/
















































































































Text
Н. В. МОГОРЯН
ЭЛЕКТРИЧЕСКИЕ
МЕТОДЫ
обрабЬтни
МАТЕРИАЛОВ =
МИНИСТЕРСТВО ВЫСШЕГО И СРЕДНЕГО СПЕЦИАЛЬНОГО
ОБРАЗОВАНИЯ /МОЛДАВСКОЙ ССР
Кишиневский политехнический институт имени С- Лазо
Н.В. МОГОРЯН
ЭЛЕКТРИЧЕСКИЕ
обрабЬтни
МАПРИАПОВ
КИШИНЕВ „ШТИИНЦА" 1982
31.2
М74
Работу рецензировали н рекомендовали к изданию кандида-
ты технических наук И. А. Гроза, В. Н. Дураджи.
УДК 621.9.047:621.311.6:621.373.826:621.9.3
Рассматриваются физическая сущность, схемное оформ-
ление, технологические возможности и области наиболее ра-
ционального применения электроэрозионного, электронно-лу-
чевого, светолучевого и электрохимического методов обработ-
ки материалов. Показана зависимость различных технологи-
ческих параметров от совершенства электротехнических сис-
тем установок, которым уделяется основное внимание. При-
ведены и описаны современные схемы источников питания,
регуляторов, блоков управления н других электротехнических
устройств, обеспечивающих нормальную работу установок.
Книга рассчитана на широкий круг специалистов, заня-
тых в проектировании, производстве и эксплуатации -хчектро-
технологических установок, и может быть полезна с г\дейтам
вузов соответствующих специальностей.
Ответственный редактор
кандидат технических наук С. П. Фурсов
мзозо8—iso—51 82.2зо2О2ОООО © Издательство «Штиинца», 1982
М755(12)—82
ВВЕДЕНИЕ
Развитие новых отраслей науки и техники, приме-
нение новых материалов, увеличение удельных нагру-
зок, тенденция к миниатюризации машин'и аппаратов,
необходимость в снижении себестоимости, трудоемкости
выпускаемой продукции, повышение ее надежности и
точности, уникальность и сложность создаваемого обо-
рудования и приборов (например, микромодули и при-
боры СВЧ, лопатки газовых турбин, отдельные элемен-
ты летательных аппаратов и др.) требуют применения
высокопроизводительных процессов обработки мате-
риалов. к ним относятся электрофизические и элект-
рохимические методы обработки материалов, бурно
развивающиеся за последние 10—15 лет.
Отличительной чертой рассматриваемых процессов
является то, что преобразование электрической энергии
в другие виды осуществляется непосредственно в зоне
обработки. Их совокупность образует обширную об-
ласть современной технологии — электротехнологию,
основанную на использовании чэлектрической энергии
(и только электрической) с целью изменения размеров,
свойств, агрегатного состояния, соединения отдельных
элементов, прецизионного разрезания.
Началом этой отрасли науки и техники послужило
открытие в 1802 г. академиком В. В. Петровым явле-
ния электрической дуги. Развивая дальше исследова-
ния, русские изобретатели Н. Н. Бенардос и Н. Г. Сла-
вянов открыли большинство из применяемых в настоя-
щее время способов сварки электрической дугой.
3
Электротехнику А. Н. Ладыгину принадлежит приори-
тет в области конструирования первых электрических
печей. Честь первооткрывателя способа получения галь-
ванических покрытий принадлежит русскому ученому
Б. С. Якоби. Инженером Э. Г. Федоровским впервые
были изготовлены электрохимическим методом бесшов-
ные медные трубы.
Советские ученые и изобретатели В. Н. Гусев,
Л. П. Рожков, Е. О. Патон, В. В. Вологдин, Б. Р. и
Н. И. Лазаренко, Н. Г. Басов, А. М. Прохоров и многие
другие явились первооткрывателями широко применяе-
мых в настоящее время электротермических, электро-
сварочных, электрофизических и электрохимических
процессов.
С увеличением объема производства электроэнергии
электротехнологические процессы получат все большее
промышленное применение. В ближайшие годы из всей
совокупности методов обработки металлов механиче-
ские способы составят около 55—60%, остальное зай-
мут электрофизические и электрохимические методы
обработки [1].
В нашей стране придается важное значение разви-
тию и совершенствованию новых технологических про-
цессов. В Программе КПСС, а также в «Основных на-
правлениях экономического и социального развития
СССР на 1981—1985 годы и на период до 1990 года»
указано, что механическая обработка будет дополнять-
ся и в необходимых случаях заменяться химическими
методами, технологическим использованием электро-
энергии. Широко будут использоваться электрохими-
ческие, плазменные, лазерные, радиационные и другие
высокоэффективные методы обработки металлов, мате-
риалов и изделий с целью существенного улучшения
их свойств. Все большее место в технологии производ-
ства займут радиоэлектроника, полупроводники, ультра-
звук.
Как будет показано далее, развитие электроники,
микроэлектроники, вычислительной техники непосред-
ственно связано -с уровнем развития электрофизических
;и электрохимических методов.
4
В основе всех электротехнологических процессов
лежат явления, которыми сопровождается прохождение
электрического тока (или распространение электромаг-
нитах и электрических полей) в твердых телах, жидкос-
тях, воздухе и газах. Они основаны на различных фи-
зических принципах, требуют разного подхода при изу-
чении конкретного технологического процесса, однако
общим для всех является вид используемой энергии
для их реализации — электричество.
Энергетика — фундамент коммунистического общест-
ва. В ней гений В. И. Ленина видел стержень
экономики. Вместе с тем, как он считал, недостаточно
понимать, что такое электричество, необходимо знать,
как технически приложить его к промышленности и к
земледелию. Трудно переоценить значение электротех-
нологии для сегодняшнего развития промышленного и
сельскохозяйственного производства. Можно без пре-
увеличения сказать, что электротехнология сегодня в
значительной степени определяет экономический и про-
мышленный потенциалы любой страны, поэтому зна-
ние технологических возможностей каждого процесса,
принципов действия оборудования, предназначенного
для реализации того или иного процесса, знакомство с
вопросами рациональной эксплуатации необходимы для
современного инженера-электрика, инженера-механика
или технолога и др.
Укрупненная классификация электротехнологических
процессов и установок разделяет все области промыш-
ленного применения электрической энергии на следую-
щие группы:
— электротермия;
— электрическая сварка;
— электрические методы обработки материалов;
— прикладная электрохимия.
Однако каждая из перечисленных групп в свою
очередь может быть классифицирована более подробно
по принципиальным, конструктивным, технологическим
и другим признакам.
, 5
Классификация и общая характеристика электри-
ческих методов обработки материалов. Электрическими
методами обработки материалов называют большую
группу новых методов, применяемых для удаления ма-
териала с обрабатываемых поверхностей, его переноса,
формообразования деталей, осуществляемых с помощью
электрической энергии, вводимой непосредственно в
зону обработки, либо с предварительным специальным
преобразованием ее вне рабочей зоны в другие виды
энергии — световую, акустическую, магнитную и др.
Разнообразие электрических и электрохимических
методов обработки материалов, а также их комплекс-
ность затрудняют выполнение единой классификации
по какому-либо отдельному признаку, однозначно опре-
деляющему место каждого метода в ряду других и их
взаимосвязь.
Наиболее признана упрощенная классификация по
характеру действия электрического тока на предмет
обработки, являющегося основным видом энергии, ис-
пользуемым в электротехнологии (рис. 1) [2].
Электрические методы обработки материалов харак-
теризуются рядом особенностей, выгодно отличающих
их от других методов обработки материалов как с точ-
ки зрения технологических возможностей, так и в ап-
паратурном оформлении. Место и значение каждого из
этих методов в современной технологии определяются
тенденциями экономического и промышленного разви-
тия страны.
Современная химическая промышленность, энерге-
тика, машино- и авиастроение предъявляют весьма
жесткие требования к оборудованию, машинам, аппа-
ратам и приборам, работающим в условиях сверхвы-
соких давлений в сочетании с высокими или низкими
температурами, высоких удельных нагрузок и повышен-
ной агрессивности среды. К ним относятся:
— необходимость увеличения скоростей, нагрузок и
6
Рис.
повышения температуры ответственных деталей машин,
повышение их надежности и долговечности, расширение
номенклатуры материалов, обладающих специальными
свойствами и требующих формообразования. Удовлет-
ворение этих требований достигается применением жа-
ропрочных, магнитных, нержавеющих и других высоко-
легированных сталей и сплавов, полупроводниковых ма-
териалов, алмазов, ферритов и иных материалов,
обработка которых механическими способами затрудне-
на или невозможна;
— увеличение удельного веса обработки давлением,
точного литья, что требует увеличения объема произ-
водства штампов, литейных форм, пресс-форм и дру-
гих подобных изделий сложной конфигурации, весьма
трудоемких и требующих высококвалифицированного
ручного труда;
— необходимость изготовления отверстий, щелей,
фасонных прорезей сверхмалых размеров и осуществ-
ления прецизионных операций, которые не могут быть
выполнены механическими методами из-за ограничений,
накладываемых кинематикой резания, либо из-за несо-
ответствия между малой жесткостью и прочностью де-
тали и требуемыми большими усилиями резания, либо
из-за невозможности изготовить инструмент нужных
размеров и формы.
Общими характерными свойствами электрических
методов обработки материалов являются:
— практическая независимость скорости, качества
и производительности обработки от физико-механиче-
ских свойств обрабатываемых материалов. Возмож-
ность обработки материалов с любыми механическими
свойствами без приложения значительных механиче-
ских -усилий;
8
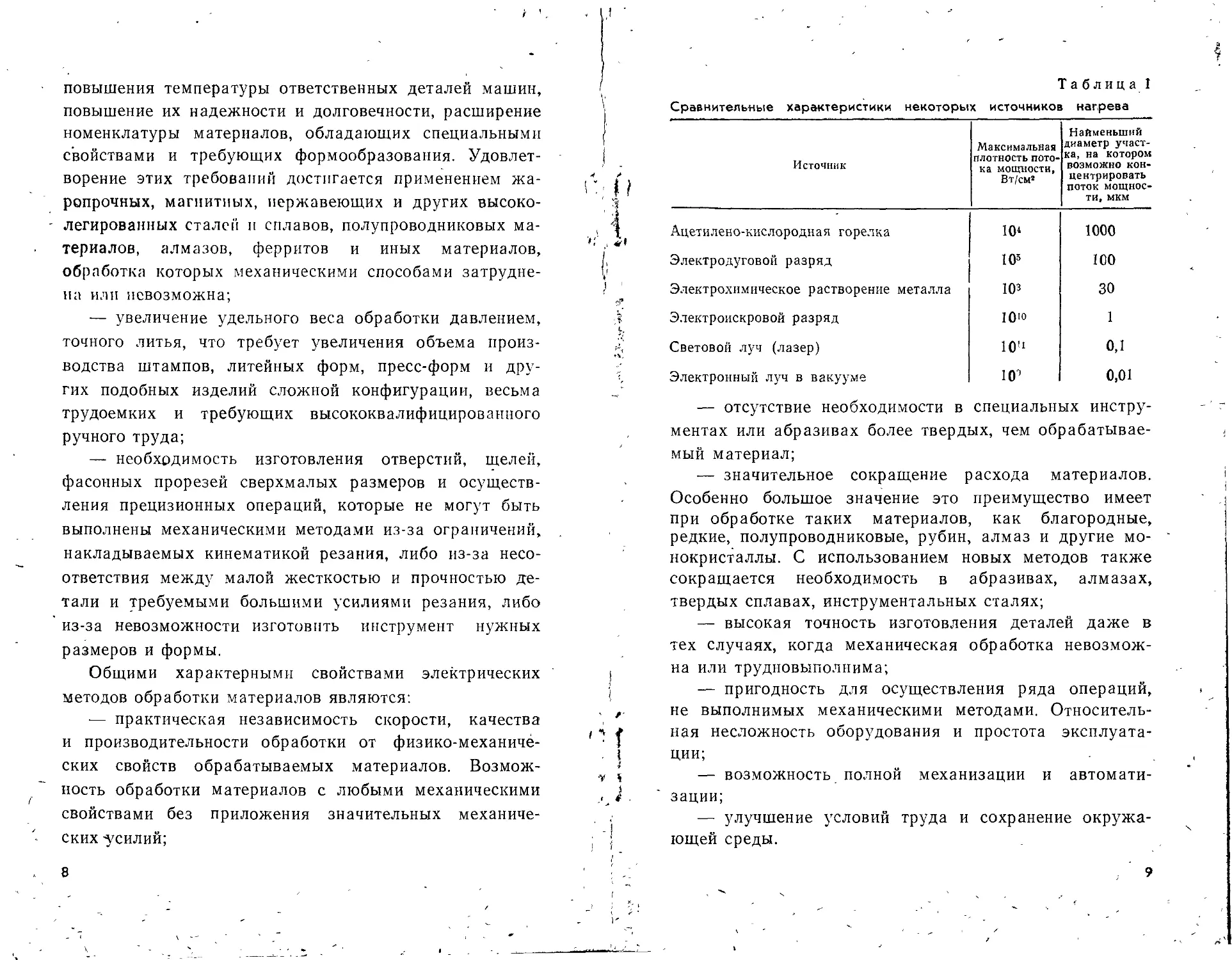
Таблица 1
Сравнительные характеристики некоторых источников нагрева
Источник Максимальная плотность пото- ка мощности, Вт/см2 Найменьший диаметр участ- ка, на котором возможно кон- центрировать поток мощнос- ти, мкм
Ацетилено-кислородная горелка 101 1000
Электродуговой разряд 105 100
Электрохимическое растворение металла Юз 30
Электроискровой разряд IO»» 1
Световой луч (лазер) 10’1 0,1
Электронный луч в вакууме 10’ 0,01
— отсутствие необходимости в специальных инстру-
ментах или абразивах более твердых, чем обрабатывае-
мый материал;
— значительное сокращение расхода материалов.
Особенно большое значение это преимущество имеет
при обработке таких материалов, как благородные,
редкие, полупроводниковые, рубин, алмаз и другие мо-
нокристаллы. С использованием новых методов также
сокращается необходимость в абразивах, алмазах,
твердых сплавах, инструментальных сталях;
— высокая точность изготовления деталей даже в
тех случаях, когда механическая обработка невозмож-
на или трудновыполнима;
— пригодность для осуществления ряда операций,
не выполнимых механическими методами. Относитель-
ная несложность оборудования и простота эксплуата-
ции;
— возможность полной механизации и автомати-
зации;
— улучшение условий труда и сохранение окружа-
ющей среды.
9
В табл. 1 представлены некоторые технологические
характеристики источников, позволяющих концентри-
ровать и выделять в. ограниченном объеме значитель-
ные потоки энергии [3—5].
Каждый из способов преобразования электрической
энергии (кроме первого) (табл. 1) представляет са-
мостоятельный практический интерес для современной
промышленной технологии.
Глава I
ЭЛЕКТР0ЭР03И0ННАЯ ОБРАБОТКА
МАТЕРИАЛОВ
Основными разновидностями электроэрозионной об-
работки являются электроискровая, электроимпульс-
ная, электроконтактная и плазменная. Все четыре ме-
тода объединены в одну группу, так как электрическая
эрозия в значительной степени определяет скорость их
протекания. Однако ввиду того, что между ними име-
ются принципиальные различия, каждый из них анали-
зируется отдельно. Ограничимся рассмотрением лишь
электроискрового и электроимпульсного способов обра-
ботки, которые позволяют обрабатывать поверхности с
классом чистоты до И—12. Последние два способа не
позволяют получить чистоту поверхности, обозначен-
ную каким-либо классом, и применяются для предва-
рительной обработки или в заготовительных операциях.
I. 1. Электроискровая обработка
материалов. Физическая сущность
процесса электроискровой обработки
материалов
Известно, что любая самостоятельная форма элект-
рического разряда между электродами в газовой среде
сопровождается эрозией их поверхности. Это вредное
явление сопутствует работе всех коммутирующих элект-
ротехнических устройств. Однако если электроды, меж-
ду которыми осуществляется разряд, поместить в ди-
электрическую жидкость, то величина эрозии заметно
возрастает, причем в зависимости от параметров им-
пульса Ха следовательно, и от его формы — дугового
или искрового разряда) преобладает эрозия катода или
11
R
Р и с. 2
анода. Это явление было от-
крыто и положено в основу
разработанного Б. Р. и
Н. И. Лазаренко электро-
искрового способа обработ-
ки материалов [3].
Принципиальная элект-
рическая схема реализации
указанного процесса приведена на рис. 2. При дости-
жении на конденсаторе С (или на электродах ЭИ —
электрод-инструмент, ЭД — электрод-деталь) напряже-
ния, равного напряжению пробоя межэлектродного ’
промежутка (М.ЭП), погруженного в жидкую диэлект-
рическую среду, между электродами происходит раз-
ряд накопленной конденсатором энергии. В результате
пробоя МЭП на поверхности электродов остаются
углубления (лунки), т. е. часть металла оказывается
выброшенной в окружающую среду.
Физическая теория механизма процесса электриче-
ской эрозии металлов в импульсном разряде, несмотря
на экспериментальные трудности исследования этого
сложного явления, в настоящее время сложилась и
получила признание большинства ученых и специа-
листов.
Прежде всего очевидно, что процесс прохождения
электрического разряда будет осуществляться в две
фазы. Первая из них — фаза подготовительная, проте-
кающая за 10-3—10-8 с, заключается в ионизации ди-
электрика, йаходящегося между электродами, и в об-
разовании канала проводимости. Вторая фаза сводится
к передаче через образовавшийся канал проводимости
энергии, запасенной в системе [3].
Известно, что при протекании электрохимических
процессов ион обычно рассматривается как заряжен-
ное тело. Аналогичным образом ведут себя под влия-
нием электрического поля твердые и жидкие частицы,
взвешенные в непроводящей ток жидкости (электро-
форез). Таким образом, механизм прохождения элект-
рического тока через жидкий диэлектрик начинается с
того, что при нарастании электрического поля частички,
взвешенные в жидкости, втягиваются действием элект-
рического подя в область наибольшей напряженности,
12 '
Рис. 3
Это состояние М.ЭП схематически представлено на.
рис 3, а.
Когда напряженность электрического поля достиг-
нет необходимой величины, от катода отделяется стрим-
мер, который через взвешенные частички устремляется
к аноду, испаряя и ионизируя на своем пути жидкость
(рис. 3, б). Электронный пучок, идущий вслед за стрим-
мером, испытывает радиальное сжимающее действие
13
*
ионов, уменьшающих его поперечное сечение и направ-
ляющих его движение, т. е. он оказывается «отшнуро-
ванным» от окружающего пространства (рис. 3, в).
Таким образом, в момент подхода стриммера к ано-
ду объем жидкости становится разорванным. В образо-
вавшемся пространстве находятся пар, газ, плазма и
электронный пучок. При этом градиент температур
весьма велик. Длительность рассматриваемых процес-
сов в межэлектродном промежутке составляет 10“7—
10-8 с, и, следовательно, они носят взрывной характер.
В жидкости и плоскости, перпендикулярной оси разря-
да, возникает и начинает распространяться ударная
волна. По достижении стриммером анода образуется
канал сквозной проводимости, через который электри-
ческая система броском освобождает накопленную
энергию (рис. 3, г). Амплитудные значения тока в
импульсе достигают при этом десятков и сотен кило-
ампер. Выделение таких больших мощностей в очень
малых объемах приводит к возникновению ряда явле-
ний, которые характерны только для искровой формы
разряда. Рассмотрим некоторые из них.
Импульс тока, проходя в М.ЭП, вызывает появление
чрезмерно сильного магнитного поля. В результате
действия возникших электродинамических сил ионы на-
чинают с большими скоростями перемещаться к оси
разряда (пинч-эффект). Как следствие этого еще боль-
ше сжимается электронный пучок и очень резко воз-
растает температура канала (рис. 3, д).
Согласно электродинамической теории поверхность
анода, воспринявшая импульс тока, претерпевает ряд
существенных изменений.
1. Удар электронного пучка о твердую и холодную'
металлическую поверхность вызывает механическое
разрушение кристаллов металла.
2. Вследствие того, что длительность всего процесса
очень мала, электронный пучок успевает расплавить и
довести до весьма высокой температуры определенный
объем анода. Поскольку при этом плотности тока до-
стигают большой величины, значительно превосходящей
величину, при которой действует механизм проводи-
мости свободными электронами, электродинамические
силы выбрасывают в межэлектродное пространство-
весь расплавленный и размягченный металл (рис. 3, е)..
14
3. Отделившаяся от анода капля получает ускоре-
ние, попадает в зону очень высокой температуры, заки-
пает и взрывается. В этот момент прохождение разря-
да заканчивается, т. е. разрывается электрическая цепь
и, следовательно, в М.ЭП прекращается прохождение
электрического тока (рис. 3, ж). В это время происхо-
дят следующие явления:
— объем газового пространства, значительная часть
которого нагрета до весьма высокой температуры, ста-
новится максимальным;
— пары и капли взорвавшегося металла летят в
газовом пространстве;
— поскольку прохождение электрического тока в
межэлектродном промежутке прекратилось, начинаются
деионизация газового промежутка и восстановление
электрической прочности межэлектродного зазора
(рис. 3, з).
Так описывает в первом приближении этот много-
гранный и очень сложный процесс электродинамиче-
ская теория, автором которой является академик
Б. Р. Лазаренко.
Он же впервые указал на электротермическую при-
роду процесса электрической эрозии. Позже данное
предположение было развито одним из ведущих уче-
ных в этой области профессором Б. Н. Золотых [6], по-
казавшим, что ход процесса эрозии определяется не-
стационарным процессом распространения тепла от
плоских поверхностных источников тепла, возникающих
на поверхности электродов под действием импульсного
разряда.
Согласно электротермической теории процесс эрозии
обусловлен действием
— плоского источника тепла на поверхности элект-
родов;
— сил электрического характера (пондемоторные
силы электромагнитного или электростатического про-
исхождения) ;
— механических сил термического происхождения
(мгновенного газовыделения, сил сжатия при прохож-
дении тепловой волны).
В соответствии с этим качественная модель механиз-
ма процесса эрозии в импульсном разряде при электро-
искровой обработке может быть представлена в сле-
15
Р и с. 4
дующем виде. Под действием разряда на поверхности
электродов возникают вследствие эффекта бомбарди-
ровки заряженными частицами плоские источники теп-
ла (рис. 4, а). Нестационарный процесс распростране-
ния тепла от этих источников вызывает локальное плав-
ление и частичное испарение металла в зоне действия
источника тепла. Расплавленный металл под действием
пондемоторных сил и сил термического происхождения
выбрасывается в МЭП (рис. 4,6), где и застывает в
виде порошка различного гранулометрического состава.
Образовавшиеся в результате этого лунки имеют фор-
му, показанную на рис. 5.
Феноменологически модель механизма электриче-
ской эрозии согласно рассмотренным теориям будет,
по-видимому, выглядеть следующим образом. После
пробоя промежутка микроучастки поверхности элект-
родов под действием бомбардировки электронами
(анод) и ионами (катод) разогреваются с большими
скоростями до весьма высоких температур; появляются
локализованные точки выделения тепла (источники
тепла). Нестационарный процесс распространения теп-
ла от этих источников обусловливает выделение в объ-
еме единичной лунки количеств энергии, достаточных
для плавления и частичного испарения малой порции
металла.
Р ис. 5
16
В первые моменты действия источников тепла (при-
мерно за 0,01—0,1 мкс) поверхность электрода нагре-
вается до температуры кипения, соответствующей дан-
ным термодинамическим условиям. Это приводит к
тому, что в указанной части импульса развивается ис-
парение: скорость выброса паров и запас энергии, ко-
торый они несут, определяется теплофизическими кон-
стантами материала и характеристиками импульса.
Выброс паров создает такие условия, что между элект-
родами может происходить обмен энергией. Доля энер-
гии, переносимая парами на противоположный элект-
род, зависит от отношения скорости частиц пара к ско-
рости звука в нем, а также от плотности и температу-
ры паров.
Под действием этих процессов металл на поверхнос-
ти электрода плавится и частично испаряется, а к
концу импульса образуется лунка, в значительной час-
ти заполненная расплавленным и нагретым металлом.
Такая картина может наблюдаться при относитель-
но невысоких удельных мощностях в источниках тепла
(105—104 Вт/см2), а в условиях электроискровой обра-
ботки— при длительностях импульсов 10~5-—1О-3 с.
Как показывают данные скоростной съемки и расчета,
в парообразном состоянии с электродов удаляется при
этом не более 15—40% металла, заключенного в объеме
единичной лунки.
При больших значениях удельной мощности (более
106 Вт/см2), т. е. при коротких импульсах (менее
10~6 с), доля испарения с поверхности металла, под-
вергшегося нагреву за счет действия плоского источни-
ка тепла, может составить около 30%.
Как свидетельствуют данные скоростной съемки и
расчета, при относительно невысоких удельных мощ-
ностях (KF—104 Вт/см2) некоторая часть металла с
поверхности лунки испаряется. В зоне, окружающей
канал разряда, образуется газовый пузырь. По мере
развития разряда энергия газов, заполняющих обра-
зовавшуюся полость, растет, чему способствует и про-
должающийся выброс паров с поверхности расплава,
содержащегося в лунке. Вследствие этого происходит
дальнейшее расширение газового пузыря. После пере-
хода тока через максимум роста энергии газа, содер-
жащегося в газовом пузыре, расширение резко замед-/
i Н. В. Могорян
47
ляется и уже не может компенсировать диссипацию
энергии, связанной с продолжающимся по инерции
расширением пузыря. Снижению давления способствует
также конденсация паров на стенках газовой полости.
Поскольку температура и давление газов падают зна-
чительно быстрее, чем температура поверхности лунки, J
это приводит к дополнительному выбросу небольших
порций паров с поверхности лунки уже после оконча-
ния импульса тока.
Продолжающееся адиабатическое расширение газо-
вого пузыря и конденсация остатков паров приводят к
еще более резкому падению давления в газовом пузыре,
которое становится ниже атмосферного. В результате
расплавленный и перегретый металл, содержащийся в
лунке, вскипает во всем объеме и выбрасывается из I
нее в виде мелких капель и некоторого количества па-
ров. В этом случае выброс металла происходит в ре- I
зультате гидро- и газодинамических процессов, проте-
кающих в межэлектродном промежутке. I
i
I. 2. Энергетическая характеристика
процесса ,
Производительность и точность электроискровой об-
работки, чистота обработанной поверхности определя-
ются многими факторами. Важнейшими из них явля- •
ются параметры электрической схемы, обусловливаю-
щие режимы работы; материал обоих электродов; сре- (
да, окружающая электроды; взаимное расположение,
форма и размеры электродов, а также качественная
работа вспомогательных устройств.
Количество металла, удаленного с поверхности ано-
да единичным импульсным разрядом, определяется ве-
личиной накопленной системой энергии и другими па- {
раметрами импульса. Энергия, запасенная в системе
накопителем, равна jl
сиз и* 1
№л = ~трмкДж; W = мкДж, (1.1) I
где С — емкость накопительного конденсатора, мкФ; *
U — напряжение, до которого заряжается конденсатор, £
В; L — индуктивность накопительной катушки, мкГн;
/ — значение тока в цепи накопительной катушки, А.
18
Из (1.1) видно, что изменять величину энергии, за-
пасенной в импульсе, можно или за счет емкости кон-
денсатора, или за счет напряжения на нем при емкост-
ном накопителе энергии. Однако следует отметить, что
изменение емкости и напряжения по-разному влияет
на производительность процесса, точность и чистоту
обработанной поверхности. Так, например, увеличение
напряжения приведет к увеличению межэлектродного
промежутка, а следовательно, и его сопротивления, в
результате чего увеличится длительность импульса.
При прохождении длительных импульсов на поверх-
ности электрода образуются лунки с большим отноше-
нием их диаметра к глубине (рис. 5, а). Если же при
той же энергии конденсатора уменьшить напряжение,
то разряд будет более коротким, а образовавшиеся
лунки будут иметь малое значение отношения диамет-
ра к глубине (рис. 5, б). И в том и в другом случае с
поверхности анода будет выброшено одинаковое коли-
чество металла, однако нетрудно заметить, что чистота
обработанной поверхности в первом случае будет выше
(рис. 6, а). Высота микронеровностей Rz во втором слу-
чае будет больше по сравнению с первым (рис. 6, б).
Также на рис. 6 видно, что рельеф поверхности, обра-
ботанной электроискровым методом, имеет специфиче-
ский характер. Даже в случае обработки на очень тон-
ких (чистовых) режимах невозможно добиться выше
11-го класса чистоты обработанной поверхности.
Вместе с тем следует отметить, что с увеличением
напряжения на электродах снижается точность обра-
ботки. Так как размеры электрода-инструмента всегда
отличаются от размеров отверстия, прошиваемого в де-
тали (рис. 7) на удвоенную величину межэлектродного
промежутка а, то увеличение напряжения на электро-
дах приведет к увеличению этого зазора, что отрица-
тельно влияет на точность процесса обработки.
Поскольку электроискровая обработка возможна
лишь в том случае, когда к обрабатываемой поверх-
fl 6
«2
Рис. 6
2
19
ности энергия подводится отдельными импульсами, то
в процессе взаимодействия обрабатываемой поверх-
ности с высококонцентрированным потоком заряжен-
ных частиц необходима определенная пауза между
импульсами, в течение которой межэлектродный про-
межуток восстановит свою электрическую прочность
(произойдут деионизация МЭП и удаление из зоны
обработки продуктов эрозии). Этим фактически опре-
деляется допустимая частота следования рабочих им-
пульсов. Кроме того, в течение этой паузы система
должна накопить очередную порцию энергии заданной
величины. Длительность одного рабочего цикла опреде-
ляется выражением
T=ta+tv, (1.2)
где Т — продолжительность цикла, с; ta — время, в те-
чение которого конденсатор накапливает энергию, с;
/р — длительность разряда, с.
Таким образом, при электроискровой обработке
частота следования импульсов определяется только
временем, необходимым для деионизации МЭП. Дли-
тельность процесса зарядки конденсатора (см. рис. 2)
можно существенно сократить за счет уменьшения за-
рядного сопротивления, т. е. увеличения тока зарядки.
20
Многочисленными исследованиями установлено, что
процесс электроискровой обработки подчиняется прин-
ципу аддитивности, т. е., с одной стороны, все законо-
мерности для единичных импульсов будут справедливы
для интегрального процесса и с другой — процесс эро-
зии будет протекать в условиях, близких к оптималь-
ным. Исходя из этого количество металла, выбрасы-
ваемого искровыми импульсами с поверхности анода
за определенный промежуток времени, может быть
очень точно определено соотношением
4 = kWn, (1.3)
где у — количество металла, выброшенного с поверх-
ности анода, г; W — энергия единичного импульса, Дж;
п — количество импульсов; k — коэффициент пропор-
циональности, определяемый физическими константами
материала электродов, составом среды и длительностью
импульса.
Из приведенного соотношения видно, что основными
энергетическими факторами, влияющими на скорость
обработки, являются энергия единичного импульса и
частота их следования.
Стремление вложить в каждый импульс возможно
большее значение энергии заставляет увеличивать ем-
кость конденсаторов и напряжение, до которого они
заряжаются, так как энергия пропорциональна квадра-
ту напряжения.
На рис. 8 приведены кривые изменения тока и на-
пряжения на конденсаторе и МЭП во времени. Участ-
ки кривых тока и напряжения, ограниченные проме-
жутком времени /п (длительность подготовительной
фазы), показывают характер изменения напряжения на
конденсаторе '(а следовательно, и на электродах) и то-
ка в зарядной цепи конденсатора, участки кривых, ог-
раниченных временем tp (длительность процесса разря-
да конденсатора),— соответственно изменение напряже-
ния и тока в цепи МЭП.
Из анализа схемы, представленной на рис. 2, видно,
что при пробое межэлектродного промежутка по суще-
ству замыкаются два источника питания — конденсатор
и внешний источник. Характеристики этих источников
напряжения весьма различны. Если при разряде кон-
21
дсисаюра напряжение на нем очень быстро снижает-
ся практически до нуля, чем и объясняется импульс
тока, то напряжение на внешнем источнике, как пра-
вило, выше напряжения на конденсаторе, вследствие
чего может возникнуть затяжка импульса во времени.
Чтобы не допустить этого явления, необходимо выби-
рать параметры схемы таким образом, чтобы заданной
величине зарядного тока (ограничиваемого сопротивле-
нием /?) соответствовала емкость конденсатора, при
которой рассматриваемая схема генерирует искровые
импульсы электрического тока заданной длительности
и частоты повторения. Вместе с тем следует помнить,
что величина сопротивления R существенно влияет на
КПД установки.
С увеличением энергии импульсов растет произво-
дительность процесса обработки, однако при этом сни-
жаются точность и чистота обработанной поверхности.
Поэтому при заданной чистоте поверхности и точности
обработки энергию зарядки конденсатора можно увели-
чивать до определенного предела.
Следующий энергетический параметр, влияющий на
производительность процесса,— частота следования ра-
бочих импульсов, которая может быть увеличена дву-
мя способами.
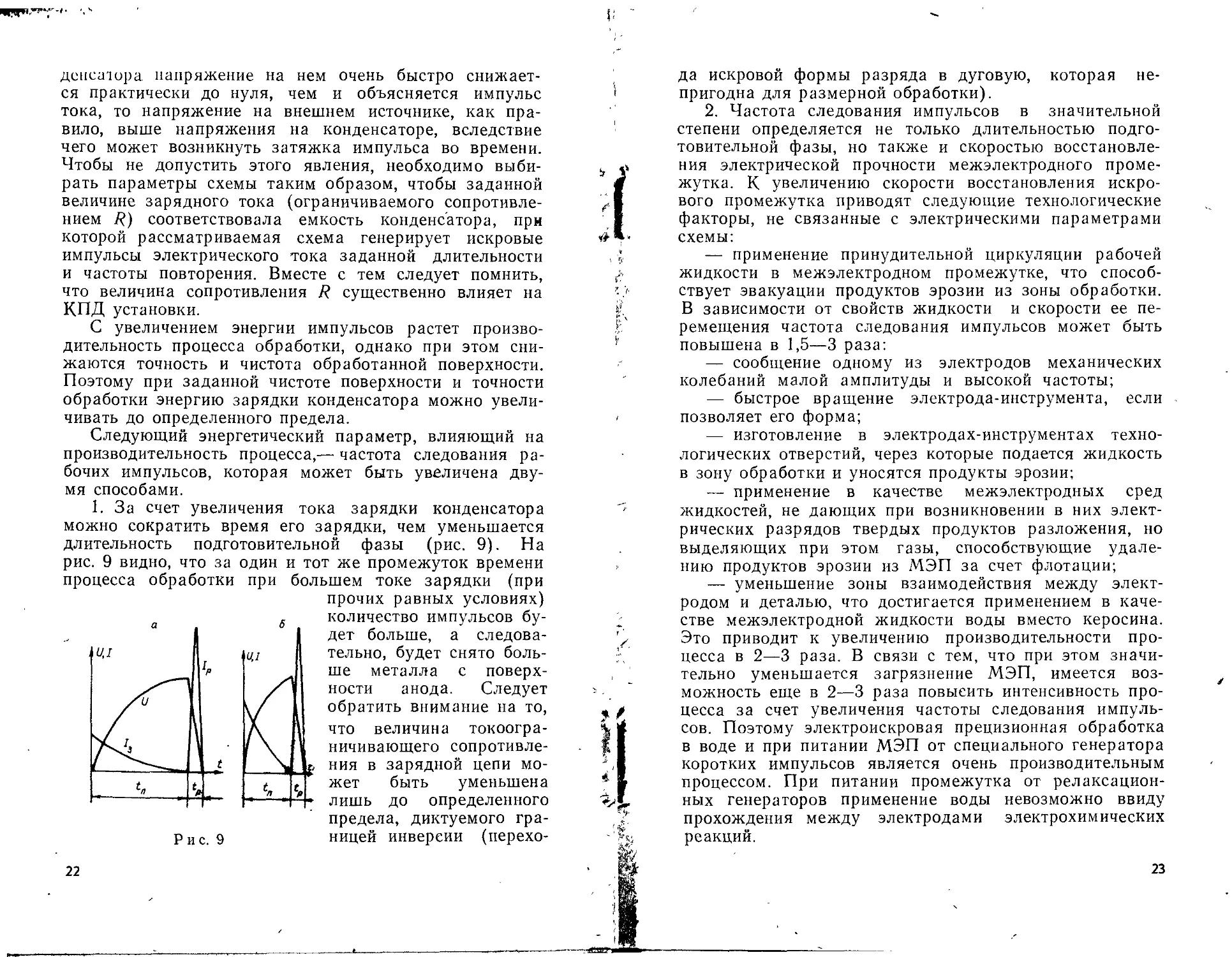
1. За счет увеличения тока зарядки конденсатора
можно сократить время его зарядки, чем уменьшается
длительность подготовительной фазы (рис. 9). На
рис. 9 видно, что за один и тот же промежуток времени
процесса обработки при большем токе зарядки (при
прочих равных условиях)
количество импульсов бу-
дет больше, а следова-
тельно, будет снято боль-
ше металла с поверх-
ности анода. Следует
обратить внимание на то,
Р и с. 9
что величина токоогра-
ничивающего сопротивле-
ния в зарядной цепи мо-
жет быть уменьшена
лишь до определенного
предела, диктуемого гра-
ницей инверсии (перехо-
22
да искровой формы разряда в дуговую, которая не-
пригодна для размерной обработки).
2. Частота следования импульсов в значительной
степени определяется не только длительностью подго-
товительной фазы, но также и скоростью восстановле-
ния электрической прочности межэлектродного проме-
жутка. К увеличению скорости восстановления искро-
вого промежутка приводят следующие технологические
факторы, не связанные с электрическими параметрами
схемы:
— применение принудительной циркуляции рабочей
жидкости в межэлектродном промежутке, что способ-
ствует эвакуации продуктов эрозии из зоны обработки.
В зависимости от свойств жидкости и скорости ее пе-
ремещения частота следования импульсов может быть
повышена в 1,5—3 раза:
— сообщение одному из электродов механических
колебаний малой амплитуды и высокой частоты;
— быстрое вращение электрода-инструмента, если
позволяет его форма;
— изготовление в электродах-инструментах техно-
логических отверстий, через которые подается жидкость
в зону обработки и уносятся продукты эрозии;
— применение в качестве межэлектродных сред
жидкостей, не дающих при возникновении в них элект-
рических разрядов твердых продуктов разложения, но
выделяющих при этом газы, способствующие удале-
нию продуктов эрозии из МЭП за счет флотации;
— уменьшение зоны взаимодействия между элект-
родом и деталью, что достигается применением в каче-
стве межэлектродной жидкости воды вместо керосина.
Это приводит к увеличению производительности про-
цесса в 2—3 раза. В связи с тем, что при этом значи-
тельно уменьшается загрязнение МЭП, имеется воз-
можность еще в 2—3 раза повысить интенсивность про-
цесса за счет увеличения частоты следования импуль-
сов. Поэтому электроискровая прецизионная обработка
в воде и при питании МЭП от специального генератора
коротких импульсов является очень производительным
процессом. При питании промежутка от релаксацион-
ных генераторов применение воды невозможно ввиду
прохождения между электродами электрохимических
реакций.
23
I. 3. Технология электроискровой
обработки материалов
Впервые электроискровая обработка была примене-
на в тяжелое для нашей страны военное время, когда
с ее помощью тысячи поврежденных снарядов для
«катюш» вновь были пущены в производство. С тех
пор перечень областей промышленного применения
электроискровой обработки существенно расширился:
— производство всех видов распылительной аппа-
ратуры;
— формообразование всех видов фильер, в том чис-
ле твердосплавных фильер для волочения, выдавлива-
ния. Особенно большое значение имеет электроискро-
вое изготовление отверстий в фильерах для получения
искусственного волокна;
— изготовление различных цельнометаллических се-
ток (для электровакуумных приборов) и сит (для пи-
щевой промышленности). Электроискровой способ из-
готовления сеток высокой прозрачности позволил
существенно повысить параметры ряда электронно-ва-
куумных приборов;
— выпуск любой сложности металлорежущего, ме-
таллорубящего и металлодавящего инструмента, в том
числе из карбидных материалов (твердых сплавов);
— изготовление всех видов ковочных штампов, форм
для горячего прессования, кокилей и пресс-форм;
— изготовление криволинейных отверстий и проре-
зание узких щелей и пазов.
Перечень операций и областей применения электро-
Рис. 10
искровой обработки мож-
но продолжить, но уже
указанные области рас-
крывают ряд технологи-
ческих возможностей и
преимуществ способа по
сравнению с механичес-
ким резанием.
Все технологические
приемы электроискровой
обработки можно разде-
лить на две группы.
1. Метод копирования,
когда обработанная поверхность повторяет форму
электрода-инструмента (рис. 10). В ходе разработки
технологии электроискрового изготовления прецизион-
ных деталей было установлено, что при определенных
условиях копирования получаются качественно новые
технологические результаты, поэтому обработка мето-
дом копирования делится на «прямое» и «обратное»
копирование.
Способ обработки копированием целесообразней
рассмотреть на методе «прямого» копирования и отме-
тить отличительные особенности «обратного» копиро-
вания. Наиболее выразителен данный метод на приме-
ре изготовления прецизионных цельнометаллических
сеток для электровакуумных приборов.
Сетки ряда электровакуумных приборов — клистро-
нов, генераторных ультравысокочастотных триодов и
других — изготавливались плетеными из вольфрамовой
проволоки диаметром 0,02—0,03 мм. Большие выходные
мощности, характерные для нормальной работы этих
приборов, при недостаточном отводе тепла приводят к
перегреву и прогоранию сеток. Отвод тепла можно
улучшить изготовлением сеток из более теплопроводно-
го, чем вольфрам, материала, а также улучшением теп-
лового контакта межд^ отдельными перемычками сет-
ки и диафрагмой и увеличением площади поперечного
сеченця перемычек сеток за счет увеличения их высоты.
С этой целью заменяют плетеные вольфрамовые
сетки цельными, изготовленными непосредственно из
листового материала, имеющего большую теплопро-
водность, чем вольфрам (например, из меди). Благо-
даря увеличению сечения перемычек в 5—20 раз за
счет увеличения их высоты, большей теплопроводности
меди отвод тепла от сетки возрастает в десятки раз.
Механическая прочность таких сеток значительно выше,
чем плетеных. Как показал опыт, применение цельных
медных сеток привело к многократному повышению
мощности электровакуумных приборов и устранило пе-
регорание сеток [7, 8].
К точности изготовления сеток предъявляются ис-
ключительно высокие требования: ширина перемычек
(20—60) ±2 мкм, шаг перемычек (100—1000) ±5 мкм.
Изготовить такие сетки какими-либо механическими
способами невозможно.
25-
Рис. 11
* □ Dk
л□□□□к
□□□□□□
□□□□□О
' Q D '
При электроискровой обработке отверстия сеток из-
готовляются все одновременно прямым копированием
специального электрода-инструмента, который пред-
ставляет собой стержень из меди, латуни или другого
материала соответствующего профиля (рис. 11). На
рис. 12 показаны другие формы сеток электровакуум-
ных приборов. Ширина пазов определяется шириной
перемычек сетки с учетом межэлектродного зазора.
Точность изготовления сетки обусловливается точ-
ностью изготовления электрода-инструмента, который
изготавливается также электроискровым методом.
Описанным способом изготовляются не только мед-
ные сетки, но и сетки из никеля, молибдена, вольфра-
ма, тантала и других токопроводящих материалов.
Следует отметить, что при обработке по методу
«прямого» копирования образуется конусность (рис. 13).
Это вызвано тем, что по мере углубления электрода-
инструмента в обрабатываемую деталь из-за электри-
ческой эрозии (износа) его сечение в нижней части
уменьшается больше, чем в верхней. Кроме того, по
зазору между стенками электродов движется жидкость,
засоренная продуктами эрозии, служащими мостиками
для прохождения боковых разрядов, в результате чего
сечение отверстия в верхней части будет больше, чем
в нижней.
Для уменьшения этого вредного явления применя-
ют различные способы, в частности изготовление техно-
логических отверстий, через
• которые прокачивают жид-
кость, причем направление
движения жидкости имеет
принципиальное значение
(рис. 14). На рис. 14 видно,
что в межэлектродный про-
Рис. 12 межуток поступает рчищен-
26
1
Рис. 13
ная жидкость, а продукты эрозии эвакуируются через
технологическое отверстие.
Наружные контуры выполняются, как правило, ме-
тодом «обратного» копирования по схеме, показанной
на рис. 15. Отличительный признак метода «обратного»
копирования то, что оформляющим элементом при об-
работке являются внутренние поверхности обрабаты-
вающего электрода-инструмента, выполненного в виде
специального блока разборной конструкции. При по-
мощи этого метода возможно получать детали любой
сложной конфигурации без конусности.
Известно, что при обработке по методу «прямого»
копирования частицы металла, выброшенные с обраба-
тываемой поверхности, проходя из зоны разряда а
вверх под действием выделяющегося газа, становятся
причиной боковых разрядов.
При обработке по схеме (рис. 15), когда электрод-
деталь находится сверху, а ЭИ набран из отдельных
пластин, частицы металла не смогут попасть в зону а,
так как они увлекаются вверх выделяющимися газа-
ми, в результате в зоне а исключены дополнительные
боковые разряды. Это способствует повышению точнос-
ти обработки и устранению конусности, так как
жидкость уносит из зоны обработки продукты эрозии,
минуя указанную зону.
2. Обработка непрофилированным электродом. Об-
работка методом копирования, являясь распространен-
ным технологическим процессом, имеет существенные
недостатки:
. 27
.1
— относительно высокая трудоемкость изготовления
электрода-инструмента;
— износ электрода-инструмента, что отражается на
точности изготовления деталей;
— одного электрода-инструмента достаточно для
изготовления лишь 10—100 деталей.
Этих недостатков не имеет способ электроискровой
обработки деталей непрофилированным электродом-ин-
струментом в виде тончайшей проволоки, непрерывно
перемещающейся с определенной скоростью. Особен-
ность этого способа — высокая точность изготовления
деталей (до 1 мкм).
Кинематическая схема процесса обработки непро-
филированным электродом (электродом-проволокой) по-
казана на рис. 16 [9].
Тонкая проволока 1, которая является обрабатыва-
ющим электродом-инструментом, перематывается с ка-
тушки 4 на катушку 3 с постоянной скоростью при по-
мощи электродвигателя Д1. Электродвигатель Д2—
подтормаживающее устройство, создающее натяжение
электрода-проволоки для уменьшения амплитуды ее
вибрации при прохождении электрических разрядов
между деталью и проволокой, что существенно снижа-
ет точность обработки.
Отрицательный полюс источника импульсов через
скользящие контакты подключается к проволоке 1, а
положительный — к детали 2. С помощью двигателей
28-
ДЗ и Д4 обрабатываемая деталь перемещается в не-
обходимом направлении. Зона обработки погружается
в диэлектрическую жидкость или же поливается из
специального шланга.
Производительность процесса и точность обработки
зависят от энергии в импульсе, направления перемот-
ки пройолоки, скорости ее движения, величины натяже-
ния и диаметра.
В процессе обработки проволока подвергается эро-
зии (износу), в результате чего изменяется ее диаметр.
Кроме того, из-за уменьшения диаметра необходимо
уменьшать величину ее натяжения во избежание обры-
ва. Все это приводит к некоторому снижению точности
обработки. Для уменьшения влияния эрозии проволоки
на точность обработки и предотвращения ее обрыва
проволока непрерывно перемещается, т. е. обновляет-
ся. Кроме того, движущаяся проволока способствует
удалению продуктов эрозии из межэлектродного зазо-
ра. Большое значение имеет направление перемотки
проволоки. Так, например, производительность процес-
са при перемещении проволоки снизу вверх по сравне-
нию с перемещением сверху вниз выше в 3—5 раз. Это
объясняется тем, что продукты эрозии, увлекаемые га-
зовыми пузырьками, образующимися в процессе обра-
ботки, поднимаются вверх и уносятся из зоны обработ-
ки; этому же способствует, и электрод-проволока, дви-
жущаяся вверх.
С увеличением скорости перемотки проволоки воз-
растает и производительность процесса, так как при
этом продукты эрозии удаляются из зоны обработки
более интенсивно. Но при этом возрастает и расход
электродного материала. Так, например, стоимость
1000 м вольфрамовой проволоки диаметром 20 мкм
составляет 12,5 руб., медной диаметром 80 мкм —
0,8 руб. Исходя из стоимости проволоки и необходимой
производительности, подбирается соответствующая ско-
рость ее перемещения. Однако следует помнить, что
зависимость производительности от скорости движения
проволоки имеет экспоненциальную форму.
Тонкой проволокой электроискровым способом мо-.
гут быть прорезаны пазы, ширина которых определяет-
ся диаметром проволоки d, величиной межэлектродно-
Рис. 17
Рис. 18
го промежутка I (рис. 17) и глубиной лунки h, полу-
чающейся после каждого разряда [10]:
b = d+2(l+h)=d+2a, (1.4)
а — величина межэлектродного зазора.
Величина искрового промежутка, а следовательно,
и зазора в значительной мере зависит от напряжения.
Изменение емкости накопительных конденсаторов в пре-
делах 0,01—0,3 мкФ практически не влияет на ширину
паза.
Зависимость величины зазора от напряжения меж-
ду электродами (на конденсаторе) линейна:
a = KU, (1.5)
к — коэффициент, зависящий от материала электродов
и природы диэлектрической среды (для меди в кероси-
не к —0,125).
Для изготовления деталей небольших и средних
размеров сложной формы применяются электроискро-
вые установки, использующие прием автоматического
обхода по шаблону-копиру (рис. 18), или установки с
координатной оптической системой (рис. 19) [7, 11].
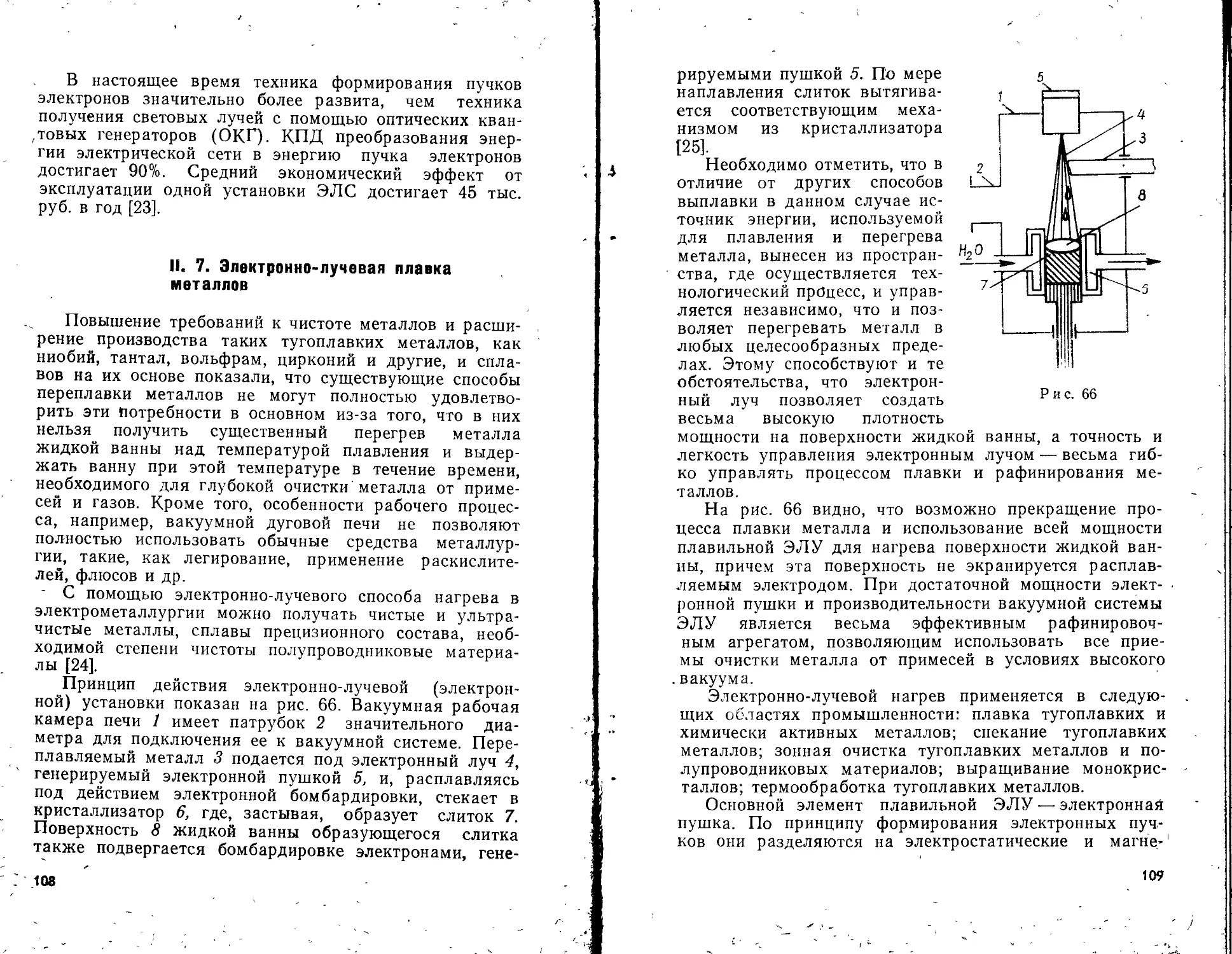
Обрабатываемая заготовка 1 крепится на предмет-
ном столике 2, связанном с координатным столом 3
проектора. Стол, а вместе с ним и деталь могут пере-
мещаться в двух взаимно перпендикулярных направле-
ниях относительно электрода-инструмента 4. Источник
30
Рис. 19
света 5 через оптическую систему 6 проектирует на
экран 7 крест, образованный пересечением двух рисок,
нанесенных на стекле стола 3. Оптическая система мо-
жет давать увеличение до 100 раз. Поэтому если на
экране 7 помещен чертеж обрабатываемой детали, уве-
личенный в 100 раз, то в заготовке будет вырезан со-
ответствующий профиль, уменьшенный в то же число
раз, но с высокой точностью. Считывание изображения
с чертежа может осуществляться вручную или автома-
тически.
I. 4. Рабочая среда при
электроискровой обработке
Все физические процессы, сопровождающие электро-
искровую обработку, протекают в межэлектродной по-
лости, заполненной рабочей жидкостью, которая вли-
яет на механизм процесса и скорость его отдельных
стадий.
Жидкая среда в процессе прохождения искрового
разряда обеспечивает:
— возникновение динамических усилий, необходи-
мых для удаления частиц металла, выброшенных с
поверхности анода;
31
— стабилизацию процесса обработки, в результате
чего увеличивается производительность;
— увеличение электрической прочности- промежут-
ка, что позволяет выделять в нем большие значения
энергии;
— охлаждение электродов.
Основными характеристиками рабочей жидкости
являются вязкость, плотность, электрическая проч-
ность, температура вспышки, температура начала кипе-
ния, охлаждающая способность, испаряемость, филь-
труемость, химическая агрессивность, токсичность,
стоимость. В качестве рабочей жидкости широко при-
меняются керосин, дизельное топливо, масла соляро-
вое, веретенное, машинное, индустриальное и трансфор-
маторное. Применение нефтепродуктов не только
повышает производительность, но и улучшает ее отно-
шение к величине износа электрода-инструмента, т. е.
снижает его эрозию.
При относительно равной производительности с ис-
пользованием трансформаторного и веретенного масел
предпочтение следует отдавать последнему, так как
температура его вспышки выше (165°С против 135°С).
Керосин рекомендуется применять только в тех слу-
чаях, когда требуется высокая точность, т. е. когда об-
работка ведется при низких значениях напряжения на
электродах, а следовательно, величина МЭП при этом
мала, что требует, жидкостей, обладающих низкой
вязкостью.
Кроме керосина рекомендуется использовать спирт
различных марок. Например, прорезание узких пазов
в деталях больших толщин в этиловом спирте идет
более устойчиво, достаточно интенсивно и лучше, чем
в керосине, что объясняется значительно меньшим мо-
лекулярным весом этилового спирта, а также меньшим
количеством углеродных атомов в молекуле спирта.
Было установлено [12], что с помощью состава меж-
электродной среды можно в достаточно широких пре-
делах управлять распределением между анодом и като-
дом энергии электрического импульса, не допуская
этим возникновения между электродами дугового элект-
рического разряда. В то же время оказалось, что сос-
тав жидкости, находящейся в МЭП, и ее электропро-
водность практически совсем не влияют на сам меха-
32
низм процесса. Поскольку управлять параметрами
электрических импульсов удобнее электротехническими
приемами, а не составом среды, то для электроискро-
вой обработки наилучшей средой должна быть вода.
Однако применение воды в качестве межэлектродной
среды требует использования таких генераторов элект-
рических импульсов, которые в заданные интервалы
времени толчком подают на электроды строго дозиро-
ванную порцию энергии, оставляя их все прочее время
без напряжения [13] и тем самым обеспечивая отсутст-
вие электрохимических процессов на электродах.
Производительность электроискрового процесса в
воде выше, чем в керосине, по крайней мере в 2 раза,
хотя, как известно [14], объем лунки в воде почти в
2 раза меньше, чем в керосине. В этом нет ничего про-
тиворечивого, поскольку при обработке в керосине в
зоне обработки выделяется огромное количество про-
дуктов его разложения, которые интенсивно забивают
межэлектродный промежуток, существенно ухудшают
условия эвакуации продуктов эрозии из зоны обработ-
ки и приводят к затуханию процесса. Вместе с тем
дистиллированная или промышленная вода не только
не может быть источником загрязнения МЭП, а, наобо-
рот, способствует интенсивному выбросу из зоны обра-
ботки продуктов эрозии за счет образования при ее
разложении газов, пузырьки которых интенсивно захва-
тывают и выносят их из межэлектродного пространства.
Последними исследованиями [15] установлено, что
при использовании генераторов, формирующих унипо-
лярные импульсы напряжения даже микросекундной
длительности, невозможно полностью устранить проте-
кание электрохимических процессов на электродах, су-
щественно влияющих на точность и качество деталей.
Создание генераторов, формирующих биполярные им-
пульсы напряжения микросекундной длительности стро-
го определенной формы, позволило практически исклю-
чить нежелательные электрохимические процессы [15].
Поскольку при электроискровой обработке через
весьма небольшие межэлектродные расстояния должны
быть выброшены из зоны обработки большие количе-
ства металлических частиц (продуктов эрозии), для
большинства электроискровых технологических процес-
сов необходимо нагнетание жидкости в межэлектрод-
3 Н. В. Могорян 33
ный промежуток. Ее количество может определяться
десятками литров в минуту. Поэтому одним из элемен-
тов гидросистемы является приспособление, нагнетаю-
щее жидкость в межэлектродное пространство или от-
сасывающее ее сквозь полый электрод-инструмент.
В процессе работы жидкость загрязняется продук-
тами обработки и нагревается, в результате чего изме-
няются ее физические свойства, поэтому гидросистема
должна включать в себя элементы, обеспечивающие ее
очистку от примесей и продуктов эрозии и охлаждение.
I. 5. Регуляторы межэлектродного
промежутка
В процессе работы электроискровой установки
электрод-инструмент всегда должен находиться от
электрода-детали на каком-то расстоянии, определяе-
мом величиной приложенного к электродам напряже-
ния и характером межэлектродной среды. Так как по
мере удаления материала с поверхности обрабатывае-
мой детали и из-за износа электрода-инструмента про-
исходит увеличение этого расстояния (величины меж-
электродного промежутка), то необходимо непрерывно
производить сближение электродов, иначе через неко-
торое время из-за значительного увеличения промежут-
ка процесс обработки прекратится. Для восстановле-
ния процесса обработки необходимо сблизить электро-
ды, чтобы они оказались на расстоянии, при котором
вновь произойдет пробой.
Следовательно, для непрерывной работы электро-
искровой установки в ней должна быть предусмотрена
электромеханическая система, назначением которой яв-
ляется постоянное автоматическое поддержание наивы-
годнейшего расстояния между электродами [16, 17].
Ранее было показано, что производительность элект-
роискрового процесса пропорциональна произведению
энергии импульса на частоту их следования. Для выяв-
ления закономерности, характеризующей изменение
производительности в зависимости от величины меж-
электродного промежутка, рассмотрим конденсаторную
схему установки (см. рис. 2).
34
Характер изменения на-
пряжения на конденсаторе
(а следовательно, и на
электродах) во времени в
процессе его зарядки пока-
зан на рис. 20.
_ Зависимость напряжения
от времени при этом выра-
жается экспоненциальной
кривой: , t .
U^E 1-tT^), (1.6)
t
Р и с. 20 '
где U — мгновенное значение напряжения, В; Е — ЭДС
источника питания, В; t—время от начала зарядки, с;
R — токоограничивающее сопротивление, Ом; С — ем-
кость накопительного конденсатора, Ф.
Из выражения 1.6 видно, что степень наклона кри-
вой, отражающей зависимость напряжения на элект-
родах, определяется величиной токоограничивающего
сопротивления R. Из рассмотрения характера этой за-
висимости следует, что если разрешить системе каж-
дый’раз поднимать напряжение на электродах до ве-
личины напряжения источника питания, тогда, несмотря
на то, что энергия каждого такого импульса будет
максимальной, частота срабатывания контура, а сле-
довательно, и производительность будут небольшими.
Указанному случаю соответствует некоторая величина
а межэлектродного расстояния (рис. 21, а), при кото-
рой еще возможен пробой. Напряжение на конденса-
торе при этом равно напряжению источника питания.
С уменьшением величины межэлектродного проме-
жутка будут созданы условия, при которых пробой
произойдет при напряжениях значительно меньших,
чем напряжение источника питания. При этом умень-
шится энергия импульса, но одновременно увеличится
частота срабатывания контура (рис. 21,6).
Однако известно, что изменения энергии и частоты
следования импульсов управляются различными зако-
нами, вследствие чего при фиксированных электриче-
ских параметрах зарядного и разрядного контуров и
при изменении только величины межэлектродного про-
межутка производительность процесса будет изменять-
ся в очень большом диапазоне. Графически эта зави-
3
35
Рис. 21
симость представлена на рис. 22, откуда видно, что наи-
большая производительность далеко не соответствует
максимально или минимально возможной величине
искрового промежутка, а занимает промежуточное по-
ложение и наблюдается при йНаивыг (рис. 21, в).
Рассмотренная зависимость производительности от
величины межэлектродного промежутка указывает на
чрезвычайную важность обеспечения надежного и ка-
чественного регулирования его значения.
В настоящее время разработано и применяется мно-
го разнообразных специальных систем автоматической
подачи электрода, которые способны поддерживать
величину межэлектродного промежутка в пределах,
необходимых для нормального течения процесса обра-
ботки.
Непосредственно величина МЭП в качестве пара-
метра регулирования обычно не применяется, так как
ее измерение в процессе обработки практически не-
осуществимо. Поэтому в качестве параметров регули-
рования выбираются такие, которые косвенно харак-
теризуют эту величину и изменяются вместе с ней. Та-
ким параметром обычно является напряжение на элект-
родах, или среднее значение тока, проходящего через
межэлектродный промежуток. В большинстве схем ав-
томатического регулирования МЭП используются одно-
34
временно среднее или амплитудное значение напряже-
ния на электродах и среднее значение тока разрядного
контура.
По принципу действия их исполнительных устройств
и конструктивной схеме системы перемещения и подачи
электрода-инструмента автоматические регуляторы
можно разделить на механические и гидравлические.
Рассмотрим несколько электрических схем автома-
тических регуляторов. Наиболее распространенной и
надежной схемой является мостовая (электродвига-
тельная) (рис. 23), которая широко применяется при
питании искрового промежутка от релаксационных ге-
нераторов.
Якорь Я электродвигателя-регулятора включен в
диагональ моста, образованного токоограничивающим
сопротивлением R2, искровым промежутком ИП и дву-
мя плечами потенциометра R1. Другая диагональ пи-
тается от источника постоянного тока; от него же пи-
тается обмотка возбуждения электродвигателя ОВ. Ра-
бота схемы основана на балансе сопротивлений в
плечах, а следовательно, и тока в диагоналях моста.
При помощи потенциометра R1 устанавливается не-
обходимая скорость подачи электрода-инструмента.
Нетрудно заметить, что при отводе электрода-инстру-
мента ток через двигатель будет большей величины,
чем при сближении электродов. Это необходимо для.
увеличения скорости разведения электродов при корот-
ких замыканиях, а также для преодоления двигателем
веса подвижной системы.
37
Однако этот регулятор сравнительно медленно уст-
раняет отклонения от оптимального межэлектродного
промежутка, что снижает производительность процесса
и повышает вероятность возникновения короткого за-
мыкания и шлакования, в результате чего создаются
условия для образования дефектов на обрабатываемой
детали.
Для устранения этого недостатка в регуляторе
(рис. 24) [18] параллельно выходному потенциометру
включена последовательная цепь из двух вентилей, об-
щая точка которых соединена с его движком, а парал-
лельно одному из вентилей включен стабилитрон. На
входном потенциометре установлен дополнительный
движок, соединенный с первым ключевым элементом —
динистором. Скорость подвода электрода-инструмента
может быть изменена путем выбора типа стабилитрона
Д4 с различным напряжением стабилизации и переме-
щением движков потенциометров R2 и R3. Если ско-
рость подачи отстает от скорости разрушения электро-
да-детали, то увеличивается напряжение на МЭП и
уменьшается сопротивление стабилитрона Д4, в резуль-
тате чего нелинейно возрастает скорость вращения
электродвигателя, т. е. происходит ускоренная подача
ЭИ. Если скорость подачи больше скорости разруше-
ния ЭД, то напряжение на МЭП снижается, что при-
водит к увеличению сопротивления стабилитрона Д4.
38
В результате падения напряжения и увеличения
сопротивления в цепи якоря электродвигателя Д умень-
шается скорость подачи ЭИ. При дальнейшем сниже-
нии напряжения на МЭП стабилитрон Д4 закрывается,
что создает условия для дальнейшего замедления пода-
чи ЭИ. При уменьшении МЭП ниже допустимого зна-
чения изменяется полярность напряжения на якоре
двигателя и ток от источника постоянного тока прохо-
дит через вентиль Д6, сопротивление R1 между верх-
ним контактом и нижним движком, диод Д5, якорь
электродвигателя, параллельную цепь из вентиля Д2
и стабилитрона Д4 и МЭП. В результате прохождения
этого тока происходит резкое торможение, а затем
якорь двигателя начинает вращаться в обратную сто-
рону. ЭИ отводится от детали.
При коротком замыкании напряжение на МЭП сни-
жается до нуля, а между движками потенциометра R1
возрастает до напряжения переключения, при котором
динистор Д1 открывается, благодаря чему разряжает-
ся конденсатор С и закорачивается сопротивление меж-
ду движками потенциометра R1, в результате чего че-
рез якорь- двигателя Д проходит дополнительный им-
пульс тока, создающий увеличение скорости отвода
электрода-инструмента. При изменении направления
тока вентили Д2, Д5 и стабилитрон Д4 шунтируют со-
ответствующие сопротивления, в результате чего ско-
рость подъема возрастает, что уменьшает вероятность
возникновения коротких замыканий. После устранения
КЗ напряжение на МЭП восстанавливается, динистор
Д1 закрывается и электрод-инструмент начинает пере-
мещаться со сравнительно небольшой скоростью в пря-
мом направлении, т. е. к детали. Требуемая скорость
подачи регулируется нижним движком потенциометров
R1 и R3.
В большинстве случаев прецизионной обработки
непосредственное включение силовых элементов регуля-
тора в рабочую схему установки по каким-либо причи-
нам оказывается невозможным. Кроме того, рассмот-
ренные схемы имеют ограниченный частотный диапа-
зон, невысокую надежность и недостаточную выходную
мощность для управления электромашинным приводом
регулятора.
39
Рис. 25
С этой целью в схеме, приведенной на рис. 25 [19],
параллельно МЭП через резистор R2 и конденсатор С1
включен пик-детектор, состоящий из диода ДЗ и кон-
денсатора СЗ, параллельно которым включены стаби-
литрон Д1 и диод Д2. Параллельно конденсатору СЗ
включен транзистор Т1.
Схема работает следующим образом. При поступле-
нии от генератора импульсов напряжения на МЭП про-
исходят кратковременное открывание транзистора Т1,
разряд конденсатора СЗ и начинается заряд конденса-
тора С1 во входной цепи регулятора. Так как емкость
конденсатора С1 имеет большую величину (на порядок
больше, чем величина емкости конденсатора СЗ), то
время разряда конденсатора СЗ будет меньшим по
сравнению с временем заряда конденсатора С1. Ста-
билитрон Д1 защищает пиковый детектор от перегру-
зок по напряжению, а диод Д2 обеспечивает цепь раз-
ряда конденсатора С1.
После закрывания транзистора Т1 входная цепь ре-
гулятора электрически будет представлять собой дели-
тель напряжения на конденсаторах С1 и СЗ. Емкость
конденсатора СЗ намного меньше емкости конденсато-
ра С1, поэтому на выходе пик-детектора будет полная
амплитуда импульсного напряжения. Напряжение на
конденсаторе СЗ после прихода очередного импульса
не меняется за время паузы между импульсами, так
как транзистор Т1 заперт положительным напряжением
смещения.
Эмиттернын повторитель, построенный на транзис-
торе Т2, на который нагружен выход пик-детектора,
40
обладает высоким выходным сопротивлением и преоб-
разовывает напряжение конденсатора СЗ в прямоуголь-
ный импульс напряжения с такой же амплитудой, но с
длительностью, равной периоду следования импульсов
генератора. Это напряжение выделяется в резисторе
R5 и приложено к входам двух сравнивающеусилитель-
ных каналов СУ1 и СУ2, а их выходы управляют ти-
ристорным реверсивным мостовым преобразователем
ТРП, который питает двигатель Д регулятора.
Регулирование величины искрового промежутка при
питании электроискровой установки от ламповых или
полупроводниковых генераторов затруднено тем, что
средние значения тока и напряжения на МЭП при из-
менении его величины изменяются очень незначитель-
но. Регулирование величины промежутка в функции
средних значений тока и напряжения потребовало бы
создания сложной схемы регулятора, обладающего вы-
соким коэффициентом усиления.
Эти трудности устраняются использованием в каче-
стве параметра регулирования амплитудных значений
тока и напряжения, так как последние в сотни раз пре-
вышают изменения средних значений.
Схема тиратронного регулятора, работающего по
этому принципу, использует в качестве параметров ре-
гулирования амплитудные значения тока и напряже-
ния на электродах (рис. 26) [20].
Якорь двигателя Д включен в катодные цепи тира-
тронов. При холостом ходе тиратрон Т2 полностью от-
крыт и двигатель вращается в направлении сближения
электродов. При появлении рабочего тока в МЭП на-
пряжение на нем падает, в результате чего снижается
напряжение смещения на Т2 и увеличивается смещение
на Т1, что приводит к появлению в цепи Т1 тока обрат-
ного направления. Скорость вращения якоря двигателя
Д снижается и при достижении заданного значения ве-
личины МЭП становится равной скорости съема метал-
ла с электрода-изделия. При коротком замыкании
полностью закрывается тиратрон Т2 и полностью от-
крывается Т1, в результате чего начинается быстрый
отвод электрода-инструмента. Необходимые скорости
подачи устанавливаются с помощью потенциометров
R2 и R3.
41
Рис. 26
Магнитополупроводниковый регулятор (рис. 27) [20]
установлен на некоторых последних моделях электро-
искровых и электроимпульсных установок. Он состоит
из двух каскадов усиления — на транзисторах и диф-
ференциального магнитного усилителя с выходом на
постоянном токе. Регулятор позволяет управлять про-
цессом при питании межэлектродного промежутка от
электронных, полупроводниковых и машинных генера-
торов.
На базы транзисторов Т1 и Т2 подается сигнал,
пропорциональный разности двух напряжений — эта-
лонного (7ЭТ от независимого источника В1 и напряже-
ния Ua на искровом промежутке ИП (через сглажива-
ющий дроссель Др и емкость С1). Величина напряже-
ния £/эт регулируется потенциометром R1. Величина и
знак разности \U—U3T—Uu являются параметрами, по
которым регулируется межэлектродный промежуток в
зависимости от установленного режима работы.
Усиленный транзисторами сигнал А(7 поступает на
к обмотки управления 1МУ5, 2МУ5 (1МУ6, 2МУ6) диф-
ференциального магнитного -усилителя, включенные по-
42
Рис. 27
следовательно-встречно в каждое плечо усилителя пер-
вого каскада. Второй каскад усиления представляет
собой сдвоенную мостовую двухполупериодную схему
43
на магнитных усилителях 1МУ и 2МУ. Для повышения
их коэффициента усиления применяется внутренняя по-
ложительная обратная связь, осуществляемая включе-
нием кремниевых диодов Д1—Д8 последовательно с
каждой обмоткой переменного тока.
Дроссели магнитного усилителя, обозначенные ин-
дексами 1 (Г) и 2 (2'), относятся к противоположным
плечам моста. Если при подаче усиливаемого сигнала
сердечник дросселя 1 (Г) насыщается, то сердечник
дросселя 2 (2') размагничивается и наоборот. Индук-
тивное сопротивление обмоток переменного тока
уменьшается у той пары сердечников, где магнитный
поток от сигнала совпадает по направлению с посто-
янной составляющей потока, и увеличивается у двух
других обмоток, где они действуют встречно. Вследст-
вие того, что индуктивное сопротивление одной пары
обмоток падает, а другой — возрастает, нарушается
равновесие моста. На нагрузке Д появится напряже-
ние, в результате чего якорь двигателя начнет вра-
щаться, — происходит подача электрода-инструмента в
зону обработки. При изменении полярности усиливае-
мого сигнала якорь двигателя также изменит направ-
ление вращения. При отсутствии управляющего сигна-
ла, как следует из схемы, напряжение на якоре двига-
теля равно нулю.
Схема регулятора с расширенным частотным диа-
пазоном работы представлена на рис. 28 [21]. Входное
звено регулятора содержит конденсатор, подключен-
ный к электроду-инструменту через диод Д1, а также
коммутирующий транзистор Т, шунтирующий диод Д1
в открытом состоянии и имеющий базу, соединенную с
эмиттером через вторичную обмотку трансформатора
тока, зашунтированную диодом Д2. Первичная обмот-
ка трансформатора тока включена в цепь разрядного
контура искрового промежутка. Напряжение, снимае-
мое с конденсатора, подается на вход реверсивного
усилителя постоянного тока УПТ, к выходу которого
подключен двигатель регулятора. Напряжение на кон-
денсаторе в течение каждого импульса поддерживается
на уровне амплитуды импульсного напряжения на
искровом промежутке. Регулирование зазора ведется
по амплитудным значениям напряжения благодаря от-
крыванию транзистора при прохождении тока через
44
Рис. 28
электроды и уменьшении напряжения на обкладках
конденсатора до напряжения на электродах в том
случае, если напряжение на конденсаторе до этого
было больше напряжения на электродах. Двигатель
при этом вращается в сторону разведения электродов,
т. е. увеличения сопротивления межэлектродного про-
межутка. Если напряжение на конденсаторе меньше
напряжения на электродах, транзистор оказывается
закрытым и конденсатор имеет возможность дозаря-
диться до уровня напряжения на электродах. Якорь
двигателя при этом вращается в сторону, соответст-
вующую подаче электрода-инструмента в зону обра-
ботки.
Регулятор с гидравлической подачей (рис. 29)
представляет собой также автоматическую следящую
систему, однако электрод-инструмент перемещается с
помощью гидравлической усилительной системы. Со-
леноид 3 воздействует на золотниковый распредели-
тель 4 гидравлического цилиндра 6, поршень которого
8 перемещает подвижную часть с закрепленным на
ней электродом-инструментом.
С помощью насоса 2 жидкость подается одновре-
менно в верхнюю и нижнюю полости гидравлического
цилиндра через отверстия, частично перекрытые золот-
никовым распределителем, и вытекает через два дози-
рующих отверстия 7 обратно в бак 1. При равных ве-
личинах обоих отверстий, что соответствует среднему
положению золотника, давления в обеих полостях ци-
41
Рис. 29
Р и с. 30
линдра одинаковы и цилиндр неподвижен. Золотник
будет находиться в среднем положении до тех пор,
пока тяговое усилие соленоида 3, включеннрго после-
довательно в цепь разрядного контура, равно силе про-
тиводействия пружины 5, что сохраняется только при
определенной величине межэлектродного промежутка.
При большом значении искрового промежутка ток,
протекающий через соленоид, очень мал, в результате
чего под воздействием пружины 5 золотник перемес-
тится вверх, откроет верхнее отверстие и закроет ниж-
нее. Поршень при этом начнет перемещаться вниз,
сближая электроды, ток соленоида возрастет, в резуль-
тате чего постепенно прикроется верхнее отверстие.
При коротком замыкании между электродами под
воздействием силы тяги соленоида, через который про-
текает ток короткого замыкания, закрывается верхнее
отверстие и открывается нижнее. При этом поршень
перемещается вверх, увеличивая расстояние между
электродами.
Несмотря на применение для управления золотни-
ком соленоида, имеющего определенные недостатки,
описанная схема регулирования свободна от ряда не-
46
достатков, свойственных другим регуляторам, благода-
ря большому гидравлическому усилию. При диаметрах
поршня около 30—50 мм возможно перемещение элект-
рода-инструмента весом до нескольких сотен кило-
граммов.
При выключении станка золотник автоматически за-
пирает обе полости гидравлического цилиндра, и по-
движная система остается во взвешенном состоянии,
т. е. не требуется дополнительного торможения.
Более совершенная схема гидравлического регуля-
тора (рис. 30) [22] имеет две параллельные цепи — зо-
лотник подвода и золотник отвода. Регулятор работает
следующим образом. От источника питания регулятора
ИПР напряжение подается через резистор R1 и тирис-
тор Т1 на две параллельные цепи — цепь подвода и
цепь отвода. С помощью блока управления БУ изме-
няется угол отпирания тиристора Т1. При подаче им-
пульсов технологического тока от генератора |Г отпира-
ется тиристор Т2 и по цепи подвода начинает идти ток,
величина которого регулируется сопротивлением Р2.
Гидрозолотник вырабатывает команду на подвод
электрода-инструмента со скоростью, пропорциональ-
ной току в цепи подвода. При сведении ЭИ с деталью
до зазора, при котором возникает процесс обработки,,
начинает идти ток и по цепи отвода, причем величина
тока регулируется сопротивлением R3. При равном
значении токов команда, вырабатываемая гидрозолот-
никами, определяет неподвижное состояние ЭИ относи-
тельно детали, соответствующее нормальному течению
процесса в межэлектродном зазоре. При коротком за-
мыкании сопротивление МЭП существенно снижается,,
что приводит к увеличению тока в цепи отвода ЭИ. Зо-
лотник L2 вырабатывает команду на отвод электрода-
инструмента от детали.
К настоящему времени разработано большое коли-
чество автоматических регуляторов МЭП, отличающих-
ся по входным и выходным параметрам, степени быст-
родействия и чувствительности. В зависимости от типа
исполнительного устройства и применяемого для пита-
ния разрядного промежутка источника импульсов вы-
бирается та или иная схема автоматического регули-
рования.
47
I. 6. Источники питания
электроискровых установок
Поскольку для осуществления электроискровой об-
работки пригодны лишь электрические импульсы опре-
деленной длительности и формы, то производитель-
ность и другие качественные показатели процесса
зависят от совершенства способов генерирования
электрических импульсов и их параметров. Проблема
эта очень сложна, так как необходимо создавать высо-
кочастотные генераторы, способные длительное время
работать с нагрузкой, которая в течение одного цикла
изменяется практически от холостого хода до коротко-
го замыкания.
Ввиду большого разнообразия технологических про-
цессов, основанных на использовании электрических
разрядов, разработано значительное количество источ-
ников питания таких процессов. Все источники элект-
рических импульсов можно классифицировать по сле-
дующим признакам или параметрам.
1. По принципу накопления электрической энергии:
— с емкостным накопителем;
— с индуктивным накопителем;
— без накопителя.
2. По степени влияния физических свойств электро-
искрового промежутка на характеристики электриче-
ских импульсов:
— зависимые;
— независимые.
У зависимых генераторов формирование и частота
следования импульсов в большой мере зависят от рас-
стояния между электродами и состояния межэлектрод-
ного промежутка. От независимых генераторов на иск-
ровой промежуток подаются электрические импульсы
заданной формы и частоты, не зависящие от свойств
межэлектродного промежутка.
3. По форме электрических импульсов:
— знакопеременные;
— униполярные.
4. По принципу действия:
— релаксационные;
— ламповые;
— полупроводниковые.
48
Основными параметрами импульсов являются: дли-
тельность, скважность, амплитуда и частота.
При электроэрозионной обработке используются
импульсы длительностью от 10'7 до 10-1 с. Импульсы
длительностью £<10т3 с применяются при электроиск-
ровой обработке, а длительностью 3 с — при
электроимпульсной.
Величина скважности (q) определяет возможность
концентрации во времени значительных энергий в зоне
обработки. При q=l импульсы тока подводятся непре-
рывно, поэтому непрерывно подводится и тепловая
энергия ,к элементарному участку обрабатываемой по-
верхности. Ввиду наличия подготовительной фазы в
механизме процесса электроискровой обработки для
ее реализации пригодны импульсы, имеющие скваж-
ность —10, для электроимпульсной — импульсы с
q<5.
Как показал анализ процессов, происходящих меж-
ду электродами, их скорость и механизм определяются
в конечном счете параметрами импульсов — длитель-
ностью, частотой, скважностью, мощностью, энергией.
Совокупность характеристик, определяющих физиче-
ский механизм процесса, его скорость, взаимосвязь
электрических и технологических параметров обуслов-
ливаются их функциональной зависимостью от частоты
и скважности рабочих импульсов. Например, увеличе-
ние частоты, как правило, связано с уменьшением
энергии в импульсе, хотя энергоемкость процесса в це-
лом может возрастать. Однако чем выше частота и
меньше энергия импульса, тем меньше эвакуационная
способность процесса, т. е. усложняется процесс отво-
да продуктов эрозии из зоны обработки. В настоящее
время достигнуты максимальные частоты в пределах
1—2 мГц, однако производительность процесса при
этом ничтожна.
С другой стороны, уменьшение частоты приведет к
инверсии электрической эрозии, а в дальнейшем и к
перегреву и расплавлению не локальных объемов ме-
талла, а заготовки в целом. Поэтому в зависимости от
требуемой производительности процесса, точности и
чистоты поверхности выбирается соответствующий ис-
точник электрических импульсов.
4 Н. В. Могорян
49
Релаксационные генераторы. У релаксационных ге-
нераторов накопление энергии осуществляется в ем-
костном накопителе, а возбуждение импульсов, часто-
та их повторения, величина пробивного напряжения и
амплитуда тока управляются межэлектродным проме-
жутком.
Генератор типа RC (см. рис. 2) — первый генера-
тор униполярных импульсов, примененный для пита-
ния электроискровых установок,— был предложен авто-
рами этого способа обработки. Принцип работы схемы
поясняется на рис. 8, 9. От источника постоянного тока
через токоограничивающее сопротивление R током /3
заряжается накопительный конденсатор С. По мере за-
рядки конденсатора С ток зарядки /3 уменьшается, а
напряжение на его обкладках (а следовательно, и на
электродах) увеличивается. При достижении некоторо-
го значения напряжения (пробивное напряжение (7пр),
при котором происходит пробой межэлектродного про-
межутка, запасенная в накопительном конденсаторе
энергия (за исключением потерь в разрядном контуре
и конденсаторе) выделяется в межэлектродном проме-
жутке в виде короткого импульса тока /р большой ам-
плитуды и мощности, вызывая при этом эрозию анода
и частично катода.
По мере протекания энергии от накопителя к меж-
электродному промежутку напряжение на конденсаторе
падает и достигает значения, при котором его уже не-
достаточно для поддержания промежутка в токопро-
водящем состоянии, поэтому величина разрядного тока
быстро уменьшается, а затем его протекание прекра-
щается (7р = 0). Тотчас начинается зарядка конденса-
тора, и весь описанный процесс повторяется с опреде-
ленной частотой, зависящей от величины и состояния
межэлектродного промежутка.
После прекращения прохождения тока через искро-
вой промежуток начинается восстановление его элект-
рической прочности (деионизация). Этот процесс свя-
зан с рекомбинацией ионов (электрическая нейтрали-
зация частиц, имеющих противоположные знаки элект-
рических зарядов за счет их соединения), появившихся
в большом количестве при прохождении предыдущего
импульса тока. Электрическая прочность промежутка
восстанавливается сначала медленно, затем быстрее и
50
*-
наконец достигает своей первоначальной величины.
Время, необходимое для восстановления электрической
прочности, зависит от многих факторов, среди которых
наиболее существенна энергия прошедшего импульса,
так как с ней связана степень ионизации промежутка.
Само собой разумеется, что скорость нарастания
* напряжения на конденсаторе (а следовательно, и на
электродах) должна быть меньше скорости восстанов-
ления электрической прочности межэлектродного про-
* межутка. Это достигается соответствующим подбором
величины токоограничивающего сопротивления R и кон-
денсатора С.
Наличие некоторой собственной индуктивности цепи
разрядного конденсатора приводит к тому, что при
прохождении через нее больших импульсов тока она
успевает запасти определенное количество энергии
W = у- ..(1.7)
достаточной для поддержания протекания тока через
искровой промежуток при снижении напряжения на
нем. Этот же запас энергии приводит к перезарядке
конденсатора С и появлению обратного импульса тока
(импульса обратной полярности), приводящего к повы-
шенному износу электрода-инструмента, что отрица-
тельно сказывается на точности обработки.
Частота следования импульсов при этом достаточно
точно может быть определена по формуле
/---------—-------Гц, (1.8)
где R— токоограничивающее сопротивление, Ом; С —
емкость накопительного конденсатора, Ф; Е — напря-
t жение источника питания, В; Unp — напряжение про-
» боя межэлектродного промежутка, В.
Мощность генераторов RC, как правило, не превы-
шает 4—5 кВт, интенсивность съема металла 500—
rt 800 мм3/мин, частота следования импульсов на мягких
режимах достигает сотен килогерц. Коэффициент по-
лезного действия генератора RC мал (35—40%) вслед-
ствие больших потерь в токоограничивающем сопротив-
4* 51
Ленин цепи зарядки конденсатора. Скважность колеб-
лется в пределах 10—100.
Однако, несмотря на отмеченные недостатки, гене-
ратор 7?С-типа позволяет сравнительно простыми сред-
ствами достичь высокой точности обработки, чистоты
поверхности.
Генератор типа RLC (рис. 31, а) отличается от ге-
нератора RC тем, что для повышения его эффектив-
ности в цепь зарядного контура включена индуктив-
ность L. Введение индуктивности существенно меняет
форму кривой изменения напряжения на конденсаторе.
Ввиду наличия индуктивного сопротивления Хь=ыЬ в
цепи заряда в первоначальный момент времени заряд-
ки конденсатора, когда ток зарядки велик на нем (ин-
дуктивном сопротивлении), наблюдается большое паде-
ние напряжения
di
A.Ul=L~, (1.9)
что приводит к тому, что в начале процесса зарядки
конденсатора напряжение на нем (а следовательно, и
на электродах) растет медленнее, чем при отсутствии в
цепи зарядки конденсатора индуктивности (рис. 31, б).
Это благоприятно сказывается на увеличении скорости
восстановления диэлектрической прочности искрового
промежутка, так как процесс рекомбинации происхо-
дит практически при отсутствии на электродах напря-
жения. В дальнейшем напряжение на конденсаторе
резко возрастает, и процесс зарядки при наличии ин-
дуктивности заканчивается даже несколько раньше, чем
при ее отсутствии (т. е. при 7?С-схеме). К этому времени
электрическая прочность межэлектродного промежутка в
достаточной степени успевает восстановиться.
Наличие индуктивного сопротивления в цепи заряд-
ки конденсатора позволяет снизить величину активного
сопротивления R, а следовательно, и потери в нем.
Поскольку в генераторах RLC зарядка конденсато-
ра происходит за меньший период времени, то частота
следования импульсов может быть повышена. Кроме
того, при малом токоограничивающем сопротивлении и
большом значении L напряжения, до которых заряжа-
ется конденсатор, могут достигать удвоенного значения
напряжения источника питания.
52
0
*
Величина индуктивности, вводимой в цепь зарядки
конденсатора, определяется по формуле
L=6,25 R2C. (1.10)
Обычно она находится в пределах 0,05—0,5 Гц.
Включение индуктивности в цепь зарядного контура
повышает на 30—40% КПД источника и увеличивает
интенсивность съема металла до 1300 мм3/мин.
В некоторых типах электроискровых установок при-
меняются и другие схемы релаксационных генераторов,
подробное описание которых приведено в [23].
При использовании релаксационных генераторов
для защиты проволочного электрода от повреждений
при возникновении короткого замыкания между элект-
> родами отключается напряжение питания, что сущест-
* венно снижает производительность процесса обработ-
ки. В работе [24] описана цепь заряда конденсатора
।. (рис. 32) с последовательным включением двух резис-
. торов, один из которых зашунтирован транзистором Т.
При возникновении КЗ с датчика I подается запира-
• ющий сигнал на базу транзистора, что вызывает рез-
кое снижение тока в цепи КЗ. Одновременно подается
53
корректирующий сигнал в блок 2 системы управления
механизмом подачи проволочного электрода.
Ламповые генераторы. Серьезный недостаток релак-
сационных генераторов — низкая производительность
процесса при работе на тонких режимах. Повышение
производительности обработки ограничивается тем, что,
с одной стороны, невозможно увеличить энергию в им-
пульсе без ужесточения режима работы, а с другой —
рассмотренные схемы не позволяют повысить частоту
следования импульсов.
Используя электронные лампы, можно построить
генераторы электрических импульсов на большие час-
тоты (до 10 мГц и выше) с возможностью широкого
регулирования частоты, скважности и энергии. Приме-
нение электронной лампы в качестве безынерционного
прерывателя электрического тока позволяет использо-
вать как накопитель энергии индуктивность, например,
выходного трансформатора (рис. 33).
Генератор, выполненный по такой схеме, содержит
следующие элементы: источник постоянного тока,
электронную лампу, блок управления электронной лам-
пой БУ, импульсный трансформатор ИТ. При разрыве
цепи первичной обмотки импульсного трансформатора
во вторичной обмотке индуцируется импульс напряже-
ния, который прикладывается к искровому промежут-
ку ИП. Энергия, запасенная в магнитном поле транс-
форматора ИТ, реализуется в том случае, если ЭДС
вторичной обмотки трансформатора достаточна для
пробоя межэлектродного промежутка, что связано со
скоростью изменения тока в первичной обмотке ИТ.
Такое прерывание тока осуществимо только при помо-
щи мощных (генераторных) электронных ламп. Ис-
пользуя их, можно построить генераторы мощностью
до 20 кВт и частотой от 100 до 1000 кГц.
Для повышения мощнос-
ти электронных генераторов
+ ___ применяют параллельное
°~ГдР \ит._ включение электронных
|——। j J к ламп. Одна из таких схем,
Г у |-1 з [ построенная на лампах
° (Ym ' — ГУ-80, представлена на
рис. 34. Высокочастотный
Рис. 33 вентиль Д включен для по-
ч
54
Рис. 34
вышения надежности генератора и для устранения об-
ратного импульса тока в разрядном контуре.
Следует отметить, что по мере внедрения в про-
мышленность полупроводниковых генераторов целе-
сообразная область применения электронных генерато-
ров, вероятно, будет ограничена диапазоном частот
выше 0,5 мГц и малыми энергиями в импульсах, что
требуется для питания прецизионных электроискровых
установок.
Для упрощения схем мощных генераторов, рабо-
тающих на высоких частотах, вместо электронных ламп
применяются газонаполненные, в частности тиратроны.
По принципу действия тиратронные генераторы
(рис. 35) мало отличаются от релаксационных [25].
От источника постоянного тока высокого напряжения
через токоограничивающий дроссель L2 конденсатор С5
заряжается до определенного напряжения. После накоп-
ления высоковольтным конденсатором требуемого коли-
чества энергии поджигается импульсный водородный ти-
ратрон ЛЗ. Блок управления обеспечивает поджиг ти-
ь ратрона в соответствующие моменты времени, и конден-
» сатор разряжается через импульсный тиратрон на пер-
вичную обмотку ИТ. Во вторичной обмотке ИТ, под-
ключенной к искровому промежутку ИП, индуктируется
* напряжение величиной 150—200 В, пробивающее его, в
результате чего в нем выделяется энергия, накопленная
, в конденсаторе в виде короткого импульса большой
энергии.
55
Рис. 35
Кроме рассмотренного тиратронного генератора LC
разработаны тиратронные RLC, лампово-, машинно-тира-
тронные и другие, часть из которых широко применяется
в серийно выпускаемых электроискровых установках.
Полупроводниковые генераторы. Разработка и серий-
ный выпуск отечественной промышленностью мощных
транзисторов, способных работать при высоких напряже-
ниях (до 200 В), больших токах (5—15 А) и обладающих
малым временем включения (1—5 мкс), позволили соз-
дать весьма совершенные транзисторные генераторы им-
пульсов.
На рис. 36 показана принципиальная схема генерато-
ра на транзисторе, работающем в режиме ключа. Тран-
зистор Т включен последовательно с нагрузкой ИП. Уп-
равляющие работой транзистора импульсы подаются от
специального блока управления БУ. Полярность подклю-
чения обратная. При переводе в открытое состояние
транзистора Т через промежуток ИП от источника посто-
янного тока протекает импульс тока, величина которого
ограничивается сопротивлением R.
Транзисторные генераторы позволяют легко изменять
в весьма широких пределах частоту следования импуль-
сов (от 1 до 1000 кГц) и скважность.
Для повышения мощности транзисторных генераторов
транзисторы, работающие в ключевом режиме, соеди-
56
няют последовательно или па-
раллельно. На рис. 37 показана
схема параллельного включе-
ния силовых транзисторов в цепь
искрового промежутка [26].
Электроискровая обработка в
воде и слабопроводящих средах,
как отмечалось выше, обладает
несомненными достоинствами,
однако возможность прохожде-
ния процессов электролиза тре-
бует применения специальных
генераторов. Для устранения это-
го вредного при электроискро-
вой обработке явления в извест-
ную схему транзисторного гене-
ратора вводится источник пере-
менного напряжения, подключенный к накопительному
конденсатору через ключ двухсторонней проводимости
[27] (рис. 38). Генератор содержит датчик тока ДТ
межэлектродного промежутка, блок управления БУ,
ключ двухсторонней проводимости К, генератор управ-
ляющих импульсов ГУИ, блок силовых ключей КС,
источники постоянного 1 и переменного 2 напряжений.
Применение дополнительного источника переменно-
го напряжения, не содержащего постоянной составля-
Р и с. 37
57
Рис. 38
ющей, и схемы управления этим генератором позволя-
ет значительно уменьшить нежелательные электрохими-
ческие процессы при прецизионной электроискровой
обработке в слабопроводящих средах, в частности в
воде, так как в холостом режиме работы на электроды
будет подаваться переменное напряжение без постоян-
ной составляющей. С сокращением доли электрохими-
ческих процессов улучшается качество обработанной
поверхности вследствие уменьшения растравливания
обработанной поверхности.
При прецизионной обработке нитевидных деталей
из-за их нежесткости возникают специфические труд-
ности, связанные с тем, что невозможно полностью уст-
ранить короткие замыкания между электродами, в ре-
зультате чего возникают неисправимые дефекты по-
верхности. Режим выбирается с целью исключения
дефектов, вызываемых КЗ. Для этого занижают энер-
гию рабочих импульсов, из-за чего и без того неболь-
шая в таких случаях производительность уменьшается
в несколько раз, что снижает эффективность использо-
вания независимых генераторов импульсов при элект-
роискровой прецизионной обработке [28]. С целью
устранения отмеченной особенности в цепь разряда
[28] включается транзисторный ключ с токоограничива-
ющим сопротивлением. При КЗ ключ разрывает элект-
рическую цепь (рис. 39).
58
Рис. 39
Опыт создания транзисторных генераторов мощ-
ностью от нескольких сотен ватт до 30 кВт дает воз-
можность полагать, что транзисторные генераторы им-
пульсов весьма перспективны для электроискровой
обработки. Более мощйые транзисторы с малым вре-
менем включения, несомненно, вытеснят остальные
типы генераторов, а сам процесс обработки станет бо-
лее экономичным.
Наиболее яркий представитель транзисторных гене-
раторов — широкодиапазонный генератор импульсов
типа ШГИ, преобразующий переменный ток промыш-
ленной частоты в униполярный импульсный ток регу-
лируемой амплитуды, частоты, скважности и формы.
Генераторы типа ШГИ (табл. 2) отличает широкий
диапазон режимов, удовлетворяющий требованиям
предварительной, получистовой и чистовой обработки.
Для обработки с малым износом электрода-инстру-
мента применяются импульсы гребенчатой формы,
обеспечивающие более высокую производительность и
стабильность процесса по сравнению с прямоугольны-
ми импульсами.
В качестве коммутирующих элементов кроме тран-
зисторов используются и тиристоры (управляемые
диоды). Особенностью тиристоров является то, что они
достаточно легко переводятся в открытое состояние
путем подачи на управляющий электрод импульса на-
пряжения, однако приведение их в непроводящее
состояние с помощью управляющего сигнала невоз-
59
Таблица 2
Краткие технические характеристики полупроводниковых генера-
торов
Параметр ШГИ-16-880Б ШГИ-20-440/3 ШГИ-40-4-440 ШГИ-63-440 ШГИ-63-44 E/sOOI-Jl
Частота следова- ния импульсов, кГц Длительность им- 3 - 880 1-440 0,8-700 8-440 1-440 1-44 0,1-3,0
пульсов, мкс Максимальный 0,4-220 0,8 -150 0,8-700 0,8-700 —
средний ток, А Максимальная по- 16 20 40 63 63 100
требляемая мощ-
ность, кВт Максимальная 2,0 6,0 4,0 6,0 6,0 25
производитель- ность на ст. 45, мм3/мии Количество выход- 250 150 300 500 1800 1000
ных контуров I 3 1 1 3 1
Износ электрода- инструмента, % Масса генерато- 0,2-10 0,5-1,0 0,3-1,8 0,1-1,5 0,5-1,0 1,0-1,2
ра, кг 150 500 440 500 600 1200
можно; требуется хотя бы на короткое время прекра-
тить протекание тока через него или изменить его на-
правление. Как известно, именно такие процессы про-
исходят в цепи разрядного контура при прохождении
импульсного разряда.
Одна из схем тиристорного’ генератора приведена
на рис. 40. От источника постоянного тока заряжаются
конденсаторы С2 и СЗ. При подаче управляющих им-
пульсов тириЪторы Т1 и Т2 открываются и конденсатор
С2 разряжается на искровой промежуток.
Тиристорная схема генератора импульсов без звена
постоянного тока показана на рис. 41 [29]. С целью
увеличения частоты следования импульсов в генератор
включен импульсный трансформатор Тр2.
Достоинством тиристорных схем является то, что
тиристоры позволяют коммутировать большие токи при
относительно высоких напряжениях.
60
Рис. 41
При разработке и конструировании генераторов и
регуляторов основное внимание должно быть уделено
решению следующих технических вопросов:
•— создание устройств, автоматически изменяющих
режим обработки и механизм подачи ЭИ в соответст-
вии с новыми установившимися условиями обработки,
обеспечивающих при этом максимальную производи-
тельность;
— повышение КПД генераторов до 70—90% с улуч-
шением массогабаритных показателей как генераторов,
так и регуляторов.
I. 7. Вибраторы
Сообщение электроду-инструменту или обрабаты-
ваемой детали возвратно-поступательного движения в
направлении обработки существенно улучшает уда-
ление продуктов эрозии из зоны обработки, что способ-
ствует стабилизации процесса и повышению его
производительности. С этой целью применяются элект-
ромагнитные, электродинамические, пневматические,
магнитострикционные и другие типы вибраторов. Наи-
большее применение из-за простоты получили электро-
магнитные вибраторы.
61
7 8 9
Рис. 43
На рис. 42 представлен вибратор, предназначенный
для сообщения колебаний ЭИ, который крепится к
электрододержателю 5. Корпус вибратора 1, внутри ко-
торого расположены неподвижный магнитопровод 3 и
катушка 6, жестко крепится к рабочей головке уста-
новки. Подвижный магнитопровод 7 соединен с элект-
рододержателем и якорем 4, подвешенным на двух
тонких мембранах 2 и 8, обеспечивающих прямолиней-
ность вибрации якоря из-за большой поперечной жест-
кости системы [30].
Частота колебаний ЭИ 100 Гц при питании от про-
мышленной сети, однако, может быть снижена до
50 Гц при включении в цепь катушки диода и повыше-
на при питании вибратора от специального генератора
переменного тока соответствующей частоты. Амплиту-
да вибраций может регулироваться изменением тока,
протекающего в цепи катушки.
Описанный вибратор не обеспечивает высокой про-
изводительности при прецизионной обработке, когда
используются частоты около 1 кГц. Так как частота
колебаний электрода невелика (до 500 Гц), разряды
проходят сериями в тот момент, когда электроды нахо-
дятся на оптимальном расстоянии. Между сериями раз-
рядов возникают длительные паузы. Для повышения
производительности в вибратор [31] (рис. 43) введена
дополнительная магнитная система, катушка которой
жестко, а магнитопровод через дополнительный гиб-
кий элемент связаны с магнитопроводом основной маг-
62
нитной системы, причем основная катушка включена в
сеть переменного тока через двухполупериодный вы-
прямитель.
Вибратор содержит магнит 1, магнитопровод 2, под-
вижную катушку 3 дополнительной магнитной систе-
мы, магнит 4, магнитопровод 5 и подвижную катушку
6 основной магнитной системы. Катушка 6 связана с
предметным столиком, на котором крепится заготовка,
при этом столик связан с магнитопроводом 5 мембра-
ной 8. Магнитопровод 2 подвешен на мембране 9. Ка-
тушка 3 связана с магнитопроводом 5 основной магнит-
ной системы. Катушка 6 включена в сеть источника
питания переменного тока через выпрямитель. Исполь-
зование описанного вибратора обеспечивает повышение
производительности электроискрового процесса в 1,5—
2,5 раза.
Возможно применение магнитострикционных преоб-
разователей с целью сообщения электродам колебаний
высокой частоты (свыше 1000 Гц), однако следует
помнить, что очень высокие частоты приводят к сниже-
нию точности обработки из-за ее вредного влияния на
отдельные элементы установки.
I. 8. Технологические процессы
электроискровой обработки материалов
4
Многолетний опыт применения электроискровой об-
работки материалов показал практическую ценность,
этого способа. В развитии техники и технологии элект-
роискровой обработки с момента ее появления разли-
чают четыре крупных этапа.
На первом этапе было экспериментально доказано,
что технологические возможности электроискрового!
способа превосходят возможности широко применяемо-
го традиционного способа обработки металлов реза-
нием.
Вторым этапом было создание промышленных элект-
роискровых установок и организация их серийного
выпуска.
Третий этап характеризуется интенсивным развити-
ем прецизионной электроискровой обработки металлов,
63
когда задаваемая точность обработки деталей состав-
ляла менее 1 мкм.
Современный четвертый этап развития электроиск-
ровой обработки металлов связан с резким расшире-
нием границ применимости этого процесса, еще боль-
шим его проникновением во все звенья металлообраба-
тывающей промышленности.
Рассмотрим некоторые наиболее свойственные элект-
роискровой обработке технологические приемы.
1. При изготовлении сквозных и глухих отверстий
различной формы готовое отверстие полностью повто-
ряет форму электрода-инструмента, причем с целью
увеличения производительности целесообразно делать
электрод-инструмент полым (с толщиной стенки 0,3—
0,6 мм). Для прошивки очень малых круглых отвер-
стий возможно применение в качестве электрода-ин-
струмента проволоки определенного диаметра из соот-
ветствующего металла. Этот прием применяется при
изготовлении фильер, распылителей топливной аппара-
туры, сопловых отверстий и пр.
2. Криволинейные отверстия или соединительные
каналы применяются для охлаждения либо для подачи
жидкостей или газов в сложных и малогабаритных де-
талях машин и приборов.
3. Электроискровое разрезание труднообрабатывае-
мых материалов (инструментальные стали, твердые
сплавы и др.), а также изготовление всевозможных па-
зов в ажурный и тонких изделиях или их разрезание
могут производиться вращающимся диском или пере-
мещающейся проволокой. Скорость перемещения про-
волоки при этом составляет 3—15 мм/с.
4. При изготовлении замедляющих систем для СВЧ-
техники, к которым предъявляются очень высокие и
жесткие требования, а также трафарет- или шаблон-
масок для микроэлектроники требуются очень высокая
точность (до 1 мкм) и чистота обрабатываемой по-
верхности.
5. Изготовление сложнопрофильных отверстий в
фильерах для текстильной промышленности и волок из
твердых сплавов для метизного (волочильного) произ-
водства проволоки и специальных профилей.
Выпускаемые отечественной промышленностью элект-
роискровые установки позволяют производить текстиль-
<64
ные фильеры за один технологический прием. С
помощью проволоки соответствующего диаметра проши-
вается отверстие, после чего этой же проволокой-элект-
родом изготавливаются остальные элементы сложно-
профильной фильеры, что существенно упрощает тех-
нологию и повышает производительность процесса.
На рис. 44 [32] представлен один из узлов электро-
искровой установки, предназначенной для выполнения
этой операции. Двигатель 1 через ременную передачу
вращает часть 2 приемного барабана, внутри которого
смонтирован электромагнит 3 с сердечником 4. Часть
5 барабана может перемещаться вдоль сердечника 6,
а пружина 7 служит для возвращения части 5 в исход-
ное состояние. После прошивки отверстия в заготовке
фильеры генератор электрических импульсов работает
в режиме холостого хода; электрод-проволока с повы-
шенной скоростью подается вниз, попадает в керами-
ческую ловушку, которая направляет ее в промежуток
между частями 2 и 5 барабана. В этот момент с вы-
держкой времени срабатывает реле максимального на-
пряжения, включенное параллельно искровому проме-
жутку. Электромагнит 3 получает питание, притягивает
подвижную часть 5 барабана, тем самым зажимает
Рис. 44
5 Н. В. Могорян
проволоку-электрод и наматывает ее на себя. При этом
установка автоматически переходит из режима прошив-
ки в режим разрезания.
6. Электроискровое формообразование внешних и
внутренних поверхностей непрофилированным электро-
дом (электродом-проволокой).
Штамповка, ковка, литье под давлением — самые
прогрессивные методы механической обработки метал-
лов. Применяемые для их реализации штампы и фор-
мы составляют около 10% от общего количества метал-
лообрабатывающего инструмента, однако затраты тру-
да на изготовление этих штампов достигают 40—45%
от общей трудоемкости изготовления инструмента.
Применение твердосплавных штампов, несмотря на
более высокую их себестоимость, позволяет с тем же
оборудованием и на тех же производственных площа-
дях повысить выпуск продукции в десятки раз. Однако
изготовить такие штампы или формы обычным режу-
щим инструментом практически невозможно. Электро-
искровой способ обработки в данном случае является
незаменимым, особенно при изготовлении вырубных и
гибочных штампов (рис. 45). Как видно на рис. 45, за
один технологический прием, применив в качестве
электрода проволоку соответствующего диаметра, мож-
но изготовить одновременно пуансон и матрицу для
вырубки роторного железа электрических двигателей.
Срок службы твердо-
сплавных штампов по срав-
нению с аналогичными
стальными возрастает от 15
до 300 раз. Кроме того, их
применение позволяет резко
повысить число ударов в
минуту (производительность
процесса штамповки), со-
кратить простои прессового
оборудования, вызванные
частой заменой и наладкой
стальных штампов, сэконо-
мить инструментальную
сталь. Потери твердого
сплава очень незначитель-
ны, так как полученные от-
66
ходы используются для изготовления режущих частей
штампов меньших размеров, а также цанг, волок, ре-
жущего и измерительного инструмента.
Преимущества формообразования внешних и внут-
ренних поверхностей штампов и пресс-форм электро-
искровым способом стимулировали широкое распрост-
ранение его в металлообрабатывающей промышлен-
ности. С помощью этого способа производится большое
количество штампов для ковки лопаток газовых турбин,
шатунов и коленчатых валов в машиностроительной,
станкостроительной, часовой и других отраслях народ-
ного хозяйства.
7. Электроискровое клеймение. При поточном про-
изводстве деталей, режущего и другого инструмента
появляется необходимость их маркировки. Для марки-
ровки, например, стальных изделий пригодны механи-
ческие способы. В тех случаях, когда необходимо мар-
кировать детали или инструмент из твердых сплавов,
рационально применение электроискрового способа.
Целесообразен он и при маркировке миниатюрных или
ажурных деталей. Широко внедряется электроискровой
метод для клеймения изделий из драгоценных и редких
металлов, а также для изготовления маркировочного
инструмента.
8. Электроискровая обработка токонепроводящих
материалов. Ранее было отмечено, что одно из необхо-
димых условий реализации процесса электроискровой
обработки — электропроводность. Однако в ряде слу-
чаев возникает необходимость обработки такого сверх-
твердого материала, как алмаз, который является хоро-
шим диэлектриком. Применение электроискрового метода
обработки в обычном виде не дает какого-либо эффекта.
Поэтому для осуществления разряда поверхность алмаза
покрывается металлической фольгой и подключается к
аноду генератора. Электрический разряд пробивает фоль-
гу и вместе с тем удаляет с поверхности алмаза значи-
тельные количества продуктов эрозии. Вместо металличе-
ской фольги возможно использование тонкого слоя
электролита. Если по старой технологии на изготовле-
ние алмазной фильеры диаметром 200 мкм требовалось
106 ч, то применение электроискрового способа сокра-
щает необходимое время до 5—6 ч.
5*
67
9. Электроискровое шлифование обладает некоторыми
особенностями, которые делают его незаменимым спосо-
бом обработки поверхности слоистых магнитопроводов
или вязких материалов. Его основные отличительные
особенности:
— отсутствие необходимости в абразивном инстру-
менте;
— ненадобность усилий, прикладываемых к обра-
батываемой поверхности;
— отсутствие затирающего действия электрода-ин-
струмента;
— возможность шлифования одним и тем же элект-
родом-инструментом различных материалов, как твер-
дых, так и мягких.
Как известно, трансформаторы, дроссели, якоря и
роторы электрических машин делаются из изолирован-
ных друг от друга пластин электротехнической стали.
Однако при механической шлифовке таких поверхнос-
тей появляющиеся от эффекта затирания заусенцы сое-
диняют соседние пластины между собой, вследствие
чего появляются замкнутые витки, что приводит к уве-
личению потерь стали.
Электроискровое шлифование не дает заусенцев,
поэтому этот технологический прием широко применя-
ется как при шлифовании слоистых магнитопроводов,
так и при балансировке вращающихся деталей машин.
I. 9. Электроимпульсная
обработка материалов
С физической точки зрения механизм процесса
электроимпульсной обработки во многом аналогичен
механизму электроискровой обработки. Его основные
отличительные особенности — форма и длительность
электрических импульсов — приводят к изменению ха-
рактера и скорости отдельных стадий процесса. При
электроимпульсной обработке используются импульсы
электрического тока длительностью более 10-3 с, в ре-
зультате чего искровая форма разряда между электро-
дами переходит в дуговую. Образование и развитие
электрического разряда при электроимпульсной обра-
ботке проходят последовательно в две стадии.
Первая — подготовка и образование канала сквоз-
ной проводимости между наиболее близкими точками
ЭИ и ЭД и пробой этого промежутка. Эта стадия про-
цесса, которая начинается пробоем и заканчивается
формированием искрового разряда, подробно описана
ранее. Его существование при достаточно высоких па-
раметрах делает искровой разряд потребителем энер-
гии. Следовательно, уже первая стадия процесса закан-
чивается съемом некоторого количества материала с
поверхности электродов. Однако если для электроис-
кровой обработки эта стадия является завершающей,
то для электроимпульсной — начальной, после оконча-
ния которой подготавливаются условия для съема боль-
ших количеств материала в физических условиях, соот-
ветствующих дуговой форме электрического разряда
[20].
Вторая — стадия дугового разряда большой энер-
гии и съема значительного количества материала. В
течение этой стадии одновременно проходят электриче-
ские процессы в столбе дугового разряда, тепловые
процессы на поверхности и в объеме электродов,
обусловливающие съем металла и гидродинамические
процессы, обеспечивающие эвакуацию продуктов эро-
зии.
Электрическая дуга в условиях электроимпульсной
обработки является высококонцентрированным преоб-
разователем электрической энергии в тепловую. Объ-
емная концентрация мощности при этом достигает
300 кВт/мм3, а энергии — до 30 000 Дж/мм3 [20].
Ввиду того, что при электроимпульсной обработке
так же, как и при электроискровой, в основе процесса
съема металла лежит тепловое воздействие на обраба-
тываемую поверхность, основные технологические ха-
рактеристики процесса (скорость съема металла, стой-
кость инструмента, удельный расход энергии и др.)
зависят от теплофизических свойств материала элект-
родов, характера межэлектродной среды, а также от
электрических параметров процесса.
Энергия дугового разряда, выделяющаяся в МЭП,
распределяется между анодом, катодом и средой, на-
ходящейся между ними. Экспериментально установле-
но, что при зазорах, меньших 0,1 мм, более 90% энер-
гии выделяется на электродах и лишь около 10% теря-
, I ' 69
ется в канале разряда. О распределении энергии меж-
ду электродами можно судить по относительному съему
металла с поверхности электродов при различной по-
лярности процесса обработки. В условиях электроим-
пульсной обработки больше металла снимается с элект-
рода, подключенного к катоду источника импульсов, в
то время как при электроискровой — с электрода, под-
ключенного к аноду.
Чем вызвана смена полярности эрозии электродов
с изменением формы электрического разряда между
ними?
Ранее было показано, что источником энергии, пла-
вящей, испаряющей и выбрасывающей в окружающее
пространство частицы металла, является кинетическая
энергия электронов, которая выделяется на поверхнос-
ти анода и приводит к съему некоторого количества
металла. 1
Ввиду того, что электроны обладают очень малой
массой, в течение небольшого промежутка времени
(10-5 с и менее) они успевают разогнаться до весьма
высоких скоростей, а следовательно, приобрести соот-
ветствующие значения кинетической энергии. Масса
ионов на 17—20 порядков больше массы электронов,
поэтому за столь короткий промежуток времени из-за
больших значений момента инерции покоя они не успе-
вают приобрести заметных значений кинетической
энергии. Кроме того, ввиду того, что процесс разряда
при электроискровой обработке протекает в очень ко-
роткое время, ток в импульсе достигает тысяч и миллио-
нов ампер, что способствует «отшнуровыванию» (фоку-
сировке) потока электронов, в результате чего сущест-
венно возрастает плотность мощности в нем.
При электроимпульсной обработке, как было отме-
чено, применяются импульсы тока большой длитель-
ности, при этом ионы под действием приложенного на-
пряжения успевают разогнаться до больших скоростей,
а следовательно, приобрести заметные значения кинети-
ческой энергии, которая выделяется на катоде и при-
водит к соответствующему материальному эффекту. В
то же время на аноде выделяется кинетическая энер-
гия, запасенная электронами, однако ввиду того, что
плотность тока в потоке электронов на несколько по-
рядков меньше, чем в случае электроискровой обработ-
70
ки, эта энергия не приводит к заметному материально-
му эффекту.
С увеличением длительности импульсов изменяется
и роль отдельных факторов в механизме процесса, в
частности падает плотность тепловой мощности и сни-
жается плотность тока вследствие расширения канала
разряда.
При очень коротких импульсах (10~7 с) ионы можно
считать «холодными», поэтому вблизи электродов не
успевают образоваться объемные заряды ионов, уско-
ряющее электрическое поле не появляется, а ионная
составляющая тока мала. Чем выше длительность им-
пульса, тем большую роль в распределении тепловых
потоков на электродах играют ионы; доля энергии,
отдаваемая ионами катоду, растет. Кроме того, при
электроимпульсной обработке в органических жидкос-
тях с ростом длительности импульса наблюдаются по-
верхностные химические (или электрохимические) реак-
ции, в результате которых вокруг электродного пятна
на аноде из газового пузыря осаждается защитная
углеродная пленка, заметно снижающая износ анода,
являющегося электродом-инструментом.
Анализ межэлектродных процессов показывает, что
при заданных свойствах материалов электродов тот
или иной механизм процесса определяется параметра-
ми импульсов — длительностью, частотой, скважностью,
величиной энергии. В свою очередь механизм процесса
определяет не только энергетические, но и технологи-
ческие характеристики процесса. В основе эффективно-
го использования электроискрового или электроимпульс-
ного процесса должно лежать оптимальное согласование
его энергетических и технологических характе-
ристик с размерами, формой, теплофизическими и дру-
гими свойствами материала электродов. В обоих слу-
чаях согласование заключается в выборе для заданной
технологической операции и заданных материалов де-
талей оптимальных параметров импульсов, межэлект-
родной среды и материала электрода-инструмента.
Энергетические и технологические характеристики
электроимпульсной обработки во многом аналогичны
соответствующим характеристикам электроискрового
процесса.
71
Электроискровой и электроимпульсный процессы —.
это не конкурирующие между собой способы обработ-
ки (как пытаются представить некоторые авторы [20]),
а две разновидности электроэрозионного способа обра-
ботки материалов, которые дополняют друг друга.
Электроискровой способ незаменим в тех случаях, ког-
да требуются высокая точность, чистота и стериль-
ность процесса обработки. Применение электроимпульс-
ного способа целесообразно, когда обработке подвер-
гаются большие площади и необходимы высокие
скорости обработки. Скорость съема металла при элект-
роимпульсной обработке достигает 20 000 мм3/мин, износ
электрода-инструмента при этом составляет около 0,5—
5% объема удаленного металла. Чистота обработанной
поверхности очень низкая — не выше 3—5-го класса. По
этой причине наиболее часто электроимпульсный способ
обработки применяется для предварительной обработки,
а электроискровой —-для финишной (чистовой) доводки.
I. 10. Оборудование для
электроэроэионной обработки
Для электроэрозионных станков характерны более
высокие темпы развития, чем для обычных металлоре-
жущих, что обусловлено расширением области примене-
ния электроискровых станков, совершенствованием и
развитием технологических процессов обработки.
На темпы развития и появления новых технологи-
ческих приемов электроэроэионной обработки сущест-
венно влияют следующие факторы:
— появление совершенных и универсальных гене-
раторов импульсов;
— разработка новых структурных схем автомати-
ческого регулирования процесса обработки с изменени-
ем технологических параметров по заданной про-
грамме;
— применение устройств, полностью автоматизи-
рующих процесс обработки.
Ведущей организацией в области разработки элект-
роискровых установок является Научно-исследователь-
ский институт электронной техники, который за послед-
ние два десятилетия разработал около 140 моделей
установок, генераторов, регуляторов, устройств про-
72
граммного управления и другого сопутствующего обо-
рудования. В области создания электроимпульсиых
станков ведущей проектно-конструкторской организа-
цией является Экспериментальный научно-исследова-
тельский институт металлорежущих станков - (ЭНИМС)
[33].
Большой вклад как в развитие теории процесса
электроискровой обработки, так и в разработку техно-
логических приемов и установок внесли Е. М. Левин-
сон, Б. Н. Золотых, Б. И. Ставицкий, Е. В. Холоднов,
К. К. Гуларян и др.
В развитии электроискровых установок большую
роль сыграли модели прецизионных электроискровых
станков А207.23, А207.30, А207.13/20, ставшие базовы-
ми моделями в конструктивном, кинематическом и
схемном решении. В табл. 3 приведены технические
характеристики некоторых электроискровых установок
[34—37].
В отличие от установки А207.27 установка А207.60
оснащена сменным копировально-прошивочным уст-
ройством.
Электроискровой станок А207.61 — последнее дости-
жение в области прецизионного электроискрового стан-
костроения. Ои является базовой моделью электроиск-
ровых вырезных станков для изготовления средних и
крупногабаритных деталей и разработан с учетом
последующей стыковки с устройствами трех типов:
— • цифровым пультом программного управления с
заданием программы в виде перфоленты с отсчетом
координатных перемещений с помощью фотоэлектриче-
ских датчиков положения или линейных индуктосинов;
— • фотоэлектронной системой программного управ-
ления с заданием программы в виде чертежа-негатива;
— системой управления на базе мнни-ЭВМ «Элект-
роника С-50».
Наиболее совершенной моделью для электроискро-
вого вырезания является электроискровой обрабаты-
вающий комплекс «Электроника-78Б», включающий
электроискровой станок 04ИВ-250, тиратронный гене-
ратор, -систему ЧПУ 15ИПЧ-3-001 со встроенной мини-
ЭВМ, систему подготовки программ 15ИПГ16 с мини-
ЭВМ «Электроника-ДЗ-28» и печатающую машину
«Консул 260.1» [36].
73
Таблица 3
Технические характеристики электроискровых установок
Технические характеристики А 207.27 А 207 60 A207.GI
Интенсивность фор- мообразования по- верхности на мак- симальных режи- мах обработки, мм2/мин по меди 40 80 70
» стали 25 30 30
» твердому сплаву 12 20 20
Диаметр электро- да-проволоки, мм 0,15- 0,3 0,15-0,3 0,1- 0,3
Наибольшие раз- меры обрабаты- ваемой детали, мм 200X180X100 390 330X150 430 270 -Л 20
Частота следова- ния рабочих им- пульсов, кГц 7 -40 9 - 60 9—16
Величина заряд- ной емкости, мФ Напряжение высо- ковольтного источ- ника, В Межэлектродная среда 1100 -3300 1100 3300 1100 3300
0 - 3000 0-3000 0 3000
Вода Вода Вода
Наибольшая по- требляемая мощ- ность, кВА 2,5 2,5 2,5
Габаритные разме- ры, мм 1200x800x1520 1800 <850 <1800 2015 1000 1790
С помощью комплекса возможно выполнение сле-
дующих операций:
— изготовление вырубных штампов, пресс-форм для
порошковой металлургии, дюз для термопластических
материалов, электродов-инструментов для электроискро-
вых станков и др.
— изготовление деталей сложного профиля из лис-
товой стали и других токопроводящих материалов
вместо штамповки при небольших партиях;
— изготовление режущего инструмента сложного
профиля;
74
— разрезание и профильная обработка необычных
материалов независимо от физико-химических, механи-
ческих свойств и твердости.
Несмотря на наблюдающуюся тенденцию снижения
стоимости ЭВМ, применяемых для управления элект-
роискровыми установками, устройства ЧПУ еще доста-
точно дороги, поэтому для их эффективного использо-
вания в последние годы проводятся исследования по
разработке системы управления одновременно .несколь-
кими установками при наличии одной системы ЧПУ с
мини-ЭВМ.
Литература к главе I
1. Донской А. В. Электроэнергетические основы развития элект-
ротехнологнн в СССР. Доклад № 72, секция 4Б.— В кн.:
Всемирный электротехнический конгресс. М., 1977. 10 с.
2. Попилов Л. Я. Справочник по электрическим и ультразвуко-
вым методам обработки материалов Л.: Машиностроение,
1971. 544 с.
3. Лазаренко Б. Р., Лазаренко Н. И. Электроискровая обработ-
ка токопроводящих материалов. М.: Изд-во АН СССР, 1958.
183 с.
4. Патон Б. Е., Вернадский В. Н., Назаренко О. К. и др. Тен-
денции в развитии электронно-лучевой сварки.— В ки.:
5-я Всесоюзная конференция по электронно-лучевой сварке.
Киев: Наукова думка, 1977, с. 3—16.
5. Летохов В. С., Устинов Н. Д. Мощные лазеры и их примене-
ние. М.: Сов. радио, 1980. 112 с.
6. Золотых Б. Н., Мельдер Р. Р. Физические основы электроэро-
зионной обработки. М.: Машиностроение, 1977. 43 с.
7. Лазаренко Б. Р. Электрический способ обработки металлов,
сплавов и других токопроводящих материалов.— Электрон-
ная обработка материалов, 1967, № 5, с. 3—19.
8. Ставицкий Б. И. Современный уровень и перспективы разви-
тия электроискровой прецизионной обработки материалов.—
Электронная обработка материалов, 1967, № 5, с. 20—35.
9. Ставицкий Б. И. Электроискровое изготовление прецизионных
деталей электровакуумных приборов.— В кн.: Электроискро-
вая обработка металлов, вып. 2. М.: Изд-во АН СССР, 1960,
с. 67—113.
10. Ультразвуковые, электрические и электрохимические способы
обработки металлов и неметаллических материалов, вып. 4,
тема 9, № М-60-127/4. М.: ЦИТЭИ, 1960, 60 с.
И. Смоленцев В. П. Изготовление инструмента непрофилирован-
ным электродом. М.: Машиностроение, 1967. 159 с.
12. Лазаренко Б. Р., Лазаренко Н. И. Технологические характе-
ристики электроискровой обработки токопроводящих мате-
75
риалов.— В кн.: Электроискровая обработка металлов,
вып. 2. М.: Изд-во АН СССР, I960, с. 7—35.
13. Лазаренко Б. Р., Лазаренко Н. И. Электроискровая обработ-
ка металлов в воде и электролитах.— Электронная обработ-
ка материалов, 1980, № 1, с. 5—8.
14. Ставицкий Б. И. К вопросу об электрической эрозии токопро-
водящих материалов при искровых разрядах малой энер-
гии и деятельности.— Электронная обработка материалов,
1969, № 2, с. 11—14.
15. Ставицкая Н. Б., Ставицкий Б. И. Основные особенности
электроискровой прецизионной обработки материалов.—
Электронная обработка материалов, 1979, № 4, с. 5—9.
16. Гуткин Б. Г. Автоматизация электроэрозионных станков. Лд
Машиностроение, 1971. 160 с.
17. Лазаренко Б. Р. Электроискровая обработка материалов. М.г
Госэиергоиздат, 1950, 137 с.
18. Щепетов В. Н. Регулятор подачи для электроэрозионных стан-
ков. Авт. свид., № 565800.— Бюллетень изобретений и от-
крытий, 1977, № 27.
19. Дмитриев В. В., Пермяков В. Ф., Солома О. Я. Автоматиче-
ский регулятор для электроэрозионных станков. Авт. свид.,
№ 593883.— Бюллетень изобретений и открытий, 1978, № 7.
20. Лившиц А. Л., Кравец А. Т., Рогачев И. С. и др. Электроим-
пульсная обработка металлов. М.: Машиностроение, 1967.
295 с.
21. Штейман Ю. М., Штейман Б. М., Истушкин В. И. Регулятор
подачи для электроэрозионных станков. Авт. свид.,
№ 552162.— Бюллетень изобретений и открытий, 1977, № 12.
22. Прокопцев С. Н., Отто М. Ш., Устьянцев А. А. и др. Электро-
гидравлический регулятор для электроэрозионных станков.
Авт. свид., № 542611.— Бюллетень изобретений и открытий,
1977, № 2.
23. Фурсов С. П. Генераторы электрических импульсов для элект-
роискровой обработки токопроводящих материалов. Киши-
нев: Картя Молдовеияскэ, 1967. 118 с.
24. Роте Ф., Шиедунг Г. Управляемый /?С-геиератор для электро-
эрозионного резания. Патент ГДР, кл. В 23 Р 1/08,
№ 136467.
25. Кравченко В. Л. Тиратронный генератор импульсов для элект-
роискровых станков.— Электронная обработка материалов,
1975, № 6, с. 74—76.
26. ' Лазаренко Б. Р:, Фурсов С. П., Любчик М. Я- Широкодиапа-
зонный генератор импульсов для прецизионных электроиск-
ровых установок.—Электронная обработка материалов, 1969,
№ 3, с. 82—85.
27. Конушин С. В., Ставицкий Б. И. Транзисторный генератор им-
пульсов. Авт. свид., № 657945.— Бюллетень изобретений и
открытий, 1979, № 15.
28. Безрук А. И., Ставицкая Н. Б. Генератор импульсов для
электроискровой обработки высокоточных нитевидных дета-
лей приборов.— Электронная обработка материалов, 1979,
№ 5, с. 72—74.
29. Васильев В. С., Отто М. Ш., Лившиц А. Л. и др. Генератор
импульсов для электроэрозионной обработки металлов. Авт.
76
свид., № 545123.— Бюллетень изобретений и открытий, 1977,
№ 23.
30. Аренков А. Б. Основы электрофизических методов обработки
материалов. Л.: Машиностроение, 1967, 372 с.
31. Сажин И. И. Вибратор к электроэрозионному станку. Авт.
свид., № 498144.— Бюллетень изобретений и открытий, 1976,
№ 1.
32. Могорян Н. В. Устройство для иамотки проволоки. Авт. свид.,
№ 319428.— Бюллетень изобретений и открытий, 1971, № 33.
33. Электрофизические и электрохимические станки. Каталог. М.:
НИИМашииостроения, 1978, 228 с.
34. Лобанов В. М., Жуковский Е. Г., Ройтман Д. Л. Система ЧПУ
с малой ЭВМ.— Электронная обработка материалов, 1980,
№ 3, с. 10—14.
35. Кравченко В. Л. Электроискровой вырезной станок с фото-
электронной следящей системой программного управления.—
Электронная обработка материалов, 1979, № 3, с. 78—81.
36. Ставицкий Б. И. Высокопроизводительные электроискровые
обрабатывающие комплексы ОТС-1 и «Электроника-78Б» с
системами ЧПУ на базе ЭВМ.— Электронная обработка ма-
териалов, 1980, № 2, с. 75—82.
37. Кравченко В. Л. Прецизионные электроискровые проволочно-
вырезные установки с тиратронными генераторами импуль-
сов.— Электронная обработка материалов, 1975, № 1,
с. 76—79.
Глава II
ЭЛЕКТРОННО-ЛУЧЕВАЯ ОБРАБОТКА
МАТЕРИАЛОВ
II. 1. Основные теоретичеокие оведения
Из всех известных частиц электроны наиболее лег-
ко могут быть сформированы в луч с высокой удель-
ной энергией, так как они обладают наиболее высоким
отношением заряда к массе [1]. Электронный луч как
источник тепла по прецизионности и удельной мощ-
ности превосходит практически все способы концентра-
ции энергии.
Электронно-лучевая обработка основана на преоб-
разовании кинетической энергии остросфокусированно-
го пучка электронов, летящих с высокой скоростью, в
тепловую при достижении ими поверхности обрабаты-
ваемой детали, т. е. в результате удара о поверхность
запасенная в процессе движения кинетическая энергия
электронов превращается в тепловую, вследствие чего
зона обработки нагревается до высоких температур
(свыше 6000°С) и материал испаряется [2]. Этот способ
обработки сравнительно нов, однако уже достаточно
широко применяется в промышленности.
Известно, что при нагреве металла с его поверх-
ности эмиттируются электроны. Кинетическая энергия
этих электронов невелика, однако, если на них воздей-
ствовать электрическим полем, скорость движения их,
а следовательно, и величину запасенной кинетической
энергии можно значительно увеличить. Величина запа-
сенной кинетической энергии определяется соотношени-
ем [1]
. mv2
W=-Y = eUycK Дж, (П.1)
где т —- масса электрона, равная 9,1-Юг31 кг; е — за-
ряд электрона, равный 1,6-10-19 К; v— скорость дви-
78
жения электрона, м/с; [7уск — разность потенциалов;
между катодом и анодом (ускоряющее напряжение), В.
Для уменьшения сопротивления движению электро-
нов в рабочем пространстве создается достаточно низ-
кий вакуум (10~2—10~4 Па), в результате чего длина
свободного пробега электронов превосходит линейные
размеры рабочего пространства и электроны не стал-
киваются с молекулами среды. Скорость движения
электронов может быть вычислена по формуле
^=]/“/^уск = 5,93-103/£/уск м/с. (II.2)
Одной из характерных особенностей нагрева элект-
ронной бомбардировкой является внутреннее высвобож-
дение энергии электронов в материале при их тормо-
жении. Экспериментально установлено, что электроны,,
обладающие определенной энергией, могут проникать
в глубь материала при его бомбардировке. Толщина
поверхностного слоя вещества, в котором происходит
полная потеря энергии электрона в результате много-
численных соударений с ядрами атомов и электронами
решетки, определяет его пробег, величина которого на-
ходится по формуле
8 = 2,1 -Ю-12—~~ см, (П.3>
где р — плотность вещества, г/см3.
При проникновении электронов в металл их движе-
ние постепенно тормозится вследствие взаимодействия
с электронами и ядрами атомов. Для наиболее широ-
ко применяемых материалов и ускоряющих напряже-
ний глубина пробега электронов достигает нескольких
десятков микрометров. Несмотря на то, что она неве-
лика, ее учет весьма существен в понимании основных
закономерностей механизма электронно-лучевой обра-
ботки материалов, в особенности при больших значе-
ниях удельной мощности в электронном пучке [3].
Таким образом, в отличие от обычных широко при-
меняемых способов концентрации тепла, осуществляю-
щих нагрев путем теплопередачи через поверхность ме-
талла, высвобождение энергии при электронно-лучевой
обработке происходит в самом веществе, причем наи-
1
7?
более интенсивное тепловыделение наблюдается на не-
которой глубине.
Основная часть запасенной электронами кинетиче-
ской энергии переходит в тепловую. Удельную мощ-
ность (плотность мощности) в фокальном пятне можно
определить по формуле
Py = Kt/I^4 Вт/см2. (П.4)
Здесь к — постоянная, зависящая от конструкции и со-
отношения геометрических размеров электронно-опти-
ческой системы; ia — плотность тока эмиссии на като-
де, А/см2.
Часть кинетической энергии электронов (до 3%)
преобразуется в световое и рентгеновское излучение,
мощность которого составляет
Рр==3-10"6 IZUW Вт, (II.5)
I — сила тока электронного пучка, A; Z— порядковый
номер элемента в периодической таблице.
Основной фактор, определяющий работу электрон-
но-лучевой установки (ЭЛУ),— это поток электронов
между двумя электродами — катодом, эмигрирующим
электроны, и анодом, их собирающим.
Эмиссия электронов с катода происходит в основ-
ном за счет свободных электронов, блуждающих меж-
ду ионами кристаллической решетки. По характеру
возникновения эмиссии различают следующие основные
виды электронной эмиссии: термоэлектронная, вторич-
ная, фото- и автоэлектронная. Для ЭЛУ наибольший
интерес представляют первые две.
Термоэлектронная эмиссия (см. п. II. 2) определяет
величину кинетической энергии, запасенной электрон-
ным лучом, или ток эмиссии.
Вторичная эмиссия (явление крайне нежелательное)
возникает при бомбардировке металлических поверх-
ностей потоком электронов, которые выбивают с обра-
батываемой поверхности электроны (ударная иониза-
ция, или эмиссия), в результате чего в зоне обработки
образуется поток вторичных электронов обратного на-
правления, или так называемый «объемный отрицатель-
ный заряд». Наибольшие значения вторичная эмиссия
приобретает при непрерывном действии потока элект-
«0
ронов на деталь. Наличие «объемного отрицательного
заряда» приводит к расфокусировке электронного луча,
к его отклонению и снижению удельной мощности в
нем [4].
Ценными особенностями электронного луча как ин-
струмента для микрообработки является то, что его
легко фокусировать, модулировать по мощности; элект-
ронный луч безынерционен, его можно мгновенно пере-
мещать в любую точку обрабатываемой поверхности;
следует также отметить и стерильность процесса. Эти
свойства электронного луча, а также ряд других при-
вели к тому, что такие электротехнологические процес-
сы, как электронно-лучевая размерная обработка, свар-
ка, плавка металлов и полупроводников, заняли проч-
ное положение в различных отраслях промышленности.
II. 2. Устройстве злектроиио-лучевых
установок
Принципиальная схема ЭЛУ для размерной обра-
ботки и сварки показана на рис. 46 [5]. Установка
состоит из электронной пушки 20, эмиттирующей элект-
роны, фокусирующей 4 и отклоняющей 21 систем, сис-
темы питания отдельных элементов установки, системы
насосов для откачки воздуха и охлаждения, системы
контроля и управления 13—19.
Источником электронов в ЭЛУ является катод, ко-
торый изготавливается из металлов с небольшой рабо-
той выхода электронов и допускающих нагрев до высо-
ких температур при сравнительно малой скорости ис-
парения. Наиболее широко распространенные металлы,
отвечающие этим требованиям,— вольфрам и тантал.
В высоковольтных (100—150 кВ) и маломощных
низковольтных ЭЛУ до сих пор используются (/-образ-
ные катоды прямого накала. Они отличаются просто-
той конструкции и дают приближенно точечный источ-
ник электронов, что облегчает последующую фокуси-
ровку. Однако такие катоды обеспечивают малый ток
эмиссии (до 25 мА).
Выбор типа и материала для катода, конструкции
катодного узла определяется требованиями к парамет-
рам пучка и услбЬиям работы катода. Для получения
6 Н. В. Могорян ' 81
большой плотности тока в кроссовере следует выбирать
материал с высокой плотностью тока эмиссии при малой
рабочей температуре. Этим требованиям удовлетворя-
ют оксидные и импрегнированные катоды, однако ок-
сидные практически непригодны для работы в разбор-
82
Таблица 4
Термоэмиссионные характеристики некоторых катодных материа-
лов
Материал катода Температура,К Электронная эмиссия, А/см® Срок службы, ч
2400 0,12
Вольфрамовый 2600 0,70 10 000
2700 1,60
Торированный вольфрамовый 1700 1S00 2100 0,30 1,60 3,40 1 000
1700 1,0 70 000
Лантан-боридный 1800 3,0 7000
1000 8,5 800
ных установках. Можно считать, что для установок с
токами в пучке 5—50 мА еще длительное время будет
оправдано применение прямонакальных катодов из
вольфрама и его сплавов с площадью эмиттирующей
поверхности 0,5—1,0 см2 [6].
Для нагрева катодов с площадью более 3 мм2 целе-
сообразно использовать косвенный накал от подогрева-
теля или нагрев электронной бомбардировкой от авто-
номного катода. Одна из конструкций катодного узла
с нагревом электронной бомбардировкой показана на
рис. 47. В табл. 4 приведены термоэмиссионные харак-
теристики катодов.
Эмиссионная система (катодная пушка, прожектор)
ЭЛУ (рис. 48) состоит из
внутри сферического или
конического прикатодного
электрода 2 (цилиндра
Венельта), назначением
которого является фор-
мирование электронов в
конический, сходящийся
пучок. Точка, в которой
пучок сходится до мини-
мального диаметра и за-
тем снова начинает рас-
ходиться, находится на
катода 1, расположенного
Р и с. 47
6'
83
Рис. 48
Рис. 49
некотором расстоянии от поверхности катода и назы-
вается кроссовером 5. Цилиндр Венельта может нахо-
диться под тем же потенциалом, что и катод,— диодная
система (рис. 48) или под отрицательным потенциалом
по отношению к катоду — триодная система (рис. 49).
У диодной системы электростатическое поле прика-
тодного электрода, находящегося под тем же потенциа-
лом, что и катод, формирует электроны в однородный
пучок с постоянной плотностью тока по его сечению.
Подбором конфигурации прикатодного электрода и
анода удается обеспечить заданную сходимость элект-
ронного луча. За анодом электроны движутся в про-
странстве, где электрическое поле отсутствует. Вслед-
ствие того, что электронный луч обладает объемным
пространственным зарядом, происходят электрическое
расталкивание электронов и дефокусировка луча
(рис. 48, о). Во избежание этого после электростати-
ческой фокусировки луч фокусируется электромаг-
нитной линзой (рис. 48, б).
На рис. 50 показана йатодная пушка со стержне-
вым катодом, нагреваемым электронной бомбардиров-
кой. Катод состоит из центрального вольфрамового
стержня 8, укрепленного одним концом в держателе 1.
На другом конце стержня наплавлен эмиттирующий
84
дисковый катод 5 из
вольфрама, тантала или
рения. Нагреватель ук-
реплен в держателях 2
и 7. Вокруг стержня рас-
полагается вольфрамовая
спираль 4, нагреваемая
током. Разность потен-
циалов между спиралью
и стержнем 300—400 В.
Эмиттируемые с поверх-
ности спирали электроны
ускоряются в электриче-
ском поле, создаваемом
разностью потенциалов,
и бомбардируют стер-
жень, нагревая его до вы-
сокой температуры. Для
выравнивания температу-
ры по длине и уменьше-
ния испарения материала стержня установлен цилинд-
рический экран 6. Цилиндр Венельта 3 находится под
отрицательным потенциалом к катоду и служит для
первичной фокусировки электронного луча, направля-
ющегося к аноду [7].
Стержневой катод позволяет получать длиннофокус-
ные лучи электронов с высокой удельной мощностью
при сравнительно низких ускоряющих напряжениях. Не-
достатком стержневого катода является его сложность.
Удельные мощности в фокальном пятне электрон-
ной пушки с однокаскадной фокусировкой для [/-образ-
ных катодов 1—3, оксидных 10—20, стержневых
500 кВт/мм2 при ускоряющем напряжении 25 кВ.
Развитие электронно-лучевой технологии, а также
физики техники газового разряда позволило применять
электронно-лучевые пушки на основе высоковольтного
газового разряда [8]. Газоразрядные пушки данного
типа по сравнению с термоэлектронными обладают
тем преимуществом, что в них используется относи-
тельно низкий вакуум, обеспечиваемый только за счет
механических насосов.
Пушки с холодным катодом и полым анодом обес-
печивают пучки электронов с током в сотни миллиам-
85
пер в непрерывном режиме, однако для мощных уста-
новок, предназначенных для сварки больших толщин и
вакуумной плавки, интенсивность электронного пуйка
должна быть на порядок выше. Поэтому необходимость
увеличения разрядного тока вынуждает использойать
дуговую форму самостоятельного разряда, а также гео-
метрическое контрагирование дуги для стабилизации
параметров плазмы в области эмиссионного отверстия
при перемещениях катодного пятна, что обеспечивает
пучок электронов с током до 1 А [9, 10].
Законы движения электронов в вакууме имеют мно-
го общего с оптикой. Магнитные и электрические поля
при их воздействии на поток электронов имеют такое
же значение, как стеклянные линзы или призмы в све-
товой оптике. Поэтому для управления потоком элект-
ронов применяют электрические способы его преломле-
ния и фокусировки [11].
Система отклонения служит для управления пере-
мещением электронного луча по поверхности обрабаты-
ваемого изделия. В ряде случаев используются откло-
няющие пластины, создающие поперечное электриче-
ское поле (рис. 51), однако более широко применяются
электромагнитные системы, выполненные в виде прямо-
угольных катушек, собранных попарно, причем каждая
пара смещена относительно друг друга на 90° (рис. 52)
так, что вместе они обеспечивают отклонение луча по
двум взаимно перпендикулярным направлениям. Про-
пуская постоянный ток различной величины одновре-
менно по каждой катушке (или изменяя напряженность
86
электрического поля между пластинами), можно изме-
нять траекторию электронного луча. Кроме четырехпо-
люсных отклоняющих систем применяются шести- и
восьмиполюсные (рис. 53).
Выбор способа отклонения (электростатическое или
электромагнитное) полностью определяется типом и
характерец работы пушки исходя из технологических
и энергетических соображений [15]. Известно, что по
энергии поля, запасенной в области отклонения, элект-
ростатическое отклонение в 2—5 раз эффективнее маг-
нитного. С учетом общего энергопотребления и при
одинаковой полосе пропускания применение электро-
статического отклонения выгоднее лишь при углах, не
превышающих 3—7°; при больших же углах предпочти-
тельнее магнитное отклонение.
Если не предпринять соответствующих мер, то элект-
ронный луч, сформированный пушкой, по мере движе-
ния под воздействием пространственного заряда будет
расширяться, поэтому для поддержания его формы и
размеров применяют фокусировку, используя при этом
81
опять явление взаимодействия электрического и маг-
нитного поля с потоком электронов. /
По принципу формирования электронных пучков
различают электростатическую, электромагнитную или
магнетронную фокусировку. /
По выходе из отверстия анода электронный пучок
снова расходится под воздействием пространственного
заряда. Возникновение пространственного заряда /свя-
зано с тем, что при относительно большой плотнрсти
электронного пучка и сравнительно невысоком анод-
ном напряжении не все электроны, испускаемые като-
дом, достигают анода. Часть электронов, потерявших
скорость вследствие взаимодействия друг с другом или
молекулами газа, задерживаются в пространстве меж-
ду анодом и катодом и, накапливаясь, создают так на-
зываемое «облако пространственного заряда». Такой
же объемный отрицательный заряд создается и после
анода, который препятствует дальнейшему свободному
прохождению потока электронов, искажая их траекто-
рии, и при определенных условиях даже способствует
возвращению их значительной части на катод, умень-
шая таким образом величину анодного тока.
Поэтому, чтобы сохранить размеры и форму пучка
электронов (учитывая диаметр диафрагмы в лучеводе
и допустимую плотность мощности), необходимо повы-
шать до возможных пределов напряжение на аноде
или применять тот или иной метод фокусировки. Воз-
можности первого способа ограничены, так как при по-
вышении ускоряющего напряжения возрастает величи-
на рентгеновского излучения, поэтому более доступным
и эффективным средством получения электронных пуч-
ков высокой плотности является фокусировка.
Электростатическая фокусировка используется в
электронно-лучевых установках малой мощности, пред-
назначенных для процессов микросварки.
Фокусное расстояние f электростатических линз
определяется из выражения
vrir
/ = (П.6)
где к — коэффициент пропорциональности; Е — напря-
женность поперечного электрического поля, В/см.
88
Изменением этих параметров можно сравнительно
легко менять фокусное расстояние электростатической
линзы. Следует, однако, отметить, что ввиду техниче-
ских трудностей (опасность возникновения разрядов и
пробоев между фокусирующими электродами по при-
f чине низкого вакуума или наличия паров металла в
лучеводе ЭЛУ) электростатическую фокусировку при-
меняют крайне редко.
Другой способ фокусирования электронного луча —
» использование электромагнитных линз (подобных тем,
которые применяются в системах отклонения луча), ра-
бота которых основана на законах взаимодействия маг-
нитного поля с электронным лучом. Однако для фокуси-
ровки применяются только «тонкие» магнитные линзы,
т. е. такие, длина которых существенно меньше диаметра.
Для увеличения отношения диаметра к длине фокуси-
рующие катушки обычно помещаются в панцирь из
армко-железа с толщиной стенок 5—10 мм, что суще-
ственно снижает поля рассеяния катушки, концентри-
рует эффективное магнитное поле в относительно узкой
‘ области, благодаря чему уменьшается необходимое
число ампер-витков.
По конструкции электронно-оптических систем ЭЛУ
различают электронные пушки с однокаскадной элект-
ростатической фокусировкой и пушки с комбинирован-
ной фокусировкой. В однокаскадных пушках фокуси-
ровка производится с помощью цилиндра Венельта,
т. е. самим прожектором (см. рис. 49), а в комбиниро-
ванных — дополнительно с помощью специальных
электромагнитных линз.
Так как поля рассеяния отклоняющих катушек, про-
никая в область аксиально-симметричного фокусирую-
щего поля, могут вызвать значительные аберрации
пучка, отклоняющая система несколько удаляется и
экранируется от фокусирующей.
Качество электронно-лучевой установки характери-
- зуют параметры ее электронно-оптической системы: пре-
дельное ускоряющее напряжение, определяемое элек-
трической прочностью изоляции между катодом и ано-
' дом (помимо требований по радиационной защите от
биологического воздействия рентгеновского излучения);
предельная величина анодного тока; проводимость элек-
тронно-оптической системы.
в»
• I
II. 3. Система питания электронно-
лучевых установок
Система электрического питания электронно-лучевой
установки как сварочной, так и для размерной обработ-
ки включает в себя высоковольтный источник ускоря-
ющего напряжения, блок питания катодной пушки, ис-
точники тока фокусирующей и отклоняющей систем,
источники питания систем контроля и управления про-
цессом, обеспечения вакуума и охлаждения отдельных
элементов.
В большинстве установок обеспечивается возмож-
ность обработки или сварки пучком электронов с по-
стоянной или импульсно-модулированной величиной
тока. Выпускаемые отечественной промышленностью
ЭЛУ, как правило, содержат системы программного
управления режимами процесса и перемещения элект-
ронного луча.
Ввиду того, что сварка и размерная обработка
электронным лучом характеризуются большими ско-
ростями процессов, даже кратковременные изменения
параметров процесса (тока луча, ускоряющего напря-
жения, тока магнитной линзы, скорости перемещения
детали или величины остаточного давления) вызывают
существенные изменения хода процесса сварки или об-
работки. Оператор не успевает осуществлять корректи-
ровку параметров процесса в случае нестабильности
напряжения питающей сети, колебания которого допус-
каются в пределах— 10-?+5%.
Выше отмечалось, что фокусное расстояние магнит-
ной фокусирующей линзы при постоянном токе под-
магничивания зависит от величины ускоряющего напря-
жения (см. формулу II.6). Поэтому колебания ускоря-
ющего напряжения приводят к изменению диаметра
пучка электронов, а следовательно, и удельной мощ-
ности пучка в плоскости изделия, в результате чего из-
меняется глубина проплавления или обработки. Анало-
гично изменяется плотность мощности пучка в изделии
при колебаниях тока, протекающего через магнитную
линзу при постоянном ускоряющем напряжении.
Для управления перемещением электронного луча
в процессе обработки используются магнитные откло-
няющие системы. Угол отклонения пучка при постоян-
но
ном токе отклоняющей катушки зависит от ускоряюще-
го напряжения. В результате при изменении ускоряю-
щего напряжения относительно заданного значения в
процессе обработки может происходить произвольное
отклонение луча от зоны обработки. Поэтому для обес-
t печения постоянства технологических параметров и
результатов электронно-лучевой обработки источники
питания систем фокусировки и отклонения должны
обеспечивать стабильность выходных параметров в пре-
’ делах 0,1—0,01%.
Изменение ускоряющего напряжения в пределах 4%,
например, приводит к уменьшению глубины проплав-
ления приблизительно на 20—25% и смещению луча
относительно начального положения, поэтому необхо-
димо обеспечивать стабильность ускоряющего напря-
жения в пределах 0,5—1%.
Изменение тока пучка в пределах нескольких про-
‘ центов от оптимального значения сравнительно слабо
влияет на глубину проплавления, поэтому стабильность
тока пучка порядка 2—5% в большинстве случаев
удовлетворяет технологическим требованиям.
Ускоряющее напряжение электронной пушки нельзя
считать в полной мере постоянным, так как оно пуль-
сирует с частотой, определяемой принятой схемой вы-
прямления. Для наиболее распространенной трехфаз-
ной мостовой схемы без сглаживающих фильтров коэф-
фициент пульсаций составляет 6—7% при их частоте
300 Гц. Для снижения пульсаций (7уск на выходе вы-
прямителя устанавливают фильтры из конденсаторов и
дросселей, что значительно усложняет схему источника
и делает ее менее надежной в работе при возникнове-
нии электрических разрядов в пушке. Особенно услож-
няется задача сглаживания пульсаций для получения
коэффициента менее 0,5—1,0%.
В некоторых случаях вводится переменная состав-
ляющая в ток фокусирующей линзы таким образом,
“ чтобы фокусное расстояние линзы оставалось постоян-
ным при пульсациях и нестабильности С7уск, но из-за
сложности эта система не получила широкого приме-
нения.
На рис. 54 приведена расширенная блок-схема сис-
темы питания низковольтной ЭЛУ с ускоряющим на-
пряжением 30 кВ [5]. На примере этой схемы рассмот-
91
рим основные блоки питания электронно-лучевой аппа-
ратуры, и требования к ним. Блок питания включает
следующие основные узлы:.
— высоковольтный трехфазный силовой трансфор-
матор 24, в цепи первичной обмотки которого имеется
блок стабилизации ускоряющего напряжения V; одно-
временно выполняет функции регулятора напряжения;
— высоковольтный выпрямитель 25;
— сглаживающий фильтр LC;
— блок питания электронной пушки 18;
— блок питания фокусирующей и отклоняющей
систем II;
— стабилизатор и модулятор тока электронного
луча I;
— цепи управления, контроля и измерения выпрям-
ленного напряжения, тока нагрузки и накала, вакуума,
давления в системе охлаждения.
Источники ускоряющего напряжения. По величине
ускоряющего напряжения ЭЛУ делятся на три группы:
низковольтные (15—30 кВ), с промежуточным напря-
жением (40—100 кВ) и высоковольтные (100—150 кВ).
В зависимости от мощности и 1/уск в промышленных
установках применяются два типа высоковольтных
выпрямителей. В блоках питания низковольтных пушек
с мощностью пучка до сотни киловатт обычно исполь-
зуются многофазные схемы выпрямления. Питание вы-
прямителей осуществляется от силовой сети промыш-
ленной частоты через регуляторы напряжения. Выпря-
мители высоковольтных ЭЛУ небольшой мощности
обычно питаются через статические умножители часто-
ты, благодаря чему уменьшаются габариты и обеспечи-
вается стабилизация параметров процесса.
В высоковольтных источниках питания ЭЛУ для
прецизионной обработки и сварки в качестве стабили-
зирующих элементов целесообразно использовать
электронные и полупроводниковые стабилизаторы тока
и напряжения. В источниках питания установок сред-
ней и большой мощности более оправдано применение
магнитных усилителей (рис. 54). При отклонении уско-
ряющего напряжения от заданной величины сигнал с
делителя напряжения 7?д подается в блок сравнения.
Напряжение рассогласования после усиления поступа-
ет на обмотки управления магнитного усилителя, изме-
92
i
Рис. 54
няя его сопротивление таким образом, чтобы падение
напряжения на его силовых рабочих обмотках компен-
сировало возмущения по сети или по нагрузке.
В работе [12] приводится блок-схема источника вы-
сокого ускоряющего напряжения для питания электро-
статической электронно-лучевой сварочной пушки. Схе-
ма (рис. 55) содержит тиристорный контактор 1, высо-
ковольтный трансформатор 2, высоковольтный выпря-
митель 3, высоковольтный фильтр 4, высоковольтный
делитель 5, нагрузку (электронно-лучевая пушка) 6,
устройство управления 7, блок пуска 8, блок регулиро-
вания 9, устройства токовой отсечки 10, блок защи-
ты И. Тиристорный контактор служит для включения
источника питания в начале сварочного процесса; обес-
печения заданных фронтов нарастания и спадания вы-
сокого напряжения на нагрузке; отключения источника
по окончании сварки и в случае аварийных режимов;
регулирования величины выходного высокого напряже-
ния. Применение тиристоров значительно упрощает за-
дачу построения схемы регулирования выходного высо-
кого напряжения и системы защиты источника от ава-
рийных режимов.
93
Рис. 55
В качестве высоковольт-
ного выпрямителя возможно
также использование выпря-
мителя типа ВТМ-125/70, а
в качестве тиристорного ре-
гулятора напряжения — вы-
пускаемого отечественной
промышленностью регулято-
ра типа РНТТ-330/600 [13].
С целью сглаживания
пульсаций выпрямленного напряжения высоковольтно-
го выпрямителя применяются различные схемы фильт-
ров, одна из которых приведена на рис. 57. Фильтр со-
держит мощный транзистор Т, усилитель У, высоко-
вольтный делитель R2R3, стабилизированный выпрями-
тель В, импульсный диод Д1 и импульсный дроссель
Др1. Пульсации выходного напряжения выделяются на
транзисторе Т. При наличии бросков напряжения соот-
ветствующая энергия запасается в Др1, а импульсное
напряжение на транзисторе Т не превышает выходного
напряжения на выпрямителе В. Выпрямитель В и дрос-
сель Др1 функционируют только при наличии импуль-
сных перенапряжений, в остальное время выпрямитель
В отключен импульсным диодом Д1 [14].
Стабилизация тока пучка. Величина тока электронно-
го луча может колебаться в процессе работы ввиду
изменения ускоряющего напряжения при отсутствии
94
Рис. 57
блока стабилизации, изменения температуры или эмис-
сионных свойств катода. На рис. 57 приведена струк-
турная схема стабилизатора тока, поддерживающего
заданное значение тока луча на изделии или тока на
коллекторе, расположенном под изделием [15].
Разностный сигнал схемы сравнения после преобра-
зования и усиления управляет потенциалом запирания
электронной пушки, устраняя рассогласование. Ток
пучка, непосредственно замыкающийся на изделии, из-
меряется по напряжению на сопротивлении, включен-
ном в цепь изделие — земля. При этом изделие изоли-
руется от корпуса вакуумной камеры. На изделие по-
дается небольшой относительно земли потенциал (до
100 В), который позволяет исключить влияние на точ-
ность измерений вторичной электронной эмиссии с по-
верхности изделия, вызываемой процессом обработки.
95
Р и с. 58
При полном проплавлении металла (при размерной
обработке) и возможности разместить под обрабаты-
ваемой деталью электрод-коллектор попадающие на
него электроны создадут ток в цепи коллектор — земля.
Величина этого тока зависит от режима обработки и
влияет на технологические параметры процесса обра-
ботки.
В некоторых ЭЛУ стабилизация тока пучка осу-
ществляется за счет регулирования тока накала или
тока эмиссии катодной пушки. С этой целью в катод-
ную цепь последовательно включается магнитный уси-
литель, цепи управления которым аналогичны описан-
ным выше.
Для питания катодных цепей установок средней и
большой мощности применяется двенадцатифазный
каскадный компенсационный преобразователь (рис. 58)
[16]. Он состоит из единого пятиобмоточного трехфаз-
ного трансформатора, вторичные обмотки которого
соединены в прямую и обратную звезду и прямой и
обратный треугольник, а также из четырех выпрями-
96
тельных мостов на тири-
сторах, что позволяет ре-
гулировать напряжение
на выходе от нуля до но-
минального.
С целью сглаживания
пульсаций напряжения,
особенно в тех случаях,
когда коэффициент пульсаций не должен превышать
0,1%, используются активные фильтры компенсацион-
ного типа (рис. 59) [17]. Фильтрующий эффект дости-
гается последовательным включением между преобра-
зователем В и нагрузкой компенсирующей ЭДС, с по-
мощью которой осуществляется уравновешивание гар-
моник пульсационной ЭДС в заданной полосе частот.
Компенсирующая ЭДС вводится через разделительный
трансформатор Тр от усилителя переменного тока. Уси-
литель управляется переменным напряжением, снимае-
мым с нагрузки.
Модуляция тока электронного луча. Модуляция луча
по амплитуде тока первоначально использовалась толь-
ко при размерной обработке материалов, так как при
этом удается значительно уменьшить общее термиче-
ское воздействие луча на металл и резко сократить
размеры зоны термического влияния за счет преиму-
щественного расхода тепла на испарение металла по
сравнению с потерями на теплопроводность. При этом
средняя за период мощность пучка остается постоян-
ной, хотя выделение тепла происходит за время, значи-
тельно меньшее времени паузы. На рис. 60, а показана
зона термического влияния при обработке импульсами
больших длительностей, на рис. 60, б — при обработке
97
короткими импульсами.
Р и с. 60 Р и с. 61
7 Н. В. Могорян
Современные ЭЛУ для размерной обработки снаб-
жены генераторами импульсов с плавным регулирова-
нием частоты от 0 до 5 кГц и длительности импульсов
от 2 мкс до 0,01 с. Импульсный подвод мощности
позволяет уменьшить общий разогрев изделия и раз-
меры зоны термического влияния и при электронно-лу-
чевой сварке [18].
II. 4. Вакуумные системы ЭЛУ
Для обработки электронным лучом в рабочей каме-
ре установки с помощью системы вакуумных насосов
создается вакуум до 10~7 мм рт. ст. Как правило, сис-
тема обеспечения вакуума состоит из двух и более ва-
куумных ступеней, на которые приходится 50% и более
потребляемой установкой электрической энергии [4].
На первой ступени воздух откачивается форвакуум-
ными насосами типа ВН-4Г, ВН-6Г и др. Кроме фор-
вакуумных применяются бустерные механические и па-
ромасляные насосы. Отечественная промышленность
выпускает бустерные насосы ДВН-1500, ДВН-5000 и
другие с быстротой откачки до 5000 л/с.
В рабочей камере бустерного насоса (рис. 61) рас-
полагаются два длинных ротора, сечение которых на-
поминает цифру 8, вращающихся навстречу друг другу.
Лопасти роторов при вращении не соприкасаются друг
с другом и со стенками кожуха. Между ними сохраня-
ется зазор порядка десятых долей миллиметра. Отсут-
ствие трения между движущимися деталями позволяет
применять большие скорости вращения роторов (до
3000 об/мин) без внутренней смазки. Бустерные насо-
сы могут обеспечить вакуум порядка 10г-5 мм рт. ст.
В случаях, когда необходимо остаточное давление
порядка 10-7 мм рт. ст., используются высоковакуум-
ные диффузионные или сорбционно-ионные насосы,
принцип действия которых основан на поглощении га-
зов слоем титана, непрерывно испаряемого и конденси-
рующегося на стенках насоса. Быстрота откачки дости-
гает 20 000 л/с.
Полная вакуумная система современной ЭЛУ вклю-
чает в себяГ
— устройства глубокого вымораживания (ловушки),
98
охлаждаемые жидким азотом или фрео-
ном, предназначенные для удаления из
рабочей камеры паров воды, масел,
ртути;
— контрольно-измерительные прибо-
ры для измерения вакуума. Обычно при-
меняют термопарные и ионизационные
манометры;
— высоковакуумные затворы (вен-
тили).
Важным узлом ЭЛУ является рабо-
чая камера, в которой производится об-
работка. Конструкция и размеры камеры
определяются назначением установки и
размерами обрабатываемых деталей.
Предпочтительны камеры небольших
размеров (чтобы сократить объем отка-
чиваемого газа) с приводными устройст-
вами для перемещения обрабатываемых
деталей или пушки.
Применяются также различные систе- Рис. 62
мы шлюзов, позволяющие загружать и
выгружать детали с минимальным нарушением вакуума
в камере.
К герметичности вакуумных систем предъявляются
высокие требования. Для обнаружения течей (натека-
ния воздуха в вакуумную систему) используются раз-
личные методы, однако наиболее распространенными
являются:
— компрессионный, заключающийся в создании по-
вышенного давления внутри камеры, в которой приме-
няется какой-либо указатель негерметичности;
— масс-спектрометрический метод с использовани-
ем гелиевых течеискателей;
— применение гелиевых течеискателей.
Наиболее распространенный и простой метод обна-
. Сужения течей — использование гелиевых течеискателей
[4, 15].
II. 5. Технологическое применение ЭЛУ
Электронно-лучевая обработка имеет ряд существен-
ных достоинств, обусловливающих целесообразность ее
широкого практического применения: возможность соз-
7*
9?
Дания высокой плотности мощности; сосредоточение
энергии на весьма небольших площадях й соответствен-
но создание очень узких зон нагрева, что позволяет
обрабатывать миниатюрные детали, получать очень
тонкие отверстия и т. д.; возможность широкой регули-
ровки режимов и тонкого управления тепловыми про-
цессами; повышенная чистота среды при обработке и
отсутствие окисляющих веществ, что позволяет обра-
батывать легкоокисляющиеся высокоактивные, туго-
плавкие и другие материалы; отсутствие специального
обрабатывающего инструмента или расходуемых элект-
родов и т. д. [18, 19].
С помощью электронного луча можно обрабатывать
как токопроводящие, так и нетокопроводящие мате-
риалы с любыми механическими свойствами. Однако
предпочтительнее детали из токопроводящих материа-
лов или детали с токопроводящими покрытиями, так
как в этом случае статический заряд легко отводится
путем заземления обрабатываемой детали.
Технологические характеристики электронно-луче-
вой обработки (производительность, точность, чистота
поверхности) во многом определяются возможностями
оборудования, энергетическими параметрами электрон-
ного луча, свойствами обрабатываемого материала.
Производительность процесса зависит от мощности лу-
ча, размеров участка, на котором он фокусируется,
длительности импульсов и их скважности. Скорость
съема материала электронным лучом может достигать
20—30 мм3/мин. Поэтому этот способ размерной обра-
ботки целесообразно применять только для изготовле-
ния деталей или выполнения операций в области мик-
ронной техники (микрообработки).
Размерная электронно-лучевая обработка имеет не-
сколько разновидностей: сверление отверстий малых
диаметров (до 30 мкм) и вырезание сквозных или глу-
хих отверстий круглой и более сложной формы. Воз-
можна также обработка полостей и канавок, прорезей
и пазов различной формы глубиной от 1—2 мкм и более.
Экспериментально установлено, что обычно диаметр
получаемого отверстия на 10% больше диаметра элект-
ронного пучка. Следует также отметить, что обрабаты-
ваемые отверстия имеют конусность, причем угол
конуса достигает значений порядка 1°. Аналогично
100
пазы Имеют V-образную форму с таким же углом в се-
чении. Причина этого заключается в конусности само-
го луча и в рассеивании энергии пучка с увеличением
глубины его внедрения.
Электронно-лучевая обработка успешно применяет-
ся для изготовления отверстий микронных размеров с
большим отношением глубины к диаметру. Например,
в стеклянной пластине толщиной 2 мм отверстие диа-
метром 48 мкм получают за 1 с.
Широко применяется в размерной обработке техно-
логический прием проекционного сверления (рис. 62)
[18], с помощью которого удается получать сразу не-
сколько отверстий различной формы. Маска 1 распо-
лагается между фокусирующими линзами 2—4. Тене-
вое изображение маски в уменьшенном масштабе про-
ектируется формирующей линзой 4 на обрабатываемую
деталь 5, и благодаря созданию высокой плотности
энергии в каждом элементе маски происходит обработ-
ка материала по поверхности, ограниченной ее конту-
рами. Электронно-лучевая обработка применяется и
при изготовлении микроферритов. Изготовление торро-
идальных микроферритов начинается со сверления от-
верстия, после чего вырезается наружный контур. Ана-
логично изготовляются прямоугольные микроферриты.
Огромные перспективы открыты перед электронно-
лучевой обработкой в области технологии микроэлект-
роники. Электронный луч уже сейчас успешно приме-
няется при изготовлении интегральных схем. Приме-
нение электронно-лучевой технологии для получения
р—n-переходов, резисторов, туннельных диодов, неко-
торых типов транзисторов, для изготовления микроот-
верстий в тонких пленках, для соединения компонен-
тов и т. д. все более расширяется.
Наиболее типичный пример, достаточно убедитель-
но и ярко иллюстрирующий технологические возмож-
ности электронного луча,— фрезерование с его по-
мощью пазов в металлических пленках при производ-
стве микросопротивлений. Этот процесс имеет много
преимуществ: высокая производительность, возмож-
ность изготовления различного типа сопротивлений, на-
несения рисунков разной конфигурации, высокая точ-
ность изготрвления сопротивлений.
101
Технология изготовления микросопротивлений за-
ключается в следующем. На керамическую подложку
методом напыления в вакууме наносится хромоникеле-
вая пленка толщиной в несколько тысяч ангстрем. За-
тем с помощью электронного луча в пленке фрезеруют-
ся пазы необходимой ширины (рис. 63). Получаемые
таким методом микросопротивления имеют низкое со-
противление— от 100 до 300 Ом/см2 [3].
Аналогичным образом изготовляются другие радио-
технические элементы микроэлектронных схем.
Электронный луч как источник сварочного нагрева
по своей удельной энергетической мощности и преци-
зионности превосходит все известные источники. Элект-
ронно-лучевая сварка, производимая в вакууме, позво-
ляет сохранить исходную чистоту свариваемого метал-
ла. Эти особенности сварки электронным лучом обес-
печили ей определенные преимущества перед иными
методами сварки плавлением.
Большие возможности в локализации сварочного
нагрева способствовали применению электронно-луче-
вой сварки для соединения микродеталей в радио-
электронике и приборостроении. Высокая надежность
сварных соединений, возможность автоматизации и
программирования процесса при его высокой произво-
дительности, минимальное тепловыделение — основные
преимущества, определившие применение данного спо-
соба сварки в производстве микросхем.
Действие луча практически мгновенно, поэтому при
электронно-лучевой сварке не происходит нагрева всей
схемы, как это наблюдается в случае пайки. Это тем
более важно, что припои, используемые для герметиза-
ции некоторых схем, плавятся при температуре, кото-
рая лишь на несколько градусов ниже точки плавле-
ния материалов, применяемых для напыления или на-
пайки твердых схем на плату.
Первоначально предполагали, что с помощью элект-
ронно-лучевой сварки можно соединять только детали
небольших размеров, однако с развитием электронно-
лучевой технологии и техники эти ограничения удалось
преодолеть. В настоящее время на промышленных
электронно-лучевых установках сваривают детали из
нержавеющих сталей толщиной до 50 мм и алюминие-
вые листы толщиной до 150 мм без разделки кромок.
102
Рис. 63
Рис 64
Никакими известными способами сварки невозможно
выполнять такие технологические операции.
Электронно-лучевая сварка оказалась и менее энер-
гоемкой по сравнению, например, с дуговой. Затраты
энергии при дуговой сварке плавящимся электродом в
инертной среде составляют 3,76 кДж на 1 м шва, в
то время как при электронно-лучевой сварке — 0,36 кДж
на 1 м шва, что равняется лишь 10%.
Электронный луч успешно применяется в машино-
строении для сварки готовых изделий, например коле-
са статора турбины из титана или зубчатых колес от-
ветственных механизмов из стали, причем в сварном
соединении отсутствуют усадочные раковины и трещи-
ны, не требуется последующая механическая и терми-
ческая обработка.
В связи с развитием .новой техники, в частности
атомной, авиационной и ракетной, резко возрос инте-
рес к тугоплавким металлам, особенно к молибдену,
ниобию, вольфраму, танталу, а также титану. При
сварке этих металлов возникают определенные труд-
ности вследствие высокой температуры их плавления
и большой активности в расплавленном или нагретом
состоянии по отношению к кислороду, азоту и водоро-
ду. Применение электронного луча позволяет достаточ-
но эффективно решить проблему сварки перечисленных
металлов.
Успешно используется электронный луч для соеди-
нения разнородных металлов при изготовлении электро-
103
вакуумных приборов, высокотемпературных реакторов,z
термоэлектронных преобразователей, энергии, а также
для сварки некоторых типов керамики, специальных
стекол, керамики с металлами и в качестве источника
нагрева для сварки в труднодоступных местах.
Основной недостаток электронно-лучевой сварки —
необходимость помещения изделия в вакуумную каме-
ру. В последнее время проводятся исследования и
достигнуты успехи в разработке методов сварки элект-
ронным лучом в среде инертного газа или воздуха при
атмосферном давлении. Формирование электронного
Луча осуществляется, как обычно, в глубоком вакууме
с помощью электронной пушки. Вывод луча из облас-
ти глубокого вакуума в среду с атмосферным давлени-
ем может быть выполнен двумя способами. В первом
случае вакуумная камера отделяется от атмосферы
соосно вращающимися в разные стороны дисками.
Каждый диск имеет по периферии отверстия, при сов-
падении которых друг с другом и с осью пушки элект-
ронный луч выходит в атмосферу. Пушка работает в
импульсном режиме и управляется фоточувствительным
устройством. Для предотвращения попадания воздуха
в полость пушки продолжительность импульсов луча,
а следовательно, и время, в течение которого отверстия
дисков находятся одно под другим, должно быть не
более 24 мкс при толщине диска 2 см.
Во втором случае для вывода луча в атмосферу
используется ряд последовательных камер с дифферен-
циальной откачкой, соединяющихся между собой от-
верстиями малого диаметра. Этот метод получил наи-
более широкое промышленное применение.
Схема электронно-лучевой установки с выводом
луча в атмосферу показана на рис. 64. В последнюю
(выходную) камеру 2 под избыточным давлением по-
дается инертный газ, который через выходное сопло
направляется в зону сварки на изделие 1, предохраняя
сопло и катод пушки от засорения парами металла и
одновременно защищая зону сварки от взаимодействия
с воздухом.
Интенсивность рассеивания луча зависит от плот-
ности газа: чем легче газ, тем меньше рассеивание. В
этом отношении применение гелия предпочтительнее
других газов, используемых при сварке. Чем выше
104
энергия луча (ускоряющее напряжение), тем на боль-
шем от сопла расстоянии сохраняется высокая плот-
ность его энергии, а следовательно, и больше проплав-
ление свариваемого изделия. Критическое расстояние,,
при котором луч внезапно теряет высокую удельную
мощность, составляет 10 мм при мощности пушки
2 кВт и 25 мм при мощности 6 кВт. Обычно произво- '
дят сварку при рабочем расстоянии не более 5—7 мм.
В этом случае удельная мощность луча в его фокаль-
ной плоскости может достигать величин 107 Вт/см2 [15].
Наиболее перспективный способ сварки в условиях
космоса — сварка электронным лучом. В настоящее
время проводятся исследования по созданию электрон-
но-лучевого сварочного оборудования, пригодного для
монтажа и ремонта узлов космических станций на око-
лоземных орбитах ил!! поверхности Луны.
Следует отметить, что области освоенного промыш-
ленного применения электронно-лучевой технологии не-
органичиваются перечисленными, а непрерывно расши-
ряются по мере накопления исследовательского мате-
риала и развития техники.
II. 6. Электронно-лучевое оборудование
Отечественная промышленность выпускает различные
специализированные ЭЛУ, предназначенные для осу-
ществления конкретных технологических операций
сварки, размерной обработки и др. Наряду с ними
освоен выпуск универсальных ЭЛУ, из которых наибо-
лее известна установка модели ЭЛУРО [15]. Она пред-
назначена для размерной обработки микроотверстий,
вырезки мелких деталей, микросварки, 'прецизионной
сварки различных материалов, обработки жаростойких
сталей и сплавов, синтетического корунда, рубина,
твердых сплавов и др.
Наиболее полно широкие возможности остросфоку-
сированного луча используются для соединения
(сварки).
Институтом электросварки им. Е. О. Патона АЬ]
УССР разработано несколько типоразмеров установок
для ЭЛС. Среди них, например, установка УЛ-110 для
ЭЛС крупногабаритных конструкций с вакуумной ка-
105'
мерой размером 3600X3600X4000 мм. Ускоряющее на-
пряжение 30 кВ, ток пучка до 450 мА [20]. Электронно-
лучевая сварочная установка ЭЛА-60/60 мощностью
60 кВт с ускоряющим напряжением 60 КВ [21] пред-
назначена для сварки металлов толщиной до 200 мм.
Большие возможности электронно-лучевой техноло-
гии можно реализовать только при условии автомати-
ческого управления процессом. Вручную с помощью
оптических приборов возможно осуществление только
отдельных технологических операций. Вследствие высо-
кой скорости электронно-лучевых процессов и трудно-
стей многоразового воспроизведения их параметров
при обработке участков микронных размеров человек
не в состоянии с достаточной точностью управлять
технологическими операциями. Для более полного ис-
пользования возможностей электронно-лучевой техники
в последние годы широко внедряются счетно-решающие
цифровые электронные машины, снабженные устройст-
вами памяти.
В институте кибернетики АН УССР для управления
процессом электронно-лучевой обработки создана спе-
циализированная ЭВМ «Киев-67», годовой экономиче-
ский эффект от внедрения которой составляет 2,5 млн.
РУб. [22].
На рис. 65 приведена блок-схема специализирован-
ной вычислительной машины «Киев-67» для управления
сварочной электронно-лучевой установкой, в состав ко-
торой входят: 1 — устройство для введения данных;
.2 — устройство памяти; 3 — блок управления энергети-
ческими параметрами установки; 4 — блок преобразо-
вания и распределения информации; 5 — блок форми-
рования временных параметров; 6—блок управления
обработкой; 7 — блок отклонения луча; 8 — блок визу-
ального и слухового контроля процесса. Весь процесс
обработки с помощью ЭВМ делится на несколько эта-
пов. В рамках каждого этапа энергетические характе-
ристики луча и временные параметры воздействия его
на материал не изменяются. По одной команде машина
может обработать любую из пяти произвольно распо-
ложенных в пределах растра элементарных геометри-
ческих фигур нужных размеров: точечный растр, ряд
прямоугольников, наклонную прямую, окружность или
дугу, площадь, ограниченную с двух сторон наклонны-
106
ми прямыми или дугами
необходимого радиуса.
Комбинируя эти фигуры
и связи между ними на
заготовке и задавая их
обработку в нужной вре-
менной последователь-
ности при различных ре-
жимах, можно получить
сложные рисунки.
Каждая команда пред-
ставляет собой десять ци-
фровых слов, образующих
С пульта управления эти слова вводятся в
Рис. 65
в совокупности
код кадр-а.
десятичной
системе и затем автоматически преобразуются в числа
двоичной системы. Машина также снабжена устройст-
вом для введения программы с перфоленты.
Можно задавать шестнадцать различных значений
ускоряющего напряжения. При этом для сохранения
неизменных параметров обработки автоматически кор-
ректируется значение тока в цепи фокусирующих и от-
клоняющих систем. Блок отклонения луча обеспечива-
ет максимальное быстродействие и точность установки
луча, а следовательно, и высокие технические и техно-
логические характеристики системы в целом.
Блок визуального контроля служит для осуществ-
ления настройки программы и контроля правильности
ведения процесса обработки. Для облегчения работы
оператора предусмотрена специальная система контро-
ля на слух. Временную последовательность серий элект-
рических импульсов обработки преобразуют в звуковую
композицию. Для каждой программы обработки преду-
смотрена своеобразная мелодия, которая воспроизво-
дится с помощью размещенного на пульте управления
громкоговорителя.
В последние годы электронно-лучевая сварка все
заметнее вытесняет различные виды электродуговой, а
в некоторых случаях и электроконтактную, что вызва-
но не только широкими технологическими возможнос-
тями, но и более высокой экономичностью этого спо-
соба. Создание, например, вакуума при ЭЛС в 35 раз
дешевле стоимости создания защитной среды инертно-
го газа [23].
107
В настоящее время техника формирования пучков
электронов значительно более развита, чем техника
получения световых лучей с помощью оптических кван-
товых генераторов (ОКГ). КПД преобразования энер-
гии электрической сети в энергию пучка электронов
достигает 90%. Средний экономический эффект от
эксплуатации одной установки ЭЛС достигает 45 тыс.
руб. в год [23].
II. 7. Электронно-лучевая плавка
металлов
Повышение требований к чистоте металлов и расши-
рение производства таких тугоплавких металлов, как
ниобий, тантал, вольфрам, цирконий и другие, и спла-
вов на их основе показали, что существующие способы
переплавки металлов не могут полностью удовлетво-
рить эти потребности в основном из-за того, что в них
нельзя получить существенный перегрев металла
жидкой ванны над температурой плавления и выдер-
жать ванну при этой температуре в течение времени,
необходимого для глубокой очистки'металла от приме-
сей и газов. Кроме того, особенности рабочего процес-
са, например, вакуумной дуговой печи не позволяют
полностью использовать обычные средства металлур-
гии, такие, как легирование, применение раскислите-
лей, флюсов и др.
- С помощью электронно-лучевого способа нагрева в
электрометаллургии можно получать чистые и ультра-
чистые металлы, сплавы прецизионного состава, необ-
ходимой степени чистоты полупроводниковые материа-
лы [24].
Принцип действия электронно-лучевой (электрон-
ной) установки показан на рис. 66. Вакуумная рабочая
камера печи 1 имеет патрубок 2 значительного диа-
метра для подключения ее к вакуумной системе. Пере-
плавляемый металл 3 подается под электронный луч 4,
генерируемый электронной пушкой 5, и, расплавляясь
под действием электронной бомбардировки, стекает в
кристаллизатор 6, где, застывая, образует слиток 7.
Поверхность 8 жидкой ванны образующегося слитка
также подвергается бомбардировке электронами, гене-
: юз
рируемыми пушкой 5. ПР мере
наплавления слиток вытягива-
ется соответствующим меха-
низмом из кристаллизатора
[25].
Необходимо отметить, что в
отличие от других способов
выплавки в данном случае ис-
точник энергии, используемой
для плавления и перегрева
металла, вынесен из простран-
ства, где осуществляется тех-
нологический процесс, и управ-
ляется независимо, что и поз-
воляет перегревать металл в
любых целесообразных преде-
лах. Этому способствуют и те
обстоятельства, что электрон-
ный луч позволяет создать
Рис. 66
весьма высокую плотность
мощности на поверхности жидкой ванны, а точность и
легкость управления электронным лучом — весьма гиб-
ко управлять процессом плавки и рафинирования ме-
таллов.
На рис. 66 видно, что возможно прекращение про-
цесса плавки металла и использование всей мощности
плавильной ЭЛУ для нагрева поверхности жидкой ван-
ны, причем эта поверхность не экранируется расплав-
ляемым электродом. При достаточной мощности элект-
ронной пушки и производительности вакуумной системы
ЭЛУ является весьма эффективным рафинировоч-
ным агрегатом, позволяющим использовать все прие-
мы очистки металла от примесей в условиях высокого
.вакуума.
Электронно-лучевой нагрев применяется в следую-
щих областях промышленности: плавка тугоплавких и
химически активных металлов; спекание тугоплавких
металлов; зонная очистка тугоплавких металлов и по-
лупроводниковых материалов; выращивание монокрис-
таллов; термообработка тугоплавких металлов.
Основной элемент плавильной ЭЛУ — электроннай
пушка. По принципу формирования электронных пуч-
ков они разделяются на электростатические и магне-1
109
тронные. Существует несколько конструкций электро-
статических пушек.
Электростатическая электронная пушка с кольцевым
катодом представляет собой диод, катодом которого слу-
жит кольцевая нить из вольфрамовой проволоки в по-
лузакрытой кольцевой коробке, выполняющей роль фо-
кусирующего электрода, а анодом — расплавленный
металл и расплавляемый стержень. КПД установок
данного типа близок к единице. Однако при эксплуата-
ции таких ЭЛУ оказалось невозможным обеспечить
длительную работу катода, интенсивно разрушающего-
ся вследствие загрязнения его парами расплавляемых
металлов. По этой причине электронные пушки с коль-
цевым катодом, работающие по принципу автоэлект-
ронного нагрева, не применяют для создания мощных
плавильных ЭЛУ. Маломощные установки автоэлект-
ронного нагрева с ускоряющим напряжением 1 —
2,5 кВ очень удобны для зонной плавки металлов [25].
Электростатическая радиальная электронная пушка
снабжена катодом прямолинейной формы из вольфра-
мовой проволоки, нагреваемой проходящим по ней
током. Фокусирующий электрод выполнен в виде дву-
гранного угла, в вершине которого прорезана щель
для размещения катода. Электроны, ускоренные элект-
рическим полем, уходят в щель анода в виде плоского
параллельного пучка при плоской эмиттирующей по-
верхности катода или клинообразного расходящегося
пучка при круглом сечении катода.
Применяя несколько пушек и изменяя их простран-
ственное положение, можно получить зону нагрева со-
ответствующей конфигурации. Для плавильных ЭЛУ
необходимо от 3 до 10 радиальных пушек. Мощность
отдельной радиальной пушки составляет 10—35 кВт
при ускоряющем напряжении 10—15 кВ и анодном
токе 1—1,5 А. Использование ускоряющего напряже-
ния в указанных пределах позволяет применять стан-
дартные источники питания без выполнения специаль-
ных мер по радиационной защите [25].
Недостатками ЭЛУ с радиальными пушками явля-
ются:
— сложность питания большого числа пушек в ЭЛУ
большой мощности;
— громоздкость блока радиальных пушек и слож-
но
ность его размещения внутри рабочей камеры ЭЛУ;
— сложность создания ЭЛУ мощностью 1—2 мВт.
Стремление создать плавильную ЭЛУ с одной или
небольшим числом электронных пушек, обладающих са-
мостоятельными вакуумными системами, максимально
отделенными и работающими независимо от вакуумной
системы рабочей камеры, привело к появлению аксиаль-
ных электронных пушек мощностью от 30 до 1200 кВт,
Создание соответствующего перепада давления (в 2—
3 порядка) между камерой пушки и рабочей камерой
требует увеличения числа диафрагм и удлинения луче-
вода, а следовательно, и ограничения электронного
пучка при помощи длинной магнитной катушки. Для
фокусировки и отклонения электронного пучка в ниж-
ней части электронно-оптической системы размещены
соответствующие катушки и устройства (25].
В магнетронных электронных пушках электронный
пучок формируется в магнитном поле и форма элект-
ростатического поля, создаваемого системой катод —
анод, не имеет решающего значения. Режим работы
магнетронной пушки в меньшей степени зависит от
деформации электродов, что снижает требования к их
юстировке. По типу катода различают магнетронные
пушки с аксиальным или радиальным катодом прямо-
го или косвенного нагрева. Возможность применения
кольцевых катодов с большой поверхностью позволяет
создавать мощные цилиндрические электронные пуч-
ки [25].
II. 8. Электрооборудование и схемы
питания плавильных ЭЛУ
Из всех видов электротермического оборудования.
электронно-лучевые плавильные установки (ЭПУ) пред-"
ставляют собой самый сложный комплекс электротех-
нического оборудования, агрегатов и аппаратуры.
Главный потребитель электрической энергии — элект-
ронная пушка, где имеются основные электрические
цепи (цепь накала катода, цепь постоянного тока вы-
сокого напряжения) и вспомогательные (цепи питания
систем фокусировки, отклонения и развертки электрон-
ного луча). К основным цепям электропитания следует
11 i
также отнести цепи питания системы получения, изме-
рения и контроля вакуума, суммарная электрическая
мощность которых нередко соизмерима, а иногда пре-
вышает мощность всего остального оборудования ЭЛУ.
Электрическая схема плавильной ЭЛУ включает в
<ебя цепи питания электроприводов вспомогательных
механизмов, а также цепи измерения, контроля, ком-
мутации и управления режимом работы установки.
Мощность, потребляемая цепями управления и контро-
ля, незначительна; несколько больше мощность элект-
роприводов механизмов.
При электронной плавке для получения высокого
качества переплавляемого металла необходимо пра-
вильно выбирать режим электропитания и постоянство
параметров электронного луча в течение всей плавки,
которая длится часами, а иногда и больше. Поэтому
система питания ЭПУ должна надежно и стабильно
работать в течение длительного времени.
Система питания электронных пушек должна быть
устойчива к возникающим в процессе плавки ухудше-
ниям вакуума в рабочей камере, когда в межэлектрод-
ном пространстве пушки возникают электрические раз-
ряды высокого напряжения. Такие высоковольтные
разряды могут вывести из строя источник питания.
Применяемые системы защиты должны обеспечивать
повторное включение ЭПУ после восстановления ваку-
ума в камере пушки, причем перерыв в питании дол-
жен быть минимальным, так как он приводит к струк-
турным дефектам слитка переплавляемого металла и
снижает КПД ЭПУ.
На рис. 67 и 68 показаны блок-схемы питания элект-
ронно-лучевых плавильных установок с радиальными
и. аксиальными пушками соответственно [26]. Основ-
ной электрической цепью ЭПУ является цепь питания
преобразователя переменного тока в постоянный высо-
кого напряжения.
Для ЭПУ автоэлектронного нагрева величина уско-
ряющего напряжения колеблется от 5 до 20 кВ (в за-
висимости от мощности), а сила тока электронного
луча — от десятых долей ампера до нескольких десят-
ков ампер. Схемы таких выпрямителей представляют
собой трехфазный мост, собранный, как правило, на
газотронах или тиратронах. Применение тиратронов в
112
Рис. 68
Рис. 67
качестве выпрямительных элементов обеспечивает вы-
сокий КПД выпрямителя и возможность использовать
безынерционную защиту выпрямителя от высоковольт-
ных пробоев между катодом и анодом.
Схемы питания мощных ЭПУ с аксиальными пуш-
ками более сложны. В качестве выпрямительных эле-
ментов используют как ионные приборы — газотроны,
тиратроны, так и полупроводниковые вентили — селе-
новые, германиевые и кремниевые.
При ускоряющих напряжениях до 15 кВ возможно
применение стандартного оборудования, выпускаемого
отечественной промышленностью для высокочастотной
электротермии, в комплект которого входит тиратрон-
ный выпрямитель, рассчитанный на напряжение посто-
янного тока мощностью до 100 кВт.
Для питания ЭПУ большей мощности (при ускоря-
ющих напряжениях до 30 кВ) может быть использова-
но каскадное соединение двух выпрямителей, в резуль-
тате чего результирующее напряжение постоянного то-
ка будет равно сумме напряжений применяемых вы-
прямителей. Каскадное включение осуществляют после-
довательным соединением цепей постоянного тока вы-
сокого напряжения. Такое соединение выпрямителей
кроме повышения мощности установки дает возмож-
ность регулировать в широких пределах напряжение
постоянного тока (при помощи регуляторов выпрям-
8 Н. В. Могорян
113
ленного напряжения путем изменения угла отсечки
анодного тока тиратронов — так называемое «сеточ-
ное регулирование»).
Недостатком схемы каскадного включения двух вы-
прямителей, собранной на основе стандартного обору-
дования высокочастотных установок, является тяжелая
работа трансформатора, высоковольтные обмотки кото-
рого находятся под суммарным напряжением выпрям-
ленного тока. Поэтому необходимо применение силово-
го трансформатора с соответствующим классом изо-
ляции.
На рис. 69 представлен источник питания ЭПУ типа
ИВ-120/30, построенный на полупроводниковых венти-
лях [26]. Это трехфазный выпрямитель номинальной
мощностью 120 кВт при напряжении выпрямленного
тока 30 кВ; максимальное напряжение холостого хода
40 кВ; питание источника от сети трехфазного перемен-
ного тока напряжением 380/220 В. Электрическая ехема
источника предусматривает двухступенчатое регулиро-
вание выпрямленного напряжения с плавной регули-
ровкой в пределах каждой ступени: I ступень — от 15
до 22,5 кВ, II ступень — от 22,5 до 30 кВ. Напряжение
регулируют при помощи вольтодобавочного трансфор-
матора ВДТ и регулятора напряжения автотрансфор-
маторного типа РН1. Вторичная обмотка ВДТ открыта
и соединена последовательно с вторичной обмоткой
(высокого напряжения) силового повышающего транс-
форматора ТП1. Первичная обмотка ВДТ соединена
по схеме «треугольник» и при помощи блока контак-
торных переключателей БК может подключаться соглас-
но или встречно по отношению к обмотке высокого на-
пряжения. В первом случае результирующее напряже-
ние, подаваемое на выпрямитель ВС1, равно сумме, а
во втором — разности напряжений ТП1 и ВДТ. На вы-
ходе регулятора напряжения РН1 обеспечивается плав-
ное изменение напряжения, подводимого к первичной
обмотке ВДТ, что позволяет плавно изменять выход-
ное напряжение выпрямителя ВС1.
Выпрямительный блок высокого напряжения собран
по трехфазной двухполупериодной схеме из селеновых
элементов. Изолированный минус высокого напряже-
ния подведен к рабочему катоду электронной пушки, а
плюс выпрямителя заземлен. В заземленную цепь вы-
114
Рис. 69
прямителя включены обмотка реле максимального тока
и амперметр А. Киловольтметр kV постоянного тока
включен через делитель напряжения.
Трансформатор ТП2 служит для накала вспомога-
тельного катода и имеет несколько ступеней регулиро-
вания напряжения (6, 10, 13 и 15 В при номинальной
силе тока накала 70 А). Регулятор напряжения РН2
служит для плавного регулирования напряжения нака-
ла в пределах каждой ступени.
8
' 115
Выпрямитель ВС2, служащий для питания цепи
электронного нагрева рабочего катода, собран по одно-
фазной двухполупериодной схеме из селеновых элемен-
тов. Он получает питание от трансформатора ТПЗ. Ве-
личину первого ускоряющего напряжения можно плав-
но изменять от 0 до 5 кВ при силе тока до 1,2 А при
помощи регулятора напряжения РНЗ мощностью
20 кВт с пределами регулирования от 0 до 380 В.
Источник питания ИВ-120/30 снабжен необходимой
защитой от перегрузок и перенапряжений, для чего в
схеме предусмотрены плавкие предохранители, реле
максимального тока и разрядники.
Конструктивно источник выполнен в виде двух ба-
ков и одного шкафа управления. Первый бак содержит
силовой и вольтодобавочный трансформаторы, вто-
рой — бак выпрямителей и блока накала. Оба бака
-герметизированы и залиты сухим трансформаторным
маслом для охлаждения и изоляции аппаратуры. Мас-
ло охлаждается принудительно проточной водой в спе-
циальных маслоохладителях. Для ограничения макси-
мальной температуры в баках предусмотрены термо-
сигнализаторы типа ТС-100. Элементы, находящиеся
под высоким напряжением, соединены высоковольтным
кабелем.
Разработаны и выпускаются и другие схемы источ-
ников питания ЭПУ. Например, источник питания мощ-
ностью 150 кВт при напряжении 30 кВ состоит из сле-
дующих основных блоков [27]:
1. Высоковольтный выпрямительный блок, собран-
ный по трехфазной мостовой схеме на селеновых эле-
ментах 75ДД28Г, который получает питание от транс-
форматора ТМ-180/35 с напряжением на вторичной
стороне от 24 750 до 28 875 В, изготавливаемого серий-
но. С целью ограничения токов короткого замыкания
при пробоях в ЭПУ первичные обмотки трансформато-
ра подключаются к сети переменного тока через систе-
му магнитных усилителей типа УСО-80. Сигнал, снятый
с шунта в цепи главного выпрямителя, усиливается в
промежуточном магнитном усилителе и подается на
одну из обмоток управления УСО-80. Испытания схе-
мы показали, что мгновенный ток короткого замыкания
не превышает 12,8 А, а установившийся ток равен
116
Рис. 70
11,8 А, т. е. превышает номинальный ток всего в
2,2 раза.
2. Блок электронного накала (БЭН) основного ка-
тода (рис. 70) имеет на выходе мощность 4 кВт при
напряжении до 4 кВ и подключается к сети через маг-
нитный усилитель и три трансформатора тока, вторич-
ные обмотки которых питают первичные обмотки согла-
сующего трансформатора с трехфазным мостовым вы-
прямителем >на выходе, служащим для осуществления
обратной связи по току. Величина сигнала обратной
связи регулируется с помощью переменного резистора.
Исследование этой схемы показало высокую стабиль-
ность и легкую управляемость БЭН. При соответствую-
щих уставках сопротивлений в цепи смещения и обрат-
ной связи, при изменении тока прямого накала катода
от 15 до 30 А, а также при изменении напряжения на
выходе БЭН от 1,2 до 3,2 кВ ток электронного накала
оставался неизменным и равным 0,8 А.
117
-w—rlM-r—>—H>H—o-
wrr
□ □ J □
—rl>h—1>—H>H—Ol-
Рис. 71
3. В однофазном трансформаторе прямого накала
на 50 А и 15 В с изоляцией вторичной обмотки на
сумму рабочих напряжений главного выпрямителя и
выпрямителя блока электронного накала источник пи-
тания снабжен системой автоматического повторного
включения этих блоков.
В некоторых случаях для снижения коэффициента
- пульсации выпрямленного напряжения применяются
повышающие трансформаторы с секционированными
вторичными обмотками (рис. 71). Начальные и конеч-
ные выводы вторичных обмоток повышающего транс-
форматора присоединены к последовательно соединен-
ным селеновым элементам, что обеспечивает равномер-
ное распределение напряжения по элементам и дает
возможность получать выпрямленное напряжение с
пульсациями около 3,0—3,5%. При параллельном сое-
118
динении выпрямительных блоков напряжение на выхо-
де источника равно 15 кВ, при последовательном —
30 кВ при мощности 50 кВт [27].
II. 9. Установки для электронно-лучевой
плавки металлов
Несмотря на большое разнообразие конструкций,
ЭПУ имеют ряд одинаковых по своему назначению
узлов. Это электронные пушки; рабочая (плавильная)
камера; кристаллизатор; механизмы подачи исходного
материала и выгрузки слитка; смотровые устройства;
система водоохлаждения; вакуумная система.
Для ознакомления с принципиальным устройством
ЭПУ рассмотрим схему установки У-270М, разработан-
ной Институтом электросварки им. Е. О. Патона
(ИЭС) (рис. 72) [25]. Эта установка предназначена
для плавки и рафинирования черных, цветных и ред-
ких металлов и сплавов на их основе, включая ниобий,
тантал, молибден, вольфрам и химически устойчивые
в вакууме тугоплавкие соединения. Она снабжена ра-
диальными электронными пушками и имеет дифферен-
циальную откачку вакуума.
Над пультом управления установкой на уровне глаз
оператора находится смотровая система стробоскопиче-
ского типа для наблюдения за процессом плавки и
формирования слитка. Установка снабжена откидыва-
ющимся кристаллизатором, что значительно облегчает
загрузку расходуемых электродов и выгрузку слитков.
В табл. 5 приведены технические характеристики
ЭПУ с радиальными пушками, выпускаемыми отечест-
венной промышленностью.
Производятся также ЭПУ с аксиальными пушками.
Техническая характеристика некоторых из них приве-
дена в табл. 6.
Электронно-лучевая плавильная установка мощ-
ностью 60 кВт (рис. 73) предназначена для получения
слитков тугоплавких металлов — титана, ниобия, мо-
либдена, циркония, тантала и их сплавов диаметром,
до 70 мм и длиной до 300 мм [28].
Плавильная камера установки имеет внутренний
диаметр 900 мм и длину 850 мм, откачивается вакуум-
119
Р и с. 72
ным агрегатом ВА-8-4, бустерным насосом БН-3 и фор-
вакуумным насосом ВН-1. Эта система откачки обес-
печивает получение в камере вакуума порядка
5-10~4 Па. Катодная камера электронно-оптической
системы откачивается вакуумным агрегатом ВА-0,5-1 и
форвакуумным насосом ВН-2. Для улавливания паров
масла в конструкции предусмотрена азотная ловушка,
а для защиты затвора от запыления парами и брызга-
ми металла — водяная.
120
Таблица 5
Технические характеристики некоторых ЭПУ с радиальными пуш*
кйми
Параметр Тип ЭПУ
У-143 | У-270 У-27ОМ У-254
Мощность установки, кВт 120 150 150 500
Ускоряющее напряжение, кВ 13-15 .13,5 13,5 14-17
Величина анодного тока, А 0,8 1,1 1,1 3,3
Число электронных пушек 4 10 Ю 10 или 4
Расход охлаждающей воды,
м3/ч 8 8 12 30
Примечание. Рабочий вакуум в полости пушки составляет 10 3-
10'2 Па, в рабочей камере 10"3— 1 Па.
Мощность электронного луча при плавке различных
металлов регулируется током эмиссии за счет измене-
ния тока накала катода при постоянном ускоряющем
напряжении.
Электронно-оптическая система (рис. 74) представ-
ляет собой двухэлектродную пушку с электромагнитны-
ми устройствами для фокусировки и отклонения луча.
Она рассчитана на работу при ускоряющем напряже-
нии от 12 до 20 кВ и токе луча до 3 А. Особенность
электронной пушки заключается в применении в каче-
стве катодного материала таблетки из гексаборида
лантана диаметром 17 мм.
Боридлантановые катоды по сравнению с чистыми
вольфрамовыми или танталовыми обладают меньшей
работой выхода (ср = 2,68 эВ), более низкой рабочей
температурой (1450—1600°С) и большей удельной эмис-
Таблица 6
Технические характеристики некоторых ЭПУ с аксиальными пуш-
ками
Параметр Тип ЭПУ
ЭДП-1А-12б|эДП-2А-250 ЭДП-1А-500 ЭРП-1А-1000
Мощность установки, кВт 125 250 '500 1000
J скоряющее напряжение, кЕ 30 30 30 30
Величина анодного тока, А 4 4 17 34
Число электронных пушек Производительность вакуум- 1 2 1 1
ной системы, м3/с 20 40 80 80
12Т
сией (7,5 А/см2). Боридные катоды долговечны, доста-
точно эффективны, некритичны к вакууму, устойчивы к
катодному распылению, не отравляются на воздухе и
легко восстанавливают эмиссионные свойства при обыч-
ном обезгаживании [28].
Отдельные элементы катодной пушки показаны на
рис. 75. Высоковольтный изолятор служит базой для
крепления катодного узла и фокусирующего электрода.
Все элементы пушки вакуумно плотно соединены меж-
ду собой с помощью сварки и пайки.
Ввиду того, что экономичность плавильных ЭЛУ
резко возрастает с увеличением их габаритов и мощ-
ности (это позволяет обрабатывать в них не только
тугоплавкие и химически активные металлы, но и обыч-
ные, такие, как сталь), в последние годы наметилась
тенденция увеличения их единичной мощности. В на-
стоящее время проектируются и проходят испытания
плавильные ЭЛУ мощностью более 4,5 МВт.
122
123
Р 'и с. 75
Литература к главе II
1. Китайгородский А. И. Введение в физику. М.: Госиздат физ,-
мат. литературы, 1959. 704 с.
2. Зуев И. В. О механизме проплавления кристаллических твер-
дых тел электронным лучом.— ДАН СССР, 1967, 174, № 1,
с. 117—123.
3. Электронно- и ионно-лучевая технология. Под ред. Р. Бакиша.
М.: Машиностроение, 1968. 278 с.
' 4. Чвертко А. И., Назаренко О. К., Святский А. М. и др. Обо-
рудование для электронно-лучевой сварки. Киев: Наукова
думка, 1973. 408 с.
5. Назаренко О. К., Истомин Е. И., Локшин В. Е. Электронно-
лучевая сварка. М.: Машиностроение, 1966. 127 с.
6. Царев Б. М. Расчет и конструирование электронных ламп.
М,—Л.: ГЭИ, 1961. 661 с.
7. Жилейко Г. И. Высоковольтные электронные пучки. М.: Энер-
гия, 1968. 240 с.
8. Левшук Л. А., Чикин Е. В. Сварочные,газоразрядные элект-
ронно-лучевые пушки с холодным катодом и полым ано-
124
дом.— В кн.: 5-я Всесоюзная конференция по элсмронно
лучевой сварке. Киев: Наукова думка, 1977, с. Ill- i Hi.
9. Гапоненко А. Т., Никитский В. А., Лозовой Б. С. и др. Элект-
ронная пушка на основе самостоятельного дугового контра-
гированного разряда.— Электронная обработка материалов,
1978, № 5, с. 80—82.
10. Алямовский И. В. Электронные пучки и электронные пушки.
М.: Сов. радио, 1966. 465 с.
11. Назаренко О. К- Электронно-лучевая сварка. М.: Машино-
строение, 1966. 127 с.
12. Белабух А. И., Шпагин А. В., Картавый С. К. и др. Система
питания и анодной модуляции электронно-лучевой свароч-
ной пушки.— Электротехническая промышленность. Сер.
Электросварка, 1976, вып. 4, с. 28—30.
13. Ткачев Л. Г., Закута Я. Б., Седов А. В. Мощный источник
электропитания установки электронно-лучевой сварки метал-
лов большой толщины.— В ки.: 5-я Всесоюзная конференция
по электронно-лучевой сварке. Киев: Наукова думка, 1977,
с. 108—110.
14. Позин М. Б., Сарьян В. К-, Коренев Ю. Ф. Фильтр для сгла-
живания пульсаций выпрямленного напряжения высоко-
вольтного выпрямителя. Авт. свид., № 607315.— Бюллетень
изобретений н открытий, 1978, № 18.
15. Башенко В. В. Электронно-лучевые установки. Л.: .Машино-
строение, 1972. 168 с.
16. Чиженко И. М., Рябчий В. П. Условно-двенадцатифазный кас-
кадный компенсационный преобразователь. Авт. свид.,
№ 410523.— Бюллетень изобретений и открытий, 1974, № 1.
17. Шерман А. А., Гусев И. И., Ахвердян Г. В. и др. Активный
фильтр компенсационного типа для мощных вентильных
преобразователей.— Электротехническая промышленность. Сер.
Преобразовательная техника, 1980, № 4, с. 15—18.
18. Апирин Б. С. Электронно-лучевая размерная обработка мате-
риалов.— Электронная обработка материалов, 1965, № 5—6,
с. 3—11.
19. Попилов Л. Я- Справочник по электрическим и ультразвуко-
вым методам обработки материалов. Л.: Машиностроение,
1971. 544 с.
20. Бондарев А. А., Кузьменок О. С., Миронюк С. П. Установка
УЛ-110 для электронно-лучевой сварки крупногабаритных
конструкций.— Автоматическая сварка, 1980, № 4, с. 75—76.
21. Локшин В. Е., Зубченко Ю. В., Трегубов М. И. и др. Элект-
ронно-лучевая сварочная аппаратура ЭЛА-60/60 мощностью
60 кВт,—Автоматическая сварка, 1980, № 6, с. 36—40.
22. Деркач В. П„ Макаров Г. Т. Об одном варианте специализи-
рованной вычислительной машины для управления электрон-
но-лучевыми технологическими процессами изготовления мик-
росхем.— В кн.: Физико-технологические вопросы киберне-
тики, вып. 1. Киев, 1967, с. 35—38.
23. Патон Б. Е., Вернадский В. Н., Назаренко О. К. и др. Тен-
денции развития электронно-лучевой сварки.— В кн.: 5-я
Всесоюзная конференция по электронно-лучевой сварке.
Киев: Наукова думка, 1977, с. 3—16.
125
24. Смелянский М. Я-, Елютин А. В., Кручинин А. М. и др. Элект-
ронные плавильные печи. Под ред. М. Я. Смеляиского. М.:
Энергия, 1971. 167 с.
25. Егоров А. В., Моржин А. Ф. Электрические печи. М.: Метал-
лургия, 1975. 352 с.
26. Фарнасов Г. А., Рабинович. В. Л., Егоров А. В. Электрообору-
дование и элементы автоматизации электроплавильных уста-
новок. М.: Металлургия, 1976, 336 с.
27. Электрооборудование и автоматика электротермических уста-
новок. Справочник. Под ред. А. П. Альтгаузена и др. М.:
Энергия, 1978. 304 с.
28. Попов В. К-, Демин Е. П. Электронно-лучевая установка для
плавки металлов.— Электронная обработка материалов, 1966,.
№ 2, с. 77—84.
Глава III
СВЕТОЛУЧЕВАЯ ОБРАБОТКА
МАТЕРИАЛОВ
С именем Архимеда, выдающегося древнегреческого
математика и механика, связана история о поджоге
римских кораблей зеркалами во время штурма римля-
нами Сиракуз в 211 г. до н. э. В древности ее считали
достоверной, в XVII в. опровергли, в XVIII в. вернули
ей права гражданства, в XIX в. опять подвергли сомне-
нию и, наконец, совсем недавно, в 1973 г., еще раз под-
твердили: такое могло быть!
В 1973 г. греческий инженер на берегу моря
выстроил 60 солдат с зеркалами размером 91X50 см.
Мишенью служила лодка, груженная смолой и нахо-
дившаяся в 50 м от берега. Когда удалось навести зер-
кала на лодку, она задымилась и вспыхнула.
Создать мощный поток света — мечта человечества,
которая до недавнего времени оставалась реальностью
лишь на страницах научно-фантастических романов.
III. 1. Общие теоретические сведения
Фундамент сегодняшних достижений в области оп-
тических (световых) квантовых генераторов был зало-
жен еще в 1916 г. автором теории относительности
А. Эйнштейном, когда он опубликовал статью, посвя-
щенную чисто оптической проблеме — взаимодействию
света и вещества.
Согласно теории М. Планка атом вещества погло-
щает или испускает энергию отдельными порциями —
квантами. Величина их зависит от частоты электро-
магнитных волн излучения. Атом может находиться как
в нормальном (спокойном), так и в возбужденном
127
состоянии. Последнее состояние характеризуется тем,
что электрон в атоме переходит со стационарной орби-
ты (с нормального энергетического уровня) на более
высокую. В таком состоянии электрон долго оставаться
не может и возвращается самопроизвольно на прежнюю
орбиту, испуская при этом фотон [1].
Одна из основных особенностей атома состоит в том,
что электрон должен находиться на вполне определен-
ных орбитах, расстояние которых от центра ядра изме-
няется только скачками. Эта скачкообразность, или
дискретность, положений электронов теоретически была
обоснована Н. Бором. В зависимости от того, на какой
орбите расположен электрон, он обладает разным за-
пасом энергии — большим при удалении от ядра атома
и меньшим — при приближении. Поскольку расстояние
между орбитами атома изменяется скачком, то и энер-
гия электрона также изменяется только дискретно.
До А. Эйнштейна процесс возбуждения атомов (пе-
рехода электронов с нормального энергетического уров-
ня на более высокий) и их перехода в нормальное
состояние представляли следующим образом.
В нагретом теле, в котором происходят соударения
атомов, наблюдается лишь два оптических процесса.
Первый состоит в том, что возбужденный атом, стано-
вясь нормальным, испускает фотон. При этом переходе
согласно условию Бора излучается энергия (рис. 76)
\Е=Е2—Ei=hv, (III.1)
Ei, Е2— энергия соответственно 1-го и 2-го энергети-
ческого уровня, эВ; h — постоянная Планка; v — часто-
та перехода.
Переход в этом случае происходит за счет релак-
сационных процессов, т. е. процессов, стремящихся
возвратить систему в равновесное состояние. Такой
переход называется самопроизвольным, или спонтан-
ным. В результате его появляется фотон — материаль-
ная частица (пока находится в движении), сгусток
электромагнитной энергии, движущийся со скоростью
света. В процессе движения фотон может покинуть
раскаленное тело, но может и столкнуться с невозбуж-
денным атомом. При этом произойдет второй оптиче-
ский процесс — поглощение атомом фотона, в резуль-
тате чего атом, поглотивший фотон, перейдет в возбуж-
128
Р и с. 76 Р и с. 77
денное состояние. Однако в таком состоянии атом мо-
жет находиться не более 10~10—10^12 с, после чего ис-
пустит фотон, возвратившись при этом в исходное (нор-
мальное) состояние.
В своей статье А. Эйнштейн утверждал, что кроме
этих двух процессов возможно существование еще од-
ного -— так называемого вынужденного, или индуциро-
ванного, излучения.
Движущийся в нагретом теле фотон может натолк-
нуться и на возбужденный атом, в результате чего он
превратится в нормальный, невозбужденный атом. При
этом появится второй фотон, причем частоты их коле-
баний будут одинаковы, т. е. монохроматичны. Кроме
того, такое вынужденное (индуцированное) излучение
когерентно: электромагнитные колебания фотонов сов-
падают по фазе* (рис. 77).
Однако для выделения индуцированного излучения
из тела необходимо соблюдение по крайней мере трех
условий [2].
1. Необходимо, чтобы среда не подчинялась закону
детального равновесия, т. е. чтобы количество атомов,
перешедших в возбужденное состояние, намного пре-
* В реальном источнике света, например лампе накаливания, од-
новременно происходит большое количество различных энергети-
ческих переходов (скачков) электронов с одной орбиты на дру-
гую, изменяют свою энергию молекулы, столкнувшись, теряют ее
свободные частицы. В результате такой источник света генерирует
множество световых квантов (фотонов) с самой различной
частотой.
9 Н. В. Могорян
129
вышало количество атомов, оставшихся на нормальном
энергетическом уровне. Такое состояние системы, когда
число атомов на верхнем уровне превышает число на
нижнем, называется инверсным.
Распределение атомов по энергетическим уровням
в равновесной системе подчиняется закону Больцмана:
N, = Noe kr , (III.2)
где N, — число атомов, находящихся на соответствую-
щем энергетическом уровне; Е,— энергия уровня, эВ;
k — постоянная Больцмана; Т — абсолютная темпера-
тура, К; No — общее количество атомов в системе.
Из формулы III.2 видно, что количество частиц, на-
ходящихся в возбужденном состоянии, зависит прежде
всего от температуры. Отношение числа атомов на
двух определенных энергетических уровнях, или засе-
ленность этих уровней, определяется выражением, ко-
торое выводится из формулы Больцмана
ДГ Е,~ЕХ
^=е ы , (Ш.З)
откуда видно, что при любом положительном значении
Т число атомов, находящихся на более высоком энер-
гетическом уровне, с возрастанием порядкового номера
этого уровня убывает, т. е. имеет место неравенство
Л71>Л'2 при (П1.4)
Состояние системы, при которой заселенность верх-
него уровня выше, чем нижнего, называется инверсной
заселенностью, или состоянием с отрицательной темпе-
ратурой. При этом необходимо иметь в виду, что отри-
цательная температура не имеет физического смысла,
подобного понятию обычной температуры.
2. Среда должна быть оптически прозрачной для
фотонов.
3. Необходима система с тремя энергетическими
уровнями (это вытекает из п. 1). В системе с двумя
энергетическими уровнями получить их инверсное
состояние невозможно, так как вероятность перехода
атома под влиянием излучения с верхнего уровня на
130
нижний равна вероятности перехода атома с нижнего»
уровня на верхний. Другими словами, среда должна
быть прозрачной и активной, т. е. число возбужденных
атомов в ней должно превышать число нормальных
атомов.
В качестве такой среды возможно использование
плазмы (электрического разряда в разряженных га-
зах). При правильном подборе газовой смеси и осуще-
ствлении в ней электрического разряда населенность
верхних энергетических уровней будет превышать на-
селенность нижнего уровня. Если через эту активную
среду пропустить от отдельного источника свет соот-
ветствующей длины волны (рис. 78), то поток фотонов
от источника света заставит возбужденные атомы ис-
пустить кванты энергии (фотоны), в результате чего-
произойдет индуцированное излучение и как резуль-
тат—усиление света. Такая система называется систе-
мой с отрицательным коэффициентом поглощения и
является оптическим квантовым генератором. Это яв-
ление было открыто в 1951 г. и получило английское
название «light amplification by stimulated emission of
radiation», что переводится как «усиление света с по-
мощью вынужденного излучения» или кратко «лазер».
Слово «лазер» — аббревиатура, т. е. оно составлено из-
начальных букв отдельных слов предложения [3].
Советские ученые Н. Г. Басов и А. М. Прохоров в
1951 г. впервые осуществили непрерывную генерацию,
9'
использовав при этом два энергетических уровня моле-
кул аммиака и пространственную сортировку молекул
в электрическом поле. В 1955 г. они же предложили
для получения инверсной населенности использовать
три энергетических уровня квантовой системы и внеш-
нее электромагнитное поле для накачки (перевода не-
возбужденных атомов в возбужденное состояние). В
1964 г. Н. Г. Басову, А. М. Прохорову и Ч. Таунсону
(США) за фундаментальные работы в области оптиче-
ских квантовых генераторов была присуждена Нобелев-
ская премия.
Характеристики лазеров в значительной степени
определяются агрегатным состоянием активного веще-
ства. По этому признаку различают твердотельные,
газовые, жидкостные и полупроводниковые лазеры.
Каждая из этих групп ОКБ подразделяется на подгруп-
пы, различающиеся особенностями конструктивного ис-
полнения и параметрами. Так, среди твердотельных ла-
зеров в отдельную группу выделяются полупроводни-
ковые.
Лазеры могут работать как в непрерывном, так и в
импульсном режимах, при этом, используя различные
способы осуществления импульсного режима работы,
можно в широких пределах изменять временную струк-
туру лазерного излучения.
III. 2. Твердотельные лазеры
Активная среда твердотельных ОКГ представляет
собой кристаллическую или стеклянную матрицу, в
которую введена примесь ионов активатора (активных
центров). В качестве активных центров используются
ионы переходных металлов (например, Сг) или ионы
редкоземельных элементов (Nd, Но и др.). Среди них
наиболее широко распространены рубин (окись алюми-
ния с примесью до 2% трехвалентного хрома), раз-
личные сорта стекол, активированные Nd, и иттриево-
алюминиевый гранат, активированный Nd. Концентра-
ция активных центров обычно составляет 1017—1020 см-3,
благодаря чему твердотельные ОКГ позволяют полу-
чать наивысшие значения мощности и энергии в им-
пульсном режиме.
132
Как было показано ранее, для возникновения инду-
цированного излучения систему необходимо перевести
в инверсное состояние, т. е. в состояние, когда боль-
шинство атомов находится на верхнем энергетическом
уровне (в возбужденном состоянии). В рубиновом ла-
зере это осуществляется с помощью импульсной газо-
разрядной лампы 2 (лампы накачки), испускающей
зеленый свет длиной волны 550 нм (рис. 79).
Проникая в глубь рубинового стержня 1, световые
импульсы возбуждают атомы хрома, переводя их на
третий энергетический уровень. Спектр энергии ионов
хрома состоит из системы энергетических уровней, од-
нако для работы рубинового лазера имеют значение
два возбужденных уровня и уровень устойчивого (нор-
мального) состояния. На рис. 80 показана схема энер-
гетических уровней в рубиновом ОКГ, где Ез — неста-
бильный энергетический уровень, Е2 — метастабильный,
Ei — устойчивый, стабильный уровень [4].
Достигнув третьего энергетического уровня, возбуж-
денный атом не задерживается долго на нем из-за не-
устойчивости этого состояния и переходит на более
устойчивый, расположенный ниже второй энергетиче-
ский уровень Еч. При этом возбужденный атом отдает
часть энергии, но не в
виде фотона, а в виде
тепловой энергии, в ре-
зультате чего повыша-
ется температура ру-
бинового стержня, что
даже необходимо до
некоторого предела.
Следует отметить,
что часть возбужден-
ных атомов с энергети-
ческого уровня Е3 пе-
реходит на первый
энергетический уро-
вень, для чего требует-
ся 10-5 с. Но еще мень-
ше времени (10~9 с)
нужно атому хрома
для перехода с треть-
его уровня на второй.
133
Поэтому число атомов, перешедших на второй уровень,
будет во много раз превышать число атомов, перехо-
дящих на уровень т. е. приток атомов на £2 преоб-
ладает над количеством атомов, возвращающихся на
Ei, в результате чего на втором энергетическом уровне
через некоторое время может оказаться намного боль-
ше атомов хрома, чем на первом.
Переходя со второго энергетического уровня на
первый, возбужденный атом хрома испускает фотон
красного цвета, который, пролетая мимо другого воз-
бужденного атома хрома, заставит его испустить свой
запасенный квант энергии (фотон). Эти два фотона
вызовут появление еще двух (рис. 81), а затем 4, 8, 16,
32 и т. д. Часть излучаемой энергии рассеивается на-
ружу через стенки стержня и проявляется в виде лю-
минесцентного свечения рубинового кристалла, а затем
теряется.
Так рождается фотонная лавина. Очевидно, чем
длиннее путь, пройденный фотонами, тем плотнее поток
фотонов. Следовательно, необходимо увеличивать путь,
совершаемый потоками фотонов. Ввиду того, что уве-
личение длины рубиновых стержней связано с техноло-
гическими и конструкторскими затруднениями, длину
Ррс. 81
134
пробега фотонов внутри стержня увеличиваю! при по-
мощи зеркал,'помещенных на торцах стержня. По '•гой
причине торцы рубинового стержня изготавливаются
нормальными к его оси и покрываются слоем серебра,
причем одно из зеркал выполняется полупрозрачным.
Фотонная лавина, направленная вдоль оси стержня,
многократно отражаясь от зеркал, увеличивает свою
плотность (мощность). Фотоны, движущиеся под углом
к оси стержня, покидают его и становятся бесполезны-
ми, снижая лишь КПД лазера.
Ввиду того, что одно из зеркал рубинового стержня
выполнено полупрозрачным, при определенной плот-
ности потока фотонов основная часть их через него по-
кидает стержень. Это и есть индуцированное излуче-
ние, характеризующееся когерентностью и монохрома-
тичностью, создаваемое лазером и имеющее огромную
яркость и колоссальную мощность. Длина волны, на-
пример, красных лучей составляет 0,5 мкм, и с по-
мощью оптической системы они могут быть сфокусиро-
ваны на участке диаметром 0,7 мкм.
Мощность излучаемого светового потока зависит от
лампы накачки, для чего используются ксеноновые им-
пульсные лампы, которые генерируют очень короткие
и мощные вспышки света зеленой части спектра.
Разработано несколько конструкций твердотельных
лазеров, но наиболее распространен лазер с эллипсным
отражателем (рис. 82). Отражатель 1 имеет сечение
эллипса, в один из центров которого помещена газо-
разрядная лампа накачки 2, а в другой— рубиновый
стержень 3. Лампа накачки питается от специального
импульсного источника питания. Излучаемый стерж-
нем 3 световой поток фокусируется и направляется в
необходимое место оптической системой 4. Для повы-
шения мощности системы накачки применяются много-
эллипсные отражатели (рис. 83).
Коэффициент полезного действия лазера складыва-
ется из нескольких составляющих. Первая составляю-
щая— КПД лампы накачки 5—7%, в настоящее время
его удалось поднять до 13—15%. Вызвано это тем, что
лампа излучает довольно широкий диапазон световых
лучей, а полезным является ограниченный спектр. Од-
нако не весь полезный световой поток, излучаемый лам-
пой накачки, поглощается рубиновым стержнем. Из
135
всей поглощенной мощности лишь около 25—35% вы-
деляется в виде лазерного излучения. Первые конструк-
ции лазеров имели КПД около 0,5%, сейчас его удалось
довести до 5—9%.
Недостатки рубиновых лазеров — ограниченный
предел мощности, низкий КПД, работа в импульсном
режиме, высокая стоимость активного тела, высокий
порог генерации.
Наиболее перспективным материалом для активного
элемента твердотельных ОКГ технологического назна-
чения следует считать НАГ с Nd (иттриево-алюминие-
вый гранат, активированный неодимом), так как он со-
четает низкий порог . возбуждения при комнатной
температуре, присущий стеклу с Nd, высокую механиче-
скую прочность и хорошую теплопроводность, свойст-
венную кристаллам, что делает его основным материа-
лом для лазеров, работающих в непрерывном и им-
пульсном режимах.
Отличительная особенность твердотельных лазеров —
высокая монохроматичность излучения. Угол расхожде-
ния светового луча рубинового лазера измеряется в
секундах. Высокая степень монохроматичности излуче-
ния обусловливается тем, что индуцированное излуче-
ние является резонансным процессом и концентрирует-
ся более близко к основной полосе частот (к ее центру).
Для рубинового лазера частота излучения зависит от
концентрации хрома в рубине, а также от температуры
активного элемента.
136
III. 3. Газовые лазеры
Газовые лазеры представляют собой наиболее ши-
роко используемый тип лазеров, превосходя в этом от-
ношении твердотельные ОКГ. Активной средой в них
являются газ, смесь газов или смеси газов с парами
металлов. Они обладают гораздо более высокой моно-
хроматичностью излучения по сравнению с твердотель-
ными, обеспечивают наивысшие значения выходной
мощности в непрерывном режиме, а по уровню пиковой
мощности при работе в импульсном режиме приближа-
ются к твердотельным лазерам на рубине и стекле с
неодимом, превосходя их по средней мощности, что
определяется возможностью их работы при более вы-
сокой частоте повторения импульсов. Кроме того, КПД
газовых лазеров составляет около 18—23%. Немало-
важно и то, что их стоимость значительно ниже твер-
дотельных. Наконец, спектральный диапазон излуче-
ния газовых ОКГ отвечает полосе поглощения большо-
го числа металлических и диэлектрических материалов,
что позволяет применять его с большей экономической
эффективностью в различных технологических процес-
сах обработки этих материалов.
Возбуждение газовой активной среды осуществля-
ется различными методами. Наиболее распространен
метод возбуждения с помощью электрического разряда.
Основными механизмами при этом являются возбужде-
ние атомов или молекул электронным ударом и пере-
дача энергии возбуждения при столкновениях атомов
и молекул. В последние годы интенсивно разрабатыва-
ются новые методы возбуждения газовых активных
сред — химический и газодинамический. В химических
лазерах инверсия энергетических уровней (возбужден-
ное состояние атомов) возникает непосредственно в
процессе элементарной химической реакции, в газоди-
намических — за счет различия скоростей колебатель-
ных переходов молекул, вызываемых их столкновения-
ми в процессе звукового расширения газа.
Из всего многообразия газовых лазеров наиболее
технологически применимы лазеры на нейтральных ато-
мах гелий — неон, молекулярные ОКГ — на азоте и
углекислом газе, ионные — на аргоне, криптоне, ксено-
не и парах кадмия.
137
2
Большинство газовых лазеров имеют общую струк-
турную и конструктивную схему и состоят, как прави-
ло, из двух блоков — собственно ОКГ и блока питания
(рис. 84). Кварцевая трубка 1 заполняется смесью га-
зов, например гелий — неон, под давлением 1 мм рт. ст.
для гелия и 0,1 мм рт. ст. для неона (число атомов
гелия в 10 раз больше числа атомов неона). С помощью
электродов 2 от специального высоковольтного генера-
тора переменного тока 3 частотой 20—30 МГц в труб-
ке возбуждается электрический разряд, который при-
водит к возбуждению атомов, находящихся в кварцевой
трубке. На концах трубки 1 установлены плоскопарал-
лельные непрозрачное 4 и полупрозрачное 5 зеркала
15, 6].
Активной средой является столб (плазма) тлеюще-
го или дугового разряда в смеси гелия и неона. Одна-
ко основным рабочим веществом, обеспечивающим ин-
дуцированное когерентное излучение лазера, являются
нейтральные атомы неона. В плазме за счет неупругих
соударений с электронами при хаотичном движении
часть атомов неона переходит на долгоживущие (устой-
чивые) энергетические уровни Е3 и £4 (возбуждаются)
(рис. 85), благодаря чему создается частичная инвер-
сия их заселенности по сравнению с короткоживущим
уровнем Е2, т. е. такое соотношение между заселен-
ностями энергетических уровней, при котором число
атомов на верхнем из данной пары уровней больше,
чем на нижнем.
138
При разряде в атмосфере чистого неона этот меха-
низм создания инверсного состояния не имеет решаю-
щего значения из-за наличия метастабильного уров-
ня Его заселенность всегда достаточно большая, и
часть атомов, находящихся на этом уровне, может пе-
реходить (возбуждаться) на уровень £2, на который
происходят индуцированные (вынужденные) переходы
с уровней £3 и £4. Таким образом, метастабильный
уровень £i представляет собой своеобразный «резер-
вуар», питающий уровень £2 и мешающий его опусто-
шению. Эту задачу решают двумя путями: вводят бу-
ферный газ гелий, способствующий более интенсивному
заселению уровней £3 и £4, а также создают искусст-
венные условия для разгрузки уровней Е[ и £2.
Как видно на рис. 85, два возбужденных уровня
атома гелия Е\ и £2 (которые также являются долго-
живущими) совпадают с уровнями £3 и £4 атома неона.
При столкновениях возбужденного атома гелия с ней-
тральным атомом неона происходит резонансная пере-
дача энергии, результатом которой являются возбужде-
ние атомов неона и переход на энергетический уровень
£о атомов гелия. Соответствующим подбором парциаль-
ных давлений гелия и неона в их смеси можно добить-
ся преимущественного заселения уровней £3 и £4 и по-
лучить индуцированные переходы в красной (с уровня
£3) и инфракрасной (с уровня £4) областях спектра.
В гелий-неоновом лазере удалось получить свето-
вые излучения с пятью различными длинами волн. При-
чина такого разнообразия заключается в том, что уров-
ни £3 и £4 состоят из отдельных подуровней: у £4 их
139
четыре, у Ез— десять. Поэтому возможны различные
комбинации переходов, каждой из которых соответст-
вует своя длина волны.
Опустошение энергетического уровня Е2 осуществ-
ляется за счет увеличения вероятности соударения ато-
мов неона со стенками разрядной трубки, для чего ее
внутренний диаметр изготавливается размерами 1,5—
3 мм. При больших диаметрах разрядного капилляра
интенсивность излучения гелий-неонового лазера быст-
ро падает. Это можно объяснить практическим исклю-
чением механизма опустошения уровней Е2 атомов нео-
на в центральной части трубки, для которых время
движения к стенкам трубки уже превышает время пре-
бывания атома в возбужденном состоянии.
Среди молекулярных газовых лазеров лазер на СО2
представляет наибольший интерес и с практической, и
с научной точки зрения. Он имеет уникальные пара-
метры: высокое значение коэффициента усиления вы-
ходной мощности и КПД как в импульсном, так и в
непрерывном режимах. В этом типе лазеров активной
средой также является плазма дугового разряда, осу-
ществляемого в атмосфере смеси газов, состоящей из
углекислого газа, азота и гелия, прокачиваемой через
разрядную трубку под давлением до 50 атм. Активным
веществом, обеспечивающим генерацию когерентного
излучения, является только углекислый газ, от которого
этот тип лазеров получил свое название.
Молекулы газов в отличие от атомов имеют кроме
электронных колебательные и вращательные энергети-
ческие уровни. В частности, молекула СО2 имеет три
частоты собственных колебаний, которым соответству-
ют уровни Е2, Ез и Е4 (рис. 86). Заселение колебатель-
ного уровня Е4 и образование инверсного состояния
могут происходить под влиянием следующих процес-
сов, совершающихся в плазме газового разряда [6]:
— возбуждение молекул СО2 при неупругих столк-
новениях с быстрыми электронами плазмы;
— резонансная передача энергии возбуждения от
молекул азота за счет того, что уровень Е] молекулы
азота (N2) совпадает с уровнем Е4 молекулы СО2;
— каскадные (ступенчатые) переходы на уровень
Е4 молекулы СО2, возбужденной на колебательные
140
уровни Еч, Es за счет соударений с плазменными элект-
ронами меньших энергий.
Гелий в смеси газов молекулярного лазера на СОг
используется для снижения тепловой заселенности
нижних уровней £2 и £3, куда совершаются индуциро-
ванные переходы с уровня Еь, что также повышает
инверсную заселенность £4. Это достигается путем сни-
жения температуры рабочей смеси за счет высокой
теплопроводности гелия.
Рабочая область излучения лазеров на СО2 нахо-
дится в далекой инфракрасной части видимого спектра
(Х=5—18 мкм). Большое число генерируемых длин
волн объясняется тем, что каждый из колебательных
уровней молекулы СОг в действительности представля-
ет собой целую полосу, состоящую из набора отдель-
ных подуровней.
Широкое практическое применение нашли непре-
рывные ультрафиолетовые лазеры — аргоновый, крип-
тоновый и ксеноновый на ионах инертных газов. Луч-
шие промышленные образцы ионных лазеров на арго-
не и криптоне с ресурсом работы от нескольких сотен
до нескольких тысяч часов обеспечивают получение
лазерного излучения в ультрафиолетовом диапазоне
мощностью до 1—2 Вт. Лазеры возбуждаются в непре-
рывном сильноточном разряде (плотность тока до
104 А/см2) при относительно низком давлении газа
0,1—1,0 мм рт. ст. [5]. Кроме инертных газов в качест-
ве активных сред в ионных лазерах используются ионы
кадмия, меди, серебра и золота в виде паров при дав-
лении около 10~3 мм рт. ст. в смеси с избытком инерт-
ных газов при полном давлении 10—20 мм рт. ст. [5].
Газодинамические лазеры — это разновидность мо-
лекулярных газовых лазеров, у которых источником
энергии служат колебательно-возбужденные молекулы,
содержащиеся в газе, нагретом до высокой температу-
ры. Усиливающая среда образуется за счет процессов
тепловой релаксации молекул во время течения газа
через сверхзвуковое сопло [7, 8]. Принцип работы га-
зодинамического лазера (рис. 87) заключается в сле-
дующем. Сжигая в специальной камере сгорания окись
углерода с добавкой какого-либо углеводородного топ-
лива, получают газовую смесь нужного состава, нагре-
тую до температуры 1500—2000 К при достаточно вы-
141
90%^+8°/,С^2%,Нг0
Рис. 87
соком давлении (20—25 атм) и движущуюся с дозву-
ковой скоростью.
Известно, что в самой узкой части сверхзвукового
сопла 1 скорость газового потока быстро возрастает от
дозвуковой до сверхзвуковой и вместе с тем быстро
падают температура и давление газа (от 1800 до 280 К
и от 25 до 0,07 атм соответственно). При переходе на
сверхзвуковую скорость течения газовой смеси моле-
кулы углекислого газа быстро освобождают энергети-
ческие уровни колебательного возбуждения, которые
занимали при дозвуковом течении. Сразу после осво-
бождения верхний энергетический уровень заселяется
вновь. Энергию для этого молекулы углекислого газа
получают при столкновениях от молекул азота, кото-
рые сохранили ее при истечении через сверхзвуковое
сопло. Верхний энергетический уровень при этом ока-
жется более заселенным, чем нижний, т. е. создается
инверсная населенность уровней. Пропустив такую
смесь через оптический резонатор 2, колебательная
энергия молекул углекислого газа превращается в
энергию лазерного излучения.
Активная среда газодинамического лазера представ-
ляет собой, как правило, трехкомпонентную газовую
смесь. Каждый газ, входящий в состав смеси, играет
свою функционально определенную роль в работе
лазера.
Первый компонент, концентрация которого в соста-
ве смеси наибольшая (80—90% молекулярного азота),
способен длительно сохранять колебательное возбуж-
дение, полученное на начальном участке течения газа
142
при высокой температуре газовой смеси. Благодари
этому свойству потери колебательно-возбужденных мо-
лекул незначительны за время движения газа oi каме-
ры сгорания до оптического резонатора.
Второй компонент (5—10% СОг) представляет собой
газ с малым временем колебательной релаксации, ко-
лебательный уровень которого почти совпадает по энер-
гии с колебательным уровнем молекулы N2, поэтому
между ними существует резонансный обмен колеба-
тельным возбуждением.
Третий компонент (1—2% паров Н2О) предназначен
для сокращения времени жизни молекул СО2 на ниж-
нем лазерном уровне и ускорения перехода молекул
СО2 в основное состояние. Роль третьего компонента в
составе смеси может выполнять и гелий.
Газовая смесь нагревается различными способами—
в камерах сгорания взрывного действия, ацетилено-
кислородными горелками, в электродуговом разряде, с
помощью ТЭНов и др.
Мощность газодинамических лазеров превышает
200 кВт в непрерывном режиме при достаточно высо-
ком КПД.
III. 4. Конструкции газовых лазеров
Различают два конструктивных варианта исполне-
ния газовых лазеров, возбуждаемых с помощью элект-
рического разряда,— с внутренним и внешним резона-
торами. В первом варианте зеркала резонатора распо-
лагаются внутри газоразрядной трубки (рис. 88);
подвижная часть механизмов юстировки зеркал соеди-
няется с разрядной трубкой посредством гибких силь-
фонов. Вакуум-плотное соединение всех элементов
достигается применением специальных прокладок и
спаев металл — стекло. Для длительной устойчивой
работы ОКГ с внутренним расположением резонатора
необходимы тщательная предварительная откачка раз-
рядной трубки и обезгаживание всей арматуры, нахо-
дящейся внутри нее (зеркал, прокладок, электродов,
сильфонов) путем прогрева до 600 К, что является су-
щественным недостатком, так как далеко не все опти-
ческие элементы способны выдерживать тадой нагрев,
143
Рис. 88
не теряя при этом своих характеристик. Поэтому кон-
струкция с внешними зеркалами (рис. 89) обладает
рядом преимуществ по сравнению с описанной выше. В
ней упрощается система крепления зеркал; их поверх-
ность не подвергается опасности повреждения от нагре-
ва при обезгаживании и действия разряда во время
работы; рабочий газ не загрязняется продуктами испа-
рения зеркальных покрытий; можно легко заменять
зеркала, изменять расстояние между ними, вводить в
резонатор дополнительные элементы (диафрагмы, лин-
зы и др.)- Выходные окна устанавливаются под опре-
деленным углом, величина которого зависит от коэф-
фициента преломления материала окна. Кроме того,
установка выходных окон под углом к оптической оси
трубки (угол Брюстера) позволяет снизить потери на
отражение на окнах до 0,1—0,2%, тогда как при уста-
144
новке окна перпендикулярно оптической оси эти потери
составляют 7—13% [9].
Выбор конструкции разрядной трубки определяется
активной средой ОКГ, режимом работы и уровнем вы-
ходной мощности. В лазерах малой и средней мощнос-
ти газоразрядная трубка, как правило, представляет
запаянную кювету с рабочим газом. Газовые ОКГ,
имеющие в качестве активного элемента такие разряд-
ные трубки, называют отпаянными. Для увеличения
срока службы отпаянных систем часто применяют кон-
струкции разрядных трубок с дополнительными резер-
вуарами. К достоинствам отпаянных систем следует
отнести простоту конструкции и возможность раздель-
ной замены газоразрядной трубки и зеркал резонатора.
Для увеличения мощности излучения и срока служ-
бы газовых лазеров используют непрерывную прокач-
ку рабочего газа через разрядную трубку (рис. 90).
ОКГ с прокачкой имеют большие габариты, чем от-
паянные, и требуют для работы кроме источника пита-
ния системы откачки и напуска рабочего газа.
Необходимо отметить, что разрядные трубки, как
отпаянные, так и с прокачкой, имеющие мощность из-
лучения свыше 1 Вт, снабжаются охлаждающей ру-
Р и с. 90
Ю НВ Могорян
145
башкой, через которую прокачивается соответствующий
хладоагент (чаще всего вода). Для повышения долго-
вечности разрядных трубок применяют специальные
газопоглотители (для поглощения вредных газов) или
генераторы газа, позволяющие восстанавливать необхо-
димый состав рабочего газа в процессе эксплуатации
газового ОКГ.
Желание повысить мощность излучения приводит к
необходимости увеличения длины разрядной трубки, а
там, где это возможно, и ее диаметра. Увеличение дли-
ны требует повышения напряжения для возбуждения
электрического разряда между электродами и увеличе-
ния габаритов установки. Длина разрядных трубок в
зависимости от мощности и применяемых газовых сме-
сей колеблется в пределах 0,5—3 м.
Однако, как показывает опыт, для уменьшения га-
баритов установки разрядная трубка может быть сос-
тавлена из отдельных разрядных секций, расположен-
ных параллельно и соединенных оптически последова-
тельно. Оптическая схема такого лазера представлена
на рис. 91. Активный элемент лазера состоит из четы-
рех разрядных трубок, расположенных параллельно
друг другу и оптически связанных последовательно
посредством трех зеркальных отражателей с углом по-
ворота луча на 180°. Отражатели образованы двумя
плоскими зеркалами, установленными под углом 90°
друг к другу, оптический резонатор ОКГ — двумя кон-
цевыми зеркалами.
Рис. 91
146
Выходная мощность лазера, выполненного по схеме,
представленной на рис. 91, в режиме непрерывного
излучения, превышает 200 Вт, максимальная угловая
расходимость излучения не превышает 1°. Суммарный
рабочий ток разряда составляет 0,8 А, напряжение на
электродах разрядных секций — 4 кВ, скорость прокач-
ки газовой смеси — не менее 5 л/с, давление смеси в
разрядных трубках — около 7 мм рт. ст. при соотноше-
нии компонентов СО2—N2— Не 1:1: (8—10), расход
воды для охлаждения — около 20 л/мин, потребляемая
установкой мощность—15 кВт [10]. Мощность, потреб-
ляемая лазером, выполненным по такой же схеме, но
с выходной мощностью излучения около 500 Вт, равня-
ется 25 кВт.
III. 5. Жидкостные лазеры
Жидкостные лазеры по своим характеристикам бли-
же к твердотельным импульсным лазерам, но превос-
ходят их по энергии в импульсе, а жидкостные лазер-
ные материалы в определенной мере сочетают преиму-
щества твердотельных и газообразных и имеют ряд
специфических достоинств и недостатков [11, 12].
В них может быть достигнута концентрация актив-
ных ионов того же порядка, что и в лазерных стеклах.
Величина концентрации активатора в известных лазер-
ных жидкостях ограничена конечной растворимостью
его в растворителях и тем, что с увеличением концен-
трации существенно возрастает вязкость активной
среды.
В жидкостях отсутствуют постоянные напряжения,
структурные неоднородности и включения с отличаю-
щейся оптической плотностью. Их оптические характе-
ристики изотропны и постоянны по объему, что обеспе-
чивает высокую когерентность излучения жидкостного
ОКГ. Это, однако, справедливо лишь при отсутствии в
жидкости градиентов температуры. Температурные
коэффициенты показателя преломления жидких лазер-
ных материалов существенно выше, чем твердотельных,
поэтому при накачке в них возникают значительные
оптические неоднородности, ухудшающие генерацион-
ные характеристики жидкостных лазеров и приводящие
10’
147
к увеличению расходимости лазерного луча. Это основ-
ной недостаток, общий для всех жидких лазерных ма-
териалов.
Однако затруднения, связанные с этим недостатком,
частично могут быть устранены благодаря тому, что
жидкие лазерные материалы обладают важным пре-
имуществом — они позволяют применять циркуляцию
активной жидкости через лазерную кювету. При этом
также решается проблема отвода тепла, выделяющего-
ся в активном элементе лазера, что позволяет увели-
чивать его выходную мощность.
Различают три группы лазерных материалов, ис-
пользуемых в жидкостных ОКГ: металлоорганические
и неорганические среды, органические красители.
Активные среды металлоорганических жидкостных
лазеров представляют собой растворы органических ком-
плексов редкоземельных металлов (РЗМ) Eu, Tb, Nd.
Характерной особенностью этих растворов является
то, что в них возбуждение активного иона (РЗМ-иона)
происходит в результате внутримолекулярной передачи
энергии от органической части комплекса к РЗМ++-
иону. К достоинствам металлоорганических жидкостных
лазеров относится возможность получения лазерного
эффекта для РЗМ-ионов с узкими полосами собствен-
ного излучения, а также то, что для определенного
РЗМ-иона можно получить генерацию на отличающих-
ся в небольших пределах длинах волн, выбирая раз-
личные лиганды (К_е) — молекулы или ионы, связан-
ные с центральным ионом в комплексном соединении,—
и катионы (К+).
Главный недостаток лазеров этого класса—весьма
большой коэффициент поглощения света накачки ли-
гандами, что приводит к снижению эффективности на-
качки на больших глубинах жидкости. В результате
приходится применять лазерные кюветы с малым се-
чением и работать с высокими уровнями энергии на-
качки. Другой недостаток металлоорганических жидко-
стей— невысокая фотохимическая стойкость большин-
ства из них.
В качестве растворителей металлоорганических ла-
зерных комплексов используются метиловый, этиловый
и пропиловый спирты, ацетонитрил (CH3CN), акрило-
148
нитрил (CH2CHCN), четыреххлористый углерод (СС14),
гексафторбензол (C6F6) и др.
Источником возбуждения активной среды металло-
органических жидкостных лазеров являются ксеноно-
вые импульсные лампы различной мощности и кон-
струкции.
Активные среды неорганических жидкостных лазе-
ров представляют собой растворы соединений РЗМ-
ионов в неорганических растворителях сложного соста-
ва. Неорганические лазерные материалы, активирован-
ные катионами Nd3+, позволили реализовать ряд
преимуществ жидких активных сред, в частности они
могут работать с циркуляцией рабочего вещества, дают
высокие значения выходной энергии и мощности. Для
них характерен узкий спектр генерации.
Основа неорганических жидких лазерных материа-
лов — двухкомпонентные смеси оксихлоридов селена и
фосфора (SeOCl2 или РОС13) с галогенидами элементов
III, IV и V групп. Для уменьшения вязкости иногда
добавляется третий компонент, например хлористый
тионил (SOC12). Накачка активной среды также осу-
ществляется с помощью специальных ламп.
Органическими красителями принято называть слож-
ные органические соединения с разветвленной системой
сопряженных связей, обладающие интенсивными поло-
сами поглощения в видимой или ближней ультрафио-
летовой области спектра. Известно несколько сотен
органических соединений различных классов, на кото-
рых получен лазерный эффект. К наиболее эффектив-
ным относятся ксантеновые, полиметиновые, оксазино-
вые красители, кумарины, фталимиды.
При возбуждении растворов красителей в импульс-
ном режиме применяются рубиновые, неодимовые, а
также некоторые типы газовых лазеров. Для работы
в непрерывном режиме источником непрерывной накач-
ки в большинстве случаев служит аргоновый лазер.
Схема лазера непрерывного излучения на красителях
показана на рис. 92, где 1 — лазер накачки, 2 — зерка-
ла резонатора, 3 — краситель, 4 — кювета, 5 — излуче-
ние лазера на красителях. Для исключения термоопти-
ческого искажения раствором спектра излучения рабо-
чую жидкость необходимо прокачивать через зону
генерации так, чтобы за несколько микросекунд произ-
149
3
4
Р и с. 92
вести полную смену ее в активной области. Это вызва-
но также необходимостью вывода из зоны генерации
продуктов фотораспада, образующихся под действием
накачки.
Коэффициент полезного действия жидкостных лазе-
ров колеблется в широких пределах — от 0,1 до 75%.
III. 6. Полупроводниковые лазеры
В 1957 г. советский физик Н. Г. Басов впервые
предложил использовать полупроводники в качестве
активной среды ОКГ [13, 14].
Известно, что в лйбом полупроводнике энергетиче-
ские уровни могут заполняться электронами за счет
введения донорных или акцепторных примесей. Однако
это не приводит к созданию инверсной заселенности
ни между зонами (проводимости и валентной), ни
внутри них. Избыточные носители (электроны) в зоне
проводимости находятся в тепловом равновесии с дыр-
ками донорных уровней. Аналогично избыточные дыр-
ки в валентной зоне уравновешиваются электронами,
находящимися на акцепторных уровнях.
Однако другие явления наблюдаются в случае ис-
пользования вырожденного полупроводника с р—п-пе-
реходом. В кристалле такого полупроводника м-область
имеет избыток электронов, а р-область — избыток ды-
рок. Но эти области разделены р—«-переходом, потен-
циальный барьер которого не позволяет дыркам и
электронам рекомбинировать.
При высоких концентрациях примесей, вводящихся
в полупроводник, предназначенный для работы в каче-
150
Р и с. 93
стве активного элемента ОКГ, создается такое положе-
ние, когда уровень Ферми, единый для всей области
перехода, расположен внутри зоны проводимости «-об-
ласти и внутри валентной зоны p-области (рис. 93,а).
Равновесие нарушается при приложении к переходу
напряжения в прямом направлении: высота потенци-
ального барьера понижается, и в узкой области р—п-
перехода шириной в несколько микрон возникает об-
ласть с инвертированной заселенностью (рис. 93,6).
Вследствие исчезновения потенциального барьера
электроны и дырки вливаются в смежные р- и «-облас-
ти, где и рекомбинируют друг с другом, испуская квант
электромагнитного излучения, которое наблюдается в
плоскости р—«-перехода.
Для поддержания инверсной заселенности необхо-
димо непрерывно компенсировать убывание неравно-
весных носителей путем введения (инжекции) электро-
нов в «-область полупроводника (при этом одновре-
менно происходит инжекция дырок в p-область). Такое
перемещение носителей осуществляется за счет внеш-
151
него источника тока, называемого источником накачки.
Длительность токового импульса накачки определяет
длительность свечения р—« перехода.
Принципиальная схема полупроводникового лазера
показана на рис. 94. Полупроводниковый квантовый
генератор состоит из трех основных узлов: источника
излучения, генератора импульсов тока и устройства,
охлаждающего активный элемент (криостата). В ка-
честве источника излучения наиболее широко применя-
ется лазерный диод на арсениде галлия 1. Для улуч-
шения отвода тепла от активного элемента (диода)
используется специальная конструкция держателя в
виде галеты, состоящая из двух металлических пластин
2 и 3 и высокоомного изолятора 4. Материал металли-
ческих пластин выбирается таким образом, чтобы при
высокой теплопроводности в условиях низких темпе-
ратур он обладал температурным коэффициентом ли-
нейного расширения, равным коэффициенту расшире-
ния активного элемента. Все элементы конструкции
после предварительной металлизации сплавляются,
чем обеспечиваются хороший тепловой контакт и меха-
ническая прочность конструкции. В качестве хладоаген-
та используется жидкий азот. Импульсный генератор 5
служит для получения возбуждающих лазерный диод
импульсов тока. Особенностью генератора являются
большая амплитуда (более 100 А) и малая длитель-
ность (0,1—0,2 мкс) генерируемых импульсов тока,
работа на низкоомную нагрузку (0,05—0,1 Ом).
152
Мощность излучения полупроводниковых лазеров в
импульсном режиме колеблется в пределах 3—200 Вт
при частоте следования 0,01 — 1 кГц. Коэффициент по-
лезного действия находится в пределах 15—90%.
Из преимуществ следует отметить простоту конст-
рукции, миниатюрность, высокий КПД, из недостат-
ков — высокую расходимость генерируемого излучения,
достигающую в некоторых случаях одного градуса.
III. 7. Химические лазеры
В химических лазерах возбужденные атомы или
молекулы являются продуктом химической реакции,
происходящей непосредственно в реакторе [15].
Большой практический интерес к этому типу лазе-
ров вызван тем, что они обладают мощностью излуче-
ния до 600 Вт (в непрерывном режиме) при КПД до
15%, который в последнее время повышается.
На рис. 95 показана типичная схема химического
лазера, работающего на смеси дейтерия, фтора, угле-
кислого газа и гелия (D2+F2+CO2+He). Состав газа
контролируется в смесителе 1, откуда он поступает в
кварцевую трубу 2, где возбуждается импульсным воз-
будителем 3. Отработанный газ поступает через гаси-
тель пламени 4 и угольную ловушку 5 в вакуумную
систему 6.
На рис. 96 приведена схема химического DF—СО2-
лазера непрерывного действия. В основу данного типа
лазеров положена реакция дейтерия с фтором с после-
дующей передачей возбуждения на молекулы СО2. Для
поджига реакции в качестве вспомогательного реаген-
та применяется окись азота, существующая при ком-
натной температуре в виде устойчивого радикала NO.
При смешении этого радикала с молекулой фтора об-
разуется атомарный фтор
NO+F2-^NOF+F, (III.5)
который и служит активным центром, инициирующим
лазерохимическую цепь в смеси D2+F2-|-NO+CO2+He.
Общая скорость потока смеси в резонаторе близка к
скорости звука, но не превышает ее.
153
Р и с. 95
Рис. 96
Наиболее широко исследованы лазеры с тепловым
инициированием реакции, в которых рабочей молеку-
лой является HF или DF. Проведенные исследования
разрешают надеяться, что применение HF-лазеров
позволит получить высокие значения энергий и мощ-
ностей излучения как в импульсном, так и в непрерыв-
ном режиме.
Одно из наиболее серьезных применений Н2-|-Р2-ла-
зеров — использование их в энергосистеме на основе
термоядерного синтеза. При этом химический лазер —
наиболее перспективное устройство в цикле ядерная
энергия — химическая энергия — когерентное излучение,
так как основным видом горючего, добываемого с по-
мощью ядерной энергии, является водород. Поэтому
создание химического лазера, преобразующего в коге-
рентное излучение энергию сгорания водорода в кисло-
роде, представляется очень актуальной и перспективной
проблемой для науки и техники как сегодняшнего дня,
так и будущего [16].
III. 8. Основные технологические
параметры и свойства светового луча
Световой луч как «режущий инструмент» для раз-
мерной обработки деталей условно характеризуется
двумя параметрами — энергетическими, связанными с
энергией и плотностью излучения, и геометрическими,
обусловливаемыми шириной луча, углом его расхожде-
154
ния и длительностью. Данные параметры светового по-
тока во многом определяются степенью когерентности
излучения.
Благодаря высокой степени когерентности луч ла-
зера в отличие от других источников излучения можно
сфокусировать в пятно диаметром, соизмеримым с дли-
ной волйы излучения, сконцентрировать в изображение,
яркость которого больше яркости первоначального ис-
точника, передать изображение на объект с очень ма-
лыми дифракционными потерями. Эти свойства лазер-
ного излучения открывают широкие возможности по
использованию лазерного луча в микротехнологии.
Важной особенностью когерентного излучения являет-
ся также и то, что фронт плоской волны излучения с
конечной площадью и с однородной временной фазой
распространяется как параллельный луч. При этом
ширину луча можно сузить до определенного угла,
ограничиваемого лишь явлениями дифракции. Средняя
величина угла расхождения луча на современных опти-
ческих квантовых генераторах составляет порядка 0,7°,
или 6 мрад, однако при тщательной доводке расходи-
мость луча может быть снижена почти до 1 мрад [17].
Теоретически величина наименьшей угловой расхо-
димости определяется из соотношения
где X — длина волны излучения, мкм; d, — диаметр
активного элемента, см. Чем короче длина волны, тем
меньше угловая расходимость излучения окг.
Расходимость влияет на минимальный размер сфо-
кусированного луча лазера и, следовательно, на макси-
мальную плотность энергии, которую можно получить
при фокусировании. Эта величина плотности мощности
светового излучения (до 1012 Вт/см2) чрезвычайно
большая, до недавнего времени ее невозможно было
получить другими какими-либо способами. Подобные
значения плотности мощности превращают световой
луч ОКГ в своеобразный режущий инструмент.
Энергия луча определяется конструктивными пара-
метрами квантового генератора, такими, как энергия
накачки на активный элемент, геометрические размеры
элемента, коэффициент пропускания зеркал резонатора.
155
Эффективность воздействия накачки на активный
элемент лазера, в свою очередь, зависит от конструк-
ции излучающей головки и типа ламп накачки. Полная
энергия излучения светового луча W связана с энерги-
ей накачки 1ГН соотношением
1Г=сорГн(1- ), (Ш.7)
где <Ор — коэффициент отражения рефлектора; у —
коэффициент неоднородности освещения активного эле-
мента; п,„ = 2— —коэффициент, учитывающий отно-
Wн.пор
шение энергии накачки к ее пороговому значению.
Однако при определении полной энергии излучения
следует учитывать влияние коэффициентов пропуска-
ния зеркал резонатора и активные потери в нем:
= (Ш-8)
Кпот — коэффициент потерь в резонаторе; L — длина
резонатора, см; ti — коэффициент пропускания глухо-
го зеркала; тг — коэффициент пропускания выходного
(полупрозрачного) зеркала.
Коэффициент полезного действия оптического кван-
того генератора
Другая особенность светового луча — неоднород-
ность плотности светового излучения по сечению луча.
Экспериментально установлено, что генерация осуще-
ствляется не со всей торцовой поверхности активного
элемента, а лишь с некоторой его части. Это одна из
основных причин возникновения погрешностей формы
получаемых отверстий.
Длительность светового излучения как одна из ха-
рактеристик излучения ОКГ обусловливает продолжи-
тельность процесса обработки и существенно влияет на
структурные изменения в материале, а также на воз-
можность использования луча лазера для решения
конкретных технологических задач. На длительность
светового излучения наибольшее воздействие оказыва-
ют энергия накачки, параметры разрядной цепи гене-
156
ратора, тип активного элемента и иестационарность
режима. Средняя величина длительности излучения
современных квантовых генераторов составляет 0,1 —
10 мс, однако в зависимости от решаемых технологи-
ческих задач она может быть значительно расширена
в ту или другую сторону.
Цри использовании светового луча в качестве ин-
струмента значительное внимание уделяется вопросам
его формирования и управления. Для этих целей ис-
пользуют линзы и объективы. Наиболее применимы
собирающие линзовые оптические системы, позволяю-
щие получать высокую концентрацию лучистой энергии
на поверхности обрабатываемого материала. Если при-
нять во внимание, что когерентное излучение подчиня-
ется тем же законам, что и некогерентное, то становит-
ся очевидным, что на процесс формирования светового
луча распространяются законы геометрической оптики.
Поэтому так же, как и в геометрической оптике, глав-
ная задача оптической фокусирующей системы — обра-
зование правильного изображения объекта, т. е. торца
активного элемента.
Наиболее важным параметром сфокусированного
луча, используемого для обработки, является диаметр
площадки, на которой можно сфокусировать монохро-
матическое излучение. Известно, что теоретически воз-
можный наименьший диаметр при условии, что D =
= 2,26 f, равен длине волны излучения. Диаметр пло-
щадки связан с параметрами объектива соотношением
d = 2,26^, (Ш.10)
где f — фокусное расстояние фокусирующей линзы, см;
D — диаметр входного отверстия объектива, см.
Теоретически радиус фокального пятна может сос-
тавлять доли микрона, однако практически этого
достигнуть невозможно из-за явления дифракции.
Оптические системы в лазерных технологических
установках служат для передачи энергии излучения к
месту обработки, регулирования параметров излучения,
формирования светового пучка с высокой плотностью
мощности, а также для визуальной наводки излучения
в зону обработки. С помощью фокусирующих, отражаю-
щих и преломляющих оптических элементов излучение
157
Р и с. 97
Рис. 98
лазера может быть подведено к обрабатываемой детали
на необходимом от излучателя расстоянии и под любым
углом к его поверхности. Расстояние между излучателем
и обрабатываемой деталью определяется обычно необ-
ходимостью размещения оптической системы, формирую-
щей световой поток заданной геометрии.
Для изменения направления излучения или его рас-
пределения на несколько рабочих позиций используют
призмы и зеркала (рис. 97). При обработке по контуру
или по координатам возникает задача относительного
перемещения луча и детали. Проще всего эта задача
решается за счет перемещения луча с помощью зеркал
(рис. 98).
III. 9. Механизм взаимодействия
сфокусированного светового луча
о материалом
В общем случае, если исходить из электромагнитного
представления о природе света и определения вещества
как системы электрических зарядов, процесс взаимодей-
ствия света и вещества можно понимать как воздействие
электромагнитного поля волны на атомы или молекулы
вещества.
158
При взаимодействии светового луча с металлами
электромагнитная волна воздействует на электроны, ко-
торые в данном случае рассматриваются как свободные.
Свободные электроны характеризуются слабой связью с
кристаллической решеткой и под воздействием элект-
ромагнитной волны светового излучения совершают вы-
нужденные колебания. Эти колебания обусловливают
высокую отражательную способность металлов. Одна-
ко при нормальном падении электромагнитной волны
часть ее энергии все же проникает в глубь металла,
испытывая в нем сильное поглощение. Свободные
электроны металла под действием данной части энер-
гии приходят во взаимодействие с ионами и атомами
кристаллической решетки, вследствие чего часть энер-
гии электромагнитной волны превращается в тепло.
Если световой поток обладает высокой плотностью,
которая распределяется на незначительную площадь
поверхности металла, то тепло, выделяющееся в дан-
ном месте под действием светового луча, достаточно
для расплавления и испарения металла в зоне взаимо-
действия.
Основные положения явления взаимодействия элект-
ромагнитных волн с твердыми материалами определя-
ются из уравнений Максвелла, которые связывают ос-
новные оптические константы металлов с электромаг-
нитной природой света {18, 19].
Уравнение поля в материалах имеет вид
— е дЕ 4л — fx дН
rot// = -Tr + -o£; rotE = ---c; (Ш.11)
с ot ' с ст'' ’
div/7 = 0; div Е = 0,
где Н, Е — векторы напряженности соответственно
электромагнитного (в А/м) и электрического (в В/м)
поля в вакууме; е — диэлектрическая проницаемость;
с — скорость света, м/с; о — удельная электропровод-
ность вещества, см/м; ц— магнитная проницаемость.
Из уравнения III.11 после несложного преобразова-
ния можно получить закон изменения амплитуды све-
товой волны, распространяющейся в материале. Этот
закон носит экспоненциальный характер и выражается
зависимостью
159
t
j = Jo?
(III.12)
Здесь /— плотность электрических зарядов; а — коэф-
фициент, характеризующий изменение плотности за
время t.
Также из уравнения III.11 может быть определена
глубина слоя, в котором происходит полное поглоще-
ние электромагнитного излучения:
__ / _____^0 -j / 2е<->
Х |/ 2; у а
(III.13)
Хо — длина волны в свободном пространстве, мкм;
цо — абсолютная магнитная проницаемость в свобод-
ном пространстве, равная 2,6-10-7 Гн/м; с — удельная
теплоемкость, кал/(г-град); е — диэлектрическая посто-
янная, равная 8,85-1012 Ф/м; и — круговая частота,
рад/с.
Величины, от которых зависит глубина проникнове-
ния световой волны в материал, обусловливаются коэф-
фициентом преломления и поглощения. В соответствии
с электромагнитной теорией Максвелла для металлов
коэффициент преломления выражается комплексной
величиной и может быть определен из зависимости
б"=(п—J^)2=(n")2( (III.14)
где пик. — коэффициенты преломления и поглощения
в вакууме; п" — общий коэффициент преломления.
Из уравнения III.14 видно, что для оптики метал-
лов справедливы соотношения оптики прозрачных сред,
а именно 8 — п2.
Коэффициент поглощения электромагнитных волн
средой может быть определен как
Здесь Ц7ср =--- характеризует уменьшение средней
энергии слоями материала вследствие поглощения.
Подставляя III.15 в III.13, после некоторых преобра-
зований получаем
160
-4 = —- (Ш.16)
Величина пробега световой волны в металлах свя-
зана с q обратной зависимостью, т. е. q = —, откуда
СП
(III.17)
Расчет показывает, что в реальных условиях метал-
лы оказываются непрозрачными для лучей видимого
света.
Теория взаимодействия света с материалами позво-
ляет количественно оценить процесс взаимодействия
высокоплотных излучений ОКГ с твердыми телами. В
общем случае, как было показано, этот процесс проис-
ходит на поверхности обрабатываемой детали. Затуха-
ние световой волны осуществляется в поверхностном
слое материала на глубине, измеряемой ангстремами.
При этом данное явление сопровождается выделением
огромного количества энергии за короткий промежуток
времени.
Если принять, что на поверхность обрабатываемой
заготовки, изготовленной из материала, обладающего
постоянными теплофизическими параметрами, сфоку-
сирован световой луч с постоянной плотностью световой
энергии и длиной волны, то согласно электромагнитной
теории распространения света суммарная энергия излу-
чения квантового генератора на поверхности материала
будет определяться по формуле
W=WR+Wa+Wr, (III.18)
где WR, W„, Wr — энергия, отраженная от поверхности
материала, поглощенная им и проходящая через мате-
риал соответственно.
Слой материала для светового потока можно при-
нять практически бесконечным, и поэтому составляю-
щая IFr=0. Составляющая 1Г’В при обычных условиях,
когда поверхность материала шероховата или когда на
нее нанесены специальные светопоглощающие покры-
тия, также будет невелика, поэтому для плотных по-
токов излучения можно принять IF=IFn.
Если принять размер фокусного пятна 1—10 мкм,
то становится ясным, что в начальный момент на огра-
И Н. В. Могорян 161
ниченной поверхности площадью nR2 (где R — радиус
светового потока) образуется плоская зона со временем
жизни порядка 1—2 мс и значительной плотностью
мощности (107—1014 Вт/см2), под воздействием которой
практически мгновенно начинается процесс испарения
материала.
По вопросу механизма развития данного процесса
существуют две точки зрения. Одни исследователи по-
лагают, что тепловой эффект, возникающий на поверх-
ности детали вследствие торможения фотонов в верх-
нем тонком слое материала, вызывается наружным
источником тепла, интенсивность которого постепенно
распространяется в глубь материала в зависимости от
длительности процесса облучения. Другие считают, что
в толще материала возникает объемный источник тепла,
приводящий в дальнейшем к взрыву и выбросу мате-
риала из зоны облучения с большой скоростью.
Однако следует отметить, что рассмотренные меха-
низмы развития процесса удаления материала с поверх-
ности заготовки являются частными случаями общего
механизма и преобладание того или другого зависит
от ряда технических и технологических характеристик
процесса светолучевой обработки (положения фокуса
относительно наружной поверхности обрабатываемой
заготовки, теплофизических и оптических характе-
ристик обрабатываемого материала, энергетических
параметров светового луча).
Энергетические параметры светового луча являются
определяющими характеристиками всего процесса об-
работки в целом. Установлено, что изменение энергии
излучения отражается на характере теплопередачи в
материале, интенсивности и форме развития процесса
взаимодействия светового луча с материалом. Напри-
мер, если при энергии накачки 1FH = 2O кДж длитель-
ность процесса составляет 2,8 мс, то при 12 и 7 кДж —
соответственно 1,28 и 0,32 мс. Резко при этом изменя-
ется и характер самого процесса.
Современные лазеры способны генерировать свето-
вые потоки в широком диапазоне плотности мощности
до 1017 Вт/см2 и даже выше. В зависимости от нее ла-
зерное излучение разделяется на потоки малой (менее
105 Вт/см2), умеренной (от 105 до 109 Вт/см2) и высо-
кой плотности (от 109 Вт/см2 и выше). Выбор плот-
162
ности мощности зависит от конкретных условии приме-
нения ОКГ, однако для технологических целей в основ-
ном используются световые потоки умеренной мощности.
III. 10. Использование лазеров
в технологических процессах
Сейчас с полным основанием можно сказать, что
новое направление в технологии с использованием ла-
зеров полностью сформировалось: изучены основные
физические явления, освоен серийный выпуск оборудо-
вания, в промышленном масштабе решен ряд крупных
технологических проблем. Применение ОКГ приводит
к резкому увеличению производительности труда, к
улучшению качества и повышению надежности продук-
ции. Некоторые виды производства уже немыслимы
без использования лазеров.
Обработку лучом лазера можно вести в любой про-
зрачной среде — твердой, жидкой, газообразной, в ва-
кууме, а также в труднодоступных местах, можно воз-
действовать на элементы электрических цепей даже
под напряжением. Многообразны достоинства лазерной
обработки: на изделие не воздействуют механически,
процесс высокоточен и при этом отличается быстротой
настройки, зона термического влияния незначительна,
отсутствие вакуума и сравнительная несложность обо-
рудования.
Рассмотрим некоторые наиболее характерные для
световой обработки и широко распространенные техно-
логические процессы, основанные на использовании ла-
зеров [20—23].
Лазерная резка материалов. Лазерная резка основа-
на на разделении материала под действием выделяю-
щегося в нем тепла. Это может быть полное испарение
материала вдоль намеченной линии или глубокое про-
плавление его с удалением расплавленного материала
из зоны реза.
В настоящее время хорошо освоена непрерывная
резка с поддувом газа в зону резки. . Газ удаляет про-
дукты разрушения и инициирует при разделении мате-
риалов химическую реакцию. Этот метод получил
11
163
название газолазернои рез-
ки. Схема газолазерной го-
ловки для резки показана
на рис. 99.
При резке металлов под-
дувают кислород, который
способствует предваритель-
ному окислению металла,
что снижает отражательные
свойства поверхности. Кро-
ме того, при наличии кисло-
рода металл воспламеняет-
ся и горение его усиливает
термическое действие лазер-
ного луча. Струя сжатого
кислорода сдувает и уносит
расплав и пары металла из
зоны обработки, в резуль-
тате чего получается качественный рез на значительно
большую, нежели при отсутствии поддува, глубину.
В табл. 7 приведены значения скоростей резания
металлов световым лучом СОг-лазера. Для всех ука-
занных в ней материалов ширина реза находилась в
пределах 0,5—1,0 мм, однако если необходимо, чтобы
рез был тоньше, используют лазеры, луч которых фо-
кусируется в пятно соответствующего диаметра.
Газолазерная резка целесообразна для обработки
Таблица 7
Технологические возможности СО2-лазера при резке металлов
Материал Толщина, мм Газ Излучаемая мощность, Вт Ско- рость резания, м/мин
Малоуглеродистая сталь 1,0 Кислород 100 1,60
» » 2,2 » 850 1,80
Нержавеющая сталь 0,5 » 250 2,60
» » 1,0 » 100 0,94
» » 9,0 » 850 0,36
Титан (Ц5 Воздух 250 0,20
» 0,5 Кислород 850 3,24
Ниобий 0,13 Воздух 200 0,13
Тантал 0,13 » 200 0,13
Цирконий 0,26 » 200 0,91
164
дорогих металлов и сплавов, поскольку из-за неболь-
шой ширины реза ей свойственны минимальные от-
ходы.
Широко применяется лазерная резка в электронной
и микроэлектронной промышленности при производстве
полупроводниковых приборов и интегральных схем.
Изготовление полупроводниковых приборов и подложек
интегральных схем начинается с синтеза полупровод-
никовых пластин, затем пластины разрезают скрайби-
рованием*. Эта операция ранее производилась с по-
мощью алмазных скрайберов со сложной кинематиче-
ской схемой. Кроме того, алмазное скрайбирование
имело ряд недостатков: сколы материала подложки,
микротрещины, заметный износ алмазного резца в пре-
делах обработки одной пластины.
У лазерного скрайбера много преимуществ по срав-
нению с алмазным. Благодаря бесконтактности в пла-
стине не возникают механические напряжения, а зна-
чит, отсутствуют сколы и трещины. Кроме того, луч
лазера способен делать не только глубокие надрезы
(50 мкм и более), но и резать пластины на всю тол-
щину. Лазерному скрайбированию поддаются пласти-
ны из любого полупроводникового материала, при этом
достигается его существенная экономия. К тому же ла-
зерный скрайбер в 5—10 раз дешевле алмазного.
Успешно применяется лазерная резка в текстильной
промышленности, для чего разработаны газолазерные
раскроечные станки, которые существенно упрощают
операцию раскроя, улучшают его качество, заметно
уменьшают отходы. При раскрое синтетической ткани
кромка реза из-за оплавления материала не требует
дополнительной обработки. Автоматический лазерный
закройщик, снабженный программным управлением и
компактной ЭВМ, за один час работы выкраивает по
заданной программе самые сложные фасоны 20 костю-
мов.
Разработаны технологические процессы лазерного
изготовления глухих и сквозных отверстий. Наиболее
широко лазерное сверление применяется при изготов-
лении алмазных фильер и рубиновых часовых камней.
* Скрайбирование — предварительное нанесение на поверхность
разделяемого материала неглубоких надрезов или царапни и
последующее разламывание его по линии надреза.
165
Отверстие фильеры имеет сложную форму, однако
подбором параметров световых импульсов удается осу-
ществить почти весь процесс обработки. Лишь чисто-
вую доводку канала отверстия и полировку осуществ-
ляют в ультразвуковых установках.
Сверление отверстий рубиновых камней диаметром
30—90 мкм механическими способами с помощью ал-
мазного абразива очень затруднительно. Замена суще-
ствовавшего оборудования на лазерное высвобождает
около 450 рабочих и 2000 м2 производственных площа-
дей только на одном предприятии.
Успешно применяется лазер для прошивки отвер-
стий в ферритовых пластинах, необходимых для изго-
товления блоков памяти ЭВМ, в штампах и пресс-
формах из труднообрабатываемых материалов, для
выполнения прецизионных операций, например обрезки
молибденовых спиралей в стеклянном баллоне СВЧ-
приборов.
Лазерная сварка. Для лазерной сварки пригодны
плотности потоков излучения порядка 105—106 Вт/см2.
Характерная особенность лазерной сварки —- немехани-
ческая передача энергии в зону сварки, иными слова-
ми, нет механических контактов со свариваемыми де-
талями, а стало быть, нет и их деформации. Исключа-
ется возможность попадания посторонних веществ на
детали, что характерно для других способов обработки.
Наиболее ярко проявляются качественные стороны
лазерной сварки в микроэлектронике. Типичный пример
лазерной сварки — соединение плоских выводов с мон-
тажом печатных плат. Лазерная сварка применяется
и при герметизации металлических корпусов интеграль-
ных схем. Высокая локальность и кратковременность
нагрева при импульсной лазерной сварке позволяет
понизить температуру наиболее чувствительных к нагре-
ву элементов интегральной схемы. Величина брака на
этой операции составляет всего 2%.
Важная особенность лазерной сварки — возможность
соединения металлов с различными теплофизическими
и химическими свойствами, а также металлов с неме-
таллами.
Лазерная сварка применяется в ряде других отрас-
лей промышленного производства, в частности для
166
сварки крупногабаритных деталей и узлов в автомо-
бильной и авиационной промышленности.
Получение тонких пленок. В настоящее время интен-
сивно исследуются и разрабатываются технологические
процессы, основанные на термохимических реакциях,
происходящих при локальном нагреве с целью получе-
ния пленок интегральных схем. Уже сегодня лазерным
напылением можно синтезировать самые различные по
структуре, толщине и рисунку металлические, полупро-
водниковые и диэлектрические пленки. А это, в свою
очередь, открывает дорогу созданию уникальных элект-
ронных приборов на многослойных тонкопленочных
структурах.
Преимущества лазерного напыления обеспечиваются
высокой плотностью светового потока, что позволяет
испарять тугоплавкие материалы, такие, как вольфрам
и молибден. Благодаря значительным скоростям нагре-
ва и испарения можно получать пленки сложного хи-
мического состава (например, тугоплавких окислов и
полупроводников) без изменения стехиометрии с хоро-
шей воспроизводимостью.
Обработка тонких пленок. Развитие лазерной техни-
ки позволило по-новому подойти к решению проблем
микроэлектроники, что в первую очередь относится к
подгонке пленочных резисторов и других элементов
гибридных интегральных схем.
Существующие методы изготовления резисторов
гибридных интегральных схем не гарантируют получе-
ния их номинала с требуемой точностью. Поэтому
после нанесения резистивного элемента параметры его
необходимо как можно точнее «подогнать» к номиналь-
ным. От качества выполнения этой операции зависит
эффективность работы всего микроэлектронного уст-
ройства.
До настоящего времени наиболее совершенными
способами подгонки номинала пленочных резисторов
были абразивный и электронно-лучевой. Абразивный —
сошлифовывание части резистивного слоя — дешев, но
в процессе обработки частицы абразива выкрашивают-
ся и, оседая, загрязняют изделие, чем ухудшают его
параметры. Электронно-лучевой способ пригоден со
всех точек зрения, однако для его реализации необхо-
димы высокий вакуум и сложное оборудование.
167
Лазерные методы обеспечивают чрезвычайно высо-
кую (до 0,01i%) точность подгонки, они свободны от пе-
речисленных выше недостатков, удобны для массового
производства, и, что особенно важно, лазер может ра-
ботать уже после того, как деталь помещена в прозрач-
ный герметичный корпус. Применение лазеров на этих
операциях позволило увеличить производительность
более чем в 30 раз при уменьшении брака.
Прецизионные металлопленочные резисторы дис-
кретного типа нарезают и подгоняют также с помощью
лазерного луча. В сочетании с быстродействующими
автоматическими установками для измерения сопротив-
ления лазерный метод нарезки и подгонки благодаря
малой инерционности повышает производительность до
800 резисторов в час.
Подгонка частоты вакуумированных кварцевых ре-
зонаторов — сложный и трудоемкий процесс — сущест-
венно упрощается благодаря использованию лазеров.
Подгонка сводится к контролируемому удалению тон-
копленочных серебряных электродов, нанесенных на
кварцевый элемент, помещенный в отпаянный стеклян-
ный баллон.
III. 11. Источники возбуждения
активных сред лазеров
Основные элементы современного лазера, обеспечи-
вающие инверсную населенность,— излучатели и источ-
ники питания. В зависимости от назначения в состав
лазерной установки кроме лазера могут входить опти-
ко-механический блок, устройства управления лазер-
ным излучением, устройства измерения и стабилиза-
ции параметров излучения, блок охлаждения, устрой-
ства автоматики и др. Типовая блок-схема промышлен-
ной лазерной установки представлена на рис. 100, где
1 — зарядное устройство, 2 — емкостный накопитель,
3 — система управления, 4 — блок поджига, 5 — лазер-
ная головка, 6 — система охлаждения, 7 — система ста-
билизации энергии излучения, 8 — датчик энергии из-
лучения, 9 — оптическая система, 10 — изделие, 11 —
предметный столик, 12 — система программного управ-
ления. Однако в реальных установках в зависимости
168
Рис. 101
от конструктивных особенностей и назначения те или
иные устройства и узлы могут отсутствовать или быть
совмещены.
Различия в принципах создания инверсной населен-
ности активных сред твердотельных и газовых лазеров
вносят особенности в конструктивные решения и опре-
деляют специфику и характер электротехнической сто-
роны этих лазерных установок.
Устройство накачки твердотельного лазера состоит
из источника питания, оптического некогерентного излу-
чателя (лампы) и схемы его зажигания.
При выборе лампы в первую очередь принимают во
внимание два параметра — удельную мощность, кото-
рую способна рассеять лампа, и КПД лампы в полосах
возбуждения активного тела. Для активного тела с
малым временем жизни излучательного перехода важ-
ной характеристикой является также скорость нараста-
ния мощности накачки.
Конструкция и характеристики ламп широкого при-
менения подробно описаны в [24, 25]. Лампы накачки
лазеров ввиду специфики предъявляемых к ним требо-
ваний образуют особый класс газоразрядных источни-
ков оптического излучения — ГРЛ. Для них характер-
на прямолинейная конструкция, обеспечивающая их
наивысшую надежность и наиболее рациональные со-
пряжения. Высокие энергетические нагрузки, испыты-
ваемые элементами ламп, обусловливают необходи-
169
мость использования наиболее термостойких мате-
риалов.
Конструктивное исполнение и конкретные условия
применения, при которых достигается наибольшая эф-
фективность ламп, предопределили их разделение на
три группы: импульсные, (типа ИФП), предназначенные
для режима одиночных вспышек; импульсные частот-
ные (типа ИСП), для которых характерна сравни-
тельно малая электрическая энергия разряда при вы-
сокой средней мощности; дуговые непрерывного горе-
ния (типа ДНП). Электрическая энергия разряда
импульсных ламп колеблется в пределах 30—40 000 Дж,
а максимальная мощность дуговых непрерывного горе-
ния достигает 5 кВт.
К настоящему времени разработано большое число
различных электронных устройств для зажигания га-
зоразрядных ламп (ГРЛ) накачки, схемы которых во
многом аналогичны схемам силовых импульсных источ-
ников питания. Для зажигания ГРЛ используется им-
пульс инициирования, который может быть сформиро-
ван быстрой разрядкой предварительно заряженного
накопителя энергии. На рис. 101 представлена наибо-
лее простая схема зажигания с емкостным накопите-
лем. От вторичной обмотки трансформатора Тр через
диод Д заряжается конденсатор С, разряжающийся
при замыкании контактов К на первичную обмотку им-
пульсного трансформатора ИТ. Во вторичной повышаю-
щей обмотке ИТ возникает высоковольтный импульс
напряжения, который прикладывается к ГРЛ.
С целью повышения амплитуды импульса напряже-
ния увеличивают коэффициент трансформации импульс-
ного трансформатора, однако следует помнить, что при
этом возрастает индуктивность вторичной обмотки и
снижается резонансная частота вторичного контура.
На рис. 102 приведены другие варианты выполне-
ния схем зажигания ГРЛ [26]. В схеме, изображенной
на рис. 102, а, формирующий конденсатор С подклю-
чается к первичной обмотке ИТ с помощью вакуумно-
го разрядника Р и заряжается через трансформатор Тр
и выпрямитель по схеме удвоения напряжения, собран-
ной на диодах Д1 и Д2 и конденсаторах С1 и С. Кро-
ме повышения напряжения эта схема ограничивает ток
через разрядные цепи при замыкании разрядника Р.
170
Рис. 102
В схеме, показанной на рис. 102, б, использованы
два коммутирующих элемента (тиристора): один под-
готавливает схему, другой определяет момент возник-
новения инициирующего импульса [27]. При открытом
тиристоре Т1 через индуктивность L заряжается кон-
денсатор С до удвоенного напряжения питания, после
чего Т1 закрывается. Далее открывается тиристор Т2,
через который разряжается конденсатор С на первич-
ную обмотку импульсного трансформатора ИТ.
Для формирования мощных инициирующих импуль-
сов применяются схемы двухкаскадного зажигания.
В зависимости от формы электрического разряда в
ГРЛ для их питания используются источники напряже-
ния или тока, имеющие жесткие внешние характе-
ристики.
Дуговой разряд характеризуется высокой плот-
ностью тока (до 1000 А/см2), низкой величиной напря-
жения между электродами (100—300 В). В рабочем
диапазоне ВАХ наблюдается слабая зависимость на-
пряжения от тока, что однозначно определяет способ
управления дуговым разрядом — изменением тока дуги.
171
Рис. 103
На рис. 103 показана схема источника напряжения,,
которая состоит из мостовых трехфазных выпрямите-
лей Д1—Д18 с каскадами умножения напряжения для
зажигания \ГРЛ [28]. При разомкнутой цепи нагрузки
напряжение на выходе схемы должно приблизительно-
в пять раз превышать амплитудное значение входного-
переменного напряжения. После пробоя ГРЛ и уста-
новления рабочего режима схема начинает работать,
как обычная схема выпрямления с выходным напряже-
нием около 500 В.
Резистор R1 служит для повышения устойчивости
разряда, дроссель L — для уменьшения пульсаций тока,
цепочка Р2Д9— для увеличения скорости нарастания
рабочего тока после зажигания разряда. В источниках
напряжения большой мощности применяются реактив-
ные балластные элементы вместо активного сопротив-
ления R1.
Для изменения тока накачки в современных схемах
предусмотрены элементы, обеспечивающие регулирова-
ние и стабилизацию выходного тока.
На рис. 104 изображена упрощенная схема источни-
ка питания непрерывного излучателя [29], где исполь-
зована схема управляемого трехфазного выпрямителя,
построенного на диодах Д1—ДЗ и тиристорах Т1—ТЗ.
172
Р и с. 104
Фазовое регулирование выпрямителя осуществляется
системой управления СУ. Диоды Д4—Д6 служат для
синхронизации импульсов, включающих тиристоры при
положительных полуволнах переменного напряжения.
Система управления формирует импульсы, определяю-
щие срабатывание тиристора Т4 и включение одного из
тиристоров Т1—ТЗ, у которого напряжение анод — ка-
тод имеет прямую полярность. Кроме СУ регулирова-
ние выходного тока в некоторых пределах может быть
произведено сопротивлением R.
В [26] приведены электрические схемы, предназна-
ченные для обеспечения работы лазерных излучателей,
при этом основное внимание уделено вопросам построе-
ния источников питания, схем зарядных устройств, сис-
тем управления и их функциональных узлов.
В большинстве газовых лазеров инверсия населен-
ностей создается в электрическом разряде. Это наибо-
лее распространенный способ ее получения, так как
электроны разряда легко возбуждают газ в широком
интервале энергий, создавая инверсию населенностей
уровней энергии ионов, нейтральных атомов, устойчи-
вых и неустойчивых молекул. Газоразрядный метод
возбуждения применим для возбуждения лазеров как
в непрерывном, так и импульсном режиме. Электри-
ческий разряд в газе может быть самостоятельным или
несамостоятельным. В последнем случае проводимость
газа обеспечивается внешним ионизирующим агентом,
173
а энергия возбуждения, вводимая в разряд (энерго-
вклад), осуществляется независимо от условий пробоя
газа при оптимальном значении напряженности элект-
рического поля [5]. Применение несамостоятельных раз-
рядов позволило резко поднять мощность и энергию
излучения прежде всего таких лазеров с большим КПД,
как СОг-лазеры.
Для осуществления электрического разряда в актив-
ной газовой среде лазера используются устройства,
генерирующие импульсы (импульсные лазеры) либо
мощные источники (лазеры непрерывного действия)
высокого напряжения.
Формирование коротких высоковольтных импульсов
для накачки газовых лазеров осуществляется, как пра-
вило, по схеме полной разрядки накопителя энергии
через коммутатор-разрядник, тиратрон или тиристор.
Наиболее распространены схемы с водородными тира-
тронами, которые успешно работают в диапазоне дли-
тельностей от 10~6 до I0-1 с при анодном напряжении
от 1 до 50 кВ. Импульсные тиратроны способны обес-
печить мощность на нагрузке до сотен мегаватт и энер-
гию накачки за один импульс до нескольких килоджоу-
лей. Они позволяют работать при частотах повторений
импульсов до тысяч герц, что вполне соответствует
требованиям по накачке большинства газовых лазе-
ров [26].
Схемы формирования импульсов накачки газовых
лазеров показаны на рис. 105. В качестве коммутиру-
ющих элементов в них использованы тиратрон и ти-
ристор. При использовании тиристоров обычно приме-
няются и импульсные трансформаторы, которые слу-
жат для согласования параметров источника с харак-
теристиками разрядного промежутка. В последние годы
высокочастотные высоковольтные тиристоры типа ТЧ
и ТБ все больше вытесняют тиратроны из схем накач-
ки, имеющие большие габариты и меньший срок службы.
Лазерная техника и технология развиваются в не-
скольких направлениях, однако основное внимание уде-
ляется разработке новых способов накачки СО2-лазе-
ров и оптимизации уже известных; увеличению удель-
ного энерговвода и КПД лазерных систем; увеличению
ресурса и надежности мощных лазеров, применению в
технологии, локации, для термоядерных исследований»
174
Рис. 105
оптимизации основных структурных элементов — резо-
наторов, зеркал, электродных систем, разрядных камер,
состава газовой смеси, газодинамического контура и
др.; разработке систем питания мощных СО2-лазеров,
работающих в непрерывном режиме.
Литература к главе III
1. Белостоцкий Б. Р., Любавский Ю. В., Овчинников В. М. Осно-
вы лазерной техники. Твердотельные ОКГ. Под ред. ака-
демика А. М. Прохорова. М.: Сов. радио, 1972. 408 с.
2. Бирнбаум Д. Оптические квантовые генераторы. М.: Сов. ра-
дио, 1967. 360 с.
3. Фомин Б. В. От искры до лазера. М.: Знание, 1967. 106 с.
4. Ищенко Е. Ф., Климков Ю. М. Оптические квантовые генера-
торы. М.: Сов. радио, 1968. 430 с.
5. Справочник по лазерам. Перевод с англ, под ред. академика
А. М. Прохорова, 1. М.: Сов. радио, 1978. 504 с.
6. Газовые лазеры с оптической накачкой. Сб. статей. Под ред.
академика Н. Г. Басова. М.: Наука, 1980. 217 с.
7. Лосев С. А. Газодинамические лазеры. М.: Наука, 1977. 335 с.
8. Конюхов В. -К., Прохоров А. М. Второе начало термодинамики
и квантовые генераторы с тепловым возбуждением.— УФХ,
1976, 119, № 3, с. 541—550.
9. Елецкий А. В., Смирнов Б. М. Газовые лазеры. М.: Атомиздат,
1971. 151 с.
10. Батраков А. С. Квантовые приборы. Л : Энергия, 1972. 176 с.
И. Лехотов В. С. Мощные лазеры и их применение М.: Сов. ра-
дио, 1980. 275 с.
12. Лазеры на красителях. Пер. с англ, под ред. Л. Д. Деркаче-
вой. М.: Мир, 1976. 329 с.
13. Базаров В. К- Полупроводниковые лазеры и их применение.
М.: Энергия, 1969. 56 с.
14. Богданкевич О. В., Дарзнек С. А., Елисеев П. Е. Полупровод-
никовые лазеры. М.: Наука, 1976. 415 с.
175
15. Аблеков В. К, Денисов Ю. Н., Прошкин В. В. Химические
лазеры. Под ред. В. С. Авдуевского. М.: Атомиздат, 1980,
224 с.
16. Лазеры и' термоядерная проблема. Сб. статей. Под ред. ака-
демика Б. Б. Кадомцева. М..- Атомиздат, 1973. 216 с.
17. Крылов К. И., Прокопенко В. Т„ Митрофанов А. С. Приме-
нение лазеров в машиностроении и приборостроении. Л.:
Машиностроение, 1978. 336 с.
18. Суминов В. М., Промыслов Е. В., Скворневский А. К. п др.
Обработка деталей лучом лазера. М.: .Машиностроение,
1969. 169 с.
19. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработ-
ка материалов. М.: Машиностроение, 1975, 209 с.
20. Водоватов Ф. Ф., Чельный А. А., Вейко В. П. и др. Лазеры в
технологии. Под ред. М. Ф. Стельмаха. М.: Энергия, 1975.
216 с.
21. Вейко В. П., Либенсон М. И. Лазерная обработка. Л.: Лениз-
дат, 1973. 192 с.
22. Михайлов-Тепляков В. А., Богданов М. П. Автоматизирован-
ная лазерная резка материалов Л.: Машиностроение, 1976.
208 с.
23. Banjoin J. Les lasers appliques a 1’usinage. Rev. franc, mec.,
1979, № 72, p. 11-17.
24. Маршак И. С., Дойников А. С., Жильцов В. П. Импульсные
источники света. М.: Энергия, 1978. 472 с.
25. Левиков С. И. Лампы для накачки ОКГ.— Оптико-механиче-
ская промышленность, 1969, № 3, с. 54—66.
26. Вакуленко В. М., Иванов Л. П. Источники питания лазеров.
М.: Сов. радио, 1980. 104 с.
27. Забродин Ю. С. Узлы принудительной конденсаторной комму-
тации тиристоров. М.: Энергия, 1974. 129 с.
28. Источники питания для непрерывных газовых лазеров и дру-
гих разрядов подобного рода.— Экспресс-информация. Сер.
Квантовая радиотехника, 1971, № 35, реф. № 159.
29. Булатов О. Г., Иванов В. С., Панфилов Д. И. Тиристорные
схемы включения высокоинтенсивных источников света. М..
Энергия, 1975. 175 с.
176
Глава IV
ЭЛЕКТРОХИМИЧЕСКАЯ РАЗМЕРНАЯ
ОБРАБОТКА МАТЕРИАЛОВ
Явления, сопутствующие процессу электролиза,
были исследованы более 170 лет назад, однако приори-
тет открытия почти всех способов электрохимической
обработки принадлежит русским и советским ученым и
изобретателям. Свое начало ЭХО берет от процесса
электрохимического полирования, предложенного в на-
чале XX в. известным русским ученым Е. И. Шпиталь-
ским [1].
Известно, что при электрохимическом полировании
используется явление локального растворения микро-
выступов поверхности за счет концентрации на их вер-
шинах электрических силовых линий. Эта особенность —
локализация концентрированных потоков энергии при
электрохимическом полировании — была использована
В. Н. Гусевым и Л. А. Рожковым [2] при разработке
ряда методов и приемов электрохимической обработки
металлов. В 1928 г. они получили первое авторское
свидетельство на способ электрохимического локально-
го растворения металлов при малом значении межэлект-
родного промежутка и принудительном движении элект-
ролита в нем. Этот год и считается годом рождения
нового прогрессивного способа обработки токопроводя-
щих материалов, однако его широкое промышленное
применение началось в 50-х гг. для прошивки отверстий
и формообразования сложных геометрических поверх-
ностей из материалов со специфическими свойствами
(например, турбинных лопаток, колес и др.).
Выдающийся вклад в развитие теоретических основ
и установление общих закономерностей, а также в проб-
лему повышения производительности и точности фор-
мообразования и улучшения качества обрабатываемой
12 Н. В Могорян
177
поверхности внесли советские ученые Б. Р. Лазаренко,
Ю. Н. Петров, Ф. В. Седыкин, Б. Н. Кабанов и др.
Широкое изучение процесса ЭХО привело к тому,
что к 1950 г. определились три группы явлений, харак-
терных для электролиза при высокой плотности тока
(выше 10 А/см2) [3].
Первая группа использует условия обработки, при
которых анодные процессы сопровождаются выходом
ионов металлов, образующих легкорастворимые соеди-
нения. Процесс протекает при интенсивном движении
электролита в малом межэлектродном промежутке, что
препятствует росту концентрационной поляризации, а
легкорастворимость соединений предотвращает пасси-
вирование поверхности.
Вторая группа характеризуется наличием в меж-
электродном промежутке высокой плотности тока. Но
применяемые при этом электролиты образуют с анод-
ными продуктами весьма прочные анодные пленки
(окисные или солевые), для удаления которых пользу-
ются движущимся относительно детали металлическим
инструментом.
При обработке металлов и сплавов, склонных к
пассивности (титан, хромоникелевые стали и сплавы
и др.), возможны такие условия обработки, когда на
поверхности детали образуются очень прочные и тон-
кие анодные пленки, существенно снижающие скорость
процесса ЭХО. Для их удаления приходится пользо-
ваться абразивным инструментом.
Таким образом, получили развитие следующие виды
обработки, основанные на явлении анодного растворе-
ния: электрохимическая (рис. 106, а) (анодно-гидрав-
лическая), анодно-механическая (рис. 106,6) и анодно-
абразивная (рис. 106, в).
Станки и установки для ЭХО используются для об-
работки лопаток турбин и турбинных колес, штампов и
пресс-форм; изготовления сквозных и глухих полостей
различной конфигурации; обработки деталей из твер-
дых сплавов и тугоплавких материалов; точения, шли-
фования и фрезерования деталей различной конфигу-
рации; электроалмазной и электроабразивной заточки
инструмента и др.
Основное достоинство электрохимического способа
обработки — возможность одновременного формообразо-
178
Рис. 106
вания сложных геометрических поверхностей незави-
симо от физических свойств металла с довольно высо-
кими скоростями съема металла (до 40 000 мм3/мин).
Это позволяет значительно ускорить и удешевить про-
цесс производства современных машин и узлов с высо-
кими и знакопеременными энергетическими параметра-
ми, реактивных двигателей и других установок, рабо-
тающих при высоких давлениях и температуре, с рабо-
чими элементами, которые изготавливаются из специ-
альных высокопрочных и жаростойких сплавов.
Следует, однако, иметь в виду, что ЭХО не всегда
может заменить традиционные методы обработки ме-
таллов резанием. Например, при обработке деталей
простых геометрических форм из конструкционных ста-
лей ЭХО, как и другие электрические методы, не мо-
жет конкурировать с обработкой резанием по произво-
дительности, экономичности и другим показателям.
Технолог, располагая большим набором способов обра-
ботки, должен применять их рационально и квалифи-
цированно.
IV. 1. Физическая сущность
процесса ЭХО
При протекании электрического тока через электро-
проводные жидкие растворы (электролиты) происхо-
дит процесс электролиза, подчиняющийся законам Фа-
радея. Электропроводность растворов электролитов
обусловливается тем, что при растворении кислот, ще-
лочей и солей происходит распад молекул электроли-
тов под воздействием полярных молекул (несущих
электрическое поле) растворителя, например воды.
12'
179
Процессы, происходящие при этом, описываются тео-
рией электролитической диссоциации, которая основы-
вается на следующих положениях:
— молекулы ряда веществ, называемых электроли-
тами, распадаются в растворе на положительно и отри-
цательно заряженные ионы;
— при растворении только определенная часть мо-
лекул распадается на ионы. Доля молекул, распавших-
ся на ионы, зависит от температуры, природы раство-
рителя и электролита, от его концентрации.
Появившиеся в результате диссоциации ионы — час-
тицы, несущие электрический заряд,— способны пере-
мещаться под действием электрического поля, что и
определяет электропроводность растворов электролитов.
Каждый ион в растворе электролита окружен ион-
ной атмосферой, т. е. ионами, имеющими заряд, проти-
воположный по знаку заряду этого иона, и молекулами
растворителя. Под действием приложенного к погру-
женным в раствор электродам электрического напряже-
ния ионы электролита начинают перемещаться, т. е.
через раствор начинает идти электрический ток. При
движении в растворе ионы испытывают тормозящее
действие как со стороны молекул растворителя, так и
со стороны расположенных вблизи ионов — ионной ат-
мосферы. Кроме того, при движении иона в одном на-
правлении навстречу ему движутся ионы противопо-
ложного знака, которые увлекают за собой молекулы
растворителя, как бы создавая поток растворителя
навстречу движущемуся иону, что обусловливает до-
полнительное тормозящее действие движению иона. По
этим причинам растворы электролитов так же, как и
металлические проводники, обладают определенным
сопротивлением прохождению электрического тока.
Известно, что при погружении металла в электролит
в результате взаимодействия на границе раздела фаз
между ними возникает разность электрических потен-
циалов, что связано с образованием двойного электри-
ческого слоя, т. е. несимметричного распределения за-
ряженных частиц у границы раздела фаз (рис. 107).
Возникновение разности потенциалов металл — электро-
лит основано на переходе катионов (положительно за-
ряженных ионов) из металла в электролит или в об-
ратном направлении. Скорости прямого и обратного
180
Рис. 107
Рис. 108
переходов неодинаковы и в общем случае зависят от
природы металла электрода и электролита.
Переход катионов в раствор нарушает электриче-
скую нейтральность системы металл — электролит.
Число катионов в металле уменьшается, в то время как
число электронов остается неизменным. Следовательно,
металлическая поверхность приобретает избыточный
отрицательный заряд, а раствор — избыточный поло-
жительный заряд. Катионы, скопившиеся у поверхнос-
ти металла, не могут покинуть ее и удалиться в глубь
раствора, так как этому препятствует электростатиче-
ское притяжение между катионами и избыточными
электронами на поверхности металла. При этом обра-
зуется двойной электрический слой, схематически по-
казанный на рис. 107, а.
Однако, если раствор электролита содержит ионы
металла электрода, возможно осаждение катионов ме-
талла на поверхности электрода. При этом поверх-
ность металла электрода приобретает избыточный по-
ложительный заряд за счет катионов, осаждающихся
на ней, а остающийся в растворе избыток анионов (от-
рицательно заряженных ионов) сообщает ему отрица-
тельный заряд. В данном случае возникает двойной
электрический слой с противоположным . распределени-
ем зарядов (рис. 107,6).
Двойной электрический слой можно уподобить кон-
денсатору, одна из обкладок которого представляет
собой поверхность металла, а другая — слой ионов в
растворе у поверхности металла. Между разноименно
заряженными обкладками и возникает разность, или
скачок потенциала.
181
Если в электролит погрузить два электрода и через
образовавшуюся электрохимическую систему (рис. 108)
пропустить постоянный электрический ток, то при этом
нарушатся равновесие электрических зарядов и струк-
тура двойного слоя на электродах. Источник ЭДС бу-
дет отсасывать электроны из одного электрода (анода)
и подавать их в другой (катод). Удаление электронов
из анода увеличит количество катионов на его поверх-
ности, а следовательно, и скачок потенциала, а это
приведет к тому, что катионы металла будут перехо-
дить в раствор, т. е. анод будет растворяться (окис-
ляться). При этом образуются гидратированные ионы
металла по реакции
Me—пе-ЬтНгО—>Ме”+ mH2o, (IV.1)
где е — заряд электрона (электрон); Me — металл.
На электроде, подключенном к отрицательному по-
люсу источника постоянного тока, происходит разряд
образовавшихся ионов металла с выделением на его
поверхности слоя в виде нейтральных атомов, входя-
щих в состав кристаллической решетки металла (ка-
тодный или восстановительный процесс) по реакции
Men+mH2O-j-ne—^Me+mH2O. (IV.2)
Зависимость между количеством прошедшего через
электрохимическую систему электричества и количест-
вом прореагировавшего на электродах вещества уста-
навливается законами Фарадея.
При практическом осуществлении электролиза часто
наблюдаются кажущиеся отклонения от законов Фара-
дея, что вызвано тем, что при электролизе на электро-
де может идти не один, а несколько процессов. Как
правило, один из этих процессов полезный, а другой
бесполезный, следовательно, только часть электричест-
ва затрачивается на необходимый процесс, поэтому
введено очень важное для практики понятие о выходе
по току, выражающем в сущности коэффициент полез-
ного действия того или иного электрохимического про-
цесса. Выход по току
5Т=~!00%. (IV.3)
182
Здесь бф — количество полезного вещества, восста-
новившегося на катоде или окислившегося на аноде, г;
GT — количество вещества, которое должно было быть
восстановлено на катоде или окислено на аноде, если
бы на электродах протекал только один полезный
электрохимический процесс согласно законам Фара-
дея, г.
Следует отметить, что понижение выхода по току
может быть вызвано не только наличием в процессе
нежелательных электрохимических реакций, но и воз-
никновением 'коротких замыканий между анодом и ка-
тодом, а также утечками тока.
Прохождение электрического тока через растворы
и расплавы электролитов связано с преодолением со-
противления и скачков потенциала на границе элект-
род— электролит (двойного электрического слоя), для
чего необходимо приложить к электродам напряжение
17=фа-фк+//?3+//?1„ (IV.4)
фа — потенциал на границе анод—-электролит, В; фк —
потенциал на границе катод — электролит, В; — со-
противление электролита, Ом; /?ц — сопротивление
электродов и внешней электрической цепи, Ом; / — си-
ла тока, проходящего через электрохимическую систе-
му, А.
В выражении (IV.4) наибольшее значение для по-
нимания процессов электролиза имеют потенциалы
электрохимических реакций и их зависимость от плот-
ности тока. В заданном электролите на электродах
должны протекать те процессы, которые требуют наи-
меньшей затраты электрической энергии на катодное
восстановление и анодное окисление эквивалентных ко-
личеств веществ, т. е. те процессы, для которых раз-
ность анодного и катодного потенциалов минимальна.
Такая разность имеет место, когда на аноде протекает
реакция, потенциал которой наиболее электроотрица-
телен, а на катоде — реакция, потенциал которой наи-
более положителен. Следует иметь в виду, что в дан-
ном случае речь идет о потенциалах, устанавливаю-
щихся в конкретных условиях электролиза.
183
Электродные потенциалы в конкретных заданных
условиях отличаются от равновесных* на величину пе-
ренапряжения
Фа = фр + Т]а; фк = фр—Цк, (IV.5)
где фр — равновесный потенциал, В; ц — перенапряже-
ние, В.
Перенапряжение (или поляризация) — это величи-
на, характеризующая изменение потенциала обесточен-
ного электрода (равновесного или стационарного по-
тенциала) при прохождении через электрод электриче-
ского тока. При анодной поляризации, как видно из
(IV.5), потенциал электрода становится более положи-
тельным, а при катодной — более отрицательным.
Сущность поляризации (или перенапряжения) за-
ключается в следующем. В естественных условиях
электрохимические реакции протекают с очень малыми
скоростями. Для увеличения скорости электродной
реакции (другими словами, для увеличения тока элект-
родной реакции, так как скорость определяется плот-
ностью тока реакции) необходимо сместить потенциал
электрода в положительную сторону (при анодной реак-
ции) и отрицательную (при катодной) от равновесного
значения. Величина этого смещения потенциала от равно-
весного получила в электрохимии название перенапря-
жения. Многочисленными исследованиями выявлена ли-
нейная зависимость между перенапряжением и логариф-
мом плотности тока, носящая название уравнения
Тафеля:
т] = а4-Ыш. (IV. 6)
Другими словами, понятие перенапряжения связано
с избыточным напряжением, которое необходимо при-
ложить к электроду для проведения того или иного
процесса.
Наглядным примером технической и экономической
нежелательности перенапряжения может служить про-
цесс электролиза воды с целью получения водорода.
Перенапряжение увеличивает необходимое напряжение
на ванне и вызывает дополнительный расход электро-
энергии. Так, при повышении перенапряжения на 0,3 В
* Электродные потенциалы металлов, находящихся в равновесии
с собственными ионами в растворе, называются равновесными, т. е.
речь идет о потенциале электрода, через который не протекает
электрический ток от внешнего источника, или о потенциале, обус-
ловленном появлением двойного электрического слоя.
184
на каждые 1000 кг водорода требуется дополнительный
расход 8300 кВт-ч электроэнергии, которая непроизво-
дительно превращается в тепло [4].
При электрохимической размерной обработке де-
таль 1 является анодом, а инструмент 2— катодом; их
подключают соответственно к положительному и отри-
цательному полюсу источника технологического тока
(рис. 109). Электроды находятся на расстоянии от 0,1
до 0,01 мм друг от друга. Через образовавшуюся элект-
рическую цепь пропускается ток плотностью от 20 до
200 А/см2 при напряжении на электродах 5—20 В. Про-
качка через образовавшийся межэлектродный промежу-
ток (МЭП) электролита со скоростью 6—30 м/с обеспе-
чивает интенсивное вымывание продуктов растворения
из межэлектродного промежутка, концентрация которых
в электролите не должна превышать определенного зна-
чения. При размерной ЭХО из-за малых величин МЭП
между деталью и инструментом происходит формооб-
разование, т. е. изменение формы детали в соответст-
вии с формой электрода-инструмента, являющейся от-
ражением формы детали. Необходимая точность формо-
образования достигается за счет поддержания неизмен-
ными высокой плотности тока и малых зазоров между со-
ответствующими поверхностями заготовки и электрода-
инструмента в течение всего периода обработки.
Сопротивление объема электролита, находящегося в
МЭП, с достаточной степенью точности можно описать
выражением
а
/?э == Рэ Р ’
'а
(1V.7)
185
где рэ — удельное сопротивление электролита, Ом-см;
F& — площадь поперечного сечения столба электролита,
см2; а — высота столба электролита в зазоре, см.
С учетом закона Ома сила тока I, протекающего
через столб электролита в МЭП, обратно пропорцио-
нальна величине сопротивления электролита и, следо-
вательно, длине столба электролита в соответствующих
точках
U
Кэ
1 UF*
а
или / — с = U-----•
Га а Рэ
(IV.8)
Из приведенных выражений следует, что плотность
тока, протекающего между электродами, из-за нерав-
номерности припуска выше на участках с меньшими
величинами межэлектродного зазора при равномерном
распределении потенциалов на поверхности электродов,
а следовательно, скорость va растворения и удаления
вещества с поверхности детали также выше на участ-
ках с меньшими величинами межэлектродного зазора
(fli—а3) (рис. ПО), т. е. если Я1>а2, то a va <
<va.
Эта особенность электрохимической размерной об-
работки позволяет избирательно снимать материал в
определенных местах заготовки, к которым при обработ-
ке подводится электрод-инструмент. В идеальном слу-
чае обработки при высоких плотностях тока съем ма-
териала с поверхности заготовки преимущественно про-
исходит только на участках 1—3 с минимальными рас-
стояниями от инструмента (зона А на рис. 111). Потен-
циалы на этих участках превышают потенциалы раз-
ложения фразл всех составных частей обрабатываемого
материала или соответствуют им. На удаленных участ-
ках 3—4 с увеличением расстояния от инструмента
(зона В) потенциалы уменьшаются и становятся ниже
потенциалов разложения отдельных составных частей
обрабатываемого материала. Плотность тока с увели-
чением расстояния асимптоматически понижается до
нуля. При этом происходит избирательное травление
составных частей. В зоне С потенциалы становятся
ниже минимального потенциала разложения любого
элемента, входящего в обрабатываемый материал. Этот
участок характеризуется отсутствием электрохимиче-
ской обработки [5].
186
На практике плавное
снижение плотности тока
до нуля по мере удале-
ния от поверхности элект-
рода-инструмента приво-
дит к погрешности обра-
ботки, увеличению шеро-
ховатости как обрабаты-
ваемой, так и необраба-
тываемой пбверхности
детали. Устранению этих
нежелательных эффектов
Рис. 111
способствуют, например, увеличение скорости и умень-
шение времени обработки, изоляция поверхностей
электрода, не участвующих в формообразовании.
Скорость растворения металла обрабатываемой за-
готовки зависит от удельного сопротивления и рассеи-
вающей способности электролита, напряжения, прикла-
дываемого к электродам, геометрических форм и разме-
ров электрода. При этом считается, что распределение
потенциала ср по поверхностям электродов равномер-
ное. Для точного копирования формы электрода необ-
ходимо непрерывно сближать электроды в зависимости
от величины снятого материала, тем самым поддержи-
вая высокую плотность тока при минимально допусти-
мых величинах межэлектродных зазоров.
Существенное преимущество ЭХО по сравнению с
электроэрозионными способами — отсутствие износа
электрода-инструмента и более высокие скорости съема
материала, что и определяет широкое применение про-
цесса ЭХО как для прецизионной обработки тонких и
мелких деталей, так и для широкого использования в
общем машиностроении. Эффективность применения
ЭХО в общем случае зависит от вида обработки, фор-
мы обрабатываемых поверхностей, числа деталей и др.
IV. 2. Электрохимическое растворение
металлов под воздействием переменногс
асимметричного тока
Со времени открытия Фарадеем явления электро-
химического растворения металлов его развитие в ос-
187
новном было связано с применением постоянного тока.
Однако исследователи пытались использовать и другие
формы тока. Еще де ля Рив [6] в 1837 г. исследовал
воздействие переменного тока на различные электро-
химические системы.
Первые работы по влиянию переменного тока на
процесс анодного растворения относятся к 1903 г.
[7—10]. Ле Блан и Шик [7] при пропускании перемен-
ного тока между электродами, опущенными в раствор
цианистой соли, заметили, что при небольших частотах
(10—60 Гц) медь переходит в раствор в эквивалентных
количествах. При больших частотах растворение меди
по току составляло лишь около 40%.
Авторы считают, что образовавшиеся в анодный по-
лупериод тока ионы металла связываются в комплексы
и в катодные полупериоды не могут вновь разряжаться
на электроде, поэтому выход по току достигает теоре-
тического. При больших частотах из-за медленной ста-
дии образования комплексного иона формирование ком-
плекса не успевает произойти, поэтому ионы меди вновь
подвергаются разряду в катодный полупериод тока,
снижая таким образом' скорость растворения.
Действие переменного тока как активатора пассив-
ного состояния металлов и сплавов в различного рода
электролитах неоднократно описывалось в литературе.
Например [11], под воздействием переменного тока в
растворах серной и соляной кислот возможно растворе-
ние титана при отсутствии перемешивания со скоростя-
ми более 0,5 А/см2, которые, по крайней мере, на два
порядка превышают максимальную скорость, наблю-
даемую при анодной поляризации постоянным током.
Броше и Пти [10] не разделяли взглядов авторов [8]
и считали, что определяющей в данном процессе явля-
ется замедленная стадия 'разряда свободного иона.
В работах [11—16] рассматривается электрохимиче-
ское поведение ряда металлов и сплавов при их поля-
ризации переменным током. Установлено, что наиболее
общим фактором, обусловливающим частотную зависи-
мость растворения металлов, является наличие в общем
поляризующем токе емкостной составляющей, которая
пропорциональна емкости двойного слоя поляризуемого
электрода и частоте поляризующего тока:
188
1с~Дф(£»С. (1\ .9)
Здесь Дф — потенциал электрода, В; со — частота пе-
ременного тока, Гц; С — емкость двойного электриче-
ского слоя, Ф.
Фарадеевская составляющая поляризующего тока
есть только функция сдвига потенциала электрода и не
зависит от частоты переменного тока (для электрохи-
мических реакцийус контролирующей стадией иониза-
ции или разряда ионов). Таким образом, для поддер-
жания на электроде постоянной скорости электрохими-
ческой реакции по мере роста частоты плотность обще-
го поляризующего тока необходимо увеличивать. На-
против, при постоянной плотности переменного тока
скорость электродной реакции падает с увеличением
частоты.
Однако наличие емкостного тока в общем поляри-
зующем не единственная причина возникновения час-
тотной зависимости растворения металлов. В ряде слу-
чаев эта зависимость может быть связана с медленны-
ми стадиями электродных реакций, такими, как воз-
никновение и разрушение пассивирующих слоев [16, 17].
Наиболее четко этот механизм проявляется при раст-
ворении титана в кислых растворах [17, 18], где уста-
новлено, что с увеличением частоты поляризующего
тока скорость его растворения увеличивается.
Это связано с тем, что при наложении переменного
тока в катодный полупериод происходит активация по-
верхности титана. В следующий затем анодный полупе-
риод активная поверхность титана начинает раство-
ряться, а к концу полупериода может снова пассиви-
роваться. В течение анодного полупериода, как было
сказано выше, на поверхности титана в основном про-
текает процесс ионизации металла и электрохимичес-
кой посадки кислорода с образованием сначала адсорб-
ционных связей, а затем и более прочных — окисных.
При высоких частотах (малых длительностях анодных
полупериодов) образование окисных пассивирующих
слоев на поверхности титана затруднено в анодный по-
лупериод, вследствие чего на ней имеется лишь адсор-
бированный кислород, который легко восстанавливает-
ся в катодный полупериод. Поэтому скорость растворе-
ния титана на высоких частотах больше, чем на низких.
189
Увеличение частоты при переменноточной поляри-
зации [12, 15, 14, 19, 20] приводит к уменьшению ско-
рости растворения этих металлов. Снижение скорости
растворения связывают с наличием в анодный полупе-
риод второй анодной реакции — реакции ионизации
адсорбированного в предшествующий катодный полу-
период водорода. По мере увеличения частоты поляри-
зующего тока общее количество электричества, проте-
кающего через электрод за отдельный полупериод,
уменьшается, причем основная часть его расходуется
преимущественно на ионизацию адсорбированного водо-
рода и лишь незначительная часть — на растворение
металла.
Электродные реакции при поляризации переменным
током, по мнению авторов [21, 22], остаются такими
же, как и при поляризации постоянным током, однако
наложение переменного тока изменяет скорости реак-
ций в ту или иную сторону в зависимости от металла
и состава электролита. В некоторых случаях перемен-
ноточная поляризация может приводить к совершенно
новым реакциям [23].
В результате многочисленных исследований воздей-
ствия переменного тока на ряд металлов, на основании
измерений потерь веса в зависимости от амплитудной
плотности фарадеевского тока, угла сдвига фаз между
током и потенциалом и амплитудной величины потен-
циала авторы [12—14, 16, 17] разделяют изученные ме-
таллы на две группы. Первую группу образуют метал-
лы, на которых в нейтральных электролитах в катод-
ный полупериод тока будет протекать реакция разряда
собственных ионов; во вторую группу входят ме-
таллы, на которых в катодный полупериод тока почти
полностью исключается возможность разряда собствен-
ных ионов. Эти металлы характеризуются высокой
степенью неустойчивости при их поляризации перемен-
ным током.
В работах [24, 25] установлено, что если сместить
потенциал электрода в область глубокой пассивации
поверхности, то создаются условия для эффективного
растворения металлов под воздействием переменного
тока. Так, при потенциостатической стабилизации по-
тенциала электрода в области глубокой пассивации на-
ложение переменного тока плотностью 0,2 А/см2 при-
190
водит к растворению стали Х17 в растворе серной кис-
лоты [24] с более чем 100%-ным выходом по току анод-
ного полупериода. Процесс сопровождается выделением
водорода на электроде, что характерно в случае прояв-
ления отрицательного разностного эффекта.
Высокие скорости растворения пассивирующихся
металлов и сплавов, как отмечалось выше, некоторые
авторы связывают с периодической активацией поверх-
ности электрода разряжающимися ионами водорода в
катодный •'полупериод. Для проверки этих заключений
были проведены эксперименты [26], в основу которых
положено представление о том, что состояние поверх-
ности твердого металла — основной фактор, определяю-
щий его смачиваемость ртутью. В общем случае экспе-
риментально подтверждена активирующая роль водо-
рода, однако, как показали результаты исследований
[26], степень и характер активации существенно зави-
сят от формы поляризующего тока.
При растворении металлов переменным и перемен-
ным асимметричным током высокие скорости анодных
процессов обязаны не столько водороду, сколько физи-
ко-электрохимическим процессам, происходящим на
границе раздела фаз пассивирующейся электрохимиче-
ской системы металл —• окисная пленка — электролит. В
работе [27] показано, что если образующийся на по-
верхности пассивирующихся металлов окисел обладает
полупроводниковыми свойствами, то возможно сущест-
венное увеличение скорости анодных процессов под
воздействием переменного тока в определенной области
потенциалов.
Необходимо отметить, что если в настоящее время
механизм выпрямляющего действия вентильных метал-
лов еще недостаточно ясен, то система с окисной полу-
проводниковой пленкой еще менее изучена по следую-
щим причинам: при переходе зарядами границы оки-
сел — электролит протекают электрохимические реакции;
структура и состав пассивирующей пленки суще-
ственно изменяются при прохождении электрического
тока; окисная пленка в некоторых случаях настолько
тонка, что в первом приближении можно пренебречь
объемным зарядом.
Более эффективное воздействие переменного асим-
метричного тока отмечено в работах [28, 29]. Кроме
191
травления и полирования он применяется при электро-
химической размерной обработке. Это позволяет суще-
ственно интенсифицировать процесс обработки пасси-
вирующихся сталей и сплавов, повысить качество обра-
ботанной поверхности и точность формообразования.
Наиболее широко механизм процесса электрохими-
ческого растворения пассивирующихся' сплавов изучен
в работе [30], где показано, что материальный эффект
и скорость электродных реакций зависят от комплекса
факторов и параметров (рабочий потенциал электрода,
частота и плотность переменного тока). Показано так-
же, что емкостный ток, возникающий при поляризации
переменным током, в определенных условиях способен
вносить свой вклад в величину материального эффекта,
а емкость электрода определяется не только частотой
и плотностью переменного поляризующего тока, но и
потенциалом рабочего электрода.
В последние годы проводятся широкие исследования
процесса ЭХРО униполярными импульсами технологи-
ческого тока [31—33]. Применение импульсного тока
позволяет, по мнению авторов, получить высокие ско-
рости (до 103 А/см2) процесса обработки при большой
точности. Однако широкое практическое применение
ЭХРО импульсами тока ограничено из-за наличия та-
ких явлений в межэлектродном промежутке, как диф-
фузионный контроль и фазовое запирание, при которых
процесс обработки может полностью прекратиться
вследствие образования парогазовой пробки.
Более широко переменный асимметричный ток ис-
пользуется в следующих технологических процессах:
— растворение металлов платиновой группы с целью
приготовления и корректировки электролитов для нане-
сения гальванических покрытий [34];
— электрохимическое травление как на переменном,
так и на переменном асимметричном токе позволяет
существенно сократить длительность этого процесса на
нержавеющих сталях при одновременном улучшении
качества поверхности [35]; при травлении на перемен-
ном токе расход электрической энергии на единицу
протравленной продукции в 3—3,5 раза меньше по
сравнению с биполярным методом;
— электрохимическое нанесение многокомпозицион-
ных покрытий [36], которые имеют высокую сцепляе-
192
мость с основой, плотность и заметные толщины. Из-
менением лишь электрического режима питания элект-
ролизера возможно изменять состав, структуру и физи-
ко-механические свойства покрытий;
— при рафинировании золота [37], особенно в том
случае, если оно содержит в качестве примесей серебро.
Проводить рафинирование на постоянном токе невоз-
можно, так как образующаяся на электроде плотная
пленка хлористого серебра тормозит растворение золо-
та. Применение переменного асимметричного тока пол-
ностью снимает эти ограничения.
IV. 3. Источники технологического
тска для ЭХО
Источники технологического тока — основные эле-
менты электрооборудования станков для электрохимиче-
ской обработки. Они включают в себя элементы защи-
ты, управления и регулирования и предназначены для
преобразования напряжения сети переменного тока
промышленной частоты в постоянный или иной формы
ток.
Классификация источников тока, схемы выпрямле-
ния, их особенности, преимущества и недостатки доста-
точно хорошо изложены в работах [3, 38], поэтому рас-
смотрим лишь наиболее распространенные источники
серии ВАК и ВАКР, структурная схема которых при-,
ведена на рис. 112. Схема выпрямления шестифазная с
уравнительным реактором, в качестве выпрямительно-
го элемента использованы тиристоры, которые одно-
временно выполняют функции регулирующего органа
источника тока. К системам управления источником
тока относятся следующие схемы: управления тиристо-
рами (СУГ); защиты и сигнализации (СЗС); автомати-
ческого регулирования (САР) и блока питания (БП).
Схема управления тиристорами формирует импуль-
сы для управления тиристорами и их регулирования
по фазе. Для всех источников тока принят единый
принцип построения схемы — формирование пилообраз-
ного напряжения и сравнение его с напряжением уп-
равления. Число каналов СУТ соответствует числу фаз
схемы выпрямления.
•J3 Н. В Могорян
193
Рис. 112
Функционально СУТ состоит из синхронизирующего
трансформатора, генератора пилообразного напряже-
ния, формирователя импульсов управления, выходного
каскада. На рис. 113 приведена схема одного канала
СУТ, по которой рассмотрим его работу с момента to
(рис. 114). В момент to начинается заряд конденсатора
С1 от источника постоянного напряжения 160 В. На-
пряжение на конденсаторе С1 нарастает по линейному
закону, так как постоянная времени (R1—R3) С1 зна-
чительно превышает интервал to—12. При отсутствии
194
Рис. ИЗ
напряжения управления Uy происходит формирование
пилообразного напряжения от момента to до момента
t2. В момент 12 открывается диод ДЗ и конденсатор
быстро разряжается по цепи ДЗ—R2— обмотка а5 до
нуля, а в момент /4 происходят вновь заряд и после-
дующий разряд конденсатора. На рис. 114 видно, что
момент заряда конденсатора С1 синхронизирован с мо-
ментом перехода через нуль напряжения фазы а5 син-
хронизирующего трансформатора. Фаза а5 в свою оче-
редь синхронизирована с силовой фазой al силового
трансформатора. Аналогично синхронизированы (со
сдвигом между собой) остальные фазы СУТ и силового
трансформатора.
При подаче на вход СУТ напряжения управления
t/y происходит ограничение амплитуды «пилы» до 1Д. В
момент /1 открывается диод Д4 и закрывается транзис-
тор Т1. Полученный на коллекторе Т1 прямоугольный
импульс усиливается тран-
зисторами Т2 и ТЗ и на вы-
ходе ТЗ дифференцируется
цепочкой C3R6. Сформиро-
ванный импульс открываем
маломощный тиристор Т7,
что приводит к разряду кон-
денсатора С через обмотку
импульсного трансформато-
ра Тр1. В результате быст-
рого разряда конденсатора
на вторичной обмотке Тр1
появляется импульс напря-
13*
195
жения, который подается на управляющий электрод
силового тиристора.
Таким образом, в момент равенства мгновенного
пилообразного напряжения на конденсаторе С1 с на-
пряжением управления в выходном каскаде формиру-
ется импульс управления. Изменение напряжения уп-
равления приводит к изменению положения точки t\
относительно фазы а5 синхронизирующего трансфор-
матора и соответственно фазы al силового трансфор-
матора, что вызывает изменение напряжения на выхо-
де источника питания.
Питание выходного каскада осуществляется одно-
полупериодным напряжением, которое заряжает кон-
денсатор С до амплитудного значения. Начало заряда
конденсатора С происходит с опережением на 180 эл.'
град, относительно синхронизирующего пилообразного
напряжения.
Для питания постоянным током станков электрохи-
мической размерной обработки металлов при работе в
непрерывном и импульсном режимах применяются ис-
точники серии ИПТУ. Источник тока является универ-
сальным полупроводниковым выпрямителем, работаю-
щим в режиме стабилизации напряжения, тока или в
импульсном режиме. Электрическая схема источника
(рис. 115) обеспечивает плавное ручное местное или
дистанционное регулирование рабочего напряжения
либо тока с помощью тиристорного регулятора; быст-
рое отключение и спад тока в нагрузке при аварийных
режимах, обеспечиваемые включением тиристорного
короткозамыкателя и запиранием тиристорного регуля-
тора; получение импульсного тока с регулируемой
скважностью импульсов.
Из недостатков рассмотренной схемы формирования
импульсного технологического тока следует отметить
ограничения по длительности импульсов и их частоте.
Этих дефектов лишен источник униполярных импульсов
с регулируемой длительностью импульсов, скваж-
ностью и частотой следования [39], в котором формиро-
вание импульсов осуществляется искусственной комму-
тацией уровня тока выпрямителя. Структурно тиристор-
ный генератор состоит из двух независимых контуров —
силового формирующего 1 и контура запирающих им-
пульсов 2 (рис. 116). Силовой формирующий контур,
196
предназначенный для формирования рабочих импуль-
сов тока, содержит в себе источник постоянного тока,
фильтрующую емкость (выполняющую также функции
«пикового» малоиндуктивного источника тока, ответст-
венного за формирование переднего фронта рабочего
импульса) и силовой коммутирующий тиристор Т1.
Контур запирающих импульсов предназначен для
формирования импульсов тока, осуществляющих искус-
ственное запирание силового тиристора Т1 и поддер-
живающих отрицательное напряжение в течение време-
ни не меньшего, чем время, необходимое для восста-
новления запертого состояния тиристора. Он состоит
из источника постоянного тока, фильтрующей емкости,
коммутационных тиристоров Т2 и ТЗ и емкости С2,
формирующей импульс тока запирания.
Работа схемы совершается в два такта. В первом
такте включением тиристора Т1 обеспечивается подача
уровня тока на нагрузку. Открывающийся одновремен-
но с тиристором Т1 тиристор Т2 заряжает емкость С2.
Запирание тиристора Т1 осуществляется во втором
такте разрядом емкости С2 через тиристор ТЗ. Управ-
ление длительностью импульсов, скважностью и часто-
той их следования выполняется блоком управления,
представляющим собой мультивибратор с усилителем,
197
Рис. 116
Рис. 117
обеспечивающим устойчивый запуск тиристоров схемы.
Проведенные испытания генератора показали стабиль-
ность его работы со следующими техническими харак-
теристиками: амплитуда тока 630 А; амплитуда напря-
жения 30 В; частота следования импульсов 1 —1000 Гц;
длительность импульса 0,5—500 мс; длительность пе-
реднего и заднего фронта импульса не более 100 мкс;
потребляемая мощность 37 кВт. Форма импульсов тока
близка к прямоугольной.
Электрохимическая размерная обработка больших
площадей предполагает использование импульсного то-
ка немалых амплитудных значений. Один из путей по-
вышения значения тока в импульсе — подключение для
параллельной работы нескольких аналогичных генера-
торов (модулей) к нагрузке, действующих синхронно.
Разработанная авторами [39] система управления позво-
ляет синхронизировать работу пяти модулей, реализую-
щих импульсный ток в нагрузке около 3000 А.
_ Наиболее полно вопросы технологического примене-
ния, разработки и исследования источников питания
технологическим током для импульсной размерной ЭХО
рассмотрены в [40].
В первых работах по использованию переменного
асимметричного тока применяли наложение переменно-
го тока на постоянный, затем эти токи суммировались
на нагрузке, в результате чего кривая формы тока была
асимметричной. К недостаткам данных схем следует
198
отнести неполное использование мощности источников,
отсутствие возможности раздельного регулирования
коэффициента асимметрии, наличие мощных раздели-
тельных элементов в электрической схеме и др. С раз-
витием полупроводниковой техники представилась воз-
можность создавать схемы, обеспечивающие независи-
мое регулирование амплитуды полупериодов тока. Наи-
большее применение из-за простоты и надежности (в
основном для научных исследований и в процессах,
требующих небольших мощностей) получили схемы со
встречно включенными вентилями, в цепи которых со-
держатся регулировочные сопротивления; с вентилями,
шунтированными регулировочными сопротивлениями.
Однако наличие регулировочных сопротивлений суще-
ственно снижает их КПД.
С появлением мощных управляемых диодов (тири-
сторов) стало возможным отказаться от регулировоч-
ных сопротивлений, заменить диоды на тиристоры. Од-
нако следует отметить, что управление тиристорами,
работающими в ключевом режиме в цепи постоянного
тока, требует сложных источников управляющих им-
пульсов.
К настоящему времени разработано большое число
разнообразных генераторов с использованием тиристор-
ных ключей и различной степени сложности. Наиболее
полно тенденции в развитии тиристорных генераторов
переменного асимметричного тока отражены в работах
{41—44]. Отличительной особенностью генератора
(рис. 117) [44] является то, что в процессе работы в за-
висимости от характера протекающих на электроде
процессов возможно автоматическое изменение угла
отпирания тиристоров, т. е. изменение степени асим-
метрии переменного тока. Общий недостаток всех ти-
ристорных схем — наличие «мертвого времени», так как
асимметрия в большинстве случаев достигается не за
счет изменения амплитуды
полупериодов, а за счет из-
менения длительности их
протекания (рис. 118), в ре-
зультате чего появляется
бестоковая пауза.
Следующий тип источни-
ков — это источники, ПОСТ-
199
рорнные на транзисторных ключах, соединенных по
мостовой схеме, коммутирующих два источника посто-
янного тока, которые являются формирователями со-
ответственно анодных и катодных полупериодов. В наи-
более типичном представителе данных источников [45]
возможно раздельное изменение коэффициентов асим-
метрии как по длительности, так и по амплитуде полу-
периодов. Основной недостаток транзисторных генера-
торов— это ограниченность по мощности.
Поиск схемных решений генераторов переменного
асимметричного тока, свободных от отмеченных выше
недостатков, привел к разработке семейства тиристор-
ных генераторов практически неограниченной мощнос-
ти и пригодных для использования в промышленном
производстве. Общим для всех трех схем является то,
что они состоят из трансформаторов с двумя вторич-
ными обмотками и содержат тиристоры во вторичных
обмотках, управление которыми осуществляется от
специальных выводов вторичной обмотки трансформа-
тора. Это исключает применение специальных блоков
управления, которыми снабжены все источники пере-
менного асимметричного тока.
На рис. 119 и 120 [46] представлены схема источни-
ка переменного асимметричного тока и кривые тока, ге-
нерируемые источником. Схема работает следующим
образом. При прохождении через первичную обмотку
отрицательного полупериода тока 7] (рис. 120, а) во
вторичных обмотках 2 и 3, включенных согласно, на-
водятся ЭДС Е2 и £з- В этом случае через обмотку 2,
диод Д1, нагрузку /?„ и открытый тиристор Т1 под
действием Е2 пойдет электрический ток 12 (рис. 120, б).
Тиристор Т1 открыт, так как на его управляющий
электрод подается более положительный потенциал,
чем на катод тиристора. Во вторичной обмотке 3 при
прохождении через обмотку 1 отрицательного полупе-
риода тока Е ток протекать не будет, так как диод Д2
включен встречно, а тиристор Т2 закрыт, поскольку на
его управляющем электроде более отрицательный по-
тенциал, чем на его катоде, и исключает возможность
замыкания обмотки 2 на обмотку 3. Через нагрузку /?„
в данном случае ток проходит слева направо, и обра-
батываемая деталь служит анодом.
200
При прохождении через первичную обмотку 1 поло-
жительного полупериода тока Ц (рис. 120, а) через
диод Д2, нагрузку /?и и открытый тиристор Т2 под дей-
ствием Е3, наводимой во вторичной обмотке 3, пойдет
электрический ток 73; через обмотку 2 ток протекать
не будет, так как диод Д1 включен встречно, а ти-
ристор Т1 закрыт и исключает замыкание обмотки 3
на обмотку 2. Через нагрузку в данном случае ток про-
текает в обратном направлении, и обрабатываемая де-
таль служит катодом (рис. 120, в, г). Результирующая
кривая формы тока, протекающего через рабочий
электрод, представлена на рис. 120, г. Изменяя с по-
мощью переключателей П\1 и 112 количество витков в
обмотках 2 и 3, можно установить необходимый коэф-
фициент асимметрии тока, проходящего через электро-
химическую систему.
На рис. 121, 122 приведены несколько упрощенные
тиристорные схемы источников переменного асиммет-
ричного тока, отличительная особенность которых —
201
Рис. 121 Рис. 122
крайне ограниченное количество элементов [47, 48]. Ре-
зультаты исследований данных источников показали
практическую независимость их коэффициента полез-
ного действия, изменяющегося с увеличением асиммет-
рии от 0,96 до 0,93 [49], от величины асимметрии.
IV. 4. Электрооборудование станков
для ЭХО
Современный станок для размерной ЭХО весьма на-
сыщен электрооборудованием, стоимость которого пре-
вышает 50% стоимости станка и которое занимает око-
ло 40% его общей площади. Самым большим потреби-
телем электрической энергии является источник техно-
логического тока.
Электрооборудование станков ЭХО состоит из ис-
точника технологического тока, электрического привода
подачи электрода-инструмента, электроприводов насо-
сов подачи электролита, холодильника, центрифуги и
другого вспомогательного оборудования, шкафа с ре-
лейной автоматикой, устройства защиты электродов от
коротких замыканий, различных устройств автоматиза-
ции технологических процессов ЭХО (автоматического
регулятора величины межэлектродного промежутка,
блока циклического управления процессом, блока им-
пульсного управления технологическим током, уст-
ройств программного управления станком).
Конструкция электрохимического станка в основном
определяется видом решаемых технологических задач,
202
размерами обрабатываемых деталей и необходимой
точностью, поэтому характерной особенностью боль-
шинства станков является специальное функциональ-
ное назначение. Они проектируются для обработки де-
талей определенного класса.
Рассмотрим основные электротехнические блоки и
узлы, от которых в значительной степени зависят каче-
ство обработанных поверхностей, производительность
процесса, его экономическая эффективность и др.
Электрохимический шлифовальный станок модели
ЗЭ-110, упрощенная электрическая схема управления
которым представлена на рис. 123, предназначен для
обработки изделий с наибольшим диаметром 140 мм.
На станке обрабатываются наружные и внутренние
Рис. 123
203
цилиндрические и конические поверхности деталей из
труднообрабатываемых материалов. В качестве источ-
ника технологического тока применен источник типа
ВАКГ-12/6-600 (напряжение 6—12 В, сила тока 600 А).
Электрическая схема управления станком для ЭХО
является той основой, которая объединяет воедино все
элементы станка и определяет их взаимодействие в
зависимости от характера технологического процесса.
Станок подключается к сети автоматом А; автома-
ты А1—А5 выполняют защитные функции, и должны
быть включены предварительно. При этом подается
питание на схему управления. Переключатели В1-—В5
определяют режим работы станка.
При наружном шлифовании освобождается (замы-
кается) путевой выключатель ВК2 и нажатием кнопки
КП1 подается питание на магнитный пускатель Р1, ко-
торое подключает к питающей сети двигатель смазки
и отсоса. При этом замыкаются контакты РГ готов-
ности схемы к работе.
При наружном шлифовании нажатием кнопки КП2
получают питание магнитные пускатели Р2 и РЗ, вклю-
чающие соответственно привод шлифовального круга
Ml и электромагнит Э1. При этом происходит быстрый
подвод шлифовальной бабки, замыкается конечный
выключатель ВК1 и включается контактор Р5, подаю-
щий питание на двигатель привода подачи электроли-
та, привод центрифуги и привод изделия М5 и Мб. В
конце быстрого подвода шлифовальной бабки замыка-
ется ВК4 и получает питание Р6, которое включает
электромагнит Э2,— происходит черновая подача. В
конце черновой подачи замыкается ВК5 и включается
Р7, которое включает электромагнит ЭЗ,— происходит
чистовая подача.
В конце чистового шлифования рычаг подвода баб-
ки упирается в упор, при этом нажимается ВК6 и по-
лучает питание реле времени РВ, выключающее через
заданный интервал времени магнитный пускатель РЗ.
Шлифовальная бабка отводится назад, освобождая
путевой выключатель ВК4, и схема приходит в исход-
ное состояние.
Станки для ЭХО, как правило, имеют устройства
для поддержания заданной величины межэлектродного
зазора, которые принципиально отличаются от анало-
204
гичных систем в электроэрозионных станках. Ранее
было показано, что точность процесса ЭХО зависит от
величины межэлектродного промежутка, поэтому вопро-
су его регулирования уделяется особое внимание. „
Все системы регулирования межэлектродного зазора
(МЭЗ) в зависимости от характера протекания во вре-
мени управляемого процесса размерной ЭХО можно
разделить на два основных класса: системы непрерыв-
ного и дискретного регулирования [50]. В соответствии
с характером взаимодействия управляемого объекта —
электрохимической ячейки и регулятора указанные сис-
темы, в свою очередь, делятся на разомкнутые и замк-
нутые.
В замкнутых системах непрерывного регулирования
МЭЗ реализуются принципы регулирования «по откло-
нению» и «по возмущению». Однако при непрерывном
регулировании в большинстве случаев непосредственное
измерение зазора невозможно, поэтому в качестве па-
раметров регулирования используются различные пара-
метры, косвенно характеризующие состояние МЭЗ и
имеющие функциональные связи: напряжение на элект-
родах, величина тока, давление электролита на входе
в электрохимическую ячейку и др. Системы замкнуто-
го непрерывного регулирования обеспечивают высокую
производительность обработки, схемы регуляторов от-
носительно просты. Однако недостаточная точность ста-
билизации зазора из-за неоднозначной зависимости па-
раметров регулирования от величины МЭЗ не позволя-
ет вести обработку при зазорах менее 0,2 мм, не
обеспечивает высокой точности и требует применения
надежных быстродействующих систем защиты от корот-
ких замыканий.
На рис. 124 представлена схема регулятора подачи
электрода при ЭХО вращающимся электродом [51]. Ре-
гулятор обеспечивает быстрый подвод круга к детали,
сброс скорости при появлении искрения, ее постоянное
наращивание по мере врезания круга в деталь, поддер-
жание постоянной скорости подачи по всей длине об-
рабатываемой детали и ее увеличение при выходе кру-
га из детали.
Регулятор содержит высокочастотный фильтр-дат-
чик сближения электродов 1, усилитель высокой час-
тоты 2, пороговый элемент 3, формирователь напряже-
205
Рис. 124
ния управления приводом 4, усилитель мощности 5,
электропривод 6 и датчик тока 7. Работает он следую-
щим образом. Нажатием кнопки КП получает питание
реле Р, которое замыкает контакты 1Р и 2Р и подает
питание на привод подачи электрода. При этом конден-
сатор С2 подключается параллельно СЗ порогового
элемента, что увеличивает постоянную времени (время
выдержки) порогового элемента.
При сближении электродов, когда возникает искре-
ние между ними, высокочастотные колебания напря-
жения с выхода датчика 1 усиливаются усилителем 2
и поступают на вход порогового элемента 3. При этом
триггер переходит в неустойчивое состояние, и после
самовозврата, определяемого разрядом емкости СЗ, на
его выходе формируется отрицательный прямоуголь-
ный импульс. Он поступает на вход формирователя 4.
Конденсатор С1 частично быстро разряжается, величи-
на разряда его зависит от длительности прямоугольно-
го отрицательного импульса, поступившего с порогово-
го элемента 3, и от числа этих импульсов. В зависи-
мости от степени разряда конденсатора С1 уменьша-
ется напряжение на выходе формирователя 4, а следо-
206
вательно, и усилителя 5, что приводит к уменьшению
скорости подачи.
Таким образом, в начале процесса шлифования
первая же искра, появившаяся в рабочем зазоре (в
момент первого касания круга детали), интенсивность
которой превышает порог чувствительности порогового
элемента, вызывает появление на выходе порогового
элемента импульса большой длительности, так как
постоянная времени порогового элемента за счет под-
ключения емкости С2 значительно увеличивается.
Вследствие этого конденсатор С1 значительно разря-
жается (на 70—80%), что приводит к такому же спаду
скорости подачи. Кроме того, значительный разряд
емкости С1 приводит к тому, что реле Р отключается
(так как его обмотка соединена параллельно емкости
С1), контакты 2Р размыкаются и емкость С2 отключа-
ется от порогового элемента, что вызывает уменьшение
его постоянной времени (привод подачи при этом не
теряет питания). В дальнейшем при заряде емкости
С1 реле Р уже не включается, так как кнопка КП не
нажата.
Конденсатор С1 постепенно заряжается, а вместе с
этим возрастает и скорость подачи. Когда скорость
увеличится настолько, что в зазоре вновь появится
искрение, конденсатор С1 опять немного разрядится
(но на незначительную величину, так как постоянная
времени порогового элемента из-за отключения емкос-
ти С2 значительно уменьшилась), скорость подачи
вновь уменьшится пропорционально разряду емкости
С1, искрение в зазоре исчезнет, скорость подачи вновь
начнет плавно нарастать. Искрение в зазоре поддер-
живается на необходимом уровне, определяемом задан-
ной степенью чувствительного порогового элемента.
Амплитуда высокочастотных пульсаций напряжения
на электродах, соответствующая моменту искрения
между ними, уменьшается с ростом рабочего тока,
поэтому чувствительность порогового элемента при этом
следует увеличивать.
Более высокую точность регулирования МЭЗ, а со-
ответственно и более высокую точность обработки обес-
печивают способы дискретного регулирования и подачи
электрода. Необходимость прерывания процесса обра-
ботки для периодического контроля величины МЭЗ и
207
удаления продуктов анодного растворения привела к
созданию таких систем регулирования, в которых для
периодического контроля величины МЭЗ технологиче-
ское напряжение с электродов снимается на небольшой
промежуток времени, в течение этого времени автома-
тически выставляется необходимая его величина с по-
мощью устройства для контроля нулевого зазора. В
простейшем случае данное устройство состоит из дат-
чика касания электродов и измерительного устройства.
На рис. 125 представлена схема датчика касания
электродов [52], повышающая надежность фиксации
касания электродов при изменении их площади в пе-
риод отключения рабочего напряжения с электродов.
Схема состоит из двух источников напряжения д нуль-
органа. Амплитуда напряжения источника Е1 выбира-
ется равной 0,2—0,3 В, а источника Е2—1,0—1,2 В.
При разведенных электродах Е2>Е1 и нуль-орган НО
сигнала не вырабатывает. При касании электродов на-
пряжение от источника Е2 падает почти до нуля (из-
за высокого внутреннего сопротивления) и нуль-орган
выдает сигнал о касании. Сдема обеспечивает надеж-
ную фиксацию касания электродов при их площади до
1000 см2.
Системы, работающие в импульсно-циклическом ре-
жиме регулирования, практически исключают возмож-
ность короткого замыкания между электродами, одна-
ко с целью обеспечения высокой производительности и
точности обработки, а также для расширения техноло-
гических возможностей станки для ЭХО, как правило,
снабжаются несколькими системами регулирования
МЭЗ.
Уменьшение межэлектродного зазора, как отмеча-
Рис. 125
лось выше, приводит к
повышению производи-
тельности и точности об-
работки, однако при этом
возрастает вероятность
возникновения КЗ между
электродами, вызываю-
щего их повреждение.
Причинами КЗ могут
быть нарушение работы
системы подачи электро-
208
дов, неоднородность структуры обрабатываемого мате-
риала, нарушение гидродинамики потока электролита
и др. Предохранение от КЗ может осуществляться
своевременным отключением напряжения на электро-
дах, однако защитные устройства, предназначенные
для защиты источников технологического тока, имеют
большое время срабатывания и не могут предохранить
электроды от повреждения.
Все устройства для защиты электродов от КЗ мож-
но разделить на две группы. Первая группа устройств
основана на совершенствовании электронных и элект-
рических схем с целью сокращения времени выключе-
ния технологического тока, вторая — на предупреждении
возникновения коротких замыканий с использованием
для получения отключающего сигнала высокочастотных
составляющих технологического тока, которые возника-
ют перед КЗ, или специальных сигналов, подаваемых
на электроды. Устройства, выполненные по второму
принципу, позволяют снизить требования к быстродей-
ствию аппаратов, отключающих источник при КЗ.
До недавнего времени с целью увеличения быстро-
действия в короткозамыкающей цепи (цепи шунтиро-
вания электродов) применялись игнитроны, однако
развитие полупроводниковой техники позволило заме-
нить их на тиристоры.
На рис. 126 представлена схема для защиты от КЗ
при ЭХО [53]. Цепь управления в ней выполнена в виде
датчика искрообразования, вход которого подключен к
межэлектродному промежутку, а выход — к триггеру,
выдающему управляющий сигнал на мультивибраторы,
включающие и выключающие соответствующие тирис-
торы источника питания. Устройство состоит из датчи-
ка искрообразования 1, триггера 2, двух мультивибра-
торов 3 и 6, тиристорного ключа 4, источника питания
ИП и короткозамыкающей цепи 5. Датчик искрообра-
зования представляет собой усилитель постоянного
тока и одновибратор с одним устойчивым состоянием.
В случае возникновения искрообразования (локаль-
ного короткого замыкания) усиленный сигнал опроки-
дывает одновибратор, который формирует командный
импульс управления триггером 2. При опрокидывании
триггера отключается мультивибратор, построенный на
транзисторах Т1 и Т2, управляющий тиристорами, ра-
14 Н. В. Могорян
209
Рис. 126
ботающими в режиме ключа, и включается мультивиб-
ратор 6, управляющий тиристорами короткозамыкаю- ;
щей цепи 5.
Устройство для защиты от КЗ с использованием
датчика упреждающего сигнала, предназначенное для
работы с источником питания серии ВАК, описано в
работе [54]. Датчик позволяет получать сигнал о ло-
кальном КЗ заранее; период между выдачей сигнала и
началом КЗ больше времени отключения источника пи- Л?
тания (рис. 127). ?
Для выделения упреждающего сигнала КЗ из пуль-
сирующей составляющей напряжения схема датчика ’
содержит прямой и блокирующий каналы. Входы ка-
налов присоединены к электродам станка, а выходы —
к входам логического элемента, выход которого явля- 1
ется выходом датчика. Прямой канал содержит коле- jg
210
бательный контур, усили-
тели синусоидального
напряжения и импуль-
сов, триггер-одновибратор,
дифференцирующее звено,
инвертирующий элемент,
блокирующий канал —
формирователь импуль-
сов. Колебательный кон-
тур служит для регистра-
ции импульсов напряже-
ния, опережающих КЗ,- а
формирователь импуль-
сов генерирует импульсы
неизменной амплитуды и
длительности независимо
от амплитуды и крутизны
фронта пульсирующей
составляющей напряже-
ния технологического тока.
Рис. 127
Соответствующим подбо-
ром чувствительности каналов добиваются, чтобы сиг-
налы, обусловленные коммутацией в выпрямителе, пе-
редавались по двум каналам, а упреждающий сигнал
КЗ — только по прямому каналу. Сигнал на отключе-
ние поступает через блок управления БУ в систему
управления тиристорами (СУТ), чем обеспечивается
отключение напряжения на электродах. Одновременно
сигнал поступает на привод подачи Пр катода для от-
вода последнего. Через 1—5 с блок управления авто-
матически повторно включает напряжение на электро-
дах. Спустя указанное время сигналы на выходе блока
управления снимаются, напряжение на электродах вос-
станавливается и возобновляется подача катода.
Кроме описанного выше электротехнического обо-
рудования современный станок для ЭХО включает сис-
тему подачи и очистки электролита, систему стабилиза-
ции его температуры, систему автоматического регули-
рования pH (кислотности).
Электротехническое оборудование установок для
ЭХО постоянно совершенствуется и усложняется. Соз-
дание специализированных цехов и участков для ЭХО
вносит некоторые изменения в его конструкцию и ком-
14*
211
поновку. При этом становится возможным использова-
ние одного резервуара для электролита, насоса, холо-
дильника, агрегата для очистки электролита и другого
‘вспомогательного оборудования.
В последние годы в промышленных условиях приме-
няются комплексы для ЭХО, состоящие из установки и
управляющей системы. Системы управления (ЧПУ или
мини-ЭВМ) обеспечивают контроль всех технологиче-
ских параметров, характеризующих процесс обработки
и изменение их по заданному закону или программе.
При этом возможно применение одной системы управ-
ления для нескольких однотипных установок, выполня-
ющих аналогичные операции.
Литература к главе IV
1. Шпиталъский Е. И. Привилегия по заявке в г. Москве от
19.01.1911 г. Охранное свидетельство № 46537.
2. Гусев В. Н., Рожков Л. А. Авт. свид. № 28384 от 21.03.1928 г.
3. Петров Ю. Н., Вишницкий А. Л. Современный уровень н
перспективы развития электрохимической размерной обработ-
ки металлов.— Электронная обработка материалов, 1967,
№ 5, с. 36—45.
4. Фрумкин А. Н., Багоцкий В. С, Иофа 3. А. и др. Кинетика
электродных процессов. М.: Изд-во МГУ, 1952. 384 с.
5. Песков П. И., Розман Я. Б., Сомонов В. И. Электрооборудо-
вание станков для электрохимической обработки М.: Маши-
ностроение, 1977. 153 с.
6. De La Rive. Compt.-rend., 1837, N 4, p. 835.
7. Le Blanc M., Schick K. 2. f. Elektrochem., 1903, 9, p. 636.
8. Le Blanc M., Schick K. Z. f. Phys. Chem , 1903, 46, p. 213.
9. Zob A. Z. f. Elektrochem., 1903, 12, p. 7; 1907, 13, p. 789.
10. Brochet A., Petit F. J. Ann. Chim. Phys., 1904, 3, p 433.
11. Томашов И. Д., Струков П. M. Влияние частоты переменного
тока на скорость растворения железа в кислых средах.—
В кн.: Коррозия и защита конструкционных сплавов. М.:
Наука, 1966, с 58—63. Исследование электрохимического и
коррозионного поведения титана при поляризации его пере-
менным током. Там же, с. 83—89.
12. Михайловский Ю. Н. Коррозионное и электрохимическое по-
ведение железа в электролитах при поляризации перемен-
ным током.— ЖФХ, 1963, 37, № 1, с. 222—228.
13. Михайловский Ю. Н. Электрохимический механизм коррозии
металлов под действием переменного тока.— В сб.: Корро-
зия металлов и сплавов. М.: Наука, 1963, с. 222—229.
14. Томашов Н. Д., Струков Н. М., Струкова Г. Т. Растворение
никеля в серной кислоте при поляризации его переменным
током.—ЖФХ, 1967, 41, № 8, с. 2100—2109.
212
15. Яшина Г. М., Рудой В. М., Левин А. И. Электрохимическое и
коррозионное поведение никеля под влиянием переменного
тока большой амплитуды.— Изв. вузов. Сер. Химия и хи-
мическая технология, 1973, 16, вып. 4, с. 604—608.
16. Томашов Н. Д., Струков Н. М., Михайловский Ю Н. Влияние
частоты переменного тока на скорость коррозии титана в
> серной кислоте.— ДАН СССР, 1963, 150, № 4, с. 852.
17. Михайловский Ю. Н. Исследование кинетики роста пассиви-
рующих слоев на титане в серной кислоте методом поляри-
зации переменным током.— Изв. АН СССР. Сер. химическая,
1966, 5, с. 807—900.
18. Feller И. G., Osterwald. J. Electrochem. Soc., 1964, 111, p. 119.
19. Devay J., Rehim S. S., Takacs V. Acta Chim. Sci. Hung., 1967,
52 (2), p. 201.
20. Devay J., Lengyel jun B., Wojnarovits H. Acta Chim. Acad. Sci.
Hung, 1969, 58 (3), p. 305.
21. Феллер X. Г. Влияние переменного тока на анодные характе-
ристики никеля.— В кп.: Труды 3-го Международного кон-
гресса по коррозии и защите металлов, 1966 г. М., 1968, 2,
с. 540—548.
22. Gellings Р. J. Electrochim. Acta, 1962, 7, р. 12.
23. Juchniewier R. 1st. Intern Congr. on Metallic Corr., 1961 —1962,
p. 368.
24. Фокин M. FL, Тугаринова M. В. Влияние переменного тока на
интенсификацию процесса растворения нержавеющей стали
в серной кислоте при независимом смещении стабилизируе-
мого электродного потенциала.— Электрохимия, 1971, VII,
№ 8, с 1133—1136.
25. Могорян Н. В., Фокин М. И. Растворение сплава Х20Н80 в
серной кислоте под воздействием переменного тока.— Изв.
вузов. Сер. Черная металлургия, 1977, № 3, с. 146—151.
26. Могорян Н. В. К вопросу о роли водорода при растворении
металлов под воздействием переменного тока.— Электрон-
ная обработка материалов, 1979, № 3, с. 50—52
27. Могорян Н. В. Влияние окисных пленок на анодное поведение
пассивирующихся металлов.— Электронная обработка мате-
риалов, 1978, № 4, с. 12—14.
28. A. G. electro-chemical machining to be developend IRD. Electr.
Rev, 1965, 180, N 6, p. 193.
29. Левин А. И., Нечаев А. В. Электрохимическая обработка спла-
вов WC—Co переменным асимметричным током.— Электрон-
ная обработка материалов, 1971, № 1, с. 12—15.
•, 30. Фокин М. Н, Могорян Н. В. Интенсификация процесса раст-
й ворения сплава Х20Н80 в серной кислоте в режиме транс-
’’ пассивности под действием переменного тока,— Защита ме-
< таллов, 1976, XII, № 4, с. 401—407.
31. Орлов Б. П. Исследование технологических показателей ЭХРО
материалов с применением импульсного и постоянного то-
ков. Автореф. канд. дне. Тула, 1976.
32. Алтынбаев А. К. Электрохимическая обработка металлов элект-
рическими импульсами.— В сб.: Электрохимическая размер-
ная обработка металлов. Кишинев: Штнинца, 1974, с. 93—98.
213
33. Рыбалко А. В., Зайдман Г. И. Энергетические возможности
импульсной электрохимической обработки металлов.— Элект-
ронная обработка материалов, 1979, № 4, с. 17—20.
34. К ад стер Л. И., Загребальная Т. Н., Владимирова И. П. Элект-
рохимический метод приготовления растворимых соединений
рутения и иридия.— ЖПХ, 1967, 40, вып. 6, с. 1338—1340.
35. Фокин М. Н., Могорян Н. В., Балаков 10. П. Электрохими-
ческое травление Нержавеющих сталей переменным током.—
Электронная обработка материалов, 1975, № 6, с. 52—54.
36. Озеров А. М., Кривцов А. К, Хамаев В. А. и др. Нестацио-
нарный электролиз. Волгоград, 1972. 160 с.
37. Баймаков Ю. В., Журин А. И. Электролиз в гидрометаллур-
гии. М.: Металлургия, 1977, 336 с.
38. Сафронов А. И., Бондаренко Н. Н., Розман Я. Б. Источник
технологического тока для электрохимических станков и
гальванических ванн. М.: НИИМАШ, 1975, 70 с.
39. Рыбалко А. В., Кириенко Г. П., Максименко О. А. Тиристор-
ный генератор униполярных импульсов для электрохимиче-
ской размерной обработки.— Электронная обработка мате-
риалов, 1980, № 1, с. 83—85.
40. Михеев Н. А. Разработка и исследование источников питания
для импульсной ЭХО. Автореф. канд. дис. Тула, 1978.
41. Фурсов С. J7., Фурсова Е. И., Држевицкий Б. В. Устройство
для заряда аккумуляторов реверсивным током. Авт. свид.,
№ 288088.— Бюллетень изобретений и открытий, 1970, № 36.
42. Пиявский Р„ Штейн В. Тиристоры в источниках асимметрич-
ного тока для холодного осталивания. Техника в сельском
хозяйстве, 1972, № 2, с 46—48.
43. Шпренк Ю. И., Кулагин В. Д. Разнополярный импульсный
источник для электрохимической обработки.— Электронная
обработка материалов, 1972, № 5, с. 83—85.
44. Кэндзиро X. Источник питания для размерной электрохимиче-
ской обработки. Японский патент, кл. 12А63 (с23в),
№ 116569.
45. Киеси И. Установка для размерной электрохимической обработ-
ки. Японский патент, кл. 12А63 (с23в), № 19166.
46. Могорян Н. В. Источник переменного асимметричного тока.—
В ки.: Повышение надежности, энергоснабжения. Кишинев:
Штииица, 1978, с. 52—54
47. Мишин В. И., Фокин М. Н., Могорян Н. В. Источник питания
асимметричным током. Авт. свид., № 588600. — Бюллетень
изобретений и открытий, 1978, № 2.
48. Мишин В. И., Фокин М. И., Могорян Н. В. Источник асиммет-
ричного тока. Авт. свид., № 588601.— Бюллетень изобретений
и открытий, 1978, № 2.
49. Могорян И. В. Источники переменного асимметричного тока.—
Электронная обработка материалов, 1980, № 5, с. 72—73.
50. Седыкин Ф. В. Размерная электрохимическая обработка деталей
машин. М.: Машиностроение, 1976. 302 с.
51. Гринберг А. X., Гродзинский Э. Я. Регулятор подачн электрода
при электрохимической обработке вращающимся электродом.
Авт. свид., № 588092.— Бюллетень изобретений и открытий,
1978, № 2.
214
52. Алексеев Г. А., Настасий В. К- Датчик касания электродов. Авт.
свид., № 662308.— Бюллетень изобретении и открытии, 1979,
№ 18.
53. Петров А. И., Разумихин Г. М. Устройство для защиты от ко-
ротких замыканий при электрохимической обработке метал-
лов. Авт. свид., № 347144.— Бюллетень изобретении и откры-
тий, 1972, № 24.
54. Настасий В. К. Защита электродов электрохимического станка
от коротких замыканий.— Станки и инструмент, 1973, № 5,
с. 21—22.
ЗАКЛЮЧЕНИЕ
Электрические методы обработки материалов при-
влекают все большее внимание инженеров-технологов,
так как с их помощью достигаются высокие скорости
съема металла независимо от твердости материала
или сложности формы изделия. Однако технологиче-
ские результаты и экономическая обоснованность
выбранного метода обработки зависят от правильного
и квалифицированного использования прогрессивных
способов обработки. Естественно, с расширением техно-
логических возможностей этих способов будут совер-
шенствоваться системы и элементы, обеспечивающие
нормальную работу установок и существенно влияю-
щие на конечный результат. Поэтому знание характера
влияния различных электрических параметров на тех-
нологические возможности каждого способа крайне не-
обходимо для инженера-технолога.
При разработке электротехнологических установок
необходимо решать прежде всего вопросы унификации
различных систем, механизмов, источников, что суще-
ственно облегчает серийный выпуск и эксплуатацию
этих установок.
В электроискровой обработке первостепенная зада-
ча заключается в разработке новых структурных схем
автоматического регулирования с применением уст-
ройств, полностью автоматизирующих процесс обработ-
ки. В области электронно-лучевой обработки необходи-
мо совершенствовать электронно-оптические системы,
создавать модификации источников питания. При ис-
пользовании светолучевых способов обработки следует
повышать КПД систем возбуждения активных сред.
216
Развитие электрохимической обработки на данном
этапе связано с использованием различных форм н-х
нологического тока, поэтому проблема создания совср
шейных электротехнически и экономичных источников
такого тока весьма актуальна.
SUMMARY
Mo gory an N. V. Electrical Methods of Material
Machining
Physical essence, scheme presentation, technological
possibilities and the fields of the most rational applica-
tion of electric discharge, electron-beam, light-beam and
electrochemical methods of material machining are con-
sidered in the book. The dependence of different techno-
logical parameters (process efficiency, machined surface
finish, connection quality) on different parameters of
electrotechnical section of the installation, electric cir-
cuit perferction is shown, the latter being given princi-
pal attention.
Modern circuits of power supplies, process regulators,
control units and other electrotechnical arrangements
providing effective operation of the installation are
shown and described in the book. Examples of different
techniques application with the use of electrical machi-
ning techniques are considered, and the developments
trends of electrotechnical section of the installations are
described. The text is illustrated by structural and elect-
rical circuits and schemes as well as diagrams and
tables.
This book may be useful for a wide range of spe-
cialists engaged in designing, manufacture and applica-
tion of electrotechnological installations and for students
of related specialities.
ОГЛАВЛЕНИЕ
Введение .................................... 3
Глава I. Электроэрозиоппая обработка материалов . . И
1.1. Электроискровая обработка материалов. Физиче-
ская сущность процесса электроискровой обра-
ботки материалов ................................11
12. Энергетическая характеристика процесса . . 18
1.3. Технология электроискровой обработки мате-
риалов ..............................................24
1.4. Рабочая среда при электроискровой обработке. 31
1.5. Регуляторы межэлектродного промежутка . . 31
1.6. Источники питания электроискровых установок. 48
1.7. Вибраторы ......................................61
1.8. Технологические процессы электроискровой обра-
ботки материалов.....................................63
1.9. Электроимпульсная обработка материалов . . 68
1.10. Оборудование для электроэроэионной обработки 72
Литература к главе I.........................................75
Глава II. Электронно-лучевая обработка материалов . . 78
II.1 . Основные теоретические сведения .... 78
II.2 . Устройство электронно-лучевых установок . . 81
II.3 . Система питания электронно-лучевых установок £0
II.4 . Вакуумные системы ЭЛУ.........................98
II.5 . Технологическое применение ЭЛУ .... 99
II.6 . Электронно-лучевое оборудование . . . . 105
II.7 . Электронно-лучевая плавка металлов . . • . 108
II8. Электрооборудование и схемы питания плавиль-
ных ЭЛУ.............................................111
II.9 . Установки для электронно-лучевой плавки ме-
таллов .............................................119
Литература к главе II.....................................124
Глава III. Светолучевая обработка материалов .... 127
III. 1. Общие теоретические сведения..............127
III2. Твердотельные лазеры..........................132
III.3. Газовые лазеры...............................137
III.4. Конструкции газовых лазеров..................143
III.5. Жидкостные лазеры ...........................147
III.6. Полупроводниковые лазеры ....................150
III.7. Химические лазеры............................153
21?
III.8. Основные технологические параметры и свой-
ства светового луча................................154
III.9. Механизм взаимодействия сфокусированного
светового луча с материалом .... 158
III.10. Использование лазеров в технологических про-
цессах ....................................163
III.11. Источники возбуждения активных сред лазеров 168
Литература к главе III..................................175
Глава IV. Электрохимическая размерная обработка мате-
риалов ........ 177
IV 1. Физическая сущность процесса ЭХО . . . 179
IV.2, Электрохимическое растворение металлов под
воздействием переменного асимметричного тока 187
IV.3. Источники технологического тока для ЭХО 193
IV 4. Электрооборудование станков для ЭХО . . 202
Литература к главе IV .............................212
Заключение.................................................216
Summary .............................................218
Николай Владимирович Могорян
ЭЛЕКТРИЧЕСКИЕ
МЕТОДЫ
ОБРАБОТКИ
МАТЕРИАЛОВ
Утверждено к изданию Советом Кишиневского поли-
технического института им. С. Лазо
Редактор Г. В. Дыминская
Художник А. Ф. Святченко
Художественный редактор П. П. Власенко
Технический редактор Н. В. Попеску
Корректоры А. В. Сушкевич, И. В. Сперанская
ИБ № 1731
Сдано в набор 28 05.82 Подписано к печати 24 08 82. АБ05028 Формат 84Х
XIO8V32. Бумага тип. № 1 Литературная гарнитура. Печать высокая Усл.
печ. л. 11,55. Усл. кр.-отт 24,6. Уч -изд. л. 11,77. Тираж 2095 Заказ 414,
Цена 1 р 80 к.
_____Издательство «Штиинца». 277028, Кишинев, ул. Академическая, 3
Типография издательства «Штиинца», 277004, Кишинев, Берзарина 8.