/
Tags: промышленность станки




Text
chipmaker.ru
I МСПО Pg
i________
Chlpmaker.ru
Министерство станкостроительной и инструментальной промышленности Союза ССР
Государственный союзный станкостроительный завод
„ЖАЛЬГИРИС'
НАСТОЛЬНО-СВЕРЛИЛЬНЫЙ СТАНОК
МОДЕЛЬ НС-12 А
РУКОВОДСТВО К СТАНКУ
chipmaker.ru
СОДЕРЖАНИЕ.
Chipmaker.ru
С гр.
I Назначение и область применения станка......... 1
II Распаковка и транспортировка станка............ 1
Схема транспортировки станка ................... 2
III Монтаж станка и установка ..................... 3
IV Подготовка станка к первоначальному пуску ... 3
V Паспорт станка, общие сведения, основные данные,
шпиндель............................................4
Стол и плита, принадлежности и приспособления . . 5
Привод, гидравлические механизмы, изменения в
станке, капитальные ремонты......................6
Кинематическая схема............................ 7
Спецификация к кинематической схеме.............10
Механика станка ................................11
Схема управления................................12
Спецификация органов управления.................12
VI Краткое описание станка
Общая компановка и особенности станка .............13
Специфические особенности отдельных узлов .... 13
VII Паспорт электрооборудования станка
Принципиальная электросхема..........................17
Спецификация покупного электрооборудования ... 18
Указания по эксплуатации и обслуживанию электро-
оборудования станка.............................19
VIII Смазка станка
Схема смазки.........................................20
Спецификация к схеме смазки ....................20
Указания по смазке станка..................... 20
IX Первоначальный пуск станка.....................21
X Настройка и наладка станка и режимы резания
Установка шкалы на глубину сверления..............21
Передвижение шпиндельной бабки .................23
Альбом чертежей запасных детален.................
НС-12Л
3
chipmaker.ru
I. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
СТАНКА
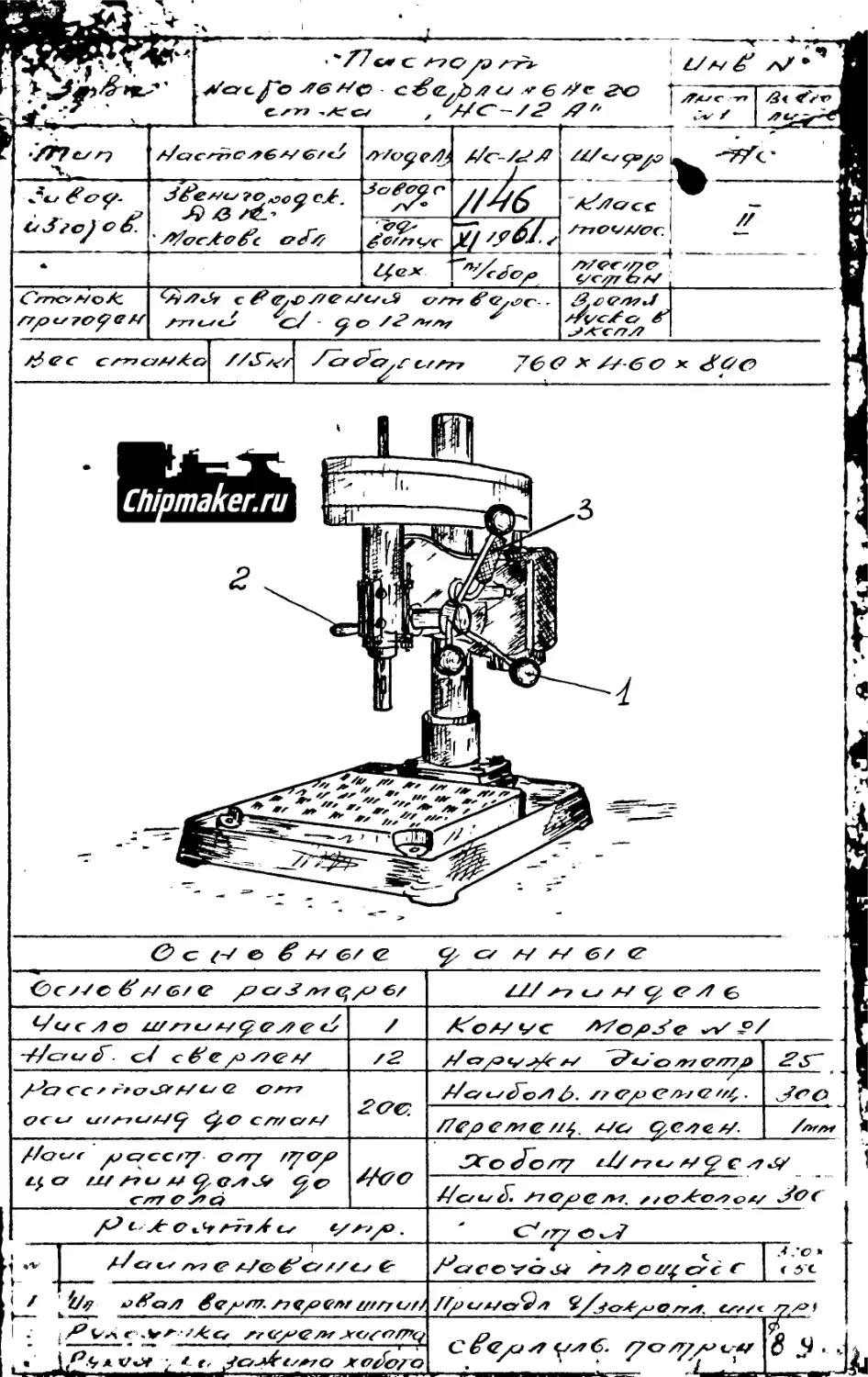
Настольио-сверлильиый станок чоц-ли ИС-12 А предназна-
чается для сверления в мелких деталях отверстий диаметром
не более 12 мм.
Chlpmaker.ru
II. РАСПАКОВКА И ТРАНСПОРТИРОВКА
СТАНКА
Для транспортировки станок в собранном виде упаковы-
вается в деревянный ящик и закрепляется болтами. Внутренняя
поверхность ящика обивается толем. Перед упаковкой корпус
станка опускается по колонке в крайнее нижнее положение.
Все обработанные поверхности покрываются слоем антикор-
розийной смазки. Комплект принадлежностей упаковывается
вместе со станком.
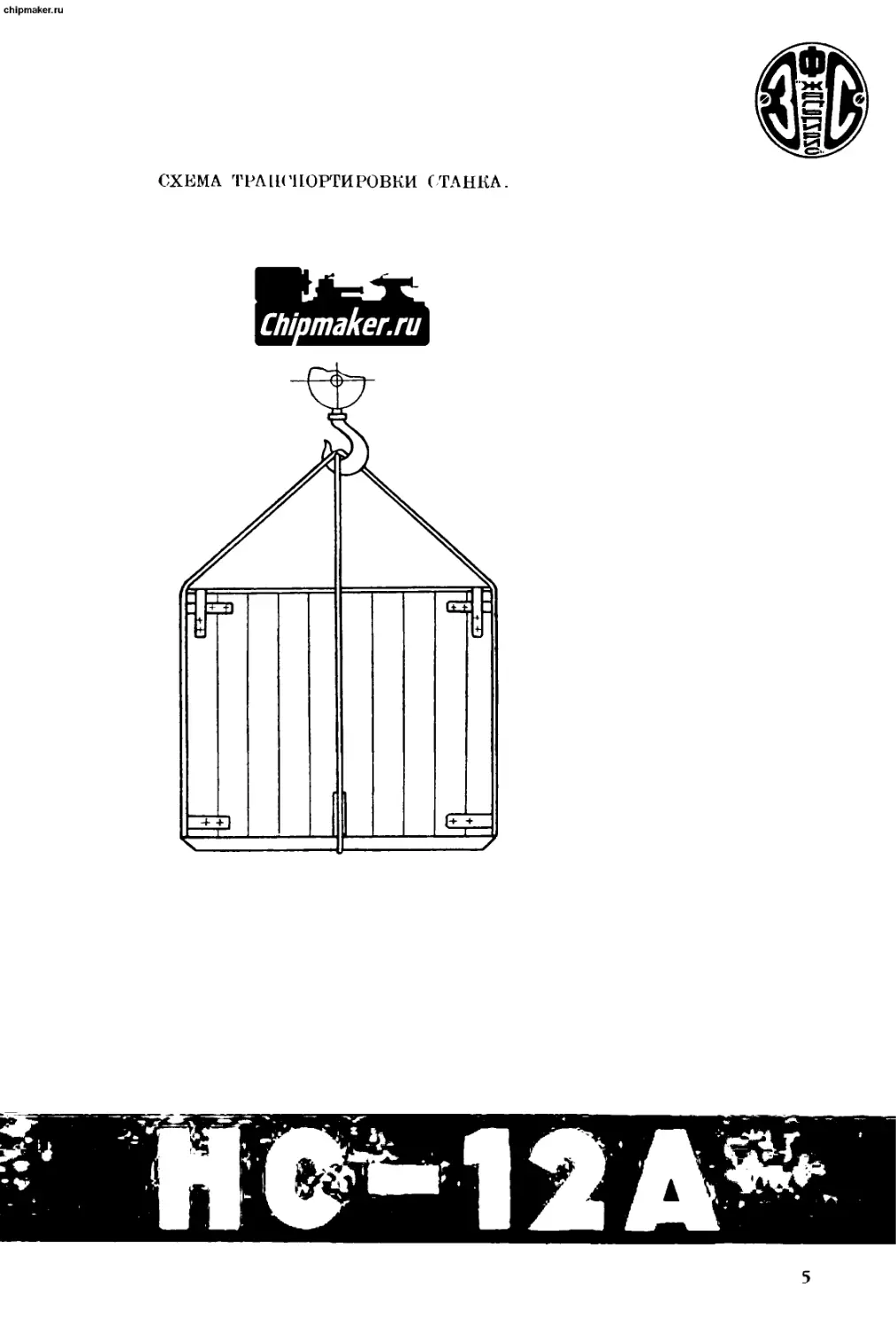
При погрузке и выгрузке необходимо избегать сильного
наклона ящика, ударов и сотрясений. Транспортировку станка
в упакованном виде надо производить согласно схеме приве-
денной на странице 5.
При распаковке станка надо следить за гем, чтобы не по-
вредить станок распаковочным инструментом, для чего в на-
чале снимается верхний щит упаковочного ящика, а затем
боковые.
НС-12Д
4
chipmaker.ru
СХЕМА ТРАНСПОРТИРОВКИ СТАНКА.
Chlpmaker.ru
chipmaker.ru
III. МОНТАЖ СТАНКА И УСТАНОВКА.
('ганок устанавливается па деревянном пли металлическом
верстаке. ПрН установке станка, пос ледник должен быть па-
В'ЖНо заземлен П подключен К общей системе заЗСМДеЦПЯ
цеха.
К верстаку станок кропится 4-мя болтами.
Chlpmaker.ru
IV. подготовка станка к
ПЕРВОНАЧАЛЬНОМУ ПУСКУ.
Антикоррозийные покрытия нанесенные перед упаковкой
данного станка, следует удалять с помощью авиационного
бензина, пли уайт-спирита, (тяжелого бензина) или керосина.
Антикоррозийные покрытия нанесены на открытые обработан-
ные неокрашенные части станка.
Места, подлежащие смазке, указаны в разделе „Смазка
станка11.
НС-12Д
6
chipmaker.ru
Министерство
стапко< TpoiiTe.ibiioii
н пп<тр\ мента. 1ыюн
ПрОМЫШ. IPIII1OCTII
11а<?тольно-1-вер-
. тнльнып
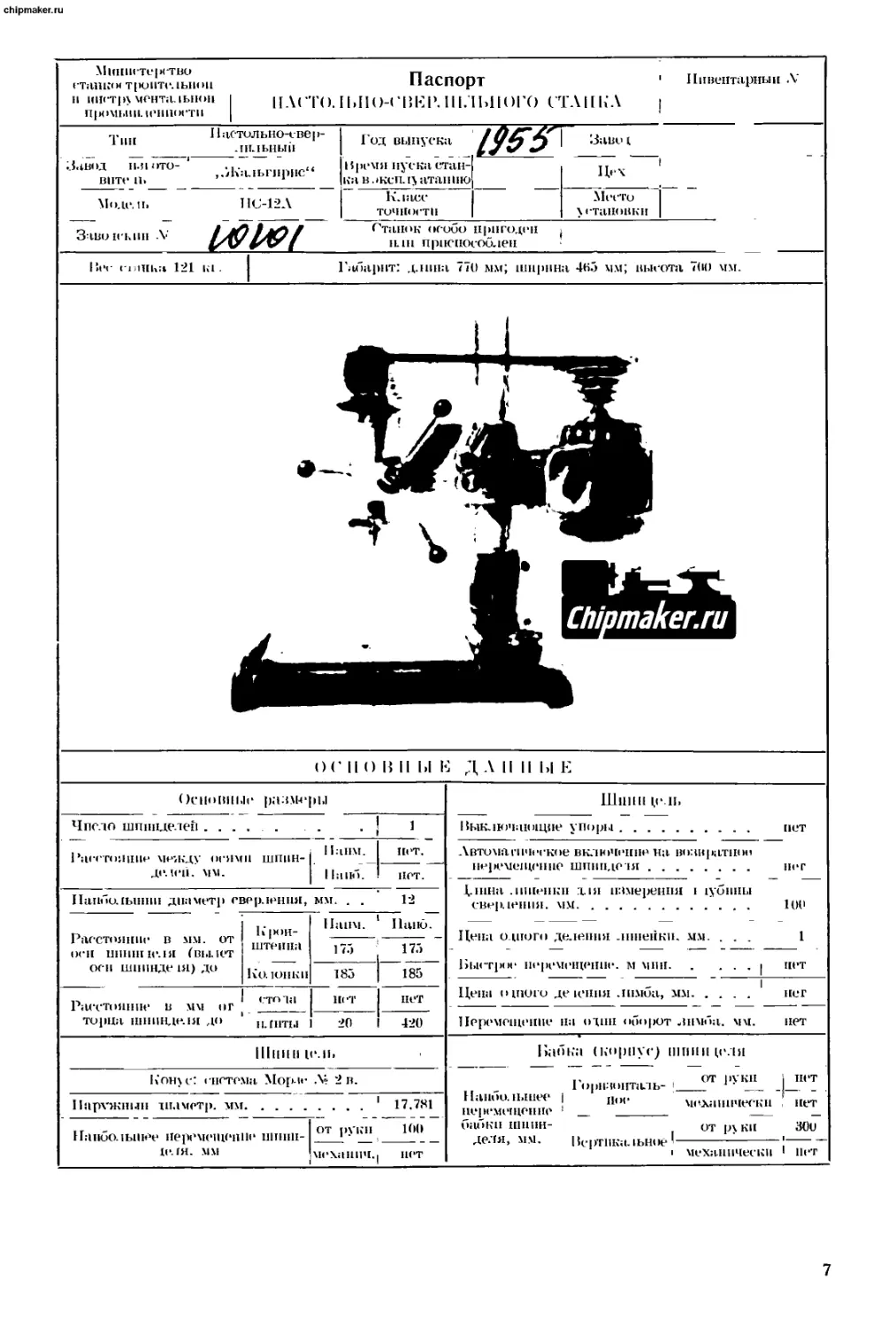
Паспорт
1ГЛ(’ТО.П>ИО-С1?К1’.П1.1ЫЮГО ПАПКА
Инвентарный .V
Тин
Завод н.п ото- >,1К!и1ЬГ11р|1С.«
вите п. 1
Моде. п.
Заве к-КПП V
Вес панка 121 кд.
Год выпуска
Время пуска стан-
ка вдкеплуатапию
Класе
точности
Станок особо пригоден
п.in приспособлен
Заве I
Место
\етановкн
Г.кбарнт: длина 770 мм; ширина 465 мм; высота 7(ю мм.
Chipmaker.ru
Основные размеры
Шинн 10.11.
Число шпинделей ..... 1
Расстояние между осями шпин- делей. мм. I I.UIM. 11ниб. нет.
ИСТ.
Наибольший диаметр сверления, мм. . . 12
Расстояние в мм. от К |н>н- Наим. Нано.
штенна 175 175
осн ипнниеля (вылет
осн шппнде 1Я) до Ко. юпки 185 185
Расстояние в мм ог сто ла Ист нет
торца шпинделя до плиты 20 420
Шинн (ель
Котс: 1'нстема Мор-и- .V 2 в.
17.781
Наружный диаметр, мм.
Выключающие упоры..................
Автоматическое включение на. возвратное
перемещение шпинделя...............
J..Iнна лииенкн дли измерения i lyomibi
сверления, мм......................
Цена одного деления лпненкп. мм.
Быстрое перемещение, м мни.
Цена о пюго де и’ння лимба, мм.
пет
пег
100
1
пет
не г
Перемощение на один оборот лимба., мм. нет
Вабка (корпус) шпнн (едя
Наибольшее перемещение ниши- от 1111 ______12**
мсханич., нет
Хеля. мм
Напои, п.шее перемещение 1’орнзонталь- 1 ЦОС t от руки механически J нет нет
балки ниши- । от р\КН зои
деля, мм. Вертикальное'
механически 1 Пет
7
chipmaker.ru
Бабка (корпус) шпинделя
Быстрое переме- вертикальное нет
щение м мин горизонтально^ нет
Наибольшим угол поворота в градусах .
360
нет
нет
Поворот на одно деление шкалы ....
Предохранение от перегрузки механизма
подач...............................
Блокировка рукояток нет
—
Траверса
Расстояние в мм от нижнего края траверсы до Стола . Наим. Наиб.
нет нет 1
Плиты нет нет
Перемещение траверсы от руки, механи- чески в мм | нет Выключающие упоры . ... . . , нет Быстрое перемещение, м'мин нет
нет
Стол и и та га
Наибольшее переме- щение стола в мм от руки, механически вертикальное . нет
продольное . . нет
поперечное. . . нет
Наибольший угол поворота стола в градусах вокруг колонки .... нет
горизонтальной. оси стола . . . нет
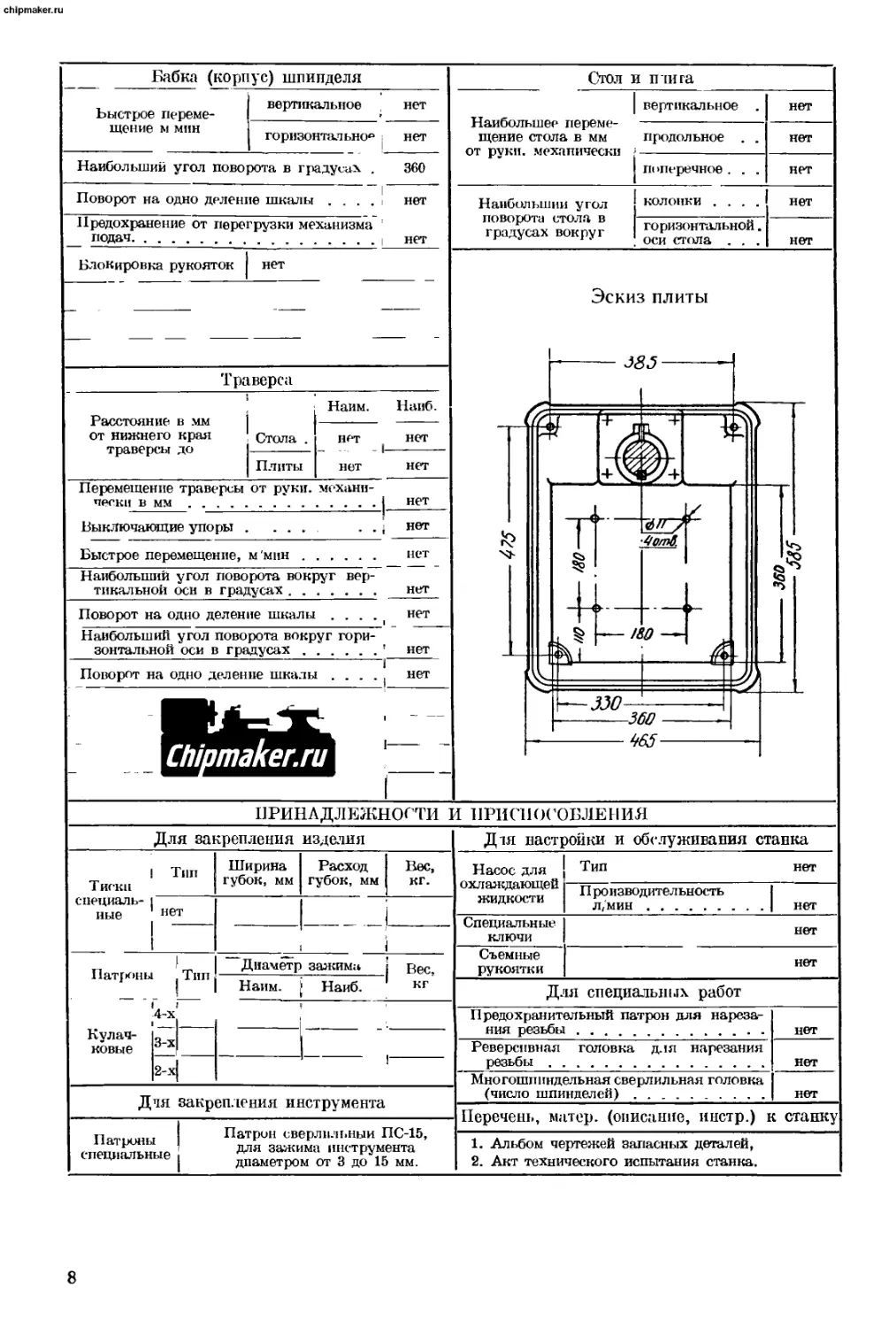
Эскиз плиты
385
Наибольший угол поворота вокруг вер-
тикальной оси в градусах .........
Поворот на одно деление шкалы . . . .
Наибольший угол поворота вокруг гори-
зонтальной оси в градусах ........
Поворот на одно деление шкалы . . . .
нет
нет
нет
'ЧОЛю.
§ — 180
Chlpmaker.ru
[—330—
------360
-----665
ПРИНАДЛЕЖНОСТИ И ПРИСПОСОБЛЕНИЯ
Для закрепления изделия
Тиски специаль- ные Тип Ширина губок, мм Расход Вес, губок, мм кг.
нет — 1
1 Пат]юны Тип Диаметр зажима ; вес.
Наим. Наиб. 1 кг
Кулач- ковые 4-х' 3-х 2-х| 1 1
Для закрепления инструмента
Дпя настройки и обслуживания станка
Насос для охлаждающей ЖИДКОСТИ Тип нет
П ро изводительность л/мин нет
Специальные КЛЮЧИ нет
Съемные рукоятки нет
Для специальных работ
Предохранительный патрон для нареза-
ния резьбы........................
Реверсивная головка для нарезания
резьбы............................
Многошпиндельная сверлильная головка
(число шпинделей).................
нет
нет
нет
Патроны |
специальные ।
Патрон сверлильный ПС-15,
для зажима инструмента
диаметром от 3 до 15 мм.
Перечень, матер, (описание, инстр.) к станку
1. Альбом чертежей запасных деталей,
2. Акт технического испытания станка.
8
chipmaker.ru
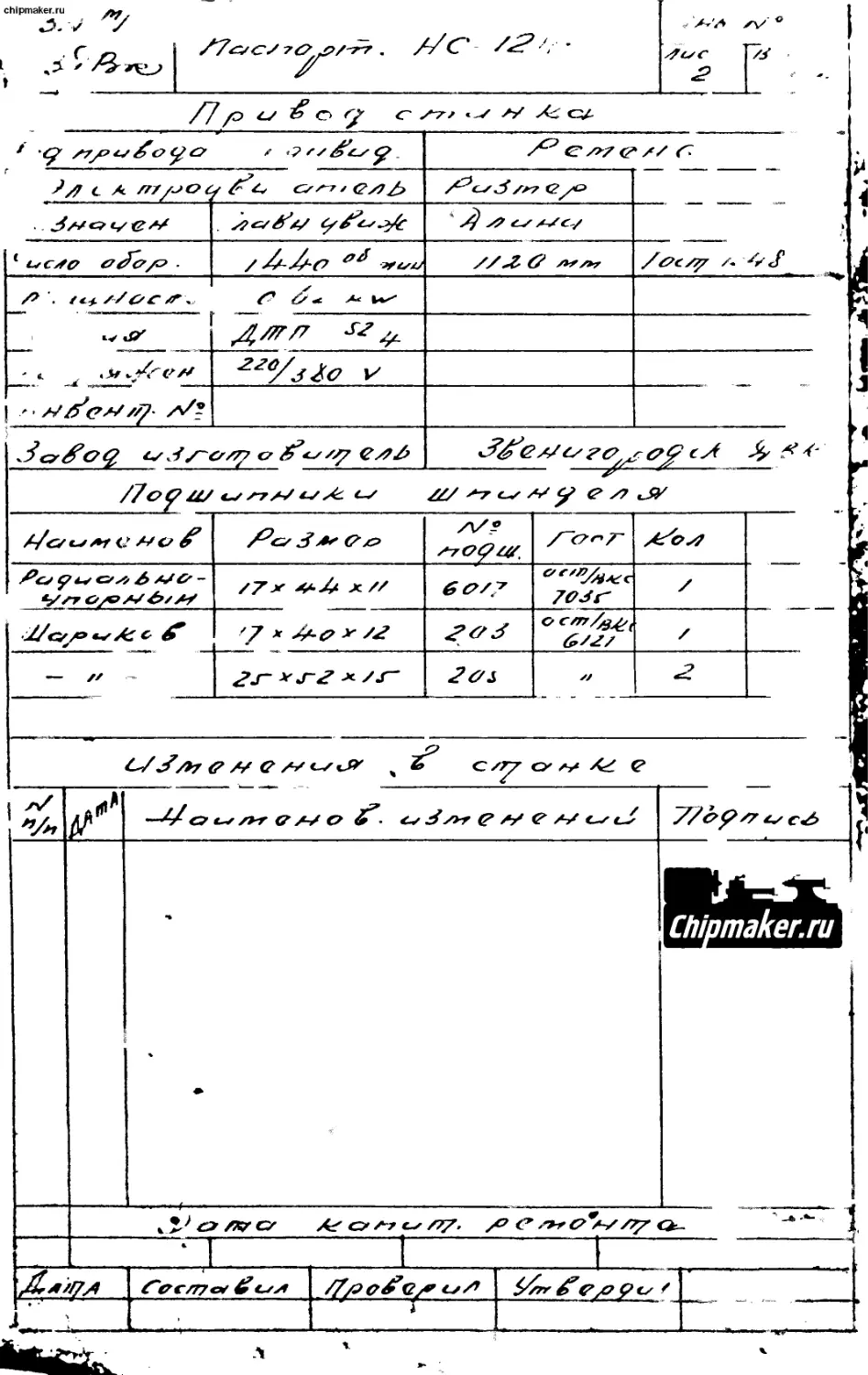
Привод
Род привел i 1 Индивидуальны!! Число оборо- Контрпривода тов в минуту Приемного шкива станка
Электродвигатели Ремни и цепи
Назначение Главный привод Местонахождение । Главный привод
Число оборотов в мин. 1400 Нормальные разме- ры ремней, цепей. (Д; стандарта и за- вод изготовитель) Ремень клиновой Сеч. ,,А“ длина L=1120 ГОСТ 1284-45
Мощность КВТ. 0.65
Число рядов ремней прокладок, пластин. 1
Инвентарный Д’
Материал Прорезиненная ткань.
Муфты фрикционные
Подшипники шпинделя
Тип
Качения
Качения
Основные
размеры мм
Шарикопод-
шипник
17x40x12
.V 60203 П
Шарикопод-
шипник
25 x 52x15 ,
№05 II
Местонахождение Нет
Тип
Наименьший диаметр Наибольший диаметр
Ширина
Число поверхностей трения
Материал
Материал поверхностей
трения
Гидравлические механизмы
Общие сведения Основные размеры Насоса Мотора или цилиндра
Тип | Пет Модель Диаметр статора, цилиндра окружностей уплотняющих выступов, мм
1 Завод изготовитель и его местонахож- денне Число об, мин.
Производит, л.'мин. Диаметр роликов пли высота нолзушки, мм
Давление атм Ширина ролика, ползушкн
Основные размеры Насоса Мотора или ци- линдра Толщина лопастей, мм
Угол наклона лопасти, диска, в градусах
Эксцентриситет или мод\ль в мм
Ширина лопасти зубчатых колес в мм. Сорт масла и вязкость
Число лопастей, поршень- ков. зубьев 1 Рабочая температура масла в градусах
Изменения в станке
Л» по
пор.
Дата
Привод станка
Дата
Механизм
главного движения
Л? по
пор.
Дата
Механизм подач.
.V по
пор.
Chlpmaker.ru
Капитальные ремонты.
Дата _ 1
Подпись
9
chipmaker.ru
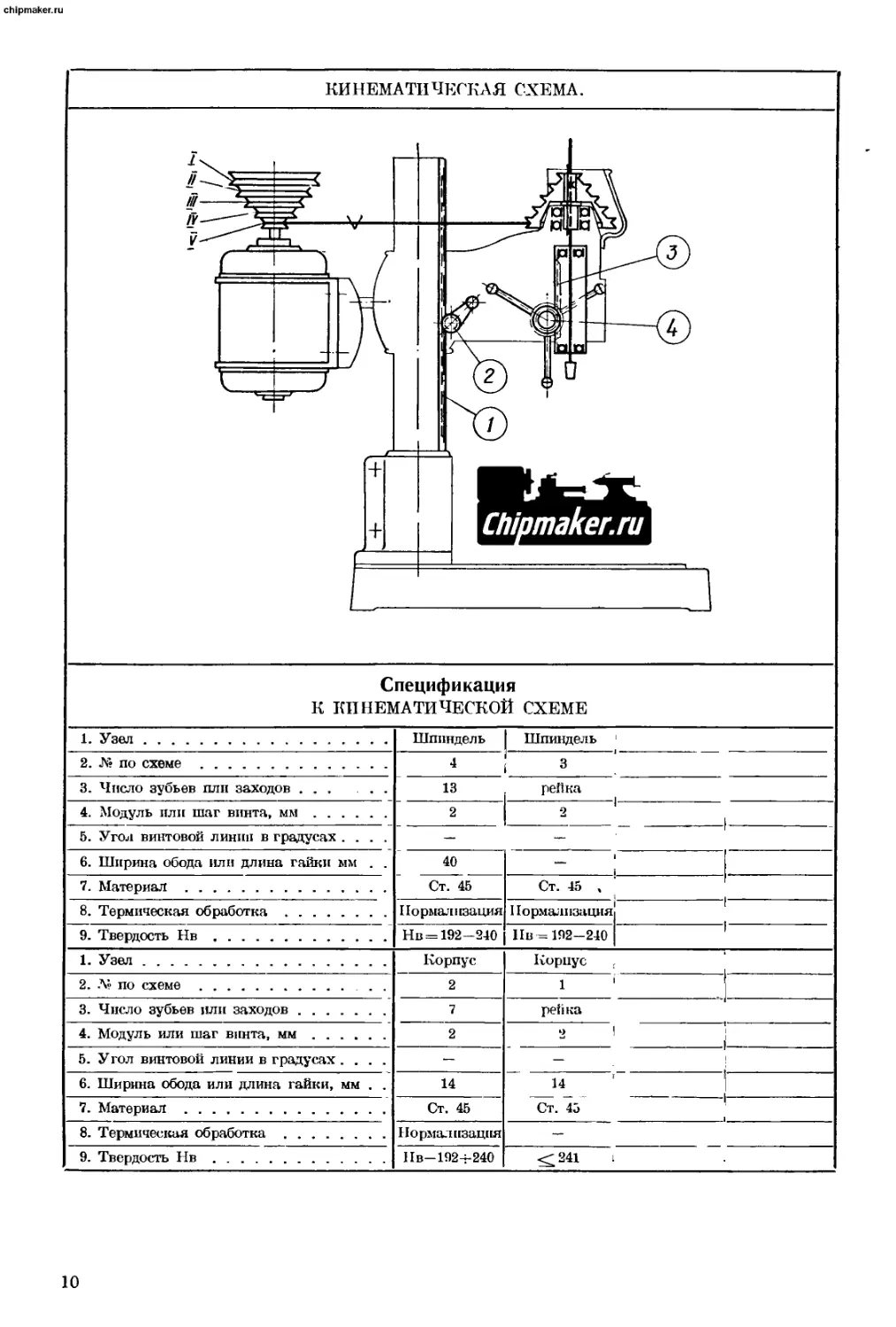
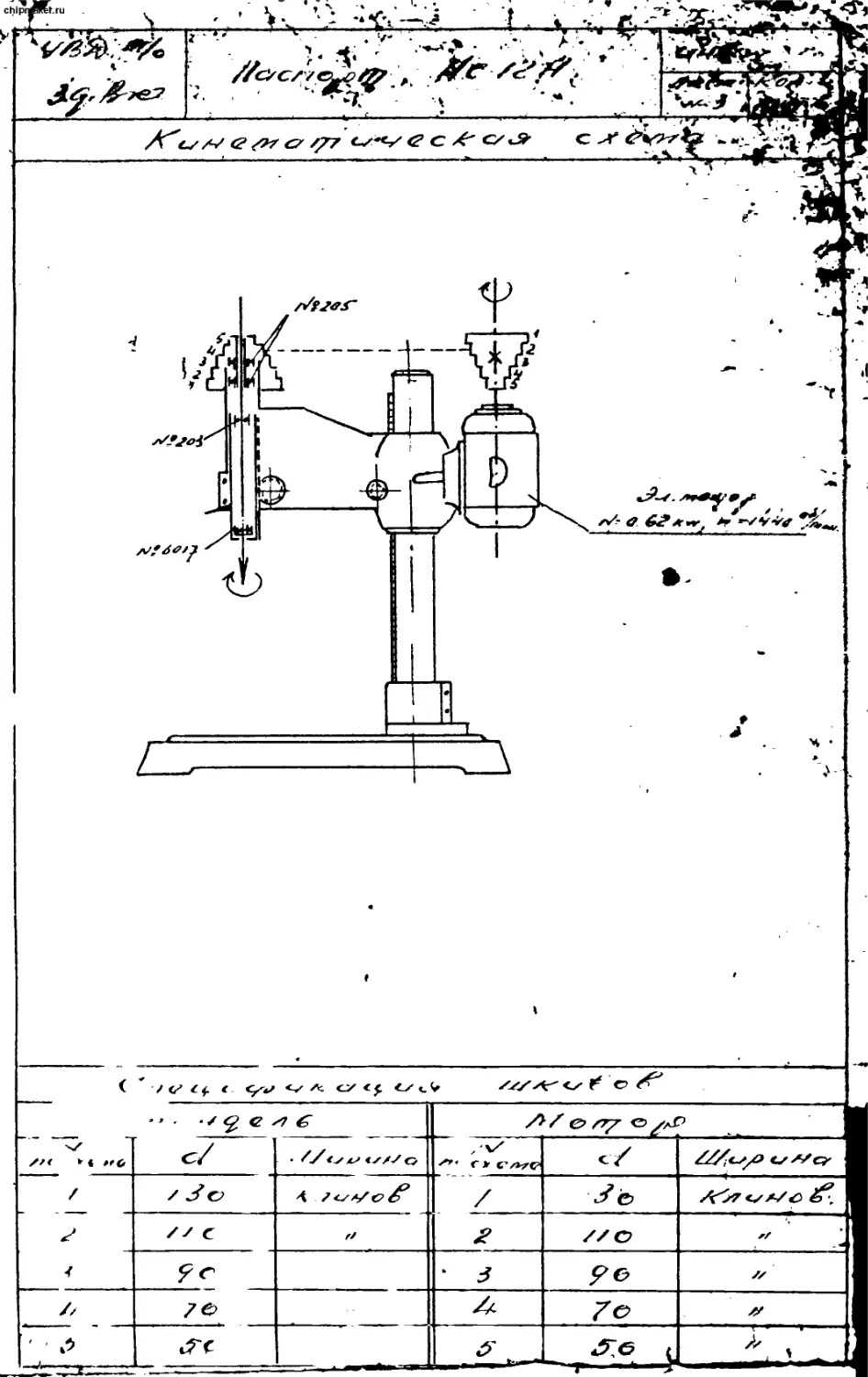
КИНЕМАТИЧЕСКАЯ СХЕМА.
Chlpmaker.ru
Спецификация
К КИНЕМАТИЧЕСКОЙ СХЕМЕ
1. Узел Шпиндель 1 Шпиндель
2. № по схеме 4 3 '
3. Число зубьев плп заходов ... , . . 13 рейка
4. Модуль пли шаг винта, мм 2 2 1 1
5. Угол винтовой линии в градусах .... —
6. Ширина обода или длина гайки мм . . 40 — S 1
7. Материал Ст. 45 Ст. 45 ,
8. Термическая обработка Нормализация тт 1 Нормализация
9. Твердость Нв Нв = 192-240 Нв = 192-240 ’
1. Узел Корпус Корпус ,
2. Л» по схеме . . 2 1 ' 1
3. Число зубьев или заходов 7 рейка
4. Модуль или шаг винта, мм 2
5. У гол винтовой линии в градусах .... —
6. Ширина обода или длина гайки, мм . . 14 14 ! i
7. Материал Ст. 45 Ст. 45 '
8. Термическая обработка Нормализация —
9. Твердость Нв Нв—192-г 240 < 241 i
10
chipmaker.ru
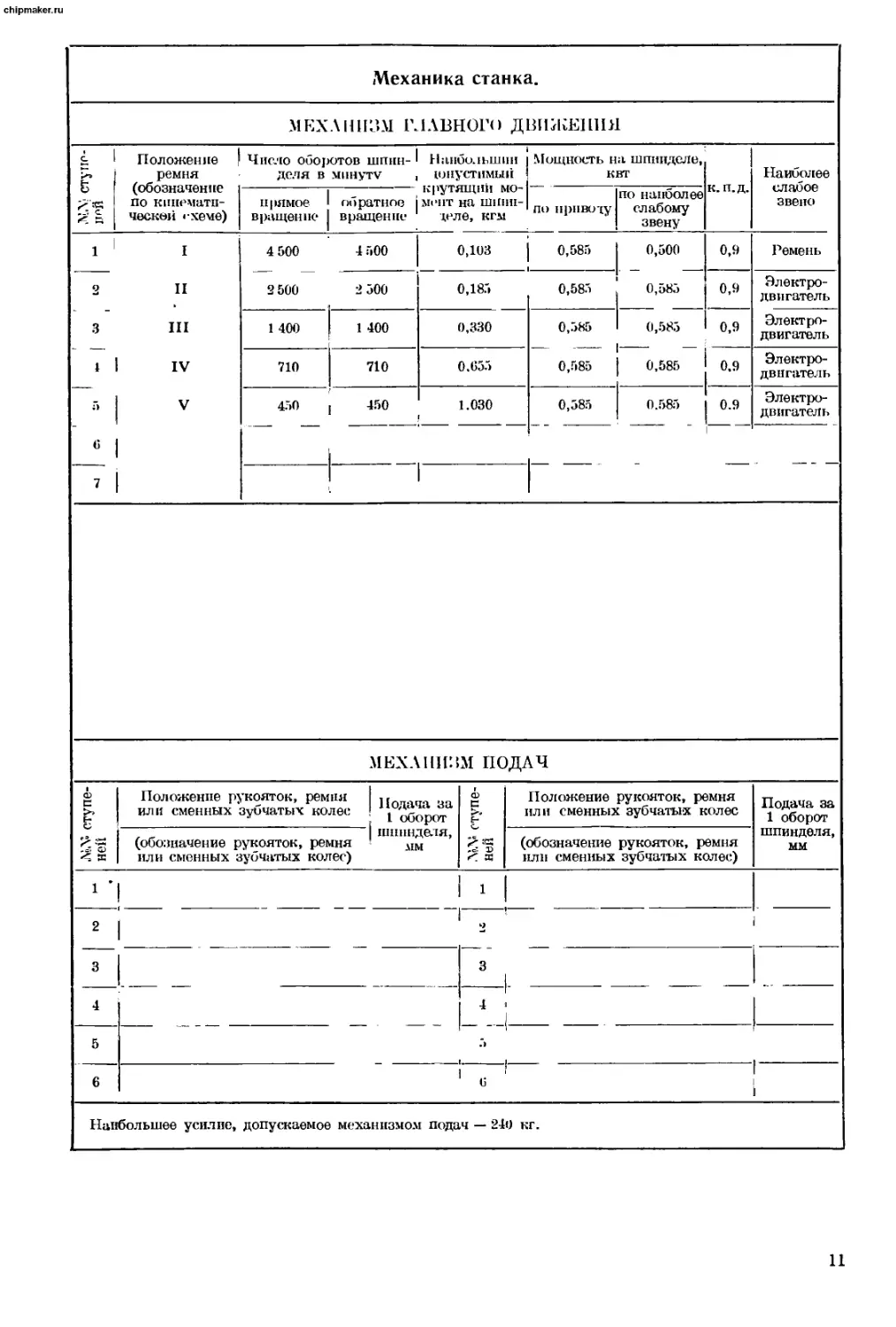
Механика станка.
МЕХАНИЗМ ГЛАВНОГО ДВИЖЕНИЯ
,МЛ; ступе- ней Положение ремня (обозначение по кинемати- ческой <-хеме) Число оборотов шпин- деля в минуту Наибольший юнустимып крутящий мо- мент на шпин- деле, кгм Мощность на шпинделе, КВТ к. п.д. Наиболее слабое звено
прямое вращение обратное вращение по приводу по наиболее слабому звену
1 I 4 500 4 500 0,103 0,585 0,500 0,9 Ремень
о II 2 500 2 500 0,185 0,585 0,585 0,9 Электро- двигатель
3 III 1 400 1 400 0,330 0,585 0,585 0,9 Электро- двигатель
1 IV 710 710 0,655 0,585 0,585 0,9 Электро- двигатель
5 V 450 450 1.030 0,585 0.585 0.9 Электро- двигатель
7
МЕХАНИЗМ ПОДАЧ
ф Е >> Положение рукояток, ремня Hotwi ча или сменных зубчатых колес , d •’ , 1 ооорот ф Е Положение рукояток, ремня или сменных зубчатых колес Подача за 1 оборот
уэн ) OV-JV шпинделя, (обозначение рукояток, ремня им или сменных зубчатых колес) < я (обозначение рукояток, ремня или сменных зубчатых колес) шпинделя, мм
1 • 1
2 1 2
3 3
4 4 1
5
6 6 1
Наибольшее усилие, допускаемое механизмом подач — 240 кг.
11
chipmaker.ru
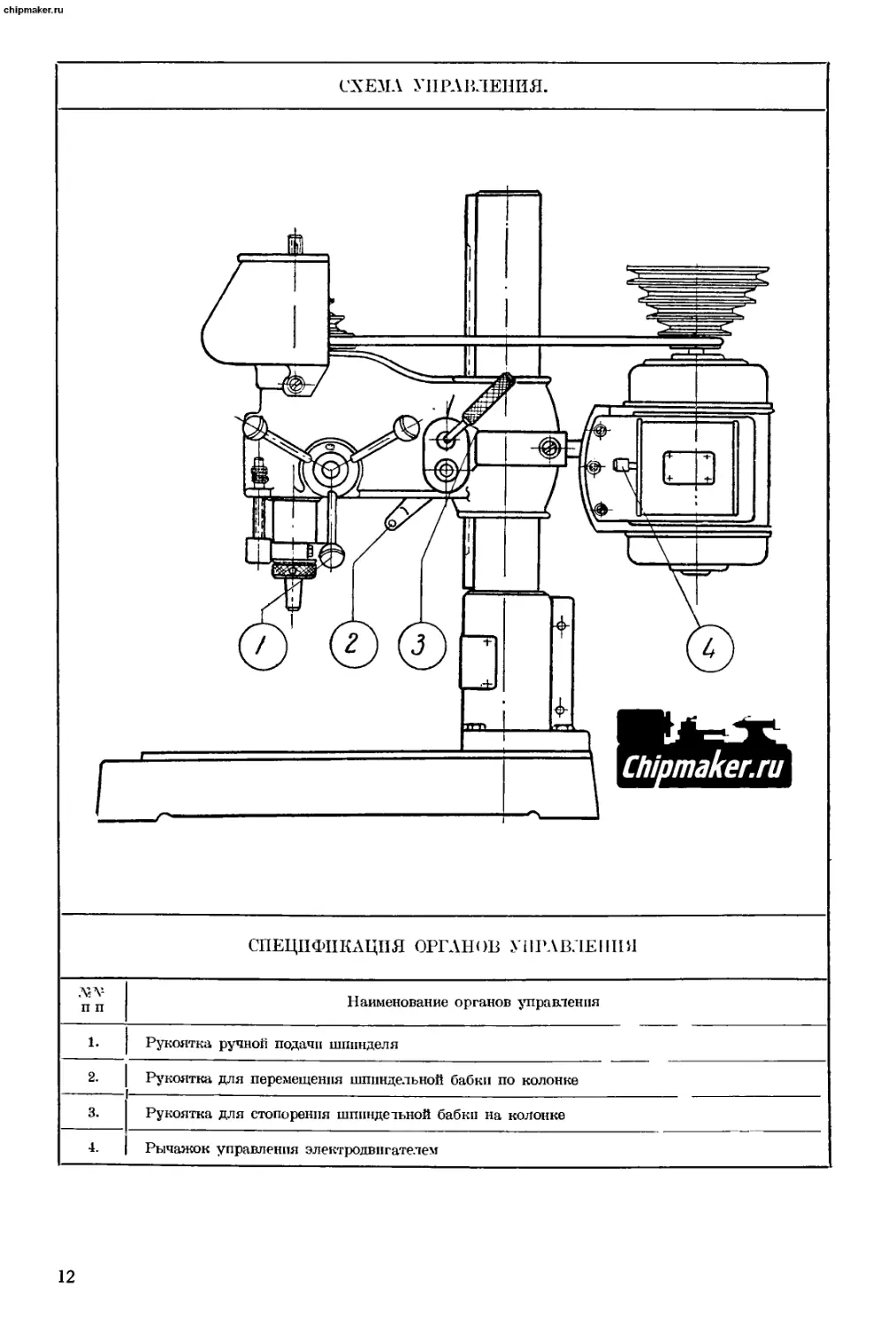
СХЕМА УПРАВЛЕНИЯ.
СПЕЦИФИКАЦИЯ ОРГАНОВ УПРАВЛЕНИЯ
AsV п п Наименование органов управления
1. Рукоятка ручной подачи шпинделя
2. Рукоятка для перемещения шпиндельной бабки по колонке
3. Рукоятка для стопорения шпиндельной бабкп на колонке
4. Рычажок управления электродвигателем
12
chipmaker.ru
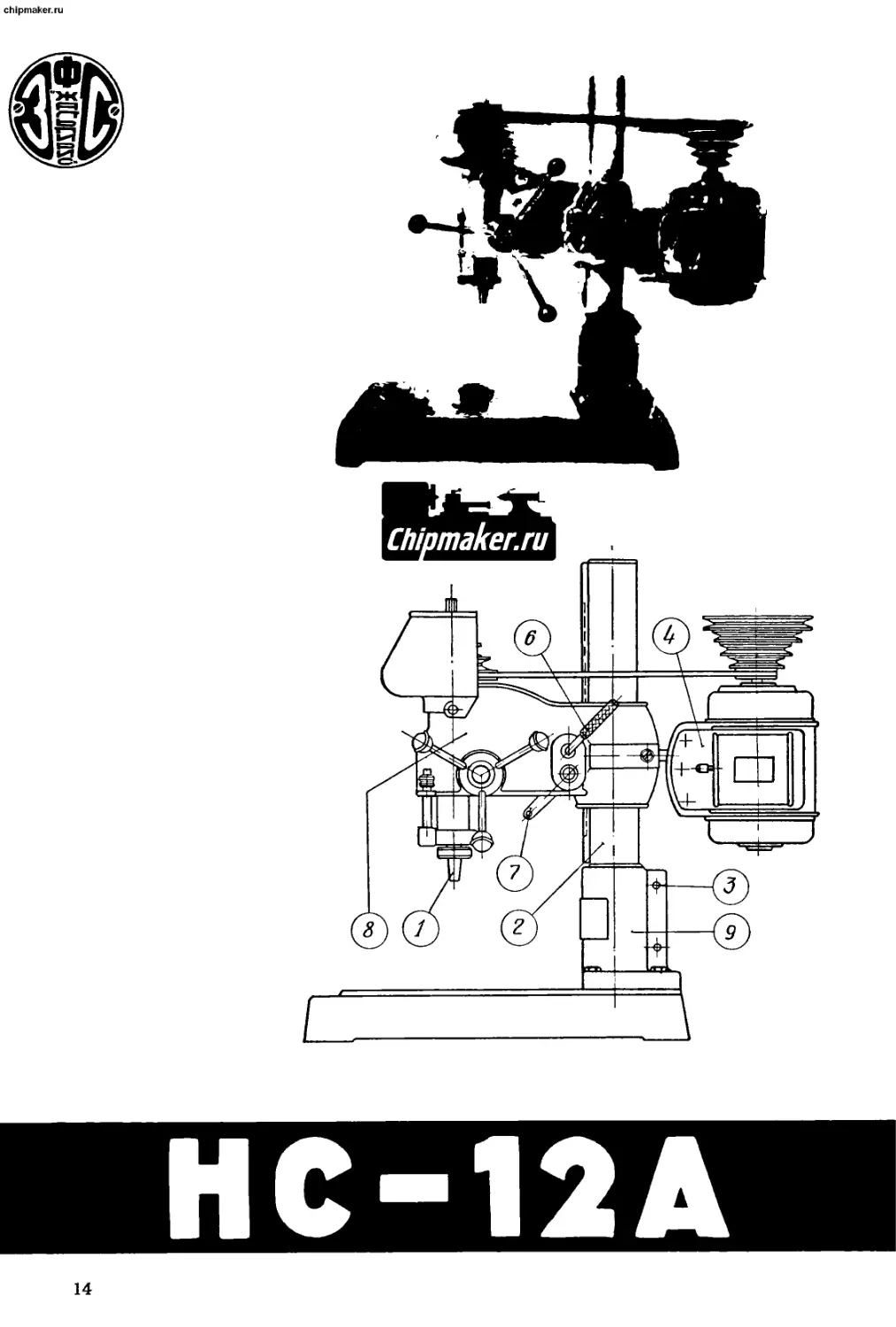
VI. КРАТКОЕ ОПИСАНИЕ СТАНКА.
1. Общая компановка и особенности станка.
Настольно-сверлильныи станок, модель ПО-12Л состоит из
следующих основных узлов, обозначенных на общем виде
(стр. 14)
Бабка шпинделя—S
Колонка и влита—2
Шпиндель—1
Привод—4
Местное освещение.
2. Специфические особенности отдельных узлов.
Бабка шпинделя
В бабке шпинделя смонтирован шпиндельный узел и меха-
низм подъема.
Последний предназначен для перемощения бабки шпинделя
по колонке. Кзади к бабке прикреплен электродвигатель.
Колонка и плита
Колонка прикреплена к плате кронштейном. В кронштейне
колонка зажата двумя болтами. В случае необходимости по-
ворота колонки вокруг своей оси, болты освобождаются, ко-
лонка совместно с бабкой поворачивается в тр<-буемо<* поло-
жение, после чего болты зажимаются.
НС-12Д
13
chipmaker.ru
НС-12Д
14
chipmaker.ru
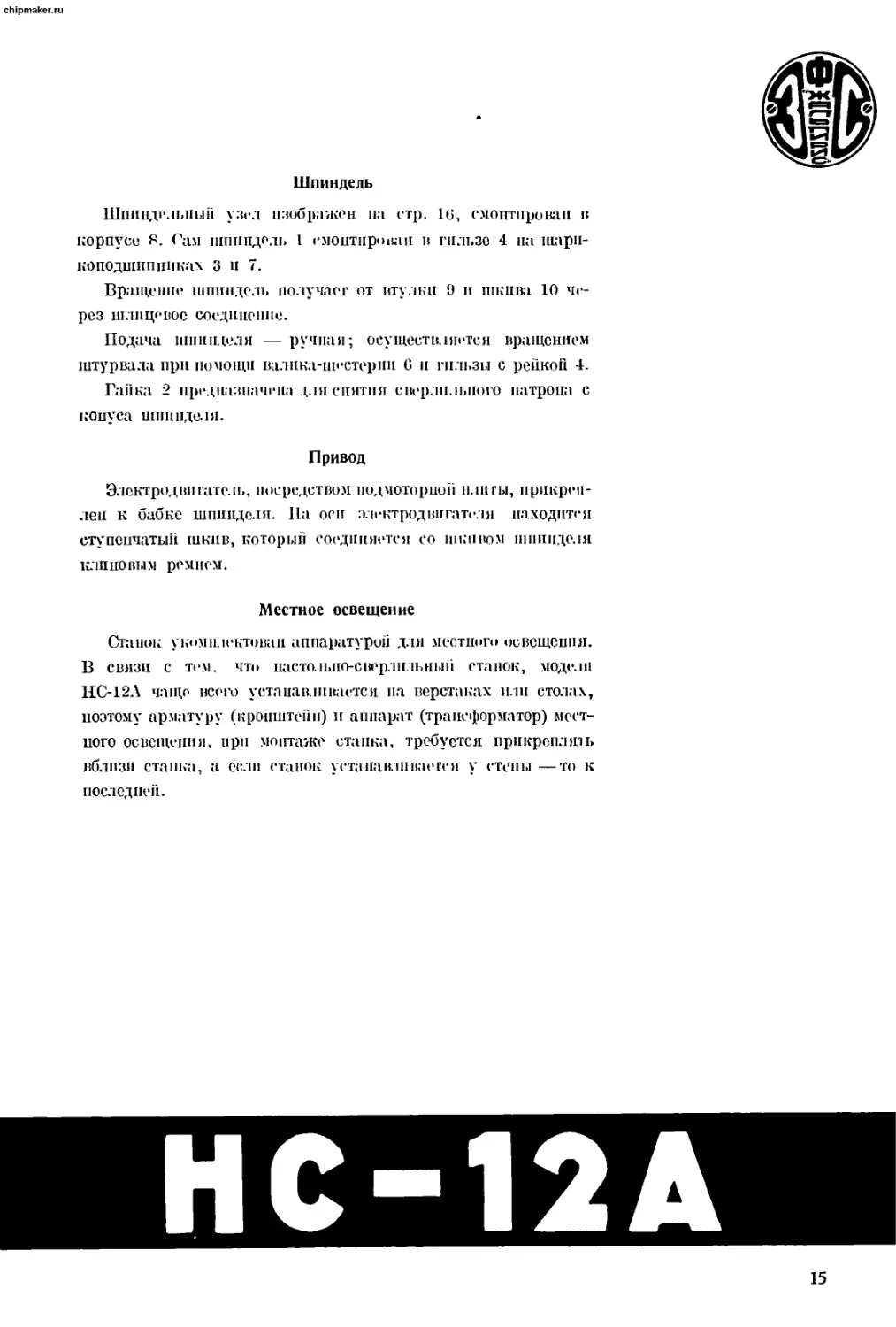
Шпиндель
Шпиндельный узел изображен на стр. 16, смонтирован в
корпусе Я. Сам шпиндель I смонтирован в гильзе 4 па шари-
коподшипниках 3 и 7.
Вращение шпиндель получает от втулки 9 и шкива 10 че-
рез шлицевое соединение.
Подача шпинделя — ручная; осуществляется вращением
штурвала при помощи валика-шестерпи 6 и гильзы с рейкой 4.
Гайка 2 предназначена для снятия сверлильного патрона с
конуса шпинделя.
Привод
Электродвигатель, посредством подчоторной плиты, прикреп-
лен к бабке шпинделя. Па оси электродвигателя находится
ступенчатый шкив, который соединяется со шкивом шпинделя
клиновым ремнем.
Местное освещение
Станок укомплектован аппаратурой для местного освещения.
В связи с тем. что настольно-сверлильный станок, модели
ИС-12А чаще всего устанавливается па верстаках или столах,
поэтому арматуру (кронштейн) и аппарат (трансформатор) мест-
ного освещения, при монтаже стайка, требуется прикреплять
вблизи станка, а если станок устапавлпваегея у стены —то к
последней.
НС-12Д
15
chipmaker.ru
НС-12Д
16
chipmaker.ru
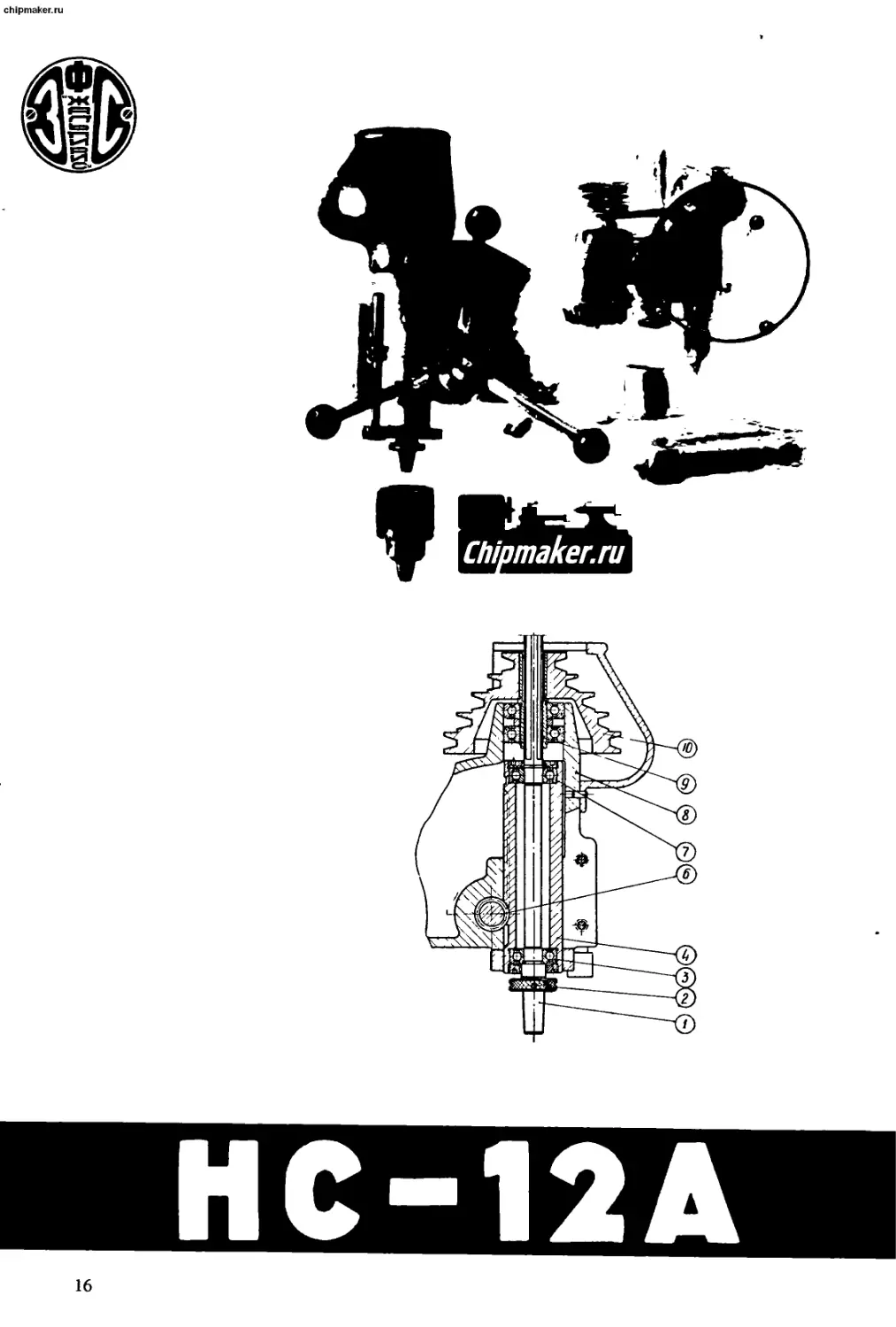
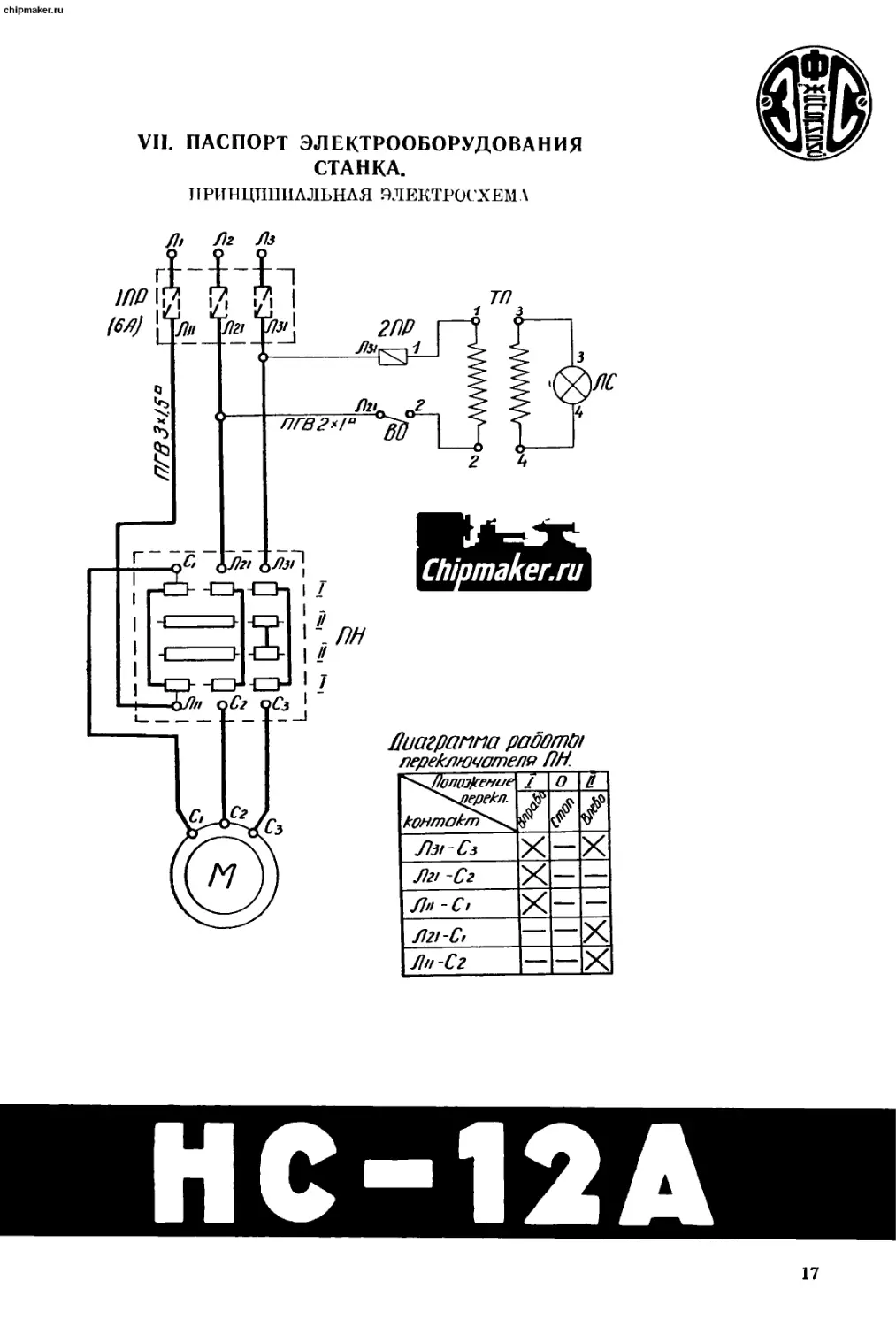
VII. ПАСПОРТ ЭЛЕКТРООБОРУДОВАНИЯ
СТАНКА.
ПРИНЦИПИАЛЬНАЯ ЭЛЕКТРОСХЕМ Л
Chipmaker.ru
Диаграмма раоотй!
переключателя ПН.
''^Полозкение ^^церекл контакт'"-^ 7 о п
Z /
Ли - Сз —
Ли -Сг — —
f]u - Ct — —
Л2!-Ct — —
Ли -Сг — —
НС-12Д
17
chipmaker.ru
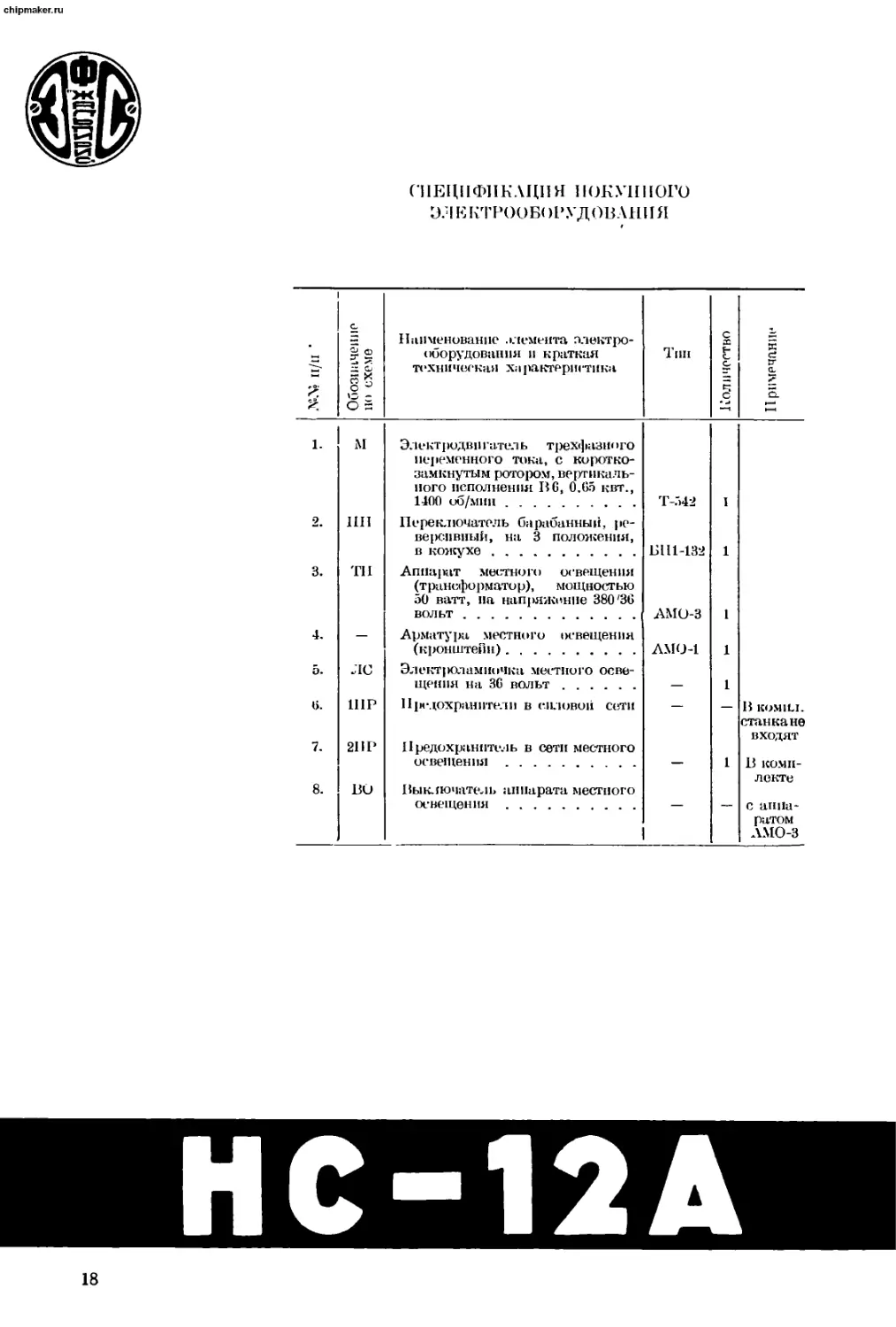
СПЕЦИФИКАЦИЯ ПОКУПНОГО
ЭЛ ЕКТРООБС И’УДОВАИПЯ
Обозначение но схеме Наименование элемента электро- оборудования п краткая техническая характеристика Тнн Количество Примечание
1. 2. 3. 4. 5. 6. м нп тн яс 111Р Электродвигатель трехфазного переменного токи, с коротко- замкнутым ротором,вертикаль- ного исполнения В 6, 0,65 квт., 1400 об/мин Переключатель барабанный, ре- версивный, на 3 положения, в кожухе Аппарат местного освещения (трансформатор), мощностью 50 ватт, па нащагженне 380'36 вольт Арматура местного освещения (кронштейн) Элект|Юламиочки местного осве- щения на 36 вольт Предохранители в силовой сети Т-542 БП1-132 АМО-3 АМО-1 I 1 1 1 1 В комил.
7. 8. 21 IP ВО Предохранитель в сети местного освещения Выключатель аппарата местного освещения — 1 станкане входят В комп- лекте с аппа- ратом ЛМО-3
НС-12Д
18
chipmaker.ru
УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ И ОБСЛУЖИВАНИЮ
ЭЛЕКТРООБОРУДОВАНИЯ СТАНКА
' а. Порядок управления электроприводом
На станке установлен асинхронный электродвигатель трсх-
фазного-перемсиного тока, для управления которым имеется
барабанный переключатель. На последнем закреплена таблица
с надписями: ,,Влег.о“, ,.О“, „Вправо".
Для получения правого или левого вращения, рычажок
барабанного переключателя поворачивается в соответствующее
положение.
Лампа местного освещения включается рычажком аппарата
(трансформатора) местного освещения.
б. Указания по обслуживанию электрооборудования
станка
При уходе за электродвигателем необходимо обращать вни-
мание па его смазку.
Промывать подшипники следует бензином. Употребление
керосина в этом случае не допускается.
Регулярно производить очистку от ныли п грязи электро-
двигатель и аппаратуру.
Лучше всего для этой цели пользоваться пылесосом.
Постоянное внимание надо обращать ла то. чтобы станок
надежно был заземлен.
НС-12А
19
chipmaker.ru
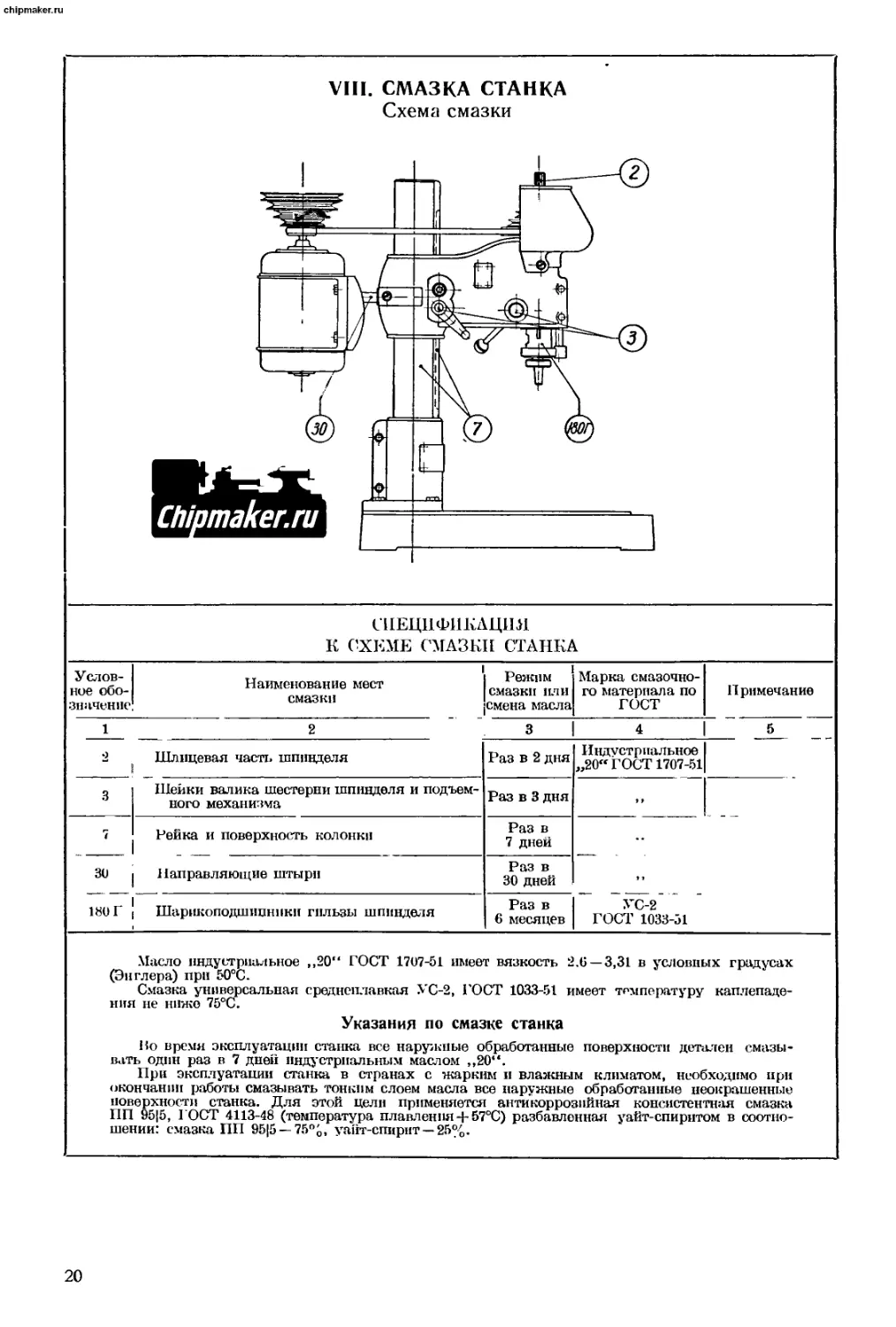
VIII. СМАЗКА СТАНКА
Схема смазки
СПЕЦИФИКАЦИЯ
К СХЕМЕ СМАЗКИ СТАНКА
Услов- ное обо- значение Наименование мест смазки Режим смазки или смена масла Марка смазочно- го материала по ГОСТ Примечание
1 2 3 4 5
О Шлицевая часть шпинделя Раз в 2 дня Индустриальное „20" ГОСТ 1707-51
3 Шейки валика шестерни шпинделя и подъем- ного механизма Раз в 3 дня t >
7 Рейка и поверхность колонки Раз в 7 дней • •
30 Направляющие штыри Раз в 30 дней » >
180 Г ттт Шарикоподшипники гильзы шпинделя Раз в 6 месяцев УС-2 ГОСТ 1033-51
Масло индустриальное ,,20“ ГОСТ 1707-51 имеет вязкость 2.6 — 3,31 в условных градусах
(Энглера) при 50°С.
Смазка универсальная среднеплавкая УС-2, ГОСТ 1033-51 имеет температуру каплепаде-
ния не ниже 75°С.
Указания по смазке станка
Во время эксплуатации станка все наружные обработанные поверхности деталей смазы-
вать один раз в 7 дней индустриальным маслом ,,20“.
При эксплуатации станка в странах с жарким и влажным климатом, необходимо при
окончании работы смазывать тонким слоем масла все наружные обработанные неокрашенные
поверхности станка. Для этой цели применяется антикоррозийная консистентная смазка
ПП 95|5, ГОСТ 4113-48 (температура плавления 4-57°С) разбавленная уайт-спиритом в соотно-
шении: смазка ПП 95|5 — 75%, уайт-спирит —25%.
20
chipmaker.ru
IX. ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКА.
Перед первоначальным пуском станка должны быть выпол-
нены все указания, изложенные в разделах ^Электрооборудова-
ние станка** н „Смазка станка*1, относящиеся к первоначаль-
ному пуску.
После этого можно сделать пробный пуск станка па ха юс-
том ходу па всех скоростях последовательно, начиная с наи-
меньших оборотов шпинделя.
Убедившись в нормальной работе всех механизмов станка
можно приступить к его эксплуатации.
В первый период, после пуска станка не рекомендуется ра-
ботать с применением максимального числа оборотов шпинделя.
X. НАСТРОЙКА И НАЛАДКА СТАНКА И
РЕЖИМЫ РЕЗАНИЯ.
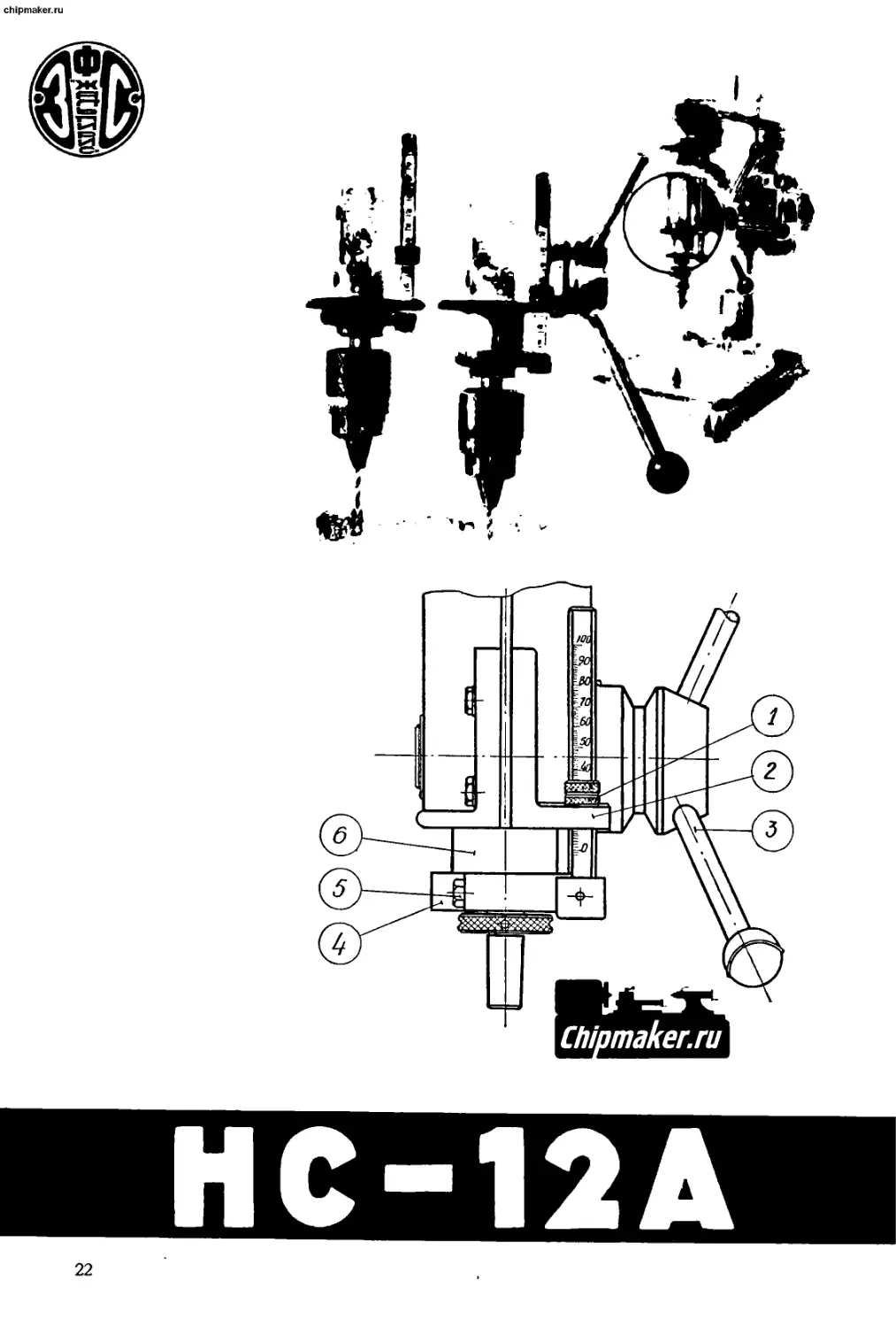
1. Установка шкалы на глубину сверления.
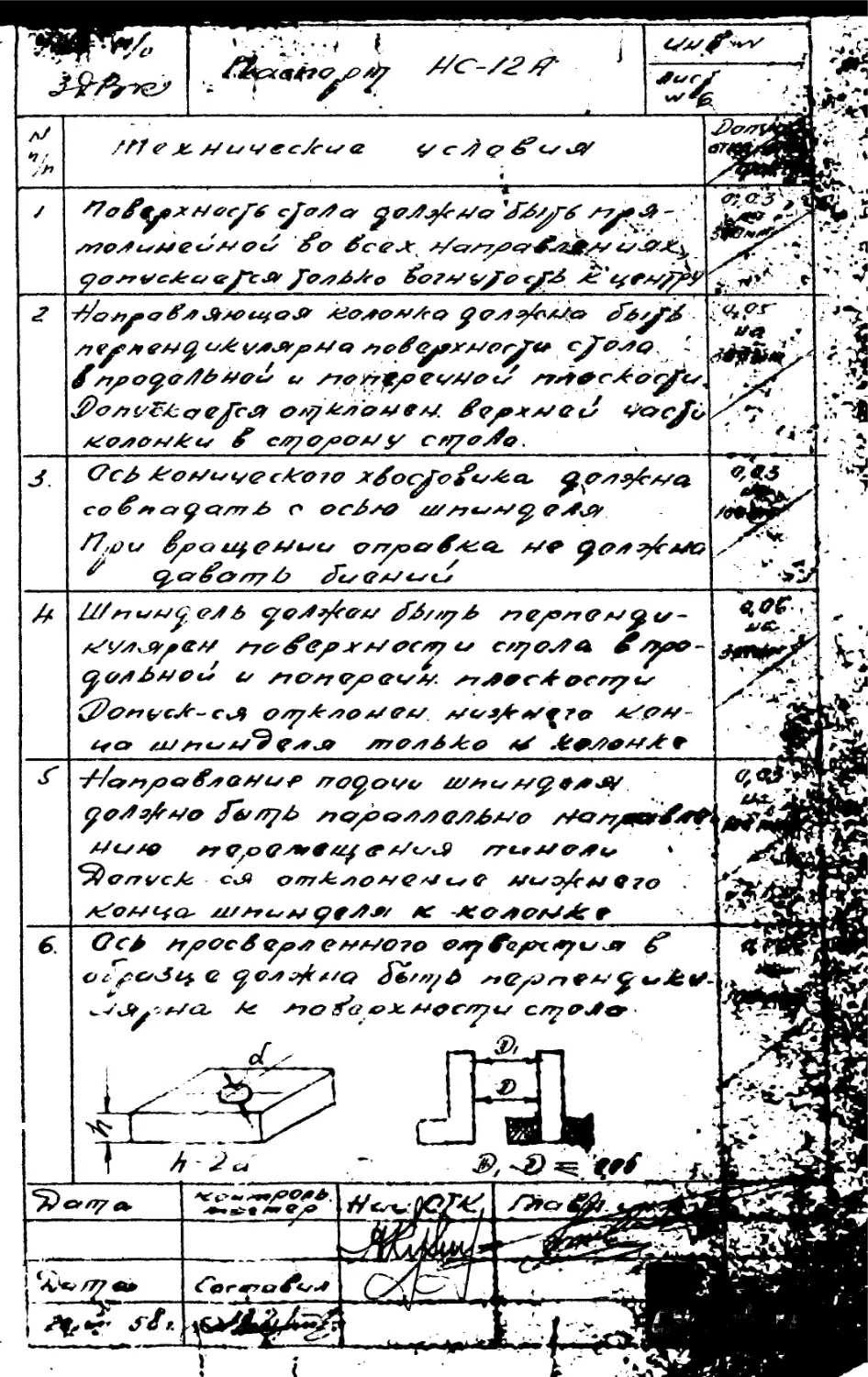
На странице 22 изображен рисунок шкалы перемещения
шпинделя. При сверлении отверстий на заданную глубину
можно пользоваться упором.
Поворотом штурвала 3 сверло доводится до поверхности
обрабатываемого изделия и засверливается на глубину ко-
нусной заточки сверла. Винтом 5 освобождается хомутик 4 на
гильзе 6 и устанавливается нулевая риска шкалы заподлицо
с верхней поверхностью выступа 2. После этого хомутик за-
крепляется на гпльзе. Нижняя гайка 1 устанавливается про-
тив цифры, соответствующей требуемой глубине сверления и
законтривается верхней гайкой.
НС-12А
21
chipmaker.ru
НС-12Д
22
chipmaker.ru
Chlpmaker.ru
2. Передвижение шпиндельной бабки.
В случае необходимости перемощения шпиндельной бабки 8,
(стр. 14) по колонке 2, нужно освободить рукоятку 6. При ос-
вобождении рукоятки G обязательно нужно одной рукой при-
держивать рукоятку 7 (во избежание опускания бабки вниз).
Станок может быть настроен для сверления отверстии в
длинных или крупных деталях.
Для этого нужно освободить винты 3 в кронштейне 9, по-
вернуть бабку шпинделя 1 вместе с колонкой 2 в требуемое
положение, после чего винты 3 —закрепить.
„Руководство к станку" не отражает незначительных кон-
структивных изменений в станке, внесенных заводом — изго-
товителем, после подписания к выпуску в свет данного „Ру-
ководства".
НС-12 А
23
chipmaker.ru
АЛЬБОМ ЧЕРТЕЖЕЙ
запасных деталей
настольно-сверлильного станка
Модель IIC-12A
chipmaker.ru
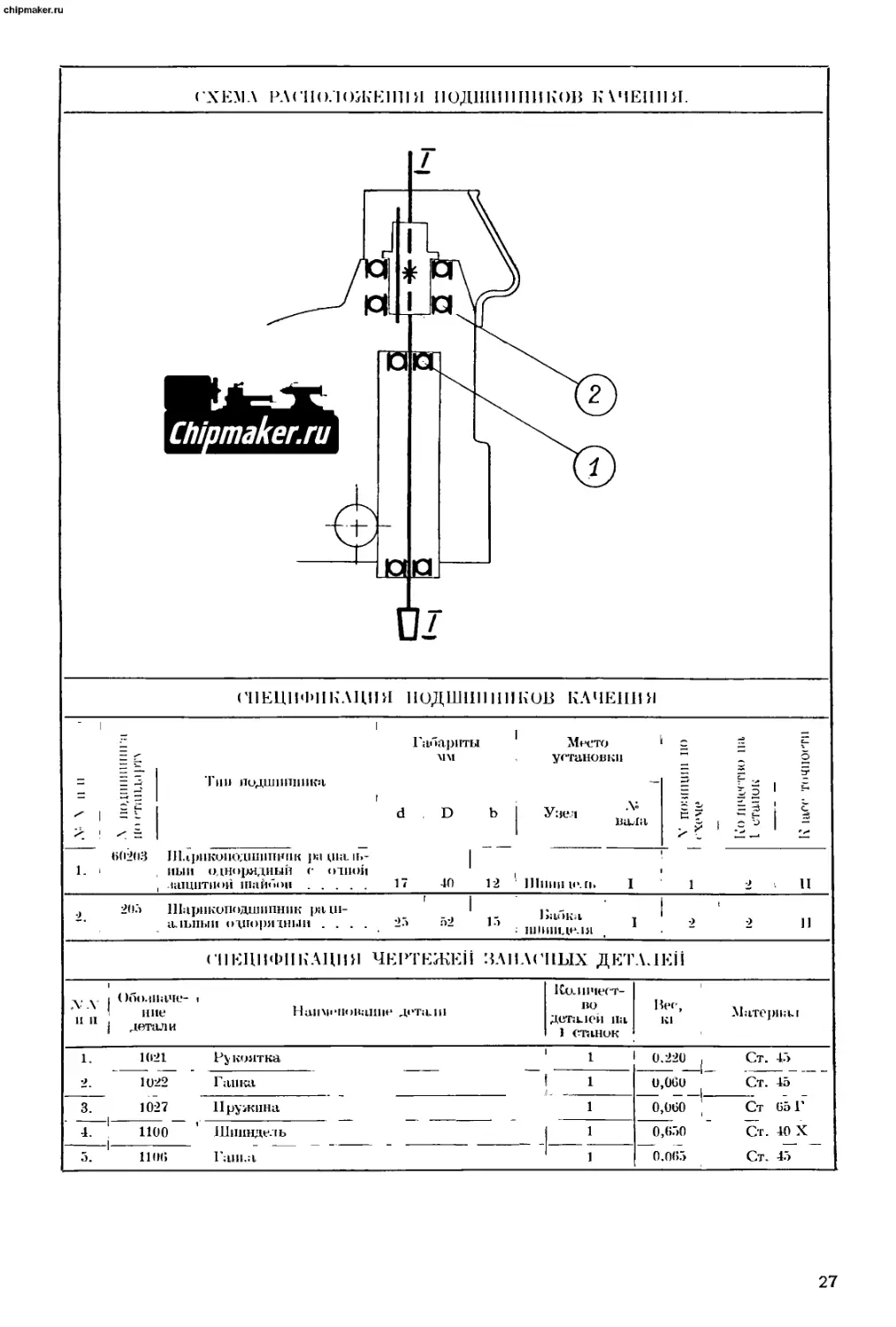
СХЕМА РАСПОЛОЖЕНИЯ ПОДШИПНИКОВ К V1EH11Я.
СПЕЦИФИКАЦИЯ ПОДШИПНИКОВ КАЧЕНИЯ
= 1 Гаоарпты мм МрСТО установки 2 - с_ О
' 1 > ! 1 l-rniu..) |>11 iiiiiiJ'oir v Тин подшипника । d D ь У:- в2га V позпци схеме Ко шче< т1 1 станок К шее точ
1. 1 60203 Шарикоподшипник pa цш. п>- иыи однорядный <• одной защитной шайоон 17 40 12 Шинн к*.п> I 1 2 II
2. 205 Шарикоподшипник pa ш- альпыи от,1юря1ныи . . . . ' 1 25 52 15 J >а< Hi« l > ШНПИДРДЯ 2 2 I)
СПЕЦИФИКАЦИЯ ЧЕРТЕЖЕЙ ЗАПАСНЫХ ДЕТАЛЕН
Д’ л и п । ()б< иначе- г I ине | детали Наименование детали Количест- во деталей па 1 станок Вес, К1 Матерн;!. 1
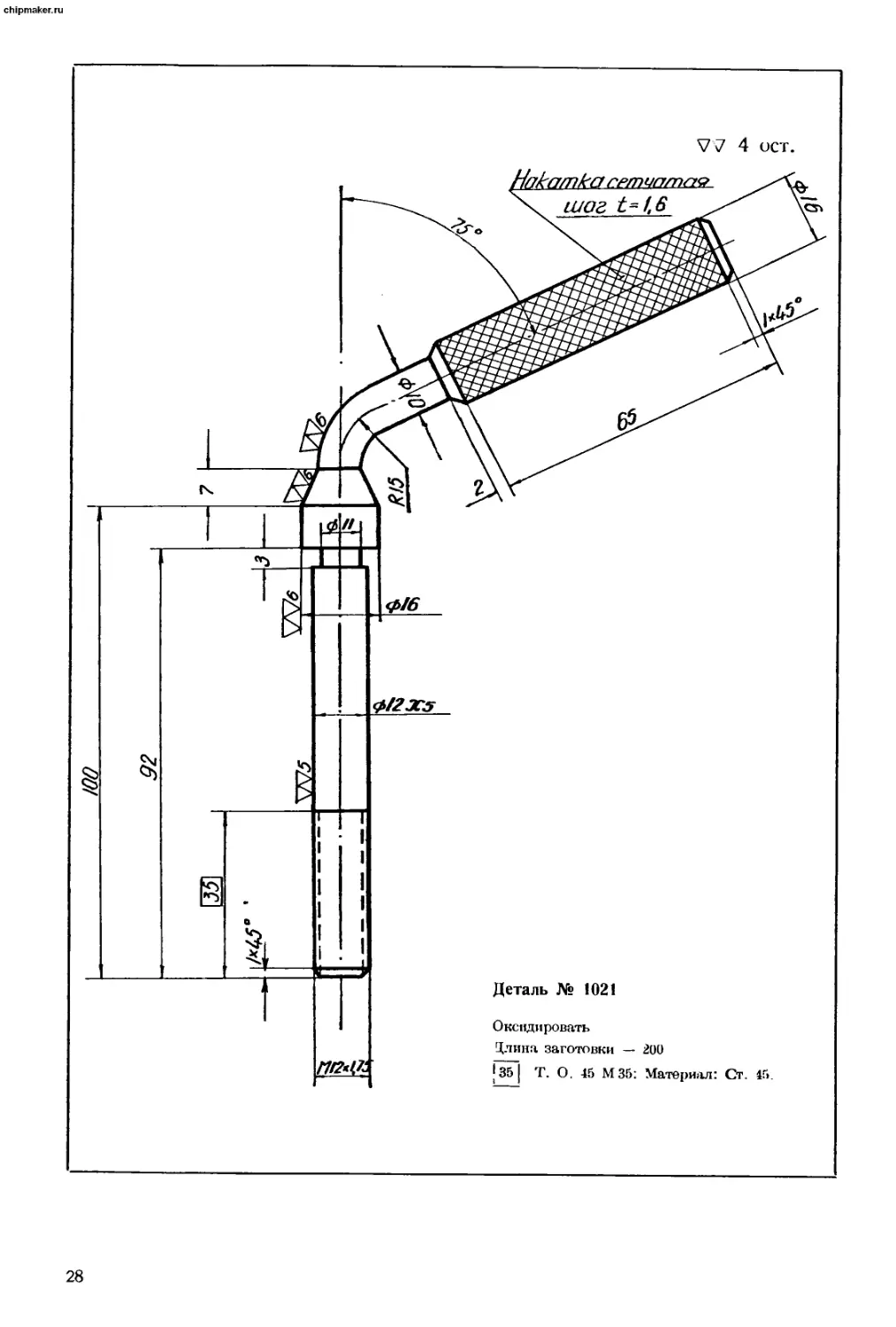
1. 1021 Ру коятка 1 0.220 j Ст. 4.5
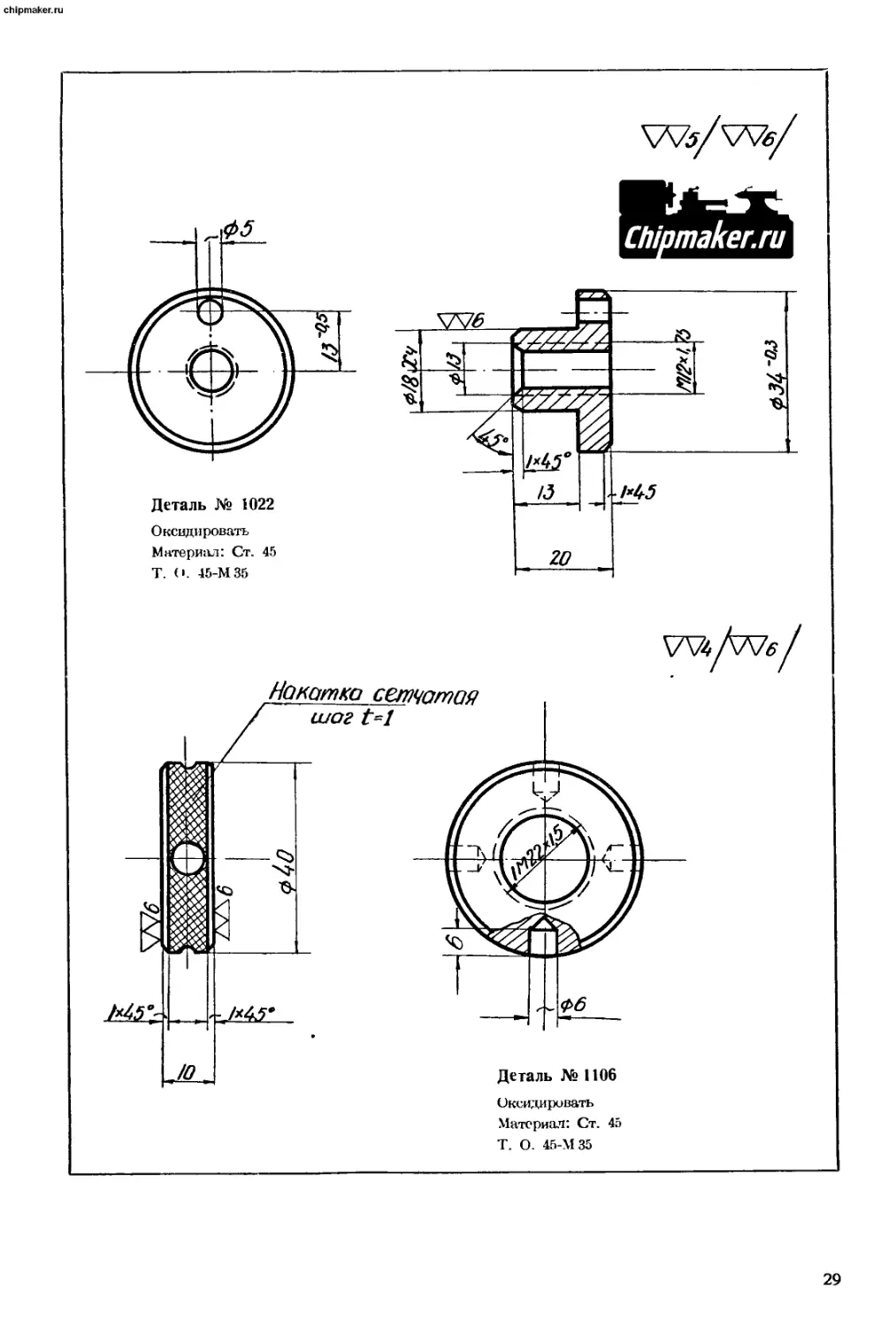
2. 1022 Г анка 1 0,060 Ст. 45
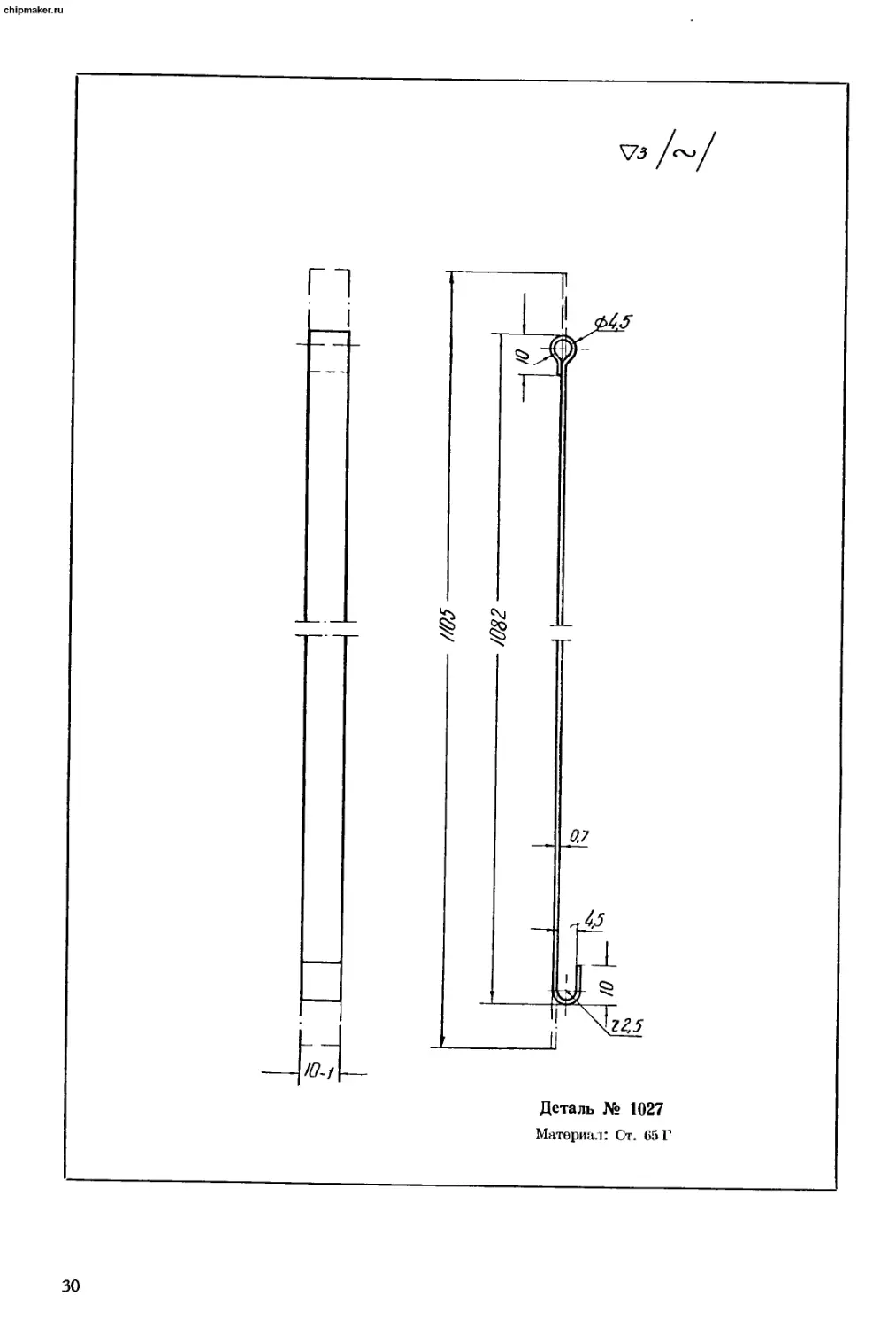
3. 1027 Пружина 1 0,060 j Ст 65 Г
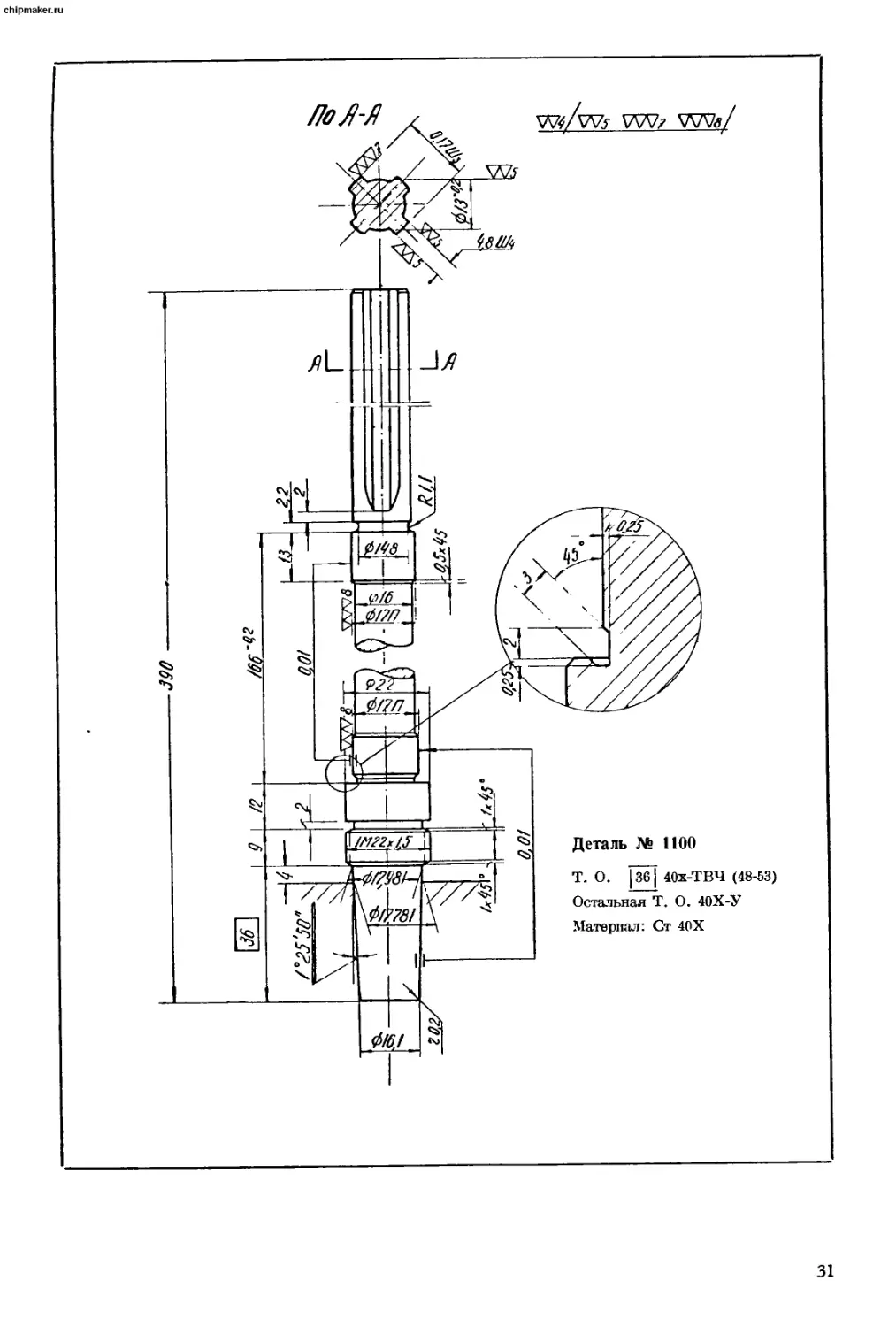
4. ! 1100 Шпиндель 1 0,650 Ст. 40 X
5. 1106 Ганка 1 0.065 Ст. 4.5
27
chipmaker.ru
28
chipmaker.ru
w/w/
Chipmaker.ru
Деталь № 1022
Оксидировать
Материал: Ст. 45
Т. О. 45-М 35
Оксидировать
Материал: Ст. 45
Т. О. 45-М 35
29
chipmaker.ru
ю-f
Деталь № 1027
Материал: Ст. 65 Г
30
chipmaker.ru
J90
31
chipmaker.ru
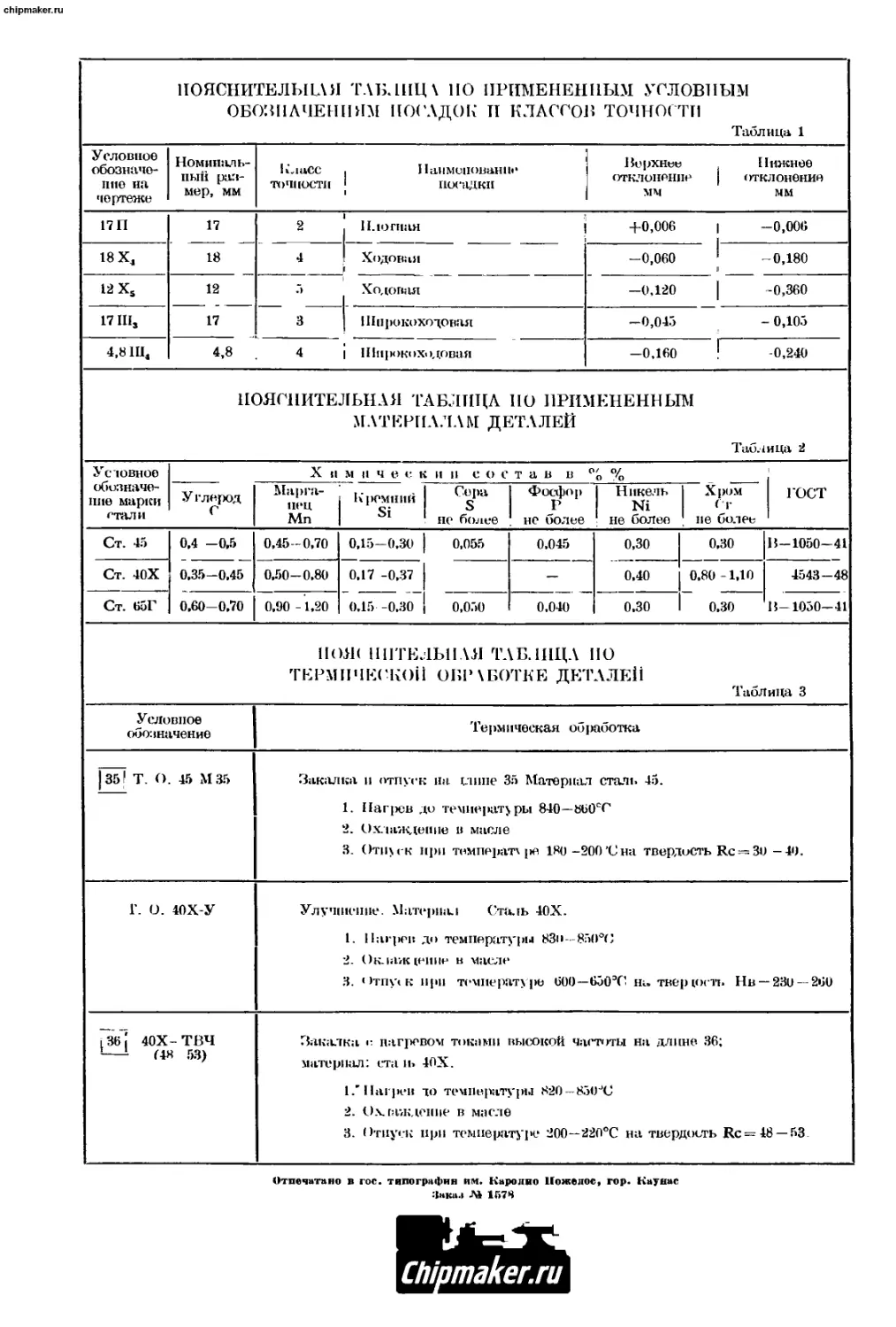
ПОЯСНИТЕЛЬНАЯ ТАБЛИЦ\ ПО ПРИМЕНЕННЫМ УСЛОВНЫМ ОБОЗНАЧЕНИЯМ ПОСАДОК И КЛАССОВ ТОЧНОСТИ Таблица 1
Условное обозначе- ние на чертеже НОМИНаЛЬ- пый раз- мер, мм Класс . Наименование 1 точности ’ посадки , Верхние Нижнее отклонение | отклонение мм мм
17П 17 2 . 11. югная | +0,006 | -0,006
18 Х4 18 4 I Ходовая -0,060 । -0,180 Л
12 Х5 12 17 5 Ходовая —0,120 | -0,360
17 IIIS 3 | Шпрокоходовая -0,045 - 0,105
4,81Щ 4,8 4 । 111и|и>кох<>дг>вия -0,160 ! -0,240
ПОЯСНИТЕЛЬНАЯ ТАБЛИЦА ПО ПРИМЕНЕННЫМ МАТЕРИАЛАМ ДЕТАЛЕЙ Таблица 2
Ус ювное обозначе- ние марки стали Химиче с кип состав в % % ГОСТ
У глерод С Марга- нец Мп Кремний Si Сора S не более Фосфор I Никель I Хром Р Ni Сг не более ! не более , не более
Ст. 45 0,4 —0,5 0,45—0,70 0,15-0,30 0,055 0.045 0,30 0,30 15-1050-41
Ст. 40Х 0.35-0.45 0.50-0.80 0.17 -0.37 — 0,40 0.80 -1,10 4543-48
Ст. 65Г 0.60-0,70 0.90 -1.20 0.15 -0.30 0,050 0,040 0.30 0.30 В-1050-41
П()Я( ППТЕЛЫ1АЯ ТАБЛИЦА ПО ТЕРМИЧЕСКОЙ ОБ1’\БОТКЕ ДЕТАЛЕЙ Таблица 3
Условное обозначение Термическая обработка
| 35l Т. О. 45 М35 Закалка и отпуск на типе 35 Материал сталь 45. 1. Наг]юв до температуры 840—йбО'С 2. Охлаждение в масле 3. Отпуск при температх ]>е 180 -200'Сна твердость Rc = 30 - 40.
Г. О. 40Х-У Улучшение. Материал Сталь 40Х. 1. Нагрев до температуры 83н—85(>°С 2. Оклаис шине в масле 3. Отпу» к при температуре 600 — 650эС на твер цх ть Нв —230 — 260
Гзб[ 40Х-ТВЧ ! 1 148 53) Затыка с нагревом токами высокой частоты на длине- 36; материал; ста и, 40Х. 1. 'Нагрев до температуры 820 —850JC 2. Охлаждение в масле 3. Отпуск при температуре 200—220°С на твердость Rc= 48 — 53
Отпечатано в гос. типография им. Народно Ноже дос, гор. Каунас
Заказ М 1578
Chipmaker.ru
chipmaker.ru
Chlpmaker.ru
f) 559/.
$
- Паспорт ~
ндстольно -сьерлылЬного
стднкд 41С42.Л
IQ 61 г
///^
JT
Z<7&.
J
Chipmaker.ru
/Ъ'С’Т/ЛС?
i/c///b/V
fro
We
л
( !(/ Ci,, t <-> f f. <- <-/ О
• ’ • ✓ e € /^Z O/7Z O/’Af
S>< »« с/ ^/ <s is f/^7 о ^r' C * C'^t' «✓^cy
/ / Jc 4 z^Ve’Z’ / J e> /Zs7<v/ZC ^-,
S /' c А/ 2 //c
/ ‘ 3 p&
// 7e> Ze
' ~^“=3 ггс ~^-6. } VJ
C/Z7O-*T
<о.