/































































































































































































Text
ТЕХНОЛОГИЯ
ИНСТРУМЕНТАЛЬНОГО
ПРОИЗВОДСТВА
ИЗДАНИЕ 4-е, ИСПРАВЛЕННОЕ
И ДОПОЛНЕННОЕ
Допущено Министерством высшего
и среднего специального образования СССР
качестве учебника для учащихся
машиностроительных техникумов
ТЕХНОЛОГИЯ
ИНСТРУМЕНТАЛЬНОГО
ПРОИЗВОДСТВА
ИЗДАНИЕ 4-е, ИСПРАВЛЕННОЕ
И ДОПОЛНЕННОЕ
Допущено Министерством высшего
и среднего специального образования СССР
качестве учебника для учащихся
машиностроительных техникумов
01I I о он
1126
УДК 621.9.02.002 (075.3)
Барсов А. И.
Технология инструментального производства. Учеб-
ник для машиностроительных техникумов. Изд. 4-е, ис-
правленное и дополненное. М., «Машиностроение», 1975,
272 с. с ил.
В книге изложены основы построения технологического процесса ин-
струментального производства, вопросы базирования деталей при обработке;
приведены типовые методы изготовления режущего инструмента для инстру-
ментального производства и изложена технология изготовления наиболее
распространенных его видов; освещены вопросы, касающиеся экономики
и повышения производительности труда при проектировании технологи-
ческих процессов. ।
Учебник предназначен для учащихся техникумов, обучающихся по спе-
циальности «Инструментальное производство».
Б 038(01.)1-75 133'75 6П4.6.08
Рецензент канд. техн, наук Л. Г. БАССОВ
© Издательство «Машиностроение», 1975 р.
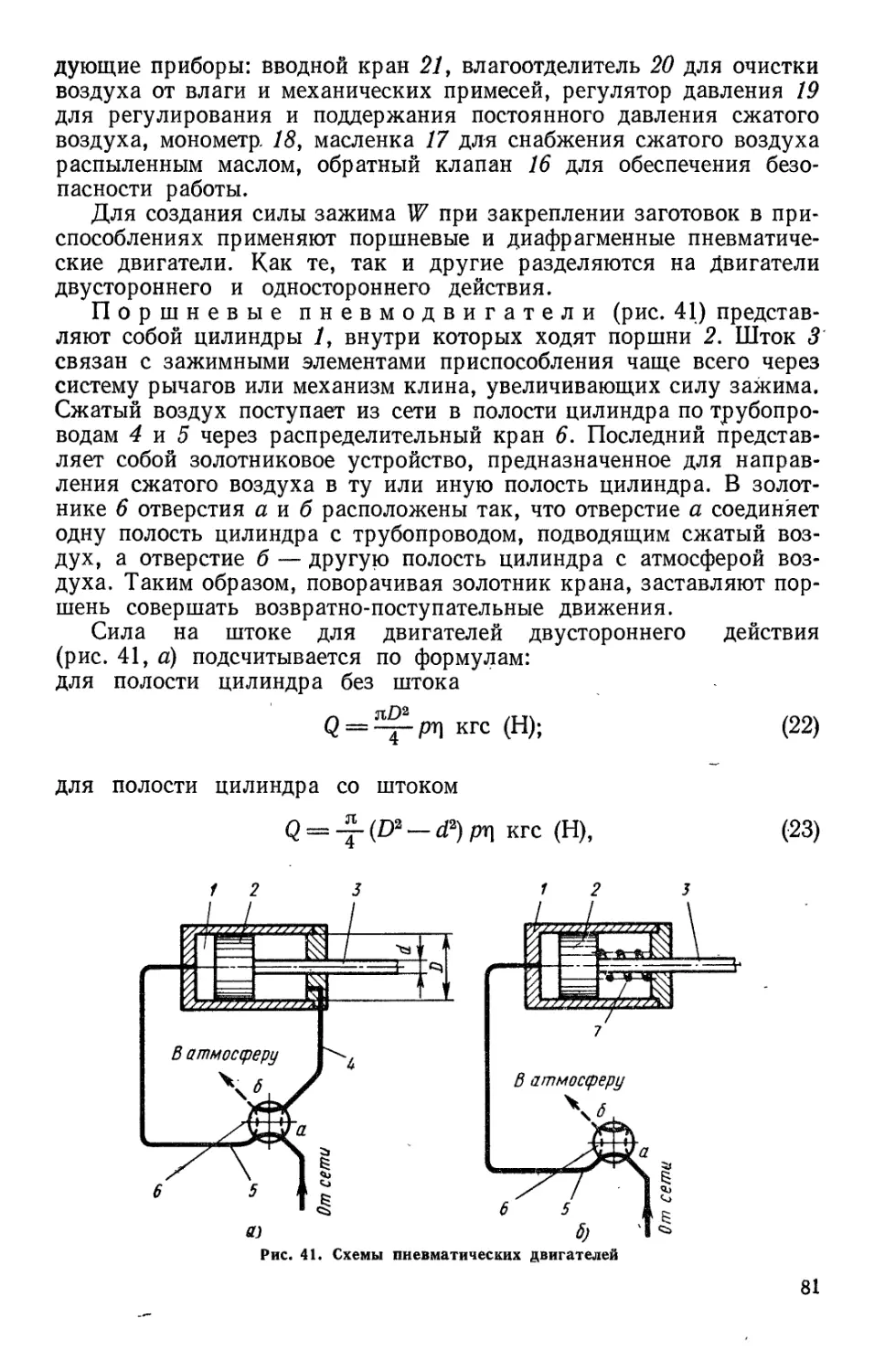
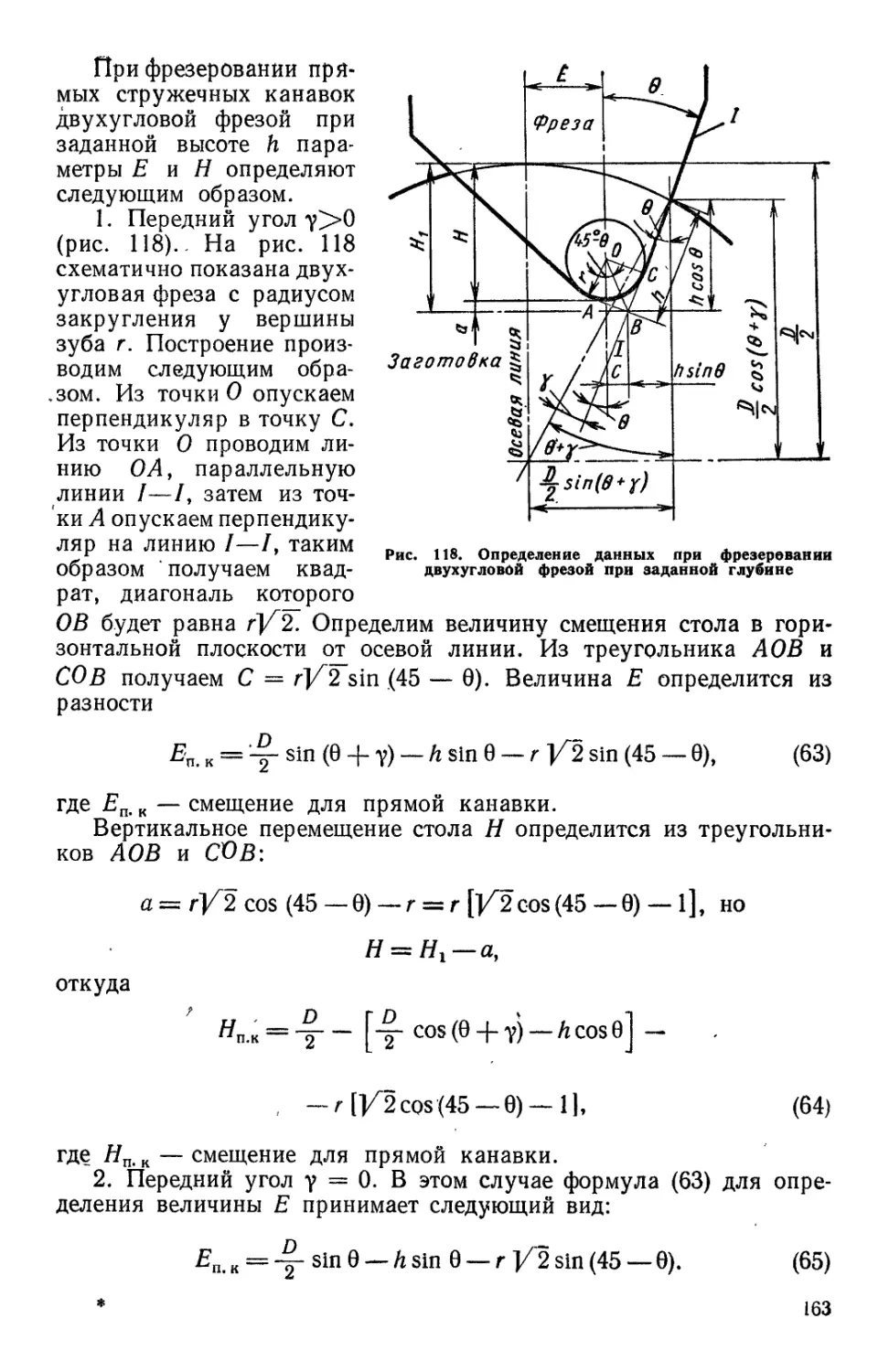
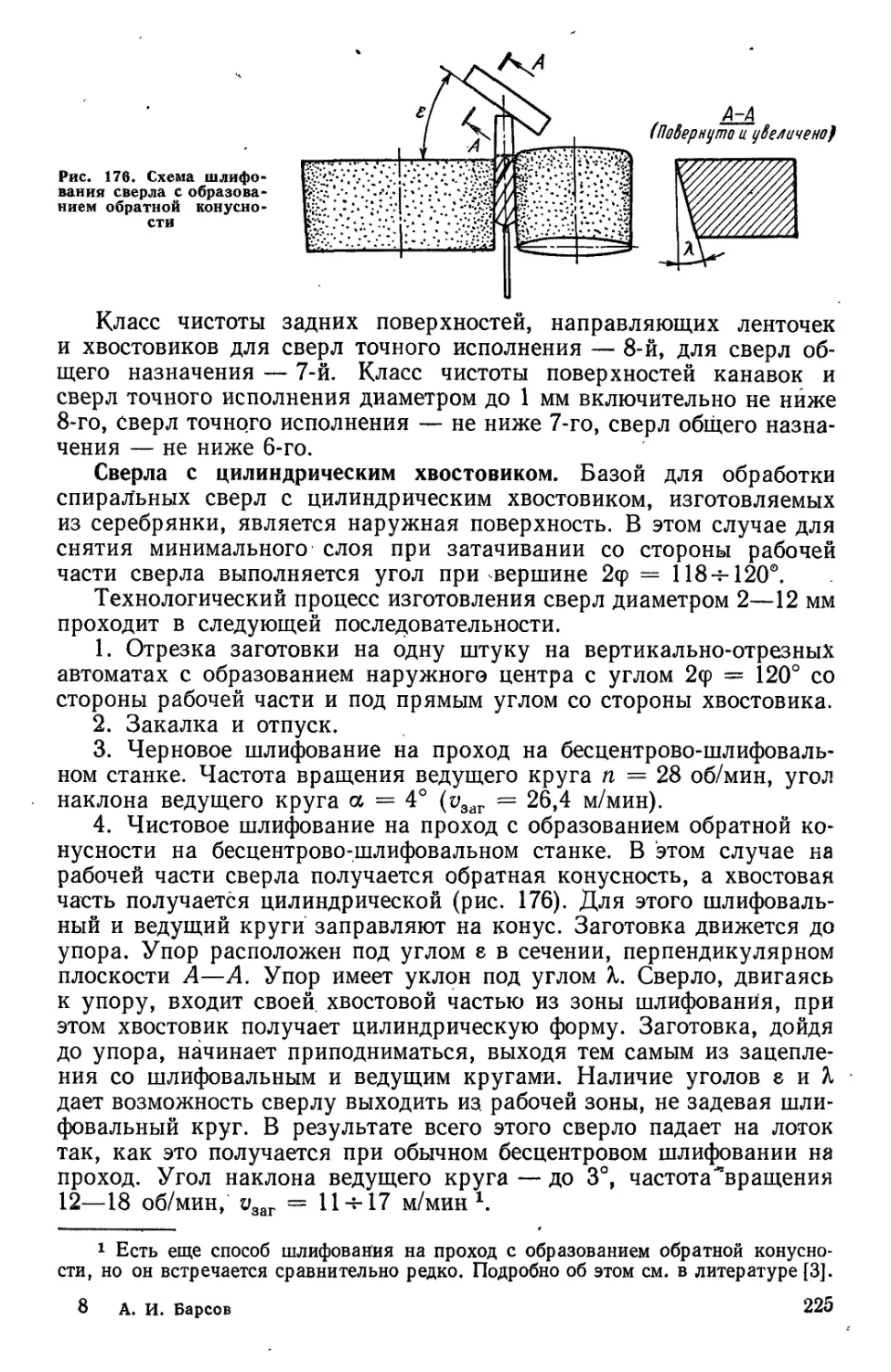
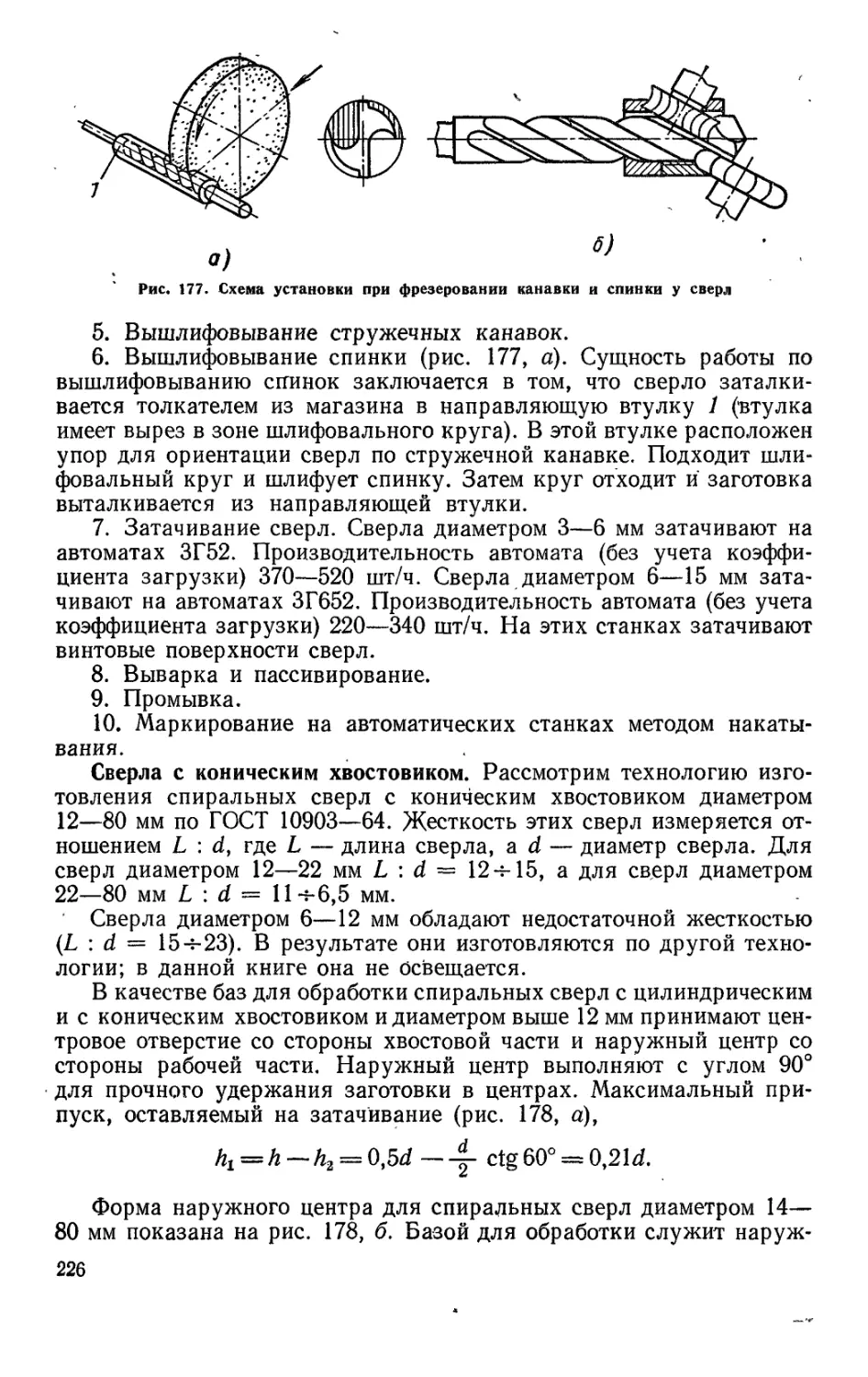
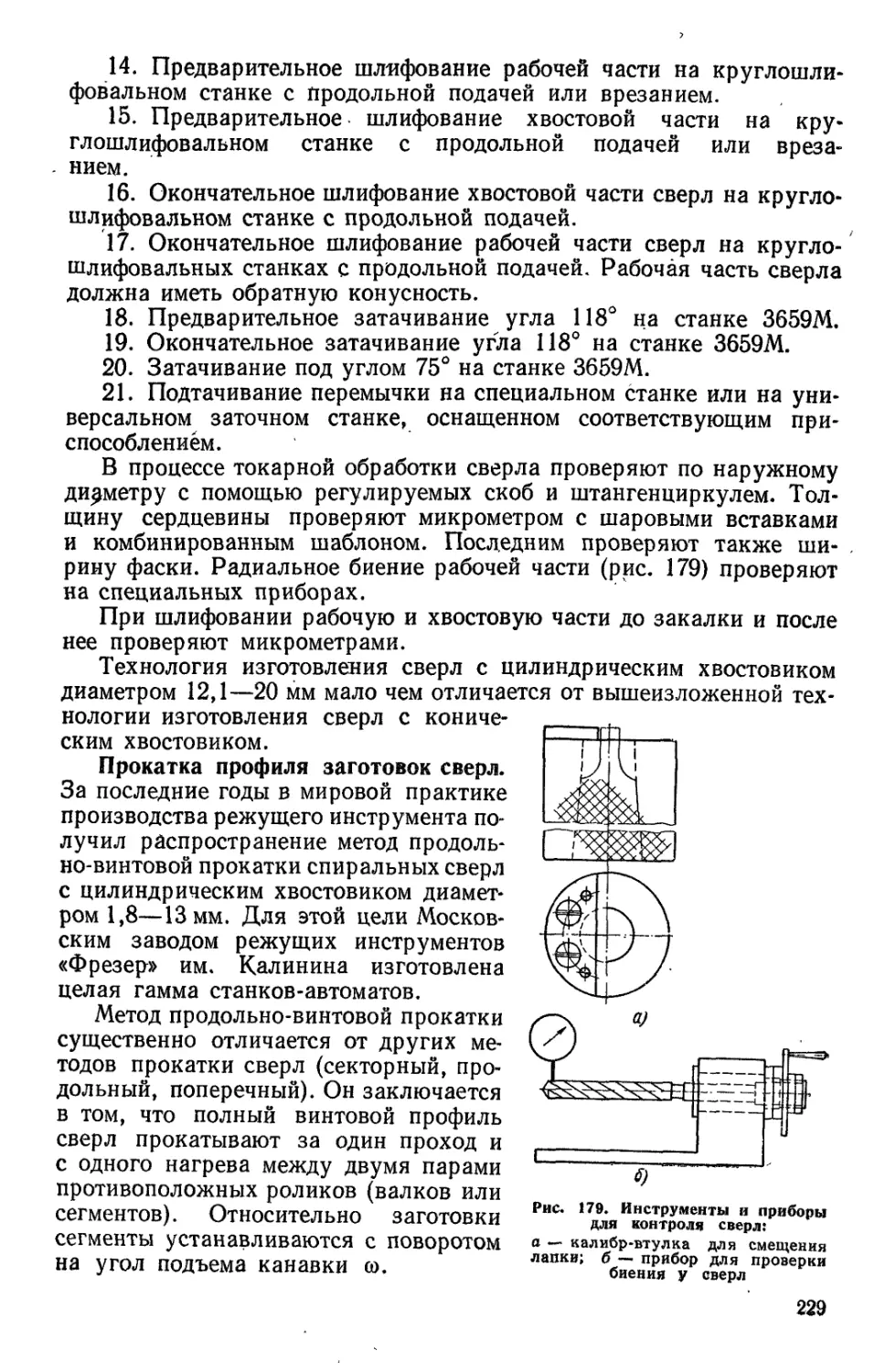
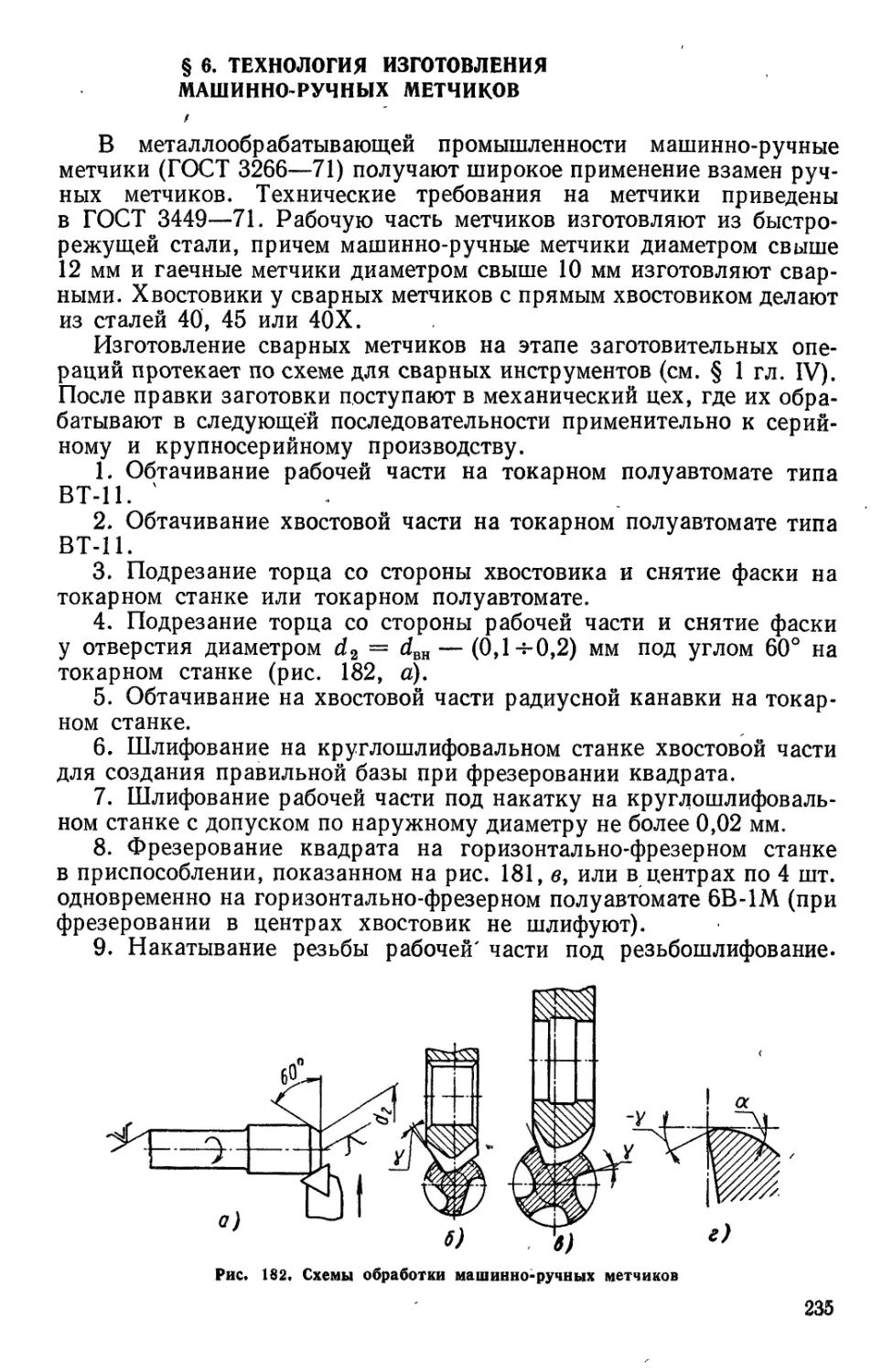
При изготовлении машин, двигателей, приборов, станков широко
применяют обработку металлов резанием. Обработка резанием на
металлорежущих" станках или вручную невозможна без применения
необходимых для этого орудий труда — режущих инструментов.
Качество режущего инструмента характеризуется его надеж-
ностью, т. е. его способностью безотказно работать согласно своему
назначению, сохраняя при этом предусмотренные техническими
условиями показатели. К таким показателям относятся размерная
и геометрическая точность, стойкость. Последний показатель —
стойкость характеризует качество режущего инструмента. Стойкость
режущего инструмента — это способность длительное время работать
между двумя переточками. Чем больше будет это время, тем выше
качество такого инструмента.
Производство режущих инструментов на современном уровне
требует соответствующей подготовки специалистов-инструменталь-
щиков. Подготовка специалистов среднего звена — техников-ин-
струментальщиков — сосредоточена в инструментальных технику-
мах. Одним из предметов, готовящих техников-технологов по спе-
циальности № 0504 для работы на инструментальных заводах
и в инструментальных цехах машиностроительных заводов, является
курс «Технология инструментального производства». Данная книга
построена в соответствии с программой данного курса и состоит из
пяти глав.
В первой главе излагаются основы технологических процессов;
даются понятия и определения производственного и технологиче-
ского процессов и их составных элементов; рассматриваются основ-
ные признаки, определяющие типы производства в машинострое-
нии. Точность обработки в машиностроении во многом зависит
от точности изготовления режущего инструмента. В параграфе,
посвященном этому вопросу, рассматривается применение математи-
ческой статистики в определении фактической точности на операциях
обработки металлов резанием. Первая глава завершается изложением
общих вопросов проектирования технологического процесса режу-
щего инструмента; выбора операционных припусков, расчета общего
припуска, разработки технологического процесса, выбора баз, обо-
рудования, приспособлений, рабочего режущего инструмента и
порядка заполнения технологической документации.
Во второй главе излагаются вопросы базирования деталей при
обработке их в приспособлениях; освещаются принципы конструи-
рон.тпя приспособлений как с ручным, так и с механизированным
приводами. К последним относятся пневмо- и гидроприводы. В этой
1лаве приводятся схемы и конструкции приспособлений для токар-
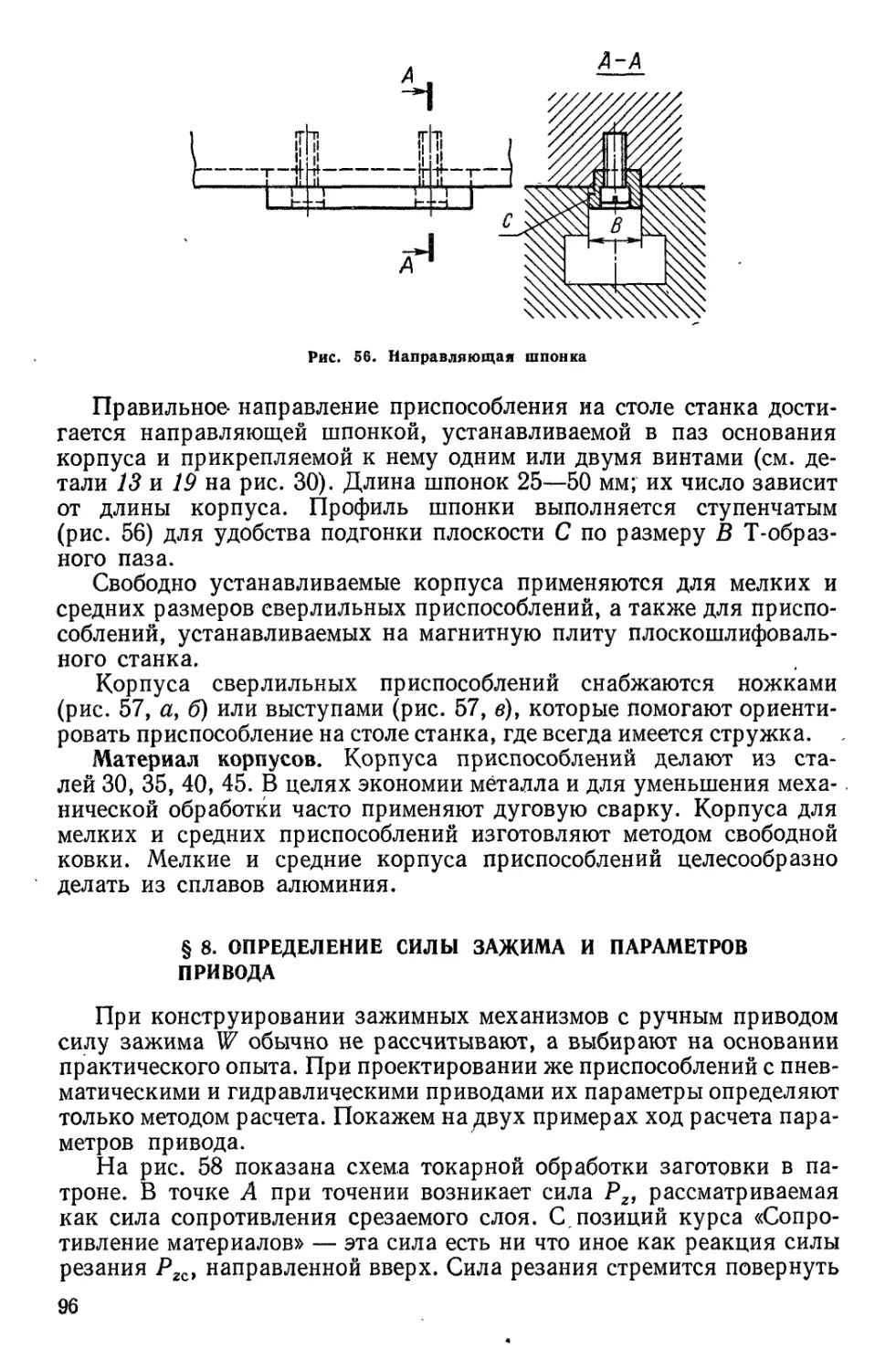
ных, фрезерных, сверлильных и шлифовальных работ.
В третьей главе даются типовые для инструментального про-
изводства методы изготовления режущего инструмента. Последо-
вательность изложения в значительной степени соответствует по-
следовательности обработки режущего инструмента в производствен-
ных условиях.
В четвертой главе разбираются задачи, которые ставит перед
собой технолог при проектировании технологических процессов,
основные требования, предъявляемые к технологическому про-
цессу изготовления инструментов, вопросы стандартизации техно-
логических процессов. Содержание четвертой главы также посвя-
щено изложению технологических процессов отдельных наиболее
распространенных видов режущего инструмента. Эти процессы
отражают современное состояние производства режущего инстру-
мента с учетом последних достижений в данной области и государ-
ственных стандартов.
В пятой главе описываются принципы расчета технологической
себестоимости обработки при сравнении различных вариантов тех-
нологических процессов. Заканчивается глава изложением вопросов
повышения производительности труда при проектировании техноло-
гических процессов,
ГЛАВА 1
ОСНОВЫ ПОСТРОЕНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
§ 1. ПРОИЗВОДСТВЕННЫЙ И ТЕХНОЛОГИЧЕСКИЙ
ПРОЦЕССЫ
Продуктом конечной стадии инструментального производства
является изделие [111. Изделием может быть как однодётальный
режущий инструмент (сверло, метчик, протяжка, фреза, долбяк,
шевер), так и сборный многодетальный режущий инструмент (резьбо-
нарезная и накатная головки, муфтонарезной и муфторасточной
патроны, сборная фреза, сборная развертка). Часть изделия назы-
вается деталью. Деталь, изготовленная из однородного по наимено-
ванию и марке материала, без применения сборочных операций,
и является первичным звеном всякой сборки.
Для изготовления изделий (режущих инструментов) на инстру-
ментальный завод с металлургических заводов поступают инстру-
ментальные быстрорежущие, легированные и другие стали, твердо-
сплавные пластинки и другие материалы. До запуска в производство
стали подвергают контролю в химической и металлографической
лабораториях завода с целью проверки химического состава, струк-
туры, величины обезуглероженного слоя, карбидной неоднородности
и т. д., после чего ее хранят на складе металлов.
В конструкторском отделе завода создают новые образцы ре-
жущих инструментов и совершенствуют существующие конструкции.
В экспериментальных цехах проверяют новые образцы, уточняют
й доводят их. В технологическом отделе завода разрабатывают тех-
нологические процессы изготовления новых изделий и непрерывно
совершенствуют действующие технологические процессы, конструи-
руют рабочие режущие и измерительные инструменты и специальные
приспособления.
Инструментальный цех завода изготовляет необходимый режущий
и измерительный инструменты, специальные приспособления, пере-
тачивает рабочие режущие инструменты. Изделия как в процессе
обработки, так и после обработки контролируют работники ОТК,
и наконец, после изготовления их передают на склад готовых изде-
лий, где их консервируют (смазывают специальным составом для
предупреждения возникновения коррозии), упаковывают и затем
хранят.
Итак, всю совокупность действий, проводимых над металлом
с момента его поступления на склад и до получения из него готового
изделия, сдачи его на склад готовой продукции, называют произ-
водственным процессом. Часть производственного процесса, содер-
жащая действия по изменению и последующему определению со-
стояния предмета производства, называется технологическим про-
цессом.
Режущий инструмент изготовляют постепенным .изменением
формы заготовок в процессе их обработки на различных металло-
обрабатывающих станках. Для придания режущему инструменту
хороших режущих свойств его подвергают термической обработке,
после чего он приобретает свойства, отличные от незакаленного
металла, так называемую красностойкость. Таким образом, всякая
заготовка инструмента, выданная со склада металлов и переданная
для изготовления в механический или инструментальный цехи,
постепенно превращается в готовое изделие, имеющее окончательные
размеры, форму и свойства, которые обусловлены рабочим чертежом
и техническими требованиями. Аналогично технологический процесс
сборки представляет собой часть производственного процесса, не-
посредственно связанную с последовательным соединением деталей
в сборочные единицы (промежуточная сборка), соединение сборочных
единиц и отдельных деталей в изделие (общая сборка). Итак, тех-
нологическим процессом называют совокупность действий, прово-
димых над заготовкой для превращения ее в готовое изделие в целях
придания изделию размеров, формы и механических свойств согласно
рабочему чертежу и техническим условиям.
Технологический процесс изготовления всяких изделий вклю-
чает в себя одну или несколько технологических операций.
Технологической операцией или операцией (краткая форма этого
термина) называется законченная часть технологического процесса,
выполняемая на одном рабочем месте. Рабочим местом называется
участок производственной площади, на котором установлено соответ-
ствующее оборудование и устройства, необходимые для выполнения
определенной работы. В качестве примера операции, выполняемой
одним рабочим, можно привести обработку исходной заготовки ци-
линдрической фрезы на револьверном станке, где сверлится отвер-
стие, обтачивается наружная цилиндрическая поверхность, подре-
зается торец, растачивается и развертывается отверстие, протачи-
вается внутренняя выточка. Все эти действия представляют одну
операцию, так как их выполняют на одном рабочем месте. Примером
операции, выполняемой несколькими рабочими, может быть тот
случай, когда заготовку нельзя снять со станка и она обрабатывается
несколько смен.
Каждая операция может иметь один или несколько установов.
Установ — это часть технологической операции, выполняемая при
неизменном закреплении обрабатываемой заготовки на станке или
собираемой сборочной единицы. Как только эта заготовка будет
установлена на данном станке в другое положение, это будет второй
установ. Например, для того, чтобы обточить наружную поверхность
той части заготовки, которая была закреплена в патроне, нужно
вынуть заготовку из патрона, повернуть на 180° и закрепить в том
же патроне другим уже обработанным концом. Это будет второй
установ.
Каждая операция может состоять из одного или нескольких
технологических переходов или просто переходов. Технологический
переход — это законченная часть технологической операции, ха-
рактеризуемая постоянством применяемого инструмента и поверх-
ностей, образуемых обработкой или соединяемых при сборке. В разо-
бранном выше примере обработки на револьверном станке каждое
из перечисленных действий — сверление отверстия, обтачивание
наружной цилиндрической поверхности, растачивание и разверты-
вание отверстия — является технологическим переходом или просто
переходом.
Технологическая операция включает в себя вспомогательные
переходы. Вспомогательный переход — это законченная часть тех-
нологической операции, состоящая из действий человека и (или)
оборудования, которые не сопровождаются изменением формы, раз-
меров и шероховатости поверхностей, но необходимы для выполне-
ния технологического процесса, например установки заготовки,
смены инструмента и т. д.
Технологический переход состоит из рабочих ходов. Рабочий ход —
это законченная часть технологического перехода, состоящая из
однократного перемещения инструмента относительно заготовки,
сопровождаемого изменением формы, размеров, шероховатости по-
верхности или свойств заготовки. Переход может состоять из одного
или многих рабочих ходов (при снятии большого припуска) и харак-
теризуется неизменным режимом резания. Технологический переход
состоит и из вспомогательных ходов. Вспомогательный ход — это
законченная часть технологического перехода, состоящая из одно-
кратного перемещения инструмента относительно заготовки, не со-
провождаемого изменением формы, размеров, шероховатости поверх-
ности и свойств заготовки, но необходимого для выполнения рабо-
чего хода. Сюда можно отнести подвод'и отвод инструмента.
В некоторых операциях, как например при работе на многошпин-
дельных автоматах и полуавтоматах, заготовка может обрабаты-
ваться не в одной, а во многих позициях. Следовательно, в данном
случае позиция — это фиксированное положение, занимаемое не-
изменно закрепленной обрабатываемой заготовкой относительно
инструмента (или инструментов) для выполнения определенной
части операции.
Заготовка — это предмет производства, из которого изменением
формы, размеров, шероховатости поверхности и свойств материала
изготовляют деталь или неразъемную сборочную единицу. Заго-
товка перед первой технологической операцией называется исход-
ной заготовкой.
Для изготовления любого изделия, простого или сложного,
должен быть разработан технологический процесс. При проектиро-
вании технологического процесса устанавливают размеры и форму
заготовки, последовательность операций, операционные припуски
и допуски, оборудование, приспособления, инструмент и т. д. На вся-
ком предприятии соблюдение технологического процесса является
обязательным условием выпуска доброкачественной продукции и
достижения высокой производительности труда. Отклонения техно-
логического процесса обычно приводят к потерям из-за брака загото-
вок, к снижению производительности труда. Поэтому задачей тех-
нолога является не только проектирование технологического про-
цесса, но и полное осуществление его в цехе и контроль за его испол-
нением.
§ 2. ТИПЫ ПРОИЗВОДСТВ
В машиностроении различают следующие основные типы про- .
изводства: единичное, серийное и массовое.
Единичным называют такое производство, при котором изделия
изготовляют по одной штуке или по несколько штук. Номенклатура
изготовляемых инструментов в единичном производстве велика
(порядка сотен и несколько тысяч типоразмеров) и разнообразна.
Изделия изготовляют по отдельным заказам потребителей, которые
не повторяются вовсе или повторяются через неопределенные про-
межутки времени.
Серийным производством называется такое производство, в ко-
тором изделия изготовляются партиями регулярно повторяющимся
через определенные промежутки времени. Серийное производство
в инструментальной промышленности организуется для изготовле-
ния изделий одного вида, например спиральных сверл с цилиндри-
ческим и коническим хвостовиками из быстрорежущей стали и осна-
щенных пластинками твердого сплава; метчиков машинно-ручных,
гаечных прямых и с изогнутым хвостовиком; круглых плашек; фрез
цельных дисковых трехсторонних, пазовых, цилиндрических, тор-
цовых, полукругло-выпуклых и вогнутых и т. д. Для этого выде-
ляются участки в цехе с замкнутым циклом обработки изделий одного
вида, либо, в зависимости от программы, производство таких изделий
сосредоточивается в цехе. При этом номенклатура размеров изго-
товляемых изделий данного вида достаточно большая — до 300 типо-
размеров.
Итак, суммируя все изложенное о серийном производстве, можно
дать следующее определение. Серийным называют такое производ-
ство, в котором на участке или в цехе с замкнутым циклом обра-
ботки при годовом выпуске изделий, достаточном для нормальной
загрузки оборудования, изготовляется один вид изделия при номен-
клатуре, доходящей до 50—300 типоразмеров.
Серийное производство, которое имеет признаки единичного
производства, называется мелкосерийным производством. Мелко-
серийное производство организуется для изготовления одного вида
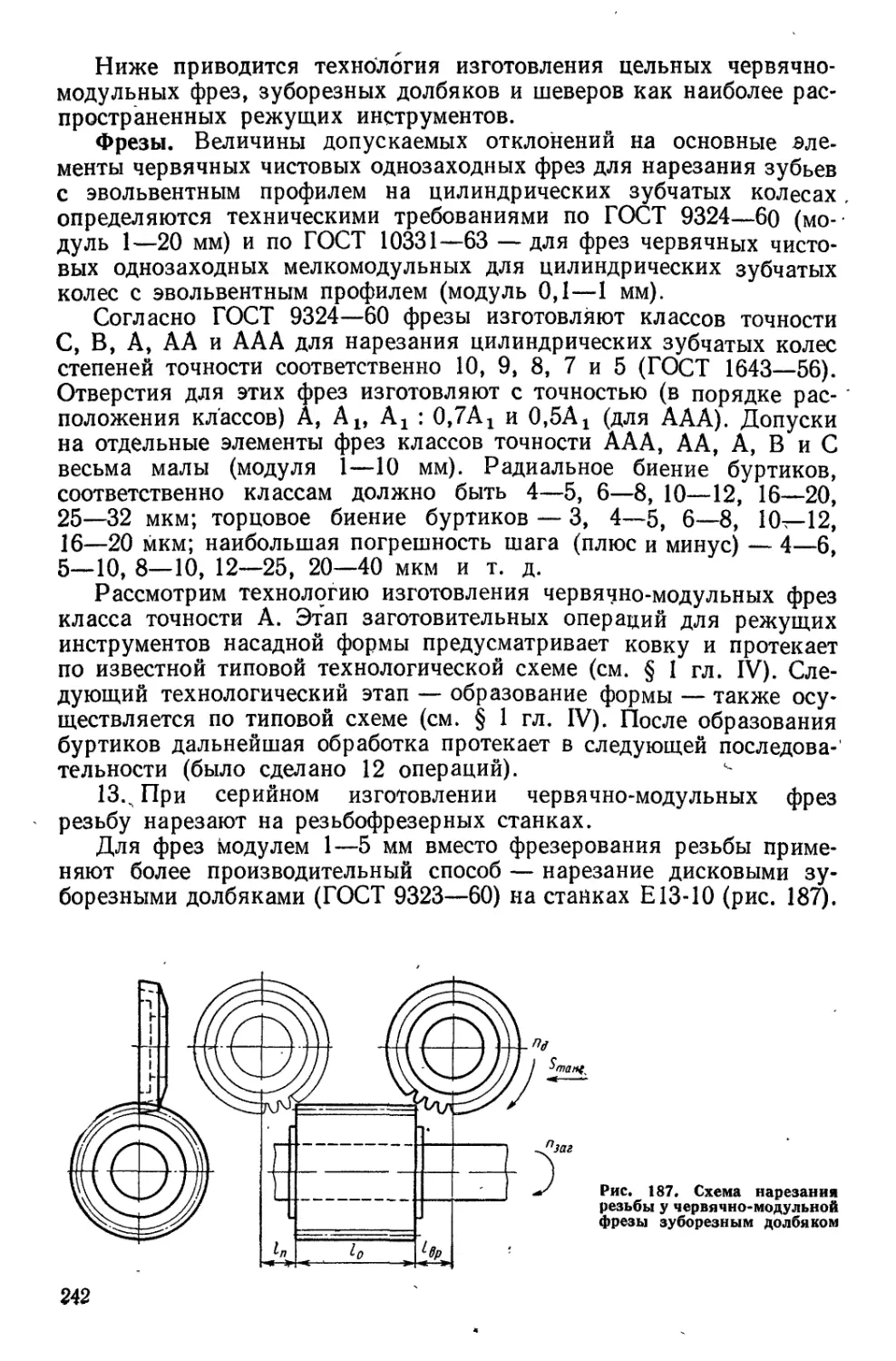
изделия, например протяжек, червячно-модульных фрез, долбяков,
шеверов и т. д. При этом номенклатура может доходить до несколь-
ких сотен типоразмеров. При этом изделия изготовляют по заказам
потребителей, которые не повторяются вовсе или повторяются через
определенные или неопределенные промежутки времени. Изделия
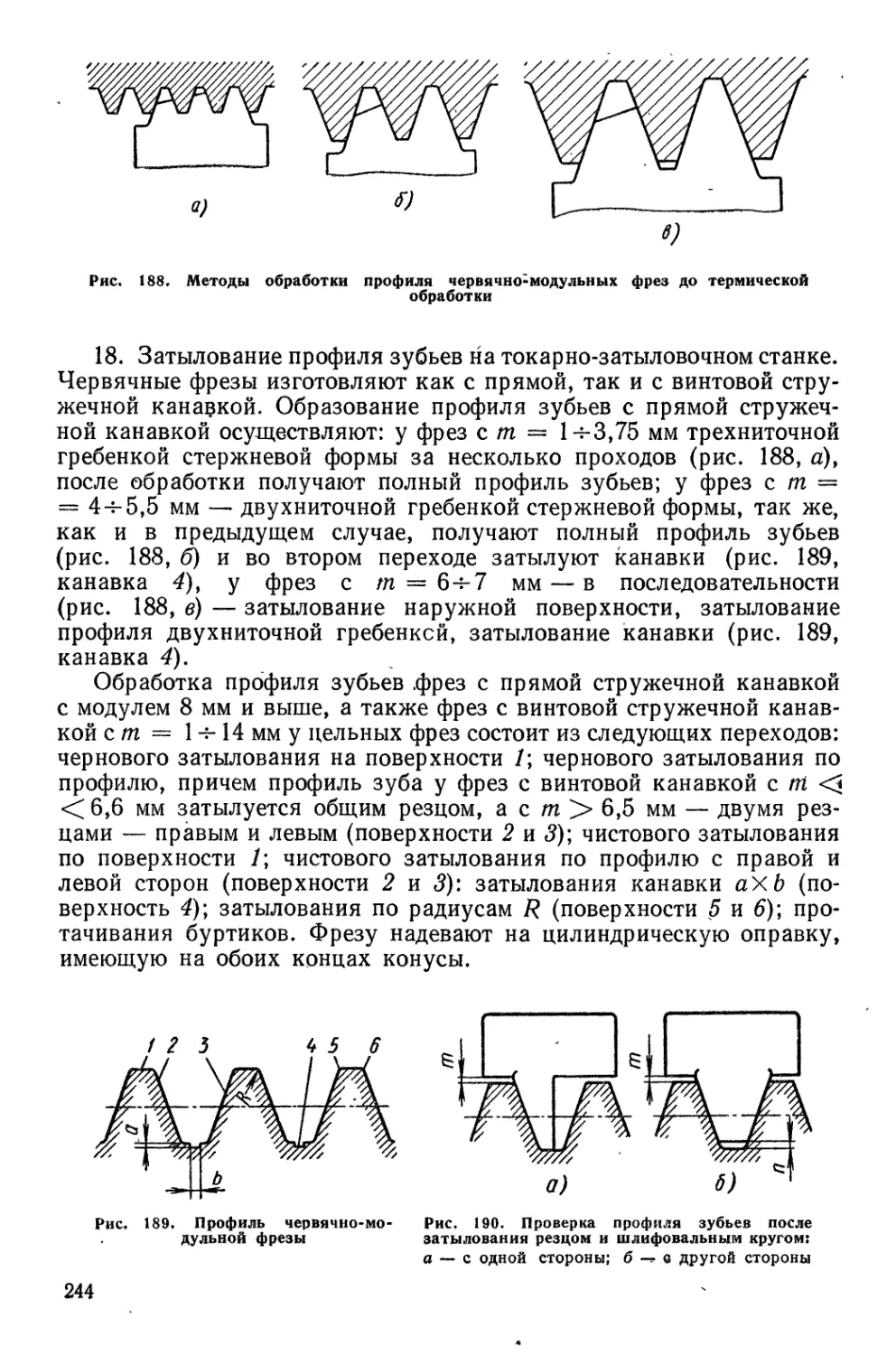
изготовляют партиями 3—5 шт. и более в операционной партии.
' Серийное производство, имеющее признаки массового производ-
ства, называется крупносерийным производством. Это такое произ-
8
водство, в котором на участке, в цехе, на заводе при годовом вы-
пуске изделий, достаточном для нормальной загрузки оборудования,
изготовляется один вид изделия при номенклатуре от 2 до 12 типо-
размеров. В этом типе производства движение деталей от одного
рабочего места к другому осуществляется непрерывно по принципу
потока. Однако этот поток прерывается всякий раз при переходе
с одного типоразмера на другой вследствие неизбежной переналадки
оборудования. Такое производство называют прерывно-поточным.
Следует также отметить, что на одном и том же заводе и даже
в одном и том же цехе могут существовать различные типы про-
изводства. В связи с подобным делением производства на выше-
приведенные типы серийное производство часто называют средне-
серийным.
Приведенные выше цифры типоразмеров изделий, особенно это
касается минимальной цифры диапазона для серийного производства
и максимальной цифры диапазона для крупносерийного производства,
являются условными. Точно указать границу перехода серийного
производства в крупносерийное затруднительно. Все будет зависеть
от конкретных обстоятельств.
Массовым называется такое производство на заводе, в цехе,
участке с замкнутым циклом обработки, в котором изготовляется
изделие одного типоразмера. В этом производстве заготовки от
одного рабочего места к другому движутся непрерывно по принципу
потока. Поэтому этот тип производства называют поточно-массовым.
Ряд технологических методов, которые возникли в поточно-массовом
производстве, с успехом применяются не только в серийном произ-
водстве, но даже в единичном, например в единичном и мелкосерий-
ном производстве червячно-модульных фрез применяют заточные
полуавтоматы для шлифования передней поверхности этих фрез
с целью получения весьма точной разбивки по окружному шагу.
Крупносерийное и массовое производство организуется по поточ-
ному признаку и характеризуется установлением определенного
такта выпуска. Такт выпуска — это интервал времени, через кото-
рый периодически производится выпуск изделий определенного
наименования, типоразмера и исполнения:
- (1)
где Тд — действительный фонд времени в часах или в минутах за
год (месяц, смену, час);
ТУ — количество выпускаемых изделий соответственно в год
(месяц, смену, час).
Величина такта означает, что на всяком рабочем месте время
обработки заготовки должно быть равно или меньше вычисленного
такта. Однако время обработки на рабочем месте может быть и
больше такта, но при непременном условии, что время обработки
будет равным величине такта или несколько меньше его. Поэтому
для изготовления потребуется не одно рабочее место (или станок);
а два (или два станка), три (или три станка) и т. д.
Помимо номенклатуры, характеризующей тип производства,
ниже приводятся другие отличительные признаки, дающие наиболее
полное представление об упомянутых типах производства;
В единичном и мелкосерийном производстве применяют станки
общего назначения, которые располагают в цехах по типам (группа
токарных станков, группа фрезерных станков и т. д.). Ввиду того,
что на рабочих местах выполняются разнообразные работы — за-
крепление операций за рабочими местами не производят. Термиче-
скую обработку (закалку и отпуск) производят в электросоляных ’
и воздушно-электрических печах. Общую сборку осуществляют на
месте.
В серийном, крупносерийном и массовом производстве при-
меняют металлорежущие станки: высокой производительности —
многорезцовые, автоматы, полуавтоматы, бесцентрово-шлифоваль-
ные и пр.; специальные; агрегатные; специализированные,. приспо-
собленные для выполнения данной операции на базе строящихся
станков общего назначения и станков высокой производительности.
В этих типах производства станки располагают по технологическому
процессу и за каждым рабочим местом закрепляют определенную
операцию.
В серийном производстве применяют технологические и транс-
портные конвейеры; в крупносерийном производстве — перенала-
живаемые автоматические линии на два, три и большее количество
станков; в массовом производстве — автоматические линии. Закалку
и отпуск режущего инструмента в серийном и крупносерийном
производстве осуществляют в полуавтоматических агрегатах. В се-
рийном производстве общая сборка организуется на сборочных
местах-стендах, а в крупносерийном и массовом производстве общую
сборку ведут на технологических конвейерах.
§ 3. ТОЧНОСТЬ ОБРАБОТКИ
Погрешности обработки. Изготовление режущих и измеритель-
ных инструментов, деталей машин и приборов в процессе механи-
ческой обработки с абсолютно точными параметрами невозможно.
Они могут быть изготовлены с некоторыми отклонениями или по-
грешностями от линейных и угловых размеров или от геометриче-
ских форм.
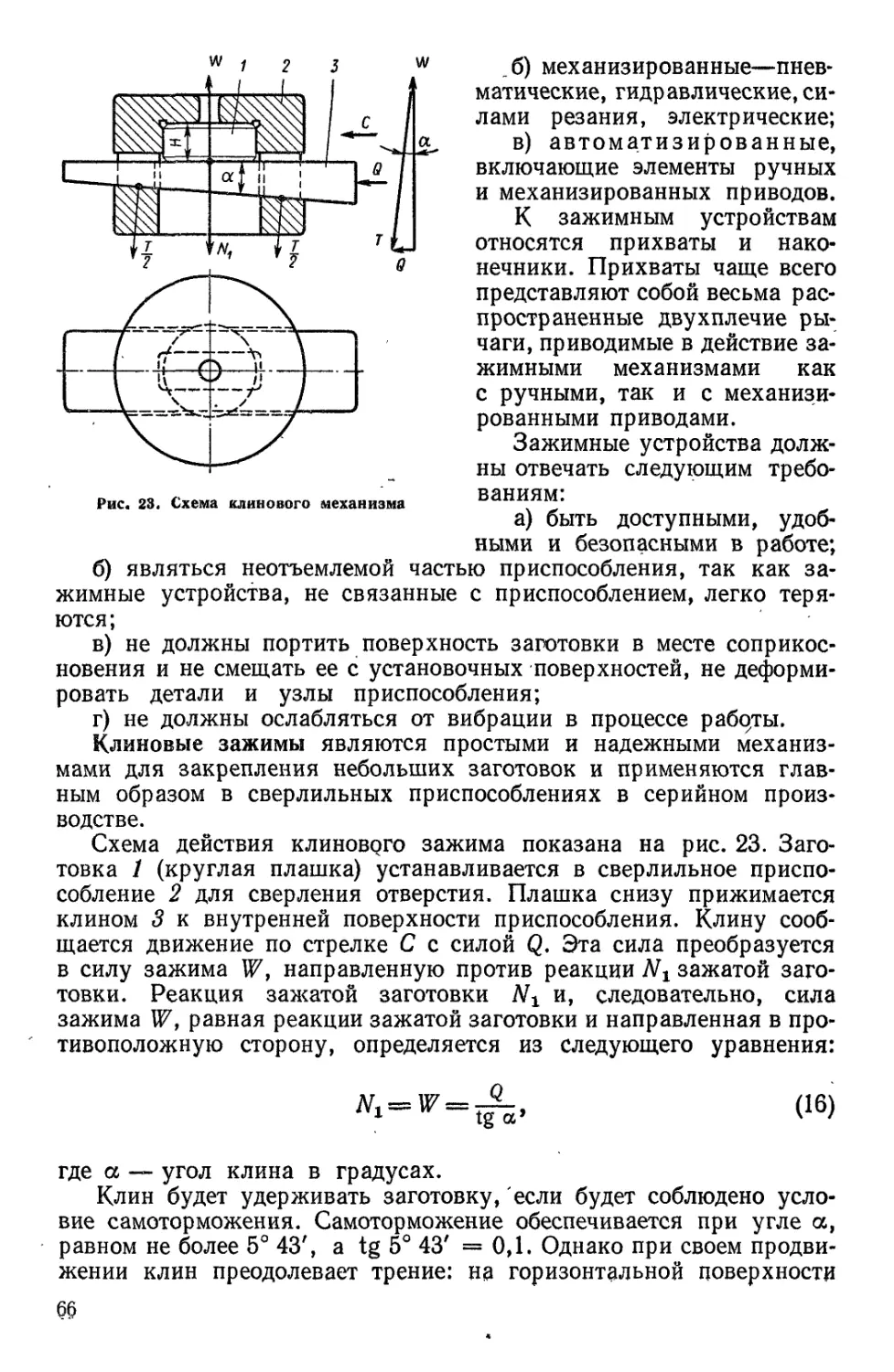
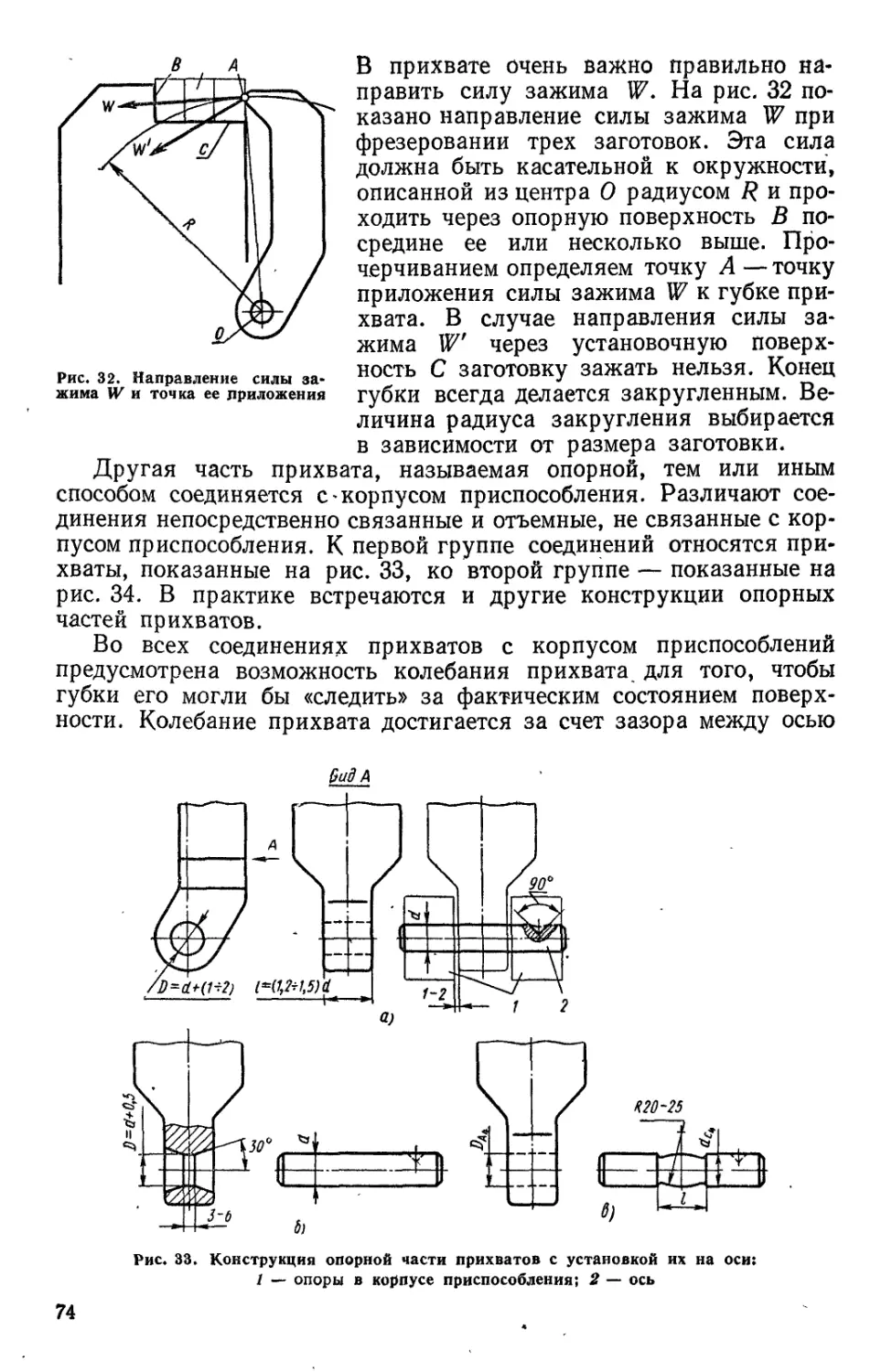
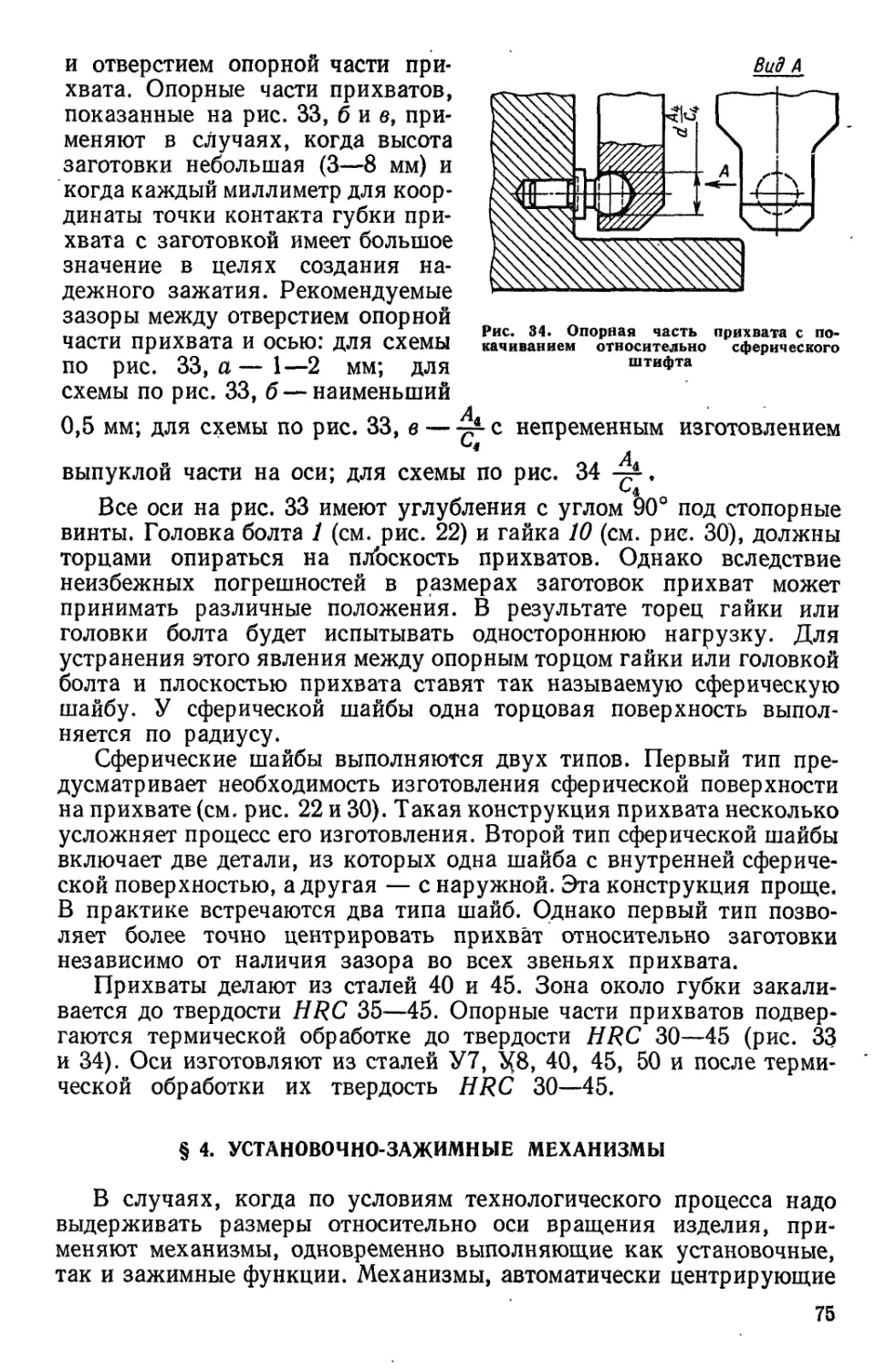
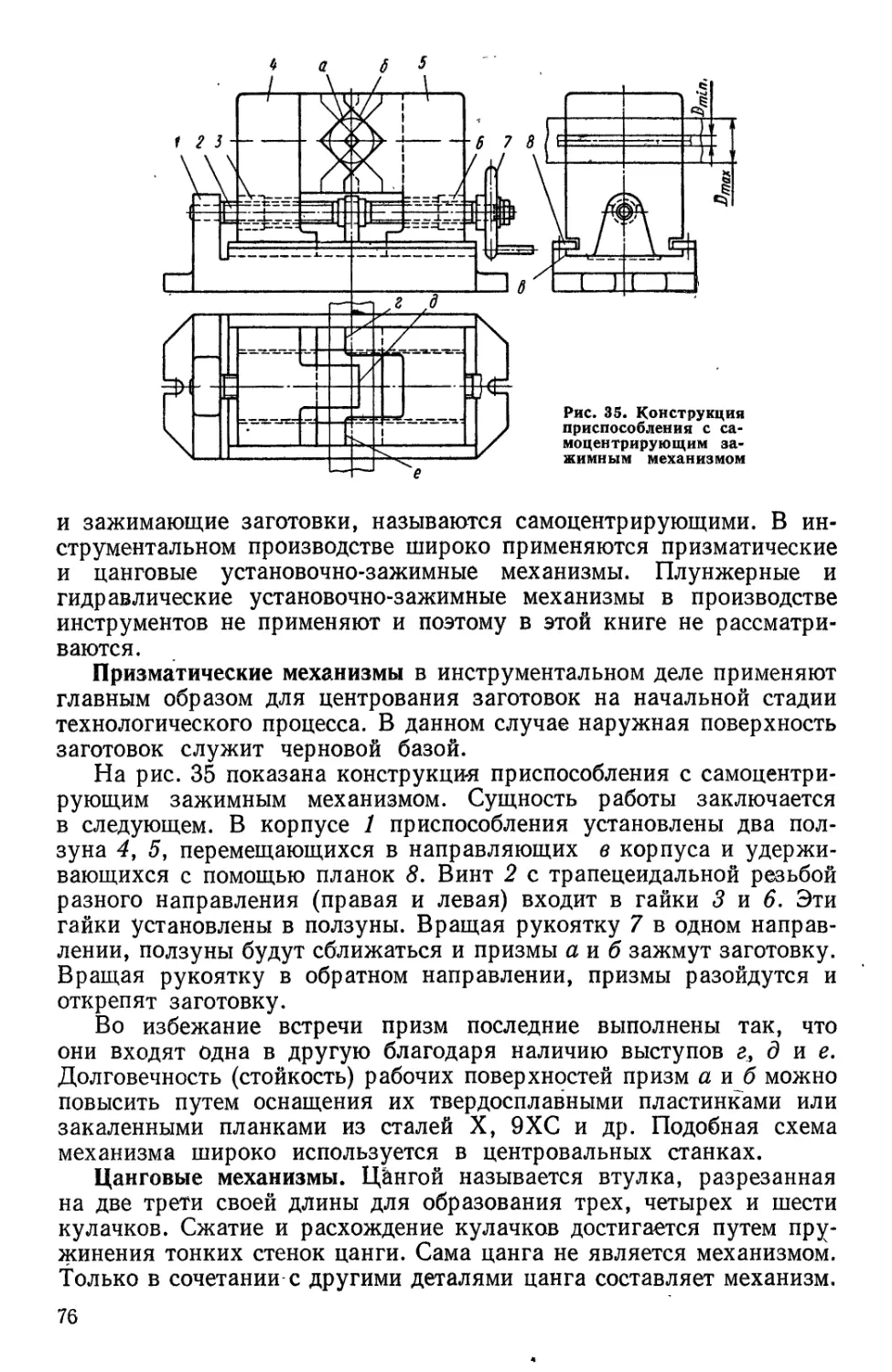
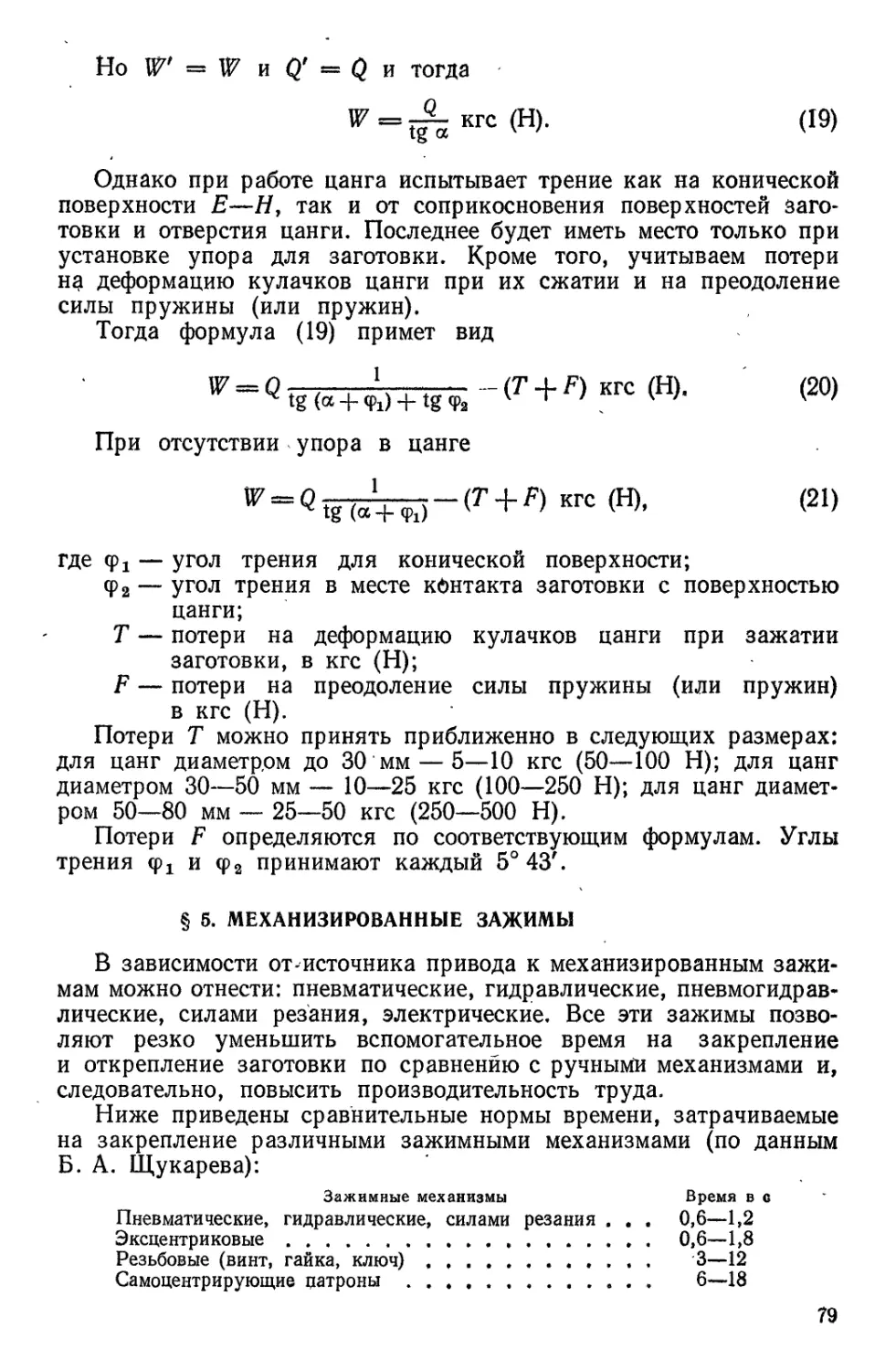
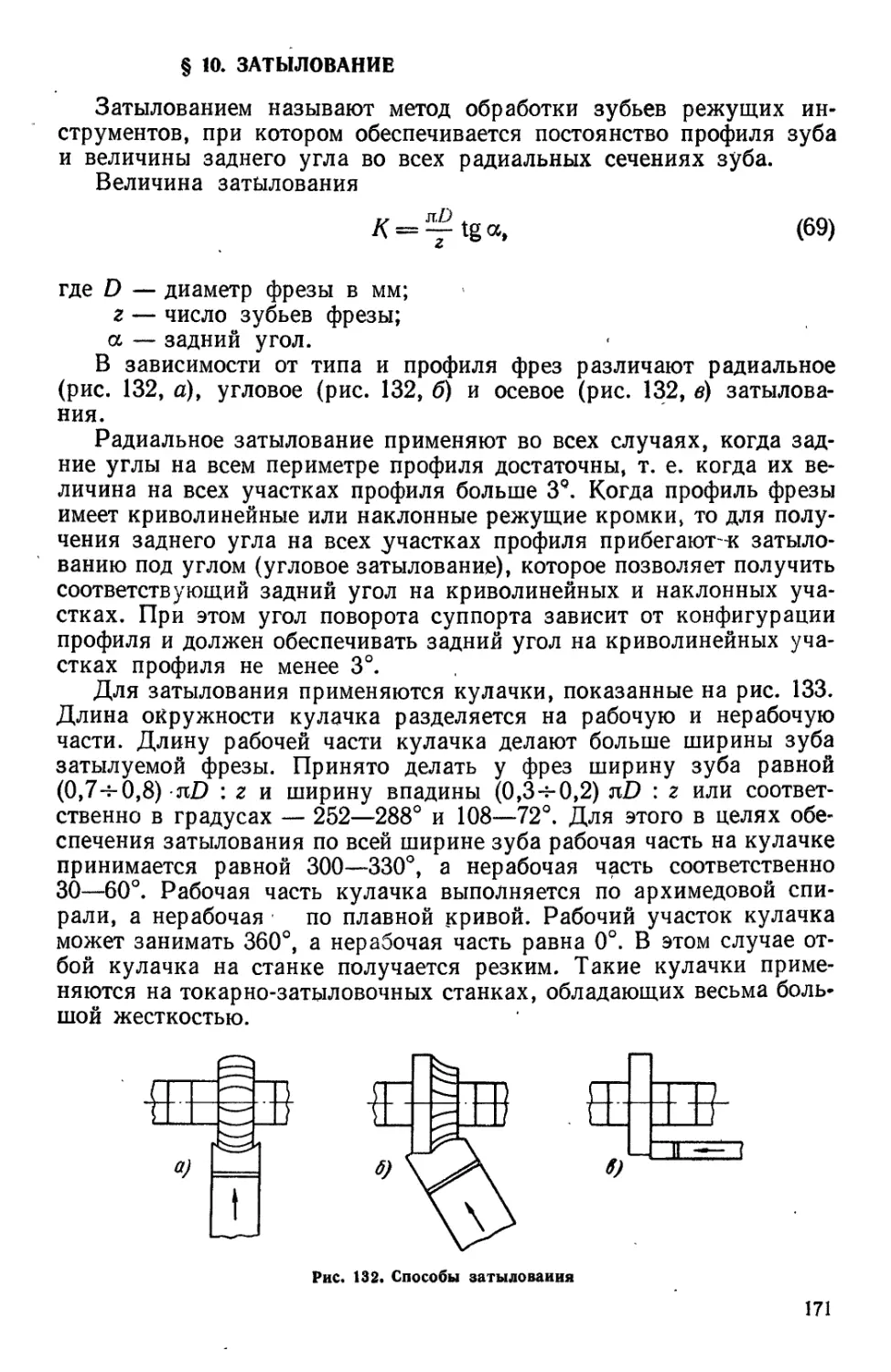
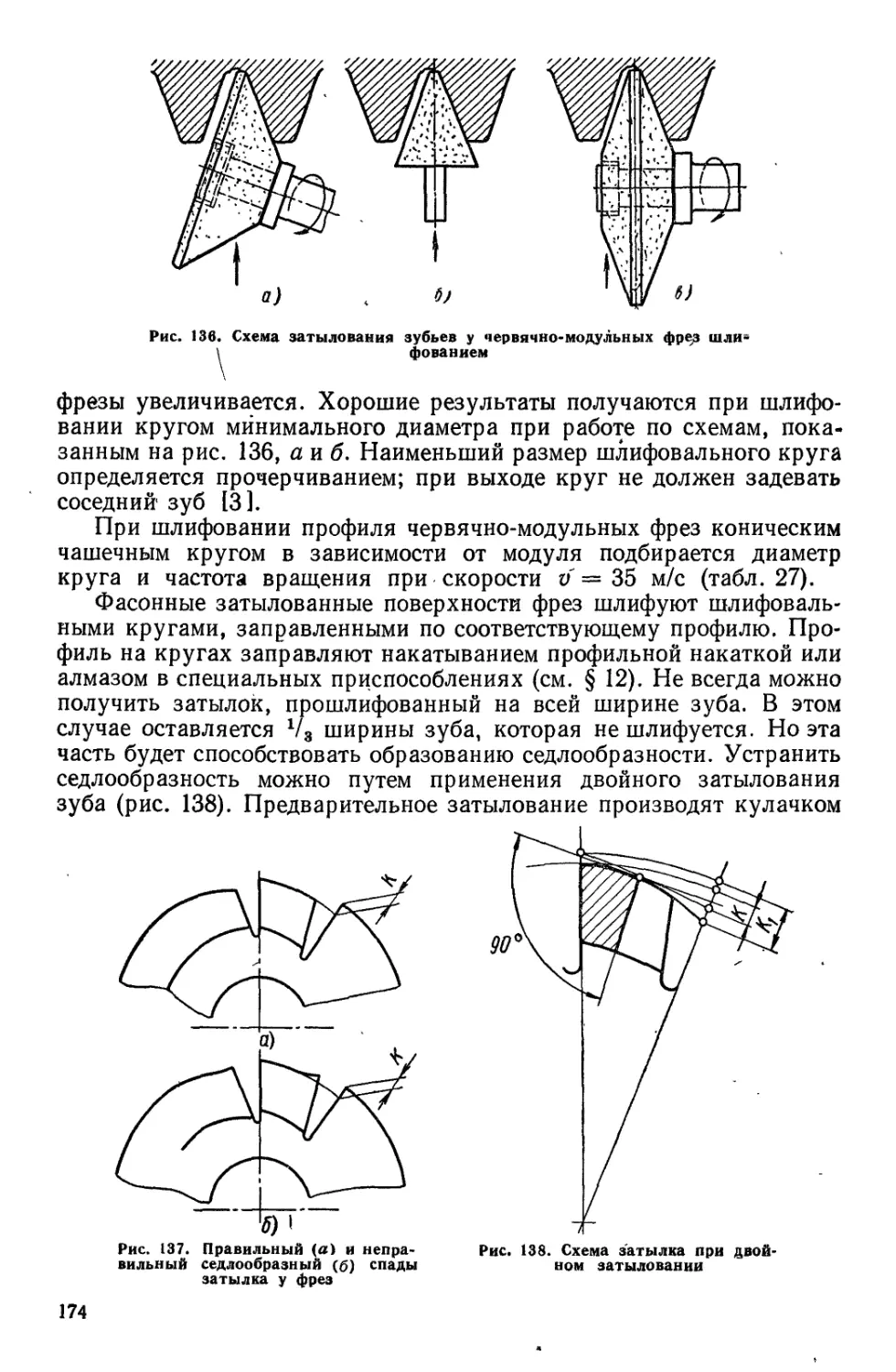
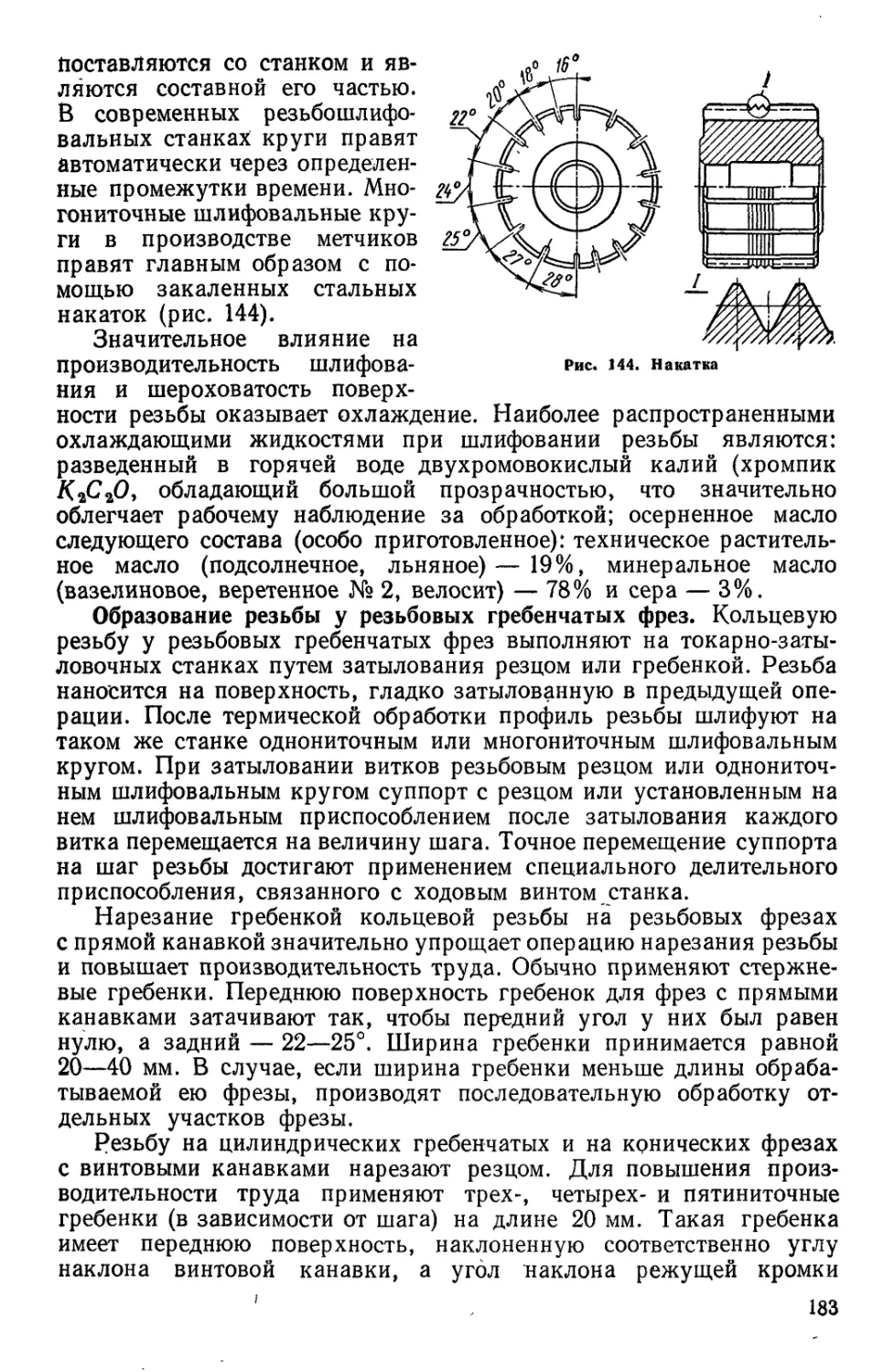
К отклонениям от геометрических форм тел вращения (отклоне-
ние от цилиндричности поверхности) можно отнести; овальность
(рис. 1, а), огранку (рис 1, б), конусообразность (рис. 1, в), бочко-
образность (рис. 1, г), седлообразность (рис. 1, д).
Существует еще погрешность от смещения оси цилиндрической
поверхности В от геометрической оси А. Такое смещение называют
изогнутостью или эксцентриситетом е (рис. 1,е и ж). Удвоенная
величина эксцентриситета 2е (радиальное биение) параметр распро-
страненный и обязательный для режущих инструментов, имеющих
форму тел вращения. Эксцентриситет может быть выражен либо
полным смещением всей, оси на величину е (рис, 1, ж), либо частич-
ным смещением оси где-то в середине изделия на величину е.
Рис. 1. Схемы отклонения от геометрической формы изделий
Величина отклонений должна находиться в пределах допусков
на неточность изготовления изделий. Она зависит от способа обра-
ботки заготовок на операциях и от эксплуатационных характери-
стик изделий. Допуски на неточность изготовления взаимно сопря-
женных деталей обеспечивают их взаимозаменяемость. Сборка
сложных многодетальных инструментов (резьбонарезных головок,
сборных инструментов) в серийном производстве немыслима без
взаимозаменяемости деталей. Однако в условиях единичного произ-
водства при сборке в большинстве случаев детали подгоняют по
месту.
Основными причинами, обусловливающими возникновение по-
грешностей обработки, являются следующие.
1. Неточности станка и его износ. Детали станков изготовляют
с неизбежными отклонениями, в результате абсолютная точность
работы станка, его движений невозможна. Например, для токарно-
затыловочных станков с высотой центров до 300 мм и расстоянием
между центрами до 1000 мм допускают следующие отклонения:
радиальное биение центрирующей- шейки шпинделя передней бабки
в любом направлении должно быть не более 0,01 мм; радиальное
биение конического отверстия шпинделя передней бабки у конца его
должно быть не более 0,01 мм, а на расстоянии 300 мм от конца шпин-
деля при проверке на цилиндрической оправке — не более 0,02 мм;
параллельность направления движения салазок суппорта относи-
тельно шпинделя передней бабки на 100 мм длины должна быть не
более 0,02 мм и т. д. Износ деталей станка понижает точность его
работы. Упругие деформации отдельных деталей станка, появля-
ющиеся вследствие действия сил резания при механической обра-
ботке, приводят к снижению точности обработки. Она снижается
также при вибрациях станка, возникающих вследствие несбаланси-
рованности отдельных быстровращающихся его деталей.
2. Неточности изготовления, установки и износ режущего ин-
струмента. Величина погрешностей во многом зависит от методов
обработки. К этим погрешностям в пределах заданных допусков
относятся: отклонения диаметра рабочей части цилиндрического
инструмента; отклонения профиля у резьбонарезного и зуборезного
инструмента; радиальное и осевое биение режущих кромок на рабо-
чей части инструментов. На неточность обрабатываемых заготовок
влияют также погрешности при установке режущих инструментов
во втулках, патронах, державках и прочих приспособлениях вслед-
ствие изготовления последних с некоторыми отклонениями от но-
минальных размеров. Кроме того, на точность обработки влияет
износ режущего инструмента. Он выражается в истирании режущей
кромки в процессе резания, которое влияет на изменение размеров
заготовок во время их обработки. Так, если измерить изделие после
протачивания по наружной поверхности сразу же после установки
нового резца, а затем измерить пятидесятое изделие, то можно убе-
диться, что диаметр последнего будет больше, чем первого. Это уве-
личение диаметра произошло в результате износа режущей кромки
резца и его отжима вследствие увеличения радиальных сил резания.
То же можно сказать и относительно влияния износа шлифовального
круга.
На величину и темп износа режущего инструмента влияют сле-
дующие факторы: материал обрабатываемой заготовки; тип, кон-
струкция, размеры, материал и термическая обработка режущего
инструмента; методы окончательной обработки режущих кромок;
режимы резания; охлаждение и т. д.
3. Жесткость системы «станок—приспособление—инструмент—
деталь» (СПИД). При механической обработке возникают силы
резания, воспринимаемые узлами станка, приспособлением, обра-
батываемой деталью и инструментом. Величина сил резания при
черновой обработке значительно больше, чем при чистовой. Силы
резания вызывают упругие деформации в системе СПИД в нап-
равлении действия сил. Понятие жесткости системы СПИД свя-
зано с ее способностью оказывать сопротивление силам, стремя-
щимся деформировать детали и узлы этой системы. В процессе
обработки силу резания Р мы можем разложить в системе координат
(трех взаимно перпендикулярных плоскостей) на три составляющих
силы резания Рх, Ру и Рг.
Жесткостью упругой системы СПИД называется отношение
составляющей силы резания Ру к смещению у кромки инструмента
относительно обрабатываемой заготовки в направлении действия
этой силы:
] = — кгс/мм (Н/мм). (2)
у
Упругие деформации в системе СПИД изменяют взаимное распо-
ложение режущего инструмента и обрабатываемой заготовки и
вызывают погрешности в их формах и размерах. Погрешности от
упругих деформаций достигают 80% всех погрешностей.
В результате возникающих упругих деформаций на обработан-
ной поверхности копируется форма исходной заготовки. Например,
после обтачивания эксцентрично зацентрованной заготовки на то-
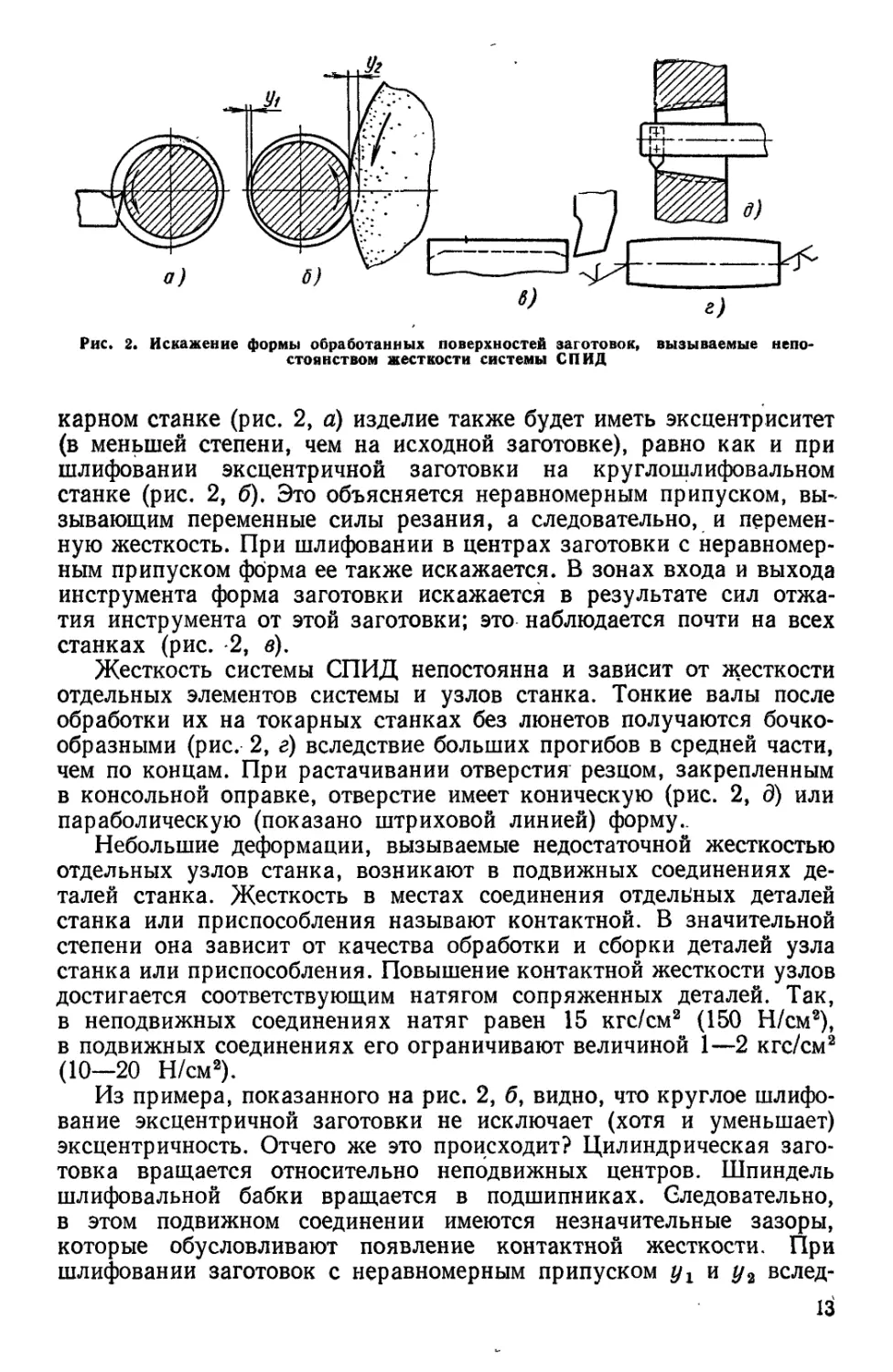
Рис. 2. Искажение формы обработанных поверхностей заготовок, вызываемые непо-
стоянством жесткости системы СПИД
карном станке (рис. 2, а) изделие также будет иметь эксцентриситет
(в меньшей степени, чем на исходной заготовке), равно как и при
шлифовании эксцентричной заготовки на круглощлифовальном
станке (рис. 2, б). Это объясняется неравномерным припуском, вы-
зывающим переменные силы резания, а следовательно, и перемен-
ную жесткость. При шлифовании в центрах заготовки с неравномер-
ным припуском форма ее также искажается. В зонах входа и выхода
инструмента форма заготовки искажается в результате сил отжа-
тия инструмента от этой заготовки; это наблюдается почти на всех
станках (рис. 2, в).
Жесткость системы СПИД непостоянна и зависит от жесткости
отдельных элементов системы и узлов станка. Тонкие валы после
обработки их на токарных станках без люнетов получаются бочко-
образными (рис. 2, г) вследствие больших прогибов в средней части,
чем по концам. При растачивании отверстия резцом, закрепленным
в консольной оправке, отверстие имеет коническую (рис. 2, д) или
параболическую (показано штриховой линией) форму..
Небольшие деформации, вызываемые недостаточной жесткостью
отдельных узлов станка, возникают в подвижных соединениях де-
талей станка. Жесткость в местах соединения отдельных деталей
станка или приспособления называют контактной. В значительной
степени она зависит от качества обработки и сборки деталей узла
станка или приспособления. Повышение контактной жесткости узлов
достигается соответствующим натягом сопряженных деталей. Так,
в неподвижных соединениях натяг равен 15 кгс/см2 (150 Н/см2),
в подвижных соединениях его ограничивают величиной 1—2 кгс/см2
(10—20 Н/см2).
Из примера, показанного на рис. 2, б, видно, что круглое шлифо-
вание эксцентричной заготовки не исключает (хотя и уменьшает)
эксцентричность. Отчего же это происходит? Цилиндрическая заго-
товка вращается относительно неподвижных центров. Шпиндель
шлифовальной бабки вращается в подшипниках. Следовательно,
в этом подвижном соединении имеются незначительные зазоры,
которые обусловливают появление контактной жесткости. При
шлифовании заготовок с неравномерным припуском уг и уг вслед-
ствие неравномерного сечения стружки возникают неравномерные
силы резания, в результате чего шпиндель шлифовального круга
будет отжиматься от заготовки, сдвинется со своего нормального
положения и займет какое-то другое положение за счет имеющихся
зазоров между шпинделем и отверстием подшипника. При этом
установку заготовки в центрах передней и задней бабок рассматри-
ваем как абсолютно жесткую.
Для устранения влияния действия контактной жесткости в шпин-
деле шлифовальной бабки применяется выхаживание. Выхаживание
осуществляется применением многих рабочих ходов без сообщения
шлифовальному кругу поперечной подачи. В процессе выхажива-
ния шпиндель шлифовального круга стремится постепенно занять
свое нормальное положение и снимает с обрабатываемой заготовки
весьма незначительные сечения стружки. Наконец, наступает такой
момент, когда- шлифовальный круг не снимает никакой стружки,
и вся система как бы приходит в равновесие.
Жесткость токарного станка определяется жесткостью его основ-
ных узлов — шпинделя, суппорта и задней бабки. Жесткость шпин-
дельного узла с высотой центров 200—250 мм составляет в среднем
7000—9000 кгс/мм (70—90 кН/мм). Суппорты станков после хорошей
пригонки деталей имеют жесткость 5000—7000 кгс/мм (50—70 кН/мм).
Задние бабки при вылете пиноли до 40—60 мм имеют жесткость
8000—10 000 кгс/мм (80—100 кН/мм); при увеличении вылета пи-
ноли до 100 мм жесткость задней бабки снижается в 2 раза. Суммар-
ная жесткость станка с высотой центров 200 мм с учетом «сполза-
ния» заготовки с центров (вследствие их деформации, но без учета
прогиба заготовки при нагружении в среднем положении может быть
доведена до 2000 кгс/мм (20 кН/мм). Суммарная жесткость токарных
станков с высотой центров до 200 мм колеблется в пределах 1500—
5000 кгс/мм (15—50 кН/мм).
4. Деформации обрабатываемой заготовки. Остаточные и упругие
деформации, происходящие в заготовках при обработке на станках,
искажают их форму и приводят к неточности размеров.
Остаточные деформации в заготовках появляются под влиянием:
внутренних напряжений в поковках и литье вследствие неравномер-
ного их остывания и резких переходов от тонкостенных к толсто-
стенным частям; внутренних напряжений в поковках, возникающих
во время их термической обработки и неравномерного остывания;
наклепа при обработке резанием. После обработки изменяются внуг
тренние напряжения и заготовка деформируется. Если не принять
мер к своевременному снятию внутренних напряжений, заготовка
по истечении некоторого времени изменит свои размеры. Какие же
меры применяются для этого? Снятие внутренних напряжений до-
стигается естественным и искусственным старением.
Естественное старение заключается в том, что заготовки дли-
тельное время выдерживают в естественных условиях обычно на
складах, где они подвергаются действию холода и жары. Длитель-
ность старения — от трех месяцев до двух лет, в зависимости от тех-
нических требований. Такому старению подвергаются станины стан-
14
ков и приборов, чугунные летали суппортной группы и детали
приборов.
Для ускорения процессов снятия внутренних напряжений при-
меняют искусственное старение. При этом заготовку нагревают до
определенной температуры, выдерживают и затем постепенно охла-
ждают. Такой обработке подвергают небольшие станины станков,
короткие ходовые винты для токарно-затыловочных станков (после
чернового нарезания резьбы), калибры и шаблоны после терми-
ческой обработки, или между операциями окончательного шлифова-
ния и доводки или до окончательного шлифования. Одним из таких
способов является нагрев калибров в масляной ванне или электро-
шкафу до 120° С с выдержкой в пределах 20—30 ч.
При обработке исходных заготовок, особенно на первых опе-
рациях технологического процесса, когда снимается большая ве-
личина припуска (1,5—2,5 мм на сторону), жесткость заготовки
имеет большое значение. При недостаточной жесткости эта заго-
товка прогибается и размеры на обработанной поверхности полу-
чаются неточными. Считается, что если отношение длины Ь заготовки
к диаметру О больше 12, то она недостаточно жесткая и ее трудно
обрабатывать. В этих случаях применяют дополнительные устрой-
ства или изменяют технологию: обтачивают и шлифуют с примене-
нием люнетов; обтачивают резцами, диаметрально расположенными
относительно друг друга; снижают режимы резания; обтачивают
с установкой заготовки не в центрах станка, а путем поддерживания
одного конца в патроне, а другого конца — центром задней бабки.
5. Колебания припуска на исходных заготовках. Общий при-
пуск в исходной заготовке в любом ее сечении располагается не-
равномерно относительно контуров изделия. Эта неравномерность
обусловливается отклонением сечения круглой заготовки от гео-
метрической формы вследствие овальности, полученной в прутках
при прокатке их на металлургических заводах; смещением оси цен-
тровых отверстий в заготовке при центровании; отклонением гео-
метрических форм квадратных, прямоугольных и иных от параллель-
ности сторон, прямолинейности плоскостей и т. д.
6. Колебания твердости металла. Твердость металла в разных
местах по длине кованого, горячекатаного, холоднотянутого и холод-
нотянутого шлифованного (серебрянка) прутков колеблется при
изготовлении их в нормальных производственных условиях весьма
незначительно. Неравномерная твердость получается в процессе
отжига прутков вследствие неодинаковой температуры в разных
местах камеры печи. Неравномерная твердость обусловливает пе-
ременные силы резания в процессе обработки, вызывающие неоди-
наковое отжатие заготовки в системе СПИД.
7. Неточности установки заготовок и неравномерный зажим их
в приспособлениях. Детали приспособления, даже при тщательном
их изготовлении, имеют неизбежные погрешности в пределах до-
пусков на неточность изготовления. В результате этого после сборки
в приспособлениях возникают неточности в движениях отдельных
деталей и узлов, в работе зажимных элементов и т. д.
Упругие Деформации, возникающие в отдельных деталях при-
способлений под действием больших зажимных сил и под влиянием
сил резания, также снижают точность обработки. Для уменьшения
влияния упругих деформаций отдельных деталей приспособлений
рекомендуется эти детали изготовлять массивными и жесткими.
Для уменьшения погрешностей заготовок из-за неточности или
износа деталей приспособлений необходимо своевременно их за-
менять, периодически проверять приспособления. Надо иметь в виду,
что при зажиме заготовок в приспособлениях путем приложения
физической силы рабочего, сила зажима непостоянна и, следова-
тельно, жесткость системы будет также непостоянной. Сила зажима
будет также колебаться и в пневмоприводах из-за неизбежного
колебания давления воздуха в сети. Меньшие колебания давления
испытывают гидроприводы.
Экономическая точность обработки. Перечисленные выше фак-
торы, влияющие на точность изготовления заготовок на металло-
режущих станках, обусловливают получение этих заготовок с погреш-'
костями. При выборе методов обработки на металлорежущих стан-
ках необходимо стремиться к достижению экономической точности.
Продолжительность обработки является основным фактором, влия-
ющим-на экономику производства. Поэтому для изготовления за-
готовки выбирают такие методы обработки, которые могли бы обес-
печить получение необходимой точности при наименьшей ее про-
должительности. Такую точность называет экономической.
Экономическая точность обработки характеризуется средними
отклонениями обрабатываемой заготовки от номинальных размеров
при работе на металлорежущих станках в нормальных производ-
ственных условиях. Например, при обтачивании вала на токарном
станке наружный диаметр его будет выдержан с определенной для
данного станка точностью, а при шлифовании этого же вала на
круглошлифовальном станке диаметр его будет выдержан с другой
точностью, более высокой.
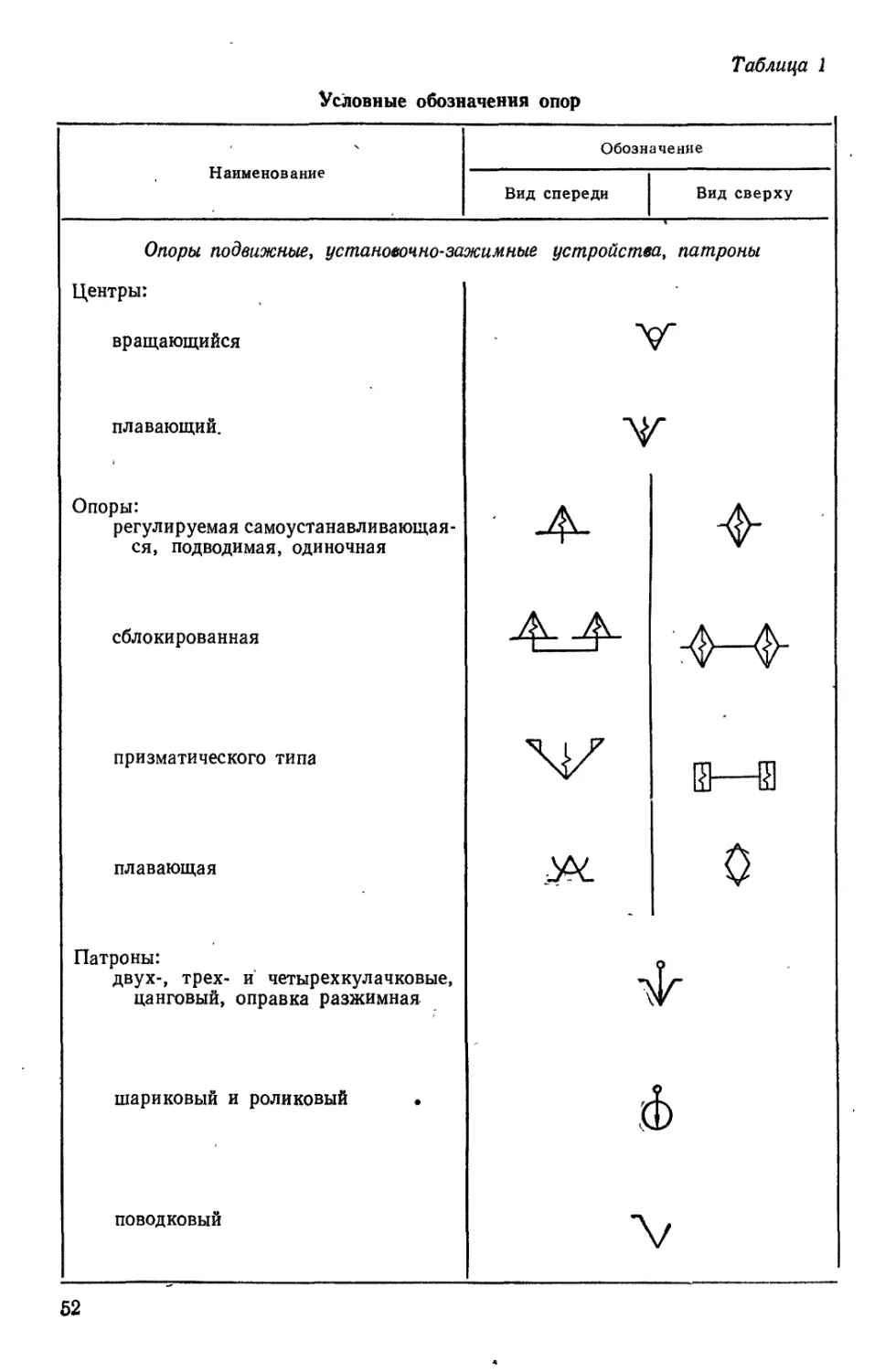
В табл. 1 приведены средние экономические точности обработки,
составленные по данным ряда заводов. Приведенные в этой таблице
данные следует рассматривать как средние значения, которые до-
стижимы на практике в нормальных производственных условиях,
т. е. при правильно выбранном оборудовании, приспособлении и
инструменте, при работе на исправном станке и приспособлении.
Квалификация рабочего должна удовлетворять предъявляемым ус-
ловиям обработки.
На практике возможны и даже иногда неизбежны отклонения
от средних значений экономической точности обработки. Эти отклоне-
ния будут зависеть от условий обработки, станка, приспособления
и инструмента. Приведенные в табл. 1 данные относятся к обработке
на станках общего назначения. К специальным станкам, автоматам
и полуавтоматам эти данные применить нельзя, так как в отдельных
случаях может быть достигнута большая точность обработки.
Статистические методы определения точности обработки Эко-
номическая точность обработки, как результат производственного
16
Экономическая точность обработки цилиндрических поверхностей
Вид обработки Класс точности ост нкм Вид обработки Класс точности ост НКМ
Обтачивание: Растачивание:
черновое .... С5 в5 1015 черновое .... А5 1015
чистовое . . . с4 = в4 1014 чистовое , . • а4 1014
Шлифование круг- Зенкерование а4 1014
лое: Развертывание:
чистовое . . . от 1013 одной разверт-
Сз = Вз кой Аз 1013
до с — В 1012 двумя разверт-
ками .... А 1012
тонкое с^в, 1041 Шлифование:
Сверление: чистовое . . . А 1012
без кондуктора А5 1015 гонкое А1 1041
с кондуктором а4 1014 Протягивание . . . ' А 1012
опыта, не дает полного представления о фактической точности,
возможной при изготовлении данной заготовки выбранным методом,
так как она зависит от реальных условий обработки, станка, при-
способления и инструмента.
В процессе механической обработки заготовка подвергается воз-
действию большого количества систематических и случайных явле-
ний, каждое из которых оказывает влияние на течение процесса
в целом. В большинстве случаев влияние систематических явлений
может быть учтено или устранено. Учесть влияние случайных
явлений и даже простое перечисление их практически невоз-
можно.
Для нахождения численных закономерностей массовых случай-
ных явлений применяют математический метод исследования. При
рассмотрении небольшого числа случайных явлений установить ка-
кую-либо математическую закономерность невозможно. Для изуче-
ния закономерностей количественного и качественного характера
в массовых явлениях применяют статистические методы, основанные
на законах больших чисел и установленные в курсах «Теория ве-
роятностей» и «Математическая статистика» 15].
Погрешности, возникающие в процессе обработки заготовок,
разделяются на систематические и случайные.
К систематическим погрешностям относят такие, которые имеют
определенный, закономерный характер. Они могут возникнуть вслед-
ствие износа направляющих станины, рабочей части режущего
инструмента, направляющих втулок в приспособлении, шпинделя
станка и других причин. В большинстве случаев влияние система-
ГТ1Щ1П
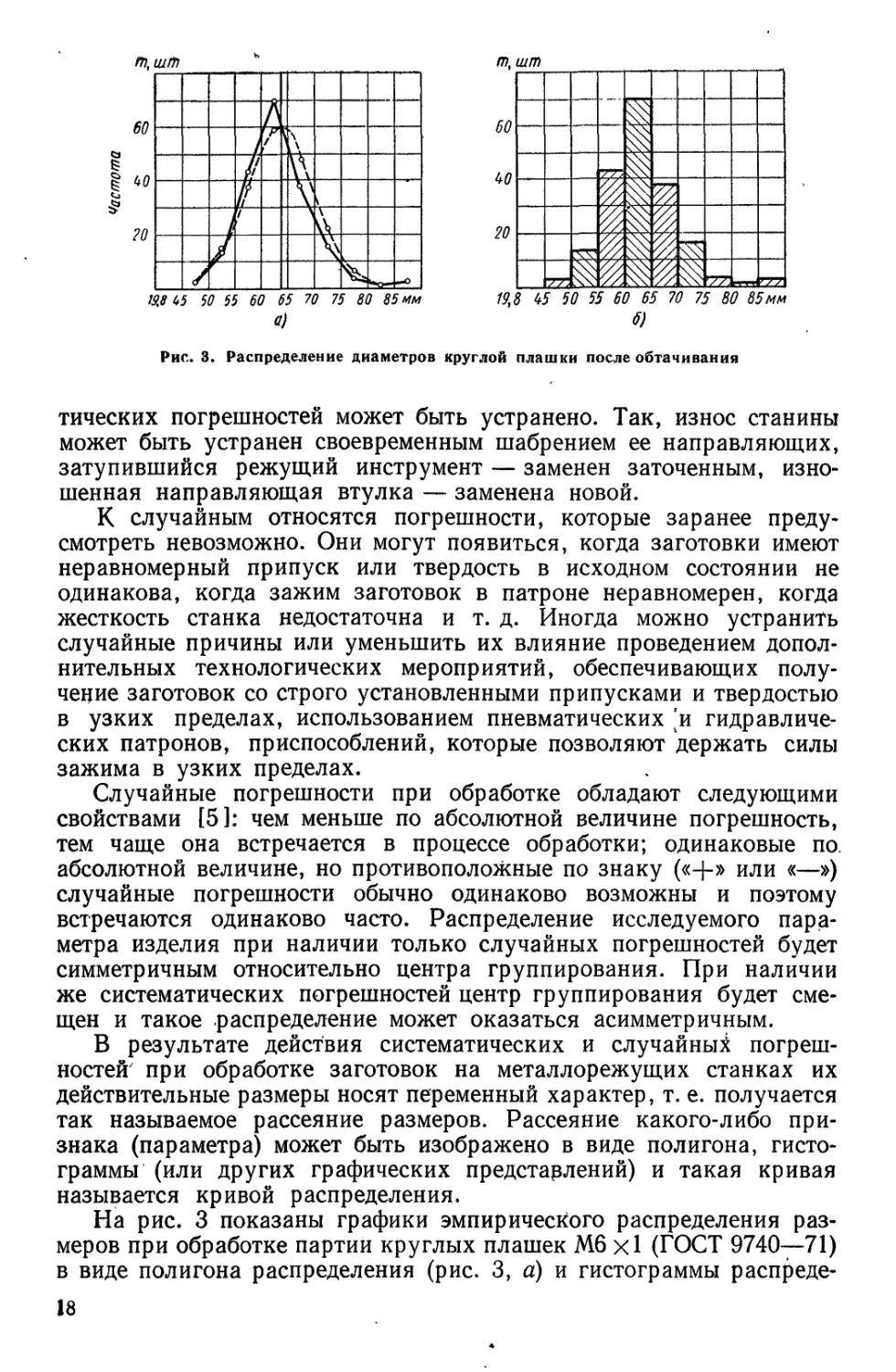
Рис. 3. Распределение диаметров круглой плашки после обтачивания
т, шт
19.8 45 50 55 60 65 70 75 80 85мм
тических погрешностей может быть устранено. Так, износ станины
может быть устранен своевременным шабрением ее направляющих,
затупившийся режущий инструмент — заменен заточенным, изно-
шенная направляющая втулка — заменена новой.
К случайным относятся погрешности, которые заранее преду-
смотреть невозможно. Они могут появиться, когда заготовки имеют
неравномерный припуск или твердость в исходном состоянии не
одинакова, когда зажим заготовок в патроне неравномерен, когда
жесткость станка недостаточна и т. д. Иногда можно устранить
случайные причины или уменьшить их влияние проведением допол-
нительных технологических мероприятий, обеспечивающих полу-
чение заготовок со строго установленными припусками и твердостью
в узких пределах, использованием пневматических ги гидравличе-
ских патронов, приспособлений, которые позволяют держать силы
зажима в узких пределах.
Случайные погрешности при обработке обладают следующими
свойствами [5]: чем меньше по абсолютной величине погрешность,
тем чаще она встречается в процессе обработки; одинаковые по.
абсолютной величине, но противоположные по знаку («+» или «—»)
случайные погрешности обычно одинаково возможны и поэтому
встречаются одинаково часто. Распределение исследуемого пара-
метра изделия при наличии только случайных погрешностей будет
симметричным относительно центра группирования. При наличии
же систематических погрешностей центр группирования будет сме-
щен и такое распределение может оказаться асимметричным.
В результате действия систематических и случайный погреш-
ностей7 при обработке заготовок на металлорежущих станках их
действительные размеры носят переменный характер, т. е. получается
так называемое рассеяние размеров. Рассеяние какого-либо при-
знака (параметра) может быть изображено в виде полигона, гисто-
граммы (или других графических представлений) и такая кривая
называется кривой распределения.
На рис. 3 показаны графики эмпирического распределения раз-
меров при обработке партии круглых плашек Мб х1 (ГОСТ 9740—71)
в виде полигона распределения (рис. 3, а) и гистограммы распреде-
18
Эмпирическое распределение наружных диаметров круглой
плашки после обтачивания
Диаметр в мм Абсолют- ная частота т Относитель- ная частота Диаметр в мм Абсолют- ная частота т Относитель- ная частота ю
19,846—19,850 2 0,0106 19,871—19,875 16 0,0841
19,851—19,855 14 0,0736 19,876—19,880 3 0,0158
19,856—19,860 44 0,2322 19,881—19,885 1 0,0053
19,861—19,865 70 0,3680 19,886—19,890 2 0,0106
19,866—19,870 ' 38 0,2000 2т=190 2>= 1,000
ления (рис. 3, б), построенные по данным табл. 2. Эта таблица со-
ставлена на основании наблюдений за рассеянием наружного диа-
метра круглой плашки после обтачивания ее на токарно-револьвер-
ном автомате 1А36. Диаметр круглой плашки после обтачивания
должен быть 19,93_о,1 мм (исходный материал — холоднотянутая
сталь диаметром 21_о,м мм марки 9ХС). На рис. 3 эмпирическое
распределение показано сплошной линией, а теоретическое — штри-
ховой. Из сравнения их видим достаточную близость теоретически
вычисленных данных к эмпирическим.
При исследовании погрешностей обработки трудно провести
резкую грань между случайными и систематическими погрешностями.
Малые по величине систематические погрешности могут оказаться
незаметными и перейти в категорию случайных. Процесс обработки,
в котором все погрешности относятся только к случайным, мы будем
называть устойчивым, стабильным процессом. Значит задача стаби-
лизации процесса обработки сводится к обнаружению системати-
ческих погрешностей и к устранению причин их вызывающих. При-
чины, вызывающие случайные погрешности, многочисленны и раз-
нообразны и более или менее независимы друг от друга. Каждая
такая причина вызывает случайную погрешность, которая подчи-
няется своему закону распределения. Фактическая погрешность
обработки является суммой большого количества отдельных случай-
ных погрешностей.
Для получения достоверной кривой распределения с целью вы-
явления характера рассеяния размеров рекомендуется сделать по
крайней мере 100—300 измерений. В отдельных случаях достаточно
произвести 50 измерений. Такой способ исследования носит назва-
ние выборочного. Отобранная для измерений часть заготовок на-
зывается выборкой или выборочной совокупностью. В силу этого
к выборочному исследованию применимы теоремы теории вероят-
ностей, например закон больших чисел. Сущность закона больших
чисел заключается в том, что при достаточно большом объеме выборки
пропорции интересующих нас признаков, полученные на основе
выборочного исследования, будут сколь угодно мало отличаться от
соответствующих пропорций этих признаков во всей генеральной
совокупности [4, 9].
Из законов распределения наибольшее применение при обработке
резанием имеют: закон нормального распределения размеров (закон
Гаусса) и закон распределения существенно положительных вели-
чин (закон распределения Максвелла). С законом нормального
распределения согласовывается распределение размеров, твердости,
массы, химического состава, температуры, объема, мощности, ско-
рости, времени и т. д. С распределением существенно положительных
величин согласовывается распределение: биений изделий по наруж-
ной и торцовой поверхностям, разностенности.
Аналитически закон нормального распределения выражается
формулой [4]
где у — теоретическая ордината (частота) распределения;
х — текущая абсцисса данного эмпирического распределения;
а — среднее квадратическое отклонение или стандарт;
е — основание натуральных логарифмов, равное 2,781;
х — средняя арифметическая из всех величин этого распреде-
ления.
Средняя арифметическая
~ ХЛ + ^2^2 -I---Н хптп, .
где гПц т2, тп — частота одинаковых значений;
хг, х2> хп — действительные размеры;
2т — сумма всех величин, встречаемых в данном
распределении.
Среднее квадратическое отклонение
_ •• /"т1 (х1 — х)2 + т^(х2—ху+ + тп(хп — х)2
V
или
а=У (5)
На рис. 4. изображены три теоретические кривые нормального
распределения. Несмотря на различие в форме этих кривых, они
имеют общие черты: расположены симметрично относительно верти-
кальной прямой, проведенной через наивысшую точку; имеют коло-
колообразную форму; все кривые, имеющие наивысшую точку,
вправо и влево непрерывно понижаются. При меньшем значении
20
Рис. 4. Теоретические кривые нормального распределения
размеров
среднего квадратического отклонения ст абсолютное значение показа-
теля при е будет возрастать и вместе с ним будет увеличиваться
наибольшее значение у и круче будет падение кривой. И, наоборот,
чем больше величина ст, тем падение кривой более плавное, посте-
пенное (см. рис. 4). Чем выше вершина кривой и чем меньше ее раз-
мах, тем меньше рассеяние размеров. И, наоборот, чем ниже вершина
кривой и чем шире ее размах, тем больше рассеяние размеров.
Размах кривой распределения зависит от метода обработки.
Например, при чистовом или тонком шлифовании размах кривой
распределения всегда будет узким. Наоборот, при обработке с боль-
шими нагрузками (глубина резания, подача) размах кривой распре-
деления будет широким.
Практическое применение законов распределения. Степень при-
ближения фактической кривой распределения к теоретической кри-
вой нормального распределения может быть определена соответ-
ствующим расчетом и сравнением кривых рассеяния.
На основании закона нормального распределения значения
какого-либо признака (диаметр, ширина и т. д.), лежащие вне интер-
вала (—Зст, +3ст), имеют вероятность, меньшую 0,003 (рис. 5), т. е.
могут встретиться в среднем менее трех раз на тысячу (правило
трех сигм —Зст). Следовательно, в интервале =±=3ст содержится 99,7%
от всех отклонений значений исследуемого признака (практически
100%). Таким образом, на основании закона нормального распре-
деления можно с вероятностью 0,997, т. е. близкой к единице, напи-
сать неравенство, связывающее величину допуска на неточность
изготовления с величиной среднего
квадратического отклонения:
6 ±3ст или 6 бст, (6)
где 6 — допуск на обработку.
Следовательно, для правильного
назначения технологических допусков
на неточность изготовления изделия
на операциях при проектировании тех-
нологических процессов необходимо
располагать нормативами, в которых
имелись бы значения для ст. Для опре-
-36 -26 -б 0 б 26 36
Рис. 5. Кривая нормального рас-
пределения размеров
Эмпирическое распределение диаметра сверл
Значение признака X (диаметр сверла) в мм Подсчет числа одинаковых значений Часто- та Значение признака X (диаметр сверла) в мм Подсчет числа одинаковых значений Часто- та
6,979 — 0 6,989 11111111111 11
6,980 1111 4 6,990 1111111111111 13
6,981 1 1 6,991 1111 4
6,982 111111111 9 6,992 1111111111111111 16
6,983 11111 5 6,993 111 3
6,984 111111 6 6,994 11111111 8
6,985 111111111111 12 6,995 111 3
6,986 11111111111111111111 20 6,996 — 0
6,987 11111111111111111111 20 X т = 150
6,988 111111111111111 15
деления среднего квадратического отклонения а при исследовании
какой-либо операции принимают следующий порядок проведения
работ.
1. Исследуемый станок налаживают для работы в нормальных
производственных условиях, затем обрабатывают заготовки. Далее
производят выборку из этой партии заготовок. В зависимости от
желаемой точности получения результатов эта выборка может со-
держать 100, 150, 200, 250 или 300 заготовок.
2. Размеры после обработки проверяют измерительным инстру-
ментом: штангенциркулем, микрометром, индикатором, миниме-
тром и т. д.
3. Все" данные заносят в таблицу в порядке последовательного
измерения параметра (неупорядоченный ряд), например диаметр
сверла, зенкера, развертки и т. д.
4. После обработки этого первичного документа, из которого
устанавливается минимальное и максимальное значение исследуе-
мого признака, располагаем между минимумом и максимумом встре-
чающиеся цифры признака в порядке возрастания цифр. Против
каждого варианта признака ставим цифру, показывающую как часто
этот признак встречается в данном распределении, т. е. находим
частоту признака данного варианта. Табл. 3 составлена на основании
наблюдений за рассеянием размеров наружного диаметра сверла
с цилиндрическим хвостовиком после чистового шлифования на
бесцентрово-шлифовальном станке. Диаметр сверла после шли-
фования должен быть равен 7_0103в мм.
5. Определив минимальное и максимальное значение признака
(размах варьирования), устанавливают число интервалов. Часто
22
число интервалов принимают равным от 7 до 11, в зависимости
от числа наблюдений, так чтобы интервалы были заполнены часто-
тами. Ширина интервала устанавливается после числа интервалов.
Распределение признака по данным табл. 3 представлено в девяти
интервалах (табл. 4). По данным табл. 4 следует найти х и а. Самым
простым способом вычисления х и а при наличии большого числа
измерений является способ моментов первого (для х) и второго
(для о) порядка [4, 5]. Среднее арифметическое значение
-х=а + к^-. (7)
2>
Среднее квадратическое отклонение
(8)
где а — условное нулевое .значение; в данном примере а —
= 6,9875 мм (средина интервала);
к — цена деления шкалы; в данном примере к — 0,002 мм;
т — частота одинаковых значений;
хи — условное значение нового распределения, которое
вводится для облегчения подсчетов среднего арифме-
тического и среднего квадратического отклонений;
2 тхв — сумма условно взвешенных величин;
2 т — сумма всех величин, встречаемых в данном распре-
делении.
Схема расчетов и результаты этих расчетов приведены в табл. 5,
откуда по формулам (7) и (8)
х = 6,9875 4- 0,002 Лй = 6,9876 мм;
1 1 01)
<тфакт = 0,002 -|/^_(т|5)2 = 0,0035 мм.
Упорядоченный математический ряд эмпирического
распределения диаметра сверл
Таблица 4
№ интер- вала Интервалы значений признака х (диаметр сверла) в мм т № интер- вала Интервалы значений признака х (диаметр сверла) в мм т
1 6,979—6,980 4 6 6,989—6,990 24
2 6,981—6,982 10 7 6,991—6,992 20
3 6,983—6,984 11 8 6,993—6,994 11
4 - ' 6,985—6,986 32 9 6,995—6,996 3
5 6,987—6,988 ‘ 35 2 т = 150
Таблица 5
Схема расчетов для определения х и а
Интервалы значений признака х (диаметр сверла) в мм т хн тх1
6,979—6,980 4 —4 16 64
6,981—6,982 10 -3 —30 90
6,983—6,984 11 —2 —22 44
6,985—6,986 32 —1 —32 32
6,987—6,988 35 0 — —
6,989—6,990 + 1 +24 24
6,991—6,992 20 +2 +40 80
6,993—6,994 11 +3 +33 99
6,995—6,996 3 +4 + 12 48
2пг=150 %тх} а =9 2/пл|=481
Таблица 6
Схема расчетов для определения х и о
Значение признака биения х в мкм т хн тхв тх1
1—10 22 —2 —44 88
11—20 31 —1 —31 31
21—30 48 • 0 — —
31—40 39 -Р1 39 39
41—50 26 +2 52 104
51—60 19 +3 7 171
61—70 5 +4 20 80
71—80 4 +5 20 100
81—90 3 +6 18 108
91—100 1 +7 7 49
2^=198 138 2^х|=770
Цифра 0 в графе условного значения хн ставится против той
цифры, которая является модой. Мода — это наиболее часто встре-
чающееся значение признака. В нашем примере модой является
цифра 6,9875 в интервале 6,987—6,988 мм, так как эти размеры
чаще встречаются в данном распределении. Однако для условного
значения нового распределения в целях облегчения расчета может
быть принята любая другая цифра.
По вычисленной величине а определяем допуск на неточность
изготовления в этой операции и в данных производственных усло-
виях:
°Факт = 6о = 6-0,0035 мм & 0,02 мм. (9)
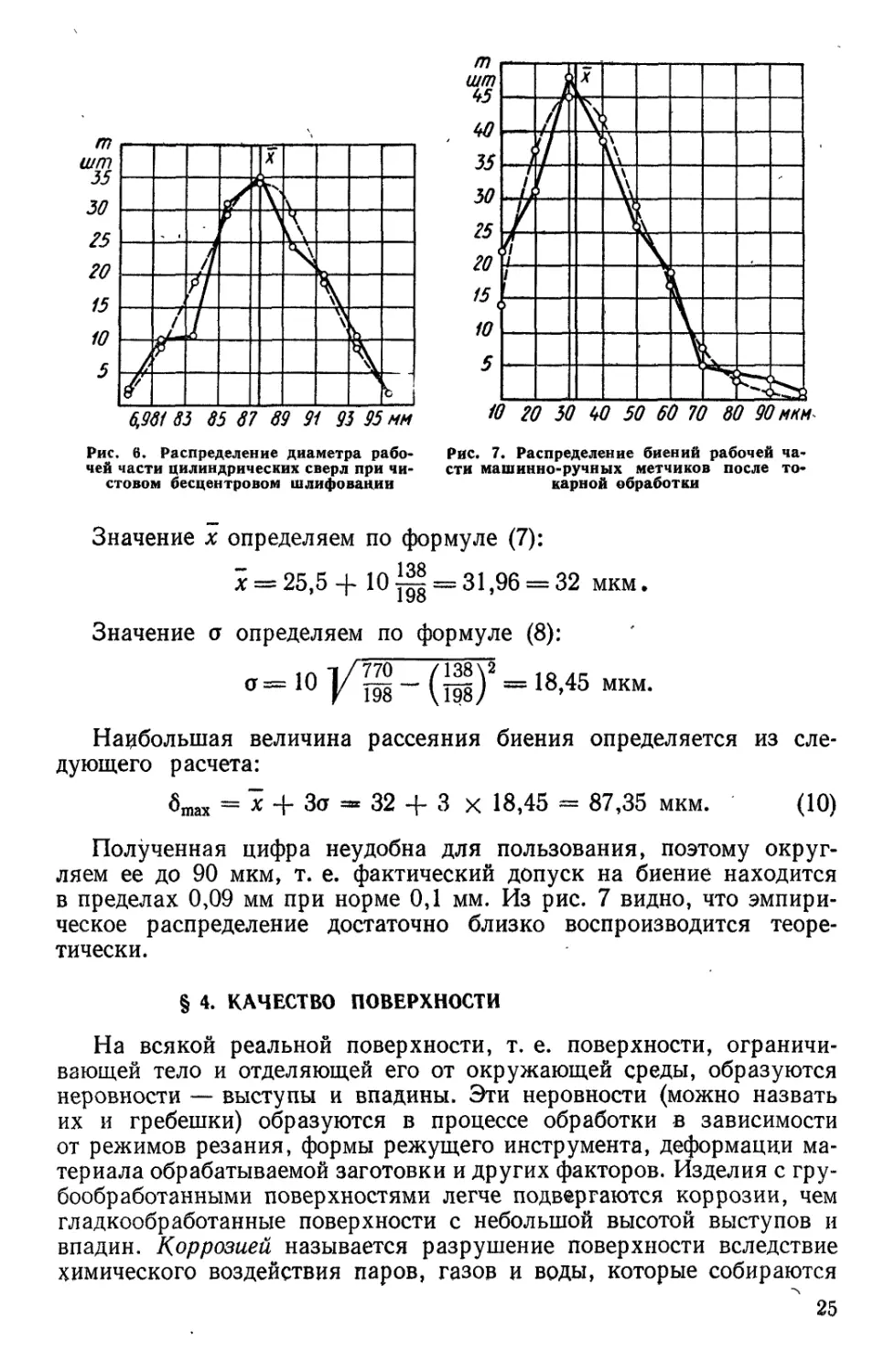
На рис. 6 построено по данным табл. 5 эмпирическое распределе-
ние диаметра сверл; штриховой линией показано теоретическое
распределение (расчет не приводится). Как видно из графика, тео-
ретическая кривая довольно близко воспроизводит полигон эмпи-
рического распределения. Характер рассеяния величины биения и
других параметров подчиняется кривой распределения существенно
положительных величин. Пределы практического рассеяния разме-
ров находятся в пределах приблизительно от 0 до (х + За). Кривая
распределения несимметричная и имеет вид, показанный на рис. 7.
В качестве примера приведена схема расчета х и а по данным
наблюдений за рассеянием размеров по биению на рабочей части
машинно-ручного метчика М18 (ГОСТ 3266—71) на токарном
станке 1616 (табл. 6).
Значение х определяем по формуле (7):
х == 25,5 + 10= 31,96 = 32 мкм.
Значение о определяем по формуле (8):
ш 1/770 /138 \2
а— Ю у 198 (198/ —18,45 мкм.
Наибольшая величина рассеяния биения определяется из сле-
дующего расчета:
6тах = х + Зст =» 32 3 х 18,45 = 87,35 мкм. (10)
Полученная цифра неудобна для пользования, поэтому округ-
ляем ее до 90 мкм, т. е. фактический допуск на биение находится
в пределах 0,09 мм при норме 0,1 мм. Из рис. 7 видно, что эмпири-
ческое распределение достаточно близко воспроизводится теоре-
тически.
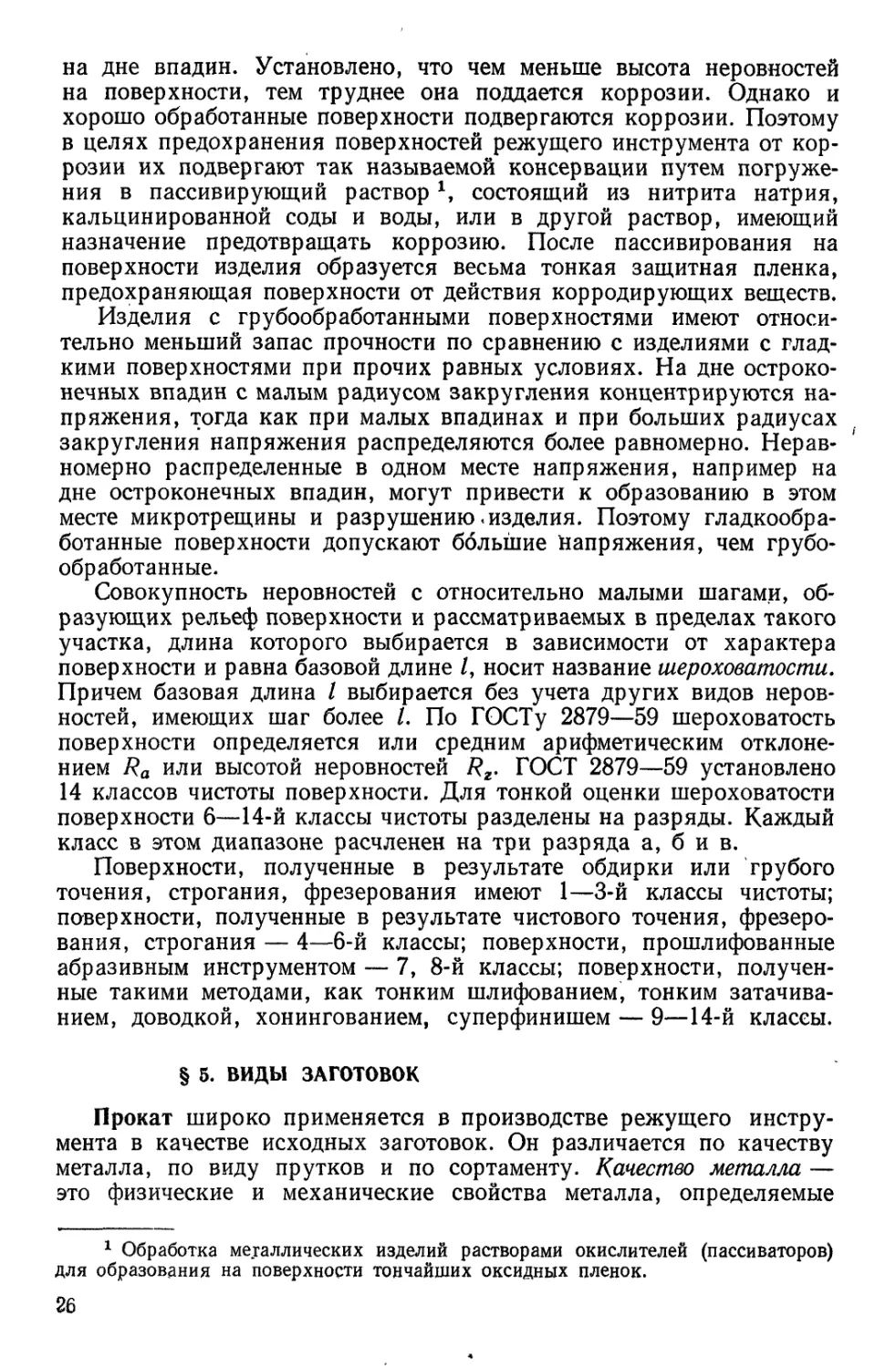
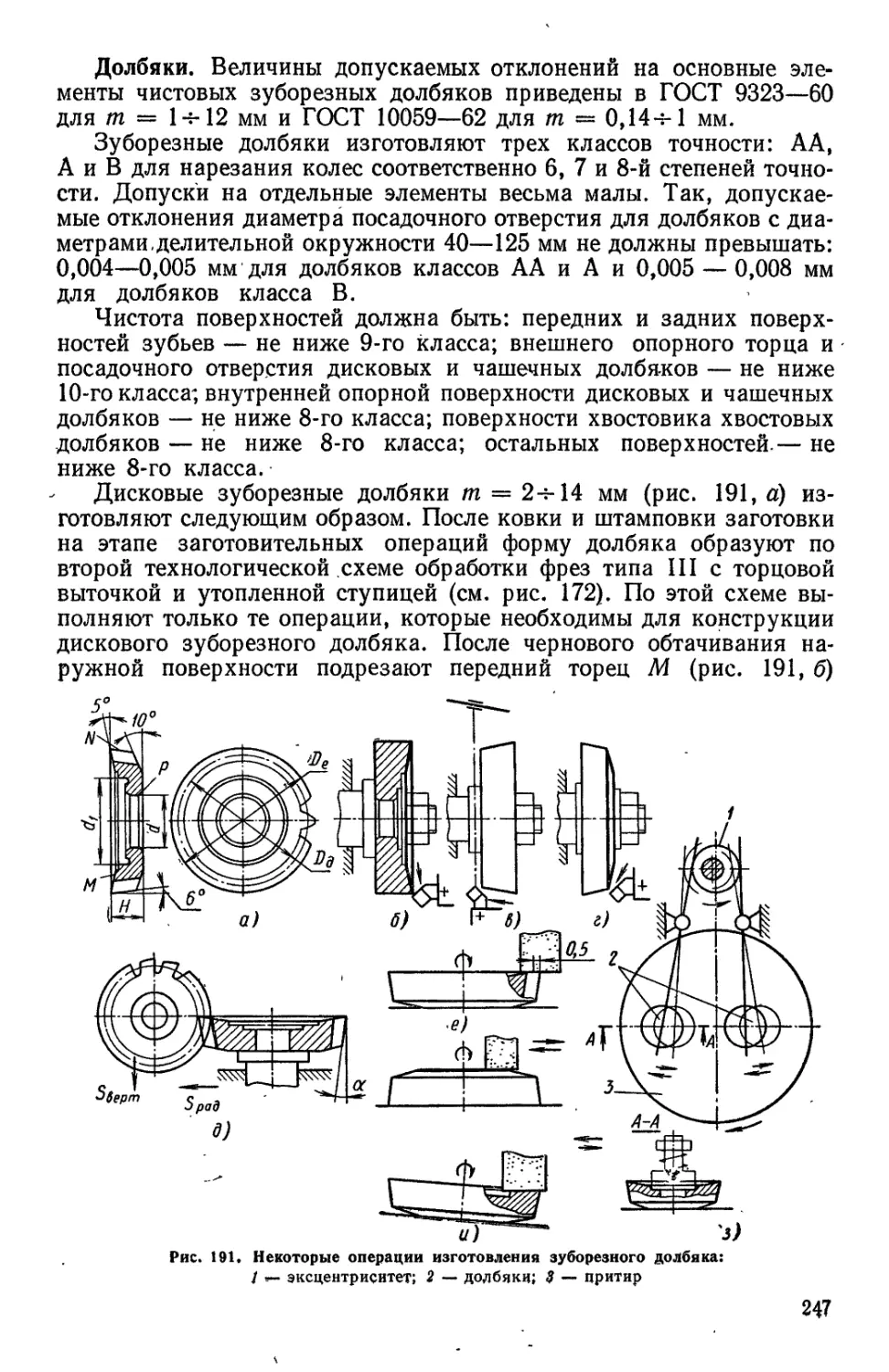
§ 4. КАЧЕСТВО ПОВЕРХНОСТИ
На всякой реальной поверхности, т. е. поверхности, ограничи-
вающей тело и отделяющей его от окружающей среды, образуются
неровности — выступы и впадины. Эти неровности (можно назвать
их и гребешки) образуются в процессе обработки в зависимости
от режимов резания, формы режущего инструмента, деформации ма-
териала обрабатываемой заготовки и других факторов. Изделия с гру-
бообработанными поверхностями легче подвергаются коррозии, чем
гладкообработанные поверхности с небольшой высотой выступов и
впадин. Коррозией называется разрушение поверхности вследствие
химического воздействия паров, газов и воды, которые собираются
' 25
на дне впадин. Установлено, что чем меньше высота неровностей
на поверхности, тем труднее она поддается коррозии. Однако и
хорошо обработанные поверхности подвергаются коррозии. Поэтому
в целях предохранения поверхностей режущего инструмента от кор-
розии их подвергают так называемой консервации путем погруже-
ния в пассивирующий раствор \ состоящий из нитрита натрия,
кальцинированной соды и воды, или в другой раствор, имеющий
назначение предотвращать коррозию. После пассивирования на
поверхности изделия образуется весьма тонкая защитная пленка,
предохраняющая поверхности от действия корродирующих веществ.
Изделия с грубообработанными поверхностями имеют относи-
тельно меньший запас прочности по сравнению с изделиями с глад-
кими поверхностями при прочих равных условиях. На дне остроко-
нечных впадин с малым радиусом закругления концентрируются на-
пряжения, тогда как при малых впадинах и при больших радиусах
закругления напряжения распределяются более равномерно. Нерав-
номерно распределенные в одном месте напряжения, например на
дне остроконечных впадин, могут привести к образованию в этом
месте микротрещины и разрушению .изделия. Поэтому гладкообра-
ботанные поверхности допускают большие напряжения, чем грубо-
обработанные.
Совокупность неровностей с относительно малыми шагами, об-
разующих рельеф поверхности и рассматриваемых в пределах такого
участка, длина которого выбирается в зависимости от характера
поверхности и равна базовой длине I, носит название шероховатости.
Причем базовая длина I выбирается без учета других видов неров-
ностей, имеющих шаг более I. По ГОСТу 2879—59 шероховатость
поверхности определяется или средним арифметическим отклоне-
нием /?а или высотой неровностей /?г. ГОСТ 2879—59 установлено
14 классов чистоты поверхности. Для тонкой оценки шероховатости
поверхности 6—14-й классы чистоты разделены на разряды. Каждый
класс в этом диапазоне расчленен на три разряда а, б и в.
Поверхности, полученные в результате обдирки или грубого
точения, строгания, фрезерования имеют 1—3-й классы чистоты;
поверхности, полученные в результате чистового точения, фрезеро-
вания, строгания — 4—6-й классы; поверхности, прошлифованные
абразивным инструментом — 7, 8-й классы; поверхности, получен-
ные такими методами, как тонким шлифованием, тонким затачива-
нием, доводкой, хонингованием, суперфинишем — 9—14-й классы.
§ 5. ВИДЫ ЗАГОТОВОК
Прокат широко применяется в производстве режущего инстру-
мента в качестве исходных заготовок. Он различается по качеству
металла, по виду прутков и по сортаменту. Качество металла —
это физические и механические свойства металла, определяемые
1 Обработка металлических изделий растворами окислителей (пассиваторов)
для образования на поверхности тончайших оксидных пленок.
химическим составом. Вид — это внешнее состояние прутков, полу-
ченное в результате технологии их изготовления на металлургиче-
ских заводах. Прутки, изготовляются коваными, горячекатаными,
холоднотянутыми (калиброванными) и холоднотянутыми шлифован-
ными (серебрянка). Сортамент — это форма сечения и размеры прут-
ков. Сталь поставляется круглой, квадратной, полосовой (прямо-
угольной), шестигранной, а также в виде лент.
Кованую быстрорежущую сталь, поставляемую металлургиче-
скими заводами диаметром 40—200 мм (ГОСТ 1133—71), применяют
для изготовления режущих инструментов больших размеров, на-
пример для сверл, концевых фрез диаметром 50—80 мм. Этот вид
металла применяют также для ковки фрез диаметром 63 мм и выше
в целях улучшения балла карбидной неоднородности х. Отклонения
от номинального размера отсчитываются в сторону увеличения.
Горячекатаную быстрорежущую сталь широко применяют для
изготовления режущего инструмента диаметром до 50 мм. Эта сталь
изготовляется по ГОСТ 2590—71, по которому отклонения от номи-
нального размера отсчитываются в стороны увеличения и умень-
шения.
Горячекатаную углеродистую конструкционную сталь (например,
40, 45) и углеродистую легированную сталь (например, 20Х, 40Х)
применяют для изготовления хвостовиков режущих инструмен-
тов, а также для корпусов сборных фрез, разверток, зенкеров
(ГОСТ 2590—71).
Горячекатаную инструментальную и легированную стали типа
У10А, У12А, 9ХС, ХВГ, X применяют для различных режущих
инструментов, например ручных метчиков, ручных разверток.
Холоднотянутая (калиброванная) сталь характеризуется хоро-
шей отделкой поверхности. Она поставляется по ГОСТ 7417—57
диаметром 3—100 мм с отклонениями (в сторону минус) по диаметру
в соответствии с классами точности 2а, 3, За, 4 и 5. Холоднотянутую
сталь применяют при работе на автоматах и полуавтоматах.
Прутки из горячекатаной стали на автоматах применять нельзя,
поскольку их диаметр имеет отклонения и овальность. Овальность
сечения (разность между наибольшим и наименьшим диаметрами
прутков) не должна превышать 0,5 суммы предельных отклонений
по диаметру. Овальность сечения холоднотянутого прутка не должна
превышать допускаемых отклонений по диаметру.
Холоднотянутую шлифованную сталь — серебрянку (ГОСТ
14955—69) применяют главным образом при изготовлении режущего
и измерительного инструмента на автоматах и полуавтоматах. Ее из-
готовляют диаметром 0,2—30 мм, чистотой 6—9-го классов с допу-
сками 2, 2а, 3, За и 4-го классов точности. Отклонения идут в сторону
минус. Особым отличием этой стали является отсутствие на поверх-
ности обезуглероженного слоя.
1 Для сталей Р6М5, Р9К5, Р9К10 диаметром 40—60 мм балл карбидной не-
однородности равен 4, для диаметра 60—80 мм — 5, для диаметра 80—100 мм — 6.
Поковки. Изготовление режущего инструмента целесообразно
производить из поковок, а не из сортовой горячекатаной стали.
Режущий инструмент, изготовленный из хорошо прокованной стали,
обладает большей стойкостью, чем режущий инструмент, изготовлен-
ный из горячекатаной стали, вследствие улучшения структуры —
более равномерного распределения карбидов и размельчения их.
Ковку в штампах выгодно производить в условиях серийного произ-
водства при изготовлении изделий, имеющих сложное очертание,
например зуборезных Долбяков, угловых фрез и пр. Ковка в более
простых дешевых штампах, так называемых подкладных штампах,
возможна в условиях мелкосерийного производства.
Литье из серого, ковкого и модифицированного чугуна приме-
няют для корпусов муфтонарезных патронов.
§ 6. ПРИПУСКИ и допуски
Слой металла, снимаемый с заготовки при механической обра-
ботке для получения готового изделия, называется припуском.
Припуски разделяются на общие и операционные.
Общим припуском на обработку называется слой металла, сни-
маемый в процессе резания с заготовки для получения размеров
и качества поверхности изделия, заданных рабочим чертежом и
техническими условиями. Общий припуск определяется как раз-
ность между размером исходной заготовки и окончательным разме-
ром готового изделия.
Операционным припуском на обработку называется слой металла,
снимаемый в процессе резания с заготовки для получения изделия
с нужными размерами и шероховатостью поверхности, заданных
технологическими требованиями на данной' операции. Для симметрич-
ных изделий общий припуск определяется на весь диаметр или на
всю ширину. Для несимметричных изделий общий припуск опреде-
ляется на сторону.
При определении размеров заготовок необходимо стремиться
к выбору оптимальных припусков, значения которых выбирают на
основании опыта работы передовых предприятий инструментальной
промышленности. Лучшим решением этого вопроса является выбор
формы заготовки, приближающейся к форме изделия.
Факторы, влияющие на выбор общего припуска. На величину
припуска при изготовлении режущего инструмента влияют следу-
ющие факторы.
1. Конструктивные формы и размеры изделия. Для заготовок
из сортового материала общий припуск определяют по наибольшему
размеру поверхности в данном изделии. Чем больше размер изделия,
тем больше общие припуски, назначаемые при обработке резанием.
Это вызывается трудностью центрирования на станках исходных за-
готовок больших диаметров и значительными отклонениями на раз-
меры самих заготовок.
2. Качество металла и вид прутков. Этот припуск должен быть
достаточен для снятия местных дефектов (например, вмятин) с по-
28
верхности заготовки кованого или горячекатаного прутка и обез-
углероженного слоя с поверхности заготовки, который весьма зна-
чителен на поковках, кованых и горячекатаных прутках инструмен-
тальных сталей. Например, наибольшая глубина на сторону обез-
углероженного слоя (феррит и переходная зона) для сталей Р18 и
Р9 (ГОСТ 5952—63) в зависимости от размера горячекатаной кова-
ной заготовки не должна превышать величины, указанные ниже:
Размер в мм ....... 5—15 15—30 30—50 50—70 70-80 80—100
Глубина в мм....... 0,4 0,5 0,7 0,8 1 1,3
Чтобы найти глубину обезуглероженного слоя для сталей Р6МЗ
и Р6М5, нужно к приведенным выше цифрам прибавить 0,2 мм для
заготовок размером до 30 мм и 0,3 мм для заготовок размером свыше
30 мм. Глубина допускаемого обезуглероженного слоя значительна
и оказывает влияние на общий припуск. Обезуглероженный слой
должен быть полностью удален до термической обработки, ибо при
термической обработке могут появиться трещины. Если трещины
даже и не появятся, то на режущих кромках изготовленного режу-
щего инструмента окажется обезуглероженный слой и такой инстру-
мент будет неработоспособен. У серебрянки обезуглероженный
слой не допускается.
Обезуглероженный слой является основным критерием, обуслов-
ливающим выбор припуска.
3. Отклонения размеров заготовок. Они зависят от качества
металла и вида прутков. Как правило, диаметр заготовки выбирается
по номинальному размеру для прутков с отклонениями в сторону
плюс и по наименьшему размеру прутка с учетом отклонения в сто-
рону минус. Например, для прутка обычной точности прокатки диа-
метром 5о+и мм размер прутка для заготовки будет равен 50 — 1 =
= 49 мм (ГОСТ 2590—71). Таким образом, при выборе диаметра
прутка следует учитывать направление допускаемых отклонений от
номинального размера в зависимости от вида прутка. Кроме того,
при выборе диаметра прутка учитывается допускаемая кривизна
прутков.
4. Методы получения заготовок. Величина общего припуска
на обработку зависит от принятого метода изготовления заготовки.
Небольшие припуски на обработку получаются при ковке в штампах.
При свободной ковке заготовок общие припуски намного больше.
Значительного уменьшения припусков на обработку можно достиг-
нуть сваркой заготовок встык на электросварочных машинах или
на машинах для сварки трением.
На рис. 8, а показан корпус сборного инструмента, заготовка
для которого получена из круглой горячекатаной стали 40Х (тон-
кие линии). Рис. 8 дает представление о большой величине припуска,
оставленного на обработку конусного хвостовика. Для сокращения
расхода металла и уменьшения времени на обработку целесообразно
получить заготовку методом ковки в штампах. В этом случае форма
и размеры заготовки будут приближаться к форме и размерам де-
тали (припуск на механическую обработку зачернен).
(
б)
Рис. 8. Схема распределения припусков
На рис. 8, б показана та же деталь, заготовка для которой полу-
чена сваркой. Припуски на механическую обработку оставлены
небольшие, но большие, чем при ковке в штампах. Следует отметить,
что в инструментальном производстве стыковая электросварка полу-
чила весьма широкое применение.
5. Технические требования изготовления изделий. Допуски на
неточность изготовления определяют метод окончательной обработки.
Чем меньше допуск на окончательный размер изделия, тем сложнее
будет технологический процесс его изготовления и тем больший об-
щий припуск будет необходим.
В табл. 7 приведены коэффициенты использования материала
для некоторых ходовых режущих инструментов. Коэффициент
Таблица 7
Коэффициенты использования материала для различных режущих
инструментов
Инструмент Диаметр в мм «И.М Материал
Сверла спиральные (фрезеро- ванные) с хвостовиком:
цилиндрическим (ГОСТ 10902—64) 0,25—0,8 1,1—3,3 3,5—6,7 7—10 0,67 0,62 0,60 0,57 Быстрорежущая сталь; се- ребрянка
11—15 0,27 Быстрорежущая сталь; горячекатаная
коническим (ГОСТ 10903—64) 8—80 0,29 Быстрорежущая сталь; го- рячекатаная
Фрезы:
червячно-модульные для цилиндрических зубча- тых колес (ГОСТ 9324—60) М1,5—М14 0,29 Быстрорежущая сталь; по- ковки
Продолжение табл. 7
Инструмент’ Диаметр в мм «и. М Материал
резьбовые насадные кони- ческие для трубной зам- ковой резьбы .... Метчики: 57—115 0,4
гаечные (ГОСТ 1604—71) М3—М8 0,5 Быстрорежущая сталь; се- ребрянка
машинно-ручные (ГОСТ М10—МЗО
3266—71) для конической дюймовой резьбы (ГОСТ 6227— 0,3 Быстрорежущая сталь; го- рячекатаная
71) Развертки машинные: К1/8—К2 0,33 Быстрорежущая сталь; го- рячекатаная
с цилиндрическим хвосто-
ви ком (ГОСТ 1672—71) 3—9 0,60 Быстрорежущая сталь; се- ребрянка
коническим хвостовиком
(ГОСТ 1672—71) . . . коническим хвостовиком, оснащенные пластинка- ми из твердого сплава 10—32 0,48 Быстрорежущая сталь; го- рячекатаная
(ГОСТ 11175—71) . . насадные, оснащенные пластинками из твердо- го сплава (ГОСТ 11175— 10—32 0,51 9ХС; горячекатаная
71) насадные со вставными но- жами из быстрорежущей 32—50 0,31 9ХС; горячекатаная
стали (ГОСТ 883—71) Фрезы со вставными ножами из быстрорежущей стали: 40—100 0,32 40Х; горячекатаная
цилиндрические (459) . . 100—250 0,361 0,54 2 40Х; поковки Быстрорежущая сталь; го- рячекатаная
дисковые трехсторонние
(ГОСТ 1669—69) . . . 1 Для корпуса. * Для ножей. 80—315 0,311 0,48 2 40Х; горячекатаная и по- ковки Быстрорежущая сталь; го- рячекатаная « с
использования материала — это отношение массы изделия к массе ис-
ходной заготовки с учетом отходов от некратности прутка и ширины
пропила. Из табл. 7 видно, что коэффициент использования мате-
риала (Ки. м) при изготовлении режущих инструментов небольшой.
Поэтому одна из задач технолога-инструментальщика заключается
в уменьшении удельного расхода металла всякого инструмента, от-
несенного к одному просверленному отверстию или отверстию с резь-
бой или к одной обработанной заготовке (до полного износа инстру-
мента). Это достигается применением методов пластических дефор-
маций и повышением стойкости инструмента между переточками.
Стойкость может быть увеличена улучшением термической обработки,
точностью (размерных и геометрических параметров, повышением
класса чистоты поверхности режущих кромок, применением новых
марок быстрорежущих сталей высокой производительности.
Операционные размеры и допуски. Операционный припуск при
изготовлении режущего инструмента назначается: для снятия слоя
в целях придания поверхности нужной шероховатости и получения
точности на линейных и угловых размерах; для снятия обезуглеро-
женного слоя (хотя и незначительного) с поверхностей после тер-
мической обработки. Величина операционного припуска зависит
от погрешностей, возникающих в ходе механической обработки.
Например, для тел вращения к этим погрешностям мы относим
погрешности линейных и угловых размеров, радиальное и осевое
биение, отклонения от геометрических форм тел вращения: оваль-
ность, огранку, конусообразность, бочкообразность, седлообраз-
ность, изогнутость. Все, эти погрешности, влияющие на величину
операционного припуска, относятся к вероятностным характери-
стикам и величину этого припуска можно установить только по
накоплении их данных. Однако этот путь требует времени и, следо-
вательно, не всегда возможен в заводских условиях. Поэтому в прак-
тике размеры операционных припусков проверяются в ходе длитель-
ного времени. Такие припуски приобретают значение норм для дан-
ного предприятия. Например, припуск на диаметр после обтачива-
ния на шлифование конических хвостовиков Морзе после терми-
ческой обработки назначается следующий: для конуса № 1 — 0,7 мм,
для конусов № 2 и 3 — 0,75 мм, для конуса № 4 — 0,8 мм, для
конусов № 5 и 6 — 0,85 мм. При этом допуск на обтачивание прини-
мают минус 0,2 мм.
Операционные припуски и размеры при обработке разверток,
зенкеров, метчиков, фрез приведены в табл. 8 и 9. В табл. 10 при-
ведены операционные припуски и допуски при изготовлении спираль-
ных сверл. В табл. 11 даны операционные припуски и допуски на
обработку отверстий фрез и другого насадного инструмента развер-
тыванием и протягиванием. Припуски на диаметр для поковок при
свободной ковке из быстрорежущей, легированной и углеродистой
инструментальной и конструкционной сталей в зависимости от диа-
метра:
Диаметр в мм....... 50—80 80—120 120—180 180—260 260—360 360—500
Припуск и допуск в мм 5+з 6+3 8+4 Ю*3 14+в 20+1°
Припуски на диаметр при шлифовании
рабочих частей разверток, метчиков,
фрез и зенкеров из быстрорежущей
стали
Размеры изделия, в мм Припуск в мм
Длина Диаметр До и после терми- ческой обработки (допуск Вза) После термической обработки (допуск по ТУ)
3—10 0,5 0,3
10—18 0,6 0,35
18—30 0,7 0,4
До 120 30—50 0,8 0,45
50—80 0,9 0,5
80—120 1,0 0,55
3—10 0,6 0,35
10—18 0,7 0,4
18—30 0,8 0,45
120—260 30—50 0,9 а,5
50—80 1,0 0,55
80—120 1,1 0,6
3—10 0,7 0,4
10—18 0,8 0,45
18—30 0,9 0,5
260—500 30—50 1,0 0,55
50—80 1,1 0,6
80—120 1,2 0,65
Припуски (на диаметр в мм) на чистовое
шлифование хвостовиков после
обтачивания концевых инструментов,
изготовленных из углеродистой и
быстрорежущей стали (допуск по ТУ)
Изделие Диа- метр Длина изделия в мм
До 120 120—260 260—500
3—10 0,30 0,35 0,40
10—18 0,35 0,40 0,45
Развертки и 18—30 0,40 0,45 0,50
концевые 30—50 0,45 0,50 0,55
фрезы 50—80 0,50 0,55 0,60
80— 120 0,50 0,60 0,65
3—10 0,20 0,25 0,30
10—18 0,20 0,25 0,30
Ручные и гаеч- ные метчики 18—30 0,25 0,30 0,35
30—50 0,25 0,30 0,35
50—80 0,30 0,35 0,40
В табл. 12 приведены припуск
и допуски на длину поковок при
свободной ковке.
, Общий припуск на обработку
по наружному диаметру на сто-
рону для хвостового и насадного
режущего инструмента
2общ = 20б “Ь 2см 2кр
2опа мм, (11)
где 7общ — наибольшая допускаемая (или фактическая) величина
обезуглероженного слоя на сторону для инструменталь-
ных углеродистых, легированных и быстрорежущих
сталей; слой металла, снимаемый для удаления с на-
ружной поверхности заготовки из конструкционной,
углеродистой и легированной сталей поверхностных
изъянов (поверхностных вмятин и т. д.); величина
этого слоя устанавливается практически и может быть
принята от 0,5 до 1 мм на сторону в зависимости от
диаметра заготовки;
Припуски и допуски на диаметр в мм при шлифовании сверл,
изготовленных из быстрорежущей стали
Сверла о цилиндрическим хвостовиком Сверла с коническим хвостовиком
Диаметр сверл в мм Припуск
де и после термической обработки после термиче- ской обработки 1 до и после термической обработки после термиче- ской обработки
Допуск
0,25—0,45 0,О5-о,01б — —
0,50—0,95 — 0, Ю-о,о1б — —
1,00—3,00 — 0,15-0,020 — —
3,1—4,00 0,15-0,025 _— —
4,1—5,80 — 0,15-0,025 — —
5,9 — 0,20-0,025 — —
6,0 — 0,20-0,025 0,55-о,1 0,25-о.оэ
6,1—7,9 — 0,20-0 .оз О,55-о,1 0,25-о.оэ '•
8,0—9,9 0.45-м О,2О..о,оз О,55-о,1 О,ЗО-о,о5 1
10,0 0>45_0.1 0,2О-о,оз 0,б0_0,1 0,30-о,оз |
10,1—12,0 0,45.0.1 ' 0,2О-о,оз О,6О-о,] 0,30-о.оз
12,1—13,8 О,5О-о,1 0,25-0,0з О,6О-о,1 0,35.0,03
14,0—15,0 0,55-од 0,30_0,0з О,7О-о,1 О,4О-о,оз
15,1—19,0 0,55-оа О,ЗО-о.о5 0,75_о,1 О,4О-О,оз
19,1—20 О,55-о,1 $»ЗО-о,оз 0,80.0,1 О,4О_о,оз
20,1—25 — — О,8О-о,1 0,40_0,0з
25,3—28,3 —• —• О,8О-о,1 0,45-о.оэ
28,6—32,5 — — 0,35-6.1 0,45-0,0з
32,6—40,0 — —— 0,90-0.! О,45-о,оз
40,5—49,5 — —— 1,00-о,1 0,60-0,0з
49,6—51 — — 1,00-О,15 0,6О-С,оз
52—60 — — 1,10-0,2 0,70-о,о)
62—65 — —- 1,10-0,2 0,70-0,05
68—80 — — 1,20.0,2 0,80.0,05
1 Припуски даны для сверл, охлаждаемых при закалке в масло и отпускаемых в воздушных электрических печах. При охлаждении после закалки в селитру и от- пуске в селитровых ваннах величину припуска, приведенную в этой графе, следует увеличить на 0,1 мм.
2си — смещение оси заготовки при центровании хвостового
инструмента или смещение оси заготовки при установке
ее в патроне;
2кр — кривизна прутка после правки горячекатаного прутка
на правильно-калибровочных станках или штучной
заготовки вручную; наибольшая кривизна должна быть
не более 0,5 мм на 1 м длины; '
70П1 — операционный припуск, удаляемый до термической об-
работки; может находиться в зоне обезуглероженного
слоя; ввиду малой величины не учитывается при вы-
числении общего припуска и потому поставлен в скобки;
7оп2 — операционный припуск, удаляемый после термической
обработки; в зависимости от технических условий на
изделие может быть назначен не один операционный
припуск, а два и более.
Общий припуск на диаметр изде'лия будет равен 22общ . Получен-
ный припуск прибавляется к номинальному размеру изделия. Вычис-
ленный таким образом диаметр исходной заготовки Оиз округляется до
ближайшего большего размера прутка согласно сортаменту на металл.
Смещение оси заготовки при центровании хвостового инструмента
зависит от погрешностей в движениях отдельных узлов центроваль-
ного станка. На смещение оси заготовки при центровании влияет
также овальность кованых и горячекатаных прутков. Ниже приве-
дены наибольшие величины смещения оси заготовки
Диаметр в мм....... 6—10 10—18 18—30 30—50 50—80 80—100
гсм в мм .......... 0,2 0,25 0,3 0,4 0,55 0,7
Таблица 11
Операционные размеры и допуски (в мм) на обработку
цилиндрических отверстий насадного инструмента
Диаметр отверстий в мм * Диаметр сверла в мм Диаметр отверстия после Диаметр отверстия у зака- ленных изделий после
растачивания под разверты- вания и протяги- вания шлифования доводки — 1-й класс
развер- тывание протяги- вание 2-й класс 1-й класс
Допуски
Л4 | 1 4з А А 1 1__А_
13 12,1 12,60 12,50 12,75 13 12,980 13
16 15,0 15,55 12,45 12,70 16 15,980 16
22 20,7 21,47 21,35 21,65 22 21,975 22
27 25,6 26,47 26,35 26,65 27 26,975 27
32 30,5 31,38 31,25 31,60 32. 31,970 32
40 38,0 39,38 39,25 39,60 40 39,970 40
50 48,0 49,33 49,20 49,55 50 49,960 50
60 58,0 59,30 59,15 59,55 60 59,960 60
Таблица 12 Припуски на длину хвостовых
инструментов не рекомендуется
устанавливать, так как металл
при обработке торцов снимается
Припуски и опуски (на обе стороны)
на длину поковок
Диаметр изделия в мм Длина изделия в мм
До 50 50—120 мм Св, 120
50—80 3+2 4+2 4+2
80—120 3+2 4+2 4+2
120—180 4+2 4+2 5+3
180—260 5+2 6+3 б+з
260—360 7+4 8+6 8+6
360—500 12+в 14+7 15+7
по ГОСТ 10903—64 с допуском
за счет допуска на длину изде-
лия, который, как правило, уста-
навливается по 9-му классу точ-
ности.
Прежде чем определить общий
припуск аналитическим или гра-
фическим путем, надо составить
план обработки. По плану обра-
ботки припуски устанавливают,
начиная от конечных операций.
На рис. 9, а приведен пример
установления операционных раз-
меров и допусков на обработку ра-
бочей части сверла диаметром 45 мм
на неточность изготовления минус
0,039 мм для сверл точного исполнения. К окончательному размеру
45 мм прибавляем припуск 22общ — 0,6 мм на шлифование после
термической обработки (см. табл. 10). Тогда операционный диаметр
для операции «Шлифование рабочей части после термической обра-
ботки»: будет равен 45 4- 0,6 = 45,6 мм. Величина обезуглерожен-
ного слоя в кованых и горячекатаных прутках из быстрорежущей
стали Р18 диаметром 30—50 мм 2об = 0,7 мм.
Кривизна на длине рабочей части
п 190*0,5 л лпс
^КР юоо 0,095 мм.
Смещение заготовки при центровании для указанных диаметров
принимаем 0,4 мм. Следовательно, для гарантии полного удаления
так
050*% (принятый)
------1—у----------
ФЩ99 (по расчету)
Ф^-0,1»___________
\(0ле)
6)
Рис. 9. Схема распределения припусков на различных стадиях обработки
План обработки пазовой затылованной фрезы размером 75 X 12 мм
№ операции Содержание операции ' Оборудование
1 Отрезка заготовки для поковки на 1 шт. Абразивно-отрезной станок МФ-332 (100 мм)
2 Ковка Молот воздушный (500 кгс)
3 Отжиг Печь для отжига
4 Очистка от окалины Галтовочный барабан
5 Центрование, сверление, подрезание первого торца, зенкерование, раз- вертывание отверстия Револьверный станок 1 В-340 (62 мм)
6 Подрезание второго торца Токарный станок 1А616 (320Х Х710 мм)
7 Шлифование второго торца Плоскошлифовальный станок ЗБ756 (800 мм)
8 Снятие фаски в отверстии с двух сторон Вертикально-сверлильный ста- нок 2А135 (35 мм)
9 Протягивание шпоночной канавки Г оризонтально-протяжной станок (10 тс)
10 Снятие фаски у шпоночной канавки с двух сторон и снятие заусенцев вдоль отверстия по шпоночной ка- навке Слесарная обработка
11 Обтачивание наружной поверхности Токарный станок 1А616 (320Х X 710 мм)
12 Растачивание выточки со стороны торцов То же
13 Маркирование Гидравлический пресс (15 тс)
14 Фрезерование стружечных канавок Горизонтально-фрезерный ста- нок 6М82Г (320Х 1250 мм)
15 16 17 Затылование зубьев по диаметру Затылование зубьев по торцу с двух сторон Термическая обработка Токарно-затыловочный ста- нок 1813
18 Шлифование отверстия и первого торца Внутришлифовальный станок ЗА227 (20—100 мм)
19 Шлифование второго торца Плоскошлифовальный станок ЗБ740 (400 мм)
20 Затачивание передней поверхности Универсально-заточной ста- нок ЗБ642 (250X630 мм)
обезуглероженного слоя с учетом смещения заготовки и кривизны
необходимо снять
22об + 27см 4- 27кр = 2-0,7 4- 2-0,40 4-2-0,095 = 2,39 мм.
д
Прибавляя полученную величину к диаметру рабочей части сверла
перед шлифованием после термической обработки, находим диаметр
исходной заготовки: Оиз = 45,6 4- 2,39 ~ 47,99 мм. Прутка такого
диаметра нет, поэтому выбираем пруток ближайшего диаметра,
т. е. 48+г мм.
При выборе прутка обычной прокатки с отклонением в плюс и
минус по ГОСТ 2590—71 (применительно к нашему примеру) берем
пруток диаметром, близким к полученному диаметру, т. е. 48^07 мм'
Однако с учетом допуска в минус получим наименьший диаметр
прутка 48 — 0,7 = 47,3 мм. Видим, что пруток диаметром 48 мм не
подходит. Выбираем пруток диаметром 5О+?’,о мм, тогда 50 — 1 —
— 49 мм будет больше 47,99 мм. Значит выбираем пруток диаметром
50+^ мм.
Для изделий диаметром до 60 мм целесообразно применять го-
рячекатаную сталь Р6М5, а диаметром свыше 60 мм — кованые
прутки из быстрорежущей стали.
При определении припусков на длину насадных инструментов,
кроме операционных припусков, учитывается слой металла, снимае-
мый с двух сторон для удаления неровностей — следов отрезки,
а для поковок — обезуглероженного слоя. Припуски на ширину
насадного инструмента для наглядности определяем с помощью гра-
фического построения. В табл. 13 представлен план обработки заты-
лованной фрезы. В ней подчеркнуты операции и переходы, по кото-
рым определяется общий припуск и устанавливаются операционные
припуски, начиная от конечных операций. На операциях 18 и 19
при шлифовании торцов с каждой стороны снимается слой 0,25 мм.
На операции 7 снимается припуск 0,8 мм, на операции 6 снимается
припуск для облегчения процесса шлифования на операции 7. Этот
слой обезуглерожен; его величину принимаем равной 0,5 мм (подобно
круглому сечению для размеров 15—30 мм). На операции 5 сни-
маются неровности и обезуглероженный слой; на неровности остав-
ляют 0,4 мм. Общая ширина заготовки равна 16,7 мм; эту величину
округляют до 17 мм.
§ 7. ВЫБОР БАЗ
В процессе обработки заготовку зажимают в приспособлении.
Поверхности заготовки, за которые ее зажимают, называются бази-
рующими или просто базами. При проектировании технологического
процесса изготовления любого изделия необходимо правильно вы-
брать базы. Неправильный выбор базирующих поверхностей при-
водит к большим потерям от брака.
В процессе производства режущего инструмента различают чер-
новые й чистовые базы. Так, при токарно-револьверной обработке
38
корпуса сборной цилиндрической фрезы наружная поверхность по-
ковки является черновой базой. При дальнейшей обработке поковку
зажимают в трехкулачковом патроне для обработки торца, отвер-
стия и выточки в отверстии., и здесь базой, но уже чистовой, является
обработанная наружная поверхность.
Отверстие в корпусе насадной цилиндрической фрезы служит
посадочным местом для оправки в процессе фрезерования этого
корпуса и, следовательно, является базой. Обтачивание наружной
поверхности, протягивание шпоночной канавки, фрезерование
зубьев, шлифование наружной поверхности собранной фрезы, за-
тачивание режущих поверхностей ее зубьев ведут на различных
оправках, т. е. базой при выполнении всех этих операций будет от-
верстие. При обработке хвостового режущего инструмента, сверл,
разверток, зенкеров на многих операциях базами являются центры —
наружные или внутренние, называемые центровыми отверстиями.
Для образования центровых отверстий исходную заготовку зажимают
за еще не обработанную наружную поверхность. В этом случае
наружная поверхность является черновой базой, а центровые от-
верстия — чистовыми базами.
Таким образом, черновыми называются базы, применяемые при
обработке заготовок на первых операциях; черновые базирующие
поверхности предварительно не обрабатывают. Чистовыми называют
базы, применяемые при всей последующей обработке; поверхности,
принимаемые за чистовые базы, предварительно обрабатывают.
Чистовые базы разделяют на основные и технологические. Основ-
ными базами называют такие поверхности, которые ориентируют
изделие — режущий инструмент в процессе его работы на станке.
Например, у насадной фрезы чистовая база — отверстие; оно одно-
временно служит и основной базой, так как в процессе работы эта
фреза насаживается на рабочую оправку. Технологическими-базами
называют такие базы, которые ориентируют заготовку только в про-
цессе ее обработки. Центровые отверстия у хвостового инструмента
являются технологическими базами, так как они нужны только в про-
цессе обработки. Примером технологической базы может также слу-
жить наружная поверхность у насадной фрезы по^ле ее обработки
на токарном станке,
§ 8. ОБЩИЕ ПРИНЦИПЫ ПРОЕКТИРОВАНИЯ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Разработка технологического процесса изготовления режущего
и измерительного инструмента включает следующие этапы:
1) обоснование типа производства согласно заданному годовому
выпуску, виду изделия (например, сверла), типам изделий (например,
сверла с цилиндрическим хвостовиком, сверла с коническим хво-
стовиком и т. д.) и типоразмерам (диаметры сверл);
2) изучение рабочего чертежа изделия и технических требований
на его изготовление;
3) составление плана или последовательности обработки, выбор
методов обработки и оборудования;
4) выбор баз для установки изделия при их обработке;
5) определение операционных размеров и допусков, определение
общего припуска, выбор вида и размера заготовки и расчет массы
заготовки;
6) проектирование маршрутных или операционных технологи-
ческих карт; '
7) окончательный выбор оборудования; выбор режущего и изме-
рительного инструмента и приспособлений;
8) техническое нормирование;
9) составление ведомостей на нормальный и специальный ин-
струменты и приспособления;
10) конструирование специального режущего ,и измерительного
инструмента, приборов и приспособлений;
11) проектирование процесса технического контроля.
Форма карты для плана или последовательности обработки
существует в двух вариантах. В табл. 13 дана упрощенная форма
плана обработки. В ней указываются номера операций, содержание
операций, оборудование. В табл. 14 приведена усложненная форма.
В эту карту дополнительно включены графы 3 и 4.
Прежде чем приступить к разработке технологического процесса,
следует обосновать тип производства, так как он предопределит
структуру технологического процесса. Далее технологу следует
внимательно изучить чертеж изделия. Изучение чертежа изделия
начинается с проверки размеров, наличия необходимых разрезов
и сечений, допусков на размеры, данных о шероховатости поверх-
ности. В технических требованиях, приводимых в рабочем чертеже
или в приложениях к нему, должны быть указаны данные о мате-
риале, термической обработке, содержании и месте маркирования,
допустимых отклонениях размеров, биении и т. д. В процессе тща-
тельной и критической проверки рабочего чертежа и технических
условий возникают вопросы, касающиеся тех или иных параметров.
Все замечания и вопросы, возникающие при проверке рабочих чер-
тежей, технологу обсуждает с конструктором изделия, который
должен внести соответствующие изменения и дополнения в рабочий
чертеж изделия, если это вызывается необходимостью уточнения тех-
нологического. процесса. Только после этого приступают к состав-
лению плана обработки.
Таблица 14
План обработки (форма)
Кг операции Содержание операции Достигаемая шероховатость поверхности Допуски на операционные размеры в мм Оборудование (наименование, модель, техническая характеристика)
1 2 3 4 5
План обработки является основой для подробной разработки
в дальнейшем маршрутных или операционных технологических
карт. При этом может быть намечено несколько вариантов последо-
вательности операций. Затем выбирают базы для установки и зак-
репления обрабатываемой заготовки на станках. В дальнейшем
последовательность обработки уточняют и в соответствии с ней про-
изводят полную разработку технологического процесса. Однако
и эту уточненную последовательность обработки нельзя рассматри-
вать как окончательную. В процессе дальнейшей работы могут иметь
место неизбежные уточнения и изменения, которые обязательно
должны быть внесены в технологический процесс.
После составления плана обработки устанавливают операцион-
ные припуски и допуски и общий припуск на обработку, который
следует сверить со справочными данными, обобщающими опыт
передовых инструментальных заводов и цехов. На основании выб-
ранных размеров исходной заготовки (диаметра и длины) опреде-
ляют ее массу.
Эскизы на режущий и измерительный инструмент, специальные
приспособления и контрольные приборы составляет технолог и
в дальнейшем разрабатывает их конструкции сам или передает эту
работу конструктору.
Затем производится техническое нормирование. Режимы резания
принимают те, которые отработаны в течение ряда лет в производ-
стве режущего инструмента.
В заключение в серийном, крупносерийном и массовом произ-
водствах проектируют процесс технического контроля.
Объединение и расчленение операций. Проектирование техно-
нологического процесса механической обработки заготовок для
различных типов производств можно вести методом объединения
(концентрации) и методом расчленения (дифференциации) операций.
Объединением, операций называется такая обработка заготовок на
металлорежущих станках, когда несколько отдельных операций
объединяются в одну. Расчленением, операций называется такая
обработка заготовок на станках, когда операция, состоящая из
нескольких переходов или установок, разбивается на отдельные
операции, в которых предусматривается обработка только одной
поверхности.
Объединение операций в серийном и массовом производствах
характеризуется параллельным выполнением отдельных переходов
путем применения многошпиндельных станков или совмещения
переходов. В этом случае для выполнения операции требуется меньше
станков и, следовательно, меньше площади для размещения их,
зато надо иметь сложную оснастку, наладчиков высокой квалифи-
кации и приобретать дорогие станки. Для единичного и мелкосе-
рийного производства метод объединения операций характери-
зуется последовательной обработкой поверхностей заготовок, нали-
чием квалифицированных рабочих и применением станков общего
назначения. Метод расчленения операций в серийном и массовом
производстве характеризуется большим количеством станков для
технологического процесса механической обработки заготовок, боль-
шей потребностью в площадях, наличием наладчиков средней ква-
лификации, большей потребностью в площадях и применением
простых (недорогих станков).
Изготовление режущего инструмента в серийном и массовом
производствах осуществляется как методом объединения, так и
методом расчленения операций. Метод расчленения операций имеет
большое преимущество по сравнению с методом объединения опе-
раций в тех случаях, когда необходим быстрый перевод производ-
ства с изготовления одних изделий на другие. Тогда такой переход
сопровождается минимальными затратами средств и времени на
изготовление новой оснастки и освоение технологического процесса
изготовления нового изделия.
Выбор оборудования при разработке технологического процесса
изготовления режущего инструмента зависит от характера и мас-
штаба производства. Все оборудование делится на станки общего
назначения, высокой производительности, специализированные, аг-
регатные и специальные [6].
Станками общего назначения являются токарные, токарно-вин-
торезные, револьверные, фрезерные, сверлильные, шлифовальные.
Эти станки применяются главным образом в единичном и мелкосе-
рийном производстве.
Станки высокой производительности применяют главным об-
разом в серийном и массовом производстве; они имеют повышенную
мощность и жесткость. К ним относятся токарные многорезцовые
станки, токарные одно- и многошпиндельные автоматы и полуавто-
маты, круглошлифовальные станки, работающие методом попереч-
ной подачи, бесцентрово-шлифовальные станки, продольно-фрезерные
и резьбонакатные для метчиков, станки с программным управлением.
Специализированными станками называют такие, которые с по-
мощью специальных устройств или путем конструктивных измене-
ний, вносимых в тот или иной узел станка, приспособляют для
выполнения данной операции. Их изготовляют на базе строящихся
станков общего назначения или станков высокой производительности.
Применяют их главным образом в крупносерийном и массовом про-
изводстве.
Агрегатные станки оборудованы агрегатными головками и пред-
назначены для выполнения определенных операций при обработке
конкретных заготовок. На них одновременно можно обрабатывать
несколько поверхностей, расположенных в различных плоскостях.
Преимущество этих станков заключается в том, что их можно легко
приспособить для изготовления новых изделий в случае перехода
на выпуск других моделей. Это достигается добавлением агрегатных
головок, установкой их под углом относительно горизонтальной
или вертикальной плоскостей или иным расположением. Агрегат-
ные станки применяют главным образом в крупносерийном произ-
водстве режущего инструмента. Например, сверление боковых
гнезд в круглых плашках производят на агрегатных станках, имею-
щих четыре агрегатные головки,
42
Специальные станки в инструментальном производстве режущего
инструмента находят большое применение, когда изделие нельзя
обработать на станках общего назначения. К специальным станкам,
применяемым при производстве режущего инструменга, следует
отнести станки для затачивания круглых плашек, затылования и
шлифования заборной части круглых плашек, маркирования круг-
лых плашек и хвостового инструмента, прогонки резьбы маточным
метчиком, нарезания резьбы плашечным метчиком, шлифования
канавок у метчиков и разверток, заборного конуса у метчиков,
канавок сверл и т. д. '
В единичном и мелкосерийном производстве выбирают такие
станки, которые бы соответствовали выбранному методу обработки,
размерам заготовок и необходимой мощности. Размеры станка,
мощность, пределы частот вращения и подач, число их измене-
ний — все это входит в понятие техническая характеристика
станка.
Принята следующая техническая характеристика для станков
общего назначения:
1) для токарных и токарно-винторезных станков — высота цен-
тров или наибольший диаметр обработки над суппортом, расстоя-
ние между центрами, например для станка 1К62—200x1000 мм
или 400x1000 мм;
2) для фрезерных станков консольного типа (горизонтальных,
вертикальных и универсальных) — рабочая площадь стола, на-
пример для станка 6М82—320 х 1250 мм;
3) для револьверных станков — диаметр отверстия шпинделя
станка, например для станка 1В340—62 мм;
4) для вертикально-сверлильных станков — наибольший диаметр
сверления, например для станка 2А135—35 мм;
5) для круглошлифовальных станков — наибольшие диаметр и
длина шлифования, например для станка ЗБ151П — 200x700 мм.
В соответствии с технологическим назначением станка совре-
менные металлорежущие станки строятся с достаточной жесткостью
и точностью движений с соответствующей простотой и безопасностью
обслуживания. Для станков высокой производительности также
устанавливается соответствующая техническая характеристика.
Определяющим фактором выбора станков агрегатных и специаль-
ных служит модель станка и размеры обрабатываемых заготовок.
При выборе станков высокой производительности, агрегатных и
специальных дополнительными условиями будут являться: произ-
водительность станка на данной операции (в час, смену) и число
станков для этой операции. Число станков из всех возможных,
которые можно применить на данной операции, должно быть наимень-
шим.
Выбор рабочего режущего инструмента чаще всего определяется
принятым методом обработки и типом станка. Например, обработка
заготовки из быстрорежущей стали на револьверном станке для
изготовления цилиндрической фрезы включает переходы (рис. 10):
1 — центрование отверстия; 2 — сверление отверстия; 3 — подре-
зание торца; 4 — растачивание отверстия; 5 — растачивание выемки
в отверстии; 6 — снятие фаски в отверстии; 7 — развертывание
отверстия. Большинство перечисленных переходов по своему содер-
жанию определяет выбор режущего инструмента. Однако для раста-
чивания отверстия можно выбрать режущие инструменты несколь-
ких типов. Расточить отверстие можно: расточным резцом, установ-
ленным на поперечном суппорте револьверного станка; расточным
резцом, закрепленным в державке, установленной в одном из гнезд
револьверной головки; зенкером, установленным в гнезде револь-
верной головки. Каждый из указанных инструментов имеет свои
преимущества и недостатки.
При обработке отверстия расточным резцом с поперечного суп-
порта много времени затрачивается на снятие пробных стружек и
на измерение. Преимущество — простота конструкции резца. При
обработке расточным резцом, закрепленным в державке револьвер-
ной головки, не нужно брать пробных стружек, так как резец нала-
жен на определенный размер. Однако при износе деталей револьвер-
ной головки резец может отжиматься и отверстие получится кони-
ческим. Для предотвращения этого применяют устройства, исклю-
чающие возможность увода револьверной головки. Преимущество—
44
простота конструкции режущего инструмента. Зенкер имеет преи-
мущества по сравнению с расточными резцами, заключающиеся
в том, что его диаметр определяет размер отверстия. Зенкер имеет
три или четыре режущие кромки, резец — одну, что позволяет
значительно увеличить подачу при зенкеровании по сравнению
с расточным резцом. Таким образом, можно сделать вывод, что для
обработки отверстий и выточек следует применять рабочий режущий
инструмент, размеры которого автоматически определяют диаметр
обрабатываемого отверстия. К таким инструментам относятся:
сверла, зенкеры, развертки, протяжки, пустотелые фрезы для обра-
ботки наружных поверхностей, метчики, плашки и т. д.
Материал для рабочего инструмента выбирают, исходя из сле-
дующих соображений. Твердосплавные инструменты применяют при
скоростном резании, для получения высокого класса чистоты поверх-
ностей и при обработке заготовок из твердых и закаленных мате-
риалов. Инструменты из быстрорежущей стали применяют при
затыловании фрез, сверлении отверстий в стальных заготовках,
фрезеровании стружечных канавок в инструментах, резьбонаре-
зании, зубофрезеровании, протягивании внутренних поверхностей
и других работах, где пока нельзя применить твердые сплавы:
1) из стали Р6М5 изготовляют все виды режущих инструментов;
твердость после термической обработки НВ.С 62—65;
2) стали марок Р9К5 и Р9КЮ — стали повышенной производи-
тельности применяют для обработки заготовок, изготовленных из
твердых сталей, а также там, где требуется надежность в исполне-
нии процесса обработки на какой-либо операцйи от начала и до
самого конца; твердость НК.С 63—66;
3) сталь марки Р8МЗК5 имеет состав: С — 1,1—1,2%, V/ — 8—
9%, М —3,1—3,5%, V—1,5—1,8%, Со —5,5—6,5%; твердость
после термической обработки НКС 68—70; из этой стали изготовляют
все виды режущих инструментов для обработки в общем и специаль-
ном машиностроении заготовок из твердых и сверхтвердых сталей
(жаропрочных, нержавеющих и др.).
Вольфрамомолибденовые стали по сравнению с вольфрамовой
сталью марки Р18 имеют ряд преимуществ [81:
а) карбидная неоднородность приблизительно на 2 балла меньше
в состоянии поставки этих сталей с металлургических заводов;
б) пластичность при ковке и штамповке выше на 20—25%;
в) стойкость режущего инструмента из вольфрамомолибденовых
сталей в 1,5 раза выше стойкости таких же инструментов, изготов-
ленных из вольфрамовой стали Р18 главным образом на обдирочных
режимах.
Инструментальные легированные стали 9ХС, ХВГ и углероди-
стые стали У10А, У12А все меньше применяют для режущих ин-
струментов.
Шлифовальные и заточные работы, составляющие.40—65% в про-
изводстве режущего инструмента, являются в подавляющем боль-
шинстве случаев заключительными операциями. Материалы, ак-
тивно осуществляющие процесс шлифования, получили в промыш-
ленности название абразивных материалов. В качестве цементи-
рующего вещества, соединяющего зерна абразивного материала
в одно целое, применяется связка. Каждый шлифовальный круг
характеризуется следующими элементами: абразивным материалом,
связкой, зернистостью, твердостью, структурой, размерами и формой
круга.
Большинство шлифовальных кругов (—80%), применяемых в ин-
струментальном производстве, имеет керамическую связку (услов-
ное обозначение К). Шлифовальные круги на вулканитовой связке
(условное обозначение В) применяют для разрезки, для ведущих
кругов на бесцентрово-шлифовальных станках, для затачивания,
дЛЯ вышлифовывания стружечных канавок по целому (после тер-
мической обработки) у сверл и метчиков. Бакелитовая связка (ус-
ловное обозначение Б) идет для приготовления сегментов к плоско-
шлифовальным станкам, кругов для разрезки и заточки формы ЧК,
ЧП и др-
Абразивными материалами шлифовальных кругов для различ-
ных работ в инструментальном производстве являются: электроко-
рунд нормальный (Э), электрокорунд хромистый (ЭХ), электроко-
рунд титанистый (ЭТ), электрокорунд белый (ЭБ), монокорунд (М),
карбид кремния зеленый (КЗ), алмаз естественный (А) и синтети-
ческий (АС) и эльбор (Л).
Нормальный электрокорунд, содержащий 92—97% глинозема
(А12О3) от темного до светло-коричневого цвета, применяют для
затачивания, плоского и круглого шлифования. Электрокорунд
хромистый получается путем плавки глинозема с присадкой хромо-
вой руды и содержит не менее 97% А12О3, обладает несколько луч-
шими механическими свойствами. Электрокорунд титанистый полу-
чается при плавке с присадкой двуокиси титана. При этом форма
зерна ЭТ оказывается более изотермичной, в результате чего не-
сколько повышается его абразивная способность. Электр'окорунд
белый, химически наиболее чистый, содержит глинозема 98—99%,
обладает лучшими режущими свойствами и применяется для окон-
чательной обработки закаленных режущих инструментов: шлифо-
вании, затачивании, резьбошлифовании.
Зеленый карбид кремния находит применение при резьбошлифо-
вании при весьма малых скоростях вращения изделия. Химически
чистый карбид кремния имеет зеленоватый и светло-зеленоватый
цвет с отдельными почти прозрачными кристаллами. Он обладает
высокой твердостью и острыми ребрами. Раздробленные кристаллы
карбида кремния имеют очень острые края и выступы, обеспечиваю-
щие высокие шлифующие свойства. Карбид кремния маловязок и
зерно его сравнительно легко расщепляется. Карбид кремния зеленый
применяют также для шлифования и затачивания твердого сплава.
Монокорунд — это разновидность электрокорунда, зерна его
отличаются большой прочностью (получают в виде отдельных кри-
сталлов), режущие кромки и вершины их острые.
Зернистость (ГОСТ 3647—71) электрокорундовых шлифовальных
кругов зависит от вида шлифовальных и заточных работ. В боль-
шинстве случаев сегментные шлифовальные круги (на бакелитовой
связке) зернистостью 125-80 применяют при черновом плоском шли-
фовании. Круги зернистостью 50-40 применяют при черновом круг-
лом и плоском шлифовании; круги зернистостью 40-25 — при чисто-
вом плоском шлифовании, круги зернистостью 25-16 — при чистовом
круглом шлифовании и затачивании; круги.зернистостью 10-М20—
при резьбошлифовании.
Твердость шлифовальных кругов также различна и колеблется
при обработке режущего инструмента от М3 до СТЗ, а в отдельных
случаях до Т1—Т2. Для круглошлифовальных работ при шлифо-
вании закаленных заготовок применяют круги твердостью С1—С2,
для шлифования незакаленных заготовок—СТ1—СТЗ, для заточных
работ и плоскошлифовальных работ закаленных заготовок — СМ1—
СМ2; для шлифования незакаленных заготовок сегментами на плоско-
шлифовальных станках — СТ1—СТ2; для шлифования на плоско-
шлифовальных станках незакаленных заготовок — С1—С2; для шли-
фования отверстий — СМ2—С2.
Под структурой понимают определенное количественное соот-
ношение между зернами абразива, связки- и пор (пустот) в единице
объема. Структуры обозначаются номерами от 1 до 12. Структуры № 4
и 5 применяют для круглого наружного шлифования, №6 — для
внутреннего круглого, № 7 и 8 — для плоского, № 9—12 — для
прорезания и отрезания.
Для правильного выбора шлифовальных кругов из Э и КЗ сле-
дует знать все его параметры: обозначение типа круга, размеры,
ГОСТ, абразивный материал, связку, номер размерного стандарта,
зернистость, твердость и структуру. В этой же последовательности
в качестве примера приведены обозначения всех указанных выше
параметров чашечного круга: ЧК 150 х50 х32, Э9А, К, ГОСТ
2424—67, 25, СМ1, 8. Такое условное обозначение шлифовальных
кругов применяют при записи в технологических картах и марки-
ровке кругов.
Шлифование и затачивание твердосплавных режущих инстру-
ментов производят алмазными кругами. Поскольку они изнаши-
ваются очень медленно, то размеры деталей при шлифовании и зата-
чивании почти не изменяются. Опасность образования сетки (по-
верхностных трещин) и выкрашивания твердого сплава устраняется
потому, что зерна алмаза длительное время сохраняют острые кромки
и вследствие этого заготовка при обработке так не нагревается, как
при работе кругами из карбида кремния зеленого. -
Чистовое шлифование и затачивание инструментов из быстроре-
жущих сталей осуществляют эльборовыми шлифовальными кру-
гами, при этом обрабатываемая поверхность не нагревается так,
как при обработке электрокорундовыми кругами. Это объясняется
тем, что микротвердость зерна эльбора равняется микротвердости
алмаза. Из табл. 15 [1 ] видно, что микротвердость зерна эльбора
почти в 10 раз больше, чем микротвердость быстрорежущей стали
в закаленном состоянии, а микротвердость зерна алмаза примерно
в 5 раз больше микротвердости твердого сплава, поэтому процесс
Микротвердость и теплостойкость различных материалов
Материалы Микротвердость Теплостой- кость в °С
в кгс/мм2 -в ГН/м2
Алмаз:
природный 8600—10 060 86—101 700—800
синтетический 5300—9 600 53—96 600—700
Эльбор 8000—10 000 80—100. 1400—1500
Карбид бора 4000—4 500 40—45 700—800
Карбид кремния зеленый ♦ . . . . 3300—3 600 33—36 1300—1400
Электрокорунд:*
нормальный 1900—2 000 19—20 1250—1300
белый 2000—2 100 20—21 1700—1800 '
хромистый 2000—2 200 20—22 1700—1800
титанистый 2200—2 300 22—23 1250—1300
Монокорунд 2300—2 400 23—24 1700—1800
Твердый сплав (от В КЗ до Т30К4) 1507—2 120 15—21 ВбО—900
Быстрорежущая сталь:
ННС 69 11.14 11 550—600
НИС 67 1021 10 . 550—600
НЯС 65 940 9 550—600
НЯС 63 867 9 550—600
резания инструментами из этих материалов протекает так легко
(без нагревания и прижогов).
^Алмазные круги изготовляют на различных связках: органиче-
ской (бакелитовой Б), металлической (М) и керамической (К). Од-
ной из важнейших характеристик алмазного круга является кон-
центрация алмаза, т. е. содержание его в алмазоносном слое. За
100%-ную концентрацию принимается содержание в 1 мм8 алмаз-
ного кольца 0,88 мг алмазов. Промышленность изготовляет алмаз-
ные круги с концентрацией алмаза 50, 75, 100, 150% [1]. По спе-
циальному. заказу могут быть изготовлены круги с концентрацией 25
и 125%. Круги с концентрацией 100% рекомендуется применять
при работе с механической подачей при круглом, плоском и вну-
треннем шлифовании и затачивании, при шлифовании стружколома-
тельных канавок. Круги с концентрацией 25 и 50% назначаются
для шлифования с ручной подачей. Алмазные круги на металлической
и керамической связках, независимо от формы круга, применяют
для шлифования инструментов со 100%-ной концентрацией.
Круги на керамической связке применяются: при затачивании
многолезвийного инструмента (фрез, разверток, зенкеров), при шли-
48
фовании стружколомательньЪ ка-
навок, а также при круглом, пло-
ском и внутреннем шлифовании.
Круги на металлической связке
применяют при шлифовании вруч-
ную однолезвийных инструментов
и особенно там, где от круга тре-
буется прочность и устойчивость,
против образования лунок-кана-
вок и при затачивании на ребре.
Круги на керамической связке об-
ладают: стабильностью геометри-
ческой формы, позволяющей вы-
держивать точные размеры; пори-
стостью, позволяющей применять
интенсивное шлифование при не-
значительном нагреве заготовок;
прочностью соединения зерен ал-
мазов и связки, в результате чего
кругу сообщается длительная
стойкость. Зерно алмаза в кру-
Применяемость зернистости для
алмазных и эльборовых кругов
класс >хности Зернистость кругов
& 3 « * в О)
Достигав чистоты алмазных АС эльборовых л
12 40/28—28/20 ЛМ40— ЛМ20
11 50/40—40/28 Л4—ЛМ40
10 63/50—50/40 Л6—Л4
9 100/80—63/50 Л8—Л6
8 125/100—100/80 Л12-—Л8
7 160/125—125/100 Л16—Л12 '
гах на керамической связке высту-
пает больше над поверхностью связки, чем в кругах на органической
и металлической связках. Это сообщает кругам высокие режущие
свойства.
Эльборовые круги изготовляют на связках: органических КБ
и Б1 и керамических К [12]. Круги на керамической связке помимо
зернистости, концентрации и вида связки характеризуются твер-
достью и структурой. Содержание зерен эльбора в эльборовых
кругах различное и зависит от объема эльбороносного слоя (основ-
ная концентрация эльбора ]00%). Эльборовые круги применяют при
чистовом и тонком шлифовании и затачивании инструментов из
быстрорежущей стали, при резьбошлифовании метчиков, гребенок
и т. д. При припуске более 0,15 мм следует применять черновое
шлифование (затачивание) кругами Э, а чистовую обработку произ-
водить кругами Л (табл. 16). Применение эльборовых кругов на
керамической связке при круглом шлифовании позволяет снизить
машинное время. При этом применяют режимы обработки: I — 0,01
-=-0,05 мм/дв. ход; цизД == 10-=-25 м/мин; 8М = 500-Н000 мм/мин [12].
Условное обозначение алмазного круга для записи в технологи-
ческих картах должно отражать следующие параметры: типораз-
мер круга, номер стандарта, зернистость, процент концентрации
и связку. Например, алмазный круг ПП400х25х203 обозначается
так: 2720-0162,' ГОСТ 6167—70, 80/63, 100%, К. Первые восемь цифр,
разделенные дефисом, представляют в суммарном виде характери-
стику круга: диаметр, высота, отверстие, размер алмазоносного
слоя •
В условное обозначение эльборовых кругов входит: обозначение
типоразмера круга, связка, номер размерного стандарта, свойство
зернового продукта — зерно повышенной прочности П или зерно
обычной прочности О, зернистость и твердость. Пример условного
обозначения круга ПП 400 x20 x203: 2720-0343, К, ГОСТ 17.123—71,
0, 8, СТ1. Первые восемь цифр, разделенные дефисом, представляют
в суммарном виде характеристику круга: диаметр, высота, отверстие
и размер эльбороносного слоя.
Технологическая документация отражает технологический про-
цесс изготовления всякого изделия. С 1 июля 1973 г. введена Еди-
ная система технологической документации (ЕСТД). Единая си-
стема технологической документации — это комплекс государствен-
ных стандартов (ГОСТ 3.1001—74), устанавливающих правила и
положения о порядке разработки, оформлении, комплектации и
обращении технологической документации, которая разрабатывается
и применяется в производстве всеми машиностроительными органи-
зациями и предприятиями Советского Союза. Эта система обеспечи-
вает стандартизацию обозначений, возможность взаимного обмена
технологическими документами между организациями без их перео-
формления. В этих документах предусмотрено использование средств
вычислительной техники на предприятиях.
Основными технологическими документами технологического про-
цесса являются: маршрутная карта, спецификация технологических
документов, ведомость оснастки. Маршрутная карта (ГОСТ
3.1102—70) разрабатывается на опытную партию или опытный обра-
зец, установочную серию и на установившееся серийное или массо-
вое производство. Спецификация технологических документов (пере-
даче документации на другие предприятия) является обязательной
на установочную партию или на установившееся серийное или
массовое производство. Ведомость оснастки служит обязательным
документов для установившегося серийного или массового произ-
водства. В зависимости от условий изготовления изделий помимо
маршрутных карт составляются операционные карты (ГОСТ
3.1404—74) с расчленением операций на переходы с режимами обра-
ботки и расчетными нормами.
Технологические документы подразделяются на текстовые, со-
держащие сплошной текст (инструкции, описания и другие), и гра-
фические (маршрутные, операционные и др.). По усмотрению пред-
приятия к маршрутным и операционным картам составляют карты
эскизов и схем (см. ГОСТ 3.1105—74). В этих картах приводится
графическая иллюстрация технологии изготовления изделия. Сог-
ласно ЕСТД, если на все операции технологического процесса
выпускаются операционные карты, то маршрутная карта является
сводной.
Операции и переходы нумеруют арабскими цифрами в последо-
вательности, соответствующей технологическому процессу. Уста-
навливается два вида записи наименования операции: полное и
сокращенное. Полное наименование операции должно состоять из
наименования метода обработки, выраженного именем существи-
тельным, наименования обрабатываемой поверхности. В полном
наименовании операции допускается указывать характер обработки—
50
предварительная, окончательная, черновая, чистовая и т. д., на-
пример, «черновое обтачивание конического хвостовика». Сокращен-
ное наименование операции применяют при составлении маршрутной
карты технологического процесса. Оно может выражаться именем
прилагательным, производным от вида оборудования, или именем
существительным, например, токарная, фрезерная, шлифовальная
или металлизация, обезжиривание (ГОСТ 3.1104—74).
Содержание переходов включает в себя: наименование метода
обработки, выраженное глаголом в повелительной форме (точить,
сверлить и т. д.); наименование обрабатываемой поверхности, мате-
риала, изделия или детали (торец, галтель, отверстие, сверло, шкив
и т. д.); номер обрабатываемой поверхности в скобках. Допускается
номер обрабатываемой поверхности не указывать, например зачи-
стить облой.
Если в эскизе размеры, по которым производят обработку, ука-
заны окончательные, то эти размеры в описании операции (переходе)
не указывают, например фрезерование (фрезеровать) плоскости (1)
в размер Н. В описании операции (переходе) указывают количество
одновременно обрабатываемых поверхностей, например сверление
(сверлить) 5 отверстий (3). При одновременной обработке на опреде-
ленной операции (переходе) нескольких поверхностей в тексте пере-
числяются все обрабатываемые поверхности, например обтачивание
(обточить) поверхности (1) на длину 1, сверление (сверлить) отвер-
стия (2) на глубину Н.
Эскизы и схемы для операции и переходов должны содержать
все данные для изготовления, контроля и испытания изделия (раз-
меры, допуски, шероховатость, базы, технические требования).
Таблицы, дополняющие эскизы и схемы, помещают ниже графиче-
ского материала. Эскизы изделий выполняют в масштабе по ГОСТ
2302—68. Допускается вычерчивать эскизы в произвольном мас-
штабе, но с обязательным выдерживанием пропорций элементов
изделия. Эскизы изображаются в рабочем положении относительно
рабочего места на данном станке. Эскизы обработки можно составлять
на группу переходов и операций; в этом случае они изображают
заготовку, обработанную на последнем переходе. ГОСТ 3.1107—73
установлены единые условные графические обозначения опор, зажи-
мов, знаков базирования и схем установки заготовок, применяемых
в технологической документации (табл. 17—20).
Эскизы обработки могут быть изображены в двух исполнениях. По
первому исполнению эскиз обработки дается только для заготовки,
изображение режущего инструмента опускается. Применяется в
единичном и мелкосерийном производстве. По второму исполне-
нию заготовка изображается с обработанными поверхностями в дан-
ной операции, при этом схематически вычерчивается рабочий режу-
щий инструмент в конце обработки на данной операции (переходе).
Такие эскизы обработки применяют в серийном и крупносерийном
производстве режущего инструмента. На эскизах обработки кроме
условного обозначения зажимов применяют специализированное
обозначение их тогда, когда условных обозначений нет. На рис. 11
Наименование Обозначение
Вид спереди Вид сверху
Опоры подвижные, устано&очно-за Центры: вращающийся жимные устройства, патроны
плавающий. Опоры: регулируемая самоустанавливающая- ся, подводимая, одиночная А г А-
1 V
сблокированная тф—ф"
призматического типа Ш—0
плавающая 0
Патроны: двух-, трех- и четырехкулачковые, цанговый, оправка разжимная
шариковый и роликовый • к ь
поводковый
Наименование Обозначение
Вид спереди Вид сверху
Люнет
Опоры неподвижные
Центры:
гладкий
рифленый
Штырь, палец, пластина
Оправки:
цилиндрическая
коническая
К
Опоры:
призматического типа
съемная
Люнет
Примечание: Для упрощения эскиза обработки любые опоры обозначают
знаком \/ и применяют его в сочетании как с упрощенным, так и со спе-
циализированным обозначением.
Условные обозначений зажимов
Наименование зажима Обозначение
Вид спереди Вид сверху
Одиночный (механический) 9 0
Сблокированный двойной (механический) ср
Гидравлический*
Пневматический
> Магнитный и электромагнитный ЕЯ
Примечание. Для упрощения эскиза любые зажимы обозначают знаком
и применяют этот знак в сочетании как с упрощенным, так и со специализирован-
ным обозначением опор.
,< Таблица 19
Примеры нанесения знаков базирования изделий
Наименование Обозначение Наименование Обозначение
Центры: гладкий рифленый плавающий вращаю- щийся
— -—
—
Наименование
Обозначение
Наименование
Центры:
обратный
Люнеты:
подвижный
неподвижный
Патроны:
поводковый
двух-, трех- и
четырех ку-
лачковый
пневматиче-
ский
гидравличе-
ский
магнитный и
электрома-
гнитный
Примеры выполнения схем установок изделий
Таблица 20
Способ установки
С упорным и вращающимся центрами, в поводковом
патроне и в подвижном люнете
С рифленым и упорным центрами
С упорным и плавающим центрами, в поводковом патро-
не и в неподвижном люнете
Обозначение
в)
Рис. 11. Изображение эскизов обработки при обтачивании: на цилиндрической
оправке с установкой:
а — в конус и центр; б — в центры; в —в конус передней бабки и в конус пиноли задней
бабки; г — в центры
приведены эскизы обработки по второму исполнению для некоторых
операций, часто встречаемых в производстве режущего инструмента.
Обработанные поверхности заготовки обводят сплошной линией
равной (2—3) 5, где 5 — толщина сплош-
ной линии по ГОСТ 2303—68. Контуры
изделия обводят линией толщиной 5, а при-
способления, режущий инструмент толщи-
ной 5/2.
Изображение внутренних поверхностей
обработки (рис. 12) в серийном производстве
дается вместе с рабочим режущим инстру-
ментом, который, как правило, показы-
вается в положении конца обработки.
внутренних поверхностей
В этом случае рабочий режущий инструмент
вычерчивается толщиной 5/2. Это дает возможность ясно разли-
чать внутренние поверхности. Условное изображение режущего
инструмента делает наглядным способ обработки.
В техникумах при выполнении практических работ, какими яв-
ляются курсовые и дипломные работы на технологические темы,
целесообразно пользоваться формами карт механической обработки
(см. приложение № 1). Эта карта около полвека является хорошим
учебным пособием для учащихся, где в каждой операции (переходе)
ими усваивается логическая связь необходимых параметров и их
непреложный характер.
ГЛАВА П
ПРИСПОСОБЛЕНИЯ В ПРОИЗВОДСТВЕ
ИНСТРУМЕНТА
§ 1. УСТАНОВКА ЗАГОТОВОК В ПРИСПОСОБЛЕНИЯХ
Для закрепления обрабатываемых заготовок на металлорежу-
щих станках применяют различные приспособления. Правильный
выбор приспособления имеет очень важное значение при проектиро-
вании технологического процесса. Основная задача здесь заклю-.
чается в обеспечении точности, в снижении вспомогательного вре-
мени в результате быстроты закрепления“заготовки, в снижении ма-
шинного времени путем увеличения жесткости и многоместности
приспособления, в упрощении обслуживания станка.
Все приспособления, применяемые в процессе обработки, можно
разбить на три основные группы. Первая группа — универсальные
приспособления. К ней относятся трехкулачковые самоцентрирую-
щие патроны, станочные тиски, круглые поворотные столы, универ-
сальные делительные головки, магнитные плиты и т. д. Характер-
ным признаком этой группы является применяемость всех указан-
ных приспособлений для заготовок определенного диапазона раз-
меров. Ко второй группе относятся специальные приспособления,
которые проектируют для закрепления только определенных раз-
меров заготовок при обработке их на данной операции. Третья
группа — вспомогательный инструмент, предназначенный для за-
крепления рабочего режущего инструмента. Сюда относятся дер-
жавки для резцов, оправки для фрез, сверлильные патроны для
закрепления сверл, зенкеров, качающиеся державки для раз-
верток и т. д.
Выбор приспособления зависит рт типа производства. При проек-
тировании технологического процесса в условиях единичного и
мелкосерийного производства применяют главным образом универ-
сальные приспособления, допускающие возможность изготовления
заготовок многих типоразмеров. В редких случаях применяют спе-
циальные приспособления. Широкое применение специальных при-
способлений имеет место в условиях серийного, крупносерийного и
массового производства. В этом случае приспособления конструи-
руют высокопроизводительными, многоместными и с быстродей-
ствующими зажимами (эксцентриковые, пневматические и гидравли-
ческие). К этим приспособлениям относятся оправки, делительные
головки с непосредственным делением, цанговые патроны и т. д.
Правило шести точек. Заготовки при обработке на станке должны
занимать определенное положение. Для достижения такой опреде-
58 *
Рис. 13. Схема базирования
заготовок прямоугольной
формы по шести точкам
Рис. 14. Схема базирования
цилиндрической заготовки
ленности заготовку необходимо координировать в отношении трех
взаимно перпендикулярных плоскостей, Для этого достаточно иметь
шесть координат или шесть опорных точек.
На заготовках прямоугольной формы три опорные точки разме-
щаются на поверхности ХОУ (рис. 13). Такая поверхность называется
установочной. Две координаты определяют положение заготовки
в отношении плоскости Х02. Заготовка не может продвигаться
параллельно плоскости У 02. Поверхность, которая лишает заго-
товку двух степеней свободы, называется направляющей. Выби-
рается поверхность наиболее протяженная. Одна координата (6)
в плоскости У 02, лишает заготовку еще одной степени свободы и
такая заготовка не может передвигаться параллельно плоскости Х02:
Такая поверхность называется упорной и выбирается с наименьшими
размерами.
При установке заготовок цилиндрической формы, например
вала, также можно найти шесть координат или шесть опорных то-
чек. Цилиндрический заготовки обычно устанавливаю!’ в призмы.
В этом случае вал (рис. 14) касается четырех опорных точек: 1 и
2 располагаются на одной поверхности призмы, а 3 и 4 — на другой.
Для надежного прилегания вал в точках 1—4 в середине призмы
делается выемка. На торцовой поверхности, поверхности шпоноч-
ного паза или какого-нибудь выступа, размещаются еще по одной
точке (5, 6). Каждая из этих поверхностей носит название упорной.
Призмы изготовляются с углом а = 60, 90 или 120°. Чаще приме-
няют призмы с а = 90°.
Установка заготовок с необработанными поверхностями. Необра-
ботанными поверхностями называются такие, которые получаются
путем ковки, штамповки или литья.
На гладкой установочной плоскости приспособления положение
заготовки с необработанной поверхностью определяется тремя коор-
Подвижная опора
Рис. 15. Схемы базирования заготовки по необработанной поверхности
динатами. Их положение будет зависеть от геометрии поверхности
заготовки и, следовательно, будет случайным. Точки /, 2, 3 обра-
зуют опорный, треугольник (рис. 15, а). Центр тяжести заготовки О
всегда будет находиться внутри опорного треугольника. Таким
образом, опорным треугольником называется такой, при котором
заготовка свободно лежит на плоскости и связана с ней тремя слу-
чайными точками, и центр тяжести этой заготовки находится внутри
него. Положение заготовки под действием силы резания Ррез или
силы зажима Ц7, действующей в пределах опорного треугольника,
будет устойчивым (рис. 15, б). В противном случае, положение будет
неустойчивым (рис. 15, в), когда заготовка под действием силы
резания Ррез или силы зажима действующей вне опорного тре-
угольника, как бы «опрокинется» и примет положение, определяемое
точками /, 2 и 5'. Так устанавливать заготовки в приспособлении
нельзя.
Правильное положение заготовки с необработанными поверх-
ностями достигаются путем установки ее на три жестких опорных
точки в виде штифтов и на одну подвижную опору. В данном случае
положение штифтов подбирают так, чтобы центр тяжести заготовки
находился бы внутри опорного треугольника. Подвижная опора
обычно подводится к месту приложения нагрузки.
Подвижные опоры бывают регулируемые и автоматические.
Регулируемая опора представляет собой болт 1 с контргайкой 2
(рис. 16). Болт делается со сферической головкой для того, чтобы
точка соприкосновения этой головки с поверхностью заготовки на-
Рис. 16. Регули-
руемая опора
ходилась бы на оси болта или была бы где-то
вблизи ее. Основной недостаток регулируемой опо-
ры — отсутствие чувствительности при ее подведе-
нии к заготовке. Заготовку можно приподнять
с опор. Автоматическая опора чувствительна ко
всяким неровностям поверхности. Одна из многих
схем таких опор приведена на рис. 17, а.
Штифт 1 опирается на пружину 5. Эта пружина
стремится вытолкнуть его из отверстия, однако
штифт 6, входящий в шпоночный паз штифта /, не
дает ему выйти из отверстия. Пружина 5 обычно
делается легкой для того, чтобы заготовка не при-
поднималась. 4Таким образом, штифт 1 как бы
«следит» за поверхностью заготовки и положение его по высоте Н
будет определяться фактическим состоянием поверхности этой за-
готовки. Штифт 1 в установившемся положении закрепляется бол-
том 4. При этом сухарь 3 предохраняется от проворачивания
штифтом 2, который входит в его паз. Сухарь 3 охватывает штифт 1
по дуге АВ и имеет только поступательное движение. Штифт 1
может быть закреплен опорной частью Р болта 4 (рис. 17, б). В этом
случае положение штифта 1, очевидно, будет нарушено действием
крутящего момента на опорной поверхности Р болта 4. Заготовка
при этом может приподняться.
Установка длинных заготовок может выполняться на плоских
или с выемками в средней их части установочных и направляющих
поверхностях приспособления^ Поскольку заготовки могут быть
Рис. 18. Схемы установки длинных (а) и коротких (б) заготовок
неровными, то для большей их устойчивости поверхности лучше
делать с выемками. Для упрощения конструкции приспособления
упорную поверхность можно заменить штифтами. На рис. 18, «штифт
служит для фиксирования заготовки в определенном положении.
Установка коротких заготовок. В этом случае установочная
поверхность выполняется сплошной, направляющая — с выемками
в средней части для лучшего контакта с поверхностями заготовки
(рис. 18, б). Упорная поверхность выполняется в виде штифта.
На рис. 18, б штифт, представляющий одну точку, служит для
фиксирования заготовки в определенном положении.
§ 2. ТОЧНОСТЬ УСТАНОВКИ ЗАГОТОВОК В ПРИСПОСОБЛЕНИЯХ
Погрешность установки заготовок. Точность при установке
заготовки в приспособлении будет зависеть от конструкции его
установочных поверхностей. Эти поверхности внесут свою погреш-
ность и она прибавится к погрешности от метода обработки. По-
грешность установочных поверхностей приспособления принято
называть погрешностью установки 6У.
Для уяснения этого положения рассмотрим пример. Установка
цилиндрических заготовок в призмы является весьма распростра-
ненной в практике металлообработки. На рис. 19 приведены три
вала, у которых надо просверлить отверстие диаметром <1 с выдер-
живанием размера Н от различных базирующих поверхностей.
В схеме 1 размер выдерживается от верхней базирующей поверх-
ности; в схеме 2 размер Я2 выдерживается от нижней базирующей
поверхности; в схеме 3 размер Я8 выдерживается от центра заго-
товки.
На погрешность установки 6у будут влиять допуск б на диаметр
вала Р, угол призмы а и поверхность, от которой задан размер Н.
В общем виде погрешность установки цилиндрических заготовок
в призмы
6У = 6К, , (12)
где К. — коэффициент погрешности установки заготовки в призмы,
учитывающий угол призмы а и базирующую поверхность, от которой
производят измерение [6].
В табл. 21 даны коэффи-
циенты погрешностей ус-
тановки цилиндрических
заготовок в призмы с раз-
' личными углами, в резуль-
тате чего формулы примут
вид:
б», =бКц = 1
)(13)
Из рассмотрения
табл. 21 можно сделать
Рис. 19. Схема установки заготовок в призме
следующий вывод. Наименьшая
погрешность установки в приз-
мах с а, — 90° получается по
схеме 2 при сверлении отверстий
Таблица 21
Коэффициенты погрешностей
установки цилиндрических заготовок
в призмы с различными углами
Схема базиро- вания Коэф- фи- циент Угол призмы в градусах
60 90 120
1 2 3 к, к* К3 1,5 0,5 1,0 1,21 0,21 0,71 1,08 0,08 0,58
или при фрезеровании плоско-
стей или при какой-либо другой
обработке.
Погрешность установки в приз-
мах можно уменьшить путем
шлифования валов в целях полу-
чения диаметров с более жесткими
допусками. Таким образом, по-
грешность установки может быть
получена сколь угодно малой и,
следовательно, она перейдет в ка-
тегорию случайных.
Рассмотрим пример погрешности установки при обработке пло-
ских заготовок. На рис. 2'0, а показана заготовка, в которой должен
быть профрезерован паз А с выдерживанием размера С от верхней
поверхности этой заготовки. При установке заготовки на плос-
кость /V (рис. 20, б) размер С будет выдержан в пределах точности,
обусловленной данным методом обработки. Допуск на размер В
не окажет влияния на точность размера С. Наоборот, при установке
заготовки на нижнюю плоскость М (рис. 20, в) и с выдерживанием
размера С от верхней плоскости М необходимо, чтобы допуск на
размер С был бы больше допуска размера В. Из этого следует,
что надо установить зависимость между величинами допусков на
размеры С и В. Эта зависимость установлена из опыта. Так, допуск
на размер С технолог устанавливает в размере 0,75 от допуска на
этот размер по чертежу изделия, а допуск на размер В для полу-
чения этого размера с предыдущей операции должен составлять
четверть допуска на размер С по чертежу, т. е. Ьв = 0,25.
Погрешности форм заготовок. Овальность, изогнутость, бочко-
образность, вогнутость заготовок влияют на точность установки.
Эти погрешности называются погрешностями базирования и обозна-
чаются бб. Однако, выбирая соответствующую схему установки (как
это было в наших примерах: плоскость и призма) в том или ином
приспособлении, а также уменьшая погрешности путем шлифования
Рис. 20. Схемы базирования заготовки при фрезеровании паза
Рис. 21. Схема проверки точности при*
способления в Собранном виде
поверхностей для получения форм и
размеров заготовок с жесткими до-
пусками, можно получить погреш-
ность 6б сколь угодно малой.
Погрешность в приспособлениях.
Установочные поверхности деталей
приспособлений, а также поверхно-
сти, определяющие положение этих
поверхностей в корпусе приспособле-
ния, изготовляются с неизбежными
погрешностями. Например, плоская
установочная поверхность на дета-
ли в корпусе приспособления, после
сборки может оказаться не парал-
лельной основанию этого приспо-
собления и такая погрешность без-
условно будет передана заготовке. Погрешность приспособления
обозначается бпР.
В целях уменьшения этой погрешности проверяют поверхности
приспособления в собранном виде, влияющих на точность (рис. 21).
Для этих проверок конструктор создает нормы точности, исходя
из требований точности размеров заготовки. В этом Случае 6пр также
окажется сколь угодно малой величиной.
Определение технологического допуска. На основании изложен-
ного можно написать неравенство, связывающее технологический
допуск с погрешностями от упомянутых выше причин:
®техн 5= бфакт + $п + $у + $пр +^б»
(И)
где 6факт — фактический допуск, получаемый вследствие рассея-
ния размеров от действия случайных причин;
бп — систематическая погрешность, например износ режу-
щей кромки.
Составляющая 6факт остается, так как она зависит от метода
обработки. Погрешность установки 6У и погрешность базировки 6б
взаимно связаны друг с другом. Поэтому рассмотрим на примере
влияние этих составляющих каждой в отдельности и при совместном
их взаимодействии.
При шлифовании заготовок в центрах на круглошлифовальных
и резьбошлифовальных станках центровые отверстия шлифуются
и даже доводятся. Также тщательно обрабатываются центры (бу)
станка. При такой тщательной обработке погрешности бу и об
также окажутся очень малыми и перейдут в категорию случайных
погрешностей.
Погрешность приспособления 6пр практически постоянна и,
следовательно, она будет постоянной для всех заготовок, обрабо-
64
тайных в данном приспособлении. Однако и в этом случае погреш-
ность поверхностей, определяющих положение заготовки в приспо-
соблении, может быть весьма малой.
Например, погрешностью цанг (радиальное биение), делитель-
ных головок (биение шпинделя и неточность деления), магнит-
ных плит и т. д. иногда • можно пренебречь потому, что нормы точ-
ности на определяющие поверхности устанавливаются весьма жест-
кими (5—20 мкм).
Покрытие неперетачиваемых твердосплавных пластинок нитри-
дом титана позволит увеличить стойкость до 5 раз и более, следо-
вательно составляющая бп окажется столь незначительной и перей-
дет, в разряд случайных погрешностей (см. гл. 1, § 3). Таким
образом, погрешность размера будет получаться от метода обра-
ботки, т. е.
$техн ®факт V (15)
§ 3. ЗАЖИМНЫЕ УСТРОЙСТВА И МЕХАНИЗМЫ
С РУЧНЫМ ПРИВОДОМ
Зажимными механизмами называют такие части приспособлений,
которые закрепляют заготовки в этих приспособлениях непосред-
ственно или с помощью зажимных устройств — прихватов, нако-
нечников. На рис. 22 показано одно из распространенных приспо-
соблений для изготовления ножей к сборным фрезам. В этом при-
способлении болт 1 — зажимной механизм, а прихват 4 — зажимное
устройство.
В зависимости от источника привода зажимные механизмы раз-
деляются на:
а) ручные — клиновые, резьбовые, эксцентриковые, плунжерные;
3 А. И. Барсов
Рис, 22. Приспособление для обработки
ножей к сборным фрезам
65
Рис. 23. Схема клинового механизма
б) механизированные—пнев-
матические, гидравлические, си-
лами резания, электрические;
в) автоматизированные,
включающие элементы ручных
и механизированных приводов.
К зажимным устройствам
относятся прихваты и нако-
нечники. Прихваты чаще всего
представляют собой весьма рас-
пространенные двухплечие ры-
чаги, приводимые в действие за-
жимными механизмами как
с ручными, так и с механизи-
рованными приводами.
Зажимные устройства долж-
ны отвечать следующим требо-
ваниям:
а) быть доступными, удоб-
ными и безопасными в работе;
б) являться неотъемлемой частью приспособления, так как за-
жимные устройства, не связанные с приспособлением, легко теря-
ются;
в) не должны портить поверхность заготовки в месте соприкос-
новения и не смещать ее с установочных поверхностей, не деформи-
ровать детали и узлы приспособления;
г) не должны ослабляться от вибрации в процессе рабдты.
Клиновые зажимы являются простыми и надежными механиз-
мами для закрепления небольших заготовок и применяются глав-
ным образом в сверлильных приспособлениях в серийном произ-
водстве.
Схема действия клинового зажима показана на рис. 23. Заго-
товка 1 (круглая плашка) устанавливается в сверлильное приспо-
собление 2 для сверления отверстия. Плашка снизу прижимается
клином 3 к внутренней поверхности приспособления. Клину сооб-
щается движение по стрелке С с силой ф. Эта сила преобразуется
в силу зажима 1Г, направленную против реакции зажатой заго-
товки. Реакция зажатой заготовки и, следовательно, сила
зажима №, равная реакции зажатой заготовки и направленная в про-
тивоположную сторону, определяется из следующего уравнения:
(16)
где а — угол клина в градусах.
Клин будет удерживать заготовку, если будет соблюдено усло-
вие самоторможения. Самоторможение обеспечивается при угле а,
равном не более 5° 43', а 5° 43' =0,1. Однако при своем продви-
жении клин преодолевает трение: на горизонтальной поверхности
66
с заготовкой, на наклонной поверхности с поверхностями опор.
С учетом изложенного формула (16) примет вид
^=№^т,г,,, кгс (Н). (17)
где <рх— угол трения'на наклонной поверхности;
<р2 — угол трения на горизонтальной поверхности.
Для расчетов углы <рх = <р2 — 5° 43'.
Резьбовые зажимы отличаются простотой и в то же время они
безотказны в работе. Резьбовой зажим (см. рис. 22) включает болт 1,
высокую гайку 2 (удобную для работы гаечным ключом), шайбу 3.
С другой стороны, головка этого болта опирается на сферическую
шайбу 5. Зажимное устройство представляет собой прихват 4, на-
детый на ось 6. Прихват имеет возможность покачиваться в гори-
зонтальной плоскости и, таким образом, «следить» за фактической
поверхностью заготовки 7 и прочно прижимать ее в точках а и б.
Покачивание происходит за счет зазора между осью 6 и отверстием
прихвата. Таким образом, назначение сферической шайбы заклю-
чается в том, чтобы обеспечить равномерную нагрузку на поверх-
ность прихвата при различных его положениях, т. е. когда прихват
самоустанавливается («следит») по фактической поверхности. Сила
резания Рг должна быть направлена на неподвижную часть приспо-
собления во избежание вибрации. На рис. 22, а показано правильное
исполнение приспособления, а на рис. 22, б — неправильное.
Другой разновидностью резьбового зажима служит болт 1 (рис. 24),
который входит в неподвижную гайку 2 и под действием гаечного
ключа зажимает заготовку 3.
Для увеличения силы зажима заготовки применяются усиливаю-
щие механизмы. Они выполняются в виде рычагов 1-го и 2-го рода.
Так, на рис. 22 для прихвата использована схема рычага 2-го рода.
Сила, развиваемая резьбовым зажимом,
Рис. 24. Схема резьбового зажима с упором на заготовку
(18)
где Р — сила на ключе или рукоятке в кгс (Н);
Л — вылет гаечного ключа в мм;
гср — средний радиус резьбы в мм;
а — угол подъема витка резьбы в градусах;
Ф^11°—угол трения в резьбовой паре;
р«#0,2 — коэффициент сцепления на опорной поверхности
шайбы;
О2— наружный диаметр опорной поверхности гайки в мм;
©! — внутренний диаметр опорной поверхности гайки, рав-
ный диаметру отверстия в шайбе.
При обработке сравнительно небольших заготовок, какими яв-
ляются режущие инструменты как цельной, так и сборной конструк-
ции, размеры болтов не рассчитываются, а выбираются конструк-
тивно. Так, в приспособлениях для фрезерных работ размеры бол-
тов равны М16—М24.
На конце болта укрепляется наконечник, с помощью которого
зажимается заготовка в приспособлении. Такой наконечник жестко
не закрепляется. Между концом болта и отверстием наконечника
оставляется зазор, дающий возможность наконечнику, самоустанав-
ливаться по поверхности заготовки (рис. 25). Свободное покачи-
вание наконечника на конце болта обеспечивается различными спо-
собами. Например, винт 1 (рис. 25, а) направляется с помощью
запрессованной гайки 2, удерживаемой от проворачивания шпиль-
кой 3. Наконечник 4 удерживается на конце винта штифтами 5,
имеющими зазор между выточкой винта и штифтами.
Торцы винтов с качающимися наконечниками всегда делают
сферическими, а донышко для них в наконечнике — плоским или
коническим. Коническое донышко обладает большей стойкостью по
сравнению с плоским в отношении смятия. Наконечники применяют
тогда, когда стремятся избежать действия крутящего момента на
опорной поверхности болта так, как это имеет место в конструкции,
приведенной на рис. 24. На рис. 25, б и в приведены другие кон-
струкции наконечников, применяемых на практике.
Гайки для болтов, приведенные на рис. 24 и 25, а, вводятся
в конструкцию для создания строгой перпендикулярности между
осью резьбового отверстия и торцом корпуса, крышки или стенки
приспособления. Болт, имеющий неправильное направление, будет
сдвигать заготовку. Гайка же после нарезания резьбы в отверстии
устанавливается на резьбовую оправку и в центрах на круглошли-
фовальном станке шлифуется по наружной поверхности. Эта обра-
ботка устраняет погрешности, вызванные смещением оси резьбового
отверстия.
Подобные наконечники широко применяются в приспособлениях
для работ на плоскошлифовальных станках и для закрепления заго-
товок в сверлильных приспособлениях.
Эксцентриковые зажимы принадлежат к быстродействующим за-
жимам, с помощью которых значительно уменьшается время на
зажатие и отжатие заготовки в приспособлении. Существуют эксцен-
трики с постоянным углом подъема кривой и круговые.
В практике получили распространение эксцентрики, у которых
рабочая кривая построена по спирали Архимеда. Архимедова спи-
раль получается от равномерного движения точки по прямой, равно-
мерно вращающейся вокруг оси. Такой эксцентрик строится сле-
дующим образом (рис. 26).
Вычерчивается прямоугольный треугольник с основанием I =
135°
= лО углом подъема а = 5° 43' и катетом К. В приведенной
формуле О — диаметр основной окружности эксцентрика; отноше-
ние 135°; 360° — рабочая часть эксцентрика на дуге 135° упомяну-
той окружности; К — наибольший ход эксцентрика на дуге от точки А
до точки В (рис. 26, а). Прямоугольный треугольник, в данном слу-
чае можно рассматривать как клин. Затем этот прямоугольный
треугольник как бы накладываем на окружность диаметром О.
Получается фигура,, приведенная на рис. 26, б. При построении
треугольника длину I разбивают на части через 7° 30'. При этом
получают прямоугольные треугольники с катетами 1и 12, 13 и т. д.
и Н19 Н3 и т. д. (рис. 26, в). Из этих треугольников4 находим:
Л1 = “ЗбО^-^2 = ^0^^ а;
. п 22° 30'
и т. д.
Эти величины нужны для разметки профиля эксцентрика. Затем
из центра окружности О через точки деления части окружности
диаметра О проводим радиальные лучи. На этих радиальных лучах
откладываем соответственно /?2, /?3 и т. д., которые вычис-
ляются путем прибавления к радиусу основной окружности отрез-
ков Нг, Н3 и т. д., т. е. = — + йд = К + йх; /?2 = /? + й2
и т. д. В результате этого получаем точки 19 2, 3 и т. д., которые
соединяем плавной кривой (рис. 26, г).
К недостаткам эксцентриков с постоянным углом подъема кри-
вой следует отнести некоторую сложность их изготовления. Кривая
эксцентрика получается путем разметки. После разметки профиль
строгается и затем опиливается. Углы размечаются в делительной
головке. После термической обработки точный профиль эксцентрика
можно получить шлифованием на фрезерном станке с помощью
специального приспособления. Некоторая сложность при изготов-
лении эксцентриков по спирали Архимеда оправдывается надеж-
ностью их в работе, потому что на любом участке этой кривой угол
подъема получается одинаковым.,
Круговой эксцентрик представляет собой окружность диаме-
тром О, описанную из центра О радиусом = /? (рис. 27). Эта
окружность вращается относительно центра 019 смещенного на вели-
чину е, называемой эксцентриситетом. При вращении такого эксцен-
трика по часовой стрелке или против, в зависимости от принятого
решения в конструкции, заготовка будет зажата в точке Аг при
повороте эксцентрика из точки В (рис. 27, а). Однако вследствие
70
о
20° 60° 60° 80° 100° 120°
а)
Рис. 28. Развертка рабочих частей окружностей круговых эксцентриков с О : е =
= 20 (а) и Д : в = 10 (б)
неизбежного изготовления заготовки с погрешностью по высоте Нт1п
зажатие произойдет при дальнейшем вращении эксцентрика
в точке Вх, при повороте его из точки А (рис. 27, б).
Для надежного закрепления заготовки величина эксцентриси-
тета е определяется из следующего неравенства:
е (1,25— 1,5) б,
где б — допуск на размер заготовки, в сторону которого действует
сила зажима.
Отношение О : е называют характеристикой эксцентрика.
Основной недостаток круговых эксцентриков заключается в не-
постоянстве угла подъема кривой. Круговые эксцентрики должны
быть самотормозящими и не должны выключаться из зацепления
с заготовкой в процессе работы. Для того, чтобы обеспечить условие
самоторможения, при конструировании эксцентриков выбирают
отношение О : е = 20-ь25. Характер кривой эксцентрика должен
быть постоянным подобно кривой, приведенной на рис. 26, в. Од-
нако постоянство подъема кривой зависит от отношения О : е.
На рис. 28 показаны развертки рабочих частей окружности (на
рабочей дуге 130°) круговых эксцентриков с отношением О : е = 20
и 10.
Эти развертки построены следующим образом (рис. 29). Из
точки О, отстоящей от точки Ох на величину эксцентриситета е,
описана окружность диаметром О. Развертка профиля эксцентрика
Рис. 29. Построение профиля круговых эксцентриковых на рабочей их части
для О : в = 20 («) и Р : е = 10 (б)
Рис. 30. Приспособление для фрезерования паза в плашке под разжимной винт
на рабочей части разделена на 13 частей с интервалом 10°. Из
центра О г проводим лучи через точки 1, 2, 3 и т. д. с пересечением
окружности диаметром О и получением соответственно точек
2', 3' и т. д. Затем на каждой развертке откладываем отрезки 1—Г,
2—2', 3—3' и т. д., далее полученные точки соединяем плавной кри-
вой. На рис. 28, а видно, что для эксцентрика 2? : е — 20 характер
кривой на всем участке постоянен и угол подъема кривой соответ-
ствует углу 5° 43', а для эксцентрика с О : е = 10 условие самотор-
можения будет обеспечено только на участке от 0 до 60° (рис. 28, б).
На рис. 30 показано приспособление для фрезерования паза
в плашке под разжимный винт. В этом приспособлении вместо резь-
бового зажима применен эксцентрик с постоянным углом подъема
кривой. Устройство эксцентрикового узла следующее.
Две гайки 11, навинченных на болт 14, из которых одна является
контргайкой, служит как для закрепления, так и для регулирования
положения эксцентрика 2 и рукоятки / в момент зажатия. Установ-
лено, что наилучшая длина рукоятки должна быть не менее 350 мм.
Рукоятка ввинчивается в корпус эксцентрика, а винт 21 служит
для надежного удерживания резьбовой части рукоятки, которая
может ослабевать от вибрации в процессе фрезерования. На рукоятке
на длине 180 мм от верхнего конца наносится накатка (чтобы рука
не скользила). Эксцентрик связывается с проушиной болта 14 посред-
ством оси 20. Ось 20 удерживается от выпадения из отверстия проу-
шины болта винтом 3. Шайба 4 служит опорой эксцентрику и делается
из стали У7 или У8 и подвергается термической обработке до твер-
72
дости НЕС 40—50. Эксцентрик изготовляется из стали X, 9ХС,
20Х или 20 и термически обрабатывается до твердости НЕС 50—60.
Плунжерные зажимы находят применение для одновременного
закрепления многих заготовок. На рис. 31 показана в плане схема
приспособления для закрепления заготовок гидропластом.
В корпусе / приспособления на оси 3 установлена откидная
крышка 2, внутри которой просверлено глубокое отверстие, запол-
ненное гидропластом 5. Четыре плунжера 4 (а их может быть 20—50)
служат для одновременного зажатия четырех заготовок 10. Винт 6
предусмотрен для предохранения от выпадания гидропласта, а также
для создания нужного натяга гидропласта при наладке. Откидной
болт 8 вращается вокруг оси 9 и закрепляется гайкой 7. После за-
крепления откидного болта плунжеры передают силы на каждую
заготовку.
Этот механизм требует тщательного изготовления. Все плунжеры
должны быть подвергнуты термической обработке, прошлифованы,
а в отдельных случаях доведены и хорошо смазаны. Гидропласт
(пластическая масса) должен обладать эластичностью, вязкостью,
текучестью при заполнении отверстия, химической стойкостью по
отношению к металлу, малым коэффициентом сжатия и непроходи-
мостью через малые зазоры. Гидропласт по своему составу пред-
ставляет студенистую массу, в состав которой в определенных
пропорциях входит полихлорвиниловая смола, дибутилфталат, па-
рафин и масло. Гидропласт при малых перемещениях обеспечивает
большую силу зажима и поэтому позволяет передавать ее через
систему плунжеров от одного винта.
Приспособления с гидропластом рекомендуется применять в ус-
ловиях устойчивой температуры помещения. Повышение темпера-
туры приводит к резкому снижению вязкости и увеличению утечки
через зазоры. Торец плунжера, соприкасающийся с гидропластом,
должен иметь плоскую, а не выпуклую и не конусообразную форму.
Приспособления с гидропластом чаще всего применяют для плоско-
шлифовальных работ.
Прихваты — весьма распространенные зажимные устройства.
Они представляют собой неравноплечие рычаги 1-го и 2-го рода.
Рис. 31. Приспособление для закрепления заготовок гидропластом
Рис. 32. Направление силы за-
жима 1У и точка ее приложения
В прихвате очень важно правильно на-
править силу зажима 1Г. На рис. 32 по-
казано направление силы зажима 1Г при
фрезеровании трех заготовок. Эта сила
должна быть касательной к окружности,
описанной из центра О радиусом 7? и про-
ходить через опорную поверхность В по-
средине ее или несколько выше. Про-
черчиванием определяем точку А — точку
приложения силы зажима № к губке при-
хвата. В случае направления силы за-
жима через установочную поверх-
ность С заготовку зажать нельзя. Конец
губки всегда делается закругленным. Ве-
личина радиуса закругления выбирается
в зависимости от размера заготовки.
Другая часть прихвата, называемая опорной, тем или иным
способом соединяется с-корпусом приспособления. Различают сое-
динения непосредственно связанные и отъемные, не связанные с кор-
пусом приспособления. К первой группе соединений относятся при-
хваты, показанные на рис. 33, ко второй группе — показанные на
рис. 34. В практике встречаются и другие конструкции опорных
частей прихватов.
Во всех соединениях прихватов с корпусом приспособлений
предусмотрена возможность колебания прихвата для того, чтобы
губки его могли бы «следить» за фактическим состоянием поверх-
ности. Колебание прихвата достигается за счет зазора между осью
Рис. 33. Конструкция опорной части прихватов с установкой их на оси:
1 — опоры в корпусе приспособления; 2 — ось
и отверстием опорной части при-
хвата. Опорные части прихватов,
показанные на рис. 33, бив, при-
меняют в случаях, когда высота
заготовки небольшая (3—8 мм) и
когда каждый миллиметр для коор-
динаты точки контакта губки при-
хвата с заготовкой имеет большое
значение в целях создания на-
дежного зажатия. Рекомендуемые
зазоры между отверстием опорной
части прихвата и осью: для схемы
по рис. 33, а — 1—2 мм; для
схемы по рис. 33, б — наименьший
Вид А
Рис. 34. Опорная часть прихвата с по-
качиванием относительно сферического
штифта
А
0,5 мм; для схемы по рис. 33, в — с непременным изготовлением
* А
выпуклой части на оси; для схемы по рис. 34 .
Все оси на рис. 33 имеют углубления с углом 90° под стопорные
винты. Головка болта 1 (см. рис. 22) и гайка 10 (см. рис. 30), должны
торцами опираться на плоскость прихватов. Однако вследствие
неизбежных погрешностей в размерах заготовок прихват может
принимать различные положения. В результате торец гайки или
головки болта будет испытывать одностороннюю нагрузку. Для
устранения этого явления между опорным торцом гайки или головкой
болта и плоскостью прихвата ставят так называемую сферическую
шайбу. У сферической шайбы одна торцовая поверхность выпол-
няется по радиусу.
Сферические шайбы выполняются двух типов. Первый тип пре-
дусматривает необходимость изготовления сферической поверхности
на прихвате (см. рис. 22 и 30). Такая конструкция прихвата несколько
усложняет процесс его изготовления. Второй тип сферической шайбы
включает две детали, из которых одна шайба с внутренней сфериче-
ской поверхностью, а другая — с наружной. Эта конструкция проще.
В практике встречаются два типа шайб. Однако первый тип позво-
ляет более точно центрировать прихват относительно заготовки
независимо от наличия зазора во всех звеньях прихвата.
Прихваты делают из сталей 40 и 45. Зона около губки закали-
вается до твердости ИКС 35—45. Опорные части прихватов подвер-
гаются термической обработке до твердости НР.С 30—45 (рис. 33
и 34). Оси изготовляют из сталей У7, Х8, 40, 45, 50 и после терми-
ческой обработки их твердость НВ.С 30—45.
§ 4. УСТАНОВОЧНО-ЗАЖИМНЫЕ МЕХАНИЗМЫ
В случаях, когда по условиям технологического процесса надо
выдерживать размеры относительно оси вращения изделия, при-
меняют механизмы, одновременно выполняющие как установочные,
так и зажимные функции. Механизмы, автоматически центрирующие
и зажимающие заготовки, называются самоцентрирующими. В ин-
струментальном производстве широко применяются призматические
и цанговые установочно-зажимные механизмы. Плунжерные и
гидравлические установочно-зажимные механизмы в производстве
инструментов не применяют и поэтому в этой книге не рассматри-
ваются.
Призматические механизмы в инструментальном деле применяют
главным образом для центрования заготовок на начальной стадии
технологического процесса. В данном случае наружная поверхность
заготовок служит черновой базой.
На рис. 35 показана конструкция приспособления с самоцентри-
рующим зажимным механизмом. Сущность работы заключается
в следующем. В корпусе 1 приспособления установлены два пол-
зуна 4, 5, перемещающихся в направляющих в корпуса и удержи-
вающихся с помощью планок 8. Винт 2 с трапецеидальной резьбой
разного направления (правая и левая) входит в гайки 3 и 6. Эти
гайки установлены в ползуны. Вращая рукоятку 7 в одном направ-
лении, ползуны будут сближаться и призмы а и б зажмут заготовку.
Вращая рукоятку в обратном направлении, призмы разойдутся и
открепят заготовку.
Во избежание встречи призм последние выполнены так, что
они входят одна в другую благодаря наличию выступов г, д и е.
Долговечность (стойкость) рабочих поверхностей призм а и б можно
повысить путем оснащения их твердосплавными пластинками или
закаленными планками из сталей X, 9ХС и др. Подобная схема
механизма широко используется в центровальных станках.
Цанговые механизмы. Ц'ангой называется втулка, разрезанная
на две трети своей длины для образования трех, четырех и шести
кулачков. Сжатие и расхождение кулачков достигается путем пру-
жинения тонких стенок цанги. Сама цанга не является механизмом.
Только в сочетании-с другими деталями цанга составляет механизм.
Различают цанги толкающие и тянущие. Толкающие цанги
(рис. 36, бу испытывают сжатие от силы, развиваемой обычно резь-
бовым зажимом. Тянущие цанги (рис. 32, а) снабжаются резьбой
на хвостовой части, в которую ввинчивается тяга от какого-либо
механизированного привода, и, следовательно, работают на растя-
жение. . Эти цанги позволяют автоматизировать процесс зажатия
и разжатия прутка в автоматах и приспособлениях с автоматическим
циклом работы. Цанги применяют для зажатия главным образом
обработанных повер.хностей, для получения других поверхностей,
точно расположенных относительно оси вращения заготовки.
На рис. 37 показан цанговый патрон, применяемый при работе
на токарных, револьверных, фрезерных, резьбофрезерных и вну-
тришлифовальных станках. Корпус патрона 1 навертывается на
шпиндель станка. Цанга 4 хвостовой частью вставляется в цилин-
дрическое отверстие а для точного направления ее вдоль оси, а цен-
трирование заготовки достигается точной обработкой конической
поверхности б цанги и патрона. Гайка 5, нажимая на торцовую по-
верхность цанги в, заставляет ее кулачки сжаться и заготовка будет
зажата. Гайку 5 вращают специальным ключом, вставив его в от-
верстие г. Для легкого освобождения заготовки при откреплении
цанги предусмотрена пружина 2, стремящаяся передвинуть цангу
вправо. От действия крутящего момента гайки 5 цанга предохра-
няется винтом 3, фасонный конец которого входит в паз цанги.
Угол конуса в цангах 2а чаще всего делают равным 30° (см. рис. 36),
а угол конуса в отверстии корпуса патрона — 29°. Это дает возмож-
ность осуществить зажатие в плоскости 1—I (рис. 37). Подобное
сочетание углов предусматривается как в толкающих, так и тяну-
щих цангах.
Цанги изготовляют из сталей У8А—У12А, 9ХС; X или 4ХС.
Рабочая часть цанги подвергается термической обработке до твер-
дости НЦС 52—60, а хвостовая часть до твердости НИ.С 35—45.
Для надежной работы цанг, зазор в отверстии их (между заготовкой)
не должен превышать 0,2 мм.
Цанги, приведенные на рис. 36, рекомендуется применять для
закрепления заготовок, у которых Ь «С О, где 1 — длина заготовки,
а О — диаметр. Заготовки с Ь > И следует зажимать в двусторон-
них цангах с прорезами с двух сторон (рис. 38). Такие .цанги обес-
А-А
Вид А
Рис. 36. Цанги
Рис. 37. Цанговый патрон
Рис. 38. Цанговый патрон с цангой, име-
ющей двусторонний зажим
печивают совпадение оси заготовки с осью цангового патрона,
так как зажатие произойдет в двух плоскостях'— /—I и II—II.
Закрепление длинной заготовки в цанге, показанной на рис. 37,
осуществится в плоскости I—I, и ось этой заготовки может откло-
ниться от оси патрона.
На рис. 38 показана схема цангового патрона с двусторонней
цангой. Некоторое отличие этой конструкции от патрона, изобра-
женного на рис. 37, заключается в следующем. Втулка 4 предохра-
няет цангу 3 от действия крутящего момента гайки I, следовательно,
цанге сообщается поступательное движение; конструктивно вве-
дены кольца 2 и 5 для обжатия рабочих частей цанг.
Сила зажима и7 заготовки, действующая в цанге, определяется
следующим образом. На цангу тянущего или толкающего типа
(рис. 39) вдоль оси О—О действует сила (2, развиваемая каким-либо
приводом (ручным или механизированным). Допустим, что цанга
разрезана в п местах и, следовательно, представляет собой патрон
с п кулачками. На кулачок действует часть силы 0_, т. е. . Дей-
ствие каждого кулачка подобно клиновому механизму.
Часть силы ~ вызывает силу реакции . На коническую по-
п
верхность кулачка Е—И действует сила реакции — , где /?— равно-
действующая силового треу-
гольника АВС, построенного
О'
от действия силы реакции —.
Из треугольника АВС опре-
делим часть силы зажима —:
п п а ’
Произведя сокращения, по-
лучим
Но = 1Г и ()' = ф и тогда
№=^кгс(Н). (19)
Однако при работе цанга испытывает трение как на конической
поверхности Е—Н, так и от соприкосновения поверхностей заго-
товки и отверстия цанги. Последнее будет иметь место только при
установке упора для заготовки. Кроме того, учитываем потери
на деформацию кулачков цанги при их сжатии и на преодоление
силы пружины (или пружин).
Тогда формула (19) примет вид
+ -(Т + Окгс(Н). (20)
При отсутствии упора в цанге
’7=««Лта-(7’+/') кгс (21)
где фх — угол трения для конической поверхности;
Фа — угол трения в месте контакта заготовки с поверхностью
цанги;
Т — потери на деформацию кулачков цанги при зажатии
заготовки, в кгс (Н);
Г — потери на преодоление силы пружины (или пружин)
в кгс (Н).
Потери Т можно принять приближенно в следующих размерах:
для цанг диаметром до 30 мм — 5—10 кгс (50—100 Н); для цанг
диаметром 30—50 мм — 10—25 кгс (100—250 Н); для цанг диамет-
ром 50—80 мм — 25—50 кгс (250—500 Н).
Потери Е определяются по соответствующим формулам. Углы
трения фх и ф2 принимают каждый 5° 43'.
§ 5. МЕХАНИЗИРОВАННЫЕ ЗАЖИМЫ
В зависимости от-источника привода к механизированным зажи-
мам можно отнести: пневматические, гидравлические, пневмогидрав-
лические, силами резания, электрические. Все эти зажимы позво-
ляют резко уменьшить вспомогательное время на закрепление
и открепление заготовки по сравнению с ручными механизмами и,
следовательно, повысить производительность труда.
Ниже приведены сравнительные нормы времени, затрачиваемые
на закрепление различными зажимными механизмами (по данным
Б. А. Щукарева):
Зажимные механизмы Время в с
Пневматические, гидравлические, силами резания , . . 0,6—1,2
Эксцентриковые..................................... 0,6—1,8
Резьбовые (винт, гайка, ключ)...................... 3—12
Самоцентрирующие цатроны........................... 6—18
К другим основным преимуществам механизированных зажимов
следует также отнести сохранение постоянства действия силы за-
жима в течение всего процесса обработки и облегчение труда рабо-
чего.
Пневматические зажимы работают от сжатого воздуха, выра-
батываемого на каждом заводе на центральной компрессорной стан-
ции. Компрессоры сжимают атмосферный воздух до давления 6—
8 кгс/см2 (60—80 Н/см2). С учетом потерь (трение в трубопроводах,
изменение направления труб для разводки сжатого воздуха, утечка),
а также коэффициента одновременности работы станков расчет пнев-
моприводов ведут на давление 4 кгс/см2 (40 Н/см2).
Сущность конструкции приспособления с пневмоприводом заклю-
чается в следующем (рис. 40). Из распределительного крана 1 сжа-
тый воздух из сети по трубопроводу 2 поступает в полость /
цилиндра 3, в которой он расширяется и давит на поршень 4. В ре-
зультате этого поршень двигается влево. Шток 5 этого поршня
связан с клином 6, опирающимся на ролики 7. При движении клина
влево имеющийся скос а на этом клине входит в соприкосновение
с роликом 8 и плунжер Р, связанный с роликом, будет передвигаться
вверх. При дальнейшем передвижении плунжера вверх подвижная
губка 10 приспособления прижимает заготовку И к неподвижной
губке 12. Винт 13 с контргайкой 14, соединяющий плунжер и под-
вижную губку, служит для регулирования расстояния Н между
губками. Открепляется заготовка путем переключения распреде-
лительного крана 1 (на рис. 40 это переключение показано штри-
ховыми линиями), в результате чего воздух из полости цилиндра
будет выпущен в атмосферу, а сжатый воздух из сети пойдет по тру-
бопроводу 15 в полость II цилиндра и передвинет поршень 4 вправо.
В результате подвижная губка с плунжером опустятся вниз.
Для нормальной работы приспособления на пути сжатого воз-
духа из сети к распределительному крану 1 устанавливаются сле-
80
дующие приборы: вводной кран 21, влагоотделитель 20 для очистки
воздуха от влаги и механических примесей, регулятор давления 19
для регулирования и поддержания постоянного давления сжатого
воздуха, монометр. 18, масленка 17 для снабжения сжатого воздуха
распыленным маслом, обратный клапан 16 для обеспечения безо-
пасности работы.
Для создания силы зажима № при закреплении заготовок в при-
способлениях применяют поршневые и диафрагменные пневматиче-
ские двигатели. Как те, так и другие разделяются на Двигатели
двустороннего и одностороннего действия.
Поршневые пневмодвигатели (рис. 41) представ-
ляют собой цилиндры 1, внутри которых ходят поршни 2. Шток 3
связан с зажимными элементами приспособления чаще всего через
систему рычагов или механизм клина, увеличивающих силу зажима.
Сжатый воздух поступает из сети в полости цилиндра по трубопро-
водам 4 и 5 через распределительный кран 6. Последний представ-
ляет собой золотниковое устройство, предназначенное для направ-
ления сжатого воздуха в ту или иную полость цилиндра. В золот-
нике 6 отверстия а и б расположены так, что отверстие а соединяет
одну полость цилиндра с трубопроводом, подводящим сжатый воз-
дух, а отверстие б — другую полость цилиндра с атмосферой воз-
духа. Таким образом, поворачивая золотник крана, заставляют пор-
шень совершать возвратно-поступательные движения.
Сила на штоке для двигателей двустороннего действия
(рис. 41, а) подсчитывается по формулам:
для полости цилиндра без штока
= кгс (Н); (22)
для полости цилиндра со штоком
— кгс (Н), (23)
Таблица 22
Материал цилиндра Диаметр цилиндра в мм
1^0 150-250 Си. 250
Сталь 4—5 5—6 6—8
Чугун, алюминие- вый сплав 10—12 12—15 15—18
1
где!) — диаметр цилиндра в см;
<1 — диаметр штока в см;
р — давление сжатого воз-
_ духа в кгс/см8 (Н/м8);
т] = 0,85 — к. п. д. (потери
на трение в уплотне- ,
ниях).
В пневмодвигателях одно-
стороннего действия возврат
поршня в исходное положение
осуществляется пружиной 7,
как это показано на рис. 41, б.
Сила на штоке'в этом случае будет несколько меньше силы, раз-
виваемой двигателем двустороннего действия потому, что часть энер-
гии сжатого воздуха затрачивается на преодоление силы пружины.
Таким образом сила на штоке
О. = ^р^ — р кгс (Н),
(24)
где Р — сила сопротивления пружины в кгс (Н).
При работе с односторонним цилиндром в переключающем кране
одно отверстие заглушается.
Недостатки пневмодвигателей одностороннего действия: при
диаметрах цилиндров до 100 мм сила, поглощаемая пружиной,
приводит к некоторому уменьшению силы на штоке; пружина не
дает возможности быстро возвращать поршень в исходное положение.
Наиболее часто применяемые диаметры цилиндров — 40, 60, 80,
100, 125, 160, 200, 250 и 320 мм, штоков — 12, 16, 20, 25, 32, 40
и 50 мм. Толщину стенок цилиндров в зависимости от диаметра и
материала цилиндра рекомендуется выбирать по данным, приве-
денным в табл. 22.
Диафрагменные пневмодвигатели. Сущность
работы диафрагменной камеры одностороннего действия заключается
в следующем (рис. 42). Камера состоит из двух кожухов 1 и 6, собран-
ных вместе с гибкой тарельчатой диафрагмой 2. Внутри корпуса
расположена опорная шайба 3, посаженная на шток 8. Пружины 4
и 5 отталкивают опорную шайбу в левую сторону. Камера прикреп-
ляется к приспособлению с помощью болтов 7 (на схеме не показаны).
Сжатый воздух по трубопроводу 10 поступает в камеру. Трубопро-
вод 10 соединен с распределительным краном 9. Впуская сжатый
воздух в полость А камеры, диафрагма 2 передает давление на шток 8.
При переключении крана 9 сжатый воздух из камеры уходит в атмо-
сферу, а под действием пружин 4 и 5 диафрагма 2 возвращается в ис-
ходное положение. Быстрое возвращение диафрагмы 'в исходное
положение осуществляется с помощью двух вставленных друг в друга
пружин.
Наибольшая длина хода тарельчатой диафрагмы в одну сторону
от исходного положения Ь = (0,18-5-0,22) О, где О — диаметр диа-
фрагмы.
Рис. 42. Схема работы диафрагменного
двигателя одностороннего действия
с тарельчатой диафрагмой
На рис. 43 представлены схемы
работы диафрагменных двигателей
с плоскими диафрагмами. Сжатый
воздух поступает в полость I
(рис. 43, а) камеры и передвигает диа-
фрагму 1 вправо вместе с опорной
шайбой 2 и штоком 3 (опорная шайба
в данной конструкции не прикре-
пляется к диафрагме), происходит
закрепление заготовки. При откре-
плении заготовки сжатый воздух вы-
пускается из камеры. Возвращается
диафрагма в исходное положение за
счет силы возвратной пружины. Наи-
большая длина хода на зажим (0,06—
0,07)1). Возможен наибольший отход
диафрагмы в крайнее левое поло-
жение за счет действия пружины
(0,12—0,15)0.
На рис. 43, б изображена схема
диафрагменного двигателя двусто-
роннего действия. В этой конструкции две опорные шайбы при-
креплены к диафрагме. Наибольшая длина хода в каждую сторону
(0,17—0,22)0.
Размеры камер следует выбирать в зависимости от требуемой ве-
личины хода штока с таким расчетом, чтобы при отводе шток шайбой
или диафрагмой упирался в одну из половин камеры, а при закрепле-
нии заготовки оставался запас хода 8—10 мм.
(0,18-0,22)1)
О)
Рис. 43. Схемы работы диафрагменных двигателей одностороннего (а)
и двустороннего (б) действия
Для тарельчатых диафрагм применяют резинотканевый мате-
риал — транспортерную ленту или прорезиненный ремень, а для
плоских диафрагм — резинотканый материал, а также техническую
листовую резину или резину с тканевой прокладкой. Сила на штоке
для камеры с резинотканевой (рис. 42 и 43, а) диафрагмой в исходном
положении
С = -^-(О + а)2р-Г кгс (Н). (25)
При ходе от исходного положения 0,31) для тарельчатых, 0,070
для плоских
0 = 0,75 (й + О)2 р — Р кгс (Н). (26)
Сила на штоке для камеры с резиновой диафрагмой (рис. 43, б)
в исходном положении
0 = —Г кгс (Н). (27)
При ходе 0,220 от среднего положения
О = 0,9 сРр — Р кгс (Н), (28)
где О — диаметр диафрагмы в свету в см;
Л — диаметр опорной шайбы в см;
р — давление воздуха в кгс/см2 (Н/м2);
Р — сила возвратной пружины в кгс (Н).
Рекомендуются диафрагмы с наиболее распространенными диа-
метрами: 125, 160, 200, 250, 320 и 400 мм. Опорные шайбы рекомен-
дуется выбирать для резинотканевых диафрагм Л = 0,70, а для рези-
новых диафрагм й = О — 2/ — (2—4) мм, где I — толщина диа-
фрагмы в мм. Толщину диафрагмы / выбирают в зависимости от диа-
метра диафрагмы О:
О в мм ......... 125—160 200 250 320 400
I в мм ......... 3—4 4—5 5—6 6—8 8—10
Преимущества диафрагменных двигателей: компактность, полная
герметичность, отсутствие трущихся частей и необходимости смазки.
К недостаткам надо отнести: ограниченный ход штока и падение силы
0 в конце хода.
Связанность пневматических двигателей
с приспособлением. По степени связанности поршневых
и диафрагменных двигателей с приспособлением их можно разделить
на стационарные и вращающиеся.
На рис. 40 показана схема стационарного привода, применяемая
там, где заготовкам при обработке сообщается поступательное движе-
ние. Эти приводы применяют для фрезерных- и сверлильных приспо-
соблений; они конструируются в зависимости от места расположения
на приспособлении.
Рис. 44. Вращающийся пневматический поршневой двигатель
Вращающийся привод применяют там, где в процессе обработки
заготовка вращается, т. е. при работе на токарных, револьверных,
внутришлифовальных станках. На рис. 44 изображен поршневой
пневматический двигатель, который находит применение для работы
на токарных, револьверных и внутришлифовальных станках. Этот
двигатель устанавливается на задний конец шпинделя станка и
соединяется с ним посредством планшайбы. Планшайба центрирует
цилиндр двигателя 14 по буртикам д и крепится к нему болтами.
Шток поршня связан посредством промежуточной штанги с зажимным
механизмом патрона, цанги, оправки.
Сжатый воздух во вращающийся цилиндр подается в обе полости
цилиндра. Сущность работы вращающегося двигателя заключается
в следующем. На пальце 11 свободно находится воздухораспреде-
литель 6, в котором сделаны две кольцевые камеры. В каждой камере
установлено кольцо 7 с выточкой а и четырьмя радиальными отвер-
стиями б для свободного доступа сжатого воздуха. С сетью сжатого
воздуха воздухораспределитель соединяется с помощью резиновых
шлангов 26 через штуцеры 27. Резиновые шланги соединяются с рас-
пределительным краном. Сжатый воздух проходит через отверстия
колец 7 в камеры воздухораспределителя и по каналу г поступает
в левую полость цилиндра, а по каналу в — в правую полость ци-
линдра. При этом цилиндр с пальцем 11 все время вращается, а воз-
духораспределитель остается неподвижным. В корпус цилиндра 14
установлена стальная гильза 15, толщина которой выбирается по
нижнему пределу толщины стенок цилиндра пневмодвигателей.
Отверстия для подачи сжатого воздуха в полости цилиндра по
технологическим соображениям в соответствующих местах закры-
86
ваются заглушками 13 (на рисунке таких заглушек три). На конец
пальца навернута гайка 1, удерживающая воздухораспределитель 6.
Крышка цилиндра 12 удерживается на пальце гайкой 10.
Подобная схема подвода сжатого воздуха применяется и для
вращающихся диафрагменных двигателей. Поршневые двигатели
находят применение для тяжелых и средних работ на токарных, ре-
вольверных, фрезерных и сверлильных станках. Диафрагменные
двигатели применяют главным образом для средних и легких работ
при отсутствии необходимости в больших ходах для отвода зажимных
устройств и создания сравнительно небольших сил зажима, например
при работе на внутришлифовальных станках.
Гидравлические двигатели. Энергоносителем в гидравлических
двигателях служит веретенное масло, которое поступает в цилиндр
или от одиночной насосной станции или от групповой насосной стан-
ции, рассчитанной на обслуживание 25—50 станков. Давление масла
может быть принято в пределах 10—65 кгс/см2 (1—6,5 Мн/м2). Мощ-
ность электродвигателя лопастного насоса для гидропривода [101
# = -^^кВт, (29)
612т) ’ х '
где р — давление насоса, необходимое для работы гидропривода,
в кгс/см2 (Н/м2);
<2нас — производительность насоса в л/мин;
г) = 0,8 — к. п. д. насоса.
Производительность насоса
<?иас = ^Р. х-К Л/МИН, (30)
где ом — объем жидкости (масла), поступающей в цилиндр (или
цилиндры) в л;
пр х — число рабочих ходов, совершаемых приводом в минуту
в соответствии с технологическим процессом;
К = 1,5-г-2 — коэффициент надежности.
Из анализа формулы (29) можно сделать вывод: чем выше давле-
ние требуется получить в системе, тем больше должна быть мощность
электродвигателя. Преимущества гидравлических двигателей по
сравнению с пневматическими: компактность, отсутствие коррозии
в цилиндрах, отсутствие шума, экономное расходование электро-
энергии.
На рис. 45 показана схема питания гидравлического двигателя
приспособления от групповой насосной станции. Двигатель двусто-
роннего действия. В направлении от лопастного насоса 3 установлены:
фильтр 4 для очистки масла от грязи; предохранительный клапан 6,
отрегулированный на определенное давление, возвращающий лиш-
нее масло в бак 1 по трубопроводу 5; монометр 7; компенсатор 8,
поддерживающий давление в сети и пополняющий утечки масла во
время работы приспособлений. Вводной кран 9 подключает станцию
к напорной магистрали 11. К каждому станку масло подводится с по-
мощью гибкого шланга 12 высокого давления. Этот шланг подходит
86
Рис. 45. Схема питания гидроцилиндров от групповой
насосной станции
к гидропанели, на которой смонтированы: предохранительный кла-
пан 13, отводящий лишнее масло по сливной трубе 18 в сливную маги-
страль 10, и, наконец, в бак; монометр 14, обратный клапан 15, слу-
жащий для поддержания давления в цилиндре во время работы или
если по каким-либо причинам электродвигатель насоса остановится.
При отсутствии обратного клапана возможны: поломка рабочего ре-
жущего инструмента, приспособления и даже станка из-за самоот-
крепления заготовки.
Далее на гидропанели размещаются: вводной кран 16, трехходо-
вой распределительный кран 17. Масло по напорной магистрали 11,
гибкому шлангу 12 поступает в левую полость гидроцилиндра 19
через трехходовой распределительный кран 17 (См. положение /).
Если кран находится в положении II, то масло из левой полости
цилиндра будет поступать в бак по сливной трубе 18 через отверстие,
показанное на рисунке штриховыми линиями. Но в то же время масло
из напорной магистрали 11 по гибкому шлангу 12 (см._ положение II)
будет поступать в правую полость цилиндра.
По степени связанности с приспособлением поршневые двигатели
могут быть стационарными и вращающимися.
Стационарные двигатели применяют там, где заготовкам при
обработке сообщается поступательное движение. Их используют для
фрезерных и сверлильных приспособлений и конструируют в зависи-
мости от места расположения на приспособлении (рис. 46).
Рис. 46. Схемы гидравлических двигателей:
а двустороннего действия; б одностороннего действия
Силу на штоке определяют по формулам (22)—(24), в которых для
гидравлических двигателей принимают следующие значения: давле-
ние р — 10ч-65 кгс/см2 (1—6,5 Мн/м2), к. п. д. 1] = 0,7-т-0,9.
Гидравлический двигатель двустороннего действия токарных,
револьверных и внутришлифовальных станков приведен на рис. 47.
Цилиндр 16 резьбовой частью навертывается на левый конец шпин-
деля соответствующего станка, а поверхность а служит для точного
центрирования цилиндра по направляющей конца шпинделя станка.
Шток 5 заканчивается резьбовой частью, служащей для соединения
с патроном посредством тяги (тяга и патрон не показаны). Тяга с дву-
мя концами, оканчивающимися резьбой, ввертывается одним концом
в резьбовое отверстие какого-либо патрона, а другим концом навин-
чивается на. резьбу штока 5. Из напорной магистрали масло по гиб-
кому шлангу 20 высокого давления через отверстие в в штоке посту-
пает в левую полость цилиндра, а по шлангу 19 через отверстие г
в штоке — в правую полость цилиндра. В маслораспределителе 4
сделаны кольцевые выточки виг для аккумулирования масла. В от-
А-А
Рис. 47. Схема гидравлического двигателя двустороннего действия для станков
с вращательным движением
верстиях б маслораспределителя 4 нарезается коническая резьба
1/4". В эти отверстия ввертываются штуцеры, другой конец которых
присоединяется к гибким шлангам. Шайба 2 и винты 1 служат для
удержания маслораспределителя на конце штока.
Шток изготовляется из стали 40Х и закаливается на участке со-
прикосновения с маслораспределителем до Твердости НкС 50—55,
а на остальном участке — до твердости НРС 30—35. Диаметр штока
на участке маслораспределителя доводится по отверстию для полу-
чения зазора не более 20—15 мкм. Маслораспределитель изготов-
ляется из стали X или 9ХС и термически обрабатывается до твердости
НРС 55—60. Цилиндр делается из стали X или 9ХС и затем подвер-
гается термической обработке до НРС 40—50. Для поршней прини-
мают сталь 40Х.
Расчет толщины стенки цилиндра на прочность производят по
формуле [21:
5 <3»
где [сгр 1 —допускаемое напряжение растяжения; для стали [ар 1 =
= 500-4-600 кгс/см2 (50—60 Мн/м2).
Уплотнения пневматических двигателей. Сущность уплотнения
пневматического двигателя показана на рис. 44. Уплотнение
пальца 7/ как с левой стороны, так и с правой произведено У-образ-
ной манжетой с направлением пальца втулками 4. Войлочное кольцо 3
предохраняет манжету от повреждения стружкой. Чтобы воздух из
одной камеры воздухораспределителя 6 не попадал в другую, исполь-
зована V-образная манжета, закрепленная металлическим кольцом 9.
Для уплотнения крышки цилиндра 12, закрывающей цилиндр 14,
в данной конструкции применена прокладка 25 из паронита. Очень
удобно уплотнение, показанное на рис. 47 (деталь 18). В этом случае
количество крепежных болтов 24 может быть сведено до двух—четы-
рех с выдерживанием прочностных характеристик для них, тогда
как уплотнение прокладкой требует определенного шага в располо-
жении крепежных болтов. Поршень 17, состоящий из двух полови-
нок, уплотнен У-образными манжетами 15 и 16. Кольцо 23 служит
для направления поршня. Шток 22 с деталями поршня, представля-
ющие собой неподвижное соединение, уплотняются кольцами. Уплот-
нение цилиндра со штоком с правой стороны произведено У-образной
манжетой 20 и войлочным кольцом 21, предохраняющим манжету от
стружки и сора извне. Резиновое кольцо 18 представляет собой амор-
тизатор для поршня, когда последний возвращается в исходное поло-
жение.
Кольца и У-образные манжеты изготовляются из маслостойкой
резины (соответственно по ГОСТ 9833—61 и 6969—54). При примене-
нии У-образных манжет обеспечивается точность посадки поршня и
других деталей пофили-ф . Такую систему посадки применяют
там, где по каким-либо условиям не может быть обеспечена обильная
смазка. Вместо У-образных манжет можно применить уплотнение
Рис. 48. Схема пневмогидравлического двигателя
теля 4 (рис. 47) произведено двумя
кольцами в конструкции,
приведенной на рис. 47.
Только в этом случае по-
садка поршня и других де-
талей должна быть выпол-
А А
йена по -тг или и смаз-
А А3
ка должна быть обильной.
Уплотнение гидравли-
ческих двигателей. Уплот-
нение маслораспредели-
[ьцами 6, установленными
во втулки 3. Внешнее кольцо, подобно войлочному кольцу, служит
для предохранения внутреннего кольца от - повреждения струж-
кой и сором извне [2]. Подобное уплотнецие сделано в крышке
цилиндра и в самом цилиндре (дет. 7, 8, 15 и 17). Крышка цилин-
дра 10 уплотнена кольцом 18. Для уплотнения поршня 11 приме-
няется кольцо 12.
Все кольца изготовляются из маслостойкой резины. Кольца обес-
печивают герметичность соединения при давлении до 300—350 кгс/см2
(30—35 Мн/м2) [2].
Для уплотнения гидравлических двигателей У-образные манжеты
не применяют. При эксплуатации колец требуется обильная смазка.
Пневмогидравлические приводы применяют в приспособлениях
для получения больших сил зажима [2]. По принципу действия эти
приводы бывают с преобразователями прямого и последовательного
действия.
Остановимся на изложении принципа работы упомянутого за-
жима прямого действия (рис. 48), который основан на непосредствен-
ном преобразовании низкого давления сжатого воздуха в высокое
давление жидкости — масла. Отношение -у- называется коэффи-
циентом усиления и принимается равным 15—20. Сила на штоке ги-
дроцилиндра
лО? о?
С = рв — ПоПпПг кгс (Н),
(32)
где рв — давление воздуха в кгс/см2 (Я/см2);
Ь х — диаметр пневмоцилиндра в см;
О 2 — диаметр гидроцилиндра;
йш — диаметр штока пневмоцилиндра в см;
т]0 = 0,95 — объемный к. п. д. (утечка жидкости);
г|п == 0,9 — к. п. д. пневмоцилиндра;
пг = 0,9 — к. п. д. гидроцилиндра.
Рабочее давление масла в гидроцилиндре
/^42
Рм = Рв(-^) •
12 3 4
Рис. 49. Схема зажимного
механизма, приводящегося
силами резания
Давление в пневмогидрозажимных приво-
дах может быть получено порядка 60—
80 кгс/см2 (6—8 Мн/м2). Однако при закрепле-
нии мелких и средних заготовок в инстру-
ментальном производстве таких больших
давлений не требуется, и поэтому эти за-
жимы в производстве инструмента не на-
ходят применения.
Приводы силами резания применяют
при работе на токарных и сверлильных
станках. Принцип работы таких механиз-
мов заключается в следующем (рис. 49).
Заготовка 1 устанавливается между
тремя эксцентриками — кулачками 2, кото-
рые сидят на одной оси с зубчатыми колесами 3. Последние сое-
диняются с центральным зубчатым колесом 4. Эксцентрики-кулачки
предварительно вручную вводятся в соприкосновение с заготовкой
с помощью пружин, создающих до возникновения силы резания
начальный момент трения между эксцентриками-кулачками и заго-
товкой. Например, при сверлении отверстия а сила резания стре-
мится повернуть заготовку по стрелке С и одновременно с этим
вращает кулачки-эксцентрики в направлении стрелки И, в резуль-
тате чего достигается закрепление заготовки С увеличением силы
резания, автоматически возрастает и сила зажима. Вследствие того,
что эксцентрики-кулачки сблокированы через зубчатые колеса 3 и 4,
они поворачиваются одновременно и самоцентрируют заготовку.
Эти приводы применяют при работе на токарных и сверлильных
станках.
§ 6. УСИЛИВАЮЩИЕ МЕХАНИЗМЫ В ПНЕВМАТИЧЕСКИХ
И ГИДРАВЛИЧЕСКИХ ПРИСПОСОБЛЕНИЯХ
При малых размерах пневмоцилиндра или диафрагменной камеры,
когда сила на штоке недостаточна, чтобы зажать заготовку по схеме
шток—изделие, прибегают к увеличению этой силы путем размеще-
ния усиливающего механизма между двигателем и заготовкой. Тогда
заготовка будет зажата по схеме шток—усиливающий механизм—
заготовки. К наиболее распространенным усиливающим механизмам
относятся рычажные и клиновые. Почти не применяют в инструмен-
тальном производстве рычажно-шарнирные механизмы.
Сила зажима
Г = (?/п кгс (Н), (33)
где /п — коэффициент передачи силы.
Рычажные механизмы увеличивают силу зажима в 2—3 раза.
На рис. 50, а приведена схема рычага 1-го рода, на рис. 50, б — схема
рычага 2-го рода. В первом случае сила зажима, без учета потерь на
трение в шарнирах,
= % = кгс (И), (34)
где а и Ь — плечи рычага в мм.
Рис. 50. Схемы рычажных механизмов
Для рычага 2-го рода сила зажима
Г = фп = <2 кгс (Н). (35)
Клиновые механизмы весьма распространены в пневматических
и гидравлических приспособлениях благодаря их компактности про-
стоте изготовления, надежности в работе и простоте регулирования.
На рис. 51 показана схема клинового механизма с роликовыми
опорами, весьма часто применяемая при конструировании подобных
приспособлений. Клин 1 с углом а, связанный резьбовым соедине-
нием со штоком двигателя, перемещаясь влево и опираясь на ролики 4,
входит в соприкосновение с роликом 3. При дальнейшем продви-
жении клина влево ролик 3, связанный с плунжером 2, будет подни-
маться рверх. При этом сила на штоке <2, во много раз увеличиваясь,
создаст необходимую силу зажима
<н>’ <36>
где а =.8-т-12 —угол клина;
<рх — угол трения на наклонной плоскости клина;
Фа — угол трения на горизонтальной плоскости клина;
Фз = 5 43 — угол трения
а направляющей плунжера.
Однако в приведенной формуле
силы трения в роликовых опорах
значительно меньше, так как
вместо трения скольжения при-
меняется трение качения. Тогда
вместо углов фх и ф2 подставляем
приведенные значения этих уг-
лов фпр:
1ёФпР = /4» <37>
Рис. 51. Схема клинового механизма с роли-
ковыми опорами
где I = 0,1 — коэффициент трения между роликом и осью;
й = 15 4-16 — диаметр оси ролика в мм;
О = 304-32 —диаметр ролика в мм.
Тогда формула (36) принимает вид
1 — (е (« + ФпР) Фз
(® 4" Фпр) 4- М? Фпр
кгс (Н).
(38)
На рис. 52, а показана конструкция клинового усиливающего
механизма с опорой клина на два ролика 12 и 13. Ролик 10 входит
в контакт с наклонной поверхностью в клине, образующей с пло-
скостью I—I угол а. Ролик 10 через ось 8 связан с плунжером 4.
Клин 6 связан со штоком 1 пневмо- или гидроцилиндра с помощью
штифта 2. В клине 6 проф'резерован паз б, в который входит выступ а
плунжера 4. При передвижении клина вправо или влево выступ а
на плунжере будет передвигать этот плунжер вверх или вниз. Ролики,
клин и плунжер расположены в корпусе 11 и закрыты крышкой 7,
прикрепленной к корпусу четырьмя винтами М8 и фиксируемой
двумя штифтами 5. Опорная поверхность ж корпуса 11 служит для
соединения с плитой приспособления с помощью четырех винтов М10
и фиксированием двумя цилиндрическими штифтами диаметром 8 мм.
Для смазки роликов просверлено центральное отверстие д, кото-
рое закрывается резьбовой пробкой 9. От этого центрального отвер-
Рис, 52. Конструкция клинового механизма
стия отходят четыре отверстия е. Для смазки применяют густое масло.
В верхней части плунжера сделан паз г, на который может опираться
сферический конец болта.
Другая конструкция плунжера приведена на рис. 52, б. В отвер-
стии корпуса плунжера нарезана резьба М22, куда ввертывается
винт, другой конец которого связывается с губкой приспособления.
Ролик, ось, клин и плунжер изготовляют из сталей У10, У10А,
9ХС, X и подвергают термической обработке для получения твердо-
сти: на ролике НЕС 56—62, на оси НЕС 50—55, на клине НЕС 52—56,
на плунжере НЕС 50—56. Корпуса клиновых механизмов делают из
сталей 15, 20, 15Х, 20Х, 9ХС, X и подвергают термической обработке
для получения твердости НЕС 58—62.
Цанговые механизмы также можно рассматривать как усили-
вающие механизмы. Тогда коэффициент передачи силы [см. формулу
(20)].
'п = 12 (“ + Ф1) + Ч>2 ’
§ 7. КОРПУСА ПРИСПОСОБЛЕНИЙ И СВЯЗЬ ИХ
СО СТАНКОМ
Корпуса приспособлений служат основанием всякого приспо-
собления. К ним прикрепляются установочные детали, направляю-
щие, зажимы, шпиндели, кулачки, цанги и т. д. Корпус приспособле-
ния поглощает вибрацию, возникающую в процессе резания от не-
равномерного припуска, твердости металла и т. д. Поэтому для доста-
точной жесткости корпуса делаются массивными. В отдельных слу-
чаях жесткость корпуса повышается" путем введения ребер.
Корпуса бывают открытые и закрытые. Открытые корпуса харак-
терны для токарных, фрезерных, протяжных и шлифовальных при-
способлений. Закрытыми называют такие корпуса, которые открыты
с одной стороны (рис. 53, а), с двух сторон (рис. 53, б) и с трех сторон
(рис. 53, в). Такие корпуса имеют вид коробки и применяются глав-
ным образом в сверлильных приспособлениях.
Связь корпуса приспособления со станком. Корпус приспособле-
ния может быть жестко связан со станком и свободно установлен без
всякого закрепления.
Жестко связанные корпуса разделяются на вращающиеся и не-
подвижно закрепленные на столе станка. К вращающимся корпусам
относятся приспособления для токарных, фрезерных и внутрйшлифо-
Рис. 53. Закрытые корпуса приспособлений
станка относятся приспособления
для фрезерных, протяжных, дол-
бежных и плоскошлифовальных
работ. Свободно устанавливаемые
без всякого закрепления корпуса
приспособлений применяются при
сверлении отверстий в мелких и
средних заготовках.
К вращающимся корпусам от-
носятся планшайбы, к которым
крепятся различные патроны.
Буртик а (рис. 54) центрирует
корпус патрона относительно оси
шпинделя станка, а отверстие б
служит для соединения патрона
и планшайбы с помощью болтов.
Конец шпинделя станка обычно
Рис. 54. Планшайба
заканчивается гладкой направляющей поверхностью и резьбовой
частью. Поверхность центрирует планшайбу, а резьба прочно соеди-
няет ее со шпинделем станка. Левый конец шпинделя токарных и
других станков снабжается резьбовой и направляющей частями для
установки на них пневматических или гидравлических двигателей.
Точное центрирование заготовок достигается путем применения
оправки, ось конического хвостовика которой, будучи установлен-
ной в конические отверстия шпинделя 1 станка или делительной го-
ловки, будет совпадать с его осью. В этом случае (рис. 55) заготовка 2
надевается на оправку и зажимается гайкой 4 через разрезную
шайбу 3.
Неподвижно закрепленные корпуса на столе станка применяют
для фрезерных и протяжных работ. В последнем случае корпус свя-
зывается с неподвижной планшайбой станка. Эта связь осуще»
ствляется с помощью болтов. Для этого в лапах корпусов предусма-
триваются проушины (см. рис. 30, 31 и 35). В эти проушины заводят
болты с четырехгранной головкой. Головка болта входит в Т-образный
паз фрезерного и протяжного станка.
Рис. 55. Оправка для установки в коническое отверстие шпин-
деля стан кд
Рис. 56. Направляющая шпонка
Правильное направление приспособления на столе станка дости-
гается направляющей шпонкой, устанавливаемой в паз основания
корпуса и прикрепляемой к нему одним или двумя винтами (см. де-
тали 13 и 19 на рис. 30). Длина шпонок 25—50 мм; их число зависит
от длины корпуса. Профиль шпонки выполняется ступенчатым
(рис. 56) для удобства подгонки плоскости С по размеру В Т-образ-
ного паза.
Свободно устанавливаемые корпуса применяются для мелких и
средних размеров сверлильных приспособлений, а также для приспо-
соблений, устанавливаемых на магнитную плиту плоскошлифоваль-
ного станка.
Корпуса сверлильных приспособлений снабжаются ножками
(рис. 57, а, б) или выступами (рис. 57, в), которые помогают ориенти-
ровать приспособление на столе станка, где всегда имеется стружка.
Материал корпусов. Корпуса приспособлений делают из ста-
лей 30, 35, 40, 45. В целях экономии металла и для уменьшения меха-
нической обработки часто применяют дуговую сварку. Корпуса для
мелких и средних приспособлений изготовляют методом свободной
ковки. Мелкие и средние корпуса приспособлений целесообразно
делать из сплавов алюминия.
§ 8. ОПРЕДЕЛЕНИЕ СИЛЫ ЗАЖИМА И ПАРАМЕТРОВ
ПРИВОДА
При конструировании зажимных механизмов с ручным приводом
силу зажима обычно не рассчитывают, а выбирают на основании
практического опыта. При проектировании же приспособлений с пнев-
матическими и гидравлическими приводами их параметры определяют
только методом расчета. Покажем на двух примерах ход расчета пара-
метров привода.
На рис. 58 показана схема токарной обработки заготовки в па-
троне. В точке А при точении возникает сила Рг, рассматриваемая
как сила сопротивления срезаемого слоя. С. позиций курса «Сопро-
тивление материалов» — эта сила есть ни что иное как реакция силы
резания Ргс, направленной вверх. Сила резания стремится повернуть
96
заготовку по часовой стрелке. Для ее удержания следует приложить
силу трения Ртр, равную силе Ргс, но направленную в противополож-
ную сторону, навстречу ей. Сила трения
Ртр = кгс (Н),
где р — коэффициент трения покоя, который будем называть коэф-
фициентом сцепления.
Сила зажима IV, удерживающая заготовку,
№ = кгс (Н). (40)
г*
Сила зажима зависит от диаметра заготовки, вылета ее из патрона,
материала обрабатываемой заготбвки, глубины резания, подачи.
Сложность определения силы зажима заключается в том, что имеется
множество переменных величин и их трудно рассчитать. Поэтому
с достаточной для практических целей точностью, сила зажима №
определится в предположении, что действует одна сила, которая
стремится повернуть заготовку и сдвинуть ее вдоль оси.
Величина этой силы получится в результате геометрического
сложения сил Ргс и Рхс:
Р = + кгс (Н), (41)
где РЛС — сила резания, действующая вдоль оси заготовки и состав-
ляющая 0,25Ргс.
Подставляя в формулу (41) вместо РХс ее значение 0,25Ргс и про-
изведя соответствующие преобразования, получим
С = 1,03Р^^Ргс кгс (Н). (42)
Влияние вылета заготовки из патрона, а также непрерывное изме-
нение условий работы на станке, колебание припусков, твердости
металла и другие факторы учитыва-
ются коэффициентом надежности К.,
который вводим в формулу (42).
Рис. 57. Ножки (а, б) и выступы (в)
в корпусах для сверлильных приспосо-
блений
4 А. И. Барсов
Рис. 58. Схема действия сил
при точении
97
Коэффициент К выбирается в зависимости от отношения -у, где Б —
диаметр заготовки, а Ь — вылет заготовки из патрона:
Л: О......................0,5 1 1,5 2
К ........................ 1,5 2 2,5 4
С учетом коэффициента надежности К формула (42) примет вид
Р^КР,с кгс (Н). (43)
Тогда, пользуясь формулой (40) и имея в виду, что Ртр = Рг —
= Ргс, сила зажима
^=4 = “Г" КГС (н)- (44)
г** г**
Ниже приведены значения коэффициента ри
Состояние установочной поверхности р,
Гладкая ................................. 0,2—0,25
С кольцевыми или параллельными канавками.. 0,3—0,4
С перекрестными взаимно перпендикулярными канавками 0,45—0,5
С зубьями для зажима по необработанным поверхностям 0,8—1,0
Следует сказать, что каждый кулачок патрона (см. рис. 58), испы-
тывает 1/3 нагрузки, т. е. -5- и, следовательно, сила трения на каж-
р
дом кулачке также составит 1/3, т. е. -Д.
Обратимся к уравнению (33), которое связывает силу зажима №
с силой на штоке коэффициентом передачи силы »п. Перепишем это
уравнение в развернутом виде применительно к пневмоцилиндру двой-
ного действия и с закреплением заготовки в цанговом патроне при
отсутствии упора в цанге. Рабочий ход поршня установлен со сто-
роны полости цилиндра со штоком. Для этого используем формулы
(21), (23) и (44). Тогда уравнение, связывающее силу зажима №
с силой на штоке (2 и коэффициентом передачи силы 1П, будет иметь
вид
Ы = Л.(О._^)рП_^_5_(7- + Г)кгс(Н), (45)
В этой формуле неизвестным параметром оказывается Б — диа-
метр цилиндра. Для гидроцилиндров неизвестными параметрами,
в зависимости от обстоятельств, могут быть Б и р. Для нахождения
силы Рг вначале надо определить мощность резания Урез при обра-
ботке любым методом, а затем по формуле для окружной силы вычис-
ляется сила Рг.
Эмпирические формулы для 1Урез можно найти в учебных пособиях
по резанию металлов и различных справочниках по нормированию.
Второй пример приводим на фрезерование лапок и квадратов ре-
жущих инструментов (рис. 59). При фрезеровании лапки сверла
98
Рис. 59. Схема действия сил при фрезеровании квадратов (а) и лапок (б)
или какого-либо другого инструмента базой для установки может слу-
жить конический хвостовик, закладываемый в призму, а при фрезеро-
вании квадрата базой будет цилиндрический хвостовик, устанавли-
ваемый-в цангу. Фрезерование в обоих случаях производят двумя
дисковыми трехсторонними фрезами. В первом случае на этих фрезах
сделаны радиусы согласно номеру конуса Морзе. На рис. 59 показано
действие сил Р„с и Р2с — это соответствующие силы резания, а силы
Рп и Рг — их реакции.
Сила резания РНс стремится сдвинуть заготовку по стрелке А,
препятствует ей сила №. Тогда перепишем формулу (33) в разверну-
том виде применительно к приспособлению'с приводом от пневмоци-
линдра с клиновым усиливающим механизмом. Такое приспособление
изображено на рис. 40. Для этого используем формулы (22), (38) и
(44): '
Рнс^Я 1 —18 (а + Фпр) + Фз /и.
—18(а+фщ,) + 1„д> (Н).
(46)
где д — количество одновременно обрабатываемых поверхностей;
К = 2 — коэффициент надежности.
При определении параметров привода прежде всего надо пра-
вильно установить: какие силы появляются при обработке данной за-
готовки в конкретном приспособлении и в каком направлении эти
силы действуют. Далее вычисляют ЛГрез, затем Р2. После этого со-
ставляют уравнение, связывающее силу зажима V? с силой на штоке 0
и соответствующим коэффициентом передачи силы /п (или без него).
§ 9. ПРИСПОСОБЛЕНИЯ ДЛЯ СТАНКОВ ТОКАРНОГО ТИПА
Центры применяют в инструментальном производстве для обра-
ботки хвостового режущего инструмента, измерительного и вспомо-
гательного инструментов на токарных, многорезцовых и других стан-
ках.
♦
Вращение заготовки (рис. 60), установленной между передним
центром 1 и задним центром 5 токарного станка, осуществляется
с помощью планшайбы 2. В ней установлен палец 3, увлекающий хо-
мутик 4, надетый на заготовку. Заготовка в хомутике закрепляется
винтом 3. Недостаток приведенной конструкции — отсутствие предо-
хранительных устройств, служащих для «смягчения» удара при вы-
лете заготовки из центров.
В целях создания безопасной работы с большими скоростями
резания применяют планшайбы, оснащенные стальным кожухом 9.
Кожух прикрепляется к планшайбе винтами 10 с небольшим шагом
расположения (50—60 мм). Со стороны шпинделя станка буртик а
защищает рабочего от возможной травмы выступающей гайкой
пальца 3. Центры 6 с твердосплавным наконечником 8 иногда исполь-
зуют при работе с большими скоростями резания. Широко применяют
вращающиеся центры. Центр 7, показанный на рис. 60, имеет большой
вылет и, следовательно, обладает небольшой жесткостью. Достаточ-
ная жесткость достигается встраиванием подобных центров в корпуса
задних бабок токарных многорезцовых станков.
На режущих инструментах обрабатывают: затылки зубьев на
токарно-затыловочных станках; пазы, канавки, и другие поверх-
ности — на фрезерных станках; резьбу — на резьбошлифовальных
станках; передние поверхности затылованных зубьев — на заточных
станках. Во всех этих случаях требуется жесткая связь хомутика
с планшайбой (рис. 61, а). Изогнутый конец хомутика в (рис. 60)
входит в просвет а (рис. 61, а), образованный между концами бол-
тов 1 и 3. Болт 3 с контргайкой 2 остается неподвижным в процессе
работы. Наоборот, болт 1 — подвижный и служит для закрепления
изогнутого конца хомутика каждый раз при установке новой заго-
товки. Обычный хомутик с прямым концом б (рис. 60) широко приме-
няется при выполнении различных токарных работ.
Хомутик, изображенный на рис. 61, б, используют в мелко- и сред-
несерийном производстве при закреплении заготовок за определен-
но
Вид А
ную цилиндрическую или коническую поверхность. Преимущество
работы с таким хомутиком — отсутствие вмятин на зажимаемой по-
верхности. Сила зажима создается при затягивании болтом 1 в резуль-
тате трения между поверхностями хомутика и заготовки. Прорез б
предусмотрен для хорошего пружинения половинок хомутика.
Хомутики, показанные на рис. 60, изготовляют из углеродистой
конструкционной стали или из ковкого чугуна, а хомутики, приве-
денные на рис. 61, — из конструкционной углеродистой стали. При
закреплении заготовок на токарных станках применяют наружные
(рис. 62, а) и чашечные (рис. 62, б) центры с рифлением. На рис. 63
показаны приспособления для обработки хвостовых инструментов
в центрах без хомутика. Установленный в корпусе 1 подвижный
центр 3, подпираемый пружиной 2, предусмотрен для установки заго-
товки по центровому отверстию. Торцовая поверхность заготовки б
опирается на торец приспособления, имеющего зубцы, смещенные от
оси на величину а (рис. 63). Зубцы вдавливаются в незакаленную по-
верхность заготовки под действием нажима заднего центра, и заго-
товка начинает вращаться (это приспособление зажимает заготовки
диаметром 12—55 мм). повернуто,
увеличено
Рис. 62. Наружный (а) и чашечный (б) центры с рифлениями
Рис. 63. Приспособление для обработки хвостовых инструментов в центрах
без хомутика
Оправки бывают с цилиндрической и конической рабочей частью.
На рис. 64, а показана цилиндрическая оправка, на рабочую часть
которой надевается заготовка с зазором Л = — й (рис. 64, в).
Эксцентриситет е равенПри закреплении заготовки гайкой 3
через шайбу 2 фиксируется зазор Л, который после обработки обра-
зует биение, равное 2е или Д. Диаметр гайки делают немного меньше
диаметра рабочей части оправки. Длина Ь оправки, изображенной
на рис. 64, а9 берется из отношения 104-12.
Перпендикулярное1 расположение левого торца гайки 3 относи-
тельно оси резьбы достигается шлифованием на резьбовых оправках
на круглошлифовальных станках. Канавки аиб служат для размеще-
ния заусенцев, почему-либо не снятых на предыдущих операциях.
Лыски в и г назначаются для надежного соединения с хомутиком.
Канавка д предусматривается для устранения влияния износа шли-
фовального круга, в процессе изготовления оправки. Как правило,
оправки снабжаются центровыми отверстиями с предохранительным
конусом.
На рис. 64, б показана оправка с конусом Морзе, устанавливаемая
в коническое отверстие шпинделя станка или делительной головки.
Такая оправка значительно жестче оправки, изображенной на
рис. 64, а. На конической оправке заготовки удерживаются за счет
трения, возникающего между поверхностями отверстия заготовки
и конической частью оправки (рис. 65, а). На конических оправках
осуществляется беззазорное и точное базирование заготовки. Конус-
ность рабочей части конической оправки (рис. 65, б)
V = (47)
где Д! и Д 2 — наибольший и наименьший диаметры рабочей части
оправки в мм;
Ь — длина рабочей части в мм;
а — угол наклона образующей рабочей части.
Конусность для оправок обычной точности V = ’ а для
точных работ V — -ь 14^дд- Наибольший диаметр рабочей части
оправки Д1 = Диздшах + 0,01 мм, а наименьший диаметр Да =
= ^издтШ — (0,0054-0,01) ММ.
Перекос заготовки на конической оправке возможен из-за неиз-
бежных отклонений цилиндричности как отверстия, так и диаметра
оправки. В результате заготовка примет положение, показанное на
рис. 65, в, и торец б после шлифования на круглошлифовальном
станке будет иметь биение относительно базовой оси заготовки. Тогда
заготовка, насаженная на оправку, отклонится на величину угла 2а
(будет выбран зазор). На рис. 65, в выбранный зазор зачернен. Из
прямоугольного треугольника ССНУ катет а (рис. 65, г) будет равен
а = /? 81п а. Треугольником СШ)' пренебрегаем из-за малой вели-
чины его.
Считая, что в пределах одного градуса а = 8Ш а,
а = а
С другой стороны, катет а равняется половине величины биения,
следовательно, биение
е = 27?1§а, но =
тогда
8 == (48)
Из этой формулы можно определить конусность оправки, если
заданы /? и 8.
Патроны. Заготовки насадной группы (фрезы, долбяки, шеверы,
развертки, зенкеры) обрабатывают главным образом на первичных
операциях до закалки в целях получения отверстия как базы для
дальнейшей обработки. Для этого применяют патроны: трехкулачко-
вые самоцентрирующие с ручным приводом; трехкулачковые само-
центрирующие с приводом от пневмо- или гидродвигателя; цанговые
и др.
Т р е х к у л а ч к о в ы е самоцетрирующие па-
троны широко применяют в единичном и мелкосерийном произ-
водстве. Однако принципиальная схема патрона не дает точной уста-
новки заготовки относительно оси шпинделя станка вследствие по-
стоянной погрешности. Такая погрешность объясняется тем, что на-
резка, образованная по спирали Архимеда, имеет в различных точках
различные радиусы кривизны. Беспрепятственное перемещение ку-
лачков по спирали (при раздвижении. или схождении) достигается
дополнительной обработкой нарезки на кулачках, а это обстоятель-
ство приводит к искажению профиля нарезки. Значит при раздвиже-
нии или схождении кулачков геометрическая ось заготовки не будет
совпадать с осью шпинделя станка. Поэтому для получения требуемой
концентричности наружной поверхности относительно оси заготовки
прибегают к настройке патрона путем протачивания «на месте» неза-
каленных кулачков под наружную, уже обработанную поверхность
заготовки на предыдущей, операции. Подобно этому поступают при
шлифовании отверстий на внутришлифовальных станках. Только
в этом случае кулачки шлифуют «на месте».
Трехкулачковые самоцентрирующие па-
троны от пневмо-или гидропривода. На рис. 66, а пока-
зан патрон с клиновым усиливающим механизмом. В корпусе 5 уста-
новлены три ползуна 6 с клиновыми пазами, находящимися в зацеп-
лении с клиновыми пазами муфты 4. Гайка 3 и винт 1 служат для со-
единения с тягой (тяга не показана), связывающей патрон с пневмо-
или гидродвигателем. Длина хода поршня регулируется путем пере-
104
мещения в нем винта 1 и гайки 2. Положение гайки 2 фиксируется
стопорным винтом 9. Отверстие а служит для размещения режущего
инструмента, например сверла. Патрон соединяется с планшайбой
винтами 8, а центрирование производится по выточке б.
Достоинства патрона: компактность, жесткость и износостойкость
клинового усиливающего механизма из-за большой поверхности со-
прикосновения муфты с ползунами 6. Форма кулачка 7, показанная на
рис. 66, а, применяется для отношения <3 0,5, а форма кулачка,
показанная на рис. 66, б, для отношения В> 0,5. .
Коэффициент передачи силы 12)
____________1_____________
1б(« + <Р1) + К ’
(49)
где а = 12ч-15° — угол клина;
<р1 = 5°43' — угол трения на наклонной поверхности клина;
I — вылет кулачка от середины направляющей паза корпуса
патрона до центра приложения силы (середина зажимной
части кулачка) в мм;
— длина направляющей части ползуна, находящейся в кон-
такте с корпусом патрона, в мм;
/ = 0,1 — коэффициент трения в направляющей ползуна;
К — коэффициент для прочих потерь на трение в механизме
патрона; для этой конструкции К — 1,05.
На рис. 67, а приведен трехкулачковый самоцентрирующий пат-
рон с рычажным усиливающим механизмом. Сущность конструкции
патрона заключается в следующем. Цапфа б рычага 1 выполняется
как одно целое. Головка рычага, передвигающая ползун 2 через вкла-
дыш 5, имеет сферическую форму в. Эта головка ведет ползун 2 череа
Рис. 66. Трехкул^ч-
ковый самоцентриру-
ющий патрон с кли-
новым усиливающим
механизмом с приво-
дом от пневмо- или
гидродвигателя
а)
Рис. 67. Трех кулачковый самоцентриру ющий пат-
рон с коленно-рычажным усиливающим механиз-
мом с приводом от пневмо- или гидродвигателя
Рис. 68. Цанговые патроны
с приводом от пневмо- или
гидродвигателя
вкладыш 3, установленный в цилиндрическом гнезде. Вкладыш изго-
товляется из бронзы или антифрикционного чугуна. Коэффициент
передачи силы 1п (рис. 67, б) [2 ]
(50)
где а — малое плечо рычага в мм;
Ь — большое плечо рычага в мм;
К — коэффициент для прочих потерь на трение; для данной кон-
струкции К = 1,2.
Цанговые патроны. Обработка отверстий в режущих
и других инструментах, а также и наружных поверхностей, осущест-
вляется в цанговых патронах. В мелкосерийном производстве приме-
няют патроны, подобно изображенным на рис. 37.
Цанговые, патроны с приводом от пневмо- или гидродвигателя
показаны на рис. 68. На шпиндель станка (рис. 68, а) навертывается
корпус 1 патрона, в котором запрессована втулка 2. В эту втулку
установлена цанга 3. Осевое перемещение цанги при закреплении или
откреплении заготовки осуществляется тягой 4. Последняя связы-
вается со штоком пневмо- или гидродвигателя. Конструкция патрона,
изображенная на рис. 68, б, проще. Цанги в этих патронах делаются
чаще с шестью кулачками (на рис. 68 показаны цанги с тремя кулач-
ками).
§ 10. ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРНЫХ РАБОТ
Заготовки, обрабатываемые в серийном производстве режущего
инструмента, могут быть плоскими или иметь форму тел вращения.
Приспособления для фрезерных работ могут иметь ручной, пневма-
тический или гидравлический приводы.
Приспособления с ручным приводом. На рис. 30 показано при-
способление для фрезерования паза под разжимной винт к круглой
плашки. Плашки фрезеруются в два ряда двумя фрезами, в каждом
ряду устанавливается по пять плашек. В мелкосерийном производ-
стве можно использовать подобное приспособление с расположением
плашек в один ряд. Фрезерование осуществляют на горизонтально-
фрезерном станке.'
Машинное время в этой операции составляет меньше половины
штучного времени, поэтому для данной конструкции приспособления
нужно применить быстродействующий зажим (эксцентриковый),
в целях резкого уменьшения штучного времени и повышения произ-
водительности труда.
Устройство эксцентрикового зажима было описано выше (см;
рис. 30). К корпусу приспособления 22 прикрепляется установочная
опора 7, снабженная двумя призмами с углом 90° для установки
плашек. Эта опора привинчивается к корпусу шестью винтами 17 и
фиксируется двумя штифтами 18. Последняя плашка ряда упирается
в планку 6, привинченную к корпусу винтами 5. Поверхности дета-
лей 6. и 7, входящие в соприкосновение с заготовками и сопрягаемые
с корпусом приспособления, шлифуются. Планка 6 и опора 7 изго-
товляются из сталей X, У10, У12 или цементуемых сталей и за-
каливаются до твердости НЕС 48—56 для повышения их износостой-
кости. Каждый прихват 9 для закрепления плашек имеет две полу-
губки. Для предупреждения выпадания оси 16 из отверстия преду-
смотрен стопорный винт 15.
Отталкивание прихвата от заготовки в момент освобождения пла-
шек обеспечивается пружиной 23. Эта пружина действует через
втулку 8, у которой один конец получает достаточное направление
в корпусе приспособления, а другой входит в небольшое углубление
прихвата. Эта втулка введена для того, чтобы предупредить засорение
пружины стружкой. При наличии втулки и вследствие обтекаемой ее
формы стружка не будет задерживаться на поверхности этой втулки.
Направляющая шпонка 13, прикреплйемая двумя винтами 19, служит
для правильного расположения приспособления относительно про-
дольной оси стола. Винт 12 играет роль шпонки и не дает болту 14
поворачиваться вокруг своей оси. Сферическая шайба 10 обеспечи-
вает передачу равномерной нагрузки от опорной поверхности
гайки 11 на поверхность прихвата 9.
На рис. 69 показано приспособление для фрезерования пластин-
заготовок для ножей сборных инструментов. Заготовки устанавли-
ваются в двух отделениях приспособления. В отделении, справа, на
заготовках фрезеруют ребра под углом 25°, а в отделении, слева —
ребра под прямым углом к широкой поверхности. Процесс обработки
идет так. Сначала заготовку закладывают в правую часть, затем
после обработки их под углом 25° перекладывают в левую. Если бы
делалось наоборот, то при фрезеровании ребер под углом 25° высота
Н могла оказаться недостаточной для надежного закрепления пластин
в процессе обработки.
Заготовки устанавливаются на опору 6, прикрепляемую к кор-
пусу винтами 15. Планка 7 делается отдельно и опора ориентируется
в корпусе с помощью паза а. Опора 6 и планка 7 соединяются с корпу-
сом приспособления винтами 14. Выступ б опоры 6 правильно ориен-
тирует ее в корпусе приспособления (не надо иметь установочных
штифтов) и в то же время служит препятствием для болта /, преду-
преждающим его от проворачивания при завертывании гайки 2.
На поверхностях виг опорной планки, с целью повышения коэф-
фициента сцепления заготовки с поверхностью планки 7, предусмо-
трены перекрестные взаимно перпендикулярные канавки. Прихваты 5
стягиваются болтом 1 с помощью широкой гайки 2. Гайка опирается
на комплект сферических шайб Зи 4. Прихват связывается с опорой 10,
эта опора с плотной посадкой вставляется в отверстие корпуса при-
способления и от выпадания из нее удерживается стопорным вин-
том 12. Ось 11, связывающая прихват с опорой 10, закрепляется сто-
порным винтом 9. Втулка 8, как и в предыдущем приспособлении,
служит для предотвращения засорения стружкой пружины 13.
Делительные головки с непосредственным делением с ручным
приводом. В единичном и мелкосерийном производстве при фрезеро-
вании стружечных канавок на режущих инструментах применяют
108
универсальные делительные головки. В серийном производстве режу-
щих инструментов работа по образованию канавок, пазов, зубьев,
шлицев и других поверхностей на заготовках, имеющих форму тел
вращения, осуществляется в делительных головках с непосредствен-
ным делением. Эти головки обладают большей жесткостью, чем уни-
версальные. Универсальные делительные головки в подавляющем
большинстве случаев имеют коническое отверстие в шпинделе Морзе 4,
тогда как на головках с непосредственным делением для конических
отверстий применяют конус Морзе 5, 6, метрические 80 и 100.
' На рис. 70 показана схема делительной головки для непосред-
ственного деления с ручным приводом. В этой головке имеются че-
тыре сборочные единицы: 1 — шпиндельная группа; 2 — делитель-
ный механизм; 3 — замковый механизм; 4 — корпус. На рис. 71, а
приведена конструкция делительной головки для непосредственного
деления, выполненной по схеме, приведенной на рис. 70. Шпиндель-
ная группа состоит из деталей, имеющих следующие назначения.
Шпиндель 1 делается с коническим отверстием Морзе 4, 5, 6 или ме-
трическим 80 и 100. В это отверстие устанавливаются оправки: кон-
сольные или центровые, или такие, у которых один конец входит
в отверстие головки, а второй конец поддерживается центром задней
бабки. Все размеры деталей этой делительной головки и габаритные
размеры ее определяются размером конического отверстия в шпин-
деле под конус Морзе.
Передняя шейка подшипника — коническая с углом конуса 10°.
Шпиндель изготовляется из стали 40Х и термически обрабатывается
до твердости НВ.С 35—45. Шпиндель установлен в двух подшипниках
скольжения: цилиндрическом 12 и коническом 20. Подшипники де-
лаются из бронзы, антифрикционного чугуна и из других материалов.
Упорный подшипник 21 воспринимает осе-
вые силы, возникающие в процессе реза-
ния. Вместо шарикоподшипника можно при-
менять игольчатые упорные подшипники.
Плавность хода шпинделя регулируется
двумя гайками 8. Между одной из этих гаек
и торцом заднего подшипника установлена
шайба 11, назначение которой состоит в обес-
печении смазки шлифованного торца гайки 8
при вращении шпинделя в момент деления.
Для этого шайба, оставаясь неподвижной,
связывается с подшипником 12 с помощью
штифта, подобно тому, как это сделано по
второму варианту конструкции переднего
подшипника (см. рис. 71, б, дет. 35). На тор-
це шайбы проточена смазочная канавка,
эксцентрично расположенная относительно
отверстия (рис. 71, в).
Гайки 8 изготовляются из сталей У7, У8
и подвергаются термической обработке для
получения твердости НЯС 35—45, шайба
Рис. 70. Схема ручной дели-
тельной головки с хнепо-
средственным делением
Рис. 71. Конструкция делительной головки
с непосредственным делением
делается из стали 40. Между гайкой 8 и корпусом штурвала 4 с руч-
ками 5 установлен делительный диск 5 с пазами. В один из этих пазов
входит фиксатор 7. Делительный диск (сталь 9ХС, X; твердость
НРС 55—62) соединен со шпинделем посредством шпонки 6. Две
гайки 2, из которых одна контргайка, зажимают деталь 4 и диск 5.
К подшипникам масло подается через соответствующие отверстия,
в резьбу которых ввертываются необходимого размера масленки.
Передний подшипник защищается от грязи, пыли, стружки сальни-
ком 28.
Делительный механизм устроен следующим образом. Фиксатор 7
(сталь 9ХС, X; твердость НРС 50—56) ходит в направляющей 19
(сталь У7—У8; твердость НРС 35—45), предусмотренной для созда-
ния износостойкого соединения фиксатор—направляющая (вместо
непосредственного соединения с корпусом). Направляющая 19 при-
крепляется к корпусу винтами 15 и фиксируется штифтом 16. Зацеп-
ление фиксатора с делительным диском обеспечивается пружиной 10,
одним концом упирающейся во внутреннюю стенку фиксатора, а дру-
гим концом — в деталь 17, связанную с направляющим винтом 18.
Фиксатор и другие детали делительного механизма закрывают крыш-
кой 9, привернутой к корпусу четырьмя винтами. Вывод фиксатора
из зацепления с диском осуществляется вращением рукоятки 14
вправо через штифт 13, запрессованный в верхнюю часть фиксатора.
Рукоятка вращается на гладком цилиндрическом уступе (как на оси)
винта 29, ввернутого до отказа по самый уступ. Высота уступа (после
соответствующей подгонки) дает возможность создать свободу (без
излишней качки) передвижения рукоятки. Наилучшей формой фик-
сатора является призматическая форма с клиновидным концом (угол
клина 10—15°). Клиновидное соединение можно отнести к беззазор-
ному соединению.
Замковый механизм предусмотрен для прочного закрепления
шпинделя во время фрезерования. Устройство этого узла следующее.
При навинчивании рукоятки 22 на болт 23 последний своей головкой
давит на сухарь 26, а одновременно с этим рукоятка 22 нажимает на
сухарь 24. В результате скосы сухарей, выполненные по радиусу
шпинделя в этом месте, будут прочно его удерживать. Штифт 27, за-
прессованный в сухарь 26, не дает болту 23 провёртываться при на-
винчивании на него гайки 22. Освобождение шпинделя для поворота
на следующее деление производится путем свинчивания гайки с болта.
Пружина 25 отталкивает сухари 24 и 26 от поверхности шпинделя и
тем самым последнему обеспечивается легкое вращение.
Для правильной установки делительной головки на столе станка
предусмотрена шпонка 80, прикрепленная к корпусу двумя вин-
тами 31. Из соображений технологичности корпус выполнен сварным.
Рис. 72. Делительная головка с непосредственным делением с приводом от гидродвигателя
НГ
Другой вариант переднего подшипника показан на рис. 71, б.
Между буртиком шпинделя и торцом подшипника установлены два
кольца. Кольцо 32 связано с буртиком шпинделя двумя штифтами 33,
а кольцо 34 — с передним подшипником двумя штифтами 35. На тор-
цах колец расположены эксцентрично проточенные канавки для
смазки (см. рис. 71, в). Эти кольца служат также для регулирования
натяга шпинделя в переднем подшипнике (путем шлифования поверх-
ностей, прилегающих к подшипнику и буртику шпинделя).
Делительная головка с гидроприводом для непосредственного.
деления показана на рис. 72, а. Она служит для фрезерования ква-
драта у разверток и метчиков. Конструкция головки в основном повто-
112
ряет изложенную выше делительную головку для непосредствен-
ного деления с ручным приводом. Отличительной особенностью этой
головки является следующее. Рукоятка 1 предусмотрена для пово-
рота шпинделя 5 на следующее деление. Делительный диск 3 соеди-
няется с гидроцилиндром с помощью болтов 4. Заготовку вводят
через полое отверстие в шток-поршне 2, соединенного с цангой 6.
Вместо конструкции замкового механизма, приведенной на рис. 71, а,
для этих же целей предусмотрен гидроцилиндр со шток-поршнем 5.
Вместо делительного диска 3 при фрезеровании квадратов и прямых
стружечных канавок шпиндель в сечении А—А выполняется с че-
тырьмя, шестью и восемью поверхностями, в одну из которых будет
упираться шток-поршень и прочно удерживать шпиндель в процессе
фрезерования (рис. 72, б). Ручка 9 служит для подачи коротких
заготовок до упора 7. Эта ручка разрезана пополам на длине / для
лучшего захвата заготовки за рабочую часть.
Приспособление с пневмоприводом для фрезерования цилиндри-
ческих и плоских заготовок показано на рис. 73. В этом приспособле-
нии применен клиновой усиливающий механизм, состоящий из опор-
ных роликов 3 и 4, клина 5 с пазом а. В этот паз входит выступ плун-
жера 8. Внешняя наклонная плоскость б клина соприкасается с роли-
ком 7. Угол наклона паза и внешней наклонной плоскости клина
может быть выбран в пределах 8—12°. В плунжер 5 входит болт 10,
конец которого служит для закрепления заготовки 11. Вылет болта
можно регулировать. Положение вылета фиксируется контр-гайкой 9.
На конце болта 10, в зависимости от требований закрепления, может
быть предусмотрен покачивающий прихват с двумя полугубками.
Ролики смазывают через отверстия в. Эти отверстия закрываются
винтами 6. Шток /щневмодвигателя соединяется с клином посредством
цилиндрического штифта 2.
§ 11. ПРИСПОСОБЛЕНИЯ ДЛЯ СВЕРЛИЛЬНЫХ РАБОТ
В производстве режущего инструмента сравнительно небольших
размеров сверлильные операции выполняют на вертикально-свер-
лильных станках. Сверлильные приспособления или кондукторы
должны обеспечить не только правильное базирование и закрепление
заготовки, но и правильное направление режущего инструмента
(сверла, зенкера и развертки). Заготовки цилиндрической формы,
в зависимости от технологических требований, устанавливаются
в самоцентрирующие патроны (кулачковые, цанговые, эксцентри-
ковые), в призмы, в кондукторы с ориентировкой по наружной по-
верхности, в кондукторы с ориентировкой по отверстию..
Кондукторные втулки позволяют точно направлять режущий
инструмент. Различают следующие основные конструкции кондук-
торных втулок: постоянные с буртиком (рис. 74, б) и без буртика
(рис. 74, а), сменные (рис. 74, в) и быстросменные (рис. 74, г). Кон-
дукторные втулки в Советском Союзе регламентированы ГОСТом,
соблюдение которого является обязательным для всех заводов. В от-
дельных случаях, в зависимости от конкретных условий, применяются
специальные кондукторные втулки.
Рис. 74. Кондукторные втулки
Постоянные втулки без буртика часто устанавливают не заподлицо
с поверхностью кондукторной плиты. Это делают для легкого нахо-
ждения их при работе тогда? когда эта плита заливается эмульсией
и покрывается стружкой.
Удаление изношенных втулок и затем запрессовка новых связано
с проверкой новых, вновь полученных расстояний между осями вту-
лок. Трудоемкость такой работы очевидна. Поэтому в серийном про-
изводстве применяют сменные кондукторные втулки. В этом случае
используют две втулки, из которых одна постоянная, а другая смен-
ная. Для замены втулки следует только вывернуть винт, вынуть
втулку, поставить новую и закрепить ее винтом, предохраняющим ее
от проворачивания в процессе сверления и от осевого смещения вверх
под действием стружки. Приблизительный срок службы кондуктор-
ных втулок составляет около 15 000 отверстий.
При обработке отверстий часто приходится применять два-три
инструмента (например, сверло, зенкер, развертку). В этом случае
применяют быстросменные кондукторные втулки. Распространен-
ный способ крепления таких втулок осуществляется при помощи
винта, головка которого входит в вырез буртика втулки, позволяю-
щей ставить и снимать ее, не прибегая к отвинчиванию крепежного
винта. Для этого надо только повернуть втулку настолько, чтобы
головка винта оказалась против выреза втулки. Накатка на буртике
делается для того, чтобы было удобно снимать и устанавливать
втулку.
Кондукторные втулки изготовляются из сталей У10, У12, 9ХС, X
и цементуемых сталей, причем из цементуемых сталей делают средние
и крупные втулки. Твердость после термической обработки должна
быть НКС 59—64.
Расстояние от нижнего торца втулки до изделия принимают
(0,35—1)0, где О—диаметр сверла. Нижний предел применяют
при сверлении заготовок из чугуна, бронзы, а верхний — из стали.
Неподвижные втулки запрессовываются по глухой и прессовой по-
садке 2-го класса точности системы отверстия, сменные втулки — по
посадке движения 1-го класса точности системы отверстия. Допуски
на отверстия втулок для сверления, зенкерования и чернового развер-
тывания выполняют по ходовой посадке 2*то класса точности системы
вала, а для чистовых разверток — по посадке.движения 2-го класса
точности, а для особо точных работ по посадке движения 1-го класса
точности системы вала.
Сверлильные приспособления. Заготовку массой до 8 кг свер-
лят в приспособлениях, свободно устанавливаемых на столе верти-
кально-сверлильного станка. Для восприятия крутящего момента
от силы резания предусматриваются упоры в виде планок, распола-
гаемых на столе станка. Упоры не дают приспособлению повернуться
вокруг оси сверла.
При сверлении отверстий, расположенных в разных плоскостях,
приспособления опрокидывают, совмещая каждый раз втулку
с осью сверла. На рис. 23 было показано опрокидываемое приспо-
собление для сверления центрального отверстия в круглых плашках.
Подобные приспособления применяют также для сверления стружеч-
ных отверстий в плашках. Заготовки в это приспособление устанав-
ливают в опрокинутом положении.
На рис. 75, а показано опрокйдываемое приспособление для свер-
ления четырех отверстий диаметром 6 мм в установочной гайке с резь-
Рис. 75. Приспособление для сверления четырех отверстий в установочной гайке
бой М42Х 1,5 (рис. 75, б). Такие гайки применяют в сборных разверт-
ках и зенкерах. На корпусе 3 приспособления, изготовленного из
сталей 40, 45 или 40Х, предусмотрены ножки а. Заготовка свободно
надевается на разжимное кольцо 9, имеющее один сквозной разрез.
Закрепляется заготовка за счет сил трения, создаваемых болтом 1,
имеющим на конце коническую поверхность б. Заготовка прижимается
к шайбе 7 (сталь У7—У8; Н#С 35—45), прикрепленной к корпусу
винтами 6. Болт затягивается вручную фасонной гайкой 2. Чтобы
болт не вращался вокруг своей оси, предусмотрена шпонка 5. При
отвинчивании гайки 2 с болта 1 (при освобождении заготовки) пру-
жина 4 отжимает этот болт вправо, благодаря чему заготовка легко
снимается с разжимного кольца. Отверстия сверлятся через постоян-
ные кондукторные втулки 8 с буртиком.
Для облегчения приспособления, а также для удобной работы
при снятии и установке заготовки на корпусе с обеих сторон профре-
зерованы выемки в.
§ 12. ПРИСПОСОБЛЕНИЯ ДЛЯ ШЛИФОВАЛЬНЫХ РАБОТ
Приспособления для кругло- и резьбошлифовальных работ.
Для работы в центрах применяют оправки как с цилиндрической ра-
бочей частью (см. рис. 64, а), так и с конической (см. рис. 65). При
работе на универсально-круглошлифовальных станках применяют
консольные оправки (см. рис. 55). По своей конструкции оправки для
шлифовальных работ мало чем отличаются от оправок для токарных
работ. Основное отличие заключается в ужесточении требований,
предъявляемых к шлифовальным оправкам:
а) центровые отверстия должны быть прошлифованы и доведены
в целях получения точной их геометрии;
б) для сохранения точности центровых отверстий в течение дли-
тельного времени оправки делают из инструментальных углеродистых
и легированных сталей У10А, У12А, X, ХГ и 9ХС с последующей
закалкой для получения твердости НК.С 58—64;
в) эксцентричность оси оправки относительно наружных поверх-
ностей должна быть минимальной. В каждом отдельном случае вели-
чина биения устанавливается .в зависимости от конкретных требова-
ний.
С планшайбой шлифовальных станков оправка связывается по-
средством хомутика облегченной конструкции. Резьбу на метчиках и
других изделиях шлифуют с помощью планшайбы,- показанной на
рис. 61.
Приспособления для плоского шлифования. В инструментальном
производстве шлифование выполняют главным образом на магнитных
плитах. Магнитные плиты относятся к числу стандартных приспособ-
лений, которые доставляются к потребителю со станком. В дальней-
шем изношенные плиты заменяются. Эти плиты конструируются и
изготовляются на специальных заводах.
Плита, приведенная на рис. 76, а состоит из стального ящика 1,
в днище которого расположены выступы В. Сверху накладывается
116
плита 2, в которой расположены участки ЛГ, Эти участки расположены
над выступами (полюсами) и отделены прослойками Р из немагнитных
материалов (меди, латуни, бронзы, сплава свинца и сурьмы и т. д.).
При пропускании постоянного тока через обмотку 3 все участки
плиты 2, окруженные прослойками, становятся одним полюсом плиты
(например, северным), все же остальные участки плиты — другим
полюсом. Заготовка, перекрывающая в любом месте немагнитные
прослойки, замыкает магнитный поток одного из полюсов, в резуль-
тате заготовка притягивается к поверхности плиты.
На рис. 76, б показана другая схема магнитной плиты. В данном
случае участки, окруженные немагнитными прослойками, являются
разными магнитными полюсами, а корпус плиты 1 магнитной поляр-
ности не имеет.
В инструментальном производстве приходится шлифовать раз-
личные заготовки, поверхности которых'расположены под разными
углами. Обработка этих поверхностей может производиться путем
расположения магнитной плиты на соответствующий угол с помощью
точных шлифовальных клиньев или магнитных блоков, устанавли-
ваемых на магнитную плиту.
Установка магнитной плиты на угол не обеспечивает требуемой
точности, поэтому для шлифования плоских заготовок с различными
углами применяют магнитные блоки. На рис. 77, а показан магнит-
ный блок для шлифования калибра под углом 5°. Блок состоит из
железных 1 и латунных или медных 2 прокладок, соединенных мед-
ной заклепкой 5. Железные прокладки должны находиться против
Рис. 77. Магнитные блоки
полюсов магнитной плиты и, следовательно, быть как бы продолже-
нием магнитной плиты. В результате этого магнитный поток проходит
по ним, достигает заготовки, проходит по нему и входит в другой
полюс магнитной плиты. х
Вместо железных и латунных прокладок корпус магнитного
блока делается из бронзы с отверстиями (рис. 77, б). В эти отверстия
поверхности ножей сборных
фрез
запрессовываются железные отожженные
сердечники, служащие проводниками магнит-
ного потока. Такие блоки можно устанавли-
вать в любом месте магнитной плиты. Маг-
нитные блоки можно делать не только под
углом а к горизонтальной плоскости, но так-
же выполнять их в виде призмы как с рав-
ными (рис. 77, в), так и с неравными
(рис. 77, г) углами.
На рис. 78, а показан магнитный блок,
применяемый в серийном производстве ре-
жущих инструментов при шлифовании пе-
редней поверхности ножей из быстрорежу-
щих сталей для сборных трехсторонних фрез
(рис. 78, б). При шлифовании плоскости а
базой служит размер —средний размер
рифления на ноже, а не наружный раз-
мер так как размер §с есть посадочный раз-
мер соединения ножа с корпусом. Поэтому
для шлифования плоскости а применяют
магнитный блок, на поверхность б которого
наносится рифление. Такие магнитные блоки
устанавливаются по. несколько штук так,
как это показано на рис. 78, а. На этом блоке
в нашем примере разместились три ножа.
К корпусу блока 3 винтами 1 привернута
Рис. 79. Рамка для шлифования ребер
медная или латунная планка 2. Железные и латунные прокладки
соединяются медными заклепками 4.
Для шлифования заготовок, на которых требуется с высокой точ-
ностью выдержать угол 90° между ребром и широкой плоскостью,
в серийном производстве применяют приспособления, называемые
рамками (рис. 79). Приспособление состоит из корпуса 1, в сквозное
отверстие которого вставляются заготовки и закрепляются винтом 5.
Сила зажима винта передается через плунжер 2. В исходное положе-
ние плунжер возвращается с помощью пружины 4. Винт 3 входит
в шпоночную канавку плунжера и выполняет роль шпонки. Если
ширина заготовок большая, применяют два винта. Корпус рамки
изготовляется из сталей 9ХС, X
и закаливается до твердости ИНС
55—62. В крупносерийном произ-
водстве режущего инструмента при
шлифовании ребер ножей сборных
инструментов широко применяют
приспособления с гидропластом
(см. рис. 31).
Приспособления для внутрен-
него шлифования. В серийном
производстве режущих инстру-
ментов широко применяют цанго-
вые патроны, которые были опи-
саны выше.
На рис. 80 показано приспо-
собление, предназначенное для
шлифования отверстий в долбя-
ках, шеверах и т. д. Заготовку
базируют на закаленное кольцо 9,
Рис. 80. Приспособление для шлифования
отверстий режущих инструментов
прикрепленное к планшайбе 1 с помощью винтов 10, и прижимают
прихватами 5 посредством гайки 6, опирающейся на сферическую
шайбу 8, навинчиваемую на шпильку 7. Второй опорой для при-
хватов служат регулируемые опоры 4. Чаще всего делают два при-
хвата. Сила зажима № должна проходить через поверхности заго
товки, прилегающие к кольцу 9. Отверстие центрируют посредством
установочного калибра 3, получающего точное направление во
втулке 2, запрессованной в корпус планшайбы.
§ 13. МЕТОДИКА КОНСТРУИРОВАНИЯ ПРИСПОСОБЛЕНИЙ
Стандартизация деталей приспособлений. На каждом машино-
строительном заводе имеется бюро или отдел стандартов. Одна из
задач такого бюро — работа по обобщению конструкций, размеров и
форм, применяемых в данном производстве деталей приспособлений,
узлов, а также самих приспособлений.
В результате такой работы появляется в свет документ, называе-
мый стандартом предприятия (СТП). Стандарт предприятия — это
документ, обобщающий соответствующие характеристики предмета
на основе длительного времени его эксплуатации. Стандарт предприя-
тия обязателен для применения только на данном заводе (см. ГОСТ
1.4—68).
Стандартизации подлежат такие детали, как наконечники (см.
рис. 25), детали эксцентриковых зажимов (см. рис. 30), сферические
шайбы (см. рис. 69), цанги (см. рис. 36, 38, 68), планшайбы (см.
рис. 54), поводковые патроны (см. рис. 60, 61), хомутики (см.
рйс. 60, 61), оправки (см. рис. 64, 65) и т. д.
Выбор материалов для деталей приспособлений. В инструмен-
тальном производстве при проектировании приспособлений приме-
.няют следующие материалы: а) конструкционные углеродистые
стали 30, 35, 40, 45 и легированные стали 15Х, 20Х, 40Х, 45Х;
б) инструментальные углеродистые стали У8А, У10А, У12А; в) ин-
струментальные легированные стали X, 9ХС, 4ХС.
Конструкционные углеродистые стали 35, 40, 45 и 50 применяют
для плит и корпусов приспособлений, прихватов, направляющих
шпонок, гаек, болтов, винтов и прочих деталей. Цементуемые стали
15, 20, 15Х, 20Х используют для плунжеров, установочных планок,
копиров, делительных дисков, фиксаторов, эксцентриков, подкладок
под эксцентрики и кондукторные втулки и др. с получением твердости
после закалки НРС 55—60. Конструкционные легированные стали
40Х, 45Х, 50Х применяют для шпинделей делительных головок с по-
следующей закалкой. Инструментальные стали — углеродистые и
легированные применяют для деталей, от которых требуется износо-
стойкость. Опорные и трущиеся поверхности деталей, на которые
в процессе эксплуатации действуют большие нагрузки, быстро изна-
шиваются и теряют профиль. Такие детали в целях повышения их
износостойкости подвергают термической обработке для придания им
твердости НРС 50—62.
К деталям, изготовляемым из сталей типа У10А, X, 9ХС,
можно отнести: эксцентрики, цанги, кондукторные' втулки,,
120
делительные диски, фиксаторы, опорнйе и установочные планки,
призмы, ролики для усиливающих механизмов.
В инструментальном, производстве предпочтение отдают легиро-
ванным и инструментальным сталям, а не цементуемым, потому что
они требуют более длительного цикла термической обработки.
Технологичность деталей приспособлений. Технологическая про-
стота,, или технологичность приспособления, определяет экономич-
ность его конструкции.
Для стальных деталей рекомендуется назначать сравнительно
простые формы. Чем проще форма детали, тем точнее ее можно изгото-
вить. Сборка приспособления также должна быть простой.
Последовательность проектирования. Конструктор не должен
рассматривать заготовку, установленную в приспособлении, в стати-
ческом состоянии. Он должен ясно представлять о силах, действую-
щих на нее в процессе обработки. Например, сила резания стремится
сдвинуть заготовку в приспособлении, вырвать или повернуть ее.
Учет всего этого дает возможность правильно расположить опорные
поверхности, опоры, прихваты и т. д. Конструктор должен мысленно
представить себе, например, какой тип стружки получается при обра-
ботке данного материала и в каком направлении она движется.
Кроме того, надо представить, как много будет накапливаться
стружки внутри приспособления. Не скажется ли это обстоятельство
на работе отдельных деталей приспособления, на точности размеров
заготовки, на производительности труда, так как будет тратиться
время на удаление стружки.
Процесс проектирования приспособления рекомендуется произ-
водить в такой последовательности. Представив себе характер обра-
ботки заготовки в будущем приспособлении, нужно ознакомиться
с конструкциями подобного назначения. Производя такой анализ,
следует учитывать требования, поставленные техническим заданием
к конструкции проектируемого приспособления. Далее, на чертеж
наносят контуры заготовки, обработанной на данной операции в мас-
штабе 1:1. Эти контуры вычерчивают в трех проекциях ц, основы-
ваясь на них, вычерчивают детали приспособления. Контуры заго-
товки вычерчиваются черным карандашом условными линиями или
красным карандашом. Контуры заготовки в первой проекции должны
соответствовать рабочему положению приспособления вместе с заго-
товкой на станке.
Затем намечаются направления действующих сил. Вначале при-
ближенно выявляются общие контуры приспособления, габаритные
размеры, форма. Только после этого начинается подробная разработка
отдельных частей приспособления, причем в первую очередь опре-
деляют размеры и контуры тех деталей приспособлений, которые
поддерживают и зажимают заготовку.
Сборочный чертеж должен выполняться в строгом соответствии
с ГОСТами. Размеры деталей приспособления на сборочном чертеже
не приводятся, ставятся только размеры, определяющие габаритные
размеры проектируемого приспособления, посадочные размеры и их
характер. Затем составляется спецификация деталей приспособления.
ГЛАВА III
МЕТОДЫ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
§ 1. РАСЧЕТ МАССЫ ЗАГОТОВОК
При проектировании технологического процесса необходимо
правильно рассчитать массу заготовки. Это нужно для того, чтобы
учесть массу потребного металла и его стоимость и составить заявку
на металл, необходимый для выполнения программы.
Массу заготовки следует рассчитывать с учетом: 50% допусков
на диаметр или толщину, ширину и длину изделия, ширины отрез-
ного инструмента; отходов в виде концов на некратность прутков.
В общем виде масса круглой исходной заготовки
После преобразования
где Ри. з — диаметр исходной заготовки в мм;
6Х — допуск на неточность изготовления прутка по диаметру
(допускаемое отклонение по диаметру) в мм:
Ьи 3 — длина исходной заготовки в мм;
62 — допуск на неточность изготовления'по длине в мм;
Ь — ширина отрезного инструмента в мм;
а — отходы на концы от некратности прутков;
р — плотность металла в кг/м3.
Знак «+» для прутков, имеющих одностороннее отклонение по
диаметру в сторону плюс; знак «—» для прутков, имеющих одно-
стороннее отклонение по диаметру в сторону минус; знак «±» для
прутков с двусторонним симметричным или несимметричным откло-
нением (в последнем случае эта величина равна половине разности
отклонений).
Процент отходов на некратность
а=(2^±22^юоо/о, , (52)
Ьпр '
где 0,6 4-0,75 — коэффициент, учитывающий длину отходов от не-
кратности; он учитывает отходы концов 0,5Лиз,
отходы при выравнивании торцов в начале отрезки
(0,1-0,25) 1и,3;
1пр — длина прутка.
При определении процента отходов для относительно коротких
изделий необходимо учитывать минимальную длину прутка, который
можно закрепить в тисках или в патроне при отрезке на станке
последней заготовки. Если эта длина окажется меньше 1К = (0,6ч-
ч-0,75) Ьи 3, тогда следует принять длину наименьшего остатка
прутка, которую можно еще зажать в приспособлении на станке,
за длину отхода.
Масса круглой поковки
ЯЛ> +АЛ2
Мп:-----^-°4 2 ; (^п + 4)(1 +ж) Р-Ю” кг, . (53)
где Оп — диаметр поковки в мм;
б3 — допуск на отклонение диаметра поковки в’мм;
Ьп — длина поковки в мм;
— допуск на отклонение длины поковки; проставляется
обычно в сторону плюс;
р — плотность в кг/м3;
п — число нагревов при ковке;
«1 — угар за один нагрев в %; для быстрорежущих сталей аг—
5%.
Проследим расчет массы исходной заготовки применительно
к поковке цилиндрической формы, которая чаще всего встречается
при изготовлении режущих инструментов (фрезы, шеверы, кор-
пуса сборных инструментов). Исходные данные для расчета — диа-
метр и длина готового инструмента (см. раздел I, § 5 и табл. 12).
Припуски для поковок выбираются по методике, представленной
в § 5 гл. 1. После определения массы поковки Мп по формуле (63)
определяем диаметр прутка, от которого будет отрезана заготовка
для получения поковки, по эмпирическим формулам:
Ц, 3 = (40 4- 45) Ум~п мм; (54)
Ои. з = (40 ч- 45) мм. . (55)
По формуле (54) расчет производят для отношений <5 0,4,
а по формуле (55) — для отношений > 0,4. Полученный диаметр
округляется до ближайшего диаметра по сортаменту. Затем опреде-
ляется нормативная масса прутка длиной 100 мм:
л (°и.з + 4г)2
МН0рм = —-—^4—— Ю0р. 10” кгс/100 мм, (56)
где 6Х — допуск на диаметр прутка по сортаменту в мм.
Длина исходной заготовки для ковки
^.3 = ^100 мм. (57)
Проверяется отношение 7Д-, которое не должно превышать 2,5.
Ь'и. з
И наконец, по формуле (51) определяем массу исходной заготовки,
из которой будет получена поковка. Процент отходов от некрат-
ности прутка определяем по формуле (52).
Плотность различных инструментальных сталей:
Марка стали . . 9ХС Р6МЗ, Р6М5 Р9К5 Р9 Р12 Р14Ф4 Р18; Р18М
Плотность в кг/м3 7850 8100 8200 8260 8400 8450 8800
Масса падающих частей молота:
для стали Р18
Л4М0Л = (120-М50) Мп кг; (58)
для стали Р6М5
Ммол = (100-^120) Мп кг. (59)
§ 2. ИЗГОТОВЛЕНИЕ ЗАГОТОВОК
Правка прутков. В механические цехи инструментальных заводов
металл подается в виде заготовок, отрезанных на одно изделие, или
в прутках для обработки на револьверных станках и автоматах.
Прутки горячекатаной стали перед разрезкой их на отрезных стан-
ках необходимо править для устранения кривизны. Особенно тща-
тельно должны быть выправлены прутки холоднотянутой стали перед
отправкой их в механические цехи для обработки на автоматах.
Кривизна холоднотянутой стали больше 2 мм на 1 м длины прутка
обычно приводит к остановке автоматов вследствие плохой работы
подающих цанг, а в отдельных случаях — и к поломке автоматов.
Большая кривизна прутков горячекатаной стали приводит к слабому
зажиму их в патронах токарно-отрезных станков, а также к прежде-
временному износу подшипников шпинделя и направляющих суп-
портов вследствие биения быстровращающихся прутков.
Серебрянку в большинстве случаев править не нужно, так как
достаточная прямолинейность ее обеспечивается технологией изго-
товления на металлургических заводах. Серебрянка поступает
к потребителю упакованной в деревянные ящики, что исключает
возможность искривления прутков при транспортировке. Кривизна
прутков горячекатаной и холоднотянутой стали после обработки
их на правильно-калибровочных станках снижается до 0,5 мм на 1 м
длины.
Правка осуществляется по следующей схеме. Заготовка устана-
вливается на две опоры, по середине которых сообщается нагрузка —
сила, направленная перпендикулярно оси заготовки и в сторону
124
имеющейся кривизны.
Обычно при правке тре-
буется вызвать остаточную
деформацию, которая воз-
можна только при обяза-
тельном перегибе оси за-
готовки в сторону кри-
визны.
На рис. 81 показана
схема правильного станка
для правки прутков диа-
метром до 40 мм. Станок
имеет одну пару роликов,
2 з
Рис. 81. Схема правки прутка:
/ призматические направляющие; 2, 8 — ролики;
4 — пруток
наклонно расположенных
друг к другу. Ролик 3 имеет выпуклую поверхность, ролик 2 —
вогнутую. Оба ролика получают принудительное вращение от элек-
тродвигателя через систему шкивов и зубчатых колес. Станок
обеспечивает хорошую и быструю правку прутка.
Отрезка прутков производится на ножовочных станках (при-
водных ножовках), токарно-отрезных станках с горизонтальным
и вертикальным расположением шпинделя, фрезерно-отрезных полу-
автоматах, ленточных пилах, абразивно-отрезных станках и эксцен-
триковых прессах (рубка). При отрезке заготовок ставятся три за-
дачи:
1) получить заготовку с прямолинейным торцом, торцом, перпен-
дикулярным оси заготовки, удовлетворительной шероховатости
(не менее 3-го класса);
2) отрезать заготовки с наибольшей производительностью труда
для данного типа производства;
3) отрезать заготовки с наименьшей потерей металла от пропила.
Потеря металла при отрезке круглой заготовки
а°т₽ — 1и. з + & 100 %•
(60)
Наименьшие потери металла в стружку получаются при работе
на ленточных пилах, абразивно-отрезных станках и эксцентриковых
прессах.
Ножовочные ставки характеризуются малой произ-
водительностью; применяют их главным образом в единичном произ-
водстве. Ножовочные станки мод. 872М применяют для отрезки заго-
товок диаметром до 220 мм. Отрезка производится ножовочным по-
лотном длиной 450 мм и толщиной 2,5—3,5 мм, получающим воз-
вратно-поступательное движение. Мощность главного привода
1,5 кВт.
Токарно-отрезные станки применяют для отрез-
ных работ в серийном производстве режущего инструмента. Их до-
стоинствами являются значительно большая производительность
по сравнению с ножовочным станком, несложный режущий инстру-
мент — пластинчатые резцы из быстрорежущей стали. К недостат-
125
Таблица 23
Ширина отрезных резцов
Диаметр заготовки в мм Ширина резцов в мм при отрезке
одним резцом двумя резцами 1
До 30 4 —
30—50 5 4
50—120 6 5
Св. 120 7 6
1 Ширина первого резца.
кам следует отнести необходимость
снятия концов 5, остающихся на
торцах после отрезки, которые по-
лучаются из-за отламывания заго-
товки в конце отрезки под дей-
ствием собственного веса. Другой
недостаток—большая ширина про-
пила, следовательно, много ме-
талла идет в стружку (рис. 82).
Для отрезки заготовок диамет-
ром свыше 30 мм в целях умень-
шения времени на отрезку на то-
карно-отрезных станках предусмо-
трена возможность одновременной
работы двумя резцами (рис. 82, а).
Введение второго резца значитель-
но улучшает условия резания
вследствие перераспределения нагрузки на резцы. Перераспреде-
ление достигается тем, что ширина первого резца на 1 мм меньше
второго (рис. 82, б). В табл. 23 приведена ширина резцов при отрезке
заготовок из сталей Р18, 45, 40Х, 9ХС.
Для отрезки заготовок диаметром 2—25 мм в серийном произ-
водстве режущего инструмента применяют вертикально-отрезные
автоматы. Особенно целесообразно использовать их для отрезки заго-
товок сверл диаметром до 12 мм при изготовлении их из серебрянки
с образованием наружного центра с углом при вершине 120°. 'Для
отрезки заготовок диаметром свыше 25 мм применяют станки как
с полуавтоматическим, так и с автоматическим циклом работы.
В серийном производстве снятие концов производят на горизон-
тально-фрезерных станках консольного типа. Концы фрезеруют тор-
цовой фрезой, оснащенной пластинками твердого сплава. Заго-
товки по 10—15 шт. устанавливают в один ряд и зажимают в при-
способлении с помощью пневмо- или гидропривода.
Фрезерно-отрезные полуавтоматы приме-
няют для отрезки заготовок диаметром до 240 мм (мод. 8В66) с по-
мощью дисковой пилы, оснащенной сегментами (зубьями) из быстро-
режущей стали. Диаметр дисковой пилы 710 мм, ширина пилы 6,5 мм.
Так как отрезка широкой пилой дает большие потери металла,
на этих станках целесообразно отрезать заготовки большого диа-
Рис. 82. Схемы отрезки
заготовок на токарно-
отрезном станке
4
Рис. 83. Схема ленточной пильп
/ — стол для установки заготовок; 2
направляющие ролики; 3 — ножовочное
полотно; 4^5^ шкивы
Рис. 84. Схема работы абра-
зивно-отрезного станка
метра (свыше 100 мм) из конструкционной углеродистой и конструк-
ционной легированной сталей. При этом работу ведут со скоростью
17—20 м/мин и подачей на зуб 0,06—0,1 мм.
Ленточные пилы представляют собой станки с беско-
нечным ножовочным полотном. Их строят как с автоматическим, так
и с полуавтоматическим циклом работы. Вследствие непрерывной
работы (отсутствие холостых ходов) производительность этих стан-
ков высокая (рис. 83). Ленточные пилы выпускаются для отрезки
заготовок диаметром 250 мм и больше; ширина полотна 1,5 мм.
Отрезка заготовок осуществляется со скоростью 12—18 м/мин и
подачей на зуб 0,02—0,04 мм; шаг зубьев ножовочного полотна 2;
2,5; 3; 4 мм.
Отрезка ведется с обильным охлаждением. Мощность электро-
двигателя не более 2 кВт.
Ленточные пилы целесообразно применять для отрезки заготовок
из быстрорежущей стали. Особенно необходимо назначать отрезку
заготовок для узких фрез из быстрорежущей стали (дисковые, трех-
сторонние, пазовые и др.).
Абразивно-отрезные станки режут заготовки
узкими (2—3 мм) шлифовальными кругами на вулканитовой или баке-
литовой связке. Это высокопроизводительный метод получения заго-
товок как из закаленных, так и из незакаленных прутков. Заготовки
отрезают шлифовальным кругом диаметром 300—400 мм при скоро-
стях резания 50—80 м/с.
На рис. 84 показана схема работы абразивно-отрезного полу-
автомата для, отрезки заготовок диаметром до 150 мм шлифовальным
кругом на вулканитовой связке диаметром 400—600 мм и шириной
2,5—3 мм.
Рис. 85. Схема рубки заготовок в штампе
При отрезке заготовок 2 шлифовальному кругу 1 сообщаются
движения: вращательное ///, подачи I и колебательное II. Колеба-
тельное движение шлифовального круга с амплитудой А осуще-
ствляется в целях облегчения процесса резания. Отрезка заготовок
производится с обильным охлаждением. Подача колеблется от 60
до 120 мм/мин.
Московский завод режущих инструментов «Фрезер» им. Калинина
изготовляет абразивно-отрезные полуавтоматы МФ332 для отрезки
заготовок диаметром 25—80 мм с размером круга 400x3x32 мм;
скорость резания 21—50 м/с; подача 0—140 мм/мин, общая мощность
19 кВт; мощность электродвигателя шлифовальной бабки 14 кВт.
Чистота торца отрезанной заготовки соответствует 5—6-му классам.
Сестрорецкий инструментальный завод им. Воскова производит
абразивно-отрезные автоматы СИ-ОЗОМ для отрезки заготовок диа-
метром 10—40 мм при длине прутков до 6,5 м; длина отрезных заго-
товок 20—220 мм; мощность электродвигателя шлифовальной бабки
13 кВт, а общая — 14,62 кВт; скорость резания 50—75 м/с; диаметр
шлифовального круга 400 мм.
Рубка на эксцентриковых прессах приме-
няется в серийном, крупносерийном и массовом производствах.
Схема рубки заготовок в штампе показана на рис. 85, а. Стальной
пруток 4 пропускается через сменную направляющую втулку 7,
кладется в полуотверстие нижнего ножа 6 до регулируемого упора 2.
Верхний нож 5 также имеет полуотверстие. При ходе ползуна пресса
вниз нож 5 врезается в пруток. Наличие подставки 3 не дает отре-
заемой заготовке прогибаться. Отсутствие подставки 3 способство-
вало бы образованию сложных напряжений, опасных при рубке
инструментальных сталей в холодном состоянии, так как они приво-
дят к образованию трещин. Сильная буферная пружина /, действуя
на упор 2, сбрасывает заготовки в тару. Нижняя поверхность
прутка 4 находится выше опорной поверхности а на величину С.
Это делается для того, чтобы избежать сложных напряжений, при-
водящих к образованию трещин. Величина С принимается 15—18%
от диаметра или толщины заготовки при жестком противогибе и 8—
9% — при упругом противогибе (см. рис. 86).
После отрезки заготовки в штампе на эксцентриковом прессе
. форма заготовки имеет вид, показанный на рис. 85,6. Как видно
/ 128
Производительность отрезки заготовок
Оборудование Время в мин Часовая произво- дитель- ность в шт. Ширина от- резного ин- струмента в мм Режим резания
*м *ш. К
Ножовочный станок . . 3,47 4,20 14 3,5 5 = 0,17 мм/дв-ход п = 85 дв * ход/мин
Токарно-отрезной полу- автомат 1,78 2,28 26 5 5 = 0,2 мм/об у — 22 м/мин
Фрезерно-отрезной полу- автомат 0,83 1,33 45 6,5 V = 15 м/мин 5 == 60 мм/мин
Ленточная пила- полуав- томат ........ 0,62 1,0 60 1,5 V — 12 м/мин 5 = 0,02 мм/зуб
Абразивно-отрезной по- луавтомат 0,62 1,0 60 3,0 $ = 80 мм/мин
Эксцентриковый пресс — <®0,2 300 — —
из рисунка, после отрезки получается перекос и замни, характе-
ризующиеся соответственно размерами к, I и а. Для получения мини-
мальной величины перекоса и замина на заготовках следует пра-
вильно подбирать зазор пг между верхним и нижним ножами (рис. 86).
Этот зазор берется в процентах от толщины или диаметра заготовки
в зависимости от марки стали:
Сталь . ...................Р18, Р9, 9ХС 40Х 45 У12А
Зазор в % ................ 1,5—2 2,5—3 3,5—4 5—5,5
Сталь Р18 во избежание образования трещин рубят с подогревом
до температуры 270—300° С. Однако трудность контроля темпера-
туры, а также замины, которые выравниваются фрезерованием,
усложняют процесс изготовления заготовок. Поэтому рубку следует
рекомендовать для получения исходных заготовок под ковку или
штамповку из сталей 40, 45, 40Х и им подобных.
После рубки заготовок перед центрованием и сваркой целесооб-
разно выравнивать торцы заготовок на специальных или на горизон-
тально-фрезерных станках. Это необходимо делать для создания
устойчивого технологического процесса.
Выбор метода отрезки заготовок зависит от ряда факторов, из
которых главнейшими являются производительность станка и мини-
мальные потери металла в стружку. Производительность различных
отрезных станков при отрезке заготовок из быстрорежущей стали
диаметром 50 мм приводится в табл. 24. Из таблицы следует, что
5 А. И. Барсов 129
Рис. 86. Схема рубки путем поддер-
живания заготовки:
/ _ верхний нож; 2 — заготовка;
3 — нижний нож;. 4 — пружина;
5 — прижим
наиболее производительными являются
отрезка заготовок на абразивно-обрез-
ных станках, ленточных пилах и на
прессах. Наименьшие потери металла
в стружку получаются при применении
ленточных пил. Наибольшие потери
металла получаются при отрезке заго-
товок на фрезерно-отрезных полуавто-
матах.
Центрование заготовок. Базой при
обработке хвостового режущего инстру-
мента на металлорежущих станках яв-
ляются центровые отверстия и наруж-
ные центры. Центровые отверстия с уг-
лом конуса 60°, показанные на рис. 87, а,
обычно применяют для изготовления
большинства режущих инструментов. Такие инструменты, как про-
тяжки, развертки и метчики со шлифованным профилем резьбы,
снабжают центровыми отверстиями с предохранительным конусом
(рис. 87, б). Предохранительный конус с углом 120° защищает цен-
тровое отверстие от повреждения во время обработки и эксплуатации.
Центровые отверстия служат базой не только при изготовлении ин-
струмента, но и во время его эксплуатации при переточке и контроле.
На рис. 87, в показано центровое отверстие с дугообразной образу-
ющей для обработки изделий повышенной точности. В этом случае
погрешность угла конуса центра (или центров) не окажет влияния
на точность установки. Центровые отверстия выполняются по ГОСТ
14034—68.
Центровые отверстия с углом конуса 60° изготовляют двумя ме-
тодами.
При первом методе предусматриваются переходы:
а) сверление отверстия диаметром Л спиральным сверлом с ци-
линдрическим хвостовиком;
б) зенкование центровочной зенковкой (рис. 88, а) или центро-
вочной зенковкой без предохранительного конуса (рис. 88, б) или
центровочной зенковкой с предохранительным конусом 1205
(рис. 88, в); зенковки делаются по ГОСТ 14953—69.
Рис. 88. Зенковки для центрования отверстий
При втором методе центровые отверстия получаются путем обра-
ботки их комбинированными центровочными сверлами без предохра-
нительного конуса (рис. 88, г)' с предохранительным конусом 120°
(рис. 88, д) и с дугообразной образующей (рис. 88, е). Эти сверла
изготовляются по ГОСТ 14952—69.
Центрование производится на специальных центровальных стан-
ках как горизонтального, так и вертикального типа. Для первого
и второго методов применяют станки с двумя расположенными рядом
шпинделями. Один шпиндель имеет патрон для сверла, другой —
для зенковки. Для комбинированных центровочных сверл приме-
няют станок с одним шпинделем. В серийном производстве целе-
сообразно применять второй метод образования центровых отвер-
стий, начиная с й = 2 мм и выше. В серийном производстве для цен-
трования применяют как полуавтоматы, так и автоматы. Последние
строят для одновременного центрования заготовок с двух сторон.
Геометрия центровых отверстий после термической обработки
может быть нарушена. Забоины, окалина, деформация, заполнение
солями и другие дефекты приводят в негодность центровые отвер-
стия как базу для дальнейшей механической обработки. Центровые
отверстия восстанавливают на вертикальных центрошлифовальных
станках специально заправленным шлифовальным кругом (правка
круга производится алмазом) или на вертикально-сверлильных стан-
ках (или специальных станках) с помощью твердосплавного зен-
кера (рис. 89).
Точность геометрии центровых отверстий ока-
зывает главным образом влияние на правильность
геометрической формы изделия по окружности.
На рис. 90, а показано сечение по центровому
отверстию, на котором нельзя получить точной
геометрии изделия, а на рис. 90, б приведено
сечение другого центрового отверстия, на котором
возможна весьма точная обработка. В этом случае
точная обработка будет достигнута благодаря
точной геометрии центровых отверстий. Точная
Рис. 89. Схема чистовой обработки центровых отверстий:
/ — обрабатывающий инструмент (шлифовальный круг, зенкер или
притир); 2 — поддерживающий упор
131
Рис. 90. Отклонение формы центрового отверстия (Х100):
а ~ после полирования; б — после доводки
геометрия центрового отверстия достигается доводкой с помощью
чугунного притйра и микропорошка Э, зерна которого вдавливают
в рабочую поверхность этого притира.
§ 3. ИЗГОТОВЛЕНИЕ СОСТАВНОГО ИНСТРУМЕНТА
К составным инструментам относятся такие инструменты, у ко-
торых рабочая часть изготовлена из материала, обладающего высо-
кими режущими свойствами, а нерабочая часть — из конструкцион-
ной или инструментальной углеродистой стали. К таким инструмен-
там относятся: сверла, метчики, зенкеры, развертки, концевые
фрезы, протяжки и т. д. Составной инструмент изготовляют различ-
ными способами. К числу наиболее распространенных способов
относятся контактная стыковая сварка и напайка режущих частей
на державки инструмента.
Стыковая сварка производится на электросварочных стыковых
машинах с ручным управлением и полуавтоматах. Сущность сварки
заготовок на упомянутых машинах заключается в следующем. Заго-
товки 1 и 3 зажимают между контактными губками 2 и после подо-
грева осаживают (рис. 91).
Контактную стыковую сварку в производстве режущего инстру-
мента выполняют главным образом методом прерывистого оплавле-
ния. При сварке с подогревом прерывистым оплавлением вначале
включают ток, затем подогревают свариваемые заготовки чередо-
ванием замыканий и размыканий тока. После разогрева свариваемых
поверхностей на достаточную глубину заготовки осаживают быстрым
Рис. 91. Схема сты-
ковой электросварки
движением с помощью механизма подачи при
выключенном токе.
Вследствие разной теплопроводности быстро-
режущей и углеродистой стали величина вы-
лета концов свариваемых заготовок из зажимов
сварочного аппарата устанавливается различной.
Для получения равномерного нагрева вылет из
зажимов заготовки из углеродистой стали 2 дол-
жен быть не менее чем в 1,5—2 раза больше вы-
лета заготовки из быстрорежущей стали /. При
Рис. 92. Вылет заготовок одинаковых (а) и разных (б) диаметров
при стыковой электросварке
этом вылет для быстрорежущей и углеродистой стали берут по
данным рис. 92. Во избежание подкалки сварного шва вследствие
интенсивного отвода тепла в медные зажимы вылет для быстроре-
жущей стали рекомендуется устанавливать не менее 10 мм.
Припуски на сварку, складывающиеся из припусков на оплавле-
ние и осадку, даны в табл. 25. При этом припуск на угар для быстро-
Таблица 25
Нормативы для конструирования отдельных элементов сварных заготовок
Диаметр заготовки у свар- ного шва в мм Припуск на угар на оба конца в мм Наименьшая длина свариваемых заготовок в мм Длина шейки т у заготовки из быстрорежущей стали до сварки с учетом припуска на угар в мм при отношении Я ‘ й Припуск на под- резку торцов рабочей части 11 = 1. в мм ‘
рабочей части хвостовой части 1,2 1,5 2
6—10 5 30 40 8 9 10 0,5
10—18 6 35 45 10 10 11 0,5
18—30 7 45 55 12 12 14 0,8
30-40 7 55 70 14 15 16 0,8
40—50 8 65 85 15 18 20 1,0
50—65 10 70 95 15 18 22 1,0
65—90 12 80 ПО 20 22 25 " 1,0
п римечания: 1. Длину исходной заготовки рабочей части определяют
по формуле 3 = Лр ц + т + + /2, где Ар. ч — длина рабочей части.
2. Данные таблицы относятся также к метчикам, разверткам, зенкерам и к фре-
зам с цилиндрическим и коническим хвостовиками.
Сварной шов
Сварной шов
Рис. 93. Расположение сварного шва на сверлах диаметром
до 25 мм (а) и свыше 25 мм 0)
режущей стали равен 0,65, а для углеродистой стали — 0,35 от общей
величины припуска на угар.
Место сварки рабочей части сверла с хвостовой будет зависеть
от размера сверла (рис. 93). Значение величины I для сверл диаме-
тром й > 25 мм по ГОСТ 10903—64 приведено ниже:
Л в мм............ 25,5—31,5 31,75—50,5 51—75 78—80
I в мм •••«•••« 15 25 35 40
Для сверл диаметром 25,5—30 мм по ГОСТ 2092—64 I — 35 мм.
Для лучшего контакта свариваемых поверхностей заготовок друг
с другом и с зажимами электросварочного аппарата заготовки перед
сваркой очищают от окалины, грязи и масла дробью (дробеструйная
очистка) и в галтовочных барабанах. Во время сварки заготовки
должны быть плотно зажаты в губках (зажимах) машины. Отклоне-
ние оси одной заготовки относительно другой допускается не более
0,5 мм. После сварки вследствие осадки металла под давлением на
сварном шве по всему периметру образуется облой или грат. Для
устранения напряжений, возникающих в металле при сварке, и сни-
жения твердости металла в зоне сварки для последующей обработки
сваренные заготовки после освобождения их из зажимов,, машины
закладывают в барабан, установленный в шахтной печи с’темпера-
турой 600—750° С. Шахтная печь должна находиться вблизи электро-
сварочной машины. После заполнения барабана собирательной печи
заготовками их нагревают в течение 3—5 ч при 680—750° С, после
чего барабан переносят в отжигательную печь. Отжиг быстрорежу-
щих и инструментальных сталей следует вести в электрических отжи-
гательных печах (а не газовых), легко и надежно регулируемых. Для
предохранения от обезуглероживания заготовки сверху засыпают
слоем чугунной стружки толщиной 40—50 мм, после чего барабан
закрывают крышкой, промазанной огнеупорной глиной.
После отжига проверяют твердость заготовок на приборе Бри-
неля (5—10 шт. из партии), при этом твердость должна быть в пре-
делах НВ 255—207 (диаметр отпечатка равен 3,8—4,2 мм). Две-три
из этих заготовок необходимо подвергнуть контролю по обезуглеро-
женности и структуре. Качество сварного шва проверяют после
отжига ударом заготовок о металлическую плиту.
Следует остановиться на некоторых недостатках сварного шва.
После сварки по всему периметру сварного шва образуется облой
или грат. В сварном шве не должно быть раковин; они уменьшают
рабочее сечение. Наличие раковин, занимающих значительную пло-
щадь в сечении сварного шва, может привести к поломке режущего
134
инструмента в процессе эксплуатации. Указанный порок является
результатом недостаточной чистоты торцов и главным образом недо-
статочной величины осадки в процессе сварки.
К недостаточному обжатию или осадке в конце сварки, когда
часть расплавленного металла не выдавливается, при металлогра-
фическом анализе сварного шва в этом месте обнаруживаются остатки
ледебуритной эвтектики (структура литой стали). Такая структура
ухудшает механическую прочность сварного шва. Так, при отсутствии
ледебуритной эвтектики предел прочности при изгибе равен
140 кгс/мм2 (1400 МН/м2). При наличии ледебуритной эвтектики
предел прочности при изгибе уменьшается и становится ниже
90 кгс/мм2 (900 МН/м2). Ледебуритную эвтектику отжигом устранить
нельзя, можно лишь несколько ослабить. Заготовки, в которых
присутствует ледебуритная эвтектика, трудно обрабатывать инстру-
ментами из быстрорежущих сталей, особенно при фрезеровании
канавок. Закалка такого шва обычно приводит к поломке инстру-
мента, особенно, если такой инструмент после закалки и отпуска
подвергался правке.
• В мелкосерийном производстве режущего инструмента приме-
няются электросварочные стыковые машины с ручным управлением,
в которых зажимные устройства расположены на горизонтальном
и наклонном столах, а также и на вертикальной стенке. Для подо-
грева заготовок и создания необходимого давления в момент осадки
применяют следующие приводы механизма подачи подвижной плиты:
рычажные (для сварки заготовок средних размеров) и винтовые штур-
вальные (для сварки заготовок больших размеров).
В серийном производстве режущего инструмента применяют
электросварочные полуавтоматы и полуавтоматы для сварки трением.
Так, полуавтомат СО-2 предназначен для сварки заготовок диаме-
тром 20—60 мм с длиной свариваемых заготовок 50—250 мм при
максимальной длине сваренной заготовки 500 мм. Мощность сва-
рочного трансформатора при ПВ50% 150 кВт, при использовании
машины в диапазоне размеров 20—30 мм мощность трансформатора
при ПВ50% — 100 кВт. Производительность полуавтомата за смену:
при диаметре 32 мм — 800 шт., при диаметре 40 мм — 420—450 шт.;
при диаметре 55 мм — 320—350 шт.
Полуавтоматы МФ327А предназначены для сварки трением заго-
товок диаметром 10—22 мм и длиной 32—200 мм, а максимальная
длина сваренной заготовки получается 340 мм. Усадка металла в пра-
цессе сварки 1,5—2,5 мм, средняя производительность — 160 шт.;
мощность машины — 10 кВт.
Полуавтомат для сварки трением МФ341 предназначен для
сварки заготовок диаметром 22—35 мм из быстрорежущих сталей
со сталями марок 45, 40Х и др. На этом станке послё окончания
сварки сварной шов снимается резцом. Преимущество полуавтома-
тической сварки заключается в получении сварного шва без раковин
и ледебуритной эвтектики.
Сущность сварки трением заключается в следующем (рис. 94).
В цангу 4 передней бабки Зив цангу 6 суппорта 5 вставляют заго-
товки. Включается станок, суппорт подходит к передней бабке с по-
мощью пневмоцилиндра 10 и заготовки при осевом перемещении
автоматически зажимаются цангами. После этого происходит стопо-
рение суппорта стопорным устройством и включение фрикциона 2
(с помощью пневмоцилиндра /), приводящего во-вращение шпин-
дель передней бабки с зажатой в цанге заготовкой. Стопорное устрой-
ство, выполняющее роль противоотката, представляет собой пневмо-
цилиндр 9 двустороннего действия, на конце которого установлен
клин 8, запирающий суппорт в момент сближения двук заготовок.
Одновременно с включением фрикциона подается сжатый воздух
в двухполостный цилиндр 7 суппорта 5 и начинается подогрев тор-
цов заготовок (сварка). Время подогрева контролируется реле вре-
мени.
Давление на подогрев устанавливается 10 кгс/мм2 (1 МН/м2)
и на проковку (осадку) 20 кгс/мм2 (2 МН/м2). После окончания подо-
грева реле времени подает команду на отключение фрикциона и одно-
временно с этим — на мгновенное торможение шпинделя и подачу
сжатого воздуха в цилиндр 7 для создания повышенного давления при
осадке в конце сварки. После окончания сварки включается реле
времени сброса отработанного! воздуха из полостей цилиндра 7
суппорта и лишь после этого происходит расстопорение и отвод суп-
порта в исходное положение. Суппорт отходит вправо, цанги под дей-
ствием пружин разжимаются и сваренную заготовку вынимают из
цанг.
Весь процесс сварки, включающий подвод суппорта, подогрев
заготовки, остановку шпинделя передней бабки, подачу сжатого
воздуха на осадку, сброс отработанного воздуха и отвод суппорта,
происходит автоматически. Преимущества сварки трением по сравне-
нию со стыковой сваркой на электросварочных стыковых машинах,
особенно с ручным управлением, заключаются в устойчивом качестве
сварного шва, в отсутствии прижогов на рабочей части (из-за плохого
прилегания заготовки в зажимах электросварочной машины), в вы-
сокой производительности труда (вследствие отсутствия такого фак-
тора, как ПВ трансформатора) и в 2 раза меньшего расхода металла
на угар.
Напайка применяется для присоединения твердосплавных пла-
стинок к корпусам резцов, сверл, зенкеров, разверток, фрез и ножей
для составных инструментов. В серийном производстве режущего
инструмента применяют главным образом индукционную напайку
на высокочастотных установках. Для напайки твердосплавных пла-
стинок применяют медь, латунь Л62 и медно-никелевые сплавы.
Припой применяют в виде пластинок толщиной 0,5—0,8 мм, прово-
локи диаметром 1—3 мм, а также в виде стружки. Прочность крепле-
ния составного инструмента, оснащенного пластинками твердого
сплава, зависит от физических и механических свойств припоя:
продолжительности перехода из твердого состояния в жидкое,
жидкоплавкости, пластичности и др. По прочности крепления первое
место занимают медно-никелевые сплавы с содержанием 85—90% Си
и 15—10% № или никелевая латунь с содержанием 8—10% ЬИ
и 30—35% 2п. Эти припои применяют для тяжелонагруженных ин-
струментов. Медь (температура плавления 1083° С) имеет меньшую
прочность по сравнению с медно-никелевыми сплавами.
В качестве шлакообразующих флюсов, очищающих и предохра-
няющих поверхность паза корпуса, пластинки и припой в процессе
напайки от окисления, обычно применяют технически чистую буру
(для вольфрамокарбидных твердых сплавов). Буру предварительно
обезвоживают нагревом сначала до 100° С, затем расплавляют при
температуре около 700° С, охлаждают и превращают в порошок.
При напайке титанокарбидных твердосплавных пластинок актив-
ного действия буры как флюса недостаточно, поэтому рекомендуется
применять более активный флюс (фтористый калий или флюс, при-
готовляемый из 40% фтористого калия, 50% буры и 10% борной
кислоты) [3]. Хорошее качество шва обеспечивает припой следу-
ющего состава: 5% ферросилиция, 5% ферромарганца, 5% фосфо-
ристой меди и 85% буры.
Вместо раздельного применения при напайке припоя и флюса
получает распространение метод напайки с помощью таблеток, со-
стоящих из припоя 70—80% и флюса 25—20%. Размеры таблеток:
8x2 мм (0,8 г), 10X2 мм (1,2 г), 12,5X2 мм (1,3 г). Для примера при-
водим состав одного из рецептов (по массе): латунь Л62 (66,5%),
бура техническая (15,4%) и борная кислота (18,1%).
Корпусы резцов и ножей к составному инструменту изготовляют
из углеродистой конструкционной или инструментальной сталей
марок 45, 50, 50Х, У7 и У8. Корпусы сверл, разверток и зенкеров
с пластинками твердых сплавов для получения твердости НВ.С 56—62
изготовляют из инструментальных сталей Р9 и 9ХС. Для зенке-
ров и сверл, у которых направляющие ленточки расположены
только на длине пластинки, допускается применять сталь 40Х.
Паз в державке под пластинку должен быть чисто профрезерован
или простроган. Размеры паза как по длине, так и по ширине должны
Рис. 95. Типы гнезд под пластинки в корпуса^ инструментов
быть строго выдержаны в установленных чертежом пределах. Раз-
личают пазы открытые (рис. 95, а) и закрытые (рис. 95, б).
До напайки твердосплавные пластинки очищают от грязи и краски
в дробеструйных Аппаратах или в галтовочных барабанах. Очищен-
ные пластинки погружают в керосин и после этого опять очищают.
В случае наличия микротрещин на поверхности пластинки появ-
ляются мельчайшие жилки. Такие пластинки в производство не
запускаются. Рекомендуется также до напайки пластинки твердого
сплава и корпуса инструментов с пазами под пластинки опускать
в кипящий водный раствор буры.
В серийном и мелкосерийном производстве режущего инстру-
мента широкое применение получила напайка твердосплавных пла-
стинок нагревом токами высокой частоты (т. в. ч.) как у однолезвий-
ного, так и у многолезвийного инструмента.
Сущность нагрева т. в. ч. заключается в следующем (рис. 9Б).
Внутри катушки, называемой индуктором, при прохождении по ней
переменного тока возникает электрическое и магнитное поле. При
переменном токе магнитное и электрическое поле рассматривается
как единое электромагнитное поле. Если в это электромагнитное
поле внести металлический стержень, в нем будут индуктироваться
вихревые токи, вызывая его нагрев. По мере увеличения частоты
тока в индукторе будет увеличиваться скорость изменения магнит-
Рис. 96. Петлевой (а)
и многовитковый (б) 1
индукторы
ного потока во внесенном в индуктор металлическом стержне и на-
грев его будет происходить в короткое время..
Формы индукторов, применяемых при напайке одно- и многолез-
вийного инструмента, показаны на рис. 97, а,б. Выбор формы индук-
тора обусловливается направлением его витков, которые должны
быть параллельны месту пайки твердосплавной пластинки. Это
требование легко обеспечивается изготовлением петлевых индукто-
ров. Ножи для сборных фрез и сверла можно нагревать также в мно-
говитковых индукторах (рис. 96, а, б). Пайку твердосплавных пла-
стинок многолезвийного инструмента — фрез, зенкеров и разверток
чаще производят отдельно у каждого зуба, т. е. петлевым индукто-
ром разогревают места только для одной твердосплавной пластинки
(рис. 97, в). В процессе напайки фрезу, зенкер или развертку уста-
навливают в простом приспособлении и вручную поворачивают ка-
ждый раз для напайки следующего зуба. При напайке многолезвий-
ного инструмента в гнездо кладут твердосплавную пластинку, затем
ее посыпают сверху бурой, после чего кладут пластинку припоя.
Далее нагревают твердосплавную пластинку, плавят буру и припой,
выключают ток и пластинку слегка прижимают к гнезду корпуса
инструмента.
Корпусы инструментов, для которых после напайки не требуется
термическая обработка, в целях уменьшения внутренних напряже-
ний, возникающих при быстром охлаждении, медленно охлаждают
в угольной крупке, нагретом песке, асбесте или в печи (200—350° С).
Быстрое охлаждение заготовок обычно приводит к образованию
трещин на твердосплавных пластинках. Термическую обработку
корпусов рекомендуется проводить тотчас же после напайки. Тер-
мическая обработка осуществляется следующим образом. После
напайки твердосплавной пластинки изделие продолжают нагревать
до температуры закалки в электросоляных печах. С закалочной
температуры охлаждают в селитру или масло. После охлаждения
инструмент подвергается отпуску.
К преимуществам индукционной напайки следует отнести высо-
кую производительность, экономный расход энергии, возможность
точной регулировки величины и зоны нагрева, однородность мест
припоя, отсутствие окисления, большую прочность пайки.
Контроль. Качество напайки и наварки, т. е. затекание припоя
в шов, и его прочность контролируют внешним осмотром, ударом
резцов о край металлической плиты или ударом молотка по основа-
нию головки и испытанием на отрыв пластинок от каждой партии
изделий. Толщина припоя должна быть не более 0,1 мм.
§ 4. ОБРАБОТКА ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ
ПОВЕРХНОСТЕЙ
Заготовка, полученная тем или иным методом, поступает в меха-
нический цех для дальнешей обработки в целях получения готового
изделия в соответствии с заданными техническими требованиями.
Здесь часто возникает необходимость разделить обработку на черно-,
вую (или предварительную) и чистовую (или окончательную).
Черновую (предварительную) обработку выполняют для:
а) получения формы заготовки, приближающейся к форме гото-
вого изделия при точении, фрезеровании, строгании в возможно
короткое время;
б) удаления большого слоя металла из стружечных канавок
и пазов;
в) снятия основной величины операционного припуска (до 75—
80%) при шлифовании и затачивании в возможно короткое время
путем применения больших подач. .
Черновая обработка характеризуется:
а) режимами резания, в которых применяют большие глубину
резания, подачу и скорость резания;
б) значительными силами резания, которые вызывают большие
силы отжатия в системе СПИД и вибрации вследствие снятия боль-
шого - припуска;
в) относительно невысокой точностью размеров, грубой шерохо-
ватостью поверхностей, значительными отклонениями в радиальном
и осевом биениях.
Чистовую (окончательную) обработку ведут для устранения по-
грешностей черновой обработки, получения деталей с размерами,
шероховатостью поверхности и отклонениями в радиальном и осевом
биениях в соответствии с заданными техническими требованиями
на готовое изделие. Этот вид обработки характеризуется:
а) снятием небольших припусков, малой глубиной резания, не-
большими подачей и скоростью резания (при шлифовании и затачи-
вании);
б) возникновением малых сил резания и, следовательно, появле-
нием весьма малых сил отжатия в системе СПИД;
в) получением точных размеров, соответствующей шероховатости
поверхности, минимальными отклонениями в радиальном и осевом
биениях.
Для сохранения точности станка следует черновую обработку
выполнять на одних станках, а чистовую — на других.
Точение. Поверхности тел вращения представляют собой наи-
более распространенный вид поверхностей инструментов. Многие
140
режущие и измерительные инструменты имеют форму тел вращения —
сверла, зенкеры, развертки, фрезы, шеверы, долбяки, круглые резцы,
круглые плашки и гребенки, метчики, круглые и шлицевые про-
тяжки, гладкие и резьбовые калибры, конусные калибры. Изготов-
ление таких изделий обычно начинают с токарной обработки.
Токарную обработку разделяют на черновую и чистовую. Для чисто-
вой токарной обработки оставляют припуск 0,25—0,5 мм на сторону,
а при обработке протяжек — 1,5—2 мм на сторону. Скорость реза-
ния при обтачивании заготовок из быстрорежущих сталей выбирают
в пределах 70—130 м/мин, подачу 0,12—0,3 мм/об; чистоту поверх-
ности 5—6-го классов. Вместо чистовой токарной обработки часто
применяют шлифование поверхностей на круглошлифовальных стан-
ках. На чистовую токарную обработку после нормализации оста-
вляют припуск 1,5—2 мм на сторону в зависимости от размера заго-
товок.
Длинные изделия (например, протяжки) после черновой токар-
ной обработки подвергают отжигу или нормализации для снятия
напряжений, возникающих в процессе точения. Для чистовой токар-
ной обработки после отжига на всех поверхностях (по диаметру)
оставляют припуск 1,5—2 мм на сторону.
В серийном производстве режущего инструмента применяют:
1) токарные станки для подрезания торцов, снятия фасок и т. д.;
они простые по конструкции и, следовательно, дешевые;
2) токарно-винторезные станки для нарезания различных резьб
в сочетании с обтачиванием;
3) токарные автоматы и полуавтоматы;
4) токарно-револьверные станки;
5) специальные станки для изготовления метчиков, разверток,
сверл;
6) карусельные станки для обработки корпусов сборных фрез
диаметром до 1000 мм, требующие для изготовления ряда последо-
вательных переходов — обтачивание, подрезание, сверление, раз-
вертывание и т. д.
Конические поверхности хвостовых инструментов (сверл, зенке-
ров и разверток) на токарных станках можно получить при движении
резца по образующей конуса. Это достигается движением резца под
заданным углом к оси вращения заготовки. Такая обработка осу-
ществляется на станках, имеющих копирные линейки, с помощью
которых верхняя часть суппорта, помимо продольного перемещения,
получает и поперечное перемещение соответственно требуемой ко-
нусности.
Шлифование. В инструментальном производстве различают сле-
дующие виды шлифования: круглое центровое, бесцентровое, пло-
ское, внутреннее, резьбовое и тонкое.
Круглое шлифование может осуществ-
ляться с продольной подачей (рис. 98, а), врезанием (рис. 98, б)
и глубинным методом (рис. 98, в).
Круглошлифовальные станки с продольной подачей относительно
неподвижных центров задней и передней бабок позволяют шлифовать
141
Рис. 98. Методы круглого шлифования
конические детали с углом конуса не более 5°. На универсальных
круглошлифовальных станках возможно шлифовать детали с углом
конуса до 45°. Этот метод шлифования характеризуется тем', что при-
пуск снимается за много проходов с незначительной глубиной ре-
зания.
Продольную подачу при черновом шлифовании принимают рав-
ной 0,4—0,8 ширины круга на один оборот детали и при чистовом
шлифовании 0,2—0,4 ширины круга. Глубина резания принимается
при чистовой обработке 0,005—0,02 мм на каждый проход и при
черновой — 0,01—0,08 мм. При черновом шлифовании скорость вра-
щения заготовки 15—25 м/мин, при чистовом шлифовании — 12—
18 м/мин.
Процесс круглого шлифования включает такие стадии, как чер-
новое шлифование, чистовое шлифование и выхаживание. Выхажи-
ванием определяется конец процесса, когда шлифовальный круг
не снимает стружку и вся технологическая система СПИД приходит
в равновесие. Черновое и чистовое шлифование можно производить
на различных станках в целях сохранения точности станков для
чистового шлифования. В этом случае и в черновом шлифовании
появится стадия выхаживания.
В серийном и крупносерийном производстве в целях увеличения
производительности труда применяют круглошлифовальные станки
с широким кругом, работающие методом врезания. Этот метод харак-
теризуется тем, что припуск непрерывно удаляется по всей ширине
обрабатываемой заготовки с подачей, сообщаемой шлифовальному
кругу за каждый оборот заготовки. Этот способ находит применение
при шлифовании относительно коротких заготовок. Для получения
высокого класса чистоты поверхности и, следовательно, устранения
повторяемости работы абразивных зерен вследствие движения их
по одной и той же траектории применяют механизм осцилляции
шлифовального круга. В инструментальном производстве шлифо-
вание методом врезания применяют для чернового шлифования,
а чистовое шлифование выполняют на круглошлифовальных станках
с продольной подачей. Поперечная подача при черновом шлифовании
принимается 0,002—0,02 мм/об при скорости вращения заготовки
15—25 м/мин, а при чистовом шлифовании — 0,001—0,01 мм/об
при скорости вращения 10—18 м/мин.
Глубинное шлифование применяют при черновой .обработке ко-
ротких цилиндрических поверхностей. При этом обычно весь при-
пуск (до 2 мм) снимается за один проход при относительно небольшой
продольной подаче — 1—6 мм/об. В процессе шлифования на круге
образуется скос в виде заборного конуса. Такой скос под углом 2°
можно сделать на шлифовальном круге путем правки. При угле
скоса а и продольной подаче 80 толщина снимаемой стружки /т =
= 80зта (рис. 98, г). При глубинном шлифовании резание произ-
водят той частью круга, на которой имеется заборный конус. Осталь-
ная часть шлифовального круга зачищает шлифующую поверхность.
Скорость вращения заготовки принимается равной до 25 м/мин.
Бесцентровое шлифование заготовок применяют
в тех случаях, когда на последующих операциях базой является
наружная поверхность. Бесцентрово-шлифовальные станки приме-
няют для обработки цилиндрических, конических и фасонных по-
верхностей. Различают три способа шлифования: на проход
(рис. 99, а), врезанием (рис. 99, б) и до упора (рис. 99, в).
Шлифование на проход применяют для гладких заготовок без
уступов, а также для заготовок, у которых длина шлифуемой по-
верхности должна быть равна или больше длины поверхности мень-
шего диаметра, который не шлифуют. Длина шлифуемой поверхности
должна быть равна или быть
больше обрабатываемого диаме-
тра. При шлифовании на про-
ход заготовки непрерывно дви-
жутся одна за другой, проходя
между шлифовальным и веду-
щим кругами.
Методом врезания шлифуют
заготовки, которые нельзя шли-
фовать на проход, так как при
шлифовании врезанием произ-
водительность по сравнению со
шлифованием на проход меньше
в 2—3 раза.
Шлифование до упора при-
меняют при обработке кони-
ческих поверхностей (например,
хвостовики у сверл, разверток,
зенкеров), цилиндрических по-
верхностей, а также заготовок,
имеющих выступы. Следует от-
метить, что при шлифовании
до упора поверхность полу-
чается весьма чистой.
Рис, 99. Способы шлифования на бесцентро-
во-шлифовальных станках:
/ — шлифовальный круг; 2 — ведущий круг;
3 — нож; 4— упор; 5 заготовка
Продольную подачу заготовок на проход осуществляют путем
установки ведущего круга на угол а — 14-6°. Чем больше угол,
тем больше подача. При меньшей подаче класс чистоты поверхности
получится выше. Величину подачи определяют по формуле
8 = 1000пвк 81па-т] мм/мин,
где ов. к — скорость ведущего круга в м/мин;
т] — 0,924-0,97 — поправочный коэффициент, учитывающий
проскальзывание заготовок при шлифовании; берется
в зависимости от угла наклона ведущего круга.
При черновом шлифовании применяют: глубину резания 0,02—
0,15 мм, скорость ведущего круга 15—30 м/мин и угол наклона веду-
щего круга а до 5°. При чистовом шлифовании выбирают следующие
режимы обработки: глубину резания 0,005—0,02 мм, скорость веду-
щего круга 10—15 м/мин и угол наклона ведущего круга а до 3°.
При шлифовании врезанием ведущий круг устанавливают парал-
лельно шлифовальному. Подача заготовок к шлифовальному кругу —
радиальная и сообщается ведущим кругом в пределах 0,004—
0,05 мм/об при черновом шлифовании и при скорости ведущего круга
8—20 м/мин. При чистовом шлифовании применяют подачу 0,002—
0,01 мм/об и скорость ведущего круга 5—10 м/мин.
Шлифование до упора осуществляют медленным продвижением
заготовки до упора путем наклона ведущего круга на угол а —
= 0° 30'. При этом глубина резания 0,005—0,02 мм, скорость веду-
щего круга 10—15 м/мин.
Основными преимуществами бесцентрово-шлифовальных станков
по сравнению с круглошлифовальными являются: высокая произво-
дительность, обслуживание станка рабочим более низкой квалифи-
кации, уменьшение припуска после токарной обработки. Основной
недостаток этих станков заключается в трудности достижения стро-
гой соосности рабочей и хвостовой частей сверл, разверток и других
инструментов даже после предварительной обработки на круглошли-
фовальном станке. Имеется в виду раздельное шлифование рабочей
и хвостовой частей.
Высокий класс чистоты поверхности н точность размеров, помимо
причин, обеспечивающих это требование, и о которых было сказано
выше, достигается хорошей балансировкой шлифовального круга.
Шлифовальный круг рекомендуется балансировать один раз после
закрепления во фланцах, а второй раз — после предварительной
правки.
§ 5. ОБРАБОТКА ОТВЕРСТИЙ
Отверстия режущих инструментов определяют их положение
в процессе эксплуатации и, следовательно, они являются основными
базами. Степень точности отверстий режущих инструментов зависит
от их служебного назначения. Например, у цилиндрических, услов-
ных, пазовых и трехсторонних фрез отверстия выполняются по 2-му
классу точности; у точных червячно-модульных фрез классов В, А,
АА, ААА — по 1-му классу точности (для В и А) и с точностью 0,7
и 0,5 А (для АА и ААА).
Отверстия 3-го класса точности в деталях, термически необрабо-
танных, выполняют за четыре перехода. В первом переходе центри-
руют отверстия для получения базирующей поверхности следующему
режущему инструменту — сверлу для его правильного направления
в теле заготовки. Центрируют коротким спиральным сверлом с ко-
ническим хвостовиком (изношенное сверло) в целях придания ему
наибольшей жесткости. Угол при вершине делается равным 90°.
Во втором переходе сверлят отверстия спиральным сверлом. Отвер-
стия диаметром больше 40 мм обрабатывают двумя сверлами: первое
сверло имеет диаметр 25 мм, а второе — в зависимости от принятых
припусков на дальнейшую обработку. Сверлением можно получить
отверстия 5-го класса точности. В третьем переходе растачивают
отверстия резцом, расточной пластиной или зенкером. После раста-
чивания отверстия получаются с допусками по 4-му классу точности.
Четвертый переход назначается для получения отверстия 3-го класса
точности. Это достигается развертыванием или протягиванием. Если
нужно получить отверстие 2-го класса точности, то применяют пятый
переход — чистовую развертку.
После термической обработки инструмент в результате проис-
шедших деформаций получает искажения, которые обычно выра-
жаются в виде неконцентричности наружной окружности зубьев
и окружности отверстия, овальности отверстия и т. д. Для устране-
ния этих искажений отверстия инструментов шлифуют. Шлифова-
ние отверстия в насадном инструменте является ответственной опе-
рацией, имеющей целью не только исправление базы для выполнения
окончательных операций при изготовлении инструмента, но и созда-
ние базы для закрепления инструмента при его эксплуатации.
Процесс шлифования отверстий на внутришлифовальных станках
включает следующие стадии: черновое шлифование, чистовое шли-
фование и выхаживание. Отверстия в инструментах шлифуют мето-
дом продольной подачи.
Наиболее распространенным способом закрепления насадных
режущих инструментов при шлифовании отверстия является уста-
новка их в трехкулачковых самоцентрирующих патронах с помощью
разрезного кольца или разрезной втулки.
Для обеспечения перпендикулярности торца и оси заготовки
целесообразно отверстие и торец шлифовать с одной установки.
При этом торец шлифуют либо чашечным (рис. 100, а), либо плоским
(рис. 100, б) кругами. В последнем случае торец шлифуют перифе-
Рис. 100. Способы шлифования отверстия и торца
Рис. 101. Приспособления для
базирования заготовок по за-
тылкам зубьев (а) и по бур-
тикам (б)
рией круга, в результате поверхность получается значительно чище.
При шлифовании торца чашечным шлифовальным кругом на по-
верхности получаются грубые риски.
Выше уже были рассмотрены приспособления для закрепления
инструментов при внутреннем шлифовании (см. рис. 37, 68, 80),
но есть еще и другие. Инструменты с затылованным зубом можно
закреплять в приспособлениях с центрированием по затылкам зубьев
посредством трех роликов (штифтов) и закреплением при помощи при-
жимных планок (рис. 101, а). Приспособление для центрирования
по буртикам у червячно-модульных фрез показано на рис. 101, б.
Диаметр шлифовального круга выбирают равным 0,7—0,9 диа-
метра отверстия. Ширину круга принимают равной 1,5—2 диаме-
трам шлифовального круга. Продольную подачу при черновом шли-
фовании принимают равной 0,3—0,5, а при чистовом шлифовании
0,2—0,3 ширины шлифовального круга. Скорость вращения заго-
товки принимают 10—25 м/мин; глубину резания за один двойной ход
0,005—0,02 мм при черновом шлифовании и 0,002—0,01 мм при чисто-
вом шлифовании.
Отверстия, изготовляемые по 1-му классу точности и с микронной
точностью (зуборезный инструмент), после шлифования подвергают
доводке.
§ 6 ОБРАБОТКА НА ТОКАРНО-РЕВОЛЬВЕРНЫХ СТАНКАХ,
ТОКАРНЫХ АВТОМАТАХ И ПОЛУАВТОМАТАХ
Обработка на токарно-револьверных станках заключается в том,
что заготовка обрабатывается последовательным введением в дей-
ствие различных режущих инструментов, закрепленных в револь-
верной головке. Например, в заготовке фрезы обрабатывают отвер-
стие, применяя инструменты в ' следующей последовательности:
сверло для центрования, сверло, зенкер, расточный резец для раста-
чивания выточки в этом отверстии, развертку, зенковку для фаски
146
й, наконец, проходной резец для подрезания торца. Иногда в этой
установке тем же проходным резцом обтачивают наружную поверх-
ность до кулачков. Большое количество закрепляемых в револьвер-
ной головке режущих инструментов дает возможность уменьшить
время обработки по сравнению с временем обработки на токарных
станках в 2—3 раза.
В зависимости от расположения оси револьверной головки раз-
личают три типа револьверных станков (рис. 102). Наибольшее
распространение получили станки типа I, у которых ось головки
расположена вертикально. Меньшее распространение получили ре-
вольверные станки типа II, у которых ось головки расположена
горизонтально (параллельно оси шпинделя). Не имеют распростране-
ния в настоящее время револьверные станки типа III с шестигранной
головкой, расположенной на горизонтальной оси перпендикулярно
оси шпинделя. Такое расположение головки имеет место только в то-
карно-револьверных автоматах.
Револьверные станки типа I обычно имеют 6 гнезд для установки
различных режущих инструментов, а станки типа II — )2—16 гнезд.
Достоинством‘револьверных головок типа II является возможность
закрепления в них большего количества режущих инструментов,
чем в головках других типов. Кроме того, при одновременной работе
нескольких инструментов конструкции державок получаются про-
стыми. Недостатком этих головок является более сложная их на-
ладка, а также изменение углов резания при поперечной подаче.
Наружные цилиндрические и торцовые поверхности в револьверных
Рис. 102. Типы револьверных станков в зависимости от расположения оси револьверной
головки
станках типа I обрабатывают резцами, которые устанавливают в че-
тырехрезцовой поворотной головке поперечного суппорта.
Револьверные станки применяются для прутковой и патронной
работы. Их выгодно применять при партии не менее 5 шт., т. е.
в мелкосерийном производстве при обработке однотипных заготовок,
отличающихся друг от друга размерами отверстий и габаритными раз-
мерами. Это объясняется тем, что для наладки револьверных станков
применяется нормальный набор вспомогательных инструментов:
втулки для установки сверл и зенкеров, качающиеся державки для
установки разверток, державки в револьверную головку (типа II)
для расточных, проходных и других резцов, державки для метчиков
и т. д. Помимо нормального набора, в зависимости от требований
технологического процесса, применяются специальные вспомога-
тельные инструменты (державки, втулки).
В револьверной головке типа II два отверстия для инструментов
соединены в общее продолговатое отверстие, что позволяет отрезать
от прутка более длинную заготовку. Отрезку производят посредством
отрезного резца, укрепленного в державке, устанавливаемой в от-
верстии для инструментов, расположенном рядом с продолговатым
отверстием. Для револьверной обработки' применяют различные
приспособления, с помощью которых можно совмещать обработку,
например одновременно сверлить и обтачивать.
На рис. 103 приведена схема наладки револьверного станка
типа I для обработки насадных фрез.
Обработка на токарных автоматах и полуавтоматах применяется
в серийном и крупносерийном производстве режущих инструментов.
Максимальная загрузка автомата может быть осуществлена закре-
плением за данным автоматом однотипных заготовок. Практически
целесообразно использовать автоматы при полной загрузке его пар-
тией заготовок на 5—10 дней. В данном случае имеется в виду произ-
водственная партия пп0, а не операционная. Тогда время на одну
заготовку
* — 3‘ •
П‘3 «пр
По расположению шпинделей автоматы разделяются на горизон-
тальные и вертикальные. Преимущество вертикальных автоматов
и полуавтоматов заключается в экономии площади, потребной для
их установки. По технологическому признаку автоматы и полу-
автоматЙ!, применяемые в производстве режущих инструментов,
можно разделить на следующие виды: прутковые одношпиндельные
автоматы, патронные многошпиндельные полуавтоматы, прутковые
многошпиндельные автоматы. Основное преимущество автоматов
и полуавтоматов: устойчивость качества обработанных заготовок
по размерам, геометрическим параметрам и шероховатости поверх-
ности; возможность многостаночного обслуживания, а отсюда и вы-
сокая производительность труда.
Для автоматной обработки заготовок применяют прутки из холод-
нотянутой и холоднотянутой шлифованной сталей (серебрянки).
Условиями для нормальной бесперебойной работы автоматов
являются: однородность качества прутков по твердости и структуре
в установленных пределах:. малый допуск на наружный диаметр
на прутках холоднотянутой стали и серебрянки; минимальная кри-
визна прутков, которая не должна превышать 0,5 мм на 1 м длины
прутка для серебрянки и холоднотянутой стали.
Прутковые одношпиндельные автоматы
являются наиболее распространенной группой станков в инстру-
ментальном производстве. Они находят применение при изготовлении
ручных разверток, машинно-ручных метчиков диаметром до 14 мм
и круглых плашек.
В инструментальном производстве применяют автоматы для
фасонного и продольного точения (модели 1103, МФИ22, 1А10П,
' П12и 1П16), а также токарно-револьверные автоматы (модели 1Б125,
Б136, 1Б146). Автоматы для фасонного и продольного точения при-
меняют для обтачивания заготовок из прутка. При продольной по-
даче прутка-в комбинации с поперечной подачей двух, трех и более
суппортов на автомате можно обрабатывать заготовки различной
конфигурации. В процессе обработки пруток поддерживается люне-
том (втулкой), а продольная подача осуществляется осевым переме-
щением прутка.
Рис. 103. Схема наладки
револьверного станка для
обработки заготовки с
отверстием:
1 — центрование; 2 —
сверление; 3 — рассвер-
ливание
В табл. 26 приведена схема обработки машинной развертки
диаметром 8 мм на одношпиндельном автомате для фасонного и про-
дольного точения.
Токарно-револьверные автоматы применяют для обработки
сравнительно сложных по форме деталей и главным образом име-
ющих отверстия и торцовые выточки (плашки круглые). На этих
станках одновременно работают инструменты, закрепленные на двух
или более поперечных суппортах и в револьверной головке (сверла,
зенкеры, развертки и зенковки).
Таблица 26
Схема обработки машинной развертки
Чертеж обработки Содержание обработки
Открытие зажимной цанги Отвод шпиндельной бабки Пауза
0^ Отвод отрезного резца Подача прутка до упора (ход шпиндельной бабки) Пауза
Л с# а V Зажим цанги Подвод проходного резца Врезание, 5 — 0,03 мм/об Пауза
0^ - Протачивание шейки (ход шпиндельной бабки) 5 = 0,08 мм/об Пауза
-у Отвод проходного резца । Подача прутка на длину хвостовой части (ход шпин- дельной бабки) Пауза
Л л- Подвод отрезного резца и отрезка в результате двух движений: хода отрезнбго резца и хода шпиндель- ной бабки. Отрезной резец остается в конечном положении и служит упором для прутка Пауза
Патронные многошпиндельные полуавтоматы бывают в основ-
ном вертикальные. У полуавтоматов этого типа одна позиция пред-
назначается для снятия обработанной заготовки и установки новой.
Таким образом, число рабочих шпинделей всегда бывает на единицу
меньше. Заготовка постепенно обрабатывается на всех рабочих
позициях; время обработки ее равно продолжительности наиболее
длительного перехода. Такие полуавтоматы строятся отечественными
станкостроительными заводами для обработки заготовок диаметром
до 200, 300 и 400 мм шести- и восьмишпиндельными; мощность таких
станков до 25 кВт. На отдельных позициях полуавтомата могут при-
меняться суппорты различной конструкции, например для продоль-
ного и поперечного точения, для работы шпиндельным инструментом
(сверлами, зенкерами, развертками и т. д.). На этих станках можно
обрабатывать корпуса сборных фрез в серийном и крупносерийном
производстве режущего инструмента.
На рис. 104 приведена схема обработки червячно-модульной
фрезы т = 4 мм из быстрорежущей стали на восьмишпиндельном
полуавтомате 1К282. Токарная обработка в соответствующих пози-
циях включает следующие технологические переходы.
1. Установка заготовки.
2. Сверление отверстия на длину /0 и обтачивание наружной
поверхности на ту же длину. Обработка идет одновременно.
Рис. 104. Схема технологического процесса изготовления заготовки для червячно-
модульной фрезы с пг—4 мм на восьмишпиндельном токарном полуавтомате 1К282
3. Протачивание торца (За) и обтачивание буртика (36). Обра-
ботка идет последовательно.
4? Остановка шпинделя. Открепление заготовки. Поворот. За-
крепление. Пуск шпинделя. Досверливание отверстий. Протачивание
оставшейся части наружной поверхности.
5. Протачивание второго торца и обтачивание второго буртика.
Обработка идет последовательно.
6. Растачивание отверстия по 4-му классу точности.
7. Растачивание выточки в отверстии по шаблону.
8. Развертывание отверстия.
По сравнению с современным револьверным станком производи-
тельность труда на этом полуавтомате повышается в 6—7 раз.
Прутковые многошпиндельные автоматы
применяют для обработки прутков диаметром 20—100 мм. Эти авто-
маты значительно производительнее одношпиндельных вследствие
одновременной обработки нескольких заготовок (по числу шпинде-
лей) за один оборот барабана. На них можно производить такие ра-
боты, как черновое, чистовое и фасонное обтачивание, подрезание,
сверление, зенкерование, развертывание, нарезание резьбы и отре-
зание. В цанговых патронах каждого шпинделя закрепляют пруток.
Рабочие и холостые перемещения продольного и поперечных
суппортов и подачу прутков производят кулачки-копиры, которые
закреплены на барабане распределительного вала. Производитель-
ность четырехшпиндельных автоматов в 2,5—3 раза выше токарно-
револьверных станков. Применение шестишпиндельного автомата
целесообразно только при полной загрузке всех его позиций либо
при полной обработке двух одинаковых заготовок за один оборот
барабана. В общем виде о выгодности применения автомата можно
судить, сравнивая различные варианты обработки на автомате и на
токарно-револьверном станке (см. гл. V). •
Для производства режущего инструмента в серийном и крупно-
серийном производстве применяют как одношпиндельные, так и
многошпиндельные автоматы. Для продольного точения ручных
и машинно-ручных метчиков диаметром до 14 мм применяют одно-
шпиндельные автоматы. Ручные метчики диаметром 14—18 мм целе-
сообразнее обрабатывать на многошпиндельных автоматах. Для
изготовления круглых плашек применяют одношпиндельные (то-
карно-револьверные) и многошпиндельные автоматы.
Точность обработки на многошпиндельных автоматах вполне
отвечает технологическим требованиям. В частности, отверстия диа-
метром 9,5—12,5 мм развертывают с точностью до 0,04 мм, радиаль-
ное биение выдерживается в пределах 0,04—0,06 мм, а торцовое —
до 0,04 мм. В качестве примера на рис. 105 приведена схема обработки
на четырехшпиндельном автомате круглых плашек, наружный диа-
метр которых равен 38 мм. При расчете наладки фасонно-отрезного
автомата для продольного точения учитывают следующие работы:
выбор последовательности обработки заготовки; определение длины
ходов режущих инструментов при обработке заданной заготовки;
выбор глубины резания, подачи, скорости резания и частоты вращения
152
Рис. 105. Схема обработки круглой плашки на четырехшпиндельном автомате
шпинделя; определение частоты вращения шпинделя на рабочие хода;
определение продолжительности рабочих ходов; определение про-
должительности холостых ходов; составление карты расчета кулачка
и копира; построение развертки колокольного копира и построение
кулачка-балансира. '
Примерно в такой же последовательности рассчитывают наладку
и для многошпиндельных автоматов.
§ 7. ОБРАБОТКА ХВОСТОВИКОВ, ЛАПОК И КВАДРАТОВ
Обработка конических хвостовиков. Значительную часть режу-
щего инструмента (сверла, зенкеры, развертки) изготовляют с кониче-
скими хвостовиками типа Морзе от № 0 до № 6. Конические хвосто-
вики с лапкой в мелкосерийном производстве изготовляют на токар-
ных станках. Вначале обрабатывается хвостовик на конус по копир-
ной линейке (рис. 106, а), а затем обтачивается цилиндрическая
часть лапки (рис. 106, б), шейка (рис. 106, в) и подрезается торец
радиусным резцом (рис. 106, г).
В серийном и крупносерийном производстве конические хвосто-
вики типа Морзе № 1—5 обрабатывают на специальных токарных
полуавтоматических станках с копирными устройствами. На них
предусмотрено последовательное обтачивание цилиндрической по-
верхности лапки, конической поверхности хвостовика и шейки.
Обтачивание осуществляется твердосплавными резцами со скоростью
резания 75—120 м/мин, подачей 0,3 мм/об и может производиться
двумя способами: обтачивается только цилиндрическая поверхность
лапки, коническая поверхность хвостовика и шейка; обтачивается
цилиндрическая часть лапки, коническая поверхность хвостовика,
шейка и рабочая часть для сверл с конусом Морзе № 4 и 5 (некоторых
размеров).
Рис. 106. Схема обработки ко=
нического хвостовика на токаре
ных станках
Рис. 107. Схема обработки конических хвосто-
виков
& первом случае хвостовики Морзе № 1 и 2 обрабатывают на то-
карных полуавтоматах ВТ-11 (рис. 107, а), хвостовики Морзе № 2
и 3 — на автоматах КТ-61 (рис. 107, б). Для создания жесткости
при обтачивании хвостовика на полуавтоматах ВТ-11 рабочая часть
заготовки устанавливается в цанговый патрон (база — обточенная
рабочая часть). Конические хвостовики Морзе № 4 и 5 обтачивают
на токарных автоматах МР-105 (рис. 108).
Вследствие того, что наибольший припуск на хвостовике опреде-
ляется у меньшего диаметра конуса, глубина резания при обтачи-
вании за один проход принимается равной 3—4 мм. При обработке
сверл на токарном автомате МР-105 для сверл диаметром 32—35,5 мм
предусматривается два прохода (рис. 109), для сверл диаметром 36—
42 мм — три прохода, и для сверл диаметром 46—50 мм — четыре
прохода. В этом случае на каждый проход на копиродержателе
Рис. 108. Схема обработки
конического хвостовика и
рабочей части инструмента
на токарном автомате
станка устанавливают свой шаблон. Только после обтачивания хво-
стовика последует обтачивание рабочей части за один проход (на
автомате МР-105). При этом применяют приспособление, приведенное
на рис. 63. На полуавтомате ВТ-11 и автомате КТ-61 также преду-
смотрена возможность последовательного обтачивания за два про-
хода на станке мод. ВТ-11 с помощью шаблонов, установленных
на поворотном копиродержателе, а на станке мод. КТ-61 с помощью
наложенных друг на друга двух копиров, но смещенных (см.
рис. 107, б). После обработки конических хвостовиков в другой
операции подрезается торец с образованием закругления под углом 8®
и радиусом г. Эта обработка осуществляется быстрорежущим фа-
сонным резцом. Заготовка со стороны хвостовика поддерживается
полуцентром (см. рис. 106, г).
Конические хвостовики без лапки со стороны торца имеют резьбо-
вое отверстие (рис. НО), служащее для ввинчивания в него болта
с противоположной стороны шпинделя с целью надежного удержания
режущего инструмента в процессе работы. Резьбовые отверстия
в коническом хвостовике обрабатывают на револьверном станке.
В этом случае заготовка зажимается в трехкулачковый патрон.
При этом осуществляют следующие технологические переходы:
центрование, сверление отверстия а, подрезание торца д, растачи-
вание выточки б в отверстии зенкером, зенкование отверстия В для
получения рабочего конуса под углом 60°; зенкование отверстия для
получения предохранительного конуса Г с углом 120°, нарезание
резьбы машинным метчиком.
После обтачивания рекомендуется шлифовать конические хвосто-
вики для устранения погрешностей, которые получаются вследствие
отжатия заготовки при обтачивании. Шлифованный хвостовик в даль-
нейшем является базой для фрезерования лапки. Это обеспечивает
соосность лапки и шлифованного конусного хвостовика.
Конические хвостовики после обтачивания проверяются на све-
товых приборах и калибрами-втулками (см. ГОСТ 2849—69).
Фрезерование лапки и квадрата производят на горизонтально-
или вертикально-фрезерных станках. Сверла, развертки, зенкеры
и другой инструмент, имеющий конический хвостовик с лапкой,
закрепляют в специальных одноместных или двухместных приспо-
соблениях. Фрезеруют двумя или четырьмя фрезами, посаженными
на одну общую оправку на горизонтально-фрезерном станке. В се-
рийном производстве применяют
быстродействующие пневматиче-
ские или гидравлические зажимы.
Рис. ПО. Форма конического хво-
стовика без лапки
Рис. 109. Схема распределения припуска на
коническом хвостовике с лапкой
Рис. 111. Схема приспособления для фрезерования лапок конических хвостовиков:
/ заготовка; 2 — рычажный усиливающий механизм; 3 — клиновой усиливающий ме-
ханизм; 4 — пневмодвигатель
На рис» 111 показана схема двухместного приспособления для
фрезерования лапок сверл, зенкеров, разверток’с приводом от пневмо-
двигателя с двумя усиливающими механизмами: рычажным и кли-
новым. Сущность работы приспособления понятна из рассмотрения
рисунка.
В серийном и крупносерийном производстве эту операцию вы-
полняют на вертикально-фрезерном станке с круглым столом, обес-
печивающим непрерывность процесса фрезерования (рис. 112).
Во время вращения стола обработанные заготовки вынимают из
призматических гнезд, а новые закладывают на их место. Для уста-
новки хвостовика на определенную длину в круглом столе имеется
упор в виде сектора, закрепленного неподвижно. Конусы закре-
пляют в призматических гнездах при помощи прижимов. Призма-
тические гнезда и прижимы рассчитаны на определенный размер
конуса и являются сменными. Лапки фрезеруют при скорости реза»
ния 18—25 м/мин и подаче 0,03—0,05 мм/зуб. Изготовление квадратов
у инструментов производится
фрезерованием в специальных
приспособлениях (см. рис. 72)
с гидравлическим приводом.
Два подобных приспосо-
бления с зажимом по схеме,
показанной на рис. 72, б,
можно устанавливать на стол
станка и одновременно обра-
батывать по две заготовки.
Квадраты у метчиков изго-
товляют от М20 и выше
в крупносерийном производ-
стве на продольно-фрезерных
полуавтоматах 6В2 по четыре
заготовки одновременно с
установкой в центре станка.
Рис. 112. Фрезерование конусных хвостовиков на
вертикально-фрезерном станке:
а—схема фрезерования; б— расположение фрез;
/ — стол; 2 — заготовка; 3 — фреза; 4 — сектор;
5 — зажим
Квадраты фрезеруют при следующих режимах: для сталей 45,
40Х и 9ХС V — 35-ь 45 м/мин и 8 = 0,06-ь 0,08 мм/зуб; для быстро-
режущей стали V — 20-ь25 м/мин и 8 = 0,04-ь0,06 мм/зуб.
§ 8. ОБРАБОТКА ПЛОСКОСТЕЙ
Наиболее распространенными способами обработки плоскостей
являются: фрезерование цилиндрическими и торцовыми фрезами,
строгание на поперечно-строгальных станках, протягивание на про-
тяжных станках, шлифование на плоскошлифовальных станках,
обтачивание торцовых поверхностей на токарных и револьверных
станках.
При обработке плоскостей в серийном и крупносерийном произ-
водстве следует применять торцовое фрезерование, так как оно обес-
печивает более высокую производительность труда, чем фрезерова-
ние цилиндрическими фрезами. К преимуществам торцовых фрез
относятся: более ровная и спокойная работа станка вследствие боль-
шого числа одновременно работающих зубьев; возможность приме-
нения больших подач, чем при работе цилиндрическими фрезами;
жесткое закрепление инструмента вследствие применения коротких
оправок; более высокие производительность и качество обработан-
ной поверхности.
При фрезеровании цилиндрическими фрезами получается боль-
шая неточность размеров на деталях и худшее качество поверхности
по сравнению с торцовым фрезерованием. Это обусловливается боль-
шим биением фрезы по наружной поверхности. Величина биения
фрезы зависит от многих причин. Главнейшими из них являются
(рис. 113): а) зазор между отверстием фрезы 1 и оправкой 2; чем
больше зазор, тем больше биение; б) отклонение от перпендикуляр-
ности отверстия фрезы относительно его торцов; в) отклонение от
параллельности торцов проставочных колец 3; г) биение шпинделя
станка и самой оправки. В -результате суммирования всех этих по-
грешностей при затягивании гайкой 4, сжимающей проставочные
кольца и фрезу, оправка прогибается и при ее вращении возникает
биение. ,
Применяют два метода фре-
зерования: против подачи
(встречное фрезерование) и по
подаче (попутное фрезерова-
ние). В инструментальном про-
изводстве фрезерование по по-
даче имеет широкое применение
при фрезеровании канавок
сверл, разверток и метчиков
для получения канавок с чи-
стотой 5—6-го классов.
Ножи для сборных инстру-
ментов в крупносерийном про-
изводстве в целях увеличения
Рис. 113, Оправка с проставочными кольцами
до (а) и после (б) затягивания гайкой
Рис. 114. Схемы шлифов
вания на плоскошлифоваль-
ных станках
производительности целесообразно фрезеровать в многоместных
приспособлениях. В единичном и мелкосерийном производстве
при обработке длинных и узких плоскостей и тонких пластин при-
меняют поперечно-строгальные станки. Этому благоприятствует
простота устройства и обслуживание станка, его универсальность,
точность обработки и простота режущего инструмента.
Наружное протягивание плоскостей на горизонтально- и верти-
кально-протяжных станках, применяемое в серийном и крупносе-
рийном производстве режущего инструмента, дает значительное
повышение производительности труда по сравнению с фрезерованием.
Наибольшее применение наружное протягивание нашло при произ-
водстве ножей для сборных инструментов.
Подрезание торцов при изготовлении насадного режущего ин-
струмента (фрез, разверток, зенкеров и корпусов сборных инстру-
ментов) производят на токарных, револьверных и карусельных стан-
ках. В этом случае обработка торцовых поверхностей является тех-
нологическим переходом и производится за одну установку с обра-
боткой отверстия. Заготовки диаметром свыше 50 мм обрабатывают
проходными резцами, а диаметром до 50 мм — подрезными. Прота-
чивание торца целесообразно начинать от отверстия к наружной
поверхности.
Шлифование плоскостей производят на плоскошлифовальных
станках, которые подразделяют на: а) работающие торцом круга —
с прямоугольным столом (рис. 114, а), с круглым столом (рис. 114, б);
б) работающие периферией круга — с прямоугольным столом и попе-
речным перемещением стола (рис. 114, в), с поперечным перемеще-
нием шлифовального круга (рис. 114, а), с круглым столом
(рис. 114, д). Для чернового шлифования торцов с припуском до 3 мм
применяют плоскошлифовальные станки, работающие торцом круга,
На этих станках применяют шлифовальные сегменты (вставные абра-
зивные бруски). Диаметр шлифовальных кругов 300—550 мм;
мощность электродвигателя шлифовальной бабки 8—30 кВт. Заго-
товки на плоскошлифовальных станках закрепляют на магнитных
плитах.
При обработке заготовок резцов, ножей для сборных инструментов
применяют приспособления-рамки (рис. 79). Заготовки в этой рамке
закрепляются болтами.
Преимуществами чернового шлифования по сравнению с другими
методами обработки плоскостей являются: высокая производитель-
ность, высокий класс чистоты поверхности, параллельность обраба-
тываемых плоскостей. Ось шпинделя шлифовальной бабки плоско-
шлифовального станка, работающего торцом шлифовального круга,
составленного из сегментов, устанавливается под углом к плоскости
шлифования до 3°. В результате уменьшается площадь контакта,
а раз так, то уменьшается сила резания и детали не сбрасываются
с магнитной плиты. Наклон шпинделя ведет к получению вогну-
тости на деталях. Но эта вогнутость незначительна, ею можно пре-
небречь на первых этапах обработки заготовок.
Чистовое шлифование плоскостей производят на плоскошли-
фовальных станках, работающих периферией круга. В единичном
и мелкосерийном производстве режущего инструмента применяют
плоскошлифовальные станки мощностью 2—3 кВт с прямоугольным
столом, имеющим поперечное перемещение. В серийном и крупно-
серийном производстве режущего инструмента для чистового шли-
фования применяют плоскошлифовальные станки с прямоугольным
столом, у которых шлифовальный круг имеет поперечное переме-
щение. Заготовки закрепляют на магнитных плитах или в рамках
в зависимости от их размеров. Эти станки отличаются от описанных
выше высокой производительностью и характеризуются следующими
данными: ширина и длина стола от 300 х 1000 до 900x5000 мм; мощ-
ность электродвигателя шлифовальных бабок 6—32 кВт; диаметр
и. ширина шлифовальных кругов от 300 х50 до 500 х75 или 500 х
Х150 мм.
Для заготовок, закрепление которых непосредственно на магнит-
ной плите затруднено, применяют магнитные блоки. Конфигурацию
рабочей поверхности блока изменяют в зависимости от формы обра-
батываемой детали. На рис. 77, а показан магнитный блок, приме-
няемый при шлифовании калибра для измерения пазов у сборных
фрез. Для обеспечения параллельности шлифуемых плоскостей
необходимо периодически шлифовать магнитную плиту, закреплен-
ную на столе плоскошлифовального станка.
Ступицы у отрезных и прорезных фрез шлифуют на плоско-
шлифовальных станках с круглым столом (см. рис. 114, 5), работа-
ющим периферией круга. Заготовку устанавливают в центре круг-
лого стола. Такая установка обеспечивает получение торцовой по-
верхности высокого класса чистоты благодаря кольцевым рискам
от круга и минимальному биению торца или ступицы вследствие
равномерного износа круга при шлифовании.
§ 9. ОБРАБОТКА СТРУЖЕЧНЫХ КАНАВОК И ПАЗОВ
ДЛЯ НОЖЕЙ СБОРНЫХ ИНСТРУМЕНТОВ
Стружечные канавки у хвостового и насадного режущего ин-
струмента (разверток, зенкеров, фрез, метчиков и сверл) фрезеруют
на горизонтально-, универсально-, и продольно-фрезерных станках.
Заготовки хвостовогд инструмента устанавливают непосредственно
в центрах делительной головки, а заготовки для насадного инстру-
мента надевают на цилиндрические оправки (для установки в цен-
трах) или оправки с коническим хвостовиком. При этом один конец
оправки устанавливают в конусе шпинделя делительной головки,
а второй поддерживают задним центром.
В единичном и мелкосерийном производстве канавки у заготовок
разверток, зенкеров, фрез, метчиков и сверл фрезеруют в одношпин-
дельных делительных головках, а в серийном и крупносерийном
производстве — в трех-, четырех- и восьмишпиндельных. В зависи-
мости от числа шпинделей в делительных головках и направления
канавок применяют станки: горизонтально-фрезерные для фрезе-
рования прямых канавок в одно- и трехшпиндельных делительных
головках; универсально-фрезерные для фрезерования винтовых
канавок в одно- или трехшпиндельных делительных головках;
продольно-фрезерные полуавтоматы 6В2 для фрезерования прямых
канавок в двух-, четырех- и восьмишпиндельных делительных го-
ловках.
При фрезеровании канавок в многошпиндельных делительных
головках следует обеспечить следующие требования.
1. Рабочие фрезы должны изготовляться в комплекте с отклоне-
ниями по наружному диаметру до 0,1 мм.
2. Проставочные кольца между фрезами должны обеспечить рас-
стояние между ними согласно расстоянию между шпинделями де-
лительной головки. Это лучше всего достигается с помощью регули-
руемых проставочных колец, которые являются компенсаторами
в данной размерной цепи.
3. Для равномерного фрезерования комплектом фрез зубья этих
фрез сдвигаются относительно друг друга на половину центрального
угла зуба в данном комплекте фрез.
Фрезерование стружечных канавок. Фрезерование тор-
цовых зубьев. П|)и фрезеровании канавок на торцах и кони-
ческих поверхностях режущих инструментов (торцовые, дисковые
и угловые фрезы) в целях получения пера одинаковой ширины /
по всей длине зуба ось заготовки должна быть наклонена под неко-
торым углом, величина которого определяется расчетом. Угол ф
установки делительной головки (рис. 115, а)
соз фД = 8 с1§ О,
360
где е ==——центральный угол между зубьями изготовляемой
фрезы;
0—угол рабочей фрезы;
г—число зубьев изготовляемой фрезы.
I
Рис* 115. Установка делительной головки при фрезеровании зубьев
на конической и торцовой поверхностях фрез
При фрезеровании зубьев на конической поверхности (рис. 115, б)
угол Ф1 установки делительной головки определяют из следую-
щих выражений:
ф — ф-— ф"; ф' = соз ес!§ Р;
81П ф" = 81п ф' е с1§ О,
где ф' и ф" — вспомогательные углы;
Р — угол конуса обрабатываемой фрезы.
Наибольшая глубина фрезерования
. _ /? соз (р + Ф)
соз р
Высота зуба по торцу
„ соз (Р + ф)
СОЗ Р соз ф *
где К. — радиус фрезы в мм.
Фрезерование зубьев на цилиндрических
поверхностях осуществляют как одноугловой, так и двух-
угловой фрезой. Двухугловые фрезы более' стойки и обеспечивают
более высокий класс чистоты обрабатываемой поверхности. Винто-
вые канавки фрезеруют только двухугловыми фрезами.
Радиус кривизны двухугловой фрезы в сечении Б—Б (рис. 116)
должен быть меньше радиуса кривизны обрабатываемой винтовой
6 А. И. Барсов 161
канавки и соприкосновение такой фрезы 1 с заготовкой 2 происхо-
дит подобно обкатыванию. При фрезеровании винтовой канавки
одноугловой фрезой (на рис. 116 она показана штриховой линией)
вследствие соприкосновения ее в местах А и В профиль зуба будет
искажаться таким образом, что на некотором участке передней по-
верхности передний угол будет отрицательным.
При фрезеровании стружечных канавок ставится задача полу-
чить зубья у фрез, зенкеров, разверток с передним углом у = О
или у •> 0 и высотой зуба Л, измеренной в радиальном направлении.
Для этого определяют два параметра Е и Н. Параметр Е — это
горизонтальное смещение от рабочей фрезы в плоскости резания
относительно вертикальной оси заготовки, а параметр Н — верти-
кальное смещение рабочей фрезы для установки ее на глубину фре-
зерования. Первое смещение достигается путем поперечного пере-
мещения стола фрезерного станка, а второе смещение — путем подъ-
ема стола горизонтально- или универсально-фрезерного станка.
Фрезерование прямых стружечных кана-
вок. При фрезеровании одноугловой фрезой с заданной высотой
зуба Н параметры Е и Н вычисляются следующим образом.
1. Передний угол у = 0 (рис. 117, а). В этом случае боковая
сторона а рабочей фрезы совпадает с вертикальной осью заготовки,
а вертикальное смещение Н будет равно высоте зуба Н.
2. Передний угол у > 0 (рис. 117, б). Горизонтальное смещение
Е отсчитывается от вертикальной оси /—I заготовки до центра за-
кругления у вершины зуба радиусом г. Величина Е определится из
решения прямоугольного треугольника АВС:
Е*=АС — г = -^-81пу — г. (61)
Вертикальное смещение Н = Н + х, но х = ---------тр соз у ~
== -у (1 — соз у), и тогда
Д = й + ~С08Т)- (62)
Рис. 116. Схема обработки винтовых ка-
навок на цилиндрической поверхности
Рис. 117. Определение данных при фрезеров
вании одноугловой фрезой при 7 = 0 (а) и
при у > 0 (б)
При фрезеровании пря-
мых стружечных канавок
двухугловой фрезой при
заданной высоте 1г пара-
метры Е и Н определяют
следующим образом.
1. Передний угол у>0
(рис. 118). На рис. 118
схематично показана двух-
угловая фреза с радиусом
закругления у вершины
зуба г. Построение произ-
водим следующим обра-
зом. Из точки О опускаем
перпендикуляр в точку С.
Из точки О проводим ли-
нию ОА, параллельную
линии /—/, затем из точ-
ки А опускаем перпендику-
ляр на линию /—7, таким
образом получаем квад-
Рис. 118. Определение данных при фрезеровании
двухугловой фрезой при заданной глубине
рат, диагональ которого
ОВ будет равна г/2. Определим величину смещения стола в гори-
зонтальной плоскости от осевой линии. Из треугольника АОВ и
СО В получаем С = г/2 зш (45 — 0). Величина Е определится из
разности
Вп. к — 8}п + Т) — Л 81п 0 — г У2 з1п (45 — 0), (63)
где Еп. к — смещение для прямой канавки.
Вертикальное перемещение стола Н определится из треугольни-
ков АОВ и СО В:
а = гУ2 соз (45 — 0) — г = г [У 2 соз(45 — 0) — 1], но
Н = Нг— а,
Нп.к = -^~ [-§ с°8(0 + у) — ЛСО80] —
-/• [/2008(45 — 0) — !],
(64)
где Нп, к — смещение для прямой канавки.
2. Передний угол у = 0. В этом случае формула (63) для опре-
деления величины Е принимает следующий вид:
^п. к = 8!п 0 — И 81п 0 — г У2 81п (45 —0).
(65)
Рис. 119. Развертка винтовой линии
Рис. 120. Установка стола универсально-фрезер=
ного станка при фрезеровании винтовых канавок
Вертикальное перемещение Н по формуле (64) будет равно:
• ^п.в = -у-[^-СО80—ЛсозО] — г[/2со8(45 — 0)— 1]. (66)
Фрезерование винтовых стружечных ка-
навок двухугловой фрезой. На рис. 119 показана
развертка винтовой линии. Угол со между касательной к винтовой
линии и осью заготовки называется углом наклона винтовой линии.
Угол т между той же касательной и плоскостью торца, перпенди-
кулярной к оси заготовки, называется углом подъема винтовой ли-
нии. Шаг (ход) винтовой канавки
т _ ЯЪЕ)
отсюда
где О — диаметр заготовки в мм.
Угол наклона винтовой канавки у основания зубьев меньше,
чем на вершине. Однако этим пренебрегают и расчет ведут по наруж-
ному диаметру заготовки. Исключением из этого допущения являются
червячно-модульные фрезы. При определении шага винтовой ка-
навки червячно-модульных фрез принимается средний диаметр фрезы.
Стол фрезерного станка с обрабатываемой заготовкой при фрезеро-
вании винтовых канавок устанавливают под углом о) (рис. 120).
При фрезеровании винтовых стружечных канавок двухугловой
фрезой при заданной высоте зуба й и переднем угле у > 0 вычисле-
ние параметров Е и Н производят следующим образом:
горизонтальное смещение
р
Е ______ п> к .
в-к СОЗ (0 *
вертикальное смещение Нв.к
Н ____ ^П. к
в к соз со
(67)
(68)
В формулах (63) и (64) передний угол у берется и плоскости, пер-
пендикулярной режущей кромке. Правильная установка рабочей
фрезы (Е и Н) при фрезеровании стружечных канавок достигается:
в мелкосерийном производстве путем разметки Е и Н на одной за-
готовке в данной партии; в серийном и крупносерийном производ-
стве с помощью установочных шаблонов.
На рис. 121, а показан установочный шаблон для фрезерования
прямых канавок. Длина шаблона в данном случае не имеет зна-
чения. Этот шаблон насаживается на оправку вместо заготовки.
На рис. 121, б приведен установочный шаблон для фрезерования
винтовых канавок. Длина Ь2 шаблона должна точно соответство-
вать длине заготовки. Поверхность а служит для выверки шаблона
по угольнику.
Вышлифовывание стружечных канавок. В последнее время
вместо фрезерования стружечных канавок в сверлах с цилиндриче-
ским хвостовиком диаметром до 12 мм и машинно-ручных метчиках
диаметром до 12 мм как с прямыми, так и винтовыми канавками стали
применять метод вышлифовывания.
Стружечные канавки вышлифовывают у сверл диаметром 0,2—
12 мм. Для этого строят станки с ручным управлением, полуавто-
маты и автоматы для сверл различного диапазона (0,2—0,5; 1—2;
2—6; 6—12 мм). Вышлифовывание канавок у сверл диаметром 2—
6 мм производят на автоматах с магазинной загрузкой. При этом
скорость круга окр = 45-4-50 м/,с, подача з = 900 мм/мин. Обработку
ведут шлифовальными кругами ПП 300хНх203, Э9А, В, 10, СТ1.
Канавку получают за один проход с чистотой 7—8-го класса. Для
этого размера спинки вышлифовываются также на автоматах с ма-
газинной загрузкой при V = 20 м/с и з = 1200 мм/мин. Применяют
круги с характеристикой ПП 125x6x32, Э9А, В, 10, СТ2.
Канавки у сверл диаметром 6—10 мм вышлифовывают на авто-
матах с магазинной загрузкой.
= 600 мм/мин; характеристика
круга ПП 400ХНХ203, Э9, В,
16-10, СТ1—СТЗ. Каждая канавка
вышлифовывается за один про-
ход. ,
Во всех случаях заготовка за-
жимается в цанговом патроне. За-
тем цанговой патрон подает за-
готовку в направляющую втулку.
В направляющей втулке сделано
окно. Вначале вышлифовывается
одна канавка, затем заготовка
. возвращается в исходное положе-
ние, поворачивается на 180°, и
вышлифовывается вторая канавка;
при возвращении заготовки стол
станка опускается. Вышлифовыва-
ние спинки также производят на
Рис. 121. Установочные шаблоны Для фре-
зерования прямых (а) и винтовых (б)
канавок .
Рис. 122. Схема станка для вышлифовы-
вания стружечных канавок у сверл диа-
метром 6—10 мм
автомате с магазинной загрузкой.
При этом применяют 8 = 1000 +-
-ь 1200 мм/мин. Охлаждение про-
изводят индустриальным маслом
20 под давлением 7—8 кгс/см2
(0,7—0,8 Мн/м2). Правку круга
по профилю производят по шаб-
лону с помощью алмаза.
Канавки у сверл диаметром
до 3 мм вышлифовывают на авто-
матических станках с одновремен-
ной заточкой режущих кромок.
На подобных станках вышлифо-
вывают как прямые, так и винто-
вые канавки у машинно-ручных
метчиков диаметром до 12 мм.
При этом способе образования
стружечных канавок процесс об-
работки становится весьма ко-
ротким.
Станки для вышлифовывания
стружечных канавок у сверл и
метчиков строятся как с полуав-
тематическим, так и с автоматиче-
ским циклом работы. Сущность
устройства подобного полуавто-
мата состоит в следующем (рис. 122). На станине станка установлена
шпиндельная бабка 3 с цанговым патроном 4 и шлифовальная бабка 5
с механизмом- для правки круга 6. Заготовку 10 устанавливают
в цангу. Пускается станок, заготовка автоматически закрепляется.
Затем шпиндельная бабка ускоренно движется к кругу. При этом
заготовка получает вращательное и поступательное движения. При
подходе заготовки к направляющей втулке 8 автоматически вклю-
чается рабочий ход шпиндельной бабки. Затем заготовка входит
в направляющую втулку и шлифовальный круг вышлифовывает
первую стружечную канавку.
По окончании вышлифовывания первой стружечной канавки
шпиндельная бабка быстро отходит в исходное положение. Проис-
ходит деление. Шпиндельная бабка опять ускоренно движется '.
к кругу. Включается рабочий ход и вышлифовывается вторая ка-
навка. После окончания шлифования шпиндельная бабка быстро
отходит в исходное положение и станок останавливается; цанга
разжимается. Снимается заготовка, устанавливается новая и цикл
работы повторяется. Шлифовальную бабку можно устанавливать
под разным углом по радиусным направляющим 11 относительно
оси вращения 12. После чего шлифовальная бабка закрепляется
болтами.
Подъем сердцевины сверла осуществляется с помощью кулачка 10,
движение которого связано с кинематикой станка. Профиль шли-
фовального круга правится алмазом. Последний установлен в ал-
мазодержателе приспособления 6 (рис. 123), которое вмонтировано
в кожух шпиндельной бабки. Это приспособление состоит из втулки 1
(облегченной вырезами), на левой стороне которой запрессован
штифт 10. Рычаг 2 с алмазодержателем 3 вращается относительно
штифта. На правой стороне втулки расположен палец 5, соприка-
сающийся с контуром шаблона 6. Пружина 4, действуя на рычаг 8,
прижимает палец 5 к шаблону. Втулка 1 вращается вправо или влево
посредством пары зубчатых колес 7 и 8. Зубчатое колесо 8 связано
с рукояткой 9. При вращении рукоятки вправо или влево втулка
получает нужное вращательное движение, палец будет следовать
по шаблону и все изменения пути будут передаваться алмазу. В ре-
зультате этого алмаз воспроизведет профиль на шлифовальном круге
в соответствии с контурами шаблона. Размеры шаблона в 25—20 раз
больше действительного профиля.
Обработка пазов. Фрезерование пазов. При изго-
товлении корпуса сборных фрез, разверток и зенкеров для ножей
фрезеруют прямые пазы. Пазы бывают клиновидные (рис. 124) и
прямые (рис. 125). Прямые пазы шириной 2—2,5 мм фрезеруют про-
резными фрезами, шириной до 8 мм — пазовыми затылованными фре-
зами, шириной до 10 мм — дисковыми трехсторонними фрезами.
Наиболее производительными являются дисковые трехсторонние
фрезы с раскошенными зубьями: их применяют при фрезеровании
клиновидных пазов шириной более 5 мм. Фрезерование прямых па-
зов этими фрезами не рекомендуется вследствие уменьшения их
ширины после переточек. Клиновидные пазы шириной до 5 мм фре-
зеруют прорезными фрезами.
Рис. 123. Приспособление для правки шлифовального круга
5°.
Для образования пазов с подъемом <р в вертикальной плоскости
(рис. 125), делительные головки устанавливают на плиты, имеющие
угол наклона, равный углу
Рис. 125. Прямой паз в корпусе
развертки
подъема паза в корпусе развертки или
зенкера. В серийном и крупносерийном
производстве при фрезеровании пря-
мых пазов в корпусах сборных фрез,
разверток и зенкеров, в целях умень-
шения вспомогательного времени,' при-
меняют делительные головки с непо-
средственным делением при помощи
сменных делительных дисков.
Клиновидные пазы в корпусах сбор-
ных фрез диаметром до 250 мм фрезе-
руют в специальных делительных голов-
ках с непосредственным делением, имеющих верхнюю плиту, повора-
чивающуюся относительно оси вращения нижней плиты (рис. 126; а).
Пазы вначале фрезеруют в два перехода; при первом переходе (I)
Рис. 126. Делительные головки с непосредственным делением:
/ — делительный диск; 2 — фиксатор; 3 — корпус; 4 — ось вращения верхней плиты;
5 — верхняя плита; 6 нижняя плита; 7 —- штурвал; 8 — шпиндель; 9 — оправка для
заготовки; 10 — болты для закрепления головки; 11 — рукоятка для поворота верхней
плиты; I первый переход; И — второй переход „
все пазы в корпусе фрезеруют с од-
ной установки, как показано на
рис. 126, б. При втором переходе (II)
Рис. 127. Схема расчета при фрезеро»
вании клиновидного паза
делительную головку поворачивают
на некоторый угол (в рассматривае-
мом случае на угол 5°) и все пазы
в том же корпусе фрезеруют вто-
рично. Таким образом достигается
клиновидная форма паза.
Схема делительной головки с непосредственным делением для
фрезерования пазов фрезы диаметром др 500 мм приведена на
рис. 126, в. Шпиндельная головка может поворачиваться относи-
тельно оси вверх или вниз на требуемый угол. Верхняя плита вместе
с головкой поворачивается в горизонтальной плоскости. Конструк-
ция головки жесткая, допускающая фрезерование при больших по-
дачах.
Расстояние от переднего торца обрабатываемого корпуса фрезы 2
(рис. 127) до оси 1 поворота верхней плиты делительной головки
В \ .
-----): 1й Ф1 мм,
СО5 Ч>1 / 6
где Е — ширина паза по чертежу в мм;
В — ширина рабочей фрезы в мм;
<рх — угол клиновидного паза в град.
Таким образом, чем больше ширина фрезы, тем ближе будет распо-
ложена осы поворота верхней плиты делительной головки к торцу
обрабатываемой фрезы. Это расстояние относительно поворота верх-
ней плиты делительной головки регулируют при помощи болтов,
скрепляющих головку с верхней плитой, вследствие чего головку
можно перемещать вправо или влево.
Образование рифлений в пазах фрез, разверток
и зенкеров, расположенных параллельно оси или под углом
.(рис. 128), производят при помощи рифленых протяжек (рис. 129)
Рис. 128. Рифления в корпусах фрез:
а ~ радиальное; б — осевое
Рис. 129. Протяжка для образования рифлений:
а — общий Вид; б — профиль режущих зубьев
на протяжных станках. При протягивании клиновидных пазов в паз
корпуса ставят клин для соответствующего направления протяжки.
Подъем зубьев на протяжке обеспечивает постепенное образование
рифлений. Если рифление в пазах направлено радиально (см.
рис. 128, а), его производят на долбежном станке при помощи пла-
стинчатых долбяков (рис. 130, а), для направления долбяка в паз"
корпуса ставится клин, соответствующий углу наклона паза
(рис. 130, б). Число клиньев 5—6 шт., так как с помощью клиньев
осуществляется подача за каждый ход долбяка.
Рифления на ножках сборных инструментов обрабатывают при
помощи резьбовых фрез на горизонтально-фрезерных станках или
рифленых протяжек для наружного протягивания на горизонтально-
протяжных станках (рис. 131).
Рис. 131. Рифленый нож для сов
ставной фрезы
Рис. 130. Схема долбления рифлений в кор-
пусе дисковой фрезы:
/ клин; 2 — державка; 3 — долбяк;
4 корпус фрезы
§ 10. ЗАТЫЛОВАНИЕ
Затылованием называют метод обработки зубьев режущих ин-
струментов, при котором обеспечивается постоянство профиля зуба
и величины заднего угла во всех радиальных сечениях зуба.
Величина затылования
(69)
где О — диаметр фрезы в мм;
г — число зубьев фрезы;
а — задний угол.
В зависимости от типа и профиля фрез различают радиальное
(рис. 132, а), угловое (рис. 132, б) и осевое (рис. 132, в) затылова-
ния.
Радиальное затылование применяют во всех случаях, когда зад-
ние углы на всем периметре профиля достаточны, т. е. когда их ве-
личина на всех участках профиля больше 3°. Когда профиль фрезы
имеет криволинейные или наклонные режущие кромки, то для полу-
чения заднего угла на всех участках профиля прибегают-к затыло-
ванию под углом (угловое затылование), которое позволяет получить
соответствующий задний угол на криволинейных и наклонных уча-
стках. При этом угол поворота суппорта зависит от конфигурации
профиля и должен обеспечивать задний угол на криволинейных уча-
стках профиля не менее 3°.
Для затылования применяются кулачки, показанные на рис. 133.
Длина окружности кулачка разделяется на рабочую и нерабочую
части. Длину рабочей части кулачка делают больше ширины зуба
затылуемой фрезы. Принято делать у фрез ширину зуба равной
(0,74-0,8) лО : г и ширину впадины (0,34-0,2) лО : г или соответ-
ственно в градусах — 252—288° и 108—72°. Для этого в целях обе-
спечения затылования по всей ширине зуба рабочая часть на кулачке
принимается равной 300—330°, а нерабочая часть соответственно
30—60°. Рабочая часть кулачка выполняется по архимедовой спи-
рали, а нерабочая по плавной кривой. Рабочий участок кулачка
может занимать 360°, а нерабочая часть равна 0°. В этом случае от-
бой кулачка на станке получается резким. Такие кулачки приме-
няются на токарно-затыловочных станках, обладающих весьма боль-
шой жесткостью.
Рис. 132. Способы затылования
Рис. 133. Схема затылования зуба (а) и различные конструкции кулачко'в (б):
Л — В —С путь резца при затыловании
Для обеспечения жесткости оправка с фрезой закрепляется од-
ним концом в конус шпинделя станка, а другим — в конусе втулки,
вставленной в конус задней бабки (рис. 134). Ширина резцов при
фасонном радиальном затыловании обычно не превышает 70—80 мм
и только в отдельных случаях достигает 100—150 мм.
Затылуют как полнопрофильными, так и полупрофильными рез-
цами (рис. 135). При затыловании полупрофильными резцами не-
обходимо соблюдение перекрытия, т. е. ширина каждого резца
должна быть больше половины затылуемого профиля. Окончатель-
ное затылование производят полнопрофильным резцом. Если фреза
имеет криволинейный профиль и вследствие большой длины ее за-
тылование не может быть произведено фасонным резцом, то его про-
изводят по копиру, при этом суппорт получает дополнительное пе-
ремещение по направляющим нижних салазок, копируя профиль
копирной линейки. Угол подъема копира не должен превышать 30—
35°.
Как пример сложных затыловочных работ можно привести заты-
лование червячно-модульных фрез с винтовой канавкой. Затыло-
Рис. 134. Закрепление фрезы на оправке при заты- Рис. 135. Схема затылования широ-
ловании ких фрез полупрофильными резцами ,
вание можно разбить на два этапа — черновое и чистовое. Затыло-
вание производят на универсальных токарно-затыловочных стан-
ках. Черновое затылование включает переходы: затылование по
наружной поверхности и затылование профиля зуба. Червячно-
модульную фрезу по наружной поверхности затылуют простым то-
карно-затыловочным резцом с прямолинейной режущей кромкой.
Профиль зуба затылуют следующим образом: у червячно-мо-
дульных фрез с винтовой канавкой модулем до 6 мм профиль заты-
луют общим.резцом. Боковые стороны профиля у червячно-модуль-
ных фрез от модуля 6,5 мм затылуют двумя резцами — правым и
левым, т. е. сначала затылуют одну сторону профиля — правую
или левую, затем вторую. Для сохранения одинаковых кинемати-
ческих углов резания ар (см. рис. 133, а) при затыловании правой
червячно-модульной фрезы, имеющей левую винтовую канавку, об-
работку левой стороны профиля производят резцом, у которого ста-
тический задний угол аст делают увеличенным с учетом угла наклона
резьбы червячно-модульной фрезы. Передний угол соответственно
уменьшается.
Правую боковую сторону профиля затылуют левым резцом, у ко-
торого статический задний угол уменьшается на величину наклона
резьбы; статический передний угол увеличивается на ту же вели-
чину. При этих условиях кинематические углы резания обоих рез-
цов будут одинаковы. Чистовое затылование включает следующие
переходы: по наружной поверхности, по профилю правой стороны,
по профилю левой стороны, канавки по впадине, радиуса профиля
зуба с правой стороны радиусным-резцом, радиуса профиля зуба
с левой стороны радиусным резцом.
Шлифование профиля червячно-модульных фрез с винтовыми ка-
навками, так же как и затылование, разделяется на черновое и чи-
стовое. Шлифование производят на универсально-токарно-затыло-
вочных станках с применением специальных шлифовальных при-
способлений. Черновое шлифование включает следующие переходы:
по наружной поверхности, профиля с одной стороны, профиля с дру-
гой стороны. Чистовое шлифование включает следующие переходы:
по наружной поверхности, правой боковой стороне профиля, левой
боковой стороне профиля, радиуса зуба с правой стороны, радиуса
зуба с левой стороны.
На рис. 136 показаны три схемы шлифования профиля червяч-
но-модульных фрез: чашечным коническим кругом (рис. 136, а),
пальцевым кругом (рис. 136, б) и фасонным дисковым кругом
(рис. 136, в). В двух последних случаях шлифовальные круги запра-
вляют под углом соответственно профилю шлифуемых фрез. При шли-
фовании профиля затылованных фрез следует стремиться к тому,
чтобы профиль был бы максимально прошлифован по всей ширине
зуба с образованием правильного спада затылка (рис. 137, а) без
седлообразное™ (рис. 137, б). Седлообразность получается при при-
менении шлифовальных кругов слишком большого диаметра. В этом
случае достигается максимальное увеличение срока службы инстру-
мента, так как при отсутствии седлообразное™ количество переточек
Рис. 136. Схема затылования зубьев у червячно-модульных фрез шли*
\ фованием
фрезы увеличивается. Хорошие результаты получаются при шлифо-
вании кругом минимального диаметра при работе по схемам, пока-
занным на рис. 136, а и б. Наименьший размер шлифовального круга
определяется прочерчиванием; при выходе круг не должен задевать
соседний зуб [3].
При шлифовании профиля червячно-модульных фрез коническим
чашечным кругом в зависимости от модуля подбирается диаметр
круга и частота вращения при скорости о = 35 м/с (табл. 27).
Фасонные затылованные поверхности фрез шлифуют шлифоваль-
ными кругами, заправленными по соответствующему профилю. Про-
филь на кругах заправляют накатыванием профильной накаткой или
алмазом в специальных приспособлениях (см. § 12). Не всегда можно
получить затылок, прошлифованный на всей ширине зуба. В этом
случае оставляется Чв ширины зуба, которая не шлифуется. Но эта
часть будет способствовать образованию седлообразности. Устранить
седлообразность можно путем применения двойного затылования
зуба (рис. 138). Предварительное затылование производят кулачком
Рис. 138. Схема затылка при двой-
ном затыловании
Таблица Й
Диаметр и частота вращения конического чашечного круга
при шлифовании червячно-модульных фрез
Параметры Модуль фрезы в мм
1 2—3 4 5,5 8 10
О в мм ..... 30 35 40 , 50 60 70
п в об/мин 22 000 19 000 16 700 13 400 11 200 9600
с большим спадом. Тогда при шлифовании профиля со спадом за-
тылка К, меньшем чем Къ согласно техническим требованиям полу-
чится нормальная форма зуба без седлообразности.
При радиальном затыловании фрез фасонным резцом скорость
резания выбирают в пределах 1—4 м/мин. Однако определяющим
параметром затылования будет число врезаний (ударов) резца в ми-
нуту, которое выбирается в зависимости от диаметра фрезы:
Диаметр фрезы в мм ...........До 50 '50—100 100—300
Число врезаний резца в мин ..... 120 80—90 50—60
При черновом затыловании число врезаний резца в минуту можно
увеличить на 50—60%. Радиальная подача при черновом затылова-
нии 0,08—0,12 мм/об, при чистовом 0,02—0,04 мм/об. При затылова-
нии фрез шлифовальным кругом скорость вращения фрез выбирают
в пределах 1—4 м/мин. Радиальная подача при черновом шлифова-
нии 0,01—0,06 мм/об, при чистовом 0,002—0,008 мм/об.
Машинное время при затыловании червячно-модульных фрез
/« = -^•-7-^ мин’ №
где I — длина фрезы в мм;
11 — врезание и перебег в мм (2—4 мм);
п — частота вращения фрезы в об/мин;
й — припуск в мм;
I — глубина резания в мм;
/0 — осевой шаг в мм;
К — коэффициент, учитывающий возврат суппорта в исходное
положение;
К1 — коэффициент, учитывающий выхаживание при шлифовании.
Машинное время при радиальном затыловании фасонных фрез
/м = — мин, (71)
где /0 — максимальный слой металла, удаляемый при затыловании
(см. рис. 133).
§ 11. НАРЕЗАНИЕ РЕЗЬБЫ
Нарезание резьбы резцами и гребенками на токарно-винторезных
станках наиболее распространено в условиях единичного и мелко-
серийного производства.
Резцами резьба нарезается двумя способами. При первом способе
(рис. 139, а) резец подается радиально, при втором — резец подается
боковым врезанием под углом к оси заготовки, вдоль образующей
профил^ резьбы (рис. 139, б). В данном случае правая кромка сни-
мает очень тонкую стружку и медленнее изнашивается, а сам про-
цесс резания протекает легче, так как наибольшее давление резания
испытывает только левая режущая кромка. Часто комбинируют бо-
ковое врезание резца при черновых проходах с радиальным вреза-
нием при чистовых проходах. Быстрорежущими резцами резьбу на-
резают со скоростью 3—10 м/мин.
При нарезании резьб с шагом более 2 мм и боковым врезанием за
каждый черновой проход резец подается на глубину — 0,25-ь
-г-0,5 мм. Для чистовых проходов применяют радиальное врезание
с подачей резца на глубину = 0,05-5-0,1 мм за каждый проход.
Для резьб с шагом до 2 мм черновые и чистовые проходы осуще-
ствляются только при радиальной подаче; резец подается на глу-
бину = 0,054-0,2 мм за один проход.
Стремление к повышению производительности труда привело
к внедрению на резьбонарезных работах гребенок, из которых наи-
большее распространение, вследствие простоты конструкции и более
точного изготовления, получили круглые гребенки. Производитель-
ность при нарезании резьбы гребенками повышается более чем
в 2 раза по сравнению с резцами.
В условиях серийного и крупносерийного производства резьбу
нарезают на полуавтоматических токарно-винторезных станках,
в которых переключение с рабочего хода на холостой, обратный ход,
подача на глубину и выключение станка происходят автоматически
с помощью механизма распределительного вала. Кроме того, в от-
дельных конструкциях предусмотрено автоматическое регулирова-
ние величины поперечной подачи на глубину резания (прогрессивная
подача) для черновых и чистовых проходов.
Фрезерование резьбы. Резьбу большой длины и крупного шага
нарезают дисковыми фрезами, профиль которых соответствует про-
филю нарезаемой резьбы. При нарезании короткой резьбы применяют
более производительный способ фрезерования гребенчатыми резьбо-
выми фрезами с кольцевым расположением витков.
Рис. 139. Способы подачи резца
при нарезании остроугольной
резьбы
Рис. 140. Резьбовая фреза с шахмат»
ным зубом
Таблица 28
Краткая характеристика резьбовых
фрез для фрезерования резьбы
у червячно-модульных фрез
Модуль обрабаты- ваемой ’ фрезы в мм Параметры резьбовых фрез Подача $2 в мм
диаметр в мм ЧИСЛО зубьев
4—11 160 40 0,04—0,06
12—16 180 42 0,06—0,08
при чистовом нарезании первых
В мелкосерийном и се-
рийном производстве режу-
щего инструмента распро-
странено фрезерование резь-
бы дисковыми резьбовыми
фрезами. Гребенчатые резь-
бовые фрезы применяются
номеров ручных метчиков, при
черновом нарезании последних номеров ручных метчиков, круглых
плашек от М52 и выше, при фрезеровании рифлений на ножах
для составных инструментов, на плоских накатных и тангенциаль-
ных плашках, на корпусах и в упорных кольцах сборных развер-
ток, зенкеров и т. д.
Вследствие затруднений при фрезеровании резьбы фрез с шагом
менее 0,8 мм применяют резьбовые фрезы с шахматным зубом
(рис. 140). При фрезеровании резьбы у червячно-модульных фрез
на резьбофрезерных станках применяют резьбовые фрезы, краткая
характеристика которых приведена в табл. 28. Скорость резания
при этом 18—25 м/мин. Резьба с модулем 3,75 мм на червячных фре-
зах с прямой канавкой нарезается гребенкой. Червячно-модульные
фрезы с модулем до 5 мм могут нарезаться .более производительным
методом — зуборезными долбяками.
Нарезание резьбы метчиками. Резьбу в круглых плашках наре-
зают плашечными и маточными метчиками. Плашечные метчики имеют
длинную заборную часть, которая по среднему диаметру шлифуется
на конус. Маточные метчики служат для калибровки резьбы и сня-
тия заусенцев после сверления стружечных отверстий.
Резьбу в плашках нарезают на вертикально-нарезных или то-
карно-винторезных станках с принудительной подачей метчика от
ходового винта или без нее. Метчик при этом крепят за квадрат в смен-
ной планке, устанавливаемый на суппорте токарно-винторезного
станка. Ходовой винт нужен в момент захода метчика в отверстие.
Дальнейшее образование резьбы происходит самозатягиванием.
Вместо раздельного нарезания резьбы в круглой плашке пла-
шечным и маточными метчиками применяют так называемый ком-
бинированный метчик, соединяющий в себе элементы плашечного и
маточного ^метчиков. Таким метчиком резьба в плашке нарезается
за один проход после сверления стружечных отверстий и их вскры-
тия. Скорость резания при нарезании резьбы 2—5 м/мин.
Рис. 141. Схема накатывания резьбы
двумя роликами:
1 е® направляющая линейка; 2 за-
готовка; 3 — твердый сплав
Накатывание резьбы нашло шй-
рокое применение в инструменталь-
ном производстве при изготовлении
ручных метчиков как окончательный
метод образования резьбы и как
предварительный на гаечных и ма-
шинно-ручных метчиках под шлифо-
вание резьбы. Резьбу накатывают
роликами на специальных резь-
бо-накатных станках. Для этого
заготовку помещают на направля-
ющей линейке между двумя вра-
щающимися в одном направлении роликами (рис. 141), один
из которых движется к другому.
К преимуществам накатывания резьбы следует отнести высокую
производительность; экономию металла, так как размер заготовки
приблизительно равняется среднему диаметру метчика (для мет-
чика с нешлифованным профилем); высокий класс чистоты поверх-
ности (6—7); высокую точность резьбы.
Накатыванием на метчиках получается резьба со степенью точ-
ности Е. Для метчика со шлифованным профилем припуск И на шли-
фование резьбы задается от среднего диаметра (рис. 142). При на-
катывании профиля резьбы металл перемещается и этот припуск
будет распределен по всему контуру профиля резьбы. Величину пере-
крещенного припуска обозначим через а. Из треугольника АВС
а = К 81п —,
где а — угол профиля резьбы.
Основными условиями при накатывании резьбы роликами в це-
лях получения хорошего профиля резьбы является точное смеще-
ние профиля резьбы одного ролика относительно другого на величину,
равную половине шага резьбы.
Обратная конусность при накатывании резьбы на метчиках до-
стигается созданием непараллельности осей роликов в соответствии
с величиной обратной конусности. Для накатанных метчиков эта
величина равняется от 0,05 до 0,1 мм на 100 мм длины рабочей части,
что соответствует наклону одного из роликов на угол, равный при-
мерно 4'.
При накатывании резьбы
роликами заготовка, распо-
ложенная между роликами,
захватывается ими и во время
вращения роликов повора-
чивается вокруг своей оси
несколько раз до образова-
ния резьбы на установлен-
ной длине. Диаметр роликов
зависит от конструкции
а
Рис. 142. Схема расположения припусков на про=
филе резьбы
станков и колеблется в пределах 120—250 мм. Для малых резьбо-
накатных станков (для диаметра до 3 мм) диаметры роликов 50—
80 мм. В связи с тем, что диаметры роликов значительно превосходят
диаметры накатываемых метчиков, для получения необходимого угла
подъема на роликах нерезают многозаходную резьбу. Число заходов
резьбы
__ ^ср. ролика
^ср. метчика
где О — средний диаметр ролика;
(1 — средний диаметр метчика.
Качества накатываемой резьбы во многом зависит, от конструк-
ции роликов и метода построения профиля резьбы. При проектиро-
вании роликов принимают следующие положения: дно впадины ро-
лика не должно участвовать в образовании резьбы; головка резьбы
накатываемого метчика, увеличенная на припуск под шлифование
по наружной поверхности, должна помещаться во впадине профиля
ролика.
Зазор между дном впадины и наружной поверхностью выдавлен-
ной резьбы метчика должен быть не менее 0,1 мм.
Метчики накатывают со скоростью 28—30 м/мин. Диаметр ро-
ликов 120—140 мм применяют для накатки метчиков диаметром 3—
24 мм на станках типа Рее-УРее и диаметр роликов 220—235 мм
для накатки метчиков диаметром 27—52 мм на станках конструкции
Экспериментального научно-исследовательского института металло-
режущих станков (ЭНИМСа). При этом во всех случаях следует
иметь в виду, что число заходов резьбы должно быть целым числом.
Резьба накатывается за 10—25 оборотов метчика (соответственно для
диаметров 3—52 мм). Частота вращения метчика
«м^р'-ТГ^1 об/мин,
иср. м
где пр — частота вращения ролика об/мин.
Из общего числа оборотов метчика 20—30% оборотов дается на
выхаживание.
При ручной загрузке в процессе накатки метчика вспомогатель-
ное время составляет 3—6 с в зависимости от размера метчика. При
автоматизированном процессе накатки резьбы на метчиках (авто-
матизация загрузки и выгрузки метчиков) время холостых ходов
составляет 0,8—0,9 с. Время на организационное и техническое об-
служивание принимают 20%. Сила при накатке метчиков из быстро-
режущей стали в зависимости от размера резьбы представляется
в следующих величинах: для М1ОХ1,5 — 2500 кгс (25 кН); для
М12Х 1,75 — 3500 кгс (35 кН); для М18х2,5 и М20х2,5 — 6000 кгс
(60 кН).
Шлифование резьбы применяют для образования точной резьбы
у инструментов. Резьбошлифовальные станки бывают двух основных
типов: с поворотом стола на угол подъема шлифуемой резьбы и с по-
Рис. 143. Схема шлифования резьбы на метчиках различными методами:
а — шлифование на проход однониточным кругом; б — шлифование методом вреза-
ния многониточным кругом, в — шлифование на проход многониточным кругом; г —»
заборная часть многониточного круга; д — отклонение от теоретического профиля
резьбы
воротом бабки шлифовального круга на тот же угол. Шаг резьбы на-
страивают сменными зубчатыми колесами, либо сменными винтами
и гайками. Для станков последнего типа изготовляют набор точных
сменных ходовых винтов с гайками. На таких станках можно шли-
фовать резьбу при вращении заготовки в обе стороны, при этом
экономится время на холостой ход. Резьбошлифовальные станки со
сменными винтами и гайками применяют в серийном производстве.
К недостаткам этих станков следует отнести (главным образом при
изготовлении калибров) невозможность корригировать шаг резьбы
в случае неточности шага ходового винта. Станки,, предназначенные
для шлифования резьбы метчиков, снабжают устройствами, позво-
ляющими затыловать профиль резьбы со спадом затылка 0,01—
0,06 мм.
Применяют два вида шлифования резьбы: скоростной и глубин-
ный. Скоростной вид шлифования характеризуется тем, что резьба
обрабатывается однониточным шлифовальным кругом (рис. 143, а)
при скорости вращения заготовки 1,5—8 м/мин за много проходов —
от 10 до 18 и более, в зависимости от шага резьбы. Этот вид шлифо-
вания применяют для образования резьбы на метчиках обычной точ-
ности согласно ГОСТ 16925—71. Так, допуск на половину угла про-
филя а/2 в зависимости от шага (0,35ч-5 мм) для степеней точности
Н1, Н2, НЗ колеблется от ±40' до ±15', точность шага (для тех же
шагов) — в пределах от ±0,008 до ±0,012 мм и точность среднего
диаметра (для Н1) от 0,014 до 0,0(53 мм для диаметров 3—52 мм.
180
Черновое и чистовое шлифование резьбы с шагом 0,5—5 мм выпол-
няется за одну операцию. На черновых проходах снимается 80%,
а на чистовых — 20% от общего припуска по среднему диаметру;
2—3 прохода даются для выхаживания.
Глубинное шлифование резьбы может выполняться тремя спо-
собами:
. 1) многониточным кругом врезанием (рис. 143, б);
2) многониточным кругом на проход (рис. 143, в);
3) однониточным кругом на проход (рис. 143, а}.
Первый способ применяют при черновом шлифовании резьбы
при скорости вращения заготовки по целому 25—50 мм/мин и по
предварительно нарезанной заготовке — 50—80 мм/мин. Метчики
из быстрорежущей стали нарезают за 1,5 оборота заготовки, а резь-
бовые калибры за 2—3 оборота калибра. При шлифовании резьбы
этим способом профиль резьбы получается искаженным — с вогну-
той впадиной (рис. 143, д). Максимальное искажение получается на
среднем диаметре. Величина отклонения от теоретического профиля
зависит от шага и диаметра резьбы и составляет 2—9 мкм. Это объяс-
няется тем, что шлифовальный круг не поворачивается на угол
подъема резьбы заготовки и направление ниток шлифовального круга
не совпадает с направлением винтовой линии заготовки (рис. 143, б).
Второй способ находит применение при шлифовании резьбы на
метчиках за два прохода при скорости вращения заготовки 400—
700 мм/мин. Второй проход — чистовой; скорость вращения заго-
товки 600—700 мм/мин. При этом способе шлифовальный круг на-
клоняется на угол подъема резьбы и снабжается заборным конусом
для равномерного распределения нагрузки на каждую нитку, вслед-
ствие чего первые нитки выполняют черновые проходы, а послед-
ние — чистовые (рис. 143, г).
Третий способ находит применение при чистовом шлифовании
резьбы на весьма точных метчиках и резьбовых калибрах. Например,
для заготовок диаметром 3—50 мм точность характеризуется следую-
щими цифрами. Средний диаметр выполняется с точностью ±0,004—
0,006 мм, шаг — с точностью 0,004—0,006 мм, половина угла про-
филя — с точностью ±35—8'. Для получения такой точности при
чистовом шлифовании применяют три прохода. Третий проход наз-
начается для выхаживания. Скорость вращения заготовки на первых
двух проходах 300—400 мм/мин, а на третьем проходе — 200—
300 мм/мин. Припуск на шлифование резьбы метчиков устанавливают
по среднему диаметру (см. рис. 141) и принимают (на диаметр с от-
клонением минус 0,05 мм): для шага резьбы 0,8—1 мм — 0,55—
0,6 мм; 1,25—2,5 мм — 0,6—0,7 мм; 3—6 мм — 0,65—0,75 мм.
Черновое шлифование резьбы целесообразно производить много-
ниточным кругом врезанием. Резьбу с шагом до 2 мм лучше шлифо-
вать в сплошном ненарезанном предварительно метчике или резь-
бовом калибре.
Производительность при резьбошлифовании обусловливается пра-
вильным выбором шлифовального круга. При шлифовании резьбы
применяют круги электрокорундовые белые и из зеленого карбида
кремния в основном на керамической связке. Для шлифования глу-
бинным методом применяют главным образом шлифовальные круги
из карбида кремния зеленого. Шлифование резьбы производят
также эльборовыми кругами.
В табл. 29 и 30 приведены характеристики шлифовальных кру-
гов, применяемых при шлифовании резьбы.
Однониточные шлифовальные круги правят алмазами, устана-
вливаемыми в специальные приспособления. Эти приспособления
Зернистость и твердость круга при шлифовании
метрической и дюймовой резьбы
Таблица 29
Шаг резьбы в мм Черновое шлифование Чистовое шлифование
Зернистость Твердость Зернистость Твердость
До 0,5 М28 С2 М20 С2
0,6—0,8 3 С2 М28 С2
1—1,25 5—4 С2 4—3 С2
1,5—1,75 5 СМ2 5—4 С1
2—2,5 6—5 СМ2—СМ 1 5 СМ2
3—4 8—6 СМ2—СМ 1 6—5 СМ2—СМ 1
4,5—5,5 10—8 ' СМ1 8—6 СМ2—СМ 1
6 10 СМ1 8 СМ1
Таблица 30 ,
Зернистость и твердость круга при шлифовании модульной резьбы
Модуль в мм Черновое шлифование Чистовое шлифование
Зернистость Твердость Зернистость Твердость
0,4—0,5 5—6 3—4
0,5—0,6 6—8 СМ1—СМ2 4—5 СМ1—СМ2
0,7—0,8 10—12 6—10
1—1,25 12 СМ2 10 С1—СМ2
1,5—2,75 16 СМ2—СМ1 12 С1—СМ2
3—4,5 25 • СМ2—СМ 1 16 С1—СМ2
5-8 25 СМ1 16 СМ2
Св. 8 40 СМ1 25 СМ2
поставляются со станком и яв-
ляются составной его частью.
В современных резьбошлифо-
вальных станках круги правят
автоматически через определен-
ные промежутки времени. Мно-
гониточные шлифовальные кру-
ги в производстве метчиков
правят главным образом с по-
мощью закаленных стальных
накаток (рис. 144).
Значительное влияние на
производительность шлифова-
ния и шероховатость поверх-
ности резьбы оказывает охлажд
охлаждающими жидкостями при шлифовании резьбы являются:
разведенный в горячей воде двухромовокислый калий (хромпик
обладающий большой прозрачностью, что значительно
облегчает рабочему наблюдение за обработкой; осерненное масло
следующего состава (особо приготовленное): техническое раститель-
ное масло (подсолнечное, льняное) — 19%, минеральное масло
(вазелиновое, веретенное № 2, велосит) — 78% и сера — 3%.
Образование резьбы у резьбовых гребенчатых фрез. Кольцевую
резьбу у резьбовых гребенчатых фрез выполняют на токарно-заты-
ловочных станках путем затылования резцом или гребенкой. Резьба
наносится на поверхность, гладко затылованную в предыдущей опе-
рации. После термической обработки профиль резьбы шлифуют на
таком же станке однониточным или многонйточным шлифовальным
кругом. При затыловании витков резьбовым резцом или однониточ-
ным шлифовальным кругом суппорт с резцом или установленным на
нем шлифовальным приспособлением после затылования каждого
витка перемещается на величину шага. Точное перемещение суппорта
на шаг резьбы достигают применением специального делительного
приспособления, связанного с ходовым винтом станка.
Нарезание гребенкой кольцевой резьбы на резьбовых фрезах
с прямой канавкой значительно упрощает операцию нарезания резьбы
и повышает производительность труда. Обычно применяют стержне-
вые гребенки. Переднюю поверхность гребенок для фрез с прямыми
канавками затачивают так, чтобы передний угол у них был равен
нулю, а задний — 22—25°. Ширина гребенки принимается равной
20—40 мм. В случае, если ширина гребенки меньше длины обраба-
тываемой ею фрезы, производят последовательную обработку от-
дельных участков фрезы.
Резьбу на цилиндрических гребенчатых и на конических фрезах
с винтовыми канавками нарезают резцом. Для повышения произ-
водительности труда применяют трех-, четырех- и пятиниточные
гребенки (в зависимости от шага) на длине 20 мм. Такая гребенка
имеет переднюю поверхность, наклоненную соответственно углу
наклона винтовой канавки, а угол наклона режущей кромки
Рис. 145. Схемы рабочей части гребенки (а)
и шлифовального круга (б):
/ — фреза; 2 гребенка; 3 — шлифовальный
круг
Рис. 146. Схема установки резца и суп-
порта при затыловании фрез с помощью
ходового винта:
I «— движение суппорта; II — движение
резца; III — движение затылования
в горизонтальной плоскости определяется графически в целях
создания такого положения, при котором первая нитка справа
окончательно обрабатывает профиль резьбы, а остальные нитки пред-
варительно прорезают профиль на различную глубину его, постепенно
подготавливая профиль резьбы для первой зачистной нитки резца.
Такая схема обработки повышает производительность труда по
сравнению с однониточным резцом (рис. 145, а). Гребенка постепенно
передвигается вдоль оси фрезы от нитки к нитке.
Сборные широкие (свыше 100 мм) резьбовые фрезы, состоящие
из набора отдельных фрез с прямой' канавкой, затылуют по всей
ширине набора методом, называемым затылованием по шагу. Эти
фрезы для затылования устанавливают на оправку от технологиче-
ской шпонки (в отверстии фрезы имеются две шпоночные канавки:
одна — технологическая, другая — конструкторская). Конструк-
торская шпоночная канавка служит для установки фрез на оправке
в процессе эксплуатации. В этом случае прямые канавки, смещаясь
относительно друг друга, образуют подобные винтовые линии. Сущ-
ность этого метода заключается в том, что суппорт с гребенкой пере-
мещаются по ходовому винту вдоль фрезы. За один оборот фрезы
гребенка должна перемещаться на шаг Т = Рг, где г — число
зубьев фрезы, а Р — шаг нарезаемой резьбы в мм.
Число зубьев гребенки должно быть не меньше числа зубьев
фрезы. Для получения кольцевых витков суппорт поворачивают на
некоторый угол, вследствие чего меняется направление затылования
в сторону, противоположную подаче суппорта (рис. 146). Для обыч-
ных резьбовых фрез величина затылования К задается в радиальном
направлении, тогда при затыловании по шагу величина затылования
К1 = -А_
1 СО8 [1
где ц — угол поворота суппорта;
К = <х — величина затылования в радиальном направле-
нии.
Кольцевые канавки получаются при условии, что составляющая
С = К 81П р = Р,
где — величина затылования в направлении затылования под
. углом.
Угол поворота р определяется по формуле
** — лО «в »
где О — диаметр фрезы в мм;
г — число зубьев нарезаемой фрезы;
ав — задний угол фрезы в радиальном направлении.
По подобранному кулачку окончательно определяют угол по-
ворота по формуле
р
81п и = -тг-.
Л1
Кольцевые витки шлифуют на токарно-затыловочных станках,
оснащенных приспособлениями для установки шлифовального круга.
Витки резьбовых фрез с прямыми канавками обычно шлифуют мно-
гониточным шлифовальным кругом, фрез с винтовыми канавками —
однониточным шлифовальным кругом. При шлифовании цилиндри-
ческих и конических резьбовых фрез с винто-
вой канавкой и кольцевой нарезкой в целях
повышения производительности труда приме-
няют многониточный шлифовальный круг, у ко-
торого все нитки равномерно нагружены, а по-
следняя нитка окончательно образует профиль
(см. рис. 145, б). Такой круг постепенно передви-
гается вдоль оси фрезы от нитки к нитке/ При
- шлифовании витков с мелким шагом применяют
метод шлифования через зуб.
Многониточные круги правят роликами-на-
катками по всей ширине. Однониточные круги 2
правят алмазом 3, закрепленным в приспособле-
нии (рис. 147), передвигая вручную державку
с алмазом. Установку на угол производят микро-
метрическим винтом 1. Профиль и шаг витков
контролируют при помощи микроскопа.
Рис. 147. Схема при-
способления Для прав-
ки однониточного
шлифовального круга
§ 12. ИЗГОТОВЛЕНИЕ ФАСОННОГО ИНСТРУМЕНТА
Фасонными называют поверхности, имеющие в своем сечении
кривые или ломаные линии. Фасонные поверхности режущего ин-
струмента можно обрабатывать двумя путями: нормальным режущим
инструментом, которому сообщается криволинейное движение по-
средством связанных с ним копиров или копирных линеек; специаль-
ным фасонным инструментом. Фасонные поверхности режущего ин-
струмента обрабатывают на токарных, токарно-затыловочных, фре-
зерных, шлифовальных, заточных и оптических профильно-шлифо-
вальных станках.
Обработка фасонных поверхностей на токарных, токарно-заты-
ловочных, фрезерных, шлифовальных и заточных станках. Фасон-
ные фрезы шириной более 100 мм обтачивают на токарных станках
при помощи копирных линеек. В качестве рабочего режущего ин-
струмента служит обычный резец. Фасонные фрезы шириной до
100 мм, а в отдельных случаях до 200 мм обрабатывают фасонными
резцами, имеющими стержневую форму, подобно показанной на
рис. 132, 134 и 135. После обтачивания профиля заготовки фасонных
фрез фрезеруют стружечные канавки, а затем затылуют профиль при
помощи стержневых фасонных затыловочных резцов.
Канавки режущих инструментов обрабатывают во многих слу-
чаях фасонными фрезами с остроконечными или затылованными
зубьями (канавки сверл, метчиков, разверток и др.). Остроконечные
фасонные фрезы значительно производительнее затылованных, од-
нако изготовление их и переточка требуют специальных станков
или приспособлений. Изготовление фасонных фрез с остроконеч-
ными зубьями неизбежно связано с затачиванием их по профилю.
В подавляющем большинстве профиль зубьев у остроконечных фрез
шлифуют профильными шлифовальными кругами. Заданный про-
филь шлифовального круга можно получить правкой, которую вы-
полняют накаткой или алмазом, установленными в специальном при-
способлении.
Накатка, подобно изображенной на рис. 144, представляет со-
бой цилиндрическое тело с профилем, соответствующим профилю
обрабатываемой заготовки. Ее изготовляют из сталей У12А, 9ХС,
X, Х12М, Р6М5 и термически обрабатывают. Для лучшего выкра-
шивания зерен из связки на накатке фрезеруют пазы с неравными
расстояниями между ними в пределах половины или одной трети
окружности. Неравномерное расстояние между пазами делается
также для того, чтобы на изделиях получить чистые поверхности
(принцип развертки с неравномерным делением). Накатывание про-
филя на шлифовальном круге производят (круг не получает при
этом самостоятельного вращения), вращая накатку вручную или
от электродвигателя со скоростью до 15 м/мин; накатку устанавли-
вают на оправке в центрах.
На-рис. 148 показаны два приспособления для правки симме-
тричного профиля круга алмазом, устанавливаемых в соответствую-
щие державки. На рис., 148, а приведено приспособление для полу-
186
Рис. 148. Приспособления для правки круга с симметричным выпуклым (а)
и вогнутым (б) профилями
чения симметричного выпуклого профиля, а на рис. 148, б — сим-
метричного вогнутого профиля. При этом заготовки будут получать
соответственно вогнутый и выпуклый профили. Поворот алмазов
осуществляют с помощью рукоятки. После правки круга приспосо-
бление снимается со станка. Методы затачивания фасонных фрез
принципиально различаются в зависимости от того, является ли их
профиль симметричным или несимметричным.
Приспособление для затачивания фрез с симметричным профи-
лем, в данном, случае полукругло-выпуклым, показано на рис. 149, а.
Оно устанавливается на заточном станке. При затачивании верхние
салазки с установленной на них головкой, в которой закреплена
затачиваемая фреза 2, поворачивают от руки вправо и влево вокруг
оси О. Каждая точка полукруглого профиля фрезы радиуса У? дол-
жна проходить через линию, соединяющую эту точку с осью враще-
ния верхних салазок приспособления. Тонкими линиями показаны
крайние положения шлифовального круга 1 в точках А и В.
Остроконечные фрезы с выпуклым несимметричным профилем
затачивают в приспособлении, показанном на рис. 149, б. Работа
б) в)
Рис. 149. Схема приспособлений для затачивания фрез:
а — с симметричным профилем; б —с несимметричным профилем; в — установка фре-
зы для обоих случаев
атого приспособления заключается в обкатывании копира относи-
тельно неподвижной линейки. Вследствие обкатывания копира за-
тачиваемая фреза устанавливается так, чтобы профиль её совпадал
с профилем копира. Затачиваемая фреза получит профиль, соответ-
ствующий профилю на копире.
Копир 4 закрепляется на поворотной плите 2 снизу, которая
может быть повернута вправо и влево относительно оси вращения
рукояткой 6. В результате движения плиты 2 копир 4 будет обка-
тываться по упорной линейке 5. Плита 2 устанавливается в ка-
ретке /, двигающейся по направляющим приспособлениям 7. Для
облегчения хода каретки в направляющих между ними расположены
шарики. Каретка прижимается к4 опорной линейке через копир
пружиной 5. На плите монтируется приспособление, в котором на
оправке устанавливается обрабатываемая фреза, причем проекция
профиля фрезы, должна совпадать с профилем копира. Это приспо-
собление имеет существенный недостаток. Ошибка на профиле ко-
пира или выработка на упорной линейке передается профилю фрезы
в масштабе 1:1, что искажает профиль мелких фрез.
Для устранения этого явления инж. С. С. Кутко разработана
конструкция приспособления к заточному станку, позволяющему
производить затачивание профиля в масштабе 50 : 1.
Обработка на оптических профильно-шлифовальных станках
в производстве режущего инструмента применяется для шлифования
криволинейных поверхностей на шаблонах и резцах (круглых, приз-
матических и стержневых). Станки позволяют производить обра-
ботку резцов с задними углами до 25°, что очень важно при изгото-
влении токарно-затыловочных резцов. Шлифовальный круг станка
может быть повернут на угол ±10° для шлифования вспомогательного
угла в плане. Наибольшая ширина обрабатываемой поверхности, свя-
занная с хЪдом шлифовального круга, должна быть не больше 48 мм.
Совершенной конструкцией оптического профильно-шлифоваль-
ного станка является модель 395М. Станок имеет экран, который
позволяет без напряжения рассмотривать на нем профиль обраба-
тываемого участка. Устройство подобных станков заключается в сле-
дующем (рис. 150). От источника света 1 лучи падают на наклонно
установленный отражатель 2, который направляет их на обрабаты-
ваемую заготовку 3. От заготовки 3 поток лучей отражается в обрат-
ном направлении и, проходя через щель 4 в отражателе и систему
линз" 5 увеличения, проектируется в прямом рабочем изображении
на зеркало 6, которое отбрасывает лучи на стеклянный экран 7.
Профиль 8 обрабатываемой заготовки получается в виде резкого тем-
ного изображения на ярко освещенном экране.
Контур профиля для обрабатываемой заготовки в масштабе
50 : 1 или меньшем укрепляется на стекле экрана и находится
в поле зрения рабочего. Изображение профиля обрабатываемой за-
готовки во время шлифования проектируется на этот контур. По-
этому на экране можно видеть, какие участки профиля заготовки
совпадают с заданным и какую величину припуска 9 еще нужно
снять. ,
Рис. 150. Схема оптического профильно-шлифовального станка
При таком способе обработки точность профиля получается вы-
сокой. Управление станком удобно. Экран находится перед рабочим.
При работе на этих станках рабочий не ощущает того напряжения
и той усталости, которые наблюдаются при работе на оптических
профильно-шлифовальных станках с микроскопом. Эти станки осо-
бенно удобны для обработки профиля твердосплавных фасонных
резцов. Расход алмазов при работе на этих станках невелик, так
как на нем применяют узкие шлифовальные .круги 10.
§ 13. ЗАТАЧИВАНИЕ ИНСТРУМЕНТА
Одной из последних операций при изготовлении всякого режущего
инструмента является затачивание. Затачиванием называют метод
шлифования режущих поверхностей инструмента для придания им
нужных углов. Затачивание является весьма важным процессом
при изготовлении режущего инструмента, оказывающим влияние
на его работоспособность и долговечность. Способы и. оборудование,
применяемые при затачивании режущего инструмента, весьма раз-
нообразны.
Затачивание резцов. Резцы из быстрорежущей стали применяют
там,' где нельзя работать резцами, оснащенными пластинками твер-
дого сплава. Например, в инструментальном производстве резцы из
быстрорежущей стали применяют при фасонном точении, затылова-
нии, резьбонарезании, отрезании на токарных автоматах и полу-
автоматах. Фасонные резцы в производстве режущих инструментов
изготовляют главным образом стержневые, хотя находят примене-
ние и круглые. Еще реже применяют призматические резцы. У фасон-
ных стержневых резцов (токарных и затыловочных) передний угол
принимается равным нулю. В связи с этим значительно упрощается
технология изготовления таких' резцов. Так, у фасонных резцов
профиль получают слесарной доводкой
или шлифованием на оптических про-
фильно-шлифовальных станках. Пе-
реднюю поверхность (при затачивании
и перетачивании) шлифуют на плоско-
шлифовальных станках.
В современном машиностроении ши-
роко применяют резцы с неперетачи-
ваемыми пластинками твердого сплава,
которые имеют значительное преиму-
Рис. 151. Станок для' затачивания
твердосплавных резцов стержневой
формы:
1 — шлифовальный круг, имеющий
колебательное движение; 2 — обра-
батываемый резец; 3 — поворотная
головка; 4 — корпус приспособле-
ния; 5 — шаблон; 5 — опорная ли-
нейка; 7 — поворотный стол
щество по сравнению с напаянными и
постепенно их вытесняют. Для резцов
применяют треугольные и квадратные
пластинки.
В металлообработке наиболее рас-
пространены стержневые резцы, их за-
тачивают вручную на резцеточильных
станках, специально приспособленных
для резцов стержневой формы (рис. 151).
При механическом затачивании резцы
ударяются о шлифовальный круг,
в результате чего на пластинках твер-
дого сплава вследствие их хрупкости
и неоднородности структуры образу-
ются трещины.
Станки для затачивания резцов
имеют один или два и даже три шпин-
деля с установленными на них шли-
фовальными кругами. Каждый шпин-
дель имеет привод от индивидуального
электродвигателя с реверсивным ходом вращения. Около каждого
шлифовального круга расположен поворотный стол, который можно
устанавливать под нужным углом (в пределах ±15°). Подобные
станки строятся с осциллирующими шлифовальными кругами или
же с осциллирующими столами. В обоих случаях сама заготовка
(резец) остается неподвижным. Кругу или столу сообщается коле-
бательное движение с амплитудой до 30 мм и частотой до 120
колебаний в минуту.
К подобным станкам относится модель ЗБ632В. Станок применяют
для затачивания резцов повышенной точности размером до 50 мм2.
На столе имеются продольные пазы, позволяющие устанавливать
приспособления, с помощью которых резцы лучше направляются
относительно лицевой стороны шлифовального круга. Шпиндели
таких станков должны быть весьма жесткими и не вибрировать.
Наличие реверсивного электродвигателя позволяет затачивать ле-
вые и правые резцы, а также затачивать (например, для правого
резца) на левой стороне круга заднюю поверхность главного угла
в плане, а на правой стороне — заднюю поверхность вспомогатель-
ного угла. Торцовое биение шлифовальных кругов должно быть не
более 0,025 мм; большое бйение приводит к быстрому износу
шлифовального круга и получению поверхности большей шерохо-
ватости.
Затачивание новых резцов начинают с придания корпусу резца
соответствующего заднего угла от пластинки твердого сплава. Хо-
рошая практика работы — это . получение трех задних углов
(рис. 152). Первый задний угол на ширине пластинки 1,5—2 мм
будет а, на остальной части пластинки [а (2 4-3°)] и на корпусе
резца [а -{-(4-5-6°)]. Вначале затачивают задние поверхности на
корпусе резца для придания задних углов [а -{-(4-5-6°)]. Затачи-
вают периферией круга типа ПП или на ребре (для ускорения про-
цесса шлифования) чашечного круга зернистостью 25 из абразив-
ного материала Э или КЗ. Черновое затачивание пластинки твер-
дого сплава производят торцом чашечного алмазного круга (у тор-
цового круга постоянная скорость вращения до его полного износа)
зернистостью 160/125—125/100 на керамической связке.
Чистовое затачивание осуществляют алмазными кругами зерни-
стостью 100/80—50/40, что позволяет получить поверхности 9 и 10-го
классов чистоты. Для больших размеров резцов, предназначенных
для черновой обработки, стали применять круги на керамической
связке зернистостью 100/80. При этом получают 8 и 9-й классы чи-
стоты поверхности. Для получения на резцах режущих кромок 10
и 11-го классов чистоты применяют алмазные круги на керамической
связке зернистостью 63/50—40/28.
Для чернового затачивания резцов рекомендуется применять
чашечные круги АПВ диаметрами 250, 200 и 150 мм (в зависимости
от размеров резца) и для чистового — круги АПВ диаметром 150 мм.
Черновое затачивание резцов начинают с верхней поверхности пла-
стинки твердого сплава, затем затачивают заднюю поверхность
главной режущей кромки. Далее затачивают заднюю поверхность
вспомогательной режущей кромки. В такой последовательности
выполняют чистовое затачивание, которое
нием радиуса.
Для предупреждения выкрашивания
пластинки рекомендуется, чтобы шлифо-
вальный круг «сбегал» с пластинки на
корпус (хотя не всегда это можно сде-
лать). В процессе затачивания резец все
время должен перемещаться относительно
торцовой стороны круга. Стружколом’а-
тельную канавку следует шлифовать до
чистового шлифования задних поверхно-
стей главных и вспомогательных углов.
Шлифуют алмазными кругами зерни-
стостью 100/80 на органической связке
или кругами зернистостью 100/80 и 63/50
на керамической связке на универсаль-
но-заточном или плоскошлифовальном
станке. '
Для повышения стойкости резца, работающего по стали, реко-
мендуется доводить режущие кромки и радиус оселком под углом
45°. При этом получают ленточку шириной не более 0,1 мм. Такая
обработка позволяет снять микроскопические неровности. Для до-
водки применяют оселки КЗ зернистостью 4 или алмазные оселки
на керамической связке зернистостью 40/28. Скорость вращения
алмазных кругов 25—30 м/с. При черновом затачивании за один
проход снимают 0,01—0,015 мм, а при чистовом — 0,005—0,008 мм.
Подача при перемещении резца относительно торцовой стороны круга
при черновом затачивании 1250 мм/мин, а при чистовом 600 мм/мин.
Геометрию резцов контролируют при помощи универсального
угломера, специального прибора или специальными шаблонами.
Затачивание спиральных сверл осуществляют по коническим,
винтовым и плоским поверхностям на специальных сверлоточиль-
ных станках.-
Требования; предъявляемые к заточке сверл: соблюдение угла
в плане 2<р; выдерживание задних углов на всей длине режущей
кромки; соблюдение равенства длин у обеих режущих кромок; рас-
положение оси сверла посредине поперечной кромки; выдерживание
биения по режущим кромкам относительно хвостовика.
В серийном производстве спиральных сверл станки для затачи-
вания конических поверхностей применяют реже потому, что авто-
матизация процесса обработки представляет здесь известные труд-
ности. Станки для затачивания этим методом бывают с ручным упра-
влением. Автоматы и полуавтоматы нашли широкое применение для
затачивания сверл по винтовым поверхностям. В связи с этим ме-
тод затачивания сверл по коническим поверхностям в данной книге не
описывается.
Затачивание сверл по винтовым поверх-
ностям. Для затачивания спиральных сверл диаметром 10—
80 мм по винтовым поверхностям строят специальные полуавтоматы
(например, 3659М), а для затачивания сверл диаметром 3—15 мм —
автоматы (например, ЗГ52 и ЗГ652Д).
Винтовая задняя поверхность образуется в результате сложных
перемещений шлифовального круга относительно сверла. На рис. 153
показана схема подобного заточного станка. Сверло зажимают в па-
троне и сообщают ему вращательное движение по стрелке а. Шли-
фовальный круг /, помимо вращательного движения вокруг оси 1
по стрелке б совершает еще два движения:
а) вращательное вокруг оси II по стрелке в для перемещения
рабочей поверхности шлифовального круга вдоль режущей кромки
сверла; это достигается путем эксцентричного расположения оси I
шпинделя относительно оси II во втулке 2, которая вращается не-
зависимо от шпинделя шлифовального круга;
б) возвратно-поступательное вдоль оси (по стрелке г), осуществля-
емое посредством кулачка 5, жестко закрепленного на втулке 2 и
прижимаемого пружиной 4 к опоре 5.
В качестве средств контроля угла при вершине сверла, угла пере-
мычки и симметричности режущих кромок получили широкое рас-
192
Рис. 153. Схема работы станка для затачивания сверл по винтовым поверхностям
пространение различные шаблоны. На рис. 154 показан комбини-
рованный шаблон, позволяющий проверять углы при вершине
(рис. 154, а) задней заточки (рис. 154, б) и перемычки (рис. 154, в).
Сверла диаметром 3—80 мм затачивают по плоским поверхностям на
станках и полуавтоматах [3]. Сверла диаметром до 3 мм затачи-
вают по плоским поверхностям вручную на точильных станках.
Сверла, оснащенные твердосплавными пластинками, затачивают
по плоским поверхностям (так же затачивают сверла йз быстроре-
жущей стали диаметром свыше 15 мм). На рис. 155 показана
схема установки при затачивании твердосплавного сверла с кони-
ческим хвостовиком. Затачивают на обычном универсально-за-
точном станке. Для этого сверло 2 коническим хвостовиком уста-
навливают в коническое отверстие головки. Задний угол на
главной режущей кромке на каждом пере шлифуют раздельно ча-
шечным алмазным кругом 1 зернистостью 100/80. Обрабатывае-
мое перо а поддерживается у поркой 3. У порка служит для уста-
новки пера в определенное положение. Для получения заднего
угла определенной величины при затачивании каждого . пера
чашечным кругом необходимо выполнение следующих условий:
а) главная режущая кромка каждого пера располагается относи-
тельно горизонтальной плоскости; б) ось сверла и, следовательно,
шпиндель головки устанавли-
ваются на угол 0 относитель-
но горизонтальной плоскости;
в) ось сверла и, следовательно,
ось шпинделя головки поверты-
вается на угол ф относительно
торцовой поверхности шлифо-
вального круга. Данный способ
затачивания позволяет полу-
чать биение на главных режу-
щих кромках до 0,08 мм.
Подтачивание перемычки.
Уменьшение осевой силы реза-
Рис. 154. Шаблоны для проверки сверл
193
7
А. И. Барсов
Рис. 155. Схема установки сверла, осна»
щенного твердосплавной пластинкЪй, при
затачивании
Рис. 156. Сверло с подточенной
перемычкой
ния при сверлении достигается введением подтачивания поперечной
кромки с одновременным ее укорачиванием. На рис. 156 показаны
два варианта подточки перемычки. Первый вариант показан в виде
черных площадок. В этом случае подточка распространяется на 0,2—
0,25 части длины главных режущих кромок, захватывая спинку вто-
рого зуба и уменьшая длину поперечной кромки с АВ до АВ’. Вто-
рой^ вариант показан штриховыми линиями. В этом варианте налево
и направо от поперечной кромки главная режущая кромка получает
небольшой уклон под углом ф, захватывая спинку второго пера.
В результате этого длина поперечной кромки уменьшается с АВ
до АВ'.
Подточка не ослабляет поперечной кромки. Вдоль оси сверла
подточка распространяется на длину 5—15 мм в зависимости от
диаметра. Подтачивают после каждого затачивания или после двух,
трех затачиваний на специальных станках. Эти станки простые по
конструкции и удобны в эксплуатации. Перемычки целесообразно
подтачивать у сверл диаметром свыше 10 мм.
Затачивание фрез, метчиков, разверток и зенкеров. Различают
затачивание режущих инструментов с затылованными и остроконеч-
ными зубьями, с прямыми и винтовыми канавками. Основное тре-
бование, предъявляемое к режущим инструментам с затылованными
зубьями при затачивании, заключается в том, чтобы получить вер-
шины зубьев, одинаково удаленные от оси инструмента. Для этого
Переднюю поверхность затачивают на полуавтоматических станках
с помощью делительного диска 2 и фиксатора 1 (рис. 157, а). В мелко-
серийном производстве можно затачивать переднюю поверхность на
универсально-заточном станке с ручным управлением, применяя
метод затачивания по упору 5 (рис. 157, б). При ручном затачивании
круг не выводят из стружечной канавки. Предпочитают затачивать
переднюю поверхность зуба конической частью кругов типа 4П или
1Т. В этом случае поверхность получается более чистой (рис. 157, в).
Затачивание червячно-модульных фрез с прямой и винтовой ка-
навками, производят на заточном полуавтомате 3662 (для фрез диамет-
ром 50—125 мм). Для крупных размеров этих фрез также применяют
полуавтоматы. Для затачивания передней поверхности винтовых
канавок станок настраивают на угол подъема и шаг винтовой ка-
навки. В этом случае шлифовальный круг при затачивании выходит
полностью в обе стороны. Поворот заготовки на зуб осуществляется
за каждый двойной ход. Передняя поверхность чистовых червяч-
ных фрез должна быть строго радиальной. Передний угол проверяют
специальным прибором.
Червячные фрезы классов точности А, АА и ААА затачивают на
цилиндрических оправках. Для чернового затачивания выбирают
круги Э9А, К, 40, СМ1—СМ2, а для чистового — Э9А, К, 25-16,
С1— СМ2.
Метчики затачивают по передней поверхности (рис. 157, г)
и шлифуют заднюю поверхность на заборном конусе. Переднюю по-
верхность затачивают на полуавтоматах с принудительным делением
при помощи делительного диска. В мелкосерийном производстве за-
тачивают на универсально-заточном станке при помощи упора, под-
пирающего затылок затачиваемого зуба, подобно тому, как было
показано на рис. 157, а. Передний угол метчика образуется при
смещении стола относительно оси режущей кромки на величину
(рис. 157, 5).
Я = -^-81П (т + 0),
где О — диаметр метчика в мм;
у — передний угол метчика;
0 — угол на тарельчатом круге.
10-20°
а)
Рис. 157. Способы затачивания многолезвийного инструмента
Для затачивания применяют шлифовальные круги 4П или 1Т
Э9А, К, ГОСТ 2424-67, 25, СМ1. Передняя поверхность, заточенная
по рис. 157, д, получается наиболее чистой.
Заборную часть затачивают на специальном станке или на кругло-
шлифовальном в специальном затыловочном приспособлении с ко-
пирными кулачками. Метчик устанавливают в центрах и шлифуют
широким шлифовальным кругом сразу по всей длине заборного ко-
нуса. Зернистость шлифовального круга 25, твердость СМ1—СМ2.
Передний угол у метчиков диаметром 5—52 мм контролируют
в специальных приспособлениях. Для этого проверяемый метчик
устанавливают в центры этого приспособления. Сущность контроля
переднего угла заключается в следующем (рис. 158).
В центры прибора устанавливают эталон 3 так, чтобы его опорная
поверхность расположилась в вертикальной плоскости АВ, а тор-
цовую поверхность качающегося рычага — измерительную ножку 2
доводят до соприкосновения с набором мерных плиток 5, который
упирается в опорную поверхность эталона 3. Второй конец качаю-
щегося рычага упирается в индикатор часового типа' Набор плиток
равен расстоянию от центра метчика 4 до места контакта измеритель-
ной ножки с проверяемой точкой (переход прямого участка пера
в радиус). Этот размер определяется по формуле
х = К — Ь,
где х — толщина набора плиток;
Я — наружный радиус метчика;
Ь — заданная длина контакта передней поверхности в радиаль-
ном направлении.
Измерительную ножку 2 прибора подводят своей нижней пло-
скостью СО заподлицо с нижней поверхностью упора 1, что прове-
ряется обычно и лекальной линейкой (упор 1 ориентирует вершину
пера метчика строго по оси СО). При этом индикатор устанавливают
в нулевое положение с нужным натяжением стрелки. На этом на-
стройка закончена. В центры прибора вместо эталона устанавливается
проверяемый метчик. Затем поворачивают метчик до соприкоснове-
ния пера с упором 1. В этом положении замечают показания инди-
катора, по которому определяют значение а. По заданной величине Ь
(в результате настройки) и определенной величине а находят тан-
генс переднего угла у заточки, а затем и сам угол для каждого пера.
Для быстрого определения переднего угла у по показанию индика-
тора составляют таблицы.
Задний угол заборной части (рис. 159) проверяют индикатором.
Метчик устанавливают в центрах; индикатор при этом должен ка-
саться задней поверхности в какой-либо точке. Затем метчик повора-
чивают на некоторый угол и замечают показания индикатора в на-
чальной и конечной точках задней поверхности. По разности пока-
заний индикатора и ширине пера Ь, на которой было произведено
измерение, определим
^а = Х’
где а —' задний угол;
К—разность показаний индикатора измерения по ширине
пера.
Затачивание фрез, разверток и зенкеров
с остроконечными зубьями. Вначале затачивают
переднюю поверхность, затем шлифуют наружную поверхность на
круглошлифовальном станке и далее затачивают заднюю поверх-
ность.
Инструменты по передней поверхности затачивают тарельчатым
шлифовальным кругом. На рис. 157, в показана установка шлифо-
вального круга для затачивания передней поверхности зуба фрезы
с винтовой канавкой.
Развертки, зенкеры и фрезы при затачивании устанавливают
в центрах, а насадные инструменты надевают предварительно на
оправку. Наружную поверхность шлифуют для получения оконча-
тельного размера, при этом преследуется цель получить режущие
кромки, одинаково отстоящие от оси заготовки. Задние поверхности
затачивают плоскими или чашечными
шлифовальными кругами. При зата-
чивании чашечным кругом ось заго-
товки относительно плоскости торца
круга поворачивается на угол 1—2°
для того, чтобы круг работал одной
кромкой. В этом случае на задней
поверхности получается кривизна,
хотя весьма незначительная.
При затачивании по задней по-
верхности фрезу или развертку сле-
дует устанавливать относительно
Рис. 159. Контроль индикатором зад-
него угла метчика
шлифовального круга так, чтобы форма задней поверхности не
зависела от износа шлифовального круга. При затачивании чашеч-
ным кругом инструментов с остроконечным зубом по задней поверх-
ности (рис. 160, а) режущая кромка затачиваемого зуба должна быть
опущена ниже оси заготовки, а при затачивании плоским кругом
(рис. 160, б) — ниже оси круга на величину
А = -у з1п а,
где О — диаметр заготовки при затачивании чашечным кругом и
диаметр круга при затачивании дисковым кругом.
Упор, поддерживающий затачиваемый зуб, должен быть устано-
влен очень близко от режущей кромки.
Число проходов при затачивании нужно назначать путем наблю-
дения в ходе затачивания, и затем обобщения полученных резуль-
татов. Такая величина называется статистической характеристикой.
Из-за недостаточности исследований в этой области при нормиро-
вании пользуются данными практики. На рис. 161 показано изме-
нение окружного шага затылованных фрез после фрезерования, по-
грешности взаимного расположения передних поверхностей зубьев
(плюс или минус), их величины, а также расположение передней
поверхности относительно оси фрезы.
При затачивании передней поверхности по полуавтоматическому
циклу принимают режимы:
а) для фрез с остроконечными зубьями и разверток зм Зч-
ч-10 м/мин, 1г — Зч-4 (7-й класс чистоты); для метчиков 1г = 5ч-
-5-10 (8-й класс чистоты) в зависимости от точности в разбивке ок-
ружного шага;
б) для фрез с затылованными зубьями /г = 8ч-15;
в) для червячно-модульных фрез с т = 1ч-10 мм, в зависимости
от шероховатости и класса точности (от ААА до С), хм Зч-
ч-15 м/мин, = 20ч-25; для выхаживания назначают еще пять про-
ходов на один зуб; при затачивании эльборовыми кругами число
проходов уменьшается.
При затачивании вручную передней поверхности фрез с остроко-
нечными зубьями и разверток принимают: для черновой обработки
Рис. 160. Методы затачивания фрез
Л(+)
Рис. 161. Фактическая разбивка зубьев
по окружному шагу после фрезерования
Рис. 162. Положение шлифовального круга
при затачивании протяжек по передней
поверхности
5М 4-5-10 м/мин и 12 = 34-5; для чистовой обработки 5М = 24-
4-4 м/мии и 1г = 2-4-3 (7-й класс чистоты); 8М = 1,54-3 м/мин и
1г = 24-3 (8-й класс чистоты).
При затачивании задней поверхности число проходов принимают
2—4.
Затачивание протяжек. При затачивании протяжек, помимо
восстановления их режущей способности, необходимо следить за
сохранением установленного для данной протяжки подъема на зуб.
Для затачивания протяжек применяют специальные станки, кото-
рые имеют шлифовальную головку, поворачивающуюся в горизон-
тальной и вертикальной плоскостях. Поворот в горизонтальной пло-
скости требуется при затачивании плоских протяжек, а в вертикаль-
ной — для установки шлифовального круга под соответствующим
углом при затачивании передней поверхности круглых протяжек.
Сначала протяжки затачивают по передней поверхности, а затем
по задней. Круглые протяжки затачивают при вращении их вокруг
своей оси в центрах. Шлифовальный круг при этом только вращается.
При затачивании плоских протяжек шлифовальному кругу сооб-
щается возвратно-поступательное движение вдоль зуба. Протяжку
закрепляют в приспособлении, установленном на столе станка.
Плоские протяжки можно затачивать на обычных заточных стан-
ках.
Диаметр шлифовального круга для затачивания круглых протя-
жек по передней поверхности (рис. 162)
к 81П у ’
где Рк — диаметр шлифовального круга, который не может быть
менее 40 мм;
.О — диаметр протяжки, измеренный по первому зубу протяжки;
К — 0,85 — коэффициент, показывающий отношение диа-
метра протяжки в месте перехода прямолинейного эле-
мента на передней поверхности зуба в криволинейный
к диаметру первого зуба О;
Р — угол установки головки шлифовального круга;
у — передний угол протяжки.
Радиус кривизны шлифовального круга должен быть меньше
радиуса кривизны зуба протяжки. Для затачивания протяжек по
передней поверхности применяют шлифовальные круги 4П или
1Т, Э9А, К, ГОСТ 2424-67, 25-16, СМ1—СМ2. Заднюю поверхность
шлифуют плоским шлифовальным кругом типа ПП.
Положение протяжек при установке их на столе заточного станка
проверяют при помощи индикатора, закрепляемого в шлифовальной
головке станка. Затачивание протяжек контролируют универсаль-
ными приборами, шаблонами и внешним осмотром. Подачу на один
зуб как у плоских, так и у круглых протяжек проверяют микроме-
тром. Биение по наружному диаметру зуба протяжки контролируют
в центрах прибора при помощи индикатора.
§ 14. ТОНКАЯ ОБРАБОТКА
Для получения поверхностей режущих инструментов с точными
размерами и высоким классом чистоты поверхности применяют тон-
кое шлифование и затачивание, доводку (или притирку) и полиро-
вание.
Тонкое шлифование — такая обработка, которая производится
со скоростями резания до 12 м/мин и с глубиной резания до 5 мкм
с последующим большим числом проходов при выхаживании,, боль-
шим, чем при обычном шлифовании, до полного вывода искры. Про-
дольную подачу принимают равной 0,1—0,3 ширины круга. Тон-
кое шлифование обеспечивает 9—11-й класс чистоты поверхности.
Процесс шлифования обычно включает черновое, чистовое, тон-
кое и выхаживание. При тонком шлифовании черновое шлифование
следует выделять в отдельную операцию. При обычном шлифовании
для получения поверхности 7—8-го классов чистоты, а также для
получения минимального биения дается до 10 проходов без попереч-
ной подачи до вывода ясно видимой искры. При тонком шлифовании
дается до 20 проходов без сообщения поперечной подачи до полного
прекращения искр. При тонком шлифовании применяют шлифоваль-
ные круги зернистостью 16 и 12, а для получения более чистых по-
верхностей — 10 и 8. Тонкое шлифование выполняется при соблю-
дении нормальных (обычных) требований к работе на шлифовальных
станках: интенсивное охлаждение, хорошая балансировка шлифо-
вального круга, тщательная правка круга и отсутствие вибрации
станка. К дополнительным требованиям следует отнести прогрев
станка до начала работы в целях создания температурного режима.
200
Чистовое шлифование многолезвийных инструментов (разверток,
фрез) оснащенных пластинками твердого сплава, можно отнести
к тонкому шлифованию (9—11-й классы чистоты). Чистовое круглое
шлифование осуществляют на круглошлифовальных станках алмаз-
ными шлифовальными кругами типа АПП диаметром 250 и 300 мм.
Алмазные круги позволяют получать размерную точность и высо-
кий класс чистоты поверхности.Для этого применяют круги на орга-
нической или керамической связке. Зернистость кругов выбирают
63/50—40/28 в зависимости от требуемого класса чистоты поверх-
ности. При шлифовании применяют обильное охлаждение. Глубина
резания при шлифовании за один проход должна быть не более
0,005 мм. При черновом шлифовании глубина резания принимается
до 0,025 мм. Для получения хорошей поверхности биение наружной
поверхности алмазного круга должно быть не более 0,006 мм.
Тонкое затачивание. Передние и задние поверхности на зубьях
многолезвийного режущего инструмента затачивают для получения
9—11-го классов чистоты, что позволяет повысить стойкость режу-
щего инструмента в 1,5—2 раза. Для этого затачивание выполняют
мелкозернистыми шлифовальными кругами.
Поверхности режущих элементов инструментов, изготовленных
из быстрорежущей стали, — протяжек, червячно-модульных фрез,
долбяков, шеверов — затачивают для получения 9-го класса,
а у разверток— 10—11-го классов чистоты. Для этого применяют
круги их электрокорунда белого зернистостью 16, 12 (для 9-гр класса
чистоты) и зернистостью 8,6 (для 10 и 11-го классов чистоты). По-
дачу устанавливают в пределах 1000—1500 мм/мин.
Многолезвийный режущий инструмент, оснащенный пластин-
ками твердого сплава (торцовые и дисковые трехсторонние фрезы,
развертки) затачивают алмазными кругами на универсально-заточ-
ных станках с ручным управлением. Эти станки должны удовле-
творять условиям обработки алмазными кругами, т. е. обладать
достаточной жесткостью. Шпиндель должен быть жестким. Биение
конического посадочного места для шлифовального круга допу-
скается не более 0,01 мм. Движение стола как продольное, так и
поперечное должно быть легким. Для затачивания применяют алмаз-
ные круги на органической и керамической связках.
Черновое затачивание новых фрез выполняют кругами зерни-
стостью 125/100 (круг типа АЧК), при этом за один проход снимают
не более 0,05 мм. Чистовое затачивание выполняют кругами типа
АЧК зернистостью 63/50—50/40 (для поверхностей 9—10-го классов
чистоты) и снимают за одйн проход не более 0,0075 мм и затем за-
тачивание ведут до прекращения искр (выхаживание). Для поверх-
ностей 10 и 11-го классов чистоты применяют круги зернистостью
63/50—40/28. Подача при черновом затачивании устанавливается
около 1250 мм/мин, а при чистовом 600—700 мм/мин.
Для повышения эффективности алмазных кругов при затачива-
нии следует своевременно очищать и править алмазные круги и при-
менять правильно подобранную охлаждающую жидкость. Хороший
результат достигается при применении пасты, состоящей из двух
201
частей технического вазелина и одной части парафина, которая пери-
одически наносится на рабочую поверхность круга. Хороший эф-
фект достигается и тогда, когда поверхность алмазного кольца круга
смачивается маслом. Масло наносится во время остановки круга
3—4 раза в смену специальным тампоном из войлока или фетра.
Слой пасты или масла освобождает зерна алмаза от засаливания и
таким образом восстанавливает их режущие способности.
При работе алмазного круга не все частицы обрабатываемого мате-
риала удаляются, какая-то часть их прилипает, обволакивая алмаз-
ные зерна и препятствуя их работе. Это явление называется засали-
ванием круга. Для удаления прилипших частиц необходимо перио-
дически чистить круг пемзой. Правка алмазного круга при пра-
вильной его эксплуатации до его полного износа не требуется и
поэтому ее можно рекомендовать только в случае крайней необ-
ходимости.
Доводка или притирка — окончательный метод обработки на-
ружных и внутренних, фасонных и плоских цилиндрических и ко-
нических поверхностей в целях получения точных размеров и вы-
сокого класса чистоты поверхности. Обработка ведется при помощи
инструмента — прйтира, на поверхность которого нанесен мелкозер-
нистый абразивный материал, в среде смазки, с малыми скоростями,
при переменном направлении рабочего движения. Доводкой обес-
печивает 10—14-й классы чистоты поверхности.
В производстве режущего инструмента применяют специальные
доводочные станки и станки общего назначения, главным образом
вертикально-сверлильные станки. После доводки можно получить
отверстия 1-го класса точности. Доводка не исправляет геометрии
отверстий.
В качестве доводочных материалов применяют электрокорунд
нормальный и электрокорунд белый и алмаз. Зернистость абразив-
ных порошков (шлифпорошков) колеблется в пределах 6—3 (для
алмазов 63/50—40/28), а микропорошков — в пределах М40—М7 (для
алмазов 40/28—10/7). Электрокорунд нормальный и белый является
лучшим абразивным материалом для доводки закаленных заготовок
из инструментальных легированных и быстрорежущих сталей.
Абразивные зерна в процессе доводки вдавливаются в более
мягкую поверхность притира и, будучи закрепленными в нем, яв-
ляются режущими элементами и снимают тончайшие стружки с обра-
батываемой поверхности. Твердость притира должна быть такой,
чтобы абразивные зерна, вдавливаясь в него, удерживались бы в по-
верхностном слое, но не утопали. Этим условиям удовлетворяют при-
тиры, изготовляемые из перлитного чугуна и имеющие большую
износостойкость. Притиры изготовляют также из меди и бронзы.
В процессе доводки притир истирается медленнее, чем заготовка.
Для компенсации износа притиры изготовляют раздвижными и раз-
жимными. Для достижения высокого класса чистоты поверхности
применяют движения, которые не повторяют своих предыдущих траек-
торий: вращательное (большей частью притира) и возвратно-посту-
пательное (притира или заготовки).
§ 15. МАРКИРОВАНИЕ
Маркирование режущего инструмента необходимо, так как это
его краткий паспорт. Маркирование упрощает хранение инстру-
мента на складе и в инструментальных раздаточных кладовых, его
учет, выдачу и т. д. Маркирование должно быть четким, ясным и
красивым.
На нерабочих поверхностях измерительных инструментов (глад-
ких и резьбовых калибрах, скобах, шаблонах) наносят знаки (цифры
и буквы), которые указывают основную техническую и метрологи-
ческую характеристику измерительного инструмента, его номер и
марку завода. Знаки должны быть: четкими, ровными, одинаковой
глубины и ширины по всему контуру; расположены перпендикулярно
к направляющим поверхностям, на одинаковом расстоянии друг от
друга и на одном уровне.
Основными способами маркирования являются: ручное и меха-
ническое, химико-механическое, гравирование, электрохимическое
и химическое.
Ручное и механическое маркирование. Ручное маркирование
осуществляют ударным способом при помощи ручных клейм и мо-
лотка. Его применяют в единичном производстве. Помимо малой
производительности, этот способ не обеспечивает хорошего качества
нанесения знаков, так как он зависит от навыка рабочего.
Механический метод нанесения знаков ударным способом при-
меняют при серийном изготовлении режущего и измерительного
инструмента. В серийном производстве инструмент, имеющий пло-
скую форму (ножи для сборного инструмента, резцы, калибры и т. д.),
маркируют при помощи ручных винтовых или гидравлических прес-
сов. Для хорошего механического маркирования целесообразно из-
готовлять групповые знаки. Они дороже одиночных, но качество на-
несенных знаков значительно улучшается, наладка пресса упро-
щается.
Ударное действие, осуществляемое при ручном или механическом
маркировании, вызывает небольшое выпучивание металла на поверх-
ности. Незаметное иногда на глаз, оно может явиться большой по-
мехой, если клеймо нанести на базовую поверхность. Поэтому в аб-
солютном большинстве случаев клеймо не наносят на базовые по-
верхности, а если это необходимо, то применяют безударные методы
клеймения в конце обработки инструмента. Ударное маркирование
производят до термической обработки, преимущественно после то-
карной обработки, в местах, указанных в чертеже.
В серийном производстве знаки на цилиндрических инструмен-
тах (сверлах, развертках, зенкерах, метчиках и т. д.) наносят до
термической обработки или на незакаленных местах режущего ин-
струмента послё его термической обработки на ручных или с меха-
ническим приводом станках методом накатки. Принцип работы та-
кого станка показан на рис. 163.
На два рядом расположенных ролика / и 2 (рис. 163, а) со сво-
бодным вращением кладут инструмент 6, подлежащий маркирова-
204
нию. На верхней подвижной каретке (рис. 163, б) монтируют знако-
держатель 4 со знаками 5. Затем этой каретке сообщают движение
посредством рейки и зубчатого колеса вручную от рукоятки или от
кривошипного механизма при механическом приводе в направлении
стрелки А. Знаки, вдавливаясь, увлекают за собой заготовку, ко-
торая поворачивается по стрелке Б. В результате обкатывания ци-
линдрической заготовки относительно знаков, лежащих в горизон-
тальной плоскости, маркируется знак. Этот процесс весьма простой
и высокопроизводительный.
Для маркирования мелких метчиков, сверл, разверток приме-
няют маркировочные автоматы с загрузкой заготовок в магазины.
Принцип работы этих автоматов не отличается от описанного выше.
Заготовки к знакам подают при помощи кривошипного механизма.
Основными недостатками маркирования вдавливанием являются:
невозможность нанесения знаков на закаленные поверхности и
уменьшение видимости маркировки на поверхности, подвергаемой
после термической обработки шлифованию. Поэтому такое маркиро-
вание рекомендуется производить только на незакаленных поверх-
ностях и на поверхностях, которые после термической обработки не
шлифуют.
Гравирование, как метод нанесения знаков, находит широкое
применение в серийном производстве режущего инструмента. Гра-
вирование производят после термической обработки на поверхностях
окончательно шлифованных инструментов. Этот процесс осуществ-
ляют на гравировальных станках (рис. 164).
На станке имеются два стола; один для установки набора трафа-
ретов, а другой — для заготовки. Передача изображения знаков
с трафарета на заготовку осуществляется с помощью пантографа.
Пантограф представляет собой шарнирный параллелограмм, на ко-
тором с одной стороны расположен копирный или направляющий
палец 1, скользящий по углублениям трафарета 2, цифр, букв или
других знаков, и с другой расположен инструмент — игла 3. При
продвижении копирного пальца по трафарету пантограф с помощью
плеч рычагов шарнирного параллелограмма передает движение
Рис. 164. Схема пантографа гравировального
станка
Рис. 163. Схема накатывания знав
ков на цилиндрических изделиях
шпинделю, траектория пути которого подобрана на фигуре трафа-
рета. Размер знаков зависит от соотношения плеч пантографа.Путем
изменения плеч-у-пантографа можно изменять масштаб от 1 : 1
до 1 : 10. Гравирование знаков выполняют на плоских, цилиндри-
ческих и конических поверхностях. На заготовках получаются чет-
кие знаки.
Вместо гладкой иглы на упомянутый гравировальный станок
можно установить иглу, изготовленную из меди с вольфрамовым
наконечником, к которой подводят ток. Для этого в станке устанав-
ливается трансформатор, понижающий напряжение со ПО—127 до
5—10 В. Знаки наносят на шлифованную поверхность (после тер-
мической обработки) вышеописанным способом. При этом поверх-
ность заготовки ничем не покрывается. Знаки получаются ровными,
красивыми, но несколько бледными.
Химико-механическое маркирование заключается в следующем.
На хорошо отшлифованную поверхность, обезжиренную и тщательно
протертую, наносят при помощи кисточки сплошной слой кислото-
упорного лака. Поверхность после нанесения лака должна иметь
ровный черный цвет. Лак высушивается на воздухе 3—10 мин. На
столе пантографа набирают необходимые для гравирования трафа-
реты цифр, букв или других знаков и хорошо закрепляют в гнездах.
При движении копирного пальца по контуру трафаретов на заго-
товки, покрытые спиртовым лаком, иглой наносятся знаки. Игла,
нанося знаки, прорезает лак, вследствие чего металл в этом месте
оголяется. Травление выполняют сразу после гравирования, в про-
тивном случае лак начинает трескаться.
Поверхность заготовки при помощи стеклянной или деревянной
палочки покрывают водным раствором кислоты, состоящей из двух
частей концентрированной азотной кислоты и одной части дистил-
лированной воды. После травления поверхность посыпают поварен-
ной солью. Процесс травления длится 2—3 мин и считается закон-
ченным после прекращения выделения пузырьков и окраски остат-
ков раствора в зеленоватый цвет. Длительность травления зависит
от химического состава металла, термической обработки и качества
отделки поверхности. Качество травления знаков на чистошлифован-
ных поверхностях получается выше, чем на грубообработанных.
После травления с поверхности удаляют остатки кислоты и соли
при помощи обильной струи проточной воды. Далее заготовку про-
мывают в нитритно-содовом растворе в течение 3—5 мин при 70—
80° С и просушивают на воздухе. Раствор, служащий для антикор-
розионной промывки, приготовляют путем растворения в воде 1,5%
нитрита натрия и 0,3% кальцинированной соды. Затем с поверх-
ности заготовки удаляют пленку кислотоупорного лака путем про-
мывки его в составе растворителя керосина и еще раз промывают
в указанном выше нитритно-содовом растворе при 70° С в течение
3—5 мин.
Приведенный метод маркирования применяют на протяжках,
червячно-модульных фрезах, зуборезных долбяках, шеверах, зубо-
206
резных гребенках, ножах и плашках для муфто- и труборасточных
нарезных патронов, шаблонах и других измерительных инстру-
ментах.
Электрохимическое маркирование служит для нанесения знаков
на плоских и цилиндрических, поверхностях заготовок из инстру-
ментальных сталей и твердых сплавов. Это маркирование произ-
водится главным образом в конце технологического процесса.
Работа на настольной установке для электрохимического марки-
рования типа ЭХМ-2 заключается в следующем (рис. 165, а).
На плите 1 установлена стойка 9, по которой перемещается ка-
ретка 6 вместе с патроном 5. В последнем закрепляется катод-ин-
струмент 4, представляющий собой металлическое клеймо с необ-
ходимым количеством знаков. Эти знаки выгравированы и высту-
пают над рабочей поверхностью клейма. Металлическое клеймо 10
помещено в обойму 11 (рис. 165, б), изготовленную из оргстекла.
Клеймо и обойма установлены в металлический корпус 12. В корпусе
изготовлено отверстие а для подведения электролита. Между ниж-
ней поверхностью клейма и поверхностью изделия обязательно дол-
жен быть зазор 0,06—0,08 мм (рис. 165, б). Электролит подводится
непосредственно к металлическому клейму. Состав электролита:
нитрат натрия ЫаЫО3—15—20%, нитрит натрия ИаМО2 — 1,5%,
остальное вода.
Заготовка 3 устанавливается на столе 2. Установив кронштейн
в исходное положение, кнопкой 7 включают установку. При этом
катод-инструмент опускается и входит в соприкосновение с заготов-
кой и с помощью реле времени в течение 1—3 с происходит маркиро-
вание всей надписи.
Рис. 165. Схема прибора для электрохимического маркирования
Электрохимическое маркирование основано на разложении веще-
ства в среде растворенных солей при прохождении постоянного элек-
трического тока. В данном случае происходит осаждение металла
с клейма на поверхность заготовки. Промежутки между выступаю-
щими знаками 13 заливают пропотрилом (рис. 165, в). На плите уста-
новлен трансформатор 127 или 220 В на 4—6 В, реле для регулирова-
ния времени от 1 до 3 с, селеновый выпрямитель для получения
постоянного тока. Положительный конец провода подведен к столу,
а отрицательный к металлическому клейму катод-инструмента.
Максимальное количество знаков,. наносимых на поверхность за-
готовки, должно быть не больше 20. Наибольшая потребная мощ-
ность 0,03 кВт.
На .рис. 165, г показана схема для маркирования надписи на
цилиндрической поверхности.
Химическое, маркирование в серийном и крупносерийном про-
изводстве режущего инструмента применяют при изготовлении ножей
составных инструментов и других изделий в тех случаях, когда не-
возможно произвести механическое маркирование.
Сущность этого способа заключается в следующем. На чистую
шлифованную поверхность закаленной заготовки легким нажимом
резинового штампа, смоченного в составе, состоящем из одной части
селенистой кислоты и одной части раствора сернокислой меди, на-
носят требуемое изображение. Качество нанесенных знаков зависит
от качества резинового штампа и от подготовки поверхности. Чем
чище поверхность, тем более четко маркируется знак.
§ 16. СБОРОЧНЫЕ РАБОТЫ
Процесс изготовления всякого многодетального изделия закан-
чивается сборкой. Каждое изделие — составной режущий инстру-
мент, измерительный прибор, приспособление, станок — состоит из
деталей, сборочных единиц, комплексов и комплектов (рис. 166).
Согласно ГОСТ 2.101—68 деталью называется изделие, изготов-
ленное из однородного по наименованию и марке материала, без
применения сборочных операций.
Сборочная единица — это изделие, составные части которого под-
лежат соединению между собой на предприятии-изготовителе сбороч-
ными операциями, например станок, редуктор, сварной режущий
инструмент, соединенный сваркой встык из разнородных материалов.
Комплексами называются изделия, не соединенные на предприя-
тии-изготовителе сборочными операциями, но предназначенные для
выполнения взаимосвязанных эксплуатационных функций. Каждое
из этих изделий, которые входят в комплекс, служит для выполне-
ния одной или нескольких основных функций, установленных для
всего комплекса, например автоматическая линия, состоящая из
металлорежущих станков. Такая автоматическая линия включает:
необходимое количество металлорежущих станков, определенное тех-
нологическим процессом; транспортные устройства для передачи за-
готовок от станка к станку; измерительные и счетные устройства.
208
вхождения, в другие сбороч-
Ступень
вхождения
Комплектами называются два и более изделий, не соединенных
на предприятии-изготовителе и представляющих набор изделий,
имеющих’ общее эксплуатационное назначение вспомогательного
характера, например комплект запасных частей, комплект инстру-
мента и принадлежностей, комплект измерительной аппаратуры,
комплект упаковочной тары и т. д.
К покупным относят изделия, не изготовляемые на данном пред-
приятии.
На рис. 167 приведена технологическая схема изделия (ГОСТ
3.1301—71) с последовательным вхождением сборочных единиц,
расположенных на нижней ступе
ные единицы, расположенные на
более высокой ступени вхожде-
ния и т. д.
Как на общую сборку, так и
на промежуточную составляются
технологические процессы, состоя-
щие из одной или многих техно-
логических операций. Технологи-
ческие операции включают уста-
новы, технологические переходы,
вспомогательные переходы и по-
зиции. Позиция при сборке —
это фиксированное положение со-
бираемой сборочйой единицы сов-
местно с приспособлением относи-
тельно инструмента для выполне-
ния определенной части операции.
□ ЭС
Рис. 167. Технологическая схема
Детали
базовая деталь
или
базовая сборочная .-Ц
т.т т.пит
I III
Готовое изделие
единица
Сборочные В
единицы ’
Рис. 168. Технологическая схема общей сборки изделия
Сборочную единицу, с которой начинается сборка, называют
базовой. Сборка может начинаться с какой-то определенной детали.
В этом случае такую деталь называют базовой.
Для наглядного представления о последовательности сборочных
работ рекомендуется составлять технологическую схему общей
сборки, включающую сборочные единицы 1-й ступени вхождения
и детали, непосредственно входящие в изделие. Схема сборки состав-
ляется следующим образом. На левой стороне листа бумаги вычер-
чивается прямоугольник (рис. 168), расположенный длинной сто-
роной параллельно горизонтальной плоскости и представляющий
собой базовую деталь или базовую сборочную единицу. На правой
стороне листа бумаги вычерчивается прямоугольник, также распо-
ложенный длинной стороной параллельно горизонтальной плоскости
и на том же уровне и представляющий собой готовое изделие. Прямо-
угольники соединяются между собой прямой линией. Вниз от этой
линии, по ходу сборки, располагают сборочные единицы 1-й ступени
вхождения, а вверх — детали, непосредственно входящие в базовую
сборочную единицу. Аналогично строится сборка сборочных единиц
любых ступеней вхождения.
Различают три основных вида сборки, построенные по принципу:
- 1) индивидуальной пригонки (для единичного производства);
2) полной взаимозаменяемости (для массового и крупносерий-
ного производства).;
3) ограниченной взаимозаменяемости (для серийного произ-
водства):
Первые два вида сборки не требуют пояснений. Третий вид сборки
осуществляют путем дополнительной обработки отдельных деталей
в процессе сборки применением различных компенсаторов. К ком-
пенсаторам можно отнести прокладки для выдерживания размерной
цепи, регулируемые проставочные кольца и т. д.
Технологический процесс сборки изделия состоит из общей
сборки и промежуточной (сборки сборочных единиц). Общая сборка
представляет собой процесс соединения и фиксации всех составляю-
щих изделие сборочных единиц и деталей. Под промежуточной сбор-
кой понимается процесс соединения и фиксации всех составляющих
данную сборочную единицу деталей.
Преимущества выделения промежуточной сборки из общей: спе-
циализация рабочих, уменьшение сборочного цикла в результате
параллельного выполнения работ; уменьшение трудоемкости вслед-
ствие лучшей организации труда.
Организационно различают сборку стационарную и подвижную.
Стационарная сборка выполняется на одном рабочем месте одним ра-
бочим или бригадой рабочих. Ее применяют в единичном и серийном
производстве. Подвижную сборку выполняют при перемещении изде-
лия от одного сборочного места к другому. На каждом сборочном
месте выполняется одна и та же повторяющаяся операция. Этот вид
сборки применяется в крупносерийном и массовом производстве.
Подвижная сборка организуется по принципу: свободного движения
собираемого изделия вручную или при помощи транспортного кон-
вейера; принудительного движения изделия при помощи технологи-
ческого конвейера с определенным тактом.
В процессе сборки выполняют операции:
а) слесарно-механические — сверление и нарезание резьбы в от-
верстиях, установка штифтов, балансировка деталей и т. д.;
б)' слесарно-пригоночные — шабрение, доводка, обкатками т. д.;
в) электротехнические — изготовление распределительных щи-
тов, установка электрических принадлежностей и т. д.;
г) малярные — грунтовка, шпаклевка, окраска.
Трудоемкость сборочных работ зависит от объема пригонки.
В условиях массового производства изделий сборка сводится к про-
стому соединению деталей (вследствие взаимозаменяемости). На это
затрачивается менее 20% суммарного времени механической обра-
ботки. В условиях единичного и серийного производства трудоем-
кость сборки составляет 40—60%, а в отдельных случаях доходит
до 100% от суммарного времени механической обработки.
Для выполнения сборочных операций применяют различные ин-
струменты и приспособления: переносные электро- и пневмомашинки,
шаберы, струбцины, ключи, ручные и механические отвертки, плиты
для сборки, проверки и разметки, призмы и угольники, домкраты
поворотные сборочные приспособления, приспособления для пере-
вертывания собираемых изделий, переносные и подвесные электри-
ческие машины с гибким валом для работы круглыми (вращающи-
мися) напильниками различной формы и шлифовальными кругами
и т. д.
ГЛАВА IV
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ИНСТРУМЕНТОВ
§ 1. ОСНОВЫ ПОСТРОЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
ИЗГОТОВЛЕНИЯ ИНСТРУМЕНТОВ
Задачи технологического процесса. Задачи, которые ставятся
при проектировании всякого технологического процесса изготовле-
ния изделия, заключаются в том, чтобы обеспечить хорошее его ка-
чество, высокую производительность труда и наименьшую себестои-
мость обработки.
Качество всякого режущего инструмента, являющегося оружием
труда, характеризуется его надежностью [7]. Под надежностью
любого изделия понимается его способность безотказно работать
в соответствии со своим назначением, сохраняя при этом все преду-
смотренные техническими требованиями показатели в течение за-
данного времени и в определенных условиях эксплуатации. Основ-
ными показателями надежности режущего инструмента являются:
размерная точность, точность геометрической формы, стойкость, раз-
брос стойкости.
Режущий инструмент должен не только обеспечить получение
требуемых размеров обрабатываемых заготовок и класс чистоты по-
верхностей, но также и оптимальную их стойкость. Большое коли-
чество заготовок, обрабатываемых одним режущим инструментом
за период работы между двумя переточками и до полного его износа,
свидетельствует о высоком качестве такого инструмента. Разброс
стойкости — это отношение максимальной стойкости режущего ин-
струмента к минимальной стойкости в партии данного инструмента,
подвергаемой испытанию. Величина разброса должна быть не бо-
лее двух.
Высокая производительность труда обеспечивается правильным
выбором методов обработки, принимаемых для изготовления всякого
изделия на разных этапах технологического процесса. Выбор наи-
более выгодного метода обработки в смысле наибольшей произво-
дительности труда обусловливается типом производства. В резуль-
тате рационально выбранных методов обработки, участвующих в ис-
полнении данного технологического процесса, определится наимень-
шая себестоимость обработки.
Важным вопросом является экономное расходование металла при
конструировании исходных заготовок. Выбор вида заготовок (горя-
чекатаная сталь, холоднотянутая сталь или серебрянка) будет зависеть
от типа производства. Например, в крупносерийном производстве для
автоматов будет принята холоднотянутая сталь и серебрянка, а для
212
штучных заготовок будет принят метод штамповки, вследствие чего
размеры заготовок будут приближаться к форме готового изделия.
Удельный расход быстрорежущей стали для изготовления режу-
щего инструмента, независимо от метода образования стружечных
канавок (резанием или горячей обработкой):
М„, з
(»+ 1)<7
ЛМи.з =
кг,
где Л1н. з — норма расхода металла на единицу изделия, вы-
численная по формуле (51);
п — число переточек, которое допускает инструмент;
(и + 1) — число переточек с учетом заточки, произведенной
на заводе-изготовителе;
<7 — число обработанных отверстий сверлом, зенкером,
разверткой, протяжкой, метчиком; число метров,
пройденных фрезой; число зубчатых колес, обрабо-
танных червячной фрезой, долбяком, шевером
и т. д.; машинное время работы инструмента в мин.
Таким образом, чем больше цифра в знаменателе, тем меньший
удельный расход быстрорежущей стали в сравнении с аналогичным
режущим инструментом, но изготовленным по какому-то другому
технологическому процессу. Это говорит о хорошем, устойчивом
технологическом процессе данного режущего инструмента, о эко-
номном расходовании быстрорежущей стали.
Приведенная формула может быть выражена в стоимостном выра-
жении и тогда стоимость, отнесенная на одно просверленное отвер-
стие, обработанное изделие или погонную длину 1 м будет равна
ДЗ = т~/.. руб.,
(п+1)? '
где 3 — полная стоимость режущего инструмента в руб.
Дорогой режущий инструмент, но обладающий высокой стой-
костью, будет выгоден для предприятия, так как его стоимость будет
отнесена на большое количество обработанных заготовок. Это будет
выгодно и для народного хозяйства, так как уменьшится потребление
быстрорежущей стали и твердых сплавов. Таким образом, повыше-
ние стойкости режущего инструмента равносильно увеличению вы-
пуска этого инструмента на инструментальных заводах или в инстру-
ментальных цехах машиностроительных заводов во столько раз, во
сколько повысилась стойкость того или иного режущего инструмента.
Основным требованием, предъявляемым к технологическому про-
цессу, является обеспечение его устойчивости. Под устойчивостью
технологического процесса понимается создание таких условий обра-
ботки заготовок, при которых на всех операциях выдерживаются за-
данные размеры, геометрия форм поверхностей с установленными
допусками в течение весьма длительного времени. Такая устойчи-
вость достигается правильным выбором баз, их неизменностью в про-
цессе обработки без особого на то основания, правильным выбором
станков, рабочих режущих и измерительных инструментов и при-
способлений. Достоверным' способом определения устойчивости
отдельных операций технологического процесса является примене-
ние математико-статистических методов исследования.
Технологические этапы. Методы обработки, применяемые для
изготовления всякого изделия, в суммарном виде составляют про-
цесс, который мы называем технологическим. Весь технологический
процесс изготовления изделия можно разбить на ряд технологиче-
ских этапов.
На каждом технологическом этапе могут осуществляться один
или несколько методов обработки. Соединение определенных мето-
дов обработки в каком-либо технологическом этапе изготовления
обусловливается стремлением:
а) получить поверхности для образования других геометрических
поверхностей в других этапах;
б) получить определенные физические свойства (например, с по-
мощью термической обработки);
в) восстановить базовые поверхности, нарушенные при механи-
ческой и термической обработках;
г) на окончательных операциях получить рабочие и установоч-
ные поверхности в соответствии с техническими требованиями.
Рассмотрим в качестве примера технологические этапы обра-
ботки хвостовой и насадной групп режущих инструментов.
1. Заготовительные операции — отрезка заготовок, сварка, от-
жиг, прокатка профиля для заготовок сверл, завивка сверл, ковка,
центрование и другие операции.
2. Образования формы. Этот этап включает операции, с помощью
которых получаются базы и заготовкам придают окончательную внеш-
нюю форму. Сюда же следует отнести долбление, протягивание, фре-
зерование шпоночных канавок фрез, насадных разверток и зенкеров.
3. Маркирование. Иногда маркирование выполняют после всех
операций или после других этапов обработки или между опера-
циями образования формы и др.
4. Образование стружечных канавок на цилиндрических, тор-
цовых и конических поверхностях. К этому же этапу относятся:
затылование зубьев, фрезерование пазов, протягивание, фрезерова-
ние или долбление рифлений в пазах корпусов составных инстру-
ментов, фрезерование квадратов и лапок хвостовых режущих инстру-
ментов. Сюда же относятся и ручные операции по снятию заусенцев.
, 5. Образование дополнительных поверхностей — сверление боко-
вых гнезд в круглых плашках, сверление и нарезание резьбы в от-
верстиях для крепежных винтов и т. д.
6. Термическая обработка. Твердосплавный инструмент на этом
этапе подвергают напайке.
7. Удаление припоя и обработка технологических или основных
баз, предусмотренных для дальнейшей обработки режущего инстру-
мента. На этом этапе снимают припой с поверхности твердосплав-'
ного инструмента, шлифуют отверстия и торцы у насадных инстру-
ментов, а также зачищают резьбовые отверстия в хвостовиках, до-
водят отверстия, шлифуют, доводят центровые отверстия. На данном
этапе производят образование технологических баз на наружных
214
поверхностях насадных изделий для простой и надежной установки
их в приспособлениях.
8. Сборка корпусов с ножами,, клиньями и другими деталями,
в зависимости от конструкции режущего инструмента. Этот этап
применяется для сборных инструментов.
9. Шлифование и затачивание рабочих частей режущего инстру-
мента и шлифование хвостовиков. К этому этапу следует отнести
и вышлифовывание стружечных канавок и спинок в цельных заго-
товках.
Как видно из изложенного, создается определенная последова-
тельность в общей цепочке технологии изготовления режущего ин-
струмента, относящегося к хвостовой или насадной группе. При
этом характерной является приемлемость приведенных выше этапов
обработки для инструментов цельных и составных, сварных и твердо-
сплавных.
Технология изготовления всякого режущего инструмента вклю-
чает все этапы или большинство из них. Последовательность опе-
раций внутри каждого технологического этапа обработки различная
и зависит от конструкции режущего инструмента и принятого техно-
логического процесса обработки.
Стандартизация отдельных технологических этапов обработки.
Внутри отдельных этапов обработки может быть установлена опре-
деленная последовательность операций для изготовления ряда ре-
жущих инструментов.
Так как номенклатура режущего инструмента, изготовляемого
на всяком инструментальном заводе и в инструментальном цехе
машиностроительного завода, весьма обширна и достигает несколь-
ких тысяч типоразмеров, возникает производственная необходимость
создания типовых технологических процессов для введения едино-
образия в последовательность обработки, установления оптимальных
общих и операционных припусков и допусков, сокращения разновид-
ностей и типоразмеров рабочего режущего инструмента. Типовой
технологический процесс — процесс, характеризуемый единством со-
держания и последовательности большинства технологических опе-
раций и переходов для группы изделий с общими конструктивными
признаками.
Так, при изготовлении хвостового инструмента диаметром 8—
80 мм (сварных сверл, разверток, зенкеров и метчиков) устанавли-
вают определенную последовательность обработки на заготовитель-
ном этапе, которая состоит из следующих операций (рис. 169).
1. Отрезка заготовки для рабочей части на абразивно-отрезном
станке.
2. Отрезка заготовки для хвостовой части на абразивно-отрезном
станке.
3. Протачивание шейки на рабочей или хвостовой части под
сварку для создания одинаковых диаметров свариваемых заготовок.
4. Очистка (дробеструйная или галтовка в барабане).
5. Сварка встык на полуавтомате МФ341 для сварки трением.
6. Отжиг.
Рис. 169. Эскизы заготовительных операций обработки сварных заготовок
7. Обтачивание сварного шва после сварки на электросвароч-
НБ1Х стыковых машинах.
8. Подрезка торца рабочей части. Эту операцию выполняют для
снятия обезуглероженного слоя с торца рабочей части заготовки,
а также для получения заготовок определенной длины. Торец можно
подрезать путем протачивания его от периферии к центру подрезным
резцом для разверток, зенкеров, концевых фрез или при изготовле-
нии спиральных сверл путем протачивания наружного центра со
стороны рабочей части.
9. Подрезка торца хвостовой части на токарном станке для полу-
чения заготовки строго определенной длины.
10. Центрование со стороны рабочей части на центровальном
станке.
11. Центрование со стороны хвостовой части.
12. Правка заготовок. Эту операцию выполняют вручную на
винтовых прессах, а вслед за этим проверяют на биение в центрах
при помощи индикатора. Для облегчения условий труда прав-
щиков эту операцию целесообразно выполнять на гидравлических
прессах.
В качестве второго примера типизации технологических этапов
обработки можно привести этап образования формы у насадных ин-
струментов, имеющих цилиндрическое отверстие. К таким инстру-
ментам относится подавляющее большинство фрез: цилиндрических,
торцовых, пазовых, дисковых, трехсторонних, угловых, фасонных,
зуборезных, составных, а также долбяки и шеверы.
Заготовки диаметром до 50 мм получают отрезкой от кованых
прутков, диаметром свыше 63 мм — ковкой. Ковка заготовок улуч-
шает структуру быстрорежущей стали, вызывая лучшее распределе-
ние карбидов и их размельчение (уменьшается балл карбидной не-
однородности). Балл карбидной неоднородности должен быть не
более 4-го.
Обработка штучных заготовок возможна по двум вариантам обра-
ботки. При первом варианте устанавливается следующая последо-
вательность операций.
1. Отрезка заготовки на одну штуку.
2. Ковка заготовки.
3. Отжиг. .
4. Очистка от окалины (дробеструйная или галтовка в барабанах).
5. Револьверная операция. Она состоит из следующих переходов:
центрование, сверление, подрезание торца, зенкерование отверстия,
растачивание выточки в отверстии, развертывание отверстия. Перед
развертыванием можно снять фаску в отверстии (см. рис. 10).
6. Подрезание второго торца в трехкулачковом патроне на то-
карном станке в случае изготовления фрез из поковок. На этой опе-
рации снимают слой металла для облегчения шлифования торца
фрез длиной до 1,250 (где О — диаметр фрезы) на плоскошлифоваль-
ном станке.
7. Шлифование второго торца на плоскошлифовальном станке
сегментным шлифовальным кругом. Торцы шлифуют у фрез, длина
которых должна быть не более 1,250. После шлифования торец дол-
жен располагаться параллельно первому, подрезанному во время
револьверной обработки и, следовательно, перпендикулярным оси
отверстия. Фрезы длиной выше 1,250 неустойчивы на магнитной
плите.
8. Растачивание выемки (если это требуется для конструкции
изделия) с двух сторон на вертикально-сверлильном станке зенке-
ром с направлением по отверстию (рис. 170, а).
9. Снятие фасок с двух сторон зенковкой на вертикально-свер-
лильном станке коническим зенкером (рис. 170, б) (или одной фаски,
если она была сделана в операции 5).
10. Протягивание шпоночной канавки на горизонтально-протяж-
ром станке (рис. 170, в).
Рис. 170. Эскизы обработки торцовых выточек, фрезы и шпоночных канавок
11. Снятие фаски у шпоночной канавки с двух Сторон и заусен-
цев вдоль отверстия по шпоночной канавке. Эту операцию выпол-
няют вручную личным напильником (рис. 170, г).
12. Черновое и чистовое обтачивание наружной поверхности.
Заготовки по нескольку штук устанавливают на цилиндрическую
оправку и закрепляют гайкой. Оправку устанавливают в центрах
токарного станка (см. рис. 11, б) или выбирают оправку, у которой
конический хвостовик вставляется в конус шпинделя станка, а вто-
рой-Конец поддерживается центром задней бабки (см. рис. 11, а).
Второй торец подрезают у фрез длиной более 1,250 на оправке
в центрах после протягивания шпоночной канавки. В случае протя-
гивания отверстия на горизонтально-протяжном станке, на револь-
верной операции отверстие не развертывают, а протягивают его после
шлифования второго торца.
Второй вариант обработки отличается от первого введением в ре-
вольверную операцию чернового протачивания наружной поверх-
ности до кулачков, выполняемого после рассверливания. Этот пере-
ход включается в том случае, если цех не располагает обдирочным
плоскошлифовальным станком для обработки второго торца. В этом
случае при подрезании второго торца чистовой базой является обто-
ченная часть наружной поверхности, правильно ориентирующая за-
готовку в патроне. Таким образом, после револьверной обработки
выполняют черновое протачивание оставшейся части по наружной
поверхности и протачивание второго торца. Далее следуют операции
8—12. Этот вариант обработки применим также для второй типовой
технологической схемы обработки насадных фрез.
Вторая типовая технологическая схема обработки фрез с торцо-
вой выточкой и утопленной ступицей составлена для обработки на-
садных фрез, имеющих торцовую выточку или утопленную ступицу,
или то и другое вместе как с одной, так и с двух сторон (рис. 171).
По этой схеме изготовляют пазовые, угловые трехсторонние и другие
-фрезы. Схема предусматривает обработку фрез из поковок. После-
довательность обработки устанавливают следующую.
1. Отрезка заготовки на одну штуку.
2. Ковка.
3. Отжиг.
4. Очистка окалины.
5. Револьверная обработка (рис. 172). Она включает переходы:
1 — центрование; 2 — сверление; 3 — подрезание торца; 4 — раста-
чивание утопленной ступицы; 5 — растачивание торцовой выточки;
Рис. 172. Схема типового технологического процесса изготовления фрез с торцо-
вой выточкой и утопленной ступицей на револьверном станке
6 — зенкерование отверстия; 7 — снятие фаски торцовой выточки
резцом или зенковкой; 8 — развертывание отверстия; 9 — снятие
фаски в отверстии.
6. Подрезание второго торца в трехкулачковом патроне.
7. Шлифование второго торца.
8. Снятие фаски в отверстии на вертикально-сверлильном станке
производится у фрез с односторонней выточкой, а также у фрез
типа I с двух сторон. Предварительное снятие фаски у фрез с дву-
сторонней выточкой производится с одной стороны с целью снятия
заусенцев, оставшихся после шлифования второго торца.
9. Протягивание шпоночной канавки.
10. Черновое и чистовое обтачивание по наружной поверх-
ности.
И. Растачивание утопленной ступицы, растачивание торцовой
выточки и снятие фаски у выточки со второй стороны. Эту операцию
выполняют после создания базы по наружной поверхности на токар-
ном станке в трехкулачковом патроне. Для хорошего центрирования
перед установкой заготовки в патроне незакаленные кулачки трех-
кулачкового патрона следует расточить на данный диаметр заготовки.
12. Снятие фаски в отверстии со стороны утопленной ступицы
(см. рис. 170, д) на сверлильном станке.
13. Снятие фаски у шпоночной канавки с двух сторон и заусен-
цев вдоль шпоночной канавки (см. рис. 170, г).
При изготовлении отверстия протягиванием обработку отверстия
развертыванием исключают, а протягивание производят после шли-
фования второго торца.
Этими типовыми технологическими схемами не исчерпывается
порядок обработки фрез, имеющих отверстие. Однако приведенные
типовые технологические схемы охватывают подавляющее большин-
ство фрез. Из типовых технологических схем следует, что в этапе
образования формы обработку заготовки заканчивают обтачиванием
наружной поверхности. Однако для некоторых фрез нужно выпол-
нить еще некоторые операции, например, обточить конус конических
фрез, обработать фасонный профиль фасонных фрез. Типовая техно-
логическая схема для обработки отверстий с конусностью 1 : 30 при-
ведена на рис. 173. Эта схема рассматривается только в этапе обра-
зования формы.
Последовательность обработки следующая.
1. Револьверная обработка. Она включает переходы (рис. 173):
1 — центрование; 2 — сверление большого отверстия; 3 — сверле-
ние малого отверстия; 4 — черновое протачивание наружной по-
верхности до кулачков; 5 — протачивание торца; 6 — развертыва-
ние отверстия черновой разверткой (снимаемый припуск зачернен);
7 — растачивание выточки в отверстии; 8 — развертывание чистовой
разверткой; 9 — снятие фаски в отверстии. Отверстие как после
черновой, так и после чистовой развертки проверяют коническим
калибром-пробкой.
2. Протачивание наружной поверхности оставшейся части и чер-
новое подрезание второго торца.
3. Шлифование второго тор-
ца на плоскошлифовальном
станке сегментным шлифоваль-
ным кругом.
4. Снятие фаски в отверстии
со стороны подрезанного торца
на вертикально-сверлильном
станке с помощью конической
зенковки.
5. Чистовое обтачивание на-
ружных поверхностей и снятие
фасок. Заготовку устанавли-
вают на коническую оправку
и затягивают гайкой.
6. Чистовое подрезание вто-
рого торца на конической оп-
равке без крепления гайкой.
Оправка той же конструкции,
что и в предыдущем случае, и
также устанавливается в цент-
рах токарного станка.
7. Фрезерование шпоноч-
ного паза.
8. Снятие заусенцев при
фрезеровании шпоночного паза.
Затем заготовка поступает на
дальнейшую обработку в тех-
нологический этап образования
Рис. 173. Схема типового технологического
процесса изготовления насадных разверток
и зенкеров на револьверном станке
стружечных канавок.
Отверстия и торцы всякой насадной фрезы являются базами для
обработки и эксплуатации, поэтому к. перпендикулярности торцов
относительно отверстия предъявляются жесткие требования. Обра-
ботку отверстий ведут по одной из четырех схем.
По первой схеме отверстие обрабатывают на внутришлифовальном
станке (рис. 174, а) за одну установку, шлифуют отверстие и один
торец (7, 2). Второй торец шлифуют на плоскошлифовальном стан-
ке (3). Положение заготовки определяют короткой оправкой, устана-
вливаемой в центре магнитной плиты, на которой она закрепляется.
Вторая схема (рис. 174, б) предусматривает вначале обработку
двух торцов на плоскошлифовальном станке по одной штуке (7).
Затем, базируясь на шлифованные, параллельные друг другу пло-
скости, шлифуют отверстие, ось которого будет перпендикулярна
торцам (2).
Третья схема (рис. 174, в) характерна тем, что вначале шлифуют
отверстие на внутришлифовальном станке (/), а затем обрабатывают
торцы I и II. Заготовка устанавливается на конической оправке
на круглошлифовальном станке (2, 3).
По четвертой схеме (рис. 174, г) обрабатывают фрезы с утоплен-
ной ступицей. Вначале с одной установки шлифуют отверстие и тор-
Рис. 174. Типовые технологические схемы обработки цилиндрических отверстий и торцов
новую поверхность I зубьев на внутришлифовальном станке (1).
Затем от полученной базы (шлифовального торца по зубьям) шлифуют
торцы II на плоскошлифовальном станке для получения параллель-
ности торцовых поверхностей и их перпендикулярности оси отвер-
стия (2). Обработку заканчивают шлифованием утопленных сту-
пиц III и IV от баз I и II также на плоскошлифовальном станке (5).
Основные требования, предъявляемые к материалу режущего
инструмента. На инструментальном заводе или в инструментальном
цехе машиностроительного завода производят приемку материала
и только тот, который отвечает установленным техническим условиям,
гарантирующим высокое качество режущего инструмента, запускают
в производство.
Твердость сталей проверяют на прессе Бринёля. Если сталь не
соответствует твердости по техническим условиям, исходные заго-
товки из этой стали подвергают термической обработке для создания
нормальных условий обработки резанием. Структуру быстрорежу-
щей стали проверяют на карбидную неоднородность, которая пред-
ставляет собой местное скопление карбидов (АУС, Сг, С, МоС и т. д.)
в структуре быстрорежущей стали.
Причиной разрушения режущего инструмента, в особенности
резьбонарезного и зуборезного, часто является карбидная неодно-
222
родность. Сталь с карбидами, расположенными по границам зерен,
а также с непрерывной или разорванной карбидной сеткой, обла-
дает, как правило, повышенной хрупкостью. Карбидную неоднород-
ность проверяют по шкале, которая имеет 10 баллов. Для резьбо-
нарезного инструмента применяют быстрорежущую сталь с карбид-
ной неоднородностью 1 и 2-го баллов, для червячно-модульных фрез
и шеверов — до 3—4-го баллов, для зуборезных долбяков — до
3-го балла. Перераспределение карбидов достигается только путем
ковки или прокатки. Термическая обработка не вносит изменений
в местные карбидные скопления. Для получения хорошей, с мелкими
и равномерно распределенными карбидами структуры быстрорежу-
щей стали последнюю следует подвергнуть ковке путем многократ-
ной вытяжки. При ковке карбидная неоднородность уменьшается на
1—1,5 балла.
Поэтому в связи со строгими требованиями по части карбидной
неоднородности зуборезные инструменты целесообразно изготовлять
из вольфрамомолибденовых сталей. Эти стали имеют карбидную не-
однородность в состоянии поставки, на 2 балла меньшую чем сталь
Р18. Кроме того, они лучше куются [8].
Обезуглероженный слой в быстрорежущей стали можно опре-
делить термомикроскопическим методом, предложенным инж. Садов-
ским. Сущность метода заключается в следующем. Образцы прове-
ряемой стали нагревают до закалочных температур. После отпуска
образцов из них приготовляют шлифы. Если сталь имеет обезугле-
роженный слой, он выявляется в виде тонких игл или сплошной
темной троостомартенситной массы, в зависимости от интенсивности
обезуглероживания, в отличие от светлой с изредка попадающимися
иглами сердцевины.
Быстрорежущую сталь подвергают также контролю на красно-
стойкость. Сущность его заключается в том, что образцы закали-
вают, а затем подвергают отпуску в течение 4 ч при температуре
620° С. Контроль данной плавки, поступающей на завод, позволяет
производить термическую обработку заготовок в соответствии с опре-
деленным химическим составом.
К дефектам стали 40Х надо отнести флокены, трещины по гра-
ницам зерен и шиферный излом. Флокены и шиферный излом резко
понижают механические свойства стали. Особенно это сказывается
на прочности корпусов составных инструментов, имеющих неболь-
шую ширину, например корпусов для дисковых трехсторонних фрез.
Сталь с флокенами и шиферным изломом не применяется для изготов-
ления корпусов режущих инструментов.
§ 2. ИЗМЕРЕНИЕ ПОВЕРХНОСТЕЙ
До закалки диаметры проверяются: у хвостовых изделий диа-
метром до 80 мм — регулируемыми скобами; у насадных изделий
диаметром свыше 50 мм — штангенциркулями с точностью до 0,1
и 0,05 мм.
Длину насадных инструментов размером до 100 мм проверяют
регулируемыми скобами и штангенциркулями. Длина хвостовых
Рис. 175. Приборы для контроля торцового и радиального биения
изделий в большинстве случаев контролируется штангенциркулями
и иногда металлическими масштабными линейками. Очень удобен
штангенциркуль с точностью 0,1 мм, имеющий выдвижную линейку.
Длину заготовок при отрезке их на различных станках измеряют
главным образом стальными масштабными линейками.
Цилиндрические отверстия после зенкерования, развертывания
или протягивания проверяют предельными калибрами. Конические
отверстия с конусностью 1 : 30 после чернового и чистового разверты-
вания контролируют коническими калибрами. Конические хвосто-
вики Морзе у различных инструментов проверяют калибрами-втул-
ками' и световыми приборами. Резьбу у метчиков с четным числом
канавок проверяют резьбовыми микрометрами, а с нечетным числом
канавок — специальным прибором. После резьбошлифования резьбу
у метчиков с четным числом канавок проверяют резьбовым микро-
метром, а профиль резьбы — универсальным микроскопом. Отвер-
стия 2-го класса точности (цилиндрические и конические) контро-
лируют соответственно предельными калибрами и коническими ка-
либрами-пробками. Цилиндрические отверстия 1-го класса точности
и точнее Проверяются на оптиметре.
Радиальное и торцовое биение различных поверхностей у хвосто-
вых и насадных инструментов проверяют в центрах прибора с по-
мощью индикатора (рис. 175, а). Торцовое биение проверяют также
по схеме, показанной на рис. 175, б.
. Углы проверяют угломерами, а также соответствующими шабло-
нами или приборами, предназначенными для измерения передних
и задних углов режущих инструментов. Шкальные измерительные
инструменты и приборы выбирают с учетом погрешности измерения.
§ 3. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ СВЕРЛ
Технологические процессы изготовления спиральных сверл раз-
личаются в зависимости от типа и размера сверл. По точности испол-
нения спиральные сверла как с цилиндрическим, так и с коническим
хвостовиком разделяются на сверла точного исполнения и сверла
общего назначения с допусками по, наружному диаметру по
ГОСТ 885—64.
Класс чистоты
и хвостовиков для
Рис. 176. Схема шлифо-
вания сверла с образова-
нием обратной конусно-
сти
задних поверхностей, направляющих ленточек
сверл точного исполнения — 8-й, для сверл об-
щего назначения — 7-й. Класс чистоты поверхностей канавок и
сверл точного исполнения диаметром до 1 мм включительно не ниже
8-го, сверл точного исполнения — не ниже 7-го, сверл общего назна-
чения — не ниже 6-го.
Сверла с цилиндрическим хвостовиком. Базой для обработки
спиральных сверл с цилиндрическим хвостовиком, изготовляемых
из серебрянки, является наружная поверхность. В этом случае для
снятия минимального слоя при затачивании со стороны рабочей
части сверла выполняется угол при вершине 2<р = 1184-120°.
Технологический процесс изготовления сверл диаметром 2—12 мм
проходит в следующей последовательности.
1. Отрезка заготовки на одну штуку на вертикально-отрезных
автоматах с образованием наружного центра с углом 2<р = 120° со
стороны рабочей части и под прямым углом со стороны хвостовика.
2. Закалка и отпуск.
3. Черновое шлифование на проход на бесцентрово-шлифоваль-
ном станке. Частота вращения ведущего круга п = 28 об/мин, угол
наклона ведущего круга а = 4° (азаг = 26,4 м/мин).
4. Чистовое шлифование на проход с образованием обратной ко-
нусности на бесцентрово-шлифовальном станке. В этом случае на
рабочей части сверла получается обратная конусность, а хвостовая
часть получается цилиндрической (рис. 176). Для этого шлифоваль-
ный и ведущий круги заправляют на конус. Заготовка движется до
упора. Упор расположен под углом е в сечении, перпендикулярном
плоскости А—А. Упор имеет уклон под углом X. Сверло, двигаясь
к упору, входит своей хвостовой частью из зоны шлифования, при
этом хвостовик получает цилиндрическую форму. Заготовка, дойдя
до упора, начинает приподниматься, выходя тем самым из зацепле-
ния со шлифовальным и ведущим кругами. Наличие уголов 8 и К
дает возможность сверлу выходить из рабочей зоны, не задевая шли-
фовальный круг. В результате всего этого сверло падает на лоток
так, как это получается при обычном бесцентровом шлифовании на
проход. Угол наклона ведущего круга — до 3°, частота^вращения
12—18 об/мин, узаг = 114-17 м/мин1.
1 Есть еще способ шлифования на проход с образованием обратной конусно-
сти, но он встречается сравнительно редко. Подробно об этом см. в литературе [3].
8 А. И. Барсов
225
Рис. 177. Схема установки при фрезеровании канавки и спинки у сверл
5. Вышлифовывание стружечных канавок.
6. Вышлифовывание спинки (рис. 177, а). Сущность работы по
вышлифовыванию спинок заключается в том, что сверло заталки-
вается толкателем из магазина в направляющую втулку 1 (втулка
имеет вырез в зоне шлифовального круга). В этой втулке расположен
упор для ориентации сверл по стружечной канавке. Подходит шли-
фовальный круг и шлифует спинку. Затем круг отходит и заготовка
выталкивается из направляющей втулки.
7. Затачивание сверл. Сверла диаметром 3—6 мм затачивают на
автоматах ЗГ52. Производительность автомата (без учета коэффи-
циента загрузки) 370—520 шт/ч. Сверла диаметром 6—15 мм зата-
чивают на автоматах ЗГ652. Производительность автомата (без учета
коэффициента загрузки) 220—340 шт/ч. На этих станках затачивают
винтовые поверхности сверл.
8. Выварка и пассивирование.
9. Промывка.
10. Маркирование на автоматических станках методом накаты-
вания.
Сверла с коническим хвостовиком. Рассмотрим технологию изго-
товления спиральных сверл с коническим хвостовиком диаметром
12—80 мм по ГОСТ 10903—64. Жесткость этих сверл измеряется от-
ношением 7, : б/, где Ь — длина сверла, а (1 — диаметр сверла. Для
сверл диаметром 12—22 мм Ь : (I = 12-ь 15, а для сверл диаметром
22—80 мм!:й= 11-ь6,5 мм.
Сверла диаметром 6—12 мм обладают недостаточной жесткостью
(Ь : д, = 15-ь 23). В результате они изготовляются по другой техно-
логии; в данной книге она не Освещается.
В качестве баз для обработки спиральных сверл с цилиндрическим
и с коническим хвостовиком и диаметром выше 12 мм принимают цен-
тровое отверстие со стороны хвостовой части и наружный центр со
стороны рабочей части. Наружный центр выполняют с углом 90°
для прочного удержания заготовки в центрах. Максимальный при-
пуск, оставляемый на затачивание (рис. 178, а),
= И — /г2 = 0,5а-60° = 0,2М.
Форма наружного центра для спиральных сверл диаметром 14—
80 мм показана на рис. 178, б. Базой для обработки служит наруж-
226
Размеры (в мм) центровых отверстий для рабочей части
спиральных сверл
Таблица 32
Эскиз ^заг о, - 0,5 Ж ± 0.5 о а Ь
во0 113°-120° 4—10 10—16 16—26 26-—40 40—55 55—70 70—100 7 9 11 14 17 20 6,5 8 9,5 12 15,5 17 2,5 4 5 6 7,5 10 12,5 1,0 1,5 2 2,5 3 4 5 2,6 4,4 5,5 6,6 8,2 11 11,8
Ж - 8
ад
* 7Г
й
ный центр (со стороны рабочей части) с углом 90°, а конус с углом
120° (равным углу при вершине сверла 118—120°) назначается для
снятия минимального слоя при затачивании. У наружного центра
с углом 90° диаметр основания конуса О = 14 мм для сверл диаметром
14—50 мм иО = 17 мм для сверл диаметром 50—80 мм. В этом слу-
чае максимальная величина слоя при затачивании 1г1 — 0,210. На-
ружный центр с углом 120° используют только в случае применения
приспособления с зубцами на торцовой конической поверхности
(см. рис. 63, б), а также заднего центра с пневмо- или гидрозажимом.
На ЗИЛе’Сверла обрабатывают на центровых отверстиях как со
стороны хвостовой части, так и со стороны рабочей части. В табл. 32
приведены размеры центровых отверстий, оставляемых со стороны
рабочей части (ЗИЛ). Преимущество заготовок с центровыми отвер-
стиями — возможность использования баз, восстановленных после
закалки шлифованием и в отдельных случаях доведенных. Такие
базы рекомендуются при изготовлении сверл точного исполнения и
большой длины.
Технологический процесс изготовления сверл с коническим хво-
стовиком диаметром от 12 мм представлен в следующем виде. Заготови-
тельные операции осуществляются по типовой технологической схеме.
Рис. 178. Размеры наружных центров для сверл и припуски
на затачивание
1. ОбтачивАние рабочей части на токарном полуавтомату ВТ-И,
Рабочая часть сверл диаметром до 22 мм обтачивается за два прохода
вследствие недостаточной жесткости заготовки. Обработку остальных
размеров сверл см. в § 7 гл. III.
2. Обтачивание конического хвостовика (см. § 7 гл. III).
3. Подрезка торца со стороны хвостовой части с образованием
закругления под углом 8° 18' и закругления с радиусом г на токар-
ном станке быстрорежущим резцом (см. рис. 106, г).
4. Маркирование на маркировочном станке методом обкатывания
на шейке сверла (рис. 163).
5. Шлифование конического хвостовика на круглошлифоваль-
ном станке с продольной подачей для создания хорошей базы при
фрезеровании лапки. Эта операция вводится при отсутствии чисто-
вого, обтачивания хвостовика.
6. Шлифование рабочей части по наружной поверхности в цен-
трах на круглошлифовальном станке с продольной подачей стола или
широким шлифовальным кругом методом врезания. Эта операция
необходима для обеспечения высокого класса чистоты поверхности
и получения диаметра рабочей части в жестких допусках (В3), с тем
чтобы при фрезеровании канавок между сверлом и отверстием на-
правляющей втулки оставался минимальный зазор.
7. Фрезерование канавок и спинок на полуавтоматических сверло-
фрезерных станках (см. рис. 177, б). Вначале фрезеруют одну ка-
навку остроконечной фрезой и одну спинку, затем заготовка повора-
чивается на 180° и фрезеруются другие канавки и спинка. У сверл
диаметром 45—60 мм канавки фрезеруются за два пр*охода, а диа-
метром 60—80 мм — за три.
Канавки у сверл диаметром 50—80 мм целесообразно фрезеровать
так: с одной операции фрезеруют две канавки (против подачи) за
два или три прохода каждую канавку, и в другой операции — две
спинки. Скорость резания 32—38 м/мин, подача 0,02 мм/зуб.
8. Фрезерование лапки и снятие заусенцев личным напильни-
ком на пере и лапке. Заусенцы снимают вручную в процессе выпол-
нения основной работы на станке.
9. Полирование канавок на полировальных головках (для облег-
чения работы после термической обработки канавок полированием).
10. Шлифование (затачивание) задней поверхности с образова-
нием заднего угла а в целях создания равномерно-распределенного
припуска для затачивания после термической обработки. При этом ос-
тавляют базу — наружный центр с диаметром у основания конуса
О — 14 или 17 мм (см. рис. 178, б). Шлифуют на станке 3659М, при-
чем он не должен иметь планетарного движения шлифовальной го-
ловки.
11. Термическая обработка рабочей части и лапки. Закалку лапки
производят после отпуска рабочей части.
12. Полирование канавок вручную на полировальных головках.
13. Шлифование центровых отверстий на центрошлифовальном
станке или зенкерование. на настольном вертикально-сверлильном
станке при помощи твердосплавного зенкера.
14. Предварительное шлифование рабочей части на круглошли-
фовальном станке с продольной подачей или врезанием.
15. Предварительное шлифование хвостовой части на кру-
глошлифовальном станке с продольной подачей или вреза-
нием.
16. Окончательное шлифование хвостовой части сверл на кругло-
шлифовальном станке с продольной подачей.
17. Окончательное шлифование рабочей части сверл на кругло-
шлифовальных станках с продольной подачей. Рабочая часть сверла
должна иметь обратную конусность.
18. Предварительное затачивание угла 118° на станке 3659М.
19. Окончательное затачивание угла 118° на станке 3659М.
20. Затачивание под углом 75° на станке 3659М.
21. Подтачивание перемычки на специальном станке или на уни-
версальном заточном станке, оснащенном соответствующим при-
способлением.
В процессе токарной обработки сверла проверяют по наружному
диаметру с помощью регулируемых скоб и штангенциркулем. Тол-
щину сердцевины проверяют микрометром с шаровыми вставками
и комбинированным шаблоном. Последним проверяют также ши- .
рину фаски. Радиальное биение рабочей части (рис. 179) проверяют
на специальных приборах.
При шлифовании рабочую и хвостовую части до закалки и после
нее проверяют микрометрами.
Технология изготовления сверл с цилиндрическим хвостовиком
диаметром 12,1—20 мм мало чем отличается от вышеизложенной тех-
нологии изготовления сверл с кониче-
ским хвостовиком.
Прокатка профиля заготовок сверл.
За последние годы в мировой практике
производства режущего инструмента по-
лучил распространение метод продоль-
но-винтовой прокатки спиральных сверл
с цилиндрическим хвостовиком диамет-
ром 1,8—13мм. Для этой цели Москов-
ским заводом режущих инструментов
«Фрезер» им. Калинина изготовлена
целая гамма станков-автоматов.
Метод продольно-винтовой прокатки
существенно отличается от других ме-
тодов прокатки сверл (секторный, про-
дольный, поперечный). Он заключается
в том, что полный винтовой профиль
сверл прокатывают за один проход и
с одного нагрева между двумя парами
противоположных роликов (валков или
сегментов). Относительно заготовки
сегменты устанавливаются с поворотом
на угол подъема канавки <».
<9
Рис. 179. Инструменты а приборы
для контроля сверл:
а — калибр-втулка для смещения
лапки; б — прибор для проверки
Заготовки из серебрянки загружают в магазин 2 (рис. 180, а).
Толкатель 1 периодически подает заготовку 4 в индуктор 3 для на-
грева токами высокой частоты до температуры прокатки ^«1150° С.
Нагретая заготовка выталкивается очередной заготовкой в зону для
прокатки профиля. Там она устанавливается. рабочей частью в не-
подвижной проводке 5, а хвостовой частью — в неподвижной про-
водке 11, которая вместе с заготовкой перемещается со скоростью,
равной скорости прокатки. В неподвижной проводке в целях преду-
преждения осевого смещения от действия электромагнитных полей
заготовка удерживается шариком 9, находящимся под воздействием
пружины 8. Последняя от выпадания из отверстия закрыта болтом 7.
Неподвижная проводка установлена в кронштейне.
Два канавочных и два спиночных сегмента образуют профиль
сверла с ленточками и сердцевиной, постепенно поднимающейся
к хвостовику (рис. 180, б). Все четыре сегмента одновременно ка-
саются заготовки на расстоянии от торца, равном длине хвостовой
части сверла, и прокатывают винтовой профиль в направлениях
к вершине сверла.
Прокатанное сверло вталкивается в подвижную проводку 11, и
как было сказано выше, перемещается вправо вместе с корпусом
этой проводки, скользящей в направляющей 13. Это перемещение
синхронно с вращением сегментов и осуществляется от сегментного
зубчатого колеса 17 через зубчатое колесо 16. С последним на одной
оси сидит зубчатое колесо 15, которое находится в зацеплении с рей-
кой корпуса 12 задней проводки. Заготовка, находясь в отверстии
вправо двигающейся проводки 11, встречает на своем пути регули-
руемый упор 14. В результате этого заготовка выталкивается влево
из отверстия проводки, падает на лоток и затем в тару.
Скорости прокатки и нагрева заготовки могут устанавливаться
независимо друг от друга. Автоматическим циклом управляет реле
времени. Мощность генератора т. в. ч. в зависимости от размера
заготовки равна 10—25 кВт (до 75 000 Гц); время цикла — 2—10 с.
Производительность в смену с учетом остановки (до 40% времени)
230
стана для охлаждения составляет 7500—1500 шт в зависимости от
размера. Ролики выполнены в виде сегментов, длина дуги которых
превышает длину развернутой винтовой канавки сверла. Сердцевина
сверл поднимается в результате спада затылка на длине дуги.
Сегменты изготовляются диаметром 55—140 мм для прокатки сверл
диаметром 1,8—13 мм. Допускаются радиальная, осевая и дуговая
регулировки сегментов. Частота вращения сегментов может меняться
в пределах 10—50 об/мин. Стан оборудован автоматическим устрой-
ством, позволяющим устанавливать различный цикл работы с пре-
рывистым и непрерывистым вращением (один рабочий ход через
один или два оборота сегментов прокатных валков). Хорошей
пластичностью обладают заготовки, изготовленные из вольфрамо-
молибденовой быстрорежущей стали Р6М5. Сталь Р18 для данного
способа обработки не применяется, так кйк обладает плохой пла-
стичностью. Исходная заготовка из серебрянки.
Технология изготовления сверл с цилиндрическим хвостовиком,
профиль которых образуется методом продольно-винтовой прокатки,
следующая.
1. Отрезка заготовки на эксцентриковых прессах.
2. Снятие фасок (1—1,5) X 45° с двух сторон одновременно на
специальных автоматических станках.
3. Обезжиривание заготовок.
4. Фрезерование поводка,.
5. Снятие заусенцев после фрезерования поводка.
6. Прокатка профиля на станах-автоматах.
7. Термическая обработка (закалка, отпуск).
8. Отрезка прибыли со стороны рабочей части шлифовальным
кругом на автоматическом станке.
9. Черновое шлифование на проход на бесцентрово-шлифоваль-
ном станке.
10. Образование угла 2<р == 118° на шлифовальном автоматическом
станке.
И. Чистовое шлифование с образованием обратной конусности
на бесцентрово-шлифовальном Станке.
12. Черновое затачивание.
13. Чистовое затачивание.
14. Маркирование.
Всесоюзным научно-исследовательским институтом металлурги-
ческого машиностроения (ВНИИМЕТМАШем) сконструированы и
изготовлены станы для винтовой прокатки спиральных сверл с ко-
ническим хвостовиком: ПСПС 15-25 и ПСПС 25-35.
§ 4. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ФРЕЗ
Изготовление фрез на инструментальных заводах организовано
применительно к серийному типу производства.
Проследим последовательность обработки цилиндрических фрез
с крупным зубом (ГОСТ 3752—71). Этап заготовительных операций
для насадных фрез предусматривает ковку и протекает по известной
типовой технологической схеме (см. § 1 гл. IV). Следующий техно-
логический этап — образование формы — также осуществляется по
типовой схеме (см. § 1 гл. IV).
Фрезерование винтовых стружечных канавок и затылков в этапе
образования стружечных канавок производят на универсально-фре-
зерных станках. При этом количество одновременно обрабатываемых
фрез, надеваемых на оправку, определяется жесткостью оправки
(с коническим хвостовиком, вставляемую в шпиндель делительной
головки). После снятия заусенцев заготовки подвергают термической
обработке. Далее,на этапе обработки базовых поверхностей, шлифуют
отверстие и торцы, выбирая для этого одну из схем, приведенных
на рис. 174.
На этапе шлифования и затачивания для фрез с остроконечным
зубом обработка протекает по следующей закономерной схеме:
1) затачивают переднюю поверхность на универсально-заточном
станке;
2) шлифуют наружную поверхность на круглошлифовальном
станке;
3) затачивают заднюю поверхность с оставлением ленточки шири-
ной не более 0,05 мм.
На последней операции на торце фрезы производят маркирова-
ние вольфрамовой иглой на пантографе или электрохимическим ме-
тодом (см. § 15 гл. III). ,
§ 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ РАЗВЕРТОК
И ЗЕНКЕРОВ
В качестве примера проследим технологию изготовления машин-
ной развертки с коническим хвостовиком диаметром 10—32 мм
(ГОСТ 1672—62), изготовленной из быстрорежущей стали. Этап за-
готовительных операций осуществляется по типовой технологиче-
ской схеме для сварных изделий.
Необходимо отметить, что жесткость разверток диаметром 10—
18 мм составляет 17,5—12,8, а диаметром 20—32 мм—11,8—0,4.
Поэтому при токарной обработке рабочую часть развертки обтачи-
вают за два прохода (рис. 181, а). Для первой группы размеров раз-
зерток это делается из-за недостаточной жесткости изделия, а для
зторой — чтобы снять больший припуск.- Обтачивание производят
за токарном полуавтомате ВТ-11. На другой операции на таком же
гганке обтачивают конический хвостовик за два прохода (рис. 181, 6).
Фрезерование канавок начинают от лапки с тем, чтобы она могла
служить базой при затачивании передней поверхности с принудитель-
ным делением от зуба к зубу на заточном полуавтомате или на уни-
версально-заточном станке (рис. 181, в).
Дальнейшую обработку, начиная с этапа образования стружеч-
ных канавок, проследим по схеме, приведенной в табл. 33.
Таблица 33
Последовательность обработки машинной развертки с коническим хвостовиком
№ по пор. Содержание обработки Класс чисто- ты Допуск на опера- ционный размер Оборудование
3 Подрезание торца со стороны лапки под углом 8° с обра- зованием радиуса 5 Т.Т1 Токарный станок или токарный полуавто- мат; 200X500 мм
4 Шлифование конического хво- стовика (для базы) 6 в3 Круглошлифовальный станок ЗБ 151; 200Х Х700 мм
5 Подрезание торца со стороны рабочей части и снятие фас- ки под углом 45° 5 Въ Токарный станок или то- карный полуавтомат; 200X750 мм
6 Маркирование на шейке — — Маркировочный станок 36А
Этап образования стружечных канавок
7 Фрезерование лапки (для со- здания базы для следующей операции) 5 т. т. Горизонтально-фрезер- ный станок 6М81Г; 250Х 1000 мм
8 Фрезерование стружечных ка- навок по 8 шт. одновремен- но с неравномерной разбив- кой по окружному шагу (см. рис. 181, в) 4 Фрезерный полуавтомат 6В2 для разверток диаметром 10—40 мм
9 Снятие заусенцев напильни- ком — — Вручную .
Этап термической обработки
101 | Закалка, отпуск |
Продолжение табл. 33
№ по пор. Содержание обработки Класс чисто- ты Допуск на опера- ционный размер Оборудование
Этап обработки базовых поверхностей
11 Обработка центровых отвер- стий 6—7 — Центрошлифовальный станок или вертикаль- но-сверлильный 2А125; 25 мм
12 Доводка центровых отверстий 8 — Вертикально-сверлиль- ный станок 2А125; 25 мм
Этап шлифования и затачивания
13 Затачивание передней поверх- ности 8 Ф± Р Заточной полуавтомат или универсально- заточной станок ЗБ642; 250X630 мм
14 Черновое шлифование рабо- чей части (по образующей цилиндра) 7 Вз Круглошлифовальный станок ЗБ 151В; 200Х Х500 мм
15 Черновое шлифование кониче- ского хвостовика 7 Вз То же
16 Чистовое шлифование рабочей части по образующей ци- линдра 8 в2 Круглошлифовальный станок ЗЕ 12; 200Х Х500 мм
17 Чистовое шлифование кониче- ского хвостовика 8 Т. Т То же
18 Шлифование обратного конуса на рабочей части 8 Т. Т »
19 Шлифование заборной части 7 Л 9В9 »
20 Затачивание задней поверх- ности на направляющей части с оставлением ленточ- ки 7 а±2° У ниверсал ьно-заточной станок ЗБ642
21 Затачивание задней поверх- ности на заборной части до остра 8 а±2° То же .
22 Тонкое затачивание передней поверхности 9 у±1с »
23 Тонкое шлифование наружной поверхности 9 Т. Т Круглошлифовальный станок ЗЕ 12
24 Тонкое затачивание задней поверхности на заборной части 9 а±19 У ниверсально-заточной станок ЗБ642
Примечание: Т. Т. — технические требования по ГОСТу.
§ 6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
МАШИННО-РУЧНЫХ МЕТЧИКОВ
В металлообрабатывающей промышленности машинно-ручные
метчики (ГОСТ 3266—71) получают широкое применение взамен руч-
ных метчиков. Технические требования на метчики приведены
в ГОСТ 3449—71. Рабочую часть метчиков изготовляют из быстро-
режущей стали, причем машинно-ручные метчики диаметром свыше
12 мм и гаечные метчики диаметром свыше 10 мм изготовляют свар-
ными. Хвостовики у сварных метчиков с прямым хвостовиком делают
из сталей 40, 45 или 40Х.
Изготовление сварных метчиков на этапе заготовительных опе-
раций протекает по схеме для сварных инструментов (см. § 1 гл. IV).
После правки заготовки поступают в механический цех, где их обра-
батывают в следующей последовательности применительно к серий-
ному и крупносерийному производству.
1. Обтачивание рабочей части на токарном полуавтомате типа
ВТ-11. '
2. Обтачивание хвостовой части на токарном полуавтомате типа
ВТ-11.
3. Подрезание торца со стороны хвостовика и снятие фаски на
токарном станке или токарном полуавтомате.
4. Подрезание торца со стороны рабочей части и снятие фаски
у отверстия диаметром й2 = йвн— (0,14-0,2) мм под углом 60° на
токарном станке (рис. 182, а).
5. Обтачивание на хвостовой части радиусной канавки на токар-
ном станке.
6. Шлифование на круглошлифовальном станке хвостовой части
для создания правильной базы при фрезеровании квадрата.
7. Шлифование рабочей части под накатку на круглошлифоваль-
ном станке с допуском по наружному диаметру не более 0,02 мм.
8. Фрезерование квадрата на горизонтально-фрезерном станке
в приспособлении, показанном на рис. 181, в, или в центрах по 4 шт.
одновременно на горизонтально-фрезерном полуавтомате 6В-1М (при
фрезеровании в центрах хвостовик не шлифуют).
9. Накатывание резьбы рабочей' части под резьбошлифование.
Рис. 182, Схемы обработки машинно-ручных метчиков
10. Фрезерование стружечных канавок на горизонтально-фре-
зерном полуавтомате 6В2. Одновременно фрезеруют восемь метчиков
до МЗО и по четыре метчика от МЗЗ и выше. Режимы обработки:
ц = 354-42 м/мин; 8 = 0,024-0,03 мм/зуб (фрезерование по подаче).
Основным требованием на этой операции является образование
стружечныхп<анавок с минимальной разбивкой по окружному шагу.
В дальнейшем разбивка по окружному шагу после шлифования за-
борной части скажется на биении режущих кромок заборной части.
Минимальная разбивка окружного шага при фрезеровании стружеч-
ных канавок метчиков достигается введением специального устрой-
ства в делительную головку для выбора люфта (зазора) в системе
зубчатой передачи путем натяжения в последнем зубчатом колесе.
Ошибка по окружному шагу не должна превышать 0,2 мм.
Кроме того, на этой операции следует получить определенное
расположение стружечных-канавок относительно квадрата. Это будет
необходимо при шлифовании резьбы с образованием затылка по
профилю, что надежно достигается конструкцией прихватов, при-
веденной на рис. 181, в. Для уменьшения вспомогательного времени
применяют автоматизированные прихваты. Это будет необходимо
при затачивании передней поверхности и при шлифовании затылка
заборной части.
На рис. 182, б показана установка фрезы для получения перед-
него угла у при фрезеровании трехканавочного метчика, а на рис.
182, в — четырехканавочного.
11. Снятие заусенцев в резьбе после фрезерования стружечных
канавок. Эта операция осуществляется на токарном станке с по-
мощью медной планки, совершающей возвратно-поступательное пере-
мещение по рабочей части метчика. Заусенцы можно также снимать
в головке токарного типа или на специальном автомате.
12. Термическая обработка.
13. Восстановление центровых отверстий или шлифование на-
ружных центров на специальном шлйфовальном станке.
14. Полирование канавок вручную на полировальной головке
с помощью мягких вулканитовых кругов.
15. Шлифование торца со стороны рабочей части на круглошли-
фовальном станке.
16. Затачивание передней поверхности на универсально-заточном
станке ЗА642 с принудительным делением от зуба к зубу или на спе-
циальном полуавтомате также с принудительным делением (от дели-
тельного диска) от зуба к зубу. Применяют шлифовальные круги Э
зернистостью 25 и твердостью СМ1.
17. Шлифование наружной поверхности рабочей части на кругло-
шлифовальном станке.
18. Шлифование профиля резьбы с затылованием по профилю
на резьбошлифовальном станке (см. § 11 гл. III).
19. Затылование резьбы по наружной поверхности на резьбо-
шлифовальном станке.
20. Шлифование на заборной части (в центрах) на специальном
станке. Для создания одинаковой геометрии профиля затылка на
236
заборной части следует затыловать однопрофильным кулачком (по-
добно кулачкам токарно-затыловочных станков).
21. Шлифование хвостовой части на круглошлифовальном
станке.
22. Окончательное затачивание по передней поверхности (см.
операцию 16) для устранения так называемой «подсечки», получае-
мой в операции 20 вследствие недостаточной контактной жесткости
узлов станка. Подсечка — это отрицательный передний угол у,
который вызывает появление значительных сил трения (рис. 182, а).
Подсечка устраняется затачиванием передней поверхности.
23. Маркирование (накатывание) твердосплавными клеймами.
Приняты следующие методы измерения метчиков. Средний диа-
метр проверяют с помощью резьбового микрометра со сменными
вставками или гладким микрометром при помощи трех проволочек.
Наружную поверхность проверяют регулируемыми скобами или
гладким микрометром. Квадрат контролируют предельной скобой.
Наружный и средний диаметры трехканавочных метчиков измеряют
специальным прибором. Профиль резьбы и шаг проверяют на уни-
версальном микроскопе.
§ 7. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПРОТЯЖЕК
Ввиду многообразия существующих типов протяжек изложение
процесса изготовления каждого из них не представляется возможным.
Поэтому разберем технологический процесс изготовления наиболее
сложных протяжек — шлицевых.
Согласно техническим требованиям протяжки для шлицевых от-
верстий с прямобочным профилем (ГОСТ 7943—63) должны изго-
товляться из сталей Р18 и Р6М5, а по соглашению с потребителем —
из стали Р9, быстрорежущих сталей повышенной производительно-
сти и из стали X В Г. Хвостовая часть сварных протяжек изготов-
ляется из стали 40Х. Протяжки из быстрорежущих сталей с диамет-
ром хвостовика 14 мм и выше должны изготовляться сварными.
Из других технических требований следует привести шерохова-
тость поверхности. Чистота передней и задней поверхностей, ленто-
чек на калибрующих зубьях должна быть не ниже 9-го класса;
спинки -зуба, поверхностей стружкоразделительных канавок и вы-
кружек — не ниже 7-го класса; дна стружечных канавок — не
ниже 7-го класса; поверхностей цилиндрической части хвостовика,
конических поверхностей под кулачки — не ниже 7-го класса; ра-
бочего конуса центровых отверстий — не ниже 8-го класса.
Радиальное биение трех последних режущих и всех калибрую-
щих зубьев не должно превышать допуска на диаметр калибрую-
щих зубьев (например, допуск на диаметр протяжек для диаметров
30—50 мм Л, Л2а и А3 соответственно будет 8, 10 и 10 мкм).
Протяжки характеризуются большим отношением Ь : О = 13-т-
ч-50. Чем меньше диаметр протяжки, тем больше это отношение.
Рассмотрим технологию изготовления протяжки в диапазоне
диаметров 30—50 мм. Заготовительные операции осуществляются по
Рис. 185. Окончательная обработка профиля шлицевых протяжек
13. Чистовое шлифование режущих зубьев по конусу на кругло-
шлифовальном станке. Конус образуется путем поворота стола
круглошлифовального станка. - •
14. Шлифование задней поверхности (с люнетом) на режущих
и калибрующих зубьях. Ширина цилиндрической ленточки на ка-
либрующих зубьях выполняется в пределах 0,1—0,4 мм. Режущие
зубья следует затачивать до остра, с чистотой не ниже 9-го класса.
15. Чистовое шлифование передней поверхности калибрующих
и режущих зубьев выполняют на специальном станке для затачива-
ния протяжек.
16. Шлифование профиля шлицев выполняют предварительно
и окончательно на специальном шлифовальном станке. Протяжку
при этом устанавливают в центрах делительного приспособления
и поддерживают люнетом. Существует несколько способов шлифова-
ния шлицев. Самым распространенным является шлифование одно-
временно всего профиля (рис. 185).
,17. Маркирование химико-механическим способом на панто-
графе.
Фасонный профиль шлифовального круга заправляют алмазом
при помощи приспособления, показанного на рис. 186. Алмаз 1,
зачеканенный в оправку, прочно закреплен в планке 2, которая на-
правляется такой же планкой 3. Планка 3 установлена под требуе-
мым углом. Один конец ее фиксируется
штифтом 4, проходящим через отверстие по
середине планки. Второй конец фиксируется
штифтом 5, к которому планка плотно при-
легает. На плите 6 в зависимости от коли-
чества шлицев просверливают отверстия,
в которые вставляют штифты 5.
В процессе, правки шлифовального круга
планка 2 от руки плотно прижимается
к планке 3 и при возвратно-поступательном
движении заправляется шлифовальный круг.
Толщину снимаемого слоя регулирует махо-
вик, который подает все приспособление на
шлифовальный круг. После заправки одной
Рис. 186. Схема приспосо-
бления для правки шлифо-
вального круга
стороны планка 2 повертывается вокруг своей оси, прижимается
к другому штифту и заправляется вторая сторона круга. Далее
заправляют радиус при помощи другого приспособления. Вместо
планки 2 на этот штифт надевают оправку с зачеканенным алма-
зом /. При вращении оправки вокруг оси алмаз правит круг по
радиусу. Величина радиуса определяется положением алмаза от-
носительно центра штифта, на котором вращается державка.
После шлифования профиля (см. рис. 185, а) прорезают канавку
(см. 185, б) и затем шлифуют поднутрения боковых сторон шлицев
(рис. 185, в). При отношении : 2) 12 протяжки шлифуют с при-
менением люнета.
При шлифовании и затачивании выбирают шлифовальные круги:
ПП Э5, К, ГОСТ 2424—67, 40—25 СМ1 — для круглого шлифова-
ния; 1Т, Э9А, К, ГОСТ 2424—67, 25-16; СМ1 —для затачивания;
ПП, Э9А, К, ГОСТ 2424—67, 16-12, СМ1—СМ2 — для шлифования
шлицев.
При изготовлении протяжки размеры контролируют следующими
измерительными инструментами. Штангенциркулем проверяют боль-
шинство размеров. Проверку зубьев при нарезании производят
шаблоном или угломером. Шаг зубьев протяжки проверяют штан-
генциркулем. Длину направляющих частей протяжки и шейки про-
веряют металлическими масштабными линейками. Переднюю по-
верхность после шлифования контролируют шаблоном или прибо-
рами. Диаметры отдельных элементов протяжки и зубьев контро-
лируют микрометром. Задний угол проверяют угломером или при-
борами.
Биения протяжек проверяют индикатором. Размеры шлицев
проверяют при фрезеровании штангенциркулем, при шлифовании —
микрометром. Диаметр впадин и ширину шлицев проверяют микро-
метром. Отклонение окружного шага проверяют при помощи инди-
катора и оптической делительной головки.
Симметричность шлицев относительно оси протяжки определяют
разностью показаний индикатора, снятых с боковых поверхностей
противоположных шлицев протяжки. Эта проверка производится
в точной делительной головке. При этом горизонтальность одной
боковой поверхности шлица устанавливается при помощи набора
плиток [3].
§ 8. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ
ЗУБОРЕЗНОГО ИНСТРУМЕНТА
При нарезании зубчатых колес применяют следующие виды зубо-
резных инструментов: дисковые модульные фрезы, пальцевые мо-
дульные фрезы, червячно-модульные фрезы, зуборезные долбяки,
зуборезные гребенки, зубострогальные резцы для нарезания ко-
нических зубчатых колес, шеверы и т. д. К этой группе можно
отнести и червячные шлицевые фрезы, применяемые при фрезеро-
вании шлицевых валов методом обкатывания. Зуборезный ин-
струмент изготовляют из быстрорежущих сталей: вольфрамо-
вых, вольфрамомолибденовых и вольфрамомолибденокобальтовых.
9 А. И. Барсов 241
Ниже приводится технология изготовления цельных червячно-
модульных фрез, зуборезных долбяков и шеверов как наиболее рас-
пространенных режущих инструментов.
Фрезы. Величины допускаемых отклонений на основные эле-
менты червячных чистовых однозаходных фрез для нарезания зубьев
с эвольвентным профилем на цилиндрических зубчатых колесах.
определяются техническими требованиями по ГОСТ 9324—60 (мо-
дуль 1—20 мм) и по ГОСТ 10331—63 — для фрез червячных чисто-
вых однозаходных мелкомодульных для цилиндрических зубчатых
колес с эвольвентным профилем (модуль 0,1—1 мм).
Согласно ГОСТ 9324—60 фрезы изготовляют классов точности
С, В, А, АА и ААА для нарезания цилиндрических зубчатых колес
степеней точности соответственно 10, 9, 8, 7 и 5 (ГОСТ 1643—56).
Отверстия для этих фрез изготовляют с точностью (в порядке рас-
положения классов) А, Аъ Ах : 0,7Аг и 0,5Ах (для ААА). Допуски
на отдельные элементы фрез классов точности ААА, АА, А, В и С
весьма малы (модуля 1—10 мм). Радиальное биение буртиков,
соответственно классам должно быть 4—5, 6—8, 10—12, 16—20,
25—32 мкм; торцовое биение буртиков — 3, 4—5, 6—8, 10—12,
16—20 мкм; наибольшая погрешность шага (плюс и минус) — 4—6,
5—Ю, 8—10, 12—25 , 20—40 мкм и т. д.
Рассмотрим технологию изготовления червячно-модульных фрез
класса точности А. Этап заготовительных операций для режущих
инструментов насадной формы предусматривает ковку и протекает
по известной типовой технологической схеме (см. § 1 гл. IV). Сле-
дующий технологический этап — образование формы — также осу-
ществляется по типовой схеме (см. § 1 гл. IV). После образования
буртиков дальнейшая обработка протекает в следующей последова-
тельности (было сделано 12 операций).
13., При серийном изготовлении червячно-модульных фрез
резьбу нарезают на резьбофрезерных станках.
Для фрез модулем 1—5 мм вместо фрезерования резьбы приме-
няют более производительный способ — нарезание дисковыми зу-
борезными долбяками (ГОСТ 9323—60) на станках Е13-10 (рис. 187).
Рис. 187. Схема нарезания
резьбы у червячно-модульной
фрезы зуборезным долбя ком
Машинное время
, (^о 4" ^вр 4- ?п) Озагл 1О 4- 1вр 4*
/„ = ------Е---ГлНл---= ----------- мин,
5та нр^заг 10 00 5тан г^заг
где /0 — длина обработки в мм;
/вр — врезание в мм;
/„ — перебег в мм;
Озаг — наружный диаметр заготовки в мм;
8танГ = 0,08-т-0,2 — подача заготовки или долбяка в мм/об;
°заг =2-5-5 — скорость вращения заготовки в м/мин;
п3аг — частота вращения заготовки.
Частота вращения долбяка
ПЛ = ~ пззг об/мин,
где г' — число заходов червячной фрезы (заготовки);
г — число зубьев долбяка.
За время нарезания резьбы долбяк сделает
4“ ^вр 4* ,
«Д =---й*— об-
где — диаметр делительной окружности долбяка в мм.
14. Фрезерование винтовых стружечных канавок выполняется
на универсально-фрезерных, а фрезерование прямых стружечных
канавок — на горизонтально-фрезерных станках. После фрезерова-
ния канавок неравномерность окружного шага должна быть не
больше для т = 1н-3 мм — 0,15 мм, для т =» 3,254-12 мм — 0,2 мм.
Отклонение от радиальности передней поверхности допускается
только в сторону поднутрения — до 1°.
15. Шлифование передней поверхности на специальном заточном
полуавтомате для затачивания червячных фрез. Необходимость шли-
фования вызывается большими силами отжатия при фрезеровании
стружечных канавок в системе СПИД, вследствие чего погрешность
в окружном шаге получается большей, трудно выводимой при окон-
чательном шлифовании (затачивании) передней поверхности. Такое
шлифование выравнивает полученные погрешности. Вместо этой
обработки может быть введено чистовое фрезерование передней
поверхности на соответствующих станках.
16. Шлифование торцов на круглошлифовальном станке. Заго-
товку насаживают на цилиндрическую оправку, которую устанавли-
вают в центрах станка. Торцовое биение после шлифования допус-
кается не более 0,02 мм. Такое небольшое биение необходимо для
точной установки заготовки на цилиндрическую оправку при затыло-
вании профиля.
17. Затылование затылков зубьев фрез с образованием на них
в следующей операции профиля зубьев с помощью гребенки. В этом
случае операция 13 не выполняется.
Рис. 188. Методы обработки профиля червячно-модульных фрез до термической
обработки
18. Затылование профиля зубьев на токарно-затыловочном станке.
Червячные фрезы изготовляют как с прямой, так и с винтовой стру-
жечной канавкой. Образование профиля зубьев с прямой стружеч-
ной канавкой осуществляют: у фрез с т = 14-3,75 мм трехниточной
гребенкой стержневой формы за несколько проходов (рис. 188, а),
после обработки получают полный профиль зубьев; у фрез с т =
= 44-5,5 мм — двухниточной гребенкой стержневой формы, так же,
как и в предыдущем случае, получают полный профиль зубьев
(рис. 188, б) и во втором переходе затылуют канавки (рис. 189,
канавка 4), у фрез с т = 64-7 мм — в последовательности
(рис. 188, в) — затылование наружной поверхности, затылование
профиля двухниточной гребенкой, затылование канавки (рис. 189,
канавка 4).
Обработка профиля зубьев фрез с прямой стружечной канавкой
с модулем 8 мм и выше, а также фрез с винтовой стружечной канав-
кой ст = 14-14 мм у цельных фрез состоит из следующих переходов:
чернового затылования на поверхности /; чернового затылования по
профилю, причем профиль зуба у фрез с винтовой канавкой с т <3
< 6,6 мм затылуется общим резцом, а с т > 6,5 мм — двумя рез-
цами — правым и левым (поверхности 2 и 5); чистового затылования
по поверхности /; чистового затылования по профилю с правой и
левой сторон (поверхности 2 и 5): затылования канавки аХЬ (по-
верхность 4)\ затылования по радиусам /? (поверхности 5 и 6); про-
тачивания буртиков. Фрезу надевают на цилиндрическую оправку,
имеющую на обоих концах конусы.
Рис. 189. Профиль червячно-мо-
дульной фрезы
Рис. 190. Проверка профиля зубьев после
затылования резцом и шлифовальным кругом:
а — с одной стороны; б © другой стороны
Таблица 34
Величины зазоров т и п до термической
обработки
Таблица 33
Величины зазоров т и п
Модуль Зазоры в мм
т п
1,0—4,5 0,03 0,2
5,0—8,0 0,04 0,2
9,0—12,0 0,07 0,3
13—18 0,08 0,3
Модуль в мм Биение по диаметру буртиков в мм Зазоры в мм
т птах
До 1,5 0,08 0,3—0,5 0,2
1,75—2,75 0,08 0,3—0,6 0,3
3,0—4,5 0,08 0,4—0,8 0,3
5,0—8,0 0,1 0,6—1,0 . 0,3
Св. 9,0 0,1 0,6—1,2 0,4
винтовой канавки и шлифовании профиля зуба после термической
обработки. Значительные расхождения в шагах винтовой канавки
(более 10 мм) приводят к образованию конуса по профилю и наруж-
ному диаметру. Поэтому на подбор зубчатых колес при настройке
соответствующих станков должно быть обращено большое внимание.
Шаг винтовой канавки измеряют на специальных приборах.
После термической обработки фрезы обрабатывают на оправках
с конической и цилиндрической рабочей поверхностью. Стабильность
размеров при перестановке фрез с одной оправки на другую обеспе-
чивается оправками, имеющими цилиндрическую рабочую часть.
На оправках с цилиндрической рабочей частью обрабатываются чер-
вячные фрезы классов точности А, АА и ААА. Для обработки подоб-
ных фрез располагают набором оправок по каждому диаметру с та-
ким расчетом, чтобы соответствующий диаметр оправки подбирался
по фактическому отверстию фрезы в целях создания минимального
зазора между отверстием фрезы и диаметром оправки.
Проверке подлежат:
1) шаг стружечных винтовых канавок — на универсальном ми-
кроскопе, в серийном производстве — на приборе;
2) радиальность зуба — на приборе;
3) наибольшая накопленная погрешность окружного шага —
на приборе;
4) предельное отклонение шага для т <4 мм — на универсаль-
ном микроскопе, а для пг > 4 мм — на приборе;
5) предельное отклонение осевого шага — на приборах для не-
прерывного измерения шага по винтовой линии (эти приборы основаны
на применении синусной линейки или эталонного винта);
6) радиусы закругленця на вершинах и во впадинах зубьев;
радиусом до 2 мм — на универсальном микроскопе, а свыше 2 мм —
шаблонами;
7) задний угол — на приборе (см. рис. 159);
8) контроль предельных отклонений профиля — на микроскопе,
в серийном производстве — на приборе.
Долбяки. Величины допускаемых отклонений на основные эле-
менты чистовых зуборезных долбяков приведены в ГОСТ 9323—60
для т = 14-12 мм и ГОСТ 10059—62 для т == 0,144-1 мм.
Зуборезные долбяки изготовляют трех классов точности: АА,
А и В для нарезания колес соответственно 6, 7 и 8-й степеней точно-
сти. Допуски на отдельные элементы весьма малы. Так, допускае-
мые отклонения диаметра посадочного отверстия для долбяков с диа-
метрами,делительной окружности 40—125 мм не должны превышать:
0,004—0,005 мм для долбяков классов АА и А и 0,005 — 0,008 мм
для долбяков класса В.
Чистота поверхностей должна быть: передних и задних поверх-
ностей зубьев — не ниже 9-го класса; внешнего опорного торца и
посадочного отверстия дисковых и чашечных долбяков — не ниже
10-го класса; внутренней опорной поверхности дисковых и чашечных
долбяков — не ниже 8-го класса; поверхности хвостовика хвостовых
долбяков — не ниже 8-го класса; остальных поверхностей.— не
ниже 8-го класса.
Дисковые зуборезные долбяки т — 24-14 мм (рис. 191, а) из-
готовляют следующим образом. После ковки и штамповки заготовки
на этапе заготовительных операций форму долбяка образуют по
второй технологической схеме обработки фрез типа III с торцовой
выточкой и утопленной ступицей (см. рис. 172). По этой схеме вы-
полняют только те операции, которые необходимы для конструкции
дискового зуборезного долбяка. После чернового обтачивания на-
ружной поверхности подрезают передний торец М (рис. 191, б)
Рис. 191. Некоторые операции изготовления зуборезного долбяка:
/ эксцентриситет; 2 — долбяки; 3 — притир
на конус с припуском на шлифование на консольной оправке, уста-
новленной в шпиндель токарного станка. Затем обтачивают наруж-
ную поверхность на конус с припуском на шлифование (рис. 191, в)
и снимают фаску под углом 10° на опорном торце Р (рис. 191, г) на
другой операции. Обтачивание переднего торца М и фаски под уг-
лом 10° на равных- операциях в серийном производстве производят
на токарных станках, оборудованных гидрокопировальными суп-
портами и ориентированных для торцового точения.
Далее обработка дискового зуборезного долбяка включает сле-
дующие операции.
1. Фрезерование зубьев дисковой модульной фрезой на горизон-
тально-фрезерном станке. Заготовку устанавливают на оправку,
имеющую конический хвостовик, которым ее вставляют в коническое
отверстие универсальной делительной головки. Второй конец под-
держивается задним центром. Эту операцию выполняют также более
производительным методом на зубофрезерном станке при помощи
червячно-модульных фрез. В этом случае для получения задних .
углов на боковых сторонах профиля зубьев червячно-модульную
фрезу подают одновременно в двух направлениях — в вертикаль-
ном и в радиальном. При этом
аверт
где а — задний угол (рис. 191, д).
2. Снятие заусенцев.
3. Термическая обработка.
4. Шлифование фаски размером не более 0,5 мм со стороны перед-
ней поверхности долбяка (рис. 191, е). Эту операцию выполняют
на плоскошлифовальном станке ЗБ740.
5. Шлифование опорного торца на том же станке (рис. 191, ж).
6. Доводка опорного торца Р вручную или на специальном станке
на чугунном притире с помощью абразивного микропорошка
(рис. 191, з).
7. Шлифование отверстия д, с припуском на доводку и шлифова-
ние внутренней ступицы на внутришлифовальном станке.
8. Доводка отверстия на токарном станке или на вертикально-
сверлильном станке с помощью чугунного притира, шаржированного
абразивным материалом.
9. Маркирование посредством химико-механического травления
на опорном торце.
10. Черновое шлифование передней поверхности под углом у
. на плоскошлифовальном станке с круглым столом (рйс. 191, и).
11. Черновое шлифование поверхности /V на конус на универсаль-
ном круглошлифовальном станке.
12. Шлифование фаски под углом 10° на универсальном кругло-
шлифовальном станке.
13. Черновое шлифование зубьев по эвольвенте с двух сторон на
специальном станке. Вначале шлифуют одну сторону зубьев, затем
вторую (рис. 192),
14. Чистовое шлифование
зубьев по эвольвенте с двух
сторон. В первом случае при-
меняют шлифовальные круги
4П, Э9А, К, ГОСТ 2424—67,
К, 25-16, М3—СМ1; во вто-
ром случае 4П, Э9А, К, ГОСТ
2424-67, К, 12-10, М3—СМ2.
Обкатку на зубошлифоваль-
ных станках осуществляют при
помощи эвольвентных копиров.
Эти станки (типа 5893) явля-
ются наиболее распространен-
ными и производительными.
Боковая поверхность зуба
шлифуется по эвольвенте на
специальном зубошлифоваль-
ном станке (рис. 192). Долбяк
й
Рис. 192. Схема шлифования зубьев долбяка
на зубошлифовальном станке
устанавливают на оправку, на которой жестко укрепляется эволь-
вентный копир. При проворачивании копира вместе с оправкой
в направлении по стрелке А копир, опираясь на неподвижный упор,
будет передвигаться вместе с долбяком влево по стрелке. Одно-
временно с этим долбяк будет поворачиваться и точки шлифоваль-
ного круга, соприкасаясь с боковой поверхностью зуба долбяка,
будут описывать на его поверхности эвольвенты. Станок распола-
гает механизмом деления, позволяющим по окончании прохода по
одной стороне первого зуба перевести на шлифование на другие
зубья долбяков. После окончания шлифования поверхностей зубьев
с одной стороны долбяк поворачивают на оправке и шлифуют боко-
вые поверхности зуба с другой стороны. Число колебаний долбяка
в минуту принимают при черновом шлифовании 28, а при чисто-
вом 24.
Угол установки долбяка по отношению к шлифовальному кругу
определяется по формуле
Ш«б<ж = ^ав81пад,
где ав — задний угол на вершинах зубьев;
ад — угол зацепления на делительной окружности долбяка.
Ниже приведены припуски и допуски на шлифование боковых
сторон профиля долбяков в. зависимости от модуля:
Модуль в мм.................... 1—4,5 5—8,5 9—12
Припуск в мм ..................0,5_0д 0,65-од 0>9_0,1
Для косозубых долбяков припуски следует увеличить на 30%.
На окончательное шлифование оставляют припуск, равный 0,2—
0,25 величины припуска, указанного выше.
15. Чистовое шлифование на конус по наружной поверхности
зубьев на универсальном круглошлифовальном станке.
- 16. Снятие фасок на острых поверхностях зубьев вручную брус-
ком.
17. Чистовое шлифование переднего торца М (см. рис. 191, и)
для получения размера Н.
До термической обработки размеры измеряют штангенциркулем;
углы контролируют угломером или шаблонами. .Отверстие до и по-
сле термической обработки проверяют предельными цилиндричес-
кими калибрами. После доводки отверстие проверяют оптиметром.
Наружный диаметр долбяка, высоту его на окончательных операциях
контролируют микрометром. Угол фаски опорного торца и переднюю
поверхность проверяют угломером. Эвольвенту проверяют на эволь-
вентомерах.
Далее проверяют:
1) диаметр окружности выступов;
2) толщину зубьев на делительном диаметре методом измерения
расстояния между разноименными профилями по общей нормали
специальным микрометром;
3) высоту головки зуба тангенциальным зубомером;
4) плоскость опорной поверхности лекальной линейкой нуле-
вого класса точности;
5) неперпендикулярность внешней опорной плоскости к оси
отверстия специальными контрольными оправками на краску или
просвет;
6) непараллельность внешней и внутренней опорной плоскостей
на поверочной плите с помощью индикатора;
7) биение окружности выступов;
8) биение зубчатого венца на приборе;
9) торцовое биение на оправке в центрах прибора;
10) наибольшую разность окружных шагов на приборе.
Шеверы дисковые изготовляют классов точности А, В и С для
обработки колес соответственно 6, 7 и 8-й степеней точности с т —
= 1,25-т-8 мм (ГОСТ 8570—57) и т = 0,2-ь 1 мм (ГОСТ 10222—62).
Чистота поверхностей профиля зубьев и опорной торцовой по-
верхности должна быть не ниже 9-го класса, поверхности посадоч-
ного отверстия — не ниже 10-го класса, наружной поверхности (по
цилиндру) — не ниже 7-го класса.
Допускаемые отклонения посадочного отверстия для шеверов
класса А и. всех классов точности по ГОСТ 10222—62 составляют
4-0,005 мм, а для шеверов классов точности В и С---1-0,008 мм.
Остальные отклонения на элементы шеверов приведены в ГОСТ
8570—57 и 10222—62. Шеверы изготовляют из быстрорежущих
сталей.
Рассмотрим технологию изготовления дисковых шеверов с т >
Е> 2 мм. В качестве заготовки служит поковка. Этап образования
формы осуществляется по изложенным выше типовым технологи-
ческим схемам обработки насадных фрез. .
Зубья обрабатывают на зубофрезерных станках червячно-мо-
дульной фрезой. После этого сверлят отверстия для выхода гребенки
при долблении канавок. Эту операцию выполняют в приспособлении
250
вид А
на вертикально-сверлильном станке. Затем снимают заусенцы. Да-
лее следует операция долбления канавок на боковых поверхностях
шевера на специальном станке или в приспособлении на горизон-
тально-фрезерном станке. Канавки, нормально расположенные к оси
шевера, обрабатывают при помощи пластинчатых долбяков, имеющих
продольные канавки; их изготовляют из быстрорежущей стали.
Схема приспособления для долбления канавок приведена на
рис. 193, а. Обрабатываемый шевер 1 устанавливают на оправку 2.
На эту же оправку насаживают зубчатое колесо 3, диаметр делитель-
ной окружности которого равняется диаметру основной окружно-
сти шевера. Зубчатое колесо 3 сцеплено с рейкой 4. В процессе ра-
боты приспособления движение обкатки сообщается шеверу посред-
ством зубчатой рейки 4, имеющей возвратно-поступательное движе-
ние. Глубину канавки устанавливают в зависимости от модуля:
Модуль в мм.................... 2—2,75 3 3,25—6
Глубина канавки в мм...........0,8+°Л 1,0+0Л 1,2+°Л
После долбления канавок шевер поступает в термический цех
для закалки и отпуска. После термической обработки шлифуют
первый и второй торцы окончательно на плоскошлифовальном станке
ЗБ740 и доводят на доводочном станке (см. рис. 191, а), а после
шлифуют отверстие. Для получения отверстий 1-го класса точности
его доводят. Далее шлифуют наружную поверхность на круглошли-
фовальном станке. Шевер насаживают на коническую или цилин-
дрическую оправку (см. шлифование червячно-модульных фрез),
которую устанавливают в центрах этого станка. Технологический
процесс заканчивается шлифованием зубьев по эвольвенте с двух
сторон. Вначале выполняют черновое шлифование, а затем чистовое.
Рекомендуется шлифование по эвольвенте производить также до тер-
мической обработки.
Толщину зуба проверяют тангенциальным зубомером или скобой.
Профиль контролируют на эвольвентомерах. Биение основной окру-
жности проверяют на том же приборе, что и зуборезные долбяки.
Из-за малых размеров зубьев и впадин шеверы с т == 0,24-1 мм
изготовляют со сквозными прорезными кольцевыми иди винтовыми
канавками. Форма канавок трапециевидная, но для т = 0,24-0,7 мм
может быть и прямоугольной. На рис. 193, б приведены рекомендуе-
мые размеры для трапециевидной формы канавок. В этом случае
канавки образуются на резьбошлифовальных станках однониточным
шлифовальным кругом перед шлифованием боковых поверхностей
зубьев. Такая конструкция канавок рекомендуется для шеверов
с т = 1,254-1,75 мм.
Зубья на долбяках и шеверах с т = 0,44-0,7 мм образуют шли-
фованием по целому, а с т — 0,84-1,75 мм — фрезерованием до тер-
мической обработки с шлифованием после термической обработки.
Вышлифовывание зубьев производят на специальных зубошлифо-
вальных полуавтоматах 5В833 высокой точности шлифовальным кру-
гом ПП (300—400) X 63x203, Посредством накатки или алмаза
(алмаз — для точных долбяков класса АА и шеверов класса А) на
поверхность круга наносят трапецеидальный профиль 1 по винтовой
линии. В результате этого зубья в осевом сечении будут иметь про-
филь рейки. Для образования профиля по шагу винтовой линии при-
меняют копирный винт (сменный узел: копирный винт и гайка).
Накатка представляет собой модульный диск с трапецеидальным про-
филем. Как при чистовом, так и при черновом шлифовании зубьев
применяют два прохода. На чистовое шлифование оставляют припуск
до 0,2 мм. Скорость вращения круга 25—30 м/с, подача 0,005—
0,05 мм/об. При обработке зубьев долбяка шлифовальный круг (или
долбяк) движется так, как это делается при зубофрезеровании долбя-
ков червячной фрезой (см. рис. 191, 5).
§ 9. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ СБОРНОГО
ИНСТРУМЕНТА И ИНСТРУМЕНТА, ОСНАЩЕННОГО
ПЛАСТИНКАМИ ТВЕРДОГО СПЛАВА
Изготовление корпусов. Заготовительный этап и этап образо-
вания формы при изготовлении корпусов хвостовых и насадных
сборных инструментов почти не отличается от этапов изготовления
цельного инструмента. Большинство корпусов сборных инструментов
маркируют после этапа образования формы.
Этап образования междузубных канавок характеризуется тем,
что вместо канавок фрезеруют пазы. Затем протягивают рифления
в пазах, фрезеруют стружечные канавки по наружной поверхности
и по торцу, снимают заусенцы. Этап образования дополнительных
поверхностей характерен для сборного инструмента. Так, в корпу- /
сах разверток, зенкеров, некоторых типов фрез сверлят отверстия под
252
шайбы, кулачки, винты, а в других нарезают резьбу. Затем корпусы
сборных фрез подвергают термической обработке, после которой их
оксидируют для получения оксидной пленки, предохраняющей от
коррозии. После оксидирования корпусы становятся темно-корич-
невыми или черными. Дальнейшая обработка технологических или
основных баз сборного инструмента после термической обработки
протекает так же, как у цельного.
Далее следует этап сборки, во время которого корпусы собирают
с ножами, клиньями и другими деталями, если таковые предусмот-
рены конструкцией фрезы. Для облегчения процесса сборки, обе-
спечения правильного расположения ножей по диаметру и торцу
применяют специальные приспособления.
Далее следует этап шлифования и затачивания. Методы обработки
здесь одинаковы с методами обработки цельных инструментов. Пе-
реднюю поверхность у дисковых трехсторонних и торцовых фрез,
у всех разверток и зенкеров шлифуют отдельно при изготовлении
самих ножей. Положение передней поверхности для образования
переднего угла определяется размерами паза для ножа.
У цилиндрических сборных фрез сразу после сборки предвари-
тельно шлифуют наружную поверхность для выравнивания ножей.
Далее затачивают переднюю поверхность ножей. Затем после окон-
чательного шлифования наружной поверхности затачивают задние
поверхности.
Передний и задний углы проверяют специальным прибором.
Гладкие и рифленые пазы проверяют специальными калибрами.
Изготовление ножей. Размеры ножей зависят от размеров инстру-
ментов. Размер исходной заготовки для ножей шириной до 50 мм рас-
считывается на три-четыре ножа. Длинные заготовки технологич-
нее коротких. Их проще ориентировать и надежнее закреплять
в приспособлениях. Поэтому заготовку для изготовления трех-четы-
рех ножей обрабатывают до тех пор, пока отделение ножей друг от
друга вызывается технологической необходимостью. Профиль
заготовки — полосовая или квадратная сталь в зависимости от раз-
мера ножа.
Ниже приведен технологический процесс изготовления ножей
для дисковых трехсторонних фрез (рис. 194). Заготовка — полосовая
быстрорежущая сталь, рассчитана на четыре ножа.
1. Отрезка исходной заготовки на четыре ножа на абразивно-от-
резном станке, ленточных пилах или рубка на эксцентриковом
прессе (рис. 194, а),
2. Шлифование двух широких поверхностей на плоскошлифо-
вальном станке сегментным шлифовальным кругом. Заготовка уста-
навливается на магнитную плиту 4 (рис. 194, б).
3. Фрезерование заготовок в комбинированном приспособлении на
вертикально-фрезерном станке (рис. 194, в). Вначале обрабатывают
ребра под углом 25°, а затем перекладывают заготовки в другое отделе-
ние приспособления и фрезеруют ребро под углом 90° (см. рис. 69).
4. Разрезка ножей (рис. 194, г); ножи разрезают под углом, что
позволяет получить углы на боковых сторонах ножа и уменьшить
Рис. 194. Схемы изготовления ножей для дисковых трехсторонних фрез
расход материала на один нож. Три прорезные фрезы 2 разрезают
заготовку на отдельные ножи, а две дисковые трехсторонние фрезы 1
выравнивают торцы двух крайних ножей.
5. Фрезерование поверхности под углом 5°. Выполняют на гори-
зонтально-фрезерном станке, в серийном и крупносерийном произ-
водстве — на протяжном станке (рис. 194, д).
6. Фрезерование рифлений на горизонтально-фрезерном станке,
в серийном и крупносерийном производстве — на протяжном
станке (рис. 194, е).
7. Термическая обработка.
8. Шлифование передней поверхности на плоскошлифовальном
станке периферией круга (рис. 194, ж). Для этого заготовку ножа
устанавливают на магнитную плиту 4, наклоненную под углом 5°.
Базой для установки ножа являются вершины рифлений. Однако
для получения точных размеров ножей в качестве базы следует выби-
рать рифления (^с — средний размер). Для этого изготовляют ма-
гнитные блоки 3 с рифлеными поверхностями, на которые устанав-
ливают ножи (см. рис. 78). ,
9. Химическое клеймение на передней поверхности ножа
(рйс. 194, з).
Размеры ножа проверяют на первичных операциях штанген-
циркулем. Размеры ножа до рифлений и после образования рифле-
ний проверяют калибром и микрометром (рис. 195, а) или на эта-
лонной плите индикатором (рис. 195, б).
Изготовление режущих инструментов, оснащенных пластинками
твердого сплава. Режущий инструмент, оснащенный пластинками
твердого сплава, в современном машиностроении находит весьма
широкое и повсеместное применение при сверлении (заготовок из
чугуна), торцовом и цилиндрическом фрезеровании, зенкеровании
и развертывании.
В металлообработке наиболее широко применяют торцовые
фрезы различных типов. К ним относятся торцовые фрезы с непе-
ретачиваемыми многогранными пластинками твердого сплава; с но-,
жами, затачиваемыми вне корпуса фрезы и затем устанавливаемыми
в корпус по индикатору или «по следу»; сравнительно устаревшей
Рис. 195. Схемы проверки клиновидных пазов
конструкции с ножами, шлифуемыми и затачиваемыми в собранном
виде.
В настоящее время на заводах машиностроения широкое рас-
пространение получают фрезы, оснащенные многогранными непе-
ретачиваемыми твердосплавными пластинками [13].
Для успешного применения неперетачиваемых пластинок необ-
ходима предварительная сортировка их по основным габаритным
размерам, влияющим на биение фрезы (рис. 196, а). Биение главных
А-А
режущих кромок фрез с шестью-, пятью- и четырехгранными пла-
стинками на двух смежных зубьях должны быть не более 0,12 мм,
а на всей фрезе — не более 0,2 мм. Торцовое биение допускается не
более 0,2 мм. Для получения этой точности точные многогранные
пластинки получают путем сортировки (рис. 196, б), В этом случае
пятигранные пластинки поджимаются двумя поверхностями к сто-
ронам угла закрепленного шаблона, и по положению стрелки на
шкале индикатора определяют партию, в которую попадает измерен-
ная пластинка. Угол шаблона соответствует углу при вершине пла-
стинки. На Сестрорецком инструментальном заводе им. Воскова
рассортировку по группам производят в пределах 0,05 мм (0—
0,05 мм, 0,05—0,1 мм, 0,1—0,15 мм и т. д.)?
Пятигранные пластинки обрабатывают следующим образом.
Вначале доводят переднюю (верхнюю) поверхность. Для этого пла-
стинки насаживают на подпружиненные штыри (рис. 196, в). До-
водка занимает 2—4 мин, затем доводят опорную поверхность.
На этой операции пластинки устанавливают в гнезда приспособле-
ния (без подпружинения) для доводки в размер по толщине
(рис. 196, г). Доводку выполняют на круглых чугунных притирах
пастой с алмазным порошком 50/40—40/28 для получения 10—11-го
классов чистоты. При доводке пастой с алмазным порошком 63/50
чистота поверхности соответствует 9-му классу. Смазывающе-ох-
лаждающая жидкость — трансформаторное масло 50% и керосин 50%.
Ножи, затачиваемые вне корпуса и устанавливаемые в корпус
фрезы по индикатору или «по следу», изготовляют с напаянными
пластинками твердого сплава. Изготовляют их так же, как и быстро-
режущие ножи для сборных фрез, только в данном случае заготовке
после разрезки на отдельные ножи придается форма параллелепи-
педа. Далее фрезеруют паз под пластинку твердого сплава и затем
напаивают пластинки твердого сплава. Затем шлифуют поверхности
в соответствии с конструкцией такого ножа и соответствующими
техническими требованиями. При этом затачивание выполняют
на тех же станках, на которых затачивают резцы. Затачивание ножей
также производят на универсально-заточных станках типа ЗА64М.
Подобно изложенному изготовляют ножи с напаянными пла-
стинками твердого сплава, у которых ножи шлифуют по диаметру
и торцам.
§ 10. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КАЛИБРОВ
Гладкие нерегулируемые калибры — пробки-вставки, пробки-на-
садки (ГОСТ 2015—69) и резьбовые (ГОСТ 2016—68) изготовляют из
сталей X и ШХ15, а калибры для конусов (ГОСТ 2849—69) — из
сталей X, ШХ15 или У10А, У12А.
Шероховатость измерительных поверхностей должна быть не
ниже:
а) у гладких калибров диаметром до 100 мм 1-го класса точно-
сти — 12-го класса чистоты, 2—3~го классов точности— 11-го класса,
Эа—5-го классов точности — 10-го класса, 6-го класса точности—9-го
класса;
б) у резьбовых калиб-
ров — боковые стороны про-
филя у контр-калибров 10-го
класса чистоты, у калибров
9-го класса, наружные и
внутренние поверхности
8-го класса, центровые отвер-
стия 8-го класса;
в) у калибров для кону-
сов инструментов — для про-
бок 3 и 4-й степеней точ-
ности 12-го класса чистоты,
а для 5-й степени точности
Рис. 197. Схемы обработки пробки-вставки в на-
чале технологического процесса
10-го класса, для калибров — втулок 4-й степени точности 10-го
класса, а для 5-й степени точности 9-го класса.
Твердость резьбовых калибров диаметром до 3 мм должна быть
Н#С 52—58, гладких калибров диаметром до 1 мм — ННС 56—62;
остальных калибров НЯС 58—64.
Свойство стали с течением времени изменять объем и размеры (что
очень важно для калибров с их микронной точностью) называют
старением. Для измерительных инструментов отпуск совмещается
с искусственным старением. В связи с этим длительность отпуска
увеличивается до 3 ч для калибров сравнительно простой формы.
Калибры сложной формы, как и плоскопараллельные концевые
меры длины, проходят искусственное старение в течение 12—14 ч.
Пробки-вставки в инструментальном цехе всякого машинострои-
тельного завода изготовляют в небольших количествах (10—12 шт.)
для нужд собственного производства (рис. 197, а). В этих условиях
наиболее технологичной заготовкой будет пруток, рассчитанный на
заданное количество пробок.
На первой операции производится черновая обработка пробки-
вставки на револьверном станке: черновое обтачивание хвостовой
части (рис. 197, б); черновое обтачивание рабочей части; подрезание
торца со стороны хвостовой части; отрезка заготовки.
Вторая операция также производится на револьверном станке.
Базой для зажима является обработанная рабочая часть. Правиль-
ное центрирование заготовки достигается установкой ее в цанговом
патроне (поскольку диаметры стандартны) или в патроне, но с обя-
зательным растачиванием кулачков на месте (см. § 9 гл. II). На этой
операции подрезают торец со стороны рабочей части, растачивают
выточку на торце, сверлят отверстие, зенкеруют коническую часть
центрового отверстия с углом 60 и 120° комбинированной зенковкой
(рис. 197, в).
На третьей операции на том же станке и в тех же приспособлениях
обрабатывают центровое отверстие (рис. 197, г).
Дальнейшую обработку выполняют в центрах. Затем следует тер-
мическая обработка: закалка, отпуск и старение. После этого вос-
станавливают центровые отверстия: вначале шлифуют на центро-
шлифовальном станке или зенкеруют твердосплавной зенковкой
Рис. 198. Доводка измерительной поверх»
ности. пробки — вставки калибра:
/ «— плоский притир; 2 пробка-вставка;
3 кольцевой притир; а обойма; б —
притир
Большое влияние на точность
на вертикально-сверлильном стан-
ке, а затем доводят притиром на
этом же станке. Получают точное
центровое отверстие как базу для
дальнейшей обработки с целью
получения микронной точности.
Затем идет обработка в центрах:
шлифуют все необходимые поверх-
ности. Доводку измерительных
поверхностей производят вручную
чугунным притиром (рис. 198, а).
Для черновой доводки применяют
порошок ЭЮ, для чистовой —
пасту ГОИ (5—2 мкм). Для полу-
чения более точной геометриче-
ской формы применяют кольцевые
разжимные притиры (рис. 198, б).
Резьбовые калибры применяют
для комплексного контроля
резьбы.
изготовления резьбовых калибров
оказывает правильность винтовой линии (постоянство угла подъема)
резьбы в пределах одного оборота (360°). Угол подъема резьбы изме-
няется вследствие осевого биения шпинделя резьбошлифовального
станка. Правильность угла подъема резьбы проверяется на универ-
сальном микроскопе при помощи точной делительной головки.
- Технология изготовления заготовок для резьбовых калибров
с коническим хвостовиком (конусность 1/50) аналогична технологии
изготовления пробок-вставок, но с включением в технологический
процесс обработки тех поверхностей, которые являются характер-
ными для конструкций резьбовых калибров. Изготовление калибров
на этапе образования формы протекает по типовой технологической
схеме, характерной для насадных режущих инструментов.
. Рассмотрим изготовление резьбы на калибрах с шагом 0,5—
1,75 и 2—6 мм. Первая схема обработки резьбы с шагом 0,5—1,75 мм
предусматривает шлифование резьбы в целой заготовке после терми-
ческой обработки. Черновое шлифование производят за два-три
прохода многониточным кругом врезанием или на проход, применяя
для этого глубинный метод шлифования. Чистовое шлифование
осуществляют однониточным кругом глубинным методом за три
прохода. Третий проход дается для выхаживания. Далее производят
полирование на полировальном станке с помощью пакета хлопчато-
бумажных дисков, установленного в обойме вместо шлифовального
круга. На хлопчато-бумажные диски наносят пасту ГОИ 5—2 мкм.
Вторая схема обработки резьбы с шагом 2—6 мм предусматривает
нарезание резьбы на точных токарно-винторезных станках до тер-
мической обработки, а затем шлифование резьбы после термической
обработки. Черновое шлифование резьбы выполняют глубинным ме-
тодом многониточным кругом, врезанием за три оборота заготовки
(V = 70 мм/мин), чистовое — за три прохода. Последний проход
назначается для выхаживания резьбы, при этом V = 400; 400;
300 мм/мин.
При изготовлении контркалибров после резьбошлифования при-
меняют доводку резьбы ,ра’!зжимными чугунными притирами. По
среднему диаметру резьба доводится резьбовыми притирами, а на-
ружный диаметр — гладкими разжимными притирами. Заходные
витки притупляют фрезерованием на вертикально-фрезерном станке.
Эту операцию можно производить шлифованием на резьбошлифо-
вальном станке после шлифования резьбы при медленном вращении
заготовки с помощью шлифовального круга типа ПП.
Повышение износостойкости калибров. Процесс шлифования
даже мелкозернистыми кругами и при обильном охлаждении вызывает
нагрев заготовки. При этом верхний шлифованный слой отпускается
на глубину до 0,005 мм. Если ,не снять эту смягченную поверхность
металла, то она будет быстро изнашиваться в эксплуатации. Повы-
шение износостойкости измерительных поверхностей достигается:
доводкой, при этом надо иметь в виду, что чем выше класс чистоты
поверхности, тем выше стойкость калибра; хромированием; оснаще-
нием твердым сплавом.
При хромировании хром, накладываемый на калибры обычным
способом, откалывается при работе, начиная от заходной части ка-
либра и постепенно поднимаясь вверх по цилиндру. Чтобы этого не
было, измерительную часть проходного калибра шлифуют посре-
дине, оставляя заплечики с двух сторон (см. штриховые линии на
стр. 197, а), и заполняют хромом. Это повышает прочность хрома в
весьма ответственном месте. Конец калибра в виде заплечика (не
покрыт хромом), будучи закаленным, воспринимает на себя всю
нагрузку первого контакта при измерении, защищая таким образом,
хромовое покрытие. Хотя заплечик постепенно изнашивается, слой
хромового покрытия, будучи тверже, дольше выдерживает свою точ-
ность, чем калибры, хромированные обычным способом, -
Глава V
РАСЧЕТ ЭКОНОМИЧНОСТИ
ПРИ ПРОЕКТИРОВАНИИ
ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
§ 1. ЭКОНОМИЧНОСТЬ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Производительность отдельных операций технологических про-
цессов можно сравнивать по машинному времени /м, вспомогатель-
ному времени- /в, штучному времени /ш. Чем меньшую часть состав-
ляет машинное время в штучном времени, тем несовершеннее про-
цесс обработки. Следует стремиться к тому, чтобы машинное время
составляло подавляющую часть штучного времени.
Приступая к проектированию технологического процесса изго-
товления любого изделия, всегда можно наметить несколько вариан-
тов. В некоторых случаях наивыгоднейший вариант бывает вполне
очевиден. Например, не представляет сомнений, что протягивание
шпоночной канавки в насадном инструменте при серийном и крупно-
серийном производстве позволит получить меньшую себестоимость
обработки на данной операции, чем долбление этой шпоночной ка-
навки. Однако в серийном и крупносерийном производстве не всегда
можно так легко решить вопрос о наиболее рентабельном варианте
отдельных операций или всего технологического процесса в целом.
Поэтому, чтобы решить этот вопрос, производят соответствующие
расчеты, связанные с определением себестоимости обработки.
Если мы обозначим себестоимость обработки в сравниваемой опе-
рации существующего (действующего) технологического процесса
через 51, а себестоимость такой же обработки, но другим методом,
обозначим через 52, тогда сравнение результатов подсчета себестои-
мости обработки по обоим вариантам можно выразить неравенст-
вом 52 «С 5Р Себестоимость обработки какой-либо поверхности (или
поверхностей) в операции технологического процесса будем назы-
вать технологической себестоимостью обработки или просто техно-
логической себестоимостью.
При конструировании заготовки, приближающейся к форме
готового изделия и направленной, следовательно, на уменьшение
нормы расхода металла на единицу изделия при расчете технологи-
ческой себестоимости, приходится учитывать те операции, которые
вводятся в новый технологический процесс для образования техно-
логических баз, выравнивания погрешностей заготовки и т. д.
Отдельные же операции в новом технологическом процессе могут
отсутствовать из-за изменившихся условий обработки. Например,
при введении сварки трением можно исключить операцию, связан-
ную с очисткой заготовок перед сваркой. Те операции, которые и
260
в том и в другом варианте обработки не претерпевают никаких из-
менений, в расчет не вводятся.
В результате расчетов получаются затраты, показывающие рен-
табельность (а иногда убыточность) нового процесса изготовления
режущего инструмента. В этих расчетах нас не столько интересует
абсолютная цифра полученных расходов сравниваемых вариантов
по себестоимости, сколько установление факта увеличения или умень-
шения расходов по сравниваемому варианту на годовую программу,
хотя абсолютная цифра также свидетельствует о том, насколько ве-
лики эти затраты. Формула расчета технологической себестоимости
на годовую программу включает следующие элементы [3]:
5 = М +^ПР + I + Л + Е + /? 4- №н + Р руб.,
где М — затраты на основные материалы, которые могут быть
меньше в проектируемом технологическом процессе в ре-
зультате применения штамповки, прокатки или других
методов образования заготовки, вследствие чего умень-
шается норма расхода материала на единицу изделия;
Гпр — заработная плата производственных рабочих;
I — расходы, связанные с эксплуатацией рабочего режущего
инструмента;
А — расходы, связанные с эксплуатацией оборудования
(амортизация);
Е — затраты на силовую электроэнергию;
7? — расходы, связанные с содержанием (ремонтом) оборудо-
вания;
— затраты на наладку станка;
Р — расходы, связанные с эксплуатацией специальных при-
способлений.
§ 2. ПУТИ ПОВЫШЕНИЯ ПРОИЗВОДИТЕЛЬНОСТИ ТРУДА
Повышение производительности труда может быть достигнуто
главным образом путем уменьшения машинного и вспомогательного
времени, а также проведения организационно-технических меро-
приятий. Машинное время можно уменьшить: применением режу-
щих инструментов, оснащенных пластинками твердого сплава,
вместо быстрорежущих инструментов; применением для режущих
инструментов вольфрамомолибденовых сталей, а также быстроре-
жущих сталей повышенной производительности; совмещением пере-
ходов; одновременной обработкой нескольких заготовок в одном
приспособлении.
Вспомогательное время можно уменьшить:
а) конструированием приспособлений с быстродействующими
зажимами — эксцентриковыми, пневматическими, гидравличес-
кими и др.;
б) с уменьшением времени установки и снятия режущих инстру-
ментов в результате применения быстросменных патронов;
в) ускорением холостых ходов;
г) применением-инструментов, обеспечивающих получение раз-
меров автоматически (зенкеры, развертки, метчики, плашки и др.);
д) перекрытием вспомогательного времени;
е) применением принципа непрерывной обработки (станки с не-
прерывным вращением стола, многошпиндельные автоматы и полу-
автоматы, поворотные и круглые столы и т. д.);
ж) применением магазинов и бункеров для автоматической за-
грузки заготовок на станках общего назначения и станках высокой
производительности в крупносерийном и серийном производствах
режущего инструмента;
з) применением автоматических линий в производстве режущего
инструмента.
Например, на московском заводе режущих инструментов «Фре-
зер» им. Калинина крупносерийное производство ручных метчиков
диаметром 3—10 мм в технологическом этапе образования формы
(до фрезерования стружечных канавок) осуществляется на перена-
лаживаемых автоматических линиях с очень узким диапазоном диа-
метров (3—3,5; 4—6; 7—8 мм и т. д.). Линии включают следующие
операции.
1. Обтачивание заготовки на одношпиндельном автомате для
продольного точения.
2. Контроль на автоматическом приборе.
3. Шлифование рабочей части на проход на бесцентрово-
шлифовальном станке.
4. Шлифование хвостовой части в подрезку на бесцентрово-
шлифовальном станке.
5. Образование квадрата на эксцентриковом прессе путем хо-
лодной штамповки.
6. Маркирование на клеймильном автомате.
7. Образование резьбы на резьбонакатном станке.
8. Снятие избытка металла по наружной поверхности рабочей
части (после накатки) на бесцентрово-шлифовальном станке путем
шлифования на проход.
На этой линии заготовки от первой операции до восьмой пере-
даются автоматически. От станка к станку заготовки передвигаются
с помощью транспортных устройств. На этом автоматическая линия
заканчивается, и обработка заготовки на следующих операциях осу-
ществляется с ручной загрузкой.
В серийном производстве сверла с цилиндрическим хвостовиком
обрабатываются на заключительных операциях (после термической
обработки) технологического процесса на автоматических линиях.
Линия включает следующие операции.
1. Черновое шлифование рабочей и хвостовой частей на проход
на бесцентрово-шлифовальном станке.
2. Чистовое шлифование рабочей части с образованием обрат-
ной конусности на проход на бесцентрово-шлифовальном станке.
3. Затачивание задней поверхности сверла по винтовым поверх-
ностям на сверлоточильном автомате МФ-158 (для сверл диаметром
6—8 мм).
4. Маркирование хвостовой части сверла на клеймильном авто-
мате.
Заготовки от станка к станку передаются автоматически с по-
мощью транспортных устройств.
Повышение производительности труда на автоматических линиях
достигается путем автоматической загрузки заготовками, подачи их
в рабочую зону и выгрузки обработанных деталей. Производитель-
ность труда характеризуется коэффициентом непрерывности про-
хода заготовок через рабочую зону. Этот коэффициент определяется
отношением числа обработанных заготовок к числу возможных при
непрерывном течении процесса с учетом потерь на нормальную под-
наладку инструмента, смазку и т. д, Коэффициент непрерывности
прохода заготовок всегда меньше единицы и равняется 0,7—0,8.
' Организационными мероприятиями, позволяющими поднять
производительность труда, являются: рациональная организация
рабочего места; многостаночное обслуживание и совмещение про-
фессий; организация принудительной заточки инструмента; система
перемещения режущего инструмента и заготовок к рабочему месту.
К организационным мероприятиям следует также относить: окраску
станка, электродвигателя и приспособления в светлый приятный
цвет, чаще всего в светло-зеленый; окраску стен помещения в мяг-
кие, светлые тона; хорошую вентиляцию помещений и т. д. Все эти
и другие мероприятия, непрерывно осуществляемые на предприя-
тиях, позволяют повышать производительность труда.
Техникум
Карта механической обработки
Наименование
Фреза цилиндрич?
Наименование
Совмещенный чертеж заготовки и изделия
125
129+г
Материал:
Годовой выпуск изделий: 100 000 шт
2ТП.В
Проектировал
Операция Уставов г Позиция Перевод Содержание обработки Эскиз обработки в операции» переходе Оборудова- ние: наименование, модель или техническая характери- стика Режущий инструмент
1 2 3 4 5 6 7 8
1 —— " Отрезка за- готовки на 1 шт. для Абразивно- отрезной полу авто- Шлифоваль- ный круг Д400Х ЗХ
X 1
+ ... - -
поковки * '• ’*"**“**' «л мат МФ-332 X 32 Э5, 40, СТ1, В ГОСТ 2424—67
3 — 197-!
-
Линейка масштабная ме- таллическая Призма со Измерительный инструмент Приспособление м Б
О Количество станков, обслуживаемых од- ним рабочим
**ч н* Количество одновре- менно обрабатывае- мых заготовок
Го Диаметр до обработки, д. Размеры обработки в мм
О1 Со Длина, /о
1 X Ширина, Ь
СИ Врезание и перебег гвр + 'п » “
"Ч о> С’! СП Расчетная длина об- работки 1 в мм
ьо О1 ^3 Припуск на сторону Я в мм
Годовой выпуск деталей:
Вид и размер загото Поковка 0 56+3X^ детали , . . изделия: ская ф 80Х125 мм
вки: мм 1
ПРИЛОЖЕНИЕ
Чертеж №
Количество штук на изделие: 1
Масса исходной заготовки в кг Масса изделия в кг
Размер оптимальной партии в шт. 50
Проверил
Режим обработки Время па обработку в мин
Глубина резания / в мм Скорость резания V в м/мин Частота вращения п в об/мин Подача Число рабочих ходов, 1 Подготови- тельно - заключитель- ное время На 1 шт.
5О В мм/об 5М В ММ/МИН на партию Т п. 3 на 1 шт., ^п. 3 Машинное м Вспомога- тельное, хэ Дополни- тельное, Штучное, Калькуля- ционное, / к\ Разряд
18 19 20 21 22 23 24 25 26 27 28 29 30 31
3 ——’ .100 1 8 0,16 0,76 0,4 0,07 1,23 1,39 2
1. Абразивные материалы и инструменты. Каталог-справочник. ВНИИАШ.
М., НИИМАШ, 1972, с. 318.
2. Антонюк В. Е., Королев В. А., Башеев С. М. Справочник конструктора
по расчету и конструированию станочных приспособлений. Минск, «Беларусь»,
1969, с. 392.
3. Барсов А. И. Технология инструментального производства. М., «Машино-
строение», 1967, с. 277.
4. Венецкий И. Г., Кильдишев Г. С. Пособие по математической статистике.
М., Госстатиздат, 1956, с. 202.
5. Длин А. М. Математическая статистика в технике. М., «Советская наука»,
1958, с. 466.
6. Каширин А. И. Технология машиностроения. М. Мащгиз, 1949, с. 629.
7. Клейман Е. А. Статистические методы регулирования и контроля качества.
М., Издательство стандартов, 1966, с. 115.
8. Коссович Г. А. Новые вольфрамомолибденовые быстрорежущие стали.
Сб ВНИИ, вып. 7, 1965, с. 59—99.
9. Левкович В. А. Теория вероятностей. Минск, Изд-во АН БССР, 1962, с. 100.
10. Мурашов А. М, Агрегатирование станочных приспособлений. М., Изда-
тельство стандартов, 1966, с. 184.
11. Основы технологии машиностроения. Под ред. проф. Корсакова В. С. М.,
«Машиностроение», 1965, с. 492.
12. Применение абразивных инструментов из эльбора в машиностроении М.,
НИИМАШ, 1972, с. 70.
13. Производство неперетачиваемого режущего инструмента. М., НИИМАШ,
1972, с. 50. '
А
Абразивная способность 46
Абразивный материал
— Алмаз естественный 46
— Алмаз синтетический 46
— Карбид кремния зеленый 46, 182
— Монокорунд 46
— Электрокорунд белый 46, 182
— Электрокорунд нормальный 46
— Электрокорунд титанистый 46
— Электрокорунд хромистый 46
— Элъбор 46, 182
Амортизация 261
Анализ металлографический 135
Б
База 38, 130, 143
— основная 39
— технологическая 39
— черновая 38
— чистовая 38
Балансировка круга 144
Балл карбидной неоднородности -217
Биение радиальное 10
Блок магнитный 117, 159
Бочкообразность 10
В
Ведомость оснастки 5.0
Взаимозаменяемость 11
Втулка кондуторная
--- без буртика 113
---быстросменная 114
--- с буртиком 113
---сменная ИЗ
Выборка 19
Выборочная совокупность 19
Выхаживание 14, 142, 200
Вышлифовывание канавок 165
Б
Гидродвигатель
— двустороннего действия 88
— одностороннего действия 88
Гидропласт 73, 119
Гистограмма распределения 19
Головки делительные
--- с гидроприводом 112 '
---с непосредственным делением 109, Н2.
169
---универсальные 109
Гравирование 205
Грат 134
Гребенка 183
Д
Деталь 5
Деформация
— остаточная 14
— пластическая 32
— упругая 11, 16
Диафрагма
— плоская 83
— резиновая 84
— резинотканевая 84
— тарельчатая 82
Документация технологическая
— Ведомость оснастки 50
— Маршрутная карта 50
•— Операционная карта 50
— Спецификация 50
Долговечность 76
Допуск 30, 122
7 Е
Единая система технологической документа-
ции (ЕСТД) 50
Единица сборочная 6, 208
Ж
Жесткость
•— контактная 13
— суммарная 14
3
Забоина 131
Заготовка
— Изготовление 124
е— Расчет массы 122
— Установка 58
Загрузка оборудования 8
Зажимное устройство
— Наконечник4 66
— Прихват 66, 73, 108
Зажимный механизм
Автоматизированный 66
— Гидравлический 155
— Клиновой 66, 91
— Механизированный 66, 79
— Плунжерный 73
— Пневматический 80, 155
— Резьбовой 67
— Ручной 65
— Эксцентриковый 69
Закон распределения
—- больших чисел 19
--- Гаусса 20
---Максвелла 20
Замин 129
Засаливание круга 202
Затылование 171, 134
Знак 205
Золотник 81
И
Изделие 5, 208
Излом шиферный 223
Износ 11
Изогнутость 10
Инструмент режущий
— Многодетальный (сборный) 5, 29
— Многолезвийный 98, 139, 201
— Насадной 145, 260
— Однодетальлый 5
— Однолезвийный 49
— Составной 132
Исходная заготовка 26
— маточный 177
— машинно-ручной 178, 235
— плашечный 177
ручной 178
Механизм
— делительный 110
— зажимный 65, 96
— замковый 111
— осцилляции 142
— призматический 76
— самоцентрирующий 76
— усиливающий 67, 91, ИЗ
— установочно-зажимный 75
— цанговый 76
Микротвердость 47
Микротрещина 26, 138
Мода 24
Монокорунд 46
К
Камера диафрагменная 82
Карбидная неоднородность 27, 45, 222
Карта
— маршрутная 40, 50
— операционная 40, 50
Качество поверхности 25
Клеймение 254
Комплекс 208
Комплект 209
Конвейер
— технологический 10
— транспортный 10
Консервация 26
Конусообразность 10, 103, 178
Корпус
— вращающийся 95
— неподвижный 94
Коррозия 25
Коэффициент
— использования материала 30
— надежности 86, 97, 99
— непрерывности прохода заготовок 263
—• одновременности работы станков 80
— передачи силы 98, 105
— погрешности установки 62
— поправочный 144
— сжатия 73
— сцепления 97, 108
— трения 93, 97, 105
— усиления 90
Красностойкость 6
Кривая распределения 18
Круг шлифовальный (характеристика)
— Зернистость 46
— Многониточный 181
— Однониточный 180
— Связка 48
— Структура 47
— Твердость 47
— Тип 49
Л
Лаборатория
— металлографическая 5
— химическая 5
М
Маркирование
— механическое 204
— ручное 204
— химико-механическое 206, 245
— химическое 208
— электрохимическое 207
Метчик
— гаечный 178, 235
— комбинированный 177
Н
Надежность 212
Наконечник 66
Напайка 137
Натяг 13
Неоднородность карбидная 5
Неровность поверхности 25
О
Облой 134
Объединение (концентрация) операций 41
Окалина 131
Оксидирование 253
Операция 6
Опора подвижная
----автоматическая 60
---- регулируемая 60
Оправка
— консольная 116
— с конической опорной частью 116 „
— с цилиндрической опорной частью 116
Отклонение от геометрической формы
— Бочкообразность 10, 13
— Изогнутость 10
— Конусообразность 10
— Овальность 10, 15, 27
Огранка 10
Седлообразность 10
П
Партия 8
Пассивирование 26 Патрон — трехкулачковый 104
— цанговый 106, 119, Перекос 129 Переход — вспомогательный 7 154
— технологический 7, Пила ленточная 127 План обработки 41 51
Плита магнитная 116, Пневмодвигатель — диафрагменный 82 — поршневой 81, 85 Поверхность — направляющая 59 — опорная 74 — упорная 59 — установочная 59 Погрешность — базирования 63 — накопленная 246 — обработки 17 159
«— систематическая 17, — случайная 18, 65 « установки 62 64
Подсечка 237
Позиция 7, 209
Полигон распределения размеров 19, 24
Полуцентр 155
Потеря металла 125
Поток 9
Привод
— вращающийся 85
— стационарный 84
Припуск
— общий 15, 28, 33
— операционный 28, 32
Приспособление
— вспомогательное 58
— специальное 58
— универсальное 58
Прихват 66, 73, 108
Производительность 260
Производство (тип)
— единичное 8
« крупносерийное 8
>— массовое 9
— мелкосерийное 8
— поточно-массовое 9
—- прерывно-поточное 9
— серийное 8
— среднесерийное 9
Процесс
— производственный 6
— технологический 6, 214
— типовой технологический 215
Р
Рабочее место 6
Рабочий ход 7
Радиальное биение 10
Разброс стойкости 212
Распределение размеров
— • ассиметричное 18
— симметричное 18
— теоретическое 19
— эмпирическое 19
Рассеяние размеров 18
Расчленение (дифференцирование) операций 41
Режим резания 7
С
Самоторможение 66
Сборочная единица 6, 208
Сборка
— общая 6, 210
— подвижная 24 ,
— промежуточная 6, 211
— - стационарная 211
Сварка
— - стыковая 132
— трением 135
Связка
— бакелитовая 46
— вулканитовая 46
— керамическая 46
— металлическая 48
Себестоимость 260
Седлообразность 10, 173
Серебрянка 124
Слой обезуглероженный 5 .
Смещение
— вертикальное 164
— горизонтальное 164
— полное 10
— частичное 10
Совокупность выборочная 19
Сортамент 27
Спад затылка 173
Стандарт предприятия 120
Станок
— агрегатный 42
— высокой производительности 42
общего назначения 42
— специализированный 42
— специальный 43
Старение
— естественное 14
— искусственное 15, 257
Статическая характеристика 198
4 Стойкость инструмента 32, 242
Т
Такт выпуска 9
Техническая характеристика 43
Технологическая операция 6
Технологичность 121
Типовой технологический процесс 215
Типоразмер 8
Точность обработки 10, 16
Треугольник опорный 60
У
Уплотнение
— гидродвигателей 90
— пневмодвигателей 89
Упорка 193
Усиливающий механизм
— Клиновой 92, 99, 106
— Рычажный 91, 106
— Цанговый 94
Установ
Устойчивость технологического процесса 213
Ф
Фиксатор 110
Флокен 223
X
Характеристика статическая 198
Ход
— вспомогательный 7
— рабочий 7
Хомут 100
Ц
Цанга
— двусторонняя 78
— толкающая 77, 106
— тянущая 77, 106
Центр
— вращающийся 100
— задний 100
— наружный 101,
— неподвижный 100
— передний 100
— чашечный 101
Центрование 130
Цикл обработки
Ш
Шаблон установочный 165
Шероховатость поверхности 7, 26
Э
Эксцентриситет 10, 71, 102
Эксцентричность 13
Электрокорунд
— белый 46
— нормальный 46
— титанистый 46
— хромистый 46
Эльбор 46
Этап технологический 214
Предисловие ............................................................ 3
Глава I. Основы построения технологических процессов.................... 5
§ I. Производственный и технологический процессы.................... 5
§ 2. Типы производств .............................................. 8
§ 3. Точность обработки............................................. К)
§ 4. Качество поверхности , . . . ................................. 25
§ 5. Виды заготовок............................................... 2С>
§ 6. Припуски и допуски ........................................... 28
§ 7. Выбор баз..................................................... 38
§ 8. Общие принципы проектирования технологических процессов . , 39
ч
Глава II. Приспособления в производстве инструмента ................... 58
§ 1. Установка заготовок в приспособлениях ~..................... 58
§ 2. Точность установки заготовок в приспособлениях.............. 52
§ 3. Зажимные устройства и механизмы с ручным приводом......... С>5
§ 4. Установочно-зажимные механизмы ............................. 75
§ 5. Механизированные зажимы..................................... 79
§ 6. Усиливающие механизмы в пневматических и гидравлических
приспособлениях............................................... 91
§ 7. Корпуса приспособлений и связь их со станком................ 94
§ 8. Определение силы зажима и параметров привода ....... 96
§ 9. Приспособления для станков токарного типа ......... 99
§ 10. Приспособления для фрезерных работ ......................... 107
§ 11. Приспособления для сверлильных работ ....................... 113
§ 12. Приспособления для шлифовальных работ...................... И 6
§ 13. Методика конструирования приспособлений .......... 120
✓
Глава III. Методы механической обработки.............................. 122
§ 1. Расчет массы заготовок .............. . . . ............... 122
§ 2. Изготовление заготовок ..................................... 124
§ 3. Изготовление составного инструмента......................... 132
§ 4. Обработка цилиндрических и конических поверхностей .... 140
§ 5. Обработка отверстий.................................... 144
§ 6. Обработка на токарно-револьверных станках, токарных автоматах
и полуавтоматах................................................... 146
§ 7. Обработка хвостовиков, лапок и квадратов................. 153
§ 8. Обработка плоскостей .......................... 157
§ 9. Обработка стружечных канавок и пазов для ножей сборных ин-
струментов ....................................................... 160
§ 10. Затылование ........................................... 171
§ 11. Нарезание резьбы....................................... 176
§ 12. Изготовление фасонного инструмента.................... 186
§ 13. Затачивание инструмента................................. 189
§ 14. Тонкая обработка ........................................ 200
§ 15. Маркирование........................................... 204
§ 16. Сборочные работы .................................... 208
Глава IV. Технология изготовления инструментов....................... 212
§ 1. Основы построения технологических процессов изготовления
инструментов...................................................... 212
§ 2. Измерение поверхностей ........................................ 223
§ 3. Технология изготовления спиральных сверл..............। . . 224
§ 4. Технология изготовления фрез ......................... 231
§ 5. Технология изготовления разверток и зенкеров. 232
§ 6. Технология изготовления машинно-ручных метчиков ...... 235
§ 7. Технология изготовления протяжек.................. . 237
§ 8. Технология изготовления зуборезного инструмента ...... 241
§ 9. Особенности изготовления сборного инструмента и инструмента,
оснащенного пластинками твердого сплава .......................... 252
§ 10. Технология изготовления калибров............................... 256
Глава V. Расчет экономичности при проектировании технологических
процессов ............................................................ 260
§ 1. Экономичность технологических процессов ....................... 260
§ 2. Пути повышения производительности труда ....................... 261
Приложение............................................................... 264
Список литературы...................................................... 267
Предметный указатель..................................................... 268
Александр Ильич Барсов
ТЕХНОЛОГИЯ ИНСТРУМЕНТАЛЬНОГО ПРОИЗВОДСТВА
Редактор издательства Б. П. Святое
Технический редактор Н. Ф. Демкина. Корректор И. М. Борейша
Переплет художника А. Я Михайлова
Сдано в набор 12/1Х 1974 г. Подписано к печати 9/ХП 1974 г. Т-18486 ' л 18,7
Формат 60Х901/1в- Бумага типографская №3 Тираж 25 000 экз. Заказ Усл. печ. л 17 Уч. -изд. коп.
1254 Цена 73
Издательство «Машиностроение», 107885, Москва, Б-78, 1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10