/






















































































































































































































































































































































































Text
Конструирование
ПРИБОРОВ
—~~ь AtfeJS>raEg
«Машиностроение »
Конструирование
ПРИЮРОВ
Geratekonstruktion
Herausgeber:
Prof. Dr.-Ing. habil. Werner Krause
2., stark bearbeitete Auflage
VEB Verlag Technik Berlin
Конструирование.
ПРИБОРОВ
В ДВУХ КНИГАХ
Под редакцией
доктора технических наук профессора В. Краузе
Перевод с немецкого
В.Н. Палъянова
Под редакцией
доктора технических наук
профессора О.Ф. Тищенко
1
Москва
-МАШИНОСТРОЕНИЕ'
1987
ББК 34.42
К65
УДК 681.2
Руководство и общая редакция В. Краузе при участии Г. Рерса
Бауэршмидт М. (гл. 4.3), Бюргер Э. (участие в подготовке гл. 2.3), Витте И.
(гл. 5.1) — 5.6), КинастВ. (гл. 5.7), Краузе В. (гл. 4.4, 5.9), Маркор К. (гл. 5.1 — 5.6),
Рерс Г. (гл. 1, 3), Хёне Г. (разд. 2), Шиллинг М. (гл. 4.1 —4.3, 4.5), Шрайбер А.
(гл. 5.7), Юст Э. (гл. 5.8)
Конструирование приборов. В 2-х кн./Под ред. В. Краузе;
К65 Пер. с нем. В. Н. Пальянова; Под ред. О. Ф. Тищенко.—
Кн. 1 —М.: Машиностроение, 1987.— 384 с., ил.
(В пер.): 2 р. 20 к.
В книге ведущих специалистов ГДР собран материал по конструированию прибо-
ров точной техники, оптики и электроники. В 1-й книге от общих понятий конструиро-
вания, точности, надежности авторы переходят к средствам защиты приборов от
внешних влияний и вопросам автоматизации проектирования.
Для инженерно-технических работников, занятых проектированием приборов, а
также для студентов приборостроительных специальностей вузов.
2706000000-514 ББК 34.42
К 038 (01)-87 279-86 6П5.8
ПРОИЗВОДСТВЕННОЕ ИЗДАНИЕ
КОНСТРУИРОВАНИЕ ПРИБОРОВ
Редактор И. А. Сморчков а
Художественный редактор С. Н. Голубев
Технический редактор Л. П. ^ордеева
Корректоры Л. Л. Георгиевская, А. П. Сизова
ИБ № 4897
Сдано в набор 16.12.85. Подписано в печать 26.09.86. Формат 60x90‘/i6. Бумага офсетная
№ 2. Гарнитура литературная. Печать офсетная. Усл. печ. л. 24,0 Усл кр.-отт 24,0
Уч.-изд. л. 29,0. Тираж И 000 экз. Заказ № 4. Цена 2 р. 20 к
Ордена Трудового Красного Знамени издательство «Машиностроение», 107076, Москва,
Стромынский пер., 4.
Ленинградская типография № 2 головное предприятие ордена Трудового Красного Знамени
Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союзполиграф-
прома при Государственном комитете СССР по делам издательств, полиграфии и книжной
торговли. 198052, Ленинград, Измайловский проспект, 29.
Отпечатано с диапозитивов в Ленинградской типографии № 6 ордена Трудового Красного
Знамени Ленинградского объединения «Техническая книга» им. Евгении Соколовой Союз-
полиграфпрома при Государственном комитете СССР по делам издательств, полиграфии
и книжной торговли. 193144, г. Ленинград, ул. Моисеенко, 10.
© VEB Verlag Technik, Berlin, 1982, 1986
© Перевод на русский язык, «Машино-
строение», 1987
Оглавление
Предисловие редактора перевода............................................. 9
Предисловие ко второму изданию............................................ 11
Предисловие к первому изданию............................................. 12
1. Введение............................................................... 14
Список литературы ........................................................ 22
2. Конструкторская подготовка производства приборов....................... 24
2.1. Понятия и основные положения.................................... 25
2.1.1. Основные свойства приборов и их описание........................ 25
2.1.1.1. Окружающая среда.............................................. 26
2.1.1.2. Функция....................................................... 26
2.1.1.3. Структура..................................................... 31
2.1.2. Процесс конструкторской подготовки производства................. 33
2.1.2.1. Задачи и характер конструирования.......................... 33
2.1.2.2. Структура конструкторской подготовки производства............. 35
2.1.2.3. Утвержденные этапы производственного процесса................. 41
2.2. Методы.......................................................... 43
2.2.1. Элементарные методы............................................. 44
2.2.2. Уточнение задач конструирования................................. 48
2.2.3. Методы синтеза.................................................. 54
2.2.3.1. Определение общей функции..................................... 54
2.2.3.2. Синтез функциональных структур................................ 55
2.2.3.3. Комбинация.................................................... 59
2.2.3.4. Вариация................................................... 63
2.2.3.5. Поиск идей.................................................... 67
2.2.4. Методы принятия решений......................................... 71
2.2.4.1. Критика ошибок................................................ 71
2.2.4.2. Оценка и принятие решения..................................... 74
2.3. Применение технических средств.................................. 80
2.3.1. Конструирование с помощью электронных средств обработки данных 80
2.3.1.1. Необходимые условия........................................... 80
2.3.1.2. Электронные средства обработки данных, используемые при
конструировании........................................................ 80
2.3.1.3. Системное программное обеспечение............................. 89
2.3.2. Области применения электронных средств обработки данных ... 91
2.3.2.1. Расчеты....................................................... 92
2.3.2.2. Синтез структуры.............................................. 96
2.3.2.3. Согласование структуры....................................... 100
2.3.2.4. Моделирование с помощью ЭВМ................................... ЮЗ
2.3.2.5. Подготовка документации....................................... Ю7
2.3.3. Прочие технические средства..................................... И2
Список литературы....................................................115
3. Структура прибора..................................................119
3.1. Функциональная структура.................................... 119
3.1.1. Общая функциональная модель................................ 119
3.1.2. Функция преобразования . . 120
3.1.2.1. Основные положения ... 120
3.1.2.2. Преобразование информации................................ 122
3.1.3. Функция коммуникации....................................... 132
3.1.4. Функция надежности......................................... 135
3.2. Принципиальная структура.................................... 138
3.2.1. Обобщенная принципиальная модель........................... 138
3.2.2. Функциональные группы, выполняющие функцию преобразования 141
3.2.3. Функциональные группы, выполняющие функцию коммуникации 141
3.2.4. функциональные группы, выполняющие функцию надежности . 145
3.2.4.1. Конструктивные элементы, выполняющие функцию установки . . 145
3.2.4.2. Конструктивные элементы, выполняющие функцию защиты ... 156
3.2.5. Конструкции приборов....................................... 157
3.2.5.1. Основные положения....................................... 157
3.2.5.2. Элементаризация конструкций приборов..................... 158
3.2.5.3. Виды стыковки элементов несущих конструкций.............. 164
3.2.5.4. Учет в конструкции приборов возможности автоматизации их
изготовления.......................................................166
3.2.5.5. Расположение приборов.....................................168
Список литературы..................................................176
4. Точность и надежность приборов.....................................I78
4.1. Основные понятия теории надежности.......................... 179
4.2. Принципы конструирования.................................... 181
4.2.1. Методы, правила и принципы конструирования................. 181
4.2.2. Обзор принципов конструирования............................ 183
4.2.3. Некоторые принципы конструирования и примеры их использования 185
4.2.3.1. Разделение и объединение функций......................... 185
4.2.3.2. Инноцентность и инвариантность........................... 188
4.2.3.3. Предотвращение переопределенностей....................... 194
4.2.3.4. Принципы передачи сил.................................... 198
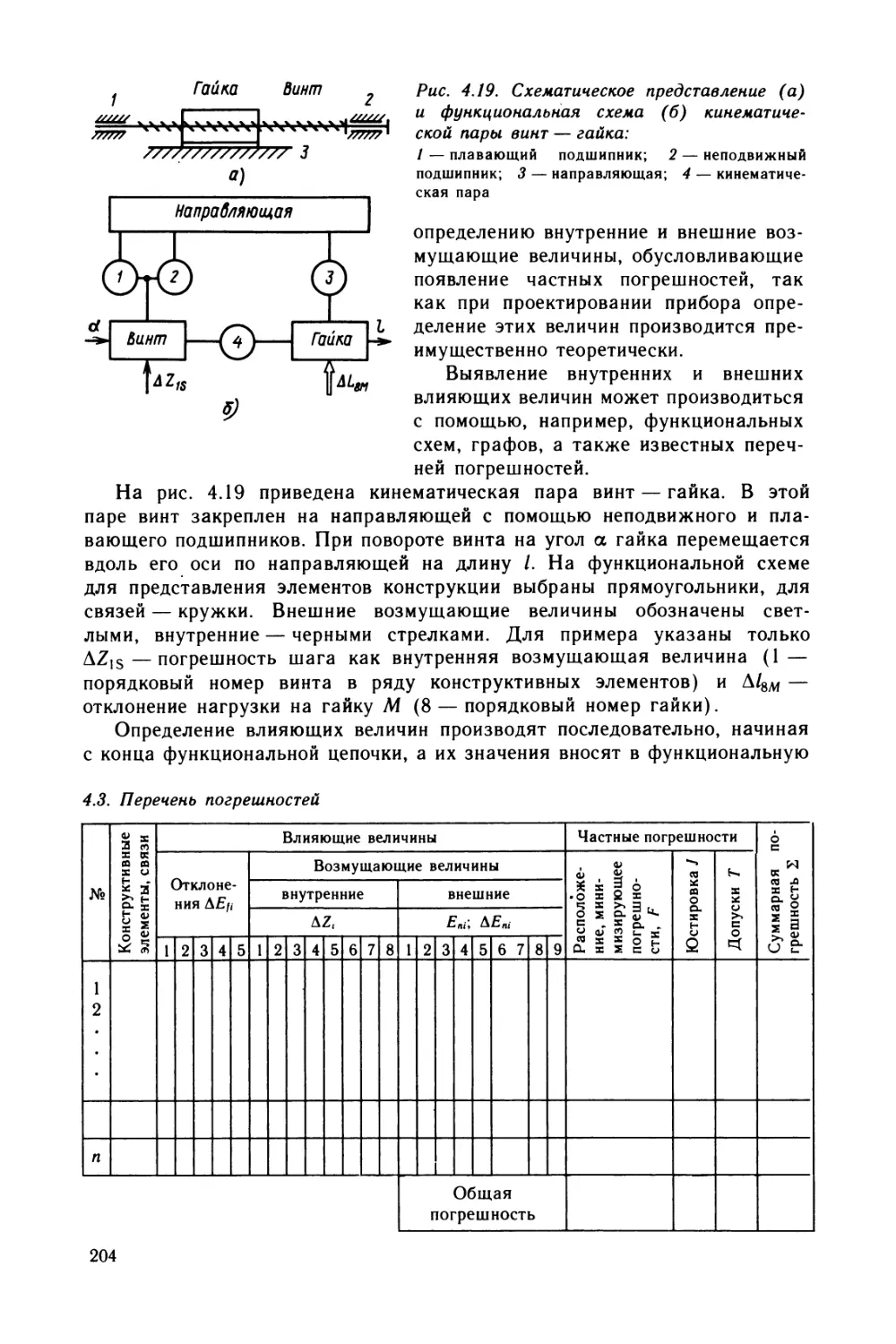
4.3. Точность и точностная характеристика прибора.................202
4.3.1. Погрешности приборов........................................202
4.3.2. Определение влияющих величин................................203
4.3.3. Учет точностной характеристики в процессе конструкторской под-
готовки производства ............................................. 205
4.3.4. Улучшение точностной характеристики.........................205
4.3.5. Принцип создания конструкций с минимальными погрешностями 206
4.3.6. Минимизация коэффициента погрешности........................206
4.3.7. Юстировка...................................................209
4.3.7.1. Способы юстировки.........................................210
4.3.7.2. Документация, регламентирующая юстировку..................213
4.3.8. Компенсация.................................................213
4.4. Размерные цепи и цепи допусков...............................215
4.4.1. Понятия и основные положения................................216
4.4.2. Метод максимума-минимума....................................220
4.4.2.1. Линейные размерные цепи...................................221
4.4.2.2. Нелинейные размерные цепи.................................223
4.4.3. Вероятностный метод.........................................225
4.4.4. Методы юстировки и компенсации..............................229
6
4.4.5. Метод групповой взаимозаменяемости............................230
4.5. Надежность......................................................230
4.5.1. Факторы, влияющие на техническую надежность...................231
4.5.2. Определение технической надежности............................231
4.5.3. Параметры, характеризующие надежность.........................232
4.5.3.1. Понятие отказа..............................................232
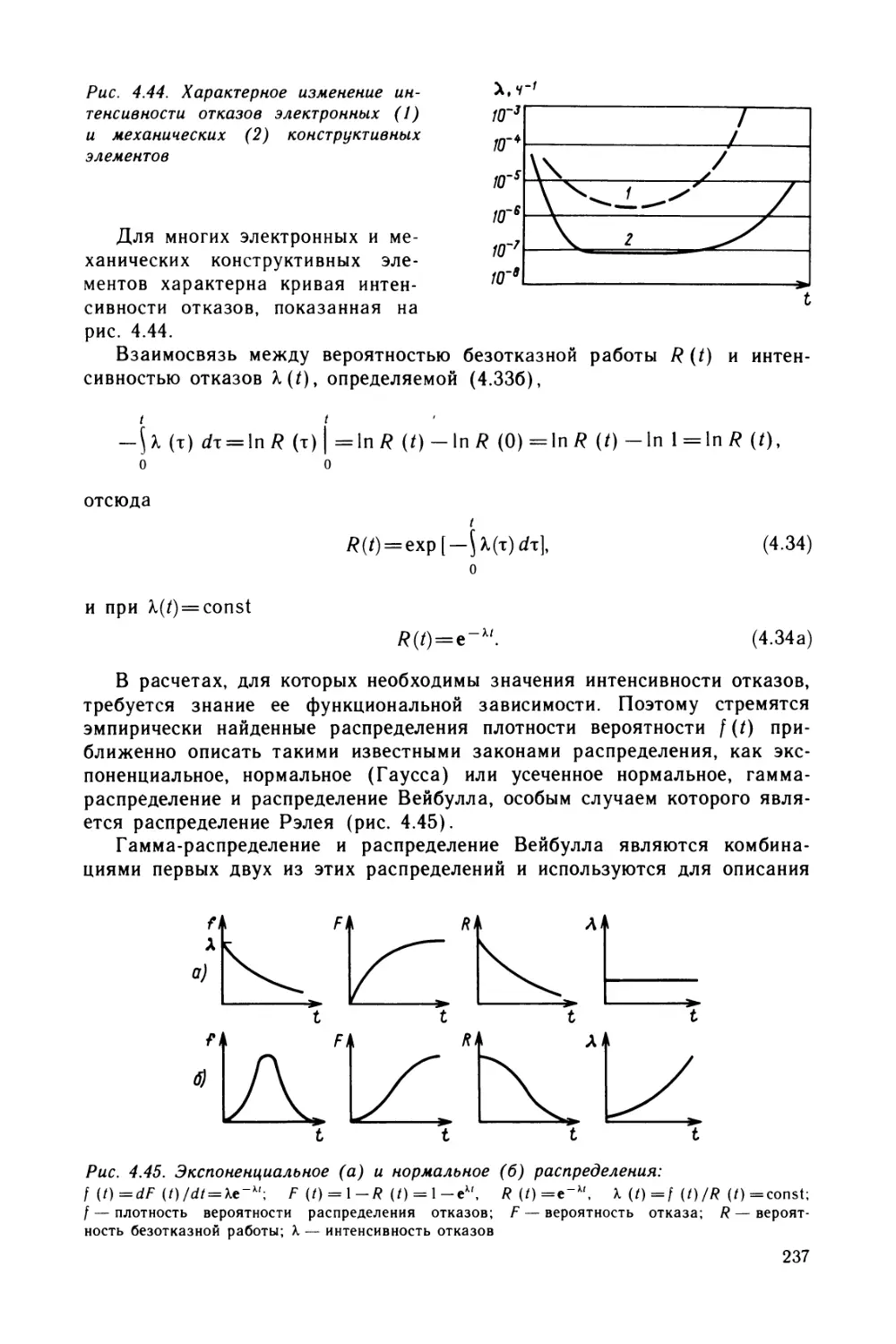
4.5.3.2. Характеристики отказов......................................234
4.5.3.3. Вероятность безотказной работы..............................239
4.5.3.4. Коэффициент готовности......................................240
4.5.3.5. Затраты и надежность........................................241
4.5.4. Отказы элементов и систем.....................................242
4.5.5. Особенности отказов механических систем.......................247
4.5.6. Повышение надежности..........................................251
4.5.7. Определение параметров надежности приборов....................260
Список литературы .................................................. 262
5. Защита приборов и окружающей среды...................................265
5.1. Защита от климатических воздействий.............................265
5.1.1. Климатические зоны и районы...................................265
5.1.2. Классы исполнения, эксплуатации и испытаний, хранение и транс-
портирование ........................................................267
5.1.3. Защита от коррозии............................................269
5.1.4. Выбор материала и защита поверхности..........................271
5.1.5. Правила конструирования.......................................274
5.2. Степени защиты..................................................276
5.2.1. Защита от касаний и внедрения посторонних предметов...........276
5.2.2. Защита от воды................................................276
5.2.3. Классификация и использование степеней защиты.................277
5.2.4. Примеры конструкций...........................................278
5.3. Защита от электрического удара..................................279
5.3.1. Защита от прямого касания при нормальной работе...............280
5.3.2. Защита от косвенного касания в случае ошибки..................280
5.3.3. Классы защиты.................................................281
5.3.3.1. Защитное заземление.........................................281
5.3.3.2. Защитная изоляция...........................................283
5.3.3.3. Защитное пониженное напряжение..............................284
5.4. Защита от тепловых нагрузок.....................................285
5.4.1. Температурные диапазоны.......................................286
5.4.2. Термодинамическая модель......................................288
5.4.3. Теплопередача.................................................289
5.4.3.1. Теплопроводность............................................290
5.4.3.2. Тепловое излучение..........................................292
5.4.3.3. Конвекция...................................................295
5.4.4. Теплоотвод от конструктивных элементов........................296
5.4.5. Теплоотвод от приборов........................................304
5.4.5.1. Теплоотвод путем свободной конвекции воздуха................304
5.4.5.2. Теплоотвод путем вынужденной конвекции воздуха..............307
5.4.5.3. Теплоотвод путем жидкостного охлаждения.....................309
5.4.5.4. Теплоотвод путем использования термоэлектрических эффектов 310
5.4.6. Конструкции, сбалансированные для тепловых нагрузок...........311
5.5. Защита от действия внешних электромагнитных полей...............313
5.5.1. Экранирование электрических полей.............................314
5.5.2. Экранирование магнитных полей.................................315
5.5.3. Примеры экранирования.........................................317
7
5.6. Защита от помех со стороны сети питания......................319
5.6.1. Эквивалентная схема замещения источника помех...............321
5.6.2. Подавление помех............................................322
5.6.2.1. Подавление помех по поперечной схеме......................322
5.6.2.2. Подавление помех по продольной схеме......................323
5.6.2.3. Подавление помех по комбинированной схеме.................323
5.6.2.4. Примеры схем подавления помех.............................324
5.6.3. Схемы и требования к безопасности средств подавления радиопомех 325
5.6.3.1. Общие положения...........................................325
5.6.3.2. Противопомеховые дроссели.................................325
5.6.3.3. Противопомеховые конденсаторы.............................326
5.6.4. Предельные значения радиопомех, излучаемых приборами .... 328
5.7 Защита от воздействия влаги..................................329
5.7.1. Диаграмма влажного воздуха..................................330
5.7.2. Уравнения, описывающие влажность воздуха....................332
5.7.3. Поглощение воды пластмассами................................332
5.7.4. Аналогия между параметрами влажности и электрическими пара-
метрами ...........................................................336
5.7.5. Параметры влажности и методы их измерения...................336
5.7.6. Конструктивные и технологические требования.................340
5.8. Защита от механических нагрузок..............................342
5.8.1. Основные положения..........................................343
5.8.2. Источники механических нагрузок.............................343
5.8.3. Функции возбуждения, частоты возбуждения и собственные частоты 343
5.8.4. Вибрационные и ударные нагрузки, воздействующие на приборы
и людей............................................................346
5.8.5. Методы исследований.........................................350
5.8.6. Снижение колебательных и ударных нагрузок...................350
5.8.7. Демпфирование колебаний и ударов............................351
5.8.7.1. Демпфирование за счет механического трения................351
5.8.7.2. Демпфирование с помощью механических демпферов............352
5.8.7.3. Демпфирование с помощью электрических демпферов .... 352
5.8.8. Изоляция колебаний и ударов.................................353
5.8.8.1. Общие положения...........................................353
5.8.8.2. Виброизоляторы и примеры их конструкций...................353
5.8.9. Гашение колебаний...........................................355
5.8.9.1. Принцип гашения колебаний.................................355
5.8.9.2. Определение параметров гасителя колебаний................> 355
5.8.9.3. Примеры конструкций гасителей колебаний...................356
5.9. Защита от шума...............................................357
5.9.1. Физические характеристики звука и их определение............357
5.9.2. Источники шума и его распространение........................361
5.9.3 Звукоизоляция с помощью конструктивных мероприятий .... 362
5.9.3.1. Общие указания...................................* . . . 352
5.9.3.2. Уменьшение возбуждающей силы..............................363
5.9.3.3. Изоляция структурного звука...............................368
5.9.3.4. Изоляция воздушного звука.................................370
5.9.3.5. Звукоизоляция типичных конструктивных элементов приборов 372
5.9.3.6. Звукоизоляция с помощью гашения колебаний (антизвук) . . 375
Список литературы..................................................375
Приложения.........................................................378
Предметный указатель................................................ 382
Предисловие редактора перевода
Книга «Конструирование приборов», изданная в ГДР под общей редакцией
д-ра техн, наук проф. В. Краузе, соответствует современному уровню
проектирования в приборостроении и перспективам его развития.
В настоящее время в Советском Союзе и в ГДР проводится большая
работа по преобразованию и дальнейшему совершенствованию материаль-
но-технической базы народного хозяйства. В связи с этим чрезвычайно
важное значение имеет повышение качества изготовления и надежности
работы машин, приборов и технологических процессов, оснащенных авто-
матическими средствами управления, роботами и манипуляторами. Особен-
но важное значение имеет применение средств микроэлектроники и вы-
числительной техники, обеспечивающих интенсивное развитие производства
и научных исследований.
Решение многих задач повышения качества и надежности изделий
приборостроения и машиностроения осуществляется в процессе проектиро-
вания, когда на основе исследований и расчетов, накопленного опыта и
учета прогрессивных технологических процессов разрабатывают конструк-
цию прибора, выбирают материалы для изготовления деталей, определяют
наиболее рациональные их формы и размеры, решают вопросы точности,
надежности, унификации и экономичности. Необходимо предусматривать
защиту проектируемого устройства от внешних воздействий (механических
и химических), различных излучений и других факторов и, наоборот,
защиту окружающей среды, включая человека, от нежелательных воздей-
ствий со стороны прибора (или машины).
Современные приборы и приборные устройства включают элементы
автоматики, микроэлектроники и вычислительной техники. Поэтому требо-
вания к их конструкциям стали более сложными и разнообразными.
Конструктору в современных условиях необходимо применять не только
расчеты параметров прибора, исходя из требований его функционирования,
но и метода расчета ресурса и надежности его работы, учитывать защиту
проектируемого прибора от внешних воздействий, коррозии, ударных
и вибрационных нагрузок, электрических и магнитных полей и др. Все эти
и многие другие вопросы проектирования изложены в предлагаемой
книге. В ней приведены необходимые расчетные зависимости и примеры
расчета типовых механических, электронных, оптических и других устройств.
Большое внимание уделено применению, расчету и выбору двигателей,
электромагнитов, устройств позиционирования, механических передач, эле-
ментов оптических узлов и их юстировке. Рассмотрены конструкции
периферийных устройств вычислительных машин и принципы построения
печатных плат. Определенное место занимают в книге вопросы технической
эстетики (дизайн) при проектировании и эргономики.
9
Книга хорошо иллюстрирована чертежами, рисунками, графиками. Она
содержит необходимое количество справочного материала: таблицы коэф-
фициентов, размеров элементов и др. Даны тепловые расчеты приборов,
вопросы влияния влаги и защиты от нее, защиты от радиопомех и др.
Отличительной особенностью книги является то, что в ней рассмотрены
вопросы хранения, упаковки и транспортирования приборов, что также
имеет существенное значение для обеспечения их качества и надежности
работы в процессе эксплуатации. Следует отметить, что со стороны конструк-
торов-разработчиков этим вопросам не всегда уделяется должное внимание
при проектировании приборов.
Перед разделами приведены обозначения величин и индексов. Это об-
легчает использование материала книги для расчетов в процессе проекти-
рования. В списке литературы приведено большое число наименований
работ авторов ГДР — специалистов по различным вопросам проектирования
в области приборостроения и микроэлектроники. По предложению
проф. В. Краузе в список литературы включены работы советских авторов.
В книгу включены также советские Государственные стандарты, примерно
соответствующие приведенным в тексте стандартам ГДР.
О. Ф. Тищенко
Предисловие ко второму изданию
Популярность книги в ГДР и за рубежом, многочисленные положительные
отзывы специалистов, работающих в промышленности, и преподавателей
высшей школы и студентов позволили авторам сделать вывод, что благо-
даря полному представлению основ конструирования узлов и приборов
книга представляет успешный синтез учебника и справочника, включающего
вопросы разработки механических, оптических и электронных приборов.
Поэтому издательство и редактор приняли решение о подготовке второго
издания, в котором ряд разделов подвергся переработке и значительному
дополнению. В частности, более полно изложены вопросы конструирования
электрических и электронных узлов с использованием печатных плат. Введен
новый раздел «Оптоэлектронные функциональные узлы», в котором впервые
широко представлены основы их конструирования. Быстрое развитие тех-
ники приводов сделало необходимым также переработку и расширение
раздела, посвященного системам позиционирования, предназначенным для
линейного шагового перемещения. Авторы стремились отразить современное
состояние приборостроения и микроэлектроники, а также учесть указания
стандартов и литературных источников.
При выходе второго издания сердечно благодарю весь авторский коллек-
тив и издательство «Техник», Берлин за оправдавшее себя сотрудничество.
Дрезден, август 1985 г.
В. Краузе
Предисловие к первому изданию
Задачей конструирования является подготовка производства промышленных
изделий с учетом результатов научно-исследовательских работ. На этапе
опытно-конструкторских работ имеются широкие возможности для укрепле-
ния и значительного расширения материально-технической базы народного
хозяйства. Требования к технико-экономическим показателям, качеству
изготовления и выполнения изделием своих функций постоянно повы-
шаются. Возрастающий объем научно-исследовательских работ требует зна-
чительного увеличения производительности конструкторских отделов пред-
приятий по их реализации при сокращении сроков разработки и затрат
на нее. Отсюда вытекает необходимость дальнейшей рационализации
конструкторских работ, ускорения и повышения надежности необходимой
информации. Одновременно повышаются требования к конструкторам. В осо-
бой мере это относится к приборостроению, которое быстро развивается
под влиянием микроэлектроники. С повышением эффективности научно-
исследовательских работ и увеличением степени автоматизации производ-
ственных процессов роль микроэлектроники будет все более возрастать.
Целью книги является оказание помощи в решении задач приборо-
строения, в ее основу положен материал, изложенный в литературе [1.1,
1.3, 1.6]. Сделана попытка дать полное представление о конструировании
механических, оптических и электронных узлов и приборов. Изложены осно-
вы конструкторской подготовки производства и конструирования приборов.
Рассмотрены требования к точности, надежности, защите приборов от
воздействия окружающей среды, технологии изготовления и эксплуатации
приборов. Большое внимание уделено описанию типичных и часто встре-
чающихся в приборостроении электрических, электронных, электромеха-
нических, механических и оптических узлов. Сделана попытка обобщить
и систематизировать множество функций приборов. Рассмотрены вопросы
технической эстетики и упаковки приборов.
Структура книги соответствует учебным программам высших и средних
учебных заведений по специальности «Приборостроение>. При подготовке
материала книги был учтен опыт преподавания в Дрезденском техническом
университете и в Высших технических школах Ильменау и Карл-Маркс-
Штадта, а также содержание появившегося в 1977 г. учебного пособия
«Конструирование приборовэ. Подробное изложение отдельных тем стало
возможным только благодаря тому, что известные преподаватели высшей
школы и ученые дали согласие изложить вопросы, соответствующие тема-
тике их преподавательской и научной деятельности, с учетом современного
уровня знаний в этих областях. Я сердечно благодарен всем членам автор-
ского коллектива, а также Г. Бегельсакку, Э. Калленбаху, X. Тепферу,
X. Рочу и Л. Шлегелю, давшим ряд предложений по структуре книги.
12
Кроме того, я выражаю особую благодарность за активное участие э ре-
дактировании книги Г. Рерсу, а также за помощь в подготовке и дополнении
ряда частных разделов Э. Зейделю (разд. 2.3, 2.4), А. Хольфельду
(разд. 6.3.1), Р. Ляутеншлегеру (разд. 4.5), X. Рихтеру (разд. 6.2), X. Ринг-
ку (разд. 6.3.3, 6.3.4) и Ю. Тюммлеру (разд. 5.9). Я благодарю также
издательство «Техникэ Берлин и особенно ведущего редактора Э. Манна
за плодотворное сотрудничество.
В. Краузе
Дрезден, август 1982 г.
1. Введение
Технические изделия призваны вносить все более эффективный вклад в
повышение производительности труда и увеличение национального продукта
[1.18, 1.19]. В решении этой задачи первостепенную роль играет приборо-
строение, так как приборы используются как в области материального
производства и его подготовки (т. е. на этапах научно-исследовательских
и опытно-конструкторских работ), так и в таких областях, как транспорт,
охрана труда, народное образование и др. Нельзя представить себе челове-
ческую деятельность без приборов.
Классическая область использования точных приборов (получение науч-
но-технических данных с помощью соответствующих методов измерения)
особенно расширилась к началу второй половины XX века. Новым стимулом
к развитию приборостроения стало повышение требований к качеству
информации и к освобождению человека от выполнения повторяющихся
работ. Приборы стали одним из решающих факторов народного хозяйства;
они находят применение везде, где необходимо повышение производитель-
ности Труда [1.20]. Общественная потребность в информации удовлетворя-
ется с помощью различных средств, обеспечивающих получение, хране-
ние, передачу и преобразование информации. Произошел переход от класси-
ческого измерительного прибора к системе обработки информации. Боль-
шинство приборов можно рассматривать как такую систему в отличие от
машин, для которых определяющими являются преобразование энергии
и материалов [1.1, 1.6, 1.7].
Исторически первой задачей, выдвинувшей новые требования к прибо-
ростроению и обусловившей широкие перспективы его развития, явилась
необходимость управления физическими процессами и контроля за их
выполнением, т. е. задача автоматизации (табл. 1.1). Освобождение человека
от повторяющихся работ в области исследований, разработки и конструи-
рования, а также организации и руководства стало задачей приборострое-
ния еще во времена появления логарифмической линейки, механических
счетных машин, пишущих машин и чертежных приборов. Однако несмотря
на достигнутые результаты, автоматизация поддающихся формализации
творческих процессов находится еще на начальном этапе. Примером средств
автоматизации являются электронные вычислительные машины (ЭВМ). При
конструировании изделий ЭВМ позволяют решать разнообразные задачи,
такие, как автоматизированная подготовка документации, технические рас-
четы, моделирование технических систем и другие, вплоть до автоматизи-
рованного синтеза технических решений [1.11 — 1.14, 1.26]. Однако речь
идет о неполной автоматизации процесса конструирования, так как за
конструктором остается решение творческих задач. Все большее развитие
получает конструирование с помощью электронных средств обработки дан-
ных, которое вследствие необходимости более гибкого и эффективного
14
1.1. Применение приборов
сд
Цели Частные задачи Требования к потребительским свойствам
Удовлетворение общест- венной потребности в информации Получение, обработка, хранение и передача информации Производительность; на- дежность; срок службы (функциональный, мораль- ный); точность и воспроиз-
Освобождение человека от выполнения повторя- ющихся процессов Выполнение матери- ально-технических (про- мышленность, транс- порт и т. д.) и творче- ских (исследование, конструирование, орга- низация и т. д.) про- цессов, управление ими и контроль за их вы- полнением водимость функции; степень применимости, возмож- ность программирования функции; степень унифика- ции и стандартизации; эко- номия энергии и материала; экономия, обусловленная свойствами изделия (стои- мость, эксплуатационные затраты); требования с по- зиций технической эстетики (требования к внешнему виду, охране труда и эрго-
Получение естественно- научных и технических знаний Получение, преобразо- вание, обработка, под- готовка данных изме- рений номическому решению); ус- ловия эксплуатации; (про- стота и удобство обслужи- вания, экономия времени, возможность комбинирова- ния, прочность, износостой- кость, возможность хране- ния) ; ремонтопригодность; качество защиты (автома- тизация выполнения защит- ных функций, безопасность использования)
Области применения
Внешние воздействия
Наука, техника (иссле-
дования, разработка,
производство); меди-
цина; транспорт; тор-
говля и снабжение; фи-
нансы; народное обра-
зование; общественное
и личное потребление;
защита окружающей
среды
Воздействие посторонних
тел; водной среды; электро-
магнитное, световое и ра-
диоактивное излучение;
шум; механические колеба-
ния и ударные нагрузки;
климатические воздействия
(температура, влажность,
давление воздуха); солнеч-
ное излучение, ветер,
дождь, роса, туман, снег,
лед, химическое загрязне-
ние атмосферы, например,
SO2, СО2, NaCl, а также пе-
сок, грибки, бактерии, насе-
комые и грызуны
вмешательства в ход программы требует разработки нового поколения диало-
говых ЭВМ.
Наиболее интересной и важной задачей с точки зрения народного хо-
зяйства является использование приборов при выполнении материально-
технических процессов в промышленности, на транспорте и в других отраслях
народного хозяйства. Разработка приборов, позволяющих решать эту
задачу, была ускорена прогрессом в области микроэлектроники. Благодаря
высокой степени интеграции, возможностям комплексирования функций и
изменения характеристик интегральных микросхем, значительному повыше-
нию скорости обработки и надежности, а также снижении? размеров и стои-
мости стало возможным создание новых приборов, разработка которых рань-
ше считалась невозможной или нецелесообразной. Современный уровень раз-
вития средств автоматизации, определяемый совершенством используемых
приборов, характеризуется все более широким применением микропроцессо-
ров. Внутренняя структура микропроцессоров (так называемая шинная
структура) обеспечивает возможность простого обмена информацией со
многими периферийными устройствами [1.16, 1.17]. Микропроцессорная
система чрезвычайно универсальна и может быть использована для автома-
тизации любых процессов, связанных с обработкой материалов, преобразо-
ванием энергии или информации (рис. 1.1) [1.15, 1.30].
Одновременно с автоматизацией процесса микроэлектроника позволяет
автоматизировать также работу самого прибора [1.27, 1.29]. Это открывает
перспективы для оптимизации работы приборов и выполнения ими допол-
нительных функций, повышающих их потребительские свойства, а также
для создания приборов, оснащенных средствами обнаружения, диагностики
и устранения неисправностей. Тенденция автоматизации касается не только
известных процессов, но и процессов, которые раньше не могли быть
автоматизированы, например моделирование движений рук человека про-
мышленным роботом. В будущем автоматизация подобных процессов будет
связана с разработкой усложняющегося программного обеспечения, доля
Связь с вычислительными системами
более высокого уровня
Рис. 1.1. Функциональная схема системы автоматизации с микроЭВМ
16
затрат на которое по сравнению с затратами на весь прибор во многих слу-
чаях значительно возрастет.
Преимущества цифровых методов обработки данных обусловили пере-
ход от аналоговых к цифровым вычислительным системам. Наглядными
примерами являются часы со стрелочными и цифровыми индикаторами,
магнитные ленты и магнитные диски с записью и считыванием сигналов
в цифровой форме.
Получение научно-технических данных (см. табл. 1.1) соответствует
традиционной задаче измерения физических величин. Сегодня приборы
используются во всех областях человеческой деятельности. В обрабатываю-
щей промышленности, например, около 15 % живого труда затрачивается
на измерения, в электронной промышленности эта доля составляет 60 %
и имеет тенденцию к росту [1.20]. Иногда очень сложные и большие по
объему задачи измерений, преобразования, обработки и подготовки данных
могут быть решены только с помощью электронных средств обработки
данных. При этом зачастую невозможно обойтись без автоматических
измерительных систем, представляющих собой цепочку из нескольких изме-
рительных приборов, автономно осуществляющих сбор, уплотнение, преоб-
разование, обработку и подготовку данных измерений. Новые задачи прибо-
ростроения возникают в результате все более глубокого изучения микро-
и макроструктур, которое без приборов просто невозможно [1.23, 1.24].
Области применения определяют типы приборов. Приведенные ниже при-
меры показывают, что в приборах используются достижения практически
всех разделов физики, однако основными являются электротехника, элект-
роника, оптика и механика, которые можно рассматривать как техническую
базу приборостроения.
Классификация приборов
Приборы для устройств обработки данных: вычислительная техника (цифровые,
аналоговые и аналого-цифровые ЭВМ, периферийные устройства; перфораторы;
устройства ввода и вывода на перфокарты, запоминающие устройства на магнитных
лентах, дисках и барабанах, дисплеи, печатающие устройства, графопостроители
и др.); средства оргтехники (пишущие машины, машины для обработки текста,
бухгалтерские машины, диктофоны и др.).
Приборы для техники связи: радио- и телеприемники, звуконосители и носители
сигналов телевизионного изображения (магнитная лента, грампластинки), телефонные
аппараты, телетайпы, звукозаписывающая и звуковоспроизводящая аппаратура
(микрофоны, громкоговорители), радио- и телепередающая аппаратура, студийная
аппаратура, передающие и приемные антенны, радиорелейная, радиолокационная
и радиопеленгационная аппаратура, аппаратура связи (провода, кабели, устройства
высокочастотной связи, искатели, координатные соединители, различные оконечные
устройства) и др.
Приборы для измерительной техники: для измерения линейных размеров (линей-
ки, плитки, штангенциркули, микрометрические винты, микрометры, микроскопы,
телескопы, компараторы, координатные измерительные приборы, приборы для измере-
ния шероховатости поверхности и др.); для измерения времени (часы, реле времени,
специальные часы); для измерения усилия (весы всех типов, динамометры); для изме-
рения электрических величин (лабораторные и промышленные приборы для измерения
напряжения, тока и производных от них величин); оптические и электронные микро-
скопы, навигационная аппаратура, астрономические приборы, фотограмметрические
17
приборы для топографической съемки, промышленной фотограмметрии, лазеры
и др.
Приборы для автоматизации: чувствительные элементы (измерительные преобра-
зователи и датчики давления, температуры, объема и др.); средства управления
и регулирования (регуляторы с устройствами управления и регистрации, цифровые
управляющие системы с различной логической структурой; механические реле и бес-
контактные логические схемы; запоминающие устройства, реле времени, счетчики,
сдвиговые регистры, аналого-цифровые и цифроаналоговые преобразователи, микро-
процессоры, микроЭВМ и др.); исполнительные устройства (электродвигатели,
магнитные, мембранные, поршневые приводы и др.).
Приборы для фото- и кинотехники (фотокамеры, фото- и кинопроекторы, устрой-
ства для съемки, копирования и показа микрофильмов, репродукционные уста-
новки, множительная техника и др.).
Медицинские и лабораторные приборы (для диагностики, терапии и профилактики,
например кардиографы, облучатели, тренажеры, а также приборы для проведения
операций, протезирования, выполнения физико-химических анализов и др.).
Приборы для промышленности (для производства микроэлектронных элементов,
например для микро- и прецизионной литографии, зондовые тестеры, координатные
столы и т. д., для соединения проводов: паяльные и намоточные машины; манипуля-
торы, промышленные роботы и др.).
Приборы для домашнего хозяйства (стиральные машины, холодильники, пыле-
сосы, швейные машины, микроволновые печи и др.).
Технические игры (механические, оптические и телевизионные игры, игровые
автоматы и ЭВМ и др.).
В табл. 1.2 приведены данные, характеризующие ожидаемое развитие
основных типов приборов и отражающие тенденцию к реализации функций
приборов преимущественно с помощью электронных средств. Это касается
операций, связанных с обработкой информации в приборе. Электроника
внедряется в новые области приборостроения, включая и традиционно
«неэлектронные»; например, появились электронные часы, не имеющие ни
одной детали, совершающей механические перемещения [1.32]. Сохраняют
свое значение и решения, в которых не используются электронные узлы,
1.2. Доля механических (М), оптических (О), электрических и электронных (Э) узлов
в приборах, % (оценочные данные [1.20])
Приборные устройства 1950 г. 1975 г. 2000 г
М О Э М О Э М О Э
Средства автоматизации 55 10 35 45 10 45 35 15 50
Средства связи 30 5 65 25 5 70 15 10 75
Средства обработки данных 75 5 20 45 5 50 30 10 60
Оптические измерительные устройства 70 25 5 70 20 10 60 20 20
Механические измерительные устройства 80 10 10 65 10 25 55 15 30
Медицинское и лабораторное оборудование 60 25 15 50 20 30 40 20 40
Фото- и кинотехника 50 40 10 50 35 15 40 35 25
В среднем 60 17 23 50 15 35 39 18 43
18
Оптоэлектронные
способности человека для
Рис. 1.2. Узлы приборов с различными физи-
ческими принципами
в частности механические [1.21, 1.22].
Использование механических узлов ка-
сается в первую очередь «периферии»
прибора, т. е., во-первых, узлов, непо-
средственно обслуживаемых человеком,
и, во-вторых, устройств сопряжения,
используемых для сбора данных изме-
рений и выдачи заданных параметров,
необходимых для работы средств авто-
матизации. В первых из этих узлов
должны быть учтены сенсорные и мот
механического ввода команд (с помощью рычагов, клавиатуры и т. д.)
и восприятия выводимой информации в виде механических, оптических и
акустических сигналов. Сбор данных измерений и вывод заданных парамет-
ров в средствах автоматизации требуют наличия преобразователей сигналов
и энергии. Благодаря этому именно приборостроение способствовало разви-
тию электромеханических, электромагнитных и других элементов (рис. 1.2).
Вследствие необходимости согласования свойств электронных узлов
и устройств сопряжения постоянно растут требования к неэлектронным
специальным механическим узлам. Эти требования касаются увеличения
производительности, расширения диапазона изменения мощности^ еще боль-
шей миниатюризации, повышения точности, надежности, срока службы, меж-
ремонтных интервалов и обеспечения охраны окружающей среды (особенно
в отношении уровня шума). Анализы показывают, что доля механических
элементов в изделиях приборостроения в настоящее время в 1,5 раза превы-
шает долю электронных; предполагается, что в последующие два десятиле-
тия это соотношение останется примерно таким же. Поэтому в области
конструирования приборов основными направлениями дальнейшего прогрес-
са являются поиск новых механических конструкций и использование
достижений микроэлектроники для разработки более совершенных конструк-
ций. Постоянно существует потребность в разработке новых принципов
работы, отвечающих возможностям все более широко унифицируемых
микроэлектронных узлов, позволяющих реализовать преимущества одновре-
менно микроэлектроники, механики и электромеханики в одном изделии
[1.21, 1.33, 1.34, 1.35]. Внедрение новых поколений приборов осуществляется
возрастающими темпами; для образцов ЭВМ срок замены составляет
примерно 3 г. Вследствие широкого круга дисциплин, оказывающих влияние
на возможность реализации приборов различных типов (рис. 1.2), сотруд-
ничество специалистов различного профиля является определяющим факто-
ром в сокращении времени такой реализации. Это должно позволить с самого
начала разработки исследовать наиболее перспективные варианты общего
решения изделия, его электромеханических, механических и оптических
узлов, оптимальной технологии их изготовления, а также наиболее рацио-
нального использования изделия.
Появление новых задач и областей применения приборов обязательно
влечет за собой изменение требований к их потребительским свойствам.
19
Побышение скорое- Число точек измерений Побышение разре-
ши бы полнен и я на объекте шаюшрй способно-
рабочих операций, сти,убеличение
убеличение степе- Vx /7 степени абтома-
ни абтоматиза- " тизации
иди
Прибор 1
Прибор 2
измерений
Разрешающая
способность
измерительного
прибора
Скорость
измерения
Расширение диапа-
зона измерений, я
побышение скорое- р
ти быполнения
рабочих операций
Диапазон и:
ст и,расширение
диапазона изме-
рений
Рис. 1.3. Производительность измерительного прибора в виде «поверхностей произ-
водительности» и факторы, влияющие на нее [1.23]
Ниже приведены основные требования, определяющие направление дальней-
шего развития приборостроения.
Производительность измерительного прибора, электронного устройства
обработки данных или устройства числового управления станком становится
все более важным фактором [1.23, 1.25]. Особенно четко эта тенденция
проявляется в отношении приборов, которые уже сегодня становятся сред-
ствами измерения рабочих параметров, управления и регулирования. Произ-
водительность приборов следует измерять в виде количественного параметра,
характеризующего скорости выполнения отдельных операций или обработ-
ки. Однако необходимы и качественные оценки универсальности, возмож-
ности решения новых задач, точности и надежности приборов. На рис. 1.3
в качестве меры производительности использованы «плоскости производи-
тельности» измерительных приборов. Требование повышения производитель-
ности в конечном счете ведет к автоматизации выполнения задач за счет
использования в приборах микропроцессоров и микроЭВМ.
С расширением области применения приборов для автоматизации раз-
личных процессов возрастают и требования к надежности и точности
выполнения ими своих функций. С увеличением сложности техниче-
ских систем требования к надежности отдельных приборов возрастают,
поскольку для обеспечения требуемой надежности системы надежность ее
элементов должна быть значительно выше. Все более глубокое проникно-
вение в микромир, повышение скорости обработки информации и взаимоза-
висимости приборов в автоматизированных системах также обусловливают
необходимость повышения точности приборов.
Из экономических критериев следует выделить экономию материалов
и энергии. Вкладом приборостроения в решение задачи экономии материалов
в других областях могут быть, например, замена механических систем,
требующих большого расхода материалов, решающими те же задачи
системами на базе микроэлектроники; снижение расхода дорогостоящих
материалов (например, меди для проводников за счет применения оптово-
локонных кабелей и беспроводных способов связи), широкая микроминиатю-
20
ризация и, следовательно, экономия материалов за счет использования
микроэлектронных схем. В самих приборах экономия материалов достигает-
ся последовательным облегчением конструкций, применением новых принци-
пов работы, например использование микрофильмирования (для экономии
бумаги), заменой дорогостоящих материалов более дешевыми, а также при-
менением технологий, обеспечивающих снижение расхода материалов.
Экономия энергии является важной народнохозяйственной задачей. Она
может быть эффективно решена путем оптимизации расхода энергии на
производстве, транспорте и в других отраслях с помощью современных
приборов. Требование экономии энергии касается, конечно, и самих прибо-
ров, даже если их энергетический КПД и не является решающим крите-
рием качества прибора по сравнению, например, с качеством обработки
информации. Необходимо учитывать энергию, потребляемую прибором, и
не допускать появления приборов со слишком малым энергетическим КПД.
Необходим поиск выгодных с энергетической точки зрения принципов дей-
ствия, например переход от дискретных радиотехнических элементов к
интегральным микросхемам позволил снизить расход энергии на 1—2 по-
рядка.
Широкое внедрение приборов во все области жизни, с одной стороны,
и повышение требований к условиям жизни и труда, с другой, во все
большей степени поднимают роль технической эстетики. Необходимо рас-
сматривать эстетические, эргономические и рабочие свойства прибора с точ-
ки зрения потребителя с учетом существующих и перспективных условий
эксплуатации. Все это определяет такие важные потребительские свойства
прибора, как рабочие характеристики, износостойкость, надежность, удоб-
ство обслуживания, экономию времени при эксплуатации, эстетику формы.
Повышенные требования к эстетическому виду прибора обусловлены расши-
рением связей между ним и человеком и, следовательно, появлением ка-
чественно и количественно новых физических и психологических нагрузок,
обусловленных этими связями.
Унификация, типизация и стандартизация деталей, узлов и приборов
не только выгодны изготовителю благодаря возможности увеличения про-
изводства повторно применяемых изделий и автоматизации технологических
процессов, но и обеспечивают более гибкое использование прибора,
облегчение его обслуживания и ремонта. Разрабатываются типовые
детали, узлы и приборы, вплоть до крупных систем, построенные по
модульному принципу. Значительную роль в ускорении этого процесса
играет микроэлектроника, которая благодаря возможности простого пере-
программирования позволяет изменять функции прибора и осуществлять
переход от узкоспециализированных приборов к универсальным.
На заре приборостроения приборы эксплуатировались в четко ограни-
ченных некритических лабораторных условиях. Сегодня условия окружаю-
щей среды исключительно разнообразны и включают экстремальные условия,
в которых не работают никакие другие изделия. Современные приборы
используются в жилых помещениях, лабораториях, производственных цехах,
в строительных и сельскохозяйственных машинах, на автомобилях, самоле-
тах и судах, в ракетах и космических аппаратах, под землей и на открытом
воздухе в самых различных климатических условиях. Они испытывают
дополнительные нагрузки при транспортировании, эксплуатации, обслужива-
21
нии и ремонте, поэтому при конструировании приборов большое внимание
следует уделять защите приборов в соответствии с требованиями действую-
щих стандартов.
Список литературы
1.1. Hildebrand S. Feinmechanische Bauelemente. 5. Aufl. Berlin: VEB Verlag Tech-
nik, 1985.
1.2. Hildebrand S. Einfuhrung in die feintechnischen Konstruktionen. 3. Aufl. Berlin:
VEB Verlag Technik, 1976.
1.3. Hildebrand S., Krause W. Vertigungsgerechtes Gestalten in der Feingeratetechnik.
2. Aufl. Berlin: VEB Verlag Technik, 1982.
1.4. Taschenbuch Feingeratetechnik. 2. Aufl. Berlin: VEB Verlag Technik, 1969.
1.5. Philippow E. Taschenbuch Ellektrotechnik, Bde. 3 und 4. Berlin: VEB Verlag
Technik, 1978 und 1979.
1.6. Krause W. Grundlagen der Konstruktion — Lehrbuch fiir Elektroingenieure.
3. Aufl. Berlin: VEB Verlag Technik, 1984.
1.7. Kuhlenkamp A. Konstruktionslehre der Feinwerktechnik. Miinchen: Carl Hanser
Verlag, 1971.
1.8. Hansen F. Konstruktionswissenschaft, Grundlagen und Methoden. Berlin: VEB
Verlag Technik, 1974.
1.9. Pahl G., Beitz W. Konstruktionslehre. Berlin, Heidelberg, New York: Springer-
Verlag, 1977.
1.10. Gorlich P. Ober den wissenschaftlichen Garatebau. Berlin: Akademie-Verlag, 1973.
1.11. Claussen U. Konstruieren mit Rechnern. Berlin, Heidelberg, New York: Springer-
Verlag, 1971.
1.12. Дворянкин A., M., Половинкин А. И., Соболев A. H. Методы синтеза технических
решений. М.: Наука, 1977. 103 с.
1.13. Werler К. Н. Probleme der graphischen Datenverarbeitung. Berlin: Akademie-
Verlag, 1975.
1.14. Baatz U. Bildschirmunterstiitztes Konstruieren. DQsseldorf: VDI-Verlag, 1973.
1.15. Topfer H., Kriesel W. Funktionseinheiten der Automatisierungstechnik. Berlin:
VEB Verlag Technik, 1977.
1.16. Kanton D. Mikroprozessorsysteme in der Automatisierungstechnik. Berlin:
VEB Verlag Technik, 1978.
1.17. Meiling W. Mikroprozessor — Mikrorecher, Funktion und Anwendung. Berlin:
Akademie-Verlag, 1978.
1.18. Rationalisierung der Konstruktion — eine Aufgabe fiir Forschung. Ausbildung
und Industrie.—Maschinenbautechnik, 1974, Bd. 23, N. 10, S. 446.
1.19. Rationalles Konstruieren — Grundstruktur eines allgemeinen Konstruktionsver-
fahrens.—Die Technik, 1978, Bd. 33, N. 1, S. 17.
1.20. Miiller К. H., Miitze K., Pohlack H. Garate als Wachstumsfaktoren der Volkswirts-
chaft.— Feingeratetechnik, 1974, Bd. 23, N. 10, S. 435.
1.21. Krause W. Feinmechanische Bauelemente.— Feingeratetechnik, 1974, Bd. 23, N. 10,
S. 455.
1.22. Gorlich P. Beziechungen zwischen Feingeratetechnik und Elektronik.— Feinge-
ratetechnik, 1974, Bd. 23, N. 11, S. 482.
1.23. Miitze K. Optischer Prazisionsgeratebau — Entwicklung der Garatetechnik,
Automatisierung und Prazision.— Feingeratetechnik, 1979, Bd. 28, N. 10, S. 437.
1.24. Fruhauf U. Entwicklungsrichtungen der elektronischen Messtechnik.— Feinge-
ratetechnik, 1979, Bd. 28, N. 10. S. 462.
22
1.25. Bogelsack G. Erfolgreiche Grundlagenforschung fur die Konstruktionstechnik.—
Feingeratetechnik, 1979, Bd. 28, N. 10, S. 473.
1.26. Seydel E., Quass H., Volkel T. Rechnergestiitze Konstruktion feingeratetechnischer
Baugruppen unter Verwendung der digitalen Simulation.— Feingeratetechnik
1975, Bd. 24, N. 3, S. 112.
1.27. Bohme L. Feingerate unter dem Einfluss der Mikroelektronik.— Feingeratetechnik
1978, Bd. 27, N. 5, S. 194.
1.28. Hohne W. Entwicklungstendenzen der Informationsverarbeitung bei wissenschaf-
tlichen Garaten.— Die Technik, 1977, Bd. 32, N. 1, S. 9; 1977, Bd. 32, N. 2, S. 84.
1.29. Mikroelektronik in der Garatetechnik/H.— J. Furchert, E. Kallenbach, G. Schatter.,
u.a.— Feingeratetechnik, 1979, Bd. 28, N. 5, S. 223 und folgende Hefte.
1.30. Topfer H., Kriesel W., Fuchs H. Automatisierungsgerate, Mikroprozessoren —
Entwicklugstendenzen. Tagungsbericht der Wissenschafltichen Gesellschaft fiir
Messtechnik und Automatisierung (WGMA) der DDR, 1976.
1.31. Paul R. Mikroelektronik — gestern, heute, morgen.—Nachrichtentechnik—
Elektronik, 1977, Bd. 27, N. 8, S. 413.
1.32. Assmus F. Die Entwicklung der Uhrentechnik unter dem Einfluss der Elektronik.—
Feinwerktechnik und Messtechnik, 1978, Bd. 86, N. 1, S. 9.
1.33. Krause W. Prazisionsmechanik in der Feingeratetechnik.— Feingeratetechnik,
1973, Bd. 22, N. 9, S. 385.
1.34. Krause W. Konstruktionsausbildung in der Garatetechnik.— Feingeratetechnik,
1979, Bd. 28, N. 10, S. 477.
1.35. Krause W. Wissenschaftliches Symposium „Feingeratetechnik und Mikroelektro-
nik“.— Feingeratetechnik, 1980, Bd. 29, N. 1, S. 40.
1.36. Krause W., Rohrs G. Aufgabenstellung und Tendenzen in der Geratekonstruk-
tion.—Zeitschrift Feingeratetechnik, 1982, Bd. 31, N. 2, S. 65.
2. Конструкторская подготовка производства
приборов
Обозначения, используемые в разд. 2 и 3
А — выходная величина т — масса, г
С — жесткость стержня при круче- п — частота вращения, мин-1
нии, Н-мм Р — вероятность; точка оценки
D — жесткость пластины при изги- г — радиус, мм
бе, Н-мм S — толщина, путь, мм
Е — входная величина; модуль уп- t — переменная, зависящая от вре-
ругости, Н/мм2 мени
F — функция, сила, Н V — скорость, м/с
I — момент инерции площади, мм4; W — прогиб, мм
информация; электрический ток, А X — значение переменной
К — критерий оценки X, у, z— переменные, определяющие по-
М — множество элементов; крутя- ложение
щий момент, Н-мм &Z — внутреннее возмущающее воз-
N — дополнительное воздействие; действие (внутри системы, при-
число совокупностей бора)
Р — информационный параметр; А — изменение; разность величин
мощность, Вт 1 — сумма
Q — сигнал (X, Р— коэффициент, угол, рад
R — отношение между элементами Y — коэффициент деформации
системы; электрическое сопротив- — температура, К
ление, Ом V — коэффициент Пуассона
S — структура системы Р — плотность, г/мм3
и — среда, окружающая систему; <Р> ф— угол, рад
электрическое напряжение, В м — множество значений
V — вариант; контролируемая ве- А — конъюнкция
личина
W — управляющая величина; энер-
гия, Дж Индексы
X — величина обратной связи
Y — регулируемая величина
Z — системный оператор (характе- Е — энергия
ристика прибора) ЕР — потенциал земли
а — длина грани, мм / — информация
b — ширина грани, мм МР — потенциал массы
с — жесткость пружины, Н/мм NP — нулевой потенциал
d — диаметр, мм S — материал
е — эксцентриситет, мм а — выход
1 — частота, кГл е — вход
g — число влияний ЭЛ — электрический
k — постоянная демпфирования, f — относящийся к функции
Н -с/мм g — общий
I — длина, мм i, i — числовые значения
24
k — коммуникативный
n — не относящийся к функции
терм — термический
й — переход
и — обработка
z — возмущение
Определяющим для будущего прибора является элемент творчества,
который вносит конструктор в процесс его разработки. Чтобы качество
и производительность конструкторской деятельности «шли в ногу» с расту-
щими требованиями к приборам, при конструировании необходимо исполь-
зовать научные методы и технические средства [2.1, 2.2, 2.3, 2.5 — 2.7,
2.10, 2.11, 2.14 — 2.16, 2.35], а также учитывать особенности объекта
разработки.
2.1. Понятия и основные положения
2.1.1. Основные свойства приборов и их описание
Для обеспечения единого подхода к конструированию различных приборов
и требуемым для этого методам необходимы формулировки определенных
ограничений и обобщений. Полезно рассматривать приборы в качестве
систем. Понятие системы позволяет анализировать основные качества
приборов с различными принципами действия и сложностью, например
цепочки приборов, отдельные приборы и их отдельные элементы (узлы и
детали).
Техническая система представляет собой ограниченную область
реальной действительности, взаимодействующую с окружающей сре-
дой (U), выполняющую определенные функции (F) и имеющую струк-
туру (S). Конструктор должен однозначно определить свойства U, F и S,
чтобы описать прибор. Взаимосвязь между этими свойствами представлена
в табл. 2.1 (см. также разд. 4.2.1, табл. 4.1).
2.1. Понятия системы
Параметры системы
Входные величины [Е]
Выходные величины {Л}
Ef, Af — величины, характери-
зующие функции прибора
Еп, Ап — величины, не относя-
щиеся к функциям при-
бора (условия работы,
внешние и дополнитель-
ные воздействия)
Z — системный оператор
25
Продолжение табл. 2.1
Определения
Окружающая среда U —
совокупность внешних
объектов, взаимодейству-
ющих с системой
Функция F — используемое
для определенной цели свойст-
во системы, благодаря которо-
му необходимые для этого
входные величины при опре-
деленных условиях Еп и Ап пре-
образуются в выходные вели-
чины А[
Структура S — совокуп-
ность элементов М и от-
ношений R между ними
внутри системы.
S = (M, R]
Взаимосвязи
Взаимосвязи с окружаю-
щей средой реализуются
через входы и выходы
U = {Eh Еп; Af,
Техническая функция описы-
вает взаимосвязь между окру-
жающей средой и структурой
Окружающая среда Е,
А включает определен-
ные элементы и отноше-
ния структуры, которые
через оператор системы
Z реализуют требуемую
функцию благодаря сво-
им свойствам
I I
A=Z (£)
t_____________
2.1.1.1. Окружающая среда
В период эксплуатации прибор находится в определенном взаимодействии
с окружающей средой. Это взаимодействие характеризуется объектом
окружающей среды (технический объект, человек, среда, поле) и процессом
взаимодействия (изготовление, контроль, испытание, хранение, транспорти-
рование, установка, пуск в ход, эксплуатация, обслуживание, ремонт,
сдача в лом, переработка). Каждый прибор подвергается воздействию
различных условий и объектов окружающей среды. Взаимодействия с
окружающей средой должны мысленно «проигрываться» в процессе конст-
руирования, на базе чего могут быть сформулированы требования к прибору
(см. разд. 5 и 8). Возможны два варианта описания взаимодействия
(табл. 2.2): описание геометрических характеристик и материала системы,
представляющей окружающую среду; описание входных и выходных вели-
чин, связывающих прибор и окружающую среду.
При определении взаимодействий с окружающей средой можно исполь-
зовать мысленную модель, представленную на рис. 2.1.
2.1.1.2. Функция
Функция прибора — это объективное измеряемое свойство, которое может
быть охарактеризовано параметрами системы, перечисленными в табл. 2.1.
Количество потенциально выполняемых функций соответствует количеству
используемых физических свойств прибора. Если прибор или деталь выполня-
26
2.2. Воздействие внешней среды на призму (К\—Kt — места связи призмы с окружаю-
щей средой)
а)
Рис. 2.1. Взаимодействия прибора с окружающей средой в процессе эксплуата-
ции (а) и изготовления (б) (см. табл. 2.1)
б)
ет несколько функций, необходимо учитывать действующие между ними
отношения.
Следует различать о б щ у ю и частную функции системы. Общая
функция охватывает множество всех входных и выходных величин, которое
характеризует рассматриваемое изделие (прибор, узел или деталь) как одно
целое. Частные функции могут быть классифицированы следующим образом:
главные и вспомогательные — в зависимости от их значения в выполне-
нии задачи;
основные (превышение, пропускание, накопление и т. п.) и элементар-
ные — в зависимости от типа изменений функции в процессе ее выполнения
в приборе;
частные функции обработки материала, преобразования энергии и
информации — в зависимости от физического характера функции.
Классификация с учетом условий выполнения функций позволяет выде-
лить в приборе функционально ограниченные подсистемы. Одна или не-
сколько частных функций могут быть сформулированы в зависимости от
применения прибора. При классификации функций на основные и элемен-
тарные необходим ответ на вопрос, до какого уровня рассматриваемая
структура позволяет выделять из общих функций частные? Наименование
элементарных функций присваивается функциям самого низшего уровня
[2.1]. Однако во многих случаях целесообразно ограничиться более высоким
уровнем.
При анализе и синтезе необходимо учитывать, что элементаризация
функции и структуры прибора приводит к различным результатам. Структу-
ры, приведенные в табл. 2.3 в качестве примеров, с точки зрения их функции
элементарны на выбранных уровнях абстракции, хотя они еще могут быть
разбиты на отдельные детали. И напротив, бывают случаи, когда отдельная
деталь не является функционально элементарной. Так, крепежные пружины
электрического измерительного механизма (рис. 2.2) выполняют несколько
функций. Это явление называется интеграцией функций. В приборо-
строении оно используется для упрощения конструкции и миниатюризации
приборов; недостатком интеграции является то, что выполнение одних функ-
ций может оказывать влияние на качество выполнения других. Этот недоста-
ток может быть устранен разделением функций (см. разд. 4.2).
Исследования технических изделий показали, что число функций обозри-
мо и при соответствующем абстрагировании можно выделить функции,
одинаковые не только для приборов, но и для всех областей техники.
Обобщение необходимо для абстрагирования от конкретных физико-техни-
ческих признаков. Эти повторяющиеся обобщенные функции должны назы-
Рис. 2.2. Установка электрического
измерительного механизма в кре-
пежных пружинах, выполняющих
три частные функции:
TF\ — крепление (восприятие усилий);
TF2 — аккумулирование энергии (мо-
мент возврата); TF$—пропускание
электрического тока
28
2.3. Примеры основных функций
Конструктивный элемент Конкретная функция Обобщенное представление
Название Схема Функция Название
Гибкий вал * X Efirt,) Копг) Проводник
Л/ ы П2=П1 n2 A=E
Упор Блокирующее звено
(1) ш-0 <P=Pa Прекращение hi- шпеню функции
Электромагнит : (ю-чЦ** I —> p0I2w2 F' 1/ F E E и А качествен- но различны А Преобразователь
Угловой рычаг < ^Sz S/r 1г St~ I, S' 32^ E А>Е А Усилитель Понижающее звено
£ °ь li Si~ l2 ?2 E А^Е А
ваться основными. Такая функция отражает основные функциональные
свойства одного класса конструктивных элементов. Процесс абстрагиро-
вания проиллюстрирован на отдельных примерах в табл. 2.3.
Большие усилия были направлены на определение и упорядочение
чаще всего используемых функций [2.1, 2.5, 2.10, 2.11, 2.13, 2.54, стандарт
TGL 28261].
В качестве признаков упорядочения используют изменения функции
(качество, величина, место, количество, время) и вид функции (материал,
энергия, информация).
2.4. Системы упорядочения технических функций
Класс изменения Основная функция Подчиненные функции Признаки
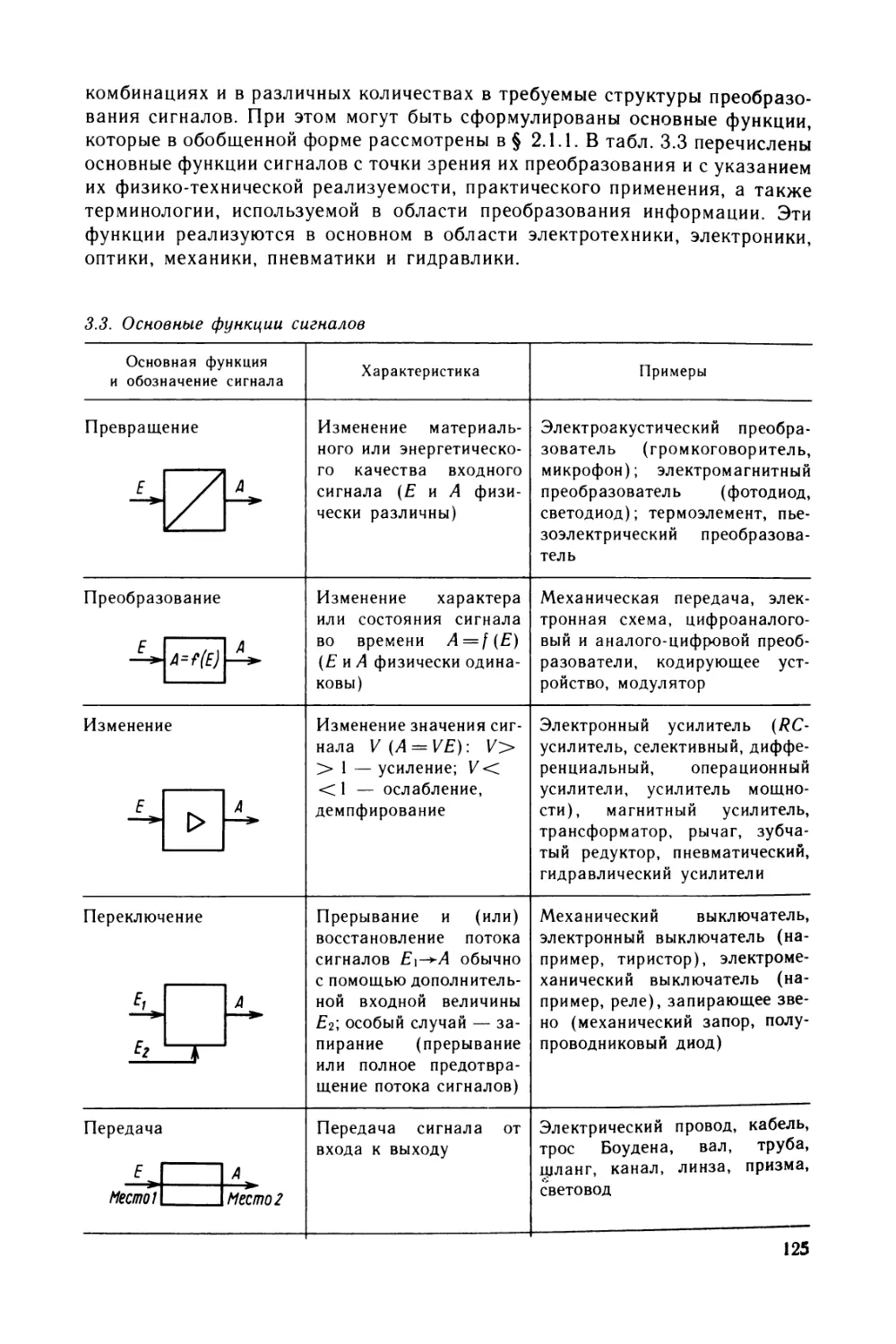
Качество Превращение Преобразова- ние — Изменение параметра «материал» или «энергия» (Е и А физически различны) Изменение характера или состоя- ния параметра (Е и Л физически одинаковы)
Величина Изменение Переключение Увеличение Уменьшение Блокирование Увеличение параметра (Л> Е) Уменьшение параметра (Л<Е) Прекращение и (или) возобновле- ние выполнения функции Только прекращение выполнения функции или предотвращение воз- можности ее выполнения
Место Передача Пропускание Транспортиро- вание Связь Передача величины вдоль пути Передача материала с помощью вспомогательной энергии Передача величины между сосед- ними элементами
Количество Сопряжение Селектирова- ние Объединение Разветвление Математиче- кое сопряже- ние Логическое со- пряжение Выбор части из общего числа в со- ответствии с определенным крите- рием Объединение нескольких однотип- ных функций в одну общую Разделение функции на несколько частных Сопряжение однотипных величин с помощью математических опе- раций Сопряжение однотипных величин с помощью логических операций
Время Накопление Подготовка Прием Прием величины и выдача ее без изменений через определенный временной интервал Только выдача величины (источ- ник) Только прием величины (потре- битель)
30
В табл. 2.4 функции упорядочены в соответствии с первым признаком.
Дополнительные признаки описания функций приборов рассмотрены в
разд. 3.
2.1.1.3. Структура
Прибор может выполнять свою функцию только тогда, когда он построен
в соответствии с требуемым для этого принципом действия. Внутреннее
строение системы называется структурой, состоящей из элементов, которые
связаны отношениями (см. табл. 2.1).
С позиций теории систем элементы представляют собой составные
части системы, которые не могут быть разбиты на элементы более низкого
порядка. В зависимости от сложности рассматриваемого объекта целесооб-
разно использовать различные уровни рассмотрения (табл. 2.5).
2.5. Уровни сложности структуры.
Уровень сложности Пример
Система (цепочка) приборов Электронное устройство обработки данных с пери- ферийными устройствами (рис. 2.25—2.27). Систе- ма приборов «Пентакта» для микрофильмирования Рабочие места для измерительных и регистрирую- щих приборов, а также приборов для индикации и оценки
Прибор Пишущая машина, часы, фотокамера, микрометр, цифровой вольтметр, осциллограф
Узел Индикатор, блок питания, осветительное устройст- во, реле, подшипник, направляющая муфта, упоры, рама
Деталь Винт, штифт, шайба, зубчатое колесо, вал, пружи- на, линза, призма
Активная поверхность Плоскость, цилиндр, сфера, конус (элементарные геометрические поверхности) Накатка, зеркальная поверхность
Конструктивным элементом называется отдельная деталь или
узел, который при конструировании рассматривается как одно целое и поэто-
му может иметь различную сложность. Если, не принимая во внимание
форму элемента, рассматривать только его функцию, то речь пойдет о
функциональном элементе.
Узел — ограниченная, автономно работающая группа деталей, связан-
ных между собой. С точки зрения системы он рассматривается как подсис-
тема. Узлы являются конструктивными элементами; они могут быть покупны-
ми или поставляемыми изделиями (например, реле, электрические соедини-
тели, интегральные микросхемы, стандартные муфты, передачи, двигатели).
Самым низким уровнем «физического» разбиения прибора является
уровень деталей. Деталь — это конструктивный элемент, получаемый
в результате обработки материала без соединения с другими конструктивны-
ми элементами. Внутренние связи в нем отсутствуют.
31
Однако при конструировании отдельные детали нельзя рассматривать
как заданные элементы. Они состоят из элементов формы (геометрических
поверхностей основного тела) и материала. Поверхности, участвующие
в выполнении функции (активные поверхности), специально обраба-
тываются.
Количество элементов определяется только после определения их взаимо-
связей, которые описываются отношениями. В процессе конструктор-
ской подготовки производства интерес представляют те отношения, которые
касаются структуры конструкции и ее функции, т. е. расположения
и связи.
Расположения — это отношения между элементами системы, опи-
сывающие их геометрические относительные положения.
Расположение может быть однозначно описано с помощью системы
координат (связанной с элементом или фиксированной в пространстве).
Оно позволяет формально описывать результаты конструирования. Геомет-
рическая структура технического изделия полностью описывается указанием
геометрической формы его элементов и их расположения. Кроме геометри-
ческих, конструктивные элементы связаны также функциональными отноше-
ниями. Поэтому необходимо задавать те отношения, которые реализуют
передачу функций между элементами. Этими отношениями являются связи.
Связи представляют собой отношения между элементами системы,
предназначенные для передачи материала, энергии или информации между
элементами.
Конструктивные элементы связаны между собой обычно не всей поверх-
ностью, а лишь частью ее, в большинстве случаев — только краевыми
участками. Геометрическое место, в котором осуществляется передача
функции, называется местом связи. Им является каждое механическое
соединение между элементами. Связи могут осуществляться с помощью раз-
личных физических средств (механических соединений, валов, пружин,
электромагнитных и других полей, потоков частиц).
Как и техническая функция, структура может быть описана на различ-
ных уровнях абстрагирования и различными средствами. В зависимости
от этапа разработки и цели при таком описании на первый план могут
быть выдвинуты те или иные свойства структуры (табл. 2.6). Описание
структуры в процессе конструирования служит для документирования по-
лученных промежуточных и конечных результатов, в качестве методиче-
ского вспомогательного средства для конструктора и для выявления связи
структуры с объектом.
2.6. Уровни абстрагирования при описании структуры
Уровень абстрагирования Определение Средство описания
Принцип решения задачи (принцип действия) Функциональное описание Абстрактное представление структуры, содержащее физи- ко-технические операции и внутрисистемные состояния (в Граф, функциональная схема
32
П родолжение табл. 2.6
Уровень абстрагирования Определение Средство описания
Функциональная струк- тура (топология, функ- циональная схема) их последовательности) с со- пряжениями Абстрактное представление структуры, содержащее функ- циональные элементы и их связи Граф, функциональная схема (стандартизован- ные для определенных отраслей)
Описание с указанием геометрии и материалов
Технический принцип (принципы работы и функционирования) Технический проект Абстрактное представление структуры, в котором качест- венно определены геометрия и материал функционально важ- ных конструктивных элементов и их отношения Описание структуры, в котором количественно определены гео- метрия и материал техническо- го изделия в целом Принципиальная схема (в близких по форме к натуре символах, стан- дартизованных для оп- ределенных отраслей) Технический чертеж (стандартизованный си- стемой ЕСКД)
2.1.2. Процесс конструкторской подготовки производства
2.1.2.1. Задачи и характер конструирования
Конструирование как мысленное представление будущего объекта занимает
центральное место в процессе производства технических изделий.
Задачи конструирования, как и прочие технические задачи, всегда выте-
кают из общественных потребностей. Они тесно взаимосвязаны с другими
процессами технической подготовки производства, такими, как технологи-
ческая подготовка и др.
Конструкторская подготовка производства является частью технической
подготовки. Этот процесс охватывает все мысленные, ручные и машинные
операции, необходимые для предварительной проработки технического изде-
лия, целью которых является получение на основе задачи конструирования
описания технического изделия, достаточного для его производства и
эксплуатации.
Поэтому процесс конструирования оказывает решающее влияние на
потребительскую стоимость самого изделия, а также экономичность его
производства и эксплуатации. Исследования показали, что на 75 % стои-
мость изделия определяется в ходе конструкторской подготовки произ-
водства. Эта доля возрастает с увеличением степени разделения труда
и уровня технической оснащенности, что требует от конструктора соот-
ветствующих приемов работы.
Методика решения конструкторских задач характеризуется признаками
синтеза структуры. Конструктор мысленно «проигрывает» все фазы эксплуа-
тации будущего изделия. Определение структуры S для заданной функции F
представляет собой недетерминированный шаг с вероятностью перехода
2 Зак. 4 33
ри<1 [2.3, 2.1],
результат которого охватывает неограниченное число
вариантов
F --------> (SJ .
Pii <С 1
(2.1)
Из этой многозначности и неопределенности соотношения функция —
структура следует, что в ходе деятельности конструктора необходим
выбор не только конструкторского решения, но и пути этого решения.
С учетом объективно существующих ограничений можно определить
мероприятия, определяющие принципиальный порядок действий при конст-
руировании (табл. 2.7). Многозначность при выборе решения является,
во-первых, одной из возможностей оптимизации, и, во-вторых, требует
выполнения большого объема работ.
2.7. Систематизация рабочих операций при конструировании
Задача F Рй<1 [5,|
Требуемая функция Путь решения с вероятностью перехода р-й< 1 Число структур, выпол- няющих функцию
Цель
Пополнение и концентра- ция исходной информа- ции путем: Ограничение неопределенности путем: Использование и огра- ничение множества ре- шений путем:
Средства
уточнения, обобщения (абстрагирования),огра- ничения итерационного порядка дейст- вий, использования уже суще- ствующих решений (храня- щихся в накопителе), цикли- ческого порядка действий (об- ратная связь) расширения поля реше- ний, упорядочения (клас- сификации, системати- зации), выбора опти- мальных вариантов
Неопределенность при синтезе может быть снижена итерационной (поша-
говой) обработкой информации, объем которой в процессе конструирования
постоянно растет, а также использованием уже существующих решений,
предварительным продумыванием решений или их элементов и сознательным
возвращением к исходной ситуации для сравнения полученной структуры
с требуемой.
Поиск решений обеспечивается при дополнении неполных данных, каса-
ющихся задачи конструирования (функции), и выделении в ней главного.
Указанные в табл. 2.7 мероприятия являются методическими принципами
решения любой конструкторской задачи. Их применение требует последо-
вательности и систематичности в процессе конструирования (рис. 2.3).
34
Эвристическая основная программа:
Постановка задачи
I
Уточнение задачи
I
Упорядочение частных задач и определение методов,
необходимых для ее решения
I
Составление рабочего плана
I
Выполнение плана
Подбор полученных мате- Обобщение методического
риалов опыта
Решение задачи Методические рекоменда-
ции для будущих разра-
боток
Рис. 2.3. Систематическая последовательность решения
1. Подготовка к ре-
шению проблемы
2. Решение проблемы
3. Обработка ре-
зультатов
задачи конструирования
2.1.2.2. Структура конструкторской подготовки производства
Синтез производится на следующих этапах: 1) определение общей функции
технического изделия; 2) определение структуры функции; 3) определение
геометрии и материала структуры.
С учетом уровней абстрагирования, указанных в табл. 2.6, можно опи-
сать общую структуру процесса конструкторской подготовки производства
[2.51] (табл. 2.8). Она характеризуется последовательностью стадий
разработки, каждая из которых соответствует определенной степени
абстрагирования при описании разрабатываемого объекта. В соответствии
со структурой выделяются отдельные рабочие шаги и фазы, на которых
конструирование требует использования соответствующих методов и средств
описания. Пример последовательности процесса конструирования приведен
в табл. 2.9. В табл. 2.8 представлена такая последовательность, составлен-
ная теоретически. Приведенная в табл. 2.8 линейная цепочка операций
лишь ограниченно отражает реальный ход недетерминированного процесса,
хотя она полезна для формулировки методического подхода к решению зада-
чи, для планирования и организации конструкторских работ. Это представ-
ление идеализировано с нескольких точек зрения:
отсутствует четкое разграничение фаз, они перекрывают друг друга;
последовательность фаз не стабильна. Относительно независимые част-
ные задачи решаются параллельно. «Прогнозирование» решения задачи и
возврат к исходным условиям необходимы на каждом рабочем шаге (рис. 2.4)
и на этапах, охватывающих несколько таких шагов;
содержание фаз и их число изменяются в зависимости от объекта
разработки. Определение технического принципа и проектирование при
конструировании прибора являются наиболее трудными этапами вследствие
большой степени новизны решения;
2*
2.8. Основная структура процесса конструкторской подготовки производства
Рабочие шаги Состояние разработки
Фаза подготовки
Фаза разработки принципа решения задачи
3. Определение последовательности физико-тех-
нических операций путем разложения общей
функции на частные
4. Определение функций подсистем (типов кон-
структивных элементов) и связей
5. Качественное определение геометрии и мате-
риалов структуры, важных с точки зрения ее
функции
I
I
Фаза конструирования
6. Количественное определение геометрии и ма-
териалов структуры
7. Разработка описания, достаточного для изго-
товления и эксплуатации изделия
исходные данные, содержащиеся в задаче конструирования, обусловли-
вают различные виды конструирования (табл. 2.10) и порядок их проведе-
ния, зависящий от степени новизны решения;
влияние технологических требований возрастает по мере конкретизации
решения в зависимости от объема производства. Требования к решениям,
при которых юстировочные и сборочные работы невелики, должны учиты-
ваться еще в фазе разработки принципа решения задачи, что справедливо
также и в случаях мелко- и среднесерийного производства, часто встре-
чающихся в приборостроении.
36
Рис. 2.4. Цикл разработки в рамках
одного рабочего шага конструиро-
вания:
п, n-f-1 —состояния разработки
п
/7+/
2.9. Последовательность разработки узла (реле)
Состояние разработки Пример
0. Постановка задачи Фаза подготовки Разработка управляемого переключателя с механическим разрыва- нием электрической цепи
1. Уточненная
задача
2. Общая функ-
ция
Исходные данные и требования. Функция. Максимальная мощность
отключения контактов 30 В-А; время срабатывания 10 мс; время
возврата 4 мс; усилие контакта 15—20 сН; срок службы 105 циклов
включения.
Структура. Размеры 50X20X12 мм; положение при установке —
любое.
Производство. Крупная серия 500 000 шт/г.
Описание функции. Замыкание и размыкание электрической цепи в
любой момент времени.
Описание в символах, х — переключаемая величина.
3. Принцип ре-
шения задачи
Фаза разработки принципа решения задачи
Для замыкания и размыкания контакта необходима сила F
Варианты получения силы F. Сила тяжести F = mg\ статическая
подъемная сила F = pVg\ центробежная сила F = mr(o2; сила упру-
гости F = cs; использование биметалла F = kEbh2ДО/ (4/); исполь-
зование электромагнита F = р0А(о2/2 //2.
Выбранный принцип. Замыкание электромагнитом, размыкание воз-
вратной пружиной
37
Продолжение табл. 2 9
Состояние
разработки
Пример
4. Функцио-
нальная струк-
тура
Пример возможной функциональной структуры
5. Технический
принцип
Технический принцип системы привода (выдержка).
Перемещение якоря
Форма магнита вращательное
возвратно-посту- пательное Несколько воздушных зазоров Один воздушный зазор
Фаза конструирования
6. Технический
проект
Опирание якоря
Варианты конструкции
Подшипник
скольжения
> Призматическая
> опора
Ч Пружинная
/ опора
7. Конструктор-
ская докумен-
тация
Комплект чертежей, спецификации, руководства по сборке, про-
верке и другая документация
38
2.10. Виды конструирования
Конструирование новых изделий Конструирование с целью усовершенствования или изменения известного решения изделия Конструирование варианта изделия
Содержание задачи конструирования
Структура неизвестна. В большинстве случаев за- дача задана в очень общей форме в виде обществен- ной потребности. Предло- жений по решению задачи не дано Структура известна. За- дача содержит требова- ния к усовершенствова- нию или изменению име- ющегося решения. Облик изделия частично извес- тен Для часто повторяющих- ся конструкторских задач имеется принцип их ре- шения или стандартное решение. Задача содер- жит все необходимые данные для конкретного варианта конструкции
Виды конструкторской деятельности
Выявление области приме- нения. Точное определение всех требований. Поиск новых решений. Лабора- торные испытания Критика имеющегося ре- шения. Определение воз- можностей и пределов усовершенствования име- ющегося принципа. Каче- ственное и количествен- ное изменения структуры для выполнения требова- ний Проверка полноты дан- ных. Выбор и стыковка стандартных элементов. Определение требуемых размеров
Вспомогательные методы
Прикладные исследова- ния. Анализ тенденций. Варьирование. Поиск идей Критика ошибок. Варьи- рование. Расчет разме- ров. Оптимизация Проектирование на базе каталожных элементов. Расчет размеров
Вспомогательные технические средства
Накопитель данных о фи-
зических эффектах и тех-
нических принципах. Ог-
раниченное применение
электронных средств обра-
ботки данных (для расче-
та, моделирования)
Накопитель информации
о конструктивных элемен-
тах, материалах, техно-
логических параметрах.
Использование электрон-
ных средств обработки
данных для расчетов, оп-
тимизации, подготовки
документации, варьиро-
вания в диалоговом ре-
жиме
Каталоги стандартных
элементов. Использова-
ние электронных средств
обработки данных в диа-
логовом режиме и без
него
39
Продолжение табл. 2.10
Конструирование новых изделий Конструирование с целью усовершенствования или изменения известного решения изделия Конструирование варианта изделия
Создание специальных конструкций (в областях космонавтики, астроно- мии, автоматизации). Пе- реход к новому поколению приборов (аналого-цифро- вым, с заменой механиче- ских узлов электронными) Примеры Усовершенствование при- боров всех типов для по- вышения производитель-, ности и упрощения изго- товления. Создание сис- тем приборов из отдель- ных приборов Проектирование узлов и деталей валов, зубчатых колес, трансформаторов, печатных плат, оптиче- ских узлов, передач
Важное значение для рационализации процесса конструирования имеет
использование накопителей информации (рис. 2.5).
Для поиска решения целесообразно использовать накопители, позволяю-
щие получать информации о структурах конструктивных элементов, свя-
зях и приборах, упорядоченных по их функциям (накопители информации
о функциональных структурах) [2.17].
На отдельных фазах процесса конструкторской подготовки производства
типичные виды деятельности конструкторов повторяются (рис. 2.6).
Анализ распределения времени, приходящегося на отдельные виды таких
конструкторских работ, позволяет сделать выводы о путях рационализации
в этой области. Очевидны два пути: повышение качества проектных
и расчетных работ в фазах разработки принципа решения задачи и конструи-
рования, поскольку содержание и объем всех последующих работ определе-
ны; повышение производительности в области подготовки документации
(черчение, размножение, написание спецификаций и т. д.).
^анолит 1научно-иссл
Расстановка людей при
проведении конструкторской
подготовки производства тре-
бует изменений. Благодаря
применению методов, про-
грамм и вспомогательных
технических средств они осво-
бождаются от выполнения
повторяющихся работ. Сте-
пень разделения труда может
рассматриваться как мера
уровня развития и произво-
дительности в области кон-
струирования.
Рис. 2.5. Накопитель информации (I)
40
Рис. 2.6. Относительная
длительность t работ, про-
водимых в рамках различ-
ных групп операций ГО
при конструировании при-
бора [2.53/:
Г01 — проектирование под-
систем; ГО2 — определение
размеров и формы; ГОЗ —
детализация подсистем;
ГО4 — подготовка чертежей;
ГО5 — разработка дополни-
тельной документации;
ГО6 — разработка програм-
мы испытаний; ГО7 — испы-
тания технических изделий;
ГО8 — переработка всей до-
кументации; 1 — накопление
информации, 18 %; 2 — по-
иск информации, 6 %; 3 —
оценка, выработка решения,
7,5 %; 4 — сравнение, 7,5 %;
5 — размножение, 4 %; 6 —
расчеты, 18 %; 7 — подго-
товка чертежей, 39 %
2.1.2.3. Утвержденные этапы производственного процесса
Рабочие этапы организации конструкторских работ в промышленности,
руководство ими и их контроль определены «Номенклатурой этапов работ
и показателей выполнения плана развития науки и техники» [2.76]
(табл. 2.11), в которой четко указаны задачи разработки. В производстве
«Номенклатура» конкретизирована «Правилами освоения производства но-
вых изделий», учитывающими специфику разрабатываемого изделия и про-
цессов разработки и производства. «Правила» определяют порядок защиты
результатов, полученных на промежуточных этапах работы, уточнения
показателей, достигнутых на этих этапах, критерии для оценки готовности
изделия к производству, а также компетенцию отдельных исполнителей
и т. д. Однако такие правила могут обеспечить лишь внешние условия,
благоприятные для решения конструкторских задач. Они реализуются
только при целенаправленном системном порядке работы конструктора.
Поэтому рабочие шаги, перечисленные в табл. 2.7, могут быть приняты
за основу при решении проблем на всех этапах рабочего процесса в соот-
ветствии с номенклатурой. Их содержание и последовательность определены
задачей соответствующего этапа.
Типичным для разработки приборов является то, что большая часть
опытно-конструкторских работ приходится на прикладные исследования
(этапы А). Зачастую созданный в ходе этих исследований лабораторный
образец выполняет требуемую функцию настолько, что последующие конст-
рукторские разработки ограничиваются лишь «подгонкой» этого образца
в соответствии с технологическими и прочими требованиями. Прежде всего
при разработке новых прецизионных, а также электронных приборов поиск
принципа решения задачи, вплоть до предложений, касающихся техническо-
41
го проекта, во время «прикладных» исследований в лаборатории осуществля-
ется при участии физиков, математиков, специалистов по электронной
технике, а также специалистов других профилей. Это позволяет ускорить
процесс разработки.
2.11. Этапы работ, заданные «Номенклатурой этапов работ и показателей выполнения
плана развития науки и техники»
а) Сводная таблица
Фаза подготовки
Постановка задачи G1 А1 К1 VI Е1 ZF1
Фаза проведения
Определе- G2 А2 К2 V2 Е2 ZF2
ние пути ре-
шения
Выработка G3 АЗ КЗ Кб V3 V6 ЕЗ ZF3
решения К4 К7 К9 V4 V7 V9
Подтверж- — — К5 К8 кю V5 V8 V10 Е4 —
дение вос-
производи-
мости функ-
ции
Решение о G4 А4 К5/0 К8/9 КЮ/О V5/0 V8/0 VI0/0 Е5 —
начале про-
изводства
или эксплу-
атации
Фаза освоения производства
Производство — — ки VII Е6 ZF4
42
Продолжение табл. 2.11
б) Этапы разработки и освоения изделий (KI—К11)
Этапы производственного процесса
К1. Постановка задачи
К2. Выработка пути решения и уточнение
задачи
КЗ. Разработка конструктивного и техно-
логического решений для изготовления
действующего макета изделия
К4. Изготовление действующего макета
К5. Проверка конструктивного решения
и подтверждение воспроизводимости
функции
(К5/0. Решение о начале производства)
Кб. Подготовка к изготовлению опытного
макета, подготовка к созданию экспери-
ментального производства
К7. Изготовление опытного образца; соз-
дание экспериментального производства
К8. Испытания опытного образца/экспе-
риментальное производство и подтвержде-
ние готовности к выпуску
(К8/0. Решение о начале производства)
К9. Выпуск нулевой серии в условиях бу-
дущего серийного производства
КЮ. Испытания изделий нулевой серии
и подтверждение готовности к серийному
производству
(КЮ/О. Решение о начале производства)
КН. Участие в освоении производства
Решение о начале производства:
К5/0. На основе действующего макета
(при единичном производстве)
К8/0. На основе опытного образца/экспе-
риментального производства (при серий-
ном производстве)
КЮ/О. На основе нулевой серии (при
крупносерийном и массовом производ-
стве)
Показатель выполнения
Утвержденные технические условия
Утвержденные уточненные технические
условия, утвержденная программа работ
Технологическая документация для изго-
товления действующего макета, програм-
ма испытаний
Действующий макет
Утвержденный отчет о результатах испы-
таний, уточненная программа работ
(См. ниже)
Технологическая документация для изго-
товления опытного образца, эксперимен-
тальное производство, программа испы-
таний
Опытный образец, экспериментальное
производство
Утвержденный отчет о результатах испы-
таний, иногда — технологическая доку-
ментация для выпуска нулевой серии
(См. ниже)
Изделия нулевой серии
Утвержденный отчет о результатах испы-
таний
(См. ниже)
Протокол приемочных испытаний ОТК
о товарной продукции, внесенной в план
освоения
Технологическая документация, необхо-
димая для производства; утвержденный
отчет о НИР и ОКР
2.2. Методы
Методом называется система правил, которые определяют порядок ре-
шения задач, относящихся к определенной области.
Проведенные к настоящему времени работы в области конструирования
обеспечили создание надежного запаса методов решения задач на всех эта-
43
пах конструирования. Уже при разработке систематики конструирования
[2.4, 2.2, 2.50] стало ясно, что для применения этих методов необходим
учет определенных условий. Эти условия могут быть сформулированы с
помощью положений системной эвристики [2.3]:
поскольку методы всегда содержат обобщенные правила, каждый раз
необходима соответствующая «подгонка» метода к задаче. Прежде всего
необходимо выявить главную цель проблемы, которая позволяет выбрать
требуемый метод. Затем абстрактные параметры, используемые в методе,
можно конкретизировать с помощью информации, присущей решаемой
проблеме, после чего при необходимости можно модифицировать сам метод;
«подгонка» метода к работнику, который его использует. Дело в том,
что любой метод разрабатывается в соответствии с определенным уровнем
знаний и учетом расчетных операций, освоенных разработчиком этого
метода. Поэтому рациональное применение метода зависит от опыта и
навыков, приобретенных при его использовании. Следует приветствовать
стремление разработчика понять принцип метода и решить проблему,
не следуя строго отдельным параграфам инструкции по ее применению.
Эффективность труда характеризуется долей повторяющихся в его
процессе работ и «степенью» логической ясности процесса решения проб-
лемы. Описанные ниже методы в первую очередь должны использоваться
для систематизации работы конструктора. Использование итерационного
процесса позволяет применять для реализации этих методов вычисли-
тельную технику, накопители информации и другие средства рационализа-
ции конструкторских работ.
2.2.1. Элементарные методы
В разд. 2.1 уже было показано, что при анализе и синтезе технических
задач определенное число творческих операций всегда повторяется. К та-
ким операциям относятся абстрагирование и классификация.
Абстрагирование. Абстрагирование состоит в получении понятий и
идеальных представлений о предметах (табл. 2.12). При конструировании
абстрагирование используется: для выделения главного с целью подготовки
решения проблемы; для определения общих признаков решений задач конст-
руирования (классификации); для упрощения взаимосвязей.
Генерализация, изоляция и идеализация при этом используются одно-
временно, их почти невозможно отдельно выделить в результате.
Выбор уровня абстрагирования при конструировании оказывает влия-
ние на процесс решения. Если задачу или исходную информацию для
синтеза сформулировать слишком общо, то количество возможных решений
может оказаться очень большим. Слишком детализированные исходные
данные иногда могут полностью поставить под сомнение поиск решения.
Классификация. Многозначность при конструировании делает необходи-
мым упорядочение или систематизацию множества решений. Кроме того,
создание системы упорядочения требует заполнения «брешей» в этой систе-
ме и, следовательно, поиска новых принципов.
Упорядочение документации, данных и другой информации является
основным условием для ее повторного поиска и последующего использова-
ния. Правильный выбор системы упорядочения представляет собой основ-
44
2.12. Виды абстрагирования
Генерализирующее абстрагирование Изолирующее абстрагирование Идеализирующее абстрагирование
Отсеивание незначительных элементов и отношений, подчеркивание признаков, важных для определенной цели Формулировка основного принципа, переход от кон- кретных к абстрактным описаниям структуры Процесс Выделение из множества и относительно независимая «обработка» отдельных свойств изделий Область применения Определение выполняю- щего функцию элемента, получение модели для оп- ределенных свойств (коле- бания, тепловые характе- ристики, оптическая систе- ма) прибора Построение модели при пренебрежении всеми на- рушающими ее отклонени- ями; при этом получают модели идеальных изделий Получение идеальных эле- ментов (точечная масса, идеальный подшипник, ак- тивное сопротивление и т. п.)
ную проблему при разработке накопителей информации для работ, связан-
ных с конструкторской подготовкой производства. Другими словами, клас-
сификация необходима для решения большого числа задач. С ее помощью
объекты (понятия, признаки, элементы, функции и т. п.) /ограниченной
области упорядочиваются в соответствующую (целесообразную) систему.
Для однозначного нахождения места объекта в системе упорядочения
используется классификатор. Он представляет собой инструкцию, в которой
классы определены соответствующими признаками, обозначены — если это
необходимо — кодами и, в свою очередь, упорядочены в классификацион-
ную структуру.
Система упорядочения может быть построена по принципу иерархи-
ческой или параллельной классификации. Первая позволяет дать хороший
обзор всей совокупности объектов и способствует формулировке однознач-
ных понятий. Параллельная классификация особенно пригодна для разра-
ботки накопителей информации, так как она позволяет осуществлять
многомерный информационный поиск и легко может быть расширена.
При создании такого типа систем упорядочения можно использовать как
синтез, так и анализ информации [2.7].
Решающим для любой классификации является определение ее приз-
нака, формируемого с помощью абстрагирования. Эффективную помощь при
абстрагировании и разработке классификации для целей конструирования
оказывает формулировка основного принципа, полученная с помощью систе-
матики конструкций [2.50]. Она содержит все основные признаки рассматри-
ваемых классов изделий в виде таблицы (табл. 2.15). Заполнение таблицы
должно производиться так, чтобы она давала только качественную ин-
формацию о свойствах изделия (табл. 2.13).
45
2.13. Бланки для формулировки основного принципа фиксаторов и системы их
упорядочения
Основной принцип фиксаторов (форма бланка из табл. 2.15 изменена,
I—III см. в табл. 2.14, б)
С помощью фиксатора
Исходные данные
Назначение функции
Ограничивающие условия
Требуемое мероприятие
опертая деталь
блокируется относительно возможного перемеще-
ния /,
а именно: временно и в требуемой степени //
если 1. добавлена по меньшей мере одна деталь,
которая
2. воспринимает условия /// и
3. может быть отключена
2.14. Система упорядочения фиксаторов (вращающейся детали)
За счет геометри-
ческого замыка-
ния
За счет сил тре-
ния
За счет геометри-
ческого замыка-
ния
За счет сил тре-
ния
Торможение
Стопорение
Примечание. Упорядочивающие точки зрения: I — направление движения; II—сте-
пень фиксации; III — восприятия усилия; IV — подвижная пара
46
2.15. Бланк для формулировки основного принципа
Функция Исходные данные Требуемые мероприятия
Назначение функции Ограничи- вающие условия Элементы Свойства Элементы Свойства Функции
Назначение функции равнозначно «концентрированному выводу» об
общем эффекте, который, как правило, характеризуется суммой выходных
величин. Этот общий вывод следует конкретизировать ограничивающими
условиями, при которых этот общий эффект выполняется, указывая при этом
и другие «побочные» эффекты общей функции. Следует отметить, что
данные о функции в общем принципе не полны в смысле определения.
Они содержат только безусловно необходимые признаки функции, которая
должна быть реализована. Все прочие изменяемые признаки приводят к
образованию вариантов решения при синтезе и обеспечивают запас раз-
личных признаков для классификации. Исходные данные должны содержать
изменяемую или неизменяемую информацию о конструктивных элементах.
Эти исходные данные должны отражать условия, необходимые для существо-
вания и функционирования технического изделия. Обычно ими являются
важные для выполнения функции ограничивающие условия. Эта первая
часть основного принципа является главной частью задачи. Во второй
части указаны мероприятия, требуемые для решения задачи. Они в абстракт-
ной форме описывают структуру технического изделия. Характерной для
этих мероприятий является возможность их изменения. Таким образом,
они представляют собой источник для разработки вариантов решения и
формулировки классификационных признаков для упорядочения рассматри-
ваемых изделий.
При анализе основной принцип может быть использован для подго-
товки и целесообразного построения системы упорядочения (табл. 2.14).
Это позволяет выявить «сущность» ограниченного класса технических
изделий, выделить признаки упорядочения, соответствующие поставленной
цели, а также выявить проблемы внутри класса.
При синтезе основной принцип помогает осуществить переход от функции
к структуре. Необходимость абстрагирования приводит к появлению боль-
шого числа решений и способствует формированию новых. Необходимо
помнить, что мероприятия определяются интуитивно или с помощью анализа
(с использованием примеров), однако эти мероприятия могут относиться
к различным уровням абстрагирования. Кроме того, основной принцип
позволяет получить лишь упорядоченный перечень основных признаков,
а не целостное описание системы. Поэтому невозможно и наглядное
представление основного принципа.
47
2.2.2. Уточнение задач конструирования
Решение задачи конструирования начинается со сравнения ее с поставлен-
ной проблемой. Уточняя задачу, конструктор должен получить точное
представление о данной проблемной ситуации и с помощью системати-
ческого упорядочения заданной информации определить требуемую исход-
ную базу для решения задачи.
Целями уточнения являются: выявление взаимосвязей задачи; определе-
ние всех устройств требуемого технического изделия; формулировка и сис-
тематическое упорядочение всех частных задач; определение порядка
действия для последующего процесса синтеза; возбуждение необходимого
интереса к решению задачи у разработчиков (мотивация).
Главной задачей уточнения является техническая формулировка ставя-
щейся задачей цели (удовлетворение общественной потребности с помощью
изделия):
Цель ---> Техническая функция.
Первоначально сформулированная общественная потребность может
быть удовлетворена разрабатываемым техническим изделием только в той
мере, в какой она определена этой технической функцией. Следовательно,
результат процесса конструкторской подготовки производства зависит в
основном от результата уточнения задачи. Поэтому всегда необходимо
выполнять следующее основное правило. Ни одна из задач не должна
остаться неучтенной или не проанализированной критически. Все задачи
должны быть сформулированы в письменном виде.
Источник идей для конструкторских задач лежит, как правило,
за пределами области конструирования. Эти идеи появляются, например,
при изучении спроса, при обслуживании клиентов, в результате прогнозных
исследований, при планировании хозяйства. Объем, точность и надежность
данных при этом очень различны.
В общем случае задача конструирования характеризуется следующими
признаками:
1. Информацией об окружающей среде, функции и структуре в ка-
честве исходных данных или требований.
2. Описанием проблемной ситуации, в которой появляется задача в ее
общественных и технических взаимосвязях; излагается ситуация в виде
перечня существующих противоречий, недостатков (дефектов, отсутствую-
щих данных и т. д.; описывается потребность в решении задачи; пере-
числяются проблемы в других областях (производство, эксплуатация
и т. д.), которые возникнут в результате решения данной задачи.
Проблемная ситуация всегда многомерна.
Уточнение задачи конструирования производится с помощью анализа
указываемой одновременно с нею проблемной ситуации. При этом конструк-
тор мысленно анализирует не только существующее состояние, но и прогно-
зирует все условия разработки и эксплуатации разрабатываемого прибора.
Для анализа процесса рекомендуется использовать схему вопросов, касаю-
щихся решаемой задачи [2.3] (рис. 2.7). Приведенный ниже порядок уточне-
ния позволяет получить подробные данные, необходимые для решения зада-
чи. Однако при последующем синтезе выявляются новые условия, требую-
48
Рис. 2.7. Вопросы для анализа проблемных
ситуаций (см. табл. 2.1):
I — Какая цель должна быть достигнута? 2 —
Какие средства имеются? 3 — При каких обстоя-
тельствах может быть достигнута цель? 4 — Ка-
кие побочные эффекты могут или должны быть
использованы?
А
U
Н
—^4
Каким методом ?
щие определенных дополнений и корректив. Другими словами, работа по
уточнению задачи не заканчивается с переходом к следующей фазе, а
систематически продолжается.
Последовательность действий при уточнении задачи
Шаг 1. Анализ процесса конструкторской подготовки производства. При поста-
новке задачи целесообразно вначале ознакомиться и упорядочить задачу в гло-
бальном плане, не вникая в технические детали. Следует исходить из входных
и выходных величин планируемого процесса конструкторской подготовки производства.
Вопросы, перечисленные на рис. 2.8, могут дать важную исходную информацию.
Данные о предстоящем процессе конструкторской подготовки в этой ситуации
полностью не могут быть определены. Данные о результате разработки, как правило,
Постановка задачи —
Что имеется?
Какие данные отсутствуют?
Каково современное состоя-
ние техники?
Достаточны ли предвари-
тельные исследования (ис-
следования рынка, предва-
рительный анализ) для ре-
шения задачи?
Процесс конструк-
—► торской ПОДГОТОВКИ ----
U производства
Какие фазы конструктор-
ской подготовки производ-
ства должны быть реали-
зованы?
Какие факторы модифици-
руют процесс разработки?
Какие методы могут быть
использованы?
—” Конструкторское
4 решение
Документация
В чем заключается резуль-
тат разработки?
Что должно быть разрабо-
тано для объектов (система
приборов, отдельный при-
бор, узел)?
Для чего это необходимо?
Где и как это может быть
использовано в дальней-
шем?
Е
Условия разработки -------
Какое вспомогательное
средство имеется в распоря-
жении (электронное сред-
ство обработки данных, ла-
бораторное оборудование,
мощности опытного произ-
водства)?
Какие специалисты имеют-
ся в распоряжении (числен-
ность, квалификация,
опыт) ?
Какое время предусмотрено
на разработку?
Какие возможности коопе-
рации имеются?
Какие материалы имеются
в распоряжении в фазе раз-
работки?
Рис. 2.8. Анализ процесса конструкторской
----► Прочие цели
Какой новый методический
опыт должен быть собран
(например, опыт использо-
вания ЭВМ)?
Предусмотрены ли заявки
на патенты, продажа или
покупка лицензий?
Следует ли ожидать полу-
чения частичных или про-
межуточных результатов
для других работ?
Предусмотрено ли повыше-
ние квалификации сотруд-
ников в результате разра-
ботки?
подготовки производства
49
недостаточны. Поэтому информацию необходимо черпать с других уровней проблемы.
Открытые вопросы следует отложить и вначале исследовать технические требования.
Шаг 2. Анализ технической проблемы. Необходимо исследовать будущее изделие
в ожидаемых условиях его эксплуатации и определить всю вытекающую из поста-
новки задачи информацию об окружающей среде, функции и структуре.
Простой пример: для монохроматора (рис. 2.9,а), работающего при длинах
волн Xi и Х2, необходимо сконструировать коаксиальный проводник и привод для
двух плоских зеркал, перемещающихся независимо друг от друга. Благодаря поворо-
ту зеркал на угол <р (опрокидыванию) вокруг осей, параллельных плоскости
изображения, входная щель дважды отображается на лежащей рядом выходной
щели, в результате чего при повороте зеркал на угол 6 в выходной щели спектральные
цветности смешиваются. Оси поворота зеркал расположены вертикально.
Функция определена по взаимодействиям с окружающей средой (рис. 2.9, бив).
Показано, что для точной формулировки функций F\ и Л возможны различные
варианты, так как для входных величин «Ручной привод» и «Ход юстировки» могут
быть использованы вращательное (0С1.2; Ф1.2) или поступательное (si,2, /1.2)
перемещения. Кроме того, в отношении функции «Индикация» принято то ограни-
чение, что используется поворот зеркал на определенный угол 612 и по отсчету
(например, по шкале) может быть считана длина волны света, проходящего
через щель.
Этот простой пример показывает, что для определенной цели может быть сфор-
мулировано несколько технических функций. Следовательно, уже на этом шаге
конструкторской работы могут появиться варианты решения, в отношении которых
решение может быть принято сразу же, или они включаются в поле решений,
исследуемое позднее.
Кроме данных о функциях, задача содержит данные о структуре, которые, как
показывает табл. 2.6, могут быть более или менее обширными. В примере, приве-
денном на рис. 2.9, эти данные немногочисленны (здесь дана лишь информация
о габаритах и размерах, необходимых для крепления зеркал).
Для анализа технической проблемы могут быть использованы правила, приве-
денные ниже.
Шаг 3. Анализ технологического процесса. На этом шаге должна быть получена
информация о технологии производства, а также о типе, содержании и форме техно-
логической документации, которая должна быть разработана в процессе конструктор-
ской подготовки производства (рис. 2.10) следующим образом: определяются
ожидаемый процесс изготовления прибора и основные элементы этого процесса
(с помощью рис. 2.7) ; перечисляется технологическая документация, которая должна
быть подготовлена конструктором (вид, содержание, форма); анализируются имею-
щиеся условия производства (тип производства, используемые технологические
методы, достижимая точность, имеющиеся материалы, планируемый объем произ-
водства).
Следует отметить, что производственные требования могут быть точно оценены
только при разработке процесса конструкторской подготовки производства. Поэтому
при уточнении задачи могут быть определены только основные условия.
Наряду с особенностями эксплуатации и производства в зависимости от постав-
ленной задачи необходим такой же анализ и других областей использования
изделия, таких, как транспортирование, пуск в ход, обслуживание и т. д. При этом
следует учитывать, что все технические исходные данные имеют экономическую
базу. Что касается этой базы, то вместе с разработчиком задачи необходимо опреде-
лить: параметры потребительской стоимости изделия; цену; себестоимость, затраты
на материал и энергию; отношение «эффективность-стоимость»; затраты на эксплуата-
цию; полезный эффект для разработчика, изготовителя и потребителя; показатели
надежности; доход в валюте; начало и конец периода продажи; длительность процес-
са разработки и т. д.
50
Параболическое зеркало
входная щель
[\ Выходная щель,
Н расположенная рядом
Плоское зеркало
Размеры: 34 * 70 мм
Поворот: независимый
Угол поворота: 6=20° Дб=2"свозмож-
ностью воспроизведения
Шкала: 4000 делений
Привод: от руки, с ограничением
жестким упором
Габариты: 215*300*250 мм
Призма
а)
Информация о Х1 и Х2
(путь отсчета ) sa1 ~
\ Ручной
у привод
сС, или Sf
d2 MU $2
или Sf
б)
Функции устройства
F\\ Поворот ai.2-*6i,2
ИЛИ S1 2 “► 6| 2
F2: Индикация 6| 2 sa । 2 = /(Xi 2)
F3: Опирание Fзер!,2 ~Fрамы
F4: Опрокидывание ф| 2 (pi.2
или Zi.2 -+ (pi.2
Основная
функция
Дополнитель-
ная функция
Дополнитель-
ная функция
Проявляются
при эксплуа-
тации
Проявляется
при изготовле-
нии (юстиров-
ке)
Рис. 2.9. Определение функции при уточнении задачи (задача разработки устройства
для регулировки плоских зеркал, см. шаг 2):
а — постановка задачи; б — взаимодействие с окружающей средой; в — найденные функции
Необходимые методические указания по проведению анализа «эффективность-
стоимость» содержатся в стандарте TGL 28919.
Если все исходные данные собраны, то можно вернуться к открытым вопросам
первого шага. За аналитическим уточнением задачи следуют оценка и составление
плана ее решения.
51
Q
5Г
О
е
о
м
с
к*
Шаг 4. Формулировка част-
ных задач. Частные задачи не-
обходимы для решения задачи
конструирования. Их необходи-
мость обусловливается всеми
дефектами, выявленными при
анализе проблемы. Разбиение
общей задачи на частные про-
изводится со следующих точек
зрения:
а) технической (учет функ-
ции, структуры, технологии из-
готовления и т. д.);
б) методической (учет эта-
пов процесса конструкторской
подготовки производства);
в) организационной (учет
потребности в специалистах, при-
влекаемых к решению задачи,
учет требуемой подготовки вспо-
могательных средств, опытного
производства, а также необхо-
димых кооперационных связей
и т. д.);
г) времени (планирование
сроков получения промежуточ-
ных результатов, освоение про-
изводства новой продукции).
Частные задачи сводятся
в таблицу. В табл. 2.16 приве-
дены частные (только техниче-
ские) задачи для рассмотрен-
ного выше примера.
В промышленности дейст-
вуют организационные инструк-
ции и выполняемые в рамках
этапов «Номенклатуры» (см.
табл. 2.11) правила, регламен-
тирующие сбор уточненных дан-
ных и фиксацию их в перечне
обязанностей. Кроме того, для
ограниченных задач полезным
оказывается использование ин-
структивных листков, вопросни-
ков и контрольных таблиц [2.1,
2.5]. При формулировке частных
задач или перечня требований
следует производить оценку ре-
зультатов анализа. При этом
необходимо различать: обяза-
тельные требования, которые дол-
жны выполняться при всех усло-
виях; минимальные и заданные
требования, которые могут быть
52
2.16. Частные задачи, возникающие при постановке общей задачи, представленной
на рис. 2.9, a (F\—F4 см. на рис. 2.9, в)
Частная задача Исходные данные и требования Примечания
1. Привод F। : 6 = 20° ± 2", ограничение непо- движным упором, чувствительность Апер=1°/2" = 3600/2 Например: время об- работки, необходи- мые вспомогатель-
2. Индикатор F2: Вся шкала 4000 делений, точность 2" ные средства, ответ- ственный исполни-
3. Положение зеркал Аз: Оси коаксиальны и расположены тель, контрольные
на опоре вертикально, некруговое медленное перемещение, 6 = 20° ±2" сроки и промежуточ- ные результаты, за-
4. Крепление и юсти- ровка зеркал 5. Калибровочные кривые А4: Учет размеров и массы зеркал Дисперсионные призмы из кварца (х = 60°) и каменной соли (х = 50°) Необходимо найти: а(Х), 6(Х) траты
выполнены с определенными отклонениями; требования, выполнение которых жела-
тельно, даже если это связано с дополнительными затратами; цели, которые ставятся
с учетом определенных тенденций развития и должны быть реализованы в будущем.
Для уточнения задачи необходимо также сравнение с изделиями, отвечающими
мировым стандартам. Оно оказывает ценную помощь при определении основных
технических и экономических параметров будущего изделия.
Шаг 5. Определение порядка действий при решении задачи. В рамках этого
шага разработан рабочий план. Выявленные частные задачи распределяются
в определенной последовательности с учетом фаз процесса конструкторской под-
готовки производства следующим образом. Частные задачи ранжируются (при этом
необходимо учитывать важность решения частных задач для решения общей задачи).
Определяются условия, необходимые для решения частных задач (литература, тех-
нические и методические вспомогательные средства и т. д.). Частные задачи расставля-
ются в их временной последовательности (составление текущего и сетевого графиков).
Определяется требуемое время обработки.
Пример рабочего плана представлен на рис. 2.11.
Правила анализа технической проблемы при уточнении задачи. 1. Определение
назначения технического изделия:
ограничить систему;
словесно сформулировать ее техническую задачу;
определить область применения.
2. Уточнение данных о функции:
а) Взаимодействие с окружающей средой:
определить систему «Окружающая среда»;
определить величины Е и А взаимодействия изделия с человеком, другими
техническими изделиями и окружающими объектами и средами;
определить области значений и допуски на них для Е и А;
учесть все особенности.
б) Внутренние процессы при выполнении функции:
определить существующие и требуемые частные функции;
выявить параметры структуры, важные для выполнения функции;
определить возможные состояния;
сформулировать соотношение между Е и А;
учесть физические эффекты и математические зависимости.
53
в) Упорядочение функций:
выявить различие между Ef и Еп, Af и А„;
определить зависимости между функциями;
оценить функции по их важности с точки зрения их назначения (основные,
вспомогательные и другие функции);
оценить степень неполноты данных о функциях и сформулировать частные
задачи.
3. Уточнение данных о структуре:
определить характер разрабатываемой структуры (конструктивный элемент,
узел, автоматический прибор);
выделить заданные составные части структуры (элементы, связи — внутренние
и с окружающей средой, расположение элементов), учитывая при этом различные
уровни абстрагирования при описании структуры;
определить характеристики структуры, зависящие от окружающей среды (усло-
вия размещения, присоединительные размеры и т. п.).
2.2.3. Методы синтеза
Синтезом называется процесс мысленного или практического объединения
отдельных элементов в одно целое. Задачи синтеза возникают на всех
фазах конструирования. Ниже рассмотрены методы, используемые для
поиска решения. В их основе лежат три аксиомы теории конструирования
[2.2]:
1. Аксиома целостности (условие существования структуры). Каждое
конструкторское решение по форме, содержанию и выполняемым функциям
определено его элементами и отношениями между ними.
2. Аксиома ошибок. Каждое конструкторское решение несет в себе ошиб-
ки. Эти ошибки являются результатом недостатков творческого продумы-
вания будущего изделия и реализации его в материале.
3. Аксиома фактора времени. Любое конструкторское решение со вре-
менем заменяется более совершенным (моральный износ).
Эти аксиомы являются отправной точкой для разработки и оценки
конструктором своего решения.
2.2.3.1. Определение общей функции
При разработке новых изделий, а также при усовершенствовании уже су-
ществующих с целью использования новых принципов для поиска решения
необходимо создать такую исходную ситуацию, которая позволяет отвлечься
от известных решений, а также преодолеть инерцию традиций и «слепоту»
в отношении своих недостатков. Для этого необходимо использовать со-
ответствующее абстрагирование. Подробные данные об общей функции
получают в результате уточнения задачи (как это, например, показано
на рис. 2.9, бив), однако от сложной общей функции невозможно перейти
к структуре. Основное и второстепенное пока еще равнозначны.
Абстрагирование осуществляется в несколько шагов:
1. Отбрасывание величин, не относящихся к выполнению функции. Как
показано в разд. 2.2.2, функции F3 (F3epi,2 -* ^рамы) и F4 (ф1,2 -> <£1.2),
представленные на рис. 2.9, вначале оставляют без внимания.
54
2. Пренебрежение количественными данными. При этом должны быть
учтены основные качественные отношения между величинами, определяе-
мыми количественными данными (6<а).
3. Неучет признаков функционально важных входных и выходных вели-
чин. В рассматриваемом примере речь идет о двух равноценных опорах
и приводах для обоих плоских зеркал. Для решения задачи синтеза доста-
точно пока ограничиться одной системой.
В качестве вспомогательного средства здесь может быть использован
метод основного принципа (см. разд. 2.21), а именно формулировка наз-
начения функции и ограничивающих условий.
Для подготовки синтеза формулируется общая функция. Нерассмотрен-
ные величины и частные функции в ходе разработки должны быть учтены
вновь. При этом общая функция может быть использована для поиска ре-
шений с подобными функциями.
2.2.3.2. Синтез функциональных структур
На первом шаге синтеза для заданной общей функции необходимо опре-
делить возможные частные функции и отношения. Синтез при этом может
производиться по пути поиска метода решения или функциональных эле-
ментов (см. табл. 2.6). Прибористы, как правило, оперируют известными
функциональными элементами, так как звенья, необходимые для обработки
сигналов, широко известны. Существует несколько методов поиска функ-
циональной структуры (или принципов поиска метода).
Поиск и объединение частных функций. Основу искомой функциональ-
ной структуры образуют входные и выходные величины общей функции,
а также частные функции, которые были определены при уточнении
задачи. Поиск осуществляется следующим образом.
Использование частных функций уточненной задачи. В качестве от-
правной точки для синтеза могут служить частные функции F\ (умень-
шение) и F2 (преобразование) из общей функции (см. рис. 2.9). Связь
функциональных элементов принципиально может быть осуществлена тре-
мя путями (рис. 2.12). В столбце 1 отклонение лучей расположенного
снаружи зеркала может быть использовано для индикации. Столбец 2 по-
Рис. 2.12. Определение функциональных структур (задача по рис. 2.9)
55
называет, что вместо 6 индикация может быть осуществлена также с по-
мощью угла поворота привода а. И наконец, данные частные функции
можно разложить дополнительно. Так, считывание угла а, как показано
в столбце <3, производится с помощью промежуточной величины %, причем
эта неизвестная физическая величина может быть выбрана, например,
из условий простоты измерения. Могут быть предложены и другие
варианты использования частных функций.
Построение структуры системы, представленной в виде черного ящика,
начиная с входных и выходных величин. В рамках этого шага анали-
зируется различие между входными и выходными величинами данной
общей функции. Функциональная структура строится с привлечением
известных функциональных элементов с учетом известных границ системы
так, чтобы выявленное различие было преодолено (табл. 2.17). Исполь-
зуется принцип замены сложных частных функций простыми до тех пор,
пока не будут известны конструктивные элементы, реализующие их.
2.17. Разработка функциональной структуры для устройства двухкоординатного
позиционирования на основе входных и выходных величин общей функции
Описание
Шаги синтеза
Задача. Спроектировать уст-
ройство двухкоординатного
позиционирования с высокой
точностью
Общая функция
Информация
(заданное положение}
Энергия привода
(электрическая}
Устройство
позиционирования
Объект
в заданном
положении
(ход Sx, Sy)
Привод выполняет все опе-
рации позиционирования
Функциональная структура 1
Релейный режим работы
привода определяет время
позиционирования, а с пере-
дачей — его точность (уп-
равление неблагоприятно)
Функциональная структура 2
56
Продолжение табл. 2.17
Описание
Шаги синтеза
Дальнейшая конкретизация
на уровне принципа решения
задачи
функциональная структура J
Использование физических эффектов. Физические взаимосвязи могут
быть использованы в качестве основы для построения структуры техни-
ческого изделия, если необходимо найти решения нового типа. Нередко
именно разработчик прибора является специалистом, который исполь-
зует физический эффект, найденный физиком в лаборатории. При этом
вначале необходимо определить эффекты, с помощью которых может быть
реализована общая функция. Для этого разработаны каталоги [2.10, 2.18],
в которых в соответствующей последовательности представлены эффекты
для реализуемых с их помощью технических функций (входных и выход-
ных величин).
Разработка принципов решения задачи и функциональных структур
производится в два этапа: построение структуры из множества эффектов,
связанных соответствующим образом (см. рис. 2.37) и комплектация
структуры с помощью функциональных элементов, необходимых для техни-
ческой реализации общей функции.
Во втором случае путем анализа физического закона и требований
задачи находят набор частных функций, необходимых для технического
использования эффекта (табл. 2.18). Как правило, получают указания
не только для построения функциональной структуры, но и для выбора
геометрии и материалов изделия, благодаря чему может быть осущест-
влен непосредственный переход к техническому принципу.
Определение функциональной структуры с помощью системного ана-
лиза. В этом случае функциональные структуры известных решений
можно использовать в качестве основы для разработки новых вариантов
того же уровня или попытаться технически реализовать их другим спо-
собом. При этом абстрагирование должно быть доведено до такого уровня,
чтобы от рассматриваемого конкретного образца можно было отказаться.
57
2.18. Разработка решения для заданного физического эффекта
Задача. Включение элект-
рического тока при ис-
пользовании теплового
расширения тела
—=*> Переключатель —
—. I
Сигнал
переключения
Функция преобразова-
теля:
Д / = /()а Д с'
aSt = 13-10~6K~*
aMs = 18,5-10-6К-1
ссА| =23,8- 10~6К~* 1
Д/ очень мало
Щперм
Преобра-
зователь
^эл п \^зл
—Переключатель —►
Усилитель обеспечивает
эффективный ход контак-
та $, преобразователь 1
повышает надежность пе-
реключения
Биметалл выполняет
функции одновременно
преобразователя 2 и уси-
лителя
Порядок действий может быть принят следующим:
1. Поиск решения с подобной общей функцией.
2. Анализ и определение функциональной структуры.
За. Вариация функциональной структуры (см. разд. 2.2.3.4) или
36. Определение принципа решения с новыми вариантами реализации.
При разработке функциональных структур с помощью этого метода
необходимо учитывать следующее:
разложение общей функции может быть сильно детализированным,
поэтому целесообразно ограничить детализацию, когда для частных функ-
ций могут быть использованы известные структуры, что имеет место
в случае основных функций;
использование абстрагирования и варьирования функциональной
структуры облегчает процесс поиска решения. Вначале ориентируются
на данные об обшей функции и словесно с применением основных поня-
тий описывают частные функции. Затем определяют входные и выход-
ные величины настолько подробно, насколько это позволяют условия их
анализа. Определение правила упорядочения частных функций возможно
58
только при представлении будущих конкретных технических реализаций.
Следует отметить, что определение отдельных частных функций оказывает
влияние на содержание и объем ожидаемых решений. Поэтому необхо-
димо проверить, не противоречит ли определение параметров системы тре-
бованиям задачи или не ограничено ли (не расширено ли) недопустимым
образом количество решений. Например, соотношение a = csa для индика-
ции на рис. 2.12 было бы необоснованным ограничением, так как про-
порциональность относительно а не требуется. Передаточная функция
подсистемы должна быть лишь однозначна и известна;
эффективную помощь при разработке функциональных структур ока-
зывает разделение потоков информации, материалов и энергии в при-
боре, а также взвешивание функций относительно цели, которую необ-
ходимо достичь (см. разд. 3.1).
2.2.3.3. Комбинация
При любом синтезе должны быть выполнены две операции: определение
необходимых элементов; объединение этих элементов.
Из множества разнообразных методов объединения, используемых
в технике, можно выделить комбинаторные. Комбинация элементов по-
зволяет получить новые свойства, которые не могут быть получены как
сумма отдельных свойств элементов. С помощью небольшого числа эле-
ментов можно получить большое число различных изделий.
Применение метода комбинаций требует выполнения следующих усло-
вий: рассматриваемый объект должен иметь структуру, т. е. он может
быть (по меньшей мере мысленно) разложен на элементы и отношения;
составные части (элементы, отношения), рассматриваемые для построе-
ния структуры, должны допускать создание более одного варианта (более
одной возможности реализации).
Эти условия выполняются при конструировании технических изделий.
Для комбинации особенно пригодны комбинаторные таблицы [2.2]. Такая
таблица («Матрица комбинаций», «Морфологический ящик» [2.20])
содержит наглядный перечень элементов решений (табл. 2.19).
Главные понятия в этой таблице (называемые также упорядочиваю-
щими точками зрения, переменными) представляют собой общие состав-
ные части структуры, содержащиеся в каждом решении и определяемые
для вариантов реализации.
Все варианты («отличительные признаки»), имеющие один и тот же при-
знак, относятся к одному главному понятию. Эти варианты могут быть
упорядочены по иерархическому признаку.
В процессе комбинирования берется один вариант каждого главного
понятия и формально сводится в одну совокупность. Эта стыковка эле-
ментов решения является первым частным результатом синтеза, который
должен быть в дальнейшем развит в полную структуру.
Количество совокупностей, содержащихся в их таблице, описывается
выражением
Л/—£ гГП1 £ |/ГП2 ••• £ гГПл.
(2.2)
59
2.19. Таблица комбинаций
Главные понятия ГШ Варианты V,,
ГП 1 Ун V\ 12 V\ 13
Vlm
ГП 2 V21 V211 1^212
l/2n,
ГП п Vnl vnk
быть синтезировано несколько вариантов принципа решения задачи. Направ-
ленная вариация с учетом интеграции или разделения функций может
привести к получению простых структур (например, во всех представ-
В качестве главных понятий могут
быть использованы частные функции,
общие конструктивные элементы, от-
ношения, а также их основные при-
знаки.
В табл. 2.20 показана комбинация,
главные понятия для которой взяты
непосредственно из функциональной
структуры рис. 2.12. Они соответ-
ствуют частным функциям (для вели-
чины х принят ход s).
При поиске технического принципа
для простого технического изделия,
для которого нецелесообразно разра-
батывать функциональную структуру,
в качестве главного понятия следует
использовать геометрические при-
знаки и характеристики материалов.
Определение вариантов — недетерми-
нированный шаг. Результат зависит
от богатства идей и опыта разработ-
чика. Для этого пригодны следующие
методы: изучение носителей инфор-
мации (литературы, накопителей тех-
нических принципов, например, по-
добных перечисленным в табл. 6.2.9
в разд. 6.2, а также в работах [2.17,
2.35, 2.49]); вариация (см. разд.
2.2.3.4); поиск идей (см. разд. 2.2.3.5).
Поиск частных решений при этом
оказывается полностью оторванным
от общей взаимосвязи. Поэтому
применение метода способствует при-
влечению нетрадиционных элементов
решения нового типа и побуждает
конструктора к творчеству.
Так как процесс комбинирования
не позволяет получить полное реше-
ние, формально состыкованные ва-
рианты необходимо связать так,
чтобы могла быть выполнена общая
функция, и дополнить отсутствую-
щими элементами структуры (рис.
2.13). Из одной совокупности может
60
2 20. Таблица комбинаций для функциональной структуры 3.1 по рис. 2.12
61
Совокупности
из табл. 2.20 Принцип
4)
Рис. 2.13. Получение полного решения из одной совокупности (совокупности 1.1, 2.1,
3.2 из табл. 2.20)
ленных на рис. 2.13 вариантах микрометрический и приводной винты
объединены). Большое число возможных совокупностей усложняет при-
менение метода комбинаций. К тому же при формальной комбинации
могут быть объединены физически и технически нестыкуемые элементы
решения. Кроме того, этот метод не оказывает никакого влияния на
экономические параметры решения.
На практике необходимо ограничение количества совокупностей. Так
как общее число совокупностей N складывается как из числа решений, так
и числа нерешений, возникает проблема отсеивания таких совокупностей,
которые не приводят к получению технически целесообразных структур.
Такое ограничение числа совокупностей может быть осуществлено при
составлении и обработке таблицы комбинаций (табл. 2 21).
2.21 Сокращение таблицы комбинаций
Ограничения
1 При составлении таблицы 2 При ее обработке
1.1. Сокращение числа комбинируемых объектов (частных функций, частных структур) 1.2. Ограничение числа главных понятий 2.1. Итерационный процесс комбиниро- вания. Оценка по каждому главному по- нятию 2.2. Селективное комбинирование. Ком- бинирование только отдельных вариан-
1.3. Сокращение количества вариантов тов после их оценки
Как правило, обычно используют одновременно несколько способов
ограничения. При этом следует использовать преимущественно графи-
ческое представление элементов решения.
Необходимо отметить, что оценка на этой стадии разработки вынуж-
денно осуществляется при недостатке информации, т. е. имеется риск
пренебречь приемлемыми решениями.
Метод комбинаций может быть использован на всех фазах про-
цесса конструкторской подготовки производства, и в основном при поиске
принципа решения. При этом возможно применение ЭВМ (см. разд. 2.3.2.2).
62
2.2.3.4. Вариация
При решении конструкторских задач не редок случай, когда имеющиеся
или вновь найденные структуры не полностью удовлетворяют поставлен-
ным требованиям, однако являются новыми и перспективными. Такие
решения необходимо проверить на возможность их усовершенствования
и изменения так, чтобы они отвечали этим требованиям. Для этого
используют вариацию. Она означает замену признаков объекта
или главного понятия, целью которой является нахождение вариантов
решения, удовлетворяющих заданным требованиям. Условием приме-
нения метода вариации является наличие решения. На его базе путем
частичного изменения структуры получают новые решения. Этот метод
может быть различным образом использован в рамках процесса конструк-
торской подготовки производства, а именно: для улучшения и усовершен-
ствования решений, изменения решений в соответствии с определенными
условиями, заполнения поля решений, обеспечения связи элементов
с окружающей средой, целенаправленной разработки многократно исполь-
зуемых деталей, а также для обхода известных (запатентованных) реше-
ний.
Предметом вариации являются свойства технического изделия. Ана-
лиз систем (см. табл. 2.1) позволяет получить представление о распо-
лагаемых возможностях вариации:
1. В случае технических изделий возможны вариации окружающей
среды, функции и структуры;
2. Вариация функции A = Z (F) всегда обусловлена вариацией окру-
жающей среды и структуры технического изделия;
3. Каждая вариация окружающей среды конструктивно может быть
реализована только с помощью вариации структуры;
4. Вариация возможна на всех уровнях абстрагирования при описании
структуры.
По сравнению с методом комбинаций уровень абстрагирования дан-
ного решения при вариации остается тем же самым. Замена признаков
не приводит к конкретизации, но при этом возрастает количество ре-
шений. Варьирование относится к числу постоянно используемых конструк-
тором методов, хотя иногда он это делает и несознательно. Описанные
ниже примеры иллюстрируют типичные приемы вариации на практике.
Для обрабатывающих станков необходимо исполнительное звено
с непериодическим режимом работы. Необходимый ход установки с доста-
точным усилием может быть получен, как это видно из принципа решения
на рис. 2.14, посредством кривошипа. С помощью механического пере-
ключателя электромагнит обеспечивает преобразование хода si в ход
s(i. Однако необходимая энергия переключения еще так велика, что тре-
буемая частота не достигается. Обобщенное представление в виде струк-
турной схемы позволяет найти новый состав элементов для решения.
В варианте 1 тот же самый принцип еще раз использован для работы
переключателя, а ход S2 обеспечивается не электромагнитом, а допол-
нительным источником энергии. Необходимый для получения хода $2
переключатель в варианте 2 заменен управляемым аккумулятором, кото-
рый периодически заряжается.
63
Вариация производится посредством ввода новых или замены уже имею-
щихся функциональных элементов. Переход на этот уровень абстрагирова-
ния дает возможность очень быстро просмотреть большее число, например,
защищенных патентами решений и пути к выявлению новых принципов.
Технический принцип при его конструкторской реализации зачастую из-
меняется при сохранении функции неизменной. На рис. 2.15 показано,
как с помощью вариаций могут быть найдены различные варианты кон-
струкций передачи для получения синусоидального движения. Признак и
предмет вариации определяют возможность целесообразного упорядочения
шагов вариации (но не решений). Вариант 1.1 получен из исходного реше-
ния посредством увеличения числа мест связи (сдвоенная направляющая).
Увеличение длины кривошипа (рис. 2.16) иллюстрирует особый случай
применения метода вариации, при котором размеры мест связи (шарниров)
и основные размеры конструктивных элементов изменяются один относи-
тельно другого так, чтобы они были обратно пропорциональны. Если
диаметр цапфы Ло увеличить относительно длины кривошипа a (dAo> 2а),
то при Ло ход лучей можно построить так же, как, например, в случае ири-
совой диафрагмы. Увеличение dA приводит к образованию эксцентрика.
По такому же принципу могут быть реализованы сколь угодно малые
длины рычагов (ЛЛ0) в малогабаритных конструкциях при подходящих
размерах подшипников (рис. 2.16, d).
Обобщая сказанное выше при рассмотрении примеров, порядок действий
при вариации можно представить следующим образом:
кроме исходного решения исходным пунктом для нового шага вариации
может быть каждый найденный вариант;
определенные мероприятия в рамках вариации влекут за собой необ-
ходимые изменения других составных частей структуры. На рис. 2.15
Рис. 2.14. Вариации функциональной структуры:
а — имеющийся принцип решения; б — требуемая функция; в — имеющаяся функциональ-
ная структура, г — вариант 1, д — вариант 2
64
Предмет
вариации
Количество
Места связи
1.1
из исходного
решения
Конструк-
тивные
элементы
1.2
из исходного
решения
Признак вариации
Форма
Положение
Размеры
2.1а 2.1 д’
из исходного из решения 1.2
решения
2.1 в 2.1г
из решения 2.2 из решения 2.16
2.2
из решения 2.16
3.1а
из исходного
решения
3.16
из решения 1.1
////////
7777777
ча
из исходного
решения
$77777777$
Чб
из решений 4а
и Ш
s
s)
Рис. 2.15. Вариации принципа решения (систематизировано по данным [2.9])
Рис. 2.16. Увеличение длины кривошипа:
а — имеющаяся структура dM, dA> О, б — увеличение цапфы подшипника До, dA> 2а\
«—увеличение цапфы подшипника А (эксцентрик), dA~> 2а, г — ирисовая диафрагма (/ —
корпус, 2 — установочное кольцо, 3 — ламель), д — устройство для обеспечения движения
с высокой точностью
3 Зак 4
65
отказ от ползуна в варианте 1.2 потребовал установки шарнира со сте-
пенью свободы f = 2, а переход от закрытого шарнира в варианте 1.2 к откры-
тому в варианте 2.16 — ввода дополнительной пружины, чтобы сохра-
нить функционирование изделия;
формально возможные варианты ограничиваются заданными требова-
ниями (например, передаточной функцией), в результате чего в таблице
образуются пустые поля.
Варьирование в широкой мере соответствует особенностям трудовых
операций конструктора, связанных с наглядными представлениями решения.
Основные методические шаги при варьировании представлены на рис. 2.17.
Упорядочение возможных мероприятий для реализации вариации может ока-
зать помощь при поиске соответствующих варьируемых элементов. Изме-
нения, возможные в решении конструкции, можно дифференцировать по их
области, предмету и признаку.
Прежде всего, систему необходимо рассматривать как единое целое.
Многочисленные изменения касаются взаимодействий изделий с окружаю-
щей средой (например, расширения области функционирования, новых ус-
ловий изготовления и т. п.). При этом необходимо проверить, могут ли
быть выполнены требования внутри и снаружи технического изделия с по-
мощью вариации. Таким образом определяют область вариации, которая
может включать окружающую среду, структуру или то и другое одновре-
менно. При усовершенствовании изделий зачастую рассматривают лишь
определенную часть структуры. Требующие изменения конструктивные эле-
менты, связи и расположения являются объектами вариации Во многих
случаях конструктивные элементы и связи не могут быть заменены простым
способом, а могут быть изменены только относительно выбранного признака
(изменение количества, формы, положения, размеров, материалов [2.11]).
Между поставленной целью вариации и требуемыми для этого мероприя-
тиями какая-либо детерминированная взаимосвязь отсутствует (переход
Рис. Порядок действий при реше-
нии задачи по методу вариации
Рис 2 18 Метод проб и ошибок 1
66
F-*S, см. разд. 2.1.2.1). Каждый шаг вариации дает новый вариант;
однако выполнение требований полностью не обеспечивается, поэтому всег-
да должна производиться критика полученного решения.
2.2.3.5. Поиск идей
В научно-исследовательских работах, касающихся конструирования, зача-
стую встает вопрос, какова роль фантазии, интуиции, идеи или «гениальной
внезапной мысли» в решении конструкторских задач. Исторически устано-
вилось мнение о том, что конструирование является искусством, которое
требует особого дарования и которому нельзя обучить. В результате этого
возникли методы обучения, основанные только на изучении примеров и
предусматривающие лишь продолжение уже начатых учебных разработок.
Лишь гениальность конструктора при этом является причиной высокого
качества изделия. В качестве рабочих этапов поиска решения различают
подготовку, продумывание, догадку и трезвую проработку. Эта мистифика-
ция конструирования противоречит любому научному воззрению. Ее рацио-
нальным зерном является знание того, что интуиция и фантазия занимают
важное место в творческой деятельности. Конструирование требует исполь-
зовать поиск идей в качестве вспомогательного средства при решении кон-
структорских задач. Сущность интуиции и фантазии далеко еще не настолько
научно объяснены, чтобы в каждом отдельном случае их можно было ис-
пользовать вполне сознательно, подобно другим вспомогательным сред-
ствам. Это — случайные процессы, приводящие к решению по принципу проб
и ошибок (рис. 2.18). При этом с учетом задачи конструирования предла-
гаются различные «пробные» варианты решения, некоторые из которых
(вторичные начальные точки /—3) кажутся приводящими к успеху, но
затем не могут быть реализованы. Постепенно на базе этих проб решений
возникает мысленная модель решения. В зависимости от профессиональ-
ной подготовки и опыта разработчика эти пробы могут быть направлены
в сторону от решения («вектор инерции» ВИ).
Метод поиска идей предназначен для повышения эффективности этого
процесса путем генерирования возможно большего числа идей и относи-
тельно равномерного перекрытия поля решений.
Описанные ниже методы имеют ту же цель.
«Мозговой штурм» [2.21, 2.22]. В соответствии с этим методом органи-
зуется встреча, участники которой в возможно более непринужденной форме
высказывают и обсуждают идеи решения заранее известной проблемы и
выбирают из них требуемую.
Различают три этапа практической реализации этого метода.
1. Подготовка. Проблема должна быть заранее проанализирована,
подготовлена и сформулирована. Формулировка должна отражать необхо-
димость решения задачи и ее основные краевые условия. Участники (от 5
до 15 человек) отбираются так, чтобы от них можно было ожидать боль-
шого числа самых разнообразных предложений решения. Глубокие профес-
сиональные знания от всех участников не требуются. К обсуждению сле-
дует привлекать специалистов в различных областях, даже не технических.
Участники знакомятся с проблемой до встречи.
3*
67
2. Проведение. Встречей руководит постановщик проблемы.
При обсуждении должны соблюдаться следующие правила: фантазия
обязательна; чем больше неожиданных предложений, тем лучше; критика
запрещена; предлагаемые идеи можно дополнять, комбинировать и варьиро-
вать; подтверждений, комментариев и т. д. следует избегать.
Идеи выражаются и протоколируются в виде ключевых слов. Каждый
участник получает протокол, который он может в дальнейшем дополнить.
«Мозговой штурм» должен продолжаться не более 30 мин и проходить в не-
принужденной атмосфере.
3. Оценка. Оценка заключается в критике предложенных решений, ко-
торая была запрещена во время встречи. Идеи упорядочиваются, оцени-
ваются; выносится решение о дальнейшей их обработке. При этом необхо-
дим углубленный анализ технического содержания идеи. Результаты оценки
должны быть еще раз обсуждены с участниками встречи.
Эффективность «мозгового штурма» определяется четкостью разделения
процессов поиска идей и критики, правильностью выбора участников,
а также целенаправленностью комбинаций и вариаций предложенных идей
участниками. Целью таких встреч является не получение готовых решений,
а лишь побуждение к творчеству. Многие предложения технически и эко-
номически нереализуемы.
Модифицированной формой «мозгового штурма» является Метод 635,
при котором предложения решений подаются в письменном виде [2.58].
Каждый из шести участников записывает три предложения и передает
их соседу, который каждое из этих предложений развивает, дополняет,
изменяет и т. д. Круг замыкается, когда предложения обходят всех участ-
ников. При использовании этого метода обработка идей решений произво-
дится более систематически. Правда, здесь не используется «спонтанная»
активность участников, проявляющаяся в условиях дискуссии.
Дельфийский метод использует принцип опроса экспертов [2.59]
(Дельфы — город в Древней Греции, где задавались вопросы оракулу).
К решению проблемы привлекаются специалисты самых различных спе-
циальностей. Эксперты в письменном виде представляют свои мнения о проб-
леме в целом или о заранее оговоренных частных проблемах. При этом
они готовят ответы независимо друг от друга. Метод пригоден прежде
всего для определения направлений развития и подготовки долгосрочных
решений, касающихся важных разработок. Выработка решений осущест-
вляется следующим образом:
1. Формулировка проблемы, выбор экспертов, раздача им вопросов,
например: Какие решения данной проблемы можно себе представить?
При каких условиях решение возможно? Какие воздействия окажет решение
проблемы на другие области? Сколько времени и каких затрат потребует
решение?
2. Сведение результатов первого круга опроса в один документ, передача
его экспертам для дополнения.
3. Систематизация идей в один перечень и передача его экспертам для
оценки решений.
4. Оценка разработчиком.
Сбор и оценку данных облегчают целесообразно составленные бланки.
Анализ частот появления различных мнений (при числе экспертов от 10
68
до 20) о предлагаемых решениях и их оценках позволяет судить о наиболее
благоприятных или ожидаемых путях разработки. Особому исследованию
должны подвергаться предложения, намного отличающиеся от большинства
других.
Дельфийский метод требует много времени, однако может оказать цен-
ную помощь при подготовке важных решений.
Синектика — метод замены и объединения различных и кажущихся не-
значительными понятий. Решения при этом находят с помощью аналогий
из областей, лежащих за пределами рассматриваемой проблемной ситуации
(в технических областях) [2.24]. Сравнения и ассоциации вначале должны
уводить от проблемы. При анализе же и уточнении новой точки зрения
относительно исходной проблемы могут возникнуть новые аспекты решения.
Синектика в форме «мозгового штурма» с участием нескольких экспертов
или в процессе работы одного сотрудника может быть использована сле-
дующим образом: поиск подобной, но уже решенной проблемы; разделение
процессов поиска идей и критики; запись каждой нестандартной идеи.
При использовании синектики задача решается в следующей после-
довательности: 1) описание проблемы; 2) изучение проблемы (анализ);
3) отказ от хорошо знакомых решений, поиск аналогий и сравнений из
других областей; 4) анализ найденной аналогии; 5) сравнение аналогии
с поставленной проблемой; 6) выработка новой идеи на базе сравнения;
7) разработка возможного решения.
Основной задачей является поиск аналогии, которая дает творческий
импульс для решения проблемы. В случае технических задач пример решения
зачастую можно найти в природе. Например, строение шейного отдела
скелета динозавра подсказало идею конструкции антенной мачты высотой
20 м, которая состоит из нескольких частей и может транспортироваться
в ранце. Эта мачта, аналогично позвонкам скелета, состоит из колец, ко-
торые вставляются друг в друга и крепятся друг с другом (антенна Ку-
ликова).
Для обеспечения устойчивости мачт большой высоты было необходимо
новое решение. Мысль об оптимальном использовании тросовых оттяжек
подсказало крепление паутины (рис. 2.19, а и б). Смещение точек крепления
повышает ее устойчивость и обеспечивает передачу усилий в нескольких
точках. Однако при современном развитии техники достижимая при этом
экономия материалов для крепления не оправдывается дополнительными
затратами на это. Следует искать новые принципы крепления, подобные
принципам, распространенным в природе. В качестве примеров здесь можно
назвать использование присосок (ленточные черви), зацепление небольшими
крючочками (репей), приклеивание с помощью специального секрета (на-
секомые), внедрение в поверхность за счет частичного разрушения (низ-
шие растения) или охватывание предметов (вьющиеся растения).
В биологии конструктор также может найти образцы обеспечения
высокой прочности гибких трубчатых конструкций (рис. 2.19,в — е). Эти
вопросы изучает бионика.
Поиск решений с помощью фантазии и интуиции требует определен-
ной тренировки. Способности к абстрагированию и поиску нестандартных
решений можно развивать, а их реализация на практике может быть сти-
мулирована применением определенных правил работы [2.26].
69
Рис. 2.19. Конструкции, созданные природой, в качестве образцов для создания
технических изделий [2.25/:
а — крепление нитей паутины; б — «органическое» решение для обеспечения устойчивости
мачты; в — повышение прочности трахеи у насекомых благодаря спиралевидной форме
ее стенок; г — повышение прочности диатамовых водорослей за счет спиралевидных щети-
нок; д, е — идея упрочнения шлангов из пленки
Как видно из табл. 2.22, поиск идей и систематический порядок дей-
ствий должны быть связаны. При этом оправдали себя такие эвристические
принципы, как аналогия, инверсия (отрицание, отказ от существующего),
анализ (расщепление, разложение, разбиение на составляющие), синтез
(связь, комбинация), преобразование (в другую область), смещение (из-
менение местных условий), изменение временных условий.
2.22. Интуитивно-практический поиск идей [2.26]
Преобразование задачи Выбор эвристического средства
Перечень ре- шаемых одна за другой задач Идеи, найден- ные логиче- ским варьиро- ванием Изменение формулировки идеи Исходные дан- ные, принятые на базе ранее использован- ных идей Определение стратегии и про- граммы поиска
Генерирование идей Система- тизация
Формули- ровка ассо- циаций Накопле- ние идей «Игра в изобра- жения» Творче- ские дис- куссии «Дикие» экспери- менты Синтез идей Классифи- кация идей и опреде- ление пол- ноты
Сознательное применение этих принципов конструктором помогает ему
отойти от принятого образца и анализировать известные решения при совер-
шенно других условиях.
Методы поиска идей находят применение преимущественно тогда, когда
поиск решений заходит в тупик или реализуемый путь решения пока от-
сутствует. При подготовке и оценке результатов поиска идей всегда сле-
70
дует применять систематические методы, особенно для упорядочения пред-
ложенных решений и выявления свободных полей в таблице решений.
2.2.4. Методы принятия решений
При конструировании время от времени возникают ситуации, при которых
из множества решений необходимо отсеять неприемлемые и выбрать обещаю-
щие успех решения для дальнейшей их обработки. Такие ситуации, связан-
ные с необходимостью принятия решений, при конструировании возникают
в начале и в конце фазы разработки. К началу каждой фазы конструктор
должен принять то или иное решение о выборе соответствующего порядка
действий или метода. В конце фазы он должен решить, какой вариант (или
варианты) решения задачи должен быть оставлен для следующего шага
разработки. Хотя в обеих этих ситуациях объекты принятия решений и раз-
личны, с методической точки зрения эти ситуации равноценны. Чтобы
в результате могло быть принято решение, благоприятное для продолже-
ния всего процесса конструкторской подготовки производства, оно должно
быть соответственно предварительно подготовлено. Подготовка принятия
решения производится в два шага: критический анализ имеющихся вариан-
тов (критика ошибок, изучение «слабых мест», анализ недостатков);
оценка вариантов.
Решение может быть вынесено на основе полученной при этом инфор-
мации.
2.2.4.1. Критика ошибок
Согласно аксиоме ошибок, каждое конструкторское решение несет в себе
недостатки. Задачей критики ошибок является определение этих недостат-
ков с целью их устранения.
Основное правило конструирования «Создавать самое лучшее» методи-
чески оптимально реализуется при выполнении требования «Предотвраще-
ние недостатков» или «Поиск решения, отличающегося наименьшей сум-
мой недостатков» [2.2].
Под ошибкой, как правило, понимают отклонение имеющегося резуль-
тата от заданного. Ошибка, появляющаяся при конструировании, пред-
ставляет собой отклонение между мысленно продуманным изделием и его
реализацией в материале. Таким образом, под ошибкой конструкторского
решения следует понимать недостатки (слабые места и др.) любого типа
относительно требований задачи. Критика ошибок осуществляется в три
этапа: выявление (анализ), оценка и устранение (синтез) ошибок.
На первом этапе устанавливается сам факт наличия ошибок. При
этом производится сравнение свойств сконструированного изделия со свойст-
вами, требуемыми задачей. Прежде всего определяется характер проявле-
ния ошибки, которая может принимать самую различную форму.
Затем должны быть пояснены взаимосвязи между ошибками, для чего
необходимо выявить причины ошибок и их проявление. В зависимости от
ситуации и задачи порядок действий при этом меняется (табл. 2.23).
71
2.23. Виды критики ошибок
Предварительная критика Последующая критика «Актуальная» критика
Определение всех возмож- ных ошибок для еще не реа- лизованного конструктор- ского решения В качестве вспомогательно- го средства для оптимиза- ции конструкторских реше- ний на всех фазах конструк- торской подготовки произ- водства 1. Описание структуры на определенном уровне 2 Определение всех мыс- лимых отклонений от сос- тавных частей структуры (выявление ошибок) 3. Определение влияния ошибки на функцию, изго- товление, окружающую среду и т. д. 4. Сравнение найденных воздействий ошибок с тре- бованиями уточненной за- дачи (оценка) 5. Принятие решения об устранении ошибок 6. Определение мероприя- тий по устранению ошибки 7. Вариация структуры 8. Усовершенствованное решение Цель Определение ошибки за- конченной разработки в виде проекта или изделия Применение Оценка конкурентоспособ- ных изделий (сравнение с мировым уровнем). Ис- пользование решений пре- дыдущих разработок. Оценка проектов при за- щите решений Процесс 1. Технический проект, го- товое изделие 2. Анализ назначения и окружающей среды при- бора, определение цели критики конструкции 3. Определение техниче- ского принципа по техни- ческому проекту 4. Определение ошибки в принципе решения 5. Определение ошибки конструкторского испол- нения 6. Сравнение ошибки с требованиями относитель- но функции, изготовления, эксплуатации и т. п. (оцен- ка) 7. Выработка предложе- ний по устранению ошиб- ки. 8. Общее заключение о рассмотренном проекте Определение причины и проявления внезапно по- являющейся ошибки, ко- торая ставит под сомнение продолжение разработки, изготовления, эксплуата- ции и т. п. Корректировка решения в соответствии с внезапно изменившимися требова- ниями и условиями. Пере- дача результатов констру- ирования в производство. Выдача разрешения на изготовление 1. Установленный факт ошибки 2. Точное качественное и количественное определе- ние всех признаков прояв- ления ошибки (по возмож- ности с помощью измере- ния) 3. Сравнение отклонений с заданными величинами 4. Описание технического изделия в форме, пригод- ной для анализа ошибок 5. Определение факторов, влияющих на ошибку, в структуре и окружающей среде (теоретически, экс- периментально) 6. Выработка предложе- ний по устранению ошиб- ки. 7. Выбор и реализация пригодного варианта. 8. Скорректированное ре- шение
72
Для выявления и оценки ошибок можно использовать обобщенную
систему упорядочения (табл. 2.24). Она предназначена для качественного
определения причин ошибок и их проявлений. Количественное определение
ошибок рассмотрено в разд. 4.3. Устранение ошибок возможно различными
путями:
«примирение» с ошибкой. Такое примирение связано с неустранением
определенного недостатка. При этом необходимо учитывать значение и раз-
меры воздействия ошибки в сравнении с экономическими затратами на
ее устранение;
предотвращение ошибки. Оно предусматривает устранение причины
ошибки. Хотя необходимые для этого затраты высоки, этот путь обеспечи-
вает более качественное и надежное предотвращение появления ошибок;
2 24. Классификация ошибок
Главные понятия Признаки Типы ошибок
Причина Область возникновения ошибки Место внутри (вне) прибора Вид причины Ошибки прогноза, планирования, разработки, изготовления, транс- портирования и т. п. Ошибка структуры (окружающей среды) Субъективная ошибка. Объектив- ная ошибка
Проявление Тип компонентов структуры, в ко- торых выявлены ошибки Вид свойства, в котором проявля- ется ошибка Характер величины, в которой проявляется ошибка Ошибки в элементах; связях, ошибки расположения Техническая, экономическая, эр- гономическая, эстетическая ошиб- ки Скалярная, векторная ошибки. Статическая, динамическая ошиб- ки
Воздействие Область воздействия ошибки Порядок влияния ошибки на ре- зультат Важность в соответствии с требо- ваниями задачи Трудности разработки, изготов- ления, транспортирования и т. д. Ошибка первого порядка. Ошибка второго порядка. Ошибка, не ока- зывающая влияния Невыполнение обязательных, ми- нимальных требований, требова- ний, которые желательно выпол- нить, и целей
компенсация проявления ошибок:
путем качественной и количественной вариации структуры для уменьше-
ния влияния ошибки до требуемой величины (см. также разд. 4.3);
посредством изменений окружающей среды (эксплуатация в помещении
с кондиционированным воздухом, дополнительные устройства для сопряже-
ния и т. д.).
73
2.2.4.2. Оценка и принятие решения
Целью оценки является сравнение однотипных объектов для их ранжиро-
вания или для сопоставления абсолютных значений их свойств с требуемыми.
Для этого фактические значения свойств объектов классифицируются по
одинаковой полезности. Речь идет об определении разницы значения для
частного, промежуточного или конечного результата процесса конструктор-
ской подготовки производства и значения, заданного в задаче (требования)
или установленного в соответствии с современным уровнем развития (или
наивысшим мировым уровнем). В качестве значения для сравнения может
быть принято возможное идеальное или теоретически или практически най-
денное граничное значение.
На рис. 2.20 показана схема процесса оценки [2.27]. Известно, что для
вывода о ценности чего-либо необходимо его сравнение с чем-либо подобным.
Прежде всего необходимо возможно точнее определить технические,
экономические и другие свойства, которыми характеризуется решение.
Затем следует оценить результаты по масштабу, установленному с учетом
цели разработки (рис. 2.21).
Оцениваемые варианты должны сравниваться между собой, для чего
абстрагирование их описаний должно быть произведено на одном уровне.
Оценка вариантов облегчается, если они предварительно подвергаются
критике ошибок.
Основные для конечного результата конструирования требования ис-
пользуются в качестве критериев оценки и вместе образуют базу оценки.
Критерии должны соответствовать рассматриваемой стадии разработки оце-
ниваемых конструкторских решений и быть справедливыми для всех ва-
риантов. Эти критерии формулируют на основе требований уточненной
задачи, результатов критики ошибок, анализа уровня развития техники,
Выводы о ценности решений
Определение
соотношения
между
требуемым и
фактическим
Сопоставление
Определение
предела (шкала
значений
оценки)
f
Цель
Конструкторские-*-------------►- Описание исходной ситуации (база оценки,
решения _ шкала требований)
Сопоставление
(измерения, формулировка цели Уровень раз- Идеальное ре-
оценка, (требований уточ- вития техники шение
классификация) ненной задачи) f f
t । I
Общественная по- Существующая Уровень техни-
требность техническая ческих знаний
ситуация (ми-
ровой рынок)
Рис. 2.20. Процесс оценки
74
Рис. 2.21. Последовательность оценки
а также на основе параметров
решений, которые можно считать
идеальными. В табл. 2.25 пере-
числены основные критерии оценки.
Число критериев следует, по воз-
можности, ограничивать с учетом
их влияния на последующее реше-
ние, так как в ином случае объем
работ, связанных с оценкой, сильно
увеличивается, а ее наглядность
снижается. Каждый критерий от-
носится к одному свойству оцени-
ваемых решений, благодаря чему
эти критерии могут быть опреде-
лены точно и однозначно (по воз-
можности, количественно). Сле-
дует избегать взаимного «пере-
сечения» критериев.
2.25. Основные критерии оценки
Область Критерии
Общественные науки, на- родное хозяйство Выполнение общественной потребности, потребительская ценность, научно-технический уровень решения, улучше- ние условий жизни и труда, повышение производитель- ности труда, высвобождение рабочей силы, защита окру- жающей среды, территориальные воздействия, междуна- родное разделение труда, отказ от импорта, экономия ва- люты, расширение экспорта, доход в валюте
Функция Надежность, точность, диапазон действия, производи- тельность, срок службы, КПД, принцип действия, степень автоматизации
Структура Перечень необходимых конструктивных элементов, число деталей, используемый материал, присоединительные раз- меры, потребные размеры помещения, коэффициент пов- торного использования деталей, коэффициент стандарти- зации, масса
Изготовление Необходимые технологические операции, приспособления и вспомогательные средства; форма, отвечающая требо- ваниям сборки технологии или контроля; пригодность к штучному, серийному и массовому производству; требова- ния к рабочей силе; возможность автоматизации произ- водства
Эксплуатация Расход энергии, эргономическое решение, условия и удоб- ство обслуживания, форма, безопасность обслуживания, рабочая скорость, ремонтопригодность, универсальность применения
76
Продолжение табл 2 25
Область Критерий
Экономика Затраты на разработку, изготовление, эксплуатацию; цена; доход в валюте: экономия валюты; возможность присвоения знака качества
Правовая защита Отсутствие юридических пороков, патентоспособность, покупка и продажа лицензий, стандартизация (в нацио-
нальном и международном масштабах)
Для получения общей оценки требования должны быть сравнимы. По-
этому для такой оценки используют шкалу значений, единую для всех
критериев (рис. 2.22). Эта шкала устанавливается в соответствии с целью
разработки и учитывает заданные пределы, диапазоны значений, допуски
на них и т. д. Деления шкалы определяются характером изменения тре-
бования (например, требования к снижению потребляемой мощности). Обе
шкалы здесь вместе образуют масштаб оценки [2.28]. Абсолютные значе-
ния делений шкал определяют по их взаимным положениям. При расчете этих
значений необходимо исключать влияние субъективных факторов, если для
определения максимального и минимального значений в баллах используют-
ся граничные значения (например, расход мощности 10 Вт), значения
для однотипных изделий, имеющихся на мировом рынке, и т. д. Кроме того,
следует учитывать характер изменения значения рассматриваемого свойства
относительно требования к этому значению (линейный, квадратический,
экспоненциальный; симметричный или несимметричный; монотонно возра-
стающий или убывающий). Для каждого требования необходимо рассчиты-
вать масштаб оценки. Шкала требований должна быть, по возможности,
метрической (относительно единиц измерения и абсолютных значений).
Можно выбрать такое относительное положение шкал (ранжирование,
присвоение приоритетов), которое отражает влияние также и качествен-
ных признаков. Оправдали себя две номинальные шкалы оценок (табл. 2.26).
Двойная, или двухпараметрическая, оценка используется для построения
масштаба и предварительного отбора решений. Для многопараметриче-
ской оценки целесообразной оказалась пятибалльная шкала [2.2, 2.29].
Пример построения масштаба оценки показан на рис. 2.23. Критерии
оценки оказывают различное влияние на определение общего значения со-
ответственно их важности. Уже при уточнении задачи (см. разд. 2.2.2)
различают обязательные минимальные требования, требования, выполнение
которых желательно, и цели.
В пределах базы оценки, критериями которой являются К\, Kt, . . , /<„,
эти критерии дифференцируются по степени необходимости и харак-
Шкала оценки,баллы
(требование - снижение
потребляемой
мощности) \ ^ \ 2 \ 2 \ 1
_____________I I I____________I____I_____I_______
10 20 30 40 50 60
Шкала требования
(критерий - мощность, Вт) Рис. 2 22. Масштаб оценки
76
2 26. Номинальные шкалы для оценки
Двухпараметрическая шкала Многопараметрическая шкала
Степень выполнения Р Степень выполнения Баллы Р
Выполняется 1 (Да) Очень хорошо 1 4
Не выполняется 0 (Нет) Хорошо 2 3
Достаточно 3 2
Удовлетворительно 4 1
Неудовлетворительно 5 0
Преимущества
Очень проста. Мало влияние субъективно-
го фактора. Пригодна для предваритель-
ного отбора вариантов с учетом обяза-
тельных требований (например, способ-
ность выполнять заданную функцию, тех-
нологичность)
Обеспечивает дифференцирование вари-
антов.
Пригодна для требований всех классов
Недостатки
Непригодна для дифференцирования при-
емлемых вариантов. Определение границ
при градуированных требованиях пробле-
матично
Велико влияние субъективных факторов.
Более высокая сложность
Критерий VI V2 V3 1/4 VS
(р*30° 1 0 1 1 1
Шкала оценки,
баллы 4 3 2 1 О
Шкала тре- О 0,015 0,03 0,05 0J 0,5 1
бодания ii ii I
е, мм V5 VI V2 V4- V3
в)
Рис. 2.23. Оценка вариантов прецизионных опор
(требования: 1 — ср = ± 30°; 2 —
допустимое смещение оси е^0,05 мм):
а _ варианты, 1 — ножевая опора; 2 — подушка; рассчитанные характеристики:
1/1: ср> 360°; е = 0,12 мм;
1/2: (рр= (Г|/г2—1) arctg ц, Г|=0,1 мм; г2 = 0,2 мм; ц = 0,12 (принято), <pg«7°; e = risinqr,
с = 0,05 мм;
1/3: tg<p=l,5f/Z; 1= 10 мм; при (р = 30° отклонение f = 3,85 мм; е = 8.5-10~2/; е = 0,85 мм;
1/4: Г|=0,1 мм; г2 = 0,4 мм; воздушный зазор / = 0,1 мм; <р> 360°, е = д/0,5/ (2г2 —и)-—0,5/,
е = 0,166 мм;
V5: <р> 360°, е = 0,
б — двухпараметрическая оценка (требование /); в — многопараметрическая оценка (тре-
бование 2)
77
Рис. 2.24. Определение коэффициентов
влияния gil
g\ — доля критерия 1; g2 — доля крите-
рия 2; OCg/Cl; l<g/<10
теризуются коэффициентами влияния gt (коэффициентами важности и т. п.,
рис. 2.24). Абсолютные значения этих коэффициентов могут быть любыми,
но должны отражать реальные соотношения. Основным критериям при-
писываются более высокие значения коэффициента влияния, причем эти
значения должны соответствовать оценкам требований. В качестве вспомо-
гательного средства для повышения наглядности оценки используют таб-
лицу оценок (табл. 2.27).
2.27. Таблица оценок
Критерии Варианты
оценок g V, V2 Vi vm
к, Кг gi g2 Pu P\2 P2I P22 Pi I . Pit Pm\ Pm2
к, gj Plj P2l Pii Pmj
Кп gn Pin XgiPn P2n Zgipti Pin Y^giPii Pmn HgiPmi
Общая оценка Xi X2 Xi Xm
С помощью масштаба оценки при этом определяются значения ptj.
В пределах одной таблицы шкала значений должна быть единой. Основной
проблемой при оценке является точное определение свойств решений.
Для этого необходимо посредством мысленного введения решения в обла-
сти изготовления, эксплуатации и другие получить необходимую информа-
цию. Этот мысленный прогноз связан с неопределенностью, которая за-
висит от уровня абстрагирования анализируемого решения. Решение, опи-
сываемое в виде функциональной структуры, может быть оценено только
по формальному выполнению общей функции. Оценка ожидаемых затрат
по числу частных функций или числу и сложности связей может привести
к чреватым серьезными последствиями ошибочным выводам, поскольку
сложные функциональные структуры могут обеспечить получение простых из-
делий (объединение функций), а простые структуры не исключают создания
сложных конструкций. Исключение составляет реализация функциональной
структуры с помощью системы имеющихся модулей.
Технический принцип допускает только качественную оценку выполнения
78
функции и других требований. Только с помощью, по меньшей мере,
приблизительных расчетов можно сделать выводы в отношении оценки.
Наиболее благоприятен случай, когда технический процесс содержит все
детали структуры. Что касается решающих требований (определяющих,
например, выполнение функции, надежность и т. п.), то иногда необходимо
экспериментальное определение этих деталей.
Общая оценка х{ варианта i рассчитывается по значениям отдельных
значений pi} с помощью следующих соотношений:
при двухпараметрической оценке
^ = р,1ЛР/2Л ••• /\pin, (2.3)
при многопараметрической оценке
п
Ртах X Si
При двухпараметрической оценке исключаются все варианты, которые
не отвечают даже только одному требованию. Взвешенное и отнесенное
к идеальному общее значение многопараметрической оценки позволяет
оценить отклонение от этого идеала. Для документации результатов оценки
рекомендуется наряду со значениями вписывать в таблицу также зна-
чения соответствующего свойства по шкале требований для рассматривае-
мого варианта [2.5]. Следует помнить, что рассчитанное общее значение
несет в себе неопределенность, причинами которой являются ошибки субъек-
тивных суждений, недостаток информации при определении свойств изде-
лия и самой оценки. Эта неопределенность объясняет риск последующего
решения. Комиссии, производящие оценку и опросы экспертов, могут помочь
снизить ее при разработке значительных проектов. На базе результатов
общей оценки может быть вынесено соответствующее решение. При этом
должны выполняться следующие правила:
1. Правило максимальной полезности: следует выбирать вариант, кото-
рый при ранжировании был поставлен на первое место:
К, для которого х/=хтах. (2.5)
2. Правило решения, удовлетворяющего требованию: следует выбивать
вариант, который в достаточной степени отвечает требованиям
К, ДЛЯ КОТОРОГО Х,>Х^довл- (2.6)
Применение каждого из этих правил должно производиться в соответ-
ствии с ситуацией принятия решения.
С помощью правила 1 выбирается один вариант; правило 2 позволяет
выбрать такие решения, которые приемлемы для дальнейшей обработки.
Рассмотренные в разд. 2.2 методы Предназначены для выбора самых
важных решений, вариантов и т. п. Однако общие методы для выбора
размеров и конструирования здесь не даны. Они описаны в отдельных раз-
делах на примерах конкретных объектов и представлены в разд. 4.2 в виде
обобщенных принципов конструирования. Следует указать на справочник
[2.7], который может оказать методическую помощь.
79
2.3. Применение технических средств
Технические средства предназначены для повышения эффективности твор-
ческого и ручного труда конструктора. В настоящее время имеются тех-
нические средства для всех основных конструкторских работ (см. рис. 2.6).
Применение соответствующих приборов в области конструирования может
обеспечить уменьшение времени на выполнение повторяющихся работ
(подготовка документации, поиск информации, внесение изменений), повы-
шение качества результатов разработки (увеличение обмена информации
при проектировании, расчетах, оценке), увеличение автоматизации после-
дующих процессов (подготовка производства, использование материалов,
управление производством). В настоящее время эти средства очень быстро
развиваются, поэтому к конструктору предъявляются новые требования:
знание свойств и приемов обращения с техническими средствами, умение
максимально использовать их возможности для решения конструкторских
задач.
2.3.1. Конструирование с помощью электронных
средств обработки данных
2.3.1.1. Необходимые условия
Возможности и границы применения электронных средств обработки дан-
ных определяются производительностью этих средств и возможностью алго-
ритмизации операций, используемых при конструировании. Применение этих
средств при конструировании характеризуется условиями, перечисленными
в табл. 2.28, и в каждом новом случае требует проведения подготовки,
состоящей из анализа проблемы, разработки алгоритма, программирования
и обработки данных.
Неопределенность и многозначность конструирования (см. разд. 2.1.2.1)
обусловливают ограничение возможностей алгоритмизации его операций.
В особенности это касается синтеза новых решений и оценки. ЭВМ не может
заменить творческих способностей конструктора и его возможности вы-
носить решения, однако может оказать помощь в подготовке и выполнении
многочисленных формальных работ. При этом возрастает необходимость
в строго систематической организации подготовки проблемы к решению.
Важным условием при определении вида и объема применения электрон-
ных средств обработки данных является достижимый при этом экономи-
ческий эффект. Анализ процесса конструкторской подготовки производства
с количественной оценкой затрат времени на выполнение его отдельных
операций, а также исследование структуры объекта и всех составляющих
затрат позволяет получить информацию, необходимую для оптимального
использования этих средств [2.14—2.16, 2.62].
2.3.1.2. Электронные средства обработки данных,
используемые при конструировании
В процессе конструкторской подготовки производства находят примене-
ние электронные средства обработки данных любой производительности.
80
2.28. Условия применения электронных средств обработки данных в процессе
конструирования
Характеристики электронных средств обра- ботки данных Необходимые условия применения электронных средств обработки данных
Оборудование Системное программное обеспечение Квалификация конструктора Организация процесса конст- рукторской под- готовки произ- водства
Возможность Конфигурация Машинно-ори- Знание техни- Точное опреде-
обработки чис- и габариты ентированное ческих средств, ление потоков
ловой, тексто- электронного системное про- систем про- информации
вой и графиче- средства обра- граммное обес- грамм для суж- Классификация
ской информа- ботки данных печение дает дения о воз- изделий с уче-
ции. Высокая определяют воз- возможность можности их том требований
скорость обра- можности его производства использования обработки дан-
ботки данных. использования расчетов, ока- Умение приме- ных с помощью
Хорошая вое- в процессе кон- зывает влия- нять системные электронных
производимость структорской ние на эффек- методы средств (систе-
результатов. подготовки про- тивность раз- Умение обра- мы кодовой ну-
Высокая точ- изводства работки и вы- батывать дан- мерации и клас-
ность. Возмож- Скорость рас- полнения про- ные, использо- сификации)
ность обработки четов и емкость граммы вать програм- Подготовка до-
больших мас- накопителя оп- Проблемно-ори- мы, обслужи- кументации с
сивов данных. ределяют тип, ентированное вать аппарату- учетом требо-
Машинная до- объем и слож- системное про- ру (при диало- ваний обработ-
кументация ре- ность обраба- граммное обес- говом режиме) ки данных с по-
зультатов раз- тываемых задач печение необ- мощью элект-
работки. Авто- Периферийные ходимо для ронных средств
матическое на- устройства оп- проработки (таблицы с дан-
копление и вы- ределяют орга- проблемы. Оно ными, специфи-
дача информа- низацию рабо- должно быть кации, черте-
ции чего процесса и возможности коммуникаций между челове- ком и машиной подготовлено пользователем, что иногда свя- зано с больши- ми сложностя- ми (описание проблемы, про- граммирование) жи, технологи- ческая доку- ментация) Стандартиза- ция результа- тов и докумен- тации Согласование процессов рас- чета и констру- ирования
Наряду с карманными и настольными ЭВМ без периферийных устройств,
предназначенными для простых расчетов, для решения более сложных
задач необходимы большие и малые ЭВМ. Большие ЭВМ с развитой си-
стемой периферийных устройств (рис. 2.25) находят применение в виде
интегрированных систем обработки данных, благодаря которым конструктор
получает возможность доступа к большему числу систем программ и мас-
81
NO
Электронное устройство обработки данных
Г
Периферийные устройства второго уровня
Центральный процессор
Периферийные устройства первого уровня
I---------
Децентрализованная
обработка данных
Малая ЭВМ
(периферийная ЭВМ)
Терминалы
с устройствами
ввода-вывода
Устройства
передачи данных
Приборы для
управления
процессом
---------1
Сбор данных
Ленточные и
карточные перфо-
раторы^ телетайпы
Конторские
машины
Преобразователи
непрерывных
сигналов
в дискретные
(по двум и трем
координатам)
Устройства
сбора данных
о процессе
(датчики)
Рис. 2.25. Электронные устройства обработки данных, используемые в процессе конструкторской подготовки производства
Рис. 2.26. Структура малой ЭВМ (частично):
1 — центральный процессор; 2 — каналы ввода-вывода; 3 — пишущая машина; 4 и 5, 6 —
ленточный и карточный перфораторы; 7 — устройство последовательной печати; 8 и 9 — ка-
тушечное и кассетное устройства записи на магнитной ленте; 10 — экранное устройство
отображения; 11 — кассетный накопитель
сивов данных. Однако использование возможностей этой централизован-
ной системы обработки данных с учетом особенностей конкретного процесса
конструирования сопряжено с определенными трудностями. Поэтому для ре-
шения многочисленных задач конструирования используют малые ЭВМ
(рис. 2.26). Оптимальным при этом является расположение на рабочем
месте конструктора всей необходимой аппаратуры (рис. 2.27).
Возможности больших и малых ЭВМ. Большие ЭВМ третьего поколения (на-
пример, ЕС 1040 с периферийными устройствами серии «Ряд>) состоят из мощного
центрального процессора, обеспечивающего обработку информации со скоростью
104—106 опер/с, и основного накопителя емкостью от 8 до 2048 Кбайт.
Каналы связи работающего с большой скоростью процессора с имеющими малую
скорость периферийными устройствами осуществляют оптимальную передачу дан-
ных. Это обеспечивается, во-первых, передачей данных с большой скоростью (по се-
лекторному каналу от 104 до 106 байт/с) на внешние накопители (на магнитных
лентах и дисках) и, во-вторых, побайтовой передачей данных (по мультиплексному
каналу) к приборам, имеющим малую скорость обработки данных (печатающие
устройства, ленточные и карточные перфораторы, чертежные автоматы) (рис. 2.25).
Рис. 2.27. Электронные
устройства обработки дан-
ных, устанавливаемые на
рабочем месте конструк-
тора:
1 — электронный и ручной
чертежные приборы; 2 —
графопостроитель; 3 — пи-
шущая машина; 4 — ЭВМ;
5 — экранное устройство
отображения для вывода гра-
фической информации; 6 —
устройство последовательной
печати; 7 — большая ЭВМ
(вычислительный центр);
8 — прочие устройства вво-
да-вывода; накопители
83
Благодаря стандартным средствам сопряжения обеспечена универсальность при-
менения ЭВМ и их периферийных устройств, чему еще более способствует ряд соот-
ветствующих местных устройств управления. Это позволяет к одному центральному
процессору подключать более 100 устройств.
Периферийные устройства первой группы необходимы для выполнения про-
граммы и непосредственно связаны с центральным процессором ЭВМ вычисли-
тельного центра. Устройства второй группы предназначены для сбора данных, центра-
лизованного использования ЭВМ и управления процессами на производстве (ин-
формационное обеспечение, организация производства). Чаще всего периферийные
устройства подключены к процессору через накопители данных.
В зависимости от имеющейся архитектуры большой ЭВМ и потребностей всех
пользователей возможны различные режимы ее работы (табл. 2.29). Преимуществом
больших ЭВМ является возможность централизованной обработки больших массивов
данных для всех областей производства. Однако централизованное выполнение
программ ведет к появлению организационных проблем, сильно ограничивающих
применение электронных средств обработки данных при конструировании. Поэтому
понятно стремление использовать малые ЭВМ непосредственно на рабочем месте
конструктора.
2.29. Режимы работы электронных устройств обработки данных
Режим работы Особенности Использование в процессе конструкторской подготовки производства
Режим коллективного Пользователь не имеет до- Расчеты производятся без
пользования ступа к устройству, жесткий временной режим работы. Результаты могут быть по- лучены только через не- сколько часов или суток. Наличие очереди (возмож- но, с приоритетами) вмешательства конструкто- ра. Периодические запро- сы накопителя данных. Пе- риодическая обработка до- кументации
Работа в реальном мас- Выполнение программы Управление процессами.
штабе времени возможно сразу же при воз- никновении проблемы. Про- грамма должна быть гото- ва к выполнению сразу же при поступлении данных. Возможен прямой доступ к устройству. Наличие систем банков дан- ных с немедленным ответом на запрос (только в особых случаях)
Диалоговый режим Взаимный обмен данными между человеком и маши- ной. Возможно вмешатель- ство в процесс выполнения программы. Возможен ре- жим коллективного поль- зования. ЭВМ может на- правлять конструктора. Конструктор сам обслужи- вает устройство Расчеты с недетерминиро- ванными принятиями про- межуточных решений. По- иск информации в накопи- телях (с изменяемыми за- просами о поиске). Интер- активный графический син- тез (метод получения набо- ра элементов). Изменение конструкторской докумен- тации
84
Малые ЭВМ (рис. 2.26) благодаря использованию в них схем с высокой сте-
пенью интеграции обладают возможностями, позволяющими применять их в кон-
структорских бюро. По сравнению с большими ЭВМ они имеют особое преиму-
щество вследствие меньших затрат (на покупку и эксплуатацию), более низких тре-
бований к месту установки, более простому обслуживанию. Процессоры малых ЭВМ
имеют быстродействие от 102 до 106 опер/с, а объем их памяти сравним с объемом
памяти средних ЭВМ (например, ЭВМ KRS 4200 комбината «Роботрон» выполняет
74 000 опер/с, объем ее накопителя составляет до 32К слов [2.53]; для ЭВМ СМ-4
советского производства эти цифры равны соответственно 400 000 опер/с и 248 Кбайт
[2.61]).
Периферийные устройства малых ЭВМ (рис. 2.26) включают все приборы,
необходимые для ввода и вывода данных, а также аппаратуру для машинной под-
готовки конструкторской документации.
Малые ЭВМ могут быть использованы как отдельно, так и совместно с большой
ЭВМ. Они позволяют применять многочисленные программы, необходимые, напри-
мер, при использовании диалогового режима при обработке графической информа-
ции с помощью экранных средств отображения.
Высокопроизводительные малые ЭВМ дают возможность оборудовать рабочее
место конструктора в соответствии с современными требованиями (рис. 2.27).
В зависимости от количества информации ее ввод может производиться вручную
(с помощью пишущей машины, экранного устройства отображения) или с помощью
носителей данных (перфолент, перфокарт, магнитной ленты). Графическая информа-
ция вводится с помощью преобразователя непрерывных сигналов в цифровые или
с помощью обработки этой информации на экране, вывод осуществляется с исполь-
зованием устройств последовательной печати и графопостроителей. Диалоговый режим
реализуется с помощью активного устройства отображения на экране. В настоящее
время преобразователь непрерывных сигналов в цифровые и чертежную машину
объединяют в одну «интерактивную чертежную доску». Такое рабочее место позво-
ляет логически объединить традиционный способ работы конструктора с возможно-
стями, обеспечиваемыми электронными средствами обработки данных.
Для конструирования с помощью ЭВМ представляют интерес устрой-
ства обработки графической информации. Несмотря на широкое использова-
ние носителей данных, позволяющих автоматически считывать записанные
на них данные, в процессе подготовки производства технические чертежи
остаются основным средством представления информации [2.63]. Преиму-
щества аналогового представления графической информации (наглядность,
однозначность, высокая плотность записи информации, легкость выявления
общностей структуры) трудно переоценить при выполнении работ в области
конструирования, технологии, производства, сбыта и эксплуатации. Посколь-
ку цифровые ЭВМ не могут обрабатывать аналоговую графическую инфор-
мацию, основной проблемой здесь является ее преобразование в цифровую
форму, а также обратное преобразование после обработки с помощью ЭВМ
в соответствующие графики, чертежи и т. д. При этом могут быть использо-
ваны [2.30]:
для сбора и ввода данных (с преобразованием аналоговой информации
в цифровую): считывающие двух- и трехкоординатные машины, приборы
для промышленной фотограмметрии, устройства ввода с микрофильмов;
для вывода данных (с обратным преобразованием информации в аналого-
вую): чертежные машины, пассивные устройства отображения графической
информации на экране, устройства вывода на микрофильмы;
для диалога: активные графические устройства отображения на экране.
85
Чертеж, выполненный
конструктором
Чертеж, подготовленный к
описанию в табличной форме
Табличное описание
4 У»,
хг1Уг *12/yizT^islyis
ХМ7
хю!ую
У^ыУю
хм!Ум
Хи/У11
^ilyt^ysJ7~
____________Х13!У15
X
*в/ув
Номер
точки
Вид соеди-
нения
- Тип
линии
Отрезок
Окруж-
ность
3
4
17
Сплош-
ная
линия
Сплош-
ная
линия
Отрезок
18
Угловая
точка
*11у<
Штрих-
пунк-
тирная
*г/Уг
Хз/Уз
Хп1У17
Хю1У 18
Центроба»
точка
1
2
**/У4
Рис. 2.28. Описание детали в виде чертежа и таблицы геометрических элементов [2.65 ]
Наиболее широкое применение нашли преобразователи аналоговой
информации в цифровую (двухкоординатные), чертежные машины и актив-
ные устройства отображения графической информации на экране. При таком
преобразовании графическая информация подвергается выделению геоме-
трических элементов (точек, прямых, окружностей, их дуг) и записи их в ко-
дированном виде (рис. 2.28). Функциональная схема преобразователя пред-
ставлена на рис. 2.29. С помощью функциональной клавиатуры можно осу-
ществить ввод дополнительной буквенно-цифровой информации для обра-
ботки данных в ЭВМ или для управления чертежной машиной. При работе
вручную скорость считывания составляет 10—40 точек/мин [2.63]. На
рис. 2.30 показаны два типичных варианта чертежной машины, управляемой
ЭВМ [2.30, 2.31], и перечислены их основные характеристики. Считываю-
щий механизм может перемещаться по прямой в восьми основных направле-
ниях, реже в 24 или 48 направлениях (рис. 2.31). Все прочие линии аппрокси-
мируются с помощью элементарных итераций.
Ценную помощь конструктору в его деятельности может оказать при-
бор, объединяющий функции преобразователя непрерывных сигналов в ци-
фровые, чертежного автомата и обычной чертежной доски. Такая интерактив-
ная чертежная доска [2.16, 2.66] позволяет получать крупноформатные
чертежи с помощью обычных для конструктора приемов работы, но при
использовании возможностей электронных средств обработки данных (на-
пример, для получения данных о многократно используемых и стандартных
конструктивных элементах). По окончании технического проектирования
можно сразу же готовить деталировочные чертежи, при этом экономится
до 75 % рабочего времени [2.63].
Для диалога при наличии «обозримого» объема данных применяются
активные устройства отображения на экране (дисплеи). Графическое изо-
бражение на них составляется из световых точек (диаметром 0,1—0,3 мм)
при развертке от 1024X1024 до 4096X4096 точек. При этом синтез графи-
ческой и буквенно-цифровой информации зависит от качества оборудования
и программного обеспечения ЭВМ.
86
Рис. 2.29. Преобразователь аналоговой
информации в цифровую
Рис. 2.30. Чертежные машины:
а — настольная (с регулированием положе-
ния или без него); б — барабанная (графо-
построитель, без регулирования положе-
ния)
Скорость черчения, мм/с
Площадь чертежа, мм
Носитель графической ин-
формации
Чертежный механизм ЧМ
Характеристики чертежных машин
Настольная машина
25 .. 500
х = 50.. 3000
у = 75 ... 10000
Бумага, пластмассовая пленка,
металлическая фольга, светочув-
ствительный носитель
Несколько ЧМ с автоматическим
режимом работы (перо для туши,
карандашный грифель, шарико-
вый стержень, фломастер); грави-
ровальные и режущие механизмы,
головка для подачи световых сиг-
налов
0,012 ... 0,4
Точность черчения, мм
0,1 ... 0,5
Барабанная машина
7 ... 720
х не ограничен
0 = 300 ... 900
Перфорированная бумага
Один ЧМ (перо для туши,
фломастер, шариковый
стержень)
Рис. 2.31. Движение считывающей головки чертежной машины:
а — основные направления движения; б — аппроксимация прямой (восьмивекторный формат);
/ — шаг 0,1 —0,25 мм
87
Злемент 2
Поперечное
сечение
Изображение,
манипулирование,
сервисная
программа,
расчет,
изменения
Точки,
многоугольник,
номер точки,
система
координат,
результат
Стоп
Выбор с помощью Изображение
светового каран-
даша
многоугольник,
положительный,
отрицательный,
конец участка
поверхности
Рис. 2 32. Использование набора
команд 12.64]:
а — отображение активизированно-
го набора команд из дерева, б —
основной набор команд для варьиро-
вания геометрии поперечного сече-
ния
б)
Ввод данных производится с помощью буквенно-цифровой клавиатуры.
Решающей для активного «графического» диалога является идентифика-
ция элементов изображения на экране. Для этого используется световой
карандаш или световой знак, положение которого может быть изменено
шариковым пером или ручкой управления. Операции, необходимые для по-
строения и изменения графического изображения, можно осуществлять
с помощью свободно программируемых функциональных клавиш. Реализуе-
мая функция может отображаться на экране с помощью световых марок
(знаков, слов, сокращений в определенных местах экрана).
Активизация обозначенной световой маркой команды производится све-
товым карандашом. Для выполнения конструкторской задачи с примене-
нием экранного устройства отображения необходим определенный набор ко-
манд, предусматривающий построение геометрических элементов и мани-
пулирование ими. На рис. 2.32 показано дерево набора команд для варьиро-
вания формы поперечного сечения балки. Благодаря наличию основного и
вспомогательного набора команд на экран можно вывести только их активи-
зированную часть. Использование набора команд (см. также разд. 6.3.5)
позволяет конструктору вступать в диалог с ЭВМ без знания програм-
88
мирования. Геометрические изображения, воспроизводимые на экране, могут
быть точно отображены, например, на бумаге с помощью чертежного
автомата.
2.3.1.3. Системное программное обеспечение
Под системным программным обеспечением понимают программы, необ-
ходимые для решения задач с помощью электронных средств обработки
данных. Его классификация с позиций требований конструкторской под-
готовки производства показана на рис. 2.33.
Машинно-ориентированные системы программ разрабатываются изгото-
вителями электронных средств обработки данных. Они необходимы только
для обеспечения их работы. Описание задачи и разработка алгоритма ее
решения должны производиться на языке программирования. Этот язык так-
же может быть машинно-ориентированным (например, АССЕМБЛЕР) или
проблемно-ориентированным (например, АЛГОЛ, ФОРТРАН, PL/1,
БЕЙСИК, ПАСКАЛЬ). Их преобразование в машине в вид, необходимый
для решения задачи, осуществляется с помощью программ-трансляторов.
Используемые при конструировании программы относятся к проблемно-
ориентированному, или ориентированному на пользователя, программному
обеспечению. Процедурно-ориентированные пакеты программ и системы
программирования, а также системы программ, ориентированные на решение
задач в отдельных областях техники [2.68], широко применяются и’поэ-
тому должны разрабатываться как изготовителями электронных средств об-
работки данных, так и пользователями. Программы, учитывающие особен-
ности рассматриваемого объекта, должны разрабатываться самими поль-
зователями.
При разработке программ, предназначенных для решения конструктор-
ских задач, невозможно обойтись без участия конструктора. При этом необ-
ходимо проведение следующих мероприятий.
Формальное описание объекта разработки. Такое описание должно со-
держать необходимые для решения задач конструирования параметры и их
отношения. На практике оправдал себя принцип моделирования техниче-
Рис. 2.33. Классификация системного программного обеспечения для конструирова-
ния с помощью электронных средств обработки данных:
1 — для вычислительной математики, статистики, оптимизации, хранения данных (BASTEI,
SAWI) [2 68], машинной графики (PADES, GIPS, DIGRA) [2 3/. 2 38], моделирования,
диалогового режима; // — для расчетов конструктивных элементов, балок (AUTRA) [2.34],
автоматического конструирования в соответствии с требованиями заказчика [2 46]
89
ских изделий с помощью дискретных элементов, эквивалентных реальным
(например, метод конечных элементов [2.32]; см. также разд. 3.2.4.1).
В качестве таких эквивалентных элементов используют центры масс, стерж-
ни, пластины и объемные элементы. Для удобства расчетов целесообразно
использовать возможно меньшее число различных основных элементов.
Это позволяет получить описание структуры в виде графа или матрицы
удобное для решения задачи с помощью ЭВМ.
Кроме того, описание объекта требует определения всех его параметров.
Эти параметры можно разбить на три группы:
функциональные: силы, моменты, температуры, частоты вращения, элек-
трический ток, напряжения и т. д.;
ограничительные: срок службы, требуемый объем, технологические до-
пуски, затраты и т. д.;
системные: координаты эквивалентных элементов, размеры, харак-
теристики материалов, геометрическая форма и т. д.
Разработка логической последовательности операций. Процесс конструи-
рования необходимо разбить вплоть до элементарных детерминированных
операций (логика конструирования). В простейшем случае определения
размеров конструктивных элементов это реализуется с помощью подбора
формул, необходимых для расчета.
Однако очень многие взаимосвязи, встречающиеся при конструиро-
вании, не поддаются математическому описанию. Поэтому все необходимые
правила конструирования, оценки и вынесенные решения необходимо фор-
мально представить в виде логических отношений ЕСЛИ — ТО. Описание
производится в форме функциональной схемы (TGL 22451) или таблицы
решений [2.37].
Таблица решений (табл. 2.30) содержит перечень условий и мероприя-
тий, связанных правилами вынесения этих решений. При этом условия долж-
ны быть сформулированы так, чтобы при их выполнении или невыполнении
могла быть дана оценка «Да» или «Нет». Если же связь между мероприятием
и правилом отсутствует, то в таблице ставится прочерк. В ней могут
быть отражены качественные и количественные взаимосвязи.
Такие таблицы, представляющие собой средство формализации операций
конструирования, имеют следующие преимущества: полное и однозначное
описание проблемы, простота проверки правильности внесенных в нее ус-
ловий и т. д., возможность внесения изменений, компактность и нагляд-
ность представления, возможность программирования с целью решения про-
блемы с помощью электронных средств обработки данных.
Подготовка необходимых данных. Для решения задачи конструирования
с помощью электронных средств необходима подготовка данных следующих
трех групп:
данные ввода, которые определяются конструктором для каждой новой
задачи;
данные, вводимые в накопитель и определяемые с участием конструктора
и при решении каждой проблемы; при решении конкретных задач они затем
могут быть вызваны из массивов;
данные вывода, содержание и форма которых задается при програм-
мировании в зависимости от требований пользователя.
90
2.30. Таблицы решений
а) Схема вынесения решения
Условия (В) и мероприятия (Л1) Правила
Л, I Лг I .. I Rm
Bi в2 (Указатель условий)
вп м, м2 ’ ЕСЛИ
Mk •” 1О1ДА (Указатель мероприятий)
б) Пример вынесения решения при выборе опоры (X — опора обеспечивает условие)
Электронные средства обработки данных при конструировании могут
применяться для выполнения отдельных программ при решении частных
проблем и интегрированных систем, например программ, позволяющих
получать полную технологическую документацию. В приборостроении эти
средства наиболее широко используют при конструировании электронной
аппаратуры. В наибольшей мере это относится к проектированию интеграль-
ных схем и прежде всего к разработке печатных плат.
При конструировании узлов точной механики, вследствие высокого со-
держания творческого труда при поиске новых технических принципов и
конструкций, до сих пор нашли применение лишь отдельные программы.
91
Стремление к оптимизации конструкций приборов, к более широкому при-
менению многократно используемых элементов и модульного принципа в
приборостроении, а также все большее расширение возможностей, раскры-
вающихся с развитием электронных средств обработки данных, способство-
вало более широкому использованию этих средств в процессе конструиро-
вания. При этом основными областями их применения являются выполне-
ние расчетов, определение структуры (поиск решения, комбинация, ва-
риация), а также подготовка документации.
2.3.2.1. Расчеты
Выполнение расчетов было первой задачей в конструировании, для решения
которой были привлечены электронные средства обработки данных. Необ-
ходимые при конструировании расчеты характеризуются определенными при-
знаками (табл. 2.31), причем каждый расчет относится к тому или иному
классу структур, объем которого зависит от уровня абстрагирования исполь-
зованной модели.
Структура программы расчета должна учитывать требования задачи,
такие, как число разрядов рассчитанных значений (точность), количество
рассчитываемых параметров (объем данных), вид и способ взаимосвязи
переменных (например, формула не может быть явно решена относительно
какой-либо величины), а также степень повторяемости расчета.
Выполнение многочисленных расчетов конструктивных элементов, узлов
и приборов возможно только с помощью машинной реализации опреде-
ленных математических методов. Однако это позволяет более точно опре-
делить размеры, зачастую задаваемые с большим запасом, улучшить коле-
бательные характеристики приборов, сократить затраты на постройку опыт-
ных образцов (например, за счет моделирования; см. разд. 2.3.2.4), повы-
сить точность и т. п.
В качестве примера рассмотрим расчет пружинной направляющей [2.39].
Благодаря таким преимуществам, как незначительное трение, отсутствие
необходимости в уходе, отсутствие зазоров и малый износ, подобные направ-
ляющие находят очень широкое применение. Сложная траектория движения,
зависящая от внешних воздействующих по всем трем направлениям влия-
ний, до сих пор определялась лишь приближенно вследствие большого
объема требуемых для точного расчета работ, что не позволяло полностью
использовать возможности этих узлов. Электронные средства обработки
данных дают возможность точно определить характеристики движения пред-
ставляющей интерес точки В, в которой расположена, например, измери-
тельная метка, считывающий элемент, зеркало или другое подобное им
устройство (рис. 2.34, а). При этом отклоняющие силы F Fy, Fz), коор-
динаты точек Л и В, а также размеры пружинной направляющей могут
варьироваться. На рис. 2.34 представлены основные шаги абстрагирования
и расчета, осуществление которых необходимо при подготовке проблемы.
Эта подготовка позволяет получить данные, требуемые для расчета характе-
ристик движения, и проводится в соответствии с первой частью программы
и перечнем данных, представленных на рис. 2.35 и в табл. 2.32.
Программа предназначена для расчета движения (смещения, поворота)
представляющей интерес части направляющей при заданной силе или для
92
2.31. Расчеты, проводимые с помощью электронных средств обработки данных
Вид расчета Назначение Типичные цели Примеры
Контроль- ные расче- ты Расчет некоторых па- раметров конструк- торского решения, структура которого задана качественно и количественно. Конт- рольный расчет ис- пользуется для про- верки выполнения функции и других тре- бований Расчет размеров, сил, напряжений, дефор- маций, смещений, ко- лебаний, траекторий движения деталей, уз- лов и приборов Система AUTRA [2.34]. Система про- грамм KOGEAN [2.35]. Метод конеч- ных элементов [2.32]. Расчет пружинной на- правляющей (рис. 2.34)
Основные расчеты Расчет функциональ- но важных парамет- ров для качественно заданной структуры по заданным значе- ниям функции (син- тез размеров) Расчет размеров, ха- рактеристик материа- лов, чисел зубьев ко- лес и других парамет- ров по заданным на- грузкам, мощностям, частотам вращения для деталей и узлов Расчеты передач [2.79]. Определение размеров пружинных приводов [2.48]
Оптимиза- ция Определение парамет- ров структуры найден- ного решения так, чтобы заданная целе- вая функция выпол- нялась с учетом огра- ничивающих условий Оптимизация конст- рукций относительно количества (расход материалов,энергии); качества (допуски, сроки работы — ре- сурс); затрат (на из- готовление, эксплуа- тацию) Оптимизация конст- руктивных элементов и машин [2.36]. Опти- мизация зубчатых ко- лес [2.70]
Моделиро- вание Моделирование ха- рактеристик разрабо- танной структуры с помощью эквивалент- ной системы (модели). Различают аналого- вые и цифровые моде- ли (проигрываемые на аналоговых и циф- ровых ЭВМ; см. разд. 2.3.2.4) Проверка динамиче- ских, термических и прочих свойств конст- руктивных элементов и приборов, определе- ние влияния помех на выполнение функции Система программы CSMP [2.71]. Моде- лирование электроме- ханических систем (SPAS, DIGSIM, BORIS1, DIMAN, DIWASIM и т. д. [2.75; 2.79,2.80, 2.81])
93
Рис. 2.34. Расчет пружинной направляющей:
а — технический принцип; 1 — поводок; 2 — пружина; 3 — рама; б — абстрагирование и
упрощение структуры; EG — подвижная система; ER — неподвижная система; ПВ — парал-
лельное включение
Рис. 2.35. Структурная схема программы расчета пружинной направляющей
94
2 32. Перечень данных для первой части программы расчета
пружинной направляющей
Основная структура ____
пружинной системы | gst |
Общее число пру-
жин и подсистем | gs |
Ход смещения на-
правляющей (мак-
симальный) | vm |
Текущий номер цик- _____
ла расчета | ап |
Максимально воз-
можное число цик-
лов расчета | anm |
Начальное отклоне-
ние | уо |
Теку- щий номер Операция Обозна- чение 1 2 3 4 5 6 7 8 9 10
1 Прямая пружина GF 501 Модуль Е Х| У\ (ро / ь h. и —
2 Пружина опоры LF 502 Модуль Е Х| У' (ро / е (Хе b h и
3 Пружина направ- ляющей FF 503 Модуль Е X] У\ фо / V b h и —
4 Упругий центр EZ 504 Хг Уг а П\ П2 По — — — —
5 Последовательное включение RZ 505 п k\ *2 kn — — — —
6 Параллельное вклю- чение PS 506 п k\ /?2 kn — — — —
расчета силы, требуемой для осуществления требуемого движения. Резуль-
таты выводятся на печать в наглядной форме (рис. 2.36), а особенно важные
зависимости вычерчиваются в виде диаграмм с помощью графопостроителя.
Такими зависимостями могут быть, например, Vx^=f (vy)\ vx = (Fx, Fy);
= { {Fy).
Применение таких многократно используемых программ, предназначен-
ных для разработки большого числа конструктивных элементов и функцио-
нальных групп, очень перспективно и должно найти более широкое при-
менение в практике конструирования. При этом целесообразно иметь
Пружинная система №: 3
Код : 602
xA =25 мм Уд =40 мм
хВ1 = 0 мм Ув1 =40 мм
ХВ2 = 50 мм Ув2=40 мм
Fx Fy ubx\ ubx2 uby\ uby2 delta
с'=1мин: 1,00 -0,10 4,6286 4,6286 -0,1388 -0,1389 -1,4867-10~4
у = 2 мин: 1,00 -0,10 4,6279 4,6279 —0,2778 —0,2781 —4,2043-Ю^4
Рис 2.36 Распечатка результатов расчета пружинной направляющей:
ubx„ uby, — значения отклонений по линейной теории изгиба, найденные посредством
итерационного суммирования реальных смещений vxl, vyi
95
библиотеку программ, отвечающих профилю задач конструкторского бюро.
Однако, как показывает опыт, для решения сложных задач с большим
объемом данных применение таких программ целесообразно даже одно-
кратно [2.67].
2.3.2.2. Синтез структуры
Как и при синтезе без использования электронных средств обработки
данных (см. разд. 2.2.3), при выполнении его с помощью этих средств
для поиска требуемой структуры необходимо осуществление трех следующих
операций: 1) подготовки элементов синтеза; 2) объединения этих элементов
в структуру; 3) оценки вариантов решения и выбора из них оптималь-
ного.
Система программ для решения этих частных задач на всех стадиях про-
цесса конструкторской подготовки производства отсутствует. Подготовка
элементов, требуемых для каждого синтеза, является задачей хранения ин-
формации, которая может быть решена с помощью электронных средств
обработки данных и представляет собой первый шаг синтеза с помощью
ЭВМ. Дополнительная обработка информации, вводимой в накопитель,
может производиться с помощью электронных средств обработки данных или
вручную. Вид и степень подготовки составных частей решения, хранящихся
в накопителе, определяют процесс синтеза. В простейшем случае накопи-
тель содержит отдельные взаимосвязанные элементы решения. Необходимые
для построения структуры отношения определяются последующей програм-
мой синтеза. Наиболее удобным для синтеза видом подготовки информации
является построение поля решений в форме таблиц или графов. Такие
таблицы комбинаций [2.45] или деревья технических решений [2.43] (см.
рис. 2.40, а и б) имеют ряд преимуществ. Они содержат только те элементы
решения, которые могут стать составными частями новой структуры. Эти
элементы собраны в группы (основные понятия в таблице комбинаций,
узлы ИЛИ в графах), которые образуют новую структуру при их конъюнк-
тивной связи. Элементы одной группы входят в новую структуру (ва-
рианты в таблице комбинаций, узлы ИЛИ в графах) дизъюнктивно.
Кроме того, в таблицу или дерево могут быть сведены все известные
решения.
Определение множества решений в такой форме довольно трудоемко.
Поэтому построение подобных графов стремятся осуществлять не вруч-
ную, а с помощью электронных средств обработки данных при использо-
вании упрощенных накопителей [2.41].
Объединение элементов синтеза в структуру в зависимости от объекта
обсуждения производится методами, перечисленными ниже.
Методы синтеза структуры с помощью электронных средств обработки данных.
Операции синтеза:
Построение цепочных структур путем последовательного включения элементов.
По этому методу синтезируются принципы решения задачи и функциональные
структуры [2.41,2.72, 2.73]. На рис. 2.37 показан результат синтеза принципа решения
задачи при использовании накопителя информации о физических эффектах. Ограни-
чение множества решений производится в диалоге посредством уменьшения длины
цепочки
96
Задача: Определение принципа решения светового двигателя. Общая функция:
Протокол расчета:
Техническая задача № 24
Ф -------- 5
Световой'-----С не ще-
поток ние
Дата 22.09.78
ПОИСК ПРИНЦИПА: СВЕТОВОЙ ДВИГАТЕЛЬ
ВХОДНЫЕ ВЕЛИЧИНЫ: СВЕТОВОЙ ПОТОК
ВЫХОДНЫЕ ВЕЛИЧИНЫ: СМЕЩЕНИЕ
МАКСИМАЛЬНО ДОПУСТИМОЕ ЧИСЛО ЭФФЕКТОВ: 15
ЗАДАЧУ ПОСТАВИЛ:.........................
ЧИСЛО ВАРИАНТОВ: 0010
ОПИСАНИЕ ПРИНЦИПА
N001 N002 N003 N004 N005 N006 N007 N008 N009 N010
0027 0032 0015 0101 0106 0027 0032 0015 0101 0106
0029 0029 0029 0029 0029 0098 0098 0098 0098 0098
0010 0010 0010 0010 0010
Оценка: Вариант № 007
0032 Фотоэффект
0098 Электроосмос
Электриче-i----- s
ское поле'\-----”
Рис. 2.37. Синтез технического принципа решения на базе
физических эффектов с помощью ЭВМ (система программ
Марийского политехнического института [2.72]).
Построение разветвленных структур. Такое построение может быть осуществлено
объединением уравнений функций, описывающих физические взаимосвязи. При ис-
пользовании структурных схем и графов матрица связанных уравнений позволяет
сформулировать технические структуры [2.72].
Комбинация элементов решения на основе абстрактно заданной структуры.
Этот метод применим для простых узлов при переходе от функциональной структуры
к техническому принципу решения, а также от технического принципа к техническому
проекту [2.44, 2.45] (рис. 2.38).
Поиск технических решений в графе, содержащем все известные элементы реше-
ния. Алгоритм позволяет для данной задачи получать все графы, которые отве-
чают ее требованиям и представляют собой решения на уровне абстрагирования
описания структуры, лежащей в основе графа [2.43].
Операции оценки:
Оценка по одному из элементов решения, которым для сравнения приписываются
векторы характеристик (технические и экономические параметры) [2.41, 2.43, 2.73].
Оценка, зависящая от контекста, в диалоге с помощью статических методов
[2.44, 2.45].
Методом комбинации (рис. 2.38) с помощью ЭВМ решается задача
конструирования транспортабельного быстро преобразуемого держателя для
50 измерительных резисторов с помощью втычного (штекерного) соеди-
нения, связанного с автоматическим устройством сбора данных измерений
4 Зак 4 97
Рис. 2.38. Комбинация с помощью ЭВМ
(рцс. 2.39). Частные функции образуют основные понятия /—4 таблицы
(рис. 2.40, а), которые вводятся в ЭВМ с помощью кодов. ЭВМ из множества
/V = 540 позволяет определить случайную выборку из G = 20 совокупностей.
Конструктор определяет, какая совокупность приводит к решению. Эта
дуальная оценка вводится в ЭВМ. После анализа двухразрядных частных
Л
Рис 2.39. Структура держателя для измерительных резисторов:
а — функциональная структура держателя, б — измерительный резистор (без стеклоизоля-
ции) Pt 100 60X5 (TGL 0-43 760), /—сварочный грат, 2—измерительная обмотка из
платиновой проволоки (бифилярной)
98
Держатель для измерительных резисторов
Варианты (1.0) Варианты (2.0) Коды
/. Стопор 1.1. С геометрическим 1.1.1. Возврат- XII
замыканием, с дви- но-поступа-
жением тельным
1.1.2 Враща- Х12
1.2. С фрикционным тельным 1.2.1. Возврат- Х13
замыканием, с движе- но-поступа-
нием тельным
1.2.2. Враща- Х14
2. Усиливающее звено 2.1. Одноплечий рычаг тельным 2.1.1. Одно- Х21
2.2. Двуплечий рычаг сторонний 2.1.2. Двусто- Х22
ронний 2.2.1. Одно- Х23
сторонний 2.2.2. Двусто- Х24
2 3. Шарнирный па- раллелограмм ронний Х25
2.4. Эксцентрик Х26
2.5. Кулачок Х27
2 6. Винтовая пере- дача Х28
2.7. Клиновой меха- низм Х29
3. Аккумулятор силы 3.1. Резиновый эле- Х31
мент 3.2. Винтовая пружи- 3.2.1. Растя- А'32
на жения
3.2.2. Сжатия ХЗЗ
3.3. Плоская пружина Х34
3.4. Инерционная мас- са Х35
4. Фиксатор 4.1. Присоединитель- 4.1.1. Парал- Х41
ные шинки, защем- лельно и ра-
ленные вместе диально
4.1.2. После- Х42
4 2. Присоединитель- ные шинки, защем- ленные по одной довательно и радиально Х43
Рис. 2.40. Подготовка поля решений:
а — таблица комбинаций, б — граф элементов ре-
шения, • — узел И (держатель), О - узлы ИЛИ
4*
совокупностей в случайной вы-
борке разрабатывается про-
грамма, в которой вероятность
вывода о составе оцениваемого
решения может выбираться
(рис. 2.41). Для этого рассчи-
тывается коэффициент оценки
КА, представляющий собой ме-
ру применимости частных сово-
купностей для формулировки об-
щего решения. В рассматривае-
мом примере частная совокуп-
ность Х26Х34 имеет самое боль-
шое значение и входит в 12 воз-
можных общих решений, пред-
ставленных на рис. 2.42, из кото-
рых принимается оптимальное.
99
X 25 X 42 0/1 N = 20 KMIN=0 KMAX = 19 KU= 0 KO=10 KA= .0
X 25 X 43 1/0 N = 20 KMIN=1 KMAX = 20 KU = 10 KO = 20 KA = 5.0
X 26 X 31 1/1 N = 12 KMIN = 1 KMAX=11 KU= 2 KO=10 KA=1.7
X 26 X 32 0/1 N = 12 KMIN = 0 KMAX = 11 KU= 0 KO= 7 KA= .0
X 26 X 33 0/1 N=12 KMIN = 0 KMAX=11 KU= 0 KO= 7 KA= .0
X 26 X 34 2/0 N = 12 KMIN = 2 KMAX = 12 KU= 9 KO=12 KA = 7.5
X 26 X 35 Частная совокупность в выборке отсутствует
X 26 X 41 1/1 N = 20 KMIN=1 КМАХ=19 KU = 3 КО-17 КА=1.5
X 26 X 42 1/0 N = 20 KMIN = 1 КМАХ = 20 KU = 10 КО = 20 КА = 5.0
Рис. 2.41. Распечатка оцененных частных совокупностей по результатам расчета
( выдержка )
Поиск новых конструкторских решений с помощью ЭВМ находится еще
в начале своего развития. Он предусматривает возможность диалога между
человеком и ЭВМ. Опыт показывает, что ЭВМ может оказать помощь даже
на этапах творческого поиска принципа решения и его разработки.
2.3.2.3. Согласование структуры
Найденные технические решения используются в многократно встречаю-
щихся задачах. В таких случаях имеющиеся технические принципы или
проекты необходимо изменять так, чтобы они соответствовали другим
условиям окружающей среды.
Требуемые для этого шаги в процессе конструирования, как правило,
могут быть строго систематизированы, а варианты всех задач, допускаемые
вариацией структуры, заранее однозначно определены. Конструирование,
называемое конструированием вариантов (разработка принципа
решения, подобного решения), может быть полностью переложено на ЭВМ.
В простейшей форме параметры конструирования для заданной структуры
определяются расчетом, выбором или с помощью формализованных правил
конструирования. Решение часто повторяющихся частных задач, таких, как
конструирование соединений вал — втулка, зубчатых колес, валов, подшип-
ников, трансформаторов и т. д., может быть рационализировано по этому
принципу, иллюстрацией чему может служить программа поиска варианта
передачи с зубчатым ремнем (рис. 2.43) [2.69].
Входными величинами здесь являются:
1. Функциональные параметры (мощность Р; крутящие моменты Мь Мг;
частоты вращения П|, Пг; нагрузки валов);
2. Ограничивающие параметры (условия
размещения по рис. 2.43, б; максимальное
число зубьев ремня меньше 100);
Рис. 2.42. Технический принцип держателя для изме-
рительных резисторов (1)
100
б)
0 - 0,05
Поз. 1 и 2 определяются конструктивными
условиями
106.10
В. 00
9.00
2.00
Большой шкив
17.50
111.0
100.0
40
100.0
2.32 2.3765
Шкив для зубчатого ремня
6}
Рис. 2.43. Конструирование передачи с зубчатым ремнем [2.69/:
а — одноступенчатая передача с зубчатым ремнем; б — условия размещения (а — межосе-
вое расстояние; D — диаметр; BD — допуск на диаметр); в — деталировочный чертеж
шкива для зубчатого ремня (пример); г—распечатка топологии размеров
3. Параметры, требуемые для описания системы (для зубчатых ремней:
длина, ширина, модуль; для зубчатых колес число зубьев, модуль).
Выходные величины: деталировочные чертежи с необходимыми разме-
рами, чертежи узлов (рис. 2.43, в) и некоторых стандартных элементов (зуб-
чатого ремня, призматических шпонок).
В массивах данных программ содержится информация о выпускаемых
зубчатых ремнях и стандартных призматических шпонках для соединений
вал — ступица.
ЭВМ выводит на печать все результаты, выдавая их в виде перечня,
а также значения, необходимые для внесения размеров в подготовленный
ММ
I Требования заказчика к
техническому принципу изделия
Проверка требований заказчика
Расчет параметров узлов
и деталей, выбор узлов и
деталей, расчет стои-
мости
Электронное устройство
обработки данных
Исходные
технологические
данные
Управляющая
перфолента
для чертежного
автомата
выбор технологии обработ
ки специальных деталей,
выбор технологии сборки,
определение расходов
материалов
V Разработка и вычерчивание
\ специальных деталей
\ и дополнение спецификации
q ♦
Электронное устройство
обработки данных
Спецификация,
перечень запасных
частей, требова-
ния к конструкции
специальных деталей,
полная стоимость
Управляющая
перфолента
для станка с ЧП У
Дополнение
технической документации
♦ _______________________
Полная документация на изделие
Основная карто-
тека рабочих
планов, указания
по сборке, перечни
расхооа материалов
Рис. 2 44. Функциональная схема системы автоматической подготовки производства
с учетом требований заказчика [2.46/
чертеж и выдаваемые в виде топологии размеров (рис. 2.43, г). Эффективную
помощь конструктору оказывает варьирование структуры технического из-
делия по заранее заданному принципу, а также наличие определенного
ассортимента конструктивных элементов, требуемых для технического
проектирования.
Наиболее разработанной формой конструирования вариантов являются
системы автоматической подготовки производства с учетом требований
заказчика [2.46]. Для изделий, концепция которых остается неизменной
в течение длительного времени, а характеристики производительности,
условия размещения, конфигурация и другие параметры которых зависят от
условий эксплуатации (требований заказчика), документация на сами изде-
лия и технологию их производства может быть подготовлена с помощью
ЭВМ. На рис. 2.44 показана схема такой системы.
Все более широкое применение в приборостроении модульного по-
строения изделий (см. разд. 3.2.5.2) также является стимулом к более интен-
сивному использованию конструирования вариантов с помощью электрон-
ных средств обработки данных. При этом формализация процесса кон-
струирования может быть настолько глубокой, что выполнение программы
будет возможно без диалога. Это снижает требования к техническим
средствам ЭВМ [2.15]. Конструирование вариантов возможно уже в режиме
коллективного пользования.
7
102
2.3.2.4. Моделирование с помощью ЭВМ [2.71, 2.75, 2.79, 2.80, 2.81]
Моделирование с использованием цифровых ЭВМ является эффективным
средством помощи конструктору, позволяющим ему оперировать с более
детальными и более точными моделями, а также методами эксперименти-
рования нового типа, когда оперирования интуитивными представлениями,
математическими формулами и результатов, получаемых с помощью чертеж-
ной доски, становится недостаточно для анализа современных сложных
нелинейных систем в условиях динамики их работы.
Моделирование заключается в построении с помощью ЭВМ модели
рассматриваемой технической системы и в целенаправленном эксперименти-
ровании с нею. Модель, вводимая в ЭВМ, может иметь вид структурных
схем или вид программ (алгоритмическая модель). Ее расчет позволяет
имитировать поведение моделируемого изделия в соответствующих ус-
ловиях. При этом разработчик может изменять модель, сравнивать най-
денные расчетом характеристики с заданными, оценивать их и выносить ре-
шения о направлении и объеме последующих вариаций или об одобрении
проекта. Для этого используются соответствующие методы оптимизации.
Основной проблемой является разработка соответствующей математико-
логической модели объекта и процесса оптимизации (например, оценки).
В соответствии с требованиями универсальных систем моделирования
(CSMP, BORIS 1, SPAS и др.; см. табл. 2.31), с помощью дифферен-
циальных уравнений динамических свойств изделия получают систему урав-
нений его состояния и записывают ее на соответствующем языке модели-
рования.
Значительное облегчение и рационализация процесса моделирования мо-
гут быть достигнуты за счет подключения к ЭВМ проверенных блоков,
моделирующих работу наиболее широко используемых функциональных
элементов (например, исполнительного устройства, преобразователя, пере-
дачи, устройства измерения и регулирования), которые могут быть связаны
подобно реальным объектам. Это позволяет разработчику обдумывать только
физико-технические задачи моделирования. Таким же образом возможно
осуществлять прямое моделирование путем синтеза моделей в ЭВМ. И на-
конец, вместо эксперимента на изделии можно провести эксперимент на
ЭВМ с частично автоматизированными управлением им и оценкой его ре-
зультатов.
Большое значение при этом имеет участие в моделировании специали-
стов в различных областях, что дает возможность всесторонней проверки
синтезированной модели и целенаправленности воздействия на процесс
моделирования.
Метод моделирования динамической системы описан ниже на примере
диалоговой системы DIWASIM, состоящей из малой ЭВМ и элементов, мо-
делирующих работу электромеханического привода. ЭВМ KRS 4200 рабо-
тает совместно с пишущей машиной, предназначенной для ввода и вывода
данных, и устройством последовательной печати. Диалоговый режим обеспе-
чивается диалоговой системой DIWA 4200, предназначенной для научно-тех-
нических расчетов. Эта система позволяет подавать только 12 команд как
для ведения диалога, так и для программирования и способна легко обу-
чаться.
103
На рис. 2.45 представлена схема электромеханического привода молота.
Для его оптимизации из накопителя данных о моделях выбраны блоки
UEINAUS (напряжение, вкл., выкл.), E-MAGNET (электромагнит), HEBEL
(рычаг) и FEDER (пружина) и соединены между собой соответствующим
образом.
Это описание модели является основой для связи с ЭВМ с целью гене-
рирования модели в ней. Блоки модели кроме названий имеют номера,
предназначенные для их идентификации в ЭВМ.
Соответствующий диалог представлен на рис. 2.46. Числа, стоящие
после двоеточий, указывают вводимые в программу значения. После ввода
идентификационного номера ЭВМ запрашивает значения ввода для соот-
ветствующего блока. Выводы блока имеют фиксированные номера, пред-
назначенные для связи и идентификации выводимых сигналов.
На следующем шаге, как это показано на рис. 2.47, в режиме диалога
для связанных блоков модели вводятся параметры материалов, геометри-
ческие характеристики и функциональные входные параметры. Изменение
данных возможно непосредственно с помощью так называемых прямых
команд системы DIWA. Затем производится спецификация выводимых дан-
ных и управление процессом моделирования (рис. 2.48). Результаты про-
цесса моделирования распечатываются устройством последовательной печа-
ти в виде таблиц и кривых (рис. 2.49). Ход моделирования может наблю-
даться в любой момент при обнаружении ошибок или нереальной комби-
нации значений. При необходимости возможно изменение как самой модели
и вводимых в нее данных, так и хода эксперимента. Процесс моделирования
в целом ясен из рис. 2.50.
Соответствующая система моделирования разработана и для больших
ЭВМ (серии «Ряд»). Эта система DIMAN позволяет, кроме того, автомати-
зировать процесс исследования чувствительности модели и оптимизации
ее свойств [2.81 ].
Рис. 2.45. Пример прямого моделирования механизма молота
104
SA -DIWASIM—
Моделирование динамической системы
Синтез модели
Ленточный перфоратор включен?
Блок № 01 Идент. №: 1 = = UEINAUS
Вывод: U1 = (11)
Блок № 02 Идент. №:16==MAGNET
Вводы: U: 11 Х:251 V:252
Выводы: I = (161) F=(162)
Блок № 03 Идент №:25== HEBEL
Вводы: F1:162 F2:221
Выводы XI =(251) VI = (252)
Х2=(253) V2=(254)
Блок № 04 Идент. №:22 == FEDER
Вводы: XI:253 Х2:1
Вывод: FC = (221)
Блок № 05 Идент. №:0 == Конец синтеза
Перфолента заправлена?
Рис. 2.46. Интерактивный синтез модели (протокол расчета)
Ввод данных моделей
UEINAUS
UO:30 Т1:0 Т2:0.02
MAGNET
Требуемый воздушный зазор LL:.OO1 Число витков W: 10000
Попер, сечение сердечника АЕ:152Е-6 Магнитопровод LE:0.148
Сопротивление обмотки RW:2000 Масса якоря МА:0
Относ, магн. проницаемость:800 Требуемый ток 1:0
Тип. 43687Е-02
HEBEL
Длина рычага: L:0.05 L1:0.1 L2:0.06
Начальные значения XI (0) :0 VI (0) :0 Масса М:0.04
FEDER — Растяжение/сжатие (0/1)?:0
Длина L0:0.018 C/N/m:50 P0/N:0.05
Рис. 2.47 Интерактивный ввод данных модели
Спецификация данных ввода — Представление кривой? : 1
Число зазоров JQ:40
Переменная 1 Индекс=:161 Кривая? :I Min:0 Мах:0
Переменная 2 Индекс=:162 Кривая? :I Min:0 Мах:0
Переменная 3 Индекс=:253 Кривая? :I Min:0 Мах:0
Переменная 4 Индекс=:0
Число шагов процесса вывода QQ: 1
Управление процессом интегрирования
Т0:0 ТМАХ:0.02 SCHRW. SQ:0.0005
Интегратор: EULER (=1) RK2( = 2) RK4( = 4)?:2
Вывод на печать перечня переменных? :0 Текущий № :0
Рис. 2.48. Интерактивная спецификация процесса вывода данных и эксперимента
105
о
О)
Результаты процесса моделирования № 01.0
SQ = 50000E-03 Способ интегрирования 2 Пер. 161 Пер. 162 Пер. 253
Т
.00000Е-39 ) 2 ( .00000Е-39 .00000Е-39 .00000Е-39
.50000Е-03 ) 2 1 ( . 15185Е-02 . 10475Е-01 .00000Е-39
. 10000Е-02 ) 2 1 ( .30624Е-02 .37502Е-02 .00000Е-39
. 15000Е-02 ) 2 1 ( 43505Е-02 .75684Е + 01 .00000Е-39
.20000Е-02 ) 32 1 ( .54996Е-02 .12094Е + 00 .ОООООЕ-39
25000Е-02 ) 32 1 ( .65247Е-02 .17024Е + 00 .00000Е-39
.30000Е-02 ) 3 2 1 ( .74374Е-02 .22142Е + 00 .32800Е-06
.35000Е-02 ) 3 2 1 ( .82430Е-02 .27317Е + 00 .17504Е-05
.40000Е-02 ) 3 2 1 ( .89408Е-02 .32463Е + 00 .50355Е-05
.45000Е-02 ) 3 2 1 ( .95281Е-02 .37546Е + 00 .10938Е-04
.50000Е-02 ) 3 2 1 ( . 10001Е-01 .42577Е + 00 .20190Е-04
.55000Е-02 ) 3 2 1 ( . 10354Е-01 .47612Е + 00 .33500Е-04
.60000Е-02 ) 3 2 1 ( . 10582Е-01 .52752Е + 00 51559Е-04
.65000Е-02 ) 3 2 1 ( . 10679Е-01 .58154Е + 00 .75047Е-04
.70000Е-02 ) 3 2 1 ( . 10635Е-01 .64042Е + 00 . 10466Е-03
.75000Е-02 ) 32 1 ( . 10438Е-01 . 70748Е + 00 . 14109Е-03
.80001Е-02 ) 2 3 1 ( . 10072Е-01 . 78783Е + 00 .18515Е-03
.85000Е-02 ) 2 3 1 ( .95095Е-02 .89014Е + 00 .23770Е-03
.90000Е-02 ) 2 3 1 ( .87145Е-02 . 10313Е + 01 .29979Е-03
.95000Е-02 ) 2 3 1 ( .76320Е-02 . 12516Е + 01 .37273Е-03
. 10000Е-01 ) 2 13 ( .61846Е-02 . 16909Е + 01 .45835Е-03
.10500Е-01 ) 1 3 2 ( .42827Е-02 . 34439Е + 01 .55984Е-03
. 11000Е-01 ) 1 2 3 ( .22792Е-02 . 23600Е + 01 .68914Е-03
Рис 2.49. Распечатка протокола результатов моделирования
Рис. 2.50. Функциональная схема си-
стемы моделирования DIWASIM
Существуют также системы
моделирования передач для хими-
ческих агрегатов (KOGEAN,
KOGOPT), технологических про-
цессов (DIGSIM), ферм и станин,
исследуемых на изгиб и изгибные
колебания (GITRA), а также элек-
трических цепей (ECAP, ANATOL
и др.)-.
2.3.2.5. Подготовка
документации
Для документирования резуль-
татов разработки и информацион-
ного обеспечения производства,
пользователя и др. необходимо об-
работать большое количество разнообразной документации. С ростом
степени автоматизации приборов растет и доля программного обеспече-
ния, поставляемого их разработчиком и составляющего иногда тысячу
листов формата А4 и более. Поэтому для исключения ошибок, обеспечения
идентичности всех экземпляров и облегчения работы службы внесения
изменений при подготовке документации целесообразно использовать
электронные средства обработки данных.
Условием машинной документации является описание изделия на языке
машины в любой форме. Данные об изделии, необходимые для этого,
можно разбить на четыре группы: идентифицирующие данные (номер чер-
тежа, номер детали, название); классифицирующие данные (номер по клас-
сификации, например, в соответствии со стандартом TGL 28260); геометри-
ческие данные (геометрическая форма, размеры); технологические данные
(качество поверхности, указания по обработке, материалы, количество).
Эту информацию, в полном объеме называемую исходными данными,
целесообразно хранить в виде массивов данных и с помощью ЭВМ выби-
рать и обрабатывать для подготовки самой различной информации. Много-
численные процессы подготовки, ведения и контроля производства требуют
наличия документации, содержащей буквенно-цифровую информацию в та-
бличной форме (спецификации, бланки заказов, перечни отправляемых то-
варов и т. д.). Системы программ, такие, как AUTRA [2.34) и BASTEI
[2.68], рассчитаны на автоматическую подготовку документации, которая мо-
жет быть выведена с помощью быстродействующих печатающих устройств.
Значительно сложнее получение с помощью ЭВМ графической информа-
ции. В табл. 2.33 представлены применяемые для этого методы в порядке
возрастания их производительности. Все они позволяют представлять
информацию в любой графической форме: в виде диаграмм с кривыми
изменений параметров; чертежей (деталей, узлов и приборов); электри-
107
2.33. Подготовка чертежей документации с помощью ЭВМ
Изготовление
бланков
Программирование на языке
машинно-ориенти- проблемно-ориентиро-
рованном ванном
Преобразование в
дискретную форму
Конструирование Применение набора
вариантов команд
Порядок выполнения
1. Однократное вы-
полнение проекта
вручную
2. Изготовление стан-
дартных чертежей
(бланков) без внесе-
ния параметров
3. Расчет конструк-
тивных параметров с
помощью ЭВМ
4. Вывод данных в ви-
де перечня парамет-
ров или топологии
размеров
5. Внесение в бланки
размеров вручную или
копирование бланков
и топологии размеров
1. Набросок чер-
тежа вручную
(эскиз)
2. Разложение
чертежа на гео-
метрические эле-
менты (точки,
прямые, окружно-
сти)
3. Определение
координат эле-
ментов (см. рис.
2.28)
4. Составление
программы на ма-
шинном языке
5. Подготовка но-
сителей данных,
обеспечивающих
автоматический
ввод в машину
(например, пер-
фокарт)
1. Набросок чертежа
вручную (эскиз)
2. Разложение черте-
жа на основные гео-
метрические струк-
туры и определение
их параметров (пря-
мые углы, штрихов-
ка, стандартные эле-
менты технических
чертежей)
3. Составление про-
граммы (на машин-
ном языке более вы-
сокого уровня, мак-
роинструкции, ка-
сающиеся геомет-
рии)
4. Ввод программы в
ЭВМ и трансляция ее
на машинный язык
5. Подготовка управ-
ляющей информации
1. Набросок чер-
тежа в масштабе
(например, эскиз
на миллиметров-
ке)
2. Поточечное счи-
тывание чертежа
с помощью преоб-
разователя непре-
рывной информа-
ции в дискретную
3. Ввод дополни-
тельной инфор-
мации с помощью
функциональной
клавиатуры
4. Подготовка уп-
равляющей ин-
формации для
чертежной маши-
ны с помощью
ЭВМ
5. Изготовление
1. Ввод в ЭВМ данных,
постоянных для кон-
кретного типа задач
2. Определение всех
необходимых для
чертежа данных с по-
мощью программы (в
соответствии с логи-
кой конструирова-
ния)
3. Подготовка уп-
равляющей инфор-
мации для чертеж-
ной машины
1. Активизация диало-
говой программы в
ЭВМ
2. Построение геомет-
рического изображе-
ния на экране в диа-
логовом режиме с по-
мощью набора чер-
тежных элементов
3. Комплектация гео-
метрического изобра-
жения до чертежа, от-
вечающего требова-
ниям стандартов (воз-
можно фотографиро-
вание изображения)
4. Подготовка управ-
ляющей информации
для чертежной маши-
ны с помощью спе-
циального набора ко-
манд
Изготовление черте- жей деталей и узлов заданной геометрии (без согласования размеров и изображе- ния; см. рис. 2.43) ЭВМ со стандартны- ми периферийными устройствами (без устройств графичес- кой обработки инфор- мации) 6. Изготовление чертежей с по- мощью чертеж- ной машины Изготовление чертежей любых типов (из-за сложности про- граммирования вручную пригод- но только для не- больших черте- жей, используе- мых в лаборато- рии, при испыта- ниях) Устройства сбора данных (напри- мер, организа- ционный авто- мат), чертежная машина для чертежной ма- шины с использова- нием хранимых под- программ 6. Изготовление чер- тежей с помощью чертежной машины (в автономном режиме) Область п Изготовление черте- жей с повторяющи- мися структурами Аппар ЭВМ со стандартны- ми периферийными устройствами, чер- тежная машина чертежей с по- мощью чертеж- ной машины рименения Деталировка эс- кизных чертежей, изготовление чер- тежей деталей натура ЭВМ (малая ЭВМ) со стан- дартными пери- ферийными уст- ройствами, преоб- разователь непре- рывной информа- ции в дискретную, чертежная маши- на Изготовление черте- жей любой сложно- сти при решении за- дач определенного типа ЭВМ со стандартны- ми периферийными устройствами, чер- тежная машина Подготовка и детали- ровка графических изображений любого типа, помощь службе внесения изменений ЭВМ со стандартны- ми периферийными устройствами, актив- ное устройство отоб- ражения на экране (клавиатура, свето- вой карандаш, шари- ковое перо), чертеж- ная машина
ческих схем; принципиальных схем, построенных с помощью символов
(например, схем трубопроводов, механизмов и т. п.); функциональных
схем; точных чертежей, играющих роль технологической оснастки (шабло-
нов, оригиналов печатных плат, топологических чертежей для микросхем);
сетевых графиков, планов реализации программ и т. д.
При машинном представлении чертежей (рис. 2.51) обычные стандарты
на их форму могут не выдерживаться по техническим и экономическим
причинам. Поэтому с учетом требований техники микрофильмирования были
приняты новые стандарты в рамках ЕСКД. Наряду с перечнями и чертежами
все большее значение в качестве конструкторской и технологической докумен-
тации приобретают носители данных, обеспечивающие автоматический ввод
информации в машину (например, перфоленты, магнитные ленты и т. д.).
На этих носителях могут быть записаны данные, необходимые для автома-
тического управления технологическим и контрольным оборудованием, а так-
же программы, позволяющие потребителю оптимально использовать при-
боры.
Еще большая рационализация может быть обеспечена, если полное
описание объекта на машинном языке позволяет получать требуемую до-
кументацию с помощью ЭВМ. Интегрированная система подготовки доку-
ментации может быть использована, например, при конструировании печат-
ных плат (рис. 2.52).
По проекту схемы и исходной информации о технической реализации
печатной платы (см. § 6.1.5) ЭВМ рассчитывает данные, необходимые для
проверки блока с электрическим втычным соединением, для перечней
заказываемых материалов, а также данные для выполнения чертежа схемы
вручную. После ввода данных о топологии схемы в преобразователь не-
прерывной информации в дискретную ЭВМ располагает полной информа-
цией для подготовки данных, требуемых для производства.
Выточка
А2Х0,2 TGL 0-590
Посадочный
размер
Допустимое
отклонение
Выточка на конце резьбы
Цементация на
K-TGL 34-316
Коническая цапсра
Рис. 2.51. Чертеж детали (чертежный автомат «Дидиграф»)
110
Рис. 2.52. Процесс конструирования печатной платы с помощью ЭВМ (см. § 6.1.3.5)
Н1
2.3.3. Прочие технические средства
Наряду с электронными устройствами обработки данных, которые можно
рассматривать в качестве наиболее эффективных средств рационализации
процесса конструкторской подготовки производства, в этой области находят
применение и другие технические средства, приведенные в табл. 2.34,
с указанием выполняемых ими операций обработки информации при кон-
струировании. Центральной проблемой при рационализации конструктор-
ской деятельности является улучшение информационного обеспечения. Толь-
ко на поиск и накопление информации уходит до 20 % рабочего времени
[2.53]. Поэтому оптимизации накопителей и оценке имеющихся носителей
информации необходимо уделять особое внимание. При этом необходимо
учитывать организационные и технические условия, а также содержание
информации (табл. 2.35).
2.34. Вспомогательные средства, используемые при конструировании
Выполняемые операции Технические средства
Проектирование, расчеты, про- Механические и графические вспомогательные сред-
верка, изменения, оценка ства (логарифмические линейки; номограммы; арифмометры). Электронные вычислительные уст- ройства (карманные калькуляторы; настольные, цифровые малые и аналоговые ЭВМ; электронные средства обработки данных)
Поиск, упорядочение, накопле- Справочники и руководства; библиотеки стандартов
ние и патентов; архивы чертежей; картотеки: вертикаль- ные, с визуальным поиском, с перфокартами с крае- выми вырезами; библиотеки микрофильмов. Вспомо- гательные системы и ЭВМ (системы ввода и вывода микрофильмов; системы с банками данных)
Запись (буквенно-цифровое Обычные записывающие устройства; пишущие ма-
представление информации) шины; машины для нанесения шрифтовых записей на чертежах; печатающие устройства (механические и немеханические); экранные устройства отображе- ния буквенно-цифровой информации и устройства считывания с микрофильмов
Черчение, получение изображе- Обычные чертежные устройства; устройства для вы-
ний черчивания сборочных чертежей; чертежные авто- маты (координатографы, графопостроители); эк- ранные устройства отображения графической ин- формации; устройства для вывода графической ин- формации с микрофильма; двух- и трехкоординат- ные модели; фотограмметрия
Преобразование Устройства преобразования непрерывной информа- ции в дискретную; автоматические устройства сбора информации
Размножение Средства репрографии (светокопирование; термо- копирование; электростатические методы; ксеро- и электрокопирование; быстрое и рефлексное копиро- вание); микрофильмирование; промышленная фото- грамметрия; печать переносом изображения и тисне- нием; шаблонная и офсетная печать
112
2.35. Характеристики накопителей информации для конструирования
Назначение накопителя
Характеристики Поиск решения Ограничение ассор- тимента Способ проек- тирования Определение размеров Сравнение с мировым уровнем Определение тенденций развития Информация заказчика
Содержание Объекты: материальные Машины, при- Узлы Детали Заготовки Материалы Методы Физические
информативные боры Методы Программы обра- Инструкции по Принципы Расчетные Литератур- эффекты
Уровень абстрагиро- Общая функ- ботки данных для ЭВМ Принцип решения конструирова- нию Функциональ- конструирова- ния Технический формулы Техничес- ные источ- ники Фотогра- Отдельные
вания ция задачи ная структура принцип кий проект фии, про- параметры
Руководящие доку- Стандарты Патенты Имеющиеся Рекомендации Необяза- спекты Общие ос- —
менты Степень подготовки Формализо- Проблемно-ори- изделия Необработан- Проверка ис- тельные данные об изделии новные по- ложения
Количество информа- ванная инфор- мация /V<10J ентированная ин- формация Л/==103—105 ные первичные источники А> 105 точников Объем инфор-
ции (число объектов Н) Организация Вид допуска Ручной Механизирован- Автоматизи- мации на один объект
Время обращения Менее 1 мин ный Несколько минут рованный Несколько ча- Несколько су- Несколько — —
сов (менее 8 ч) ток недел ь
Назн
Характеристики Поиск решения Ограничение ассор- тимента
Частота использова- Несколько раз Еженедельно (от-
НИЯ в сутки дельные запросы)
Запись данных в на- копителе Пользовате- лем Разработчиком
Внесение изменений Техническая реализа- ция Заменой Устранением
Носитель информации Бумага (ката- лог) Вертикальная картотека
Размещение На рабочем месте В рабочей зоне
Форма выдачи инфор- мации Визуальная Копии (на бума- ге, на микрофиль- мах)
Продолжение табл. 2.35
[ачение накопителя
Способ проек- тирования Определение размеров Сравнение с мировым уровнем Определение тенденций развития Информация заказчика
Редко (запро- сы из архива) — — — —
ЭВМ — — — —
Дополнением — — — —
Картотека с Плоская и ро- Магнитная Полупро- Другие
визуальным левая пленки лента, маг- воднико- твердые ма-
поиском и пер- фокартами с краевыми вы- резами для микро- фильмирова- ния нитная карта, маг- нитный диск вые эле- менты схе- мы териалы
Централизо- ванно на пред- приятии За пределами предприятия — — —
Вызов по теле- тайпу Через терми- нал по теле- тайпу С по- мощью эк- ранного устройства отображе- ния
Эффективным решением проблемы накопления информации и документи-
рования результатов конструирования является микрофильмирование [2.47,
2.77]. Оно позволяет механизировать процессы получения и обработки
копий текстового материала и чертежей. Благодаря высокой плотности
записи информации микрофильмирование по сравнению с документацией
на бумаге обеспечивает экономию площади носителя от 95 до 98 %. Еще
одним преимуществом микрофильмирования является простота получения
копий, более высокая надежность в отношении разрушения и искажения
информации, простота пересылки, наглядность при хранении в архиве.
Микрофильмы могут иметь различную форму в соответствии с областями
их применения. Однако необходимость увеличения микрофильмов ограни-
чивает их использование.
Постоянно совершенствуются и другие вспомогательные средства, об-
легчающие труд конструктора (канцелярское оборудование, чертежные
материалы и приборы).
Список литературы
2.1. Hansen F. Konstruktionswissenschaft— Grundlagen und Methoden. Berlin: VEB
Verlag Technik, 1974.
2.2. Hansen F. Konstruktionssystematik. Berlin: VEB Verlag Technik, 1965.
2.3. Muller J. Grundlagen der systematischen Heuristik. Schriften zur soz. Wirtschafts-
fiihrung. Berlin: Dietz-Verlag, 1970.
2.4. Bischoff W., Hansen F. Rationelles Konstruieren. Berlin: VEB Verlag Technik, 1953.
2.5. Pahl G., Beitz W. Konstruktionslehre. Berlin, Heidelberg, New York: Springer-
Verlag, 1977.
2.6. Половинкин А. И. Methoden der Suche neuer technischer Losungen. ZIS Halle,
AdW der DDR, ZKI: Halle und Berlin, 1976.
2.7. Koch P., Miiller J. Programmbibliothek zur systematischen Heuristik fiir Natur-
wissenschaftler und Ingenieure. Techn. Wiss. Abhandl. des ZIS der DDR, Halle,
1974.
2.8. Krause W. Grundlagen der Konstruktion. Lehrbuch fiir Elektroingenieure.
3. Aufl. Berlin: VEB Verlag Technik, 1984.
2.9. Kuhlenkamp A. Konstruktionslehre der Feinwerktechnik. Miinchen: Carl Hanser
Verlag, 1971.
2.10. Koller R. Konstruktionsmethode fiir den Maschinen-, Gerate- und Apparatebau.
Berlin, Heidelberg, New York; Springer-Verlag, 1976.
2.11. Rodenacker W. G. Methodisches Konstruieren. Berlin, Heidelberg, New York:
Springer-Verlag, 1976.
2.12. Anschiitz F., Fritsch M., Hohne G., Langbein P., Mehlberg H., Otte V. Beitrage
zum konstrutiven Entwicklungsprozess (Кар. 1). Kollektiv-Diss. TH Ilmenau, 1969.
2.13. Prescher E. Der Ubergang von der Funktion zur Struktur eines technischen
Gebildes bei Verwendung eines funktionsorientierten Konstruktionsunterlagen-
speichers. Diss. TH Ilmenau, 1975.
2.14. Biirger E. Automatisierung der technischen Vorbereitung der Produktion.
REIHE AUTOMATISIERUNGSTECHNIK, Bd. 130. Berlin: VEB Verlag Technik,
1972.
2.15. Krause F. L. Systeme der CAD-Technologie fiir Konstruktion und Arbeitsplanung.
Miinchen, Wien: Carl Hanser Verlag, 1980.
2.16. Baatz LI. Bildschirmunterstiitztes Konstruiren. Diisseldorf: VDI-Verlag, 1973.
2.17. Hohne G., Gundermann B., Tiirpe D. Funktionsorientierte Informationsspeicher
fiir technische Prinzipien und Erzeugnisse. Informationsreihe AUTEVO, H. 20.
VEB Carl Zeiss JENA, 1978.
2.18. Presse G. Beitrag zum Aufbau und Einsatz von Katalogen fiir die Prinzipphase
des konstruktiven Entwicklungsprozesses. Diss. TU Dresden, 1977.
2.19. Альтшуллер Г. C. Erfinden (k)ien Problem? Berlin: Verlag Tribiine, 1973.
2.20. Zwicky F. Entdecken, Erfinden, Forschen im morphologischen Weltbild. Miinchen,
Ziirich: Droemer-Knaur, 1966/1971.
2 21. Osborn A. F. Applied Imagination-Principies and Procedures of Creative
Thinking. New York: Scribner, 1957.
2.22. Gilde W., Belkius E. Erfinden, was noch niemals war. Leipzig, Jena, Berlin:
Urania-Verlag, 1972.
2.23. Hilderband S., Krause W. Fertigungsgerechtes Gestalten in der Feingeratetechnik.
2. AufL Berlin: VEB Verlag Technik, 1982.
2.24. Gordon W. J. J. Synektics, the development of creative capacity. New York:
Haper, 1961.
2.25. Patzelt O. Wachsen und Bauen. Berlin: VEB Verlag fiir Bauwesen, 1972.
2.26. Буш. X. Рождение изобразительных идей. Рига: Лиесма, 1976.
2.27. Miiller J. Methoden miiss man anwenden. Halle/S.: Techn.-Wiss. Abhandlungen
des ZIS der DDR, 1980.
2.28. Mehlberg H. Untersuchung fiber die Formalisierbarkeit der Bewertungs- und
Entscheidungsoperationen im konstruktiven Entwicklungsprozess. Кар. IV der
Kollektiv-Diss. 2.12.
2.29. Kesselring F. Bewertung von Konstruktionen. Diisseldorf: VDI-Verlag, 1951.
2 30. Automatisches Zeichnen EDV. Kurzfassungen der Vortrage des gleichnamigen
Lehrgangs. Leipzig: Institut fiir Energetik, 1974.
2.31. Werler К. H. Probleme der grafischen Datenverarbeitung. Berlin: Akademie-
Verlag, 1975.
2.32. Zienkiewicz О. C. Methoden der finiten Elemente. Leipzig: VEB Fachbuchverlag,
1975.
2.33. Handbuch der Entscheidungstabellentechnik, Programm und Methoden. VEB
Carl Zeiss JENA, Forschungszentrum, Koordinierungsstelle AUTEVO, 1977.
2.34. AUTRA, Automatisieren und Rationalisieren. Technischen Information, Schriften-
reihe Materialokonomie, Institut fiir Leichtbau Dresden, 1976.
2.35. Roth K. Konstruiren mit Katalogen. Berlin, Heidelberg, New York: Springer-
Verlag, 1982.
2.36. Krug W., Schonfeld S. Rechnergestiitzte Optimisierung fiir Ingenieure. Berlin:
VEB Verlag Technik, 1981.
2.37. PAD—ES Anwenderhandbuch: Programmpaket zum automatischen Zeichnen auf
ESER-Anlagen. Informationsreiche AUTEVO, H. 10, VEB Carl Zeiss JENA, 1977.
2.38. Bearbeitung grafischer Probleme der technischen Vorbereitung im Mensch-
Maschine-Dialog mit der Bildschirmtechnik, Programmsysteme GIPS und DIGRA
72. Informationsreiche AUTEVO, H. 6, VEB Carl Zeiss JENA, 1975.
2.39. Nonnig R. Federgelenkfiihrungen. Diss. TH Ilmenau, 1979.
2.40. Herrig D., Miiller H. Aufbau und Kopplung von Baugruppen mit Wiederholteilen —
ein Beitrag zur Rationalisierung der technischen Produktionsvorbereitung im
Maschinenbau. Diss. IHS Wismar, 1974.
2.41. Krumhauer P. Rechnerunterstiitzung fiir die Konzeptphase der Konstruktion.
Diss. TU Berlin, 1977.
2.42. Moschke R. Aufbau und Organisation eines F-S-Speichers als EDV-Daten-
banksystem zur Anwendung im konstrutiven Entwicklungsprozess. Diss. TH
Ilmenau, 1979.
2 43. Половинкин А. И. Автоматизация поискового конструирования, M.: Радио
и связь, 1981.
116
2.44. Otte V. Kombinationsmethoden im konstruktiven Entwicklungsprozess. Кар. IV
der Kollektiv-Diss. 2. 12.
2.45. Lotter E. Rechnerunterstiitzte Kombination im konstruktiven Entwicklungsprozess.
Dis. TH Ilmenau, 1978.
2 46. Automatisierte Kundenwunschabhangige Vorbereitung der Produktion (AKV).
Informationsreihe AUTEVO, H. 5/1, 5/2, VEB Carl Zeiss JENA, 1973.
2.47. Scholling W., Borys E. Mikrofilminformationssysteme fiir die technische Pro-
duktionsvorbereitung. Berlin: VEB Verlag Technik, 1982.
2.48. Bogelsack G., Schorcht H.-J., Ifrim V., Christen G. Richtlinie fiir rechnergestiitzte
Dimensionierung von Antriebsfedern. Informationsreihe AUTEVO, H. 11, VEB
Carl Zeiss JENA, Forschungszentrum, 1977.
2.49. Bock A. Arbeitsblatter fiir die Konstruktion von Mechanismen. KDT-Bezirksvors-
tand Suhl, 1975/1983.
2.50. Bischoff W. Das Grundprinzip als Schliissel zur Systematisierung.—
Feingeratetechnik, 1960, Bd. 9, N. 3, S. 91.
2 51. Rationelles Konstruiren — Grudstruktur eines allgemein Konstruktionsverfah-
rens.— Die Technik, 1978, Bd. 33, N. 1, S. 17.
2.52. Roth K., Franke H.-J., Simonek R. Die allgemeine Funktionsstruktur, ein wesent-
liches Hilfsmittel zum methodischen Konstruieren.— Konstruktion, 1972, Bd. 24.
N. 7, S. 277.
2.53. Arnold J. Einsatz des Kleinrechners KRS 4200 zur Rationalisierung des konstruk-
tiven Entwichlungsprozesses.— Maschinenbautechnik, 1976, Bd. 25, N. 4, S. 171.
2 54 Rohrs G., Presse G. Klassifizierung von Funktionsgruppen signalverarbeitender
Gerate unter Beriicksichtigung der Informationsspeicherung fiir den Konstruk-
teur.— Feingeratetechnik, 1974, Bd. 23, N. 12, S. 588.
2.55. Fronius St. Wissenschaftliche Untersuchung des konstruktiven Ejitwicklungs-
prozesses als Voraussetzung fiir seine Rationalisierung und Automatisierung.—
Wiss. Zeitschrift d. TU Dresden, 1972, Bd. 21, N. 2, S. 276.
2.56. Hohne G., Koch P. Anwendung der Variationsmethode beim Konstruieren.—
Maschinenbautechnik, 1976, Bd. 25, N. 4, S. 183.
2.57. Krause W. u. a. Feinmechanische Bauelemente.— Feingeratetechnik, 1974,
Bd. 23, N. 10, S. 455.
2.58. Rochbach B. Kreativ nach Regeln — Methode 635, eine neue Technik zum Losen
von Problemen.— Absatzwirtchaft, 1969, Bd. 12, S. 73.
2.59. Dalkey N. D., Helmer O. An Experimental Application of the Delphi Method
to the Use of Experts.— Management Science, 1963, Bd. 9, N. 3.
2.60. Hohne G., Sperlich H. Methodische Richtlinie zur Konstruktionskritik.— Wiss.
Zeitschrift der TH Ilmenau, 1976, Bd. 22, N. 4, S. 107.
2.61. Schulze W. Sowjetischer Prozessrechnerkomplex SM-4.— Rechentechnik/
Datenverarbeitung, 1979, Bd. 16, N. 2, S. 30.
2.62. Datenverarbeitung in der Konstruktion 1976. VDI-Berichte 261, VDI-Verlag
Diisseldorf, 1976.
2 63. Rugenstein J. Der Einsatz der Digitalgraphik im Maschinenbau.— Wiss. Zeitschr.
der TH Magdeburg, 1978, Bd. 22, N. 1, S. 21.
2.64. Aurich H., Franz A. K. Programmsysteme zur Mensch-Maschine-Kommunika-
tion.— Rechentechnik/Datenverarbeitung, 1979, Bd. 16, N. 2, S. 23.
2.65. Leonhard W., Markert J. Grunlagen der Digitalgrafik, Weiterbildungsreihe.—
Feingeratetechnik, 1979, Bd. 28, N. 2 bis 12.
2.66. Leonhard W. Einsatz der Digitalgrafik zur Rationalisierung der technichen
Produktionsvorbereitung.— Feingeratetechnik, 1978, Bd. 27, N. 4, S. 157.
2.67. Kompa S., Beyer G., Hennebach R. Uber die zeitliche und ortliche Konstanz der
Bestrahlungsstarke in einer komplexen Bestrahlungs — und Abtasteinrichtung.
Feingeratetechnik, 1974, Bd. 23, N. 8, S. 369.
U7
2.68. Problemorientierte Systemunterlagen.— Rechentechnik/Datenverarbeitung, 1972,
Bd. 9, Beiheft 1.
2.69. Hennebach R., Bittrich A. Beschreibung eines komplexen Rechnerprogramms
fiir die Berechnung von Zahnflachriementrieben.— Feingeratetechnik, 1975,
Bd. 24, N. 4, S. 165.
2.70. Schonfeld S., Krug W. Rechnerunterstiitzte Optimierung von Bauelementen mit
Hilfe programmierbarer Tischrechner. Vortrag, Schiffbautechnisches Symposium,
Rostok, 1978.
2.71. Schmidt C. S/360 — CSMP — Ein Programmsystem zur digitalen Simulation
kontinuierlicher Systeme. Nutzerinformation.— VEB GRW Teltow, 1973.
2.72. Половинкин А. И. Untersuchung und Entwicklung von Konstruktionsmethoden.—
Maschinenbautechnik, 1979, Bd. 28, N. 7, S. 297.
2 73. Hohl G. Rechnereinsatz in der kreativen Phase des Konstruktionsprozesses.—
Feinwerktechnik und Messtechnik, 1975, Bd. 83, N. 1, S. 14.
2 74. Rugenstein J. Digitalgrafik bei der Konstruktion von Antrieben.— Maschinen-
bautechnik, 1978, Bd. 27, N. 10, S. 438.
2.75 Seydel E., Quass H., Volker T. Rechnergestiitzte Konstruktion feingeratetechnis-
cher Baugruppen unter Verwendung der digitalen Simulation.— Feingeratetechnik,
1975, Bd. 24, N. 3, S. 112.
2.76. Nomenklatur der Arbeitsstufen und Leistungen von Aufgaben des Planes Wi-
ssenschaft und Technik (Arbeitsstufennomenklatur). Hrsgg. v. Ministerrat der
DDR, Minist. f. Wissenschaft und Technik, Berlin, 1975.
2.77. Hummel R., Jehmlich G., Kundorf W. Das Pentacta-System.— Bild und Ton,
1972, Bd. 75, N. 6, S. 165.
2.78. Hummel R., Jehmlich G., Kundorf W. Mikrofilmtechnik.— Technische Gemeinsc-
haft, 1978, Bd. 26, N. 3, S. 45.
2 79. Schelinski (J., Seydel E., Eberl H.-W. DIWASIM — ein Kleinrechner-Dialogpro-
gramm zur Dynamiksimulation.— Feingeratetechnik, 1979, Bd. 28, N. 8, S. 353.
2.80. Schelinski (J. DIWASIM. Blockorientierte Dynamiksimulation auf dem Kleinrech-
ner KRS 4200/01. Anwenderbeschreibung. Preprint 10-04 bis 06-80 der TU Dresden.
2.81. Piittmann R., Schelinski U., Seydel E. DIMAN. Programmsystem zur Simulation
von Antrieben. Anwenderinformation. Preprint 10-01 bis 03-80 der TU Dresden.
2.82. Krause W. Bewertung in der Garatekonstruktion. Bericht des S. Gesellschaftlichen
„Kolloqiums Dresdense“, 1983, S. 57.
3. Структура прибора
Для грамотного анализа и синтеза приборов необходимо знание их основных
свойств. Конкретным выражением этих свойств является техническая
структура прибора (символы и обозначения см. разд. 2). Ниже описаны
принципы действия приборов, конструктивные решения и закономерности,
которыми определяется их работа. С точки зрения теории систем, структура
прибора представляет собой общность его элементов и связывающих их
отношений. Описание структуры прибора целесообразно осуществлять на
двух уровнях абстрагирования: на уровне функций, рассматривая функцио-
нальную структуру прибора, и на уровне геометрических параметров и
характеристик элементов, рассматривая его принципиальную структуру *.
3.1. Функциональная структура
Функциональная структура прибора представляет собой общность функцио-
нальных элементов и функциональных отношений между ними, называемых
связями.
Необходимость такого рассмотрения, абстрагированного от структуры
конкретного прибора, объясняется следующим:
основные взаимосвязи и закономерности, которым подчиняется структура
прибора, могут быть выявлены и описаны в общем виде только при доста-
точно высоком уровне абстрагирования;
такое рассмотрение позволяет лучше оценить, как правило, высокую
комплексность и большую сложность структуры прибора, обычно не под-
дающейся полному логическому и математическому описанию;
кроме того, это рассмотрение позволяет конструктору более эффективно
осуществить анализ и синтез прибора.
Описание функциональной структуры прибора включает общую функцио-
нальную модель и детальную функциональную структуру, состоящую из
функциональных элементов и их связей.
3.1.1. Общая функциональная модель
Отношения между прибором и окружающей средой описываются обобщен-
ной моделью функций, выполняемых прибором (рис. 3.1). Основные законо-
мерности модели были рассмотрены в 2.1.1. С учетом характера этих отноше-
ний выделяют три категории сопряжений прибора и окружающей среды,
оказывающих решающее влияние на его структуру:
* Наиболее близким по содержанию русским аналогом принятому в
термину «Геометрическая структура» является «принципиальная структура (сх )
(см. ГОСТ 2.701-68). (Прим. ред. перев.).
119
сопряжение 1 —уровень преобразования. Прибор пред-
назначен для выполнения и стимуляции определенных технических операций
или участия в них. В общем случае это реализуется посредством пре-
образования прибором некоторого количества входных величин Ее, в резуль-
тате чего на его выходе появляются величины Av. Поэтому говорят
офункции преобразования прибора;
сопряжение 2 — уровень коммуникации. С помощью прибора
производится обмен информацией между прибором и человеком или другими
техническими изделиями. Обмен осуществляется с помощью коммуника-
ционных входных величин Ek, предназначенных для осуществления функции
преобразования или управления ею, и коммуникационных выходных величин
Ak, предназначенных для обратной связи или контроля выполнения этой
функции. Поэтому речь здесь идет офункции коммуникации при-
бора;
сопряжение 3 — уровень возмущений. На этом уровне учиты-
ваются все не относящиеся к функции прибора и воздействующие на него
в качестве независимых переменных входные и выходные величины,
чаще всего нежелательно влияющие на прибор в виде возмущающих
величин Ez и на окружающую среду в виде возмущающих величин Аг.
С учетом этих величин необходимо предусматривать мероприятия, целью
которых является в основном обеспечение надежности выполнения функций
преобразования и, конечно, поддержание неизменными определенных
условий среды, окружающей прибор. Эта функция называется функцией
надежности.
С помощью этих трех категорий входных и выходных величин можно
построить структуру обобщенной модели функции, состоящую из трех
частных функций: преобразования, коммуникации и надежности (рис. 3.2).
В соответствии с их задачами последние две из этих функций имеют
непосредственные внутренние связи с функцией преобразования.
3.1.2. Функция преобразования
3.1.2.1. Основные положения
С позиций теории систем (см. разд. 2.1.1 и 3.1.1) функцию преобразования
можно определить следующим образом.
Функция преобразования представляет собой свойство прибора, исполь-
120
Электричес-
кая инфор-
мация
----- >
>
Механическая
энергия (вра-
щение диска
Рис. 3.3. Основная и вспомогательная
функции преобразования проигрыва-
теля
Данные в биде
электричес-
ких импуль-
сов
Основная
функция Данные в виде
преобразования отверстий в
для грам-
пластинки)
Перфокарты
(неперфори-
рованные)
о вспомогатель -
пая функция
• преобразования
перфокартах
Рис. 3.4. Основная и вспомогательная
функции преобразования карточного
перфоратора
зуемое для выполнения определенной задачи. Входные величины Ev этой
функции при определенных условиях окружающей среды преобразуются в ее
выходные величины Av. Требуемое преобразование входных величин в выход-
ные осуществляется, как правило, с помощью качественного и количествен-
ного преобразования.
Рис. 3.3 и 3.4 иллюстрируют разнообразие объектов, подлежащих
преобразованию приборами. Разбивка этих объектов на классы «Информа-
ция», «Энергия» и «Материал» позволяет выделить три области применения
функции преобразования приборов, а именно области преобразования
информации, энергии и материала (рис. 3.5). Очевидно, что одна из этих
областей, определяющая назначение прибора, всегда является первичной
по отношению к другим. Поэтому можно говорить об основной (первич-
ной) и о вспомогательных (вторичных) функциях преобразования.
Основной функцией называется процесс преобразования входных вели-
чин в выходные в пределах области функций, определяющей класс прибора.
В соответствии с этой функцией различают приборы для преобразования
информации, энергии и материала. Вспомогательными (дополнительными)
функциями являются преобразования в выходные входных величин, не-
обходимых для выполнения основной функции.
Например, проигрыватель и карточный перфоратор представляют собой
приборы, преобразующие информацию (см. рис. 3.3 и 3.4). Их основной
функцией является оптимальное преобразование «механической» информа-
ции, которую несут бороздки грампластинки, в соответствующую электри-
ческую информацию в первом случае, и элек-
трических входных импульсов в соответствую-
щие отверстия в перфокарте во втором. Пре-
образование электрической энергии в энергию
вращения диска для грампластинки, как и
перемещение перфокарт в приборе, являются,
в конечном счете, лишь условиями, необходи-
мыми для выполнения основной функции и,
следовательно, могут быть однозначно отне-
сены к вспомогательным функциям преобра-
зования. Только такая четкая разбивка
Рис. 3 5. Модель функции преобразования прибора
121
позволяет предотвратить ошибки в определении параметров прибо-
ров.
Приборы создаются в первую очередь для преобразования информации.
Это объясняет разницу между приборо- и машиностроением. Поэтому
ниже (см. разд. 3.1.2.2) подробно рассмотрены основные аспекты преобразо-
вания информации в приборах. Однако немалую роль играет также пре-
образование энергии и материала.
Примеры устройств для преобразования энергии. Узлы электропитания в при-
борах; механические приводы и ходовые механизмы; электромагнитные, механические,
пневматические, гидравлические устройства управления, регулирования и исполнения,
устройства для выработки теплоты (нагревательные приборы, печи и т. д.); устройства
для выработки холода (холодильные агрегаты и т. д.); источники света (лампы,
облучатели, лазеры и т. д.); электрические и электронные генераторы (передатчики
радио- и телесигналов и т. д.).
Примеры устройств для преобразования материала. Устройства ввода и вывода,
транспортирования, позиционирования и хранения твердых листообразных предметов
(бумаги, бумажных лент, документов, перфоленты, перфокарт, магнитной ленты,
ролевой пленки, плоской пленки и т. д.); устройства ввода и вывода, транспортирова-
ния и хранения жидких и пастообразных сред (шариковое перо для чернильной
записи, игла для инъекций, система подачи хладагента, механические печатающие
и чертежные устройства, лабораторные приборы для химических и медицинских
измерений и т. д.). Устройства для проведения химических реакций (для съемки,
проявления и копирования фото-, кинопленки, для фотолитографии, травления и т. д.);
устройства для изменения состояния твердых, жидких и пастообразных сред (бытовые
миксеры, стиральные машины и т. д.).
3.1.2.2. Преобразование информации
Информация и сигнал. Для приборов основной функцией является пре-
образование входной информации в выходную, в то время как операции
преобразования материала и энергии имеют лишь характер вспомогательной
функций. Информация представляет собой категорию теории познания
и связи, касающуюся всегда только людей. Для передающих и принимающих
она связана с определенным смысловым содержанием (семантикой).
Конструктору необходимо техническое толкование понятия информации,
т. е. материальное выражение этого понятия и его математическое описание.
Только тогда вообще может быть разработан прибор, рассчитаны его
размеры и произведена его оценка. Обработка информации связана с суще-
ствованием физических величин как ее носителей. Эти носители должны
материально существовать в форме определенного распределения материала
и (или) энергии в пространстве и времени и, следовательно, могут быть
описаны математически. Изменение этой физической величины во времени
называется сигналом Q, а сама физическая величина — носителем
сигнала. Содержание информации в сигнале описывается измене-
нием информационного параметра Р [3.8] (табл. 3.1 и 3.2).
Поэтому допустимым, оправданным с точки зрения разработчика упроще-
нием является абстрагирование от семантики, анализ и оценка физической
реализации информации с помощью технической категории «Сигнал».
В соответствии с этим ниже говорится о сигналах и их преобразовании,
причем для предотвращения путаницы с сигналами управления и контроля
122
3.1. Составные части сигнала и их признаки
Сигнал Q = (x, у, z, t) Носитель сигнала Информацион- ный параметр Р Вид сигнала
Временной Q = f(t) (форма, исполь- зуемая в основном для передачи сиг- налов) : непрерывный дискретный Пространственный Q = f (х, у, z) (форма, исполь- зуемая в основном для хранения сиг- налов) : одномерный Q=fW двумерный Q=f(x, у) трехмерный <?=Цх, у, z) Механический (ско- рость, ускорение, сила, масса, давление, работа и др.) Геометрический (длина, толщина, угол, площадь, объем, высота, печатные знаки и др.) Гидравлический (дав- ление, перепад давле- ний, расход жидкости и др.) Пневматический (давле- ние, перепад давлений, расход газа и др.) Акустический (интен- сивность звука, высота звука и др.) Тепловой (температура, количество теплоты и др) Магнитный (индуктив- ность, напряженность магнитного поля, маг- нитный поток и др.) Электрический сигнал (ток, напряжение, мощ- ность и др.) Оптический (яркость, коэффициент преломле- ния, длина волны и др.) Ядерно-физический (плотность потока ней- тронов и др.) Химический сигнал (по- казатель pH, концентра- ция газа и др.) Амплитуда Частота Фаза Количество импульсов Длительность импульса Последова- тельность им- пульсов Положение импульсов Количество точек Расположение точек Расстояние между точка- ми и началом координат Расположение точек Расстояние между точка- ми и началом координат Аналоговый (Р может принимать любые зна- чения в заданных пре- делах) Дискретный (Р может принимать только ко- нечные значения): бинарный (Р может принимать только два значения) цифровой (значе- ния Р соответству- ют словам условно- го алфавита) многоточечный (дискретный без- условного алфави- та) Непрерывный (Р мо- жет изменяться в лю- бой момент времени) Дискретный (Р может изменяться только в определенные момен- ты времени)
подлежащие преобразованию сигналы называют рабочими. Однако
при таком «техническом» рассмотрении нельзя упускать-из виду разницу
между сигналом и информацией, т. е. преобразование сигнала в приборе
всегда должно осуществляться так, чтобы преобразование информации было
оптимальным. Поэтому основной критерий качества преобразования сигнала
в приборах (по аналогии с КПД энергопреобраЗующих машин и машин,
перерабатывающих материалы) можно постулировать в виде КПД информа-
ции как максимальное сохранение и минимальное нарушение правильности
информации, т. е. сохранение неизменной заданной функции обработки
123
3.2. Комбинация различных.признаков составных частей сигналов
Сигнал Вид сигнала, информационный параметр Рисунок
Временной, непре- рывный Временной, дис- кретный Аналоговый, непрерывный; ам- плитуда Аналоговый, прерывистый; ам- плитуда
ж
Дискретный, непрерывный; ам-
плитуда (два значения: 0 или
L)
Дискретный, прерывистый; ам-
плитуда
Временной, непре-
рывный
Трехмерный, дву-
мерный
Аналоговый, непрерывный; ча-
стота
Дискретный; число и располо-
жение точек
информации за счет минимизации линейных и нелинейных искажений
информации, а также предотвращения потери всей информации или части ее.
Убедительными примерами, подтверждающими значение критерия
качества, являются приборы для передачи речевой информации и изобра-
жений, для преобразования данных и измерений.
Операции преобразования информации. Многообразные и иногда очень
сложные функции преобразования сигналов, которые должны выполнять
приборы, могут быть реализованы с помощью ограниченного числа элемен-
тарных операций изменения сигнала. Они объединяются в различных
124
комбинациях и в различных количествах в требуемые структуры преобразо-
вания сигналов. При этом могут быть сформулированы основные функции,
которые в обобщенной форме рассмотрены в § 2.1.1. В табл. 3.3 перечислены
основные функции сигналов с точки зрения их преобразования и с указанием
их физико-технической реализуемости, практического применения, а также
терминологии, используемой в области преобразования информации. Эти
функции реализуются в основном в области электротехники, электроники,
оптики, механики, пневматики и гидравлики.
3.3. Основные функции сигналов
Основная функция и обозначение сигнала Характеристика Примеры
Превращ Е —> ение А Изменение материаль- ного или энергетическо- го качества входного сигнала (Е и А физи- чески различны) Электроакустический преобра- зователь (громкоговоритель, микрофон); электромагнитный преобразователь (фотодиод, светодиод); термоэлемент, пье- зоэлектрический преобразова- тель
Преобраз Е ование А=Г(Е) А Изменение характера или состояния сигнала во времени A = f(E) (Е и А физически одина- ковы) Механическая передача, элек- тронная схема, цифроаналого- вый и аналого-цифровой преоб- разователи, кодирующее уст- ройство, модулятор
Изменени Е е > А —>> Изменение значения сиг- нала V (A = VE): V> > 1 — усиление; V < < 1 — ослабление, демпфирование Электронный усилитель (RC- усилитель, селективный, диффе- ренциальный, операционный усилители, усилитель мощно- сти), магнитный усилитель, трансформатор, рычаг, зубча- тый редуктор, пневматический, гидравлический усилители
Переключ 1ение —1 А —► Прерывание и (или) восстановление потока сигналов Fi-М обычно с помощью дополнитель- ной входной величины Е2; особый случай — за- пирание (прерывание или полное предотвра- щение потока сигналов) Механический выключатель, электронный выключатель (на- пример, тиристор), электроме- ханический выключатель (на- пример, реле), запирающее зве- но (механический запор, полу- проводниковый диод)
Передача Е — А Передача сигнала от входа к выходу Электрический провод, кабель, трос Боудена, вал, труба, шланг, канал, линза, призма, световод
Место! — Место 2
125
Продолжение табл. 3.3
Основная функция
и обозначение сигнала
Фильтрация
Характеристика Примеры
Выбор (селектирование) части из множества сиг- налов в соответствии с определенным крите- рием Полосовой фильтр, фильтры вы- соких и низких частот, механи- ческий фильтр, оптический фильтр (поляризационный, цветной фильтры)
Разветвление одного
сигнала на несколько
сигналов Л1, ... , Ап, при
этом Е = А 1 = (Л2,... ,ЛЯ)
Математическое объеди-
нение двух или более
сигналов (Е\,...,Еп)
Логическое объединение
двух или более сигналов
(Е\,...,Еп)
Разветвление электрических
проводов, редуктор
Логические схемы для сложе-
ния, вычитания, смещения, ум-
ножения, деления и т. д.
Логические схемы И, ИЛИ, НЕ,
функций и т. д.
Прием некоторого коли-
чества сигналов и выда-
ча их неизменными через
жестко заданный или
выбираемый промежу-
ток времени, обычно по
вызову (Е2)
Электронное запоминающее уст-
ройство (триггер, регистр, счет-
чик, электронная лучевая труб-
ка с памятью), фотография, го-
лограмма, баланс, перфокарта,
печатные знаки, грампластинка
Генерирование (подго- Генератор сигналов (синусои-
товка) сигналов (Е не дальных и импульсных)
имеет значения)
Средства преобразования информации в приборостроении появились
на базе механических устройств. Еще можно встретить механические
настольные арифмометры, механическими являются балансы в большинстве
бытовых часов, сигналы иногда передаются с помощью механических
механизмов на основе рычагов, гибких валов и т. д. Вследствие присущих
этим устройствам недостатков, в частности низкой скорости выполнения
операций, их значение в приборостроении все более падает. Они все еще
используются лишь для ввода и вывода информации, там, где из-за ограни-
ченной скорости выполнения рабочих операций человеком другие решения
и не нужны. Применяемое в наши дни преобразование информации
с помощью микроэлектронных средств сохранится и в будущем. Однако
все более мощным их конкурентом становятся оптические средства обработки
126
V
Внутреннее управление функцией преобразования
внутреннее управление функцией преобразования
ЯК~ 3*-
~ =5r“S- =»5ЙЙ =5
________ цифровое) сигнала аналоговое) ал1
И С ПОЛЬ зо-
сигнала
в)
Рис. 3.6. Обобщенные модели функциональных структур аналоговой (а), дискрет-
ной (б) и смешанной (в) систем преобразования сигналов:
IQ — источник информации; IS — пользователь информации
Получение сигнала
(датчик,
f иатчик, к
преобразователь "Р
сигнала и т.п.)
внутреннее
преобразование
сигнала
(передача, усиление
объединение,
хранение и т.п.)
Использование сигнала
( исполнительное
звено, устройство
отображения
измеренной
величины и т.п.)
внутреннее управление функцией преобразования.
Кодирование сигнала
ZZZ3
Внутреннее
=й преобразование I—N
сигнала
Декодирование
сигнала
(получение
информации)
информации [3.28]. Так, в области автоматизации оправдывают себя
пневматические и гидравлические средства, когда вследствие, например,
экстремальных условий (радиоактивное излучение, взрывоопасные газы,
наличие посторонних тел и т. д.) недопустимы другие решения [3.1].
Типичные функциональные структуры преобразования сигналов. В зави-
симости от требуемых условий преобразования различают в основном два
типа систем: аналоговые, состояние которых непрерывно изменяется
в ограниченной области, и дискретные, состояние которых может
принимать только определенное множество дискретных значений. К анало-
говым системам относятся многие приборы для обычных измерений, в кото-
рых в качестве информационного параметра обычно используется амплитуда
электрического, ' оптического, механического или даже пневматического
носителя сигнала, которая может быть преобразована в удобно оцениваемую
выходную информацию (рис. 3.6, а). В дискретных системах множество
127
знаков, выбранное из алфавита источника информации, образует сигнал,
который затем преобразуется, чтобы по найденной таким образом информа-
ции снова получить соответствующее множество знаков, выбранных из
алфавита пользователя (рис. 3.6,6). Представителями дискретных систем
являются цифровые ЭВМ. Широко используют также комбинацию анало-
говой и дискретной систем (рис. 3.6, в). Ее применяют в приборах средств
автоматизации технологических процессов для определения и преобразова-
ния параметров состояния в величины, необходимые для корректировки
процесса.
Эти три функциональные структуры выполняют частные функции, типич-
ные для преобразования сигналов в приборах.
Получение сигнала. Процесс получения сигнала от внешнего источника
информации имеет вид определения величин состояния процесса (с помощью
измерительной аппаратуры) или приема сообщений (с помощью приемников
звуковых сигналов и сигналов изображения). В общем случае получение
сигнала связано с операциями его преобразования, так как перемещение,
давление, температура, скорость, угол и другие носители сигнала имеют
различную физическую природу, а их значения должны быть «отображены»
на определенном носителе сигнала, в большинстве случаев в виде характе-
ристик электрического тока. Таким образом, частная функция «Получение
сигнала» осуществляется датчиком, измерительным преобразователем,
преобразователем звуковых сигналов и сигналов изображения, которые
во многих случаях устанавливаются на большом расстоянии от прибора,
«на месте».
Внутреннее преобразование сигнала производится на базе основных
функций преобразования сигналов (см. табл. 3.3) с помощью специальных
структур (описание структур см. в [3.1—3.10]). Пример применения типич-
ных структур аналоговых измерительных приборов приведен на рис. 3.7,
а структур цифровых ЭВМ на рис. 3.8.
а)
в)
г)
Рис. 3.7. Модель функциональной структуры внутреннего преобразования сигналов
в аналоговых и измерительных приборах:
а — последовательная структура, метод амплитуд, бив — параллельная структура, разност-
ный и дифференциальный методы, г — циклическая структура, компенсационный метод
128
Управление операциями
Использование сигнала представляет собой операции его преобразова-
ния, с помощью которых, например, исполнительное устройство обеспечивает
управление процессом, отображение измеренных величин и выдачу информа-
ции в виде звуковых сигналов и сигналов изображения. Обычно операции
преобразования связаны с операциями усиления сигнала.
Кодирование и декодирование сигнала. Отображение дискретной инфор-
мации на носителе сигнала называется кодированием этого сигнала. Кодиро-
вание осуществляется, например, когда информация, записанная в виде
чисел, преобразуется в электрические импульсы для ввода в цифровую ЭВМ.
Оно производится по специальным правилам, в соответствии с которыми
из комбинаций двоичных знаков L и 0, полученных в результате обработки
числовой информации, образуются так называемые кодовые слова. Известны
десятичный, двоичный коды, код Грея, телетайпный код [3.2].
Кодирование сигнала повышает надежность обработки информации
при использовании кода, позволяющего выявлять или исправлять ошибки,
а также устраняет избыточность информации (кодирование с помощью
соответствующего кода) [3.5—3.6]. Кодирование сигнала обеспечивает
«выборку» информации из обработанного сигнала посредством сравнения
принятых кодовых слов с таблицей кодов и выбор соответствующих знаков
из множества знаков, используемых пользователем информации.
Преобразование сигнала необходимо, если из аналогового сигнала
должен быть получен цифровой, который, в свою очередь, должен быть снова
трансформирован в аналоговый. Эти преобразования имеют большое зна-
чение в приборостроении. Во-первых, использование ЭВМ для управления
129
5 Зак. 4
олиинил £ д т оеличини
величина J к х| сообщения
Устройст-
во овода
Управляющая I Контрольная
величина 1 vI величина
Функция
коммуникации
управления
Рис 3.9 Схема прохождения сигналов в при-
боре
процессами требует преобразования ана-
логовых параметров процесса в цифро-
вую форму с последующей трансформа-
цией этой цифровой информации в
аналоговые сигналы управления. Во-вто-
рых, в измерительной аппаратуре все
большее распространение получают циф-
ровые методы обработки сигналов, по-
зволяющие повысить скорость и точ-
ность обработки информации. Для пре-
образования аналоговых сигналов ис-
пользуется множество технических решений [3.3, 3.7, 3.30].
Внутреннее управление. Это управление необходимо для реализации
всего процесса преобразования сигнала и согласования его с функцией
коммуникации прибора. На рис. 3.9 входная величина Еь преобразуется
в управляющую величину W (чаще всего в механическое перемещение).
В управляющем устройстве наряду с требуемыми преобразованиями сигнала,
например преобразованием механической управляющей величины W
в электрический сигнал и соответствующим его усилением, производится ее
преобразование в регулирующую величину Y. Последняя «управляет»
функцией преобразования сигнала (объектом управления) обычно путем
изменения параметров функциональных элементов или структуры функции
преобразования. Величина обратной связи X, подаваемая на управляющее
устройство, сигнализирует о состоянии функции преобразования; с помощью
контрольной величины V эта информация поступает в устройство ввода.
Описанная структура является обобщенной, в табл. 3.4 приведены примеры
структур, построенных на ее основе.
В случае следящего управления выходная А и управляющая
W величины жестко связаны зависимостью A=f(W). Уровень автоматиза-
ции очень низок, поэтому такое управление в приборостроении применяется
редко. Правда, в наиболее тривиальном варианте оно присутствует в каждом
приборе, если внутреннее управление используется только для передачи
сигнала. Управление сводится к переключению прибора и изменению пара-
метров функциональных элементов в рамках функции преобразования.
Целесообразно рассматривать любой прибор в качестве управляемой
системы. Благодаря этому все воздействия на выходную величину прибора,
узла или даже детали, которая не должна испытывать воздействия обратной
связи (например, при юстировке), можно рассматривать как операции
управления. Это имеет большое значение для автоматизации функций
приборов с помощью средств микроэлектроники.
Программное управление в приборах используется тогда, когда
функция преобразования прибора настолько сложна, что многие отдельныё
операции преобразования должны выполняться по определенному правилу,
алгоритму. Для этого необходима соответствующая последовательность
регулирующих величин Y,. Простейшим программным управлением является
программно-временное управление с помощью датчика времени
130
3.4. Виды и структуры управления в приборах, преобразующих сигналы (KF —
функция коммуникации, VF — функция преобразования, St — внутреннее управление,
цР — микропроцессор, ц/? — микроЭВМ)
Следящее
управление
Программно
временное
управление
Программное управление с обратной связью
по жесткой программе
по варьируемой программе
(им могут быть часы, кулачковый механизм и другие устройства, подающие
сигналы времени непрерывно, пошагово или другим дискретным образом).
Сигналы обратной связи здесь не используются, поэтому внутреннее управ-
ление прибора еще не имеет логических элементов и ограничено преобразова-
телями, усилителями и т. п.
Программное управление с обратной связью отличается
от описанного выше тем, что реализация функции преобразования зависит
от содержания сигнала обратной связи, а операции этой функции выполняют-
ся по определенной программе. Такое управление требует определенной
логической связи между сигналами обратной связи и тактовым генератором,
задающим последовательность выполнения операций. Этот вариант
управления по своей логической структуре является управлением по жесткой
программе, реализуемой по тактовым сигналам. Он позволяет создавать
приборы, автоматически работающие по жесткой программе, от оператора
требуется их включение и выключение. Благодаря широкому развитию
автоматизации в последние годы этот тип управления получил широкое
распространение. На его базе создано большое число узкоспециальных
приборов, предназначенных для выполнения какой-либо одной задачи
управления. Однако все отчетливее намечается тенденция к более широкой
замене такого управления любым программируемым управлением, с по-
мощью которого в зависимости от установленной программы можно решать
различные задачи и которые, следовательно, можно использовать в самых
различных приборах. Независимая от прибора логика управления в настоя-
щее время может быть реализована с помощью микропроцессора, по-
средством которого (в соответствии с хранящейся в его памяти программой)
возможно выполнение практически любых задач, решаемых приборами.
В табл. 3.4 представлена также схема внутреннего управления при исполь-
зовании микроЭВМ. Кроме названных видов управления в приборострое-
нии находят применение другие структуры управления [3.10].
3.1.3. Функция коммуникации
Объем и значение коммуникации, т. е. взаимного обмена информацией
между прибором и внешней средой, постоянно возрастали в прошедшие
десятилетия, в приборах последующих поколений они будут играть решаю-
щую роль по следующим причинам:
основной объект преобразования прибора — информация — представ-
ляет собой категорию, касающуюся исключительно и непосредственно
человека. Эта категория требует особого использования сенсорных, моторных
и интеллектуальных способностей человека, что обусловливает необходи-
мость в поиске специальных функциональных и конструкторских реше-
ний;
при лавинообразном увеличении числа приборов и, следовательно, при
расширении числа их пользователей, квалификация которых во все меньшей
степени позволяет им понимать процессы, протекающие в приборе, все более
актуальной становится задача оптимального «сопряжения» человека и при-
бора с учетом способностей среднего пользователя, а также передачи ему
абсолютно однозначной информации о требуемом поведении его самого
и о рабочем состоянии прибора;
постоянный рост объема прямых коммуникационных отношений в системе
человек-прибор, возрастание их доли в общем объеме работы отдельного
человека, а также, в частности, увеличение обусловленных ими физических
и психологических нагрузок требуют реализации соответствующих функцио-
нальных и конструкторских решений, удовлетворяющих более высоким
требованиям к охране труда, эргономике и эстетике;
рост автоматизации приборов ведет к оснащению их центральными
устройствами управления (микропроцессорами, микро-, малыми и большими
ЭВМ) и, следовательно, ко все более тесной взаимной (коммуникационной)
зависимости приборов в рамках комплексной системы приборов.
То, что от правильности ввода и вывода информации иногда может
зависеть выполнение важных народнохозяйственных задач и даже сохран-
ность человеческих жизней (например, при обслуживании и контроле работы
больших пультов управления),что возникли совершенно новые коммуни-
кационные отношения в системе человек-прибор (например, благодаря
использованию интерактивных дисплеев) и что внедрение микроэлектроники
революционизировало приборостроение, дав возможность автоматизировать
выполнение функций прибора, еще раз подчеркивает необходимость вы-
делить функцию коммуникации в рамках модели прибора и сделать выводы
о функциональном и конструкторском решениях прибора.
Функция коммуникации реализует необходимые информативные связи
между человеком и прибором, а также другими техническими устройствами
(рис. 3.10) в целях:
управления функцией прибора посредством преобразования внешних
управляющих (задающих) величин Ek или E'k во внутренние управляющие
величины W или
132
Рис. 3.10. Основные коммуникационные отно-
шения между прибором и окружающей средой:
IQ — источник информации; IS — пользователь
информации
контроля выполнения функции
прибором посредством преобразова-
ния внутренних контрольных вели-
чин V или V' во внешние контрольные
величины Ak или А'ь,
управления функцией других технических устройств контроля ее выпол-
нения посредством преобразования управляющих величин внутренних U7"
во внешние А'( и контрольных величин внешних Е" во внутренние V".
В случае коммуникации речь идет исключительно об информативных
отношениях, поэтому входные и выходные величины представляют собой
управляющие и контрольные сигналы, соответствующие назначению этих
величин. Таким образом, существует четкое ограничение понятий по сравне-
нию с сигналами, описанными в § 3.1.2. Грубая классификация функций
коммуникации производится, во-первых, по сенсорным и моторным способ-
ностям человека и, во-вторых, по физико-техническим возможностям,
определяемым свойствами прибора (рис. 3.11).
Ввод информации производится исполнительным органом (например,
пальцем, кистью, всей рукой, ступней, ногой), если при этом необходимо
выполнение частной функции «Механический ввод» или «Включение», т. е.
перемещение. Особыми случаями перемещения являются блокировка, фикса-
ция (позиционирование) и касание (см. § 6.3.5). В частности, благодаря
отсутствию усилия касание (обычно пальцем) устройства ввода является
эргономически благоприятным решением и находит все более широкое при-
менение. Расширяется область использования речевого ввода информации.
Для вывода информации , т. е. для выполнения частной функции «Индика-
ция», используются почти все сенсорные способности человека. Главное
место занимает оптическое отображение информации, так как примерно
78 % всей информации человек получает через органы зрения (см. § 6.4.4
и 7.5). Значительным преимуществом акустического вывода информации
является то, что эта информация может быть доведена до сведения более
широкому кругу лиц независимо от расположения их в помещении. Особенно
следует указать на речевой вывод, который будет играть важную роль
в будущем, обеспечивая, например, формирование в приборе и выдачу
указаний в виде отдельных слов или коротких фраз с учетом решаемой
проблемы. Для механического вывода информации может быть использована
тактильная чувствительность (осязание), а для ее приема — датчики,
реагирующие на напряжение сухожилий и мышц. При этом необходим
в основном контакт касанием. Информационная связь осуществляется
посредством вибрации или подобного ей механического перемещения, а так-
же за счет различной формы, структуры поверхности или взаимного давления
механических элементов. Об использовании индикаторов вкуса и запаха
в приборах не известно.
Частные функции «Обслуживание» и «Индикация» конструктивно
должны выполняться так, чтобы они, во-первых, оптимально отвечали
133
Рис. 3.11. Схема модели функции коммуникации прибора и ее отношений с внешней
средой
способностям человека (а не наоборот, когда человек для работы с прибором
должен быть узким специалистом) и, во-вторых, обеспечивали целесообраз-
ное разделение труда между человеком и прибором, позволяющее максималь-
но использовать возможности обработки информации человеком (параллель-
ная обработка информации с низкой скоростью и относительно малой
надежностью) и прибором (последовательная обработка информации с вы-
сокой скоростью и надежностью).
К функции коммуникации относится также обмен информацией между
прибором и другими техническими устройствами (которыми, как правило,
являются также приборы), машинами или соответствующими узлами машин.
Этот обмен информацией имеет большое значение при разработке авто-
134
3.5. Интерфейсы приборов для систем с различными структурами j3.HI (FE —
функциональный блок, ZFE — центральный функциональный блок, S/ — стандартный
интерфейс, V — контрольная величина; W — управляющая величина)
Цепочная структура
Звездообразная структура
Линейная структура
ZFE
SI
FE1 FE2 ............... FEn
Непосредственный обмен информацией меж-
ду соседними функциональными блоками.
Функциональные блоки управляются взаим-
но. Адресации функциональных блоков не
требуется. Программирование (если оно не-
обходимо) производится взаимно самими
функциональными блоками и (или) програм-
мирующими функциональными блоками
Непосредственный обмен информацией меж-
ду функциональными блоками и центральным
функциональным блоком. Управление непо-
средственно через центральный функциональ-
ный блок. Адресации функциональных блоков
не требуется. Программирование непосред-
ственно через центральный функциональный
блок
Обмен информацией через шину связи между
функциональными блоками и центральным
функциональным блоком. Управление произ-
водится через шину связи, как правило, цент-
ральным функциональным блоком. Адреса-
ция функциональных блоков необходима, она
осуществляется через шину связи централь-
ным функциональным блоком. Программиро-
вание осуществляется центральным функ-
циональным блоком через шину связи
матизированных технических систем, в которых число функциональных
элементов настолько велико, что это требует унификации отношений обмена
информацией и энергией. Соответствующие инструкции называются
интерфейсом. Следующим шагом является стандартизация этих
отношений обмена до определенного спектра значений, который гарантирует
сопряжение различных функциональных блоков системы. Это осуществляет-
ся с помощью стандартного интерфейса. Теперь, поскольку
содержание и объем интерфейса зависят от структуры автоматизированной
системы, различают стандартные интерфейсы для отдельных структур си-
стем. В табл. 3.5 перечислены условия для цепочных, звездообразных и
линейных соединений, типичных для приборов [3.11].
3.1.4. Функция надежности
В соответствии с разд. 3.1.1 и рис. 3.2 можно выделить три частные задачи
функции надежности:
обеспечение надежности выполнения функции преобразования прибора
при возможных возмущениях со стороны окружающей среды
путем преобразования возмущающих величин внешних входных Е? во
внутренние AZ^, не оказывающие воздействия на функцию (преобразо-
вания) ;
135
обеспечение надежности выполнения функции преобразования прибора
при возможных собственных возмущениях, возникающих в ней,
путем преобразования возмущающих величин внутренних AZa во внешние
выходные Л?;
обеспечение безопасности среды, окружающей прибор, при возможных
возмущениях, создаваемых прибором, путем преобразования внутренних
возмущающих величин Л Za в выходные Лг, не оказывающие отрицательного
воздействия на окружающую среду.
На практике это описание, выполненное с чисто системной точки зрения,
необходимо дополнительно обобщить. Среди возмущающих величин замет-
ную роль должны играть механические воздействия, вызванные гравитацией,
а также другими статическими и динамическими силами, так как речь
в этом случае идет о постоянно действующих величинах. Поскольку имеют
место механические воздействия, передающиеся через узлы крепления или
установки (соприкасания) функциональных элементов прибора, необходи-
мые для обеспечения определенного их положения в пространстве, должно
быть введено понятие функции установки (базирования по плоскос-
тям, опорам и др.), являющейся частной функцией надежности. Однако,
как видно из табл. 3.6, функция установки выходит за рамки этой узкой
задачи. Геометрическое расположение элементов, выполняющих функцию
преобразования, позволяет с помощью функции установки решить задачу
построения системы отсчета для функции преобразования. Для электриче-
ских устройств такой системой может быть, например, потенциал нуля,
массы или земли, для механических — неподвижная масса. Таким образом,
элементы установки прибора, как правило, входят в функцию преобразова-
ния, участвуют в потоке функций, а их размеры необходимо определять
по критериям выполнения этой функции (рис. 3.12). Обе частные задачи
Рис. 3.12. Функция установки (I) в качестве системы отсчета для функции пре-
образования (11) прибора:
а — механическая система (т — масса, с — жесткость пружины, k — постоянная демпфи-
рования); б—электронная система
136
3.6. Частные функции надежности прибора
Функция установки Функция защиты (см. разд. 5)
прибора от возмущений окружающей среды от возмущений со стороны прибора Аг
внутренней внешней внешних Ег внутрен- них Za
Расположе- ние всех функцио- нальных элементов. Система от- счета для функции преобразо- вания Обеспечение выполнения операций ус- тановки, ук- ладки, подвес- ки, поддержа- ния, вдвига- ния, вклады- вания, каче- ния, смеще- ния, насажи- вания, навин- чивания Климатические воздействия (тем- пература, влаж- ность, давление воздуха, солнеч- ное излучение, ве- тер, дождь, роса, туман, снег, лед, химические сое- динения атмосфе- ры: О2, СО2, NaCl и т. п., песок, грибки, бактерии, насекомые, гры- зуны); посторон- ние тела; водная среда; тепловые и звуковые воздей- ствия; электро- магнитное и ра- диоактивное из- лучения; механи- ческие колебания и ударные нагруз- ки; влияние лю- дей при обслужи- вании, ремонте, транспортировке Внутренние источники теплоты; внутренние возбудите- ли колеба- ний и удар- ных нагру- зок Защита от прикосно- вения (движущиеся детали, опасные суже- ния, электрические ток и напряжение, электростатический заряд, теплочувстви- тельные детали, ток- сичные газы, пыль, па- ры, прочие химика- лии); теплоотдача; электромагнитное и радиоактивное излуче- ния; механические ко- лебания и ударные на- грузки; излучение зву- ка
«Расположение функциональных элементов» и «Обеспечение системы от-
счета», поскольку они относятся к внутренней структуре прибора, можно
назвать функциями внутренней установки. Кроме того, можно выделить
проявляющиеся снаружи внешние функции установки, зависящие от рас-
положения прибора во внешней среде. В табл. 3.6 перечислены операции,
характеризующие функцию внешней установки прибора.
Прочие задачи, решаемые функцией надежности, можно объединить
понятием функции защиты, которую, соответственно, можно разбить
на защиту окружающей среды (особенно человека) и защиту прибора.
Последнюю дополнительно можно классифицировать на защиту от внешних
и внутренних возмущений (табл. 3.6, см. разд. 5). Для предотвращения
отрицательных воздействий возможных возмущений со стороны внешней
среды могут быть использованы изоляция и экранирование, покрытие и
облицовка, уплотнение и герметизация, которые позволяют преобразовывать
137
возмущающие величины внешние Ег во внутренние AZ^, не оказывающие
влияния на выполнение функций прибора.
Кроме того, выполнение функции защиты требует «отвода» возникающих
в функции преобразования собственных возмущений для возможно полного
преобразования внутренних возмущающих величин AZfl в выходные вели-
чины Аг. Устранение внутренних возмущений функции преобразования
за счет отказов конструктивных элементов, превышений допусков на их
параметры, расстройки и т. п. не входит в область задач функции защиты,
так как речь при этом идет о нарушениях выполнения функции. Эти наруше-
ния должны устраняться с помощью соответствующих входящих в функцию
преобразования средств корректировки или компенсации (включая и в боль-
шей или меньщей степени автоматически осуществляемую коррекцию
нарушений). В электронном приборостроении для этого используется ряд
схем компенсации и коррекции искажений, в точной механике и оптическом
приборостроении — соответствующие принципы работы приборов, предот-
вращающие нарушение их работы (см. § 4.3.1). Внутренние возмущающие
величины AZa должны быть преобразованы так, чтобы была обеспечена
защита окружающей среды; при этом решающим критерием должно быть
обеспечение защиты человека в соответствии с законодательными опреде-
лениями, касающимися охраны здоровья и труда, а также противопожарной
защиты [3.29].
3.2. Принципиальная структура
Анализ принципиальной (с учетом элементов) структуры прибора произво-
дится с уровня абстрагирования, на котором рассматривается общность
элементов прибора, описываемых геометрическими параметрами и их
характеристиками, так называемых конструктивных элементов,
а также отношения между этими элементами, так называемые располо-
жения, характеризуемые такими же параметрами и характеристиками.
В разд. 3 уже было сказано, что описание структуры прибора целесо-
образно осуществлять с двух уровней абстрагирования: функционального
и принципиального. Во-первых, только с помощью относительно абстрактного
фунционального описания прибора можно выявить основные взаимосвязи
и закономерности его структуры и представить их в обобщенном виде.
Во-вторых, геометрические параметры и характеристики элементов прибора
определяются функциями, обеспечивая необходимую конструктивную реали-
зацию всех частных функций и связей прибора. Обобщенная функциональная
модель прибора позволяет построить его принципиальную полную модель
(с учетом элементов), которая дает возможность получить системное описа-
ние структуры прибора с учетом его функций, геометрии и элементов.
3.2.1. Обобщенная принципиальная модель
На рис. 3.13 обобщенная принципиальная модель представлена в виде
«проекции» принципиальной модели на функциональную модель прибора.
На уровне геометрических параметров и характеристик элементов по
известным частным функциям преобразования, коммуникации и надеж-
138
Рис. 3.13. Обобщенная принци-
пиальная модель прибора:
BE — конструктивный элемент;
КВЕ — конструктивный элемент
связи; UE — элемент окружающей
среды; ЕВЕ/АВЕ — конструктивный
элемент для ввода/вывода; АО —
расположение; VF — функция пре-
образования; KF— функция комму-
никации; SF — функция надежности
ности можно выделить преж-
де всего три класса конструк-
тивных элементов, которые
с учетом их взаимных рас-
положений образуют един-
ство геометрических пара-
метров и характеристик эле-
ментов, учитывающее функ-
ции прибора. Поэтому эти
UEuAO
UE и АО
Последовательное
расположение
BEuAOcKF
BE и АО с VF
7 Принци-
пиальная
модель
Функцио-
нальная
модель
классы можно называть функциональными
IKF
группами, а именно:
конструктивные элементы, выполняющие функцию преобразования,
и их взаимное расположение (функциональные группы, выполняющие
функцию преобразования);
конструктивные элементы, выполняющие функцию коммуникации, и их
взаимное расположение (функциональные группы, выполняющие функцию
коммуникации);
конструктивные элементы, выполняющие функцию надежности (уста-
новки и защиты), и их взаимное положение (функциональные группы,
выполняющие функцию установки и защиты).
В эти три класса входят конструктивные элементы, осуществляющие
связи в качестве проводящих и соединительных элементов, обладающих
конкретными геометрическими размерами и выполненных из конкретных
материалов. Другими словами, речь идет об элементах, которые реали-
зуют связи между тремя частными функциями обобщенной функциональ-
ной модели, а также между этой моделью и окружающей средой. В прин-
ципиальной структуре прибора эти связующие элементы выполняют в
основном две задачи:
реализацию функциональных связей между конструктивными элемен-
тами указанных трех классов с помощью конкретных деталей и реализацию
взаимного расположения этих элементов.
Сказанное иллюстрируется ролью связующих конструктивных элемен-
тов, представленных в принципиальной модели на рис. 3.13.
Как видно из табл. 3.7, разработанная принципиальная модель позво-
лила получить функционально-ориентированную систематику всех кон-
структивных элементов прибора и полностью охватить все участвующие
в процессе элементы, от моторных и чувствительных органов человека
до внутренних элементов прибора, а также его монтажных элементов
и поверхностей.
В рамках обобщенной принципиальной структуры каждая из трех
функциональных групп (выполняющих функцию преобразования, комму-
139
3.7. Примеры конструктивных элементов и их расположения в общей принципиальной
модели
Принципиальная модель
Примеры
Человек — техническое изделие
с элементами, выполняющими
функцию коммуникации, и их
взаимное расположение
Конструктивные элементы, вы-
полняющие функцию коммуни-
кации, и их взаимное располо-
жение
Конструктивные элементы, вы-
полняющие функцию преобразо-
вателя, и их взаимное располо-
жение, а также элементы окру-
жающей среды и конструктив-
ные элементы ввода-вывода
Руки, ноги, глаза, уши и их взаимное расположение
(антропометрические данные). Конструктивные эле-
менты интерфейса
Форма и структура поверхности элементов включе-
ния. Связующие конструктивные элементы индика-
ции (линзы, экранирующие поверхности, световоды
и т. п.)
Элементы управления и индикации и их взаимное
расположение (поверхности, определяющие управ-
ление и индикацию). Конструктивные элементы ин-
терфейса
Оси, валы, рычаги и др. Кабели, трубопроводы
Электронные (печатные платы и др.), оптические
(системы линз и др.), электрические (двигатели и
др.) и механические передачи и др. узлы. Элементы
окружающей среды и конструктивные элементы вво-
да (места измерений, датчики, устройства ввода с
носителя данных и т. п.). Конструктивные элементы
вывода и элементы окружающей среды (приводы и
исполнительные звенья, устройства вывода на носи-
тель данных и т. п.). Кабели, трубопроводы и кон-
тактные элементы (электрические соединители, ме-
ханические соединения и т. п.)
Элементы механических соединений (винты, заклеп-
ки и т. п.). Направляющие для электрических соеди-
нителей печатных плат
Конструктивные элементы, вы-
полняющие функции установки
и защиты, и их взаимное распо-
ложение
Шасси, рамы и т. п. Корпуса, облицовки и т. п.
Элементы окружающей среды и
их взаимное расположение
Ремни, пояса, крюки и т. п.
Монтажные поверхности, плоскости стыка резьбо-
вых соединений и т. п. Футляры, сумки и т. п. Упаков-
ки
Примечание Стрелкой обозначен конструктивный элемент связи между соседними
элементами.
никации или надежности) представляет собой ограниченную функцио-
нально-ориентированную частную структуру, т. е. структуру из функцио-
нальной группы, выполняющей функцию преобразования, коммуникации
или надежности.
140
3.2.2. Функциональные группы,
выполняющие функцию преобразования
Систематика всех теоретических возможностей функциональных групп,
выполняющих функцию преобразования, определяется объединением
классов объектов преобразования, т. е. материалов, энергии и информа-
ции, с классами обобщенных измерений функциональных величин, касаю-
щихся качества, места, расхода и времени. Выделяется 15 классов обоб-
щенных функциональных групп, технически реализуемых различным обра-
зом, благодаря чему они могут быть распространены на классы техни-
ческих, электротехнических, электронных, механических, оптических и
других систем. Следовательно, все технически реализуемые функциональ-
ные группы могут рассматриваться с позиций их функционирования. Более
подробно типичные для приборов функциональные группы, включая харак-
терные конструктивные элементы ввода и вывода, описаны в разд. 6 [3.12,
3.13].
3.2.3. Функциональные группы,
выполняющие функцию коммуникации
В соответствии со структурой функции коммуникации, рассмотренной
в § 3.1.3, и обобщенной геометрической моделью (см. рис. 3.13 и табл. 3.7),
основными частями структуры, состоящей из групп, выполняющих эту
функцию, являются конструктивные элементы управления, индикации и
интерфейса, включая элементы связи с окружающей средой и функцией
преобразования.
Элементы управления и индикации. К элементам управления относят
конструктивные элементы механического ввода информации, включения и
акустического ввода информации. Последние в приборостроении играют
подчиненную роль и благодаря использованию известных преобразова-
телей звука (микрофонов) не имеют каких-либо заметных конструктив-
ных особенностей [3.3, 3.14]. Элементы включения и индикации подробно
рассмотрены в § 6.3.5 и 6.4.4 (см. также § 7.6.2).
Конструктивные элементы интерфейса. Обеспечение взаимного обмена
информацией и энергией при коммуникационной связи функциональных
блоков (см. § 3.1.3) должно иметь конструктивное выражение. Это отно-
сится к расположению блоков в соответствующих несущих конструкциях,
к их соединениям (с помощью кабелей и трубопроводов), а также к сред-
ствам стыковки этих соединений с функциональными блоками (с по-
мощью электрических соединителей). Характерными конструктивными
элементами интерфейса являются типовые несущие конструкции для раз-
мещения функциональных блоков, трубопроводов, кабелей и соответствую-
щих соединителей.
Принцип построения и конструктивное исполнение отдельных элемен-
тов интерфейса можно продемонстрировать на получивших международ-
ное распространение стандартных интерфейсах Комитета европейских
стандартов ядерной электроники (ESONE), получивших название КАМАК.
Система КАМАК представляет собой интерфейс для линейного соедине-
ния функциональных блоков (см. табл. 3.5) при решении задач измере-
ния и управления с помощью ЭВМ в области ядерной техники. Однако
141
Рис. 3.15. Принцип построения типовой несу-
щей конструкции для интерфейса по системе
КАМАК [3.31]:
1 — одноячеечный модуль; 2 — электрический со-
единитель (86 выводов) для передачи данных
по горизонтали; 3 — рама; 4 — рамное устройство
управления в виде двухъячеечного модуля; 5 —
электрический соединитель (132 вывода) для
передачи данных по вертикали; 6 — направляющие
Рис. 3.14. Принцип построения
системы КАМАК [3.31]:
/ — функциональный блок (модуль);
2 — рама для крепления модуля; 3 —
рамное устройство управления; 4 —
шина передачи данных по горизонтали;
5 — шина передачи данных по верти-
кали; 6 — центральное устройство
управления; 7 — ЭВМ
эта система широко применяется и в других областях. Принцип построе-
ния этой системы показан на рис. 3.14. Элементарные функциональные
блоки (модули) внутри общей несущей конструкции (рамы) связаны
с устройством управления рамой по общему горизонтальному пути пере-
дачи данных. По вертикальному пути передачи данных это устройство
связывает отдельные рамы с центральным устройством управления,
а через него — с ЭВМ или другими устройствами. В стандартной выдвиж-
ной раме 482,6 мм (19 дюймов), показанной на рис. 3.15, может быть
установлено до 25 модулей одинарной ширины. Каждый модуль через
электрический соединитель с 86 выводами, имеющий стандартную рас-
пайку выводов (рис. 3.16, а) связан с шиной передачи данных по гори-
зонтали. Эта шина состоит из стандартных жгутов проводов и обеспечи-
вает соединение модуля с рамным устройством управления, всегда рас-
положенным справа. На лицевой стороне этого устройства предусмотрены
два электрических соединителя со 132 выводами для обмена информа-
цией по вертикали. Эти соединители имеют также стандартную распайку
(рис. 3.16,6). Этот пример иллюстрирует универсальность системы
142
Рис. 3.16. Распайка выводов электрического соединителя в интерфейсе по системе
КАМАК 13.31/:
а — для передачи данных по горизонтали, б — для передачи данных по вертикали, /VI .. /V23,
BN — команды адресов модулей; А, ВА — команды подадресов; F, BF — команды кодов
функций, SI, S2 — тактовые стробы 1 и 2. U7 - данные для записи, R — считываемые
данные, L, BD — состояние запроса, В — состояние занятости, Q, BQ — состояние эха;
X — состояние готовности, Z — управление по приоритету стиранием, С — управление по
приоритету сбросом. /, BZ — управление по приоритету запуском, BCR1 . BCR7 — команды
адресов рам; ВТА, ВТВ — время управления, BRW — считываемые и записываемые дан-
ные, BG — состояние проверки
КАМАК, с помощью которой довольно просто реализуются практически
все задачи обработки данных измерений [3.31].
Основными интерфейсами, используемыми в странах — членах СЭВ,
являются система IMS-I, предназначенная для построения автоматизи-
рованных измерительных устройств и (или) систем сбора и обработки
данных измерений; интерфейс SIAL, предназначенный для реализации
устройств управления технологическими процессами и измерения их пара-
метров, а также обширная система коммутации функциональных блоков
Единой системы электронной вычислительной техники. Стандартные интер-
фейсы описаны в [3.11].
Структура прибора, характеризуемая функциональными группами,
выполняющими функцию коммуникации, и особенно расположение и
назначение элементов управления и индикации определяют эксплуата-
ционные качества прибора. Требования к эргономическому и эстетиче-
143
скому исполнению приборов приведены в разд. 7. Вследствие сильной
ориентации приборов на их пользователей в приборостроении применяются
функциональные группы, которые выполняют функцию коммуникации и
могут быть использованы в большинстве приборов. Каждая такая группа
представляет собой замкнутый блок, который хотя зачастую образует
единое целое с другими такими блоками, но может быть просто отделен
от них. Примером такого конструктивного решения является лицевая
панель для электронных приборов, представленная на рис. 3.17, а. Нередко
применяется также консольное расположение отдельных функциональных
групп, что позволяет выделить элементы управления и индикации из
общего объема прибора (рис. 3.17, в) или обеспечить возможность изме-
нения их положения (рис. 3.17,6). Все чаще применяют полностью отдель-
ные функциональные группы, выполняющие функцию коммуникации. Эта
тенденция обусловлена все более широким использованием микросхем,
которые позволяют с помощью линий постоянного напряжения любой длины
осуществлять, во-первых, связь между элементами управления и индика-
ции и, во-вторых, между функциональными группами, выполняющими
функцию преобразования. Кроме того, применение опто- и акустоэлектрон-
Рис. 3.17. Примеры внешнего оформления приборов, состоящих из функциональных
групп коммуникации:
а—передняя панель электронного прибора, б—консольная установка устройства отобра-
жения на ЭЛТ, положение которого можно варьировать; в — свободное расположение
клавиатуры, устройства отображения на ЭЛТ (/) и запоминающего устройства на магнитных
дисках (2), г—клавиатура эргономически выгодной формы с вогнутым полем клавиш
и опорами для запястий
144
ных элементов позволяет осуществлять «беспроволочный» обмен информа-
цией между функциональными группами, выполняющими функцию пре-
образования и коммуникации. Указанная тенденция будет продолжаться,
так как благодаря очень высокой степени интеграции в электронике
функциональные группы, выполняющие функцию преобразования, имеют
такие габариты, которые уже сегодня во многих случаях в несколько
раз меньше, чем у функциональных групп, выполняющих функцию комму-
никации. Преимуществами этой тенденции являются возможность получе-
ния приборов из функциональных групп, выполняющих функцию комму-
никации и преобразования, усовершенствование технологии изготовления
приборов, возможность варьирования их структуры благодаря ее модуль-
ности.
3.2.4. Функциональные группы, выполняющие
функцию надежности
С учетом функции надежности (см. § 3.1.4) и ее частных функций
(см. табл. 3.6), а также на базе обобщенной геометрической модели
(см. § 3.2.1, рис. 3.13 и табл. 3.7) для функциональных групп, выпол-
няющих функцию надежности, можно выделить следующие основные
классы конструктивных элементов: конструктивные элементы, выполняю-
щие функцию установки (опорные элементы); конструктивные элементы,
выполняющие функцию защиты (защитные элементы), включая конструк-
тивные элементы связи с окружающей средой и функцией преобразо-
вания.
Деление на «чисто» установочные и защитные элементы, как правило,
невозможно, так как вследствие близости функций опирания и защиты,
а также стремления к интеграции функций установочные элементы обычно
решают и задачи защиты и наоборот.
3.2.4.1. Конструктивные элементы, выполняющие функцию установки
В соответствии с описанным в гл. 3.1.4 (см. также табл. 3.6) делением
на функции внешней и внутренней установки можно выделить конструк-
тивные элементы, выполняющие эти функции.
Конструктивные элементы, выполняющие функцию внутренней уста-
новки (пластины, стержни, рамы, каркасы), должны обеспечивать опре-
деленное пространственное расположение всех функциональных элемен-
тов прибора при всех допустимых внутренних и внешних нагрузках и одно-
временно создавать систему отсчета для функции преобразования прибора.
Простейшим вариантом установочного (опорного) элемента является
пластинчатый элемент, который обеспечивает расположение кон-
структивных элементов в одной плоскости (рис. 3.18). Производные этого
варианта — L-, П-, Т-образные элементы, вплоть до оболочек,— позво-
ляют располагать конструктивные элементы в двух и трех различных
плоскостях. Однако пластинчатые элементы образуют только нулевой
иерархический уровень всей опорной системы прибора. Поскольку для
выполнения функции преобразования прибора обычно необходимо уста-
новить несколько пластинчатых элементов, которые, в свою очередь, также
145
Иерархический уровень 0: плоский элемент
Рис 3.18. Установочные элементы прибора
должны быть установлены, образуется следующий уровень иерархии в
системе установки, включающий рамы и каркасы. Последние изго-
товляют из стержневых элементов круглого, прямоугольного или про-
фильного (L-, П-, Т-образного) поперечного сечения (рис. 3.18). Для
универсальных модулей установочных элементов применяют также специ-
альные профили (рис. 3.19).
Типичными примерами пластинчатых элементов являются печатные пла-
ты, на которых располагаются элементы схем, а также различные основания
для сборки функциональных групп точной механики, например передач
(рис. 3.20). Типичные рамные конструкции — так называемые выдвиж-
ные рамы для установки печатных плат с электрическими соединителями
и каркасы для крепления оптических приборов и устройств преобразо-
вания данных (рис. 3.21). Для специальных конструктивных элементов,
выполняющих функции преобразования, таких, как оптические линзы,
необходимы и специальные установочные элементы (вопросы крепления
оптических элементов рассмотрены в гл. 6.4). В качестве материалов
для установочных элементов используют сталь, алюминий и пластмассы
(область применения последних все более расширяется). Для изготовле-
ния этих элементов используют резку, гибку, сварку, пайку, склеивание,
литье, прессование и другие технологические операции [3.15].
Основой для расчетов, назначения размеров и поиска специальных
конструктивных форм установочных элементов являются статические и
динамические внутренние и внешние механические нагрузки. Табл. 5.43
и 8.3 иллюстрируют множество и разнообразие этих нагрузок, встречаю-
щихся в приборостроении.
Форма пластинчатых и стержневых элементов. Важной задачей кон-
струирования в приборостроении является повышение прочности приборов
на кручение и изгиб. Для тонких элементов из металла и термопластмасс
эта задача решается отбортовкой, выдавливанием зиговкой, высадкой
ребер и уголков, приданием кривизны, профилированием, а также уста-
новкой дополнительных элементов жесткости, например, с помощью сварки
(табл. 3.8). В случае литых и прессованных элементов для повышения
жесткости в основном используются ребра (табл. 3.9). Подробнее эти
вопросы рассмотрены в [3.15]. Для оснований приборов, используемых
в оптике и точной механике, зачастую решающее значение имеет предотвра-
146
Рис. 3.19. Специальные профили (а), применяемые для установки (б) приборов
(цифры на обоих рисунках указывают профили, из которых выполнены установочные
элементы) [3.35]
щение влияния деформаций опорных поверхностей установочных элемен-
тов на функцию преобразования прибора. У таких приборов, как пра-
вило, юстируемые опорные точки (опорные элементы см. в табл. 3.14)
располагают по вершинам треугольника, причем положение этих точе.к
выбирается, чтобы деформация основания от нагрузок была минималь-
ной [3.16].
147
Рис. 3.20. Варианты исполнения пластинчатых элементов:
а — печатная плата, б — основание для сборки функциональных групп точной механики;
/ — точки опор, 2 — основание; 3 — монтажные платы, крепящиеся к основанию посредством
винтов и штифтов
Рис. 3.21. Варианты исполнения рам и кар-
касов:
а — рама блока для печатных плат; б — кон-
струкция с поворотной рамой; в — печатающий
механизм пишущей машины; г — корпус фото-
камеры, изготовленный литьем под давлением;
д — штатив микроскопа
148
3.8. Повышение жесткости пластинчатых и стержневых элементов, выполненных из
металла и термопластмасс [3.15]
Вытяжка с приданием кривизны
Рельефная формовка (зигов, ребер, уголков, выдавок)
Профилирование
149
Продолжение табл. 3.8
Установка дополнительных элементов жесткости, например, сваркой
Очень тонкий
листовой
материал
Расстояние от края e3*2d
между точками сварки
/7 »(2... 7)df где d-толщина листа
Профильная
сталь
3.9. Повышение жесткости пластинчатых и стержневых элементов, выполненных
литьем и прессованием [3.15]
Неправильное Пояснение Правильное
решение решение
1. Ребра жесткости на металлических литых деталях
Вследствие низкой прочности на рас-
тяжение литейных материалов ребра,
работающие на растяжение, необхо-
димо усиливать с помощью утолще-
ний (решение, повышающее изгиб-
ную жесткость, но неблагоприятное
в отношении формы) или придавать
им соответствующие размеры:
а=(0,6... l)s; b=(\ ... 1,3) s;
/?а<0,5 мм; /?ь>0,5 s; h< 5 s
2. Форма ребер на деталях, изготовленных объемной штамповкой
S ^тах ^тах ^min ^min а
2 1,5 6 1,0 0,5 2, 3, 5, 10
2,5 2 7 1,6
3 2 9 2,0
4 2 12 2,5
5 3 15 3,0
8 5 24 5,0
10 7 30 6,0
150
Продолжение табл. 3.9
Неправильное
решение
Пояснение
Правильное
решение
Ребро (рис. слева) имеет слишком
большую ширину, что приводит к кон-
центрации напряжения материала
Применение полых или сдвоенных
ребер (рис. справа) позволяет полу-
чить более равномерные толщины
стенок
Сплошной профиль (рис. слева) при-
водит к неблагоприятной концентра-
ции материала
Ребро или гофр (рис. справа) более
благоприятны
Слишком толстую ножку (рис. слева)
лучше заменить Z-образным профи-
лем (рис. справа)
Прямая форма дна (рис. слева) при-
водит к утяжке боковых стенок, в то
время как при вогнутой (рис. справа)
усадка дна не вызывает усадки боко-
вых стенок
Неравномерное расположение ребер
(рис. слева) вызывает коробление,
при равномерном расположении ре-
бер (рис. справа) усадочные напря-
жения хорошо компенсируются
Втулка, показанная на рисунке слева,
становится некруглой вследствие уса-
дочных напряжений, а втулка, пока-
занная на рис. справа, вряд ли изме-
нит свою форму
3. Расположение ребер
При диагональных ребрах и станках
их узловая точка «размыта»
</>45°
151
Продолжение табл. 3.9
Неправильное решение Пояснение Правильное решение
JUL □ОС □DC Смещенные или расположенные в ви- де сотов ребра или промежуточные стенки испытывают меньшие напря- жения и усадку ЩС ППГ Л
Назначение размеров пластинчатых и стержневых элементов. Извест-
ны простые соотношения для расчета растягивающих, сжимающих, кру-
тильных и изгибных нагрузок этих элементов при чисто упругих дефор-
мациях [3.13, 3.21]. Прогиб w свободно опертого пластинчатого элемента
при сосредоточенной нагрузке определяется по приближенному соотноше-
нию [3.22] :
^ = (l/Y)(Fa2/£s3).
(3.1)
Коэффициент деформации у зависит от условий опирания и отноше-
ния длин кромок элемента (табл. 3.10).
3.10. Прогибы свободно опертых пластинчатых элементов [3.22]
При динамических нагрузках необходимо знание собственных частот
опорных элементов, так как при резонансном возбуждении появляются
большие амплитуды отклонений или прогибов, что иногда приводит
к быстрому усталостному разрушению материала (см. табл. 5.42 и 8.3).
Собственные частоты fi стержневых элементов [3.20] рассчитывают по
формуле
fi = (а2/2л) -yjc/m
(/ = 0, 1, 2, . . .);
(3.2)
c = EI/l\ (3.3)
где с — жесткость пружины.
152
Зависимость коэффициента а от вида опоры стержневого элемента
представлена в табл. 3.11.
3.11. Значения коэффициента а [3.20]
а) б) б) г) д)
Основная волна Первая гармоника Гармоника i (/> 1) Эскиз
4,7300 7,8532 [(<+!)+0,5] л а
3,9266 7,0685 ((l+1)+0,25] л б
1,8750 4,6944 [(< +1)+0,5] л в
3,9266 7,0685 [(/+1)4-0,25] л г
л 2л (/+1)л д
Собственные частоты f0 пластинчатых элементов [3.20] можно опре-
делить по формуле
/о = (6/2ла2) д/60/ps; (3.4)
D = £sJ/[12 (1-v2)], (3.5)
где D — изгибная жесткость.
Коэффициент 6 зависит от соотношения длин кромок $ = a/bt а также
от вида опоры пластинчатого элемента (табл. 3.12).
3.12. Значения коэффициента 6 [3.20]
6
Вид опоры
Вид опоры
9,870 (1 + р2)
22,373 VT+’
+ Ь’б05р2Н- р4
15,421 д/1 +
+ 1 j'15p2 + 2,441p4
9,870 ТЙ7 ”
+ ^333р2 + 2,441р4
7/////////Л
9,875 л/ГТ ”
+ 2*56бр2 + 5,138Р4
7/////////7.
777///////7
22,373-/Г-р ”
+ Й07р2 + 2,441₽4
153
Форму рам и каркасов следует выбирать в соответствии с рекоменда-
циями, регламентирующими разработку сварных, литых и прессованных
деталей [3.12, 3.15].
Назначение размеров рам и каркасов. Рамы и каркасы являются
настолько сложными изделиями, что только при сильных упрощениях или
при большом объеме вычислительных работ их размеры могут быть опре-
делены математически. При использовании метода матриц переноса [3.17]
пространственная конструкция разбивается на ряд стержней, для каждого
из которых строится матрица. Затем на ЭВМ производится расчет стерж-
ней при заданных начальных условиях и характеристиках материалов.
В результате получают значения собственных частот, а также статиче-
ской и динамической прочностей стержней. Однако объем вычислений
по этому методу очень велик.
Метод конечных элементов [3.17, 3.23] предусматривает представление
пространственной конструкции в виде фермы, образованной упругими
или жесткими стержнями, соединенными в узлах и обладающими или
не обладающими массой. За основу здесь принимается уравнение коле-
баний недемпфированной системы. С помощью введения полиномов для
описания форм колебаний получают систему действительных линейных
гомогенных уравнений, благодаря чему проблема может быть сведена
к задаче в собственных значениях. Ее решение позволяет найти собствен-
ные частоты и формы собственных колебаний, которые дают возможность
проверить прочность системы. И здесь объем вычислений очень велик
и требует применения большой ЭВМ.
Назначение размеров возможно также по результатам эксперимен-
тальных исследований динамических характеристик каркаса прибора,
выполненного в металле. Для этого предусмотрен отраслевой стандарт
TGL 200—0057, определяющий условия испытаний приборов, используе-
мых в области информации и измерений, на ударные и вибрационные
нагрузки. Он может быть использован и для испытаний приборов точной
механики. Этот стандарт законодательно определяет порядок определения
динамических характеристик механической прочности приборов. Для этого
предусмотрены следующие виды испытаний (см. гл. 5.8 и 8.7):
испытания на длительную прочность с целью выявления механически
слабых мест, например, в результате усталости материала, изменений
в местах соединений и явлений изнашивания;
испытания на функциональную надежность с целью поиска наруше-
ний функционирования прибора;
испытания для выявления причин преждевременных отказов вслед-
ствие скрытых недостатков.
В соответствии с условиями применения и видом установки приборы
и их части, а также электрические и электронные элементы схем делят
на группы эксплуатации (табл. 3.13). Изделия каждой из трех групп
подвергают соответствующим испытаниям.
Выбор формы опорной системы в качестве системы отсчета. Назна-
чение опорной системы — обеспечение постоянной во времени и про-
странстве системы отсчета для функции преобразования прибора (см. § 3.1.4
и рис. 3.12). В зависимости от физической реализации функции преобра-
зования в электронных приборах генерируется опорный потенциал. В при-
154
3.13. Группы эксплуатации приборов и их частей по TGL 200—0057
Группа и условия эксплуатации Примеры
GO. Колебания и удары в месте ус- тановки отсутствуют GI. Слабые колебания и удары в месте установки GII. Средние колебания и удары в месте установки GUI. Сильные колебания и удары в месте установки Прецизионные приборы, устанавливаемые ста- ционарно Переносные лабораторные приборы; стационар- ные приборы на щитах управления Переносные приборы для бережной эксплуата- ции в полевых условиях; стационарные приборы, устанавливаемые на слабо вибрирующих маши- нах Небрежная эксплуатация в полевых условиях; стационарно устанавливаемые приборы на силь- но вибрирующих машинах
борах точной механики, оптических, пневматических и гидравлических
приборах необходима механическая система отсчета, в соответствии
с которой должны протекать механические, оптические, пневматические
и гидравлические процессы.
Электрический опорный потенциал (см. гл. 5.2 и 5.3) представляет
собой потенциал массы в качестве внутреннего опорного потенциала
в электронных функциональных блоках, нулевой потенциал или так назы-
ваемое эксплуатационное заземление прибора и собственно потенциал
Земли (рис. 3.22). Соединения с корпусом и с нулевым проводником
производят в основном звездообразно для предотвращения появления
блуждающих уравнительных токов. Из рис. 3.22 видно, что вследствие
суммирования активного сопротивления отдельных проводников в полное
сопротивление Rg = Rmp + + Rep иногда могут появиться значительные
различия потенциалов на проводниках и, прежде всего, гальваническое
возмущающее напряжение, под влиянием которых функциональные блоки
оказывают друг на друга возмущающие воздействия. Поэтому для пред-
отвращения таких явлений необходимо минимизировать активные сопротив-
ления проводников так, чтобы сопротивления уменьшались от проводника
соединения с корпусом к нулевому проводнику и затем к проводнику
Рис. 3.22. Электрические
потенциалы массы функ-
циональных блоков (I),
нуля (II) и земли (III)
в приборе:
RMP — сопротивление соеди-
нения с корпусом; RNP — со-
противление соединения с ну-
лем; Rep — сопротивление
соединения с землей
155
Рис. 3.23. Вид сзади на раму блока
на печатных платах с установленной
нулевой платой:
1 — рама; 2 — нулевая плата, 3 — выводы
электрического соединителя
земли, так как в этом направлении
повышается вероятность возможных
связей через общие сопротивления
проводников. Такое функционально
необходимое «уменьшение» сопротив-
ления может быть обеспечено элементами с большим сечением. Для
соединения с корпусом в электронных функциональных блоках на
печатных платах может быть использован нанесенный на плату пле-
ночный проводник в виде сетки, в многослойных печатных платах —
отдельные сплошные слои фольги (см. § 6.1.1), для нулевого про-
водника в раме с электрическими соединителями для печатных плат
иногда необходимо использовать большую часть выводов в качестве
нулевой платы (рис. 3.23). И наконец, все опорные элементы долж-
ны быть соединены с точкой заземления при минимально возмож-
ном активном сопротивлении. Таким образом, выявляется важная роль
элементов связи между функциями надежности и преобразования. Свя-
зующими конструктивными элементами являются, например, штырьки и
гнезда электрического соединителя, которые соединяют с корпусом часто
параллельно для снижения их суммарного активного сопротивления.
К этим элементам относятся также соответствующие резьбовые соеди-
нения с необходимым низким сопротивлением перехода, которые исполь-
зуются для связи отдельных плат, каркасов, рам и проводников.
Наглядным примером механической системы отсчета является тонарм
проигрывателя. В качестве опорного элемента устройства, считывающего
информацию с грампластинки, тонарм должен обеспечивать отклонение
иглы, т. е. оставаться в покое относительно ее. Это обеспечивается бла-
годаря большому моменту инерции тонарма относительно момента инер-
ции иглодержателя. Соотношение этих моментов должно быть выбрано
так, чтобы при самых низких считываемых частотах тонарм еще можно
было рассматривать как покоящуюся массу.
Конструктивные элементы, выполняющие функцию внешней установки.
Эти элементы представляют собой элементы связи между функцией
надежности и окружающей средой (см. рис. 3.13 и табл. 3.8). В виде
опорных ножек, роликов, ручек, крюков и футляров они должны обеспе-
чивать надежную установку всего прибора (табл. 3.14). Расчет таких
опорных элементов достаточно подробно описан в работе [3.13]. Некото-
рые специальные элементы, например, для виброизолированной установки
приборов, рассмотрены также в гл. 5.8.
3.2.4.2. Конструктивные элементы, выполняющие функцию защиты
Функция защиты прибора настолько сложна и ответственна, что защите
прибора и окружающей среды в этой книге посвящен специальный разд. 5,
в котором для каждой задачи защиты приведены рекомендации по назна-
чению размеров и .конструктивному исполнению элементов, выполняющих
156
3.14. Элементы, внешней установки
Ножки для установки
Резиновая С присос- Вставляв- В виде планок
или пласт- кой мая
массовая
Изменяемая Откидываемая
по высоте
Ролики, колеса для качения
Неподвижный
ролик
Поворотный
ролик
В нецентровое положение
для повышения устойчивости
Ручки, петли, ремни для ношения
Крюки и пружины для
подвешивания
Зажимы для вдви-
гания
эту функцию. Здесь же следует лишь упомянуть, что независимо от типа
защиты выполняющие эту функцию конструктивные элементы являются
в основном «укрывающими». Их типичными представителями являются
корпус в виде самонесущего кожуха для всего прибора, а также обли-
цовка в виде пластинчатых элементов, закрепляемых на раме или каркасе
прибора. Требования к м-атериалам этих элементов те же, что и для
установочных элементов (см. § 3.2.4.1).
3.2.5. Конструкции приборов
3.2.5.1. Основные положения
Любое техническое изделие, в том числе и прибор, состоит из деталей
и узлов. Узлы представляют собой четко ограниченные «автономные»
группы связанных между собой деталей. С учетом назначения техниче-
157
ского изделия при разбиении следует учитывать только функцию прибора
и технологию его изготовления. В зависимости от того, какой из этих
двух аспектов имеет большее значение, можно различать функционально-
и технологически-ориентированные узлы. Однако разбивка изделий на
узлы в зависимости от выполняемых ими функций гораздо более пред-
почтительна, поэтому преимущественно следует рассматривать конструи-
рование по принципу функционально-ориентированных узлов, т. е. узлов,
самостоятельно выполняющих определенные функции, так называемых
функциональных узлов, с учетом технологии их изготовления.
Этот принцип конструирования особенно важен для приборостроения,
так как доля проверок в процессе изготовления изделий здесь очень
велика, а требования к высокой эксплуатационной надежности и простоте
технического обслуживания и ремонта имеют первостепенное значение.
Наглядным примером может служить конструкция приборов на печатных
платах с электрическими соединителями. При чисто технологически-ориен-
тированной конструкции дискретные элементы размещаются на печатных
платах только с учетом требуемой плотности монтажа и топологии про-
водников, а не функций: все выводы этих элементов связаны с выводами
электрического соединителя. Функция прибора реализуется только при
требуемых соединениях выводов всех печатных плат с помощью объеди-
нительной платы. Технологически-ориентированный характер плат такого
типа особенно четко проявляется, если известно, что только с помощью
различных соединений выводов этих гнезд могут быть реализованы раз-
личные функции прибора. По этому принципу может быть разработана
«универсальная печатная плата», которую можно выпускать большой се-
рией независимо от прибора. Однако решающим недостатком здесь яв-
ляется необходимость, как правило, в очень большом количестве соеди-
нителей между отдельными платами прибора.
При функционально-ориентированной конструкции печатных плат число
электрических соединителей снижается до минимума, поскольку при изо-
лированных друг от друга частных функциях, каждую из которых выпол-
няет отдельная плата, число соединений сокращается до числа вводов
и выводов сигналов и электропитания (включая и соединения на корпус).
Существуют различные классификации конструкций приборов, учиты-
вающие, что каждый из них состоит из одного или нескольких узлов.
По степени элементаризации различают: моноблочные, или компактные;
блочно-модульные и унифицированные конструкции. По виду доступа
к аппаратуре конструкции: выдвижные, поворотные, раскрывающиеся.
В зависимости от способа эксплуатации приборов: встроенные или при-
ставные, стационарные, портативные, щитовые, переносные. Эти конструк-
ции подробно рассмотрены ниже.
3.2.5.2. Элементаризация конструкций приборов
Моноблочные, или компактные конструкции. Структура прибора не раз-
бивается на функциональные узлы. Прибор собирается из конструктивных
элементов в виде единой сборочной единицы, если это позволяет компакт-
ность или простота структуры. Моноблочные конструкции могут приме-
няться:
158
для приборов, в которых мало число частных функций, вследствие
чего нецелесообразна разбивка на функциональные блоки;
для приборов с минимальными внутренними и внешними размерами,
которые просто не позволяют делить прибор на блоки (к таким при-
борам относятся, например, стимуляторы сердца, медицинские зонды,
прочие измерительные зонды, некоторые приборы для космических аппа-
ратов) ;
для приборов, изготовляемых в очень малом количестве или имеющих
малый срок службы, для которых разбивка на функциональные блоки
неоправданна (например, для специальных измерительных приборов, кото-
рые используются лишь кратковременно).
Преимуществами и недостатками приборов моноблочной конструкции
являются низкие затраты на конструирование, минимальные размеры,
относительно высокие затраты на сборку, юстировку и контроль.
Блочно-модульные конструкции. Прибор такой конструкции последова-
тельно строится из функциональных блоков, т. е. из блоков, самостоя-
тельно выполняющих частные функции, так называемых модулей (рис. 3.24).
Основными преимуществами таких конструкций являются:
возможность изменения общей функции преобразования путем замены
блоков;
возможность создания приборов различных типов при использовании
одних и тех же блоков;
возможность быстрого усовершенствования прибора посредством мо-
дификации имеющихся или разработки новых блоков;
облегчение технического обслуживания и ремонта путем быстрой за-
мены блоков, которые обычно электрически соединяются с прибором по-
средством простых электрических соединителей;
упрощение технологии изготовления благодаря увеличению объема
серии, специализации производства, возможности изготовления, сборки
и испытаний параллельно отдельных блоков.
Унифицированные конструкции. Повышение элементаризации функ-
циональных блоков приводит к унифицированным конструкциям [3.31,
3.32]. Такие конструкции в настоящее время используются во всех об-
ластях, особенно в приборостроении, поэтому на них следует остановиться
подробнее.
Рис. 3.24. Прибор блочно-модульной конструкции. Для выполнения различных част-
ных функций в прибор может быть установлен любой из функциональных блоков 1—3
159
Решающим фактором для расширения применения каких-либо техни-
ческих изделий является повышение производительности труда при раз-
работке, изготовлении и эксплуатации. Определяющими следует считать
унификацию и стандартизацию изделий и методов, а также специали-
зацию труда при разработке и изготовлении в национальном и между-
народном масштабах. Это означает не что иное, как последовательное
применение принципа унификации. В приборостроении унификация кон-
струкций вызывалась необходимостью создания приборов в виде систем
[3.3]. Под этой системой следует понимать ограниченное число типов
приборов, предназначенных для применения в одной определенной области
и разработанных по единым принципам построения и структурной иерар-
хии. Эти принципы относятся как к функциональной структуре, разме-
рам и материалам приборов, так и к способам их изготовления, сборки,
испытаний и т. д. Простейшей формой системы приборов является уни-
фицированный ряд. Он включает приборы, выполняющие одну функцию,
но различные по характеристикам и размерам. Известны унифицирован-
ные ряды электродвигателей, реле, переключателей, редукторов и т. д.
Высшая форма системы приборов — приборы, построенные на базе единой
системы типовых конструкций. Система охватывает приборы, выполняю-
щие различные функции с учетом однозначной функциональной и кон-
структивной совместимости самих приборов и их элементов и узлов. Каж-
дая единая система типовых конструкций создается по принципу «Целое
состоит из частей, на которые оно может быть разложено и из которых
может быть снова собрано». В соответствии с этим единая система
должна обеспечивать получение возможно большего числа различных
изделий из возможно меньшего числа различных элементов — модулей.
Модуль прибора можно определить как конструктивный элемент, уни-
фицированный преимущественно с точки зрения его функции, геометрии
и материалов. Кроме того, модуль можно комбинировать с другими моду-
лями и, как правило, он пригоден для многократного использования.
Единой системой типовых конструкций в приборостроении следует считать
ограниченное множество различных модулей, из которых путем их различ-
ного выбора, объединения и расположения можно собрать (скомбиниро-
вать) различные узлы и приборы, которые, как правило, можно снова
разобрать. Эта сборка производится в соответствии с рекомендуемыми
правилами и чертежами. Ими являются: при ограниченном числе вариан-
тов комбинаций модулей — правила сборки в виде полного перечня<ком-
бинаций; при неограниченном числе вариантов комбинаций модулей —
чертежи в качестве примерного перечня преимущественных комбинаций.
Единая система типовых конструкций содержит несколько подсистем,
определяющих функции приборов, их геометрические характеристики,
материалы, форму, окраску, защиту, допуски, параметры надежности,
а также правила изготовления, транспортирования, технического обслу-
живания и ремонта приборов. Следует отметить, что хотя с увеличением
числа обязательных к применению подсистем единая система и стано-
вится все более совершенной, сложность разработки модулей возрас-
тает.
В соответствии со структурой составных частей приборов и их внутрен-
них и внешних связей различают: типовые модули, выполняющие функции
160
преобразования и коммуникации (функциональные модули); надежности
(несущие и защитные модули); связи (связующие модули).
Очевидно, что в «чистом виде» эти модули обычно не встречаются;
как правило, каждый модуль выполняет несколько функций. Точно так
же в большинстве случаев невозможно использовать и «чистые» типовые
конструкции, так как они не отвечают отдельным экстремальным усло-
виям и требованиям заказчика.
Известны единые системы типовых конструкций следующих изделий:
зубчатых редукторов; электронных схем, особенно в технике интегральных
микросхем; электронных элементов схем, например переключателей и кла-
виатур; механических измерительных приборов, например концевых мер
длины (плиток); бытовых приборов, например, для приготовления пищи;
игрушек, например металлических, оптических, электронных детских кон-
структоров.
Ниже рассмотрены системы, относящиеся к области приборостроения.
Единая система типовых несущих конструкций EGS (Einheitliche
Gefapsystem) [3.29, 3.30]. Эта система возникла потому, что именно в элек-
тронных приборах конструктивные элементы, выполняющие функцию
надежности (функцию установки и защиты), играют решающую роль.
Эти функции в основном не зависят от функций самого прибора. Вслед-
ствие четкого разграничения частных функций стала возможна разработка
типовых конструкций, выполняющих только функции установки и защиты.
Благодаря высокому коэффициенту повторяемости одних и тех же эле-
ментов упрощаются процессы разработки, изготовления и эксплуатации
приборов. Следовательно, систему EGS следует рассматривать .лишь как
часть единой системы типовых конструкций в приборостроении. Она вклю-
чает следующие модули:
несущие модули (внутренние) — различные элементы, выполняющие
функцию установки, от простых печатных плат до вдвижных блоков,
больших стоек и пультов управления:
несущие модули (внешние) — различные ножки, ручки и прочие эле-
менты для переноски, а также элементы крепления на лицевой и задней
панелях корпуса прибора;
модули, выполняющие функцию защиты,— различные несущие кон-
струкции, от печатных плат в каркасах до корпусов и шкафов, пультов,
столов с соответствующими элементами (крышками, дверцами, кожу-
хами, шарнирами, замками);
специальные соединительные модули — направляющие для печатных
плат, электрические соединители и т. п.
На рис. 3.25 представлена схема системы EGS. Несущие конструкции
первого, второго и третьего уровней представляют собой модули, с кото-
рыми непосредственно имеет дело оператор. Однако элементаризация
системы EGS значительно более широка, чем показано на рис. 3.25,
так как типовые несущие конструкции собирают из элементарных моду-
лей, таких, как рельсы, пластины, стержни, шайбы, винты и т. п. (рис. 3.26).
Элементаризация системы позволяет в больших пределах варьировать
структуру приборов. Однако с расширением элементаризации значительно
возрастает значение соединительных элементов и, следовательно, соедини-
тельных модулей [3.26].
6 Зак 4
161
o.z
Рис. 3.25. Типовые несущие конструкции в системе EGS'
0 1 — монтажная плата, 0 2— монтажная плата с разъемным электрическим соединением,
бескаркасная, / / — монтажная плата с разъемным электрическим соединением, с каркасом,
12 — шасси с разъемным электрическим соединением для установки электрических устройств,
2 1- шасси с разъемным электрическим соединением для установки блока из нескольких
модулей, 2 2 — шасси с разъемным электрическим соединением для установки оборудования,
не относящегося к системе EGS, 3.1 — навесной корпус; 3 2 — стойка, 3 3 — шкаф, 3 4 —
пульт
Рис. 3.26. Детали шасси с разъемным электрическим соединением в системе EGS
162
В основу геометрической системы, являющейся частью системы EGS,
положен модуль 20 мм, учитывающий требования международных стандар-
тов (например, ГОСТ 12863—67 и рекомендаций ТК 45 Международной
электротехнической комиссии). Размеры несущих конструкций по ширине,
высоте и глубине (табл. 3.15) в соответствии с этим изменяются с шагом
20 мм (см. TGL 25064). Из несущих конструкций 39 типов можно скомби-
нировать 1199 их вариантов. В основу еще одной единой системы несущих
конструкций электронных приборов положена дюймовая мера [3.36].
На рис. 3.27 показано расположение различных модулей в каркасе,
построенном по этой системе. Размеры по ширине кратны модулю
Г = 0,2 дюйма = 5,08 мм, максимальная ширина вдвижного блока 19 дюй-
мов =482,6 мм. Размеры по высоте изменяются по модулю Е=1,75 дюй-
ма =44,45 мм. Глубина несущих конструкций определяется размерами
устанавливаемых в них печатных плат и электрических соединителей.
Унифицированная система микроскопов Mikroval [3.18, 3.34]. Эта
система включает несколько унифицированных рядов микроскопов, наи-
более варьируемым из них является ряд Ampival. Схема комбинаций
элементов этого ряда для получения различных вариантов микроскопов
3.15. Размеры типовых несущих конструкций в системе EGS
Несущая конструкция Ширина Ь, мм Высота А, мм Глубина t, мм
Номи- нальный размер Модуль Номи- нальный размер Модуль Номи- нальный размер Модуль
Несущая конструкция для монтажной платы с разъемным электричес- ким соединением: без каркаса 10... 80 Нулевой 5 уровень 120...240 40, 80 240 0
с каркасом экраниро- 20...240 Первый 10, 20, 40 уровень 120...240 40, 80 240 0
ванная Шасси для установки 40...360 20, 40, 120...340 40, 80 240... 300 60
электрических устройств с разъемным электри- ческим соединением Шасси для установки оборудования, не отно- сящегося к системе EGS с электрическим соедине- нием: неразъемным 120...480 80, 120 Второй 120 уровень 120...240 40, 80 240... 540 60, 120
разъемным 480 0 120...280 40 240...420 60, 120
Шасси для установки 240... 480 120 120... 240 40, 80 240... 300 60
блока с разъемным и не- разъемным электричес- ким соединением Рама для блока 480 0 120...320 40, 80 240... 300 60
6*
163
Рис. 3.27. Схема сопряже-
ния несущих конструкций
(а) и принцип их модуль-
ного построения на основе
размера 482,6 мм (19 дюй-
мов) (б):
/ — каркас; 2 — лицевая па-
нель (прибор); 3—встроен-
ный каркас; 4 — печатная
плата, 5 — блок, £=1,75
дюйма = 44,45 мм, £ = 0,2
дюйма = 5,08 мм, шаг кон-
структивных элементов и
проводников / = £/2 = 0,1
дюйма = 2,54 мм
приведена на рис. 3.28. Замена функционального модуля «Опора тубуса»
(16) позволяет получать микроскопы для наблюдения в проходящем и
отраженном свете, а также поляризационный, интерференционный, флуо-
ресцентный микроскопы и микроскоп для фотометрии. На центральном
несущем модуле, штативе (0), можно закреплять микроскопы Ampival
всех типов, а также некоторые специальные микроскопы. В систему входят
также такие соединительные модули, как направляющие типа «ласточкин
хвост», резьбовые и зажимные соединения, электрические соединители.
3.2.5.3. Виды стыковки элементов несущих конструкций
Для удобства изготовления и эксплуатации приборы выполняются раз-
борными (рис. 3.29). Представленные на схемах прямоугольные формы
выбраны как наиболее часто встречающиеся у электронных приборов.
Круглые формы, с незначительными модификациями по сравнению с по-
казанными на рис. 3.29, используются в оптических приборах, приборах
точной механики, наручных часах и т. д.
В приборостроении применяют различные виды стыковки элементов
конструкций. При стыковке вдвиганием жесткость прибора обеспечивается
в основном защитными элементами конструкции, вследствие чего их гео-
метрическая форма должна быть относительно сложной. Этот вид сты-
ковки встречается главным образом в малых и средних приборах, а также
в приборах, имеющих несколько «самонесущих» опорных элементов кон-
струкций (ячейки с печатными платами, частичные и комплектные блоки).
При стыковке накрытием кожухи или пластины играют роль защитных
элементов несущей конструкции, жесткость же обеспечивают опорные эле-
менты. В электронных приборах с одним опорным элементом, состоящим
из одной или нескольких печатных плат, наиболее часто применяют
варианты В7 и В10. При этом широко используют детали из пластмассы
(рис. 3.30). Вариант В9 используется главным образом в больших при-
борах (пультах, шкафах), а также в приборах, подвергающихся большим
внутренним и внешним динамическим нагрузкам.
164
2A1J 2А.2* 2А.39
я/___ ’------i--1---г
fMlZZZi 23.31 23.А0 23.5 I S-
^В 1 1 ф
1------1
Li 23.7*± 23.8
2Z/g^
I I
22.2* 22.3 Л
21.1
J 16.1/16A/16.5I16.6/16.7
, 16. А/16.6/16.7
- 16.1 /16.2/16 3/16А/16.5/16£ /16.7
г 16.1
717gg 213 21 А
।----«—, Т
20J 7^20.2.
•••Г* = 1^1 « , 16.2/16.3 /16.6/16.7
I ।---------- ' —- 16.1
19.1 g 19.2ц /SJg IM? 116.1 /16.А /16.5 /16.6/16.7
/a./j 18.2 J 18.3 ‘_____I6A/16.66'^’6'9
17.11 17.2 g 17.3 Ц 16.3116 A/16.6
t i ’ 16A, 16.5. 16.6. 16.7
16j]*l6^^gfil^^
15.1 L 15.2» ।-----—
t____*-----— F^~T ............ , ;----F=t-
lA.h» 1A.2*0 IA.3'-» 1AAf01A.5& 1A.6-& 1A.7* 1A.8J 1A.9~1A.10
* ‘ * . * ! *—--J 1 I I
/J./= 13.2 g
J71^—^±-------
11-1.- 11.2 МЛПЗ-
ИА __ 11.5 П-в.
tn, -1 I Ш — W—" '~^=^—^-/0.5-L 10.7^.10.8
!ц
----1-----1
8.1 a 8.2 a 8.3 4 BA* 8.5 & 8.6 S. 8.7*
i- i । t .---------------*-------'
— ti- 7.3 7.A 7.5 4
6.2^ 6.3 Jb 6.AJS 6.5^-
5.1* 52i 5.3 Г-5.A-4-5.5
A.I 7 A.2j A.3-
3-9^
Puc. 3.28 Типовые конструкции унифицированной системы
микроскопов Mikroval, схема комбинирования вариантов:
О — штатив, / — осветители отраженного света; 2 — осветитель
проходящего света; 3 — держатель фильтра; 4 — фильтр, 5 —
принадлежности для конденсора, 6 — конденсоры с держателями,
7 — держатели конденсоров, 8 — конденсоры, 9 — держатели сто-
лика, 10 — предметные столики, //— препаратоводитель, насадки к направляющим столикам;
12 — объективы, 13 — конденсоры с вогнутым зеркалом; 14 — сменные устройства для
объективов, 15 — направляющие объектива, 16 — опора, 17 — заслонки, 18 — фильтры,
19 — компенсаторы, 20 — промежуточные тубусы, 21 — насадки для промежуточных тубу-
сов; 22 — промежуточные тубусы (угловые); 23 — верхние части тубусов; 24 — окуляры,
контрольно-юстировочные зрительные трубы
165
Рис. 3.29. Виды стыковки элементов несущих конструкций в приборостроении:
А — вдвиганием; В — накрытием; черные — опорные, светлые — защитные элементы
я, | + 2,М5В||
& 300 ®
$909000^
Рис. 3.30. Прибор, элементы несу-
щей конструкции которого состыко-
ваны накрытием:
а — элементы несущей конструкции;
1 и 3 — верхний и нижний кожухи;
2 — стыковочная планка с направляю-
щими пазами; 4 — печатная плата;
б — соединение кожухов с помощью
защелок; в — прибор с ручкой, исполь-
зуемой также в качестве упора
Стыковка поворотом представляет собой частный вариант стыковки
накрытием, она типична для приборов, требующих частого технического
обслуживания.
3.2.5.4. Учет в конструкции приборов возможности автоматизации
их изготовления [3.3, 3.4, 3.37—3.39].
Повышение автоматизации производства, являющееся одним из необ-
ходимых условий повышения производительности труда, касается также
и приборостроения. С помощью стандартизации и типизации, в част-
166
Рис. 3.31. Принципиальная конструкция
промышленного робота:
1 — управляющее звено, 2 — захват; 3 — ма-
нипулятор; 4 — опорная часть; 5 — вставная
часть
ности, благодаря применению мо-
дульного принципа уже достигнут
высокий уровень автоматизации изго-
товления отдельных деталей и элек-
трорадиоэлементов для приборов. Од-
нако сборка этих деталей и электро-
радиоэлементов в узлы и в прибо-
ры в целом производится еще глав-
ным образом вручную, причем пер-
сонал, выполняющий сборочные опе-
рации, должен иметь определенную
квалификацию и опыт. В результате этого уровень автоматизации
сборочных работ в настоящее время составляет лишь примерно 4 %.
В то же время в условиях все более увеличивающегося объема сбо-
рочных работ в приборостроении, постоянного изменения и обнов-
ления номенклатуры приборов, обусловленных ходом технического
прогресса, а также дальнейшего уменьшения серийности приборов, что
вызвано повышением их специализации, автоматизация сборочных работ
в приборостроении является необходимой по техническим, экономическим
и социальным причинам.
Поэтому в последнее время были разработаны программируемые тех-
нические средства, рабочие органы которых могут совершать движения,
подобные движениям руки человека, и оснащены различными захватами
(пальцевыми, цанговыми, пневматическими, магнитными). Эти средства
называются программируемыми манипуляторами или промышленными
роботами. Применение промышленных роботов на сборке приборов предъ-
являет очень высокие требования к их возможностям осуществлять раз-
личные движения, к точности позиционирования, а также к вариантам
программирования (гибкости использования), с одной стороны, и к совер-
шенству конструкции приборов в отношении сборки их роботами, т. е.
в отношении автоматизации сборочных работ, с другой (рис. 3.31).
Конструктор при разработке прибора должен руководствоваться об-
щими принципами конструирования и частными правилами, действую-
щими в области приборостроения и касающимися автоматизации произ-
водства. К общим принципам относятся:
использование конструкций на базе шасси, или «гнездового» принципа,
когда для каждого узла предусмотрена простая, по возможности плоская
и легко фиксируемая базовая деталь (шасси), на которой — без изменения
ее положения — «в одном гнезде» монтируются все детали и электро-
радиоэлементы узла. Базовые детали всех изделий, собираемые с помощью
одного сборочного средства, должны фиксироваться одинаковыми устрой-
ствами. Наглядными примерами являются узлы на базе печатных плат
(см. рис. 3.32, а также 6.1.42);
применение этажерочных конструкций, в которых установка монти-
руемых элементов на базовой детали при сборке производится только
167
1
Рис. 3.32. Установка модульных конструкций:
а — схема, б — пример, / — электрорадиоэлемент; 2 — печатная плата, 3 — крепление
печатных плат, 4 — основание
в одном направлении (сверху или снизу; сверху и снизу) без изменения
положения этой детали (рис. 3.33).
Возможна комбинация этих двух принципов.
Правила конструирования деталей, электрорадиоэлементов и узлов
с точки зрения обеспечения автоматизации их обработки, сборки, кон-
троля и юстировки с помощью промышленных роботов приведены
в табл. 3.16.
3.2.5.5. Расположение приборов
В зависимости от вида стыковки с обслуживаемыми устройствами раз-
личают встраиваемые приборы и приборы-приставки. Стационарные при-
боры оборудуют элементами внешней установки (см. табл. 3.14), порта-
тивные снабжают футляром и зажимами для подключения щупов
Рис. 3.33. Компоновка элементов:
а — принципиальная схема, б — набор печатных плат; в — набор отдельных элементов,
/ — шасси печатных плат, 2 — корпус; 3 — передняя панель или опорная плата
168
3.16. Правила конструирования, учитывающие требования приборостроения
с использованием промышленных роботов
Неправильно Содержание правила Правильно
Общие правила
Х77777Х
YZZZZZ
Минимизировать число элемен-
тов, из которых собирается
узел или прибор. Обычный
шарнир, состоящий не менее
чем из трех деталей, может
быть заменен упругим шарни-
ром, представляющим собой
одну деталь (объединение
функций)
Стремиться к максимально воз-
можной повторяемости дета-
лей. Для этого конструктивно
подобные детали следует пре-
образовывать в одинаковые.
«Правая» и «левая» детали мо-
гут быть заменены одной сим-
метричной деталью
Стремиться к полной взаимо-
заменяемости. С помощью рас-
четов следует определить до-
пуски составляющих звеньев и
за счет конструктивных меро-
приятий исключить образова-
ние, например, заусенцев и
облоя
Выбирать соответствующие
способы соединения. Для этого
способы косвенного соединения
(например, клепку) заменять
способами прямого соединения
(например, точечной сваркой).
Если для соединения необхо-
димо несколько элементов, то
следует стремиться к их одно-
типности
169
Продолжение табл. 3.16
Неправильно
Содержание правила
Правильно
WVWVU
Избегать операций поддержки.
Во всех случаях следует исклю-
чать болтовые соединения, за-
меняя их винтовыми
Предотвращать возможность
зацепления,переплетения, про-
никновения одной детали в дру-
гую. Например, пружины рас-
тяжения следует выполнять
возможно меньшего диаметра,
концы пружины сжатия дол-
жны быть плотно намотаны
Обеспечивать устойчивость и
возможность укладки в шта-
бель устанавливаемых при
сборке деталей и уже собран-
ных узлов. Для этого следует
выбирать соответствующие
точки установки и центр тяжес-
ти детали или узла
Н11ЛЛЛЛ111
HIV VVVIIH
Правила, касающиеся удобства обработки
Обеспечивать возможность
скольжения, качения или под-
вески деталей. Способность де-
талей, например, к скольжению
может быть обеспечена с по-
мощью направляющих, кото-
рые также предотвращают на-
ползание деталей друг на друга
170
Продолжение табл. 3.16
Неправильно
Содержание правила
Правильно
Путем целенаправленного рас-
пределения масс детали или
узла обеспечивать их стремле-
ние самим занимать требуемое
положение
Избегать ограничивающих по-
верхностей, способствующих
взаимному зацеплению дета-
лей. Путем изменения толщин
штампованных деталей можно,
например, предотвратить их
взаимное защемление
Стремиться к симметрии отно-
сительно наибольшего числа
осей и к использованию одних
и тех же осей симметрии для
внутренних и внешних форм де-
тали. Вращательно-симметрич-
ные детали должны быть сим-
метричны и относительно
третьей оси. Штампованные де-
тали также должны быть сим-
метричными
Стремиться к увеличению чис-
ла деталей, имеющих одинако-
вые поверхности захвата. Уни-
фикация этих поверхностей
упрощает конструкцию захва-
та
171
Продолжение табл. 3 16
Неправильно Содержание правила Правильно
Использовать комплектующие
детали, отвечающие требова-
ниям автоматизированной
сборки. Для этого при сборке
можно сохранять последова-
тельность расположения дета-
лей, определяемую гехноло! ией
их изготовления, подавая, на-
пример, небольшие штампо-
ванные детали в полосе, из ко-
торой они вырублены
Дополнительные указания
Избегать применения очень мягких деталей. Например, формованные резиновые дета- ли можно лишь условно ис- пользовать для автоматизиро- ванной сборки. Упругие уплот- нительные кольца следует за- менять пластичными смазоч- ными материалами
Исключать применение мало- габаритных деталей. Обработ- ка таких деталей усложнена, поэтому использования, напри- мер, подкладных шайб, пру- жинных колец и изолирующих втулок следует избегать за счет соответствующих конструктив- ных решений
Правила, касающиеся удобства сборки
Минимизировать число соеди-
нительных элементов Напри-
мер, фиксацию вала можно
обеспечить геометрическим за-
мыканием с отверстием, вы-
полненным с помощью опрес-
совки
172
Продолжение табл. 3.16
Неправильно
Содержание правила
Правильно
Использовать для стыковки
гравитационные силы. Грави-
тационные силы облегчают
позиционирование детали
Обеспечить преимущественно
геометрическое замыкание
между соединяемыми деталя-
ми. Детали по возможности
должны автоматически пози-
ционироваться относительно
друг друга
Применять в основном центри-
рование с помощью враща-
тельно-симметричных деталей.
При геометрическом замыка-
нии следует отдавать предпоч-
тение, например, шлицевому
профилю, так как он требует
лишь небольшого поворота
соединяемых деталей
Уменьшать ход деталей при
соединении. Соединительные
поверхности могут быть выбра-
ны минимальными с учетом
устойчивости и срока службы
деталей
Во всех случаях предотвра-
щать одновременное начало
контактирования нескольких
соединительных поверхностей.
Вращательно-симметричная
деталь вначале контактирует с
верхним отверстием и облег-
чает ввод в нижнее отверстие
173
Продолжение табл. 3.16
Неправильно
Содержание правила
Правильно
Предотвращать кинематически
сложное введение деталей в по-
ложение для соединения На-
пример, изменив геометрию де-
тали, можно исключить криво-
линейное движение захвата и
заменить его прямолинейным
вертикальным движением
Правила, касающиеся удобства контроля и юстировки
Предотвращать переопреде-
ленное™ и использование мно-
гопосадочных соединений. Сле-
дует помнить, что каждый раз-
мер имеет допуск! Два или бо-
лее винта с потайной головкой,
соединяющих две детали, де-
лают необходимой совместную
обработку отверстий обеих де-
талей. При использовании вин-
тов с цилиндрической головкой
эта необходимость отпадает
Использовать самоформирую-
щиеся самокорректирующиеся
детали. Например, при низких
требованиях к прочности мож-
но применять конусные само-
нарезающие винты
Не применять детали, допуски
на которые могут привести к не-
точности их взаимного распо-
ложения. Форма многих дета-
лей позволяет компенсировать
технологические погрешности
(допуски), в приведенном при-
мере — с помощью продольно-
го отверстия (паза). При этом
необходима юстировка поло-
жения деталей
При неизбежной юстировке ис-
пользовать регулировку вместо
точной подгонки. При юстиров-
ке в таком случае отпадает не-
обходимость в дополнительной
обработке прилегающих по-
верхностей
174
Рис. 3.34. Переносной при-
бор
Рис. 3 35. Определение геометрии пульта
(для работы сидя) с учетом антропометри-
ческих данных человека (размеры в санти-
метрах):
А—оптимальная зона обзора (30°), В —
зона расположения индикаторов (18°), С —
зона расположения элементов управления
(35°), D — оптимальная ширина пульта (70 см),
R\ — минимальное расстояние до индикаторов
(34 см), R2 — оптимальное расстояние до ин-
дикаторов (50 см), R3 — максимальное рас-
стояние до индикаторов (71 см); R4—макси-
мальная зона захвата (68 см), R5 — опти-
мальная зона захвата руки, согнутой в локте
(41 см), /?6— зона поворота колена (36 см),
R7 — геометрически максимальная зона захва-
та (71 см)
(рис. 3.34). Переносные приборы снабжают соответствующими элемен-
тами для транспортировки (см. табл. 3.14).
Пульты создают с учетом антропометрических и эргономических
требований. Поскольку коммуникативные отношения между человеком и
прибором постоянно расширяются (см. § 3.1.3 и 3.2.3), форме пультов
следует уделять особое внимание. Рис. 3.35 дает представление о мно-
жестве учитываемых при этом факторов (см. разд. 7).
175
Список литературы
3.1. Topfer Н. u. a. Pneumatische Bausteinsysteme der Digitaltechnik. 2. Auf. Berlin:
VEB Verlag Technik, 1973.
3.2. Philippow E. Taschenbuch Elektrotechnik, Bd. 2. Berlin: VEB Verlag Technik, 1977
3.3. Volmer J. Industrieroboter, Entwicklung. Berlin: VEB Verlag Technik, 1983
3.4. Bogelsack G., Kallenbach E., Linnemann G. Roboter der Geratetechnik. Berlin:
VEB Verlag Technik, 1984.
3.5. Fey P. Informationstheorie. Berlin: Akademie-Verlag, 1963.
3.6. Woschni E.-G. Informationstechnik — Signal, System, Information. Berlin: VEB
Verlag Technik, 1973.
3.7. Ebert J., Jiirres E. Digital Messtechnik. Berlin: VEB Verlag Technik, 1974.
3.8. Topfer H., Rundert S. Einfiihrung in die Automatisierungstechnik. Berlin: VEB
Verlag Technik, 1976.
3.9. Reinisch K. Kybernetische Grundlagen und Beschreibung kontinuierlicher Systeme.
Berlin: VEB Verlag Technik, 1974.
3.10. Oppelt W. Kleines Handbuch technischer Regelvorgange. 4. Aufl. Berlin: VEB
Verlag Technik, 1964.
3.11. Naumann G., Meiling W., Stscherbina A. Standard-Interfaces der Messtechnik.
Berlin: VEB Verlag Technik, 1980.
3 12. Hildebrand S. Feinmechanische Bauelemente. 5 Aufl. Berlin: VEB Verlag
Technik, 1985.
3 13. Krause W. Grundlagen der Konstruktion. Lehrbuch fiir Elektroingenieure.
3. Aufl, Berlin: VEB Verlag Technik, 1984.
3.14. Reichardt W. Elektroakustik. Leipzig: Teubner-Verlag, 1971.
3 15 Hildebrand S., Krause W. Fertigungsgerechtes Gestalten in der Feingeratetechnik.
2. Aufl. Berlin: VEB Verlag Technik, 1982.
3.16. Leinweber P. Taschenbuch der Langenmesstechnik. Berlin, Gottingen, Heidelberg:
Springer-Verlag, 1954.
3.17. Chien N. D. Schwingungs- und Stossuntersuchungen an Gestellen von Magnet-
speichergeraten. Diss. TH Ilmenau, 1977.
3.18. Beyer H. Handbuch der Mikroskopie. 2. Aufl. Berlin: VEB Verlag Technik, 1977.
3.19. Klein R. Automatisierungsanlagen — Aufbau und Verbindungstechnik. Berlin:
VEB Verlag Technik, 1972.
3.20. Фролов А. Д. Теоретические основы конструирования и надежности радио-
электронной аппаратуры. М.: Высшая школа, 1970.
3.21. Goldner Н., Holzweissig F. Leitfaden der technischen Mechanik. 5. Aufl.
Leipzig: Fachbuchverlag, 1976.
3.22. Feiertag R. Formsteifigkeit von diinnwandigen Bauelementen der Feinwerktechnik
Diss. TH Karlsruhe, 1967
3.23. Zienkiewicz О. C. Methode der finiten Elemente. Leipzig: VEB Fachbuchverlag,
1974.
3.24. Borowski K.-H Das Baukastensystem in der Technik. Berlin. Gottingen, Heidelberg:
Springer-Verlag, 1961.
3.25. Pahl G., Beitz W. Konstruktionslehre. Berlin, Heidelberg, New York: Springer-
Verlag, 1977.
3.26. Seidel U. Zu einigen konstruktiven Problemen bei der Entwicklung von Koppelste-
llen in Baukasten unter Beachtung okonomischer Aspekte. Diss. TH Ilmenau, 1977.
3 27 Zentraler Artikelkatalog der Volkswirtschaft der DDR, Katalog Gafasseinheiten
fur Erzeugnisse der Elektrotechnik, Elektronik und des Geratebaus (Nr. 13998).
Berlin: Ministerium fiir Materialwirtschaft, 1977.
3.28. Optical Computing.— Proceedings of IEEE, 1977, Vol. 65, N. 1.
3.29 Arbeitsschutz- und Brandschutzanordnung 3/1 — Schutzgiite der Arbeitsmittel
und Arbeitsverfahren. Gesetzblatt der DDR, Teil II, Nr. 87. vom. 12.8.1966.
176
3.30. Tietze G. Analog-Digital-Umsetzer der elektronischen Messtechnik.— radio
fernsehen elektronik, 1972, Bd. 21, N. 19, S. 620; N. 20. S. 670; N. 21, S. 689; N. 22,
S. 736; N. 23, S. 776.
3.31. CAMAC, ein modernes Instrumentierugnssystem in der Datenverarbeitung
(iiberarbeitete Beschreibung und Spezifikation). EUR 4100e, ESONE-Committee
1972.
3.32. Winkler R. Das einheitliche Gefassystem — ein unifiziertes, mechanisches
Baukastensystem fiir Elektrotechnik, Elektronik und den Wissenschaftlichen
Geratebau.— Die Technik, 1973, Bd. 28, N. 12, S. 757.
3.33. Ulrich C., Decke S. Bedeutende Rationalisierungseffekte bei der Anwendung des
einheitlichen Gefassystems (EGS) der Elektrotechnik, Elektronik und des Wissens-
chaftlichen Geratebaus.— Rationalisierung, 1973, Bd. 1, N. 3, S. 59.
3.34. Illig W., Trittier P. Messmikroskope im Baukastensystem.— Feingeratetechnik,
1970, Bd. 74, N. 6, S. 235.
3.35. Gefassystem ALMES. Prospektmaterial TESLA Bratislava, 1978.
3.36. Draft — Dimensions of sub-racks for mounting in structures according to Pub-
lication 297 and associated plug-in units. International Electrotechnical Commission
(IEC), Technical Committee, 1977, N. 48, Sub-Commission N. 48. D. Genf. 1977.
3.37. Hoenow G. Roboter-montagegerechtes Konstruieren.— Maschinenbautechnik,
1981, Bd. 30, N. 5; 1984, Bd. 33, N. 4.
3.38. Sauerbrey W. Richtlinie „Montageautomatisierungsgerechte Gestaltung von
technischen Gebilden“. Fridrich-Schiller-Universitat Jena, Mai, 1979.
3.39. TGL 13394 (Juni 1971) Montagegerechtes Konstruieren, Regeln und Beispiele.
4. Точность и надежность приборов
Все более широкое применение изделий приборостроения во всех областях
обусловливает повышение требований к их точности и надежности.
По сравнению с машинами, которые расширяют и дополняют в основ-
ном физические возможности человека, приборы расширяют и дополняют
его творческие возможности (см. разд. 1). Поскольку сбор и обработка
информации производятся по всем отраслям науки и техники, приборо-
строение оказывает значительное влияние на их развитие. Это в особой
мере относится к приборам, предназначенным для измерений, управления
и регулирования, в самое же последнее время — к приборам, автомати-
чески выполняющим различные операции и относящимся непосредственно
к технологическому оборудованию. Зачастую при этом для получения
информации необходимо фиксировать очень малые значения измеряемых
величин, увеличивая их, по возможности, без искажений для регистрации.
В связи с этим чувствительность и надежность в приборо-
строении играют доминирующую роль и их значение еще более возрастает
вследствие повышения требований к производительности.
В настоящее время возрастает число приборов повышенной сложности.
В результате увеличения числа конструктивных элементов в таких при-
борах их чувствительность к возмущениям повышается, т. е. надежность
падает. В отдельных случаях снижение надежности происходит не только
по этой причине, но и за счет повышения точности. Надежность может
быть сохранена неизменной даже при увеличении числа элементов
(см. п. 4.2.3.1). Основной причиной снижения надежности является работа
многих элементов на пределе своих прочностных возможностей, незави-
симо от того, что они имеют более высокие параметры производитель-
ности, чем раньше. В то время как раньше запас прочности определялся
в основном по опытным данным о надежности, для современных изделий
размеры должны назначаться в зависимости от нагрузки при использова-
нии специальных свойств материалов.
Формулировка требований к надежности производится из условий экс-
плуатации изделия. При этом должны быть учтены все ухудшающие ее
процессы, которые возможны в течение всего жизненного цикла изделия,
от разработки до эксплуатации.
В отношении целей надежности различают два граничных случая:
в течение требуемого времени эксплуатации должна поддерживаться
очень высокая вероятность функционирования изделия. Это требование
касается таких систем, которые обеспечивают безопасность людей или
защиту больших материальных ценностей, выход которых из строя ведет
к большим экономическим потерям или которые не доступны для ремонта
после пуска их в эксплуатацию. Это относится, например, к авиационной,
космической технике, к оборудованию атомной промышленности, к воен-
178
ным системам. Основным здесь является требование к безотказности
работы;
изделие в эксплуатации должно быть оптимальным по потребитель-
ской стоимости и затратам. Под потребительской стоимостью здесь можно
понимать реализуемые технические параметры и их временные характери-
стики (надежность). Однако высокая надежность чаще всего характери-
зуется высокой покупной стоимостью изделия и низкими затратами на его
техническое обслуживание; при низкой же надежности наоборот. При
стремлении к минимуму затрат их величина может стать основой для
расчета требуемых параметров надежности. Но при калькуляции затрат
необходимо учитывать также экономию материалов и объем технического
обслуживания, которые имеют большое значение в рамках всего народного
хозяйства. Все это справедливо для большинства промышленных изделий.
Точность и надежность прибора определяется в основном уже на
стадиях его разработки и конструирования, поэтому конструкторы должны
обладать соответствующей квалификацией в этих областях.
4.1. Основные понятия теории надежности
Наряду с общественно необходимыми затратами труда стоимость изделия
определяется также и его потребительской стоимостью. Эта
стоимость определяется большим числом объективных качественных
параметров, таких, как мощность, размеры, КПД, масса, расход мате-
риала, точность, влияние воздействий окружающей среды и возмущений,
степень выполнения требований гигиены, затраты на ремонт, внеш-
нее оформление, качество защиты, стандартизация. В зависимости от
типа изделия и подхода к оценке его потребительской стоимости, эти
параметры, в конечном счете характеризующие изделие, имеют различный
вес и постоянно изменяются в соответствии с техническим прогрессом.
Следует сказать, что для перечисленных понятий нет единых опреде-
лений ни в национальном, ни тем более в международном масштабе.
Имеющиеся здесь определенные противоречия не устраняют и указания
в специальной литературе.
С одной стороны, под качеством изделия понимают совокупность
его свойств, которые без учета вида его применения позволяют только
выделять это изделие в ряду других изделий и характеризовать его.
С другой стороны, качество — это совокупность положительных свойств
изделия с учетом определенного вида его эксплуатации, т. е. свойств,
которые удовлетворяют требованиям, предъявляемым к изделию *. Таким
образом, качество может быть как абсолютной, так и относительной
величиной. Ниже речь будет идти только о первом значении качества.
Качество изделия «материализует» его определенную потребительскую
стоимость. При этом под качеством понимают как параметры, которые
характеризуют состояние изделия к определенному моменту времени,
* Эти два понятия качества по-немецки называются по-разному: Qualitat
и Gilte (Прим, перев.).
179
чаще всего к моменту выпуска, так и параметры, используемые для
описания свойств изделия в течение длительного периода времени. К пер-
вой группе этих параметров относятся:
параметры, определяющие назначение изделия, например мощность,
производительность, затраты;
параметры окружающей среды, т. е., во-первых, параметры, характе-
ризующие воздействие окружающей среды на изделие, и, во-вторых,
параметры, характеризующие условия труда (например, с точки зрения
гигиены, антропометрии, психологии, физиологии);
показатели, описывающие эстетическое решение изделия;
показатели стандартизации;
показатели правовой защиты.
Во вторую группу входят все параметры, описывающие изменение
свойств изделия во времени. Они определяются надежностью и зависят
не только от физико-технической «природы» изделия, но и от технологии
его изготовления и условий эксплуатации, а также от экономических
и организационных факторов. Надежностью технического изделия
(не принимая во внимание значение этого термина в обиходе) называется
способность изделия отвечать цели своего применения в течение опре-
деленного периода времени.
Первая группа параметров качества характеризует одно отдельное
изделие. Она не позволяет сделать никаких выводов об изменении его
свойств во времени.
Надежность—'свойство изделия, описывающее изменение качества
изделия с учетом выхода его из строя, ремонта и технического обслу-
живания. Параметры надежности могут быть получены только для несколь-
ких изделий или по результатам наблюдений одного изделия в течение
длительного времени. Поэтому они имеют вид прогноза с определенной
вероятностью (например, вид средней частоты отказов) или вид самих
вероятностей (например, вероятности безотказной работы). В этом заклю-
чается основное различие между параметрами обеих групп. Само собой
разумеется, параметры первой группы могут быть даны с допуском. Однако
указание значения надежности всегда связано с вероятностью, поэтому
выводы о фактическом изменении во времени характеристик отдельного
изделия не могут быть сделаны.
Напротив, точность касается достижения и сохранения требуемых
функциональных параметров технической системы в пределах допустимых
отклонений. Следовательно, она относится как к начальному состоянию
прибора, так и к изменениям этого состояния за определенное время.
Выполнение прибором его функции, т. е. качество обусловлено главным
образом выбранной для него структурой, условиями изготовления, сборки
и эксплуатации, влиянием окружающей среды, старением, усталостью или
изнашиванием. При этом степень влияния внешних и внутренних возму-
щающих факторов в большей мере зависит от качественных и количест-
венных структурных соотношений. Поэтому точность и надежность при-
бора при его конструировании учитываются в тесной взаимосвязи.
Ниже описаны факторы, влияющие на точность и надежность, изло-
жены основы их расчета, а также рассмотрены мероприятия по повы-
шению точности и надежности. Поскольку в разд. 2 были описаны методы
180
и средства, предназначенные для разработки структуры, оптимальной для
выполнения требуемой функции, ниже рассмотрены только выходы из
строя такой структуры или ее элементов, а также возможности ее усовер-
шенствования.
4.2. Принципы конструирования [4.1—4.5, 4.9—4.11,
4.36, 4.40, 4.41, 4.69]
4.2.1. Методы, правила и принципы конструирования
Следует напомнить, что приведенные в начале этой главы понятия
не стандартизованы и иногда используются довольно произвольно. К их
числу можно отнести такие термины, как основы и правила конструиро-
вания, руководства по конструированию и т. д. Целью их всех является,
в конце концов, целенаправленно и рационально организовать процесс
конструирования, понимая под ним проблематику перехода от функции
к структуре при многозначности и неопределенности исходных данных.
При этом во время конструирования необходимо учитывать кажущееся
необозримым множество частных требований правил более высокого и
более низкого порядков. Сумма всех этих требований может быть для
начала сведена к двум большим группам.
К первой группе относятся специальные обязательные требования,
относящиеся непосредственно к разрабатываемому изделию и касающиеся
в основном технических и экономических параметров.
Во вторую группу входят все требования, которые должны учиты-
ваться при любой разработке независимо от особенностей изделия и для
выполнения которых не требуются фиксированные значения и пределы.
Эти требования в конечном счете основываются на экономических зависи-
мостях и, в противоположность требованиям первой группы, могут быть
названы экстремальными; из них можно выделить пять основных:
требование минимума затрат на изготовление (за счет минимально
возможных затрат на НИР и ОКР, на основные и вспомогательные
материалы, производственных затрат, расходов на амортизацию основных
средств и т. д.);
требование минимума объема устройства (за счет рационального
использования пространства, выбора соответствующего принципа дейст-
вия и т. д.);
требование минимума массы (за счет выбора материалов высокой
прочности и их оптимального расхода и т. д.);
требование минимума потерь (за счет уменьшения потерь энергии и
материалов и т. д.);
требование оптимальности использования (за счет рационального
обслуживания, оптимального качества защиты, надежного выполнения
функции и т. д.).
Эти требования, которые обязательно должны быть выполнены кон-
структором, обусловливают следующие справедливые во всех случаях
основные правила конструирования [4.2, 4.3]: простота, однозначность,
надежность изделия.
181
Эти правила применимы на всех фазах процесса конструкторской
подготовки производства, от уточнения задачи до разработки деталей
конструкции. Они вытекают из необходимости разработки простых
технических решений как условия экономичности разрабатываемого изде-
лия, поиска однозначных взаимосвязей между причиной и следствием,
влияющими величинами и изменением характеристик изделия, как условия
учета, расчета, прогноза свойств изделия, а также, в конечном счете,
выполнения им своей функции с оптимальной надежностью при безопас-
ности для людей и окружающей среды.
Как было сказано в гл. 2.1 (табл. 2.1), техническое изделие можно
рассматривать как систему и однозначно описывать с помощью окру-
жающей его среды, функции и структуры. Три перечисленных выше
основных правила конструирования могут быть раскрыты в соответствии
с этими аспектами (табл. 4.1). Однако подобная таблица может быть
значительно более подробной (см. [4.2] ).
4.1. Три основных правила конструирования
Просто Однозначно Надежно
Очевидные понятные на- глядные отношения (уп- равление, техническое об- служивание, контроль, ремонт) с человеком и техническими изделиями Возможно меньшее число частных функций, связан- ных наглядно и логично; наглядность физических закономерностей Минимально возможное количество элементов. Простые геометрические формы, позволяющие упростить технологию из- готовления и расчет Окружающая среда Сборка, управление, связи с другими изделиями и техни- ческое обслуживание, иск- лючающие ошибки. Одно- значные и полные техноло- гическая документация и инструкции по эксплуата- ции Функция Определенное соподчинение частных функций, опреде- ленное направление потоков энергии, информации и ма- териалов. Использование воспроизводимых физичес- ких эффектов, позволяю- щих четко описывать за- висимости между входны- ми и выходными величи- нами Структура Предотвращение возмож- ности появления вынужден- ных состояний в результате случайных соединений эле- ментов, определенных слу- чаев нагрузки по величине, виду и направлению. Одно- значная реакция на возму- щение (температуру, до- пуск, износ и т. д.) j Опосредствованное обеспе- чение надежности путем за- щиты системы от влияния окружающей среды. Защита окружающей среды от воздействий со стороны системы, в частности, при ее возможных отказах Предотвращение вредных взаимодействий между част- ными функциями. Стремле- ние к уменьшению сложно- сти и комплектности Обеспечение непосредствен- ной надежности путем вы- полнения: принципа «надежного су- ществования» с помощью назначения достаточных размеров; принципа «допустимого отказа» без тяжелых по- следствий
182
Применение этих трех основных правил конструирования требует от
разработчиков, во-первых, методического порядка действий, во-вторых,
учета существующих обязательных инструктивных материалов или реко-
мендаций и, в-третьих, использования основных вариантов построения
структур технических изделий, так называемых принципов конструирова-
ния. В табл. 4.2 наглядно показана разница между методами, правилами
и принципами конструирования. Методы конструирования в этой книге
подробно не рассматриваются, поскольку им, особенно методам, учиты-
вающим особенности технологии производства, посвящена обширная лите-
ратура [4.11].
4.2. Содержание и цели методов, правил и принципов конструирования, а также
примеры их применения
Методы Правила Принципы
Инструкции по оптими- зации конструкторской деятельности Поиск, соответствующее i изделие Рекомендуемая последо- вательность операций, обеспечивающая опти- мальность процесса кон- струирования Методы абстрагирова- ния; классификации; ос- новного принципа; уточ- нения; комбинаций и ва- риаций; «мозгового штур- ма»; синектики; оценки и т. д. Содержание Инструкции и рекоменда- ции по разработке струк- туры технического изделия и его составных частей Цель вменение и усовершенствовг ч, оптимально выполняющего Средства Учет требований, обуслов- ленных изготовлением и эк- сплуатацией, а также ин- струкциями Примеры Разработки, отвечающие требованиям производства (в частности, литья, сварки, сборки, юстировки, про- верки), стандартов, мо- дульности, износостойко- сти, коррозионно-стойкости, компенсации тепловых де- формаций, управления тех- нического обслуживания и т. д. Основные варианты шие структуры технического функцию Использование взаимосвя- зей, имеющихся в самой структуре Принципы разделения функ- ций, объединения функций, создания конструкций с ми- нимальными ошибками (ин- ноцентность, инвариант- ность), самоустановки, пути передачи силы, предотвра- щения переопределенностей и т. д.
4.2.2. Обзор принципов конструирования
Принципы конструирования представляют собой основные варианты по-
строения структур технических изделий и их составных частей на базе
внутренних взаимодействий, имеющихся в самой структуре, и возможно-
стей ее изменения. Целью этих принципов, так же как и методов и
правил, является содействие в оптимальном выполнении требуемой функ-
ции. Их применение предполагает учет пяти основных требований, пере-
численных в § 4.2.1 при поиске, изменении и усовершенствовании состав-
183
ных частей структуры (элементов, расположений и связей) таким образом,
чтобы получить определенные преимущества в отношении надежного
выполнения функции.
Наиболее известны следующие принципы конструирования:
разделение функций (рис. 4.2—4.4);
объединение функций (рис. 4.1);
разделение структуры (выполнение корпуса из отдельных частей для удобства
сборки);
объединение структуры (печатная плата, интегральная схема, каркас и корпус
в виде единой детали);
передача сил: прямой короткий путь передачи силы (рис. 4.16, а и б) и равно-
прочность (стремление к равномерному использованию прочности, например равно-
прочная балка);
согласование деформаций (рис. 4.16, в и г) ;
компенсация сил (рис. 4.16, д и е) ;
определенное распределение силы (рис. 4.17, а и б) ;
установка (выбор структуры, элементы которой поддерживают друг друга,
вспомогательные функции способствуют выполнению основной);
самоусиление (уплотнение, автоматически напрессовывающееся при увеличении
удельного давления в результате роста давления рабочей среды; увеличение нор-
мальной силы во фрикционной передаче при повышении крутящего момента);
самозащита (появление дополнительного пути передачи силы при перегрузке,
например дополнительный жесткий упор в упругом упоре или в упругой муфте,
который включается в работу при перегрузке);
самокомпёнсация (использование побочных эффектов для выполнения основной
функции, например стабилизация тонкого, вращающегося с большой частотой
диска за счет центробежных сил; плавающая система считывания информации
с магнитного диска; самоцентрирующийся воздушный подшипник);
создание конструкции с минимальными погрешностями (выбор структуры,
имеющей минимальные погрешности второго и более высоких порядков);
минимизация погрешностей (рис. 4.22, табл. 4.4);
инноцентность (рис. 4.5, 4.8—4.10, 4.23 и 4.24, табл. 4.4);
инвариантность (рис. 4.5—4.7, 4.10);
компенсация погрешностей (рис. 4.30, 4.31, см. § 4.3.8);
предотвращение переопределенностей (рис. 4.12—4.15);
использование функционально необходимого материала (ограничение характе-
ристик функционально необходимого материала для функционально необходимого
конструктивного элемента).
Понятно, что в одном техническом изделии не могут быть реализованы
все принципы конструирования, напротив, в одних случаях используется
один из принципов, в других — другой. Преимущественное применение
одного принципа конструирования связывается с определенными особен-
ностями самой структуры и определенными внешними условиями, причем
взаимосвязи между возможностью или необходимостью этого применения,
с одной стороны, и условиями, с другой, еще далеко не ясны. Следова-
тельно, на вопрос, насколько важно, необходимо, желательно, вообще
возможно или даже нежелательно применение какого-либо принципа
конструирования, в общем ответить нельзя. Поэтому эти принципы ока-
зывают лишь помощь конструктору, а вопрос о целесообразности их
применения он должен решать сам. Это возможно только при строгом
соблюдении последовательности действий — от уточнения задачи до
оценки и вынесения решения (см. разд. 2).
184
Ниже на примере более подробно рассмотрены отдельные принципы
конструирования.
4.2.3. Некоторые принципы конструирования
и примеры их использования
4.2.3.1. Разделение и объединение функций
В технических изделиях обычно одна подструктура, состоящая из одного
или нескольких конструктивных элементов (деталей), реализует не одну,
а несколько частных функций. Этот прием называется объединенным
использованием или, кратко, объединением функций (см. гл. 2.1). При-
мером может служить состоящий из вала и втулки подшипник скольжения
(рис. 4.1, а), который выполняет одновременно три основные функции:
«Реализация оси вращения», «Восприятие радиальных сил» и «Восприя-
тие аксиальных сил». Кроме того, этот подшипник выполняет дополни-
тельную функцию «Восприятие момента трения», а также вспомогательные
функции «Отвод теплоты» и «Обеспечение определенных условий смазки».
Такое объединение функций в большинстве случаев получают «автомати-
чески» при построении структуры, однако оно может быть достигнуто
и сознательно, имея в виду выполнение следующих требований: сокраще-
ние числа конструктивных элементов; упрощение конструкции прибора;
миниатюризация (уменьшение массы, улучшение динамических характе-
ристик, уменьшение объема); сокращение объема сборочных и юстировоч-
ных работ; эффективное использование материалов.
Объединять можно частные функции как одной, так и различной физи-
ческой природы (рис. 4.1).
Объединение функций означает, что свойства одной составной части
структуры используют неоднократно. В этом смысле, например, располо-
жение большого числа транзисторов и резисторов на одном кристалле
интегральной микросхемы является объединением функций с точки зрения
Рис. 4.1. Объединение функций:
а — подшипник скольжения, частные функции «Восприятие радиальных сил» и «Восприятие
аксиальных сил»; б — реле с герметичными контактами; / — частная функция «Генери-
рование магнитного потока»; 2 — «Получение усилия нажатия» (ферромагнитный материал,
якорь); 3— «Получение усилия возврата» (пластинчатая пружина); 4 — «Крепление кон-
тактов» (пружинные шарниры); 5 — «Прохождение тока» (контакты); функции 2—5 выпол-
няются контактами; F — сила, s — путь; и — напряжение; i — ток, Ф — магнитный поток;
индексы- 1 — вход обмотки; 2 — вход контакта; 3 — выход контакта с магнитом; К — кон-
такт, R — усилие возврата; т — магнит
185
механики; с точки зрения электроники здесь нет ни объединения функций,
ни объединения структуры.
Однако объединение нескольких частных функций в одной составной
части структуры путем многократного использования определенных
свойств ее материала имеет следующие недостатки:
опасность взаимного отрицательного влияния частных функций (в гер-
метичном реле по рис. 4.1,6, например, нагрев контактной пластины при
прохождении через нее тока может привести к изменению ее коэффи-
циента жесткости);
вследствие всегда требуемого компромисса невозможно задать форму
и размеры подструктуры, оптимальные в отношении отдельной частной
функции;
невыполнение основного правила «Однозначно» затрудняет расчет и,
следовательно, надежный прогноз характеристик изделия;
подструктура не может быть использована полностью при выполнении
отдельных частных функций, особенно это относится к несущей способ-
ности и точности;
повышение требований к технологии изготовления для получения пара-
метров, необходимых для выполнения всех частных функций;
отсутствие, в большинстве случаев, возможности однозначной юсти-
ровки (см. гл. 4.3) или целенаправленного воздействия на выполнение
отдельных частных функций.
Поэтому объединение функций не всегда применяют в приборах,
к точности и надежности которых предъявляются повышенные требова-
ния. В этом случае необходимые ограничения или взаимные отрицатель-
ные влияния и возмущения не позволяют надежно выполнять функцию
прибора, поэтому можно использовать принцип разделения функций.
Разделение функций является операцией, противоположной их объеди-
нению, и предусматривает выделение отдельных подструктур для выпол-
нения частных функций, способствующих выполнению основной. В боль-
шинстве случаев единственная, особенно важная или «лежащая на гра-
нице выполнимости» частная функция, реализуется с помощью специально
создаваемой подструктуры и, следовательно, не влияет на выполнение
остальных частных функций. При этом структура в целом может быть
оптимальной. Перечисленные выше недостатки, сопровождающие объеди-
нение функций, при разделении функций надежно устраняются, однако
общее число конструктивных элементов и обычно объем и масса воз-
растают. Однако это не равнозначно снижению экономичности и надеж-
ности, поскольку разделение функций как раз и влечет за собой одно-
значное и более эффективное выполнение поставленных требований к
общей функции. В приборостроении принцип разделения функций пре-
имущественно применяется там, где необходимы высокие точность и
надежность. В машиностроении он часто используется для обеспечения
оптимального восприятия конструкционным материалом действующих сил
и моментов. Описанные ниже примеры решения различных задач должны
дать более подробное представление о значении этого принципа в технике.
На рис. 4.2, б представлены подшипники качения, каждый из которых
независимо воспринимает аксиальные или радиальные силы. Условием
этого является аксиальная подвижность вала в роликовом подшипнике.
186
Рис. 4.2. Частные функции подшипника:
а — восприятие аксиальных и радиальных усилий
шариковым подшипником (объединение функций),
б — восприятие аксиальных усилий шариковым
подшипником и радиальных усилий роликовым
(разделение функций)
а) 5)
Силы, направленные под углом, однозначно разлагаются на две состав-
ляющие в однозначно определенных направлениях.
На рис. 4.3 схематически показано типичное в точной механике разде-
ление двух частных функций «Восприятие сил» и «Получение оси враще-
ния или прямой направляющей». Под воздействием внешних сил и момен-
тов выполнение функций опор и направляющих ухудшается. Это явление
можно устранить с помощью двух связанных систем, решающих, однако,
совершенно различные задачи. Рычаг разгружает подшипник, определяю-
щий точность, и прецизионную направляющую, благодаря чему появляю-
щиеся в нем остаточные силы и, следовательно, деформации остаются
малыми. Для этого центр тяжести S должен лежать в пределах второй
опоры, воспринимающей силы, или направляющей, к которой, однако,
требования по обеспечению точности не предъявляются. Кроме того, это
позволяет почти полностью предотвратить износ деталей, определяющих
точность. Метод разгрузки опор и направляющих используется, например,
в больших астрономических приборах и точных измерительных приборах.
Еще одним примером разделения функций является устройство пово-
рота зеркала (рис. 4.4). Для временного отклонения лучей зеркало
должно быть повернуто в положение, которое должно выдерживаться
с высокой точностью, так как ошибка в угле его поворота вызывает вдвое
большую ошибку в ходе лучей. На рис. 4.4, а точность положения зеркала
определяется упором и шарниром, причем последний подвержен износу.
Рис. 4.3. Разделение функций
в опоре (а) и направляющей (б)
а)
Рис. 4.4. Разделение функций в
устройстве поворота зеркала
187
На рис. 4.4,6 показан результат разделения на частные функции «Пово-
рот» и «Фиксация положения». При этом точность положения зеркала,
которое может перемещаться в сферическом подшипнике на конце рычага,
определяется только тремя упорами. Сам подшипник не оказывает на
точность положения никакого влияния. Здесь последовательно выполнено
основное правило, согласно которому требования к точности должны
удовлетворяться только там, где их выполнение необходимо. Хотя второй
вариант устройства содержит большее количество деталей, он экономич-
нее и надежнее первого, так как не требует установки прецизионного
подшипника.
Случаи, когда какая-либо деталь должна быть точно установлена
в нескольких функциональных положениях, довольно часто встречаются
в приборах. При этом к точности выполнения частных функций «Пози-
ционирование» и «Перемещение» редко предъявляются высокие требова-
ния, что позволяет разделить эти функции, подобно тому как это сделано
на рис. 4.4. В качестве примеров таких решений можно назвать устрой-
ства установки или смены дисперсионных решеток, турели с объективами
с различными фокусными расстояниями и другие, главным образом опти-
ческие конструктивные элементы.
4.2.3.2. Инноцентность и инвариантность
Целью инноцентности* и инвариантности является сохране-
ние точностных характеристик приборов в течение длительного времени.
Речь идет о таких структурах элементов или подсистем, которые инва-
риантны или инноцентны по отношению к определенным возмущениям,
т. е. их выходные величины не изменяются под воздействием этих воз-
мущений или в них появляются погрешности лишь второго и более высо-
ких порядков. Оба эти принципа конструирования впервые были исполь-
зованы в приборостроении, и значение их нисколько не снижается. Как
подробно описано в гл. 4.3, функция прибора испытывает различные
отрицательные воздействия со стороны внешних и внутренних возмуще-
ний. В этом же разделе описаны мероприятия, проведение которых необ-
ходимо для сохранения неизменными точностных характеристик приборов
при возмущениях любых типов.
Большинство известных инвариантных и инноцентных устройств пред-
назначено для компенсации наиболее часто встречающихся в приборах
возмущающих величин — геометрических погрешностей, т. е. погрешно-
стей геометрических размеров и положения конструктивных элементов
(допуски, предельные отклонения, предельные размеры и т. д.). Причиной
их являются неустранимые технологические погрешности изготовления и
сборки, а также изменения положения и размеров в процессе эксплуата-
ции вследствие деформаций, вызванных воздействиями сил и температур
[4.48], и износа. Поэтому задачей инвариантных и инноцентных структур
* Понятие «инноцентная» относится к конструкции, изменение положения
деталей и узлов которой в процессе эксплуатации не влияет на выходные характе-
ристики (Прим, ред.)
188
Рис. 4.5. Инвариантные оптические конструктивные элементы:
а — трипель-призма; б — ромбическая призма; в — пентапризма, г — объектив (К — узло-
вая точка)
зачастую является полное или хотя бы частичное устранение влияния
именно таких возмущающих величин на функцию прибора.
На рис. 4.5 представлены примеры оптических конструктивных эле-
ментов, инвариантных к изменению их положения. Трипель-призма и ром-
бическая призма (см. гл. 6.4.1) инвариантны относительно своего поло-
жения, т. е. их свойство поворачивать на 180° (трипель-призма) или
параллельно смещать (ромбическая призма) лучи света сохраняется при
поворотах этих конструктивных элементов вокруг всех трех осей прямо-
угольной системы координат. Отклонение лучей на 90° пентапризмой
инвариантно относительно поворота ее вокруг оси, перпендикулярной
основному сечению призмы. Направление лучей, выходящих из объектива,
остается неизменным, если объектив поворачивать вокруг осей,.проходя-
щих через заднюю узловую точку. Это свойство используется в так
называемых инвариантных коллиматорах (рис. 4.6).
Коллиматор, показанный на рис. 4.6, а, имеет марку М, расположенную
в задней узловой точке объектива О. С помощью неподвижного в про-
странстве плоского зеркала она отображается в фокальной плоскости
объектива на расстоянии f/2 от Mi. При фокусировании на бесконечность
посредством смещения объектива изменения его положения и наклоны
не оказывают влияния на направление оптической оси, которая всегда
ортогональна зеркалу, так как изображение М2 марки смещается на оди-
наковое расстояние. Следовательно, погрешность, обусловленная колеба-
Рис. 4.6. Инвариантные
коллиматоры:
а — фокусируемый с оптиче-
ской осью, инвариантной от-
носительно своего направле-
ния; б — инвариантный сдво-
енный (0 — объектив, М —
марка), индексы- L — левый;
R — правый
189
ниями объектива, полностью исключается. Сдвоенный коллиматор
(рис. 4.6, б) построен так, что соответствующая марка одного из колли-
маторов находится в задней узловой точке объектива другого коллиматора.
При возможных смещениях и поворотах объектива (показан штриховыми
линиями), например, вследствие изгиба тубуса при его нагреве или при
воздействии усилия с одной стороны обе оптические оси остаются совме-
щенными. Этот принцип применяется, например, в оптических дально-
мерах.
Нечувствительность к поворотам вокруг осей, проходящих через поло-
жительную узловую точку, в измененной форме используется в оптиче-
ских считывающих устройствах, объектив которых скомбинирован с зер-
калом (принцип Эппенштейна; см. также гл. 4.3.6). Это позволяет созда-
вать инноцентные конструкции, погрешности которых имеют высокие
порядки малости.
Известны инвариантные и инноцентные структуры, решающие чисто
механические задачи. В большинстве случаев они также предназначены
для минимизации влияния технологических или сборочных погрешностей,
а также появляющихся во время эксплуатации смещений на выходные
величины. На рис. 4.7 представлены конструкции, инвариантные по отно-
шению к люфтам. Если опорные поверхности цилиндрического толкателя,
предназначенного для передачи движения, вписываются в общую сферу
(штриховая линия на рис. 4.7, а), то даже значительный наклон толкателя
в результате неустранимого люфта в направляющей не окажет влияния
на расстояние между ведущим и ведомым элементами. В нутромере,
представленном на рис. 4.7, б, измерительный горизонтальный ход шари-
кового щупа благодаря скосу сухаря, связанного с измерительным стерж-
нем, преобразуется в вертикальный ход этого стержня, верхний конец
которого связан со стрелочным индикатором. При этом люфт шарика
в направляющем отверстии искажает показания нутромера вплоть до
размера этого люфта, так как шарик при измерениях может занимать
различные положения в отверстии в пределах, определяемых люфтом.
Этот недостаток устранен в варианте нутромера, показанном на рис. 4.7, в,
благодаря установке промежуточного элемента в форме цилиндрического
сегмента. Люфт между шариком и стенками отверстия теперь не влияет
на показания индикатора.
Принцип инноцентности использован в известном компараторе Аббе.
Чтобы исключить погрешность первого порядка при измерениях, образец
и эталон должны быть расположены соосно (рис. 4.9, а). Тогда углы
Рис. 4.7. Конструкции, ин-
вариантные относительно
люфта:
а — толкатель в качестве пе-
редаточного звена, б, в —
варианты нутромера
а) 5) S)
190
Условия Д До
Единичный участок Малый угол наклона COS(p — — cos (<р + а) ‘2 а у cos ф-|- + а sin ср 1 — cos а а2 Т
Рис 4.8 Изменение проекции L измеряемой или передаваемой длины:
а — угол поворота, Д — погрешность (измерения или передачи), ср — угол проекции
между образцом и эталоном вызывают погрешности лишь второго поряд-
ка.
В общем случае погрешность выходной величины записывается в виде
\А = VFl \Z + VF2 (AZ)2 + VF3 (AZ)3 + . . . + VFn (AZ)", (4.1)
где A— выходная величина; AZ — возмущающая величина (см. § 4.3.1);
VFi — VFn — погрешности 0 — погрешность первого порядка; VF\ =
= 0 — погрешность второго (и более высокого) порядка; VF\ = |/F2=0 —
погрешность третьего (и более высокого) порядка].
Этот принцип может быть очень просто пояснен с помощью рис. 4.8.
При повороте отрезка L на небольшой угол а проекция этого отрезка
изменяется на величину, соответствующую второму порядку малости,
только тогда, когда проекция находится под прямым углом, к исходному
положению отрезка. Повороты вокруг любой точки можно всегда заменить
параллельным смещением и поворотом вокруг одной из концевых точек
участка. Если погрешности А положения участка, повернутого на малый
угол а, должны оставаться пренебрежимо малыми, в пределах второго
порядка малости, то направления возможных смещений (черная стрелка)
и проекции (черно-белая стрелка) совпадают и направлены под прямым
углом к направлению измерения (светлая стрелка).
Это геометрическое представление позволяет быстро проверить, пред-
отвращено ли появление погрешности первого порядка в передающих
механизмах или измерительных устройствах, в которых необходима точная
передача движения по углу и перемещению. При этом вначале следует
определить, вокруг какой точки могут происходить повороты вследствие
люфтов от некачественной сборки, деформаций, смещений и т. д. В местах
контакта щупа с образцом или в местах соединений (черные стрелки
на рис. 4.9) эти повороты вызывают небольшие смещения, которые по
отношению к измеряемому участку, передаваемому перемещению или
радиусу передаваемого угла сохраняют лишь второй порядок малости,
если эти смещения перпендикулярны направлению движения при измере-
нии или передаче (светлые стрелки). Следовательно, щуп на рис. 4.9, а
следует выполнить так, чтобы шкала и образец лежали на одной оси
(принцип компаратора Аббе), а в поводковой муфте на рис. 4.9,6 вер-
шина Ро конуса должна лежать в плоскости окружности, описываемой
точками контакта шарика при вращении вала. Для передачи с поворот-
191
Рис. 4.9. Инноцентные конструкции:
а — прибор для измерения размеров (толщин, высот и др.): f\ — погрешность измерения
первого порядка: tg <р i = f\/а\; f\ — a\ tgcpi; ^—погрешность измерения второго порядка:
cos <р2 = аг/(02 + ^2); /г = аг tg фг/2, Р (Ро) — точка поворота при погрешности первого
(второго) порядка; <р—погрешность поворота; а — расстояние; б — поводковая муфта;
в — передача с поворотными рычагами: А, В — точки поворота; L — длина рычага;
М — центр сферы; 0 — точка, определяющая соотношение рычагов
ными рычагами (рис. 4.9, в) точки поворота обоих рычагов и центр сфери-
ческого контакта должны лежать на одной прямой, а плоскости контакта
должны быть параллельны.
Еще один пример инвариантной и инноцентной конструкции пред-
ставлен на рис. 4.10. Показанное здесь устройство предназначено для
отделения бумажных перфокарт различной толщины от стопки 1 и подачи
по одной с определенными интервалами на транспортер Т (не показан).
Для этого носитель данных подсасывается к постоянно вращающемуся
барабану 2 за счет разрежения, создаваемого в его камере 3. Этот подсос
регулируется периодическими качаниями тактового щитка 4, которые
позволяют по одному отделять носители данных от стопки. Несмотря
на сложность конструкции, здесь нельзя было предотвратить отделения
от стопки сразу нескольких носителей, а не только одного, как это тре-
бовалось. Для устранения этого недостатка был предусмотрен отделяю-
192
щий механизм, состоящий из фрикционного ролика 5, вращающегося
в обратную сторону. Постоянное скольжение этого ролика по барабану,
вызывающее его нагрев и износ, предотвращено юстировочным винтом 7.
Этот винт позволяет регулировать зазор между барабаном 2 и роликом 5
так, чтобы он был больше толщины одного носителя, но меньше толщины
двух носителей. Но поскольку носители имеют различную толщину, допуск
на зазор очень мал. Он зависит непосредственно от износа ролика 5.
Поэтому было поставлено требование найти конструкцию, сохраняющую
зазор постоянным даже при изменении износа ролика. Такая конструкция
показана на рис. 4.10,6. Привод 6, выполненный теперь в виде фрикцион-
ного ролика, одновременно играет роль упора. Можно доказать, что при
перемещении оси М ролика 5 по параболе Р зазор остается постоянным,
т. е. инвариантным относительно износа. Поскольку механизмы, реа-
лизующие перемещение по параболической траектории, слишком сложны,
решено было воспроизвести ее приближенно. При расположении точки
поворота D в центре кривизны на нормали п к параболе погрешно-
сти имеют только третий порядок малости. Если же точка D лежит
на нормали п, но не совпадает с центром кривизны, то погрешности
имеют уже второй порядок, в обоих случаях может быть получена кон-
струкция, инноцентная относительно износа. При расположении точки D
вне нормали п погрешности имеют первый порядок малости.
Из рассмотрения последнего примера следует, что инвариантные и
инноцентные конструкции всегда должны удовлетворять двум условиям.
Во-первых, должна быть выбрана соответствующая качественная струк-
тура и, во-вторых, должны быть правильно назначены ее размеры.
Этот принцип, в равной мере важный для обеспечения как надеж-
ности, так и точности, используется еще слишком мало, так как пока
не существует никаких правил поиска таких структур. Если же соответ-
ствующая структура со скрытым свойством инвариантности или инноцент-
ности будет найдена (хотя сразу нельзя сказать, обладает ли она требуе-
мыми характеристиками), то здесь может быть использован метод коли-
чественного построения структуры [4.8, 4,35, 4.36, 4.69] (см. также табл. 4.4).
Рис. 4.10. Устройство, препятствующее одновременному прохождению двух носителей
данных (перфокарт) в первоначальном (а) и усовершенствованном (б) вариантах:
Т — транспортер
7 Зак. 4
193
4.2.3.3. Предотвращение переопределенностей
Каждое техническое изделие состоит из отдельных деталей, которые обра-
зуют его структуру, позволяющую выполнять функцию изделия. Детали
или узлы структуры должны быть расположены определенным образом,
т. е. жестко или подвижно связаны между собой. Условием этого, среди
прочего, является способность детали сопрягаться с другой деталью,
образуя с нею соответствующую кинематическую пару.
Под кинематической парой понимают соединение двух деталей, которые
своими точечными, линейными или поверхностными элементами сопри-
касаются в одном или нескольких местах, благодаря чему они жестко
связаны друг с другом, или между ними сохраняется определенная подвиж-
ность.
Кинематическая пара имеет одну или несколько контактных пар. Под
контактной парой понимают отдельное замкнутое место контакта, имею-
щее форму точки, линии или площадки при сопряжении двух деталей.
Число и вид контактных пар определяются формой и размерами обеих
сопрягаемых деталей.
Два тела произвольной формы могут соприкасаться, как правило,
только в точках, если к их поверхностям не предъявляются особые тре-
бования. Если же касание должно осуществляться по линии, то, кроме
выполнения соответствующих требований к поверхностям, необходимо и
соблюдение точности формы деталей. Например, касание по линии шарика
и конуса, в который он уложен, может быть реализовано только при
идеальности поверхностей обеих этих деталей. Однако и при этом касание
по окружности выполнимо лишь в ограниченных пределах, зависящих
от диаметра шарика и угла раскрытия конуса. Касание по поверхности
возможно только в случае конгруэнтных поверхностей. Сплошной и полый
цилиндры касаются по поверхности только тогда, когда они имеют одина-
ковые диаметры и идеальны по форме. Это относится также и к плоско-
стям, в которые вырождаются цилиндрические поверхности, «диаметры»
которых увеличены до бесконечности.
Так как поверхности технических изделий всегда отличаются от идеаль-
ных, указанные выше условия практически не могут быть выполнены,
в результате чего касание происходит в точках. Однако в дальнейшем
условно будем считать, что касание таких контактных пар осуществляется
по поверхности или по линии. Отклонение реальных поверхностей опре-
деляется технологией обработки и точностью размеров.
В каждой контактной паре одна из деталей (по сравнению с другой,
считающейся неподвижной) имеет область перемещения, в которой она
не касается другой детали. Для простоты используют понятие степеней
свободы f, определяемых в прямоугольной системе координат, связанной
с неподвижной деталью. С учетом трех возможных поступательных пере-
мещений вдоль каждой из осей и трех возможных вращений вокруг этих
же осей получаем шесть возможных степеней свободы. Каждую степень
свободы, которую невозможно реализовать в рассматриваемой конструк-
ции, будем называть степенью несвободы и.
Кинематическая пара содержит по меньшей мере одну контактную
пару с соответствующим числом степеней свободы и несвободы. Такая
194
Рис. 4.11. Степени несво-
боды наиболее часто
встречающихся кинемати-
ческих пар
пара предназначена для обеспечения определенного относительного
положения обеих деталей и может передавать перемещения и усилия,
поэтому она должна иметь по меньшей мере одну степень несвободы и.
На рис. 4.11 показаны кинематические пары, наиболее широко используе-
мые в технике. Число степеней несвободы и кинематической пары пред-
ставляет собой разность числа максимально возможных (шесть) и числа
имеющихся степеней свободы f: и = 6 — f. Для кинематической пары, которая
имеет более одной контактной пары, число степеней несвободы опреде-
ляется суммой этих чисел для всех имеющихся контактных пар. Требуемое
ограничение подвижности кинематической пары может быть реализовано
с помощью одной или нескольких контактных пар.
При жестких соединениях подвижность кинематической пары исклю-
чена: f = 0 и f = 6. Если и> 6, т. е. предусмотрена еще по меньшей мере одна
степень несвободы в дополнение к полному жесткому соединению, то
говорят о переопределенном соединении.
В большинстве случаев техническое изделие содержит более двух дета-
лей. В изделии из п деталей, одна из которых неподвижна, сумма макси-
мально допустимых степеней несвободы
Su = 6(n-1). (4.2а)
Если в механизме число степеней свободы (теперь подвижности)
равно F, то суммарное допустимое число степеней несвободы составляет
Su = 6(n-1)-F. (4.26)
Необходимо отметить, что эти соотношения не позволяют сразу же
сделать выводы о «жесткости» или «свободе» механизма при известном п.
Здесь необходим учет взаимного пространственного положения степеней
свободы или несвободы отдельных кинематических пар, их зависимость
друг от друга и, возможно, имеющихся так называемых идентичных
степеней свободы. Однако эти простые соотношения полезны для оценки
изделий на переопределенность.
При превышении числа допустимых степеней несвободы возникает
проблема, обычно называемая избыточным (мертвым) структурным резерви-
рованием. Если, например, в какой-либо кинематической паре (связи) число
степеней несвободы больше необходимого числа, то эта пара переопре-
делена на степень, соответствующую числу «излишних» несвобод. Изделия
с такими кинематическими парами неработоспособны. Заданное касание
контактной пары они обеспечивают только тогда, когда поверхности каса-
ния соответствуют друг другу. Это, строго говоря, представляет собой
7:
195
требование идентичности, которое при сборке может быть выполнено
только приближенно с помощью выдерживания технологических допусков
или соответствующей юстировки. Если же при каких-либо воздействиях,
например при изнашивании или деформировании, соответствие поверхно-
стей касания нарушается, то функционирование кинематической пары
в той или иной мере ограничивается, вплоть до неработоспособности.
Поэтому переопределенные кинематические пары не только требуют повы-
шенных затрат на изготовление, но и отличаются большей чувствитель-
ностью к внешним воздействиям, которые приводят к отсутствию механи-
ческого контакта в требуемых местах. Для восстановления такого кон-
такта необходимы вынужденные упругие или пластические деформации;
в этом случае изделие работает «под напряжением».
Обеспечение отсутствия напряжений в местах стыка подвижных и
неподвижных соединений является основной проблемой точности и надеж-
ности механических систем. Только при устранении всех переопределен-
ностей может быть выполнено основное правило «Однозначно» и предот-
вращена возможность взаимного отрицательного влияния элементов друг
на друга.
Особенно опасны переопределенности в прецизионных приборах, так
как возникающие в таких случаях вынужденные силы могут значительно
снизить точность. Это положение ниже пояснено примерами.
В статически определенной трехточечной опоре (рис. 4.12) число сте-
пеней свободы обеих деталей составляет F = 0. При этом максимально
допустимое число степеней несвободы (шесть) может быть реализовано
различными способами. Контакты в шести точках здесь имеют место
всегда, даже если расстояния между местами контакта изменяются вслед-
ствие, например, технологических допусков, различных температур, коэф-
фициентов теплового расширения обеих деталей или в результате прогиба
верхней детали под нагрузкой.
Особое значение в приборах имеют непереопределенные прецизионные
прямолинейные направляющие. На рис. 4.13 направляющие /, //, IV и VI
отвечают этому требованию, так как сумма степеней несвободы для каждой
из них равна пяти. Требуемое касание деталей осуществляется всегда,
причем повышенные требования к размерам здесь не нужны. Направляю-
щие же /// и V, переопределенные на одну степень несвободы, требуют
выполнения дополнительных условий к точности изготовления для обес-
печения касаний в заданных местах. Для направляющей /// это означает
идентичность углов а на обеих сопрягаемых деталях; в направляющей
V рабочая поверхность вспомогательной направляющей Лг и ось цилиндра
должны быть параллельны. Эта ось является ведущей прямой LG для
направляющей VI, в призматических направляющих прямая LG опре-
деляется пересечением рабочих плоскостей. Дополнительные требования
Рис. 4.12. Статически опре-
деленная трехточечная
опора
196
Рис. 4.13. Направляющие:
LG — направляющая; Д, А\, А2 — деталь станины; В — сопряженная деталь; Е~ вспомо-
гательная направляющая
к точности повышают затраты на изготовление направляющей. Это хорошо
видно на примере известной направляющей типа «ласточкин хвост»,
отличающейся многократным переопределением.
Прямолинейная направляющая с микрометрической парой (рис. 4.14)
состоит из трех частей: направляющей, пары винт — гайка и опоры винта.
Поэтому сумма степеней несвободы не должна превышать допустимого
числа 11. У показанного на рис. 4.1.4, а варианта эта сумма, однако, равна 15
(по пять в каждой из трех частей). Таким образом, вариант многократно
переопределен. Излишними здесь являются «жесткость» определения
положения шпинделя вдоль и вокруг осей у и z. В варианте 4.1.4, б к 10 обя-
зательным степеням несвободы направляющей и резьбы добавлена только
одна. При этом учтено, что связь направляющей и привода должна иметь
пять степеней несвободы. Точечный контакт А шпинделя с направляющей
иногда нежелателен из-за больших развивающихся здесь сил, поэтому
он может быть устранен шаровой опорой А\, также имеющей пять степеней
несвободы.
Аналогичные требования предъявляются и к связи других функцио-
нальных групп, например в муфтах между двумя валами и в зажимах
на направляющих и опорах. Муфты предназначены для передачи крутя-
щего момента, поэтому они должны иметь только одну степень несво-
боды, а именно в направлении вращения. Показанная на рис. 4.9, б повод-
ковая муфта является ненапряженной. В подшипниках валов, которые
Рис. 4.14. Перемещение по направляющей посредством микрометрической пары:
а — = 15; б — = 11
197
Рис. 4.15. Напряженное соеди-
нение для прецизионной направ-
ляющей
соединяет муфта с числом
степеней несвободы больше
одной, при незначительной
несоосности развиваются
большие усилия. Прецизион-
ные направляющие и опоры
не должны испытывать на-
грузок при зажиме. Этому
требованию соответствует конструкция, показанная на рис. 4.15, в которой
все вызванные зажимом силы устраняются за счет оставшейся степени
свободы опоры или направляющей. Шаровой палец, установленный на
управляющей штанге, обеспечивает требуемую степень несвободы и осу-
ществляет связь с дополнительной направляющей деталью, штангой,
которая и испытывает зажим.
Таким образом, можно сказать, что любое техническое изделие может
быть построено так, чтобы максимально допустимое для него число несво-
бод не было превышено. Это особенно важно для прецизионных приборов,
в которых контакт взаимодействующих элементов производится в точке
или по линии. Развивающиеся при таком контакте силы могут быть зна-
чительными, а вызываемые ими локальные деформации или напряжения и,
в результате их, износ — недопустимыми. Контакты в точке или по линии
всегда могут быть заменены комбинациями из нескольких деталей, обеспе-
чивающих контакт по поверхности при том же числе степеней свободы.
Однако поскольку иногда требуемые для этого затраты слишком высоки,
оказывается нецелесообразным устранять переопределенность механизма,
если он выполняет свою функцию. Возникающие при этом силы можно
сохранить на низком уровне, выполнив контактные элементы упругими.
Для устранения напряженных состояний, обусловленных переопреде-
ленностью кинематических пар, используют следующие мероприятия:
предотвращение переопределенности с помощью конструктивных мер
(изменение технического принципа решения задач; изменение формы
отдельных мест контакта для снижения числа степеней несвободы до
допустимого);
сохранение переопределенности при устранении или уменьшении ее
последствий (назначением соответствующих технологических допусков;
обеспечением идентичности длин и углов с помощью совместной обра-
ботки, пригонки, шлифовки; с помощью юстировки, см. гл. 4.3; с помощью
упругих конструкций [4.11]).
4.2.3.4. Принципы передачи сил
Эти принципы подробно описаны в [4.2]. Здесь кратко изложены лишь
их основные положения.
Механические функции всегда связаны с получением, поддержанием
и восприятием перемещений и сил. В приборах зачастую имеет место
198
перемещение носителей информации, которая должна быть обработана
с минимальными искажениями. Поэтому иногда аспекты прочности в при-
борах бывают менее важными, чем аспекты упругих деформаций. Кроме
того, довольно часто вследствие малых размеров конструктивных элемен-
тов, несмотря на малые усилия, развиваются очень большие нагрузки.
Поэтому в таких случаях могут найти применение правила конструиро-
вания, действующие в машиностроении. Здесь следует учитывать также
моменты, воздействующие на конструктивные элементы.
В [4.2] выделены четыре принципа передачи сил. При этом принято,
что поток сил замкнут, т. е. он не может возникнуть внезапно и вне-
запно исчезнуть.
Принцип равнопрочности предусматривает получение расчетом одина-
ковых параметров прочности во всех местах конструктивного элемента
путем соответствующего выбора его формы, размеров и материалов.
Однако не всегда по условиям производства и из экономических сообра-
жений такое эффективное использование материалов может быть осущест-
влено. Для прецизионного приборостроения этот принцип имеет подчинен-
ное значение, так как его реализация влечет за собой появление слишком
больших упругих деформаций.
Принцип прямого короткого пути передачи силы или момента силы
обусловливает минимизацию деформаций. Кроме того, деформации мини-
мальны тогда, когда действуют только растягивающие или сжимающие
напряжения. И наоборот, изгибные и ‘крутильные напряжения вызывают
наибольшие деформации (рис. 4.16, а и б).
Целью реализации принципа согласованных деформаций является
такой расчет двух взаимодействующих деталей, при котором силы в месте
соприкосновения деталей, по возможности, не вызывали бы относительных
деформаций. Эта цель достигается тогда, когда деформации обеих деталей
равны и направлены в одну сторону. Принцип согласованных деформа-
ций особенно важен для всех соединений с силовым замыканием, таких,
как клеевые, сварные, паяные и прессованные. Этот принцип предусматри-
вает обеспечение равномерности нагрузок, действующих внутри соедине-
ния. Ударные же нагрузки приводят к неравномерному распределению
напряжений с высокими пиками, которые практически невозможно рас-
считать. Подобные явления сопровождают также резкие изменения формы
или размеров деталей, например, при надрезе (рис. 4.16, в и г).
В соответствии с принципом компенсации силы, усилия, не относя-
щиеся к функции кинематической пары, но возникающие при ее работе
в виде дополнительных воздействий, должны замыкаться по возможно
более короткому пути. Например, аксиальные силы, развивающиеся
в косозубой передаче или в конусной фрикционной муфте, не следует
отводить в опоры. В этих случаях аксиальные силы можно замкнуть
по самому короткому пути в пределах одного вала посредством симметрич-
ного зеркального расположения одинаковых деталей (рис. 4.16, д и е).
Большое значение в приборостроении имеет принцип определенного
распределения сил. Часто в приборах действующие силы распределяют
между несколькими параллельно расположенными конструктивными эле-
ментами с целью снизить вызываемые этими силами упругие деформации
или нагрузки. При этом силы должны быть распределены по элементам
199
Рис. 4.16. Принцип передачи сил:
а, б — предотвращение дополнительных изгибных напряжений за счет короткого прямого
пути передачи сил в опоре (а) и столе, перемещаемом в двух перпендикулярных направ-
лениях (б), до минимума снижает их упругие деформации; в, г — по возможности равно-
распределенные и частично одинаковые деформации обеих деталей клеевого (в) и прессо-
вого (г) соединений вызывают лишь минимальные относительные деформации их; д, е —
симметричное зеркальное расположение одинаковых деталей в косозубой передаче (д) и
конусной фрикционной муфте (е) замыкает аксиальные силы и снижает нагрузки на под-
шипники
в определенном соотношении, чтобы погрешности изготовления и сборки,
а также эксплуатационные деформации не оказывали влияния на выпол-
нение функций прибором. Поэтому необходимо стремиться к статически
определенному принципу его действия.
Таким образом, принцип определенного распределения сил предусма-
тривает выполнение принципа предотвращения переопределенностей и
может рассматриваться как его особый случай. На рис. 4.17, а показано,
200
Рис. 4.17. Принцип определенного распределения сил:
а — схемы статически определимых расположений рычагов; б — пример распределения акси
альных сил по трем шариковым подшипникам
201
как следует выполнить установку детали на несколько точек опоры для
минимизации ее деформаций, например, под воздействием собственной
массы. Примером распределения сил может служить крепление зеркала
больших размеров (см. § 6.4.2, рис. 6.4.19). Аналогично рельс прямо-
линейной направляющей на рис. 4.17, а можно опереть на раму в несколь-
ких местах так, чтобы деформации или погрешности изготовления рамы
не оказывали влияния на прогиб рельса. И наоборот, сила должна быть
распределена на несколько конструктивных элементов, например ролико-
вых направляющих, если нагрузку необходимо «разнести» на большое
число роликов. Примером такого решения может служить крепление вала
на рис. 4.17,6, где аксиальная сила распределена на три конических
роликоподшипника. Наряду с упомянутым статически определимым рас-
положением рычагов (связанных шарнирами) идеальное распределение
сил может быть получено с помощью гидростатических устройств. Такие
устройства широко используют в машиностроении. Принцип определен-
ного распределения сил может быть реализован также при использовании
упругих элементов [4.11].
4.3. Точность и точностная характеристика прибора
(4.6, 4.7, 4.35—4.40]
Функция прибора определяется его структурой и ее отношениями с окру-
жающей средой, причем точность выполнения этой функции зависит от
многих факторов (символы и обозначения см. в разд. 2). Вопросы точности
в приборостроении приобретают все большее значение. В ходе их реше-
ния были разработаны принципы применения оправдавших себя конструк-
ций и устройств с минимальными погрешностями и т. д.
4.3.1. Погрешности приборов
Каждый прибор выполняет заданную функцию лишь приближенно. На
рис. 4.18 (см. табл. 2.1) схематически показаны входные и выходные
величины, характеризующие работу прибора и сопровождающие их част-
ные погрешности:
входные Efi и выходные Ар величины, относящиеся к выполняемой
прибором функции. Эти величины формируют заданную функцию при-
бора;
отклонения входных величин ДЕ/, и вызываемые ими частные погреш-
ности ДА/,;
величины Eni (внешние возмущения), не относящиеся к выполняемой
прибором функции, и их отклонения &ЕпГ, Eni и \Eni воздействуют на
прибор и вызывают частные погрешности ДАр, а также могут обусловить
Afi^Afi *
F • A F Zi»4Zc (Ani)u t(^Ani)u
Ent » & Eni ж ( Прибор) Ani •^Ani
Рис. 4.18. Схематическое представление
входных и выходных величин и их
погрешностей для прибора
202
появление частных погрешностей в форме нежелательных дополнительных
воздействий (Лш)ы и их отклонений (ДЛп/)«.
Оказывающие отрицательное дополнительное воздействие величины
Ani и ДЛШ- остаются неучтенными; Zz представляет собой параметры при-
бора, которые могут быть реализованы только с отклонениями AZz. Следо-
вательно, AZz играет роль внутренних возмущений, которые могут вызвать
появление частных погрешностей.
Если не принимать во внимание отклонения ДЕ/,, то остаются только
внешние и внутренние возмущения, вызывающие погрешность прибора.
Эта погрешность складывается из частных погрешностей, каждая из кото-
рых обусловлена воздействием определенной влияющей величины. Част-
ные погрешности складываются в одну компоненту погрешности, соответ-
ствующую одной из частных функций. Полная погрешность представляет
собой сумму компонент погрешности.
Целесообразно выделить две различные составляющие погрешности:
первая содержит только отклонения АЛ/, выходных величин, относящихся
к выполняемой прибором функции, а вторая — нежелательные дополни-
тельные воздействия.
Первая составляющая первична по отношению ко второй.
Компоненты первой составляющей погрешности не должны выходить
за пределы ограничений (требований). Требования к компонентам второй
составляющей чаще всего формируются как нежелательные (например,
тикание механических часов не должно быть слишком громким). К отдель-
ным дополнительным воздействиям, которые считаются нежелательными,
могут предъявляться также количественные требования, вследствие чего
они могут рассматриваться как компоненты первой составляющей погреш-
ности (например, нагрев за счет источников света не должен превышать
заданное значение).
Процесс конструирования многозначен; для выполнения одной задан-
ной функции могут быть найдены различные структуры. Но приборы
с различными структурами различным образом реагируют на одни и те же
влияющие величины, вызывающие различные погрешности. Реакция при-
бора на такие величины называется его точностной характеристикой *. При-
бор имеет лучшую, по сравнению с другим, точностную характеристику, если
при прочих равных условиях он имеет меньшие частные погрешности
и компоненты погрешности, которые не должны значительно возрастать
даже в течение длительного времени.
4.3.2. Определение влияющих величин
Для улучшения точностной характеристики необходимо знать влияющие
на нее величины.
Кроме отклонений АЕц известных влияющих величин, относящихся
к функции прибора, в процессе конструирования с трудом поддаются
* Использованный в оригинале термин Fehlerverhalten не имеет аналогов
в русской технической терминологии. Его можно дословно перевести как «ошибочное
поведение», «свойства, связанные с погрешностями» и т. п. Однако из-за неблаго-
звучия этих словосочетаний был выбран термин «точностная характеристика»
(Прим, перев.)
203
Гпика Винт
1
//////
/77777
Рис. 4.19. Схематическое представление (а)
и функциональная схема (б) кинематиче-
ской пары винт — гайка:
1 — плавающий подшипник; 2 — неподвижный
подшипник; 3 — направляющая; 4 — кинематиче-
ская пара
определению внутренние и внешние воз-
мущающие величины, обусловливающие
появление частных погрешностей, так
как при проектировании прибора опре-
деление этих величин производится пре-
имущественно теоретически.
Выявление внутренних и внешних
влияющих величин может производиться
с помощью, например, функциональных
схем, графов, а также известных переч-
ней погрешностей.
На рис. 4.19 приведена кинематическая пара винт — гайка. В этой
паре винт закреплен на направляющей с помощью неподвижного и пла-
вающего подшипников. При повороте винта на угол а гайка перемещается
вдоль его оси по направляющей на длину /. На функциональной схеме
для представления элементов конструкции выбраны прямоугольники, для
связей — кружки. Внешние возмущающие величины обозначены свет-
лыми, внутренние — черными стрелками. Для примера указаны только
AZ1S—погрешность шага как внутренняя возмущающая величина (1 —
порядковый номер винта в ряду конструктивных элементов) и Л/8М —
отклонение нагрузки на гайку М (8 — порядковый номер гайки).
Определение влияющих величин производят последовательно, начиная
с конца функциональной цепочки, а их значения вносят в функциональную
204
схему. Затем рассчитывают или по меньшей мере оценивают частные
погрешности, каждая из которых вызывается соответствующей влияющей
величиной. Результаты вносят в перечень погрешностей (табл. 4.3),
столбцы которого соответствуют влияющим величинам и обусловленным
ими частным погрешностям. Разбивка этих погрешностей на три части,
отражающие зависимость погрешности от расположения, юстировки и
допусков изготовления рассматриваемого конструктивного элемента, позво-
ляет получить представление о характере погрешностей прибора и выявить
наиболее эффективные пути улучшения его точностной характеристики
(см. § 4.3.4). По строкам вносят данные для элементов и связей.
Суммарные погрешности, определяемые для всех конструктивных эле-
ментов и связей, дают возможность найти источник наибольших частных
погрешностей. Анализ общих погрешностей, рассчитываемых для каждой
доли частной погрешности, также позволяет наметить мероприятия по
улучшению точностной характеристики прибора.
4.3.3. Учет точностной характеристики в процессе
конструкторской подготовки производства
К прибору предъявляются различные требования. Одним из основных
является требование, касающееся обеспечения необходимой точностной
характеристики. Его выполнению большое внимание необходимо уделять
уже в процессе конструкторской подготовки производства на таких ее
этапах, как поиск функциональной структуры, формализация технического
принципа и конкретизация этого принципа.
Хотя точностная характеристика прибора в основном определяется уже
на первом из этих этапов, конкретно оценить ее при этом еще нельзя.
Оценку и наибольшее влияние на эту характеристику можно осуществить
лишь на последнем из перечисленных этапов, что может привести к пере-
смотру функциональной структуры, т. е. к возврату процесса разработки
к исходному состоянию с целью выбора другого физико-технического
принципа решения задачи прибором.
4.3.4. Улучшение точностной характеристики
В табл. 4.4 перечислены возможные варианты улучшения точностной
характеристики прибора, которые могут быть реализованы путем измене-
ния его структуры. Изменениям при этом могут быть подвергнуты функ-
циональные свойства структуры прибора или характеристики и материал.
Кроме прямого улучшения точностной характеристики за счет струк-
турных изменений возможна также численная коррекция частных погреш-
ностей для конкретного образца прибора. Так, для измерительных при-
боров при оценке результатов измерений с их помощью численно могут
быть выявлены систематические и случайные погрешности. Современная
вычислительная техника позволяет производить в последующем соответ-
ствующую коррекцию результатов, что дает возможность повысить их
точность.
205
4.4. Способы улучшения точностной характеристики прибора в процессе
конструкторской подготовки производства
Фазы конструктор- ской подготовки производства Свойства структуры Способы улучшения точностной характеристики Численная коррек- ция погрешностей для конкретного образца прибора
Поиск функцио- нальной структуры Формализация технического прин- ципа Конкретизация технического прин- ципа Разработка техни- ческого проекта Функциональные свойства Геометрические характеристики, характеристики материалов Изменение физико-тех- нического принципа Использование принци- пов создания устройств с минимальными по- грешностями: минимизация погреш- ностей инноцентность инвариантность компенсация Количественное согласо- вание требований
4.3.5. Принцип создания конструкций с минимальными
погрешностями
После выбора технического принципа прибора его структура качественно
в основном уже определена, а ее изменения могут быть лишь незначи-
тельными. Все это требует большой ответственности при выборе соответ-
ствующего технического принципа, позволяющего получить хорошую точ-
ностную характеристику прибора. Необходимо также учитывать, что тех-
нический принцип представляет собой естественный предел улучшения
этой характеристики.
Конструкция будет иметь минимальные погрешности, если при данном
техническом принципе в процессе конкретизации точностная характери-
стика может быть значительно улучшена путем количественных и даже
незначительных качественных изменений структуры этого устройства.
Целенаправленный поиск таких конструкций должен быть очень тщатель-
ным, поскольку они, как правило, позволяют значительно улучшить точ-
ностную характеристику без больших дополнительных технических и эко-
номических затрат. Конструкции с минимальными погрешностями могут
быть получены с помощью минимизации коэффициента погрешности и
компенсации. Кроме того, точностная характеристика может быть улуч-
шена посредством юстировки и соответствующего назначения допусков.
4.3.6. Минимизация коэффициента погрешности
Коэффициент погрешности VF характеризует взаимосвязь между влияю-
щей величиной и вызываемой ею частной погрешностью:
(AA)1 = Vfl AZ,; VFi =(дА/дг^ (4-3)
(ДЛ,-)2= VF2 \Eni; VF2 = (dA/dEni)2; (4.4)
(АЛ,)з = VF3 \Eft-, VF3 = (dA/dEfl)3, (4.5)
206
где i — порядковый индекс; 1—3 — точки рассматриваемой рабочей зоны.
Частная погрешность ЛД может быть вызвана отклонениями относящихся
к выполнению функции входных величин [уравнение (4.5)], а также внут-
ренними (4.3) и внешними (4.4).
Частная погрешность оказывает малое влияние на точностную харак-
теристику, если коэффициент погрешности VF мал. О принципе минимиза-
ции коэффициента погрешности говорят тогда, когда он может быть
значительно уменьшен с помощью математических методов оптимизации.
В зависимости от степени уменьшения коэффициента погрешности
получают минимизированные в отношении погрешности инноцентные или
инвариантные конструкции.
Очень эффективны структуры,, коэффициент погрешности которых мо-
жет быть снижен настолько, что в них могут возникать частные погреш-
ности лишь второго (или более высокого) порядка [см. (4.1)]. Структуры
таких устройств называются инноцентными, а их реализация соответ-
ствует принципу инноцентности. Коэффициент VF тогда имеет следующий
вид:
VF = C (Влияющая величина), (4.6)
где С — постоянная.
В соответствии с (4.3) — (4.5) частная погрешность выражается соот-
ношением
\Ai=VF (Влияющая величина),
появляющиеся при этом частные погрешности второго порядка в боль-
шинстве случаев пренебрежимо малы. Инноцентные устройства представ-
ляют особый случай устройств с минимальными погрешностями.
В инвариантных устройствах VF = 0, такое устройство инвариантно
относительно соответствующей влияющей величины. Сама частная по-
грешность для больших влияющих величин всегда остается нулевой.
Получение инвариантных устройств представляет собой реализацию прин-
ципа инвариантности.
Инноцентные и инвариантные устройства рассмотрены в гл. 4.2. По-
этому приведенные ниже примеры минимизации VF даны лишь для иллю-
страции порядка поиска таких структур.
Минимизированная относительно погрешностей муфта, включающаяся при пре-
дельном крутящем моменте. На рис. 4.20 показана муфта, которую можно применять
в качестве предохранительной. Вследствие трения между двумя фрикционными
дисками 3 и зубчатым колесом 4 крутящий момент М передается с вала 1 на
диски 3 через колесо 4. Передаваемый предельный момент
MG—2\iFFrw
зависит от коэффициента трения ц, усилия Ff пружины и эффективного радиуса rw
трения. Если из-за экономии места выбрана дискообразная пружина 2 с крутой
характеристикой 1 (рис. 4.21), то появляющийся износ в местах трения приведет
к относительно большому изменению усилия пружины и, следовательно, к изме-
нению предельного момента MG. Если же установить пружину с S-образной
характеристикой 2, то влияние износа в пределах рабочей зоны АВ будет зна-
чительно снижено.
207
Рис. 4.20. Муфта, включающаяся
при предельном вращающем мо-
менте
Рис. 4.21. Характеристики пружины
Подобную характеристику имеет тарельчатая пру-
жина. Таким образом, с помощью небольших изменений
можно получить устройство с минимальными погреш-
ностями, в котором износ и допуски на толщину оказывают небольшое влияние
на предельный момент включения.
Принцип Эппенштейна. Согласно принципу компаратора Аббе (см. гл. 4.2),
соосное расположение эталона и образца путем поворота одного из них обеспе-
чивает малость погрешности измерений. При нарушении этого принципа появляются
повышенные погрешности измерений первого порядка. Поэтому с помощью, напри-
мер, штангенциркуля можно проводить измерения лишь с малой точностью.
В литературе описаны оптические измерительные системы, представляющие
собой инноцентные устройства, хотя измеряемая деталь и шкала системы в них не
соосны [4.35]. Разработанное Эппенштейном и используемое в измерительных
машинах устройство (рис. 4.22) представляет собой случай такой оптической
системы. Ниже пояснен принцип минимизации погрешностей такого устройства.
Как показано на рис. 4.22, измеряемая модель помещается между двумя верти-
кальными измерительными поверхностями, а установленная в измерительной си-
стеме шкала параллельна измеряемому размеру детали.
Объектив 01 с фокусным расстоянием f отображает точку Е шкалы в бесконеч-
ности и через зеркала 1 и 2, а также через объектив О2 — на штрих М шкалы.
Длина L детали должна соответствовать длине I по шкале. Одна из измери-
тельных поверхностей, а также считывающее устройство (01 и /) установлены
на салазках 3, перемещаемых по направляющей, что позволяет измерять детали
различной длины. Вследствие погрешностей, которые имеет направляющая, салазки
поворачиваются вокруг оси А А, в результате чего появляются погрешности изме-
рений. Образование такой погрешности Дх пояснено с помощью рис. 4.23. Пред-
Рис. 4.22. Измерительное устройство
Эппенштейна
Рис. 4.23. Погрешность измерения после
поворота салазок
208
sin (o =
ставленные на нем геометрические соотношения можно записать в виде:
Ад = 2св; ~EF=BB'\ bx^EF — E/F-,
~be=Wf\
EF
^+Г
Так
членами
Ах = (a + f) sin со — B'Ftg Ad;
. АЯ Ё7? а+~ЁВ
tgAo=-=^; COS (О =-------— ;
B'F a~\~f
Ax = (a + f) sin co— [cos co (a + f) —a] tg 2a).
как угол поворота co мал, sin co, cos co и tg 2co можно, заменить первыми
из разложений в ряд, т. е. приближенно можно записать:
Ax«(a —f)(o —/со3.
При a — f остается лишь очень малая погрешность измерения, Ах= — /со3. Это
означает, что ось АА должна быть расположена от эталона на расстоянии a = f.
4.3.7. Юстировка [4.6, 4.7, 4.38, 4.39]
Юстировка представляет собой операцию, при которой путем изменения
характеристик прибора могут быть значительно снижены или полностью
устранены частные погрешности.
На рис. 4.24, а представлена схе-
ма юстировки. Юстировщик с по-
мощью юстировочного устройства
изменяет характеристики прибора
до тех пор, пока значение этой
характеристики не будет равным
заданному. Юстировка в первую
очередь позволяет компенсировать
влияние внутренних возмущающих
Рис. 4.24. Схема (а) и способы (б)
юстировки
о)
Рис. 4.24, б
Характерные отличия Признаки, способ юстировки
Виды выход- ных величин Одно дискретное зна- чение, простой кон- тур юстировки Несколько дискрет- ных значений Функционально за- висимые значения
Несколько простых или связанных конту- ров юстировки
Вид контура юстировки Замкнутый, непрерывная юсти- ровка Разомкнутый, последовательная юстировка
Вид сбора ин- формации Значения входных вели- чин Значения вы- ходных вели- чин Параметры Комбинирован- ные величины
209
воздействий. Она производится во время или после сборки, но ее воз-
можность должна учитываться уже при разработке прибора. Каждый
процесс юстировки должен иметь общие и может иметь специфические
признаки.
Общие признаки юстировки. Юстировка — однократная операция, которая
заканчивается получением требуемой характеристики прибора. Юстировка должна
хорошо «вписываться» в сборочный процесс. Юстировка статична, так как требуе-
мое для нее время велико по сравнению с динамически протекающей операцией
регулировки. Процесс юстировки обычно осуществляет юстировщик, он производит
оценку юстируемой характеристики и соответственно изменяет ее для получения
требуемой характеристики. В последнее время применяют автоматические юстиро-
вочные устройства.
Специфические признаки юстировки. Юстируемое значение представляет собой
определенное значение, лежащее в заданных пределах. Юстировку осуществляют
по замкнутому контуру. Юстируемую величину измеряют и сравнивают с заданным
значением. Изменение характеристики должно осуществляться с требуемой чувст-
вительностью. Это изменение должно быть целенаправленным и вести непосред-
ственно (быстро) к требуемому результату. Если эти специфические требования
выполняют, то речь идет о простейшей форме юстировки, называемой определенной
[4.6]. При невыполнении этих требований юстировка затруднена. Такую юстировку
называют неопределенной [4.6, 4.7], ее следует, по возможности, избегать.
4.З.7.1. Способы юстировки
На рис. 4.24, б дано сопоставление характерных отличий и признаков
различных способов юстировки.
Например, если вместо выходной величины для юстировки выбрать
характерный параметр прибора или даже входную величину, то следует
считаться с повышенными погрешностями прибора. Ниже с помощью при-
меров пояснены отдельные вопросы техники юстировки.
Юстировка муфты, включающейся при предельном вращающем моменте —
одиночный контур юстировки. Юстировка такой муфты (см. рис. 4.22) необходима,
когда предельный момент MG ее включения должен лежать в узком диапазоне;
в то же время допуски на толщины фрикционных дисков и усилие пружины не могут
быть сколь угодно малы.
Предельный момент, играющий роль выходной величины муфты, характери-
зуется единственным дискретным значением, поэтому достаточно одного простого
контура юстировки. Например, напряжение пружины можно изменять до тех пор,
пока момент MG не достигнет заданного значения. Юстировка заканчивается фик-
сированием ее результата (в случае муфты, например, путем отбортовки). Здесь
легко выполнимы такие специфические признаки, как замкнутый контур, прямой
отсчет значения с требуемой чувствительностью. Поэтому юстировку муфты можно
отнести к простейшему виду; ее процесс легко поддается автоматизации и целесо-
образен, если муфту изготовляют крупной серией.
Юстировка пассаметра — последовательная юстировка. Последовательная юсти-
ровка (в несколько приемов) необходима в случае, когда ее контур не замкнут.
На рис. 4.25 показан пассаметр, с помощью которого определяют отклонения от за-
данного размера. Для установки этого размера в пассаметр вкладывается соответ-
ствующая концевая мера длины (плитка) и измерительная поверхность / перемеща-
ется до тех пор, пока стрелка не установится в нулевое показание. Теперь при вкла-
дывании детали вместо плитки стрелка будет показывать отклонение размера этой
детали от заданного. При этом смещение измерительной поверхности 2 необходимо
210
Рис. 4.25. Конструкция пассаметра
с соответствующим передаточным отно-
шением передать на стрелку. Получение
необходимого передаточного отношения
производится юстировкой длины / рычага
передаточного механизма; оно может быть
легко определено путем разностного изме-
рения. Для этого в пассаметр вклады-
ваются две различные мерительные плитки
и сравниваются получаемые при этом
показания.
Юстировка производится в несколько приемов, при этом контур юстировки
разрывается. После юстировки (причем результат ее наблюдать нельзя) разностное
измерение производится каждый раз заново. При этом целенаправленная юстировка
производится циклами, каждый из которых состоит из двух следующих приемов:
определения погрешности показания путем разностного измерения и дискретного
изменения длины / плеча рычага (рис. 4.26).
Эти циклы повторяются до тех пор, пока точность показаний не будет достаточно
велика. К концу юстировки изменения длины плеча рычага должны уменьшаться.
Этот процесс, однако, может быть упрощен, если определить и учесть зависимость
между изменениями показаний АЛ и изменениями длины А/ плеча рычага. Если при
этом имеется возможность измерения длины /, то зачастую достаточно одного цикла
юстировки.
Юстировка проекционной системы — связанные контуры юстировки. Юстировка
в случае связанных контуров очень трудна, так как они взаимно влияют друг на друга,
например в случае, приведенном на рис. 4.27, где показана система из двух контуров
юстировки /, 2. Параметры Z\ и Z2 здесь влияют как на Ац, так и на А[2'.
Однако и в случае связанных контуров можно осуществлять целенаправленную
юстировку. Для этого используют отключение контуров, последовательную юстировку,
компенсацию и включение дополнительных простых контуров. Для пояснения можно
использовать классический пример — проекционную систему (рис. 4.28, а).
Пусть проекционная система должна обеспечивать определенный масштаб
Утреб, изображения и высокую разрешающую способность bs при проецировании
объекта у в у'. Из рис. 4.28,6 видно, что перемещения Vt (перемещение объекта)
и У2 (общее перемещение объектива и объекта) оказывают влияние на масштаб
проекции и разрешающую способность.
Отключение можно осуществить посредством установки в передней фокальной
плоскости небольшой диафрагмы BL /рис. 4.28, в), благодаря чему оба контура
юстировки становятся независимыми друг от друга. При этом объектив можно пе-
реместить на расстояние Vi, пока не будет получен требуемый масштаб утреб.
Рис. 4.26. Схема юстировки пассаметра
Рис. 4.27. Два связанных контура
юстировки
211
Диафрагма пропускает только центральные лучи, благодаря чему обеспечи-
вается большая глубина резкости. При изменении положения диафрагмы изображение
становится снова резким. Резкость можно восстановить перемещением У2, при этом
юстировка, как правило, заканчивается, так как установленный масштаб изобра-
жения не изменяется.
Целенаправленней становится юстировка и при проведении ее последовательно
(последовательная юстировка). При этом сначала регулируют резкость. Эта операция
осуществляется циклами, каждый из которых состоит из двух шагов: перемещения У2
для изменения масштаба от уо до yi (yi не определяется, так как изображение
нерезко) и перемещения для установки на резкость, после чего может быть
определен масштаб yi, полученный на первом шаге.
Эти циклы повторяются до тех пор, пока не будет получен требуемый масштаб
изображения.
На рис. 4.28, г показан очень простой компенсатор. Масштаб у изменяется
при перемещении V2. Компенсатор (рычажная передача с направляющей для ку-
лачка) обеспечивает резкость изображения при вынужденном перемещении Vi.
На рис. 4.29 показан дополнительный простой контур юстировки <?, значительно
облегчающий юстировку связанных контуров 1 и 2. С помощью контуров Z\ и Z2
(достаточно одного контура) величину Afi юстируют до требуемого значения. По-
Рис. 4.28. Проекционная система и связанные кон-
туры юстировки:
а — проекционная система; б — схема юстировки; в —
отключение; г — компенсация
Рис. 4.29. Связанные (1,2) и дополнительный (3)
контуры юстировки
212
скольку оба контура связаны, Af2 при этом также изменяется и теперь она должна
быть отъюстирована с помощью контура Z3.
4.3.7.2. Документация, регламентирующая юстировку
Для осуществления юстировки во время сборки необходимо наличие
соответствующей документации. Для ее подготовки после выявления всех
влияющих величин (с помощью перечня погрешностей, функциональных
схем) должна быть разработана инструкция по юстировке, определяющая
все юстировочные процессы в их требуемой последовательности, а также
устройства, необходимые для юстировки и поверки. В большинстве случаев
такая инструкция заканчивается планом, поясняющим необходимые опе-
рации юстировки.
4.3.8. Компенсация
Как видно из названия, этот способ предусматривает постоянную компен-
сацию соответствующих частных погрешностей, обусловленных внутрен-
ними или внешними возмущающими величинами. Компенсатор может быть
выполнен в виде замкнутого (рис. 4.30, а) или разомкнутого (рис. 4.30, б)
контура, которые имеют принципиальные отличия: первый из них работает
в качестве контура регулирования, второй — в качестве контура управления.
Второй обеспечивает меньшую точность, однако значительно проще, чем
первый.
Из рис. 4.30 виден принцип действия компенсатора. Входные (./) и вы-
ходные (3) величины и характеристики (2) прибора могут подаваться
на компенсатор — в том или ином его варианте — непосредственно или
в любых комбинациях. Выход компенсатора, в свою очередь, может быть
подключен ко входу /, выходу /// или к схеме // прибора. Ниже с помощью
двух примеров пояснен принцип компенсации.
Термостат. Этот прибор применяют тогда, когда колебания температуры
в виде внешних возмущающих величин приводят к слишком большим
погрешностям прибора. Например, колебания температуры ведут к изме-
нениям частоты колебаний кварцевого генератора. Для обеспечения высокой
точности этой частоты необходима стабилизация температуры. На
рис. 4.30, а значение температуры может подаваться на компенсатор в виде
входной величины /, на вход прибора при этом поступает сигнал компен-
сации /. Датчик температуры при этом целесообразно установить в закрытой
камере, в которой с помощью компенсатора поддерживается более высокая
температура, чем за ее пределами. Компенсация может иметь вид регули-
рования или управления.
Компенсация положения зрачка. Все более широкое применение находят
микроскопы с объективами и тубусными линзами, установленными на бес-
конечность. При этом объект находится в передней фокальной плоскости
объектива, а тубусная линза объединяет параллельные отображающие
лучи объектива на задней фокальной плоскости. Фокусирование изобра-
жения здесь производят только перемещением объектива. В пространстве
между объективом и тубусной линзой можно установить другие оптические
элементы, что является значительным преимуществом. Правда, при пере-
213
a) ff)
Рис. 4.30. Компенсация
Рис. 4.31. Компенсация изменения поло-
жения зрачка у микроскопа
мещении объектива для фокусировки часто появляется нежелательное
смещение выходного зрачка микроскопа.
Компенсация позволяет сохранить положение зрачка [4.8] (рис. 4.31).
При перемещении объектива, имеющего зрачок Л4, на расстояние AZ изобра-
жение зрачка смещается на AZ'. С помощью передачи афокальная система,
играющая роль компенсатора, сдвигается на AZa так, чтобы изображение
в зрачке не изменяло свое положение. Здесь компенсация имеет вид управ-
ления; при этом фиксируется входная величина (в виде возмущающей
величины) и в зависимости от ее значения непосредственно компенсируется
погрешность на выходе.
Мероприятия, повышающие точность прибора.
Уменьшение частной погрешности путем ее корреляции или улучшения точ-
ностной характеристики.
Выбор соответствующего технического принципа, обеспечивающего хорошую
точностную характеристику.
Тщательное выявление всех влияющих величин, обусловливающих погрешность
прибора (с йомощью перечня погрешностей, функциональных схем).
Теоретическое определение ожидаемых частных погрешностей.
Выбор способа, позволяющего получить конструкцию с минимальными погреш-
ностями, например минимизация коэффициента погрешности при воздействии
внешних и внутренних возмущающих величин для получения конструкций с мини-
мальными погрешностями, инноцентных и инвариантных конструкций; юстировка
214
при воздействии внутренних возмущающих величин; назначение соответствующих
допусков при воздействии внутренних возмущающих величин (см. гл. 4.4); компен-
сация внутренних и внешних возмущающих воздействий.
При выборе частных погрешностей, которые следует уменьшать указанными
выше способами, учитывают следующее. Конструкции с минимальными погреш-
ностями требуют небольших технических и экономических затрат. Следует выбирать
только реализуемые и экономически приемлемые допуски (см. гл. 4.4). Для юсти-
ровки следует подготовить документацию, позволяющую сделать определенные
выводы (инструкции, план); юстировка должна входить в процесс сборки и надежно
обеспечивать конечный результат. Компенсацию целесообразно применять в особых
случаях (если погрешность изменяется под воздействием внешних возмущений).
4.4. Размерные цепи и цепи допусков
(4.9—4.14, 4.42—4.55]
Символы и обозначения
а — коэффициент относитель-
ной асимметрии
С — координата середины поля
допуска, мм
с — коэффициент относитель-
ного рассеяния
Е — предельное отклонение, мм
ES; EI — верхнее, нижнее предель-
ные отклонения отверстия,
мм
es, ei — верхнее, нижнее предель-
ные отклонения вала, мм
G — наибольший размер, мм
h — относительная частота
К — наименьший размер, мм
Ks — допуск на торцовое бие-
ние, МД!
k — показатель направления
(k= + 1 или — 1)
М — звено размерной цепи;
размер, мм
N — номинальный размер, мм
р — доля брака, %
S — зазор, мм
$ — стандартное отклонение,
мм
Т — поле допуска, мм
t — коэффициент распределе-
ния Стьюдента
U — избыточный размер, мм
Индексы
С — координата середины поля
допуска
g — наибольшее предельное
значение
i — порядковый номер состав-
ляющего звена или его
допуска
k — наименьшее предельное
значение
m — число составляющих
звеньев или допусков этих
звеньев
п — номер составляющего зве-
на или его допуска
О — замыкающее звено или его
допуск
' — значения, определяемые
вероятностным методом.
Для обеспечения надежности функционирования и снижения затрат
на изготовление необходимо определять допуски на размеры и другие
геометрические параметры деталей. Так как не всегда возможно задать
положение всех кромок и поверхностей детали относительно одной базовой
линии (рис. 4.32), обычно получают последовательный ряд отдельных раз-
меров, а также допусков. В еще большей мере это проявляется при сборке
деталей в узлы и приборы. Таким образом возникают цепочки размеров и,
поскольку каждая деталь имеет большое число различных допусков, це-
почки допусков.
215
Рис. 4.32. Правильное (I) и неправиль-
ное (И) назначение размеров детали
Рис. 4.33. Размерная цепь узла креп-
ления зубчатого колеса:
а — чертеж; б — схема размерной цепи;
1 — вал; 2 — зубчатое колесо; 3 — подшип-
ник; 4 — стенка; Л4|=(4±0,1) мм; М2 —
= (30 ±0,3) мм; Мз = (4±0,1) мм; М4 =
= 2Офо.’1°о5 мм; Л45 — М8 — составляющие
допуска на торцовое биение (см. пример
в § 4.4.3)
4.4.1. Понятия и основные положения
Под размерной цепью понимают последовательный ряд состав-
ляющих размеров М/, взаимодействующих в техническом изделии (детали,
узле, приборе), и замыкающего размера Мо. На схеме размерной цепи
Mi и Мо образуют замкнутый контур (рис. 4.33). Чтобы изделие могло
быть собрано и могло выполнять свою функцию, необходимо обеспечивать
имеющуюся определенную зависимость между составляющими размерами
Mi и замыкающим размером Мо. В общем случае эту зависимость можно
записать в виде
Mo = f (Mi, М2, ..., Mi, ..., Mm). (4.7)
При этом замыкающий размер Мо всегда является зависимым и опре-
деляется через составляющие звенья Mt размерной цепи.
Размерная цепь линейна, если составляющие ее размеры на схеме
параллельны. В этом случае номинальный размер Wo замыкающего звена
может быть найден в виде алгебраической суммы составляющих цепь
номинальных размеров М с соответствующими знаками.
JV0= £ kM. (4.8)
i = l
Соответственно номинальный размер Nn любого составляющего размера
Мп равен
1 / n-1 m \
Nn=~k~\ kiNi- £ ш). (4.9)
П « = 1 1 = п4-1
216
В нелинейной (функциональной) размерной цепи номинальный
размер находят с помощью функциональной зависимости, связывающей
звенья цепи (см. п. 4.4.2.2). На схеме составляющие размеры непараллельны.
Аналогично размерной цепи цепь допусков представляет после-
довательность взаимодействующих в техническом изделии допусков 7\
составляющих размеров и зависящего от них допуска Tq замыкающего
размера. Цепь допусков в схематическом представлении также имеет вид
замкнутого контура.
Целью расчета размерных цепей и цепей допусков, как правило, явля-
ется определение замыкающего размера и допуска замыкающего размера
по общей функции изделия и, следовательно, заданной. В стандартах
TGL 19155/01—TGL 19155/06 «Расчет размерных цепей и цепей допусков»
указано несколько способов этого расчета. Выбор необходимого способа
зависит от метода взаимозаменяемости, требуемой от деталей, например,
одной партии.
Полная взаимозаменяемость достигается тогда, когда все детали тех-
нического изделия, охваченного размерными цепями и цепями допусков,
могут быть собраны без превышения требуемых допусков замыкающих
размеров так, чтобы изделие могло выполнять свою функцию. При этом
положения и значения допусков рассчитываются с учетом наиболее небла-
гоприятных комбинаций действительных размеров (метод максимума
и минимума).
При неполной взаимозаменяемости, напротив, указанное выше условие
может быть выполнено только при уменьшении запланированного числа
деталей, допуск замыкающего размера в цепи которых превышает задан-
ный, и с учетом распределения и вероятности появления различных ком-
бинаций действительных размеров (вероятностный метод; см. § 4.4.3).
Неполная взаимозаменяемость при сборке имеет место также тогда, когда
имеющееся превышение допуска замыкающего звена устраняется юстиров-
кой или компенсацией (см. гл. 4.3 и 4.4), а также когда применяется (напри-
мер, при селективной сборке) метод групповой взаимозаменяемости
(см. § 4.4.5). Выбор наиболее предпочтительного метода определяется
с учетом границ его применения путем сравнения вариантов реализации.
Известно, что при ччалых допусках затраты на изготовление деталей воз-
растают р большинстве случаев по гиперболическому закону [4.9]. Увели-
чение допусков составляющих звеньев, напротив, как правило, ведет
к экспоненциальному росту дополнительных затрат, например, на сборку
(рис. 4.34). Поэтому всегда необходим тщательный предварительный
анализ оптимальности выбранного конструктивного решения с учетом
назначаемых допусков (см. гл. 4.2 и 4.3, а также работы [4.10, 4.11]).
Ниже подробно описаны метод максимума-минимума и вероятностный
метод. Методы юстировки и компенсации были рассмотрены в гл. 4.3. Так как
метод групповой взаимозаменяемости в приборостроении имеет ограни-
ченное применение, здесь о нем лишь упомянуто.
Расчет размерных цепей и цепей допусков может иметь вид одной
из следующих задач:
вначале на основе требований к функционированию изделия или техно-
логии его изготовления определяют значение и допуск замыкающего размера,
затем производят расчет значений и допусков составляющих размеров;
217
Рис. 4.34. Зависимость затрат от поля
допусков [4.9]:
Ks — себестоимость производства; KF —
затраты на изготовление одной детали;
Км — затраты на сборку; Хполн — полные
затраты (КПолн = KF + Км); Тт — среднее
значение допуска
вначале определяют значения
и допуски составляющих разме-
ров, затем рассчитывают наи-
большее и наименьшее предельные
значения замыкающего размера.
Рекомендуемая последовательность расчета размерных цепей и цепей
допусков ([4.49], см. TGL, 19115). 1. Определение размерной цепи и цепи
допусков, вывод исходного уравнения для расчета полей допусков. На основе
анализа чертежа технического изделия наметить схемы размерных цепей
и цепей допусков, установить значение и допуск замыкающего размера.
Последние зависят от выполняемой изделием функции, в то время как
значения и допуски составляющих звеньев не зависят от нее. В результате
может быть составлено исходное уравнение (4.7) в виде Мо = [ (М), не-
обходимое для последующего расчета допусков, а цепи могут быть пред-
ставлены графически. Для этого целесообразно любую точку цепи принять
за начало отсчета О и от нее строить замкнутый контур, участками кото-
рого являются размеры цепи (включая зазоры и натяги, которые в боль-
шинстве случаев имеют нулевой номинальный размер), с учетом последо-
вательности технологических операций и выбранного направления обхода
цепи (показатель направления &,). При этом показатель ki положителен,
если направление обхода цепи совпадает с произвольно выбранным по-
ложительным направлением, а Мо рассматривается в качестве М (см.
рис. 4.33).
2. Подготовка заданных значений (номинальных размеров посадок,
допусков на отклонение от геометрической формы и на отклонений
расположения, входящих в размерные цепи и цепи допусков). Эту подго-
товку целесообразно выполнять с помощью таблицы (например, табл. 4.5),
структура которой соответствует используемому методу расчета, а содер-
жание дополняется в ходе расчета допусков значениями, найденными
на основе заданных значений (см. примеры 4.1—4.4 в § 4.4.2 и 4.4.3).
3. Расчет номинального размера W и предельного отклонения коор-
динаты середины поля допуска Ес или ординаты С, симметричной допуску
для требуемого размера (замыкающего или составляющего) в зависимости
от числа звеньев цепи и вида задачи (см. пример 3).
4. Расчет допуска То замыкающего размера или допуска 7\ составляю-
щего размера в зависимости от вида задачи.
5. Расчет номинальных размеров посадок и других искомых величин,
подготовка их для нанесения на чертеж.
218
4.5. Таблица для систематизации размеров и допусков конструкции (TGL 19155/02)
i Размер М„ мм Еа, ММ kt Tt, мм at Ci Eg,, мм
При расчете размерной цепи для одной детали (такая цепь называется
подетальной) необходимо помнить, что входящие в эту цепь размеры ука-
зывают без допусков. В ином случае появилась бы переопределенность.
В таких цепях в качестве замыкающего размера назначают такой, значение
которого определяется автоматически в результате выполнения остальных
размеров. Поэтому типичным при расчете подетальных цепей является
определение размеров цепи по размеру, необходимому для функциониро-
вания детали (см. § 4.4.2, пример 4.1).
Понятия, используемые при расчетах размерных цепей и цепей допусков
(TGL 19155/01).
Составляющий размер (звено) — йезависимый от других,
относящийся к размерной цепи размер (звено).
Замыкающий размер — зависящий, относящийся к размерной
цепи размер, полностью определяемый составляющими размерами и допус-
ками на них.
Положительный (отрицательный) размер, увеличение
(уменьшение) которого вызывает соответственно уменьшение (увеличение)
замыкающего размера размерной цепи.
Показатель влияния по знаку ki — показатель, припи-
сываемый составляющему размеру и своим знаком характеризующий
влияние этого размера на замыкающий размер. Для положительного
размера fct= + l, для отрицательного fct= —1.
Координата середины поля допуска С — среднее ариф-
метическое наименьшего и наибольшего предельных значений размера
(рис. 4.35).
Предельное отклонение координаты поля допуска
Ес — алгебраическая разность между координатой середины поля допуска
и номинальным размером (рис. 4.35).
Ожидаемый размер Е — среднее арифметическое действитель-
ных размеров в выборке, представительной для каждой сборочной партии.
Предельное отклонение ожидаемого размера Ее —
алгебраическая разность ожидаемого и номинального размеров (рис. 4.35).
Допуск составляющего размера Ti — допуск, относя-
щийся к цепи допусков и не зависящий от других допусков.
219
Рис. 4.35. Положение и значения поля допуска (а) и вероятного допуска (б):
C = (G + K)/2; £c = C-/V; Ес = (£S-|-£/)/2; Ec = (es-^ei)/2
Допуск замыкающего размера То — допуск, относящийся
к цепи допусков и определяемый только допусками составляющих размеров.
Коэффициент относительной асимметрии а — коэффи-
циент, характеризующий относительную разность предельных отклонений
ожидаемого размера и координаты середины поля допуска, отнесенную
к значению допуска (см. рис. 4.35, табл. 4.5). Этот коэффициент отражает
влияние распределения действительных размеров в пределах допусков
составляющих размеров на положение допуска замыкающего размера.
Коэффициент относительного рассеяния c — Zs/T' —
коэффициент, характеризующий относительное рассеяние, отнесенное к до-
пуску составляющего размера. Этот коэффициент отражает влияние рас-
пределений действительных значений составляющих размеров в пределах
их допусков на значение допуска замыкающего размера.
Доля брака р — процентная доля действительных значений замыкаю-
щего размера, выходящих за пределы его допуска, в общем числе этих
значений.
4.4.2. Метод максимума-минимума (TGL 19115/03)
При использовании этого метода допуски составляющих размеров на-
значаются так, чтобы допуск замыкающего размера при любой комби-
нации составляющих размеров был выдержан в любом случае. Обеспе-
чиваемая при этом полная (абсолютная) взаимозаменяемость дает ряд
значительных преимуществ. В частности, сборка при этом не требует
дополнительных мероприятий, таких как выбор и подгонка деталей; тре-
бования к квалификации рабочей силы могут быть невысоки. Кроме того,
относительно просто определяется длительность сборки, расширяются
возможности разделения труда, облегчается взаимозаменяемость деталей,
так как их доработка не требуется [4.9].
Поэтому всегда следует стремиться к полной взаимозаменяемости.
Правда она требует обеспечения экономичности в случае цепей с малым
числом звеньев или больших допусков замыкающих звеньев в случае цепей
с большим числом размеров, чтобы допуски составляющих размеров были
реально реализуемыми. Решение исходного уравнения размерной цепи,
общая форма которого имеет вид Mo = f (М), при использовании метода
максимума-минимума в соответствии с линейным законом увеличения
допусков имеет вид
г"-£1ж1г" <410>
i= 1
220
В зависимости от того, линейны или нелинейны (функциональные)
размерные цепи, расчет значений размеров и допусков должен произво-
диться соответствующим методом.
4.4.2.1. Линейные размерные цепи
Для линейной размерной цепи исходное уравнение
Л40 = А41 ±М2±М3=Ь ... + ...Мт. (4.11)
Вследствие независимости размеров цепи частные производные в (4.10)
могут принимать значения только +1 или —1. Они называются показа-
телями направления (вращения по знаку).
Таким образом, для допуска То замыкающего размера Мо цепи получаем
простое выражение т
Т0=Т> + Т2+Т3+... + Тт=Х 7). (4.12)
1 = 1
Отсюда может быть рассчитан допуск Тп любого составляющего размера
цепи:
п— 1 m
т„=т0- £ т,- X т'- (413)
1 = 1 1 = п4-1
Допуск, рассчитанный для размера ли, симметричен относительно ко-
ординаты С. С учетом соотношений на рис. 4.35
М = С±772 = #+Ес±772. (4.14)
Значения номинального размера W и координаты середины поля до-
пуска С искомого размера М могут быть рассчитаны по характеристикам
размерной цепи. Предельное отклонение координаты середины допуска
Есо замыкающего размера Мо
m
ЕС0 = Z (4-15)
. '=1
Аналогично соответствующее выражение для составляющего размера Mi
Есп Есо - £ kECi - £ kiECi. (4.16)
п 1=1 1=п+1
Эти уравнения показывают, что при заданном допуске замыкающего
размера допуски Ti всех составляющих размеров цепи должны назначаться
такими, чтобы их сумма не превышала допуск То замыкающего размера.
Следовательно, чем больше размеров составляют цепь, тем меньшими
должны быть допуски на них.
Пример 4.1. Расчет размеров и допусков детали, изготавливаемой вырубкой.
Для листовой детали, представленной на рис. 4.36, а [4.11], номинальный размер No
и допуск То замыкающего размера Мо, наиболее важного для изготовления вы-
рубного штампа, должны быть выбраны так, чтобы была обеспечена взаимозаме-
няемость.
221
В соответствии с рекомендованной последовательностью расчетов вначале
необходимо наметить схему размерной цепи и составить исходное уравнение (1).
Затем произвести подготовку всех заданных значений с помощью таблицы (2)
и рассчитать номинальный размер No и предельное отклонение координаты середины
поля допуска Есо (3), а также допуск То замыкающего размера (4). Эти величины
позволяют однозначно рассчитать значение замыкающего размера Л4о.
Решение. 1. Схема размерной цепи представлена на рис. 4.36,6. Исходное
уравнение:
Mi—М2 — М3 — Мо = О или Mo = Mi—Мг — Мз.
2. Подготовка заданных значений:
i М, мм М, мм Ес/, мм ki Л, мм
1 45±0,2 45 0 + 1 0,4
2 5-о 1 5 -0,05 -1 0,1
3 15-0.! 15 -0,05 -1 0,1
3 Номинальное значение No замыкающего размера по (4.8)
дг0 = (_|_ 1)45-|-(— 1)5-|-(— 1) 15 = 25 мм.
Предельное отклонение Есо для замыкающего размера по (4.15)
£со=( + 1) 0+(-1) (—0,05) + ( —1) ( —0,05)=0,1 мм.
4. Допуск замыкающего размера по (4.12)
7'о = О,4 + О,1 +0,1 =0,6 мм.
5. Значение замыкающего размера по (4.14)
Mo = No + Eco± Го/2 = (25 + 0,1 ±0,3) = (25,1 ±0,3) мм,
при наибольшем предельном значении 6о = 25,4 мм и наименьшем /<о = 24,8.
Пример 4.2. Анализ допусков на размеры электромеханического узла. Рычаг 1
показанного на рис. 4.37, а узла с помощью толкателя 2 удерживается на таком
расстоянии с от электромагнита 3, что может быть притянут им (состояние готов-
ности). Это расстояние составляет с = 2,4 мм, в состоянии покоя Ci =3 мм. Необходимо
определить, каким должно быть это расстояние в состоянии готовности рычага
<Г)
Рис. 4.36. Деталь, изго-
товляемая вырубкой:
а — чертеж; б — размерная
цепь
Рис. 4.37. Электромеханический узел:
а — чертеж; б — размерная цепь
222
с учетом допусков на размеры толкателя, имеющего следующие номинальные
размеры:
/ = (30±0,05) мм; К = (52,4±0,05)мм; Г\ = (15±0,01) мм; h=(5±0,02) мм.
Решение: 1. Схема размерной цепи представлена на рис. 4.37,6.
Исходное уравнение:
с=К- h — 1 — г\.
2. Подготовка заданных значений:
i Размеры М„ мм Nit мм Есь мм ki Л, мм
1 К = Мх 52,4 ±0,05 52,4 0 + 1 0,1
2 h = M2 5 ±0,02 5 0 -1 0,04
3 1 = М3 30 ±0,05 30 0 -1 0,01
4 Г\=М4 15±0,01 15 0 -1 0,02
(с = Мо)
3. Номинальное значение Л/о замыкающего размера по (4.8)
Л/о=[(+ 1)(52,4) + (- 1)(5) + ( — 1)(30) + ( —1)(15)] =2,4 мм.
Предельное отклонение координаты середины поля допуска замыкающего
размера по (4.15)
£'С0 = 0 мм.
4. Допуск замыкающего размера по (4.12)
То = 0,1 +0,04 + 0,1 +0,02 = 0,26 мм.
5. Значение замыкающего размера по (4.14)
Мл = Л/л + ECq ± Гп/2 = (2.4 -4—0.13) мм
при наибольшем предельном значении 60 = 2,53 мм и наименьшем Ко = 2,27 мм.
Таким образом, расстояние с должно выполняться с допуском 0,26 мм, поле
которого симметрично номинальному размеру.
4.4.2.2. Нелинейные размерные цепи
При составлении исходного уравнения и, следовательно, при расчете
номинального размера и предельного отклонения координаты середины
поля допуска, а также допуска замыкающего звена необходимо учитывать
функциональную взаимосвязь составляющих звеньев цепи (см. пример 4.3).
Предельные отклонения координаты середины поля допуска могут быты
рассчитаны по следующему уравнению при условии, что они малы по срав-
нению с номинальными размерами:
т rlf
Есй=ТдМ-Ес‘- (4-17)
/ = 1
Пример 4.3. Пластинчатая деталь для прецизионной передачи [4.49]. Размеры
двух отверстий в детали (рис. 4.38, а), через которые проходят валы и которые полу-
чают на координатно-расточном станке, заданы: 6 = 48_о.2 и Л = 34+0,2. Необходимо
найти наибольшее и наименьшее предельные значения межцентрового расстояния а
пары колес передачи.
Решение. 1. Схема размерной цепи представлена на рис. 4.38,6. Исходное
уравнение:
a = ^/62 + /i2.
223
h=3^*2
Рис. 4.38. Пластинчатая деталь
для прецизионной передачи:
а — координаты отверстий; б — раз-
мерная цепь
2. Подготовка заданных значений:
i Размеры Л4,, мм М, мм Е^.мм 7\, мм
1 Ь( = М^ 48-02 48 -0,1 0,2
2 Л( = М2) 34+0,2 34 +0,1 0,2
(а = Л40)
3. 'По сравнению с примерами 4.1 и 4.2 здесь возможен более простой расчет
значения замыкающего размера путем прямого определения координаты середины
поля допуска Са вместо номинального размера Na и предельного отклонения коорди-
наты середины поля допуска ЕСа с помощью (4.14).
Используя обозначения рис. 4.38, а, получаем:
Ct = 47,9 мм; СЛ = 34,1мм; Ca=VCl+d =58,798 мм.
4. Допуск замыкающего размера по (4.10):
Ta^\da/db\Tb+\da/dh\Th-,
Та~^+^ Th = a Ть+~а Т>"
где а=^2 + Л2;
Та = 0,163 + 0,116 = 0,279 «0,280 мм.
5. Значение замыкающего размера по (4.14):
а = Са ± Та12 = (58,798 ± 0,140) м м
при наибольшем предельном значении Ga = 58,938 мм и наименьшем Ка = 58,658 мм.
Для контроля результата можно с помощью Na, ЕСа и Та рассчитать а, причем
шаг 3 усложняется.
6. Номинальное значение Na замыкающего размера:
Na=^Nl + Nl =58,822 мм.
Предельное отклонение координаты середины поля допуска ЕСа замыкающего
размера по (4.16):
Еса=^ЕЫ+^ЕС„ = |0,816(-0,1) + 0,578( + 0,1)1 = 0,024 мм.
Координата середины поля допуска (см. рис. 4.35, а):
Са = NQ-\-ECa — 58,798 мм.
224
4.4.3. Вероятностный метод (TGL 19115/04)
Этот метод позволяет рассчитывать положение и значения допусков с учетом
распределения действительных размеров и вероятности появления' раз-
личных комбинаций этих размеров при запланированном показателе выхода
значения звена за пределы поля его допуска. Так как в многозвенных
цепях самые неблагоприятные экстремальные значения встречаются практи-
чески очень редко, с учетом законов теории вероятностей можно расширить
поля допусков, рассчитываемых по (4.10), (4.12) и (4.13). Благодаря этому
можно снизить требования к точности изготовления деталей, сохраняя
их взаимозаменяемость. Однако при этом необходимо считаться с отно-
сительно небольшой, заранее известной долей брака (выход действительных
размеров за пределы заданного поля допуска замыкающего звена) и,
соответственно, с дополнительными затратами на доработку. Правда,
вначале отбракованные детали иногда могут оказаться функционально-
способными при их других возможных комбинациях. Таким образом, вероят-
ностный метод может быть использован тогда, когда по технологическим
или экономическим соображениям допустима неполная взаимозаменяемость.
Этот метод предполагает, что закон распределения действительных раз-
меров размерной цепи известен или по меньшей мере может быть оценен,
партия деталей достаточно велика (сборочная партия должна содержать
не менее 50 деталей), а размерная цепь допусков должна состоять не менее
чем из пяти составляющих звеньев. Для цепей с меньшим числом звеньев
вероятностный метод может быть применен только тогда, когда действи-
тельные размеры распределены по определенному закону. Для распреде-
ления этих размеров в рамках технологической подготовки производства
должны быть, как правило, предусмотрены соответствующие организа-
ционные и технические мероприятия (подробнее см. в [4.9] и TGL 19115).
Если технология изготовления обеспечивает симметричное расположение
действительных размеров относительно середины поля допуска и примерно
нормальное распределение (см. табл. 4.6), то исходное уравнение Mo = f (Mi)
размерной цепи может быть представлено квадратическим суммированием
допусков:
Г1-д/| (ж 4 (4-,8)
В случае линейных размерных цепей с учетом соображений, приведен-
ных в п. 4.4.2.1, и условий составления уравнения (4.12) это соотношение
упрощается:
£44 (4-19)
Если действительные размеры за пределами соответствующего поля
допуска распределены не нормально или в цепи появляются размеры,
распределенные по нормальному или другому закону, то по (4.20) можно
приближенно рассчитать вероятный допуск замыкающего размера. При
этом цепь должна состоять не менее чем из четырех звеньев, действитель-
8 Зак 4
225
ные размеры которых имеют нормальное распределение, пяти звеньев
с распределением этих размеров по закону Симпсона или семи звеньев
с равномерным распределением действительных размеров (4.9):
Аналогично (4.13) это уравнение позволяет рассчитать вероятный
допуск Т'п любого составляющего звена цепи:
(4.21)
Значения фактора риска t в зависимости от заданной, экономически
оправданной доли брака р приведены ниже:
р, % ... 0,1 0,2 0,05 1 2 5 10
t, ... 3,37 3,09 2,81 2,58 2,33 1,96 1,65
Значения коэффициента с, относительного рассеяния приведены
в табл. 4.6 для наиболее часто встречающихся распределений.
Для определения номинального размера А, а также размера М и коор-
динаты середины поля допуска С или предельного отклонения Ес этой
координаты справедливы те же соотношения, что и применяемые при
использовании метода максимума-минимума [уравнения (4.8), (4.9)
и (4.14), (4.16)].
Кроме того, при использовании вероятностного метода интерес пред-
ставляет ожидаемое предельное отклонение Еео значения замыкающего
размера (см. рис. 4.35,6):
еео = Е ktKE,= £ ki (Ea+aJ')
(4.22)
или ожидаемое отклонение ЕЕп любого составляющего размера цепи:
п— I m
Ееп —~г~ Еео
— £ k‘EEi- £ k‘EE,
(4.23)
Коэффициенты а относительной асимметрии замыкающего ао и состав-
ляющего ап звеньев определяются соотношениями:
(Eeq — ЕСо);
ап=(\/Гп) (ЕЕп-ЕСп).
(4.24)
(4.25)
226
4.6. Коэффициенты относительного рассеяния с и относительной асимметрии а
(c = 2s/T', s — стандартное отклонение) для различных распределений
Нормальное; с = 0,333; а=0
Нормальное, симметрич-
ное в пределах поля до-
пуска 6s < Г; а = 0
6S/T' 0,6 0,7 0,8 0,9
с 0,2 0,23 0,27 0,3
Нормальное, симметрично
выходящее за пределы по-
ля допуска; а = 0
Л,/Л2 0,07 0,17 0,26 0,44
с 0,40 0,42 0,48 0,52
Симпсона; с = 0,408; а = 0
Нормальное, с одной сторо-
ны выходящее за пределы
поля допуска; Л|/Й2 0,26 0,44
С 0,39 0,39
а + 0,125 + 0,155
h\/h2 0,80 1,00
с 0,40 0,40
а + 0,2 + 0,235
Равномерное; с = 0,58;
а = 0
Комбинация нормального
и равномерного распреде-
лений; а = 0
F/6s 0,667 1,0 2,0 3,0
с 0,37 0,40 0,46 0,49
Равномерно возрастаю- Комбинация нормального
щее; г = 0,48, а=+0,14 и равномерно возрастаю-
щего распределений;
с = 0,33-^0,47;
а = 0ч-0,15
Допуск замыкающего звена, рассчитанный, например, вероятностным ме-
тодом, в большинстве случаев составляет лишь примерно 50—60 % допуска,
найденного методом максимума-минимума (см. пример 4.4, а также [4.9]).
Благодаря этому допуски размеров составляющих звеньев могут быть
пропорционально увеличены. Необходимо следовать основному правилу,
согласно которому самый большой допуск должен назначаться для той
о* 227
детали, которая является наиболее важной или изготовление которой свя-
зано с наибольшими затратами.
Пример 4.4. Анализ аксиального зазора в узле крепления зубчатого колеса.
Определить аксиальный зазор (значения замыкающего звена Мо) в узле крепления
зубчатого колеса (см. рис. 4.33, а) вначале методом максимума-минимума, а затем
вероятностным методом с учетом экономически оправданной доли брака 2 %. Кри-
тически сравнить результаты. При расчете учитывать размеры М5 —Me (составляющие
допуска на торцовое биение Ks по рис. 4.33,6).
Решение. 1. Схему размерной цепи см. на рис. 4.33,6. Исходное уравнение без
учета допусков на торцовое биение втулок подшипников и уступов вала можно
записать:
Мо = М2 — Mi — М4 — М3.
С учетом этих допусков
Мо = М2 — Mi — Me — М5 — М4 — Мб — М7 — М3.
2. Подготовка заданных значений:
i Mi, Ks, мм Nh мм ECi, мм kt Tt, мм Ci, мм
1 4 + 0,1 4 0 -1 0,2 0,33
2 30 — 0,2 30 -0,15 + 1 0,3 0,58
3 4 + 0,1 4 0 -1 0,2 0,33
4 20Л.Ч50 20 -0,075 -1 0,05 0,48
5 (0,01) 0 0,005 -1 0,01 0,40
6 (0,01) 0 0,005 -1 0,01 0,40
7 (0,01) 0 0,005 -1 0,01 0,40
8 (0,01) 0 0,005 -1 0,01 0,40
Ms—Me — составляющие допусков Ks на торцовое биение.
Пояснения к определению значений ct и t:
а) с помощью достаточно большого числа измерений было найдено, что значения
составляющих звеньев Mi и Мз распределены нормально, а торцовые поверхности
втулок подшипников и уступов валов Ks подчинены нормальному распределению,
на которое наложено равномерно возрастающее распределение;
б) значения составляющих звеньев М2 и М4 не измерялись. Из предыдущего
опыта известно, что вероятность появления распределения действительных значений
звена М4 с относительно большой центральной ординатой (острая вершина, равно-
мерно возрастающее распределение) высока. Для М2 было принято наиболее
неблагоприятное, практически ожидаемое распределение (равномерное);
в) экономически оправданная доля брака q, допускаемая условиями задачи,
q = 2 %, т. е. / = 2,33.
Ра счет методом максимума-минимума. 3. Номинальное значение замыкающего
размера по (4.8):
Ао = (+ 1)30 + (- 1) (4) + (- 1)20 + (- 1) (4) = 2 мм.
Предельное отклонение координаты середины поля допуска ECQ замыкающего
размера по (4.15):
£Со = ( + 1) (0,15) + (- 1 )0Н-(— 1) (— 0,075)Н-( — 1)0 + 4 (- 1) (0,005)= -0,095 мм.
4. Допуск замыкающего размера по (4.12):
Го = 0,3 + 0,2 + 0,05 + 0,2 + 4• 0,01 =0,79 мм.
5. Значение замыкающего размера по (4.14):
Afo = A^o + ^co± (Го/2) = 2 — 0,095±0,395 = (1,905 + 0,395) мм или (2±8:39) мм
при наибольшем предельном значении бо = 2,3 мм и наименьшем Ко= 1,51 мм.
228
Расчет вероятностным методом. По (4.20) рассчитывается вероятное значение
допуска замыкающего размера:
T'0 = t~\J £ (С/ТО2 = 2,33-7(0,33 • 0,2)2 + (0,58 • 0,3)2 + (0,33 • 0,2)2 + (0,48 • 0,05)2*
" + 4 (0,01 )2 = 0,464 мм.
По сравнению со значением, найденным методом максимума-минимума, это
значение составляет около 60%. Если при допуске, рассчитанном, например,
на шаге 4, уже выполняется функция, то для назначения допусков составляющих
размеров с учетом вероятностных зависимостей не используются по меньшей мере
0,326 мм.
В первом приближении допуски соответствующих составляющих размеров
можно увеличить примерно на это значение:
Mi =(4±0,15) мм; М3 = (4±0,15) мм; М4 = 20_о,2 мм.
Звенья Ms—Me можно оставить неизменными.
При увеличении допуска на 0,35 мм расчет методом максимума-минимума дал
бы уже допуск замыкающего звена То= 1,14 мм, при использовании вероятностного
метода Гб = 0,47 мм. Во втором приближении допуск уточняется еще раз, если это
позволяет облегчить технологию изготовления. Этот метод расчета можно исполь-
зовать также тогда, когда в задаче задается определенный аксиальный зазор,
значение которого, однако, не может быть выдержано при допусках составляющих
звеньев, внесенных в таблицу на шаге 2.
Если отсутствуют надежные данные об имеющихся распределениях, необхо-
димые для решения такой задачи, а определение с, и t вызывает определенные
трудности, то во многих случаях достаточно с хорошим приближением вначале
принимать за основу нормальное распределение действительных значений с =
= 0,333 [4.47].
4.4.4. Методы юстировки и компенсации
Юстировку и компенсацию применяют тогда, когда в результате расчетов
методом максимума-минимума или вероятностным методом получают
очень малые допуски на составляющие размеры размерной цепи, реализа-
ция которых технически невозможна или неэкономична. В таких случаях
сознательно назначают более широкие допуски, которые затем компенси-
руют юстировкой при сборке узла или прибора или устраняют путем со-
ответствующей доработки (шлифования, шабрения, выглаживания, гибки)
специально предусмотренных для этого конструктивных элементов.
Преимуществом этих методов является простота обеспечения требуемых
допусков; недостаток заключается в повышенной сложности структуры
изделия, а также в необходимости дополнительных рабочих операций
и в более высоких затратах на сборку. Кроме того, для сборки необходимы
специальные инструкции и оборудование.
Методы юстировки и компенсации нашли применение в основном в обла-
сти создания прецизионных и измерительных приборов. Однако они исполь-
зуются, например, также при раздельной сборке различных узлов, которые
затем должны быть объединены в одно изделие. Принцип компенсации
реализуется в конструкциях, в которых влияние увеличенного допуска
устраняется с помощью упругих элементов, например пружин [4.11].
Подробно эти методы описаны в гл. 4.3, методы расчета стандартизо-
ваны TGL 19115/05.
229
4.4.5. Метод групповой взаимозаменяемости
Этот метод позволяет изготовлять детали с относительно большими эко-
номически оправданными допусками. Перед сборкой детали сортируются
на п групп, соответствующих друг другу по допускам, и для сборки выби-
рается пара деталей только из соответствующих групп (рис. 4.39; см. также
[4.9] ). Но при этом полные допуски звеньев размерных цепей обеих деталей
должны быть одинаковыми и разбиты на одинаковое число равных полей
чтобы характер посадки от одной группы деталей к другой не менялся
(рис. 4.40).
Рис. 4.40. Изменение характера посадки
при TB=£TW (здесь TB>TW) для
подвижной посадки по рис. 4.39
Рис. 4.39. Соответствие полей допусков
Tt для вала и отверстия при групповой
взаимозаменяемости (подвижная по-
садка вала в отверстии) [4.9]:
Tw, Тв — полный допуск вала, отверстия;
es, ei — верхнее, нижнее предельное откло-
нение для вала; ES, EI — верхнее, нижнее
предельное отклонение для отверстия
Применимость метода групповой взаимозаменяемости ограничена,
правда, экономическими аспектами производства, особенно в случае раз-
мерных цепей с малым числом звеньев и при малых допусках Го замыкаю-
щего звена (например, у деталей подшипников качения). Предотвращение
погрешностей при сборке требует соответствующих указаний на чертежах
(см. TGL 0—7185, 1963 г.) и маркировки пар деталей. Еще одним недостат-
ком этого метода является необходимость отбора запасных деталей. Поэтому
всегда следует предварительно проверить, не превысят ли необходимые
дополнительные расходы экономию, полученную за счет снижения точности
изготовления.
Подробное описание и методы расчета см. в TGL 19115/06 и [4.9].
4.5. Надежность [4.15—4.34, 4.56—4.68J
Символы и обозначения
Е — математическое ожидание, ч
F — вероятность отказа
К — затраты
6 — средняя наработка на отказ, ч
N — число элементов
Р — вероятность
R — вероятность безотказной ра-
боты
230
/?5 — кратность резерва
Т — срок службы, ч
V — готовность
с — постоянная
f — функция плотности
k — коэффициент уменьшения
п — число
s — стандартное отклонение
t — время, ч
Ф — температура, К, °C
1 — интенсивность отказов, ч“‘
т — время, ч
Индексы
А — отказ
D — длительность
N — эксплуатация
f — ранний
i — порядковый индекс
m — средний
г — резервный, резерв
s — система
t — время
z — случайный
О — исходное число
4.5.1. Факторы, влияющие на техническую надежность
Функция технического изделия определяется его структурой и отношениями
с окружающей средой. Аналогично можно выделить и факторы, влияющие
на надежность (табл. 4.7). Их анализ позволяет сделать следующие
выводы:
влияющие величины очень разнообразны по происхождению и перекры-
ваются между собой;
надежность представляет собой свойство, параметры которого имеют
частично физико-техническую природу, характеризуются различными
единицами и не суммируются. Надежность не может быть описана одним
параметром;
в соответствии с множеством влияющих факторов надежность может
быть повышена различными способами.
4.5.2. Определение технической надежности
Как уже было сказано в гл. 4.1, надежность является частным свойством
качества изделия, выражаемым параметрами, которые описывают времен-
ные закономерности появления отказов изделия, сроков его технического
обслуживания и ремонта. Эти параметры представляют собой средние,
вероятностные или прогнозные значения на базе вероятностных данных.
Понятие технической надежности еще не стандартизовано международ-
ными стандартами. Эта научная дисциплина еще относительно молода.
В некоторых публикациях понятие надежности ограничено каким-либо ее
одним количественным параметром (вероятностью безотказной работы,
частотой отказов и т. п.). С появлением новых параметров надежность
стремятся в обиходном языке свести к тому или другому из них. В стандарте
TGL 26096/01 она определена следующим образом.
Надежность технического изделия (так называемого объекта наблюде-
ния) представляет собой свойство, характеризующее выполнение изделием
заданных функций в определенном временном интервале при сохранении
значений установленных параметров в определенных пределах, соответ-
ствующих заданным режимам работы, а также условиям эксплуатации,
технического обслуживания, хранения и транспортирования.
Чтобы выделить факторы, которые требуют особого учета конструкто-
ром и на которые он может оказать влияние, это определение можно из-
231
4.7. Факторы, влияющие на надежность
дожить несколько иначе: техническая надежность является комплексным
свойством технического изделия выполнять заданные функции в течение
определенного срока службы при уже имеющейся наработке, при заданных
условиях эксплуатации и окружающей среды, при определенных внутрен-
них и внешних условиях работ, при нагрузках, изменяющихся в заданных
пределах.
4.5.3. Параметры, характеризующие надежность
4.5.3.1. Понятие отказа
Отказ изделия наступает тогда, когда оно перестает выполнять заданную
функцию. Это — случай, когда функция должна быть восстановлена не пре-
дусмотренным вмешательством извне. Следовательно, ремонт — в противо-
положность уходу или планово-предупредительному техническому обслу-
живанию — не является плановым воздействием для устранения отказа.
232
Рис. 4.41. Изменение функции
системы во времени:
1 — исправное состояние систе-
мы, выполняющей функцию; 2 —
исправное состояние системы,
при простое во время обслужи-
вания; 3 — периоды отказов си-
стемы, требующих ремонта
Выполнение системой (элементом) своей функции во времени может
быть проиллюстрировано рис. 4.41. Если же просуммировать отрезки
времени, соответствующие различным состояниям системы в процессе
ее эксплуатации, то можно получить диаграмму, представленную на рис. 4.42.
Время на подготовку представляет собой время, затрачиваемое на тех-
нические и организационные мероприятия, которые необходимы для начала
функционирования изделия. К таким мероприятиям относятся, например,
ввод программ, прогрев, установка (юстировка) рабочих параметров.
Следует отметить, что в пределах времени на отказы можно выделить
дополнительно время на непроизводительное функционирование, в течение
которого система работает при невыявленном отказе (например, производя
брак). Чтобы получить возможность целенаправленной борьбы с повреж-
дениями и вызываемыми ими отказами, целесообразно классифицировать
отказы по техническим (но не экономическим) признакам.
Классификация отказов по техническим признакам (TGL 26096/01).
По объему:
Полный отказ — отказ, при котором функционирование изделия
невозможно.
Частичный отказ — отказ вследствие выхода за допустимые
пределы одного или нескольких параметров, причем функционирование
изделия частично возможно в зависимости от допустимости изменения его
соответствующей функции.
Катастрофический отказ — неожиданный полный отказ.
Деградирующий отказ — постепенный частичный отказ.
По характеру изменения:
Внезапный отказ — отказ вследствие выхода параметра за до-
пустимые пределы за очень короткое время.
Постепенный отказ — отказ в результате плавного изменения
Тполн
Рис. 4.42. Составляющие периода эксплуатации системы Тполк:
TN — время исправного (работоспособного состояния); ТА — время неработоспособного
состояния; TAR — время технического обслуживания (ремонта); TNV — время на подготовку;
TNF ~ вРемя функционирования; TARS — время поиска причины отказа; TARW — время вос-
становления; TAS — время простоя; Г7 — время на техническое обслуживание; Ts — время
простоя
233
параметра; при известном изменении возможно определение момента
отказа.
Перемежающийся отказ — отказ в результате многократно
возникающих, чаще всего зависящих от нагрузки изменений параметров;
в большинстве случаев такой отказ соответствует постепенному.
По нагрузке:
Отказ при допустимой нагрузке.
Отказ при недопустимой нагрузке.
Зависимый отказ — отказ вследствие погрешности или отказа
другого элемента.
Независимый отказ — отказ, не обусловленный погрешностью
или отказом другого элемента.
По времени появления отказа (см. рис. 4.46):
Приработочный отказ — отказ, обусловленный недостаточным
качеством изделия, проявляется в начальной фазе — фазе приработки,
характеризующейся снижением интенсивности отказов.
Случайный отказ — отказ в фазе нормальной эксплуатации
в результате статистического взаимодействия большого числа не зависящих
друг от друга факторов. Эта фаза характеризуется постоянством интен-
сивности отказов.
Отказ в результате старения — отказ в конце периода
эксплуатации, в результате усталости, износа, старения материала и т. п.
В этой фазе интенсивность отказов увеличивается.
Систематический отказ — отказ в результате известной взаи-
мосвязи влияющих факторов к определенному моменту времени, интен-
сивность отказов при этом изменяется. Механизм отказов может быть
выявлен с помощью анализа «слабых» мест.
По причине возникновения:
Конструкционный отказ — отказ, вызванный несовершен-
ством процесса конструирования.
Производственный отказ — отказ, вызванный несовершен-
ством процесса изготовления или технического обслуживания.
Эксплуатационный отказ — отказ, вызванный нарушениями
установленных правил эксплуатации.
Признаки отказа:
Неявный отказ — отказ, проявляющийся в виде отклонений
в функционировании изделия вследствие постепенного изменения его
параметров или отказов второстепенных элементов.
Явный отказ — отказ, проявляющийся в виде прекращения функ-
ционирования изделия или фиксируемый аварийным сигналом при частич-
ном отказе.
4.5.3.2. Характеристики отказов
Рассмотрим процесс выполнения функции изделием в интервале времени
(О, /). Считаем, что в момент / = 0 (например, в момент покупки или пуска
в ход изделия) функция выполняется надежно. Время работы изделия
до отказа, т. е. его срок службы, не может быть точно предсказано, поэтому
оно определяется на основе анализа большого числа изделий такого же
234
типа, работающих в таких же условиях. Поэтому срок службы, как и другие
параметры надежности, следует рассматривать как случайную величину,
используя методы теории вероятностей и математической статистики.
В соответствии со сказанным выше, срок службы Т характеризуется
вероятностью отказа F или плотностью этой вероятности:
F(/)=P(7'^/). (4.26)
Здесь F — вероятность того, что срок службы составит Г/. Дополнитель-
ной к ней является вероятность безотказной работы /?,
распределение которой записывается в виде
/?(/)= 1-Г(/) = Р(Г>/). (4.27)
При этом R представляет собой вероятность того, что отказ наступит по исте-
чении времени t. В большинстве случаев Т может быть описано непрерывной
случайной величиной, выражаемой посредством плотности вероят-
ности отказа f или распределения этой плотности:
f (t)=dF (t)/dt. (4.28)
Тогда величина f(f) dt = dF{t)= F(t-\-dt)— F(t) означает вероятность появле-
ния отказа в интервале (/, t-\-dt).
На рис. 4.43 приведены кривые, отражающие изменения числа изделий,
оставшихся в исправном состоянии и вышедних из строя к моменту t
из общего их числа.
Распределение плотности вероятности безотказной работы описывается
соотношением
/?(/, bt) = N(t + M)/N(t). (4.29а)
При tto и А/—> О, т. е. при N(t)-^No и 2V(/ + A/) -> N(f) это выражение
сводится к виду
R(t) = N(t)/No. (4.296)
Здесь No — общее число изделий в момент / = О, N — число изделий, исправ-
ных к моменту />0.
Аналогично’распределение вероятности отказа можно записать:
F (t, \t) = [N{t)-N(t + \t)]/N(t) (4.30а)
и при тех же условиях
F (/) =[No-N(t)]/No = NA(t)/Uo. (4.306)
Рис. 4.43. Изменение числа изделий,
оставшихся в исправном состоянии
N и вышедших из строя Ид к момен-
ту t^O:
No = 500 — число изделий в момент
/ = 0; Д/— конечный интервал
235
С учетом (4.27)
R(t) + F(t)=\. (4.31)
Обе эти величины являются функцией времени работы, так как чем
больше это время, тем больше вероятность появления отказа и меньше
вероятность безотказной работы.
Интенсивность отказов Х(/) представляет собой производную
по времени отношения числа изделий одного типа dNAy отказавших в интер-
вале (/, к общему числу изделий (No — Мл), исправных к моменту t:
dNA i
No — Na at
1
1— NJ No dt
где dNA — число изделий, вышедших из строя в интервале времени dt.
При d/-»-0 и No—* оо с учетом lim NJNo = F(f)
No-^ao
При подстановке (4.28) и (4.31) и с учетом
f(f) = dF(t)/dt==—dR(t)/dt
получаем
!(/) = /(/)//?(/).
(4.33а)
Следовательно, интенсивность отказов является также и функцией
«возраста» изделия /. В другой записи Х(/) имеет вид
<4'336)
В большинстве случаев интенсивность отказов определяют с помощью
(4.33а). Кривая интенсивности отказов многих конструктивных элементов
и систем имеет горизонтальный участок, на котором эта интенсивность
практически постоянна. Этот случай представляет особый интерес, поэтому
ниже он подробнее рассмотрен на примере. Следует только отметить, что
интенсивность отказов имеет размерность ч-1 и выражается в виде отно-
шений «число отказов/ч», «число отказов/1000 ч», «число отка-
зов/ 1 000 000 ч», «процент отказов/1000 ч».
Пример 4.5. Из 100 изделий в среднем за 1000 ч из строя выходят пять:
Х = (0,05/103) ч"1 =0,00005 ч"1 =5-10~5 ч~ *.
Интенсивность отказов такого порядка принимается X(/) = const.
Интенсивность отказов зависит от условий окружающей среды (темпе-
ратуры, давления, влажности и т. д.) и условий эксплуатации изделия
(нагрузки, допусков, рабочей температуры и т. д.). Она может рассматри-
ваться как сумма частных интенсивностей отказов в зависимости от раз-
личных влияющих условий. Поэтому интенсивность отказов всегда относится
к определенным параметрам окружающей среды и нагрузки.
236
Рис. 4.44. Характерное изменение ин-
тенсивности отказов электронных (1)
и механических (2) конструктивных
элементов
Для многих электронных и ме-
ханических конструктивных эле-
ментов характерна кривая интен-
сивности отказов, показанная на
рис. 4.44.
Взаимосвязь между вероятностью безотказной работы R (/) и интен-
сивностью отказов Х(/), определяемой (4.336),
t t
-jx (т) dx = lnR (т) I =ln /? (О-In/? (0) — In R (O-ln l = lnR (/),
0 0
отсюда
Я(/) = ехр [—$Х(т) dx\
о
(4-34)
и при X(/) = const
(4.34a)
В расчетах, для которых необходимы значения интенсивности отказов,
требуется знание ее функциональной зависимости. Поэтому стремятся
эмпирически найденные распределения плотности вероятности f(/) при-
ближенно описать такими известными законами распределения, как экс-
поненциальное, нормальное (Гаусса) или усеченное нормальное, гамма-
распределение и распределение Вейбулла, особым случаем которого явля-
ется распределение Рэлея (рис. 4.45).
Гамма-распределение и распределение Вейбулла являются комбина-
циями первых двух из этих распределений и используются для описания
Рис. 4.45. Экспоненциальное (а) и нормальное (б) распределения:
f (t)=dF = F (t) = \—R (f) = l—ex/, R (/) =e-x/, 1 (/)=f (/)//? (/)=const;
f—плотность вероятности распределения отказов; F—вероятность отказа; R—вероят-
ность безотказной работы; А, — интенсивность отказов
237
Рис. 4.46. Идеальная кри-
вая изменения частоты
отказов:
/ — приработка, // — посто-
янная интенсивность отказов
(случайные отказы); /// —
отказы в результате старения
лишь особых случаев распределения отказов. Поэтому здесь они не рас-
сматриваются.
Экспоненциальное распределение является особым случаем гамма-
распределения и распределения Вейбулла. Хотя оно и не достаточно для
описания интенсивности отказов различных элементов и систем, но играет
важную роль в теории надежности по следующим причинам:
интенсивность отказов большинства элементов и особенно систем изме-
няется в соответствии с так называемой «корытообразной» кривой
(рис. 4.46). После приработки, в течение которой вышедшие из строя изде-
лия заменяются новыми, а систематические отказы, например, вследствие
неправильного выбора размеров устраняются, следует фаза относительно
постоянной интенсивности отказов. Продолжительность этой фазы различна
для различных изделий; у многих механических приборов и конструктивных
элементов она очень коротка (см. рис. 4.44). Но распределение отказов
в ней всегда точно изменяется по экспоненциальному закону;
изменение отказов многих систем с хорошим приближением может быть
описано экспоненциальным распределением, хотя появления отказов элемен-
тов могут подчиняться и другим законам;
отказы многих систем, подвергнутых ремонту с заменой вышедших
из строя элементов новыми, через некоторое время появляются с постоянной
интенсивностью;
экспоненциальное распределение очень удобно использовать в расчетах.
Вместо интенсивности отказов для характеристики надежности изделий
часто используется понятие средней наработки на отказ 9 —
среднего значения функции плотности:
е = J tf(/) dt = J dt=-\ dt, (4.35)
0 0 0
которая после интегрирования по частям с учетом lim tR(t) = 0 сводится
/—► оо
к виду
0 = (4.35а)
о
Для невосстанавливаемых систем 0 характеризует среднее время до
первого отказа,* а для восстанавливаемых — между двумя отказами.
* Этот параметр в отечественной литературе в соответствии с ГОСТ 27.002—83
называется «Наработка до отказа» (Прим, перев.).
238
При экспоненциальном распределении с учетом уравнений (4.34а)
и (4.35а) получаем
0==1А- (4.36)
Средняя наработка на отказ обратна интенсивности отказов, она
измеряется в часах.
4.5.3.3. Вероятность безотказной работы
Изменение вероятности безотказной работы R при экспоненциальном
распределении показано на рис. 4.47. Это изменение можно пояснить
анализом некоторых характерных точек кривой. При / = 0 /? = 37%, при
/ = 0/Ю /? = 90 % и при / = 0/20 /? = 95 %. Это означает, что, например,
из 100 приборов к моменту средней наработки на отказ исправными
остаются лишь 37. Другими словами, система, средняя наработка между
отказами которой равна 0=100 ч, остается исправной в течение 100 ч
после начала работы с вероятностью 37 %, в течение 10 ч — с вероят-
ностью 90 %.
Пример 4.6. Прибор со средней наработкой на отказ 0=100 ч работает
в течение 24 ч. Вероятность его безотказной работы
/?=е-//0 = е-24/,оо = О,78,
т. е. из 100 таких приборов через 24 ч 22 окажутся неисправными.
Следовательно, при известной наработке на отказ или интенсивности
отказов можно рассчитать вероятность сохранения исправного -состояния
в течение определенного времени. Важно отметить, что речь здесь идет
о статистических величинах. Так, отказ прибора, средняя наработка на
отказ для которого равна 100 ч, может произойти через 1 или лишь через
100 ч. Расчет R (/) позволяет судить лишь о том, с какой вероятностью
прибор останется в исправном состоянии к определенному моменту вре-
мени или сколько приборов из данного их числа останутся работоспособ-
ными к этому моменту. И наоборот, по заданной вероятности и времени
эксплуатации можно рассчитать требуемую среднюю наработку на отказ
или интенсивность отказов.
Так как вероятность безотказной работы практически является пара-
метром, характеризующим вероятный срок службы до отказа, она исполь-
зуется прежде всего для оценки надежности перемонтируемых изде-
лий. К таким изделиям относятся, например, усилители сигналов, пере-
даваемых по подводным кабелям,
ракеты, метеобаллоны, интегральные
схемы, многие другие электронные
приборы, подшипники качения. Веро-
ятность безотказной работы является
важной характеристикой и ремонти-
руемых изделий. Она позволяет опре-
делить, с какой вероятностью система
Рис. 4.47. Изменение вероятности без-
отказной работы при Х(/) = const
239
или группа систем останется в исправном состоянии к определенному
моменту времени. Решение таких задач важно для расчета военных систем,
а также процессов, прерывание которых влечет за собой большие потери.
4.5.3.4. Коэффициент готовности
Коэффициент готовности VD рассчитывается следующим образом:
VD =0/(0 + 7л), (4.37)
где ТА — среднее время восстановления работоспособного состояния.
В большинстве случаев VD выражают в процентах, умножая его зна-
чение на 100. Этот параметр, необходимый в основном потребителям,
характеризует надежность изделия и отражает его готовность к выполне-
нию функции. Он определяется как статистически среднее значение для
большого временного интервала или определенного отрезка времени.
Время ТА включает время поиска причины отказа, восстановления и про-
стоя изделия (см. рис. 4.42), оно зависит как от качества возможных
устройств сигналов отказа, программ поиска неисправностей и ремонто-
пригодности (т. е. конструктивного исполнения) изделия, так и от квали-
фикации ремонтников и организации ремонта. Следовательно, коэффициент
готовности отражает особенности не только самого изделия, но и субъек-
тивных факторов. Для ремонтируемых систем этот коэффициент,
однако, является важным параметром надежности, так как в противо-
положность вероятности безотказной работы он учитывает и событие,
наступившее после отказа, т. е. и время восстановления.
Знание коэффициента готовности помогает конструктору выявлять
возможности сокращения времени поиска причин отказов и времени
ремонта (например, за счет легкости доступа, модульности конструкции,
простоты юстировки), а также улучшения системы технического обслужи-
вания. Знание этого коэффициента, как и знание интенсивности отказов,
средней наработки на отказ и вероятности безотказной работы, очень
важно и для потребителей изделий.
Пример 4.7. В течение 1000 ч карточный перфоратор 100 раз выходил из строя,
каждый раз на 3 мин (например, в результате переполнения подающего мага-
зина). Эти данные позволяют рассчитать следующие параметры перфоратора:
х= 100/1000 = 0,1 ч'1,
/? = е—0,1'100 = е_ lo = 0,00005 = 0,005 %;
VD = 100/ (100+ 10-0,05) = 99,5 %.
Пример 4.8. Такой же перфоратор в течение 1000 ч выходит из строя 20 раз,
каждый раз на 5 мин (например, вследствие неисправностей матрицы). Тот же
расчет в этом случае дает:
X = 20/1000 = 0,02 ч-1;
/? = е~2 = 0,135=13,5 %;
VD = 100/110 = 91 %.
В обоих примерах очень малая вероятность безотказной работы вряд
ли является большим недостатком перфораторов, так как их коэффициенты
готовности составляют 99,5 и 91 %. Для большинства ремонтируемых
приборов, особенно при мелком ремонте, вероятность безотказной работы
240
играет подчиненную роль, основным является именно коэффициент готов-
ности. Однако для приборов, участвующих в выполнении автоматических
процессов, приостановка которых ведет к большим материальным потерям
или к опасностям для жизни людей, более важна* вероятность безотказной
работы.
Для описания надежности изделия в зависимости от его назначения
могут быть выбраны параметры X (/), 0, /?(/), VD\ обычно одного параметра
недостаточно. В приборостроении, где изделия ремонтируются, как пра-
вило, неоднократно, используются преимущественно VD и 0. Но зачастую
используются и другие параметры, например отношение среднего времени
восстановления ТА, т. е. суммы времен, в течение которых изделие нахо-
дится в неисправном состоянии, к числу отказов; ТА характеризует ремонто-
пригодность.
4.5.3.5. Затраты и надежность
Полные затраты Лполн потребителя на изделие складываются из следую-
щих составляющих: затраты на покупку /G (отпускная цена промышлен-
ности); затраты на техническое обслуживание Кч (затраты на устранение
и предотвращение отказов); сопряженные затраты Кз (затраты, обуслов-
ленные неработоспособностью прибора).
Эти затраты позволяют составить так называемое основное экономи-
ческое уравнение надежности:
^Сполн=: И-(^2 Н-^з), . (4.38)
в котором /Сг и К3 рассчитываются для определенного периода времени,
например для заданного срока службы, амортизационного периода или
заданного интервала (скажем, пять лет).
Все три составляющие зависят от надежности изделия. Чем она выше,
тем выше должны быть затраты разработчика и изготовителя изделия
и тем ниже затраты на его техническое обслуживание и сопряженные
затраты. Характер изменения полных затрат и их составляющих в зави-
симости от средней наработки между отказами
Существование минимума полных затрат Лполн
как это видно на их кривой, показывает, что
не всегда целесообразно стремиться к макси-
мально возможной надежности, а следует
выбирать ее оптимальное значение, при кото-
ром /(полн минимальны.
Определение К\ — Кз вызывает большие
трудности, особенно на стадии разработки
изделия. В первом приближении это можно
сделать с помощью данных об уже сущест-
вующих подобных изделиях. Однако следует
помнить, что не все аспекты надежности могут
Рис. 4.48. Изменение затрат на изделие а в зави-
симости от средней наработки между отказами 0
показан на рис. 4.48.
241
быть 'отражены в затратах. Например, народнохозяйственные, военные
и политические потребности, вопросы обеспечения безопасности не могут
быть оценены в денежном выражении.
4.5.4. Отказы элементов и систем
Распределение отказов во времени обычно описывают их интенсивностью
Х(/) (см. рис. 4.44). Функции же Х(/), f (/), /?(/) и F (t) в большинстве слу-
чаев указывают только для отдельных отрезков времени. Для механиче-
ских и электромеханических конструктивных элементов вместо интенсив-
ности отказов иногда используют математическое ожидание допустимого
числа рабочих циклов (оборотов, циклов нагрузки, переключе-
ний). С помощью этой характеристики, рассчитанной для единицы вре-
мени, можно найти средний срок службы, среднюю наработку до отказа.
Бессмысленно указывать интенсивность отказов (число рабочих цик-
лов) без упоминания краевых условий нагружения изделия. При этом
различают нагрузки двух типов:
нагрузки со стороны окружающей среды (температура, влажность,
давление, агрессивные среды, пыль, микробы, насекомые, колебания,
удары, излучения, электромагнитные поля и т. д.);
функциональные нагрузки (напряжение, ток, мощность, вращающий
момент, частота вращения, выделение теплоты за счет энергии потерь,
частота, трение, разбаланс и т. д.).
В зависимости от типа изделия эти нагрузки могут оказывать различ-
ное влияние на интенсивность отказов.
Экспериментальное определение зависимости интенсивности отказов от
влияющих факторов очень сложно, а ее теоретический расчет возможен
лишь в редких случаях, поэтому, как правило, ограничиваются только
основными нагрузками. Прежде всего определяют зависимость интенсив-
ности отказов от функциональных нагрузок и температуры. Нагрузки со
стороны окружающей среды, действующие постоянно, накладываются на
функциональные, причем для механических элементов в нерабочем состоя-
нии влияние окружающей среды зачастую сильнее, чем во время их работы
(коррозия, недостаточная смазка, отложение пыли). Повышенные нагрузки
часто развиваются при включениях приборов (для механических элемен-
тов— ускорения, удары; для электронных — пики напряжений). Такого
типа влияния в редких случаях могут быть точно учтены при расчете
интенсивности отказов.
Интенсивность отказов может указываться различным образом:
в виде фиксированного значения при соответствующих функциональ-
ных нагрузках и нагрузках со стороны окружающей среды (номинальные
данные). Например, для герметичного контакта указывают / = 50 мА,
(7 = 24 В, Ф=+5.. +70 °C, среднее число переключений до первого
отказа 5-106;
в виде таблицы для определенных функциональных нагрузок и нагру-
зок со стороны окружающей среды в зависимости от основных влияю-
щих параметров. Например, в табл. 4.8 представлена интенсивность
отказов бумажного конденсатора 67 = 0,1 мкФ, (/ = 400 В, 50 Гц [4.23];
242
4.8. Интенсивность отказов X, %/1000 ч, бумажного конденсатора в зависимости от
рабочих условий
Температура окру- жающей среды, °C X При Vpae/V
0,2 0,4 0,6 0,8 1,0
40 0,003 0,006 0,016 0,042 0,130
60 0,004 0,007 0,020 0,054 0,165
80 0,005 0,011 0,028 0,076 0,230
90 0,006 0,13 0,034 0,095 —
в виде кривой, например, как представлено на рис. 4.49 для угле-
родистых пленочных резисторов [4.24];
в виде уравнения. Для многих электронных элементов достаточно теоре-
тически или экспериментально определить зависимость интенсивности
отказов от определенных влияющих факторов (в большинстве случаев
от температуры и/или функциональной нагрузки). Например, для герма-
ниевых транзисторов определяют зависимость
Х (/, Ф) = X (/) С] ехр( —с2/Ф)
(закон Аррениуса для электрохимических и диффузионных процессов).
Определенные влияния могут быть учтены также с помощью так назы-
ваемого коэффициента снижения
X =: ^Хном,
где k — функция температуры, функциональной нагрузки и нагрузки со
стороны окружающей среды. Например, для лабораторного оборудования
принимается £=1, для железнодорожного k = 40, наземного k= 10, авиа-
ционного k =150, судового k = 20,
ракетного k = 1 000 [4.24].
При дополнении интенсивности
отказов данными о средней нара-
ботке на отказ или вероятности
безотказной работы необходимо
помнить, что рабочее или нерабо-
чее состояние элемента не зависит
от состояния других элементов,
т. е. считается, что элементы не
оказывают влияния друг на друга.
Это означает, что структура си-
стемы (расположение и связи
ее элементов) не влияет на на-
Рис. 4.49. Изменение интенсивности
отказов X в зависимости от температуры
окружающей среды О для различных
отношений фактической мощности рас-
сеяния к номинальной Р/РКо»
Рис. 4.50. Эквивалентная схема системы
с последовательным включением эле-
ментов:
Е — вход; А — выход
а) б)
Рис. 4.51. Примеры систем с последо-
вательно включенными элементами (ре-
зисторами R)
дежность элементов. Для многих электронных систем это условие
практически выполняется, для большинства же механических, элек-
тромеханических, оптических систем оно невыполнимо или выполнимо
только в отдельных случаях. Поэтому теория надежности электрон-
ных систем быстро развивается и позволяет получать практически
полезные результаты, а для механических систем в этой области имеются
значительные пробелы.
Степень взаимного влияния механических конструктивных элементов
благодаря их взаимодействию зачастую настолько высока, что интенсив-
ности отказов отдельных элементов не могут быть указаны, а расчет
надежности всей системы не позволяет получить требуемые результаты.
Выходом здесь является эмпирическое определение интенсивностей отка-
зов отдельных узлов (например, двигателей, редукторов, реле, муфт) и
разработка конструкции всей системы таким образом, чтобы надежности
ее узлов не зависели друг от друга (см. п. 4.2.3.3).
При указанном выше условии надежность системы может быть рас-
считана по интенсивностям отказов элементов (узлов) с учетом их связи
в системе. По типу этой связи различают системы с последовательно
и системы с параллельно включенными элементами.
Системы с последовательно включенными элементами. Такие системы
не имеют структурного резервирования, их отказ наступает при отказе
по меньшей мере одного элемента. К ним относятся практически все
приборы, так как при отказе какого-либо одного элемента прибора он
перестает выполнять свою функцию (рис. 4.50).
Необходимо иметь в виду, что эквивалентная схема надежности си-
стемы не равнозначна функциональной структуре или схеме этой системы
в отношении потоков материалов, информации или энергии. Система,
показанная на рис. 4.51, а, выходит из строя при коротком замыкании
одного из двух резисторов (или обоих сразу), система же по рис. 4.51,6 —
при разрушении резистора R\ или R2. Если же точное значение общего
сопротивления не имеет значения, то, напротив, система по рис. 4.52, а
остается работоспособной при разрушении одного из двух резисторов,
а система по рис. 4.52, б — при коротком замыкании одного резистора.
Таким образом, отнесение системы к типу систем с последовательно
включенными элементами по надежности зависит как от ее функциональ-
ной структуры, так и от вида отказа (повреждения).
Безотказность работы системы с последовательно включенными эле-
ментами предполагает, что все эти элементы (подсистемы) работают
нормально. Следовательно, вероятность безотказной работы такой системы
представляет собой произведение вероятностей безотказной работы п ее
244
элементов:
Rs (/) = П Я, (t). (4.39)
1 = 1
С учетом (4.34) получаем
/?5(/)= П exp $ X, (т)г/т j=exp $ S Xz(/)d/j, (4.40)
откуда интенсивность отказов системы равна
As(/)= S Х,(/). (4.41)
1 = 1
Вероятность безотказной работы, изменяющаяся по экспоненциаль-
ному закону, имеет вид
Rs = e~^, (4.42)
где
1 "
Xs=—=SX, (4.43)
Вероятность отказа системы определяется выражением
Л(0 = 1 -Rs(t)= 1 - П /?,(/)=!-П [1—F,•(/)]. (4.44)
1 = 1 1 = 1
С помощью этих соотношений можно рассчитать параметры надеж-
ности системы по соответствующим параметрам элементов. При равен-
стве вероятностей безотказной работы всех элементов Ri = R для системы
получаем
Rs = Rn, (4.45)
что наглядно показывает, как быстро падает эта вероятность с ростом
числа элементов.
Пример:
/?, = /? = 0,990
п =10 /?$ = 0,990*° = 0,904
п = 100 /?s = O,99Oloo = O,36
п = 1000 Rs = 0,990*000 = 0,00004
Системы с параллельным включением элементов. Такие системы
состоят из основного и, по меньшей мере, одного резервного элемента,
благодаря чему система остается работоспособной, пока остается работо-
способным хотя бы один ее элемент. В этом случае говорят о струк-
турном резервировании. При этом если г представляет собой число
одинаковых или подобных элементов, предназначенных для выполнения
одной частной функции, то г—1—кратность резерва. Если эти
параллельно включенные элементы постоянно выполняют функцию, то
говорят о нагруженном (горячем) резерве. Если же в рабочем
состоянии всегда находится только один элемент, который при выходе
из строя заменяется другим (резервным) элементом, то речь идет о н е н а-
245
Рис. 4.52. Эквивалентные схемы систем
с параллельным включением элементов:
Е — вход; А — выход, 1 — основной эле-
мент; 2, 3, г — резервные элементы
01 С2
<^41----II--о
Рис. 4.53. Пример системы с парал-
лельным включением элементов (кон-
денсаторами С)
груженном (холодном) резерве. Система с параллельным вклю-
чением элементов показана на рис. 4.52 в виде эквивалентной схемы
надежности.
Необходимо еще раз подчеркнуть, что такая система не должна быть
параллельной по функциональной структуре. Система, показанная на
рис. 4.53, может считаться резервированной при коротком замыкании
одного из двух конденсаторов, если их общая емкость не имеет значения
(например, в помехоподавляющем фильтре; см. также пояснения
к рис. 4.51). Вероятность безотказной работы системы с нагруженным
резервом рассчитывается по вероятностям безотказной работы резервных
элементов, так как отказ системы наступает точно тогда, когда в момент t
выходят из строя все г элементов, т. е. вероятность безотказной работы
системы равна произведению соответствующих вероятностей элементов:
Л(/)=ПГ,(/) (4.46)
/ = |
или с учетом (4.31)
/?s(/)=l —П F, (/)= 1 — П [1—/?, (/)]. (4.47)
/=1 /=|
Так как в большинстве случаев в качестве резервных используются
одинаковые или подобные между собой элементы (Ri = R), можно записать:
/?,(/)= 1-[1-/?(/)Г- (4.48)
При изменении вероятности безотказной работы по экспоненциальному
закону уравнение имеет вид
/?Д/)=1-(1-е-х% (4.49)
где г — 1 — кратность резерва.
Поскольку при любых r> 1 всегда справедливо неравенство Rs> R,
резервирование повышает вероятность безотказной работы (рис. 4.54).
Здесь же видно, что резервирование увеличивает эту вероятность в пер-
вую очередь для малых /, вблизи / = 0 величина Rs остается почти постоян-
ной.
Применение резервирования ограничивается требуемыми для этого
дополнительными затратами, увеличением размеров, массы и расхода
энергии. Кроме того, большая кратность резерва повышает Rs лишь незна-
чительно. Поэтому на практике ограничиваются двумя-четырьмя резерв-
ными элементами, а резервирование вообще используют только в таких
системах, от которых требуется очень большая вероятность безотказной
246
Рис. 4.54. Вероятность безотказной ра-
боты при нагруженном резерве крат-
ностью Г1=0, 2, 4, 9; Rs = 1 — (1 — eKt)r;
Х = 0,01 ч~* (0=100 ч)
работы и ремонт которых может
производиться только в определен-
ные промежутки времени (ракеты,
самолеты, эскалаторы, автомати-
ческое технологическое оборудова-
ние). Для систем, ремонт которых
может быть произведен в любое время, т. е. для большинства приборов,
резервирование не является оптимальным средством повышения их на-
дежности.
При использовании резервирования необходимо выбрать уровень, на
котором оно должно быть осуществлено: на уровне элементов, подсистем
или всей системы. Можно показать, что на уровне элементов можно
обеспечить более высокую вероятность безотказной работы, чем на более
высоком уровне с той же кратностью резерва. Поэтому расчет параметров
надежности R(f), Л(/) и 0 для нагруженного и ненагруженного резерва
здесь не рассматривается (см. [4.23] ).
Применение резервирования обоих видов зачастую невозможно по
физическим и структурным причинам или ведет к неоправданно большим
затратам. Следует отметить также, что при ненагруженном резерве необ-
ходимы детектор отказов и переключающее устройство, которые, в свою
очередь, должны обладать высокой надежностью.
4.5.5. Особенности отказов механических систем
Отказы механических систем имеют определенные особенности по сравне-
нию с отказами электронных систем, что требует соответствующего учета
при расчете параметров надежности, а также при определении характе-
ристик конструктивных элементов. Большинство механических конструк-
тивных элементов в процессе использования подвержено систематическому
износу под воздействием функциональных воздействий и воздействий
окружающей среды. Связанные с этим отказы нарастают к концу срока
службы. С учетом повышенной интенсивности в начале этого срока и
относительной равномерности появления случайных отказов в основное
время работы графическое представление изменения интенсивности отка-
зов в течение срока службы изделия имеет вид «корытообразной» кривой
(см. рис. 4.46). Для механических изделий фаза случайных отказов
в большинстве случаев относительно коротка. Доля отказов в фазе при-
работки обычно зависит от стабильности технологии изготовления, а также
от качества и объема технического контроля.
Случайные отказы могут появиться в любой момент, их появление
зависит в основном от воздействия различных возмущающих величин
и помехозащищенности системы. У систем, для которых предусмотрен
профилактический ремонт, случайные отказы после приработки опреде-
ляют надежность системы. В этих случаях целесообразно указывать зна-
чение интенсивности этих отказов.
247
Для модульных конструкций должны быть известны распределения
отказов их модулей, чтобы можно было определить оптимальные сроки
их обслуживания. Кроме того, должны быть как можно точнее рассчи-
таны сроки замены отдельных элементов или модулей, что позволяет
полностью использовать возможности конструкции в целом. Наряду с уче-
том срока службы изделия при его разработке требуется также учет
особенностей его обслуживания.
Как правило, изделие эксплуатируют вплоть до появления отказов
в результате старения, если оно, конечно, полностью не вышло из строя
раньше. При этом интенсивность его отказов изменяется во времени.
Следовательно, принятые в 4.5.4 упрощения здесь уже недействительны.
Поэтому для механических изделий для расчета надежности целесо-
образно использовать другие параметры, обеспечивающие такую же
информативность в отношении вероятностей отказов и безотказной ра-
боты, плотности вероятности отказов. Механические приборы чаще всего
представляют собой системы с последовательным включением элементов
в смысле надежности. Для механических элементов, предназначенных
для выполнения электрических функций (например, включения-выключе-
ния), обычно используют структурное резервирование в виде нагружен-
ного резерва. В принципе нагруженный резерв возможен также на уровне
механических конструктивных элементов и соединений. Но если в выпол-
нении одной функции участвуют одновременно несколько элементов, то
следует считаться с их взаимным влиянием (см. п. 4.2.3.3).
Поскольку совершенно одинаковые элементы изготовить невозможно,
в системах с параллельным включением нагрузка на элементы распре-
деляется неравномерно. Вследствие этого для элементов с большей нагруз-
кой следует ожидать более высокой интенсивности отказов, если не преду-
смотреть соответствующих конструктивных мероприятий для уравнивания
нагрузок. В системах с резервированием при отказе одного из резерв-
ных элементов скачкообразно изменяется нагрузка на остальные элементы.
Кроме того, наряду с зависимостью интенсивности отказов от времени
еще одним недостатком при использовании резервирования в механи-
ческих системах является взаимное влияние отказов отдельных элементов
друг на друга. Все это сильно затрудняет расчет надежности механи-
ческих систем. Для учета взаимозависимостей элементов таких систем
здесь можно было бы использовать условные вероятности, но их практи-
ческое определение также очень трудно.
Однако при независимой связи элементов могут быть использованы
те же методы расчета, что и в электронике. Необходимо стремиться
к созданию подсистем, которые выходят из строя независимо друг от
друга. Тогда надежность механической системы может быть рассчитана
по аналогии с (4.39)
/?мех (0 = П /?, (/), (4.50)
i = \
где /?, (/) — вероятность безотказной работы независимой подсистемы:
00 г /
/?,(/)=$ А(т)^т = ехр —. (4.51)
о L о J
248
Рис. 4.55. Определение данных, требуемых для расчета надежности при разработке
прибора
249
Основной проблемой при оценке надежности механических узлов и
приборов на этапе разработки является определение данных, необходи-
мых для соответствующего расчета. Как правило, здесь используются
комбинированные методы теории надежности (рис. 4.55).
Недостаток данных на этом этапе объясняется:
сравнительно малыми объемами выпуска механических элементов;
разработкой элементов, предназначенных для выполнения специаль-
ных задач;
низкой степенью стандартизации механических функциональных эле-
ментов;
применением стандартных элементов при широком спектре нагрузок;
трудностью оценки ожидаемых нагрузок при комплексности выпол-
няемых одним элементом функций.
Все эти факторы приводят к необходимости статистической оценки
данных, требуемых для расчета надежности, так как возможность их
применения только для конкретных случаев не оправдывает экономиче-
ских затрат на их определение (лабораторные испытания, сбор данных
потребителями).
Надежность конструктивных элементов может быть повышена только
на базе результатов исследований причин отказов (рис. 4.56). Как пока-
зывает практика, в большинстве случаев одновременно действует несколько
механизмов отказов. В то время как пружины, например, чаще всего
выходят из строя в результате усталости, причинами отказов подшип-
ников качения и зубчатых колес являются усталость и износ. Усталостью
рабочих поверхностей определяется возможный срок службы, который
снижается в зависимости от износа этих поверхностей.
Для отдельных, чаще всего применяемых механических элементов
проводились исследования надежности для выявления механизмов отка-
зов. Был выделен ряд технологических факторов, геометрических пара-
Рис. 4.56. Основные причины отказов механических конструктивных элементов
2§0
Влияющие Величиям
Вид повреждения
Условия эксплуатации
Знакопеременные нагрузки
(гармонические,
стохастические)
Удары
Трение
Нарушение контакта
фрикционных поверхностей
Усталостное разрушение
Пластические деформации
Износ
Условия окружающей
среды
Влажность
Газы, Вызывающие
коррозию
Колебания температуры
Изменения давления
Излучение
Пыль
Трение
Биологические воздействия
Коррозия
Старение
Загрязнения
Рис. 4.57. Факторы, влияющие на развитие основных причин отказов
метров, характеристик материалов, а также условий эксплуатации и окру-
жающей среды, определяющих эти механизмы. Кроме анализов отказов
приборов точной механики, таких, как часы, механические пишущие
машины, магнитофоны и кинопроекторы, проводятся также исследования
взаимного влияния конструктивных элементов. В результате, кроме отка-
зов, вызываемых перегрузками, были выявлены отказы, обусловленные
различными видами износа. В последнем случае отказы появляются при
выходе основных параметров элемента за допустимые пределы.
Отнесение типичных повреждений к отдельным классам функциональ-
ных элементов и соединений нецелесообразно, так как в зависимости
от конструктивного исполнения каждого изделия и реальных нагрузок
на него оно может испытывать отказы различного типа и в различных
комбинациях. Более удобно сопоставление видов повреждений и вызываю-
щих их воздействий (рис. 4.57). Однако комбинации условий эксплуата-
ции и окружающей среды, а также механизмов повреждений остаются
неучтенными.
4.5.6. Повышение надежности
Знание параметров надежности и влияющих на нее факторов облегчает
поиск мероприятий, направленных на ее повышение. Различают предупре-
дительные (активные) и последующие (пассивные) мероприятия в зави-
251
симости от их места в фазах конструкторской подготовки производства
(см. разд. 2) или на этапах исследований, разработки, изготовления,
испытаний, эксплуатации, технического обслуживания. При разработке
этих мероприятий учитывают (см. 4.5.2): интервал времени (продолжи-
тельность операции или эксплуатации); период эксплуатации (период
приработки, случайных отказов или старения); эксплуатационные усло-
вия (внутренние и внешние); нагрузки.
1. Мероприятия по повышению надежности, учитывающие срок службы (опе-
рационное время). Из (4.34а) следует, что для повышения вероятности безотказ-
ной работы срок службы должен быть возможно меньше. На первый взгляд
кажется, что срок службы изделия определяется его назначением и конструктор
не может влиять на него. Однако задачей является максимальное сокращение
времени, требуемого для выполнения соответствующих операций прибором, его
подсистемой или конструктивным элементом, без снижения их срока службы. Для
этого необходимо искать принципы работы, которые позволяют за меньшее время
выполнять функции того же или даже большего объема или выполнять операции
лишь в течение того времени, которое необходимо для выполнения общей функции
(т. е. без резервирования операций во времени).
Правило 1. Использовать принцип минимального резервирования во времени.
Для систем, подсистем и элементов выбирать минимально необходимые времена
выполнения операций.
Примеры: выключение ламп; выключение периферийных устройств ЭВМ, если,
например, через 30 с по блоку управления канала не приходит новый вызов;
шаговые устройства подачи, если операция выполняется не при каждом шаге
(например, механизмы подачи перфокарт и перфолент, когда отверстие пробивается
не на каждом шаге).
Соблюдение этого правила для механических приборов тем более необходимо,
что во многих случаях испытываемая ими нагрузка при выполнении избыточных
операций выше, чем при выполнении требуемой операции.
Процессы включения-выключения, зачастую необходимые при учете этого пра-
вила, могут приводить к снижению надежности под воздействием ударов, ускоре-
ний, трения (рис. 4.58). Поэтому многие приборы (элементы) целесообразно
выключать не полностью, а снижать их нагрузку, переводя в так называемый
«щадящий* режим работы, например, путем снижения частоты вращения вдвое.
Правило 1а: Учитывать последствия часто повторяющихся процессов включе-
ния-выключения. В большинстве случаев они более отрицательно влияют на надеж-
ность, чем возможный непрерывный режим работы. Оптимумом зачастую является
использование непрерывного режима при сниженной нагрузке.
2. Мероприятия по повышению надежности, учитывающие фазу эксплуатации
изделия. Эти мероприятия различны в зависимости от фазы на «корытообразной»
кривой (см. рис. 4.46), в которой находится рассматриваемое изделие.
Рис. 4.58. Изменение интенсивности от-
казов ^a/^d в зависимости от частоты
включений-выключений электронного
прибора п:
и — частоты отказов при работе
с включениями-выключениями и в непре-
рывном режиме
252
а) б)
Рис. 4.59. Фаза приработанных отказов:
а — гистограмма изменения интенсивности отказов во времени; б — определение времени
прекращения приработочных отказов
Мероприятия, проводимые в фазе приработочных отказов. Целью этих меро-
приятий является снижение интенсивности отказов в основном в течение приработки
и опробования изделия. Они могут быть сведены в правило 2.
Правило 2. Своевременно и возможно более полно предотвращать приработоч-
ные отказы;
технические условия при разработке структуры прибора и выработке органи-
зационных мероприятий, проведение которых необходимо в процессе его разработки,
должны быть сформулированы так, чтобы конструктивные элементы могли быть
опробованы отдельно в работающих автономно функциональных узлах прибора;
появление отказов следует предотвращать еще в функциональных узлах, до
пуска в эксплуатацию прибора в целом (см. примечание А);
отказы необходимо протоколировать и фиксировать в виде гистограмм (это
позволяет получить ориентировочные значения для времени безотказной работы,
см. примечание Б);
проблема так называемых «механиков — звезд>, имеющихся в каждой экспери-
ментальной мастерской, должна учитываться при расчете надежности реального
изделия (см. примечание В);
исследования, задачей которых является определение срока службы с учетом
износа, следует проводить до и после мероприятий, направленных на предотвра-
щение отказов. Особенно это касается автономно работающих функциональных
узлов (см. примечание Г).
Примечание А. Особенно благоприятным является модульное построе-
ние конструкций. При реализации совершенно новых принципов действия реко-
мендуется создание и испытание нескольких вариантов.
Примечание Б. Особый интерес представляет математическое ожидание
Е (/) времени прекращения приработочных отказов, которое определяется преиму-
щественно с помощью гистограммы отказов (рис. 4.59), отражающей изменение
интенсивности отказов во времени.
Интенсивность отказов в фазе приработки можно примерно записать в виде
1,=>.г+Хое_'/£,
так как приработочные и случайные отказы накладываются друг на друга. В ре-
зультате дифференцирования получаем
dkf/dt = tg ф=( —Хо/£) е-//£
и при / = 0 tg(p=— Kq/E.
253
С другой стороны, согласно рис. 4.59, б
tg (2л — ф) = — tg ф = (Хг 4- М/Tf.
Приравнивая, получаем
rf = E(l-hWXo),
и поскольку ХгАо<С1, TfttE.
Так как вероятность того, что Е представляет собой время появления прирабо-
точных отказов, равна лишь 63 %, в качестве ориентировочного значения для
полного времени прекращения этих отказов можно принять
Г^ = (3 ... 5)Е.
По рис. 4.59 можно с помощью экстраполяции также найти значение Хг.
Примечание В. При изготовлении деталей в экспериментальной мастер-
ской допуски выдерживаются в значительно более узких пределах, чем это разре-
шается технологической документацией и позволяют производственные условия.
Большинство высококвалифицированных механиков считают делом чести собрать
прибор так, чтобы он начал работать, хотя из-за ошибок в чертежах он работать
просто не может. Поэтому обязательны протоколирование каждой ошибки или
неопределенности в документации и сообщение о ней конструктору.
Примечание Г. Образец изделия, создаваемый в процессе разработки,
зачастую используют лишь для проверки принципа функционирования. Затем
его откладывают в сторону, разбирают или сдают в лом. Однако этот образец
может быть использован и далее для исследований, касающихся срока службы
определенных элементов или функциональных узлов. Такого рода данные должны
быть собраны как можно раньше.
Мероприятия, проводимые в фазе постоянной интенсивности отказов. Моменты
отказов в этой фазе имеют чисто случайную природу, а интенсивность отказов
имеет постоянное минимальное значение, поэтому никакие мероприятия по повыше-
нию надежности здесь невозможны. Желательно использовать системы, работаю-
щие в этой фазе, и применять такие конструктивные элементы, которые уже прошли
фазу приработки, но не достигли фазы старения.
Это относится к электронным системам, но в принципе относится и к механи-
ческим, хотя у них часто отсутствует выраженная фаза постоянной интенсивности
отказов (см. рис. 4.44). Поэтому здесь необходимы профилактические мероприя-
тия (инспекция). Кроме того, информацию об отказах целесообразно собирать для
того, чтобы в последующем можно было оценить надежность аналогичных при-
боров (узлов, элементов).
Мероприятия, проводимые в фазе старения. Несмотря на использование кон-
структивных элементов, имеющих максимально возможный срок службы, ограни-
ченный, однако, физическими и экономическими причинами, в этой фазе возможно
проведение мероприятий, перечисленных в правиле 3.
Правило 3. Явления старения и износа могут быть предотвращены или их
появление задержано с помощью компенсации (см. примечание А). Удлинение
срока службы может быть достигнуто с помощью технического обслуживания,
т. е. с помощью ухода и ремонта (см. примечание Б).
Примечание А. Компенсация может быть получена с помощью управле-
ния или регулирования, причем при управлении используются взаимно компен-
сирующие друг друга характеристики взаимодействующих элементов, чтобы выпол-
нение их общей функции как можно дольше оставалось неизменным.
Примеры: комбинации резистор-конденсатор, постоянная времени которых
остается неизмённой (например, при росте сопротивления резистора емкость кон-
денсатора уменьшается); последовательное соединение усилителя и триггерного
каскада, снижающего пороговое значение при уменьшении мощности усилителя;
пружинное устройство для устранения зазора в подшипнике.
254
Регулирование требует наличия соответствующего контура регулирования. Оно
возможно в любом случае, если даже это связано со значительными затратами,
в противоположность управлению, которое может быть реализовано только для
определенных конструкций.
Примечание Б. Техническое обслуживание может быть корректирующим
(заранее не фиксированным по времени) или предупредительным (планомерным,
заранее фиксированным по времени). Для механических систем наиболее целе-
сообразным является предупредительное техническое обслуживание, так как в боль-
шинстве случаев для них и без того циклически проводятся мероприятия по их
уходу. Важно своевременно и полностью, т. е. по типам, заменять элементы на
пределе усталости и изношенные. Если надежность должна быть повышена, то
необходимо заменять все элементы одного типа (при условии равенства их нагру-
зок), даже если они еще сохраняют работоспособность. Поэтому корректирующее
техническое обслуживание (ремонт), при котором заменяется лишь вышедший из
строя элемент, не является эффективным средством повышения надежности в фазе
старения.
3. Мероприятия по повышению надежности, учитывающие условия эксплуата-
ции. Мероприятия, проводимые с учетом внутренних условий эксплуатации. Эти
мероприятия определяются в первую очередь концепцией прибора, т. е. его
принципом действия на основе физико-технических эффектов. Как сказал Масинг
[4.25], «важно помнить, что надежность сложного изделия зависит как раз от
надежности деталей, из которых оно состоит, и что надежность изделия в целом
определяется главным образом его принципом действия, конструкцией. Известно,
что с помощью «сомнительных» элементов можно собрать довольно надежную
систему и, напротив, безнадежно надеяться, что плохо продуманная система может
оказаться первоклассной даже при использовании самых лучших деталей».
Результат — большие суммы деталей. Хотя надежность и зависит от числа
и качества деталей, свойство изделия, называемое «надежность», представляет
собой более чем зависимость вероятности безотказной работы от числа элементов.
Следовательно, возникает вопрос об оптимальной концепции прибора в отношении
его физико-технического принципа действия, его деления на подсистемы и т. д.
Эти вопросы решаются в процессе конструкторской подготовки производства
(см. разд. 2) и позволяют сформулировать следующее правило.
Правило 4. Конструировать необходимо надежно, т. е. научно, в соответствии
с требованиями конструкторской подготовки производства. При этом особого вни-
мания требуют: тщательное уточнение задачи (однозначность и целесообразность
задачи, отсутствие многофункциональности, точное разделение обязательных и
минимальных требований);
точное описание функции на возможно более высоком уровне абстрагирования;
выделение подсистем и отношений между ними;
поиск самых простых структур, имеющих минимальное количество элементов
и отношений;
определение нескольких принципов действия, их оценка, оптимизация и т. п.
в соответствии с фазами и стадиями конструкторской подготовки производства
(см. разд. 2). *
В отношении структуры могут быть сформулированы также специальные ука-
зания (см. правила 5—9).
Правило 5. Для повышения надежности использовать структурное резервиро-
вание в форме нагруженного или ненагруженного резерва, если связанные с ним
дополнительные расходы приемлемы. Для механических систем нагруженный ре-
зерв применим скорее всего на уровне элементов. На уровне подсистем более
целесообразен ненагруженный резерв.
Можно назвать следующие примеры резервирования: сдвоенные контакты
в реле (нагруженный резерв); щеточные контакты в карточных перфораторах
(нагруженный резерв); устройства подачи пленки или перфоленты с несколькими
255
зубьями (нагруженный резерв); две лампы в сигнализаторах (включенных или
невключенных, нагруженный или ненагруженный резерв); резервный аккумулятор
на случай отключения электросети (ненагруженный резерв).
Однако намного важнее для надежности механических систем исключить так
называемое бесполезное или мертвое резервирование. В случае такого
резервирования система имеет несколько элементов, пар элементов или даже под-
систем, которые одновременно выполняют одну частную функцию, хотя этого и не
требуется. Эта избыточность вызывает взаимное влияние подсистем, так как
несколько элементов только тогда могут одновременно выполнять одну и ту же
функцию, когда они не мешают друг другу. Поэтому бесполезное резервирование
в большинстве случаев непростительно ухудшает надежность, так как оно всегда
может быть предотвращено. Отсюда следуют очередные правила.
Правило 6. Предотвращать мертвое, бесполезное резервирование. Это равно-
значно принципу предотвращения переопределенностей для механических структур
(см. также п. 4.2.3.3).
Правило 7. Применять принцип разделения функций (см. п. 4.2.3.1).
Правило 8. Применять принципы создания конструкций с минимальными
погрешностями! (см. п. 4.2.3.2 и 4.3.5).
Правила 6—8, подробно рассмотренные в § 4.2.3, имеют большое значение
в приборостроении. Первое из них является элементарным условием любой успеш-
ной конструкторской деятельности в этой области техники. Отсутствие напряжений
в местах стыка подвижных и неподвижных соединений является основной пробле-
мой надежности (и точности) механических систем. Только при предотвращении
какой-либо переопределенности может быть выполнено условие, согласно которому
между элементами не должно быть никаких неконтролируемых взаимовлияний.
Только при этом теоретически и практически возможно рассчитать вероятность
безотказной работы по интенсивности отказов ее элементов.
Аналогичные соображения лежат в основе правила 7.
В механических структурах приборов с целью уменьшения затрат, экономии
места, а также количества деталей часто применяется объединение функций (типич-
ными примерами являются крепление ленточными растяжками, язычковые реле).
Кроме указанных преимуществ, объединение функций влечет за собой и определен-
ный недостаток — возможное взаимное влияние подсистем. Поскольку к одной или
нескольким частным функциям, реализуемым одним элементом, предъявляются
определенные требования точности выполнения в течение более длительного вре-
мени, это вызывает известные трудности. В таких случаях следует разделять част-
ные функции так, чтобы они могли быть выполнены конструктивно отдельно друг
от друга. Это позволяет выполнять каждую функцию с точностью, необходимой
для оптимального выполнения общей функции прибора, и устранить взаимозависи-
мость и, соответственно, взаимное влияние частных функций.
Из конструкций с минимальными погрешностями наибольшее значение в прибо-
ростроения имеют конструкции с инвариантными и инноцентными структурами. Под
ними понимают такие структуры, выполнение функций которыми инвариантно или
инноцентно к определенным возмущающим воздействиям, т. е. выходные величины
структуры вообще не изменяются под влиянием возмущающих величин или появ-
ляются погрешности лишь второго и более высоких порядков. По надежности
и точности эти структуры являются почти идеальными.
Ряд дополнительных мероприятий, специально направленных на создание опти-
мальных структур, сведены в правило 9.
Правило 9. Обеспечить удобство технического обслуживания за счет легкого
доступа и высокой ремонтопригодности, особенно в случае чувствительных к воз-
мущениям и легко изнашиваемых элементов и подсистем;
избегать излишней плотности расположения элементов;
избегать установки движущихся деталей, если же это невозможно, то следует
выбирать вид движения, следующий по рангу, т. е. более благоприятный в отноше-
256
нии надежности, из перечисленных ниже: изгиб (пружинный шарнир); движение
обкатывания, непрерывное; движение обкатывания, пульсирующее; движение сколь-
жения; ударное движение;
максимально использовать оправдавшие себя элементы и системы (по возмож-
ности, стандартные);
предотвращать необходимость смазки, особенно потребителями.
Мероприятия, учитывающие внешние условия. К ним относятся все те, которые
учитывают влияющие факторы, обусловленные внешней средой (см. табл. 4.7).
Особенно широкие возможности использования таких мероприятий имеются в про-
цессе изготовления и эксплуатации изделий. Мероприятия могут быть техническими
и организационными. В правило 10 сведены некоторые указания конструктору
в отношении оптимизации концепции прибора с учетом внешних условий (см. также
разд. 5).
Правило 10. Учитывать технические, физические, биологические и климатиче-
ские условия, действующие при эксплуатации прибора;
не создавать универсальные приборы для любых условий окружающей среды,
а учитывать эти условия при разработке различных вариантов приборов;
обеспечивать защиту приборов от основных воздействий окружающей среды,
например, с помощью экранирования, демпфирования ударных нагрузок и вибра-
ций, уплотнений и т. п., а также путем выполнения правила 8;
предусматривать простое, наглядное и не требующее серьезных профессиональ-
ных знаний обслуживание прибора.
4. Мероприятия по повышению надежности, учитывающие нагрузки. Эти меро-
приятия могут быть сформулированы с помощью рис. 4.60 [4.24]. Как видно из
него, область отказов тем меньше, чем больше запас прочности, т. е. избыточность
по нагрузке (за счет увеличения размеров деталей или их недогрузки) и чем
меньше колебания нагрузки и производительности, т. е. чем меньше рассеяние
значений обеих кривых распределений.
Рассеяние значения работоспособности элемента в первую очередь опреде-
ляется качеством его изготовления, рассеяние значения нагрузки — условиями окру-
жающей среды и эксплуатации, а также принципом действия прибора, с помощью
которого эта нагрузка может быть ограничена. Отсюда следует правило 11.
Правило 11. Для повышения надежности можно использовать:
метод недогрузки (за счет завышения размеров, избыточности по нагрузке);
ограничения колебаний нагрузки;
ограничения колебаний работоспособности элемента с помощью технологиче-
ских мероприятий, а также соответствующих методов испытаний и контроля.
Необходимо обратить внимание на то, что во многих случаях недогрузка
также может вести к росту интенсивности отказов или к снижению срока службы,
как, например, при недогрузке галогенных и электронных ламп, при уменьшении
частоты вращения подшипников с гидродинамической смазкой.
Рис. 4.60. Изменение интен-
сивности отказов X в зависи-
мости от нагрузки и работо-
способности элемента 0:
/ — распределение значений на-
грузок; 2 — распределение зна-
чений работоспособности; 3 —
область отказов; а — расстояние
между центрами рассеяния обо-
их распределений, характери-
зующее запас прочности эле-
мента
9 Зак. 4
Конструктор (разработчик) имеет возможность ограничиться основ-
ными мероприятиями из приведенных выше, а также обратить внимание
на элементы, которые необходимо изменить для повышения надежности.
Правила перечислены не в порядке их важности.
Необходимо помнить, что правило 11 целесообразно применять тогда,
когда известен принципиальный характер повреждения. Это позволяет
назначать размеры механических элементов в зависимости от их срока
службы. При этом кроме недопустимо высоких нагрузок необходимо
учитывать также эффект аккумулирования усталостных повреждений,
появляющихся при повреждениях всех типов, указанных на рис. 4.57.
Ниже рассмотрен характер повреждений, появляющихся при эксплуа-
тационных условиях.
При процессах поверхностного разрушения (различные типы износа
при трении, износ и пластические деформации при ударах) появляются
все увеличивающиеся отклонения Дх(/) от исходных значений х рассматри-
ваемых парамеции* В зависимости от допуска ЛхДОп в определенный мо-
мент времени появляется постепенный отказ, причем этот момент также
зависит от допуска Лх (рис. 4.61). Кривая износа определяется стоха-
стическими факторами, что обусловливает вероятностное распределение
моментов отказов • При взаимодействии большого числа элемен-
тов в некоторых структурах могут появиться эффекты компенсации. Воз-
можный допуск для элемента часто также зависит от времени и, в свою
очередь, статистически входит в распределение множества допусков кон-
структивных элементов (рис. 4.62).
Для предварительного определения срока службы необходимо знать
все влияющие на него факторы, а именно нагрузку, условия эксплуатации
и окружающей среды (см. разд. 5), параметры элементов и т. д. [4.18, 4.31,
4.61—4.64]. Через определенное время под влиянием переменных или
стохастически распределенных нагрузок конструктивные элементы и соеди-
нения испытывают усталостные разрушения, резьбовые, втычные и другие
соединения ослабляются и т. д., т. е. происходят отказы. Чаще всего
они объясняются визуально неразличимым накоплением усталостных по-
вреждений, вызываемых всеми нагрузками, которые превышают мини-
мально допустимые нагрузки (предел усталости). Повреждения выра-
жаются в ухудшении параметров элемента или системы.
С помощью модельных испытаний в зависимости от условий эксплуа-
тации элементов строится кривая повреждений (см. рис. 4.63), служащая
основой расчета срока службы. Неразрушающий контроль повреждений
пока возможен лишь в особых случаях. Поэтому кривую повреждений
Рис. 4.61. Кривая повреж-
дений при постепенных
отказах:
1 — кривая износа; 2 — кри-
вые границ, соответствую-
щие ±3s распределений
Рис. 4.62. Изменение интенсивности постепенных отказов при изменении допусков:
/ — кривая средних значений Ах; 2 — кривые границ, соответствующих ±3s распределе-
ний Ах; 3—кривая допустимых допусков Ахдоп; 4— кривые границ, соответствующих ±3s
распределений Ахдоп; 5 — зона значений, не обеспечивающих надежность при t\
(в случае усталостных повреждений — кривую усталости) следует рассма-
тривать как среднюю линию с учетом разброса измеренных величин.
Рис. 4.63 наглядно иллюстрирует процесс определения надежности и срока
службы [4.19, 4.20, 4.32].
Условия окружающей среды могут вести к поверхностному или даже
полному разрушению, к изменениям структуры конструктивных элемен-
тов, даже находящихся в покое (см. рис. 4.57). Движение конструктив-
ных элементов ускоряет процесс их повреждений, обусловленных воздей-
ствиями со стороны окружающей среды. Теоретический расчет всех этих
воздействий (см. разд. 5) проблематичен при очень большом числе пара-
метров, требующих учета [4.21]. Здесь необходимы испытания в условиях,
близких к реальным.
Рис. 4.63. Определение надеж-
ности при накоплении уста-
лостных напряжений:
1 — распределение значений на-
грузки; 2 — распределение зна-
чений срока службы; 3 — кривая
повреждений
9*
4.5.7. Определение параметров надежности приборов
Приведенные в 4.5.6 правила конструирования позволяют создавать
изделия с высокой надежностью. Однако эти правила не дают возмож-
ности сделать какие-либо выводы о фактически достижимой надежности.
Ее теоретическое определение, как это описано в § 4.5.4, наиболее прием-
лемо для электронных систем. Расчет надежности механических систем
довольно проблематичен (см. § 4.5.5). Наряду с математическими моде-
лями теории надежности [4.22—4.27] используют инженерно-технические
и экспериментальные методы расчета параметров надежности.
Инженерно-технические методы. Анализ характера и последствий отказов
предусматривает логическое исследование воздействий всех возможных поврежде-
ний и отказов конструктивных элементов на систему. Его целью является опре-
деление защитных мероприятий, устранение слабых мест, а также составление
перечня нормальных повреждений в качестве основы технического обслуживания.
Метод дерева погрешностей. На базе анализа логических связей структура
системы представляется так, чтобы при известных вероятностях отказов конструк-
тивных элементов можно было оценить надежность системы. Этот метод позво-
ляет выявить слабые места, а также качественно и количественно оценить надеж-
ность.
Техническое диагнозирование. С помощью измерений параметров технического
изделия производится оценка его имеющегося повреждения и еще ожидаемого
срока службы (например, с помощью измерений шума и высших гармоник на
резисторах электронных схем, измерения шума подшипников). Методы технического
диагнозирования используются как для выборочных испытаний с целью выявления
потенциально ненадежных элементов еще до их эксплуатации, так и для про-
верки уже эксплуатирующихся изделий. Однако необходимо отметить, что большин-
ство этих методов очень дорого и для многих случаев отказов еще находится
в стадии изучения.
Технический анализ причин отказов представляет собой исследование вышед-
ших из строя систем и конструктивных элементов и построение цепочки нагрузка —
повреждение — отказ, включая влияния, обусловленные условиями их изготовления
и приводящие к отказу.
Метод контрольных таблиц. В соответствии с этим методом составляется
программа обеспечения надежности изделия от его разработки до эксплуатации.
Для этого привлекаются инженерно-технические, математические и эксперимен-
тальные методы расчета надежности, а также правила контроля качества, хра-
нения и транспортировании, инструкции по эксплуатации и уходу.
Экспериментальные методы. Эксплуатационные испытания. Изделия подвер-
гаются номинальной нагрузке при имитации возможно большего числа реально
действующих влияющих факторов с целью определения параметров надежности
или определенной минимальной надежности.
Ускоренные испытания * предусматривают повышение нагрузки выше номи-
нального значения для «сжатия» времени эксплуатации или срока службы изде-
лия, а также для уменьшения числа приработочных отказов.
Испытания под напряжением проводятся при нагрузках, близких к предель-
ным, для определения запаса прочности, а также для выявления слабых мест
и причин отказов.
* Вследствие очень неясных взаимосвязей между сроком службы и нагрузкой
механических элементов ускоренные и стрессовые испытания не следует рекомендо-
вать для количественного определения параметров надежности.
260
Рис. 4.64. Определение требуемых параметров надежности на этапе разработки
изделия
Для оценки параметров надежности с высокой статистической достоверностью
с помощью описанных выше экспериментальных методов необходимо использовать
положения теории планирования эксперимента. При этом для эксплуатационных
испытаний все более широкое применение находят методы, основанные на опре-
делении отношений величин.
Наиболее важными инженерно-техническими методами являются ана-
лиз характера и последствий отказов, метод технической диагностики,
технический анализ причин отказов и метод контрольных таблиц.
В зависимости от величины нагрузки могут быть различными и испы-
тания: эксплуатационные, ускоренные или стрессовые.
Различия параметров надежности разных групп конструктивных эле-
ментов в приборе и вследствие связанных с этим трудностей опреде-
ления этих параметров невозможно с достаточной точностью оценить
надежность всей системы с помощью только одного из перечисленных
методов. Поэтому необходимо использовать соответствующую комбинацию
этих методов. На рис. 4.55 в виде программы представлена последова-
тельность определения параметров надежности. Важной проблемой при
этом является формулировка требуемых параметров надежности. После-
довательность их определения приведена на рис. 4.64. В ходе постоянного
совершенствования теории надежности время, требуемое на ее расчет,
становится все короче, однако стоимость расчетов растет. При этом
полностью отказаться от экспериментальных исследований пока нельзя.
261
Список литературы
4.1. Альтшуллер Г. С. Erfinden — (k)ein Problem. Berlin: Verlag Tribune, 1973.
4.2. Pahl G., Beitz W. Konstruktioslehre. Berlin, Heidelberg, New York: Springer-
Verlag, 1977.
4.3. Kretzschmar G. Die anwendungsgerechte Konstruktion und ihre Anforderungen
an den Konstrukteur. In: Anwendungsgerechte Konstruktionen und deren
Beurteilung. Berlin: Akademie-Verlag, 1978.
4.4. Leyer A. Allgemeine Gestaltungslehre. Maschinenkonstruktioslehre. H. 1 bis 6.
technika-Reihe. Basel, Stuttgart: Birkhauser, 1963 bis 1971.
4.5. Matousek R. Konstruktionslehre des allgemeinen Maschinenbaus. Berlin,
Gottingen, Heidelberg: Springer-Verlag, 1957 (Reprint, 1974).
4.6. Hansen F. Justierung. 2. Aufl. Berlin: VEB Verlag Technik, 1967.
4.7. Taschenbuch Feingeratetechnik, Bd. 2.2. Aufl. Berlin: VEB Verlag Technik,
1971.
4.8. Bauerschmidt M. Beitrag zur Verbesserung des Fehlerverhaltens von Geraten.
Diss. B. TH Ilmenau, 1975.
4.9. Richter E., Schilling W., Weise M. Montage im Maschinenbau. 2. Aufl. Berlin:
VEB Verlag Technik, 1978.
4.10. Krause W. Grundlagen der Konstruktion — Lehrbuch fur Elektroingenieure.
3. Aufl. Berlin: VEB Verlag Technik, 1984.
4.11. Hildebrand S., Krause W. Fertigungsgerechtes Gestalten in der Feingeratetech-
nik. 2. Aufl. Berlin: VEB Verlag Technik, 1982.
4.12. Felber E., Felber K. Toleranz- und Passungskunde. 11. Aufl. Leipzig: VEB
Fachbuchverlag, 1982.
4.13. Балакшин Б. C. Technologic des Werkzeugmaschinenbaus. Berlin: VEB Verlag
Technik, 1953.
4.14. Смирнов H. В., Дунин-Барковский И. В. Mathematische Statistik in der
Technik. Berlin: VEB Dt. Verlag d. Wissenschaften, 1973.
4.15. Wohllebe H. Technische Diagnostik. Berlin: VEB Verlag Technik, 1979.
4.16. Hesse D. Praktische Erfahrungen der Zuverlassigkeitsarbeit. REIHE AUTOMA-
TISIERUNGSTECHNIK, Bd. 146. Berlin: VEB Verlag Technik, 1973.
4.17. Autorenkollektiv: Technische Zuverlassigkeit. Heidelberg, Berlin, New York:
Springer-Verlag, 1971.
4.18. Крагельский И. В. Reibung und Verschleip. Berlin: VEB Verlag Technik, 1971.
4.19. Gunter W. Schwingfestigkeit. Leipzig: Dt. Verlag f. Grundstoffindustrie,
1973.
4.20. Lenk A., Rehnitz J. Schwingungspruftechnik. Berlin: VEB Verlag Technik,
1974.
4.21. Jubisch M. Klimaschutz elektronischer Gerate. Berlin: VEB Verlag Technik,
1965.
4.22. Reinschke K. Zuverlassigkeit von System. Bd. 1. Berlin- VEB Verlag Technik,
1973.
4.23. Dummer G.W.A., Griffin N. B. Zuverlassigkeit in der Elektronik. Berlin:
VEB Verlag Technik, 1968.
4.24. Nummitzsch P. Zuverlassigkeit von Systemen. REIHE AUTOMATISIERUNGS-
TECHNIK, Bd. 28. Berlin: VEB Verlag Technik, 1965.
4.25. Technische Zuverlassigkeit in Einzeldarstellungen. H. 1. Munchen: R. Oldenbourd.
4.26. Beichelt F. Zuverlassigkeit und Erneurung. REICHE AUTOMATISIERUNGS-
TECHNIK. Bd. 101. Berlin: VEB Verlag Technik, 1970.
4.27. Гнеденко Б. В., Беляев Ю. К., Соловьев А. Д. Mathematische Methoden
der Zuverlassigkeit, Bd. 1. Berlin: Akademie-Verlag, 1968.
262
4.28. Bibliographic zu Fragen der Qualitat und Zuverlassigkeit. Berlin: Amt fur
Standardisierung, MefJwesen und Warenprufung, 1973.
4.29. Grundlagen der Theorie und Praxis der Zuverlassigkeit. Ausgewahlte Publi-
kationen. Berlin: Amt fur Standardisierung, MefJwesen und Warenprufung,
ab 1975.
4.30. Kamarinopoulos L. Direkte und gewichtete Simulationsmethode fur Zuver-
lassigkeitsuntersuchung technischer Systeme. Diss. TU Berlin, 1972.
4.31. Breckel H. Kenngroften und Verschleip beim Stop metallischer Werkstoffe.
Diss. TU Stuttgart, 1968.
4.32. Hage H.-J. Ein Beitrag zum Problem des Losens mechanisch-dynamisch beans-
pruchter Reibverbindungen. Diss. TU Dresden, 1975.
4.33. Kurz I. Ein Beitrag zur Zuverlassigkeit elektromechanischer Gerate. Diss.
TH Ilmenau, 1977.
4.34. Lautenschlager R. Probleme der Zuverlassigkeit mechanischer Systeme der
Feingeratetechnik. Diss. TU Dresden, 1977.
4.35. Bauerschmidt M. Leseeinheiten in optischen Ableseinrichtungen.— Feingeratetech-
nik, 1972, Bd. 21, № 8, S. 352.
4.36. Bauerschmidt M. Einsatz fehlerarmer Anordnungern zur Erhohung der
Gerategenauigkeit.— Feingeratetechnik, 1975, Bd. 24, № 6, S. 255.
4.37. Bauerschmidt M. Beitrag zur Geratejustierung.— Feingeratetechnik, 1970, Bd. 19,
№ 6, S. 241.
4.38. Bauerschmidt M. Uber einige Probleme bei der Geratejustierung.— Fein-
geratetechnik, 1971. Bd. 20, № 4, S. 151.
4.39. Schilling M. Konstruktionsprinzpien der Geratetechnik. Diss. B. TH Ilmenau,
1982.
4.40. Schilling M. Genauigkeit, Zuverlassigkeit und Systemstruktur. XIX. IWK
der TH Ilmenau, 1974, H. 3, S. 93.
4.41. Leuer A. KraftfluPgerechtes Konstruieren.— Konstruktion, 1964, Bd. 10, S. 402.
4.42. Trumplod H., Beck Ch. Optimale Toleranzfestlegung unter Berucksichtigung
der Mapkettentheorie und der statistischen Eigenschaften des Fertigungspro-
zesses.— Fertigungstechnik und Betrieb, 1971, Bd. 21, № 4, S. 242.
4.43. Terplan K. Optimale Zuteilung von Toleranzen mit Hilfe der dynamischen
Optimierung.— Feingeratetechnik, 1971, Bd. 20, № 1, S. 20.
4.44. Палей M. A. Abhangige und komplexe Toleranzen fuT MaPe wie Form- und
Lageabweichungen.— Feingeratetechnik, 1971, Bd. 20, № 5, S. 227.
4.45. Kiper G. Fertigungstoleranzen als konstruktives Problem in der Feinwerk-
technik.— Konstruktion, 1971, Bd. 23, № 4, S. 146.
4.46. Gorier E. Rationelle Verfahren bei der statischen Qualitatsanalyse in der
mechanischen Fertigung.— Fertigunstechnik und Betrieb, 1976, Bd. 26, № 3,
S. 142.
4.47. Gorier E. Berucksichtigung der Lage und Form statistischer Verteilungen bei
der Tolerierung von Mapketten. Vortrag zur INFERT Dresden, 1978.
4.48. Franze K. Passungsprobleme bei veranderlichen Temperaturen.— Feingerate-
technik, 1967, Bd. 16, № 3, S. 135.
4.49. Trumpold H., Schubert N. Mapketten. Studienanleitung fuT das Fach Aus-
tauschbau der TH Karl-Marx-Stadt, 1979.
4.50. Schwerdfeder R. Die Aufteilung der Funktionstoleranz auf die Fertigungstole-
ranzen.— Werkstatt und Betrieb, 1955, Bd. 88, № 3, S. 124.
4.51. Kieinschmidt M. Zur wahrscheinlichkeitstheoretischen Methode der Toleranz-
untersuchungen bei Mapkombinationen ohne Korrelation der Einzelmape.—
Standardisierung, 1964, Bd. 10, № 6, S. 212.
4.52. Sproed G. Map- und Toleranzangabe — verantwortliche Aufgabe des Konstruk-
teurs.— Technik, 1975, Bd. 30, № 11, S. 708.
263
4.53. Vechet V., Glaubitz W. Berechnung von Ma0ketten unter Verwendung der
Edgeworthschen Reihe.— Feingeratetechnik, 1980, Bd. 27, № 10, S. 458.
4.54. Krause W., Sang Le Van. Berechnung der Drehwinkeltreure mehrstufiger
Stirnradgetriebe der Feingeratetechnik.— Feingeratetechnik, 1980, Bd. 29,
№9, S. 387.
4.55. Sauer W., Dreyer H. Statistische Methoden in der Feingeratetechnik.—
Feingeratetechnik, 1977, Bd. 26, № 4, S. 184 (Fortsetzungsreihe).
4.56. Werner G. W., Hellmuth V. Die Schadbild-Effektanalyse — ein wirksames
Mittel zur Zuverlassigkeitsarbeit.— Fertigungstechnik und Betrieb, 1974, Bd. 24,
№ 1, S. 15.
4.57. Loftier Ch. Die StoTfallanalyse — ein wichtiges Mittel zur Erhohung der
Zuverlassigkeit.— Feingeratetechnik, 1974, Bd. 23, № 4, S. 168.
4.58. Balfanz H. P. Bestimmung von Ausfallraten und Ausfallarten mechanischer
und elektrischer Bauteile mit der Fehlerbaummethode und der Ausfall-Effekt-
Analyse.— Kerntechnik, 1971, Bd. 13, № 9, S. 392.
4.59. Grop. H. Verhutung von Maschinenschaden.— VDI-Zeitschrift, 1975, Bd. 117,
№ 17, S. 797.
4.60. Kubat L. Technical diagnostics as a tool for reliability improvment. EO QC 18th
annal conference, Helsinki, 1974, Proceedings, Vol. 2, S. 13.1.
4.61. Werner G. W., Blume J., Leistner F. Ansatze und Konzeption einer Theorie
der integrierten Schadbekampfung.— Technik, 1974, Bd. 29, № 7, S. 421.
4.62. Thum H. Beurteilung des Zuverlassigkeitsverhaltens von Baugruppen bei
verschleipbedingten Ausfallen.— Schmierungstechnik, 1974, Bd. 5, №№ 8, S. 230.
Fortsetzung bis 12, S. 365.
4.63. Koch H., Muller R. Zuverlassigkeitssicherung bei der Entwicklung von Serien-
geraten.— Feinwerktechnik und MefJtechnik, 1983, Bd. 91, № 5, S. 233.
4.64. Groger H., Kobold G. Modellierung und Bilanzierung des Verschlei0vorgangs.—
Schmierungstechnik, 1973, Bd. 4, № 9, S. 274.
5. Защита приборов и окружающей среды
Широкое использование приборов в различных областях человеческой
деятельности все острее поднимает вопросы их взаимодействия с окру-
жающей средой. Поэтому решение задач защиты приборов и окружающей
среды следует начинать уже на этапе конструкторской подготовки произ-
водства. С учетом тенденции к повышению производительности и рабочих
скоростей, эти задачи касаются в первую очередь защиты от шума и
вибраций. Однако не менее важным является обеспечение защиты от
механических и тепловых воздействий, воздействия электромагнитных
полей и т. д.
Изменение условий окружающей среды и расширение областей при-
менения, например, использование приборов в экстремальных климати-
ческих условиях, повышают требования к выполнению функции и к надеж-
ности, а также к защите самого изделия. Климатические условия воздей-
ствуют на прибор при транспортировании, хранении и эксплуатации.
Температура и влажность воздуха, пыль, агрессивные среды и другие
воздействия оказывают большое влияние на работоспособность приборов,
поэтому они должны учитываться с помощью целенаправленных конструк-
тивных мероприятий по защите приборов и программ испытаний прибо-
ров при соответствующих условиях. Для разработки и эксплуатации
приборов необходимы надежные данные о климатических условиях и
требуемой защите от них, о защите от тепловых воздействий, влажности
и механических нагрузок.
5.1. Защита от климатических воздействий [5.1—5.3,
5.39]
Климатические воздействия обусловливаются атмосферными условиями
вне и внутри помещений в зависимости от времени суток и года. К этим
условиям относятся температура, влажность и давление воздуха, солнеч-
ное излучение, ветер, дождь, роса, снег, лед, содержащиеся в атмосферном
воздухе промышленные газы (например, NaCl, СО2, SO2), песок, пыль,
биологические включения в виде плесневых грибков и бактерий и т. п.
К этим условиям причисляют воздействия со стороны насекомых, грызунов
и термитов.
5.1.1. Климатические зоны и районы
Для разработки технических изделий выделено девять климатических
зон, характеризующихся метеорологически и статистически достовер-
ными граничными условиями окружающей среды (температура и относи-
тельная влажность воздуха, парциальное давление водяного пара, косми-
265
Рис. 5.1. Климатограмма для
умеренного климата (стандарт-
ные значения для середины са-
мого жаркого месяца, нормиро-
ванные по относительной влаж-
ности воздуха ф, см. также
гл. 5.7)
ческое излучение). Кроме
того, различают макроклимат
(табл. 5.1) и мезо- и микро-
климат.
Граничные условия окру-
жающей среды, характери-
зующие климатическую зону,
можно наглядно представить
с помощью климатограм-
мы (рис. 5.1). На ней две
параллельные оси абсцисс
линии соответствуют значениям самого высокого и самого низкого давле-
ний водяного пара е, две параллельные оси ординат линии — значениям
самой высокой и самой низкой температур воздуха Ф и две
линии, идущие под углом,— значениям максимальной и минимальной
относительной влажности воздуха ф. Все остальные данные можно найти
в соответствующих стандартах.
С помощью построенной таким образом климатограммы можно опре-
делить вероятности появления определенных погодных условий в рассмат-
риваемой зоне в соответствующий период времени. При этом линии,
ограничивающие климатограмму, соответствуют экстремальным, редко
5.1. Климатические зоны
Климат зоны Обо- значе- ние Пример
Умеренный п Центральная Ев-
Умеренно холод- nf ропа Скандинавские
ный Холодный f страны Канада
Экстремально хо- ff Центральная
лодный Жаркий сухой ta Сибирь Южные и сред-
Экстремально taa ние районы США Судан
жаркий сухой Жаркий влаж- th Экваториаль-
ный Чередующийся tha ные районы Вьетнам
Экстремально thh Персидский за-
жаркий влажный । i лив
5.2. Климатические районы
Климатический район Обозначение Климатические зоны
Нормальный N п, nf
Холодный F n, nf, f, ff
Жаркий сухой ТА ta, taa
Жаркий влаж- TH th, tha, thh
ный
Тропический Т n, ta, th, tha
Чередующийся FT f, nf, n, ta, tha, th
Универсальный и Все климатиче-
ские зоны на
суше
Морской М Морская зона
266
появляющимся погодным условиям, а область внутри климатограммы
описывает часто появляющиеся условия. Угловые точки характеризуют
редкие, но требующие учета условия; точка / — самую низкую энталь-
пию (теплосодержание) воздуха; точка 2 — самую низкую влажность
воздуха; точка 3 — наиболее жаркий сухой воздух; точка 4 — самую
высокую энтальпию воздуха; точка 5 — самую высокую влажность воз-
духа; точка 6 — наиболее холодный воздух. Свыше 90 % всех проявляю-
щихся погодных условий лежат в пределах климатограммы, построенной
по предельным среднесуточным значениям.
Приборы и устройства обычно должны быть работоспособны в несколь-
ким климатических зонах, поэтому различные климатические зоны объеди-
няют в климатические районы (табл. 5.2).
5.1.2. Классы исполнения, эксплуатации и испытаний,
хранение и транспортирование
Классы исполнения характеризуют условия эксплуатации изделия. Обо-
значение класса исполнения состоит из обозначения соответствующего
климатического района (см. § 5.1.1) и категории установки
(табл. 5.3); он указывает условия эксплуатации (например, прибор
5 3. Категория установки
Категория установки Место установки прибора Условия эксплуатации Внешние воздействия
AKI На открытом воздухе Беспрепятственное воз- действие всех климати- ческих условий, прояв- ляющихся в месте экс- плуатации Загрязнение воздуха, плесень, изменения тем- пературы, песок и пыль, роса, конденсат, иней, дождь, снег, солнечные лучи
АКП Под крышей Защита от дождя, снега и прямых солнечных лу- чей, в остальном же ра- бота на открытом воз- духе Загрязнение воздуха, плесень, быстрые изме- нения температуры, пе- сок и пыль, роса, кон- денсат, иней
AKIII В закрытом по- мещении Климатические условия, действующие на откры- том воздухе, не оказы- вают влияния. Измене- ния температуры и отно- сительной влажности воздуха сильно ослабле- ны или замедлены Загрязнение воздуха. Плесень
267
исполнения Nil пригоден для использования в нормальном и умеренно
холодном климате в закрытых помещениях). Классификация по испол-
нению производится, если изделия предназначены для работы преиму-
щественно в макроклиматических условиях. Характеристики ожидаемых
макроклиматических условий можно найти в стандартах.
Проверку пригодности к работе изделий, классифицируемых по испол-
нению, осуществляют при приемочных испытаниях по программам, опре-
деляемым стандартами и техническими условиями. Соответствующий
класс подтверждают документацией на изделие и наносят в виде краткого
обозначения на таблицу с указанием технических характеристик изделия.
Классы эксплуатации. С помощью технических мероприятий макро-
климатические влияния на работу приборов могут быть значительно ослаб-
лены или полностью устранены, в результате чего классификация приборов
по классам исполнения может потерять смысл. Если приборы эксплуа-
тируют в помещениях, условия в которых сильно отличаются от макро-
климатических (например, при работе электронных устройств обработки
данных в климатизированных помещениях), то необходима классифика-
ция этих приборов по классам эксплуатации. Такой класс характеризует
граничные значения, при которых обеспечена работоспособность изделия.
Для определения допустимой нагрузки используют такие параметры, как
самая низкая и самая высокая температура окружающей среды, относи-
тельная влажность воздуха, содержание пыли, капель воды, загрязнений
воздуха, плесени, наличие механических колебаний, ударных нагрузок.
Классы эксплуатации обозначают рядом цифр, отделенных друг от
друга косыми чертами и соответствующих граничным значениям клима-
тических условий, и кодов, стоящих за сдвоенной косой чертой и соответ-
ствующих прочим параметрам (рис. 5.2\. Если указание каких-либо гра-
ничных значений или кодов невозможно или неважно, то вместо них
ставится черта. При условиях вплоть до граничных изделие должно рабо-
тать кратковременно без ограничений выполнения его функции и без
ухудшения свойства. Проверка работоспособности в большинстве случаев
производится в рамках приемочных испытаний по программам, указанным
в конструкторской документации. Класс эксплуатации указывается в пас-
порте изделия.
Классы испытаний. Класс испытаний указывается в технической доку-
ментации и определяет воздействия, которым изделие должно быть под-
вергнуто в процессе испытаний. Изделия, относящиеся к одному классу,
— 40/ +70/ +30/ 90// 1 111
/ 2 3 4 5 6 7 8
Рис. 5.2. Пример обозначения класса эксплуатации:
1,2 — минимально и максимально допустимые температуры окружающей среды;
3 — максимально допустимая температура окружающей среды при максимальной
относительной влажности воздуха; 4 — максимально допустимая относительная
влажность воздуха; 5 — код пыли и капель (0—4, 4 — максимальная нагрузка);
6—код загрязнения воздуха (0—3, 3—максимальная нагрузка); 7—код плесени
(0 — недопустимые условия в отношении плесени, / —допустимые), 8 — код меха-
нических колебаний и ударов (1—3, 3 — максимальная нагрузка), значения кодов
выбираются в соответствии со стандартами
268
должны отвечать требованиям
программ испытаний, указан-
ным в конструкторской доку-
ментации на изделия, или требо-
ваниям соответствующих стан-
дартов и инструкций.
Обозначение класса испыта-
ний состоит из трех групп цифр,
разделенных косыми чертами:
группа 1 — температура ис-
пытаний на холодостойкость, °C
(две цифры);
группа 2 — температура ис-
пытаний при нормальной влаж-
ности и повышенной температу-
ре, °C (три цифры);
группа 3 — длительность ис-
пытаний изделия под нагрузкой
в условиях повышенной влажно-
сти и температуры, сут. (две
цифры).
Если во второй или третьей
5.4. Типы упаковок
Обо- значе- ние Тип упаковки Срок действия защиты от коррозии
VA1 Без защиты
VA2 Упаковка по частям То же
VA3 Торговая упаковка или упаковка для транспортирования
VA4 Упаковка для транс- портирования До 1 мес.
VA5 До 4 мес.
VA6 До 6 мес.
VA7 Специальная упаков- ка для транспортиро- вания, включая упа- ковку для хранения запасных частей До 8 лет
группах для указанных параметров испы-
таний необходимы только две или одна цифра, то в начале соответствую-
щей группы цифр ставится нуль. Например, класс 25/085/04 указывает,
что испытания должны быть проведены при температуре —25 °C; при
нормальной влажности и температуре +85 °C и в течение 4 сут. при
повышенной температуре и влажности. Классы испытаний приводят для
изделий, которые подвергаются нагрузкам, определяемым в основном
условиями эксплуатации, и используют в виде узлов или элементов систем.
Хранение и транспортирование. При хранении и транспортировании
приборов и их запасных частей необходимо предотвращать воздействие
климатических нагрузок, не соответствующих их классам исполнения или
эксплуатации. Выбор соответствующей упаковки (табл. 5.4) позволяет
избежать повреждений изделий во время транспортирования при ожидае-
мой частоте их перевалок и ожидаемых климатических условиях (табл. 5.5),
а также при хранении (табл. 5.6, см. также разд. 8).
5.1.3. Защита от коррозии
К мерам защиты от климатических воздействий относятся выбор соот-
ветствующих материалов и качество обработки поверхности изделия.
Основного внимания при этом заслуживает опасность коррозии, под
которой понимают распространяющееся от поверхности разрушение твер-
дого тела под воздействием химических и электрохимических факторов.
Защита от коррозии осуществляется путем образования естественных
защитных слоев с помощью окраски, химической и электрохимической
обработки поверхности и т. д. [5.1, 5.3]. Защитный слой выбирается
в соответствии с классом коррозионной нагрузки, запланированным сро-
ком службы и положением детали в приборе или в пространстве.
269
5.5. Климатические нагрузки при транспортировании (см. табл. 5.1, 5.2, е — давление
водяного пара)
Условие транспортирования Климатическая зона %iin’ °C Е° Ф «Ртах» о/ /о етах» кПа emin’ кПа
Кузов грузового автомо- f -35 40 95 2,0 —
биля п -10 40 95 2,666 —
th, ta, tha -5 50 95 4,0 —
Товарный железнодорож- ный вагон:
деревянная тара f -40 45 95 2,0 —
n -15 45 95 2,666 —
th, ta, tha -10 50 95 4,666 —
стальной контейнер f -50 50 95 2,0 —
n -20 50 95 2,666 —
th, ta, tha -10 55 95 4,666 —
Трюм судна, расположен- ный:
выше ватерлинии Северное и Балтийское моря, Северная Атлан- тика -10 25 90 2,666 —
Тропики, субтропики 25 40 90 4,0 —
ниже ватерлинии Северное и Балтийское моря, Северная Атлан- тика 5 20 90 2,666 —
Тропики, субтропики 20 30 85 4,0 —
Грузовой отсек самолета:
климатизированный — 15 25 Мало 0,667 75
неклиматизированный — -30 ±0 * 0,667 45
Примечание * — переменная относительная влажность, возможно выпадение конденсата.
5.6. Некоторые условия хранения
Тип упаковки а • °C иГП1П’ ^тах» °C Tmin» % <Ртах’ %
АЗ Хранение только в закрытых помещениях в клима-
тических условиях, соответствующих эксплуатации изделия условиям
VA4—VA6* -30 40 40 90
VA6** -10 45 20 95
* Хранение в закрытом необогреваемом помещении в климатических зонах f, nf, n, ta, th,
tha.
** Хранение под навесом, защищающем от осадков, в климатических зонах th, tha, ta.
270
5.7. Виды нагрузки
Вид Примеси в атмосфере,
нагрузки вызывающие коррозию
А Незначительные
В Двуокись серы
С Хлориды
D Хлориды и двуокись серы
5.8. Степени нагрузки вида В для установок
I—III категорий
Содержание примеси п Степень нагрузки для климатических зон
ta, taa, f, ff n, nf th, tha, thh
п5Ог>0,1 г/(м2-сут) 3 4 5
«NaCI<0,3 мг/(м2-сут) 2 3 4
Класс коррозионной нагрузки характеризует среднестатистическое
состояние атмосферы в месте эксплуатации изделия, определяющее кор-
розионное воздействие атмосферы на него. Эти классы позволяют выбрать
мероприятия, необходимые для защиты от коррозии.
Класс коррозионной нагрузки указывают комбинацией обозначений
вида и степени нагрузки. Вид нагрузки определяет специфические
загрязнения воздуха, вызывающие коррозию изделия, и обозначается
буквой от А до D (табл. 5.7). Степень нагрузки зависит от клима-
тической зоны, категории установки и содержания примесей и обозна-
чается цифрой от 1 до 5. В табл. 5.8 приведены степени нагрузки вида В
в промышленном районе для различных климатических зон и содержания
примесей. Класс В4 приписывается коррозионно-агрессивным условиям
в промышленных районах в зонах умеренного и умеренно' холодного
климата. В табл. 5.9 указаны типичные классы коррозионной нагрузки
и сроки службы групп изделий.
5.1.4. Выбор материала и защита поверхности
Выбор материала зависит от требований, связанных с выполнением функ-
ции прибора, и от коррозионных свойств. При этом необходимо принимать
во внимание пару взаимодействующих материалов. Так, пара электри-
5.9. Основные классы коррозионной нагрузки и планируемые сроки службы 5.10. Электрохимии некоторых металлое еские потенциалы > (5.2]
групп изиелии Группа Аппаратура связи Измерительная ап- паратура Вычислительные средства Регулирующие уст- ройства Судовые электрон- ные устройства Приборы для науч- ных исследований Класс А2 В2 А2 ВЗ С4 В2 Срок службы, лет, не более 20 5 10 10 5 10 Металл Потенциал, мВ, при водородном по- казателе среды
pH 6,0 pH 7,5
Серебро Медь Никель Алюминий Олово Свинец Сталь Кадмий Цинк -4-194 -4-140 -4-113 -169 -175 -283 -350 -574 -823 + 149 + 46 + ю -259 -284 -335 -519 -667 -809
271
чески контактирующих металлов в присутствии электролита (например,
конденсационной воды, атмосферных осадков) может подвергнуться кон-
тактной или гальванической коррозии. Интенсивность коррозии зависит
от разности потенциалов, возникающей в месте касания металлов
(табл. 5.10). Образующиеся потенциалы очень сильно зависят от состава
водной среды.
При выборе материалов с учетом их электрохимических потенциалов
необходимо руководствоваться следующим:
разность потенциалов двух металлов должна быть малой. Для аппа-
ратуры связи допустима разность потенциалов до 0,5 В, для прецизионных
приборов до 0,25 В;
металлы следует покрывать защитными слоями, изолирующими их друг
от друга;
площади касания различных металлов должны быть малыми, так как
увеличение этих площадей приводит к усилению контактной коррозии.
Ниже перечислены дополнительные мероприятия для уменьшения кор-
розии.
Нанесение металлического покрытия. Металл, имеющий более положи-
тельный потенциал по сравнению с контактирующим с ним металлом,
необходимо покрыть защитным металлическим слоем в месте касания
и вокруг него. Выбор металла для защитного слоя производится с учетом
электрохимических потенциалов, технологии нанесения покрытия, условий
коррозионного воздействия, а также класса коррозионной нагрузки
(см. § 5.1.3); запланированного срока службы (см. § 5.1.3, табл. 5.9);
материала и расположения детали (снаружи или внутри); требуемого вида
поверхности (например, матовая или блестящая); способа получения
защитного слоя.
В табл. 5.11 приведены примеры применения некоторых защитных
слоев (см. также [5.1, 5.3] ).
Изоляция. Электрический контакт между двумя касающимися метал-
лами может быть предотвращен с помощью использования, например,
металлических клеев вместо электрически проводящих соединений или —
в случае механически малонагруженных соединений — с помощью окрас-
ки. Другие варианты изоляции описаны в § 5.1.5.
Защита от воздействия вспомогательных материалов. Вспомогательные
материалы, используемые при изготовлении детали, могут оказывать агрес-
сивное воздействие как на эту деталь, так и на другие детали. Особенно
активны при этом формальдегид, кислоты, хлориды. Мерами защиты
могут быть ограничение воздействия (например, многократная промывка
печатных плат от травильного раствора или использование бескислотных
паяльных флюсов), нанесение защитных покрытий (например, покрытие
печатных плат лаком), выбор рациональной конструкции узла (например,
отдельное расположение батарей).
Кадмирование и цинкование. Из соображений экономичности для
защитных покрытий наиболее часто используют цинк и кадмий. Корро-
зионная стойкость цинковых и кадмиевых покрытий может быть значи-
тельно повышена последующим пассивированием (хроматированием или
фосфатированием). Контактным способом наносят серебро, никель, хром
и олово, которые могут быть осаждены на основной металл из водных
272
5.11. Защитные слои
Защищаемые детали Возможный защитный слой Толщина слоя, мкм
Полые Механические из нелегирован- ной или низколегированной ста- ли: без посадок с посадками с упругими свойствами с резьбами Механические из алюминия или алюминиевых сплавов Механические из меди или мед- ных сплавов chem Ni gal Cd с gal Zn c gal Ni c chem Ni gal Cr phr H/k_| k’ gal Cd c, gal Zn c, phr Н/к1, ox Вг/к1 к1 gal Cd c gal Zn c gal Ni p anox GS W anox GS A, anox GS В gal Ni p gal Sn 5.. .20 5. . .20 5.. .25 10.. .25 5.. .25 20 В зависимости от спосо- ба фосфатирования и допустимых изменений размеров Не задается 5. ..15 Не задается В зависимости от резьбы 5.. .25 10.. .25 5. ..15 5.. .25
1 Выбор консерванта или смазочного материала производится по соответствующим
стандартам.
растворов. Вследствие ограничения запасов и постоянно повышающейся
стоимости кадмия в электротехнике и электронике для покрытий наиболее
часто используют цинк. Но полностью заменить кадмий цинком невозможно,
так как последний очень чувствителен к коррозионным воздействиям,
появляющимся внутри прибора при относительной влажности выше
75—80%. При использовании оцинкованных деталей необходимо, кроме
того, предотвращать их длительный контакт с конденсатом при эксплуа-
тации, транспортировании и хранении. В общем случае при выборе
защитного покрытия следует учитывать коррозионные свойства отдельных
слоев и агрессивных сред, которые могут появиться внутри прибора.
Нанесение коррозионно-защитных смазочных материалов. Этот способ
применяют для временной защиты заготовок и полуфабрикатов от кор-
розии во время их хранения и транспортирования, а также для внутренних
деталей прибора, для которых по технологическим или техническим при-
чинам нельзя использовать способ, обеспечивающий их длительную за-
щиту (например, для пружин, деталей редукторов). Однако временные
защитные смазочные материалы необходимо обновлять через определен-
ные промежутки времени в соответствии с инструкциями и условиями
окружающей среды. При их выборе учитывают качество поверхности
перед консервацией, класс коррозионной нагрузки конечного изделия,
273
цель консервации (промежуточная или конечная консервация), а также
конструкцию защищаемой детали. Коррозионно-защитными смазочными
материалами предотвращают воздействие содержащейся в атмосфере
влаги на поверхность металла. Их защитное действие может быть усилено
добавкой веществ, замедляющих коррозию (ингибиторов).
Окраска [5.1, 5.2, 5.3]. Обычно окраску осуществляют в два приема:
вначале наносят грунтовый, затем покровный слой. Грунт предназначен
для пассивации защищаемой поверхности, а также для обеспечения
надежной связи покровного слоя с основным материалом. Покровный
слой состоит из слоев грунтовой краски и лака, причем грунтовая краска
предназначена для надежного соединения грунта с покровным слоем,
служащим для непосредственной защиты от воздействий окружающей
среды, а также для подготовки к нанесению лакового слоя.
Как показывает практика, коррозия деталей из черных металлов, осо-
бенно мелких, начинается на кромках, так как слой краски на них недоста-
точен. Здесь появляется подпленочная коррозия, которая постепенно при-
водит к отслоению защитного покрытия. Подобный процесс развивается
в заклепках, резьбах и сварных швах. Для предотвращения таких явле-
ний необходима дополнительная защита кромок.
Преждевременное старение и разрушение пластмассовых деталей
может наблюдаться при поглощении ими влаги, под действием агрессив-
ных сред и тепловых нагрузок (сопровождающихся размягчением и
охрупчиванием материала), бактерий, термитов, плесени и т. д. Поэтому
необходимо изучение свойств этих деталей в экстремальных внешних
условиях.
5.1.5. Правила конструирования
Наряду с мероприятиями по защите от коррозии, перечисленными в § 5.1.3
и 5.1.4, вредные влияния окружающей среды на прибор можно дополнительно
уменьшать с помощью конструктивных решений. Прибор можно сконструи-
ровать так, чтобы агрессивная среда оказывала на него возможно меньшее
воздействие. Можно обеспечить удобный доступ к деталям прибора для
проведения защитных мероприятий, а также учесть причины, усиливающие
коррозию (колебания механических напряжений, местные градиенты
температуры, эрозию, пыль и т. д.) и внешние воздействия (состав атмо-
сферы, категорию установки, класс эксплуатации, дополнительные химиче-
ские и тепловые нагрузки). В приборе необходимо предусматривать возмож-
ность тщательного контроля состояния защиты.
Наиболее благоприятным в климатическом отношении вариантом
является герметизация, капсюлирование прибора, однако это может
создавать дополнительные сложности, например при отводе теплоты.
В табл. 5.12 перечислены преимущества и недостатки различных конструк-
ций с точки зрения их внутреннего климата. У приборов категории установки
AKI, работающих на открытом воздухе, внешние поверхности следует
выполнять в основном вертикальными, а горизонтальные поверхности
заменять наклонными, конусными или выпуклыми. Внешние поверхности
должны быть, по возможности, малыми и гладкими; для наружных деталей
желательно обеспечить возможно более интенсивную циркуляцию воздуха.
274
5.12. Преимущества и недостатки приборов различной конструкции в зависимости
от степени герметизации
Конструкция Преимущества Недостатки
Герметичная Защита от воды и грибков, замедление диффузии водя- ных паров, высокий срок службы осушителя Конденсация воды, затруд- ненный переход к более бла- гоприятным условиям окру- жающей среды, трудность замены осушителя
Частично герметизиро- ванная Быстрое изменение влаж- ности, хорошая защита от пыли Попадание водяных брызг, грибков, малый срок служ- бы осушителя (более частая его замена)
Открытая (с хорошей вентиляцией) Внутренний климат соответ- ствует наружному, хорошая вентиляция предотвращает образование грибковой пле- сени Опасность попадания по- сторонних тел, повышенная чувствительность к измене- нию влажности
Попадающая на какие-либо детали вода не должна стекать на другие.
Полые профили следует плотно закрыть с торцов, в них рекомендуется
предусматривать углубления с отверстиями для слива воды.
Кроме того, следует избегать узких зазоров, острых наружных и внут-
ренних углов, профилированных поверхностей и мест, где могут собираться
загрязнения. Иногда может оказаться целесообразной заливка электронных
блоков синтетической смолой или силиконовым каучуком. Для получения
герметичных конструкций (см. табл. 5.12) используют закрытые корпуса,
Рис. 5.3. Примеры герметизации
реле (а) с помощью колпачка,
корпуса (б) и вала (в) с по-
мощью уплотнения:
1 — уплотнение; 2 — войлочное
кольцо
Рис. 5.4. Герметизация стыка листов
при болтовом соединении:
1 — алюминий; 2 — пластмассовая втулка
или намотка из изолирующего шнура;
3 — изоляционная масса; 4 — пластмассо-
вая шайба; 5 — стальная кадмированная
шайба; 6 — сталь
Рис. 5.5. Герметизация стыка листов
при соединении их клепкой:
1 — алюминий; 2 — стальная кадмирован-
ная шайба; 3 — изолирующая шайба,
уплотнительная паста или краска, 4 —
сталь; 5 — сварной шов
275
защитные крышки, уплотнения (рис. 5.3—5.5). Основные стандарты, опре-
деляющие мероприятия по защите технических изделий, перечислены
в приложении.
5.2. Степени защиты
Степень защиты определяет требования к защите прибора от касания,
а также попаданий в него посторонних предметов и воды. Для приборов,
которые должны работать во взрывоопасных помещениях и устройствах,
а также в загазованных подземных выработках, необходимо присвоение
соответствующих классов взрывобезопасности и безопасности по газу.
Степень защиты указывают условным обозначением (табл. 5.13), кото-
рое относится к защите токоведущих или подвижных деталей. Если к защите
от проникновения воды никакие требования не предъявляют, то вторая
цифра в обозначении заменяется буквой X.
5.13. Обозначение степени защиты
Обозначение Определение
Буквы IP в начале обозначения Первая цифра 0.. .6 Сокращение от англ. „International Protection" Защита от касания и от внедрения посторонних предметов
Вторая цифра 0. . .8 С Защита от внедрения воды Испытание на защиту от капель воды для судовых устройств, отвечающих степени 2 защиты от воды
R Защитные корпуса с присоединяемыми трубопрово- дами (например, для принудительной вентиляции)
W Испытание на защиту от затопления с указанием глубины погружения (например, W5 соответствует глубине погружения 5 м)
5.2.1. Защита от касаний и внедрения посторонних предметов
Защита от касаний определяет мероприятия по предотвращению опасности
для обслуживающего персонала со стороны прибора (при касании токо-
ведущих или подвижных деталей, химикалий и т. д.); защита от внедрения
посторонних предметов — мероприятия, целью которых является предот-
вращение помех работе прибора извне со стороны посторонних тел, т. е.
предотвращение недопустимых механических воздействий. Расшифровка
цифр обозначений этих видов защиты приведена в табл. 5.14.
5.2.2. Защита от воды
Эта защита предусматривает меры по предотвращению внедрения воды
в изделие. Для этого устанавливают кожухи и уплотнения, обеспечивающие
276
5.14. Обозначение защиты от касания и внедрения посторонних предметов
Первая цифра обозначения Вид защиты от касаний Вид защиты от внедрения посторонних предметов
0 Не предусмотрена Не предусмотрена
1 От случайного касания рукой по От внедрения твердых посторонних
большой площади предметов диаметром 50 мм
2 От касания пальцами То же, 0 ^50 мм
3 От касания инструментами и от внедрения посторонних предметов
0 ^2,5 мм
4 То же, 0 >1 мм
5 Полная защита от касаний От отложений пыли внутри изде-
лия
6 То же От внедрения пыли
защиту всего прибора или его отдельных узлов. Расшифровка цифр в обо
значении степени защиты от воды приведена в табл. 5.15.
5.15. Обозначение защиты от воды
Вторая цифра обозначения Вид защиты
0 1 Не предусмотрена От вертикально падающих капель воды при горизонтальном рабочем положении изделия
2 (2С) От вертикально падающих капель воды даже при наклоне изделия на ± 15° (2С — при ±22,5°) в двух взаимно перпендикулярных плоскос-
3 тях из горизонтального рабочего положения От воды, которая в виде дождя со всех сторон падает на изделие под углом до 60° к вертикали
4 5 6 От водяных брызг, падающих в любом направлении От струй воды, падающих в любом направлении От попадания струй воды, падающих с любого направления при небла- гоприятных условиях
7 8 От воды при затоплении изделия при постоянном давлении От воды при ограниченном по времени затоплении при заданном дав- лении
5.2.3. Классификация и использование степеней защиты
В зависимости от вида и места эксплуатации изделий защиту подразделяют
на пять классов применения (табл. 5.16). Класс защиты следует выбирать
так, чтобы обеспечить безопасное прикосновение людей, животных к деталям,
находящимся под напряжением более 42 В переменного и 65 В постоянного
тока, даже при использовании вспомогательных средств (минимальная
степень защиты IP ЗХ). В устройствах номинальным напряжением до 1 кВ
переменного или 1,5 кВ постоянного тока для защиты от касания необходимо
277
5.16. Классы применения степеней защиты
Класс применения Условия эксплуатации Примеры мест установки Степень защиты
1. Слабая за- щита Сухие помещения без образования конденсата Жилые, административ- ные и торговые помеще- ния IP 001, IP 10, IP 20
2. Умеренная Помещения, в которых Кухни, холодильные ка- IP 30, IP 40,
защита может появиться кон- денсат. Работа на назем- ных транспортных сред- ствах. Приборы должны иметь более высокую за- щиту от касания и вне- дрения посторонних предметов, чем указан- ная в классе 1 меры, подвалы, закры- тые животноводческие помещения, легковые и закрытые грузовые ав- томобили IP 41 IP 22
3. Средняя за- Временная работа на Помещения, защищен- IP 22C, IP 34,
щита открытом воздухе ные от атмосферных воз- действий, палатки, пло- щадки под крышей, под- земные выработки IP 43, IP 44
4. Сильная за- Постоянная работа на Места, постоянно под- IP 54, IP 56,
щита открытом воздухе верженные атмосфер- ным воздействиям IP 65, IP 66
5. Полная за- щита Временное или постоян- ное затопление — IP 67, IP 68
1 Степень защиты IP 00 допустима только для приборов, напряжение в которых не превы-
шает 42 В переменного или 65 В постоянного тока, в рабочих помещениях, в которых работают
приборы с потенциалом относительно земли не более 65 В переменного или 100 В постоянного
тока или до 600 В, если защита препятствует обслуживанию; в закрытых рабочих помещениях,
в которых работают приборы с напряжениями до 1 кВ.
обеспечить минимальные расстояния до неизолированных деталей, находя-
щихся под напряжением, в соответствии с требованиями стандартов (мини-
мальная степень защиты IP 4Х). При определении степени защиты необхо-
димо учитывать требования законов об охране здоровья и труда, а также
о противопожарной защите.
5.2.4. Примеры конструкций
Защиту от касаний и внедрения посторонних предметов обеспечивают
экранированием подвергающихся опасности деталей или приборов защит-
ными решетками, колпачками или корпусами соответствующей формы.
Размер ячейки, защитной решетки или размеры перфорации корпуса опре-
деляются требуемой степенью защиты.
Для защиты детали или прибора от воды необходимы дополнительные
конструктивные мероприятия. На рис. 5.6 показаны примеры герметизации
для предотвращения приникновения воды через стыки частей корпуса
278
Рис. 5.6. Возможные варианты герметизации в приборостроении [5.4/:
а — стык неподвижных литых деталей без их центровки; б — стык таких же деталей с цент-
ровкой; в — стык неподвижных деталей, в которых предусмотрены канавка и гребень;
г — сальник для вала; д — войлочное кольцо для вала
Рис. 5.7. Герметизация типовых кон-
струкций системы EGS (класс защиты
IP54):
а — дверцы с помощью профилированного
резинового шнура; б — стенок шкафа с по-
мощью резинового уплотнения
Рис. 5.8. Перфорация корпуса прибора
для вентиляции (класс защиты IP43)
и отверстия в нем. Рис. 5.7 иллюстрирует возможности герметизации
в типовых конструкциях системы EGS, а рис. 5.8 — возможный вариант
перфорации корпуса для защиты от водяных брызг.
5.3. Защита от электрического удара [5.5, 5.40 J
Символы и обозначения
I — электрический ток, А
Р — электрическая мощность, Вт
R — электрическое сопротивление, Ом
U — электрическое напряжение, В
Индексы
вых — выходной
д — действующее значение
i — внутренний
k — короткое замыкание
/ — холостой ход
— — постоянный
~ — переменный
Защиту от электрического удара (новое международное название
мероприятий по защите от касания токоведущих деталей) для электронных
приборов и устройств подразделяют на защиту от непосредственного касания
при нормальной работе и защиту от косвенного касания в случае ошибки
(рис. 5.9) [5.40].
Электронные приборы и устройства аппаратуры связи, электронные
измерительные приборы и бытовые устройства, кроме общих требований
к электрическим установкам, должны дополнительно отвечать также и спе-
циальным требованиям к их безопасности.
279
напряжение
Рис. 5.9. Классификация мероприятий по защите от электрического удара [5.40]
5.3.1. Защита от прямого касания при нормальной работе
Все детали (например, проводники), во время работы находящиеся под
напряжением, должны быть изолированы, экранированы или расположены
так, чтобы была предотвращена возможность их касания обслуживающим
персоналом. Кожухи и экраны приборов должны быть выполнены так,
чтобы их нельзя было снять без использования инструмента. При перемен-
ном напряжении до 50 В (действующее значение) и при переменном напря-
жении до 60 В (при пульсирующем выпрямленном напряжении — среднее
арифметическое) защиту от касания можно не предусматривать, не считая
отдельных специальных случаев (например, электрических медицинских
приборов). Для электронной измерительной аппаратуры предельными—
в отношении безопасности при касании — напряжениями считаются
>42 В и t/_>65 В.
В электронных измерительных приборах все находящиеся под напря-
жением выводы, касание которых опасно, должны быть соответствующим
образом защищены и расположены на определенном безопасном расстоянии
от других токоведущих элементов, касание которых возможно. Защита
должна быть гарантирована при касании элементов в любой последова-
тельности. Отверстия в корпусах (например, вентиляционные) должны
быть выполнены так, чтобы была обеспечена степень защиты, требуемая
для данного прибора, и чтобы свободно подвешенным стержнем диаметром
4 мм при его опускании в прибор максимум на 100 мм нельзя было коснуться
никаких деталей, находящихся под опасным для касания напряжением.
Правильность расположения отверстий в электронных бытовых приборах
проверяют с помощью испытательных оправок.
5.3.2. Защита от косвенного касания в случае ошибки
Открытые для касания детали электронных приборов и устройств, не нахо-
дящиеся под напряжением (например, корпуса), должны быть выполнены
так, чтобы даже в аварийном случае на этих деталях не могло появиться
опасное напряжение. Для всех электротехнических устройств и электронных
приборов номинальным напряжением U~ = 1 кВ и U_ = 1,5 кВ необходимо
последовательное выполнение требований в соответствии с классом их
280
защиты (см. § 5.3.3). Защитные мероприятия не требуются: для приборов
с установившимся током короткого замыкания /* = 20 мА; для приборов
с батарейным электропитанием и преобразователем напряжения (U\^
^50 В), если выходная мощность преобразователя Рвых^2 Вт при его
внутреннем сопротивлении Ri10 кОм; для элементов приборов, которых
можно касаться только при снятии напряжения и в которых приняты меры
для предотвращения подачи напряжения на касаемые детали (например,
на детали внутри выдвижных блоков); для металлических деталей крепле-
ния проводов и кабелей (например, хомутов и скоб).
Степень защиты не должна снижаться в результате работы прибора
или воздействий со стороны окружающей среды. Так, в электронных при-
борах резьбовые соединения должны быть дополнительно застопорены
с помощью пружинных шайб, а паяные — путем закрутки или изгиба
концов проводов в отверстиях для пайки, чтобы защита от касания не
могла быть снижена при случайном ослаблении этих соединений.
5.3.3. Классы защиты
Классом защиты определяются мероприятия, в результате которых должно
быть предотвращено появление опасных в отношении касания напряжений
на деталях электротехнических и электронных устройств и приборов, при
нормальной работе не находящихся под напряжением. При этом различают
класс защиты I (защитное заземление, для чего предусматриваются, на-
пример, места подключения защитного проводника, соединители (штекеры)
с защитным контактом и т. д.), класс защиты II (защитная изоляция)
и класс защиты III (защитное пониженное напряжение).
5.3.3.1. Защитное заземление
При этом способе защиты через проводник, соединяющий детали прибора
или установки (например, шкаф, корпус, стойка, шасси) с устройством
защиты и имеющий малое полное сопротивление, в случае замыкания
проходит такой ток, который приводит в действие устройство защиты от
тока перегрузки (плавкий предохранитель или автоматический выключа-
тель). Поэтому защитные проводники должны иметь малое сопротивление,
что обеспечивается выбором их материала и площади поперечного сечения
(табл. 5.17). Кроме того, необходимо выполнение следующих правил:
резьбовые соединения для крепления защитных проводников не должны
выполнять никаких других функций и должны иметь предохранение от
самоотвинчивания. К каждому соединению должен прикрепляться только
один защитный проводник (рис. 5.10);
все проводящие электрический ток детали, касание которых возможно
непосредственно или косвенно и на которые в случае ошибки -может быть
подано напряжение, должны быть надежно соединены. Проводимость этих
соединений должна соответствовать проводимости защитного проводника.
При покрытии лаком соединений внахлест и других соединений следует
учитывать возможность появления коррозии;
защитные проводники должны иметь изоляцию желто-зеленого цвета,
а места их подключения на приборе должны быть отмечены соответствую-
щими символами (рис. 5.11);
281
5.17. Минимально допустимые площади поперечных сечений защитных провод-
ников, мм2
/ А 'max’ для проводников Проводники, защищенные от механических повреждений Проводники, не защищенные от механических повреждений, изолированные и неизолированные А, мм2 d, мм
изолированные неизолированные
медных алюми- ниевых медные алюми- ниевые медные алюми- ниевые медные алюми- ниевые
6 0,5 1,5 1,0 2,5 4,0 10,0 0,5 0,8
10 6 0,75 1,5 1,0 2,5 4,0 10,0 0,75 1,0
16 10 1,0 1,5 1,0 2,5 4,0 10,0 1,0 1,2
20 16 1,5 1,5 1,5 2,5 4,0 10,0 1,5 1,4
25 20 2,5 2,5 2,5 2,5 4,0 10,0 2,5 1,8
35 30 4,0 4,0 4,0 4,0 4,0 10,0 4,0 2,3
стационарные приборы с классом защиты I должны иметь постоянно
присоединенный защитный проводник, передвижные приборы того же
класса — защитный проводник с втычным контактом (штекером); класс
защиты I для переносных приборов не применяется;
dmin Атакам1
ИЗ 0,5
1,0
М5 2,5
П6 4,0
Ив 6,0
Рис. 5.10. Крепление за-
щитного проводника 1 с
помощью резьбовых со-
единений
защитные проводники не должны подвергаться растягиванию. При
разрыве питающих проводов защитный проводник должен разрушаться
последним (например, за счет его большей длины). Защитный проводник
не должен служить токоведущим элементом. Соединение защитных про-
водников узлами и скруткой недопустимо (рис. 5.12);
во втычных соединителях присоединение защитных проводников должно
происходить до присоединения токоведущих проводов, а при отсоединении
защитные проводники должны отсоединяться в последнюю очередь
(рис. 5.13).
□
г)
Рис. 5.12 Способы предотвращения
растяжения проводов (например, в
электрическом соединителе):
а — крепление кабеля хомутом; б — удли-
нение защитного проводника /
Рис. 5.11. Обозначение защиты:
а — подключение защитного заземления
(класс защиты I); б- защитная изоля-
ция (класс защиты II); в — защитное
пониженное напряжение (класс защиты
III); г — защитный трансформатор
282
Рис. 5.14. Защитное заземление:
/ — металлический корпус, 2 — заземляе-
мый рабочий контур, 3 — присоединение
к сети
Рис. 5.13 Схема втычного соединителя
с защитным проводником
В аппаратуре связи класса защиты I защитные проводники выдвижных
блоков должны быть надежно электрически соединены с местами их подклю-
чения в шкафах, каркасах и т. д., если только эти блоки не имеют защитной
изоляции (класс защиты II) или не выполнены изолированными. При этом
в шкафу или стойке должно быть предусмотрено только одно место под-
ключения защитного проводника. К изолированному узлу прибора необхо-
димо прокладывать отдельный защитный проводник.
Для измерительных приборов, имеющих класс защиты I, в качестве
защитных мероприятий применяются защитное заземление, защитное
экранирование и их комбинация. Сопротивление между местом присоеди-
нения защитного проводника и всеми токоведущими деталями, на которые
при повреждении может быть подано напряжение сети, не должно пре-
вышать 1 Ом. Пример защитного заземления показан на рис. 5.Г4.
5.3.3.2. Защитная изоляция
При использовании защитной изоляции все детали прибора, касание которых
возможно непосредственно или косвенно, дополнительно покрываются
изоляцией или же их рабочая изоляция усиливается. Сопротивление
изоляции должно быть не менее 1,5 Ом при испытании напряжением не
менее 4 кВ (действующее значение) в течение 1 мин. При этом различают
защитное изолирующее экранирование, защитную промежуточную изоляцию
и усиленную изоляцию (табл. 5.18).
Изоляция должна обладать хорошей механической, электрической,
термической и химической стойкостью, чтобы обеспечить требуемую защиту
при правильном обслуживании прибора. Токоведущие детали, касание
которых возможно в процессе эксплуатации, не должны иметь соединений
с защитным проводником.
В аппаратуре связи класса защиты II детали, касание которых или
доступ к которым возможны при работе с ними, не должны быть подвержены
заряду статического электричества, а их номинальная мощность не должна
превышать 6,3 кВт.
В измерительных приборах класса защиты II используются все три
варианта защитной изоляции (см. табл. 5.18). Прибор с защитным изо-
лирующим экранированием должен иметь жесткий корпус, выполненный
из изолирующего материала и закрывающий все детали, на которые может
быть подано опасное напряжение (исключая мелкие детали, винты, заклепки,
имеющие собственную изоляцию) (рис. 5.15 и 5.16). Для усиления изо-
283
5.18. Защитная изоляция
(/—защитная изоляция; 2 — металлическая оболочка, 3 — рабочая изоляция, нормальная,
4 — рабочая изоляция, усиленная)
Защитное
изолирующее экранирование
Защитная
промежуточная изоляция
Усиленная изоляция
12.3
±zzzzzz£
Рабочая изоляция или не-
посредственно на ней нахо-
дящаяся защитная изоля-
ция предназначена для за-
щиты от электрического
удара
Детали, на которые оши-
бочно может быть подано
напряжение, покрываются
изолирующим материалом
Касание электропроводя-
щих деталей, на которые
ошибочно может быть по-
дано напряжение, предот-
вращается промежуточной
изоляцией
Рис. 5.15. Защитное изоляционное
экранирование:
1 — сетевой трансформатор класса защи-
ты П; 2 — подключение к сети; 3 — корпус
из изолирующего материала
Рис. 5.16. Защитная промежуточная
изоляция:
1 — металлический корпус, 2 — подключе-
ние к сети, 3 — защитная промежуточная
изоляция; 4 — трансформатор класса за-
щиты II
ляции используется нормальная рабочая, дополнительная или усиленная
рабочая изоляция.
5.3.3.3. Защитное пониженное напряжение
При использовании этого способа защиты наибольшее рабочее напряжение
составляет 42 В. Недостатком способа является ограничение передаваемых
мощностей за счет пониженного напряжения. В качестве источников на-
пряжения используются защитные трансформаторы, генераторы, преобра-
зователи, электрически раздельные обмотки, аккумуляторные батареи и др.
Провода, находящиеся под напряжением, при этом не следует заземлять
и соединять с защитными проводниками. Изоляция приборов и проводов
должна быть рассчитана на напряжение не менее 250 В. Втычные соедини-
тели для цепей защитного пониженного напряжения не должны иметь
защитного контакта и должны отличаться от соединителей цепей более
высокого напряжения. На рис. 5.17 приведены примеры получения защит-
ного пониженного напряжения; относящиеся к этому стандарты см. при-
ложение П1.
284
Рис. 5.17. Получение пониженного на-
пряжения в схемах классов защиты
I (а) и II (б), а также в схеме с пере-
менной и постоянной составляющими
напряжения (в):
/ — выходные зажимы (220 В); 2 — за-
щитный трансформатор; 3 — плоский втыч-
ной соединитель (220 В) без защитного
контакта; 4 — малогабаритный втычной со-
единитель 9 В
6)
5.4. Защита от тепловых нагрузок
Символы и обозначения
А — площадь, м2
А* — поглощательная способность
С — теплоемкость, Дж/К
Cs — коэффициент теплового излу-
чения абсолютно черного те-
ла, Cs = 5,77 Вт-м-2 К-4
D — проницаемость
Е — тепловая излучательная спо-
собность, Вт/м2
Gr — число Грасгофа
/ — электрический ток, А
Д — коэффициент теплопередачи,
Вт/(м2-К)
Nu — число Нуссельта
Р — электрическая мощность, Вт
Рг — число Прандтля
Q — количество теплоты,
Вт-с (Дж)
Р — тепловое сопротивление,
K/Вт; действительный ра-
диус, м
R* — отражательная способность
Re — число Рейнольдса
S — плотность электрического то-
ка, А/мм2
Т — термодинамическая темпера-
тура, К
U — электрическое напряжение, В;
длина периметра, мм
V — объем, м3
V — объемный расход, м3/с
а — расстояние между пласти-
нами, см
b — размер, преимущественно ши-
рина, мм
с — удельная теплоемкость,
Дж/(К-кг)
ср — удельная теплоемкость при
постоянном давлении,
Дж/(К-кг)
fs — температурная функция из-
лучения, К3
g _ ускорение свободного паде-
ния, м/с2
h — высота, см
/ — размер, преимущественно
длина, м
р — давление воздуха, Па
q — плотность теплового потока,
Вт-м-2
s — толщина стенки, мм
t — время, с; глубина, мм
и — периметр (длина окружно-
сти), м
и — скорость, м/с
w — степенная функция
Ф — тепловой поток, Вт
а — коэффициент теплоотдачи,
Вт/(м2-К)
Р — температурный коэффициент
объемного расширения, I/K
у — удельная электрическая про-
водимость, А/(В-м) [См/м]
е — коэффициент теплового излу-
чения
г| — КПД, %; динамическая вяз-
кость, Н-с/м2
285
О — температура, °C
др— перепад температур, разность
температур двух точек, К
X — теплопроводность, Вт/(К*м)
V — длина волны, мкм
р,г — относительная проницаемость
v — кинематическая вязкость,
м2/с
р — плотность, г/м3
<р — угол, град; относительная
влажность воздуха, %
Индексы
К — конвекция
L — теплопроводность
S — излучение
V — потери, рассеяние
а — наружный
е — конец; электрон
f — жидкость
g — корпус
i — внутренний; порядковый ин-
декс; ток
/ — переход, запирающий слой
К — короткое замыкание
/ — холостой ход
т — среднее значение
q — поперечное сечение
s — колебания
и — напряжение; окружающая
среда
и — переход
w — стенка
2 — вынужденный
общ — общий
опт — оптимальный
отв — отводимый
подв— подводимый
Иногда довольно значительная мощность, рассеиваемая в электронных
приборах и преобразуемая в теплоту, может вызывать тепловые нагрузки,
которые, кроме воздействия на функцию прибора, могут также отрицательно
влиять на его надежность. Плотности упаковки, уже сейчас достижимые
в микроэлектронной и полупроводниковой технике, ограничены именно
учетом тепловых нагрузок. Другими словами, эти нагрузки являются
важным фактором, оказывающим влияние на конструкцию приборов
[5.6, 5.7, 5.8, 5.41—5.48].
5.4.1. Температурные диапазоны
Температура в любой точке может быть указана в кельвинах (К) или
в градусах Цельсия (°C), причем в технике большее распространение
получила шкала Кельвина (термодинамическая шкала, рис. 5.18).
Диапазон рабочих температур охватывает температуры окружающей
среды, которые могут появиться во время эксплуатации прибора. Для
конструктивных элементов он определяется температурами, допустимыми
для его поверхности. Температура окружающей среды зависит от возможных
тепловых нагрузок в условиях как естественного (определяемого климати-
ческой зоной, см. § 5.1.1), так и «искусственного» (задаваемого классом
испытаний, см. § 5.1.2) климата. Обычно для приборов диапазон температур
окружающей среды (воздуха) -30-4-+55 °C.
Диапазон температур хранения, который совпадает или чаще превосхо-
дит диапазон рабочих температур, определяет
! ! , , температуры окружающей среды, которые до-
fl /АА 27J,/5 373,15 Л пустимы для невключенных приборов или
Qj конструктивных элементов, например, при
сборке, хранении или транспортировании. Если
|--1 j j-----1--1—
-273,15-173,15 0 100 0 Рис. 5.18. Температурные шкалы:
G) а — Кельвина; б — Цельсия
286
в приборе имеются источники теплоты, то температура внутри прибора
будет соответственно выше температуры окружающей среды Оа. Перепад
температур Д0/а = О» — Оа зависит в основном от конструкции прибора и его
элемента. Это справедливо и для разности температур внутри прибора.
Максимально допустимые температуры в различных местах внутри прибора
определяются такими его характеристиками, как срок службы, точность,
внешний вид, способ защиты от касания, пожара и взрыва, нагрева окру-
жающей среды и т. п. Следовательно, эти характеристики должны быть
точно известны перед началом конструирования, причем в случае электрон-
ных приборов доминирующими, как правило, являются требования к сроку
службы и точности.
В приборах, в которых внутренние источники теплоты отсутствуют,
температуры прибора и его элементов совпадают. В приборах же с источ-
никами теплоты эти температуры могут значительно различаться. При этом
требования к конструкции определяются диапазоном рабочих температур
прибора с учетом температур, допустимых для каждого конструктивного
элемента. При расчете этого диапазона для приборов с внутренними источ-
никами теплоты необходимо всегда учитывать температуру поверхности
конструктивных элементов, даже если сами они теплоту не выделяют.
Для обеспечения надежности прибора требуется выдерживать его
определенную максимально допустимую температуру tymax, которую рас-
считывают по самому чувствительному к температуре конструктивному
элементу (для германиевых транзисторов, например, Фытах~60°С).
Требования к безопасности, касающиеся допустимого повышения
температуры при нормальной и аварийной работе в различных областях
применения (например, для приборов и устройств электрической аппара-
туры связи, электронных измерительных и бытовых приборов), указаны
в соответствующих стандартах. При максимальной температуре окружаю-
щей среды 35 °C температуры, указанные в табл. 5.19, нельзя превышать
из условий безопасности.
5.19. Допустимая температура (примеры)
Конструктивные элементы
Допустимая температура ЛА, К,
при работе
нормальной
аварийной
Наружные металлические (неметаллические)
элементы:
резервуары и их детали
элементы управления
Внутренние неметаллические элементы
Обмотки
40 (60)
25 (35)
60*
55. . .95
65 (65)
65 (65)
90*
75. . .160
* Допустимая температура ЛА для внутренней стороны резервуара из изолирующего
материала определяется по стандартам для этого материала
287
5.4.2. Термодинамическая модель
Очень сложные термодинамические процессы, протекающие, например,
в электронном приборе с распределенными источниками теплоты не могут
быть точно описаны математически. Для построения модели таких процессов
необходимо абстрагирование структуры всего прибора (см. также гл. 3.2).
При анализе состояния прибора для описания температурных полей
можно использовать релаксационный метод и систему дифференциальных
уравнений [5.6]. В основу релаксационного метода положено допущение
об изотермичности поверхностей отдельных участков прибора. Среднюю
температуру поверхности определяют посредством решения системы неодно-
родных алгебраических уравнений. Однако более целесообразно исполь-
зовать соответствующую аналогию между термодинамическими и электри-
ческими величинами [5.7]. Если всю нагретую зону прибора рассматривать
как анизотропное гомогенное тело, то с учетом процессов теплопередачи
в элементе объема можно получить дифференциальные уравнения, ре-
шаемые при соответствующих краевых условиях.
Для использования в теплотехнике аналогии между термодинамиче-
скими и электрическими величинами разработаны различные методы.
Наиболее удобной для рассмотрения здесь и чаще всего упоминаемой
в литературе является аналогия, представленная в табл. 5.20. Эта аналогия
позволяет с помощью простых средств моделировать установившиеся
состояния термодинамических систем. Для моделирования термодина-
5.20. Аналогия между термодинамическими и электрическими величинами
Термодинамическая величина
Электрическая величина
du \
at}=CTt+^u
Установившееся состояние системы
Ф = КАЛЪ
Тепловой поток, Вт
O = Q//
Плотность теплового потока q, Вт-м-2
Перепад температур Aft, К
Тепловое сопротивление, К/Вт
Дф/ф=1/(/С4)
Теплоемкость Q/Aft, Вт-с/К
Тепловая мощность, Вт/К
OA^=(Q/f) Aft
Теплопроводность X, Вт/(К-м)
Коэффициент теплообмена а, Вт/(К-м2)
l = U/R
Ток /, А
Плотность тока S, Л-м-2
Падение напряжения U, В
Сопротивление R, Ом, В/А
Емкость С, Ф, А-с/В
Мощность Р, Вт, В-А
Проводимость y—\/(Rl), А/(В-м)
1/(/?Л)=у//Л, А/(В-м2)
288
Рис. 5.19. Эквивалентные схемы, используемые при моделировании термодинамиче-
ских процессов с помощью электротепловой аналогии:
а — обобщенная; б — для стационарного состояния
мических процессов используют эквивалентные схемы, подобные представ-
ленной на рис. 5.19, а.
Передаваемый тепловой поток Ф здесь имитируется током I. Поскольку
задача, как правило, заключается в передаче определенного теплового
потока Ф, ток 1 представляет собой заданную величину. Падение напря-
жения и, следовательно, отдельные перепады температур определяются
значениями сопротивлений Ri (например, внутреннего пространства)
и Ra (например, внешнего пространства). Если значение должно быть
мало, то Ri и Ra также должны быть малыми. Теплоемкость С~Ф//ЛО;а
тем больше, чем лучше условия теплопередачи (значение Ф растет при
уменьшении Д<Ьв). Отношение Ri к Ra влияет не только на соотношение
перепадов температур Д0/и, и &&wa, но и на длительность нагрева или
охлаждения.
При анализе установившихся состояний теплоемкость не учитывается,
поэтому в эквивалентную схему входят активные сопротивления
(рис. 5.19, б).
5.4.3. Теплопередача
При теплопередаче протекают одновременно три процесса: теплопровод-
ность, излучение и конвекция, причем в зависимости от конкретных
условий доминирующими могут быть только один или два из этих процессов.
Уравнение теплового баланса прибора имеет следующий вид (рис. 5.20):
Ру = Рподв - Ротв = ф£ + ф5 + фк + dQ/dt. (5.1)
В установившемся состоянии
d(Afl)=0; dQ = 0; dQ/dt = O. (5.2)
Так как при таких условиях подводимая к прибору энергия зачастую
почти полностью преобразуется в теплоту,
РОтв~0 и, следовательно, РПОдв~Ру.
Рис. 5.20. Схема теплового баланса прибора
10 Зак. 4
289
5.4.3.1. Теплопроводность
Принимая за основу основной закон теплопроводности (закон Фурье) [5.7]
q= — k(d^/dx) = — X grad ft, (5.3)
находим, что теплопроводность X представляет собой величину, характе-
ризующую способность материала передавать теплоту. Теплопроводность
является параметром материала, зависящим от его структуры и плотности,
температуры, давления и т. д.; ее можно представить в виде двух состав-
ляющих: ке — электронной теплопроводности и — теплопроводности
5.21. Теплопроводность к, Вт/(К-м), различных материалов
Материал X Материал X
Металлы Неметаллы
Алюминий (99,9 %) 225 Асбест 0,18
Алюминий (99 %) 205 Фетр 0,05
Силумин (85 % А1 13 % Si) 160 Стекло 0,80
Свинец 34 Стекловолокно 0,05
Бронза (25 % Sn, 75 % Си) 27 Кварцевое стекло 1,45
Алюминиевая бронза (95 % Си, 5 % А1) 82 Слюда Резина Текстолит 0,36 0,17 0,34
Железо (99,9 %) 60
Чугун 58 Эпоксидная смола, армиро- 0,31
Углеродистая сталь 45 ванная стекловолокном
Вольфрамовая сталь (20 % W) 39 Гетинакс Фенольный гетинакс 0,26 0,29
Никелевая сталь (40 % Ni) 10
Листовая электротехническая Дерево 0,1. ..0,3
сталь: Керамика (А12О3-|-глина) 0,46
вдоль волокон поперек волокон 65 1 Бумага 0,13
Трансформаторная сталь: 25 0,5 Картон Полиэтилен 0,18 0,51
вдоль волокон поперек волокон Полистирол Поливинилхлорид 0,17 0,16
Золото (чистое) 310 Фарфор 1,21
Константан 23 Кварц 10
Медь (99,9%) 390 Вода при температуре:
Медь (99%) 360 10 °C 30 °C 0,575 0,618
Латунь 110 50 °C 0,647
Ртуть 10 Трансформаторное масло 0,16
Серебро (чистое) Серебро (техническое) 456 410 Воздух при температуре: 10 °C 30 °C 0,025 0,027
Цинк НО 50 °C 0,028
Олово 64 70 °C 0,03
290
тепловых колебаний и волн:
X— Xe + Xs, (5.4)
для металлов ke^>ks. Согласно закону Видемана—Франца, для чистых
металлов Хе~у, т. е. хорошие электрические проводники являются и хо-
рошими проводниками теплоты (табл. 5.21). Полупроводники
средне проводят теплоту. Неметаллы (Xs»Xe) представляют собой
и плохие проводники теплоты, Хну больше не зависят друг от друга.
Теплопроводность Xs определяется структурой и плотностью материала.
Для пластмасс теплопроводность составляет от 0,2—0,8 Вт/(К-м), примерно,
на два порядка меньше, чем для стали, т. е. пластмассы являются тепло-
изоляторами. Значение X сильно зависит от обработки материала, например,
вспенивание материала значительно снижает X, добавка соответствующих
наполнителей и армирование повышают X (рис. 5.21) [5.41]. Теплопровод-
ность воздуха и воды очень мала и зависит от температуры.
Теплопередача через стенку. Для плоской однослойной стенки, в соот-
ветствии с [5.3] и рис. 5.22, справедливы следующие соотношения:
q = — (fl, —fl2) = — ДА,2;
s s
X
Ф/ = qA =-ЛДА12 = аЛЛДА12;
Тепловое сопротивление
R =1/(аЛЛ)=5/(ХЛ).
При расчете теплопередачи для металлических стенок перепадом темпе-
ратур по толщине стенки можно пре-
небречь; для пластмассовых стенок
'м' он должен учитываться. Для много-
слойных стенок, которыми в прибо-
рах могут быть стенки, покрытые
0,8 лаком или слоем пластмассы, спра-
ведливо соотношение (рис. 5.23)
д
0,6 ф£=_—(58)
(5.5)
(5.6)
о,г
о
Рис. 5.21. Теплопроводности X некого
рых пластмасс при 20 °C:
1 — пластмассы, усиленные стекловолок
ном; 2 — пластмассы с металлическим на
полнителем; 3 — полистирол; 4 — сополи
мер полистирола и акрилонитрила, 5 —
тройной сополимер акрилонитрила, бута
диена и стирола; 6 — поливинилхлорид
7 — полиметилметакрилат; 8 — полиамид
9 — полиуретан; 10 — полиэфир
Рис. 5.22. Теплопередача через плоскую
однослойную стенку
10*
291
Рис. 5.23. Эквивалентная схема теплопередачи
через плоскую многослойную стенку
Рис. 5.24. Теплопередача через стержень или
стенку в продольном направлении
Распределение температур по стержню, имеющему периметр и, площадь
поперечного сечения Aq и длину /, описывается дифференциальным урав-
нением (рис. 5.24)
= = wl (5.9)
dx2 Mg
где
w = ±^au/(\Aq).
При w=/=f(x), что можно принять для упрощения, решение (5.9) имеет вид
Д^ц,а = Л^а (ch [ш (% — /)] /ch wl)\ (5.10)
Д^еа = Д^а (1/ch wl). (5.11)
Для теплового потока Фо, проходящего через торцовые поверхности,
ДО'цд th wl. (5.12)
Эти уравнения справедливы для стержней с поперечными сечениями
любой формы и для плоских поверхностей, например для охлаждающих
ребер или охлаждающих панелей.
5.4.3.2. Тепловое излучение
При тепловом излучении передача энергии производится за счет электро-
магнитных колебаний с длиной волны V = 0,4—40 мкм (например, для
световых лучей V = 0,4—0,75 мкм, для солнечных V = 0,5 мкм, для инфра-
красных V = 0,8—40 мкм, для излучения печей V = 8 мкм). Тепловое
излучение подобно излучению света и, следовательно, подчиняется
в основном тем же физическим закономерностям.
Падающие тепловые лучи поглощаются, отражаются или проходят
через тело:
Л* + /?* + О==1.
(5.13)
292
Граничными являются случаи:
А* = 1, R* = 0, £) = 0
R* = \, Л* = 0, D = 0
D=l, Л* = 0, /?* = 0
черное тело (только поглощение);
зеркальное тело (только отражение);
диатермическое тело (только прохождение лучей).
Определения «черное» и «зеркальное» здесь характеризуют только
свойства тел, их не следует идентифицировать с их окраской или качеством
поверхности.
Поглощательная и излучательная способности прямо пропорциональны
друг другу (закон Кирхгофа): i4*/E = const. Для технических расчетов
вводят излучательную способность 8, численно равную поглощательной
способности Л*, т. е. Л* = 8. Излучательная способность 8 зависит от длины
волны и угла падения лучей, а также от вида и температуры поверхности:
8 = /(ф, Т, Л вид, V). В табл. 5.22 приведены значения 8 для различных ма-
териалов и покрытий при вертикальном (нормальном) излучении. У чистых
металлов 8 мало, у органических материалов и окислов — велико. Металл-
содержащие краски имеют меньшие значения 8 по сравнению с обычными
красками благодаря структуре их пигментов. В рассматриваемом диапазоне
температур зависимость е = /(Г) примерно постоянна. Изменение 8 в зави-
симости от частоты для алюминия показано на рис. 5.25, а, для различных
эмалевых красок — на рис. 5.25, б. В инфракрасном диапазоне белая и чер-
ная краски имеют одинаковые значения 8.
Теплопередача излучением происходит всегда между двумя поверхно-
5.22. Излучательная способность материалов е при нормальном излучении в практи-
чески используемом температурном диапазоне (среднее арифметическое значение)
Материал е Материал Е Материал е
Металлы Сталь: Эмаль (белая) 0,9
катаная 0,6 Стекло 0,94
Алюминий: слегка покрытая 0,7 Резина (мягкая) 0,9
неокисленный после 0,04 ржавчиной Гетинакс 0,92
прокатки сильно проржавев- 0,85 Кирпичная кладка 0,91
необработанный 0,08 шая Бумага 0,92,
анодированный 0,65 обработанная наж- 0,13 Фарфор глазурованный 0,93
(30 мкм) даком до блестящей
Хром (полированный) 0,08 поверхности Покрытия
Чугун: Стальной лист:
необработанный 0,9 необработанный 0,6 Лак:
полированный 0,7 оцинкованный 0,27 черный матовый 0,96
Медь: никелированный (не- 0,11 черный глянцевый 0,89
полированная 0,03 полированный) белый матовый 0,92
оксидированная 0,76 Олово (неокисленное) 0,06 эмалевый 0,9
Латунь: Цинк- Свинцовый сурик 0,92
полированная 0,05 полированный 0,05 Масляная краска 0,9
матовая 0,22 оксидированный 0,11 Краска, пигментиро-
Никель: шероховатый 0,25 ванная алюминиевой
полированный 0,07 пудрой:
оксидированный 0,4 Неметаллы обычная 0,3
Серебро (полирован- 0,02 специальная 0,2
ное) Лед, вода 0,95 Молотковая эмаль 0,35
Асбест 0,95
Дуб (гладкий) 0,9
293
Рис. 5.25. Изменение излучательной спо-
собности в диапазонах световых и инфра-
красных волн:
а — алюминия; / — анодированного, 2—поли-
рованного; б — эмалевых красок, 3 — черной;
4 — белой
Рис. 5.26. Температурная функция излучения
стями. Если одна из них (Л1) имеет более высокую температуру Т\, а другая
(Л2) более низкую Т2, то в соответствии с законом Стефана—Больцмана
(75i2 = 8xCsfi2A^i2, (5.14)
где температурная функция излучения (рис. 5.26)
f512 = [(7'i/100)4-(7'2/100)Wi2. (5.15)
Влияние размеров и взаимного положения поверхностей А\ и Л2 учи-
тывают в результирующей степени черноты ех с помощью коэффициента
облученности <pi2 (иногда называемого также угловым отношением).
Тепловое сопротивление излучению
Rs= l/(asl2A,), (5.16)
где
aSl 2 = £xCsfS\2.
Если излучением передается больший тепловой поток, то результирую-
щая степень черноты 8Х должна быть больше. При солнечном излучении
излучение от поверхности прибора во внешнее пространство уменьшается
на значение, соответствующее солнечному излучению. Теплота солнечного
излучения, воспринимаемая прибором при низкой поглощающей способности
Л*о, мала (см. рис. 5.25, а и б, \So^0,5 мкм). Для приборов значение Л*о
можно уменьшить за счет покрытия их поверхности белой краской или
анодированным алюминием.
294
5.4.3.3. Конвекция
Теплоотдача от стенки в воздух (или наоборот) происходит за счет тепло-
проводности. Воздух нагревается или охлаждается и в результате изменения
его плотности поднимается или опускается. Это явление называется
свободной конвекцией.
Для передаваемого конвекцией теплового потока между стенкой и воз-
духом можно записать соотношение (рис. 5.27):
(5.17)
Для теплового сопротивления конвекции
/?к=1/(аКцЛ|). (5.18)
Коэффициент теплоотдачи ак зависит от различных факторов, таких,
как температура стенки корпуса температура окружающей среды
теплопроводность X, скорость течения v, удельная теплоемкость ср, плот-
ность р, динамическая вязкость т), температурный коэффициент объемного
расширения 0, ускорение свободного падения g, высота стенки h, форма
стенки и т. д.
Приближенный расчет ак возможен с помощью теории подобия с исполь-
зованием следующих критериев:
Nu = aK//Xf, (5.19)
Gr = /3g0Aft/vf2; (5.20)
Pr = Vf/af; (5.21)
Re = ^//vf. (5.22)
Для свободной конвекции критериальное уравнение в комбинации
с (5.19) имеет вид
Nu = c(GrPr)". (5-23)
Показатель степени п здесь зависит от вида потока: для ламинарного
потока п = 0,25 при 5-102<GrPr <2-107, для турбулентного п = 0,33 при
GrPr> 2-107. Если средой потока является воздух, то п«0,25 при
Д^(0,84//)3 и п «0,33 при Д^> (0,84//)3.
Коэффициент конвекции воздуха при нормальном давлении в определен-
ном температурном диапазоне для ламинарного потока, не встречающего
сопротивлений [5.7]:
Nu = 0,54VGrPT. (5.24)
Для теплотехнических расчетов приборов в боль-
шинстве случаев достаточно приближенных значе-
ний ак (табл. 5.23) [5.6]. Коэффициенты Ci и с2
зависят от различных параметров, их значения для
воздуха и воды приведены в табл. 5.24. Как видно
из уравнений, приведенных в табл. 5.23, плоский
корпус более предпочтителен по сравнению с высоким
и узким.
Рис. 5.27. Конвекция на вертикальной стенке
295
5.23. Коэффициент теплоотдачи ак различных элементов в помещении бесконечно
больших размеров [5.6]
Элемент
Шар и горизонтальный цилиндр диа-
метром d
Вертикальные пластина и цилиндр вы-
сотой h
Горизонтальная пластина (/min —
меньший размер):
теплоотдача вверх
теплоотдача вниз
Формула для определения при
и = 0,25 и = 0,33
/ ДО \0'25 \d) с2 (ДО)0'33
/ ДО \0-25 С' , „ / до \0-25 с2 (ДО)0'33
\ ‘min / 1,Зс2(ДО)°-33
о,7с, ( Vmin / 0,7с2 (ДО)°-3:
Примечание. =0,54 (pg Рг) У4 [Вт/(м7/4 • К5/4) ];
V
С2 = 0,135 (Pg Рг)У3 —[Вт/(м2• К'/3) 1
у*/3
5.24. Коэффициенты С\ и с 2 для воды (в числителе) и воздуха (в знаменателе) при
различных температурах $т
Коэффициент 0°С 20 °C 40 °C 60 °C 80 °C 100 °C
С| -/- 105/1,38 149/1,34 178/1,31 205/1,29 227/1,27
С2 102/1,69 198/1,61 290/1,53 363/1,45 425/1,39 480/1,33
5.4.4. Теплоотвод от конструктивных элементов
К выделяющим теплоту конструктивным элементам в электронных приборах
и устройствах относятся, например, интегральные микросхемы, транзисторы,
диоды, тиристоры, трансформаторы и т. д. Для обеспечения надежности
полупроводниковых приборов максимально допустимую температуру их
запирающего слоя превышать нельзя. Эта температура зависит от конструк-
тивных особенностей полупроводникового прибора и от его материала: для
германия она составляет 60—100 °C, для кремния 125—200 °C [5.42]. Для
приборов с повышенной мощностью рассеяния теплоотдачу в окружающую
среду можно улучшить с помощью охлаждающих скоб, ребер и радиаторов.
Для полупроводникового прибора без дополнительных охлаждающих
поверхностей (рис. 5.28), работающего в установившемся режиме:
№ja = ф/?< + ф/?а = pv(Ri + Ra) = PVR, (5.25)
296
где Ri — внутреннее тепловое сопротивление, задаваемое изготовителем
.полупроводникового прибора; Ra — внешнее тепловое сопротивление между
корпусом прибора и окружающей средой. Обычно для полупроводниковых
приборов, работающих без дополнительных охлаждающих поверхностей,
изготовителем указывается полное тепловое сопротивление R. У транзис-
торов с меньшей мощностью рассеяния теплоотдача происходит непосред-
ственно в воздух (/?> 15 К/Вт).
На рис. 5.29 приведена эквивалентная схема полупроводникового
прибора с дополнительными охлаждающими поверхностями, работающего
в установившемся тепловом режиме [5.43]. Поскольку Ra (R~u + Rla + #л)>
то величиной Ra можно пренебречь. Для мощных транзисторов с металли-
ческими корпусами Ri составляет 0,5—6 К/Вт, с пластмассовыми корпу-
сами 5—10 К/Вт, а для транзисторов в металлических круглых корпусах
(типа Т05) 20—60 К/Вт [5.42]. Сопротивление перехода зависит от
площади контакта поверхностей, их качества и удельного давления на них.
Для уменьшения площади охлаждающей поверхности R- должно быть
минимальным. В табл. 5.25 приведены значения Ra для различных радиато-
ров [5.43]. Значительное снижение сопротивления перехода можно получить
путем смазки контактирующих поверхностей теплопроводящей пастой или
силиконовой смазкой. Если необходимо электрически изолировать полу-
проводниковый прибор от радиатора, значение /?й следует увеличить на
значение сопротивления изоляционной прокладки, указанное в табл. 5.23.
Сопротивление теплопроводности радиатора RLA зависит от характеристик
его материала. Внешнее тепловое сопротивление RA радиатора определяется
видом охлаждающих поверхностей и характеристиками окружающей среды.
В соответствии с эквивалентной схемой (рис. 5.29)
Д$/а = Д^+Д^л; (5.26)
\$jg = ®Ri = PvRi-t (5.27)
Д^а= ^Ru + Rla + Ra)=pv(Ru + Rla + Ra\ (5.28)
Mja = Pv (Ri + Ri + RLA + RAy (5.29)
Для точного определения полного теплового сопротивления плоского
или объемного радиатора Rga = Ra + RLA + RA рассчитывают сопротивления
Рис. 5.28. Тепловая эквива-
лентная схема полупроводни-
кового элемента без охлажде-
ния поверхностей
Рис. 5.29. Тепловая эквивалентная схема полупро-
водникового прибора с радиатором:
Ri, Ra — внутреннее и внешнее тепловые сопротивления
полупроводникового прибора; R^ — сопротивление пере-
хода прибор — радиатор; RLA и RA — собственное и
внешнее тепловые сопротивления радиатора
297
5.25. Ориентировочное тепловое сопротивление перехода Р^для радиаторов и изо-
ляционных прокладок
Элемент Ra, К/Вт Элемент R*, К/Вт
Радиатор Зачищенный до блестящей поверхности, покрытый пас- той 0,2 Изоляционная прокладка Слюдяная шайба толщиной: 50 мкм 100 мкм 1,2 1,4
Анодированный, покрытый пастой 0,3 100 мкм, с обеих сторон по- крытая силиконовой смазкой 0,6
Необработанный Анодированный 0,5 0,7 Гетинаксовая шайба толщи- ной 100 мкм 1,0
теплопроводности, излучения и конвекции, что, однако, очень сложно.
На рис. 5.30 показано изменение полного теплового сопротивления плоских
алюминиевых радиаторов, найденного с помощью приближенного расчета,
в зависимости от площади охлаждающей поверхности [5.42]. В [5.6] при-
ведены зависимости Rga = f(A) для разностей температур между радиато-
ром и окружающей средой №Ки = 104- 120 К. Относительные тепловые
сопротивления Ro6lll алюминиевых плоских радиаторов в зависимости от
разности температур №Ки указаны ниже:
№Ки, к............................. ю 30 60 120
Яобш, %........................... ЮО 83 67 56
Точный расчет значений (RLA + RA) также очень сложен и производится
с помощью функций Бесселя мнимых аргументов. Для практических расче-
тов целесообразно использовать КПД радиатора тр
A^ = Pv(/?z + /?u + ^/n)> (5.30)
где
Л = 1/(1+/?лл//?л). (5.31)
Термическое сопротивление плоского радиатора в общем виде (рис. 5.31)
RA — Rk\ II II Rk2 II Rs2-
(5.32)
Рис. 5.30. Изменение теплового сопро-
тивления Rga квадратной алюминиевой
пластины в зависимости от ее площади
Af:
I — толщина 1 мм; 2 — толщина 2 мм
Рис. 5.31. Тепловая эквивалентная схе-
ма плоского радиатора:
RK\, /^ — сопротивления конвекции сторон
1 и 2; /?S1, RS2 —сопротивления излучений
сторон 1 и 2
298
С учетом R=\/(aA) для плоской тонкой охлаждающей поверхности
площадью Af
Ra — I(«KI + asl) + (aK2 + aS2)| АР ~ aFAF' (5'33)
В техническом паспорте на полупроводниковые приборы обычно ука-
зывают значение af=15 Вт/(м2«К).
Определение размеров охлаждающей поверхности [5.43] производится
на основе распределения температур по стержню (см. рис. 5.24):
d2 (Mwa)/dx2 = (aU/kAq)2 \^wa = w2 Mwa. (5.34)
При w=/=f(x), что с хорошим приближением отвечает действительности,
решение дифференциального уравнения имеет вид:
At>a,a = (ch [ш (% — Z)])/ch wl; (5.35)
A^fl = A^fl (1/ch wl). (5.36)
При малом перепаде температур А^йе:
ДМ = 0,5 (ДМ + AM; (5.37)
^wa- (5.38)
Из (5.31) и (5.38) находим
л 1+А^/Д^а 1+[(Ддйа/ДМ- 1|/[(Д<МЛМ.+ 1Г
После преобразования с учетом (5.36)
ch wl= 1 /(2т] — 1).
Так как
s</i: ш =д/2а/(А$).
Отсюда толщина s охлаждающей поверхности
(5.39)
где А = 1 /arcch2 [ 1 / (2т] — 1) ].
Значения А приведены ниже:
Л........................ 0,95 0,9 0,85 0,8 0,7
А........................ 4,5 2,1 1,25 0,8 0,4
Оптимальное соотношение между толщиной s и площадью AF охлаждаю-
щей поверхности достигается при т] 0,9 для свободной и т] 0,7 для вы-
нужденной конвекции.
Изготовители полупроводниковых приборов часто дают для них харак-
теристики, подобные показанным на рис. 5.32. Однако приводимые в паспор-
тах на эти приборы данные зачастую недостаточно полны. Как видно из
рис. 5.32, охлаждающие поверхности большей площади позволяют отвести
более высокую мощность рассеяния Pv. Однако это увеличение (А->оо)
ограничено Rt. Поэтому целесообразно выдерживать соотношение /?/^(/?й_|_
299
Рис. 5.32. Зависимость мощности германиевого тран-
зистора от температуры (транзистор установлен на
алюминиевом пластинчатом радиаторе, зачищенном
до блестящей поверхности, толщиной 3 мм. Радиа-
тор расположен горизонтально. Rt^7 К/Вт,
^1,5 К/Вт):
/ — без радиатора, 2 — площадь радиатора Л = 50 см2;
3 — Л = 100 см2; 4 — Л =200 см2
4-RA/r\) и для увеличения площади выполнять радиатор с охлаждающими
ребрами.
Определение размеров радиатора [5.43]. Конструктивная схема радиа-
тора, применяемого для охлаждения полупроводниковых приборов, пока-
зана на рис. 5.33. Для расчета теплоотдачи необходимы значения площадей:
AK = 2h(b + l) — для расчета конвекции с наружных поверхностей; Л,=
= 2hbn — для расчета конвекции с внутренних поверхностей и Л5 =
= АКА~Ь1 — для расчета излучения.
Следовательно, тепловое сопротивление RA радиатора
Яд = 1 + aKiA i + Ms)- (5.40)
Чтобы при минимальном объеме hbl радиатора тепловое сопротивление
Ra было возможно меньшим, необходимо найти оптимальное расстояние
между ребрами а. При очень малом а площадь Л, велика, а значение aKi
мало; при очень большом а площадь Л, мала, а значение aKi велико.
Для оптимизации необходимо найти максимум aKi/a. Поскольку опреде-
ляющим для теплоотдачи является критерий Нуссельта [см. (5.19)],
условие оптимизации имеет вид
aKi/a = Nu К/d2. (5.41)
Как показано в [5.45], для параллельных пластин
NL1=^Ti/('“explyl^)’ (5-42)
где у рассчитывается по формуле [5.7]:
у=-1т (5-43)
ПиК /I
Из уравнений (5.41) — (5.43)
,5 44>
Приравняв нулю первую производную этой
функции (с проверкой с помощью второй
производной), можно найти выражение для
Рис. 5.33. Конструктивная схема радиатора
(п — число зазоров между ребрами)
300
-•4,3 , , 21,4
ехР----. I —= 1 Ч-------: —
(OonrVf W/Л)3 (aonrVTWM)3
(5.45)
Это уравнение можно решить итерационным способом. При средней
температуре радиатора ^ = 60 °C и Х = 2,9«10-2 Вт/(м-К) для воздуха
оптимальное расстояние между пластинами
аопт = 1.З^/Л/ДФ™ • (5.46)
При использовании этого соотношения необходимо также соблюдать
условия b/h=\...2 и bh^5l [5.7].
При принудительном охлаждении оптимальное расстояние аопт зависит
от скорости воздуха v:
Аопт = 0,4д/^/у • (5.47)
В табл. 5.26 и 5.27 приведены основные данные для наиболее распро-
страненных радиаторов и охлаждающих скоб. Указанные значения тепловых
сопротивлений являются ориентировочными, рассчитанными при условиях,
что транзисторы с укороченными выводами на радиаторах установлены
5.26. Радиаторы и охлаждающие скобы для транзисторов [5.42]
Форма и назначение Тепловое со- противление Р la + Я/ь К/Вт Материал Покрытие Масса, г
А. Охлаждающая скоба, крепится к детали шасси клепкой или винтом (рис. 1) 140/11* Медь полу- жесткая Ni 0,45
В. Двойная скоба для двух тран- зисторов, крепится к детали шасси клепкой или винтами (рис. 2) -/11** То же Ni 0,9
С. Радиатор для навесного монта- жа (рис. 3) 140 А1 99,5 F7 Без покры- тия 1,0
* В знаменателе приведено значение RLA.
** В знаменателе приведено значение Р^д для половины скобы.
Рис. 3
301
Продолжение табл. 5.26
Форма и назначение Тепловое со- противление Rla + Ra> К/Вт Материал Покрытие Масса, г
Р. Охлаждающая скоба для уста- новки на печатных платах, допол- нительно крепится к плате пайкой (рис. 4) 130 Медь полу- жесткая F25 Ni 1,0
L. Охлаждающая скоба для навес- ного монтажа (рис. 5) 170 Медь полу- жесткая F37 МбЬк 0,8
М. Охлаждающая скоба для уста- новки на печатных платах, допол- нительно крепится к плате пайкой (рис. 6) 170 То же Ni6bk 0,8
Рис. 4 Рис. 5 Рис. 6
5.27. Радиаторы без покрытия для транзисторов [5.42]
Форма Тепловое сопротивление Rla+Ra. к/вт
F (рис. 1) А=4,5 мм; Б = 20 мм 90 А1
G (рис. 1), А =6,5 мм; Б = 30 мм; В = 25 мм 50 А1
N (рис. 2) 80 А1
99,5 или
99,5 или
Материал
AlMg 3
AlMg 3
Масса, г
0,75
1,6
0,5
99,5 F7
Рис. 2
302
Продолжение табл. 5.27
на горизонтально расположенной печатной плате, охлаждение которой
осуществляется за счет свободной конвекции в закрытой камере объемом
около 20 л. Мощность рассеяния транзистора Pv для радиаторов, указанных
в табл. 5.26, принималась равной 250 мВт, для радиаторов, указанных
в табл. 5.27,— 1 Вт. Для отвода теплоты от мощных транзисторов, выпря-
мительных диодов и тиристоров используют прессованные радиаторные
профили (рис. 5.34). Благодаря оптимизированным расстояниям между
ребрами эти профили имеют очень высокие термические характеристики.
Тепловое сопротивление профиля зависит от его длины, как это видно из
148 ±1,3
Рис. 5.34. Радиаторные профили /—V, используемые для мощных транзисторов
303
RL^KA,KlBm Л^КА,к!Вт
50 100 150 200 l,мм г) 50 100 150 200 I,мм I)
Рис. 5.35. Зависимость теплового сопротивления RLA + Ra от длины I для профилей
по рис. 5.34:
а — для профиля I, б — для профиля II; в — для профиля III; г — для профиля IV; д — для
профиля V
рис. 5.35 для вертикально расположенных профилей с необработанной
поверхностью в условиях свободной конвекции.
5.4.5. Теплоотвод от приборов
Температура прибора зависит от мощности рассеивания, преобразуемой
в приборе в теплоту, а также от расположения в нем источников теплоты.
Нагрев прибора описывается пространственным полем температур. Тепло-
вой режим работы прибора считается нормальным, если температуры
отдельных конструктивных элементов не превышают максимально допусти-
мых значений. Теплоотдача при этом осуществляется путем теплопровод-
ности, излучения и конвекции.
5.4.5.1. Теплоотвод путем свободной конвекции воздуха
Использование свободной конвекции воздуха является простейшим спо-
собом охлаждения.
В закрытом внутреннем объеме прибора образуются замкнутые, за-
частую очень сложные воздушные потоки, определяемые геометрией этого
объема и перепадами температур в нем. При этом теплоотдача за счет
конвекции составляет примерно треть теплоотдачи во внешнюю среду
при тех же критических размерах и том же перепаде температур при-
бора. В узких щелях (а<5 мм) в закрытом объеме происходит не сво-
бодная конвекция, а только теплопередача. Теплоотдача от элементов,
расположенных в закрытом корпусе, к его стенкам идет за счет конвек-
ции и, частично, излучения. Затем теплота отводится в окружающую
среду теплопередачей к поверхности стенок, а также конвекцией и излу-
чением.
Ниже кратко рассмотрены вопросы выбора размеров прибора, уста-
новленного в закрытом корпусе, с теплотехнической точки зрения. При-
нято, что источники теплоты в приборе расположены так, что они обес-
печивают возможно более равномерный нагрев прибора и его корпуса.
При определении размеров важно знать, какая мощность Pv может быть
304
отведена от прибора при его максимально допустимой температуре. Упро-
щенный расчет теплового сопротивления Rg корпуса, равного сумме тепло-
вых сопротивлений элементарных внутренних и наружных объемов, пояс-
нен на рис. 5.36. В случае металлического корпуса сопротивлением
теплопроводности RL можно пренебречь. Общее тепловое сопротивление
корпуса
Rg= W(aKAg) = + —t~+~-------Г—~• (5.48)
(«да+ «&)»« аА (аКо + а5о)Лв
При равенстве излучательных способностей во внутреннее простран-
ство и внешнюю среду (при одинаковом качестве поверхности)
(5.49)
После упрощений (см. [5.7] )
« аКа « ак.
Таким образом, эквивалентное сопротивление закрытого корпуса
Rg^2/[(aK + as)Ag]. (5.50)
Для металлических закрытых корпусов перепад температур между вну-
тренним и наружным пространством
Дд“=2Ри/[(ак + а5)Л]. (5.51)
При расчете пластмассового корпуса тепловым сопротивлением RL
пренебрегать нельзя. С учетом RL =s/(kA)= 1/(а£Л) из (5.51) получаем
---- Pv / 2 1 \
( I +—) * (5*52)
Л \а^ + as aL /
Ha рис. 5.37 представлено изменение отводимой мощности рассеяния
Pv в зависимости от габаритов прибора, характеризуемых его высотой h.
В приборе, корпус которого имеет вентиляционные отверстия, конвек-
ция более интенсивна. Она определяется видом, размерами и расположе-
нием отверстий, а также воздушными каналами в приборе. Расчет такой
конвекции численно почти невозможен. Для характеристики вентиляции
используют понятие коэффициента вентиляции ф, % [5.7]:
ф = (2Л£/Лобщ) ЮО, (5.53)
где Al — площадь эффективного полного поперечного сечения воздушных
каналов; ЛОбш — общая площадь невентилируемого корпуса. Коэффициент
вентиляции может составлять от 2 до 25 %; увеличение его выше 25 %
не дает заметного улучшения.
Благодаря усиленной конвекции в вентилируемых приборах часть
теплоты за счет конвекции выводится из прибора непосредственно от
источников теплоты. При этом теплоотдача зависит от размеров и рас-
положения воздушных каналов и математически описывается уравнением
(5.53). Коэффициент ф является функцией мощности рассеяния Ру, пло-
щади поверхности и внутренней температуры прибора [5.7]. В качестве
приближенного решения получено
V?=0,9Ру / (Аак bbia}. (5-54)
305
Рис. 5.36. Упрощенная тепловая экви-
валентная схема корпуса
Рис. 5.37. Мощность рассеяния Pv,
отводимая от закрытого корпуса типа А
(EGS) шириной 480 мм в зависимости
от его высоты h при различных глу-
бине t и материале:
-----металл;-----полистирол, - • - • -
пористый полиуретан
Расчет ак очень сложен, так как эта величина зависит от многих
факторов. Ориентировочные значения ак приведены в табл. 5.23.
Для перфорированного корпуса теплопроводность рассчитывается из
выражения
Kg = a*/[ 1 +1/(1 +0,5дАр)], , (5.55)
где а* = ак (дАр + 1) + а$. Мощность Р*, отводимая от вентилируемого
прибора,
a*Ag ДФ,*
1+ 1/(1+0,5 дАр)’
(5.56)
Значения Ру/Ру для различных материалов корпуса представлены на
рис. 5.38.
Разность температур между внутренним пространством вентилируе-
мого прибора и внешней средой
--- Pyw (Ф) / 1 1 \ z- стх
ЛОЖ (Ч>) = . ,,и ' (-^+—) • <5 57)
А (ф) \ Лм aL '
На рис. 5.39 приведены изменения отношения ДОЙ/Д^/а для венти-
лируемого и невентилируемого приборов в зависимости от коэффициента
вентиляции. Если принять тепловой поток ^ = 200 Вт/м2 (для электронных
приборов это является высокой поверхностной тепловой нагрузкой), то
получим кривые максимальных разностей температур (рис. 5.40), кото-
рые показывают, что с увеличением ф материал корпуса почти не влияет
на отводимую мощность рассеяния.
306
Рис. 5.38. Отношение мощностей рас-
сеивания вентилируемого и невентили-
руемого приборов P*/Pv в зависимости
от коэффициента вентиляции ip при
различных материалах:
1 — пористый полиуретан; 2 — полистирол;
3 — металл
Рис. 5.39. Отношение разностей темпе-
ратур внутри прибора и температуры
внешней среды для вентилируемого и
невентилируемого приборов
в зависимости от ip:
/ — металл; 2 — полистирол; 3 — пористый
полиуретан
Рис. 5.40. Максимальная разность
температур перфорированных корпусов
в зависимости от ip для различных
материалов:
1 — полиуретан; 2 — полистирол; 3 — ме-
талл
5.4.5.2. Теплоотвод путем вынужденной конвекции воздуха
При высоких плотностях сборки, обусловленных все более ускоряющейся
интеграцией и миниатюризацией электронных элементов, свободной кон-
векции зачастую недостаточно, что ведет к превышению максимально
допустимой температуры прибора. В таких случаях применяют вынужден-
ную конвекцию с помощью вентиляторов. Теплоотдача от стенки в воздух
здесь также происходит посредством теплопередачи. Тепловой поток, отво-
димый с помощью вынужденной конвекции:
Фг = агЛ Mwm. (5.58)
При свободной конвекции ак = 5 Вт/(м2-К), при вынужденной конвек-
ции 0^ = 20—120 Вт (м2-К).
Условием теплоотдачи при вынужденной конвекции воздуха является
наличие определенных воздушных охлаждающих потоков между элемен-
тами прибора. Для наиболее эффективного использования этих потоков
необходимо предусмотреть каналы для них и с помощью соответствую-
щей герметизации предотвратить подсос постороннего воздуха.
307
В зависимости от расположения вентиляторов в приборе или в уста-
новке различают приточную и вытяжную вентиляции. При приточной
вентиляции вентилятор располагается в нижней части установки. В резуль-
тате подсоса постороннего воздуха через неплотности скорость и, следо-
вательно, объемный расход воздуха в верхней части установки, т. е. в вы-
ходных каналах, падают, вследствие чего элементы, расположенные в этой
части, охлаждаются хуже. При вытяжной вентиляции, наоборот, венти-
ляторы устанавливают в верхней части установки. В этом случае посто-
ронний воздух, поступающий через неплотности, приводит к снижению
скорости и объемного расхода воздуха в нижней части установки, в кана-
лах для его входа. Во многих случаях используют также комбиниро-
ванную приточно-вытяжную систему вентиляции, при которой в нижней
части установки примерно до половины ее высоты действует приточная,
а в верхней части — вытяжная вентиляция.
Выбор вентиляторов усложняется очень большим числом влияющих
факторов. Его целесообразно осуществлять с помощью характеристик
самих вентиляторов, приборов и установок. При этом следует учитывать,
что осевые, центробежные и поперечно-точные вентиляторы имеют различ-
ные характеристики (рис. 5.41). Так, центробежный вентилятор при
меньшем объемном расходе обеспечивает большее давление подаваемого
воздуха, поперечно-точный, напротив, при большем объемном расходе раз-
вивает меньшее давление. Наиболее целесообразно применение осевых
вентиляторов; зачастую несколько таких вентиляторов комбинируют в один
блок. В случае приточно-вытяжной вентиляции вентиляторы устанавли-
вают последовательно, при этом давления их подачи суммируются,
объемный расход остается тем же самым. При расположении вентиля-
торов рядом друг с другом (параллельно) объемные расходы воздуха
суммируются при неизменности его давления. Например, для стоек и
шкафов используют блоки из трех расположенных рядом осевых венти-
ляторов. Такой блок может быть выполнен вдвижным. Центробежные
вентиляторы устанавливают в стойки и шкафы только в случае высокого
сопротивления потоку воздуха в них. Поперечно-точные вентиляторы ис-
пользуют крайне редко.
Характеристика прибора, необходимая для выбора рабочей точки вен-
тилятора, зависит от особенностей внутренней конструкции прибора.
С ростом числа вдвижных блоков растет сопротивление потоку охлаждаю-
щего воздуха, в результате чего при тех же вентиляторах объемный
расход воздуха снижается. Сопротивление потоку зависит в основном
от расположения в приборе конструктивных элементов и расстояния
между печатными платами. При использовании фильтров для очистки
и осушки воздуха его давление дополнительно падает, причем величина
этого падения определяется материалом фильтров (рис. 5.42).
Рабочую точку вентилятора определяют как точку пересечения харак-
теристик вентилятора и прибора. Для оптимальной рабочей точки давле-
ние и объемный расход воздуха, подаваемого комбинацией вентиляторов,
по меньшей мере равны требуемым значениям, если эта точка лежит
относительно далеко от точки экстремума или поворота характеристики
вентилятора (рис. 5.43).
Мощность рассеяния PVt объемный расход V и повышение темпера-
308
Рис. 5.41. Характеристики центробеж-
ного (1), осевого (2) и поперечно-точ-
ного (3) вентиляторов
Рис. 5.42. Характеристики приборов с
различной подготовкой охлаждающего
воздуха, состоящих из расположенных
друг над другом несущих конструкций '
с разъемным электрическим соедине-
нием (расстояние между печатными
платами 15 мм):
1 — без фильтра; 2 — с малым фильтром;
3 — с большим фильтром и перфорацией
большой площади
туры ДО (разность между температурами воздуха на выходе и входе)
связаны следующим соотношением [5.46]:
17 = 8,3-10-4Ру/ДФ (5.59а)
или V, м3/ч,
V = 3Pv/M. (5.596)
Как видно из рис. 5.44, повышение объемного расхода целесообразно
лишь до известного предела, определяемого повышением температуры ДФ.
5.4.5.3. Теплоотвод путем жидкостного охлаждения
При прямом жидкостном охлаждении конструктивные элементы или узлы
непосредственно омываются охлаждающей жидкостью, при косвенном
мощность рассеяния передается к этой жидкости через материалы, обла-
дающие хорошей теплопроводностью [5.8].
Рис. 5.43. Выбор вентилятора с по-
мощью характеристик:
1 — центробежного (приемлемо); 2 — осе-
вого (оптимально); 3 — поперечно-точного
(не рекомендуется)
Рис. 5.44. Влияние объемного рагх^а
воздуха, подаваемого вентилятором, на
повышение температуры:
1 — Фг = 500 Вт; 2 — Фг= ЮО Вт
309
Использование прямого жидкостного охлаждения предъявляет повы-
шенные требования к физическим и химическим свойствам охлаждающей
жидкости, для которой а «200 Вт/(м2-К). Поскольку при этом способе
охлаждения жидкость непосредственно контактирует с конструктивными
элементами, он вряд ли применим для электронной аппаратуры.
Конструктивно более благоприятно, но и сложнее косвенное жидкост-
ное охлаждение, применение которого оправдано для установок с высокой
мощностью рассеяния (например, для электронных устройств обработки
данных). В этом случае жидкость пропускается через установку по спе-
циальному контуру и охлаждается в теплообменниках, расположенных,
как правило, вне установки.
Разновидностями жидкостного охлаждения являются испарительное и
конденсационное охлаждение. Примером использования конденсацион-
ного охлаждения является тепловая трубка. Она представляет собой
вакуумированную трубку, заполненную, например, жидкостью. Трубка
нагревается с одного конца, пока жидкость не начнет испаряться. Обра-
зующиеся пары конденсируются на другом, более холодном конце трубки,
т. е. между обоими ее концами образуется интенсивный тепловой поток.
Благодаря покрытию внутренних стенок трубки керамикой, стеклянными
или металлическими волокнами, асбестовой тканью обеспечивается воз-
врат жидкости к нагреваемому концу по капиллярам в покрытии. Тепло-
проводность тепловой трубки Х«105 Вт/(К-м), т. е. намного выше, чем
у лучшего металлического проводника теплоты серебра, для которого
л = 410 Вт/(К-м). Поскольку обратное транспортирование жидкости осу-
ществляется вследствие капиллярного эффекта, положение трубки может
быть любым, однако ее длина ограничена. Тепловые трубки используют
для теплоотвода в труднодоступных местах, а также при точечных источ-
никах теплоты, развивающих тепловые потоки высокой плотности. Этот
метод целесообразно применять для охлаждения мощных полупроводни-
ковых приборов.
5.4.5.4. Теплоотвод путем использования термоэлектрических эффектов
Для охлаждения приборов используют эффекты Джоуля — Томпсона,
Зеебека и Пельтье. Для охлаждения электронных приборов практическое
значение имеет эффект Пельтье, согласно которому при прохождении
электрического тока через соединение (электрический контакт, место
пайки) двух различных материалов это соединение нагревается или
охлаждается в зависимости от направления тока. Для этого используют
соединения полупроводниковых р—п — переходов — термоэлектрические
элементы (рис. 5.45), которые для повышения отводимой мощности рас-
сеяния могут включаться термически параллельно. Эти элементы работают
с очень малыми рабочими напряжениями ((/<1 В) при очень больших
токах (/> 10 А). Электропитание при этом должно производиться от
отдельных источников, что является, конечно, недостатком этого способа
охлаждения.
1
===== ===== Рис. 5.45. Термоэлектрический элемент:
“=j> J * 1= «I * -»-ь / — холодная сторона; 2 — нагретая сто-
2 рона
310
Кроме того, КПД термоэлектрических элементов относительно невысок
(т]«50 %), поэтому их применение оправдано только в особых случаях.
5.4.6. Конструкции, сбалансированные для тепловых нагрузок
Для обеспечения надежности прибора или установки еще на первой стадии
разработки необходимо выбрать оптимальный способ их охлаждения
с учетом мощности рассеяния, условий окружающей среды и максимально
допустимых рабочих температур. Отводимая мощность рассеяния зависит
от коэффициента теплоотдачи ак (табл. 5.28). Для охлаждения приборов
используют главным образом конвекцию воздуха; значения мощности рас-
сеяния, отводимой конвекцией, указаны в табл. 5.29.
Ниже описаны правила конструирования приборов, оптимальных с
теплотехнической точки зрения.
Расположение источников теплоты. Поле температур в приборе обра-
зуется в соответствии с устанавливающимися в нем потоками охлаждаю-
щей среды. Экспериментальные исследования [5.7], проведенные при раз-
личных расположениях источников теплоты и различных высотах прибора,
позволили сделать следующие выводы:
при расположении источников теплоты вблизи крышки корпуса при-
бора температуры крышки и самих источников максимальны. Чем ниже
в корпусе установлен источник, тем эти температуры меньше. Преимущест-
вом расположения источников теплоты в верхней части корпуса является
наличие зоны более низких температур в нижней части. Это относится
к приборам как большой, так и малой высоты, как с герметичными,
так и с вентилируемыми корпусами;
у корпусов меньшей высоты (при той же поверхности или объеме)
температуры источников теплоты, корпуса, а также внутренняя темпера-
тура ниже, чем у более высоких корпусов. «Каминный» эффект, при
5.28. Коэффициенты теплоотда-
чи ак при различных способах
охлаждения [5.8]
5.29. Примерная плотность мощности рассеяния,
отводимой при конвекции воздуха (Afya = 20 К)
Способ охлаждения Вт/(м2-К) Корпус Конвекция Размеры, мм Плотность, Вт/дм3
Свободная конвек- ция и излучение в 2...10
воздух Вынужденная кон- 10.. .100 Закрытый Свобод- 130X430X280 2
векция воздуха Конвекция при мас- ляном охлаждении 200.. .1000 Перфориро- ная То же 1800X600X600 130X430X280 0,5 8
Конвекция при во- 200.. .3000 ванный 800X430X280 3,5
дяном охлаждении Конденсация паров 500.. .2000 Вынуж- 130X430X289 50
органических мате- риалов денная 800 X 430 X 280 30
311
котором вследствие разности плотностей воздуха циркуляция воздуха
увеличивается, в небольших приборах не проявляется; он отмечается
только при высоте прибора не менее 0,3 м.
Расположение печатных плат. Печатные платы устанавливают в при-
борах в основном горизонтально или вертикально, а также в виде шта-
беля (см. § 6.1.4).
В небольших приборах моноблочной конструкции (см. гл. 3.2) тепловые
условия работы горизонтально расположенных печатных плат благо-
приятны, если отношение высоты к ширине прибора меньше 0,6. Если
корпус прибора имеет перфорацию (при тепловых потоках выше 80 Вт/м2),
то в горизонтальных печатных платах и шасси следует также предусмот-
реть отверстия, обеспечивающие беспрепятственный проход воздушных
потоков. В закрытых и вентилируемых корпусах температура печатных
плат повышается меньше при их расположении на меньшей высоте.
В типовых несущих конструкциях печатные платы крепят, как правило,
в виде штабеля в несколько слоев. Вертикальное расположение плат
более выгодно для конвекции воздуха по сравнению с горизонтальным
и обеспечивает выравнивание температур по всему штабелю. Для обра-
зования свободной конвекции расстояние между платами должно быть
не менее 30 мм, для образования вынужденной конвекции — примерно
10—15 мм. Это расстояние зависит от условий пограничного слоя на
поверхности печатных плат.
Расположение воздушных каналов. Поскольку более теплые воздушные
потоки поднимаются вверх, более предпочтительны вертикальные каналы.
Циркуляция воздуха усиливается также перфорацией нижней и верхней
горизонтальных поверхностей корпуса прибора. При этом эффективные
потоки воздуха образуются только в том случае, если между донной
поверхностью и поверхностью, на которой установлен прибор, имеется
достаточное расстояние (для настольных приборов это расстояние состав-
ляет минимум 30 мм, для шкафов — 60 мм).
На рис. 5.46 представлены схемы расположения воздушных каналов
в приборах. Принцип их образования одинаков как для приборов, уста-
навливаемых один на другой (например, на измерительном стенде), так
Рис. 5.46. Расположения воздушных каналов в приборах:
а — одиночный прибор; б—г — несколько приборов на измерительном стенде; д — приборы
в стойке
312
и для стоек и шкафов. «Многоэтажные» конструкции удобны для верти-
кальных воздушных потоков, вызванных свободной конвекцией. Если же
их недостаточно для охлаждения прибора, то эти потоки можно интенси-
фицировать с помощью вентиляторов. В типовых несущих конструкциях
вентиляторы целесообразно устанавливать в типовых выдвижных блоках.
Закрытые корпуса. Для облегчения теплоотдачи прежде всего необхо-
димо ускорить теплоотвод со стенок прибора с помощью теплопровод-
ности. В закрытом корпусе, форма которого благоприятна для излучения
(е> 0,8), по меньшей мере 65 % мощности рассеяния отводится с помощью
излучения.
С помощью конвекции и излучения из закрытого корпуса может отво-
диться тепловой поток плотностью до 80 Вт/м2. Для улучшения цирку-
ляции в приборах устанавливают экраны, направляющие отражатели,
а также разбивают внутренний объем прибора на несколько камер.
Перфорированные корпуса. Для образования эффективного воздуш-
ного потока в приборе необходимо предусмотреть соответствующие кон-
структивные мероприятия. К ним относятся выбор размеров перфорации,
расположения печатных плат и шасси, поперечных размеров воздушных
каналов и т. д.
Основные стандарты, регламентирующие защиту приборов от тепло-
вых воздействий, перечислены в приложении 1.
5.5. Защита от действия
полей [5.9—5.12]
Символы и обозначения
А — площадь поверхности, м2
В — магнитная индукция, Тл
С — электрическая емкость, мкФ
D —плотность электрического смеще-
ния, А-с/м2
Е — напряженность электрического по-
ля, В/м
И — напряженность магнитного поля,
А/м
М — взаимная индуктивность, мкГн,
линейная плотность электрическо-
го тока, А/м
а — затухание, дБ
d — толщина стенки, диаметр, мм
f — частота, Гц
р — коэффициент перфорации
г — радиус, мм
s — ширина стенки, мм
t — время, с
w — ширина отверстия, мм
Ф — электрический потенциал, В
внешних электромагнитных
у — электрическая проводимость, 10-6
м/Ом«мм2
6 — показатель проницаемости, мм
е — диэлектрическая проницаемость,
Ф/м
Ф — эффективная толщина слоя, см
ц— магнитная проницаемость, Гн/м
р — пространственная плотность элек-
трического заряда, А* с/м3; удель-
ное электрическое сопротивление,
Ом • мм2/м
со — круговая частота, Гц
Индексы
А — начало
а — внешний
I — внутренний
k — связь
о — сумма всех отверстий
г — относительный
s — экран
z — цилиндр
Й — векторная величина
Эффективной защитой от воздействия электрических полей является
экранирование, которое снижает энергию внешнего электромагнитного
поля, а также помехи и влияние прибора на внешнюю среду. Причинами
313
паразитных наводок на прибор являются внешние источники помех,
а также образование межкаскадиых связей под влиянием электростати-
ческих и электромагнитных полей.
Электрические поля описываются уравнением Максвелла: B = p/7, S—yE. (5.60)
rot Н= S-\-dD/dt, rot E=-(dB/dt), div fi = 0, div 5 = p,
Для электростатического поля: rot £ = 0, div Z5 = р, D = eE; E= —grad <p; (5.61)
для электромагнитного: votH = S + dD/dt; rot E= — dB/dt. (5.62)
В зависимости от типа и частоты поля различают экранирование элек-
трических и магнитных полей низкой и высокой частот. Часть электро-
магнитной энергии отражается от поверхности экрана, часть проникает
в него. В свою очередь, определенная доля энергии, проникшая в экран,
отражается от его другой стенки, остальная энергия проходит экран
насквозь. Достигаемое при этом ослабление поля называется экрани-
рующим действием, отношение напряженностей полей за экраном
и перед ним — эффективностью экранирования, а выражаемый
в децибелах логарифм величины, обратной этому коэффициенту,— зату-
ханием экранирования [5.9].
5.5.1. Экранирование электрических полей
Для защиты от электрических полей или подавления паразитной емкост-
ной связи во всех диапазонах частот используют тонкие листы и пленки,
а также проволочные решетки и сетки из материала, обладающего хоро-
шей электропроводимостью.
Действие электрического экранирования пояснено с помощью рис. 5.47
[5.10], где Ck должна оставаться малой. Экраны 1 и 2 соединяются
с приемником помех. Два экрана позволяют достичь высокого экрани-
рующего действия.
При конструировании экранов следует помнить, что их материал дол-
жен иметь хорошую электропроводимость, все электрические соединения
должны быть короткими.
Рис. 5.47. Пример экранирования элек-
трических полей:
1 — источник помех; 2 — приемник помех;
3 — экран 1; 4 — экран 2
314
5.5.2. Экранирование магнитных полей
Для экранирования магнитных низкочастотных полей используют мате-
риалы с высокой магнитной проницаемостью при достаточной толщине
экрана. Такими материалами являются, например, листовая сталь, сталь
для сердечников электрических машин, муметалл, пермаллой, хайперник
(см. табл. 5.30). При обработке этих материалов, особенно при термо-
обработке, необходимо строго следовать указаниям изготовителя.
Затухание экранирования в общем виде:
as = 20
(5.63)
5.30. Характеристики магнитных материалов [5.11]
Материал Массовая доля составляю- щей, % (остаток Fe) p. мкОм - CM MXI0'1 Ртпах X Ю3
Сталь для сердечников электрических машин: сталь I mSi =0,5.. .0,8; 20 0,15 4*
сталь III ^мп<°>3; mc<0,l mS1=2,4.. .3; mMn<0,3; 45 0,3* 6*
сталь IV mQ < 0,08 mSi =3,4.. .4,5; 55* 0,4* 7—15
Хайперник mMn<0,3; mc<0,07 mNj »50 / 46 5 65
Муметалл mNi=76; mCu = 5; 50.. .62 1,0—20 50—100
Пермаллой mCr=2; mMn=0,8 mNi = 78,5; mMo = 3 55 6 80
* Приблизительное значение.
Для магнитостатического экрана в форме полой сферы, у которой
d<^rt (см. рис. 5.51):
a5 = 201g[l+M/(2r,)]. (5.64)
Для полого цилиндра с d<^ri (рис. 5.48):
as = 20 1g [ 1 +2pi^/(3rt)]. (5.65)
На рис. 5.49 представлено изменение значений затухания экраниро-
вания для различных материалов, рассчитанных по этой формуле.
Экранирование магнитного поля средних и высоких частот осущест-
вляется за счет индуцирования в экране вихревых токов. Поэтому здесь
могут быть использованы и немагнитные материалы, такие, как медь
и алюминий (табл. 5.31). Магнитное поле вихревых токов вытесняет
первоначальное электрическое поле. Вихревые токи, в соответствии с по-
верхностным эффектом (скин-эффектом), действуют только до определен-
ной глубины экрана. В качестве такой глубины принята глубина прони-
цаемости, которая соответствует глубине, на которой напряженность
315
Рис. 5.48. Действие магни-
тостатического экрана
Рис. 5.49. Изменение затухания экранирования as
для магнитостатического экрана в виде полого
цилиндра:
1 — хайперник (50 % Fe, 50 % Ni, ц,= 100 000); 2 —
муметалл (75 % Ni, 8 % Fe, 5 % Си, 2 % С, цг = 20 000);
3 — стальной лист (р.г = 200); 4 — стальной лист (р.,=
= 65)
падает на 1% напряженности на поверхности [5.12]. Показатель про-
ницаемости 6 характеризует глубину, на которой напряженность электри-
ческого поля падает в е раз по сравнению с напряженностью на поверх-
ности. Значения этого показателя для некоторых материалов при различ-
ных частотах, рассчитанные по формуле,
1
6е =
(5.66)
приведены в табл. 5.32.
Эффективная толщина слоя О’, в котором при равномерной. плотности
тока выделяется такое же количество теплоты, как и в целом при плот-
ности тока, уменьшающейся с глубиной, определяется по преобразован-
5.31. Материалы для магнитных высоко-
частотных экранов
Материал Y, м/ (Ом • мм2) Р. мОм • мм2/м
Алюминий:
мягкий 35,9 27,8
твердый по- 33,0 30,3
сле прокатки
Сталь 10,4 86
Электротехни- ческая медь:
F20, мягкая Более 57 Менее 17,5
F37 Более 55 Менее 18,2
Латунь:
Ms60 — 58
Ms63 — 65
Ms67 — 64,5
Ms72 — 59
Серебро 61,3 16,3
5.32. Показатель проницаемости 6е для
некоторых материалов при различных
частотах
А Гц 6е, ММ
Си А1 Fe
50 9,44 12,3 1,8
102 6,67 8,7 1,3 цг = 200
103 2,11 2,75 0,41
104 0,667 0,87 0,13;
105 0,211 0,275 0,36"
106 0,0667 0,087 0,11 ?Рг=1
107 0,0211 0,0275 0,04
108 ю9 0,0067 0,00211 0,0087 0,0028 0,01 >
316
Рис. 5.50. Изменение эффективности
толщины слоя свинца, алюминия и
меди в зависимости от частоты
Рис. 5.51. Электрически проводящий
полый цилиндр в магнитном перемен-
ном поле
ному уравнению, не зависящему от размерностей его членов:
0=1 /(2л Vtf) = 0,159/7^. (5.67)
Как видно из рис. 5.50, для экранов следует выбирать тонкие листы
из хорошо электрически проводящего материала, толщина листа d^36e.
Ослабление переменного магнитного поля, например, экраном в виде
электрически проводящего полого цилиндра (рис. 5.51)
fls = 20 lg [(V2/6) (г,/бе) e-d/6']- (5.68)
Для экранирования высокочастотных полей за счет образования вихре-
вых токов используют экраны из хорошо проводящих материалов. При
полях же сверхвысокой частоты на основной материал экрана, такой,
как медь или латунь, для улучшения его электрической проводимости
наносят слой серебра.
5.5.3. Примеры экранирования
Экранирование конструкционных элементов. Электронные элементы, такие,
как транзисторы, конденсаторы, потенциометры, полосовые фильтры, элек-
тронно-лучевые трубки и т. д., защищают с помощью электростатических
экранов, на которые подается опорный потенциал. Для защиты катушек
от воздействия полей используют металлические экраны. Защитный эф-
фект возникает благодаря наведению в экране вихревых токов, которые
вызывают появление поля, противоположного полю катушки. Такой экран
может иметь вид трансформатора с короткозамкнутой вторичной обмот-
кой [5.12], причем параметры экрана в этом случае можно рассчитывать
подобно расчету параметров трансформатора (рис. 5.52);
R' = /?i -Т /?2 [w2M2/(/?2_|_ w2Zj)|; (5.69)
L' = Li- L2 [o)2M2/(/?i + оЛЦ)]. (5.70)
Для хорошего экранирования R2 и М должны быть малы. Это условие
выполняется при d\<.d2, где d\ и d2 — диаметры катушки и ->кран.
Практически достаточным является соотношение d2/d\ = 1, 2...2.
Конструкция экранов. Основными условиями высокой эффектив-
317
Рис. 5.53. Влияние шва на ход силовых
линий:
а — продольного; б — поперечного
Рис. 5.52. Экранирование катушки:
L\, R\ — параметры катушки; L2, Ri —
параметры экрана; М — взаимная индук-
тивность
ности защиты являются обеспечение чистых неокисленных стыков экрана
и выполнение экрана из материала, обладающего хорошей электрической
проводимостью. Стыки не должны нарушать направление силовых линий
поля, для чего в случае электрических полей швы и стыки должны быть
перпендикулярны этим линиям (рис. 5.53). Кроме того, экран не должен
искажать направления наводимых в нем вихревых токов. Для этого все
швы и стыки должны идти в направлении этих токов (рис. 5.54). Экран
должен быть закрыт со всех сторон и заземлен для отвода блуждающих
токов.
Экранирующее действие перфорированных экранов зависит от разме-
ров перфорации. Небольшие отверстия в экране, размеры которых малы
Рис. 5.54. Ход вихревых токов в экранах различной геометрии:
-► — направление силовых линий магнитного поля,-----►- направление электрического тока,
а — пластины со стыком вдоль направления вихревых токов; б — пластины со стыком,
пересекающим направление вихревых токов; в — сфера; г — П-образный профиль с пере-
крывающей пластиной; д — коробчатый профиль с крышкой; е — полый цилиндр; ж — полый
цилиндр с крышками; з — полый цилиндр без крышек; в случаях а, в, д—ж ход наведенных
в экране вихревых токов не искажен стыками, в случае б, г, з — искажен
31К
Рис. 5.55. Перфорированный цилиндрический
экран
по сравнению с длиной волны экрани-
руемого поля, не оказывают на экрани-
рующий эффект никакого влияния. Экра-
нирующее действие перфорированного
цилиндра (рис. 5.55) зависит от коэффи-
циента перфорации
□□□□□а
□□□□□□
□□□□□□
p=A0/A, = (l+s/w)-2. (5.71)
Для случая широких отверстий в экране приближенно можно
записать:
р= 1 — s/w.
(5.72)
Следовательно, ослабление высокочастотного поля можно рассчитать
по формуле
as = 20\g(2r/wp). (5.73)
Для вентилируемых приборов, к экранированию которых предъяв-
ляются повышенные требования, необходимо использовать дополнитель-
ную металлическую сетку.
Чтобы повысить экранирующее действие, экран следует размещать
как можно ближе к экранируемым объектам. Увеличение диаметра экрана
при той же толщине его стенки, как показывают уравнения (5.64), (5.65)
и (5.68), повышает ослабление экранируемого поля.
Основные стандарты, касающиеся защиты от электромагнитных полей,
см. в приложении П1.
5.6. Защита от помех со стороны сети питания [5.13—5.16]
Символы и обозначения
С — электрическая емкость, мкф
/ — электрический ток, мА
L — индуктивность, мГн
R — активное сопротивление, Ом
U — напряжение, В
W — энергия, Вт-с
Y — полная проводимость
Z — полное сопротивление
f — частота, Гц
t — время, с
6 — угол потерь
т — постоянная времени, с
о) — круговая частота, Гц
Индексы
А — отвод
С — емкость
D — дроссель
R — активное сопротивление
а — внешний
i — внутренний
k — короткое замыкание
/ — продольный
max — максимальный
q — поперечный
s — симметричный
и — несимметричный
У, Z — комплексные величины
изол — изоляция
разр — разряд
сеть — сетевой
319
Для обеспечения неискаженной радиосвязи на всех выделенных для
нее частотах необходимо подавление всех паразитных наводок, которые
могут отрицательно повлиять на прием сообщений, передаваемых по
проводам и радиоканалу. Источниками помех наряду с атмосферными
явлениями (например, молниями) могут быть другие передатчики и при-
емники, а также не относящиеся к радиоприемным устройствам элек-
трические приборы, машины и агрегаты (двигатели, переключатели
и т. д.).
Помехи, обусловленные работой нерадиотехнических электрических
приборов, распространяются в основном по проводам сети переменного
тока. Для подавления этих помех необходимо знать причины их возник-
новения, свойства и условия их распространения, энергию и частотный
диапазон источника помех, а также тип и принцип действия приемника
и его расстояние от источника помех.
Для защиты от помех могут быть использованы следующие мероприя-
тия:
снижение интенсивности помех путем использования схем с меньшим
излучением высокочастотных помех;
развязка источника помех или приемника от линии их передачи (в дан-
ном случае от сети) и предотвращение распространения высокочастотных
помех путем рассогласования ее источника и сети; здесь возможно также
использование оптоэлектронных средств передачи информации.
Для характеристики помех используют понятия коэффициента помех,
равного отношению напряжения помехи к напряжению сети (в деци-
белах или неперах), и коэффициента нагрузки, отражающего временную
последовательность и продолжительность, а также интенсивность помех.
При малом коэффициенте нагрузки, например, в случае выключателя
осветительного прибора защитные мероприятия не требуются.
Радиопомеха — различимое ухудшение радиоприема под влиянием
высокочастотного сигнала.
Подавление радиопомех — мероприятия по снижению или устра-
нению помех радиосвязи.
Предупреждение появления радиопомех — мероприятия
по предотвращению или снижению радиопомех, проводимые при изготовле-
нии прибора.
Устройство для измерения радиопомех — прибор для из-
мерения сигнала радиопомех.
Сигнал радиопомех — излучаемый источником помех высоко-
частотный сигнал, не являющийся носителем информации.
Напряжение радиопомех — максимальное напряжение сигнала
радиопомех.
Напряженность радиопомех — максимальная напряженность
поля сигнала радиопомех.
Импульсная радиопомеха — радиопомеха длительностью ме-
нее 1 с.
Длительная радиопомеха — радиопомеха длительностью свыше
1 с.
320
5.6.1. Эквивалентная схема замещения источника помех
Источник помех генерирует высокочастотную энергию, которая может
достичь приемника. При этом сеть электропитания, связанная с источни-
ком помех, представляет собой первичную, а провода прибора, связан-
ные с этой сетью,— вторичную линии передачи помех. Мероприятия по
подавлению помех должны касаться первичной линии.
Вследствие различных сопротивлений между проводами сети, а также
между сетью и землей энергия помех распространяется в виде двух не
зависящих друг от друга составляющих. При этом различают состав-
ляющие: симметричную s между проводами сети и несимметричную и
между сетью и землей. Первичная линия передачи помех представляет
собой трехпроводную систему, причем два провода идут от сети к прибору,
третий образует земля.
На рис. 5.56 представлена обобщенная эквивалентная схема замеще-
ния источника и линии передачи помех. Эту схему можно использовать
для источника без противопомеховой защиты. Если такая защита есть,
то для симметричной и несимметричной составляющих могут быть пред-
ставлены соответствующие эквивалентные схемы (рис. 5.57 и 5.58) [5.14].
Мероприятия, требуемые для подавления помех, определяются схемой
и внутренним сопротивлением источника помех и сети питания.
Напряжение источника симметричных помех
t/ls-t/osZas/(Z,s + Zas); (5.74)
источника несимметричных помех
U^=U^Zau/(Zlu + Zau). (5.75)
Рис. 5 56 Обобщенная эквивалентная
схема источника и линии передачи
помехи:
1 — генератор помехи, 2— провод ceni.
3 — защитный проводник
Рис. 5.57. Эквивалентная схема источ-
ника симметричных помех
1 1 Заказ 4
Рис. 5.58. Эквивалентная схема источ-
ника несимметричных помех
321
5.6.2. Подавление помех
Целью мероприятий, направленных на подавление помех, является мини-
мизация напряжения помех и U\, воздействующего на Za, чтобы выпол-
нялось неравенство U\<Uq. Для этого Z, должно быть значительно
больше Za (за счет увеличения сопротивления нагрузки, работы в режиме
короткого замыкания). Можно использовать дополнительные сопротивле-
ния.
Приведенные ниже рекомендации справедливы для симметричной и
несимметричной составляющих помех.
5.6.2.1. Подавление помех по поперечной схеме
Для подавления помех по этой схеме параллельно внешнему сопротив-
лению Za (сопротивлению нагрузки) включается сопротивление развязки
Zq (конденсатор) (рис. 5.59). Напряжение без сопротивления Zq
U^UoZa/iZi + Za)
ИЛИ
Ut = lK/(Y,+ Ya). (5.76)
При включении сопротивления Zq
U2 = IK/(Yl+Ya+Yq\ (5.77)
Деление уравнения (5.76) на (5.77) позволяет определить эффектив-
ность подавления помех:
Ui/U2=\ + Yq/(Yi+Ya\ (5.78)
Высокая эффективность подавления помех достигается при U2^U\.
Это условие выполняется при Yq/(Yi+Ya)^> I и, следовательно, U\/U2^
ttY_q/(Yi+Ycy Проводимость развязки должна отвечать условию [5.14]
Yq^Yi+Ya. (5.79)
Рис. 5.59. Варианты подавления помех
по поперечной схеме путем включения
Zq (конденсатора) параллельно Za:
U\ — напряжение помех без помехоподав-
ляющего сопротивления Z4, U2 — напряже-
ние помех с помехоподавляющим сопро-
тивлением Zq
322
Рис. 5.60. Подавление помех по про-
дольной схеме путем симметричного
включения сопротивлений Z\ (дроссе-
лей)
5.6.2.2. Подавление помех по продольной схеме
В этом случае симметричные сопротивления Z/ (дроссели) включают
последовательно внутреннему и внешнему сопротивлениям (Zz и Za).
Они оказывают пренебрежимо малое сопротивление току питания,-но
очень большое току помехи (рис. 5.60).
Напряжение помех U\ при отсутствии развязывающих сопротивлений
определяется по (5.76). При включении же этих сопротивлений по рис. 5.60
это напряжение равно
^2= ^oZa/(Z(- + Za + Z/). (5.80)
Эффективность подавления помех находим делением уравнения (5.76)
на (5.80):
+ (5.81)
Из условия Z//(Zz + Za)^> 1 следует:
^!/^2«Z/(Zt + Za),
откуда получаем требование к сопротивлению развязки [5.14]
Z/»(Zz + Zfl). (5.82)
5.6.2.3. Подавление помех по комбинированной схеме
Использование поперечной или продольной схемы подавления помех
зачастую не дает требуемого результата. В таких случаях бывает целе-
сообразно комбинировать схемы (рис. 5.61).
Подавление помех по поперечной схеме (рис. 5.61, а) в случае больших
внутреннего и внешнего сопротивлений может быть значительно улучшено,
Рис. 5.61. Различные схемы подавления помех (при заземлении схемы элементы,,
заключенные в рамки, отпадают)
11 * 323
если между двумя конденсаторами включить два высокочастотных дрос-
селя (рис. 5.61,6). Тогда напряжение помех на конденсаторе Ci благо-
даря высокому сопротивлению дросселя L и низкому сопротивлению
конденсатора Сч делится так, что остаточное напряжение помехи на Zq
мало.
Если при малых внутреннем и внешнем сопротивлениях продольной
схемы (рис. 5.61,6) недостаточно, то между двумя парами дросселей
включают конденсатор С (рис. 5.61, е). При большом внешнем и малом
внутреннем сопротивлениях используют комбинацию поперечной и про-
дольной схем, как это показано на рис. 5.61, в; в противном случае — как
показано на рис. 5.61, г.
Эффективность подавления помех может быть дополнительно повы-
шена включением одновременно нескольких контуров, представленных на
рис. 5.61.
5.6.2.4. Примеры схем подавления помех
Схема подавления помех, генерируемых выключателем с большим внутрен-
ним сопротивлением Zt, представлена на рис. 5.62, а. В качестве нагрузки
здесь использован конденсатор С. Резистор R включен последовательно
для предотвращения подгорания контакта при разряде конденсатора.
Для выключателя с малым внутренним сопротивлением Z, и большим
внешним сопротивлением Za для увеличения Zt можно включить два дрос-
селя L (рис. 5.62,6) [5.14].
На рис. 5.62, в — д приведены примеры помехоподавляющих фильтров
для электрических двигателей, являющихся источниками помех. К зажи-
мам двигателя с заземленным корпусом (класс защиты I) может быть
присоединен сдвоенный конденсатор СС с заземленной средней точкой
Рис. 5.62. Противопомеховые фильтры (стрелка вверх указывает на большое значе-
ние соответствующей величины, вниз — на малое):
а—выключатель с большим внутренним сопротивлением, С = 0,1 — 1 мкФ, /? = 5—100 Ом,
б — выключатель с малым внутренним сопротивлением, Л = 0,2 — 2 мГн; в — двигатель
класса защиты I, С = 0,05—1 мкФ; г — двигатель класса защиты II, Cs = 0,05—1 мкФ,
Си = 2,5 —5 нФ, д — двигатель с малым внутренним сопротивлением, L = 0,l —10 мГн,
е — двигатель и выключатель (периферийное оборудование ЭВМ), С = 0,25 мкФ, С„ = 2,5 нФ,
Л = 2,5 мГн
324
(рис. 5.62, в). Другой вариант помехоподавления показан на рис. 5.62, г.
Здесь параллельно зажимам двигателя с защитой класса II присоединен
конденсатор Cs, подавляющий симметричную составляющую помехи. Для
ослабления несимметричной составляющей предусмотрен конденсатор Си,
соединяющий один из проводов электропитания с корпусом двигателя.
Этот конденсатор должен отвечать соответствующим требованиям без-
опасности в отношении емкости и качества (см. п. 5.6.3.3.).
В рассмотренных выше примерах подавление помех осуществлено по
поперечной схеме (см. рис. 5.61, а). На рис. 5.62,6, где представлен
противопомеховый фильтр для электрического двигателя, эта схема рас-
ширена последовательным включением двух дросселей. Дроссель LD
устанавливают в случае больших несимметричных составляющих помехи.
Другой вариант расширения поперечной схемы приведен на рис. 5.62, е.
5.6.3. Схемы и требования к безопасности средств подавления
радиопомех
5.6.3.1. Общие положения
Средства подавления радиопомех, естественно, должны обеспечивать
максимальный противопомеховый эффект, не вызывая нежелательных
побочных явлений, ухудшающих выполнение прибором его функции или
снижающих его безопасность. Это относится, в частности, к развязке
защитного и нейтрального проводов с помощью дросселя и к шунти-
рованию изолированных друг от друга контуров с помощью помехо-
защитных конденсаторов. Помехозащитный фильтр должен быть рассчи-
тан так, чтобы ток утечки через него не превышал максимальное значе-
ние, измеряемое для однофазовых приборов класса защиты I по рис. 5.63, а,
для класса защиты II — по рис. 5.63,6. Примеры максимально допусти-
мых токов утечки для помехоподавляющих конденсаторов приведены
в табл. 5.33.
5.6.3.2. Противопомеховые дроссели
Дроссели используют для подавления высокочастотных помех. Одновре-
менно они повышают внутреннее сопротивление источников помех. Актив-
Рис. 5.63. Измерение тока утечки
при однофазной цепи питания
приборов классов защиты I (а)
и II (б):
1 — металлическая деталь, касание
которой возможно; 2 — рабочая
изоляция; 3 — защитный проводник
разорван или не подключен; 4 —
металлическая деталь, касание ко-
торой невозможно; 5 — защитная
изоляция
325
5.33. Токи утечки и энергия, максимально допустимые для противопомеховых
переносных приборов, подключаемых к сети с помощью соединителя
Класс Токоведущие касаемые детали Токоведущие некасаемые детали
защиты ^Лтах> Маглах» мВт-с ^Лтах’ мА U/max, мВт-с
I 0,5 0,5 Конденсатор не j останавливают
II Установка конденсаторов запре- 3,5 5
щена
III Без ограничений
ное сопротивление дросселя должно быть малым, чтобы не оказывать
отрицательного влияния на выполнение функции защищаемым прибором,
а полное сопротивление должно оставаться большим в широком диапа-
зоне частот, чтобы защитное действие дросселя оставалось максимальным.
Многослойные дроссели — вследствие повышенной межвитковой емко-
сти — используют только при определенных частотах помех. Число слоев
в них должно быть нечетным; начало и конец провода должны быть
расположены на противоположных торцах каркаса для уменьшения связи
между проводом, несущим помехи, и свободным от них.
При установке дросселей следует придерживаться следующих реко-
мендаций:
дроссели с ферромагнитным сердечником, обычно выполняемые сдвоен-
ными, могут быть использованы для сборки противопомехового фильтра
по продольной схеме (см. рис. 5.60), при этом каждую отдельную катушку
дросселя включают в свой провод питания прибора. В диапазоне УКВ-
частот применяют дроссели на ферритовом сердечнике (кольцевой, стерж-
невой, U-образной формы);
дроссели устанавливают в защитные провода, если конденсаторы не
обеспечивают требуемого подавления помех, а противопомеховые дрос-
сели не могут быть использованы из-за недостатка места [5.13].
При использовании противопомеховых дросселей нельзя забывать и
о таких мерах защиты от помех, как заземление и зануление. Дроссели,
диаметр витков которых не должен быть меньше диаметра защитного
провода, должны обладать повышенной механической прочностью, чтобы
исключить возможность разрыва этого провода. Эти дроссели необходимо
жестко закреплять в приборе в соответствии с требованиями действую-
щих стандартов.
5.6.3.3. Противопомеховые конденсаторы
Задачей этих конденсаторов является подавление напряжения помех,
распространяющихся от их источника по проводникам прибора, без ухуд-
шения работы этого прибора.- Поэтому одним из требований к таким кон-
денсаторам является малое полное сопротивление при высоких частотах.
Чтобы ограничить отрицательные влияния индуктивностей проводов на
частотах выше резонансной частоты противопомехового конденсатора,
его индуктивность должна быть низкой. По отношению к току питания
прибора (постоянному или переменному с частотой 50 Гц) конденсатор
326
Рис. 5.64. Противопомеховые конденсаторы:
а — низкоиндуктивный нормальный; б — проходной; в — шунтирующий; г — проходной шун-
тирующий
должен иметь большое сопротивление, чтобы он оказывал возможно
меньшее шунтирующее действие.
К противопомеховым конденсаторам предъявляют ряд других требова-
ний, что обусловливает разнообразие их конструкций. Низкоиндуктивный
нормальный конденсатор (рис. 5.64, а) эффективен до частот около
10 Мгц. Конденсаторы для схем защиты от касания должны быть точно
симметричны, так как в ином случае максимум противопомехового эф-
фекта смещается в коротковолновую область. Проходной конденсатор
(рис. 5.64, б) эффективен вплоть до самых высоких частот; рабочий ток
течет через его средний проводник. Шунтирующий конденсатор (рис. 5.64, в)
представляет собой симметричный четырехполюсный конденсатор со сни-
женными индуктивностями выводов. Такие конденсаторы могут работать
в УКВ и СВЧ диапазонах.
Чтобы прибор не создавал опасности при касании его обслуживающим
персоналом, противопомеховые конденсаторы должны отвечать определен-
ным требованиям безопасности. После выключения прибора эти конден-
саторы должны разряжаться в течение 1 с до напряжения не выше
34 В. Если конденсаторы расположены за сетевым выключателем, то
разряд происходит через внутреннее сопротивление прибора. При распо-
ложении конденсатора перед сетевым выключателем разряд должен осу-
ществляться через резистор соответствующего сопротивления. Сопротив-
ление разряду можно рассчитать по соотношению
^разр == ^сетьС , откуда при Т = /?ра3рС
/?разр=//С 1П (^/сеть/^разр). (5.83)
При подстановке в это уравнение требуемых значений (£/разр = 34 В,
/=1 с) можно найти зависимость между сопротивлением /?разр, Ом, и
емкостью С, мкФ:
/?разр«500/С. (5.84)
Защита противопомехового конденсатора необходима, если его корот-
кое замыкание может быть опасно для здоровья людей.
Для подавления несимметричной составляющей помех противопомехо-
вые конденсаторы включают между токоведущими деталями прибора и
электрически проводящими деталями корпуса. Эти конденсаторы должны
обладать высокой электрической и механической прочностью, так как
при коротком замыкании конденсатора, обеспечивающего защиту от замы-
кания на корпус, полное напряжение сети может быть подано на корпус
прибора.
327
Рис. 5.65. Эквивалентная схема конден-
сатора
Рис. 5.66. Предельно допустимые зна-
чения радиопомех, генерируемых быто-
выми приборами
Через конденсатор защиты от замыкания на корпус или землю по-
стоянно проходит шунтирующий ток, возрастающий при увеличении емко-
сти конденсатора и частоты тока, поэтому конденсатор защиты должен
иметь соответствующие параметры. Его емкость должна быть ограниченна,
чтобы ток утечки через него не превышал 0,25—3,5 мА (см. табл. 5.37).
Максимально допустимую емкость конденсатора защиты от замыкания на
корпус можно рассчитать по коэффициенту потерь tg 6 = IR/1с и току,
проходящему через конденсатор Ic = Ud)C (рис. 5.65):
Cmax=M^tg6). (5.85)
В случае постоянного тока эта емкость определяется по внутренней
энергии конденсатора:
Стах = 2Г/(1,1(/)2.
(5.86)
5.6.4. Предельные значения радиопомех, излучаемых приборами
Напряжение и напряженность поля радиопомех, излучаемых приборами,
не должны превышать предельных значений, определяемых соответствую-
щими стандартами.
Для бытовых приборов генерируемое ими напряжение помех на про-
водах включения сети напряжением до 380 В не должно превышать
значений F1 (рис. 5.66) при частотах 150 кГц — 30 МГц. В противном
случае напряженность поля радиопомех в этом частотном диапазоне
должна быть ограничена значением F3 на расстоянии 2 м от измери-
тельной антенны. Для частот выше 30—790 МГц значение F3 не должно
превышать на расстоянии 3 м от антенны и высоте 3 м.
Для небытовых приборов соответствующими стандартами также
установлены пределы на параметры излучаемых ими помех. Ограничения
на излучение радиопомех такими объектами, как научные и медицинские
высокочастотные устройства, люминесцентные лампы, радиоприемники,
аппаратура проводной связи, электрооборудование двигателей внутрен-
него сгорания, электрические транспортные средства и т. д., определены
специальными правилами. Для приборов, излучающих помехи кратковре-
менно и менее 5 раз в течение 1 ч, а также для контакторов, не приводимых
в действие, во время нормальной эксплуатации защитные мероприятия
не требуются. Соответствующие стандарты см. в приложении I.
328
5.7. Защита от воздействия
Символы и обозначения
А — функция
В — начальное повышение, м/д/с
D — коэффициент диффузии, м2/с
G — функция
Н — высота всасывания, м
/ — плотность потока влаги,
кг/(м2-с)
L — скорость утечки, Па «м/с
Р — коэффициент проницаемости,
кг/(м-Па-с) или с
R — газовая постоянная,
Па-м3/(г-К)
S — площадь, м2
Т — температура, К
V — объем, м3
X, Y — функции
с — концентрация влажности, г/м3
d — толщина пластмассы, м
f — относительная влажность воз-
духа, г/м3
h — коэффициент водорастворимости в
пластмассе, кг/(м«Па)
i — поток влаги, кг/с
ш — масса, м
р — парциальное давление, Па
г — радиус, м
t — время, с
х — степень влажности, г/кг; коорди-
ната точки; общая переменная
влаги [5.17—5.21, 5.49, 5.51 [
Y — обобщенное решение, зависящее
от времени и места
е — диэлектрическая постоянная
1] — вязкость, Н-с/м2
X — собственное значение
5 — общая переменная
о — поверхностное натяжение, Н/м
т — точка росы, К
ср — относительная влажность, %
ф — влажность материала
Индексы
D — водяной пар
F — влажность
Ло — пленка
G — газ
L — сухой воздух
Р — образец
R — остаточная влажность
S — насыщение
IV — вода
WK — конденсатная вода
п — целое число
t — время
кр — критический
общ — общий
отн — относительный
сух — сухой
уст — установившийся
Приборы требуют защиты от влаги для предотвращения их корроди-
рования, которое влечет за собой сокращение срока службы, уменьшение
надежности, изменение электрических и механических параметров, вплоть
до отказа. Одним из средств защиты приборов и конструктивных эле-
ментов от влаги является герметизация, которая может быть осущест-
влена только при использовании металлов для герметичных корпусов и
неорганических материалов в качестве
герметиков. В последнее время по эконо-
мическим причинам все более широкое при-
менение находят пластмассы. Однако пласт-
массы в большей или меньшей степени
влагопроницаемы, что требует их очень
тщательного отбора в каждом конкретном
случае использования.
Вода — сильно гетерогенное вещество.
Диаметр ее молекулы (рис. 5.67) равен
Рис. 5.67. Строение молекулы воды
(по Бьерруму)
329
0,28 нм. В целом молекула воды электрически, нейтральна, однако
электрический заряд распределен в ней неравномерно. Дипольный харак-
тер распределения определяет физические и химические свойства воды.
Вода снижает сопротивление изоляции пластмасс, изменяет их механиче-
ские свойства, ведет к образованию паразитных емкостей. Воздействие
воды на пластмассы, кроме того, сильно зависит от температуры. Это
можно видеть на примере относительной диэлектрической постоянной
егНО, которая при Т = 293 К (жидкое состояние воды) равна 80,35 при
Т = 373 К (парообразное состояние) —27.
Как правило, все материалы, особенно пластмассы, имеют требуемые
свойства только при определенных температурах и влажности. При слиш-
ком большой влажности пластмассы могут набухать, при слишком сухой
атмосфере — охрупчиваться. При падении температуры ниже точки росы
возможно также осаждение воды.
Климатические нагрузки и защита от климатических воздействий рас-
смотрены в гл. 5.1, 5.2, 8.3 и 8.6.
5.7.1. Диаграмма влажного воздуха
Для определения максимальной влажности и температуры герметичных
приборов и их конструктивных элементов удобно пользоваться преобра-
зованной диаграммой влажного воздуха (диаграммой Молье, рис. 5.68).
Основным требованием к герметизации является предотвращение конден-
сации влаги внутри прибора или конструктив..ого элемента даже при
самых низких рабочих температурах. Эта диаграмма позволяет получить
данные, необходимые для конструирования и разработки технологии изго-
товления прибора.
Основные понятия и определения, касающиеся защиты приборов от
воздействия влаги, приведены ниже.
Парциальное давление водяного пара pD — давление водя-
ного пара, представляющее собой часть общего барометрического дав-
ления р влажного воздуха, являющегося смесью водяного пара и сухого
воздуха:
Pi.=Pi. + Pd<
где р — парциальное давление сухого воздуха.
Давление насыщенного пара ps — парциальное давление
водяного пара, максимально возможное при соответствующей темпера-
туре воздуха; зависит от температуры, но не зависит от давления окру-
жающей среды и наличия других газов.
Точка росы т — температура, до которой должен охладиться воз-
дух, чтобы при постоянном давлении находящийся в нем водяной пар
достиг состояния насыщения.
Степень влажности воздуха х (влагосодержание, содержа-
ние водяного пара) — масса воды (в граммах или килограммах), содер-
жащейся в 1 кг сухого воздуха при общем давлении р= 1013,25-102 Па:
R(i PD
х — ----------=-----•
Ru р — Pi) ma
330
I I I I I I I I I I I I I I I I I
4 38,1 260 1228 4242 /2332 21061 25860
12,3 103 610 2338 7374 18662 23461/iB, Па
I---1____I_I_____I_I_____I__I____I_I____I__I____I__I______I i_i
0,04 0,34 2JS 0,41 30,4 83 108 424
0,12 0,83 4,85 17,3 51,1 130 294Г,г!м}
I---1___I___I___I__I____I___I___I__I____I__I____I__I____I___I___I
0,02 0,24 1,6 7,6 27,2 86,1 276 1305
0,08 0,84 3,8 14,7 48,8 152 545 х,г/кг
Рис. 5.68. Преобразованная диаграмма Молье
Абсолютная влажность воздуха f — масса водяного пара
mv, содержащегося во влажном воздухе; зависит от температуры. При
газовой постоянной водяного пара /?г = 0,4613 Па-м3/(г-К)
mv Pd
f==~V~= RWT '
Относительная влажность (р — отношение абсолютной (нена-
сыщенное состояние) к максимальной абсолютной (состояние насыщения)
влажности при тех же температуре и общем давлении:
<P=(f/fs) 100=(pD/p5) 100.
Максимальная влажность воздуха — количество водяного
пара (в граммах), которое может содержаться в 1 м3 воздуха. Сильно
зависит от температуры.
Влажность насыщения fs — влажность, характеризующаяся
количеством’ водяного пара, максимально возможным при соответствую-
331
щей температуре, т. е. абсолютная влажность равна максимальной.
Содержание водяного пара сверх этого количества невозможно, так как
излишек воды выделяется из газовой фазы в жидкой или твердой форме.
Диффузия (здесь) —перемещение молекул воды в изоляционном
материале. Диффузия продолжается до состояния полного равновесия.
Проницаемость — перемещение молекул воды в твердом теле,
в частности через пластмассовые пленки.
Сорбция — поглощение молекул воды путем диффузии, капилляр-
ного эффекта и т. п.
Скорость утечки L — термин, характеризующий качество герме-
тизации.
Герметичность—прибор или конструктивный элемент считается
герметичным, если скорость утечки L из него не превышает 1,33-10“14 ПаХ
Хм’-Г1.
Влажность материала ф — отношение массы воды mw к общей
массе содержащего ее материала /пОбщ:
ф = mw/mo6ui = mw/(тсух + mw).
Концентрация влажности с — количество воды mw, которое
содержится в объеме V вещества в жидкой, твердой или газообразной
фазе.
Пример 5.1. Если герметичный конструктивный элемент (f = const) должен
сохранять работоспособность даже при температуре 7 = 218 К ( — 55 °C), а его
герметизация должна осуществляться при ср = 5 %, то температура при гермети-
зации должна составлять 7 = 248 К ( — 25 °C). Однако герметизация при такой
температуре может вызвать определенные трудности, поэтому более предпочтитель-
ным в этом случае может оказаться вакуумирование.
5.7.2. Уравнения, описывающие влажность воздуха
Уравнение состояния газа, как известно, имеет вид
Pg^g = mG^G^ • (5.87)
Степень влажности х, абсолютная влажность f и влажность насыще-
ния f$ связаны соотношением
fs = Ps/Rw?- (5.88)
Количество воды mWK, конденсировавшейся в замкнутом объеме V
после снижения температуры от Т\ до Т2 (Т\>Т2):
V \Pd (Т\) ps (Г2) -1
--------тН ,589>
5.7.3. Поглощение воды пластмассами
Пластмассы могут поглощать воду за счет диффузии [5.49], капиллярных
эффектов [5.17], проницаемости и осмотических явлений. Изменение кон-
центрации влажности в твердом теле может быть рассчитано с помощью
трехмерного уравнения непрерывности диффузии
dc/dt = d\v (D grad с). (5.90)
332
Рис. 5.69. Распределение концентрации влаж-
ности в пластмассе
Расчет можно значительно упростить,
если при определении срока службы
пластмассы, предназначенной для за-
щиты от воздействия влаги, рассматри-
вать не трехмерный, а одномерный
случай. При этом степени влажно-
сти присваивается та координата, при
которой расстояние d между
максимально различными концентрациями влажности в пластмассе мини-
мально (рис. 5.69). Благодаря этому обобщению уравнение непрерыв-
ности диффузии упрощается до одномерного уравнения:
dc/dt = {dc/dx){D dc/dx),
причем коэффициент диффузии D имеет вид
D = f\c(x, /)|.
(5.91)
(5.92)
Высокомолекулярные полимеры, используемые для защитных покры-
тий, нерастворимы в воде. Как показывают измерения, концентрация
насыщения их водой в среднем на три порядка ниже, чем эта концен-
трация в результате диффузии при осаждении паров с помощью спе-
циальных растворителей. Поэтому погрешностью, появляющейся вслед-
ствие допущений о не зависящем от концентрации коэффициенте диффу-
зии, в первом приближении можно пренебречь. Благодаря этому для
описания одномерного местного изменения концентрации влажности в изо-
тропных средах можно использовать второй закон диффузии
Фика:
dc/dt = Dd2c/dx2. (5.93)
Обобщенное решение этого уравнения, зависящее от времени и места,
имеет вид
у (х, t) = X (х) У (/) = | A cos (Хх)-|- G sin (Хх)| —exp ( — X2 Dt). (5.94)
Приводимые в литературе краевые и начальные условия зачастую
нечетки, в результате чего использование этого уравнения иногда вызы-
вает определенные трудности. В связи с этим следует остановиться на
условиях его применения.
Для диффузии на граничных влагопроницаемых плоскостях х=— d
и x=A~d модели концентрация насыщения влагой cs принята постоян-
ной. Преобразование собственных значений из (5.94), в соответствии
с краевыми условиями
с ( — d, t) =с ( А-d, t) = cs= const; /> 0 (5.95)
для каждого дает собственную функцию
Л Г(2п+1) 1
Уп (х, /) =cs-cn (х, /) = Л, cos ——xjexp
_(2«+l)2nj£ Л (5.96)
4d2 J
333
Для начала диффузии воды выбран более общий случай остаточной
влажности cR в пластмассе, которой пренебрегать нельзя. Затем из мно-
жества возможных решений у„ (х, /) с помощью теоремы Фурье для четной
периодической функции находим решение по (5.98), которое отвечает
второму закону Фика (5.93), краевым условиям по (5.95), а также
начальным условиям
с (х, 0) = cR = const;
(5.97)
Получена зависящая от времени и места функция концентрации влаж-
ности
(2п-|-1)-'л-'О J
-----------» ‘ I
4d J
Xcos
[(2/7 + 1) л
L 2d Х
(5.98)
где cR — концентрация остаточной влажности; cs — концентрация насы-
щения влагой пластмассы при соответствующем парциальном давлении
водяного пара воздуха; d — расстояние между точками максимальной и
минимальной концентрации влажности в пластмассе (толщина слоя пласт-
массы; см. рис. 5.69).
Функция косинуса является четной; поскольку решение (5.98) имеет
разрыв при х = 0, области положительных и отрицательных значений х
можно рассматривать отдельно. Поэтому для определения срока службы
пластмассового покрытия, предназначенного для защиты от воздействия
влаги (см. рис. 5.69), необходимо найти не зависящее от времени, но
связанное с местом в плоскости х = 0 приближенное уравнение. Если
в обобщенное решение (5.98) подставить с> = 0, х = 0 и /7 = 0, то получим
приближенное уравнение для расчета срока службы защиты от воздей-
ствия влаги (например, слоя пластмассы):
Для этого уравнения должно выполняться условие /^0,2т; или
с (0, /) >0,26cs, чтобы абсолютная погрешность составляла Ас (0,/) ^
^5-10~3cs. Если, например, относительная влажность воздуха, критиче-
ская для функционирования активного электронного элемента, составляет
(ркр = 40 % (р/?кр =935,4 Па при 7 = 293 К) [5.50], что соответствует кри-
тической концентрации влажности скр = 0,7305 • 103 г-м-3, то даже при
покрытии этого элемента водой при cKp = 0,4cs приближение по (5.99)
еще справедливо.
Так как результаты исследования диффузии влаги пока позволяют
количественно оценить лишь среднюю концентрацию влажности с(/) в
пластмассе, проинтегрируем специальную форму (с/?=0) обобщенного
решения (5.98) в соответствии с записью в средних значениях:
334
С (О =CS
Лу 1
л2 L-, (2л + I)2
п =0
(2л + I)2 л2Р #
4d2
(5.100)
Нулевой член этого уравнения совпадает с первым членом подобного
уравнения, полученного для случая остаточной влажности, которой можно
пренебречь [5.18]:
C = C(/)=Cs[l_^exp(-^/)]. (5.Ю1)
Точные значения (Tf = d2£)_|) по (5.101) можно получать только
в области /^0,2тл, или c(/)^0,5cs. С помощью этого уравнения и при
допущении о справедливости закона Генри
c = hpD, (5.102)
(где pD — парциальное давление водяного пара воздуха; лучше использо-
вать здесь измеренные изотермы сорбции) получаем уравнение для расчета
срока службы пластмассового слоя, предназначенного для защиты от
воздействия влаги [5.18]:
t =
4d2
n2D
тг)]-
(5.103)
В области /^0,2тл, или
(5.101) и (5.102) слишком
использовать уравнения
c(/)^0,5cs, в которой ошибки расчетов по
велики, для оценки диффузии влаги можно
с = с (Z) = 2с$
V nd
(5.104а)
(5.1046)
Эти уравнения могут быть выведены из (5.100) с помощью интеграла
ошибок Гаусса. Необходимо сказать, что (5.101), (5.103), (5.104а) и (5.1046)
при строгом соблюдении области определения пригодны только для оценки
результатов экспериментов по определению диффузии влаги на пластмас-
совых пластинах толщиной dP = 2d при cR = 0. Абсолютная ошибка при-
ближения в указанной области определения составляет sc (/)=2*10“3 cs.
Перемещение влаги в результате капиллярных явлений наблю-
дается при радиусе капилляров 10-у^г^ 10 5 м; при выполнении этого
условия капиллярный механизм транспортирования влаги преобладает
над всеми другими [5.17]. Для приближенного расчета высоты Н и вре-
мени t всасывания можно использовать следующее уравнение:
V 2г|
где —поверхностное натяжение воды (о^ = 72,8-10-3 Н-м~' при
7 = 296 К); г — радиус капилляра; л — вязкость воды.
(5.105)
335
В принципе, проницаемость описывается также первым законом Фика
для диффузии
/уст= — D dc/dx = const, (5.106)
где /уст — установившийся поток влаги, г-с~*.
При справедливости закона Генри
c = hpn (5.107)
можно найти взаимосвязь между коэффициентом проницаемости Р и
коэффициентом диффузии D:
P = hD. (5.108)
С помощью коэффициента проницаемости Р можно рассчитать пере-
мещение влаги через твердое тело (например, через упаковочную пленку;
см. гл. 8.3 и 8.6)
I=-PbpD/d, (5.109)
где &pD — градиент парциальных давлений водяного пара по обе стороны
пленки.
Осмотическое всасывание влаги проявляется в виде поверхностных
или адсорбционных явлений, в частности, при поверхностных загрязне-
ниях. Поскольку эти явления типичны при изготовлении печатных плат,
необходимо уделять особое внимание очистке, например, с помощью
деионизированной воды при повышенной температуре.
5.7.4. Аналогия между параметрами влажности
и электрическими параметрами
Уравнения, описывающие электрические процессы, с успехом используются
и для изучения диффузии влаги. Этому способствует аналогия уравне-
ний, описывающих протекание некоторых электромагнитных и гидродина-
мических процессов [5.19]. Например, уравнение второго закона диффузии
представляет собой особый случай телеграфного уравнения.
Для изучения гидродинамических процессов, протекающих в пласт-
массах, с помощью аналогии между параметрами влажности и электри-
ческими параметрами этот материал может быть представлен в виде
/?С-звена. Тогда перепад напряжения соответствует изменению содержа-
ния влаги в пластмассе; переходная характеристика /?С-звена может быть
интерпретирована как изменение влажности. Преимущественным видом
перемещения влаги в пленках (б/<100 мкм) является проникновение,
в более толстых слоях п ’астмассы — диффузия [5.51]. Основные соотно-
шения, применяемые для такой аналогии, приведены в табл. 5.34.
5.7.5. Параметры влажности и методы их измерения
Знание основных параметров влажности различных пластмасс важно для
правильного выбора материалов для создаваемых конструкций (табл. 5.35).
Так как в литературе не всегда можно найти значения этих параметров,
зачастую приходится находить их с помощью измерений. Так, при нор-
336
5 34. Аналогия между гидродинамическими и электрическими величинами
Гидродинамические величины
Электрические величины
\Ро^Ро2
ifft) ^f='PS 5 £°2
CF~ Др
cf
а, 4= С и2
Проницаемость
dm _ dPD
dt ~ дх
Плотность потока влаги, кг/(м2-с),
m ^Pd
8f==sI==~T~
Поток влаги, кг/с,
• _dm _^Pd
lF=~dt w
Напряжение влажности, Па,
^PD=iF^F
Сопротивление влагопередаче, Па-с/кг,
_ _ d _&Pd
Hf~PS~ iF
Влагоемкость, кг/Па,
_Am
F &Pd
Коэффициент проницаемости P,
кг/(м-Па-с)
= hV
ди 1 , ч
0t~ CRU'
Плотность электрического тока, А/м2,
B~S ~S dt
Электрический ток, А,
._dQ
l~ dt
Напряжение, В,
u = iR
Сопротивление, В/А,
Емкость, Ф,
с— 9— Sg
и d
Проводимость у, А/(В-м)
Диффузия
Второй закон Фика
дс (х, /) _&д2с (х, /)
dt дх2
Градиент концентраций Ас, кг/м3, ApD, Па
Ac = cs —с;
&Pd = Pds~ Pd
Постоянная времени, с,
d2
TF = RFCF = R'FC'Fd2=-
Коэффициент диффузии £>£>, м2/с
/?С-ЛИНИЯ длиной /
Телеграфное уравнение для /?С-звена
ди (х, /) 1 д2и (х, /)
~dt =RC дх2
Напряжение, В,
М = ф2 —ф1
Постоянная времени, с,
J = RC = R'C'd2
337
5.35. Параметры влажности некоторых пластмасс
Название пластмассы Коэффициент прони- цаемости, с Коэффициент диф- фузии, м2/с Характеристики и области применения
Полиэтилен (6,2—62) 10 17 (0,277—19000) 10-12 Рабочие температуры — 50 4- 4- 60 °C; выдер- живает высокие электри- ческие нагрузки; в из- вестных пределах выдер- живает механические и тепловые нагрузки; мо- жет использоваться при высокой влажности. Применяется в качестве упаковочной пленки
Полистирол (7,56—875) 10-17 (1,7—4,3)10“" Подобны полиэтилену; изоляторы
Поликарбо- нат (3,12—151) 10“16 1,2-10“’ Рабочие температуры -404- 3-100 °C; выдер- живают высокие элек- трические и механиче- ские нагрузки; неприме- нимы при высокой влаж- ности. Самые тонкие пленки применяются в качестве диэлектрика в конденсаторах
Политетра- фторэтилен (3,33-151) IO’18 (0,833—2770) 10“12 Рабочие температуры — 1904- 4-250 °C; вы- держивает очень высо- кие электрические, меха- нические и атмосферные нагрузки; может исполь- зоваться для конструк- ций, находящихся под вакуумом; водостоек; от- личается высокой ста- бильностью электри- ческих параметров
Полиамид (2,91—4,2) 10“16 8,3-10“13 Рабочие температуры -404- 4- 120 °C; выдер- живает высокие электри- ческие и механические нагрузки; термически нестоек при высокой влажности; нестоек к то- кам утечки
338
мальной диффузии можно определить параметры влажности на материале
толщиной dP = 2d по нескольким значениям, измеренным перед наступле-
нием сорбционного равновесия. Для определения коэффициентов диффу-
зии по кривым сорбции [5.17, 5.20] можно использовать две формы вто-
рого закона Фика для диффузии [см. (5.93)]. Во-первых, для длитель-
ности диффузии /> 0,2тЛ уравнение (5.100) можно преобразовать к виду
mi 8 y1 1 Г (2«+1)2л2О
ms ~ Д(2п+1)2еХР I- dp2
(5.110)
При mt/ms = 1 /2
/ t \ 1 . гл2 1 /л2\9]
w)l/2-^D n [гб_"9“(Тб) ]' (51И)
Это выражение позволяет получить определяющие уравнения для инте-
грального коэффициента диффузии
D = 0,0491/(t/d2P). (5.112)
Во-вторых, начало процесса диффузии может быть оценено следующим
образом:
(5.113)
Функция erf (х) известна как интеграл ошибок
ierfc = erfc (Qdt, и erfc (х) = 1 —erf (х).
При t 0
D л г mt/ms-12
161л/(77^)] '
Гаусса, причем
(5.114)
Выражение В= (mt/ms) (t/dp) характеризует начальный наклон так
называемой приведенной кривой сорбции
mt/ms = f bit/dP), (5.115)
т. е.
0 = (л/16)В2. (5.116)
Если до mt/ms=\ /2 эта кривая линейна, то
B=l/2/^(//d2)l/2. (5.117)
Из (5.116) следует:
D = л 1 1 0,049 (5.118)
16 4 (//d£) |/2 (t/d'phv '
339
т. е. коэффициенты диффузии, рассчитанные по двум различным формам
решения второго закона Фика, полностью определены. Они представляют
собой интегральные коэффициенты диффузии, не зависящие от концентра-
ции. Если D = f(c), то приведенный выше путь решения позволяет найти
усредненный коэффициент диффузии.
5.7.6. Конструктивные и технологические требования
Имеются различные возможности предотвращения отрицательных воздей-
ствий влаги. В табл. 5.36 приведены правильные и неправильные варианты
конструкций, предназначенных для защиты приборов от таких воздей-
ствий.
5.36. Рекомендации по уменьшению влияния воздействия влаги
Неправильное
решение
Пояснения
IwssssM
При опасности воздействия пото-
ков воды и дождя узлы и блоки
должны быть защищены с по-
мощью соответствующих мате-
риалов, чтобы в аварийном слу-
чае они кратковременно сохраня-
ли работоспособность даже под
водой. Внешняя форма должна
обеспечивать беспрепятственный
слив воды. Защита может быть
усилена с помощью покрытия ла-
ком, пластмассой и т. д. (/ —
алюминий; 2 — олово; 3 — пласт-
масса)
При опасности конденсации воды
узлы и блоки должны быть вы-
полнены так, чтобы их работо-
способность сохранялась даже
при снижении температуры ниже
точки росы. Следует предотвра-
щать возможность образования
агрессивных сред при появлении
в воде свободных ионов. Функци-
ональные блоки, если возможно,
следует защищать пластмассо-
выми покрытиями; их форма
должна способствовать стеканию
воды. С помощью отверстий до-
статочно большого диаметра дол-
жен быть обеспечен слив воды
(/ — слой лака; 2 — пластмасса)
Правильное
решение
340
Продолжение табл. 5.3b
Неправильное решение Пояснения Правильное решение
Путем подвода теплоты, напри- мер, рассеяния энергии можно предотвратить внедрение влаги и снижение температуры ниже точ- ки росы (см. диаграмму Молье), / — источник теплоты, например электролампа
PZWZZZZZZZZZI
<//z/zzz2 / 12;
///? 100% 1 1X11 1 В чувствительных к влаге местах
влажность должна быть ниже критической: фкр = 40 %; СКр = 0,7305-103; О
Pdkp = 935,4 Па-г-м-3
При очень высоких требованиях
необходима обработка в вакууме
или при специальных условиях,
например, в соответствии с диа-
граммой Молье (при низкой
влажности воздуха, сниженной
температуре), с последующей
герметизацией. Для защиты в те-
чение длительного времени герме-
тизация эффективна только при
использовании металла и стекла
(/ — пластмассовое покрытие;
2 — металл; 3 — стеклянный вы-
вод; 4 — герметик; обработка при
температуре ниже т)
Узлы, по поверхности которых мо-
жет проходить ток, должны быть
защищены от пыли для пред-
отвращения осаждения влаги.
Специальные печатные платы для
этого необходимо промывать в
деионизированной воде
При нормальных рабочих усло-
виях в узлах и блоках должны
быть предусмотрены отверстия
для полной вентиляции. Это обес-
печивает выравнивание внутрен-
них и внешних условий, благода-
ря чему при медленных измене-
ниях температура не падает ни-
же точки росы
341
Продолжение табл. 5.36
Неправильное
решение
Пояснения
Правильное
решение
В герметичных конструкциях сле-
дует предотвращать появление
капиллярных явлений. Капилля-
ры и зазоры в ходе технологиче-
ских процессов быстро заполня-
ются водой и впоследствии могут
явиться причиной отказов (1 —
пластмасса; 2 — металл; 3 —
трещина)
5.8. Защита от механических нагрузок [5.22—5.32,
5.52—5.54]
Символы и обозначения
D — коэффициент демпфирования
F, F — сила и вектор силы, Н
F — максимальное значение силы, Н
/ — электрический ток, А
L — индуктивность, Гн, В-с/А
|AZ| —нормальная сила (абсолютное
значение), Н
Q — механическая добротность; по-
перечная сила, Н
Т — длительность колебаний, с
V — амплитудно-частотная характе-
ристика
а — ускорение, м/с2
с — жесткость пружины, Н/м
е — единичный вектор
f — частота, Гц, функция
g — ускорение свободного падения,
м/с2
I — электрический ток, А
k — коэффициент трения, Н-с/м
пг — масса, кг
t — время, с
и — эксцентриситет, м
и, и — скорость и вектор скорости, м/с
х — координата, м; входная вели-
чина
х — максимальное значение входной
величины
у — координата, м; выходная вели-
чина
у — максимальное значение выход-
ной величины
z — координата, м
ф—магнитный поток, В-с
Q — круговая частота вращения, с-1
а — числовой коэффициент (1 <
<а<2)
Л — степень настройки
х — коэффициент демпфирования,
с“1
ц — коэффициент трения по Кулону
£ — расстояние, м
о — нормальное напряжение, Н/м2
т — касательное напряжение, Н/м2;
длительность удара, с; постоян-
ная времени, с
Ф — фазовый угол
to — круговая частота, с-1
Индексы
L — ротор
Т — гаситель колебаний с по-
мощью дополнительных масс
i — текущий индекс
m — механический
max — максимальный
v, х, у, z — направления
возб — возбуждение
кул — кулоновский
НЬЮТ — ньютоновский
смеш — смешанный
стокс — стоксовский
эл — электрический
О — собственный; первичный;
амплитуда
01 — остаточный (вторичный)
1 — электрический контур 1
2 — электрический контур 2
342
5.8.1. Основные положения
Механические нагрузки, которые испытывают приборы и окружающая
среда, обусловлены, в частности, динамическими воздействиями на них
в виде колебаний и ударов. Защита от этих нагрузок возможна с по-
мощью демпфирования, изоляции и гашения колебаний с помощью допол-
нительных масс. Целями мероприятий по защите от воздействия меха-
нических нагрузок являются: обеспечение выполнения прибором, испыты-
вающим механические нагрузки, заданной ему функции; повышение точ-
ности, надежности и срока службы приборов, защита обслуживающего
персонала от шума и вибраций (охрана труда и здоровья).
При воздействии определенных входных величин на систему прибор —
место установки появляющиеся деформации рабочих элементов, напряже-
ния конструктивных элементов или колебания соседних деталей не
должны превышать заданных значений.
5.8.2. Источники механических нагрузок
Механические нагрузки, проявляющиеся в виде колебаний и ударов,
воздействуют на прибор и окружающую среду во время изготовления,
транспортирования, эксплуатации, а также испытаний прибора. При этом
различают колебания и удары:
обусловленные внешними влияниями в виде вибраций. Такими влия-
ниями могут быть колебания фундамента в результате работы, например,
штамповочных молотов, прессов или станков; вибрации транспортного
средства вследствие неровностей дорожного полотна; толчки железно-
дорожного подвижного состава при маневрировании; колебания вслед-
ствие колебаний грунта и воздуха, а также аварий во время эксплуа-
тации (опрокидывания, падения); испытательные нагрузки на вибро-
столах;
вызванные внутренними источниками, например движением поршней
в двигателях внутреннего сгорания, несбалансированностью вращаю-
щихся деталей, работой вблизи резонансных частот, связью подвижных
деталей с неподвижными, неточностями изготовления, зазорами, разруше-
нием и т. п.
Датчики, измерительные приборы и испытательные стенды, предназна-
ченные для измерений вибрационных и ударных нагрузок, очень разно-
образны по конструкции и принципу действия [5.30—5.32].
5.8.3. Функции возбуждения, частоты возбуждения
и собственные частоты
Возбуждающими величинами могут быть путь, скорость, ускорение, сила
(при поступательном движении), угол, угловая скорость, угловое уско-
рение или крутящий момент (при вращательном движении). Для мате-
матических описаний важно, чтобы реальные функции возбуждения могли
быть приближенно описаны идеальными.
К идеальным функциям возбуждения (рис. 5.70) относятся гармони-
ческая, периодическая, стохастическая функции, а также функции, опи-
343
сывающие процессы разбега и выбега, скачкообразное и удароподобное
возбуждение. Первые три функции используют для описания стационар-
ных, остальные — нестационарных процессов. При этом удароподобное
возбуждение может иметь вид функции прямоугольной, полусинусоидаль-
ной, треугольной формы. Для исследования системы возможно также
исследование последовательности удароподобных возбуждений.
Частоты возбуждения (частоты вынужденных колебаний) и собствен-
ные частоты колебаний механических систем лежат в области от 0 до
I_I__I__I__I__I_I__L__I
10~210~1 10° 101 102 10* 10* J05 Г, Гц
—г—J. .1
ИГ ж|< г и
х, мкм а) yt мм
Рис. 5.71. Механические колебания, встречающиеся в приборах:
а — частоты колебаний: / — грунта и зданий; // — механических конструкций элементов
(собственные частоты); /// — различимых с помощью осязания; IV — инфразвуковых; V —
звуковых; VI — ультразвуковых; б — амплитуды входных величин (колебаний грунта и зда-
ний); в — амплитуды выходных величин (колебаний конструктивных элементов и узлов
при гармоническом возбуждении)
344
Ю6 Гц (рис. 5.71). Для примера можно указать диапазоны частот колеба-
ний для некоторых характерных процессов: колебания грунта и зданий
10-2—10“1 Гц; колебания, различимые с помощью осязания, 10-1—102 Гц;
собственные колебания большинства конструктивных элементов — от 10
до 103 Гц; колебания, слышимые человеком,— от 16 до 1,6* 104 Гц; ультра-
звуковые колебания — от 2-104 до 106 Гц.
В табл. 5.37 приведены собственные частоты fo и добротность Q неко-
торых конструктивных элементов и узлов. Знание этих параметров важно
для расчетов, измерений и проверки параметров колебаний. При этом
следует помнить, что эти значения действительны только для дискретных
колебательных систем и только для одного направления колебаний. Как
показывает опыт, отношение собственных частот колебаний во взаимно
перпендикулярных направлениях составляет 0,5—2.
5.37. Собственные частоты fo колебаний и добротность Q некоторых конструктивных
элементов и узлов
Конструктивные элементы и узлы fo, Гц Q Длина лепестка для пайки, мм
Резисторы, припаиваемые к печат- ным платам 200—500 250; 60—120 10—30; 1—8
Конденсаторы, припаиваемые к пе- чатным платам 80—600 40—60; 20—40 15—20; 1—8
Электролитические конденсаторы (корпус прикреплен к конденсатору, колебания направлены перпендику- лярно корпусу) 50—140
Транзисторы и диоды, припаивае- мые к печатным платам 100—400; 50 200 20; 35
Электронные лампы Реле на печатных платах: 100—200 — —
корпус 120 — —
контактная группа Провода (припаиваемые): 350 — —
неизолированные лакированные 200—1200 600 200 90 50—100
Кабели, многопроволочные гибкие провода 30—60 2—3 —
Охлаждающие и экранирующие пластины (алюминиевые толщиной 2 мм, устанавливаемые на печатных платах) 40—80
Печатные платы на направляющих (массой 60—220 г) 40—80 — —
Винтовые пружины в приборах 10—100 — —
Плоские пружины в приборах 50—500 — —
Резиновые амортизаторы 30—300 — —
Пьезоэлектрические резонаторы Конструктивные элементы, узлы в приборах Несколько со- тен килогерц (10—1000) 50—500 20 000 (2—300) 20—200
345
5.8.4. Вибрационные и ударные нагрузки, воздействующие
на приборы и людей
В табл. 5.38 приведены измеренные и рассчитанные значения ускорений
при ударных нагрузках, встречающихся во время испытаний и эксплуа-
тации приборов. Соответствующие значения для транспортирования при-
боров см. в табл. 8.3. Эти данные необходимы для разработки защитных
мероприятий.
Средние квадратические значения колебаний частотой 1—90 Гц в на-
правлениях х, у и z для рабочих мест четырех категорий указаны
в табл. 5.39. Для оценки механических колебаний, характерных для
системы рука — кисть, необходимо определить среднее квадратическое
значение перегрузки в основном направлении колебаний частотой 2,8—
2800 Гц (по TGL 22312/05; индекс z означает вертикальное направление
колебаний).
Внешние нагрузки на приборы вызывают внутренние механические
нагрузки конструктивных элементов. Под полем нагрузок понимают меха-
нические нагрузки системы, вызванные колебаниями различных частот
и амплитуд в процессе испытаний, транспортирования или эксплуатации.
При этом собственная частота может изменяться в широких пределах.
Измерения на конструктивных элементах приборов, проведенные при
периодически изменяющихся нагрузках, показали, что амплитуды коле-
баний элементов (и, следовательно, их напряжения) уменьшаются с ростом
частоты. В теории линейных гармонически возбуждаемых демпфирован-
ных колебаний используется понятие амплитудно-частотной характери-
стики V (t])=V (Q/coo) (рис. 5.72). Механическое напряжение о (или т),
являющееся мерой нагрузки, пропорционально выходной величине, т. е.
амплитуде. Это позволяет сформулировать основное правило расчета поля
нагрузок при динамическом нагружении:
5.38. Ударные нагрузки приборов
Вид нагрузки Ударная нагрузка Xg, м/с2 Примечания
Перфорирование Нагрузки на специальные приборы Нагрузки при печати, перемеще- ниях каретки Испытательные нагрузки на прибо- ры и их элементы Землетрясения Сотрясения фундаментов Соударения металлических тел Нагрузки, развиваемые машинами для испытаний на ударные нагрузки Нагрузки, измеряемые датчиком ускорений типа KD 10 100 1000 (100—1000) 15 или 60 1 100 10 000 500 20 000 । Перфоратор для электронных средств обработки данных Аппаратура военного назначения Механическая пишущая машина, мозаичное печатающее устройство По TGL 200-0057/06 Средней силы Штамповка, ковка, трамбовка Поршневые компрессоры [5.32] [5.30] ।
346
5.39. Допускаемые ускорения на рабочих местах (по TGL 22312/02) •
Категория 1-я 2-я 3-я 4-я
Характеристика рабочего места Особые тре- бования не предъявля- ются Повышенное внимание Комфортные условия Умственный труд, повы- шенные тре- бования к точности
Примеры Мастерские Кабины ав- томобилей и железнодо- рожного под- вижного со- става Конторы ма- стеров в це- хе, контроль- но-команд- ные пункты, вычислитель- ные станции Научно-ис- следователь- ские инсти- туты, чертеж- ные и конст- рукторские бюро
Составляющие ускоре- ния а, м/с2, при допусти- мом времени действия Л в течение 1 сут: 1 мин 10 мин 30 мин 1 ч 8 ч 24 ч аг ах, ау 5,60 3,96 4,72 3,32 3,12 2,22 2,36 1,68 0,63 0,44 0,24 0,17 &z Ux, Uy 2,80 1,98 2,36 1,67 1,56 1,11 1,18 0,84 0,32 0,22 0,12 0,09 а? ах,ау 0,89 0,63 0,75 0,53 0,50 0,35 0,37 0,27 0,10 0,07 0,05 0,04 аг ах,ау 0,05 0,04
нагрузка на конструктивный элемент значительно возрастает, если
частота его возбуждения приближается к собственной частоте этого эле-
мента. Поэтому конструктивные элементы следует подвергать испытаниям
при плавном изменении частоты возбуждения.
В случае ударных нагрузок необходимо учитывать следующие пара-
метры: характер изменения нагрузки (см. рис. 5.70); длительность
удара (в большинстве случаев она составляет несколько миллисекунд);
максимальное значение нагрузки (максимальная нагрузка; см. выше).
Для оценки ударных нагрузок необходимо использовать диаграмму,
или спектр удара [5.22]. Спектр удара представляет собой изменения
максимальных значений реакции системы на ударное воздействие, отне-
Рис. 5.72. Амплитудно-частотные характеристики одно-
массового вибратора при возбуждении его с помощью
пружин 1 и сил инерции за счет разбаланса 2
347
F(t)=Fsin(^t)
Ъс [|Л y(t)
77777777777 °
x(t)sX Sill fat)
Рис. 5.73. Прямое и кос-
венное ударные возбужде-
ния
7777777777777
сенных к максимальному значению х = а/юо ударного возбуждения, в зави-
симости от длительности удара т и периода собственных колебаний
Го = 2л/wo недемпфированной колебательной системы, параметром кото-
рой является добротность Q.
Первичный спектр удара записывается в виде
yo/x = h(v/To, Q), (5.119)
остаточный
{/10Д = /2(т/Г0, Q), (5.120)
где уо — амплитуда реакции системы во время удара; ую — амплитуда
этой реакции по окончании ударного возбуждения. При расчетах разли-
чают прямое и косвенное ударные возбуждения (рис. 5.73).
Кривые ударной нагрузки полусинусоидальной формы в наибольшей
степени воспроизводят кривые реальных ударов. Поэтому приведенные
ниже в качестве примеров диаграммы ударов рассчитаны для прямого
и косвенного ударного возбуждения именно такой формы.
На рис. 5.74 представлен первичный спектр удара при прямом ударном
возбуждении полусинусоидальной формы. Наибольшие амплитуды уо полу-
чены при относительной длительности удара т/7~о~ 1- Короткие удары
(т<СГо) относительно безопасны. Велико влияние добротности Q (коэф-
фициента демпфирования х) на амплитуду. Амплитуда реакции недемпфи-
рованных колебательных систем на ударное возбуждение примерно
в 1,5 раза выше, чем у систем с оптимальным демпфированием Q=\/^2.
При прямом возбуждении прямоугольной формы относительная ампли-
Рис. 5.74. Первичный спектр удара
при прямом ударном возбуждении
полусинусоидальной формы
Рис. 5.75. Первичный спектр удара
при косвенном ударном возбуждении
полусинусоидальной формы
348
туда была бы равна у0/х = 2. Это отличие по отношению к возбуждению
полусинусоидальной формы, при котором у0/хж 1,73 при т/Г0=1, объяс-
няется различием импульсов во время удара. Амплитуды реакций при
возбуждениях прямоугольной и полусинусоидальной форм относятся как
2:д/3= 1,155. Амплитуда реакции на прямое ударное возбуждение полу-
синусоидальной формы (без демпфирования) составляет 86,6 % ампли-
туды при таком же возбуждении прямоугольной формы.
Первичный спектр удара при косвенном ударном возбуждении полу-
синусоидальной формы показан на рис. 5.75. При длительности удара
т = (0,4 — 2) Го амплитуды до реакции на ударное возбуждение без демп-
фирования составляют (1,2—1,7)х. При этом наибольшие значения
г/о~1,7х получены при т^Го. Поэтому особенно опасен удар длитель-
ностью, примерно равной периоду собственных колебаний недемпфирован-
ной колебательной системы.
При очень коротких (т<О,2Го) и относительно длительных (т> 2Г0)
ударах амплитуда реакции 1/0<1,2х. Поэтому они менее опасны.
Демпфирование (добротность Q) оказывает влияние на реакцию
системы на ударную нагрузку. Правда, различие между Q=oo и Q = 20,
определяющее диапазон изменения добротности для конструктивных эле-
ментов приборов, не очень велико. Для таких Q отношение */ОтахД изме-
няется в пределах
#0тахД^1»7 ••• 1,6 при Q = ОО ... 20 и т « То. (5.121)
Реакция системы на ударное возбуждение значительно снижается
при оптимальном демпфировании Q= 1/^2. По сравнению с косвенным
ударным возбуждением прямоугольной формы, при котором появилась
бы наибольшая амплитуда отклонения #отах=2х, при возбуждении полу-
синусоидальной формы i/Omax = 1,732х, т. е. составляет только 86,6 % пер-
вой.
Для остаточного спектра удара (рис. 5.76) можно принять, что при
относительной длительности удара т/Го~1 относительная амплитуда
реакции после удара еще составляет 1/ю/х«1,7 при Q=oo. Удары,
длительность которых соответствует периоду собственных колебаний
системы Го, вызывают повышенные длительные нагрузки. Очень короткие
(т<О,2Го) и в особенности относительно длительные удары (т> Го)
вызывают малые амплитуды реакции (г/ю^х), т. е. относительно неопасны.
Удары очень большой длительности
вызывают очень малые амплитуды
(г/ю*С#), реакции, даже при нулевом
демпфировании (х = 0, Q=oo).
При т/Го, равном 3/2, 5/2, 7/2
и т. д., и Q=oo получаем г/ю/х = 0,
т. е. при таких длительностях удара
тело, получившее косвенный удар,
Рис. 5.76. Остаточный спектр удара
при косвенном ударном возбуждении
полусинусоидальной формы
Ую!*
349
остается в покое. При т/70~2, 3, 4 ую/х относительно велико (локально
экстремально).
Влияние добротности Q при изменении его в пределах от оо до 20
низко. Реакция системы снижается только при Q< 10. Амплитуды y\Q
остаются меньше х при Q<2.
5.8.5. Методы исследований
Разработка мероприятий по эффективной защите приборов и окружаю-
щей среды от механических нагрузок требует проведения теоретических
и экспериментальных исследований источников этих нагрузок, а также
путей передачи колебаний и ударов. При этом используют следующие
теоретические методы исследований [5.23, 5.24]: моделирование системы,
испытывающей колебания и удары; вывод дифференциальных уравнений
колебаний; решение этих уравнений для определенных временных и частот-
ных диапазонов; определение резонансных точек и амплитуд.
К экспериментальным методам относятся [5.25—5.27]: измерения
колебаний и ударов на натурном объекте и модели; испытания демп-
феров, гасителей колебаний и изоляторов.
Теоретические и экспериментальные исследования на моделях с линей-
ными и нелинейными характеристиками могут проводиться на одномас-
совых (с одной или более степенями свободы), многомассовых и сплош-
ных колебательных системах. При этом следует различать прямое и кос-
венное возбуждения.
Выбор метода зависит от содержания решаемой проблемы, имеющихся
в распоряжении технических средств, а также от возможностей и опыта
разработчика.
Точную взаимосвязь между механическими нагрузками на машину или
прибор и их функционированием можно найти только с помощью функ-
циональных и прочностных испытаний.
5.8.6. Снижение колебательных и ударных нагрузок
При проектировании приборов, станков и установок необходим точный
расчет их колебаний, который позволяет исключить в последующем работы
по снижению колебательных нагрузок. Точный расчет предполагает точное
знание параметров колебаний рассматриваемой системы. Различают сле-
дующие мероприятия по снижению колебательных и ударных нагрузок:
первичные мероприятия — уменьшение влияния возбуждающих вели-
чин путем демпфирования, активной изоляции или гашения колебаний
в месте их возникновения (такое гашение может осуществляться с по-
мощью разбаланса или, наоборот, уравновешивания колебательной си-
стемы) ;
вторичные мероприятия — изменения передаточной функции колеба-
тельной системы с помощью предотвращения ее резонанса и использо-
вания пассивной изоляции.
В принципе, конструктор может снизить механические колебательные
и ударные нагрузки на прибор и окружающую среду тремя путями: демп-
фированием (изменением параметров демпфирования k, х, Q или D),
350
изоляцией (изменением жесткости с) колебательной системы и гашением
этих нагрузок (изменение массы т колебательной системы).
5.8.7. Демпфирование колебаний и ударов
Снижение колебательных и ударных нагрузок путем демпфирования
возможно за счет механического трения элементов колебательной системы,
а также с помощью дополнительных механических (гидравлических,
пневматических) или электрических демпферов. В качестве механических
демпферов могут использоваться также клапаны, заслонки (дроссели)
или сильфоны.
5.8.7.1. Демпфирование за счет механического трения
В зависимости от вида трения развиваемые в его процессе силы рас-
считывают различным образом:
при кулоновском трении скольжения (твердого тела по твердому телу):
Гку.,= -Ц |(V| ev, О<ц<но<1; (5.122)
при стоксовском трении (твердые тела в жидкостях или газах при
малых относительных скоростях между ними v = vev):
FCT = — kcTvev; (5.123)
при ньютоновском трении (твердые тела в жидкостях или газах при
больших относительных скоростях, меньших скорости звука):
F НЬЮТ = &ньют^ (5.124)
при смешанном трении (твердые тела в жидкостях или газах при
средних относительных скоростях):
Fсмеш &смеш^ 1 Ot 2. (5.125)
Характер изменения этих сил показан на рис. 5.77. Коэффициенты
трения ц, /гСт, бньют и /гСмеш можно найти в соответствующей литературе
или определить экспериментально. Демпфирование движущихся деталей
приборов примерно на два порядка меньше, чем появляющееся одновре-
менно с ним кулоновское или стоксовское трение, поэтому им можно
пренебречь. Это относится и к структурному демпфированию (в местах
соединений).
Уравнения (5.122) — (5.125) справедливы также и для вращательного
движения. Однако вместо сил трения в них можно рассматривать моменты
трения, а вместо скоростей — угловые скорости.
ГА / /
F=cfv2J /f=kv
Рис. 5.77. Изменение силы трения F в зависимости
от относительной скорости контактирующих тел v
V
351
5.8.7.2. Демпфирование с помощью механических демпферов
Гидравлические или пневматические демпферы могут быть реализованы
в форме комбинаций поршень — цилиндр для систем, совершающих посту-
пательные и вращательные перемещения. Качество демпфирования опре-
деляется в основном конструкцией демпфера, т. е. размером и формой
зазора между поршнем и цилиндром, а также характеристиками рабочей
среды. В демпфере развивается стоксовское трение; количественной мерой
демпфирования является его коэффициент
t t (5|26)
2 -у/с/т 2 ^ст 2тыо 2с
Коэффициент демпфирования D и механическая добротность Q свя-
заны следующим образом:
1 (On с
Q = 2D=^ = ^-
Параметр D или Q отражает все основные свойства колебательной
системы (инерционность благодаря наличию в (5.127) массы т, упру-
гость— жесткости с, трение — постоянной демпфирования /г). Этого
нельзя сказать о механической постоянной времени тт = 1 /x = 2m/k, так
как она не зависит от жесткости с. Основными для расчета демпферов
являются параметры D и Q, однако только при гармонических линейных
колебаниях (табл. 5.40).
5.40. Коэффициент демпфирования D и механическая добротность Q колебательных
систем (механических демпферов)
Механическая колебательная система D Q
Без трения 0 сю
Торможение до остановки сю 0
Колебания Менее 1 Более 0,5
Оптимальное демпфирование 72/2 = 0,707 0,707
Апериодический граничный случай 1 0,5
Ползучесть Более 1 Менее 0,5
Демпфер 0,25—1 2—0,5
5.8.7.3. Демпфирование с помощью электрических демпферов
Электрическое демпфирование может быть осуществлено за счет исполь-
зования электромеханических сил, развиваемых катушками, через которые
течет электрический ток. При этом одну из катушек электрического
контура устанавливают неподвижно, а другую связывают с демпфируе-
мой (подвижной) деталью. Пространство между катушками должно быть
легко проницаемо для электромагнитного поля.
Силу демпфирования рассчитывают по уравнению
Fei =(/f/2) L\. + IxI2L\-2(x) + (/5/2) Ы>2. (5.128a)
352
Если Ln =const (L|,=0) и L22 = const (Л22 = 0), то
Fei =/i/2A12 (x), (5.1286)
где Li2 — производная взаимной индукции катушек-по координате х.
Электрические демпферы применяют в случаях поступательного и
вращательного движения, в частности, в измерительных приборах. Расчет
электрических демпферов см. [5.19].
5.8.8. Изоляция колебаний и ударов
5.8.8.1. Общие положения
Под изоляцией колебаний понимают уменьшение или предотвращение рас-
пространения колебаний с помощью изоляторов (упругих элементов).
Для эффективной изоляции частота возбуждения fB036 должна значи-
тельно отличаться от собственной частоты fa изолятора, так как в ином
случае могут развиваться так называемые частоты пробоя. Рекомендуется
избегать попадания частоты возбуждения в диапазон от O,5fot до 2fo/.
Прибор или станок должен быть установлен или подвешен на изо-
ляторах. При этом изоляция колебаний будет эффективной, если собствен-
ные частоты изолируемой системы меньше самой низкой гармоники
частоты возбуждения; по возможности должно выдерживаться соотноше-
ние /о<0,5/возб.
5.8.8.2. Виброизоляторы и примеры их конструкций
В качестве виброизоляторов используют: стальные пружины в опорах
приборов или машин с низкими частотами вращения; резиновые подушки
(так называемые эластоэлементы) в опорах приборов и машин с частотами
вращения от средних до высоких; упругие и демпфирующие промежу-
точные элементы для экранирования (пластины из резины, пробки, вой-
лока, пластмассы, а также металлопластмассовые листы, многослойный
листовой материал, песок и т. п., см. также Основной каталог изделий ГДР,
специальный выпуск ’’Arbeitsschutztechnische Mittel” — Средства охраны
труда).
Примеры виброизоляторов показаны на рис. 5.78 [5.29, 5.52]. Чтобы
они выполняли свои функции при длительном сроке службы, их конструк-
ция должна отвечать определенным требованиям. Круглые резиновые
виброизоляторы (рис. 5.78, а), работающие на растяжение, благодаря
цилиндрической форме при соответствующей деформации могут выдержи-
вать высокие напряжения. Если цилиндрический полый виброизолятор из
резины (рис. 5.78,6) нагружается на сжатие в направлении оси цилиндра,
то он сильно деформируется в радиальном направлении. Эта деформа-
ция должна быть свободной и учитываться при конструировании изоля-
тора. Это относится и к резиновому виброизолятору в виде валика
(рис. 5.78, в). Кольцевой резиновый виброизолятор (рис. 5.78, г) пред-
назначен для передачи сил сжатия, сдвига, а также крутящего момента
при одновременном демпфировании колебаний. Для передачи крутящего
момента этот виброизолятор должен быть связан с ведущим и ведомым
12 Зак 4 353
Рис. 5.78. Конструкции резиновых виброизоляторов:
а — цилиндрический, работающий на растяжение; б — полый, работающий на сжатие;
в — в виде резинового валика, работающий на сжатие; г — кольцевой, работающий на
сжатие, срез и кручение; д — с винтовой пружиной, испытывающей ударные сжимающие
нагрузки, е — цилиндрические (эластоэлементы) и плоские резиновые прокладки
дисками с учетом развивающихся при этом касательных напряжений.
При ударных и сжимающих нагрузках в резиновый амортизатор может
быть установлена спиральная винтовая пружина для повышения пре-
дела прочности на сжатие (рис. 5.78, д). Существует множество конст-
руктивных решений цилиндрических и плоских резиновых виброизоля-
торов, предназначенных для амортизации сжимающих и касательных
динамических нагрузок (рис. 5.78, е).
Пример расчета виброизолятора. Для предотвращения структурного шума
необходимо изолировать колебания привода от электрического прибора с помощью
резиновых виброизоляторов (рис. 5.79). Для приближенного расчета их жесткости
колебательную систему можно представить в виде системы с одной степенью сво-
боды по оси у при жесткостях c = 2ci -|-сг- Упругости изоляторов по осям х и z
не рассматриваются, т. е. считается, что движение по оси у учитывает движение
по осям х и г. Примем, что масса привода т=1,5 кг, частота вращения 20000 мин-1,
эксцентриситет и —2 мкм, масса ротора т^=150 г. Коэффициент демпфирования
можно принять £)«0 (Q«oo). Определить жесткость с при условии t/<5 мм/с.
Решение. При вынужденных колебаниях с косвенным гармоническим возбужде-
нием дифференциальное уравнение движения имеет вид
my + ky + су (/) = F (/)— mLuQ2 sin (Q/ —ср), (5.129)
где y(f)— амплитуда колебаний.
Амплитудно-частотная характеристика может быть записана в виде
V = Q7V(fi2-0)§) + (2xfi)2. (5.130)
Амплитуда колебаний при х = 0 и t] = Q/ojo> 1 (глубокая настройка)
х mL Q2sinQ/ mL т]2 . .
У 0=—------------=—"-Г-Т5111 (5I31)
m Q— wo m ч — 1
354
Скорость колебаний
mL n2Q COS Q/ Л. mL T]2Q
У =-----u —---5------'> У=-----« —J----
m n2—1 m л2—1
Ч2—1
Решение этого уравнения относительно iq
П2=----------!-----
1 - (mL/m) и (Q/t/)
После подстановки числовых значений находим т]2~6,2, отсюда
c = Q2m/r]2« 1068 Н/мм.
С учетом условия т)^ах -> оо
У min = (mL/m) Q««0,42 мм/с.
(5.132)
(5.133)
5.8.9. Гашение колебаний
5.8.9.1. Принцип гашения колебаний
В станко- и в крупном приборостроении (особенно в области производства
металлообрабатывающих станков) широко используются гасители колеба-
ний, с помощью которых колебания основной массы могут быть снижены
при определенной их частоте. При этом энергия возбуждения поглощается
небольшой специально добавленной массой, дополнительной колебатель-
ной системой, благодаря чему колебания основной системы гасятся. Гаси-
тели рассчитывают на определенную частоту возбуждения. Как показы-
вает опыт, колебания основной массы с помощью гасителя могут быть
снижены на 75%. В зависимости от вида крепления массы гасителя
к основной массе различают пружинную, амортизаторную и пружинно-
амортизаторную связи между ними (рис. 5.80). Практическое значение
имеет последняя из них (рис. 5.80, в).
5.8.9.2. Определение параметров гасителя колебаний
Обозначим характеристические параметры основной массы (прибора,
станка) через т, с и k, амплитуду колебаний этой массы (/(/), гармони-
ческую возбуждающую силу F (/) = Fq cos Q/, соответствующие параметры
Рис. 5.79. Привод, колебания которого
изолированы от электрического при-
бора
12*
Рис. 5.80. Виды связи массы гасителя
колебаний с основной массой:
а — пружинная; б — амортизаторная; в —
пружинно-амортизаторная
355
гасителя тт, ст и kT. Относительное расстояние между массой гасителя
и основной массой обозначим (/). Тогда связанные дифференциальные
уравнения движения двухмассной колебательной системы:
для прибора
my + ky + су (/)= F (t) + kT£r + cr&; (5.134)
для гасителя
mTyT + ktT +cT^T(t) =0 при yT = lT + y. (5.134а)
Параметры гасителя должны быть выбраны так, чтобы у (t) было мало
при тт<^т и Расчет этих параметров довольно сложен, поэтому
здесь он полностью не "рассматривается (см., например, [5.24] ).
Гаситель колебаний имеет оптимальные параметры при k — Q и kT^Q,
если
0)02/0)01 =д/cT/mT/^Jc/m = т/(т + тТ) (5.135)
или
с/ст= (m + mr)2/(mmr). (5Л36)
При этом kT должно быть рассчитано так, чтобы максимальная ампли-
туда колебаний гасителя была допустимой.
Частоту Q колебаний, гасимых такой дополнительной колебательной
системой, определяют из уравнения t] = Q/<ooi, где
T]?/2= (1 -+- д/ m ). (5.137)
11/2 m + mT\ — \J2m + mT/ v 7
Если, кроме того, kT = 0, то оптимально рассчитанный гаситель будет
функционировать только при частоте возбуждения Q = (d02 = ^jcT/mT.
5.8.9.3. Примеры конструкций гасителей колебаний
На рис. 5.81, а показан гаситель вертикальных колебаний подшипника,
но ’.оюрь.й установлен вал двигателя. В качестве гасителя здесь исполь-
зованы листовые пружины, на которых закреплены небольшие дополни-
Рис. 5.81 Примеры конструкций гасителей колебаний вала двигателя (а, в), несущей
колонны (б), промежуточного вала редуктора (г) и толкателя токарно-карусель-
ного станка (д):
1 — привод, 2 — редуктор; 3 — станок, 4 — толкатель; 5 — резцедержатель, Т - гаситель
колебаний
356
д)
тельные массы. Пример гашения горизонтальных колебаний несущей
колонны с помощью двух связанных дополнительных масс представлен
на рис. 5.81, б. Дополнительная масса может быть использована также
и для гашения крутильных колебаний. Для этого на роторе с помощью
упругого вала можно закрепить дополнительную вращающуюся массу
(рис. 5.81, в). Пример гашения крутильных колебаний показан также и
на рис. 5.81, г. Здесь с помощью дополнительной массы гасятся колебания
промежуточного вала зубофрезерного станка, при этом гаситель колеба-
ний имеет фрикционное демпфирование. На рис. 5.81, д представлен
пример гашения колебаний толкателя токарно-карусельного станка. Гаси-
тель собран из свинцовых и резиновых элементов.
5.9. Защита от шума [5.33—5.38, 5.55—5.65]
Символы и обозначения
А — площадь, м2
F — сила, Н
— функция передачи структурного
шума
L — уровень звукового давления, дБ
LP — уровень звуковой мощности, дБ
Р — звуковая мощность, Вт
Т — передаточная функция
/' — частота, Гц
— граничная частота изгибных
волн, Гц
р — звуковое давление, Па
s — толщина, мм
v — скорость распространения коле-
баний (скорость звука), м-с-1
А — разность
со — круговая частота, с “*
о — коэффициент излучения
Индексы
Т — преобразование
е — вход
пг — среднее значение
п — переменная
v — порядковый номер
О — начало отсчета
сум — суммарный
экв — эквивалентный
Излучение приборами мешающих и даже опасных для здоровья шумов
необходимо рассматривать во взаимосвязи с требованиями к охране окру-
жающей среды. Во-первых, тенденция к росту рабочих скоростей и мини-
атюризации влечет за собой повышение шумности технических объектов;
во-вторых, все более широкое использование электронных и микроэлек-
тронных приборов ужесточает требования к снижению шумности механи-
ческих и электромеханических устройств. Следовательно, к основным
параметрам прибора, наряду с его функциональными параметрами, сле-
дует относить и характеристики излучаемого им шума. Это находит
выражение, например, в постоянном снижении максимально допустимых
значений излучаемого техническими объектами шума, и в стандартизации
этих значений для объектов, для которых ранее никаких ограничений
в отношении их шумности не устанавливалось.
Эти тенденции, как и требования действующих стандартов в отноше-
нии шума, необходимо учитывать с системных научных позиций при раз-
работке и конструировании приборов.
5.9.1. Физические характеристики звука и их определение
Непосредственно воспринимаемой человеческим ухом физической характе-
ристикой звука является звуковое давление р, представляющее
357
собой переменное давление, накладываемое на атмосферное постоянное
давление. Ухо человека способно воспринимать звуковые давления от
2-10“5 Па (порог слышимости) примерно до 20 Па (порог болевого
ощущения). С учетом относительно большого динамического диапазона
давлений для их описания была выбрана логарифмическая уровневая
шкала. При этом уровень звукового давления L определяется
относительно звукового давления порога слышимости ро, принимаемого
в качестве начала отсчета:
L= 101g(р2/р§) = 20 1g(р/ро), дБ. (5.138)
Порядок расчета суммарного уровня звукового давления при одно-
временной работе нескольких источников звука (например, для расчета
влияния шума одного из узлов на общий шум прибора).
1. Суммирование уровней звукового давления (при наложении некогерентных
звуковых давлений нескольких источников звука для определения общего уровня
звукового давления), дБ:
Аеум = 101g (j p?/pg)= 101g £ 1OO1S
При двух источниках, излучающих звук уровней L\ и Д2, более просто можно
найти
£сум — 10 1g 10°’1Ь (1 + Ю-0'1*^1-i2’) = £i + ДД.
При этом AL определяется по следующей диаграмме:
Поправка ALtdB
0 0,5 1,0 1,5 2,0 2,5 3,0
l|l|ilii'i'| '' I *' 'l1 । Т 'i1 |р1^1'1|Ь1|гМт|
2015 10 Э в 7 6 5 4 3 2 1 О
Разность L1-L2,d6
2. Вычитание уровней звукового давления (для исключения нежелательной
составляющей, например, мешающего шума). Упрощенно L, дБ,
£г=£суи+1018 (1 — 10—01 =£сум —Д£.
AL определяется по диаграмме:
Поправка AL, дБ
0,01 0,1 0,5 1,0 2,0 3,0
4030 20 15 10 9 в 7 6 5 4 3
Разность Lc^L^dE
3. Средний уровень (нескольких некогерентных источников), дБ,
Lm= 10 lg (1/n) £ Pv7p§=101g(l/n) X Ю017
v= 1 v= 1
При разности отдельных уровней меньше 10 дБ можно использовать прибли-
женную формулу
и=(1/Л) £ £„
358
Звуковое давление зависит от расстояния до источника звука и поэтому
не пригодно для однозначного описания таких источников. Для этого
используется понятие звуковой мощности Р, которая представляет
собой общее количество звуковой энергии, излучаемой источником в еди-
ницу времени. Она не зависит от условий измерения и окружающей
среды и, следовательно, является объективной величиной, пригодной для
оценки источника звука. Правда, в отличие от звукового давления, зву-
ковая мощность не может быть измерена непосредственно, она может
быть только рассчитана по результатам измерений.
Звуковая мощность представляется также в виде уровня, дБ,
LP=lOlg(P/Po). (5.139)
При этом в качестве начала отсчета принята звуковая мощность Pq =
= 10“12 Вт, т. е. мощность на поверхности сферы площадью 1 м2, в центре
которой расположен источник звука, который вызывает звуковое давление
р0 = 2-10-5 Па.
Понятие эквивалентного уровня звука L3KB используют для
приборов, работающих в прерывистом режиме или излучающих шум,
уровень которого сильно изменяется в зависимости от условий работы.
В первом приближении эквивалентный уровень звука представляет собой
среднее значение уровня звука, длительно излучаемого прибором [5.33].
Для мероприятий по снижению шума этот параметр играет второстепенное
значение.
Для точного измерения уровня звукового давления (и, следовательно,
определения уровня звуковой мощности) необходим учет условий окру-
жающей среды, особенностей места измерения и рабочего состояния
измеряемого объекта, а также учет характеристик и условий применения
измерительного прибора. При этом следует руководствоваться требова-
ниями действующих стандартов (TGL СЭВ 541—77 или TGL 37345,
а также TGL СЭВ 1412—78, 1413—78 и 1414—78 или TGL 39255/254/253).
Стандарты также содержат указания по расчету уровня звуковой мощ-
ности по значениям звукового давления.
Для выработки мероприятий по защите от шума зачастую более важно
знание не точных абсолютных, а лишь относительных значений парамет-
ров шума (например, для оценки эффективности таких мероприятий).
В таких случаях выдерживание требований стандартов не обязательно,
однако при этом важно проводить измерения в одинаковых условиях.
Для замеров звукового давления используют шумомеры (рис. 5.82),
в которых генерируемое измерительным микрофоном напряжение, про-
порциональное звуковому давлению, усиливается, выпрямляется и выво-
дится на индикатор. В этих приборах используют фильтры, полоса про-
пускания которых позволяет выделять спектр звуковых частот, слышимых
Рис. 5.82. Функциональная схема
шумомера:
/ — датчик (измерительный микрофон);
2 — усилитель; 3 — фильтр; 4 — фор-
мирователь среднего квадратического
значения; 5 — схема временной оценки;
6 — стрелочный индикатор
359
человеком. При этом стандартизованы четыре формы характеристики
шумомера (Л, В, С и D), определяемые установленным в нем фильтром
(рис. 5.83) [5.33, 5.34]. Характеристика А в наибольшей степени соответ-
ствует слышимости уха человека при средних уровнях звука, поэтому
она наиболее широко используется для разработки мер по борьбе с шумом.
Остальные характеристики предназначены для оценки специальных видов
шума (например, шума самолетов) и применяются относительно редко.
Кроме частоты шумомер позволяет оценить также и временное распре-
деление звукового давления. Для этого в нем предусмотрено три режима
работы: S (медленный), F (быстрый) и I (импульсный), позволяющие
согласовать динамические характеристики индикатора с временным изме-
нением и спектром шума [5.33, 5.34]. В большинстве случаев используются
режимы S (близкий к равномерному шум, время интегрирования 1000 с)
и I (импульсный шум, время интегрирования 35 мс); выбор соответствую-
щего режима определяется перечисленными выше стандартами. Указание
на выбранные частотный и временной режимы обычно осуществляется
с помощью букв, ставящихся в скобках за результатом измерения. На-
пример, L = 85 дБ (AI) означает, что уровень звукового давления 85 дБ
был измерен шумомером с характеристикой А при установке его в режим,!.
Для решения некоторых задач измерения шумомер необходимо комби-
нировать с другими приборами, например с комплектом фильтров и реги-
стрирующим устройством. Большое значение для выбора мер по борьбе
с шумом имеет полоса частот, перекрываемая фильтром комплекта, для
чего используются октавные, терциальные и узкополосные фильтры.
Соответствующий набор фильтров позволяет определить спектральный
состав шума, что дает возможность выявить особенно шумные узлы или
процессы (см. п. 5.9.3.5).
Составляющую шума, вносимую каким-либо конструктивным элемен-
том в суммарный шум прибора, можно просто определить, если этот
элемент может работать автономно. Периодически возникающие шумы —
в случае известной последовательности вызывающих их процессов —
можно измерять при включении в цепь передачи сигнала в шумомере
электронного переключателя, замыкающего эту цепь в соответствии
с этой последовательностью. Путем смещения моментов срабатывания
Рис. 5.83. Стандартные
характеристики шумоме-
ров
360
этого переключателя и сравнения их с временными графиками исследуе-
мых процессов можно определить, каков вклад данного процесса в сум-
марный шум. Другие методы анализа шума рассмотрены в [5.35].
5.9.2. Источники шума и его распространение
В зависимости от источника различают непосредственно и кос-
венно вызванный шум. В первом случае воздух как среда пере-
дачи звука получает колебательные движения непосредственно. Эти движе-
ния могут быть вызваны периодическими или стохастическими колеба-
ниями скорости потока и давления воздуха (например, в результате
образования вихрей на вращающихся деталях или при прохождении
отверстий). В приборах причинами колебаний воздуха чаще всего яв-
ляются вентиляторы и детали, вращающиеся с большой частотой. Вызван-
ные таким образом колебания непосредственно проявляются в виде воз-
душного шума.
Весьма многообразны причины косвенно вызванного шума. При этом
вначале в механических деталях возникают колебания структурного
шума, излучение которого такой или контактирующей с ней деталью
вызывает затем воздушный шум (рис. 5.84). По сравнению с непосред-
ственно вызванным шумом, механизм образования которого еще не
совсем ясен, общая взаимосвязь между процессами, участвующими в воз-
никновении косвенно вызванного шума, может быть сформулирована
[5.35,5.54].
При выводе такой взаимосвязи за основу принимается возбуждаю-
щая сила (колебания рабочих усилий; разбаланс; обусловленные вы-
полняемой функцией или зазором удары; трение, магнитострикция,
стохастически изменяющиеся усилия и т. п.), которую целесообразно
описывать спектром частот F (со). Возбуждающая сила воздействует на
структуру, через которую передаются колебания, с передаточной функ-
цией Т(со), зависящей от акустических свойств этой структуры и связан-
ных с ней структур в отношении структурного и вызываемого им воз-
душного шума. В конце сформированной таким образом цепочки (рис. 5.85)
образуется звуковое давление р(со), определяемое основным законом обра-
зования косвенно вызванного шума:
р(а)) = Р(а))Г(а)). (5.140)
Рис. 5.84. Передача и излучение шума
в узле из четырех элементов
Воздушный Воздушный Воздушный
зоук здук здук
Структурный
здук
Воздушный
здук
Рис. 5.85. Схема образования косвенно
вызванного шума
361
Как видно из этого уравнения, уменьшение звукового давления р (со)
возможно путем снижения возбуждающей силы F (со) и передаточной
функции Т (со).
Для разработки конструктивных мероприятий, целью которых является
уменьшение передаточной функции, целесообразно представить эту функ-
цию в виде произведения полной входной акустической проводимости he,
функции передачи структурного звука Кц и коэффициента излучения а:
Т (и) =he ((о) Ku ((d) о ((d). (5.141)
При этом полная акустическая проводимость he = ve/Fe позволяет
описать взаимосвязь между возбуждающей силой F ((d) и скоростью
распространения структурного звука v ((d), возникающего в месте воз-
буждения.
Функция Ku = v/ve представляет собой отношение средней скорости
структурного звука v в колеблющейся детали и скорости этого же звука
в месте возбуждения ие. Следовательно, эта функция отражает как гео-
метрические характеристики детали, так и свойства ее материала, а также
обусловленное ими затухание структурного звука. Величины he и Кй
в общем случае сводятся к средней проводимости hT.
И наконец, коэффициент излучения о характеризует геометрические
параметры и параметры материала детали, определяющие ее излучение
шума.
Для разработки мероприятий по борьбе с шумом необходимо учиты-
вать все без исключения величины, определяющие этот шум, а также
их взаимосвязи. Ниже рассмотрены правила снижения шума путем изме-
нения влияющих величин.
5.9.3. Звукоизоляция с помощью конструктивных мероприятий
Основной целью мероприятий, направленных на снижение шума, является
уменьшение его воздействия на человека. Эта цель может быть достиг-
нута за счет уменьшения эмиссии источником шума (например, прибором)
и препятствий распространению шума от источника к рабочему месту.
Различают первичные и вторичные мероприятия по защите
от шума. Под первичными понимают все мероприятия, которые относятся
непосредственно к источнику шума: от возбуждающей силы до условий
излучения. Вторичные касаются воздействия на условия распространения
шума с помощью шумопоглощающих покрытий, шумозащитных экранов
и т. д. Для конструктора приборов наибольший интерес представляют
первичные мероприятия.
5.9.3.1. Общие указания
Вопросы борьбы с шумом должны ставиться уже при выборе принципа
действия прибора. Так,— конечно, с учетом технико-экономических требо-
ваний — для преобразования информации предпочтительно выбирать элек-
тронные устройства, механические шаговые передачи заменять электро-
магнитными шаговыми двигателями, механические печатающие устройства
заменять немеханическими (например, термографическими) и т. д. При
362
3
4
5
6
Рис. 5.86. Схема звуковых потоков в ленточном перфораторе:
• — места воздействия возбуждающих сил;-потоки рабочих усилий; -> пути распро-
странения структурного звука; => воздушного звука; 1 — якорь; 2 — магнитное ярмо;
3 — упор; 4 — угловой рычаг; 5 — пуансон перфорирующего устройства; 6 — перфолента
этом следует помнить, что более высокие затраты на конструирование
и изготовление прибора, обусловленные использованием таких принципов,
как правило, окупаются благодаря снижению затрат на последующие
шумозащитные мероприятия.
Выбор мероприятий по защите от шума целесообразно осуществлять
с помощью схемы шумовых потоков, на которой наносятся основные
источники шума, пути передачи структурного и воздушного звуков,
а также основные излучающие поверхности (рис. 5.86). Очевидно, что
при этом следует использовать опыт разработки шумозащитных мероприя-
тий для подобных приборов и узлов, а также результаты анализа шумов.
С учетом того, что суммарный уровень звукового давления нескольких
источников шума определяется суммой логарифмов их звуковых давле-
ний, в первую очередь следует снижать шум тех источников, уровень
звукового давления которых более чем на 5 дБ превышает этот уровень
остальных источников. Если же доминирующих источников шума нет, то
шумозащитные мероприятия должны охватывать все источники.
Если анализ шумовых потоков (с помощью их схемы) выявляет только
один основной источник структурного звука, который преобразуется затем
в воздушный звук различными поверхностями, то локализацию этого шума
целесообразно осуществить в непосредственной близости от источника.
И напротив, если шум нескольких источников излучается только одной
поверхностью, то основное внимание следует уделить шумозащите этой
поверхности.
5.9.3.2. Уменьшение возбуждающей силы
Источниками непосредственно вызываемого шума в приборах являются
прежде всего вентиляторы [5.34, 5.35, 5.55]. Генерируемый ими звук может
иметь различный спектральный состав и интенсивность. Широкополосный
363
шум, излучаемый вентилятором, образуется случайно изменяющимися
силами, действующими внутри протекающих в вентиляторе воздушных
потоков, и между этими потоками и его стенками. Для борьбы с таким
шумом, т. е. для снижения подобных возбуждающих сил, внутренние
поверхности вентилятора следует выполнять аэродинамически более совер-
шенными. Скорости воздушных потоков, кроме того, необходимо выдержи-
вать минимально возможными (например, снижая частоту вращения
вентилятора при увеличении его размеров).
Периодически возникающие между ротором и потоками, а также
между крыльчаткой и стенками вентилятора силы могут привести к воз-
никновению свиста, воя и т. п. Для предотвращения подобных явлений
следует увеличивать расстояния между крыльчаткой и различными пре-
пятствиями воздушным потокам. К таким препятствиям могут относиться
кронштейны крепления двигателя, защитные и выпрямительные решетки
и т. п. Уменьшение их аэродинамического сопротивления также может
способствовать уменьшению шума. В осевых вентиляторах с этой целью
крыльчатку целесообразно закрывать кожухом в виде входного диффу-
зора, а радиальный зазор между лопастями крыльчатки и корпусом
должен быть минимальным и равномерным (табл. 5.41). Указания по
снижению шума пневматических и гидравлических устройств приведены
в [5.61—5.64].
Для борьбы с косвенно вызываемыми шумами наиболее целесообразно
уменьшение возбуждающих сил [5.35, 5.36, 5.55, 5.56, 5.59]. Основным
правилом здесь должно быть снижение функционально необходимых сил
до минимально возможных значений, а также максимальное укорочение
путей передачи этих сил и сокращение числа деталей, на которые они
воздействуют. На рис. 5.87, а путь передачи сил, развиваемых передачей,
идет через основание, в результате чего эти силы воздействуют и на
не связанный с передачей узел 1. На рис. 5.87, б этот путь значительно
укорочен, благодаря чему действие сил локализовано областью самой
передачи.
Возбуждающие силы, развивающиеся в приборах, бывают в основном
импульсными или периодическими. В первом случае импульсные нагрузки
следуют с относительно большими временными промежутками (например,
в печатающих устройствах и штампах, при остановке движущихся дета-
Рис. 5.87. Неправильное (а) и правильное (б) конструктивные решения передачи
зубчатым ремнем:
-----путь передачи сил, развиваемых передачей; 1 — узел, закрепленный на основании 5,
2 и 4 — ведущий и ведомый шкивы, 3 — зубчатый ремень, 5 — основание
364
5.41. Способы снижения шума, вызываемого потоком рабочей среды
Способы изоляции шума
Неправильно
Правильно
Уменьшение вихреобразования на деталях, высту-
пающих в канал, по которому течет поток рабочей
среды
Устранение скачкообразного изменения поперечного
сечения канала и острых кромок в нем
Придание аэродинамически выгодной формы дета-
лям, выступающим в поток, с целью минимизации их
аэродинамического сопротивления
Максимальное снижение скорости потока рабочей
среды (медленнее вращающийся вентилятор боль-
ших размеров при том же расходе воздуха произво-
дит меньше шума, чем небольшой, но вращающийся
с большей частотой)
Выполнение отверстий для засасывания рабочей
среды в виде входного диффузора
Выдерживание малости и равномерности радиаль-
ного зазора между крыльчаткой и стенками корпуса
осевого вентилятора
Установка защитных и выпрямительных решеток
или подобных им устройств возможно дальше от
крыльчатки и придание им аэродинамически выгод-
ной формы
лей с помощью упоров, при ударах деталей друг о друга за счет зазоров
в сочленениях между ними и т. д.). При ударных нагрузках амплитуда
спектра силы вплоть до частот, равных нескольким килогерцам, зависит
от передаваемого количества движения [5.25]. Таким образом, возбужде-
ние можно снизить посредством уменьшения участвующих в ударе масс
и их скоростей. При более высоких частотах амплитуда спектра силы
365
Рис. 5.88. Демпфирование удара
зеркала в зеркальном фотоаппарате:
/ — пентапризма; 2 — шарнир, 3 —
зеркало; 4 — упор с пластмассовыми
кольцами, предназначенными для демп-
фирования удара зеркала при его опус-
кании, 5 — рама; 6 — фетровая про-
кладка для демпфирования удара зер-
кала при его подъеме
Рис. 5.89. Перфорирующее устройство теле-
тайпа с временным смещением моментов
срабатывания шести пуансонов. Кроме раз-
несения во времени возбуждений, вызывае-
мых каждым пуансоном, благодаря этому
примерно в 6 раз уменьшается и амплитуда
возбуждения:
1 — скоба; 2 — поворотный рычаг; 3 — пуансон;
4 — блок направляющих; 5 — паз для перфоленты;
6 — матрица
снижается, причем это снижение идет тем скорее, чем больше длитель-
ность удара, т. е. чем «мягче» удар. Поэтому жесткие удары следует
предотвращать (если, конечно, они не необходимы для выполнения тре-
буемой функции) путем выбора соответствующих материалов для соуда-
ряющихся элементов или применения упругих прокладок (рис. 5.88).
Кроме того, необходимо уменьшать или устранять полностью зазоры
в соединениях деталей, которые могут быть подвержены ударному воз-
буждению (например, с помощью упругих конструкций или сужения поля
допусков [5.1] ). В случае периодически изменяющихся возбуждающих
сил спектр возбуждения и, следовательно, шумообразование определяются
временным изменением амплитуды этих сил за один период. Наклон
и форма кривой изменения амплитуды определяют амплитуду спектра
силы на частотах выше удвоенной основной частоты возбуждения, т. е., как
правило, выше нескольких сотен герц [5.25]. Поэтому резкие скачки и
прочие неравномерности изменения возбуждающих сил необходимо пред-
отвращать. Это касается также и закона движения кулачка в кулач-
ковой передаче, который должен быть непрерывным, по возможности,
до третьей производной (например, в виде полинома седьмого или даже
одиннадцатого порядка [5.25, 5.31] ).
Если несколько процессов возбуждения протекают параллельно, то
их следует сместить во времени так, чтобы исключить их одновременность
(рис. 5.89). Одновременное возбуждение протяженных деталей по всей
их длине или возбуждение одновременно по большой поверхности может
быть предотвращено при использовании «принципа скашивания», что
позволяет более равномерно распределить возбуждение во времени (на-
пример, за счет применения косозубого зацепления, скашивания рабочей
поверхности пуансона, наклонного расположения пазов в электродвига-
теле и т. д.; см. табл. 5.42).
366
5.42. Способы снижения косвенно (механически) вызываемых шумов
Способы изоляции шума
Неправильно
Правильно
Силы, требуемые для выполнения функции, следует
сохранять минимально необходимыми
Путь передачи сил, требуемых для выполнения
функции, следует предусматривать возможно более
коротким. В частности, он не должен идти через
детали, имеющие поверхности большой площади
При ударных нагрузках развиваемое количество
движения должно быть минимально возможным
Длительность удара следует увеличивать посред-
ством установки упругих прокладок или выбора со-
ответствующих материалов соударяющихся деталей
Зазоры в сочленениях (соединениях) деталей, из-за
которых происходят удары, следует устранять (на-
пример, за счет упругости деталей [5.1])
Изменение силы при периодических процессах необ-
ходимо выдерживать плавным (например, закон
движения кулачка в кулачковых передачах должен
оставаться непрерывным вплоть до производных вы-
соких порядков)
Несколько параллельно протекающих независимых
процессов, вызывающих возбуждающие силы, сле-
дует смещать по времени относительно друг друга,
устраняя их одновременное действие
Неустранимое одновременное возбуждение несколь-
ких элементов следует продлевать
F
1ц
367
Рис. 5.90. Уменьшение аку-
стической проводимости:
а — с помощью дополнитель-
ной массы: / — рычаг с удар-
ным выступом; 2 — дополни-
тельная масса, б — с по-
мощью ребер и дополнитель-
ной массы. 1 — основание;
2 — ребра; 3 — корпус для
крепления подшипника каче-
ния; 4 — дополнительная
масса
5.9.3.3. Изоляция структурного звука
Входная полная акустическая проводимость детали, на которую воздей-
ствует возбуждающая сила, оказывает влияние на функцию передачи
структурного шума (см. § 5.9.2). Эта проводимость определяется массой
и изгибной жесткостью детали в месте ее возбуждения. Для минимиза-
ции возбуждения необходимо всю деталь или по меньшей мере в области
приложения возбуждающей силы выполнить массивной и жесткой на
изгиб, т. е. снизить акустическую проницаемость детали. Этого можно
достичь установкой дополнительной массы и ребер жесткости в месте
возбуждения. Требования, касающиеся уменьшения акустической прони-
цаемости, можно учесть еще на этапе разработки конструктивного эле-
мента путем выбора соответствующей формы [5.37] (рис. 5.90).
Кроме возбуждения шума под воздействием силы, причиной шумообра-
зования может быть также и скорость. Эта причина проявляется в случае
связи конструктивных элементов, имеющих существенно различные массы.
При этом небольшие колебания детали большей массы вызывают значи-
тельные колебания детали с меньшей массой. Для снижения возникаю-
щего здесь корпусного шума можно использовать мягкие или упругие
элементы, устанавливаемые в местах соединений обеих деталей. Кроме
того, можно увеличить массу более легкой детали [5.57] (рис. 5.91).
От места возбуждения структурный звук распространяется до поверх-
ности, на которой он преобразуется в воздушный. При этом изоляция
структурного звука может быть осуществлена посредством превращения
его энергии в теплоту за счет ослабления и отражения на негомоген-
ностях за счет поглощения. Ослабление может быть обеспечено при
использовании материалов с большим коэффициентом потерь (например,
Рис. 5.91. Изоляция корпусного шума при возбуж-
дении его за счет передачи колебаний от детали
большей массы к детали меньшей массы:
1 — крышка; 2— дополнительная масса, 3 — упругая
прокладка, приклеенная к деталям 2 и 4, 4 — крепеж-
ный уголок, 5 — шумоизлучающий узел
368
Рис. 5.92. Примеры звукоизоляторов в местах крепления боковой стенки корпуса
к основанию:
а — массивные стенка и основание из листового металла большой толщины; б, в — тонко-
листовая стенка; г, д — пластмассовая или металлическая литая стенка; / — прокладка
или формованная деталь из упругого материала; 2 — крепежный угольник; 3 — основание;
4 — стенка корпуса; 5 — крепежный винт
Рис. 5.93. Подвеска двигателя магнито-
фона с помощью изоляторов структур-
ного звука:
1 — резиновая прокладка-изолятор, 2 —
монтажная пластина; 3 — двигатель, 4 —
резиновый ремень; 5 — распорная втулка,
играющая одновременно роль дополни-
тельной массы; 6 — основание
многослойных плит, пластмасс), а также с помощью конструкций, соеди-
нения в которых выполнены с силовым замыканием (т. е. при большом
внутреннем трении и трении в местах соединений). Кроме снижения
амплитуды колебаний структурного звука, демпфирование приводит к сгла-
живанию пиков частотной характеристики детали, обусловленных резо-
нансными явлениями, и уменьшению времени реверберации [5.58].
Поглощение энергии структурного звука обычно играет второстепен-
ную роль по сравнению с ослаблением. Для его увеличения можно уве-
личить массу и изгибную прочность конструктивного элемента на пути
передачи структурного звука посредством закрепления здесь дополнитель-
ных масс и упругих прокладок. При этом акустическая проводимость
дополнительной массы должна быть значительно меньше, а прокладки —
значительно больше проводимости конструктивного элемента (см. рис. 5.91).
Примеры звукоизоляторов, выполненных по этому принципу, показаны
на рис. 5.92. Эффективность изоляторов структурного звука тем больше,
чем меньше акустическая проводимость источника этого звука и контакти-
рующих с ним элементов по сравнению с проводимостью прокладки,
т. е. чем эта прокладка мягче. Кроме обеспечения достаточной проч-
ности, при выборе размеров прокладки необходимо обращать внимание
также на то, чтобы резонансная частота всей колебательной системы
вместе с прокладкой была ниже рабочей частоты. Пример изоляции
структурного звука с помощью прокладок представлен на рис. 5.93
(см. § 5.8.8). В табл. 5.43 приведены способы изоляции структурного
звука.
369
5.43. Способы снижения структурного звука
Способы изоляции
Неправильно
Правильно
Элементы конструкции, на которые действуют воз-
буждающие силы, должны иметь минимальную акус-
тическую проницаемость, что может быть обеспечено
повышением жесткости или увеличением их массы
Легкие, имеющие большую плотность детали следует
отделять от массивных проводящих структурный
звук деталей с помощью упругих или мягких про-
кладок, а также закреплять на них дополнительные
массы
Распространение структурного звука следует пред-
отвращать с помощью покрытия деталей демпфи-
рующим материалом, а также с помощью соедине-
ний с силовым замыканием (за счет чего исполь-
зуется внутреннее трение и трение в месте соедине-
ния)
Мощные источники структурного звука, такие, как
двигатели и редукторы, следует устанавливать на
упругие прокладки
5.9.3.4. Изоляция воздушного звука
Звуковая мощность Р, излучаемая конструктивным элементом, кроме
коэффициента излучения а, зависит от площади А поверхности элемента
и средней частоты колебаний v этой поверхности:
P~cAv2. (5.142)
Колебательную скорость можно варьировать посредством изменения
массы и жесткости конструктивного элемента. Для большинства конструк-
тивных элементов приборов (см. разд. 3.2) при оценке изменения массы
и жесткости элемента можно руководствоваться ориентировочными зна-
чениями, приведенными в табл. 5.44.
Как видно из табл. 5.44, излучение воздушного звука можно снизить
увеличением массы и уменьшением жесткости плоских конструктивных
элементов. Среднюю колебательную скорость можно снизить также с по-
мощью звукоизоляционных покрытий и многослойных конструкций. Но
такое решение целесообразно лишь для конструктивных элементов с низ-
370
5.44. Влияние изменения массы и жесткости конструктивного элемента на излучение
им воздушного звука [5.35]
Способ воздействия на излу- чатель воздушного звука Возбуждение воздушного звука
с помощью приложения силы за счет передачи колебаний от более тяжелой к более легкой детали
Удвоение массы Удвоение жесткости Ослабление звука на 7,5 дБ Усиление звука на 1,5 дБ Ослабление звука на 4,5 дБ Усиление звука на 4,5 дБ
ким внутренним демпфированием, например, для толстостенных литых
деталей, сварных конструкций, конструктивных элементов, испытывающих
ударные нагрузки (рис. 5.94) и т. д.
Коэффициент излучения о характеризует полноту преобразования
структурного звука, обусловленного изгибными колебаниями конструктив-
ного элемента, в воздушный. Следует учитывать, что излучение воздуш-
ного звука конструктивным элементом будет интенсивным только тогда,
когда длина волны изгибных колебаний элемента больше длины волны
воздушного звука. В иных случаях между соседними колеблющимися
частицами воздуха может установиться равновесие (гидродинамическое
короткое замыкание). Вследствие зависимости скорости распространения
изгибных волн от частоты, в то время как скорость распространения
воздушного звука постоянна, гидродинамическое короткое замыкание на-
ступает на частотах ниже граничной частоты. Граничная частота fgB,
зависящая от свойств конструктивного элемента, для тонкостенных эле-
ментов (с толщиной стенки s=l—3 мм) составляет примерно 5—10 кГц,
благодаря чему доминирующие в приборах частоты, лежащие в диапазоне
0,5—5 кГц, излучаются менее интенсивно. В случае деталей большой
толщины и с большими поверхностями гидродинамическое замыкание
можно получить искусственно с помощью отверстий, позволяющих обес-
печить равенство давлений. Площадь отверстий должна составлять по
меньшей мере 20 % общей площади. Однако зачастую такая мера при-
водит к потере эффекта гашения воздушного звука, что может наблю-
даться, например, при перфорации корпусов, крышек, защитных кожухов
приборов и т. д. Геометрия такого конструктивного элемента зависит,
следовательно, от того, излучается ли воздушный звук им самим (и тогда
справедливо сказанное выше) или источником звука является другой
Рис. 5.94. Изоляция воздушного шума
в валике пишущей машины (а) и ролике
для транспортирования бумаги (б):
1 — резиновая оболочка; 2 — несущая тру-
ба; 3 — изоляционный материал (пено-
материал, минеральная вата и т. д.)
371
Рис. 5.95. Примеры стенок герметичных корпусов,
обеспечивающих полную защиту от механических
и климатических воздействий /5.59/ (а), и упрощен-
ной конструкции, достаточной для большинства
приборов (б)
1 — наружная обшивка (например, стальной лист), 2 —
звукоизоляционный слой, 3 — слой звукопоглощающего
материала (пенопласт, минеральная вата и т п); 4 —
слабо натянутая пластмассовая пленка для защиты
звукопоглощающего материала от пыли и влаги,
5 — перфорированный лист, решетка с ромбическими
отверстиями, полученная растяжением перфорированного
листа, используемые для механической защиты
Рис 5 96 Варианты герметизации отверстий для вывода вращающегося (а) и
совершающего возвратно-поступательные движения (б) валов, а также отверстий,
образующихся при стыке стенок (в) и крепления на корпусе какого-либо узла (г)'
1 — резиновое или пластмассовое уплотняющее кольцо, 2 — стенка корпуса, 3 — резиновая
манжета, 4- - прокладка из губчатой резины, 5 — пластина для крепления узла 6, 6 — функ-
циональный узел прибора, 7 — резиновая трубка
конструктивный элемент внутри прибора. В последнем случае размеры
корпуса определяются условиями максимальной изоляции воздушного
звука за счет отражения и поглощения. Корпус при этом должен быть
массивным и покрытым со стороны источника воздушного звука толстым
слоем поглощающего материала («Маликустик», минеральная вата, «Тек-
сотерм», неупрочненное нетканое полотно и т. п.). Очень хорошие резуль-
таты (ослабление шума до 30 дБ) можно получить посредством гермети-
зации прибора (рис. 5.95). Однако вследствие необходимости в различ-
ных вводах и выводах такое решение может быть реализовано с большим
трудом, так как даже мельчайшие отверстия значительно снижают эффек-
тивность звукоизоляции. Например, при площади отверстий, соответствую-
щей 1 % общей площади корпуса, ослабление шума составляет всего
20 дБ по сравнению с 30 дБ при полной герметизации. Поэтому отверстия
в приборах с интенсивными источниками шума необходимо тщательно
уплотнять (рис. 5.96). Как показали исследования, для этого особенно
удобно применение губчатой резины. Использование пенополиуретана
или пенорезины малоэффективно вследствие их большой пористости
(табл. 5.45).
5.9.3.5. Звукоизоляция типичных конструктивных элементов приборов
Описанные в предыдущих разделах способы защиты от шума в принципе
справедливы для любых технических объектов. Однако конструктивные
элементы, наиболее часто используемые в приборах, имеют конструктив-
372
5.45 Способы снижения излучения воздушного шума
Способы снижения
Неправильно
Правильно
Излучающие поверхности большой площади
(в частности, листовые детали) необходимо
выполнять многослойными
В излучающих поверхностях большой площа-
ди следует предусматривать отверстия пло-
щадью не менее 20 % общей площади де-
тали (при использовании, например, решетки
с ромбическими отверстиями, полученной
растяжением перфорированного листа)
Интенсивные источники звука должны быть
полностью или частично герметизированы
Отверстия в корпусе необходимо тщательно
уплотнять
ные особенности, определяющие акустические свойства этих элементов.
Рассмотрим причины шума в приборах и способы борьбы с ним с учетом
конструктивных особенностей для типичных элементов приборов.
Зубчатые передачи. Причины шума:
шум (широкополосный), вызванный трением в результате шероховатости боко-
вых поверхностей зубьев;
колебательные нагрузки, вызываемые ударами зубьев при входе их в зацепле-
ние (характеристики шума сильно зависят от частоты вращения, нагрузки, смазки,
соосности колес, передаточного отношения и материала колес).
Способы борьбы с шумом:
снижение частоты вращения и обеспечение равномерного распределения пере-
даточного отношения между ступенями передачи;
минимизация отклонений геометрических параметров колес и погрешностей
при сборке; применение высоковязких материалов; уменьшение шероховатости
боковых поверхностей зубьев, например, с помощью шлифования, полирования
или прикаточной притирки; применение материалов, отличающихся высоким внут-
ренним демпфированием (текстолит, полиамид и т. д.); скругление головок зубьев
(при модулях мм); переход к косозубому зацеплению; замена зубчатых
передач передачами зубчатым ремнем.
Шатунные передачи. Причины шума: возбуждение колебаний в результате
неравномерности движения элементов передачи; удары вследствие зазоров в сочле-
нениях.
Способы борьбы с шумом: снижение максимальных ускорений в процессе
движения элементов передачи; минимизация свободных сил и моментов путем
оптимального распределения масс; исключение или минимизация зазоров в сочле-
нениях (посредством сужения полей допусков или использования упругих мате-
риалов [5.1]); применение пластмасс с высоким внутренним демпфированием для
рычагов и шарниров.
373
Кулачковые механизмы. Причины шума: возбуждение низкочастотных колеба-
ний вследствие периодического обкатывания кулачка; возбуждение высокочастот-
ных колебаний в результате погрешностей обработки; удары в результате отрывов
толкателя от кулачка.
Способы борьбы с шумом: использование законов движения, непрерывных до
третьей производной; обеспечение достаточной жесткости толкателя при его мини-
мальной массе; малая волнистость рабочей поверхности кулачка; применение пласт-
масс (с учетом возможности течения в холодном состоянии).
Подшипники качения. Причины шума: колебания элементов подшипника в ре-
зультате технологических погрешностей, погрешностей сборки, загрязнений, износа
(при этом возбуждается в основном структурный звук, уровень шума возрастает
с увеличением частоты вращения и диаметра подшипника).
Способы борьбы с шумом: применение малошумных подшипников по
TGL 153-6011 и TGL 153-6012; снижение деформаций при установке подшипника;
правильный выбор посадки для минимизации люфтов в подшипнике; предотвра-
щение загрязнения; использование высоковязких смазочных материалов; установка
упругих элементов между подшипником и несущей конструкцией; замена подшип-
никами скольжения с учетом функциональных требований.
Микродвигатели и вентиляторы. Причины шума: воздействие магнитных полей
(колебания в пакете сердечника, обусловленные явлениями магнитострикции, и в воз-
душных зазорах, вызванные переменным магнитным полем); возбуждение механи-
ческих колебаний в результате разбаланса, люфтов в подшипниках и ударов щеток
о коллектор; аэродинамические колебания в пазах, на лопастях вентилятора и т. д.
Способы борьбы с шумом: крепление двигателя на упругом основании; при-
менение упругих ведомых звеньев (например, ременных передач); выбор мало-
шумных двигателей (бесколлекторных); тщательная балансировка; снижение вих-
реобразования за счет выбора аэродинамически совершенных форм.
Элементы, работа которых сопровождается ударами (например, упоры, стопоры,
муфты сцепления). Причины шума: удары, необходимые для выполнения функций
прибора, например удары магнитных устройств, фиксаторов, муфт сцепления,
щупов, упоров и т. д.; частичное преобразование энергии удара в собственные
колебания соударяющихся тел с образованием в них структурного звука, интен-
сивность которого зависит от скорости соударяющихся тел, масс, размеров и внут-
реннего демпфирования их материалов.
Способы борьбы с шумом: уменьшение масс и скоростей соударяющихся тел;
применение упругих материалов с большим внутренним демпфированием (с учетом
возможного износа); предотвращение отскоков и резонанса; повышение полного
механического сопротивления с помощью установки дополнительных масс и повыше-
ния жесткости конструкции; замена механического принципа действия немехани-
ческим, например электрическим.
Конструктивные элементы большой площади (например, корпуса, крышки,
плоские рычаги, кожухи). Причины шума: излучение воздушного звука вследствие
возбуждения корпусного звука в зависимости от собственной частоты и способа
крепления элемента.
Способы борьбы с шумом: выбор собственной частоты вне диапазона звуко-
вых частот; выравнивание давлений на обеих сторонах колеблющихся деталей
с помощью отверстий (площадь отверстий должна составлять не менее 20 % общей
площади детали); использование материалов с высоким демпфированием, например
многослойных плит; повышение демпфирования с помощью соответствующего креп-
ления детали (например, сварку можно заменить резьбовым соединением).
374
5.9.3.6. Звукоизоляция с помощью гашения колебаний (антизвук) [5.60]
Этот способ звукоизоляции не используется в приборах, однако о нем
следует упомянуть, поскольку в последнее время появились сообщения
о его применении. Принцип антизвука состоит в интерференции двух
звуковых волн одной и той же частоты и одинаковой амплитуды, которые
распространяются в одном направлении, но сдвинуты по фазе на 180°.
При этом на исходную звуковую волну накладывается вторая, сформи-
рованная с помощью электронной аппаратуры и сдвинутая по фазе на
180° антизвуковая волна, излучаемая громкоговорителем. Но так как на
практике источник звука не является точечным, а излучаемые им волны
не синусоидальны и, кроме того, оба источника располагаются в различ-
ных точках, абсолютное гашение обеих волн во всех направлениях не
происходит. Однако при определенных условиях таким способом можно
обеспечить снижение уровня звукового давления в определенных направ-
лениях или в определенных точках. Правда, это большинстве случаев
связано с разработкой сложной электронной аппаратуры (с несколькими
микрофонами, микропроцессорами и т. д.). Поэтому для борьбы с шумом
этот способ используется только в особых случаях.
Список литературы
5.1. Hildebrand S., Krause W. Fertigungsgerechtes Gestalten in der Feingeratetechnik.
2. Aufl. Berlin: VEB Verlag Technik, 1982.
5.2. Jubisch H. Klimaschutz elektronischer Gerate. Berlin: VEB Verlag Technik, 1965.
5.3. van Oekren K. A. Konstruktion und Korrosionsschutz. Hannover: Curt R. Vincentz
Verlag, 1967.
5.4. Hildebrand S. Feinmechanische Bauelemente. 4. Aufl. Berlin: VEB Verlag Technik,
1981.
5.5. Muller R. VEM-Handbuch. Schutzmapnahmen gegen zu hohe Beriihrungsspannung
in Niederspannungsanlagen. 5. Auf. Berlin: VEB Verlag Technik, 1976.
5.6. Дульнев Г. H., Тарновский Н. Н. Тепловые режимы электронной аппаратуры.
Л.: Энергия, 1971, 248 с.
5.7. Markert С. Erwarmungsprobleme in elektronischen Geraten und ihre konstruktive
Beriicksichtigung. Diss. TU Dresden. 1965.
5.8. Dietze B. Probleme der Warmeabfiihrung aus EDVA unter besonderer Beriicksich-
tigung der indirekten Flussigkeitskuhlung. Diss. TU Dresden, 1978.
5.9. Rint C. Handbuch fiir Hochfrequenz- und Elektrotechniker, Bd. 2.12., erg. und
vollig neu bearb. Aufl. Miinchen, Heidelberg: Hiithig und Pflaum, 1978.
5.10. Stoll D. EMC — Elektromagnetische Vertraglichkeit. Berlin: Elitera-Verlag, 1976.
5.11. Philippow E. Taschenbuch der Elektrotechnik, Bd. 1: Grundlagen. Berlin: VEB
Verlag Technik, 1972.
5.12. Vibig F. Lehrbuch der Hochfrequenztechnik. Bde. 1 und 2. Leipzig: Akadem.
Verlagsges. Geest & Porting, 1958.
5.13. Kunath H. Praxis der Funk-Entstorung. Heidelberg: Dr. Alfred Hiithig Verlag,
1965.
5.14. Bergmann K. Lehrbuch der Fernmeldetechnik. Braunschweig: Friedr. Vieweg &
Sohn, 1949.
5.15. Высокого E. Ф. Конструирование микроэлектронной аппаратуры.— M.: Совет-
ское радио, 1975.
375
5.16. Роткоп Л. Л., Спокойный Ю. Е. Обеспечение тепловых режимов при конструиро-
вании радиоэлектронной аппаратуры. М.: Советское радио, 1976. 232 с.
5.17. Berhold С. Feuchtetransport durch Kapillaren. Diplomarb. TH Ilmenau, 1978.
Griepbach W. Kapazitive Aufnahme von Sorptionskurven. Diplomarb. TH Ilmenau,
1979.
5.18. Михайлов M. M. Влагонепроницаемость органических диэлектриков. М.-Л.:
Госэнергоиздат, 1960. 163 с.
5.19. Philippow Е. Taschenbuch Elektrotechnik, Bd. 3: Bauelemente und Bausteine der
Informationstechnik. Berlin: VEB Verlag Technik, 1978.
5.20. Берлинер M. А. Измерение влажности.— M.: Энергия, 1973.— 400 с.
5.21. Hanke H.-J., Fabian H. Technologic elektronischer Baugruppen. 3. Aufl. Berlin:
VEB Verlag Technik, 1982.
5.22. Just E. u. a. Technische Dynamik, 3. Lehrbrief: Schwingungen und Stope an
Geraten. Dresden, 1978.
5.23. Schwingfestigkeit. Leipzig: VEB Dt. Verlag f. Grundstoffindustrie, 1973.
5 24. Klotter K. Technische Schwingungslehre, Bd. 2. Berlin: Springer-Verlag, 1960.
5.25. Erler W., Lenk A. Schwingungsmeptechnik. Radebeul: VEB Metra Мер- und
Frequenztechnik, 1970.
5.26. HolzweiBig G., Meltzer G. MeBtechnik der Meschinendynamik. Leipzig: VEB
Fachbuchverlag, 1973.
5.27. Lenk A., Rehnitz J. Schwingungspriiftechnik. Berlin: VEB Verlag Technik, 1974.
5.28. Taschenbuch Feingeratetechnik. Bd. 1. Berlin: VEB Verlag Technik, 1971.
5.29. Gobel E. F. Gummifedern — Berechnung und Gestaltung. Berlin: Springer-
Verlag, 1969.
5.30. VEB Metra Мер- und Frequenztechnik Radebeul: Firmenschriften Aufnehmer,
Mepgerate.
5.31. VEB Robotron-Mepelektronik „Otto Schon“ Dresden: Firmenschriften Mepgerate,
Laborgeratesystem der Schall- und Schwingungsmeptechnik.
5.32. VEB Thiiringer Industriewerk Rauenstein: Firmenschriften Schwingpriifstande,
Mechanische Schwingtische, Stoptische, Unwuchmepgerate, Auswuchtmaschinen.
5.33. Kraak W., Wieping H. Schallpegelmeptechnik. Berlin: VEB Verlag Technik, 1970.
5.34. Schirmer W. u. a. Larmbekampfung. Berlin: Verlag Tribiine, 1974.
5.35. Systematik der Gerauschentstehung und Gerauschminderung bei Maschinen.
Dresden: Zentralinstitut fiir Arbeitsschutz 1977, Bericht Nr. 776.
5.36. Foller D. Untersuchung der Anregung von Korperschall in Maschinen und der
Moglichkieten fiir eine primare Larmbekampfung. Diss. TH Darmstadt, 1972.
5.37. Cremer L., Heckl M. Korperschall. 2. Aufl. Berlin: Springer-Verlag, 1982.
5.38. Славин И. И. Industrielarm und seine Bekampfung. Berlin: VEB Verlag Technik
1960.
5.39. Elze J., Oelsner G. Die Spannungsreihe in praktischen Korrosionsmitteln.—
Metalloberflache, 1958, Bd. 12, № 5, S. 129.
5.40. Muller R. Neue internationale Beriihrungsbegriffe.— Der Elektro-Praktiker,
1980, Bd. 34, № 4, S. 113.
5.41. Redlich D., Witte J. Geratetemperaturen bei nichtmetallischen Gehausen.—
Feingeratetechnik, 1980, Bd. 29, № 6, S. 225.
5.42. Zimmermann R. Kiihlvorrichtungen fiir Transistoren.— Radio, Fernsehen, Elektro-
nik, 1976, Bd. 25, № 22, S. 717.
5.43. Markert C. Die Optimierung von Kuhlelementen fiir Halbleiterbauelemente.—
Feingeratetechnik, 1974, Bd. 23, № 7, S. 306.
5.44. AEG-Telefunken: Technische Daten Halbleiter, Standardtypen 1972/73, S. A. 34.
Firmenschrift.
5 45 Elenbass W. Dissipation of Heat by free Convection.— De Ingenieur, 1948,
Vol. 6, S. 21.
376
5 46. Piewernetz R., Kunz R. Kiihlung von Baugruppen in der Elektronik.— Elektronik,
1979, Bd. 28, № 13, S. 69.
5.47. Дульнев Г. H. Kiihlverfahren fiir elektronische Gerate.— Feingeratetechnik, 1972.
Bd. 21, № 12, S. 537.
5.48. Markert C., Albrecht H. Zu einigen Problemen der Warmeabfiihrung aus elektro-
nischen Geraten mittels erzwungener Konvektion von Luft.— Wiss. Zeitschrift
der TU Dresden, 1982, Bd. 31, № 2, S. 183.
5.49. Kienast W., Fleischmann G. Mathematische Erorterungen zum Einflup der
Feuchtediffusion bei plastverkappten elektronischen Bauelementen.— Nachrichten-
technik-Elektronik, 1980, Bd. 30, № 1, S. 24.
5.50. Gontscharenko J. W., Gesemann R. Feichtigkeitsschutz elektronischer Bauelemente
durch Plastwerkstoffe.— Hermsdorfer Technische Mitteilungen, 1977, Bd. 17,
№ 47, S. 1500.
5.51. Kienast W. Beitrag zum Problem des Ersatzschaltbildes Feuchte — Elektro-
technik.—Wiss. Zeitschrift der TH Ilmenau, 1.982, Bd. 28, № 4, S. 119.
5.52. Gobel E. F. Gummifedern als moderne Konstruktionselemente — Konstruktion,
1970, Bd. 22, № 10, S. 402.
5.53. Bayer-Helms F., Steinert J. Schwingungsisolation fiir stopempfidliche Mepgera-
te.— Meptechnik, 1970, Bd. 78, № 4, S. 70.
5.54. Men P. Schwingungstilger an Werkzeugmaschinen.— Der Maschinenbau, 1971,
Bd. 20, № 2, S. 69.
5.55. Muller H. W., Foller D. Regeln fiir larmarme Konstruktionen.— Konstruktion,
1976, Bd. 28, № 0, S. 333.
5.56. Foller D. Maschinenakustische Berechnungsgrundlagen fiir den Konstrukteur.—
VDI-Berichte Nr. 239, S. 55. VDI-Verlag, 1975.
5.57. Foller D. Maschinenakustische Probleme in neuerer Sicht. Akustik und Schwin-
gungstechnik DAGA 73, S. 57. Aachen: VDI-Verlag, 1973.
5.58. Heckl M. Minderung der Korperschallentstehung und Korperschallfortleitung
bei Maschinen und Maschinenelement. VDI-Bericht Nr. 239, S. 39. VDI-Verlag, 1975.
5.59. Thiimmler J. Gerauschminderung in der Geratetechnik.— Fernmeldetechnik,
1978, Bd. 18, № 4, S. 153.
5.60. Bschorr O. Larmminderung durch Antischall. Jahrbuch der Deutschen
Gesellschaft fiir Luft- und Raumfahrt, 1970, S. 151.
5.61. VDI-Richtlinie Nr. 3720: Larmarm Konstruieren, Bl. 1: Allgemeine Grundlagen;
Bl. 2; Beispillsammlung; Bl. 3; Systematisches Vorgehen; Bl. 4; Rotiende
Bauteile und deren Lagerung; Bl. 5: Hydrokomponenten und Systeme.
5.62. Albring W. Zusammenhang zwischen Stromungen und horbaren Wirkungen.—
Maschinenbautechnik, 1973, Bd. 22, № 4, S. 165.
5.63. Kindermann W. Primare und sekundare Mapnahmen zur Gerauschminderung
an hydraulischen Anlagen.— Olhydraulik und Pneumatik, 1976, Bd. 20, № 11
S. 740.
5.64. Koltsch P. Larmbekampfung an aerodynamischen Larmquellen.— Impuls,
1972, № 3, S. 115.
5.65. Debel J., Schmid G. Konstruktive Mapnahmen zur Larmminderung an Hydro-
aggregaten.— Olhydraulik und Pneumatik, 1974, Bd. 18, № 10, S. 741.
5.66. Krause W. Umweltschutz — Gerateschutz.— Feingeratetechnik, 1982, Bd. 31,
№ 10, S. 434.
5.67. Krause W., Thiimmler J., Herklotz G., Wandel R., Schick D. Gerauschminderung
in der Geratetechnik.— Feingeratetechnik, 1984, Bd. 33, № 10 u. f.
5.68. VDI-Richtlinie Nr. 2711: Schallschutz durch Kapselung. Diisseldorf: VDI-Verlag.
5.69. VDI-Richtlinie Nr. 3727; Schallschutz durch Korperrschalldampfung. Diisseldorf:
VDI-Verlag.
Приложение 1.
Перечень стандартов, определяющих меры по защите
изделий (с указанием глав книги, в которых рассмотрены
соответствующие виды защиты)
Стандарты Название Глава
TGL 9198 Климатические нагрузки 5.1
TGL 9199/01 Климатические нагрузки, климатические зоны
TGL 9199/03 Коррозионные нагрузки
TGL 9200/01 Воздействия окружающей среды, классы исполнения
TGL 9200/02 Воздействия окружающей среды, классы испытаний
TGL 9200/03 Воздействия окружающей среды, классы эксплуатации
TGL 9219 Защита от климатических воздействий
TGL 18700/01 Защита от коррозии, понятия, общие требования и классификация
TGL 18700/02 Защита от коррозии, понятия, подготовка металлов к нанесению защитных слоев
TGL 18700/03 Защита от коррозии, понятия, слои металлических и неметаллических неорганических материалов на ме- таллах
TGL 18700/05 Защита от коррозии, понятия, временная защита от коррозии
TGL 18700/06 Защита от коррозии, понятия, электрохимические спо- собы защиты от коррозии
TGL 18700/07 Защита от коррозии, понятия, толщины защитных слоев
TGL 18701 Коррозия металлов, понятия
TGL 18702 Дополнительная обработка защитных слоев
TGL 18703 Конструирование с учетом коррозии, общие требова- ния
TGL 27364 Металлические защитные слои, нанесенные электро- химическим способом
TGL 27365 Анодированные окисные защитные слои
TGL 27366 Защитные слои из жидких и консистентных смазоч- ных материалов и восков
TGL 31820 Условия хранения и транспортирования
TGL СЭВ 778 Степени защиты; охрана здоровья и труда, обеспе- 5.2
TGL 30060 чиваемые с помощью корпусов; противопожарная за- щита; защита от поражения электричеством; общие требования безопасности
TGL 14283/07 Электронные измерительные приборы, требования безопасности и испытания 5.3
TGL 21366 Классы защиты
TGL 34634 Обозначение заземления, защиты, изоляции и массы
TGL 200-0044/02 Технические требования к приборам и устройствам электрической аппаратуры связи
TGL 200-0602/03 Мероприятия по защите электротехнических устройств
TGL 14283/07 Электронные измерительные приборы, меры безопас- ности, требования, испытания 5.4
378
Продолжение приложения 1
Стандарты Название Глава
TGL 200-0044/02 Приборы и устройства электрической аппаратуры свя- зи, технические требования
TGL 200-0859 Хранение и транспортирование
TGL 200-7045 Электрические сетевые бытовые приборы, требования к безопасности и ее проверка
TGL 200-8420/01 Радиаторы и хомуты для транзисторов, типы А, В, С и Р
TGL 200-8420/02 Радиаторы и хомуты для транзисторов, тип В
TGL 32602/01 Электрические, магнитные и электромагнитные поля, понятия и допустимые значения 5.5
TGL 32602/02 Электрические, магнитные и электромагнитные поля, понятия и предельные значения
TGL 20885/01/02/ 06... 18 Подавление радиопомех 5.6
TGL 20886 Подавление радиопомех, меры безопасности при ис- пользовании элементов помехоподавляющих схем
Приложение 2.
Стандарты СССР, соответствующие содержанию книги
ГОСТ 24812—81. Испытания изделий на воздействие механических факторов.
ГОСТ 8.127—74. Изложение параметров ударного движения. Термины и опре-
деления.
ГОСТ 24346—80 (СТ СЭВ 1926-79). Вибрация. Термины и определения.
ГОСТ 24347—80. Вибрация. Обозначения и единицы величин.
ГОСТ 12863—67. Аппаратура радиоэлектронная. Основные размеры блоков.
ГОСТ 21098—82. Цепи кинематические. Методы расчета точности.
ГОСТ 16319—80. Цепи размерные. Основные положения. Термины, обозначе-
ния и определения.
ГОСТ 19415—74. Цепи размерные. Методы расчета коэффициентов относи-
тельной асимметрии и относительного рассеяния замыкающих звеньев.
ГОСТ 19416—74. Цепи размерные. Методы корректировки допусков по резуль-
татам анализа точности технологических процессов.
ГОСТ 27.001—81. Система стандартов. Надежность в технике. Основные поло-
жения.
ГОСТ 27.002—83. Надежность в технике. Термины и определения.
ГОСТ 27.103—83. Надежность в технике. Критерии отказов и предельных со-
стояний. Основные положения.
ГОСТ 23642—79. Надежность в технике. Нормируемые показатели надежно-
сти. Правила задания в стандартах и конструкторских документах.
ГОСТ 21964—76 (СТ СЭВ 2603—80) КСОТТ. Внешние воздействия. Факторы.
Классификация, номенклатура и характеристики.
ГОСТ 24813—81. Испытания изделий на воздействие климатических факторов.
Общие положения.
ГОСТ 16350—80. Климат СССР. Районирование и статистические параметры
климатических факторов для технических целей.
379
ГОСТ 24482—80. Макроклиматические районы земного шара. Районирование
и статистические параметры климатических факторов для технических целей.
ГОСТ 5272—68. Коррозия металлов. Термины.
ГОСТ 9.039—74. (СТ СЭВ 991—78). ЕСЗКС. Коррозионная агрессивность
атмосферы.
ГОСТ 9.101—78. ЕСЗКС. Основные положения.
ГОСТ 9.014—78. ЕСЗКС. Временная противокоррозионная защита изделий.
Общие технические требования.
ГОСТ 24927—81. Временная противокоррозионная защита изделий электрон-
ной техники. Технические требования и методы испытаний.
ГОСТ 9.005—72 ЕСЗКС. Машины, приборы и другие технические изделия.
Допустимые и недопустимые контакты металлов. Общие требования.
ГОСТ 9.073—77. ЕСЗКС. Покрытия металлические и неметаллические неорга-
нические. Виды, ряды толщин и обозначения.
ГОСТ 21484—76. Покрытия металлические и неметаллические неорганические
защитно-декоративные. Классификация, обозначения. Требования к выбору.
ГОСТ 9.028—74. ЕСЗКС. Заготовки, детали и сборочные единицы металличе-
ских изделий. Межоперационная защита. Общие технические требования.
ГОСТ 9.031—74. ЕСЗКС. Покрытия анодно-оксидные полуфабрикатов из
алюминия и его сплавов. Технические требования. Правила приемки и методы
контроля.
ГОСТ 20765—75. Системы и устройства смазочные. Термины и определения.
ГОСТ 2712—75. Смазка АМС. Технические условия.
ГОСТ 19537—83. Смазка пластичная ПВК. Технические условия.
ГОСТ 20458—75. Смазка Торсиол-55. Технические условия.
ГОСТ 12.0.003—74. ССБТ *. Опасные и вредные производственные факторы.
Классификация.
ГОСТ 5944—74. Приборы измерительные щитовые. Корпусы. Типы и основные
размеры. Технические требования.
ГОСТ 12.1.033—81. ССБТ. Пожарная безопасность. Термины и определения.
ГОСТ 12.1.038—82. ССБТ. Электробезопасность. Предельно допустимые уров-
ни напряжения и токов.
ГОСТ 12.2.007.7—83. ССБТ. Устройства комплектные низковольтные. Требо-
вания безопасности.
ГОСТ 464—79. Заземления для стационарных установок проводной связи,
радиорелейных станций, радиотрансляционных узлов и антенн систем коллектив-
ного приема телевидения. Нормы сопротивления.
ГОСТ 12.1.030—81. ССБТ. Электробезопасность. Защитное заземление, зану-
ление.
ГОСТ 21657—83. Электрическая изоляция. Технические требования. Методы
испытаний.
ГОСТ 13216—74 (СТ СЭВ 2408-80; СТ СЭВ 2409-80). Приборы и средства
автоматизации ГСП. Надежность. Общие технические требования и методы испы-
таний.
ГОСТ 12.3.019—80. Испытания и измерения электрические. Общие требования
безопасности.
ГОСТ 17785—72. Приборы и средства автоматизации ГСП. Технические тре-
бования к внешним воздействиям пыли. Методы испытаний.
ГОСТ 12.1.006—76. Электрические, магнитные поля радиочастот. Общие требо-
вания безопасности.
ГОСТ 14777—76. Радиопомехи индустриальные (СТ СЭВ 1116—78). Термины
и определения.
380
ГОСТ 22505—83Е (СТ СЭВ 3894—82). Радиопомехи индустриальные от при-
емников телевизионных и приемников радиовещательных частотно-модулированных
сигналов в диапазоне УКВ. Нормы и методы измерений.
ГОСТ 12.4.046—78. ССБТ. Методы и средства вибрационной защиты. Клас-
сификация.
ГОСТ 12.4.094—80 (СТ СЭВ 3075—81) ССБТ. Вибрация. Динамические харак-
теристики тела человека при воздействии вибрации. Методы определения.
ГОСТ 12.2.007.1—75. ССБТ Машины электрические вращающиеся. Требо-
вания безопасности.
ГОСТ 21964—76 (СТ СЭВ 2603—80) КСОТТ. Влияние воздействующих фак-
торов. Классификация, номенклатура и характеристики.
ГОСТ 25.504—82. Расчеты и испытания на прочность. Методы расчета харак-
теристик сопротивления усталости.
ГОСТ 8829—77. Конструкции и изделия железобетонные сборные. Методы ис-
пытаний и оценки прочности, жесткости и трещиностойкости.
ГОСТ 24812—81. Испытания изделий на воздействие механических факторов.
ГОСТ 12.1.012—78. ССБТ Вибрация. Общие требования безопасности.
ГОСТ 12.1.029—80 (СТ СЭВ 1928—79) ССБТ Средства и методы защиты
от шума. Классификация.
Примечание. ЕСЗКС — Единая система защиты от коррозии и старения
материалов и изделий; ССБТ — Система стандартов безотказности труда
Предметный указатель
Абстрагирование 44
— Виды 45
Аналогия между величинами гидродинами-
ческими и электрическими 337
— — — термодинамическими и электри-
ческими 288
Вариация 63
Вероятность безотказной работы 239
Виброизоляторы 353
Возмущения собственные 136
— со стороны окружающей среды 135
Гашение колебаний 355
Глубина проницаемости 315
Группы эксплуатации 155
Декодирование, кодирование сигнала 129
Демпфирование 351
Деталь 31
Диаграмма влажного воздуха 330
Диапазоны температурные 286
Добротность 345
Заземление защитное 281
Закон диффузии Фика второй 333
Затухание экранирования 315
Защита от воды 276
— — воздействия влаги 329
— — действия внешних электромагнитных
полей 313
— — касания и внедрения посторонних тел
276
— — климатических воздействий 265
— — коррозии 269
— — механических нагрузок 342
— — помех со стороны сети питания 319
— — прямого, косвенного касания 280
— — тепловых перегрузок 285
- г- — шума 357
— — электрического удара 279
Звукоизоляция 362, 372
Зоны климатические 265
Излучение тепловое 292
Изоляция защитная 283
— колебаний и ударов 353
— воздушного шума 370
— структурного шума 368
Инвариантность, инноцентность 188
Интеграция функций 28
Интенсивность отказов 236, 243
Интерфейс 135
— КАМАК 141
Использование сигнала 129
Источники механических нагрузок 343
— шума 361
Каркасы 146, 154
382
Категория установки 267
Качество изделия 179
Классификация отказов 233
— ошибок 73
— приборов 17
Классы защиты 281
— исполнения 267
— испытаний 268
— коррозионной нагрузки 271
— эксплуатации 268
Климатограмма 266
Кодирование сигнала 129
Комбинация 59, 124
Компенсация 213
Конвекция 295
Конденсаторы противопомеховые 326
Конструкторская подготовка производст
приборов 24
— — — — Процесс 33
— — — — Структура 35
Конструкции приборов 157, 311
— блочно-модульные 159
— моноблочные, компактные 158
— унифицированные 159
Коэффициент вентиляции 305
— готовности 240
— демпфирования 352
— деформации 152
— диффузии 333
— излучения 362
— конвекции 295
— нагрузки 320
— облученности 294
— перфорации 319
— погрешности 206
— помех 320
— рассеяния относительного 226
— теплоотдачи 296, 311
Кратность резерва 245
Критика ошибок 71, 72
Материалы магнитные 315
Мероприятия по повышению надежное
252
Место связи 32
Метод вероятностный 225
— групповой взаимозаменяемости 230
— дельфийский 68
— максимума — минимума 220
— моделирования динамической систе
103
— «мозгового штурма» 67
— 635 38
Методы исследований 350
— принятия решений 71
— решения задач 108
— юстировки и компенсации 229
Микрофильмы, виды 115
Моделирование с помощью ЭВМ 103
Модель общая принципиальная 138
— термодинамическая 288
Модуль 159
Мощность звуковая 359
Надежность 178, 180, 230
— Основные понятия 179
Нагрузки вибрационные, ударные 346
— Виды, степени 271
— климатические 270
— ударные 346
Напряжение защитное пониженное 284
Наработка на отказ средняя 238
Носитель сигнала 122
Объединение функций 185
Окружающая среда 26
Операции обработки информации 124
Отказ 233, 242
Отношения 32
Оценка решений 74
— Критерии 75
— Номинальные шкалы 77
— Таблицы 78
Пара кинематическая, контактная
194
Параметры влажности 336, 338
— надежности 232, 260
Переопределенность 195
Плотность вероятности отказа 235
Поглощение воды 332
Погрешности приборов 202
Подавление помех 322
— — по комбинированной, продольной
схеме 323
— — по поперечной схеме 322
— — средства 325
Показатель проницаемости 316
Получение сигнала 128
Потенциал опорный электрический 155
Потенциалы электрохимические 271
Поток тепловой 289
Правила конструирования 169, 274
Предотвращение переопределенностей 194
Представление чертежей машинное 110
Преобразование информации 122
— сигнала 128, 129
Признаки юстировки 210
Применение приборов 15
Принципы конструирования 181
Принцип Эппенштейна 208
— передачи сил 198
— разделения и объединения функций
185
— создания конструкций с минимальными
погрешностями 206
Программное обеспечение системное 89
Проницаемость 315
Пульты 175
Радиаторы 300
Разработка логической последовательности
операций 90
Разделение функций 186
Районы климатические 265
Рамы 146, 154
Расположения 32, 168
Распределение плотности вероятности без-
отказной работы 235
Резервирование избыточное 195
Резерв нагруженный, ненагруженный 245
Ряд потенциалов 271
— унифицированный 160
Свойства приборов основные 25
Связи 32
Сигнал 123
Сила демпфирования 352
Синектика 69
Синтез — Методы 54
— структуры 96
— функциональных структур 55
Система единая типовых несущих кон-
струкций EGS 161
— с параллельно включенными элементами
245
— с последовательно включенными эле-
ментами 244
— техническая 25
— типовых конструкций 160
— унифицированная микроскопов Mikro-
val 163, 165
Систематизация рабочих операций 34
Системы упорядочения технических функ-
ций 30
Слои защитные 273
Снижение колебательных и ударных нагру-
зок 350
Совокупность 59
Согласование структуры 100
Соединение переопределенное 195
Сопротивление разряду 327
— тепловое 291, 294
Сопряжение прибора и окружающей среды
120
Составляющие погрешности 203
Спектр удара 347
Способность излучательная, лучеиспуска-
тельная, поглощательная 293
Способы снижения шума 365, 367
Средства обработки данных технические
112
— — — электронные 80
— — — Области применения 91
— — — Расчеты 92
— — — Режимы работы
Степени защиты 276
Степень свободы, несвободы 195
Стоимость потребительская 179
Структура инвариантная, инноцентная 190
— прибора 119
— принципиальная 119, 138
— системы 31
— функциональная 119
Структуры преобразования сигналов ти-
пичные функциональные 127
Стыковка элементов несущих конструкций
164
Схема замещения источника помех экви-
валентная 321
Таблица решений 90, 91
Теплопередача 289
Теплопроводность 290
Теплоотвод 296, 304
— путем вынужденной конвекции возду-
ха 307
— путем жидкостного охлаждения 309
— путем свободной конвекции воздуха 304
383
— путем использования термоэлектриче-
ских эффектов 310
Точка рабочая вентилятора 308
Точность 178, 202
Требования к техническому изделию 181
Узел 31
— функционально-ориентированный 158
Упаковка, типы 269
Управление — Виды и структуры 131
— внутреннее 130
— программно-временное 130
— программное 130
— программное с обратной связью 131
— следящее 130
Уровень звука эквивалентный 359
— звукового давления 358
У ровни абстрагирования 32
— возмущений 120
— коммуникации 120
— преобразования 120
— сложности структуры 31
Ускорения на рабочих местах допускае-
мые 347
Факторы, влияющие на надежность 231
Фильтры противопомеховые 324
Функции сигналов основные 125
Функция возбуждения 343
— защиты 137
— коммуникации 132
— надежности 135, 137
— преобразования 120
— установки 136
— частная 28
Функциональные группы, выполняющие
функцию коммуникации 141
— — — — надежности 145
— — — — преобразования 141
Характеристика амплитудно-частотная 346
— точностная 202
Характеристики звука 357
— отказов 234
Хранение — Условия 270
Цепи допусков 215
— размерные 215
— линейные 221
— нелинейные 223
Частоты колебаний собственные 345
Число рабочих циклов 242
Шум, непосредственно, косвенно вызван-
ные 361
Шумомер 359
ЭВМ большие 83
— малые 85
Экранирование 314, 315 —Примеры 317
Элемент конструктивный 31, 140
— конструктивный интерфейса 141
— пластинчатый 145
— управления и индикации 141
— функциональный 31
Элементаризация конструкций приборов
158
Юстировка 209