/






























































Text
Г.Є. ЛИТВИНЕНКО, Л.К. ЯЦИШИНА,
Т.Л. МАЛОВА, С.М. КОНСТАНТИНОВ
МОДЕЛЮВАННЯ І ОПТИМІЗАЦІЯ
ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
Підручник
За редакцією канд. техн. наук Г. Є. Литвиненко
н і 111 ні ті ІI II I інші! І і! ГП І Н ПТТІШПІЖМ
І
Київ
“Вища школа”
2001
ББК-37.-24я73
М74
УДК 687.016 + 681.5.015.23 (05.8)
Автори: Г.Є. Литвиненко (передмова, розд. 4, 5); Л.К. Яцишина (розд. 1-2, 5);
Т.Л. Малова (розд. З, 5); С.М. Константинов (розд. 5)
Р е ц е н з е н т и: Г.П. Іспирян. д-р техн. наук (Київський державний університет
технології та дизайну),
канд. техн. наук В.П. Крисько (Наукове об’єднання “Либідь”)
Редакція літератури з історії, права, економіки
Редактор Н.М. Шевченко
Моделювання і оптимізація технологічних процесів: Підручник/ Г.Є. Литвиненко,
М74 Л.К. Яцишина, Т.Л. Малова, С.М. Константинов; За ред. Г.Є. Литвиненко. — К.:
Вища шк., 2000. — с.: іл.
І5ВИ 5-11-004220-9.
Висвітлено питанняімоделювання технологічних і виробничих процесів^@?еарак-
т’ернзовано склад’Л функціональніЛ^ґожливостг Автоматизованих систем підготовки
матеріалів до розкроювання!Розкрито методи організації гнучких швейних потоків.
Розглянуто проблему індивідуалізації процесу навчання студентів.
Подано завдання для самостійної роботи студентів, а також контрольні завдан-
ня, згруповані відповідно до модульного принципу вивчення курсу.
Рекомендовано для студентів технічних спеціальностей вузів.
3002000000-046
І8ВМ 5-11-004220-9
ББК 37.24я73
© Г.Є. Литвиненко, Л.К. Яцишина,
Т.Л. Малова. С.М. Константинов.
2001
Т-Кг. -
ПЕРЕДМОВА
Застосування різноманітних форм власності на підприємствах швей-
ного виробшщтва, комплексний розвиток систем управління державних
підприємств, орієнтація їх на перехід до ринкової економіки потребують
вибору раціональної організації виробництва.
Вирішення цих проблем має грунтуватися на моделюванні та опти-
мізації технологічних процесів, які відбуваються у промисловості.
Для підготовки фахівців швейної промисловості введено новий курс
“Моделювання і оптимізація технологічних процесів”, який включасЛмб-
деліовашг^ процесів на всіх дільницях виго товлення одягуЦ вибір*опти-
мального варіант^, що дає змогу7 розшириш асортимент одягу за рахунок
використання нових тканин, трикотажних полотен, штучного хутра та ін.
Розширення випуску хімічних матеріалів дає можливість моделювати
нові способи з’єднання деталей виробів. Оптимальним може бути метод
обробки деталей, який забезпечить найменші витрати часу на його ви-
готовлення і високу якість.
Розвиток науково-технічного прогресу спрямований на розробку спе-
ціальних технологічних схем у швейних і підготовчо-розкрійних цехах,
забезпечення їхньої комплексної механізації та автоматизації, викорис-
тання роботів-маніпуляторів, створення поточних ліній з застосування
ЕОМ, моделювання оптимального технологічного процесу створять об’-
єктивні передумови для послідовного зменшення застосування важкої ру-
чної праці, заміни її механізованою та автоматизованою. Це потребує
від усіх працівників швейної промисловості високих професійних знань.
Ефективне використання технологічних і виробничих процесів у сучас-
ному виробництві пов’язане з проблемою пошуку оптимальних варіантів
організації їх, що забезпечуватиме повніше використання наявних ресур-
сів. Тому для тих, хто обрав професію конструктора-технолога чи орга-
нізатора швейного виробшщтва погрібні знання та навички з питань
моделювання та опгимізації технологічних процесів. На забезпечення са-
ме цього аспекту формування фахівців і спрямований зміст цього підру-
чника.
У першому і другому розділах розглянуто теоретичні основи курсу
“Моделювання і оптимізація технологічних процесів” та використання
оптимальних варіантів науково-технічного прогресу в промисловості.
У третьому розділі викладено теоретичні основи створення гнучких
потоків та впровадження їх у швейному виробництві.
з
У четвертому розділі наведено основні принципи створення та вико-
ристання таких імітаційних методів, як конкретні виробничі ситуації та
ділові ігри з вихідними даними і прикладами, призначеними для активі-
зації процесу навчання, формування творчого потенціалу майбутнього
фахівця, вміння приймати нестандартні рішення, виробляти тактику по-
ведінки за непевно визначених виробничих обставин. Отже, використан-
ня методів активного навчання є передумовою формування творчого
тішу мислення при розв’язуванні професійних проблем. У цьому ж розділі
пропонуються засоби індивідуалізації навчального процесу, які передба-
чають модульну побудову лекційного курсу, застосування комплексів
контрольних завдань, що стосуються відповідних модулів і призначені
для проведення занять у діалоговому режимі “викладач — студент” у
великих студентських аудиторіях та для самостійної роботи студентів.
Наведені в підручнику цифрові дані є умовними і призначені для нав-
чальних цілей.
Розділ 1. МОДЕЛЮВАННЯ І АВТОМАТИЗАЦІЯ
ТЕХНОЛОГІЧНИХ ПРОЦЕСІВ
1.1. Загальні поняття і визначення
Сучасний стан швейної промисловості характеризується широ-
ким упровадженням високопродуктивного обладнання, ліцензійних тех-
нологій, мікропроцесорної та комп’ютерної техніки, систем
актоматизованого проектування (САПР). У зв’язку з шш перед підпри-
ємствами виникає завдання розробки ефективного технологічного про-
цесу та забезпечення оптимального варіанту його функціювання. З
одного боку, цей процес багатоваріантний і його не можливо впровадити
без електронної обчислювальної техніки (ЕОТ). З другого, ринкові від-
носини диктують підприємствам нові умови їх життєдіяльності. Тому
нині д,еякі з них взяли свої підприємства в оренду, інші викупили під-
приємства і стали акціонерними компаніями; колективи підприємств ста-
ли їх власниками, а це потребує корінної перебудови організаційних і
технологічних характеристик виробничого процесу.
Важливою передумовою успішної діяльності підприємства в умовах
ринкової економіки може бути скорочення строків упровадження нових
видів виробів і колекцій моделей, підвищення вимог до якості одягу,
збільшення видів продукції, орієнтування виробництва на ринок збуту
та конкуренцію. Зростаючий обсяг виробничої інформації і традиційні
методи розв’язання виробничих та технологічних завдань не завжди да-
ють змогу провести досконалий аналіз можливих варіантів та врахувати
всі фактори, що впливають на вибір остаточного рішення.
Вирішити що проблему можна за допомогою ЕОТ, яка дозволяє “про-
плавати” можливі варіанти технологічних процесів на моделях, покра-
щити якість прийнятих рішень, зменшити строки їх одержання.
Найбільш поширеним способом вивчення технологічних і виробничих
процесів є їх моделювання з метою оптимізації.
Під моделюванням розуміють дослідження об’єктів не безпосередньо,
а за допомогою аналізу деяких інших допоміжних об’єктів, які називають
моделями. К. Шеннон дає таке визначення моделі: “Модель — це подання
об’єкта, систем або ідеї в деякій формі, відмінній від самої цілості”. Тобто
модель відображує суттєві властивості об’єкта, його характеристику.
Головною характеристикою моделі вважають спрощення реальної
життєвої ситуації, в якій вона застосовується. Модель дає змогу вивчати
поведінку системи при зміні керованих та некерованих параметрів. На-
приклад, глобус можна подати як модель земної кулі, граф технологічної
послідовності виготовлення швейних виробів — як модель технологіч-
ного процесу. Будь-яка модель — ідеальна (уявна) чи матеріальна (фізи-
чна) — несе інформацію про властивості та характеристики об’єкта.
5
І
Об’єктом досліджень є виробничій і технологічний процеси вигото-
влення швейних виробів.
Виробничий процес — це система технологічних та транспотних про-
цесів, що знаходяться в певній залежності, в результаті якої предмет праці
з деякого початкового стану, проходячи ряд етапів, переходить в кінце-
вий стан.
Технологічний процес можна уявити як сукупність цілеспрямованих дій
засобів праці на предмети праці з метою одержання готового виробу.
З погляду системного підходу досліджувані об’єкта розглядаються як
складові частини, що зв’язані різноманітними (функціональними, часо-
вими) відносинами. Слід зазначити, що властивості і функції об’єктів,
які досліджуються, залежать від умов їх функціонування в більш складних
умовах і не є сумою властивостей і функцій їх складових частіш.
Розглянемо декілька технологічних процесів, кінцевою метою яких є
виготовлення конкурентоздатних І
ІК
ейних виробів.
Інженерна підготовка виробництва (ІПВ) потребує виконання цілого
комплексу робіт з підготовки моделей до запуску в основне виробництво.
Мета ІПВ — швидка підготовка моделей, якісне виготовлення необхідної
документації, навчання робітників основних прийомів праці.
Мета технологічного процесу підготовки і розкрою тканини — вико-
нання якісного крою, мінімальні залишки тканини та мінімальнії її вит-
рати.
Технологічний процес виготовлення швейних виробів передбачає ви-
готовлення якісних виробів, здатних конкурувати при ринкових відно-
синах. Всі ці технологічні процеси є складовими частинами більш
складної системи, яку називають виробничим процесом.
Для визначення оптимального варіанта функціонування технологіч-
ного процесу доцільно було б провести експеримент на реальному об’-
0 єктц] Наприклад, для визначення, яка форма організації потоку для
конкретних виробничих умов є найбільш ефективною, треба було би
4 - запровадити одну форму організації, визначити її ефективність, потім —
ішну.ГАле зрозуміло, -ще- в реальному житті це неможливо.
Змістом моделювання є побудова моделі на основі вивчення об’єкта
та визначення його суттєвих характеристик, аналіз моделі, зіставлення
результатів з даними про фактичний стан об’єкта, коригування моделі.
Моделювання дає змогу звести складні та часто невизначені фактори,
які мають бути враховані при прийнятті організаційно-технологічних рі-
шень, в логічну схему, доступну для детального аналізу.
Побудова моделі включає такі етапи:
постановка задачі, побудова моделі, перевірка на достовірність, впро-
вадження та оновлення моделі.
Постановка задачі — найбільш важливий етап в процесі побудови
моделі. Якщо не буде правильно визначена сама проблема, то вирішити
її не допоможуть ні математичні методи, ні комп’ютери^ К. Шеннон під-
креслював, що “Альберт Ейнштейн одного разу сказав, що правильна
і С/'НлО
6
І V її.................І іііі ІМГ
постановка задачі важливіша, ніж її рішення. Для знаходження прийнят-
4 ного або оптимального рішення задачі необхідно знати ЇЇ суть... Міль-
Л йоіпі доларів витрачаються щорічно на пошук елегантних та
ь глибокодумних відповідей на невірно поставлені питання”.
Ґгозглянемо постановку задачі оптимального розкою:
1) задана потреба у виробах різних видів та розміро-ростів;
2) для того щоб дістати деталі вказаних виробів, використовують су-
вої тканини різноманітної ширини. Відома довжина кожного сувою;
3) розроблені варіанти розкладок для тканини різної ширини.
Треба визначити план розкрою тканини, що забезпечує максимальний
випуск комплектів деталей заданого асортименту. По кожному сувою
слід встановити, скільки полотен потрібно розкроїти по кожній розклад-
ці.
Побудова моделі. Якщо^фавишлю розроблена постанйвЖзЖ^йгпо*
трібно-нереходерн-до-друрого єтапу^ирацесу^=г,побудови.моделі. Визна-
чають головну мету моделі, які вихідні нормативи чи інформацію
передбачається дістати, використовуючи модель, щоб вирішити постав-
лену проблему.
За наведеним вище прикладом нехай критерієм оптимальності буде
мінімізація кінцевого залишку:
обмеження
/рГі < А,
цілі
х(і і = ТГп,
де х = (хр х2,..., хл) — вектор вирішення завдання (тобто кількість полотен в ї-му
настилі); Д — довжина сувою; п — кількість настилів; / = (/,, /2 4,) — вектор
довжин настилів (тобто норми на настил).
До інших факторів, на які слід звернути увагу, відносять витрати та
реакцію людей. Модель, яка коштує дорожче, ніж саме завдання, яке
вирішується за допомогою цієї моделі, навряд чи принесе ефективність
виробництву.
Перевірка моделі на вірогідність. Після побудови моделі проводять
перевірку її на вірогідність, яка полягає в тому, що встановлюють від-
повідність моделі реальним умовам. Так, у наведеному вище прикладі
моделі оптимального розкрою допускається, що тканина допустимої яко-
сті, дефектних полотен немає. В іншому випадку необхідно було б ввести
допоміжне обмеження.
Впровадження моделі. Якщо результати перевірки моделі на вірогід-
ність задовільні, треба виконувати роботи по її впровадженні. Як показав
досвід впровадження в швейній промисловості автоматизованих робочих
місць для розрахунку норм витрат тканини, розрахунку сувої тканини у
настил та інших, найбільша вірогідність впровадження моделей там, де
фахівці самі брали участь у підготовці постановки задачі та встановленні
вимог до вихідної інформації. Крім того, слід провести семінар з нав-
чання користувачів умовам функціонування моделі, показати її потенці-
альні можливості та обмеження.
Оновлення моделі. Час від часу впроваджена модель потребує онов-
лення, наприклад внаслідок зміни умов виробничого процесу. Якщо ро-
зглядати модель оптимізації плану розкрою, то при впровадженні
ліцензійних технологій майже всі підприємства перейшли на один спосіб
настилання — лицьовим боком вниз (вгору). Ця умова знімає обмеження
у разі розрахунку сувої у настили на парність полотен. Якщо змінився
критерій оптимальності, модель потрібно відповідно модифікувати. Схе-
му класифікації моделей наведено на рис. 1. и х?
Одним із сильних інструментів системного аналізу є імітаційне моде-
лювання. Під імітацією розуміють вивчення об’єктів дослідження шля-
хом проведення експериментів з математичними моделями цих об’єктів,
реалізованих на ЕОТ. Найважливішою особливістю імітаційної моделі є
досить точне відтворення процесу, що досліджується, тому вона, як пра-
вило, включає різнопланові блоки (оптимізаційні чи такі, функціонуван-
ня яких зумовлене інструкціями, правилами). Імітаційне моделювання
виробничих процесів може здійснюватись для вирішення таких проблем,
як вибір раціональних організаційних рішень, оперативне управління ви-
робництвом.
Значну роль в імітаційному моделюванні відіграє організація діалогу
“людина — ЕОМ”, втакому ЕОМ визначає множину можливих варіантів
рішення, а остаточне рішення приймає людина.
Оптіїмізація — це процес вибору найкращого варіанту з можливих,
приведення системи в оптимальний стан. Застосування методів оптимі-
зації і засобів обчислювальної техніки створює умови для управління
виробництвом на науковії основі, підвищує оперативність, збільшує вихід
готових виробів, зменшує брак та нераціональні витрати. На основі ро-
зроблених математичних методів оптимізації створюються АСУВ, що за-
безпечують вибір оптимальних варіантів виробництва.
Практично вирішення задач оптимізації розпочинається з вияву її ме-
ти, тобто потрібно сформулювати вимога, що пред’являють до об’єкта
оптимізації.
При вирішенні конкретної задачі оптимізації треба вибрати такий
математичний метод оптимізації, що привів би до найкращих наслідків
при найменших витратах та використанні найбільшого обсягу інформації
про досліджуваний процес. При цьому доцільно, займаючись оптиміза-
цією окремих технологічних процесів, враховувати так званий верхній
критерій — “максимум прибутку” чи “мінімум витрат”.
8
о
з
і
Завдання має оптимальне рішення, якщо воно задовольняє таким ви-
могам:
1) має бути реальна можливість наявності більш ніж одного рішення,
тобто допустимі рішення;
2) має бути такий критерій оптимальності, що показував би, в якому
розумінні прийняте рішення є найкращим із допустимих, тобто опти-
мальним.
Не слід змішувати задачі оптимізації і вибору варіантів. При варі-
антних розрахунках той, хто їх виконує, задається конкретними значен-
нями деяких шуканих величин. При оптимізаційних розрахунках задають
не конкретні значення деяких шуканих величин, а граничні умови, тобто
гранично допустимі значення всіх величин, які потрібно знайти. При
варіантних розрахунках значення цільової функції є наслідком заданих
значень величин, а при оптимізаційних знаходять такі значення величин,
які, по-перше, задовольняють всім обмеженням та граничним умовам і,
по-друге, придають цільовій функції оптимальне, тобто максимальне чи
мінімальне, значення.
У разі вирішення задачі оптимізації метою прийняття оптимального
рішення є визначення таких значень параметрів, при яких цільова функція
приймає оптимальне значення. Так, у випадку максимізації цільова
функція приймає максимально можливе значення.
Якщо ми розв’язуємо завдання вибору варіанта, то після прийняття
деякого критерію К слід вибрати такий варіант, для якого значення К є
максимальним лише з усіх варіантів, які порівнюють, тобто
тах К = тах {К(},
де і — номер варіанта. Як правило,
тах К < тах Р.
Відомо два види оптимізації — параметрична і структурна. Пара-
метрична оптимізація пов’язана зі зміною параметрів процесу при за-
даній його структурі. Параметри оптимізації технологічного процесу
бувають вхідні, проміжні, вихідні. В свою чергу, вхідні поділяють на
керовані та некеровані. Дія останніх або невідома, або недостатньо
визначена. Крім того, існують збурювальні параметри, характер змін
яких невідомий. Вони негативно впливають на досліджувані техноло-
гічні процеси.
Більш поглиблено названі основні групи параметрів можуть бути оха-
рактеризовані так:
вхідні параметри відображають якість і кількість початкових про-
дуктів (сировина, матеріали), споживання електроенергії;
проміжні параметри відображають хід технологічного процесу
між окремими ланками технологічного ланцюга;
вихідні — узагальнені техніко-економічні показники, з допомогою
яких оцінюється якість та ефективність роботи технологічного процесу.
Параметрична оптимізація характерна для вибору режимів обробки,
наприклад волого-теплової, зшивання деталей та ін.
Структурна оптимізація пов’язана з вибором структури технологіч-
ного процесу, тобто вибором необхідних операцій, порядку виконання
їх. Вважають, що вона є головною, тому що це завдання приходиться
вирішувати частіше і її результати значною мірою впливають на основні
техніко-економічні показники технологічного процесу.
Отже, під моделюванням розуміють дослідження об’єктів не безпосе-
редньо, а за допомогою аналізу деяких допоміжних об’єктів, які назива-
ють моделями.
Моделі вибирають так, щоб вони були значно простішими для дос-
лідження, ніж об’єкт. Так, модель технологічного процесу виготовлення
швейного виробу може бути подана, у графічному вигляді. Модель тех-
нологічної операції розрахунку сувої тканини у настил має вигляд
п
де її — довжина полотна і-го настилу; х-— кількість полотен і-го настилу; 5—
залишок полотна від даного сувою; £ — довжина сувою тканини.
Моделі можуть бути розподілені за класами завдань, за класами об’-
єктів і за формою пред’явлення і обробки інформації.
Матеріальні моделі — це моделі, що дають змогу проводити дос-
лідження характеристик об’єкта, причому модель і об’єкт моделювання
мають одну і таку саму фізичну природу, шшрикладгдослідження мо-
делейдгігальних апаратів на основі експеримеїтв за допомогою аеро-
динамічно'гтрубигВ свою чергу, ідеальні моделі можуть бути частково
формалізовані, тобто ті, які можна представити у вигляді словесного
опису — вербальні, або у графічному вигляді — топологічна модель
технологічного процесу виготовлення швейних виробів; формалізова-
ні — інформаційні моделі руху або математичні — вище наведена мо-
дель розрахунку сувоїв тканини у настил; неформалізовані мають
вигляд концепції, наприклад, концепція розвитку малих підприємств
та ін.
Чим же відрізняється оптимізаційний розрахунок від багатоварі-
антного? По-перше, при варіантних розрахунках дослідник задає кон-
кретні значення деяким величинам. При оптимізаційному розрахунку
задають не конкретні значення деяким величинам, а граничні умови,
тобто допустимі значення всіх величин. По-друге, при варіантних ро-
зрахунках значення цільової функції є наслідком заданих значень ве-
личин, а при оптимізаційних знаходять такі значення шуканих величин,
які задовольняють уісм обмеженням та граничним умовам, а також
надають цільовій функції оптимального значення.
*—г Запитання і завдання для самоперевірки і контролю
»
1. Дайте визначення термінам: "модель”, "моделювання”, "оптиміза-
ція".
2. Які види оптимізації ви знаєте? Чим вони відрізняються?
3. Наведіть приклади моделей технологічних процесів швейного ви-
робництва.
4. Уявить, що ви — технолог одного із цехів швейного підприємства:
а) експериментального; б) підготовчого; в) розкрійного. Наведіть прик-
лади технологічних процесів або технологічних операцій, по яких доцільно
провести моделювання процесів з метою оптимізації їх. Який вигляд
може мати ця модель? Дайте характеристику запропонованої вами моделі
відповідно до форми подання І обробки інформації. Відповідь обгрунтуй-
те.
12
1.2. Моделювання і оптимізація тривалості
виробничого циклу інженерної підготовки
виробництва
Аналіз інженерної підготовки виробництва (ІПВ) на швейних під-
приємствах свідчить, що впровадження досягнень науково-технічного
прогресу відбувалося з урахуванням змін в принципах роботи техноло-
гічного обладнання, підвищення ступеня механізації та автоматизації
праці, а також підвищення швидкісних режимів роботи обладнання. Змі-
ни, що проходять в технічних засобах та технології основного вироб-
ництва, зумовили зміни виконання технологічних операцій при зміні
виробничих функцій робітників.
Застосування автоматичного, напівавтоматичного та спеціального
обладнання в технологічних процесах виробництва одягу привело до ско-
рочення чисельності основних робітників, а також до зміни функціональ-
ної та професіональної структури робітників на підприємствах. Основна
тенденція зміни функціональної структури робітників —зменшення ча-
стки робітників, зайнятих в технологічному процесі.
Інженерна підготовка виробництва — це комплекс заходів, спрямо-
ваних на створення нових чи вдосконалення старих видів продукції, впро-
вадження нової техніки, механізації та автоматизації технологічних
процесів, розробку і освоєння прогресивної організації виробництва, а
також матеріально-технічного забезпечення виробничого процесу.
ІПВ складається з трьох етапів:
1) розробки і постановки швейних виробів на потік. На цьому етапі
проводять такі роботи: створюють моделі одягу, здійснюють підготовку
і виготовлення експериментального зразка нової моделі, виготовляють і
затверджують зразки-талонн моделей одягу в асортименті, заплановано-
му до виробництва;
2) безпосередню підготовку і освоєння прийнятих до виробництва но-
вих моделей. Роботи виконують експериментальний цех, виробничо-те-
хнічний відділ і відділ замовлень та збуту;
3) остаточне налагодження масового випуску нових моделей, тобто
освоєння технологічного процесу.
ІПВ швейного підприємства має чотири функції: конструкторська під-
готовка, технологічна і технічна підготовка виробництва, організаційно-
економічна підготовка.
Конструкторська підготовка виробництва (КПВ) — це комплекс вза-
ємопов’язаних робіт з проектування нових чи вдосконалення моделей
або конструкцій виробів заданої якості. КПВ грунтується на вивченні
попиту населення на швейні вироби даного виду та на перспективних
напрямах подальшого розвитку моди, пов’язана з вивченням особливо-
стей тканин і можливістю створення з них нових видів продукції.
Технологічна підготовка виробництва (ТХПВ) — сукупність взаємо-
13
У '
у}.
Я-?' ’
Рис. 2. “Дерево” проблем ІПВ
пов’язаних дій, що забезпечують технологічну готовність підприємства
до випуску високоякісної продукції.
Мета ТХПВ — розробка методів виготовлення швейних виробів. Ва-
жливою частішою ТХПВ є розробка методів технічно обгрунтованих
норм і нормативів для чіткого поєднання технологічних переходів швей-
ного виробництвав в підготовчому, експериментальному, розкрійному
та швейних цехах. ТХПВ документально оформляється в картах інже-
нерного забезпечення, де в основному характеризуються технологічні
процеси виконання організаційних операцій виготовлення продукції.
Карти інженерного забезпечення є основою для розробки нормувавль-
них, інструкційних карт та економічної оцінки технологічного процесу.
Технічна підготовка виробництва (ТПВ) передбачає впровадження
прогресивних типових технологічних процесів, засобів механізації і ав-
томатизації виробничих процесів.
Одним із найважливіших принципів системи ТПВ є забезпечення ти-
повості технологічних процесів на основі групування продукції за конс-
труктивно -технологічними ознаками.
Організаційно-економічна підготовка виробництва (ОЕПВ) — сукуп-
ність процесів планування, організації, обліку та контролю на всіх стадіях
і етапах підготовки виробництва.
ОЕПВ забезпечує готовність підприємства до випуску нових виробів
високої якості при встановлених строках, обсягах, матеріальних і трудо-
вих витратах. Для запуску нової продукції у виробництво попередньо
розробляють графіки перезаправок технологічних процесів.
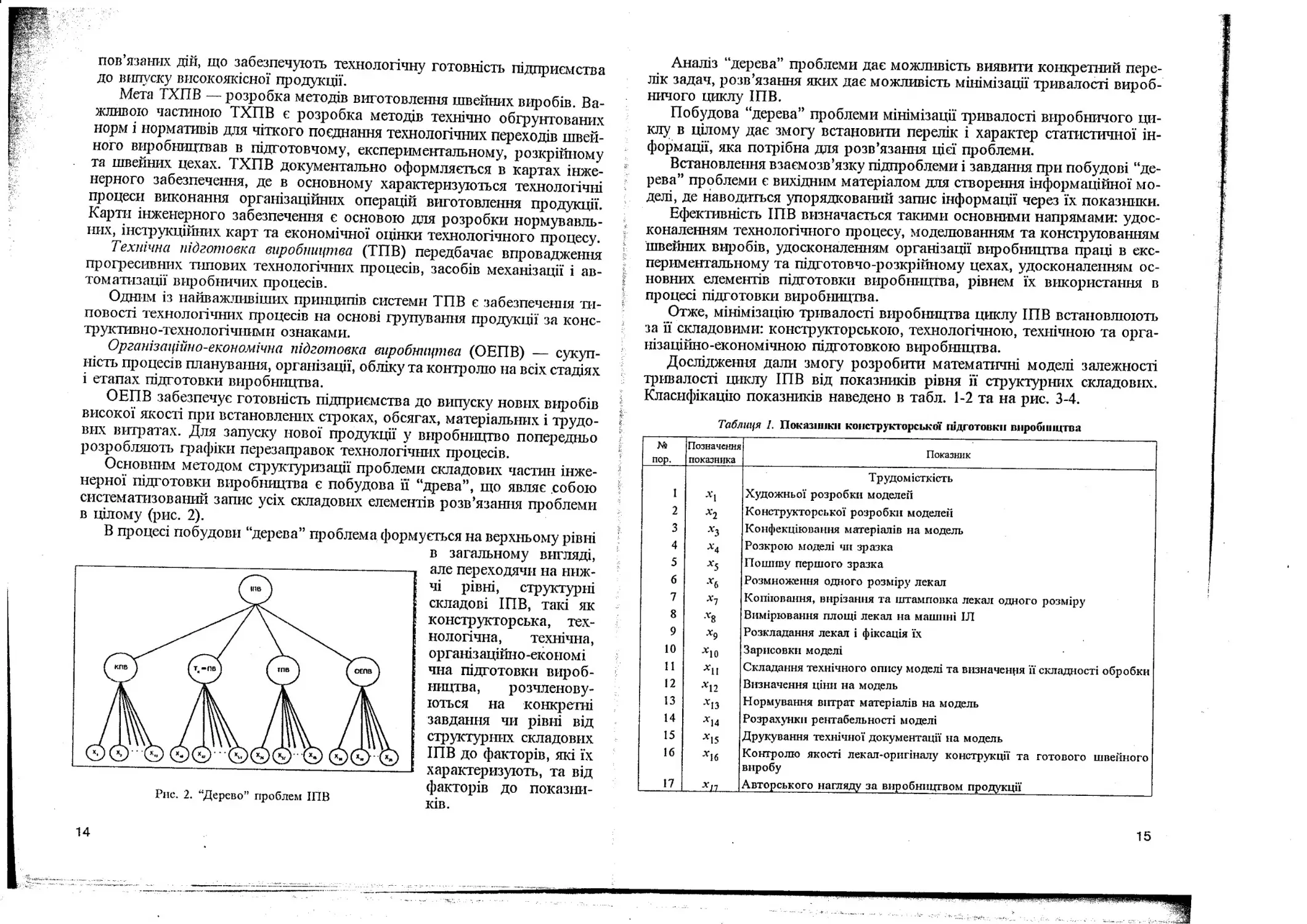
Основним методом структуризації проблеми складових частин інже-
нерної підготовки виробництва є побудова її “древа”, що являє собою
систематизований запис усіх складових елементів розв’язання проблеми
в цілому (рис. 2).
В процесі побудови “дерева” проблема формується на верхньому рівні
в загальному вигляді,
але переходячи на ниж-
чі рівні, структурні
складові ІПВ, такі як
конструкторська, тех-
нологічна, технічна,
організаційно-економі
чна підготовки вироб-
ництва, розчленову-
ються на конкретні
завдання чи рівні від
структурних складових
ІПВ до факторів, які їх
характеризують, та від
факторів до показни-
ків.
^ччл.
Аналіз “дерева” проблеми дає можливість виявити конкретний пере-
лік задач, розв’язання яких дає можливість мінімізації тривалості вироб-
ничого циклу ІПВ.
Побудова “дерева” проблеми мінімізації тривалості виробничого ци-
клу в цілому дає змогу встановити перелік і характер статистичної ін-
формації, яка позрібна для розв’язання цієї проблеми.
Встановлення взаємозв’язку підпроблеми і завдання при побудові “де-
рева” проблеми є вихідним матеріалом для створення інформаційної мо-
делі, де наводиться упорядкований запис інформації через їх показники.
Ефективність ІПВ визначається такими основними напрямами: удос-
коналенням технологічного процесу, моделюванням та конструюванням
швейних виробів, удосконаленням організації виробництва праці в екс-
периментальному та підготовчо-розкрійному цехах, удосконаленням ос-
новних елементів підготовки виробництва, рівнем їх використання в
процесі підготовки виробництва.
Отже, мінімізацію тривалості виробництва циклу ІПВ встановлюють
за її складовими: конструкторською, технологічною, технічною та орга-
нізаційно-економічною підготовкою виробництва.
Дослідження дали змогу розробити математичні моделі залежності
тривалості циклу ІПВ від показників рівня її структурних складових.
Класифікацію показників наведено в табл. 1-2 та на рис. 3-4.
Таблиця 1. Показники конструкторськім підготовки виробництва
№ пор. Позначення показника Показник
Трудомісткість
1 лі Художньої розробки моделей
2 Х1 Конструкторської розробки моделей
3 х3 Конфекціювання матеріалів на модель
4 Х4 Розкрою моделі чи зразка
5 х5 Пошиву першого зразка
б х6 Розмноження одного розміру лекал
7 х7 Копіювання, вирізання та штамповка лекал одного розмір}'
8 г8 Вимірювання площі лекал на машині ІЛ
9 Х9 Розкладання лекал і фіксація їх
10 х10 Зарисовки моделі
11 А‘1І Складання технічного опису моделі та визначення її складності обробки
12 х12 Визначення ціни на модель
13 -х13 Нормування витрат матеріалів на модель
14 Х14 Розрахунки рентабельності моделі
15 х15 Друкування технічної документації на модель
16 Х1б Контролю якості лекал-оригіналу конструкції та готового швейного
виробу
17 Авторського нагляду за виробництвом продукції
15
Таблиця 2. Показник» оргаїпзаціііно-економічіїої підготовки виробництва
№ пор. — "ї — — — ! Позначення! >
показника Показник
1 х18 Рівень спеціалізації підприємства
2 л‘19 Коефіцієнт предметної спеціалізації
3 х20 співвідношення чисельності основних та допоміжних робітників
4 'Т21 використання виробничої площі
5 Л*22 раціональності руху предметів праці
б а23 безперервності руху предметів праці
7 л24 функціонального розподілу праці
8 Л‘25 охоплення робіників бригадною формою організації та стимулювання
• і праці
9 х26 сумісництва професій
10 -Ь7 і оволодіння суміжними операціями
11 л28 професійного розподілу праці
12 л29 технологічного розподілу праці
13 х30 кваліфікаційного розподілу праці
14 Х31 якості нормування праці робіників
15 л'32 технічно обгрунтованих витрат часу
16 А'зз співвідношення зростання продуктивності праці відносно зростання середньої заробітної плати
17 А*34 співвідношення норм основних матеріалів в незавершеному виробництві (НВ) відносно фактичного незавершеного виробництва
18 А "і співвідношення обіговості оборотних коштів нормативу до факту
Щоб визначити вплив показників ШВ на тривалість виробничого
циклу підготовки, потрібно знайти математичну залежність, що встано-
влює зв’язок інтегрального показника складових ШВ У( та одиничних
показників а;.:
для конструкторської підготовки виробництва
при обмеженнях хк — трудомісткість змінюється при і ~ І, 2, З, 17;
ї
для організаційно-економічної підготовки виробшщтва
~ ^(^18’ Х19» Л*2О»"Ч
Л*35)»
при обмеженнях 0<хо_е< 1 при і ~ 18, 19, 35;
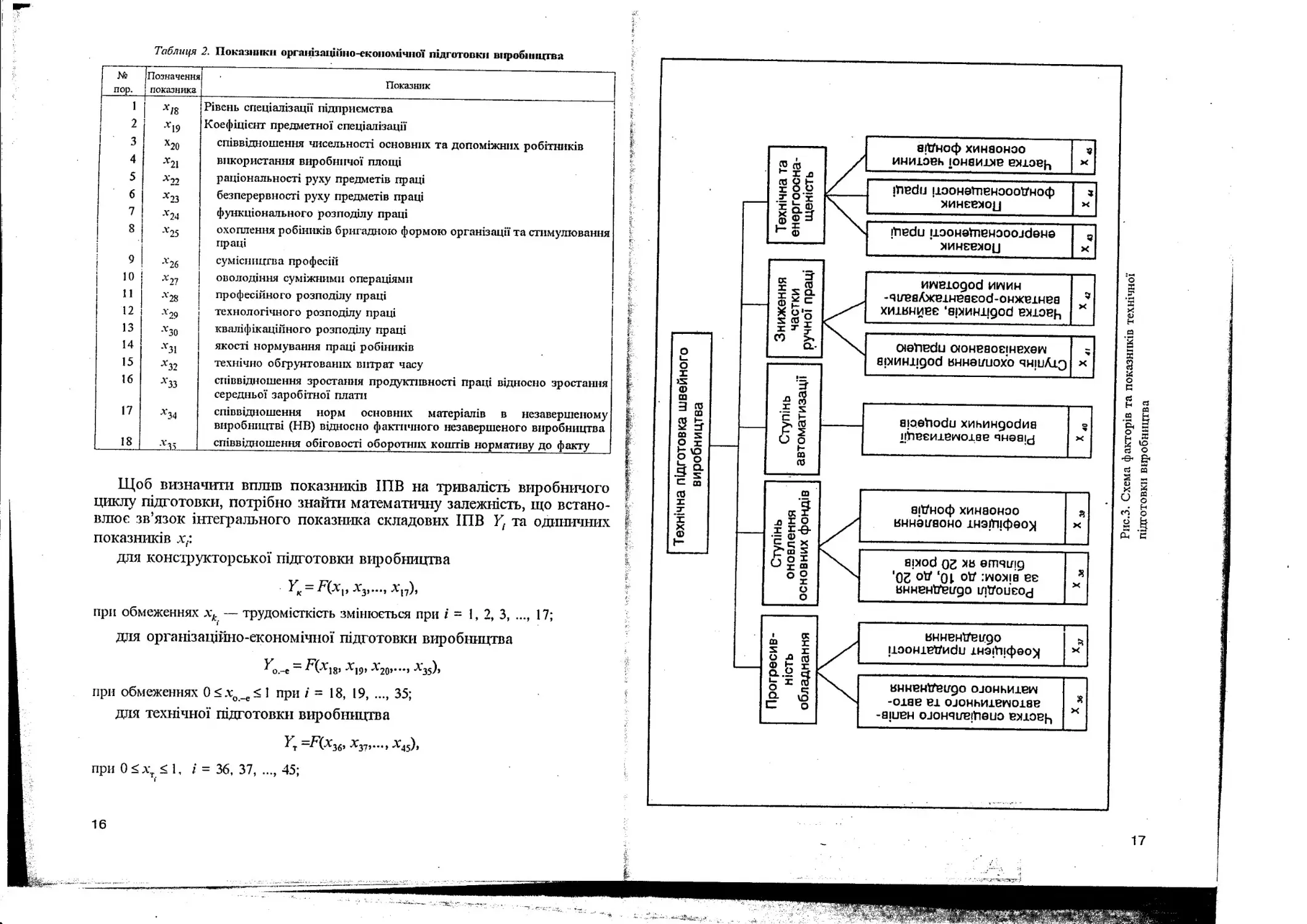
для технічної підготовки виробшщтва
36’ Л37’-
при 0 < л'т < 1,
і’
/ = 36, 37, ..., 45;
16
Рис.З. Схема факторів та показників технічної
підготовки виробництва
18
для технологічної підготовки виробництва
Ктх — г(Хдь Х47,..., Л'51),
при обмеженнях 0<хгі <1 при і = 46, 47, 51.
і
Математичні моделі залежності тривалості виробничого циклу струк-
турних складових ІПВ від факторів-показників мають такий вигляд:
для контсрукторської підготовки
1 л
Г, = а. + Е «Л при а„ = 0, а, = 1;
і=|
для організаційно-економічної підготовки
К - 10,75 + 48,71 хм + 5,88 х2, + 32,92 х25 + 23,23 х2й + 13,93 х„ + 2,31 х,5;
для технічної підготовки
Ут = 259,43 + 1,13 х36 - 22,41 х^ - 893,29 х42 - 0,01 х44.
Оптимізацію тривалості циклу конструкторської підготовки можна
провести на основі анкетного опитування фахівців у зв’язку з тим, що
виробничий цикл конструкторської підготовки не підлягає формалізації.
Оптимізація тривалості циклу інших структурних складових ІПВ здій-
снюється за наведеними вище математичними моделями. Як видно з табл.
З, найбільші резерви скорочення тривалості цикл}7 ІПВ має технологічна
підготовка (68,3 %) внаслідок застосування технологічних конструкцій
моделей, зниження матеріалоємності швейних виробів, впровадження уні-
фікаційного технологічного оснащення робочих місць, застосування ком-
п’ютерної техніки в підсистемі “САПР-Технолог” та ін.
Таблиця 3. Результати оптпмізаиц тривалості виробничого циклу ІПВ
Структурна складова ІПВ Тривалість циклу ІПВ, год Скорочення тривалості циклу ШВ
за даними підприємств за результатами оптимізації відносне, % абсолютне, год
Конструкторська 70 60,6 13,4 9,4
Організаційно-еконо- мічна 56 30,23 46,0 25,77
Технічна 200 182,06 9,0 17,94
Технологічна 33 10,47 68,3 22,53
Разом 359 283,36 22,2 75,64
45 35 10
*Примітка: чисельник — год, знаменник — дні.
На етапі конструкторської підготовки резерви (13,4 %) виникають за
рахунок таких факторів, як художня і конструкторська розробки моде-
лей, конфекціювання матеріалів, розкрій і пошив моделі-зразка, розмно-
ження, копіювання, вирізання та штамповка лекал, застосування систем
САПР-Дизайн, САПР-Конструктор, САПР-Розкладка тощо.
19
Технічна підготовка має резерв (9 %) внаслідок зниження тривалості
виробничого циклу. Це можна пояснити тим, що фактори технічної під-
готовки виробництва (оновлення основних фондів, механізація та авто-
матизація, зниження частки ручної праці, технічна та енергетична
озброєність) значною мірою впливають на тривалість виробничого циклу
основного виробництва виготовлення швейних виробів.
У результаті оптимізації тривалості циклу ІПВ є можливість знизити *
її на 22,2 %, що дасть змогу- зменшити незавершене виробництво, прис-
корити впровадження нових моделей, скоротити обіг оборотних коштів
та поліпшити інші техніко-економічні опказники швейного підприємства.
Отже, інженерна підготовка виробництва спрямована на швидку ро-
зробку і постановку на потік нових моделей одягу та освоєння техноло-
гічного процесу масового випуску цих моделей.
Запитання і завдання для самоперевірки і контролю
1. Дайте визначення терміну "інженерна підготовка виробництва”.
2. Визначте складові (основні функції) інженерної підготовки вироб-
ництва.
3. Які основні фактори впливають на ефективність конструкторської,
технологічної та технічної підготовки виробництва?
4. Чи змінюються основні функції інженерної підготовки виробництва
у разі запровадження САПР? Відповідь обгрунтуйте.
5. Які фактори — показники конструкторської підготовки виробництва
не впливають на її тривалість при запровадженні САПР?
6. Обгрунтуйте вплив фактору “зниження матеріалоємності швейних
виробів” на тривалість технологічної підготовки виробництва.
20
1.3. Склад, функціональні можливості
автоматизованих систем підготовки і
розкрою матеріалів
На початку 80-х років автоматизоване обладнання для дільниці
експериментального та розкрійного виробництва було створено і запро-
важдено на швейних підприємствах такими фірмами: “Лектра Систем”
(Франція), “Неккі” (Італія), “Торей”, “Джукі” (Японія), “Інвестроніка”
(Іспанія), “Дюркопп-Адлер” (ФРН).
Технологічні функції, які виконуються за допомогою подібних авто-
матизованих систем, практично однакові. Відмінність полягає в особли-
востях обладнання.
Розглянемо склад автоматизованого обладнання та його функціо-
нальні можливості, розроблених фірмами “Лектра” і “Інвестроніка”.
Обладнання фірми “Лектра Систем” включає:
стіл для оцифрування (1,37 0,89), на якому здійснюють апроксимацію
контурів лекал і введення параметрів градації, необхідних для технічного
розмноження лекал;
кольоровий графічний дисплей, що працює в інтерактивному режимі.
Лекала, оцифровані на столі, можна безпосередньо обробити на дисплеї.
На цьому робочому місці є два пакети стандартних програм: зміна ба-
зових зображень та розміщення (виготовлення розкладок лекал).
Пакет стандартних програм дає можливість вивести на дисплей оци-
фровані лекала з тим, щоб внести до них зміни або виконати контроль
цих лекал. Зміни можуть стосуватися корекції існуючих форм або вико-
ристовуватись для виготовлення нової форми лекал без попередньої оци-
фровки.
Графічне розміщення (розкладка) лекал може бути виконане трьома
способами — інтерактивним, за аналогією, автоматичним.
Інтерактивний спосіб полягає в тому, що лекала, які підлягають ро-
зміщенню, з’являються у верхній частіші екрана, а в нижній викреслю-
ється рамка розкладки, яка залежить від ширини тканини, допустимого
(нормативного) розміру міжлекальних відходів та сумарної площі всіх
лекал, що вкладаються в розкладку. За допомогою графічного світлового
пера оператор переміщує різні лекала так, щоб вийшла найкраща роз-
кладка з мінімальнім процентом міжлекальних відходів.
Спосіб за аналогією відрізняється тим, що внаслідок існуючого розмі-
щення лекал є можливість дістати у напівавтоматичному режимі нове
розміщення подібних, але дещо відмінних форм лекал. Цей спосіб при-
датний для швидкого виконання розкладок лекал, які не дуже відрізня-
ються від виконаних раніше. Так, при виготовленні розкладок менших
розмірів може бути використана схема розкладки, виконана для великих
розмірів.
Автоматичний спосіб розміщення грунтується на алгоритмі автома-
тичного обчислення. За допомогою цієї програми виконується автома-
21
тичне розміщення лекал, тому її доцільно використовувати при роботі у
нічну зміну. Вдень оператор перевіряє результати за допомогою інтерак-
тивної програми і має можливість розкладу в тому вигляді, в якому вона
є, змінити або знищити її та виконати іншу в інтерактивному режимі. Та
розкладка, що задовольняє оператора, виводиться на принтер.
Графопобудувач використовується для контролю креслення кожного
лекала, технічного розмноження лекал, а також для викреслювання схем
розкладок у реальному та зменшеному масштабі.
Всі описані вище пристрої є периферійними пристроями бази даних
типу Е 41 і з’єднані між собою послідовним каналом, що створює місцеву
мережу. База даних має свій власний адміністратор мережі та зв’язку,
але він залишається під контролеїМ головної ЕОМ “Мікрольок-1003".
Дублювання даних з метою їх збереження здійснюється на стрічці 20
Мбайт.
До автоматизованої системи розкрою входять нерухомий стіл або стіл
з конвеєром (синтетична гума), рухомий комплекс з фірби вуглецю, го-
ловка розкрою, рухомий пульт управління, блок управління, що склада-
ється з одного мікрокомп’ютера з диском пам’яті 20 Мбайт, одного
мікрографопобудовувача, одного блоку управління з різними двигунами.
Головка розкрою обладнана механічним ножем, що приводиться в
дію за рахунок перемінного руху вгору та вниз. Вібрація ножа регулю-
ється залежно від типу тканини. Можливість регулювання цього пара-
метра є великою перевагою, тому що дає змогу збільшувані або
зменшувані частоту вібрації ножа замість зниження швидкості різання.
Настелені полотна тканини утримуються на столі за допомогою ва-
куумної системи, що розміщена у задній частині машини. Вакуумна си-
стема забезпечує стискання настилу, що спрощує процес розкрою та
поліпшує якість розкроєних деталей.
Стрічка ковеєра вимощена гостроконечними плитками, що забезпе-
чують проникання ножа в настил і його переміщення. Цей вузол вмон-
товано на конвеєрі, призначеному для подавання та виведення настилу
в зону та з зони розкрою. Крім того, система дає змогу різати довший
настил, ніж довжина розкрійного стола.
Товщина тканини, що розкроюється (в стисненому вигляді), стано-
вить 40 мм і може змінюватися залежно від структури і тішу тканини.
Управління машиною для розкрою здійснюється так само, як і упра-
вління графопобудовувачем. Наприклад, за допомогою цієї машини мо-
жна розкроїти деталі розкладки, якщо ширина 1,41 або 1,39 м, що
розміщені в схемі розкладки 1,40 м завширшки. Для цього досить ввести
відповідні масштабні коефіцієнти для X і К Кожне лекало буде збільшене
або зменшене відповідно до вказаних коефіцієнтів.
Інформація може бути спрямована на розкрійну головку від двох рі-
зних носіїв або безпосередньо читається з бази даних. У цьому випадку
робота здійснюється по мірі подачі інформації або гнучкому диску, що
вкладається в об’єднальніш стояк управління (Е 95).
22
Окружна швидкість ножа змінюється залежно від виду тканини від 4
до 8 м/хв.
Цикл заточування програмується послідовно. Періодичність його за-
лежить також від виду тканини та висоти настилу. Всі ці параметри вво-
дяться за допомогою клавіатури стояка управління Е 95. Надсічки кон-
турів лекал наносяться безпосередньо внаслідок проникання ножа. Внут-
рішні вихідні точки — за допомогою свердла, розміщеного на головці
утримувача ножа.
Автоматизована система фірми “Інвестроніка” складається з двох ос-
новних блоків: системи “Інвесмарк В8”-САПР та системи “Інвескут
383Х”-робота розкрою.
“Інвесмарк 08” — інтегрована комп’ютерна система, яка складається
з ПЕОМ типу ІВМ РС/АТ, що працюють під управлінням М8О08 і
об’єднаних між собою в локальну мережу Уіа Неї з архітектурою “за-
гальна шина”. Залежно від потреби замовника архітектура апаратних і
програмних засобів може змінюватися.
Система “Інвесмарк 08” може бути укомплектована такими робочи-
ми місцями.
Робоче місце дигитайзера, призначене для введення інформації про
базові лекала в систему, створення нормативно-довідкової інформації про
лекала та моделі, розмноження базових лекал на всі необхідні розміро-
зрости, перегляду одержаних лекал, сіток розмноження і коригування їх у
разі потреби. Крім цього, є можливість створити та ввести базу даних
деталей і моделей на цьому робочому місці. Робоче місце дигитайзера
укомплектоване ПЕОМ ІВМ РС/АТ з математичним процесором ІКТЕЬ
80287, з робочою частотою 6/10 МГц, твердим диском на 40 Мбайт, гнуч-
ки диском 1,2 Мбайт, монохроматичним графічним дисплеєм.
Програмне забезпечення складається з операційної системи М8О08,
пакета програм локальної мережі Уіа Неї, базового ядра системи “Інве-
смарк”, пакета програм введення лекал через дигитайзер “Дигит”, про-
грами обробки лекал “ОК”.
Робоче місце графіки призначене для виконання розкладок лекал як
у інтерактивному, так і в автоматичному режимі. На цьому робочому
місці можна здійснювати конструювання деталей одягу, перегляд і кори-
гування лекал, введених як з дигитайзера, так і сконструйованих на цьому
робочому місці.
Технічні засоби — ПЕОМ ІВМ РС/АТ з математичним процесором
ІІЧТЕЬ 80287 з робочою частотою 6/10 МГц, твердий диск на 40 Мбайт,
гнучкий диск на 1,2 Мбайт, монохроматичний графічний дисплей, ко-
льоровий графічний дисплей, планшет введення даних з електронним олі-
вцем.
Програмне забезпечення складається з операційної системи М8ОО8,
пакета програм локальної мережі “Уіа базового ядра системи “Ін-
весмарк”, програми розкладки лекал “МАРКА”, програми автоматичної
розкладки “АВТОМАРКА”, програми конструювання лекал “ОІ8Е№.
23
Робоче місце центральної бази даних призначене для створення і збе-
реження даних системи (база даних деталей, моделей, базових розкладок,
робочих розкладок), управління всієї системи, створення базових розкла-
док і робочих розкладок в автоматичному режимі, копіювання бази да-
них для архіву на магнітну стрічку, друкування результатів роботи
операційної системи. За бажанням замовника на цьому робочому місці
можна проводити планування і розрахунок настилів за допомогою від-
повідного програмного забезпечення.
Технічні засоби — ПЕОМ ІВМ РС/АТ з математичним співпроцесо-
ром ІКТЕЬ 80287 з робочою частотою 6/10 МГц, твердий диск на 80
Мбайт, гнучкий диск — 1,2 Мбайт, монохроматичний графічнім дисп-
лей, накопичувач на магнітній стрічці “Стриммер” на 60 Мбайт, пристрій
для друкування.
Програмне забезпечення — операційна система М8О08, базове ядро
системи “Інвесмарк”, операційна система “Стріммер”, програми автома-
тичної розкладки “АВТОМАРКА”, програми створення базових розкла-
док, пакети програм планування розкрою “СЬГТРЬАК”.
Робоче місце ірафопобудовувача “Інвесплот” призначене для крес-
лення деталей, моделей, розкладок як в натуральну величину, так і в
потрібному масштабі, а також для вирізання лекал необхідних розмірів
та зростів з картону або пластику.
Технічні засоби — ПЕОМ з математичним сопроцесором “ІКТЕЬ”
80287 з робочою частотою 6/10 МГц, тверділі диск на 40 Мбайт, гнучкий
диск на 1,2 Мбайт, монохроматичний графічний дисплей.
За заявкою замовника це робоче місце може бути забезпечене одним
з таких графопобудувачів: ІКУЕЗРЬОТ 1 (барабанного типу); ІКУЕ8-
РЬОТ 2 — плоский з можливістю вирізання лекал з робочим вікном
(170x120 см), ПЧУЕ8РЬОТ 3 — плоский, ліпне для зарисовки лекал із
робочим вікном (170x120 см).
Програмне забезпечення — операційна система М8БО8, пакет про-
грам локальної мережі, базового ядра системи “Інвесмарк”, програми
створення і задання параметрів викреслювання (розкрою), програми уп-
равління графопобудовувачів “РЬОТ”.
Для розкрою тканини в настилах передбачене робоче місце розкрою
“Інвескат”, яке за наявністю технічних та програмних засобів таке саме,
як робоче місце графопобудовувача. Воно відрізняється лише тим, що
замість ірафопобудовувача використовується робот розкрою “Інвескат”,
технічні характеристики якого будуть списані нижче.
На робочому місці моделювання одягу “Скетчйнг” моделюють різні
фасони, колекції, пши одягу, а також ведуть бази даних фа-
сонів одягу.
Технічні засоби — ПЕОМ ІВМ РС/АТ з математичним співпроце-
сором “ІКТЕЬ” 80287 з робочою частотою 6/10 МГц, твердий диск
на 20 Мбайт, гнучкий диск на 1,2 Мбайт, монохроматичний графічний
дисплей, кольоровий графічний дисплей, робоча панель 11x11 дюймів
2
кмин
з електронним олівцем, кольорова відеокамера, кольоровий друкарсь-
кий пристрій.
Програмне запезпечення — операційна система М8ОО8, пакет про-
грам локальної мережі “УіаКеі”, базове ядро системи “Інвесмарк”, пакет
прикладних програм моделювання “Скетчинг”.
Отже, замовник системи “Інвесмарк” має можливість комплектувати
свої системи найбільш зручніш обладнанням і програмним забезпечен-
ням залежно від потреби свого підприємства.
Усі програми (за винятком програми “Катплан”) повністю відповіда-
ють вимогам вітчизняного виробництва. Після встановлення системи за-
мовник має можливість планувати архітектуру бази даних і програмне
забезпечення. Великий обсяг пам’яті твердих дисків, встановлених у си-
стемі, дуже приваблює вітчизняних замовників, тому що в зв’язку з ве-
ликим діапазоном ширини тканин та великою сіткою розмір о-зр остів на
вітчизняних підприємствах ємність пам’яті для зберігання інформації має
бути набагато більшим, ніж на аналогічних зарубіжних* підприємствах.
Оскільки система побудована на основі широко розповсюджених техні-
чних і програмних засобів, у замовників системи “Інвесмарк” є можли-
вість без особливих ускладнень оснащувати системи додатковими
програмами, які виконують специфічні розрахунки для вітчизняних швей-
них підприємств (наприклад, програмою для розрахунку середніх пока-
зників на модель). Усі програми, що входять в систему “Інвесмарк”,
оснащені зручним інтерфейсом.
Система “Інвескат” — робот розкрою — призначена для розкрою-
вання тканини в настилах за інформацією, сформованою в системі “Ін-
весмарк”. Максимальна швидкість розкрою 0,5 м/с. Максимальна висота
настилу, стиснутого за допомогою вакууму, до 75 мм. Розкрій у системі
здійснюється за допомогою механічного ножа, швидкість вібрації якого
залежно від типу тканини та висоти наспілу можна регулювати. Роботою
системи керує ПЕОМ, якою оснащене робоче місце розкрою.
До системи “Інвескат” входять:
шафа управління, призначена для управління рухом розкрійної голо-
вки, орієнтацією та тиском, які створює ніж, а також циклом автомати-
чного заточування; розкрійна головка для розкроювання тканини, яка
включає ніж, систему автоматичного заточування, свердлильний прис-
трій і кронштейн пристрою, який пише;
пересувна конструкція розкрійної головки (портал) — для переміщен-
ня розкрійної головки по осі X та У. Вона обладнана двигуном для пе-
реміщення вздовж і впоперек столу. У пристрій вмонтована панель
управління, яка включає клавіатуру і алфавітно-цифровий дисплей, що
дає змог}' оператору проводити вибір розкладки, зміну параметрів роз-
крою, а також одержувати інформацію про час, параметри та швидкість
різання;
розкрійний стіл, який складається з модулів по 360 см завдовжки (мо-
жлива ширина столу — 160, 180, 200, 235 см за вибором замовника).
25
Завдяки штучному покриттю, що має стіл, в нього проникає різальний
інструмент і здійснюється одночасне відсмоктування залишків тканин.
На столі розміщені пневматичні клапани у зоні розкрою, а також системи
напрямних для плоских кабелів зв’язку;
возик для транспортування настилів (з електроприводом) — для тран-
спортування підготовлених настилів від настильних столів до розкрійної
поверхні;
модуль розширення — для встановлення возика транспортування на-
стилів, не займаючи корисної площі розкрійного стола;
трансферний пристрій — для переміщення розкрійної головки з елек-
троприводом, призначений для переміщення порталу з розкрійною го-
ловкою з одного розкрійного столу на інші, розміщені паралельно;
вакуумна система — для стискання підготовлених до розкрою насти-
лів, а також забезпечує нерухомість тканини під час розкроювання і скла-
дається з вакуум-насоса та трубопроводів, що з’єднують насос із столами
рОЗІфОЮ.
Шведська фірма “Ітон” запропонувала нову систему безнастильного
розкрою. Фірма змінила основну організаційну концепцію співвідношен-
ня розкрою і пошиву, запропонувавши розкрійний процесе організувати
як одно з робочих місць.
На думку фахівців фірми, тканина при традиційній системі розкрою
знаходилась у розкрійному цеху 80 % часу, при новій системі розкрою —
розкроєна деталь через 5 хв буде на пошивному місці. Маніпулятор зні-
має розкроєну деталь, передає її на вішалку, встановлену на рознімних
пластмасових ланцюгах марки 2002 та переміщує за заданою програмою
на відповідне робоче місце.
При цьому не потрібна значна площа для приміщень розкрійного
цеху, скорочуються запаси тканини на складі і кількість міжпроцесних
напівфабрикатів, зменшується чисельність працівників.
Процес виробництва стає гнучким і швидким, простіше виготовити
особливо модні вироби замість стандартних.
Автори системи назвали таку організацію розкрою розкроєм майбут-
нього.
Починаючи з 1986 р. підприємства здійснили переоснащення експе-
риментального, підготовчого та розкрійного цехів за допомогою фірм
“Лектра Систем” (Франція), “Гербер” (США)та “Інвестроніка” (Іспанія).
Здійснити порівняння системи “Лектра Систем” та “Інвестроніка” мо-
жна за такими факторами: управління системами автоматичного роз-
крою, особливості параметрів столу розкрою, робота розкрійної
головки, робота вакуумної системи, енергоємність систем, програмне за-
безпечення, витрати часу на технічне обслуговування, продуктивність си-
стеми, якість крою.
Особливості управління системами автоматичного розкрою показані
в табл. 4.
ШВУ* '.'і
Таблиця 4. Основні технічні параметри системи
1 । Технічні параметри | 1 Тип системи
“Лектра Систем*1 “Інвескат ЗЗЗХ”
Управління агрегатом розкрою Автономне . Автономне
Комп’ютер типу Мікрольок 1001 ІВМ РС/АТ
Мікропроцесор МС-6800 ІИТЕЬ 80286 1
і Шина даних г 16 біт 16 біт |
;Шина адреси Е 24 біт 24 біт і
Частота 8 МГц 6/10 МГц
і Ємність диска типу “Вінчестер” 20 Мбайт 40 Мбайт
Автономне управління краще, ніж управління від центральної ЕОМ,
оскільки при цьому не ускладнюється використання для розкрою усіх
виконаних розкладок, тобто.не існує загрози перехоплювання управління
розкроєм оператор ом -розкладником, який виконує розкладку моделі.
Використання системи автоматизованого розіфою під управління
центральної ЕОМ потребує чіткої диспетчиризації процесу проектування
і процесу розкрою.
Швидкість обміну даних мікропроцесорів ІЬТТЕЬ 80286 вища, ніж у
МС 6800.
Застосування твердого диску типу “Вінчестер” місткістю 20 Мбайт
дає змогу використовувати більш ніж 3500 розкладок, що забезпечує
гнучкість системи при розкрої різних у розмірно-зр остовочному асорти-
менті та широкому діапазоні ширин тканин. Використання диска типу
“Вінчестер” ємністю 40 Мбайт у форматі системи “Інвесмарк” дає змогу
використовувати більш ніж 15000 розкладок.
Найефективнішим є впровадження системи управління розкрою з ав-
тономною стойкою управління за наявності високопродуктивного мік-
ропроцесора і твердого диска більшої ємності.
Основні параметри для порівняння систем наведені у табл. 5-7.
Таблиця 5. Основні параметри столу розкрою
Параметри столу розкрою Тип системи
"Лектра Систем” “Інвескат 353Х”
Тип Кількість Габаритні розміри, м Розміри робочой поверхні, м Конвеєр У разі потреби 7,0х2х 0,8 6,8x1,8 Стаціонарний з модулів У разі потреби Довжина одного модуля — 3,6; ширина — 1,60; 1,80; 2,0; 2,35 за замовленням; висота — 0,8 Довжина одного модуля — 3,55; ширина — 1,50; 1,70; 1,90; 2,25 — за замовленням
27
Технічні параметри
Таблиця б. Параметри розкрійної головки
Тип системи
Кожна з систем автоматизовавного розкрою має свої особливості
програмного забезпечення (табл. 8).
Робоча висота ножа, см
Ширина ножа, мм
Діаметр притискної лапки, см
Таблиця 8. Особливості програмного забезпечення систем автоматизованого розкрою
Тип системи
Інвескат 383Х”
' Можливості програмного забезпечен-
I ня
“Лектра Систем”
Тип виточного пристрою
“Лектра Си стем”
4
б
4.5
Абразивна стрічка
"Інвескат 353Х"
7
8
15
Абразивний круг
Таблиця 7. Параметри вакуумної системи
1— Технічні параметри ' 1 — — , Тип системи І ...
“Лектра Систем*’ “Інвескат 353Х* |
Потужність двигуна і 37 кВт 37 кВт
! Робочий тиск 7 бар 6 бар
Витрати повітря 50 л/год 40 л/год
Тиск вакууму у камері Рівномірний Тільки на дільниці
настилу, що підлягає
розкрою
Робочий об’єм вакуумної камери 9,8 м3 0,4 м3
Абразивна стрічка забезпечує рівномірне заточування ножа по всій
довжині, що дає змогу реставрувати ріжучий інструмент.
При заточуванні абразивним кругом на лезі ріжучого інструменту
утворюється ступінь, який не дає змоги відновити ріжучий інструмент.
Вакуумна система призначена для забезпечення надійного утримування
настилу на столі розкрою. Це впливає на вибір максимальної висоти
настилу-, оскільки потрібно не допустити зміщення верхніх полотен при
розкроюванні.
У зв’язку з тим що у системі розкрою “Інвестропіка” вакуум подається
тільки на розкроювану дільницю, бажано накрити поліетиленовою плі-
вкою попередню розкрійну дільницю, щоб уникнути витоку вакууму. Для
системи розкрою “Лектра Систем” накривати розкрійну дільницю не по-
трібно.
Вакуумна система “Лектра Систем” вмонтована у стіл розкрою. Для
вакуумної системи “Інвестроніка” потрібне додаткове приміщення в цеху
або її розміщують за територією цеху, внаслідок чого збільшуються ви-
трати вакууму, але зменшується рівень шуму в розкрійному цеху.
За енергоємністю системи “Лектра Систем” і “Інвестроніка 383Х”
практично однакові (загальна потужність усіх встановлених двигунів в
системі “Лектра Систем” — 5,3, “Інвестроніка” — 6 кВт).
Обидві системи гарантують високу якість деталей, які викроюють,
практично в будь-якому місці розкладки (відхилення ± 1 мм).
Автоматичний контроль по довжині та
ширині настилу при підготовці до роз-
крою
Здійснення розкрою з малих деталей
Зміна напряму розкрою деталей
! Зміна початкової точки розкрою
ь
І Регулювання параметрів розкрою
! швидкості різання
прискоренн
кутозаточування ножа
відстані між затонкою ножа
кута підйому ножа
дистанції заходу ножа
вібрації ножа
Поступове
II
Поступове
Примітка. Наявність — плюс (+), відсутність — мінус (-).
(
і
У системі “Інвестроніка” не передбачений автоматичний контроль на-
стилу за довжиною та шириною по задній розкладці при проведенні під-
готовчих робіт дня розкрою. Підготовчі роботи і контроль настилу цією
системою виконуються з використанням ручного промірювання.
Основними параметрами розкрою є: швидкість і прискорення різання
по контуру, дистанція заточки ножа, кут заточки ножа, кількість циклів
заточки ножа, дистанція заходу ножа, кут заточки ножа.
Швидкість різання по контуру. Чим більша поверхнева щільність тка-
нини, тим менша максимальна висота настилу. Із збільшенням висоти
настилу зменшується швидкість розкрою, а отже, збільшується час роз-
крою розкладки.
У системи автоматичного розкрою “Лектра Систем” завдання швид-
кості та прискорення виконується поступово у широкому діапазоні від
0 до 50 м/хв. Швидкість більш як 25-30 м/хв придатна лише для креслення.
У системі “Інвестроніка” завдання швидкості виконується ступінчас-
то, залежно від типу тканини.
Дистанція заточки ножа залежить від висоти настилу та поверхневої
щільності тканини. Із збільшенням висоти настилу треба зменшувати пе-
ріод заточки ножа. Дистанцію заточки ножа в обох системах задає опе-
ратор при виборі параметрів розкрою.
іРіМС 1^ *!
£
Кут заточки ножа. Зміна кута заточки ножа є важливіш фактором у
разі розкроювання тканин з більшим вмістом хімічних волокон.
У системі “Лектра Систем” кут заточки ножа вибирається залежно
від процентного вмісту синтетики та типу хімволокна, тоді як у системі
“Інвескат 383Х” кут заточки ножа постійніш, але забезпечується необ
хідна якість розкрою таких тканин, як поліестр.
Дистанція заходу ножа визначає дистанцію заходу ножа під час роз
кроювання деталей розкладки. Вона поліпшує якість крою. Дистанцію
заходу ножа треба змінювати протягом зміни, тому що під дією абра-
зивної стрічки лезо ножа сточується.
Зміна дистанції заточки ножа збільшує строк працездатності ножа.
Система автоматизованого розкрою тішу “Лектра Систем” забезпечує
добру якість розкроювання для різних артикулів тканин, тому що вико-
ристовує програмне забезпечення високого рівня, яке дозволяє здійсню-
вати поступове регулювання всіх параметрів системи.
Програмне забезпечення системи “Інвестроніка” значно нижчого рів-
ня, ніж програмне забезпечення системи “Лектра Систем”, але також
забезпечує добру якість крою всіх типів тканин.
Відсутність автоматичного контролю заданої розкладки за довжиною
та шириною збільшує витрати часу на підготовку настилу до розкрою
(табл. 9).
:<
і
І-
г
ї
І
1л
ІУ-.
&
І
Лї
Таблиця 9. Витрати часу на технічне обслуговування за рік, год
Вид технічного обслуговування Тип обладнання
“Лектра Систем” “Інвескат 353Х”
Щоденне сервісне обслуговування за: зміну місяць рік Щомісячне сервісне обслуговування за рік Піврічне сервісне обслуговування Ремонтно-відновлювальні роботи за: місяць рік 0,25 11.5 137,0 48 16 16 192 0,16 14 160 48 < 16 16 192
Разом 393 .. — .., -... . —. 436
Йї
ЇЙ’
В
№
Отже, витрати часу на технічне обслуговування для системи “Лектра
Систем” нижчі, ніж для системи “Інвестроніка”.
Витрати часу на розкроювання залежать від таких факторів, як за-
гальний периметр деталей, що входять в розкладку, технічні параметри
розкрою, які визначаються висотою настилу та технічними характерис-
тиками тканини.
£
зо
.
М ?/
іШ-,.
4^/:.. ,
।. 4, •*!
>•
Ж
-Цґ-'
Технічні параметри автоматизованого розкрою для різних артикулів
тканин, як правило, визначаються фірмою-виробником обладнання.
При визначенні максимальної висоти настилу система має забезпечи-
ти надійне вакуумне затримання верхніх полотен при розкроюванні на-
стилу, а також режими автоматизованого розкрою для кожного артикул}'
тканини, що залежать від технічних характеристик їх.
Технічні характеристики тканин такі: поверхнева щільність, кількість
ниток по )/тку та основі, вміст хімволокна, %, тип хімволокна.
Як технічний параметр розкрою для костюмних тканин в автомати-
зованому режимі рекомендують середню висоту настилу 45-50 полотен.
Використання настилу висотою нижче як ЗО полотен економічно не
вигідно, тому що знижується продуктивність, використання настилу ви-
сотою більш як 60 полотен може погіршити якість крою.
Для розрахунку продуктивності системи автоматичного розкрою мо-
жна запропонувати організацію циклу для автоматизованих систем з ви-
користанням конвед>а, яка складається з таких операцій:
1) підготовка до розкрою: переміщення настилу на столі розкрою за
допомогою конвеєра, виклик розкладки для виконання розкрою, кон-
троль паралельності одного пружкового боку настилу відносно спрямо-
вуючої лінії столу розкрою, визначення початкової точки настилу,
контроль за довжиною та шириною настилу, по заданій розкладці при
управлінні програми, завдання параметрів розкрою з мініклавіатури; 2)
розкрій розкладки; 3) вивантаження крою.
Контроль якості та комплектування крою проводиться під час роз-
кроювання наступного настилу іншим оператором.
Цикл розкроювання для систем з двома стаціонарними столами вклю-
чає такі операції:
1) підготовку до розкрою: переміщення настилу на стіл розкрою за
допомогою транспортного пристрою, контроль паралельності одного
боку настилу відносно напрямної лінії столу, контроль довжини та ши-
рини настилу по заданій розкладці з використанням рулетки, визначення
початкової точки настилу, вибір параметрів розкрою, виклик розкладки
для розкрою;
2) виконання розкрою;
3) переміщення портального пристрою з розкрійною головкою на дру-
гий стіл розкрою;
4) підготовка розкрою на другому столі;
5) розкрій на другому столі;
6) переміщення портального пристрою з головкою на перший стіл
розкрою;
7) вивантаження крою і регламентні роботи на першому столі роз-
крою проводиться під час розкроювання настилу на іншому столі.
Контроль якості крою та комплектування здійснюють на столі, що
приєднаний до системи з боку трансферного пристрою.
Регламентні роботи виконуються для прибирання дрібних клаптів і
ворсу з поверхіюсті столу розкрою за допомогою пилососа, щоб запо-
бігти засмічуванню щіток столу, оскільки це призводить до погіршення
притискання настилу до робочої поверхні столу.
Запитання і завдання для самоперевірки і контролю
1. Перелічіть автоматизовані робочі місця (АРМ), що входять до складу
системи “Інвестроніка”. Які технологічні функції вони виконують?
2. Які основні способи розміщення лекал у розкладці існують в системі
автоматизованого проектування?
3. Наведіть основні складові частини технічного забезпечення будь-
якого АРМ.
4. Від яких факторів залежить тривалість розкроювання настилу?
5. Які, на вашу думку, швейні підприємства в першу чергу мають
бути оснащені АРМ моделювання одягу "Скетчинг”? Наведіть приклад.
6. Опишіть цикл розкрою автоматизованих систем. Яку систему ви
могли б рекомендувати для вашого підприємства — з використанням
конвеєра чи стаціонарних столів. Відповідь обгрунтуйте.
7. В автоматизованому режимі розкрою для костюмних тканин реко-
мендують середню висоту настилу 45-50 полотен. На яга показники впли-
ває зменшення і збільшення висоти настилу?
8. Які параметри розкрою значною мірою впливають на показник
якості крою, а які на час розкрою розкладки?
І ШЦІІЦ .І ІІІ^ЦІІІІ.
1. 4. Моделювання інформаційних зв’язків
підготовчо-розкрійного виробоництва
Запроваждені за допомогою іноземних фірм сучасні технології
виробництва швейних виробів основані на широкому використанні мік-
ропроцесорної та комп’ютерної техніки, що забезпечує автоматизацію
усіх виробничих процесів. Управління таким автоматизованим вироб-
ництвом має здійснюватись за допомогою відповідної комп’ютерної си-
стеми. Для великих підприємств використання старої технології
управління на основі паперового документообороту неминуче приведе
до неритмічної роботи обладнання, яке дорого коштує, збільшення ви-
трат виробництва та управління.
Науково-технічний прогрес привів до стрімкого зростання об’ємів ін-
формації. Так званий інформаційний бум зачепив не лише сферу науки,
а й сферу виробшщтва. На сьогодні щорічно створюється та обробля-
ється близько 60 млрд. од. документів. Так, промислове підприємство з
чисельністю 3-5 тис. чол. протягом року “виробляє” поміж основної про-
дукції ще й 400-600 тис. од. документів, що віднімає у службовців на
рівні підрозділів підприємства 30-40 % робочого часу.
Підприємства легкої промисловості являють собою єдину взаємо-
зв’язану систему структурно-інформаційних зв’язків його окремих підроз-
ділів. Від того, наскільки раціонально побудовані ці структурно-
інформаційні зв’язки (СІЗ), залежить кінцевіш результат виробшщтва.
При дослідженні виробничої інформації виділяють та розглядають
елементи потоку, відношення між ними, їхні характеристики. Доку-
мент — це один із елементів потоку інформації на виробництві. Джере-
лом виникнення інформації є конкретні структурні виробничі підрозділи
підприємства (робочі місця, дільниця, цех) і різні зовні зв’язані з ними
організації. Ефективність роботи підприємства більшою мірою залежить
від ефективності методів та технологічних процесів обробки інформації,
ніж від ефективності технології виробшщтва матеріальної продукції.
Для організації ритмічної, якісної роботи усіх підрозділів необхідно,
щоб інформація, яка знаходиться у відповідних документах, була вичер-
пною, не потребувала додаткового доопрацювання. Велике значення має
раціональний рух інформації, відображений в документах. Дублювання
її є недопустимим, тому що потребує додаткового часу на переробку.
Однією з умов руху інформації є надходження її з одного підрозділу
в другий найкоротшим шляхом і обгрунтування застосування саме цієї
інформації при виконанні тієї чи іншої роботи. Наявність непотрібних
документів відволікає від основного виробшщтва. В кожному документі
треба виділити необхідну, допоміжну і надмірну інформацію залежно від
споживача.
Курс на інтенсифікацію виробшщтва, значне підвищення його ефек-
тивності та якості роботи потребує застосування ЕОМ на всіх його
стадіях. Створення автоматизованих систем підготовки, обробки, збе-
зз
Х-.
_Х’
£
8*
й.
і.
£
?>
£
1
&
%
І
&
£
рігання і обігу інформації дозволить підняти виробництво на новий
рівень. *
Передпроектна стадія створення автоматизованої системи обробки?
інформації полягає в уточненні застосовуваної термінології з метою за-1
безпечення єдності змісту інформації, визначення обсягів інформації, яка |
формується і використовується для прийняття рішення про способи ав-І
томатизованої обробки даних, розробки схеми документообороту та мо-|
делі інформаційних зв’язків підприємства. Зміст робіт з дослідження |
потоків і складу інформації може бути таким:
визначення переліку документів, що застосовуються в даному підро-
зділі;
визначення обсягів інформації;
розробка схеми документообороту підрозділів;
вияв документів, що дублюються;
визначення термінології, що застосовуються, та розробка рекоменда-
ції по одностайності інформації;
розробка структурно-інформаційної схеми підрозділу;
розробка рекомендацій щодо удосконалення форми документів, до-
кументообороту та інформаційних зв’язків.
Послідовність охоплення документами процесів виробничої діяльно-
сті підприємства є необхідною умовою організовявної системи докумен-
тообороту. Так, при плануванні і обліку руху матеріальних цінностей
потрібні документи в такій послідовності: норми витрат тканин, вироб-
нича програма на плановий період, лімітна відомість, документи на над-|
ходження та видачу матеріалів тощо. |
Дослідження інформаційних потоків в ПРВ проводиться на основі!
опису структурно-інформаційних зв’язків (табл. 10). Взаємозв’язок доку-|
ментів забезпечує повноту показників, необхідних для контролю та ана-|
лізу виконання плану. |
Раціональна обробка документів потребує обробки за один прийом, (
не допускаючи повторної. Крім того, потрібно максимально скорочувати!
число відділів і служб, що користуються одними і тими самими докумен-1
тами. Раціональна обробка документів передбачає максимальне впрова-1
дження техніки, що скорочує час обробки документів. |
Технологічний процес ГІРВ на швейних підприємствах складається з |
таких операцімй: розвантаження, транспортування тканин, приймання!?'
та розбракування, зберігання і транспортування розбракованих тканин, !
розрахунок сувоїв тканин у настил, підбір сувоїв тканин і подавання їх І
до столів для настилання, виконання обкрейдуваиня, клеймування дета-|
лей на зарисовці розкладок лекал, настилання тканин, визначення витраті,
тканини, вкладеної у настил, розсікання настилу, вирізання деталей ви-
робу, перевірка деталей крою, комплектування розкроєних деталей у пач- І
ки, зберігання та транспортування крою, оформлення маршрутних!
листів, нумерування деталей крою, заповнення товарного і контрольного |
ярликів. І
І
<?’
} К.':
і,ґ '
Шіг
ЖА>
ВС;;’
Й-’- -
34
&
І!І іЯіШЦІ її*
чЙ...
Таблиця 10. Опис структурно-інформаційних зв’язків ПРВ
Продовження табл. 10
Залежно від вибору та організаційної структури підприємства склад
цих операцій може змінюватись.
Приймання тканин від постачальників проводиться згідно з супрово-
джувальними документами постачальника (рахунок-фактура, специфіка-
ція, товарно-транспортна накладна).
У випадку невідповідності даних документів постачальника та резуль-
татів приймання матеріалів крім прибуткового ордера складають акт у
присутності представника постачальника чи незацікавленої організації.
Прибутковий ордер виписують на фактично прийняту сировину в
двох примірниках; один із них після запису у картонку складського обліку
(не пізніше як наступного дня) передають в бухгалтерію, другий додають
до рахунку постачальника.
Одночасно на дільниці приймання тканин оформлюють значну кіль-
кість облікових документів: книгу приймання тканин, відомості про над-
ходження тканин тощо.
Наступною операцією, яку виконують у підготовчому цеху, є прий-
мання тканин за кількістю та якістю. її проводять на дільниці промірю-
вання та розбракування.
Тут перевіряють кількість тканини. Документ “Паспорт сувою” є ви-
хідним для виконання операції “Розрахунок сувоїв тканин у настил”. На
основі паспортів сувою складають промірну відомість, яка є основою
для організації первинного обліку та оперативного контролю, подання
претензій і складання цілого ряду документів, а також щомісячних звітів:
“Результати промірювання тканин”, “Відомість про кінцевий результат
по промірюванню тканин” та ін.
Зберігання розбракованих тканин може здійснюватися на складі тка-
нин або в підготовчому цеху. Для обліку тканин за кількістю викорис-
товують картки складського обліку, в яких відображується щоденний
рух сировини та матеріалів.
Значний обсяг інформації виникає при виконанні технологічної опе-
рації “Розрахунок сувоїв тканин у настил”. Саме на цій операції засто-
совуються автоматизовані робочі місця (АРМ), такі як АРМ-Настил,
САПР-Ратнап, “РАКУРС”. Вихідним документом цієї операції є “Карта
розрахунку тканин”, на основі якої комплектують рулони тканини і по-
дають їх у розкрійний цех, а також виписують “Карту розкрою тканин”,
частіша “Завдання”. Другу частину карти розкрою “Виконання завдан-
ня” заповнюють в розкрійному цеху після виконання операції “Розкро-
ювання тканини”.
У розкрійному цеху основним документом оперативного обліку є кар-
та розкрою. Після виконання операції розкроювання заповнюють другу
її частину “Виконання завдання”. На основі “Карти розкрою” заповню-
ють такі документи, як “Карта обліку тканини”, “Картонки обліку руху
та використання тканин”, “Картонки обліку крою в розкрійному цеху”,
що є вихідними документами для проведення оперативного аналізу ви-
користання матеріалів.
37
Для оформлення крою виробів, який отримали, передачі його швей-ї
ним цехам, а також супроводження крою в процесі шиття та оформлення।
передачі готових виробів на склад, в розкрійному цеху виписують мар-І
шругний лист. Більш детально технологічний процес підготовки та роз-|
кроювання тканин наведено в табл. 11. І
Аналіз документообороту в ПРВ дав змогу виявити, що, незвавжаючи |
на простоту та дешевизну, існуюча система мас ряд недоліків, як-от: ]
часте дублювання інформації при заповненні первинних документів; І
велика трудомісткість введення інформації (так, на дільниці приймав-1
ня тканин одна й та сама інформація з різним ступенем деталізації відо-1
бражується в шести документах); І
низька оперативність збору інформації; ]
низька достовірність відображення;
відсутність орієнтації первинного обліку на машинну обробку. і
Недоліки наявної системи обліку можуть бути усунені впровадженням і
автоматизації обробки інформації, тобто створення АРМ на основі пер-і
сональних ЕОМ, орієнтованих на користувача-технолога. ]
Для раціоналізації інформаційних потоків важливе значення має ана-
ліз форм первинних документів. Це пояснюється такими факторами: зиа-ї
чною кількістю форм первинних документів, що діють на підприємстві, І
масовістю їх надходження; використанням первинних документів для і
складання зведених документів. Процес створення кінцевих документів]
зумовлений використанням первинних та проміжних форм. Різноманітні І
форми документів в процесі їх руху знаходяться на різних рівнях ісрар- |
хічної схеми взаємозв’язків. Аналіз структури документе о бор оту має|
проходити шляхом розчленування усіх форм документів на груші зале-
жно від рівня їх утворення. 1
Як показали дослідження, на швейних підприємствах не проведена |
повністю уніфікація первинних документів. Крім, того, значна кількість ]
показників дублюється в документах, що обслуговують одну й ту саму’
виробничу операцію. Все це значно ускладнює автоматизацію обробки
первинної інформації в ПРВ.
Отже, основні умови автоматизації обробки інформації в ПРВ такі: '
обгрунтування необхідності документа на даній операції; ]
відсутність дублювання даних, що містяться в різних документах; ]
обробка форм документів та порядку складання їх для забезпечення
можливості використання обчислювальної техніки;
забезпечення найкоротшого шляху проходження документів, по мо-
жливості без зворотного руху одних і тих самих документів різними слу-
жбами;
максимальна уніфікація документів;
скорочення числа відділів та слу'жб, що користуються одним і тим
самим документом (за рахунок одночасного одержання інформації для
суміжних служб управління підприємством).
Схема документе о бор оту дає змогу проаналізувати технологічний
38
39
Продовження табл. 77
І чальпика за
і кількістю товар-
І них місць з пере-
І вір кою
документації та
цілісності тари
і
і
Контроль якос-
ті. вимірювання
довжини та ши-
рини тканини
[документах постачальника, звіряння метражу кожного сувою
І по ярлику чи клейму на кожному кінці з метражем і номером
цього сувою в супроводжувальному документі. При
| відсутності супроводжувального документа складають акт
про приймання фактичної кількості товарних місць, де
зазначають найменування документів, яких не вистачає.
Прийманню за кількістю місць підлягає вся партія тканин
і (вибіркова перевірка заборонена). Кількість продукції, іцо
[надійшла, вимірюється в тих самих одиницях вимірювання,
і що вказані в супроводжувальних документах. За несвоєчасне
[постачання, недопостачания або постачання з порушенням
І асорпіменту (незаявлених артикулів, видів, малюнків,
[кольорів) відділ постачання оформляє документи і передає їх
і в юридичний відділ для пред’явлення претензіп|
Іпостачальнику. Матеріально відповідальна особа проводить!
перевірку якості сувоїв в запакованому місці (кипі, ящику)
відповідно до кіпної картки. Тканини, що надійшли у
контейнерах, перевіряють на відповідність наявності сувоїв
контейнерній специфікації. Матеріально відповідальна особа
підбиває підсумки довжини сувоїв. Прийняті тканини разом
з заповненою промірною відомІстхо (тільки вихідні реквізити)
подаються в підготовчий цех на промірювання та
розбракування __________________________________________
Сортність тканин за наявністю зовнішніх дефектів виявляють
візуально на бракувальних машинах або промірних столах
відповідно до інструкцій та іншої нормативно-технічної
докумеїггації. Місцеві та поширені дефекти, що підлягають
обходженню при розкроюванні, відмічають на лицьовому
боці крейдою, одночасно прикріплюючи по пружку “сигнал”
кольорової нитки, клаптик тканини, липучою стрічкою тощо.
При наявності в рулоні фактичних відрізків порівнюють
відгінок тканини в суміжних відрізках. Напрям ворсу
позначають стрілкою на обох кінцях сувою. Довжина
тканини вимірюється з точністю до 1 см, ширина — через
кожні 3 м з точністю до 0,1 см. Дані вимірювання довжини і
ширини сувою тканини заносяться у промірну_____________
4
прим.; . карта склад-
ського обліку: один
прим, в бухгалтерію, |
другий є основою для
заповнення карти
складського обліку.
Виписується промір
на відомість, що
оформляється на кож-
ний артикул і кожну
| партію тканини ок-
ремо. В ній записують І
номер сувою, що при- І
своюється на текс-1
[тильній фабріщі, но-і
мер сувою, присвоє-
ний швейною фабри-
кою, найменування та
артикул тканини
Промірно-розбраковувальні
верстаки для вузьких тканин
ПВ-1 і ПР-М; промірний стіл
(проект 210); бракувально-
промірні машини БПМ-2,
БПМ-3; промірні столи.
Верстаки для промірювання
розбраковування тканин типу
обладнання фірм “Едельман”
(ФРН), “Стема” (Болгарія)
тощо
Випускається паспорт
сувою в 2-х прим.
Один прикріплюється
до сувою, другий — в
картотеку підготов-
чого цеху для роз-
рахунку сувою. За- (
повнюється промірна |
відомість в 2-х прим, і
Один направляють в
бухгалтерію, Дру-
гий — в підготовчий
цех для контролю за
Продовження табл. 11
! і і— і 1 і » ♦ і < * 1 1 1 і і 1 ! ' і і Зберігання і тр анс по рту в ан ня розбракова- ної продукції [ 1 1 " " — 2 1 відомість і в паспорт сувою. За фактичну ширину сувою тка- нини (з пружком) приймають найменшу з тік. що зустрічались при повторенні її не менше як 2 рази в відрізку завдовжки 40 м. Ширину тканини, виготовленої на ткацькому пневмоверстаку, вимірюють без урахування бахроми. Фактичну ширину тканини у сувої розраховують як і середнє арифметичне результатів усіх вимірів з точністю до 0,1 см, після заокруглення до 1 см. В паспорті сувою указують артикул тканини, номер сувою, фактичну довжину тканини та зазначені в ярлику усі значення ширини тканин (з пружком), що виявлені у процесі вимірювання, встановлену ширину тканини з пружком і без нього, найменування текстильних дефектів, наявність умовних вирізів та довжину їх, довжину ділянок тканини між текстильними дефектами, відстань від початку сувою до умовних вирізів, колір тканини, наявність і характер малюнка, дату промірювання. До першого примірника прикріплюють зразок тканини з пружком Застосовується штучне зберігання розбракованої тканини. Рулони тканини укладають на возик-накопичувач, підвозять до штабелеру, обхвачують штабелером, підвозять до стелажів. Завантаження та розвавнтаження возика виконують вручну. Найбільш досконалим є автоматизований склад оперативного поштучного зберігання рулонів роз- бракованого матеріалу. У випадку примусового використання партії тканини без попереднього розрахунку по настилах розбраковану тканину зберігають на піддонах 3 г Возик для тканин, возик на- вісний для тканин; багато- ярусні поличні стелажі; сте- лажі-соти. Штабелер ТШП-89 (з рухом по дворельсовій колії). До автоматизованого складу входять: елеватор для зберігання рулонів розбрако- ваної тканини, механічний укладальник рулонів до вози- ’4 І витратою тканини. Якщо є розбіжності в кількості, складають акт про приймання тканин в 2-х прим. У| ^випадку зниження сортності, відхилення по ширині тканини в меншу сторону скла- дають акт розбра- кування тканин по якості в 5-й прим. Надлишки тканини, що виявлені в резуль- таті промірювання, оформлюють прибут- ковим ордером в 2-х прим., один із яких направляють в бух- галтерію для обліку. На основі прибут- кового ордеру про-1 водиться запис над- і міру одержаної ткани- ни в картки скад- ського обліку
Продовження табл. 11
[
і
і
і
І
|
і
і
І
І
І
к
і
і
т
4
1
І Розрахунок су-
| воїв тканини
І
| Конфекціюван-
ня
І
і
І
і
і
І
І
і
Проводиться розрахунок тканини у настил
І
І
І
| Підбір тканини верху, підкладки, оздоблення, фурнітури до
І кожної моделі
3 4
завантаження елеваторів, автоматичний возик заван- таження і транспортування рулонів розбракованої ткани- ни від промірних машин до елеваторів, стрічковий трас- портер для переміщення ви- вавнтажених з елеватора рулонів тканин; автоматичні пристрої, що забезпечують взаємодію всіх механізмів складу Іп с 1 Електронні обчислювальні машини (ЕОМ). Персональні ЕОМ । і । і 1 ї 1 і Карта розрахунку і тканин І Конфекційна карта (підготовлюють за мі- сяць до запуску, з ма- люнком моделі, зраз- ками тканини, оздоб- лення, фурнітури, гами кольорів ниток для вишивки)
Виготовлення
розкладки та за-
рисовки роз-
кладки лекал
Розкладку лекал усіх деталей виробу, виконують з
урахуванням усіх надставок та розрізів, які допускаються,
передбачених нормативно-технічною документацією. На
тканині з ворсом або направленим малюнком усі лекала
основних деталей виробу (крім обшивок та нижнього коміру)
розмішують в одному напрямі. Обведення лекал виконують
на верхньому полотні, на папері або на прозорому папері для
наступного одержання світокопій. Лінії обведення мають
бути чіткими, завтовшки не більш як 2 мм для крейда та не
більш як 1 мм для олівця. Внутрішній бік обводу має збігатися
з контуром лекал; між зрізами деталей при розкладці лекал
має зберігатись відстань не більш як 2 мм. На деталях
зазначають номер моделі, розмірні показники, номер настилу
Продовження табл. 11
Підбір і комп- Підбір тканини здійснюють для формування настилів
лектування тка максимальної технологічно можливої висоти. Рулони ткани-
______________З______________
Ліфт вантажний. Елеватор
стаціонарний. Возики для
вини та пода-
вання їх до роз-
крійних столів
ни на основі завдання на розкрій та паспортів комплектують
для настилів. Підібрані рулони тканин в комплекті
вивантажують із стелажів і разом з зарисовками розкладок
лекал та трафаретами подають в розкрійних! цех. Возики з
тканиною підвозять до иастхільного столу. При наявності
елеватора стаціонарного для тимчасового накопичення та
механізації подавання тканин до настильних столів рулони
тканин завантажують у елеватор
тканин. ЛицензІйне облад-
нання: багаторулонний нако-
пичувач із завантажувальним
пристроєм фірми “Бульмер”
(ФРН)
4
На кожну партію су-
I воїв тканин, що об’єд- і
і І
пані завданням на і
розкрій, оформляють |
карту розкрою, де
зазначено кількість
погонних метрів та
ширину тканин в
кожному сувої. Ука-
зують номер комірки з
рулоном. У промірній
відомості зазначають
номер карти розкрою
та дату видавання
навпроти кожного
сувою
Настилання тка- Настилання виконують відповідно з завданням на розкрій,
нини що вказане в карті розкрою. Завдання містить два-три
основних настили. Основний настил може містити два і
більше комплектів лекал технічно можливої висоти.
Бавовняні тканини — мпткаль, мадаполам — 100-200
полотен; ворсові тканини — 40-50 полотень; кишенькова
тканина — 80-100 полотен; штучний шовк — 35-40 полотен;
шовк підкладковий — 50-60 полотен. Перед початком
настилання перевіряють відповідність ширини тканини,
ширини зарисовки розкладки лекал, довжину кожного
настилу, загальній! метраж, номер рулону. Тканину, що
подали по одній карті розкрою, розміщують біля настильних
столів. На столах по зарисовці розміщують довжину рамки
та секції так, щоб початок настилу був на лінії прорізу у
відрізній лінійці. З рулону, що знаходиться в накопичувані,
вручну або за допомогою розмотувальника тканини
відмотують тканішу, кінці якої протягуються до кінцевої
лінійки, якою полотно закріплюється, після чого полотно
розрівнюється, вирівнюється один пружок і відрізною
| лінійкою полотно відрізається. Процес повторюється знову.
При ручному настиланні
настильний стіл, розмоту-
вальник тканини, кінцеві
відрізні лінійки ОПН, КЛ-1,
КЛ-2; кінцеві притискувальні
лінійки ЛП-1300, ЛП-1500.
Стелажі для зберігання лекал,
трафарети, крейда. Елеватор
стаціонарний для тимчасо-
вого накопичення і механізо-
ваного подавання рулонів
тканин. При механізованому
настиланни комплекс для
настилання спеціальних тка-
нин, лицензійне настильне
обладнання — настильні
машини з програмним управ-
лінням фірм “Бульмерверк”,
“Куріс” (ФРН), “ІМА”
(Італія) та ін. Стіл настильний
Продовження табл. 11
При використанні в одноіму настилі тканин різних артикулів
прокладають папір або клапоть. При настиланні полотень з
текстильними дефектами перевіряють можливість
розміщення дефекту в міжлекальних випадках або на стиках
між секціями. Після настилання фактичну довжину та ширину
кожного сувою, артикул тканини та величину залишків
записують у карту розкрою. На готовий настил накладають
। зарисовку, яку закріплюють затискачами. При машиному!
І настиланні з використанням напівавтоматичних настильних
І комплексів послідовність виконання операцій настилання —
відповідно з інструкцією. Спосіб настилання — послідовний,
“лицьовим боком донизу” при механізованому настиланні;
“лицьовим до лицьового” або “лицьовим донизу” — при
ручному настиланні. Відповідно до завдання виконують
основний настил із кожного рулону до кінця. Знаті дефектні
полотна і залишки коротких сувоїв використовують для
комплектування “одиночних” настилів спочатку основного
асортименту, а потім супроводжувального асортименту та
виробів широкого вжитку
Якість настилу контролюється візуально. Перевіряють, чи
рівно укладені полотна вздовж одного прудка та в кінці
[настилу, чи збігається малюнок в полотнах, чи правильно
(знімання насти-!підібрані тканини у настил по ширині. Перевіряється
лу) загальна кількість полотен у настилі. Знімальнпк настилу
перевіряє загальну кількість полотен та стиків у настилі,
кількісь полотен кожного артикулу тканини, фактичну
довжину наспілу та його секцій, відповідність змісту
крейдування даним карти розкрою, підрахунок кількості та
загальної довжини залишків тканини, визначає та порівнює
розрахункову і фактичну витрату тканини на настил
Розрізування настилу на частини проводиться по попередньо
укладеній на верхнє полотно паперового крейдування з
одночасним вирізанням великих деталей (спинка, пілочка,
рукави)
Визначення вит-
рат тканини, ук-
ладеної у настил
Розрізування на-
стилу на части-
ни та вирізання
великих деталей
Припасування
деталей за ма-
люнком
Транспортуйан
ня настилу^ до
стаціонарної
стрічкової ма-
шини
У виробах Із тканини з малюнком (у клітинку, в смужку, з
направленим малюнком) симетричні та суміжні деталі
припасовують за малюнком
з пристроєм для подавання
повітря під настил фірм
“Бульмерверк”, “ІМА” та ін.
Пересувна розкрійна елект-
ромашина з вертикальним
ножем С-529 (16-2-к-Т, С-530,
фірма “Панонія” (Угорщина);
ЕЗМ-З; електророзкрійна ма-
шина з вертикальним ножем
Вирізання дета-
лей виробу на
стаціонарній ма-
шині
Частини настилу переміщають до стрічкової розкрійної
машини. Деталі вирізують по металевих або картонних
лекалах, зрізи яких оброблені рідким склом або обкантовані
металевою стрічкою. Використовуючи спеціальні зажими,
виконують надсічки. Знімають зажими, лекала та
перевіряють точність деталей. Пачку перевертають,
накладають лекало та уточнюють крій. Відхилення розмірів
крою від лекала не повинно перевищувати по плечових зрізах
пройм, окатах рукавів, відльоту та стійки коміра ± 1,0 мм; по
бічних та середніх зрізах пілочок і спинок, рукавів, надставок,
прокладок — ± 2,0 мм; по зрізах низу виробів, рукавів —
±3,0 мм. Глибина надсічок в усіх деталях має бути 4-5 мм
У карті розкрою
записують результати
перевірки викорис-!
тання тканини, |
кількість полотен та |
стиків у настилі, [
кількість комплектів
деталей, що підляга-
ють розкрою
Продовження табл. 11
______________з_______________
“Комет-б” (фірма ”Бульмер");і
з вертикальним ножем на
маніпуляторі “Варіо-Кутер-8"
(фірма ”Бульмер"); “Серво-
кумер” фірми ІМА. Облад-
нання для автоматичного
розкрою фірми “Інвестро-
ніка” (Іспанія): автоматична
розкрійна головка, транс-
портний пристрій для пере-
міщення розкрійної головки,
шкаф управління розкрійною
головкою
Возики для збирання крою:
стаціонарні та ручні, типові;
накопнчувач пересувний для
розрізаних частин настилу.
Пересувний бункер ТПП
Машина розкрійна чотири-
шківна стрічкова для розкрою
тканин РЛ-5, РЛ-6; електро-
розкрійна машина з верти-
кальним ножем на мані-
пуляторі “Варіо-Кутер-8"
(фірма "Бульмер". фірма
“ІМА”)
Продовження пгабл. 11
1 * 2 3 - ~ —— 4
Збір і комплек- тування пачок деталей крою Збір пачок деталей крою виконують по виробах однієї моделі, розміру, росту, з однієї секції настилу, з забезпеченням повного комплекту всіх деталей виробу. При цьому Возик-контейнер для крою 1 і
1
1
і
Нумерація дета-
лей крою
керуються переліком деталей для кожної моделі, яку
[одержують з експериментального цеху при запуску її у|
[Виробництво. Пачки крою з пілочок з текстильними
(дефектами приєднують до пачок таких самих деталей за
(картою розкрою. Скомплектовані пачки зв’язують або
(розміщують незв’язаними у контейнери для передачі на
дільницю нумерації деталей
Усі деталі в пачках нумерують, тобто присвоюють порядкові
номери відповідно до послідовності розміщення деталей в
пачці. Одні й ті самі деталі в кожній пачці мають однакові
порядкові номери. Нумерацію деталей проводять з
виворітного боку: спинку, пілочку, рукави, клапани та ін. —
в середині нижнього зрізу на 7 мм від краю. Порядкові
номери мають бути чіткими, без виправлень. Комплект пачок
крою виробів скріплюють і укладають у коробки або возики
, “Фамокс”
І
Заповнення то-
варного ярлика
та контрольної
стрічки
Заповнюють ярлики. На контрольному ярлику з тканини
вказують додаткові реквізити основного ярлика
Напівавтомати для
пришивання та друкування
талонів до деталей крою 68
кл.; нумератор НП-6Н; напів-
автомат для закріплення
талонів з порядковим знаком
на деталі виробу “Соабар 270"
(Великобританія”)
(ФРН); нумератор для клей-
мування “Гродат” або “Мето”
(ФРН)
Автомати для друкування
товарних ярликів ПЯ-4; “Дат
3000" або "Фамокс" (ФРН),
контрольно-маркірувальних
талонів на м’якій стрічці ПЛ-
Ш; напівавтомат ПРЛ-1
Комплектуван-
ня товарних і
контрольних яр-
ликів
Зберігання та
транспортуван-
ня
Кількість заповнених ярликів для заданої партії має збігатися
з кількістю виробів по карті розкрою. Готові товарні та
контрольні ярлики зв’язують
Зв’язаний кріп розміщують на стелажах, відмічаючи у
маршрутних листках номер комірки стелажа. Крій виробу
добирають, вивантажують із стелажів, відправляють у
швейних цех ____ ______________________
Стелажі спеціальні, консольні
коробки, кран-штабелер СП-
0,25, возики-контейнери для
крою
:¥-
Продовження табл. 11
ґ ' 2 4
Оформлення маршрутних ли- стів і Заповнюють маршрутний лист Маршрутний лист в трьох- п’яти примірниках залежно від кількості технологічних переходів. Лімітна карта на одержання фурнітури в двох примірниках на кожну модель; один примірник передають на склад, другий — в швейний цех
процес обробки документів з погляду виявлення зайвих технологічних І
переходів, що робить можливою загальну оптимізацію документооборо- |
ту
” Запитання і завдання для самоперевірки і контролю і
І*
1. Визначте поняття "інформаційний бум". |
2. Що ви розумієте під поняттям "раціональна обробка документів"? (
3. Наведіть перелік основних технологічних операцій та документів, |
які необхідні в підготовчому цеху. I
4. Наведіть приклад структурно-інформаційних зв’язків між окремими
дільницями підготовчо-розкрійного виробництва. І
5. "Моделювання інформаційних зв’язків у ПРВ неможливо здійснити |
без застосування комп'ютерної техніки”. Прокоментуйте це твердження. |
6. Які заходи треба провести, щоб уникнути дублювання інформації
на окремих технологічних операціях? Наведіть приклади таких операцій. |
7. Обгрунтуйте необхідні умови на підприємстві для створення авто- І
матизованої системи обробки інформації. В
< ММиХу'
1.5. Системно-структурний аналіз технологічного
процесу підготовчо-розкрійного виробництва
На основі аналізу організаційно-технологічних процесів виявлені
інформаційні зв’язки між виробничими переходами, що супроводжують-
ся документе оборотом. Проведений аналіз технологічного процесу під-
готовчого цеху (ТППЦ) дає змогу виявити якісні та кількісні
перетворення умовно-постійної та поточної інформації, а також систе-
матизувати логічні та аналітичні функції, що виконує виробничий пер-
сонал на технологічному обладнанні або вручну.
Інформаційне наповнення та зв’язки досліджуваного об’єкта ТППЦ,
аналіз, що виконується на кожному етапі організаційно-технологічного
переходу (ОТП), вхідні та вихідні документи на проміжній та кінцевій
стадіях, по яких приймаються управлінські рішення та дії, дають змогу
віднести цей об’єкт до класу складних (рис. 5).
Рис. 5. Схема багато параметричного об’єкта
Множина вхідних параметрів багатопараметричної системи (БС)
Х = {хр х2,..., х„} визначається кількісною та якісною характеристикою
матеріалів, а також розрахунками з постачальниками.
Послідовне перетворення інформації всередині БС і її фізичне відоб-
раження на кожному організаційно-технологічному переході залежить від
параметрів контрольованої інформації, яка надходить з розкрійного цеху
Ь= Ь.}, внутрішніх властивостей об’єкта та їх перетворень, що
визначаються виробничою необхідністю, а також від множини випадко-
вих факторів.
Значення випадкових факторів А = {«р д2,..., ак} залежить від неста-
більних технічних характеристик вимірювально-бракувального облад-
нання, об’єктивності вхідного контролю, зміни параметрів температури
та вологості тощо.
Знаючи всі вимоги до вхідних характеристик багатопараметричної
системи, аналітичні та логічні функції перетворення вхідної і проміжної
інформації, напрям її руху, в автоматизованому режимі формують вихідні
документи, зміст яких є початковою інформацією для організації техно-
логічного процесу розкрійного цеху (формування настилів, розробка кар-
ти розкрою, наряду-замовлення на крейдування).
На основі проведеної декомпозиції БС і детального конкретизованого
аналізу функцій, що виконуються всередині об’єкта, виділяють дві неза-
лежні організаційно-технологічні підсистеми вхідних параметрів: контро-
лю відповідності інформації від постачальника про кількість і якість
матеріалів, конфекціювання та підготовки завдання розкрійного цеху.
Перша підсистема включає такі структурні завдання: вхідний кон-
троль тканин і оцінка їх якості, комп’ютерний облік тканин і інших ма-
теріалів за технологічним та бухгалтерським параметрами.
Друга підсистема включаєконфекціювання матеріалів, розрахунок су-
воїв тканин у настил, розрахунок плану розкрою, облік матеріалів за
картою розкрою, вибір методів обходження текстильних дефектів тканин
при настиланні їх.
Для того щоб реалізувати цей комплекс завдань, треба виконати три
взаємозв’язаних пакети прикладних програм: облік тканин, конфекцію-
вання, розрахунок сувоїв тканин у настил.
Головним завданням програмного комплексу має бути система вхід-
ного контролю та комп’ютерний облік тканин на всіх стадіях їх техно-
логічного руху.
Вхідний контроль тканин проводиться на промірювально-розбраку-
вальних верстаках з автоматичним друкуванням паспорта сувою, оцін-
кою якості тканин, реєстрацією кількості знайдених дефектів, їх
характер а та координат.
Система обліку тканин з використанням персональних електронно-
обчислювальних машин (ПЕОМ) складається з трьох взаємозв’язаних
блоків: 1) підготовки, вводу та коригування початкової інформації, яка
розподіляється на умовно-постійну і поточну; 2) накопичення і обробки
інформації, причому постійна та поточна інформація в цьому блоці про-
грами накопичується в різноманітних групах файлів. Ці файли є базою
даних, на основі яких друкуються звітні та зведені документи, форму-
ються початкові файли даних для програм щодо розробки карти розра-
хунку матеріалів та карти розкрою. Всі програмні пакети зв’язані один
з одним та базою даних зворотніми зв’язками; 3) друкуванням звітних
та робочих документів.
Запровадження автоматизованої системи обліку матеріалів на основі
| ПЕОМ та уніфікації форм звітних документів дає змогу скоротити до
| мінімуму кількість їх, практично ліквідувати ручну працю при розрахуй-
| ках та оформленні усіх документів, прискорити обробку даних.
І Така система дає можливість оперативно дістати будь-яку інформацію
І про наявні на складі матеріали за різноманітними ознаками: артикулами,
І шириною, кольором, постачальниками тощо.
Припустимо, що технологічне обладнання працює стабільно, умови
І обробки тканин незмінні, об’єктивність вхідного контролю їх забезпече-
| на. ’
| Тоді множину випадкових факторів А - {я,, а2,..., при аналізі під-
| системи можна виключити.
| 3 урахуванням насиченості інформації у вхідних та вихідних докумен-
| тах та її перетворення між організаційно-технологічними переходами ба-
I гатопараметрична система може бути подана у вигляді двох
Г взаємозв’язаних організаційно-технологічних об’єктів (ОТО) (рис. 6).
ото -1
ото - II
Рис. б. Схема зв’язків організаційно-технологічних об’єктів підготовчого виробництва
| Вихідні параметри першої підсистеми формуються з характеристик
і вхідних документів X - {хр х2,..., х„}, даних розкрійного цеху — В1 і ві-
| дображують зміст вихідних документів Ср С2 — оцінки якості та кіль-
| кості тканин, а також С3 — карти проходження матеріалів. Наприклад,
І документом С) може бути “Акт прийому тканин за якісними показника-
| ми”; документом С2 — “Акт про нестачу тканин”.
І Документи Ср С2 потрібні для прийняття управлінських рішень і
формування взаєморозрахунків з постачальниками.
| Документ С3 “Карта проходження матеріалів” є вхідним інформацій-
| ним документом в підсистему ОТО-П з боку контрольованих параметрів,
І які характеризують матеріали можливості виробництва.
Пріоритетною інформацією для підсистеми ОТО-П на її головному ї
.... .£<й
вході є документ В = {^, с/2,..., сі}, який містить умови договору з торго-
вельними організаціями на постачання товарів (асортимент та строки
постачання).
Документ С3 “Картка руху тканин” містить про дані склад фурнітури
В2 разом з інформацією експериментального цеху В5> що є допоміжними
кількісними характеристиками, які впливають на хід технологічного про-
цесу.
Схема зв’язків організаційно-технологічних об’єктів підготовчого ви-
робництва дає змогу виділити завдання, що доцільно вирішувати за до-
помогою ПЕОМ.
Під об’єктом, що підлягає автоматизації в ПРВ, передбачаються за-
дачі, вирішення яких необхідне для забезпечення ефективного функцію-
вання системи.
Задачі, що розв’язуються в підсистемі ПРВ, взаємозв’язані і без по-
рушення зв’язків жодне з них не можна розглядати ізольовано від усього
комплексу задач, що вирішуються на стадіях підготовки виробництва,
хоч на деякому відрізку часу можливе співіснування прогресивних форм
та методів вирішення окремих завдань з традиційними.
Використання обчислювальної техніки та математичних методів в ор-
ганізаційно-економічному управлінні технологічним процесом ПРВ за-
безпечує своєчасне постачання патентної, наукової, технічної та
нормативної інформації, створює раціональні умови для конструювання
виробів і розробок технологічних процесів їх виготовлення, а також для
управління цими роботами.
Автоматизація робочих місць безпосередньо пов’язана з створенням
автоматизованої системи обробки інформації (АСОІ). Передпроектна
стадія АСОІ полягає в уточненні термінології з метою забезпечення єд-
ності змісту інформації, визначенні обсягів інформації для прийняття рі-
шень про способи автоматизованої обробки даних, розробці схеми
документа о бор оту та моделі інформаційних зв’язків.
Для швидкої надійної передачі, вводу та обробки інформації в ЕОМ
дуже важливою є форма її подання.
Спочатку при проектуванні АСОІ всі вхідні дані, необхідні для роз-
в’язання кожного з завдань, формуються у вигляді окремих файлів, що
використовуються лише при розв’язанні конкретного завдання. Але при
збільшенні кількості завдань, що вирішуються в окремих АСУ, виникає
дублювання одних і тих самих даних в декількох файлах, тобто з’явля-
ється надмірність даних. Уникнути цього можна, розробивши універсаль-
ні програми для розміщення, пошуку, додавання, зміни цих даних при
їх розташуванні на зовнішніх носіях інформації.
Така організація даних називається базою даних, а універсальні про-
грами урпавління базаю, що об’єднані в єдину систему, — системою уп-
равління базою даних (СУБД).
Головною позитивною якістю бази даних (БД) є незалежність їх від
52
прикладних програм, які використовують. Це дає змогу, по-перше, ро-
бити запит та одержувати дані з БД в різноманітних сполученнях, не
знаючи внутрішньої організації бази; по-друге, додавання чи виключення
даних із бази не потребує внесення змін в прикладні програми. Зменшу-
ється дублювання, підвищується надійність, забезпечується захист даних
від їх руйнування.
Мікропроцесорна техніка, міні- та мікроЕОМ дають можливість ство-
рювати гнучкі, мобільні, високо адаптивні системи управління і забезпе-
чують розв’язання цілого комплексу завдань, зв’язаних єдиною
інформаційною базою. Аналіз використання засобів обчислювальної те-
хніки при створенні АРМ показав, що найбільше поширення мають ПЕ-
ОМ.
Під персональною розуміють ЕОМ, що задовольняє вимогам загаль-
нодоступності для масового користувача та універсальності в розв’язанні
різнопланових завдань.
Вимога загальнодоступності включають такі показники: порівняно
невелика вартість, автономність експлуатації, надійність.
Вимоги універсальності об’єднують такі показники:
гнучкість архітектури, що забезпечує її адаптивність до різноманітних
застосувань;
відкритість архітектури ПЕОМ, що дозволяє проводити її модерніза-
ції шляхом введення нових апаратно-програмних засобів;
можливість колективного віжористання дорогого периферійного об-
ладнання, доступності до банку даних та взаємного обміну інформацією.
Особливістю автоматизації швейного виробництва є можливість пти-
рокого віжористання САПР, яка складається з технічних засобів (ПЕОМ
або мініЕОМ, відеотерміналів, графопобудувачів), програмного забезпе-
чення та користувачів (технологів, конструкторів, економістів). Комплекс
програм дає можливість уникнути рутинних операцій інженерних розра-
хунків, креслення та ін.
Основні фактори, що впливають на вибір конкретних завдань, які
підлягають автоматизації, такі:
недосконалість прийнятих методів розв’язання окремих завдань;
відсутність контролю за основними параметрами ходу виробшщтва;
велика трудомісткість методів збору та обробки інформації;
несвоєчасність та недостатня достовірність інформації при діючих ме-
тодах управління.
При визначенні комплексу завдань, що підлягають автоматизації на
основі віжористання ПЕОМ, в підсистемах ІПВ та ПРВ, беруть до увага
підвищення ефективності віжористання тканин. Це комплекс завдань що-
до нормування сировини, розрахунків оптимального плану розкрою тка-
нин. Саме на цих операціях розроблені та запроваджені перші АРМ в
швейній промисловості: “АРМ-Норма”, “АРМ-Настил”, “АРМ-РТ”. Але
більшість завдань ПРВ можна зарахувати до облікових. Ефективність
розробки АРМ на окремих облікових завданнях невисока, але оптималь-
53
но організований облік руху сировини, тканин та напівфабрикатів може
бути індикатором правильності плану' виробничого процесу. Більш до-
цільним є об’єднання окремих АРМ в єдину систему автоматизованої
обробки інформації:
Структурний підрозділ Перелік завдань
Експериментальний цех і і Підготовчий цех Розкрійний цех Розрахунок техніко-економічних показників на модель Розрахунок попередніх норм витрати тканин (“АРМ-Норма”) Розрахунок серій Розрахунок норм витрат тканин Облік витрат тканини по цеху Облік руху напівфабрикатів і Облік руху основних і допоміжних тканин на складі | Облік проміру та розбракування тканин по цеху Оперативний облік забезпечення тканиною виробничої програми Облік надходження і руху мірного та вагового клаптя Оптимізація послідовності вибірки із сховища (стелажів) рулонів розбракованої тканини для однієї карти розкрою Розрахунок оптимального плану розкрою тканин Оптимізаційннй розрахунок карт розкрою Оптимізація конфекційного підбору матеріалів Облік руху тканин в розкрійному цеху Облік руху крою Розрахунок витрат тканин за видами витрат Облік фактичної собівартості продукції по статті витрат “Сировина” Облік витрат і руху тканини Аналіз використання тканини
Запропонований перелік завдань не є вичерпним. Деякі з них. можуть
виникати на підприємствах відповідно до конкретних виробничих умов.
При розв’язанні питання про першочерговість автоматизації окремих
задач, основним критерієм є розмір економічного ефекту, який дістають
внаслідок автоматизації. Але реалізація такого підходу викликає труд-
нощі — не завжди можна практично оцінити ефективність окремої задачі,
тому що усі виробничі задачі мають тісний взаємозв’язок. Як видно із
наведеного вище переліку задач, більшість із них належать до класу об-
лікових, ефект від їх автоматизації незначний.
Максимальну ефективність можна одержати тільки при комплексному
підході, тобто створенні системи АРМ і автоматизованих систем (АС),
які відрізняються функціональними, предметними та організаційними оз-
наками. Наприклад, автоматизована система оперативного управління
виробництвом, автоматизована система збирання і обробки інформації
про хід виробничого процесу, автоматизована система управління ефек-
тивним використанням матеріалів та ін.
На першому етапі доцільно створити АС збирання, реєстрації та об-
робки первинної інформації про хід виробничого процесу. Складовими
54
частинами такої системи обробки інформації можуть стати АРМ праців-
ників складів (матеріальних, готової продукції), обліковців основного ви-
робництва. АС обробки інформації створюють так, щоб була можливість
майбутнього їх об’єднання в єдину систему та підключення нових еле-
ментів автоматизації. При цьому управління взаємодією компонентів си-
стеми має проводитись у діалоговому режимі.
АРМ різних талів можна об’єднати в спеціалізовану систему, напри-
клад АКРВТ (автоматизований комплекс раціонального використання
тканин).
У світовій практиці сьогодні виділяють три основних типи технічного
забезпечення аналогічних систем: АРМ на основі ізольованих ПЕОМ;
системи АРМ, що взаємодіють через центральний комп’ютер; системи
АРМ, що взаємодіють через обчислювальну мережу.
Технічне забезпечення (ТЗ) першого типу дешевше від інших, але на
сьогодні вже застаріле. Це ускладнює обробку інформації та не забезпе-
чує миттєвого доступу до неї.
Організація ТЗ другого типу краща, тому що забезпечує роботу ко-
жного АРМ з загальною базою даних. Проте до принципових недоліків
такої системи слід віднести її низьку надійність, тому що вихід із строю
центрального комп’ютера притіняє робот}' усіх АРМ.
Магістральний напрям розвитку комп’ютерних систем визначається
системами третього типу — локальними обчислювальними мережами, в
яких здійснюється розподіл обробки інформації. Використання такого
ТЗ значно скорочує час рутинних операцій та забезпечує можливість опе-
ративного доступу до централізованого банку даних, прискорює процес
прийняття рішень, а також удосконалює організацію ефективної взаєі-
модії між АРМ.
® Запитання і завдання для самоперевірки і контролю
1. Назвіть основні вхідні параметри технологічного процесу підготов-
чого цеху.
2. Які вихідні документи підготовчого цеху містять інформацію, що є
вхідною для розкрійного цеху?
3. Які АРМ підготовчого цеху вам відомі?
4. Наведіть перелік основних завдань, які треба розв’зати на базі
ПЕОМ в підготовчому та розкрійному цехах?
5. Розглядаючи технологічний процес ПРМ як багатопараметричний
об’єкт, назвіть основні параметри вхідної, вихідної та контрольованої
інформації. В яких документах відображена ця інформація?
б. Чим пояснюється необхідність організації бази даних, а також си-
стеми управління ними? Які позитивні та негативні риси такої організації
даних?
7. Чим відрізняється персональна ЕОМ від ЕОМ?
8. Які основні фактори впливають на вибір завдань, що підлягають
автоматизації на базі ПЕОМ?
55
1.6. Оптимізація процесу настилання матеріалів
Оптимальніш варіант організації процесу настилання виявляють
моделюванням. Процес настилання можна уявити як сзтсупність основних
та допоміжних прийомів, які пов’язані з настиланням тканини однієї кар-
ти розрахунку.
Настилання тканини — це укладання на настильний стіл одне на одне
полотен необхідної довжини в заданій послідовності. Якісні показники
процесу настилання характеризуються вирівнюванням полотен по пруж-
ку та зрізах настилу, а також розтягненням (слабиною) полотен тканини,
що укладені в настил.
Цикл настилання — тривалість прийомів настилання сувоїв однієї кар-
ти розрахунку, включаючи витрата часу на підготовчу та заключну ро-
боту7, обслуговування робочого місця, особисті потреби працівників.
Організаційно-технічна схема настилання — це зведена в систему су-
купність прийомів, обладнання та пристроїв, що застосовуються для ви-
конання операції настилання.
Організаційно-технічні схеми настилання тканин на різш-іх підприєм-
ствах відрі знаються прийнятим на підприємстві видом предмета праці
(полотно, рулон тканини), порядком виконання настилів однієї карти
розрахунку (послідовний, паралельній, послідовно-паралельній), рівнем
механізації настильних і транспортних робіт, що пов’язані з настиланням,
формою організації праці робітників (універсальні, спеціалізовані, ком-
плексні бригади з повним, частковим розподілом праці, без розподіл}7
праці).
Для вивчення та аналізу окремих факторів, які впливають на трива-
лість циклу’ настилання та ефективність роботи настильниць, операцію
настилання умовно можна поділити на складові частини-прийоми. З цією
метою визначають тривалість та повторюваність технологічних прийо-
мів, структуру витрат — виробничі і невиробничі витрати часу, втрати
часу на відпочинок та особисті потреби працівників.
Вивчення організації роботи на операції настилання здійснюють за
допомогою методу фотохронометражних спостережень. Для визначення
тривалості кожного прийому задаються фіксажними точками, які харак-
теризують його межі за ознаками, що легко сприймаються зором або
слухом спостерігачів.
Кількість і зміст прийомів на різних підприємствах можуть бути різ-
ними залежно від поєднання організаційно-технологічних ознак процесу
настилання.
Приблизний перелік прийомів операції настилання тканини, що ви-
конують настильниці, такий.
Основні прийоми:
взяти кінець полотна, протягти і розрівняти його, закріпити та нас-
телити полотно, вирівнюючи пружок;
56
перевернути полотно при настиланні “лицьовий бік до лицьового”
(ручне настилання);
відрізати полотно;
перемістити настильну машину на початок настилу (холостий хід);
ввести інформацію для настилання тканини одній карти розрахунку:
набрати на пульті управління настильної каретки номер сувою, що вик-
ликається (цей номер відповідає номеру комірки елеватора, де знаходить-
ся цей сувій), довжина настилів, припуск по довжині настилу, кількість
полотен, швидкість холостого та робочого ходу каретки;
повернути рулононосій на 180° при настиланні “лицьовий бік до ли-
цьового” (машинне настилання);
заправити полотно у розмотувальний пристрій;
перевірити можливість розкрою полотна з текстильними дефектами
у настилі;
відкласти полотно;
взяти та укласти в настил попередньо відрізані полотна;
взяти зарисовки розкладки і покласти її на готовий настил;
закріпити зарисовку розкладки лекал на настилі;
скріпити настил.
Допоміжні прийоми:
ознайомитись із завданням;
знайти рулон тканини у возику;
надіти рулон тканини на стержень та закріпити його;
встановити рулон на багаторулонний накопичувач;
зняти рулон з багаторулонного накопичувала;
викликати рулон з багаторулонного накопичувала;
розрізати тасьму, що зв’язує рулон, відрізати товарний ярлик;
встановити настильну машину в зону завантажування;
встановити рулон тканини в завантажувальні™ пристрій;
встановити рулон у рулононосій;
встановити рулон в кронштейн;
взяти кінець тканини в рулоні та подивитись відмітки;
розмотати частину рулона;
познайомитись по карті розрахунку з планом настилання;
підібрати зарисовку для даного настилу;
відмотати від рулона необхідну кількість паперу для настилу;
настелити папір;
ввести інформацію для визначення порядку виклику сувою тканини
з елеватора на настильну каретку;
відмітити на столі секції настилу;
відмітити на столі довжину настилу;
настелити зарисовку на стіл;
взяти рулетку і перевірити довжину настилу;
зняти зарисовку із стола;
проміряти, скласти, підписати і відкласти залишки тканини;
57
підрахувати кількість полотен у настилі;
зробити відмітку у карті розкрою;
знята з настилу полотно, відрізане для короткого настилу;
відгорнути, перемістити та встановити притискну лінійку;
перемістити полотно з однієї секції на іншу;
накласти зарисовку розкладки на полотно тканини з текстильним де-
фектом;
вирізати частину тканини з текстильним дефектом;
знята з настилу полотно з текстильним дефектом та відкласти;
відрізати хазовий кінець;
звільнити настил від притискної лінійки;
перемістити настил вздовж столу;
змотати рулон;
перенести рулон тканини;
перейти до другого столу;
перевірити якість насталу;
записати результати перевірки в карту розрахунку тканини.
Підготовчі та заключні прийоми:
підготувати робоче місце;
закріпити карту розрахунку на підставці;
підключити настильну машину до електричної мережі;
змінити лезо відрізної лінійки;
почистити лінійку;
здійснити ділову розмову;
вимушений простій.
Для того щоб зібрати інформацію про процес настилання на підпри-
ємстві, треба провести фотохронометражні спостереження за процесом
настилання тканини однакового призначення різними настильницями.
Кількість карт розкрою, за якими здійснюється спостереження, має бути
не менш як три по кожній парі настильниць. Дані фотохронометражних
спостережень заносять у табл. 12, де вказують найменування прийому та
його тривалість. Якщо в процесі настилання застосовують прийом, не
зазначений у переліку, то його додатково заносять в цей перелік.
У табл. 12 вказують повторюваність і тривалість усіх прийомів, що
зустрічаються при виконанні операції по кожному настилу, та в цілому
по всіх настилах однієї карти розкрою.
Таблиця 12. Витрати часу на виконання прийомів
— '' Наймену- вання при- йому ..... - _ .. Повторюваність прийому в настилах Сумарна повторюван ість прийому за картою розкрою Сумарна тривалість прийому, с Сумарна тривалість прийомів за картою Середня тривалість, с Частка тривалості прийому, %
Після цього визначають сумарну тривалість основних, допоміжних,
підготовчо-заключних прийомів та їх частку в загальних витратах часу
на настилання тканини. Щоб виявити раціональні прийоми, треба по-
рівняти тривалість прийомів за картою розкрою у різних настильниць.
Найкращі (раціональні) прийоми вивчають, узагальнюють та навчають
робітників.
Процес настилання вважають організованим раціонально, якщо час-
тка допоміжних та підготовчо-заключних прийомів становить не більш
як 40 % (38 і 2 % відповідно). Якщо частка допоміжних та підготовчо-
заключних прийомів перевищує вказані значення, слід розробити заходи,
спрямовані на їх скорочення: вилучити з обов’язків настильниць робіт,
які можуть виконувати допоміжні робітники (підбирання сувоїв, запра-
вка багатоярусних контейнерів, накопичувачів або іншого обладнання
для зберігання тканини), чітко розподілити працю настильниць та пара-
лельне виконання ними прийомів (познайомитися з завданням, підготу-
вати робоче місце, знайти рулон, зробити відмітку у карті розрахунку,
виміряти залишки, перелічити полотна, записати результати); оснастити
настильні столи інструментами та пристроями; раціонально розмістити
предмети і засоби праці (упорядковане розміщення рулонів тканини у
накопичувані або возику з урахуванням даних карти розрахунку та ро-
зміщення полотен з дефектами у верхній частині настилу).
Зміст і послідовність виконання прийомів, що забезпечують раціо-
нальну організацію ручного настилання, показано на рис. 7, 8, 9.
Для того щоб визначити оптимальний варіант організації процесу
настилання, треба виконати його моделювання. З цією метою процес
представляють як суму витрат часу на виконання всіх прийомів, що по-
в’язані з настиланням тканин за однією картою розрахунку. Для того
встановлюють залежність повторювання .прийомів від даних карти
(табл. 13).
Після цього складають зведення прийомів однойменної залежності
(табл. 14).
Витрати часу на прийоми, що виконуються настильницями паралель-
но (позначені зірочкою), беруть по прийому більшої тривалості. По
пункту 20, що включає два прийоми різної залежності (виконуються на-
стелювачами паралельно) в модель включають найбільші витрати на ви-
конання прийомів, які повторюються за картою розрахунку.
Модель процесу має такий вигляд:
“ (^1 + ^2 ^3"^4“^15 *** ^22 ^23 + ^2д)^ "К^5 + ^іср) +
+ (Г6 4- Ґ/
або 4- (К 4-Г]|4-Г]2-*'^із‘*-^
+ ^ю(^осн ‘Ю + (Г16+^17+^^Г18) + (Г!9+^21)^к + Г20 22 Пі
і=\
або ^к + ^і + -^2 •
59
<
V
: . ЛД
V-
иЄі> '
9
Рис. 7. Послідовність прийомів ручного настилання
60
>•
Рис. 7. (продовження)
61
Взяти малюнок,
покласти на настил
і прикріпити його до настилу
Відвернути та пересунути
притискувальну лінійку
Звільнити настил від
притискувальної лінійки та
перемістити його
Перевірити якість настилу
Виміряти, скласти
та підписати
залишок
Відрахувати кількість
полотен у настилі
Записати результати
в картку розрахунку
Рис. 7. (продовження)
Знаючи витрати часу на виникнення прийомів, за допомогою даної
моделі можна розрахувати тривалість циклу настилання для будь-якої
карти розкрою. Змінюючи зміст та послідовність виконання прийомів,
тобто змінюючи організаційну схему настилання, можна моделюванням
визначити тривалість циклу та вибрати оптимальний варіант.
№
Таблиця 13. Залежність прийомів настилання від даних карти розрахунку
Но- мер ПрИ’ Йому Найменування прийому Дані карти розрахунку, що визначають кількість повторюваних прийомів Позначе ння показни ка залежно сгі
1 2 4
!♦ Ознайомитися з завданням
1 Підготувати стіл Кількість настилів Н
2 Відмітити довжину настилу Кількість настилів у карті Н А
3 Встановити притискну лінійку Те саме
4 Настелити на стіл папір відповідно до довжини настилу _н ^4^
5 Взяти рулон з возика, піднести до Кількість сувоїв у карті розрахунку за и
накопичувана, надіти на стержень та мінусом суми сувоїв у накопичувані
встановити в гніздо накопичувана або кронштейні
6 Знайти рулон у накопичувані Кількість сувоїв у карті розрахунку к
7* Встановити рулон навпроти стола для настилання Те саме к
7 Розрізати тасьму, що скріплювала рулон, та відрізати товарний ярлик; зробити помітку в карті
8 Взяти кінець полотна к
9 Перевірити напрям ворсу або к
малюнку 1
10 Перевернути полотно при настиланні “лицьовий бік до Кількість полотен, що використовуються в основних ^осн^
лицьового” настилах, за мінусом кількості сувоїв
11 Протягнути полотно по довжині Кількість полотен — в усіх настилах
12 Закріпити кінець полотна притискною ЛІНІЙКОЮ Те саме Ч,
13 Настелити полотно, вирівнюючи пружок н
14 Відрізати полотно
15 Взяти зарисовку та укласти її на готовий настил Кількість настилів у карті розрахунку
16 Перевірити можливість розкрою Кількість полотен з текстильними 77д
полотна з дефектом в настилі за дефектами
зарисовкою
17 Зняти зарисовку з настилу та відкласти Те саме
18 Зняти та відкласти полотно з 80 % від числа полотен з текстильними 0,8 П„
текстильними дефектами дефектами
19 Зняти з настилу полотно, відрізане Кількість полотен, що розрахована для
для короткого настилу допоміжних настилів
20* Змотали залишки тканини, на рулоні Сума кількості настилів, на які
написати інформацію про порядок розрахований кожний сувій
1 1 настилання
63
Продовження табл. 13
1 2 3 4
20 Записати інформацію на полотні для коротких настилів Кількість полотен, що розраховані для допоміжних настилів к
21 Взяти та укласти попередньо відрізане коротке полотно Те саме
22 Перевірити якість настилу, підрахувати кількість полотен у настилі Кількість настилів у карті розрахунку н
23 Пересунути притискну лінійку Кількість настилів н
24 Звільнити настил з-під притискної лінійки, перемістити та перевірити його Те саме н
25 Виміряти, скласти, підписати залишки тканини Умовно постійна величина В.
26 1 Записати результати у карту розрахунку Те саме в2
Примітка. Знаком * позначено прийоми, які виконують настелювачі паралельно.
однойменної залежності
Позначення показни-
ка
к
Номер прийому
Витрати часу на виконання прийомів, с
І, 2, 3, 4, 15, 22, 23, 24
5
6, 7, 8, 9
11, 12, 13, 14
10
16, 17, 18
19, 20, 21
20
12’ 4, 14, г\У 122’12У Г24
^6’ 4 4’ 4’ 4
41’42’^13’44
4о
4 б’ 4?» 0’°4в
49’ 4о» 41
4о
?і' або 1^’
Для визначення ефективності роботи на операції настилання доцільно
виконати розрахунки таких техніко-економічних показників:
виробітку одиниць крою виробів на одного працівника:
^Тзм
зм
Р Ц
де N — кількість виробів в одній карті розрахунку, од.; Тзм — тривалість зміни
(28 800 с); Ч — чисельність робітниць, зайнятих на операції настилання; Гц —
тривалість циклу настилання, с;
коефіцієнта використання настильних столів:
Г — загальний час простоїв, с;
числа настилів на одному столі за зміну:
зм
/^7
7 — кількість настилів у карті розрахунку; кн — кількість настильних столів;
випуску одиниць крою виробів із одного настильного столу за зміну, од.:
зм .
н
трудомісткості одиниці крою, с:
л'.л
Запитання і завдання для самоперевірки і контролю
1. Дайте визначення таким поняттям: "процес настилання тканини”,
"цикл настилання”.
2. Які варіанти організаційно-технологічних схем настилання тканини
ви знаєте?
3. Які основні техніко-економічні показники можуть характеризувати
ефективність процесу настилання?
4. "Швейна фабрика в результаті технічного переозброєння запро-
вадила автоматизований настильно-розкрійний комплекс і тому питання
про оптимізацію процесу настилання ставити не доцільно”. Прокомен-
туйте цю заяву.
5. Чи зміниться послідовність і тривалість прийомів настилання при
способах настилання “лицьовий бік до лицьового” та "лицьовим боком
донизу". Відповідь обгрунтуйте.
6. Як впливає на вигляд математичної моделі тривалості циклу нас-
тилання рівень механізації процесу настилання?
7. У якому випадку показники "виробіток одиниць крою виробів на
одного працівника за зміну” та "випуск одиниць крою виробів з одного
настильного столу за зміну" будуть: а) однакові? б) різні? Відповідь об-
грунтуйте.
65
1.7. Моделювання організаційно-технологічних
схем настилання і розкрою в умовах
застосування лицензійних технологій
З метою визначення раціональних організаційно-технологічних
схем настилання та розкрою в УкрНДІШП були проведені експеримен-
тальні дослідження, суіь яких полягає в моделюванні варіантів насти-
лання та розкрою.
При моделюванні враховувались такі фактори, як ефективність вико-
ристання тканин, що забезпечується різними варіантами складання карт
розрахунку тканин, а також синхронізація операцій настилання та роз-
крою.
Критеріями при оцінці варіантів були вибрані мінімізація простоїв
настильного та розкрійного обладнання і максимізація випуску крою за
зміну.
Моделювання варіантів здійснювалось з урахуванням можливостей
настильно-розкрійного обладнання, встановленому в результаті техніч-
ного переобладнання підприємств за допомогою інофірм і застосування
ліцензійних технологій (табл. 15).
Таблиця 15. Перелік обладнання
Найменування обладнання Найменування фірми Габаритні розміри, м Кількість, ІПТ.
Елеватор стаціонарний “ІМА”, Італія 2
Стіл настильний Те саме 20,4 2
Каретка настильна “Інвестроніка”, Іспанія 2
Стіл розкрійний Те саме 7,0 2
Головка розкрійна »! 1
Стіл для комплектування II 2
Настилання тканини відбувається автоматично на двох настильних
столах 20 м завдовжки кожен, розкрій деталей із настилу — на двох
розкрійних столах 7 м завдовжки. Розкрій виконується автоматично од-
нією розкрійною головкою (рис. 8).
Для того щоб порівняти оцінки різних варіантів організації техноло-
гічних процесів, були проведені розрахунки тривалості циклів настилання
і розкрою на прикладі карти розрахунку на Черкаському виробничому
швейному об’єднанні.
Завдання для карти розрахунку було викладено в двох варіантах. У
варіанті І завдання було визначено двома багатоступінчастими настила-
ми. Кожний багатоступінчастий настил складається з настилів, для яких
розкладка лекал здійснюється у два або один комплекти лекал.
Перший багатоступінчастий настил складається з двох двоком-
плектних, двох однокомплектних розкладок лекал деталей куртки чоло-
вічої та однієї (допоміжної) розкладки деталей внутрішніх кишень.
Другий багатоступінчастий настил складається з двох двоком-
плектних, однієї однокомплектної розкладок лекал деталей куртки чоло-
вічої і однієї (допоміжної) розкладки деталей внутрішніх кишень.
Розвантаження Настилання
-----/ -------' —.уг. ---------
Розкрій
Рис. 8. Моделювання варіантів настилання
У варіанті II завдання також визначено
двома багатоступінчастими
111
настилами, але кожний з них складається з трьох двокомплектних, однієї
однокомплектної розкладок лекал деталей куртки чоловічої та однієї до-
поміжної розкладки.
Дані розрахунку для тканин верху і підкладки наведені в табл. 16.
Таблиця 16. Початкові дані для розрахунку тканин верху і підкладки
Показник Варіант
І П III IV
Тканина верху Кількість багатоступінчастих настилів в розрахунко- вій карті Кількість настилів (ступенів) в розрахунковій карті У тому числі: перший багатоступінчастий настил, розкладок лекал двокомплектних однокомплектових допоміжних настилів (деталі внутрішніх кишень) другий багатоступінчастий настил, розкладок лекал 2 9 2 2 1 2 9 2 2 1 2 9 2 2 1 2 10 2 1 1
Продовження табл. 16
4 Показник Варіант
І II III IV
двокомплектних однокомплектних допоміжних настилів (деталі внутрішніх кишень) Довжина настилів з урахуванням припуску на насти- лання, м перший багатоступінчастий, розкладок лекал двокомплектних однокомплектних допоміжних другий багатоступінчастий настил, розкладок лекал двокомплектних однокомплектних допоміжних Сумарна довжина багатоступінчастого настилу, м першого другого Кількість полотен в настилах, шт. Перший багатоступінчастий настил двокомплектних однокомплектних другий багатоступінчастий настил двокомплектних однокомплектних Кількість сувоїв матеріалу в розрахунковій карті, шт. Середній метраж сувою, м Метраж розрахункової карти Кількість одиниць в карті, шт. Тканина підкладки Кількість багатоступінчастих настилів у розрахунко- вій карті Кількість настилів (ступенів) у розрахунковій карті В тому числі: перший багатоступінчастий настил 2 1 3,92 2,15 0,46 82 16 68 2 1 1 4,275 2,01 0,46 3,98 4,27 2,05 0,46 12,815 10,76 72 7 54 зо 19 68 1291,74 605 2 1 1 3,92 4,275 2,15 2,01 0,46 3,98 4,27 2,05 0,46 12,815 10,76 82 72 16 7 68 54 ЗО 19 68 1291,74 605 2 9 3 1 3,92 4,275 4,27 2,05 і 0,46 1 3,92 4,275 3,98 2,15 0,46 14,975 14,785 42 42 54 37 68 40 ЗО 16 19 68 1291,74 605 2 9
68
Продовження табл. 16
Ппіґл імігу Варіант
X лУАиОПіІЛ II III IV
двок о м плектних 1 однокомплектних допоміжних настилів другий багатоступінчастий настил двокомплектних однокомплектних допоміжних настилів Довжини настилів з урахуванням припуску на насти- лання, м перший багатоступінчастий настил двокомплектних одноко м плектних допоміжних другий багатоступінчастий настил двокомплектних однокомплектних допоміжних Сумарна довжина багатоступінчастого настилу, м першого другого Кількість полотен в настилах, шт. перший багатоступінчастий настил двокомплектних однокомплектних другий багатоступінчастий настил двокомплектних однокомплектних Кількість сувоїв матеріалу в розрахунковій карті, шт. Середній метраж сувою Метраж розрахункової карти Кількість одиниць в розрахунковій карті, шт. * 2 2 1 2 1 1 2,935 3,32 1,55 1,65 0,23 3,40 3,085 1,60 0,23 9,685 11,220 164 144 16 70 136 108 ЗО 60,0 961,94 605 3 1 1 1 1 2,935 3,32 3,40 1,60 0,23 2,935 3,085 3,32 1,65 0,23 11,485 11,220 42 42 54 37 40 ЗО 68 16 60,0 961,94 605
69
Розглянемо варіанти моделювання організаційно-технологічних схем
настилання та розкрою.
Варіант І. Тканина верху двох карт розрахунку настилається одним
настешовальником на двох настильних столах послідовно. Кожна карта
розрахунку включає два настили в двох комплектах лекал і один (два)
настили в один комплект лекал. Сума довжин усіх настилів не повинна
перевищувати 13,5 м (тобто половини суми довжини настильної та роз-
крійної поверхні), тобто
20 + 7
13,5.
Настил роблять ступінчастим, починаючи з розкладок з двох ком-
плектів лекал і закінчуючи однокомплектним. Можна сформувати карти
з двох багатоступінчастих настилів, кожний з яких має містити таку кіль-
кість настилів (ступенів), сумарна довжина яких не перевищує 13,5 м.
Сувої тканини такої карти розрахунку мають бути заправлені в один
елеватор-накопичувач тканини, який знаходиться біля столу, на якому
виконують настилання карти розрахунку.
На першому столі настешовальник формує багатоступінчастий настил
однієї карти розрахунку або перший багатоступінчастий настил, якщо
карта складається з двох багатоступінчастих настилів у карті, ділиться
на дві частішії.
Сформований настил переміщується на вільну поверхню настильного
та на поверхню розкрійного столів, розсікається на окремі настили (сту-
пені), а настелювач переходить до другого стола і формує багатоступін-
частий настил іншої карти розрахунку або перший багатоступінчастий
настил (якщо карта складається з двох настилів). По закінченні насти-
лання на другому столі настелювач настилає тканину нової карти роз-
рахунку (або другий настил першої карта) на вільній настильній поверхні
першого стола і т.д.
Розкрій окремих настилів (ступенів) роблять на двох розкрійних сто-
лах однією розкрійною головкою, по черзі переміщуючи від одного роз-
крійного стола до другого. При цьому, коли на одному столі роблять
розкрій, на другому знімають та маркірують деталі крою, здійснюють
підготовку до розкрою наступного настилу тощо.
Варіант II. Дві карти розрахунку тканини верху одночасно настила-
ють на двох настильних столах два настелювачі, кожний з яких працює
на одному столі.
Кожна карта розрахунку включає два настили з двох комплектів ле-
кал і один (два) настили з одного комплекту лекал. Можна сформувати
карту розрахунку з двох багатоступінчастих настилів, кожний з яких по-
винен складатися з двох двокомплектних
плектних настилів (ступенів).
Сумарна довжина всіх настилів (ступенів) не повинна перевищувати
13,5 м.
одного (двох) одноком-
70
Після закінчення настилання на двох столах кожен з настилів, якій
знаходиться на своєму настильному столі, переміщується на вільну час-
тину настильної поверхні та на поверхню розкрійного стола, а на тій
поверхні, що вивільнилась, настелювач розпочинає формувати настилу
нової карти розрахунку або настилає другий багатоступінчастий настил
попередньої карти (якщо карта складається з двох багатоступінчастих
настилів) і т.д.
Розкрій настилів здійснюють так само, як в попередніх варіантах.
Варіант Ш. Дві карти розрахунку одночасно настилають на двох на-
стильних столах два настелючачі. Кожен з них працює на окремому столі.
Настил роблять ступінчастим, починаючи з розкладок з двох ком-
плектів і закінчуючи однокомплектними. Багатоступінчастий настил має
включати два настили з двох комплектів лекал і один (два) настил од-
нокомплектних.
Настилання виконують у такому самому порядку, як і в другому ва-
ріанті, але відмінність полягає в тому, що настилання тканини верху має
чергуватися з настиланням підкладочної тканини.
Розкрій настилів здійснюють, як і в попередніх варіантах.
Варіант IV. Як і в варіантах II і III, на двох настильних столах два
настелювачі одночасно формують настили. При цьому кожна карта ро-
зрахунку містить багатоступінчастий настил, який складається з трьох
двокомплектних розкладок та однієї однокомплектної. Можна сформу-
вати карти з двох багатоступінчастих настилів. У цьому випадку сумарна
довжина настилів (ступенів) становить більш як 13,5 м. При переміщу-
ванні такого настилу на розкрій звільняється близько 10-12 м настильної
поверхні, на якій наступний багатоступінчастий настил 15-17 м завдовж-
ки не можна зробити. Щоб уникнути тривалих простоїв, настилання тка-
нини верху має чергуватись з настиланням тканини підкладки, тому що
сумарний настил тканини підкладки, зроблений трьома дв©комплектни-
ми і однією однокомплектною розкладками, має довжину значно меншу
за довжину багатоступінчастого настилу тканини верху.
Розкрій настилів роблять так само, як і в попередніх варіантах.
Характеристику описаних варіантів роботи настильно-розкрійного
комплексу наведено в табл. 17.
Порівняння витрат часу на операціях настилання при різних варіантах
організації технологічних процесів подано в табл. 18, на операціях роз-
крою — у табл. 19, техніко-економічні показники варіантів, що моделю-
ються, — в табл. 20.
Аналіз техніко-економічних показників наведених варіантів організа-
ції робіт наспільно-розкрійногО комплексу свідчить про доцільність ви-
користання варіантів III і IV. При організації робота настильно-
розкрійного комплексу за варіантом IV можуть виникнути вимушені про-
стої як настильного, так і розкрійного обладнання, зумовлені різною
тривалістю циклів настилання та розкрою тканин верху і підкладки.
71
•ЗЛІ
ад-
г
Таблиця 17, Характеристика варіантів організаційних форм роботи
настильно-розкрійного комплексу
V" . ' А’ £_ £ і " Варіант Кількість Довжина Кількість настилів (ступенів) в багатоступінчастому настилі, іпт.
настелюва чів настильни! х столів настильни х кареток столу для настилами я настильно і поверхні розкрійної поверхні Разом настилів (ступенів) У тому числі
основних (двокомпл ектаих) ДОПОМІЖНІЇ X (однокомп і лектних) І
л 4 і І 1 2 2 20 13,5 7 з (4) 4 2 1 (2)
П 2 2 2 20 13,5 7 3 (4) 2 1 (2)
III 2 2 2 20 13,5 7 3(4) 2. 1 (2)
IV 2 2 2 20 15 7 4 3 1
' • 17
£
.ч
??<
Й-;
£
Таблиця 18. Порівняння витрат часу на здійснення операції настилання
Показник Варіант
І П III IV
Кількість настильних столів, шт. 2 2 2 2
Максимальна довжина настильної поверхні, що використовується при настиланні, м 13,5 13,5 13,5 15-17
Чисельність працюючих, чол. Тривалість циклу настилання тканини, с 1 2 2 2
верху 14213 14213 14213 14229
підкладки Кількість розкладок, які входять в багатосту- пінчастий настил — — 12278 12344
однокомплектних 2(1) 2(1) 2(0 1
двокомплектних Середня тривалість виконання настилу одним настелювачем за, с 2 2 2 3
зміну 24330 15240 16440 13800
день Середня тривалість міжопераційних простоїв за, с 48660 32760 32880 27600
зміну 870 9960 8760 1 11400
день Тривалість регламентованих простоїв за, с 1740 19920 17520 ; 22800
зміну 3600 3600 3600 3600
день 7200 7200 7200 7200
Тривалість настилання одиниці крою, с Випуск виробів з двох настильних столів за, шт. 28,5 47,6 47,6 47,6
зміну 1009 1210 1210 1210
день 2018 2420 2420 | 2420
Таблиця 19. Порівняння витрат часу на здійснення операції розкрою
Показник Варіант
II III IV
Кількість столів для розкрою, шт. 2 2 2 2
Довжина розкрійної поверхні, м Тривалість циклу розкрою тканин, с 7 7 7 7
верху 12564 12564 12564 14826
підкладки « * - 9720 11320
Кількість розкладок (ступенів), що входять в багатоступінчастий настил
одноком плектних 2(0 2 (1) 2 (1) 1
двокомплектних 2 2 2 3
Середні витрати часу на розкрій з двох нас- тильних столів за, с
зміну 21300 25200 24300 24180
день 42600 50400 48600 48360
Середні витрати часу на межопераційні про- стої за зміну, с 3900 900 1020
Витрати часу на розкрій одиниці крою, с 57 47,6 47,6 54,1
Кількість одиниць крою за зміну, шт. 1009 1210 1210 1064
Таблиця 20. Техніко-економічні показники варіантів технологічних процесів
настилання та розкрою, які моделюються
Показник Умовне позначення Варіант
І II ш IV
Тривалість циклу, с т ц
настилання тканини верху 14213 14213 14213 14229
настилання підкладки — 12278 12344
розкрою тканини верху 12564 12564 12564 14826
розкрою підкладки Загальний час межопераційних прос- Т м.пр 11 в 9720 9720
тоїв за зміну, с
настилання 870 9960 8760 11400
розкрій Регламентовані простої за зміну т рлр 3900 900 1020
настилання 3600 3600 3600 3600
розкрій Виробіток крою виробів на одного В 3600 3600 3600 3600
працюючого за зміну, шт.
настилання 1009 605 605 605
розкрій Коефіцієнт використання столів ^в.с 504 605 605 ... 532
73
Продовження табл. 19
* - — і Показник Умовне позначення Варіант 3 1 ґ
1 . П Ш IV
настильних 0,97 0,48 0,56 0,35
розкрійних 0,85 1,0 0,97 0,96
Випуск крою виробів з одного столу за зміну, шт.
настилання 504 605 605 605
розкрій 504 605 605 532
Трудомісткість одиниці крою, с
| настилання Т’н 28,5 47,6 47,6 47,6
розкрій Т р 57,0 47,6 47,6 54.1
| Сумарна трудомісткість, с --^сум 85,5 95,2 95,2 і ! 101,7 І
Щоб уникнути цього, доцільно встановити в зоні настильно-розбій-
ного комплексу дві допоміжні настильні поверхні невеликої довжини
(6-8 см), де настелювачі під час вимушених простоїв автоматизованих
нас гиль них столів змогли б виготовляти настили з синтетичних прокла-
дочних матеріалів, розкрій яких міг би здійснюватись автоматичною роз-
крійною головкою.
Запитання і завдання для самоперевірки і контролю
1. Які фактори враховують при моделюванні організаційно-техноло-
гічних схем (ОТС) настилання та розкрою?
2. Що приймають за критерій оптимальності при моделюванні варі-
антів ОТС?
3. Яке обладнання використовують при моделюванні ОТС?
4. Які техніко-економічні показники доцільно використовувати при по-
рівнянні варіантів?
5. Запропонуйте свій варіант ОТС, який відрізняється від тих, що
наведені у цьому розділі.
* "6. Порівняйте операції, що входять до циклу настилання при виконанні
її ручним способом та за допомогою настильно-розкрійного комплексу.
7. Якщо б вам запропонували з поданих у табл. 20 показників вибрати
лише один, то який би ви вибрали? Чому?
її
г
Розділ 2. МОДЕЛЮВАННЯ ТЕХНОЛОГІЧНИХ
ПРОЦЕСІВ ВИГОТОВЛЕННЯ
ШВЕЙНИХ ВИРОБІВ
2.1. Математична модель технологічного
процесу виготовлення швейних виробів
Модель технологічного процесу виробництва в потоках швейних
підприємств являє собою технологічну схему розподілу' праці (ТСП). Ві-
домою формою уявлення технологічного процесу виготовлення швейних
виробів є графічні моделі: структурно-логічна та топологічна.
Завдання проектування опитамальної технологічної схеми вироб-
ництва полягає в перетворенні графа технологічної послідовності (?тп у
граф технологічної схеми (7ТС, тобто О —> (7Т с (рис. 9).
Рис. 9. Перетворення графа технологічної послідовності в граф технологічної схеми
Розглянемо побудову математичної моделі Технологічної схеми пото-
ку:
1) задана технологічна послідовність неподільних операцій у вигляді
графа технологічних зв’язків, що формалізують маршрут обробки виро-
бів;
2) видомі основні параметри технологічно неподільних операцій
(ТНО): г. — час виконання /-Ї ТНО; г. — розряд і-ї ТНО; т. — код об-
ладнання, за допомогою якого виконується /-та ТНО.
Обмеженнями виступають вимога до комплектування організацііїних
операцій з ТНО.
Тривалість виконання організаційних операцій не повинна перевищу-
вати такта потоку, збільшеного на розмір допустимих відхилень:
75
де т — такт потоку, с; Дт — допустимі відхилення від такту; Ч}> — чисельність
робітників, зайнятих на у-й організаційній операції, чол.; п — кількість ТНО в
організаційній операції.
Технологічно неподільні операції, що входять в одну орагінзаційну,
повинні виконуватися на однаковому обладананні:
Н(х,) = Н(К>)
|ц(х,) = 1
де
Ух еКу
робоче місце, що об’єднує ТНО; х-
5
/-та технологічно неподільна
операція; р — код ТНО.
Для будь-якого відрізку шляху, що з’єднує дві організаційні операції,
всі проміжні операції мають знаходитися на цьому самому робочому
місці
Vх V? {.V єЯЛ У еЯ -> Г(л)оЛ‘(у <= «)},
де у— множина ТНО, що входять в А; Г—оператор, що показує співвідношення
дуги та вершини, тобто дуга “входить” чи “виходить” з вершини.
Різниця в розрядах ТНО, що об’єднуються в одну організаційну, не
повинна бути більшою ніж 2
Р(Х/ ) Р(‘Х; ) ~ 2 •
І
Сукупність ТНО, скомплектованих в організаційні можна розглядати
як непересічні множини, тобто кожна технологічна операція може вклю-
чатися до складу організаційної ліпне один раз:
хо
де х, ¥ — множини технологічних операцій, що встановлять будь-які дві орга-
нізаційні.
Об’єднання підмножини організаційних операцій мають становити
множину технологічних операцій послідовності, тобто всі технологічно
неподільні операції повинні взяти участь у формуванні організаційних
операцій
п
де X — множина операції! в технологічній послідованості; п — кількість органі-
заційних операцій у схемі виробництва.
Критерієм оптимальності (цільовою функцією технологічної схеми ви-
робництва) слід вважати мінімум прийнятого числа робітників, що до-
сягається при мінімальних втратах від некратносгі витрат часу на
організаційні операції такіу потока:
І тіп,
/=! і= 1
де / — число організаційних операцій, для яких справедливе співвідношення
тобто мінімізуються від’ємні відхилення від такту за умови, що відхилення на
перевантажених робочих місцях не перевищують величини, що передбачені в
першому обмеженні.
Процес формування оптимальної технологічної схеми виробництва
на ЕОМ закінчується розрахунком критерію оптимальності та основних
техніко -еко номічних показніпсів.
Задачі оптимізації схеми технологічного процесу можна віднести до
особливого класу — завдань календарного планування, частіша яких по-
в’язана з проектуванням технологічного процесу.
Для вирішення подібних завдань можуть бути використані як точні,
так і наближені методи, наприклад метод статистичного моделювання,
суть якого полягає в створенні моделювання алгоритму, що імітує взає-
модію елементів складних систем. Загальна характеристика цих методів
близька до схеми перебирання варіантів. Суттєвою відмінністю є те, що
переглядається обмежена кількість варіантів, які вибирають випадково.
При цьому, чим більше число розглянутих варіантів, тим більше віро-
гідність одержання оптимального рішення.
До точних методів належать також метод повного перебі-фання варі-
антів, послідовного конструювання, аналізу та відсіву варіантів.
Метод повного перебирання варіантів полягає в побудові всіх можли-
вих варіантів, що ие є ефективним.
Метод послідовного конструювання, аналізу і відсіву варіантів грунту-
ється на можливості конструювання варіантів та використанні правила
домінування відрізків варіантів для звуження множини переглянутих ва-
ріантів. Цеїт метод і був застосований для вирішення завдання оптимізації
технологічної схеми. Його можна уявити як такий ітераційний процес:
1) створення всіх можливих варіантів елементарних операцій, що від-
повідають обмеженням, в яких формалізовані основні вимоги до ком-
плектування організаційних операцій, тобто варіанти організації
першого робочого місця;
2) виключення технологічних операцій, що ввійшли до першого ро-
бочого місця, з метою створення нової множини технологічно неподіль-
них операцій;
3) створення множини варіантів організації другого робочого місця;
4) побудова об’єднань множин, які дістали на першому та другому
кроках ітераційного процесу, і визначення для них критерію — чисель-
ності робітників по кожному з фрагментів графа конструювання рішення;
5) виключення множин за правилом домінування, суть якого полягає
в тому, що при порівнянні деяких множин /?2 (фрагменти графа) та
відповідних їм значень чисельності робітників Ч\ і Ч2 здійснюють вик-
лючення множини А,, якого 7?! < А, і % = Ч2. Це означає, що якщо серед
побудованих фрагментів “дерева” рішень знаходиться оптимальне, то йо-
го дістають в результаті продовження тієї “гілки дерева”, яка при рівних
значеннях чисельності робітників за порівнюваними варіантами містить
більшу кількість ТНО;
6) процес конструювання продовжується доти, поки виключення мно-
жин, сформованих на попередніх кроках, з множин ТНО, сформованих
на попередніх кроках, не дасть “нульової” множини, тобто такого, шо
не містить елементів (рис. 10).
Рис. І0. “Дерево” пошуку рішень: а — першим варіант, б — другий варіант
Одним із факторів, що впливають на ефективність повузлових пото-
ків, є вибір оптимального об’єднання вузлів для спільної обробки групою
робітників. Кількість можливих об’єднань може бути дуже великою, а
інтуїтивні міркування про технологічну однорідність різних вузлів не зав-
жди забезпечують достовірність результатів. Тому при проектуванні на
ЕОМ повузлових потоків треба вирішити ще одне завдання — оптималь-
ного об’єднання вузлів, що є окреміш випадком задач про паросполу-
чеиня з максимальною масою.
При цьому спочатку формують оптимальні множини робочих місць
для кожного окремого вузла і всіх можливих варіантів об’єднань вузлів.
Для кожного з варіантів об’єднань визначають економію чисельності ро-
бітників порівняно з тим числом, яке сформоване в технологічних схемах
окремих вузлів.
Цільова функція вимагає досягнення найбільшої сумарної економії
чисельності робітників при об’єднанні вузлів по всії технологічній схемі
виробництва.
Вирішення цього завдання дасть змогу підвищити техніко-економічні
показнішії повузлових потоків за рахунок кращої синхронізації операції
та підвищення використання обладнання.
® Запитання і завдання для самоперевірки І контролю
1. Визначте критерій оптимальності проектування технологічної схеми
виробництва.
2. Осовні вимоги до комплектування організаційних операцій з числа
технологічно неподільних.
3. Які методи доцільно використовувати при проектуванні оптимальної
технологічної схеми виробництва на ЕОМ?
4. Як зміняться обмеження в математичній моделі оптимізації техно-
логічної схеми в конвеєрних і в агрегати о-групових потоках?
5. Обгрунтуйте доцільність застосування критерію оптимальної опти-
мізації технологічної схеми виробництва.
6. Якому з методів ви віддали б перевагу: методу послідовного кон-
струювання, аналізу і відсіву чи методу повного перебирання варі-
антів? Відповідь обгрунтуйте..
2.2. Формування інформації для моделювання
потоків на ЕОМ
Якість результатів моделювання технологічних процесів швейно-
го виробництва з метою вибору раціональної форми організації потоку
значною мірою визначається вхідною інформацією.
Такі вхідні параметри, як час виконання технологічно неподільної
операції, технологічні зв’язки між операціями,
розряд неподільної операції, клас обладнання, мають суттєвий вплив
на результати вирішення завдання щодо вибору раціональних організа-
ційних рішень. Формування вхідної інформації є важливіш етапом зав-
дання моделювання технологічних процесів.
Вхідною інформацією для вирішення цього завдання є технологічна
послідовність обробки виробів, яку попередньо аналізують, коригують
та формалізують.
У цій роботі виділяють чотири етапи:
1) вибирають метод формування організаційних операцій (з числа те-
хнологічно неподільних або їх блоків);
2) визначають зміни щодо трудомісткості виробів залежно від рівня
технології та техніки;
3) обгрунтовують зменшення витрат при переході від конвеєрних
форм організації потоків з поштучною системою запуску до групової
форми організації з пачковою системою запуску;
4) формалізують технологічні зв’язки між операціями, що визначають
маршрут обробки виробів.
На першому етапі визначають можливість підвищення ефективності
розподілу та кооперації праці за рахунок раціонального розподілу тех-
нологічно неподільних операцій (ТНО) між виконавцями.
З цією метою вивчають і аналізують розподіл та кооперацію праці,
що дає змогу з мінімальними витратами ефективно використовувати об-
ладнання і кваліфікацію робітників за рахунок перерозподілу ТНО, ос-
новних та допоміжних робіт між робітниками.
Відомо два основних методи комплектування організаційних опера-
цімй з числа ТНО: традиційний, що полягає в узгодженні часу техноло-
гічних операцій з тактом потоку; оснований на попередньому' формуванні
комплексу технологічних операцій з метою економії трудових прийомів.
В умовах сучасного технічного розвитку швейної промисловості слід
переглянути принципи проектування технологічних процесів, відмови-
тись від занадто вузької спеціалізації організаційних операцій і перйти
до максимально можливої концентрації ТНО, що належать до одного
вузла, на одному' робочому7 місці. Це дасть можливість скоротити час на
прийоми переміщення, уникнути монотонності праці та забезпечити до-
статній рівень її змістовності.
При проектуванні технологічної схеми виробництва традиційним ме-
тодом підвищення продуктивності праці і поліпшення віжористання ро-
80
бочого часу можна досягти лише за рахунок підвищення синхронізації
організаційних операцій. Такий важливий напрям наукової організації
праці, як економія трудових прийомів, залишається без увага.
Дослідження показали, що попереднє об’єднання ТНО в блоки з ме-
тою економії трудових прийомів робітників при проектуванні техно-
логічної схеми дає змогу на 15-20 % скоротити частку
допоміжно-переміщувальних прийомів. При цьому в норми часу на тех-
нологічно неподільні операції включають тривалість лише тих допоміж-
них прийомів, які не повторюються при об’єднанні операції однієї деталі
чи вузла. Відтак технологічна послідовність перетворюється на блоки
операцій за принципом максимальної концентрації у блоці ТНО, тобто
блоки характеризуються належністю до одного вузла (деталі) виробу,
ідентичністю обладнання та близкістю розрядів операцій.
Далі блоки операцій розглядаються як технологічно неподільні опе-
рації і на основі їх формуються організаційні операції. За рахунок цього
ліквідується цілий ряд прийомів ручної праці, зменшується кількість пе-
реходів предметів праці з одного робочого місця на інше, а отже, змен-
шується трудомісткість виробів (табл. 21).
Таблиця 21. Характеристика витрат часу при різних методах проектування
технологічних процесів
Технологічний процес Трудомісткість виготовлення чоловічих сорочок при методах проектування, с Зміна трудомісткості, о/ /о
традиційному новому
Обробка коміра Обробка спинки та піл очки Обробка рукавів Разом по заготівельній секції Монтажна секція Разом по виробу ; 294,6 117,9 247,0 659,5 569,7 1229,2 286,9 111,9 243,7 642,5 553,3 1195,8 -2,6 -5,1 -1,3 -2,6 -2,9 -2,7
Під час аналізу встановлено, що відносне скорочення витрат часу
пов’язано з розміром деталі, яку оброблюють. Так, для деталей більшого
розміру відносне скорочення трудомісткості при формуванні блоків ста-
новить 5,1 %, а для деталей меншого розміру — 2,6 %.
В потоках II покоління для виконання технологічно неподільних опе-
рацій необхідне різне обладнання, що значно скорочує можливість форму-
вання блоків. Запровадження нового методу проектування в цих потоках
може бути ефективним лише за умови великої потужності, тому що незначне
скорочення трудомісткості внаслідок обмежених можливостей для форму-
вання блоків в потоках другого покоління не перекриває втрат, що вини-
кають при узгодженні з тактом більш великих операцій (блоків).
Отже, запровадження нового методу комплектування організаційних
операцій доцільно в потоках І покоління з широким використанням од-
нотипного обладнання універсальної дії.
При формуванні вхідної інформації з метою вибору раціональної фор-
ми організації потоків доцільно враховувати змінений часу на допоміжні
прийоми при різних формах.
На другому етапі підготовки вхідної інформації треба визначити зміни
витрат часу при переході від однієї форми організації потоку до іншої.
Зміни витрат часу можна обгрунтувати за такою методикою:
1) вибирають найбільш характерні операції, що відрізняються розмі-
рами деталей та довжиною шва;
2) за формулами визначають основний час, який потім коригується
на коефіцієнт, що враховує відносне скорочення витрат основного часу
при роботі пачкою деталей;
3) встановлюється норма часу на ті допоміжні елементи, тривалість
яких не залежить від розміру транспортної партії, тобто буде незмінно
в умовах будь-якої форми організації (час поворотів, перехватів, контро-
лю якості, виконання прийомів “взяти деталь”, “подати деталь під ро-
бочий орган машини” та ін);
4) складається перелік допоміжних прийомів, що пов’язані з специфі-
кою форми організації, і встановлюються витрати часу на ці прийоми;
5) визначають норми часу на типові операції для потоків з регламен-
тованим та вільним ритмом роботи з урахуванням розбіжностей в розмірі
витрат часу, які нормуються, на прийоми підготовчо-заключної роботи,
обслуговування робочого місця, відпочинок та особисті потреби;
6) визначають розмір зміни норм часу, який поширюється на операції
технологічної послідовності, що споріднені за ознаками “розмір деталі”
та “довжина шва” і на яких можлива організація роботи пачкою.
Фрагмент результатів розрахунків за цією методикою наведено в
табл. 22.
Таблиця 22. Зміна витрат часу при впровадженні потоку малих серій ТКТ
(за матеріалами Луганської трикотажної фабрики Лутрі)
Операція Довжина шва, см - Основний час, с Допоміжний час, с Норма часу, с Зміна норми часу, %
не залежить від ФОП залежить від ФОП конвеєр ТКТ
конвеєр ТКТ
Зшити плечові зрізи 3 0,49 6,0 8,7 4,51 15,2 11,0 -27,6
Зшити зрізи переду 45 2,59 9,62 8,7 4,29 20,9 16,5 -21,05
Зшити зрізи спинки 68 4,01 14,8 8,7 4,29 27,5 23,1 -16,0
Настрочити мережи- во по горловині 120 7,51 18,31 8,9 4,48 34,7 30,3 -12,7
Настрочити мережи- во по низу 171 і 3,49 16,1 9,3 5,91 38,9 35,5 -8,7
Відносне зменшення витрат часу на виконання операції залежить від
довжини шва та розміру деталі. На швейних підприємствах не завжди
змінюють норми часу на операції при переході з конвеєрної форми ор-
ганізації на агрегатно-групову, тобто з поштучної обробки деталей на
пачкову, що не дає змогу правильно оцінити ефективність нових форм.
82
: .>11.'ЧЯІН.Р"! III..І
-»м.
Рекомендації щодо зміни витрат часу при переході з конвеєрної форми
організації потоків на АГП наведені в табл. 23.
Таблиця 23. Рівняння регресії зміни витрат часу
Довжина шва. см Розмір деталі Рівняння регресії
До 20 см Мала У = 14,404 - 0,25 X
Середня ¥ = 9,492 - 0.122 X
Велика Г= 6,134 - 0,064 X
21 -76 Мала У = 10,659 - 0,073 X
Середня К = 8,035 - 0.047 X
Велика У = 5,291 - 0,026 X |
Більш як 75 Мала У = 9,127 - 0,055 X '
Середня У - 6.089 - 0,037 X
Велика У - 3,452 - 0,019 X
Залежність зниження трудомісткості виконання операції ¥ від дов-
жини шва X при зміні форми організації з конвеєрної ФОП на АГП (для
виробів платяного асортименту) показана в табл. 24.
Таблиця 24. Рекомендації щодо зміни витрат часу при переході
з конвеєрної форми організації на АГП
Асортимент Розмір деталі Довжина шва, см Зміна витрат часу, %
Пальто жіноче Мала До 20 10,6
21 — 76 9,3
Більш як 76 5,0
Середня До 20 13,7
21 — 76 10,5
Більш як 76 6,5
Велика До 20 14,7
21 — 76 9,1
Більше як 76 6,9
На третьому етапі вивчають трудомісткість виробів при різних фор-
мах організації залежно від технічного обладнання.
При зміні форми організації потоків в умовах однакового технічного
оснащення та технології, яку застосовують внаслідок специфічних допо-
міжних прийомів, змінюються норми часу на технологічній операції.
Деякі допоміжні прийоми характерні лише для заданих форм. Нап-
риклад, для АГП — ‘‘перемістити ланцюжок деталей”, “укласти деталі в
пачку”, для потоків малих серій (ПМС) — “зняти коробку з напівфаб-
рикатами”, “поставити коробку на транспортер” та ін. Причому такі
прийоми, як “взяти та відкласти ножиці”, “вийняти деталь з-під лапки
машини”, в АГП відносяться до пачки деталей, в конвеєрних потоках —
до кожної деталі, а із застосуванням прогресивного обладнання з авто-
матичним обрізуванням ниток та укладанням деталей в пачку ці прийоми
відсутні. Витрати часу на допоміжні прийоми при різних формах орга-
нізації та при умові застосування технічного обладнання потоків наведені
в табл. 25.
83
Таблиця 25. Характеристика витрат часу на допоміжні прийоми
Витрати часу на виконання допоміжних прийомів
при різних формах організації, с_______________________
Технічне оснащення І І і агрегатні потоки конвеєрні потоки АГП Потоки з вільним ритмом
без автоматичного адресування з автоматич- ним адресуванням
І Потоки І першого покоління 9,1 12,5 9,13 9,53 9,30
другого покоління 7,25 7,0 7,25 7,65 7,42
Зміни часу, % -25,3 -44,0 -20,6 -19,7 -20,2
Отже, при застосуванні прогресивного обладнання (з автоматичним
обрізуванням ниток та пневматичним укладанням деталей у потоках II
покоління) різко змінюється співвідношення часу на допоміжні витрати
часу в потоках з поштучною та пачковою обробкою. Це пояснюється
відсутністю таких допоміжних прийомів, як “взяти та відкласти ножиці”,
“обрізати нитки”, “перемістити ланцюжок деталей”, “відкласти деталь”,
які формують економію часу при роботі з пачкою деталей.
Висновки про ефективність однієї і тієї самої форми організації у по-
токах І та II покоління будуть різними, на що потрібно звертати увагу
при підготовці інформації для вирішення завдання моделювання техно-
логічних процесів у швейних потоках.
Останнім етапом підготовки інформації є формалізація технологічних
зв’язків між технологічно неподільними операціями. Цей етап полягає в
побудові графічних моделей технологічного процесу: структурно-логіч-
ної та топологічної.
Отже, процес підготовки інформації є дуже важливим етапом у вирішенні
завдання моделювання та вибору форми організації швейних потоків.
Запитання і завдання для самоперевірки і контролю
1. У чому полягає підготовка інформації для моделювання потоків на
ЕОМ?
2. Визначте методи комплектування організаційних операцій з числа
технологічно неподільних.
3. Які основні етапи методики розрахунку зміни витрат часу при
переході від однієї форми організації потоків до іншої ви знаєте?
4. "Метод комплектування організаційних операцій, що грунтується
на принципі економії трудових прийомів, доцільно використовувати в
потоках І покоління". Обгрунтуйте це положення.
5. Які допоміжні прийоми операції, що змінюються при зміні форми
організації потоку використовують, наприклад, для потоків з регламен-
тованим та вільним ритмом роботи.
6. Як змінюються витрати часу залежно від розміру деталі та довжини
шва? Відповідь обгрунтуйте.
84
2.3. Моделювання процесу вибору раціональних
форм організації потоків
і
Для вибору раціонального варіанту організації виробництва в
потоках швейних підприємств треба розглянути кілька можливих варі-
антів форм організації та на основі критерію оптимальності визначити
найбільш придатний для конкретних умов виробництва.
Традиційним методом визначення ефективності і вибору раціональ-
них форм організації потоків є аналіз показників використання основних
елементів виробничого процесу. Цей метод дуже простий, дає змогу ви-
значити резерви підвищення ефективності діючих потоків та порівнювати
потоки з різними формами їх організації, але в зв’язку з більш суттєвим
впливом інших факторів не можна визначити вплив форми потоку на
ного ефективність (табл. 26).
Таблиця 26. Порівняння ефективності різних форм організації потоків
4,
З
х
'
:
Назва виробу Форма організації потоку Продуктивність праці одного робітника за зміну за групами потужності, грош.од.
малою середньою великою
Плащі жіночі Агрегат 11,08 10,85 і —
Конвеєр 11,48 11,38
АГП 11,52 12,73
Плаття жіночі з бавов- Агрегат — 12,56 —
няних тканин Конвеєр —ш— 12,08 “—
АГП 10,62 »
Піджаки чоловічі Конвеєр 10,71 11,75
АГП 14,08 12,71
Брюки чоловічі Агрегат 8,29 ——
Конвеєр 8,80 9,44 12,36
АГП 7,51 9,55 12.23
і
Одним із методів вибору раціональних організаційних рішень є метод
проведення промислового експерименту, мета якого - оптимізація діючої
системи або дослідження впливу окремих факторів на ефективність її
функціювання. Цей метод використовують рідко, оскільки для цього по-
трібні особливі умови, що можуть мати місце при технічному переозб-
роєнні та реконструкції потоку.
Схема проведення експерименту така:
збір необхідної інформації про функціювання конкретної форми ор-
ганізації потоку, тобто вивчення об’єкта методом спостережень;
зміна форми організації потоку при незмінних інших факторах ви-
робництва та проектування потоку;
визначення техніко-економічних показників в новій виробничій ситу-
ації та вибір на основі критерію оптимальності форми організації, опти-
мальної для конкретної ситуації.
Ідеальний експеримент, що дає змогу виявити вплив на ефективність
Вл-
*
ж
. : .і- -
лише одного з факторів — форми організації, проводять при незмінних
технічному обладнанні потоку та технології виготовлення виробів. У
практичній діяльності швейних підприємств перебудова потоків здійсню-
ється насамперед з метою підвищення технічного рівня, впровадження
комплексної механізації потоку при одночасному впровадженні нової
форми. Щоб визначити ефективність функціонування потоку за рахунок
фактора ФОП, слід уникнути впливу інших факторів, які іноді суттєво
впливають на ефективність потоку.
Особливість цього експерименту полягає в тому, що його передумо-
вою є активне втручання в хід виробничого процесу.
Для постановки експерименту визначають фактори, які не змінюються
в процесі експерименту, та ті, які можуть змінюватись. На основі техні-
ко-економічних показників варіантів ФОП за критерієм оптимальності
визначають найбільш ефективний варіант ФОП для заданих умов вироб-
ництва (рис. 11).
На початковому етапі проведення експерименту встановлюють всі мо-
жливі фактори та результати впливу їх
Фактори впливу X.
Потужність потоку
Прогресивність обладнання
Прогресивність технології
Методи формування організацій-
них операцій
Розмір транспортної партії
Розмір незавершеного вироб
ництва
Функція відгуку У-
Поліпшення синхронізації організаційних
операцій
Зменшення трудомісткості виготовлення
виробів
Зменшення трудомісткості виготовлення
виробів
Зміна витрат часу на допоміжні прийоми
Зменшення трудомісткості виготовлення
виробів, зміна обсягів незавершеного вироб-
ництва
Скорочення тривалості виробничого циклу
З загальної кількості факторів виділяють найбільш суттєві, тобто ті,
що впливають на результати експерименту.
В основу експерименту були покладені роботи УкрНДІ швейної про-
мисловості щодо реконструкції швейних потоків (табл. 27).
Результати експерименту свідчать про те, що характер зміни техніко-
економічних показників при зміні ФОП (впровадженні АГП), однакових
для всіх потоків, що аналізувались, погіршується використання облад-
нання, збільшується обсяг незавершеного виробшщтва, зменшується ко-
ефіцієнт віжористання обігових коштів в потоках.
В усіх потоках впровадження АГП було ефективним, оскільки спос-
терігалось підвищення продуктивності праці та зниження питомих зве-
дених витрат.
Проведення експерименту в реальних умовах дає змогу встановити,
як впливають керовані фактори на двох рівнях — фактичному (до ре-
Фактори експерименту
І
і
Таблиця 27. Результати експерименту
Асортимент * Форма організації потоків Потужність потоку, чол. Продуктивні сть праці одного робітника, ОД. Коефіцієнт використанн я обладнання Незавершене виробництво Зведені витрати
Плащі жіночі Конвеєр 52 2,94 0.915 2,14 0,485
(Луганське ВШО) АГП 52 3,31 1 0,731 3,49 0,419 1 і
% зміни 1 + 12,6 -20,1 +63,1 -13,7
Пальто жіноче і Конвеєр 60 2,42 0,676 1,725 0,615
АГП 55 2,76 0,683 3,329 0,530
> % зміни —8,33 + 14,36 + 1,04 +92,99 -13,82
П альто жіно че Конвеєр 101 2,32 0,661 2,985 0,374
демісезонне (За- порізьке ВШО) АГП 74 2,51 0,779 3,229 0,290
! ( і ... % зміни -26,7 +8,1 + 17,85 +8,17 -22,5
конструкції) та передбачуваному (після реконструкції). Але в зв’язку з
тим, що повторити експеримент багато разів в одному потоці не можна,
перевірити доцільність зміни окремих факторів для досягнення оптималь-
них результатів неможливо.
Найбільш придатним методом для визначення оптимальної ФОП є
моделювання різноманітних варіантів за допомогою машинної імітації.
ЕОМ дає змогу вирішити питання удосконалення організаційно-техно-
логічних рішень у швейних потоках, а саме: визначити оптимальний рі-
вень концентрації потоків; вибрати раціональні форми організації
потоків для заданого рівня спеціалізації, а також технічне оснащення
потоків.
Вирішення цих питань забезпечить ефективне функціонування вибра-
ного варіанта організаційно-технологічних рішень для конкретних умов
виробництва.
Важливим інструментом системного аналізу є імітаційне моделювання
виробничих процесів з метою вибору раціональних організаційно-техно-
логічних рішень. При цьому велике значення мають параметри процесу
та діапазон варіювання кожного з них. Такими параметрами є потужність
потоку, спеціалізація та технічне оснащення. При імітації процесу вибору
раціонального ФОП доцільно моделювати всі можливі варіанти для за-
даного асортименту та конкретних умов виробництва, визначити вплив
основних параметрів на ефективність ФОП, вибрати оптимальне рішен-
ня.
Відомо, що модель технологічного процесу виготовлення швейних
виробів може бути представлена технологічною схемою розподілу праці,
тому проектування схеми є першорядним завданням вибору раціональ-
них ФОП (рис. 12).
я
її
>•
Рис. 12. Структурна схема імітаційної моделі процесу вибору раціональної форми
організації потоків (ФОП)
року (кварталу), з безпорадним запуском виробів, без урахування одно-
рідності мегодав їх обробки, а також зниження якості обробки виробів
у період освоєння нової продукції, підвищення умовно-постійних витрат
на одиницю продукції у разі зменшення обсягів виробництва, додаткові
витрати на обладнання, яке вже не використовується у виробництві де-
яких моделей (амортизаційні відрахування та наведені капітальні витра-
ти), зменшення прибутку.
Отже, під гнучкістю слід розуміти здатність виробничої системи ада-
птуватися до зміни умов функціонування з мінімальними втратами та
витратами. Виділяють декілька основних видів гнучкості.
Гнучкість номенклатури відображує здатність виробничої системи до
оновлення продукції при збереженні деякого рівня ефектиності. В дріб-
носерійному виробництві за показник гнучкості номенклатури може бути
прийнятий максимальний коефіцієнт оновлення продукції, при якому ви-
користання системи залишається економічно ефективним. Для забезпе-
чення цього виду гнучкості важливе значення має уніфікація
конструктивних та технологічних рішень, що може досягатись за рахунок
автоматизації комплексної підготовки виробництва з використанням си-
стем автоматичного проектування (САПР).
Технологічна гнучкість — здатність системи використовувати різні ва-
ріанти технологічного процесу для компенсації можливих відхилень від
запланованого ходу виробіпіцтва. Її поділяють на маршрутну та опера-
ційну. Маршрутна передбачає можливість зміни порядку проходження
виробів по робочих місцях при виникненні так званих “вузьких місць”
(мала продуктивність праці деяких робітників, тимчасова відсутність ро-
бітників, вихід з ладу обладнання), а також можливість розподілу тех-
нологічних операцій кожної нової моделі по сформованих робочих
місцях (при цьому технологічна послідовність обробки моделей відріз-
няється).
Під операційною гнучкістю розуміють можливість зміни режимів
обробки на операціях виробничої системи. Цей вид гнучкості пов’язаний
з технічним рівнем засобів праці, які застосовують.
Гнучкість засобів праці (технічну гнучкість) можна розглядати як ос-
нащення засобами для варіювання параметрів обробки (частоти стібків,
конфігурації строчок, розмірів поверхні, як)' обробляють, тощо). (Для
цього використовують мікропроцесорну техніку); а також як викорис-
тання обладнання, що придатне для обробки всіх різновидів продукції
незалежно від модельних особливостей (обладнання для автоматичного
розкрою, підвісні транспортні системи, станки для друку етикеток, об-
ладнання САПР), впровадження засобів праці, що використовують, щоб
врахувати вимоги моди, виконати деякі оздоблювальні роботи (складки,
буфи, збірки, обкантовування).
Гнучкість обсягів випуску відображує можливість виробничої системи
виробляти продукцію, якщо різні за розміром партії запуску. Вона може
бути охарактеризована мінімальним розміром партії, коли використання
системи економічно ефективне.
Гнучкість розширення системи характеризує можливості поетапного
її створення та подальшого її нарощування, а також поєднання декількох
систем в єдиний комплекс.
Гнучкість організації виробництва полягає в створенні такої організа-
ційної структури, яка б забезпечувала найбільш ефективне функціону-
вання виробництва за умов зміни асортименту і впливала як стабілізатор
на основні умови взаємодії елементів виробництва та вихідні параметри
(випуск, ритмічність, якість, прибуток). Відповідно до сучасного стану
швейного виробництва саме цій формі виявлення гнучкості має приділя-
тися найбільша увага. Використання організаційних факторів підвищен-
ня гнучкості виробництва дає змогу зменшити втрати, пов’язані зі зміною
асортименту продукції при будь-яких співвідношеннях рівня техніки, те-
хнології, обсягах виробництва тощо.
3.2. Методи організації гнучких потоків
Передумови гнучкого виробництва мають закладатися на пер-
шому етапі — етапі комплексної підготовки, підпорядкованій цільовій
установці на створення гнучкого виробництва. В галузі конструкторської
підготовки — це адресне моделювання та конструювання, зорієнтоване
на певні технологічні процеси й створення колекцій моделей певних асор-
тиментних груп, в галузі технологічної підготовки виробництва — ство-
рення уніфікованої гнучкої технології для груп виробів, які мають спільні
конструктивно-технологічні ознаки, на основі максимальної механізації
та автоматизації технологічного процесу, організаційної — побудова ти-
пових схем організації виробничих процесів по обробці різновидів про-
дукції, що входять до технологічно однорідних груп, проектування
оперативних організаційних заходів, які можуть позитивно впливати на
гнучкість процесу (наприклад, встановлення раціонального запуску різ-
них моделей у потік).
Визначення однорідності моделей, включених до асортименту, з нас-
тупним групуванням для розподілу між потоками є дуже суттєвим мо-
ментом гнучкої потокової організації виробництва. Не слід розуміти
гнучкість виробничого процесу як здатність виготовляти все що завгод-
но. Немає й не може існувати таких форм організації, які при цьому
зберігали б і достатній рівень ефективності. Тому на етапі організаційної
підготовки слід ретельно відбирати види виробів та моделі їх для спільної
обробки в одному потоці.
Групування виробів можна здійснювати за видовою ознакою і озна-
кою однорідності.
Групування за видовою ознакою дає можливість врахувати рівень кон-
структивно-технологічної однорідності і структури та властивостей ма-
теріалів, які використовують, обладнання, ідентичність пакетів матеріа-
лів, що обробляють.
За цією ознакою до однієї групи включають пальта чоловічі зимові
та демісезонні, напівпальта, до іншої — плащі, куртки тощо.
Групування моделей за ознакою однорідності технологічних операцій
має сенс тоді, коли в швейних цехах діють декілька потоків, спеціалізо-
ваних на виготовленні одного виду виробів.
Основою для такого групування є визначення для кожної з пар моде-
лей, включених до асортименту, коефіцієнтів однорідності за формулою
де V / — витрати часу на виконання однорідних операцій, що мають місце
при обробці обох моделей; А\, — загальнатрудомісткість виготовлення 1-ї, і
2-ї моделей.
Однорідними вважають операції або спільні, або ті, які виконують
на подібному обладнанні, схожі за характером дії на предмет праці, а
також за тривалістю виконання.
Оцінку однорідності моделей жіночого шовкового плаття розглянемо
на такому прикладі (табл. 28-29). Для моделей А і Б
Я’ = = 0,358.
одн 3645+4873
Таблиця 28. Вихідні дані для визначення коефіцієнтів однорідності моделей
Модель Трудомісткість моделей, с Вит; >ати часу на однорідні операції по парах моделей» с
Б В г Д
А 3645 II 1526 2141 2432 2278
Б 4873 1526 ——„ 3346 2030 2538
В 5127 2141 3446 — — 2234 2166
г 3702 2432 2030 2234 2884
д 4760 2278 2538 2166 2884 - - --
Таблиця 29. Матриця коефіцієнтів однорідності
Модель Б В Г Д
А 1 0,358 0,488 0,662 0,542
Б 0,358 1 0,669 0,473 0,527
В 0,488 0,669 1 0,506 0,438
Г 0,662 0,473 0,506 1 0,682
д 0,542 0,527 0,438 0,682 1
Наведений приклад дещо спрощений, оскільки побудований на даних,
що стосуються тільки п’яти моделей.
94 .1
Виходячи з даних матриці коефіцієнтів однорідності, моделі можна
згрупувати для спільної обробки так: І група — А, Г, Д; II група — Б,
В. На вибір організаційної форми гнучкого потоку впливають рівень
спеціалізації підприємства та його підрозділів, потужність потоків, тех-
нічний рівень виробництва, розмір серій та партій запуску, частота змі-
а типи організаційних
структур гнучких потоків.
Перший тіш—це потік з централізованою заготовчою дільницею (сек-
цією) та кількома монтажними дільницями, кожна з яких спеціалізується
на вивготовленні однорідних моделей певної колекції. Другий — дрібно-
серійний секційний потік з резервним обладнанням, періодичне викорис-
тання якого гарантує можливість випуску виробів широкого асортименту.
Гнучкі потоки першого типу використовуються переважно в разі ор-
ганізації виробництва порівняно стабільної груші продукції (чоловічі ко-
стюм, сорочки, пальта, плащі) у комплексно-механізованих лініях
(потоках другого покоління). Вони характеризуються значною потужні-
стю (чисельність робітників — 50-130 чол.), секційною побудовою та до-
сить великими розмірами серій виробів одного найменування.
Комплексно-механізовані лінії (КМЛ) оснащені напівавтоматами (до-
вгошовними, короткошовними, для обшивання за контуром), універсаль-
ним обладнанням з пристроями для автоматизації допоміжних прийомів
праці, комплектами обладнання для волого-теплової обробки.
Використання спеціалізованих високопродуктивних напівавтоматів
потребує найбільш високого рівня їх завантаження. Тому гнучкі потоки
першого типу мають бути великої потужності.
Вирішення завдання оптимізації потужності комплексних механізова-
них ліній за своїми методами відрізняється від вирішення його для по-
токів першого покоління. Насамперед це пов’язано з тим, що якісні зміни
в технічній базі різко підвищують витрати на його експлуатацію та ка-
пітальні витрати, що потребує приведення організаційних рішень відпо-
відно до технічного рівня виробництва.
Поряд з напівавтоматичним обладнанням в КМЛ використовують
традиційне швейне обладнання, а також універсальні та спеціальні ма-
шини з автоматизацією допоміжних прийомів. Напівавтоматичне облад-
нання переважно зосереджене в заготовчій секції (умовно її можна
назвати автоматичною дільницею), а традиційне — в монтажній. Це й
визначає своєрідність підходу до оптимізації організаційних рішень ком-
плексно -механізованих ліній.
Для автоматизованої дільниці завдання оптимізації потужності поля-
гає в тому, щоб забезпечити такий випуск продукції, коли буде досягнуто
оптимальне завантаження різного за продуктивністю обладнання з ура-
хуванням його вартості. При цьому робітники мають таку саму заван-
таженість як і обладнання.
У зв’язку з тим, що процеси монтажу в КМЛ та потоках першого
покоління х технічного боку мало чим відрізняються, в них зберігається
95
однаковий ступінь участі робітників у виконанні операцій. Тому на даній
стадії пошиву може бути застосований традиційний підхід до визначення
оптимальної потужності потоків — виходячи з максимального заванта-
ження робітників, тобто найбільш високого рівня використання робочо-
го часу. За оптимальну потужність КМЛ приймають таке значення
випуску, при якому будуть узгоджені оптимальні рішення на заготовчій
та монтажній дільницях.
Завдання оптимізації потужності КМЛ вирішується за допомогою
ЕОМ поетапно.
На першому етапі оптимізація потужності автоматизованої дільниці
здійснюється методом локальних екстремумів, за критерієм оптимально-
сті — мінімум втрат від недовикористання робочих місць
тіп,
де п — кількість робочих місць, які оснащені напівавтоматами; Врм — витрати
на утримання робочого місця з і-м напівавтоматом за рік, грн.; т{, — кількість
напівавтоматів /-то типу для забезпеченняу-го випуску; В, — змінний випуск, що
задається, од.; Пі— продуктивність і-го напівавтомату за зміну, од.; В —річний
випуск продукції, од.
До витрат на утримання робочого місця включають амортизацііші
відрахування, експлуатаційні витрати на даний вид обладнання та вит-
рати на виробничу площу, яку воно займає, приведені капітальні виграти
та середньорічна заробітна плата робітника відповідної кваліфікації.
На другому етапі відбувається моделювання технологічних схем ви-
робництва на монтажній дільниці для всіх варіантів В] та визначення кри-
терію оптимальності, пов’язаного з недовикористанням робочого часу.
п
де К — прийнята (фактична) кількість робітників на /-му робочому місці;
К — розрахункова кількість робітників на /-му робочому місці.
"і
На третьому етапі вибирають оптимальний та ряд раціональних зна- |
чень потужності КМЛ сумуванням втрат на першій та другій дільницях, |
сортуванням сумарних втрат та пошуку мінімальних значень їх, тобто 1
ВГ=В'+В£ Вт ->тіп. і
1 1 І і
Оптимальні та раціональні варіанти відносяться до великих потуж-
ностей. Потужні потоки мають ряд переваг, що пов’язані з більш повним
96
використанням елементів виробничого процесу. Однак ці переваги про-
являються тільки в умовах вузькоспеціалізованого виробництва. Саме
тому в КМЛ для подолання протиріч між великою потужністю та необ-
хідністю організувати гнучкий багатофасонний процес рекомендується
монтажну секцію поділити на паралельні лінії. Це забезпечить розши-
рення асортименту при зменшенні втрат від переналагодження потоку,
оскільки кожна з ліній спеціалізується на виготовленні виробів базових
типів.
Для вирішення гопання оптимізації організаційної структури такого
потоку слід вияснити, скільки має бути паралельних ліній і яка їхня по-
тужність.
Кількість паралельних ліній має дорівнювати кількості сформованих
груп однорідних моделей. Кількість варіантів розмірів монтажних ліній
може бути досить великою: симетричні (однакові за розмірами) та різні
сполучення за розмірами. Деякі варіанти для КМЛ, що в ир о б ля є чоловічі
сорочки, з змінним випуском 1000 од. й двома монтажними лініями на-
ведені в табл. ЗО.
Таблиця ЗО. Варіант»! організації монтажних ліній в КМЛ
Потужність монтажних ліній, од. Втрати на монтажних дільницях на 1000 од.» грош.од. Загальні втрати на 1000 од., грош.од.
першої другої першої ДРУГОЇ
500 500 656 656 1312
600 400 440 632 1072
700 300 416 868 1484
800 200 166 211 2276
Очевидно, що оптимальним є варіант, який відповідає потужності
ліній 600 та 400 од./зміну. Це забезпечує найбільш високе використання
високопродуктивного напівавтоматичного обладнання на одній стадії
виробництва та достатній рівень гнучкості другої.
Гнучкості виробничого процесу в КМЛ сприяє застосування автома-
тизованих транспортних систем, які призначені для міжопераційного
транспортування деталей та напівфабрикатів, є різновидністю підвісних
конвеєрів з вільним ритмом. Предмети праці в них розміщені в затиска-
чах підвісів. Запуск виробів здійснюється по одній одиниці. Рух та нако-
пичення предметів праці регулюється з диспетчерського пункту майстром
потоку (дільниці). Застосування такої транспортної системи дає змогу
регулювати запас предметів праці на робочих місцях, вирівнювати за-
вантаження робітниць за рахунок перерозподілу виробів, використову-
вати високу індивідуальну продуктивність праці робітниць, при запуску
нових моделей змінювати порядок проходження виробів по робочих міс-
цях, зберігаючи структуру потоку (без переобладнання та перестановки
робочих місць).
У гнучких потоках першого типу, де відсутні автоматизовані транс-
портні засоби, на заготівельних дільницях використовують повузлову
97
(синхронну) форму організації з пачковим запуском, в монтажних та оз-
доблювальних — агрегатну чи конвеєрну форми.
Гнучкі потоки другого типу (дрібносерійні) застосовуються у вироб-
ництвах з дуже широким асортиментом продукції, що часто змінюється
під впливом моди й виготовляється невеликими серіями (жіночий одяг,
куртки). Особливістю дрібносерійних потоків для випуску розширеного
асортименту є те, що чисельність робітників — 30-50 чол. Залежно від
цього потоки можуть бути несекційними чи секційними. Основним засо-
бом забезпечення гнучкості виробничого процесу є утримання значної
кількості резервного обладнання (20-30 %) в зв’язку з необхідністю його
перестановки та переоснащення частини робочих місць при зміні асор-
тименту. Внаслідок цього другий тип організації гнучких потоків є досить
капіталоємким.
Транспортування напівфабрикату між робочими місцями здійснюєть-
ся пачками за допомогою різних підлогових пересувних транспортних
засобів. Залежно від призначення їх поділяють на такі групи: візки-кон-
тейнери для збереження та міжопераційного пересування пачок крою та
деталей на стадії початкової обробки; візки-стелажі для пересування на-
півфабрикатів та візки-кронштеіши для передавання та зберігання гото-
вих виробів.
Дуже суттєвим засобом забезпечення гнучкості дрібносерійних пото-
ків є оптимізація послідовності запуску різних моделей виробів у поток.
Очевидно, що в багатомодельних потоках, навіть за оперативні відрізки
часу, кількість варіантів послідовності запуску дуже велика. Підставою
для пошуку оптимального варіанту є зв’язок між рівнем однорідності
моделей, які запускають підряд, та втратами у випуску продукції під час
зміни асортименту. Такий зв’язок можна спостерігати за даними, які на-
ведені в табл. 31.
Таблиця .^.Залежність втрат у випуску від рівня однорідності моделей
Коефіцієнт однорідності моделей Освоєння нових операцій, % . . . _ . Втрата у випуску в період освоєння, %
0,4 — 0,5 До ЗО 5 — 7
0,6 — 0,8 До 20 3 — 5
0,9 — 1,0 До_15 1 — 3
Задачами оптимізації послідовності запуску є: моделювання всіх мо-
жливих варіантів послідовності; визначення для кожного з варіантів суми
коефіцієнтів однорідності, що описують співвідношення між парами мо-
делей, які знаходяться у послідовності; пошук оптимального варіанту,
якому відповідає максимальне значення суми коефіцієнтів однорідності;
визначення раціональних варіантів послідовності запуску, що характери-
зуються значеннями суми коефіцієнтів однорідності, близькими до того,
який відповідає оптимальному варіанту, та можуть бути використані в
оперативних ситуаціях, пов’язаних з неможливістю (затримкою) запуску
в певний час тієї чи іншої моделі.
98
Для визначення оптимальної послідовності запуску моделей викори-
стаємо дані табл. 32.
Таблиця 32. Оптимальна послідовність запуску моделей в потік
Номер варіанту послідовності Послідовність запуску моделей Сума коефіцієнтів однорідності
І 1 А —Б -В—Г-Д 2,21 |
2 А — В -Б—Г-Д 2.31 і
3 А — В —Г—Б—Д 1,99
4 А — В — А — Б —Г 1,76
1 5 Д—А _ В — Г — Б 2,01
1 6 В —Г — А — Д — Б 2,24
7 В—Д —Г—Б—А 1,95
8 В — Б —Д—Г—А 2,54
• • • 118 г —Д А а « — А — Б — В І • * « 2,25
119 Д-Б —А—Г—В 2,05
120 Г —Б -В—Д-А 2,12
Отже, оптимальним варіантом послідовності запуску моделей є во-
сьмий варіант (в табл. 32 пропущені варіанти з більш низкими сумами
коефіцієнтів однорідності). Для ефективного вирішення цього завдання
слід застосовувати ЕОМ.
Одним з напрямів науково-технічного прогресу, який забезпечує ін-
тенсивне оновлення асортименту продукції та найвищу продуктивність
праці, є створення гнучких автоматизованих систем.
Гнучка автоматизована система (ГАС) — це окрема одиниця чи су-
купність технологічного обладнання та системи забезпечення його
функціонування в автоматичному режимі.
Організаційну структуру ГАС поділяють на чотири рівні: гнучкий
виробничий модуль; гнучка автоматизована лінія; гнучкий автоматизо-
ваний цех; гнучкий автоматизований завод (фабрика).
Гнучкі автоматизовані лінії, цехи й заводи відрізняються масштабами
виробництва. їх називають гнучким автоматизованим виробництвом
(ГАВ).
До складу ГАВ можуть входити підсистеми САПР, АСУТП, транс-
портно-складська автоматизована система та іи. Використання ГАВ дає
у змогу здійснювати перехід від випуску одного виробу на інший практн-
у чно без переоснащення.
Основою всіх видів гнучких автоматизованих систем є гнучкий ви-
робничий модуль — одиниця технологічного обладнання з програмним
^управлінням (мікропроцесором) та засобами автоматизації технологіч-
ного процесу (накопичувачами, пристроями завантаження та розванта-
ження, заміни технологічного оснащення, вилучення відходів, приборами
автоматичного регулювання та контролю параметрів процесу), яка ав-
> тономно функціонує.
99
У світовій практиці швейного виробництва розроблені перші два рів-
ні, що становлять організаційну структуру ГАВ — гнучкі виробничі мо-
дулі та гнучкі автоматичні лінії, які поєднують спеціалізовані модулі, що
призначені для виконання окремих операцій з обробки деталей та вузлів
виробів чоловічого асортименту, виготовлення яких характеризується
найбільш стабільними умовами з погляду конструкції, змісту технологі-
чних операцій, властивостей матеріалів, які використовують. Найбільші
успіхи в створенні гнучких автоматичних ліній досягнуті в промисловості
США та Японії (табл. 33).
Таблиця 33. Техпіко-економічна характеристика автоматичних потокових ліній
однієї з фірм США
1“ і і 1 І пор. 1 І к Призначення лінії Вартість, ТИС. дол. США Витрата часу, хв. Зростання продуктивно сті, % Економія на одиницю продукції, дол. Строк окупності капітальних витрат, років
в автоматичні й лінії за традиційною технологією
1 Виконання швів брюк — бічних, поясу та кроко- вих 293 0,83 2,88 247,0 1,37 2,3
2 Виконання з’єд- нувальних швів піджака, виточок, додаткових швів 366 0,53 2,71 411,3 0,38 2,3
3 Обробка спинки піджака 79 0,20 0,64 220,0 0,08 2,0
4 Виконання з’єд- нувальних та додаткових швів піджака 215 0,33 1,12 239,4 0,14 2,2
5 Виконання біч- них швів піджа- ка з виточкою 187 0,50 1,62 224,0 0,2 2,0
3.3. Методи оцінки гнучкості виробничих систем
1 .-..а
Для характеристики рівня гнучкості виробничих систем у різних |
галузях промисловості використовують ряд показників, які в узагальне- |
йому та систематизованому вигляді можуть бути представлені так: |
універсальність системи, що оцінюється кількістю різновидів продук- І
ції, які виготовляють протягом року (УС); |
переналагоджуваність системи — кількість партій запуску, що прохо- 1
дять через неї за рік 1
100
де 5р — випуск продукції за рік; л — середній розмір партії виробів окремих
різновидів;
серійність продукції — середній річний випуск продукції одного най-
менування (в швейній промисловості — моделі)
С = В/УС.
циклічність запуску — середня кількість запусків виробів одного най-
менування за рік
Ц = ІІС/УС.
Для оцінки гнучкості можуть використовувати також зворотні пока-
зники, що мають певний зміст, наприклад коефіцієнти:
спеціалізованості системи
А-с„=1/УС;
незмінюваності системи
= 1/ПС;
унікальності продукції
К = І/С=УС/В;
неподільності партій, які обробляють:
X = \/Ц= УС/ПС.
И.СЦ ’
Розрахунок цих показників, виконаний за даними двох швейних по-
токів, які спеціалізуються на виготовленні жіночих шовкових суконь та
чоловічих сорочок, наведено в табл. 34.
Таблиця 34. Показники гнучкості потоків
Показники Вид продукції
Сукня Сорочка
Річний випуск виробів, тис. од. Річна кількість моделей (універсальність системи, од. Середній розмір партії запуску, од. Переналагоджуваність системи (кількість партій запуску) Серійність продукції, од. Циклічність запуску Коефіцієнт спеціалізованості системи унікальності продукції незмінності системи неподільності партій, які обробляють 204,5 50 1040 197 4090 4 0,02 2,5x10"4 0,005 0,25 503,0 16 2350 214 31440 13 0,063 ЗхІО-5 0,0046 0,08
Ці показники дають змогу досить повно охарактеризувати виробничі
101
фактори, що впливають на гнучкість виробничих систем, у тому числі й
швейних потоків, а також можуть певного мірою визначати вибір засобів
забезпечення гнучкості. Проте воші не адекватні поняттю гнучкості як
здатності системи зберігати тривалість (приблизно постійний рівень ефек-
тивності) при зміні впливу названих факторів, а також рівень однорід-
ності продукції, яку виробляють, що є дуже суттєвим для широко-
асортиментних виробництв.
Тому потрібний такий показник, який дасть змогу порівнювати між
собою виробництва щодо рівня їх гнучкості, обирати найбільш еконо-
мічніш засіб забезпечення гнучкості й визначати ефективність різних за-
собів.
Таким показником є коефіцієнт гнучкості. Його визначають за фор-
мулою
К=к. ,
де /<в — коефіцієнт, що враховує рівень виробничих втрат та витрат, пов’язаних
із зміною асортименту; 7<оп — коефіцієнт однорідності продукції, включеної до
асортименту; Кш — коефіцієнт, що враховує широту асортименту.
Коефіцієнт однорідності продукції визначають так:
^ОЛ. ~ ‘^О.нХ'^О.ф*’
де 7<он — нормативний коефіцієнт однорідності, що визначається як максималь-
ний по даному виду продукції; /<0>ф — фактичний коефіцієнт однорідності, який
приймається на рівні середньої величини Ко, розрахованих по моделях, включе-
них до асортименту.
Коефіцієнт, який враховує широту асортименту, можна обчислити за
формулою
де А/. — фактична кількість моделей в річному випуску (УС); Мп — нормативна
кількість моделей, що може випускатися за рік, виходячи з раціональної серії
виробів по даному виду продукції (мінімального тиражу, що є економічним);
Ч=в/стіп.
Мінімально допустимі розміри (С|піп) за видами швейних виробів такі:
Види швейних виробів
Пальта чоловічі та жіночі
Мінімально допустимі розміри серій, од.
4000
Плащі чоловічі та жіночі 4700
Костюми чоловічі 4700
Плаття жіночі 2500
Куртки чоловічі та жіночі 2200
Коефіцієнт, що враховує рівень виробничих втрат та витрат, пов’я-
заних із зміною асортименту, розраховують за формулою:
де ^в.ф.' ^в.н. — коефіцієнти фактичний і нормативний коефіцієнти втрат;
^в.ф. ~
(В7\ + ДВ,) ПС
_ <вт,+дв,)К
^вл. * ГТ
дрВТ\ — виробничі втрати в розрахунку на одне переналагодження потоку (зміну
моделі); ЛЛ, — додаткові витрати в розрахунку на одне переналагодження; П —
прибуток від реалізації річного випуску продукції.
Втрати у випуску продукції на одне переналагодження можна визна-
чити так:
двд=га
р
де Вл — середні втрати у випуску за один день освоєння нових моделей, %;
^осв — кількість днів освоєння; IX — кількість робочих днів на рік.
Тоді виробничі втрати на одне переналагодження будуть становити
вг, = двг/, ,
де 77ОД — прибуток на одиницю продукції, грн.
Збільшення умовно-постійних витрат у зв’язку із зменшенням випуску
в розрахунку на одне переналагодження обчислюють за формулою
ДВ-. = (їо^ Хвп ч) ПС
де В — умовно-постійні витрати у собівартості одиниці продукції; ч — частка
умовно-постійних витрат, що відносяться до даної стадії виробництва; ЛЯ77 —
втрати у випуску в розрахунку на рік, %;
ДВЛ =
100%.
Додаткові витрати, пов’язані з неповним використанням парку об-
ладнання при виготовленні окремих моделей в розрахунку на одне пе-
реналагодження, розраховують так:
де т — кількість моделей, що виготовляються протягом року; В
н.об — вартість обладнання, що не використовується при виготовленні
103
даної моделі, грн.; На — норма амортизаційних витрат; Ен — норма-
тивний коефіцієнт ефективності.
Приклад розрахунку коефіцієнта гнучкості одного з швейних потоків
за такими даними наведено нижче:
Річний випуск продукції, тис. од.
Чисельність робочих днів на рік
Середні втрати у випуску в один день освоєння нової
моделі, %
Кількість днів освоєння
Прибуток на одиницю продукції, грош. од.
Умовно-постійні витрати на одиницю продукції,
грош. од..
Частка умовно-постійних витрат, що відносяться до
швейного цеху
Середній коефіцієнт однорідності моделей
Максимальний коефіцієнт однорідності по цьому виду
продукції
Фактична кількість моделей
Мінімально допустимий розмір серії, од.
Додаткові витрати на утримання резервного облад-
нання на рік, тис. грош. од.
Кількість переналагоджувань на рік з урахуванням
повторних запусків моделей
154
240
2,3
З
82,7
18
0,7
0,535
0,75
50
2500
262
197
Коефіцієнт однорідності продукції визначають за формулою
Нормативна кількість моделей становить
Л/н =
154000
2500
-62
моделі.
Коефіцієнт широти асортименту обчислюють за формулою
^ = 1=0-81.
Додаткові втрати на одне переналагодження становлять
2,3 -3 154000 ,
240 100 44 °Д’’ аб°
В7\ = 44 • 82,7 = 3639 грош. од.
Втрати у випуску в розрахунку на рік становлять
44- 197
ДЖ/=Г54000 100% = 5’б%;
18' 10°-^7 - 18 • 0,7)
збільшення умовно-постійних витрат
154000 _ЛО
__„„ х —= 508 грош. од.
уп’ 100-5,6 ’ ' 197 1
додаткові витрати, пов’язані з неповним використанням обладнання
АО 262000
Д7Ц = ”Ї97~ ” 1330 грош. од.
Фактичний коефіцієнт втрат дорівнює
_ 1 (3639 + 508 + 1330)197
82,7 • 154000
5477 197 =
12735 800 ’
Нормативний коефіцієнт втрат можна обчислити так:
5477 62 =
12735800 ’ ’
в.ф.
в.н.
коефіцієнт, що враховує рівень виробничих втрат та витрат, пов’яза-
них із зміною асортименту,
0 92
= Й7 = °'95;
коефіцієнт гнучкості
7<г = 0,95 -0,71-0,81 = 0,55.
Аналізуючи окремі складові, які впливають на показник гнучкості,
можна розробляти та впроваджувати певні заходи щодо використання
наявних резервів.
Запитання і завдання для самоперевірки і контролю
1. Яке значення в умовах ринкової економіки має організація гнучких
виробництв?
2. Які специфічні умови функціонування швейних підприємств зумо-
влюють необхідність орієнтування на виробничу концепцію “гнучке ви-
робництво"?
3. Що слід розуміти під гнучкістю виробництва?
4. Які зовнішні та внутрішні фактори збуджують виробничу систему,
порушують її сталість? Наслідки цього процесу.
5. Як можна класифікувати виробничі втрати та додаткові витрати,
що виникають у виробництві швейної продукції в зв’язку із зміною асор-
тименту, його розширенням та оновленням?
6. Які форми виявлення гнучкості вам відомі? Що слід розуміти під
гнучкістю номенклатури, технологічною гнучкістю, гнучкістю засобів про-
аці, обсягів виробництва, розширення системи, організаційною гнучкістю?
7. Які методи організації гнучких виробничих потоків застосовуються
у швейному виробництві?
8. Яку організаційну структуру швейного потоку можна запропонувати
105
для виготовлення продукції стабільного асортименту, а яку — з суттєвими
модельними розбіжностями?
9. Який механізм впливу послідовності запуску різновидів виробів на
рівень витрат у випуску при переналагоджуванні потоку?
10. Яку методику визначення рівня однорідності продукції за моде-
лями ви знаєте?
11. Що слід розуміти під оптимальною чи раціональною послідовністю
запуску моделей в потік?
12. Як можна підвищити гнучкість виробництва за рахунок оптималь-
ного (раціонального) розподілу моделей між швейними потоками з од-
наковою видовою спеціалізацією?
13. Які транспортні засоби впливають на підвищення гнучкості пото-
ків?
14. Який підхід можна застосувати для оптимізації організаційних
структур І типу та комплексно-механізованих ліній?
15. Як оцінити гнучкість виробничих систем, використовуючи окремі
показники?
16. Які фактори слід враховувати при визначенні показника гнучкості,
щоб досягти адекватності уявленню про гнучкість виробництва?
17. Чи дозволяють окремі показники або система показників порів-
нювати між собою різні варіанти організації виробництва відносно за-
безпечення гнучкості?
18. Як можна визначити узагальнюючий показник гнучкості, а також
економічний зміст складових, що формують його?
Розділ 4. МОДЕЛЮВАННЯ І ОПТИМІЗАЦІЯ В
МЕТОДАХ АКТИВНОГО НАВЧАННЯ
4.1. Індивідуалізація процесу навчання
Індивідуалізація процесу навчання студентів сприяє якісному за-
своєнню курсів при підготовці фахівців для легкої промисловості. Цільо-
ва інтесивна підготовка фахівців з творчим потенціалом забезпечується
за рахунок підсилення всебічного розвитку особистості студента, фунда-
менталізації загальноінженерних дисциплін, реалізації програм безпере-
рвного застосування засобів обчислювальної техніки, а також за рахунок
впровадження системи оцінки управління якістю підготовки фахівців. Ін-
дивідуальна робота дає змогу визначити і в майбутньому розвинути у
студента вид діяльності фахівця, спрямовуючи його зусилля на розши-
рення творчого потенціалу. Підготовку фахівця легкої промисловості мо-
жна умовно поділити на три види діяльності: науково-дослідну,
конструкторсько -технологічну та експлуатаційну. Це дуже актуально в
зв’язку з переходом вищої ніколи України на багатоступеневу підготов-
ку — бакалаврів, фахівців та магістрів. Індивідуалізація навчання перед-
бачає на початковій стадії виявити здібності майбутнього фахівця і
удосконалення їх у потрібному напрямку. Модульна побудова лекцій
застосована при вивченні курсів “Моделювання та оптимізація техноло-
гічних процесів” та “Проектування швеіппгх підприємств”. Формування
відповідних фахових функцій можливе тільки у разі індивідуальної ро-
боти.
Важливим аспектом перебудови навчальної роботи у вищій школі є
індивідуалізація навчання. Саме вона сприяє підвищенню якості підго-
товки фахівця. Психологами визначено, що найбільшого успіху індиві-
дуальний процес навчання досягає у невеликих групах з трьох — п’яти
чоловік. Викладачу краще прощовати на практичних заняттях, особливо
тих, що проходять у формі діалога, виявляючи напрям творчої ініціативи
майбутнього фахівця. У студента слід виховувати не тільки творчий, а
н критичний підхід до матеріалу, який вивчають. Тільки в цьому разі
виробляється науковий світогляд. Проте перехід до модульної побудови
курсу дає змогу індивідуально навчати студента в потоках, де більше як
І 100 чол. Метою модульної побудови лекцій є активізація творчої діяль-
ності студентів.
Курс лекцій “Проектування швейних підприємств” поділяють на вісім
модулей — документально оформлених, забезпечених літературою, ме-
тодичними розробками, переліком основних положень і вмінням, яким
студент повинен оволодіти у ході попереднього навчання. Кожний мо-
дуль завершується утворенням контрольних завдань. Якщо студент пра-
? вильно відповідає на питання, він одержує оцінку і вважається таким,
107
•'3.
що засвоїв курс. Модуль постачається контрольними запитаннями та
задачами для активного оволодіння матеріалами.
Для кожного модуля формується набір довідкового та ілюстративно-
го матеріалу, перелік довідкової літератури.
Перша спроба успішного засвоєння курсу “Проектування швейних
підприємств” — розробка контрольних завдань для самостійної підго-
товки.
На другому етапі планується введення контрольних запитань і задач
до комп’ютерної навчально-контрольної системи. Фонд комплексних
контрольних завдань з курсу “Проектування швейних підприємств” —
це система завдань діяльності фахівця на сучасному рівні науки, техніки
та організації виробництва. Під терміном “комплексно-контрольне зав-,
дання” треба розуміти текстову модель ситуації, в якій майбутній фахі-
вець може зустрітись у своїй професіональній діяльності (завдання —
модель), модель процесу або ситуації, які потребують елементів проек-
тування, дослідження тощо. Комплексне контрольне завдання може бути
сформульоване як єдине або складене з ряду окремих, з’єднаних однією
загальною логічною схемою.
Нижче пропонується ряд контрольних завдань для конструкторсько-
технологічного виду діяльності фахівця з курсу “Проектування швейних
підприємств”, узгодженого з курсом “Моделювання та оптимізація тех-
нологічних процесів”.
Курс поділено на вісім модулей. Перший модуль “Виробнича про-
”•---------------------------------- ^“Технологічні розрахунки
>
'1
А'-
грама та матеріальний кошторис ; другий —________
цеху підготовйі”; Третій' “Технологічні розрахунки? цеху розкрохо
четвертий^-- “Технологічні розрахунки експериментального цеху” (чо
тири модулі по першій частині курсу); п’яти
чного виробництва”; шостий — “Характеристика агрегатної та
агрегатно-групової форми організації вйробшіцтва’Т сьомий — “Харак-
теристика конвеєрної форми організації виробництва”; восьмий — 2Ха-
рактернстика потоків малих серій гнучких потоків та оптимізація
технологічшіхпроцесів” (чотири модулі по другій частині
курсу). До першої частини курсу пропонується перелік завдань та запи-
“Характеристика пото
’ V'
і
її":І •
рЙЙТ
&•
Контрольне завдання 1
Контрольне завдання 2 (ситуаційне)
І-г£-
£
&
її-"
4.2. Контрольні завдання до навчальних модулів.
Модулі 1 — IV
В-,
І
Ні»,
ї.<
гіг'.
І:
ічг-
І
Н:
Обгрунтувати: 1) вибір способу визначення площини лекал зразка
виробу; 2) нормування сировини для технологічних операцій виробни-
чого процес}' розкладки комплектів лекал з метою отримання найбільш
економічної; 3) потреби матеріал}' на раціональну розкладку.
Для вирішення цього завдання слід використати аналітично розра-
хунковий метод нормування матеріалів.
Вихідні дані: 1) модель зразка виробу, його технічне описання; ком-
плект лекал, вид тканин і розмірні характеристики; 2) характеристика
застосованих методів визначення площини лекал; 3) перелік норм витра-
ти матеріалів; 4) випуск виробів, що передбачають.
Послідовність вирішення завдання. 1. Із запропонованих методів ви-
значення площини лекал зразка виробу вибирають найбільш типові, ви-
конані в лабораторних умовах — геометричний, комбінований, ваговий,
метод сітки. Результати, отримані різними способами, порівнюють з ета-
лонними. Еталонним визнають метод визначення площини лекал на ма-
шині ІЛ-1.
2. Розрахунково-аналітичним методом нормування сировини визна-
чають норми на обкрендувашія, на стіл, технічну та фондову, зазначаючи
область застосування їх та значимість.
3. Обгрунтувавши вибір тканини, її розмірні характеристики, спосіб
настилання та вид розкладки, виконують експериментальну розкладку
лекал та встановлюють її економічність, заздалегідь вибравши вид асор-
тименту.
4. Залежно від виду асортименту задають відсоток міжлекальних ви-
падів на економну розкладку.
5. Знаючи випуск виробів і розрахувавши фондову норму сировини
на зразок виробу, визначають потребу тканин розрахунковим способом.
Б Вибрати асортимент виробів, що доцільно виготовлювати на одній
Й 'фабриці, обгрунтувати потужність підприємства з урахуванням досягну-
В тої планової продуктивності праці. Обгрунтувати розрахунок основного
І', документу, за яким працює підприємство.
Для основного виду виробів в виробничій програмі фабрики обгрун-
тувати вибір матеріалів і режимів обробки їх і розрахувати кошторис на
всі види виробів і тканини.
Обгрунтувати вибір найбільш доцільного розрахунку виробничої
109
програми і матеріального кошторису (виходячи з максимальної продук-
тивності праці). Дані наведені в табл. 35.
Таблиця 35. Дані для розрахунку
І І 1 і І Асортимент виробів 1 Варіант г । Планова продуктивність праці, шт.
Річний випуск одягу, шт. ’ Кількість моделей, шт.
І Пальто жіноче 1 1000000 45 4,2
І г 2 900000 50 4,4
+ 3 800000 47 4,1
4 700000 44 3,6
5 600000 42 1 3,2
6 500000 40 4,6 І 1
7 400000 46 4,7 !
8 300000 42 4,8 і
9 200000 50 4,3 і
Костюм жіночий 1 650000 70 6,1
і 1 2 630000 70 6,5
3 600000 50 7,1
4 550000 50 5,8
5 500000 45 5,4
6 450000 65 5,6
7 420000 60 4,8
8 380000 40 4,6
- 9 350000 40 4,5
Плаття бавовняне 1 1200000 120 11
2 1100000 по 11
3 1000000 100 11
4 800000 100 10
5 700000 95 10
6 600000 90 9
7 500000 85 8,2
л 4 8 450000 80 7,5
9 400000 80 7
шовкове 1 1150000 100 18
2 1000000 85 14
950000 90 15
4 900000 85 13
850000 75 10
б 800000 65 12
7 750000 60 10
8 700000 60 10
9 650000 50 9
вовняне 1 950000 100 14
2 920000 95 13
0 900000 90 12
110
Продовження табл. 35
Асортимент виробів Варіант Річний випуск | одягу, шт. Кількість моделей» шт. Планова продуктивність праці, шт.
Плаття вовняне 4 880000 85 11
5 1 850000 80 10
б 800000 75 9
7 750000 72 8,8
8 700000 70 8,5
9 680000 65 8
Сорочки чоловічі бавовняні 1 750000 50 21
ч 2 800000 55 20
3 800500 52 19
1 4 780000 51 18
5 750000 48 17
6 720000 45 15
7 700000 60 10
8 650000 62 14
9 600000 ЗО 12
Сорочки чоловічі шовкові 1 450000 65 20
2 420000 60 ! 19
3 400000 55 18
4 430000 50 18 '
5 350000 45 17
б 300000 40 16
7 280000 35 21
8 250000 35 19
9 200000 зо 12
Костюм чоловічий 1 1300000 45 7,2
- 2 1200000 45 7
. 3 1100000 42 6,8
4 1000000 40 7
5 980000 41 7,1
б 950000 40 7
7 900000 42 7,4
8 850000 38 6,4
9 800000 35 6
Плащ чоловічий 1 750000 55 7,2
2 730000 52 7,1
3 700000 50 7
1 *• 4 680000 45 6,5
5 650000 60 6,2
б 620000 65 6,1
7 600000 43 . 5,5
8 570000 1 - 38 1 5
111
Послідовність розв’язуй!
видів а
спеціаліз
иоі
виробів, які
ючи мінімальну’ кількість
Послідовність розв’язування завдання: 1) підготовити набір кількох
ів асортименту виробів; визначити основний асортимент врахуванням
. еціалізації підприємства за коефіцієнтом конструкторсько-технологіч-
ї однорідності; 2) задати потужність підприємства відповідно до роз-
мірних рядів типових швейних фабрик; 3) встановити кількість моделей
виробів, які виробляють на фабриках, за видами асортименту' і врахову-
ючи мінімальну-’ кількість — розмір замовлення на одну модель, од.;
4) встановити продуктивність праці на конкретний вид асортименту, що
планується; 5) чисельність працівників в потоці, тобто потужність швей-
них виробів визначають за даними, запропонованими УкрНДІШПом.
Процеси розрахунків виробничої програми доцільно виконувати на
ЕОМ; 6) матеріальний кошторис розраховують виходячи із нормування
сировини на одиницю виробів певного асортименту' та потужності ви-
робництва.
Розрахунок добової потреби тканин верху, прикладу та підкладочних
матеріалів є підсумком роботи та вихідним моментом для розрахунків
підготовчо -р озкр ійного вир о бництва.
Контрольне завдання 3 (ситуаційне)
іушуиапі оптимальний розрахунок виробничої площі розкрійно*
/, кількість робітників, зайнятих у виробничому технологічному
і, і кількість устаткування, необхідного для виконання операцій
У-
ш для розрахунків: 1) на різних операціях роботи розкрій-
вихідні дані використовують різні показники: для наспшан-
добова потреба тканин у погонних метрах; на операціях —
кількість розкроєних за добу
Обгрунтувати
го цеху
процесі, 1
розкрійного цеху
Вихідні дані "
ного цеху як
ня тканин —
прикріплення талонів та нумерація їх
виробів; при віпєроюванні деталей з наспілу та комплектуванні крою —
кількість пачок деталей віфобів, які потрібно розкроїти за добу. Чисель-
ність робітників розраховують виходячи з обсягів роботи розкрійного
цеху; 2) норми часу або норми виробітку по кожному виду' виробів та
на операціях окремо по групах тканин.
Послідовність розв’язування завдання. 1. Норма часу (виробітку) пра-
цівників на операціях розкрійного цеху розроблена на основі вивчення!
та аналізу досвіду роботи вітчизняних підприємств. Норми можуть ко-|
ректуватися. І
2. Залежно від асортименту' виробів, рівня механізації та організації!
виробництва окремі операції можуть бути виключені або включені до-|
датково.
3. Розрахунок чисельності працівників для настилання тканини зале
жить від способу настилання. Кожний спосіб настилання має свої пере|
ваги чи недоліки, які можна виявити за певних умов. І
4. Чисельність працівників на операціях розкрою настилу, вирізанні
є
В'
р:
112
і”
І-
Йі--
деталей, комплектування крою визначають виходячи з обліку прогресив-
ного устаткування, яке використовують.
5. Необхідную кількість устаткування на операціях розкрійного цеху
розраховують як суму одиниць устаткування на всіх ділянках розкрійно-
го цеху, а кількість настильних столів — залежно від організації роботи
та ступеня механізації процесів настилання.
6. Загальну площу рокрійного цеху обчислюють виходячи з раціо-
нального варіанту розрахунку технологічного процесу розкрійного цеху.
£•
з
площі цеху під-
для виконання
Контрольне завдання 4
Обгрунтувати оптимальшій розрахунок виробничої кишці цеху під-
готовки, чисельності робітників, зайнятих у виробничому технологічно-
му процесі, та кількість устаткування, необхідного
операцій цеху підготовки.
Вихідні дані для розрахунків: 1) добова потреба тканин; 2) фондові
норми витрачання матеріалів; 3) витрати часу на операціях; 4) норма-
тивні витрати тканин (розміри кіп, матеріалів, сувоїв, маса, середня дов-
жина сувоїв, кількість сувоїв у кіпі); 5) габаритні розміри устаткування,
яке використовують у технологічному процесі.
Послідовність розв’язування завдання: 1) чисельність робітників, зай-
нятих у виробничому технологічному процесі цеху підготовки, розрахо-
вують за зонами цеху залежно від устаткування, яке використовують, та
способів зберігання; 2) площу зон цеху розраховують залежно від способу
зберігання, який вибирає студент. На етапі розрахунку площі за зонами
цеху формується декілька варіантів залежно від устаткування, а потім,
аналізуючи перевага та недоліки кожного варіанту, обирають раціональ-
ніш; 3) вибір раціонального варіанту розрахунку цеху підготовки обг-
рунтовують по мінімальній площі або мінімальній чисельності
робітників, зайнятих у технологічному процесі; вказати розміщення ро-
бочих місць у цеху.
н
£
і
Контрольне завдання 5
Обгрунтувати розрахунок виробничої площі експериментального це-
ху, чисельності робітників, зайнятих у виробничому технологічному про-
цесі, та кількість устаткування, необхідного для виготовлення моделей
виробів.
Вихідні дані для розрахунків: 1) кількість моделей, які р<
на фабриці, чи замовляються інвесторами; 2) витрати часу
робіт, які виконують у експериментальному цеху; 3)
КОЖНОГО виду виробів та моделей, КІЛЬКІСТЬ комплектів ом килши мо;
кількість лекал, які одночасно вирізують; 4) сполучення компоновок
і
які розробляють
за видами
величина партій з
по кожній моделі,
- ро-
113
зміро-ростів виробів, укладених до розкладки; 5) випуск виробів у серії
та строк виконання серії, максимальна товщина тканини, встановлена
залежно від асортименту, якій виробляють; 6) кількість ширини тканин,
відсоток виробів, які обробляють за обкрейдуванням, кількість настилів
за добу.
Послідовність розв’язування завдання. 1. Чисельність робітників, зай-
нятих у виробничому технологічному процесі експериментального цеху,
розраховують виходячи з кількості моделей на фабриці, витрат часу за
видами робіт, річного фонду робочого часу.
2. Залежно від конкретної ситуації, тобто від замовлень підприємств,
складають розкрійну карту по заздалегідь розрахованій серії.
3. Устаткування та площу експериментального цеху визначають на
основі розрахунку чисельності робітників за видами робіт.
4. Обгрунтовуючи вибір раціонального варіанту розрахунку експери-
ментального цеху, подають ескізи розміщення робочих місць у цеху.
Контрольне завдання 6
Визначити зростання техніко-економічних показників внаслідок об-
раної форми організації виробництва гри випуску швейних виробів.
Вихідні дані для розрахунків: 1) асортимент виробів; 2) фактичний
випуск виробів за зміну; 3) технологічна послідовність операцій з зазна-
ченням устаткування, норм часу (виробітку) по операціях, тарифікацій-
них розрядів, ставок на операціях; 4) технічна характеристика
устаткування та засобів транспортування; 5) фактична чисельність ро-
бітників у потоці.
Послідовність розв’язання завдання. 1. За технологічними послідов-
ностями складають схеми розподілу праці на агрегатно-групову форму
організації процесу, потік малих серій, гнучку та конвеєрну (в разі пот-
реби).
2. За схемами розподілу праці розраховують коефіцієнт завантаження
потоків.
3. Для визначення завантаження операцій будують синхронні та мон-
тажний графіки.
4. Визначають оцінки на кожну неподільну операцію (за 4-6 операці-
ями) на всіх вищезгаданих формах організації праці.
5. Розраховують зведення робочої сили на кожну схему розподілу
праці.
6. За зведенням робочої сили розраховують середній тарифній кое-
фіцієнт та середній тарифній розряд для кожної схеми розподілу праці.
7. Порівнюють техніко-економічні показники (ТЕП) за формами ор-
ганізації процесу (ТЕП включають трудомісткість виробів у секундах,
потужність у штуках, продуктивність праці на одного робітника у шту-
ках, чисельність робітників, середній тарифний розряд, середній тариф-
114
ний коефіцієнт, вартість обробки одиниці виробів, коефіцієнт механізації
потоку, коефіцієнт використання устаткування), які аналізують.
8. Зазначити переваги форм організації процесу, які аналізують, та
зробити висновки.
9. Оскільки кожна форма організації процесу має недоліки, які про-
являються у конкретних умовах, раціональний варіант слід вибирати за
заздалегідь розрахованими техніко-економічними показниками потоку.
10. Якщо часткові показники мають різноманітні значення (наприк-
лад, у одній формі організації процесу один показник вищий, але другий
нижчий), то треба ввести показник, що відображує використання усіх
елементів виробництва у сукупності, наприклад, зведені витрати.
Контрольні завдання 7
Обгрунтувати розрахунок виробничої площі складу готової продук-
ції, чисельність робітників, зайнятих у виробничому технологічному про-
цесі, та кількість устаткування, необхідного для виконання операцій, у
складі виготовленої продукції.
Вихідні дані для розрахунків: 1) добовий випуск виробів за виробни-
чою програмою; 2) витрати часу по операціях; 3) габаритні розміри ус-
таткування, що використовують у технологічному процесі; 4) строк
зберігання виготовленої продукції на складі.
Послідовність розв’язування завдання. 1. Залежно від асортименту
швейних виробів вибирають способи зберігання, транспортування та ві-
двантаження виготовленої продукції.
2. Розрахунок чисельності робітників, зайнятих у виробничому тех-
нологічному процесі складу готової продукції, виконують виходячи з до-
бового випуску виробництва, витрат часу за видами робіт залежно від
засобів зберігання.
3. Площу зон цеху обчислюють залежно від способів і строку збері-
гання готової продукції на складі. На етапі розрахунків площі за зонами
цеху формується декілька варіантів залежно від устаткування, яке вико-
ристовується. Потім, аналізуючи переваги та недоліки кожного варіанту,
вибирають раціональний.
й
Контрольні завдання 8
Проаналізувати за технологічними параметрами устаткування, яке за-
стосовують для настилання та розкроювання тканин для визначення най-
більш раціонального з урахуванням конкретних умов виробництва (Див.:
Мотейл П. Машини та устаткування швейних фабрик: Пер. з чеш. —
М., 1987).
Вихідні дані: 1) марки настильно-розкрійних комплексів та технічне
115
описання і розмірні характеристики; 2) види матеріалів (тонкосуконні
полотна, грубосуконні, трикотажні полотна, матеріали з спеціальною
пр осічкою).
Послідовність розв’язування завдання. 1. Вибрати розкрійний ком-
плекс, який потрібно встановити в цеху для розкроювання матеріалів.
2. Розрахувати пропускну здатність запропонованих комплексів при
заданій добовій потребі тканин 17500 м.
3. Розрахувати кількість розкрійних комплексів для виконання добо-
вого завдання.
4. Розрахувати площу розкрійного цеху, яку займають комплекси.
5. Обгрунтувати раціональніш вибір розкрійного комплексу, який від-
повідає таким вимогам: мінімальна площа дільниці, максимальна про-
пускна здатність, мінімальна кількість комплексів.
Контрольне завдання 9 (ситуаційне з
використанням ЕОМ)
Здійснити технічне переобладнання рокрійного цеху з метою вдоско-
налення технологічного процесу та підвищення техніко-економічних по-
казників цієї дільниці.
Вихідні дані: технологічна послідовність у розкрійному цеху при ви-
готовленні шкільних курток; схема розподілу праці на шкільні куртки,
яка включає 10 організаційних операцій; перелік устаткування, встанов-
леного у цеху, з його технічними характеристиками та вартісними пока-
зниками; техніко-економічні показники діючого розкрійного цеху.
Послідовність розв’язання завдання. 1. Аналіз схеми розподілу праці
на шкільні куртки розкрійного цеху.
2. Аналіз витрат часу та норм виробітку на організаційні операції
при виготовленні шкільних курток.
3. Аналіз устаткування, яке функціонує, з метою виявлення варіантів
заміни.
4. Заміна старого устаткування більш прогресивним.
5. Розробку проекту’ плану технічного переобладнання розкрійного
цеху слід здійснювати з урахуванням економічної ефективності плану.
6. У тому разі, якщо пропонуються 2-3 варіанти плану технічного ,
переобладнання розкрійного цеху, то для розрахунку економічної ефек- і
тивності треба використовувати ЕОМ.
7. Для вводу вихідної інформації в ЕОМ до розробки варіантів плануй
відносять такі: чисельність робітників у діючій схемі розподілу прадід
витрати часу на операції; норма виробітку; випуск за зміну; добова по-|
треба тканин; умовно-постійні витрати на одиницю продукції; ліміт ка-|
літальних витрат; вид виробів (шкільна куртка).
8. ЕОМ дає розпечатку техніко-економічних показників 2-3 варіантів!
плану. Студент вибирає найбільш ефективний варіант. |
>
Контрольне завдання 10
Проаналізувати за технічним та технологічним параметрами устатку-
вання, яке використовують для розкроювання тканин. Обгрунтувати за-
стосування раціонального розкрійного устаткування з метою виявлення
більш економічного та високопродуктивного з урахуванням конкретних
умов виробництва.
Вихідні дані: 1) моделі розкрійних машин з прямим ножем, технічне
описання їх та розмірні характеристики; 2) вид матеріалу (трикотажне
полотно, грубо-, тонкосуконні, синтетичні, матеріали з спеціальним по-
криттям); 3) конфігурація деталей, які вирізають — прямі, складні, оваль-
ні. фігурні; 4) обробка поверхні матеріалу; 5) висота настилів (від 20 до
120 полотен).
Послідовність розв’язання завдання. 1. З моделей розкрійних машин
з прямим ножем вибирають такі, які відповідають вимогам і враховують:
вид матеріалу; обробку його поверхні; конфігурацію деталей, які виріза-
ють; висоту настилу; масу розкрійної машини.
2. Слід обгрунтувати вибір розкрійної машини з прямим ножем, бе-
ручи до уваги такі критерії: масу устаткування, що впливає на робітника;
підвищення продуктивності праці при розсічці настилів та вирізанні де-
талей крою за рахунок швидкості машин; відсутність вібрації машини,
що впливає на точність крою.
4 <
Контрольне завдання 11
Визначити: І) зусилля різання матеріалу при розкроюванні настилів;
2) питомий опір матеріалів різанню.
Вихідні дані для вирішення цього завдання наведені в табл. 36.
Таблиця 36. Дані для визначення опору різання матеріалів питомого опору
Вид матеріалів, які розрізня- ються за волокнистим складом Емпіричні коефіцієнти, які залежать від волокнистого складу Об’ємна і^аса, мг/мм Показник ступеня змінюваності асортименту
Тканини вовняні бавовняні лляні з натурального шовку синтетичні 25,2 17,9 18,6 19,7 21,7 1,7571 0,8958 0,3243 0,1395 0,1255 і - _ ... - - 0,41 0,74 0,68 0,56 0,49
|2 Послідовність розв’язання завдання. Визначити: 1) питомий опір
ріканин процесу різання: вовняних, бавовняних, лляних, з натурального
||іповку, синтетичних; 2) зусилля різання інструмента при розкроюванні
і- вовняних, бавовняних, лляних тканин, а також тканин з натурального
р шовку і синтетичних.
І?
В 117
Контрольне завдання 12
Проаналізувати за технологічними параметрами устаткування, яке ви- ї
користовують при розкроюванні тканин. Обгрунтувати раціональне ви- 1
користання розкрійного устаткування, виявити найбільш продуктивне, з д
високою точністю крою з урахуванням конкретних умов виробництва. 1
Вихідні дані: 1) моделі розкрійного устаткування з дисковим ножем, |
технічне описання їх та розмірні характеристики; 2) вид матеріалу (три- 1
котажні полотна, грубосуконні, синтетичні, тонкосуконні, тканини з спе- і
ціальним покриттям); 3) обробка поверхні матеріалу; 4) конфігурація
поверхні матеріалу та деталей, які вирізають прямі, складні, фігурні; 5) |
висота настилів (від 20 до 150 полотен).
Послідовність розв’язання завдання. 1. З моделей розкрійних машин
з дисковим ножем вибирають такі, які відповідають умовам завдання.
2. Обгрунтувати вибір розкрійної машини з дисковим ножем для роз- ї
сікання настилу, дотримуючись таких показників: швидкість різання, то-
чність крою, мала маса устаткування.
Контрольне завдання 13
Розробити технологічну послідовність обробки тканин у розкрійному
цеху та визначити резерви зростання продуктивності праці за рахунок
технічного переобладнання дільниці.
Вихідні дані: 1) типові операції, які виконують у розкрійному цеху І
швейних підприємств; 2) нормативні витрати часу у розкрійному цеху.
Послідовність розв’язання завдання. 1. Скласти технологічну послі- ,
довність обробки тканини у розкрійному цеху. ||
2. Проаналізувати технологічну послідовність обробки та зазначити Д
номер операції, коли устаткування, яке використовують, потребує заміни І
(два варіанти заміни). |
3. Визначити зниження витрати часу на обробку тканини у разі впро- |
вадження нового устаткування та можливість підвищення продуктивності |
праці (табл. 37-39). І
Аналіз технологічної послідовності обробки тканин у розкрійному Ж
цеху дає змогу виявити найбільш вузькі місця, на яких можна запрова- -Я
дині нове, високопродуктивне устаткування. У разі технічного переоб- Д
ладнання можна зробити такі дільниці: Д
настилання тканин виконувати вручну (операція 1); Д
настилання тканин здійснювати за допомогою напівавтоматичнихД
комплексів (операція 1): ПНК, напівавтоматичний настильний комплексі
(ПНК), настильна машина “Бульмер” (ФРН); Я
розсічку настилів проводити на машинах С8-527 фірми “Бульмер”Д
(операція 2); Д
118 Я
Таблиця 37. Технологічна послідовність обробки тканин у розкрійному цеху
Зміст операції Вид роботи Розряд За даними підприємства
До реконструкції Після реконструкції
Витрати часу, с Чисельність- робітників Витрати часу, с
Настилання р 3
верху 67954 6,096 50410,9
підкладки 45440 1,803
тканини для кишені 5936 0,236
прикладної 4816 0,191
бортової прокладки 18816 0,747
Розкроювання настилів м 4
на частини
верх 18144 0,720 13956
підкладка 13864 0,550
тканина для кишені 325 0,013
прикладна бортова прокладка 928 0,037
Вирізання деталей крою м 6
верху 25224 1,001 10598,3
підкладки РЛ 5 10656 0,423
бортової прокладки 2298 0,091
тканина для кишені 3637 0,091
прикладна 4586 0,182
Збирання та комплекту- вання деталей крою Р 3
верху 40240 1,597
підкладки . - 11200 0,444
бортової прокладки 3200 0,127
тканини для кишені 4000 0,159
прикладної 6720 0,267
Розкрій настилу р 3
верху 20000 0,794
підкладки 6400 0,254
бортової прокладки 171 0,007
тканини для кишень 171 0,007
прикладки 640 0,025
Підгонка малюнка у де- р 4 854 2,033
талях крою та уточнен- ня деталей - *
Заповнення калькуляцій- них ярликів р 2 4400 0,175
Заповнення ярликів р 2 12800 0,508
119
Продовження табл. 37
Зміст операції Вид роботи Розряд За даними підприємства
До реконструкції Після реконструкції
Витрати часу, с Чисельність робітників Витрати часу, с
Виписка маршруртних листків Р 3 1 13200 0,524
Нумерація деталей крою Р 3 91200 1360 3,619 0,054
Дублювання деталей крою Р 4 2760 0,670 -
Видавання крою на склад Р 2 6400 2,130
Таблиця 38. Характеристика устаткування для настилання
Фірма Модель Швидкість розкроювання, м/с Максимальна висота настилу, мм Продуктивність обробки, м/зміну
Н апів авто м атичний комплекс Напівавтомат “Буль- | мер” (ФРН) пнк МК-30-31 240 120 170 200 2000 5000
Таблиця 39. Характеристика устаткування розкрійного цеху
Назва фірми і специфіка устаткування Модель Висота розрізування, мм Маса, кг Швидкість різання, м/с
“Чепель” 527 50 3,5 4-12
529 130-160 15,5 3-6
“Бульмер” (ФРН)
ДИСКОВИЙ ніж 605 20-30 2,2 3-10
1 606 30-40 2,5 3-9
607 35-45 2,7 3-9
608 80 3,5 3-10
прямий ніж 912 до 120 12 3-8
915 до 150 13 3-6
> 918 до 180 15 3-6
“Фішер” (ФРН) (дисковий ніж) ОК-54 20 3,8 3-10
“Істмен” (США) (дисковий ніж) 335-4 80-150 13 3-10
“Мейлін” (США) (дисковий ніж) 37 150 10 3-15
“Мейлін" (США) (прямий ніж) 100-350 15 3-7
“Хоглацд" (ФРН) (дисковий і КМ-5 83-213 15 3-6
прямий ніж) розмірів
Стаціонарні розкрійно-стрічкові РЛ-4,ЛР-5 250 600 20
машини 120 180 до 20
“Бульмер” (ФРН) 778; 400 180 20-25
775 250 150 20
120 |
-.туї?
• 'І
І
Продовження табл. 39
Назва фірми і специфіка устаткування 11 — Модель Висота розрізування, мм Маса, кг Швидкість різання» м/с
Тербер” (США) 90 зо 20-40
“Вагнер” (ФРГ) (15x1,8) “Маркамагик комско" (США) 100 2000 10 15
34x8x12 (різальний інструмент) 500 35 60-140 полотен
деталі крою вирізати на машинах РЛ-4; “Бульмер 778" (ФРН) (опе-
рація 3);
дублювання деталей виконати на машинах “Майєр” (ФРН) і “Макггі”
(Італія) (операція 11).
Для того щоб визначити кількість машин для операції 1, треба добову
потребу матеріалу поділити на продуктивність настильної машини. Якщо
добова потреба матеріалу 3872 м, продуктивність настильної машини
ПНК — 2000, а “Бульмер" — 500 м, то
Клт= 3872 : 2000 • 2 = 0,968;
КБ~ 3872: 5000 -2 = 0,3872.
Отже, продуктивність однієї машини фірми “Бульмер” у 2,5 раза ви-
ща, ніж ПНК.
При виборі устаткування для розкроювання враховують вид матері-
алу, конфігурацію деталей, висоту настилу, масу машини, швидкість рі-
зання.
Так, на машині 527 кл. порівняно з 529 кл. менша маса (14,0 — 3,5),
завдяки чому працівники менше втомлюються. Якщо порівняти за швид-
кістю різання, то умовно можна зробити перерахунок з коефіцієнтом 1,3.
Використання машини фірми “Бульмер” мод. 608 дає змогу обробити
настили висотою до 80 мм. За продуктивністю її можна порівняти з
527 кл.
Модуль V
Контрольне завдання 1
Які з перелічених нижче визначень характеризують такт потоку; ритм
роботи потока; проміжок часу між виготовленням один за одним виробів
у потоці? Скласти умови погодження часу операцій для однофасонного
потока з тактом = 20 с для операцій, розрахованих:
на одного робітника
116,7... 131,2;
121
1
на трьох робітників
356,2... 393,7.
Які з перелічених нижче визначень відповідають операції, якщо -
С = 1; К = 1? Звичайна рівна.
Контрольне завдання 2
1
Сформулювати основний закон виробництва.
Чи можна досягти безперервності у потоці при передаванні предметів
праці?
У потоці у разі виготовлення жіночих суконь визначити максимально
допустимі витрати часу на організаційну операцію, яку виконують троє
робітників, якщо потужність потоку становить 200 од./зміну.
Вибрати потік з виготовлення жіночих суконь з позиції: майстра по-
току; технолога; начальника цеху (секційний нез’ємний; секційний з'єм-
ний; не секційний з’ємний; не секційний нез’ємний). |
Обгрунтувати вимоги для поточної форми процесу. |
Контрольне завдання 3 1
Навести класифікацію поточного виробництва. І
Обгрунтувати перевага та недоліки потоків: багато асортиментного, |
багатофасонного, однофасонного потоку. І
Обгрунтувати застосування технологічної спеціалізації на швейному |
виробництві. ||
Охарактеризувати вірогідність застосування поточного виробництва І
при виготовленні чоловічого костюма. І
Контрольне завдання 4 |
Охарактеризувати види спеціалізації на швейному виробництві (наве- 'І
сти приклад). ?!
-Який вид спеціалізації застосовується у швейному цеху (технологія- І
ний; постадійний; предметний)? І
У чому полягають особливості багаторядного, багатоасортиментного -1
потоку? "ї
Навести технологічний граф процесу на виготовлення вшивного двух- в
шовного рукава в жіночому пальті. ж
Контрольне завдання 5 Д
Виконати технічне переобладнання цеху з метою вдосконалення тех-Ц
нелогічного процесу, підвищення техніко-економічних показників діль-Д
ниці. Д
Вихідні дані: 1) схема розподілу праці на шкільну куртку, для виго-Ш
122
товлення якої виконують 10 організаційних операцій; 2) перелік устатку-
вання, встановленого у цеху, з технічними характеристиками та вартіс-
ними показниками; 3) перелік устаткування, передбаченого у планах
матеріально-технічного забезпечення підпріємств, у разі проведення ре-
конструкції, та вартісними показниками; техніко-економічні показники
цеху підготовки.
Послідовність вирішення завдання. 1. Аналіз схеми розподілу праці
на шкільні куртки.
2. Аналіз витрат часу, норм виробітку на організаційні операції при
виготовленні шкільних курток.
3. Аналіз функціонуючого устаткування з метою виявлення варіантів
вірогідної заміни.
4. Заміна старого устаткування сучасним.
5. При розробці проекту плану технічного переобладнання підготов-
чого цеху треба виконати розрахунки економічної ефективності плану.
6. Якщо запропоновано 2-3 варіанти плану технічного переобладнан-
ня цеху підготовки, то при розрахунку економічної ефективності треба
використовувати ЕОМ.
Модуль VI
Контрольне завдання 1
При яких з наведених циклів узгодження визначають у додаткових
умовах х ір С < 3.
Яку з наведених нижче формул використовують для визначення до-
пустимого відхилення циклової операції при роботі “без обміну”
Г = у-(т + у?
Контрольне завдання 2
Дати визначення організаційної операції (комплекс неподільних опе-
рації, комплекс неподільних операцій, об’єднаних з урахуванням трива-
лості операцій, які дорівнюють такту потока, одна чи комплекс
й неподільних операцій, об’єднаних за тривалістю).
р Скласти умови узгодження часу операцій для однофасонного потоку
5- з тактом 200 с для операцій, розрахованих на:
одного робітника
142,5...157,3 с;
166,2...163,7 с;
123
190-210 с;
трьох робітників
356,2...393,7 с;
498,7...551,2 с;
570-630 с.
Які з перелічених нижче коефіцієнтів, що визначаються відхиленням
часу операцій від такту, рекомендують використовувати при проектуван-
ні потоків малих серій (0,95—1,05; 0,95—1,15; 0,3—1,1)?
Які з наведених даних відповідають операції, якщо С > 1; К = 1
(звичайно рівна; звичайно кратна; циклічна кратна; циклічна рівна)?
Контрольне завдання З
Скласти основні умови узгодження часу операцій багатофасонного
потоку з цикловим запуском виробів, якщо кількість моделей 3, такт
потоку - 75 с, для операцій, розрахованих на:
одного робітника
213,7-257,2 с;
285—315 с;
285-343 с;
трьох робітників
570-630 с;
641,2-771,7 с;
684-756 с.
Перевірити основні умови узгодження однієї операції потоку. Поту-
жність потоку 100 од./зміну (табл. 40).
Таблиця 40. Технологічна послідовність обробки вузла виробу
Зміст операції Вид роботи Витрати часу, с Загальні витрати часу, с Середні витрати часу, с
Прокласти отвір для крючка та пришити його до лацкану Вшити ватяну прокладку разом з підокатником у пройму Обрізати нерівності прокладки по проймі Разом Узгоджено Не узгоджено -
Яку з наведених нижче формул використовують для визначення від- І
хилення циклової операції, яке допускається, при роботи “без обміну” |
124
Контрольне завдання 4
Визначити величину відхилення, яке допускається з урахуванням часу
циклових операцій. Потужність потоку 100 од./зміну, крок гнізда 0,6 м,
крок робочого місця 1,3 м; відхилення фактичного часу операції, які
допускаються, 60 с
(270; 276; 280; 310).
Перевірити відповідність умов узгодження однієї операції ПОТОКУ- По-
тужність — 300 од./зміну; І = 0,6 м; Ь = 1,3 м; іср = 70 с (табл. 41)-
Таблиця 41. Дані для визначення відповідності умов узгодження
І Зміст І організаційної Вид робот» Розряд Витрати часу на модель, с Загальні витрати Середні * витрати Найбільше відхилення
операції А Б В часу, с часу, с ВІД такту
Настрочити шви при- шивання листочок м 4 32 32 32
Обкрейдувати кути лацканів і борта для обшивання р 3 34 34 34
Обшити борти і лац- кани м 4 120 120 120
Разом І 186 186 186 588 186
Відповідають умовам узгодження.
Відповідають основному, не відповідають додатковим умовам.
Не відповідають умовам узгодження.
Яку з наведених нижче формул використовують для визначеная по-
рядку роботи на кратних операціях конвеєрного потоку:
Визначити порядок роботи на кратних операціях конвеєрного потоку.
Такт потоку т - 100 с; Ь = 1,5; І = 0,5 м; = 50 с. Порядок роботи
К<2— “без обміну”; К > 2 — “з обміном”; К<3 — “без обміну”;
/<>3 — “в обмін”.
Перевірити, чи достатня довжина 4 м робочого місця для пресової
операції, яку виконують на двох пресах, якщо у кожний прес закладають
одночасно по тілі вироби.
Для конвеєрного потоку т= 100 с, І = 0,6 м, і - 90 с.
125
Контрольне завдання 5
При якому з перерахованих нижче засобів запуску виробів у потік
організаційна операція складається з неподільних на окремі моделі (по-
слідовному, циклічному, послідовно-циклічному)?
Скласти умови узгодження часу операцій для однофасонного потоку
з тактом 150 с для операцій, розрахованих на: одного робітника
118,7...131,2; 142,5...157,5; 166,2... 183,7;
п’ятьох робітників
356,2...428,7; 712,5...787,5; 960...1050.
Яку з наведених нижче формул використовують для узгодження опе-
рації багатофасонного потоку з цикловим запуском виробів:
і-Кт; ГА = (0,95 ... 1,05)КтА;
ґ = т; І —(0,95 ... 1,05)Кт ;
<4 + 'к + гв + • • • + Іс = (°>95- ••1,05)КС т ?
Яка з наведених величин відповідає циклу узгодження С, якщо пос-
лідовність надходження виробів на робочі місця А, Б, В, В, А, Б, В, В іі
ін. така:
С = 2; С = 3; С = 4?
Контрольне завдання 6
Скласти основні умови узгодження часу операцій багатофасонного
потоку з цикловим запуском виробів
(кількість моделей, розрахованих на одного робітника, — 3; такт по-
току — 100 с) для операцій, розрахованих на:
одного робітника
213...257,2 с; 285...315 с; 342...378 с;
на двох робітників
570...630 с; 641...771,7 с; 342...378 с.
Перевірити за основними умовами узгодження однієї операції потоку.
Потужність потоку 300 од./зміну. Зміст циклової операції подано в
табл. 42.
При якому з наведених нижче засобів запуску моделей у конвеєрних
потоках визначають допустимі відхилення з урахуванням часу операцій:
послідовному; цикловому; послідовно-цикловому?
Яку з формул використовують для визначення допустимих відхилень
циклової операції при роботі “в обмін”:
Таблиця 42. Зміст циклової операції
, Зміст операції Вид роботи Розряд Витрати часу на виготовлення моделей, с
Б Г в загальні В середньому на одну модель
Настрочити шви при- шивання листочок М 4 32 32 32
Обкрейдувати кути лац- канів для обшивання Р 3 34 34 34
Обшити борти та лац- кани Разом Узгоджено Не узгоджено М 4 120 186 120 186 120 186 588 186 і
Контрольне завдання 7
Визначити відхилення в часі циклових операцій. Потужність потоку
350 од./зміну, крок гнізда — 0,6 м, крок робочого місця — 1,8 м, допу-
стиме відхилення фактичного часу операції — 80 с (10,7; 13,3; 17,2; 20,4).
Перевірити відповідність умовам узгодження однієї операції потоку,
якщо П = 250 одУзміну, І = 0,6 м; Ь = 1,3 м; і = 90 с (табл. 43).
Таблиця 43. Зміст організаційної операції
Зміст організаційної операції Вид роботи Розряд Витрати часу на виготовлення моделей, с Найбільше відхилення від такту
А Б в загальн і В середньому на одну модель
Зшивати плечові шви Осноровити низ комірця Дшиги комір у горловину Настрочити шов вшиван- ня коміра Зшивати обшивку горло- вини з частин Разом м р м м м 3 4 4 52 34 68 80 234 52 6 60 52 8 60 354 118 58
127
V.
ЙЙ
(відповідають умовам узгодження; відповідають основному, не відпо-
відають додатковим умовам; не відповідають умовам узгодження).
Яку з формул використовують для перевірки кроку гнізда при роботі
“без обміну”:
За основними умовами перевірити узгодження однієї операції потоку.
Потужність потоку — 300 од./зміну. Дані наведені в табл. 44.
їЯ
. І^'гг
Ср
№ ;Л
Визначити порядок роботи на кратних операціях конвеєрного потоку
Такт потоку
“без обміну”
“в обмін”.
Перевірити, чи довжина робочого місця 7 м достатня для здійснення
пресової операції, яку виконують на двох пресах, якщо у кожний прес
одночасно закладають по три вироби.
Для конвеєрного потоку т = 100 с; І — 0,6 м; і — 90 с.
— 80 с. Порядок роботи
и-.ХХ.'
Таблиця 44. Зміст циклової операції
№ пор. Зміст операції 1 Вид роботи Розряд Витрати часу на виготовлення моделей, с
А Б в загальні в середньому на одну модель
13 Пришити листочки та внутрішні частини мішковини бічних кишень до пілочок і м 4 69 69 69 і ! 1 I
Прорізати пілочки по лінії входу до кишень р 3 31 зі. 31 і і І 1
Вивернути мішковину у бік виворітки пілочки р 3 3 3 3 4 1 1
103 103 103 309 103
<6- ,
К
А-
Контрольне завдання 8
Які з показників характеризують такт потоку; ритм роботи; безпе-
рервність роботи; проміжок часу між виготовленням виробів у потоці?
Скласти умови узгодження часу операцій для однофасонного потоку
з тактом 120 с для операцій, розрахованих на:
одного робітника
71,2-65,7 с; 95... 105 с; 118,7... 131,2 с; 142,5... 157,5;
на трьох робітників
Які з коефіцієнтів, за допомогою яких визначають відхилення у часі
по операціях від такт}7, слід використовувати при проектуванні синхрон-
них потоків: 0,95...1,05; 0,9...1,1; 0,95—1,15?
*
в
І
р''і:
іу.: •
$
При якому з наведених нижче циклів узгодження визначається у до-
даткових умовах: С<3; С>3; С>3?
Яку з формул використовують для визначення допустимих відхилень
циклової операції при роботі “без обміну”:
ср
9;
Контрольне завдання 10
-
Контрольне завдання 9
№
І
іж
Скласти умови узгодження часу операцій багатофасонного потоку з
цикловим запуском виробів (кількість моделей — 2, такт потоку — 100
с) для операцій, розразованих на:
одного робітника
142,5-171,5; 190,0-210; 142,5... 162,5;
на двох робітників
213.7...257,2; 285...343; 380...420.
і*-
?_
МІСЦЯ
с (42; 44; 50; 76).
ї;
З
Знайти допустимі відхилення у розрахунковому часі циклових опера-
цій. Потужність потоку 250 од./зміну, крок гнізда 0,6 м; крок робочого
місця — 1,3 м; допустимі відхилення від фактичного часу операції — 90
с (42; 44; 50; 76).
Перевірити відповідність умовам узгодження однієї операції потоку
77 = 350 од./зміну; 1 = 0,6 м; Ь = 1,3 м; і = 80 с (табл. 45).
(відповідає умовам узгодження; відповідає основній, не відповідає до-
датковим умовам; не відповідає умовам узгодження).
Яку з формул використовують у конвеєрному потоці для визначення
максимально допустимого навантаження кратної операції при роботі
“без обміну”:
£
£
Кк:
5^1
Я
.к.
Таблиця 45. Дані для обчислення допустимих відхилень
Зміст організаційної операції 'г ! І Вид роботи Розряд Витрати часу на виготовлення моделі, с І_Ж" . ( Найбільше відхилення від такту
А Б С загальн і В середньом у на одну модель
Обшити хлястики м 3 50 50 50
Підрізати шви обшивання хлястиків у кутах р 2 20 20 20
Вивернути хлястики, вип- р І 2 15 15 15
равляючи шви І 85 85 і 85 255 85 0
*ср *
,=^_(т+0?
Визначити порядок роботи на кратних операціях конвеєрного потоку.
Такт потоку — 250 с; Ь — 1,35 м; / — 0,5 м; — 90 с. Порядок роботи:
К = 3 — “без обміну”; К < 3 — “в обмін”; К = 2 — “без обміну”; К < 2
— “в обмін”.
Перевірити, чи достатня довжина робочого місця 5 м для пресової
операції, яку виконують на двох пресах, якщо у кожний прес закладають
по три вироби.
Для конвеєрного потоку т = 250 с; І — 0,6 м; гср — 90 с.
Контрольне завдання 11
Які з положень є основними для проектування потоків: розподіл праці
та спеціалізація потоків, безперервність руху виробів; розміщення уста-
ткування та робочих місць за рухом технологічного процесу; ритмічність
виконання операцій; узгодження часу операцій та розміщення устатку-
вання за рухом технологічного процесу?
Скласти умови узгодження часу операцій для однофасонного потоку
з тактом 175 с для операцій, розрахованих на:
одного робітника
166,2... 183,7; 190,0...210,0;
трьох робітників
498,7...551,2; 570,0...630,0.
При яких умовах у потоках застосовують кратні операції? Операція
складається з:
а) неподільних з витратою часу більше такту потоку;
б) неподільних з витратою часу менше такту потоку;
в) неподільних з витратою часу рівною такту потоку. |
Яке з тверджень відповідає операції, якщо С = 1, К = 1: звичайна і
рівна; звичайна кратна; циклова рівна; циклова кратна?
130 І
Контрольне завдання 12
Скласти основні умови узгодження часу операцій багатофасонного
потоку з цикловим запуском виробів (кількість виробів — 3, такт пото-
ку — 120 с) для операцій, розрахованих на:
одного робітника
380...420; 342...378;
п’ятьох робітників
684—756; 570...630.
За основними умовами перевірити узгодження однієї операції потоку
(300 од./зміну — потужність потоку (табл. 46).
Таблиця 46. Зміст циклової операції
№ пор. Зміст операції Вид роботи Розряд Витрати часу на виготовлення деталей, с
А г Б загальні в середньому на одну модель
44 Зшити середній шов спинки накладним швом М 4 61 — 61
Пришити планку, яка укріпляє, вздовж лінії пройми м 3 34 34 34
Разом І 95 34 95 224 «75
При якому з способів запуску виробів у потік (послідовному, циклі-
чному, послідовно-циклічному) застосовують формулу додаткових умов
узгодження?
Яку з формул використовують для визначення допустимих відхилень
циклової операції при роботі “без обміну”:
Контрольне завдання 13
Визначити допустиме відхилення у часі циклових операцій. Потуж-
ність потоку — 500 одУзміну; крок гнізда — 0,6 м, крок робочого місця —
1,3 м, допустиме відхилення від фактичного часу операції — 50 с (10,7;
13,3; 17,2; 20,4).
Перевірити відповідність умовам узгодження однієї операції потоку,
якщо П = 400 одУзміну; / =. 0,6 м; Ь = 1,3; і = 50 с (табл. 47) (відповідають
умови узгодженню; відповідають основному, не відповідають додатко-
вим умовам; не відповідають умовам узгодження).
131
Таблиця 47. Зміст організаційної операції
Зміст організаційної опе- рації . ... Вид роботи 1 Розряд Витр; іти часу на виготовлення моделей, с — - ч Найбільше відхилення
А Б в загальні В середньому. на одну модель
Намітити лінію низу плаща, відрізаючи залишки тканини р 6 70 70 70 210 10 * —
На яких операціях конвеєрного потоку перевіряють крок робочого
місця — машинних; ручних; прасувальних; пресових?
Визначити порядок роботи на кратних операціях конвеєрного потоку,
якщо такт потоку — 250 с; Ь = 1,35 м; / = 0,5 м; гср = 90 с. Порядок
роботи: К ~ 3 — “без обміну”; К > 3 — “в обмін”; К = 2 — “без обміну”;
К > 2 — “в обмін”.
Перевірити, чи довжина робочого місця 5 м достатня для пресової
операції, яку виконують на двох пресах, якщо у кожний прес закладати
одночасно по три вироби. Для конвеєрного потоку т = 100 с; І = 0,6 м,
гср = 90 с.
Контрольне завдання 14
Визначити такт потоку; безперервність робота потоку; середній час
операції на одного робітника; ритм роботи потоку.
Скласти умови узгодження часу операцій для однофасонного потоку
з тактом 75 с для операцій, розрахованих на:
одного робітника
71,2...85,7; 95,0...105,0; 118,7...131,2;
на п’ятьох робітників
712,5...787,5; 960Д..1050.
Яка з формул відповідає основній умові узгодження часу операції
однофасонного потоку:
ґ = Кт\
= (0,95 ... 1,05)Ктл;
г = (0,95... 1,05)Кт;
^ = (0,95... 1,05)Лл;
132
Контрольне завдання 15
Скласти основні умови узгодження часу на виконання операцій ба-
гатофасонного потоку з цикловим запуском виробів (кількість виробів —
2, такт потоку — 50 с) для операцій, розрахованих на:
одного робітника
95...105; 142,5... 171,5; 190...210;
на чотирьох робітників
295...343; 389...420; 437,5...502,5.
2. Перевірити відповідність умовам узгодження однієї операції потоку
(потужність потоку 300 од./зміну (табл. 48).
Таблиця 48. Технологічна послідовність обробки підплечників
Зміст операції —'.....——-.— .— Вид роботи - Розряд Витрати часу на виготовлення моделей, с
Б С загальні в середньому на одну модель, с
Застрочити нижні краї під- плечників для рукавів м 3 38 38 38 г —
Пришити капронову сітку м 4 38 38 38
до верхньої частини спіш-
ки
Зшити вішалку м 2 9 9 9
Зшити петлі для шлиці м 2 9
СПИНКИ
Разом .. 94 85 85 264 88
Яку з формул використовують для визначення відхилень циклової
операції, які допускаються, при роботі “без обміну”
^31
Контрольне завдання 16
Визначити відхилення, яке допускається, з урахуванням часу циклових
операцій. Потужність потоку 400 од./зміну, крок гнізда — 0,6 м, крок
робочого місця — 1,3 м, допустиме відхилення від фактичного часу опе-
рації — 50 с.
Перевірити відповідність умовам узгодження однієї операції потоку,
якщо П = 500 од./зміну; / = 0,6 м; Ь = 1,3 м; = 60 с. Дані наведено в
табл. 49 (відповідає умовам узгодження; відповідає основним і не відпо-
відає додатковим умовам; не відповідає умовам узгодження).
133
Таблиця 49. Технологічна послідовність обробки підборту
Зміст операції —— Вид роботи Розряд Витрата часу на виготовлення моделей Відхилення, с
А Б В загальні В середньому на одну модель
Зшити підборт 3 двох частин м 2 17 <—і—-
Настрочити шви під- бортів м 2 16 ~ —
Застрочити внутріш- ні краї підб ортів м 3 94 94 94 *
Закріпити планку М 3 32
Разом 159 94 94 347 115,6 43,4
На яких з наведених нижче операцій конвеєрного потоку визначають
порядок роботи “в обмін” або “без обміну” (звичайний рівний; цикловий
рівний; звичайний кратний; цикловий кратний “в обмін”)?
Визначити порядок роботи на кратних операціях конвеєрного потоку.
Такт потоку — 200 с; Ь = 1,35 м; І - 0,5 м; і = 80 с; = 480 (0,95...1,05)
2. Порядок роботи: К = 3 — “без обміну”; К < 3 — “в обмін”; К = 2 —
“в обмін”; К < 2 — “без обміну”.
Перевірити, чи достатня довжина робочого місця 3 м для пресової
операції, як}' виконують на двох пресах, якщо у кожний прес закладають
одночасно по три вироби. Для конвеєрного потоку т = 200 с; І = 0,6 м;
Гср = 90 с.
Контрольне завдання 17
Скласти умови узгодження операцій для однофасонного потоку з так-
том 50 с для операцій, розрахованих на:
одного робітника
142,5...171,5; 142,5... 167,5; 19О,О...21О;
трьох робітників
285...315; 380...420; 437,5...502,5.
За даними табл. 50 перевірити основні умови узгодження однієї опе-
рації потоку (потужність потоку 300 од./зміну).
У якому потоці (синхронному; потоках малих серій; конвеєрному)
узгоджують час операцій за основними і додатковими умовами?
Яку з формул використовують для визначення відхилень циклової
операції, які допускаються, при роботі “без обміну”:
три вироби.
134
Таблиця 50. Зміст циклової операції
Зміст операції Вид роботи Розряд Витрати часу на виготовлення моделей, с
А Б В загальні В середньому на одну модель
Настрочити шви приши- вання кокеток до пілочок м 4 45 45 45 135 45
Пришити планку до ліво- го борту на частині пота- ємної застібки м 4 36 36 36 108 36
Надрізати шов пришиван- ня планки до лівого борту на частині потаємної зас- тібки р 2 10 10 10 ЗО 10
Разом 91 91 91 — - - 273 91
Для конвеєрного потоку т = 200 с; 1 = 0,6 м; і = 90 с.
Контрольне завдання 19
Розрахувати площу, яку займає потік з конвеєрною формою орга-
нізації праці, що виробляє чоловічий шерстяний костюм, якщо чи-
сельність робітників у потоці становить, чол.: 150; 120; 100; 80. (Для:
Ч = 150 чол.: 1) 900 м2; 2) 750 м2; ЗО 600 м2; 4) 825 м2); Ч = 120 чол.:
1) 720 м2; 2) 600 м2; 3) 360 м2: 4) 480 м2; Ч = 100 чол.: 1) 600 м2;
2) 500 м2; 3) 550 м2; 4) 300 м2; Ч = 80 чол.: 1) 400 м2; 2) 480 м2;
3) 440 м2; 240 м2).
Визначити продуктивність праці у потоці, якщо випуск чоловічих ко-
стюмів незалежно від зайнятих у виробництві робітників становить 500
од. за зміну. (Для Ч = 150 чол.: 1) 3,4 од.; 2) 3,8 од.; 3) 4,0 од.; 4) 6 од.;
для Ч = 120 чол.: 1) 4,2 од.; 2) 4 од.; 3) 5,1 од.; 4) 6,2 од.; для Ч = 100
чол.: 1) 5 од.; 2) 4,7 од.; 3) 5,5 од.; 4) 6,4 од.; для Ч = 80 чол.: 1) 6,25 од.;
2) 6,4 од.; 3) 5,7 од.; 4) 5,4 од.).
Обчислити випуск чоловічих шерстяних костюмів у потоці, якщо про-
дуктивність праці, не враховуючи зайнятих у виробництві робітників,
становить 5,2 од. (Для: Ч = 150 чол.: 1) 780 од.; 2) 750 од.; 3) 700 од.;
Ч = 120 чол.: 1) 624 од.; 2) 650 од.; 3) 700 од.; Ч = 100 чол.: 1) 520 од.;
2) 400 од.; 3) 480 од.; X = 80 чол.: 1) 416 од.; 2) 400 од.; 3) 510 од.).
Визначити такт потоку, якщо трудомісткість становить 5100 с. (Для:
Ч = 50 чол.: 1) 102 с; 2) 80 с; 3) 95 с; 4) 77 с; Ч = 25 чол.: 1) 204 с; 2) 90 с;
3) 185 с; 4) 208 с; Ч = 70 чол.: 1) 72,8 с; 2) 80,0 с; 3) 90,0 с; 4) 360,0 с;
Ч = 60 чол.: 1) 85 с; 2) 90 с; 3) 105 с; 4) 125 с).
Визначити такт потоку, якщо трудомісткість становить 5100 с. (Для:
Ч = 50 чол.: 1) 102 с; 2) 80 с; 3) 95 с; 4) 77 с; Ч = 25 чол.: 1) 204 с; 2) 90 с;
135
3) 185 с; 4) 208 с; Ч = 70 чол.: 1) 72,8 с; 2) 80,0 с; 3) 90,0 с; 4) 360,0 с;
Ч = 60 чол.: 1) 85 с; 2) 90 с; 3) 105 с; 4) 125 с).
Розрахувати коефіцієнт завантаження потоку. (Для Ч - 50 чол.: 1) 1;
2) 0,85; 3) 0,85; 4) 1,05; Ч = 25 чол.: 1) 1; 2) 0,98; 3) 0,90; 4) 0,85; Ч = 70 чол.:
1) 0,95; 2) 1,05; 3) 0,85; 4) 1,00; Ч = 60 чол.: 1) 0,95; 2) 1; 3) 0,75; 4) 0,80).
Визначити найбільш оптимальну потужність конвеєрного потоку.
(Ч ~ 50 чол.; Ч = 25 чол.; Ч = 70 чол.; Ч = 60 чол.).
Модуль VII
Контрольне завдання 1
Навести принцип добору організаційних операцій у агрегатно-групо-
вому потоці, якщо т = ЗО с.
Розрахувати кількість пресів для виконання операцій, наведених у
табл. 51, якщо і = 120 с.
Таблиця 51. Дані для розрахунку кількості пресів
Зміст операцій Вид роботи Розряд Витрати часу на виготовлення моделі» с
Б С в середньому
Намітити місце розмі- щення кишені на пілочці р 3 15 15 15 15
Розпрасувати виточки на пілочці Пр 4 20/35 20/35 20/35 20/35
Розпрасувати рельєфи на пілочці Пр 4 25/40 25/40 25/40 25/40
Розпрасувати середній шов спинки Пр 4 15/30 15/30 15/30 15/30
Визначити тривалість виробничого циклу у заготовчій секції АГП з
вироблення чоловічих брюк, якщо час обробки деталей та вузлів стано-
вить, с: у першій групі — 300, другій — 620, третій — 730.
Розрахувати чисельність робітників, зайнятих у третій групі, якщо за
зміну випущено брюк 520 од.
Визначити мінімально допустимі витрати часу на трикратну органі-
заційну операцію (виготовлення чоловічих сорочок, якщо потужність по-
току 596 од.).
Контрольне завдання 2
У заготовчій секції АГП потоку з виготовлення дитячих костюмів!
моделей А, Б, В працюють три групи робітників. Трудомісткість обробки!
деталей та вузлів виробів становить, с: 240; 295; 300. Визначити такт)
потоку, якщо його потужність 35 чол. |
.-Я'1;
136 1
Навести принцип попереднього розрахунку процесу, якщо форма ор-
ганізації — АГП.
Розрахувати випуск АГП (виготовлення чоловічих сорочок) за зміну,
добу, використовуючи такі дані:
Продуктивність праці, од.
16
18
17,2
16,5
17,5
13
14,5
15
16,2
17,1
Чисельність робітників у потоці, чол.
ЗО
43
ЗО
32
28
34
33
38
40
42
Розрахувати цикл узгодження у АГП, якщо запуск пачковий; кіль-
кість одиниць у пачці: Р\ — 10; Р2 — 20; Р3 — 40; чисельність робітників
у потоці — 36 чол.
Контрольне завдання З
Для яких потоків характерним є сполучення подетальної та техноло-
гічної спеціалізації ділянок потоку? (Для ПМС; для конвеєрної форми;
для АГП; для потоків).
Які пристрої для передачі предметів праці застосовуються у АГП?
Середній час обробки деталей і вузлів виробів у заготовчій секції
АГП, яка складається з трьох агрегованих груп, становить, с: 300; 400;
520. Як змінюється цикл обробки виробів у заготовчій секції при переході
на конвеєрну форму організації праці. (Не змінюється; скорочується; про-
довжується).
За наведеними вище даними визначиш чисельність робітників у за-
готовчій секції, якщо випуск за зміну — 620 од.
Контрольне завдання 4
Здійснити розрахунок процесу в АГП (вироблення чоловічих соро-
чок), якщо продуктивність праці — 16 од./зміну, а чисельність робітників
у потоці — 40 чол.
Скласти ряд організаційних операцій на виготовлення чоловічої со-
рочки.
137
Монтажна секція складається з двох нормальних поточних ліній у
АГП. Розрахувати середній такт потоку, якщо на кожну лінію запускають
по 250 од. виробів за зміну.
За наведеними вище даними визначити чисельність робітників у ко-
жній поточній лінії монтажної секції, якщо витрати часу — 1650 с.
Контрольне завдання 5
Скласти граф процесу на два — три вузли чоловічої сорочки (на
вибір).
Навести принцип добору організаційних операцій при АГП, якщо
т = 40 с.
За яким принципом здійснюють набір організаційних операцій у
АГП?
Визначити незавершене виробництво у потоці, якщо кількість виро-
бів, випущених у АГП, становить 400 од.
Запропонувати варіант розміщення робочих місць у АГП.
Контрольне завдання 6
Визначити максимально допустимі витрати часу на двократній ор-
ганізаційній операції (на АГП виробляють чоловічі сорочки. Потужність
потоку — 480 од. за зміну).
Розрахувати чисельність робітників у потоці, якщо трудомісткість ви-
готовлення виробів — 3000 с.
У ПМС на транспортері ПМС-1 виготовляють костюми для хлопчи-
ків дошкільного віку. Змінний випуск — 180 од. Трудомісткість вигото-
влення моделі — 80 хв. Розрахувати з точністю до 0,1 м, яку відстань
проходить за один оборот транспортної стрічки; обчислити кількість ви-
робів, які складають у коробку (швидкість транспортеру — 8 м/хв).
Яка існує залежність між кількістю виробів, які закладають у коробку,
та потужністю потоку малих серій. (Залежність обернена; пряма).
Контрольне завдання 7
Середній час обробки деталей і вузлів виробів у заготовчій секції АГП
за чотирма агрегованими групами становить, хв.: 12, 20, 14, 10. Як змі- >
нигься цикл обробки виробів у цій секції у разі переходу на конвеєрі? ч
(Цикл зменшиться; подовжиться).
Як зміниться тривалість виробничого циклу обробки виробів без ура- |
кування часу на транстпортування предметів праці і зміну трудомісткості •
виготовлення виробів? І
138
Визначити змінний випуск виробів потоку малих серій, якщо до ко-
робки закладають по три одиниці. Відстань, яку проходить коробка за
один оборот транспортної стрічки, становить 24 м, швидкість транспор-
теру — 6 м/хв; розрахувати чисельність робітників у ПМС з виготовлення
суконь для дівчат. Обчислити мінімально допустимі витрати часу на дво-
кратну організаційну операцію (запуск моделей у потік цикловий — одна
коробка за схемою циклу).
Контрольне завдання 8
На АГП виробляють жіночі сукні трьох моделей. Запуск — пачками,
цикловий. Змінний випуск виробів моделей А, Б, В — відповідно 40, 80,
40 од. Витрати часу на одну з неподільних операцій становлять: для
перших двох моделей — 40, для третьої — 60 с. Визначити в середньому
витрати часу на виконання неподільної операції.
Для яких потоків характерними умовами є сполучення подетальної
та технологічної спеціалізації дільниць? (Для АГП; ПМС; гнучких; кон-
веєрних).
Як впливає на роботу ПМС без автоматичного адресування коробок
на робочі місця збільшення кількості виробів, які закладають у коробку,
розмір і маса виробів.
На яких потоках ритм роботи визначається швидкістю подавання на-
півфабрикату? (У потоках малих серій; конвеєрних; агрегатно-групових).
Визначити кількість виробів, які закладають у коробку в ПМС, якщо
такт потоку — 2 хв, відстань, яку проходить коробка за час одного
обороту транспортної стрічки — 32 м, швидкість транспортерної стріч-
ки — 6 м/хв.
Контрольне завдання 9
У заготовчій секції АГП (вироблення сорочок трьох моделей для хло-
пчиків шкільного віку) працюють три групи робітників. Трудомісткість
обробки деталей і вузлів виробів моделі А по групах становить 256, 384,
320 с.
Визначити такт потоку, якщо у заготовчій секції при виготовленні
моделей А працюють 15 чол., запуск виробів у потоці послідовний, пач-
ками; визначити чисельність робітників у третій групі заготовчої секції.
Розрахувати чисельність робітників у ПМС (виготовлення костюмів
для хлопчиків дошкільного віку), якщо відстань, яку проходить коробка
за один оборот транспортної стрічки — 32 м (/ = 2,5 м); визначити змін-
ний випуск виробів, якщо до коробки укладають по 3 од. виробів, швид-
кість транспортерної стрічки — 8 м/хв.
Обчислити максимально допустимі витрати часу на організаційну
139
операцію, яку виконує один робітник. Запуск моделей у потік послідов-
ний.
Контрольне завдання 10
Тривалість обробки деталей і вузлів виробів у заготовчій секції АГП
для трьох агрегованих груп становить у середньому, хв: 10; 8; 14. Як
зміниться цикл обробки виробів у заготовчій секції при переході на кон-
веєр? (Цикл зменшиться; подовжиться; залишиться без змін).
Визначити чисельність робітників у заготовчій секції, якщо потуж-
ність потоку 240 од. за зміну.
Розрахувати з точністю до 1, при якій чисельності робітників у ПМС
(виготовлення суконь для дівчат шкільного віку) витрати часу на вико-
нання організаційної операції з обробки виробів, які знаходяться у ко-
робці, становлять 10,5 хв, якщо швидкість транспортерної стрічки —
6 м/хв. Запуск моделей у потік цикловий — у одну коробку за схемою
циклу (/ = 2,5 м).
Визначити такт потоку, якщо до коробки кладуть 3 од. виробів.
Контрольне завдання 11
Визначити: тривалість виробничого циклу у заготовчій секції АГП
(виготовлення сорочок для хлопчиків дошкільного віку), якщо на оброб-
ку деталей і вузлів (без урахування транспортування предметів праці та
знаходження їх на складі) витрачають відповідно по трьох групах 3, 5,
6, Ю хв; розрахувати потужність потоку, якщо чисельність робітників у
другій групі Ю чол. Запуск виробів у потік послідовний, пачками.
У ПМС-1 виробляють жіночі сукні трьох моделей, витрати часу на
обробку їх становлять, с: 5000; 4000; 42000. Змінний випуск виробів усіх
моделей 160 од. Який вид запуску виробів на потоці доцільно застосу-
вати? (Послідовний; цикловий; кобіновании).
Визначити кількість виробів, які закладають у коробки в ПМС, якщо
один оборот транспортерної стрічки становить 48 м, потужність пото-
ку — 160 од., швидкість транспортерної стрічки — 6 м/хв.
На яких потоках ритм роботи визначається швидкістю подавання на-
півфабрикату?
140
Модуль VIII
Контрольне завдання 1
Яка відмінність в умовах узгодження часу організаційних операцій
існує при цикловому запуску виробів у конвеєрний потік і ПМС? .
Для яких потоків характерними умовами є сполучення по детальної
та технологічної спеціалізації дільниць потоку?
Визначити кількість виробів, які закладають до коробки у ПМС, якщо
відстань, яку проходить коробка за один оборот транспортерної стріч-
ки — 28 м; швидкість руху транспортерної стрічки — 7 м/хв; потужність
потоку — 160 од. за зміну.
Чи можна вважати систему транспортування праці у ПМС конвеєром?
На АГП виробляють жіночі сукні. Потужність потоку — 720 од. за
зміну. Визначити мінімально допустимі витрати часу на п’ятикратну ор-
ганізаційну операцію.
Контрольне завдання 2
Для яких потоків характерними умовами є сполучення подетальної
та технологічної спеціалізації дільниць? (Для ПМС; конвеєрного потоку;
АГП).
Монтажна секція АГП складається з трьох паралельних поточних лі-
ній. Визначити середній такт потоку, якщо у кожну поточну лінію запу-
скають по 150 од./зміну.
Розрахувати чисельність працівників у кожній поточній лінії монта-
жної секції, якщо втрата часу на монтажні операції для одного виробу
становлять 2880 с.
У кожну коробку ПМС-1 закладають по 5 од. виробів трьох моделей
за схемою циклу А:Б:В = 1:2:2. Визначити максимально допустимі вит-
рати часу на організаційну операцію, яку виконує один робітник, якщо
випуск за зміну 240 од.
Контрольне завдання З
Для яких потоків організаційна побудова не супроводжується обов’-
язковим дотриманням технологічної послідовності виготовлення виро-
бів? (Для конвеєрного; АГП; ПМС). Чи можна вважати систему
транспортування предметів праці і ПМС конвеєрами?
Визначити: 1) чисельність робітників у потоці малих серій ПМС-1
(виготовлення жіночих суконь), якщо відстань, яку проходить коробка
за один оборот транспортерної стрічки становить 40 м; 2) тривалість
141
обробки виробів, якщо до коробки укладають по 2 од. виробів, а швид-
кість транспортерної стрічки — 6 м/хв. (/ = 2,5 м).
На яких потоках ритм роботи залежить від індивідуальної продук-
тивності праці кожного робітника? (На конвеєрних потоках; ПМС; АГП).
Контрольне завдання 4
Розрахувати випуск виробів у ПМС за зміну, якщо відстань, яку про-
ходить коробка за один оборот транспортерної стрічки, становить 48 м,
до коробки укладають по три вироби, швидкість транспортерної стріч-
ки — 6 м/хв.
Тривалість обробки деталей і вузлів виробів у заготовчій секції АГП
становить у середньому по трьох групах 10, 14, 8 хв. Як зміниться цикл
обробки виробів у цій секції при переході на конвеєр. (Скоротиться; по-
довжиться; не зміниться).
Визначити: чисельність робітників у заготовчій секції, якщо випуск
за зміну — 240 од.; максимально допустимі витрати часу на організаційну
операцію, яку виконують троє робітників.
Контрольне завдання 5
У потоках малих серій виробляють сукні для дівчат шкільного віку
моделей А і Б. Запуск виробів у потік циклічний, з партіонним закла-
данням напівфабрикату до коробки за схемою А:Б = 2:3. Визначити мак-
симально допустимі витрати часу на організаційну операцію, яку виконує
один робітник. Потужність потоку — 240 од. за зміну.
Обчислити з точністю до 0,1 м відстань, яку проходить коробка за
один оборот транспортерної стрічки, якщо у потоці працює ЗО чол.
(/ = 2,5 м).
При якому такті ПМС коробка за один оборот проходить відстань
24 м, якщо до коробки покласти 3 вироби. Швидкість руху транспорте-
ра — 6 м/хв.
Визначити тривалість виробничого циклу у заготовчій серії АГП (ви-
готовлення чоловічих сорочок), якщо час, який витрачають на обробку
деталей та вузлів сорочки (без урахування витрат часу на транспорту-
вання предметів праці та знадходження їх на складі), становить 4, 15,
5 хв.
Обчислити чисельність робітників у другій групі, якщо за зміну ви-
пускають 576 од. Запуск виробів у потік послідовний, пачками.
Контрольне завдання 6
;ІГ ::
| У разі якої спеціалізації дільниць виробництва у масштабі всієї фаб-
- рики виправдана організація наскрізного потоку (фабрика — потік).
|) Як впливає на трудомісткість обробки виробів на агрегатно-групо-
П вому потоці виконання операцій “ланцюгом” без відриву нитки після
11 закінчення обробки кожної деталі?
я і Який вплив має збільшення потужності потоку на кількість виробів,
і ? які закладають в коробку в потоці малих серій?
; Визначити кількість виробів, які закладають у коробку ПМС, якщо
|; відстань, що проходить коробка за час одного обороту транспортерної
Яї стрічки, становить 32 м, швидкість транспортерної стрічки — 6 м/хв,
;; Р потужність потоку — 240 од. за зміну.
[• Чи існує відмінність в умовах узгодження часу організаційної операції
( при цикловому запуску виробів на конвеєрному потоці та ПМС? Відпо-
з г відь обгрунтувати.
11 Контрольне завдання 7
•й Л-.-
5 При якій потужності ПМС коробка за один оборот транспортерної
' стрічки проходить відстань 40 м, якщо транспортерна стрічка рухається
{ £ зі швидкістю 6 м/хв, а в коробку кладуть по 4 од. виробів.
| Визначити середні витрати часу на виконання організаційної операції,
1 й якщо операцію виконує один робітник, запуск моделей у потік — цик-
1 | лічний за схемою циклу А:Б:В: = 1:2:1.
Як змінюється трудомісткість обробки виробів у заготовчій секції
<; АГП у разі виконання операції “ланцюгом” без відриву нитки після за-
я кінчення обробки кожної деталі?
; Витрати часу на обробку деталей та вузлів виробів у заготовчій
І секції АГП становить, хв: у агрегованій групі — І — 8; у II — ІЗ; у
5 III — 11 хв; у IV — 6 хв. Як зміниться цикл обробки виробів у цій
І секції при переході на конвеєр?
Визначити, як зміниться тривалість виробничого циклу обробки ви-
робів (без урахування часу на транспортування предметів праці, знахо-
дження їх на складі і трудомісткості виробів).
Контрольне завдання 8
Розрахувати кількість виробів, які укладають у коробку в ПМС, якщо
відстань, що проходить коробка за один оборот транспортерної стрічки,
становить 7 м/хв, потужність потоку 160 од. за зміну.
Чи можна вважати систему транспортування предметів праці у пото-
ках малих серій конвеєром? Відповідь обгрунтувати.
У АГП виробляють жіночі сукні. Потужність потоку — 900 од. за
142
143
зміну. Визначити мінімально допустимі витрата часу на п’ятикратну ор-
ганізаційну операцію.
Чи існує відмінність в умовах узгодження часу організаційних опера-
цій при циклічному запуску виробів у конвеєрному потоці та ПМС? Від-
повідь обгрунтувати.
Для яких потоків характерними є сполучення подетальної та техно-
логічної спеціалізації дільниць?
Контрольне завдання 9
У потоках малих серій виробляють костюми трьох моделей для дів-
чаток шкільного віку. Запуск виробів у потік послідовний з партіонним
закладенням напівфабрикатів у коробки по 3 од. Визначити чисельність
робітників у потоці при виготовленні костюмів моделі А, якщо витрати
часу на виготовлення виробів моделі А — 3600 с. Змінний випуск виробів
трьох моделей становить 240 од.
Розрахувати мінімально допустимі витрата на організаційну опера-
цію, яку виконує один робітник.
Визначити відстань, яку проходить коробка за один оборот транс-
портерної стрічки з точністю до 0,1 м (/ = 2,5 м).
На АГП виробляють жіночі блузи трьох моделей. Змінний випуск на
одній з неподільних операцій — відповідно 0, 40, 80 с. Розрахувати се-
редні втрати часу на виконання неподільної операції.
На яких потоках ритм роботи визначається швидкістю подавання на-
півфабрикату?
Контрольне завдання 10
Визначити: чисельність робітників у ПМС з виготовлення жіночих
суконь, якщо відстань, яку проходить коробка за один оборот транспор-
терної стрічки, становить 52 м; розрахувати витрати часу на обробку
виробів, якщо у коробку укладають по 2 од., швидкість транспортерної
стрічки — 6 м/хв (/ = 2,5 м).
На яких потоках ритм роботи залежить від індивідуальної продук-
тивності праці кожного робітника?
Організаційна побудова яких потоків не потребує обов’язкового до-
тримування технологічної послідовності виготовлення виробів?
Чи можна вважати систему транспортування предметів праці у пото-
ках малих серій конве^щою?
Контрольне завдання 11
виробів усіх трьох моделей за зміну — 180 од. Який вид запуску виробів
у потік доцільно використовувати?
Визначиш кількість виробів, які закладають у коробку в ПМС, якщо
відстань, що проходить коробка за один оборот транспортерної стрічки
становить 36 м, потужність потоку — 160 од. за зміну, швидкість тран-
спортерної стрічки — 6 м/хв.
На яких потоках ритм роботи потоку визначається швидкістю пода-
вання напівфабрикату?
Розрахувати тривалість виробничого циклу на АГП з вироблення со-
рочок для хлопчиків дошкільного віку у заготовчій секції, якщо витрати
часу на обробку деталей і вузлів виробів (без урахування транспортуван-
ня предметів праці та знаходження на складі) становить для першої гру-
ші — 8,5 хв, другої — 5, третьої — 8 хв.
Розрахувати потужність потоку, якщо чисельність робітників у другій
групі — 10 чол. Запуск виробів у потік послідовний пачками.
1
Контрольне завдання 12
Розрахувати чисельність робітників у ПМС з виготовлення костюмів
для хлопчиків дошкільного віку, якщо відстань, що проходить коробка
за один оборот транспортерної стрічки становить 48 м (/ = 2,5 м).
Визначити з точністю до І од. випуск виробів за зміну, якщо у коробку
вкладають 3 од., швидкість транспортерної стрічки 8 м/хв.
Обчислити максимально допустимі витрати часу на організаційну
операцію, яку виконує один робітник. Запуск моделей у потік послідов-
ніш.
У заготовчій секції АГП з виготовлення сорочок моделей А, Б, В для
хлопчиків шкільного віку працюють Т])и групи робітників. Трудоміс-
ткість обробки деталей і вузлів виробів моделі А по кожній групі стано-
вить 256, 384, 320 с. Визначити такт потоку, якщо у заготовчій секції
при виготовленні моделі А працюють ЗО чол., запуск виробів у потік —
послідовний пачками.
Розрахувати чисельність робітників у третій групі заготовчої секції.
Контрольне завдання 13
Розрахувати чисельність робітників у ПМС з виготовлення суконь
для дівчат шкільного віку, якщо середні витрати часу на обробку виробів,
які знаходяться у коробці, становлять 12 ХВ, швидкість транспортерної
стрічки — 6 м/с (/ = 2,5 м).
Визначити такт потоку, якщо у коробку укладають 3 од. виробів.
Яка відмінність існує між умовами узгодження часу організаційної
Ж операції при циклічному запуску виробів на конвеєрному потоці і ПМС?
<1
145
144
Середні витрати часу на обробку деталей і вузлів виробів у заготовчій
секції АГП у трьох агрегованих групах становить 10, 8, 14 хв. Як змі-
ниться цикл обробки виробів у цій секції при переході її на конвеєр?
Визначити чисельність робітників у заготовчій секції, якщо потуж-
ність потоку — 480 од. за зміну.
Контрольне завдання 14
Як впливає на роботу ПМС без автоматичного адресування коробок
на робочі місця збільшення кількості виробів, які укладають у коробку.
Відповідь обгрунтувати.
На яких потоках ритм роботи визначається швидкістю подавання на-
півфабрикату?
Визначити кількість виробів, які укладають у коробки потоку малих
серій, якщо такт потоку — 3 хв; відстань, яку проходить коробка за один
оборот транспортерної стрічки — 36 м; швидкість транспортерної стріч-
ки — 6 м/хв.
На АГП виробляють жіночі сукні трьох моделей. Запуск — пачковий,
циклічний. Змінний випуск виробів моделей А, Б, В — 40, 80, 40 од., а
витрати часу на одну неподільну операцію — відповідно 40, 80, 60 с.
Визначити втрати часу на виконання неподільної операції.
146
Розділ 5. МЕТОДИ АКТИВНОГО НАВЧАННЯ
5.1. Загальна характеристика імітаційних
методів активного навчання
Сучасна професійна підготовка студентів технічних спеціально-
стей має бути орієнтована не тільки на формування певної суми знань з
перспективних напрямів науково-технічного прогресу, методів організа-
ції та управління виробничими процесами і трудовими колективами. В
процесі підготовки студенти оволодівають методами господарювання,
ініціативним та підприємницьким підходом до розв’язання виробничих
завдань.
У зв’язку з цим все більшого значення в організації навчального про-
цесу набуває активізація пізнавальної діяльності студентів. Застосування
методів активного навчання дає змогу вирішити, з одного боку, проблему
розвитку творчого потенціалу фахівця, а з другого — протиріччя між
обсягом інформації, який постійно збільшується, й незмінним строком
навчання.
Одним із найбільш ефективних засобів активізації професійної підго-
товки студентів слід вважати впровадження імітаційних методів активі-
зації навчального процесу, насамперед ділових ігор і аналізу конкретних
виробничих ситуацій.
Ділові ігри є найбільш досконалою формою проблемного навчання,
яке поєднує проблемний та діяльнісний принципи. Ділова гра дає мож-
ливість розвинути навички обирати найбільш ефективні напрями розви-
тку виробництва, самостійно орієнтуватися в ситуаціях, приймати
обгрунтовані рішення в умовах обмеженості виробничих ресурсів, набути
навичок колективної праці тощо. Крім того, в процесі проведення діло-
вих ігор розкриваються нахили студентів до виконавчої, управлінської
або дослідницької діяльності. Це може стати у пригоді для професійної
орієнтації майбутнього фахівця.
Найсуттєвішими ознаками ділових ігор є такі:
наявність проблеми управління соціально-економічною чи виробни-
чою системою (або процесом);
моделювання професійної діяльності фахівців щодо вироблення орга-
нізаційно-технічних і управлінських рішень;
спільна мета;
розподіл ролей між учасниками гри відповідно до специфічних особ-
ливостей та ієрархічних рівнів системи, яку розглядають;
відмінність мети при виробленні рішень та інтересів учасників;
взаємодія учасників, які виконують ті чи інші ролі (відображує ре-
альні взаєімовідносини між різними фахівцями та керівниками різних
рівнів);
колективне вироблення рішень на найбільш відповідальних етапах
1.47
л,
ж
^4; ’
Ж.'
е-
г?.
Ж-
Ж'
ж.
Ж'
гри, наслідки, яких є вирішальними для майбутніх результатів, а також
якщо треба, пошук компромісу між ролевою метою та інтересами;
наявність умов невизначеності, тобто вірогіднісного характеру деяких
процесів (врахування вірогіднісного характеру діяльності, інформаційної
невизначеності пов’язане з відхиленням від запроектованих (запланова-
них) умов, що мають місце в реальному житті);
прийняття і реалізація в процесі іри певної послідовності рішень, ко-
жне з яких залежить від рішення, прийнятого учасником гри на поперед-
ньому етапі, а також від інших учасників;
альтернативність рішень, передумовою яких є те, що розвиток вироб-
ничих і економічних систем може здійснюватися різними шляхами, за
різною стратегією, які погребують для цього залучення різних ресурсів
з різними якісними характеристиками. Частково альтернативність пов’-
язана і з різним рівнем компетенції та класифікації учасників;
наявність системи індивідуального та групового стимулювання і оці-
нювання діяльності учасників.
Метою такої системи є:
викликати в учасників ділової іри збуджувальні мотиви діяти так, як
воші б діяли в реальних умовах й досягали найбільш ефективних резуль-
татів;
підкориш в разі потреби інтереси того чи іншого учасника гри спіль-
ній мсті колективу, зробити вигідним таке рішення для конкретного уча-
сника;
забезпечити об’єктивну оцінку особистого вкладу кожного учасника
гри в досягнення загального результату та оцінку результатів колектив-
ної праці;
створення емоційного напруження такими засобами:
змаганням груп учасників з приводу прийняття найбільш доцільних
(ефективних) рішень чи отримання іншого найбільш високого результату;
неповнотою інформації про систему діяльності;
присутністю дійової системи оцінки діяльності;
невідповідністю ресурсів та мети.
Конкретні виробничі ситуації мають багато спільних характеристич-
них ознак з діловими іграми, що пов’язане з реалізацією в них такого
самого проблемно-діяльнісного принципу. Цей метод активізації нав-
чального процесу застосовується тоді, коли проблема може бути поділена
на ряд невеликих за обсягом порівняно автономних завдань, розв’язання
яких потребує не стільки часу на виконання розрахункових і аналітичних
робіт, скільки залучення творчого потенціалу студента, його вміння на
основі сформованих знань про об’єкт ситуації знаходити вихід у нових,
нетрадиційних умовах, або шукати новий метод вирішення (більш ефек-
тивний) традиційної ситуації. Як правило, це не змагання груп учасників,
а змагання особистостей, перед якими стоїть однакове завдання. В кон-
кретних виробничих ситуаціях може бути відсутній елемент вірогідності
процесів. Воші можуть грунтуватись як на фактичних матеріалах підпри- :
148
..........
ємств, так і на деяких умовних, але наближених до реальних прикладах,
тому що їх метою є не тільки моделювання професійної діяльності, а й
створення активного тішу мислення, завдяки якому можна розв’язувані
нестандартні завдання.
На відміну від ділових ігор оцінка результатів вирішення та аналізу
конкретних ситуацій не потребує спеціальної системи оцінки. Аналіз си- .1
туацій є дуже поширеним засобом активізації навчання, оскільки не по-
требує створення спеціальних організаційних умов і може проводитися
в межах практичних та лабораторних робіт. !
5.2. Ділові ігри
Ділова гра “Технічне переоснащення
виробництва ”
Мета і зміст гри. Ділова гра моделює альтернативний процес розроб-
ки проекту технічного переоснащення швейних цехів за наявності певних
вихідних даних, обмежень і показників, які плануються і характеризують
фінансові можливості підприємства та очікувані результати. Передбача-
ється, що в кожному цеху є один потік великої потужності.
Мета ділової гри полягає в розвитку та закріпленні навичок з обг-
рунтування та прийняття організаційно-технічних рішень у разі вибору
засобів технічного переоснащення та технологічної методики вироб-
ництва, економічного обгрунтування варіанту, який пропонується, забез-
печенням запланованого підвищення продуктивності праці і ефективності
виробництва.
У грі під керівництвом двох викладачів бере участь одна група сту-
дентів.
У процесі гри її учасники, отримавши дані з техніки, технології ви-
робництва, техніко-економічні показники діючих виробництв, а також
характеристику парку прогресивного обладнання (табл. 52, 53 і 54), ма-
ють розробити проект технічного переоснащення (табл. 54), обгрунтува-
пї іюго економічну доцільність, визначити позитивний вплив проектних
рішень на показники виробництва (цехів та підприємства в цілому), пі-
двищення його ефективності.
При цьому досягнення максимальної ефективності стимулюється
бальною оцінкою результатів гри (табл. 56). Розробка проектних рішень
здійснюється в умовах обмеженості фінансових ресурсів. Імовірнісний
характер гри задається через невизначеність можливості забезпечення
підприємства обладнанням, що передбачено планом технічного переос-
нащення, в повному обсязі.
149
ЗМІСТ
Передмова............................................................ З
Розділ 1. Моделювання і оптимізація технологічних процесів........... 5
1.1. Загальні поняття і визначення............................... 5
1.2. Моделювання і оптимізація тривалості виробничого циклу інже-
нерної підготовки виробництва................................... 13
13. Склад, функціональні можливості автоматизованих систем підго-
товки і розкрою матеріалів...................................... 21
1.4. Моделювання інформаційних зв’язків підготовчо-розкрійного ви-
робництва (ПРВ)................................................. 33
1.5. Системно-структурний аналіз технологічного процесу підготов-
чо-розкрійного виробництва...................................... 49
1.6. Оптимізація процесу настилання матеріалів.................. 56
1.7. Моделювання організаційно-технологічних систем настилання і
розкрою в умовах застосування ліцензійних технологій............ 66
Розділ 2. Моделювання технологічних процесів виготовлення швейних ви-
робів ....................................................... 75
2.1. Математична модель технологічного процесу виготовлення швей-
них виробів..................................................... 75
2.2. Формування інформації для моделювання потоків на ЕОМ.... 80
23. Моделювання процесу вибору раціональних форм організації по-
токів ..........................................’............... 85
Розділ 3. Організація гнучких виробництв............................ 91
3.1. Концепція гнучкого виробництва............................. 91
3.2. Методи організації гнучких потоків......................... 93
3.3. Методи оцінки гнучкості виробничих систем................. 100
Розділ 4. Моделювання і оптимізація в методах активного навчання .... 107
4.1. Індивідуалізація процесу навчання......................... 107
4.2. Контрольні завдання до навчальних модулів. Модулі І-ІУ.. 109
Модуль V....................................................... 121
Модуль VI.................................................... 123
Модуль VII..................................................... 136
Модуль VIII.................................................... 141
Розділ 5. Методи активного навчання................................ 147
5.1. Загальна характеристика імітаційних методів активного навчання 147
5.2. Ділові ігри............................................... 149
5.3. Моделювання виробничих ситуацій.......................... 172
5.4. Моделювання виробничих ситуацій за допомогою персональних
ЕОМ............................................................ 230
252
Навчальне видання
доц. к.т.н. Литвиненко Галина Євгенівна, доц. к.т.н. Яцишина Лариса Карпівна,
проф. Малова Тетяна Леонідівна, проф. Константинов Сергій Михайлович
Моделювання і оптимізація технологічних процесів
Здано до набору 04.12.2000. Підписано до друку 05.01.2001.
Формат 60х841/ів. Папір офсет. Гарнітура Тайме.
Обл.-вид. 16 арк. Замовлення
ДМП "Полімед"
Київ, вул. Грушевського, 7