка 182
— Производство 179
— штапельное 181
Стеклопластик 16, 231
Степень
— армирования 248
— графитизация 279, 281
— кристалличности 283
— окисления 262
— ориентации 259
— отверждения 305
— сжатия 246
— стабилизации (см. Сшивка)
— упорядоченности 283
Стирол хлорированный 35
Стренга 48, 181, 288, 291, 361
— непрерывная 48
Структура
— ароматическая 273
— жидкокристаллическая 273
— из бороволокон 239
— ленточная 265, 284
— лестничная 260
— материала (КМ) 298, 386
— мезоморфная 278
— микрофибриллярная 283
— надмолекулярная 259, 272
— ориентированная 258, 264
— пека 274
— сетчатая (см. Сетка)
— слоев 323
— текстильная 285
— трехмерная 28, 112
— турбостратная 263
— фибриллярная 259, 264
— химическая 102
— штапелированная 285
Субстрат полимерный 268
Сшивка (стабилизация, отверждение
255, 283, 309)
— межмолекулярная 61
— термическая 257
Сырье стекловоловонное 157
Текстолиты 386, 392
Текс 187
Текстура поверхности 235
Текстурирование 183
Температура 37
— начала термодеструкции 106
— пиролиза 268
— саморазложения 37
— стеклования 260, 298
— термического разложения 63
— термодеструкции 103
— термообработки 267, 269, 278
— формирования 74
Теплопроводность продольная 297
Термовытяжка 283
Термообработка
— поверхностная 289
— окислительная 289
---газовая (сухая) 289
---жидкостная 289
Термопласты 19, 21, 308
— АБС-сополнмеры 21
— Полиацетали 21
— Поликарбонаты 21
— Полистирол 21
— стеклонаполненные 154
Термостабильность 273, 300, 391
Термостойкость 203
Термофиксация 268, 357
Техника ламинирования 313
Технология переработки 308
Ткань 50
— Виды 195, 348
— из ровинга 50
— Модели 205
— Обработка 199
— Переплетение 195, 205
— Плотность 191
— Получение 312
— стекловолоканная 191, 198
Трансконфигурация активная 34
Трансструктура фумаровая 29
Требутилпербензат 37
Трещины 269
Три крез илфосфат 37
Трощение 189
Углеводороды галогенированные 55
Ударопрочность 320
Укладка слоев (выкладка) 46
--- ручная 49
— параллельная 238
— Плотность 238
Упорядочение структуры 277
Усадка объемная 105
Ускорители 100
Усталость 315, 369
Устойчивость 50
— истиранию (износу) 50
— к атмосферным влияниям 50
— к коррозии 50
— к термическому старению 96
«Усы» 18
— кристаллические 20
Уток 191, 205
Фенолы 18
Филоменты 286
Фильера 48
Форма 48
— Пристеночная область 48
446
Формование 24, 47, 70
— резиновым мешком 24
Формы текстильные 212
Формование
— панелей 239
— препрега 238
— профилей 239
— сухое 260
Форполимер термопластичный 79
Фрагмент 29
— радикальный 35
— фумаровый 29
Фракции 273
Характеристики
— физические 241
--- прочностные 241
--- упругие 241
Хемостойкость 184, 308, 313
Хет-кислота 32
Хлор гидролизованиын 114
Холст нетканый 285
Хромотография 113
— газовая 113
— гельпроникаютцая 113
— жидкостная 113
— эксклюзионная 113
Целлюлоза 281
Цепь полимерная 28
— полиэфирная линейная 29
Цикл производства 34
Циклизация термическая 74, 261, 262
Цис-конфигурация 29
Шпулярник 238
Штабик 210
Штамп 48
— Горячая форма 48
Штамповка 48
Щелочь 32
Эксплуатация 50
— изделия 50
Экструдер 314
Эпоксиборопластик 231, 245
Эпоксиметакрилаты 58
Эрозия поверхностная 75
Этерификация 29, 61
— Степень 33
Этиленгликоль 29
Эфир 16
— днглицидиловый 112
— поливиниловый 16
— сложный 90
Эффект
— зародышеобразования 276
— синергический 363