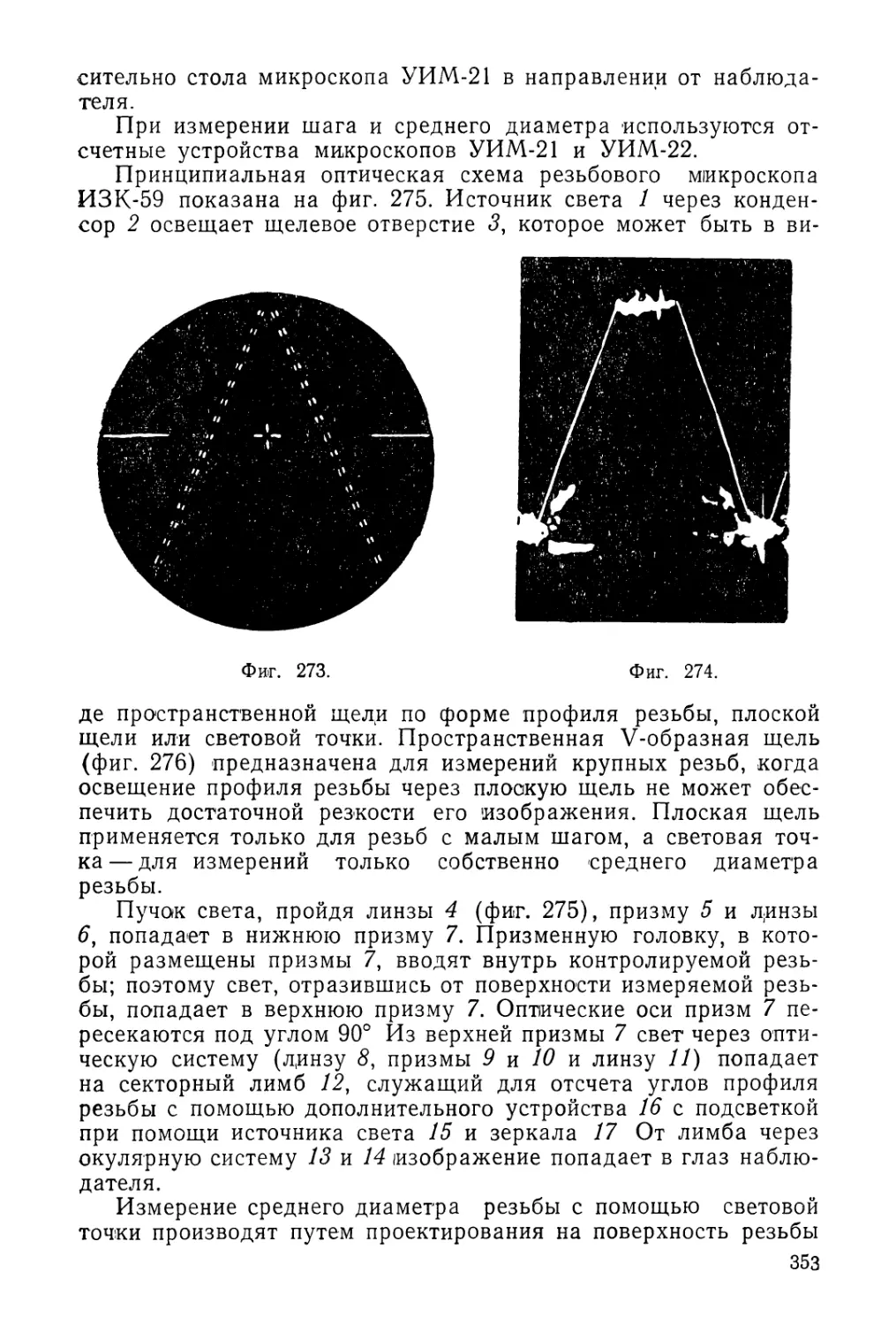
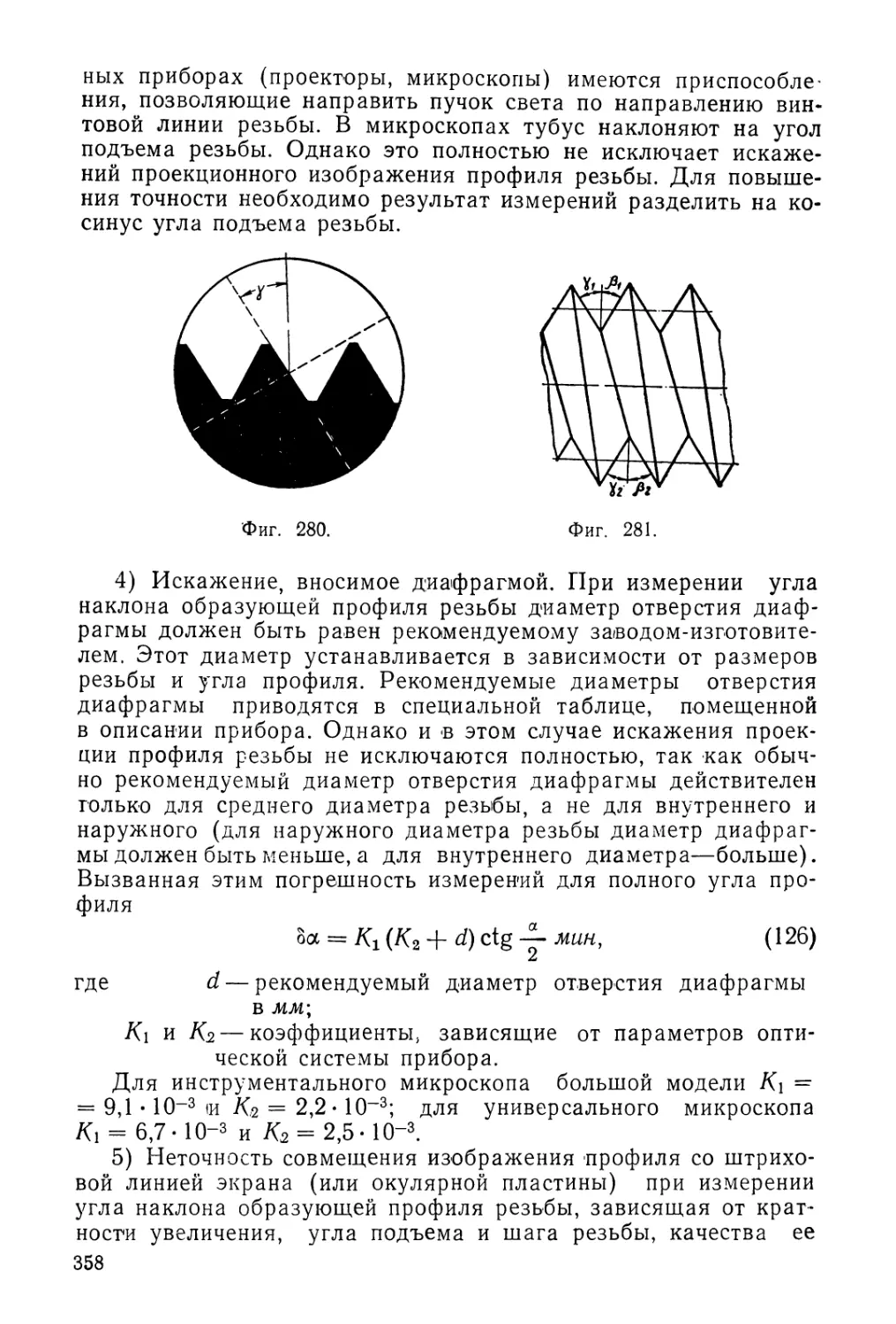
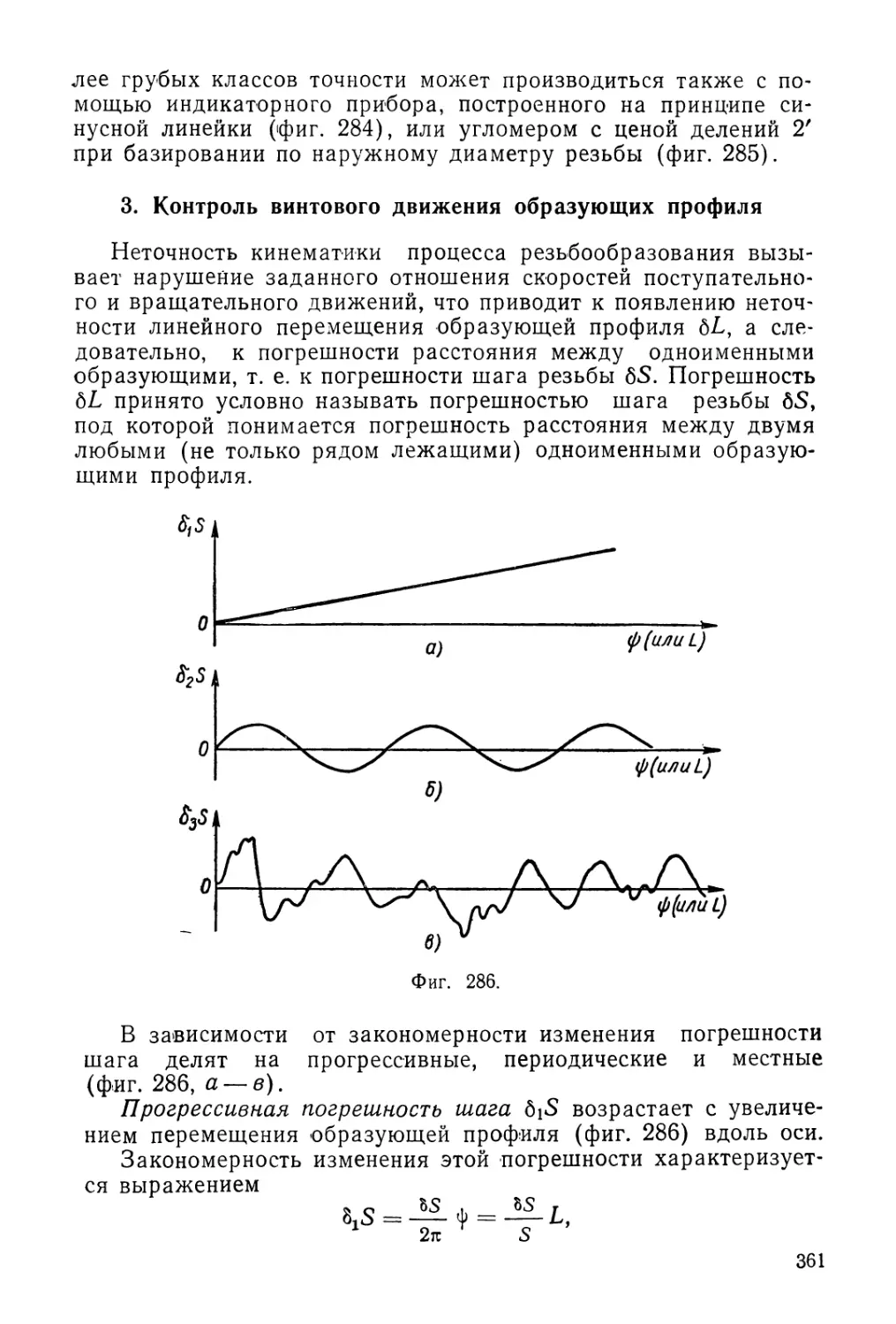
/













































































































































































































































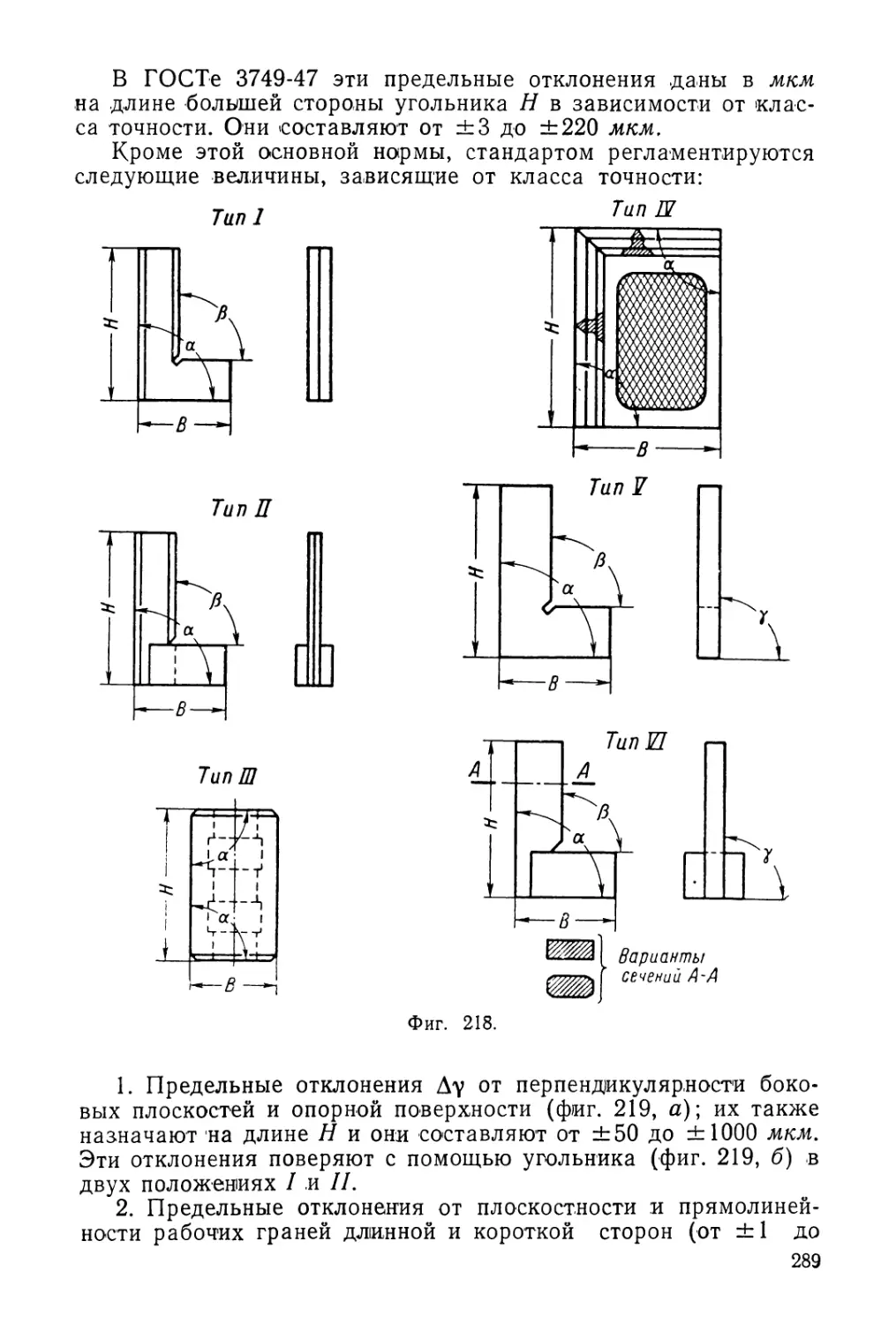






























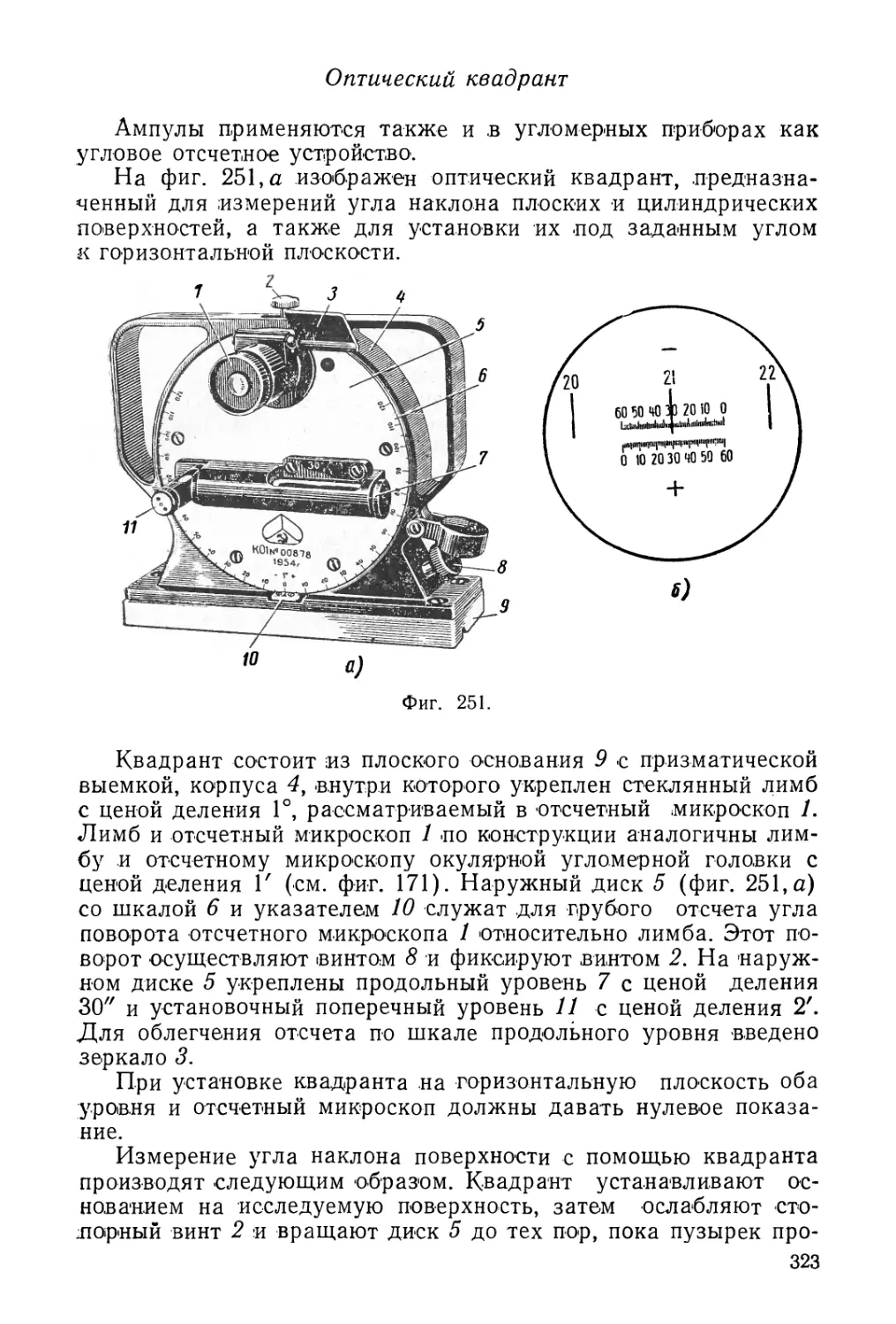















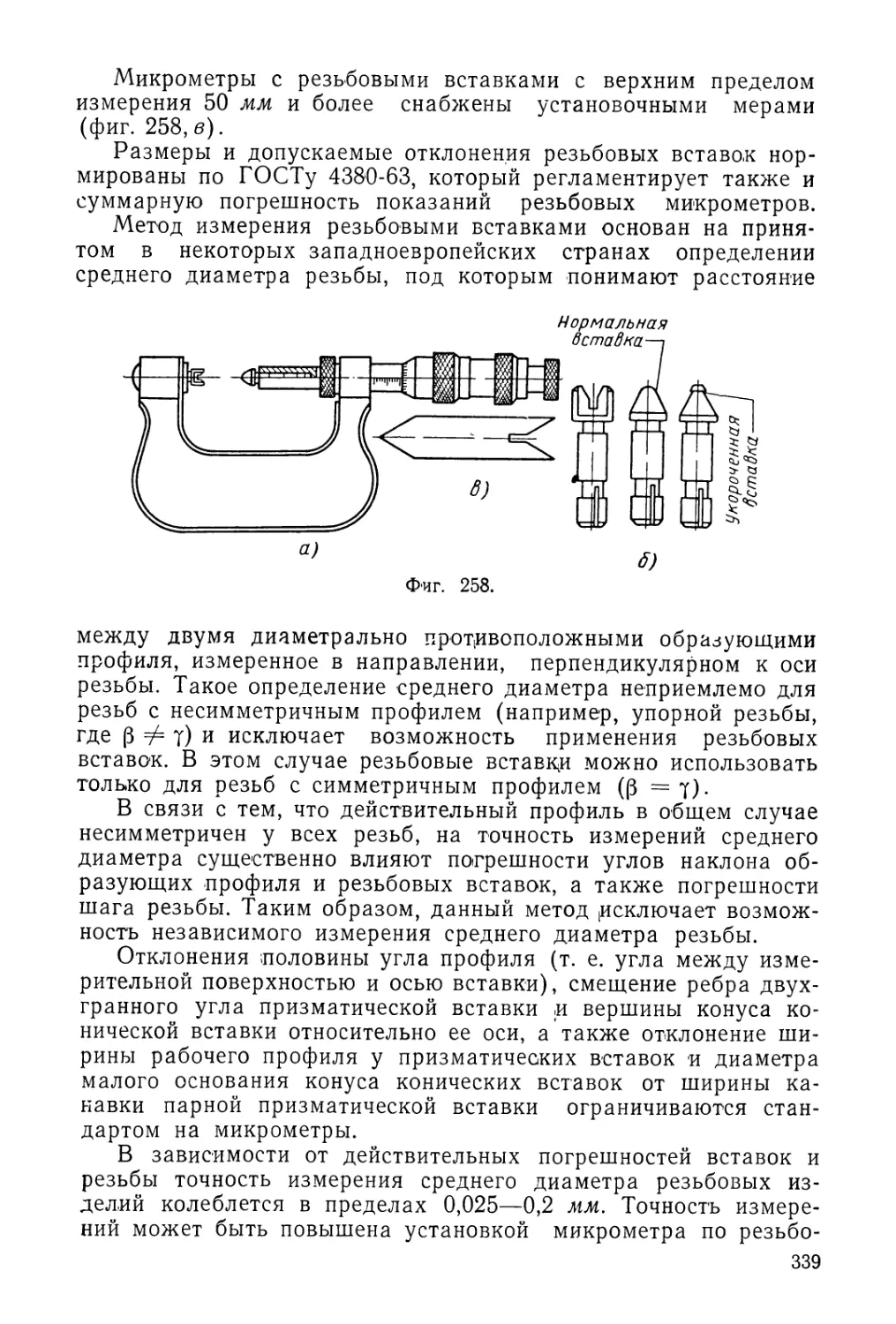










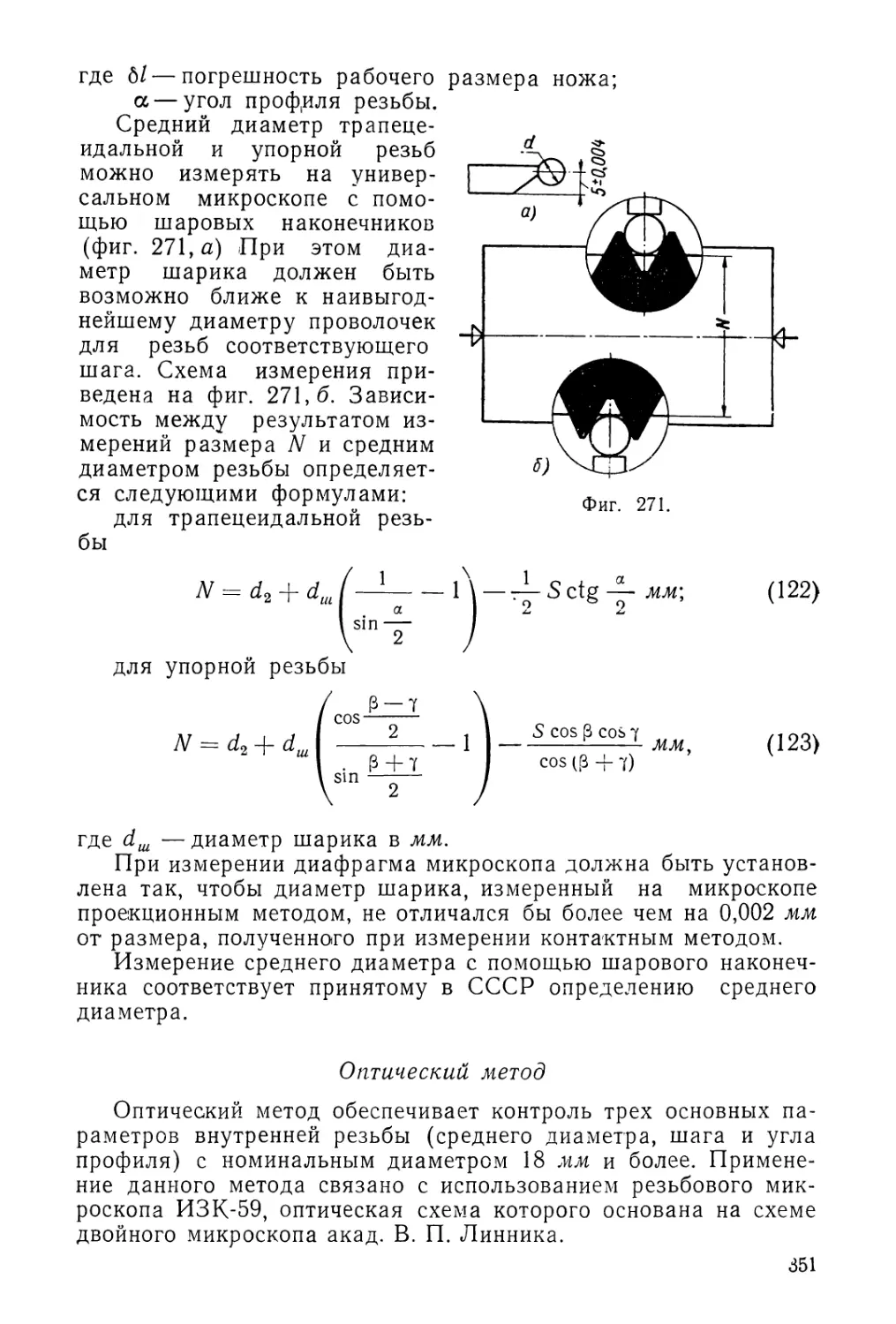


























































































































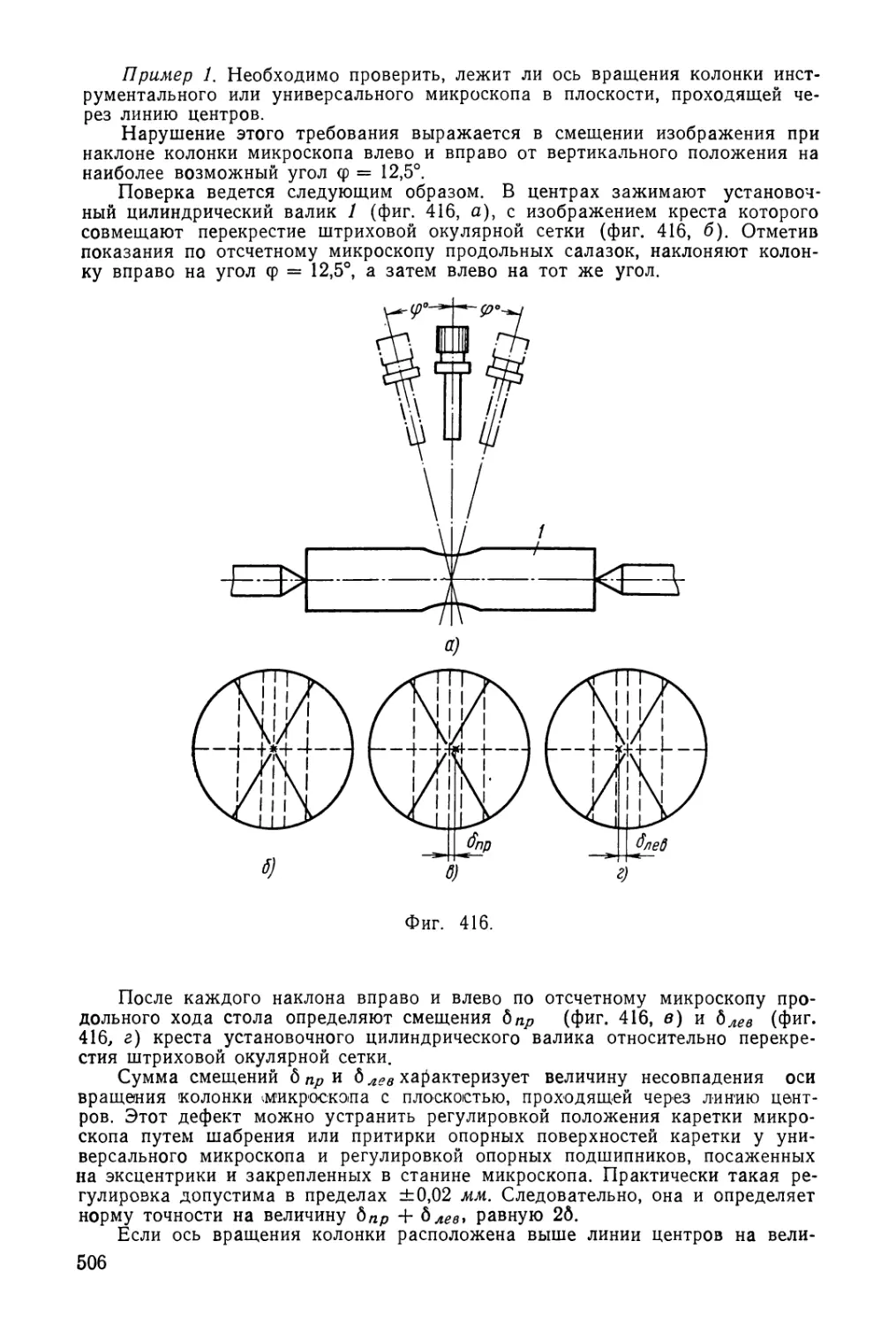























Text
А. Г. ИВАНОВ, Г. Д. БУРДУН, С. С. ВОЛОСОВ, В. П. КОРОТКОВ,
Е. И. ПЕДЬ, А. Я. РОСТОВЫХ, Н. Ф. РЫМАРЬ, Б. А. ТАЙЦ
ИЗМЕРИТЕЛЬНЫЕ
ПРИБОРЫ
В МАШИНОСТРОЕНИИ
О
Под редакцией
д-ра техн, наук проф. Г- Д. БУРДУНА
и д-ра техн, наук проф. Б. А. ТАЙЦА
Допущено Министерством высшего
и среднего специального образования СССР
в качестве учебного пособия для студентов
машиностроительных вузов и факультетов
ИЗДАТЕЛЬСТВО «МАШИНОСТРОЕНИЕ»
Москва 1964
УДК 681.2:621(07)
В данной книге- приведено систематизированное опи-
сание измерительных средств для контроля размеров в
машиностроении, рассмотрены схемы большого числа
приборов и произведен анализ их конструктивных осо-
бенностей. Описаны методы контроля длин и углов с
использованием универсальных и специальных средств
измерения, а также механизированных и автоматизиро-
ванных средств контроля. Освещены основы технических
измерений, метрологические характеристики приборов и
способы их обеспечения при конструировании.
Книга является учебным пособием по курсу «Измери-
тельные приборы в машиностроении». Она может быть
использована при прохождении соответствующих разде-
лов специальных курсов в машиностроительных вузах.
Кроме того, это учебное пособие может быть полезным
для конструкторов, технологов и работников отдела тех-
нического контроля машиностроительных предприятий,
связанных с конструированием и эксплуатацией конт-
рольно-измерительных приборов и приспособлений.
Рецензенты: Кафедра «Приборы точной механики» ВЗМИ и анд.
гехн. наук М. И. КОЧЕНОВ
ПРЕДИСЛОВИЕ
Выполнение главной экономической задачи партии и народа
по созданию материально-технической базы коммунизма связа-
но с использованием достижений современной науки и техники,
способствующих росту производительных сил общества. Уско-
ренное внедрение новой техники, поточных методов производст-
ва, средств автоматизации и механизации, а также совершенство-
вание технологии позволяют улучшать качество продукции, уве-
личивать ее долговечность и надежность. В связи с этим большое
значение имеют повышение точности контрольно-измерительных
средств, соблюдение единства мер и измерительных приборов,
уменьшение времени, затрачиваемого на контрольные операции,
использование профилактических методов контроля и механиза-
ция и автоматизация контрольных операций.
Значение измерительных средств в современном производст-
ве резко возросло, так как результаты измерения используются
не только при приемке или сортировке изделий, но и для управ-
ления производственными процессами.
Обеспечение единства и точности мер и измерительных при-
боров и правильности их использования невозможно без надле-
жащим образом организованного контрольно-измерительного
хозяйства на каждом предприятии и в каждой научно-исследо-
вательской организации. В общесоюзном масштабе надзор за
мерами и измерительными приборами осуществляется контроль-
но-поверочными органами Государственного комитета стандар-
тов, мер и измерительных приборов СССР Г
Совершенно очевидно, что необходимо всемерно повышать ка-
чество средств измерения. С этой целью проводится ряд меро-
приятий, к основным из которых следует отнести:
а) разработку контрольных средств, обусловливающих осу-
ществление основной метрологической задачи и отличающихся в
то же время технологичностью, высокой производительностью,
удобством использования и объективными результатами конт-
Г тя;
1 В дальнейшем сокращенно называемый «Комитет».
3
б) обеспечение точности средств измерения в течение длитель-
ного времени, простоты их проверки, юстировки, наладки и под-
настройки, а также возможности механизации и автоматизации
поднастройки;
в) установление системы проведения периодического контро-
ля средств измерения с целью соблюдения единства мер и точ-
ности показаний измерительных средств.
Отечественная приборостроительная промышленность выпус-
кает большое количество различных измерительных приборов,
удовлетворяющих основные потребности машиностроительных
предприятий и научно-исследовательских организаций. Благо-
даря специализации всех инструментальных и приборострои-
тельных заводов уменьшилась номенклатура средств измерения,
производимых каждым заводом, что способствовало повышению
качества приборов и увеличению их выпуска.
-В .последнее время значительно увеличилось производство
высококачественных средств измерения, прецизионных приборов
и приборов для автоматического контроля размеров в машино-
строении. Наряду с механическими и оптико-механическими при-
борами все большее применение получают приборы, основанные
на использовании различных физических методов измерения:
емкостные, индуктивные, пневматические, интерференционные,
сейсмические и другие приборы.
Настоящее учебное пособие, созданное коллективами соот-
ветствующих кафедр Московского станкоинструментального ин-
ститута и Московского института электронного машиностроения,
предназначено для студентов специальности «Приборы точной
механики».
В книге содержится анализ схем и конструкций современных
контрольно-измерительных приборов и автоматизированных
средств контроля линейных размеров и углов, а также рассмот-
рены методы контроля этими приборами. Учебное пособие на-
писано в соответствии с программой курса «Измерительные при-
боры в машиностроении».
ВВЕДЕНИЕ
§ 1. ИЗМЕРЕНИЯ, ЕДИНИЦЫ ИЗМЕРЕНИЯ И ЭТАЛОНЫ
Единица измерения — значение физической величины, приня-
тое за основание -сравнения для количественной оценки величин
того же рода. Например, -метр — основная единица длины, све-
ча — единица силы света.
Независимые единицы — единицы, размер которых устанав-
ливается независимо от размеров других единиц. Примерами
независимых единиц являются метр, секунда, свеча и др.
Производные единицы — единицы измерения, устанавливае-
мые по уравнениям связи, которые выражают определения ве-
личин или физические законы и в которых для всех величин
приняты значения, равные единице измерения. Например, еди-
ница скорости движения — метр в секунду, определяется урав-
нением связи между скоростью, пройденным расстоянием и вре-
менем; единица силы — ньютон — уравнением связи между си-
лой, массой и ускорением, выражающим второй закон Ньютона,
и др.
Кратные единицы — единицы измерения, равные целому чи-
слу независимых или производных единиц. Например, километр,
мегаметр, декалитр.
Дольные единицы — единицы измерения, составляющие опре-
деленную долю независимой или производной единицы. Напри-
мер, миллиметр, сантиграмм, пикофарада, наносекунда.
Эталоны — тела или устройства, предназначенные для хра-
нения и воспроизведения единиц измерения с наивысшей дости-
жимой при данном состоянии науки и техники точностью и при-
нятые в общегосударственном или международном масштабе.
Например, токовые весы — эталон для воспроизведения ампера
по магнитному взаимодействию токов.
Меры и измерительные приборы, применяемые в качестве
эталонов, называются эталонными мерами и эталонными изме-
рительными приборами. Например, платино-иридиевый эталон
килограмма — эталонная мера массы.
Эталонный метод—метод воспроизведения единиц измерения
с использованием постоянных свойств вещества или физических
5
констант, заменяющий эталон. Например, эталонный метод вос-
произведения метра в длинах световых волн; эталонный метод
воспроизведения температурной шкалы по шести реперным точ-
кам; эталонный весовой метод воспроизведения единицы плот-
ности.
§ 2. СИСТЕМЫ ЕДИНИЦ ИЗМЕРЕНИЯ. МЕЖДУНАРОДНАЯ СИСТЕМА
ЕДИНИЦ
Единицы для измерения любой физической величины в прин-
ципе можно выбирать совершенно произвольно и независимо от
ранее установленных единиц других величин. В этом случае
формулы, выражающие физические законы, должны содержать
коэффициенты, числовая величина которых зависит от выбран-
ных единиц измерения.
-Понятие о системе единиц в современном понимании этого
термина было введено в 1832 г. ученым К. Гауссом, который по-
строил названную им «абсолютной» систему единиц с тремя ос-
новными единицами: длины (миллиметр), массы (миллиграмм)
и времени (секунда).
В системе единиц только основные единицы устанавливают
произвольно; единицы измерения остальных величин являются
производными, зависящими от основных единиц в соответствии
с формулами (уравнениями связи), которые выражают опреде-
ления величин или физические законы.
Системой единиц называют совокупность единиц измерения,,
образованную так, что соотношения между единицами (за ис-
ключением единиц, выбранных независимо) определяются урав-
нениями связи, в которых значения величин приняты равными
единице. Система единиц может охватывать все. или только не-
которые области измерения (механические, электрические, теп-
ловые, световые и другие измерения). Например, система СГС
(сантиметр, грамм, секунда); система МКГСС (метр, кило-
грамм-сила, секунда) для механических измерений.
Основные единицы системы — группа независимых единиц из-
мерения, на которых построена данная система. Например, для
Международной системы единиц основными единицами являют-
ся: метр, килограмм, секунда, ампер, градус Кельвина, свеча.
Система единиц называется когерентной (согласованной) >
если при выборе производных единиц безразмерные коэффици-
енты пропорциональности в формулах (уравнениях связи) при-
равниваются к числовой единице. В когерентных системах все
производные единицы выражаются в виде произведений степе-
ней основных единиц без числовых коэффициентов.
Первой системой единиц, получившей международное при-
знание, была метрическая система мер. Она представляла собой
систему единиц для измерения длины, площади, объема, вмес-
тимости и массы, основанную на метре и килограмме.
В дальнейшем с развитием науки и техники появился ряд
систем единиц, основанных на метрической системе, но охваты-
вающих более широкий круг измеряемых величин (система
СГС — сантиметр, грамм, секунда; система МТС — метр, тонна,
секунда; система МКГСС— метр, килограмм-сила, секунда;
МКСА — метр, килограмм, секунда, ампер и т. п.). Наличие не-
скольких систем единиц вызвало значительные затруднения,
связанные с переводом значений измеренных величин и сущест-
вующих констант из одной системы единиц в другую, а также
с введением большого числа переводных коэффициентов.
В связи с автоматизацией производственных процессов и при-
менением вычислительнонуправляющей техники необходима
унификация единиц измерений, как основных характеристик сиг-
налов информации, используемых в автоматических управляю-
щих устройствах.
В 1948 г. на Девятую Генеральную конференцию по мерам и
весам поступило обращение Международного союза по чистой
и прикладной физике с просьбой об установлении практической
системы единиц, которая могла бы быть принята в международ-
ном масштабе. Конференция приняла решение о проведении по
этому поводу опроса всех стран, присоединившихся к Метричес-
ной конвенции, и поручила Международному комитету мер и
весов провести работу по подготовке Международной системы
единиц.
В 1954 г. Десятая Генеральная конференция по мерам и ве-
сам решила принять в качестве основных единиц Международ-
ной системы шесть единиц: метр, килограмм, секунду, ампер,
градус Кельвина и свечу.
В 1960 г. Одиннадцатая Генеральная конференция по мерам
и весам приняла резолюцию, устанавливающую Международную
систему единиц, ее сокращенное обозначение латинскими бук-
вами SI, список основных, дополнительных и производных еди-
ниц системы и способ образования кратных и дольных единиц
с помощью приставок.
Международная система единиц является когерентной систе-
мой; все производные единицы выражаются в ней в виде
произведений степеней основных единиц без числовых коэффи-
циентов.
Принятие Международной системы единиц явилось важным
прогрессивным актом, подытожившим большую подготовитель-
ную работу, проведенную рядом международных организаций
и национальных метрологических учреждений. Принятая систе-
ма единиц, устанавливая международное единообразие в еди-
ницах измерений, обладает и рядом больших преимуществ по
сравнению с существующими системами единиц (выбор удоб-
ных для практики единиц, охват системой всех областей измере-
ний, связь в единицах измерения механических, тепловых и
электрических величин и т. п.).
7
Несмотря на то, что со времени установления Международ-
ной системы единиц прошел небольшой срок, .потребность в еди-
ной системе единиц так велика, а преимущества этой системы
настолько очевидны, что ока получила широкое отражение в ря-
де международных рекомендаций, законоположений о единицах
измерения отдельных стран, в национальных стандартах на еди-
ницы.
Комитет стандартов, мер и измерительных приборов при Со-
вете Министров СССР в .11961 г. утвердил ГОСТ 9867-61 «Между-
народная система единиц». Этим стандартом, введенным в дей-
ствие с 1 января 1963 г., устанавливается предпочтительное
применение Международной системы единиц (сокращенно обо-
значаемой русскими буквами СИ) во всех областях науки, тех-
ники и народного хозяйства, а также при преподавании.
В табл. 1 приведены основные, дополнительные и производ-
ные единицы Международной системы, установленные ГОСТом
9867-161.
В табл. 2 приведены приставки, служащие для образования
кратных и дольных единиц измерения.
§ 3. ЕДИНИЦЫ ЛИНЕЙНЫХ ВЕЛИЧИН
Основной единицей для измерения длины и линейных разме-
ров тел в метрической системе мер служит метр.
В отдельных странах (в частности, Англии и США, приме-
няются неметрические единицы длины, основанные на ярде (фут,
дюйм).
Для некоторых видов измерений применялись специальные
единицы длины: Х-единица— для измерений в ядерной физике,
ангстрем — для измерений длин световых волн в спектроскопии,
астрономическая единица длины — для измерений в солнечной
системе, световой год — для измерений межзвездных расстояний
в Галактике, парсек — для измерений межгалактических рас-
стояний.
Установление единой Международной системы единиц поз-
воляет отказаться от множественности различных единиц длины,
имея только одну — метр и кратные и дольные единицы от него,
образованные по принципу, приведенному в табл. 2.
В машиностроении наиболее распространенной единицей
длины, в которой принято выражать размеры изделий и деталей
машин, является миллиметр. При измерении малых размеров,
в частности, для характеристики шероховатости поверхности,
точностных параметров и др. применяется также единица мик-
рон (микрометр).
В табл. 3 приведены некоторые применяемые единицы длины
и перевод их в единицы системы СИ.
8
Таблица 1
Основные, дополнительные и производные единицы Международной системы
Наименование величин Единицы измерения Сокращенные обоз- начения единиц измерения Размер единицы
русскими буквами латински- ми или гречески- ми
Основные единицы
Длина метр М ГЛ —
Масса килограмм кг kg —
Время секунда сек s —
Сила электрического тока ампер а А —
Термодинамическая температура градус Кельвина °К °К —
Сила света свеча св cd —
Дополнительные единицы
Плоский угол I радиан | I Рад | 1 rad 1
Телесный угол |стерадиан | | стер 1 sr I
Производные единицы
Площадь квадратный метр м2 m2 (1 м)2
Объем кубический метр м3 m3 (1 Л03
Частота герц гц Hz 1:(1 сек)
Плотность (объемная масса) килограмм на кубический метр кг/м3 kg/m3 (1 кг):(1 м)3
Скорость метр в секунду м/сек m/s (1 ;и):(1 сек)
Угловая скорость радиан в секунду рад/сек rad/s (1 рад)\(\ сек)
Ускорение метр на секунду в квадрате м/сек2 m/s2 (1 ;и):(1 сек)2
Угловое ускорение радиан на секунду в квадрате рад/сек2 rad/s2 (1 рад):(1 сек)2
Сила ньютон н N (1 кг)-(1 лг):(1 сек)2
Давление (механическое напряжение) ньютон на квадратный метр н/м2 N/m2 (1 н):(1 м)2
Динамическая вязкость ньютон-секунда на квадратный метр н-сек/м2 N-s/m2 (1 н)-(1 сек)\(\ м)2
о
Продолжение табл. 1
Наименование величин Единицы измерения Сокращенные обоз- начения единиц измерения Размер единицы
русскими буквами латински- ми или гречески- ми
Кинематическая вязкость квадратный метр на секунду t м^/сек m2/s (1 jw)2:(1 сек)
Работа, энергия, количество теплоты джоуль дж J (1 н).(1 м)
Мощность ватт вт W (1 дж):(1 сек)
Количество электричества, электриче- кулон к С (1 д)-(1 сек)
ский заряд
Электрическое напряжение, разность вольт в V (1 вт):(1 а)
электрических потенциалов, электро-
движущая сила
Напряженность электрического поля вольт на метр в/м V/m (1 в):(1 м)
Электрическое сопротивление ом ом 2 (1 в):(1 а)
Электрическая емкость фарада ф F (1 «):(1 в)
Поток магнитной индукции вебер вб Wb (1 /с)-(1 ом)
Индуктивность генри гн н (1 вб):(1 а)
Магнитная индукция тесла тл т (1 вб):(1 л)2
Напряженность магнитного поля ампер на метр а/м А/т (1 а):(1 м)
Магнитодвижущая сила ампер а А (1 «)
Световой поток люмен лм 1т (1 св)-(1 стер)
Яркость свеча на квадратный метр или нит са[мг cd/m2 (1 св):(1 л)2
или нт или nt
Освещенность люкс лк 1х (1 лм):(1 л)2
Таблица 2
Образование кратных и дольных единиц
Приставка Множитель, на ко- торый умножается единица Сокращенное обозначение приставки Пример образования кратных и дольных единиц длины
русскими бук- вами латинскими или гречески- ми буквами
Тера 1012 Т т тераметр = 1012 м
Гига 10’ Г G гигаметр = 109 м
Мега 10е м М мегаметр = 106 м
Кило 108 к к километр = 103 м
Гекто 10е г h гектометр = 102 м
Дека 10 да da декаметр = 10 м
Деци 1С-1 д d дециметр = 0,1 м
Санти ю-2 с с сантиметр = 10""2 м
Милли ю-3 м m миллиметр= 10“3 м
Микро 10-е мк и микрометр= 10“6 м
Нано 10~9 н n нанометр = 10“9 м
Пико 10~12 п Р пикометр = 10“12 м
Фемто Ю~15 ф f фемтометр = 10“15 м
Атто ю-18 а а аттометр = 10“18 м
Таблица 3
Единицы длины
Наименование единиц Сокращенные обозна- чения единиц измерения Переводной множитель
русские латинские или гре- ческие
Метр м m Основная единица
системы СИ
Сантиметр см cm 10“2 м
Миллиметр мм mm Ю“3 м
Микрон мк Iх 10“6 м
Ангстрем — А 1О-10 м
X-единица — X 10-13 м
Ярд — yd 0,9144м
Фут — ft 0,3048 м
Дюйм — in 0,0254 м
Миля — mile 1609,344 м
Морская миля — — 1852 м
Астрономическая единица длины а. е. д. AU 1,495-1011 м
Световой год св. год by 9,46-1013 м
Парсек ПС pc 3,084-Ю16 м
И
§ 4. ЭВОЛЮЦИЯ ЭТАЛОНОВ МЕТРА
Метр 1 как основная единица длины, равная одной десяти-
миллионной части четверти парижского меридиана, был уста-
новлен в 1791 г. Французским Национальным собранием в пери-
од принятия метрической системы мер. В 1799 г. на основе изме-
рений части дуги меридиана был -изготовлен эталон метра в виде
платиновой концевой меры, переданной на хранение в Нацио-
нальный Архив Франции и получившей название «метра Архи-
ва». Метр Архива представляет собой платиновую линейку ши-
риной около 25 мм, толщиной около: 4 мм, с расстоянием между
концами, равным 1 м.
Повторные измерения дуги меридиана, выполненные в
XIX в., показали, что длина принятого метра несколько короче
подлинного «естественного» метра. Так как в дальнейшем при
более точных измерениях могли бы получиться различные зна-
чения основной единицы длины, Международная комиссия по
прототипам метрической системы, созданная по инициативе Рос-
сийской Академии Наук, в 1872 г. решила отказаться от «естест-
венного» эталона метра и принять в качестве исходной меры
длины метр Архива.
iB соответствии с решением этой комиссии был изготовлен
31 эталон метра в виде штриховой меры из наиболее стойкого
в то время сплава платины с иридием. Из них метр № 6 оказался
при 0° С равным метру Архива и был принят в качестве между-
народного прототипа метра; 30 других эталонов были распреде-
лены между различными государствами. Каждый из этих этало-
нов метра представляет собой платино-иридиевый брусок длиной
102 см, имеющий в поперечном сечении форму X, как бы впи-
санную в воображаемый квадрат, сторона которого равна 20 мм.
Платино-иридиевый эталон метра № 28, полученный Россией
в 1889 г., был в дальнейшем утвержден в качестве государствен-
ного эталона СССР.
В 1927 г. Седьмая Генеральная конференция по мерам и ве-
сам утвердила следующее определение метра, действовавшее до
1960 г.: единица длины — метр — определяется расстоянием при
0°С между осями двух средних штрихов, нанесенных на плати-
но-мридиевом бруске, хранящемся в Международном бюро мер
и весов и принятом в качестве прототипа метра Первой Гене-
ральной конференцией по мерам и весам, при условии, что эта
линейка находится при нормальном атмосферном давлении и
поддерживается двумя роликами диаметром не менее 1 см, рас-
положенными симметрично в одной горизонтальной плоскости
на расстоянии 571 мм один от другого.
Требования к повышению точности эталона единицы длины
(платино-иридиевый прототип метра не может дать точности вос-
1 От греческого слова истро* —мера.
12
произведения выше 0,1—0,2 мкм), а также целесообразность
установления естественного эталона привели к тому, что Один-
надцатая Генеральная конференция по мерам и весам в 1960 г.
приняла в качестве эталона единицы длины метр, выраженный
в длинах световых волн.
В резолюции Одиннадцатой Генеральной конференции по
мерам и весам о новом определении метра указывается, что, с
одной стороны, международный прототип не определяет метр
с точностью, достаточной для современных потребностей, и что,
с другой — желательно принять естественный и неразрушаемый
эталон, поэтому конференция решает:
1. Метр есть длина, равная 1650763,73 длины волны в вакуу-
ме излучения, соответствующего переходу между уровнями 2рю>
и 5ds атома криптона 86.
2. Определение метра, действующее с 1889 г., основанное на
международном платино-иридиевом эталоне, отменяется.
3. Международный прототип метра, утвержденный Первой
Генеральной конференцией по мерам и весам в 1889 г., будет
храниться в Международном бюро мер и весов в таких же усло-
виях, какие были установлены в 1889 г.
Переход на новое определение метра через эталонную длину
световой волны дает возможность воспроизведения его в отдель-
ных метрологических лабораториях и повышает точность по
сравнению с платино-иридиевым прототипом почти на два по-
рядка.
§ 5. ЭТАЛОННЫЙ МЕТОД ВОСПРОИЗВЕДЕНИЯ МЕТРА В ДЛИНАХ
СВЕТОВЫХ ВОЛН
Физические принципы применения эталонного источника из-
лучения для выражения метра в длинах световых волн заклю-
чаются в следующем.
Как известно, возбужденные пары и газы излучают свет, в
спектре которого имеется ряд линий — линейчатый спектр.
Каждая линия в спектре, соответствующая излучению с опреде-
ленной длиной волны, дает монохроматический свет. Расположе-
ние линий в спектрах и их длины волн находятся в строгом со-
ответствии с атомным строением вещества излучающего элемен-
та. Атомы излучают свет вследствие изменения внутренней
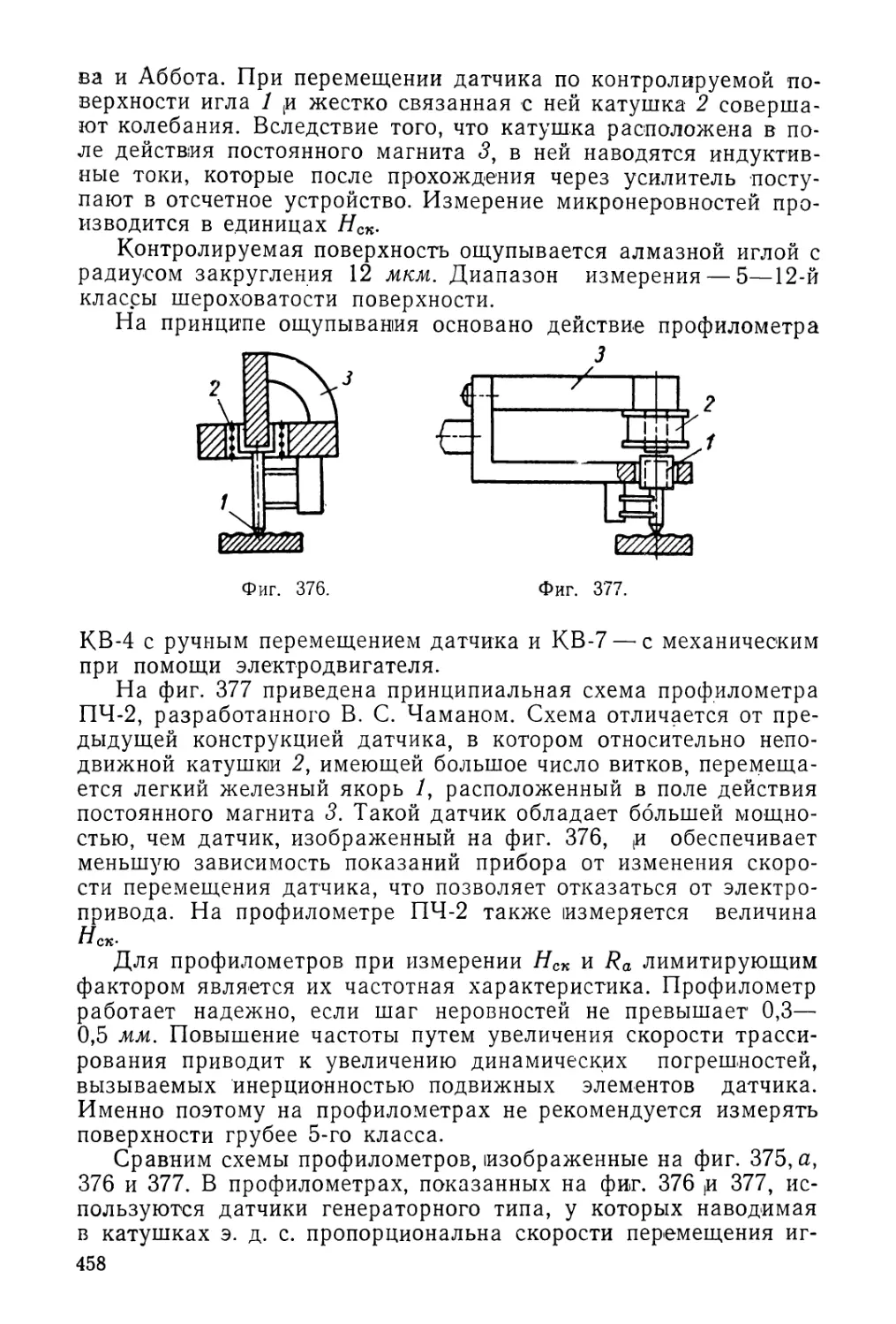
энергии, зависящей от взаимного расположения ядра атома и
внешних слоев окружающих его электронов. При этом атомы
могут находиться только в определенных энергетических состоя-
ниях. Энергии этих состояний расположены на различных уров-
нях, ступени между которыми и величины самих энергий раз-
личны для атомов разных элементов. В нормальном состоянии
атомы не излучают и обладают минимальной энергией Eq, Пос-
ле возбуждения атома он переходит в одно из возможных со-
стояний с более высоким уровнем энергии Е2 и т. д. Затем
13
атом самопроизвольно возвращается в какое-либо допустимое
энергетическое состояние с низшим уровнем энергии. Этот про-
цесс связан с излучением световой энергии. Согласно квантовой
теории атома излучаемая частота v определяется условием
V = , (1)
h
где Е2— энергия уровня, с которого совершается переход;
Ei — энергия уровня, на который совершается переход;
h — постоянная Планка.
Длина волны соответствующая частоте v при распростра-
нении света в пустоте со скоростью с,
* = —• (2)
Каждый переход атома с одного энергетического уровня на
другой соответствует излучению одной линии. Величину, обрат-
ную длине волны —, называют волновым числом и выражают
А
в обратных сантиметрах (сж-1). Подставив в формулу (1) зна-
чение v из выражения (2), переходят к волновым числам и по-
лучают следующую зависимость:
1 E^F^
X ch
(3)
D Е
Величины — называют стектральными термами.
При изучении спектров излучения элементов исходят из вы-
численных волновых чисел и составляют схему спектральных
термов. Для получения монохроматического света приме-
няют источники, в которых свечение вызывает электрический
ток, проходящий через газ или пар. Отдельные спектральные
линии излучения источника выделяют при помощи светофильт-
ров или монохроматоров. При измерениях длины с помощью
световых волн применяют лампы, заполненные инертными газа-
ми (криптоном, гелием, неоном), и лампы с ртутью и кадмием.
Теоретически длина волны любого излучения атома, явля-
ясь константой, может служить для точного определения едини-
цы длины.
Однако даже в идеальном случае вследствие размазанности
(конечной ширины) уровней энергии в атоме излучаемая спект-
ральная линия представляет собой некоторое симметричное рас-
пределение световой энергии — интенсивности линий по шкале
частот. Идеальная монохроматическая линия расширена на не-
который интервал частот. Распределение интенсивности спект-
ральной линии по частоте представляется в виде ее контура,
ширина которого при спадании интенсивности наполовину на-
зывается шириной спектральной линии. Тогда длина волн све-
14
тового излучения относится к середине максимума естественного
контура линии.
Спектр излучения монохроматического источника искажает-
ся добавочными возбуждениями атомов. Наличие электрических
и магнитных полей в газовом разряде, нагревание, соударение
излучающих атомов с другими атомами являются причинами
возмущения уровней и, следовательно, расширения линии и
смещения максимума контура по шкале частот. Таким образом
действительный контур линии значительно шире естественного
и может быть несимметричным.
Исследованиями спектральных линий с помощью интерферен
О Ро
^7/////////////////7777//7/777/7/7/7777/////////7/7^
Фиг. 1.
Ц1ии света установлено, что почти все они обладают сложный
строением — сверхтонкой структурой. Наличие сверхтонкой
структуры линии связано с изотопическим составом элементов
и присутствием изотопов в естественных элементах. Четно-чет-
ные элементы (с четным атомным весом и четным номером в
периодической системе элементов) излучают линии с простым
контуром. Такие элементы начали получать в последнее время
в результате развития техники разделения изотопов. Чем проще
контур, тем точнее можно воспроизвести его максимум, а следо-
вательно, и длину световой волны.
Излучение Кг86, определяющее метр, охарактеризовано в
международном постановлении спектральными термами с обо-
значениями по Пашену.
На фиг. 1 приведена схема термов атома криптона. Каждый
15
терм обозначен горизонтальной черточкой. По вертикали снизу
вверх отложены волновые числа в обратных сантиметрах. Нор-
мальное состояние атома криптона соответствует уровню р0
(линия ро показана условно, так как расстояние 0—80 000 см~{
не соответствует масштабу фигуры). При отрыве электрона от
атом-а последний переходит в ионизованное состояние и может
занять один из уровней, обозначенных 2р°,/2 и 2ррЛ. Ней-
тральный возбужденный атом может находиться на любом из
термов, объединенных на фигуре
в четыре группы S, р, d и F. В
каждой группе состояние атома
характеризуется одной величиной
внутреннего квантового числа,
определяющего полный момент
количества движения атома. Во
всех группах значения термов
увеличиваются в соответствии с
главными квантовыми числами.
Каждый терм обозначают
цифрой, соответствующей вели-
чине, пропорциональной главно-
му квантовому числу, буквой, по-
казывающей, в какой группе
расположен терм, и индексом,
указывающим номер подгруппы.
Например, термы S имеют обо-
значения 1S5, 3S4 и т. д. Для
группы S номера термов начи-
наются с 1, для группы р — с 2
и для группы d — с 3.
Излучение криптона, приня-
фиг 2 тое в качестве эталонного, соот-
ветствует переходу между уров-
нями, обозначенными 2рю и 6^5.
В Международном бюро мер и весов и крупных националь-
ных метрологических лабораториях созданы установки для вос-
произведения метра в длинах световых волн с помощью излу-
чения лампы, /наполненной изотопом криптона 86. На фиг. 2
изображена схема такой лампы, помещенной в дюаровский со-
суд для охлаждения ее до температуры тройной точки азота.
Лампа 1 представляет собой газоразрядную трубку с накален-
ным катодом 2. Капилляр 7, в котором происходит свечение,
имеет внутренний диаметр 2—3 мм и длину 10—112 см. Сосуд
Дюара 4 помещен в герметически закрывающуюся камеру 5.
При эксплуатации лампы в сосуд наливают чистый жидкий
азот. Путем откачки паров азота насосом температура внутри
сосуда понижается до 63° К. С помощью термопары 6, введен-
ной внутрь сосуда, можно определить температуру стенок капил-
16
ляра лампы, а по манометру 3—упругость паров азота при его
тройной точке.
Для сличения штриховых мер, в том числе и платино-иридие-
вых прототипов метра, с концевыми мерами и с длиной эталон-
ной световой волны в метрологических лабораториях применяют
ин терф ер ом етр ы.
iHa фиг. 3 показана схема интерферометра, созданного для
этой цели во Всесоюзном научно-исследовательском институте
метрологии им. Д. И. Менделеева. Этот интерферометр пред-
ставляет собой двухлучевой интерферометр с разделяющей пла-
Фиг. 3.
стиной 2. В одну из ветвей интерферометра помещается концевая
мера 3 с притертой к ней пластиной 4, в другую — зеркало 7,
жестко связанное с тубусом микроскопа 5, под которым распо-
ложена штриховая мера <?. Для точной установки штриха меры
имеются отсчетные приспособления высокой чувствительности:
в правой стороне бесконтактный интерференционный индикатор
в виде обычного двухлучевого интерферометра Р, а с левой —
контактный автоколлимацмонный индикатор 6 для более грубых
отсчетов и перемещений большого масштаба.
При измерении перемещают каретку с микроскопом и наво-
дят микроскоп на нулевой штрих меры. Затем, наблюдая в зри-
тельную трубку 10, перемещают концевую меру до тех пор, пока
путь лучей от разделяющей пластины 2 интерферометра до сво-
бодной измерительной поверхности меры не станет равен пути
между той же пластиной и поверхностью зеркала 7, соединенно-
го с тубусом микроскопа. При небольшом наклоне поверхности
меры 3 по отношению к зеркалу 7 можно наблюдать систему
интерференционных полос в белом свете и добиться совпадения
черной ахроматической полосы с перекрестием нитей. После это-
го микроскоп следует перемещать до тех пор, пока снова не бу-
дет наблюдаться интерференция при совпадении изображения
зеркала 7 с поверхностью пластины 4, к которой притерта мера.
Если конечный штрих меры не совпадает со штрихом отсчетной
сетки микроскопа, то перемещают каретку с мерой при помощи
интерференционного индикатора и делают по нему отсчет сме-
щения .в длинах световых волн. При перемещении следят за
положением интерференционных полос и, изменяя в случае на-
добности наклон зеркала 3 и микроскопа., возвращают интерфе-
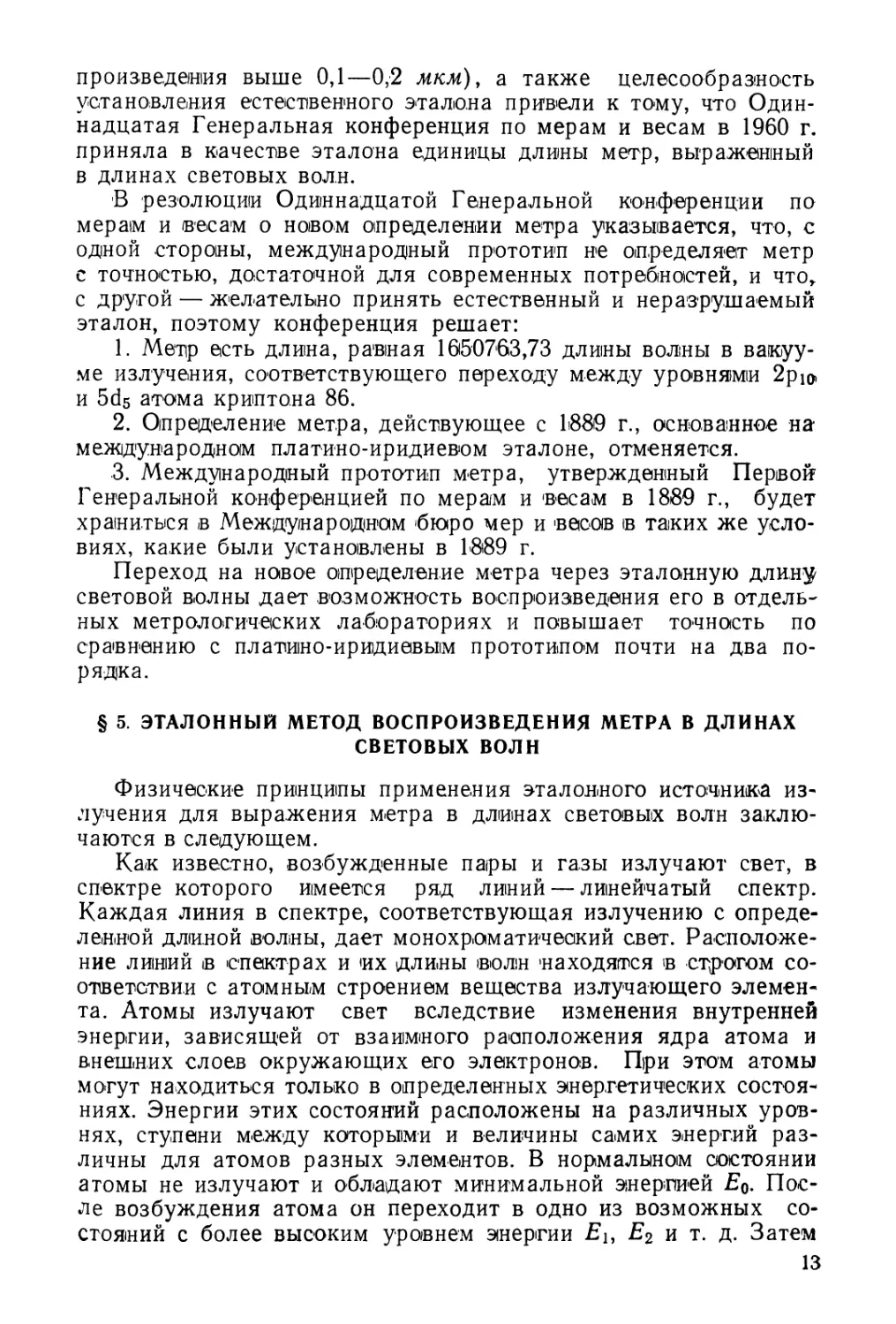
Фиг. 4.
ренционные полосы в прежнее положение. Расстояние между
штрихами меры равно длине концевой меры плюс перемещение
каретки при установке на конечный штрих.
Если на пути параллельных лучей установить трубчатый эта-
лон 1 и воспользоваться зеркалом 7 как относительным зерка-
лом, то интерферометр можно применять для измерения длины
концевых мер.
На фиг. 4 показан интерференционный фотоэлектрический
компаратор Международного бюро мер и весов, предназначен-
ный для сличения концевых и штриховых эталонов с эталонной
длиной световой волны.
§ 6. ЕДИНИЦЫ ИЗМЕРЕНИЯ УГЛОВ
В Международной системе единиц в качестве дополнитель-
ных единиц включены единица плоского угла—радиан и едини-
ца телесного угла — стерадиан.
Угловые единицы не могут быть включены в число основных
единиц, так как это вызвало бы затруднения в трактовке раз-
мерностей ряда величин, связанных с вращением (дуги окруж-
18
ности, площади круга, работы пары сил и т. п.). Вместе с тем
их 'Нельзя считать и производными единицами, так как они не
зависят от .выбора основных единиц. Действительно, при любых
единицах длины размеры радиана и стерадиана остаются неиз-
менными.
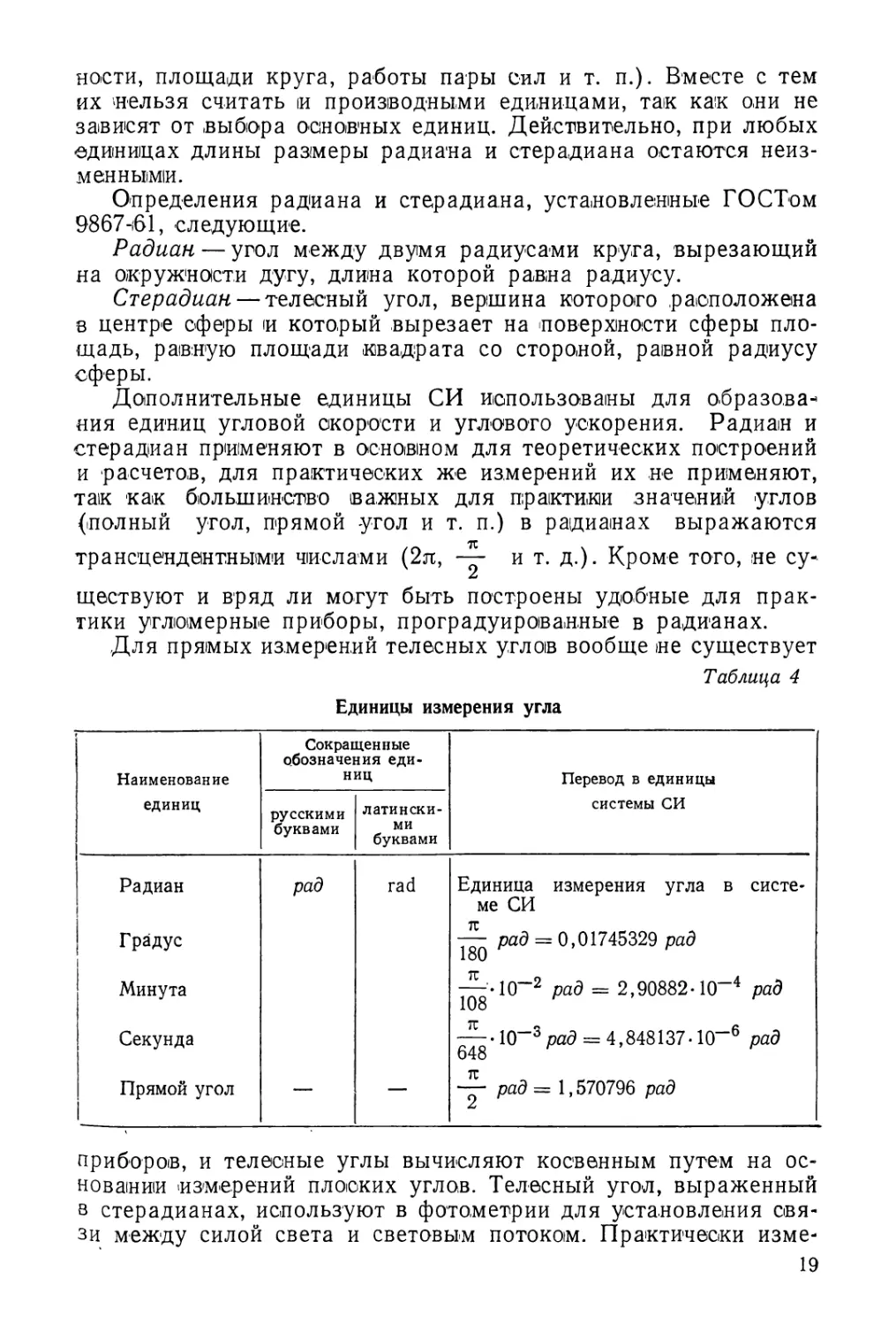
Определения радиана и стерадиана, установленные ГОСТом
9867-61, следующие.
Радиан — угол между двумя радиусами круга, вырезающий
на окружности дугу, длина которой равна радиусу.
Стерадиан — телесный угол, вершина которого расположена
в центре сферы и который вырезает на поверхности сферы пло-
щадь, равную площади квадрата со стороной, равной радиусу
сферы.
Дополнительные единицы СИ использованы для образова-
ния единиц угловой скорости и углового ускорения. Радиан и
стерадиан применяют в основном для теоретических построений
и расчетов, для практических же измерений их не применяют,
так как большинство важных для практики значений углов
(полный угол, прямой угол и т. п.) в радианах выражаются
трансцендентными числами (2л, и т. д.). Кроме того, не су-
ществуют и вряд ли могут быть построены удобные для прак-
тики угломерные приборы, проградуированные в радианах.
Для прямых измерений телесных углов вообще не существует
Таблица 4
Единицы измерения угла
Наименование Сокращенные обозначения еди- ниц Перевод в единицы
единиц русскими буквами латински- ми буквами системы СИ
Радиан Градус Минута Секунда Прямой угол рад rad Единица измерения угла в систе- ме СИ рад = 0,01745329 рад 10“2 рад = 2,90882-10“4 рад ^•10-3 рад = 4,848137-10-6 рад -у- рад = 1,570796 рад
приборов, и телесные углы вычисляют косвенным путем на ос-
новании измерений плоских углов. Телесный угол, выраженный
в стерадианах, используют в фотометрии для установления свя-
зи между силой света и световым потоком. Практически изме-
19
рения плоских углов чаще всего производят в угловых градусах,
минутах и секундах, так как в этих единицах проградуировано
большинство угломерных приборов.
Применяют и другие угловые единицы (полный оборот, пря-
мой угол, градус, равный 0,01 прямого угла, и т. д.).
В табл. 4 приведены единицы измерения плоского угла, при-
меняемые на практике, и перевод их в единицы системы СИ.
§ 7. ЭТАЛОННЫЙ МЕТОД ВОСПРОИЗВЕДЕНИЯ ЕДИНИЦЫ ПЛОСКОГО
УГЛА С ПОМОЩЬЮ МНОГОГРАННИКОВ
Поверочная схема для измерения углов (см. гл. XIV, § 7)
начинается с эталонного метода их измерения, заключающегося
в определении углов многогранных призм путем калибровки их
с помощью двух не связанных между собой автоколлиматоров.
Эталонная установка Всесоюзного научно-исследовательско-
го института метрологии им. Д. И. Менделеева для измерения
углов состоит из двух автоколлиматоров с телеобъективами,
двух 36-гранных и одной 24-гранной призм из плавленого квар-
ца, оптической делительной головки (поворотное устройство для
многогранников) и массивной чугунной плиты.
Автоколлиматоры располагают так, чтобы оптические оси их
объективов были перпендикулярны отражающим граням приз-
мы, а угол между автоколлиматорами равен номинальному зна-
чению центрального угла между перпендикулярами к граням.
На установке можно производить абсолютные измерения
(калибровку) и относительные измерения (сличение углов неиз-
вестных призм и угловых мер с углами одной из эталонных
призм). Пользуясь методом сличения, можно передать значения
углов откалиброванных эталонных призм в низшие звенья по-
верочной схемы; для этого углы сличаемых мер должны иметь
значения, равные или кратные 10 и ili5° (в соответствии со зна-
чением центральных углов между гранями эталонных призм).
Калибруемые или сличаемые призмы устанавливают на сто-
лике, укрепленном- в шпинделе оптической делительной головки,
которая служит поворотным устройством. ’Все приборы распо-
лагают на массивной чугунной плите.
Для сличения двух призм их помещают одну над другой на
столик поворотного устройства, совмещая грани призм по воз-
можности точнее.
Автоколлиматор устанавливают так, чтобы центр объектива
находился примерно на уровне плоскости соприкосновения двух
призм. Если при этом оптическая ось объектива будет перпен-
дикулярна граням обоих многогранников, то, установив перед
объективом первую пару граней, можно получить в поле зре-
ния прибора два изображения его автоколлимационной сетки.
Смещение этих изображений по азимуту, характеризующее раз-
ворот данной пары граней относительно друг друга, измеряют
20
с помощью окулярного .микрометра, поочередно экранируя
верхнюю и нижнюю грани. Повернув столик с многогранниками
на угол, равный центральному углу между гранями, производят
аналогичную операцию для
следующей пары граней и так
до тех пор, пока перед объек-
тивом автоколлиматора не бу-
дет установлена последняя па-‘
ра граней.
В результате таких изме-
рений можно составить систе-^
му уравнений для определе-’
ния углов, характеризующих
разворот граней призм. На
фиг. 5 показано расположение
автоколлиматоров 1 и 2 при
кал иб р овне мн о го гр а н но й
Фиг. 5.
призмы 5, установленной на
вращающемся столе 4. На
фиг. 6 изображена эталонная установка Всесоюзного научно-
исследовательского института метрологии им. Д. И. Менделее-
ва (ВНИИМ).
Фиг. 6.
Средняя квадратичная погрешность ряда измерений углов на
этой установке не превышает iO,l5"
первый раздел
УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЯ
ГЛАВА I
ОСНОВЫ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЙ
В МАШИНОСТРОЕНИИ И КОНСТРУИРОВАНИЯ
ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
§ 1. ОСНОВНЫЕ ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ
К ИЗМЕРИТЕЛЬНЫМ СРЕДСТВАМ
Технические измерения на производстве должны быть орга-
низованы так, чтобы было гарантировано выполнение всех требо-
ваний, предъявляемых к изделию, в соответствии с техническими
условиями (чертежами) и технологическими картами и исклю-
чено получение брака. При этом измерительные средства дол-
жны обладать требуемой точностью, быть производительными
и, кроме того, они должны быть такими, чтобы с их помощью
можно было воздействовать на ход технологического процесса,
т. е. предупреждать появление брака.
Таким образом, точность, производительность и профилак-
тичность — вот основные требования, которые должны быть
предъявлены к методам контроля и измерительным средствам.
Рассмотрим каждое из этих требований отдельно.
1. Точность технических измерений
К точности измерений узлов и деталей предъявляются все
более повышенные требования. Уже не являются редкостью со-
пряжения с допусками 2—3 мкм или диаметр 7 мкм с допуском
0,1 мкм. Допуски шпилек для некоторых двигателей внутреннего
сгорания большой мощности практически приближаются к до-
пускам шлифованных резьбовых калибров. Производство преци-
зионных шарикоподшипников требует измерительных приборов
с ценой деления 0,1 мкм. Допуск на шаг ходовых винтов метал-
лорежущих станков на длине 25 мм иногда составляет 2 мкм.
Повышаются требования, предъявляемые к измерительным
средствам для больших размеров (свыше 500 мм) и для малых
размеров (менее 1 мм) со сравнительно малыми допусками. В
связи с повышением точности изготовления мелкомодульных
22
зубчатых колес с модулем 0,3 мм и менее необходимо создание
новых, более точных приборов для их проверки.
Возрастают требования к контролю шероховатости и волни-
стости поверхности.
В ряде случаев требуется измерение линейных размеров с
погрешностью, не превышающей 10“4 %.
Успешное решение проблемы повышения точности измерений
линейных и угловых размеров способствует дальнейшему раз-
витию современных отраслей науки и техники и, наоборот, при
отсутствии измерительных средств требуемой точности в ряде
случаев тормозится развитие отдельных отраслей науки и тех-
ники.
Для производственных условий необходимо создание мето-
дов измерений повышенной точности, что, в свою очередь, тре-
бует создания новых, более точных эталонов, которыми можно
было бы поверять измерительные приборы для вновь созданных
методов повышенной точности. Например, для развития точного
машиностроения и, в частности, станкостроения требуется изме-
рение штриховой меры длины до 2 м с погрешностью не более
0,02 мкм. Для этого необходимо повысить в 10 раз точность „со-
ответствующего эталона.
2. Производительность процессов измерений
Для повышения производительности процессов измерений не-
обходима их механизация и автоматизация и, следовательно^
уменьшение числа контролеров. Для характеристики обеспече-
ния завода контролерами обычно число контролеров сопостав-
ляют с числом производственных рабочих. Производительность
контрольных операций влияет на производственный цикл. При
их низкой производительности производственный цикл удлиняет-
ся и соответственно повышается стоимость продукции.
Производительность контроля может быть увеличена как
простейшим усовершенствованием контрольных средств, так и
изменением системы контроля и введением автоматических кон-
трольных устройств. Основными путями повышения производи-
тельности контрольных операций являются следующие:
1) рационализация конструкции калибров; например, глад-
кую предельную скобу делают не двусторонней, а односторон-
ней;
2) введение приспособлений для механизации процесса со-
единения резьбовых изделий 1 с калибром 2 (фиг. 7);
3) создание стендов, объединяющих группу калибров или ин-
дикаторов для контроля нескольких размеров одной детали
(фиг. 8, а и б);
4) производство многомерных приспособлений с индикатора-
ми или электроконтактными головками для одновременной про-
верки нескольких размеров одной детали (фиг. 8, виг);
23
Фиг. 8.
24
5) внедрение автоматов для контроля снятых со станка де-
талей и сортировки деталей на группы: окончательный брак —
исправимый брак — годные детали (см. фиг. 400); сортировка
годных деталей на несколько групп через установленное число
микронов;
6) создание приборов для контроля размеров (диаметров)
деталей в процессе обработки на круглошлифовальных, плоско-
шлифовальных, токарных и других станках.
3. Профилактичность технического контроля
Контроль, в результате которого оценивается значение изме-
ряемой величины уже изготовленного изделия и фиксируется
брак или годность детали, в практике принято называть пассив-
ным контролем. В настоящее время данный вид контроля про-
мышленность уже не удовлетворяет. Необходимо осуществление
так называемого активного контроля, т. е. таких методов изме-
рений, которые были бы органически связаны с процессом про-
изводства и предупреждали брак. Вследствие этого при состав-
лении технологического процесса надо уменьшать объем окон-
чательного контроля, фиксирующего лишь наличие брака. В то
же время необходимо расширение всевозможных форм актив-
ного контроля — измерение изделий в процессе их обработки,
применение автоматических указателей необходимости перенаст-
ройки станка (смена инструмента, перестановка упоров и т.п.),
введение статистических методов контроля и анализа техноло-
гического процесса и т. п.
Различают два основных вида контроля: контроль точности
продукции и контроль точности технологического процесса.
При контроле точности продукции устанавливают (фиксиру-
ют) соответствие измеряемого объекта установленным техничес-
ким условиям. Контроль точности продукции, в свою очередь, де-
лят на полный и неполный. При полном контроле точности кон-
тролируют 100% продукции. В -случае неполного контроля
точности проверяют лишь определенную часть продукции при
сохранении ответственности предприятия за качество всей про-
дукции. Количество объектов, подвергаемых контролю, устанав-
ливают, основываясь на стабильности показателей технологиче-
ского процесса в течение определенного времени и изученности
этого процесса.
При контроле точности технологического процесса управляют
технологическим процессом по результатам контроля. Управ-
ление технологическими процессами осуществляется по резуль-
татам контроля изделия до начала обработки, в процессе обра-
ботки или после ее выполнения и подналадки системы станок —
приспособление — инструмент—деталь (СПИД). При этом объ-
ектами контроля являются средства производства (станки, ин-
струменты и т. д.) и самый процесс производства (тепловые и
25
силовые деформации, нестабильность погрешности, погрешности
базирования и т. д.).
Таким образом, основная задача при контроле точности тех-
нологического процесса сводится к профилактике брака, поэтому
данный вид контроля является перспективным.
Качество продукции должно определяться на рабочем месте,
где должны применяться наиболее совершенные измерительные
средства. Нельзя признать правильным, когда цеховые отделы
технического контроля (ОТК) снабжаются более совершен-
ными измерительными средствами, чем рабочие места.
Совершенно очевидно, что точность измерения должна быть
выше требующейся точности изготовления. В противном случае
процесс измерений может явиться источником брака.
Развивающейся организационной формой контроля, способ-
ствующего предупреждению брака в процессе производства, яв-
ляется статистический метод контроля. Этот метод основывает-
ся на определении рассеивания размеров деталей в процессе из-
готовления по результатам систематических измерений части
деталей (выборок). С помощью статистического метода можно
вести постоянное наблюдение за устойчивостью технологическо-
го процесса и предупреждать возможность появления брака.
§ 2. МЕТРОЛОГИЧЕСКИЕ ПОНЯТИЯ, ПРИМЕНЯЕМЫЕ
ПРИ ТЕХНИЧЕСКИХ ИЗМЕРЕНИЯХ В МАШИНОСТРОЕНИИ
Метрология 1 — учение о единицах, мерах и методах измере-
ния.
Основными задачами, решаемыми метрологией, являются:
1) установление единиц измерений и воспроизведение их в
виде эталонов;
2) разработка методов измерений;
3) оценка точности методов измерений, а также анализ и ус-
транение причин, снижающих эту точность.
Измерение — действия, выполняемые с помощью средств из-
мерений и имеющие целью нахождение числового значения из-
меряемой величины, выраженного в принятых единицах измерен
ний.
Процесс измерения математически можно выразить следую-
щей формулой:
Q = </•£/, (4,
где Q — измеряемая величина, т. е. характеристика физического
тела, явления или процесса, подлежащая количествен-
ной оценке экспериментальным путем;
1 Метрология — слово греческого происхождения: metron — мера, lo-
gos — понятие, учение.
26
q—отвлеченное число, выражающее отношение измеряе-
мой величины к единице измерений и называемое чис-
ловым значением измеряемой величины} оно может
быть целым или дробным;
U — единица измерения, принятая за основание для коли-
чественной оценки величин того же рода.
В связи с определением термина измерение необходимо вве-
дение понятий, рассмотренных ниже.
Номинальное значение измеряемой величины — основной раз-
мер, заданный чертежом и служащий началом отсчета откло-
нений.
Верным (истинным) значением измеряемой величины назы-
вается ее значение, свободное от погрешностей измерений.
Под погрешностью измерений понимается алгебраическая
разность между полученным при измерении и верным (истин-
ным) значением измеряемой величины, возникающая от несо-
вершенства метода и средств измерений, непостоянства условий
наблюдения, а также от недостаточного опыта наблюдателя или
несовершенства его органов чувств.
В. И. Ленин в своем произведении «Материализм и эмпирио-
критицизм» указывает, что «с точки зрения современного мате-
риализма, т. е. марксизма, исторически условны пределы прибли-
жения наших знаний к объективной, абсолютной истине, но без-
условно существование этой истины, безусловно то, что мы
приближаемся к ней» Ч
Это означает, что нельзя получить истинного значения изме-
ряемой величины, свободного от погрешностей измерений, но это
истинное значение существует в данный момент времени при
определенных условиях. При современном состоянии техники на
данном этапе развития процессов 'познания можно достичь наи-
высшей, так называемой метрологической точности и с дальней-
шим повышением уровня техники увеличивать ее, но эта точ-
ность измерений не будет свободна от погрешности. С дальней-
шим развитием техники погрешность измерений будет снижать-
ся, но никогда не будет равна нулю: «...идя по пути марксовой
теории, мы будем приближаться к объективной истине все боль-
ше и больше (никогда не исчерпывая ее)...»1 2.
Так как верное значение измеряемой величины остается не-
известный, на практике погрешностью измерения называют
приближенное ее значение, определяемое по опытным данным.
Значение измеряемой величины, полученное с метрологиче-
ской точностью, означает, что измерение произведено с наивыс-
шей практически достижимой точностью.
Действительное значение измеряемой величины — это значе-
ние, полученное в результате измерения с допускаемой погреш-
1 Ленин В. И. Соч, Т. 18, стр. 138.
2 Там же, стр. 146.
27
ностью. В данном случае измерение производится не с наивыс-
шей метрологической точностью, а с требуемой точностью, при
которой получающимися погрешностями измерений можно пре-
небречь, как пренебрежительно малыми в условиях поставлен-
ной задачи.
Мерой называется тело или устройство, предназначенное для
измерений и служащее для воспроизведения одного или не-
скольких известных значений данной величины.
Различают однозначные меры, которые воспроизводят одно
определенное значение (плоскопараллельная концевая мера
длины, угловая мера — плитки), и многозначные меры, которые
воспроизводят ряд значений величины между определенными
пределами (измерительная линейка, разделенная на миллимет-
ры, угловой лимб).
Калибр — мера, служащая для проверки правильности раз-
меров, формы изделия или взаимного расположения его частей
(предельный калибр, резьбовой калибр, шаблон).
Измерительный прибор — устройство, предназначенное для
измерения и имеющее части, которые воспринимают измеряемую
величину или одно из связанных с ней физических явлений и
преобразуют их в показание (оптиметр, интерферометр).
Эталон — тело или устройство, служащее для воспроизведе-
ния и хранения единицы измерения в общегосударственном или
международном масштабе.
Образцовая мера и образцовый измерительный прибор пред-
назначены для хранения единиц измерения и для поверки и гра-
дуировки по ним других мер и измерительных приборов.
Рабочая мера и рабочий измерительный прибор применяют-
ся для практических измерений (на заводах, в лабораториях и
т. д.) и ими нельзя пользоваться для поверки других мер или из-
мерительных приборов.
§ 3. МЕТОДЫ ИЗМЕРЕНИЙ
Метод измерения характеризуется применяемыми средства-
ми измерений и приемами их использования.
Под средствами измерений понимаются технические средст-
ва, предназначенные для количественной оценки измеряемых
величин. Средства измерений делятся на:
1) меры или измерительные приборы с определенными мет-
рологическими характеристиками ’(цена деления, пределы изме-
рений, погрешность показаний или погрешность сортировки, из-
мерительное усилие и т. п.);
2) установочные образцовые меры или установочные образ-
цовые детали, аттестованные с определенной точностью.
Приемы использования измерительных средств характери-
зуются:
1) базированием измеряемого объекта относительно средст-
28
ва измерения (например, базирование шагомера для окружного
шага зубчатых колес по наружному или внутреннему диаметру
колеса);
2) характером измерительного контакта (точечный, линей-
ный, бесконтактный и т. д.) между измерительным средством
и объектом измерения;
3) количеством и расположением выбранных для измерения
точек или участков на поверхности контролируемых объектов
(например, диаметр гладкого калибра проверяют в двух сече-
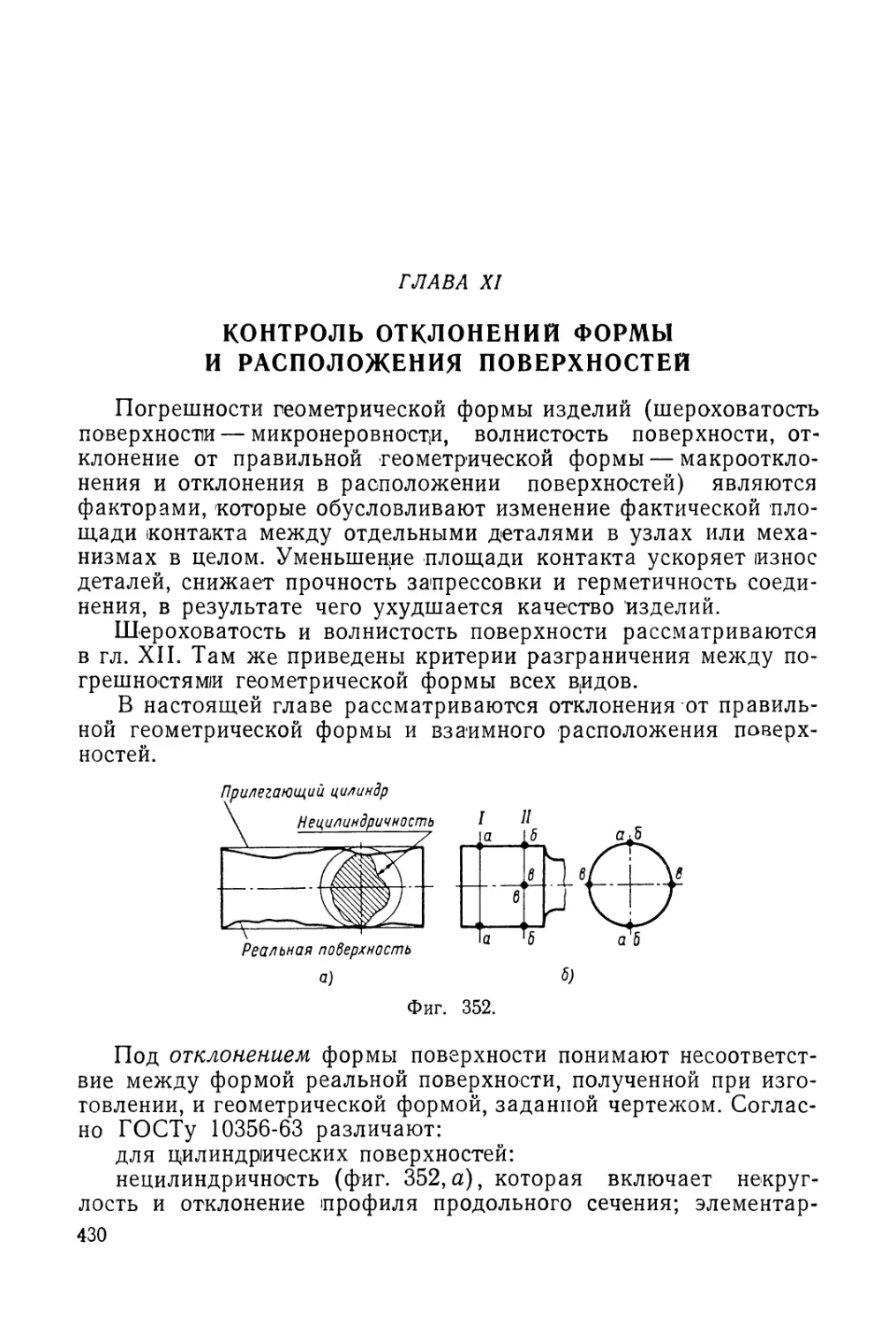
ниях с поворотом на 90°, см. фиг. 352, б);
4) типом отсчетного устройства (показывающее, самопишу-
щее, интегрирующее и т. п.);
5) температурным режимом измерений;
6) способом использования результатов измерений (с до-
полнительными вычислениями или без них).
На практике методы измерения делят на виды в зависимости
от характера оценки значений измеряемой величины.
Абсолютный метод измерения (метод непосредственной оцен-
ки) заключается в оценке с помощью меры или измерительно-
го прибора всего значения измеряемой величины в процессе дан-
ного эксперимента.
Относительный метод измерения (разностный метод измере-
ния) основан на сравнении измеряемой величины с известным
значением меры.
Прямые измерения производятся с помощью мер или измери-
тельных приборов, служащих для количественной оценки дан-
ной измеряемой величины и не требующих нахождения искомо-
го значения из уравнений, которые связывают данную физичес-
кую величину с другими величинами.
Косвенные измерения — это измерения, результат которых
находят на основании прямых измерений ©еличины, связанных г
измеряемой величиной известным физическим уравнением.
Комплексный метод измерений направлен к ограничению
предельных нонтуров изделия, определяемых величиной и рас-
положением полей допусков. Поле суммарного допуска ограни-
чивает все возможные отклонения изделия. При этом методе при-
меняются предельные калибры, сконструированные по принципу
подобия. Кроме того, можно использовать проектор (для изде-
лий с малыми размерами и большими допусками).
Дифференцированный (или элементный) метод измерений ха-
рактеризуется тем, что каждый элемент изделия проверяют не-
зависимо от других элементов. При этом методе применяют
обычно универсальные средства измерений. В соответствии с
техническими требованиями комплексным методом пользуются
для проверни изделий, дифференцированным для проверки ка-
либров. Для изделий, содержащих элементы высших кинемати-
ческих пар, например зубчатых зацеплений, комплексный метод
применяется наряду с дифференцированным.
29
В зависимости от наличия контакта измерительной поверх-
ности измерительного прибора с поверхностью измеряемого из-
делия различают контактные и бесконтактные методы изме-
рений.
При контактных методах измерений ib зависимости от формы
соприкасающихся поверхностей возможны контакты:
1) точечный — проверка диаметра шара микрометром, диа-
метра отверстия — штихмассом;
2) линейный — проверка диаметра цилиндра микрометром,
вала — гладкой скобой, диаметра цилиндра — прибором с плос-
ким наконечником;
3) поверхностный — проверка отверстия пробкой, паза —
плоскопараллельной концевой мерой длины.
К бесконтактным методам измерений относятся измерения с
помощью проекционных, пневматических приборов, интерфе-
ренцкомпаратора и других подобных приборов, измерительная
поверхность которых не соприкасается с поверхностью измеряе-
мого изделия.
§ 4. МЕТРОЛОГИЧЕСКИЕ ПРОЦЕССЫ
Поверка мер или измерительных приборов — совокупность
действий, имеющих целью оценку погрешностей мер и измери-
тельных приборов или, если меры и измерительные приборы при-
меняются без введения поправок, выяснение, не превышают ли
их погрешности допускаемых.
Сличение мер или измерительных приборов — разновидность
поверки, при выполнении которой проводится прямое сравнение
двух мер или двух измерительных приборов,.
Калибровка мер — поверка совокупности однозначных мер
или одной многозначной меры на различных отметках шкалы.
При этой поверке оценка погрешностей отдельных мер (отдель-
ных значений шкалы) производится на основании сравнения
друг с другом в различных сочетаниях отдельных мер или групп
мер (отдельных участков шкалы).
Испытание мер и измерительных приборов — операция, вклю-
чающая поверку мер и измерительных приборов в условиях их
нормальной работы и исследование влияния на них различных
факторов, нарушающих эти условия.
Градуировка мер или измерительных приборов — нанесение
отметок на шкалу меры или измерительного прибора или опре-
деление значений измеряемой величины, соответствующих уже-
нанесенным условным отметкам.
Эталонирование — сопоставление измеряемой длины или не-
посредственно с прототипом, эталоном или с физической кон-
стантой.
Паспортизация — учет наблюдения за состоянием мер и из-
мерительных приборов в эксплуатации и за их периодической
30
поверкой. Паспорт — постоянно действующий документ, слу-
жащий для учета и наблюдения за состоянием мер и измери-
тельных приборов в эксплуатации, а также для записи резуль-
татов их периодической поверки. Паспорт должен храниться в
контрольно-поверочном пункте в картотеке.
Аттестация — поверка основных метрологических характери-
стик мер и измерительных приборов и запись результатов по-
верки в документ, называемый аттестатом. Аттестат—разовый
документ, подтверждающий пригодность мер и измерительных
приборов для эксплуатации на определенный срок времени. Ат-
тестат хранится непосредственно при приборах или по месту
эксплуатации мер и приборов, в зависимости от особенностей их
эксплуатации.
Юстировка 1 — это такой процесс, который состоит из повер-
ки или эталонирования, исправления, регулировки, паспортиза-
ции и аттестации исправленного и отрегулированного прибора.
Поверку производит инспектор-юстировщик с помощью соот-
ветствующих образцов. Выявленные дефекты устраняет меха-
ник-юстировщик. После ремонта и устранения отклонений, пре-
вышающих нормы точности, инспектор-юстировщик выписывает
на прибор аттестат. Аттестат на образцовый или основной при-
бор должен визироваться представителем Государственного Ко-
митета стандартов, мер и измерительных приборов СССР.
Поверка может быть текущая, в более частые сроки, когда
по образцам производится поверка точности прибора по основ-
ным элементам поверки, и периодическая—осуществляется ин-
спектором-юстировщиком при обязательном последующем уча-
стии механика-юстировщика.
§ 5. ОСНОВНЫЕ МЕТРОЛОГИЧЕСКИЕ ХАРАКТЕРИСТИКИ И
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
При изучении конструкции, а также при оценке любого изме-
рительного прибора необходимо знать его метрологические ха-
рактеристики (цену деления, предел измерений, погрешность по-
казаний и т. д.). Эти метрологические характеристики обеспечи-
ваются определенными конструктивными решениями приборов и
их отдельных узлов. Поэтому ниже рассматриваются не только
метрологические характеристики, но и конструкция соответст-
вующих элементов измерительных средств.
1. Отсчет
Основные определения
Отсчетное устройство — совокупность деталей меры или из-
мерительного прибора, служащих для наблюдения воспроизво-
димого ими значения измеряемой (величины.
1 Этот термин происходит от латинского слова Justus — справедливый,
правильный.
31
Отметка шкалы — знак (черта, штрих, точка, зубец и т. п.),
соответствующий отдельному значению измеряемой величины.
Если отметка помечена числом, то ее называют числовой отмет-
кой.
Деление шкалы (интервал деления шкалы)—расстояние
между осями двух соседних отметок шкалы (фиг. 9, а — г).
Цена деления шкалы — изменение измеряемой величины, со-
ответствующее перемещению указателя или шкалы относительно
указателя на одно деление шкалы (из положения I в положение
//, фиг. 9, а).
Цена деления шкалы в рационально сконструированном при-
боре .не должна быть меньше погрешности .показаний, т. е.
— = с>Д, (5)
п
где А — предел измерений по шкале;
п — число делений шкалы;
с — цена деления шкалы;
А — погрешность показаний .прибора в единицах измеряе-
мой (величины.
Наиболее целесообразное соотношение между ценой деления
и погрешностью показаний прибора, которое нормируется, сле-
дующее:
А = — или А = —.
4 2
Шкала должна быть такой, чтобы можно было быстро, точ-
но и безошибочно производить отсчет, соответствующий значе-
нию измеряемой величины. В этом отношении шкалу можно рас-
сматривать, как графическое изображение последовательного
ряда чисел, определяемых ее отметками. Вследствие этого ус-
32
тройство шкалы должно соответствовать десятичной системе
счисления, в зависимости от чего и устанавливают цену деления,
которая должна быть равна 1; 2; 5 или любому десятичному под-
разделению.
Рекомендуются значения цены деления, выражаемые фор-
мулой
с = (6)
где К — 1; 2 или 5;
z — любое целое число.
Например, если 2 = 0, тогда с = 1, 2 или 5; если z = —3,
то с = 0,001; 0,002 или 0,005.
В современных измерительных приборах для измерений длин
применяются следующие цены делений: 0,0001; 0,0002; 0,0005;
0,001; 0,002; (0,0025); 0,005; 0,01; 0,02; 0,05 и 0,1 жж. Каждая
величина кратна 1; 2 или 5.
В угломерных приборах обычно применяются круговые шка-
лы с ценой деления 1° (окружность делят на 360 равных частей),
а дополнительное отсчетное устройство позволяет отсчитывать
доли этих делений в минутах и секундах.
Результаты измерений наклонов плоскостей и клиньев выра-
жаются в промилле (жж/ж), а углов конусов — величиной конус-
ности (подробнее см. гл. VIII).
Отсчет — число, отсчитанное при данном измерении по от-
счетному устройству прибора или полученное путем счета после-
довательных отметок или сигналов.
Точность отсчета — точность, достигаемая при производстве
отсчета на данном приборе.
Точность отсчета зависит от интервала деления шкалы, ши-
рины и длины ее штрихов, конструкции отсчетного устройства и
отдельно шкалы и указателя, взаимного расположения их, вре-
мени успокоения стрелки (шкалы) и освещенности шкалы. У оп-
тико-механических приборов, кроме того, на точность отсчета
влияет погрешность наведения или погрешность визирования.
Точность отсчета зависит также от квалификации контроле-
ра. Чем больше опыт и квалификация контролера, тем выше
точность, достигаемая при производстве им отсчета.
Требования, предъявляемые к конструкции
отсчетного устройства
Рассмотрим факторы, влияющие на точность отсчета.
Интервал деления шкалы необходимо подбирать так, чтобы
можно было производить отсчет «на глаз» десятых долей интер-
вала. При решении этого вопроса имеет значение разрешающая
сила глаза (острота зрения), т, е. способность глаза различать
раздельно две точки, лежащие близко одна к другой.
2 Заказ 264 33
Глаз свободно видит .промежуток между двумя точками, на-
ходящимися .на сравнительно большом расстоянии одна от дру-
гой. При постепенном уменьшении этого 'расстояния наступает
момент, когда видимый глазом промежуток исчезает и две точ-
ки сливаются в одну.
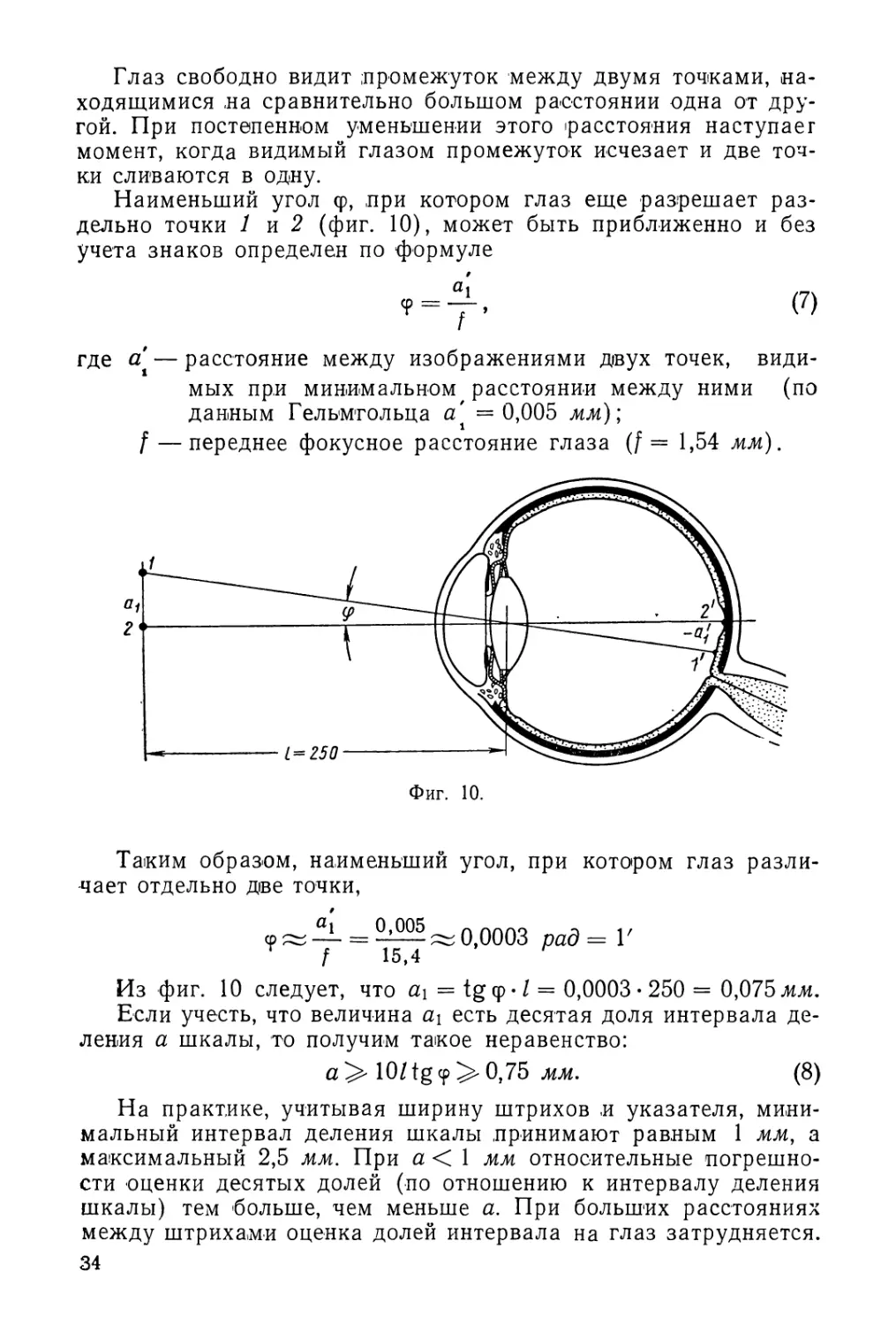
Наименьший угол ср, при котором глаз еще разрешает раз-
дельно точки 1 и 2 (фиг. 10), может быть приближенно и без
учета знаков определен по формуле
а\
где а—расстояние между изображениями двух точек, види-
мых при минимальном расстоянии между ними (по
данным Гельмгольца а' = 0,005 жж);
f — переднее фокусное расстояние глаза (f = 1,54 мм).
(7)
Таким образом, наименьший угол, при котором глаз разли-
чает отдельно две точки,
а1 0,005 л лллэ 1/
— = ——^0,0003 рад = 1
f 15,4 Н
Из фиг. 10 следует, что = tg ср • Z = 0,0003-250 = 0,075 мм.
Если учесть, что величина а\ есть десятая доля интервала де-
ления а шкалы, то получим такое неравенство:
а 10/ tg ф 0,75 мм. (8)
На практике, учитывая ширину штрихов и указателя, мини-
мальный интервал деления шкалы .принимают равным 1 мм, а
максимальный 2,5 мм. При а < 1 мм относительные погрешно-
сти оценки десятых долей (по отношению к интервалу деления
шкалы) тем больше, чем меньше а. При больших расстояниях
между штрихами оценка долей интервала на глаз затрудняется.
34
Наиболее распространенной величиной интервала является
1 мм.
У оптических приборов увеличенное изображение шкалы по
размерам должно быть получено с учетом приведенных выше
соображений. Например, у оптиметра интервал между штриха-
ми шкалы равен 0,08 мм, а изображение шкалы увеличивается
окуляром в 12 раз, тогда видимый интервал составит 0,08 X
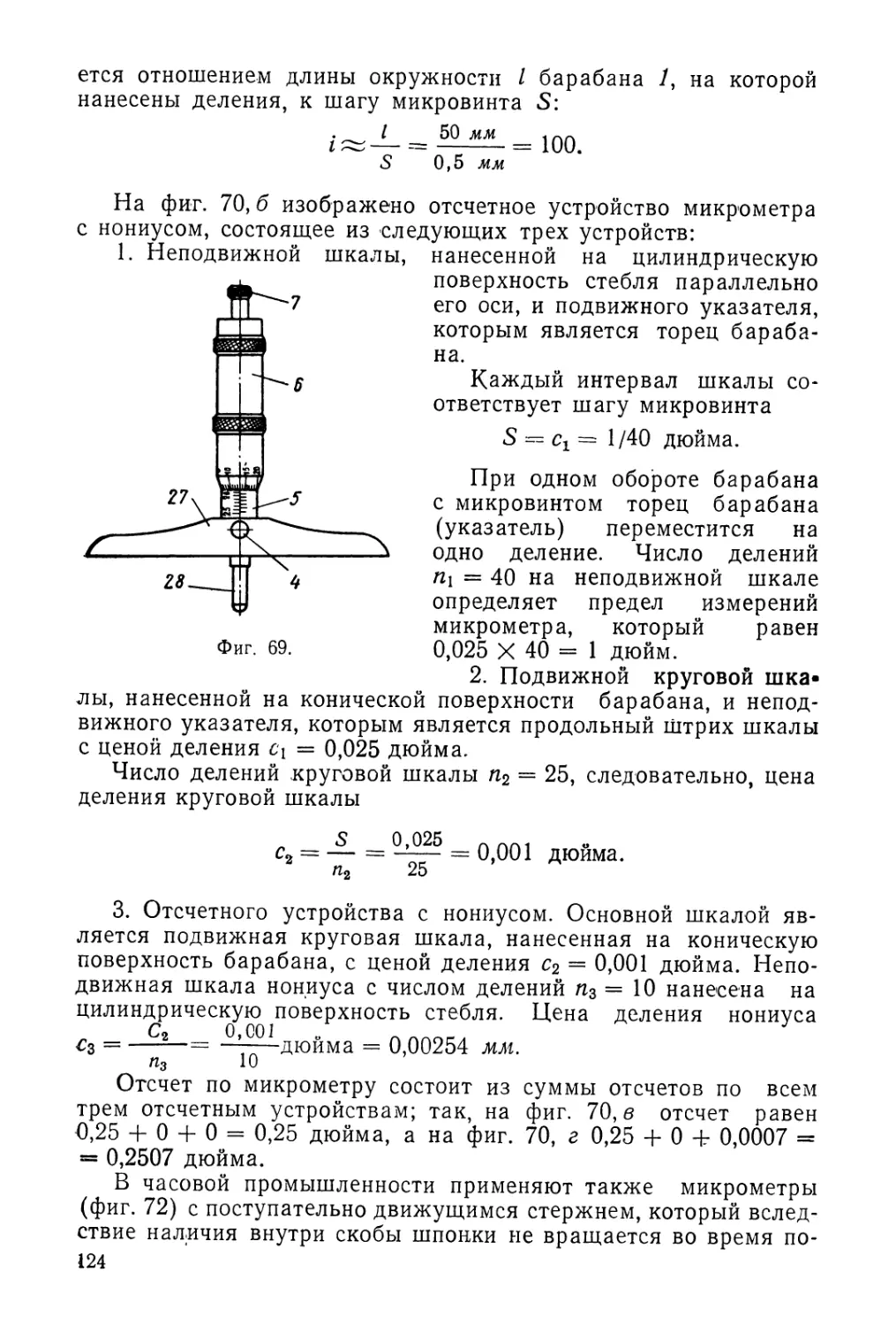
X 12 = 0,96 1 мм. У микрометра диаметр стебля d (см.
фиг. 70, а) подбирают так, чтобы интервал на барабане, соот-
ветствующий цене деления 0,01 мм, был бы равен ~1 мм.
У пневматических приборов -с водяным манометром интер-
вал деления (шкалы) равен около 5 мм. Это объясняется тем,
что указатель, которым является неплоский мениск жидкости в
трубке, расположен не в непосредственной близости от шкалы.
На основании исследований установлено, что в цеховых ус-
ловиях для обеспечения большей производительности, когда от-
счет необходимо производить быстро и с достаточной точностью,
интервал между штрихами целесообразно делать не менее 2 мм.
Ширину и длину штрихов шкалы, выбирают в зависимости от
интервала деления шкалы а. Наилучшая ширина штрихов рав-
на 0,1 а, а длина 2 а (фиг. 9, б). При увеличении ширины штри-
хов до 0,2 а погрешность отсчета возрастает примерно в 2,5 раза,
а при увеличении до 0,3 а — примерно в 5 раз.
Исследованиями доказано, что эти соотношения справедли-
вы для лабораторных приборов. Для цеховых приборов предла-
гается длина штриха, равная (1 —1,5) а, и ширина штриха 0,2 а
(фиг. 9, в).
При очень малой шкале (например, при а = 0,5 мм) точ-
ность отсчета может быть повышена путем оптического увели-
чения шкалы.
Лупа, помещенная между глазом наблюдателя и шкалой,
увеличивает видимое ра-сстояние между штрихами, но вместе с
этим увеличивает и расстояние от стрелки до шкалы, вследствие
чего возрастает погрешность от параллакса. Кроме того, исполь-
зование лупы лицами, не имеющими определенных навыков,
приводит К ошибкам в отсчетах.
Необходимо отметить, что оптическое увеличение шкал
с уменьшенным интервалом возможно только в приборах, в ко-
торых способы осуществления передаточного отношения отли-
чаются высокой точностью (рычажно-оптические и пружинные
приборы).
В связи с принятой десятичной системой счисления на шка-
ле выделяют удлинением штриха и нанесением цифр отметки»
соответствующие числам 5 и 10 (фиг. 11, а и б).
Установлено, что для более четкого определения величины
отсчета разноименные штрихи должны отличаться один от дру-
гого не менее чем на 0,8 мм. Длина штрихов должна находиться
в определенной зависимости от расстояния между ними.
35
2*
Используя принцип золотого сечения, прямую делят на две час-
ти а и в (фиг. 9, г), находящиеся в отношении --= — или—«
baa
1,62.
Следовательно, длина штрихов должна составлять 1,62 рас-
стояния между ними.
На фиг. 11, а—з изображено несколько типовых шкал.
На фиг. 11, а показана шкала, применяемая при малом поле
зрения прибора, а на фиг. 11,6 — наиболее распространенная
шкала. При нанесении штрихов так, как это изображено на
фиг. 11, в, требуется много времени для подсчета числа штрихов.
Шкала с утолщенными штрихами (фиг. И, г) нерациональ-
на, так как в этом случае понижается точность отсчета. Однако
такие шкалы применяются в цеховых приборах для менее точ-
ных измерений, например в индикаторе часового типа с ценой
деления 0,01 мм. Эти шкалы обеспечивают большую скорость
отсчета.
Шкала ортотеста (фиг. 11,6) удобна в эксплуатации.
На фиг. 11, е показана шкала образцового штрихового метра
с ценой деления 0,2 мм. Введение штрихов равной длины облег-
чает отсчет.
На фиг. 11, ж и з изображены шкалы микрометров. Такая
шкала с интервалом 1 мм введена для облегчения отсчета чис-
ла оборотов барабана с микровинтом.
Большое значение для точности отсчета имеет ширина ука-
зателя, которая, как правило, не должна быть больше ширины
штриха шкалы.
Следует обращать внимание на взаимное расположение
штрихов шкалы и указателя. Если рассматривать шкалу и ука-
затель в направлении, перпендикулярном к плоскости шкалы,
то возможны три варианта их взаимного расположения
(фиг. 12, а—в).
36
При расположении указателя .и шкалы, изображенном на
фиг. 12, а, повышается точность отсчета при малых смещениях
указателя относительно штриха шкалы; наилучшее расположе-
ние указателя и шкалы показано на фиг. 12,6, наихудшее — на
фиг. 12, в.
Для обеспечения наилучшего взаимного расположения шка-
лы и указателя вводятся специальные нормы. На фиг. 134 даны
эти нормы для трубки оптиметра, а .на фиг. 13 — для миниметра
(а = 1 мм, х = 0,10-^0,15 мм, у х, / = 0,3/г н-0,8Л, где h —
длина короткого штриха).
Существенное значение имеет также расстояние между ука-
зателем и шкалой в направлении, перпендикулярном к плоско-
сти шкалы. Если это расстояние велико, то возникает погреш-
ность от параллакса под которым в рассматриваемом случае
понимается видимое смещение сличаемых штрихов указателя и
шкалы, вызванное изменением точки наблюдения (фиг. 14).
Вследствие смещения глаза наблюдателя на величину z наблю-
датель совмещает указатель 0 со штрихом К\, а не со штри-
хом К. Возникающая при этом погрешность от параллакса б
может быть определена из следующего соотношения:
— = ; 8 = ^ = 0,004i/z мм, (9)
г I I
где у — расстояние между плоскостями шкалы и указателя;
z— смещение глаза наблюдателя в плоскости, параллель-
ной шкале;
I — расстояние от глаза наблюдателя до указателя
(Z = 250 мм).
Из последнего равенства видно, что погрешность растет лро-
1 От греческого слова parallaxis — уклонение.
37
порционально увеличению расстояний у и z. По опытным дан-
ным расстояние z достигает примерно 30 мм, т. е. 6 ~ 0,Г2у мм.
Это равенство указывает, что ibo всех конструкциях отсчетных
устройств необходимо стремиться к уменьшению величины у.
Рассмотрим на ряде конструкций, как это осуществляется.
Измерительную линейку (ГОСТ 427-56) для уменьшения
влияния параллакса при измерении, например, размера L изде-
лия (фиг. 15, а) делают небольшой толщины у. В этом случае
погрешность б = у tg <р. У линеек больших размеров, не пред-
усмотренных ГОСТом 427-56, делают скос (фиг. 15,5).
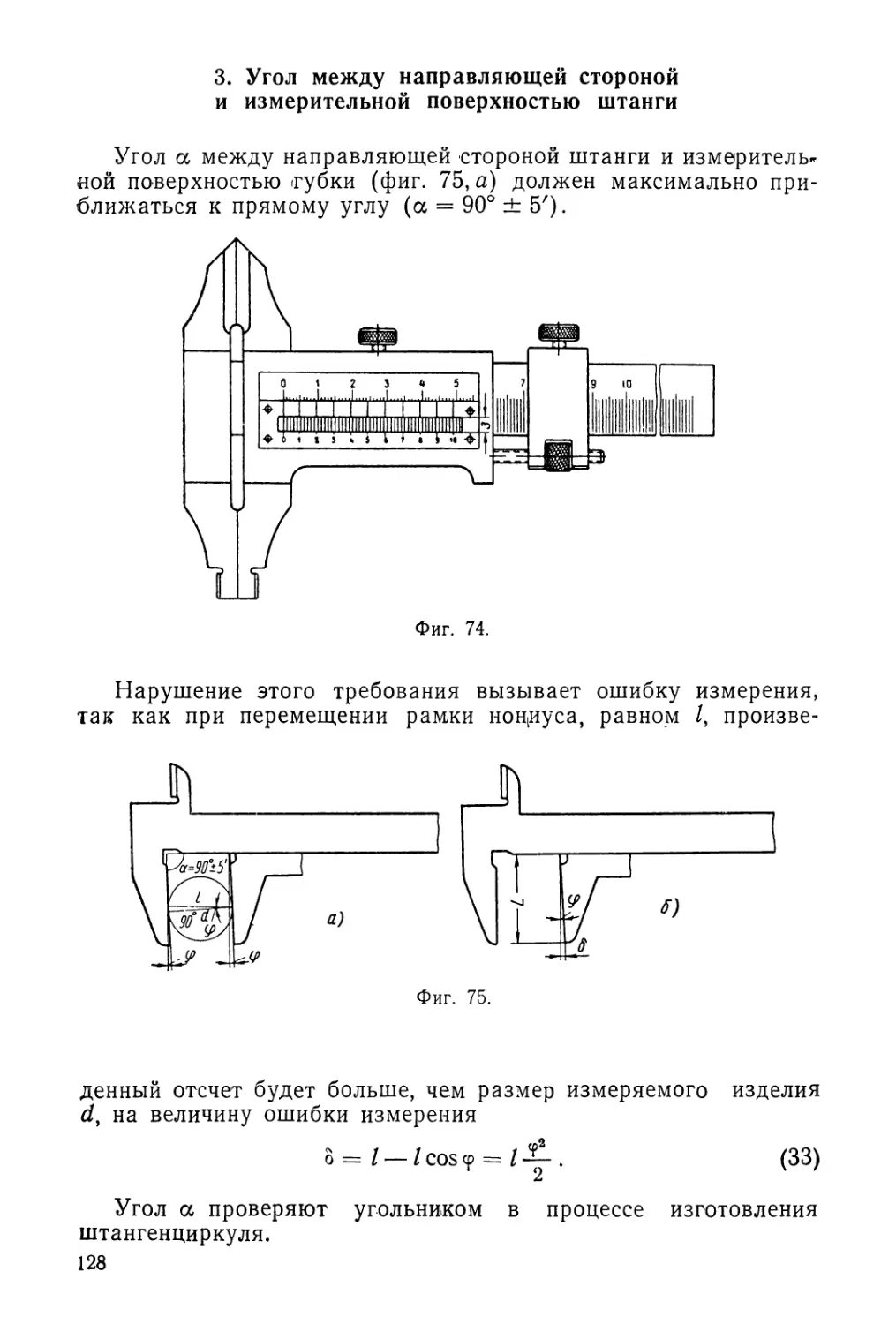
В штангенциркуле (ГОСТ 166-63), чтобы уменьшить влияние
параллакса, нормируют величины скоса нониуса и зазора между
нониусом и штангой (см. фиг. 73). Нониус следует делать на
пластинке толщиной 0,1 мм без скоса. При таком нониусе (см.
фиг. 74) погрешность отсчета не превышает ±0,02 мм при
любой квалификации контролера.
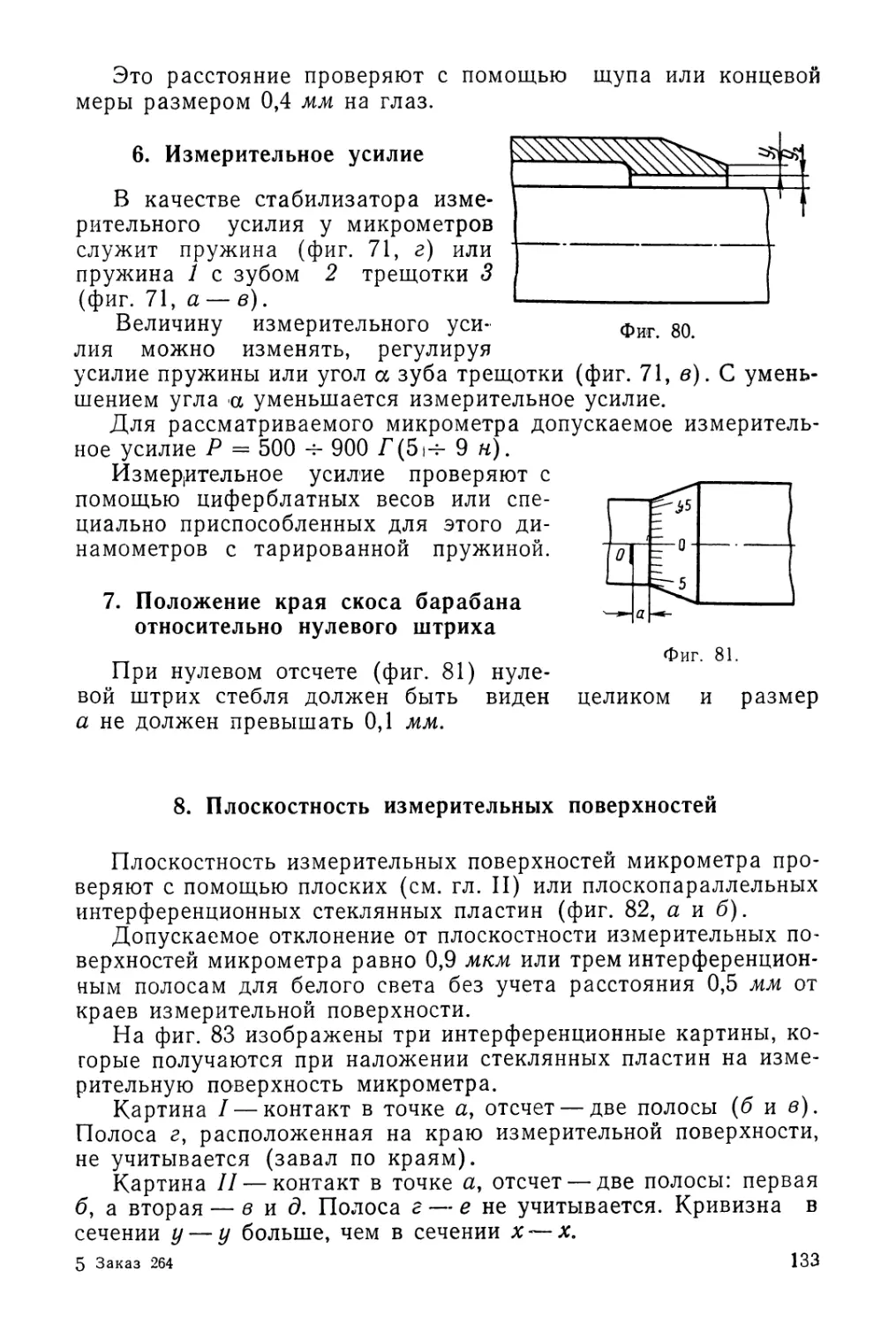
В микрометре (ГОСТ 6507-60) для уменьшения влияния па-
раллакса нормируют величины скоса барабана и зазора между
барабаном и стеблем (см. фиг. 80).
К числу совершенных способов устранения влияния парал-
лакса в отсчетных устройствах следует отнести применение
зеркала /, помещаемого рядом со шкалой 2 (фиг. 16, а). Отсчет
делают в момент совмещения стрелки 3 (указателя) с ее изо-
бражением в зеркале 1.
Явление параллакса в данном случае может возникнуть от
ошибки совмещения стрелки (указателя) с ее изображением в
зеркале.
При толщине указателя до 0,3 мм и удалении от него глаза
наблюдателя 250 мм (фиг. 16,6) предельное, еще ощутимое не-
совпадение указателя и его изображения в зеркале составляет
А/ = 0,04 мм. Ввиду малости величины Д/ по сравнению с рас-
38
стоянием I можно принять, что у заштрихованных треугольников
гипотенузы параллельны -и треугольники подобны, тогда
tl = —; ДЛ = Д< —; Дя = о,о4 —, (Ю)
А/ S ' S S
где — погрешность отсчета.
Следовательно, для получения минимальной погрешности от-
счета необходимо стремиться
личению расстояния S. Од-
нако расстояние S нельзя
увеличивать безгранично,
так как при этом растет раз-
ница в четкости восприятия
указателя и его изображе-
ния вследствие неодинако-
вой аккомодации глаза.
Обычно расстояние между
указателем и плоскостью
зеркала не превышает
10 мм.
В микроскопе можно до-
биться наиболее точного
совмещения шкалы с ука-
зателем.
Изображение пред-
мета АБ (см. фиг. 169) вво-
дят в плоскость Э стеклян-
ной пластины, на -которой
нанесена штриховая сетка.
Для этого весь микроскоп
перемещают вдоль его глав-
ной оптической оси относи-
тельно предмета АБ.
Если не учитывать незначительной погрешности, возникаю-
щей из-за глубины фокусировки, то можно считать, что прак-
тически наблюдатель видит через окуляр ОК совмещенные в
одной плоскости мнимое изображение А2Б2 предмета и изобра-
жение штриховой сетки.
При измерении с помощью оптико-механических приборов
в погрешность отсчета включается погрешность наведения, или
погрешность визирования.
Сетки микроскопов могут визироваться на измеряемый
объект или на измерительные шкалы. На точность визирования
влияют состояние объекта измерения (шероховатость поверх-
ности и четкость контуров объекта или штрихов шкалы), каче-
ство оптики и сетки визирного микроскопа и освещение объекта.
Рассматривая отсчетное устройство как средство определе-
ния доли интервала основной шкалы, следует отметить, что
39
точность определения этой доли ограничивается технологиче-
скими возможностями изготовления шкал. В настоящее время
технология нанесения шкал на металл и стекло позволяет до-
стичь точности 0,5—1 мкм для линейных шкал и 1—2" для
круговых шкал. Точность нанесения круговых шкал можно по-
вышать с увеличением их диаметра.
Для повышения точности измерения отдельные участки
шкалы аттестуют и затем погрешности, указанные в аттестате,
учитывают при измерении.
Ширина штриха имеет большое значение при визировании.
С одной стороны, она должна быть достаточной, чтобы хорошо
был виден штрих, с другой —
чем ширина его меньше, тем точ-
нее можно осуществить визиро-
вание. Наименьшая ширина 'ви-
димого в оптическом приборе
штриха должна быть не менее
разрешающей способности глаза
человека, т. е. 0,075 мм.
Наиболее распространена ши-
рина штриха 5—10 мкм; слож-
нее изготовлять шкалы с шири-
ной штриха 2—4 мкм.
При наведении на прямоли-
нейный край изделия прямоли-
нейного штриха (фиг. 17, а) точ-
ность визирования находится в
пределах разрешающей способ-
ности глаза человека 60z Эту
точность можно повысить -в не-
сколько раз, если штрих-указа-
тель сделать в виде штриховой линии (фиг. 17, б).
При измерении с помощью микроскопа диаметра d цилин-
дрического вала визирование изображения образующей цилин-
дра затрудняется с увеличением диаметра вала, так как
изображение образующей цилиндра становится нечетким. Это
происходит от непараллельности лучей, освещающих объект
измерения, так как источник света имеет всегда какую-то про-
тяженность.
Чтобы повысить точность визирования, применяют специаль-
ные измерительные ножи: прямые — для измерений гладких
цилиндрических (фиг. 17, в) и конических деталей, резьбовые —
для измерений элементов резьбы (см. фиг. 289).
Визирование производят по штриху ножа шириной 0,003—
0,004 мм, нанесенному на доведенной поверхности ножа,
которая при его установке располагается в осевом сечении де-
тали. Рабочий размер ножа I = 0,3 ± 0,0005 или 0,9 ± 0,0005 мм
определяется как расстояние от рабочей грани до середины
40
штриха в направлении, перпендикулярном к рабочей грани. По-
правку, равную Л/, вносят в результат измерения детали.
На фиг. 17,г показан пример визирования двойного штриха
на одинарный. Оптимальное соотношение ширины штрихов
определяется равенством ах = -у- Обычно = 0,006 ч-
4- 0,015 мм, а3 = 1,6 а2 (для стеклянной шкалы) или 2,5 а2 (для
металлической шкалы), но в обоих случаях а3 ^а2 + 0,15 мм.
Визирование отверстий различной конфигурации осущест-
вляется с помощью окулярной головки двойного изображения
типа ОГУ-22 (см. фиг. 172).
На точность отсчета влияет также погрешность, вызываемая
тем, что отсчет по шкалам приборов производится при движу-
щемся указателе и требуется время на успокоение стрелки.
В идеальном измерительном приборе значение измеряемой
величины должно быть мгновенно отмечено стрелкой, т. е. при-
бор (указатель) должен следовать за любыми быстрыми изме-
нениями измеряемой величины без отставания. В реальном
приборе из-за наличия инерционных сил, действующих на его
подвижную систему, указатель всегда отстает от изменения из-
меряемой величины. После касания измерительного наконечни-
ка с измеряемой деталью отсчет сразу делать нельзя, так как
стрелка еще колеблется относительно положения равновесия.
Приходится выжидать некоторое время, пока указатель не
остановится. Время, необходимое для успокоения указателя,
снижает производительность процесса измерения.
В существующих измерительных приборах для уменьшения
времени успокоения стрелки вводят демпферы, которые могут
быть жидкостными, воздушными и электромагнитными.
В микрокаторе, например, скрученная пружина 1 (см.
фиг. 25, а), связанная со стрелкой 2, проходит через каплю
масла 6. Вследствие трения пружины о масло уменьшается
время успокоения стрелки.
В ортотесте заслонка 1 (фиг. 18, а), жестко связанная со
стрелкой 2 общей осью, при повороте стрелки перегоняет воз-
дух из камеры I в камеру //, и наоборот. Узкая щель, через
которую проходит воздух, создает некоторое сопротивление,
поэтому время успокоения стрелки сокращается. Воздушное
сопротивление может быть также увеличено с помощью порш-
ня 4, связанного с осью вращения стрелки 2 и перемещающего-
ся в камере 3 (фиг. 18, б).
Электромагнитный демпфер (фиг. 18, в) устроен следующим
образом. Полудиск 5, связанный общей осью 7 со стрелкой 2,
при вращении ее перемещается между полюсами постоянного
магнита 6. При этом полудиск пересекает магнитные линии и
в нем создаются вихревые токи. От взаимодействия вихревых
токов с полем постоянного магнита создается тормозящий мо-
мент, вследствие чего1 время успокоения стрелки 2 уменьшается.
41
Конструкция демпфера должна быть такой, чтобы масса
стрелки и масса детали, скрепленной со стрелкой, были урав-
новешены относительно оси вращения. В приведенных выше при-
мерах противовес 7 сделан из застывшего лака (см. фиг. 25, а),
заслонка 1—(фиг. 18, а)—из легкой пластмассы, поршень 4
(фиг. 18,6) и полудиск 5 (фиг. 18, в) — из алюминия. В мини-
метре (фиг. 18, а) к массе стрелки 2 добавлена масса призмы S,
6) ?)
Фиг. 18.
поэтому для уравновешивания системы введен свинцовый
груз 9.
Канд. техн, наук В. С. Бушуева на основании анализа дви-
жения подвижной системы вывела формулу времени успокое-
ния указателя:
t = — — In (р V сек, (11)
р р
где I — приведенный момент инерции подвижной системы
прибора;
р — удельный успокаивающий момент (момент тормозя-
щих сил при угловой скорости подвижной части, рав-
ной единице);
р — относительная точность установки указателя в поло-
жение равновесия;
D — степень успокоения.
42
Установлено, что целесообразнее создание приборов без
демпферов, которые увеличивают их габариты. Демпферы сле-
дует встраивать только в особых случаях.
Освещенность шкалы также влияет на точность отсчета.
Наиболее благоприятными являются условия наблюдения чер-
ных штрихов на белом фоне. Экспериментальным путем уста-
новлено, что острота зрения при сером фоне составляет лишь~
70% от остроты зрения при белом фоне. Поэтому фоны шкал
обычно хромируют, серебрят, никелируют или покрывают
эмалью, а штрихи окрашивают в черный цвет.
Имеются также соображения о целесообразности окрашива-
ния фона в желтый цвет (по примеру номерных знаков транс-
порта), но это используют редко, например в микрокаторе.
В оптических приборах лучи, освещающие шкалу, пропус-
каются через зеленый светофильтр. В этом случае стремятся
снизить утомляемость глаз контролера. Что касается освещен-
ности шкалы, то установлено, что она должна находиться в пре-
делах 50—250 лк.
2. Отсчетные устройства
Отсчетное устройство показывающего прибора состоит из
шкалы и указателя; в самопишущем приборе отсчетное устрой-
ство осуществляет запись в виде диаграммы, в интегрирующем
приборе чаще всего применяется счетный механизм.
Показывающие приборы
В этих приборах при наличии шкалы и указателя возможны
отсчетные устройства двух видов; когда указатель перемещает-
ся относительно неподвижной шкалы или шкала перемещается
относительно неподвижного указателя. В обоих случаях вели-
чина отсчета определяется положением указателя на соответ-
ствующем участке шкалы.
Отсчетные устройства с неподвижной шкалой и подвижным
указателем могут быть следующими:
1) шкала в виде двойного (биссекторного) штриха и указа-
тель в виде одинарного штриха. При введении одинарного штри-
ха в середину двойного можно зафиксировать наименьшее
взаимное смещение, равное 0,01 мм (фиг. 19, а). При этом
расстояние между штрихами шкалы равно допуску измеряемого
изделия;
2) шкала в виде двойного (биссекторного) штриха и двой-
ной штрих указателя. Разность между интервалами шкалы и
указателя соответствует допуску измеряемого изделия
(фиг. 19, б). При введении двойного штриха указателя вместо
одинарного точность отсчета повышается;
3) линейная шкала на цилиндрической поверхности и ука-
43
затель в виде торца барабана (отсчетное устройство микромет-
ра с ценой деления 0,5 мм, см. фиг. 70, а);
4) линейная шкала и указатель в виде торца поплавка 5
(пневматический прибор с ротаметром, см. фиг. 182);
5) линейная шкала и указатель в виде мениска жидкости
(пневматический прибор с водяным манометром, см. фиг. 176)
и ампулы уровней;
6) линейная или круговая шкала и указатель в виде шка-
лы нониуса (штангенинструмент, см. фиг. 64, и угломер, см.
фиг. 253);
Ф|иг. 19.
7) круговая шкала и указатель в виде стрелки. Круговая
шкала может быть нанесена на полной окружности или на ча-
сти ее. Примером полного использования окружности шкалы
является индикатор часового типа или микромер (см. фиг. 102).
Примером использования неполной окружности служит от-
счетное устройство миниметра;
8) шкала, нанесенная на цилиндрической поверхности, и
указатель в виде изображения штриха. На микролюксе и опто-
тесте шкала с ценой деления 0,001 мм наносится на изогнутом
стеклянном экране 5 (см. фиг. 141). На плоскость экрана падает
световой, перемещающийся вдоль шкалы круглый зайчик с за-
темненным штрихом-указателем;
9) шкала, нанесенная на цилиндрической поверхности, и
указатель в виде границы света и тени (см. фиг. 146, а);
10) линейная шкала и указатель в виде поперечного мас-
штаба (катетометр, см. фиг. 165);
11) линейная шкала и указатель в виде интерференционной
ахроматической полосы (контактный интерферометр с перемен-
ной ценой деления см. фиг. 58, в).
Отсчетные устройства с неподвижным указателем и подвиж-
ной шкалой могут быть следующих видов:
1) одинарный штрих указателя и линейная шкала (опти-
метр, см. фиг. 127, в и ультраоптиметр, см. фиг. 144). Изобра-
жение шкалы лежит в плоскости экрана и перемещается отно-
сительно указателя;
2) двойной биссекторный штрих указателя и линейная шка-
ла (в измерительной машине ИЗМ двойной штрих дециметро-
вой шкалы и шкалы с ценой деления 0,1 мм, см. фиг. 159);
44
3) одинарный штрих указателя и круговая шкала на кони-
ческой поверхности (микрометр с ценой деления 0,01 мм, смь
фиг. 70, а).
Измерительные микроскопы
С помощью измерительных микроскопов измерение осущест-
вляется путем визирования точек измеряемого изделия после
перемещения его вместе с измерительным столом и последую-
щего определения координат этих точек. Вычисленные расстоя-
ния между этими точками определяют размеры изделия. Изме-
рение сводится к определению перемещений измерительного
стола. Простейшим способом отсчета их в прямоугольных ко-
ординатах является отсчет с помощью микрометрических винтов
с ценой деления 0,01 или 0,005 мм.
Для повышения точности отсчета с перемещающимся изме-
рительным столом связывают шкалу обычно-с ценой деления
1 мм и вводят в отсчетный микроскоп окулярный микрометр, с
помощью которого отсчитывают доли деления этой шкалы. Та-
ким образом, цена деления отсчетного устройства доводится
до 0,001 мм.
К числу основных конструкций окулярных микрометров сле-
дует отнести:
1) окулярные винтовые микрометры для линейных и угловых
измерений (см. фиг. 164);
2) окулярный клиновой микрометр с изогнутым клином (см.
фиг. 163);
3) окулярный клиновой микрометр с прямыми клиньями
(см. фиг. 162);
4) окулярный спиральный микрометр (см. фиг. 161).
В самопишущих приборах отсчетное устройство (самописец)
осуществляет запись в виде диаграммы в прямоугольных или
полярных координатах. В зависимости от способа записи эти
устройства делятся на механические, электрические, пневмати-
ческие и фотооптические.
В особую группу следует выделить устройства отсчета за-
данных значений. Эти устройства при достижении обрабатывае-
мым изделием заданного размера подают световой сигнал или
команду, например станку — изменить подачу или остановить
обработку. Указанные устройства могут быть электроконтакт-
ными, пневмоэлектрическими или фотоэлектрическими.
Отсчет может также производиться при оценке просвета.
В этом случае он осуществляется с помощью образца просвета
(см. фиг. 76).
3. Пределы измерений
Пределы измерений по шкале — значение измеряемой вели-
чины, соответствующее наибольшему участку шкалы, внутри
45
которого показания прибора подчиняются установленным нор-
мам точности. Пределы измерений могут выражаться одной
или двумя величинами. Например, для оптической трубки оп-
тиметра можно записать пределы измерений по шкале как 0,2
или ±0,1 мм. В первом случае указывается вся величина, в
пределах которой можно производить отсчет, а во втором —
указываются величины крайних пределов +0,1 и —0,1 мм от
среднего значения. Один из крайних пределов называется
верхним пределом измерений ( + 0,1 мм), другой — нижним пре-
делом измерений (—0,1 мм).
Даже при самой малой цене деления возникает необходи-
мость в увеличении пределов измерений по шкале, например при
измерении изделия с большим допуском и малыми отклонения-
ми от геометрической формы. Однако возможность увеличения
пределов измерений по шкале приборов ограничивается их ки-
нематической погрешностью (погрешностью схемы), возникаю-
щей главным образом от непропорциональности линейного пе-
ремещения измерительного стержня угловому перемещению
указателя. Создавать шкалу с неравномерными делениями в
соответствии с законом перемещения указателя нецелесообраз-
но, так как это затруднит отсчет и снизит его точность.
На шкалах некоторых приборов имеется нормированный
участок шкалы, т. е. такая часть шкалы, на которую предусмот-
рены специальные нормы точности.
Например, у трубки оптиметра погрешность показания при
поверке от нулевого штриха не должна превышать ±0,0002 мм
на любом участке шкалы в интервале ±0,06 мм и ±0,0003 мм
в интервале свыше ±0,06 мм.
Пределы измерений прибора — наибольшие и наименьшие
величины, которые могут быть измерены на данном приборе.
Они определяются размерами стойки, штатива или станины.
Например, для вертикального оптиметра с нормальной стойкой
этими величинами будут 0 и 180 мм.
4. Передаточное отношение (чувствительность)
Свойство измерительного прибора, заключающееся в его
способности реагировать на изменения измеряемой величины,
называется чувствительностью. Чувствительность оценивается
отношением изменения положения указателя относительно шка-
лы (выраженного в линейных или угловых единицах) к соот-
ветствующему изменению измеряемой величины.
Если измеряемой величиной является длина или угол и зна-
чение чувствительности выражается безразмерным числом, то
последнее называется передаточным отношением.
Передаточное отношение (чувствительность) нельзя связы-
вать только с ценой деления. От уменьшения цены деления шка-
лы чувствительность прибора не изменяется.
46
Для рычажных приборов передаточное отношение
(12)
где L — большое (ведомое) плечо рычага или произведение
больших плеч Ль Л2, Ln;
I—малое (ведущее) плечо рычага или произведение ма-
лых плеч Zb /2, •••, Zn.
При данном передаточном отношении интервал деления шка-
лы выбирают на основании следующей зависимости:
, (13)
где а — интервал деления
с—цена деления при
Из формул (12) и
(13) можно написать
равенство для опреде-
ления цены деления,
если известны плечи
рычагов и интервал де-
ления шкалы:
г = 7-. (14)
Порог чувствитель-
ности измерительного X
прибора — изменение
измеряемой величины,
вызывающее наимень-
шкалы;
данном передаточном отношении.
шее изменение его по- фиг 2о
казаний, обнаруживае-
мое при нормальном
для данного измерительного прибора способе отсчета.
Для определения порога чувствительности применяется из-
мерительное средство, с помощью которого можно осуществлять
малые перемещения. В большинстве случаев для этого целесо-
образно использовать конструкцию с клином 2 (фиг. 20).
5. Передаточные устройства
Механизмы передаточных устройств и методы создания пе-
редач в приборах делятся на пять основных групп: механиче-
ские, оптические, пневматические, гидравлические и электриче-
ские.
Механические передаточные устройства
Ниже рассмотрено несколько типовых клиновых передач.
Для испытания точности рычажно-механических головок
47
применяется клиновое приспособление, устанавливаемое на ин-
струментальном микроскопе (см. фиг. 105) или на универсаль-
ном микроскопе (фиг. 20). Наконечник испытываемого индика-
тора 1 соприкасается с клином 2, имеющим уклон 1 100 или
1 250. Цена деления микровинта или отсчетного микроскопа 5,
осуществляющего или отсчитывающего перемещение клина,
уменьшается в зависимости от угла клина. Например, при укло-
не клина 1 : 100 цена деления микровинта 0,01 мм становится
равной 0,0001 мм.
Специальный клиновый прибор Кейльпарта (фиг. 21) пред-
назначен для непрерывной поверки индикаторов.
Фиг. 22.
Для измерений диаметров d отверстий применяется индика-
торный нутромер, имеющий клиновую передачу, связанную с
отсчетным индикатором (фиг. 22). Передаточное отношение
собственно клиновой передачи
z = 2tga, (15)
где а — угол уклона клина.
При i = 1 угол a = 26° 36'
Если клиновая передача применяется в сочетании с рычаж-
ной, то передаточное отношение
i = ^-2tga. (16)
Для измерений линейных перемещений в измерительных
приборах применяют микрометрическую пару, которая приме-
няется в микрометре (см. фиг. 65), инструментальном микроско-
пе (см. фиг. 167), окулярном микрометре (см. фиг. 164) и т. д.
Рычажно-механические передачи делятся на собственно ры-
чажные, зубчатые, рычажно-зубчатые, рычажно-винтовые.
Отсчетные головки только с рычажной передачей в настоя-
щее время уже не применяются из-за малого предела измере-
48
ний, так как при больших пределах измерений ошибка стано-
вится значительной. Раньше были широко распространены ми-
ниметры (фиг. 23) и рычажный индикатор (см. фиг. 90).
Типичным случаем использования в приборах только зубча-
тых передач являются отсчетные головки — индикаторы часово-
го типа с ценой деления 0,01 мм (см. фит. 100), а также 0,002 и
0,001 мм.
В рычажно-зубчатых передачах сочетаются собственно ры-
чажные и зубчатые передачи. Их используют в отсчетных го-
ловках с малой ценой деления как более точные, чем только ры-
чажные или зубчатые передачи. На фиг. 97 дана схема ры-
чажно-зубчатой головки 1 ИГМ -с ценой деления 0,001 мм.
На фиг. 91 изображена схема рычажно-винтового индикато-
ра с ценой деления 0,01 мм завода «Калибр». В нем сочетается
рычажная и винтовая передачи.
Иногда сочетают уровень и механический рычаг (фиг. 24).
Ценой деления ампулы является угол, на который необходимо
ее повернуть, чтобы пузырек переместился на одно деление:
а = 7?ср,
где ф — в радианах.
Малым плечом передачи (фиг. 24) является плечо /, боль-
шим плечом — радиус ампулы /?, тогда
R
i = —
I
Если а = 2 мм, ср = 2", Z = 100 мм, передаточное отношение
i = 2000.
Несмотря на большие передаточные отношения, данная схе-
ма не нашла широкого применения из-за большой чувствитель-
ности ее к вибрациям и температурным колебаниям.
49
В некоторых измерительных устройствах применяются пру-
жинные передаточные устройства.
Основой пружинной измерительной головки (фиг. 25, а) яв-
ляется скрученная пружина 1 прямоугольного сечения, на кото-
рой укреплена стрелка 2. При перемещении измерительного
стержня и повороте рычага скрученная пружина, растягиваясь
или сжимаясь, перемещает стрелку. Эти приборы изготовляют-
ся с ценой деления 0,01; 0,005; 0,002; 0,001; 0,0005; 0,0002 и
0,0001 мм.
На этом принципе построены также микаторы и миникаторы.
В децииндикаторе используется изогнутая пружина 3
(фиг. 25, б) диаметром около 0,3 мм, один конец которой жест-
ко скреплен с корпусом прибора, а другой является стрелкой.
Цена деления 0,05 мм.
В рычажно-оптических и электроконтактных приборах ис-
пользуется пружинный механизм (фиг. 25, в), состоящий из
50
двух С-образных деталей 5, одна из которых закреплена. Их
связывают две плоские пружины 4 и стрелка 2.
Оптические передаточные устройства
В основу приборов с рычажно-оптическими передачами поло-
жено сочетание оптических схем и рычажных передач.
К приборам, в которых сочетаются механический и оптиче-
ский рычаги, относится оптиметр (см. фиг. 124) и микролюкс
(см. фиг. 141) с ценой деления 0,001 мм, а также ультраопти-
метр с ценой деления 0,0002 мм (см. фиг. 144) и т. д.
Микрозил (см. фиг. 146, а) основан на сочетании оптическо-
го рычага с пружинной передачей.
Проекционные методы осуществления передач в приборах
основаны на получении увеличенных изображений исследуемых
изделий. Например, с помощью проектора (см. фиг. 148) изоб-
ражение исследуемого изделия или его элементов, увеличенное
объективом проектора, получают на экране и рассматривают не-
вооруженным глазом.
Принципиальная схема универсального и инструментально-
го микроскопов дана в общем виде на фиг. 166. Изображение
исследуемого изделия, увеличенное объективом, получают на
стеклянном экране, помещенном между объективом и окуля-
ром; изображение рассматривают вооруженным глазом — че-
рез окуляр, которым изображение изделия также увеличивается.
Интерференционные методы осуществления передаточного
отношения в приборах основаны на физическом свойстве двух
когерентных оптических лучей интерферировать при прохожде-
нии через воздушный клин с малым углом (см. гл. II). В ка-
честве меры при этом служит длина основной световой волны,
а измерительными средствами являются следующие приборы:
1) плоские стеклянные пластины для интерференционных
измерений (см. фиг. 49);
2) интерференционный компаратор (см. фиг. 50) для абсо-
лютного и относительного методов измерений концевых мер
длины;
3) контактные интерферометры с переменной ценой деления
ИКПВ и ИКПГ (см. фиг. 57 и 58, а)\
4) рычажный интерферометр (фиг. 26) —для измерений
длин. Передаточное отношение его
i = F (I, L, л),
где I и L —> плечи рычагов;
X—длина волны света, при котором производится от-
счет.
51
Пневматические передаточные устройства
Пневматические методы измерения основаны на зависимости
расхода или падения давления воздуха от расстояния между
измерительным соплом и измеряемой поверхностью. Расход воз-
духа определяют с помощью ротаметров и болометрическим
способом, а падение давления — жидкостным или пружинным
манометром.
Гидравлические передаточные устройства
Основная часть гидравлического измерительного прибора —
месдоза. Принцип действия ее основан на несжимаемости жид-
кости. Передаточное отношение
h
i = —,
S
где h — перемещение столба жидкости;
S — перемещение измерительного стержня.
Электрические передаточные устройства
Электрические методы осуществления передач изложены в
гл. XIII.’
6. Стабильность меры и измерительного прибора
и вариация показаний
Стабильность меры — свойство меры сохранять неизменным
во времени свое значение (размер).
Стабильность измерительного прибора —свойство измери-
тельного прибора сохранять неизменными во времени поправки
к его показаниям.
52
Таблица 5
Вариации показаний измерительных приборов
Измерительный прибор Цена деления в мм Вариация показаний в мм Номера ГОСТов и инструкций Комитета
Вертикальный контакт- ный интерферометр с переменной ценой де- ления икпв 0,00005 0,0002 0,00002 ГОСТ 8290-57
Ультраоптиметр 0,0002 0,00004 Инструкция 109-55
Оптиметр 0,001 0,0001 ГОСТ 5405-54
Измерительные пружин- ные голо.вки 0,0001 и 0,0002 1 — цены деления ГОСТ 6933-61
0,0005, 0,001 0,002, 0,005 и 0,01 1 — цены 3 деления
Многооборотные индика- торы 0,001 и 0,002 1 — цены деления ГОСТ 9696-61
Измерительные рычаж- но-зубчатые головки 0,001 и 0,002 1 — цены деления гост 6934-62
Рычажные скобы 0,002 и 0,005 1 — цены деления ГОСТ 4731-53
Рычажный микрометр 0,002 и 0,005 1 — цены 3 деления ГОСТ 4381-61
0,01 1 — цены деления
Рычажно-зубчатые инди- каторы 0,01 0,003 ГОСТ 5584-61
Индикаторные нутроме- ры 0,01 1 — цены деления 3 гост 868-63
Индикаторы часового типа 0,01 0,003 ГОСТ 577-60
53
Стабильность меры или измерительного прибора тем выше,
чем меньше эти изменения.
Вариация показаний — наибольшая экспериментально опре-
деляемая разность между повторными показаниями измеритель-
ного прибора, соответствующими одному и тому же действи-
тельному значению измеряемой им величины при неизменных
внешних условиях.
По этому определению вариация показаний соответствует
зоне рассеивания при многократной проверке и оно справедливо
при условии исключения грубых ошибок. Обычно вариация по-
казаний у измерительных приборов составляет 0,1—0,5 цены
деления (табл. 5).
В большинстве случаев вариация показаний определяется
путем многократного арретирования наконечника.
Например, вариацию показаний оптиметра проверяют путем
арретирования (не менее 5 раз) измерительного наконечника,
опирающегося на помещенную на столе оптиметра концевую
меру с номинальным размером 5—10 мм, разряда 4 или 5
(класса 1 или 2).
Таким образом, процесс определения стабильности показа-
ний прибора сводится к многократному равноточному измере-
нию одного и того же размера и последующему определению
максимального колебания в результатах измерений.
Для рычажно-оптических и рычажно-механических прибо-
ров вариация показаний является результатом нестабильности
работы механизма и погрешности отсчета.
Для штриховых мер вариация показаний сводится к по-
грешности отсчета.
7. Измерительное усилие
Измерительное усилие — это усилие, испытываемое измеряе-
мым объектом в зоне контакта с измерительным наконечником.
Влияние измерительного усилия на результаты измерений
Погрешности измерений от наличия измерительного усилия
возникают в двух основных случаях: 1) от разности деформа-
ций смятия неровностей поверхностей измеряемого изделия и
образцовой меры, по которой устанавливается измерительный
прибор, и 2) от разности деформаций стоек или скоб при уста-
новке (или проверке) ,и при измерении.
Рассмотрим каждый случай отдельно.
Первый случай. По данным исследований погрешности от
наличия измерительного усилия Р при радиусе наконечника
5 мм имеют следующие значения (в мкм)-.
54
р = 100 Г Р = 1 000 Г
(-1 я) (-9,8 н)
Для точеного образца . 0,16 1,2
» шлифованного образца 0,07 0,56
» доведенного образца . 0,006 0,52
Приведенные данные показывают, что погрешность возра-
стает с увеличением 'измерительного усилия и шероховатости
поверхности.
При исследовании точности измерений концевых мер длины
контактным и бесконтактным методами было установлено влия-
ние радиуса измерительной поверхности сферического наконеч-
ника на погрешность измерений. С увеличением радиуса сфери-
ческой поверхности наконечника уменьшаются давление на по-
верхность измеряемого изделия и погрешности измерений. Для
получения наименьших погрешностей на контактном интерферо-
метре ИКПВ последний необходимо снабдить наконечником с
радиусом закругления не 2,5 мм (как у оптиметра), а 14 мм.
Второй случай. Предположим, что скобу измеряют на изме-
рительной машине, а затем этой скобой проверяют вал. При
проверке на измерительной машине скоба будет разгибаться
под действием измерительного усилия оптической трубки опти-
метра Р = 200 ± 20 Г (~2 ± 0,2 н),
При проверке вала скобой он считается годным, если про-
ходная сторона ПР скобы проходит под действием ее собствен-
ного веса или только закусывает вал, а непроходная сторона НЕ
не проходит.
При контроле вала деформация скобы (разгиб) зависит от
ее веса, от разности размеров скобы и контролируемого вала,
а также от влияния трения и -смазки. Таким образом, условия
измерения на измерительной машине не соответствуют условиям
работы скобы при контроле ею вала.
В случае измерения скобы на измерительной машине ее раз-
гибающее усилие соответствует измерительному усилию опти-
ческой трубки оптиметра, а при проверке вала скобой ее разги-
бающее усилие будет значительно больше.
В данном случае нарушается основной принцип выбора ме-
тода поверки измерительного средства, заключающийся в том,
что условия поверки его должны соответствовать условиям ра-
боты измерительного средства. Для соблюдения этого принципа
поверку нужно проводить следующим образом.
На массивной плите 1 (фиг. 27) закрепляют две цилиндри-
ческие шайбы 2 и 3, Необходимый размер D устанавливают и
аттестуют на измерительной машине. Затем размер скобы про-
веряют по размеру D, под действием ее собственного веса.
В этом случае условия проверки скобы соответствуют условиям
ее работы.
При наименее благоприятных условиях, когда измерительное
усилие равно примерно 1 кГ (9,8 н), изделие не закалено и
55
имеет сравнительно грубую отделку поверхности, приближенно
можно считать, что погрешность измерений, связанная с мест-
ной деформацией измерительного наконечника и измеряемого
изделия, приблизительно равна 1 мкм.
В результате исследований стабильности показаний рычаж-
ной скобы при различном измерительном усилии установлено,
что с увеличением его стабильность показаний скобы улучша-
ется. Это объясняется тем, что при
большем измерительном усилии из-
мерительное средство и измеряемый
объект правильнее ориентируются
один относительно другого.
В индикаторных нутрометрах не-
которых размеров, например, усилие
пружины мостика стараются сде-
лать больше веса прибора для улуч-
шения ориентировки его при изме-
рении отверстия и повышения ста-
бильности показаний.
Не всегда деформация прибора
при измерении влияет на результа-
ты измерения. Например, у микро-
метра разгиб скобы одинаков при
установке его по установочной
мере и при измерении изделия.
В данном случае на погрешность
измерений влияют два основных
фактора: нестабильность трещотки
и неодинаковые поверхностные неровности установочной меры и
измеряемого изделия.
В зависимости от допуска контролируемого изделия реко-
мендуются следующие ориентировочные величины измеритель-
ного усилия:
Допуск изделия в мкм ... До 2 2—10 Свыше 10
Измерительное усилие в Г (н)
не более 250 (2,5) 400 (3,9) 1000 (9,8)
В табл. 6 приведены измерительные усилия, применяемые
на практике.
8. Стабилизирующие устройства
Для сохранения постоянства измерительного усилия в изме-
рительных приборах применяются различные устройства, обес-
печивающие наименьшее изменение усилия на всем пределе из-
мерения.
В микрометрах применяются: фрикционное устройство (см.
фиг. 71, г), трещотки (см. фиг. 71, б) и рычажные измеритель-
ные головки (см. фиг. 67, в).
56
Таблица 6
Применяемые измерительные усилия
Измерительный прибор гост Нормированное измерительное уилие Особые условия
Микрометры с ценой деления 0,01 мм 6507-60 300—900 Г (3—8,8 к) в зависимости от типа микрометра Колебание у од- ного микрометра не более 200 Г (2 я)
Миниметры — Не более 400 Г (3,9 я) Колебание у од- ного миниметра не более 100 Г (1 я)
Рычажные микро- метры с пределами из- мерений 20—2000 мм 4381-61 От 500± 100 (4,9—1) до 800—200 Г (7,8±;2 я) в зависимо- сти от предела изме- рения Колебание у од- ного микрометра соответственно не более чем от 100 (1) до 200 Г (2 я)
Рычажные скобы с пределами измерений 0—150 мм 4731-53 От 700±200 (6,9±2) до 1100 ±200 Г (10,8±2 я) в зависи- мости от предела из- мерений —
Индикаторы часово- го типа с ценой деле- ния 0,01 мм 577-60 Не более 200 Г (2 я) Начальное из- мерительное уси- лие не менее 80 Г (0,8 я)
Рычажно-зубчатые индикаторы с ценой деления 0,01 мм 5584-61 10—30 Г (0,1—0,3 м) —
Индикаторные нут- ромеры с ценой деле- ния 0,01 мм с преде- лами измерений 6—1000 мм 868-63 250—1700 Г (2,5—16,7 я) в зависи- мости от предела из- мерений —
Индикаторные скобы с ценой делений 0,01 мм 5701-51 500—900 Г (4,9—8,8 я) —
Измерительные го- ловки рычажно-зуб- чатые 6934-62 Не более 200 Г (2 я) Колебание у од- ного прибора не более 60 Г (5,9 я)
Измерительные пру- жинные головки с це- ной деления 0,1; 0,2; 0,5; 1; 2; 5; 10 мкм 6933-61 150—350 Г (1,5—3,4 я) в зависи- мости от цены деления Колебание изме- рительного усилия 20—200 Г (0,2—2 я)
Многооборотные ин- дикаторы с ценой де- ления 0,001 и 0,002 мм 9696-61 Не более 200 Г (2 я) Колебание на любом пределе из- мерений не более 80 Г (0,8 я)
57
В индикаторах часового типа используются:
1) промежуточный рычаг с пружиной (фиг. 28, а), обеспечи-
вающий постоянное усилие, действующее на измерительный
стержень; при изменении плеч рычага и усилия пружины мо-
мент остается постоянным, т. е. Раа = РъЬ, а измерительное уси-
лие сохраняется равным 160—200 Г (1,6—2 н)\
Фиг. 28.
2) кольцо, связанное с измерительным стержнем (фиг. 28, б);
сила тяжести кольца определяет измерительное усилие (Р =
= 100 Г или 1 н)\
3) длинная пружина (фиг. 28, в), относительная деформа-
ция которой мало изменяется, поэтому измерительное усилие
колеблется незначительно (Р = 170 4- 200 Г или 1,7—2 я);
4) профилированный рычаг с пружиной (фиг. 28, г) (Р =
= 100 - 110 Г или 1—1,1 к);
5) две пружины, одна из которых связана с промежуточным
58
рычагом (фиг. 28, д). Растяжение одной пружины компенси-
руется сжатием другой (Р = 100—120 Г или 1 —1,2 н).
В измерительных машинах применяется уровень; с измене-
нием измерительного усилия через рычажную систему осущест-
вляется поворот уровня и изменение его показаний, которые и
определяют величину измерительного усилия.
9. Погрешности меры и измерительного прибора
Погрешность меры — алгебраическая разность между номи-
нальным и действительным значением мер.
Погрешность измерительного прибора (при данном показа-
нии) — алгебраическая разность между показанием прибора и
действительным значением измеряемой им величины. Это опре-
деление соответствует также принятому в практике термину
погрешность показаний.
Погрешность меры или измерительного прибора может быть
выражена -в единицах измеряемой величины или в долях (или
в процентах) ее действительного значения. В первом случае она
называется абсолютной, а во втором — относительной погреш-
ностью меры или измерительного прибора.
Если погрешность прибора выражена в процентах диапазо-
на шкалы, то ее называют приведенной погрешностью.
Чтобы получить действительное значение величины, воспро-
изводимой мерой или измерительным прибором, необходимо к
номинальному значению меры или к показанию измеритель-
ного прибора алгебраически прибавить поправку. Поправка чис-
ленно равна абсолютной погрешности меры или измерительного
прибора, взятой с обратным знаком. Например, при номиналь-
ном значении концевой меры длины 100 мм и действительном ее
значении 100,0005 мм поправка будет равна +0,5 мкм.
Допускаемая погрешность — предусмотренная нормами наи-
большая погрешность меры или измерительного прибора, при
которой они могут быть допущены к применению.
Основная погрешность — погрешность меры или измеритель-
ного прибора, свойственная им при нормальных условиях при-
менения.
Под нормальными условиями применения меры или измери-
тельного прибора понимают такие условия, при которых влияю-
щие величины (например, температура) имеют нормальное зна-
чение.
При изучении точности механизмов приборов рассматрива-
лись пять причин, вызывающих погрешность прибора:
1) погрешности прибора, связанные с его конструктивной
схемой;
2) погрешности прибора, вызванные неизбежными техноло-
гическими погрешностями изготовления и монтажа;
3) силовые ошибки;
59
4) температурные ошибки;
5) ошибки, вызванные износом деталей.
Кроме того, в число ошибок должны быть включены погреш-
ности отсчета по шкале. Вопрос об этих погрешностях подробно
рассмотрен в разделе «Отсчет».
§ 6. СУММАРНАЯ ПОГРЕШНОСТЬ ИЗМЕРЕНИЯ
Суммарная погрешность измерения определяется совокуп-
ным влиянием погрешностей показаний прибора Ап и устано-
вочной меры -ДЛ, погрешностей, вызванных отклонением темпе-
ратуры изделия и измерительного средства от нормальной тем-
пературы (20° С) Дг , а также наличием измерительного усилия
прибора Ау.
Погрешности Ап и Ау рассмотрены выше; ниже рассматри-
ваются остальные погрешности.
1. Погрешность установочной меры
Измерительные приборы устанавливаются по плоскопарал-
лельным концевым мерам длины, по образцовым изделиям или
по образцовым штриховым мерам.
Если концевые меры применяются без учета их погрешности,
указанной в аттестате, то погрешность, влияющая на суммар-
ную погрешность измерений, равна погрешности изготовления
концевых мер. Погрешность изготовления мер определяется по
ГОСТу 9038-59 в соответствии с принятым классом точности.
В этом случае составляют блок установочной меры по классу.
Если концевые меры применяются с учетом их погрешности,
указанной в аттестате, то погрешность, влияющая на суммар-
ную погрешность измерений, равна погрешности аттестации.
Последняя определяется по инструкции 100-60, в соответствии
с принятым разрядом. В этом случае составляют блок устано-
вочной меры по разряду.
В том случае, когда измерительный прибор устанавливают
по образцовому изделию или по образцовой штриховой мере, то
за погрешность установочной меры, влияющую на суммарную
погрешность измерений, необходимо принять погрешность атте-
стации применяемого образцового изделия или образцовой штри-
ховой меры.
2. Погрешности, вызванные нарушением
нормального температурного режима
Нормальная температура
В соответствии с ГОСТом 9249-59 для мер и измерительных
приборов установлена единая температура, называемая нор-
60
мальной, при которой погрешности мер и измерительных прибо-
ров не должны превышать допускаемых значений.
Нормальная температура устанавливается равной 20° С.
К нормальной температуре должны приводиться результаты из-
мерений мерами и измерительными приборами.
Иногда, когда имеются специальные основания, допускается
приведение результатов измерений к температуре, отличной от
20° С и устанавливаемой в каждом отдельном случае государ-
ственным стандартом.
На отдельные виды мер и измерительных приборов стандар-
ты (а при их отсутствии технические условия) устанавливают
допуски, приведенные к нормальной температуре, в пределах
которой погрешности мер и измерительных приборов не долж-
ны превышать установленных допускаемых значений.
На мерах и измерительных приборах, требующих введения
поправок на температуру, должна быть указана нормальная
температура. Ее допускается указывать на футляре прибора или
в аттестате.
Влияние изменения температуры на результаты измерения
и внесение поправок
Изменение размера изделия Д/ш пропорционально перво-
начальному размеру изделия /ь числу градусов Д/, на которое
изменилась температура по сравнению с нормальной, и коэффи-
циенту линейного расширения а:
= (17)
Например, коэффициент линейного расширения стали а =
= 11,5- ГО-6 Следовательно, изделие длиной /1 = 1 м при нагре-
вании его на Д/ = 1°С удлинится на \lm = 11,5 мкм. Удлинение
Д/т является температурной поправкой, которую необходимо
взять с обратным знаком (минусом), чтобы получить первона-
чальный размер изделия.
Как видно из формулы (17), температурные поправки приоб-
ретают особое значение при изготовлении и измерении изделий
больших размеров.
Необходимость внесения температурных поправок вызывает-
ся незавершенным выравниванием температур измерительного
средства и измеряемого изделия, а также разницей коэффициен-
тов линейного расширения измеряемого изделия и измеритель-
ного средства и при завершенном выравнивании температуры.
Методы определения поправок
Метод вычисления. При нарушении нормальной температуры
во время измерения (20° С) и разных коэффициентах линейного
61
расширения измеряемого изделия и измерительного средства
температурную поправку определяют по формуле
= (18)
Д^ = 20 —/f, Д/2 = 20 —/2,
где I — длина измеряемого изделия в мм;
o&i и а2 — коэффициенты линейного расширения измеряемого
изделия и измерительного средства;
t\ и t2 — температуры измеряемого изделия и измерительного
средства.
Пример. Дано: I = 500 мм; си = 10 • 10~6; а2 = 12,5 • 10~6; t\ = 30° С;
г2 = 20° С. Требуется определить величину температурной поправки.
д/1 = 20 — 30 = — 10° С;
Д/2 = 20 — 20 = 0.
По формуле (18) находим
Мт = 500[10-10“6 (—10)— 12,5-10~6-0] = —0,05 мм.
Для получения действительной длины измеряемого изделия
вычисленную абсолютную величину температурной поправки
необходимо внести с обратным знаком в результаты измерения.
Практически величины ai, а2, tx и /2 нельзя точно опреде-
лить, поэтому данный метод поправок является неточным.
Метод поправок по температуре эмульсии. Принимают, что
охлаждающая жидкость является показателем средней темпе-
ратуры изделия. Измерительные средства или установочные ме-
ры держат в эмульсии, чтобы их температура примерно была
равна температуре изделия. Этот метод применим для изделий
диаметром не более 200 мм.
Метод естественного и искусственного уступов. Если рядом с
обрабатываемой поверхностью диаметром d имеется необраба-
тываемая поверхность диаметром D (фиг. 29, я), то в результате
измерения диаметра d вносят поправку по температурной де-
формации диаметра Z), возникающей вследствие нагрева по-
верхности меньшего диаметра во время обработки. Температур-
ная деформация диаметра D определится как разность, между
62
диаметрами D до обработки поверхности диаметром d и после
нее. Поправка на диаметр d будет во столько раз меньше темпе-
ратурной деформации диаметра D, во сколько раз диаметр d
меньше диаметра D.
Этот метод применим для изделий больших размеров, когда
требуется много времени для выравнивания температуры изде-
лия после обработки с температурой окружающей среды. Метод
основывается на предположении, что температура всего изделия
одинакова.
Если на изделии нет уступа, то его создают искусственно, и
по изменению его диаметра D
определяют температурную де-
формацию (фиг. 29,6).
Метод поправок по темпера-
туре поверхности изделий. При
определении температуры изде-
лия непосредственно после обра-
ботки измеряют температуру его
поверхности. Эта температура,
особенно если изделие больших
размеров, не характеризует его
теплового состояния по всему
сечению. Практически невозмож-
но вносить поправку, так как от-
сутствуют средства измерения
температуры внутри изделия.
Приборы, измеряющие поверх-
ностную температуру, можно
принять лишь в том случае, ког-
да сечение изделия имеет форму кольца. На фиг. 30 дана схема
такого прибора, где /?1, /?2 и — постоянные сопротивления,
Rt— термосопротивление (термистер), подключенное к изде-
лию 1 и изменяющееся в зависимости от его температуры.
При Rt = _ток в гальванометре G исчезает и его пока-
за
зание становится равным нулю. Мостик балансируется при
В случае изменения температуры термосопротивления Rt ба-
ланс нарушается и в диагонали появляется ток, который идет в
гальванометр. По показаниям гальванометра судят об измене-
нии размера и о необходимой величине поправки.
Профилактические меры
Методы определения поправок и внесения их в результаты
измерений недостаточно точны; поэтому целесообразно прово-
дить профилактические меры, описанные ниже, чтобы не вносить
температурных поправок.
63
Выравнивание температур измеряемого изделия и измери-
тельного средства. Недостатком этого метода является то, что
для крупных изделий время выравнивания очень велико. Для
небольших изделий время выравнивания температур можно
уменьшить, помещая измеряемое изделие и измерительное
средство в эмульсию.
Применение измерительных средств с соответствующим коэф-
фициентом линейного расширения. Различные металлы имеют
разный коэффициент линейного
расширения (у стали он равен
11,5-10-6, у бронзы 17,5-10“6, у
алюминия 25 • 10-6), поэтому вы-;
бор металла для измерительных
средств имеет большое значение.
Необходимо стремиться приме-
нять измерительные средства из
того же материала, что и контро-
лируемое изделие. Если это не-
возможно, то необходимо иметь
установочные меры, изготовлен-
ные из материала изделия.
Организация терморегулиру-
ющих установок. Отклонение
температуры от 20° С в измери-
тельной лаборатории имеет су-
щественное значение, особенно
для изделий большой длины.
Рассмотренные выше методы
учета и исключения температур-
ных погрешностей показывают,
что они не всегда обусловливают необходимый эффект. Поэтому
надо стремиться к установлению постоянной температуры (с
допускаемым колебанием) в помещении, где проводятся
измерения.
При постоянной температуре окружающего воздуха 20° С не
требуется вносить поправки в результаты измерений. Кроме то-
го, установлены определенные нормы допускаемых колебаний
температуры, при которых поправки не вносятся.
Для поддержания определенной температуры лабораторию
помещают в подвале, делают тройные оконные рамы; окна рас-
полагают так, чтобы на них не попадали прямые солнечные
лучи, перед окнами устраивают водяную завесу и т. п.
Наиболее эффективно применение установок для кондицио-
нирования воздуха и дополнительных термостатических уст-
ройств с автоматическим регулированием температуры.
В качестве примера можно привести автоматическую термо-
регулирующую установку ЦНИИТМАШа, служащую для авто-
матического поддержания температуры 20° С ± 1° в помещении,
64
где производятся измерения. Установка состоит из контактного’
термометра КТ (фиг. 31, а), электропечей ЭП и щита с автома-
тическим устройством, включающим понижающий трансформа-
тор ТР (220/60 в), селеновый выпрямитель В типа ВС-2'5-5
(50 в), реле термометра РТ, бумажный конденсатор С (2 мкф,
100 в), предохранители и выключатель или рубильник.
В зависимости от температуры воздуха в помещении кон-
тактный термометр замыкает или размыкает электрическую
цепь в точке, соответствующей 20° С. Для этого контакт 1 в виде
проволочки (фиг. 31, б) в термометре выведен на ртуть ниже
точки 0°, а контакт 2 — в точку 20° С. При опускании ртути
ниже точки, соответствующей 20° С, размыкание контактов тер-
мометра КТ (фиг. 31, а) вызывает замыкание контактов релеРГ
терморегулирующего устройства. Через них ток от сети идет в
пусковую обмотку магнитного пускателя МП, который замыкает
цепь и тем самым включает электрические печи ЭП.
Если в помещении температура воздуха равна 20° С, то элек-
трическая цепь (контакты термометра) замкнута, а электриче-
ские печи выключены.
Если в помещении температура понизилась и стала менее
20° С, то ртуть в контактном термометре опускается ниже точки
контакта и электрическая цепь, идущая от термометра к реле,
размыкается, вследствие чего автоматическое терморегулирую-
щее устройство включает электропечи.
В электропечах имеется контрольная электролампа, которая
зажигается, когда печи включены.
В том случае, когда температура воздуха в помещении выше
20° С и требуется автоматическое понижение ее, рядом с элект-
ропечами устанавливают стандартные электрические холодиль-»
ники (их узлы без кожуха). Схема холодильной установки такая
же, как приведенная выше, только электропечи заменены холо-
дильниками, а контактный термометр — термопластинками
(термореле) с разными коэффициентами линейного расширения.
3. Определение суммарной погрешности измерений
Как было сказано выше, суммарная погрешность измерений
определяется погрешностью показаний прибора Д?г и установоч-
ной меры Ajh, температурной погрешностью Дт, связанной с от-
клонением от нормальной температуры, и погрешностью Д?/, вы-
зываемой колебанием измерительного усилия прибора.
Первые три составляющие являются основными.
Пз теории вероятностей следует, что если х2, ..., хп являют-
ся случайными погрешностями (систематические погрешности
были выявлены и исключены из результатов измерений) и их
рассеивание характеризуется соответственно величинами средних
квадратических отклонений в2, On, то согласно закону на-
копления погрешностей дисперсий D(X) эти погрешности сумми-
руются.
3 Заказ 264 65
Дисперсия суммы
D(x) = oi + 02 + + ап- (19)
Предельная погрешность измерений
&сум = ± Дипи + Дит2 + + АнтЛ , (20)
где Дишх , Дит2, ДцтЛ — предельные погрешности.
Определить предельную погрешность непосредственно (не
через о) можно только при наличии закона нормального рас-
пределения. В противном случае надо вводить поправочный
коэффициент, характеризующий соответствующий закон распре-
деления.
При выборе измерительных средств по их точностной харак-
теристике следует исходить из определенной этим путем пре-
дельной погрешности измерений.
Если систематические ошибки не исключены из результатов
измерений, то суммарная погрешность измерений
^сум = ± F ± ~\/~Дип)! + Д11Ш2 + + , (21)
где F— систематическая ошибка.
Пример. Гладкий калибр-пробка для проверки отверстия 100А измеряет-
ся на горизонтальном оптиметре. Концевые меры 1-го класса точности при-
меняются по классу. Требуется определить предельную погрешность измере-
ний.
По ОСТам 1202 и 1204 устанавливаем, что гарантированный допуск этой
пробки равен 0,006 мм.
Предельная погрешность показаний оптиметра
Д]:—. = + 0,0003 мм.
п
Предельную погрешность блока концевых мер определяем исходя из
допуска концевых мер 1-го класса точности по ГОСТу 9038-59:
Д.. = ± 0,0005 ^.
Влиянием промежуточных притирочных слоев смазки толщиной 0,02—
0,03 мкм пренебрегаем.
Определяем предельную погрешность, связанную с отклонением темпе-
ратуры от нормальной.
Принимаем следующие данные: допустимые колебания температуры при
применении концевых мер 1-гсх класса равны ±3°С.
Разность коэффициентов линейного расширения калибра и концевых мер
определяем по стандартам на калибры (ГОСТ 2015-53) и на концевые меры
(ГОСТ 9038-59): для калибров щ = (11,5 ± 2) 10~6, для концевых мер а2 =
= (11,5 ± 1). 10-6.
Наибольшая возможная разность коэффициентов линейного расширения
ос = oclmax a2min 13,5-10 10,5-10 6 = 3*10
Тогда предельная температурная погрешность
дНшт = /Д/а= + 100 3 3 10-е = ± 0,0009 мм.
66
Измерительное усилие в расчет те принимаем, так как оно в дай ном слу-
чае не -оказывает существенного влияния на результаты измерений из-за оди-
наковости поверхностных неровностей у концевых мер и калибра, а также
стабильности измерительного усилия оптиметра.
Находим суммарную погрешность измерений:
^сум = ± j/" ^limn ~
= ± у0,00032 + 0,00052 _(_ о ,00092 к ±1 мкм.
Полученная вычислением суммарная погрешность измерений составляет
33% гарантированного допуска измеряемой пробки.
§ 7. ОСНОВЫ КОНСТРУИРОВАНИЯ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Как известно, метрологическая характеристика измеритель-
ного прибора определяется следующими показателями: ценой
деления, интервалом деления, точностью отсчета, пределом
измерений по шкале, пределами измерений прибора, передаточ-
ным отношением (чувствительностью), порогом чувствительно-
сти, вариацией показаний, измерительным усилием и погрешно-
стью показаний.
Задачей конструктора является создание такого измеритель-
ного прибора, в котором эти показатели находились бы в
заданных пределах.
При конструировании измерительных приборов следует
учитывать факторы, влияющие на точность измерений, и физи-
ческие законы (механики, оптики, гидравлики и т. п.).
Точность измерений зависит от расположения оси шкалы от-
носительно линии измерения, положения плоскости измеритель-
ного стола или изделия относительно линии перемещения изме-
рительного стержня, положения измерительной плоскости нако-
нечника относительно линии перемещения измерительного
стержня, расположения точек опор меры, качества выполнения
направляющих, зазоров, системы выбранных рычагов и т. п.
В настоящем разделе даются основные положения, которыми
необходимо руководствоваться при конструировании измери-
тельного прибора.
1. Выбор метрологических характеристик
и схемы прибора
Вначале в соответствии с заданием устанавливают цену де-
ления, интервал деления, точность отсчета и т. д. Затем выбира-
ют схему прибора.
Руководствуясь основным требованием — обеспечить сум-
марную погрешность измерений в определенных пределах, при
конструировании особое внимание уделяют погрешности показа-
ний прибора.
Основным направлением в конструировании приборов для
3* Заказ 264 67
измерений длин и углов является стремление к сочетанию боль-
ших передаточных отношений с простотой и технологичностью
конструкции, так как с повышением чувствительности прибора
повышается точность измерений, а при упрощении технологии
его изготовления снижается стоимость прибора.
Например, осуществление в рычажно-механических приборах
передаточного отношения, равного 1000, вызвало большие за-
труднения при их изготовлении. Так, у миниметра с ножевыми
опорами при цене деления 0,001 мм малое плечо должно было
составлять 0,1 мм, что технологически выполнить очень трудно.
Использование оптического рычага и зрительной трубы у оп-
тиметра позволило при цене деления 0,001 мм довести механи-
ческое плечо до 5 мм при передаточном отношении 1000. Увели-
чив число отражений от зеркал оптического рычага у ультраоп-
тиметра, удалось получить передаточное отношение, равное
5000, и цену деления 0,0002 мм при механическом плече 5 мм.
В этом случае при усложнении конструкции технологические
трудности были устранены введением регулировочных узлов.
В пневматических приборах передаточное отношение равно
10 000 и более при интервале между штрихами 10 мм. При этом
конструкция пневматических приборов настолько технологична,
что их можно изготовить в инструментальном или ремонтно-ме
ханическом цехе.
Большие возможности также открывает использование ин-
дуктивных методов измерений.
Улучшения метрологических характеристик измерительных
приборов можно достичь сочетанием различных устройств, на-
пример, сочетанием образцовой шкалы, проекционной системы
и рычажно-оптической системы (измерительная машина), соче-
танием образцовой шкалы, проекционной системы и микроскопа
с окулярным спиральным микрометром (длиномер и универ-
сальный микроскоп) или более простым сочетанием методов из-
мерений: пневматического и электроконтактного, электрокон-
тактного и рычажно-оптического, индуктивного и электрокон-
тактного, уровня и рычажной передачи и т. п.
Большое количество способов осуществления передаточных
отношений привело к многообразию различных конструкций
приборов с одной и той же ценой деления и одними и теми же
метрологическими характеристиками (оптиметр, ортотест, мик-
ролюкс, оптотест, микрокаторы, пневматические приборы и
т. д.). Это многообразие вызвало определенные затруднения как
при конструировании новых приборов, так и при выборе из су-
ществующих приборов наиболее высокого качества. Возникла
необходимость в определенных рекомендациях по выбору прин-
ципов, которые необходимо использовать в новых измеритель-
ных приборах. В 1950 г. такие рекомендации были даны в виде
государственных общесоюзных стандартов на типы и основные
технические требования измерительных приборов с ценой деле-
68
ния 0,001 и 0,00-2 мм, а также на средства измерений цилиндри-
ческих зубчатых колес.
Практическое применение этих ГОСТов позволило их усовер-
шенствовать и дополнить новым ГОСТом на приборы для
контроля конических зубчатых колес, а также ГОСТами на от-
дельные типы приборов.
Учитывая опыт эксплуатации средств измерений, можно ре-
комендовать следующие способы осуществления передаточных
отношений в зависимости от цены деления (в мкм):
Интерференционные способы измерений . . . . ... 0,1
Контактные интерферометры с переменной ценой деления
(ИКПВ и ИКПГ) . 0,05и0,2
Индуктивные способы ... ... 5
Пневматические приборы (с водяным манометром и с поплавком) 1
Рычажно-оптические:
оптиметр . . 1
ультраоптиметр......................................... 0,2
Измерительные пружинные головки 10; 5; 2;
0,2 и’о’,1
После выбора схемы прибора необходимо рассчитать кине-
матическую точность конструируемого прибора для выявления
и возможного исключения погрешностей, обусловленных
схемой.
2. Выбор отсчетного устройства
для обеспечения минимальной погрешности отсчета
Этот вопрос был подробно рассмотрен выше.
3. Принцип Аббе
При конструировании измерительного прибора необходимо
соблюдать принцип Аббе, обеспечивающий при правильном
взаимном расположении линии шкалы и линии измерения ошиб-
ки второго порядка.
Основной принцип конструирования измерительных п-риборов — так на-
зываемый принцип Аббе (или компараторный принцип) заключается в том,
что образцовая и проверяемая меры должны располагаться последовательно
или линия измерения должна являться продолжением линии шкалы.
На фиг. 32, а показана схема работы продольного штрихового компара-
тора, а на фиг. 32, б— поперечного компаратора.
В продольном штриховом компараторе (фиг. 32, а) образцовая мера и
проверяемая мера П расположены последовательно. У проверяемой меры 77
измеряется размер I. При перемещении каретки с микроскопами в положе-
ние измерения меры 77 вследствие непрямолинейности, наличия зазоров и
других неточностей в изготовлении направляющих неизбежен поворот ка-
ретки на угол ср.
Ошибка измерения при этом
I
о = 1 (1 — cos ср) = — (22)
69
3*»
Таким образом, п&рекос, непрямолинейность салазок и другие первичные
погрешности вызывают при последовательном -расположении мер ошибки
второго порядка, которыми практически можно пренебречь.
В поперечном штриховом компараторе (фиг. 32,6) образцовая мера О
и проверяемая мера /7, у которой измеряется размер /, расположены парал-
лельно на расстоянии L
При перемещении каретки с микроскопами в положение измерения ме-
L
Фиг. 32.
ры П вследствие указанных выше неточностей изготовления каретки неиз-
бежен ее поворот на угол (р.
Ошибка измерения в этом случае
б = L sin ср. (23)
Следовательно, перекос, непрямолинейность салазок и другие первичные
погрешности вызывают при параллельном расположении мер ошибки перво-
го порядка, которыми пренебрегать уже нельзя.
Из формулы (23) видно, что чем 'больше расстояние А, тем больше будет
ошибка.
Очевидно, ‘что при конструировании измерительных приборов следует
стремиться к последовательному расположению образцовой и поверяемой
мер.
В том случае, когда принцип Аббе нарушен, необходимо, чтобы расстоя-
ние L было как можно меньше, для чего изменяют место контакта изделия с
измерительным средством: например, при измерении штангенциркулем (см.
фиг. 75) изделие между измерительными губками надо располагать возмож-
но ближе к штанге. Не во всех измерительных приборах соблюдается этот
принцип. Так, у микрометров (см. фиг 65), длиномера (см. фиг. 161), штан-
генглубиномера (см. фиг. 62) и измерительной машины (см. фиг. 155, а) прин-
цип Аббе выдержан. У штангенциркуля (см. фиг. 59), штангенрейсмуса (см.
фиг. 61) и измерительной машины, изображенной на фиг. 155, б, этот прин-
цип нарушен.
70
4. Уменьшение погрешности обратного хода,
влияния зазоров и мертвых ходов,
а также трения в узлах
В приборах, имеющих измерительный стержень, совершаю-
щий возвратно-поступательное движение, необходимо устра-
нять влияние зазоров и мертвого хода. Для этого в конструкции
вводят пружины. Например, в трубку оптиметра вводят две пру-
жины, прижимающие качающееся зеркало к измерительному
стержню; в индикаторах часового типа и в рычажно-зубчатых
приборах устанавливают спиральную пружину, обеспечивающую
постоянное прилегание зубьев зубчатых колес только по одной
стороне профилей.
Необходимо стремиться к уменьшению трения в сопрягаемых
узлах и деталях прибора, чтобы снизить влияние трения на чув-
ствительность, стабильность и точность показаний. Для этого
трущиеся поверхности смазывают, вводят в конструкцию пло-
ские пружинные шарниры и т. п. В случае применения плоских
пружин не только уменьшается трение (остается незначительное
трение в материале пружины), но и устраняется радиальный за-
зор измерительного стержня. Следует отметить, что плоские
пружины обладают этими преимуществами лишь при их малых
углах изгиба, когда перемещение центра вращения плоских
пружин практически не влияет на передаточное отношение меха-
низма прибора.
5. Стабилизация измерительного усилия
Конструкция устройства для стабилизации измерительного
усилия должна соответствовать практическим требованиям в от-
ношении величины и стабильности измерительного усилия.
При конструировании измерительных средств необходимо
учитывать, что измерительное усилие вызывает упругую про-
дольную деформацию, изгиб и кручение контролируемого изде-
лия и деталей измерительного прибора, а также смятие поверх-
ностей контакта.
Величина упругой продольной деформации стержня подчиня-
ется закону Гука.
При установке стержней на две точки опоры (фиг. 33) в из-
мерительной технике применяются три варианта:
1) а = 0,2113 I. В этом случае отклонение от параллельности
измерительных поверхностей плоскопараллельных концевых
мер длины будет наименьшим.
2) а = 0,2232 I. При этом обеспечивается наименьшее откло-
нение от прямолинейности (f = rnin) у поверочных линеек.
3) а = 0,22031 I. При таком соотношении величин а и I обес-
печивается наименьшее изменение расстояния между штрихами,
нанесенными на верхней поверхности штрихового метра, приче^м
71
поверхность, на которой нанесены штрихи, расположена на ней-
тральном слое стержня (точки опор — точки Бесселя).
Величину смятия определяют по формуле Герца. Однако в
связи с недостаточной точностью определения некоторых вели-
чин, входящих в эту формулу, целесообразнее исключить ошиб-
ки, вызываемые смятием, путем обеспечения одинаковых изме-
рительных усилий при установке прибора по мере и при измере-
Фиг. 33.
нии изделий, применения одинакового материала, формы и
класса шероховатости поверхности установочной меры и изме-
ряемого изделия или выбора оптимального радиуса сферы из-
мерительного наконечника.
При производстве измерений измерительными приборами
подбор формы наконечника имеет большое значение.
На фиг. 34 приведены
три случая применения
правильной конструкции
наконечника: плоская де-
таль — сферический нако-
нечник (фиг. 34, а), ци-
линдрическая деталь —
ножевидный наконечник
(фиг. 34, б) и сфериче-
ская деталь (шарик) —
плоский наконечник
(фиг. 34, в).
Необходимо стремиться к созданию точечного контакта. Од-
нако вследствие наличия измерительного усилия точечный кон-
такт вызывает смятие измеряемого изделия в точке контакта.
В случае плоская деталь — сферический наконечник величина
смятия зависит также от радиуса наконечника.
6. Выбор материала
Для уменьшения температурной погрешности измерений не-
обходимо стремиться выбирать материал деталей измерительно-
го прибора в соответствии с коэффициентом линейного расшире-
ния материала изделий. Материал, из которого изготовляется
прибор должен иметь коэффициент линейного расширения,
близкий к коэффициенту линейного расширения материалов на-
иболее распространенных проверяемых изделий.
72
В ряде случаев в измерительные приборы целесообразно вве-
дение температурных компенсаторов, устраняющих влияние из-
менения температуры во время измерения, например введение
коррекционной линейки в делительной машине.
7. Введение компенсаторов и регулировочных узлов
Для уменьшения влияния технологических погрешностей, а
также создания возможно более технологичной конструкции
прибора, с большим передаточным отношением при конструиро-
вании измерительных приборов необходимо наряду с выполне-
нием высоких требований в отношении отклонения деталей от
геометрической формы стремиться к увеличению допусков на их
изготовление. В этом случае для достижения необходимой точ-
ности и получения большого передаточного отношения в конст-
рукции следует предусмотреть регулировку взаимного располо-
жения деталей или узлов. Независимо от наличия или отсутст-
вия в конструкции возможности регулировки необходимо
рассчитать величину составляющей погрешности показаний от
технологических погрешностей.
8. Выбор измерительных баз
Выбор и создание баз в конструируемом приборе зависят от
поставленных целей контроля. Например, в шагомере для конт-
роля окружного шага зубчатых колес создаются приспособле-
ния, позволяющие базировать прибор по окружности выступов,
по окружности впадин или по оси вращения измеряемого зубча-
того колеса. В зависимости от выбранной базы в результат из-
мерений войдут соответственно погрешности заготовки, погреш-
ности станка (биение оправки) или процесс измерения будет
приближен к условиям работы измеряемого зубчатого колеса.
9. Возможность поверки прибора
При конструировании прибора должна быть предусмотрена
возможность его поверки Для этого в конструкции узлов прибо-
ра должны иметься доведенные поверхности для установки на
них концевых мер длины, выступы для крепления индикаторов
часового типа, используемых для поверки прибора. Иногда по-
верка бывает настолько сложна, что невозможно ее осуществить
с помощью обычных универсальных измерительных средств.
В этом случае целесообразно наряду с конструированием прибо-
ра создавать специальные приспособления для его поверки, ко-
торые затем рассматриваются как обязательные принадлежно-
сти, прилагаемые к прибору.
73
10. Идентичность погрешности
при поверке и эксплуатации
При разработке метода поверки сконструированного прибо-
ра необходимо исходить из основного условия, чго метод
поверки прибора должен соответствовать условиям его работы.
11. Производительность контроля
Настройка прибора и работа с ним должны отличаться мак-
симальной простотой, а операция контроля должна быть произ-
водительной.
12. Стоимость прибора
Необходимо стремиться к тому, чтобы детали и узлы были
технологичными и со сравнительно большими допусками на из-
готовление. Это достигается главным образом упрощением
конструкции деталей и узлов прибора.
ГЛАВА II
МЕРЫ ДЛИНЫ
§ 1. КЛАССИФИКАЦИЯ МЕР ДЛИНЫ
Основной единицей длины в соответствии с Международной
системой единиц СИ принят метр. Определение единицы длины
метра и метод его воспроизведения изложены во введении.
По назначению меры длины делят на три группы:
1) эталоны единицы измерений длины;
2) образцовые меры длины;
3) рабочие меры длины и рабочие измерительные приборы.
По конструктивным признакам меры длины делят на две
группы:
1) штриховые меры длины, у которых размер, выраженный в
определенных единицах, определяется расстоянием между
штрихами (метр, измерительная линейка);
2) концевые меры длины, у которых размер, выраженный в
определенных единицах, определяется расстоянием между по-
верхностями (плоскопараллельные концевые меры длины —
плитка, штихмасс).
§ 2. ШТРИХОВЫЕ МЕРЫ ДЛИНЫ
Рассмотрим штриховые меры, применяемые в машинострое-
нии. Их взаимная связь при поверках дана в поверочной схеме
на фиг. 423.
1. Штриховые эталоны единицы измерений длины
Международный прототип метра — это один из 31 метра,
совершенно одинаковых по форме и материалу. Они были изго-
товлены из платино-иридиевого сплава, содержащего 10% ири-
дия, в виде стержня длиной 102 см, имеющего Х-образное попе-
речное сечение (фиг. 35, а).
При такой форме сечения эталон имеет наименьший вес при
наибольшей жесткости. Штрихи нанесены на нейтральной пло-
75
скости, на которой изменение расстояния между штрихами при
изгибе стержня минимальное.
Для нанесения штрихов на нейтральной плоскости с обоих
концов метра имеются два участка эллиптической формы, отпо-
лированных до зеркального блеска (фиг. 35,6). На этих участ-
ках нанесены три вертикальных штриха шириной 6—8 мкм с
интервалом 0,5 мм. Расстояние между средними штрихами рав-
но 1 м. Крайние штрихи служат для биссектора штрихового ком-
паратора.
Положение оси метра определяется двумя более широкими
горизонтальными штрихами, нанесенными на обоих участках на
расстоянии 0,2 мм один от другого. Международный прототип
метра № 6 обозначается буквой ЭД (готическая буква М).
Длина его определяется при 0° С и вносится поправка, равная
+ (8,651 Т + 0,001 Г2) мкм, где Т — температура, отнесенная
к нормальной международной стоградусной шкале водородного
термометра. В СССР имеется основной эталон длины — метр
№ 28 и эталон-копия — метр № 11.
Метр № 28 является практически используемым эталоном
основной единицы длины (метра) до окончательного перехода
на новое определение метра. Длина его при температуре 0° С
отличается от длины международного прототипа ЭД на
+ 0,47 мкм. Коэффициент линейного расширения эталона равен
(8,650 + 0,001 Т) 10-6.
76
2. Штриховые копии эталона единицы измерения длины
Эталоны-копии — вторичные эталоны, заменяющие при мет-
рологических работах первичный эталон.
Платино-иридиевый метр № И по конструкции и материалу
аналогичен метрам Ж и № 28 (фиг. 35, а и б); поправка при
температуре 0° С составляет — 0,55 мкм, а коэффициент линей-
ного расширения равен (8,650 + 0,001 Т) 10~6. Кроме метра
№ 11 были созданы еще три следующих эталона-копии.
Платино-иридиевая мера М 20°, воспроизведенная Всесоюз-
ным институтом метрологии в период 1931 —1933 гг. (фиг. 35, в),
представляет собой новый эталон длины с -образным попе-
речным сечением. В отличие от прототипа метра он градуирован
не >при 0° С, а при нормальной температуре 20° С.
По всей длине его нейтральной плоскости нанесена милли-
метровая шкала в интервале 1,002 мм (от —1 до 1001 мм).
Толщина отдельных штрихов равна 4—5 мкм. При температуре
20° С вносится поправка, равная +0,82 мкм.
Платино-иридиевый метр № 2 внесен в общесоюзную пове-
рочную схему как эталон-копия, хотя исследование его еще не
закончено.
Метр № 2 является штриховой мерой, но длина его как кон-
цевой меры может определяться также и интерференционным
методом.
Специальный платино-иридиевый эталон-копия П4 * (назы-
ваемый также «платино-иридиевой полусаженыо») имеет такое
же сечение, как метры № 28 и 11.
Эталон-копия П4 имеет сложную шкалу метра, аршина и
ярда с шириной штриха, доходящей до 13 мкм. Проведенные в
1895 и 1897 гг. исследования эталона путем сличений ярда, ар-
шина и метра с английским имперским ярдом № 1, платино-ири-
диевым прототипом аршина и метром № 28 дали отклонения от
указанных величин соответственно —9; —6,6 и —4,7 мкм.
Метрологическая ценность платино-иридиевой меры П4 за-
ключается в том, что она дает возможность с наибольшей точно-
стью определить соотношение между метром, аршином и ярдом.
3. Рабочие штриховые эталоны единицы измерений длины
Рабочие штриховые эталоны применяют в текущих метроло-
гических работах для поверки образцовых мер и образцовых
измерительных приборов первого разряда, а также в особых
случаях для позерки рабочих мер и рабочих измерительных
приборов.
* Обозначение П4 соответствует начальной букве и конечной цифре сле-
дующего текста: «Полусажень, созданная по идее Д. И. Менделеева н пе-
риод 1893—1894 гг.».
77
Метрологические рабочие эталоны изготовлены из различ-
ных сплавов никеля и железа: инвара (№ 36% Ni и 64% Fe)„
платинита (42% Ni и 58% Fe) и сплава, состоящего из 58% Ni
и 42% Fe.
Стержни рабочих эталонов имеют сечение в виде буквы Н
(фиг. 35, г) или прямоугольника (фиг. 35, д).
В отличие от эталонов Ж , № 28 и № 11 рабочие эталоны,,
кроме штрихов, соответствующих 0 и 1000 мм, имеют 1002 мил-
лиметровых деления (от —1 до 1001 мм). Иногда миллиметро-
вые интервалы (—1 ...0) и (1000 ...1001) мм делят еще на деся-
тые доли миллиметра (рабочий эталон М318) или по всей длине
наносят полумиллиметровые деления (рабочие эталоны R116 и
R86). Сантиметровые интервалы имеют тонко выгравированные
обозначения. Ширина штрихов составляет 6—8 мкм.
Подробнее об эталонах написано в специальной литературе.
Все эталоны находятся в органах Комитета, который поль-
зуется монопольным правом на их изготовление, хранение и
применение.
4. Образцовые и рабочие штриховые меры
и измерительные приборы
Ниже описаны образцовые и рабочие штриховые меры и из-
мерительные приборы.
Образцовый штриховой метр 1-го разряда (фиг. 36) пред-
ставляет собой жесткую линейку 3 с одним или двумя скошен-
Фиг. 36.
ными краями под углом 45 или 35° На наклонных поверхностях
нанесены шкалы: на одной поверхности основная шкала с ценой
деления 0,2 мм (см. фиг. 11, е), а на другой — вспомогательная
с ценой деления 1 мм. В направляющей реборде вмонтированы
термометр 2 (фиг. 36) со шкалой от —30 до +45° С и две лупы
1 с семикратным увеличением.
На фиг. 36 изображен штриховой метр 1-го разряда при по-
верке им измерительной линейки 4.
Метры 1-го разряда изготовляют из латуни, инвара или ста-
ли. На линейке делают соответствующую,надпись «Латунь» или
«Инвар», так как для учета при измерении температурной по-
78
правки необходимо знать материал линейки. На стальных ли-
нейках материал не обозначается и поправка при их применении
не вносится.
На всей длине погрешность изготовления метра не должна
превышать ±0,05 мм, а погрешность аттестации ±0,01 мм. Кро-
ме того, даются нормы на проверяемые отдельные подразделе-
ния.
Образцовые шкалы 1-го и 2-го разрядов применяют для по-
верки шкал измерительных приборов. Эти шкалы изготовляют
в виде брусков прямоугольного сечения из никелевой или нер-
жавеющей сталей, драгоценных металлов, оптического стекла
или кварца.
Штрихи наносят на полированную поверхность через каж-
дый миллиметр по всей длине шкалы. Первый или последний
миллиметр, кроме того, имеет подразделения через 0,1 мм. Шка-
лу с подразделением 0,1 мм иногда наносят на миллиметровом
интервале, находящемся перед нулевым штрихом или после по-
следнего штриха шкалы. Ось шкалы определяется двумя вза-
имно параллельными штрихами с интервалом между ними 0,1 —
0,3 мм. У стеклянных шкал эти штрихи наносят по концам шка-
лы без пересечения ее штрихов.
Полученные при аттестации отклонения вносят в аттестат;
их необходимо учитывать при применении шкал. Для шкал 1-го
разряда отклонения от ±0,2 до ±0,5 мкм и для 2-го разряда
±0,5.
Измерительные металлические рулетки представляют собой
стальную ленту, на которой с одной стороны нанесена штрихо-
вая шкала с миллиметровыми, сантиметровыми, дециметровыми
и метровыми подразделениями. Рулетки предназначены для из-
мерений путем непосредственного сравнения определяемых рас-
стояний и размеров со шкалой рулетки.
На фиг. 37 изображены рабочие рулетки основных типов,
применяемые в машиностроении:
1) самосвертывающиеся кнопочные рулетки типа РСК
(фиг. 37, а) длиной 1 и 2 м\
2) стальные простые рулетки типа PC (фиг. 37, б) длиной 2;
5; 10; 20; 30 и 50 м-,
3) желобчатые рулетки типа РЖ (фиг. 37, в) длиной 1 и 2 м.
На фиг. 37, а приведены два вида расположения начала шка-
лы рулеток типов РСК и PC.
Допускаемые отклонения действительной длины шкал руле-
ток назначаются на всю длину шкалы и на отдельные ее подраз-
деления. На всю длину отклонения составляют от ±0,4 до
±7 мм, в зависимости от длины рулетки, на метровое и децимет-
ровое подразделение ±0,4 мм-, на сантиметровое подразделение
±0,3 мм-, на миллиметровое подразделение ±0,2 мм.
При применении рулеток суммарная погрешность измерения
складывается из погрешности градуировки шкалы и отсчета,
79
температурной погрешности, а также из погрешностей, вызван-
ных непараллельностью шкалы рулетки и оси изделия, удлине-
нием рулетки вследствие ее натяжения и провисанием рулетки.
Рабочие рулетки проверяют металлическими рулетками 2-го
разряда, которые по конструкции ничем не отличаются от руле-
ток типа PC (фиг. 37, б).
Рулетки 2-го разряда проверяют стальными рулетками 1-го
Фиг. 37.
разряда (фиг. 37,6) или образцовым штриховым метром 1-го
разряда (фиг. 36).
Проверку рабочих рулеток и рулеток 2-го разряда осущест-
вляют путем сравнения, когда рулетки в натянутом состоянии
лежат на специальном столе. Для натяжения рулеток подвеши-
вают груз 5 кГ (~<50 н).
Рулетки 1-го разряда проверяют на штриховом компараторе.
Образцовые объект-микрометры с общей длиной шкалы до
1 мм предназначены для определения увеличения у линейного
поля зрения, цены деления окулярных шкал и сеток оптико-ме-
ханических приборов.
Существуют два типа объект-микрометров, предусмотренных
ГОСТом 7513-55 (фиг. 38, а): тип ОМП с покровным стеклом 2
и тип ОМО с открытым стеклом. Шкала объект-микрометра на-
80
несена на оптическое стекло /, заключенное в стальную оп-
раву 3.
Нормы точности объект-микрометров даны на фиг. 38, б.
Измерительные металлические линейки (фиг. 39, а и б) пред-
назначены для линейных измерений путем непосредственного
сравнения измеряемых размеров со шкалой меры. Линейки изго-
Ф>иг. 38.
товляют длиной 150; 300; 500 и 1000 мм из стальной пружинной
термообработанной ленты (ГОСТ 2614-55). Чтобы устранить
влияние -параллакса при измерениях, толщину линеек длиной
до 1000 мм делают равной 0,4—0,6 мм, а линеек длиной
1000 мм — 0,8 — 1,0 мм.
По ГОСТу 427-56 допускается изготовление линеек с ценой
деления шкалы 0,5 и 1 мм, однако линейки с ценой деления
0,5 мм распространены мало вследствие того, что при этой цене
деления затрудняется отсчет.
Допускаемые отклонения общей длины, в зависимости от ее
величины, составляют от ±0,10 до ±0,20 мм, сантиметровых
делений ±0,10 мм, миллиметровых и полумиллиметровых деле-
ний ±0,05 мм.
81
Усадочные металлические линейки применяют в литейном
производстве для измерения моделей с учетом усадки литья.
По конструкции эти линейки не отличаются от измеритель-
ных металлических линеек (фиг. 39, а и б), но у них на шкале
интервал между соседними штрихами увеличен по сравнению с
миллиметровым размером на величину усадки, которая может
составлять 1 или 2%. Применяются также усадочные линейки,
рассчитанные на усадку, равную 1,5%.
iH|;!il|nH|Hii|iiii|iiiqiili|iiii|liii|iiii|iiii|iiii|iiii|iiipirpni[lirinHi|iill|iiH|llll|llll|llll|llll|ilil| мз
мм 1 2 3 4 5 6
26 27 28 29 30
120-j
Фиг. 39.
Усадочные линейки, изготовляют длиной 500 и 1000 условных
миллиметров.
Складные металлические метры служат для линейных изме-
рений путем непосредственного сравнения измеряемых размеров
со шкалой метра. Метры изготовляют длиной 1000 мм (в раз-
вернутом виде). Они состоят из десяти стальных упругих плас-
тин (звеньев), шарнирно соединенных между собой (фиг. 39, в).
Допускаемые отклонения общей длины метра не должны
превышать ±1 мм, а для отдельных подразделений это откло-
нение колеблется от ±0,2 до ±0,5 мм.
Пластины метра изготовляют из холоднокатаной стальной
ленты (ГОСТ 2614-55).
82
Штангенциркули (метры-компараторы 1-го разряда) приме-
няют для поверки концевых мер длины и измерений повышенной
точности.
По конструкции штангенциркуль 1-го разряда такой же, как
штангенциркуль, изображенный на фиг. 59, в, но на него преду-
смотрены Инструкцией Комитета 78-51 специальные нормы точ-
ности.
Точность отсчета по нониусу составляет 0,02 мм. Длина
основной шкалы штанги равна 2055 мм, цена деления 1 мм.
У штангенциркуля отдельно проверяют шкалы нониуса и
штанги.
Образцовые метры-компараторы 2-го разряда (см. фиг. 60, а)
служат для поверки рабочих штриховых мер, общая длина ко-
торых заключена между их торцами.
Общая длина метра-компаратора равна 1020 мм, а точность
отсчета по нониусу составляет 0,1 мм.
На фиг. 60, б и в приведены примеры применения образцово-
го метра-компаратора 2-го разряда.
Различные стеклянные шкалы широко применяют в оптико-
механических приборах, проекторах, универсальных микроско-
пах, ультраоптиметрах, оптиметрах, длиномерах, контактных
интерферометрах и т. д.
Специальных нормативных материалов на шкалы измери-
тельных приборов нет. Обычно заводы оптико-механической
промышленности, изготовляющие эти шкалы, выдерживают:
1) допуск на изготовление шкал на любом интервале от 0,001
(при длине шкалы до 200 мм) до 0,01 мм (при длине шкалы до
1000 мм);
2) предельную погрешность аттестации расстояний от нуле-
вого штриха до каждого штриха шкалы от ± 0,0005 до
±0,005 мм.
Масштабный валик (фиг. 40, а), применяемый в качестве
штриховой меры, представляет собой цилиндр с доведенной зер-
кальной поверхностью, на которой нанесена алмазом винтовая
риска с шагом S = 2 мм. Погрешность изготовления по шагу на
всей длине валика составляет ±0,003 мм при 20° С и погреш-
ность аттестации ±0,001 мм. Ширина риски равна 4—6 мкм.
Благодаря зеркальной поверхности масштабный валик также
называют «зеркальным».
В координатно-расточном станке мод. 2450 масштабный ва-
лик 1 укрепляется в двух подшипниках 2 салазок и стола; он
служит для точного отсчета величин перемещений по двум коор-
динатам салазок и стола.
Салазки и стол получают перемещение от реечных передач,
зубчатые колеса которых получают движение от электродвига-
теля или от руки.
Точность изготовления реечной передачи не влияет на точ-
ность отсчета перемещений.
83
Системы отсчета у салазок и стола станка одинаковые. Пе-
ремещение салазок вначале отсчитывают по миллиметровым
линейкам, укрепленным снаружи на станине станка. В исходном
положении, когда производится отсчет по нониусу 4, изображе-
ние риски валика 1 должно располагаться в биссекторе
(фиг. 40, а), а лимб должен показывать нуль или 100.
Если изображение риски не находится в биссекторе, его вво-
дят в биссектор поворотом валика 1 (фиг. 40, а) и с помощью
счетного устройства «нониус — лимб» устанавливают величину
несовпадения А (фиг. 40, г). В зависимости от знака величины
Фиг. 40.
А, ее прибавляют к отсчету, полученному по миллиметровой ли-
нейке, или вычитают из него.
На фиг. 40, в изображена оптическая схема осветительной и
отсчетной систем. Источник света 5 через конденсор 6 освеща-
ет полупосеребренную наклонную пластинку 7 Лучи света отра-
жаются от нее и падают на зеркальную поверхность валика 7, от
которой они вновь отражаются, проходят через пластинку 7, си-
стему призм 8 и объективов 9 и дают на стеклянной пластинке
10 изображение освещаемой части витка винтовой риски ва-
лика 1.
В поле зрения окуляра И наблюдатель видит биссектор, на-
несенный на стеклянную пластинку 10, и часть освещаемой
винтовой риски между штрихами биссектора. Верхняя и нижняя
части поля зрения срезаются для того, чтобы в него не попадали
части риски, не находящиеся в фокусе.
84
круговой шкале J (фиг. 40, о), соосной
пк= 200, поэтому цена деления этой
— = — = 0,01 мм.
200
Число делений на
масштабному валику,
шкалы
С к
Число делений нониуса пн = 10, следовательно, величина
отсчета по нониусу 4
с=^ = — = 0,001 мм.
Пн Ю
§ 3. КОНЦЕВЫЕ МЕРЫ ДЛИНЫ
Плоскопараллельные концевые меры длины предназначены
для передачи размеров от эталона длины основной световой
волны к изделию. Это основное назначение концевых мер длины
осуществляется путем применения их для хранения и передачи
единицы длины, для проверки и градуировки различных мер и
приборов, для проверки калибров, а также для определения
размеров изделий и приспособлений, для точных разметочных
и координатно-расточных работ, для наладки станков и т. п.
1. Конструкции стандартных концевых мер
и технические требования к ним
В соответствии с ГОСТом 9038-59 концевые меры длины име-
ют форму прямоугольного параллелепипеда (фиг. 41, а и б) или
прямого кругового цилиндра (фиг. 41, в) с двумя плоскими па-
раллельными измерительными поверхностями.
В сечении прямоугольные параллелепипеды имеют следую-
щие размеры в зависимости от номинального размера I конце-
вых мер (в мм):
Номинальный размер I в мм: а b
до 0,29 15—0,43 5—0,30
более 0,29 До 10 зо_о28 п—0,20 0,30
10 250 35_о,з4 п—0,20 —0,30
250 1000 35—0,34 9—0,20
За размер плоскопараллельной концевой меры длины прини-
мается ее срединная длина I, которая определяется длиной
перпендикуляра, проведенного из середины одной из измери-
тельных поверхностей меры на противоположную измеритель-
ную поверхность.
На концевых мерах длиной более 100 мм (фиг. 41, б) на рас-
стоянии 0,21 I от обоих их концов наносятся риски, определяю-
щие места опор при использовании концевой меры в
горизонтальном положении. При установке опор в этих точках
непараллельность измерительных поверхностей концевой меры
85
между собой будет наименьшей. Точки опор используются при
изготовлении, проверке и эксплуатации длинных концевых мер
длины (при />100 мм). Размеры сечения меры с I = 2000 мм не
нормируются.
Наибольшая по абсолютной величине положительная или от-
рицательная разность между длиной меры в любой точке и сре-
-/--------
в)
Фиг. 41.
диннои ее длиной характеризует
отклонение от плоскопараллель-
ности, причем зона шириной
0,5 мм вдоль краев измеритель-
ных поверхностей (фаска) во вни-
мание не принимается.
На фиг. 41 показана средин-
ная длина / концевых мер длины,
у которых отклонение от плоско-
параллельности равно нулю.
Номинальные размеры и гра-
дации размеров концевых мер
длины в соответствии с ГОСТом
9038-59 составляют:
От 0,991 до 1,01 мм через^0,001 мм
» 0,01 » 0,7 » 0,01 »
» 1,991 » 2,01 » 0,001 , »
» 1 » 1,5 » » 0,01 »
» 0,Р^ » 2 » » 0,1 >
» 0,5^ [» 25 » » 0,5 »
» 10 » 100 » » 10 »
» 25 » 200 » » 25 »
50 » 300 » 50 »
100 » 1000 » 100 >
1000 » 2000 » 1000 »
В специально комплектуемые
наборы могут входить концевые
меры размером (в мм)\
5,12; 10,24; 15,36; 21,2; 30,12; 35,24; 40,36; 46,5; 51,4; 55,12; 60,24;
65,36; 71,5; 80,12; 85,24: 90,36; 96,5; 101,6; 126,8.
Номинальные размеры и градации размеров концевых мер
длины, а также комплектация их в наборы осуществлены таким
образом, чтобы можно было из минимального числа плиток со-
ставить блок концевых мер любого размера до третьего десятич<
ного знака. Блок составляется путем притирки измерительной
поверхности одной концевой меры к измерительной поверхности
другой (фиг.- 42, а). Предварительно измерительные поверхности
промывают бензином и протирают чистым полотенцем. Размер
блока концевых мер равен сумме размеров концевых мер, вхо-
дящих в его состав (фиг. 42.6).
Блоки можно составить благодаря тому, что измерительные
поверхности концевых мер длины обладают свойством сцеплять-
86
ся между собой или с плоскими кварцевыми или стеклянными
пластинами при надвигании или прикладывании одной меры на
другую или меры на пластину, называемым притираемостью.
Сцепление (адгезия) плиток, происходящее при притирке,,
вызывается молекулярными силами сцепления при наличии тон-
чайшей пленки смазки между измерительными поверхностями
концевых мер. Сила сцепления концевых мер достаточно велика,
поэтому блок может выдержать боковую нагрузку (фиг. 42,6).
Исследования показали, что величина сцепления поверхно-
промежуточного слоя смазки в не-
Фиг.
42.
проч-
смазки
стей плиток в присутствии
сколько десятков раз пре-
вышает его величину при
сухом контакте. Это объ-
ясняется высокой
ностью на разрыв проме-
жуточного слоя
при определенной его тол-
щине.
Для обеспечения при-
липания плиток необходи-
мо соблюдение следую-
щих двух условий:
1. Шероховатость из-
мерительных поверхно-
стей концевых мер длиной
до 0,4 мм должна быть не
ниже разряда 136 по
ГОСТу 2789-59, а конце-
вых мер длиной более
0,4 мм — не ниже разряда 14а. Твердость закаленных частей кон-
цевых мер должна быть не ниже HRC62. Чем выше класс чисто-
ты и больше твердость измерительных поверхностей, тем боль-
ше притираемость.
2. Измерительные поверхности должны быть покрыты тон-
ким граничным слоем смазки определенного состава.
Сталь, из которой изготовляют концевые меры, должна
обладать стабильностью размеров и иметь коэффициент линей-
ного расширения в пределах 10,5—12,5 мкм на 1 м при нагреве
на Г, т. е. близкой к его значению для наиболее распространен-
ных в машиностроении сталей. Кроме того, сталь должна быть
однородной по структуре, иметь большую сопротивляемость из-
носу и коррозии, а также хорошо обрабатываться и доводиться
Этими свойствами обладают хромистые стали X (ШХ15), ХГ и
120ХГ; лучшей является сталь 120ХГ
Концевые меры длины изготовляют четырех классов точнос-
ти (0-го; 1-го; 2-го и 3-го), которые устанавливают в зависимости
от наибольших допускаемых отклонений срединной длины и от-
87
клонений от плоскопараллельности. Эти отклонения (допуски)
определяют по формулам, приведенным в табл. 7.
Таблица 7
Формулы для определения допускаемых отклонений концевых мер длины
Класс точности Наибольшие допускаемые отклоне- ния срединной длины Наибольшие допускаемые отклоне- ния плоскопараллельности (приближенно)
0-й ± (0,1 + 2 • 10“3/) ±(0,07 + 0,14- 1071/)
1-й ± (0,2 + 3,5 • 10“3 /) ± (0,1 +0,2 - 10“3 /)
2-й ± (0,5 + 5 • 10-3 1) ± (0,26 + 0,52 • 10-3 1)
З-й | ± (1 ч-10 - 10—3 Z) ±(0,52+ 1,04 • 10~3/)
Примечание. Результат вычисления по этим формулам получается в микронах при подстановке размера меры 1 в миллиметрах.
По технологическим причинам концевые меры малых разме-
ров получаются изогнутыми, поэтому для них дополнительно
нормируется допускаемое отклонение от плоскостности в сво-
бодном (непритертом) состоянии. Для концевых мер длиной
0,4—3,0 мм эти отклонения колеблются соответственно в преде-
лах 3—0,3 мкм, а для концевых мер длиной более 3,0 мм — в
пределах допусков на плоскопараллельность концевых мер со-
ответствующего класса.
2. Конструкции концевых мер,
не предусмотренных ГОСТом 9038-59
В практике применяются также концевые меры, не преду-
смотренные ГОСТом 9038-59. Ниже дано описание их конструк-
ции.
Концевые меры Главчаспрома (фиг. 43, а, где I = 0,14-
4-0,3 мм, а X b = 2,5 X 6,5 и 3,5X9 мм) предназначены для кон-
троля изделий часовой промышленности. Вследствие необходи-
мости измерения малых размеров возникали трудности при со-
ставлении блоков из обычных концевых мер малых-габаритов,
поэтому каждой концевой мерой Главчаспрома пользуются от-
дельно без составления блока. По длине они выполнены с гра-
дацией 0,01 мм, что вполне достаточно для часовых деталей, ес-
ли учесть их точность.
Клинья (фиг. 43, б) созданы с целью сокращения числа обыч-
ных концевых мер. Сдвигая притертые концевые меры одну от-
носительно другой, можно регулировать размер I, который ус-
танавливают по рискам и аттестуют на измерительном приборе
по обычным концевым мерам.
88
Щупы изготовляют в виде набора пластинок 1 (фиг. 43. в) с
параллельными измерительными плоскостями. Щупы служат
для проверки зазора между поверхностями. На каждой пластин-
ке 1 набора нанесен номинальный размер в миллиметрах, сле-
довательно, размер проверяемого зазора определяют по номи-
нальному размеру входящего в нег^ щупа.
Фиг. 43.
В соответствии с ГОСТом 882-41 щупы изготовляют I-го и
2-го классов точности с номинальным размером (толщиной)
0,03—1 мм с градацией через 0,01 и 0,05 мм. Допускаемые откло-
нения по толщине щупов на 3/4 их длины составляют 0,005—
0.025 мм, в зависимости от номинального размера щупа и клас-
са точности.
Концевые меры фирмы Хока (США) выполнены в виде па-
89
раллелепипеда с отверстием для винта, стягивающего блоки кон-
цевых мер (фиг. 43, г).
Исследования показали, что размер блока в значительной
степени зависит от силы затяжки болта, причем размер блока
не по всей измерительной поверхности одинаков. При увеличе-
нии затяжки болта в местах, расположенных ближе к его оси,
размер блока уменьшается, а в местах, отдаленных от оси,—
увеличивается. Кроме того, эти концевые меры неудобны при
использовании, поэтому плитки Хока не нашли распростране-
ния в СССР.
Концевые меры фирмы Манюрин (Франция), представляю-
щие собой плоскопараллельные плитки с двумя отверстиями для
стяжных винтов (фиг. 43, д и е), являются универсальными.
Главным недостатком этих плиток следует считать наличие двух
стяжных болтов, которые невозможно затянуть с одинаковой
силой, вследствие чего нарушается параллельность между из-
мерительными поверхностями боковиков и изменяется установ-
ленный размер. Однако, учитывая универсальность плиток, их
можно применять для менее точных измерений.
3. Применение концевых мер
Благодаря свойству концевых мер притираться, они являют-
ся универсальными и широко применяемыми измерительными
средствами. Область применения концевых мер еще более рас-
ширяется при использовании их совместно с принадлежностями.
В набор принадлежностей к плоскопараллельным’ концевым
мерам длины входят следующие детали:
1) державка (фиг. 44, а); верхние пределы измерений 60;
210 и 330 мм; Н 12 ± 0,005 мм;
2) основание (фиг. 44, б); Н = 25 или 30 мм;
3) стяжки, предназначенные для скрепления блоков, вклю-
чающих концевые меры размером более 100 мм (на фиг. 44, в они
показаны штрихпунктирной линией);
4) зажимной сухарь (фиг. 44, а), служащий для крепления
стяжками блоков концевых мер с боковиками (фиг. 45, б);
5) плоскопараллельный боковик1 (фиг. 44, б);
6) радиусный боковик 1 (фиг. 44, е); h = R = 2 мм;
7) радиусный боковик 1 (фиг. 44, ж); h = R = 5 мм;
8) радиусный боковик1 (фиг. 43, з); h = R = 10; 15 или
20 мм; Н ~ h + 0,5 мм;
9) центровой боковик (фиг. 44, и); вершина центра лежит на
продолжении нижней доведенной плоскости;
10) чертильный боковик (фиг. 44, к).
С помощью державки 1 (фиг. 45, а) блока 2 концевых мер и
боковиков 3 можно собрать скобу или неполную пробку и изме-
В наборе этих деталей две.
90
91
рить ими соответственно ди ^етр вала 4 и отверстия детали 5
( de = dn + 2Л).
На фиг. 45, б изображены собранная скоба ( dH = + /2 +
+ /3) и неполная пробка (de = dH + 2й) из концевых мер с от-
верстиями длиной Zi и /2 и без отверстия длиной /2.
Фиг. 45.
Из деталей принадлежностей можно собрать также циркуль
(фиг. 46, а) для точной разметки окружности с радиусом г, рав-
ным размеру I блока концевых мер, и рейсмус (фиг. 46, б), не-
обходимый для нанесения на детали А риски на точной высоте
h = I + Но.
Кроме перечисленных выше деталей, в набор принадлежнос-
тей может быть включена трехгранная лекальная линейка
(фиг. 47) и плитки с рисками (фиг. 48).
92
На фиг. 47 показан пример измерения размера изделия
L = Н ± 6 с помощью трехгранной лекальной линейки и двух
блоков концевых мер КЛ4, набранных по наибольшему и наи-
меньшему предельным размерам.
Плитки с рисками служат для передачи размера от штрихо-
вых мер к концевым. Комплект состоит из двух плиток с рис-
ками; у каждой плитки доводятся только две взаимно перпенди-
кулярные поверхности А и Б (фиг. 48); на поверхность А нано-
сят три риски.
Процесс передачи размера от штриховой меры к концевой
мере может осуществляться следующим образом:
1) притирают одну к другой две плитки с рисками и на штри-
ховом компараторе определяют размер 1^
2) обе плитки с рисками притирают с обеих сторон проверяе-
мой концевой меры с размером /;
3) полученный размер /2 = l\ + I сопоставляют на штрихо-
вом компараторе с образцовой штриховой мерой размером /3.
93
Горизонтальные два штриха на расстоянии 10 мм служат для
ориентации меры по линии измерения при определении наи-
меньшего размера составленной штриховой меры.
Произведенные исследования показали, что разница в резуль-
татах измерений этим методом на штриховом компараторе и от-
носительным методом на интерферометре колеблется в преде-
лах 0,2—0,3 мкм.
Следует указать, что изобретение плоскопараллельных кон-
цевых мер длины (плиток), а также их широкое распростране-
ние в промышленности в значительной степени определило ха-
рактер развития технических измерений в машиностроении.
В частности, в связи с производством плоскопараллельных кон-
цевых мер длины промышленное значение приобрели интерфе-
ренционные измерения длины.
Технологический процесс изготовления концевых мер длины,
обеспечивающий регламентированные ГОСТом 9038-59 допус-
каемые отклонения срединной длины и отклонения от плоско-
параллельное™, особенно для высших классов точности, весьма
сложен. Кроме того, концевые меры сравнительно быстро изна-
шиваются и их размер изменяется.
Эти два обстоятельства потребовали создания системы раз-
рядности, чтобы на точность измерений концевыми мерами
влияли не допуски на их изготовление, а погрешность опреде-
ления действительного значения срединной длины концевых
мер.
В зависимости от погрешности действительного значения
срединной длины концевых мер и отклонений их от плоскопарал-
лельное™ образцовые концевые меры по инструкции Комитета
100-60 разделены на пять разрядов: 1; 2; 3; 4 и 5-й.
Величины этих погрешностей определяются по формулам,
приведенным в табл. 8.
В понятие «погрешность действительного значения концевой
меры длины» входит не только погрешность ее измерения, но и
погрешность, которая может возникнуть вследствие нестабиль-
ности концевой меры, т. е. изменения ее размера за время меж-
ду двумя очередными поверками.
Блок может быть составлен из концевых мер без учета по-
правок по аттестату, т. е. по классу, или с учетом поправок по
аттестату, т. е. по разряду.
При составлении блока из концевых мер по классу на точ-
ность измерений, производимых этим блоком, влияют величины
отклонений в пределах допусков на изготовление концевых
мер, входящих в блок.
При составлении блока из концевых мер по разряду на точ-
ность измерений, производимых этим блоком, влияют уже не ве-
личины, ограничиваемые допусками на изготовление концевых
мер, входящих в блок, а предельные погрешности действитель-
ного значения срединной длины.
94
Таблица 8
Формулы для определения допускаемых погрешностей аттестации
концевых мер длины
Разряд концевых мер Предельные погрешности действи- тельного значения срединной длины Наибольшие допускаемые откло- нения от плоскопараллельности (приближенно)
1 ± (0,05 + 0,5 • 10-3 /) ± (0,07 + 0,14 • 10“3 1)
2 ±(0,07+1 10~3/) ± (0,1 +0,2 • 10-3/)
3 ± (0,1 + 2 • 10“3Z) ± (0,26 + 0,52 10-3 1)
4 ± (0,2 + 3,5 • 10-3 1) ± (0,2+ 0,4 • 10~3/)
5 ± (0,4 + 5 • 10-3 0 ± (0,4 + 0,8 • 10~3 1)
Примечание. Результат вычисления по этим формулам получается в микронах при подстановке номинального размера меры 1 в миллиметрах.
В случае применения концевых мер длины учитываются
только погрешности их срединной длины, а погрешности плоско-
параллельности не могут быть учтены.
§ 4. ИЗМЕРЕНИЕ КОНЦЕВЫХ МЕР ДЛИНЫ
1. Классификация методов и средств
измерений концевых мер длины
Нормальные условия, средства и методы поверки предель-
ной погрешности действительного значения срединной длины
концевых мер и отклонения их от плоскопараллельности регла-
ментируются Инструкцией Комитета 100-60.
Нормальными условиями поверки и применения концевых
мер являются:
1) температура 20° С;
2) давление 760 мм рт. ст. (101,325 кн/м2);
3) вертикальное положение мер длиной до 100 мм и гори-
зонтальное положение мер длиной свыше 100 мм при располо-
жении мер узкой нерабочей поверхностью на двух опорах, на-
ходящихся на расстоянии 0,21/ (см. фиг. 41, б) от концов меры;
4) отсутствие внешних сил, изменяющих длину меры (кроме
силы тяжести и силы сцепления между мерой и вспомогатель-
ной пластиной).
Размер (длина) концевой меры при нормальных условиях
определяется расстоянием между двумя поверхностями: одна
из них является свободной измерительной поверхностью меры,
а другая — плоской поверхностью вспомогательной пластины, к
которой мера притерта другой своей измерительной поверх-
ностью.
95
При несоответствии условий поверки применения концевых
мер длины нормальным условияхм в результат измерений вводят
поправки.
Все методы поверки плоскопараллельных концевых мер дли-
ны можно разделить на бесконтактные и контактные.
К бесконтактным методам измерений длины концевых мер
относятся:
1) абсолютный интерференционный метод в длинах световых
волн с помощью интерференционных компараторов;
2) относительный интерференционный метод с помощью ин-
терференционных компараторов;
3) сравнительный технический интерференционный метод с
помощью плоских стеклянных пластин.
К контактным методам измерений длины концевых мер от-
носятся методы, осуществляемые с помощью следующих изме-
рительных приборов:
1) контактного интерферометра типа ИКПВ и ИКПГ;
2) концевой измерительной машины;
3) ультраоптиметра;
4) оптикатора;
5) оптиметров типа ИКВ и ИКГ
Контактные методы измерения концевых мер являются отно-
сительными методами измерений, кроме одного случая, когда
аттестация концевых мер 5-го разряда и определение 3-го, 4-го и
5-го классов концевых мер длины длиной 100—2000 мм произво-
дятся абсолютным методом на концевой измерительной машине.
Методы и средства поверки концевых мер длины, а также
допускаемые при этом отклонения температуры измерения от
нормальной температуры 20° С регламентируются Инструкци-
ей Комитета 100-60, в зависимости от следующих исходных дан-
ных: разряда, по которому аттестуется поверяемая концевая ме-
ра, класса, к которому будет отнесена концевая мера после
поверки, и номинального размера концевой меры.
Ниже рассматриваются методы измерений концевых мер дли-
ны с номинальным размером до 100 мм, кроме случаев примене-
ния концевой измерительной машины, ультраоптиметра, оптика-
тора и оптиметров, которые рассмотрены в гл. V.
2. Бесконтактные методы измерений
Средства измерений
Бесконтактные методы измерений основаны на использова-
нии закона физической оптики — интерференции света, а в ка-
честве меры принята длина основной световой волны.
Измерительными средствами при этом могут быть плоские
стеклянные пластины для интерференционных измерений (фиг.
49, а и б) или интерференционный компаратор (фиг. 50).
Определение основной световой волны и ее величина даны во
введении.
96
86
OS ’ЛИФ
Плоские пластины изготовляются из оптического стекла К8,
.ЛК4 или ЛК5.
Нижние (опорные) пластины 1 (фиг. 49, а и в), к которым
притираются исходная И и поверяемая П плоскопараллельные
концевые меры при их измерении интерференционными метода-
ми, служат для проверки притираемости этих мер и плоскост-
ности их измерительных плоскостей, а также калибров и изме-
рительных приборов.
Верхние пластины 2 (фиг. 49, б) служат для измерений кон-
цевых мер длины сравнительным техническим интерференцион-
ным методом (фиг. 49, гиб).
В качестве верхних пластин при сравнительном техническом
интерференционном методе применяются также стеклянные
пластины без использования скоса (фиг. 49, е и ж).
Размеры нижних и верхних пластин: 0 = 60; 80; 100 и 120 мм,
.допуск ±2 мм; Н = 20; 25 и 30 мм, допуск ±2 мм.
Допускаемая неплоскостность рабочих поверхностей нижних
пластин: 1-го класса 0,1—0,2 мкм; 2-го класса 0,3—0,4 мкм, а
верхних пластин 0,3 мкм.
На фиг. 50 показана схема интерференционного компаратора
.Кестерса, который служит для относительных и абсолютных из-
мерений срединной длины концевых мер длины и определения
отклонения рабочих поверхностей концевой меры длины от плос-
копараллельности. В основу схемы прибора положена классиче-
ская схема интерферометра Майкельсона.
Основными узлами прибора являются монохроматор, интер-
ферометр и зрительная труба.
Монохроматор, состоящий из газосветной трубки (источника
света) 1, конденсора 2, зеркала 5, щели 3, объектива 7, приз-
мы 9 и 'поворотного устройства 11, предназначен для создания
потока монохроматического света. С помощью поворотного уст-
ройства 11 можно, вращая винт, поворачивать призму 9 и на-
правлять пучок монохроматического света любого цвета. Нали-
чие диафрагмы практически обеспечивает строго монохромати-
ческий свет. При включении лампочки накаливания (источника
белого света) 4 лучи света попадают в щель 3. В этом случае
интерференционные полосы имеют окраску всех цветов
спектра.
Интерферометр состоит из двух клинообразных кластин 10 и
8, которые совместно с неподвижным зеркалом 6 и подвижны-
ми 17 и 15 создают два интерферирующих между собой потока
лучей. Компенсационная пластина 8 служит для уравнивания
оптической длины пути обоих световых пучков. Благодаря нали-
чию компенсационной пластины 8 каждый пучок света прохо-
дит одинаковое количество раз через пластины 10 или 8.
Зрительная труба, состоящая из объектива 14, окуляра 13 и
щели 12, служит для рассматривания интерференционной кар-
тины в верхней плоскости пластины 10 интерферометра.
99
Основным принципом оптической схемы является то, что не
все лучи от источника света 1 или 4 проходят одинаковые пути,
прежде чем попасть в выходную щель 12 и глаз наблюдателя, и
вследствие этого интерферируют между собой.
В качестве источников света используют лампочку накали-
вания 4, дающую белый свет, или газосветную трубку /, напол-
ненную инертным газом криптоном или гелием.
Лучи света от трубки /, пройдя через конденсор 2 и отра-
зившись от зеркала 5, попадают в щель 3 коллиматора. Пройдя
щель 5, пучок расходящихся лучей преломляется в объективе 7
коллиматора и выходит из него в виде пучка 'параллельных лу-
чей, так как щель 3 находится в фокальной плоскости объек-
тива 7
Затем пучок параллельных лучей проходит через дисперси-
онную призму 9 с постоянным отклонением в 90° и падает на
разделительную пластину 10 с полупосеребренной поверхностью,
обладающую способностью часть лучей пропускать, а часть —
отражать. Благодаря этому пучок параллельных лучей в плас-
тине 8 делится на два пучка лучей.
Один пучок лучей, отразившись от верхней поверхности пла-
стины 10, проходит через компенсационную пластину 8 и пада-
ет по нормали на плоское зеркало 6. Отразившись от него, пу-
чок лучей вновь проходит через пластины 8 и 10.
Другой пучок лучей, пройдя через пластину 10, падает по
нормали на верхние поверхности кварцевой или стеклянной пла-
стины 17 и концевой меры 15.
Отразившись от них, пучок лучей снова проходит через пла-
стину 10, отражается от ее верхней полупосеребренной поверх-
ности, опять проходит через пластину 10 и встречается <с первым
пучком света.
Оба 'пучка света, имеющие разность хода, интерферируют
между собой и создают интерференционную картину. Объектив
зрительной трубы 14 дает действительное изображение интер-
ференционной картины в плоскости выходной щели 12, кото-
рое наблюдатель видит с помощью окуляра 13 зрительной
трубы.
Относительная плоскость 16 соответствует зеркальному изоб-
ражению неподвижного зеркала 6. Расстояния от зеркала 6 и
относительной плоскости 16 до разделительной пластины 10 оди-
наковые; поэтому, если поместить подвижное зеркало (напри-
мер, верхнюю плоскость кварцевой пластины 17) точно в отно-
сительную плоскость, то оба световых пучка будут иметь оди-
наковую длину.
Грубое вертикальное перемещение стола 18 осуществляется
рукояткой 22, а точное — рукояткой 20. Грубое перемещение оце-
нивают 'по шкале 21,
Если после этого немного наклонить подвижное зеркало с
помощью рукоятки 19, то на нем возникнут интерференцион-
100
ные полосы равной толщины, т. е. расстояние между полосами
будет соответствовать изменению толщины воздушного клина
нат.
Интерференционный метод проверки плоскостности
доведенных поверхностей измерительных средств
При проверке притираемости и плоскостности измеритель-
ных плоскостей применяются плоские стеклянные пластины.
Рассмотрим применение их на примере проверки плоскостно-
сти плитки. Приложим к ребру измерительной поверхнос-
ти концевой меры под небольшим углом стеклянную пластину
(фиг. 51, а). При постоянных углах воздушного клина и накло-
на потока световых лучей часть их будет отражаться от наруж-
ной и внутренней поверхностей стеклянной пластины, а часть—
от доведенной поверхности концевой меры.
Путь луча S2 больше пути луча Si. Разность хода этих лучей
зависит от высоты воздушного клина, и в соответствующих мес-
тах будет видна темная полоса, если разность хода лучей равна
нулю или четному числу полуволн, или светлая полоса, если
разность хода лучей равна нечетному числу полуволн. Таким
образом, каждая полоса характеризует высоту воздушного кли-
на в месте расположения полосы. В соответствии с ГОСТом
7601-55 расстояние между серединами двух соседних темных или
двух соседних светлых полос в интерференционной картине на-
зывают шириной интерференционной полосы и обозначают бук-
вой Ь.
При применении немонохроматического света и получении
цветных полос за ширину полосы принимают расстояние меж-
4 Заказ 26-1 101
ду серединами двух соседних полос одинакового цвета, но не-
одинаковой яркости.
Разность соседних высот воздушного клина, соответствую-
щая ширине одной интерференционной полосы, равна половине
длины волны—. Следовательно, при монохроматическом свете
высота воздушного клина над первой от ребра клина черной
полосой равна (фиг. 51, б), над второй 2у, над третьей 3—
и т. д.
Это правило сохраняется и при изменении угла клина, а сле-
довательно, и при изменении ширины полосы, что видно из схе-
мы, изображенной на фиг. 51, в. Если стеклянная пластина на-
ходится в положении /, то ширина полосы равна если плас-
тину повернуть так, что она займет положение II, то ширина по-
лосы увеличится до Ь2, а высота воздушного клина над полосой
и в положении /, и в положении II будет одинакова.
Следует отметить, что интерференционные картины могут по-
являться лишь при малых толщинах воздушных клиньев, не
превышающих 2 мкм.
Если наблюдатель будет пользоваться белым цветом света
2
0,3 мкм), то практически он увидит последними шестую
или седьмую полосу, а дальше интерференционная картина бу-
дет расплываться. Шестой полосе будет соответствовать высота
воздушного клина й6 = — • 6 = 0,3-6= 1,8 мкм, а седьмой по-
лосе—соответственно h7 = 2,1 мкм (фиг. 51, б).
Если стеклянную пластину наложить на доведенную правиль-
ную сферическую поверхность (фиг. 52, а), то интерференцион-
ная картина будет в виде концентрических колец. Отклонение
сферической поверхности от плоскостности h = п— (где п —
число колец).
На фиг. 52, б и в изображены интерференционные картины,
получающиеся при выпуклой и вогнутой поверхностях концевых
мер. Такой характер полос, получаемых при кривизне поверхно-
сти (выпуклость или вогнутость) концевых мер, может быть до-
казан следующим образом.
Предположим, что необходимо определить характер кривиз-
ны поверхности концевой меры по полученной интерференцион-
ной полосе (фиг. 52, г), если 00 ребро клина.
В соответствии с объяснениями, приведенными выше о поло-
сах равной толщины, можно утверждать, что толщина воздуш-
ного клина в точках а, б и в одинакова. Точка б отстоит от реб-
ра клина дальше, чем точка г, поэтому и толщина воздушного
клина в точке б будет больше, чем в точке г. Следовательно, в
точках а, г и в, равноотстоящих от ребра клина, толщина его не-'
102
одинакова: в точке г она будет меньше, чем в точках а и в. На
этом основании можно сделать вывод, что исследуемая поверх-
ность выпуклая.
После определения характера кривизны исследуемой поверх-
ности необходимо найти величину отклонения ее от плоскост-
ности.
Фиг. 52.
Отсчет, характеризующий отклонение от плоскостности ис-
следуемой поверхности и выраженный в количестве полос, бу-
дет определяться отношением — (где f — стрела прогиба поло-
Ь
1 ч f х
сы, ас? — ширина полосы), а в микронах — произведением — •
На фиг. 52, д изображены интерференционные картины для
четырех поверхностей концевых мер длины: 1 — правильная
плоскость; 2 — правильная плоскость, но по ее краям имеются
завалы; 3 — выпуклая поверхность; 4 — вогнутая поверхность.
На фиг. 52, е показан отсчет полос для трех возможных слу-
чаев соотношений между стрелой прогиба полосы f и шириной
полосы Ь.
ЮЗ
4*
Сравнительный технический интерференционный метод
измерений длины концевой меры
Сущность сравнительного технического интерференционного
метода заключается в измерении разности высот воздушного
клина путем определения величины взаимного смещения интер-
ференционных полос.
Этот метод применяют для аттестации концевых мер длины
3-го и 4-го разрядов при сравнении их с концевыми мерами
соответственно 2-го и 3-го разрядов.
Кроме того, он применяется для определения действитель-
ных значений срединной длины концевых мер длины при от-
несении их к 1-му и 2-му классам путем сравнения с концевы-
ми мерами соответственно 2-го и 3-го разрядов. При этом раз-
ница между исходной и проверяемой мерами не должна превы-
шать 1,5 мкм, так как интерференционная картина видна лишь
до 2 мкм.
При техническом интерференционном методе применяют стек-
лянные пластины 1 и 2 (см. фиг. 49). Нижние пластины служат
для притирания к ним исходной и проверяемой мер, как это по-
казано на фиг. 49, в. Верхние пластины 2 (фиг. 49, б) служат
для получения интерференционной картины на верхних измери-
тельных поверхностях двух сравниваемых концевых мер длины.
При измерении верхнюю стеклянную пластину накладывают
ребром скоса АВ (фиг. 49, г и б) на свободные измерительные
поверхности проверяемых мер так, чтобы штрих CD был парал-
лелен коротким ребрам концевых мер и точка пересечения рисок
EF и CD была над средней точкой свободной поверхности ис-
ходной меры.
Условимся о следующем обозначении полос при белом свете:
первая черная полоса, совпадающая с ребром клина, называет-
ся нулевой полосой, следующая коричневая темная полоса —
первой полосой, следующая темная полоса — второй полосой и
т. д.
При соприкосновении стекла только с одной мерой возможно,
что на другой мере будет отсутствовать, например, нулевая и
первая полосы, но номера остальных полос легко определить
путем сопоставления их цвета и яркости с соответствующими
полосами на первой мере, где есть нулевая, первая и т. д. по-
лосы, номера которых известны.
Покачивая верхнюю стеклянную пластину, добиваются полу-
чения воздушного клина с малым углом и интерференционной
картины на обеих верхних поверхностях сравниваемых конце-
вых мер длины. При этом добиваются такого положения, когда
через точку пересечения рисок CD и EF проходит первая поло-
са исходной меры, а полосы поверяемой меры параллельны рис-
ке CD (фиг. 53, а). В случае, изображенном на фиг. 53, а, высо-
та воздушного клина над риской CD будет равна у исходной ме-
104
ры одной полосе, а у поверяемой меры — двум полосам плюс
дробная часть полосы f, отсчитываемая на глаз, т. е. (2 + — Y
Z? /
Следовательно, поверяемая концевая мера меньше по сре-
динному размеру, чем исходная, и разница срединных разме-
ров исходной и поверяемой мер в микронах определится по
формуле
Такую поверку производят в двух положениях поверяемой
меры П (справа и слева от исходной меры И). За результат
поверки принимают среднее арифметическое из двух отсчетов.
Таким образом, при сравнительном техническом интерферен-
ционном методе необходимо учитывать следующие положения:
1) если интерференционные полосы одного номера (цвета)
на одной из мер смещены вдоль риски EF по отношению к по-
лосам на другой, то сравниваемые меры неодинаковы по длине;
2) если интерференционные полосы на двух мерах не парал-
лельны одна другой, то и свободные плоскости их также не па-
раллельны;
3) если на концевой мере интерференционные полосы будут
изогнуты, то это указывает, что ее поверхность отклоняется от
плоскостности.
105
Вследствие сложности изготовления и ремонта верхних стек-
лянных пластин со скосом их применяют сравнительно редко.
Часто вместо верхней стеклянной пластины со скосом применяют
такую же пластину, как и нижняя, или используют верхнюю пла-
стину без скоса. Этот способ применяют в тех случаях, когда не-
обходимо найти размеры концевой меры длины в точках по уг-
лам измерительных поверхностей, чтобы потом срединную дли-
ну в точке О' (см. фиг. 49, ж) определить как среднее арифмети-
ческое из четырех размеров в точках &' и
Рассмотрим случай, когда исходная и поверяемые меры не-
одинаковы по срединной длине, а отклонение от плоскопарал-
лельности у обоих мер равно нулю. На фиг. 53, б изображеньг
два примера получающейся при этом интерференционной карти-
ны. Для отсчета разницы в размерах концевых мер по средин-
ной длине проводим мысленно линию хх и определяем разницу
в этом направлении. В примере 1 исходная мера И больше по-
веряемой П на величину h = 5—2 = 3 полосы или 3 • — мкм.
В данном случае отсчет равен целому числу полос.
В примере 2 отсчет выражается дробным числом полос, а
именно
h = \(4 — 21 — мкм.
b J ] 2
(25}
На фиг. 53, в показана схема поверки разницы между раз-
мерами концевых мер в угловых точка и а\ (см. фиг. 49, ж).
Интерференционная картина соответствует положению I верх-
ней стеклянной пластины и исходной мере, большей поверяемой.
Другой картины получиться не может, так как если стеклянная
пластина находится в положении //, то над поверяемой мерой
может образоваться зазор больше 0,002 мм. Кроме того, в по-
ложении II не может быть контакта в точке а\
Разница между размерами концевых мер в точках и а[
равна
1
— мкм.
2
в остальных точках по углам мер производится ана-
Поверка
логично в следующем порядке (см. фиг. 49,ж): вначале сравни-
ваются размеры в точках ai и a’v а также в точках az и а’2, за-
тем поверяемую меру притирают слева от исходной и сравни-
вают размеры в точках Ьх и Ь' а также в точках Ь2 ц Ь?
Абсолютный интерференционный метод измерений
длины концевой меры
Под абсолютным интерференционным методом измерений
понимается метод, позволяющий определить срединную длину
концевой меры путем сравнения ее с.длиной световой волны.
106
Если предположить, что поверяемая концевая мера П
{фиг. 54, а и б) длиной I притерта к стеклянной пластине I и
на нее наложена относительная плоскость II, образующая 'Воз-
душный клин с пластиной /, то длина концевой меры
l = H — h. (26)
Однако практически определить величины Н и h невозмож-
но, так как трудно подсчитать несколько тысяч полос даже при
концевой мере малого размера (до 4000 полос при I = 1 мм).
Вследствие этого в
процессе абсолютного из-
мерения длину концевой
меры определяют не непо-
средственным подсчетом
общего числа интерферен-
ционных полос, заключен-
ных в измеряемой разно-
сти хода лучей, а другим
способом. Предваритель-
но (менее точным мето-
дом) устанавливают ин-
тервал, в котором нахо-
дится размер концевой
меры, а затем находят
дробные доли ~ длин
полуволн, видимых на по-
верхности поверяемой Фиг- 54«
концевой меры, по отно-
шению к полосам на кварцевой пластине (фиг. 54, б), в моно-
хроматическом свете для различных цветов спектра.
Практически процесс абсолютного измерения концевой меры
заключается в следующем:
1. Измеряют концевую меру, например, на оптиметре с точ-
ностью ±0,001 мм. Если полученный на оптиметре размер равен
3,5 ±0,001 мм, то размер концевой меры находится в пределах
3,499—3,501 мм.
2. Производят несколько отсчетов в монохроматическом све-
те при различных длинах волн:
для спектра гелия в каждой из шести спектральных линий —
красной, желтой, зеленой, сине-зеленой, синей, фиолетовой;
для спектра криптона в каждой из четырех спектральных
линий — красной, желтой, желто-зеленой, фиолетовой.
f
Полученные дробные величины полуволн в различных цве-
Ь
тах спектра соответствуют только одному значению длины кон-
цевой меры, лежащему в определенном интервале, который был
ранее определен на оптиметре.
107
Это значение длины концевой меры определяют путем срав-
нения полученных результатов измерений с данными специаль-
ных таблиц и номограмм-линеек.
При вычислениях длины вносят поправки на отклонения тем-
пературы, барометрическое давление, упругость водяного пара,
на притираемость с кварцевой пластиной и др.
Для абсолютных интерференционных измерений необходимо
следующее оборудование: интерференционный компаратор, вы-
прямитель высокого напряжения, лампа белого света, криптоно-
вая трубка, гелиевая трубка, ручная лампа для отсчета по тер-
мометру, аспирационный психрометр, барометр, кварцевая пла-
стина, номограммы для гелия и для криптона в виде счетных
линеек, коррекционная номограмма и ртутный термометр с це-
ной деления 0,1° С.
Подготовка концевой меры к поверке заключается в том,
что, наклоняя стол 18 (см. фиг. 50), полосы устанавливают па-
раллельно вертикальной линии перекрестия (фиг. 54,6).
Ребро клина, образованного относительной плоскостью 16 с
верхней измерительной поверхностью меры, устанавливают
так, чтобы перемещению интерференционных полос слева
направо соответствовало увеличение длины I концевой меры
(фиг. 54, а).
Движение полос происходит при легком нажиМе на верхнюю
часть прибора.
При абсолютном методе, помимо определения срединной дли-
ны, проверяют отклонения концевой меры от плоскопараллель-
ное™. Эту поверку производят при вертикальном ,и горизонталь-
ном положениях интерференционных полос на кварцевой пласти-
не по отношению к соответствующим линиям перекрестия
(фиг. 54, виг).
Вертикальное и горизонтальное направление полос на квар-
цевой пластине обеспечивается изменением положения стола 18
(см. фиг. 50).
По наклону полос на концевой мере по отношению к полосам
на пластине определяют отклонение меры от плоскопараллель-
ности.
Результаты вычислений, производимых по методу, данному в
Инструкции 75-50, сопоставляют с нормами ГОСТа 9038-59.
Инструкцией Комитета 75-50 предусмотрена также поверка
абсолютным интерференционным методом мер 2-го разряда. Эта
поверка отличается от поверки абсолютным методом мер 1-го
разряда менее строгими требованиями к поддержанию нормаль-
ной температуры (20° С) меры.
Погрешность измерений мер 2-го разряда абсолютным ин-
терференционным методом должна находиться в пределах
Д = + (0,07 + 1.10—3Z) мкм. (27)
108
Сравнительный интерференционный метод
измерений длины концевой меры
Под сравнительным интерференционным методом измерений
понимается измерение концевой меры путем сравнения ее в дли-
нах световых волн с концевой мерой того же номинального раз-
мера, измеренной абсолютным методом.
Сравнительный интерференционный метод измерений длины
концевой меры с помощью интерференционного компаратора
применяется для аттестации концевых мер 2-го разряда сравне-
нием с концевой мерой 1-го разряда, заранее аттестованной аб-
солютным методом.
В этом случае длцну поверяемой меры 2-го разряда сравни-
вают с исходной мерой 1-го разряда путем определения смеще-
ния интерференционных полос, видимых на поверхности поверяе-
Фиг. 55.
мой меры, по отношению к полосам на поверхности исходной
меры.
Отсчет дробных величин полос производится так же, как и
при абсолютном методе, изложенном выше, в цветах линий
спектра гелия или криптона.
На фиг. 55 дана схема определения сравнительным методом
отклонения концевых мер от плоскопараллельности. При этом
методе отклонение концевых мер от плоскопараллельности опре-
деляют в вертикальном и горизонтальном положениях интерфе-
ренционных полос на кварцевой пластине. Полосы устанавли-
вают сначала относительно вертикальной линии перекрестия, а
затем горизонтальной, т. е. вначале параллельно коротким реб-
рам концевых мер, а затем длинным ребрам. Затем вначале вер-
тикальную линию перекрестия, потом горизонтальную устанав-
ливают на среднюю точку одной из темных полос поверяемой
концевой меры.
После этих установок, осуществляемых путем изменения по-
ложения стола 18 (см. фиг. 50), определяют на глаз в долях по-
109
лосы наибольшее отклонение полосы поверяемой концевой меры
от вертикальной (фиг. 55, а) и горизонтальной линии (фцг. 55, б).
Полученные результаты сравнивают с нормами по TOCTv
9038-50.
Абсолютно-сравнительный интерференционный метод
измерений длины концевой меры
На фиг. 56 изображена схема измерения длины концевой ме-
ры П абсолютно-сравнительным интерференционным методом,
при котором концевая мера измеряется путем сравнения ее в'
длинах световых волн с концевой мерой И
[ другого номинального размера, измеренной
Y ранее абсолютным методом. Процесс изме-
П —Д рения сводится к измерению абсолютным
методом размера I путем определения сме-
И щения интерференционных полос на поверх-
ности концевой меры П по отношению к по-
лосам на концевой мере И.
3. Контактные методы измерений
Фиг. 56.
Средства измерений концевых мер дли-
ны, применяемые при контактных методах,
перечислены выше. Ниже рассматривается
лишь один прибор — контактный интерфе-
рометр. Конструкции остальных приборов,
их принцип действия и точностные харак-
теристики даны в гл. V.
Контактные интерферометры с перемен-
ной ценой деления 0,05—0,2 мкм предназна-
чены для измерений длин с высокой точностью сравнительным
методом.
ГОСТ 8290-57 устанавливает два типа контактных интерфе-
рометров: вертикальные ИКПВ (фиг. 58, а) и горизонтальные
ИКПГ (фиг. 57). Основным узлом этих приборов является
трубка с переменной ценой деления шкалы 0,05—0,2 мкм, кото-
рая собственно и является [Интерферометром.
На фиг. 58, а дан общий вид интерферометра ИКПВ, а на
фиг. 58,6 — оптическая схема его трубки.
Трубка 1 интерферометра крепится в кронштейне, который
может двигаться по направляющим стойки 2, укрепленной на
основании 3. В последнем с помощью винта 5 можно перемещать
в вертикальном направлении измерительный стол 6 и фиксиро-
вать его винтом 4. На трубке 1 укреплен теплозащитный экран 7.
Действие интерферометра основано на принципе двухлучевой
интерференции света, которая описана при рассмотрении ком-
паратора Кестерса (см. фиг. 50).
ПО
Ill
В отличие от абсолютного .и относительного методов в дан-
ном случае интерференция происходит без использования изме-
рительной поверхности объекта и является масштабным преоб-
разователем высокой чувствительности.
Лучи от источника света 8 идут через конденсор 9, где со-
бираются и затем проходят через светофильтр 3 на разделитель-
ную пластину 11.
Разделительная пластина 11 служит для одновременного на-
блюдения основного 12 и подвижного 14 зеркал, расположенных
во взаимно перпендикулярных плоскостях и освещаемых через
разделительную пластину 11 одним источником света.
В отличие от классической схемы интерферометра Майкель-
сона, в данном случае введена ширма на разделительной пла-
стине 11, устраняющая отражение тех луч'ей света, которые ист
кажают интерференционную картину. С этой же целью интер-
ференционная картина ограничена щелью определенной шири-
ны на нижней поверхности пластины 11.
Поток лучей света, направленный на разделительную пла-
стину 11, делится на две части: одна часть потока проходит к
основному зеркалу 12 и возвращается в щель нижней поверхно-
сти пластины 11, а другая проходит компенсатор 13 и, отразив-
шись от подвижного зеркала 14, связанного с измерительным
стержнем 15, вторично поступает в компенсатор 13, затем также
возвращается к нджней поверхности пластины 11. Компенсаци-
онная пластина 13 служит для уравнивания оптической длины
пути обоих потоков лучей света, так же как и пластина 8 (см.
фиг. 50).
При небольшой разности ходов лучей от рабочей поверхно-
сти разделительной пластины 11 до основного зеркала 12 и до
подвижного зеркала 14 на ее рабочей поверхности возникает
интерференция. Эту интерференционную картину рассматривают
с помощью микроскопа, направленного на основное зеркало 12.
Объектив 16 дает изображение интерференционной картины на
плоскости шкалы 17, которое рассматривается через окуляр 18.
Возможность поворота окуляра вокруг оси /9, параллельной
главной оптической оси микроскопа, позволяет рассматривать
необходимый участок шкалы через середину окуляра, что исклю-
чает хроматическую аберрацию.
На фиг. 58, в изображено поле зрения интерферометра. Чер-
ная ахроматическая полоса интерференции белого света соответ-
ствует положению ребра мнимого клина, образованного пересе-
чением основного зеркала 12 с мцимым изображением зерка-
ла 14.
Черная ахроматическая полоса служит подвижным указате-
лем для неподвижной шкалы (А — исходное положение указа-
теля, В — его рабочее положение). Изменяя ширину интерфе-
ренционной полосы, можно градуировать прибор с любой ценой
деления.
112
Если светофильтр 10 отведен в сторону, как это показано на
фиг. 58, б, то в поле зрения прибора будет видна одна черная
ахроматическая полоса интерференции белого света и с обеих
сторон ее несколько цветных полос убывающей интенсивности.
Если светофильтр введен в световой поток, то в поле зрения
будет видно большое число одноцветных полос монохроматиче-
ского света, четко разделенных черными линиями, причем каж-
дому интервалу между полосами соответствует половина длины
волны света, пропускаемого светофильтром.
Перемещение вдоль оси измерительного стержня 15, а также
связанного с ним подвижного зеркала 14 вызывает пропорцио-
нальное и сильно увеличенное перемещение интерференционной
картины в плоскости шкалы.
Зеркало 12 укреплено винтами. Нижним регулировочным
винтом интерференционные полосы устанавливают в вертикаль-
ное положение, а боковым — изменяют ;их ширину.
Градуировку прибора, т. е. определение числа делений п, в
которое нужно уложить х интервалов между интерференцион-
ными полосами, наблюдаемыми в фильтрованном свете, произ-
водят на основании следующей формулы:
X
п = ----, (28)
с
Л
где —----половина длины волны; для зеленого цвета, даваемого
светофильтром, = 0,275 мкм;
с — цена деления в мкм;
х — произвольное число; рекомендуются следующие его
величины:
с в мкм 0,05 0,1 0,2
х 8 16 32
Цену деления можно устанавливать любой в пределах
0,02—1 мкм путем изменения ширины интерференционных
полос.
Градуировка прибора в пределах 0,05—0,2 мкм должна про-
изводиться по длине волны монохроматического света X. При
этом длина волны должна быть известна с точностью не менее
2-10~3 мкм. Рекомендуемая цена деления шкалы интерферомет-
ра должна составлять 0,1 мкм.
Пример. Требуется настроить прибор на цену деления с = 0,1 мкм. Если
X
принять, что х = 16, а~ = 0,275 мкм, тогда
X
-- .V
2 0,275-16
113
Для градуировки шкалы включают светофильтр и вводят в
поле зрения наиболее отчетливые интерференционные полосы.
Поворотом бокового винта зеркала 7 «укладывают» 16 интер-
валов интерференционных полос в 44 деления шкалы. На
фиг. 58, а изображена шкала интерферометра, настроенная на
цену деления
— ♦ X
2 0,275-16
с = ----= —-------=0,1 мкм.
п 44
Градуировку прибора можно считать удовлетворительной,
если при многократном арретировании погрешность совмеще-
ния х (в примере—16) интервалов между интерференционными
полосами с интервалом делений шкалы п (в примере — 44) не
превышает
Д = 0,1с
После этого выключают светофильтр 10, как показано на
фиг. 58, б, и черную полосу устанавливают в исходное для изме-
рения положение В сначала грубо (винтом 5), а затем точно
(перемещая шкалу 17 с помощью специального винта в труб-
ке /).
Погрешность показаний интерферометра на любом участке
шкалы не должна превышать величины, вычисленной по
формуле
где X — длина волны света, пропускаемого светофильтром,
в мкм\
•АХ— погрешность измерения длины волны в мкм.
Разность показаний при измерениях одной и той же величи-
ны на положительной и отрицательной частях шкалы не должна
превышать 0,02 мкм.
ГЛАВА III
ШТАНГЕНИНСТРУМЕНТЫ
И МИКРОМЕТРИЧЕСКИЕ ИНСТРУМЕНТЫ
§ 1. КОНСТРУКЦИИ ШТАНГЕНИНСТРУМЕНТОВ
И МИКРОМЕТРИЧЕСКИХ ИНСТРУМЕНТОВ
Штангенинструменты и микрометрические инструменты явля-
ются наиболее массовыми и широко распространенными измери-
тельными средствами общего назначения.
1. Штангенинструменты
В табл. 9 приведены основные метрологические характери-
стики, а также номера стандартов и Инструкций Комитета, в ко-
торых изложены технические требования и методы поверки
штангенинструмента.
Штангенинструмент имеет штангу, на которой нанесена
основная шкала, и отсчетное устройство, базирующееся на при-
менении нониуса.
Основные параметры нониуса рассчитывают по следующим
формулам:
величина отсчета по нониусу
с = —, (30)
п
где а — интервал деления основной шкалы;
п — число делений шкалы нониуса;
интервал деления шкалы нониуса
#1 = ау — с> (31)
где у — модуль шкалы нониуса;
длина шкалы нониуса
I = па1 = п (ау — с) = а (пу — 1). (32)
Пример. Дано а = 1 мм\ с = 0,05 мм. Определить основные величины,
характеризующие нониус при у = 1 и у = 2.
115
Таблица 9
Метрологические характеристики штангенинструментов
Измерительный прибор Отсчет по нониусу в мм Пределы изме- рений в мм № стандарта или Инструкции Комитета по техническим требова- ниям и методам поверки
Штангенциркуль ШЦ-1 с двусторонним расположе- нием губок для наружных и внутренних измерений и с линейкой для измерения глубин (фиг. 59, а) 0,1 0—125 ГОСТ 166-63 Инструкция 138-57
Штангенциркуль ШЦ-П с двусторонним расположе- нием губок для измерения и для разметки (фиг. 59, б) 0,05 и 0,1 0—200 0—320
Штангенциркуль ШЦ-1 II с односторонними губками (фиг. 59, в) 0,05 и 0,1 0—500
0,1 250—710 320—1000 500—1400 800—2000
Штангенциркуль (метр- компаратор) 1-го разряда с полной шкалой от нуля на штанге (фиг. 59, в) 0,02 0—2055 Инструкция 78-51
Образцовый метр-комп а- ратор 2-го разряда (фиг. 60) о,1 0—1020 Инструкция 80-56
Штангенрейсмус (фиг. 61, а) 0,02 0,05 0—200 ГОСТ 164-52 Инструкция 139-54
0,02 0,05 0,1 30—800 40—500
0,1 60—800 60—1000
Штангенглубиномер с но- ниусом (фиг. 62) 0,02 0,05 0,1 До 200 вклю- чительно ГОСТ 162-41 Инструкция 140-54
0,05 0,1 250 и 300
0,1 400 и 500
Штангензубомер с нониу- сами (фиг. 63) 0,02 По модулю: 1—18 и 5—36 ГОСТ 163-41 Инструкция 122-53
Примечание. На фиг. 59—63 приняты следующие обозначения: 1 —штанга; 2 — измерительные губки; 3 — рамка; 4 — зажим рамки; 5 — нониус; 6 —линейка глуби- номера; 7 — микрометрическая подача: 8 — основание; 9 — измерительная ножка; /0 — разметочная ножка; 11 —ножка глубиномера; 12 — высогная линейка.
116
ZII
'09 'ЛИФ
(9
’69 '^ф
IpebyCMbnj
а[Ш]мср~\
Фиг. 62.
118
При у = 1
zzf = сг( — с = 1-1 — 0,05 =
= 0,95 мм;
./ = ах/г = 0,95-20 = 19 мм.
При у = 2
« = — = — = 20;]
с 0,05
aY = ay — с = 1-2 — 0,05 =
= 1,95 мм;
I = aYn = 1,95 • 20 = 39 мм.
Результаты этих
двух примеров графи-
чески изображены на
фиг. 64, а. Они по-
казывают, что с увели-
чением модуля у в 2
раза интервал деления
шкалы нониуса также
увеличивается почти в
2 раза (при сохране-
нии величины отсчета
1
0,05
= 20;
Фиг. 63.
по нониусу). Таким образом, увеличение модуля позволяет об-
легчить контролеру производство отсчета.
а
п = —
с
Модуль у принимается равным 1; 2 или 5.
Величины отсчета по нониусу равны 0,1; 0,05 или 0,02 мм.
При оценке видимого взаимного смещения штрихов штанги
119
и шкалы нониуса (фиг. 64,6), помимо параллакса, имеет значе-
ние разрешающая способность человеческого глаза. Наименьшее
видимое смещение штрихов составляет около 0,012 мм.
2. Микрометрические инструменты
В табл. 10 приведены основные метрологические характери-
стики, а также номера стандартов и Инструкций Комитета по
техническим требованиям и методам поверки микрометрических
инструментов.
Отсчетное устройство микрометрического инструмента осно-
вывается на превращении вращательного движения микровинта
в поступательное. Поэтому у микрометрических инструментов
имеются фактически два связанных между собой отсчетных
устройства вращательного и поступательного движений микро-
винта (фиг. 70).
Для отсчета вращательного движения микровинта служат
круговая шкала с ценой деления = 0,01 мм, нанесенная на ба-
рабане 1 ;и штрих-указатель, нанесенный на стебле 2. Для от-
счета поступательного движения микровинта служат шкала с
ценой деления 0,5 мм, нанесенная на стебле 2, и указатель в
виде торца барабана 1.
Микровинт скрепляется с барабаном с помощью буртика
(фиг. 71, а) или с помощью посадки на конус (фиг. 71,6 и г)
Одному обороту микровинта, жестко скрепленного с барабаном,
соответствует его осевое перемещение на шаг микровинта S =
= 0,5 мм, которое отсчитывается по положению торца бараба-
на, являющегося в данном случае указателем. Для облегчения
отсчета и получения шкалы с ценой деления 1 мм по обе сторо-
ны от продольного штриха на стебле 2 (фиг. 70, а) нанесены
две шкалы с ценой деления 1 мм, но они сдвинуты одна относи-
тельно другой на 0,5 мм, т. е. на шаг микровинта.
На наружной конусной поверхности барабана 1 нанесена
шкала с числом делений п = 50.
При повороте микровинта с барабаном на некоторый угол,
например, соответствующий одному делению барабана и отсчи-
тываемый с помощью продольного штриха на стебле микрометра
(второго указателя), микровинт переместится вдоль своей оси
на величину цены деления шкалы, нанесенной на барабане.
Цена деления микрометра
Прр больших диаметрах барабана и числе делений цена де-
ления уменьшается.
Передаточное отношение микрометрической пары определя-
ло
Таблица 10
Метрологические характеристики микрометрических инструментов
Измерительный прибор Цена деления в мм Пределы измерений в мм № стандарта или Инструкции Комитета по техническим требованиям]и мето- дам поверки
шкалы прибора
Микрометры с ценой деления 0,01 мм: гладкие МК (фиг. 65, а) листовые МЛ (фиг. 65, 6) трубные МТ (фиг. 65, в) зубомерные М3 (фиг. 65, г) 0,01 0,01 0,01 0,01 15 25 5 10 25 10 25 25 0—600 0—25 0—25 0—100 ГОСТ 6507-60 Инструкция 135-57
Микрометры со встав- ками с ценой деления 0,01 мм (фиг. 66) 0,01 20 25 0—350 ГОСТ 4380-48 Инструкция 125-57
Рычажные микрометры: МР — со встроенным в корпус отсчетным устройством (фиг. 67, а) MP3 — со встроен - ным в корпус от- счетным устройст- вом для измерения длины общей нор- мали зубчатых ко- лес (фиг. 67, б) МРИ — с измеритель- ными головками (фиг. 67, в) 0,002 0,002 0,005 и 0,01 ±0,02 ±0,02 ±0,05 3 5 и 10 0—50 0—45 50—2000 ГОСТ 4381-61 Инструкция 144-55
Микрометрически е нутромеры (фиг. 68, а) 0,01 13 и 25 50—10000 ГОСТ 10-58 Инструкция 136-57
Микрометрические глу- биномеры с ценой деления 0,01 мм (фиг. 69) 0,01 25 0—100 ГОСТ 7470-55 Инструкция 137-57
Примечание. Нафиг. 65—69 приняты следующие обозначения: 1 — скоба; 2 — пятка; 3 — микрометрический винт; 4 — стопор; 5 — стебель- 6 — барабан; 7 — тре- щотка; 8 — циферблат; 9 — стрелка; 10 — измерительная губка; 11 — призматическая вставка; 12 — коническая вставка; 13— укороченная коническая вставка; 14 — плоская вставка; 15 — шаровая вставка; 16 — установочная мера; 17— шкала отсчетного устрой- ства; 18 — кнопка арретира; 19 — указатели пределов поля допуска; 20 — микрометриче- ская головка; 21 —микрометрическая головка с индикатором; 22—удлинитель; 23 — измерительный наконечник; 24—микрометрический винт; 25—корпус; 26 — установоч- ная скоба; 27 —основание; 28 —измерительный стержень.
121
122
23 25 4 24 6
«)
2Z
6)
Фиг. 68.
3)
z)
123
ется отношением длины окружности I барабана /, на которой
нанесены деления, к шагу микровинта S:
• I 50 лип < рр.
tx — =---------= 100.
S 0,5 мм
На фиг. 70, б изображено отсчетное устройство микрометра
с нониусом, состоящее из следующих трех устройств:
нанесенной на цилиндрическую
поверхность стебля параллельно
его оси, и подвижного указателя,
которым является торец бараба-
на.
Каждый интервал шкалы со-
ответствует шагу микровинта
S ~ сг =- 1/40 дюйма.
При одном обороте барабана
с микровинтом торец барабана
(указатель) переместится на
одно деление. Число делений
Hi = 40 на неподвижной шкале
определяет предел измерений
микрометра, который равен
0,025 X 40 = 1 дюйм.
2. Подвижной круговой шка-
поверхности барабана, и непод-
вижного указателя, которым является продольный штрих шкалы
с ценой деления Ci = 0,025 дюйма.
Число делений круговой шкалы п2 = 25, следовательно, цена
деления круговой шкалы
S 0,025
с2 = — = -— = 0,001 дюйма.
п2 25
3. Отсчетного устройства с нониусом. Основной шкалой яв-
ляется подвижная круговая шкала, нанесенная на коническую
поверхность барабана, с ценой деления с2 = 0,001 дюйма. Непо-
движная шкала нониуса с числом делений п3 = 10 нанесена на
цилиндрическую поверхность стебля. Цена деления нониуса
С>2 0,001 „ ЛЛЛЛЕ/1
€3 --------------дюйма = 0,00254 мм.
п3 10
Отсчет по микрометру состоит из суммы отсчетов по всем
трем отсчетным устройствам; так, на фиг. 70, в отсчет равен
0,25 + 0 + 0 = 0,25 дюйма, а на фиг. 70, г 0,25 + 0 -t 0,0007 =
= 0,2507 дюйма.
В часовой промышленности применяют также микрометры
(фиг. 72) с поступательно движущимся стержнем, который вслед-
ствие наличия внутри скобы шпонки не вращается во время по-
124
ворота микровинта, что очень важно при измерении мелких де-
талей. Штанга с основной шкалой и нониус со шкалой широко
применяются в различных измерительных приборах, станках и
механизмах, когда необходимо отсчитывать величины взаимных
перемещений деталей или узлов с точностью до 0,1; 0,02 или
0,05 мм, например, на таком зубоизмерительном приборе, как
межцентромер.
В конструкциях различных измерительных приборов широка
штрих шкалы указатель шкалы
с2= 0,5мм с2=0,5мм
Ф,иг. 70.
применяют также микроврнты с описанными выше отсчетными
устройствами. Таи, в инструментальном микроскопе (см.
фиг. 167) устанавливают микровинты с ценой деления 0,01
или 0,005 мм для отсчета перемещений стола инструментального
микроскопа.
Таким образом, вопросы точности, рассматриваемые в на-
стоящей главе, имеют значение и при конструировании узлов,
отсчетных устройств измерительных приборов различного на
значения.
125
Фиг. 72.
126
§ 2. ПОГРЕШНОСТИ ОСНОВНЫХ ЭЛЕМЕНТОВ
ШТАНГЕНИНСТРУМЕНТА И МЕТОДЫ ИХ ПОВЕРКИ
Погрешности отдельных элементов штангенинструментов
влияют на суммарную погрешность их показаний. Поэтому при
конструировании штангенинструмента и назначении допусков
на (Их изготовление необходимо исходить из того, чтобы сумма
погрешностей отдельных элементов штангенинструмента не пре-
восходила допускаемую суммарную погрешность его показаний.
Нормы точности устанавливаются государственными обще*
союзными стандартами и инструкциями (см. табл. 9), а также
заводскими нормалями и зависят от величины отсчета по нониу-
су и пределов измерений.
Ниже рассмотрен пример норм, установленных для штанген-
циркуля с пределами измерений 0—125 мм и величиной отсчета
по нониусу с = 0,1 мм (фиг. 59,а).
1. Точность нанесения штрихов на шкалы
Погрешности нанесения штрихов шкал штанги и нониуса не-
посредственно влияют на точность показаний. Ширина штри-
хов шкал штанги и нониуса должна быть в пределах 0,08—
0,20 мм. Разница в ширине штрихов на каждой шкале одного
штангенциркуля не должна превышать 0,05 мм. Неточность
расстояний между двумя любыми штрихами не допускается
более ±0,03 мм. Шкалы штанги р нониуса проверяют на ин-
струментальном или универсальном микроскопах.
2. Толщина кромки края нониуса
и зазор между нониусом и штангой
Стандартом нормируется общее расстояние от верхней кром-
ки края нониуса 1 до поверхности шкалы штанги 2 (фиг. 73).
Это расстояние, равное сум-
ме ух + z/2, не должно быть
более 0,3 мм.
При изменении направ-
ления линии взгляда на
угол ф ошибка б от парал-
лакса возрастает с увеличе-
нием суммы ух + Уъ-
Величину зазора прове-
ряют щупом.
В конструкции нониуса,
изображенного на фиг. 74,
шкала нониуса нанесена на
пластинку толщиной 0,1 мм,
штанги, поэтому влияние параллакса уменьшено более чем в
2 раза.
127
3. Угол между направляющей стороной
и измерительной поверхностью штанги
Угол а между направляющей стороной штанги и измеритель-
ной поверхностью губки (фиг. 75, а) должен максимально при-
ближаться к прямому углу (а = 90° ± 5').
Нарушение этого требования вызывает ошибку измерения,
так как при перемещении рамки ноциуса, равном /, произве-
денный отсчет будет больше, чем размер измеряемого изделия
d, на величину ошибки измерения
о = 1 — I cos у = I . (33)
Угол а проверяют угольником в процессе изготовления
штангенциркуля.
128
4. Плоскостность измерительных поверхностей
Для штангенциркуля с ценой деления 0,1 мм (фиг. 59, а) до-
пускается отклонение не более 0,004 мм, которое определяется
по величине просвета между измерительной поверхностью губ-
ки штангенциркуля и острым ребром лекальной линейки.
У штангенинструментов с ценой деления 0,02 и 0,05 мм из-
мерительные поверхности должны быть настолько плоскими,
чтобы при наложении на них плоских интерференционных
стеклянных пластин (см. гл. II) они давали интерференцион-
ные полосы любой кривизны на всей поверхности, т. е. откло-
нение от плоскостности должно быть не более 0,002 мм.
5. Просвет между губками штанги и рамки
Между измерительными губками допускается просвет не
более 0,015 мм как при незатянутом, так и затянутом зажиме
рамки. Нулевые штрихи шкал нониуса и штанги должны при
этом совпадать. Эта норма характеризует погрешность направ-
ляющих перемещения рамки по штанге.
Вводится также допуск на непрямолинейность направляю
щей штанги, который не должен превышать 0,03 мм. Непрямо-
линейность направляющей сто-
роны штанги вызывает перекос
измерительной поверхности
губци рамки и непараллель-
ность между измерительными
поверхностями губок штанги и
рамки (фиг. 75,6). В этом слу-
чае отсчитанный по нониусу
размер изделия будет зависеть
от того, в какую сторону пере-
косится рамка и на каком рас-
стоянии от штанги измеряется
Фиг. 76.
изделие.
Настоящий дефект вызывает ошибки первого порядка, так
как в конструкции штангенциркуля нарушен принцип Аббе;
линия измерения не является продолжением линии шкалы.
Для уменьшения ошибки измерения 6 = Lcp (фиг. 75, 6) изме-
рение необходимо производить на участках измерительных
поверхностей губок, более близких к направляющей штанги.
Вылет губок L нормируется; он должен быть не менее 35 мм,
что связано с измерением диаметра цилиндрических деталей.
Плотность прилегания рамки к направляющей штанги обу-
словливается действием пружины с другой стороны штанги.
Однако для обеспечения плавности движения рамки, по штанге
нормируется допускаемое отклонение от параллельности ребер
штанги не более 0,05 мм. Вследствие наличия указанных выше
129
ошибок между измерительными губками штанги (и рамки появ-
ляется просвет.
Для проверки величины просвета между измерительными
поверхностями губок создается образец просвета (фиг. 76) из
концевых мер длины, притертых к плоской стеклянной пласти-
не 1. Сверху накладывается лекальный брусок 2, ширина кото-
4-/
рого должна быть равна ширине проверяемых губок. Просвет
между измерительными поверхностями губок определяют пу-
тем сопоставления его с соответствующим просветом образца.
6. Перпендикулярность измерительных поверхностей
к боковым сторонам губок
Измерительные поверхности губок должны быть перпенди-
кулярны их боковым сторонам (фиг. 77).
Нарушение этого условия вызывает ошибку, определяемую
по формуле (33).
Перпендикулярность измерительных поверхностей губок их
боковым сторонам проверяют с помощью лекального угольника.
7. Погрешность показаний штангенциркуля
Метод проверки погрешности показаний штангенциркуля с
помощью концевых мер I (фиг. 78) построен так, что одновре-
менно проверяется точность направляющих, а также другие
погрешности, рассмотренные выше; проверка ведется на двух
участках поверхностей губок.
Допускаемые погрешности показаний штангенциркулей дол-
жны лежать в пределах величины отсчета по нониусу (с =
= 0,1 мм\ 0,05 мм).
Если после проведенного анализа и выявления ошибок, вли-
яющих на суммарную погрешность показаний и вероятностного
130
суммирования, получится величина, которая превысит норму,
предусмотренную стандартом для данного штангенциркуля, то
цена деления должна быть увеличена с 0,05 до 0,1 мм. Поэтому
при установлении норм на отдельные элементы штангенинстру-
мента предусматривается, что фактические отклонения отдель-
ных элементов штангенциркуля пр,и вероятностном их сумми-
ровании не превысят нормы, предусмотренной стандартом для
данной цены деления.
§ 3. ПОГРЕШНОСТИ ОСНОВНЫХ ЭЛЕМЕНТОВ МИКРОМЕТРИЧЕСКОГО
ИНСТРУМЕНТА И МЕТОДЫ ИХ ПОВЕРКИ
При конструировании микрометрического инструмента и
назначении допусков на его отдельные элементы необходимо
учитывать влияние погрешностей каждого элемента на суммар-
ную погрешность показаний. Нормы на микрометрический ин-
струмент установлены стандартами и инструкциями (см. табл.
10), а также заводскими нормалями; они зависят от конструк-
ции и пределов измерений микрометрических инструментов.
Ниже на примере гладкого микрометра рассматриваются
основные элементы, неточности которых влияют на погрешность
показаний микрометра.
1. Погрешность микропары
Неточность микропары микрометрических инструментов яв-
ляется одной из главных ошибок, непосредственно влияющих
на погрешность показаний. Исследования показали, что по-
грешности шага микропары зависят от отклонений винта и гай-
ки по шагу и от сочетания этих отклонений.
Принципиально для устранения влияния неточностей доста-
точно, чтобы один из компонентов резьбы был бы точен; по-
этому при изготовлении инструмента тщательно проверяют по
шагу резьбу микровинта, а кроме того, и метчик, который на-
резает отверстие в стебле. Допуск на шаг резьбы микровинта
0,004 мм и на биение резьбы — не более 0,005 мм не предусмо-
трен ГОСТом и его назначает завод-изготовитель. Проверку
производят на универсальном микроскопе.
2. Параллельность продольного штриха
стебля оси вращения микровинта
Непараллельность продольного штриха стебля оси враще-
ния микровинта А (фиг. 79) вызывает ошибку показания.
Пример. Диаметр стебля d = 18 мм; допускаемое смещение риска
Д = 0,05 мм на длине I = '25 мм\ шаг микровинта 5 = 0,5 мм. Определить
ошибку отсчета, вызываемую погрешностью Д.
131
Ввиду малости величину А можно принять за дугу окружности диамет-
ром d, соответствующую углу 0.
Ошибка показания определится из пропорции
Отклонение А или соот-
Фиг. 79. ветствующий ему угол а оп-
ределяют на инструмен-
тальном или универсальном микроскопах.
3. Ширина штрихов шкал стебля и барабана
Ширина штрихов на стебле должна быть равна 0,2 ± 0,05,
на барабане 0,1 ± 0,05. Ширину штрихов проверяют на инстру-
ментальном микроскопе.
4. Точность нанесения штрихов
на шкалы барабана и стебля
Штрихи шкалы барабана могут быть нанесены на круговой
делительной машине с погрешностью, достигающей 11"
Перемещению микровинта на 0,01 мм соответствует поворот
360°
барабана на угол (31 =-----(где п— число делений на бараба-
не, равное 50).
Перемещению микровинта на 0,0001 мм, которым можно
пренебречь, соответствует поворот барабана на угол
_ __ 360° _ г
Н 100 50-100
Допуск 4х на шкалу барабана можно выдержать при изго-
товлении ее на круговой делительной машине или методом вы-
давливания Жданова. Последний способ полностью обеспечи-
вает также требуемую точность нанесения штрихов на стебле.
Обе шкалы проверяют на универсальном микроскопе.
5. Расстояние от стебля до верхнего края
торца скоса барабана
Расстояние у\ + у2 (фиг. 80) проверяют у продольного
штриха стебля, т. е. в том месте, где производится отсчет. Оно
не должно быть более 0,4 мм, иначе пр,и отсчете увеличивается
влияние параллакса.
132
Это расстояние проверяют с помощью
меры размером 0,4 мм на глаз.
6. Измерительное усилие
В качестве стабилизатора изме-
рительного усилия у микрометров
служит пружина (фиг. 71, г) или
пружина 1 с зубом 2 трещотки 3
(фиг. 71, а — в).
Величину измерительного уси-
щупа или концевой
лия можно изменять, регулируя
усилие пружины или угол а зуба трещотки (фиг. 71, в). С умень-
шением угла а уменьшается измерительное усилие.
Для рассматриваемого микрометра допускаемое измеритель-
ное усилие Р = 500 4- 900 Г(5|4- 9 н).
Измерительное усилие проверяют с
помощью циферблатных весов или спе-
циально приспособленных для этого ди-
намометров с тарированной пружиной.
7. Положение края скоса барабана
относительно нулевого штриха
Фиг. 81.
целиком и размер
При нулевом отсчете (фиг. 81) нуле-
вой штрих стебля должен быть виден
а не должен превышать 0,1 мм.
8. Плоскостность измерительных поверхностей
Плоскостность измерительных поверхностей микрометра про-
веряют с помощью плоских (см. гл. II) или плоскопараллельных
интерференционных стеклянных пластин (фиг. 82, а и б).
Допускаемое отклонение от плоскостности измерительных по-
верхностей микрометра равно 0,9 мкм или трем интерференцион-
ным полосам для белого света без учета расстояния 0,5 мм от
краев измерительной поверхности.
На фиг. 83 изображены три интерференционные картины, ко-
торые получаются при наложении стеклянных пластин на изме-
рительную поверхность микрометра.
Картина I — контакт в точке а, отсчет — две полосы (бив).
Полоса г, расположенная на краю измерительной поверхности,
не учитывается (завал по краям).
Картина II — контакт в точке а, отсчет — две полосы: первая
б, а вторая — в и д. Полоса г — е не учитывается. Кривизна в
сечении у — у больше, чем в сечении х — х.
5 Заказ 264 1 33
vf> Остальное
134
Картина III—контакт по линии а, образующей цилиндриче-
ской поверхности. Первая полоса — б и д, вторая — в и е. Поло-
са г — ж не учитывается.
Отклонение от плоскостности влияет на величину ошибки по-
казания в зависимости от формы измерительной поверхности,
если измерения производятся краями измерительных поверхно-
стей.
9. Параллельность измерительных поверхностей
*)
Фиг. 84.
Непараллельность измерительных поверхностей пятки и мик*
ровинта влияет на результаты измерений.
На фиг. 84 приведены три воз-
можных случая непараллельно-
сти:
1) измерительная поверхность
микровинта 1 перпендикулярна
оси вращения, но не параллельна
измерительной поверхности пят-
ки 2 (фиг. 84, а); перемещение
микровинта L не соответствует
измеряемому размеру Lx плоско-
параллельной детали;
2) измерительная поверхность
микровинта 1 не перпендикуляр-
на оси его вращения, а измери-
тельная поверхность пятки 2
перпендикулярна оси вращения
микровинта (фиг. 84, б); размер
измеряемой плоскопараллельной
детали будет меньше размера
установочной меры;
3) измерительные поверхно-
сти пятки 2 и микровинта 1 не перпендикулярны оси вращения
микровинта (фиг. 84, в). В этом случае две измеряемые плоско-
параллельные детали с разной толщиной L'x и L'2 соответст-
вуют установочной мере 3.
У микрометров с верхним пределом измерений до 100 мм па-
раллельность измерительных поверхностей микрометров прове-
ряют с помощью плоскопараллельных стеклянных пластин
(фиг. 82, а и б). Комплект состоит из четырех пластин
(ГОСТ 1121-54), размеры Н которых отличаются один от дру-
гого на величину перемещения микровинта при его повороте на
оборота (фиг. 82, в). Проверку ведут по схеме, изображенной
на фиг. 85, а, с каждой пластиной из комплекта. Вследствие
того, что проверка ведется с четырьмя пластинами, исключается
возможность строгой параллельности измерительных поверхно-
135
5*
стей микрометра и неперпендикулярность их оси вращения мик-
ровинта.
Вместо плоскопараллельных стеклянных пластин больших
размеров Н применяют комплект плоскопараллельных стеклян-
Фиг. 85.
ных пластин, составленных в виде блоков, в каждом из которых
имеются две стеклянные пластины и одна плоскопараллельная
концевая мера длины (фиг. 85, б). За отклонение от параллель-
ности принимается сумма отсчетов в полосах на обеих измери-
тельных поверхностях.
Микрометры, находящиеся в эксплуатации, можно проверять
с помощью четырех плоскопараллельных концевых мер длины
/, 2, 3 и 4 (фиг. 85, в), которые по длине отличаются одна от
другой на величину, соответствующую 74 оборота микровинта,
Микрометры с верхним пределом измерений свыше 100 мм
проверяют с помощью четырех специальных штихмассов
(фиг. 85, г), размеры которых также отличаются один от другого
на величину, соответствующую V4 оборота микровинта. На кон-
цах штихмассов запрессованы шарики, эксцентрично расположен-
ные относительно оси микровинта.
Каждым штихмассом проводят проверку в четырех положени-
ях, поворачивая его каждый раз вокруг оси на 90°
10. Поверка установочных мер
Рабочие размеры и плоскопараллельность измерительных по-
верхностей установочных мер поверяют на горизонтальном опти-
метре или измерительной машине обычным методом.
136
Погрешности установочных мер регламентируются ГОСТом
6507-60 и в качестве систематической ошибки являются состав-
ляющей погрешности показаний. Они колеблются в пределах от
±1,5 до ±4,0 мкм, в зависимости от их номинального размера.
11. Допускаемая погрешность показаний микрометра
Рассмотренные выше погрешности основных элементов мик-
рометра в сумме не должны превышать допускаемых погрешно-
стей показаний, регламентированных ГОСТом 6507-60. Они ко-
леблются в пределах от ±4 до ±10 мкм, в зависимости от верх-
них пределов измерений микрометров.
ГЛАВА IV
РЫЧАЖНО-МЕХАНИЧЕСКИЕ ПРИБОРЫ
§ 1. МИКРОМЕРЫ
Микромеры служат для относительных измерений размеров
и определения отклонений от геометрически правильной формы
изделий.
Конструктивно микромер представляет собой специальный
малогабаритный одно- или многозвенный рычажный механизм с
измерительным стержнем — первым звеном и отсчетным устрой-
ством— конечным звеном.
Основной задачей, которую необходимо решить при проекти-
ровании рычажных измерительных устройств, является превраще-
Фиг. 86.
ние линейных перемещений измерительного наконечника в про-
порциональные угловые перемещения стрелки. Для этой цели мо-
гут применяться различные рычажные механизмы. Исходными
механизмами, преобразующими линейные перемещения в угло-
вые, являются синусный (фиг. 86, а) и тангенсный механизмы
(фиг. 86, б).
Перемещение измерительного стержня связано с углом пово-
рота стрелки следующими равенствами:
для механизма, изображенного на фиг. 86, а,
s = a sin ср;
138
для механизма, изображенного на фиг. 86, б,
s = a tgcp.
Для выбора типа и конструктивных параметров механизма
необходимо предварительно оценить погрешность его схемы.
Основным методом оценки погрешности является аналитиче-
ский, при котором линейное перемещение измерительного стерж-
ня функционально связывается с угловым перемещением конеч-
ного звена — стрелки
S = f(?)
или, что то же самое,
<Р = F(s).
Так как шкала конечного звена обычно равномерная, то иде-
альным механизмом следует считать такой, у которого
s = а^.
Величина а0, выражающая передаточное отношение идеаль-
ного механизма, называется номинальным передаточным отноше-
нием.
Закон движения реального рычажного механизма отличается
от закона движения идеального. Разность функций, выражаю-
щих эти законы, является погрешностью кинематической схе-
мы механизма
Д = f (?) — «о?-
Отношение максимального абсолютного значения погреш-
ности |Д| к максимальному значению измеряемой величины
smax называется относительной погрешностью'.
g _ I А |тах __ I f (?) go? I max (2 g)
smax smax
Исходными параметрами для построения механизмов мик-
ромеров являются передаточное отношение и предел измере-
ния, исходя из которых и выбирают параметры составляющих
механизм звеньев. При этом необходимо учитывать, что по-
грешность механизма имеет преувеличенное значение, если
размеры его звеньев были выбраны из условия равенства пере-
даточного отношения в начальном положении механизма номи-
нальному. Рассмотрим синусный механизм. Графическое
изображение законов движения механизмов дано на фиг. 87.
Закон движения идеального механизма изображается прямой
линией, а реального — синусоидой. На фигуре показано не-
сколько кривых, соответствующих различным значениям плеча
а реального механизма. Передаточное отношение в начальном
положении обоих механизмов одинаково.
Из фиг. 87 видно, что снизить погрешность механизма можно
путем увеличения плеча а, т. е.
а = ₽а0,
139
где р — корректирующий множитель, величина которого пока-
зывает, какую долю от номинального передаточного от-
ношения должно составлять плечо а для обеспечения
минимального значения погрешности.
Синусный механизм имеет наибольшую погрешность при
плече ai, равном номинальному передаточному отношению.
Разработанная в настоящее время методика применения
теории наилучшего приближения функций, созданной выдаю-
щимся русским математиком П. П. Чебышевым, к расчету схем
механизмов дает возможность рассчитать наивыгоднейшие раз-
меры звеньев, обеспечивающие наименьшую погрешность, по-
зволяет найти эту погрешность, определить необходимое коли-
чество компенсаторов в механизме и их положение, задать до-
пуски на звенья, не имеющие компенсаторов, и установить
порядок регулирования при сборке механизма. Согласно такому
расчету погрешность синусного механизма будет наименьшей
при плече а3, равном мгновенному передаточному отношению
механизма в точке D, соответствующей углу цц отклонения ры-
чага.
Для синусного механизма
= °>87?к,
где — предельный угол отклонения рычага.
Корректирующий множитель
<р2
Р- 1 + V’
о
140
следовательно,
/ ф2 \
аз — ао I 1 Н-- ) •
\ О /
Изменение линейных параметров звеньев механизма с це-
лью уменьшения погрешности схемы называют регулировкой
передаточного отношения.
Максимальная погрешность синусного механизма при наи-
лучшей регулировке
а относительная погрешность
Проведя рассуждения, аналогичные изложенным выше, для
тангенсного механизма, получим ряд формул, соответствующих
формулам для синусного механизма:
<Р1 = °.87?к>
ср2
Р = 1 — —;
4
Выше было локазано, что регулировкой плеча можно значи-
тельно уменьшить погрешность. Графически (фиг. 87) этому со-
ответствует изменение амплитуды синусоиды с целью макси-
мального улучшения ее совпадения с отрезком ВВ, выражаю-
щим закон движения идеального механизма с номинальным пе-
редаточным отношением. Вертикальные линии, проведенные из
концов отрезка ВВ, отсекают на синусоиде рабочий участок,
который определяет предел измерения механизма и не меняется
при изменении передаточного отношения. То же можно сказать
и о других механизмах, отличных от синусного.
В рассмотренном случае на синусоиде был выбран участок,
симметричный относительно ее начала. Для этого необходимо,
чтобы начальное положение механизма, при котором плечо (ли-
ния, соединяющая центр шарика с осью вращения) перпенди-
кулярно направлению движения измерительного стержня, сов-
падало с нулевым отсчетом по шкале. Такого совпадения до-
биваются при помощи так называемой регулировки симметрич-
ности, или регулировки нуля. Эта регулировка по существу
141
сводится к выбору рабочего участка, на котором погрешности
механизма минимальны.
Тип микромера определяется устройством рычажного меха-
низма. Различают следующие основные типы микромеров: ры-
чажный (фиг. 88, а), рычажно-винтовой (фиг. 88, б), рычажно-
пружинный (фиг. 88, в), рычажно-зубчатый (фиг. 88, г) и зуб-
чатый (фиг. 88,6).
Передаточное отношение:
для рычажного микромера
As а
142
для рычажно-винтового
, _ L _ 9, R I .
AS as"
для рычажно-пружинного
As а
для рычажно-зубчатого
/ = — = R'1 •
As a-r
для зубчатого
i = 2R z*
mz1 z2
где m — модуль зубчатого зацепления.
1. Рычажные микромеры
Рычажная схема механизма микромера с ценой деления
0,001 мм, известного под названием миниметр, долгое время
была самой распространенной.
Конструктивное оформление миниметров разнообразно. На-
иболее широко применяются миниметры с ножевыми опорами,
одна из конструкций которого показана на фиг. 89. Измеритель-
ный стержень 1 перемещается по шариковым направляющим.
Опорный конец указательной стрелки 3 имеет вид вилки, опи-
рающейся своими концами — ножами на призматические по-
душки, закрепленные на корпусе миниметра. Опорный нож 2
контактирует с плоской подушкой, закрепленной на торце
стержня.
Регулировочный винт 4 служит для регулировки передаточ-
ного отношения, т. е. установки величины малого плеча — рас-
стояния между опорными ножами. Регулировка симметричности
механизма осуществляется путем заострения или затупления
ножа стрелки. При заострении ножа ось ножевого шарнира
как бы переносится ближе к ребру призмы.
Измерительное усилие создается пружиной 5.
Механизм приведенного миниметра построен на синусной
схеме. Следовательно, погрешность его схемы
д=о04- (зб)
Для миниметров с ценой деления 0,001 мм погрешность схе-
мы составляет 0,1—0,3 мкм, а пределы измерения ±0,03 мм.
Конструкция миниметра проста, погрешность схемы весьма
мала, однако при рычажной схеме угол поворота не может быть
больше 90° Это делает неизбежным малый предел измерения и
143
большие габариты прибора. Длинная, а следовательно, массив-
ная стрелка приводит к значительной инерционности механизма.
Ножевые опоры трудно изготовить с требуемой точностью, так
ф|иг. 89.
Фиг- 90.
как рабочие поверхности доводят вручную.
Износоустойчивость опор низкая, поэтому
погрешность в результате отклонений кон-
тактных поверхностей (ножа и призмы) от
первоначальной геометрической формы
значительно больше кинематической по-
грешности схемы механизма. По этим при-
чинам мициметр не рекомендуется к приме-
нению и серийно не изготовляется.
При конструировании измерительных
приборов необходимо избегать сложных
контактных поверхностей, особенно в нача-
ле кинематической цепи, где необходимо
обеспечение наиболее высокой точности.
Рекомендуется исполь-
зовать простые кон-
тактные поверхности,
например, сферу и пло-
скость, так как изго-
товление шариков и
плоскостей значитель-
но проще, чем призм,
ножей, зубчатых колес
и винтов.
К приборам с чисто
рычажной схемой так-
же относятся рычаж-
ные индикаторы с це-
ной деления 0,02 мм.
Механизм индика-
тора (фиг. 90) состоит
из двух рычагов. Изме-
рительный стержень от-
сутствует,
тельный
плотно
ось 2
первого
прессованную в рычаг
3. Опорной плоскостью
на конце этот рычаг
воздействует на штифт 5 второго рычага — стрелки. Измеритель-
ное усилие создается пружиной 4. Предел измерения прибора
составляет 0—0,2 мм, цена деления 0,02 мм.
Относительно небольшая погрешность измерения индика*
а измери-
наконечник 1
посажен на
малого плеча
рычага, за-
144
тора (равная !/2 цены деления) сохраняется только при усло-
вии, если направление измерения перпендикулярно продольной
оси наконечника. В противном случае изменяется малое плечо
индикатора, которое становится меньше расчетной величины.
Из-за недостатков прибора—малого предела измерения
(увеличение его привело бы к значительному росту погрешно-
сти) и большой цены деления — отказались от его изготовления
и стали выпускать рычажно-зубчатые приборы.
2. Рычажно-винтовой индикатор
Рычажно-винтовой индикатор с ценой деления 0,01 мм
(фиг. 91) является наиболее распространенным из группы ми-
кромеров, основанных на сочетании рычага с винтовой поверх-
ностью.
Рычаг L вращается вокруг оси О; с
ним связано малое плечо рычага а, явля-
ющееся измерительным наконечником.
На конце большого плеча закреплен ци-
линдрический палец, который входит в
винтовую прорезь червяка. На оси чер-
вяка укреплена стрелка /. Передаточное
отношение индикатора
о L I
a s
Шкала индикатора содержит ±35 де-
лений, что при цене деления 0,01 мм со-
ставляет 0,7 мм. Ограничение предела
измерения вызывается тем, что, помимо
обычных погрешностей (в частности, по-
грешностей, вызываемых возможной не-
перпендикулярностью направления изме-
Фиг. 91.
рения продольной оси наконечника), имеются еще ошибки, при-
сущие кинематической схеме прибора. При вращении вокруг оси
конец рычага L отклоняется от оси рычага на величину о. с?то
145
вызывает дополнительный поворот рычага на некоторый угол а,
причем
где г—средний радиус червяка.
При угле поворота <р и длине большого рычага L
b = L — Leos ср = L(l —cosep);
tga = — (1 — cosep).
г
Следовательно, ошибка растет с увеличением угла поворота.
Если увеличить радиус г для уменьшения этой ошибки, то
уменьшится угол подъема червяка, вследствие чего снизится
чувствительность прибора, а соответствующее увеличение шага
червяка приведет к увеличению габаритов при&ора.
Погрешность на всем пределе измерения в данных индика-
торах достигает ±15 мкм.
3. Рычажно-пружинные микромеры
Пружинные механизмы имеют значительные преимущества,
благодаря чему их применение расширяется. К наиболее важ-
ным преимуществам пружинных механизмов надо отнести то,
что у них отсутствуют контактные пары внешнего трения, кото-
рые изнашиваются, поэтому не требуется их ремонт и приборы
могут длительное время работать без уменьшения точности.
При этом вариация показаний и погрешность обратного хода
практически отсутствуют.
Однако применение пружинных механизмов ограничивается
из-за невозможности их сочетания с последующими механиче-
скими передачами, так как наличие любого контактного усилия
искажает кинематику пружинного механизма. Вследствие этого
пружинная передача должна заканчиваться указателем или со-
четаться с оптической передачей.
В рычажно-пружинных микромерах используются упругие
свойства плоских и витых пружин.
Принципиальная схема механизма микромера с плоскими
пружинами показана на фиг. 92. Измерительный наконечник 1
перемещает подвижную планку 2, которая крепится к корпусу
двумя плоскими пружинами 7. Вертикальные плоские пружи-
ны 5 в верхней части через прокладку 6 жестко соединены ме-
жду собой, а в нижней части одна пружина жестко крепится к
подвижной планке, а другая — к неподвижной 4. Измеритель-
ное усилие создается пружиной 8. Винт 3 предназначен для
окончательной регулировки плеча.
146
Закон движения механизма с двумя плоскими
описывается следующим выражением
пружинами
(37)
или приближенно
As = ауГ1 + —L. Yq3s(p)
Безразмерный коэффициент
As^ ay.
Фиг. 92.
где Р — усилие сжатия пружины;
Е—модуль упругости пру-
жины;
J — момент инерции пружи-
т bh*.
ны; J = (Ь — шири-
на пружины, h — толщи-
на пружины).
Усилие сжатия пружины
р =-----— (39)
al [1+ %(₽))
или приближенно
(40)
al
Значения функций <pi(p), <рг(Р) узображены графически на
фиг. 93.
1 См. В а л е д инский А. С. Расчет перемещений в механизме с плос-
кими пружинами. — Взаимозаменяемость и техника измерений в машиност-
роении. М., Машгиз, 1955 (МВТУ, кн. 34).
147
Передаточное отношение механизма
As Г. I 1
(Ю]
так как
L = Ry + f = Ry+^. = y(^+4V (42)
Для определения безразмерного коэффициента 3 предвари-
тельно по приближенным формулам (38) и (40) определяют
плечо а и силу Р, а затем, имея числовые значения функций
Ф1(3) и ф2(|3), окончательно по формулам (37), (39), (41) и (42)
находят искомые величины.
Кинематическая погрешность механизма обусловлена пере-
мещением оси поворота подвижной части пружины в зависимо-
сти от ее угла -поворота, причем погрешность резко возрастает
с увеличением этого угла. Экспериментально установлено, что
ось вращения практически не меняет своего положения вдоль
оси пружины при увеличении угла до 3° 30х
Механизм с плоскими пружинами имеет недостаточное пере-
даточное отношение, поэтому дополняется обычно оптической
передачей. Недостатком этой схемы является большой перепад
измерительного усилия.
Микромеры с витыми пружинами могут быть двух типов: со
скрученной (фиг. 94, а) и с цилиндрической (фиг. 94, б) пружи-
нами. В микромерах (микрокаторах) с ценой деления 1 и
0,1 мкм в качестве чувствительного элемента используется
скрученная пружина (лента), изготовляемая из фосфористой
бронзы, шириной 0,1—0,2 и толщиной 0,005—0,012 мм. Одна по-
ловина этой ленты скручена вправо, а другая — влево. В случае
приложения к концам такой ленты растягивающих усилий она
раскручивается, вследствие чего поворачивается стрелка, зер-
кало или другой какой-нибудь указатель, прикрепленный к се-
редине пружины.
Измерительный стержень 1 (фиг. 94, в) подвешен и может
перемещаться на плоских пружинах 2. Скрученная лента 4 свя-
зана со стержнем 1 через плоскую пружину 7 При перемещении
стержня 1 вверх лента 4 растягивается и прикрепленная в
средней части ее стрелка 5 перемещается относительно шкалы 6.
Следовательно, в конструкции микрокатора линейное переме-
щение измерительного стержня при растяжении скрученной лен-
ты преобразуется в угловое перемещение стрелки.
Передаточное отношение регулируется с помощью пласти-
ны 3, крепление которой к корпусу позволяет изменять длину
скрученной ленты.
148
149
Соотношение между продольным перемещением конца ленты
и углом поворота ее определяется передаточным отношением.
Угол поворота пружины 1
rE 1 А/
где Е— модуль упругости; в микрокаторах применяют ленты
из бронзы Бр.ОЦ 4-3, для которой Е = 1,15 X
X 104 кГ1мм1 2\
G — модуль сдвига; для бронзы Бр.ОЦ 4-3 G = 4,5 X
X 103 кГ,1мм2\
Л1 — изменение расстояния между концами скрученной
ленты;
а и b — большая и малая полуоси эллипса2;
Х=/— —относительная толщина;
\ о- /
г—угол естественного закручивания, приходящийся на
единицу длины; г = — [/ — расстояние (шаг) при
естественном закручивании ленты].
Изменение усилия, прикладываемого к концу ленты для пе-
ремещения его на величину А/, выражается следующим об-
разом:
kP = Ef
а2г2
1 + 0,18-----
X
а2г2
1 + 0,35-----
X
AZ
2/ ’
где f — площадь поперечного сечения исходной ленты;
2/ — 'суммарная длина скрученных участков ленты.
Пределы измерения м1икрокатора с ценой деления 0,001 мм
составляют ± 0,03 мм; погрешность на всем пределе не превы-
шает 0,5 мкм.
Недостатком скрученных пружин является возникновение
при их растяжении больших напряжений, главным образом в
зоне осевой линии, что вызывает необходимость создания срав-
нительно больших измерительных усилий. Двойная цилиндри-
ческая пружина (фиг. 94, б), имеющая одну половину с левой
навивкой, а другую — с правой, раскручивается при приложе-
нии к ее концам меньших растягивающих нагрузок, чем скру-
1 См. Лян дон Ю. Н. и Забрева Н. Н. Применение упругих элемен-
тов в приборах для контроля линейных величин. — «Измерительная техни-
ка», 1941, № 5.
2 Профиль ленты получается прокаткой проволоки и, следовательно, не
имеет острых углов, поэтому овальное сечение ленты можно приближенно
считать эллиптическим.
150
ченная пружина. Рассмотрев развертку двойной цилиндриче-
ской пружины (фиг. 94, г), растягиваемой силами Р, можно ус-
тановить, что
?2£)2 + /2 = 4Л2, (43)
где ф — угол навивки пружины; ф = 2лп (п — число витков).
Полагая, что в процессе растяжения двойной цилиндриче-
ской пружины средний диаметр витка остается неизменным,
продифференцируем и преобразуем уравнение
dcp _____1_
~dl ~ ~~ ?D2 ’
Учитывая, что — == tga, a tga= —,
ср£> TtD
имеем
Усредняя величину шага в интервале его значений, соответ-
ствующем пределу измерения прибора, получим
I _ А? _.
Таким образом, среднее передаточное отношение двойной
цилиндрической пружины в заданном пределе измерения прямо
пропорционально средней величине шага навивки, обратно про-
порционально квадрату диаметра пружины и в первом прибли-
жении не зависит ни от числа витков, ни от размеров сечения
ленты.
Отрицательная величина передаточного отношения означает,
что при увеличении длины пружины она раскручивается, т. е.
уменьшается угол навивки ф или число витков и. При расчете
микромеров с витой цилиндрической пружиной можно пользо-
ваться следующими экспериментальными рекомендациями:
а = 40-н70о;
отношение ширины пружины к ее толщине
Л = 30-и 70;
h
отношение диаметра пружины к ее толщине
— = 12 + 35.
h
В качестве материала для пружин применяют сплавы, кото-
рые обладают низким коэффициентом линейного расширения и
модуль упругости которых практически не зависит от колеба-
ний температуры.
151
4. Рычажно-зубчатые микромеры
Микромер с ценой деления 0,01 мм. Типовая конструкция
рычажно-зубчатого микромера (индикатора), в которохМ отсут-
ствует измерительный стержень, а измерительный наконечник
закреплен на конце малого плеча рычага, показана на фиг. 95..
Измерительный наконечник 1 плотно посажен на ось 2 малого
Фиг. 95.
плеча первого рычага, запрессованную в рычаг 5. На конце ры-
чага 5 закреплен нож /5, воздействующий на штифт 14. который
на эксцентриковой втулке 12 закреплен в секторе И. На зацеп-
ляющуюся с сектором трибку 7 надет футер со стрелкой 13.
Опоры осей сектора и трибки выполнены на камнях. Верхний
платик механизма скреплен с нижним колонками 6. Нижний
платик центрируется в корпусе и крепится к нему тремя винта-
ми. Кроме того, платик удерживает ободок со шкалой 10. про-
152
кладку, стекло и ‘пружинное кольцо. Измерительное усилие со-
здается пружиной 4, закрепленной в колодке 5.
Контакт между звеньями механизма индикатора обеспечива-
ется волоском S, который закреплен в футере и колодке 9. Как
видно из чертежа, механизм индикатора представляет собой
пространственную двухрычажную синусно-синусную передачу с
зубчатой парой на последнем звене. Механизм сконструирован
так, что 'контактный штифт сектора движется приблизительно
по направлению ’радиуса шкалы. Такое расположение обеспечи-
вает центральное приложение усилий к первому рычагу, что
уменьшает влияние зазоров его оси.
Предел измерения индикатора составляет ±0,4 мм, число де-
лений на шкале 80.
В случае поворота стрелки 1 (фиг. 96) на пол-оборота сек-
тор 2 поворачивается на угол л; —, при этом штифт 3 проходит
22
Z1 гт
дугу ал —. При отсутствии погрешности этому должно соот-
22
ветствовать перемещение наконечника ал — • —. Учитывая на-
личие погрешности, введем корректирующий множитель (3, тогда
_ $стг11
О -------------------------- •
z2b
Как известно, для синусного механизма корректирующий
множитель
I 2Л2
о I 71 -
P=i+j£ = i + L^l2_.
8 8
Относительная погрешность
ровке
схемы при наилучшей регули-
т2
8 = —
24
24
153
а максимальная погрешность на всем пределе измерения
А = 8S.
Ввиду сравнительно 'большого угла поворота секторного ры-
чага а предусмотрены две регулировки: нулевого положения
(регулировка симметричности) и передаточного отношения.
При сборке индикатора после установки механизма в кор-
пус, не надевая шкалы, устанавливают стрелку в произвольном
положении. Затем поворачивают ободок так, чтобы одна из
рисок, расположенных под углом 180° на его внутреннем торце,
лежала примерно посредине между крайними положениями
стрелки.
Для регулировки индикатор закрепляют на стойке и наби-
рают три блока с размерами А; А + 0,4 и А — 0,4 мм. Индика-
тор устанавливают так, чтобы при помещении под наконечник
блока А стрелка лежала точно против второй риски. Затем,
подставляя под наконечник блоки размером А + 0,4 и
А — 0,4 мм, замечают отклонение стрелки от первой риски. Если
эти отклонения не одинаковы по величине или знаку, то отвин-
чивают винты, прижимающие механизм к корпусу, и поворачи-
вают механизм, добиваясь равенства погрешностей.
Передаточное отношение регулируют, поворачивая эксцент-
риковую втулку 12 (см. фиг. 95). Для упрощения регулировки
при наличии большого запаса точности в этом индикаторе
осуществляют не наилучшую регулировку, когда добиваются
нулевой погрешности при 0,87срк, а такую регулировку, при ко-
торой погрешность равна нулю на краю шкалы, т. е. при угле
Следовательно, поворотом втулки 12 добиваются нулевой
погрешности в точках, соответствующих показанию индикатора
при подстановке блоков А + 0,4 и А — 0,4 мм. Затем стрелку
снимают и окончательно собирают индикатор. Стрелку необхо-
димо установить так, чтобы в среднем положении она лежала в
плоскости качания наконечника.
Многооборотный микромер с ценой деления 0,001 мм. На
фиг. 97 изображена кинематическая схема микромера, которая
состоит из измерительного стержня 1, двух неравноплечих ры-
чагов 2 и 4, из трибок 6 и 11 и зубчатого колеса 7. Длинное пле-
чо рычага 4 заканчивается зубчатым сектором 5, а короткое
плечо образовано штифтом 3. Трибка 6 находится в зацеплении
с сектором 5. На одной оси с трибкой 6 сидит зубчатое колесо 7,
находящееся в зацеплении с центральной трибкой 11, несущей
стрелку 8.
С центральной трибкой 11 находится в зацеплении колесо 10,
несущее малую стрелку — указатель числа оборотов основной
стрелки 8. Мертвый ход в механизме микромера устраняется
спиральным волоском 9. Арретир 13 обеспечивает подъем изме-
рительного стержня. Пружина 12 создает измерительное уси-
лие до 2н (200Г) при колебаниях его в пределах 0,5^ (50Г).
154
Цапфы всех осей микромера вращаются в каменных подшип-
никах, а концы осей опираются на каменные подпятники, вслед-
ствие чего повышается чувствительность прибора в горизонталь-
ном положении. Механизм
микромера разгружен от уда-
ров по линии измерения. Име-
ется устройство для установки
стрелки на нулевое деление
шкалы. Предел измерения ра-
вен 0—1 мм.
Данный микромер может
служить хорошим примером
использования двухрычажной
схемы в сочетании с зубчатой
передачей. В микромере име-
ется две регулировки: регули-
ровка передаточного отноше-
ния путем изменения малого
плеча рычага 2 и регулировка
начального положения малого
плеча рычага 4. которая позво-
ляет выбрать рабочий участок
с симметричным расположени-
ем погрешности. Погрешность
микромера на всем пределе из-
мерения не превышает 5 мкм,
а при одном обороте — 1 мкм.
Фиг. 97.
Фиг. 98.
Рычажная скоба. На фиг. 98 показана конструкция рычаж-
ной скобы для наружных измерений. Измерительный стержень 2
155
действует на рычаг 3, на конце которого имеется зубчатый сек-
тор 4. Последний зацепляется с зубчатым колесом 5, на оси ко-
торого посажена стрелка. Волосок 6 служит для устранения
мертвого хода в зубчатой передаче. Пружина 1 создает измери-
тельное усилие. Цена деления шкалы 0,002 ям, пределы изме-
рения по шкале ± 0,08 мм.
Погрешность рычажной скобы в пределах 40 делений от ну-
левого штриха не превышает ± 0,002 мм. Измерительное усилие
составляет 7 ± 2^(700 ± 200Г).
5. Зубчатый микромер
В механизме зубчатого микромера (индикатора часового ти-
па) рычаги выполнены в виде зубчатых колес. Увеличение
линейных перемещений от ведущего звена к ведомому определя-
ется передаточным отношением зубчатой передачи.
Типовая конструкция индикатора часового типа изображена
на фиг. 99, а принципиальная схема — на фиг. 100.
Предел измерения индикатора составляет 0—10 мм, а цена
деления 0,01 мм.
Измерительный стержень — зубчатая рейка 1 (см. фиг. 99),
перемещаясь, поворачивает трибку 7, которая жестко связана
с зубчатым 'колесом 8 и вращается на одной с ним оси 11. Ко-
лесо 8, в свою очередь, входит в зацепление с трибкой 6, на оси
которой установлена основная или соточная стрелка 9. На од-
ной оси с трибкой 7 и колесом 8 находится стрелка счетчика
оборотов основной стрелки.
Колесо 14, на оси которого неподвижно посажена втулка с
пружинным волооком 15, находится в зацеплении с трибкой 6.
Колесо 14, находясь под действием волоска, заставляет всю пе-
редачу работать по одной стороне профиля зуба, вследствие чего
устраняется мертвый ход. Измерительное усилие создается
пружиной 13. Ободок 2, несущий циферблат 4, стекло 5 и пру-
жинное кольцо 3., центрируется в корпусе и крепится пружи-
ной 10\ так, что он может поворачиваться. Удлиненная шпон-
ка 12 исключает возможность поворота измерительного стержня.
Измерительный наконечник 16 ввинчен в торец измерительного
стержня. Установка на нуль производится вращением шкалы,
соединенной с ободком.
Как известно, в зубчатой передаче, состоящей из шестерни
и рейки, перемещение рейки за один оборот шестерни выража-
ется формулой
s = famz,
где i—передаточное отношение последующих шестерен;
т — модуль зубчатого зацепления;
z — число зубьев шестерни.
156
157
Для индикатора часового типа (фиг. 100) одному обороту
стрелки должно соответствовать перемещение измерительного
стержня на 1 мм, т. е.
1 = — ~mz.2.
?3
Отсюда
г3 1
т = — .-----
<^1 ~Z2
Наиболее часто в приборах применяются модули 0,199; 0,15
и 0,11 мм. В индикаторах часового типа используются колеса с
модулем 0,199 мм.
Передаточное отношение .индикатора
__ 2/?г3
mz2z1
Шкалы индикаторов часового типа имеют 100 делений.
Лучшие образцы индикаторов с ценой деления 0,01 мм при
работе в пределах одного оборота обычно имеют погрешность
менее цены деления, а на всем пределе измерения 'погрешность
составляет 1 —1,5 цены деления.
На фиг. 101 .изображена -конструкция торцового индикатора,
который получен путем добавления к механизму индикатора
рычажной передачи.
Для определения области рационального применения зубча-
тых передач рассмотрим свойственные им первичные ошибки.
Зубчатые передачи в приборах работают в основном по одной
стороне профиля, что достигается силовым замыканием обычно
с помощью волоска. Поэтому погрешность передаточной пары
определяется главным образом сочетанием полных кинематиче-
ских погрешностей колеса и трибки, в которые входят как по-
грешности зубчатого венца (кинематические и геометрические
эксцентрицитеты, погрешности собственно профиля и основного
шага), так и погрешности от неправильности установки (непа-
раллельность и перекос осей, погрешность от перекоса колеса
относительно оои и т. п.). Погрешность передаточной пары в
линейном выражении трудно сделать меньше нескольких микрон.
Погрешность обратного хода, а также вариация показаний объ-
ясняется наличием зазоров в цапфах осей.
Случайное изменение межцентрового расстояния особенно
резко проявляется в реечно-зубчатой передаче. Этим объясняет-
ся то обстоятельство, что эта передача удовлетворительно рабо-
тает лишь в индикаторах часового типа с ценой деления 0,01 мм.
Почти все попытки использовать ее для микронных индикато-
ров окончились неудачей.
Нерациональность применения схемы часового типа для ми-
кронных приборов хорошо иллюстрируется на примере ранее
158
Фиг. 101.
159
выпускавшегося заводом «Калибр» индикатора с ценой деления
0,002 мм. Его вариация показаний достигала 4 мкм, а погреш-
ность на одном обороте 10 мкм.
Таким образом, можно сделать заключение, что зубчатые
передачи наиболее целесообразно использовать в конце кинема-
тической цепи, где (их погрешность существенно не влияет на
точность прибора, а его малые габариты и неограниченные углы
поворота зубчатых колес создают большие удобства.
6. Поверка микромеров
Поверка микромеров включает поверку измерительного
усилия и поверку показаний.
Измерительное усилие проверяют с помощью циферблатных
весов при контакте измерительного наконечника с верхней по-
Фиг. 102.
верхностью площадки весов. Опуская прибор или нагружая
другую площадку весов гирями (при неподвижном приборе),
определяют измерительное усилие в начале, середине и конце
предела измерения.
Поверку показаний микромеров с ценой деления 0,01 мм
производят с помощью специального -микрометра (фиг. 102).
Погрешность показаний микрометра и мертвый ход микромет-
рического винта не должны превышать ± 0,002 мм. При повер-
ке показаний микромер и микрометр устанавливают в исходное
положение таким образом, чтобы измерительный стержень мог
перемещаться в сторону прямого хода. Затем измерительный
стержень перемещают в этом направлении через интервалы
0,2 мм при поверке на всем пределе измерения, а также на од-
ном обороте стрелки, и через 0,01 мм на нормированном участ-
ке. У микромеров, имеющих два измерительных стержня, пока-
зания поверяют по каждому измерительному стержню.
160
Поверку показаний микромеров с ценой деления до 0,002 мм
производят на вертикальном длиномере с приспособлением
(фиг. 103). Приспособление представляет собой оправку 2, ко-
торая вместе с закрепленным на ней при помощи зажима 5
микромером 4 установлена на шпинделе 3 длиномера и закреп-
лена хомутиком 1. В нижней части оправки имеется наконечник
в виде винта 6.
Для поверки шкалы микромера 4 шкалу длиномера уста-
навливают на нуль. Затем, вращая винт 6, перемещают одно-
временно измерительные наконечники
приспособления, микромера ц шкалу
длиномера, по которой производят от-
счет. Для определения долей измеряе-
мой величины отсчет ведут по микрон-
ной шкале.
Приспособление отвечает требуе-
Фиг. 104.
Фиг. 103.
мым при точных измерениях условиям, заключающимся в осу-
ществлении жесткой связи между микромером |И шкалой длино-
мера, а также в расположении оси наконечника микромера на
одной линии с осью длиномера.
Для поверки погрешности показаний микромеров различных
типов и с любой ценой деления на горизонтальном компараторе
ИЗА-2 применяется приспособление (фиг. 104). При этом спо-
161
собе обеспечиваются точность измерения и повышенная произ-
водительность, так как одновременно поверяется несколько
микромеров.
Поверяемые микромеры 1 закрепляют на кронштейне 2 при
помощи хомутика с винтом 4. Кронштейн 2 установлен на ци-
линдрической направляющей 3, по которой перемещается стол
прибора. Измерительные наконечники поверяемых микромеров,
опираются на плитки 6 с плоскими доведенными поверхностями.
Пятки установлены на пластине 5, закрепленной на столе компа-
нии. ратора. Для крепления при
Фиг. 105.
поверке микромеров различной
конструкции в кронштейне 2
имеются соответствующие за-
жимы. С этой же целью на
пластине 5 закреплено по три
опоры.
Установку при поверке про-
изводят по одному микромеру.
Для этого стол прибора пере-
мещают винтом и создают не-
большой «натяг» микромеру,
после чего его устанавливают
на нуль. Далее последователь-
но устанавливают остальные
микромеры с тем же натягом и
закрепляют на кронштейне 2.
Перемещая стол прибора, про-
веряют плавность хода изме-
рительных стержней индикаторов. Затем фиксируют шкалы от-
счетного микроскопа [И линейки, проверяют нулевую установку
каждого микромера и производят поверку показаний согласно
методике для каждого типа микромера.
Поверка микромеров на инструментальном микроскопе изо-
бражена на фиг. 105. Измерительный клин 3 прикреплен упру-
гой пластинкой 2 к основанию инструментального микроскопа.
Поверяемый микромер установлен на подвижном столе, на ко-
тором закреплены опоры 1 для измерительного клина и пружин-
ная подвеска для промежуточного щупа 4, воспринимающего
радиальные усилия. На щуп 4 опирается измерительный стер-
жень поверяемого микромера 5.
Аналогичное приспособление к универсальному микроскопу
показано на фиг. 106. Корпус приспособления 1 прикреплен к
станине микроскопа, а расположенный в корпусе измеритель-
ный клин 4 связан упругой пластиной 5 с бабкой 6 стола микро-
скопа. Поверяемый микромер 9 крепится в корпусе приспособ-
ления хомутиком 8. Измерительный клин опирается на регули-
руемую опору 3, расположенную по оси поверяемого микромера,
измерительный стержень которого опирается на промежуточный
162
щуп 7, прикрепленный к корпусу пружинными пластинами 2.
При поверке вращают микрометрический винт микроскопа,
вследствие чего измерительный клин перемещается относитель-
но опирающегося на него измерительного стержня поверяемого
микромера. Результаты поверки определяют по шкалам микро-
скопа и поверяемого микромера с учетом уклона клина.
Фиг. 106.
Поверка с помощью микрометра и на приборах с оптической
или микрометрической шкалой малопроизводительна, так как
для снятия показаний надо подвести указатель шкалы прибора
к каждому делению и прочесть отсчет по указателю шкалы по-
веряемого микромера. Особенно трудоемка периодическая по-
верка многооборотных микромеров с пределом измерения
О—10 мм, при которой, необходимо снять 200 показаний (100 на
прямом и 100 на обратном ходе). Поэтому применяются спе-
циальные поверочные приборы, позволяющие значительно по-
высить производительность при поверке микромеров путем лик-
видации наиболее трудоемкой операции — точного подведения
указателя шкалы прибора к требуемому делению и снятия по-
казаний по двум шкалам. В приборе, показанном на фиг. 107,
это достигается фиксированием углов поворота точного винта,
перемещающего клин на заданную длину при каждом обороте.
В корпусе 1 имеются регулируемые центры 3, (в которых вра-
щается винт 6 с резьбой ТРАП 27 X 4. К этому винту прикреп-
лен мальтийский крест 5 с четырьмя пазами; поводок 4 кресга
приводится в движение рукояткой 2.
На винт 6 навинчена регулируемая разрезная гайка 7 и на-
дета гладкая втулка 11. К гайке 7 и втулке И привинчен
клин 9, опирающийся нижней плоскостью на регулируемую по
высоте сферическую опору 10. Уклон клина 9 выбирают равным
1 10 при поверке микромеров с ценой деления 0,01 мм и 1 100
при поверке микронных микромеров. Стойка 14, а с ней и крон-
штейн 13 с поверяемым микромером 8 крепятся к корпусу 1.
В колодке, закрепленной на кронштейне 13, перемещается
163
щуп 12, служащий для разгрузки микромера от боковых уси-
лий со стороны клина.
Перед поверкой микромера его шкалу устанавливают на нуль
при поводке, выведенном из паза креста.
При работе на приборе повертывают на один оборот руко-
Фиг. 107.
ятку 2 и снимают по индикатору отклонение стрелки от соответ-
ствующего деления — это и будет погрешность прибора в дан-
ной точке. Закончив поверку в одну сторону, поверяют погреш-
ность на обратном ходе, не меняя настройки и вращая рукоятку
в обратную сторону.
164
§ 2. САМОПИШУЩИЕ МИКРОМЕРЫ
Механические самописцы служат для автоматической реги-
страции размерных параметров в случае большой трудоемкости
или невозможности визуальных наблюдений. Ими пользуются
при автоматических измерениях размеров изделий, определении
отклонений от геометрически правильной или заданной формы
и для получения исходных данных при статических методах ана-
лиза качества изделий.
Механический самописец состоит из двух устройств: измери-
тельного и лентопротяжного.
Измерительное устройство пред-
ставляет собой индикаторный одно-
или многозвенный рычажный’ меха-
низм, указательная стрелка которого
имеет перо для записи чернилами на
бумажной ленте или реже иглу для ее
прокалывания или царапания. Ленто-
протяжное устройство представляет
Фиг. 109.
Фиг. 108.
собой привод от электродвигателя для перемещения при записи
бумажной ленты, сматываемой с рулона на барабане и наматы-
ваемой на другой барабан.
В зависимости от назначения измерительное и лентопротяж-
ные устройства монтируют в общем корпусе, и в таком виде
они представляют собой универсальный самопишущий измери-
тельный прибор, или их встраивают в прибор специального на-
значения.
6 Заказ 264 165
Принципиальная схема механического самописца приведена
на фиг. 108. Измерительный стержень 7, опирающийся нако-
нечником 8 на поверхность контролируемого изделия, подвешен
в корпусе прибора на упругой опоре Р, допускающей осевое
перемещение стержня в зависимости от изменений размера из-
делия и обеспечивающей необходимое измерительное усилие.
Рычажный механизм, состоящий из рычага 6 и стрелки 5, за-
крепленных на пружинных опорах, связывает измерительный
стержень 7 с пером 4. Перо опирается на бумажную ленту 3,
перематываемую с одного барабана на другой электродвигате-
лем 1 через редуктор 2. Перемещение L пера определяется пе-
редаточным отношением i рычажного пружинного механизма:
L = As/,
где As — перемещение измерительного наконечника.
Конструкция типового самописца-микромера с рычажно-
пружинным механизмом показана на фиг. 109. Измерительным
устройством самописца служит рычажно-пружинный микро-
мер /, указательной стрелкой которого является капилляр 2
чернильного пера. Бумажная лента 3 протягивается электродви-
гателем 5 с нижней катушки 4 на верхнюю 6. Вращение верхней
катушки осуществляется через винтовую передачу 7.
§ 3. ПРИМЕНЕНИЕ РЫЧАЖНО-МЕХАНИЧЕСКИХ
ПРИБОРОВ
Микромеры при измерениях устанавливают на специальные
стойки, конструкции которых изображены на фиг. 110: I — стой-
ка повышенной жесткости; II — стойка тяжелого типа с непод-
вижным столом; III — стойка тяжелого типа с регулируемым
столом; IV—стойка легкого типа с прямоугольным столом;
V —стойка легкого типа с круглым столом; VI — универсаль-
ный штатив (легкого и тяжелого типов); VII — штатив с непод-
вижной колонкой; VIII — струбцина; IX — державка; X — пря-
мой рычаг; XI — угловой равноплечий рычаг.
Стойки II, IV и V имеют сменные столики. Кронштейны сто-
ек IV, V и VII, а также рычаги X и XI имеют для крепления
микромеров отверстия диаметром 8А3, а кронштейны I и III —
отверстие диаметром 28А3.
Кронштейны V и VI изготовляют двух видов: с отверстием
.диаметром 8А3 или 28А3.
Измерения на стойках производят следующим -образом. Из-
делие устанавливают на столик стойки и по отклонению стрелки
.микромера, который предварительно настраивают на необходи-
мый размер по концевым мерам длины или по образцовой де-
тали, определяют размер изделия.
На фиг. 111 показаны различные схемы измерения с помо-
щью штативов.
166
Фиг. ПО.
167
6 *
плавающие. В этом случае торец изделия, от которого простав-
лено наибольшее количество размеров, принимают за жесткую
базу А (фиг. 115), и этим торцом прижимают изделие к упору.
Измерительное устройство представляет собой шарнирный па-
раллелограмм из плоских пружин 1 и жестких планок 4. С од-
ной из планок 4 жестко связан измерительный наконечник 5, а
с другой — микромер. Планка 4 с наконечником несет жесткую
пятку 5, контактирующую с угловым рычагом 2, связанным
другим концом с микромером. Таким образом, на микромер пе-
редается перемещение планки с наконечником, зависящее от
положения торца изделия.
При измерении длин от плавающей базы Б к планкам с на-
конечником крепят удлиненную скалку 6, на которой устанав-
ливают пятку 7, контактирующую с угловым рычагом 8 изме-
рительного устройства, предназначенного для измерения от
плавающей базы. Этот узел отличается от предыдущего тем,
что угловой рычаг подвешен не к планке, в которой крепится
микромер, а к планке с измерительным наконечником. В этом
случае отсчет по микромеру зависит от положения скалки и
планок с измерительными наконечниками, т. е. от взаимного
расположения соответствующих торцов изделий.
Измерительное устройство для измерения длин от жесткого
упора может одновременно служить и для измерения торцового
биения (фиг. 116). В этом случае упор устанавливают на том
торце, биение которого измеряют, а измерительный наконечник
устанавливают в диаметрально противоположной точке отно-
171
альную плавающую базу, представляющую собой плавающий
подпружиненный плунжер 4, контактирующий нижним торцом с
торцом изделия, а верхним — с наконечником микромера для
измерения от плавающей базы. Другой наконечник измеритель-
ного устройства контактирует с вторым торцом изделия.
Измерительные устройства для измерения высот могут за-
Фиг. 121.
крепляться на жесткой плите или на плавающей каретке. В при-
способлениях для контроля колец базирование изделий ведется
по торцу и отверстию.
Внешний вид приспособления для контроля валов и колец
показан на фиг. 120 и 121. Приспособление для валов имеет
электрифицированные индикаторы, что резко сокращает про-
должительность оценки результатов контроля, которая ведется
по светофорам вместо циферблатов.
ГЛАВА V
ОПТИКО-МЕХАНИЧЕСКИЕ
ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Оптико-механические измерительные приборы расширяют
оптические возможности человеческого глаза. Они позволяют
получать увеличенные изображения измеряемых объектов, по-
вышать точность отсчета и точность измерений, а также умень-
шать габариты приборов путем применения отражательных
зеркал и преломляющих призм.
В основу конструкций оптико-механических измерительных
приборов положены законы физической, геометрической и фи-
зиологической оптики, которые не приводятся при рассмотрении
схем этих приборов, так как они изложены в соответствующей
специальной литературе.
Под увеличением оптического прибора понимают отношение
угла зрения, под которым видят изображение предмета при
помощи прибора, к тому углу зрения, под которым видят пред-
мет невооруженным глазом на расстоянии нормального зрения.
Для увеличения изображения предмета в оптических прибо-
рах и увеличения разрешающей способности глаза применяют
лупу, проекционный объектив, микроскоп и зрительную трубу.
Оптико-механические приборы, применяемые в измеритель-
ной технике, можно разделить на следующие группы: лупы, ры-
чажно-оптические приборы, проекционные приборы, измеритель-
ные машины и измерительные микроскопы.
§ 1. ЛУПЫ
Простейшим оптическим прибором, применяемым в измери-
тельной технике, является лупа.
Оптическая схема лупы дана на фиг. 122, а. Приближая
предмет АБ к глазу (фиг. 122, б), можно более подробно его
рассмотреть. В силу того, что глаз не может аккомодироваться
на расстоянии, меньшем чем 100 лш, нельзя приближать пред-
мет беспредельно.
Применяя лупу, получают увеличенное и резкое ‘изображе-
176
ние предмета (фиг. 122, а). Увеличение лупы характеризуется
и2
отношением углов —
Если принять расстояние от глаза до предмета L = 250 мм
(расстояние нормального зрения), а фокусное расстояние лупы
равным /, то увеличение
(кратность) лупы опреде-
лится по формуле
р = L = 250
f f
(45)
Из формулы (45) видно,
что чем меньше переднее
фокусное расстояние, тем
больше увеличение лупы.
На фиг. 122, в изображе-
на складная карманная лу-
па. Лупы этой конструкции
изготовляются трех типов:
Л П-1 — простые одно-
линзовые лупы с кратностью
увеличения 2,5; 4 и 7х и со-
ответственно с фокусными
расстояниями 100; 62,5 и
35,7 мм и линейными поля-
ми зрения 95; 45 и 25 мм;
ЛА-3 — апланатические
лупы, склеенные из трех
линз, с кратностью увеличе-
ния 6; 10 и 20х и соответст-
венно с фокусными расстоя-
ниями 41,7; 25 и 12,5 мм и
линейными полями зрения
30; 15 и 6 мм;
ЛАН-4 — анастигмати-
ческие лупы, склеенные из
четырех линз, с кратностью
увеличения 10; 16 и 25х и
соответственно с фокусны-
ми расстояниями 25; 15,6 и
10 мм и линейными полями
зрения 12; 6,5 и 4 мм.
Эти лупы имеют следующие габаритные размеры: D = 3,7
4- 36 мм; L = 33 4- 66 мм; В = 13 4- 50 мм; Н = 11,5 4- 24,5 мм.
Измерительные лупы общего назначения, снабженные шка-
лой (фиг. 122, а), изготовляют двух типов:
ЛИ-3 — апланатические лупы с измерительной шкалой,
склеенные из трех линз;
177
ЛИ-4 — анастигматические лупы с измерительной шкалой из
четырех линз, склеенных попарно.
Эти лупы изготовляют с кратностью увеличения 10х, фокус-
ным расстоянием 25 мм и линейным полем зрения соответствен-
но 16 и 17 мм и габаритными размерами D = 13 и 26 мм;
В = 32 и 43 мм; Н = 30 и 60 мм. Шкала с ценой деления с =
= 0,1 мм и пределами измерений ± 7,5 мм нанесена на стек-
лянной пластине.
Оправа с линзами может перемещаться в корпусе для фо-
кусировки на измерительную шкалу. Боковой вырез в корпусе
сделан для доступа света к объекту измерения и измерительной
шкале.
§ 2. РЫЧАЖНО-ОПТИЧЕСКИЕ ПРИБОРЫ
1. Оптический рычаг
Оптическая схема, изображенная на фиг. 123, поясняет прин-
цип оптического рычага.
Масштаб рычага определяется следующим выражением (без
учета знаков):
М=^ = —, (46)
У а
где у—высота предмета;
у' — высота изображения предмета;
а — малое плечо оптического рычага;
а' — большое плечо оптического рычага.
Оптический рычаг в сравнении с механическим имеет боль-
шие преимущества. Так, у миниметра, основанного на собствен-
но рычажной механической передаче при цене деления с =
= 0,001 мм, малое плечо 1= 0,1 мм, а большое L = 100 мм.
При желании увеличить плечо Z, чтобы упростить изготовление
прибора и повысить его чувствительность и точность, пришлось
бы значительно увеличить большое плечо, а следовательно, и
габариты прибора. Применение оптического рычага позволяет
178
удлинить большое плечо, не увеличивая при этом габаритов*
прибора, так как оптический рычаг может быть расположен в
сравнительно небольшом пространстве, с помощью повторных
отражений от зеркал.
Оптическое плечо, не имеющее массы, является безынер-
ционным; поэтому в процессе измерения успокоение самого оп-
тического плеча происходит мгновенно, что повышает точносгь
отсчета. Кроме того, применение оптического рычага не вызы-
вает увеличения массы (веса) прибора.
К основным приборам, в которых используется оптический
рычаг, относятся оптиметры, м’икролюксы, оптотесты, ультраоп-
тиметры и пружинно-оптические приборы.
2. Оптиметры
Основные данные и технические требования на оптиметры с
ценой деления с = 0,001 жж для линейных измерений методом
сравнения регламентируются ГОСТом 5405-54.
Оптиметры делятся на вертикальные (фиг. 124, а) для на*
ружных измерений и горизонтальные (фиг. 124, б) для наруж-
ных и внутренних измерений.
Пределы измерений по шкале составляют ± 0,1 жж. Преде-
лы измерений прибора определяются размерами вертикального
(180 жж) или горизонтального (350 жж) штатива. Остальные
требования изложены в ГОСТе 5405-54.
Основным узлом оптиметров является рычажно-оптическая
автоколлимационная трубка, представляющая собой преобра-
зованную зрительную трубу.
Зрительная труба может состоять из объектива ОБ и окуля-
179
pa OK (фиг. 125); однолинзовая зрительная труба может оку-
ляра не иметь.
Если трубу установить на бесконечность, то пучок парал-
лельных лучей, идущий в направлении Ra под углом i к главной
оптической оси, пройдет через объектив и сойдется в точке S,
которая будет лежать в фокальной плоскости объектива на
расстоянии у от главной оптической оси.
Если поток расходящихся лучей направить из точки 5, то,
пройдя через объектив, он выйдет в виде пучка параллельных
лучей, которые будут параллельны побочной оптической оси,
проходящей через точку 5 и центр объектива О в направле-
нии Об-
точку S можно рассматривать непосредственно или с по-
мощью окуляра. Следовательно, каждому направлению потока
лучей, идущих из бесконечности, соответствует определенная
точка S, лежащая в фокальной плоскости Е, и, наоборот, каж-
дой точке 5 фокальной плоскости F соответствует вполне опре-
деленное направление пучка параллельных лучей, выходящих
из объектива.
Расстояние между двумя точками Oj и S в фокальной плос-
кости F характеризует угол между двумя направлениями. Если
поместить в фокальную плоскость шкалу, рассматриваемую че-
рез окуляр, то этот угол i можно определить, проградуировав
шкалу в угловых величинах.
Если в фокальную плоскость объектива (фиг. 126, а) поме-
стить точечный источник света S так, чтобы он одновременно
совпадал с главной оптической осью, то он даст пучок расхо-
дящихся лучей, который выйдет из объектива в виде пучка
лучей, параллельных главной оптической оси. Вследствие этого
наблюдателю источник света будет казаться расположенным в
бесконечности.
180
Если навстречу выходящему пучку параллельных лучей по-
ставить зеркало, плоскость которого перпендикулярна главной
оптической оси, то лучи вернутся по своему первоначальному
пути и сойдутся в точке 5. В данном случае направление лучей
определяется направлением главной оптической оси. Оптиче-
ская система, состоящая из объектива и источника света S, ко-
торый находится в фокальной плоскости и на главной оптиче-
ской оси объектива, и создающая вследствие этого пучок лучей,
параллельных главной юптической оси, называется коллима-
тором.
Если источник света Si (фиг. 126, б) поместить в фокальную
плоскость F, но не на главной оптической оси объектива, а на
некотором расстоянии а от нее, то пучок параллельных лучей,
выйдя из объектива и встретив на своем пути зеркало, располо-
женное под углом 90° к главной оптической оси, отразится от
него, пройдет через объектив и сойдется в точке S2 на таком же
расстоянии а от главной оптической оси, т. е. в симметричной
Si точке. Оптическая система, состоящая из коллиматора и зри-
тельной трубы, называется автоколлимационной.
В трубке оптиметра шкала 1 и указатель 2 (фиг. 127, а) на-
несены фотографическим способом на плоскость стеклянной
пластинки 6, лежащей в фокальной плоскости объектива. Шка-
ла i и указатель 2 расположены в этой плоскости с разных сто-
рон относительно главной оптической оси.
Если рассматривать освещенную шкалу Si как источник све-
та, то расходящиеся лучи, пройдя объектив ОБ и преломившись
181
в нем, выйдут из него пучком параллельных лучей. Эти лучи
упадут на зеркало 4 и, отразившись от него, пройдут через
объектив и дадут изображение 3 шкалы, совмещенное с указа-
телем 2 в фокальной плоскости объектива и симметричное шка-
ле 1 относительно оси хх. Осветительная призма 5 заэкраниро-
вана, поэтому наблюдатель увидит через окуляр ОК только
ю
Ф>иг. 127.
изображение 3 шкалы и указатель 2, нанесенный в фокальной
плоскости объектива (фиг. 127, а и в).
Если не учитывать погрешности, возникающей вследствие
глубины фокусировки, то практически можно считать, что ука-
затель и изображение шкалы находятся в одной плоскости и
рассматриваются контролером при производстве отсчета без
влияния параллакса.
Поворот зеркала на угол а вокруг оси, параллельной оси уу,
вызовет смещение изображения шкалы вдоль оси хх относитель-
но указателя 2 на величину t.
182
Как видно из фиг. 127, б, перемещение изображения шкалы
относительно неподвижного указателя
t = F tg 2а = ап, (47)
где F— главное фокусное расстояние объектива (F = 200 мм)\
2а — угол между главной и побочной оптическими осями при
повороте зеркала на угол а;
а — интервал между штрихами шкалы:
п — число делений на участке t шкалы.
Передаточное отношение оптической трубки оптиметра
Передаточное отношение механизма трубки оптиметра
t
i = -—,
s
где t и s — перемещение соответственно изображения шкалы и
измерительного стержня п]
угол а.
Из фиг. 128 видно, что
s = I tg а,
где I — механическое плечо (Z = Ьмм).
Передаточное отношение
/ = — = 77 tg2a
s I tga
Ввиду малости угла а принимаем,
что
tg 2a = 2a и tg a = a, тогда
,=2F =2JOO = 8o
I 5
Значение i = 80 указывает на то,
что если измерительный наконечник
переместится на 1 мкм, то изобваже-^~ПР[|| '
ние шкалы переместится на величину Z
t = 80 мкм.
Интервал а между штрихами шка-
лы можно определить из выражения
а
I = —4
с
В оптиметре цена деления с = 0,001
= i • с = 80 • 0,001 = 0,08 мм.
Однако величина интервала 0,08 мм недостаточна для на-
блюдения ее невооруженным глазом, поэтому изображение шка-
лы и его перемещение наблюдают под окуляром с 12-кратным
183
повороте зеркала на
Т--------*------*1
Фиг. 128.
мм, следовательно, а =
увеличением. Благодаря этому видимое расстояние между
штрихами
А = аГ = 0,08-12 = 0,96 мм.
Передаточное отношение, учитывающее увеличение микро-
скопа,
I' = — = = 960 1000.
с 0,001
Погрешность схемы оптической трубки оптиметра
Упрощая расчет и принимая, что tg2a = 2a и tga = а, пре-
небрегают ошибкой от непропорциональности угловых переме-
щений изображения шкалы и зеркала и линейного перемещения
наконечника. Если -бы не было такой непропорциональности, то
должны были быть выдержаны равенства $i = /а -и t = Е2а.
Погрешность перемещения 6s определяют из выражений
t Ftg2a t 2f
s /tga Si /
Следовательно,
os = s — sr
Подставив значения s и Sj из приведенных выше формул, по*
еле преобразования получим
8s = J-(2tga-tg2a). (48)
Разложив tga и tg2a в ряд, будем иметь
tg«=a+T+—+
и
tg 2а = 2а + » + +
s 3 15
Ограничившись двумя первыми членами рядов, подставим
значения tga и tg2a в формулу (48). Окончательно получим,
что погрешность схемы оптической трубки оптиметра
os = — /а3.
Знак минус в данной формуле указывает направление пово-
рота зеркала.
Пример. Определить погрешность схемы оптиметра на крайних делениях
если s = ±0,1 мм и Z = 5 мм. Выразим! угол поворота зеркала в радианах:
s 0,1
a = ± — = ± — = щ 0,02 рад,
I 5
Тогда погрешность схемы
5s = ± Z-a3 = ± 5-0,023 — ± 0,04 мкм.
184
Для наибольшего предела измерений по шкале ошибка от
непропорциональности 6s = 0,04 мкм, т. е. V25 часть цены деле-
ния. Это объясняется тем, что при относительно большом плече I
возможен малый угол поворота а, а увеличение малого плеча I
оказалось возможным благодаря увеличению большого плеча
рычага с помощью оптической системы.
Конструкции узлов и деталей оптической трубки оптиметра
Рассмотрим конструкцию оптической трубки оптиметра как
типовой (фиг. 129), которая состоит из пяти узлов: I — измери-
тельного стержня и зеркала; II — объектива; III—призмы;
IV— тубуса со шкалой и указателем и V — окуляра.
ш
Фиг. 129.
Измерительный стержень и зеркало в собранном виде встав-
ляют в трубку 1 оптиметра (фиг. 130—132) и закрепляют коль-
цом 3 с наружной резьбой. Измерительный стержень 7 переме-
щается во втулке 8. Для того чтобы он не вращался вокруг
своей оси, имеется шпонка И, закрепляемая винтом 12. Пере-
185
Фиг. 131.
186
мещение стержня 7 вверх ограничивается гайкой 10 и контр-
гайкой 18, а вниз— кольцом 5, ввернутым в крышку 4. Положе-
ние кольца 5 фиксируется стопорным винтом 6.
По шпоночному пазу на торце втулки 8 при помощи юстиро-
Фиг. 133.
вечного винта 16 может перемещаться шайба 15 со шпонкой.
При вывинчивании винта 16 шайба 15 перемещается под дейст-
вием пружины 14, расположенной в кол- ____
пачке 13, который упирается в стенку
трубки 1. Небольшое перемещение шай- /30 —
бы 15 возможно вследствие наличия за- о,5л
зоров, обусловленных выточками в вин- Г Ц- 20
тах 17. Перемещением шайбы 15 регули-
руется механическое плечо I — расстоя- =- 10 - W
ние между прямой, соединяющей верши- ИМ- 4Л 7
ны двух шариков, запрессованных в шай- 0
бу 15, и вершиной шарика, запрессован- ----
ного в измерительный стержень 7. фиг 134
Положение шайбы 15 на втулке 8
фиксируется двумя винтами 17 Ввинчи-
вая или вывинчивая винты 17, можно изменять взаимное поло-
жение указателя и изображения шкалы (фиг. 133, а и б).
Взаимное расположение указателя и изображения шкалы
(фиг. 134) нормируется. Конец указателя должен перекрывать
штрихи шкалы не меньше чем на 0,5 и не больше чем 0,9 длины
коротких штрихов, а при перемещении изображения шкалы не
должно быть явно заметного перекоса относительно направления
перемещения или взаимного сдвига шкалы и указателя больше
чем 0,25 длины короткого штриха.
Нижней плоскостью основания 23 (фиг. 135) узел зеркала
прижимается двумя пружинами 9 (см. фиг. 131) к трем опорным
шарикам: два шарика на шайбе 15 и один шарик на стержне 7.
Верхним кольцом пружины 9 надеты на цапфы 25 (фиг. 135),
закрепленные в основании 23. Нижний вытянутый конец пру-
жин 9, закрепляемый винтами 2 (см. фиг. 130) во втулке S, слу-
жит для регулировки силы натяжения пружин.
Плоскопараллельное зеркало 19 (фиг. 135) прижимается
тремя пружинящими выступами кольца 20 ik трем выступам
шайбы 22 со шпонкой. Сила нажима регулируется кольцом 21,
навинчивающимся на основание 23 корпуса зеркала. Шпонка
необходима для того, чтобы выступы шайбы 22 располагались
А-А
Фиг. 135.
над тремя юстировочными винта-
ми 24, укрепленными в основа-
нии 23. Три юстировочных вин-
та 24 служат для регулирования
параллельности между плоско-
Фиг. 136.
стями основания 23 и зеркала 19. Непараллельность отражает-
ся на взаимном расположении указателя и изображения шкалы
(см. фиг. 133).
Объектив (фиг. 136) состоит из двух линз 26 и 28, вставлен-
ных в тубус 27 и закрепленных в нем с помощью пружины 29 и
кольца 30 с наружной резьбой. Тубус 27 в собранном виде
вставляют в трубку 1 до установки измерительного стержня
и зеркала и закрепляют кольцом 31 с наружной резьбой. От
силы зажима тубуса 27 кольцом 31 зависит расстояние между
объективом и плоскостью шкалы и указателя (F = 200 мм), т. е.
появление параллакса, вызывающего расплывчатое изображе-
ние штрихов шкалы.
В тубусе 27 сбоку просверлено одно или два отверстия для
металлического крючка, с помощью которого тубус вынимают
из трубки 1.
Призма 32 с углом 45° (фиг. 137) укреплена в корпусе 33,
закрепленном в трубке оптиметра тремя юстировочными винта-
ми 34. В корпусе 33 имеются два отверстия А для ключа, кото-
188
рым после ослабления трех юстировочных винтов 34 можно по-
ворачивать корпус 33 с призмой 32 вокруг оси уу, чтобы устра-
нить неправильное взаимное расположение указателя и изобра-
жения шкалы (фиг. 138, а и б). Для более точной установки
изображения шкалы относительно указателя ввинчивают или
вывинчивают винты 34.
Тубус со шкалой и указателем изображен на фиг. 139. Шка-
ла и указатель нанесены
фотографическим способом
на стекло 38 и закрыты по-
кровным стеклом 37 Приз-
ма 36, через которую прохо-
дит поступающий в трубку
свет, приклеена к стеклу 37.
Стекла 37 и 38 и призма 36
закреплены в тубусе 41, ко-
торый, в свою очередь, ук-
реплен в тубусе 35 тремя
винтами 42. Тубус 35 может
вращаться вокруг оси хх в
пределах зазора в шпоноч-
ном соединении 43, что дает
возможность устранять не-
правильное взаимное распо-
ложение указателя и изо-
бражения шкалы (см.
фиг. 133, а и б).
Тубус 35 со шкалой и
указателем крепится в трубке 1 оптиметра гайкой 39. Промежу-
точная шайба 40 является регулировочной. Ее толщина опреде-
ляет расстояние от плоскости шкалы и указателя до объектива,
Фиг. 137.
которое должно быть равно главному фокусному расстоянию
F = 200 мм. При нарушении этого расстояния возникает явле-
ние параллакса.
Окуляр навинчивается на тубус 35 (фиг. 139) с помощью
многозаходной резьбы. Наличие резьбового 'Соединения позво-
189
ляет (наблюдателю, в зависимости от его зрения, устанавливать
необходимое расстояние между окуляром и плоскостью указа-
теля и изображения шкалы.
Нормы точности и методы поверки оптиметров регламенти-
руются ГОСТом 5405-54 и Инструкцией Комитета 108-55.
Фиг. 139.
Ниже рассматривается лишь одна поверка с целью ознаком-
ления с так называемым парным методом, который широко при-
меняется не только для оптиметров, но и для других рычажно-
оптических и рычажно-механических приборов.
Поверка погрешности показаний
Погрешность показаний оптиметра при поверке от нулевого
штриха не должна превышать ±0,0002 мм на любом участке
шкалы в интервале ±0,06 мм и ±0,0003 мм — в интервале свы-
ше ±0,06 мм.
В соответствии с Инструкцией (Комитета 108-55 поверку пра-
вильности показаний оптиметров производят парным методом
по концевым мерам 4-го разряда или 1-го класса с применением
сферических наконечников (фиг. 140). Шкалу проверяют в че-
тырех интервалах: от 0 до +60 мкм, от 0 до +100 мкм, от 0 до
—60 мкм и от 0 до —100 мкм.
Для поверки шкалы в интервале от 0 до +60 мкм берут че-
тыре концевые меры с разностью размеров, номинально равной
размеру поверяемого интервала, т. е. 0,06 мм, например 1,00;
1,06; 1,12 и 1,18 мм. Из этих мер составляют последовательно
три пары: 1,00 и 1,06; 1,06 и 1,12; 1,12 и 1,18 мм. На накладной
стол помещают меру 1,00 мм, нулевое деление шкалы устанавли-
вают вблизи указателя и после трехкратного арретирования де-
лают первый отсчет. Затем, не меняя нулевой установки, дают
второй отсчет по концевой мере 1,06 мм.
190
Такие же измерения осуществляют последовательно и с по-
мощью остальных двух пар мер.
Погрешность показаний на поверяемом интервале шкалы
оптиметра
д, = (zn-zi)—, (49)
Л 1 £
где 1п —действительный размер последней из четырех взятых
/1 — действительный размер первой меры;
— алгебраическая сумма найденных значений интервала
(без учета поправок на примененные меры).;
п — число взятых 1мер (в данном случае четыре).
Размеры 1п и 1\ берутся одинаково по разряду или -по классу.
Для поверки шкалыjh интервала от 0 до —60 мкм берут те
же меры, но в обратном порядке.
3. Микролюкс и оптотест
На фиг. 441, а и б изображен микролюкс фирмы Вернер,
в котором используются механические и оптические рычаги в со-
четании с качающимся зеркалом.
От источника света S пучок расходящихся лучей, преломив-
шись в конденсоре /, освещает стеклянную пластинку 2 с нанесен-
ным на ней штрихом. Изображение этого штриха проектируется
объективом 3 через зеркало 4 на изогнутый матовый экран 5,
на котором нанесена шкала.
Наблюдатель видит на экране (фиг. 441, а) неподвижную
шкалу и подвижной световой зайчик с изображением штриха
пластинки 2, являющимся в данном случае указателем.
Движение светового зайчика с указателем происходит вслед-
ствие поворота зеркала 4 при перемещении измерительного
стержня 6 и последующих за этим поворотов рычагов 7 и 8.
У экрана укреплены два перемещающихся вдоль шкалы огра-
ничителя поля допуска поверяемого изделия.
191
192
Передаточное отношение микролюкса
/=-£. (50)
где t — перемещение указателя вдоль шкалы;
А — перемещение измерительного стержня 6.
Из /схемы на фиг. 141, а следует, что
t = r42a; А = А; д = £А>
Н r2
HO
Ai = r3 tga.
Таким образом,
Д = tg a.
r2
Ввиду малости угла a принимаем, что
tga = а и tg 2a = 2a.
Тогда
i = A = 2-^A (51)
4 rLr3
Величины rb r2, гз и Г4 подобраны так, что передаточное от-
ношение i = 1000, т. е. при перемещении измерительного стерж-
ня на величину Д = 0,001 мм указатель переместится вдоль шка-
лы на величину t = 1 мм. Поэтому интервал между штрихами
а = 1, цена деления с = 0,001 мм, а пределы измерений по шка-
ле составляют ±0,08 мм.
Оптотесты, ранее из-
готовлявшиеся фирмой
Цейсса (ГДР), построе-
ны на аналогичной схеме
и с той же метрологиче-
ской характеристикой.
4. Ультраоптиметры
Ультраоптиметры по-
строены по схеме авто-
Фиг. 142.
коллимационного оптиче"
ского умножителя, кото-
рый усиливает отклоняю-
щее действие оптической системы путем многократных отра-
жений.
iHa фиг. 142 изображена принципиальная схема оптического
умножителя. Угол отклонения выходящего из умножителя луча
от первоначального направления (3 = 4a. Он может быть опре-
делен построением и по формуле
Р = 2/Voc,
(52)
193
где N — число отражений от подвижного зеркала;
а — угол поворота подвижного зеркала.
Вследствие введения оптического умножителя повышается
чувствительность прибора, а цена деления уменьшается до
0,0002 мм при сохранении относительно небольших габаритов
прибора.
Ультраоптиметр фирмы Цейсс (ГДР)
На фиг. 143 приведена принципиальная схема ультраоптимет-
ров фирмы Цейсс, применяемых для определения размеров об-
разцовых концевых мер длины и особо точных деталей сравне-
нием с концевыми мерами.
Источник света S через конденсор 1 освещает стеклянную
пластинку 2, находящуюся в фокальной плоскости объектива 3.
Фиг. 143.
На пластинке 2 нанесена шкала, у которой имеются ±415 деле-
ний с интервалом а = 0,057 мм.
Поток параллельных световых лучей, выйдя из объектива 3
после трехкратного отражения от зеркал 4 и 6, преломляется
в объективе 7, и на стеклянной пластинке 8 возникает изобра-
жение шкалы. На этой пластинке нанесен горизонтальный
штрих-указатель, поэтому наблюдатель увидит через окуляр 9
указатель и изображение шкалы.
При перемещении измерительного стержня 5 на величину s
зеркало 4 повернется на угол а, а направление лучей отклонится
от первоначального направления на угол 4а и изображение
шкалы переместится на величину t. Цена деления ультраопти-
194
метра с =0,0002 лм*, а .пределы измерений по шкале составляют
±0,083 jhju.
Передаточное отношение по аналогии с расчетом трубки оп-
тиметра определяется из следующих соотношений:
__ t __ ~ F24a ___ 4F2
S Z tg a la I
У (рассматриваемого оптиметра Fi = F2 = F = 355 мм; I =
= 5 мм, следовательно,
= = 4 355 = 284
I 5
a = ic = 284.0,0002 ж 0,057 мм.
Увеличение лупы Г0/с = .18х , поэтому видимый наблюдателю
интервал между изображениями двух соседних штрихов
А = aV0K = 0,057 18^1 мм.
Передаточное отношение с учетом увеличения окуляра
г' = ±^ —— = 5000.
с 0.0002
Предельная погрешность измерения концевых мер 4-го разря-
да на ультра-оптиметре не превышает ±i(0,4 + 2-10~3Zi) мкм,
а 3-го разряда ±/(0,1 + 2 40-3 /1) мкм, где 1\ — размер конце-
вой меры в мм.
Погрешность показаний ультраоптиметра в соответствии с
Инструкцией Комитета 109-55 определяется парным методом по
концевым мерам длины 3-го разряда или 0-го класса.
Погрешности проверенных интервалов шкалы не должны пре-
вышать ±0,45 мкм для интервалов от 0 до +40 и
’—40 мкм и ±0,25 мкм для интервалов от 0 до +80
—80 мкм.
от 0 до
и от 0 до
Ультраоптиметр ИКП-1
На фиг. 144, а изображена принципиальная схема ультраоп-
тиметра ИКП-4. Лучи от источника света S, пройдя теплоне-
проницаемое стекло 1, конденсор 2 и призму 4, освещают шка-
лу, находящуюся в верхней плоскости стеклянной пластинки 6.
У шкалы имеются ±425 делений с интервалом а = 0,08 мм.
Плоскость шкалы находится в фокальной плоскости объекти-
ва 9 на расстоянии d от главной оптической оси.
Световой поток после преломления в объективе 9 выходит в
виде пучка параллельных лучей и после многократных откло-
нений от неподвижного зеркала 11 и подвижного 10 проходит
через объектив 9 в обратном направлении. При этом на пластин-
ке 6 возникает изображение шкалы, симметричное шкале отно-
195
сительно главной оптической оои, что соответствует автоколли-
мационной схеме (см. фиг. 126).
С помощью проекционного окуляра 5 через призму 3 и зер-
кало 8 изображение шкалы проектируется на неподвижный эк-
ран 7 (матовое стекло), на котором нанесен штрих-указатель.
Цена деления с = 0,0002 мм; пределы измерений по шкале
составляют ±0,026 мм.
На фиг. 144, б показана развертка оптического умножителя.
Фиг. 144.
Передаточное отношение рассчитывают так же, как и для
трубки оптиметра:
S /tg а I '
Для ультраоптиметра ИКП-1 F = 212,9 мм, N = 5; I = 5,32 мм,
следовательно,
i = = £--.5 • 212>9 = 400,187 » 400,2;
I 5,32
а = ic = 400,2 • 0,0002 0,08 мм.
196
Увеличение проекционного окуляра 5 Г0/с = 17х, вследствие
этого видимый наблюдателю интервал между изображениями
двух соседних штрихов
А аГ67С = 0,08 17 = 1,36 мм.
Передаточное отношение
А
t = —
с
с учетом увеличения окуляра
5
Предельная допускаемая
1,36
0,0002
= 6800.
гиметра
погрешность 'показаний ультраоп-
о = ± ( 0,04 -]-----мкм,
\ 2000 )
(53)
где /1 — число делений проверяемого участка шкалы (если счи-
тать от нулевого деления).
При использовании
ловины участка шкалы
до 125 деления шкалы
ность ультраоптиметра
S = ± (0,04 + а
\ 2000 )
5. Пружинно-оптические приборы
Проекционные оптиметры
На фиг. 145 показана прин-
ципиальная -схема проекционного
оптиметра с ценой деления
0,0002 мм фирмы Цейсс (ГДР).
Такие же проекционные оптимет-
ры выпускаются и с ценой деле-
ния 0,001 мм.
Световой поток от источника
света 1 проходит через конден-
сор 2, призму 3 и стеклянную
пластинку 4, на которой нанесе-
на шкала, находящаяся в фо-
кальной плоскости объектива 6,
и отражается от зеркала 5. За-
тем поток лучей, преломившись в объективе 6, падает в виде
пучка параллельных лучей на неподвижное зеркало 7 и подвиж-
ное S, связанное через пружинный шарнир с измерительным
стержнем 9.
Многократно отразившись от зеркал 7 и 8 и пройдя снова
через объектив 6 и зеркало 5, поток лучей дает изображение
шкалы на пластинке 4, которое будет симметрично шкале отно-
сительно главной оптической оси (автоколлимационная трубка).
С помощью окуляра 14 и зеркал 13, 10 и 12 на экране 11, имею-
всей по-
ст нуля
погреш-
w
2.
7 Заказ 264-
197
щем указатель, /получается увеличенное изображение шкалы,
которое /перемещается относительно указателя при перемещении
измерительного стержня 9 и наклоне зеркала 8.
Цена деления проекционного оптиметра с = 0,0002 мм\ пре-
делы измерений по шкале составляют ±0,020 мм. Предельная
допускаемая погрешность показаний проекционного оптиметра
8 = ± (0,05 --—мкм,
\ 400 )
гд$ /1 — длина используемой шкалы в мкм при условии нулевой
установки на участке в пределах от 0 до ±1 деление
шкалы.
Микрозил
У прибора Микрюзйл (фиг. 146, а) использованы две парал-
лельно расположенные пружины, связывающие два С-образных
Узла 2 и 8. Узел 2 закреплен на корпусе прибора, а узел 8 свя-
зан с измерительным стержнем 9. Кроме того, с обоими узлами
через две плоские пружины связана стрелка 6, на конце которой
укреплена штора 4 с прямолинейным краем.
Источник света S, находящийся в фокальной плоскости кон-
денсора 5, посылает пучок расходящихся лучей, которые, пре-
ломившись в конденсоре, выходят в виде пучка параллельных
лучей на короткофокусный объектив 5. Выйдя из объектива 3
после преломления, пучок лучей сойдется в заднем фокусе объ-
ектива, а затем, разойдясь, осветит шкалу на экране 10.
Штора 4, которая находится в потоке параллельных лучей
между конденсором 5 и объективом 5, создает на экране 10
затемненное (на фигуре заштрихованное) и освещенное поля.
Прямолинейный край шторы дает на экране 10 изображение
границы между освещенным и затемненными полями зрения.
Это изображение является указателем.
При введении изделия 1 между измерительным наконечником
и измерительным столом 11 стержень 9, а вместе с ним и С-об-
разный узел 8 поднимутся вверх, плоские пружины 7 изогнутся
и стрелка 6 со шторой 4 повернутся влево. Одновременно пере-
местится указатель (граница освещенного и затемненного полей
экрана 10).
Передаточное отношение прибора
где 1м—передаточное отношение механической части прибора,
iM=— (t— перемещение шторы 4, s — перемещение стер-
S
жня 9);
г’о—передаточное отношение оптической части прибора, г0 =
198
= — (fr — заднее фокусное расстояние объектива 5, b — рас-
стояние от фокуса до шкалы).
Для прибора Микрозил iM = 120, а /0 = Ю, следовательно
г = ЦДо = 120- 10 = 1200. Цена деления с = 0,0025 мм. Интер-
вал между штрихами шкалы а = ci = 0,0025 • 1200 = 3 мм\ изме-
рительное усилие равно около 0,5 н (500 Г).
ф|иг. 146.
Отечественной промышленностью также освоены подобные
Приборы с ценой деления с = 0,002 и 0,001 мм. Кроме того, при-
боры с такой же принципиальной схемой выпускает фирма
Шеффильд (США) с ценой деления 0,001; 0,002; 0,005; 0,0005;
0,0002 и 0,0001 мм.
В приборах фирмы Шеффильд увеличение передаточного от-
ношения достигается удлинением пучка света (фиг. 146. б). Для
того чтобы при этом не увеличились габариты прибора, введена
199
дополнительная отражательная призма 12, с помощью которой
удлиненный пучок света «складывается» вдвое.
Оптикатор
Фиг. 147.
На фиг. 147 показана оптическая схема оптикатора, постро-
енная на базе микрока.тора. В -отличие от последнего на пружи-
не укреплена не стрелка, а зеркало 7, отражающее световой по-
ток и штрих на стеклянную шкалу 8. Пучок расходящихся лучей
от источника света 1 проходит через кон-
денсор 2 и освещает штриховую пластин-
ку 3, затем, преломившись в объективе 4 и
отразившись от зеркала 7, дает на шкале
8 изображение в виде круглого светового
поля диаметром около 5 мм с изображени-
ем посредине штриха, нанесенного на штри-
ховую пластинку 3.
Принцип работы оптикатора, так же как
и микрокатора, основан на упругих свой-
ствах скрученной пружинной ленты 5, сред-
нее сечение которой поворачивается отно-
сительно продольной оси. При пере-
мещении измерительного стержня 6 и вра-
щении скрученной пружины 5 по шкале 8
движется световой зайчик со штриховым
указателем.
С помощью светофильтров введены ог-
раничители. Световой зайчик становится
красным, если размер измеряемой детали
меньше наименьшего предельного размера,
или зеленым, если размер детали больше ее наибольшего пре-
дельного размера.
Пружина 5 изготовляется из бериллиевой бронзы с сечением
(0,0034-0,008) X (ОДб 4-0,30) мм.
Оптикаторы выпускаются с ценой деления с = 0,0005; 0,0002
и 0,0001 мм и с пределами измерений по шкале соответственно
±0,0625; ±0,025 и ±0,0125 мм. Они обладают высокой точ-
ностью и стабильностью.
Передаточное отношение оптикатора определяется по фор-
муле
i = — = 2Q ЛП
S г3
(54)
где t — длина дуги перемещения изображения указателя;
s — перемещение измерительного стержня;
Q — коэффициент пропорциональности;
Г1 — расстояние от зеркала до шкалы;
г2 — длина пружины;
200
r3 — расстояние от оси измерительного стержня до плоской
пружины, на которой укреплен правый конец скручен-
ной пружины.
§ 3. ПРОЕКЦИОННЫЕ ПРИБОРЫ
1. Принципиальная схема проектора
и методы определения размеров деталей на нем
На фиг. 148 показана принципиальная оптическая схема про-
ектора— прибора, с помощью которого получают на плоскости,
освещенной световыми лучами, как правило, увеличенные изо-
бражения предметов.
Фиг. 148.
Основными узлами проектора являются источник света S,
конденсор К, объектив ОБ и экран Э.
Предмет у помещают между конденсором и объективом, а на
экране получается действительное, увеличенное и обратное изо-
бражение у'
Линейное увеличение проектора
р = JL =
' у s
Увеличение проектора зависит также от визуального увели-
чения
250
где L — расстояние ст наблюдателя до экрана.
Таким образом, общее увеличение проектора
Гп--=Згв = р-^2_.
201
При L = 250 мм увеличение проектора Гл= р.
Проекторы выпускаются с увеличениями 10, 20, 50, 100 и
200х, причем в каждом проекторе можно получить несколько
увеличений путем смены объектива.
Получение на проекторе большого увеличения ограничивает-
ся полем зрения. При повышении кратности увеличения поле
зрения пропорционально уменьшается:
Кратность . . 10 50 100
Поле зрения в мм 40—60 8—12 6.5
Различают следующие основные методы определения разме-
ров деталей на проекторе:
1. Непосредственное сравнение изображения проектируемого
контура детали с чертежом. Чертеж, вычерченный в соответ-
ствующем масштабе, укрепляют на плоскости экрана. Чтобы
определить величину несовпадения контуров изделия п чертежа,
необходимо совместить их, перемещая предметный стол с изде-
лием, и с помощью отсчетных устройств определить величину
этого перемещения.
2. Непосредственное сравнение изображения проектируемо-
го контура детали с вычерченным на чертеже полем допуска.
В данном случае изделие считается годным, если изображение
его контура не выходит за поле допуска, которое изображается
в виде двойного контура на чертеже.
3. Определение размера детали путем измерения его изобра-
жения на экране. Измерение производят с помощью измеритель-
ной стеклянной или металлической линейки со скосом, на ко-
тором нанесена шкала. Этот метод применяется также при про-
проектора.
4. Совмещение противополож-
ных участков изображения конту-
ров изделия (см. ниже описание
проектора конструкции Д. Д. Саф-
ронова) .
2. Причины, влияющие на четкость
изображения и точность измерения
В рассмотренной схеме проекто-
ра (фиг. 148) ход лучей построен
для случая, когда источник света
является точечным. В действитель-
ности он имеет протяженность SSi
нарушается четкость изображения,
которая будет тем меньше, чем больше размер I предмета. Из
схемы видно, что
4. *S*Si и irr SS-J, /сс\
Л = Ttg?==“lF (55)
202
Из формулы (55) следует, что величина h прямо пропорцио-
нальна протяженности источника света SSi и толщине предме-
та I. При точечном источнике света все лучи, выходящие из кон-
денсора, параллельны и расстояние h будет равно нулю.
При измерении цилиндрических изделий с увеличением их
диаметра ухудшается четкость изображения изделия.
3. Конструкции проекторов
Принципиальная схема, приведенная на фиг. 148, одинакова
для всех проекторов. В некоторых конструкциях проекторов для
улучшения условий наблюдения устанавливают дополнительные
призмы или зеркала, служащие для изменения направления
световых потоков.
Проектор типа БП
В зависимости от методов работы оптическая система проек-
тора типа Б.П может быть собрана по четырем различным схе-
мам (фиг. 150, а).
Схема I применяется при работе в проходящем снизу свете.
Свет от лампы 1 с точечным источником света, закрытой стек-
лянным цилиндром, проходит через линзы постоянного конден-
сора 2 и 3 и теплоизолирующее стекло 4. Далее свет проходит
через линзы 5, 6 и 7 второго сменного конденсора и, отразив-
шись от зеркала S, .поступает на предметное стекло 9 измери-
тельного стола, на котором установлен измеряемый предмет.
Далее лучи направляются зеркалом 10 в объектив 11, который
при помощи призмы 12 и главного зеркала 13 дает теневое изо-
бражение предмета на экране 14.
Схема II используется при работе в проходящем сбоку све-
те; при этом осветитель занимает боковое положение, а зерка-
ло 10 снимают.
Схема III применяется при работе в отраженном свете; при
этом вместо зеркала 10 включают полупрозрачное зеркало 17,
над которым устанавливают концевую часть осветителя с лам-
пой и конденсором.
Лучи света от осветителя проходят через зеркало 17, отра-
жаются поверхностью измеряемого предмета, расположенного
на измерительном стекле 9, и, частично отразившись от зеркала
17, поступают в объектив 11. Для работы с увеличениями 20 и
50х применяются конденсоры 15 и 16 и сменные объективы.
Схема IV применяется в случае работы в проходящем снизу
свете при увеличении более чем 50х, при этом призму 12 и сле-
дующие за ней детали снимают. Изображение получается на
вспомогательном экране 18.
203
204
Фиг. 150.
(UIUUV’
Можно также собрать схему со вспомогательным экраном
для работы в отраженном свете при увеличении более чем 50х.
На фиг. 450, б показан внешний вид большой модели проек-
тора типа БП.
Нормы точности и методы проверки проектора типа БП ука-
заны в Инструкции Комитета 110-54.
Проектор ПМК
Проектор массового контроля ПМК конструкции Д. Д. Саф-
ронова (фиг. 151, а), как и обычные проекторы, имеет источник
света, конденсор и объектив. В плоскости экрана помещены
зеркальные полоски, которые могут вращаться вокруг верти-
кальной оси уу и вокруг горизонтальной оси хх и отражать
изображения отдельных участков контура изделия на матовый
экран, расположенный в верхней части проектора. Благодаря
этому на экране возникает изображение лишь краев деталей.
На фиг. 153, б дана схема образования совмещенного изо-
бражения отдельных участков контура изделия. В плоскости аа
должно быть изображение предмета (показано штриховой ли-
нией и штриховкой), но так как вместо экрана в этой плоскости
помещены зеркальные полоски /, 2 и 2', то появляются лишь
четыре затемненных участка на них. Поворотом .зеркальных
полосок вокруг осей, параллельных оси хх, переносят изображе-
ния этих затемненных участков на экран. После этого, повора-
чивая зеркальные полоски вначале вокруг осей, параллельных
оси хх, а затем вокруг осей, параллельных оси уу, совмещают
затемненные участки сначала по вертикали (фиг. 153, в), а по-
том по горизонтали (фиг. 153, г).
Эти повороты зеркальных полосок осуществляют при на-
стройке проектора.
Рассмотрим схему настройки проектора по виду сверху
(фиг. 152, а).
Условимся затемненное поле экрана обозначать черным цве-
том, светлое поле экрана — штриховкой и поле экрана с усилен-
ным освещением оставлять белым.
За ходом лучей будем следить по точкам а и б.
Положение I. Устанавливают на проектор деталь диамет-
ром d, изготовленную по номинальному размеру d.
Положение II. Поворачивают зеркальные полоски вокруг
осей, параллельных оси уу, до сближения светлых полей и пре-
вращения темных полей в узкую черную полюсу. Это положение
называется нулевым.
Положение III. Не меняя положения зеркальных полосок,
ставят вал диаметром d + А. Тогда черная полоса увеличится
и ее ширина будет равна Ар, где А — допускаемое отклонение
изделия от номинального размера в плюс, а р—увеличение
проектора.
205
[-Экран
Фиг. 151.
206
Положение IV Не меняя положения зеркальных полосок, ста-
вят вал диаметром d—А. В этом случае черная полоса исчезнет,
светлые поля сблизятся, наложатся частично одно на другое
и в месте наложения светлых полей будет усиление света. Ши-
рина полосы с усиленным освещением будет равна Ар.
Таким образом, если зеркальные полоски проектора установ-
лены в «нулевое положение» по детали, имеющей наименьший
предельный размер, то при установке контролируемой детали
по тт
по max
Допуск *Д
Д
‘gw
В»
Ж У//А
Допуск \Р
6)
Фиг. 152.
kJ
появление темной полосы указывает на то, что размер детали
больше наименьшего предельного размера. Появление полосы
с усиленным освещением означает, что размер детали меньше
наименьшего предельного размера (неисправимый брак).
Если зеркальные полоски проектора установлены в «нулевое
положение» по детали, имеющей наибольший предельный раз-
мер, то при установке контролируемой детали появление темной
полосы указывает на то, что размер детали больше наибольше-
го?
го предельного размера (исправимый брак). Появление полосы
с усиленным освещением означает, что размер детали меньше
наибольшего предельного размера.
Для проверки изделий в массовом производстве настройку
проектора в «нулевое положение» производят с помощью двух
пар зеркальных полосок. Одну пару зеркальных полосок на-
страивают по наименьшему размеру изделия, а другую — по
наибольшему.
На фиг. 152, б изображены все возможные картины, получае-
мые при контроле деталей, если настройка нижних двух зеркаль-
ных полосок выполнена по наибольшему размеру изделия, а
верхних двух полосок — по его наименьшему размеру: А—ну-
левое положение; Б — деталь изготовлена по верхнему предель-
ному размеру; В — деталь изготовлена по нижнему предельному
размеру; Г — размер детали завышен, разность L — I равна до-
пуску изделия; Д — размер детали в допуске (средний размер),
величина I равна половине допуска изделия; Е — размер детали
занижен, разность L — I равна допуску изделия.
Проекторы с совмещенным изображением выпускаются трех
типов: ПМК-1, ПМК-П, ПМК-Ш (с кратностью увеличения 4,
10, 20, 30, 50 и 100х) для контроля деталей размером 1—60 мм
3—5-го классов точности.
§ 4. ИЗМЕРИТЕЛЬНЫЕ МАШИНЫ И МИКРОСКОПЫ 4
1. Измерительные машины
В соответствии с ГОСТами могут быть изготовлены микро-
метры, позволяющие измерять изделия длиной до 1000 мм. По
специальным заказам изготовляются микрометры с верхним
пределом измерений 2000 мм. Однако с повышением пределов
измерений у микрометров возрастают погрешности показаний,
вызываемые прогибом скобы, а следовательно, и нарушением
параллельности между измерительными поверхностями. Для
устранения этого дефекта были созданы так называемые супер-
микрометры (фиг. 153), которые не нашли широкого примене-
ния вследствие их громоздкости и невозможности достижения
необходимой параллельности между измерительными поверхно-
стями и требуемой точности.
Создание измерительных машин больших размеров позво-
лило увеличить жесткость конструкций и повысить точность из-
мерений.
Введение в конструкцию измерительных машин оптических
элементов позволило значительно повысить точность измерений
на них. Основными узлами являются станина 1 (фиг. -154), пе-
редняя бабка 2, задняя бабка 4 и стол 3. При измерении стерж-
ней большой длины вместо стола устанавливают люнеты.
208
При конструировании измерительных машин особенно боль-
шое внимание следует обращать на соблюдение принципа Аббе.
На фит. 165, а показана измерительная машина, в которой
соблюден принцип Аббе и погрешности из(мерений, возникаю-
Фиг. 154.
Фиг. 153.
щие от ошибок направляющих, являются величинами второго
порядка:
О — ср2,
2 т
где ф — угол перекоса.
Фиг. 155.
В другой конструкции (фиг. 155, б) где принцип Аббе не вы-
держан, эти погрешности являются величинами первого поряд-
ка: б = Аф.
Установочное приспособление на чугунном мостике
Установочное приспособление на чугунном мостике приме-
няется для проверки сравнительным методом нутромеров, слу-
жащих для внутренних измерений или для установки микромет-
ров (установочные меры).
209
На чугунном мостике 1 (фиг. 156) укреплены две бабки, на
одной из которых закреплен миниметр 2, а на другой—микро-
винт 4. Между бабками на станине установлены люнеты 5, слу-
жащие для поддержки измеряемых нутромеров. Люнеты можно
перемещать с помощью микрометрических устройств в горизон-
тальной и вертикальной плоскостях. Поворачивая нутромер в
Фиг. 156.
горизонтальной и вертикальной плоскостях, находят его мини-
мальный (при плоских измерительных поверхностях) или мак-
симальный (при сферических измерительных поверхностях)
размер.
Пределы измерений подобных машин определяются размером
L мостика, который может достигать 5 м.
На мостиках применяют также .вместо миниметра оптическую
трубку оптиметра, а вместо микровинта пинольную трубку или
вместо миниметра и микровинта два специальных микровинта
с отсчетом на одном в метрической системе, а на другом —
в дюймовой. В зависимости от принятой системы один из микро-
винтов стопорят и он при измерениях служит пяткой.
Установочная машина МСС
Установочная машина МСС служит для сравнительных из-
мерений жестких, регулируемых и микрометрических нутроме^
ров размером до 3, 6, 10 ж и более, в зависимости от размера
станины при неизменных размерах бабок, стола и люнетов.
Машина состоит из станины 1 (фиг. 157, а), опирающейся на
три опоры (одна жесткая, две регулируемые), отсчетного уст-
ройства 2, определяющего положение бабки 3 с пинольной труб-
кой, бабки 5 с отсчетным устройством 6 (трубка оптиметра, кон-
тактный интерферометр или микронная головка) и люнетов 4.
Установка машины на необходимый размер может произво-
диться двумя способами:
1) по концевой мере, равной номинальному размеру изме-
ряемого изделия, т. е. так же, как и на установочном приспо-
соблении на чугунном мостике;
210
2) с помощью концевой меры в 2 раза и более меньшей, чем
размер .измеряемого'изделия (так'называемый шаговый метод).
Рассмотрим установку машины шаговым методом на раз-
мер 2000 мм с помощью одной концевой меры размером 1000 мм
(фиг. 157, б).
Установка состоит из четырех этапов:
I. Машину устанавливают на размер 1000 мм. При этом
отсчетные приборы 2 и 6 должны показывать нуль, а обе бабки
быть закрепленными на станине.
II. Бабку 3 RVzciRsvY соприкосновения с измерительным
наконечником бабки 5 и закрепляют, когда отсчетный прибор 6
показывает нуль.
III. Бабку 3 оставляют закрепленной, а бабку 5 перемещают
вправо на 1000 мм, которые отсчитывают по мере и нулевому
показателю прибора 6.
IV Бабку 5 оставляют зафиксированной, а бабку 3 переме-
щают в первоначальное положение (прибор 2 должен показы-
вать нуль) и закрепляют на станине.
211
Практически эту настройку можно продолжить до размера
3000 мм и т. д., в зависимости от размера станины.
Измерительная машина с микрометрическим устройством
и отсчетными микроскопами
На фиг. 158, а показана схема измерительной машины с мик-
рометрическим устройством и отсчетными микроскопами Ц
II и III.
Левая бабка с микрометрическим устройством (фиг. 158, б)
S 0 5
с ценой деления с = — = —— = 0,001 мм и пределом измере-
п 500
ния микровинта 20 мм закреплена на станине, а правая бабка
-W
Фиг. 158.
2)
/
со шкалой длиной 500 мм (фиг. 158, в) может перемещаться
вдоль станины.
При нулевой установке измерительной машины, когда ее из-
мерительные поверхности соприкасаются, на микрометрическом
устройстве отсчет должен быть равен нулю (фиг. 158, б). В то
же время отсчет по миллиметровой шкале (фиг. 158, в) в поле
зрения микроскопа I с окулярным микрометром также должен
быть равен нулю.
Постоянство измерительного усилия определяется тем, что
изображение штриха на лыске левого измерительного стержня
находится в поле зрения микроскопа III в середине биссектора
(фиг. 158, г).
212
Если необходимо измерить изделие длиной 1000 мм, то пра-
вую бабку отодвигают направо на 1000 мм, и в поле зрения
•микроскопа II с окулярным микрометром должен быть отсчет
«500 мм».
Число оборотов микровинта отсчитывают по дополнительной
шкале, укрепленной на левой бабке.
Таким образом, в данной измерительной машине применен
описанный ранее «шаговый метод», позволяющий с помощью
меры 500 мм (шкала) измерять размер 1000 мм.
Измерительная машина с верхним пределом измерений
500 мм подобна описанной выше и отличается от нее укорочен-
ной станиной (на фиг. 158, а она показана штриховой линией)
и отсутствием микроскопа II.
Измерительная машина ИЗМ
Измерительные машины ИЗМ представляют собой оптико-
механические приборы, предназначенные для точных измерений
линейных размеров непосредственно по шкалам машины или
сравнением с другими мерами.
Измерительные машины типа ИЗМ изготовляются с преде-
лами измерений наружных размеров 1-000, 2000, 4000 и 6000 мм,
а аналогичные измерительные машины фирмы Цейсс (ГДР) —
с пределами измерений 1000, 3000 и 6000 мм.
Устройство измерительных машин и принцип их действия для
всех указанных пределов измерений одинаковы; изменяются
только размеры станины и длина дециметровой шкалы.
На станине 1 (фиг. 159, а) измерительной машины переме-
щаются бабки 2 и 4, между которыми устанавливают измери-
тельный стол или люнеты. В станине укреплена дециметровая
шкала, состоящая из отдельных стеклянных пластин 3 с нане-
сенными на них двойными штрихами с цифрой. Расстояние меж-
ду серединами двух соседних двойных штрихов равно 100 мм.
Если верхний предел измерений машины равен 1000 мм, то та-
ких интервалов девять, если 2000 мм, то — девятнадцать и т. д.,
т. е. до полного верхнего предела измерений не хватает 1 дм.
Недостающий дециметр заменяет шкала 8 длиной 100 мм с це-
ной деления 0,1 мм.
Бабка 2 может перемещаться вдоль станины 1. На этой баб-
ке укреплены пинольная трубка с измерительным наконечником,
источник света S и коллимационный объектив 10 с призмой 9.
Через призму и объектив свет проходит лишь тогда, когда баб-
ка 2 стоит над •оч»ком, в котором находится стеклянная пластин-
ка с двойным штрихом и цифрой.
Бабка 4 также может перемещаться в определенных преде-
лах вдоль станины 1, что осуществляется с помощью микромет-
рического винта 7 На бабке 4 укреплены трубка оптиметра 5,
микроскоп 6 и .коллимационный объектив 10 с призмой 9.
213
214
На измерительной машине можно производить измерения
относительным методом, как на горизонтальном оптиметре.
В э;том случае коллимационная система, микроскоп 6, децимет-
ровая шкала и шкала с ценой деления 0,1 мм не используются.
Для измерений абсолютным методом измерительную маши-
ну предварительно устанавливают «на нуль» следующим обра-
зом:
1) бабку 2 устанавливают над правым крайним двойным
штрихом дециметровой шкалы с цифрой 0;
2) бабку 4 устанавливают над штрихом 0 стомиллиметровой
шкалы S;
3) с помощью винта 7 перемещают бабку 4 и вводят нулевой
штрих стомиллиметровой шкалы 8 в середину двойного нуле-
вого штриха дециметровой шкалы 5, вследствие чего измери-
тельные поверхности наконечников бабок 2 и 4 входят в сопри-
косновение;
4) с помощью пинольной трубки оптиметр устанавливают
«на нуль».
В результате получают картину, изображенную на фиг. 159, б:
вверху — поле зрения микроскопа 6 (фиг. 159, а), а внизу — оп-
тиметра 5 с отсчетом 0. После выдержки для выравнивания
температур измерительной машины и окружающей среды с по-
мощью пинольной трубки вносят коррективы и закрепляют ее
в бабке 2. Затем производят измерение изделия. На фиг. Г59, в
показан отсчет, равный 450,<199 мм.
Если рассматривать схему измерительной машины ИЗМ в от-
ношении соблюдения принципа Аббе, то может показаться, что
этот принцип не выдержан, так как линия измерения 1
(фиг. 159, г) находится на значительном расстоянии L от линии
шкалы 001. Поэтому при измерении должны возникать ошибки
первого порядка от перекоса бабок. Однако оптическая система
измерительной машины построена так, что эти ошибки невели-
ки. Это можно показать при следующем анализе. В практике
возможны перекосы бабок относительно оси, проходящей через
один из дециметровых штрихов, относительно оси, перпендику-
лярной к плоскости дециметровой шкалы, и относительно оси,
параллельной линии измерений. Последние два случая наблюда-
ются и в тех измерительных машинах, в которых принцип Аббе
выдержан, и в этом отношении они не являются характерными.
Первый случай является наиболее неблагоприятным.
Если левая бабка повернулась на угол ср, то левая измери-
тельная поверхность S, переместившись вдоль линии измерения
на величину 6 и перпендикулярно линии измерения вниз, займет
положение Б\. На результатах измерений отразится только пе-
ремещение вдоль линии измерений, которое вызовет дополни-
тельное перемещение измерительного стержня оптиметра. Это
перемещение измерительного стержня компенсируется тем, что
вследствие перекоса коллиматора с призмой левой бабки изо-
215
бражение точка О перемещается в точку О2 на величину
Практически можно считать, что 61 = 6.
Для определения точности показаний измерительной маши-
ны проверяют все ее шкалы. Нормы точности и методы поверки
измерительных машин регламентируются Инструкцией Комите-
та 105-55.
Измерительная машина ВНИИМ
У двенадцатиметровой измерительной машины ВНИИМ
(фиг. 160) шкалы и коллимационная система такие же, как у
измерительной машины ИЗМ, но вместо трубки оптиметра при-
менен узел оптического длиномера.
Фиг. 160.
Машина имеет следующие шкалы:
1) метровую (в станине) — И метровых интервалов;
2) дециметровую (в станине) — 9 дециметровых интервалов;
3) миллиметровую (в плунжере длиномера) — 100 милли-
метровых интервалов;
4) шкалу в отсчетном устройстве микроскопа II с окулярным
спиральным микрометром — 10 интервалов с ценой деления
0,1 мм\
5) микронную (в отсчетном устройстве микроскопа II с оку-
лярным спиральным микрометром) — 100 микронных интерва-
лов.
Установка измерительной машины «на нуль» для производ-
ства измерений абсолютным методом аналогична установке из-
мерительной машины ИЗМ.
216
Отсчет размера проверяемого изделия производят по микро-
скопу I (метры и дециметры) и по микроскопу II (миллиметры
и десятые, сотые и тысячные его доли).
Вертикальный и горизонтальный длиномеры
В конструкции прибора выдержан принцип Аббе.
В зависимости от размера изделия 1 (фиг. 161, а) плунжер 2
перемещается -в вертикальном направлении, а вместе с ним и
укрепленная в нем шкала 3 длиной 100 мм с ценой деления
1 мм, освещаемая через конденсор 5 источником света S. Таким
образом, определение размера изделия 1 сводится к определе-
нию величины перемещения шкалы 3, жестко закрепленной в
плунжере 2.
Плунжер уравновешен противовесом 6 в виде круглых метал-
лических шайб, погруженных в сосуд 7 с вазелиновым маслом,
поэтому перемещение плунжера 2 осуществляется плавно. С по-
мощью сменных шайб можно регулировать измерительное уси-
лие в пределах 0,5—2,5 н (50—250 Г).
Допускаемая погрешность показаний прибора при измере-
нии аттестованных по 3-му разряду плоскопараллельных конце-
вых мер не должна превышать величины, вычисленной по фор-
муле
о = 4- f 0,001 Н--—мкм, (56)
— \ 100 000/
где I — измеряемая длина в мм.
Нормы точности и методы поверки вертикальных длиномеров
регламентируются Инструкцией Комитета 114-56.
Горизонтальный длиномер образуется путем присоединения
основного узла вертикального длиномера (плунжер со шкалой,
микроскоп с окулярным спиральным микрометром и груз, урав-
новешивающий плунжер) к штативу горизонтального оптиметра.
С помощью длиномера в сочетании с оптической делительной
головкой можно измерять кулачки. По оптической делительной
головке отсчитывают углы поворота кулачка, а по длиномеру —
его радиусы-векторы.
Величина перемещения шкалы у длиномеров (размер изде-
лия) может быть отсчитана до 0,001 мм с помощью отсчетного
микроскопа, который состоит из объектива, окуляра и находяще-
гося между ними окулярного микрометра.
Окулярные микрометры могут быть спиральными, клиновы-
ми и винтовыми. Кроме того, для точного отсчета величины пе-
ремещения шкалы используется поперечный масштаб.
Рассмотрим конструкции перечисленных выше отсчетных
устройств.
В окулярном спиральном микрометре, входящем в отсчетное
217
218
устройство микроскопа 4 (фиг. 161, а), использована математи-
ческая кривая — спираль Архимеда (р = а<р).
На фиг. 161, б построена кривая Архимеда (начало дано
штриховой линией) при а = 1, т. е. по формуле р = <р. Оси коор-
динат для построения спирали Архимеда нанесены на одном
плоском стекле, а спираль нанесена на другом. Эти плоскости и
центр О совмещены. Спираль вращается вокруг центра О по
часовой стрелке. За один оборот спирали точка К пересечения
спирали с осью абсцисс перемещается вправо вдоль оси абсцисс
и занимает положение К\, т. е. перемещается на величину КК\ =
= I (где I — шаг спирали, соответствующий одному обороту спи-
рали, т. е. углу 2л).
Если вместо начала спирали нанести круговую шкалу с цент-
ром в точке О и с числом делений п, а указатель 8 нанести на
оси абсцисс, то при повороте по часовой стрелке стекла со спи-
ралью и круговой шкалой вокруг центра О на одно деление ее,
которое отсчитывают с помощью указателя, точка К переме-
стится в точку К2-
Перемещение точки К в этом случае Л7С2 = —; оно будет со-
ответствовать повороту стеклянного диска со спиралью и кру-
„ о 2гс
говои шкалой на угол —.
п
Рассмотренные положения использованы в конструкции от-
счетного устройства микроскопа 4 с окулярным спиральным
микрометром (фиг. 161, в), состоящим из объектива ОБ и оку-
ляра ОК. Между объективом и окуляром находится стеклянная
пластинка 9, на которой снизу нанесены фотографическим спо-
собом двойные витки архимедовой спирали и круговая шкала,
стеклянная пластинка 10, на которой сверху нанесены шкала с
ценой деления 0,1 мм и указатель 8. Зазор между пластинками
9 и 10 находится в пределах глубины фокусировки, поэтому
практически можно считать, что шкалы, указатель и спираль
лежат в одной плоскости хх.
На фиг. 161, г изображено поле зрения микроскопа. В поле
зрения видны:
1) части двойных витков спирали с шагом 0,1 мм и часть
круговой шкалы с ценой деления 0,001 мм, нанесенных фотогра-
фическим способом на верхней стеклянной пластинке 9 (фиг. 161,
в); с помощью рукоятки И через коническую зубчатую передачу
можно вращать пластинку 9 вокруг оси уу\
2) шкала с ценой деления 0,1 мм и указатель 8, нанесенные
на нижнем неподвижном стекле 10, связанном с корпусом мик-
роскопа 4‘,
3) изображения штрихов «3» и «4» миллиметровой шкалы 3
(фиг. 161, в), укрепленной на перемещающемся плунжере 2 дли-
номера. Эти изображения штрихов шкалы 3, полученные с по-
мощью объектива ОБ, лежат в плоскости хх.
219
На фиг. 161, д показан отсчет, равный 5,221 мм.
В окулярном клиновом микрометре с прямыми клиньями
(фиг. 162) использовано смещение лучей света, проходящих че-
рез перемещающиеся стеклянные клинья 5 и 6.
Окулярная головка состоит из окуляра /, неподвижных бис-
секторной шкалы 2 с ценой деления 0,1 и указателя 3, нанесен-
ных на стеклянную пластинку, которая закреплена в корпусе
окулярной головки, двух стеклянных клиньев 5 и 6 и шкалы 7 с
ценой деления 0,001 мм, которые могут перемещаться с помощью
рукоятки 4.
На фиг. 162 клинья 5 и 6 и указатель 7 показаны штриховы-
ми линиями при нулевом показании и сплошными линиями —
в положении, изображенном в поле зрения 8. Рукояткой 4 поль-
зуются для отсчета долей шкалы с ценой деления 0,1 мм.
Последовательность процесса отсчета следующая. Рукоят-
кой 4 устанавливают по указателю 3 нулевое положение шка-
лы 7, затем смотрят номер и положение штриха основной мил-
лиметровой шкалы относительно шкалы 2. Например, если
штрих «3» основной миллиметровой шкалы попадает между
штрихами «4» и «5» шкалы 2 с ценой деления 0,1 мм, то рукоят-
кой 4 перемещают клинья 5 и 6 и шкалу 7 При этом лучи света,
образующие изображение штриха «3» миллиметровой шкалы,
преломляясь в перемещающихся клиньях, переместят это изо-
бражение до биссектора «4» шкалы 2, а указатель 3 по шкале 7
покажет величину перемещения в микрометрах. Отсчет будет
равен 3 + 0,4 + 0,0488 = 3,4488 мм.
В окулярном клиновом микрометре с изогнутым клином
(фиг. 163) использовано также смещение лучей света на вели-
220
чину х после прохождения их через наклонную плоскопарал-
лельную стеклянную пластину 2, вращающуюся вокруг оси О.
Окулярная головка состоит из окуляра 5; стеклянной пла-
стинки 4 с биссекторной шкалой с ценой деления 0,1 мм и указа-
телем круговой шкалы 6 с ценой деления 0,001 мм\ рукоятки 3
для установки шкалы 4 в нулевое положение; изогнутого клина 1
Фиг. 163.
с наклонной торцовой поверхностью, к которой прижимается
оправа плоскопараллельной стеклянной пластины 2; рукоятки 7,
связанной через коническую зубчатую -передачу с тубусом шка-
лы 6, который через шпонку 3, в свою очередь, связан с изогнутым
клином 1.
Последовательность процесса отсчета следующая. Поворотом
рукоятки 7 совмещают нулевой штрих шкалы 6 <с указателем
стеклянной пластинки 4. Затем, перемещая основную миллимет-
221
ровую шкалу, совмещают ее нулевой штрих с нулевым биссек-
тором шкалы с ценой деления 0,1 мм вначале приближенно, а
затем точно поворотом рукоятки 3. В результате получают в
поле зрения картину, показанную на фиг. 163, б.
При производстве отсчета вначале определяют номер и по-
ложение штриха основной миллиметровой шкалы относительно
шкалы 4 (фиг. 163, а). Например, если штрих «3» (фиг. 163, в)
основной миллиметровой шкалы попадает между штрихами «5»
и «6» шкалы 4 с ценой деления 0,1 мм, то тогда рукояткой 7
(фиг. 163, а) поворачивают стеклянную пластину 2 до тех пор,
пока перемещающееся изображение штриха «3» (фиг. 163, в) не
совпадет со штрихом «5» шкалы 4 (фиг. 163, а). Указатель ми-
кронной шкалы при этом покажет число микрон.
На фиг. 163, в изображен отсчет, равный 3,5545 мм.
Окулярные винтовые микрометры предназначены для линей-
ных и угловых измерений в поле зрения окуляра.
Кроме микроскопов типа МОВ с окулярным винтовым микро-
метром с угломерным лимбом (фиг. 164, а), ГОСТом 7865-56
предусмотрены окулярные винтовые микрометры типа МОВ без
угломерного лимба.
Окулярный винтовой микрометр типа МОВУ состоит из оку-
ляра 1 с увеличениями 7; 10 и 15х неподвижной шкалы 2 с це-
ной деления 1 мм, микрометрической головки 3 с ценой деления
0,01 мм, перемещающей подвижную сетку 4 с двойным штрихом-
указателем с косым (фиг. 164, б) или с прямым (фиг. 164, в)
крестом; лимба 6 (фиг. 164, а) с ценой деления 1° и нониуса 5 с
отсчетом 6'
222
Окулярная головка может быть установлена на микроскопе с
объективом 7, предметным стеклом S, зеркалом 9 и источником
света 10.
Пределы линейных измерений ограничиваются величиной по-
ля зрения (10,5 мм) и длиной неподвижной шкалы 2 (8 мм).
В конструкции отсчетного устройства катетометра КМ-6
(фиг. 165, а) использован принцип поперечного масштаба.
Катетометр предназначен для измерения вертикальных отрез-
ков на недоступных для непосредственного измерения объектах.
Принцип действия прибора основан на сравнении измеряе-
мой длины с миллиметровой шкалой, закрепленной в стойке 4,
путем визирования двух точек объекта, между которыми нахо-
дится искомый размер. На перемещающейся каретке 2 закре-
плены визирный микроскоп 3 для визирования двух точек объ-
223
екта и отсчетный микроскоп 1 (в последних конструкциях кате-
тометров КМ.-8 и КМ-9 оба микроскопа объединены в один мик-
роскоп с одним полем зрения).
На фиг. 165, б изображено поле зрения отсчетного микроско-
па 1 (фиг. 165, d). В нем -видны два штриха миллиметровой шка-
лы с цифрами 161 и 162, закрепленной в стойке 4 (фиг. 165, а), и
масштабная -сетка растрового типа, закрепленная в каретке 2.
Масштабная сетка растрового типа построена по принципу
поперечного масштаба, применяемого для точных отсчетов ли-
нейных расстояний на планах и географических картах. Высота
масштаба, соответствующая интервалу миллиметровой шкалы,
разделена -с обеих сторон на десять равных частей. Эти деления
соединены между собой светлыми наклонными полосками со
смещением на одно деление с одной стороны.
По ширине масштаб также разделен на десять равных ча-
стей, соединенных светлыми вертикальными полосками.
На фиг. 165, б изображен отсчет, равный 162,24 мм. Размер
до 0,001 мм может быть отсчитан на глаз при многократном от-
счете.
На фиг. 165, в показана схема отсчетного устройства коорди-
натно-расточного станка Кольб. Это отсчетное устройство с сет-
кой растрового типа построено также по 'принципу поперечного
масштаба. Сетка имеет наклонные светлые полоски, построен-
ные описанным выше способом, но поперечные наклонные свет-
лые полоски сделаны не сплошными, а ступенчатыми.
Наклонных светлых полосок десять. Они расположены в ин-
тервале 1 мм, следовательно, интервал между светлыми наклон-
ными полосками равен 0,1 мм. Этот интервал разделен на 10
ступенек, т. е. каждая ступенька соответствует 0,01 мм. Интер-
вал 0,01 мм делится микрометрической головкой 1 на 10 частей,
т. е. цена деления микрометрической головки равна 0,001 мм.
На фиг. 165, в показан отсчет, равный 10,531 мм.
2. Инструментальный и универсальный микроскопы
Инструментальный и универсальный микроскопы принадле-
жат к числу наиболее распространенных оптико-механических
приборов. На них можно производить с высокой точностью са-
мые разнообразные линейные и угловые измерения в прямо-
угольных и полярных координатах.
В основу оптических схем инструментального и универсаль-
ного микроскопов положена классическая схема микроскопа
(фиг. 166).
Предмет АБ, рассматриваемый через микроскоп, находится
между передними главным и двойным фокусами. Получаемое
изображение предмета —действительное, обратное и уве-
личенное объективом ОБ — располагается между окуляром ОК
и объективом ОБ. Глаз наблюдателя через окуляр ОК видит
224
мнимое, обратное и еще раз увеличенное окуляром ОК изобра-
жение предмета А2Б2. Получающееся при этом общее увеличе-
ние микроскопа характеризуется отношением углов—, где щ—
ZZi
угол зрения невооруженным глазом на расстоянии нормального
зрения 250 мм\ и2 — угол зрения с оптическим прибором.
Увеличение микроскопа численно равняется произведению
увеличения объектива на увеличение окуляра:
I Af = (57)
Изображение предмета получается действительным, сле-
довательно, оно может быть воспринято экраном.
Таким образом, принципиальным отличием микроскопов от
проекторов является наличие в первых оптической системы (оку-
ляра), позволяющей рассматривать изображение предмета во-
оруженным глазом.
На фиг. 167, а и б изображены в одном масштабе общие ви-
ды малого инструментального микроскопа типа ММИ и боль-
шого инструментального микроскопа типа БМИ. Основными
узлами и деталями этих микроскопов являются: основание 7,
микрометрическое устройство 2, осветительное устройство 5,
225
ось 4 наклона микроскопа, колонка 5, механизм фокусировки 6,
окуляр 7 основного микроскопа, отсчетный микроскоп 8 окуляр-
ной угломерной головки, тубус 9 микроскопа, объектив 10 ос-
новного микроскопа и стол 11.
Основные параметры и размеры микроскопов регламентиоо-
Фиг. 168.
ваны ГОСТом 8074-56, а нормы точности и методы поверки —
Инструкцией Комитета 107-56.
На фиг. 168 ’показан общий вид универсального микроскопа
УИМ-21, который состоит из стола /, несущего две бабки с цен-
трами и продольную, освещаемую снизу стеклянную миллимет-
226
ровую шкалу 200 мм\ продольного 2 и поперечного 4 отсчетных
микроскопов с окулярным спиральным микрометром (описан
выше); станины 5, тубуса 5 основного микроскопа, окуляра 6 и
каретки 7, несущей основной микроскоп и поперечную, освещае-
мую сбоку стеклянную шкалу 100 мм.
Нормы точности и методы поверки универсального микроско-
па регламентированы
Инструкцией Комитета
106-56.
На фиг. 169 приве-
дена принципиальная
схема микроскопа с эк-
раном, помещенным
между объективом и
окуляром. Предмет АБ
освещается источником
света S через конден-
сор К. Преломившись в
объективе 05, свето-
вой поток дает изобра-
жение предмета Л15ь
которое будет обрат-
ным, увеличенным и
действительным, т. е.
может быть воспринято
экраном.
Если в плоскости
изображения предмета
поместить экран Э в
виде стеклянной пла-
стины, то наблюдатель
увидит через окуляр
ОК в плоскости этой
пластины обратное Фиг. 169.
изображение предмета
Л252, которое будет по сравнению с изображением еще раз
увеличенным и мнимым.
Для того чтобы устранить такое неудобство, как получение
обратного изображения, между штриховой сеткой и объективом
на пути светового потока устанавливается оборачивающая приз-
ма Пооро, которая состоит из трех склеенных призм (фиг. 170,
б). Процесс поворота изображения предмета виден на
фиг. 170, а.
Основной узел микроскопов — тубус с призмой Порро явля-
ется взаимозаменяемым для микроскопов БМИ и УИМ-21.
К 'нему прилагаются сменные объективы 1; 1,5; 3 и 5х и оку-
лярные головки с увеличением окуляра 10х. Следовательно, об-
227
шее увеличение основного микроскопа может быть равным соот-
ветственно 10; 15; 30 и 50х. Обычно применяется увеличение 30х.
Предварительная 'подготовка микроскопов к измерениям осу-
ществляется в следующем порядке. Поворотом окуляра 7 (см.
фиг. 167) устанавливают на резкость штриховую сетку окуляр-
ной головки, затем с помощью механизма фокусировки 6 уста-
навливают приближенно на резкость видимое изображение из-
меряемого изделия, т. е. вводят его в плоскость штриховой сет-
ки. Более точную наводку осуществляют поворотом верхнего на-
катанного кольца у объектива 10.
Процесс линейных измерений на микроскопах заключается
в следующем. Если необходимо определить, например, расстоя-
ние между точками А и Б измеряемого изделия, то визируют
поочередно после перемещений стола микроскопа на эти точки
одну из рисок штриховой сетки окулярной головки и при каж-
дом визировании записывают координаты стола. Затем по этим
координатам вычисляют расстояние (размер) между точками А
и Б.
Перемещения и повороты стола с изделием у микроскопов
обеспечиваются различными способами.
У большого инструментального микроскопа БМИ (см.
фиг. 167, б) -перемещения в прямоугольных координатах осуще-
ствляются с помощью двух микрометрических устройств 2 с це-
ной деления 0,005 мм (в продольном направлении на 150 мм и в
поперечном — на 50 мм). Предметный стол может поворачи-
ваться на 360° с точностью отсчета по нониусу 3'
У универсального микроскопа (см. фиг. 168) вместе со сто-
лом 1 и кареткой 7 перемещаются закрепленные на них шкалы.
Величина перемещений определяется с помощью отсчетных мик-
роскопов 2 и 4.
Сменные окулярные головки, в которых объединены окуляр и
228
экран с сеткой, по назначению и констоукции делятся на угло-
мерные, профильные, двойного изображения.
Окулярные угломерные головки (фиг. 171, а) применяют наи-
более часто вследствие их универсальности.
Стеклянные градусная круговая шкала 1 и штриховая сет-
ка 2 закреплены на одной оправе так, что их общая ось враще-
Фиг. 171.
ния проходит через центр круювой шкалы 1 и центр перекрестья
штриховой сетки 2 (фиг. 171, б). Эта оправа внизу имеет конус-
ный хвостовик, который входит в конусное углубление корпуса
окулярной головки. Конусная посадка в этом узле сделана для
того, чтобы избежать возникновения зазора при вращении штри-
ховой сетки и градусной круговой шкалы.
Оправа со стеклянными штриховой сеткой и градусной кру-
8 Заказ 264 229
говой шкалой имеет большое зубчатое колесо, находящееся в за-
цеплении с малым зубчатым колесом, посаженным на одну ось
с маховиком 3.
Вращение от маховика 3 через зубчатую передачу передает-
ся штриховой сетке 2 и одновременно с ней градусной круговой
шкале 1.
Поток от источника света S (лампочки или дневного света),
отражаясь от зеркала 3, проходит через шкалу /, объектив 7 и,
преломившись в нем, дает в плоскости минутной шкалы 4 изо-
бражение совмещаемой части градусной шкалы 1.
Через окуляр 5 отсчетного микроскопа 6 в поле зрения видна
минутная шкала и в ее 'плоскости изображение штрихов освеща-
емой части градусной круговой шкалы (фиг. 171, в).
Отсчет равен 30° 25'
При -производстве угловых измерений с помощью угловой
окулярной головки одну из ее рисок визируют вначале на одну
сторону изделия 9 (фиг. 171, б), а затем на другую. Искомый
угол а определится из разности отсчетов по отсчетному микро-
скопу 6 (фиг. 171, а).
Профильные окулярные головки изготовляются с большим
числом различных профилей. Наиболее распространенными яв-
ляются окулярные головки с дугами разных радиусов или так
называемые резьбовые окулярные головки, которые предназна-
чены главным образом для измерений резьбы.
На фиг. 172, а изображена конструктивная схема окуляр-
ной головки двойного изображения типа ОГУ-22, предназначен-
ная для визирования отверстий различной конфигурации и по-
следующего определения координат этих отверстий. Основными
деталями головки являются: корпус 3, окуляр /, патрубок 6 со
сферической поверхностью для крепления головки в тубусе мик-
роскопа и собственно призма двойного изображения, состоящая
из склеенных призм 2, 4, 5 и 7.
230
На фиг. 172, б показан ход лучей в призме. Пройдя призму 4,
поток лучей встречает на своем пути наклонную плоскость абвг
соединения призм 4 и 2. На эту плоскость нанесен полупрозрач-
ный слой хрома, толщина которого определяет его пропускную
способность (50% света поглощается, 25% отражается и 25%!
пропускается). Пучок света, проходящий через два отверстия
(фиг. 173, а), раздваивается в слое хрома и дает в поле зрения
по два изображения каждого отверстия (фиг. 173, б), поверну-
тых одно относительно другого на 180°
Перемещая предметный стол микроскопа с изделием в пря-
моугольных координатах, можно найти для каждого отверстия
в) Z)
единственное положение, когда оптическая ось микроскопа бу-
дет проходить через центр отверстия, т. е. когда совместятся
окружности (фиг. 173, в) или треугольники (фиг. 173, г). Совме-
щение изображений каждого отверстия завершает процесс его
визирования.
После визирования каждого отверстия записывают коорди-
наты положения стола микроскопа, по которым вычисляют рас-
стояние между осями отверстий.
С помощью различных приспособлений можно значительно
расширить область применения универсального микроскопа
УИМ-21 и производить на нем измерения:
1) гладких конусных калибров (метод описан в гл. VIII);
2) метчиков и фрез с нечетным числом канавок, применяя
поворотный центр с микроскопом, обеспечивающим отсчет с точ-
ностью до V угла поворота изделия вокруг оси;
3) в полярных координатах, применяя круглый стол с микро-
скопом, обусловливающим отсчет с точностью до 30" угла пово-
рота изделия в горизонтальной плоскости.
8*
ГЛАВА V!
ПНЕВМАТИЧЕСКИЕ ИЗМЕРИТЕЛЬНЫЕ ПРИБОРЫ
Если воздух под постоянным давлением Н проходит через от-
верстие Fi в камеру (фиг. 174), а из нее через отверстие F2 на-
ружу, то давление h между двумя отверстиями в камере зависит
Фиг. 174.
Фиг. 175.
от соотношения размеров площадей поперечных сечений этих
двух отверстий.
Если поперечное сечение отверстия Fx постоянно, а размер
поперечного сечения отверстия F2 является величиной перемен-
ной, то давление h в камере будет зависеть от изменения раз-
мера сечения отверстия F2.
Если против выходного отверстия F2 с постоянным попереч-
ным сечением расположить поверхность N (фиг. 175), то давле-
232
ние h в камере будет возрастать при приближении этой поверх-
ности к отверстию, а при удалении ее — уменьшаться. Таким об-
разом, давление h является функцией линейного размера z.
В этом случае размеры отверстия для выхода воздуха в атмосфе-
ру определяются размерами боковой поверхности струи, вы-
ходящей из отверстия F2. Следовательно,
F2 =
где d,2 — диаметр выходного отверстия.
Эта зависимость справедлива до тех пор, пока боковая по-
верхность струи воздуха не превышает площади поперечного
сечения выходного отверстия т. е.
При этом условии z < —J-или линейный зазор z должен быть
не больше 0,25 диаметра отверстия, через которое выходит воз-
дух.
Отверстие FY принято называть входным соплом, а отверстие
F2 — измерительным соплом.
К преимуществам, обусловившим широкое применение пнев-
матического метода измерения линейных размеров в машино-
строении, относятся:
1) высокая точность измерения (можно контролировать ли-
нейные размеры до десятых долей микрометра);
2) возможность контроля бесконтактным способом, что поз-
воляет проверять размеры очень тонких металлических
лент, листового свинца и резины, слюды, кинопленки и других
изделий из мягких материалов, а также деталей с наивысшей
степенью чистоты поверхности;
3) допустимость контроля размеров в труднодоступных ме-
стах деталей, например, диаметров и площадей поперечных сече-
ний отверстий малых размеров, диаметров глубоких отверстий;
4) возможность одновременного контроля нескольких раз-
меров;
5) допустимость автоматизации контроля размеров, в том
числе и управления станком в процессе обработки;
6) возможность совмещения операций контроля с вычисли-
тельными операциями (например, при контроле суммы или раз-
ности размеров);
7) изменение передаточного отношения и предела измерения
путвхМ подбора сопел и зазоров без изменения конструкции при-
бора;
8) отсутствие влияния вибрации на результаты измерения.
В большинстве случаев пневматические приборы работают
бесконтактно, но в ряде случаев их применяют и для контакт-
ного измерения. Все пневматические измерительные приборы
23з
предназначены для относительного (сравнительного) способа
измерения, при котором определяют отклонения измеряемой ве-
личины от заданного размера, установочной меры или образца.
§ 1. ОСНОВНЫЕ СХЕМЫ И КОНСТРУКЦИИ
ПНЕВМАТИЧЕСКИХ ПРИБОРОВ
1. Классификация пневматических приборов
Пневматические измерительные приборы делят на работаю-
щие по принципу измерения давления воздуха, расхода воздуха
и болометрическому принципу.
В зависимости от рабочего давления воздуха, приборы при-
нято делить на приборы низкого давления (до 10 кн1м2, т. е.
0,1 кГ/см2) и приборы высокого давления (более 50 кн1м2, т. е.
0,5 кГ1см2). По конструкции устройства, обеспечивающего по-
стоянство рабочего давления воздуха, различают приборы с во-
дяным стабилизатором давления воздуха и приборы с одним или
двумя мембранно-пружинными редукторами давления воздуха.
По конструкции отсчетного устройства приборы могут быть
с жидкостным или пружинным манометром, с воздушным по-
плавком (ротаметром), с гальванометром (болометрические
приборы) и с вторичными электроизмерительными приборами.
По характеристике выполняемых функций приборы делят на
показывающие с визуальным отсчетом, самопишущие и прибо-
ры-датчики автоматические и регулирующие. Наибольшее рас-
пространение получили приборы, работающие по принципу из-
мерения давления и расхода воздуха. Приборы с пружинным
отсчетным манометром и болометрические приборы в Советском
Союзе серийно не выпускаются, так как первые обладают пони-
женными метрологическими характеристиками, а вторые имеют
ограниченную область применения.
Приборы-датчики, применяющиеся в автоматических и регу-
лирующих устройствах, конструктивно различаются между со-
бой в зависимости от назначения.
Во всех пневматических измерительных приборах и автома-
тах необходимо устройство для обеспечения постоянства дав-
ления воздуха, а в приборах с визуальным наблюдением резуль-
татов измерений — устройство для отсчета или регистрации из-
меряемых линейных размеров.
Воздух, используемый в пневматических приборах, поступа-
ет из заводской пневматической сети, или непосредственно от
компрессора с ресивером, или из баллона со сжатым воздухом.
2. Приборы, работающие по принципу измерения
давления воздуха
Наиболее распространенным является прибор с водяным
стабилизатором давления воздуха и водяным манометром. При-
меняются также приборы с мембранно-пружинными редуктора-
ми давления воздуха и пружинным манометром.
234
Конструктивное выполнение приборов, работающих по диф-
ференциальной схеме измерения, зависит от их назначения.
Прибор с водяным стабилизатором давления воздуха и во-
дяным манометром. На фиг. 176 показана схема такого прибо-
ра, известного под названием «Солеке». Постоянство давления
воздуха в этих приборах обеспечивается водяным стабилизато-
ром давления. Воздух под давлением поступает в прибор через
трубку /, затем через дрос-
сельное устройство 2, состо-
ящее из пяти последователь-
но установленных сопел, в
верхнюю часть трубы 9
большего диаметра, чем
трубка 1. Труба 9 на глуби-
ну Н погружена в воду, ко-
торой наполнен сообщаю-
щийся вверху с атмосферой
баллон 8. Воздух вытесняет
воду из трубы 9У избыток
воздуха выходит вследствие
этого в атмосферу. Таким
образом, давление воздуха в
трубе 9 будет постоянным, |~~ ~ ~ ‘г 1 1 1 1|
равным высоте водяного
столба Н. Дроссельные уст- Фиг. 176.
ройство 2 снижает давление
проходящего воздуха настолько, что воздух, выделяющийся че-
рез воду из трубы 9, не вызывает резкого колебания воды в бал-
лоне 8.
Из трубы 9 воздух под постоянным давлением проходит че-
рез входное сопло 3 в камеру 4 и выходит через измерительное
сопло 6.
Давление в камере 4, обусловленное величиной зазора z меж-
ду торцом измерительного сопла 6 и поверхностью 'контролируе-
мой детали 7, определяется высотой /г, т. е. разницей уровней
воды в баллоне 8 и стеклянной трубке 5, за которой расположе-
ны две шкалы. Трубка 5, являющаяся манометром, сообщается
нижней частью с баллоном S, а верхней — с камерой 4.
Изменение высоты водяного столба,в трубке 5 практически
не влияет на изменение высоты уровня воды в баллоне S, так как
последний имеет достаточно большое поперечное сечение по
сравнению с поперечным сечением трубки 5. Одна из шкал при-
бора равномерная и градуируется в миллиметрах; интервал де-
лений равен 1 мм. Эта шкала предназначена для настройки при-
бора, т. е. подбора сопел, определения передаточного отношения,
выбора цены деления и рабочего участка отсчетной шкалы.
Другая шкала, являющаяся отсчетной и сменной, неравномерная
и градуируется в измеряемых величинах. Цена деления опреде-
235
ляется величиной допуска контролируемой детали и обычно со-
ставляет 1 мкм. При этой цене деления отсчетной шкалы при-
бора с Н = 500 мм вод. ст. интервал шкалы обычно находится в
пределах 3—6 мм, вариация показаний составляет 3 мм. Эту
шкалу градуируют, применяя интерферометр, ультраоптиметр,
оптиметр или плоскопараллельные концевые меры длины (не
грубее 4-го разряда).
Точность градуировки зависит от применяемых измеритель-
ных средств. Границу допуска на отсчетной шкале определяют
с помощью двух аттестованных установочных калибров-колец,
изготовленных по предельным размерам поля допуска контро-
лируемого размера, и калибра-пробки с измерительным соплом.
Наиболее распространенными являются приборы, у которых
рабочее давление Н = 500 мм вод. ст. Для измерения плоскопа-
раллельных концевых мер длины и калибров в зарубежной прак-
тике иногда применяются приборы с Н = 1000 мм вод. ст. Уве-
личение давления Н характеризует при прочих равных парамет-
рах большее передаточное отношение прибора.
Обычно в приборах с рабочим давлением Н = 500 мм вод. ст.
передаточное отношение находится в пределах 600—10 000.
Соответствующим подбором входного и измерительного со-
пел можно достичь требуемого для измерения передаточного от-
ношения.
Передаточное отношение и пределы измерения находятся в
обратной зависимости одно от другого. Большее передаточное
отношение обусловливает меньшие пределы измерения, и наобо-
рот. При измерениях следует использовать участок шкалы в
пределах (Уг^-3/^) Н, так как эта часть шкалы является более
равномерной.
Для приборов с Н = 500 мм вод. ст. колебание атмосферного
давления практически не влияет на результаты измерения, но
для приборов с большим рабочим давлением оно весьма ощу-
тимо.
При условии равенства температур контролируемой детали,
пневматического калибра и установочных калибров температура
воды в баллоне и окружающего воздуха не влияет на результаты
измерения.
Время срабатывания приборов с водяным стабилизатором и
водяным манометром с рабочим давлением Н = 500 мм вод. ст.
находится в пределах 2—4 сек (в зависимости от диаметра вход-
ного сопла). Время срабатывания уменьшается с увеличением
входного сопла и с уменьшением рабочего давления, диаметра
измерительного сопла, измерительного зазора, а также объема
измерительной камеры.
Приборы с водяным стабилизатором давления воздуха мож-
но применять для одновременного контроля нескольких разме-
ров. В этом случае число водяных манометров должно быть
равно числу контролируемых размеров.
236
К недостаткам приборов с водяным стабилизатором давления
воздуха и водяным манометром следует отнести испарение воды,
влияние параллакса и загрязнение трубки водяного манометра,
что затрудняет отсчет показаний, плохую видимость мениска
воды, коррозию деталей прибора, необходимость тщательной
очистки (от механической стружки и пыли) контролируемых де-
талей, а также промывку (от масла и охлаждающей жидкости)
и просушку их.
С испарением воды передаточное отношение уменьшается,
поэтому необходимо постоянно наблюдать за сохранением уров-
ня воды в баллоне и дополнять его водой в случае ее испаре-
ния.
Приборы с мембранно-пружинными регуляторами давления
воздуха и пружинным манометром. Работа этих приборов так-
W////Z
Фиг. 177.
же основана на зависимости между давлением воздуха и раз-
мером отверстия, через которое он вытекает. Особенностью при-
боров является применение в качестве отсчетного устройства
пружинного манометра и использование автоматических мем-
бранно-пружинных редукторов для стабилизации давления воз-
духа, а также наличия регулировочного вентиля с конической
запорной иглой. В зависимости от степени открытия вентиля по-
перечное сечение кольцевого отверстия для прохода воздуха
имеет большую или меньшую площадь. Это регулируемое ко-
нической иглой вентиля отверстие для прохода воздуха играет
роль входного сопла.
На фиг. 177 показана одна из схем такого прибора. Воздух
под давлением 300—600 кн)м2 (3—6 кГ!см2) поступает для
очистки от пыли, влаги и масла в фильтр 1. Далее воздух про-
ходит через два мембранно-пружинных редуктора 2 и 5, при по-
237
мощи которых давление воздуха понижается до требуемой вели-
чины и устанавливается постоянным. Наличие двух установлен-
ных последовательно редукторов обеспечивает лучшую стабили-
зацию рабочего давления воздуха. В первом редукторе 'происхо-
дят понижение давления и предварительная стабилизация дав-
ления воздуха, а во втором — окончательная. Обычно рабочее
давление воздуха после редуцирования должно быть равно1
200 кн/м2 (2 кГ/см2).
Пройдя оба редуктора, воздух поступает в отстойник 4, за
которым расположен пружинный манометр 5 для определения
рабочего давления со шкалой в единицах давления. Затем воз-
дух поступает в регулировочный вентиль 8 и измерительную го-
ловку 9. Отклонение размера контролируемой детали 10 от за-
данных предельных размеров определяют по шкале пружинного
манометра 6, градуированной в линейных величинах (в микро-
метрах). Для удобства и ускорения контроля размеров деталей
на ободке манометра 6 имеются переставные указатели 7 реко-
мендуемых пределов поля допуска. Выбор места установки пе-
реставных указателей 7 пределов поля допуска и периодический
контроль за правильностью показаний манометра 6 осуществля-
ют при помощи установочных калибров или деталей, изготов-
ленных по предельным размерам поля допуска контролируемой
детали.
В зависимости от допуска детали цена деления отсчетного
манометра находится в пределах 1—25 мкм, а передаточное от-
ношение — в пределах 5000—50; наиболее часто в приборах
с пружинным отсчетным манометром применяется передаточное
отношение 400—50.
В этих приборах струя воздуха удаляет масло, охлаждаю-
щую жидкость и грязь с поверхности контролируемых деталей,
что обеспечивает более надежное измерение размеров. Прибо-
ры этого типа изготовляют стационарными, переносными, а
также приспособленными для контроля размеров деталей на
станке в процессе обработки.
Конструкция приборов с пружинным манометром зависит
от конфигурации и размеров контролируемых деталей, а также
от числа проверяемых одновременно размеров. В многомерных
приборах для каждого контролируемого размера должен быть
свой отсчетный манометр.
По сравнению с другими пневматическими измерительными
приборами приборы с пружинным отсчетным манометром менее
точны и поэтому применяются для контроля деталей невысо-
кой точности. Наличие в манометре пружины и рычажно-зуб-
чатого передаточного механизма, работающих в напряженном
режиме вследствие резкого изменения воздушного давления,
делает эти приборы наиболее подверженными механическим
повреждениям.
238
3. Приборы, работающие по дифференциальной схеме
измерения давления воздуха
Дифференциальные пневматические измерительные приборы
используются при неавтоматическом и автоматическом контро-
ле деталей, а также в измерительных устройствах, управляю-
щих работой металлорежущих станков.
Принципиальная схема устройства такого прибора показа-
на на фиг. 178. Воздух под постоянным давлением поступает
в пневматическую сеть
прибора через трубку 1 й
далее идет по двум на-
правлениям. Одна ветвь
воздухопровода направ-
ляет воздух через вход-
ное сопло 2 в измеритель-
ное сопло 5. По другой
ветви воздух проходит че-
рез входное сопло И в
регулировочное сопло S,
степень открытия которо-
го определяется переме-
щением винта 7 с кони-
ческим концом. Сечения
входных сопел 2 и 11 име-
ют одинаковые размеры.
Обе ветви воздухопрово-
да прибора соединяются
с камерой 10, в которой
8'
11U. 1V1 VZ [1 * U АХ V 1 V VII \ X < |
помещен чувствительный
орган — мембрана 3. При
равенстве давлений воз-
Фиг. 178.
[ниоииД
духа в обеих ветвях воз-
духопровода мембрана
находится в среднем положении. При изменении зазора z меж-
ду поверхностью контролируемой детали 6 и торцом измери-
тельного сопла 5 равенство давлений нарушится, вследствие
чего мембрана прогнется в ту или другую сторону. Прогиб мем-
браны вызывает замыкание одного из контактов 4 или 9, свя-
занных с механизмом контрольного автомата или механизмом,
управляющим работой металлорежущего станка.
Для визуальных наблюдений в дополнение к контактам или
вместо них применяется показывающий прибор. На фиг. 179
показано такое устройство (детали имеют те же обозначения,
что и на фиг. 178), в котором вместо мембраны применен силь-
фон 13, а вместо системы контактов — указывающий прибор 12,
На фиг. 180 показана схема дифференциального самопишу-
щего пневматического прибора с двумя сильфонами. Инерцион-
239
ность срабатывания сильфонных датчиков составляет 0,3—
3,5 сек при диаметре входного сопла соответственно 2,2—
0,55 мм.
Пневматические измерительные приборы, основанные на
применении дифференциальной схемы измерения, применяют-
ся в контрольных автоматах и устройствах, управляющих ра-
Фиг. 179.
Фиг. 180.
ботой металлорежущих станков, и по характеру выполняемых
функций являются датчиками. Конструкции пневматических
приборов-датчиков, их характеристики и применение описаны
в гл. XIII.
4. Приборы, работающие по принципу измерения
расхода воздуха
Работа этих приборов основана на зависимости между расхо-
дом воздуха, вытекающего через отверстие, и размерами этого
отверстия. Отсчетным устройством прибора является ротаметр,
предназначенный для измерения расхода воздуха. Воздух под
постоянным давлением проходит в пневматический калибр
через ротаметр. Ротаметр (фиг. 181) представляет собой вер-
тикальную стеклянную коническую трубку /, в которой находит-
ся поплавок 2. Напор проходящего снизу вверх потока воздуха
поддерживает поплавок 2 во взвешенном состоянии. С повы-
шением расхода воздуха возрастает скорость его движения,
вследствие чего поплавок поднимается выше в трубке, и пло-
щадь кольцевого сечения для прохода воздуха увеличивается.
Таким образом, высота подъема поплавка в трубке определяет
расход воздуха, проходящего через ротаметр.
240
подъема
Фиг. 181.
В пневматических приборах с ротаметром, предназначенных
для линейных измерений, при уменьшении или увеличении за-
зора z изменяется отверстие для выхода воздуха, а следова-
тельно, и расход воздуха. Это изменение расхода воздуха на-
блюдают по перемещению поплавка в трубке,
которого является функцией зазо-ра z. Опреде-
ление же расхода воздуха является излишним.
На фиг. 182 показана схема прибора с ро-
таметром, предназначенного для линейных из-
мерений. Воздух под давлением 300—500 ян/ж2
(3—5 кГ/см2) поступает через вентиль 3 в
фильтр 2\ -проходя через набивку фильтра,
воздух очищается от пыли, влаги и масла. Да-
лее воздух последовательно -проходит через
редуктор /, фильтр 14, редуктор 13 и отстой-
ник 12. Редуктор 1 создает благоприятные ус-
ловия для стабилизации давления воздуха,
поступающего в -редуктор 13. Затем воздух
поступает в стеклянную коническую трубку 4,
из которой проходит в пневматический ка-
либр 8. Внутри трубки 4 находится поплавок
5, устанавливающийся в проходящем потоке
воздуха на большей или меньшей высоте в за-
висимости от расхода воздуха. Положение поплавка в трубке
определяется величиной зазора между торцами измерительных
совел калибра 8 и поверхностью контролируемой детали 7. При-
бор имеет две шкалы: .масштабную равномерную шкалу 11, дли-
ной 250 мм с миллиметровыми делениями и отсчетную сменную
шкалу 9, градуируемую в микрометрах.
Для установки поплавка в нулевое положение (или в опре-
деленное положение относительно делений шкалы) или для из-
менения передаточного отношения прибора имеются два регу-
лировочных игольчатых вентиля 6 и 10.
Передаточное отношение прибора находится в пределах
2000—10 000. В случае необходимости приборы могут быть вы-
полнены с большим передаточным отношением. Погрешности
показаний прибора не превышают ± 4- мм, где i — передаточ-
ное отношение. Колебание поплавка по вертикали при измере-
нии не превышает 2 мм, а качание поплавка в горизонтальной
плоскости 0,3 мм.
Конусность трубок обычно составляет 1 400 и 1 1000; при
этом максимальные пределы измерений соответственно равны
0,080 и 0,040 мм.
К каждому из приборов прилагаются два поплавка: легкий
и тяжелый. При всех прочих равных условиях замена легкого
поплавка (принимаемого обычно за основной) тяжелым рас-
241
ширяет пределы измерения, но уменьшает интервалы шкалы.
Время срабатывания пневматических измерительных при-
боров с ротаметром составляет 1,5 сек.
5. Приборы, работающие по болометрическому принципу
Устройство прибора, работающего по болометрическому
принципу, основано на изменении температуры и соответствен-
Фиг. 182.
но электрического сопротивления проводника в зависимости от
скорости воздушного потока, обтекающего этот проводник.
Конструкция такого прибора (фиг. 183) представляет собой
сочетание пневматической системы с электрической цепью, вы-
полненной по мостовой схеме.
Воздух, поступающий из мембранно-пружинного стабилиза-
тора давления 1, под постоянным давлением проходит в при-
боре по двум направлениям. Ответвление 3 воздухопровода
сообщается с атмосферой при помощи калиброванного отвер-
стия 13. Через ответвление 5 воздух подводится к пневматиче-
скому калибру-пробке 10.
Постоянные сопротивления и R3 вместе с левой и правой
частями реостата предназначенного для восстановления
равновесия, образуют два плеча мостовой схемы. Другими
двумя плечами моста являются токопроводящие нити 2 и 6, из-
готовленные из металла с малым температурным коэффициен-
том электрического сопротивления и помещенные в ответвле-
242
ниях 3 и 5 воздухопровода, где они охлаждаются проходящим
воздухом.
Мостовая электрическая цепь питается от аккумуляторной
батареи напряжением 6 в.
Пневматический калибр-пробка 10 имеет только одно вы-
ходное отверстие 9, являющееся измерительным соплом. На
противоположной отверстию стороне пробки вдоль образующих
Фиг. 183.
расположены две направляющие пластинки 11 из твердого
сплава, предохраняющие пробку от износа. В процессе измере-
ния калибра пробка этими направляющими соприкасается со
стенками отверстия контролируемой детали (при настройке —
со стенками установочного калибра-кольца).
При настройке прибора калибр-пробку 10 помещают в уста-
новочный калибр-кольцо, реостат R2 устанавливают в такое
положение, чтобы стрелка гальванометра 12 находилась в ну-
левом положении. В этом случае нити 2 и 6 будут нагреты до
одинаковой температуры. При контроле отверстий в зависимо-
сти от их размеров, а следовательно, от изменяющейся скоро-
сти воздушного потока нить 6 будет нагреваться больше или
меньше. В результате этого равновесие моста нарушается и
стрелка гальванометра 12, шкала которого градуирована в ли-
нейных единицах, покажет отклонение размера контролируе-
мого отверстия. Для исключения влияния температуры среды,
окружающей стеклянные трубки, в которых находятся нити 2
и 6, эти трубки погружены в сосуд 4, наполненный маслом.
Для периодической проверки правильности настройки при-
бора в нем имеется калиброванное отверстие 7, соединяемое
с атмосферой при открывании крана 8. При открытом кране 8
правая ветвь воздухопровода через калиброванное отверстие
сообщается с атмосферой. При открытом кране 8 и нулевом
243
положении рукоятки реостата Т?2 стрелка гальванометра 12
должна показывать нуль. В случае нарушения в таком поло-
жении равновесия настройка прибора осуществляется реоста-
том Т?4-
В данной конструкции использована дифференциальная
схема измерения, что исключает влияние колебаний температу-
ры окружающего воздуха и снижает влияние изменения давле-
ния воздуха в пневматической сети прибора на результаты из-
мерения отверстий.
Передаточное отношение прибора, основанного на примене-
нии болометрического принципа измерения размеров, достигает
10 000. Прибор применяется для измерения диаметров малых
отверстий. Следует отметить, что при контроле малых отвер-
стий методом непосредственного пропускания воздуха через
измеряемое отверстие определяется не диаметр отверстия, а
интегральная величина, характеризующая площадь поперечно-
го сечения отверстия. При контроле отверстий методом непо-
средственного пропускания через них воздуха результаты из-
мерения будут одинаковыми для отверстий различной формы,
имеющих равновеликие площади поперечных сечений.
6. Очистка воздуха
В случае попадания на измерительную позицию пыли, вла-
ги и масла, а также засорения сопел возможно искажение
результатов измерения контроли-
руемой детали; -поэтому очистке
воздуха, используемого в «пневма-
тических измерительных прибо-
рах, необходимо уделять особое
внимание.
Во всех пневматических изме-
рительных приборах, кроме при-
бора «Солеке», для очистки
воздуха, поступающего в прибор,
применяются фильтры. В зависи-
мости от свойств фильтрующих
материалов и конструкции филь-
трующего устройства устанавли-
вают один или два фильтра, а в
некоторых -приборах еще и от-
стойник.
На фиг. 184 изображен
фильтр, обеспечивающий тща-
тельную очистку воздуха, кото-
рый последовательно проходит через слои грубого 2 и более
тонкого 3 стеклянного волокна, освобождаясь от влаги, масла и
механических частиц. Затем воздух проходит через несколько
244
слоев специальной фильтрующей ткани /, намотанной на сетча-
тый стакан 4 и 'предназначенной для тщательной очистки возду-
ха от мельчайших механических частиц. Для периодического
спуска выделившихся воды, масла и механических примесей
служит спускной кран 5. Эффективность очистки воздуха дости-
гает 99,9%. Размер твердых частиц, оставшихся в очищенном
воздухе после прохода через такой фильтр, не превышает
0,2 мкм.
Пропускная способность фильтра обязательно должна пре-
вышать максимальный расход воздуха, потребляемого прибо-
ром в единицу времени.
Устройство отстойника подобно устройству фильтра с той
лишь разницей, что в отстойнике нет набивки и прокладок. От-
стойник предназначен для дополнительной очистки воздуха,
который при протекании через него теряет скорость и осво-
бождается от влаги и масла.
7. Стабилизация давления воздуха
Давление поступающего в прибор воздуха непостоянно как
из-за колебания в пневматической сети, так и при изменении
расхода воздуха, потребляемого прибо-
ром. Поэтому во всех пневматических
измерительных приборах и автоматах
необходимо наличие устройства для обес-
печения постоянства давления воздуха.
В приборах «Солеке» стабилизация дав-
ления достигается с помощью водяного
манодетандера, в приборах всех других
типов — с помощью мембранно-пружин-
ного редуктора. Работа такого редуктора
основана на автоматическом изменении
проходного сечения для потока воздуха
при непостоянных давлении и расходе.
Принципиальная схема простейшего
мембранно-пружинного редуктора дав-
ления воздуха показана на фиг. 185. Очи-
щенный в фильтре воздух поступает в
Фиг. 185.
камеру далее проходит через отвер-
стие седла 3, которое под действием пружины 9 может закры-
ваться золотником 2. Воздух может пройти в камеру 4 и затем
через отверстие 8 к выходу только после перемещения вниз зо-
лотника 2. Давление воздуха в камере 4 зависит от того, на-
сколько открыто седло 3. Степень открытия седла регулируется
при настройке редуктора на заданное давление воздуха с по-
мощью винтовой пружины сжатия 6. При завертывании винта 5
под действием пружины 6 прогибается вниз резиновая мембра-
245
на 7, которая отводит золотник 2 от седла 3. Таким образом, в
камере 4 устанавливается определенное давление воздуха. Ма-
лейшее понижение давления воздуха в камере 4 влечет за собой
прогиб резиновой мембраны 7 вниз под действием -пружины 6.
В результате этого через отверстие седла 3 в камеру 4 поступает
дополнительное количество воздуха и давление в ней восстанав-
ливается до прежней величины.
При увеличении давления воздуха в камере 4 мембрана 7
прогибается вверх и золотник 2, находящийся под действием
пружины 9, уменьшает отверстие для прохода воздуха и дав-
ление его за редуктором понижается. Существуют улучшенные,
но значительно более сложные конструкции мембранно-пру-
жинного редуктора с усилителем, выполняющего работу двух
простых редукторов.
§ 2. ТЕОРЕТИЧЕСКОЕ ОБОСНОВАНИЕ ПНЕВМАТИЧЕСКОГО МЕТОДА
ИЗМЕРЕНИЯ РАЗМЕРОВ
Примем, что истечение воздуха через входное и выходное
сопла происходит адиабатически, т. е. без сообщения воздуху
тепла извне и без потери тепла во внешнее пространство. Дей-
ствительно, воздуху не сообщается никакого тепла извне, а по-
тери тепла в окружающее пространство ничтожны.
При адиабатическом процессе изменение состояния харак-
теризуется следующей зависимостью:
Тг \ Л )
где Т] =(/1+ 273,15) и Т2 = (t2 + 273,15) — температуры в
°Х; /1 и t2 — соответствующие температуры в °C;
Pi и Р2 — давления в н/м2;
—-отношение теплоемкости ср при постоянном давле-
нии к теплоемкости съ при постоянном объеме.
Индексы 1 и 2 относятся соответственно к началу и концу
изменения процесса истечения.
В качестве исходной расчетной формулы для теоретического
обоснования пневматического метода измерения размеров ис-
пользуется с учетом коэффициента истечения формула, приня-
тая для адиабатического истечения воздуха из сопла:
где m — количество воздуха, выходящего из сопла в едини-
цу времени (/массовый расход), в кг]сек\
ц — коэффициент расхода сопла;
246
F — площадь поперечного сечения сопла в ж2;
v — удельный объем воздуха перед соплом в м3/кг-
Рнач —абсолютное давление воздуха перед соплом в м/ж2;
Р KQii — абсолютное давление воздуха за соплом в нЛи2;
fe = — — отношение теплоемкостей.
Су
Воздух, приближающийся к так называемым идеальным га-
зам, подчиняется закону Бойля-Мариотта и Гей-Люссака. Этот
закон представляет собой уравнение состояния «идеального»
газа, устанавливающее функциональную зависимость между
давлением, удельным объемом и абсолютной температурой:
Рнач V = RT,
где Р— газовая постоянная;
Т — термодинамическая температура воздуха перед
соплом.
Удельный объем воздуха v может быть выражен через
плотность
1 —'
Т = р’
где р — плотность воздуха перед соплом в кг!м3.
Таким образом, исходная расчетная формула (58) после
подстановок имеет следующий вид:
tn = [iFp
(59)
Воздух при измерении последовательно проходит два сопла
(фиг. 174 и 175), поэтому выразим значения абсолютных дав-
лений воздуха для каждого из сопел следующим образом:
для входного сопла
Рнач ~ На +
Ркон = На + h\
для измерительного (выходного) сопла
Рнач = Ha + h\
Ркон — На>
где На — атмосферное давление в н/м2;
Н — избыточное давление воздуха перед входным соплом
в h/ju2;
h — избыточное давление воздуха за входным и перед
измерительным соплами в н1м2.
Через измерительное сопло проходит то же количество воз-
духа, что и через входное сопло прибора. Вследствие умень-
шения кинетической энергии в камере между этими соплами
воздух достигает той же температуры, которую он имел до по-
ступления во входное сопло. Обозначим компоненты, относя-
247
щиеся к входному и измерительному соплам, соответственно
индексами 1 и 2. Количество воздуха, проходящего через оба
сопла, одинаково; поэтому, подставив в исходную формулу зна-
чения давлений для этих сопел, получим
7?Т, уравнение
Сократив обе части равенства на
(60) может быть переписано так:
1 _ J_r 1
^2F2 _ Р1 fHa + h\k / На \ k t /Ha + h\ * z
р2\На+Н) \Ha + h' L \на + н) .
(61)
При равенстве температур отношение плотностей — можно
Ps
заменить отношением давлений, т. е.
Pi = на + н = / Ha + h \-i
р2 Ha + h \на + н)
После этой замены уравнение (61) примет вид
±_1 _±
PtFt . ( Нд+h у / на \
\ На~\~Н J \ Ha~\~h )
Для удобства последующих выводов выполним некоторые
преобразования.
Выражения и могут быть преобразованы
следующим образом:
Hg + h _ На + Н Ha+H-H + h _ . H-h . На + Н На+Н ’
Нд Hg + h __ Hg + h h _ । h Ha + h " Ha + h ‘
248
После подстановки выражений (63) и (64) в уравнение (62)
получим
Точное вычисление правой части равенства затруднительно,
поэтому для приближенного вычисления степенных выражений,
стоящих в квадратных скобках, применим способ разложения
в ряды. Как известно, применение степенных рядов удобно при
приближенных вычислениях.
Таким образом, имеем
£—1
Л H — h \ k __ t k—\ H — h
I Ha + H ) ~ k ‘ Ha + H
. \ £ И fe J / H — h \2
+ 1-2 \ Ha + H J
Если ограничиться двумя членами разложения каждого ря-
да, ошибка по абсолютной величине будет меньше первого от-
брасываемого (в данном случае третьего по порядку) члена-
ряда.
Посмотрим, какие числовые значения приобретают вторые
члены разложения этих двух рядов.
Для прибора с Н = 500 мм вод. ст. и при На = 10 332 мм
вод. ст. значение ------ при наибольшем значении для h со-
Ha + h р
ставит
---*---= _500_ ~ о,О46.
Ha-\-h 10832
Это же самое числовое значение приобретает и. выражение
——— , так как числитель Н — h при наибольшем его значе-
На + Н
нии тоже равен 500 мм вод. ст. Следовательно,
H~h = -522- ~ о,О4б.
на + н 10 832
249*
Каждое из этих выражений при возведении во вторую сте-
пень имеет очень малую величину, а именно 0,0462 = 0,00212,
Числовые выражения (при наибольших их значениях) для
вторых членов разложения обоих рядов
5= 0,286 • 0,046^ 0,013156,
\ k J\ Ha+h / \ k ) \ На + Н ]
где = 0,286, так как для двухатомных газов, к числу ко-
k
торых относится воздух, показатель адиабаты
k = 1,4.
Следовательно, в первом приближении можно пренебречь
членами разложения, взятыми во второй и высших степенях,
так как получаемая при этом ошибка по абсолютной величине
очень мала.
После подстановки членов разложения степенных рядов
вместо соответствующих выражений и сокращения в квадрат-
ных скобках уравнение (65) примет такой вид:
Два последние множителя правой части равенства (66)
можйо преобразовать следующим образом:
После подстановки преобразованных множителей в равен-
ство (67) имеем
Во втором и третьем множителях правой части равенства
(68) сделаем замену в соответствии с формулами (63) и (64)
и разложим эти множители в степенные ряды:
250
/ Ha + h \ 2 _ Zj _ tf-ft \ 2 = 1 t J_ H~h
[ Ha + H J \ Ha + H ) 2 ‘ Ha + H
+ ApzzM2 +
& \ Ha + H )
__1_ _____________1_
/ Hg \ k = Zj _ h \ k = J 1 h
\Ha + h) I Ha + h ) k ‘ Ha + h
1 —ft
Отбросив члены разложения второго и выше порядков, пос-
ле подстановки получим
^2 _,/ H~h(i 1 tf-A \
p-ifi V h \ ft ‘ На + Н I
\ 2 На + Н )\ ft Ha + h /
После перемножения, отбросив члены второй и выше
пеней, имеем _________
= / H — h fa , 1 H — h______1_ H — h ,
НЛ К h \ + 2 Ha + H ft ' Ha + H
4- 1 h \
+ ft ‘ Ha + h J
(69)
сте-
(70)
Обозначив
2_/ »-» -L/ «-» U-LLj-U (7i>
+ t \ н. + и Гг n \ н. + л )
получим уравнение (70) в следующем виде:
Р'2^2 _____
JiiZX = i/ H~h .. (72)
1+& у h v ’
Умножив правую и левую части равенства (72) на (1—62),
находим
^(1-б) = (1_^)1/
P-iFi У h
(73)
При Н = 500 мм вод. ст. величина b « 0,033, поэтому вели-
чиной Ь2 ~ 0,0011 можно пренебречь и равенство (73) пере-
писать следующим образом:
-^-(1-6) = ]/
P-iFi У h
(74)
251
Решая уравнение (74) относительно /г, получим
Н
h =
Применение этой формулы затруднительно, так как коэффи-
циент b зависит от определяемой величины h [см. формулу (71)].
Значение множителя (1—Ь) при 77 = 500 мм вод. ст. рав-
но 0,97. Если этот множитель приравнять единице, то получим
Iх 2 F 2 __ 1 / Н (75)
’ Л ” V h ’
откуда
(76)
По формуле (76) трудно получить точные результаты из-за
о
сложности определения отношения —— , так как каждый из ко-
их
эффициентов расхода сопла зависит от ряда факторов (разме-
ров, конструкции и конфигурации отпел, шероховатости их ра-
бочих поверхностей, давлений Н и Л, а также других трудно
поддающихся учету факторов).
При = 1 формула (75) принимает вид р-i / к W
откуда Л= + (78) 1 + \ Ft /
Эта упрощенная формула наиболее удобна для выявления
характера функциональной зависимости h от —-
Pi
§ 3. РАСЧЕТ ПНЕВМАТИЧЕСКИХ ИЗМЕРИТЕЛЬНЫХ ПРИБОРОВ
Если в упрощенной расчетной формуле (78), устанавливаю-
щей связь между давлениями и проходными сечениями отвер-
стий, обозначим = х, то расчетная формула примет такой
Fi
вид:
h = H^ = Hf{x). (79)
252
Эта формула определяет закономерность изменения давле-
ния h от изменения соотношения сечений обоих отверстий F2
и Fi.
Применительно к схеме, изображенной на фиг. 175, отноше-
ние площадей сечений входного и измерительного сопел может
быть выражено через их диаметры и величину зазора z\
v ^2 Ttd2z 4d2
Л — — — ' с»
л г.4 4
4
Обозначив
получим
х = а • z = ср (г), (80)
где а — коэффициент пропорциональности, определяемый раз-
мерами входного и измерительного сопел.
После подстановки значения х в формулу (79) получим
h = 'iJ Н = И?(*) 1Н = *(г)Н. (81)
1 + (а • z)2
Эта формула выражает зависимость давления h от величи-
ны зазора г, который, в свою очередь, определяет изменение
отношения сечений площадей отверстий Степень влияния
F1
зависит от диаметров d\ и d2, определяющих величину коэффи-
циента пропорциональности а.
Сопоставление уравнений (79) и (81) показывает, что функ-
ции h = f(x)H и h = ^(z)H аналогичны и могут быть графиче-
ски представлены подобными кривыми.
При а = 4d~ = 1 обе функции равны, т. е.
й = f (х) Н = ф (z) Н.
На фиг. 186 изображена зависимость измерительного давле-
ния h (выраженного в долях рабочего давления Н) от измене-
ния отношения площадей поперечных сечений ——, а также от
величины зазора z и диаметров отверстий dx и d2. По данному
графику можно также найти эти зависимости и при других зна-
чениях а. Для этого внизу основного графика на дополнитель-
ных осях абсцисс отложены величины z при коэффициенте про-
порциональности а= 1; 4; 8; 16; 32. Масштабы выбраны так,
чтобы одним и тем же точкам соответствовали значения х и
х
величины z, равные —
253
которые определяются зоной,
Фиг. 186.
Предел измерения dz находится в обратной зависимости от
значений коэффициента пропорциональности а, поэтому для
последнего предпочтительнее выбирать меньшие значения.
Изменение давления h характеризуется кривой; близкий к
прямолинейному отрезок ее находится в пределах х = 0,4 ч- 0,8.
Прибор имеет наиболее равномерную шкалу при условиях,
заштрихованной на графике.
В этих пределах шкала
характеризуется постоян-
ным передаточным отно-
шением. Именно этот уча-
сток шкалы должен ис-
пользоваться при приме-
нении пневматических из-
мерительных приборов.
При выборе параметров
прибора следует предпо-
читать равномерную шка-
лу за счет сужения рабо-
чего участка.
При выборе размеров
сопел следует руководст-
воваться следующими ре-
комендациями. Не следу-
ет применять -сопла диа-
метром менее 0,3 мм
вследствие возможности
их засорения, а также из-
за технологических за-
труднений при получении
таких малых отверстий с
чистой рабочей поверхно-
стью. При выборе разме-
измерительного отверстия d2,
ров сопел задаются диаметром
размер входного отверстия определится из равенства
а = ^
d*
Решая это уравнение относительно размера отверстия вход-
ного сопла получим
Рекомендуются следующие диаметры отверстий измеритель-
ных сопел: d2 = 2; 1,5; 1 мм.
Одной из основных величин, характеризующих пневматиче-
ское измерительное устройство, является передаточное отноше-
ние i. Передаточное отношение выражает изменение измеритель-
254
ного давления h в зависимости от изменения измерительного
зазора z.
Передаточное отношение для данного значения z представ-
ляет собой производную от функции h по аргументу z\
dh dh dx
l = —— =-----.----
dz dx dz
Производная от выражения (79)
dh _ yy / — 2x \
~dx~ \t(l+x2)2/*
Знак минус показывает, что с увеличением отношения х
уменьшается измерительное давление h. Производная от функ-
ции (80)
Следовательно,
Подставляя в равенство (82) среднее значение рабочего
участка, т. е. х = 0,6, получим i ~ 0,65 На.
При а = 1 передаточное отношение i = 0,65 Н.
На фиг. 187 приведен график изменения передаточного от-
ношения i. Наиболее равномерный участок шкалы прибор имеет
при условиях, которые на графике определены заштрихованным
участком, так как в этих пределах передаточное отношение по-
стоянно.
Упрощенная расчетная формула (78) и построенный на ее
основе график (фиг. 186) являются приближенными, так как
при выводе формулы отношение коэффициентов истечения со-
пел условно было принято равным единице; кроме того,
255
чистота поверхности и размеры изготовленных сопел могут не-
сколько отличаться от принятых при расчете.
Для выбора параметров пневматических измерительных уст-
ройств пользуются экспериментальными графиками, получаемы-
на основе усредненных значений многократных измерений
одной и той же детали. Примене-
ние экспериментальных трафи-
ков особенно удобно при отладке
и регулировке измерительных ус-
тановок. В этих случаях зазоры и
размеры отверстий измеритель-
ных сопел оставляют без измене-
ний, а передаточное отношение и
измерительное давление регули-
руют путем подбора диаметра
отверстия во входном сопле, а
также изменением рабочего дав-
fl,05 fl/fl 0,15 0,20 2 мм на фиг jgg изображен гра-
фиг 188 фи-к, построенный по результатам
многократных измерений одной
ми
А
н
0,8
0,6
0,4
0,2
О
и той же детали, выполненных при следующих условиях: рабо-
чее давление Н = 100 4- 150 кн!м2 (1 4- 1,5 кГ1см2), диаметр от-
верстия измерительного сопла d2 = 2 мм, наружный диаметр
торца измерительного сопла dHap = 4 мм, диаметр отверстия
входного сопла di = 0,8 мм, коэффициент пропорциональности
а = 12,5, зазор 2min = dz = 0,05 мм, передаточное отношение, от-
несенное к 0,01 мм,
г = 0,07//—!—
0,01
Такие экспериментальные графики позволяют выбирать па-
раметры пневматических измерительных устройств для опреде-
ленных значений пределов измерений dz.
§ 4. ПРИМЕНЕНИЕ ПНЕВМАТИЧЕСКОГО МЕТОДА ИЗМЕРЕНИЯ
РАЗМЕРОВ
Пневматический метод измерения размеров используется в
неавтоматических и автоматических измерительных приборах
для контроля деталей, а также в приборах, управляющих рабо-
той металлорежущих станков. Метод применяется как для бес.
контактного, так и контактного измерений.
Пневматические измерительные приборы применяются при
контроле:
1) сквозных и глухих отверстий;
2) поперечных сечений малых отверстий;
3) диаметров деталей цилиндрической формы;
4) высоты уступов;
256
5) конусов и конусностей;
6) геометрической формы, взаимного расположения поверх-
ностей (огранки, соосности, биения, овальности и пр.);
7) расстояний между осями отверстий, глубины канавок,
сфер, расстояний между плоскопараллельными поверхностями.
Кроме того, пневматические приборы могут быть использо-
ваны при:
1) измерении малых перемещений, упругих деформаций ди-
намометров, глубины внедрения наконечников при определении
твердости металлов;
2) контроле мягких и легко деформируемых материалов, на-
пример, толщины резины, кинопленки и др.;
Фиг. 189.
3) контроле плотности соединений;
4) оценке шероховатости обработанных поверхностей.
Форма, размеры и устройство пневматических калибров опре-
деляются их назначением.
В ряде случаев при автоматическом контроле размеров в про-
цессе обработки появляется необходимость в широких пределах
измерения. Существующая схема пневматического метода
контроля размеров (см. фиг. 175), характеризующаяся узким пре-
делом измерения, не дает такой возможности. На фиг. 189 изо-
бражена схема, позволяющая получать широкие пределы изме-
рения. Воздух под постоянным давлением проходит последова-
тельно сопла /, 4 и 5 и через зазор г, образуемый между торцом
сопла 5 и поверхностью контролируемой детали 6, в атмосферу.
В измерительную камеру 3 поступает лишь часть воздуха, про-
ходящего через сопла 1 и4. При определенных зазорах z струя
воздуха, вытекающего из сопла 4, отсасывает воздух из каме-
ры 3. Давление в этой камере, измеряемое прибором 2, опреде-
ляет величину 'измеряемого размера контролируемой детали 6.
Данная схема измерения характеризуется значительно более
широким прямолинейным участком, определяющим пределы из-
мерения размеров.
257
второй раздел
МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ТИПОВЫХ
СОЕД И Н ЕН И И
ГЛАВА VII
КОНТРОЛЬ ГЛАДКИХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
§ 1. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ
ИЗДЕЛИЙ БОЛЬШИХ РАЗМЕРОВ
Измерение размеров больших изделий может производить-
ся различными методами и измерительными средствами, с по-
мощью которых размер изделия определяется непосредственно
по данным измерения. К таким измерительным средствам отно-
сятся нутромеры, скобы, штангенциркули, рулетки и масштабные
линейки. Имеются средства, применяя которые, заданный раз-
мер определяют посредством измерения других размеров.
В этом случае размер определяют от дополнительных изме-
рительных баз, диаметры определяют по результатам измере-
ния длины окружности рулеткой или измерительной лентой, а
также по хорде и высоте сегмента с помощью седлообразного-
приспособления или специальных приборов.
В зависимости от наличия и типа отсчетных устройств разли-
чают измерительные средства без отсчетных устройств (калиб-
ры, жесткие нутромеры, жесткие скобы и измерительные ленты)
и с отсчетными устройствами (со шкалой — штангенциркули,
измерительные линейки, рулетки, раздвижные нутромеры, с мик-
рометрической головкой — микрометрические нутромеры и ско-
бы и с рычажно-чувствительной головкой — индикаторные нут-
ромеры и скобы, а также седлообразные приспособления).
1. Измерительные скобы
Скобы изготовляют из различных материалов (металла, де-
рева, пластика) разной конструкции, обеспечивающей наибольт
шую жесткость скобы и неизменность рабочего размера при ко-
лебаниях температуры. Из металлических скоб наибольшей
жесткостью при наименьшем весе обладают дуговые скобы
(фиг. 190) с литым корпусом 1 из легкого металла, применяемые
для измерения размеров 0,5—4 ж, или со сварным корпусом 2
из тонкостенных стальных труб, используемых для определения!
размеров 0,8—2 м.
258
На концах корпусов закреплены измерительные головки. На
головке 3 помещается жесткий (или регулируемый) измеритель-
ный щуп или микрометр, а на головке 4 — регулируемый щуп
с микромером. Наиболее рациональным следует признать со-
Б
Фиг. 190.
четание головок с индикаторным передвижным измерительным
щупом и микрометрическим переставным предельным щупом,
что обусловливает удобство и надежность измерения.
Измерительный щуп 5 с микромером 8 перемещается в опо-
рах передвижной втулки 7, закрепляемой в головке винтовым
зажимом 9. Необходимый контакт щупа 5 с поверхностью кон-
259
тролируемого изделия обеспечивается усилием пружины 6. Из-
мерительный щуп 10 головки с микрометром 18 прижимается к
винту микрометра под действием пружины 13 и перемещается в
опорных втулках 11 и 16, закрепленных <в трубчатом корпусе 15
головки. На корпусе помещены крепежная втулка 14 и мерные
втулки 17 и 12 длиной 25 и 50 мм, устанавливаемые в зависи-
мости от диапазона измерений с обеих или с одной стороны
втулки 14.
Деревянные дуговые и линейные скобы, изготовляемые из
пихты, сосны, клена и древеснослоистого пластика, значительно
легче металлических (стальная скоба для измерения диаметров
до 1 м весит 25 кг, силуминовая 17 кг, деревянная 5 кг), что
упрощает пользование ими, особенно при измерении размеров
свыше 2 м. Малая теплопроводность дерева по сравнению с ме-
таллом исключает влияние на результаты измерения деформа-
ции скоб вследствие изменений температуры. Различие коэффи-
циентов линейного расширения контролируемого металлическо-
го изделия и деревянной скобы и возможность изменения ее
рабочего размера из-за восприимчивости дерева к влаге воздуха
не имеют существенного значения, так как различие этих коэф-
фициентов при сравнительных измерениях не влияет на резуль-
таты измерения. Покрытие корпуса скоб алюминием (путем опры-
скивания или наклеивания фольги) надежно предохраняет их
от влияния влаги.
Изготовление деревянных скоб при одинаковых производст-
венных возможностях требует меньших затрат по сравнению с
металлическими скобами. Деревянные скобы отличаются боль-
шей точностью измерения, чем металлические. По эксперимен-
тальным данным погрешность измерения деревянными скобами
почти вдвое меньше, чем металлическими. На фиг. 191 изобра-
жены конструкции дуговой и линейной деревянных скоб. Кор-
пус 1 дуговой скобы — полая деревянная конструкция с рас-
порками, увеличивающими ее жесткость. На концах корпуса
закреплены металлические колодки с микрометром 2 или микро-
мером 4. Интервал измерения 150 мм каждой скобы обеспечи-
вается микрометром и перемещением оправки 3 с микромером.
Линейная скоба 5, служащая для измерения наружных и вну-
тренних размеров, имеет устройство для крепления измеритель-
ных головок, выполненных в виде металлических кронштейнов 7,
которые можно перемещать по направляющим корпуса и закреп-
лять в необходимом положении винтами 6.
Суммарная погрешность измерения скобами складывается из
погрешностей измерения длины установочной меры, установки
скобы на размер, микрометрической головки, микромера и его
установки, погрешностей, вызываемых упругими деформациями
скоб, колебаниями температуры и ошибками отсчета по микро-
метрической головке и микромеру.
Погрешность измерения длины установочной меры зависит
260
от точности измерительной машины или приспособления и от
метода и условий этой проверки.
Анализ составляющих погрешностей измерения на оптиче-
ских машинах типа ИЗМ-10 показывает, что в основном на точ-
ность измерения влияют разность температур измеряемой меры
и шкалы и отклонение температуры от нормальной. Остальные
погрешности (погрешности шкал, отсчета по шкалам, непрямо-
линейность направляющих и т. п.) незначительны.
Если измерения на машине производятся при постоянной
температуре, то величина погрешности измерения в этом случае
может быть определена по формуле
8 = +[0,001 + + /г2) L] мм,
где — коэффициент, зависящий от разности температур ма-
шины и измеряемого нутромера;
k2 — коэффициент, зависящий от отклонения температуры
машины от 20° С;
L — измеряемая длина в мм.
9 Заказ 264 261
Значения коэффициентов k\ и k2 определяются по следую-
щим формулам:
= &"ср (^i
k2 = ^ — а2) (20 — 0,
где аср—средний коэффициент линейного расширения шка-
лы машины и нутромера;
/1 и /2 — температуры шкалы машины и установочной меры;
си и аз — коэффициенты линейного расширения шкалы ма-
шины и нутромера.
Погрешность установки скобы на размер определена экспе-
риментально и составляет от 10 мкм для скоб 0,5—1 м до 30 мкм
для скоб свыше 3 м.
Деформации от собственного веса скобы резко повышают
погрешность измерения.
Изменение положения скобы влечет за собой ее деформа-
цию, вследствие чего размер скобы изменяется и погрешность
увеличивается в 2—3 раза. Поэтому для исключения деформа-
ции скоб от собственного веса их необходимо поддерживать при
установке на размер в том же положении, в котором они нахо-
дятся в процессе измерения изделий.
Температурная погрешность определяется по формуле
8 = L [осх (/х — 20) — а2 (t2 — 20)] мм,
где L — длина или диаметр измеряемого изделия в мм\
си и аг — коэффициенты линейного расширения изделия и
скобы;
А и t2 — температуры изделия и скобы.
Температурная погрешность равна нулю, если t\ = t2 = 20° С.
На практике эти условия трудно осуществимы и могут быть до-
стигнуты только при наличии в помещении терморегулирующей
установки, обеспечивающей стабилизацию температуры с доста-
точной точностью.
Трудность получения равенства температур изделия и ин-
струмента заключается в том, что в процессе измерения послед-
ний нагревается от теплоты рук контролера. Так, при непрерыв-
ном нагревании руками в течение 2—5 мин нутромеры размером
650—4000 мм удлиняются на 20—50 мкм. Применение тепловой
изоляции (асбест, резина, бумага, пластмасса) значительно за-
медляют процесс нагревания инструмента.
Если изделие измеряют на станке сразу же после обработки,
то температура изделия выше температуры инструмента, так
как в процессе обработки оно нагревается. Выравнивание тем-
ператур в этом случае происходит очень медленно.
Таким образом, очевидно, что при измерении больших изде-
лий появление температурной погрешности неизбежно. Для сни-
жения этой погрешности до минимума необходимо соблюдение
262
ряда условий. В первую очередь следует стремиться к тому, что-
бы температура помещения, в котором производятся измерения,
возможно меньше отличалась от нормальной (20° С). При изме-
рении изделий, снятых со станка, их необходимо выдерживать
некоторое время перед измерением.
При измерении изделий в процессе обработки может быть
применен «метод уступа». По этому методу сначала на детали
обрабатывается до необходимого размера небольшой уступ (поя-
сок). Так как объем металла, снимаемого при этом, незначи-
телен, то деталь нагревается мало и сравнительно быстро вос-
станавливается первоначальная температура. После измерения
диаметра уступа обрабатывается остальная часть детали, при-
чем обработка ведется до размера уступа или до получения не-
обходимой разности размеров. При таком методе размер детали
будет выдержан независимо от ее температурных изменений.
2. Нутромеры
Применяются трубчатые и проволочные нутромеры. Трубча-
тый микрометрический нутромер НМП служит для абсолютных
измерений внутренних размеров 0,5—10 м. Нутромер (фиг. 192)
состоит из микрометрической головки 3 с микромером, измери-
тельного наконечника 1 и набора удлинителей 2 различной
длины.
Микрометрическая головка состоит из корпуса S, микромет-
рического винта 7 с шагом резьбы 1 мм и кожуха 15, напрессо-
ванного на микрометрический винт. Корпус 18 наконечника
микрометрической головки ввернут в кожух 15, в котором также
закреплен микромер 16 с помощью вкладыша 17. Измеритель-
ный стержень микромера опирается на торец измерительного
стержня 19 с измерительным щупом из твердого сплава с дове-
денной сферической поверхностью.
Микрометрический винт, помещенный в цилиндрических на-
правляющих корпуса 8 и втулки 20, может перемещаться на
25 мм. На направляющей цилиндрической поверхности винта,
передвигающейся во втулке, нанесено 25 миллиметровых деле-
ний. Каждое пятое деление отмечено более длинным штрихом
и соответствующей цифрой. Для отсчета перемещений микро-
метрического винта по указанной шкале служит риска, нанесен-
ная на шлифованной площадке втулки 20. Для закрепления
микрометрического винта служит кольцо 14, в котором имеется
эксцентричная расточка. Поэтому при вращении кольца по ча-
совой стрелке сухарик перемещается по радиусу к центру и за-
жимает микрометрический винт.
В корпусе 8 имеется цилиндрический поясок, который яв-
ляется направляющим для переднего конца микрометрического
винта с профрезерованной конической канавкой. В канавку вхо-
дит конический хвостовик винта 22, препятствующий по-
263
9*
ворачиванию микро-
метрического винта
при вращении микро-
метрической гайки.
Для устранения осево-
го зазора микрометри-
ческого винта служит
микрометрическая гай-
ка, состоящая из двух
кольцевых гаек 11.
расположенных в по-
воротном кольце 10 и
застопоренных винта-
ми. Для обеспечения
плавного и легкого
вращения микромет-
рической гайки в окне
корпуса 8 торцовые по-
верхности гаек И опи-
раются на шарики, по-
мещенные в беговые
дорожки втулок 9 и 12.
Давление шариков на
гайки И регулируется
поворотом втулки 12, в
которой имеется ряд
отверстий, расположен-
ных против окна в кор-
пусе 8, закрытом
крышкой 13. Регулиро-
вание давления шари-
ков на гайки необхо-
димо для устранения
зазора микрометричес-
кой гайки в окне кор-
пуса 8.
В корпусе нутроме-
ра запрессована пятка
6 с плоским доведен-
ным торцом. На пятку
навернута муфта 5
для соединения микро-
метрической головки с
жестким измеритель-
ным наконечником 4
или с удлинителями,
измерительные стерж-
ни которых контакти-
264
руют рабочими сферическими поверхностями с плоской рабочей
поверхностью пятки 6.
Конструкции всех удлинителей принципиально одинаковы.
На концах корпуса 25 закреплены муфта 23 с внутренней резь-
бой и штуцер 27 с наружной резьбой. В цилиндрических направ-
ляющих муфты и штуцера помещается измерительный стержень
26. Удлинители до 100 мм имеют жесткие нерегулируемые изме-
рительные стержни 26. Все удлинители свыше 100 мм снабжены
измерительными стержнями, регулируемыми по длине. Стер-
жень состоит из трубки, в которую с одного конца запрессован
наконечник 28 со сферическим доведенным торцом, а с друго-
го— запрессована втулка с ввернутым в нее наконечником 24,
законтренным гайкой. Общая длина измерительного стержня
регулируется перемещением наконечника 24.
Для установки на нуль описанной микрометрической голов-
ки, собранной с измерительным наконечником 4, служит уста-
новочная мера 29, представляющая собой жесткую скобу, рабо-
чие поверхности губок которой доведены. Расстояние между ра-
бочими поверхностями губок равняется 500 ± 0,007 мм.
Измерение производится следующим образом. Собранный
нутромер вводят в проверяемую деталь. При размерах до 3 м
измерение производится двумя контролерами: один поддержи-
вает нутромер со стороны измерительного наконечника, другой—
со стороны микрометрической головки. При размерах 3—5 м
измерение осуществляется тремя контролерами: два поддержи-
вают нутромер по концам, а третий поддерживает среднюю
часть. Измерение размеров 5—10 м производится четырьмя кон-
тролерами: два поддерживают нутромер по концам и два — в
двух местах на расстоянии !/3 длины нутромера от каждого
конца. Контролер, поддерживающий нутромер со стороны из-
мерительного наконечника, плотно прижимает измерительную
поверхность стержня к одной из поверхностей проверяемого из-
делия. Контролер, поддерживающий нутромер со стороны мик-
рометрической головки, покачивает нутромер вдоль оси отвер-
стия измеряемого изделия и в плоскости нормального сечения
отверстия и вращает микрометрическую гайку, вывинчивая тем
самым микрометрический винт из корпуса микрометрической
головки до тех пор, пока измерительный стержень 19 наконеч-
ника головки не коснется измерительной поверхностью изделия,
что наблюдают по микромеру.
Проволочный нутромер (фиг. 193) состоит из проволоки с
натяжным приспособлением, измерительных электромагнитных
контактов и измерительного устройства.
Измерительные электромагнитные контакты 1 и 6 представ-
ляют собой наконечники цилиндрической формы, -внутри кото-
рых вставлены катушки. При включении обмоток катушек в
электроцепь напряжением 12 в контакты становятся магнитны-
265
ми и могут притягиваться к стальной .детали с усилием 100 н
(~10 кГ).
Один конец проволоки 2 навинчивают на конец контакта /,
а другой — на переходной вал 10. Затем оттягивают втулку 4
до тех пор, пока собачка 8 не зафиксирует заданного натяжения
пружины 5. После этого переходный вал 10 с проволокой 2 за-
крепляют барашком 9. После освобождения -собачки 8 'проволо-
ка растягивается пружиной 5 <с той силой, на которую она тари-
рована. После этого микрометром 3 измеряют отклонение изме-
ряемого размера от номинального размера нутромера.
Фиг. 193.
Для нахождения диаметра изделия уменьшают силу магнит-
ного поля при помощи ручного реостата 7 и, перемещая контакт
по детали в горизонтальном и вертикальном направлениях, на-
ходят наибольший и наименьший диаметры. Измерения прово-
лочным нутромером может производить один человек. На одно
измерение затрачивается 5—10 мин.
Микрометрическая головка дает возможность изменять пре-
делы измерения только на 25 мм, поэтому для увеличения этих
пределов до 100 мм к измерительному контакту 1 присоединяют
соответствующие удлинители.
Погрешность измерений диаметра 9 ж в цеховых условиях
составляет не более ±0,2 мм. Описанный длиномер может при-
меняться для измерения наружных размеров с помощью допол-
нительных установочных приспособлений. Основными преиму-
ществами проволочного нутромера по сравнению с трубчатыми
нутромерами являются малый вес и габариты.
Одна из конструкций проволочного микрометрического дли-
номера показана на фиг. 194. В трубчатом корпусе 10 закреп-
лены направляющие втулки 11 и 6, в которых помещены оправ-
ки 9 и 4. Оправки связаны измерительной проволокой 7 На
конце оправки 4 закреплен микромер /, а в оправке 9 микро-
метр 13. Оправка с микромером подвижная, смонтирована во
втулке на шариковой опоре 5 и может перемещаться вдоль оси
прибора. Необходимое натяжение проволоки обеспечивается
пружиной 3. Установка оправок в необходимое положение про-
266
изводится гайками 2 и 12. Для повышения жесткости и тепло-
изоляции корпус нутромера заключен в защитную трубу 8.
На фиг. 195 показана схема прибора для абсолютных бес-
контактных измерений как внутренних, так и наружных разме-
ров до 30 м.
Длину детали 6 сравнивают с длиной штриховой меры пря-
мым бесконтактным методом. Переносные стойки 1 устанавли-
вают по краям измеряемой детали 6. Вспомогательные зритель-
ные трубы 3 и 8 наводят на вертикальные штрихи соосно с ни-
ми смонтированных ориентиров 2 и 9. После наведения труб 3
и 8 на ориентиры их оптические оси будут находиться в общей
вертикальной плоскости Oi — О2. Тогда зрительные трубы 4 и 7,
жестко смонтированные перпендикулярно к соответствующим
трубам 3 и 8, окажутся параллельными между собой.
Фокусируя параллельно расположенные главные зрительные
трубы 4 и 7 сначала на риски марок, приложенных к торцам
измеряемого объекта, а затем фокусируя эти же трубы на шка-
лы штриховых мер Шх и Ш2, укрепленных на рулетке, как бы
проектируют на них длину измеряемой детали.
Натяжение рулетки осуществляется с помощью грузов 5.
Погрешность измерения данным прибором в основном опре-
деляется погрешностями используемых штриховых мер. Этот
прибор может быть использован для контроля размеров с до-
пусками не выше класса За точности.
Требованию малого веса при большей жесткости удовлетво-
ряют в наибольшей мере нутромеры с корпусом в.виде двусто-
роннего конуса с углом 1°— 1°30', сваренных из листовой стали
толщиной 0,5—0,8 мм. Конструкция конического нутромера для
измерения размеров 1,5—10 м показана на фиг. 196. Корпус
нутромера состоит из двух усеченных конусов 4, приваренных к
втулке 5. На концах корпуса приварены втулки 5; на одну из
них навинчивается удлинитель 2 с ввинченным в него жестким
измерительным наконечником /, а на другую — микрометриче-
ская головка.
Линейные скобы (фиг. 197) применяются для измерения как
наружных, так и внутренних размеров. Корпус скобы — сталь-
ная труба, на которой помещаются передвижные кронштейны с
измерительными головками — микромерной и микрометриче-
ской. Кронштейны установлены в соответствующее положение,
фиксируются винтами по отверстиям в трубе, просверленным
через 50 мм. Интервалы измерения каждой скобы 400 мм. Эти
скобы следует применять для измерения размеров до 2 м. При
больших длинах вследствие изгиба трубы нарушается парал-
лельность измерительных щупов, что приводит к повышенным
погрешностям измерения. Поэтому для размеров свыше 2 м
рекомендуется использовать конические корпусы из листовой
стали, как показано на фиг. 196.
268
Фиг. 197.
!50b
269
3 Накладные приборы
На фиг. 198, а изображен прибор, известный под названием
«наездник», с микромером. Прибор опирается на измеряемый
вал двумя неподвижными измерительными поверхностями 1 и
одной подвижной 2 (наконечник микромера). Перед измерени-
ем прибор устанавливают по образцовой детали. Зависимость
Фиг. 198.
между показаниями микромера
деляется из ДОЛВ (фиг. 198, б):
2~;
и отклонением
диаметра опре-
-2______1;
а
sin —
2
h
= sin
R + h
D =
где AD — отклонение измеряемого диаметра от номинального;
ДА—изменение показания микромера;
а —угол между измерительными плоскостями прибора.
«Наездники» такого типа имеют существенные недостатки:
малая точность (на показания прибора влияют отклонения от
правильной геометрической формы), узкий интервал измерения,
сложная установка прибора на размер.
Наиболее целесообразная конструкция накладного прибора
показана на фиг. 199. В центре корпуса 1 во втулке укреплен
микромер. На равных расстояниях от оси микромера закреп-
лены два ползуна 2 с роликами 5, непосредственно опирающи-
мися на изделие при измерении. Ролики соприкасаются с изде-
лием по всей своей длине, что обеспечивает устойчивое положе-
270
ние прибора на изделии. При настройке прибор ставят ролика-
ми на плиту и под измерительным наконечником устанавливают
блок концевых мер.
Для наружных диаметров размер блока концевых мер опре-
деляется следующим образом. Из АООИ (фиг. 200, а) имеем
откуда
27? = Р + Д2-г2
г + й
Заменив
2R = D\ 2r=dnh=H — r,
получим
D= l2~H2 — Hd
н
отсюда
Н* — H(d + D) + P = 0;
Фиг. 200.
(83)
Фиг. 199.
Для внутренних диаметров размер блока концевых мер
определяется из А ООТА (фиг. 200» б):
(/? — г)2 — (/? — й)2 = /2,
271
откуда
(84)
D= P±W±Hd'
н
Определение диаметра измеряемой окружности непосредст-
венно по выведенным формулам довольно сложно. Проще опре-
делить отклонение величины измеряемого диаметра от номи-
нального. Для этого продифференцируем формулы (83) и (84)
по Н:
- 1 ]dH.
Знак «минус» показывает, что при увеличении высоты сег-
мента диаметр уменьшается.
Цена деления прибора
/ Z2 л ,
а =------1а,
к Я2 7
где а' — цена деления микромера.
Основными преимуществами данной конструкции накладно-
го прибора являются широкий интервал измерений, простота
установки на размер, возможность измерения наружных и вну-
тренних диаметров, простота изготовления.
Погрешность измерения диаметров
(85)
д£>1 » rdD J dD s
где 8Z, Sff, —составляющие погрешности косвен-
ного .измерения;
8,, ' погрешности измерения размеров
I, Н и d.
тт „ dD dD dD
Найдя частные производные —-, и —— из выражении
ol дп да
(83) и (84) и подставив их в формулу (85), получим
4. Измерения с помощью вращающегося ролика
Диаметры больших изделий в процессе обработки на станке
могут быть измерены с помощью вращающегося ролика
272
(фиг. 201). Ролик соприкасается с поверхностью изделия и вра-
щается вместе .с ним.
Измеряемый диаметр свя-
зан с диаметром ролика зави-
симостью
= — d,
п
где т — число оборотов роли-
ка в минуту;
п — число оборотов изде-
лия в минуту;
d — диаметр ролика в мм.
5. Измерения с помощью теодолита
Как видно из схемы на фиг. 202, а, радиус изделия является
катетом прямоугольного треугольника ОО'А, гипотенуза ко-
торого 00' (расстояние от теодолита до центра изделия) может
быть известна, а угол при вершине определяется с помощью тео-
долита.
Для определения постоянного для данного положения тео-
долита расстояния 00' в центре планшайбы станка, на котором
будет обрабатываться изделие, закрепляется штриховая мера и
измеряется угол 2р0.
Диаметр изделия определяют по формуле
D= 2LsinB0 =/CsinB
tgPo
где
К = - 2L- • = const;
tgPo
2L —длина меры.
Этот метод позволяет измерять размеры изделий в процессе
обработки на карусельном станке.
На фиг. 202, б показан второй вариант этой схемы — штри-
ховая мера длиной 2L. устанавливается не в центре измеряемо-
го изделия, а по касательной к нему. Теодолитом, расположен-
ным в точке О', изменяют углы 2ао и 2р0- Измеряемый диаметр
определяется по формуле
jj = 2L ctg ро sin д0
1 — sin д0
273
При третьем варианте (фиг. 202, в) теодолит устанавливают
сначала в точке О", а затем в точке О' и измеряют углы 2а0 и
2р0. Измеряемый диаметр изделия
D = 2д sin Яр sin р0
sin р0 — sin а0
Фиг. 202.
§ 2. МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
МАЛЫХ РАЗМЕРОВ
Необходимость в специальных средствах для контроля раз-
меров валов диаметром до 1 мм и отверстий диаметром до 6 мм
обусловливается следующими особенностями измерения малых
274
размеров: малыми допусками на изготовление проверяемых
размеров, возможностью значительной деформации изделия
под действием измерительного усилия, сложностью конструк-
ций щуповых устройств, трудоемкостью установки изделия и
контрольного средства в требуемое при измерении положение.
1. Измерительные средства для контроля валов
Основными средствами для контроля валов являются ры-
чажнозубчатые микромеры с измерительным усилием 0,5—1,5 к
(50—150 Г) и проекторы. Для удобства пользования и ускоре-
ния трудоемкого процесса установки изделия в положение из-
Фиг. 203.
мерения индикаторы 1 (фиг. 203) закрепляют на стойках 3 в
горизонтальном или вертикальном положении в зависимости от
конструкции проверяемого изделия. Измерительные наконеч-
ники 2 <в виде ножей или цилиндров закрепляют на измеритель-
ном стержне и на соответствующем выступе или кронштейне
стойки. Рычаг 4 арретира располагают в удобном для измере-
ния месте. Микромеры используются также и в качестве пере-
носных приборов; для этого на втулке микромера закрепляется
скоба с соответствующим опорным наконечником.
Для проекционного контроля малых валов применяются
проекторы массового контроля ПМК (см. гл. V).
2. Измерительные средства для контроля отверстий
Основными средствами контроля отверстий служат пре-
дельные калибры-пробки, нутромеры, пневматические и оптиче-
ские приборы.
Калибр-пробка (фиг. 204) состоит из измерительных про-
бок, закрепленных на концах легкой механической, пластмассо-
275
вой или деревянной ручки. Пробки делают цилиндрическими
для облегчения их изготовления и увеличения срока службы.
По мере износа концы пробок отрезают, а оставшуюся часть
выдвигают из ручки на необходимую величину, что легко осу-
ществимо при закреплении удлиненной пробки в цангах
(фиг. 204, а) или клеем. Пробки очень малого диаметра легко
ломаются при перекосе или заедании, поэтому применяется
Фиг. 204.
также гибкое соединение пробок -с ручкой при помощи спираль-
ной пружины (фиг. 204, б).
Калибры-пробки не позволяют судить ни о действительных
размерах отверстия, ни о его форме. Вследствие этого их при-
менение ограничивается случаями предельного контроля отвер-
стий.
Механические нутромеры представляют собой специальный
конический калибр-пробку, смонтированный в рукоятке с уст-
ройством для фиксации его перемещений. При измерении в кон-
тролируемое отверстие вводят калибр и в зависимости от его
перемещения определяют диаметр отверстия:
AD = КМ,
где &D —'изменение диаметра;
К1—'конусность калибра;
Д —перемещение калибра.
Отсюда следует, что чувствительность нутромера опреде-
ляется величиной конусности калибра.
В соответствии с назначением различают нутромеры двух
типов (фиг. 205): для контроля отверстий диаметром до 3 мм и
диаметром более 3 мм. При контроле диаметра отверстий до
3 мм он определяется величиной осевого перемещения кониче-
ского калибра 1 относительно торца изделия 2; диаметр более
3 мм определяется величиной перемещения калибра 1 и про-
межуточных щупов 3 относительно образующей отверстия из-
276
делия 4. Осевое перемещение калибра определяют по штрихо-
вому масштабу с нониусом 5 или по шкале микромера 6.
К недостаткам нутромера первого типа относится невозмож-
ность определения диаметра отверстия в любом сечении, а сле-
довательно и его формы, и возникновение дополнительной по-
грешности измерения вследствие влияния формы и величины
Фиг. 205.
фаски отверстия на результат измерения. Погрешность измере-
ния в этом случае определяется по формуле (фиг. 206)
8D = 281 = 2/tg-y.
Эти погрешности наряду с погрешностями аттестации ко-
нусной иглы и погрешностями отсчетного устройства составля-
ют погрешность метода измерения с помощью конической иглы.
Представление о порядке величин погрешностей для разных
277
значений глубины I и фаски при различной конусности К иглы
дает график на фиг. 207.
Схема нутромера для измерения диаметра отверстия более
3 мм, позволяющего определять его форму, показана на
фиг. 208. Нутромер состоит из пружинного наконечника 1 в ви-
де тонкостенного, разрезанного вдоль оси цилиндра с кониче-
ским гнездом для шарика 2 про-
межуточного стержня 5, служа-
щего для передачи перемещений
шарика измерительному наконеч-
нику 4 микромера, который за-
креплен в корпусе 5.
При измерении щупы наконеч-
ника перемещаются в зависимо-
сти от изменений размеров кон-
тролируемого отверстия. Соответ-
ственно перемещается шарик и
опирающийся на него через стер-
жень 3 измерительный наконеч-
ник микромера.
Зависимость между перемеще-
нием измерительных щупов
стержня 3 и осевым перемещени-
ем шарика
m = -fctg^. (86)
Погрешность Sm схемы возникает вследствие перемещения
щупа не перпендикулярно оси контролируемого отверстия, а по
а а
дуге на угол <р = —, что вызовет изменение угла — на величи-
27? 2
278
ну 8 у. Дифференцируя выражение (86) и изаменяя дифферен-
циал функции конечными приращениями, получим
1
•»
а
sin2 —
2
ъ ai
от =------
47?
при
0,5 —
R
Пневматические приборы позволяют измерять диаметр от
сечению (фиг. 209, а), по кольцево
верстия по его .проходному
му сечению, образуемому
между точной проволоч-
кой и отверстием (фиг.
209, б), а также с помо-
щью пневматических ка-
либров-пробок по зазору
между торцовой поверх-
ностью выходного сопла и
стенкой измеряемого от-
верстия (фиг. 209, в).
Принцип действия и
конструкция пневматиче-
ских приборов описаны в
гл. VI.
Фиг, 208.
Схема
прибора со
нониусом
фиг. 210.
лампочки
в фокусе
освещает
нанесенным на ней штри-
хом. Изображение штриха проектируется на наклонное зерка
ло 5 и далее через объектив 6 на пластину 7 окуляра со спи
оптического
спиральным
показана на
Свет от нити
/, помещенной
конденсора 5,
пластинку 2 с
в)
Фиг. 209.
—. = 45° 8/п
2
ральным нониусом. Таким образом, на пластине окуляра видны
неподвижная шкала и перемещающийся штрих. Положение
279
штриха на пластине зависит от поворота измерительного нако-
нечника 4 и, следовательно, от наклона зеркала, скрепленного
с ним. Измерение диаметра отверстия на приборе осуществляет-
Фиг. 210.
ся непосредственным измерением раз-
ности диаметров отверстия и шарико-
вого наконечника или с использовани-
ем концевой меры как дополнитель-
ного размера к измеряемой разности.
В первом случае измерительный
наконечник вводят в контакт с поверх-
ностью отверстия и снимают первый
отсчет, затем наконечник перемещают
до контакта с поверхностью отверстия
в диаметрально противоположном на-
правлении и снимают второй отсчет.
Диаметр отверстия определится по
формуле
D = d+b9
где d — диаметр измерительного наконечника;
b — разность отсчетов по нониусу.
ГЛАВА VIII
КОНТРОЛЬ УГЛОВ И КОНУСОВ
Измерение углов и конусов -в машиностроении производится
так же часто, как и измерение длин.
Лишь в 1958 г. с выходом ГОСТа 8908-58 была проведена
систематизация рядов нормальных углов и рядов допусков на
угловые размеры изделий, а также узаконена единая система
угловых допусков.
Наиболее распространенными в машиностроении единицами
угловых измерений являются градус, минута и секунда. Кроме
Фиг. 2L1.
того, при измерении наклонов плоскостей и клиньев углы опре-
деляются в промилле (мм/м), а при измерении углов конусов —
конусностью. Цена деления уровня может быть выражена в се-
кундах, минутах или мм/м. Так, наклон линии к горизонтали в
2" соответствует уклону 0,01 мм/м (фиг. 211, а).
Под конусностью К понимается отношение разности диа-
метров в двух поперечных сечениях конуса к расстоянию меж-
ду сечениями (фиг. 211, б):
к = = 2 tg а. (87)
Конусы и нормальные конусности определены ГОСТом
8593-57.
При расчетах углы часто исчисляются в радианах, что поз-
воляет выдерживать размерность в системе СИ. Однако при из-
281
готовлении и контроле деталей определение углов в радианах
создает ряд неудобств, так как ни один из приборов, предназна-
ченных для измерения углов, не имеет шкал, градуированных в
радианах.
В практике измерений углов применяется большое количест-
во различных методов и средств, которые можно разделить на
следующие группы:
1) Измерения углов -сравнением с жесткими -одномерными
образцовыми угловыми мерами. В результате измерений опре-
деляют величину отклонений проверяемого угла от образцовой
меры.
2) Измерения углов тригонометрическим методом. Угол из-
делия определяют косвенным методом с помощью линейных ве-
личин, а затем, используя тригонометрические функции (синус
и тангенс), находят угол.
3) Измерения углов гониометрическим методом. Угол изде-
лия определяют с помощью прибора, имеющего угломерную
шкалу; результат получают непосредственно в угловых веди-
чинах.
4) Интерференционный метод измерений углов. Этот метод,
основанный на использовании законов интерференции, етал
применяться в последние годы при калибровке эталонных мно-
гогранников.
§ 1. ИЗМЕРЕНИЕ УГЛОВ СРАВНЕНИЕМ С ЖЕСТКИМИ
ОДНОМЕРНЫМИ ОБРАЗЦОВЫМИ УГЛОВЫМИ МЕРАМИ
В случае применения метода сравнения с жесткой угловой
мерой для отсчета разности углов используются: световая щель,
отсчетное устройство рычажно-механического или пневматиче-
ского прибора и пятна краски при припасовке.
При оценке разности углов по размеру световой щели пре-
дельная погрешность -измерения разности углов образцовой ме-
ры и измеряемого изделия зависит от протяженности контакта
т. е. длины образующей угла, и от метода измерения.
Если изделие подгоняют к образцу без просвета и протя-
женность контакта равна 10—200 мм, то получаемая предель-
ная разность углов образцовой меры и измеряемого изделия
составляет соответственно от '±120 до ±6"
При измерении с помощью образца просвета и протяженно-
сти контакта 10—200 мм предельная погрешность измерения
разности углов образцовой меры и измеряемого изделия состав-
ляет соответственно от ±40 до ±2", т. е. снижается примерно
в 3 раза.
Если для измерения разности углов изделия и меры исполь-
зуются отсчетные приборы, то предельная погрешность измере-
ний угольников с образующей длиной 200 мм равна ±8", а уг-
ловых плиток с образующей длиной 70 мм ±10"
282
В случае -измерения разности углов пневматическим методом
предельная погрешность измерений конуса Морзе № 3 состав-
ляет ±14"
При припасовке по краске предельная разность углов ка-
либра и измеряемого изделия при протяженности контакта 20—
200 мм равна соответственно от ±140 до ±14"
1. Оценка угла по световой щели
Призматические угловые меры
Угловые меры, имеющие форму прямых призм, предназна-
чены для хранения и передачи единицы плоского угла, для по-
верки и градуировки угломерных приборов и угловых шаблонов,
а также для контроля углов изделий.
На фиг. 212 приведены типы призматических угловых мер,
изготовляемых в СССР.
Тип 1 — угловые плитки с одним рабочим углом а со срезан-
ной вершиной. Рабочий угол равен 1—9° с градацией 1° и 1—29'
с градацией 2'.
Тип // — остроугольные плитки с одним рабочим углом а.
Рабочий угол составляет 10—79° с градацией 1°, 15—16° с града-
цией 10х, 15°—15° 10'с градацией Г; 15°—15° 01' с градацией
15" и 15° 10'—75° 50' с градацией 15° 10'.
Тип III — угловые плитки с четырьмя рабочими углами а,
р, у 'и б. Стандартом предусмотрено девять таких плиток с раз-
личными углами и градациями в 1°, 10' и 15", подобранными
из условия, что каждая сумма (а + у) и (р ± б) равна 180°.
Кроме того, одна плитка имеет четыре угла по 90°.
Тип IV — шестигранная призма с неравномерным угловым
шагом: а = 59° 20', ₽ = 118° 40', у = 180° 00'
Тип V — многогранные призмы с равномерным угловым ша-
гом двух исполнений: тип V-8 — с рабочими углами а = 45°,
Р = 90°, у = 135°, б = 180° и тип V-12 — с рабочими углами
а = 30°, р = 60°. у = 90°, б = 120°, 9 = 150° и <р = 180°
Угловые меры типов I, II и III изготовляют наборами с раз-
личными номинальными рабочими углами и градациями.
Угловые плитки могут применяться для проверки угла изде-
лия на просвет одной плиткой как нормальным калибром
(фиг. 213, а) или двумя плитками как предельными калибрами
(фиг. 213, б). Блок, состоящий из двух угловых мер с углами а
и р, притертых к концевой мере длиной Z, может служить для
проверки у шаблонов внутренних углов с притуплением
(фиг. 213, в).
Для того чтобы можно было измерить различные углы, из
угловых мер типов II и III составляют блоки. При этом для бо-
лее надежного скрепления плиток применяют специальные
принадлежности, а у плиток сверлят отверстия диаметром 2, ЗА5.
283
Тип Ш
Фиг. 212.
Фиг. 213.
284
На фиг. 214 показаны три блока, составленных из угловых
мер, которые на фигуре показаны штрихпунктирной линией.
Для блока с наружным углом а, составленным из двух угловых
мер, использованы державка 1 и клин 2 (фиг. 214, а)\ для бло-
ка с наружным углом 0, составленным из трех угловых мер,
применены державка 3 и два клина 2 (фиг. 214, б); блок с вну-
Фиг. 214.
тренним углом у, состоящий из одной угловой меры и лекальной
линейки 4, скреплен с помощью державки 5 (фиг. 214, в).
Угловые меры изготовляют трех классов точности: 0; 1 и 2,
нормы точности мер приведены в табл. 11.
Пир амид аль но ст ь угловых плиток типов I и II определяется
величиной угла р между измерительными поверхностями угло-
вой меры, измеренного в плоскости А—А (фиг. 215), перпенди-
кулярной к одной из этих поверхностей и к нижнему основанию
меры. Для многогранных призм и плиток типа III пирамидаль-
ность определяется величиной отклонения от параллельности
любой измерительной поверхности и ребра, образованного
плоскостями других измерительных поверхностей.
На фиг. 216, а изображены угловые плитки Иогансона.
Длинные доведенные ребра каждой угловой плитки параллель-
ны, а углы, указанные на плитках, образуются короткими реб-
рами и продолжением смежных с ними длинных ребер. На
285
Таблица И
Норма точности изготовления угловых мер
Допускаемые отклонения Классы угловых мер
0 1 2
Отклонение рабочих углов мер типов: I, II и III ±3" ±10" ±30"
IV и V ±5" ±10" ±30"
Отклонение от плоскостности измерительных поверхностей в jwkjw . . . ... 0,10 0,15 0,30
Отклонение от перпендикулярности измери- тельных поверхностей к нижнему основанию меры . . ... . . . ±30" ±60" ± 120"
Отклонение угла, определяющего пирамидаль- ность . 10" 40" 40"
фиг. 216, б приведены примеры подбора блоков с различными
углами. На фиг. 216, в показан пример применения двух пли-
ток в державке для проверки шаблона, служащего для уста-
новки резцов в суппорте резьбонарезного станка.
При сопоставлении приве-
деннных выше двух конструк-
А ~А ций угловых мер необходимо
отдать предпочтение отечест-
венным плиткам, так как у них
у Г длина образующей угла боль-
\ ше (до 70 жж вместо 20 жж в
X конструкции Иогансона); это
ж_____________________позволяет повысить точность
изготовления угловых мер и
фиг 215 точность измерений как плит-
ками, так и самих плиток.
Плитки Иогансона имеют бо-
лее грубую поверхность и большие отклонения от номинала (до
30—45"), чем отечественные плитки, и не делятся на классы
точности. Отечественные плитки более универсальны, чем плитки
Иогансона. Преимуществом последних является сравнительно
небольшая толщина (1,5 жж), что облегчает обнаружение про-
света при измерении. Однако вследствие небольшой длины об-
разующей угла эти плитки труднее точно изготовить.
В настоящее время в СССР применяются только угловые
плитки конструкции И. В. Кушникова (см. фиг. 212, типа /,
11 и ///), а также призмы (типа IV и V).
Угловые меры измеряют с помощью гониометра абсолютным
методом, на вертикальном оптиметре сравнительным методом
или интерференционным методом и т. д. Эти методы описаны
ниже.
286
Угловые шаблоны. На практике при контроле углов изделий
требуются различные угловые шаблоны. Если в наборе угловых
плиток есть мера, угол которой соответствует углу измеряемого
изделия, то применяют плитку, а не шаблон. Учитывая, что в
машиностроении широко применяются детали с углами 10; 15;
20; 30; 45; 55; 60 и 90°, выпускают наборы с минимальным чис-
лом плиток с этими углами и отдельно плитку типа III с равны-
ми углами по 90°.
Если нет плитки с необходимым углом или конструкция из-
делия не позволяет применить ее, то изготовляют специальные
шаблоны.
В случае применения шаблона величину просвета между
ним и изделием определяют путем сравнения с образцом про-
света (фиг. 217), состоящего из микронного набора концевых
287
мер, доведенного бруска с широкой рабочей поверхностью и
лекальной линейки. Изделие может также пригоняться по шаб-
лону без просвета. Иногда при этом допускается местный про-
свет, величина которого нормируется по ширине и длине.
Угольники. Жесткие угольники предназначены для проверки
и разметки прямых углов, для контроля взаимно перпендику-
лярного расположения деталей при монтаже оборудования раз-
личных видов и для проверки точности станков.
На фиг. 218 изображены типы угольников, размеры которых,
а также допуски и технические условия регламентированы
ГОСТом 3749-47. Угольники типов /, II, III и IV предназначе-
ны для лекальных работ, а типов V и VI — для слесарных, раз-
меточных и других работ. Применяют угольники с размерами
Н = 50 4- 2000 мм и В = 32 ч- 1250 мм в различных сочетаниях,
предусмотренных стандартом.
Предельные отклонения от взаимной перпендикулярности
сторон рабочих углов Да и Др (фиг. 219, а) одинаковы и могут
быть выражены в секундах или в микронах. Они вычисляются
по следующим формулам, составленным на основе математиче-
ского ряда:
0-й класс
Аа0 — — + / 400 \ н -4- 2^ = ~4- ( 4~ 2^ мкм\ ) - к 100 /
1-й класс
2-й = Д^ = ± класс ' 1000 \ н - + 4^ = ± + 5^ мкм*,
3-й Д0С2 = А^2 = i класс / 2000 \ н + ю') = + + 10^ мкм\ / — \ 20 /
где Н- 288 Да3 = Дрз = ± — в мм. / 4000 \ в - + 20^ = ± + 20 j мкм.
В ГОСТе 3749-47 эти предельные отклонения даны в мкм
на длине большей стороны угольника Н в зависимости от клас-
са точности. Они 'составляют от ±3 до ±220 мкм.
Кроме этой основной нормы, стандартом регламентируются
следующие величины, зависящие от класса точности:
Тип Ш
Фиг. 218.
1. Предельные отклонения Ду от перпендикулярности боко-
вых плоскостей и опорной поверхности (фиг. 219, а); их также
назначают на длине Н и они составляют от ±50 до ±1000 мкм.
Эти отклонения поверяют с помощью угольника (фиг. 219, б) в
двух положениях I и II.
2. Предельные отклонения от плоскостности и прямолиней-
ности рабочих граней длинной и короткой сторон (от ±1 до
289
60 мкм). Их определяют как наибольшие расстояния точек ра-
бочей поверхности (соответственно ребра, образующей) от тео-
ретической плоскости (или -соответственно от линии), относи-
тельно которой наивысшая и наинизшая точки рабочей по-
верхности (ребра, образующей) расположены симметрично
(фиг. 219, в).
3. Предельные отклонения от параллельности рабочих гра-
ней короткой стороны угольника на длине В (от ±2 до
±250 мкм), так как короткая сторона принимается за базу
как при поверке угольника, так и при его эксплуатации.
Рабочие углы у угольников типов /, II и IV не должны вы-
ходить за установленные пределы при повороте угольника на
15° в обе стороны от среднего положения. Это требование объ-
ясняется тем, что для повышения точности измерений при ле-
кальных работах (улучшения видимости просвета) рабочие реб-
ра угольников делают заостренными (фиг. 219, г). Угол 15° со-
ответствует максимальному углу, на который практически по-
ворачивают угольник при измерении изделий.
Дадиус г лезвия ребра угольника нормируется так же. Он
не должен быть более 0,2 мм, так как с увеличением этого ра-
диуса понижается точность определения просвета.
Методы поверки угольников содержатся в Инструкции 99-57
Комитета. Ниже приводятся только те поверки из этой инструк-
290
ции, которые .необходимы для полноты освещения классифика-
ции средств и методов измерений углов.
Метод трех угольников. Для поверки угольников использует-
ся образцовый угольник 90°. При отсутствии образцового уголь-
ника 90° применяют так называемый метод трех угольников
(фиг. 220, а—>в).
Сущность метода заключается в том, что три угольника-
квадрата пригоняются один к другому в различных комбина-
циях, пока между ними не будет никакого просвета.
Фиг. 220.
Во время пригонки угольников периодически лекальной ли-
нейкой проверяют прямолинейность и плоскостность ребер
угольников. Таким образом, получают три образцовых угольни-
ка, которые должны иметься в измерительной лаборатории и
периодически сверяться между собой.
2. Измерение угольников с помощью отсчетного прибора
Поверка внешних углов угольников 90° методом
трех угольников
На поверочной плите не грубее 1-то класса точности с по-
мощью струбцины укрепляют цилиндрический ролик диамет-
ром d. У поверяемых угольников микрометром 0-го класса
предварительно измеряют размеры и2 и п3 на расстоянии
2—3 мм от свободного конца длинной стороны. Затем поверяе-
мые угольники /, 2 и 3 устанавливают и закрепляют струбцина-
ми на плите попарно в трех положениях, как указано на
фиг. 220, г — е, после чего измеряют размеры Лх|2, Л21з и Лзд
рычажным или гладким микрометром.
Отклонения Ai, Д2 и Дз сторон внешних углов угольников от
291
взаимной перпендикулярности на длине Н определяют по еле-
дующим формулам (в мм):
д1 = Л1.2-Л223 + Л,.3-<* _ (88)
д2 = (89)
Дз = ^2+-42,3+^.3-d
Полученные результаты сопоставляют с нормами по ГОСТу.
Аттестация образцового угольника-квадрата
Образцовый угольник-квадрат поверяют на поверочной пли-
те 1-го класса точности, на которой укреплен рычажно-механи-
ческий прибор с ценой деления 0,001 мм и цилиндрический упор
(фиг. 221, а).
Установку на нуль производят по углу а, а затем опреде-
ляют отклонения от него остальных углов.
Пример. Определяем отклонения углов 0, у и ф от угла а. Предположим,
что эти отклонения соответственно равны 3, 2, и — 2 мкм. Тогда отклонения
углов Р, у и ф от 90° будут следующими:
ор = ba —J— 3 мкм,
by = ba 2 мкм;
by = ba — 2 мкм.
Сумма углов четырехугольника равна 360°, т. е.
а + Р + у + ? = 360*.
Сумма отклонений всех четырех углов от 360° равна нулю, следовательно,
ba -у ьр + by 4- by = 0.
292
Это равенство можно написать иначе, если подставить ранее определен-
ные выражения для отклонений:
5а + (5а + 3) + (5а + 2) + (5а — 2) = 0.
Из этого уравнения находим, что 6а = — 0,75 мкм, а отклонения углов а,
р, у и Ф определятся так:
5а = — 0,75 мкм;
5£ = 5а + 3 = 2,25 мкм;
5? = 5а + 2 = 1,25 мкм;
5ср = 5а — 2 = — 2,75 мкм.
Измерение угольника 90° на плите с помощью
рычажно-механического прибора
Измерение осуществляется относительным методом по об-
разцовому угольнику. Вначале устанавливают образцовый
угольник до упора и настраивают измерительный прибор на нуль
(фиг. 221, б). Затем вместо образцового угольника ставят :в та-
кое же положение до упора поверяемый угольник. Отсчет по
прибору будет соответствовать отклонению поверяемого внешне*
го угла угольника от угла образцового угольника.
Измерение угольника 90° на специальном приборе
с передвижными каретками
На фиг. 222, а показана схема измерения на специальном
приборе абсолютным методом внешнего угла угольника 90°.
Прибор состоит из колонки 1, укрепленной на плите 6. По
колонке могут перемещаться и фиксироваться в определенном
положении каретка 4 с цилиндрическим упором 5 и каретка 9
с цилиндрическим измерительным наконечником 3. Упор 5 и из-
мерительный наконечник 3 должны иметь одинаковую длину и
параллельные образующие их цилиндрических поверхностей.
Ю Заказ 264 293
Наконечник 3 связал -с рычажно-зубчатой головкой 8 и вели-
чина его перемещения может быть отсчитала по шкале головки.
На каретке 9 имеется переключатель 2, которым можно из-
менять направление измерительного усилия системы.
При поверке влешнего угла угольника каретку 4 опускают
вниз до упора и закрепляют стопорным винтом 7. Каретку 9
поднимают на высоту Н и фиксируют в этом положении.
Поверяемый угольник ставят до упора в положение I и на-
страивают головку 8 на нуль или замечают показание. Затем
угольник ставят в положение //, переключателем 2 изменяют
направление измерительного усилия головки 8 и производят
отсчет.
Разница между вторым и первым отсчетами 'Составляет удво-
енное отклонение внешнего угла поверяемого угольника.
Внутренний угол угольника измеряют аналогичным методом,
но при этом меняют местами каретки 4 и Р, как показано на
фиг. 222, б.
'Измерение угловой плитки на вертикальном оптиметре
На фиг. 223, а изображена схема измерения угловой плитки
с одним рабочим углом. При этом методе используется равен-
ство внутренних накрест лежащих углов, образованных от пере-
сечения двух параллельных прямых тоетьей.
Если угол ая исходной (образцовой) плитки равен углу аП
притертой к ней поверяемой плитки, то свободные образующие
их углов параллельны между собой.
Притертые две угловые плитки 3 и 4 укладывают на ребри-
стый стол 2, укрепленный на круглом столе 1 вертикального
оптиметра. По оптиметру делают отсчет в положении 1 блока
плиток, а затем в положении II. Разность между отсчетами рав-
на
294
Абсолютное значение отклонения угла поверяемой плитки
8а = -у-2 105 + (± Да)", (91)
где 6/г — отклонение от параллельности (разность показаний
оптиметра) .в мм;
I — длина перемещния блока плиток из положения /
в положение II (около 70 мм);
2-105 — коэффициент перевода радианов в секунды (округ-
лена величина 206265);
Да — погрешность рабочего угла аттестованной исходной
угловой плитки.
Если предположить, что погрешность оптиметра составляет
±0,4 мкм, и учесть, что при этом методе производится два от-
счета, то после квадратичного суммирования погрешность изме-
рения без учета погрешности аттестации исходной образцовой
меры составит 0,00056 мм или, если отнести к длине измерения
70 мм,
Sa = Л00056. 206 265 = + 1,6"
70 —
Если к этой величине добавить погрешность аттестации
образцовой плитки (от ±3 до ±4"), то погрешность метода
составит около ±5"
На фиг. 223, б показана схема измерений на вертикальном
оптиметре угловой плитки с четырьмя рабочими углами. Боко-
вые стороны планки 5, к которым прикрепляют плитку, долж-
ны быть параллельны. С помощью винта 6 планку 5 устанавли-
вают так, чтобы показания оптиметра по исходной угловой мере
были одинаковы в положениях I и II. Если угол ап является
дополнением угла аи до 180°, то показания оптиметра должны
быть одинаковы в положениях I и II по поверяемой угловой
мере. В противном случае разность показания укажет на по-
грешность угла ал, которую можно подсчитать по формуле (91).
Погрешность этого метода измерения составляет ±10//
3. Пневматический метод контроля конусов
Пневматический метод был впервые применен и исследован
в 1949 г.
На фиг. 224, а показана головка для измерения внутренних
конусов, а на фиг. 224, б — для измерения наружных конусов.
Каждая головка имеет не зависимые один от другого сопла на
расстоянии /. Для внутренних измерений используют по два
сопла в каждом сечении, для наружных измерений — по одному.
295
10*
Каждые два (или одно), сопла, расположенных в одной пло-
скости, связаны с не зависимыми одно от другого отсчетными
устройствами пневматического прибора, имеющего водяной ма-
нометр.
Измерение сводится к определению разности уровней жидко-
сти в обоих отсчетных устройствах. Измерение производят срав-
нительным методом по образцовой мере.
Фиг. 224.
4. Припасовка по краске
Метод припасовки по краске, применяемый при поверке ко-
нусов, заключается в следующем. Конусный калибр-пробку,
который является образцовой мерой, окрашивают тонким слоем
краски, разбавленной машинным маслом, и вводят в поверяе-
мое отверстие (фиг. 225). После поворота пробки в конусном
отверстии окрасятся выступающие части поверхности. По рав-
номерности окраски можно судить о правильности угла поверяе-
мого конусного отверстия.
При поверке конусного отверстия необходимо также поверять
его осевое смещение, величину которого можно определить по
296
размерам одного из диаметров у торца изделия. Для этого на
образцовом калибре-пробке 1 имеются две кольцевые риски,
обусловленные предельными размерами большого диаметра D
торца изделия 2. В годном изделии
его торец располагается между дву-
мя кольцевыми рисками.
Аналогичным методом поверяют
наружные конусы изделий.
§ 2. ИЗМЕРЕНИЕ УГЛОВ ТРИГОНОМЕ-
ТРИЧЕСКИМ МЕТОДОМ
В основу тригонометрических
методов измерений положено изме-
рение линейных отклонений с после-
дующим определением угла расче-
Фиг. 225.
том. При этих методах измерений
применяют синусные или тангенс-
ные схемы.
Погрешность измерений тригонометрическим методом зави-
сит от того, насколько точно определены при расчете треуголь-
ника его линейные размеры.
Ниже дано описание тригонометрических методов измерений
углов.
1. Координатный метод измерения наружного конуса
На универсальном микроскопе с применением прямых ножей
измеряют размеры dy D и I (фиг. 226), а затем определяют ко-
нусность по формуле (87).
Метод построен по тангенсной схеме измерения.
Фиг. 226.
Погрешность измерений уменьшается с увеличением изме-
ряемого угла. Например, при образующих длиной 10—200 мм
предельная погрешность измерений колеблется в пределах от
±lL30 до ±7" при измерении углов 0—45° и от ±ilOO до ±5"
при измерении углов 45—90°.
297
2. Измерение углов на синусной линейке
Синусные линейки применяют для контрольных и лекальных
работ измерения углов изделий или установки их на определен-
ный угол перед обработкой.
Конструкции синусных линеек, основные размеры и техни-
ческие требования регламентируются ГОСТом 4046-61.
На фиг. 227 изображены конструкции синусной линейки трех
типов: тип I—без опорной плиты с одним наклоном; тип II—
с опорной плитой 3 с одним наклоном; тип III— с двумя опор-
ными плитами 4 и 5 с двойным наклоном.
Основным размером синусной линейки 1 является расстоя-
ние L между осями роликов 2, а для линеек типа III, кроме того,
расстояние L\ между осями роликов 6.
Синусные линейки изготовляют 1-го и 2-го классов точности.
Класс точности определяется допускаемой погрешностью угла
установки синусной линейки (от ±6 до ±15") на угол а до 45°
При изготовлении синусной линейки необходимо выдержи-
вать в определенных пределах следующие основные параметры:
расстояние между осями роликов L и Li, параллельность осей
роликов на их длине; разность диаметров d парных роликов,
отклонение от правильной геометрической формы роликов; от-
клонение от параллельности рабочей поверхности линейки и пло-
скости, касательной к нижней образующей роликов; отклонение
от параллельности верхней и нижней плоскостей опорной плиты;
отклонение от плоскостности рабочих поверхностей линейки и
опорной плиты. Отклонения других размеров синусных линеек
нормируются так же.
Средства и методы поверки синусных линеек приведены в
Инструкции Комитета 129-55.
На фиг. 228 показана схема установки синусной линейки на
угол а. Основная формула настройки синусной линейки
sin а = -у-, (92)
где а — угол установки;
h — размер блока концевых мер;
L — расстояние между осями роликов.
Влияние погрешностей отдельных элементов синусной линей-
ки на угол ее установки можно найти, продифференцировав ра-
венство (92). После преобразования получим
da = ^-dh — -^-dLpad. (93)
Предельная погрешность установки синусной линейки резко
возрастает при углах установки свыше 45°. Это видно из кривых
погрешностей угла установки (фиг. 229), вызванных отдельно
погрешностью блока концевых мер dh и погрешностью расстоя-
298
Jun I
Фиг. 227
299
ния между роликами dL. Поэтому допускаемые погрешности
угла установки синусной линейки даются в ГОСТе 4046-61 при
установке ее на углы до 45° Следовательно, на синусной линей-
ке целесообразно измерять углы до 45°, а на универсальном
микроскопе — углы свыше 45°
Если, например а = 30°, L = 100 ± 0,003 мм, цена деления
отсчетного прибора с = 0,002 мм, размер блока концевых мер
длины 5-го разряда h = 50 мм, то предельная погрешность изме-
рения на синусной линейке составит около 8"
Фиг. 230.
Синусная линейка широко
применяется для измерений на-
ружных конусов (фиг. 230).
Отклонение угла конуса 62а
(в сек) от номинального размера
определяют исходя из разности
показаний б/z (в мм) отсчетного
устройства в точках а и Ь, отстоя-
щих на расстоянии мм, по
формуле
32а = — 2 • 105. (94)
Li
В том случае, когда нет атте-
стованного набора углевых плиток, их можно поверить с по-
мощью синусной линейки, концевых мер длины и оптиметра.
Последовательность такой поверки показана на фиг. 231, а — и.
Внутренний конус можно измерять с помощью синусной ли-
нейки двумя методами. В одном случае за базу измерений при-
нимают образующую измеряемого конуса (фиг. 232), а в дру-
гом— образующую наружного накатанного цилиндра
(фиг. 233, а—в). Второй метод является более универсальным
и более точным, что объясняется следующим. При первом мето-
300
Фиг. 231.
301
де измеряют сразу угол 2а, а при втором — углы 0 и у, а иско-
мый угол 2а получают из равенства 2а = (3 + у (фиг. 233, в).
Таким образом, при втором методе измеряют меньшие углы, ког-
да синусная линейка дает более точные показания. Кроме того»
Фиг. 233.
второй метод с базированием по наружному накатанному ци-
линдру не требует дополнительных специальных приспособлений,
необходимых при первом методе, а может быть осуществлен с
помощью обычных универсальных измерительных средств, име-
ющихся в измерительной лаборатории: поверочной плиты, си-
нусной линейки, концевых мер длины и рычажно-механического
прибора в универсальной стойке.
302
3. Измерение углов на тангенсной линейке
Простейшая схема тангенсной линеики, составленной из плос-
копараллельных концевых мер, показана на фиг. 234. Угол уста-
новки линейки а определяется по формуле
tga=2LzA (95)
Анализ формулы (95) показывает, что при построении малых
углов а необходимо стремиться ь
ления разности Н — hy а при
больших углах a —к повышению
точности определения суммы /1 +
+ /2. Погрешность при самых
благоприятных условиях может
быть 4" Практически эта величи-
на будет значительно больше,
так как плитки 1 и 2 имеют на
ребрах закругления. Погреш-
ность увеличивается, если эти за-
кругления неодинаковы. Повы-
шенные требования к точности
изготовления отдельных элемен-
тов тангенсных линеек являются
применения, чем синусных линеек,
мы тангенсных линеек приведены
и их поверки.
повышению точности опреде-
Фиг. 234.
причиной их более редкого
Примеры использования схе-
ниже при описании уровней
4. Измерение конусов с помощью шариков, роликов
и концевых мер
измерения угла а внутренне-
и 2.
На фиг. 235, а приведена схема
го конуса 3 с помощью шариков 1
Фиг. 235.
На фиг.
На измерительном
приборе .определяют раз-
мер L как разность меж-
ду отсчетами при уста-
новках наконечника из-
мерительного прибора на
верхних точках больше-
го 2 и меньшего 1 шари-
ков.
Угол а находят по
формуле
sin a = —-~~d— /96)
2L — D + d v 9
измерения угла a наруж-
концевых мер 6. Вначале
235, б изображена схема
ного конуса 4 с помощью роликов 5 и .
измеряют размер /, затем ролики 5 (одинакового диаметра) с
зоз
помощью двух блоков ковдевых мер 6 поднимают на высоту h
и измеряют размер L.
Угол а определяют по формуле
tg« = 4^ (97>
Погрешность измерений в обоих случаях будет в большой сте-
пени зависеть от того, с какой точностью определяют размеры,
входящие в формулы (96) и (97).
§ 3. ИЗМЕРЕНИЕ УГЛОВ ГОНИОМЕТРИЧЕСКИМ МЕТОДОМ
При гониометрических методах измеряемый угол опреде-
ляют с помощью .прибора, имеющего угломерную шкалу; ре-
зультат измерений получают непосредственно в угловых величи-
нах.
Если на измерительном приборе угломерной шкалой являет-
ся круговая шкала (лимб), то основным фактором вызывающим
погрешность отсчета при гониометрических методах измерений,
является эксцентрицитет — расстояние между осью вращения и
центром круговой шкалы.
Определим математическую зависимость погрешности отсче-
та угла поворота лимба от экцентрицитета.
Ф|иг. 236.
Рассмотрим случай, когда центр О лимба и ось его враще-
ния 01 лежат на диаметре АВ окружности, на которой нанесена
круговая шкала (фиг. 236, а). При повороте лимба на угол
AOiC = ср линия Д01 станет в положение С0\ и отсчет произво-
дят в точке С. Если эксцентрицитет е = 0, то при повороте лимба
на угол ср линия АО займет положение ЕО и отсчет производят
304
в точке Е. Следовательно, при наличии эксцентрицитета е по-
грешность выразится величиной угла СОЕ — бф.
На основании теоремы синусов из треугольника СОО\ сле-
дует, что
ОО± _ sin ОСОг .
ОС sin СО fl
е __ sin Sep ____ sin Вер
/? sin (180 — ср) sin ср
Учитывая малость угла ср, можно написать
Из формулы (98) видно, что погрешность показаний бф, обу-
словленная наличием эксцентрицитета, прямо пропорциональна
эксцентрицитету е и синусу угла поворота лимба и обратно про-
порциональна радиусу R диска. Практически полностью устра-
нить эксцентрицитет невозможно, а чрезмерно увеличивать ра-
диус лимба нельзя, так как это вызывает увеличение габаритов
прибора.
Необходимо учитывать, что через 180° синус меняет знак. Это
означает, что если после поворота лимба на угол ср сделать на
нем два отсчета на участках, отстоящих один от другого на 180°,
то в оба отсчета войдет ошибка бф, но с разными знаками. Если
затем определить среднее арифметическое из этих отсчетов, то
получим результат измерений, из которого ошибка бф, вызван-
ная наличием эксцентрицитета, автоматически исключается.
Для облегчения отсчета круговую шкалу градуируют так,
чтобы оба отсчета имели одинаковое количество градусов
(фиг. 236, б), а также через систему призм и линз совмещают в
одно поле зрения оба участка отсчета.
К гониометрическим методам измерений углов относятся из-
мерения с помощью коллимационных и автоколлимационных
трубок, оптических делительных головок, универсального и ин-
струментального микроскопов, уровней и угломеров.
1. Измерение углов с помощью коллимационных
и автоколлимационных трубок гониометра
На фиг. 237, а показана схема измерений на гониометре уг-
ла а у угловой меры 3. Две коллимационные трубки 7 и 6 с
главным фокусным расстоянием F установлены так, что угол
между главными оптическими осями их объективов равен ф.
Диск 2 с нанесенной на нем круговой шкалой может поворачи-
ваться вокруг оси О.
Отсчетные устройства I и II могут быть конструктивно
оформлены в виде нониусов или микроскопов с окулярными вин-
товыми микрометрами.
305
Измеряемую угловую плитку укрепляют на диске 2 так, что-
бы ребро измеряемого двухгранного угла было направлено па-
раллельно оси вращения диска.
В фокальной плоскости коллимационной трубки 7 помещает-
ся крестообразная щель /, освещаемая источником света S. Рас-
ходящийся от крестообразной щели 1 поток лучей, преломив-
шись в объективе, выходит в виде пучка параллельных лучей,
Фиг. 237.
которые, отразившись от
доведенной поверхности
аб угловой меры, прохо-
дят через объектив труб-
ки 6, преломляются в нем
и сходятся в фокальной
плоскости этой трубки.
Эти лучи дадут изобра-
жение крестообразной
щели трубки 7.
В фокальной плоско-
сти трубки 6 помещено
стекло с изображением
креста 4Г являющееся
экраном, воспринимаю-
щим действительное изо-
бражение крестообраз-
ной щели I трубки 7. В
поле зрения наблюдатель
через окуляр 5 видит
совмещенные крест 4 и
изображение крестооб-
разной щели 1. В таком
положении на круговой
шкале делают первый от-
счет по отсчетным уст-
ройствам 1 и II.
Затем диск 2 вместе с
угловой плиткой 3 пово-
рачивают в направлении
против часовой стрелки до появления в поле зрения изображе-
ния крестообразной щели /, совмещенного с крестом 4. После
этого на круговой шкале делают второй отсчет по отсчетным
устройствам I и II.
Разности между первыми и вторыми отсчетами определят ве-
личины углов YjH ун 'По среднему арифметическому ———
находят угол у поворота диска 2 с плиткой 3. Искомый угол
а = 180—у. Угол а может быть измерен также на приборе типа
гониометра, но с одной автоколлимационной трубкой
(фиг. 237, б). В этом случае отражающую плоскость объекта
306
измерений 8 устанавливают перпендикулярно главной оптичес-
кой оси объектива автоколлимационной трубки 9. Щель 10 в
этом случае расположена в фо-кальной плоскости, но не на
главной оптической оси, а на некотором расстоянии вниз от нее.
Изображение световой щели появляется также в фокальной
плоскости, но выше главной оптической оси на то же расстояние.
При такой схеме наблюдатель через окуляр видит совмещен-
ные крест 11 и изображение крестообразной щели 10 в верхней
половине поля зрения. Нижняя половина поля зрения заэкрани-
рована/
Щель может быть крестообразной или прямоугольной фор-
мы, причем ширину щели можно регулировать с помощью ми-
кровинта.
Крестообразные линии или одну линию наносят на стекло в
виде рисок или в фокальную плоскость вводят натянутые нити.
Предельная погрешность поверки угловых плиток зависит от
типа применяемого гониометра. Она не превышает 30" у гонио-
метров простейшего лабораторного типа и колеблется в преде-
лах 2—6" у гониометров прецизионного типа.
Г ониометры-спектрометры предназначены для измерений
двухгранных углов между плоскими полированными гранями
твердых прозрачных и непрозрачных тел, способными отражать
световые лучи, а также для спектрометрических измерений.
В ГОСТе 10024-62 приведена норма точности изготовления го-
ниометров типов ГС-30, ГС-40, ГС-б, ГС-2 и ГС-1 (обозначение
типа гониометра составлено из начальных букв слов «гониометр-
спектрометр» и цифр, указывающих допускаемую погрешность
измерений, выраженную в секундах).
За допускаемую погрешность измерений принимается наи-
большая погрешность измерения угла за один прием на любом
участке лимба. За отсчет при одном приеме принимается сред-
нее арифметическое из отсчетов при трех наведениях на каждую
грань.
На фиг. 238, а и б изображен гониометр ГС-40. На основа-
нии 7, выполненном в виде треножника с тремя винтами для
установки прибора по уровню, укреплены колонка 4 с коллима-
тором 5 и вертикальная ось, на которой установлены вращаю-
щаяся алидада 3 и стеклянный лимб с круговой шкалой с ценой
деления 20х
На алидаде 3 укреплены зрительная труба 7 и отсчетный
микроскоп 8 с ценой деления 1" Алидаду можно вращать от
руки вокруг вертикальной оси и фиксировать стопорным вин-
том 9 в определенном положении, которое затем уточняют с
помощью микрометрического винта 2. Таким же образом можно
вращать стол 6.
В отличие от гониометра ГС-30 в конструкции гониометра
ГС-40, а также ГС-5, ГС-2 и ГС-1 имеется возможность одно-
временно наблюдать два отсчета по двум диаметрально проти-
307
*2
fi)
Фиг. 238.
308
В0П0Л0Ж1НЫМ штрихам лимба. Это достигается тем, что лимб
делают стеклянным и через него в двух местах проходит луч
света от одного источника.
Совмещение в одном поле зрения двух отсчетов позволяет
производительнее и точнее произвести измерение.
Методы поверки гониометров и нормы устанавливаются Ин-
струкцией Комитета 111-58.
Поверка погрешности показаний гониометров сводится к из-
мерению аттестованных многогранников (см. фиг, 212).
2. Измерение углов с помощью оптических
делительных головок
Оптические делительные головки (фиг. 239, а) предназначе-
ны для угловых измерений и делительных работ при обработке
деталей.
С помощью маховика 3, связанного с червяком червячной пе-
редачи, поворачивают шпиндель 3 с закрепленным на нем чер-
вячным колесом 11 и основным лимбом 10, имеющим круговую
шкалу с ценой деления 1° Отсчетное устройство 5 служит для
отсчета углов поворотов шпинделя 3, положение которого после
поворота может быть зафиксировано с помощью рукоятки 7
зажимного механизма.
Посадочное отверстие шпинделя 3 соответствует конусу Мор-
зе № 4 и может быть использовано для закрепления центра или
детали с конусным хвостовиком.
Оптическую делительную головку и заднюю бабку с пинолью
и центром устанавливают на станине 1, имеющей продольный
паз, в который входят направляющие сухари корпуса 6 головки
и задней бабки 2 с пинолью. Шпиндель оптической делительной
головки и пиноль задней бабки должны быть соосны.
По ГОСТу 9016-59 в зависимости от цены деления и харак-
тера отсчета установлены следующие типы оптических тельных головок: дели-
Цена Погрешность деления Отсчет показаний ОДГ-2 2" Двусторонний 2*
(совмещенный в поле зрения) ОДГ-5 . 5’ То же 5"
ОДГ-Ю 10" То же или 10"
односторонний ОДГ-60 60" Односторонний 20"
Примечание. Обозначение типа ОДГ образовано из началь-
ных букв слов «оптическая делительная головка». Цифры 2, 5, 10 и
60 обозначают цену деления головки в секундах.
На фиг. 239, б схематически изображено устройство опти-
ческой делительной головки с односторонним отсчетом. Поток
света от источника 9, пройдя через конденсор и отравившись от
309
зеркала, осветит часть круговой шкалы лимба 10 с ценой деле-
ния 1°, рассматриваемую с помощью отсчетного микроскопа,
состоящего из объектива, окуляра и шкалы 13, расположенной
Фиг. 239.
между ними. Кроме того, между объективом и окуляром поме-
щены две призмы полного внутреннего отражения, которые
служат для изменения направления потока лучей света и улуч-
шения условий для наблюдателя при производстве отсчета.
310
Шкалу 13 можно перемещать с помощью микрометрического
винта 14.
Шпиндель. 3 с закрепленными на нем основным лимбом, чер-
вячным колесом 11, лимбом 4 грубой установки и центром по-
лучает вращение от червяка 12.
На фиг. 240, а приведено поле зрения, в котором видны:
1) .подвижная шкала на участке Г с ценой деления 2';
2) нониус на участке 2' и с величиной отсчета 10";
3) изображение части круговой шкалы с ценой деления 1°
Шкалы с ценой деления 2' и 10" сделаны прозрачными на
черном фоне. Они расположены одна около другой и разделены
узкой полосой шириной а. При перемещении шкалы с ценой де-
ления 2' вместе с ней перемещается биосектор в виде двойного
короткого штриха. От градусного лимба в поле зрения появляют-
ся изображения градусных штрихов. Перемещением шкалы с
ценой деления 2' вводят изображение штриха градусной шкалы
в просвет биосектора и делают отсчет.
Отсчет 41° 6' 40" (фиг. 240, а) составляется из:
1) 41° — по штриху, находящемуся в просвете биссектора,
связанного со шкалой, имеющей цену деления 2';
2) 6' — по указателю, находящемуся на нулевом штрихе но-
ниуса;
3) 40" — по числу штрихов нониуса от нулевого штриха до
светящегося штриха, лежащего на полосе шириной а.
У оптических делительных головок с ценой деления 60" мик-
рометрический винт 14 (диг. 239, б) отсутствует, а шкала 13 не-
подвижна и имеет цену деления Г На фиг. 240, б изображено
311
поле зрения оптической делительной головки с такой шкалой;
отсчет 121° 34'.
На фиг. 241 показано устройство оптической делительной го-
ловки фирмы Лейтц с двусторонним (совмещенным в поле зре-
ния) отсчетом. Поток лучей от источника света S, пройдя через
систему призм и линз 2, раздваивается и затем проходит через
Фиг. 241.
стеклянный лимб 1 с ценой деления 2(У в двух диаметрально
противоположных участках шкалы.
Далее через систему призм и линз 5 потоки лучей проходят
к оптическому микрометру, состоящему из двух плоскопарал-
лельных стеклянных пластин 10.
При вращении кольца 7 через передачи 8 и 9 пластины 10
микрометра поворачиваются навстречу одна другой, вызывая
видимое в окуляре 3 смещение двойных штрихов лимба
(фиг. 242, а). Одновременно с поворотом пластин 10 (фиг. 241)
вращается шкала 6 (с ценой деления 2") окулярного микромет-
ра, видимая в нижнем окошке поля зрения окуляра (фиг. 242, а
и б).
Чтобы произвести отсчет, кольцо 7 вращают до тех пор, по-
ка не совместятся изображения двойных штрихов лимба /, по-
лученных от диаметрально противоположных участков шкалы.
312
Тогда в верхнем окошке поля зрения черный индекс укажет,
например, 45° 20', а на шкале окулярного микрометра в нижнем
окошке индекс в виде вертикальной риски укажет 18'17" Об-
щий отсчет составит 45° 20' + 18х 17" = 45° 38' 17"
Совмещение в одном поле изображений штрихов лимба, рас-
положенных под углом 180°, устраняет влияние эксцентриците-
та лимба на результаты измерений.
Фиг. 242.
Нормы точности и методы поверки оптических делительных
головок приведены в ГОСТе 9016-59 и Инструкции Комитета
113-62.
3. Измерение углов на универсальном
и инструментальном микроскопах
Измерение углов у шаблонов, инструментов, -профиля резь-
бы и т. п. может также производиться на универсальном и ин-
струментальном микроскопах с использованием отсчетного мик-
роскопа окулярной угломерной головки (см. фиг. 171, б).
Погрешность измерений углов окулярной угломерной голов-
кой зависит от длины образующей угла I (в мм) и определяется
по формуле
А = ± (2 + -у-)' (99)
4. Уровни
Уровни служат для измерения весьма малых угловых откло-
нений как от горизонтали, так и от вертикали.
Основным элементом уровня является ампула, закрепляемая
313
в корпусе прибора и представляющая собой стеклянную трубку,
внутренняя поверхность которой изогнута по дуге определенного
радиуса (фиг. 243).
Наполнитель ампулы назначается по ГОСТу 2386-62 в зави-
симости от цены деления и рабочего температурного диапазона.
Им может быть этиловый ректификован-
ный спирт, этиловый наркозный спирт, вод-
ный раствор хлористого лития, этиловый
эфир, а также смесь указанных наполните-
лей в различных сочетаниях.
Ампулу заполняют жидким наполните-
лем и оба конца ее запаивают. При этом
внутри оставляют небольшое количество
воздуха в виде пузырька, заполняемого па-
рами жидкости. Поверхность жидкости
стремится занять горизонтальное положе*
ние, а пузырек — наивысшее, поэтому при
наклоне уровня шкала будет перемещать-
ся относительно находящегося всегда в
верхнем положении пузырька. Поворот ам-
пулы на угол ср вызывает перемещение
шкалы относительно пузырька на величину
Фиг. 243. Л, которая зависит не только от угла на-
клона ср, но и от радиуса кривизны ам-
пулы.
Между этими основными размерами ампулы существует ма-
тематическая зависимость
L — R ср мм, (100)
где ср — угол в рад.
Интервал между штрихами шкалы ампулы равен 2 ± 0,1 мм\
ширина штрихов шкалы должна находиться в пределах 0,15—
0,25 мм.
Под ценой деления уровня понимается наклон его, соответ-
ствующий перемещению шкалы основной ампулы на одно деле-
ние относительно пузырька и выраженный в миллиметрах на 1 м.
Цена деления уровня может быть также выражена в секундах.
Например, при цене деления уровня с = 2", интервале меж-
ду штрихами шкалы а = 2 мм радиус кривизны ампулы опреде-
ляют по формуле
Я = — 206 265 = 206 265 мм 206 м.
2
Порог чувствительности ампулы определяется минимальной
величиной угла, на который необходимо наклонить ее, чтобы
пузырек сместился едва заметно для невооруженного глаза
(примерно на 0,2 мм). Порог чувствительности ампулы зависит
от цены деления, качества шлифования и чистоты ее внутренней
поверхности, длины пузырька, температуры и свойств наполни-
314
теля и для всех ампул, кроме круглой, 'обычно составляет до
15% от цены деления, а для круглой — 20%.
Цену делений и чувствительность ампулы проверяют на эк-
заминаторе уровней.
Практически уровни применяют при различных температу-
рах, поэтому их испытывают при +50 и —50° С.
Технические требования на ампулы уровней регламентиру-
ются ГОСТом 2386-62.
По конструктивным признакам ампулы делятся на следую-
щие типы (фиг. 244):
Тип АК — круглые (сферические) ампулы малой точности со
шкалой в виде круговых рисок. Указателем является край пу-
зырька диаметром dit а шкалой — концентрические круговые
риски.
Тип АЦП — цилиндрические простые ампулы (с постоянной
при заданной температуре длиной пузырька) малой и средней
точности со штриховой шкалой или перекрестием в центре (вме-
сто шкалы). Возможны пять вариантов расположения штрихов
шкалы на ампуле. Указателем является край одного из концов
пузырька длиной 1\.
Тип АЦК — цилиндрические компенсированные ампулы (с
компенсационной палочкой внутри ампулы) средней и высокой
точности со штриховой шкалой или перекрестием в центре
(вместо шкалы). Возможны два варианта расположения штри-
хов шкалы на ампуле. Указателем является край одного из кон-
цов пузырька длиной Ц В качестве компенсатора, обеспечиваю-
щего уменьшение влияния изменения температуры на длину /2
пузырька, внутрь ампулы введена трубка 1 длиной /з и диамет-
ром d2 из молочного стекла, заплавленная и закругленная с обо-
их концов. При неизменных размерах ампулы эта трубка умень-
шает объем жидкости, заливаемой в ампулу. Поэтому неизбеж-
ное изменение длины пузырька /2, возникающее при изменении
температуры, -от разности коэффициентов линейного расширения
жидкости и стекла ампулы будет меньше. При температуре 20° С
допускаемое колебание длины пузырька равно ±1 мм.
Тип АЦР — цилиндрические камерные ампулы (с регулируе-
мой длиной пузырька) средней и высокой точности со штрихо-
вой шкалой. Возможны четыре варианта расположения штрихов
шкалы на ампуле. Обратная 'оцифровка на шкалах делается
для рассматривания шкалы в зеркале. Указателем является
один из концов пузырька длиной /4. Внутри ампулы слева на
расстоянии /5 имеется стеклянная перегородка, образующая ка-
меру. Камера служит для уменьшения длины /4 пузырька при
повышении температуры или увеличения ее при понижении тем-
пературы.
Укорачивание пузырька производят в следующем порядке.
Вначале ампулу поворачивают вокруг ее оси на 180°, а затем в
плоскости оси по часовой стрелке, опуская вниз правый конец
315-
о ' oi ог 6Г“
iiiIiih iiiiIiiiiIiiiiIiiiiIiiiiIih
О 10 20 30
о oi ог
,ф|Пф||||шф11^11
О 01 02 ОС 04
||П1||| II l| llll|llll|lill|«'iil| 1Н|||11|||
О 10 20 30 40
ео. го «о зо so jo о
|ф||ф||ф||ф||ф||ф||ф||ф||ф||ф||ф||ф||ф|
оа ог о» ос os or о
Фиг. 244.
316
ампулы до тех пор, пока конец пузырька .не .войдет на опреде-
ленную длину в камеру. После этого ампулу .резко поворачивают
вокруг ее оси .на 180°, вследствие чего пузырек укорачивается,
так как часть 'его остается в камере и не принимается во внима-
ние при отсчетах.
По степени точности .в зависимости от номинальной цены де-
ления различают ампулы: малой точности (с> 1'), средней точ-
ности (с = 5"ч-Г), высокой точности (с < 5").
Допускаемое отклонение цены деления от среднего значения
на различных участках шкалы у ампул не должно превышать
от ± 10 до ±20%.
Ниже описаны конструкции уровней, имеющих наибольшее
применение -в машиностроении.
Технические уровни
К техническим относятся установочные, брусковые и рамные
уровни.
Установочные уровни, укрепляемые непосредственно на ста-
нине прибора, предназначены для контроля установки его в
Фиг. 245.
горизонтальное положение. По конструкции они делятся на
уровни с круглыми и цилиндрическими ампулами.
На фиг. 245, а показан уровень с круглыми ампулами (с =
= 10-4-60/), изготовляемый в соответствии с ГОСТом 4957-49.
Круглая ампула /, заделанная в оправу 2, укрепляется непо-
средственно на приборе. Регулировочные винты 5 служат для
установки уровня в нулевое положение.
На фиг. 245,6 изображен уровень с цилиндрической ампу-
лой в оправе, которая закрепляется на приборе. Эти уровни из-
готовляют с ценой деления 1 —60' по техническим требованиям,
регламентированным ГОСТом 4956-49.
Брусковые уровни предназначены для контроля горизонталь-
ного расположения поверхностей при .монтаже и проверке точно-
сти станков и других видов оборудования.
По конструктивным признакам брусковые уровни делятся на
317
818
нерегулируемые (фиг. 246, а) и регулируемые (фиг. 246,6), на
которые распространяются технические требования ГОСТа
9392-60.
У нерегулируемых брусковых уровней ампулу 2 (фиг. 246, а)
устанавливают в корпус 1 с помощью клиньев .и заливают за-
твердевающим составом. После этого уровень не регулируют.
У регулируемых брусковых уровней ампула 2 (фиг. 246,6)
установлена в корпусе 4, правый конец которого через плоскую
пружину крепится винтом 6 к корпусу /, а левый опирается на
пружину и прижат винтом 5, служащим для регулировки
уровня.
4 г* А~А
Фиг. 247.
К регулируемым уровням типа брусковых относятся так-
же контрольные уровни (фиг. 246, в), применяемые при приве-
дении в горизонтальное положение специальных установок.
Рамные уровни предназначены для контроля горизонтально-
го и вертикального расположения поверхностей при монтаже и
проверке точности станков и других видов оборудования.
На фиг. 247 показан рамный уровень завода «Калибр». Уро-
вень имеет две ампулы: основную 1 (продольную) и установоч-
ную 2 (поперечную). Положение продольной ампулы регулиру-
ют винтом 3. Технические требования на рамные и брусковые
уровни регламентируются ГОСТом 9392-60. Длина рабочих по-
319
верхностей уровней делается равной 100, 150 ,и 200 мм, а по
требованию заказчиков также 250 и 500 мм.
Эти уровни по цене деления основной ампулы делятся на три
группы: первая — с = 0,024-0,05 мм/м, вторая — с = 0,0б4-
ч- 0,10 мм/м и третья — с = 0,124- 0,20 мм/м. Допускаемые от-
клонения цены деления от указанного на уровне на различных
участках шкалы не должны превышать 20%.
Установочные ампулы уровней применяют с ценой деления
3—6' и с погрешностью установки относительно рабочей поверх-
ности основания уровня не более одного деления ампулы.
Поверка технических уровней осуществляется по Инструкции
Комитета 131-61.
Микрометрические уровни
На фиг. 248 показан микрометрический уровень с ценой де-
ления 0,1 мм/м завода «Калибр». При вращении барабана 2 с
микровинтом 1 корпус 3< ампулы 4 поворачивается относительно
оси вращения и изменяется показание уровня, отсчитываемое
по шкале микрометрической головки и по ампуле. Пределы из-
мерений этого уровня составляют ±30 мм!м (~ ±Г43').
Уровень имеет камерную ампулу, позволяющую регулиро-
вать длину пузырька, меняющуюся в зависимости от температу-
ры окружающей среды.
На фиг. 249 изображен микрометрический уровень с ценой
деления Iх, выпускаемый фирмой Уатс. При вращении бараба-
на 2 с микрометрическим винтом 1 корпус 4 ампулы 5, преодо-
левая сопротивление пружины, поворачивается относительно
плоской пружины, скрепляющей корпус 4 с корпусом 5 уров-
ня. Винт 4 позволяет поворачивать корпус уровня с ампулой
вверх на 3° и вниз на 2°, чем и определяются пределы измерений
этим уровнем.
На фиг. 250, а показан микрометрический уровень с оптичес-
ким совмещением в одном поле зрения двух концов пузырька
амрулы, что позволяет значительно повысить точность отсчета.
На основании 1 укреплен механизм уровня, закрытый сверху
корпусом 4. Оправа 5 ампулы 8 укреплена на основании с по-
мощью пластинчатых пружин и опирается одним своим концом
на рычаг 2. При вращении микрометрического винта 10 рычаг 2
поворачивается вокруг оси 3, вследствие чего поворачивается оп-
рава с ампулой. Над оправой ампулы помещена оптическая си-
стема, состоящая из двух призм 7 и лупы 6.
Принципиальная схема работы механизма уровня приведена
на фиг. 250,г, а схема преломления лучей в призме 7— на фиг.
250, д. Как видно, уровень работает по тангенсной схеме.
В приборе имеется грубая шкала 11 (фиг. 250, а) с ценой де-
ления 1 мм/м для отсчета чисел оборотов винта 10.
320
321
На фиг. 250,6 изображено поле зрения лупы 6 (фиг. 250, а)
при нулевом отсчете по ампуле, т. е. когда -совпадают изображе-
ния концов пузырька ампулы. Это соответствует положению
уровня на -строго горизонтальной плоскости. При этом отсчетное
устройство 9 также должно показывать нуль. Несовпадение А
Фиг. 250.
изображений концов пузырька ампулы (фиг. 250, в) указывает
на отклонение проверяемой плоскости от горизонтальной. После
поворота винта 10 (фиг. 250, а) до-совпадения изображений кон-
цов пузырька ампулы по лимбу 9 читают линейный размер угла
отклонения проверяемой плоскости от горизонтали.
322
Оптический квадрант
Ампулы применяются также и .в угломерных приборах как
угловое отсчетное устройство’.
На фиг. 251, а изображен оптический квадрант, .предназна-
ченный для .измерений угла наклона плоских и цилиндрических
поверхностей, а также для установки их -под заданным углом
к горизонтальной плоскости.
Фиг. 251.
Квадрант состоит из плоского основания 9 с призматической
выемкой, корпуса 4, внутри которого укреплен стеклянный лимб
с ценой деления 1°, рассматриваемый в отсчетный микроскоп 1.
Лимб и отсчетный микроскоп 1 -по конструкции аналогичны лим-
бу и отсчетному микроскопу окулярной угломерной головки с
ценой деления Г (см. фиг. 171). Наружный диск 5 (фиг. 251, а)
со шкалой 6 и указателем 10 служат для грубого отсчета угла
поворота отсчетного микроскопа 1 относительно лимба. Этот по-
ворот осуществляют винтом 8 и фиксируют винтом 2. На наруж-
ном диске 5 укреплены продольный уровень 7 с ценой деления
30" и установочный поперечный уровень 11 с ценой деления 2'.
Для облегчения отсчета по шкале продольного уровня введено
зеркало 3.
При установке квадранта на горизонтальную плоскость оба
уровня и отсчетный микроскоп должны давать нулевое показа-
ние.
Измерение угла наклона поверхности с помощью квадранта
производят следующим образом. Квадрант устанавливают ос-
нованием на исследуемую поверхность, затем ослабляют сто-
порный винт 2 и вращают диск 5 до тех пор, пока пузырек про-
323
дольного уровня 7 -не станет в примерно среднее положение. За-
тем закрепляют стопорный винт 2 и винтом 8 поворачивают
диск 5 до тех пор, пока пузырек 7 не станет в положение нуль-
пункт. После этого производят отсчет угла наклона исследуемой
поверхности по отсчетному микроскопу 1. Отсчет на фиг. 251,6
равен 21° 30'
Если по квадранту необходимо установить поверхность под
определенным углом а к горизонтали, то вначале описанным
выше способом устанавливают квадрант на заданный угол а,
а затем ставят квадрант основанием на устанавливаемую по-
верхность и поворачивают ее до тех пор, пока пузырек продоль-
ного уровня 7 не станет в положение нуль-пункт.
Оптические квадранты поверяют по Инструкции Комитета
112-55. Поверяют точность показаний квадранта в точках ±30°,
±60°, ±90° и ±120° Отклонение показаний от номинального
значения не должно превышать ±30"
Поверка уровней
Нормы точности и методы поверки уровней определяются
соответствующими ГОСТами и Инструкциями Комитета. Основ-
ными точностными поверками являются определение правильно-
сти установки уровня в нулевое положение и цены деления
уровня.
На фиг. 252, а приведена схема поверки правильности уста-
новки уровня в нулевое положение. Ее осуществляют на пове-
рочной плите, снабженной упорной планкой и установленной
примерно в горизонтальное положение. Эту установку повероч-
ной плиты можно производить с помощью поверяемого уровня,
который ставят на плиту до упора и производят отсчет а. Затем
уровень поворачивают на 180° вокруг вертикальной оси, ставят
на плиту в такое же положение до упора и производят второй
отсчет р.
Погрешность установки уровня в нулевое положение опре-
делится как полуразность отсчетов • Допускаемым счи-
тается отклонение, составляющее деления шкалы ампулы.
Цену деления уровня поверяют на экзаминаторе (фиг. 252, а
и б), который устанавливают на три опорные точки. Две из
точек связаны с регулировочными винтами, служащими для ус-
тановки экзаминатора в горизонтальное положение.
На призматические подставки 2 укладывают поверяемые ам-
пулы 3. Последние можно укладывать также непосредственно
на верхнюю доведенную поверхность экзаминатора.
Вращением микрометрического винта 6 поворачивают вокруг
оси 1 штангу 7 экзаминатора на угол, величину которого отсчи-
тывают по круговой шкале 4 с отсчетным устройством, имею-
щим указатель 5. Шаг микровинта S = 0,25 или 0,5 мм.
324
В соответствии с величиной шага S подбирают (расстояние L
от оси вращения штанги экзаминатора до оси микровинта и чис-
ло делений на круговой шкале 4 так, чтобы номинальная цена ее
деления равнялась целому числу секунд: 1, 2, 5, 10" и т. д.»
исходя из соотношения
tga = ^-, (101)
где а — угол поворота штанги экзаминатора при одном обороте
микрометрического винта.
Ввиду малости угла а можно написать
а = у- рад.
Как видно из формулы (101), погрешность отсчета угла а за-
висит от точности изготовления микровинта по шагу S и опреде-
ления размера L экзаминатора. Для определения влияния по-
грешностей этих элементов на погрешность показаний экзамина-
тора найдем полный дифференциал функции.
Сделав преобразования, получим
da = ~ sin 2а (~ — -£•) (Ю2)
Из формулы (102) видно, что предельная погрешность пока-
заний экзаминатора пропорциональна углу поворота а, неточ-
11 Зак. 264 3 25
ности изготовления шага винта dS и ошибке определения рас-
стояния dL оси вращения штанги 7 до оси винта 6.
Пример. Неточность изготовления шага микровинта dS = 5 мкм\ ошибка
в определении расстояния от оси вращения штанги до оси микрометрическо-
го винта dL = 0,1 мм-, L -= 343,8 мм\ S = 0,5 мм\ число делений на круговой
шкале п = 60.
Требуется определить погрешность показаний экзаминатора.
Определим цену деления круговой шкалы экзаминатора. Цена деления
одного оборота микровинта
, S 0,5
а =— 3438 =----------3438 = 5'
L 343,8
Цена деления круговой шкалы экзаминатора
Найдем погрешность показаний экзаминатора за один оборот микровин-
та по формуле
1 /0,005 0,1 \
da = — 0,00291 Г-2— ——— =0,00014 рад,
2 V 0,5 343,8 J н
или da ~ 4"
Как видно из формулы (101), малая цена деления экзамина-
тора может быть достигнута :или увеличением расстояния L, .или
уменьшением шага S. Однако эти изменения можно делать в из-
вестных пределах, так как с увеличением расстояния L увеличи-
ваются габариты прибора, а с уменьшением шага S возрастают
технологические трудности при изготовлении винта.
В конструкции экзаминатора завода «Калибр» для получе-
ния малой цены деления при небольших габаритах введен че-
тырехзвенный шарнирный механизм (фиг. 252, в).
При повороте 'микрометрического винта 6 с круговой шкалой
штанга 7 поворачивается вокруг оси О и левым концом переме-
щает соответственно налево или направо' клин 11, жестко свя-
занный с плитой 8. Так как плита 8, на которую укладывают по-
веряемую ампулу или уровень, подвешена на тягах 9 и 10 не-
одинаковой длины, то вследствие перемещения клина И вмес-
те с плитой 8 последняя одновременно поворачивается на не-
большой угол.
Таким образом, введением в конструкцию экзаминатора че-
тырехзвенного шарнирного механизма добились весьма малых
углов поворота плиты 8 при значительных линейных перемеще-
ниях винта 6.
Определение цены деления ампулы или уровня на экзамина-
торе сводится к сопоставлению изменения показания ампулы
или уровня с изменением показания экзаминатора при повороте
его микровинта.
326
5. Угломеры
Для измерений углов изделий машиностроения контактным
методом широко применяются угломеры с нониусом .и оптичес-
кие угломеры.
Угломеры с нониусом в соответствии с ГОСТом 5378-50 из-
готовляют двух типов (фиг. 253).
Угломеры состоят из основания 7, линейки 2 основания, по-
движной линейки 5, угольника 4, оси 5, сектора 6, стопора 7, но-
ниуса S, микрометрической подачи 9, съемной линейки 11 и дер-
жавки 10.
Угломером типа I можно измерять наружные углы от 0 до
180°. Углы от 0 до 90° измеряют с помощью угольника 4 и углы
от 90 до 180° — без него.
Угломер типа II является более универсальным, чем угломер
типа I. Его можно применять в сочетании с различными вспомо-
гательными деталями без угольника 4 и линейки 11 или в соче-
тании только с угольником 4 или с линейкой 11 или в сочетании
с угольником 4 и линейкой 11. Вследствие этого области приме-
нения угломера типа II характеризуются следующими данными:
Общий диапазон измерений в град 0—320
Пределы измерений углов в град'.
наружных 0—180
внутренних . 40—180
Пределы измерений высоты в мм:
с помощью угольника . 0—100
с помощью линейки. 0—115
Величина отсчета по нониусу угломеров типа I и И составля-
ет 2' и определяется по формуле
с’ = — = — = 2', (103)
п 30 ' ’
где с — цена деления шкалы основания;
п — число делений нониуса 8.
Изготовляются также угломеры с величиной отсчета по но-
ниусу
Нормы точности и методы поверки угломеров с нониусом
регламентированы ГОСТом 5378-50 и Инструкцией Комитета
128-54.
Погрешность показаний угломера для любого угла в преде-
лах всего диапазона измерений не должна превышать ±2' у уг-
ломеров с отсчетом по нониусу 2' и ±5' у угломеров с отсчетом
по нониусу 5'
Существенным фактором, влияющим на погрешность показа-
ний угломеров с нониусом, является несовпадение центров ос-
новной шкалы и шкалы нониуса. Чтобы исключить влияние этого
327
И*
Тип I
Фиг. 253.
328
фактора, необходимо строго согласовывать координаты отвер-
стий под винты и шпильки у нониусов и основных угломерных
шкал.
Оптический угломер показан .на фиг. 254, а и б. Линейка 1 со
сквозной прорезью (вдоль оси жестко соединена с корпусом 8 уг-
ломера, внутри которого неподвижно укреплен лимб 10, имею-
щий полную угловую шкалу с ценой деления 1° (в прежних кон-
Фиг. 254.
струкциях 10'). Шкала разделена на четыре квадранта, каждый
из которых оцифрован от 0 до 90° через 2° (в прежних конструк-
циях через 5°). Линейку 2 можно перемещать в направлении ее
оси и поворачивать вокруг центра корпуса 8 на определенный
угол по отношению к линейке 1. В продольном положении ли-
нейку 2 фиксируют поворотом рычага 4.
В продольный паз линейки 2 входит шпонка, связанная с
верхним диском 5, на котором установлены лупа 7 с увеличени-
ем около 16х и стекло 9 со шкалами, имеющими цену деления 5'.
В поле зрения лупы 7 (фиг. 254, в) видны две шкалы с ценой
деления 5' и изображение части круговой шкалы 10 (фиг. 254, г),
освещаемой через стекло 9. В данном случае отсчет равен Г 35',
он определяет угол между линейками 1 и 2.
Угол между линейками 1 и 2 устанавливают поворотом по
часовой стрелке накатанного кольца 5 (фиг. 254, а) и фиксиру-
ют стопором 4.
329
Подставка 6 с плоской поверхностью и с -призматическим уг-
лублением служит для установки угло-мера на пло-скую или ци-
линдрическую поверхность при специальных измерениях.
§ 4. ИНТЕРФЕРЕНЦИОННЫЙ МЕТОД ИЗМЕРЕНИЯ УГЛОВ
Для сличения эталонных многогранных призм -с образцовы-
ми многогранными -призмами 1-го разряда Комитет разработал
интерференционный метод.
Установка для интерференционного метода сличения много-
гранных призм состоит из головки интерферометра Кестерса,
приспособленной для горизонтальных измерений, дополнитель-
ной линзы и стандартного окулярного микрометра М0ВУ-2-Юх
Фиг. 255.
(ГОСТ 7865-56), установленного вблизи выходной щели прибо-
ра, гониометра типа ГС, используемого в качестве поворотного
устройства.
Дополнительная линза служит для совмещения изображения
интерференционной картины с плоскостью сетки окулярного
микрометра.
Сущность интерференционного метода измерения заключает-
ся в следующем. Угловую меру 1 (фиг. 255, а) притирают одной
из рабочих поверхностей к плоской -пластине 2 и устанавливают
на столе прибора. В поле зрения окулярного винтового микро-
метра будут видны две системы интерференционных полос —
от свободной поверхности угловой меры 1 и от свободной по-
верхности пластины 2 (фиг. 255,6). При нажиме на тубус зри-
тельной трубы интерферометра, что соответствует некоторому
повороту относительной плоскости, в поле зрения будут наблю-
330
даться смещения интерференционных полос. В зависимости от
взаимного расположения плоскостей меры и опорного зеркала
возможны два случая смещения интерференционных полос:
1) смещение полос на .мере и на пластине происходит в одном
направлении / и 2) смещение полос на .мере и пластине проис-
ходит в разных направлениях II.
В первом случае при повороте относительной плоскости 3
(фиг. 255,в), когда интерференционные полосы смещаются в
одном направлении, угол а меры 1 может быть вычислен по
формуле
X х
«2 Т" п1 ~
а = а2 —а,=—---------— --- (п2 — П1), (104)
где I—длина отрезка, перпендикулярного к направ-
лению движения интерференционных полос (фиг.
255, б);
и и2 — количество интерференционных полос на угло-
вой мере и на пластине, укладывающихся в от-
резке длиной Z;
X —длина световой волны.
Во втором случае при повороте относительной плоскости 3
(фиг. 255,г), когда интерференционные полосы смещаются в
разных направлениях, угол а меры 1 может быть определен по
формуле
X X
П2Т ,21Т >
а = а2 + ах = —---1---— = A. (n2nJ. (105)
В общем виде
а = -^-п, (Ю6)
где
п = п2 ± пг.
Величины Mi, п2 и I определяют с помощью отсчетного уст-
ройства, которым являются окулярный винтовой мирометр и
дополнительная линза, совмещающая изображение интерфе-
ренционной картины с плоскостью сетки окулярного винтового
микрометра.
Предельная погрешность отсчета отрезка I равна примерно
0,1 мм, а величины п = п2 ± ni — около 0,05 полосы.
Чтобы определить погрешность интерференционного мето-
да измерений углов, дифференцируем равенство (106) по двум
переменным п и I. Тогда
(107)
331
Если подставить числовые значения п = 6, I = 15 мм, Л =
= 0,587 мкм, то погрешность измерений угла а составит около
±0,3". Эта величина возрастает с увеличением неплоскостно-
сти рабочих поверхностей угловой меры и пластины, а также
пирамидальности угловой меры.
На фиг. 255, д показана схема установки многогранников на
столе прибора. В данном случае измеряется угол ф = аи —
ап-
Предварительно каждый многогранник притирают к стеклян-
ной пластине одной из сторон, образующих углы аи и ап (эти
стороны на фиг. 255, д, заштрихованы, а стеклянная пластина
не показана).
По интерференционной картине, образованной свободными
поверхностями образующих углов аи и ап (фиг. 255, е) мето-
дом, изложенным выше, определяют угол ф.
Проведенные измерения показали, что предельная погреш-
ность результата измерений угла равна примерно 0,2"
ГЛАВА IX
КОНТРОЛЬ ОСНОВНЫХ ПАРАМЕТРОВ
РЕЗЬБОВЫХ ИЗДЕЛИЙ И КАЛИБРОВ
В зависимости от вида винтовой поверхности все резьбы де-
лятся на наружные и внутренние, цилиндрические и конические.
Цилиндрические резьбы в зависимости от числа заходов мо-
гут быть одно- и .многозаходными.
Резьбу можно контролировать поэлементно, т. е. путем из-
мерения каждого параметра отдельно, и комплексно — путем
одновременного измерения ряда параметров. Комплексный
контроль исключает возможность выявления ошибок каждого
параметра отдельно и позволяет только установить, что дейст-
вительный профиль резьбы находится внутри предельных кон-
туров, ограниченных допусками. В условиях массового и се-
рийного производства взаимозаменяемость резьбовых деталей
может быть практически обеспечена лишь в случае применения
предельных резьбовых калибров.
Поэлементный контроль основных параметров резьбы дает
возможность установить их действительные значения, величину
и закономерность изменения погрешностей, источники возникно-
вения их при образовании резьбы и другие факторы. Знание по-
грешностей основных элементов резьбы позволяет установить
действительный характер и кинематику винтового движения
резьбового сопряжения.
Методы и средства контроля элементов резьбы устанавлива-
ют в зависимости от назначения контроля (технологический или
эксплуатационный контроль), допускаемых отклонений основ-
ных параметров, наличия измерительных средств и экономичес-
кой целесообразности их применения. При этом методы и сред-
ства контроля должны обеспечить независимость измерений
каждого из контролируемых параметров, т. е. результат измере-
ний контролируемого параметра резьбы не должен зависеть от
погрешностей других элементов.
Контроль основных параметров резьбы (поэлементный кон-
троль) применяется при поверке резьбовых калибров, резьбо-
образующего инструмента, микрометрических и ходовых вин-
333
го©, а также резьбовых изделий высокой точности. Этот вид кон-
троля позволяет установить величину и закономерность измене-
ния каждой из погрешностей основных параметров резьбы.
§ 1. ОДНОЗАХОДНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА
Процесс •образования однозаходной резьбы происходит при
вращательном движении вокруг оси обрабатываемого изделия и
поступательном движении резьбообразующего инструмента
вдоль оси изделия. При этом отношение -скоростей поступатель-
ного v и вращательного w движений, называемое параметром
винтового движения р, должно быть постоянным, т. е.
— = — = р = const, (108)
W Ф
где L — линейное перемещение резьбообразующего инструмен-
та, измеренное за время
ф — угол поворота изделия за время t.
Равенство (108) определяет кинематику процесса резьбооб-
разования. Линейное перемещение резьбообразующего инстру-
мента и угол поворота изделия в процессе нарезания резьбы со-
ответственно равны линейному перемещению образующей про-
филя и углу ее поворота относительно оси резьбы. Следователь-
но, равенство (108) определяет также кинематику винтового
движения образующей профиля; при этом параметр винтового
движения является также и параметром винтового движения об-
разующей профиля.
Практически при контроле винтовой поверхности резьбы из-
меряют не параметр винтового движения р, а линейное переме-
щение образующей профиля резьбы на заданном участке, рав-
ное расстоянию между одноименными образующими профиля.
При этом, чтобы исключить влияние -местных погрешностей уг-
лов наклона образующих профиля и среднего диаметра резьбы,
величину L измеряют по линии среднего- радиуса. Поэтому под
величиной L следует понимать линейное перемещение средней
точки образующей профиля винтовой поверхности резьбы.
При частном значении ф = 2л линейное перемещение обра-
зующей профиля, а следовательно, и резьбообразующего инстру-
мента в процессе образования резьбы, равно 2лр и называется
шагом резьбы, т. е. в этом случае
L = 2кр = S.
Таким образом, под шаго-м резьбы S понимают линейное пе-
ремещение средней точки образующей профиля винтовой по-
верхности резьбы, соответствующее одному ее полному обороту
относительно оси и измеренное вдоль оси резьбы.
Величина L, рассматриваемая в функции угла ф, является
кинематическим параметром резьбы и определяет ее геометрию,
334
кинематику процесса образования резьбы и винтового движения
образующих профиля, а также характер и кинематику резьбо-
вого сопряжения.
Шаг резьбы S является частным значением величины L, соот-
ветствующим ф = 2л, определяет высоту профиля, ширину впа-
дины, кинематику движения 'Образующих .профиля для дискрет-
ных значений ф, кратных 2л, осевую подачу инструмента на
один оборот изделия, прочность резьбы и т. п.
Винтовую поверхность резьбы для прямолинейных участков
образующих профиля 'можно представить уравнениями текущих
точек (фиг. 256):
4- Т?2 tg 3 4- Дг3 tgP; (109)
z7 = £34-7?2tgp ± O,5So —Ar7tgy; (110)
(7?! — Т?2) (7? — ^2) или — 0,5/г Дг 0,5/г,
где г —расстояние текущей точки образующей про-
филя от начала координат вдоль оси резьбы;
So —номинальный шаг резьбы:
L — линейное перемещение -средней точки обра-
зующей профиля, отсчитываемое от начала
координат вдоль оси резьбы;
Т?2 — средний радиус резьбы;
7? —наружный радиус резьбы;
7?х —внутренний радиус резьбы;
Р и 7 —углы наклона образующих профиля;
Т?2+Дг=Т?/ — радиус текущей точки образующей профиля;
h = (R—7?J —рабочая высота профиля.
Пределы изменения величины Аг в уравнениях (109) и (НО)
не «распространяются на неполные (.заходные) витки, для кото-
335
рых необходимо -ввести дополнительные условия, связывающие
параметры Аг и гр. В уравнении (НО) знак минус -соответствует
резьбе винта, а знак плюс — резьбе гайки; индексы 3 и у указы-
вают угол наклона рассматриваемой образующей.
Уравнения (109) и (ИО) связывают геометрические размеры
винтовой поверхности резьбы с ее основными параметрами, ко-
торые представляют наибольший практический интерес в отно-
шении технологии образования резьбы, ее эксплуатации и кон-
троля.
Другим основным параметром резьбы является средний диа-
метр d2, т. е. диаметр воображаемого цилиндра, ось которого
совпадает с осью резьбы, а образующие поверхности пересекают
профиль в точках, где ширина впадины равна половине номи-
нального значения шага резьбы. Средний диаметр определяет
расстояние между двумя диаметрально противоположными впа-
динами (образующими) резьбы, глубину врезания резьбообра-
зующего инструмента, характер резьбового сопряжения, его
прочность и т. п.
Практический интерес представляют также углы наклона об-
разующих профиля Р и у, которые определяют геометрию резь-
бы (полный угол профиля, его высоту) резьбообразующего ин-
струмента и прочность резьбы. Внутренний и наружный диамет-
ры резьбы имеют меньшее значение, чем ее шаг и средний диа-
метр.
В процессе резьбообразования проявляются неточности резь-
бонарезного станка, резьбообразующего инструмента, недоста-
точная жесткость системы станок — инструмент — изделие, ко-
торая приводит к возникновению отжимов, меняющихся по вели-
чине .при изменении сил резания, зависящих, в свою очередь, от
неоднородности материалов, непостоянства припуска и т. п. Все
эти факторы, а также некоторые другие искажают геометричес-
кие размеры винтовой поверхности резьбы, вызывая ошибки ее
основных параметров: расстояния между одноименными обра-
зующими профиля, среднего радиуса (диаметра) резьбы и углов
наклона образующих профиля.
Ошибкой расстояния между одноименными образующими
профиля &L называют разность действительного и теоретическо-
го расстояний между одноименными образующими, измеренную
на заданном участке образованной резьбы по линии среднего ра-
диуса. Действительное значение величины L практически уста-
наливают путем измерения расстояния между одноименными
образующими профиля резьбы по линии среднего радиуса.
В этом случае погрешность 6L принято условно называть «по-
грешностью шага» резьбы 6S, под которой понимается погреш-
ность расстояния между двумя любыми (не только рядом лежа-
щими) одноименными образующими профиля, измеренная по
образующей среднего радиуса цилиндра резьбы. В зависимости
336
от закономерности изменения погрешность шага делится на про-
грессивную, периодическую и местную.
Под погрешностью среднего радиуса (диаметра) резьбы 6R2
подразумевают разность между действительным и теоретичес-
ким значениями средних радиусов (диаметров) резьбы. Появле-
ние этой погрешности обусловлено действием тех же факторов
в процессе образования резьбы, что и при обработке гладкого
цилиндрического изделия, как например, неточности установки
инструмента, непостоянства отжимов и др. Это обстоятельство
дает основание считать, что величина и закономерность измене-
ния погрешности среднего радиуса резьбы определяются в ос-
новном теми же факторами, что и погрешность радиуса гладкого
цилиндрического изделия.
Погрешности угла наклона образующей профиля 60 или бу
называют разность между действительными 0 или у и теоретиче-
ским -у- значениями углов наклона образующих, измеренную в
осевом сечении резьбы. Погрешности углов наклона образующих
профиля характеризуют действительный профиль и его положе-
ние относительно оси резьбы. Результирующие погрешности уг-
ла наклона образующей профиля состоят из постоянных 610
и 61Y и случайных 6г0 и 62Y величин и равны их сумме:
80 = 8Х0 + 320; |
ST = 81Y + 82Y. 1 (111)
Появление погрешностей 610 и 6iy обусловлено неточностью
профилирования и установки резьбообразующего инструмента.
Источником возникновения их являются в основном динамиче-
ские эффекты при резьбонарезании и некоторые другие случай-
ные факторы, действующие в процессе резьбонарезания и обус-
ловливающие появление случайных ошибок.
Приведенные погрешности основных параметров винтовой
поверхности резьбы определяют ее действительные геометриче-
ские размеры, характер и кинематику резьбового сопряжения, а
также точность процесса резьбообразования.
Рассмотрим наиболее распространенные методы и средства
контроля основных параметров однозаходной цилиндрической
резьбы. Следует отметить, что из-за сложности проверки внутрен-
ней резьбы в обычных производственных условиях производят ее
комплексный контроль. Поэлементный контроль внутренней
резьбы применяют в лабораторных условиях, при точностных
исследованиях технологических процессов и в других случаях,
когда необходимо установить величину и закономерность изме-
нения ошибки каждого из основных параметров внутренней
резьбы.
337
1. Контроль среднего диаметра резьбы
Погрешности среднего диаметра резьбы возникают вслед-
ствие действия тех же факторов, что и при обработке гладких
цилиндрических изделий. Влияние этих факторов в процессе
резьбообразования может изменяться, поэтому изменяется ве-
личина погрешности по длине резьбы.
Закономерность изменения погрешности среднего диаметра
резьбы зависит от принятой технологии и может быть установ-
лена путем непрерывного контроля его с применением записы-
вающего устройства или путем дискретных измерений в различ-
ных сечениях по длине резьбы с последующей обработкой ре-
зультатов измерений. Наибольшее практическое применение на-
ходит дискретный способ контроля, который позволяет устано-
вить и сопоставить погрешность с величиной допускаемого от-
клонения. Средний диаметр измеряют с помощью резьбовых
вставок и проволочек, а также проекционным методом.
Измерение резьбовыми вставками
Резьбовые вставки применяют в производственных услови-
ях в сочетании с микрометрами микрометрическими штихмас-
сами и индикаторными приборами для измерений среднего диа-
метра наружной и внутренней резьб различных изделий. Кони-
ческая вставка входит во впадину резьбы,
I а противолежащий этой впадине виток вхо-
Ir—J дит в призматическую вставку (фиг. 257).
Микрометры (фиг. 258, а) с резьбовыми
О uA вставками (фиг. 258,6), применяемые для
измерений среднего диаметра наружных
lunnnnnunl резьб (метрических, дюймовых, трапеце-
НПйПи' идальных), отличаются от обычных микро-
A\\A\\/vV метРов наличием гнезд в шпинделе и пятке
w ч для установки специальных вставок.
/] |\ Опорная поверхность в отверстиях под
| j вставки выполнена в виде шариков диамет-
ром 2—3 мм.
Фиг. 257. Верхние пределы измерений резьбовых
микрометров при проверке метрических и
дюймовых резьб должны быть кратны 25 мм (25; 50; 75 и т. п.
до 350 мм), а в случае контроля трапецеидальных резьб равны
0—20, 20—45, 45—70 и т. п. до 320—345 мм.
Для измерения метрических резьб набор вставок состоит
из семи пар применительно к интервалам шагов, дюймовых
резьб — из шести пар применительно к интервалам чисел ни-
ток на 1 дюйм; для измерения трапецеидальных резьб вставки
изготовляют парами для каждого шага резьбы.
338
Микрометры с резьбовыми вставками с верхним пределом
измерения 50 мм и более снабжены установочными мерами
(фиг. 258, в).
Размеры и допускаемые отклонения резьбовых вставок нор-
мированы по ГОСТу 4380-63, который регламентирует также и
суммарную погрешность показаний резьбовых микрометров.
Метод измерения резьбовыми вставками основан на приня-
том в некоторых западноевропейских странах определении
среднего диаметра резьбы, под которым понимают расстояние
Нормальная
Фиг. 258.
между двумя диаметрально противоположными образующими
профиля, измеренное в направлении, перпендикулярном к оси
резьбы. Такое определение среднего диаметра неприемлемо для
резьб с несимметричным профилем (например, упорной резьбы,
где (3 ¥= Т) и исключает возможность применения резьбовых
вставок. В этом случае резьбовые вставши можно использовать
только для резьб с симметричным профилем (|3 =?).
В связи с тем, что действительный профиль в общем случае
несимметричен у всех резьб, на точность измерений среднего
диаметра существенно влияют погрешности углов наклона об-
разующих профиля и резьбовых вставок, а также погрешности
шага резьбы. Таким образом, данный метод [Исключает возмож-
ность независимого измерения среднего диаметра резьбы.
Отклонения половины угла профиля (т. е. угла между изме-
рительной поверхностью и осью вставки), смещение ребра двух-
гранного угла призматической вставки и вершины конуса ко-
нической вставки относительно ее оси, а также отклонение ши-
рины рабочего профиля у призматических вставок и диаметра
малого основания конуса конических вставок от ширины ка-
навки парной призматической вставки ограничиваются стан-
дартом на микрометры.
В зависимости от действительных погрешностей вставок и
резьбы точность измерения среднего диаметра резьбовых из-
делий колеблется в пределах 0,025—0,2 мм. Точность измере-
ний может быть повышена установкой микрометра по резьбо-
339
вому образцу, у которого погрешности шага и угла по возмож-
ности близки к нулю. Однако и при этом методе погрешности
измерений могут достигать 0,1 мм для резьбовых изделий. Зна-
чительного повышения точности резьбового микрометра можно
Фиг. 259.
добиться укорочением рабочих поверхностей вставок, но уко-
роченные вставки (фиг. 258, б) быстро изнашиваются.
Индикаторным приборам с резьбовыми вставками присущи
погрешности резьбового микрометра, причем ошибки измерений
хнельзя существенно изменить повышени-
ем точности самого прибора. В лучшем
случае подобные приборы могут быть
\ использованы для проверки резьбона-
\ \ резного инструмента грубых степеней
I w w । II точности.
V Г та 1 /I Для измерения среднего диаметра
V ]/ внУтРенней резьбы используют микро-
j J метрические штихмассы с резьбовыми
j вставками (фиг. 259), причем штихмасс
/я устанавливают по аттестованному резь-
фиг бовому калибру-кольцу (фиг. 260). Точ-
иг’ * ность измерений среднего диаметра внут-
ренней резьбы с помощью резьбового штихмасса определяется
в основном теми же факторами, что и для наружной резьбы, и
будет несколько ниже, чем при измерении среднего диаметра
резьбовым микрометром при установке его по аттестованному
резьбовому калибру.
Измерение с помощью проволочек
Метод измерений среднего диаметра резьбы с помощью про-
волочек позволяет определять средний диаметр независимо от
погрешностей других параметров резьбы. Проволочки заклады-
вают во впадины резьбы и, пользуясь контактным прибором
(микрометром, оптиметром и т. п.), измеряют размер М с по-
мощью трех (фиг. 261, а), двух (фиг. 261, 6) или одной
(фиг. 261, в) проволочки. Наиболее широко распространено из-
мерение среднего диаметра с помощью трех проволочек.
Зависимость между средним диаметром d2 резьбы и резуль-
340
татом измерений размера М с помощью трех проволочек вычио
ляют по формуле:
для резьб с симметричным профилем (р = у = -|-)
d2 = M — dnp /14---—\ + — Sctg— мм; (112)
, a I 2 2
I sin — /
\ 2 /
для резьб с несимметричным профилем ₽¥=?¥=
/ COS -----------— \
• ПЛ j / 1 I 2 I . S COS Р COS Y
а2 = М — апр\ 1 Н-----------------Н----------!L мм,
I . ₽ + Т sin(P + T)
\ sln— /
(113)
где dnp —диаметр проволочки в мм\
—----половина угла профиля резьбы;
S —шаг резьбы в мм\
Р и у —углы наклона образующих профиля резьбы.
На фиг. 262 показано измерение среднего диаметра микро-
метром с помощью трех проволочек. Наибольшую точность из-
мерений среднего диаметра с помощью проволочек можно по-
лучить на горизонтальном оптиметре (фиг. 263). В этом случае
применяют призматические наконечники с узкой измерительной
поверхностью.
По теоретическим значениям d2, dnp, 5, (3 и у вычисляют раз-
мер М и подбирают блок концевых мер, равный этому размеру.
Установив оптиметр на нуль по этому блоку, его снимают и
устанавливают измеряемый объект.
341
Контролируемый объект с резьбой диаметром менее 60 мм
укрепляют непосредственно на столике оптиметра или в специ-
альной призме таким образом, чтобы ось резьбы располагалась
горизонтально (фиг. 263). Проволочки подвешивают на крон-
штейне, укрепленном на пинольной трубке оптиметра.
Фиг. 262.
Определение размера Л4 для резьб диаметром до 60 мм про-
изводят следующим образом. Поднимая и опуская столик, сле-
дят за показаниями по шкале и прекращают движение при наи-
большем показании. Затем.
действуя рычагом /, пово-
рачивают столик в горизон-
тальной плоскости и нахо-
дят наименьшее показание.
Эти два показания должны
совпадать: они соответству-
ют размеру М.
При измерении пробки
диаметром более 60 мм ее
устанавливают и закрепля-
Фмг. 263.
вертикально. В этом случае
ют на столике так, чтобы
ось резьбы располагалась
наибольшее показание по шкале
находят, перемещая столик в направлении, перпендикулярном
к линии измерения. Наименьшее показание находят, покачивая
столик эксцентриком 2. Эти два показания должны совпадать.
При измерении среднего диаметра резьбы на вертикальном
оптиметре или другом показывающем приборе, также применя-
ют плоские наконечники. При этом отклонение от параллельно-
сти рабочей поверхности стола оптиметра и измерительной по-
верхности наконечника не должно превышать 0,5 мкм на длине,
342
равной диаметру наконечника. Прибор устанавливают на нуль
по блоку концевых мер, размер которых подбирают равным раз-
меру Л1. Затем контролируемый объект на двух проволочках
укладывают на стол прибора. Третью проволочку закладывают
во впадину резьбы. Плоскость измерительного наконечника при-
бора должна касаться верхней проволочки. Полученный отсчет
по шкале прибора соответствует размеру М.
Для выявления отклонений формы контролируемого объекта
по среднему диаметру резьбы измерения производят на различ-
ных участках образованной резьбы. При малой длине резьбы
(резьбовые калибры НЕ, К-И и др.) не удается проводить из-
мерения с помощью трех проволочек. В этом случае отклонения
от правильной геометрической формы по среднему диаметру
проверяют с помощью двух проволочек. Средний диаметр изме-
ряют также с помощью двух проволочек во всех случаях, когда
из-за малой длины резьбы невозможно применение трех прово-
лочек.
Зависимость между средним диаметром резьбы и результатом
измерений размера М с помощью двух проволочек вычисляют
по формуле:
для резьб с симметричным профилем
(1 \
</, = «-*4 (114)
\ 2/2 2 о(/к!—“пр)
для резьб с несимметричным профилем
со 9 I , S cos В cos т S2
1 -|-------I Н---. ,Q .—:--уд—уд (И5)
* 7 I sin Ф + т) 8(М—dnp) v 7
sin--- /
2 /
Измерения производят на горизонтальном оптиметре, кото-
рый устанавливают на нуль по блоку концевых мер размером М.
Проверяемый объект помещают на столик так, чтобы ось объ-
екта была горизонтальна. Проволочки закладывают по впадину
одного витка, как показано на фиг. 261,5, и измеряют действи-
тельный размер М, т. е. наибольшее расстояние между плоско-
стями наконечников, «касающимися проволочек. Столик вместе
с укрепленным на нем объектом перемещают в вертикальном
направлении до тех пор, пока показание по шкале оптиметра не
достигнет наибольшего значения. Затем, поворачивая столик в
горизонтальной плоскости, определяют наибольшее показание
по шкале. Если эти показания совпадают, то они соответствуют
размеру М.
Средний диаметр резьб более 100 мм можно измерять с по-
мощью одной проволочки и трубки оптиметра. При этом изме-
ряемый объект помещают на плиту, на которой устанавливают
вертикальную стойку прибора (фиг. 261, в).
343
Чтобы [Исключить влияние эксцентричности калибра по на-
ружному и среднему диаметрам на результат измерения, раз-
мер М определяют дважды, поворачивая объект на 180°
Зависимость между средним диаметром резьбы и результа-
том измерения размера М с помощью одной проволочки вычис-
ляют по формуле:
для резьб с симметричным профилем
d2 = М + М' - dnp/1 + —— \ + 4 s ctg -у - d0-, (116)
I ® I “ "
\ Sm~2 I
для резьб с несимметричным профилем
(₽ — 7 \
COS— \
1+- (117>
. Hl sin(p-f-T)
sin —-- I
2 J
M— результат измерений среднего диаметра в первом по-
ложении измеряемого объекта в мм;
М' — результат измерений среднего диаметра во втором
положении (после поворота на 180°) измеряемого объ-
екта в мм;
d—наружный диаметр резьбы в мм.
Наружный диаметр резьбы должен быть измерен с той же
точностью, что и размер М.
В целях повышения точности измерений диаметр проволочек
следует выбирать в соответствии с ГОСТом 2475-62, где для
большинства резьбы указаны наивыгоднейшие диаметры про-
волочек и роликов.
Для резьб с симметричным профилем наивыгоднейший диа-
метр проволочек
4Р=—-—мм. (118)
а
2 cos —
2
Применение проволочек нацвыгоднейшего диаметра исклю-
чает влияние погрешности половины угла профиля резьбы на
точность измерений среднего диаметра резьб с симметричным
профилем.
Иногда применение проволочек наивыгоднейшего диаметра
для измерений трапецеидальной резьбы невозможно, так как
проволочки настолько утопают во впадинах резьбы, что их кон-
такт с наконечником измерительного прибора исключается (раз-
мер М меньше наружного диаметра резьбы). Во избежание это-
го по ГОСТ 2475—62 предусмотрено применение проволочек
344
(для измерений проходных калибров и метчиков с трапецеидаль-
ной резьбой), диаметр которых больше наивыгоднейшего, т. е.
dnp>—-------. (119)
а
2 cos —
2
В этом случае диаметр проволочек надо выбирать так, чтобы
размер М был всегда больше наружного диаметра резьбы не ме-
нее чем на 0,06 мм. При этом необходимо учитывать влияние
отклонений угла профиля на результат измерений.
Для упорной резьбы не существует такого диаметра прово-
лочек, при котором исключалось бы влияние отклонений угла
профиля резьбы на результат измерений среднего диаметра, по-
этому при контроле упорных резьб необходимо учитывать это-
влияние.
Измерение с помощью шаровых наконечников
Метод измерения среднего диаметра внутренней резьбы с по-
мощью шаровых наконечников аналогичен измерению среднего
диаметра наружной резьбы с помощью проволочек. В этом слу-
чае вместо проволочек во впадины резьбы закладываются ша-
ровые наконечники. Наивыгоднейший диаметр шаровой поверх-
ности наконечника определяется в зависимости от шага контро-
лируемой резьбы таким же образом, как и диаметр проволочек.
В производственных условиях шаровые наконечники нахо-
дят применение в сочетании с микрометрическими штихмассами,
индикаторными приборами и горизонтальными оптиметрами со
специальным приспособлением.
При измерении микрометрическим штихмассом в него встав-
ляют шаровые наконечники и по аттестованному резьбовому ка-
либру-кольцу или образцу, имеющим средний диаметр резьбы,
близкий к контролируемому объекту, штихмасс устанавливают
на нуль. Затем измеряют средний диаметр контролируемого
объекта, т. е. определяют разность между средними диаметрами
контролируемого объекта и образца (резьбового кольца).
Индикаторные приборы с шаровыми .наконечниками приме-
няются наиболее широко, так как отличаются большей точно*
стью и производительностью по сравнению с микрометрически-
ми штихмассами.
На фиг. 264 показан один из индикаторных приборов для из-
мерения среднего диаметра внутренней резьбы. В корпусе 2
установлены направляющая резьбовая пробка 5, коническая иг-
ла 3 и индикатор 1. Резьбовая пробка имеет сферические встав-
ки 4, раздвигаемые конической иглой после ввертывания резь-
бовой пробки в контролируемую резьбу.
Средний диаметр внутренней резьбы более 18 мм можно из-
мерять на горизонтальном оптиметре с помощью специального
приспособления, состоящего из особого круглого столика, уста-
345
навливаемого на стол прибора, специальных боковиков
(фиг. 265), набора шариковых наконечников и державки для
крепления боковиков. Боковики имеют V-образные вырезы с уг-
лом при вершине, равным углу профиля (Измеряемой резьбы.
Перед измерением на стол горизонтального оптиметра уста-
навливают круглый столик с квадратным основанием. В измери-
тельные дуги вместо обычных нако-
нечников .вставляют специальные ша-
риковые. Затем в специальную струб-
цину закладывают боковики с блоком
концевых мер, причем под один из бо-
ковиков подкладывают концевую ме-
ру размером, равным половине шага
резьбы. Размер блока концевых мер
длины вычисляют по формуле
7И = 6^2 “И h — (я Ч- ^),
Фиг. 264.
Фиг. 265.
•где d2 — теоретический средний диаметр резьбы;
h — теоретическая высота резьбы;
а и b — постоянные боковиков (выгравированы на них).
Струбцину с боковиками закрепляют на круглом столике и
-надевают скобы с шариковыми наконечниками (фиг. 266), кото-
рые вводят в V-образные вырезы боковиков, и затем оптиметр
устанавливают на нуль.
После этого, сняв струбцину с боковиками, на стол оптимет-
ра ставят измеряемое кольцо так, чтобы его ось была в гори-
зонтальном положении; затем вводят скобы внутрь кольца и на-
ходят отклонение среднего диаметра измеряемой резьбы от
установленного размера. Значительно удобнее оптиметр уста-
навливать не по боковикам, а по аттестованному резьбовому
образцу.
Диаметр шариков выбирают таким же образом, как и наи-
выгоднейшие диаметры проволочек при (Измерениях наружной
346
резьбы. В том случае, если диаметр шарика не равен наивыгод-
нейшему, то в результат измерений надо вносить поправку на
погрешность угла профиля.
Фиг. 266.
Проекционный метод
Измерение среднего диаметра наружной резьбы проекцион-
ным методом производят на универсальном или инструменталь-
ном микроскопах с помощью ножей или шарового наконечника.
При этом контролируемый объект устанавливают на предмет-
ном столике прибора в центрах или призмах.
Из-за больших искажений изображения профиля резьбы,
вызванных влиянием угла подъема, средний диаметр не следует
измерять без ножей или шарового наконечника. Измерение
среднего диаметра с помощью ножей (фиг. 267) основано на
определении среднего диаметра как расстояния между двумя
диаметрально противоположными образующими профиля, из-
меренного в направлении, перпендикулярном к оси резьбы..
Поэтому средний диаметр резьбы с несимметричным профилем
(например, упорной) нельзя измерять с помощью ножей.
Результат измерений среднего диаметра резьбы с номиналь-
но симметричным профилем при помощи ножей зависит от мест-
ных погрешностей шага и углов наклона образующих профиля.
В этом случае зависимость между погрешностью измерения
среднего диаметра и погрешностями шага 6S и углов накло-
на образующих профиля i&p и бу будет следующей:
Zd2 ж (8XS — o,S) ctg — ± (8v — 83) Дг, (120)
2 sin а
где Дг — расстояние от точки измерения до образующей ци-
линдра среднего диаметра; — 0,5/г <Дг<С +0,5 /г
(А — высота профиля резьбы).
347
Фиг. 267.
30°
Влияние ошибок углов наклона образующих профиля прак-
тически исключается, если в процессе измерения величины Дг
примерно равна нулю. Для этого измерения должны произво-
диться между средними точками образующих профиля (фиг. 268).
Фиг. 268.
Фиг. 269.
Влияние ошибок шага также может быть значительно умень-
шено, если за результат измерений среднего диаметра прини-
мать среднее арифметическое двух измерений по правым и ле-
вым образующим профиля [со стороны наблюдателя (фиг. 269)],
т. е.
d2 ~ (^2 + ^2).
Производя измерения между средними точками образую-
щих профиля и принимая за результат измерений среднее ариф-
метическое между измерениями по правым и левым образую-
щим, приходят к определению среднего диаметра, принятому в
СССР. При этом исключается влияние неперпендикулярности
оси резьбы линии измерения на результат измерений.
С помощью ножей (см. фиг. 267,6) средний диаметр изме-
ряют у резьб, шаг которых более 0,5 яж. При этом исключается
влияние искажений контурного изображения резьбы. Рабочая
высота ножа рассчитана так, что при установке его на каретке
микроскопа лезвие приходится на уровне осевого сечендя резь-
бы. На верхней доведенной поверхности ножа параллельно лез-
вию нанесен штрих шириной 0,003+0’01 мм.
При измерении резьб с шагом до 1,5 мм расстояние от лез-
вия до штриха равно 0,3 мм. Это расстояние называется рабочим
размером ножа д рассчитано так, чтобы при совмещении штри-
ховой линии cd окулярной сетки (фиг. 267, а и 270) с изображе-
нием риски ножа изображение лезвия ножа строго совпадало с
центральной штриховой линией ab (фиг. 270).
В случае контроля резьб с шагом более 1,5 мм применяют
ножд, рабочий размер которых равен 0,9 мм, что соответствует
349
расстоянию между центральной штриховой линией ab окулярной
сетки и линией ef.
Техника измерений среднего диаметра сводится к следующе-
му. Полностью открывают диафрагму микроскопа и на его объ-
ектив надевают специальный освежитель с полупрозрачной стек-
лянной пластиной. Затем наклоняют тубус микроскопа на сред-
ний угол подъема резьбы (tg(pcp =------- ). Приспособление
для крепления ножей устанавливают на опорные плоскости про-
дольной каретки.
При измерениях на инструментальном микроскопе, установив
угловую шкалу отсчетного микроскопа на нуль, предварительно
выверяют ход стола на штриховой линии
окулярной сетки с помощью специального
цилиндрического валика, укрепленного в
центрах. Оптическое изображение перекре-
стия валика, наблюдаемое в окуляр микро-
скопа при перемещении стола из одного
крайнего положения в другое, должно сов-
падать с центральной штриховой линией
окулярной пластинки.
Ножи подводят к образующим профиля
вплотную, чтобы между ними и лезвиями
не было заметного просвета. Соответству-
ющую штриховую линию сетки совмещают с риской ножа так,
чтобы точка перекрестия штриховых линий приходилась при-
мерно на середине образующей профиля резьбы (см. фиг. 267,
а). Затем делают отсчет по специальному нониусу поперечного
микроскопа (универсальный микроскоп) или по поперечному
микрометрическому винту (инструментальный микроскоп).
Риска ножа в процессе измерения рассматривается как соответ-
ствующая образующая профиля резьбы.
Затем перемещают поперечную каретку и таким же образом
устанавливают штриховые линии окулярной сетки микроскопа
по риске ножа на диаметрально противоположной образующей
профиля и производят второй отсчет.
За результат измерений среднего диаметра резьбы принима-
ется разность двух отсчетов по спиральному нониусу поперечного
микроскопа (для инструментального микроскопа по поперечно-
му микрометрическому винту) для двух диаметрально противо-
положных образующих профиля.
Изменение расстояния между лезвием ножа и риской вызы-
вает погрешность измерений среднего диаметра резьбы, вычис-
ляемую при применении одного ножа для одноименных образую-
щих профиля, по формуле
8d2 = _^L, (121)
а
sin —
2
350
где 6Z— погрешность рабочего
а — угол профиля резьбы.
Средний диаметр трапеце-
идальной и упорной резьб
можно измерять на универ-
сальном микроскопе с помо-
щью шаровых наконечников
(фиг. 271, а) При этом диа-
метр шарика должен быть
возможно ближе к наивыгод-
нейшему диаметру проволочек
для резьб соответствующего
шага. Схема измерения при-
ведена на фиг. 271,6. Зависи-
мость между результатом из-
мерений размера N и средним
диаметром резьбы определяет-
ся следующими формулами:
для трапецеидальной резь-
бы
размера ножа;
Фиг. 271.
2V = d2 + da(122)
I sin — /
\ 2 /
для упорной резьбы
S COS S COSY
---------- MM,
cos (P -j- 7)
(123)
где dM —диаметр шарика в мм.
При измерении диафрагма микроскопа должна быть установ-
лена так, чтобы диаметр шарика, измеренный на микроскопе
проекционным методом, не отличался бы более чем на 0,002 мм
от размера, полученного при измерении контактным методом.
Измерение среднего диаметра с помощью шарового наконеч-
ника соответствует принятому в СССР определению среднего
диаметра.
Оптический метод
Оптический метод обеспечивает контроль трех основных па-
раметров внутренней резьбы (среднего диаметра, шага и угла
профиля) с номинальным диаметром 18 мм и более. Примене-
ние данного метода связано с использованием резьбового мик-
роскопа ИЗК-59, оптическая схема которого основана на схеме
двойного микроскопа акад. В. П. Линника.
351
вышающим и,о мм, плоскую щель
Фиг. 272.
Для возможности контроля внутренней резьбы с шагом, пре-
двойного микроскопа заме-
няют пространственной
щелью, форма которой
подобна профилю резьбы.
Это позволяет получить
четкое изображение сече-
ния боковых поверхно-
стей резьбы на протяже-
нии всего профиля от вер-
шины до впадины.
Резьбовой микроскоп
ИЗК-59 является приспо-
соблением к универсаль-
ным измерительным мик-
роскопам УИМ-21 и
УИМ-22 и состоит из из-
мерительной головки 1
(фиг. 272), окулярной го-
ловки 2 и центрирующе-
го зажима 3. Призмен-
ную головку 5 длиной
65 мм при измерении вво-
дят внутрь контролируе-
мого резьбового кольца 4. Эта головка работает по принципу
двойного микроскопа.
Измерительную головку 1 ввинчивают вместо объектива в ту-
бус универсального микроскопа. При этом одну jH ту же про-
странственную щель используют для измерений как метриче-
ской, так и дюймовой резьбы с углом профиля 55°. Щели осве-
щаются осветительной системой микроскопов УИМ-21 или
УИМ-22. Окулярная головка 2 имеет секторный лимб с преде-
лами ±4° и окулярную марку (фиг. 273) и служат для измере-
ния видимого в окуляр изображения угла профиля резьбы.
Окулярную головку закрепляют в верхней части тубуса универ-
сального микроскопа.
Центрирующий зажим 3 (см. фиг. 272), служащий для за-
крепления и центрирования в нем контролируемого объекта,
устанавливают в желобе микроскопа УИМ-21 или на столе мик-
роскопа УИМ-22. При измерении резьбы в поле зрения окуляра
наблюдается тонкое светлое изображение профиля резьбы на
темном фоне (фиг. 274) и светлое изображение окулярной марки
(фиг. 273).
При помощи резьбового микроскопа ИЗК-59 можно прове-
рять резьбы с шагом 0,25—2 мм и средним диаметром 18—98 мм.
Верхний предел измерения среднего диаметра может быть уве-
личен до 190 мм при величине поперечной шкалы микроскопа
УИМ-21 100 мм путем смещения центрирующего зажима отно-
352
сительно стола микроскопа УИМ-21 в направлении от наблюда-
теля.
При измерении шага и среднего диаметра используются от-
счетные устройства микроскопов УИМ-21 и УИМ-22.
Принципиальная оптическая схема резьбового микроскопа
ИЗК-59 показана на фиг. 275. Источник света 1 через конден-
сор 2 освещает щелевое отверстие 3, которое может быть в ви-
Фиг. 273. Фиг. 274.
де пространственной щелд по форме профиля резьбы, плоской
щели или световой точки. Пространственная V-образная щель
(фиг. 276) предназначена для измерений крупных резьб, когда
освещение профиля резьбы через плоскую щель не может обес-
печить достаточной резкости его изображения. Плоская щель
применяется только для резьб с малым шагом, а световая точ-
ка— для измерений только собственно среднего диаметра
резьбы.
Пучок света, пройдя линзы 4 (фиг. 275), призму 5 и динзы
6, попадает в нижнюю призму 7. Призменную головку, в кото-
рой размещены призмы 7, вводят внутрь контролируемой резь-
бы; поэтому свет, отразившись от поверхности измеряемой резь-
бы, попадает в верхнюю призму 7. Оптические оси призм 7 пе-
ресекаются под углом 90° Из верхней призмы 7 свет через опти-
ческую систему (лднзу S, призмы 9 и 10 и линзу 11) попадает
на секторный лимб /2, служащий для отсчета углов профиля
резьбы с помощью дополнительного устройства 16 с подсветкой
при помощи источника света 15 и зеркала 17 От лимба через
окулярную систему 13 и 14 изображение попадает в глаз наблю-
дателя.
Измерение среднего диаметра резьбы с помощью световой
точки производят путем проектирования на поверхность резьбы
353
354
параллельного пучка световых лучей. Этот пучок, пройдя диа-
фрагму и объектив 2 (фиг. 277), попадает на поверхность изме-
ряемой резьбы в точку 3. Перемещением оптической системы в
плоскости, перпендикулярной к оси резьбы, на величину Г—1
добиваются такого положения, при котором изображение свето-
вой точки, спроектированной на поверхность измеряемой резьбы,
попадает через объектив 4 в перекрестье окулярной сетки 5. Та-
ким образом, оптическая система резьбового микроскопа дает
возможность зафиксировать его положение относительно оси
резьбы.
Установив оптическую систему по оси резьбы и перемещая
ее затем до совмещения изображения точки, спроектированной
на поверхность измеряемой резьбы, с перекрестием окулярной
сетки, снимают отсчет. Действительный размер среднего диамет-
ра резьбы подсчитывают по формуле
d2 = 2(q=&±a),
где а — расстояние от оси тубуса до точки отражения светового
потока от поверхности резьбы при его попадании в пе-
рекрестье окулярной сетки в мм;
b — перемещение оптической системы от положения соосно-
сти до совмещения (Изображения точки с перекрестием
окулярной сетки в мм.
Знаки в формуле выбираются в зависимости от того, на-
сколько больше или меньше размера а половина среднего диа-
метра измеряемой резьбы.
Если нет уверенности в том, что ось оптической системы точ-
но установлена по оси резьбы, и если установка оптической оси
системы не может быть обеспечена с достаточной для измерений
точностью, то для определения среднего диаметра резьбы дела-
ют два измерения при повороте резьбы на 180°, т. е. в двух
взаимно перпендикулярных направлениях. В этом случае дейст-
вительный средний диаметр резьбы
d2 = + Ь — 2а,
где b и — перемещение оси оптической системы от положе-
ния соосности с измеряемой резьбой до положения
совпадения изображения световой точки с перекре-
стием окулярной сетки в мм.
Угол наклона образующих профиля измеряют путем проек-
тирования на поверхность резьбы пространственной щели
(фиг. 276), изображение которой накладывается на профиль кон-
тролируемой резьбы. В окуляре микроскопа изображение про-
странственной щели наблюдается в виде светового треугольника
с углом при вершине 45—46° для метрической резьбы (фиг. 278).
По разности углов светового треугольника и профиля резьбы с
355
помощью специальных таблиц находят отклонение действитель-
ного угла профиля.
В процессе измерения угла наклона образующей профиля с
помощью окулярной сетки, на которой нанесены две пары ри-
сок, наклоненных одна к другой под углом 45°, совмещают ви-
зирные риски прибора со световой полоской. Измеренный угол
«„ = 45° + Даи.
Зная величину искажения прибором действительного угла
профиля по результату измерений угла аи, с помощью специаль-
Фиг. 278.
Фиг. 279.
ных таблиц подсчитывают действительный угол профиля а =
Шаг измеряют между одноименными образующими профиля
путем перемещения визирующих рисок на заданное расстояние S
(фиг. 279).
2. Измерение углов наклона образующих профиля резьбы
Действительный профиль резьбы и его положение относи-
тельно оси определяются погрешностями углов наклона обра-
зующих профиля р и у, появляющимися вследствие действия по-
стоянных и случайных факторов в процессе резьбообразования.
Постоянными факторами является неточность профилирова-
ния и установки резьбообрабатывающего инструмента, что при-
водит к постоянным погрешностям углов наклона образующих
по длине образованной резьбы. Источником возникновения слу-
чайных ошибок являются динамические эффекты и некоторые
другие случайные факторы, действующие в процессе резьбонаре-
зания и обусловливающие появление местных ошибок, не по-
стоянных по длине образованной резьбы.
356
Погрешности углов наклона образующих профиля характе-
ризуют действительный профиль и его положение относительно
оси резьбы.
Для резьб с симметричным профилем под погрешностью угла
наклона образующей профиля резьбы понимают среднее ариф-
метическое абсолютных величин погрешностей обеих половин
полного угла профиля резьбы, т. е.
+ (124)
Для резьб с несимметричным профилем (угол профиля а =
= (3 + у, пр-ичем как например, у упорной резьбы) погреш-
ности углов наклона образующих профиля резьбы [3 и у опре
деляют независимо одну от другой.
Угол наклона образующих профиля измеряют в осевом сече-
нии резьбы большей частью проекционным методом, используя
инструментальный или универсальный микроскопы или проек-*
торы. Контролируемый объект устанавливают на предметном
столике в центрах или на призмах. В зависимости от требуемой
точности измерения производят с ножами или без них; без но-
жей можно измерять резьбы с углом подъема менее 7°
При работе на инструментальном микроскопе и проекторе
необходимо перед измерением выверить продольный ход стола
с помощью специального валика, укрепленного в центрах.
В случае измерения без ножей центральную штриховую ли-
нию экрана (окулярной пластинки микроскопа) совмещают
с изображением профиля резьбы и по угловой шкале отсчиты-
вают угол наклона образующей профиля резьбы (фиг. 280).
Точность измерений зависит от ряда факторов, основными из них
являются:
1) Погрешность показаний угловой шкалы прибора, предель-
ное значение которой можно принять равным цене деления уг-
ловой шкалы.
2) Перекос оси резьбы относительно центров в горизонталь-
ной плоскости. В этом случае систематическая погрешность
исключается измерением углов наклона образующих профиля
в одном осевом сечении, но с двух диаметрально противополож-
ных сторон (фиг. 281). При этом действительные значения угла
наклона образующей профиля подсчитывают по формулам:
₽ = y(₽x + ₽2); т = 4-<Т1 + ъ). (125)
3) Искажение изображения осевого сечения резьбы, для ко-
горого установлен допуск, так как проекционное изображение
профиля не точно соответствует осевому сечению резьбы из-за
наличия в резьбе угла подъема.
Для устранения этих искажений в современных проекцион-
12 Заказ 264 357
них приборах (проекторы, микроскопы) имеются приспособле*
ния, позволяющие направить пучок света по направлению вин-
товой линии резьбы. В микроскопах тубус наклоняют на угол
подъема резьбы. Однако это полностью не исключает искаже-
ний проекционного изображения профиля резьбы. Для повыше-
ния точности необходимо результат измерений разделить на ко-
синус угла подъема резьбы.
Фиг. 280.
Фиг. 281.
4) Искажение, вносимое диафрагмой. При измерении угла
наклона образующей профиля резьбы диаметр отверстия диаф-
рагмы должен быть равен рекомендуемому заводом-изготовите-
лем. Этот диаметр устанавливается в зависимости от размеров
резьбы и угла профиля. Рекомендуемые диаметры отверстия
диафрагмы приводятся в специальной таблице, помещенной
в описании прибора. Однако и в этом случае искажения проек-
ции профиля резьбы не исключаются полностью, так как обыч-
но рекомендуемый диаметр отверстия диафрагмы действителен
только для среднего диаметра резьбы, а не для внутреннего и
наружного (для наружного диаметра резьбы диаметр диафраг-
мы должен быть меньше, а для внутреннего диаметра—больше).
Вызванная этим погрешность измерений для полного угла про-
филя
8а = (К2 + d) ctg у мин, (126)
где d — рекомендуемый диаметр отверстия диафрагмы
в мм\
К\ и Кэ — коэффициенты, зависящие от параметров опти-
ческой системы прибора.
Для инструментального микроскопа большой модели К\ =
= 9,1 • 10~3 м К2 = 2,2- 10-3; для универсального микроскопа
= 6,7- 10-3 и Ks = 2,5-10-3.
5) Неточность совмещения изображения профиля со штрихо-
вой линией экрана (или окулярной пластины) при измерении
угла наклона образующей профиля резьбы, зависящая от крат-
ности увеличения, угла подъема и шага резьбы, качества ее
358
поверхности и т. п. Для повышения точности результата каж-
дую половину угла профиля резьбы измеряют несколько раз и
угол наклона образующей профиля принимают равным сред*
щему арифметическому из результатов всех измерений по дан-
ной образующей профиля.
При выполнении всех указанных выше рекомендаций сум-
марная погрешность проекционного метода измерений (без но-
жей) угла наклона образующей профиля шлифованной резьбы
на универсальном и инструментальном микроскопах при длине
7
образующей профиля / < 0,5 мм равна ±(3+-у) мин, при
4
I > 0,5 мм равна ± (3 + —) мин* для проекторов при I < 0,5 мм
составляет ± (4 +у) мин, а при I > 0,5 мм ± (4 +у) мин.
Точность измерений значительно повышается в случае при-
менения ножей при использовании инструментальных и универ-
сальных микроскопов. Однако это возможно только для резьб
с шагом более 0,5 мм, так как при меньшем шаге из-за малой
длины образующей профиля резьбы
не обеспечивается надежный контакт
между лезвием ножа и образующей
профиля. При измерениях резьб с уг-
лами подъема ср<7° применяют нор-
мальные ножи, а для резьб с углом
ср>7°—один нормальный и другой
специально заточенный нож (см.
фиг. 267, б).
Измерение с помощью нормально-
го ножа проводят обычным образом
(фиг. 282). При установке специально
заточенного ножа не удается получить Фиг- 282-
резкого изображения линии касания
лезвия ножа с образующей профиля резьбы вследствие большо-
го угла подъема резьбы. В этом случае для наблюдения просве-
та между лезвием ножа и образующей профиля пользуются лу-
пой 8—10х. В значительной степени точность измерений с ножа-
ми зависит от длины и непрямолинейности образующих профи-
ля резьбы.
Суммарная погрешность измерений угла наклона образую-
щих профиля резьбы с ножами при удовлетворительном состоя-
нии профиля и при соблюдении всех правил техники измерения
может составлять ± (2 +у) мин.
Половина угла профиля определяется как среднее арифме-
тическое из результатов всех измерений угла наклона образую-
359
12*
щей. Ниже приведено рекомендуемое число измерений угла
наклона образующей профиля в зависимости от ее длины:
Менее
0,5
От 0,5 Свыше 1
До 1 до 2
Свыше 2
До 3
Свыше 3
Длина образующей
профиля в мм
Число измерений:
без ножей
с ножами.
8—10 6—8 4—6 3—5 2—4
— 5—7 4—6 3—5 2—4
Фиг. 285.
Для измерений половины угла профиля резьб диаметром
100 мм и более применяют накладные микроскопы (фиг. 283).
Контроль половины угла профиля ходовых винтов 2-го и бо-
360
лее грубых классов точности может производиться также с по-
мощью индикаторного прибора, построенного на принципе си-
нусной линейки (фиг. 284), или угломером с ценой делений 2'
при базировании по наружному диаметру резьбы (фиг. 285).
3. Контроль винтового движения образующих профиля
Неточность кинематики процесса резьбообразования вызы-
вает нарушение заданного отношения скоростей поступательно-
го и вращательного движений, что приводит к появлению неточ-
ности линейного перемещения образующей профиля а сле-
довательно, к погрешности расстояния между одноименными
образующими, т. е. к погрешности шага резьбы SS. Погрешность
6L принято условно называть погрешностью шага резьбы SS,
под которой понимается погрешность расстояния между двумя
любыми (не только рядом лежащими) одноименными образую-
щими профиля.
зависимости от закономерности изменения погрешности
делят на прогрессивные, периодические и местные
В
шага
(фиг. 286, а — в).
Прогрессивная погрешность шага 61S возрастает с увеличе-
нием перемещения образующей профиля (фиг. 286) вдоль оси.
Закономерность изменения этой погрешности характеризует-
ся выражением
8,S = — ф = — L,
1 2п S
361
где dS — погрешность на длине одного шага резьбы, измерен-
ная на любом участке винтовой поверхности по ли-
нии среднего радиуса;
L — расстояние между одноименными образующими про-
филя.
Основными источниками возникновения этой ошибки являют-
ся аналогичная погрешность ходового винта резьбонарезного
станка, постоянная погрешность передаточного отношения в ко-
робке скоростей резьбонарезного станка и температурные де-
формации обрабатываемого .изделия, ходового винта и др.
Периодическая погрешность шага имеет периодический
закон изменения (фиг. 286, б). Эта погрешность представляет
собой сумму нескольких гармоник с различными периодами:
п
f)2S = 2 ak sin (k'b + ФД
Л=1
где ak — постоянная, являющаяся амплитудой £-й гармоники
периодической ошибки шага;
ф— угол поворота образующей профиля;
k — коэффициент, определяющий период Т k-n гармоники
периодической ошибки шага; Т = — Величина k может при-
k
нимать различные значения; k = 1 период Т = 2л, при k = 2
Т = л, при k = V2 Т = 4 л и т. д.;
фь— сдвиг фазы k-н гармоники от начала точки отсчета.
Основными источниками возникновения периодической
ошибки являются аналогичные погрешности ходового винта
резьбонарезного станка, осевое биение ходового винта и шпин-
деля резьбонарезного станка, эксцентрицитет ходового винта
И др.
Местная погрешность шага 63S обусловлена действием раз-
личных случайных факторов в процессе резьбообразования
(влиянием непостоянства отжимов, вызываемых неоднородно-
стью обрабатываемого материала изделия и т. п.). Величина и
закономерность изменения этой погрешности по углу или длине
резьбы <б35 = /(ф) = f(L) являются случайными (фиг. 286, в).
Приборы, предназначенные для контроля винтового движе-
ния образующих профиля резьбы винтов путем сравнения с об-
разцовым винтом, можно подразделить на две группы:
1) приборы индивидуального назначения, которые служат
только для контроля винтов с шагом, равным шагу образцового
винта;
2) приборы универсального типа, которые служат для кон-
троля винтов с различными шагами при использовании одного
образцового винта.
Контроль шага резьбы в большинстве случаев производится
проекционным методом или «с помощью шарового наконечника.
362
При проекционном методе измерений используются проекто-
ры, инструментальные и универсальные микроскопы (с ножами
и без ножей), причем измерение шага практически сводится
к измерению расстояния между средними точками одноименных
образующих профиля резьбы.
При измерениях без ножей отверстие диафрагмы прибора
устанавливают в соответствии с указаниями завода-изготови-
теля. Наклонив тубус микроскопа (повернув стол проектора)
на угол подъема резьбы, контролируемый объект укрепляют
в центрах (или на призмах), причем продольный ход стола
предварительно выверяют по установочному валику. Рассмат-
ривая изображение профиля резьбы в окуляр микроскопа (на
Фиг. 287.
экране проектора), совмещают центральную штриховую линию
с'изображением образующей профиля резьбы (фиг. 287). В со-
ответствии с приведенным выше определением ошибок шага
точка пересечения штриховых линий должна находиться при-
мерно на середине образующей профиля. Произведя отсчет по
линейной шкале универсального микроскопа или по барабану
микровинта для инструментального микроскопа и проектора,
перемещают каретку на расстояние L и совмещают одно-
именную образующую профиля с центральной штриховой ли-
нией. Затем снимают второй отсчет. Разность отсчетов равна
действительному значению величины. Для исключения влияния
перекоса оси резьбы относительно линии измерения в горизон-
тальной плоскости производят измерение величины по другим
образующим тех же впадин. За результат измерения величины L
принимают среднее арифметическое значение из этих двух из-
мерений Li и Дг:
L = — (Lx -f- L2).
При контроле резьбы диаметром менее 3 мм расстояние L
измеряют с двух диаметрально противоположных сторон. За
результат измерений принимают среднее арифметическое значе-
ние из четырех измерений Д, £.2, £3 и £4 (фиг. 288), чтобы
исключить влияние перекоса оси резьбы относительно линии из-
363
мерения в вертикальной плоскости (это имеет практическое
значение только для резьб малых диаметров).
При измерениях расстояния L на универсальном и инстру-
ментальном микроскопах с ножами подготовка прибора остает-
ся такой же, как и при измерениях среднего диаметра резьбы.
Нож подводят вплотную (без просвета) к образующей профиля
резьбы и изображение риски ножа совмещают с соответствую-
щей штриховой линией окуляр-
ной пластинки микроскопа, при-
чем точка пересечения штрихо-
вых линий должна находиться
примерно на середине образую-
щей профиля. После снятия от-
счета перемещают стол на рас-
стояние L, нож подводят ко вто-
рой образующей профиля, сов-
мещая опять изображение риски
ножа с соответствующей штри-
ховой линией окулярной плас-
тинки микроскопа, и снимают
второй отсчет (фиг. 289). Влия-
ние перекоса оси резьбы относи-
тельно линии измерения исключается таким же образом, как и
при измерениях без ножей.
Изложенный метод измерений (с ножами и без ножей) поз-
воляет установить дискретные значения величины L, кратные
шагу 5, и не дает возможности определить погрешности шага
резьбы в пределах одного оборота.
Определение погрешностей шага в пределах оборота можно
производить на универсальном микроскопе с помощью измери-
тельной бабки ИБ-21, обеспечивающей фиксированный угол по-
ворота контролируемого объекта относительно оси резьбы
(фиг. 290). В этом случае определяют погрешность перемеще-
ния образующей профиля резьбы, соответствующую углу пово-
рота резьбы относительно оси путем измерений расстояния
364
где ф— угол поворота резьбы относительно оси, отсчитанной
по угловой шкале измерительной бабки, в град.
Измерительную бабку устанавливают на направляющих уни-
версального микроскопа вместо правого (со стороны наблюда-
теля) центра. В остальном техника измерений остается той же,
что и при контроле величины L, кратной шагу S. Теоретически
измерительная бабка позволяет измерять весьма малые величи-
Фиг. 290.
ны L, соответствующие незначительным углам ф поворота резь-
бы относительно оси. Это приближает данный метод к непре-
рывному методу измерений величины L на заданной длине.
Однако трудоемкость измерений исключает возможность его
широкого применения. Практическое применение данный метод
находит для измерений ошибок шага в пределах одного оборота
на длине одного-двух витков для значений ф = 90-е-60°
При контроле шага резьбы ходовых винтов важно устано-
вить соответствие поступательного перемещения наконечника,
расположенного во впадине резьбы, углу поворота резьбы отно-
сительно оси, т. е. кинематическую точность резьбы. Для этой
цели используют также специальные машины.
На фиг. 291 показана схема машины для контроля шага
ходовых винтов, построенной по принципу сравнения контроли-
руемого и образцового винтов. Ось образцового винта 1 уста-
навливают строго параллельно оси контролируемого винта 7
Вращение образцового винта синхронизируется с вращением
контролируемого винта с помощью стальной ленты 5. Гайка 6
контролируемого винта связана с измерительным устройством 2,
которое, в свою очередь, связано с образцовым винтом рыча-
гом 4. Разница в шаге образцового и контролируемого вингов
365
отмечается по индикатору 3. Одновременно с помощью самопис-
ца вычерчивается кривая погрешностей контролируемого винта.
На фиг. 292 изображена принципиальная схема прибора для
контроля винтов. Контролируемый винт 2 устанавливают в
центрах и хомутиком соединяют с поводком. Вращение винта
производится от руки или с помощью электродвигателя. Пово-
Фиг. 292.
док жестко связан со сменным диском /, на котором нанесена
круговая шкала. Сферический наконечник 3, устанавливаемый
на каретке 4, может свободно перемещаться в радиальном на-
правлении, что обеспечивает двухпрофильный контакт и устра-
няет погрешность от непараллельности оси винта и хода карет-
366
ки. Наконечник 3 позволяет также проверять радиальное бие-
ние винта 2. Измерительное усилие на наконечнике создается
пружиной.
Наконечник является сменным. Диаметр его сферы должен
быть равен наивыгоднейшему диаметру проволочек, применяе-
мых для измерения среднего диаметоа резьбы.
Вращение винта 2 вызывает поступательное движение ка-
ретки 4 с линейной шкалой 5 и вращательное движение диска 1
с круговой шкалой. Синхронность этого движения обеспечивает-
ся наконечником, находящимся в контакте с винтовой поверх-
ностью винта и связанным с кареткой, а также хомутиком, пере-
дающим вращение диску 1 от винта 2.
На линейной шкале нанесены штрихи, число которых на
длине одного шага S контролируемого винта равно числу штри-
хов круговой шкалы на длине nd (где d — диаметр диска /).
Линейная шкала одна для всех шагов контролируемых винтов,
а диск с круговой шкалой — сменный. Радиус диска и число
делений круговой шкалы выбирают в зависимости от шага
контролируемой резьбы. В этом случае постоянство цены деле-
ния круговой шкалы позволяет использовать для контроля
резьб с различным шагом одну и ту же линейную шкалу, а по-
стоянство интервалов делений — оптическую систему с постоян-
ным увеличением. Каретка, на которой крепится линейная шка-
ла 5, движется по шариковым направляющим и имеет юстиро-
вочные перемещения, что позволяет устанавливать ее парал-
лельно ходу каретки. Штрихи линейной и круговой шкал можно
наблюдать в окуляр сдвоенного микроскопа.
Рассогласование во взаимном расположении штрихов про-
порционально ошибке перемещения измерительного наконечни-
ка, т. е. пропорционально ошибке контролируемого винта. Для
отсчета величины этого рассогласования изображение штриха
круговой шкалы оптически поворачивают так, чтобы штрихи
встречались под углом у = 11° 18х, при котором ctgy = 5.
Величину рассогласования оценивают по смещению точки
пересечения штрихов; для отсчета этого смещения используют
окулярную сетку.
На фиг. 293 показан прибор для контроля винтов с различ-
ными шагами. Перенастройка его производится путем смены
круговых шкал. Прибор позволяет контролировать винты, у ко-
торых длина нарезанной части не более 400 мм. В связи с тем,
что длина шкалы 3 (фиг. 293, а) прибора равна 200 мм, на ка-
ретке, несущей шкалу, установлены два измерительных нако-
нечника на расстоянии, равном длине шкалы (200 мм). После
измерения первых 200 мм нарезанной части наконечник 1 выво-
дят из впадины резьбы, каретку возвращают в исходное поло-
жение и вводят в ту же впадину измерительный наконечник 2,
который позволяет измерить следующие 200 мм.
367
Основными узлами прибора является станина 4 (фиг. 293,6),
линейная шкала 10, отсчетный микроскоп 6, правая 5 и левая 9
бабки, осветитель 7 круговой шкалы, окуляр 8 и пульт управле-
ния 11. Станина литая, коробчатой формы, имеет три регули-
руемые винтовые опоры для установки ее по уровню.
Линейная шкала 10 определяет точность прибора. На опти-
ческом стекле нанесены штрихи через 0,1 мм. С помощью шка-
лы отсчитывают линейные перемещения каретки. Максимальная
погрешность между двумя любыми штрихами не должна пре-
Фиг. 293.
вышать 2 мкм. Штрихи защищены от пыли и повреждений за-
щитным стеклом. Вся шкала установлена в оправку и имеет
юстировочные перемещения для установки параллельно ходу
каретки.
На бабке 9 размещаются привод вращения детали, сменные
круговые шкалы и осветители линейной и круговой шкал.
Изображение штрихов линейной и круговой шкал рассматри-
вается при помощи отсчетного микроскопа 6, в котором путем
оптического и геометрического увеличения достигается необхо-
димое передаточное отношение i = 1000.
В зависимости от изменения действительной погрешности
среднего диаметра контролируемых винтов, измерительная ка-
ретка может перемещаться в радиальном направлении.
Бабка 5 прибора, имеющая центр и служащая второй опорой
для контролируемой детали, может перемещаться по станине.
Круговая шкала освещается двумя лампочками, располо-
женными выше и ниже оптической оси микроскопа. Линейная
шкала освещена более интенсивно. Лучи, идущие от источника
света, проходят через конденсор и светофильтр.
368
Измерения высокой точности могут быть получены только
при точном взаимном расположении узлов и деталей прибора,
поэтому в его конструкции имеются компенсационные элементы
и устройства для регулировочных перемещений, с помощью ко-
торых производится юстировка прибора.
§ 2. МНОГОЗАХОДНАЯ ЦИЛИНДРИЧЕСКАЯ РЕЗЬБА
Винтовую поверхность многозаходной резьбы следует рас-
сматривать как несколько однозаходных винтовых поверхностей,
образованных на одной гладкой цилиндрической поверхности и
связанных между собой углами захода е. На фиг. 294, а показа-
на однозаходная резьба, на фиг. 294, б — двухзаходная, на
фиг. 294, в — трехзаходная и на фиг. 294, г — четырехзаходная.
Основными параметрами многозаходной резьбы являются
средний диаметр, шаг 5, угол профиля и углы заходов е. При
этом винтовая канавка каждого захода имеет свой действитель-
ный средний диаметр, шаг и угол профиля. Указанные пара-
метры и их погрешности определяют действительные геометри-
ческие размеры резьбы, характер и кинематику резьбового
сопряжения и точность процесса образования резьбы.
Источники возникновения погрешностей среднего диаметра,
шага и угла профиля те же, что и для однозаходной резьбы.
Погрешности расположения заходов определяются в основном
кинематической точностью цепи деления резьбонарезного
станка.
Контроль многозаходной резьбы должен производиться по
каждому заходу отдельно, причем средства и .методы контроля
устанавливают в зависимости от размеров резьбы, величин до-
пусков и назначения контроля.
1. Измерение угла наклона образующих профиля
и шага резьбы
Измерение угла наклона образующих профиля и шага резь-
бы можно производить на универсальном или инструментальном
микроскопе так же, как проверяют соответствующие параметры
у однозаходных резьб с большими углами подъема. При этом
в соответствии с кинематикой образования винтовой поверхно-
сти многозаходной резьбы определение шага, принятое для од-
нозаходной резьбы, остается справедливым и в этом случае.
Под шагом многозаходной резьбы понимается осевое перемеще-
ние средней точки образующей профиля, соответствующее од-
ному ее обороту относительно оси. Это определение соответст-
вует расстоянию между одноименными образующими профиля
одного захода, измеренному по линии среднего диаметра резьбы.
369
Фиг. 294.
370
2. Измерение среднего диаметра
удвоенное число заходов.
Под средним диаметром многозаходной резьбы следует по-
нимать диаметр воображаемого цилиндра, ось которого совпа-
дает с осью резьбы, а образующие поверхности пересекают про-1
филь в точках, где ширина впадины а равна номинальному шагу
резьбы 3, поделенному на
Средний диаметр мно-
гозаходной резьбы наи-
более часто измеряют с
помощью трех проволо-
чек, закладываемых не в
рядом лежащие впадины,
а во впадины одного за-
хода, средний диаметр
которого измеряется. На
фиг. 295 показано пра-
вильное закладывание
проволочек во впадины
многозаходной резьбы
при измерении среднего диаметра. Цифры во впадинах обозна-
чают номер захода.
Зависимость между результатом измерения размера М и
средним диаметром многозаходной резьбы при измерениях с по-
мощью трех проволочек выражается следующей формулой:
М. — d2 dnp [ 1 4-
S . а
---ctg —,
2n & 2
(127)
где n — число заходов.
Наивыгоднейший диаметр проволочек
d =------— . (128)
а
2/г cos —
2
Погрешности измерений среднего диаметра резьбы с по-
мощью проволочек будут теми же, что и для однозаходной
резьбы.
3. Контроль расположения заходов
В связи с тем, что две рядом лежащие впадины многозаход-
ной резьбы являются результатом образования двух однозаход-
ных резьб, расстояние между впадинами или рядом лежащими
одноименными образующими профиля, измеренное в направле-
нии, параллельном оси, по образующей среднего цилиндра резь-
бы определяется числом и равномерностью расположения захо-
371
дов многозаходной резьбы (фиг. 295). Это расстояние является
осевым шагом захода К многозаходной резьбы; номинально
K = S— = —, (129)
2к п
где е — номинальный угловой шаг захода или угол между ря-
дом лежащими заходами многозаходной резьбы, изме-
ряемой в плоскости, перпендикулярной к оси резьбы;
S — номинальный шаг многозаходной резьбы, общий для
всех винтовых поверхностей.
Осевой шаг захода можно контролировать на универсальном
или инструментальном микроскопе. Техника измерений такая
же, как и шага резьбы.
Равномерность расположения заходов может быть также
установлена путем контроля углового шага захода:
8 = — (130)
п
Угловой шаг можно проверять непосредственно на универ-
сальном микроскопе с помощью измерительной бабки ИБ-21,
которой пользуются для отсчета углов поворота измерительно-
го объекта при контроле ошибок шага в пределах оборота.
Осевой и угловой шаги захода определяют равномерность
расположения заходов и позволяют вычислить накопленную по-
грешность в расположении заходов. Эти погрешности вычисля-
ют относительно какого-либо захода, который можно принять
(условно) за первый заход. Угол между первым и рассматри-
ваемым заходом, измеренный в плоскости, перпендикулярной
к оси резьбы, называют углом захода. Измерение этого угла
характеризует накопленную погрешность в расположении захо-
дов. Угол захода можно определять непосредственным измере-
нием расстояния Lu между одноименными образующими перво-
го и рассматриваемого заходов с помощью универсального или
инструментального микроскопа. Чтобы по возможности исклю-
чить влияние погрешностей шага резьбы 65 на результат изме-
рений угла захода EUi измерения производят вблизи торца дета-
ли. Техника измерений расстояния Lu такая же, как и при из-
мерении однозаходной резьбы. Зависимость между величинами
Еи и Lu определяется равенством
£„ = ^Lu = -^(U-l) = s(W-l), (131)
где Еи — угол рассматриваемого захода относительно первого
захода;
Lu — расстояние между одноименными образующими перво-
го захода вблизи торца резьбовой детали и рассмат-
риваемого захода;
и — номер рассматриваемого захода.
372
Расстояние
Ьи = ^ + /<з+ +Ки, (132)
где Т<2, Кз— осевые шаги соответствующих заходов;
Ки — осевой шаг рассматриваемого захода.
Пример. Определить угол захода четырехзаходной резьбы (фиг. 295).
Для первого захода угол захода Е\ = 0, так как = £i = 0.
Для второго захода угол захода равен угловому шагу захода:
2- 2- 2л:
^2 = Q ^2 — Q ^2 = 82>
о о 1Z
где Л2 — осевой шаг захода между одноименными образующими первого
и второго заходов.
Для третьего захода
2тсг 2тс
= ~~~ L3 = —- (/<2 + Лз)= е2 + ез-
О о
Для четвертого захода
2я 2л:
Е± = —= —— (^С2 + Яз + Я4) = е2 + £з + е4 •
о о
ГЛАВА X
КОНТРОЛЬ ЗУБЧАТЫХ КОЛЕС
Точность изготовления зубчатых колес характеризуется ки-
нематической точностью передачи колесом движения сопряжен-
ному элементу, плавностью работы передачи, связанной с рав-
номерностью передачи вращения от одного колеса к другому,
обеспечением заданной области прилегания боковых поверхно-
стей зубьев, величиной бокового зазора между нерабочими про-
филями и постоянством ее, чистотой боковой поверхности зубьев,
а также шумовыми явлениями, сопровождающими работу колес
(для скоростных передач).
В зависимости от условий эксплуатации зубчатых передач
значение каждого из этих показателей бывает различным.
§ 1. ВИДЫ КОНТРОЛЯ ЗУБЧАТЫХ КОЛЕС
При выборе методов и средств контроля зубчатых колес и
при разработке всей системы контроля зуборезного производст-
ва необходимо учитывать назначение колес и точностные требо-
вания, предъявляемые к зубчатой передаче, а также конкретные
условия производства (серийность, габариты изготовляемых ко-
лес, применяемые технологические операции обработки зубьев).
Следует также принимать во внимание различные цели контро-
ля зубчатых колес, определяющие выбор контролируемых эле-
ментов, измерительных баз и т. п.
Контроль зубчатых колес делится на два вида: окончатель-
ный и технологический.
1. Окончательный контроль
Целью окончательного контроля является оценка соответст-
вия точности изделия требованиям, которые зависят от его слу-
жебного назначения.
Окончательный контроль может быть выполнен непосредст-
венно путем проверки изделия или косвенно посредством про-
374
филактической проверки средств производства, используемых
при нарезании зубьев.
Окончательный контроль изделия должен быть комплексным
и выполняться при совмещении измерительной базы с монтаж-
ной базой изделия.
2. Технологический контроль
Технологический контроль служит для обнаружения погреш-
ностей технологического процесса по результатам измерения
зубчатых колес и выполняется для подналадки технологического
оборудования.
Для выяснения влияния каждого технологического фактора
отдельно при проведении технологического контроля необходи-
мо совмещать измерительную базу с технологической, а не с
монтажной, как при окончательном контроле.
§ 2. КЛАССИФИКАЦИЯ ПРИБОРОВ ДЛЯ КОНТРОЛЯ ЗУБЧАТЫХ
КОЛЕС
Машиностроительные заводы для контроля зубчатых колес
используют приборы более 150 различных типов. Многие из
этих приборов, имеющие одинаковое назначение, несколько от-
личаются конструкцией, в то время как некоторые приборы того
же назначения основаны на других принципах измерения.
Все специальные средства, применяемые для контроля пря-
мозубых и косозубых цилиндрических колес любых габаритов
и модулей, могут быть разделены на десять групп в зависимо-
сти от контролируемого «ими элемента: 1) приборы для комп-
лексной однопрофильной проверки; 2) шагомеры для углового и
окружного шага; 3) межцентромеры; 4) биениемеры; 5) норма-
лемеры; 6) эвольвентомеры; 7) шагомеры для основного шага:
8) ходомеры и направлениемеры; 9) контактомеры и 10) зубо-
меры.
Каждая группа делится на две-три подгруппы, в зависимо-
сти от применяемого метода контроля.
Согласно ГОСТу 5368-58, содержащему основные техниче-
ские условия, все приборы делятся на накладные и станковые,
значительно различающиеся по конструкции.
Станковые приборы устанавливаются на специальных столах
или на полу и снабжаются устройствами для базирования кон-
тролируемого зубчатого колеса. Эти приборы предназначены
для измерения колес с модулем до 8 мм и диаметром до 320 мм
(а в некоторых случаях и до 400 мм), а также колес с модулем
до 16 мм и диаметром 800 мм. Лишь специальные станковые
приборы допускают измерение колес диаметром до 1000 мм.
а иногда и до 1250 мм. Станковые приборы для проверки колес
больших размеров не изготовляют, так как из-за большого веса
375
колес затрудняются установка и правильное базирование на
приборе.
Накладные приборы устанавливают на зубчатое колесо, в то
время как при использовании станковых приборов изделие уста-
навливается на них. Накладные приборы в основном применяют-
ся при контроле крупногабаритных колес с модулем до 50 мм.
Кроме того, они применяются для проверки расстояния между
двумя профилями одного и того же колеса среднего модуля,
например, основного шага, равномерности окружного шага,
смещения исходного контура, толщины зуба по хорде, длины
общей нормали и прямолинейности контактной линии.
Обычно при применении накладных приборов возникают
большие погрешности измерения, так как в качестве баз, опре-
деляющих взаимное положение прибора и колеса, служит
окружность выступов колеса, а иногда и его торец, т. е. исполь-
зуется измерительная база, не совпадающая с эксплуатацион-
ной.
По условиям настройки приборы делятся на два типа: уни-
версальные, настраиваемые с помощью универсальных средств
измерения (концевых мер, шкал и т. п.), и индивидуальные, для
настройки которых требуются специальные диски, эталонные
винты, делительные диски и т. п., выбираемые в соответствии
с параметрами контролируемой детали.
§ 3. КОНТРОЛЬ КИНЕМАТИЧЕСКОЙ ПОГРЕШНОСТИ
Основным методом контроля кинематической точности зуб-
чатого колеса делительных, отсчетных и быстроходных передач
является однопрофильный обкат его с зубчатым колесом (или
рейкой), являющимся измерительным элементом. Этот метод
заключается в непрерывном измерении рассогласования углов
поворота при зацеплении колеса с измерительным элементом
Кинематическая неточность колеса при комплексном одно-
профильном обкате практически определяется сравнением пово-
ротов ведо'мых систем, из которых одна состоит из зубчатых ко-
лес / и 2 (фиг. 296), а другая — из механизма, обеспечивающего
точную (эталонную) передачу с заданным передаточным отно-
шением. На фиг. 296 таким механизмом является фрикционная
пара, состоящая из дисков 3 и 4.
Для приближения условий контакта между профилями зубь-
ев проверяемого и измерительного зубчатых колес к эксплуата-
ционным нет необходимости применять измерительное зубчатое
колесо, соответствующее парному, а достаточно, чтобы при
контроле было обеспечено зацепление колеса в пределах его
активного профиля в эксплуатации (или при нарезании — в слу-
чае технологического контроля).
Рассматриваемый метод однопрофильной проверки дает
комплексную оценку кинематической точности изделия и харак-
376
теризует непрерывное изменение ошибок положения по углу по-
ворота колеса (фиг. 297).
Приборы для комплексной однопрофильной проверки долж-
ны иметь точную кинематическую связь между двумя вращаю-
щимися системами с произвольно изменяемым передаточным
отношением и с величиной рассогласования не более 20' при
полном обороте и до 5' при повороте на угол 30°.
Фиг. 296.
Для создания точных взаимных перемещений в приборах
применяются механические передачи: фрикционные, гибкой
связью, рычажные, кулачковые и клиновые (табл. 12).
AF
у
Один оборот колеса------**
Фиг. 297.
На фиг. 298 показаны различные схемы приборов для ком-
плексного однопрофильного контроля зубчатых колес при их
зацеплении с измерительным колесом (фиг. 298, а — з) и при
зацеплении с измерительной рейкой (фиг. 298, и).
Наиболее простой является индивидуально-дисковая схема
(фиг. 298, а). Для проверки колес на двух параллельных шпин-
377
Таблица 12
Виды передач, осуществляющих рабочие перемещения
в зубоизмерительных приборах
Посту-
па-
тель-
ное
Посту-
па-
тель-
ное
Клиновые
целях установлены измерительное 1 и контролируемое 2 колеса,
входящие в зацепление при межцентровом расстоянии, обеспе-
чивающем наличие бокового зазора между нерабочими сторона-
ми профилей зубьев. На валике, проходящем внутри полого
шпинделя, соосно с колесом 1 закреплен диск 4, диаметр кото-
рого равен диаметру делительной окружности колеса 1.
На другом валике соосно с колесом 2 сидит диск 3, диаметр
которого равен диаметру делительной окружности колеса 2.
Оба диска прижимаются один к другому и образуют фрикцион-
ную пару. При вращении шпинделя совместно с колесом 2 и
диском 3 колесо 1 также начинает вращаться, так как оно нахо-
дится в зацеплении с колесом 2, а диск 4 вращается вследствие
фрикционного действия диска 3. Неточности контролируемого
зубчатого колеса вызывают рассогласование в движении полого
шпинделя и валика. Это рассогласование записывается в виде
кривой кинематической погрешности с помощью самописца или
378
же в процессе проверки замечаются колебания показаний стре-
лочного прибора.
Недостатком индивидуально-дискового прибора является не-
обходимость изготовления точных сменных дисков, вследствие
чего прибор можно применять для цехового контроля, если по-
стоянна номенклатура изготовляемых зубчатых колес. Конструк-
Фиг. 298.
ция прибора должна быть такой, чтобы отсутствовало проскаль-
зывание между дисками при небольшом усилии их нажатия,
потому что оно может вызывать отжим и непараллельность
оправок. Значительные трудности возникают при применении
механических самописцев или указывающих отсчетных головок,
так как они должны фиксировать величину относительных пово-
379
ротов двух соосных систем (шпинделя и валика) при их сов-
местном вращении.
Внедрение однопрофильного комплексного контроля в усло-
виях массового производства, а также механизация или автома-
тизация этого вида контроля возможны только на базе прибора
с чрезвычайно простой, короткой и надежной кинематической
цепью. Этим требованиям отвечают цеховые однопрофильные
приборы с промежуточным зубчатым колесом (фиг. 298, б), из-
готовляемые Московским инструментальным заводом. В прибо-
ре отсутствует фрикционная передача. На фиг. 299 показан об-
J
Фиг. 299.
щий вид прибора. Измерительное колесо 1 имеет те же геомет-
рические параметры, что и контролируемое колесо 2 (число
зубьев, основной шаг и угол наклона на основном цилиндре).
Оба колеса посажены на два соосных шпинделя и одновремен-
но входят в зацепление с одними и теми же сторонами зубьев
промежуточной шестерни 3, сидящей на параллельно располо-
женном шпинделе 4. Погрешности контролируемого колеса 2
вызывают поворот его относительно измерительного колеса 1.
Эти относительные повороты воспринимаются электроиндуктив-
ным круговым датчиком 5 (предложен Н. Н. Марковым) и реги-
стрируются самопишущим прибором. Следует отметить, что по-
380
грешности промежуточной шестерни не влияют на точность
измерения, если они остаются постоянными -вдоль длины каждо-
го зуба и если отсутствует торцовое биение шестерн-и.
Необходимость иметь отдельное измерительное колесо для
контроля колес каждого типа в условиях массового производ-
ства не является затруднением, так как в настоящее время каж-
дое контролируемое колесо проверяют с измерительным коле-
сом, подобным парному ему в передаче.
Прибор имеет электрический привод и три ступени чисел
оборотов промежуточной шестерни. Погрешность прибора с за-
писывающим устройством со-
ставляет 2—4 сек при различ-
ных передаточных отноше-
ниях.
На фиг. 298, г — и показа-
ны различные кинематические
схемы универсальных прибо-
ров, в которых настройка цепи
прибора на заданное переда-
точное отношение осуществля-
ется с помощью двух фрикци-
онных конусов (фиг. 298, г),
фрикционного вариатора (фиг.
298,(3), тангенсной линейки
(фиг. 298, е, ж и и) и рычаж-
ной передачи. Имеются также
попытки создания прибора с
использованием магнитоэлек-
трических дисков. Рассмотрим прибор ленточно-рычажного ти-
па, выполненный по схеме, которая показана на фиг. 298, з.
Прибор имеет две пары центров, между которыми на оправ-
ках устанавливают контролируемое и измерительное зубчатые
колеса, зацепляющиеся одними сторонами зубьев (фиг. 300).
На шпинделях нижних центров жестко посажены диски 1 и 14,
опоясанные лентами 3 и 13, которые натягиваются натяжными
роликами 4 и 10. Диск 1 получает вращение от электродвигате-
ля 2 через червячную передачу 6, Лента 3 параллельно себе
перемещает каретку 5, вызывающую поворот рычага 7'. Другой
конец рычага соприкасается с индуктивным датчиком 11, зак-
репленным на каретке 12, движущейся совместно с лен-
той 13.
Диск 14 и лента 13 получают движение от контролируемой
зубчатой передачи. Все погрешности этой передачи воздейству-
ют на датчик и фиксируются электроиндуктивным самописцем.
Передаточное отношение образцовой цепи прибора изменяют
в пределах от 1 :3 до 3 1 перемещением оси поворота рычага 7,
что влияет на длину другого плеча рычага. Необходимое поло-
381
жение оси поворота рычага устанавливается по шкале 9 с по-
мощью спирального микроскопа S, связанного с опорой оси по-
ворота рычага.
У колес, вращающихся в обе стороны, однопрофильная пог-
решность контролируется отдельно по каждой стороне зубьев.
Для этого достаточно 'реверсировать направление вращения
шпинделей прибора и снять диаграммы при работе по правым и
левым профилям (фиг. 301). В момент реверсирования на диаг-
рамме записывается величина бокового зазора сПо в данной
фазе зацепления. Боковой зазор в любой другой фазе зацепле-
ния соответствует зоне между двумя кривыми однопрофильных
погрешностей, если направление движения диаграммной бумаги
изменяется одновременно с реверсированием направления вра-
щения зубчатой передачи.
Таким образом, при контроле на приборах для комплексной
однопрофильной проверки выясняются не только кинематиче-
ская и циклическая погрешности передачи, но и величина боко-
вого зазора в той степени, в которой она зависит от размеров
зубьев проверяемого колеса.
Для ускорения процесса комплексного однопрофильного кон-
троля и одновременного выявления величин боковых зазоров
между зубьями был предложен метод одновременной комплекс-
ной однопрофильной |(по обеим системам профилей) и двухпро-
фильной проверок зубчатых колес с применением разрезного из-
мерительного зубчатого колеса, состоящего из двух частей 2 и 3
(фиг. 302). В этом случае прибор имеет два отсчетных устройст-
ва 4 и 5 (для отсчета однопрофильных погрешностей по одной и
другой линиям зацепления относительно оси 1 точной передачи
прибора).
Сумма показаний по этим приборам характеризует колеба-
ние боковых зазоров при работе колеса в передаче. При нали-
чии начальной настройки сумма показаний обоих отсчетных
устройств или отсчетного датчика 6 регистрируется в виде не-
прерывной функции изменения зазоров по углу поворота кон-
тролируемого колеса.
382
Стремление избежать при контроле использования измери-
тельного колеса, погрешности которого составляют значитель-
ную долю от ошибок контролируемого колеса, привело к созда-
нию безэталонного метода проверки кинематической погрешно-
сти колеса1.
На фиг. 303 показана кинематическая схема прибора для
безэталонной проверки колес, который состоит из универсаль-
ного эвольвентомера, объединенного с угловым шагомером (опи-
сание работы углового шагомера дано ниже). Сочетание этих
двух приборов дает возможность получить кривые погрешностей
всех правых и левых профилей зубьев колеса, причем кривые
Фиг. 302.
получаются строго координированными между собой. Внешний
контур получающейся диаграммы (фиг. 304) характеризует
кривую однопрофильной погрешности колеса, по которой мож-
но установить, какой из зубьев будет участвовать в работе на
участке перекрытия. Как видно из схемы, зубчатое колесо 2
(фиг. 303) устанавливают между центрами 1 и 3 прибора и
жестко связывают с угловым лимбом 4. При контроле профиля
лимб соединяют со шпинделем 5 эвольвентомера. После оконча-
ния контроля профиля одного зуба каретка 6 эвольвентомера и
шпиндель с центром 3 возвращаются в начальное положение и с
помощью углового лимба 4 колесо поворачивается на один уг-
ловой шаг (у = —-). Затем угловой лимб вновь соединяют со
шпинделем эвольвентомера и проверяют следующий профиль.
1 Предложен канд. техн, наук Н. Н. Марковым.
383
Фиг. 303.
384
Движение диаграммной бумаги связано с поворотом углового
лимба 4 и зубчатого колеса 2, так что бумага передвигается -в
одном направлении — при вращении колеса по часовой стрелке
и в обратном направлении — при вращении против часовой
стрелки.
Безэталонная (проверка колес может выполняться на эволь-
вентомерах, снабженных двумя независимыми тангенциальными
наконечниками или отсчетной шкалой, измеряющей перемеще-
ние измерительной каретки Г
§ 4. КОНТРОЛЬ НАКОПЛЕННОЙ ПОГРЕШНОСТИ ОКРУЖНОГО
ШАГА
Фиг. 305.
Для окружного шага зубчатого колеса существует ряд отли-
чающихся между собой определений. Наиболее общим поняти-
ем является «шаг обката», под которым понимается перемеще-
ние точной рейки (или колеса), зацепляющейся с данным коле-
сом, при повороте его на один угловой шаг. Таким образом, шаг
обката есть дуговое расстояние между рабочими точками про-
филей зубьев колеса при его работе или обработке, разделенны-
ми углом поворота колеса, равным у = —.
Z
Для оценки точности колеса используют следующие ошибки
шага по окружности, концентричной рабочей оси колеса:
1) отклонение окружного
шага A/z, под которым по-
нимается разность действи-
тельного и среднего (номи-
нального) значений окруж-
ного шага (нормируется
ГОСТом 1758-56 на допуски
конических зубчатых колес
5—7-й степеней точности);
2) разность окружных
шагов Ы — разность между
двумя любыми окружными
шагами (см. ГОСТ 1643-56
на допуски цилиндрических
колес);
3) разность соседних ок-
ружных шагов AtCi — раз-
ность между соседними окружными шагами (см. ГОСТ 3675-56
на допуски червячных передач);
1 Методы безэталонной проверки колес описаны в статье И. П. Нежу-
рина «Кинематическая точность зубчатых колес и ее контроль». — «Стандар-
тизация», 1963, № 6.
385
4) ошибку шага обката — разность действительного и номи-
нального перемещений точной рейки (или измерительного коле-
са), зацепляющейся с проверяемым колесом при его повороте
на один угловой шаг;
5) накопленную погрешность окружного шага — погреш-
ность во взаимном расположении любых двух одноименных про-
филей зубьев по одной окружности колеса (фиг. 305). Накоплен-
ная погрешность окружного шага между зубьями I и т равня-
ется сумме отклонений
окружных шагов на этом
участке зубчатого венца,
т. е.
= 033
I
Изменение кривой на-
копленной погрешности
мере приближается к ха-
окружного шага Д/в
рактеру протекания
леса Основное
ческая погрешность
вой по его углу поворота, в то время как накопленная погреш-
в значительной
функции кинематической погрешности ко-
отличие заключается в том, что кинемати-
колеса характеризуется непрерывной кри-
ность окружного шага имеет лишь дискретные значения оши-
бок расположения точек профилей зубьев по одной окружности
колеса (фиг. 306).
В практике применяются три метода контроля -накопленной
погрешности окружного шага: по угловому шагу (точнее поло-
жению профилей), накопленной погрешности на полуокруж-
ности или равномерности окружных шагов.
1. Контроль углового шага
Метод контроля углового шага состоит в последовательном
определении неравномерности углового расположения зубьев по
окружности измерения. Для контроля применяют угловые ша-
гомеры, называемые также приборами для контроля углового
шага.
Схемы угловых шагомеров показаны на фиг. 307. Основной
частью прибора является угловой лимб 1 с отсчетом 1—2 сек
(фиг. 307, а) или делительный диск 4 (фиг. 307, б), посаженный
на вращающийся шпиндель 3. Контролируемое колесо 2 вместе
с оправкой устанавливают между центрами шпинделя и поддер-
живающей бабки и поводковым устройством связывают со шпин-
делем. Угловой лимб или диск позволяет поворачивать колесо
на 1/z часть окружности.
386
В плоскости, перпендикулярной к оси центров прибора, пе-
ремещается измерительная каретка 7, несущая измерительный
наконечник 6. Измерительный наконечник соприкасается с бо-
ковой поверхностью зуба, и из-за тангенциальной ошибки коле-
са наконечник отклоняет-
ся и воздействует на
чувствительную головку 5.
Иногда при измере-
нии мелкомодульных ко-
лес взамен измерительно-
го наконечника использу-
ют перекрестие оптичес-
кой системы (фиг. 307, в).
В отдельных случаях
накопленную погреш-
ность проверяют на уни-
версальных делительных
головках.
Последовательный ряд
показаний Ahi, получен-
ных при измерении поло-
жений всех зубьев коле-
са, соответствует ордина-
там диаграммы накоп-
ленной погрешности ок-
ружного шага. Размах
показаний характеризует
наибольшую накоплен-
5)
ную погрешность окруж-
hotq шага колеса.
При проверке накоп- Фиг- Зо-
ленной погрешности ок-
ружного шага зубчатых колес с большим числом зубьев изме-
рения можно производить через 3—5 зубьев, что значительно
ускоряет процесс контроля.
Для уточнения наибольшей величины накопленной погреш-
ности по колесу целесообразно провести дополнительно 2—3 из-
мерения для зубьев, расположенных в зоне наибольших и наи-
меньших показаний.
Отклонение окружного шага от номинального значения мож-
но найти по разности отсчетов при измерении двух соседних
зубьев:
Метод контроля накопленной погрешности на угловом шаго-
мере обладает высокой точностью, так как наибольшее накоп-
ление погрешностей шага определяется результатами двух из-
387
мерений и, следовательно, погрешности измерения на всех ос-
тальных зубьях не влияют на конечный результат.
Наиболее существенная погрешность измерения возникает
от неточностей углового лимба; для контроля больших зубчатых
колес требуется применение более точных угломерных уст-
ройств.
Существенным недостатком метода является его трудоем-
кость, так как при контроле для каждого углового положения
колеса необходимо установить лимб и произвести отсчет по но-
ниусному устройству с точностью до 1 сек, для чего требуется
до 0,5 мин на каждое измерение.
2. Контроль накопленной погрешности окружного шага
на полуокружности
Этот метод контроля состоит в сравнении дуговых расстоя-
ний с центральным углом ф (обычно ф = 180°) между одноимен-
ными профилями двух зубьев колеса с подобным же расстояни-
ем между профилями других двух
Фиг. 308.
зубьев того же колеса (фиг. 308). По-
казания при измерении соответствуют
разности расстояния между контро-
лируемыми зубьями и первой парой
зубьев, по которой проведена настрой-
ка прибора.
Схема прибора показана на
фиг. 309. На станине прибора распо-
ложены вертикальные центры, между
которыми на оправке устанавливают
контролируемое зубчатое колесо 3. По
обе стороны от колеса находятся две
радиально перемещающиеся каретки 1
и 5; на одной неподвижно закреплен
координирующий наконечник 4, на другой — измерительный на-
конечник 7, связанный с чувствительной отсчетной головкой S, и
пружинный прижим 2, прижимающий зуб колеса к координи-
рующему наконечнику 4. Обе каретки одновременно отводятся
в радиальном направлении двусторонним кулаком 6, сидящим
на оси шпинделя прибора и получающим вращение от электро-
двигателя.
При отводе кареток одновременно поворачивается колесо с
помощью качающегося вокруг оси шпинделя рычага, оканчи-
вающегося собачкой. В качестве храповика используется само
контролируемое колесо. Затем каретки сближаются до исходно-
го положения и производят снятие показаний.
Наибольшая полуразность двух показаний равна накоплен-
388
ной ошибке шага, когда наибольшее -накопление ошибок шага
на колесе имеется точно на половине числа зубьев (фиг. 310):
A/s = +Д-(-Д) (134)
Если наибольшее накопление ошибок шага на колесе имеет-
ся на зубьях,'число кото-рых отлично от (фиг. ЗМ), то полу-
ченная при измерении наибольшая полуразность показаний бу-
дет меньше накопленной погрешности шага.
Таким образом, в большинстве случаев с помощью сравни-
тельного метода контроля накопленной ошибки на полуокруж-
ности получают заниженную оценку действительной величины
накопленной погрешности. Необходимо также учитывать, что
результаты контроля зависят от центрального угла ф дуги меж-
ду точками контакта измерительных наконечников с профиля-
ми зубьев, например, при ф = 180° разность показаний равна
2AZs, а при ф = 90° лишь 1,5Д^ . Данный метод имеет и ряд
преимуществ: простота прибора, возможность механизации опе-
рации контроля, значительное сокращение (Времени контроля.
13 Заказ 264 389
Для автоматизации процесса контроля прибор снабжается
дискретным амплитудным датчиком (фиг. 312), который должен
проверять размах показаний прибора при рабочем положении
кареток и не должен реагировать на промежуточные положения
измерительного наконечника во время отвода кареток. Датчик
отличается от стандартного амплитудного датчика наличием
Фиг. 312.
тормозной электроиндуктивной системы1, которая освобождает
измерительный наконечник лишь при рабочем положении каре-
ток прибора.
3. Контроль по равномерности окружных шагов
Метод заключается в сравнении измеряемых окружных ша-
гов колеса с произвольно выбранным первым шагом, по которо-
му была произведена настройка прибора. Этот метод контроля
1 См. И. В. Мазуренко. Устройство к амплитудному датчику для
контроля дискретных величин. — «Станки и инструмент», 1962, № 12.
390
отличается тем, что координирующий и измерительный наконеч-
ники располагаются на смежных одноименных профилях (на
угле ф = у), в то время как при ранее рассмотренном методе
контроля наконечники располагались на профилях, отстоящих
друг от друга на 180° (ф = л).
Для проверки равномерности окружного шага применяются
станковые шагомеры (фиг. 313, а и б).
Станковые приборы для контроля окружного шага обычно
имеют центры, а измерительная каретка перемещается в плос-
Фиг. 313.
кости, перпендикулярной к их оси. При переходе от шага к ша-
гу каретка отводится в радиальном направлении, а при измере-
нии она возвращается в исходное положение.
Зубчатое колесо поворачивают до получения нулевого пока-
зания на чувствительном упоре или до соприкосновения профи-
ля с неподвижным упором. Смещение измерительного наконеч-
ника отсчитывают по показывающей головке.
Накладные шагомеры (фиг. 313, в и г), применяемые для
контроля крупногабаритных колес, устанавливают на зубчатое
колесо тремя базирующими наконечниками, опирающимися на
наружный цилиндр колеса. Для ориентирования прибора в тор-
цовой плоскости колеса применяются еще два наконечника, при-
жимаемых к торцу зубчатого венца.
391
13»
Контроль колеса в торцовой плоскости можно осуществлять
при измерении на плите или на специальном кронштейне зубо-
резного станка.
При настройке прибора важно обеспечить расположение то-
чек измерения на одной окружности, концентричной рабочей оси
колеса.
При сравнительном измерении окружных шагов шагомер на-
страивают по «первому» шагу, для которого показания прини-
мают за ноль:
^Лотн ~ О-
Если сумма всех относительных 'отклонений шагов, т. е. сум-
ма показаний прибора при измерении каждого шага, не равна
нулю, то очевидно, что величина первого шага не является сред-
ней (номинальной) для данной окружности измерения, а име-
ет отклонение
= (135)
что видно из следующего. Сумма абсолютных (т. е. от среднего)
отклонений окружного шага на всей окружности должна быть
равна нулю
ЕД^ = О,
или
Е[(Д//-Д/1) + Д/1] = 0.
Заменяя
= 1отн*
получим
£ (Д^-отя + Д/J = О,
откуда
^^1отн + = О,
что соответствует формуле (135).
При таком измерении показания шагомера на любом зубе
Д^„1Я = Д^-Д^, (136)
где \t i — отклонение Z-го шага от среднего шага.
Пользуясь прибором, настроенным по первому шагу, раз-
ность соседних окружных шагов Д/с/ находят по разности отно-
сительных отклонений на соседних зубьях:
&ci ~ | &tl отн | • (137)
Известно, что накопленная погрешность окружного шага
между зубьями I и т равняется сумме отклонений окружных
шагов на этом участке зубчатого венца, т. е.
Ltilm = 2 Lti- <138>
I
392
По результатам относительных измерений окружного шага
накопленная погрешность может быть найдена из соотношения
т
Lhlm = ^^tiomH + ^. (139)
I
Применявшийся ранее способ нахождения накопленной пог-
решности окружного шага по результатам измерения равномер-
ности окружных шагов заключается в обработке результатов
Таблица 13
Обработка результатов измерений двумя способами
Применявшийся способ расчета Упрощенный способ расчета
№ шага д/. i отн 2Д/. № шага отн отн
1 0 1,5 1,5 1 0 0
2 — 1 0,5 2,0 2 —1 — 1
3 0 1,5 3,5 3 0 — 1
4 —1 0,5 4,0 4 —1 — 2
5 —1 0,5 4,5 5 —1 — 3
6 0 1,5 6,0 6 0 — 3
7 —2 —0,5 5,5 7 —2 — 5
8 —3 — 1,5 4,0 8 —3 — 8
9 —3 — 1,5 2,5 9 —3 — 11
10 —4 —2,5 0 10 —4 — 15
И —3 — 1,5 — 1,5 11 —3 — 18
12 —4 —2,5 —4,0 12 —4 —22
13 —6 —4,5 —8,5 13 —6 —28
14 —3 — 1,5 —10,0 14 —3 —31
15 — 1 0,5 —9,5 15 — 1 —32
16 0 1,5 —8,0 16 0 —32
17 1 2,5 —5,5 17 1 —31
: 18 2 3,5 —2,0 18 2 -29
19 1 2,5 0,5 19 1 —28
20 —2 —0,5 0 20 —2 —30
30 Wz= 0 Д/Е= 16 Э
д/1= —30 _ 20 ~ 1,5
измерения по формуле (139). При обработке результатов тре-
бовалось найти (табл. 13): сумму SA/omrt, отклонение первого
шага А/1 [по формуле (135)], абсолютное отклонение At; , т. е.
сумму каждого относительного отклонения и отклонения «пер-
вого» шага (At iomfi + AZi) и последовательные суммы абсолют-
шага АЛ [по формуле (135)], абсолютное отклонение Ati, т. е.
при большом числе зубьев на колесе. Затруднения вызываются
также тем, что обычно А6 не целое число, а округления не до-
пустимы, так как в случае округления при последовательном
393
суммировании Д/, искажается определяемая (величина накоп-
ленной погрешности окружного шага.
Формулу (139) можно переписать в следующем виде:
т
^1т = 2 отн + (т-1) Ч (140)
I
или
т z
= — I) (141)
I 1
В соответствии с формулой (141) в 1937 г. был предложен
графический способ определения накопленной погрешности ок-
ружного шага, значительно упрощающий (вычислительные ра-
боты при обработке результатов измерения (см. табл. 13).
Для определения накопленной погрешности окружного шага
последовательно суммируют относительные отклонения окруж-
ного шага т. е. результаты отсчета по показывающей го-
ловке прибора. Вычитание накопившейся разности производят
графическим путем. Для этого в конце диаграммы (фиг. 314, а)
2
откладывают величину с обратным знаком и конец:
ординаты соединяют с началом осей координат. Последователь-
ные суммы относительных отклонений окружного шага откла-
дывают от наклонной линии по ординатам, а не от оси абсцисс,
как это делают обычно. Откладывание последовательных сумм
от наклонной линии, тангенс угла наклона которой
2
{gS = -y24o'”K’ (И2)
1
разности
обеспечивает графическое вычитание накопившейся
m ~L 2дл
отн •
Как видно из табл. 13, упрощенный метод определения на-
копленной погрешности окружного шага значительно уменьша-
ет объем вычислительной работы.
Метод определения накопленной погрешности окружного ша-
га по результатам измерения его равномерности имеет весьма
существенные недостатки.
Во-первых, результат определения накопленной погрешности-
окружного шага колеса непосредственно зависит от накопле-
ния погрешностей единичных измерений каждого шага. Это осо-
бенно сильно сказывается, если при измерении действует посто-
янно изменяющаяся погрешность измерения, как например,
постепенный отход координирующего наконечника или равно-
мерный во времени нагрев шагомера.
394
39 5
Если погрешность каждого измерения возрастает на Л/, то
погрешность Z-ro измерения будет ZA*, а накопленная погреш-
ность примерно равна —-—. Наибольшая накопленная погреш-
2
ность измерения будет при Z = и она будет равна As =
= Лг2А/, а уравнение параболы, выражающей функцию накоп-
8
ленной погрешности измерения, может быть выражено так:
Ав/ = V р -Я д' + V 22 д/ = V д'[(2/ - 2)2 -22]-
Z \ Z / о о
Если принять А/ = 0,01 мкм, то при z = 40 погрешность оп-
ределения накопленной погрешности окружного шага
д5 = J- 402 • 0,01 = 2 мкм,
а для колеса с большим числом зубьев, например z = 200, по-
грешность определения может дойти до величины А2 = 50 мкм,
в то время как погрешность измерения двухсотого зуба будел.
равна ©сего лишь Z-Af = 200-0,01 = 2 мкм, т. е. может быть не
замечена.
Влияние случайных погрешностей незначительно, так как
их совместное проявление взаимно компенсируется.
Во-вторых, результат может быть значительно искажен
вследствие расположения измерительного и координирующего
наконечников не на одной окружности измерения. Если угол
между двумя точками контакта меньше углового шага
(фиг. 314,6), то результат измерения будет занижен.
В-третьих, при использовании накладных шагомеров резуль-
тат измерения будет зависеть от биения наружной окружности
колеса, используемой в качестве базы измерения. Так, наиболь-
шая разность любых двух окружных шагов по колесу, вызван-
ная наличием эксцентрицитета ег базы измерения:
Lte — Д/н = 2ег2 sin— . . (143)
2 го
Если нельзя избежать применения рассматриваемого мето-
да определения накопленной погрешности окружного шага, то
следует использовать шагомеры с тангенциальными наконечни-
ками (фиг. 314, в), автоматически обеспечивающие равенство
угла между точками контакта наконечников с профилями зубь-
ев колеса угловому шагу.
Национальной физической лабораторией Англии и фирмой
Иллинойс была сделана попытка автоматизации прибора для
контроля равномерности окружного шага. Контролируемое ко-
лесо на оправке, соединенной с вращающимся шпинделем, уста-
навливают между центрами прибора. На шпинделе свободно
396
сидит синусный рычаг длиной I (фиг. 315), который с (помощью
электромагнитной ,муфты может быть соединен со шпинделем.
При выключении муфты и освобождении рычага включается
система, тормозящая шпиндель. Вначале под конец рычага под-
водится большой блок высотой bi и рычаг муфтой соединяется
со шпинделем. В этом угловом положении измерительная карет-
ка подводится в радиальном направлении к контролируемому
колесу и самописец регистрирует положение профиля зуба. За-
тем муфта освобождает рычаг и фиксирует шпиндель. После это-
го подводится меньший блок высотой Ь2 и рычаг поворачивается
до соприкосновения с ним. Одновременно с этим измерительная
каретка отводится от контролируемого зубчатого колеса. В кон-
це отхода измерительной каретки включается муфта, соединяю-
щая рычаг со шпинделем, и начинается их совместный поворот
до положения, когда рычаг вновь соприкоснется с подведенным
большим блоком. Таким образом, осуществляется поворот шпин-
деля на один угловой шаг у.
Если разность высот блоков &i — b2 не обеспечивает поворот
колеса точно на 1/z часть, то начало и конец записи оказываются
не на одном уровне. Соединив между собой крайние точки запи-
си, отсчет ведут от полученной наклонной линии.
Цикл измерения на всей окружности (от первого зуба до
возврата к нему) проводится автоматически с помощью пневма-
тических устройств и управляющих ими распределителей.
§ 5. КОНТРОЛЬ КОЛЕБАНИЙ ИЗМЕРИТЕЛЬНОГО МЕЖЦЕНТРОВОГО
РАССТОЯНИЯ
Ввиду отсутствия на заводах, производящих зубчатые коле-
са, приборов для однопрофильного обката обычно для оценки
точности колес применяется комплексный метод двухпрофиль-
ного обката. В этом случае контролируемое колесо зацепляется
с измерительным колесом, и при вращении они радиально под-
жимаются одно к другому в радиальном направлении, т. е. за-
цепляются без бокового зазора, соприкасаясь как по левым, так
397
и по правым профилям зубьев (поэтому подобная проверка на-
зывается двухпрофильной). При контроле фиксируют колебание
измерительного межцентрового расстояния 'как за оборот коле-
са, так и на малых долях оборота (обычно при повороте на
один зуб). Кроме колебаний межцентрового расстояния, наблю-
дают также абсолютное отклонение межцентрового расстояния
от расчетного значения.
Принципиальные схемы приборов для комплексного двух-
профильного контроля показаны на фиг. 316. На фиг. 316, а — &
Фиг. 316.
показаны схемы станковых приборов, в которых контролируемое
зубчатое колесо устанавливается на оправку. В приборе, изоб-
раженном на фиг. 316, а, измерительное колесо сажается на
оправку, смонтированную на плавающей каретке. Эта каретка
поджимается в радиальном направлении. В приборе, изображен-
ном на фиг. 316, б, измерительное колесо устанавливается на
оправку, закрепленную на качающемся рычаге. Положение ка-
ретки или рычага отсчитывается показывающим прибором или
самописцем. Прибор, показанный на фиг. 316, в, отличается
гем, что в качестве измерительного элемента использовано не
измерительное колесо, а две измерительные рейки, расположен-
ные одна над другой и раздвигаемые в тангенциальном направ-
398
лении так, что одна из реек касается правых профилей зубьев
контролируемого колеса, а другая — левых. Погрешности изго-
товления колеса вызывают относительное перемещение реек од-
на относительно другой, фиксируемое показывающим или запи-
сывающим прибором.
На фиг. 316, г показана схема измерительной части контроль-
но-сортировочного автомата для двухпрофильной проверки зуб-
чатых колес. Контролируемое колесо катится по наклонному
склизу и затем проходит между неподвижной зубчатой рейкой
и вращающимся измерительным колесом. Различие в размерах
контролируемых колес вызывает смещение измерительной ка-
ретки. В таком автомате контролируется расстояние между из-
мерительными элементами — рейкой и колесом, что упрощает
процесс контроля, так как не требуется посадка колеса на оп-
равку. Результаты контроля характеризуют лишь размер, из-
меренный по противоположным зубьям или впадинам, безотно-
сительно к оси зубчатого колеса, вследствие чего снижается ка-
чество контроля. Кроме того, колесо проверяется лишь в одном
диаметральном сечении, а не по всей своей окружности.
При контроле с помощью приборов, схемы которых изобра-
жены на фиг. 316, а и б, результаты контроля характеризуются
кривой, показанной на фиг. 317. Прибор настраивают на номи-
нальное измерительное межцентровое расстояние а. Затем по
чертежу или стандарту определяют допускаемые отклонения
Лд а и Дка, нанесенные на фиг. 317.
График действительных погрешностей колеса должен удов-
летворять трем условиям: 1) он не должен выходить за грани-
цы Дба и Д„ а, что указывает на соблюдение толщины зубьев;
2) колебание измерительного межцентрового расстояния за
оборот колеса До а должно быть меньше допуска 60 а, что вы-
полняется при малом радиальном биении, отклонении профиля
и основного шага, и 3) колебание измерительного межцентро-
399
вого расстояния на зубе Ат а должно быть меньше допускаемо-
го значения 67 а, что зависит от действительных погрешностей
профиля и основного шага.
Контроль с двумя измерительными рейками (фиг. 316, в) от-
личается лишь тем, что расстояние реек от оси колеса остается
постоянным, а погрешности колеса вызывают изменение шири-
ны 1В1падин и толщины зубьев рейки.
Метод комплексной двухпрофильной проверки обладает ор*
ганическим недостатком, заключающимся в том, что при кон-
_ троле обнаруживаются только ради-
J________________уу Y. альные погрешности обработки, а тан-
генциальные погрешности обработки
/——\/ у у \ остаются не выявленными или выяв-
ляются лишь частично.
.—у— Выявление местных элементных
У2 X X X X Л. погрешностей зубчатого колеса при
двухпрофильном контроле весьма
тсзооостс сложно. Только при наличии постоян-
но повторяющейся элементной по-
грешности она четко выделяется в ди-
аграмме двухпрофильной погреш-
ности.
При двухпрофильном комплексном контроле постоянное от-
клонение основного шага вызывает скачкообразный характер
кривой изменения измерительного межцентрового расстояния,
состоящей в общем случае в пределах углового шага из двух
прямолинейных и двух параболических участков (фиг. 318).
Фиг. 318.
На фиг. 319 показан график, изображающий отношение скач-
ка АН при двухпрофильном контроле к скачку АНтах = 1,46
при различных отношениях
Действие местных погрешностей профиля зубчатых колес ха-
рактеризуется симметричной островершинной кривой, боковые
стороны которой являются ветвями параболы.
400
При проектировании измерительных колес, которые исполь-
зуются для двухпрофильного комплексного контроля, стремятся
к тому, чтобы проверка зубчатого колеса осуществлялась на
всей длине рабочего профиля и обеспечивался заданный угол за-
цепления.
Двухпрофильный контроль может выполняться с различны-
ми целями: 1) для непрерывного измерения смещения исходно-
го контура (по показателям бокового зазора); 2) для общей
оценки качества колеса (по показателям кинематической точ-
ности, плавности и бокового зазора); 3) для определения от-
дельных погрешностей зубчатого колеса (по элементным пока-
зателям для технологического контроля).
В первом случае стремятся обеспечить равенство угла за-
цепления (ая = араб ) и степени перекрытия (ея = гРаб ) при
контроле и эксплуатации.
Во втором случае стремятся, чтобы при контроле угол зацеп-
ления отличался от угла зацепления при обработке (ам =
= ас + Да), а степень перекрытия была бы равна ее величине
при эксплуатации (ем = еРаб)-
В третьем случае должно применяться специальное измери-
тельное колесо, у которого степень перекрытия е = 1,05.
Для измерительных колес условия одновременного соблюде-
ния требований к величинам аи и su являются противоречивыми.
Стандартные измерительные зубчатые колеса (ГОСТ 6512-58)
имеют увеличенный диаметр окружности выступов и дают воз-
можность проверять колеса с числом зубьев 100, выполненные
по сопряжению X от начальной контактной точки, создаваемой
при зацеплении колеса с рейкой. Для колес с меньшим числам
зубьев проверку производят от точки профиля, имеющей боль-
ший радиус кривизны. Последнее обстоятельство является вы-
нужденным по условиям зацепления и вследствие того, что ко-
леса с меньшими числами зубьев имеют и меньшие утоняющие
сдвиги исходного контура.
§ 6. КОНТРОЛЬ РАДИАЛЬНОГО БИЕНИЯ ЗУБЧАТОГО ВЕНЦА
Под радиальным биением зубчатого венца понимается наи-
большее колебание смещений исходного контура относительно
рабочей оси зубчатого колеса.
Для контроля биения зубчатого венца применяются станко-
вые приборы—биениемеры (фиг. 320). Прибор обычно состоит
из станины, имеющей центры и каретку. Имеются приборы с по-
стоянной оправкой, на которой проверяемое колесо центрирует-
ся с помощью сменных втулок. Измерительная каретка прибора
снабжена штоком или малой кареткой для закрепления измери-
тельного наконечника. Последний может отводиться в радиаль-
ном направлении от оси колеса и возвращаться под действием
пружины во впадину между зубьями колеса до касания с дву-
мя профилями. Наибольшая разность показаний чувствительной
401
головки (при расположении наконечника во всех впадинах ко-
леса характеризует биение зубчатого венца.
Различают приборы с тангенциальным наконечником
(фиг. 320, б), выполняемым в виде конуса, зуба рейки или двух
профилей, образующих впадину рейки, или с точечным нако-
нечником (фиг. 320, а)
обычно в виде шарика
или ролика.
Проверку тангенци-
альным наконечником
можно проводить на мик-
роскопах или проекторах
при проекционном, (бес-
контактном) способе из-
мерения (фиг. 320, в).
В этом случае на экран
проектора или пластину
окулярной головки нано-
сят изображение двух ли-
ний, пересекающихся под
углом 2 ад, и проверяе-
мое колесо вместе с из-
мерительным столиком
перемещают в направле-
нии биссектрисы угла до соприкосновения обоих профилей зуба
с двумя линиями. Перемещение колеса отсчитывают по микро-
метрическому винту.
При контроле тангенциальным наконечником с углом при
вершине 2а^ можно обнаружить лишь радиальные погрешности
обработки L Если угол при вершине тангенциального наконеч-
ника значительно отличается от двойного угла исходного конту-
ра, то при контроле радиального биения будет также выявлять-
ся часть тангенциальных погрешностей обработки. Подобное
явление возможно при использовании для контроля колеса с
углом ад =20° наконечника, предназначенного для колес, у
которых угол ад = 15°
Особое внимание необходимо обратить на использование
шарикового или роликового наконечника.
При проверке радиального биения некорригированных колес
шариком диаметром будут обнаруживаться лишь радиальные
погрешности обработки. Этот диаметр можно назвать наивыгод-
нейшим, так как при применении наконечника этого диаметра
для контроля радиального биения исключается влияние некон-
тролируемых тангенциальных погрешностей обработки.
1 См. Т а й ц Б. А. Анализ некоторых методов контроля цилиндрических
зубчатых колес. — Взаимозаменяемость и технические измерения в машино-
строении. Межвузовский сборник № 3. М., Машгиз, 1961.
402
Если диаметр наконечника отличается от наивыгоднейшего,
то при контроле будут обнаруживаться как радиальные погреш-
ности обработки, так и часть тангенциальных. Каждое колесо
имеет различное утонение, а иногда и корригирование; поэтому
в практике избегают применения точечных наконечников для
контроля радиального биения зубчатого венца.
Сопоставляя графики результатов измерения биения зубча-
того венца и колебания измерительного межцентрового расстоя-
ния, легко обнаружить, что график двух,профильной проверки
представляет собой непрерывную кривую изменения измеритель-
ного межцентрового расстояния по углу поворота колеса, а гра-
фик биения зубчатого венца состоит из отдельных (дискретных)
ординат, точки которых лежат на кривой Aa = f((p). Поэтому
обнаруживаемое биение зубчатого венца е0 обычно меньше ко-
лебания измерительного межцентрового расстояния Аоа пример-
но на удвоенное значение колебания измерительного межцент-
рового расстояния на одном зубе Ата, т. е.
е0 ~ Доа — 2Д7а. (144)
Процесс контроля радиального биения зубчатого венца в
некоторых случаях механизируют и автоматизируют.
Фирма Шоппе и Фазер (ФРГ) выпускает биениемер с меха-
низированным поворотом контролируемого колеса, отводом и
подводом шарикового измерительного наконечника и регистра-
цией результатов контроля на диаграмме. Измерительный нако-
нечник 1 (фиг. 321, а) с помощью эксцентриков 2 и 3 описыва-
403
ет эллипсовидную траекторию Л, -вследствие чего наконечник
переходит из одной впадины в другую и одновременно контро-
лируется глубина его погружения. Диаграмма, записываемая
самописцем, имеет пикообразный характер, причем вершины
пик соответствуют радиальному заглублению наконечника в
каждую /впадину.
Московский инструментальный завод выпускает полуавтомат
для контроля радиального биения зубчатого -венца, построенный
по более простой схеме (фиг. 321, б). Измерительный наконеч-
ник 1 совместно с кареткой 4 радиально отводится при помощи
непрерывно вращающегося эксцентрика 5. Во время отвода ка-
ретки укрепленная на ней собачка поворачивает зубчатое коле-
со на один угловой шаг. В качестве храповика используется са-
мо зубчатое колесо.
Колебание радиального положения наконечника контролиру-
ется дискретным амплитудным датчиком (см. фиг. 312).
§ 7. КОНТРОЛЬ КОЛЕБАНИЙ ДЛИНЫ ОБЩЕЙ НОРМАЛИ
Под длиной общей нормали понимается расстояние между
двумя параллельными прямыми, касательными к двум разнои-
менным профилям зубьев при охвате п зубьев (фиг. 322).
Фиг. 322.
Длину L общей нормали измеряют с целью выявления ее
колебания в одном колесе, что характеризует часть его кинема-
тических (тангенциальных) погрешностей, или определения от-
клонения средней длины общей нормали от ее расчетной вели-
чины, что позволяет установить толщину зубьев колеса. В пер-
вом случае прибор настраивают по произвольной группе зубьев
колеса и наблюдают за наибольшей разностью показаний при
измерении других групп зубьев колеса; во втором случае при-
бор должен показывать действительную длину нормали или от-
клонение ее от предварительного настроенного размера.
Для контроля длины общей нормали используются различ’
ные инструменты и приборы: жесткие калибры (фиг. 323, а),
микрометрические нормалемеры (фиг. 323, б), индикаторные
нормалемеры (фиг. 323, в) и станковые приборы (фиг. 323, г).
404
Калибры-скобы для контроля длины общей нормали делают
двухпредельными (ПР и НЕ) и двухсторонними. Расчетными
размерами для проходной и непроходной сторон являются
L/7p = Ln — &eL и Lhe = L[jP — aL. (145)
Недостатком жестких калибров является то, что при их ис-
пользовании детали бракуются, если хотя бы одна из прове-
ряемых длин общей нормали выйдет за расчетные пределы, в то
время как допуск на нее относится к ее средней длине в одном
колесе. Это означает, что отдельные длины общей нормали мо-
гут выходить за границы допуска, назначаемого для ее средней
длины, а проверка жесткими калибрами вносит излишние уже-
сточения в условия приемки. Это особенно ощутимо, когда до-
пуск на длину общей нормали мал, а допуск на колебание длины
общей нормали значителен. Учитывая это, в производственных
условиях калибрами проверяют длину общей нормали в трех-
четырех участках колеса и допускают выход размера в одном
месте зубчатого венца по проходной 'или непроходной стороне.
Для абсолютных измерений длины общей нормали использу-
ются микрометрические нормалемеры (фиг. 324), которые отли-
чаются от обычных микрометров специальными плоскими та-
рельчатыми губками, вводимыми во впадины между зубьями
колеса. Размеры губок рассчитывают исходя из наименьшего
модуля 0,5 или 1 мм.
Микрометрические нормалемеры выпускаются заводом
«Красный инструментальщик» для четырех диапазонов длин
общей нормали: 0—25, 25—50, 50—75 и 75—100 мм. Техничес-
кие требования на них нормируются ГОСТом 6507-60.
405
Довольно широко применяются индикаторные нормалеме-
ры различных типов. Ленинградским инструметальным заво-
дом выпускаются индикаторные нормалемеры двух размеров
для длин до 150 и 300 мм (фиг. 325). Прибор состоит из изме-
рительной головки с под-
вижной губкой 7 и тру-
бы 4, по которой может
перемещаться и устанав-
ливаться в определенном
положении губка 6. Под-
вижная губка подвешена
на четырех плоских пла-
стинах 8 толщиной 0,08—
0,1 мм. Ее перемещения
передаются с помощью
рычага 9 (с отношением
плеч 2 : 1) к отсчетному индикатору 1 с ценой деления 0,01 мм.
На одно из плеч рычага воздействует арретир 2. Благодаря от-
ношению плеч рычага 2 : 1 цена деления отсчетной головки ста-
Фиг. 325.
новится равной 0,005 мм. Установочная губка 6 имеет разрезную
втулку <3, которая разжимается специальным ключом 5 при
ее передвижении, а после удаления ключа оказывается за-
крепленной вследствие действия сил упругости. При изготовле-
406
Фиг. 326.
колеса состоит в из-
нии втулки ее растачивают по диаметру, меньшему наружного
диаметра трубы, и затем притирают на цилиндре, диаметр ко-
торого на 0,1 мм меньше диаметра трубы.
Настройку индикаторного нормалемера при измерении от-
клонений длины общей нормали производят по концевым ме-
рам длины.
Ряд станковых универсальных зубоизмерительных прибо-
ров снабжаются специальными измерителными устройствами
для контроля длины общей нормали, ко-
торые обычно представляют собой ка-
ретку, плавающую в тангенциальном
направлении и имеющую неподвижную
и подвижную губки. При переходе с од-
ной группы зубьев на другую измери-
тельная каретка отводится в радиальном
направлении от оси зубчатого колеса.
На фиг. 326 показана измерительная
каретка для контроля длины общей нор-
мали универсального зубоизмерительно-
го прибора УЗП-400 Московского инст-
рументального завода для контроля ко-
лес диаметром до 400 мм.
Отклонение длины общей нормали ДА
от заданной величины может быть пе-
ресчитано в смещение исходного конту-
ра Д/г или отклонение толщины зуба AS:
А/ АО
Д/г -------; Д5 -----.
2sin cos ад
§ 8. КОНТРОЛЬ ПРОФИЛЯ ЗУБЧАТЫХ КОЛЕС
Цилиндрические зубчатые колеса с
прямыми и косыми зубьями (кроме ча-
совых) имеют эвольвентный профиль
зубьев в торцовом сечении колеса.
Проверка профиля боковой поверх-
ности зубьев в одном из торцовых сечений
мерении отклонений действительного профиля от эвольвентной
кривой номинальных параметров (данного радиуса основной
окружности и угла развернутости).
В практике в основном применяется кинематический метод
контроля профиля зубчатого колеса, осуществляемый с помо-
щью специальных приборов, называемых эвольвентомерами.
Эвольвентомеры воспроизводят в относительном движении
измерительного наконечника по отношению к зубчатому коле-
су эвольвенту заданной основной окружности. При наличии
погрешностей профиля зуба наконечник отклоняется по отноше-
407
нию к измерительной каретке, что регистрируется показываю-
щим или самопишущим устройством, установленным на каретке.
В зависимости от механизма, используемого для воспроизве-
дения эвольвенты, приборы делятся (фиг. 327) на дисковые,
рычажно-дисковые, рычажно-кулачковые и дисково-клиновые.
Дисковые эвольвентомеры состоят из станины с гнездом для
крепления шпинделя и направляющих для поступательного дви-
Фиг. 327.
жения измерительной каретки. На шпиндель посажены сменный
диск, диаметр которого равен диаметру основной окружности
контролируемого зубчатого колеса, и зубчатое колесо, поэтому
эти эвольвентомеры называются индивидуально-дисковыми. Из-
мерительный наконечник располагают так, чтобы его контактная
точка находилась строго над поверхностью обката обкатыва-
ющей линейки.
Индивидуально-дисковые эвольвентомеры в зависимости от
движений, совершаемых диском и линейкой, делятся на три ти-
па: с расчлененным движением (фиг. 327, а), с неподвижной лп-
408
нейкой (фиг. 327, б) и с неподвижным диском (фиг. 327, в).
В эвольвентомере первого типа диск с колесом совершает вра-
щательное движение, а обкатывающая линейка — поступатель-
ное; в приборе второго типа диск с колесом катится по непод-
вижной линейке; в эвольвентомере третьего типа диск и колесо
неподвижны, а линейка вместе с измерительной кареткой обка-
тывается по диску.
Наибольшее распространение имеют приборы с расчленен-
ным движением. В них диск прижимается к линейке тарирован*
ной пружиной, располагаемой на измерительной каретке.
В наиболее совершенных конструкциях для разгрузки опор-
шпинделя от радиальных усилий применяется специальное уст-
ройство (фиг. 328), создающее два равных и противоположно
направленных усилия, действующих на шпиндель, благодаря
чему он оказывается зажатым и поэтому свободным от односто-
роннего воздействия прижимного усилия.
Кроме индивидуально-дисковых эвольвентомеров, широко
применяются универсальные эвольвентомеры, легко перестра-
иваемые с помощью шкал или концевых мер для контроля зуб-
чатых колес с различными даметрами основных окружностей.
Сущность всех встречающихся схем универсальных эвольвен-
томеров заключается в создании согласованного вращения
шпинделя и поступательного движения обкаточной каретки с по-
мощью ленточной (фиг. 327, г), кулачковой (фиг. 327, д) или
фрикционной (фиг. 327, е) передачи и получения пропорцио-
нально уменьшенного поступательного перемещения на задан-
ном радиусе Го с помощью рычажной (фиг. 327, г и д) или кли-
новой (тангенсной, фиг. 327, е) передачи.
Кинематическая схема рычажно-кулачкового универсально-
409-
го эвольвентомера КЭУ Московского инструментального заво-
да аналогична схеме, показанной на фиг. 327, д. Эвольвентомер
предназначен для контроля колес диаметром до 300 мм и моду-
лем до 8 мм. Настройка производится по блоку плиток с разме-
ДГ
Фиг. 329.
ром, равным го. Прибор имеет
электроиндуктивный самописец
для регистрации отклонений про-
филя (фиг. 329).
Кроме рассмотренного кине-
матического метода проверки
профиля зубьев цилиндрических
колес, существуют профильный
метод и метод проверки профи-
ля по отдельным точкам.
Профильный метод проверки состоит в сопоставлении дейст-
вительного профиля зуба с профилем шаблона (фиг. 330, а) или
проекторным чертежом (фиг. 330, б), устанавливаемым на экра-
не проектора.
Иногда при отсутствии эвольвентомеров или при контроле
профиля мелкомодульных зубчатых колес проверку производят
по отдельным точкам профиля, поворачивая колесо на заданный
угол и измеряя перемещение точечного наконечника или линии,
касательной к профилю (фиг. 330, виг).
§ 9. КОНТРОЛЬ ОСНОВНОГО ШАГА ЗУБЧАТЫХ КОЛЕС
Основным шагом зубчатого колеса называется расстояние
между двумя параллельными прямыми, касательными к двум
смежным одноименным профилям.
410
В практике встречаются различные конструкции накладных
и станковых шагомеров для контроля основного шага одним из
трех методов: тангенциальным (фиг. 331, а и б), тангенциально-
кромочным (фиг. 331, виг) и кромочным (фиг. 331, д, е и ж)..
При тангенциальном методе проверку осуществляют в соот-
ветствии с определением основного шага, т. е. измеряют расстоя-
Фиг. 331.
ние между параллельными поверхностями координирующего
и измерительного наконечников.
На фиг. 332 показан тангенциальный шагомер для основного*
шага, выпускаемого Ленинградским инструментальным заводом,
при модуле 2—10 мм. Измерительный наконечник 1 подвешен на
плоских пружинах и его перемещения передаются к рычажной
чувствительной головке. Координирующий наконечник 2 может
быть установлен относительно корпуса прибора вращением вин-
411
та 4. Прибор настраивают по блоку плиток, размер которого ра-
вен основному шагу. Таким образом, индикатор прибора показы-
вает отклонения действительного шага колеса от номинального.
Опорная ножка 3 обеспечивает необходимое заглубление линии
измерения.
Измерение основного шага происходит только на участке пе-
рекрытия одного эвольвентного профиля зуба с другим смеж-
ным одноименным профилем. Угол перекрытия эвольвентных
участков для точного колеса может быть найден из табл. 14.
Таблица 14
Составляющие степени перекрытия и углы перекрытия
17 18 19 20 30 40 50 60 70 80 со
0,760 0,767 0,774 0,780 0,828 0,860 0,878 0,896 0,906 0,912 0,992
Фг 15,93° 15,13° 14,55° 13,87° 9,80° 7,68° 6,25° 5,33° 4,61° 4,07° 0
ФзС 11,31° 10,66° 10,10° 9,62° 6,40° 4,81° 3,86° 3,20° 2,74° 2,41° 0
В табл. 14 приведены значения составляющих степени пере-
крытия ez для различных чисел зубьев и углы перекрытия при
зацеплении с рейкой нефланкированных ф £ и фланкированных
колес при ад = 20°, fp = 1,0 и g = 0.
Для пары колес, например с числом зубьев 20 и 60, степень
перекрытия 8 = 0,780 + 0,896 =1,676, а при зацеплении колеса
412
(z = 20) с рейкой е = 0,780 + 0,992 = 1,772. Угол перекрытия
для колеса при z — 20 с рейкой
= (1,772 — 1) ~ = 0,242 рад = 13,87°.
При измерении основного шага накладным тангенциальным
шагомером прибор может покачиваться в пределах угла пере-
крытия профилей. При переходе линии измерения за пределы
этого угла начинается кромочный контакт на головке зуба коле-
са или контакт кромки измерительного наконечника с ножкой
зуба колеса. Для выделения
при измерении участка пе- At
рекрытия измерительный
наконечник делают на 0,5— [ -----------
0,7 мм длиннее координи- //
рующего наконечника. В ре- f \
зультате этого вид диаг- / \
раммы показаний прибора '
соответствует сплошной ли- ------------------------------
нии, а не штриховой (фиг.
333). Фиг. 333.
При измерении колес на
станковом приборе с двумя тангенциальными наконечниками
(фиг. 331, б), а также при измерении на проекторе прибор и
колесо не поворачивают относительно друг друга и основной
шаг проверяется лишь при каком-либо одном угле разверну-
тости.
На фиг. 331, в и г показаны схемы накладных шагомеров, у
которых координирующий наконечник тангенциальный, а изме-
рительный — кромочный или точечный. По схеме, изображенной
на фиг. 331, в, Ленинградским инструментальным заводом вы-
пускается накладной шагомер для основного шага крупномо-
дульных зубчатых колес (с модулем 18—36 мм). По схеме, при-
веденной на фиг. 331, е, выполнены шагомеры фирм Мааг и Мар.
В накладном шагомере (фиг. 331, б), выпускавшемся фир-
мой Кайльпарт, в качестве координирующего и опорного нако-
нечников применяется сменный ролик, а измерительный нако-
нечник имеет точечный контакт с зубом колеса.
При использовании шагомеров всех трех типов их необходи-
мо покачивать на колесе до нахождения кратчайшего расстоя-
ния между профилями зубьев, т. е. до тех пор, пока точки каса-
ния наконечников с обоими профилями не окажутся на одной
общей нормали к профилям.
Накладной прибор Национальной физической лаборатории
Англии (фиг. 331, е) и станковый прибор фирмы Иллинойс
(фиг. 331, ж) построены по сходной схеме с кромочным принци-
пом измерения. Измерение происходит по заданному направле-
нию, которое не совпадает с действительной линией зацепления.
Таким образом, при измерении этим методом вскрываются пог-
413
решности, которые непосредственно не характеризуют ни эксплу-
атационные качества колеса, ни нарушения технологии, поэтому
применение кромочного метода измерения не рекомендуется.
Кроме того, несоосность зубчатого венца с базой измерения
оказывает нежелательное влияние на результаты измерения.
§ 10. КОНТРОЛЬ ВИНТОВОЙ ЛИНИИ КОСОЗУБЫХ колес
Боковую поверхность зуба косозубого эвольвентного колеса
можно геометрически представить как поверхность, описывае-
мую прямой, лежащей на плоскости, обкатываемой по основному
цилиндру (фиг. 334). Эта плоскость пере-
секает боковую поверхность зуба по пря-
мой, называемой контактной линией. У ко-
созубого колеса она направлена к линии,
параллельной оси колеса, под углом р0,
равным углу наклона зуба на основном ци-
линдре.
Образующая прямая боковой поверхно-
сти косозубого колеса при обкатывании
плоскости оставляет след на основном ци-
линдре в виде винтовой линии. При сечении
поверхности зуба любым другим концен-
тричным цилиндром, например делитель-
ным или другим цилиндром, линия пересе-
чения также будет винтовой линией с той
же величиной хода Н, но с большим углом
наклона, соответственно р^ или 3.
Зацепление косозубого
колеса можно
представить как перекатывание винтовых линий зубьев шестер-
ни и колеса; их погрешности нарушают плавность работы косо-
зубых колес. Кроме того, у широких косозубых колес продоль-
ный контакт зубьев зависит от точности винтовой линии зубь-
ев, а высотный контакт — от точности контактных линий.
414
Различают три вида погрешностей винтовой линии зуба: от-
клонение хода и формы винтовой линии зуба ДВ0 (фиг. 335, а),
отклонение хода винтовой линии ABs (фиг. 335, б) и отклоне-
ние формы винтовой линии AF (фиг. 335, в).
1. Контроль хода и формы винтовой линии
Полная проверка винтовой линии с помощью ходомера состо-
ит в сопоставлении линии, получающейся в пересечении поверх-
ности с цилиндром, соосным рабочей оси колеса, с номинальной
винтовой линией зуба.
При контроле проверяемое зубчатое колесо устанавливают
между центрами прибора, который настраивают по номинально-
му ходу винтовой линии зуба. Измерительный наконечник пере-
мещают относительно контролируемого колеса по винтовой ли-
нии номинального хода. Это винтовое движение обеспечивается
согласованным вращением и поступательным перемещением
измерительного суппорта относительно колеса. Аналогично*
эвольвентомерам ходомеры также могут быть с расчлененным
движением (вращение изделия и поступательное перемещение
измерительного суппорта), с совмещением обоих движений на
изделии или с совмещением двух видов движений на измеритель-
ном суппорте (последняя схема не применяется).
Схемы ходомеров основных типов показаны на фиг. 336. На
фиг. 336, а изображена схема ходомера с индивидуальным смен-
ным копиром, имеющим ход винтовой канавки, равный ходу вин-
товой линии колеса. Копир закрепляется на вращающемся шпин-
деле, несущем зубчатое колесо. На неподвижной части прибора
закрепляется палец, касающийся рабочей поверхности канавки-
копира, а также измерительная каретка с измерительными нако-
нечником и чувствительной головкой или самописцем. При вра-
щении шпинделя с помощью червячной передачи с ручным приво-
дом или от электродвигателя шпиндель получает также и осевое
перемещение благодаря копиру, вследствие чего зубчатое коле-
со, совершая винтовое движение, «провинчивается» перед изме-
рительным наконечником. В данном приборе изделие совершает
вращательное и поступательное движения. По такой же схеме
работают приборы с расчлененным движением, в которых
шпиндель с копиром и изделием получает вращательное движе-
ние благодаря поступательному движению пальца, входящего
в копир и закрепленного на измерительной каретке (подобно
вращающемуся винту и поступательно движущейся гайке).
Приборы со сменным копиром имеют весьма простую кине-
матическую цепь и обусловливают относительно высокую точ-
ность контроля. Вместе с тем их применение ограничено условия-
ми массового или крупносерийного производств.
Значительно большее распространение имеют универсальные*
ходомеры, которые с помощью концевых мер или круговых лим-
415
бов настраивают для контроля косозубых колес с различным
ходом винтовой поверхности зубьев.
На фиг. 336, б — г показаны три схемы универсальных ходо-
меров с расчлененным движением: фрикционно-клиновая, лен-
точно-клиновая и кулачково-клиновая, а на фиг. 336, дне —
схемы универсальных ходомеров фрикционно-клинового и фрик-
ционного типов с совмещенными на изделии движениями.
Фиг. 336.
Во всех схемах с расчлененным движением продольное посту-
пательное перемещение измерительной каретки совместно с кли-
новой линейкой по линии, параллельной оси центров, вызывает
поперечное перемещение каретки по линии, перекрещивающейся
под прямым углом с осью центров. Это поперечное перемещение
преобразуется во вращательное движение шпинделя с помощью
фрикционной передачи (фиг. 336, б), ленточной передачи
(фиг. 336, в) или эвольвентного кулака (фиг. 336, г).
Изменение соотношения между углом поворота шпинделя и
перемещением измерительной каретки достигается поворотом
клиновой линейки на заданный угол. Угол установки клиновой
линейки определяют из условия, что при осевом перемещении из-
416
мерительной каретки на величину хода винтовой поверхности Н
шпиндель должен сделать полный оборот, т. е. //tg гр = ш!д
Следовательно, угол установки линейки ходомера можно оп-
ределить из соотношения
rt
tg<P=-^ (146)
Диаметр диска или основной окружности кулака обычно ра-
вен 40—100 жж. Чтобы обеспечить благоприятные условия рабо-
ты механизма, угол установки линейки не должен быть более
30—40°. Из формулы (146) можно найти наименьшее значение
хода винтовой поверхности зубчатого колеса, при котором воз-
можна проверка изделия на приборе. При ф нб = 35° и dд=
= 70 жж он равен Ннм = 315 жж.
Ход винтовой линии зубчатого колеса определяется по фор-
муле
Н = -^~ (147)
tgPa
Приравняв величины хода в формулах (146) и (147), можно
определить наименьший делительный диаметр колеса, которое
още можно проверить на приборе:
^д ___ itdd
tg Ф tg ’
«откуда
ddHM $д
tg Рд
tg4^’
Если принять, что наибольший угол наклона зубьев (Зд = 35°,
то при ф нб = 35° получим, что ddHM^d^ т. е. наменьший диа-
метр делительной окружности контролируемого колеса должен
быть равен диаметру диска или быть больше него. Следователь-
но, при конструировании прибора надо стремиться уменьшить
диаметр диска или ввести ускоряющую передачу между попе-
речной кареткой и шпинделем, как например, в приборе Мичи-
ган Тул.
Все приведенное выше для ходомеров с расчлененным движе-
нием справедливо и для прибора, в котором оба движения со-
средоточены на контролируемом колесе (фиг. 336, д).
На фиг. 337 показан общий вид ходомера, изготовленного
.Ленинградским инструментальным заводом по схеме, изобра-
женной на фиг. 336, д, для контроля колес диаметром до
300 жж, с модулем 1—8 жж и с ходом винтовой линии от 180 жж
до бесконечности.
На фиг. 338 показан характер кривой, получаемой при запи-
си отклонений направления зуба косозубого колеса на ходомере.
Общий наклон кривой указывает на отклонение хода винтовой
417
линии зуба от заданной величины. Повторяющиеся отклонения
кривой от наклонной прямой свидетельствуют о волнистости бо-
ковой поверхности зуба.
Кроме комплексного контроля винтовой линии зуба ходоме-
рами, применяются методы раздельного контроля хода винто-
вой линии зуба и волнистости винтовой линии.
2. Контроль хода винтовой линии по осевым шагам
Ход винтовой линии широких косозубых колес проверяют по
отклонению одного или нескольких осевых шагов от номиналь-
ного значения.
Осевое расстояние между одноименными поверхностями
зубьев можно определять с помощью осевых шагомеров или
приборов для контроля осевых шагов косозубых колес. Разра-
ботаны две конструкции приборов для контроля осевых шагов:
с одним и с двумя наконечниками.
На фиг. 339 показан измерительный узел к прибору БВ-973-
для проверки осевого шага с одним измерительным наконечни-
418
ком. Контролируемое колесо устанавливают в центры, и оно ос-
тается неподвижным в процессе измерения осевого шага в дан-
ном сечении колеса. Измерительный узел имеет шкалу 1 и мик-
Фиг. 339.
Фиг. 340.
роскоп 2 для отсчета осевого положения каретки. Каретку мож-
но отводить в радиальном направлении от оси колеса и возвра-
щать в исходное положение.
Ось качания измерительного
наконечника 4 может повора-
чиваться для того, чтобы от-
клонения осевого шага опре-
делять в плоскости, нормаль-
ной к поверхности зуба колеса
(фиг. 335, б).
При измерении в первом
торцовом сечении наконечник
подводят к поверхности зуба и
производят первый отсчет. За-
тем наконечник отводят в ра-
диальном направлении и пере-
мещают паралллельно оси ко-
леса на расстояние двух-трех
осевых шагов; это расстояние
отсчитывают по шкале 1 и ми-
кроскопу 2. После возврата
каретки в радиальном направ-
лении измерительный наконеч-
ник во втором торцовом сечении соприкасается с поверхностью
другого зуба; отклонение осевого расстояния зубьев отсчитыва-
ют по отсчетной головке 3.
На фиг. 340 показана схема осевого шагомера БВ-944 с дву-
419
мя измерительными наконечниками. Шагомер выполнен в виде
измерительного узла, который устанавливается на плите. На той
же плите параллельно устанавливается контролируемое колесо,
базируемое на призмах по шейкам его вала. Измерительные на-
конечники прибора предварительно настраивают по концевым
мерам длины и специальному измерительному устройству так,
чтобы они располагались в плоскости, параллельной плите, на
расстоянии, равном нескольким осевым шагам.
Рамки 1 и 2 прибора подвешены в центрах, позволяющих им
покачиваться вокруг оси, параллельной оси колеса, и вокруг ра-
диальной прямой, проходящей через ось одного наконечника.
Уровень
Фиг. 341.
Фиг. 342.
Поворот рамки 2 обеспечивает при настройке возможность уста-
новки измерительного наконечника в осевой плоскости. Поворот
рамки 1 вокруг радиальной оси вызывается отклонением осевых
шагов от номинальной величины и регистрируется показываю-
щим устройством.
Отклонение осевого расстояния между зубьями зависит лишь
от осевых погрешностей обработки.
Общее отклонение направления зуба может быть также про-
верено приборами, которые можно назвать направлениемерами.
На фиг. 341 показана схема прибора накладного типа для не-
посредственных измерений, а на фиг. 342 — станкового типа для
относительных измерений. Оба прибора имеют измерительный
наконечник в виде зуба 1 рейки, вкладываемого во впадину
между зубьями колеса. Зуб 1 рейки может поворачиваться во-
круг биссектрисы двухгранного угла; этот поворот отсчитывают
по круговому лимбу 2 с использованием уровня или по чувстви-
тельной головке.
Метод двухпрофильного контроля зуба применяется весьма
редко, так как конусность зуба и местные погрешности контакт-
ных линий зуба сильно искажают результаты измерения.
3. Контроль формы винтовой линии
Погрешности формы винтовой линии зуба, в основном вол-
нистость зуба, проверяют при помощи волномеров или волно-
графов.
420
На фиг. 343 показаны схемы волномеров двух типов, отли-
чающихся формой базирующих наконечников.
На фиг. 343, а изображен волнограф, который базируется на
двух сферических сменных опорах /, устанавливаемых во впади-
не между зубьями. Регулируемую опору 2 располагают на на-
ружном цилиндре колеса, что обеспечивает устойчивое положе-
ние прибора. Точно по середине между двумя сферическими опо-
рами на рычаге помещается третий сферический измерительный
Фиг. 343.
наконечник 3 меньшего диаметра. Другой конец рычага воздей-
ствует на рычаг, оканчивающийся острой иглой, контактирую-
щей с закопченным стеклом. Перемещения измерительного на-
конечника передаются на иглу с увеличением 30 : 1. Кривую, за-
писанную на стекле, рассматривают на проекторе или инстру-
ментальном микроскопе с 10-кратным увеличением. При пере-
мещении волнографа от одного торца колеса к другому по на-
ружному цилиндру колеса катится резиновый ролик, встроенный
в прибор; вращение ролика через систему зубчатых колес и рей-
ку вызывает перемещение каретки с закопченным стеклом. При-
бор предназначен для контроля зубчатых колес с модулем
1,5—10 мм.
В отличие от описанного выше прибора волномер
ЦНИИТМАШа (фиг. 343, б) взамен двух сферических наконеч-
ников имеет две базирующие ножки, каждая из которых каса-
ется одного профиля зуба и наружного цилиндра. Кроме того,
имеется третья ножка, скользящая по наружному цилиндру, и из-
мерительный наконечник, расположенный пр середине между
двумя базирующими ножками. Таким образом, две базирующие
14 Заказ 264 421
ножки и измерительный наконечник контактируют с одной и той.
же поверхностью зуба в точках, лежащих на одном цилиндре
колеса. Колебания измерительного наконечника передаются на
отсчетное устройство.
При проверке с помощью волномера или волнографа опорные
наконечники должны быть расставлены на расстоянии, равном
нечетному числу длин волн. В этом случае при контактировании
опорных наконечников с вершинами волн измерительный нако-
нечник будет касаться их впадины или вершины. В результате
этого при движении волномера вдоль зуба измерительный нако-
нечник совершает колебания, равные удвоенной высоте волны,
измеренной в нормальной плоскости. Циклическую погрешность
колеса, нормируемую в торцовой плоскости, находят делением'
результатов показаний \Fn прибора на 2cosp^, т. е.
2 cos Ра
§ 11. КОНТРОЛЬ КОНТАКТНОЙ ЛИНИИ КОСОЗУБЫХ КОЛЕС
Прилегание поверхностей зубьев косозубых колес происходит
по контактным линиям, следовательно, их прямолинейность и
направление определяют полноту соприкосновения зубьев в пе-
редаче.
Погрешность контактной линии, так же как и винтовой, мож-
но разделить на три вида: отклонение формы и направления
контактной линии АЬ0, отклонение формы (непрямолинейность)
контактной линии &Ьп и отклонение направления контактной ли-
нии Ай/з.
1. Контроль формы и направления контактной линии
На фиг. 344 показаны две схемы универсальных контактоме-
ров для комплексной проверки контактной линии колеса, кото-
рые позволяют определить все виды отклонений контактной ли-
нии как по форме, так и по направлению относительно оси ко-
леса.
Универсальные контактомеры имеют ножевидный танген-
циальный наконечник, который перемещается вместе с измери-
тельной кареткой по линии, перекрещивающейся с осью колеса
под углом |30, равным углу наклона зуба колеса на основном ци-
линдре. Ножевидный наконечник касается боковой поверхности
зуба и, двигаясь, проходит вдоль образующей зуба, т. е. вдоль
контактной линии, расположенной на поверхности зуба от нож-
ки до головки.
Накладной универсальный контактомер (фиг. 344, а) имеет
рамку и две призмы для установки прибора на шейки контроли-
422
руемого вала шестерни. Направляющую измерительной каретки
поворачивают на угол |30 по отношению к оси призм с помощью
концевых мер длины. Затем из-
мерительную каретку передви-
гают в направлении, перпенди-
кулярном к оси прибора, до со-
прикосновения ножевидного из-
мерительного наконечника с бо-
ковой поверхностью зуба колеса.
При движении измерительной
каретки все отклонения контакт-
ной линии вызывают поступа-
тельное смещение наконечника
относительно каретки. Эти сме-
щения фиксируются показываю-
щим или записывающим устрой-
ством.
Станковый универсальный
контактомер (фиг. 344, б) отли-
чается тем, что он имеет центро-
вые бабки, между которыми не-
подвижно закрепляется контро-
лируемое колесо. Стол с центра-
ми с помощью углового лимба
поворачивают относительно на-
правляющих измерительной ка-
6)
Фиг. 344.
ретки на угол р0-.
2. Контроль формы контактной линии
Для контроля отклонений контактной линии от прямолиней-
ности применяются накладные контактомеры прямолинейности.
В контактомерах прямолинейности (фиг. 345) для базирова-
ния прибора используют зуб рейки,
который входит во впадину между
зубьями контролируемого колеса. Зуб
рейки во впадине может обкатывать-
ся; поэтому для создания устойчивого
положения прибора используют опор-
ную ножку, упирающуюся в наруж-
ный цилиндр колеса. Параллельно оси
зуба рейки по направляющим пере-
двигается измерительная каретка.
К ней на плоских пружинах подвешен
измерительный тангенциальный ноже-
видный наконечник, измерительное ребро которого параллельно
боковой грани зуба рейки. При перемещении измерительной ка-
423
14*
ретки наконечник двигается в плоскости грани смежного зуба
рейки и касается поверхности зуба колеса. Отклонения контакт-
ной линии от прямолинейности ЛЬп вызывают поступательные
смещения наконечника, фиксируемые отсчетной головкой. От-
клонения направления контактной линии зуба, если они одина-
ковы на смежных зубьях, не влияют на результаты контроля.
За пределами контактной линии происходит кромочное вза-
имодействие между концом измерительного наконечника и но-
жкой зуба колеса или между рабочей гранью наконечника и
кромкой у вершины зуба.
В конструкции контактомера прямолинейности, выпускаемо-
го Челябинским заводом мерительных инструментов, измери-
тельный наконечник движется в той же впадине, в которой уста-
навливается зуб рейки прибора, причем последний выполняется
в виде двух участков рейки, расставляемых на длину контактной
линии зуба.
3. Контроль направления контактной линии
Контактомеры направления служат для измерения среднего
направления контактной линии колеса относительно оси зубча-
того колеса, т. е. угла перекрещивания между контактной ли-
нией и осью колеса. При этом измерении к боковой поверхности
зуба прикладывают плоскость
Г (фиг. 346), касательную к зубу, и
определяют угол 3, образуемый
плоскостью с рабочей осью колеса,
п Измерительная плоскость может
, 1 быть выполнена с нулевым углом
1 (ая = 0)» ПРИ котором ось поворота
наконечника и его измерительная
X плоскость совпадают с радиальной
прямой колеса. В этом случае из-
Касание меряют угол р0 наклона зуба на
Вдоль зуба основном цилиндре. Если измери-
Ф|иг. 346. тельная плоскость наклонена на
угол ак к радиальной прямой коле-
са, совпадающей с осью поворота измерительного наконечника,
то при измерении колеса определяют угол 0 наклона зуба ко-
леса на цилиндре, на котором угол давления в нормальном се-
чении совпадает с углом наклона наконечника.
Контактомеры направления изготовляются как накладными
(для контроля колес крупных габаритов), так и станковыми
(для колес диаметром до 300—350 мм). В первом случае изме-
рительная головка прибора подвешена к брусу, укладываемому
на торец колеса. В станковом приборе колесо устанавливают
между центрами прибора. Угол поворота наконечника отсчиты-
вают по угловому лимбу и микроскопу с величиной отсчета
1—2 сек.
Для лучшего наблюдения за характером контакта между зу-
бом колеса и плоскостью измерительного наконечника Народ-
ное предприятие Цейсс (ГДР) делает наконечник из плоского
доведенного оптического стекла. На поверхности зуба имеется
тонкая пленка масла; поэтому при касании зуба с наконечни-
ком через стекло можно легко наблюдать черную полосу с ис-
кажениями, характеризующими условия касания этих поверх-
ностей.
Отсчет по прибору сравнивают с номинальным значением уг-
ла наклона зуба на основном или делительном цилиндре колеса.
Контактомеры направления целесообразно применять для
контроля колес после зубострогания или шлифования, когда
угол наклона зуба зависит от угла установки направляющих
ползуна зубообразующего станка.
§ 12. КОНТРОЛЬ РАЗМЕРОВ ЗУБА
Размеры зубьев, определяющие боковой зазор в передаче,
контролируют с помощью ряда специальных приборов-зубоме-
ров или универсальных средств измерения.
В практике применяют следующие пять методов контроля
размеров зубьев: 1) по измерительному межцентровому рассто-
янию при двухпрофильном зацеплении контролируемого и изме-
рительного колес (см. § 5 этой главы); 2) по смещению исход-
ного контура; 3) по отклонению толщины зуба (по постоянной
хорде); 4) по отклонению длины общей нормали (см. § 7 этой
главы); 5) по размеру по роликам или шарикам, расположен-
ным в двух впадинах между зубьями.
Приборы для контроля смещения исходного контура пред-
назначены для определения положения исходного контура отно-
сительно оси вращения колеса или наружного диаметра колеса.
Измерительные поверхности зубомеров для колес внешнего за-
цепления изготовляют по форме исходного контура, поэтому
эти приборы называются тангенциальными зубомерами. Зубоме-
ры могут быть накладными (фиг. 347, а и б) и станковыми (фиг.
347, в). Накладные зубомеры в виде жестких седел предназна-
чены для контроля колес, мало отличающихся между собой по
модулю, а в виде тангенциальных зубомеров — для проверки ко-
лес в широком диапазоне модулей (2—10 или 10—16 мм и т. д.).
Накладной тангенциальный зубомер, выпускаемый Ленин-
градским инструментальным заводом, состоит из корпуса, по
которому с помощью винта с левой и правой нарезками пере-
мещаются две губки, закрепляемые после настройки прибора.
Губки имеют измерительные плоскости, образующие угол 2сс(5 —
= 40°. По биссектрисе угла расположена державка для крепления
индикатора. Прибор настраивают по ролику соответствующего
14* Заказ 264 4 25
модуля; набор роликов для стандартных модулей прилагается к
прибору. При наложении тангенциального зубомера на зуб ко-
леса измерительные губки касаются боковых сторон зуба в точ-
ках, стягиваемых его постоянной хордой, а стержень индикато-
ра упирается в наружный цилиндр зубчатого колеса. Отсчет сме-
щения исходного контура должен производиться при симметрич-
ном положении зубомера на зубе колеса.
(148)
При утонении зубьев зубомер са-
дится глубже и стержень заглубляет-
ся в индикатор, поэтому на цифербла-
те отсчетного устройства имеются над-
писи «Утонение» и «Утолщение».
Ролики для настройки тангенци-
ального зубомера рассчитывают из
условия касания их с тремя сторона-
ми зуба рейки данного модуля.
Согласно фиг. 348 диаметр ролика
, __ тс cos aj — 4 sin «а
(tn tn,
2(1 — sin oca)
при аз = 20° dp = 1,2037 m.
При контроле колес накладными
тангенциальными зубомерами в каче-
стве базы измерения используется ци-
линдр выступов колеса, что заставля-
ет назначать жесткий допуск на на-
ружный диаметр колеса и на биение
окружности выступов или же учиты-
вать действительные размеры диа-
метра.
При контроле колес тангенциаль-
при вершине губок прибора, равным
ным зубомером с углом
углу зубообразующего инструмента, на показания зубомера не
будут влиять тангенциальные погрешности обработки.
426
Для контроля смещения исходного контура мелко- и средне-
модульных колес небольшого диаметра (до 300—400 мм) могут
применяться те же станковые приборы, что и для контроля бие-
ния зубчатого венца, имеющие измерительный наконечник, вы-
полненный по форме зуба или впадины исходного контура (см.
фиг. 347, в). Различие при контроле биения и смещения заклю-
чается в необходимости настройки прибора не по произвольной
впадине или зубу колеса, а по известной мере.
При измерении колес на проекторе (см. фиг. 320, в) настрой-
ку следует производить с использованием изображения двух ли-
ний, пересекающихся под углом 2а^, средних линий исходных
контуров различных модулей и диска с диаметром, равным диа-
метру делительной окружности колеса. Действительное смеще-
ние исходного контура на измеряемом колесе определяется при
достижении касания обоих профилей зуба со сторонами угла на
экране.
Контактные биениемеры с конусным наконечником настраи-
вают для контроля смещения исходного контура по концевым
мерам длины, устанавливаемым между торцом конического на-
конечника и оправкой, зажимаемой в центрах прибора.
В обоих рассмотренных случаях смещение исходного конту-
ра колес проверяют от рабочей оси вращения колеса, что обес-
печивает получение наиболее точных результатов.
В практике широко применяются кромочные зубомеры, из-
готовляемые в виде штангензубомеров (фиг. 349, а), оптических
зубомеров (фиг. 349, б) или станковых кромочных зубомеров
(фиг. 349, в). Эти зубомеры используют для контроля толщины
зубьев по постоянной хорде зуба, а иногда по хорде делитель-
ной окружности, что крайне нежелательно.
Для измерения размера зуба по заданной хорде высотную
линейку по соответствующей шкале устанавливают на размер,
равный расстоянию от окружности выступов колеса до измеряе-
мой хорды. Затем сдвигают подвижную измерительную губку до
427
14**
получения контакта обеих губок с профилями зуба и высотной
линейки — с головкой зуба. Отсчет производят по шкале под-
вижной измерительной губки. Полученный размер хорды срав-
нивают с заданным.
Результаты измерения толщины зуба по постоянной хорде
зависят от неточностей используемой базы измерения — цилинд-
ра выступов колеса.
При измерении по постоянной хорде зуба обнаруживаются
колебания его толщины, кото-
.X X рые связаны только с ради-
/ Г альными погрешностями обра-
т--------------\лйнйя1— ботки и влияют на изменение
/ \ / \ / бокового зазора; тангенци-
альные погрешности обработ-
ки при измерении по этой хор-
де не вызывают колебаний
350. размера и изменения бокового
зазора.
Измерение штангензубомером и оптическим зубомером по
хорде делительной окружности колеса не рекомендуется.
Размеры зубьев можно измерять с помощью двух роликов,
укладываемых в диаметрально противоположные впадины, и оп-
ределения размера М поверх этих роликов.
Следует отметить, что при измерении размера М с помощью
Фиг. 351.
Двух роликов или шариков выбор их размера может не зави-
сеть от отмеченного ранее различного проявления погрешностей
вследствие наличия геометрического и кинематического эксцен-
трицитетов колеса, так как ролики укладываются в диаметраль-
но противоположные впадины, для которых величины А/? равны
и противоположны по знаку. Таким образом, размер М не зави-
сит от радиального и кинематического эксцентрицитетов.
428
Обычно размер роликов принимают равным с?р= 1,68 т, что
обеспечивает касание их при Sd=^~ и бесконечном числе зубь-
ев (с рейкой, фиг. 350) в точках, лежащих на делительной ок-
ружности. Учитывая конечность числа зубьев, а также наличие
некоторого обязательного утонения зубьев, иногда принимают
dp = 1,75 т.
Для измерения размера по роликам могут применяться обыч-
ные микрометры, которые целесообразно снабжать специальны-»
ми державками (фиг. 351).
ГЛАВА XI
КОНТРОЛЬ ОТКЛОНЕНИИ ФОРМЫ
И РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Погрешности геометрической формы изделий (шероховатость
поверхности — микронеровностц, волнистость поверхности, от-
клонение от правильной геометрической формы — макрооткло-
нения и отклонения в расположении поверхностей) являются
факторами, которые обусловливают изменение фактической пло-
щади контакта между отдельными деталями в узлах или меха-
низмах в целом. Уменьшение площади контакта ускоряет износ
деталей, снижает прочность запрессовки и герметичность соеди-
нения, в результате чего ухудшается качество изделий.
Шероховатость и волнистость поверхности рассматриваются
в гл. XII. Там же приведены критерии разграничения между по-
грешностями геометрической формы всех врдов.
В настоящей главе рассматриваются отклонения от правиль-
ной геометрической формы и взаимного расположения поверх-
ностей.
б)
Фиг. 352.
Под отклонением формы поверхности понимают несоответст-
вие между формой реальной поверхности, полученной при изго-
товлении, и геометрической формой, заданной чертежом. Соглас-
но ГОСТу 10356-63 различают:
для цилиндрических поверхностей:
нецилиндричность (фиг. 352, а), которая включает некруг-
лость и отклонение профиля продольного сечения; элементар-
430
ними видами некруглости являются овальность и огран-
ка, а отклонения профиля продольного сечения — б о ч к о о б-
разность, седлообразност ь, изогнутость и
конусообразност ь;
для плоских поверхностей:
неплоскостность и непрямолинейност ь, эле-
ментарными видами которых являются выпуклость и вог-
нутость.
Ниже рассматриваются методы контроля отклонений формы
тел вращения, отклонений от прямолинейности и плоскостности
плоских поверхностей и от взаимного расположения поверхно-
стей.
§ 1. КОНТРОЛЬ ОТКЛОНЕНИЙ ФОРМЫ ТЕЛ ВРАЩЕНИЯ
В машиностроении основной формой тел вращения является
цилиндрическая поверхность.
Отклонения от цилиндричности, т. е. отклонения реальной по-
верхности от правильной цилиндрической поверхности, называе-
мой прилегающей, рассматривают обычно в сечении, перпенди-
кулярном к оси цилиндрической поверхности (овальность и
огранка), и в сечении, проходящем через ось цилиндрической
поверхности (отклонение профиля продольного сечения). Во
втором сечении можно контролировать также бочкообразность,
седлообразность, изогнутость и конусообразность и непрямоли-
нейность образующей, когда рассматривают форму одной обра-
зующей цилиндрической поверхности, а не форму и взаимное
расположение двух противолежащих образующих.
Овальность определяется как разность наибольшего и наи-
меньшего диаметров, измеренных в одном сечении. Для выяв-
ления овальности при измерении цилиндрических поверхностей
измерения производят часто в одном сечени II в двух направле-
ниях б — б и в — в (фиг. 352,6). Однако при таком методе воз-
можно получение одинаковых размеров в обоих направлениях
даже при наличии овальности. Поэтому, чтобы выявить оваль-
ность, необходимо вращать изделие между измерительными на-
конечниками и определять наибольший и наименьший размеры.
С целью повышения производительности при определении
овальности применяют электроконтактные головки — амплитуд-
ные датчики (подробнее см. гл. XIII).
Огранка определяется как разность между диаметром приле-
гающей окружности, в которую полностью вписывается контур
сечения, и расстоянием между параллельными плоскостями, ка-
сательными к контуру изделия.
Предельными скобами нельзя проверить огранку, так как в
этом случае проверяется фактически меньший размер изделия,
а не больший диаметр прилегающей окружности, который вли-
яет на взаимозаменяемость детали в соединении. Поэтому для
431
ограничения огранки полем допуска на диаметр изделия необ-
ходимо применять проходное кольцо, изготовленное по наиболь-
шему диаметру D.
Если в отверстие диаметром D, близким к диаметру приле-
гающей окружности, описывающей поперечное сечение измеряе-
мой детали, вставить чувствительную головку (фиг. 353,я), то
Таблица 15
Коэффициент пересчета
V)
Фиг. 353.
6)
Число граней Угол призмы
60° | 90°
3 3 2
5 0 2
Она будет равна разности между
показаниями головки при полном
измерение можно производить и с
этом случае
можно определить огранку,
наибольшим и наименьшим
обороте изделия. Подобное
использованием пневматической отсчетной системы.
Огранку можно проверять также в призме (фиг. 353,6), нов
необходимо пересчитывать показания отсчетной го-
ловки в зависимости от угла призмы
и числа граней на профиле. Пере-
счет производят делением показания
отсчетной головки на коэффициент,
устанавливаемый в зависимости от чи-
сла граней на профиле и углов приз-
мы (табл. 15).
Как видно из фиг. 354, в зависимо-
сти от направления линии измерений
в призме можно измерять или огран-
ку, или овальность или одновременно и
то и другое. При этом результаты от-
счета должны быть взяты с соответст-
вующими коэффициентами.
Бочкообразность и седлообразность
(вогнутость) определяют как ниболь-
шую разность диаметров среднего и
одного из крайних сечений изделия.
В этом случае измерительный наконечник должен иметь точеч-
ный контакт с изделием. Измерять эти отклонения можно на
вертикальном оптиметре или с помощью другого измеритель-
ного прибора для диаметральных измерений в зависимости от
требуемой точности.
Изогнутость или криволинейность оси характеризуется наи-
большей стрелой прогиба в продольном сечении изделия. При
измерении изделие поворачивают на 360° и изогнутость или кри-
432
волинейность оси определяют как наибольшую разность пока-
заний.
Конусообразность определяют как разность диаметров на
определенной длине, поэтому измерение конусообразности сво-
дится к обычным измерениям двух диаметров изделия на опре-
деленном расстоянии.
§ 2. КОНТРОЛЬ непрямолинейности и неплоскостности
ПОВЕРХНОСТЕЙ
Непрямолинейность поверхности (отклонение от прямолиней-
ности) — наибольшее расстояние от точек реального профиля до
прилегающей прямой, которую проводят через выступающие
точки профиля сечения.
Неплоскостность поверхности (отклонение от плоскостно-
сти)— наибольшее расстояние от точек реальной поверхности
до прилегающей плоскости, проводимой через три выступающие
точки реальной поверхности.
Ниже изложены методы контроля непрямолинейности и не-
плотности.
1. Метод контроля «на краску»
Метод «на краску» заключается в следующем. Шаброванную
рабочую поверхность плиты (фиг. 355, а) рли линейки с широ-
кой рабочей поверхностью (табл. 16) покрывают равномерно
тонким слоем краски (смесью сажи или синьки с машинным
маслом), а затем на эту окрашенную поверхность накладывают
плиту с проверяемой поверхностью. После взаимного смещения
•соприкасающихся поверхностей выступающие части проверяе-
мой поверхности окрашиваются.
Этим методом можно лишь выявить наличие отклонений от
плоскостности и прямолинейности, но не определить их вели-
чину.
Технические требования на поверочные плиты размером
1000 X 1500 мм регламентируются ОСТом 20149-39, а на пове-
рочные линейки размером до 4000 X 160 X 30 мм — ГОСТом
8026-56.
При использовании поверочных плдт и линеек для контроля
поверхностей методом «на краску» необходимо учитывать, что
жесткость поверочных плит и линеек с увеличением их размеров
уменьшается и погрешность контроля растет. Мостик длиной бо-
лее 2 м для метода «на краску» применять не рекомендуется.
Для увеличения жесткости поверочных плит их основания
делают ребристыми (ф(иг. 355, а).
При этом стремятся к тому, чтобы на одном участке плиты
сходилось минимальное число ребер (фиг. 355, в и д), так как
в узлах, где сходятся ребра, при литье создаются напряжения,
433
вызывающие вследствие естественного старения увеличение не*
плоскостности поверочных плит. В этом отношении конструкция
плиты, изображенной на фиг. 355,6, является неудовлетвори-
тельной. Для уменьшения местных напряжений в среднем узле
предусматривают в середине кольцевое ребро (фиг. 355,г).
Фиг. 355.
Чтобы увеличить жесткость поверочных плит, их делают с
тремя опорами и только для плит больших размеров (750 X
X 1000 и 1000 X 1500 мм) допускаются четыре опоры с обяза-
тельным выравниванием поверхности путем подклинивания.
Допуск на отклонение от плоскостности на поверочные пли-
ты дается симметричным в линейных величинах (фиг. 355, е).
Плоскостность плит достигается шабрением методом «трех
плит».
434
2. Метод линейных отклонений
Методом линейных отклонений определяют отклонения от
прилегающей прямой. Ниже описаны различные методы линей-
ных отклонений.
Метод световой щели. Этот метод осуществляется с помощью
лекальных линеек (табл. 16), которые регламентируются
ГОСТом 8026-56.
При проверке лекальной линейкой исходной прямой являет-
ся ребро линейки, изготовляемое с закруглением радиусом не
Фиг. 356.
более 0,2 мм, т. е. так же, как и ребра у лекальных угольников
(см. фиг. 219, г).
Линейное отклонение определяют на глаз (или сравнением с
образцом просвета (см. фиг. 217).
Контроль с помощью линеек с широкой рабочей поверхностью,
концевых мер длины и рычажно-механического прибора. Схема
контроля прямолинейности плиты 1 в направлении х/r показана
на фиг. 356. Линейку 2 укладывают на две одинаковые конце-
вые меры 3. За образец принимается нижняя поверхность линей-
ки 2 с широкой рабочей поверхностью.
Этот метод применим для проверки прямолинейности на
длине не более 2000 мм, так как при длине линеек свыше 2000 мм
435
Таблица 16
Характеристика поверочных линеек
Типы линеек Класс точно- сти Размеры линеек в мм Преимущест- венный метод проверки изделий
Условное обозначение и наименование Эскиз
ЛД — линейки ле- кальные с дву- сторонним ско- сом 0 и 1 LxHxB 25x20x5 75x22x6 125 x 27 x6 175x27x8 225x30x8 300x40x8 (400x45x8) (500x50x10) Метод световой щели !
ЛТ — линейки ле- кальные трех- гранные L-J й 0 и 1 Lxa 125X18 175x22 225x26 300x30
ЛЧ — линейки ле- кальные четы- рехгранные Li—*1 Й 0 и 1 Lxa 175x16 225x20 300x25 (400x30) (500x35)
ШП — линейки с широкой рабо- чей поверхно- стью прямоу- гольного сече- ния 0, 1 и 2 LxHxB 300x40x 6 500x50x10 750x55x12 1. Метод линейных отклонений ' 2. Метод «на краску»
1
ШД — линейки с широкой рабо- чей поверхно- стью двутавро- вого сечения 0,1 и 2 1 и 2 LxHxB lOOOx 60x16 1500X 75x18 2000 Х 90x19 2500 x 100x20 3000x120 x 22 4000X160 X 30
° ° ш
ШМ — линейки с широкой рабо- чей поверхно- стью — мостики 1 С— т 1 и 2 LxB 500X 40 750X 45 1000X 50 1500X 60 2000X 70 2500X 80 3000X 90 4000x110 5000x130
436
Продолжение табл. 16
Типы линеек Класс точно- сти Размеры линеек в мм Преимущест- венный метод проверки изделий
Условное обозначение и наименование Эскиз
УТ — линейки уг- ловые трехгран- ные (клинья) СГ=45°, 55°; 60° 1 и 2 L 250 500 750 1000 Метод «на краску»
недостаточна их жесткость и прогиб линейки оказывает большое
влияние.
Гидростатические методы. К гидростатическим методам конт-
роля прямолинейности плоскостей относятся методы, при кото-
рых используется принцип сообщающихся сосудов.
Сообщающиеся сосуды, наполненные ртутью (фиг. 357),
снабжены отсчетными микрометрическими головками, которые
Фиг. 357.
определяют уровень жидкости в момент контакта конца микро-
винта с ртутью. В этот момент замыкается электрическая цепь
и зажигается лампочка.
Этот метод рекомендуется применять для контроля плоско-
стей (5—10 м и более) или при больших разрывах между кон-
тролируемыми поверхностями, так как на них можно устанавли-
вать сообщающиеся сосуды.
Для контроля прямолинейности станин длиной 10—100 м
применяют несколько сообщающихся сосудов (фиг. 358). В со-
суды, соединенные трубками, заливают ртуть или воду.
Отсчет производят над каждым сосудом с помощью микрого-
ловки с иглой, укрепленных на стойке, в момент соприкоснове-
ния конца иглы с жидкостью, что характеризуется вздрагивани-
ем жидкости.
При опускании иглы погрешность измерения доходит до
437
10 мкм, а при отрыве конца иглы от жидкости — до 100 мкм.
Процесс контроля должен быть кратковременным, так как на
результаты измерений влияет понижение общего уровня жидко-
сти из-за испарения воды.
Вследствие земного притяжения жидкости в результаты из-
мерений необходимо вносить поправку, учитывающую отклоне-
ние линии горизонта от прямой: _
h = R — 1/ Я2—(149)
Фиг. 358.
где R — радиус земного шара, равный приблизительно 6000 км\
I — длина контролируемой станины.
Прямолинейность в
промежутках между
сосуд ами определяют
обычными методами.
Недостатком гидро-
статического м е то д а
является то, что пря-
молинейность можно
проверять только в
вертикальной плоско-
сти и на результаты
контроля влияют толч-
Фиг. 359. км и вибрации.
Метод натянутой
струны. Схема контроля прямолинейности с использованием на-
тянутой струны показана на фиг. 359.
Микроскоп 1 с окулярным микрометром укрепляют на пол-
зуне 2, перемещающемся по контролируемому пазу станины 3.
Погрешности направляющего паза вызывают смещение микро-
438
Фиг. 360.
скопа относительно натянутой струны 4. Величина смещения
может быть отсчитана с помощью окуляр-микрометра при на-
блюдении поля зрения.
Недостатком метода является то, что им можно определять
отклонения направляющих только в горизонтальной плоскости.
Оптический метод визирования. На концах контролируемой
поверхности станины укрепляют источник света 5 (фиг. 360) и
зрительную трубу 1. Между ниМ|И может перемещаться вдоль
станины марка 3 ео
стеклянной пластиной,
на которой нанесен
крест (на фигуре он
показан сплошными
линиями). Зрительная
труба 1 также имеет
крест на стекле в фо-
кальной плоскости
(показан штриховыми
линия ми) объекта в а.
Кроме того, на зри-
тельной трубе укрепле-
ны два микровинта 2
под углом 90° с ценой
деления 0,005 мм, с помощью которых объектив можно накло-
нять относительно вертикальной или горизонтальной оси.
При продольном перемещении марки 3 видимое через оку-
ляр совпадение центров изображения ее креста с крестом зри-
тельной трубы будет нарушаться, если станина будет иметь по-
грешности.
Неплоскостность станины в горизонтальной и вертикальной
плоскостях отсчитывают с помощью микровинтов 2 после пово-
рота их до совмещения центров крестов.
Имеется также прибор, работающий по такому же принципу
с ценой деления 0,001 мм.
3. Метод угловых отклонений
Этими методами определяют угловые отклонения отрезков
контролируемой поверхности от некоторого исходного направ-
ления. Различают метод контроля с помощью уровня и оптиче-
ские методы (коллимационный и автоколлимационный).
Контроль с помощью уровня. На фиг. 361 приведена схема
проверки прямолинейности паза станины длиной L с помощью
уровня. Длину L разбивают на участки Z, соответствующие дли-
не ползуна, на котором устанавливают уровень. Ползун с уров-
нем перемещают по длине паза и на выбранных участках запи-
сывают показания уровня. С помощью специальной обработки
полученных отсчетов можно воссоздать профиль паза.
439
Коллимационный метод. На одном конце проверяемой стани-
ны укрепляют коллиматор 1 (фиг. 362), у которого в фокальной
плоскости объектива находится стеклянная пластинка с крестом.
Вдоль проверяемой на-
правляющей поверхности
ст ани ны перемещается
ползун с коллиматором
2, у которого в фокаль-
ной плоскости объектива
н аходится стекл я н н а я
пластинка с крестом, ос-
вещаемая источником
света S.
Наблюдатель видит в
поле зрения окуляра
крест коллиматора 1 (по-
казан сплошными линия-
ми) и изображение кре-
ста коллиматора 2 (пока-
зано штриховыми линия-
ми).
При перемещении пол-
зуна вдоль направляющей станины погрешности направляющей
будут вызывать смещение ползуна с коллиматором 2 в горизон-
тальном и вертикальном направлениях.
440
Отклонения х и у могут быть определены с помощью окуляр-
микрометра.
Автоколлимационный метод. Автоколлимационную трубку
укрепляют неподвижно на одном конце станины (фиг. 363).
В фокальной плоскости объектива трубки помещена стеклянная
пластинка, на которой нанесены риски. При перемещении пол-
зуна с зеркалом погрешности направляющих вызывают наклон
зеркала и изменение направления отраженных лучей света, а
вместе с этим и смещение отраженного изображения перекрестия
в фокальной плоскости. Величина смещения может быть опре-
делена с помощью окуляр-микрометра.
В идеальном случае, когда направляющие не имеют погреш-
ностей, при перемещении ползуна с зеркалом относительно кол-
лиматора сохраняется параллельность лучей р не происходит
разфокусировки или дополнительного смещения изображения
перекрестия.
Удаление зеркала авто1коллимационной трубки вызывает
лишь уменьшение поля зрения и его освещенности. Изображе-
ние перекрестия смещается лцшь при наклоне зеркала.
4. Интерференционный метод
Сущность этого метода заключается в определении рельефа
исследуемой поверхности аналогично тому, как определяется
рельеф местности по географической карте, на которой нанесе-
ны линии равного уровня. Средствами контроля при этом методе
441
могут служить интерференционные приборы и плоские стеклян-
ные пластины.
Средства (и методы интерференционных измерений описаны в
гл. II.
Интерференционный метод применяют при контроле дове-
денных поверхностей, размеры которых ограничиваются разме-
рами поля зрения прибора и размерами плоских стеклянных
пластин.
§ 3. КОНТРОЛЬ ОТКЛОНЕНИЙ РАСПОЛОЖЕНИЯ ПОВЕРХНОСТЕЙ
Ниже рассматриваются только типовые случаи наиболее
распространенных методов контроля взаимного расположения
поверхностей изделий (и главным образом корпусных деталей.
В каждом отдельном случае эти методы могут совершенст-
воваться с целью повышения производительности контроля. Это
особенно важно при крупносерийном производстве и соответст-
вующих габаритах приборов.
Рассмотрим методы контроля углов между плоскостями и
между осями отверстий, параллельности между плоскостями,
осямр валов и осями отверстий, радиального и торцового бие-
ния, соосности и расстояния между отверстиями.
1. Контроль углов между плоскостями и осями отверстий
Если плоскости, между которыми необходимо измерить угол,
открыты и доступны для измерений, то для контроля применя-
Ф'ИГ 364.
ется нормальный угольник 90° или специальный угольник с не-
обходимым углом.
Нормальным угольником 90° можно также измерить угол
между плоскостью 1 (фиг. 364, а) и осью двух соосных отвер-
442
стий одинакового диаметра. Для этого на поверочную плиту
ставят домкраты, а на них — проверяемую деталь.
С помощью микронной головки, закрепленной на стойке,
плоскость 1 устанавливается параллельно плоскости поверочной
плиты. Затем в отверстия вставляют специальный контрольный
валик 2 и требуемый угол проверяют угольником 3.
Взаимную перпендикулярность осей двух отверстий измеря-
ют специальным приспособлением (фиг. 364,6). Изменение по-
казаний микронной головки при повороте вала 2 на 180° соот-
ветствует отклонению от перпендикулярности осей отверстия на
длине I.
2. Контроль параллельности плоскостей, осей валов
и осей отверстий
Параллельность между двумя плоскостями проверяют с по-
мощью микронной головки на стойке или индикаторного нутро-
мера.
Проверка параллель-
ности между плоскостями
•направляющих 1 и 3, а
также между осью отвер-
стия и плоскостями на-
правляющих показана на
фиг. 365, а.
На поверочную плиту
ставят домкраты, а на
них располагают прове-
ряемую деталь. Исполь-
зуя микронную головку,
закрепленную на стойке,
и домкраты, выравнивают
направляющую плос-
кость 1 параллельно пло-
скости поверочной плиты.
Затем с помощью этой
головки проверяют па-
раллельность плоскости
3 и плоскости поверочной
плиты и параллельность
оси контрольного валика
2, вставленного в отвер-
стие, плоскостям 1 и 3.
Фиг. 365.
В отдельных случаях можно также применять контрольные
валики совместно с втулками 4 (фиг. 365,6).
На фиг. 366, а показана проверка параллельности оси ша-
тунной шейки и оси вала. Вначале на призмах одинаковой вы-
соты или на домкратах с помощью микронной головки на стой-
443
ке выравнивают ось вала хх параллельно плоскости поверочной
плиты, а затем проверяют параллельность оси шатунной шейки
плоскости ловерочной плиты. Чтобы установить отсутствие скре-
щивания осей, эту проверку шатунной шейки делают дважды —
Фиг. 366.
в положении, показанном на фиг. 366, а, и после поворота вала
на 90° вокруг оси хх.
Аналогичным методом контролируют параллельность осей
отверстий шатуна (фиг. 366, б), но предварительно в отверстия
шатуна вставляют контрольные валики 1 и 2.
3. Контроль радиального и торцового биения
и соосности деталей
Для проверки радиального биения вала (или цилиндрической
детали) относительно оси центров вал закрепляют в центрах и
при его вращении проверяют биение с помощью микронной го-
ловки. При этом могут быть применены горизонтальные или
вертикальные центры. В случае установки детали в вертикаль-
ных центрах зазор между центром и деталью распределяется
равномернее.
Если деталь имеет отверстия, то в этом случае применяют
специальные контрольные оправки.
Для ускорения проверки радиального биения применяют
приспособление с резиновым роликом 1 (фиг. 367,а), прижи-
мающим проверяемую деталь к призмам 2 и вращающим ее.
Биение малого цилиндра проверяют с помощью рычажного ин-
дикатора 3, который можно также использовать для контроля
444
соосности малого и большого цилиндров детали. Для этого ин-
дикатором 3 проверяют большой диаметр и затем сопоставляют
результаты измерений большого и малого диаметров.
В показания отсчетной головки входят также погрешности.,
связанные с некруглостью вала.
Фиг. 367.
Наличие торцового биения характеризует неперпендикуляр-
ность торца к оси изделия или к оси его отверстия.
Торцовое биение можно проверить так же, как и радиальное'
биение: в центрах без ___
контрольной оправки, с *
Фиг. 368.
Фиг. 369.
(фиг. 367, б) или рычажным индикатором 4 (фиг. 367, а) в спе-
циальном приспособлении с резиновым роликом 1.
В отдельных случаях для проверки перпендикулярности тор-
цов к осям отверстий используют специальные валики 1
(фиг. 368) и втулки 2, а равномерность зазора по окружности
втулки проверяют с помощью щупов.
На фиг. 369 показаны два случая проверки соосности отвер-
445
стия и наружного цилиндра. В обоих случаях деталь установ-
лена в призмах и за базу приняты наружные цилиндры.
На фиг. 369, а показана схема проверки соосности цилиндри-
ческого отверстия и наружных цилиндров, а на фиг. 369,6 — ко-
нического отверстия и наружных цилиндров.
Наличие конического отверстия позволяет пользоваться оп-
равкой с коническим хвостовиком, что повышает точность про-
верки.
Соосность двух отверстий можно также проверять специаль-
нымр калибрами.
4. Контроль расстояния между осями отверстий
Расстояние между отверстиями проверяют с помощью ка-
либров или клиньев (фиг. 371), которые изготовлены по типу
Фиг. 370.
плиток-клиньев. Для оп-
ределения расстояния L
между осями отверстий
необходимо определить
или размеры Ль Л2 и Л2,
или размеры Л2 и Ц.
Эти размеры определяют
с помощью микрометра,
штангенциркуля и микро-
метрического штихмаса.
Может быть также
применен координатный
метод измерения на инст-
рументальном или уни-
версальном микроскопе с
окулярной головкой двой-
ного изображения, опи-
санный в гл. V (см.
фиг. 173).
ГЛАВА XII
КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
§ 1. ХАРАКТЕРИСТИКА ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
На поверхностях деталей различают три вида неровностей:
макронеровности, представляющие собой отклонения поверхно-
сти от правильной геометрической формы (овальность, огранка
и т. д.); волнистость, характеризующаяся периодически повто-
ряющимися неровностями, шаг которых значительно превышает
их высоту, и микронеровности или шероховатость, представляю-
щая собой совокупность неровностей с относительно малыми
шагами, образующих рельеф поверхности деталей.
В качестве условного и весьма приближенного критерия, по-
зволяющего разграничивать указанные неровности, можно ру-
ководствоваться следующими соотношениями между величиной
шага неровностей L и их высотой Н: неровности, у которых от-
ношение—<50, относятся к шероховатости, при—= 50 -ь
н н
4- 1000 — к волнистости и при
—> 1000 — к макронеровностям.
Микронеровностр поверхности представляют собой следы,
рабочего движения режущей кромки инструмента, ее остаточ-
ные сечения, искаженные под влиянием ряда факторов (вибра-
ций, упругого поднятия поверхности после прохождения режу-
щей кромки инструмента, нароста на лезвии резца, трения лез-
вия об обрабатываемую поверхность (и т. п.).
От шероховатости поверхности в значительной степени зави-
сят эксплуатационные качества узлов и деталей. Улучшение ка-
чества поверхности приводит к повышению износоустойчивости
деталей, их усталостной прочности и антикоррозионной стойко-
сти, а также способствует стабилизации посадок, т. е. уменьше-
нию первичного износа поверхностей сопрягаемых деталей при
их приработке.
Между шероховатостью поверхности и точностью размеров
существует только корреляционная зависимость.
Шероховатость поверхности рассматривается в пределах ба-
447’
зовой длины I, величина которой в зависимости от характера по-
верхности устанавливается равной 0,08—25 мм. Чем грубее по-
верхность, тем больше должно быть значение I.
На фиг. 371 изображен микропрофиль поверхности по ГОСТу
2789-59. Последний устанавливает следующие критерии для
оценки шероховатости поверхности.
Фиг. 371.
I
Среднее арифметичес-
кое отклонение профиля
Ra представляет собой
среднее значение расстоя-
ний (i/i, г/2, -,Уп} точек
измеренного профиля до
его средней линии т. Рас-
стояния до средней ли-
нии суммируются без уче-
та алгебраического знака
Ra = -р J\y\dx (150)
о
или приближенно
Высота неровностей Rz— среднее расстояние между находя-
щимися в пределах базовой длины пятью высшими точками вы-
ступов и пятью низшими точкамд впадин, измеренное от линии,
параллельной средней,
-Нз + • • + Ц — fa 4~ ^4 ~Ь • • • 4~ ^ю) (152)
5
Средняя линия профиля m представляет собой линию, отве-
чающую закону о наименьшей сумме квадратов отклонений, т. е.
п
условно = min. Указанный закон позволяет установить
единственное положение средней линии.
Для 6—12-го классов основной является шкала Ra, а для
1—5-го и 13—14-го классов — шкала Rz. Области применения
критериев Ra и Rz обусловливаются точностными возможностя-
ми тех приборов, с помощью которых эти критерии определя-
ются. Критерий Ra аналогичен критерию HCKi который приме-
нялся в более ранних ГОСТах на шероховатость поверхности.
Средняя квадратическая высота неровностей
(153)
-448
или приближенно
нск = \f . (154)
~ п
где п— число микронеровностей.
Оба критерия почти одинаковы по абсолютной величине и
обладают одинаково высокой объективностью оценки шерохо-
ватости поверхности. Однако приборы, предназначенные для из-
мерения величины /?а, являются более совершенными. Соответ-
ственно /критерий Rz аналогичен критерию Нср, применявшему-
ся в старых ГОСТах. Как известно, средняя высота неровностей
Нср = (155)
где Hi — высота микронеровностей от вершины гребня до дна
впадин. Величина Нср является частным случаем величины RZy
когда базовая линия совпадает со средней линией микропро-
филя. В настоящее время многие приборы измеряют величину
Нср (двойной микроскоп, микроинтерферометр).
Критерии Ra и Нск являются более объективными по сравне-
нию с критериями Нср и Rz. Величины Ra и Нск определяются
при помощи профилометров. При измерении на профилометрах
игла проходит несколько тысяч, а иногда даже десятков тысяч
неровностей. В этих условиях отдельные, не характерные для
данной поверхности неровности практически не влияют на ре-
зультаты измерения. При определении величин Rz и Нср чис-
ло измерений невелико, вследствие чего на результат измерения
могут влиять отдельные, не характерные для данной поверхно-
сти неровности. Вместе с тем преимущество этих критериев за-
ключается в том, что при их применении можно произвести и
качественную оценку микронеровностей, а не только чисто ко-
личественную, как в случае определения Ra и Нск.
§ 2. КОНТРОЛЬ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ
Методы контроля шероховатости поверхности можно разде-
лить на три основных вида:
1) количественная оценка в выбранном сечении;
2) суммарная количественная оценка на выбранном уча-
стке;
3) качественная оценка путем сравнения с образцами шеро-
ховатости.
1. Количественная оценка шероховатости поверхности
в выбранном сечении
Метод косых срезов
Сущность этого метода заключается в том, что для получе-
ния шлифа исследуемый образец разрезают по определенному
449
направлению. Затем срез доводят и полученный шлиф рассмат-
ривают в микроскоп. Для предохранения неровностей от разру-
шения при обработке шлифа поверхность образца покрывают
слоем хрома, меди или никеля.
Если исследуемую поверхность разрезать под очень неболь-
шим углом к направлению микронеровностей, то можно значи-
тельно увеличить их высоту. На фиг. 372
изображена схема, позволяющая опреде-
лить увеличение высот неровностей в случае
использования круглых образцов. Как сле-
дует из схемы, вертикальное увеличение
неровностей
Л = /? __ D
s b Ь
2
(156)
Метод косых срезов не получил большого распространения,
так как он сопровождается разрушением контролируемой де-
тали. Однако этот метод можно с успехом использовать при про-
ведении исследовательских работ.
Бесконтактные (оптические) методы
Эти методы делятся на метод светового сечения и интерфе-
ренционные методы.
Метод светового сечения. На фиг. 373 изображена принципи-
альная схема двойного микроскопа МИС-11 В. П. Линника, осно-
ванного на принципе светового сечения. Двойной микроскоп со-
стоит из осветительного и визуального микроскопов. При помо-
щи щелевой диафрагмы осветительного микроскопа на контро-
лируемую поверхность направляется узкая полоса света, пред-
ставляющая собой световую плоскость. Линия пересечения све-
товой плоскости с контролируемой поверхностью, искривленная
соответственно микропрофилю поверхности (фиг. 373,6), рас-
сматривается в визуальный микроскоп.
Изображение щелевой диафрагмы 1 (фиг. 373, а), располо-
женной в фокальной плоскости ахроматической линзы 2, проек-
тируется объективом 3 осветительного микроскопа на исследуе-
мую поверхность. Объектив 4 визуального микроскопа проек-
тирует изображение линии пересечения световой плоскости с
контролируемой поверхностью в плоскость 1—1 (фокальная пло-
скость окуляра 5), в которой расположено отсчетное устройство
в виде окулярного микрометра.
Тубусы осветительного и визуального микроскопов составля-
ют между собой угол 90° и наклонены под углом 45° к контроли-
руемой поверхности. Вследствие этого высота неровностей уве-
личивается в ]/2 раза по сравнению с их шагом. Для того чтобы
450
избежать указанного искажения неровностей, световая плоскость
и линия наблюдения должны быть направлены так, как пока-
зано на фиг. 373, в. Однако при этом резко ухудшаются условия
освещенности поля зрения визуального микроскопа. Угол 45°
является также оптимальным в отношении сферической абер-
рации.
Направляя световую плоскость под острым углом к иссле-
дуемой поверхности (фиг. 373, д), можно было бы получить зна-
Фиг. 373.
чительное дополнительное увеличение высот неровностей, но в
этом случае возникает большая погрешность, вызываемая не-
возможностью одинаково резкой фокусировки изображения ще-
ли на выступы и впадины неровностей.
Картина, наблюдаемая в поле зрения окуляра визуального
микроскопа, изображена на фиг. 373, г. Высота неровностей
определяется путем умножения разности отсчетов по шкале оку-
лярного микрометра при совмещении горизонтальной нити пе-
рекрестия с выступами и впадинами неровностей на цену деле-
ния окулярного микрометра.
Вследствие наличия допусков на параметры деталей прибо-
ра цена деления окулярного микрометра должна определяться
при помощи объект-микрометра (шкала с ценой деления 0,01 мм)
по формуле
Е=—, (157)
2/г
451
где z — число делений шкалы объект-микрометра, которое (изме-
ряется на микроскопе;
Т — цена деления объект-микрометра;
k — число делений барабанчика окулярного микрометра, со-
ответствующее z делениям объект-микрометра.
Наличие коэффициента —обусловливается дополнительным
увеличением высот неровностей из-за наклона тубусов микро-
скопа, а также вследствие того, что при измерении перекрестие
окулярного микрометра перемещается под углом 45° к направ-
лению высот неровностей.
Двойной микроскоп предназначается для измерения неровно-
стей в пределах 9-го класса шероховатости поверхности, что
объясняется его разрешающей способностью. Минимальная ве-
личина элемента поверхности, различаемая при наблюдении в
микроскоп,
(158)
где X — длина световой волны;
А — апертура объектива микроскопа; 4 = п sin и (п — ко-
эффициент преломления среды, расположенной перед объекти-
вом микроскопа);
и — апертурный угол, т. е. угол, под которым виден радиус
входного зрачка из точки пересечения оптической оси с плоско-
стью расположения объекта измерения (фиг. 373, е).
Ниже приводятся рекомендуемые увеличения и апертуры
объективов микроскопа МИС-11 при измерении различных мик-
ронеровностей:
Увеличение и апертура объектива . 16,5x0,37 9,7x0,30 5,4X0,14
Рекомендуемые пределы высот микро-
неровностей в мкм.......... 1—5 5—20 15—60
Классы шероховатости по ГОСТу
2789—59 7, 8, 9 5, 6, 7 3, 4, 5
При использовании объектива 16,5 X 0,37 практически могут
быть достаточно надежно измерены неровности, у которых Rz =
= 2 мкм и более, т. е. неровности не выше 9-го класса шерохова-
тости поверхности. Измерение неровностей с высотой порядка
1 мкм также возможно, но относительная погрешность измере-
ния достигает в этом случае 40—50%. Относительная погреш-
ность двойного микроскопа уменьшается с увеличением высот
неровностей и составляет при Rz = 5 мкм 15—20%, а при Rz =
= 15 мкм не превышает 10%•
Погрешность показаний двойного микроскопа обусловливает-
ся влиянием следующих факторов: погрешностью фокусировки,
вызываемой невозможностью одинаково резкой фокусировки
изображения щели на выступы и впадины измеряемых неровно-
стей; погрешностью окулярного микрометра и отсчета по его
452
шкале; погрешностью установки измеряемой детали на предмет-
ном столике микроскопа.
Абсолютная погрешность показаний двойного микроскопа
при многократных измерениях может быть определена по фор-
муле
А = ± (0,03/? + 0,07) мкм, (159)
где R — высота неровностей в мкм.
Интерференционные методы. На фиг. 374, а изображена опти-
ческая схема интерференционного микроскопа МИИ-1 В. П. Лин-
ника, предназначенного для измерения шероховатости поверхно-
сти 10—14-го классов.
От источника монохроматического зеленого света 1 или бе-
лого света 3 пучок лучей через конденсор 2, апертурную диаф-
рагму 5 и линзу 6 попадает в разделяющую призму 10, состоя-
щую из двух склеенных прямоугольных призм. Гипотенузная
грань одной из призм покрыта полупрозрачным слоем серебра,
вследствие чего пучок лучей разделяется на два когерентных
пучка лучей, один из которых отражается от гипотенузной пло-
скости, а другой проходит через нее. Полупрозрачный слой се-
ребра делается такой толщины, чтобы интенсивности двух све-
товых потоков (проходящего р отраженного) были примерно оди-
наковы.
Половина пучка света, прошедшая через пипотенузную грань
призмы 10, проходит через объектив 11 и собирается на зеркале
12, расположенном в его фокусе. Отразившись от зеркала 12,
пучок лучей возвращается через объектив 11 на гипотенузную
грань призмы 10, после чего направляется в объектив 13. Дру-
гая половина пучка света, отраженная от гипотенузной грани
призмы 10, проходит через объектив 8 и падает на контролируе-
мую поверхность деталц 9, расположенной сверху на предметном
•столике микроскопа.
Контролируемая поверхность находится в фокальной плоско-
сти объектива 8. Отразившись от поверхности детали, пучок лу-
чей проходит обратный путь и также попадает в объектив 13.
Компенсационный клин 7 служит для выравнивания хода в
стекле двух когерентных пучков лучей.
Оба пучка лучей собираются в фокусе объектива 13 на зер-
кале 14, где и возникает интерференционная картина. Послед-
няя вместе с изображением наблюдаемой поверхности рассмат-
ривается в окуляр 17 При фотографировании зеркало 14 отво-
дится и собранный объективом 13 пучок лучей проходит через
фотоокуляр 15 и, отразившись от зеркала 16, попадает на мато-
вое стекло 18. Заменяя матовое стекло кассетой с фотопластин-
кой 6X9, производят фотографирование интерференционной
картины.
При работе в белом свете источником света служит лампоч-
ка (8в, 0,6а), получающая питание от сети через трансформа-
453
тор. В этом случае на пути пучка лучей располагается зерка-
ло 4, которое отводится при работе в монохроматическом све-
те. Лампа монохроматического света питается от сети перемен-
ного тока через специальный дроссель.
При измерении шероховатости поверхности с регулярно рас-
положенными неровностями рекомендуется работать с монохро-
матическим светом, при котором интерференционная картина
располагается по всему полю зрения.
В случае измерения беспорядочно расположенных неровно-
стей, получающихся, например, при притирке или шабровке, бо-
лее целесообразно работать с белым светом. При этом в поле
Фиг. 374.
зрения микроскопа видно белую полосу, а по сторонам от нее —
две темных и несколько цветных полос. Небольшое число види-
мых в поле зрения полос облегчает при беспорядочном распо-
ложении неровностей оценку степени их изгиба, а следователь-
но, повышает надежность результатов измерения. При измере-
нии в белом свете обычно ориентируются на черные полосы.
Для создания интерференционной картины требуется раз-
ность хода двух когерентных лучей. Эта разность хода в микро-
скопе МИИ-1 обеспечивается путем смещения объектива 11 и
зеркала 12 в направлении, перпендикулярном к оптической оси
системы. Пр(И этом регулируется также и ширина интерферен-
ционных полос.
На фиг. 374,6 показана интерферограмма поверхности, а на
454
фиг. 374,e — схема измерения неровностей. Каждая интерферен-
ционная (полоса является геометрическим местом точек с одина-
ковой разностью хода двух когерентных лучей. Если бы (контро-
лируемая поверхность являлась идеально гладкой, то интерфе-
ренционная картина представляла бы собой ряд параллельных
прямых полос. Искривление полос вызывается микронеровно-
стями, имеющимися на контролируемых поверхностях.
Высоту неровностей определяют по формуле
= (160)
где а — величина искривления интерференционных полос;
Ь — интервал между одноименными полосами;
X — длина световой волны (для зеленого света X = 0,55мкм).
Измерение на микроскопе параметров а (и b можно произво-
дить с помощью окулярного микрометра. Относительная погреш-
ность измерения на микроскопе при отсчете с помощью окуляр-
ного микрометра не превышает ±5%.
Кроме интерференционного микроскопа МИИ-1, для контро-
ля шероховатости используются микроинтерферометры ИЗК-46
и ИЗК-50, а также микроскоп МИИ-5. Все эти приборы принци-
пиально ничем не отличаются от микроскопа МИИ-1 и по суще-
ству являются упрощенной конструкцией последнего.
Контактные (щуповые) методы
Сущность контактных методов контроля шероховатости по-
верхности заключается в том, что по контролируемой поверхно-
сти перемещается алмазная или стальная игла, вертикальные
перемещения которой, соответствующие высотам поверхностных
неровностей, увеличиваются электрическим, оптическим, пневма-
тическим или механическим способом и регистрируются отсчет-
ными устройствами.
Одним из недостатков этих методов, лимитирующим их раз-
решающую способность, является искажение микропрофиля
действительной поверхности вследствие невозможности проник-
новения острия иглы в узкие впадины поверхностных неровно-
стей. Именно из-за конечных размеров радиуса закругления
иглы большинство современных контактных приборов осущест-
вляют контроль шероховатости в пределах 12-го класса. Другим
источником погрешности контактного метода являются упругие
и остаточные деформации контролируемой поверхности, возни-
кающие под влиянием измерительного усилия.
Ниже приводятся рекомендуемые размеры ощупывающих
игл и значения измерительных усилий при измерении различных
микронеровностей:
^Пределы измеряемых неровностей
в мкм Св. 0,1 Св. 1 Св. 5 Св. 15
до 1 до 5 до 15
455
Радиус закругления игл в мкм 1—2 3—5 10—12 30
Материал игл. Алмаз Алмаз
или сталь
Измерительное усилие в г не более 0,5 1 2 3
Приборы, основанные на контактных методах измерения, де-
лятся на профилометры, осуществляющие количественную оцен-
ку шероховатости поверхности по шкалам Нск и Ra, и профило-
графы, предназначенные для получения профилограммы контро-
лируемой поверхности. Существуют также комбинированные
приборы, выполняющие одновременно функции профилометра и
профилографа.
На заводе «Калибр» сконструирован профилометр-профило-
граф, основанный на индуктивном принципе. Прибор позволяет
производить запись профилограммы, а также оценку шерохо-
ватости поверхности по показывающей шкале в величинах Нск
и Ra для 5—12-го классов. Благодаря применению иглы с ма-
лым радиусом закругления (~2 мкм) и малой скорости трасси-
рования (скорость датчика при записи профилограммы 0,2—
0,8 mmImuh, а при работе показывающего прибора 0,5 мм[сек)
прибор обладает высокой разрешающей способностью.
Вертикальное увеличение прдбора равно 2000—120 000, го-
ризонтальное 50—1800. Малое измерительное усилие (0,1 г) и
малый градиент усилия (не более 0,001 г/мкм) ощупывающей
иглы обеспечивают возможность измерения шероховатости не
только поверхности цветных металлов, но и всевозможных не-
металлических поверхностей д покрытий. Наибольшая длина
хода иглы 6 мм.
Измерение с помощьТЬ показывающего прибора осуществля-
ется за один проход иглы. Отсчет показаний производится по
шкале прибора при неподвижной стрелке, автоматически оста-
навливающейся после прохождения трассы измерения.
На фиг. 375 показана принципиальная схема прибора. Элек-
трическая часть состоит из индуктивного датчика 2, усилитель-
ного блока 5, показывающего 6 и записывающего 9 приборов.
Магнитная система датчика состоит (из Ш-образного сердечни-
ка 3 с двумя катушками. Катушки датчика и две половины пер-
вичной обмотки входного дифференциального трансформатора 4
образуют мост, питание которого осуществляется от генератора
звуковой частоты.
При перемещении датчика по контролируемой поверхности
алмазная (игла 1 совершает колебательное движение, которое
передается якорю 10. Возникающие вследствие этого на выходе
трансформатора колебания напряжения поступают через уси-
литель в записывающий или показывающий приборы или шлей-
фовый осциллограф 7, включаемый через магазин сопротивле-
ний 8. Перемещение датчика осуществляется посредством, элек-
тродвигателя.
456
В качестве самописца используется амперметр постоянного
тока. Запись профилограммы производится чернилами на дви-
жущейся бумажной ленте. Показывающий прибор магнитоэлек-
трического типа интегрирует по времени поступающее с усили-
теля напряжение.
Для того чтобы показывающий прибор измерял микронеров-
ности в единицах Нск, необходимо, чтобы рабочая точка вольт-
амперной характеристики используемых в приборе выпрямителей
была перенесена в криволинейную часть, которая весьма близка
Фиг. 375.
к параболической. Если зависимость между выпрямленным то-
ком и напряжением будет линейной, то показание прибора будет
пропорционально среднему значению измеряемой величины.
Настройка прибора производится по образцовой детали.
На фиг. 375 показана конструкция ощупывающей части дат-
чика. Алмазная игла 1 закреплена на конце коромысла 13, кон-
тактирующего с ножевой опорой 12. С коромыслом жестко свя-
зан якорь 10. Измерительное усилие, регулируемое с помощью
пружин 11, не должно превышать 0,1 Г Датчик подвешен на
крестообразном пружинном шарнире (на фигуре не показан).
Сила тяжести датчика уравновешивается при помощи специаль-
ной пружины таким образом, чтобы сила давления опоры 14 на
контролируемую поверхность не превышала 60 Г.
Приборы подобного тцпа выпускают фирмы Тейлор-Гобсон
(Англия), Хоммель-Верке (ФРГ) и др.
На фиг. 376 изображена принципиальная схема профиломет-
ра другого типа, используемая в профилометрах В. М. Киселе-
457
ва и Аббота. При перемещении датчика по контролируемой по-
верхности игла 1 [И жестко связанная с ней катушка 2 соверша-
ют колебания. Вследствие того, что катушка расположена в по-
ле действия постоянного магнита <3, в ней наводятся индуктив-
ные токи, которые после прохождения через усилитель посту-
пают в отсчетное устройство. Измерение микронеровностей про-
изводится в единицах Нск.
Контролируемая поверхность ощупывается алмазной иглой с
радиусом закругления 12 мкм. Диапазон измерения — 5—12-й
классы шероховатости поверхности.
На принципе ощупывания основано действие профилометра
Фиг. 377.
Фиг. 376.
КВ-4 с ручным перемещением датчика и КВ-7 — с механическим
при помощи электродвигателя.
На фиг. 377 приведена принципиальная схема профилометра
ПЧ-2, разработанного В. С. Чаманом. Схема отличается от пре-
дыдущей конструкцией датчика, в котором относительно непо-
движной катушки 2, имеющей большое число витков, перемеща-
ется легкий железный якорь /, расположенный в поле действия
постоянного магнита 3. Такой датчик обладает большей мощно-
стью, чем датчик, изображенный на фиг. 376, (и обеспечивает
меньшую зависимость показаний прибора от изменения скоро-
сти перемещения датчика, что позволяет отказаться от электро-
привода. На профилометре ПЧ-2 также (измеряется величина
Нск.
Для профилометров при измерении Нск и Ra лимитирующим
фактором является их частотная характеристика. Профилометр
работает надежно, если шаг неровностей не превышает 0,3—
0,5 мм. Повышение частоты путем увеличения скорости трасси-
рования приводит к увеличению динамических погрешностей,
вызываемых инерционностью подвижных элементов датчика.
Именно поэтому на профилометрах не рекомендуется измерять
поверхности грубее 5-го класса.
Сравним схемы профилометров, (изображенные на фиг. 375, а,
376 и 377. В профилометрах, показанных на фиг. 376 ]И 377, ис-
пользуются датчики генераторного типа, у которых наводимая
в катушках э. д. с. пропорциональна скорости перемещения иг-
458
----ЛЛШ1ЛП-
Фиг. 378.
лы. Для того чтобы показание отсчетного устройства не зави-
село от скорости перемещения иглы и было пропорционально
амплитуде ее колебаний, т. е. высотам микронеровностей, тре-
буется применение специального электрического контура, осуще-
ствляющего интегрирование скорости
интегратора приведена на фиг. 378.
На основании законов индукции
е = Kv,
где К — коэффициент пропорцио-
нальности;
v — скорость перемещения иг-
лы.
Если принять, что сопротивле-
ние катушки датчика весьма мало,
то его э. д. с. будет равна сумме
падений напряжения в сопротивле-
нии г и конденсаторе С:
е = U г + U с = г
Если подобрать величины г
Uc, то получим
е « г
откуда
по времени, схема такого
(161)
i + — j idt. (162)
и С таким образом, чтобы
I,
г
Тогда напряжение на зажимах
г г 1 Г.о К
конденсатора
, . Avdt^ —^-S, (163)
С J г С J г-С ' ’
где S — путь, проходимый катушкой, т. е. амплитуда колебаний
иглы.
Однако даже включение в схему прибора интегрирующего
контура не позволяет полностью избавиться от влияния на ре-
зультат измерения колебания скорости перемещения иглы. Это
влияние (в меньшей степени)' сохраняется и в случае примене-
ния электродвигателя; в то же время колебание скорости дви-
жения иглы (в определенном диапазоне частот) не сказывается
на точности датчика, изображенного на фиг. 375.
При измерении на профилометрах, показанных на фиг. 376
и 377, стрелка отсчетного устройства показывает измеряемую
величину лишь при движении датчика. Кроме того, при измере-
нии стрелка часто сильно колеблется. Все это затрудняет работу
оператора и делает оценку результатов измерения в значитель-
ной мере субъективной. Вследствие этого относительная пргреш-
45?
ность профилометров может доходить до 20% от величины из-
меряемых неровностей.
При измерении на профилометре, изображенном на фиг. 375, а,
показания отсчитывают по неподвижной стрелке после прохож-
дения всей трассы измерения, что значительно облегчает работу
оператора и сводит до минимума проявление субъективности
при оценке результатов измерения. В этом случае точность и
надежность измерения зависят в основном от радиуса закругле-
ния иглы, ее давления на исследуемую поверхность и градиента
этого давления, а также от точности датчика и образца. Отно-
сительная погрешность измерения не превышает 5—10%.
Следует отметить, что при радиусе закругления иглы, рав-
ном ~2 мкм, последняя вряд ли может опускаться до дна впа-
дин микронеровностей шириной, меньшей 1 —2 мкм. Поэтому
при таком радиусе закругления измерять абсолютным способом
ммкронеровности 14-го класса едва ли целесообразно.
При измерении на профилометрах неровностей, у которых
/?z<0,2, приборы целесообразно использовать как компараторы.
На фиг. 379, а изображена оптическая схема профилографа
ИЗП-5 конструкции Б. М. «Левина. Лучи света от низковольтной
460
лампочки накаливания 1 проходят через конденсор 2 и освещают
щель 3, расположенную в фокальной плоскости телеобъекти-
ва 4. После прохождения через телеобъектив пучок лучей попа-
дает на подвижное зеркало S, закрепленное на рычаге 9, с кото-
рым связана алмазная игла 10. Ось поворота рычага изготовле-
на в виде крестообразного пружинного шарнира. Отразившись
от подвижного зеркала, пучок лучей попадает на неподвижное
зеркало 7, после отражения от которого опять возвращается к
зеркалу 8.
После вторичного отражения от подвижного зеркала пучок
лучей поступает в телеобъектив 6. Пройдя последний и отра-
зившись от двух неподвижных зеркал 5, лучи света через ци-
линдрическую линзу 16 попадают на фотобарабан /5, располо-
женный в фокальных плоскостях цилиндрической линзы и
телеобъектива 6. Вращение барабана с помощью редуктора 14
согласуется с движением предметного столика /2, на котором
устанавливается контролируемая деталь 11. Движение столика
осуществляется при помощи ходового винта 13.
Благодаря двойному отражению от подвижного зеркала
значительно большим становится вертикальное увеличение при-
бора. Цилиндрическая линза (в отличие от сферической цилин-
дрическая линза имеет кривизну только в одном направлении)
служит для превращения линейного изображения щели 3 в то-
чечное, что способствует получению резко очерченной профи-
лограммы. Назначенце телеобъектива — при малых габаритах
прибора получать значительные фокусные расстояния, обеспе-
чивающие большие вертикальные увеличения.
На фиг. 379,6 приведена схема телеобъектива 6. Последний
состоит из двояковыпуклой 17 и двояковогнутой 18 линз. Бла-
годаря сочетанию этих линз фокусное расстояние f' телеобъек-
тива оказывается в значительной степени расположенным внут-
ри корпуса прибора, что позволяет приблизить к телеобъективу
фотобарабан 15 и, следовательно, уменьшить габариты прибора.
Если бы вместо линз 17 и 18 была использована только одна
длиннофокусная линза 17 с фокусным расстоянием f', то тогда
поверхность фотобарабана отстояла бы от объектива на значи-
тельно большем расстоянии.
Для получения различных фокусных расстояний, а следова-
тельно, и различных вертикальных увеличений, двояковогнутую
линзу телеобъектива 6 делают сменной (всего имеется три
сменных линзы).
Вертикальное увеличение прибора зависит от соотношения
плеч рычага 9 (фиг. 379, а), у которого плечо I может иметь
четыре значения, от фокусного расстояния телеобъектива и ко-
личества отражений от подвижного зеркала. Прибор имеет две-
надцать вертикальных увеличений, изменяющихся в диапазоне
от 500 до 16 000 (три сменных отрицательных компонента и че-
тыре значения плеча /).
15 Заказ 264 461
Горизонтальное увеличение прибора определяется соотноше-
нием скоростей перемещения контролируемого объекта и вра-
щения фотобарабана. Различные соотношения между этими
перемещениями обеспечиваются соответствующей настройкой
редуктора 14 и сменными ходовымд винтами 13. Прибор имеет
шесть горизонтальных увеличений, изменяющихся в пределах
25—500 (три настройки редуктора и два сменных ходовых
винта).
Длина профилируемого участка поверхности изменяется от
0,35 до 7 мм. Предел измерения составляет 3—13-й классы чи-
стоты поверхности. Радиус закругления ощупывающей алмаз-
ной иглы равен 1,5 мкм, что обеспечивает высокую разрешаю-
щую способность прибора. Абсолютная погрешность измерения
тонко обработанных поверхностей не превышает 0,02 мкм, по-
этому с удовлетворительной точностью можно контролировать
шероховатости 13-го класса (относительная погрешность рав-
на 20%).
Кроме профилографа модели ИЗП-5, существуют также
профилографы моделей ИЗП-17 и ИЗП-21, тоже разработанные
Б. М. Левиным. Эти модели основаны на тех же принципах,
что и модель ИЗП-5.
Модель ИЗП-17 представляет собой малогабаритный про-
филограф, предназначенный для работы в производственных
условиях.
Ниже приведены технические характеристики некоторых
профилографов.
Технические характеристики профилографов
Параметры ИЗП-17 ИЗП-21 Профилограф Аммона
Увеличение: вертикальное горизонтальное Длина профилируемого участка в мм Высота профилируемых неровностей в мкм Сила давления иглы в Г Диапазон измерения (классы чистоты поверхности) 250—5000 25—50 1,5 и 3 0,1—160 0,05—0,5 500; 1000 и 1500 50 2 0,2—80 400—2500 10; 30 и 50 До 120 1 и более 3—11
Основным недостатком профилографа Аммона является
большое измерительное усилие, которое не позволяет применять
иглы с малыми радиусами закругления (1—3 мкм), вследствие
чего разрешающая способность прибора относительно невысока
(радиус закругления иглы равен 12 мкм). Вместе с тем боль-
шая длина трассы измерения позволяет использовать профи-
лограф Аммона для контроля волнистости.
462
2. Суммарная количественная оценка шероховатости
поверхности на выбранном участке
Пневматический метод
Приборы, применяемые при этом методе, основаны на прин-
ципе измерения расхода воздуха, проходящего через микроне-
ровности поверхности. Сопло 1
(фиг. 380) пневматической измери- .-/С?
тельной системы прижимается к иссле- J1 | ]
дуемой поверхности 2. О величине по-
верхностных неровностей судят по
расходу воздуха, выходящего из соп-
ла через микронеровности. Изменение
расхода воздуха фиксируется по шка-
ле ротаметра. Градуировка шкалы про-
изводится по аттестованным на других
Фиг. 380.
приборах образцам. Прибор предназ-
начен для контроля шероховатости по-
верхности 4—9-го классов. При измерении шероховатостей бо-
лее высоких классов на результат измерения оказывают влияние
макронеровности и волнистость.
Рефлектометрический метод
Этот метод основан на использовании отражательной спо-
поверхности. Лучи от источника света 1
собности измеряемой
(фиг. 381), отраженные от поверх-
ности 2 детали, падают на фотоэле-
мент 3. В зависимости от интенсив-
ности светового потока, являющей-
ся функцией шероховатости по-
верхности, в фотоэлементе возника-
ет бдльший или меньший ток, кото-
рый фиксируется соответствующим
измерительным устройством.
Электрический (емкостный) метод
Исследуемая поверхность 1 (фиг. 382) является одной об-
кладкой конденсатора; другой обкладкой служит пластина 2
прибора. На последнюю нанесен тонкий слой керамической мас-
сы, которая вместе с воздушной прослойкой между контроли-
руемой поверхностью и пластиной является диэлектриком.
Величина воздушной прослойки, а следовательно, и емкость
конденсатора зависят от шероховатости поверхности.
463
15*
Пластина 2 соединена со вторичным колебательным конту-
ром, состоящим из катушки 4, измерительного конденсатора 6
и гальванометра 5. Генераторный колебательный контур 3 и
вторичный контур настраиваются на
резонанс по показаниям гальваномет-
ра. Отсчет производится по измери-
тельному конденсатору.
3. Качественная оценка шероховатости
поверхности путем сравнения
с образцами
Образцы шероховатости поверхно-
Фиг. 382. сти должны изготовляться из того же
материала, тем же методом обработки
и иметь ту же форму, что и контролируемая поверхность. Образ-
цы, как правило, изготовляются по среднему разряду соответст-
вующего класса с целью учета погреш-
ностей сличения и неоднородности ше-
роховатости контролируемой поверх-
ности (нормаль БВ-9-54). Однако в
некоторых случаях образцовые поверх-
ности выполняют по верхнему преде-
лу (наиболее грубому) соответствую-
щего класса с отклонением в поле
разряда «а». Визуальное сравнение не-
вооруженным глазом исследуемой по-
верхности с образцовой может приме-
няться для деталей с шероховато-
Фкг. 383.
стью 1 — 10-го классов. Опытный контролер может визуально
оценить шероховатость поверхности с точностью до одного клас-
са, а для грубых классов — даже до разряда.
Однако наиболее надежным методом визуального контроля
шероховатости поверхности является контроль на микроскопе
с двойным полем зрения, когда в окуляр микроскопа одновре-
менно видны контролируемая и образцовая поверхности. Схема
микроскопа ЛИТМО (Ленинградского (Института точной меха-
ники и оптики) с двойным полем зрения приведена на фиг. 383.
С помощью прибора этого типа при соответствующем навыке
можно оценивать шероховатость поверхности в пределах 12-го
класса.
ГЛАВА XIII
АВТОМАТИЧЕСКИЙ КОНТРОЛЬ РАЗМЕРОВ
Автоматизация контроля является одним из наиболее слож-
ных вопросов комплексной автоматизации технологических про*
цессов. Автоматизация контрольных операций, может осущест-
вляться по двум принципиально различным направлениям: пу-
тем автоматизации операций, осуществляющих «пассивный»
контроль, при котором производится разбраковка деталей, и
путем автоматизации .активного (управляющего) контроля
т. е. путем автоматизации самого процесса получения размеров.
Очевидно, что второе направление, обеспечивающее получение
необходимой точности параметров изделий во время технологи-
ческого процесса, является наиболее прогрессивным. Повыше-
ние качества продукции должно осуществляться на основе ра-
зумного сочетания «пассивного» и активного контроля.
§ 1. МЕТРОЛОГИЧЕСКИЕ И ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ
АВТОМАТИЧЕСКОГО КОНТРОЛЯ
Автоматический контроль имеет особенности, отличающие
его от контроля при помощи универсальных приборов. Средст-
ва автоматического контроля являются обычно бесшкальными
приборами. В отличие от измерения на универсальных прибо-
рах, которое имеет непрерывный характер, автоматический
контроль, как правило, носит дискретный характер. Дискрет-
ность характеристики автоматического контроля заключается
в том, что при его применении фиксируются предельные раз-
меры деталей, размеры сортировочных групп или, как, напри-
мер, при активном контроле, подаются какие-либо прерывистые
команды (например, команда на переключение с черновой по-
дачи на чистовую, команда на прекращение процесса обработки
р т. п.). Непрерывность характеристики универсальных прибо-
ров заключается в том, что прибор в пределах его шкалы фик-
сирует любой размер, т. е. указатель прибора может занять
при измерении любое положение в пределах шкалы прибора.
У бесшкальных средств автоматического контроля отсутству-
ют такие характеристики, как цена деления, интервал делений,
465
точность отсчета. При автоматическом контроле фиксируются
только лишь дискретные значения контролируемых параметров
и отсчет промежуточных значений не производится, поэтому,
когда прибор настраивают на заданный размер по образцовой
детали, на его точность не влияют кинематические погрешности.
Последние влияют на точность приборов только в том случае,
если их настройку производят по шкальным приборам, имею-
щим кинематические погрешности, а также при использовании
амплитудных датчиков некоторых типов, о чем будет сказано
ниже. На фиг. 384 изображена схема
/С|\ средства активного контроля, пред-
W назначенного для визуального на-
блюдения за изменением размеров
— обрабатываемых деталей. В этом
Jy “L случае процесс обработки прекра-
(\Т:< щается вручную при достижении
заданного размера детали, на кото-
рый прибор настраивается по об-
разцу. Если рычажная передача
Фиг- 384- прибора обладает кинематической
погрешностью, то эта погрешность
будет проявляться только при приближении к заданному разме-
ру, а сам он будет зафиксирован точно, так как на него прибор
был настроен по образцу.
Для средств автоматического контроля гораздо меньшее
значение, чем для приборов автоматического контроля, имеет
также перепад измерительного усилия. Это объясняется тем,
что при автоматическом контроле, опять вследствие дискретно-
сти его характеристики, условия настройки приборов совпада-
ют с условиями их срабатывания. Независимо от перепада
измерительного усилия при настройке прибора по образцу и при
его срабатывании в процессе измерения измерительное усилие
будет иметь одинаковое значение. Поэтому при автоматическом
контроле применяются приборы с пружинными передачами
(например, приборы типа Шеффилд), хотя, как известно, эти
приборы наряду со значительными кинематическими погреш-
ностями обладают также большим перепадом измерительного
усилия. Меньшее значение при автоматическом контроле имеет
и величина передаточного отношения.
Таким образом, при автоматическом контроле многие из су-
щественных для универсальных приборов характеристик в зна-
чительной степени утрачивают свое значение. В то же время
на точность средств автоматического контроля большое влия-
ние оказывают порог чувствительности прибора и погрешности
вследствие наличия зазоров и перекосов в подвижных стыках
цепи передачи измерительного импульса. Для снижения порога
чувствительности следует рекомендовать применение направля-
ющих трения качения вместо направляющих трения скольже-
466
ния, использование пружинных передач и увеличение жестко-
сти измерительной системы. Для уменьшения погрешностей
из-за наличия зазоров и перекосов необходимо стремиться к
соблюдению в конструкциях приборов принципа Аббе, умень-
шению зазоров, к использованию синусных схем вместо тан-
генсных, к увеличению расстояния между 'направляющими из-
мерительных стержней и т. п.
При обычных измерениях погрешность измерения склады-
вается в основном из погрешности самого измерительного при-
бора, температурных погрешностей, погрешностей установочных
мер и погрешностей, связанных с .измерительным усилием. При
автоматическом «пассивном» контроле к этим составляющим
добавляются погрешности базирования деталей при измерении
и погрешности, вызываемые вибрациями. При автоматическом
активном контроле ко всем этим составляющим добавляются
погрешности, вызываемые плохим качеством заготовок обраба-
тываемых деталей, низкой чувствительностью перемещений ис-
полнительных органов станка и тепловыми и силовыми дефор-
мациями технологической системы, а также погрешности, свя-
занные с толщиной слоя металла, снимаемого с заготовки за
один проход, и т. п.
Следовательно, при активном контроле суммарная погреш-
ность в основном зависит от тех условий, при которых осуще-
ствляется измерение. При активном контроле доля погрешности
собственно измерительного устройства (погрешность прибора
при измерении в стационарных условиях) в общем балансе
суммарной погрешности весьма невелика и составляет 3—30%.
Остальная погрешность обусловливается влиянием перечислен-
ных выше, главным образом технологических факторов. При
активном контроле датчик не определяет собой точность изме-
рения, хотя именно его настраивают по образцу на заданный
размер. Поэтому в настоящее время основной задачей в облас-
ти развития активного контроля является уменьшение влияния
на его точность технологических факторов. При автоматическом
«пассивном» контроле, осуществляемом с помощью контроль-
ных автоматов, доля погрешности самого датчика в общем ба-
лансе суммарной погрешности составляет 20—40%. Остальная
погрешность также определяется влиянием условий измерения.
При автоматическом «пассивном» контроле предельная
ошибка измерения, как и при обычных методах контроля, долж-
на составлять при нормальном законе распределения погреш-
ностей измерения и обработки примерно 10% от величины поля
допуска контролируемых деталей (для того чтобы можно было
не вводить производственных допусков).
При использовании средств активного контроля суммарная
погрешность активного контроля должна оцениваться как поле
рассеивания размеров деталей, обработанных на станках при
применении измерительных приборов. Такая оценка точности
467
будет являться комплексной или суммарной проверкой точности
средств активного контроля в условиях их работы; она отвеча-
ет тем целям, которые ставятся при получении размеров. Как
известно, поле рассеивания размеров деталей, -сходящих со
станка, характеризует собой также (и погрешность обработки.
Поэтому при активном контроле понятия его суммарной по-
грешности (погрешности регулирования) и погрешности обра-
ботки совпадают.
Поскольку погрешность обработки может приближаться по
величине к полю допуска на обработку, постольку при актив-
ном контроле и суммарная погрешность регулирования может
тоже приближаться по величине к полю допуска. Таким
образом, при активном контроле большее количество факторов
влияет на его точность, чем при «пассивном» контроле, но в то
же время суммарная погрешность активного контроля может
быть больше, чем сумммарная погрешность «пассивного» конт-
роля. Рассмотрим это положение на конкретном примере. Пред-
положим, что поле допуска на обработку детали составляет
0,01 мм. Для того чтобы можно было не вводить производствен-
ный допуск, предельная погрешность измерения при «пассив-
ном» контроле Диш не должна быть больше 0,001 мм. Если при
обработке данной детали используется активный контроль, то
его суммарная погрешность в этом случае может составить
0,004—0,006 мм (с учетом резервирования части поля допуска
для компенсации погрешности формы, так как активный конт-
роль обеспечивает в основном получение только размеров).
1. Характеристика обратных связей различных типов
Отличительной особенностью большинства методов активно-
го контроля является наличие
Д
Фиг. 385.
обратной связги. Под обратной
связью понимается воздей-
ствие выходного параметра
системы на входной. Имен-
но наличие при активном
контроле обратной связи и
приводит к повышению точ-
ности обработки путем уст-
ранения влияния технологи-
ческих погрешностей. На
фиг. 385—387 изображены
обратные связи различных
типов. На фиг. 385 показана
система обратной связи при
обработке методом врезного
шлифования. Обрабатываемое изделие контролируется в процес-
се обработки с помощью двухконтактного датчика Д. Выходным
параметром такой системы является размер обрабатываемой
468
детали, входным — перемещение шлифовальной бабки, осущест-
вляемое с помощью гидравлической системы. При размыкании
контакта 1 датчика происходит переключение станка с черновой
подачи на чистовую; при замыкании контакта 2 подается коман-
да на прекращение процесса обработки и шлифовальная бабка
отходит в исходное положение.
Одновременно со схемой работы по прибору на фиг. 385
изображены также схема работы до жесткого упора и размер-
ная цепь, характеризующая собой точность такого метода обра-
ботки. Как следует из схемы, радиус обрабатываемой детали
ru3d = L — I — R-
(164)
На величину размера L
влияют тепловые и силовые
деформации станка и обраба-
тываемой детали; на величи-
ну размера I влияют тепловые
и силовые деформации станка;
на величину R влияет износ
шлифовального круга. Тепло-
вые деформаци технологиче-
ской системы являются след-
ствием воздействия тепла, вы-
деляющегося в процессе реза-
ния в подшипниках шпинделя
шлифовального круга и в си- Фиг. 386.
стеме гидропривода станка. Силовые деформации системы воз-
никают под действием сил резания.
Как показывают исследования, тепловые и силовые дефор-
мации при обработке на металлорежущем станке в случае дли-
тельной его работы могут достигать нескольких сотых долей
миллиметра. Износ режущего инструмента достигает значитель-
но больших величин. При работе по прибору процесс обработки
прекращается только тогда, когда в контролируемом сечении
достигается заданный размер, на который по образцу настроен
контакт 2 датчика. Совершенно очевидно, что в этом случае на
точность обработки перестают влиять такие факторы, как износ
режущего инструмента, тепловые деформации станка и силовые
деформации станка и обрабатываемой детали (при трехточеч-
ном измерении). При этом устраняется влияние как функцио-
нальных, так и случайных погрешностей обработки L На точ-
ность обработки влияют только погрешность самого измери-
тельного устройства (включая погрешность датчика), тепловые
Под функциональными погрешностями понимаются такие, которые
приводят к постепенному смещению во времени центра группирования соб-
ственно случайных погрешностей, являющихся разновидностью случайных
величин.
469
деформации обрабатываемой детали и износ измерительных
наконечников прибора (при контактном методе измерения).
При работе с прибором погрешность обработки не превышает
0,005 мм. Основное преимущество применения активного кон-
троля заключается в устранении влияния на точность обработ-
ки износа инструмента и тепловых и силовых деформаций тех-
нологической системы.
На фиг. 386 изображена схема подналадчика к зубошли-
фовальному станку фирмы Мааг. Принцип действия прибора
заключается в следующем. Алмазный наконечник 1 периодиче-
ски соприкасается с режущей поверхностью шлифовального
круга. Периодичность контакта обеспечивается кулачком 5, при
вращении которого выступ 3, связан-
Фиг. 387.
ный с рычагом 2, периодически запа-
дает в паз кулачка. Когда размерный
износ шлифовального круга превыша-
ет допускаемую величину, замыкается
контакт 4 и подается команда на под-
наладку, при которой шпиндель шли-
фовального круга перемещается в ука-
занном стрелкой направлении. Сум-
марная погрешность системы регули-
рования, не превышает 0,01 мм.
При такой форме обратной свя-
зи выходным параметром системы служит положение режу-
щей поверхности шлифовального круга (в общем случае поло-
жение режущей кромки инструмента), а входным — перемеще-
ние шпинделя шлифовального круга. Контроль положения ре-
жущей кромки инструмента является низшей формой обратной
связи по сравнению с предыдущей, так как в этом случае в ос-
новном компенсируется влияние размерного износа режущего
инструмента, хотя при известных условиях может компенсиро-
ваться и влияние некоторых других факторов (например, тепло-
вых и силовых деформаций самого станка). Контроль положе-
ния режущей кромки инструмента применяется при обработке
деталей сложной формы, когда контроль непосредственно самой
детали затруднителен.
На фиг. 387 приведена еще более низкая форма обратной
связи, при которой выходным параметром системы является
положение суппорта, несущего режущий инструмент, а вход-
ным—перемещение некоторого приводного органа станка (на-
пример, поршня гидравлической системы). В этом случае ком-
пенсируется только влияние силовых и тепловых деформаций
цепи привода режущего инструмента и не устраняется влияние
износа режущего инструмента, тепловых и силовых деформа-
ций обрабатываемой детали. Контроль положения суппорта,
несущего режущий инструмент, принципиально ничем не отли-
чается от метода работы по упорам и его следует использо-
470
вать только в тех случаях, когда влияние износа режущего
инструмента сравнительно невелико, или при невысокой точно-
сти обработки. Вместе с тем, так как эта форма контроля на-
правлена на повышение точности обработки, ее также следует
относить к активному контролю.
Кроме рассмотренных случаев, обратные связи имеются так-
же в подналадочных системах и в блокировочных устройствах.
Характерная особенность подналадочных систем заключается
в том, что они компенсируют только влияние функциональных
погрешностей. Следовательно, метод подналадки является бо-
лее низкой формой обратной связи, чем контроль во время об-
работки при врезных процессах, при котором устраняется так-
же влияние и собственно случайных погрешностей.
В станкостроении все большее развитие получают системы
программного управления. Необходимо учитывать, что без
применения обратных связей системы -программного управле-
ния не могут обеспечивать высокую точность обработки, так
как на точность этих систем влияют износ режущего .инструмен-
та *и тепловые и силовые деформации технологической системы.
Высокая точность обработки может быть получена только при
таких системах, которые позволяют по результату измерения
обрабатываемой детали или положения режущей кромки
инструмента или хотя бы по результату измерения положения
суппорта, несущего режущий инструмент, корректировать пере-
мещение исполнительных органов станка, т. е. системах, в ко-
торых используются средства активного контроля.
К металлорежущим станкам следует подходить так же, как
|И к измерительным системам. Если при измерении с помощью
универсальных приборов стремятся устранить влияние на точ-
ность измерения тепловых и силовых деформаций измеритель-
ной системы, а также износа измерительных наконечников при-
бора, то тем более необходимо устранение влияния аналогичных
факторов при обработке на станках, чтобы предупредить воз-
никновение погрешностей.
2. Влияние на точность активного контроля условий измерения
На фиг. 388 показана принципиальная схема активного кон-
троля при шлифовании «на проход» с поперечной размерной
подачей. Из схемы следует, что при обработке «на проход» из-
менение размера обрабатываемой детали носит дискретный
характер. Поэтому в данном случае, даже при использовании
самых точных средств активного контроля, погрешность обра-
ботки может достигать двойной толщины 2а слоя металла, сни-
маемого с детали за один проход. Это положение является
справедливым и при внутреннем шлифовании, в частности, при
использовании систем с жесткими калибрами. Величина а опре-
471
деляется режимом чистового шлифования, т. е. величиной попе-
речной размерной подачи. Однако, кроме кинематики станка,
величина а зависит также от силовых деформаций техноло-
гической системы, т. е. от жесткости системы. Для того чтобы
можно было управлять величиной а, необходимо повышать
жесткость технологической системы и чаще затачивать режу-
Фиг. 388.
щий инструмент (для стабилизации усилий
резания), а также повышать чувствитель-
ность механизма подач.
При плоском шлифовании на станках с
прямоугольным столом применяется одно-
контактное измерительное устройство (фиг.
389, а). Оно монтируется на кронштейне,
установленном на станине станка. Очевид-
но, что на точность измерения в этом слу-
чае влияют тепловые и силовые деформа-
ции станка, а также изменение толщины
масляной пленки в направляющих его сто-
ла. Точность контроля может быть значи-
тельно повышена, если измерение осуществляется по схеме, по-
казанной на фиг. 389, б В качестве базы измерения использу-
ется поверхность стола станка или поверхность планки, установ-
б)
Фиг. 389.
ленной и прошлифованной на столе. Само устройство при этом
выполнено «плавающим». Наиболее характерными в отношении
влияния на точность активного контроля условий измерения яв-
ляются подналадочные системы.
Подналадчиками называются измерительные устройства, ко-
торые подают команду на перемещение исполнительных орга-
нов станка, когда размер детали или положение режущей кром-
ки инструмента выходят за допускаемые пределы. Существует
несколько типов подналадочных систем: подналадка по одной
детали, по повторным импульсам, по положению режущей
кромки инструмента, по среднему размеру, по медиане и т. п.
472
Рассмотрим случай подналадки по одной детали пр,и бес-
центровом шлифовании цилиндрических деталей (фиг. 390).
Все закономерности, которые при этом будут установлены, мож-
но распространить на другие случаи подналадки и при других
операциях (например, при точении и фрезеровании).
При обработке после стабилизации тепловых деформаций
системы под влиянием износа шлифовального круга размеры
деталей постепенно увеличиваются. После шлифования детали
ф,иг. 390.
попадают на измерительную позицию датчика 7, который в
определенный момент срабатывает. Возникающий при этом
электрический импульс после его усиления подается в электро-
магнит, управляющий работой храпового механизма 2. С хра-
повым колесом связан ходовой винт 3, приводящий в движение
шлифовальную бабку 4. При вращении храпового колеса шли-
фовальная бабка подается в направлении стрелки на величину
подналадочного импульса.
На фиг. 391 изображен график изменения размеров а, 6, с,
d и е последовательно изготовляемых деталей. В основу графи-
ка положен метод скользящей средней, при котором линия 1—7,
характеризующая функциональные погрешности обработки, яв-
ляется геометрическим местом центров группирования собст-
венно случайных погрешностей обработки. Метод скользящей
средней можно рассматривать как одну из характеристик слу-
чайных процессов. Функциональные погрешности обработки яв-
ляются следствием износа режущего инструмента и изменения
473
во времени тепловых in силовых деформаций технологической
системы. Распределение размеров деталей под влиянием функ-
циональных погрешностей при равномерном изменении послед-
них будет подчиняться закону равной вероятности.
Отклонения размеров деталей от линии 1—/, характеризую-
щие собственно случайные погрешности обработки, подчиняют-
ся обычно закону Гаусса, для чего необходимо наличие несколь-
ких факторов примерно одного порядка. Отклонения размеров
деталей от линии 1—1 возникают под влиянием непостоянства
силовых и тепловых деформаций системы, а также износа ин-
струмента. Это непостоянство обусловливается различными
припусками на обработку, непостоянством качества материала
заготовок, их термообработки и случайным изменением подач.
Суммарная кривая 3—3 распределения размеров деталей
представляет собой композицию законов Гаусса и равной ве-
роятности Г На основании суммарной кривой распределения
можно сделать вывод, что в выражение для погрешности подна-
ладки должны входить величины А и бег. Однако не только эти
составляющие характеризуют погрешность обработки при под-
наладке по одной детали.
Обозначим предельную погрешность подналадки (погреш-
ность обработки в объеме многих подналадок) через б. Эта ве-
личина в первом приближении складывается из следующих
составляющих:
б = Л + 6о + В + £, (165)
где А — подналадочный импульс, т. е. расстояние, на которое
перемещается исполнительный орган станка при сра-
батывании датчика;
ст — среднее квадратичное отклонение собственно случай-
ных погрешностей обработки;
В — предельная величина той составляющей погрешности
подналадки, которая возникает под влиянием различ-
ного положения в момент подналадки центра группи-
рования случайных погрешностей;
Е — погрешность собственно измерительного устройства в
статическом состоянии (погрешность фиксирования
датчиком линии настройки 2—2).
Остановимся более подробно на составляющей В, имеющей
большое значение в теории подналадки. На фиг. 392 изображе-
на схема перемещения во времени центра группирования соб-
ственно случайных погрешностей обработки. При износе шли-
фовального круга центр группирования перемещается по линии
1 Как известно, наличие прямого отрезка у суммарной кривой распреде-
ления возможно при ~т~~
3<5
1, где I и 3 а — половины величин зон рассеива
ния для законов Гаусса и равной вероятности.
474
1—1 в направлении линии настройки 2—2. При некотором по-
ложении центра группирования датчик срабатывает и шлифо-
вальная бабка подается вперед, а сам центр группирования
смещается вниз. Затем процесс перемещения центра группиро-
вания повторяется снова и происходит до тех пор, пока датчик
опять не сработает и т. д. В момент срабатывания датчика
центр группирования может
занимать различное положе-
ние, но в пределах отрез-
ка В.
Для того чтобы опреде-
лить величину В, необходи-
мо установить два предель-
ных положения центра груп-
пирования: одно, при кото-
ром практически возникает
вероятность подналадки, и другое, в котором вероятность под-
наладки становится практически равной единице. Можно при-
нять, что вероятность подналадки возникает в точке /, отстоя-
щей от линии настройки на Зег (если пренебречь вероятностью
подналадки, меньшей 0,135%). Определим другое предельное
положение центра группирования. Вероятность неподналадки в
точке 1
^ = 1-4-- <166>
о
где Si — участок площади кривой Гаусса, отсекаемый линией
настройки 2—2\
S — общая площадь кривой Гаусса.
Вероятности неподналадок в точках 2, 3, 4,. , п могут быть
определены по теореме умножения вероятностей, как вероятно-
сти сложных событий. Следовательно, вероятность неподналад-
ки в точке п может быть выражена следующим образом:
(!67)
где Si, S2, ..., Sn— участки площади кривой Гаусса, отсекае-
мые линией настройки 2—2.
Неподналадка является противоположным событием по от-
ношению к подналадке, поэтому вероятность последней
Рп=1—(1—4) (1-4) (168)
Вероятность неподналадки qn при увеличении значения п мо-
жет достичь сколько угодно малой величины. Следовательно,
определив количество деталей п (начиная с точки /), при ко-
тором вероятность неподналадки будет практически равна ну-
лю, а вероятность подналадки — единице, можно установить
другое предельное положение центра группирования, а вместе с
475
тем и определить величину В. Для этого необходимо знать сред-
нюю величину изменения функциональных погрешностей обра-
ботки, приходящуюся на одну деталь (величину а). Величину а
можно определить, имея ряд размеров деталей, последовательно
обработанных на данном станке. Зная величину а, значение п
определяют с помощью таблицы функции Лапласа.
Однако такой метод определения параметра В является весь-
ма громоздким, так как при некоторых операциях величина п мо-
жет достигать нескольких сотен единиц. Поэтому ниже предлага-
ется упрощенный (интерполяционный) метод определения пара-
метра В. Обозначим отношение — через т. Можно ожидать, что
а
с увеличением т будет увеличиваться и число п, так как при
большем т величины Sb S2,..., 5П будут изменяться менее ин-
тенсивно, чем при меньшем т. Выразим в общем виде зависи-
мость между тип:
п = а т?, (169)
тогда
Ign -- р lg m -4- 1gа.
По формуле (168) была определена величина п для различ-
ных значений т. Как показывает анализ, зависимость между
1g /г и lg m практически подчиняется линейному закону, уравне-
ние которого может быть выражено следующим образом:
1gп = 0,72 Igm + 0,794, (170)
откуда
п= 6,23-т0’72.
Так как
В ~ п а,
то
В = 6,23m0’12 а.
Подставляя т = —, окончательно получаем
а
В = 6,23а°’72а0'28. (171)
Для доказательства того, что параметр В не перекрывается
параметрами А и 6ц, рассмотрим схему, изображенную на
фиг. 393. В точке 1 возникает вероятность подналадки, а в точ-
ке п она практически равна единице. Для каждой отдельной под-
наладки положение центра группирования в момент подналад-
ки носит случайный характер. Однако при большом числе под<
наладок можно ожидать, что среди этих подналадок будут и
такие, при которых подналадка произойдет при нахождении
476
центра группирования в точках / и п. За погрешность подналад-
ки следует принимать максимальное рассеивание размеров де-
талей при большом числе подналадок, поэтому величина б, как
это следует из фиг. 393, складывается из составляющих А, 6о
и В. Погрешность датчика при каждом отдельном его срабаты-
вании также носит случайный характер. Однако при большом
числе подналадок в состав погрешности обработки должна быть
включена вся зона погрешности срабатываний датчика (величи-
на Е).
Проанализируем отдельные составляющие величины б. При
современном уровне точности шлифовальных операций и элек-
троконтактных датчиков эти состав-
ляющие имеют в среднем следующие
числовые значения: А ~ 2 ч- 4 ти/ои,
6су « Зн-5 мкм, В « 1-4-3 мкм, Е ~
« 1 мкм. Следовательно, если вели-
чину 6 выразить через Е, то полу-
чим б ~ 10Е. Таким образом, по-
грешность самого измерительного
устройства имеет в общем балансе
погрешности весьма небольшую до-
лю (приблизительно 10% от сум-
марной погрешности подналад- Фиг. 393.
ки).
Наиболее существенное влияние на точность подналадки
оказывают составляющие А и бо. Для уменьшения величины 6о
необходимо применять заготовки с одинаковыми припусками на
обработку, одинаковые по материалу и термической обработке.
Необходимо также повышать жесткость технологической систе-
мы и стремиться к достижению постоянства величин подач.
Для повышения точности подналадки необходимо уменьшать
величину А. При дискретной схеме измерения, когда соседние
центры группирования отстоят один от другого в среднем на рас-
стоянии а, величина А не может быть меньше атах, так как в
противном случае подналадчик не будет в состоянии устранить
влияние функциональных погрешностей обработки. Возможность
уменьшения величины А лимитируется также порогом чувстви-
тельности системы А, который в общем виде может быть выра-
жен следующим образом:
( (172)
где fn — коэффициент трения покоя;
f д— коэффициент трения движения;
G — сила тяжести исполнительного органа станка;
К — жесткость системы.
Очевидно, что величина А не может быть меньше порога чув-
ствительности А. Для уменьшения величины А необходимо вме-
477
сто направляющих трения скольжения применять направляющие
трения качения, использовать принцип разгрузки направляю-
щих, осциллирование исполнительных органов станка с помо-
щью высокочастотных вибраторов, применять в направляющих
жидкостное или воздушное трение, а также осуществлять пода-
чу исполнительных органов путем не поступательных переме-
щений, а поворотных движений. Подналадочные импульсы целе-
сообразно сообщать не массивным бабкам, а легким подвижным
упорам и т. п. Подналадчики устраняют лишь влияние функцио-
нальных погрешностей обработки и не устраняют влияния соб-
ственно случайных погрешностей, зависящих только от качест-
ва технологического процесса. Этот вывод относится ко всем
подналадочным системам. Следовательно, основная предпосыл-
ка возможности применения подналадочных систем заключает-
ся в том, что зона рассеивания собственно случайных погрешно^
стей обработки должна с достаточным запасом вписываться в
поле допуска на обработку.
При уменьшении подналадочного импульса наступает мо-
мент, после которого подналадка по одной детали приобретает
случайный характер. Из фиг. 392 следует, что этот момент на-
ступает при условии А < В. Действительно, предположим, что
подналадочный импульс возник в точке п, когда центр группи-
рования случайных погрешностей находится в верхнем крайнем
положении. В этом случае при А < В после подналадки линия
настройки продолжает оставаться в пределах зоны случайного
рассеивания размеров деталей, в результате чего возможно воз-
никновение повторных подналадочных импульсов и, как следст-
вие, увеличение погрешности обработки. Поэтому при А < В
целесообразно переходить к подналадкам по среднему размеру
выборки или по медиане, при которых результат измерения в
значительно меньшей степени зависит от случайных отклонений
размеров деталей, в том числе и от грубых погрешностей обра-
ботки и измерения.
При подналадке по среднему размеру выборки влияние на
результат измерения случайных погрешностей обработки сни-
жается в несколько большей степени, чем при подналадке по
медиане. Однако преимущество подналадки по медиане заклю-
чается в том, что при этом на результат измерения в меньшей
степени влияют грубые погрешности обработки и измерения.
Это объясняется тем, что при подналадке по медиане сигнал
возникает при переходе размера за линию настройки, причем
величина самого перехода при этом не имеет значения L К пре-
имуществам подналадки по медиане следует также отнести бо-
лее простую схему измерения.
1 При подналадке по медиане система срабатывает в том случае, когда
50% размеров, входящих в состав выборки, больше настроечного размера,
а 50%—меньше этого размера.
478
При подналадке по среднему размеру выборки и по медиа-
не погрешность обработки в первом приближении
3=^ + 6o + Bz + £, (173)
где В' — параметр, аналогичный параметру В при подналадке
по одной детали.
При подналадке по среднему размеру выборки, состоящей
из N деталей, отклонение центра группирования от его действи-
тельного значения будет в N раз меньше, чем величина слу-
чайных отклонений при подналадке по одной детали:
'Й <174>
Подставив значение в выражение (171), получим
В' = б.гЗ^-р^У'72^’28 = Л/-°-36 (6,23 а°-72а°’28) = Л'-0,36В.
(175)
Средняя квадратическая погрешность определения медианы
при нормальном законе распределения
<176’
Подставив значение в выражение (171), имеем
В' = 6,23(-ЬВ?’72«°'28= МАГ0’36 (6,23<з0,72 х а0’28),
т. е. В' =-- 1,1ЛГ°’36В. (177)
Число деталей N в выборке не должно быть более 5—6, так
как при большом значении N измерительное устройство стано-
вится более сложным и менее надежным.
§ 2. МЕТОДЫ И СРЕДСТВА АВТОМАТИЧЕСКОГО
КОНТРОЛЯ
1. Датчики
Электроконтактные датчики
Электроконтактные датчики являются простейшей разновид-
ностью систем сопротивления. По назначению электроконтакт-
ные датчики делятся на одно-, двух- и многопредельные, соот-
ветственно количеству пар контактов. По величине передаточ-
ного отношения механической цепи передачи электроконтактные
датчики могут быть безрычажными (фиг. 394, а), у которых пе-
редаточное отношение равно единице, и рычажными (фиг. 394, б
и в) с передаточным отношением, большим единицы.
На фиг. 394, б изображена кинематическая цепь двухпредель-
479
кого рычажного датчика. У датчика возможно повреждение кон-
тактов вследствие механических причин, эрозии или коррозии
или смещение контактов вследствие погрешности настройки.
Изменение положения контактов датчика вызывает изменение
положения его измерительного штока в момент срабатывания
датчика, т. е. является источником погрешности датчика. Не-
трудно видеть, что изменение расстояния между контактами на
С 1Z
величину с вызывает погрешность датчика, равную ----где д?г —•
Кп
передаточное отношение датчика (Кп = —)• Следовательно, с
увеличением передаточного отношения датчика погрешность его
Фиг. 394.
снижается. Рычажные датчики легче настроить на заданный раз-
мер. Принято, что для датчиков с передаточным отношением,
большим 25, включение их в цепь сетки электронной лампы яв-
ляется необязательным. Вместе с тем при большом передаточ-
ном отношении цепи настройки контактов датчика и при вклю-
чении его в цепь сетки электронной лампы вполне возможна
использование безрычажных датчиков, обладающих меньшей
инерционностью и большей надежностью в работе.
На фиг. 394, в показана принципиальная схема рычажного
датчика с пружинной передачей. У датчика имеются неподвиж-
ная 1 и подвижная 2 колодки, соединенные между собой двумя
плоскими пружинами 3. К колодкам прикреплены две плоские
вертикально расположенные пружины 4, концы которых соеди-
нены между собой. В месте их соединения смонтирован подвиж-
ный контакт датчика. Подвижная колодка датчика связана с из-
мерительным штоком прибора. Если не учитывать прогиба пру-
жин, то передаточное отношение датчика может быть выведено
следующим образом. Согласно определению передаточного от-
ношения Кп = —• Исходя из подобия треугольников АВС и
ь
480
ADE, можно написать, что /<?? ~—.Так как толщина пружин 4
весьма мала (примерно 0,06—0,1 мм), то величина а может быть
очень небольшой. При а = 1 мм передаточное отношение К ~ L.
Следовательно, пружинные передачи позволяют осуществлять
значительные передаточные отношения при небольших габари-
тах датчика. Кроме того, пружинные передачи обладают высо-
кой чувствительностью (так как в цепи передачи нет внешнего
трения и зазоров) и не подвержены заеданиям. Эти качества
являются весьма ценными при автоматическом контроле. Что
касается кинематической погрешности этих передач и довольно
значительного перепада измерительного усилия, то, как выше
было установлено, при автоматическом контроле это не имеет
большого значения.
На фиг. 395 схематично изображены амплитудные датчики
нескольких видов: датчик с «плавающим» контактом (фиг.
395, а) с фрикционным сектором (фиг 395, б) и с ломающимся
рычагом (фиг. 395, в). Амплитудные датчики предназначаются
в основном для контроля биений, овальности и огранки. Конст-
рукция датчиков обеспечивает контроль разности размеров не-
зависимо от абсолютной величины самого размера.
Принцип действия датчика с «плавающим» контактом за-
ключается в следующем (фиг. 395, а). Измерительный шток I пе-
редает измерительный импульс рычагу 2. На конце рычага име-
ется призматическая канавка, к граням которой с помощью
плоской пружины 3 прижимается контактный штифт 4. В корпу-
се головки смонтированы два микрометрических винта — уста-
новочный 5 и контактный 6. При движении рычага штифт 4 со-
прикасается с винтом 5 и останавливается, а рычаг продолжает
двигаться дальше. При вращении детали, имеющей овальность,
рычаг 2 будет качаться вправо и влево. Если овальность или
огранка превышает допускаемое значение, то штифт 4 касается
контакта 6, в результате чего возникает сигнал, свидетельствую-
щий о браке. Огранку проверяют при установке детали в приз-
ме или кольце. При контроле деталь должна поворачиваться на
481
3/4—1 оборот (период овальности в среднем равен л). Настройку
на размер производят по двум блокам плиток с разницей в раз-
мерах, равной допускаемой величине овальности.
Более совершенным является датчик с фрикционным секто-
ром. На точность измерения этого датчика не влияет кинемати-
ческая погрешность, от которой в значительной степени зависит
точность датчиков двух других видов. Это объясняется тем, что
датчик с фрикционным сектором работает при постоянном угле
поворота центрального рычага, а датчики двух других видов ра-
ботают при переменных углах поворота центрального рычага,
так как угол поворота у них зависит от абсолютной величины ди-
аметра контролируемой детали. Кроме этого недостатка, датчик
с «плавающим» контактом имеет также и другие, а именно:
сложную систему присоединения проводников, большую инер-
ционность, низкую чувствительность и значительный износ
штифта 4 (фиг. 395, а) и винта 5 вследствие их относительного
проскальзывания.
Индуктивные датчики
Индуктивные датчики делятся на бесконтактные, безрычаж-
ные, рычажные, датчики с большим ходом, контактно-индуктив-
ные и пневмоиндуктивные. Различные модификации индуктив-
ных датчиков показаны на фиг. 396. Питание индуктивных
датчиков, как правило, производится током промышленной ча-
стоты. При этом погрешность датчиков в условиях автоматиче-
ского контроля в среднем не превышает 1 мкм. Большей по-
грешностью обладают только бесконтактные системы. При пи-
тании датчиков током высокой частоты повышается их чувстви-
тельность и несколько снижается влияние помех, однако при
этом значительно усложняется вся установка. Передаточное от-
ношение индуктивных систем в общем виде выражается следую-
щим образом:
Кобщ^Кг К2 К3 (178)
где — передаточное отношение механической цепи передачи;
= — , где R и г — большое и малое плечи рычага;
Kz — передаточное отношение электрической схемы датчи-
гл dL г
ка; Д2 =---- где L — индуктивность и Sj — переме-
dSi
щение якоря;
7<з — передаточное отношение мостовой схемы; /<з = —— ,
dL
где i — сила тока в диагонали моста;
Л4— передаточное отношение прибора, включенного в диа-
da
гональ моста; Д4 = —7-, где а — угол поворота указа-
dL
теля прибора.
482
Таким образом, передаточное отношение индуктивных систем
зависит от многих составляющих, величины которых можно
варьировать. Так, например, чем грубее гальванометр, тем выше
Фиг. 396.
должна быть чувствительность моста или самого датчика и т. п.
В этих условиях даже для самых точных измерений можно ис-
пользовать безрычажные датчики, преимущество которых зак-
лючается в простоте их конструкции и малой инерционности.
Индуктивные датчики, в отличие от электроконтактных, облада-
ют плавной характеристикой. Для получения необходимой при
автоматическом контроле дискретной характеристики в цепь ин-
дуктивных датчиков включают соответствующие реле. Как из-
вестно, каждое реле обладает погрешностью срабатывания, ха-
483
рактеризуемой рассеиванием сил токов или напряжений, при ко-
торых срабатывает реле.
Наименьшей погрешностью срабатывания обладают триггер-
ные схемы. Для уменьшения влияния на точность индуктивных
систем погрешности срабатывания реле необходимо увеличи-
вать КобЩ'
К бесконтактным системам (фиг. 396, а) относятся такие, у
которых якорем является контролируемая деталь. В этом слу-
чае точность измерения зависит от неоднородности материала
и термообработки контролируемой детали. При использовании
бесконтактных систем для контроля в процессе обработки на
точность измерения влияют также металлическая стружка и
пыль, поэтому они не могут обеспечивать высокую точность из-
мерения.
На фиг. 396, бив показаны схемы безрычажного и рычаж-
ного индуктивных датчиков. Как следует из схем, у безрычаж-
ного датчика передаточное отношение механической передачи
равно единице, а у рычажного — оно больше единицы. Индук-
тивные катушки датчиков включаются в систему электрического
моста. Конструкция рычажного датчика выполнена по принци-
пу разгрузки. Оба датчика являются дифференциальными.
У индуктивных датчиков начальный зазор между сердечником
и якорем устанавливается обычно равным 0,15—0,5 мм. Чем
меньше начальный зазор, тем чувствительнее датчик. Линей-
ность характеристики у датчиков, изготовленных по дифферен-
циальной схеме, сохраняется при изменении начального зазора
на 7з его величины.
На фиг. 396, г изображена схема датчика с большим ходом,
у которого характеристика является практически линейной почти
на всем диапазоне измерения. Датчик, состоящий из индуктив-
ных катушек, внутри которых соответственно изменению контро-
лируемого размера перемещается железный сердечник, имеет
рабочий ход, достигающий 10 мм
На фиг. 396, д показана схема контактно-индуктивного дат-
чика, обладающего дискретной характеристикой. Так как ин-
дуктивный узел имеет большую точность, чем электроконтакт-
ный, последний конструктивно поставлен в более выгодные ус-
ловия (передаточное отношение в месте расположения электро-
контактного узла больше, чем в индуктивной части). На
фиг. 396, е изображен пневмоиндуктивный датчик, представляю-
щий собой сочетание ротаметра с индуктивной системой. Якорем
датчика является поплавок ротаметра, выполняемый обычно из
дюралюминия или оргстекла; поэтому для обеспечения работы
индуктивной системы в поплавок запрессовывается железный
сердечник. Пределы измерения датчика лимитируются ротамет-
ром и не превышают 0,03 мм.
Настройка индуктивного датчика заключается в регулиров-
ке начального зазора между сердечниками и якорем и в на-
484
стройке датчика на заданный размер. Регулировка начального
зазора осуществляется обычно путем передвижения магнито-
проводов. Настройку по образцу на заданный размер произво-
дят путем относительного перемещения якоря и измерительного
стержня или путем использования компарирующих индуктивно-
стей. На фиг. 396, ж изображена одна из схем узла настройки
датчика путем относительного перемещения якоря и измеритель-
ного стержня. Настройку производят вращением червяка 1,
встроенного в якорь датчика. При вращении червячного колеса
изменяется относительное расположение якоря 2 датчика и его
измерительного штока 3. Схема включения в электрическую цепь
датчика компарирующих индуктивностей LK1 и LK, показана на
фиг. 396, з.
Использование компарирующих индуктивностей позволяет
осуществлять дистанционную настройку, что имеет большое
значение при автоматическом контроле. Индуктивные датчики
обладают значительной инерционностью и поэтому на их точ-
ность в очень небольшой степени влияют вибрации.
Электропневматические датчики
Электропневматические датчики по принципу действия де-
лятся на простые и дифференциальные. По конструктивным при-
знакам различают жидкостные (главным образом ртутные),
мембранные и сильфонные датчики. Кроме того, имеются также
поплавковые датчики.
Наибольшее распространение в настоящее время получили
сильфонные датчики, которые в значительной степени вытесни-
ли мембранные. Сильфонные датчики обладают большей чувст-
вительностью, чем мембранные (сильфонный датчик можно рас-
сматривать, как многослойный мембранный датчик), и в отли-
чие от последних обладают линейной характеристикой. Поплав-
ковые датчики в настоящее время применяются сравнительно
редко, так как в этом случае принцип измерения не позволяет
компенсировать колебание давления подводимого воздуха.
Наиболее совершенными являются дифференциальные дат-
чики. Они позволяют исключать влияние на точность измерения
колебания подводимого давления, температурных деформаций
контролируемых деталей, нестабильности установочных баз, а
также дают возможность контролировать отклонения от правиль-
ной геометрической формы. Однако следует иметь в виду, что
указанными преимуществами дифференциальные датчики обла-
дают только в том случае, когда обе их ветви имеют одинаковые
характеристики и когда процесс измерения производится в пре-
делах прямолинейного участка характеристик. Погрешность
дифференциальных систем не превышает 0,5—1 мк.
На фиг. 397, а изображена схема контроля овальности, а на
фиг. 397, б — упрощенная схема контроля при нестабильности
485
базы измерения с использованием дифференциального ртутного
датчика. Ртутные датчики, так же как и электроконтактные, дол-
жны включаться в цепь сетки электронной лампы (на схеме не
показано). Резиновая мембрана 1 предохраняет датчик от вы-
плескивания ртути при резких колебаниях давления на выходе.
В схеме, изображенной на фиг. 397, б, вертикальные смещения
Фиг. 397.
базы измерения не отражаются на точности измерения, так как
они вызывают одинаковое изменение давления в обеих ветвях
Фиг. 398.
датчика. На этой же фигуре штриховой линией показано распо-
ложение выходных сопел при контроле непараллельности.
На фиг. 398 показан дифференциальный сильфонный датчик,
состоящий из двух одинаковых сильфонов, соединенных между
собой при помощи подвешенной на плоских пружинах скобы.
Перемещение скобы, передаваемое на рычажную систему элек-
троконтактного датчика, происходит под действием разности
486
давлений в сильфонах. Кроме постоянного контакта, датчик
снабжен также «плавающим» контактом для измерения погреш-
ности формы. Клапан противодавления 1 используется тогда,
когда дифференциальные датчики применяются не для разност-
ных измерений, а для обычных, при которых контролируются
сами размеры. В этом случае для измерения используется толь-
ко одна ветвь датчика, а в другой при помощи клапана 1 уста-
навливается давление, равное среднему рабочему давлению.
Вследствие большой инерционности пневматических измеритель-
ных систем на точность измерения почти не влияют вибрации.
Емкостные датчики
Как известно, емкость плоского конденсатора
с = 8-^-, (179)
4тш
где 8 — диэлектрическая постоянная;
S — площадь обкладок конденсатора;
d — расстояние между обкладками.
Емкостные датчики обычно представляют собой плоские кон-
денсаторы, емкость которых изменяется в зависимости от изме-
нения параметров d или S. При работе датчика с переменным
расстоянием между обкладками его характеристика является
практически линейной, если изменение расстояния d не превы-
шает 7б его начального значения у простого датчика и на 7з У
дифференциального. Начальный зазор у емкостных датчиков со-
ставляет 0,1—0,5 мм. Чем меньше начальный зазор и больше
площадь обкладок, тем чувствительнее датчик. При работе дат-
чика с переменной площадью обкладок S зависимость между
перемещением пластин и емкостью является линейной. Однако
чувствительность такого датчика ниже его чувствительности при
работе с переменным расстоянием d.
Емкостные датчики обычно питаются токами высокой часто-
ты, так как емкостное сопротивление обратно пропорционально
частоте питающего тока. Для уменьшения влияния утечек необ-
ходимо, чтобы сопротивление датчика было значительно мень-
ше сопротивления изоляции.
При частоте питающего тока 1 —10 кгц погрешность емкост-
ного датчика не превышает 0,5 мкм. Как известно, для мало-
мощных датчиков помехи и утечки особенно опасны на участке
цепи от датчика до первой лампы каскада усиления. Таким об-
разом, если первую усилительную лампу максимально прибли-
зить к датчику, то можно в значительной степени уменьшить
влияние помех и утечек.
Принципиальные схемы емкостных датчиков изображены на
фиг. 399, а и б. На фиг. 399, а показана схема датчика, работаю-
щего по принципу изменения площади обкладок конденсатора
487
S, а на фиг. 399, б — схема датчика, работающего по принципу
изменения расстояния d между обкладками. Большим недостат-
ком емкостных датчиков является влияние на их точность ко-
лебания температуры окружающей среды.
777777/Л
4.\\\\\\\i
гт/ттж
5)
Фиг. 399.
Выбор датчиков
Как уже отмечалось выше, автоматический контроль носит
дискретный характер. Поэтому для автоматического контроля в
принципе целесообразнее всего применять электроконтактные
датчики, которые обладают дискретной характеристикой, отли-
чаются простотой конструкции и малой стоимостью. Индуктив-
ные и емкостные датчики являются более сложными и дороги-
ми устройствами (особенно емкостные), к тому же они обладают
плавной характеристикой. Для получения дискретной характе-
ристики требуется дополнительное усложнение электрической
схемы этих устройств.
Однако при автоматическом контроле важнейшее значение
приобретает надежность (стабильность) работы контрольных
устройств. Нестабильность автоматических устройств может
свести на нет все преимущества автоматизации.
Наиболее надежно работающими системами являются ин-
дуктивные и электропневматические, которые более стабильны
по сравнению с электроконтактными, емкостными и фотоэлект-
рическими системами. Индуктивные и пневматические системы
являются бесконтактными. Благодаря их значительной инерци-
онности на точность этих систем почти не влияют вибрации. Обе
системы позволяют осуществлять дистанционную настройку.
При контроле в процессе обработки электропневматический дат-
чик может быть вынесен за пределы опасной зоны.
Применение индуктивных и емкостных систем целесообраз-
но в том случае, когда осуществляется непрерывное регулирова-
ние технологического процесса или непрерывный отсчет показа-
488
ний по шкальному электрическому прибору. В этом случае, на-
оборот, необходимо, чтобы датчики имели плавные характерис-
тики.
2. Методы и средства автоматической разбраковки размеров
В зависимости от степени автоматизации, все существующие
автоматизированные измерительные устройства можно разбить
на три группы;
1) измерительные устройства с автоматическим сигналом;
2) полуавтоматы;
3) автоматы.
В измерительных устройствах первой группы применяется
автоматический сигнал (световой или звуковой), который по-
дается в тот момент, когда контролируемый размер отвечает
некоторым заданным наперед условиям. Автоматический сигнал
значительно повышает объективность контроля.
Контрольным полуавтоматом называется устройство, у кото-
рого контрольная операция, а также действие исполнительного
органа автоматизированы, но установка детали на измеритель-
ную позицию осуществляется вручную. В контрольном автома-
те автоматизированы все элементы процесса контроля, начиная
от загрузки и кончая работой исполнительного органа.
Кроме перечисленных автоматизированных устройств суще-
ствует также большая группа механизированных измерительных
устройств, у которых некоторые вспомогательные операции ме-
ханизированы (например, установка детали на измерительную
позицию), но результаты измерения оператор оценивает по
шкальным приборам или по ощущению (в случае применения
калибров).
В зависимости от числа контролируемых параметров все ме-
ханизированные и автоматизированные устройства делятся на
одномерные и многомерные. Многомерные устройства, в свою
очередь, разделяются на комплексные и групповые. У комплекс
ных приборов на одной измерительной позиции одновременно
контролируется несколько параметров, у групповых — на каждой
измерительной позиции контролируется только один параметр.
Таким образом, групповые приспособления представляют собой
несколько объединенных на одном стенде измерительных по-
зиций.
На фиг. 400 показана принципиальная схема электроконтакт -
ного автомата для контроля цилиндрических деталей. Исполни-
тельные электромагниты автомата работают на отпускание.
Прерыватель 6 обеспечивает подачу тока в датчик только в тот
момент, когда деталь установлена на измерительную позицию.
Принцип действия автомата заключается в следующем. При по-
мощи толкателя 1 контролируемая деталь подается на позицию
измерения. Если деталь годная, то оба контакта электроконтакт-
489
кого датчика разомкнуты. В этом случае потенциалы сеток элек-
тронных ламп равны потенциалам их катодов и, следовательно,
лампы отперты. В анодные цепи ламп включены исполнительные
электромагниты 4, которые при прохождении через них электри-
ческого тока удерживают якори 3 в притянутом положении.
С якорями жестко связаны сортировочные заслонки 2.
После контроля детали толкателем 1 выталкиваются на на-
клонную плоскость, по которой они скатываются в бункер год-
ных деталей. Если при контроле один из контактов датчика ока-
Фиг. 400.
жется замкнутым, то одна из ламп запирается, так как потен-
циал точки е делителя напряжения выше потенциала точки d, с
которой закорочена сетка. Вследствие этого один из электро-
магнитов окажется обесточенным и его якорь вместе с заслон-
кой под действием пружины повернется по часовой стрелке.
В этом случае деталь, скатываясь после контроля по наклонной
плоскости, попадает в бункер бракованных деталей. В исходное
положение заслонки возвращаются при помощи кулачков 5.
Индуктивные и емкостные датчики включаются обычно в мо-
стовые схемы. Измерение при помощи мостовых схем можно осу-
ществлять, применяя системы абсолютного измерения или ком-
пенсационные системы. В первом случае результат измерения
фиксируется при неравновесном состоянии моста, во втором —
при равновесном. Второй метод измерения называется также ну-
левым. Компенсационные системы, которые делятся на системы
динамической компенсации и автобалансные, являются более
точными, хотя и более сложными. На точность этих систем не
влияет колебание подводимого напряжения и изменение пара-
метров усилителя. Такие системы могут работать без примене-
ния стабилизаторов напряжения.
490
На фиг. 401, а показана принципиальная схема сортировоч-
ного автомата с емкостным датчиком, основанная на принципе
динамической компенсации. Автомат предназначается для сор-
тировки цилиндрических деталей. Ламповый генератор звуковой
частоты питает мост, в одно из плеч которого включен измери-
тельный конденсатор Сь а в другое — компарирующий конден-
сатор С2. Подвижные пластины последнего непрерывно враща-
ются вокруг оси 00 при
помощи двигателя (на
схеме он не показан). На-
пряжение в диагонали мо-
ста W после прохожде-
ния через фазовый детек-
тор 2 подается в триг-
гер 3, который настроен
на срабатывание при рав-
новесном состоянии мо-
ста.
На одной оси с под-
вижными пластинами
конденсатора С2 смонти-
рована щетка /, скользя-
щая по контактам комму-
татора, к которым под-
ключены телефонные ре-
ле pi, р2, ..., связанные
с соответствующими сор-
тировочными заслонками.
Для повышения быстро-
действия системы обмот-
ки исполнительных реле
шунтированы емкостями
СI С 2, Сп Положе-
ние щетки коммутатора в
момент срабатывания триггера будет являться функцией разме-
ра контролируемой детали. Погрешность самой схемы измере-
ния, не превышающая 1 мкм, складывается из погрешностей
емкостного датчика, фазового детектора, срабатывания
триггера и коммутации. Последняя погрешность равна расстоя-
нию между осями контактов коммутатора, деленному на пере-
даточное отношение между щеткой и контролируемой деталью.
Суммарная погрешность автомата составляет 1,5—2 мкм. Это
объясняется влиянием ряда механических факторов, таких, на-
пример, как вибрации, износ измерительных наконечников при-
бора, изменение характеристики сил трения в системе и т. п.
На фиг. 401, б изображена схема индуктивного автомата ос-
нованного на автобалансном принципе. Автомат предназначен
для сортировки цилиндрических деталей. Исполнительный орган
491
автомата может быть выполнен в виде сортировочного лотка,
стрелки отсчетного устройства (как показано на схеме) или щет-
ки, скользящей по контактам коммутатора. В зависимости от
величины в диагонали моста возникает напряжение А (7, ко-
торое после прохождения через фазовый детектор 2 поступает
в обмотку реверсивного двигателя 6. Работа двигателя, вызыва-
ющая изменение положения якоря 4 компарирующей индуктив-
ности, а вместе с тем и жестко связанной с якорем стрелки 5,
будет происходить до тех пор, пока не наступит равновесное
состояние моста. Положение исполнительного органа при равно-
весном состоянии моста является функцией размера контролиру-
емой детали. Серпообразный якорь может быть, очевидно, заме-
нен якорем обычного индуктивного датчика, приводимым в дви-
жение от соответствующего кулачка.
Разновидностью автобалансных систем являются потенцио
метрические системы. В этом случае возникающий в диагонали
моста при его разбалансе ток приводит в движение реверсив-
ный электродвигатель, при вращении которого перемещается
движок потенциометра. Перемещение движка происходит до тех
пор, пока мост не придет в положение баланса. С движком по-
тенциометра связано отсчетное устройство.
Сравнивая системы динамической компенсации с автобаланс-
ными, следует отметить, что последние обладают несколько
меньшей точностью и меньшим быстродействием. Для автоба-
лансных систем характерна работа с остановками. При движе-
нии с остановками изменяется характеристика сил трения, что
сказывается на чувствительности, а следовательно, и на точности
системы. Кроме того, возможно также качание системы около
положения баланса, что снижает быстродействие этих систем.
3. Автоматический активный контроль
Контроль любого вида, по результатам которого производит-
ся управление каким-либо параметром технологического процес-
са, носит активный характер.
На фиг. 402 приведена принципиальная схема автомата для
комплектования шарикоподшипников, отвечающая условиям ак-
тивного контроля. В автомате измеряется разность диаметров
беговых дорожек колец 1 и 2 подшипника и по результату из-
мерения этой разности вызываются шарики нужного размера,
которые заранее рассортированы и находятся в специальных
бункерах. После того как на измерительную позицию установ-
лены оба кольца, к беговым дорожкам колец до упора подводят-
ся сопла пневматической измерительной системы. Воздух, дав-
ление которого пропорционально разности диаметров беговых
дорожек наружного и внутреннего колец подшипника, поступа-
ет в правую полость мембранного датчика 5. Одновременно с
этим от распределительного вала приводится в движение клин 3.
492
При движении клина противодавление воздуха, поступающего в
левую полость датчика, постепенно увеличивается. В определен-
ный момент происходит замыкание контакта датчика. При сра-
батывании датчика щетка 4 находится на том контакте комму-
татора, который соответствует шарикам нужного размера. Затем
включается соответствующее реле и на стенд сборки поступает
определенное количество шариков требуемого размера.
Фиг. 402.
Фиг. 403.
Рассмотрим методы и средства активного контроля приме-
нительно к металлорежущим станкам. В зависимости от метода
измерения, эти средства разделяют на устройства, основанные
на прямом методе измерения, и устройства^ основанные на кос-
венном методе измерения. К измерительным устройствам пер-
вого типа относятся приборы с двумя и тремя точками контак-
та и системы с жесткими калибрами.
На фиг. 403, а и б изображены схемы устройств, контроли-
рующих прямым методом, в процессе врезного шлифования.
16 Заказ 264 493
Как следует из схем, при прямом методе контролируется непо-
средственно размер изготовляемой детали путем его включе-
ния в размерную цепь измерительного устройства. База изме-
рения при этом совпадает с поверхностью изготовляемой дета-
ли. Устройства, контролирующие прямым методом, должны быть
обязательно «плавающими». Это вызывается тем, что при об-
работке положение базы измерения непрерывно изменяется
вследствие постепенного изменения размера обрабатываемой
детали и ее силовых деформаций. Очевидно, что устройство с
двумя точками контакта должно иметь одну степень свободы, а
устройство с тремя точками контакта — две степени свободы.
Метод прямого контроля при врезных процессах обладает наи-
высшей точностью. В этом случае на точность обработки пере-
стают влиять износ режущего инструмента, тепловые деформа-
ции станка и силовые деформации всей технологической си-
стемы.
На фиг. 404, а и б показаны схемы устройств, контролирую-
щих косвенным методом. К этому типу устройств относятся в
основном одноконтактные приборы. Из приведенных схем сле-
дует, что при косвенном методе контролируется непосредственно
не размер обрабатываемой детали, а положение обрабатывае-
мой поверхности или режущей поверхности шлифовального кру-
га по отношению к некоторой базе измерения, которая в данном
случае не совпадает с поверхностью изготовляемой детали, как
при прямом методе (базой измерения является место установки
прибора). Между двумя видами косвенного метода (контроль
круга и детали) нет, по существу, принципиальной разницы, так
как положение режущей поверхности шлифовального круга ха-
рактеризует собой также положение обрабатываемой поверх-
ности. Из фиг. 404, а видно, что фиксируемая прибором линия
АА относится одновременно к обрабатываемой поверхности и к
режущей поверхности шлифовального круга. В этом отношении
одноконтактное измерение обрабатываемой детали, которое
494
обычно относится к методу прямого контроля, правильнее отно-
сить к косвенному методу.
Косвенный метод в принципе является менее точным, чем
прямой, так как на его точность в большей степени влияют теп-
ловые и силовые деформации технологической системы. При кос-
венном методе получаются более длинные, чем при прямом, раз-
мерные цепи, в которые включаются элементы станка.
Средства активного контроля по выполняемым ими функци-
ям могут быть разделены на четыре группы:
1) устройства/ контролирующие детали непосредственно в
процессе их обработки;
2) подналадчики;
3) блокирующие устройства (измерительные «заслоны»);
4) устройства, осуществляющие контроль до процесса обра-
ботки.
К устройствам первой группы относятся приборы, контроли-
рующие деталь или положение режущей кромки инструмента
непосредственно в процессе обработки и подающие команду на
прекращение процесса обработки при достижении заданного
размера детали или положения режущей кромки инструмента.
Область применения этих устройств — операции, осуществляе-
мые методом «врезания».
Подналадчиками называются измерительные устройства, ко-
торые подают команду на перемещение исполнительных органов
станка, когда размер детали или положение режущей кромки
инструмента выходит за допускаемые пределы. Подналадчики
применяют в основном при обработке «на проход», однако их
можно использовать и при врезных процессах в сочетании с ра-
ботой до упора.
К блокирующим относятся устройства, производящие кон-
троль заготовок до процесса обработки или контроль деталей
после процесса обработки и прекращающие процесс обработки
или подачу заготовок, когда их размеры выходят за допускае-
мые пределы.
Средства контроля, применяемые до процесса обработки,
следует разбить на две группы: устройства, фиксирующие мо-
мент соприкосновения шлифовального круга с заготовкой, и
устройства, контролирующие размеры заготовок. На автомати-
ческой линии по изготовлению подшипников момент соприкос-
новения круга с заготовкой фиксируется при помощи чувстви-
тельного реле, включенного в цепь электродвигателя привода
круга. При соприкосновении круга с заготовкой увеличивается
мощность поступающего из сети тока, что приводит к срабаты-
ванию реле и к переключению с ускоренного перемещения шли-
фовальной бабки на черновую рабочую подачу.
Контроль припуска на обработку (контроль заготовок) от-
крывает возможность осуществления стабилизации усилий ре-
зания, что имеет важное значение для повышения точности об-
495
16*
работки. Как известно, радиальная составляющая силы реза-
ния при шлифовании
(180)
где S — продольная подача на один оборот детали;
v — окружная скорость детали;
t — толщина слоя металла, снимаемого с детали за проход
(величина припуска).
Если заранее измерить величину /, то, варьируя величины
других параметров, можно добиться постоянства силы Ру, а
следовательно, и постоянства силовых деформаций.
б)
Фиг. 405.
Применение активного контроля является наиболее эффек-
тивным при финишных операциях высокой точности; именно
поэтому он получил наибольшее распространение при шлифо-
вальных операциях.
На фиг. 405, а и б изображены схемы устройств, осущест-
вляющих подналадку по среднему размеру выборки. В индук-
тивном приборе (фиг. 405, а) катушки отдельных датчиков сое-
динены последовательно и ток, возникающий в диагонали моста,
пропорционален сумме токов отдельных датчиков. В пневмати-
ческом приборе (фиг. 405, б) давление в измерительной камере
пропорционально суммарному расходу воздуха из выходных со-
пел, т. е. среднему размеру выборки.
На фиг. 406 приведена схема подналадки по медиане с ис-
пользованием одного электроконтактного датчика. Схема раз-
работана применительно к контролю роликов, которые последо-
вательно подаются на измерительную позицию. Электрическая
схема собрана на трех сдвоенных триодах Ли Л2 и Л3. С по-
496
мощью специального распределителя (на фигуре не показан)
поочередно замыкаются контакты /, 2, <?,..., 6, вследствие чего
каждая из половин триодов последовательно находится под то-
ком. При разомкнутом контакте датчика лампы заперты. При
замыкании контакта датчика соответствующая половина лампы
оказывается отпертой, вследствие чего срабатывает одно из ре-
ле pi, P2,...,Pq. При срабатывании реле замыкается соответствую-
щий контакт Г. в результате чего сработавшее реле ста-
новится на самопитание. Одновременно замыкаются контакты
реле 1рь 1р2,—Лрб, которые закорачивают сопротивления
Фиг. 406.
включенные в цепь исполнительного реле рс. Последнее сраба-
тывает, когда окажутся закороченными три сопротивления R.
В этот момент значение медианы будет равно размеру образца,
по которому настраивается датчик. Блок-контакты Г, 2' ,...,6'
последовательно размыкаются при помощи того же распредели-
теля, причем размыкание этих контактов должно происходить
при включении соответствующего контакта /, 2,..., 6. Таким об-
разом, при поступлении на измерительную позицию седьмой де-
тали импульс, полученный от первой детали, снимается. Прибор
контролирует значение скользящей медианы.
§ 3. РАБОЧИЙ ЦИКЛ КОНТРОЛЬНЫХ АВТОМАТОВ
Циклом работы автомата называется время, в течение кото-
рого производятся все связанные с контролем операции. Цикл
497
включает в себя как время самого измерения, так и время ряда
вспомогательных операций. С величиной цикла непосредствен-
но связана производительность автомата:
Q = шт/мин, (181)
где р — число деталей, контролируемых в течение одного
цикла;
Т — продолжительность цикла в сек.
Для однопозиционного автомата прерывистого действия дли-
тельность цикла
T4 = t3 + ty + tK + tc + tey (182)
где t3— время загрузки;
ty — время установки;
tK — время непосредственно самого контроля;
tc — время снятия детали с измерительной позиции;
te— время выброса (время выпадения детали в бункер).
Загрузочное устройство 77/7//, '.Загруз^ 7/.К0/7/
Устанавливающее устройство Ъ"Р$ка Съем' ///7
Измерительный орган /7 тролЬ/
Исполнительный орган И
*6—1 т
-
Фиг. 407.
Для многопозиционного автомата прерывистого действия про-
должительность цикла
Тц = 4" ty 4“ 4“ h + (183}
где td — время движения транспортирующей системы.
Для анализа временных зависимостей различных механиз-
мов, в том числе и контрольных автоматов, пользуются цикло-
граммами. На фиг. 407 приведена циклограмма однопозицион-
ного автомата прерывистого действия. Цикл начинается с работы
загрузочного устройства. Устанавливающее устройство в мо-
мент загрузки, так же как и при контроле, должно б)ыть непод-
вижно. После съема за время выброса детали устанавливающее
устройство возвращается в исходное положение. Исполнитель-
ный орган (электромагнит и связанная с ним сортировочная за-
498
слонка) приходит в действие в самом начале контроля, и дви-
жение этого органа должно прекратиться за некоторое время
до окончания снятия детали с измерительной позиции. Во время
выброса детали исполнительный орган должен быть неподви-
жен. Возврат исполнительного органа в исходное положение
совмещается с загрузкой и частично с установкой. Как следует
из циклограммы, время работы исполнительного органа почти
полностью перекрывается временами других операций.
Измерительные позиции
1-я 2-я 3-я
Фиг. 408.
На фиг. 408 изображена принципиальная схема многопозици-*
онного автомата. Автомат представляет собой, по существу, не-
сколько объединенных при помощи одного транспортера одно-
позиционных автоматов. На измерительных позициях контроли-
руются различные параметры одной и той же детали. На 1-й
позиции осуществляется загрузка, а на последней — выброс.
Время цикла можно значительно сократить, если загрузку и вы-
брос детали вынести на отдельные позиции, как показано на схе-
ме штриховыми линиями. Длительность цикла при этом
U84)
В этом случае время загрузки и выброса совмещается со вре-
менем установки, контроля и снятия детали.
ГЛАВА XIV
ОСНОВНЫЕ МЕРОПРИЯТИЯ, ОБЕСПЕЧИВАЮЩИЕ
ЕДИНСТВО МЕР В МАШИНОСТРОЕНИИ
§ 1. РУКОВОДЯЩИЕ МАТЕРИАЛЫ
Общесоюзным органом, осуществляющим контроль за соблю-
дением единства, точности и правильного применения мер и из-
мерительных приборов во всех отраслях народного хозяйства,
является Государственный комитет стандартов, мер и измери-
тельных приборов СССР (Комитет).
Одной из основных функций Комитета является издание ру-
ководящего метрологического материала, к которому относятся
следующие документы:
а) государственные общесоюзные стандарты по техническим
условиям на меры и измерительные приборы;
б) инструкции Комитета по поверке мер и измерительных
приборов;
в) методические указания по техническим условиям и мето-
дам поверки мер и измерительных приборов;
г) правила Комитета по организации поверки и наблюдению
за правильным применением мер и измерительных приборов.
Инструкции Комитета по поверке мер и измерительных при-
боров являются необходимыми метрологическими документами
для повседневной работы контрольно-поверочных пунктов
(КПП), осуществляющих периодическую поверку мер и измери-
тельных приборов, согласно поверочной схеме.
Кроме инструкций Комитет издает методические указания по
отдельным измерительным приборам, предусмотренным ГОСТа-
ми и не предусмотренным ими. В методических указаниях отра-
жены те же вопросы, что и в инструкциях. После практического
применения и освоения методических указаний их часто заме-
няют инструкциями.
Инструкции содержат следующие три основных раздела:
1) описание устройства прибора и принцип его действия;
2) элементы поверок, способы их осуществления и нормы
точности;
3) порядок оформления документов, в которых излагаются
500
результаты ведомственных и государственных поверок прибора
и которые дают право на применение прибора в течение опреде-
ленного срока.
Инструкциями Комитета предусмотрены наружный осмотр
и поверки мер и измерительных приборов.
При наружном осмотре проверяют техническое состояние
прибора и принадлежностей к нему, а также его комплектность
и внешний вид.
При поверке устанавливают правильность пригонки отдель-
ных деталей или узлов, их сборки и регулировки, для чего про-
веряют:
а) пределы перемещения измерительного стержня;
б) перпендикулярность плоскости измерительного (предмет-
ного) стола линии перемещения измерительного стержня (узла);
в) радиальный и осевой зазоры измерительного стержня;
г) измерительное усилие;
д) изменение показания прибора после зажатия стопоров;
е) отсчетное устройство (размеры шкалы и указателя и их
взаимное расположение);
ж) измерительные наконечники (плоскостность или радиус
сферы, шероховатость измерительных поверхностей и надеж-
ность крепления наконечников);
з) основные точностные показатели (точность и стабиль-
ность показаний).
§ 2. ОСНОВНЫЕ ПРИНЦИПЫ юстировки
Дефекты, выявленные в результате поверки, устраняют юсти-
ровкой и ремонтом, который может быть осуществлен с заменой
деталей или без нее.
Рассмотрим принципы юстировки на типовых примерах.
Первый принцип юстировки — положение плоскости детали
относительно заданной прямой или плоскости устанавливают
гремя юстировочными винтами. Этот принцип основан на том,
что положение плоскости определяется тремя точками.
Пример 1. Плоскость миллиметровой шкалы универсального микроскопа
(или длиномера) устанавливают перпендикулярно оптической оси микроско-
па с окулярным спиральным микрометром с помощью трех юстировочных
винтов /, 2 и 3 (фиг. 409).
Регулировку прекращают в тот момент, когда при продольном перемеще-
нии шкалы все штрихи видны в микроскоп с окулярным спиральным микро-
метром одинаково резко.
Пример 2. Зеркало 19 трубки оптиметра (см. фиг. 135) устанавливают па-
раллельно основанию его корпуса 23 тремя юстировочными винтами 24.
Второй принцип юстировки — поступательное перемещение
детали (узла) в определенном направлении осуществляют одной
или двумя парами соосных и расположенных один против дру-
гого юстировочных винтов 1 и 2 (фиг. 410, а и б). В отдельных
случаях в каждой паре соосных винтов один из них может быть
501
1П -'”Ф
•60V- '1Иф
0П -1Иф
502
заменен пружиной 3 (фиг. 410, в и г). При двух парах соосных
винтов оси их должны быть параллельны, чтобы наряду с по-
ступательным перемещением детали (узла) можно осущест-
влять также ее поворот.
Фиг. 412.
Данный принцип 'юстировки основан на том, что положение
прямой в плоскости определяется ее двумя точками.
Пример 3. Перемещение внутренней призмы 2 в корпусе 4 наружной
призмы (фиг. 411) миниметра осуществляется юстировочными винтами 1 и 3.
При перемещении внутренней призмы изменяется .малое плечо /.
Данный пример соответствует схеме, показанной на фиг. 410, а.
503
Пример 4. Регулировка малого механического плеча I в трубке оптимет-
ра (см. фиг. 132) осуществляется одним юстировочным винтом 16, против ко-
торого расположена пружина. Пример соответствует схеме, приведенной на
фиг. 410, в.
Пример 5. Положение штрихов миллиметровой шкалы универсального
микроскопа (длиномера) относительно штрихов штриховой сетки микро-
скопа с окулярным спиральным микрометром устанавливают двумя юстиро-
вочными винтами 4 и 5 (см. фиг. 409). против каждого из которых располо-
жена пружина.
*) 5)
Фиг. 413.
Пример соответствует схеме, изображенной на фиг. 410, г.
Пример 6. Направление перемещения стола универсального микроскопа
определяется положением двух направляющих угольников 1 (фиг. 412, а)г
закрепленных винтами на столе 4, и положением эксцентриковых осей, на ко-
торых установлены два шарикоподшипника 5.
На каждом угольнике укреплены цапфы 2 и 6 сферической формы, входя-
щие в цилиндрические углубления стола. Цапфа 2 зажата двумя соосными
юстировочными винтами 7, а цапфа 6 прижата одним винтом 8 к стенке ци-
линдрического углубления стола и служит осью вращения для угольника 1.
Вращение угольника осуществляется с помощью юстировочных винтов 7,
сжимающих цапфу 2. Это вращение необходимо для того, чтобы боковые по-
верхности двух угольников, по которым катятся шарикоподшипники 5 и 3
можно было установить в положение, когда .их направляющие поверхности
параллельны оси хх, являющейся осью центров.
Два шарикоподшипника 5, посаженные на эксцентриковые оси, закреп-
лены на станине универсального микроскопа. Эти подшипники прижимаются
к направляющим угольников пружиной (фиг. 412, б) через подшипник 3.
Планка 9 укреплена на станине универсального микроскопа.
Третий принцип юстировки — поступательное перемещение
детали в двух направлениях для установления одной из ее точек
А (фиг. 413, а) в заданное положение осуществляют двумя па-
рами соосных юстировочных винтов 1—3 и 2—4, оси которых
взаимно перпендикулярны. В каждой паре соосных винтов один
из них может быть заменен пружиной 5 и 6 (фиг. 413, б).
Пример 7. В универсальном и инструментальном микроскопах совпадение
оси вращения штриховой окулярной сетки с точкой пересечения штрихов до-
стигается с помощью четырех юстировочных винтов /, 2, 3 и 4 (фиг 414, а).
Для проверки правильности регулировки на столе микроскопа устанав-
ливают лекальную линейку по ходу стола, так чтобы крест нитей штриховой
окулярной сетки при перемещении стола всегда был бы совмещен с лезвием
лекальной линейки (фиг. 414, б).
504
При вращении штриховой сетки не допускается заметного на глаз сме-
щения креста нитей относительно изображения ребра линейки.
Данный пример соответствует схеме, показанной на фиг. 413, а.
Пример 8. У образцового круга (фиг. 415), предназначенного для про-
верки оптической делительной головки, градусные штрихи нанесены на цилин-
дрической поверхности. Совпадение оси вращения диска 4, в котором укреп-
лен образцовый круг, и оси цилиндра 3 с нанесенной на нем градусной шка-
Ф'иг. 415.
лой достигается при помощи двух радиально расположенных юстировочных
винтов 1 и 2. Между осями винтов 1 и 2 угол 90°
Данный пример соответствует схеме, изображенной на фиг. 413, б.
§ 3. ПРИМЕРЫ ПОВЕРКИ И ЮСТИРОВКИ ИЗМЕРИТЕЛЬНЫХ
ПРИБОРОВ И УСТАНОВЛЕНИЯ НОРМ ТОЧНОСТИ
Для проведения поверки и юстировки измерительного прибо-
ра необходимо:
1) установить элемент поверки;
2) разработать метод поверки;
3) определить нормы точности;
4) выбрать способы устранения отклонений от норм точ-
ности.
После поверки прибора инспектор-юстировщик должен соста-
вить дефектную ведомость, в которой указываются отклонения
по тем элементам, где эти отклонения превысили допускаемые.
Затем эта ведомость передается механику-юстировщику, кото-
рый ремонтирует и регулирует прибор.
Ниже рассмотрены типовые примеры поверки и юстировки
отдельных элементов приборов с пояснением методов установ-
ления норм точности.
505
Пример 1. Необходимо проверить, лежит ли ось вращения колонки инст-
рументального или универсального микроскопа в плоскости, проходящей че-
рез линию центров.
Нарушение этого требования выражается в смещении изображения при
наклоне колонки микроскопа влево и вправо от вертикального положения на
наиболее возможный угол <р = 12,5°.
Поверка ведется следующим образом. В центрах зажимают установоч-
ный цилиндрический валик 1 (фиг. 416, а), с изображением креста которого
совмещают перекрестие штриховой окулярной сетки (фиг. 416, б). Отметив
показания по отсчетному микроскопу продольных салазок, наклоняют колон-
ку вправо на угол ф = 12,5°, а затем влево на тот же угол.
Фиг. 416.
После каждого наклона вправо и влево по отсчетному микроскопу про-
дольного хода стола определяют смещения б пр (фиг. 416, в) и блев (фиг.
416, г) креста установочного цилиндрического валика относительно перекре-
стия штриховой окулярной сетки.
Сумма смещений 6 Пр и б лев характеризует величину несовпадения оси
вращения колонки ^микр'оско1па с плоскостью, проходящей через линию цент-
ров. Этот дефект можно устранить регулировкой положения каретки микро-
скопа путем шабрения или притирки опорных поверхностей каретки у уни-
версального микроскопа и регулировкой опорных подшипников, посаженных
на эксцентрики и закрепленных в станине микроскопа. Практически такая ре-
гулировка допустима в пределах ±0,02 мм. Следовательно, она и определяет
норму точности на величину бПр + б лев, равную 2d.
Если ось вращения колонки расположена выше линии центров на вели-
506
чину А (фиг. 417), то d = A tg ср = 0,02.0,2217 = 0,004434 мм; 2d =
= 2.0,004434 ~ 0,010 мм.
В случае, если ось вращения колонки расположена ниже линии центров,
на величину ОО\, равную—А, то результаты будут те же, .но с обратным зна-
ком.
Пример 2. При точном перемещении главного микроскопа у универсаль-
ных и инструментальных микроскопов допускается смещение изображения
измеряемого предмета в определенных пределах, которые должны быть вы-
числены. Это требование необходимо соблюдать, чтобы избежать ошибки при
измерении размера I (фиг. 4Id). Риски находятся в разных плоскостях и, сле-
довательно, на разных расстояниях от тубуса микроскопа, поэтому при визи-
ровании на риски требуется изменять фокусировку.
Таким образом, поверкой величины смещения изображения при точном
перемещении главного микроскопа косвенно проверяют перпендикулярность
оптической оси и направляющих тубуса микроскопа к плоскости предметно-
го стола при «нулевом» положении колонки.
Возможны два способа поверки.
Первый способ. На предметный стол микроскопа устанавливают уголь-
ник, размеры которого показаны на фиг. 419, а. К нему прикладывают резь-
бовой нож. Вначале нож укладывают на предметный стол, затем с помощью
концевой меры поднимают на высоту h = 5 ±0,1 мм.
Визирование на риску ножа производят при двух положениях ножа.
В том случае, когда оптическая ось и направляющие тубуса микроскопа
перпендикулярны плоскости предметного стола, микроскоп при визировании
на риску ножа в первом и втором его положениях займет соответственно по-
ложения А и Б. В обоих случаях крест окулярной штриховой сетки микроско-
па будет совмещен с изображением риски ножа (фиг. 419, б).
Если направление перемещения тубуса микроскопа составляет угол ср с
плоскостью предметного стола, то при втором положении ножа, когда микро-
скоп переместится из положения I в положение //, изображение риски ножа
сместится по отношению к кресту окулярной штриховой сетки на величну А
(фиг. 419, а и в). Величину Д можно определить после перемещения стола
микроскопа на ту же величину, т. е. когда микроскоп займет положение Ш
(фиг. 419, а). Из фигуры видно, что
А = h tg ср.
Практически можно выдержать норму ф = 2', но определить, как она вы-
держана, можно косвенно по величине
А = h tg ср = 5 • 0,000588 0,003 мм.
Проверку величины А ведут в направлении движения продольной и попе-
речной кареток при «нулевом» положени колонки.
507
80S
W ‘лиф
•6П -ЛИф
Второй способ. С помощью фокусировочного кольца тубус микроскопа ус-
танавливают в крайнее нижнее положение при «нулевом» положении колонки.
Совместив крест окулярной сетки с изображением креста шкалы 1 (фиг.
420, а), уложенной на предметное стекло 2, делают первые отсчеты по отсчет-
ным микроскопам обеих кареток. Затем на шкалу 1 кладут плоскопараллель-
ное стекло 3 толщиной h = 25 мм (фиг. 420, б).
При наблюдении через плоскопараллельное стекло 3 крест шкалы 1 будет
находиться не в фокусе, а переместится на высоту hr, изображение С креста
будет мнимым (фиг. 420, в). Чтобы опять увидеть изображение креста в поле
зрения микроскопа в фокусе, необходимо поднять тубус микроскопа на вели-
чину определяемую по формуле
hl=h^l,
п
где п — показатель преломления стекла (для крона марки К8 п = 1,5163).
(1,5163—1)
Для рассматриваемого случая hi = 25.------; " — = 8,5 мм, что со
1,5163
ставляет примерно ЧзЬ.
Если направление перемещения тубуса микроскопа на величину hi перпен-
дикулярно плоскости предметного стола, то после его подъема картина в
поле зрения (фиг. 420, а) не изменится. Если направление перемещения
тубуса микроскопа не перпендикулярно плоскости предметного стекла, то
изображение креста стеклянной пластины переместится относительно креста
окулярной штриховой сетки на величину Дж и Лу (фиг. 420, б).
На фиг. 420, в изображена схема, поясняющая происходящие при этой
поверке физические явления. В микроскоп попадают лучи из источника S, об-
разующие малые углы а и $ с оптической осью.
Если оптическая ось микроскопа наклонена под углом ср, то изображение
С креста не будет лежать на оптической оси микроскопа и кресты на штри-
ховой сетке разойдутся на величину Д1 (фиг. 420, г). Чтобы совместить
кресты, необходимо салазки микроскопа переместить на величину Д, которую
можно определить после следующих операций:
1) подъема микроскопа на высоту hu чтобы изображение на штриховой
окулярной сетке мнимого изображения С креста стеклянной пластинки было
в фокусе;
2) перемещения каретки микроскопа на величину Д.
Из схемы на фиг. 420 видно, что
Д = Л1 tg ср,
но
следовательно,
й1=Мп^1)
п
h(n — 1) ±
Д = —----L tg?.
п
Определим допускаемую величину перемещения салазок микроскопа:
= h(n—V) 25 (1,5163— 1) . оэ0588 - 0,005 мм
п 1,5163
По сравнению с первым способом второй является более производитель-
ным и надежным. Однако первый способ имеет некоторую ценность в мето-
дическом отношении, кроме того, он может быть использован для обратного
решения задачи, а именно: определения перпендикулярности измерительных
поверхностей угольника при наличии выверенного микроскопа.
509
Выявленный одним из указанных выше способом дефект устраняют пу-
тем соответствующего поворота колонки 1 (фиг. 421) на угол ср при неизмен-
ном «нулевом» показании с помощью специального юстировочного винта 2..
Кроме регулировки винтом 2, наклон тубуса микроскопа при «нулевом» пока-
зании положения колонки может быть уст-
ранен слесарной обработкой узла крепле-
ния тубуса.
§ 4. ГОСУДАРСТВЕННЫЕ
ОБЩЕСОЮЗНЫЕ СТАНДАРТЫ
Фиг. 421.
Г осударственные общесоюзные
стандарты (ГОСТы) по техническим
условиям на меры и измерительные
приборы устанавливают требования
к типам, размерам, метрологичес-
ким характеристикам, качеству и
другим характеристикам важней-
ших измерительных приборов.
Наличие ГОСТов, являющихся обязательными для всех
предприятий Советского Союза, исключает излишнее многообра^
зие измерительных приборов с одинаковыми метрологическими
характеристиками.
ГОСТами предусматриваются также правила приемки и ме-
тоды испытаний, правила упаковки, маркировки, хранения и
транспортировки приборов, т. е. те мероприятия, которые обес-
печивают точное соблюдение характеристик измерительных при-
боров и их сохранность.
§ 5. ПРАВИЛА КОМИТЕТА
Для обеспечения контроля за соблюдением технических тре-
бований, предусмотренных ГОСТами, Комитет издает правила
по организации поверки и наблюдению за правильным приме-
нением мер и измерительных приборов.
К числу основных правил Комитета следует отнести:
Правила 12-58 об организации и проведении поверки мер и
измерительных приборов и контроля за состоянием измеритель-
ной техники, соблюдением стандартов и технических условий.
Правила 2-59 проведения государственных испытаний мер и
измерительных приборов органами Комитета.
Правила 15-54 о порядке вызова государственных поверите-
лей предприятиями, организациями и учреждениями для повер-
ки и экспертизы измерительных приборов на местах их изготов-
ления, ремонта и пользования.
Правила 4-40 о порядке привлечения к ответственности ви-
новных в нарушении законов и правил о мерах и измерительных
приборах.
510
§ 6 ОРГАНИЗАЦИЯ ЗАВОДСКИХ ОРГАНОВ КОНТРОЛЯ
ИЗМЕРИТЕЛЬНЫХ СРЕДСТВ
В сектор контроля измерительных средств входит централь-
ная измерительная лаборатория и подчиненные ей контрольно-
поверочные пункты. До настоящего времени сектор контроля
измерительных средств возглавляется на ряде заводов начальни-
ком ОТК. Более правильным следует считать подчинение орга-
нов контроля измерительных средств и начальника центральной
измерительной лаборатории главному инженеру завода.
Центральная измерительная лаборатория занимается:
1) обеспечением единства мер на заводе; 2) разработкой и вне-
дрением новейших методов и средств измерений; 3) исследова-
нием технологических факторов, влияющих на точность выпус-
каемой продукции, и разработкой мероприятий по обеспечению
ее надлежащей точности.
Кроме того, эта лаборатория принимает участие в исследо-
вательских и экспериментальных работах (по метрологическим
вопросам) в области длин и углов, проводимых другими лабора-
ториями завода.
При организации новых (или проверке существующих) за-
водских органов контроля необходимо:
1. Выбрать схему организации заводских органов контроля
измерительных средств. При этом устанавливают количество и
взаимную связь заводских органов контроля измерительных
средств. Схема определяется типом производства и количеством
применяемых на заводе измерительных средств.
2. Определить номенклатуру оборудования заводских орга-
нов контроля измерительных средств. В соответствии с установ-
ленной схемой организации и количеством контрольно-повероч-
ных пунктов, а также на основе изучения технологических про-
цессов определяются необходимые поверки, которые должен
производить каждый контрольно-поверочный пункт и централь-
ная измерительная лаборатория.
3. Составление схемы движения измерительных средств, в ко-
торой должен указываться порядок:
а) снабжения измерительными средствами центрального ин-
струментального склада и цеховых инструментально-раздаточ-
ных кладовых;
б) обслуживания поверкой и ремонтом измерительных
средств инструментально-раздаточных кладовых;
в) определения непригодности измерительных средств и сда-
чи их в кладовую утиля.
4. Составление общезаводской поверочной схемы, а также по-
верочных схем контрольно-поверочных пунктов. Этот вопрос из-
ложен отдельно ниже.
5. Составление графика периодической поверки и аттестации
измерительных средств, который должен отражать наряду с
511
ведомственной поверкой также и государственную поверку, осу-
ществимую в соответствии с Правилами 12-58.
6. Выбор помещений для заводских органов контроля изме-
рительных средств и контрольно-поверочных пунктов и размеще-
ние в них оборудования.
На фиг. 422 показан план центральной измерительной лабо-
ратории, в которой расставлено следующее оборудование: стол
Фиг. 422.
/; поверочная плита 2(1500 X 1000 жж) для производства на ней
общих измерений деталей или юстировки приборов; шкаф 5;
установка 4 для технического интерференционного метода; гори-
зонтальный оптиметр 5; контактный интерферометр 6 с перемен-
ной ценой деления; вертикальный оптиметр 7; гониометр 5; изме-
рительная машина 9; ультраоптиметр 10\ стол 11 юстировщика;
раковина /2; шкаф 13 для одежды; стеллаж 14; слесарный вер-
стак /5; прибор 16 для испытания твердости металла вдавлива-
нием шарика; прибор 17 для испытания металла вдавливанием
алмазного конуса или стального шарика с предварительной и
общей нагрузкой; прибор 18 для испытания твердости металла
вдавливанием алмазной пирамиды; прибор 19 для испытания
микротвердости металла; плита 20 для размагничивания инст-
румента; универсальный микроскоп 2/; большой 22 и малый 23
инструментальные микроскопы; вертикальный оптиметр 24 \ го-
ризонтальный оптиметр 25; вертикальный длиномер 25; оптиче-
ская делительная головка 27 на станине; проектор 25; прибор
29 для проверки направления зуба у зубчатых колес; универ-
сально-кулачковый эвольвентомер 30\ обкаточный двухпрофиль-
ный прибор 31, биениемер 52; прибор 33 для проверки зубчатых
колес; прибор 34 для проверки червячных фрез; прибор 35 для
проверки ’’яентичности червяков и червячных фрез-; циферблат-
ные весы микроинтерферометр 57; оптико-механический про-
филограф 5д, электромеханический профилометр 55; сравни-
тельный микроскоп 40.
7. Разработка правил хранения измерительных средств.
512
Особо должно быть разработано специальное положение о
хранении основного набора концевых мер.
8. Разработка системы организации ремонта и юстировки из-
мерительных средств.
На заводах целесообразна организация ремонтных баз двух
типов:
1) базы по ремонту и юстировке оптико-механических изме-
рительных приборов;
2) базы по ремонту концевых мер длины рычажно-механиче-
ских и универсальных средств измерений.
9. Назначение органов надзора за мерами и измерительными
приборами и лиц, ответственных за контрольно-измерительное
хозяйство. Руководителем надзора за мерами и измерительными
приборами на заводе следует назначать начальника централь-
ной заводской измерительной лаборатории и подчинять его глав-
ному инженеру предприятия.
§ 7. ОСНОВНЫЕ ПРАВИЛА СОСТАВЛЕНИЯ ПОВЕРОЧНОЙ СХЕМЫ
Общезаводская поверочная схема является основным техни-
ческим (метрологическим) документом, на основании которого-
производится назначение измерительных средств и их последо-
вательная поверка, обеспечивающая передачу правильных раз-
меров от государственных эталонов СССР к изделиям завода..
Передача точных единиц измерений осуществляется по сле-
дующей метрологической цепи: эталон — образцовые меры —
рабочие меры — измерительный прибор — изделие. В свою оче-
редь, образцовые меры и измерительные приборы делятся на
разряды: 1-й, 2-й, 3-й и т. д.
При составлении поверочной схемы все измерительные сред-
ства делят на основные группы, по каждой из которых состав-
ляют отдельные схемы последовательной проверки длин, углов,
резьбы, зубчатых и червячных передач, плоскостности и прямо-
линейности, а также шероховатости поверхности. Эта разбивка
удобна, потому что она соответствует отдельным группам норм
точности (допускам на гладкие изделия, углы, резьбы и т. п.).
В то же время подобная разбивка на группы является услов-
ной, так как все измерения в машиностроении, за редким исклю-
чением (измерение углов), сводятся по существу к определению-
линейных размеров. В то же время поверочная схема состав-
ляется на основании:
1) определения предельных погрешностей методов изме-
рений;
2) рационального назначения методов измерений в зависи*
мости от размера и допуска контролируемого объекта путем со-
поставления предельной погрешности метода измерений с допус-
ком или погрешностью показаний контролируемого объекта и
учета экономических факторов.
513
Для составления общезаводской поверочной схемы необхо-
димо учитывать наличие рабочих мер и измерительных приборов
и требуемых для их поверки образцовых измерительных
средств. I
На фиг. 423 приведена поверочная схема для штриховых мер
длины, составленная на основании 'материалов Комитета. Как
видно из этой схемы, все штриховые меры делятся на четыре
группы: эталоны, образцовые меры l-ro разряда, образцовые
меры 2-го разряда и рабочие меры и измерительные приборы.
Каждая мера последующей группы поверяется по мере предыду-
щей группы.
На фиг. 424 дана поверочная схема для концевых мер длины,
составленная также на основании материалов Комитета.
В основу поверочной схемы для плоскопараллельных конце-
вых мер длины и приборов для измерения линейных размеров
положен эталонный метод воспроизведения метра в длинах све-
товых волн (см. введение).
На фиг. 425 приведена поверочная схема для угловых мер
и угломерных приборов, по которой устанавливается порядок
передачи единицы плоского угла от эталона к изделию.
В основу поверочной схемы для угловых мер и угломерных
приборов положен эталонный метод воспроизведения единицы
плоского угла с помощью многогранных призм и автоколлимато-
ров (см. введение).
На фиг. 426 изображена схема поверки прямых углов изде-
лий любой точности.
Для проверки прямых углов изделий применяются рабочие
угольники по ГОСТу 3749-47, в котором предусмотрены шесть
типов угольников и четыре класса их точности.
В каждом отдельном случае выбор типа и класса точности
угольника определяется на основании соотношения между до-
пуском на угол проверяемого изделия и длиной образующих уг-
ла, с одной стороны, и погрешностью измерений, — с другой.
Погрешность проверки прямых углов изделий с помощью
угольников определяется следующими факторами: качеством от-
делки поверхностей образующих проверяемого угла, длиной сто-
рон проверяемого угла, а также методом определения зазора
между рабочей гранью угольника и поверхностью проверяемого
изделия.
Предельная погрешность измерений может быть выражена
приближенной формулой (в минутах)
8а = + (да + S/t ’ 3438-j t (185)
где Да — погрешность угольника в минутах;
б/г — погрешность определения зазора;
I — длина стороны угла, по которой производится про-
верка.
514
Фиг. 423.
515
Фиг. 424.
516
Эталонный метод
боспроизВедения единицы плоского угла с по нощью
многогранных призм и автоколлиматоров
Фиг. 425.
517
Фиг. 426.
Величины 6h и I выражаются в одинаковых единицах длины.
Схемой на фиг. 426 предусмотрены три метода поверки ра-
бочих угольников: 1) одним из трех угольников, проверенных
методом «трех угольников» (фиг. 220); 2) образцовым угольни-
ком-квадратом или угловой плиткой с рабочим углом 90°
(фиг. 221, а) и 3) на специальном приборе с передвижными ка-
ретками (фиг. 222).
Комплект из трех угольников должен находиться в метроло-
гическом органе (ЦИЛ или КПП), осуществляющем поверку.
Кроме того, в общезаводскую поверочную схему может быть
включена схема поверки наружных и внутренних конусных глад-
ких калибров (одним из методов, описанных в гл. VIII). Выбор
метода зависит от допусков конуса, его конструктивных разме-
ров и объема серий выпускаемых заводом конусов. Например,
для получения наименьших погрешностей измерений конусы с
углом менее 45° лучше измерять на синусной линейке, а конусы
с угло<м более 45°—на универсальном микроскопе.
Специальное приспособление, устанавливаемое по образцово-
му калибру-пробке для конусов, целесообразно применять на за-
водах, производящих серийный выпуск калибров для конусов.
Внутренние конусы изделий проверяют калибрами-пробками
для конусов, наружные конусы — калибрами-втулками для кону-
518
сов, а последние проверяют или калибрами-пробками для кону-
сов, или на синусной линейке.
Согласованная и завизированная уполномоченным Комитета
поверочная схема утверждается приказом директора (главного
инженера) завода.
§ 8. ТИПОВОЕ ПОЛОЖЕНИЕ КОМИТЕТА О ЦЕНТРАЛЬНОЙ
ЛАБОРАТОРИИ ИЗМЕРИТЕЛЬНОЙ ТЕХНИКИ ПРЕДПРИЯТИЯ
В конце 1960 г. Комитет разработал и одобрил типовое по-
ложение о центральной лаборатории измерительной техники
предприятия. Основной задачей этой лаборатории является про-
ведение мероприятий, способствующих повышению качества вы-
пускаемой предприятием продукции, путем обеспечения органов
контроля современными измерительными средствами необходи-
мой точности и постоянного совершенствования методов изме-
рения.
Центральная лаборатория измерительной техники должна
быть подчинена главному инженеру предприятия. Оборудование
и штат лаборатории зависят от масштаба производства, количе-
ства и номенклатуры приборов и измерительных автоматов. Цен-
тральная лаборатория может иметь в своем составе лаборатории
или секции и контрольно-поверочные пункты по отдельным ви-
дам измерений, а также группу разработок и внедрения новых
средств измерений и измерительной автоматики и ремонтно-экс-
периментальные мастерские, осуществляющие монтаж, ремонт
и юстировку мер, измерительных приборов и измерительных ав-
томатов и выполняющие различные экспериментальные работы
по измерительной технике.
Центральная лаборатория измерительной техники, кроме
осуществления линейных и угловых измерений, производит все
измерения и испытания, необходимые для выпуска продукции
высокого качества.
При большом объеме работ отдельные лаборатории или
группы центральной лаборатории измерительной техники могут
быть выделены в самостоятельные подразделения.
ЛИТЕРАТУРА
Автоматы для контроля размеров изделий в машиностроении. Сборник
Бюро взаимозаменяемости в металлообрабатывающей промышленности. М.,
Стаадартгиз, I960.
Автоматизация и механизация средств контроля в машиностроении.
Справочное пособие. М., Машгиз, 1962.
Апарин Г. А. и Городецкий И. Е. Допуски и технические измере-
ния. М., Машгиз, 1956.
Баринов В. А. Современное состояние эталонов длины и методы точ-
ного измерения длины. Л., 1941 (Всесоюзный научно-исследовательский ин-
ститут метрологии).
Берклайд И. М., /В и х м а н 'В. С., Д р а у д и н А. Т. .и др. Контроль-
ные автоматы. М., Машгиз, 1961 (Прогрессивные средства контроля разме-
ров в машиностроении).
Берклайд И. М., КурочкинА. П., Л я х о в с к и й А. В. и др. Дат-
чики и измерительные головки. М., Машгиз, 1960 (Прогрессивные средства
контроля размеров в машиностроении).
Богуславский М. Г., Кремлевский П. П., Олейник Б. Н. и
др. Таблицы перевода единиц измерений. М., Стандартгиз, 1963.
Взаимозаменяемость и техника измерений в машиностроении. Межву-
зовский сборник № 1. Под ред. А. И. Якушева. М., Машгиз; 1959 (МВТУ —
Мосстанкин).
Взаимозаменяемость и техника измерений в машиностроении. Межву-
зовский сборник № 2. Под ред. А. И. Якушева. М., 1960.
Взаимозаменяемость и техника измерений в машиностроении. Межвузов-
ский сборник № 3. Под ред. Б. А. Тайц, М., Машгиз, 1961.
Вихман В. С. Электроавтоматика технического контроля изделий ма-
шиностроения. М., Машгиз, 1957.
Волосов С. С. Автоматическое обеспечение точности размеров при
шлифовании. М., Машгиз, 1958.
Воронцов Л. Н. Расчет и проектирование автоматических устройств
для контроля линейных величин. М., Машгиз, 1961.
Высоцкий А. В., Дворецкий Е. Р., Кондашевский В. В. и
др. Приборы и устройства для активного контроля размеров в машиност-
роении. М., Машгиз, 1961 (Прогрессивные средства контроля размеров в ма-
шиностроении).
Высоцкий А. В., Курочкиа А. П., Линд А. Б. и Цидул ко
Ф. В. Пневматические измерения линейных размеров. М., Машгиз, 1963.
Гипп Б. А., Гоник б ер г Ю. М., Каплун М. М. и др. Контрольные
приспособления. М., Машгиз. 1960. (Прогрессивные средства контроля раз-
меров в машиностроении).
Иванов А. Г. Контроль измерительных средств в машиностроении.
М.» Машгиз, 1954.
Кондашевский В. В. Наладка автоматических приборов контроля
размеров деталей при механической обработке. М., Машгиз, 1960.
Коротков В. П. и Тайц Б. А. Основы метрологии и точности меха-
низмов приборов. М., Машгиз, 1961.
520
Кругер М. Я., Панов В. А., Кулагин В. В. и др. Справочник
конструктора оптико-механических приборов. М., Машгиз, 1963.
Крупп Н. Я. Оптико-механические измерительные приборы. Л. Маш-
гиз, 1962.
Левен сон Е. М. Контрольно-измерительные приспособления в маши-
ностроении. Изд. 2-е. М., Машгиз, 1960.
Маликов М. Ф. Основы метрологии. Комитет по делам мер и измери-
тельных приборов при СМ СССР. М., 1949.
Приборостроение и средства автоматики. Справочник. Т. 1. М., Машгиз,
1963.
Русинов М. М. Габаритные расчеты оптических систем. М., Геодез-
^здат, 1959.
Справочник по технике линейных измерений. Пер. с нем. Под ред.
П. Лейнвебера. М., Машгиз, 1959.
Тайц Б. А. и Марков Н. Н. Нормы точности и контроль зубчатых
колес. М., Машгиз, 1962 (Библиотека зубореза. Вып. 6).
Эйдинов В. Я. Измерение углов в машиностроении. М„ Стандартгиз,
1963.
Эр вайе А. В. Юстировка и ремонт оптико-механических измеритель-
ных приборов М., Машгиз, 1958.
Якушев А. И. Основы взаимозаменяемости и технические измерения.
Учебник для втузов. М., Машгиз, 1959.
ОГЛАВЛЕНИЕ
Предисловие .... 3
Введение (д-р техн, наук Г. Д. Бурдун) 5
§ 1. Измерения, единицы измерения и эталоны . 5
§ 2. Системы единиц измерения. Международная система единиц 6
§ 3. Единицы линейных величин 8
§ 4. Эволюция эталонов метра . . .12
§ 5. Эталонный метод воспроизведения метра в длинах световых
волн . 13
§ 6. Единицы измерения углов . . 18
§ 7. Эталонный метод воспроизведения единицы плоского угла с
помощью многогранников 20
ПЕРВЫЙ РАЗДЕЛ. УНИВЕРСАЛЬНЫЕ СРЕДСТВА ИЗМЕРЕНИЯ
Глава I. Основы технических измерений в машиностроении и конструи-
рования измерительных приборов (канд. техн. наук
А. Г. Иванов) . . 22
§ 1. Основные требования, предъявляемые к измерительным сред-
ствам ... .22
§ 2. Метрологические понятия, применяемые при технических измере-
ниях в машиностроении 26
§ 3. Методы измерений 28
§ 4. Метрологические процессы 30
§ 5. Основные метрологические характеристики и конструктивные
элементы измерительных средств 31
§ 6. Суммарная погрешность измерения 60
§ 7. Основы конструирования измерительных приборов 67
Глава II. Меры длины (канд. техн, наук А. Г Иванов) 75
§ 1. Классификация мер длины 75
§ 2. Штриховые меры длины 75
§ 3. Концевые меры длины 85
§ 4. Измерение концевых мер длины 95
Глава III. Штангенинструменты и микрометрические инструменты
(канд. техн. наук. А. Г. Иванов) 115
§ 1. Конструкции штангенинструментов и микрометрических инстру-
ментов . . 115
§ 2. Погрешности основных элементов штангенинструмента и мето-
ды их поверки . . . 127
§ 3. Погрешности основных элементов микрометрического инструмен-
та и методы их поверки 131
Глава IV. Рычажно-механические приборы (доц. Н. Ф. Рымарь и канд.
техн, наук Е. И. Педь) 138
§ 1. Микромеры . . 138
§ 2. Самопишущие микромеры . . . 165
§ 3. Применение рычажно-механических приборов 166
522
Г лава V. Оптико-механические измерительные приборы (канд. техн,
наук. А. Г. Иванов) 176
§ 1. Лупы . . . . 176
§ 2. Рычажно-оптические приборы 178
§ 3. Проекционные приборы . 201
• § 4. Измерительные машины и микроскопы 208
Г лава VJ. Пневматические измерительные приборы (д-р техн, наук
А. Я. Ростовых) . . 232
§ 1. Основные схемы и конструкции пневматических приборов . 234
§ 2. Теоретическое обоснование пневматического метода измерения
размеров . . . ... 246
§ 3. Расчет пневматических измерительных приборов 252
§ 4. Применение пневматического метода измерения размеров 256
ВТОРОЙ РАЗДЕЛ. МЕТОДЫ И СРЕДСТВА ИЗМЕРЕНИЯ ТИПОВЫХ
СОЕДИНЕНИЙ
Глава VII. Контроль гладких цилиндрических изделий (доц.
Н. Ф. Рымарь и канд. техн, наук Е. И. Педь) 258
§ 1. Методы и средства контроля цилиндрических изделий больших
размеров . . . . 258
§ 2. Методы и средства контроля цилиндрических изделий малых
размеров 274
Г лава VIII. Контроль углов и конусов (канд. техн, наук А. Г. Иванов) 281
§ 1. Измерение углов сравнением с жесткими одномерными образцо-
выми угловыми мерами . . 282
§ 2. Измерение углов тригонометрическим методом 297
§ 3. Измерение углов гониометрическим методом 304
§ 4. Интерференционный метод измерения углов 330
Глава IX. Контроль основных параметров резьбовых изделий и калиб-
ров (проф. В. П. Коротков) 333
§ 1. Однозаходная цилиндрическая резьба . 334
§ 2. Многозаходная цилиндрическая резьба 369
Глава X. Контроль зубчатых колес (д-р техн, наук
Б. А. Тайц) . 374
§ I. Виды контроля зубчатых колес . 374
§ 2. Классификация приборов для контроля зубчатых колес 375
§ 3. Контроль кинематической погрешности 376
§ 4. Контроль накопленной погрешности окружного шага . . 385
§ 5. Контроль колебаний измерительного межцентрового расстояния 397
§ 6. Контроль радиального биения зубчатого венца 401
§ 7. Контроль колебаний длины общей нормали 404
§ 8. Контроль профиля зубчатых колес 407
§ 9. Контроль основного шага зубчатых колес 410
§ 10. Контроль винтовой линии косозубых колес 414
§11. Контроль контактной линии косозубых колес 422
§ 12. Контроль размеров зуба 425
Г лава XI. Контроль отклонений формы и расположения поверхностей
(канд. техн, наук А. Г Иванов) 430
§ 1. Контроль отклонений формы тел вращения . . 431
§ 2. Контроль непрямолинейности и неплоскостности поверхностей 433
§ 3. Контроль отклонений расположения поверхностей 442
Глава XII. Контроль шероховатости поверхности (д-р техн, наук
С. С. Волосов) 447
§ 1. Характеристика шероховатости поверхности 447
§ 2. Контроль шероховатости поверхности 449
523
Глава XIII. Автоматический контроль размеров (д-р техн, наук
С. С. Волосов) . 465
§ 1. Метрологические и технологические основы автоматического
контроля . ..... 465
§ 2. Методы и средства автоматического контроля 479
§ 3. Рабочий цикл контрольных автоматов 497
Глава XIV. Основные мероприятия, обеспечивающие единство мер
в машиностроении (д-р техн, наук А. Г Иванов) 500
§ 1. Руководящие материалы 500
§ 2. Основные принципы юстировки 501
§ 3. Примеры поверки и юстировки измерительных приборов и уста-
новления норм точности . 505
§ 4. Государственные общесоюзные стандарты 510
§ 5. Правила Комитета . . . . 510
§ 6. Организация заводских органов контроля измерительных средств 511
§ 7. Основные правила составления поверочной схемы . . 513
§ 8. Типовое положение Комитета о центральной лаборатории изме-
рительной техники предприятия 519
Литература 520
Редактор издательства Егоркина Л. И.
Технический редактор Модель Б. И. Корректор Шарунина Н. И.
Переплет художника Михайлова А. Я.
Сдано в производство 10/IV 1964 г. Подписано к печати 25/VII 1964 г. Т-11348
Тираж 22.500 экз. Печ. л. 32,75 Бум. л. 16,38
Уч.-изд. л. 32,5 Цена 1 р. 29 к. Темплан 1964 г. № 7 Формат 60 X 90V16 Зак. 264
Московская типография № 12 Главполиграфпрома
Государственного комитета Совета Министров СССР по печати
Цветной бульвар, д. 30
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стр. Строка Напечатано Должно быть
66 3-я снизу —13,5-10~6 = 13,5-10~6
102 20-я сверху 2 (т
337 349 18-я снизу 9-я снизу их О,ООЗ+0’01 погрешностей о2р и Ь2у о,ооз+°’0()1
393 4-я снизу шага Д/х [по формуле (135)], абсолютное отклонение Д/^, т. е. ных отклонений Все эти вычисления трудоемки, особенно
459 20-я сверху и>ис и г » ис
524 8-я сверху Д-Р канд.
Поправка
На фиг. 155, б (стр. 209) ошибочно даны горизонтальный размер о = i и
вертикальный & = L.
А. Г. Иванов и др. Зак. 264