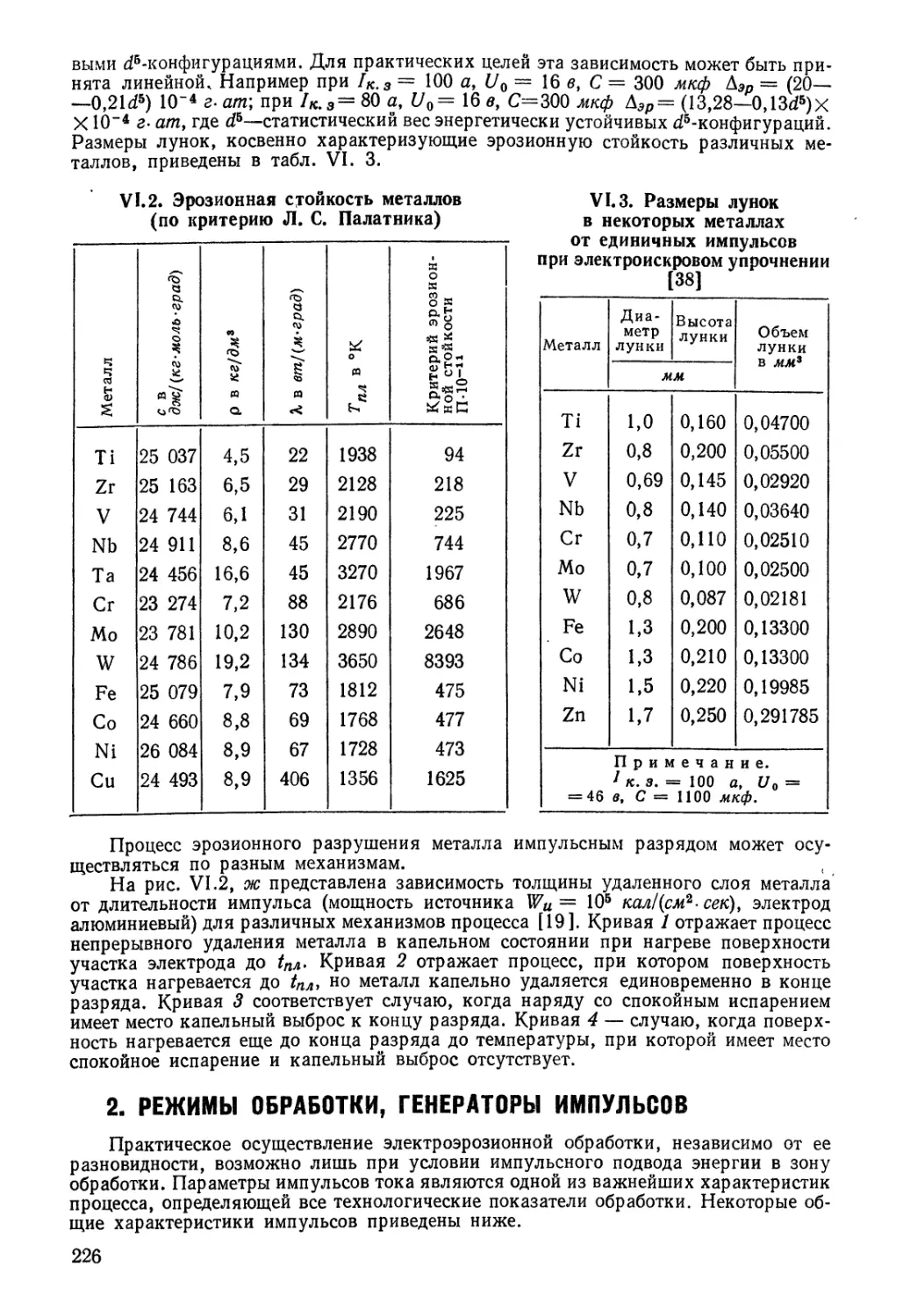
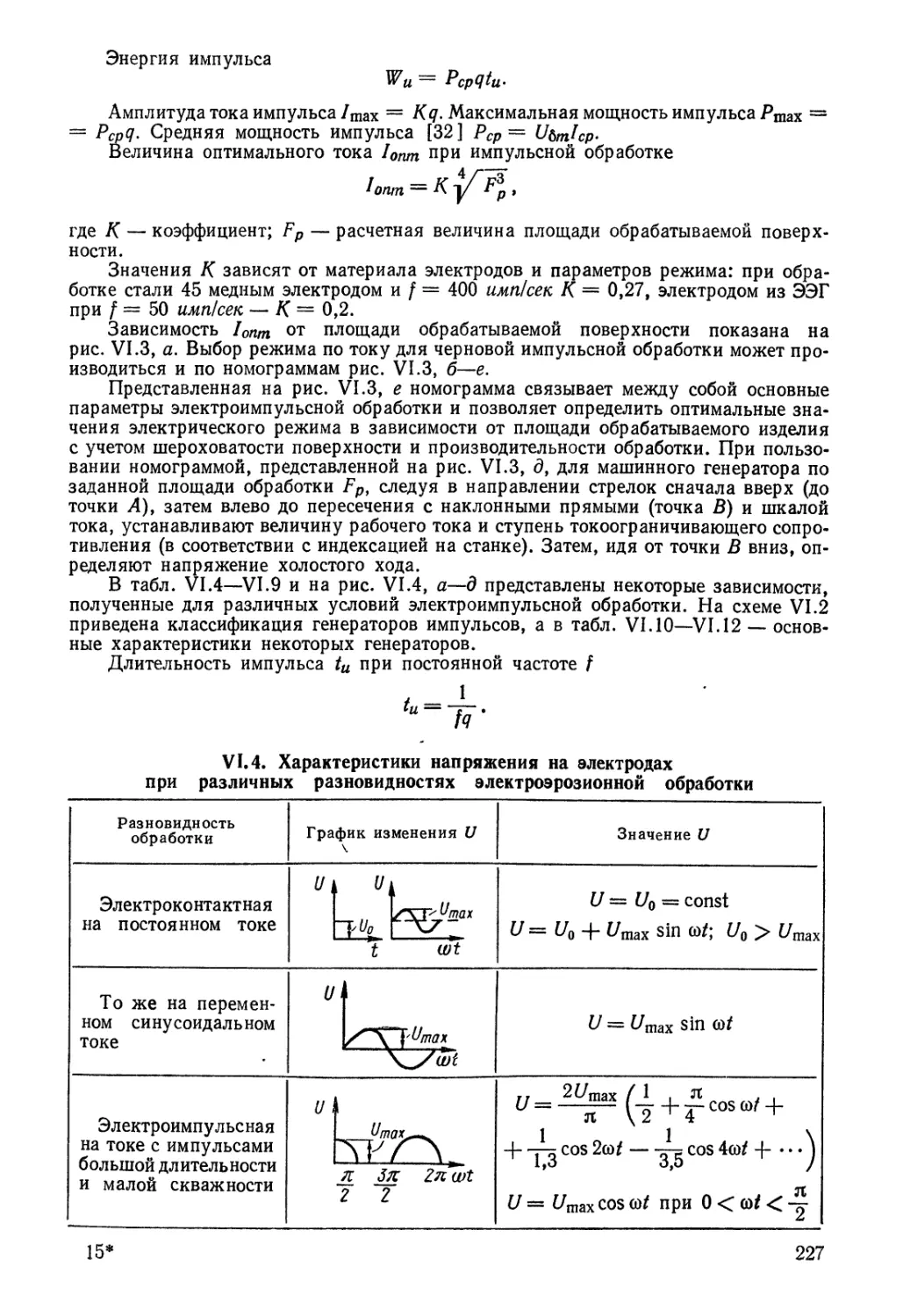
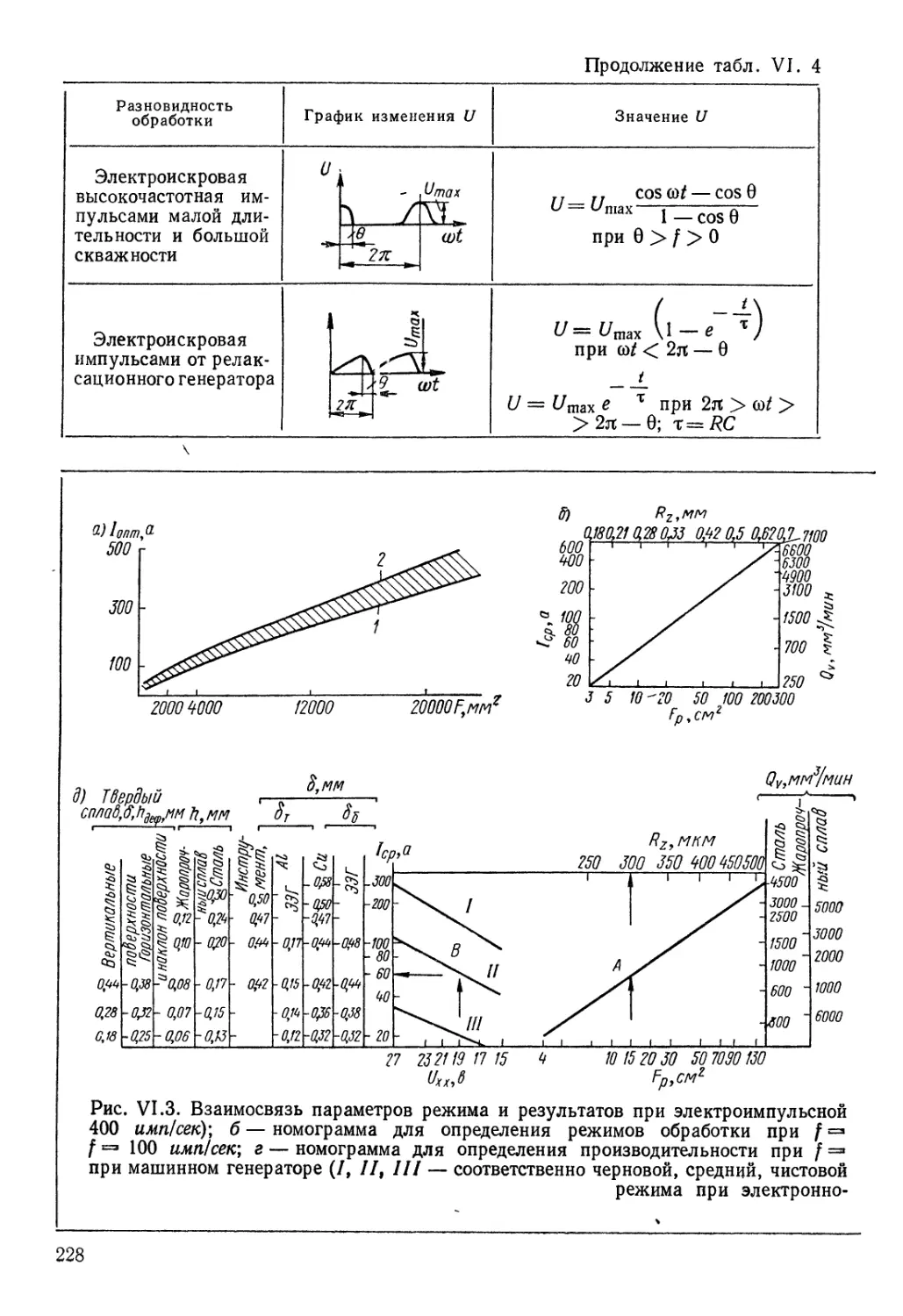
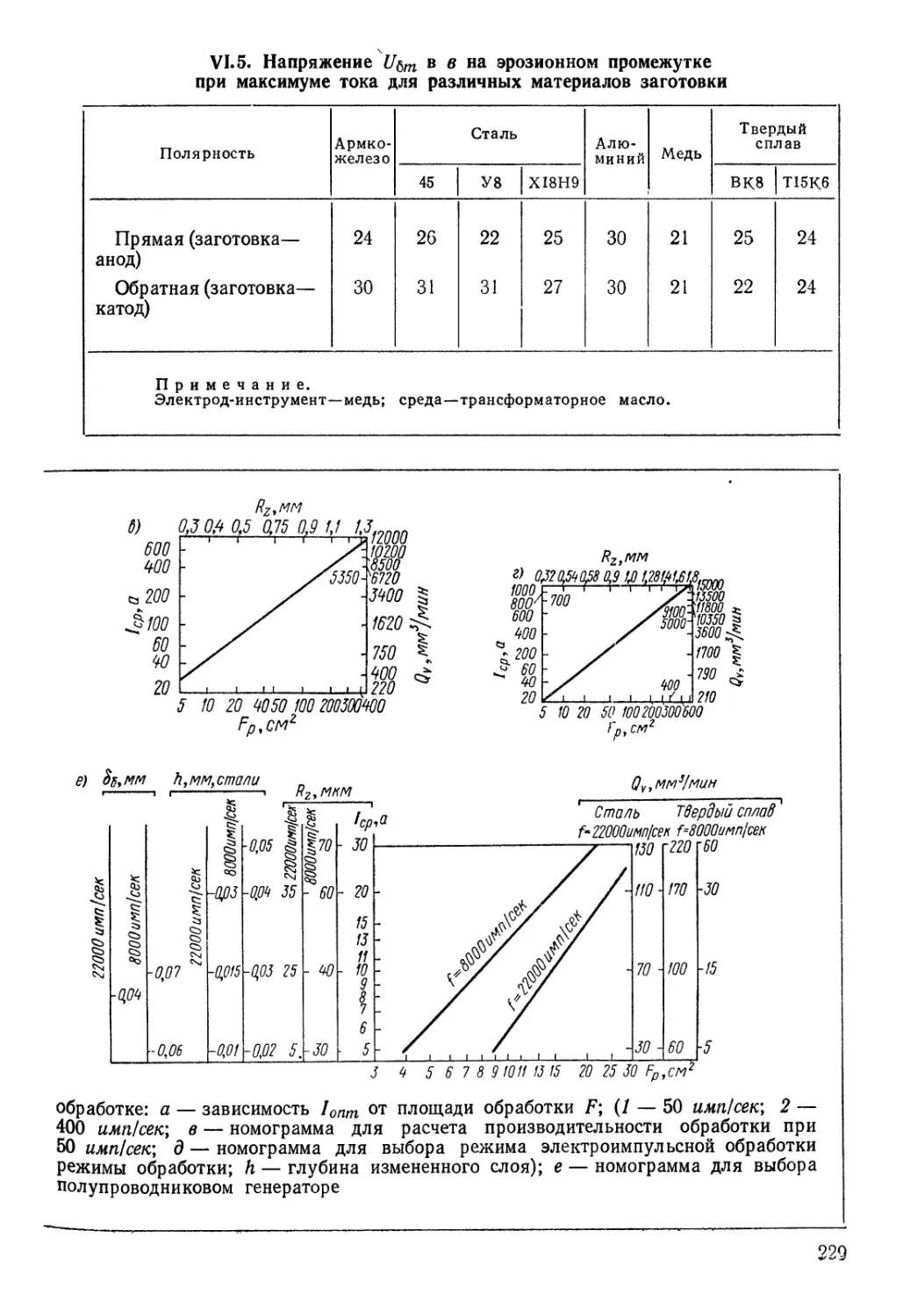
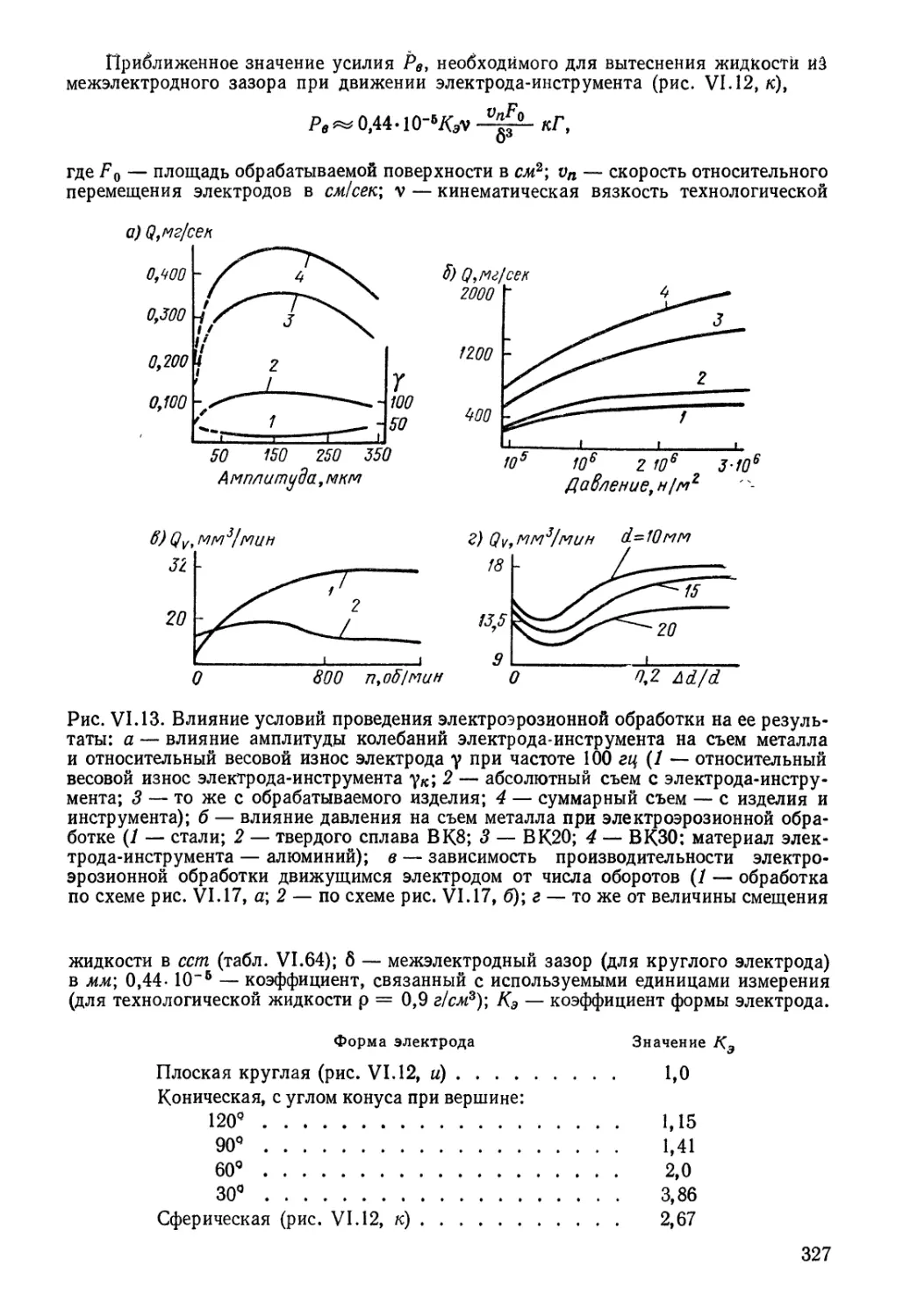
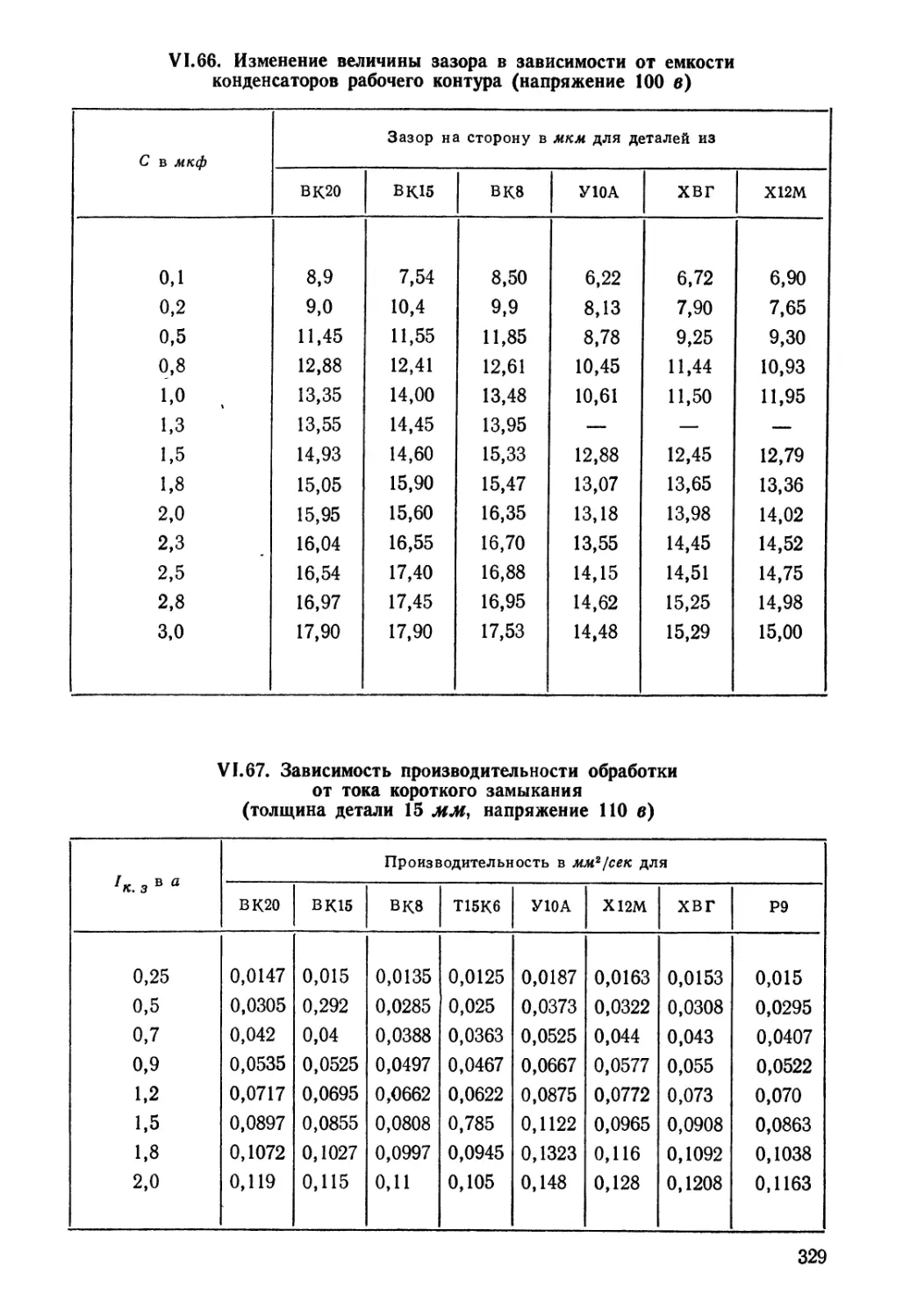
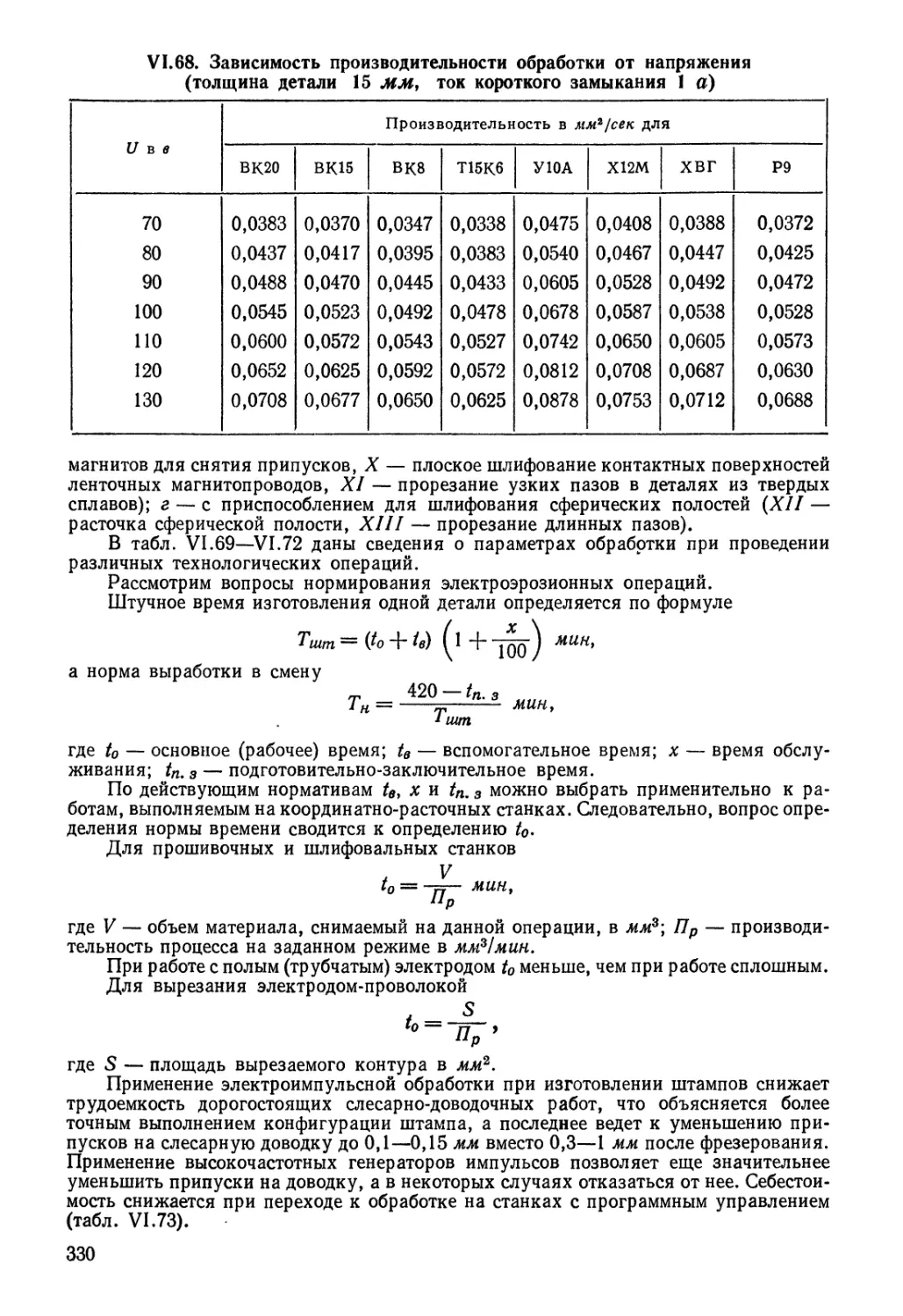
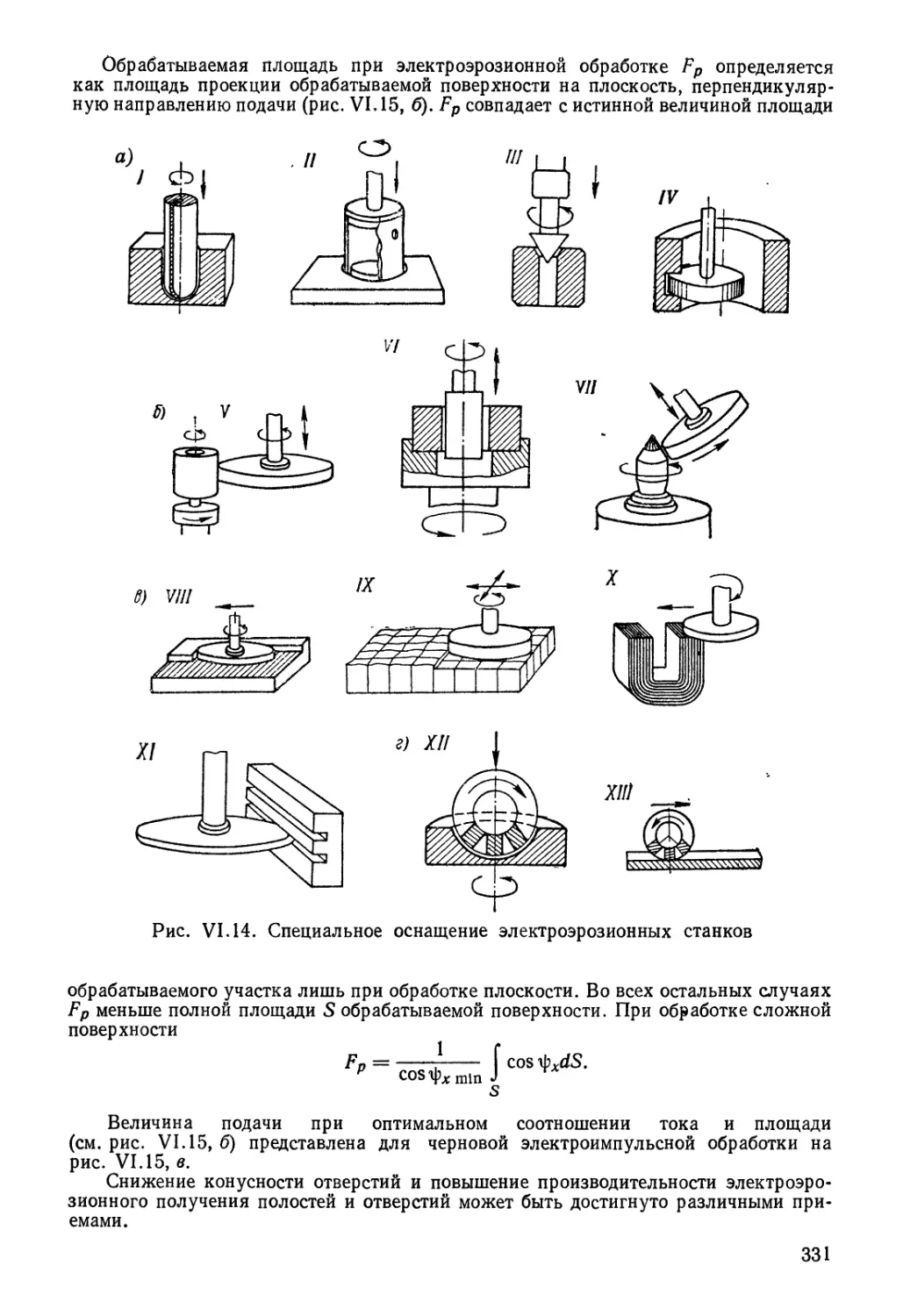
/

















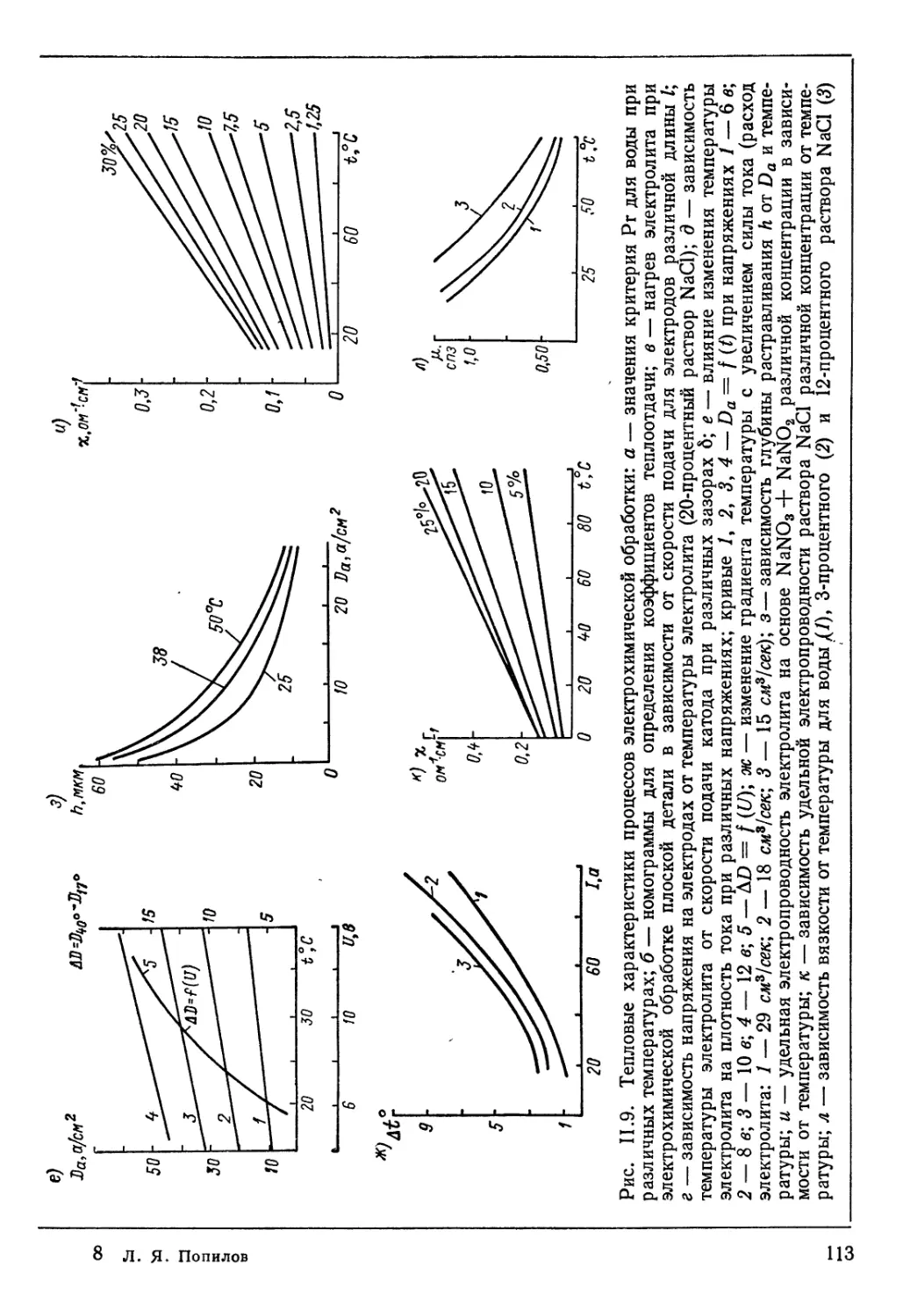



























































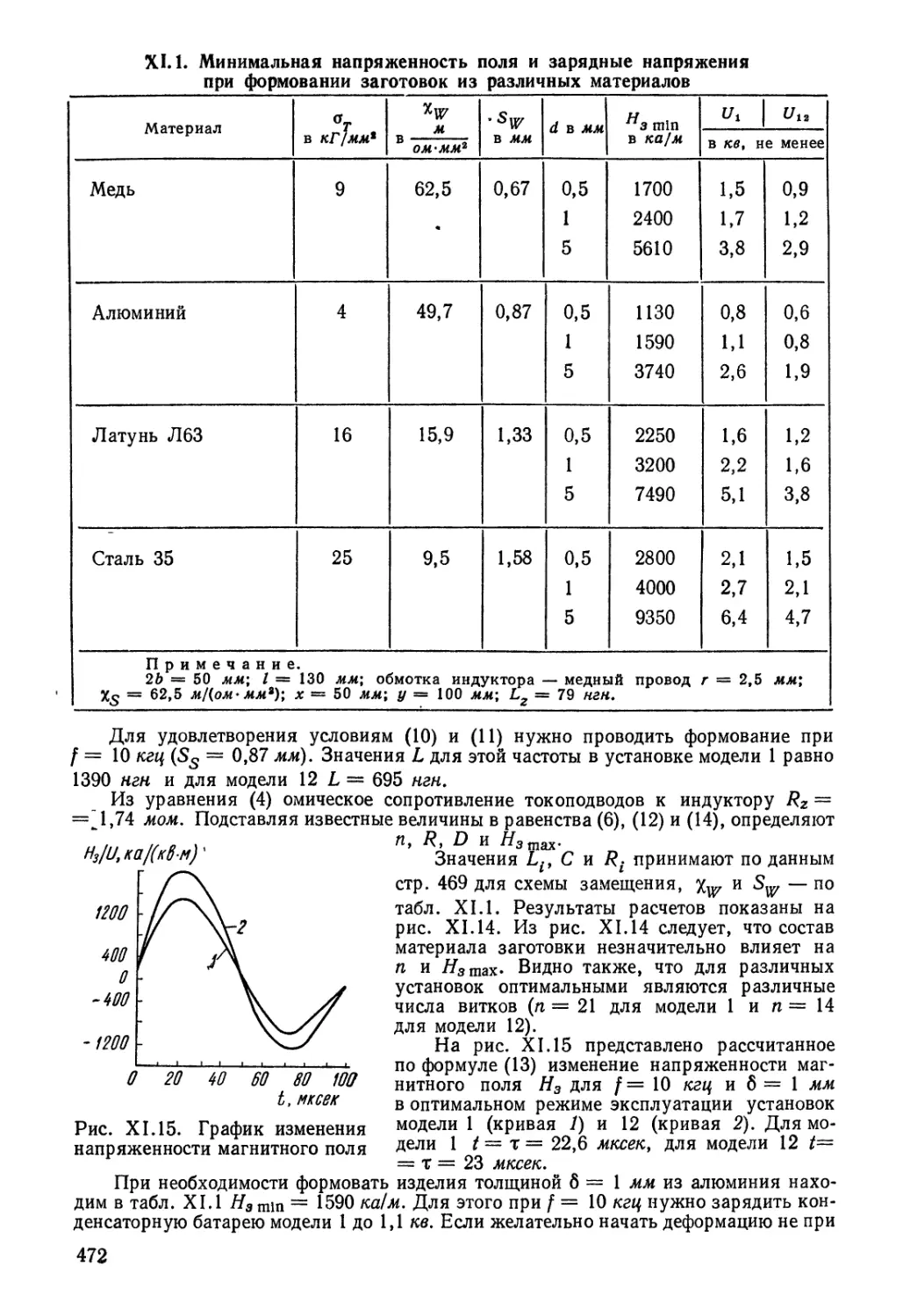
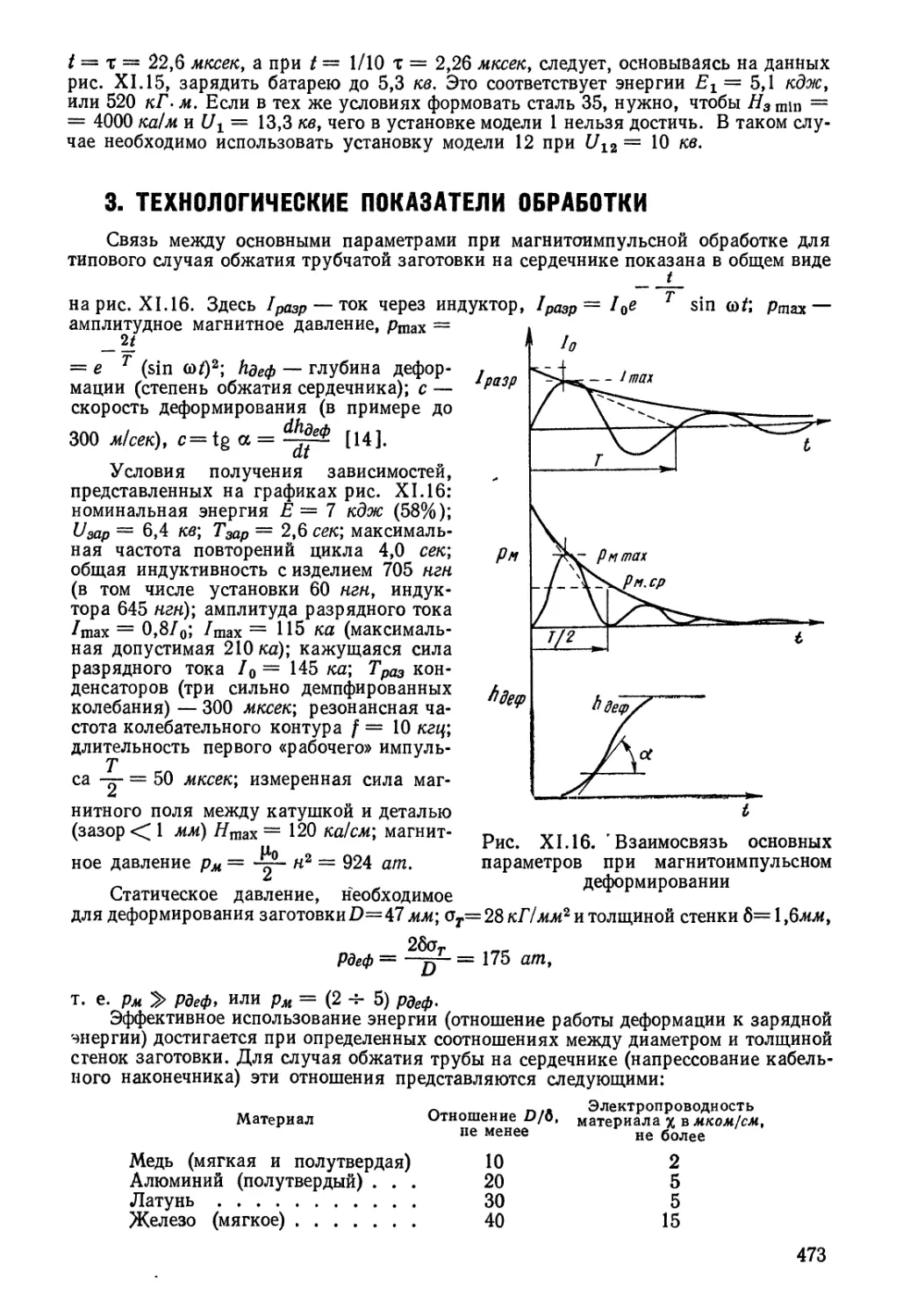
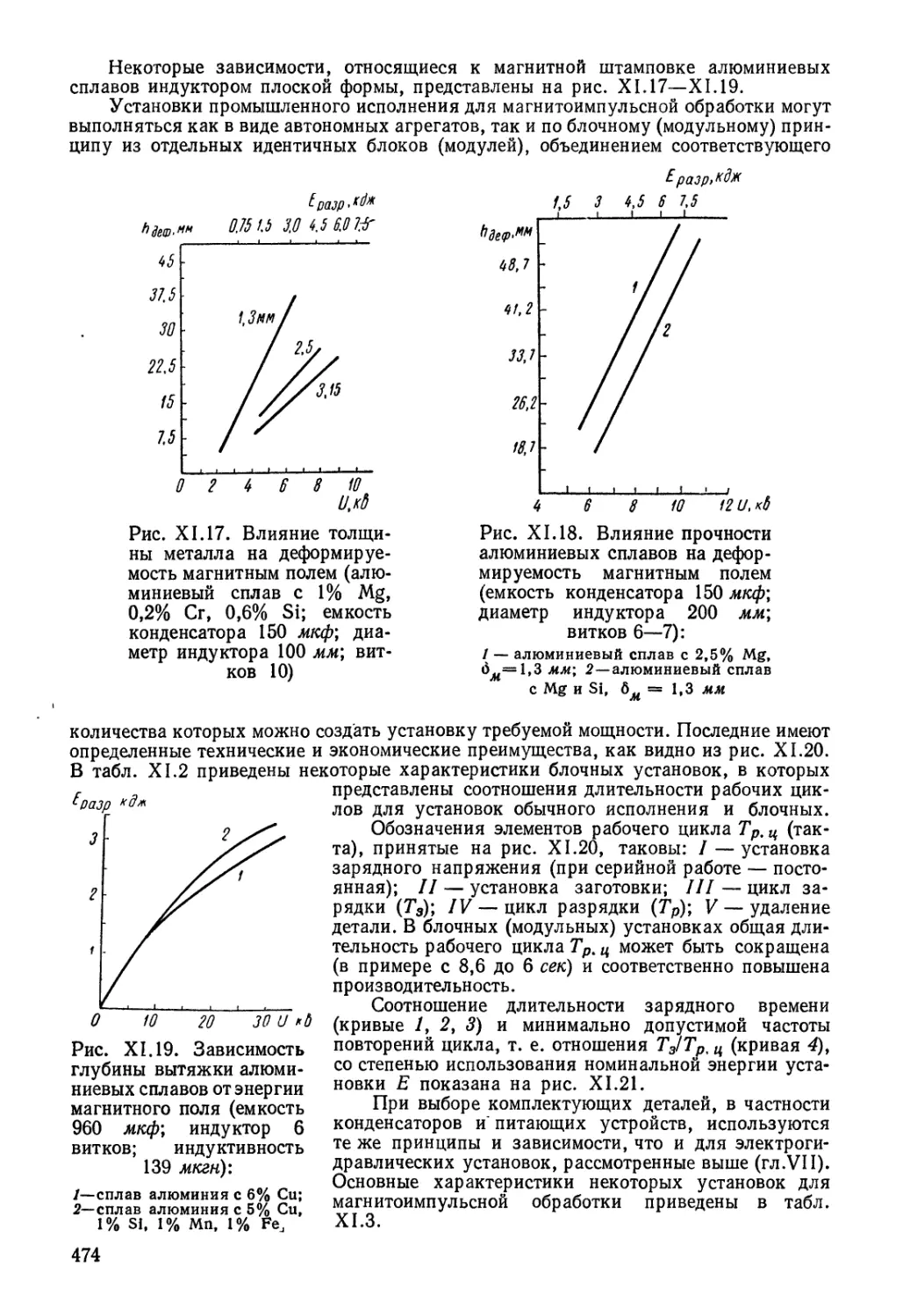
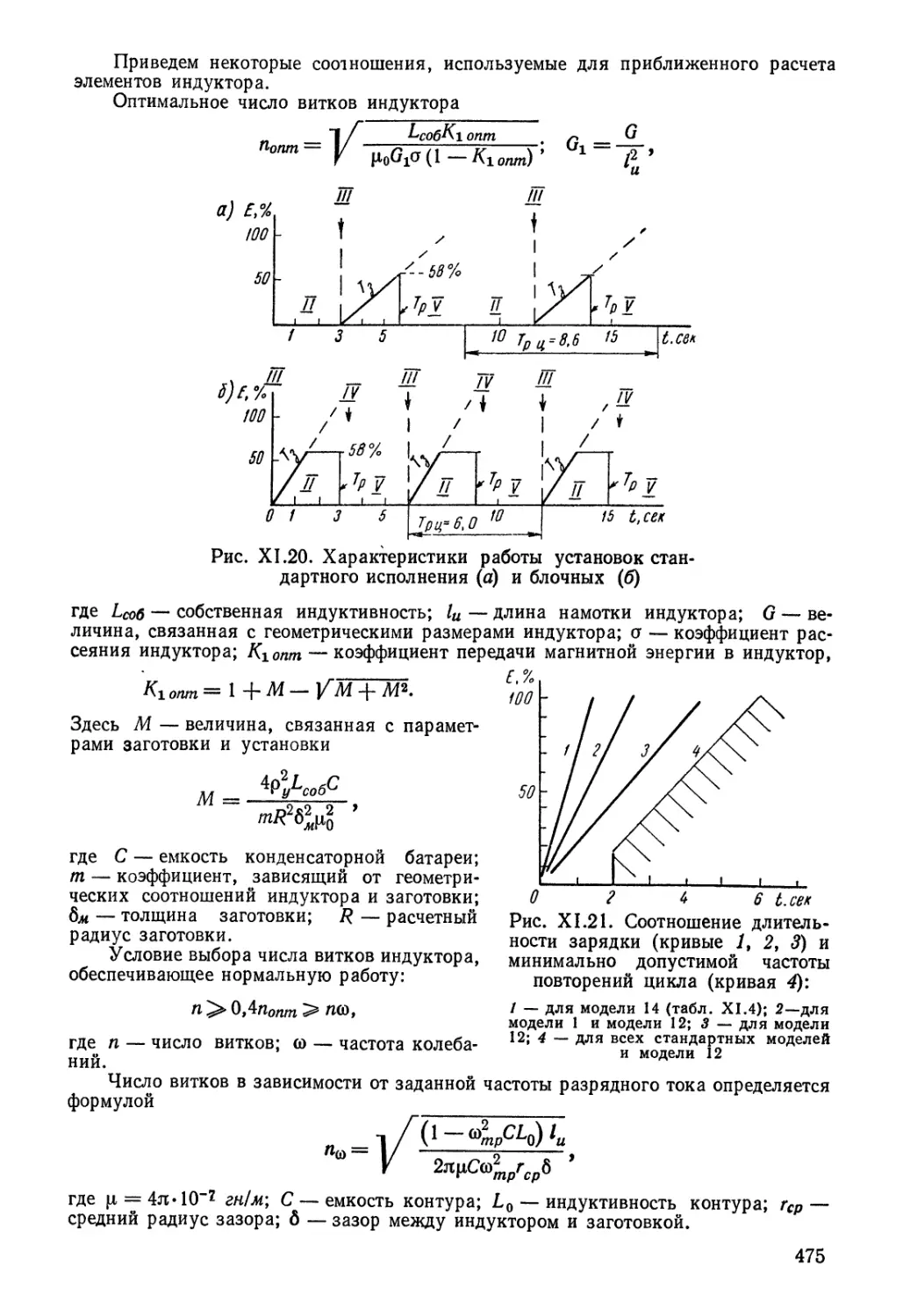





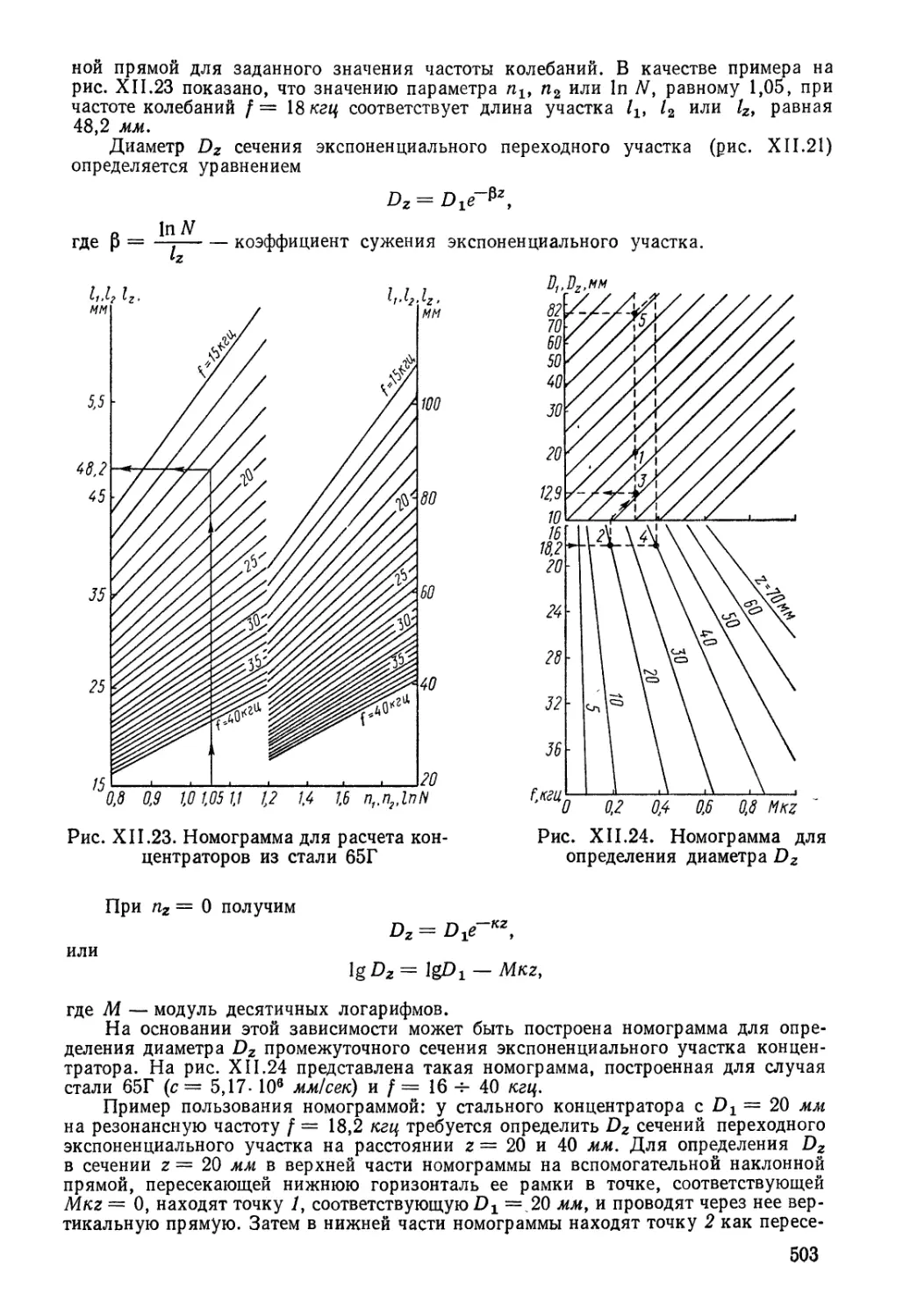











Text
ЛЯ. ПОЛИПОВ
СПРАВОЧНИК
ПО ЭЛЕКТРИЧЕСКИМ
И УЛЬТРАЗВУКОВЫМ
МЕТОДАМ ОБРАБОТКИ
МАТЕРИАЛОВ
л. я. попилов
СПРАВОЧНИК
ПО ЭЛЕКТРИЧЕСКИМ
И УЛЬТРАЗВУКОВЫМ
МЕТОДАМ ОБРАБОТКИ
МАТЕРИАЛОВ
Издание второе,
дополненное и переработанное
ИЗДАТЕЛЬСТВО .МАШИНОСТРОЕНИЕ*
ЛЕНИНГРАД 10 71
УДК 621.9.048.4 (0.83)
Справочник по электрическим и ультразвуковым мето-
дам обработки материалов Попилов Л. Я. Л., «Ма-
шиностроение», 1971 г. 544 стр. Табл. 278. Илл. 274. Библ.
369 назв.
Справочник содержит комплекс сведений об электро-
технологии — методах электрофизической и электрохими-
ческой обработки материалов. Он охватывает все современ-
ные направления развития этих методов.
В справочнике приведены сведения о сущности и прин-
ципах электротехнологии, основных зависимостях, кон-
струкциях оборудования, оснастке, инструменте и эко-
номике промышленного применения. Большое число
оригинальных иллюстраций, схем, графиков и номограмм
облегчает пользование справочником и расширяет воз-
можности его использования специалистами различных
категорий.
По сравнению с предыдущим изданием, вышедшим
в 1963 г., справочник коренным образом переработан и
дополнен в связи с развитием электротехнологии за по-
следнее десятилетие и появлением ряда новых методов
обработки, в период подготовки предыдущего издания
еще не применявшихся промышленно.
Справочник рассчитан на инженерно-технических ра-
ботников машиностроительных предприятий (технологов,
конструкторов, проектировщиков). Он может быть полезен
студентам вузов.
3—12—5
35—71
Рецензент канд. техн, наук Б. П. Березин
Канд. техн, наук Лев Яковлевич ПОПИЛОВ
СПРАВОЧНИК
ПО ЭЛЕКТРИЧЕСКИМ И УЛЬТРАЗВУКОВЫМ
МЕТОДАМ ОБРАБОТКИ МАТЕРИАЛОВ
Редактор издательства инж. Г. Н. Курепина
Переплет художника С. М. Савицкого
Технический редактор Т. П. Малашкина
Корректор 3. С. Романова
Ленинградское отделение
издательства «МАШИНОСТРОЕНИЕ»
Ленинград, Д-65, ул. Дзержинского, 10
Сдано в производство 15/IV 1971 г.
Подписано к печати 17/XI 1971 г. М-55485
Формат бумаги 60X90 1/16
Бумага типографская № 2.
Печ. л. 34. Уч.-изд. л. 35,1. Тираж 22 000 экз.
Зак. 1098. Цена 1 р. 99 к.
Ленинградская типография № 6
Главполиграфпрома
Комитета по печати
при Совете Министров СССР
Ленинград, С-144, ул. Моисеенко, 10
Предисловие
Электрофизические и электрохимические методы обработки материалов (электро,
технология) за последние десятилетия заняли заметное и важное место в современ-
ной Промышленности. Настало время расстаться с представлением о новизне этих
методов, так как по степени распространенности, накопленному опыту и отражению
в технической документации они не уступают многим «старым» методам металло-
обработки. Соответственно изменяются и требования к знаниям специалистов, прак.
тически реализующих рассматриваемые методы, и к содержанию обобщающих
литературных материалов.
Настоящий справочник представляет собой попытку в некоторой мере удовле.
творить изменившимся требованиям. Учитывая наличие достаточного числа книг
и брошюр по основам электротехнологии, а также возросшую квалификацию чита-
телей, сведения по основам электротехнологии из справочника полностью исключены.
Исключены либо переработаны характеристики конкретных технологических опера-
ций и описания элементов электротехнологического оборудования. Также исключены
данные о материалах и об общем электротехническом оборудовании, используемом
в электротехнологии, так как эти сведения имеются в большом числе специализи-
рованных изданий.
Справочник существенно переработан; он рассчитан на специалиста, хорошо
знакомого с основами электротехнологии, но нуждающегося в справочных данных,
методическом руководстве, фактических сведениях и примерах для углубленного
изучения уже освоенных практически методов, для выполнения начальных расчетов
при конструировании оснастки или переналаживания оборудования, а также для
оптимизации реализуемых технологических процессов и операций. Несмотря на то,
что до сих пор по основа^ отдельных электротехнологических процессов еще нет
полной ясности и однозначно принятых положений, и несмотря на то, что многие
методики расчетов основываются на частных зависимостях, можно все же полагать,
что возможность ознакомления с этими положениями и методиками в сводном виде,
которую предоставляет данный справочник, принесет пользу.
Настоящий справочник является не сводкой однозначных рекомендаций и ре-
цептов, а в первую очередь пособием, облегчающим начальные стадии работы тех-
нолога, конструктора, исследователя и других специалистов, ведущих самостоятель-
ную работу в области электротехнологии. Такой подбор материала оправдан и тем,
что большинство фактических сведений и конкретных технических характеристик
весьма быстро устаревает.
Помимо отмеченных особенностей данного справочника, существенно отлича-
ющегося от первого издания, имеются отличия и в широте охвата области. В настоя"
3
щем издании содержатся разделы, посвященные таким методам обработки, как
электроннолучевая, светолучевая, плазменная, магнитоимпульсная, электрогидрав-
лическая и некоторые другие, которые в предыдущем издании вообще не рассматри-
вались как из-за недостатка опыта их практического применения, так и по ряду
других причин. Таким образом, настоящий справочник является первым наиболее
полным пособием по всему комплексу электротехнологических методов, в том числе
и новым методам.
Вместе с тем предлагаемый труд несомненно не лишен недостатков и упущений,
что обусловлено как новизной освещаемых вопросов, так и чрезвычайной труд-
ностью отбора весьма обильных материалов. Автор будет благодарен читателям
за указания на эти недостатки и упущения.
Условные обозначения, принятые в справочнике
А — атомный вес вещества
А шах —максимальная (предельная)
амплитуда колебаний
а — коэффициент температу-
ропроводности
В — магнитная индукция
b — ширина (обрабатываемой
поверхности, детали и т. п.)
С — емкость
Сб—емкость батареи конден-
саторов
с,— скорость света
св — скорость звука в воде
с$ — удельная теплоемкость де-
тали
сзв — скорость звука
с0 — удельная теплоемкость
Ср — теплоемкость при постоян-
ном давлении
сэ — удельная теплоемкость
электролита
Da — анодная плотность тока
DK — катодная плотность тока
Df—коэффициент затухания
(демпфирования) колеба-
ний; декремент затухания
dK — диаметр канала (разряда,
дуги)
df — диаметр пучка (луча) в фо-
кусе
dc — диаметр сопла
d9 — диаметр электронного пуч-
ка (луча)
^31» ^зз — пьезомодули
Е — напряженность электри-
ческого поля
Ес — энергия, з.апасенная в кон-
денсаторе
Ед — градиент потенциала в
столбе дуги
Еэф — эффективное значение на-
пряженности поля
Ею — модуль Юнга (модуль нор-
мальной упругости)
е — заряд электрона (1,6 X
X 10“19 k)
F — число Фарадея (96 496 k)
Ер — расчетная площадь
f — фокусное расстояние
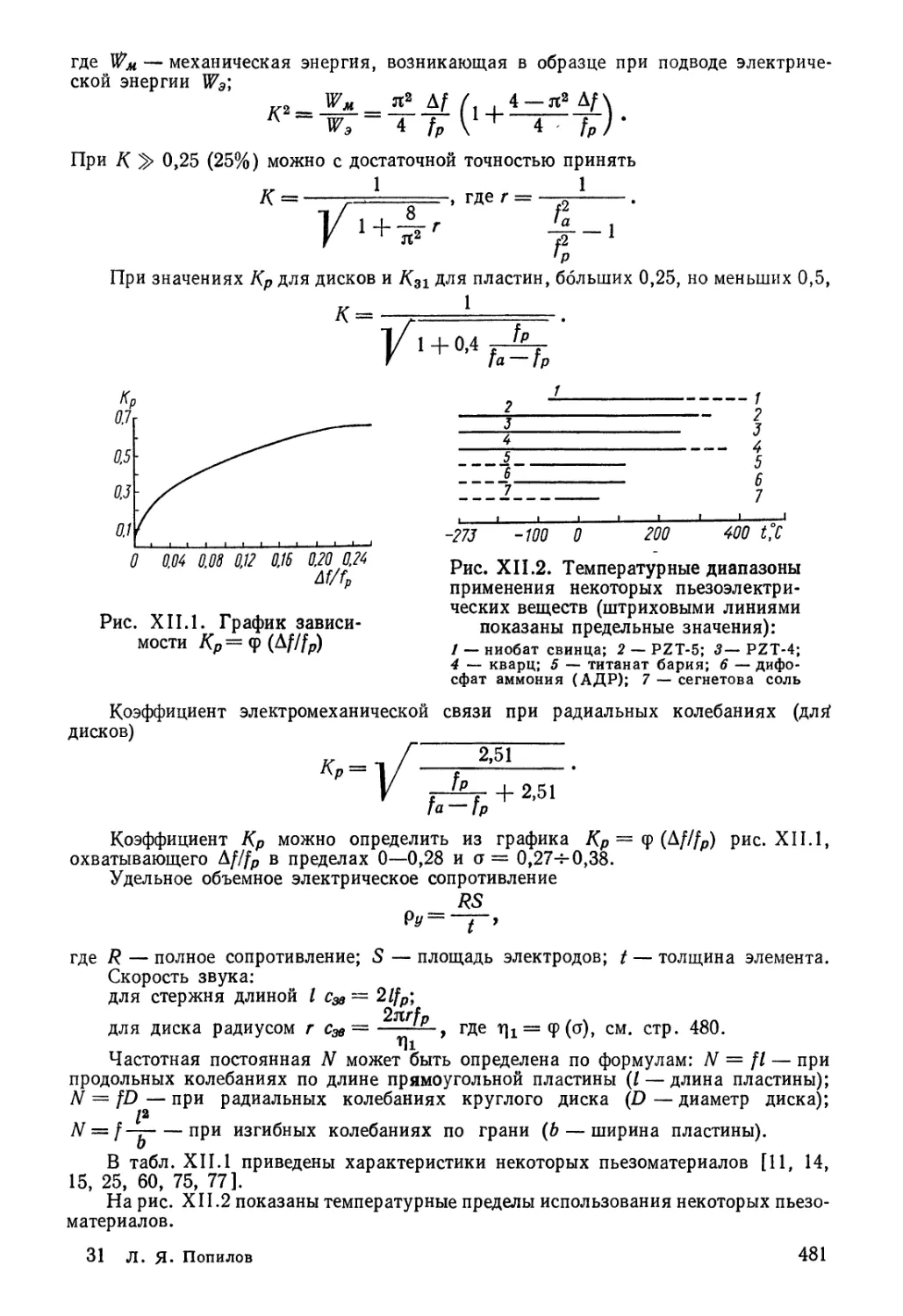
fa — антирезонансная частота
fp — резонансная частота
fr — коэффициент трения
G — количество (весовое) уда-
ляемого материала
Н — напряженность магнитно-
го поля
h — глубина (отверстия, плав-
ления, прошивания и т. п.)
Ьдеф — глубина деформации
I — сила тока (общее обозна-
чение)
/возб — сила тока возбуждения
1д — сила тока дуги
1аар — сила зарядного тока
1имп — сила тока в импульсе
1К, з — сила тока при коротком
замыкании
1Л — сила тока в луче (пучке)
/шах — максимальная сила тока
(амплитудное значение)
hoM — номинальная сила тока
lonm — оптимальная сила тока
1р — сила рабочего тока
1разр — сила разрядного тока
1Ср — среднее значение силы тока
1эф — эффективное значение силы
тока
/1 — сила тока в первичной цепи
/а — сила тока во вторичной
цепи
i — мгновенное значение силы
тока
j — плотность тока (общее обо-
значение)
/max — максимальная (резонанс-
ная) интенсивность излу-
чения
1э — плотность электронного по-
тока (луча, пучка)
5
j3M — плотность тока эмиссии
j изл — интенсивность излучения
/С — электрохимический экви-
валент
Кпл — практический линейный
электрохимический экви-
валент
Ку — объемный электрохимиче-
ский эквивалент (Ку =
= 16,7-^)
Р /
— постоянная Больцмана
(1,38 • 10 “6 эрг! град)
Км — коэффициент магнитоме-
ханической связи
Кр — коэффициент электроме-
ханической связи при ра-
диальных колебаниях
Кк — волновое число
L — индуктивность (общее обо-
значение)
Ьпл — теплосодержание материа-
ла при т-ре плавления
Lp. к — индуктивность разрядного
контура (цепи)
1К — длина канала (разряда,
дуги)
1пр — длина пробивного проме-
жутка
/рез — резонансная длина
М — коэффициент усиления по
амплитуде смещения или
колебательной скорости
Мр — коэффициент усиления при
резонансной частоте
т — масса частицы
W — отношение диаметров сту-
пеней
Nf — частотная постоянная
п — валентность
nd — коэффициент преломления
пи — число импульсов
Рвх — входная мощность
Рвых — выходная мощность
Ри — мощность в импульсе
Ризл — излучаемая мощность
Ртах — максимальная (амплитуд-
ная, пиковая) мощность
Рном — номинальная мощность
Рп — потребляемая мощность
Рс — мощность, потребляемая
из сети
Рср — среднее значение мощ-
ности
Руд — удельная мощность
Рэф — эффективная мощность
Рдеф — деформирующее давление
Ртах — максимальное (амплитуд-
ное) давление
РФ — давление на фронте удар-
ной волны
Q — добротность (общее обозна-
чение)
QA — удельный линейный съем
(удельная линейная про-
изводительность)
<2Л — удельный линейный съем
с анода (а) или катода (к)
Qm — механическая добротность
О.м. н — механическая добротность
нагруженного преобразо-
вателя
Qs — удельный съем по площади
(удельная по площади
производительность)
Qs — удельный съем по пло-
щади анода (а) или като-
да (к)
Qr — количество тепла
[Qv — удельный объемный съем
(удельная объемная про-
изводительность)
Qv — удельный объемный съем
с анода (а) или катода (к)
Q3Jl — расход электролита
Q2 — удельная суммарная (с
обоих электродов) произ-
водительность
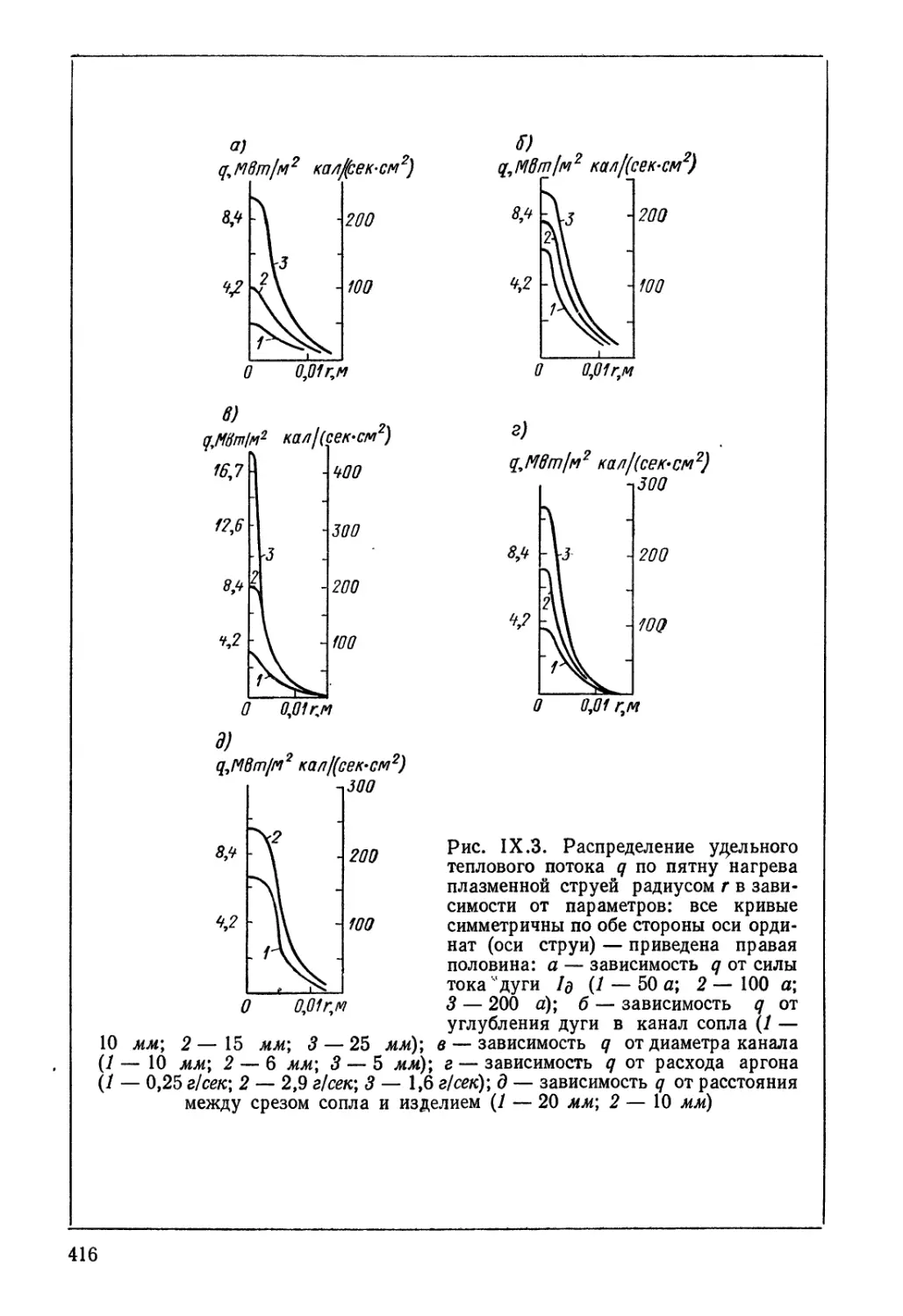
q — величина (плотность) теп-
лового потока
qQ — пороговая плотность теп-
лового потока
qn — тепловая мощность плаз-
менной струи
R — универсальная газовая по-
стоянная; активное сопро-
тивление (общее обозна-
чение)
Ра — среднее арифметическое от-
клонение профиля неров-
ностей шероховатой по-
верхности
Rp, к — активное сопротивление
разрядного контура (цепи)
Rz — высота неровностей шеро-
ховатой поверхности
R3 — активное сопротивление
эрозионного промежутка
R& — сопротивление зазора
Sa — площадь анода
SU3A — излучающая поверхность
(площадь излучения)
SK — площадь катода
So — обрабатываемая площадь
Зоб — площадь объектива
Sn — площадь светового пятна
на облучаемой поверхно-
сти
6
s — толщина материала
Т — абсолютная температура
(в *К)
Тк — температура (точка) Кюри
Ткип — температура кипения
(в РК)
Тп — период повторения им-
пульсов
ТПл — температура плавления
(в РК)
t — время — длительность
td — температура нагрева де-
тали (заготовки)
t3 — длительность зарядки
tu — длительность импульса
tKun — температура кипения (в °C)
tnA — температура плавления
(в °C)
tCp — средняя температура (в С)
1Э — температура электролита
(В ₽С)
U — напряжение (общее обо-
значение)
Uвозб — напряжение возбуждения
Ud — напряжение на дуге
— напряжение на индуктив-
ности
t/max — максимальное (амплитуд-
ное) значение напряжения
Унак — напряжение на лампе на-
качки
^ном — номинальное напряжение
Uo — энергия электронов; на-
чальное напряжение
Un — напряжение источника пи-
тания
Unp — напряжение пробоя (про-
бивное напряжение)
Up — напряжение рабочее
U*. х — напряжение холостого
хода
иэ — напряжение на электродах
Uy — ускоряющее напряжение
Uс — напряжение на конденса-
торе
£/со — начальное значение напря-
жения на конденсаторе
Uс ном—номинальное напряжение
заряда конденсатора
Uб — напряжение, на эрозион*
ном промежутке
U&n — напряжение на промежут-
ке при максимальном токе
U^h — начальное напряжение
разряда через промежуток
t/бк — напряжение в конце раз-
ряда
Vu — скорость движения ин-
струмента
vA — линейная скорость (раство-
рения, разрушения)
vm — наибольшая колебатель-
ная скорость торца излу-
чателя (при резонансе)
vH — скорость наплавки
vn — скорость подачи
vn (а, к) — скорость подачи анода (а)
или катода (к)
Vnp — скорость проплавления
vp — скорость резания (раство-
рения)
vce — скорость сварки
v9A — скорость движения элек-
тролита
V(fr — скорость фронта ударной
волны
W — энергия или мощность (об-
щее обозначение)
Wd — мощность дуги
Wu — энергия импульса
WA — полная энергия или мощ-
ность электронного луча
(потока)
— удельная энергия или
удельная мощность луча
(потока) в его сечении
№Нак — энергия накачки
Wc — энергия, запасенная в кон-
денсаторах в процессе за-
рядки
WCp — среднее значение энергии
Ws — удельная энергия или
удельная мощность элек-
тронного луча (потока),
отнесенная к площади его
действия
— то же на глубине проник-
новения (х)
Wv — удельная энергия или
удельная мощность элек-
тронного луча (потока),
отнесенная к объему его
взаимодействия с веще-
ством
Wv (Х) — то же на глубине проник-
новения (х)
W3n — мощность, выделяемая в
эрозионном промежутке
X — реактивное сопротивление
Z — полное сопротивление
(импеданс)
Ze — волновое (электрическое)
сопротивление
Zex— входное сопротивление
Zq — волновое (акустическое)
сопротивление
а — температурный коэффи-
циент
7
у a— величина эрозии (износа)"
анода
ук — величина эрозии (износа)
катода
д — толщина, глубина (общее
значение); зазор между
электродами
дб — боковой зазор
— толщина материала
дп — глубина проникновения
поля
дт — торцовой (лобовой) зазор
8 — диэлектрическая прони-
цаемость (постоянная)
&д — амплитуда деформации
к] — коэффициент полезного
действия (к. п. д.); выход
по току
т)а — анодный выход по току
tlx — катодный выход по току
Ллш — механоакустический к. п.д
Лае — электроакустический
к. п. д.
Т|5Л1 — электромеханический
к. п. д.
X — длина волны
^исп — теплота испарения
— теплота плавления
— коэффициент теплопровод-
ности
ц — динамический коэффи-
циент вязкости
ра — абсолютная магнитная про-
ницаемость
р0 — магнитная проницаемость
свободного пространства
(вакуума) — магнитная
постоянная
v — кинематический коэффи-
циент вязкости
р — плотность (общее обозна-
чение)
pd — плотность воды
ру — удельное электрическое
сопротивление
рэ — плотность электролита
2 фа, к — алгебраическая сумма анод-
ного и катодного фл
потенциалов
ав — предел прочности при раз-
рыве
оп — амплитуда механического
напряжения
олр — динамическая прочность
материала (максимально
допустимое значение ам-
плитуды напряжений)
ог — предел текучести
т — время (общее обозначение);
постоянная времени
Ф — равновесный потенциал
Фо — стандартный (нормальный)
электродный потенциал
X — удельная электропровод-
ность жидкости
%0 — начальная удельная элек-
тропроводность
Хлл — удельная электропровод-
ность плазмы
со — круговая (угловая) час-
тота
Глава I
ОБЩИЕ СВЕДЕНИЯ
ОБ ЭЛЕКТРОТЕХНОЛОГИЧЕСКИХ МЕТОДАХ ОБРАБОТКИ
1. КЛАССИФИКАЦИЯ МЕТОДОВ ОБРАБОТКИ
Разнообразие составляющих электротехнологию методов обработки материа-
лов, а также комплексность большинства методов затрудняют осуществление еди-
ной классификации, однозначно определяющей положение каждого метода в ряду
других и их взаимосвязь. Общее представление о разнообразии факторов, которые
рекомендуется учитывать при классификации электротехнологических методов
размерной обработки, дает табл. 1.1.
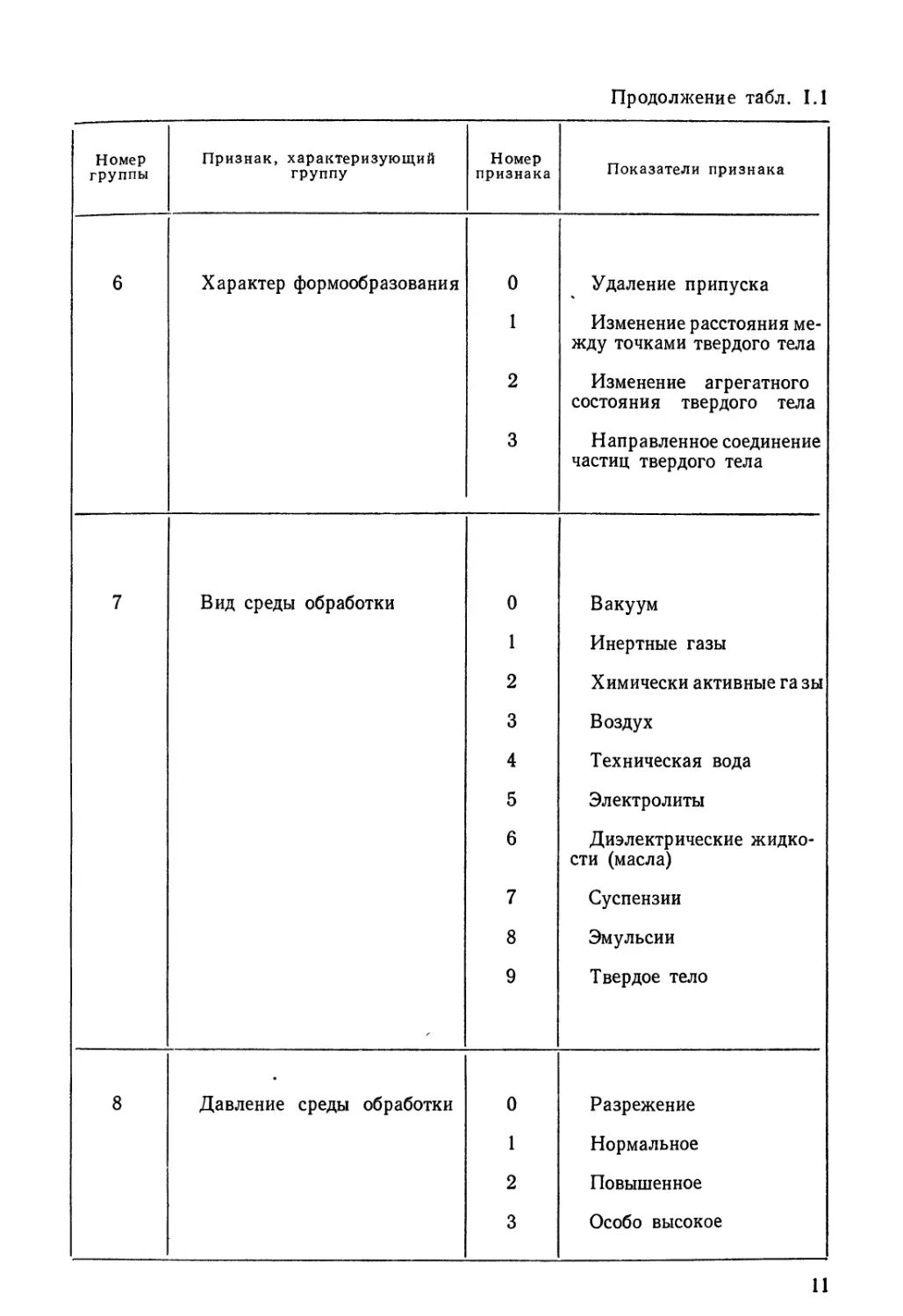
1.1. Классификационные признаки процессов и методов
размерного формообразования [19, гл. VI]
Номер группы Признак, характеризующий группу Номер признака Показатели признака
0 Энергия, непосредственно подводимая к объекту 0 1 2 3 4 5 6 Тепловая Механическая Электрическая Магнитная Электромагнитная Химическая Ядерная
1 Энергия на границе объекта и среды
2 Энергия, определяющая съем материала и образование формы 0 1 5 Тепловая Механическая Химическая
9
Продолжение табл. 1.1
Номер группы Признак, характеризующий группу Номер признака Показатели признака
3 Распределение энергии по времени 0 1 Непрерывное Пульсирующее
2 Импульсное
4 Подвод энергии и распреде- ление ее в пространстве, за- нимаемом объектом 0 1 2 Точечный Линейный Поверхностный
3 Объемный
4 Т очечно-линейный
5 Точечно-поверхностный
6 Т очечно-объемный
5 Главный физический про- цесс, определяющий размер- ное формообразование (раз- мерный съем материала, раз- мерную деформацию, размер- ное соединение частиц и т. п.) 0 1 2 3 Плавление (отвердевание) Испарение (конденсация) Пластическая деформа- ция Хрупкое разрушение (скол)
4 Химическое растворение
5 Электролиз растворов или расплавов
6 Кристаллизация из рас- творов или расплавов
7 Направленное взаимодей- ствие наэлектризованных или намагниченных частиц
8 Взаимодействие диспер- гированных частиц и связы- вающих материалов
9 Ядерные преобразования вещества
10
Продолжение табл. 1.1
Номер группы Признак, характеризующий группу Номер признака Показатели признака
6 Характер формообразования 0 Удаление припуска
1 Изменение расстояния ме- жду точками твердого тела
2 Изменение агрегатного состояния твердого тела
3 Направленное соединение частиц твердого тела
7 Вид среды обработки 0 Вакуум
1 Инертные газы
2 Химически активные га зы
3 Воздух
4 Техническая вода
5 Электролиты
6 Диэлектрические жидко- сти (масла)
7 Суспензии
8 Эмульсии
9 Твердое тело
8 Давление среды обработки 0 Разрежение
1 Нормальное
2 Повышенное
3 Особо высокое
11
Продолжение табл. 1.1
Номер группы Признак, характеризующий группу Номер признака Показатели признака
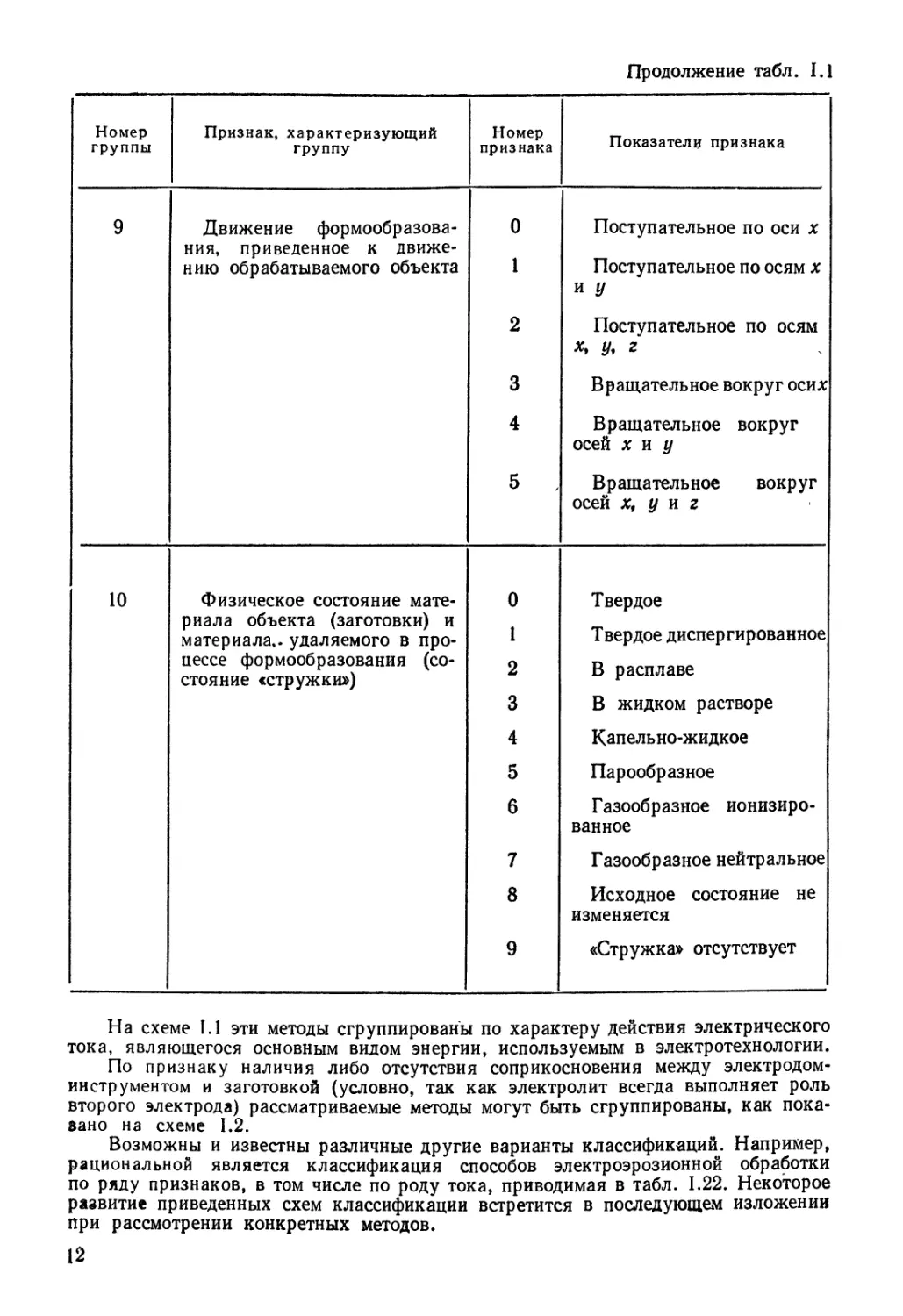
9 Движение формообразова- ния, приведенное к движе- нию обрабатываемого объекта 0 1 Поступательное по оси х Поступательное по осям х и у
2 Поступательное по осям х, у, г
3 Вращательное вокруг осих
4 Вращательное вокруг осей х и у
5 , Вращательное вокруг осей х, у и г
10 Физическое состояние мате- риала объекта (заготовки) и материала,, удаляемого в про- цессе формообразования (со- стояние «стружки») 0 1 2 3 Твердое Твердое диспергированное В расплаве В жидком растворе
4 Капельно-жидкое
5 Парообразное
6 Газообразное ионизиро- ванное
7 Газообразное нейтральное
8 Исходное состояние не изменяется
9 «Стружка» отсутствует
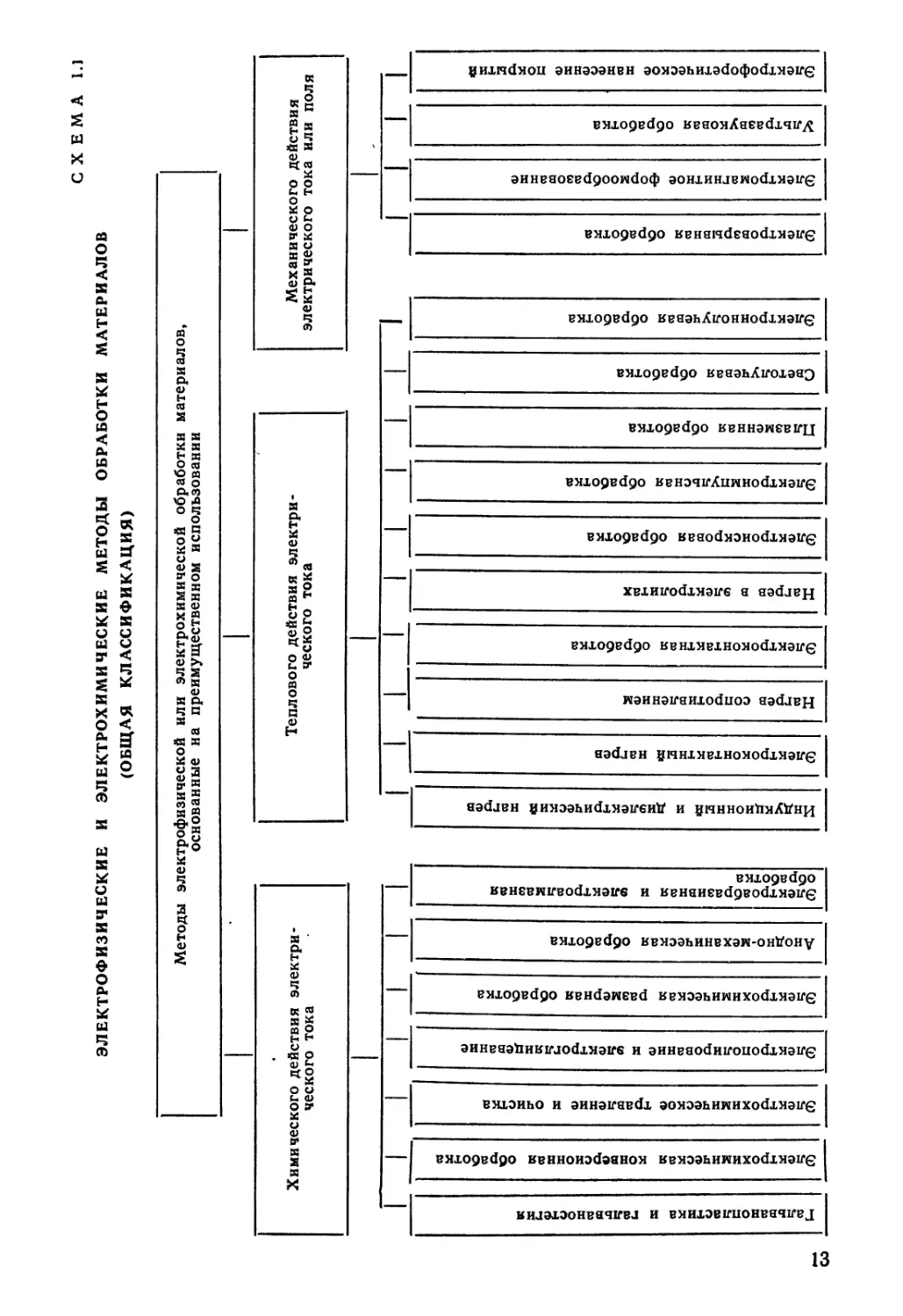
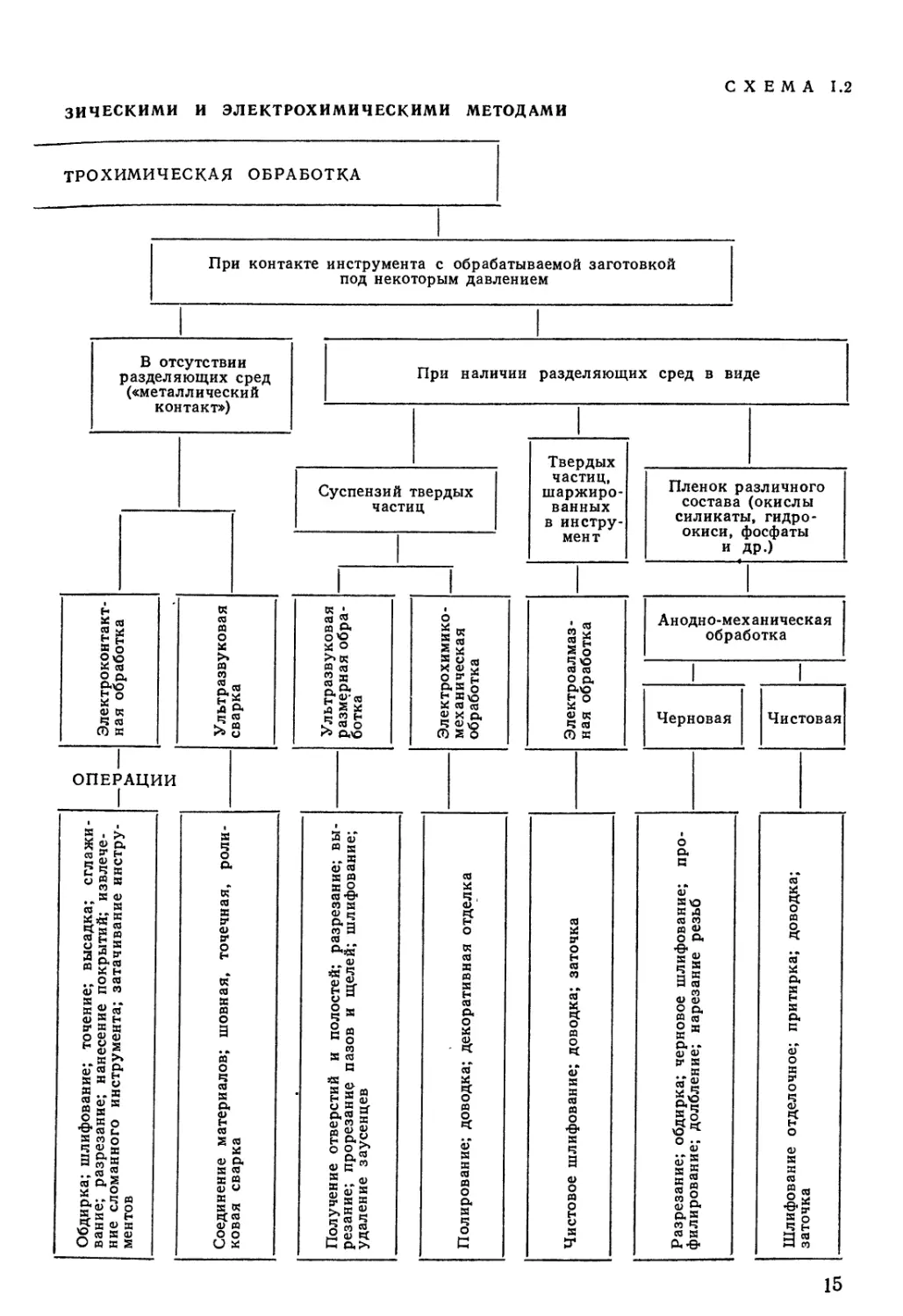
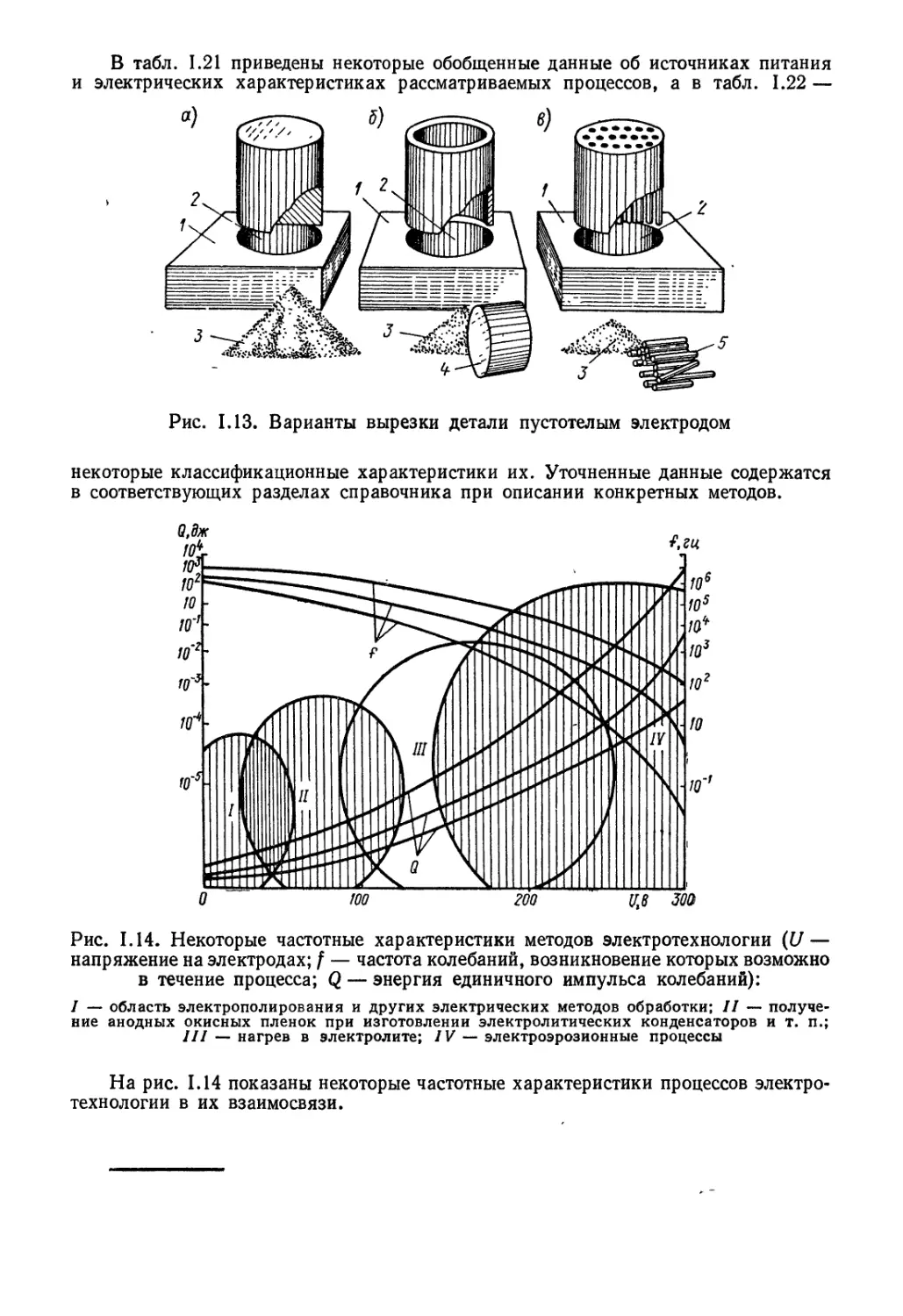
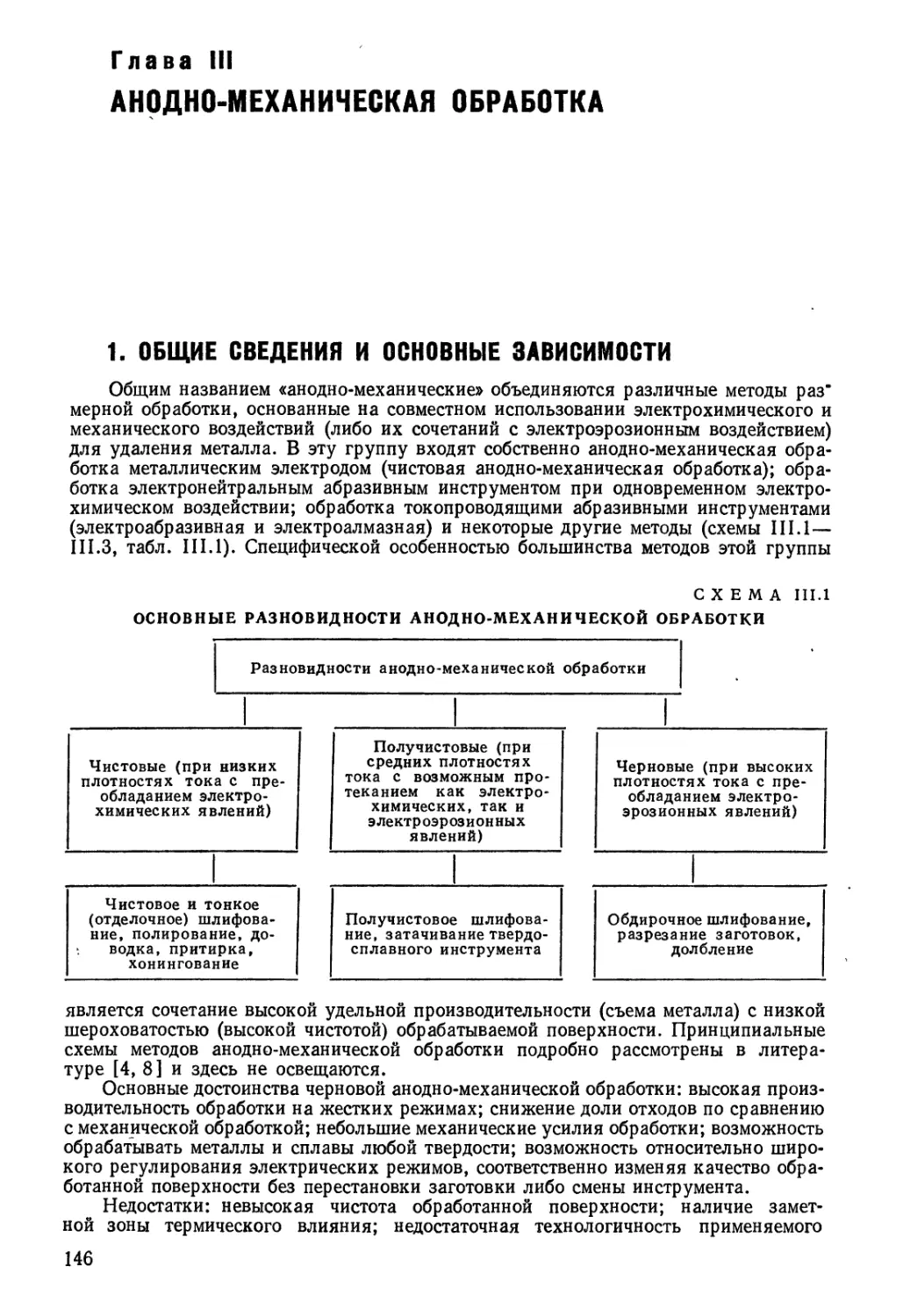
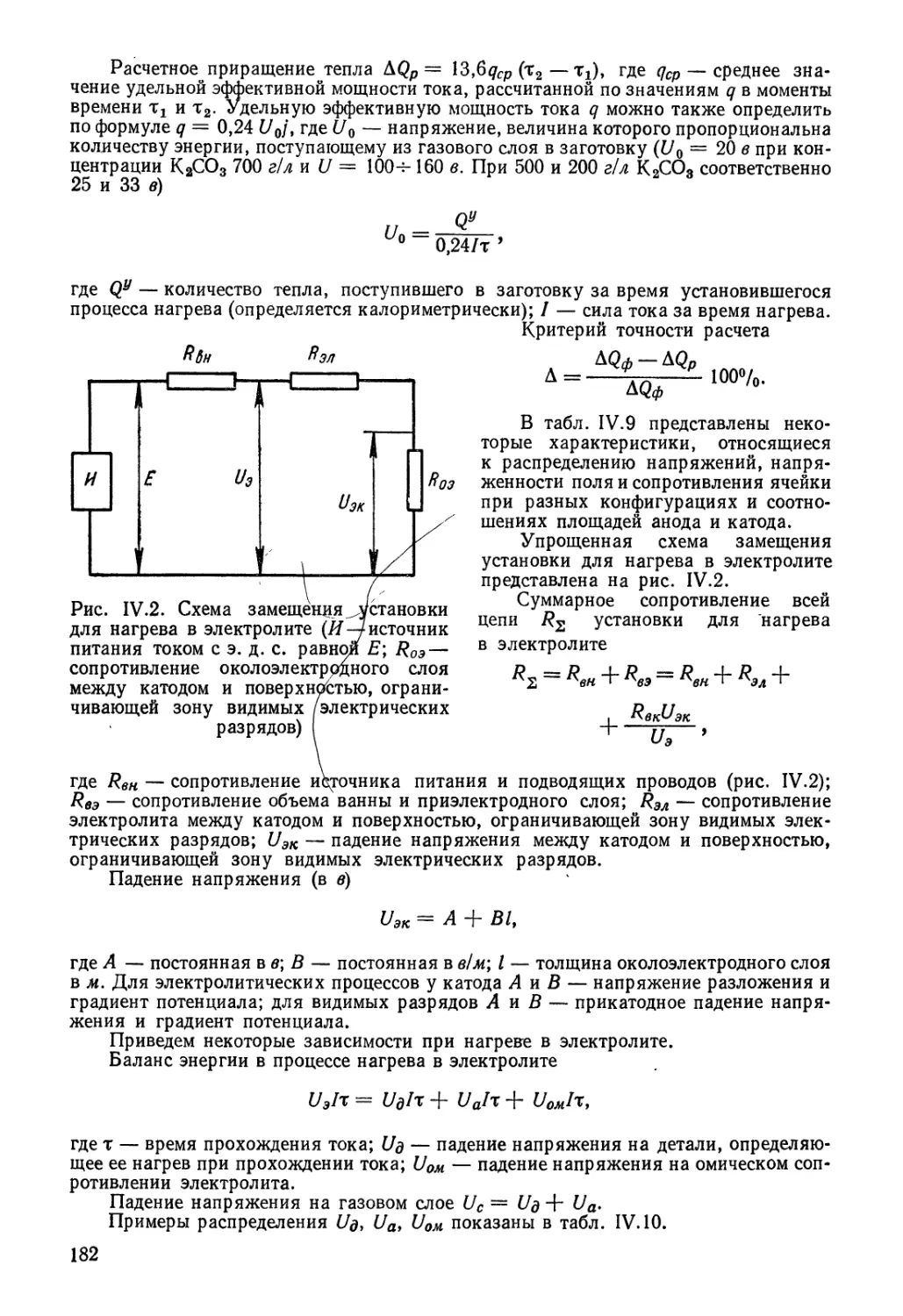
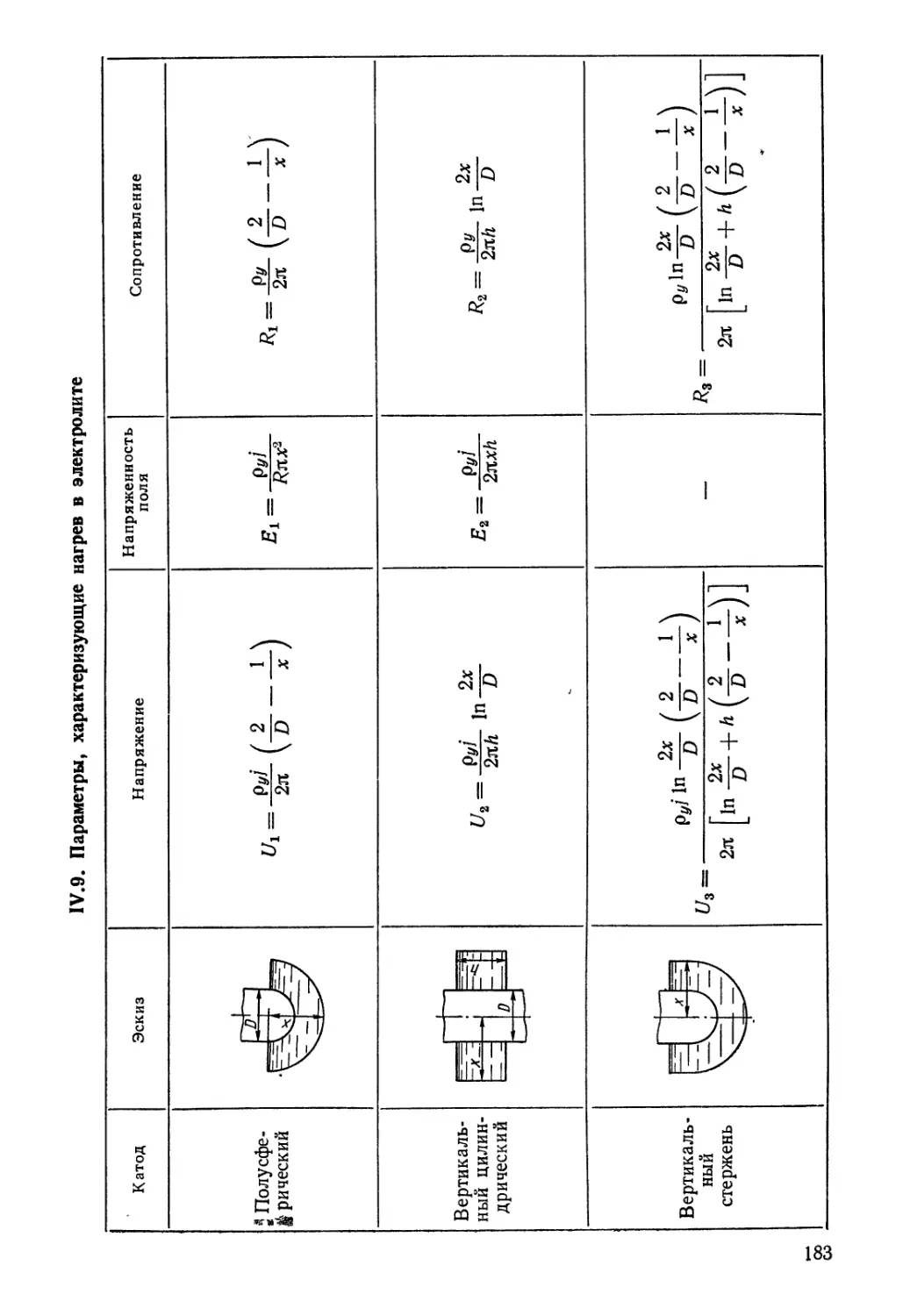
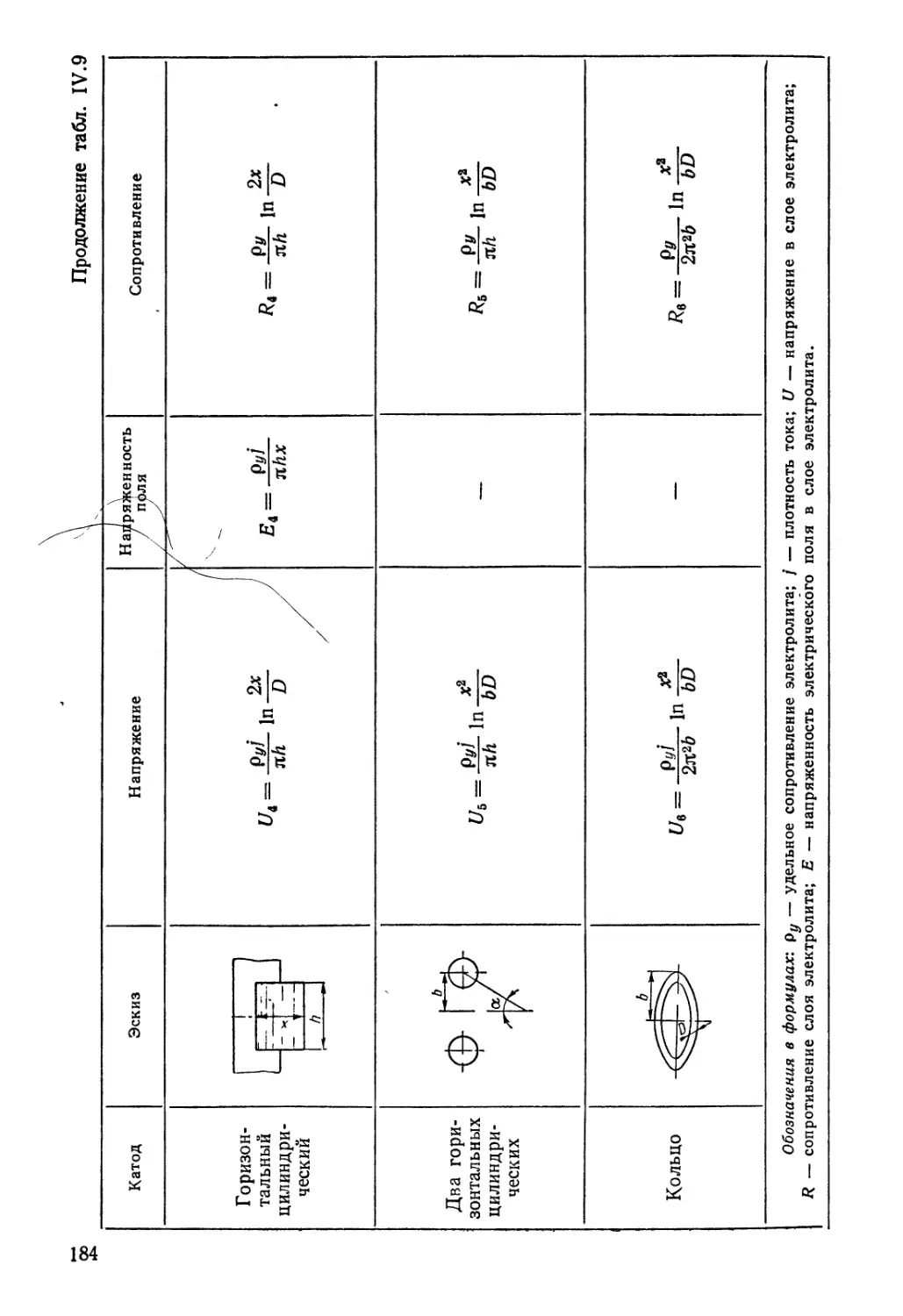
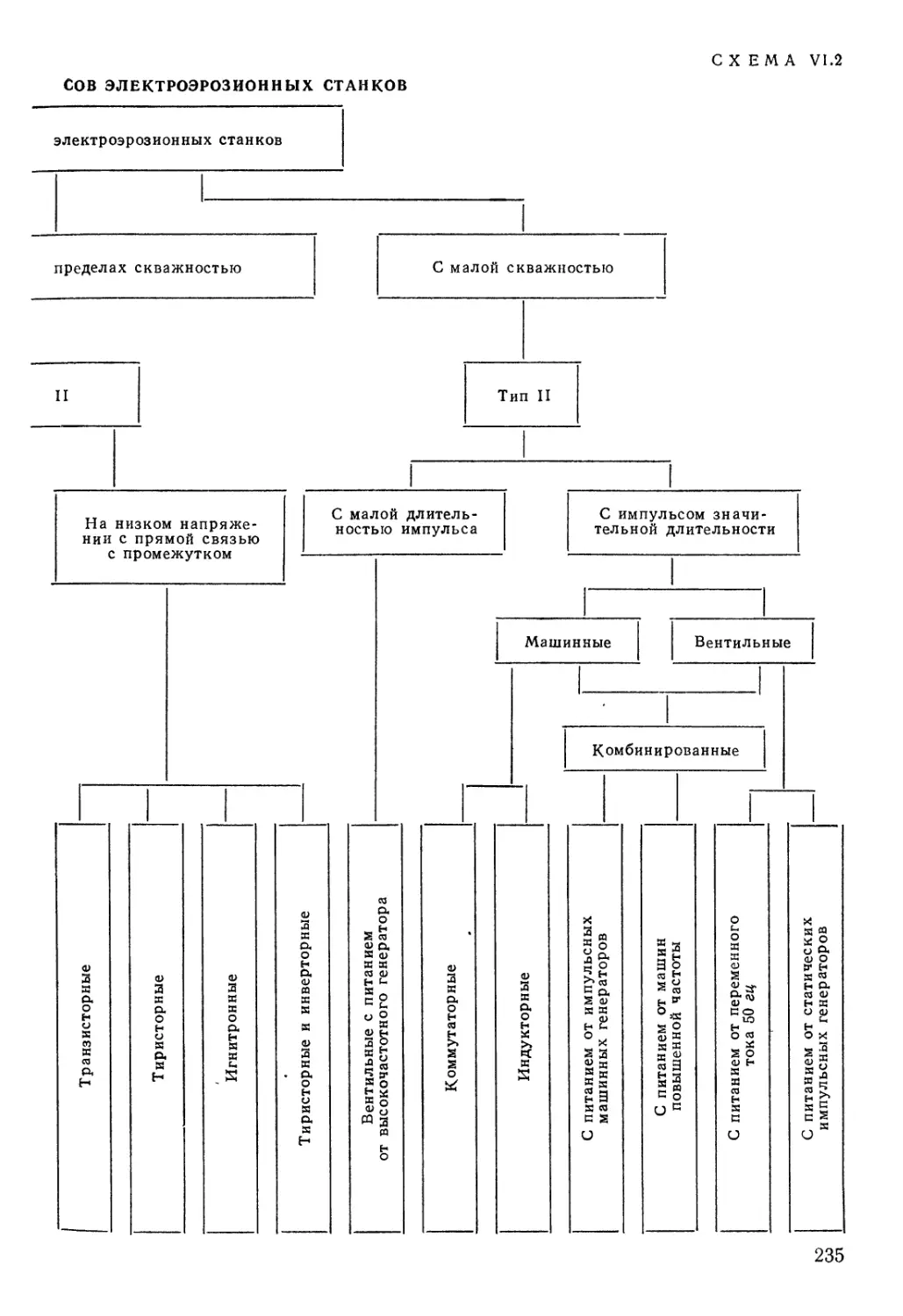
На схеме 1.1 эти методы сгруппированы по характеру действия электрического
тока, являющегося основным видом энергии, используемым в электротехнологии.
По признаку наличия либо отсутствия соприкосновения между электродом-
инструментом и заготовкой (условно, так как электролит всегда выполняет роль
второго электрода) рассматриваемые методы могут быть сгруппированы, как пока-
зано на схеме 1.2.
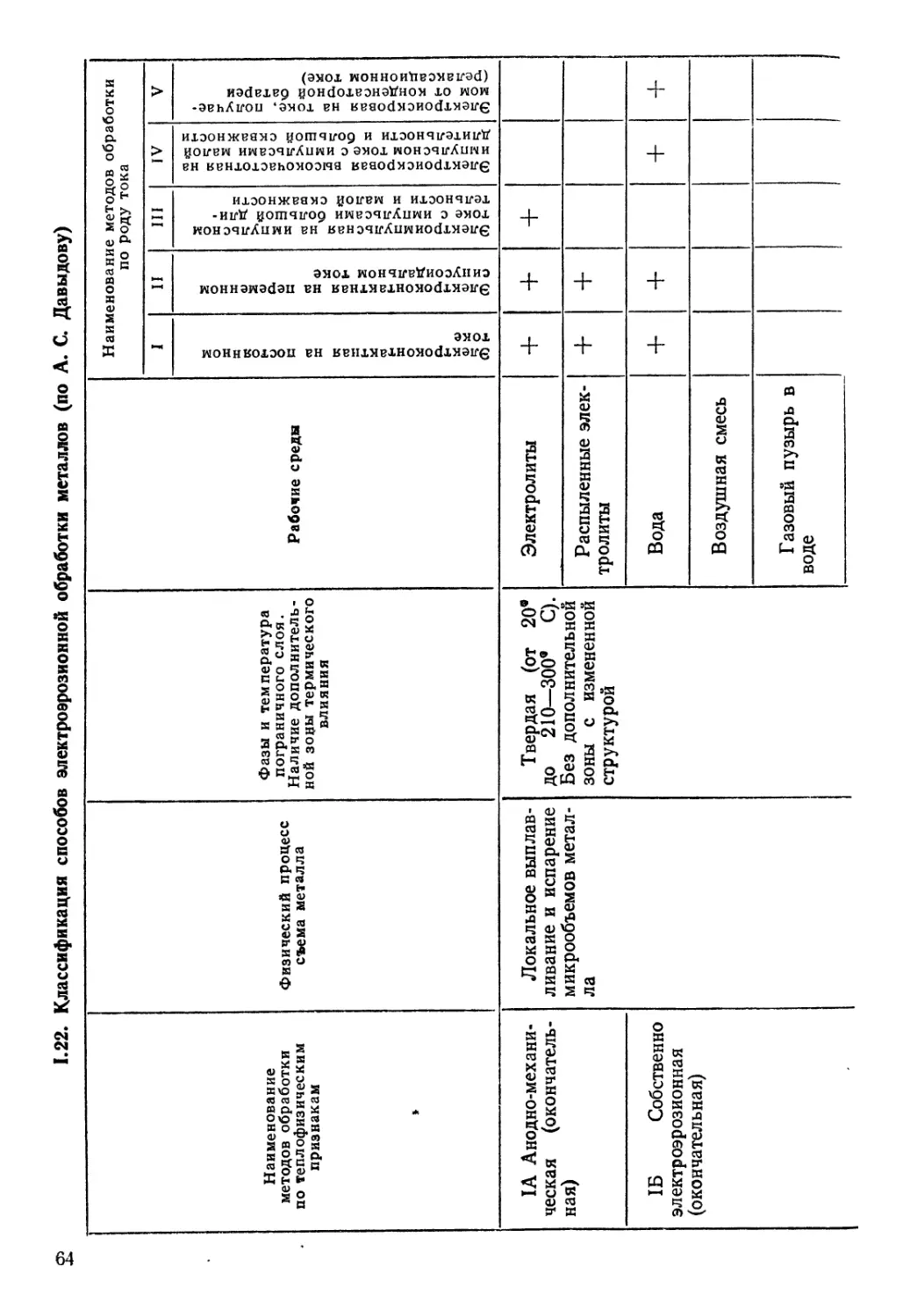
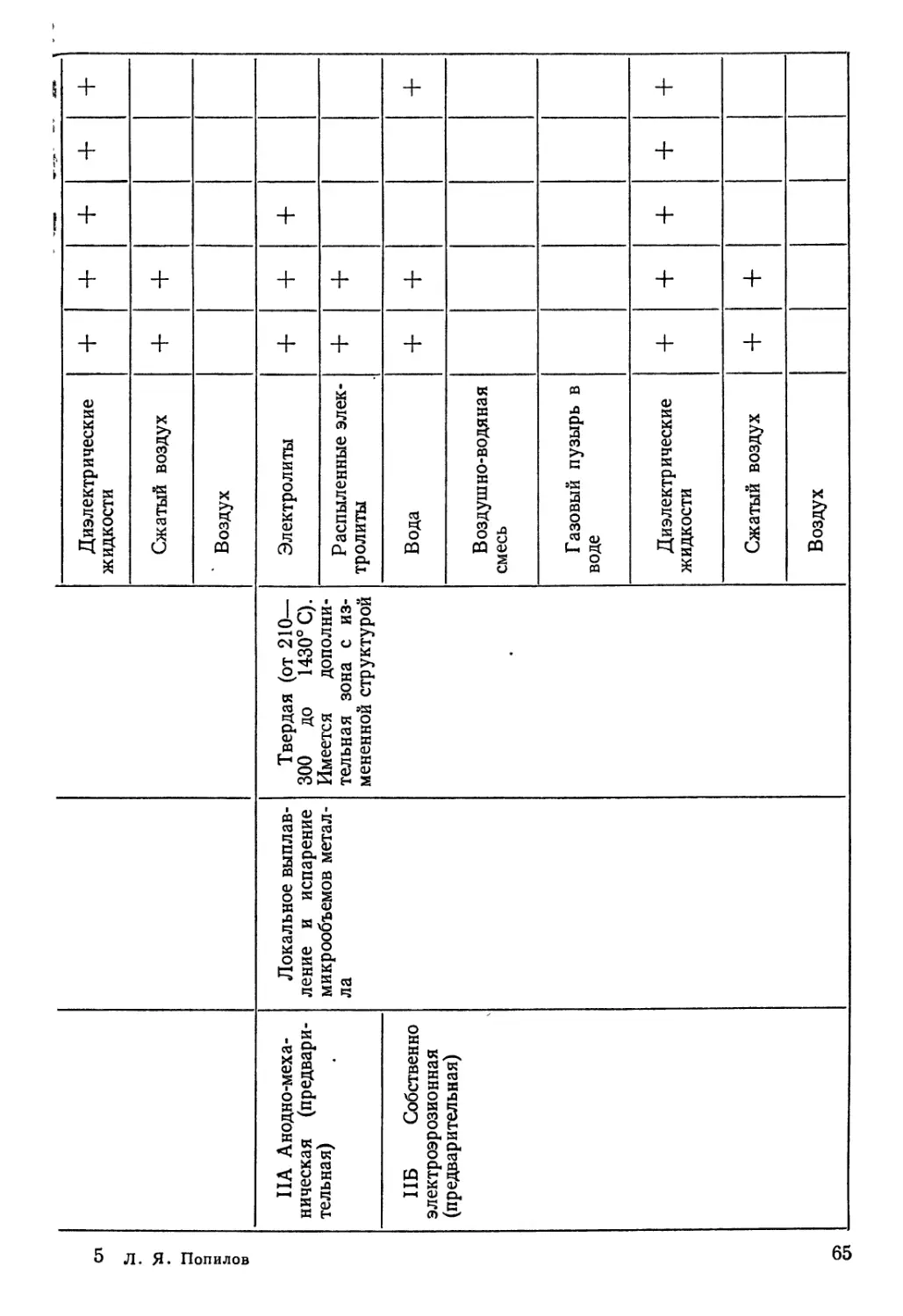
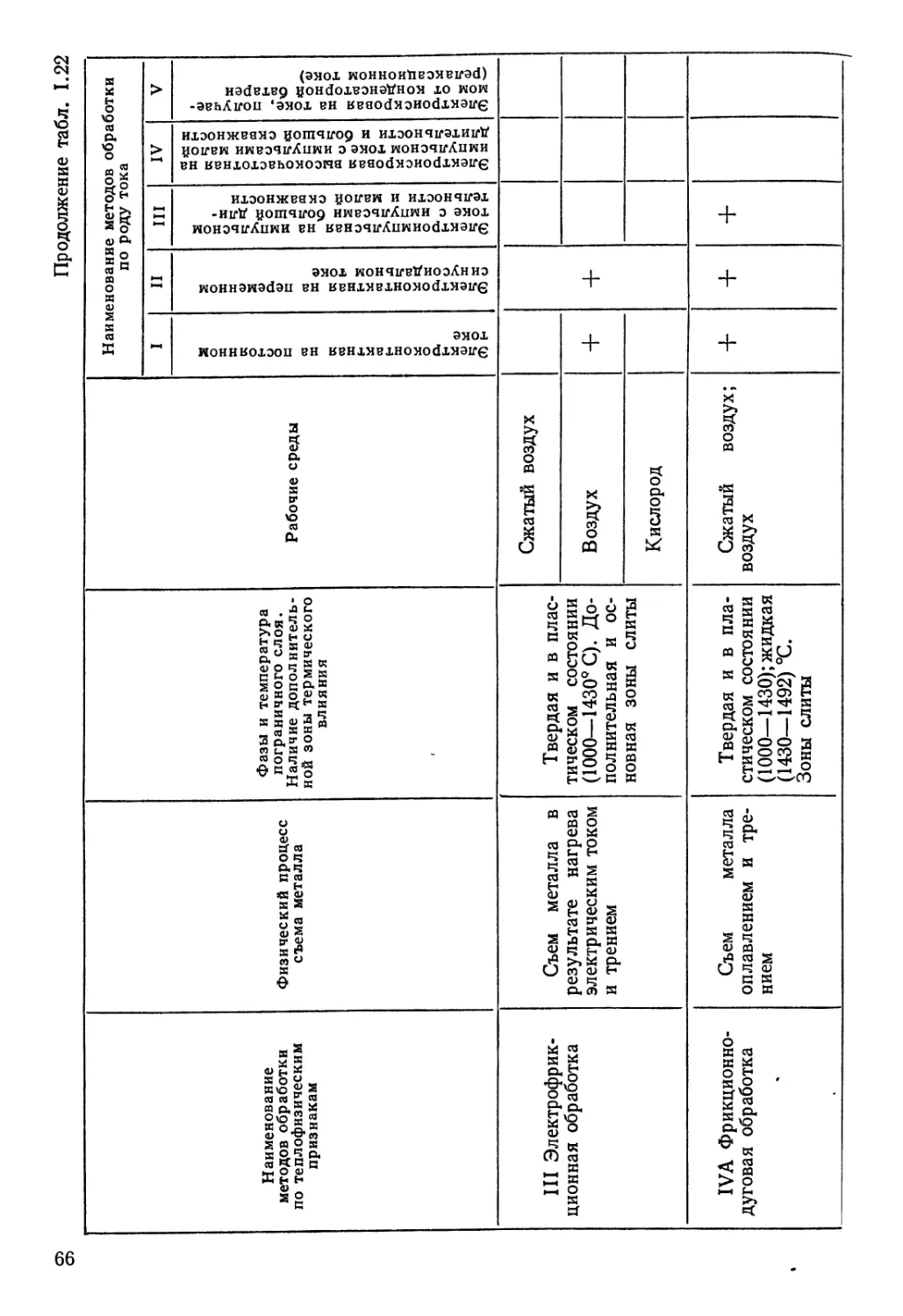
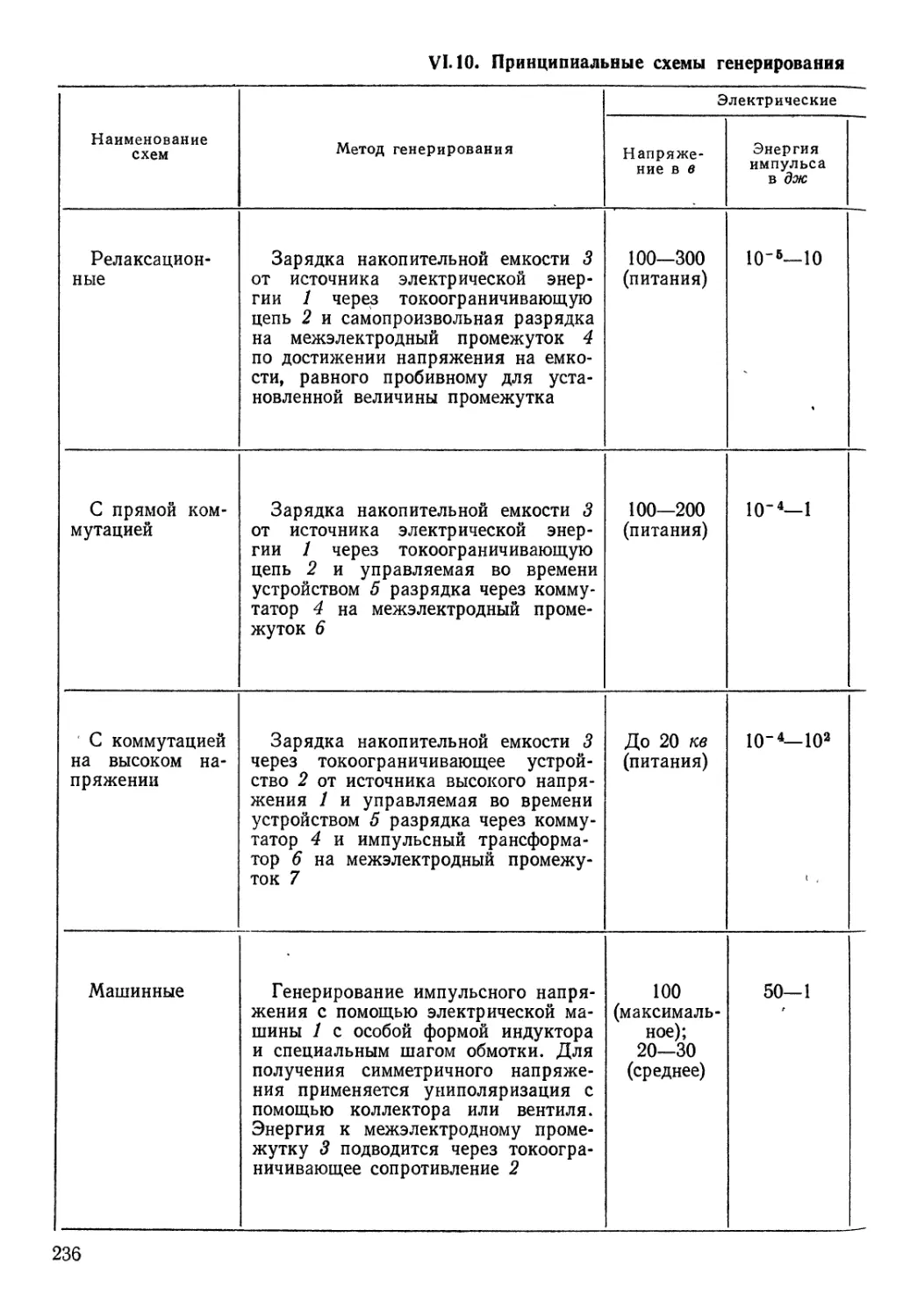
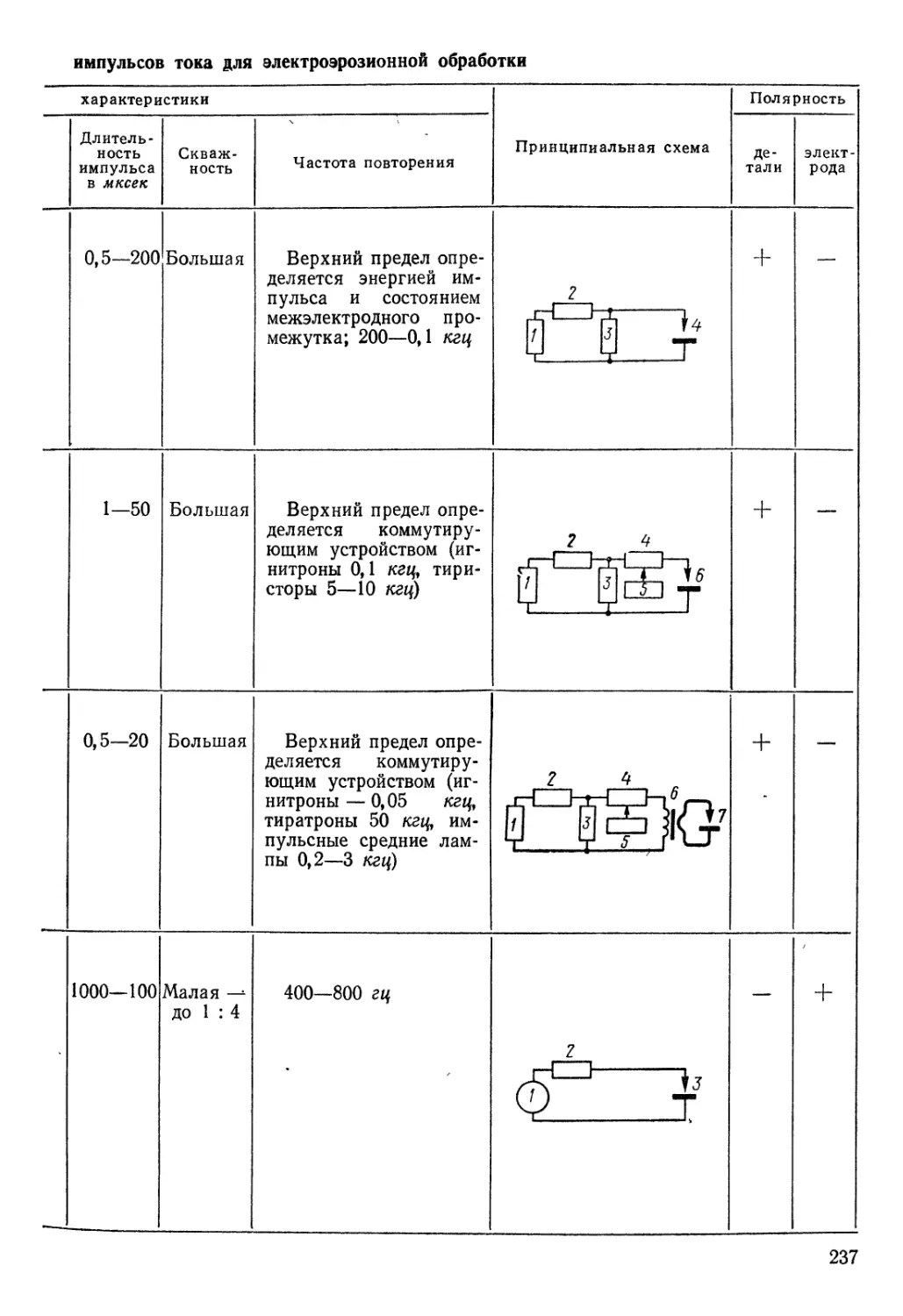
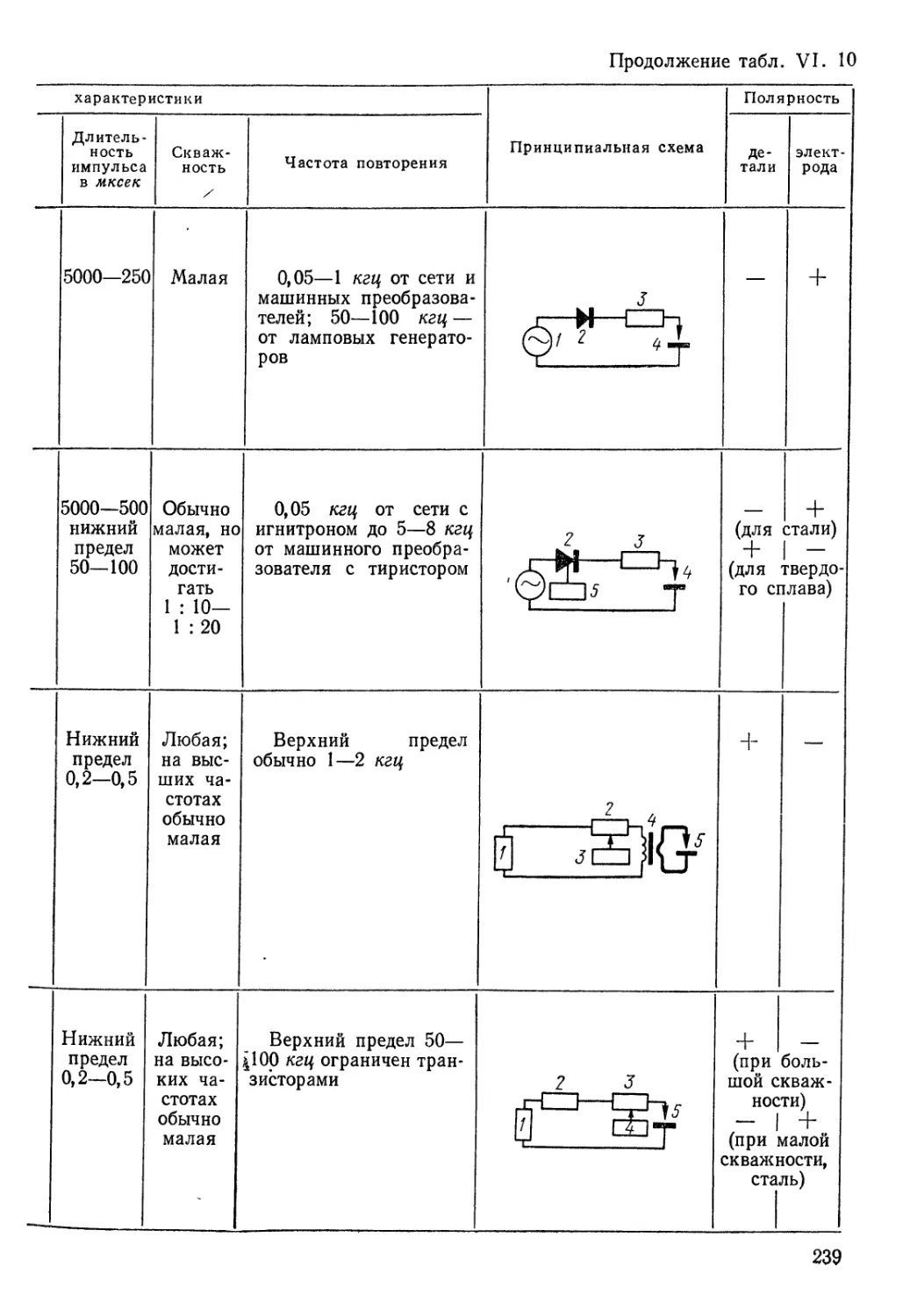
Возможны и известны различные другие варианты классификаций. Например,
рациональной является классификация способов электроэрозионной обработки
по ряду признаков, в том числе по роду тока, приводимая в табл. 1.22. Некоторое
развитие приведенных схем классификации встретится в последующем изложении
при рассмотрении конкретных методов.
12
о
X
w
>
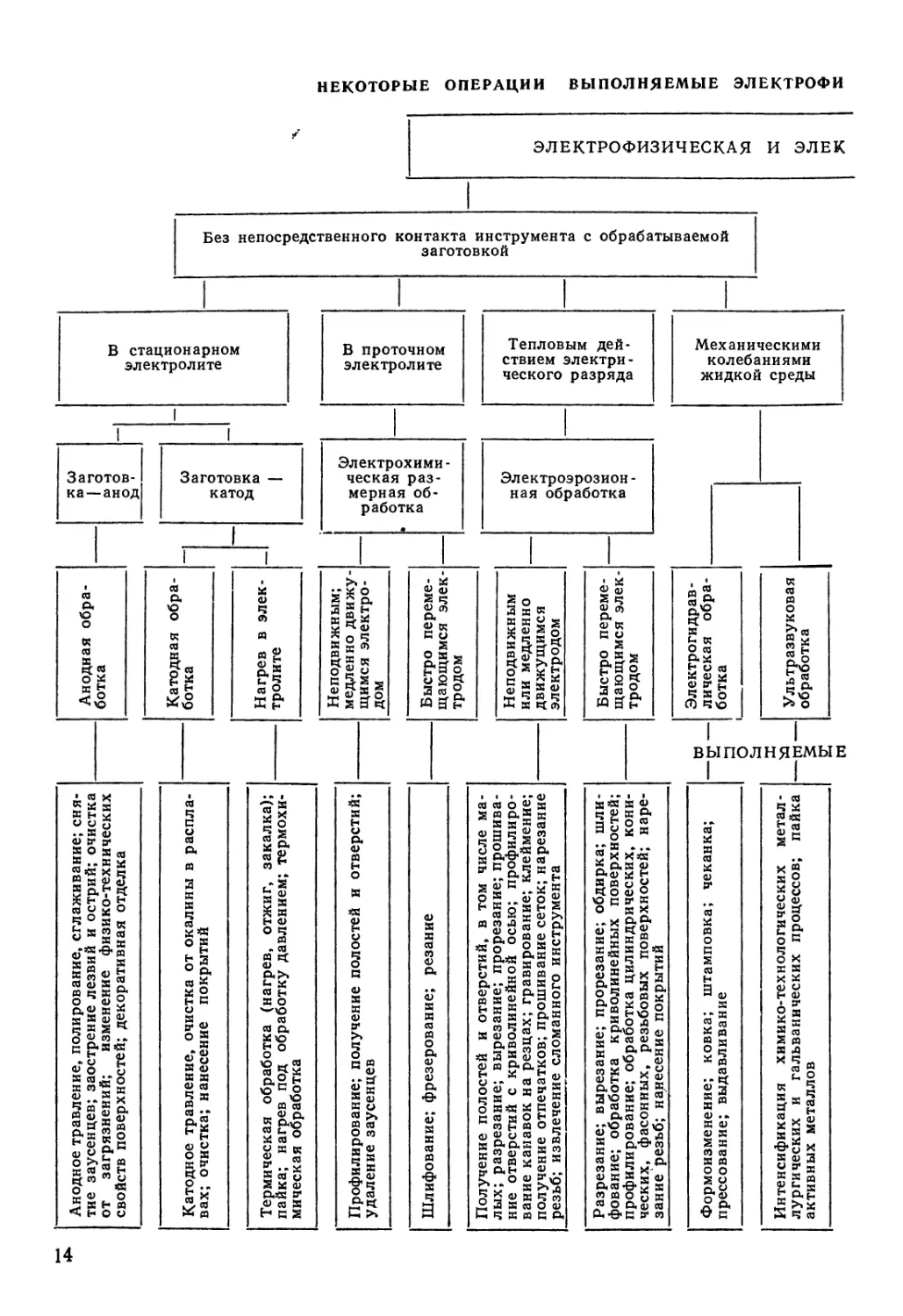
НЕКОТОРЫЕ ОПЕРАЦИИ ВЫПОЛНЯЕМЫЕ ЭЛЕКТРОФИ
Обдирка; шлифование; точение; высадка; сглажи-
вание; разрезание; нанесение покрытий; извлече-
ние сломанного инструмента; затачивание инстру-
ментов
Соединение материалов; шовная, точечная, роли-
ковая сварка
Получение отверстий и полостей; разрезание; вы-
резание; прорезание пазов и щелей; шлифование;
удаление заусенцев
Полирование; доводка; декоративная отделка
Чистовое шлифование; доводка; заточка
Разрезание; обдирка; черновое шлифование; про-
филирование; долбление; нарезание резьб
Шлифование отделочное; притирка; доводка;
заточка
сл
2. ОСНОВНЫЕ ПАРАМЕТРЫ
НЕКОТОРЫХ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ И ОПЕРАЦИЙ
Рассматриваемые методы имеют весьма широкий диапазон параметров, опре-
деляющих как условия проведения операции, так и ее результаты. Любая попытка
ограничить значения этих показателей четкими границами несостоятельна, так как
всегда возможно применение таких сочетаний параметров, которые будут выходить
за принятые рамки [1, 2, 13, 20, 24].
Тем не менее каждый из методов (точнее каждая группа операций) характери-
зуется достаточно воспроизводимыми средними показателями условий режима
и результатов, которые в первом приближении могут считаться типичными для дан-
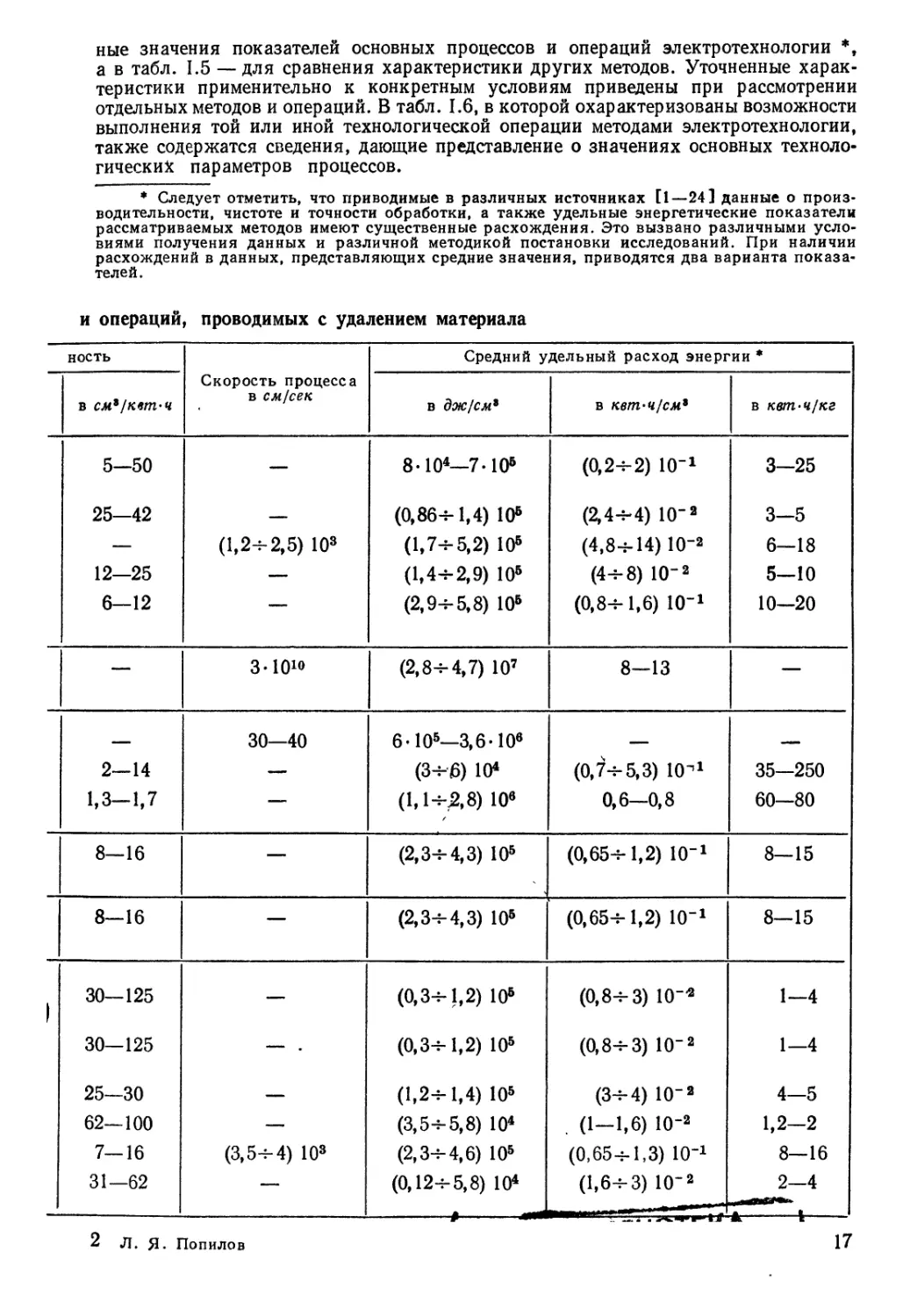
ного метода. В табл. 1.2—1.4 приведены наиболее часто встречающиеся приближен-
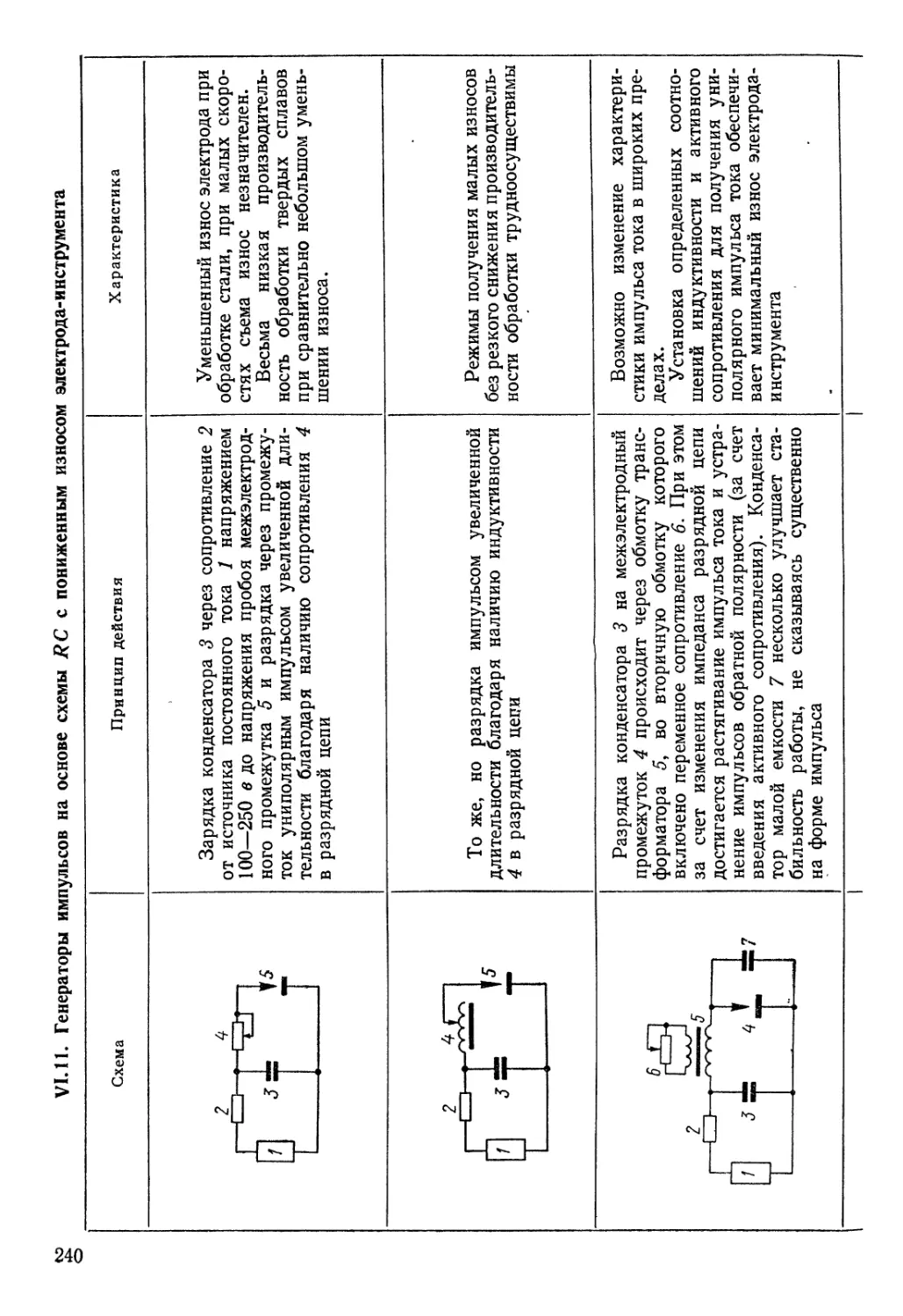
1.2. Характеристики некоторых электротехнологических процессов
Вид обработки, операция Средняя удельная производитель
в смЧсек, в мм*/мин в см9/дж
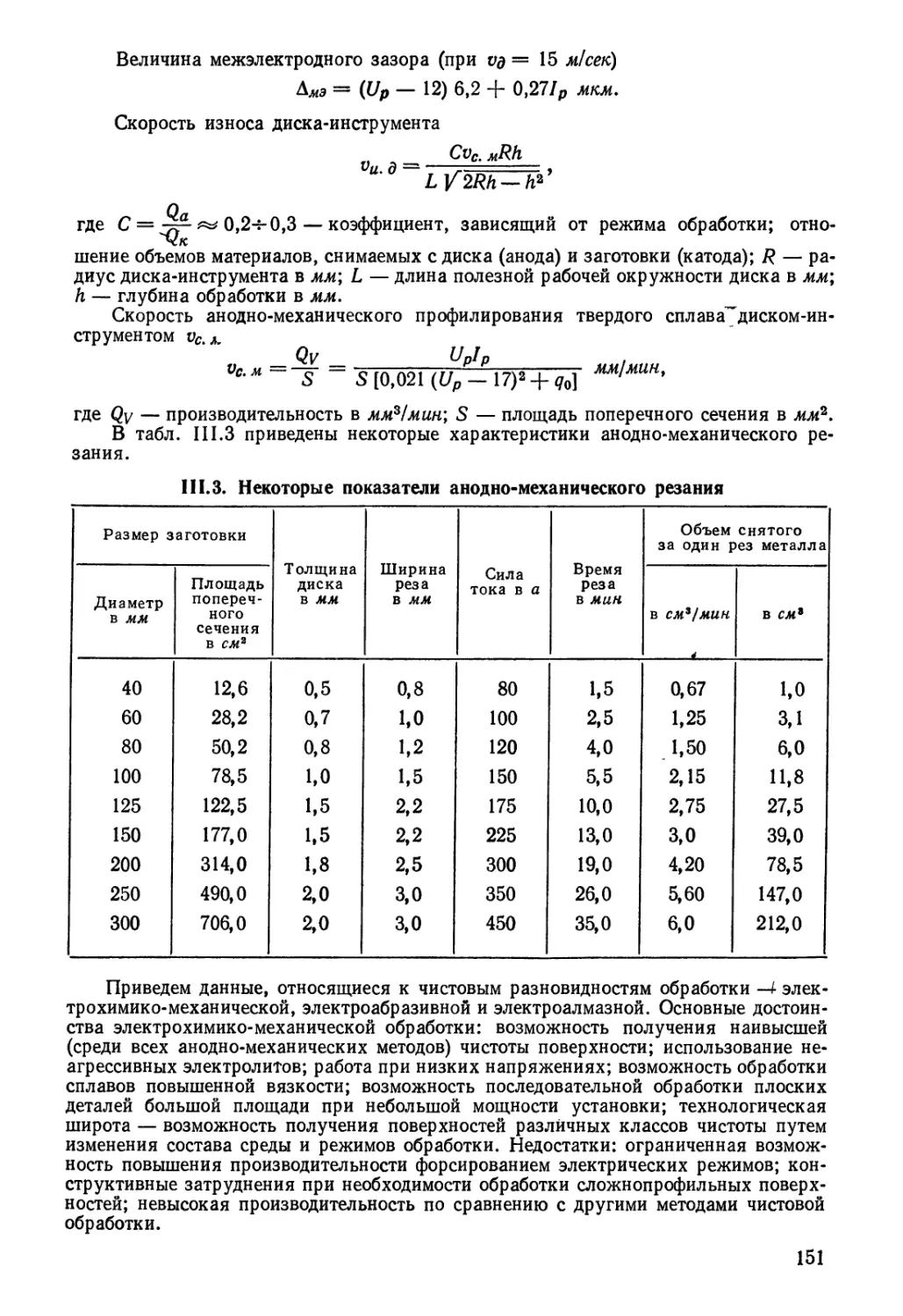
Анодно-механи- ческая (пределы): черновая чистовая отделоч- ная 1,6-10-4—5-Ю-1 3,3-10-®—2,6-10'1 1,7-10-2—1,3-Ю'1 4-IO’4—2,5-10-® 1,7-10-»—0,3-10-® 1-Ю1—3-104 (2-5-16) 10® (1-5-8) 103 25—150 1—20 1,4.10-’—1,2-10-» (0,72-5-1,2) 10"» (2-5-6) IO"’ (3,54-7,2) IO'» (1,74-3,4) 10-»
Светолучевая (пределы) (14-2) 10“в 0,06—0,12 (2,15-5-3,6) 10-*
Ультразвуко- вое резание (пре- делы) 3-10-»—2-10-1 1-10'®—2-10'1 3,3-10’4—6,6-10-® 2-12-10® . (0,6-5-12)10® (0,24-4) 10® . (1,64-2,8) 10-’ (1,74-3,3) 10-® (3,64-4,7) 10-’
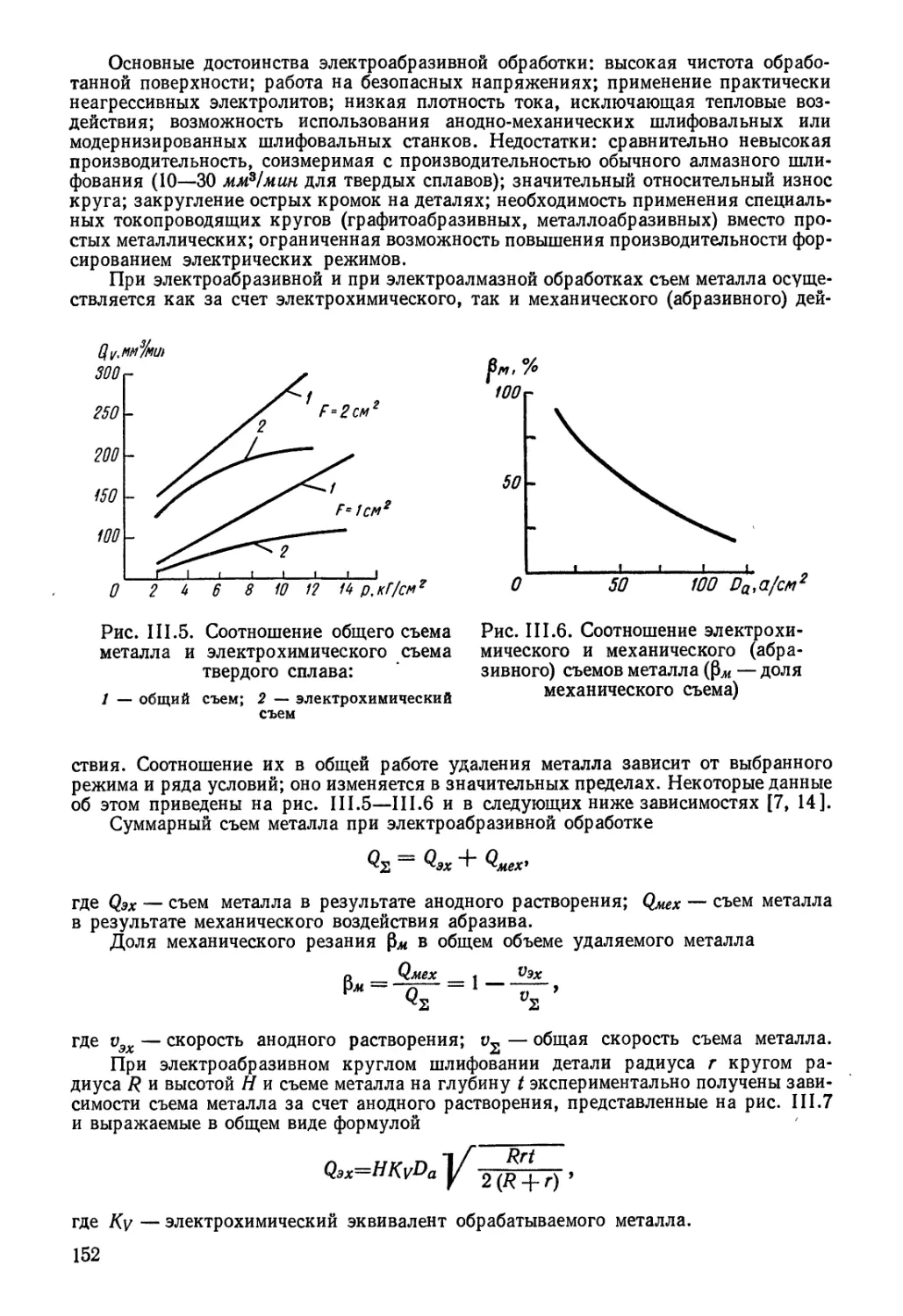
Электроабра- зивная 0,3-10-»—0,3-10-® 2—20 (2,34-4,4) 10-«
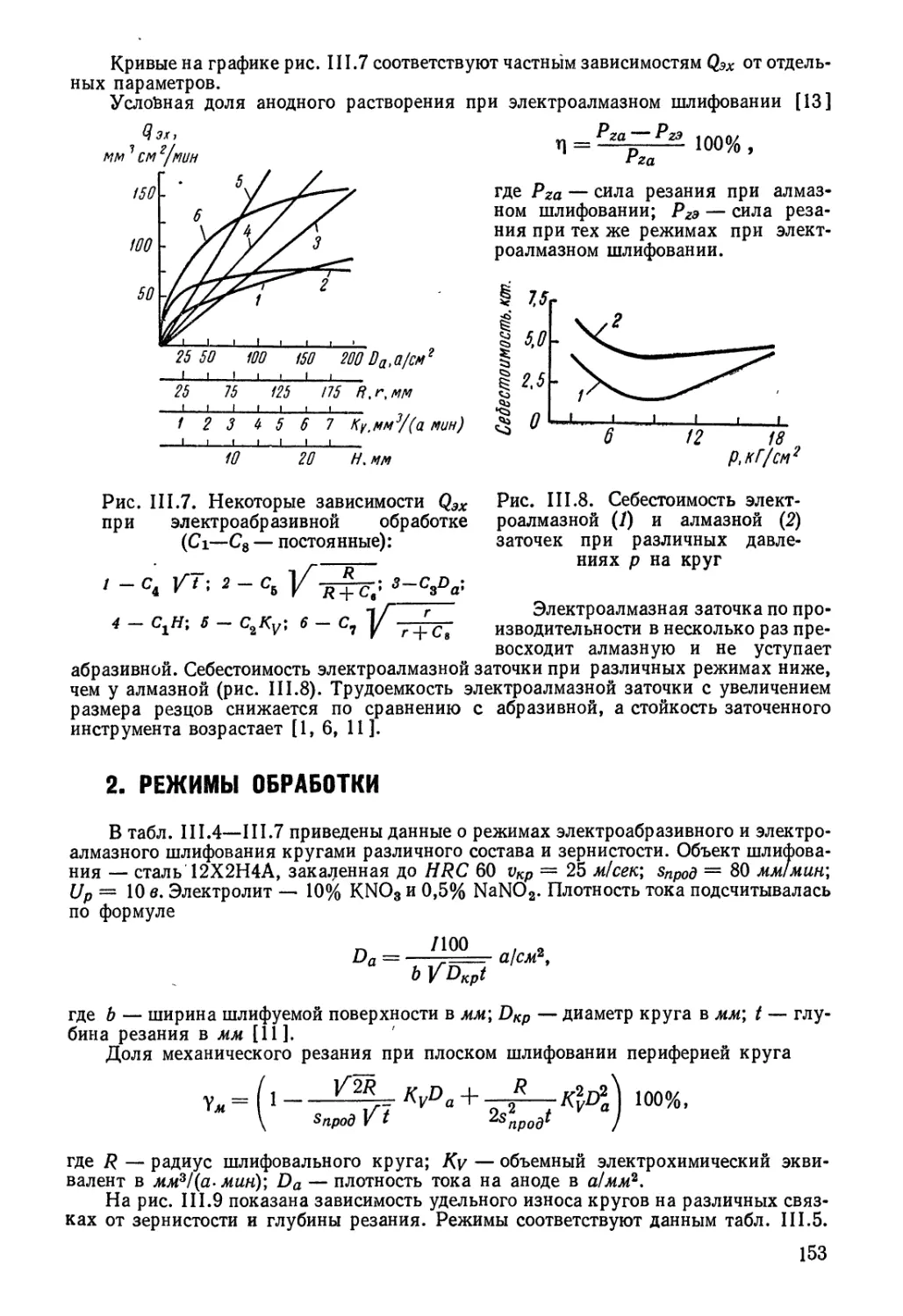
Электроалмаз- ‘ ная 1,6-ю-3—1,6-10-® 100—1000 (2,34-4,4) 10“в
Электрокон- тактная (пределы): разреза- ние точение обдирка прошива- ние , . 8,3-10'4—83 1,6-10-2—1,3-ю-1 1,6-10-2—6,6-IO’1 8—50 15—17 8,3-10-3—2,5-IO'® 0,5-10®—5-10е (14-8) 10® (0,1-5-4) 104 (0,5-5-3) 10’ 9,10s—1-10’ (0,5-5-1,5) 10® (0,84-3,3) 10-» (0,84-3,3) 10’» (7,14-8,3) 10-’ (1,74-2,9) 10-» (2,24-4,4) 10-’ (0,17-5-8,3) IO’4
16
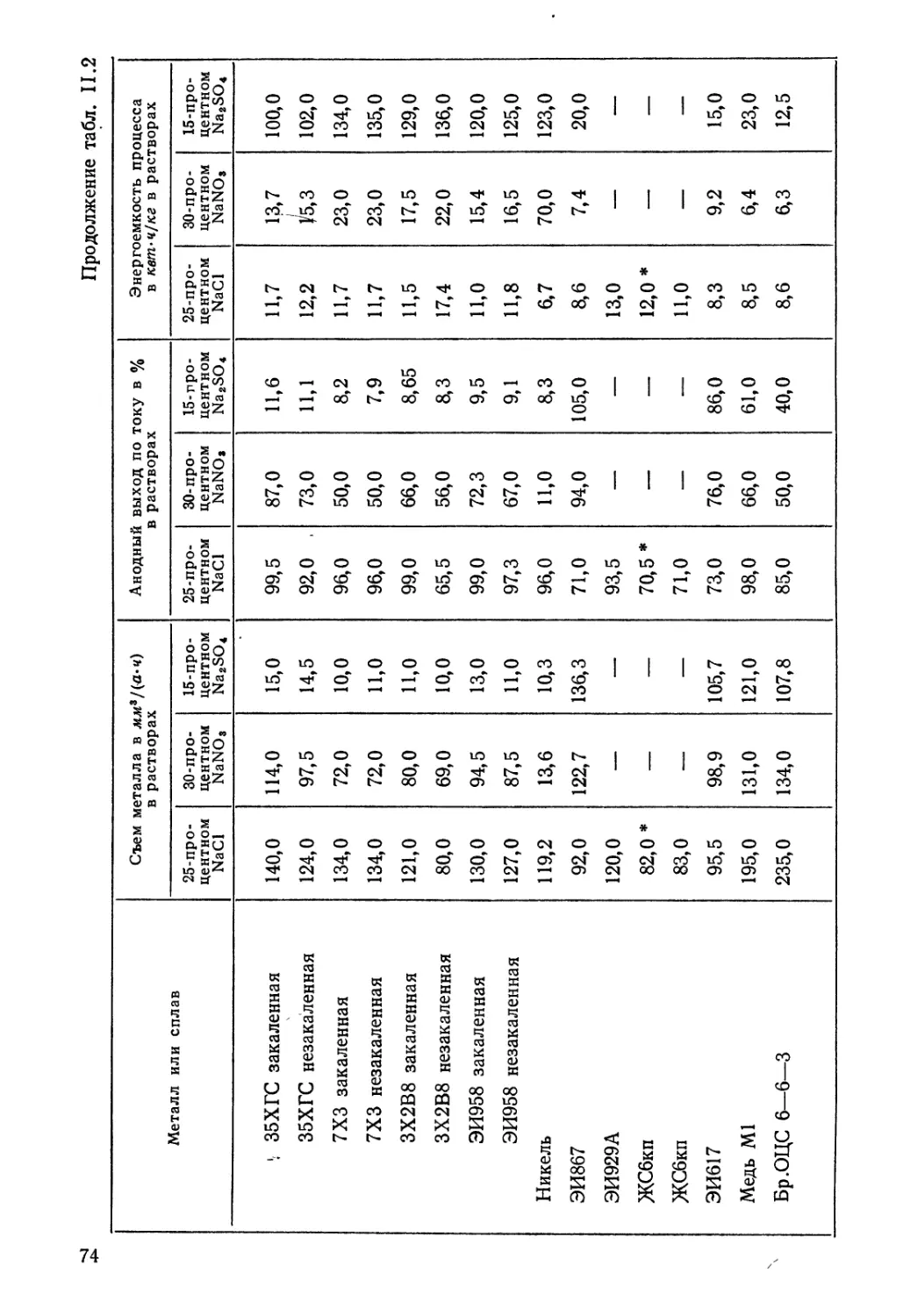
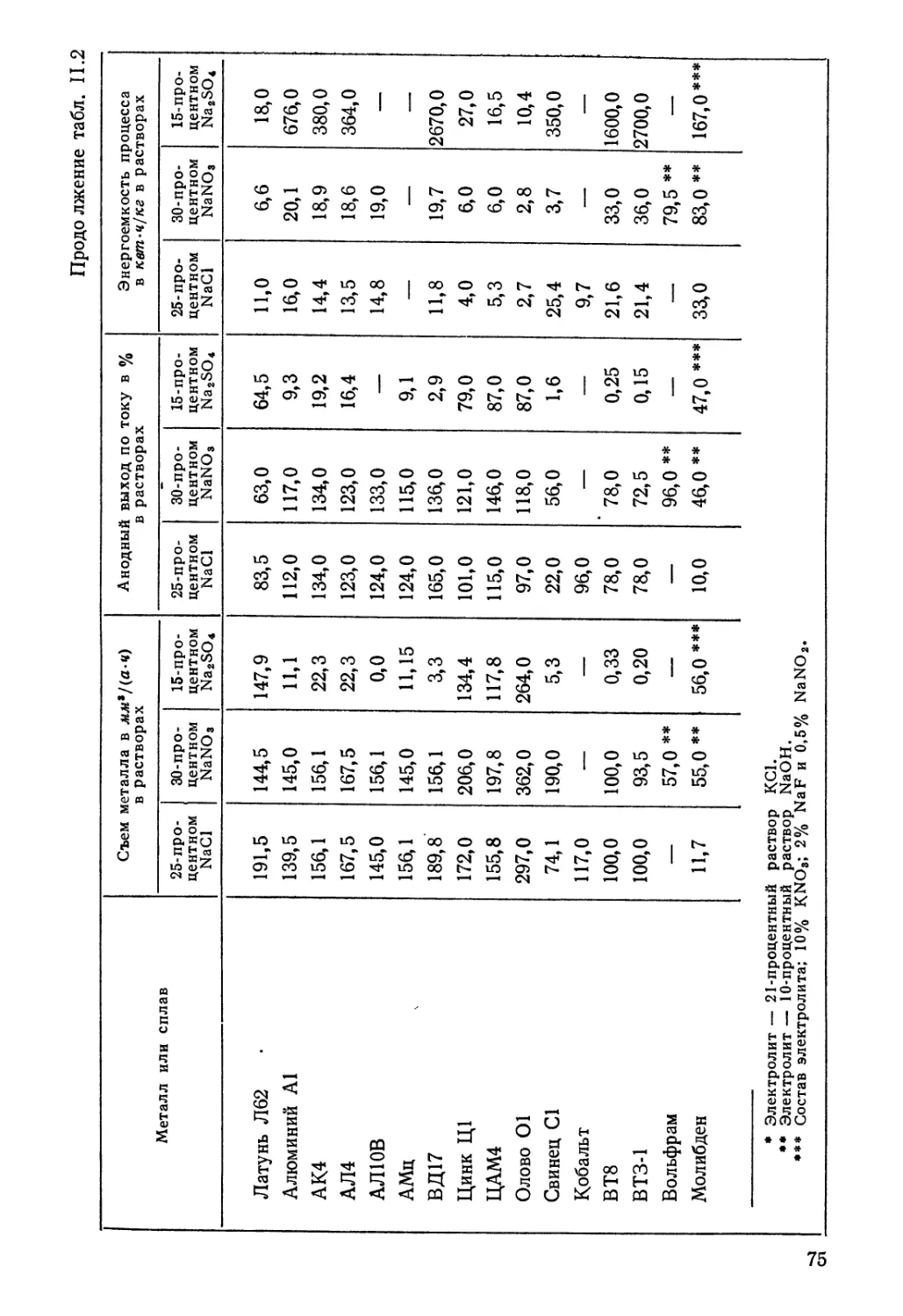
ные значения показателей основных процессов и операций электротехнологии *,
а в табл. 1.5 — для сравнения характеристики других методов. Уточненные харак-
теристики применительно к конкретным условиям приведены при рассмотрении
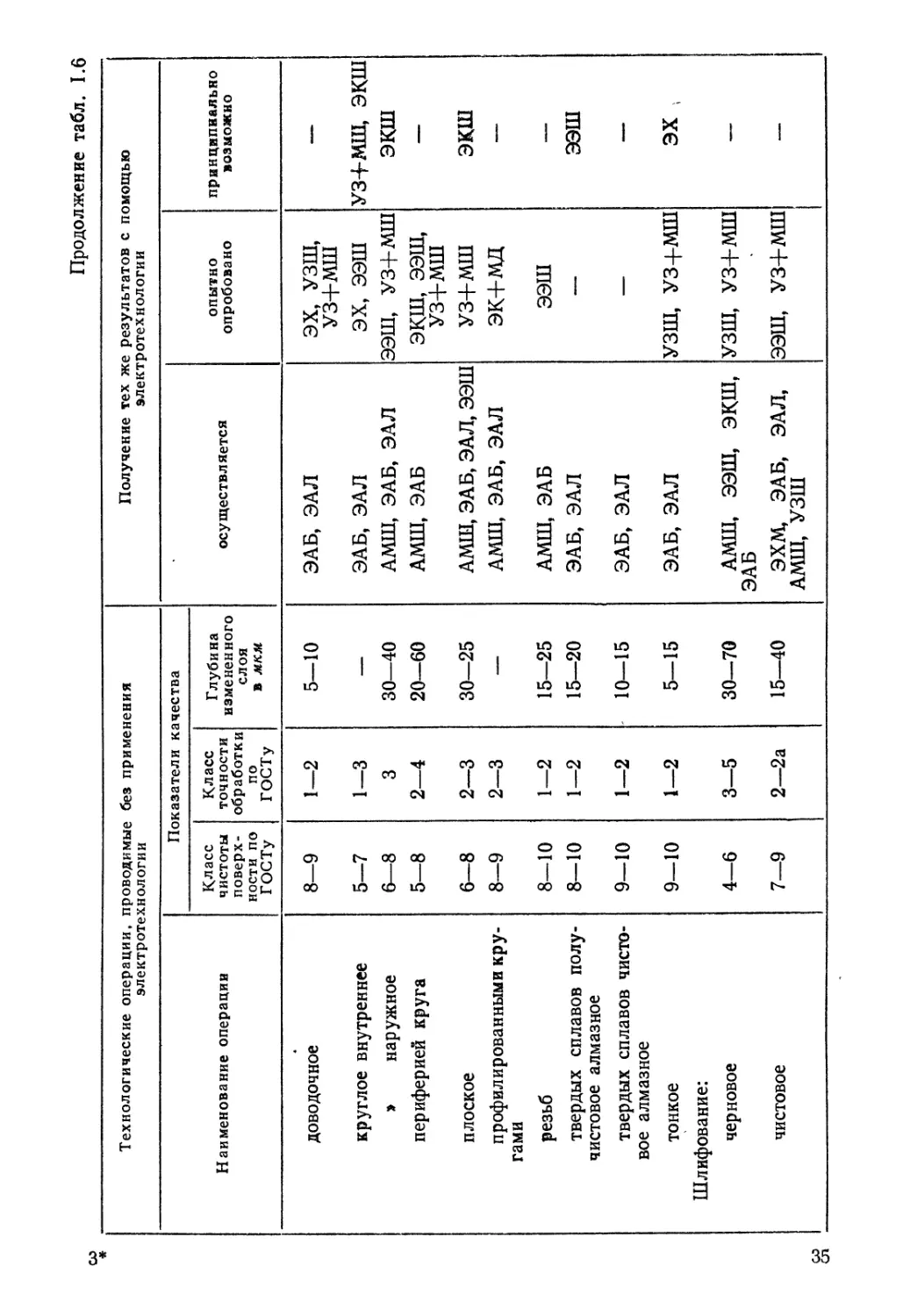
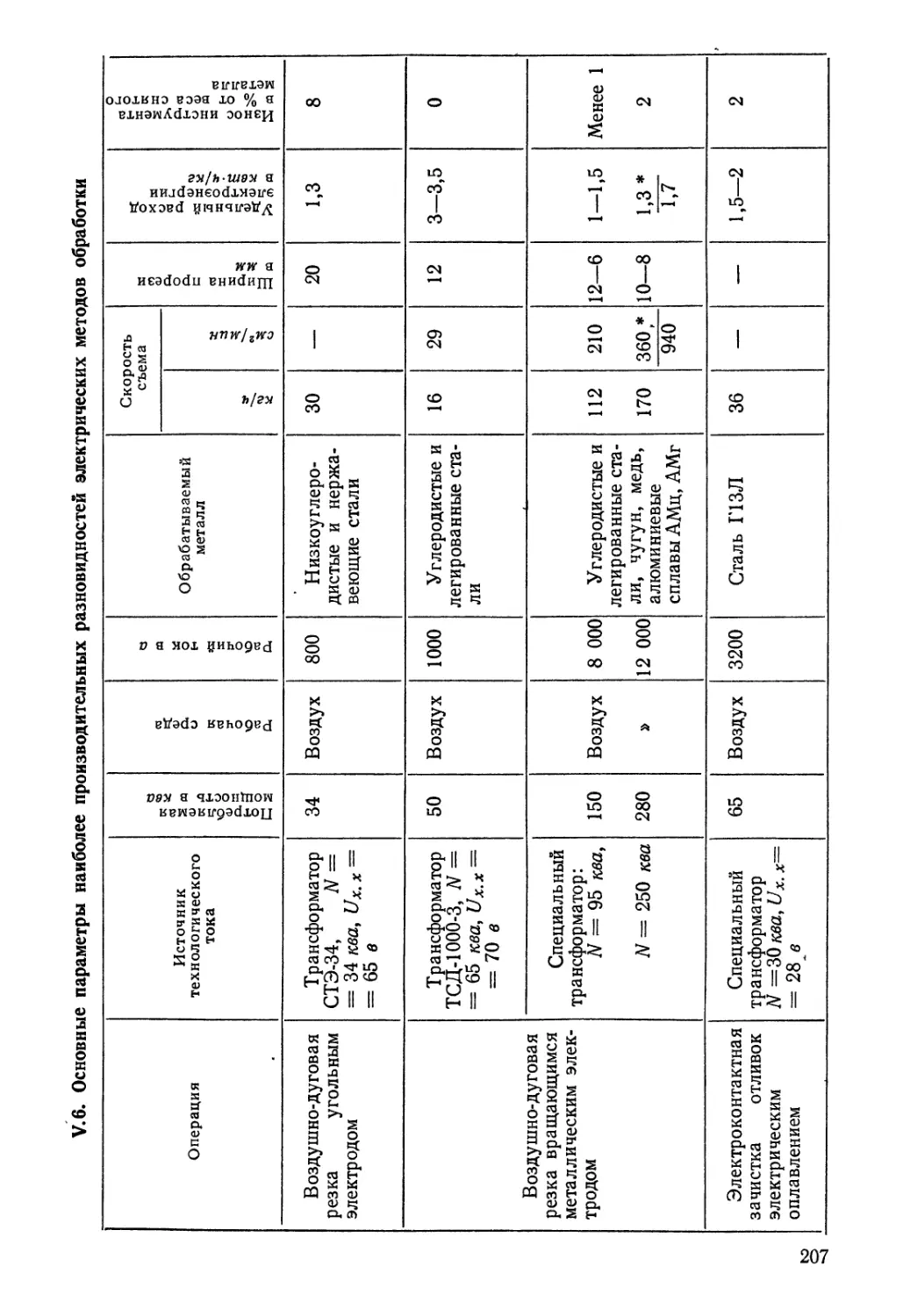
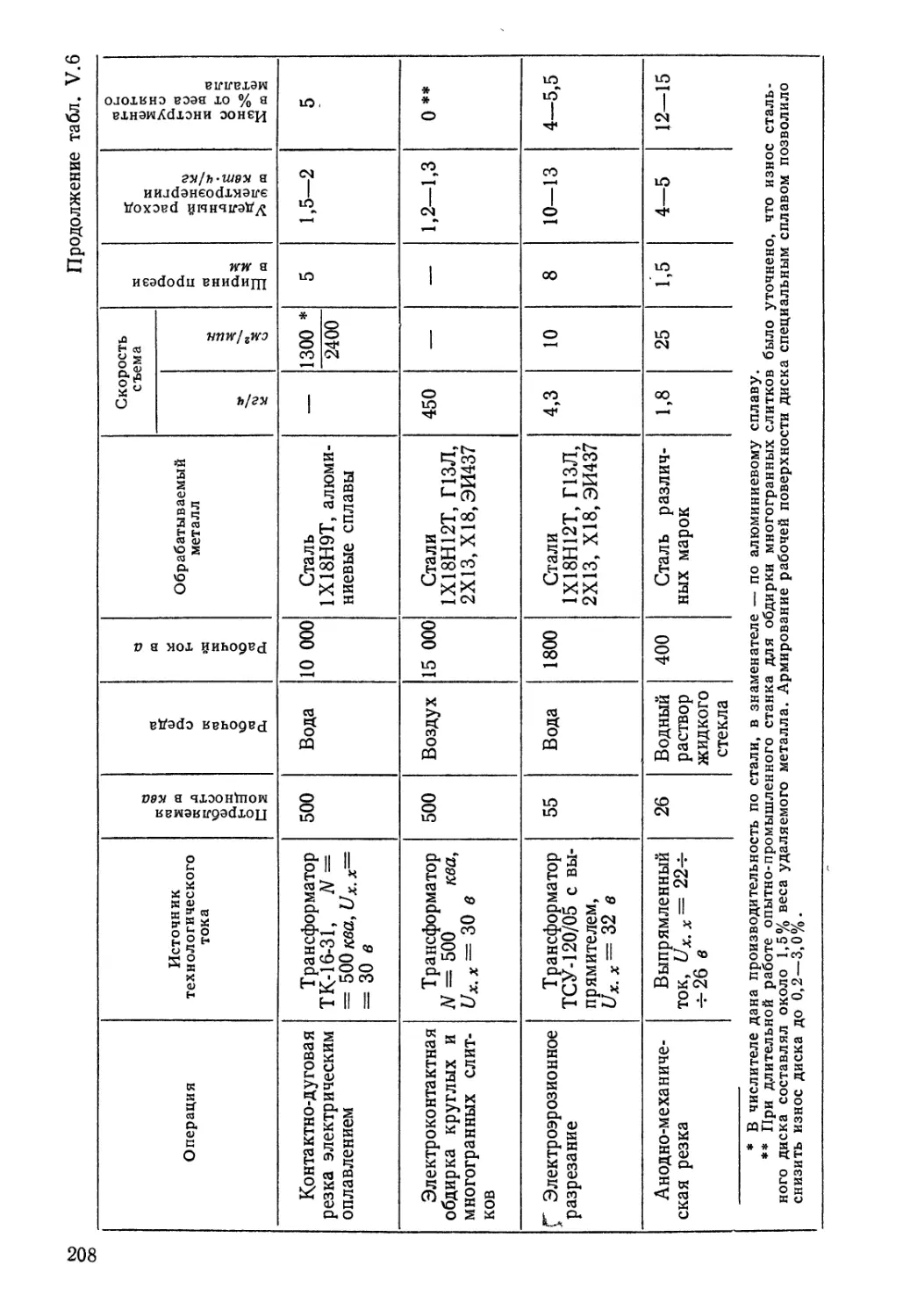
отдельных методов и операций. В табл. 1.6, в которой охарактеризованы возможности
выполнения той или иной технологической операции методами электротехнологии,
также содержатся сведения, дающие представление о значениях основных техноло-
гических параметров процессов.
♦ Следует отметить, что приводимые в различных источниках [1—24] данные о произ-
водительности, чистоте и точности обработки, а также удельные энергетические показатели
рассматриваемых методов имеют существенные расхождения. Это вызвано различными усло-
виями получения данных и различной методикой постановки исследований. При наличии
расхождений в данных, представляющих средние значения, приводятся два варианта показа-
телей.
и операций, проводимых с удалением материала
ность Скорость процесса в см/сек Средний удельный расход энергии *
В СМ*/К9П1-Ч в дж/см* в кет-ч/см* в квт-ч/кг
5—50 — 8-Ю4—7-10* (0,24-2) 10’1 3-25
25—42 — (0,864-1,4) 10® (2,44-4) IO" 8 3—5
— (1,24-2,5) 103 (1,74-5,2) 10е (4,84-14) IO-» 6—18
12—25 — (1,44-2,9) 10® (4-e-8) 10-2 5-10
6—12 — (2,94-5,8) 10е (0,84-1,6) 10"1 10—20
— 3-Ю1» (2,84-4,7) 107 8—13 —
— 30—40 6-10s—3,6-10е — —
2—14 — (34-6) 104 (0,74-5,3) 10-11 35—250
1,3—1,7 — (1.14-Д8) 10е 0,6—0,8 60—80
8—16 — (2,34-4,3) 10s (0,654-1,2) 10"1 8—15
8—16 — (2,34-4,3) 10б (0,654-1,2) 10"1 8—15
1 30—125 — (0,34-1,2) 10s (0,84-3) IO"2 1—4
30—125 — . (0,34-1,2) 10s (Q84-3) IO'2 1—4
25—30 — (1,24-1,4) 10s (34-4) 10-2 4—5
62—100 — (3,54-5,8) 104 . (1—1,6) io-2 1,2-2
7—16 (3,54-4) 108 (2,34-4,6) 10s (0,654-1,3) 10*1 8—16
31—62 — (0,124-5,8) 104 J (1,64-3) IO*2 2—4 —
2 Л. Я- Попилов
17
Вид обработки, операция Средняя удельная производитель
в см3/сек в мм3/мин в см3/дж
Электроны - пульсная (преде- лы): 8,3-Ю"4—3.3-10-* 0,5-102—2-103 (1,4-т-2,8) 10-’
черновая 1,7-10-2—1,8-10'1 1-103—1,1-103 (1,4-5-0,8) 10-«
3,2-10-2—2,5-10-1 (2ч-15) 103 (28-7-5) 10-’
чистовая 8-10-4—8-Ю-3 50—500 (1,7-т-3,8) 10-»
Электроискро- вая (пределы): 1,7-10-’—1-Ю'2 1.10-2—6. ю2 2,8-10“7—2,5-10“ 6
черновая 9,3-10-3—1-10-2 ' 500—600 (1,4^2,3) 10“6
1,7-10-3—7-Ю'3 1—400 (3,54-9,1) 10“7
чистовая 8-IO'4—1,6-10-з 50—100 (54-7,2) 10“7
прецизи- онная 1,7-10“в—1,7* 10“б 0,1—10 (2,84-5) 10“7
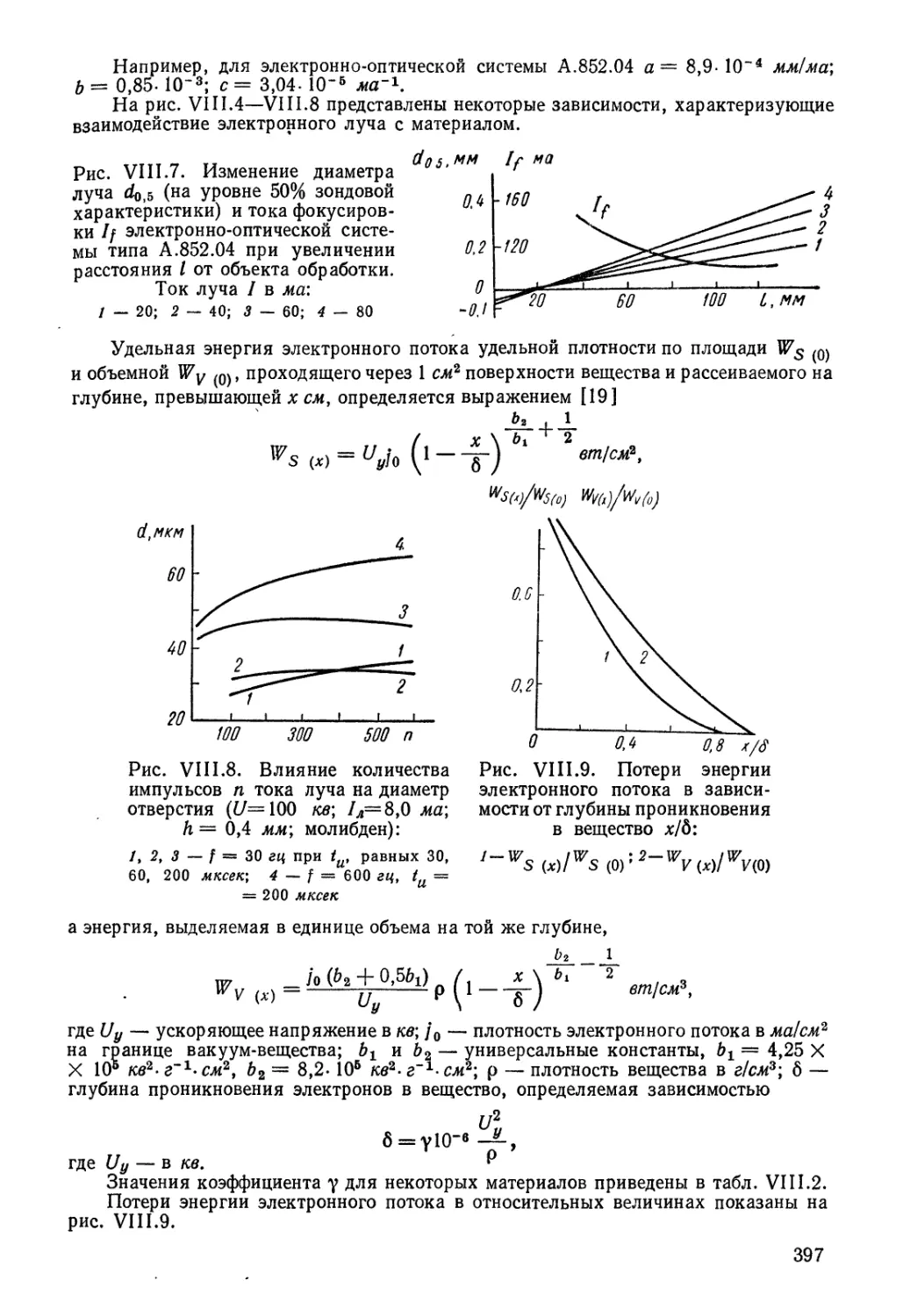
Электроннолу- чевая (пределы) 2* 10“4—6,2-10“3 12—370 (1,7-7-4,2) 10-«
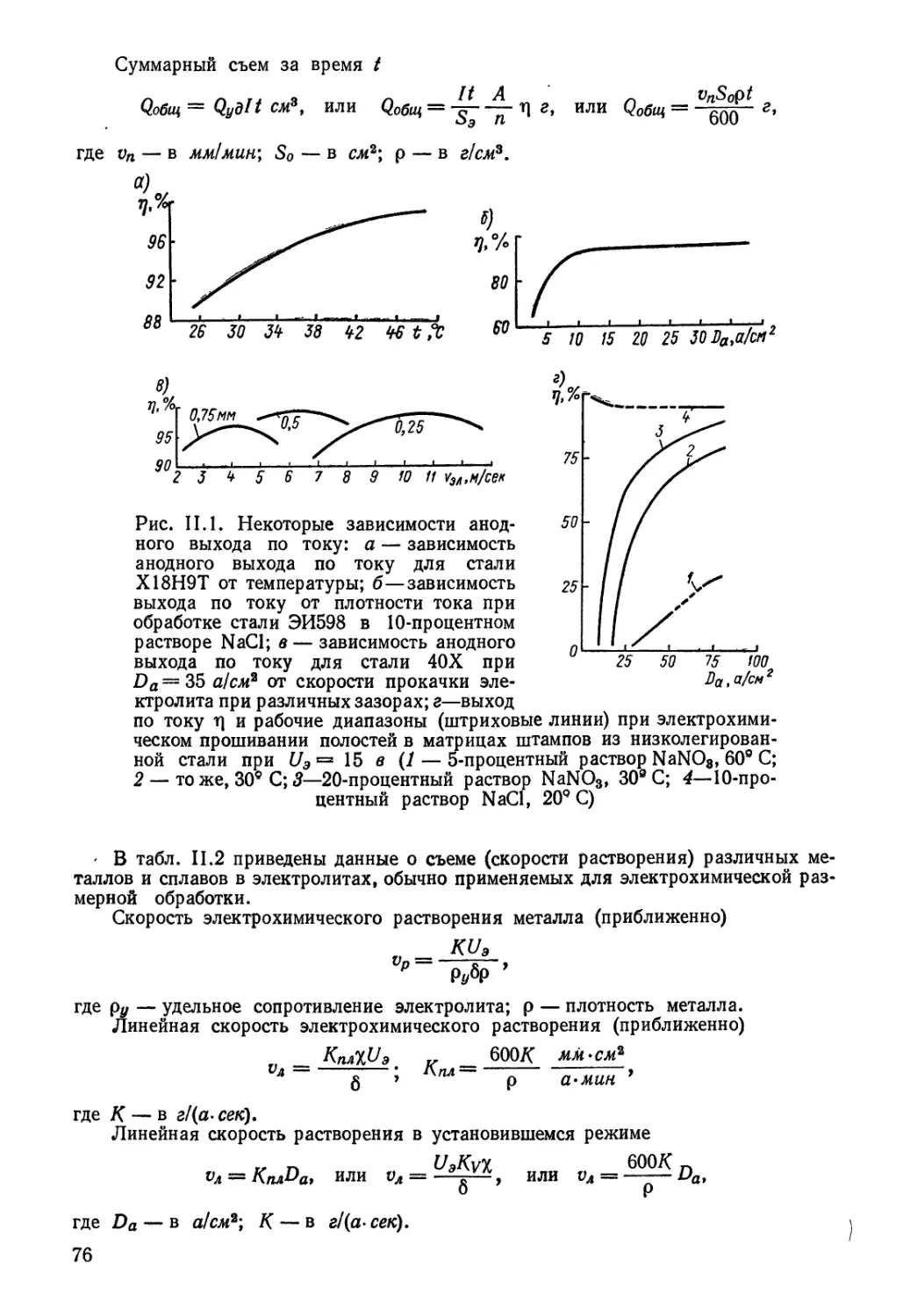
Электрохими- ческая (пределы): 8-10-3—1,6 0,5-10»—1-103 (2,34-4,6) 10-«
профили- рование 0,33—0,83 (2-7-5) 104 —
прошива- 4,8-10-х—8,3-10-2 (3-5-5) 103 • (2,34-4,4) 10“6
ние 5-Ю-4—1,5-10-2 30—900 (2,34-2,4) 10“6
Электрохимико- механическая (пределы): 1,7-10-*—4,1-10'3 0,1—25 (1,7^7,2) 10“6
шлифова- ' ние 3-10-3—2,5-IO-4 2—15 (3,4^7,2) 10“в
полиро- вание 1,7-10-3—3,3-Ю-з 0,1—2 (1,74-3,4) 10“6
Электрохимиче- ское: полиро- вание 1,7.10-«—1,7-10-з 0,1—1,0 (1,74-7,2) 10“6
травле- ние 8,3-10-3—8,3-Ю-з 50—500 (1,24-3,4) 10“6
* Значения в этих графах в отличие от остальных нами не рассчитывались, а взяты
18
Продолжение табл. 1.2
ность Скорость процесса в см/сек Средний удельный расход энергии *
в см3/кет-ч в дж/см3 в квт-ч/см3 в квгп'Ч/кг
5—10 — (3,54-7) 105 (14-2) 10'8 12-25
5-8 (3,54-7,1) 108 (14-2) IO"5 —
10—18 — (24-3,5) 105 (0,54-1) 10-1 7—12
6—14 — (2,64-5,8) 108 (0,74-1,6) IO’1 9—20
1—9 — (0,44-3,5) 106 0,11—1,0 13—120
5—8 — (4,34-7,2) 10s (1,24-2) 10"1 15—25
— 5—8 (1,14-2,9) 106 — —
1,8-2,5 — ' (1,44-2) 106 (4—5,5) IO"1 50—70
1—1,8 — (24-3,5) 10’ 0,55—1,0 70—120
3—16 1,3-1010 (2,44-5,8) 105 — —
8—16 — (2,24-4,3) 105 (0,654-1,2) IO'1 8—15
(10—30)
— — (2,34-4,3) 10е (0,654-1,2) 10'1 8-15
8—10 (14-6) 103 (4,24-4,3) 108 (1,14-1,2) IO’1 —
6,2—25 — (1,44-5,8) 108 (0,44-1,6) 10-1 5—20
12,5-25 — (1,44-2,9) 108 (44-8) 10'2 5—10
6,2—12,5 — (2,94-5,8) 108 (0,84-1,6) 10-1 10—20
6—25 — (1,44-5,8) 108 (0,44-1,6) 10-1 5-20
4—12,5 — (2,94-8,7) 108 (0,84-2,5) 10-1 10—30
как средние значения по литературным данным.
2*
19
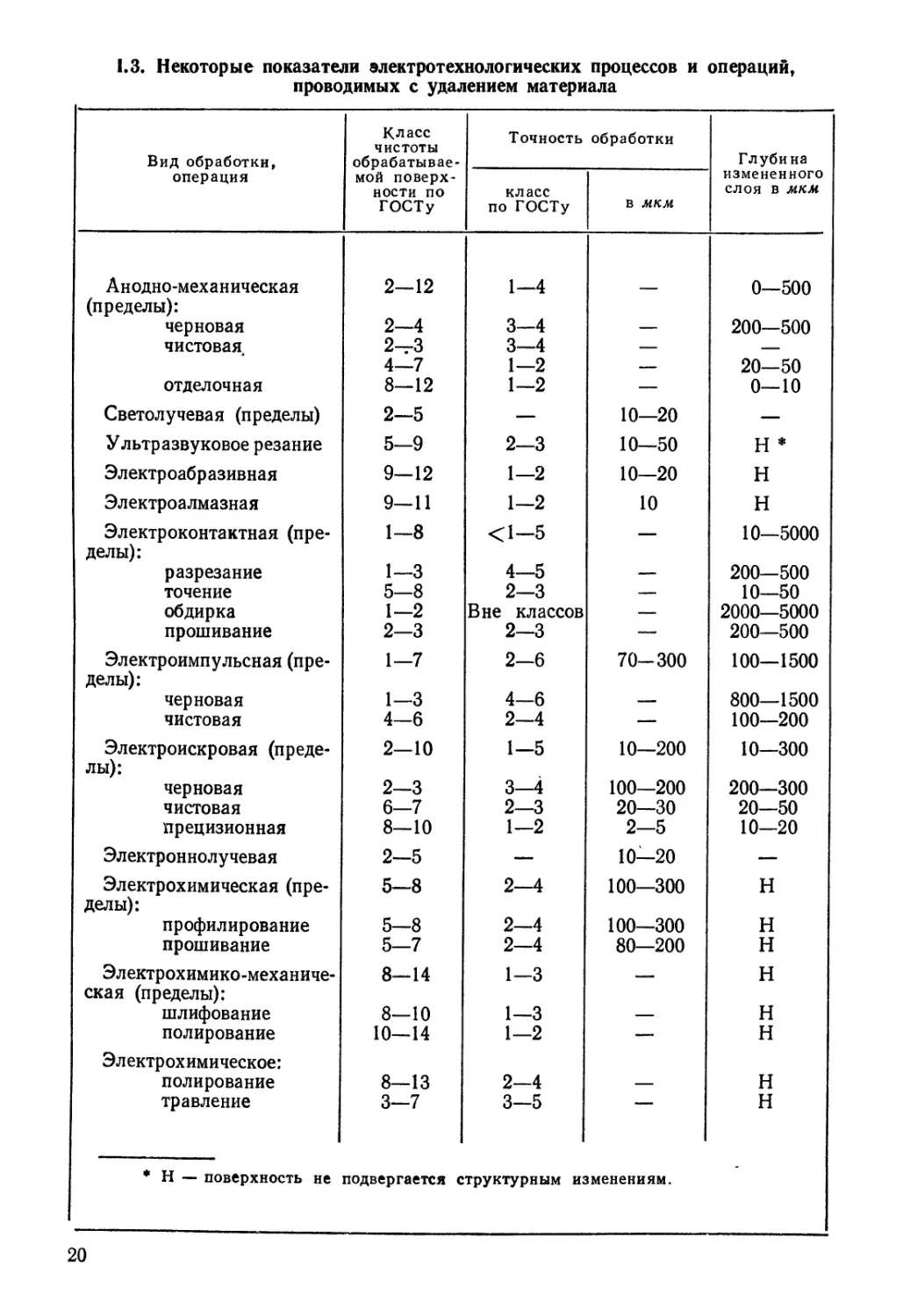
1.3. Некоторые показатели электротехнологических процессов и операций,
проводимых с удалением материала
Вид обработки, операция Класс чистоты обрабатывае- мой поверх- ности по ГОСТу Точность обработки Глубина измененного слоя в мкм
класс по ГОСТу в мкм
Анодно-механическая (пределы): 2—12 1—4 — 0—500 200—500
черновая 2—4 3—4 —
чистовая 2—3 3—4 — —
4—7 1—2 — 20—50
отделочная 8—12 1—2 — 0—10
Светолучевая (пределы) 2-5 — 10—20 —
Ультразвуковое резание 5—9 2—3 10—50 н *
Электроабразивная 9—12 1—2 10—20 н
Электроалмазная 9—11 1—2 10 н
Электроконтактная (пре- делы): 1—8 <1-5 — 10—5000
разрезание 1—3 4—5 — 200—500
точение 5—8 2—3 — 10—50
обдирка 1—2 Вне классов — 2000—5000
прошивание 2—3 2-3 — 200—500
Электроимпульсная (пре- делы): 1—7 2—6 70-300 100—1500
черновая 1—3 4—6 — 800—1500
чистовая 4—6 2—4 — 100—200
Электроискровая (преде- лы): 2—10 1-5 10—200 10—300
черновая 2—3 3—4 100—200 200—300
чистовая 6-7 2—3 20—30 20—50
прецизионная 8—10 1—2 2—5 10—20
Электроннолучевая 2-5 —• 10—20 —
Электрохимическая (пре- делы): 5-8 2—4 100—300 н
профилирование 5—8 2—4 100—300 н
прошивание 5—7 2—4 80—200 н
Электрохимико-механиче- ская (пределы): 8—14 1—3 — н
шлифование 8—10 1—3 — н
полирование 10—14 1—2 — н
Эл ектр ох имическое: 8—13
полирование 2—4 — н
травление 3—7 3—5 н
* Н — поверхность не подвергается структурным изменениям.
20
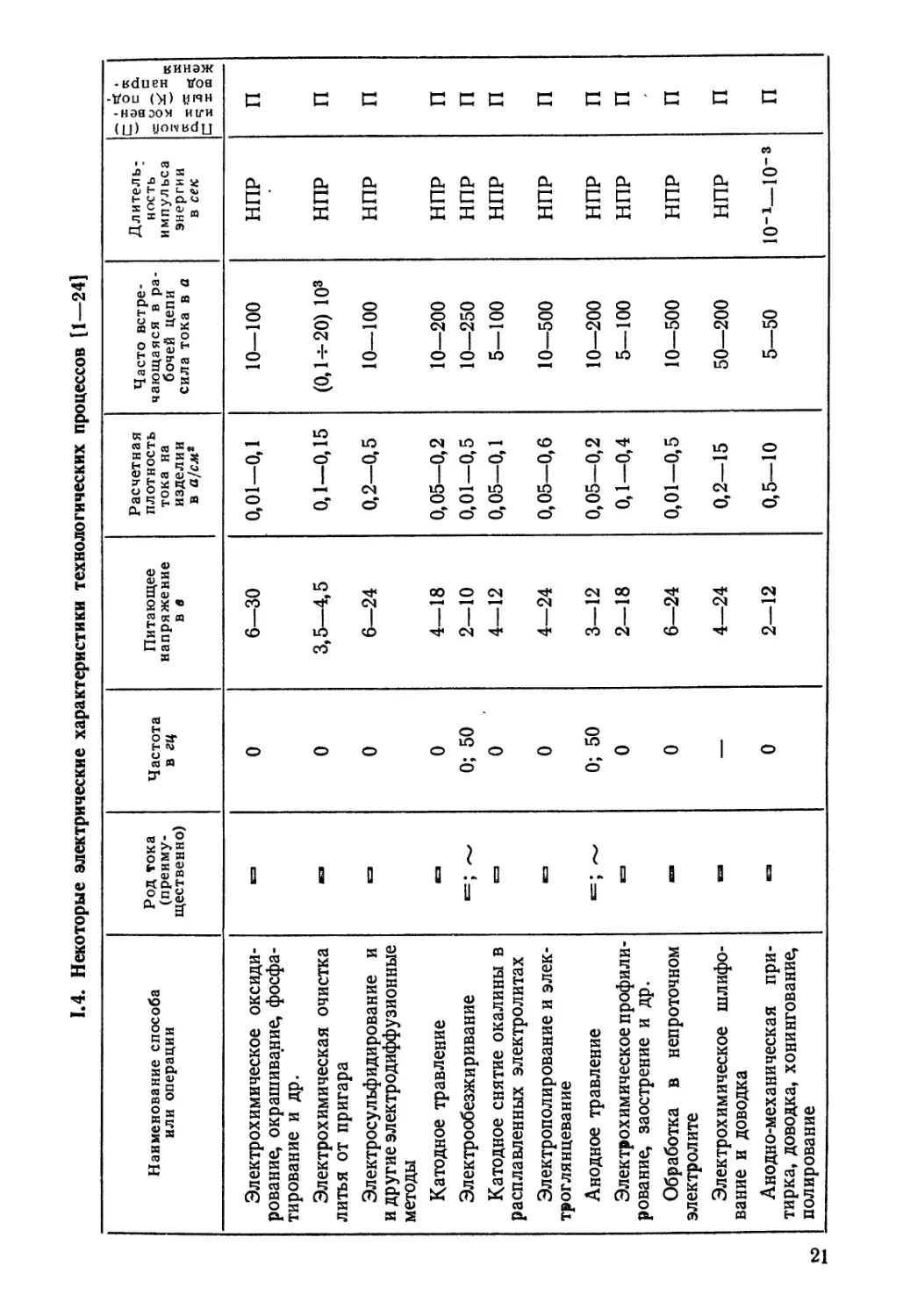
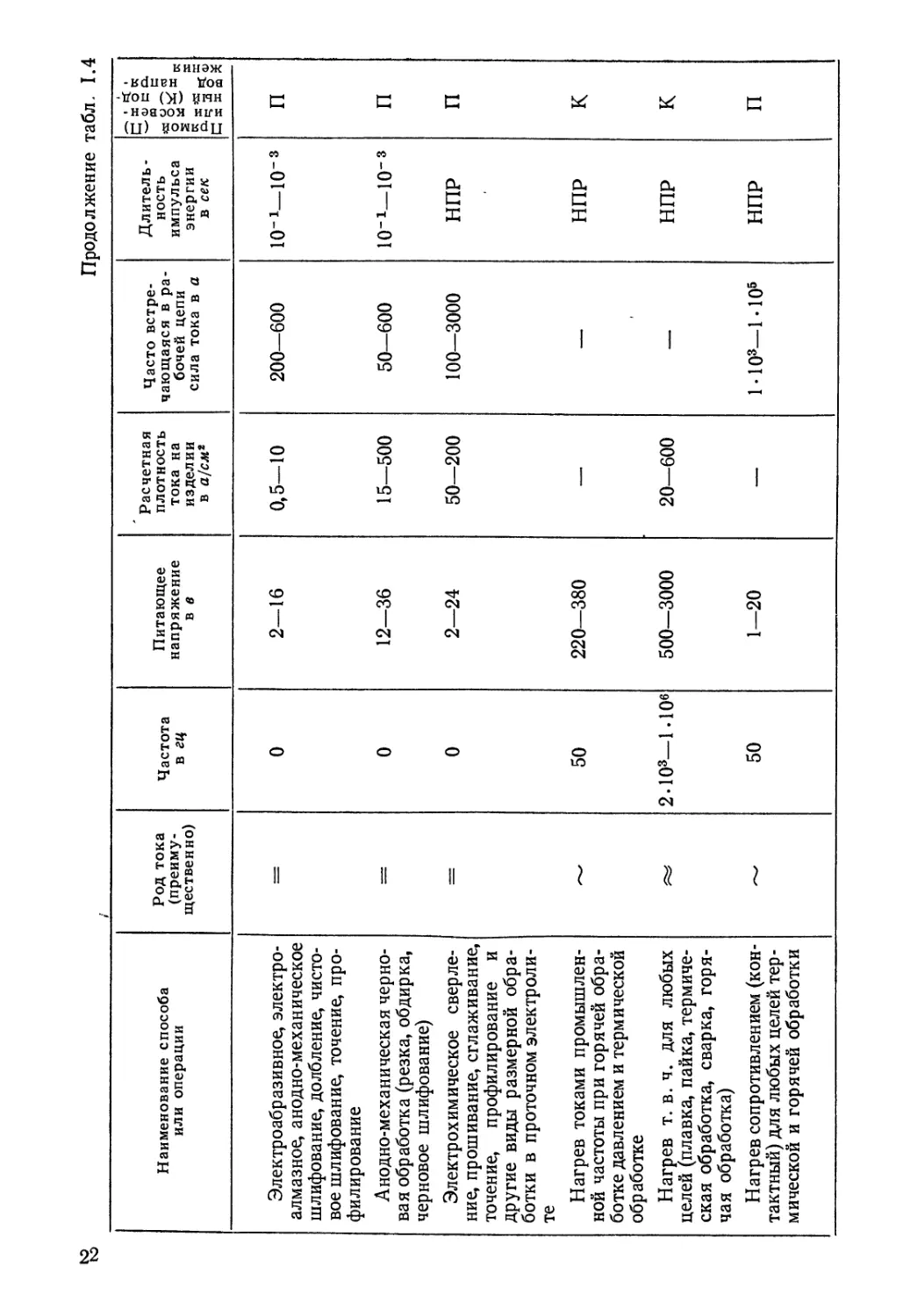
1.4. Некоторые электрические характеристики технологических процессов [1—24]
Наименование способа или операции Род тока (преиму- щественно) Частота в гц Питающее напряжение в в Расчетная плотность тока на изделии в а] см? Часто встре- чающаяся в ра- бочей цепи сила тока в а Длитель: кость импульса энергии в сек Прямой (П) или косвен- ный (К) под- вод напря- жения
Электрохимическое оксиди- рование, окрашивание, фосфа- тирование и др. к=з 0 6—30 0,01—0,1 10—100 НПР п
Электрохимическая очистка литья от пригара ИЗ 0 3,5—4,5 0,1—0,15 (0,14-20) 103 НПР п
Электросульфидирование и и другие электродиффузионные методы £=3 0 6—24 0,2—0,5 10—100 НПР п
Катодное травление 8=3 0 4—18 0,05—0,2 10—200 НПР п
Электрообезжиривание 0; 50 2—10 0,01—0,5 10—250 НПР п
Катодное снятие окалины в расплавленных электролитах Е=3 0 4—12 0,05—0,1 5—100 НПР п
Электрополирование и элек- троглянцевание £3 0 4—24 0,05—0,6 10—500 НПР п
Анодное травление 0; 50 3—12 0,05—0,2 10—200 НПР п
Электрохимическое профили- рование, заострение и др. в=з 0 2—18 0,1—0,4 5—100 НПР п
Обработка в непроточном электролите KSEB 0 6—24 0,01—0,5 10—500 НПР п
Электрохимическое шлифо- вание и доводка SSI — 4—24 0,2—15 50—200 НПР п
Анодно-механическая при- тирка, доводка, хонингование, полирование ЕЗ 0 2—12 0,5—10 5—50 Ю”1—10~3 п
Продолжение табл, 1.4
Наименование способа или операции Род тока (преиму- щественно) Частота в гц Питающее напряжение в в Расчетная плотность тока на изделии в а!см* Часто встре- чающаяся в ра- бочей цепи сила тока в а Длитель- ность импульса энергии в сек Прямой (П) или косвен- ный (К) под- вод напря- жения
Электроабразивное, электро- алмазное, анодно-механическое шлифование, долбление, чисто- вое шлифование, точение, про- филирование = 0 2—16 0,5—10 200—600 10-1—10-3 п
Анодно-механическая черно- вая обработка (резка, обдирка, черновое шлифование) — 0 12—36 15—500 50—600 10-1—Ю"3 п
Электрохимическое сверле- ние, прошивание, сглаживание, точение, профилирование и другие виды размерной обра- ботки в проточном электроли- те 0 2—24 50—200 100—3000 НПР п
Нагрев токами промышлен- ной частоты при горячей обра- ботке давлением и термической обработке 50 220—380 — — НПР к
Нагрев т. в. ч. для любых целей (плавка, пайка, термиче- ская обработка, сварка, горя- чая обработка) 2-Ю3— 1-Ю6 500—3000 20—600 — НПР к
Нагрев сопротивлением (кон- тактный) для любых целей тер- мической и горячей обработки 50 1—20 — 1-10»—1-105 НПР п
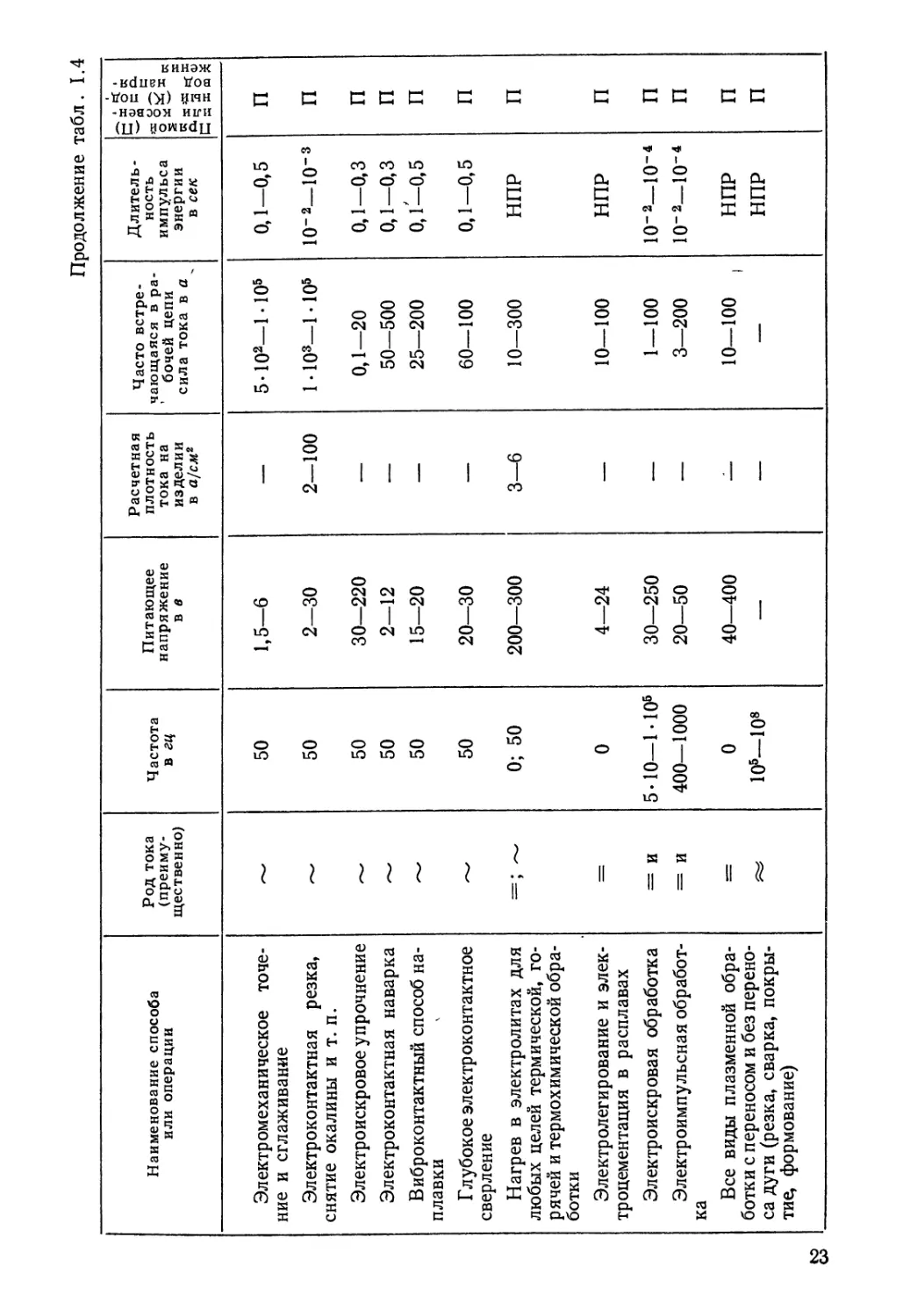
Продолжение табл. 1.4
Наименование способа или операции Род тока (преиму- щественно) Частота в гц Питающее напряжение в в Расчетная плотность тока на изделии в afcM? Часто встре- чающаяся в ра- бочей цепи сила тока в а Длитель- ность импульса энергии в сек Прямой (П) или косвен- ный (К) под- вод напря- жения
Электромеханическое точе- ние и сглаживание — 50 1,5—6 — 5.102—ЫО5 0,1—0,5 п
Электроконтактная резка, снятие окалины и т. п. — 50 2—30 2—100 1-Ю3— НО5 Ю-2— ю-з п
Электроискровое упрочнение 50 30—220 — 0,1—20 0,1—0,3 п
Электроконтактная наварка — 50 2—12 — 50—500 0,1—0,3 п
Виброконтактный способ на- плавки 50 15—20 — 25—200 0,1—0,5 п
Глубокое электр ©контактное сверление 50 20—30 — 60—100 0,1—0,5 п
Нагрев в электролитах для любых целей термической, го- рячей и термохимической обра- ботки — > 0; 50 200—300 3—6 10—300 НПР п
Электролегирование и элек- троцементация в расплавах = 0 4—24 — 10—100 НПР п
Электроискровая обработка = И 5-10—1 • 10б 30—250 — 1—100 Ю-2 _ Ю’4 п
Электроимпульсная обработ- ка = И 400—1000 20—50 — 3—200 Ю-2—10-4 п
Все виды плазменной обра- ботки с переносом и без перено- са дуги (резка, сварка, покры- тие, формование) 0 105—108 40—400 — 10—100 ( НПР НПР п п
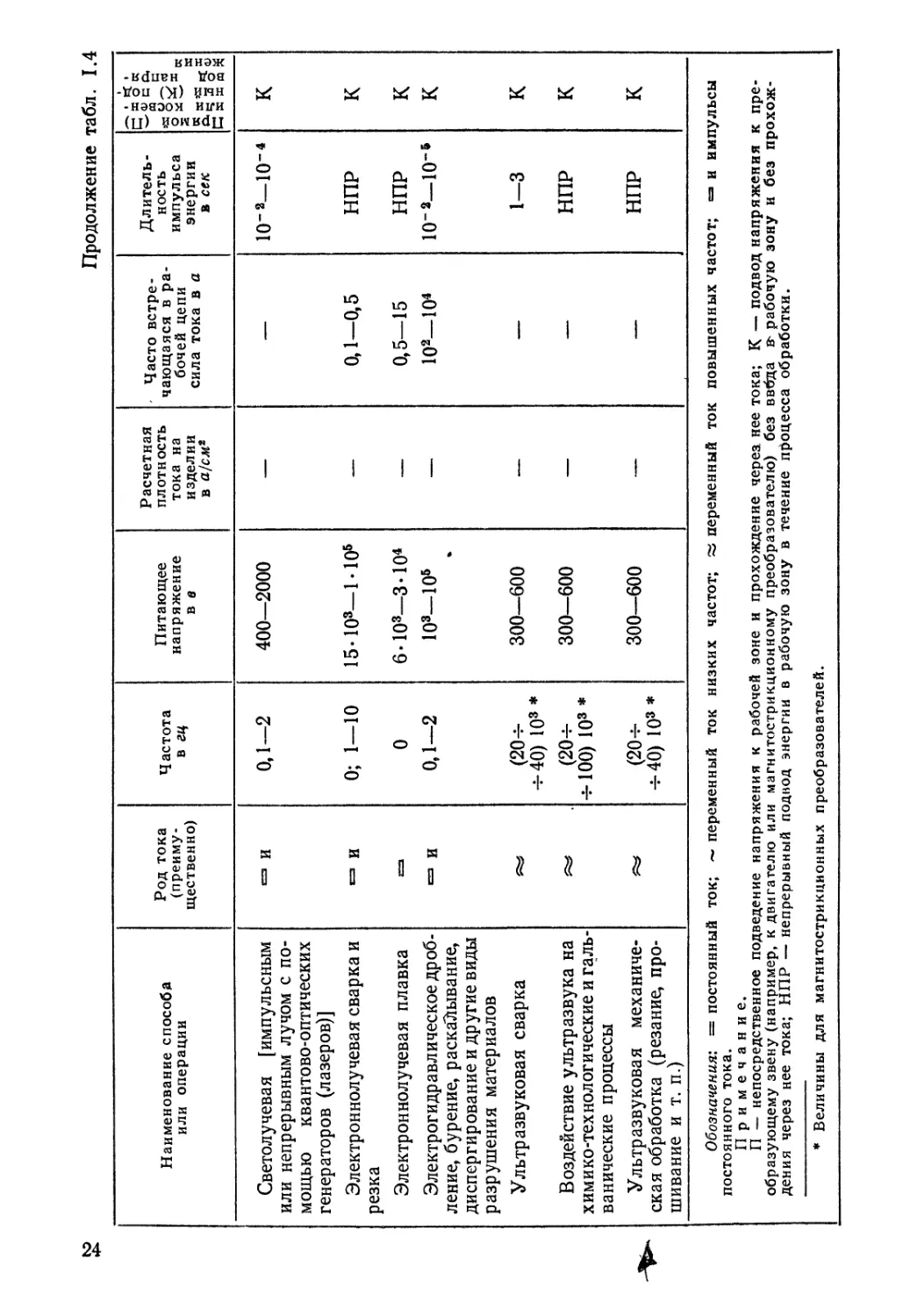
Продолжение табл. 1.4
Наименование способа или операции Род тока (преиму- щественно) Частота в гц Питающее напряжение в в Расчетная плотность тока на изделии в а/см* Часто встре- чающаяся в ра- бочей цепи сила тока в а Длитель- ность импульса энергии в сек —- • кс • Е я о к с о, й с 2 к
- s
ХГ К ** Ef **
К к я и i
Светолучевая [импульсным или непрерывным лучом с по- мощью квантово-оптических генераторов (лазеров)] == и 0,1—2 400—2000 — — 10-2—Ю-4 к
Электроннолучевая сварка и резка =3 и 0; 1—10 15-103— МО5 — 0,1—0,5 НПР к
Электроннолучевая плавка сз 0 6-103—3-104 — 0,5—15 НПР к
Электрогидравлическое дроб- ление, бурение, раскалывание, диспергирование и другие виды разрушения материалов 1=3 и 0,1—2 ю3—ю5 — Ю2—104 10-2—10-5 к
Ультразвуковая сварка (204- 4-40) 103 * 300—600 — — 1—3 к
Воздействие ультразвука на химико-технологические и галь- ванические процессы (204- 4-100) 103* 300—600 — — НПР к
Ультразвуковая механиче- ская обработка (резание, про- шивание и т. п.) (204- 4-40) 103* 300—600 — — НПР к
Обозначения'. — постоянный ток; ~ переменный ток низких частот; « переменный ток повышенных частот; «=» и импульсы постоянного тока. Примечание.
П — непосредственное подведение напряжения к рабочей зоне и прохождение череа нее тока; К — подвод напряжения i < пре-
образующему звену (например, к двигателю или магнитострикционному преобразователю) без ввода в- рабочую дения через нее тока; НПР — непрерывный подвод энергии в рабочую зону в течение процесса обработки. * Величины для магнитострикционных преобразователей. зону и без прохож-
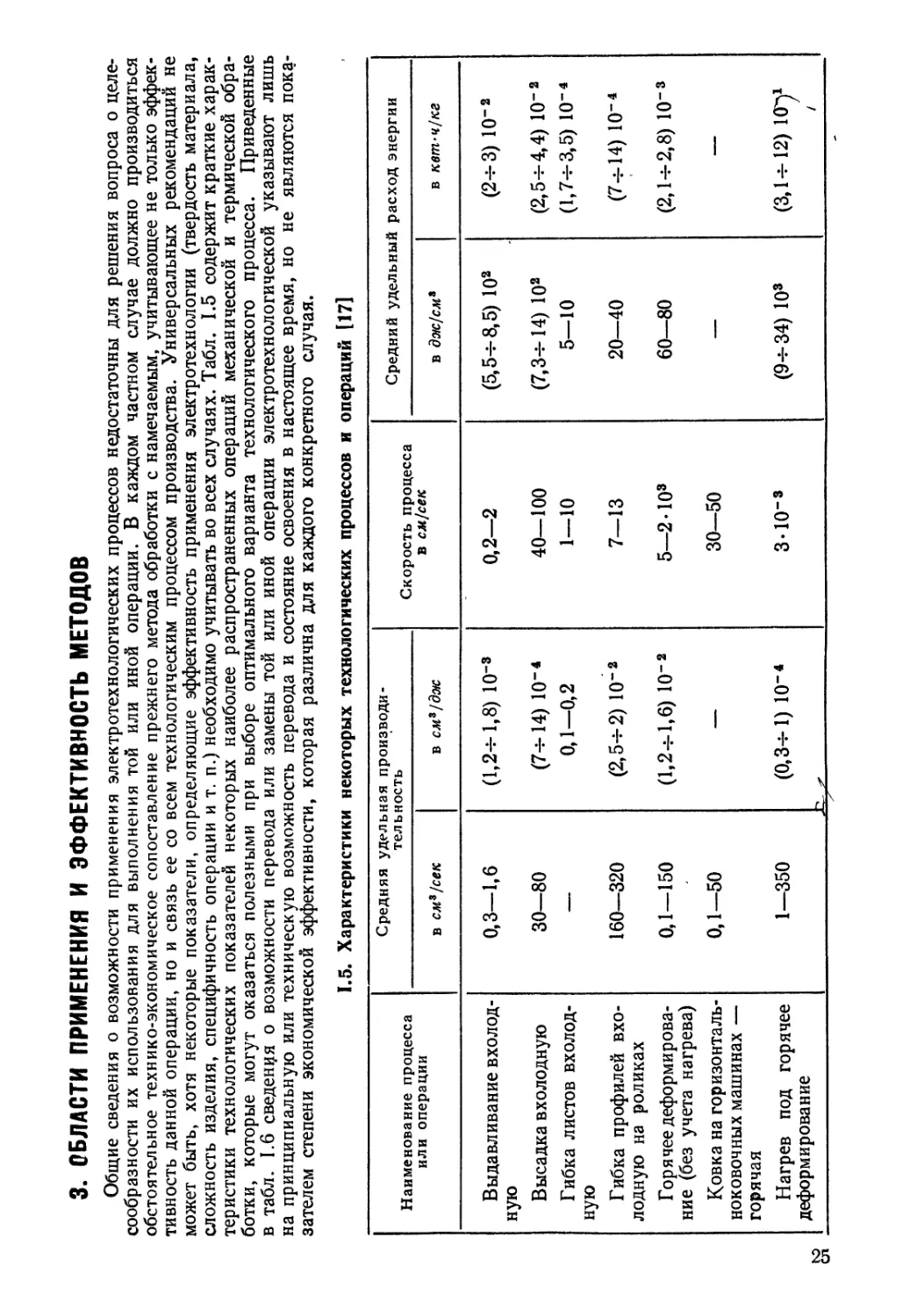
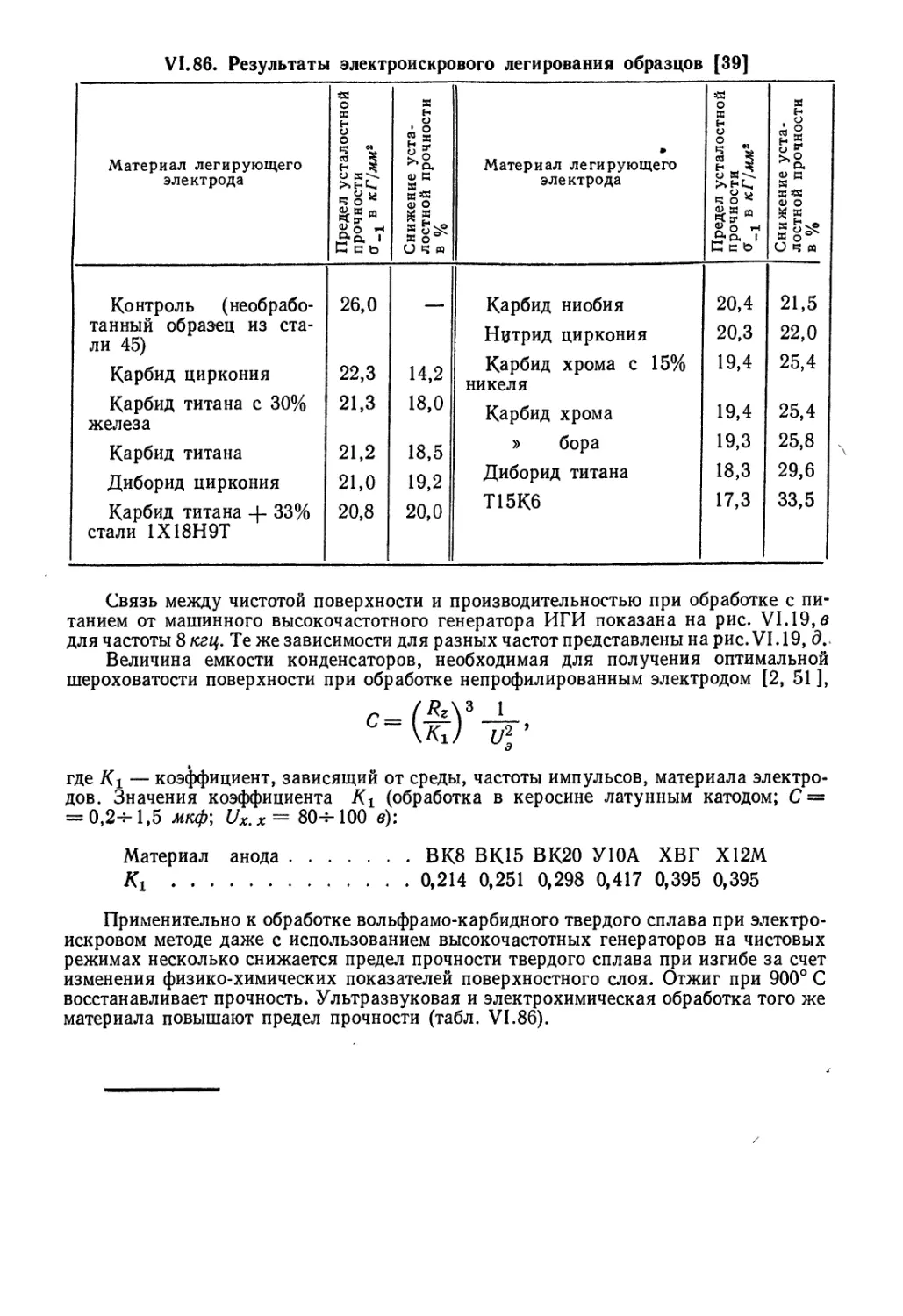
3. ОБЛАСТИ ПРИМЕНЕНИЯ И ЭФФЕКТИВНОСТЬ МЕТОДОВ
Общие сведения о возможности применения электротехнологических процессов недостаточны для решения вопроса о целе-
сообразности их использования для выполнения той или иной операции. В каждом частном случае должно производиться
обстоятельное технико-экономическое сопоставление прежнего метода обработки с намечаемым, учитывающее не только эффек-
тивность данной операции, но и связь ее со всем технологическим процессом производства. Универсальных рекомендаций не
может быть, хотя некоторые показатели, определяющие эффективность применения электротехнологии (твердость материала,
сложность изделия, специфичность операции и т. п.) необходимо учитывать во всех случаях. Табл. 1.5 содержит краткие харак-
теристики технологических показателей некоторых наиболее распространенных операций механической и термической обра-
ботки, которые могут оказаться полезными при выборе оптимального варианта технологического процесса. Приведенные
в табл. 1.6 сведения о возможности перевода или замены той или иной операции электротехнологической указывают лишь
на принципиальную или техническую возможность перевода и состояние освоения в настоящее время, но не являются пока-
зателем степени экономической эффективности, которая различна для каждого конкретного случая.
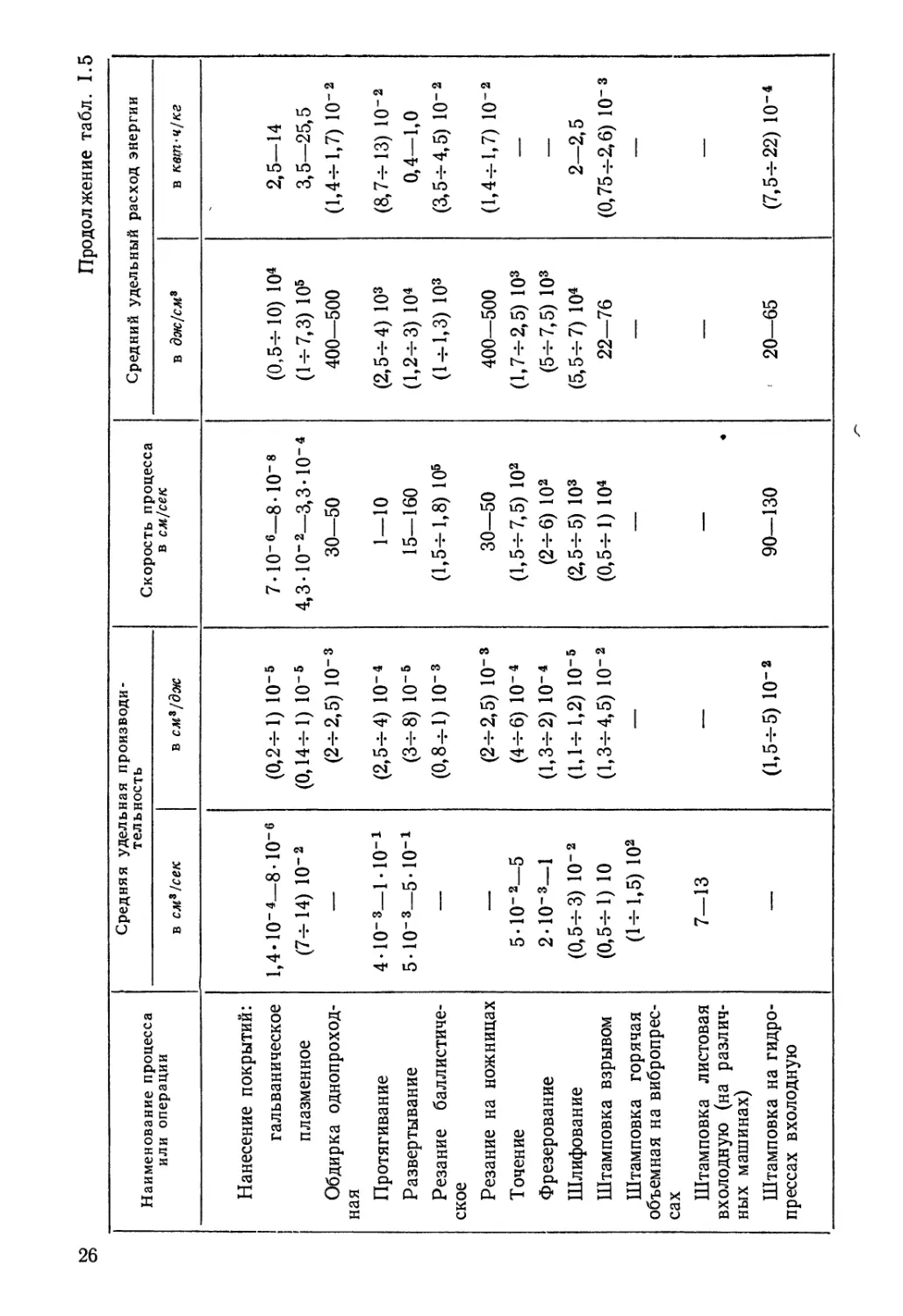
1.5. Характеристики некоторых технологических процессов и операций [17]
Наименование процесса или операции Средняя удельная производи- тельность Скорость процесса в см/сек, Средний удельный расход энергии
в см*/сек в см*/дж в дж/см* в квгп'ч/кг
Выдавливание вхолод- 0,3—1,6 (1,24-1,8) 10”3 0,2—2 (5,54-8,5) 102 (24-3) 10” 2
ную
Высадка вхолодную 30—80 (7ч-14) 10” 4 40—100 (7,34-14) 102 (2,54-4,4) 10” 2
Гибка листов вхолод- ную — 0,1—0,2 1—10 5—10 (1,74-3,5) 10”4
Гибка профилей вхо- лодную на роликах 160—320 (2,54-2) 10” 2 7—13 20—40 (74-14) 10” 4
Горячее деформирова- ние (без учета нагрева) 0,1—150 (1,24-1,6) 10”2 5—2-103 60—80 (2,14-2,8) 10”3
Ковка на горизонталь- 0,1—50 — 30—50 — —
ноковочных машинах — горячая
Нагрев под горячее деформирование 1—350 (0,34-1) 10” 4 3-10”3 (94-34) 103 (3,14-12) Ю^)1 /
Продолжение табл. 1.5
Наименование процесса или операции Средняя удельная производи- тельность Скорость процесса в см/сек Средний удельный расход энергии
в см*/сек, в см*/дж в дж/см* в кет-ч/кг
Нанесение покрытий:
гальваническое 1,4-10-4—8-10-6 (0,24-1) 10'5 7-Ю-6—8-Ю-8 (0,54-10) 104 2,5—14
плазменное (74-14) 10-2 (0,144-1) 10-8 4,3-10” 2—3,3-10" 4 (14-7,3) 105 3,5—25,5
Обдирка однопроход- — (24-2,5) IO’3 30—50 400—500 (1,44-1,7) 10"2
ная
Протягивание 4-10-S—МО’1 (2,54-4) 10-4 1—10 (2,54-4) 103 (8,74-13) 10”2
Развертывание 5-10”3—5-10-1 (34-8) 10" 5 15—160 (1,24-3) 104 0,4—1,0
Резание баллистиче- — (0,8-1) 10"3 (1,54-1,8) 10б (14-1,3) 103 (3,54-4,5) 10-2
ское
Резание на ножницах — (24-2,5) 10"3 30—50 400—500 (1,44-1,7) IO’2
Точение 5-Ю-2—5 (44-6) 10-4 (1,54-7,5) 102 (1,74-2,5) 103 —
Фрезерование 2-Ю-3—1 (1,34-2) 10’4 (24-6) 102 (54-7,5) 103 —
Шлифование (0,54-3) 10'2 (1,14-1,2) 10"5 (2,54-5) 103 (5,54-7) 104 2—2,5
Штамповка взрывом (0,54-1) 10 (1,34-4,5) 10- 2 (0,54-1) 104 22—76 (0,754-2,6) 10- 3
Штамповка горячая объемная на вибропрес- (14-1,5) 102 — — — —
сах
Штамповка листовая 7—13 — — — —
вхолодную (на различ- ных машинах) «
Штамповка на гидро- прессах вхолодную — (1,54-5) 10-2 90—130 20—65 (7,54-22) 10”4
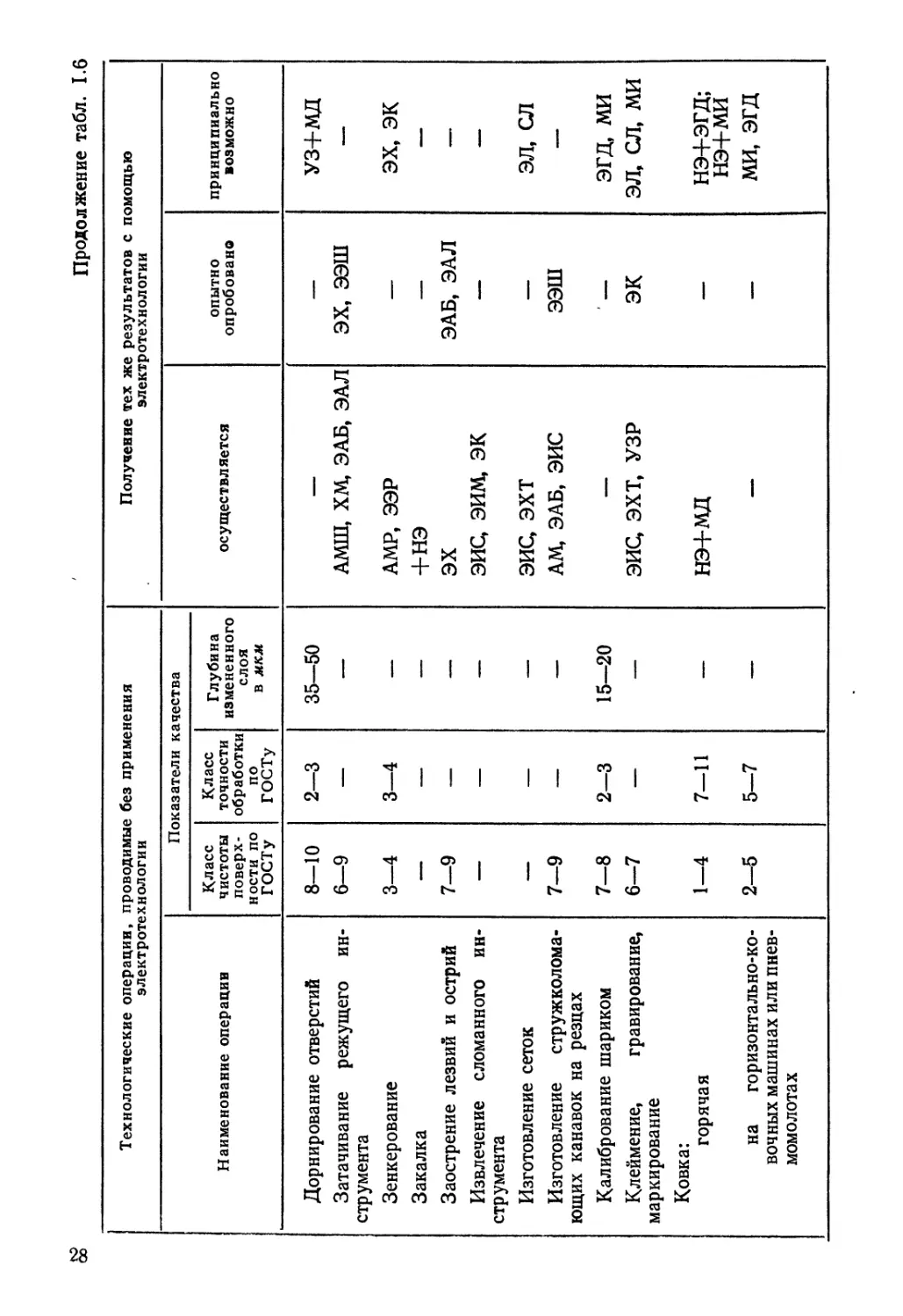
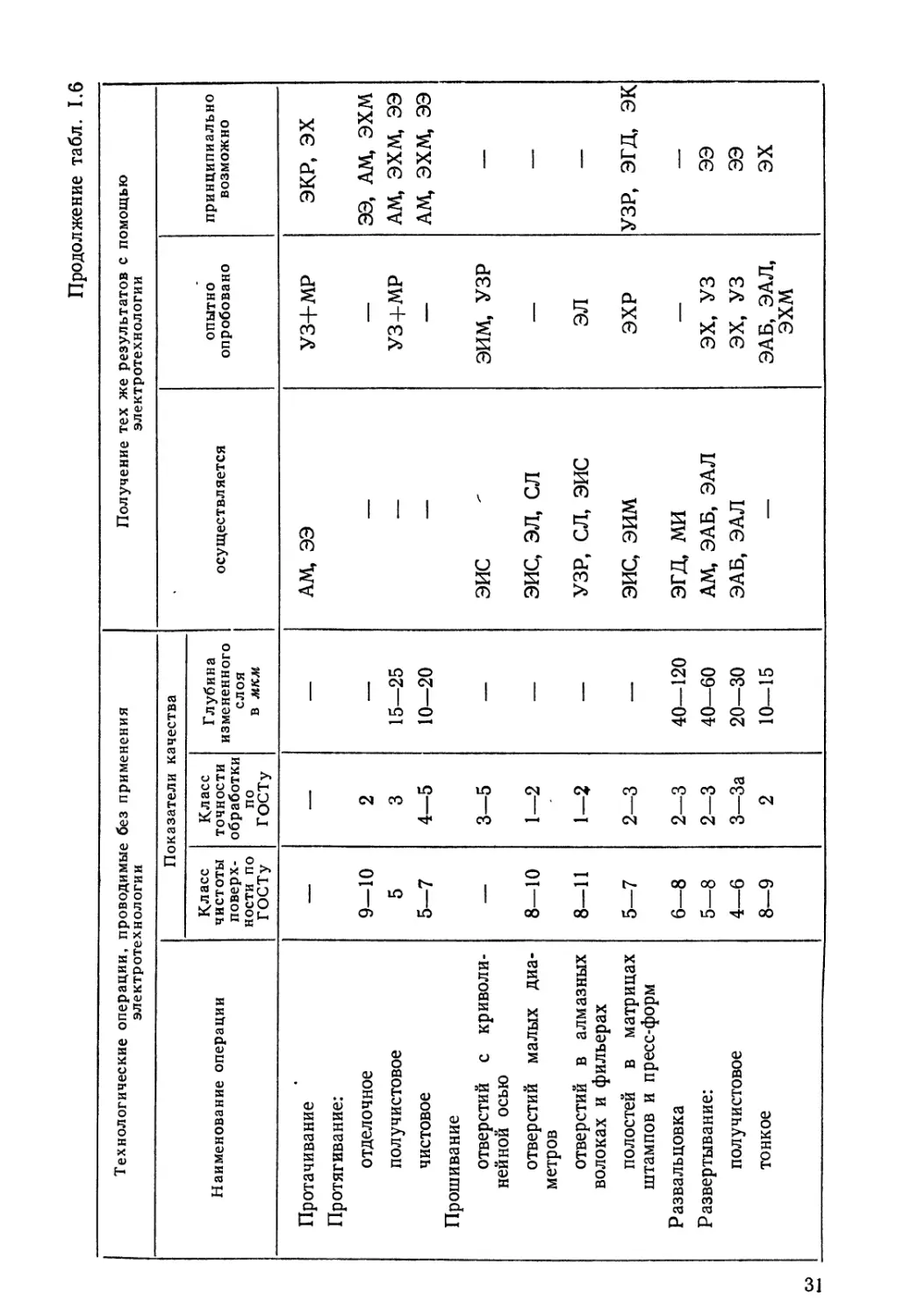
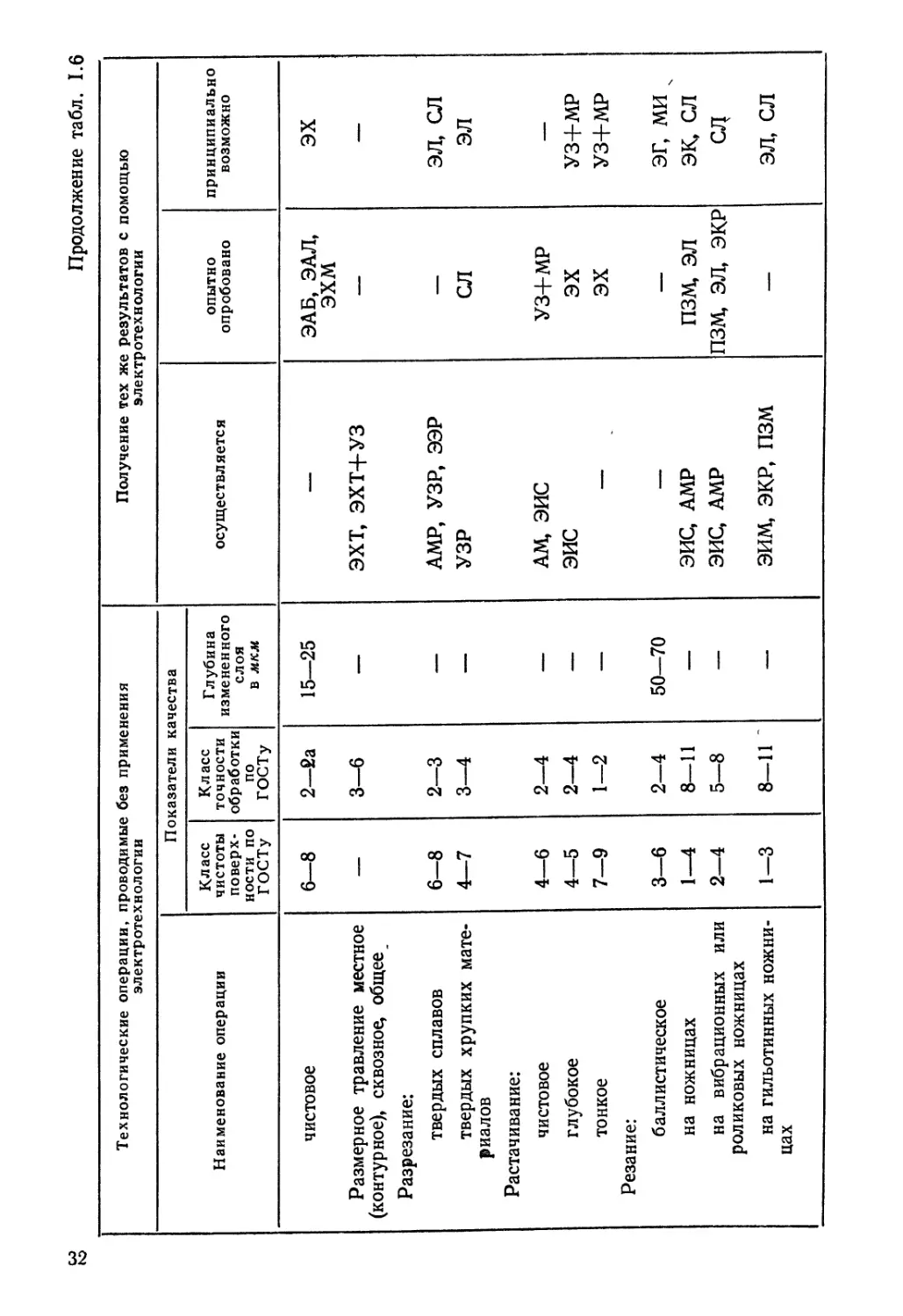
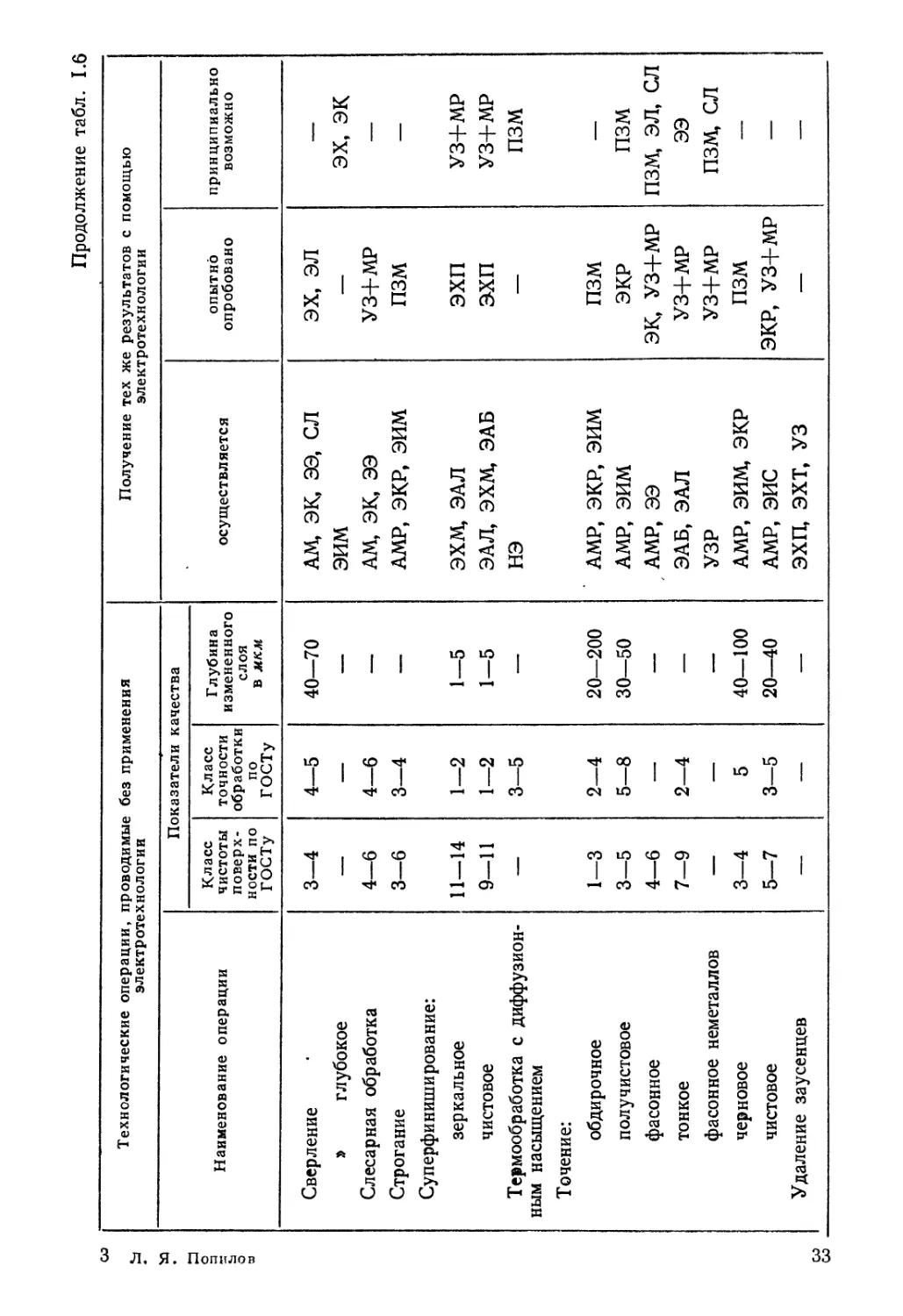
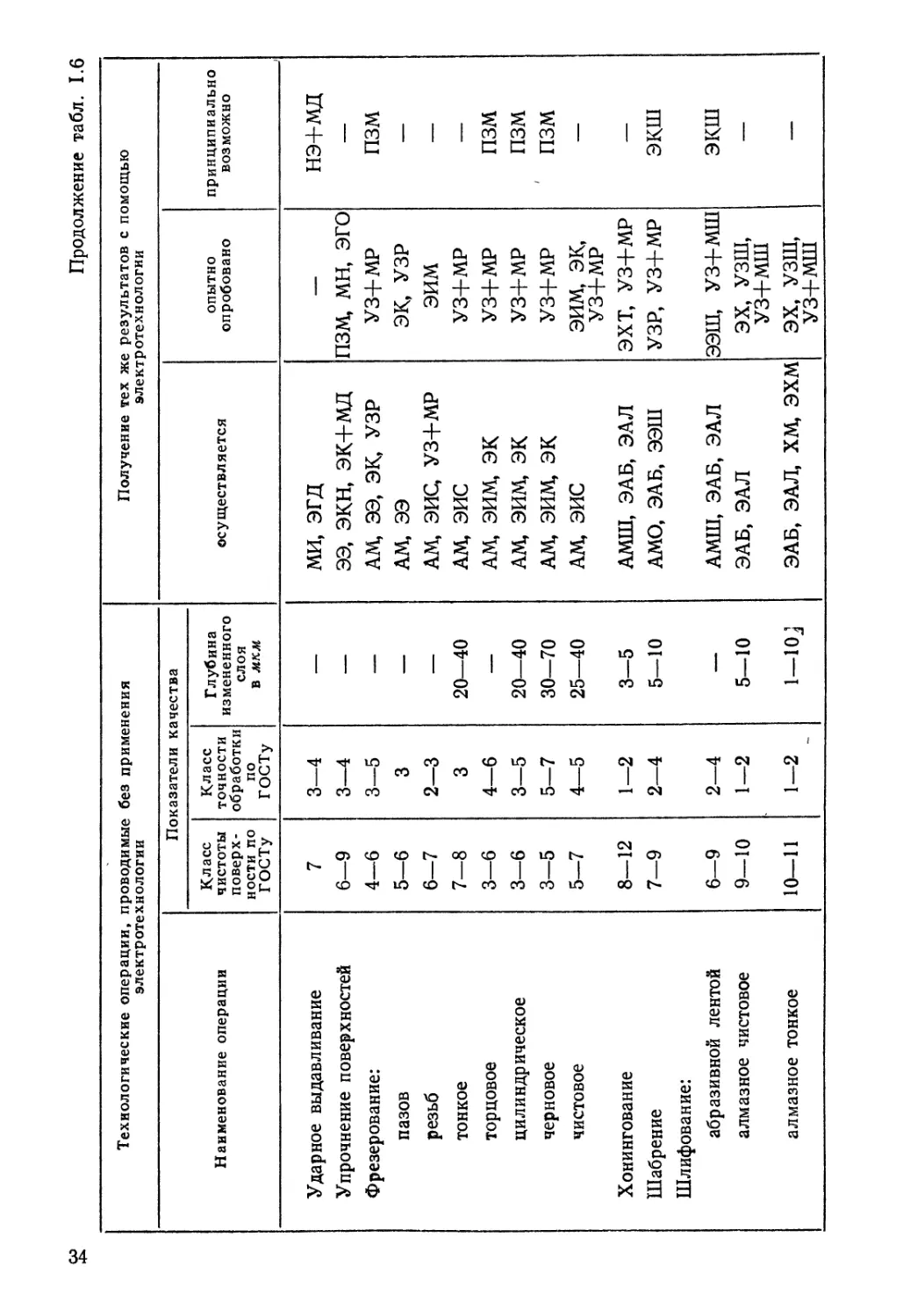
1.6. Возможность перевода различных процессов и операций на обработку электротехно логическими методами
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Выдавливание вхолодную 7—8 3—За — МИ, эгд — —
Вырезание заготовок из опти- ческого стекла 6—8 2—3 — УЗР — сл
Вырубка 4—6 4—5 — АМР, ЭИС, ЭИМ, ЭКР МИ ЭГД, ЭЛ, СРЛ
Высадка вхолодную Гибка: 5—6 3—За — — ми, эгд —
листов вхолодную — — — ми, эгд — —
профилей вхолодную — — — — — ми, эгд
Горячее деформирование — — — эк+мд, нэ+мд эк нэ+эгд, эк+эгд
Декоративное глянцевание металлических поверхностей 6—10 3—4 5—50 эхп, эхм — хм
Доводка: 8—10 2—3 5—20 AM, ЭАБ, ЭАЛ, ЭХМ, ХМ ЭХ, УЗ —
твердосплавных изделий 8—10 2—3 5—10 v AM, ЭАБ, ЭАЛ, ЭХМ ХМ, УЗШ, УЗ+МД —
калибров 9—1Г 1—2 5—10 ЭАБ, ЭАЛ эхм, хм УЗШ
Долбление многогранных от- 4—7 4 50—150 АМР, ЭКР, ЭЭР, УЗР пзм, нэ+мд ЭЛ, сл
верстий 4—8 2—4 40—120 АМР, ЭЭР, УЗР ЭКР ЭЛ, сл
So
Продолжение табл. 1.6
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Лорнирование отверстий 8—10 2—3 35—50 — — УЗ+МД
Затачивание режущего ин- струмента 6—9 — — АМШ, ХМ, ЭАБ, ЭАЛ ЭХ, ээш —
Зенкерование 3—4 3—4 — АМР, ЭЭР — эх, эк
Закалка — — — +НЭ — —
Заострение лезвий и острий 7—9 — — ЭХ ЭАБ, ЭАЛ —
Извлечение сломанного ин- струмента — — — эис, эим, эк — —
Изготовление сеток — — — эис, эхт — ЭЛ, сл
Изготовление стружколома- ющих канавок на резцах 7—9 — — AM, ЭАБ, ЭИС ЭЭШ —
Калибрование шариком 7—8 2—3 15—20 — — эгд ми
Клеймение, гравирование, маркирование Ковка: 6—7 — — ЭИС, ЭХТ, УЗР эк ЭЛ, сл, ми
горячая 1—4 7—11 — нэ+мд — НЭ+ЭГД; нэ+ми
на горизонтально-ко- вочных машинах или пнев- момолотах 2—5 5—7 —• —* — МИ, эгд
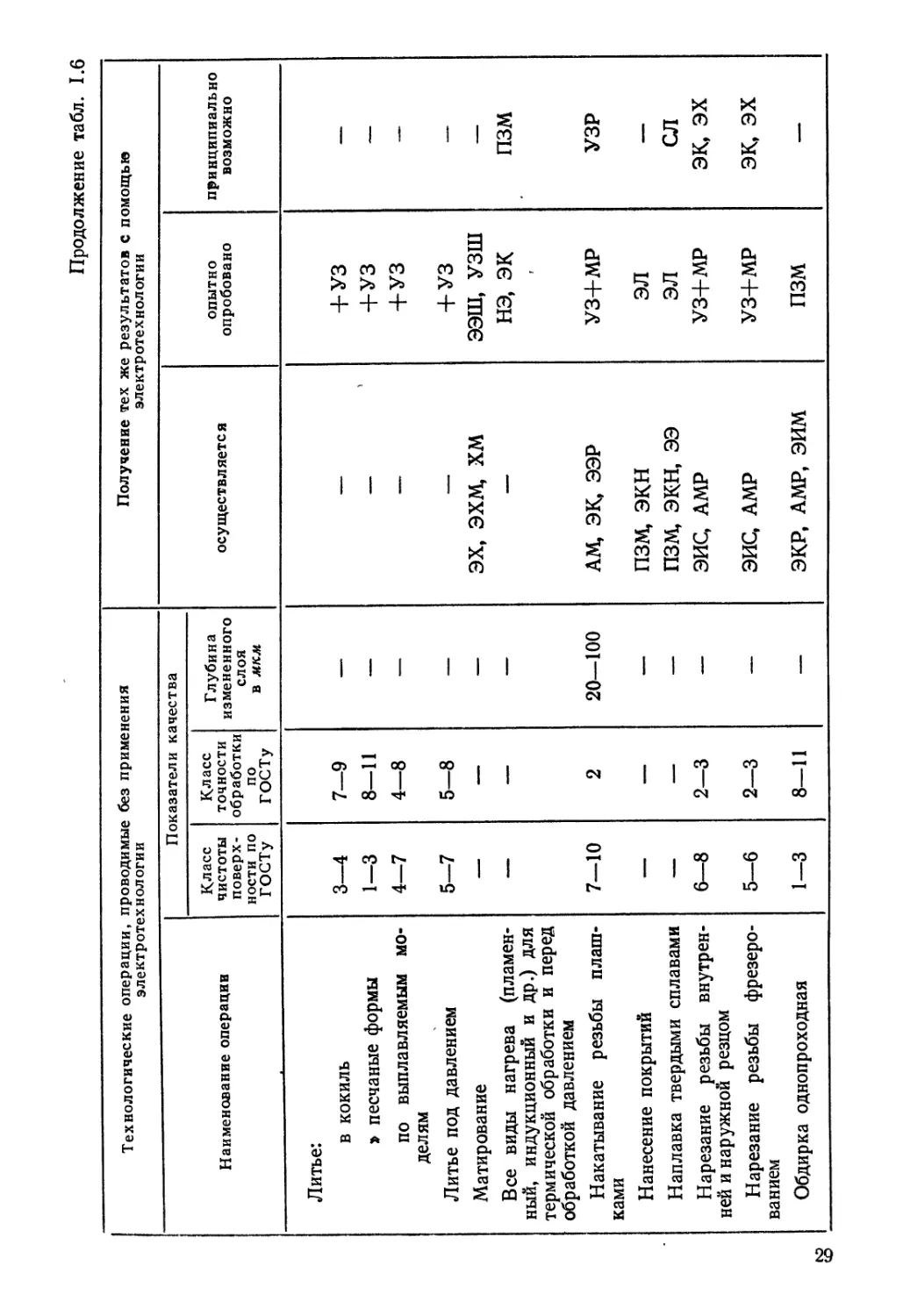
Продолжение табл. 1.6
8
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Литье:
в кокиль 3—4 7—9 — — + УЗ —
» песчаные формы 1—3 8—11 — — +УЗ —
по выплавляемым мо- делям 4—7 4—8 — — +УЗ —-
Литье под давлением 5—7 5—8 — — + УЗ —
Матирование — — — ЭХ, эхм, хм ЭЭШ, УЗШ —
Все виды нагрева (пламен- ный, индукционный и др.) для термической обработки и перед обработкой давлением — — — — нэ, эк пзм
Накатывание резьбы плаш- ками 7—10 2 20—100 AM, ЭК, ЭЭР УЗ+МР УЗР
Нанесение покрытий — — —— пзм, экн ЭЛ —
Наплавка твердыми сплавами — — — пзм, экн, ээ ЭЛ сл
Нарезание резьбы внутрен- ней и наружной резцом 6—8 2—3 — ЭИС, АМР УЗ+МР эк, эх
Нарезание резьбы фрезеро- ванием 5—6 2—3 — ЭИС, АМР УЗ+МР эк, эх
Обдирка однопроходная 1—3 8—11 — ЭКР, АМР, ЭИМ пзм —
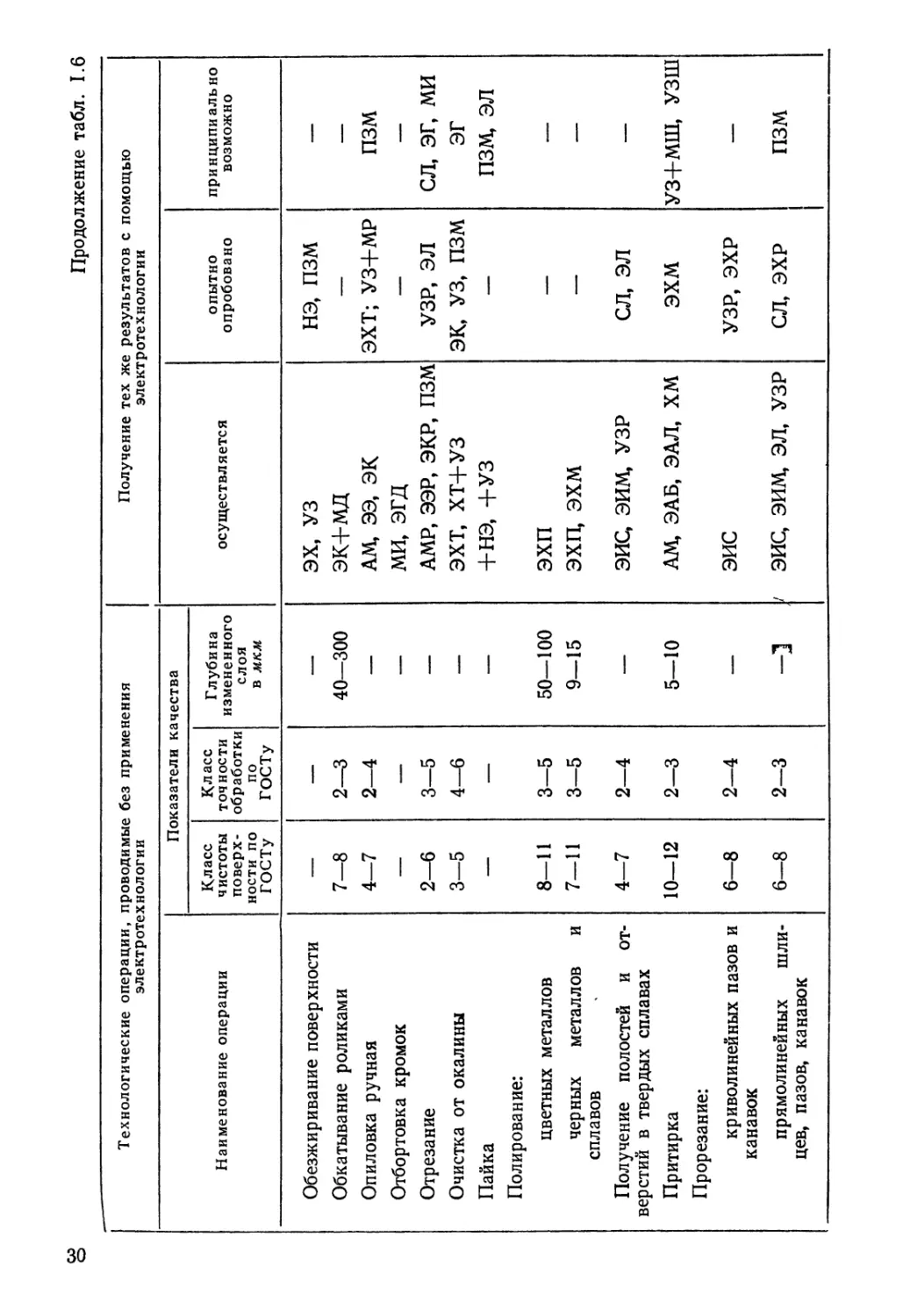
Продолжение табл. 1.6
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Обезжиривание поверхности — — — ЭХ, УЗ нэ, пзм —
Обкатывание роликами 7—8 2—3 40—300 эк+мд — —
Опиловка ручная 4—7 2—4 — AM, ЭЭ, эк ЭХТ; УЗ+МР пзм
Отбортовка кромок — — — ми, эгд — —
Отрезание 2—6 3—5 — АМР, ЭЭР, ЭКР, пзм УЗР, ЭЛ сл, эг, ми
Очистка от окалины 3—5 4—6 — ЭХТ, ХТ+УЗ ЭК, УЗ, пзм эг
Пайка Полирование: — — — +НЭ, +УЗ — ПЗМ, ЭЛ
цветных металлов 8—11 3-5 50—100 эхп — —
черных металлов и сплавов 7—11 3—5 9—15 эхп, эхм — —
Получение полостей и от- верстий в твердых сплавах 4—7 2—4 — ЭИС, ЭИМ, УЗР СЛ, ЭЛ —
Притирка Прорезание: 10—12 2—3 5—10 AM, ЭАБ, ЭАЛ, ХМ эхм УЗ+МШ, УЗШ
криволинейных пазов и канавок 6—8 2-4 — ЭИС УЗР, ЭХР —
прямолинейных шли- цев, пазов, канавок 6—8 2—3 -1 , 1 ЭИС, ЭИМ, ЭЛ, УЗР СЛ, ЭХР пзм
Продолжение табл. 1.6
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Протачивание Протягивание: — — — AM, ЭЭ УЗ+МР ЭКР, эх
отделочное 9—10 2 — — — ЭЭ, AM, ЭХМ
получистовое 5 3 15—25 — УЗ+МР AM, ЭХМ, ЭЭ
чистовое 5—7 4—5 10—20 — — AM, ЭХМ, ЭЭ
Прошивание
отверстий с криволи- нейной осью — 3—5 — ЭИС ЭИМ, УЗР —
отверстий малых диа- метров 8—10 1—2 — ЭИС, ЭЛ, сл — —
отверстий в алмазных волоках и фильерах 8—11 1-2 — УЗР, сл, эис ЭЛ —
полостей в матрицах штампов и пресс-форм 5—7 2—3 — эис, эим ЭХР УЗР, эгд, эк
Развальцовка 6—8 2—3 40—120 эгд, ми — —
Развертывание: 5—8 2—3 40—60 AM, ЭАБ, ЭАЛ ЭХ, УЗ ЭЭ
получистовое 4—6 3—За 20—30 ЭАБ, ЭАЛ ЭХ, УЗ ЭЭ
тонкое 8—9 2 10—15 — ЭАБ, ЭАЛ, эхм эх
Продолжение табл. 1.6
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
чистовое 6—8 2—2а 15—25 — ЭАБ, ЭАЛ, ЭХМ эх
Размерное травление местное (контурное), сквозное, общее Разрезание: — 3—6 — ЭХТ, ЭХТ+УЗ — —
твердых сплавов 6—8 2—3 — АМР, УЗР, ЭЭР — ЭЛ, сл
твердых хрупких мате- риалов Растачивание: 4—7 3—4 — УЗР СЛ ЭЛ
чистовое 4—6 2—4 — AM, ЭИС УЗ+МР —
глубокое 4—5 2—4 — ЭИС эх УЗ+МР
тонкое Резание: 7—9 1—2 — — эх УЗ+МР
баллистическое 3—6 2—4 50-70 — — эг, ми х
на ножницах 1—4 8—11 — ЭИС, АМР ПЗМ, ЭЛ эк, сл
на вибрационных или роликовых ножницах 2—4 5—8 — ЭИС, АМР ПЗМ, ЭЛ, ЭКР сд
на гильотинных ножни- цах 1—3 8—11 ' — ЭИМ, ЭКР, ПЗМ — ЭЛ, сл
Продолжение табл. 1.6
Попилов
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Сверление 3—4 4—5 40—70 AM, ЭК, ЭЭ, СЛ ЭХ, ЭЛ —
» глубокое — — — эим — эх, эк
Слесарная обработка 4—6 4—6 —— AM, ЭК, ЭЭ УЗ+МР —
Строгание 3—6 3—4 — АМР, ЭКР, ЭИМ пзм —
Суперфиниширование:
зеркальное 11—14 1—2 1—5 ЭХМ, ЭАЛ ЭХП УЗ+МР
чистовое 9—11 1—2 1—5 ЭАЛ, ЭХМ, ЭАБ ЭХП УЗ+МР
Термообработка с диффузион- — 3—5 — НЭ — пзм
ным насыщением
Точение:
обдирочное 1—3 2—4 20—200 АМР, ЭКР, ЭИМ пзм —
получистовое 3—5 5—8 30—50 АМР, ЭИМ ЭКР пзм
фасонное 4—6 — — АМР, ЭЭ эк, УЗ+МР ПЗМ, ЭЛ, СЛ
тонкое 7—9 2—4 — ЭАБ, ЭАЛ УЗ+МР ЭЭ
фасонное неметаллов — — — УЗР УЗ+МР ПЗМ, СЛ
черновое 3—4 5 40—100 АМР, ЭИМ, ЭКР пзм —
чистовое 5—7 3-5 20—40 АМР, ЭИС ЭКР, УЗ+МР —
Удаление заусенцев — — — ЭХП, ЭХТ, УЗ — —
5£
Продолжение табл. 1.6
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
Ударное выдавливание 7 3—4 — МИ, эгд — нэ+мд
Упрочнение поверхностей 6—9 3—4 — ЭЭ, экн, эк+мд пзм, мн, эго —
Фрезерование: 4—6 3—5 — AM, ЭЭ, ЭК, УЗР УЗ+МР пзм
пазов 5—6 3 — AM, ЭЭ ЭК, УЗР —
резьб 6—7 2—3 — AM, ЭИС, УЗ+МР эим —
тонкое 7—8 3 20—40 AM, ЭИС УЗ+МР —
торцовое 3—6 4—6 — AM, ЭИМ, ЭК УЗ+МР пзм
цилиндрическое 3—6 3—5 20—40 AM, ЭИМ, ЭК УЗ+МР пзм
черновое 3—5 5—7 30—70 AM, ЭИМ, ЭК УЗ+МР пзм
чистовое 5—7 4—5 25—40 AM, ЭИС эим, эк, УЗ+МР —
Хонингование 8—12 1—2 3—5 АМШ, ЭАБ, ЭАЛ ЭХТ, УЗ+МР —
Шабрение Шлифование: 7—9 2—4 5—10 АМО, ЭАБ, ЭЭШ УЗР, УЗ+МР экш
абразивной лентой 6—9 2—4 — АМШ, ЭАБ, ЭАЛ ЭЭШ, УЗ+МШ экш
алмазное чистовое 9—10 1—2 5—10 ЭАБ, ЭАЛ ЭХ, УЗШ, УЗ+МШ —
алмазное тонкое 10—11 1—2 1-10J ЭАБ, ЭАЛ, ХМ, ЭХМ ЭХ, УЗШ, УЗ+МШ —
Продолжение табл. 1.6
Технологические операции, проводимые без применения электротехнологии Получение тех же результатов с помощью электротехнологии
Наименование операции Показатели качества осу ществл яется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
доводочное 8—9 1—2 5—10 ЭАБ, ЭАЛ ЭХ, УЗШ, УЗ+МШ —
круглое внутреннее 5—7 1—3 — ЭАБ, ЭАЛ ЭХ, ЭЭШ УЗ+МШ, экш
» наружное 6—8 3 30—40 АМШ, ЭАБ, ЭАЛ ээш, узч-мш экш
периферией круга 5—8 2—4 20—60 АМШ, ЭАБ экш, ээш, УЗ+МШ —
плоское 6—8 2—3 30—25 АМШ, ЭАБ, ЭАЛ, ЭЭШ УЗ+МШ экш
профилированными кру- гами 8—9 2—3 — АМШ, ЭАБ, ЭАЛ эк+мд —
резьб 8—10 1—2 15—25 АМШ, ЭАБ ээш —
твердых сплавов полу- чистовое алмазное 8—10 1—2 15—20 ЭАБ, ЭАЛ — ээш
твердых сплавов чисто- вое алмазное 9—10 1—2 10—15 ЭАБ, ЭАЛ — —
тонкое Шлифование: 9—10 1—2 5—15 ЭАБ, ЭАЛ УЗШ, УЗ+МШ ЭХ (
черновое 4—6 3—5 30—70 АМШ, ЭЭШ, ЭКШ, ЭАБ УЗШ, УЗ+МШ —
чистовое 7—9 2—2а 15—40 ЭХМ, ЭАБ, ЭАЛ, АМШ, УЗШ ЭЭШ, УЗ+МШ —
Продолжение табл. 1.6
Технологическое операции, проводимые без применения электротехнологии Получение тех же результатов е помощью электротехнологии
Наименование операции Показатели качества осуществляется опытно опробовано принципиально возможно
Класс чистоты поверх- ности по ГОСТу Класс точности обработки по ГОСТу Глубина измененного слоя в мкм
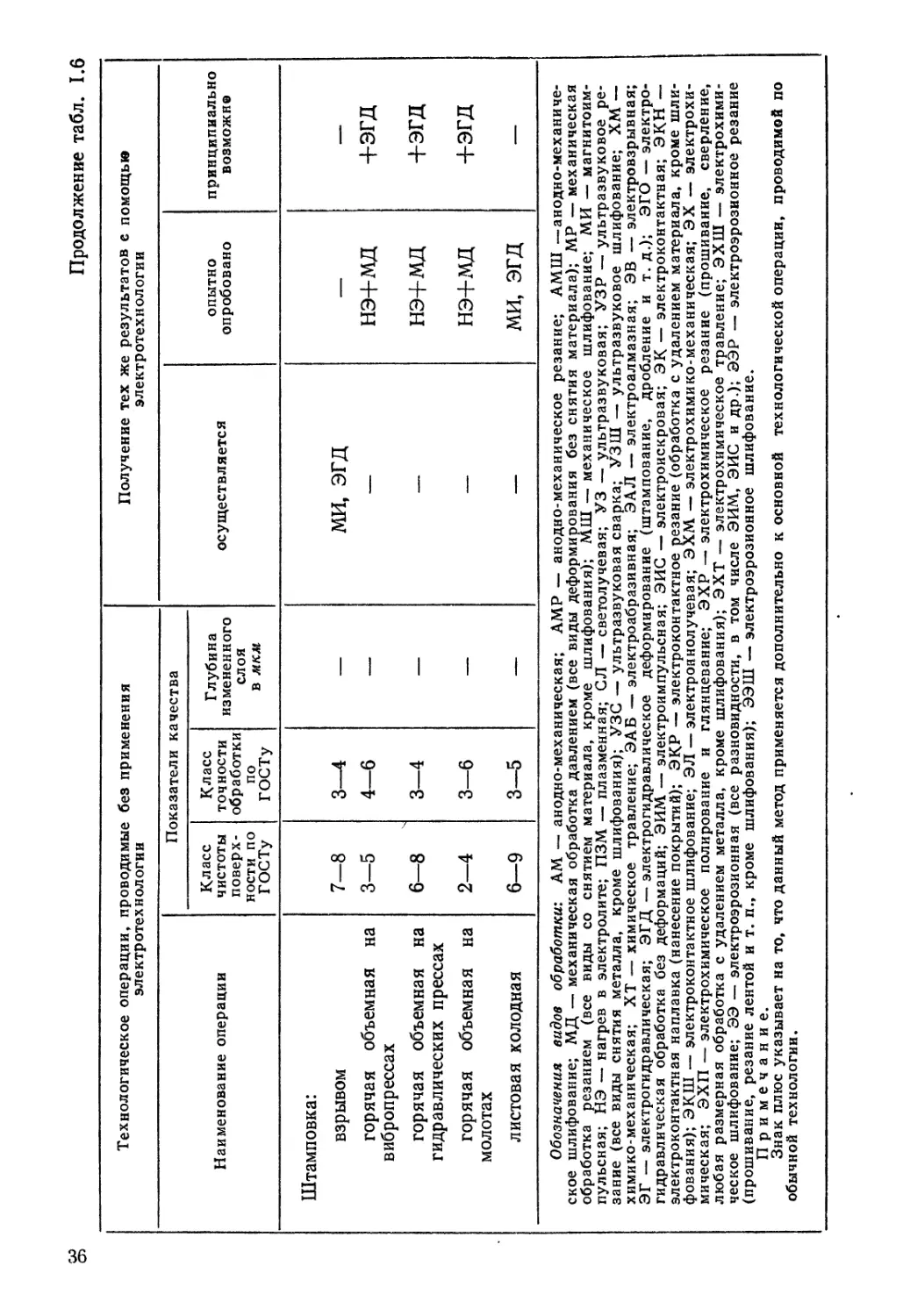
Штамповка:
взрывом 7—8 3—4 — МИ, ЭГД — —
горячая объемная на вибропрессах 3—5 4—6 — — нэ+мд +ЭГД
горячая объемная на гидравлических прессах 6—8 3—4 — — нэ+мд +ЭГД
горячая объемная на 2—4 3—6 — — нэ+мд +ЭГД
молотах
листовая колодная 6—9 3—5 — — МИ, ЭГД —
Обозначения видов обработки: AM — анодно-механическая; АМР — анодно-механическое резание; АМ1И —анодно-механиче- ское шлифование; МД — механическая обработка давлением (все виды деформирования без снятия материала); МР — механическая обработка резанием (все виды со снятием материала, кроме шлифования); МШ — механическое шлифование; МИ — магнитоим- пульсная; НЭ — нагрев в электролите; ПЗМ — плазменная; СЛ — светолучевая; УЗ — ультразвуковая; УЗР — ультразвуковое ре- зание (все виды снятия металла, кроме шлифования); УЗС — ультразвуковая сварка; УЗШ — ультразвуковое шлифование; ХМ — химико-механическая; XT — химическое травление; ЭАБ — электроабразивная; ЭАЛ — электроалмазная; ЭВ — электровзрывная; ЭГ — электрогидравлическая; ЭГД—электрогидравлическое деформирование (штампование, дробление и т. д.); ЭГО —электро- гидравлическая обработка без деформаций; ЭИМ — электроимпульсная; ЭИС — электроискровая; ЭК — электроконтактная; ЭКН — электроконтактная наплавка (нанесение покрытий); ЭКР — электроконтактное резание (обработка с удалением материала, кроме шли- фования); ЭКШ — электроконтактное шлифование; ЭЛ—электроннолучевая; ЭХМ — электрохимико-механическая; ЭХ — электрохи- мическая; ЭХП — электрохимическое полирование и глянцевание; ЭХР — электрохимическое резание (прошивание, сверление, любая размерная обработка с удалением металла, кроме шлифования); ЭХТ — электрохимическое травление; ЭХШ — электрохими- ческое шлифование; ЭЭ — электроэрозионная (все разновидности, в том числе ЭИМ, ЭИС и др-); ЭЭР — электроэрозионное резание (прошивание, резание лентой и т. п.» кроме шлифования); ЭЭШ — электроэрозионное шлифование. Примечание. Знак плюс указывает на то, что данный метод применяется дополнительно к основной технологической операции, проводимой по обычной технологии.
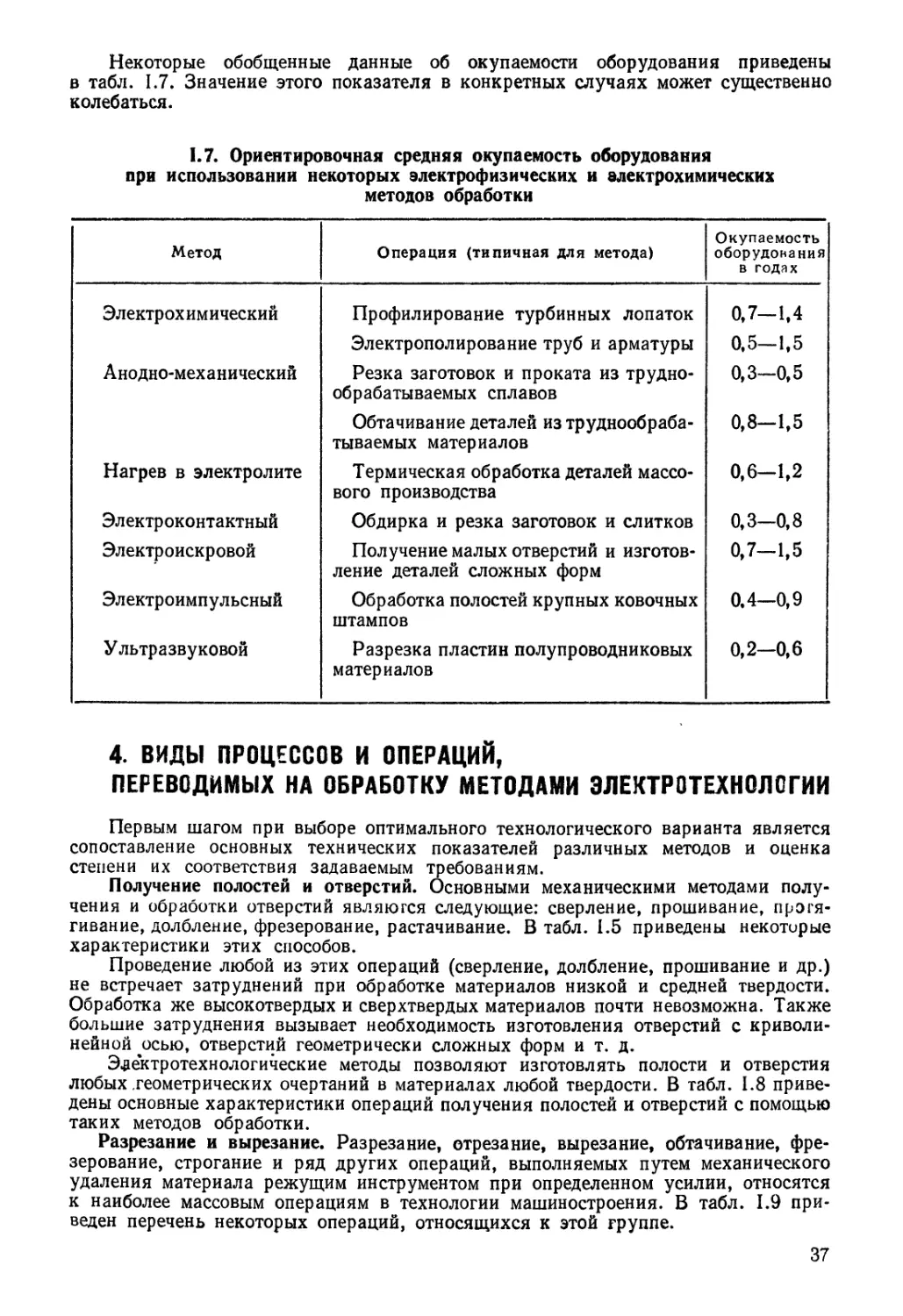
Некоторые обобщенные данные об окупаемости оборудования приведены
в табл. 1.7. Значение этого показателя в конкретных случаях может существенно
колебаться.
1.7. Ориентировочная средняя окупаемость оборудования
при использовании некоторых электрофизических и электрохимических
методов обработки
Метод Операция (типичная для метода) Окупаемость оборудования в годах
Электрохимический Профилирование турбинных лопаток 0,7—1,4
Электрополирование труб и арматуры 0,5—1,5
А но дно-мех а н и ческий Резка заготовок и проката из трудно- обрабатываемых сплавов 0,3—0,5
Обтачивание деталей из труднообраба- тываемых материалов 0,8—1,5
Нагрев в электролите Термическая обработка деталей массо- вого производства 0,6—1,2
Электроконтактный Обдирка и резка заготовок и слитков 0,3—0,8
Электроискровой Получение малых отверстий и изготов- ление деталей сложных форм 0,7—1,5
Электроимпульсный Обработка полостей крупных ковочных штампов 0,4—0,9
Ультразвуковой Разрезка пластин полупроводниковых материалов 0,2—0,6
4. ВИДЫ ПРОЦЕССОВ И ОПЕРАЦИЙ,
ПЕРЕВОДИМЫХ НА ОБРАБОТКУ МЕТОДАМИ ЭЛЕКТРОТЕХНОЛОГИИ
Первым шагом при выборе оптимального технологического варианта является
сопоставление основных технических показателей различных методов и оценка
степени их соответствия задаваемым требованиям.
Получение полостей и отверстий. Основными механическими методами полу-
чения и обработки отверстий являются следующие: сверление, прошивание, протя-
гивание, долбление, фрезерование, растачивание. В табл. 1.5 приведены некоторые
характеристики этих способов.
Проведение любой из этих операций (сверление, долбление, прошивание и др.)
не встречает затруднений при обработке материалов низкой и средней твердости.
Обработка же высокотвердых и сверхтвердых материалов почти невозможна. Также
большие затруднения вызывает необходимость изготовления отверстий с криволи-
нейной восью, отверстий геометрически сложных форм и т. д.
Эдектротехнологические методы позволяют изготовлять полости и отверстия
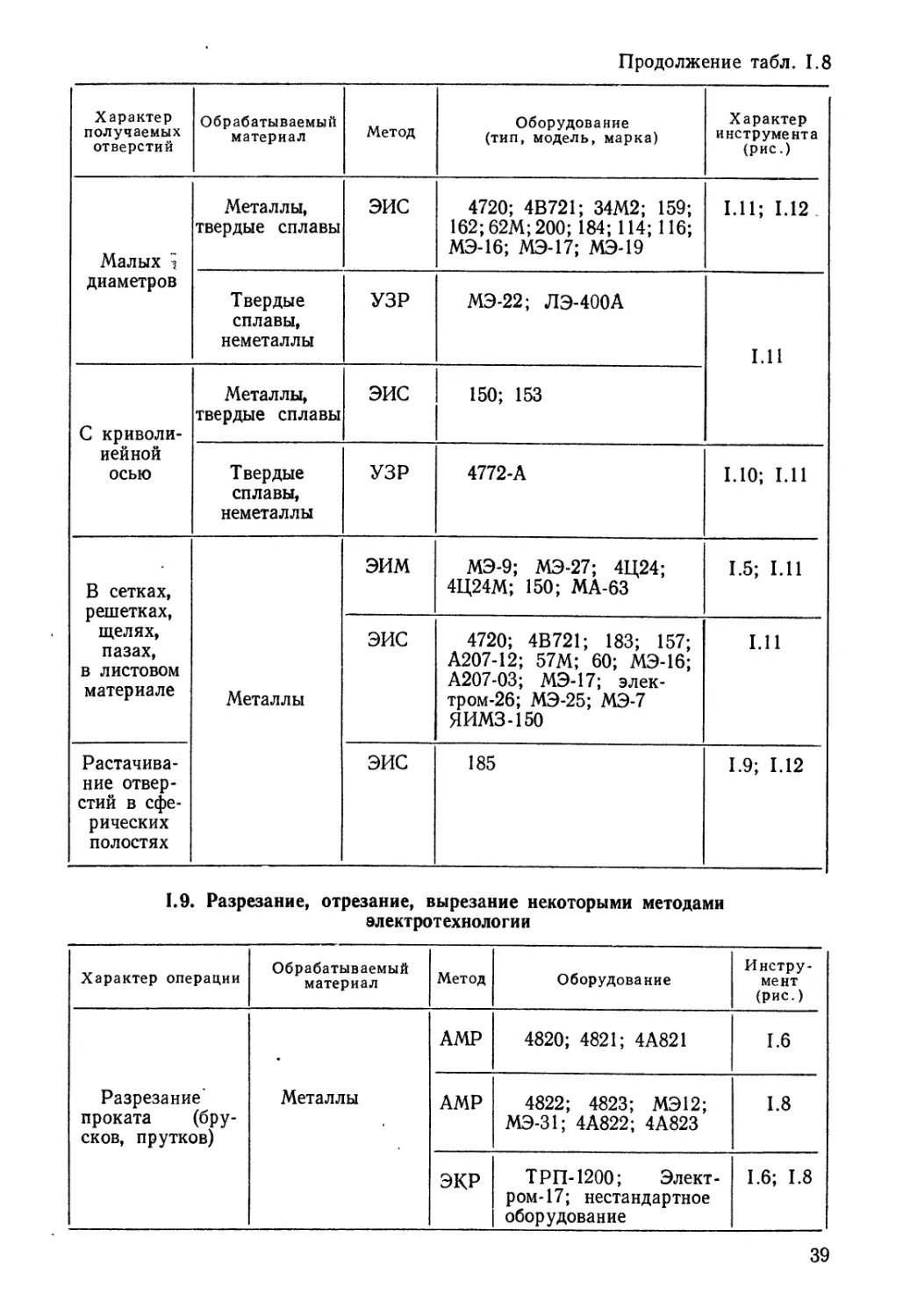
любых,геометрических очертаний в материалах любой твердости. В табл. 1.8 приве-
дены основные характеристики операций получения полостей и отверстий с помощью
таких методов обработки.
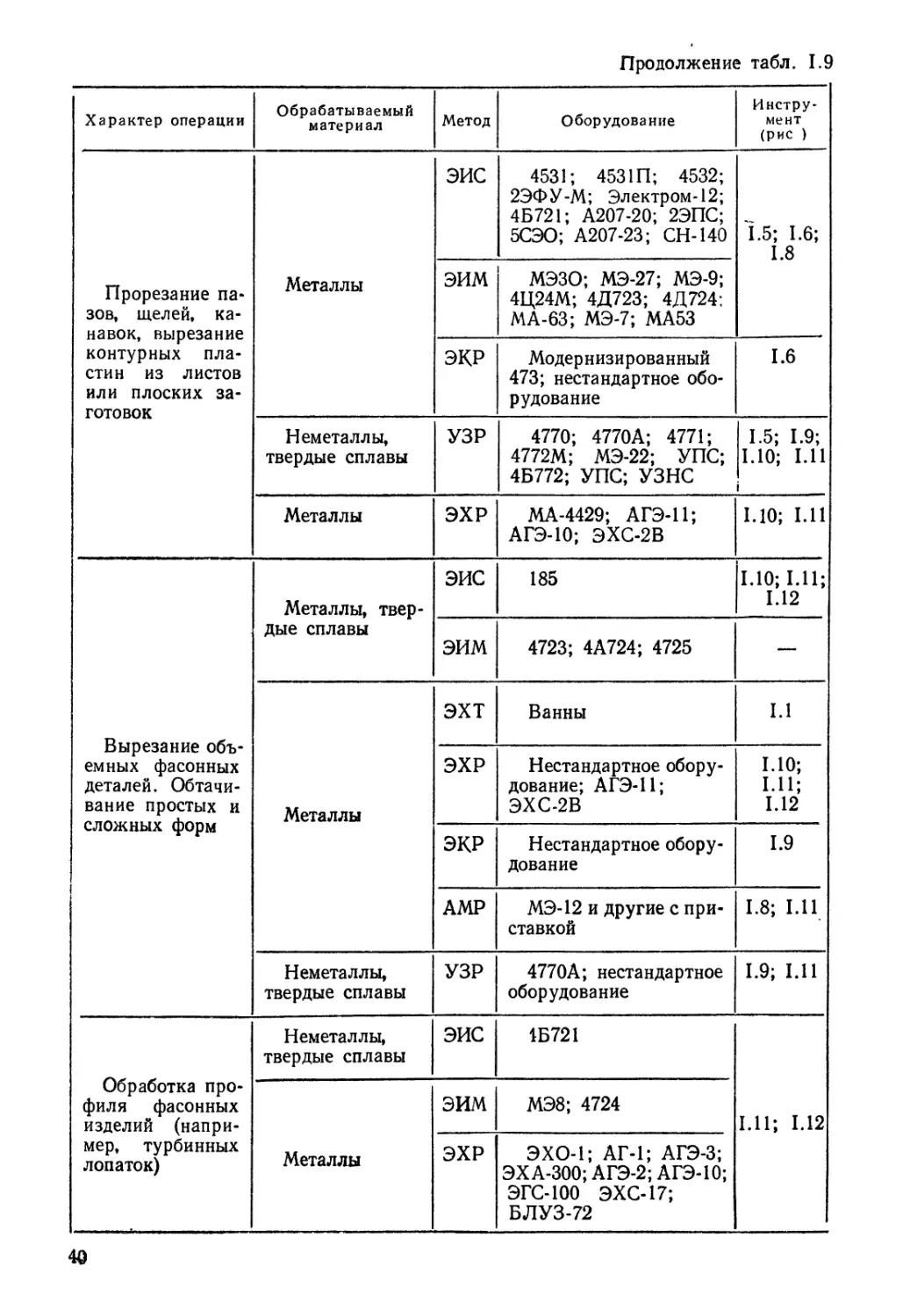
Разрезание и вырезание. Разрезание, отрезание, вырезание, обтачивание, фре-
зерование, строгание и ряд других операций, выполняемых путем механического
удаления материала режущим инструментом при определенном усилии, относятся
к наиболее массовым операциям в технологии машиностроения. В табл. 1.9 при-
веден перечень некоторых операций, относящихся к этой группе.
37
1.8. Получение полостей и отверстий
некоторыми электротехнологическими методами
Характер получаемых отверстий Обрабатываемый материал Метод Оборудование (тип, модель, марка) Характер инструмента (рис.)
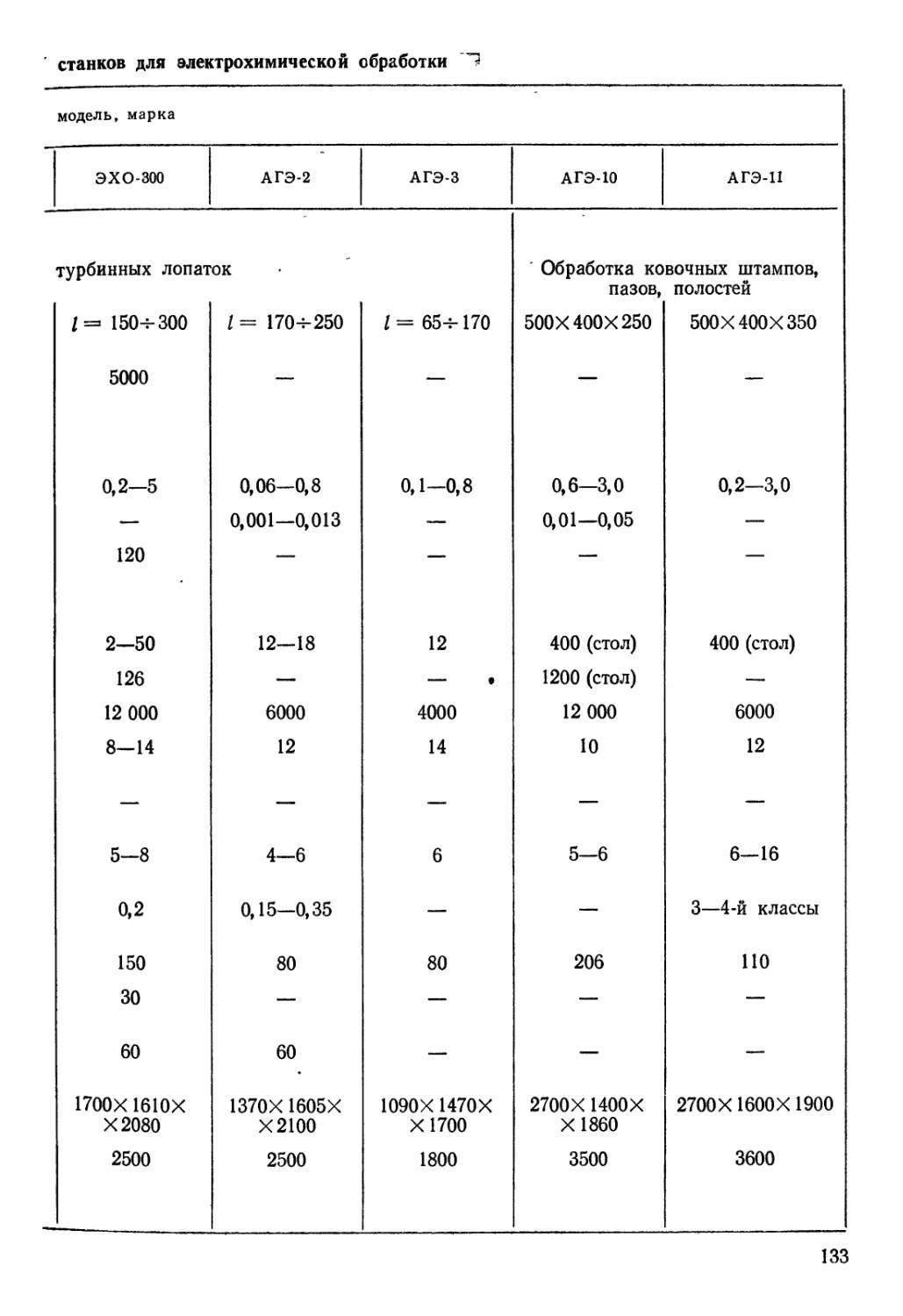
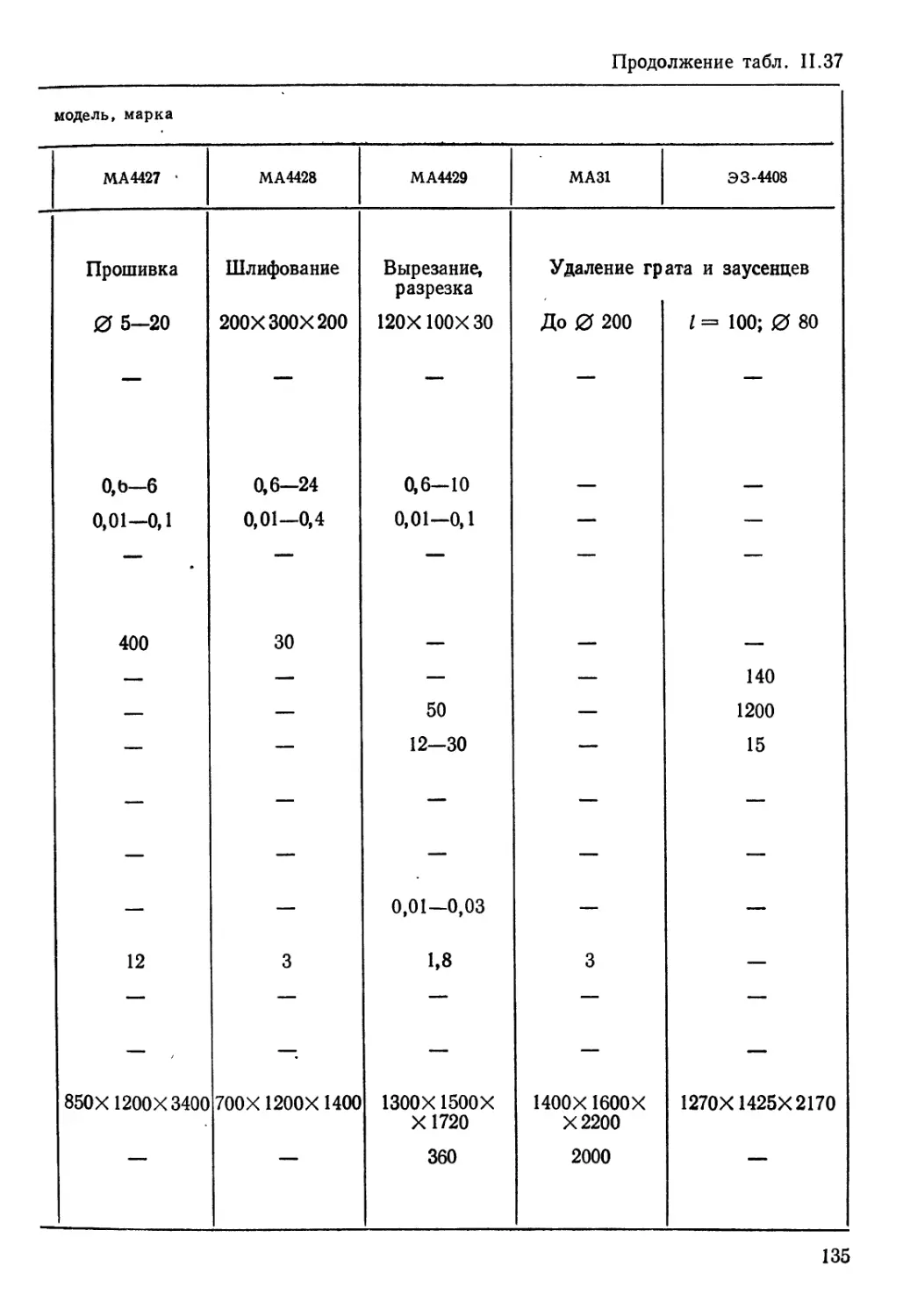
Сквозные Металлы ЭХР АГЭ-10; АГЭ-11; МА-4423; МА-4429; МА-4427, ЭХС-2В 1.10; 1.11
Металлы, твердые сплавы AM АМД-1
Металлы ЭКР Нестандартное оборудо- вание
Металлы, твердые сплавы ЭИС 183; 157; 57М; 185; МЭ-19; 4В721; станки серии А207
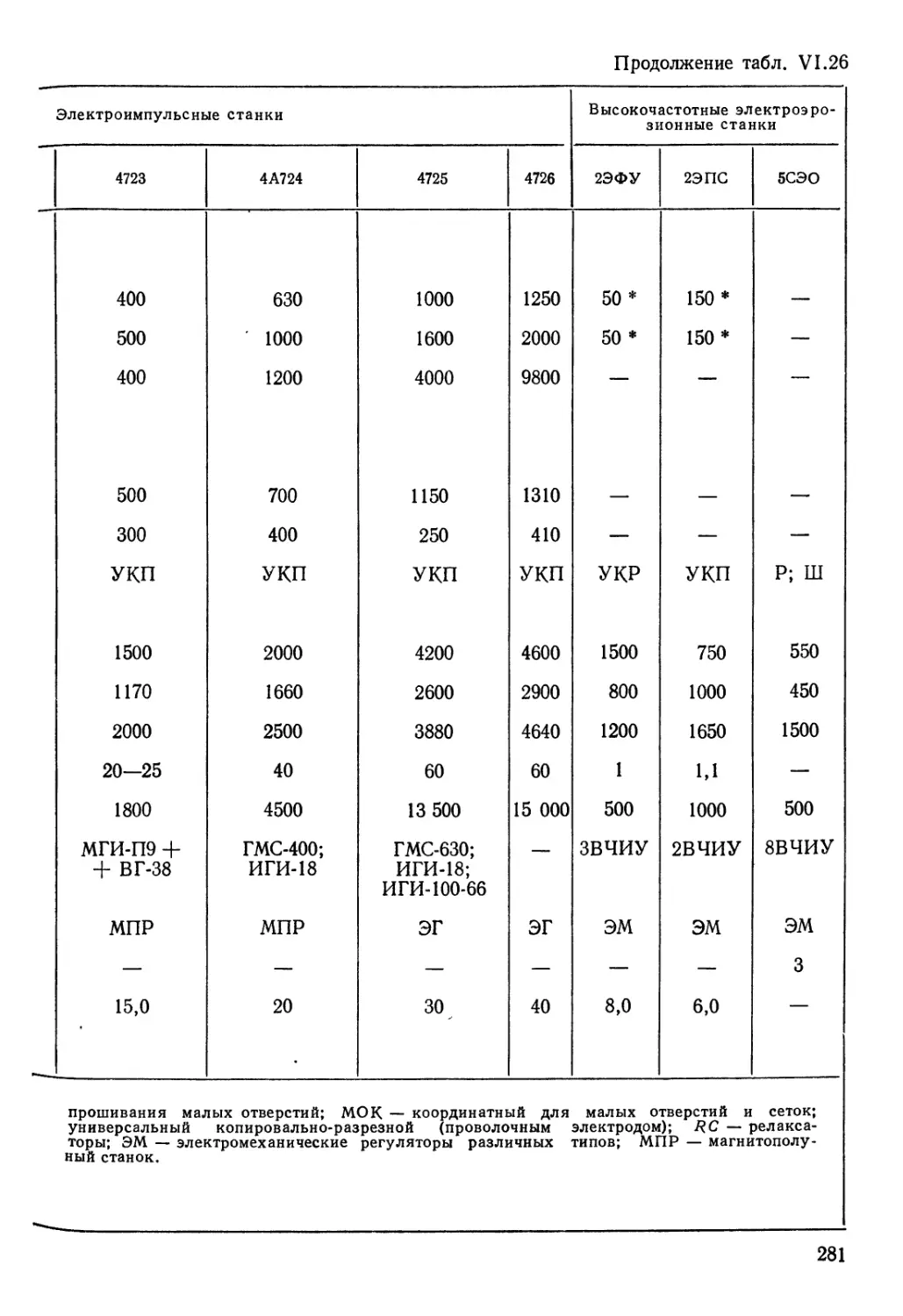
ЭИМ МЭ-9; 4Б722; 4А724; МЭ-30; 4725; 4726; 4723; 4А723; ЭКС-2; МА-63; 4Д723 ; 4Д724
Твердые сплавы, неметаллы УЗР 4770; 4770А; 4771; 4772; 4772М; 4Б772; 4773А; МЭ-22; УЗСД; УЗСН; 4Б772
Глухие Металлы AM АМД-1 1.11; 1.12
Металлы, твердые сплавы ЭИС 183; 157; 57М; 185; станки серии А207
ЭИМ 473; 4724; 4723; 4Б722; 4А724; 4725; 4726; 4А722; МЭ-8; МА-4729; ЭКС-2; МА-63; 4Д723 4Д724; 4730А
Твердые сплавы, неметаллы УЗ 4770; 4770А; 4771; 4772; 4772А; 4772М; 4Б772; 4773-А; МЭ-22; УЗСД; УЗСП
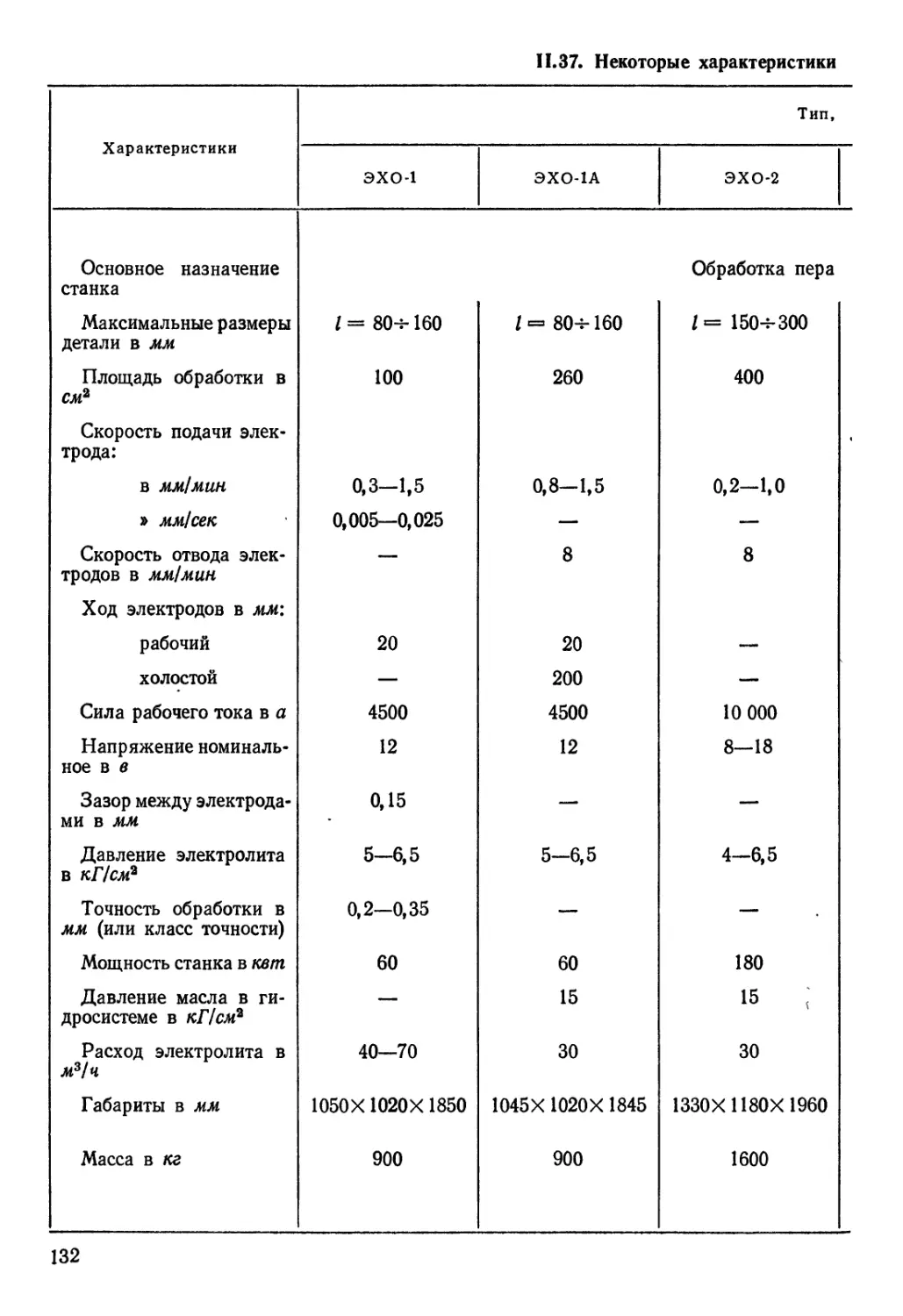
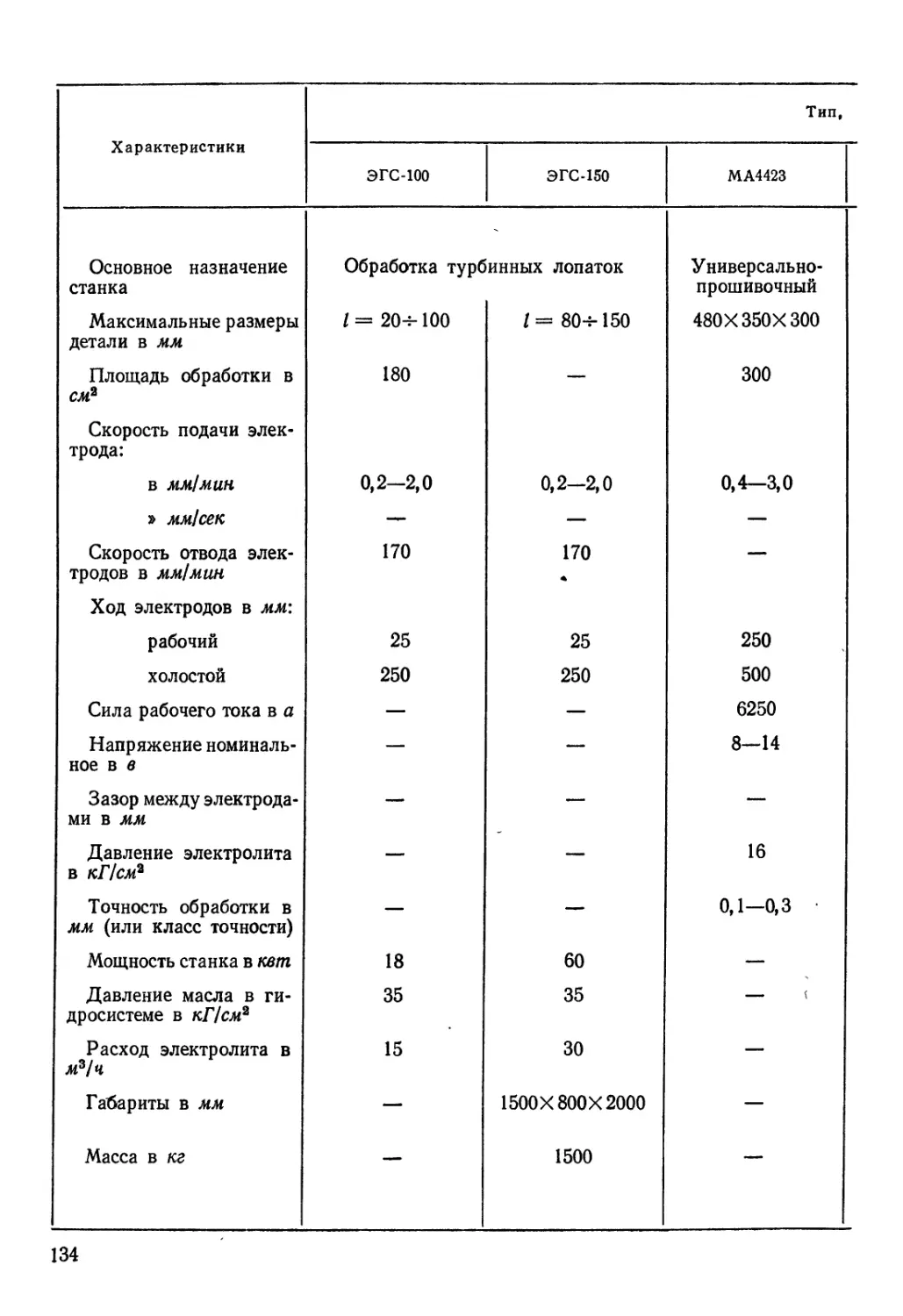
Металлы ЭХР ЭХО-1; АГ-1; АГ-3; АГЭ-10; АГЭ-11; МА-4423; МА-4427; ЭКС-2В; ЭХС-12; ЭХС-17 1.3; 1.10
38
Продолжение табл. 1.8
Характер получаемых отверстий Обрабатываемый материал Метод Оборудование (тип, модель, марка) Характер инструмента (рис.)
Малых диаметров Металлы, твердые сплавы ЭИС 4720; 4В721; 34М2; 159; 162;62М;200; 184; 114; 116; МЭ-16; МЭ-17; МЭ-19 1.11; 1.12
Твердые сплавы, неметаллы УЗР МЭ-22; ЛЭ-400А 1.11
С криволи- нейной осью Металлы, твердые сплавы ЭИС 150; 153
Твердые сплавы, неметаллы УЗР 4772-А 1.10; 1.11
В сетках, решетках, щелях, пазах, в листовом материале Металлы эим МЭ-9; МЭ-27; 4Ц24; 4Ц24М; 150; МА-63 1.5; 1.11
ЭИС 4720; 4В721; 183; 157; А207-12; 57М; 60; МЭ-16; А207-03; МЭ-17; элек- тром-26; МЭ-25; МЭ-7 ЯИМЗ-150 1.11
Растачива- ние отвер- стий в сфе- рических полостях ЭИС 185 1.9; 1.12
1.9. Разрезание, отрезание, вырезание некоторыми методами
электротехнологии
Характер операции Обрабатываемый материал Метод Оборудование Инстру- мент (рис.)
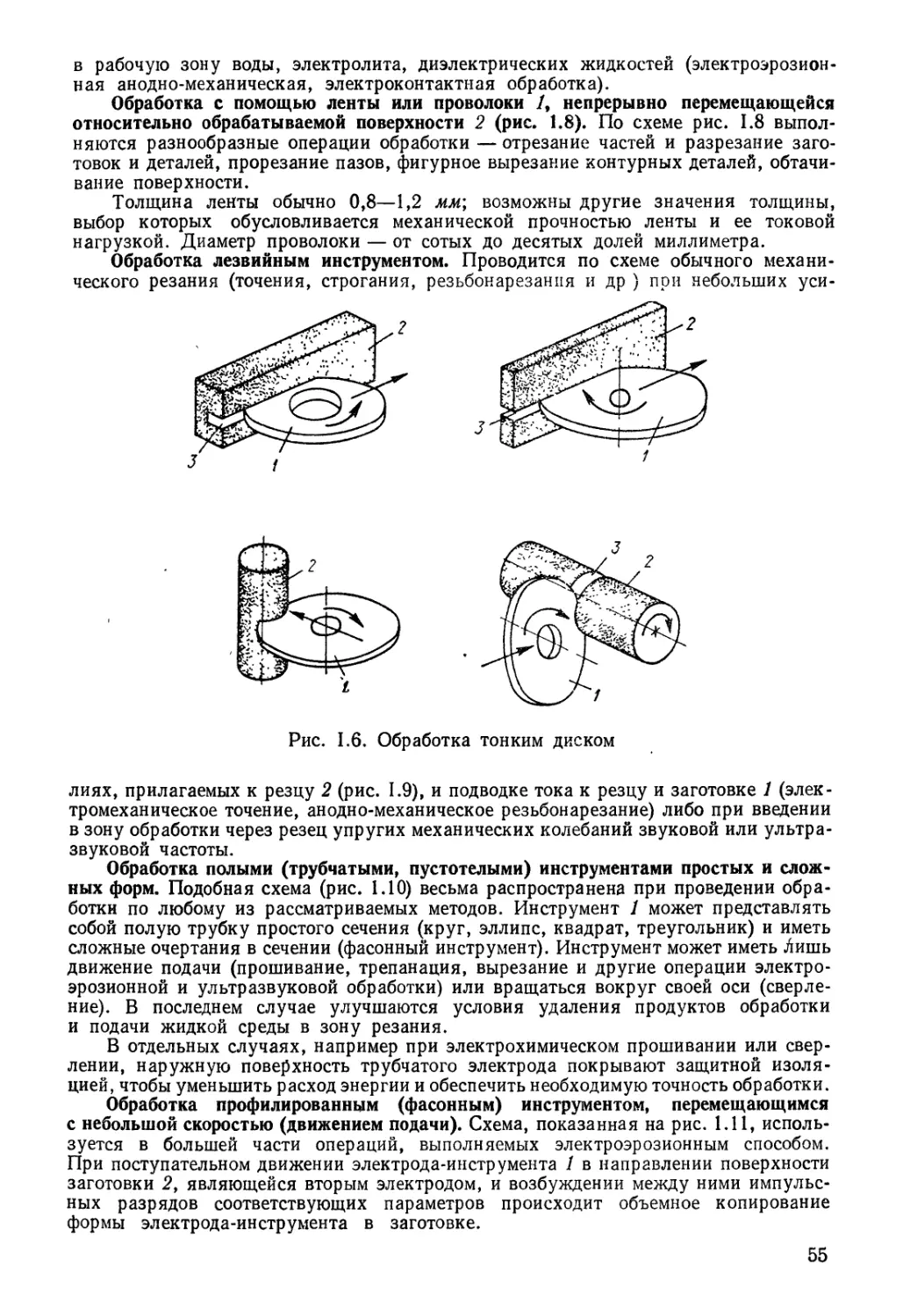
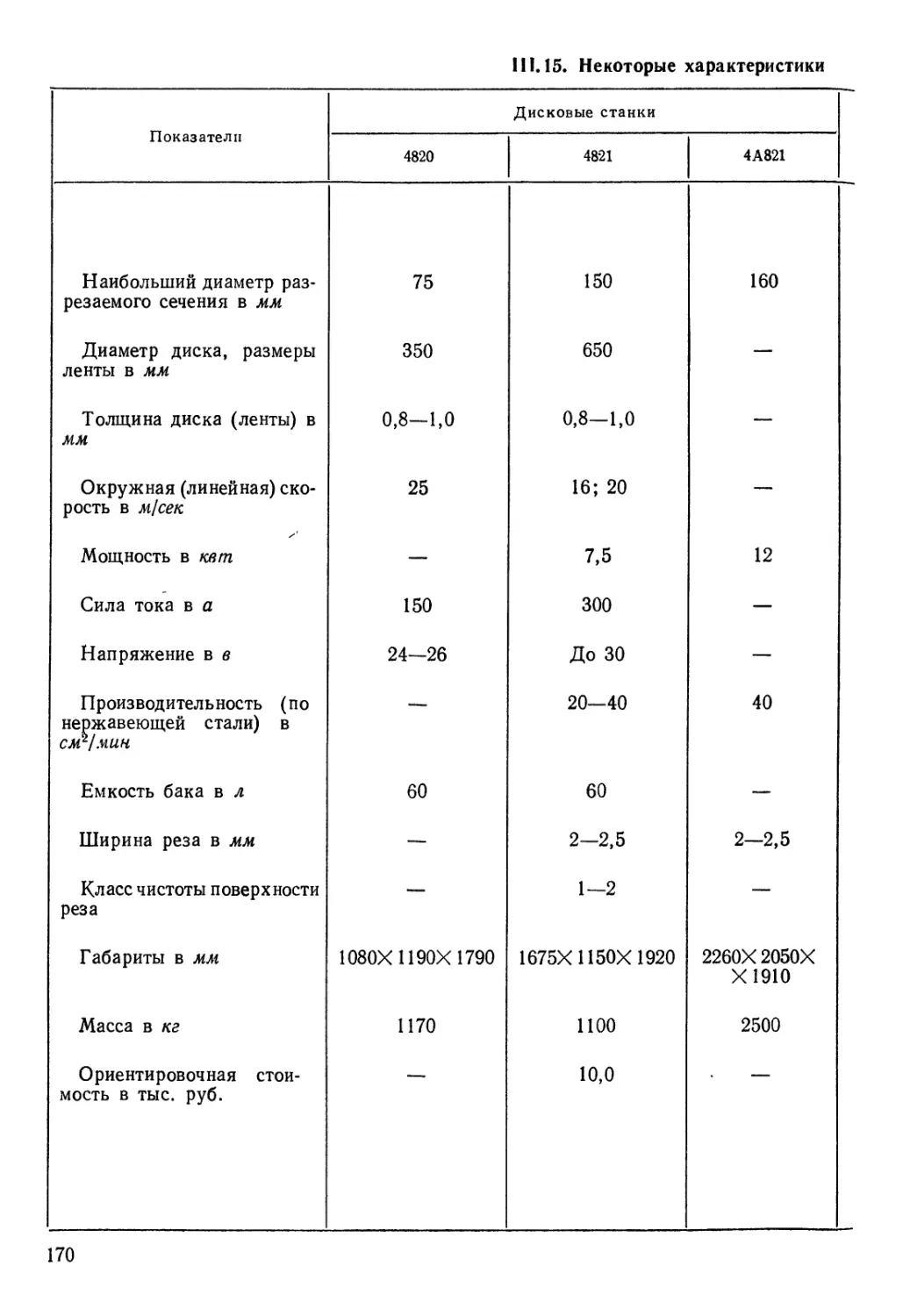
Разрезание* проката (бру- сков, прутков) Металлы АМР 4820; 4821; 4А821 1.6
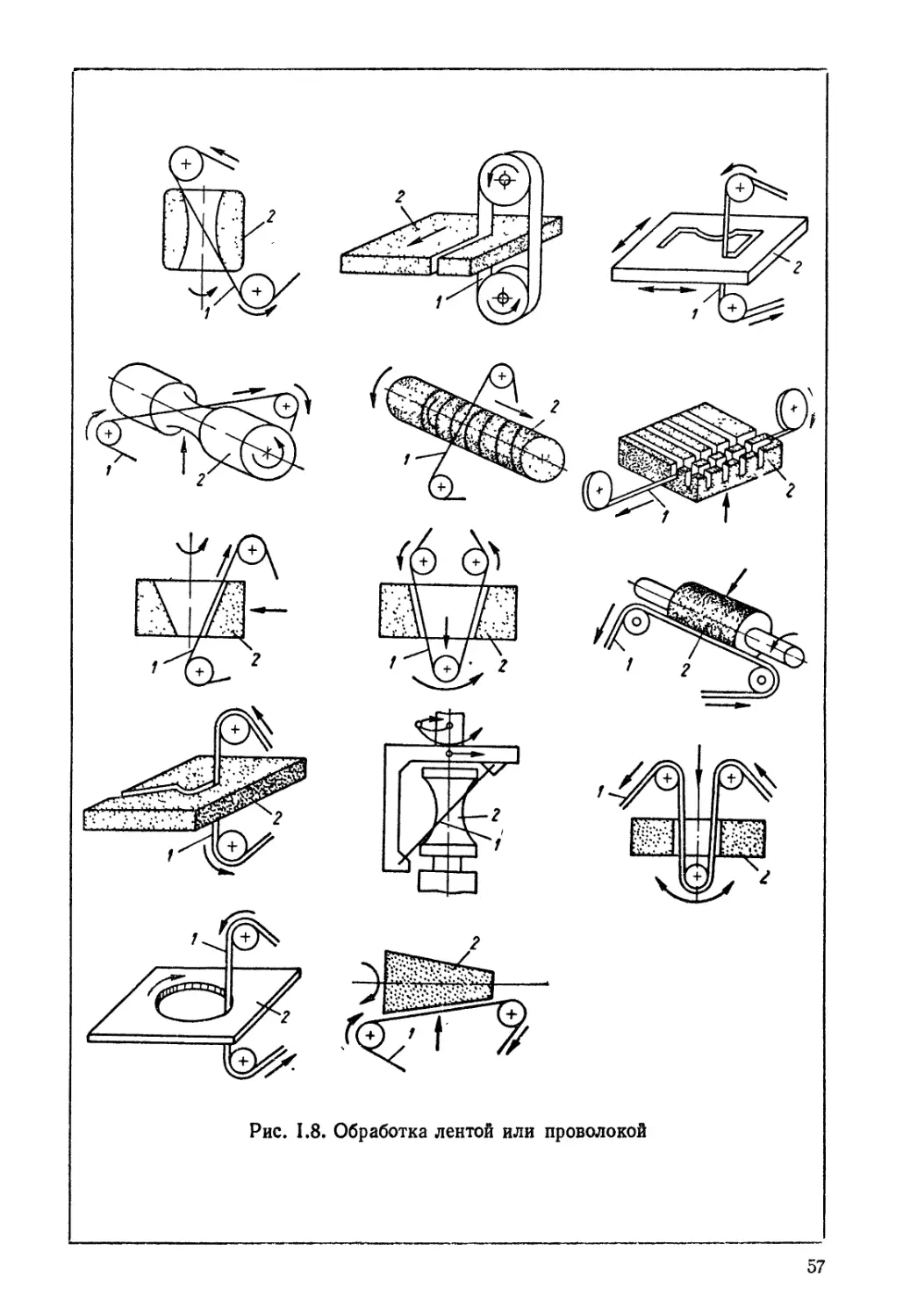
АМР 4822; 4823; МЭ12; МЭ-31; 4А822; 4А823 1.8
ЭКР ТРП-1200; Элект- ром-17; нестандартное оборудование 1.6; 1.8
39
Продолжение табл. 1.9
Характер операции Обрабатываемый материал Метод Оборудование Инстру- мент (рис )
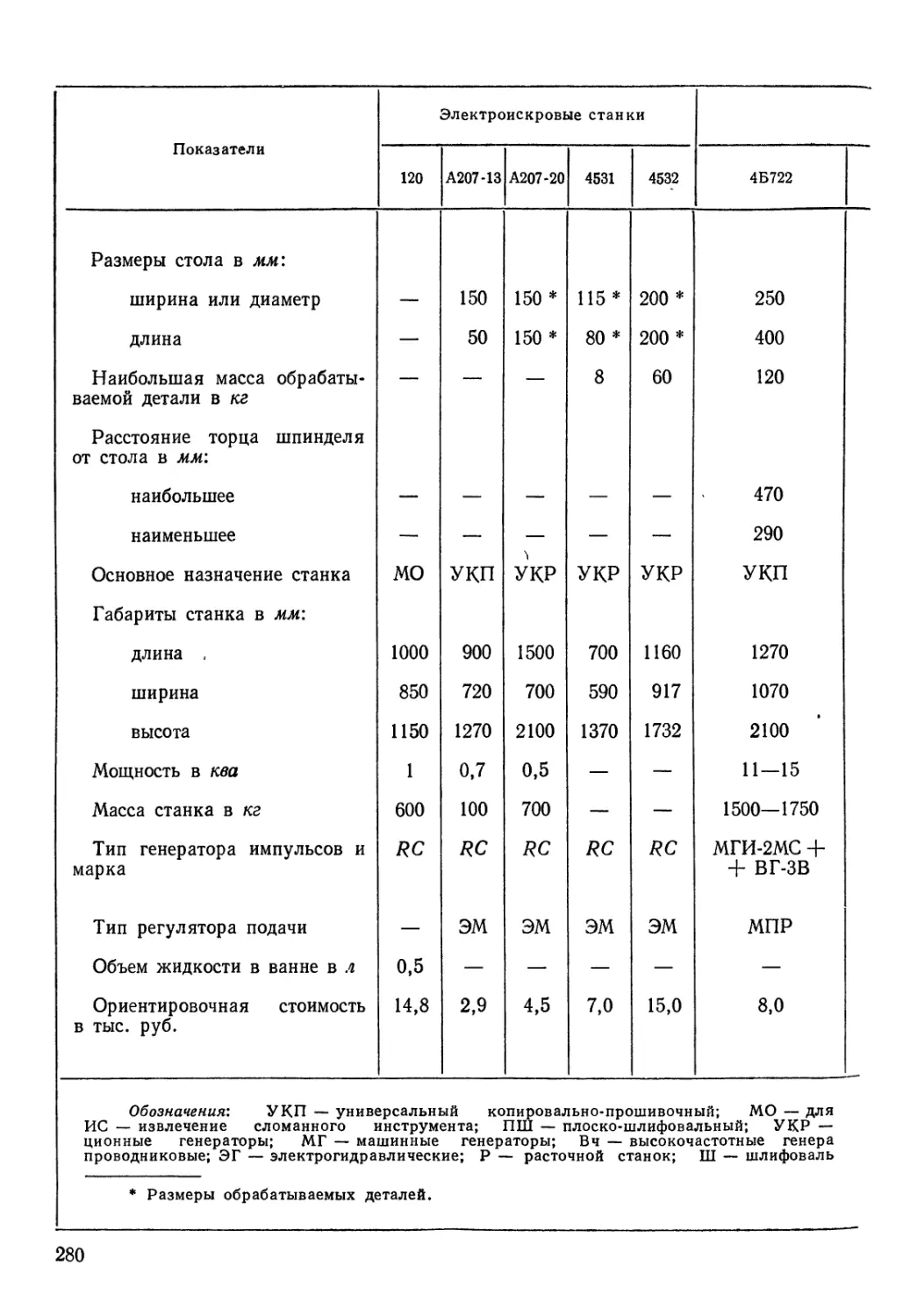
Прорезание па- зов, щелей, ка- навок, вырезание контурных пла- стин из листов или плоских за- готовок Металлы ЭИС 4531; 4531П; 4532; 2ЭФУ-М; Электром-12; 4Б721; А207-20; 2ЭПС; 5СЭО; А207-23; СН-140 1.5; 1.6; 1.8
эим МЭЗО; МЭ-27; МЭ-9; 4Ц24М; 4Д723; 4Д724; МА-63; МЭ-7; МА53
ЭКР Модернизированный 473; нестандартное обо- рудование 1.6
Неметаллы, твердые сплавы УЗР 4770; 4770А; 4771; 4772М; МЭ-22; УПС; 4Б772; УПС; УЗНС 1.5; 1.9; 1.10; 1.11
Металлы ЭХР МА-4429; АГЭ-11; АГЭ-10; ЭХС-2В 1.10; 1.11
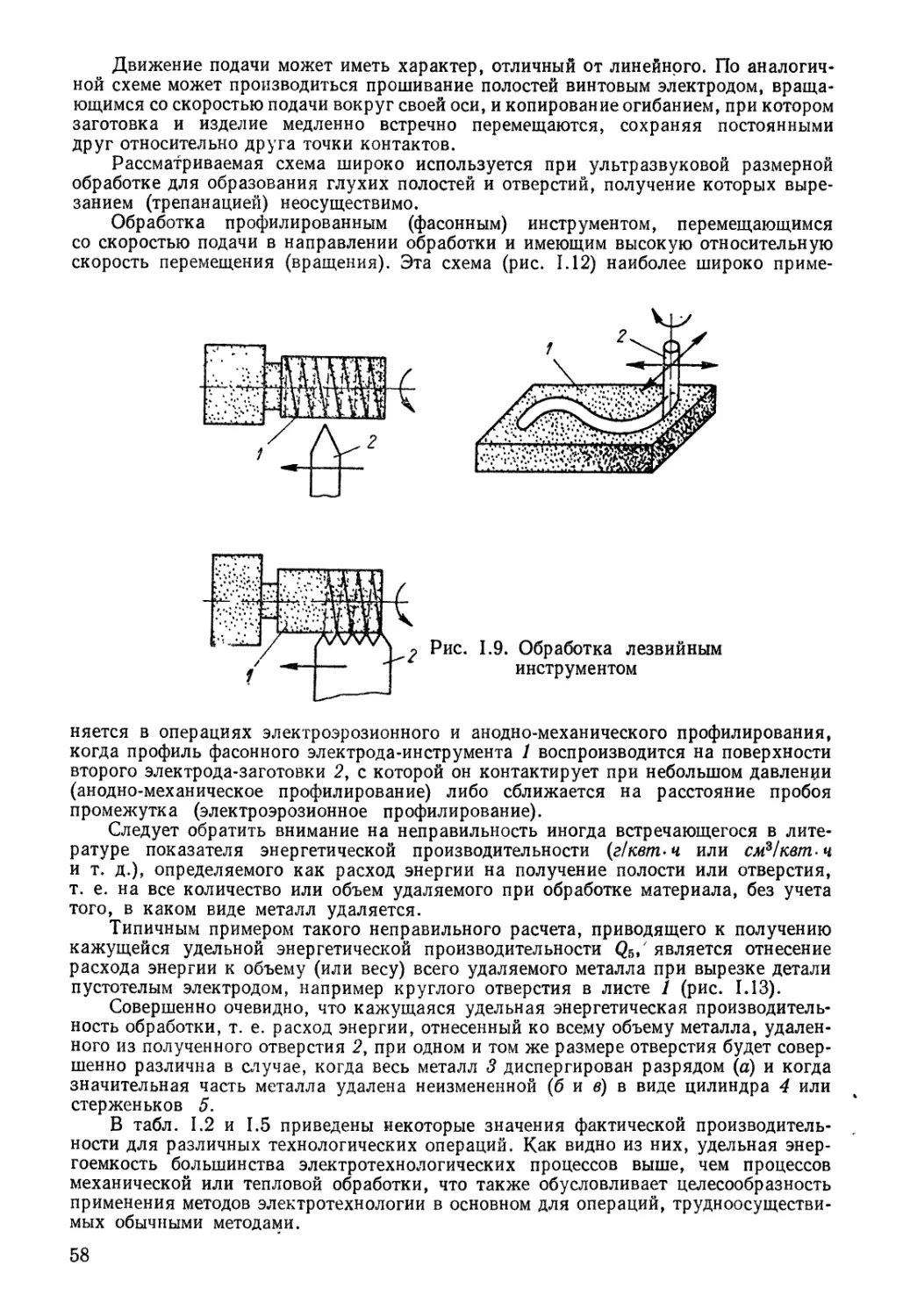
Вырезание объ- емных фасонных деталей. Обтачи- вание простых и сложных форм Металлы, твер- дые сплавы эис 185 1.10; 1.11; 1.12
эим 4723; 4А724; 4725 —
Металлы эхт Ванны 1.1
ЭХР Нестандартное обору- дование; АГЭ-11; ЭХС-2В 1.10; 1.11; 1.12
ЭКР Нестандартное обору- дование 1.9
АМР МЭ-12 и другие с при- ставкой 1.8; 1.11
Неметаллы, твердые сплавы УЗР 4770А; нестандартное оборудование 1.9; 1.11
Обработка про- филя фасонных изделий (напри- мер, турбинных лопаток) Неметаллы, твердые сплавы эис 1Б721 1.11; 1.12
Металлы ЭИМ МЭ8; 4724
ЭХР ЭХО-1; АГ-1; АГЭ-3; ЭХА-300; АГЭ-2; АГЭ-10; ЭГС-100 ЭХС-17; БЛУЗ-72
40
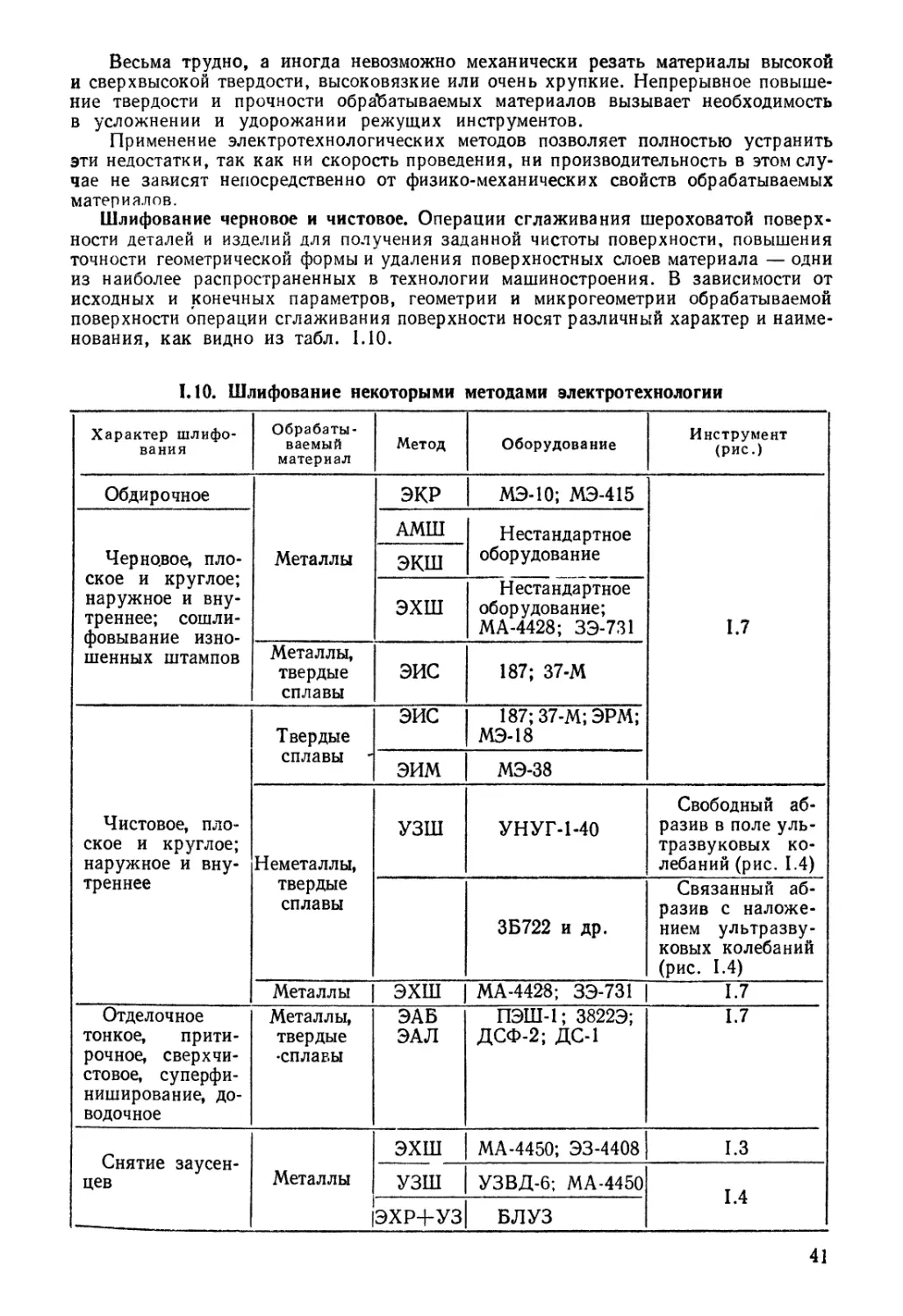
Весьма трудно, а иногда невозможно механически резать материалы высокой
и сверхвысокой твердости, высоковязкие или очень хрупкие. Непрерывное повыше-
ние твердости и прочности обрабатываемых материалов вызывает необходимость
в усложнении и удорожании режущих инструментов.
Применение электротехнологических методов позволяет полностью устранить
эти недостатки, так как ни скорость проведения, ни производительность в этом слу-
чае не зависят непосредственно от физико-механических свойств обрабатываемых
материалов.
Шлифование черновое и чистовое. Операции сглаживания шероховатой поверх-
ности деталей и изделий для получения заданной чистоты поверхности, повышения
точности геометрической формы и удаления поверхностных слоев материала — одни
из наиболее распространенных в технологии машиностроения. В зависимости от
исходных и конечных параметров, геометрии и микрогеометрии обрабатываемой
поверхности операции сглаживания поверхности носят различный характер и наиме-
нования, как видно из табл. 1.10.
1.10. Шлифование некоторыми методами электротехнологии
Характер шлифо- вания Обрабаты- ваемый материал Метод Оборудование Инструмент (РИС.)
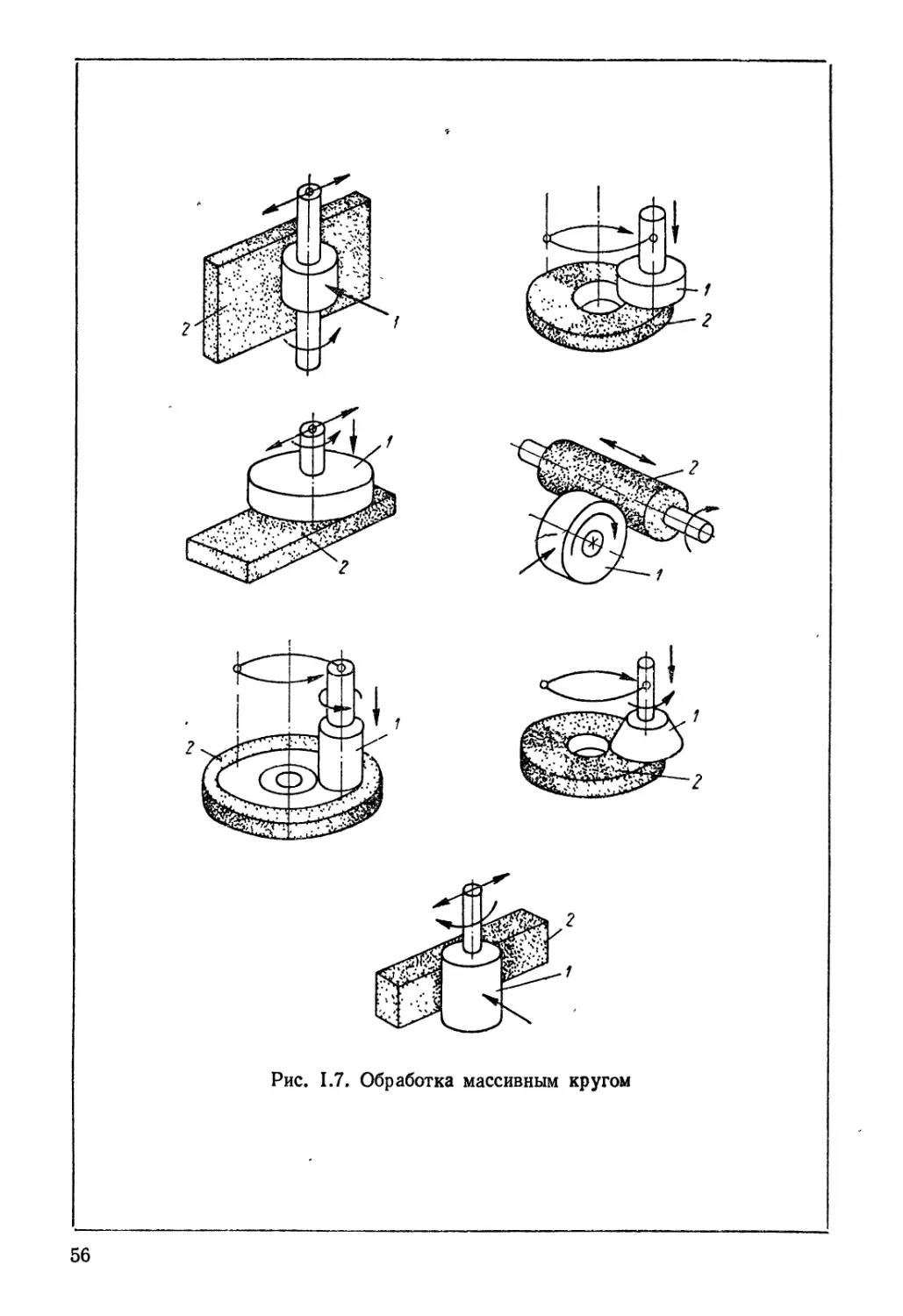
Обдирочное Металлы ЭКР МЭ-10; МЭ-415 1.7
Черновое, пло- ское и круглое; наружное и вну- треннее; сошли- фовывание изно- шенных штампов АМШ Нестандартное оборудование
экш
ЭХШ Нестандартное оборудование; МА-4428; ЗЭ-731
Металлы, твердые сплавы ЭИС 187; 37-М
Чистовое, пло- ское и круглое; наружное и вну- треннее Твердые сплавы * ЭИС 187; 37-М; ЭРМ; МЭ-18
ЭИМ МЭ-38
Неметаллы, твердые сплавы УЗШ УНУГ-1-40 Свободный аб- разив в поле уль- тразвуковых ко- лебаний (рис. 1.4)
ЗБ722 и др. Связанный аб- разив с наложе- нием ультразву- ковых колебаний (рис. 1.4)
Металлы ЭХШ МА-4428; ЗЭ-731 1.7
Отделочное тонкое, прити- рочное, сверхчи- стовое, суперфи- ниширование, до- водочное Металлы, твердые •сплавы ЭАБ ЭАЛ ПЭШ-1; 3822Э; ДСФ-2; ДС-1 1.7
Снятие заусен- цев Металлы ЭХШ МА-4450; ЭЗ-4408 1.3
УЗШ УЗВД-6; МА-4450 1.4
ЭХР+УЗ БЛУЗ
41
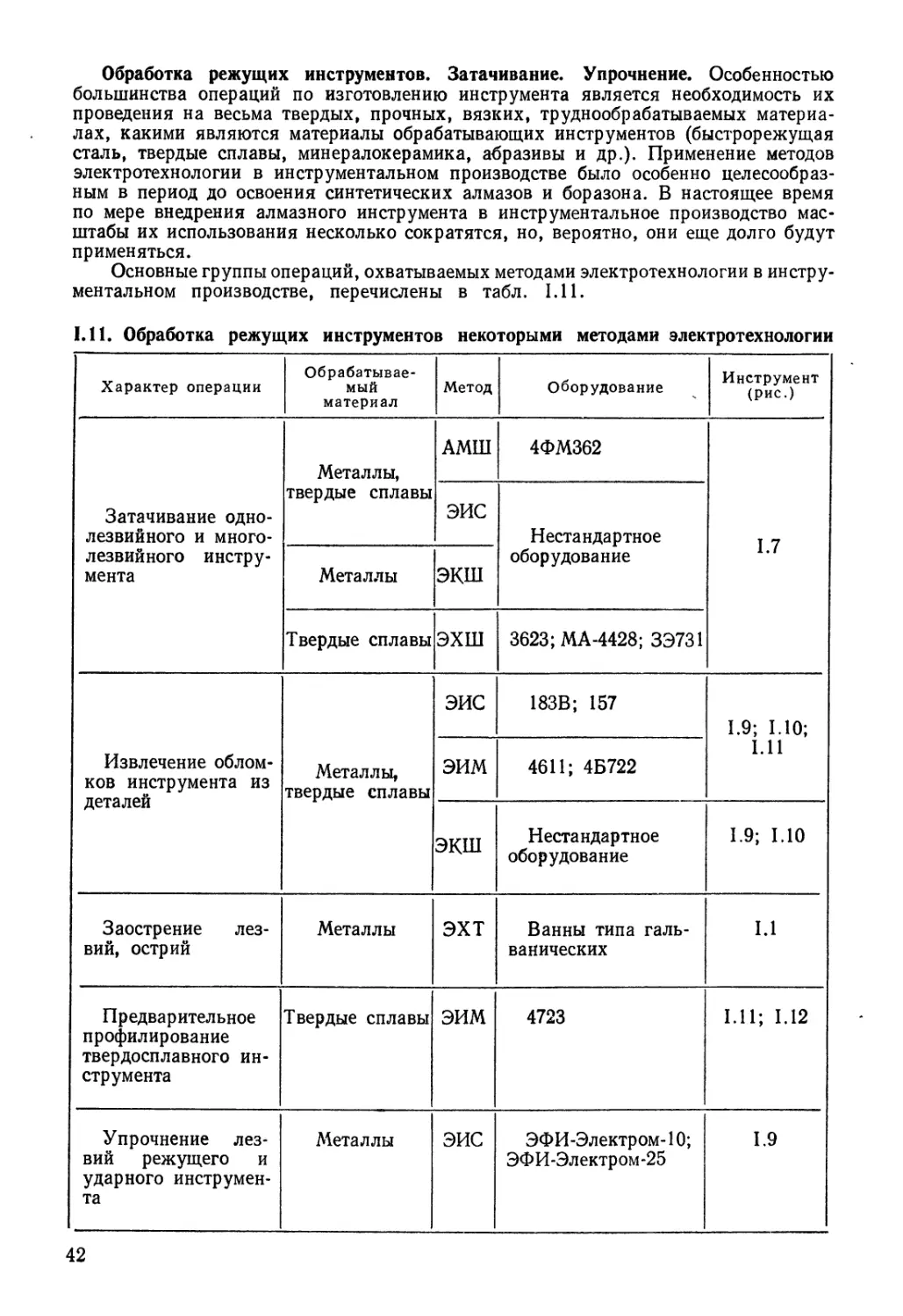
Обработка режущих инструментов. Затачивание. Упрочнение. Особенностью
большинства операций по изготовлению инструмента является необходимость их
проведения на весьма твердых, прочных, вязких, труднообрабатываемых материа-
лах, какими являются материалы обрабатывающих инструментов (быстрорежущая
сталь, твердые сплавы, минералокерамика, абразивы и др.). Применение методов
электротехнологии в инструментальном производстве было особенно целесообраз-
ным в период до освоения синтетических алмазов и боразона. В настоящее время
по мере внедрения алмазного инструмента в инструментальное производство мас-
штабы их использования несколько сократятся, но, вероятно, они еще долго будут
применяться.
Основные группы операций, охватываемых методами электротехнологии в инстру-
ментальном производстве, перечислены в табл. 1.11.
1.11. Обработка режущих инструментов некоторыми методами электротехнологии
Характер операции Обрабатывае- мый материал Метод Оборудование Инструмент (рис.)
Затачивание одно- лезвийного и много- лезвийного инстру- мента Металлы, твердые сплавы АМШ 4ФМ362 1.7
ЭИС Нестандартное оборудование
Металлы экш
Твердые сплавы эхш 3623; МА-4428; ЗЭ731
Извлечение облом- ков инструмента из деталей Металлы, твердые сплавы ЭИС 183В; 157 1.9; 1.10; 1.11
эим 4611; 4Б722
экш Нестандартное оборудование 1.9; 1.10
Заострение лез- вий, острИЙ Металлы эхт Ванны типа галь- ванических 1.1
Предварительное профилирование твердосплавного ин- струмента Твердые сплавы эим 4723 1.11; 1.12
Упрочнение лез- вий режущего и ударного инструмен- та Металлы ЭИС ЭФИ-Электром-10; ЭФИ-Электром-25 1.9
42
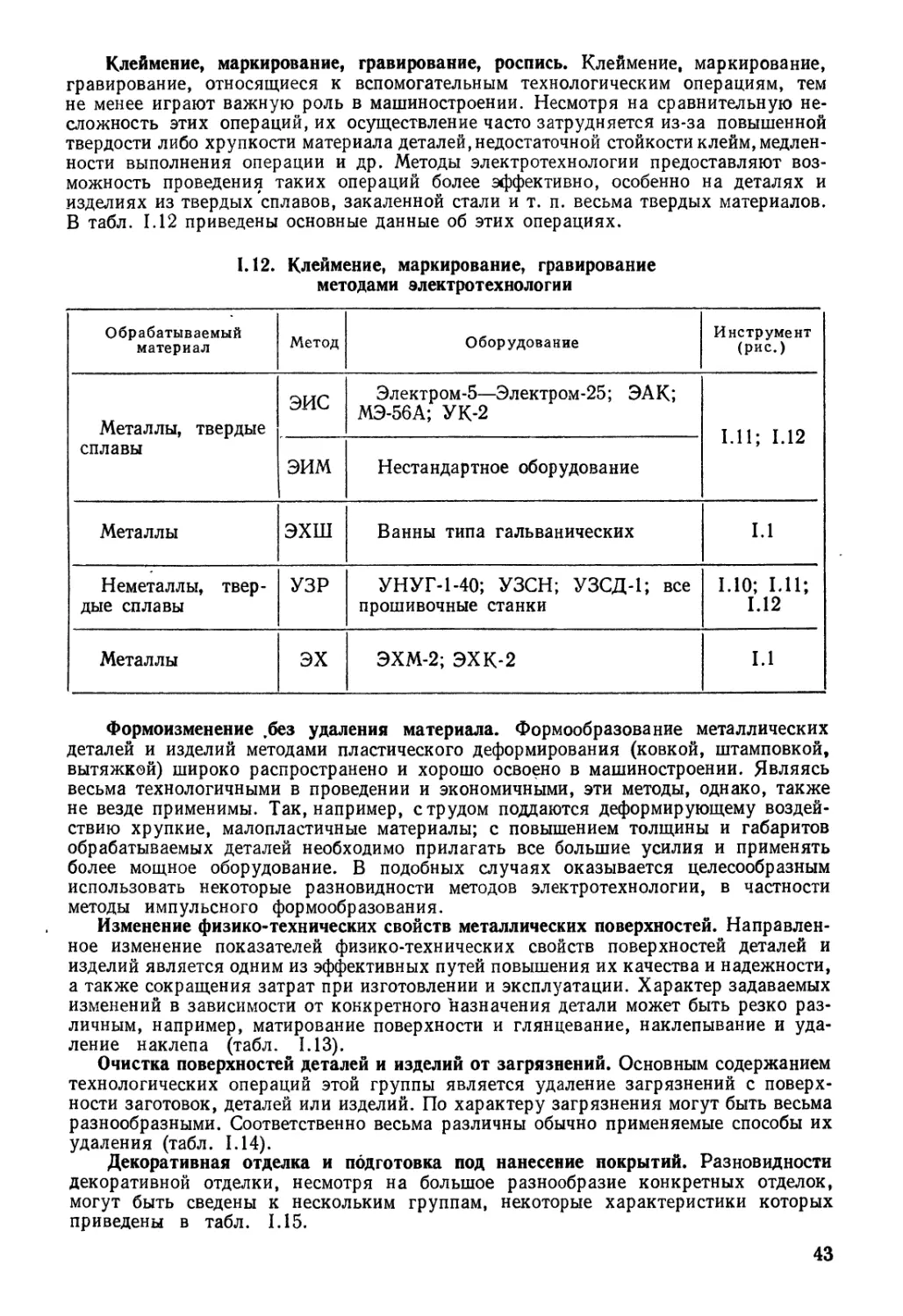
Клеймение, маркирование, гравирование, роспись. Клеймение, маркирование,
гравирование, относящиеся к вспомогательным технологическим операциям, тем
не менее играют важную роль в машиностроении. Несмотря на сравнительную не-
сложность этих операций, их осуществление часто затрудняется из-за повышенной
твердости либо хрупкости материала деталей, недостаточной стойкости клейм, медлен-
ности выполнения операции и др. Методы электротехнологии предоставляют воз-
можность проведения таких операций более эффективно, особенно на деталях и
изделиях из твердых сплавов, закаленной стали и т. п. весьма твердых материалов.
В табл. 1.12 приведены основные данные об этих операциях.
1.12. Клеймение, маркирование, гравирование
методами электротехнологии
Обрабатываемый материал Метод Оборудование Инструмент (рис.)
Металлы, твердые сплавы эис Электром-5—Электром-25; ЭАК; МЭ-56А; УК-2 1.11; 1.12
эим Нестандартное оборудование
Металлы эхш Ванны типа гальванических 1.1
Неметаллы, твер- дые сплавы УЗР УНУГ-1-40; УЗСН; УЗСД-1; все прошивочные станки 1.10; L11; 1.12
Металлы эх ЭХМ-2; ЭХК-2 1.1
Формоизменение .без удаления материала. Формообразование металлических
деталей и изделий методами пластического деформирования (ковкой, штамповкой,
вытяжкой) широко распространено и хорошо освоено в машиностроении. Являясь
весьма технологичными в проведении и экономичными, эти методы, однако, также
не везде применимы. Так, например, с трудом поддаются деформирующему воздей-
ствию хрупкие, малопластичные материалы; с повышением толщины и габаритов
обрабатываемых деталей необходимо прилагать все большие усилия и применять
более мощное оборудование. В подобных случаях оказывается целесообразным
использовать некоторые разновидности методов электротехнологии, в частности
методы импульсного формообразования.
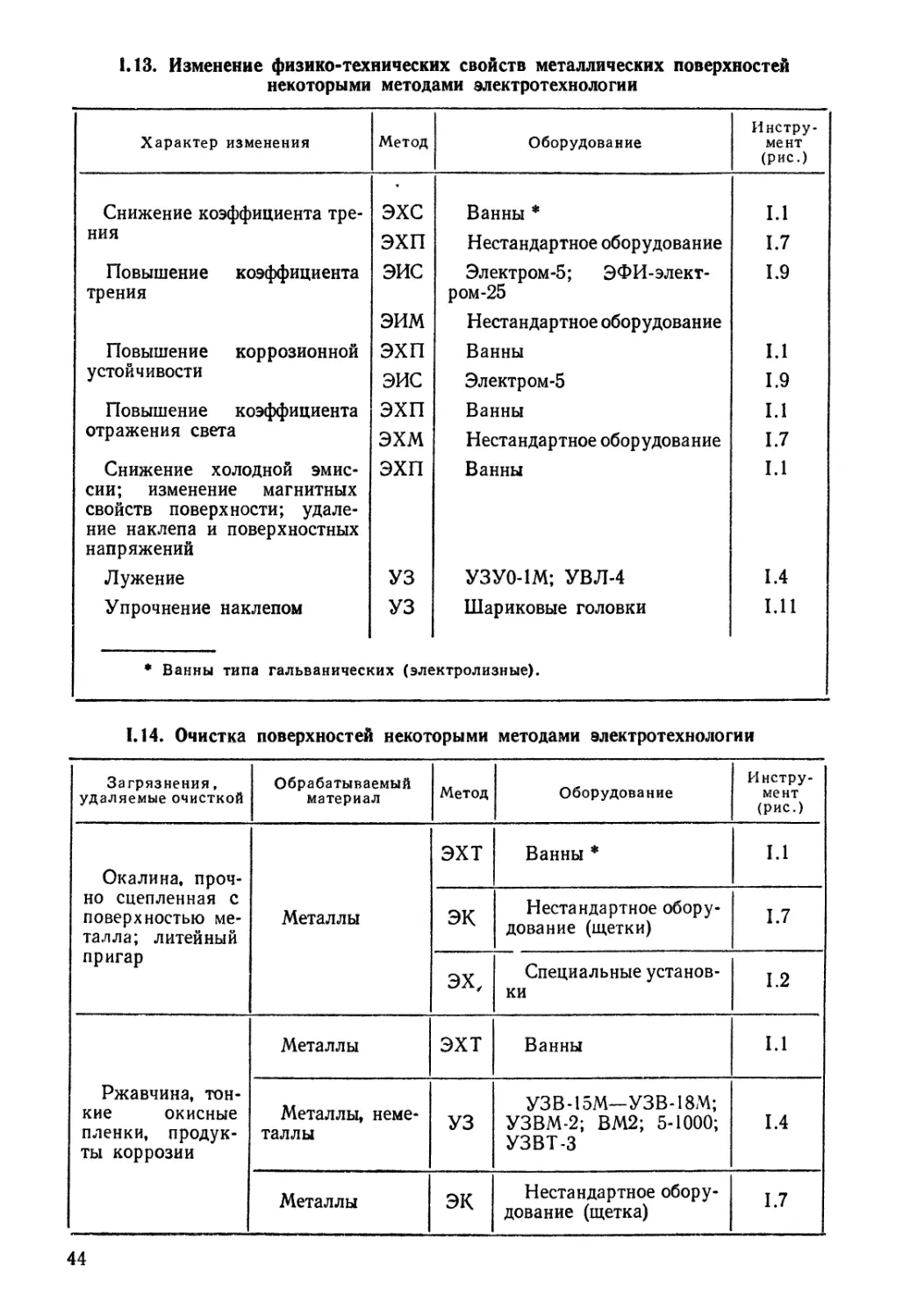
Изменение физико-технических свойств металлических поверхностей. Направлен-
ное изменение показателей физико-технических свойств поверхностей деталей и
изделий является одним из эффективных путей повышения их качества и надежности,
а также сокращения затрат при изготовлении и эксплуатации. Характер задаваемых
изменений в зависимости от конкретного назначения детали может быть резко раз-
личным, например, матирование поверхности и глянцевание, наклепывание и уда-
ление наклепа (табл. 1.13).
Очистка поверхностей деталей и изделий от загрязнений. Основным содержанием
технологических операций этой группы является удаление загрязнений с поверх-
ности заготовок, деталей или изделий. По характеру загрязнения могут быть весьма
разнообразными. Соответственно весьма различны обычно применяемые способы их
удаления (табл. 1.14).
Декоративная отделка и подготовка под нанесение покрытий. Разновидности
декоративной отделки, несмотря на большое разнообразие конкретных отделок,
могут быть сведены к нескольким группам, некоторые характеристики которых
приведены в табл. 1.15.
43
1.13. Изменение физико-технических свойств металлических поверхностей
некоторыми методами электротехнологии
Характер изменения Метод Оборудование Инстру- мент (рис.)
Снижение коэффициента тре- эхе Ванны * 1.1
НИЯ эхп Нестандартное оборудование 1.7
Повышение коэффициента трения ЭИС ЭИМ Электром-5; ЭФИ-элект- ром-25 Нестандартное оборудование 1.9
Повышение коррозионной эхп Ванны 1.1
устойчивости ЭИС Электром-5 1.9
Повышение коэффициента эхп Ванны 1.1
отражения света эхм Нестандартное оборудование 1.7
Снижение холодной эмис- сии; изменение магнитных свойств поверхности; удале- ние наклепа и поверхностных напряжений эхп Ванны 1.1
Лужение УЗ УЗУ0-1М; УВЛ-4 1.4
Упрочнение наклепом ♦ Ванны типа гальваничеср УЗ сих (эле Шариковые головки жтролизные). 1.11
1.14. Очистка поверхностей некоторыми методами электротехнологии
Загрязнения, удаляемые очисткой Обрабатываемый материал Метод Оборудование Инстру- мент (рис.)
Окалина, проч- но сцепленная с поверхностью ме- талла; литейный пригар Металлы ЭХТ Ванны * 1.1
эк Нестандартное обору- дование (щетки) 1.7
эх, Специальные установ- ки 1.2
Ржавчина, тон- кие окисные пленки, продук- ты коррозии Металлы ЭХТ Ванны 1.1
Металлы, неме- таллы УЗ УЗВ-15М—УЗВ-18М; УЗВМ-2; ВМ2; 5-1000; УЗВТ-З 1.4
Металлы эк Нестандартное обору- дование (щетка) 1.7
44
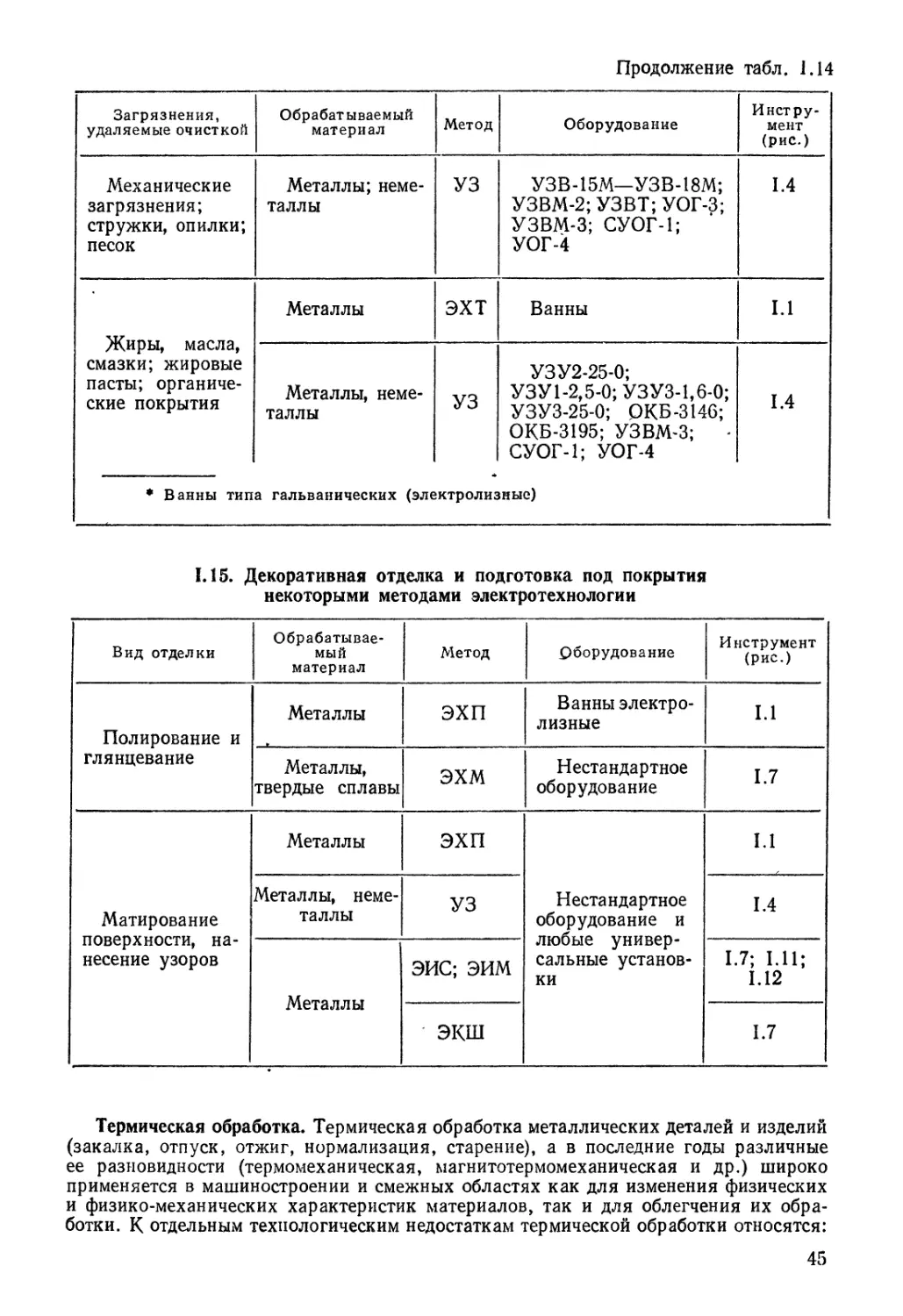
Продолжение табл. 1.14
Загрязнения, удаляемые очисткой Обрабатываемый материал Метод Оборудование Инстру- мент (рис.)
Механические загрязнения; стружки, опилки; песок Металлы; неме- таллы УЗ УЗВ-15М—УЗВ-18М; УЗВМ-2; УЗВТ; УОГ-3; УЗВМ-З; СУОГ-1; УОГ-4 1.4
Жиры, масла, смазки; жировые пасты; органиче- ские покрытия ♦ Ванны тип Металлы эхт Ванны 1.1
Металлы, неме- таллы а гальванических (эле УЗ ‘ктролиг УЗУ2-25-0; У ЗУ 1-2,5-0; У ЗУ 3-1,6-0; УЗУЗ-25-0; ОКБ-3146; ОКБ-3195; УЗВМ-З; - СУОГ-1; УОГ-4 (ные) 1.4
1.15. Декоративная отделка и подготовка под покрытия
некоторыми методами электротехнологии
Вид отделки Обрабатывае- мый материал Метод Оборудование Инструмент (рис.)
Полирование и глянцевание Металлы ЭХП Ванны электро- лизные 1.1
Металлы, твердые сплавы эхм Нестандартное оборудование 1.7
Матирование поверхности, на- несение узоров Металлы ЭХП Нестандартное оборудование и любые универ- сальные установ- ки 1.1
Металлы, неме- таллы УЗ 1.4
Металлы ЭИС; ЭИМ 1.7; 1.11; 1.12
экш 1.7
Термическая обработка. Термическая обработка металлических деталей и изделий
(закалка, отпуск, отжиг, нормализация, старение), а в последние годы различные
ее разновидности (термомеханическая, магнитотермомеханическая и др.) широко
применяется в машиностроении и смежных областях как для изменения физических
и физико-механических характеристик материалов, так и для облегчения их обра-
ботки. К отдельным технологическим недостаткам термической обработки относятся:
45
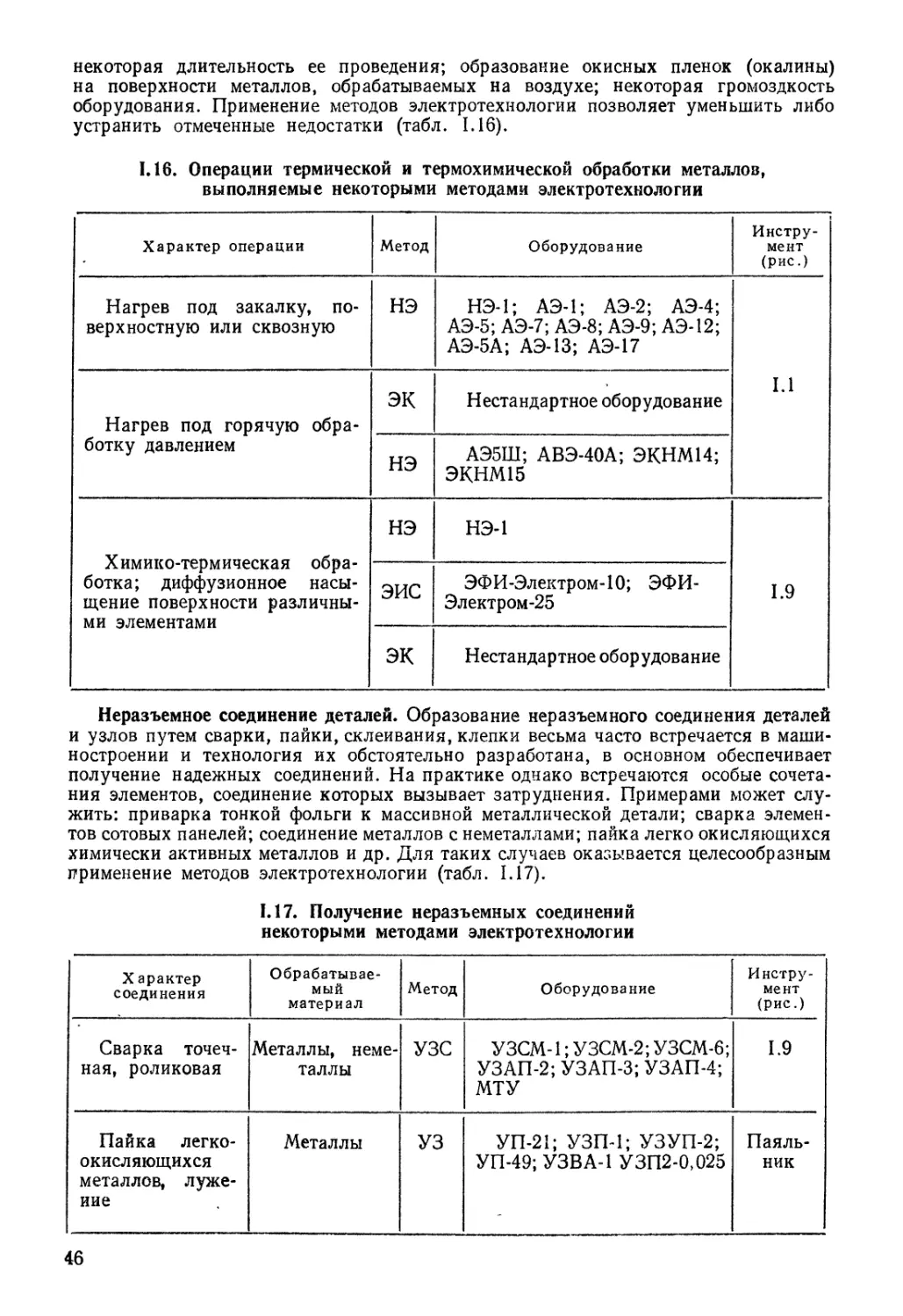
некоторая длительность ее проведения; образование окисных пленок (окалины)
на поверхности металлов, обрабатываемых на воздухе; некоторая громоздкость
оборудования. Применение методов электротехнологии позволяет уменьшить либо
устранить отмеченные недостатки (табл. 1.16).
1.16. Операции термической и термохимической обработки металлов,
выполняемые некоторыми методами электротехнологии
Характер операции Метод Оборудование Инстру- мент (рис.)
Нагрев под закалку, по- верхностную или сквозную нэ НЭ-1; АЭ-1; АЭ-2; АЭ-4; АЭ-5; АЭ-7; АЭ-8; АЭ-9; АЭ-12; АЭ-5А; АЭ-13; АЭ-17 1.1
Нагрев под горячую обра- ботку давлением эк Нестандартное оборудование
нэ АЭ5Ш; АВЭ-40А; ЭКНМ14; ЭКНМ15
Химико-термическая обра- ботка; диффузионное насы- щение поверхности различны- ми элементами нэ НЭ-1 1.9
эис ЭФИ-Электром-10; ЭФИ- Электром-25
эк Нестандартное оборудование
Неразъемное соединение деталей. Образование неразъемного соединения деталей
и узлов путем сварки, пайки, склеивания, клепки весьма часто встречается в маши-
ностроении и технология их обстоятельно разработана, в основном обеспечивает
получение надежных соединений. На практике однако встречаются особые сочета-
ния элементов, соединение которых вызывает затруднения. Примерами может слу-
жить: приварка тонкой фольги к массивной металлической детали; сварка элемен-
тов сотовых панелей; соединение металлов с неметаллами; пайка легко окисляющихся
химически активных металлов и др. Для таких случаев оказывается целесообразным
применение методов электротехнологии (табл. 1.17).
1.17. Получение неразъемных соединений
некоторыми методами электротехнологии
X арактер соединения Обрабатывае- мый материал Метод Оборудование Инстру- мент (Рис.)
Сварка точеч- ная, роликовая Металлы, неме- таллы УЗС УЗСМ-1; УЗСМ-2; УЗСМ-6; УЗАП-2; УЗАП-З; УЗАП-4; МТУ 1.9
Пайка легко- окисляющихся металлов, луже- ние Металлы УЗ УП-21; УЗП-1; УЗУП-2; УП-49; УЗВА-1 УЗП2-0.025 Паяль- ник
46
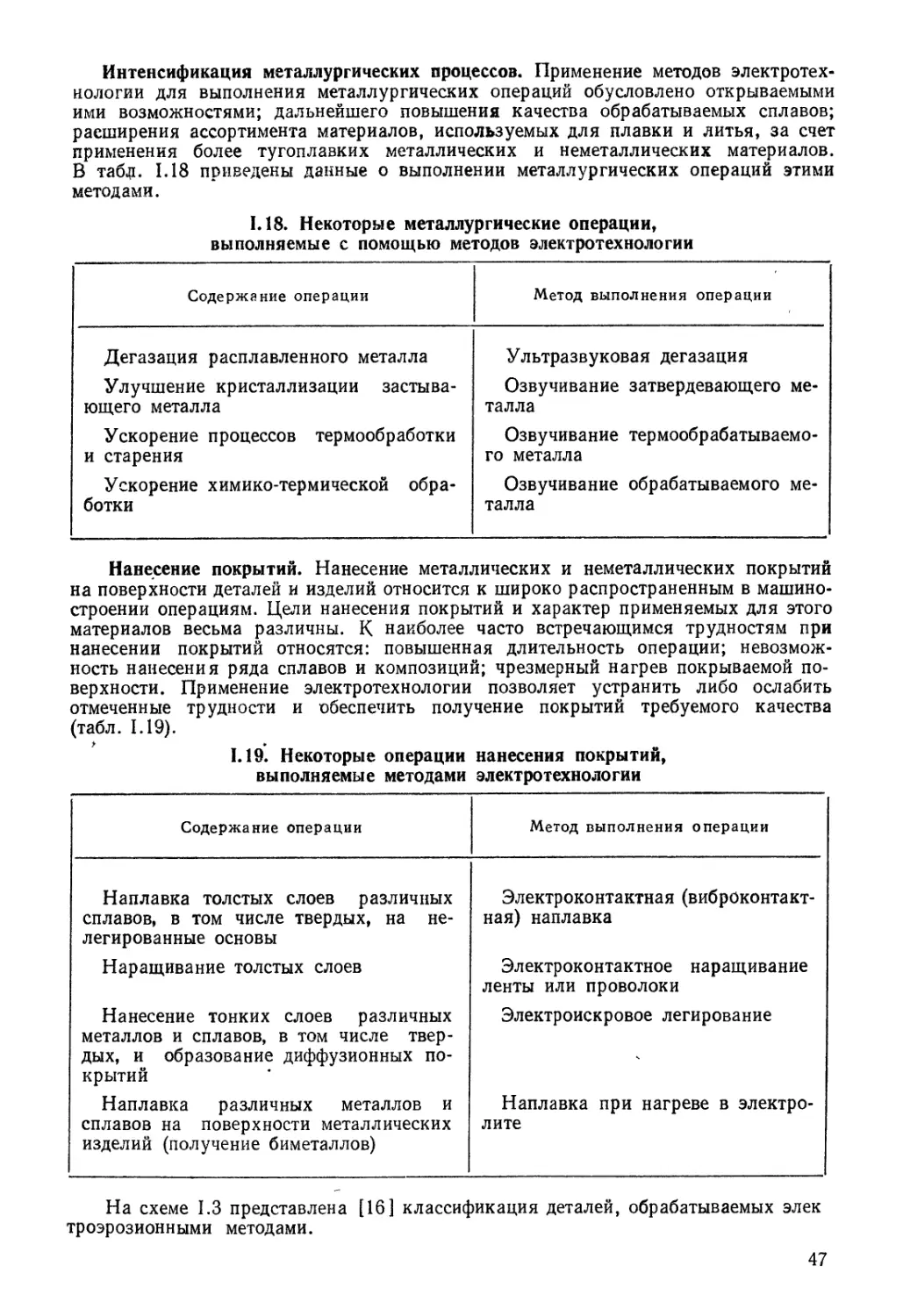
Интенсификация металлургических процессов. Применение методов электротех-
нологии для выполнения металлургических операций обусловлено открываемыми
ими возможностями; дальнейшего повышения качества обрабатываемых сплавов;
расширения ассортимента материалов, используемых для плавки и литья, за счет
применения более тугоплавких металлических и неметаллических материалов.
В табд. 1.18 приведены данные о выполнении металлургических операций этими
методами.
1.18. Некоторые металлургические операции,
выполняемые с помощью методов электротехнологии
Содержание операции Метод выполнения операции
Дегазация расплавленного металла Ультразвуковая дегазация
Улучшение кристаллизации застыва- ющего металла Озвучивание затвердевающего ме- талла
Ускорение процессов термообработки и старения Озвучивание термообрабатываемо- го металла
Ускорение химико-термической обра- ботки Озвучивание обрабатываемого ме- талла
Нанесение покрытий. Нанесение металлических и неметаллических покрытий
на поверхности деталей и изделий относится к широко распространенным в машино-
строении операциям. Цели нанесения покрытий и характер применяемых для этого
материалов весьма различны. К наиболее часто встречающимся трудностям при
нанесении покрытий относятся: повышенная длительность операции; невозмож-
ность нанесения ряда сплавов и композиций; чрезмерный нагрев покрываемой по-
верхности. Применение электротехнологии позволяет устранить либо ослабить
отмеченные трудности и обеспечить получение покрытий требуемого качества
(табл. 1.19).
1.19. Некоторые операции нанесения покрытий,
выполняемые методами электротехнологии
Содержание операции Метод выполнения операции
Наплавка толстых слоев различных сплавов, в том числе твердых, на не- легированные основы Электроконтактная (виброконтакт- ная) наплавка
Наращивание толстых слоев Электроконтактное наращивание ленты или проволоки
Нанесение тонких слоев различных металлов и сплавов, в том числе твер- дых, и образование диффузионных по- крытий Электроискровое легирование
Наплавка различных металлов и сплавов на поверхности металлических изделий (получение биметаллов) Наплавка при нагреве в электро- лите
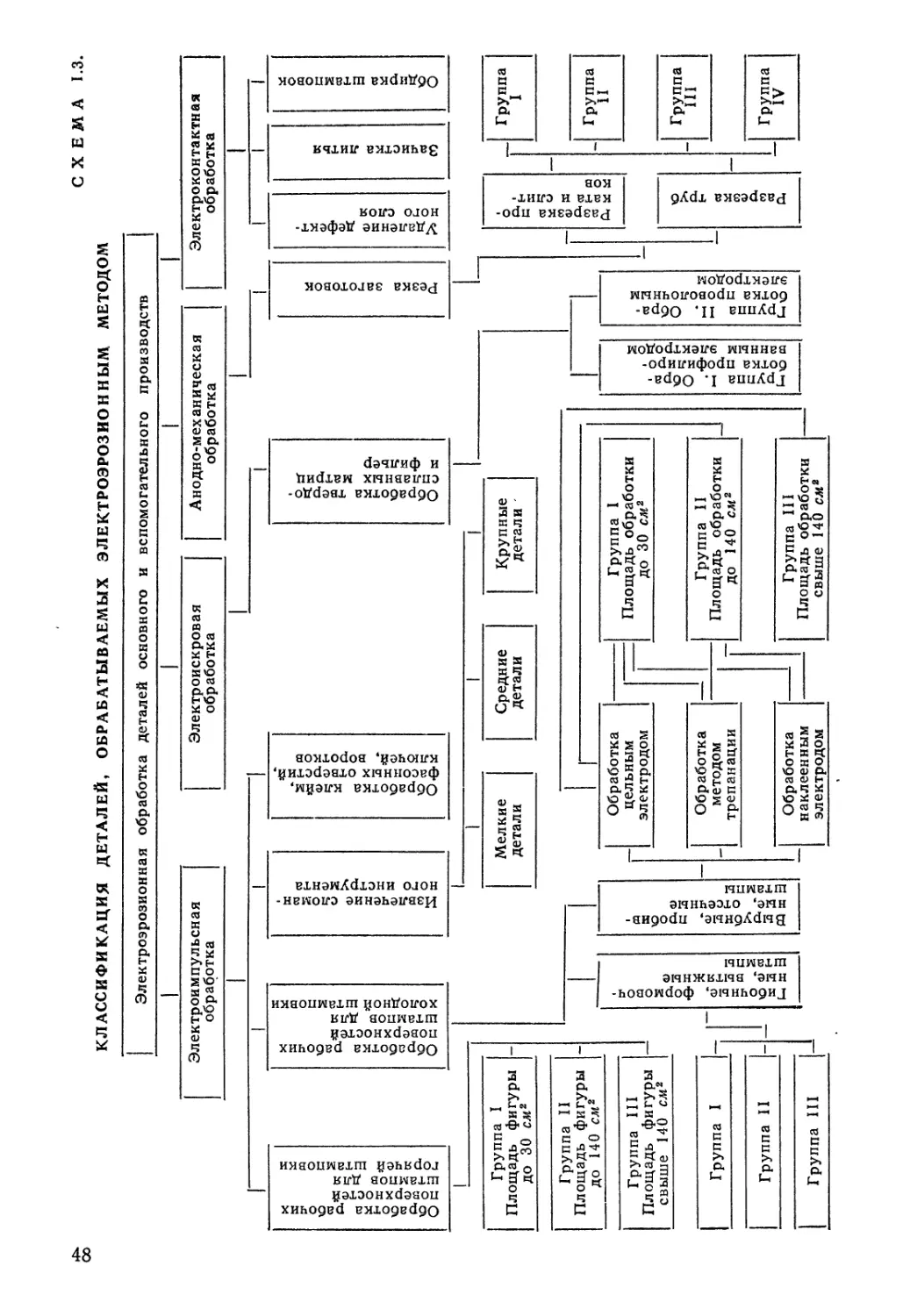
На схеме 1.3 представлена [16] классификация деталей, обрабатываемых элек
троэрозионными методами.
47
СХЕМА 1.3.
КЛАССИФИКАЦИЯ ДЕТАЛЕЙ, ОБРАБАТЫВАЕМЫХ ЭЛЕКТРОЭРОЗИОН НЫМ МЕТОДОМ
5. ВИДЫ ИНСТРУМЕНТОВ И ОСНОВНЫЕ СХЕМЫ
ИХ ТЕХНОЛОГИЧЕСКОГО ПРИМЕНЕНИЯ
Для осуществления методов электротехнологии применяются весьма разнооб-
разные конструктивные и технологические приемы, оснастка, инструмент и обору-
дование. Хотя основным достоинством большинства этих методов обработки является
отсутствие необходимости применять инструменты в обычном их понимании, все же
элемент, выполняющий функции инструмента, присутствует при выполнении любой
такой операции обработки. При этом название «инструмент» за этим элементом
обычно сохраняется, хотя функции его существенно отличаются от функций инстру-
мента при механической обработке резанием или давлением, так как он не воспри-
нимает и не передает заметные нагрузки и
усилия.
В процессах обработки, проводя-
щихся с подведением электрической энер-
гии в рабочую зону, принято называть
такой элемент электродом-инструментом
или просто электродом; в процессах без
непосредственного подвода тока его назы-
вают просто инструментом (например,
ультразвуковой инструмент); при обра-
ботке без явного участия инструмента
(электролиз в растворах и т. п.) его функ-
ции косвенно выполняет либо рабочая среда
(струя электролита), либо противополож-
ный электрод (например, катод в ванне
полирования).
Следовательно, разнообразные по фор-
ме и характеру инструменты, применяе-
мые при обработке методами электротех-
2
Рис. 1.1. Принципиальная схема обра-
ботки в растворах
нологии, могут быть сведены к неболь-
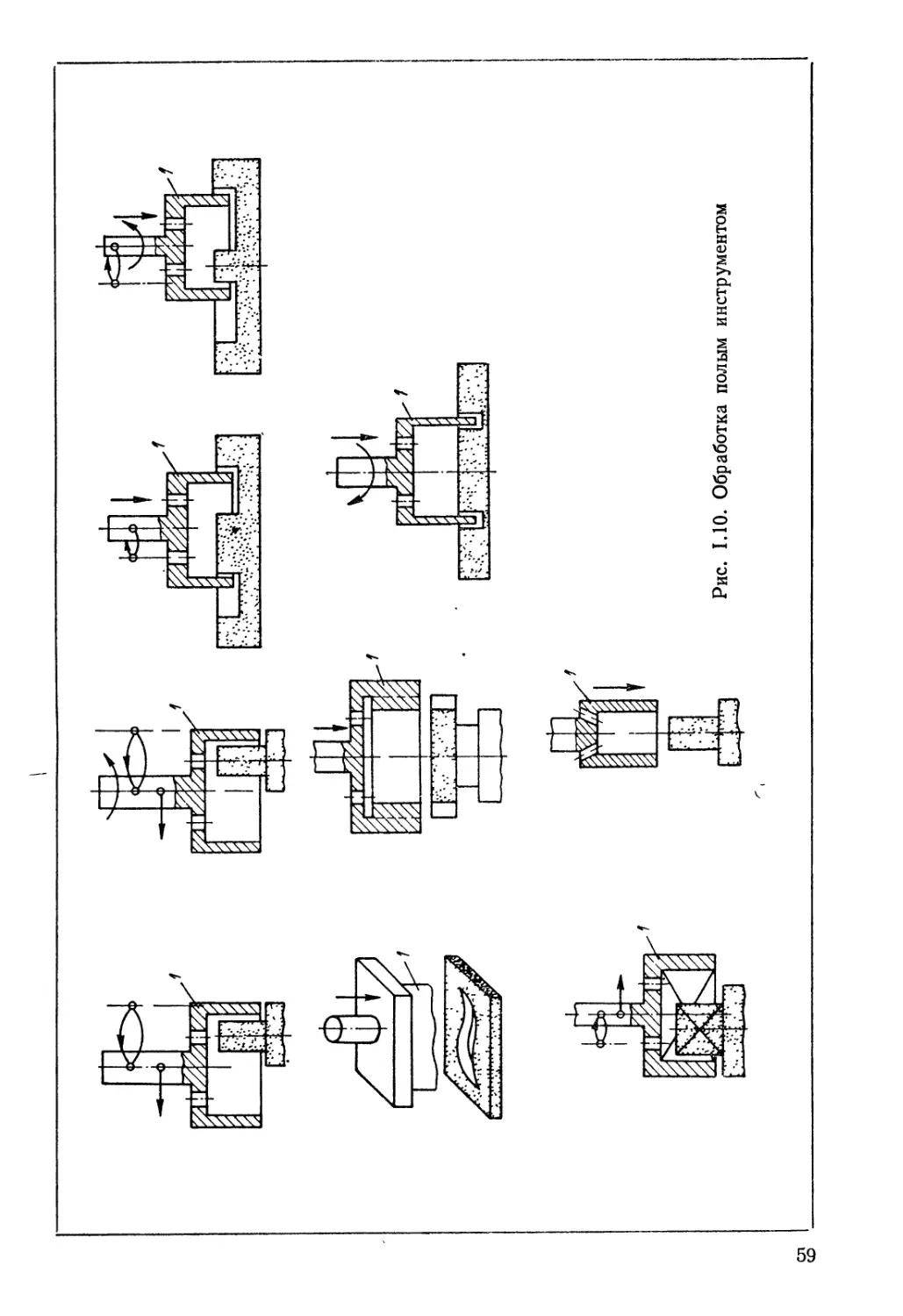
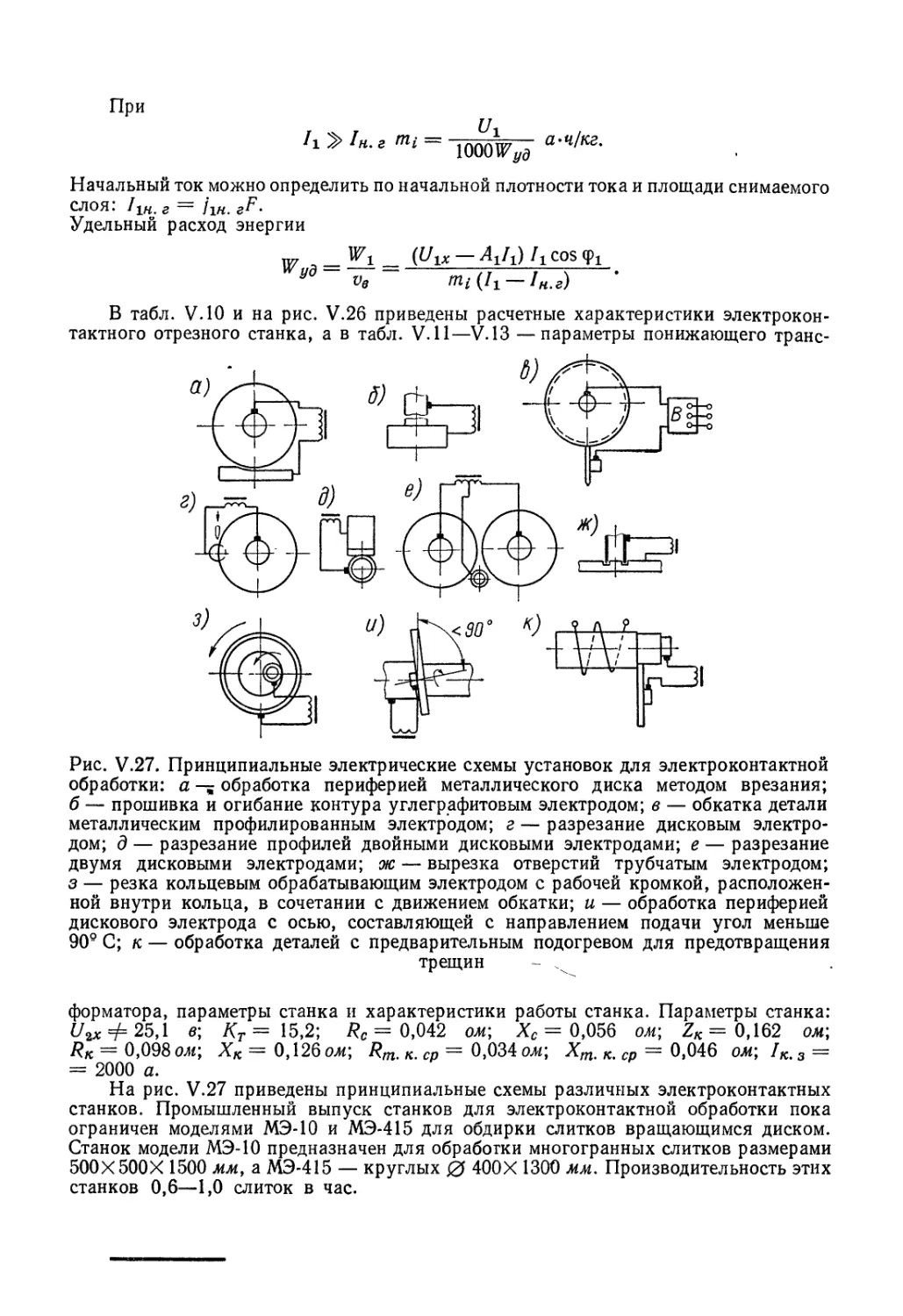
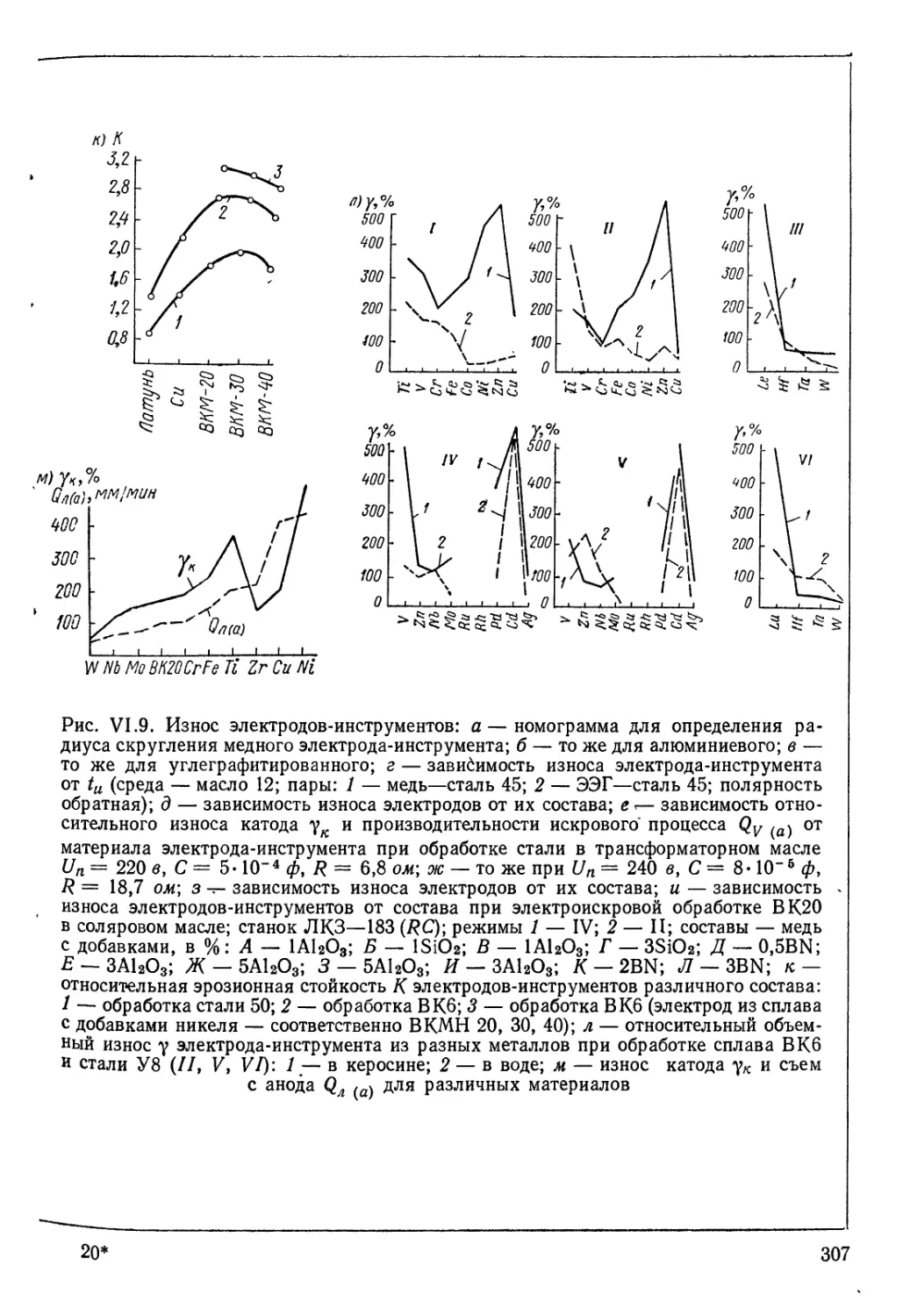
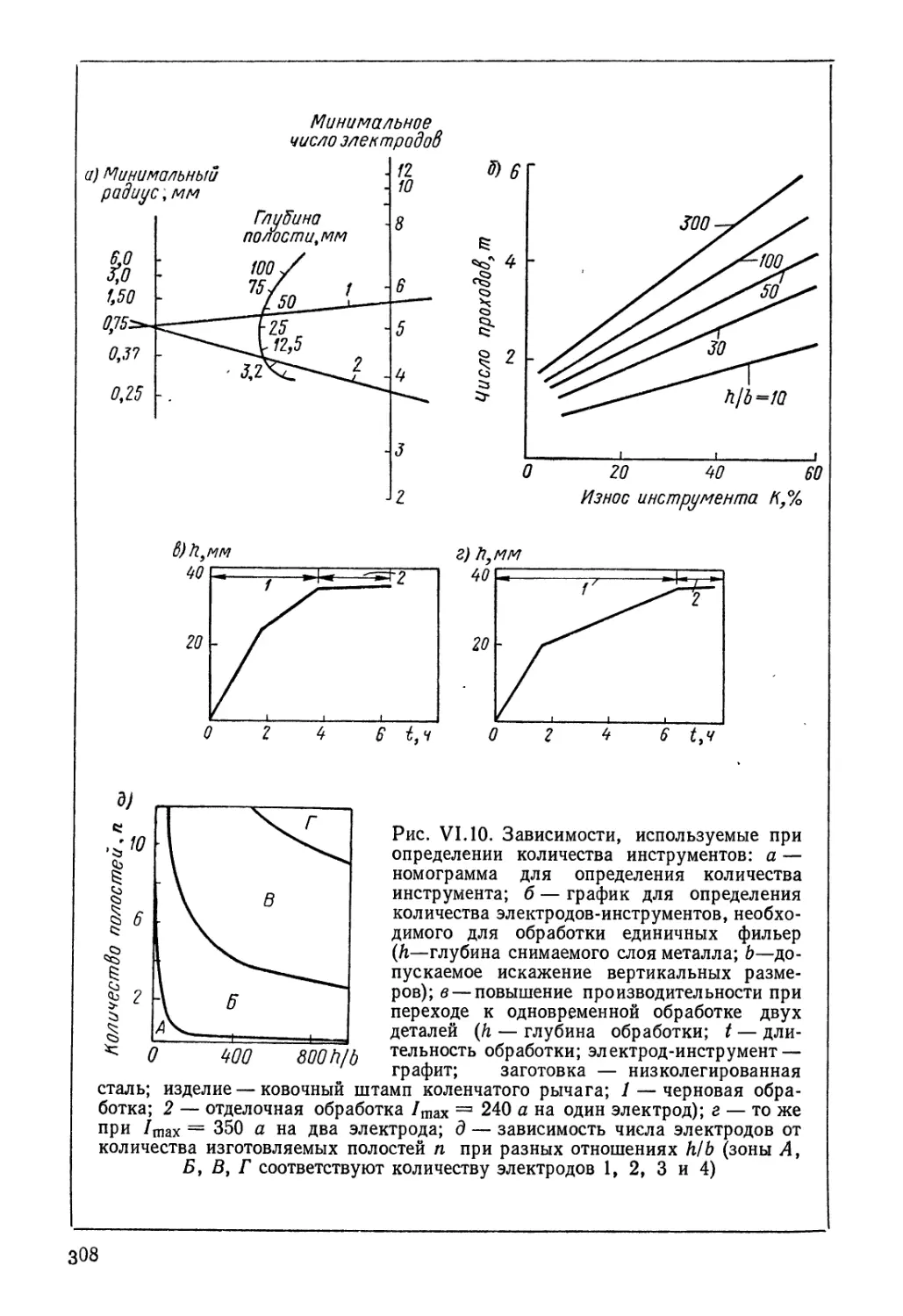
шому числу групп, как показано в табл. 1.20 и на рис. 1.1—1.12.
Основные формы инструментов для различных разновидностей электротехноло-
гических методов обработки перечислены в табл. 1.20. Сведения о материалах, при-
меняемых для изготовления инструментов, приведены при описании конкретных
операций обработки.
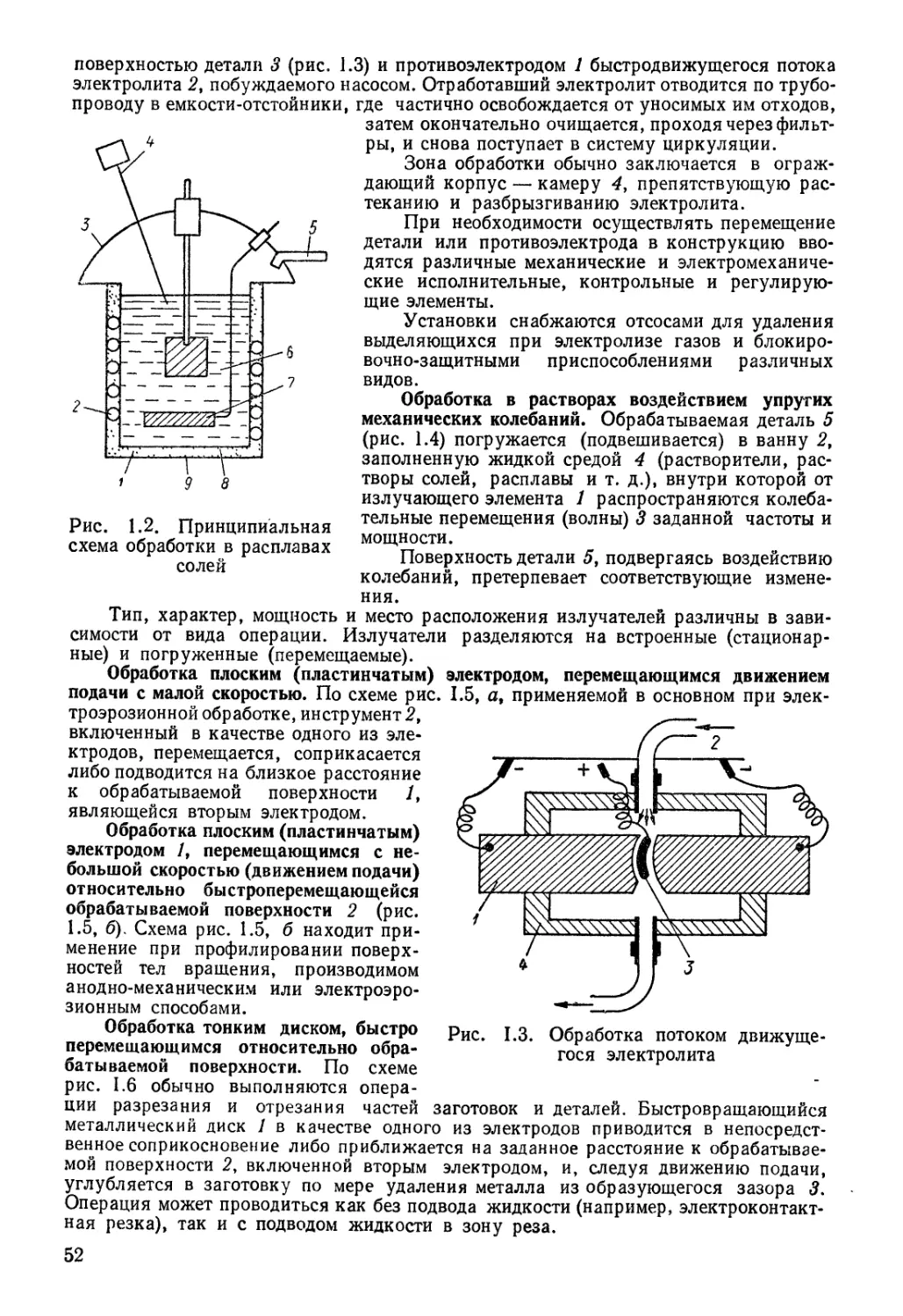
Обработка погружением в растворы. Обрабатываемая деталь 4 (рис. 1.1), подклю-
ченная к одному из полюсов источника тока 2 (в зависимости от характера процесса)
опускается (подвешивается) в ванну 1 (заполненную электролитом 5) на некотором
расстоянии от противоположного по полярности электрода 5, имеющего обычно
форму плоской пластины, реже профильную форму.
Электролит в ванне неподвижен либо перемешивается с помощью мешалки или
струи воздуха.
При необходимости проводить обработку в подогретом электролите ванна снаб-
жается наружным или внутренним нагревателем с терморегулятором.
Материалом ванны в зависимости от состава электролита могут быть: конструк-
ционная сталь, облицованная пластмассой, керамикой, стеклом, каменным литьем,
свинцом; высоколегированные (химически стойкие) стали; керамика, фарфор, ка-
менное литье, стеклопластик, винипласт. Материал противоэлектрода — свинец,
высоколегированная сталь, титан, никель, цветные металлы.
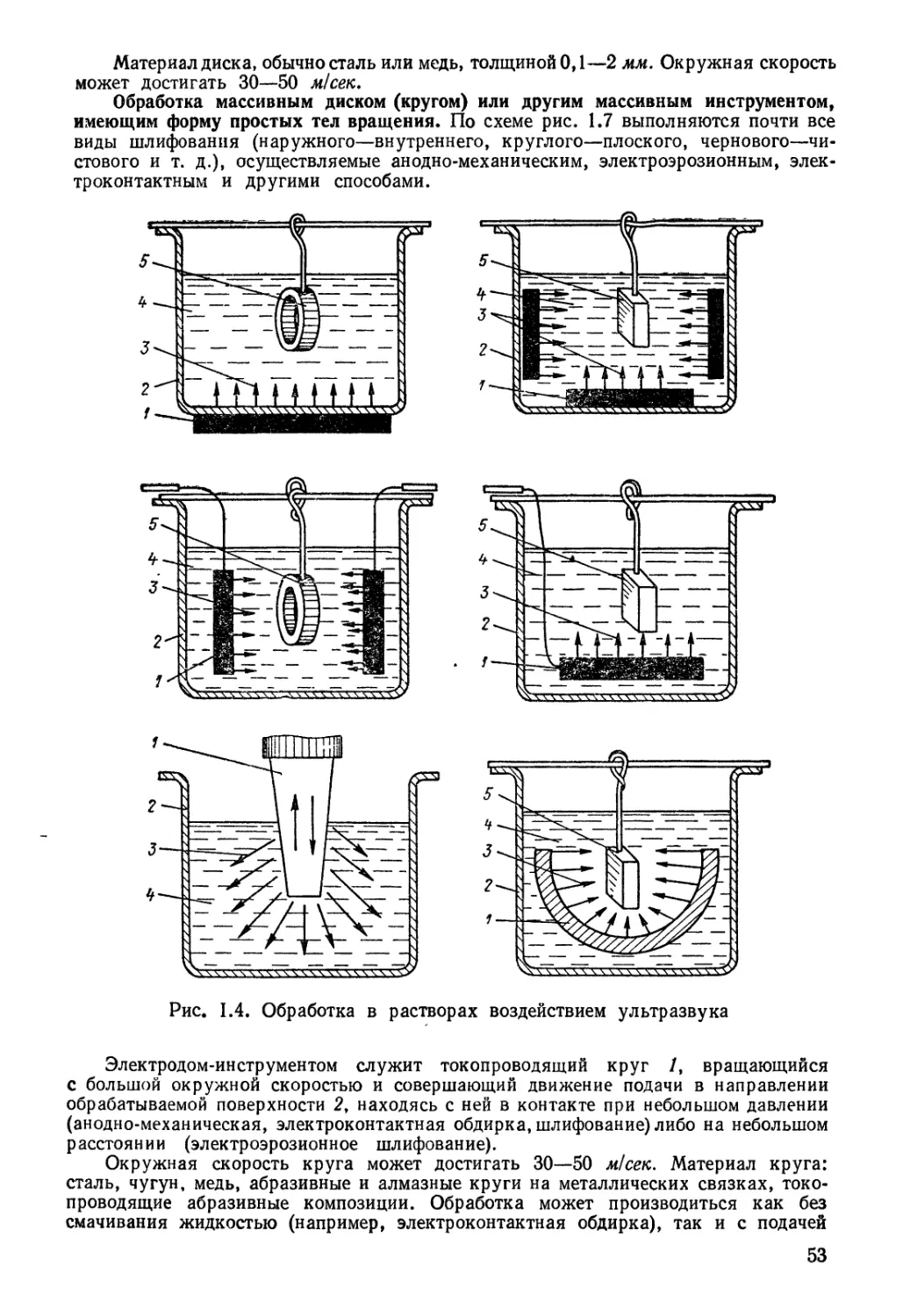
Обработка погружением в расплавы солей. Такая обработка проводится ана-
логично обработке в электролитах, но ванна 8 (рис. 1.2) изготовляется из металла,
оснащается нагревательными элементами 2 с терморегулятором 4, а также защитной
от брызг крышкой 3 с трубопроводом 5 для отсоса выделяющихся газов и наружным
кожухом 9 с теплоизоляцией 1. Материал ванны — обычно низкоуглеродистая сталь,
чугун, жаропрочная сталь. Материал противоэлектродов 7 в зависимости от состава
расплава 6 — сталь, углеграфит, магнетит, жаропрочные сплавы.
Обработка потоком движущего электролита. Проводится по различным кон-
структивным схемам, общим для которых является наличие между обрабатываемой
4 Л. Я. Попилов
49
сл
о
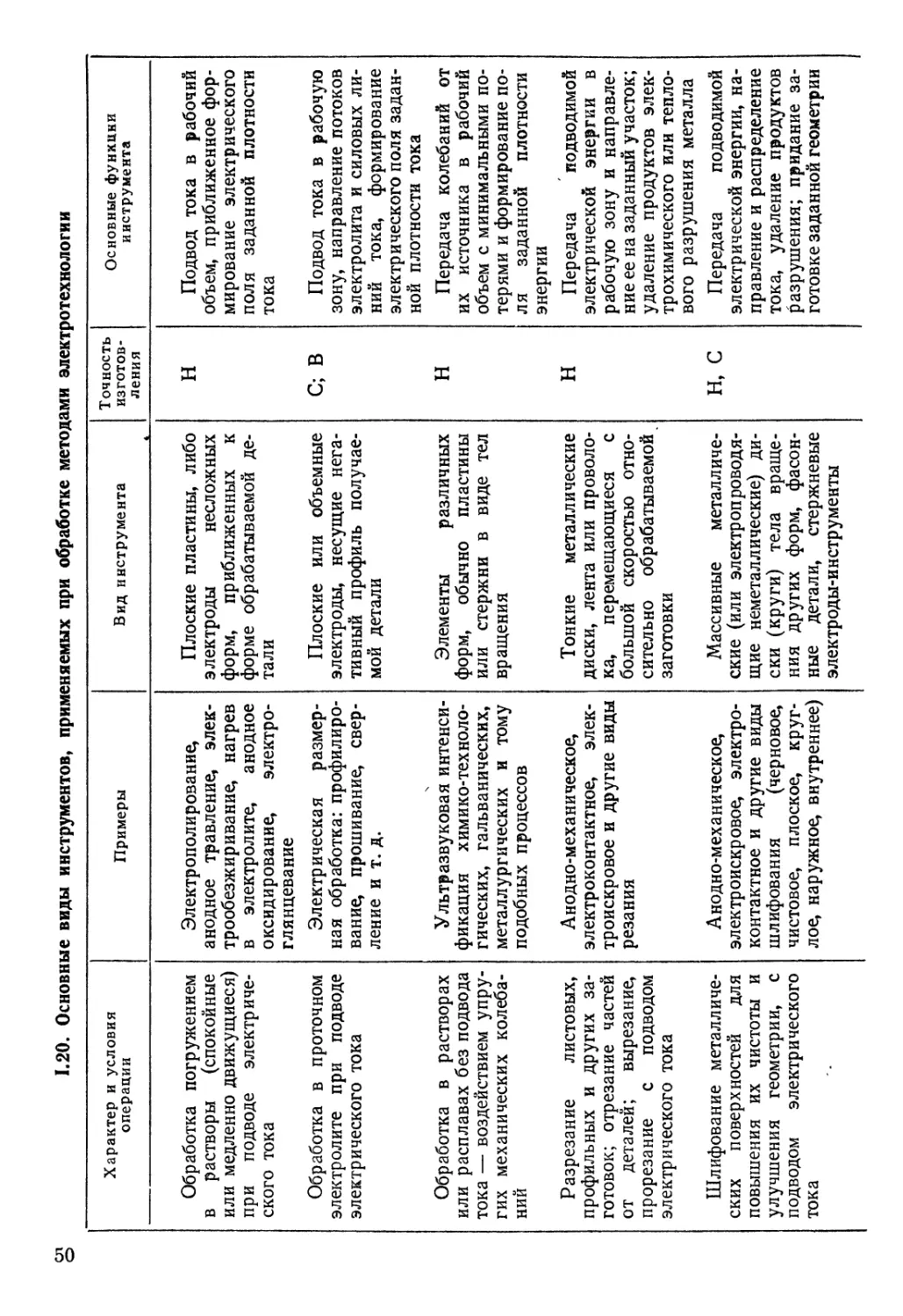
1.20. Основные виды инструментов, применяемых при обработке методами электротехнологии
Характер и условия операции Примеры Вид инструмента Точность изготов- ления Основные функции инструмента
Обработка погружением в растворы (спокойные или медленно движущиеся) при подводе электриче- ского тока Электрополирование, анодное травление, элек- трообезжиривание, нагрев в электролите, анодное оксидирование, электро- глянцевание Плоские пластины, либо электроды несложных форм, приближенных к форме обрабатываемой де- тали н Подвод тока в рабочий объем, приближенное фор- мирование электрического поля заданной плотности тока
Обработка в проточном электролите при подводе электрического тока Электрическая размер- ная обработка: профилиро- вание, прошивание, свер- ление и т. д. Плоские или объемные электроды, несущие нега- тивный профиль получае- мой детали С; В Подвод тока в рабочую зону, направление потоков электролита и силовых ли- ний тока, формирование электрического поля задан- ной плотности тока
Обработка в растворах или расплавах без подвода тока — воздействием упру- гих механических колеба- ний Ультразвуковая интенси- фикация химико-техноло- гических, гальванических, металлургических и тому подобных процессов Элементы различных форм, обычно пластины или стержни в виде тел вращения Н Передача колебаний от их источника в рабочий объем с минимальными по- терями и формирование по- ля заданной плотности энергии
Разрезание листовых, профильных и других за- готовок; отрезание частей от деталей; вырезание, прорезание с подводом электрического тока Анодно-механическое, электроконтактное, элек- троискровое и другие виды резания Тонкие металлические диски, лента или проволо- ка, перемещающиеся с большой скоростью отно- сительно обрабатываемой заготовки Н Передача подводимой электрической энергии в рабочую зону и направле- ние ее на заданный участок; удаление продуктов элек- трохимического или тепло- вого разрушения металла
Шлифование металличе- ских поверхностей для повышения их чистоты и улучшения геометрии, с подводом электрического тока Анодно-механическое, электроискровое, электро- контактное и другие виды шлифования (черновое, чистовое, плоское, круг- лое, наружное, внутреннее) Массивные металличе- ские (или электропроводя- щие неметаллические) ди- ски (круги) тела враще- ния других форм, фасон- ные детали, стержневые электроды-инструменты Н, С Передача подводимой электрической энергии, на- правление и распределение тока, удаление продуктов разрушения; придание за- готовке заданной геометрии
Получение полостей и Электроискровое и элек- Объемные простых форм С; В Подвод энергии, выделе-
отверстий глухих и сквоз- ных правильной формы и фасонных, в том числе с криволинейными осями, проводимое электрически- ми методами троимпульсное формообра- зование полостей и отвер- стий (прошивание, копиро- вание) или профилированные электроды, несущие нега- тивное изображение полу- чаемого отверстия либо его элементов, медленно перемещающиеся (движе- нием подачи) либо име- ющие собственное враще- ние ние ее в заданном участке, формирование заданного профиля изделия
То же, без подвода электрической энергии Ультразвуковое долбле- ние, прошивание, копиро- вание, сверление То же С; В Передача и распределе- ние подводимой механиче- ской энергии по заданному направлению для формиро- вания заданного профиля детали или отверстия
Профилирование загото- вок для получения деталей простых и сложных тел вращения; нарезание резьб Электроконтактное точе- ние и чистовая обработка; электроискровое или анод- но-механическое нарезание резьб Объемные полнопрофиль- ные, частично профильные или плоские инструменты или шаблоны; лезвийный инструмент (типа резцов), неподвижный (движение подачи) либо перемеща- ющийся С; В Подача и направление вводимой электрической энергии в рабочую зону, формирование заданного профиля изделия
Получение весьма тон- ких отверстий простых и сложных форм (в сечении) 1. Электроискровое про- шивание. 1. Проволочные электро- ды соответствующих форм и размеров В Подвод энергии и выделе- ние на заданном участке
2. Светолучевое (лазер- ное) прошивание 2. Оптические системы, фокусирующие лазерный луч В Фокусирование луча на обрабатываемом участке и придание ему требуемой формы
3. Электроннолучевое прошивание 3. Электромагнитные и электростатические систе- мы фокусирования В Фокусирование пучка электронов на обрабатывае- мом участке
Обозначения точности изготовления инструмента'. Н — никаких требований к точности изготовления; С — средняя точность, поле допусков определяется конкретными требованиями к точности изделия; В — высокая точность — при необходимости изготовле- ния деталей в жестких допусках.
поверхностью детали 3 (рис. 1.3) и противоэлектродом 1 быстродвижущегося потока
электролита 2, побуждаемого насосом. Отработавший электролит отводится по трубо-
проводу в емкости-отстойники, где частично освобождается от уносимых им отходов,
1 9 8
затем окончательно очищается, проходя через фильт-
ры, и снова поступает в систему циркуляции.
Зона обработки обычно заключается в ограж-
дающий корпус — камеру 4, препятствующую рас-
теканию и разбрызгиванию электролита.
При необходимости осуществлять перемещение
детали или противоэлектрода в конструкцию вво-
дятся различные механические и электромеханиче-
ские исполнительные, контрольные и регулирую-
щие элементы.
Установки снабжаются отсосами для удаления
выделяющихся при электролизе газов и блокиро-
вочно-защитными приспособлениями различных
видов.
Обработка в растворах воздействием упругих
механических колебаний. Обрабатываемая деталь 5
(рис. 1.4) погружается (подвешивается) в ванну 2,
заполненную жидкой средой 4 (растворители, рас-
творы солей, расплавы и т. д.), внутри которой от
излучающего элемента 1 распространяются колеба-
тельные перемещения (волны) 3 заданной частоты и
мощности.
Поверхность детали 5, подвергаясь воздействию
колебаний, претерпевает соответствующие измене-
ния.
Рис.
Рис. 1.2. Принципиальная
схема обработки в расплавах
солей
Тип, характер, мощность и место расположения излучателей различны в зави-
симости от вида операции. Излучатели разделяются на встроенные (стационар-
ные) и погруженные (перемещаемые).
Обработка плоским (пластинчатым) электродом, перемещающимся движением
подачи с малой скоростью. По схеме рис. 1.5, а, применяемой в основном при элек-
троэрозионной обработке, инструмент 2,
включенный в качестве одного из эле-
ктродов, перемещается, соприкасается
либо подводится на близкое расстояние
к обрабатываемой поверхности /,
являющейся вторым электродом.
Обработка плоским (пластинчатым)
электродом /, перемещающимся с не-
большой скоростью (движением подачи)
относительно быстроперемещающейся
обрабатываемой поверхности 2 (рис.
1.5, б). Схема рис. 1.5, б находит при-
менение при профилировании поверх-
ностей тел вращения, производимом
анодно-механическим или электроэро-
зионным способами.
Обработка тонким диском, быстро
перемещающимся относительно обра-
батываемой поверхности. По схеме
рис. 1.6 обычно выполняются опера-
ции разрезания и отрезания частей
металлический диск 1 в качестве одного из электродов приводится в непосредст-
венное соприкосновение либо приближается на заданное расстояние к обрабатывае-
мой поверхности 2, включенной вторым электродом, и, следуя движению подачи,
углубляется в заготовку по мере удаления металла из образующегося зазора 3,
Операция может проводиться как без подвода жидкости (например, электроконтакт-
ная резка), так и с подводом жидкости в зону реза.
52
1.3. Обработка потоком движуще-
гося электролита
заготовок и деталей.
Материал диска, обычно сталь или медь, толщиной 0,1—2 мм. Окружная скорость
может достигать 30—50 м/сек.
Обработка массивным диском (кругом) или другим массивным инструментом,
имеющим форму простых тел вращения. По схеме рис. 1.7 выполняются почти все
виды шлифования (наружного—внутреннего, круглого—плоского, чернового—чи-
стового и т. д.), осуществляемые анодно-механическим, электроэрозионным, элек-
троконтактным и другими способами.
Рис. 1.4. Обработка в растворах воздействием ультразвука
Электродом-инструментом служит токопроводящий круг /, вращающийся
с большой окружной скоростью и совершающий движение подачи в направлении
обрабатываемой поверхности 2, находясь с ней в контакте при небольшом давлении
(анодно-механическая, электроконтактная обдирка, шлифование) либо на небольшом
расстоянии (электроэрозионное шлифование).
Окружная скорость круга может достигать 30—50 м/сек. Материал круга:
сталь, чугун, медь, абразивные и алмазные круги на металлических связках, токо-
проводящие абразивные композиции. Обработка может производиться как без
смачивания жидкостью (например, электроконтактная обдирка), так и с подачей
53
Рис. 1.5. Обработка плоским (пластинчатым) элект-
родом
54
в рабочую зону воды, электролита, диэлектрических жидкостей (электроэрозион-
ная анодно-механическая, электроконтактная обработка).
Обработка с помощью ленты или проволоки /, непрерывно перемещающейся
относительно обрабатываемой поверхности 2 (рис. 1.8). По схеме рис. 1.8 выпол-
няются разнообразные операции обработки — отрезание частей и разрезание заго-
товок и деталей, прорезание пазов, фигурное вырезание контурных деталей, обтачи-
вание поверхности.
Толщина ленты обычно 0,8—1,2 мм; возможны другие значения толщины,
выбор которых обусловливается механической прочностью ленты и ее токовой
нагрузкой. Диаметр проволоки — от сотых до десятых долей миллиметра.
Обработка лезвийным инструментом. Проводится по схеме обычного механи-
ческого резания (точения, строгания, резьбонарезания и др ) при небольших уси-
Рис. 1.6. Обработка тонким диском
лиях, прилагаемых к резцу 2 (рис. 1.9), и подводке тока к резцу и заготовке 1 (элек-
тромеханическое точение, анодно-механическое резьбонарезание) либо при введении
в зону обработки через резец упругих механических колебаний звуковой или ультра-
звуковой частоты.
Обработка полыми (трубчатыми, пустотелыми) инструментами простых и слож-
ных форм. Подобная схема (рис. 1.10) весьма распространена при проведении обра-
ботки по любому из рассматриваемых методов. Инструмент 1 может представлять
собой полую трубку простого сечения (круг, эллипс, квадрат, треугольник) и иметь
сложные очертания в сечении (фасонный инструмент). Инструмент может иметь Лишь
движение подачи (прошивание, трепанация, вырезание и другие операции электро-
эрозионной и ультразвуковой обработки) или вращаться вокруг своей оси (сверле-
ние). В последнем случае улучшаются условия удаления продуктов обработки
и подачи жидкой среды в зону резания.
В отдельных случаях, например при электрохимическом прошивании или свер-
лении, наружную поверхность трубчатого электрода покрывают защитной изоля-
цией, чтобы уменьшить расход энергии и обеспечить необходимую точность обработки.
Обработка профилированным (фасонным) инструментом, перемещающимся
с небольшой скоростью (движением подачи). Схема, показанная на рис. 1.11, исполь-
зуется в большей части операций, выполняемых электроэрозионным способом.
При поступательном движении электрода-инструмента 1 в направлении поверхности
заготовки 2, являющейся вторым электродом, и возбуждении между ними импульс-
ных разрядов соответствующих параметров происходит объемное копирование
формы электрода-инструмента в заготовке.
55
Рис. 1.7. Обработка массивным кругом
56
Рис. 1.8. Обработка лентой или проволокой
57
Движение подачи может иметь характер, отличный от линейного. По аналогич-
ной схеме может производиться прошивание полостей винтовым электродом, враща-
ющимся со скоростью подачи вокруг своей оси, и копирование огибанием, при котором
заготовка и изделие медленно встречно перемещаются, сохраняя постоянными
друг относительно друга точки контактов.
Рассматриваемая схема широко используется при ультразвуковой размерной
обработке для образования глухих полостей и отверстий, получение которых выре-
занием (трепанацией) неосуществимо.
Обработка профилированным (фасонным) инструментом, перемещающимся
со скоростью подачи в направлении обработки и имеющим высокую относительную
скорость перемещения (вращения). Эта схема (рис. 1.12) наиболее широко приме-
Рис. 1.9. Обработка лезвийным
инструментом
няется в операциях электроэрозионного и анодно-механического профилирования,
когда профиль фасонного электрода-инструмента 1 воспроизводится на поверхности
второго электрода-заготовки 2, с которой он контактирует при небольшом давлении
(анодно-механическое профилирование) либо сближается на расстояние пробоя
промежутка (электроэрозионное профилирование).
Следует обратить внимание на неправильность иногда встречающегося в лите-
ратуре показателя энергетической производительности (г/квт-ч или см31квт-ч
и т. д.), определяемого как расход энергии на получение полости или отверстия,
т. е. на все количество или объем удаляемого при обработке материала, без учета
того, в каком виде металл удаляется.
Типичным примером такого неправильного расчета, приводящего к получению
кажущейся удельной энергетической производительности Q6/ является отнесение
расхода энергии к объему (или весу) всего удаляемого металла при вырезке детали
пустотелым электродом, например круглого отверстия в листе 1 (рис. 1.13).
Совершенно очевидно, что кажущаяся удельная энергетическая производитель-
ность обработки, т. е. расход энергии, отнесенный ко всему объему металла, удален-
ного из полученного отверстия 2, при одном и том же размере отверстия будет совер-
шенно различна в случае, когда весь металл 3 диспергирован разрядом (а) и когда
значительная часть металла удалена неизмененной (б и в) в виде цилиндра 4 или
стерженьков 5.
В табл. 1.2 и 1.5 приведены некоторые значения фактической производитель-
ности для различных технологических операций. Как видно из них, удельная энер-
гоемкость большинства электротехнологических процессов выше, чем процессов
механической или тепловой обработки, что также обусловливает целесообразность
применения методов электротехнологии в основном для операций, трудноосуществи-
мых обычными методами.
58
Рис. 1.11. Обработка профилированным инструментом
(копирование)
60
Рис. 1.12. Обработка профилированным инструментом
(формование)
61
1.21. Источники питания током и электрические характеристики электротехнологических процессов
Вид обработки Род тока (преиму- щественно) Частота питающего тока в гц Длитель- ность импульса в сек Напряжение в в Расчетная плотность тока в а/см Источники питания (преобразователи)
Анодно-механическая: черновая 0 10-1— ю-з 12—36 15—500 Выпрямители: механический, по-
чистовая ей 0 Ю-1—10-* 4—12 0,5—10 лупроводниковый, низковольтный машинный генератор То же
отделочная • 0 НПР 2—10 0,5—10 Полупроводниковый выпрями-
Магнитоимпульсная £33 И 1—5 10-2—10-8 103—105 тель; низковольтный машинный генератор Ламповый выпрямитель; машин-
Нагрев в электролите 0; 50 НПР 200—300 3—6 ный генератор повышенного напря- жения; генератор импульсных то- ков Машинный генератор повышен-
Плазменная =3 • 0; 106—Ю8 НПР 40—400 ного напряжения Полупроводниковый выпрями-
Светолучевая (лазерная) =• и 0,1—2 10-2—10-4 400—2000 тель; машинный генератор повы- шенного напряжения Генератор импульсных токов —
Ультразвуковая 2-Ю4—8-105 НПР 300—600 * конденсаторный; релаксационный импульсный генератор Машинный генератор повышен-
Электроабразивная 0 НПР 2—16 0,5—10 ной частоты, ламповый генератор Механический или полупровод-
Электроалмазная БЗЗ 0 НПР 2—16 0,5—10 никовый выпрямитель; низковольт- ный машинный генератор То же
Электрогидравлическая 33. и 0,1—2 10-2—10-* 103—10s — Генератор импульсных токов —
(электр овзрывная) Электроконтактная: конденсаторный
черновая чистовая Электроннолучевая ! 1 0 50 50 0 10-2—Ю’8 0,1—0,5 НПР 4—30 2—6 15-103— —1-Ю5 10—100 2—10 Понижающий трансформатор; механический выпрямитель Понижающий трансформатор; механический выпрямитель; низко- вольтный машинный генератор Повышающий трансформатор; ламповый выпрямитель
Электрохимико-механиче- ская Е=3 0 НПР 2—16 0,5—10 Выпрямители — механический и полупроводниковый; низковольт- ный машинный генератор
Электрохимическое поли- рование Е=3 0 НПР 4—24 0,05—0,6 То же
Электрохимическая раз- мерная в проточном элек- тролите е=з 0 НПР 2—24 50—200 »
Электрохимическое трав- ление Электроискровая низко- частотная: 0; 50 НПР 3—12 0,05—0,2 ' Понижающий трансформатор; механический или полупроводни- ковый выпрямители
черновая = и 50—3000 10-2—10-4. 100—250 — Генераторы импульсов: релакса- ционный, тиратронный, машинно- тиратронный, коммутационный, вентильный
чистовая = и 1000—10 000 10-3—ю-ь 60—120 — Релаксационный генератор им- пульсов
прецизионная == и 3000—30 000 10-з—Ю-ь 30—60 — Релаксационный генератор им^ пульсов; вентильный импульсный генератор; ламповый выпрямитель
Электроимпульсная = и 400—1000 Ю-2—10-4 20—50 — Генераторы импульсов: машин- ный и униполярный, статический, тиратронный, машинно-тиратрон- ный, коммутаторный
Обозначения: «= постоянный ток; ~ переменный ного тока; НПР — непрерывный подвод энергии в • Напряжение на преобразователе. ток низких частот; « переменный ток повышенных частот;—и импульсы постоян- рабочую зону-.
1.22. Классификация способов электроэрозионной обработки металлов (по А. С. Давыдову)
Наименование методов обработки по теплофизическим признакам Физический процесс съема металла Фазы и температура пограничного слоя. Наличие дополнитель- ной зоны термического влияния Рабочие среды Наим I еновани по II е метод РОДУ тс III ов обра( жа IV 5отки V
Электроконтактная на постоянном токе Электроконтактная на переменном синусоидальном токе Электроимпульсная на импульсном токе с импульсами большой дли- тельности и малой скважности Электроискровая высокочастотная на импульсном токе с импульсами малой длительности и большой скважности Электроискровая на токе, получае- мом от конденсаторной батареи (релаксационном токе)
IA Анодно-механи- ческая (окончатель- ная) Локальное выплав- ливание и испарение микрообъемов метал- ла Твердая (от 20® до 210—300® С). Без дополнительной зоны с измененной структурой Электролиты + + +
Распыленные элек- тролиты + +
1Б Собственно электроэрозионная (окончательная) Вода + + + +
Воздушная смесь
Газовый пузырь в воде
Попилов
Диэлектрические жидкости + + + + +
Сжатый воздух + +
Воздух
ПА Анодно-меха- ническая (предвари- тельная) Локальное выплав- ление и испарение микрообъемов метал- ла Твердая (от 210— 300 до 1430° С). Имеется дополни- тельная зона с из- мененной структурой Электролиты + + +
Распыленные элек- тролиты + +
ПБ Собственно электроэрозионная (предварительная) Вода + + +
Воздушно-водяная смесь
Газовый пузырь в воде
Диэлектр ические жидкости + + + + +
Сжатый воздух + +
Воздух
99
IVA Фрикционно- дуговая обработка III Электрофрик- ционная обработка Наименование методов обработки по теплофизическим признакам
Съем металла оплавлением и тре- нием Съем металла в результате нагрева электрическим током и трением Физический процесс съема металла
Твердая и в пла- стическом состоянии (1 000—1430); жидкая (1430—1492) °C. Зоны слиты Твердая и в плас- тическом состоянии (1000—1430Q С). До- полнительная и ос- новная зоны слиты Фазы и температура пограничного слоя. Наличие дополнитель- ной зоны термического влияния
Сжатый воздух; воздух Кислород Воздух Сжатый воздух Рабочие среды
+ + Электроконтактная на постоянном токе w Наименование методов обработки по роду тока
+ + Электроконтактная на переменном синусоидальном токе ьн
+ Электроимпульсная на импульсном токе с импульсами большой дли- тельности и малой скважности £
Электроискровая высокочастотная на импульсном токе с импульсами малой длительности и большой скважности <
Электроискровая на токе, получае- мом от конденсаторной батареи (релаксационном токе) <
Продолжение табл. 1.22
сл
*
ГУБ Обработка электрическим оплав- лением Оплавление обра- батываемой поверх- ности в эрозионном промежутке Жидкая (от 1430 до 1492—1600° С). Дополнительная и основная зоны с из- мененной структу- рой слиты Вода + + + +
Воздушно-водяная смесь +
Газовый пузырь в воде +
Сжатый воздух + + +
Воздух +
V Обработка не- полным испарением Оплавление туго- плавких компонен- тов и испарение компонентов с низ- кой температурой парообразования Жидкая и газо- образная (от 1492 до 2740Q С). Зоны слиты Вода; воздух + + + +
VI Обработка испа- рением Испарение метал- ла обрабатываемой поверхности в эро- зионном промежутке Газообразная при 2740оС. Зоны слиты Вода; воздух + +
Примечание.
Знаком плюс отмечено наличие соответствующих способов обработки.
В табл. 1.21 приведены некоторые обобщенные данные об источниках питания
и электрических характеристиках рассматриваемых процессов, а в табл. 1.22 —
Рис. 1.13. Варианты вырезки детали пустотелым электродом
некоторые классификационные характеристики их. Уточненные данные содержатся
в соответствующих разделах справочника при описании конкретных методов.
Рис. 1.14. Некоторые частотные характеристики методов электротехнологии (U —
напряжение на электродах; f — частота колебаний, возникновение которых возможно
в течение процесса; Q — энергия единичного импульса колебаний):
I — область электрополирования и других электрических методов обработки; II — получе-
ние анодных окисных пленок при изготовлении электролитических конденсаторов и т. п.;
III — нагрев в электролите; IV — электроэрозионные процессы
На рис. 1.14 показаны некоторые частотные характеристики процессов электро-
технологии в их взаимосвязи.
Глава II
ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Электрохимическая обработка металлических заготовок и деталей, имеющая
целью удаление заданных количеств материала, заменяя механические методы воз-
действия, открывает широкие возможности технологического совершенствования
производства, особенно при изготовлении изделий современной техники. Одной из
наиболее перспективных среди многочисленных разновидностей электрохимической
обработки является размерная электрохимическая обработка, основанная на уда-
лении обрабатываемого металла анодным растворением в движущемся электролите.
При такой обработке обеспечиваются практически весьма высокие удельные съемы
металла, т. е. высокая производительность обработки.
Принципы осуществления электрохимической обработки широко освещены
в литературе [8, 10, 31] и здесь не рассматриваются.
Некоторые характеристики электрохимической обработки, показывающие место
этих методов в ряду других, приведены и на схеме [8, 9, 10, 29, 31, 34, 38].
Основные достоинства электрохимической размерной обработки в проточном
электролите.-^высокая производительность, достигающая десятков тысяч кубических
миллиметров в" минуту и принципиально не имеющая ограничений^ полное отсут-
ствие износа электрода-инструмента; возможность повышения чйстоты и точности
обработки при одновременном повышении производительности, чего нет ни у одного
из других механических или электрических методов обработки; высокая чистота
обработанной поверхности; наличие некоторого саморегулирования процесса при
растворении сплавов неоднородного кристаллического строения, приводящее к рав-
номерному растворению их поверхности.
Недостатки: высокая энергоемкость процесса; необходимость принятия спе-
циальных мер для удаления или обработки отходов (шлама и газов); затруднитель-
ность управления процессом при обработке сложнопрофилированных деталей с вы-
сокой точностью; необходимость обеспечения интенсивной циркуляции электролита
в процессе обработки; некоторое снижение выхода по току при возрастании плот-
ности тока.
Основные достоинства электрохимической обработки в стационарном электро-
лите (применительно к операциям типа электрополирования): возможность полу-
чения поверхностей с высокими классами чистоты у сложнопрофилированных изде-
лий; отсутствие необходимости в специальном инструменте.
Недостатки: невысокая удельная производительность и затруднительность фор-
сирования ее повышением плотности тока; чувствительность к изменениям состоя-
ния и состава электролита, проявляющаяся в нарушении стабильности процесса;
существенное влияние неоднородности строения и состава обрабатываемых деталей
на качество получаемой поверхности; недостаточная универсальность применяемых
электролитов.
Электрохимическая размерная обработка металлов основана на явлении анод-
ного растворения. Несмотря на относительную простоту и хорошую изученность
принципов, лежащих в основе электрохимической обработки при ее практическом
осуществлении, необходимо решение большого числа сложных инженерных задач,
69
oz
так как достижение эффективных технологических результатов (оптимальной про-
изводительности, точности и чистоты обработки) зависит от большого числа взаимо-
связанных факторов и условий.
Исходным положением всех инженерных расчетов [38], осуществляемых при
проектировании и проведении процессов электрохимической обработки с удалением
материала, является основной закон электролиза, выражающийся практическим
равенством:
АН
или Q =
соблюдающемся при условии проведения электролиза постоянным током и при
полном использовании тока на растворение металла (% = 1).
Электрохимический эквивалент К — при электрохимической обработке —
масса растворившегося на аноде металла при прохождении через электролит 1 к
электричества.
Электрохимический эквивалент
зависит от природы растворяющегося металла и степени его ионизации. Электро-
химический эквивалент любого вещества (табл. II. 1) можно вычислить, зная атом-
ный вес и валентность вещества.
-^£-= 0,01036, где /л0 —масса атома
1ое
где С — универсальная) постоянная
кислорода; е — заряд электрона) .
к __ /л __ гл0Д
~~ пе ~~ 16ле ’
№ w — масса атома данного вещества.
В табл. II. 1 приведены значения К для некоторых чистых металлов (элемен-
тов). Значения (расчетные) Кспл для технических металлов и сплавов зависят от
состава последних и определяются по формуле
„ 100
*\СПЛ — V”! D ’
где Р( — весовое содержание элемента в %; /Q—электрохимический эквивалент
данного элемента, входящего в состав.
Растворяющееся в реальных условиях количество металла 0,факт почти всегда
Л ~ Qfpaxm
меньше теоретически возможного QT, Отношение —— = т] называется выходом
Чг
по току (рис. II.1). В табл. II.2 приведены значения т) для ряда практически обра-
батываемых металлов- и сплавов.
Масса металла, растворяемая в одну минуту,
Оман == 60К г!мин,
где К — в г!(а- сек).
Удельный объемный съем металла
I А
Qyd=-~-----— П см*/мин.
Оз пр
71
ILL Электрохимические эквиваленты чистых металлов
Материал Плотность в г/см3 Атомный вес Катион Электро- химический эквивалент К в е/(а-ч)
Алюминий 2,71 26,98 А13+ 0,335
Ванадий 5>8 50,95 V6+ 0,378
Вольфрам 19,2 183,92 W6+ 1,37
we+ 1,14
Железо 7,86 55,85 Fe2+ 1,041
Fe3+ 0,695
Кобальт 8,86 58,94 Co2+ 1,1
Co3+ 0,733
Магний 1,74 24,32 Mg2+ 0,455
Марганец 7,4 54,94 Mn2+ 1,025
Mn4+ 0,512
Медь 8,93 63,57 Cu+ 2,372
Cu2+ 1,186
Молибден 10,2 95,95 Mo4+ 0,895
Mo6+ 0,597
Никель 8,96 58,69 Ni2+ 1,095
Ni3+ 0,73
Ниобий 8,6 92,91 Nb3+ 1,15
Nb6+ 0,693
Олово 7,28 118,7 Sn2+ 2,214
Sn4+ 1,107
Свинец 11,34 207,21 Pb2+ 3,865
Pb4+ 1,932
Тантал 16,6 180,88 Ta3+ 2,25
Ta6+ 1,35
Титан 4,50 47,9 Ti4+ 0,446
Хром 7,16 52,01 Cr3+ 0,646
Cr3+ 0,325
Цинк 7,14 65,38 Zn2+ 1,219
72
П.2. Обрабатываемость различных материалов и сплавов [31]
Металл или сплав Съем металла в мм3/(а*ч) в растворах Анодный выход по току в % в растворах Энергоемкость процесса в квт-ч/кг в растворах
25-про- центном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4 25-про- центном NaCl 30-про- центном NaNO, 15-про- центном Na8SO4 25-про- центном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4
Железо Армко • 114,3 7,5 П,4 86,0 5,6 8,6 17,0 166,0 130,0
Чугун легированный 46,0 —• — 36,0 — — 36,9 — —
Сталь: X
45 103,5 80,1 11,4 77,5 60,0 8,6 11,1 14,2 143,0
1 40Х закаленная 123,0 — — 97,0 — — 11,9 — —
40Х незакаленная 120,0 — — 90,5 — — 12,5 — —
12ХГНЗ закаленная 122,0 53,6 7,5 92,0 40,3 5,6 9,4 21,4 210,0
• 12ХГНЗ незакаленная 91,5 11,4 7,5 68,7 48,6 5,6 12,5 100,0 212,0
У10 закаленная 114,3 50,2 7,5 86,0 37,7 5,6 7,0 23,0 253,0
У10 незакаленная 103,5 34,2 11,4 77,5 25,7 8,6 7,4 32,7 200,0
Х18Н9Т 76,0* — — 63,0* — — 15,8 * — —
Х18Н9Т 72,7 — — 61,0 — — 21,0 — —
30Х10Г10 95,0 63,0 1,9 73,0 48,0 14,7 24,0 28,2 115,0
ШХ15 закаленная 122,0 42,5 11,4 92,0 32,0 8,6 6,25 26,0 223,0
5ХНВ закаленная 132,0 91,0 11,0 98,0 68,0 7,8 11,7 17,2 143,0
5ХНВ незакаленная 79,0 87,0 10,0 60,2 65,0 7,55 19,1 17,9 152,0
Продолжение табл. II.2
Металл или сплав Съем металла в мм3/(а-ч) в растворах Анодный выход по току в % в растворах Энергоемкость процесса в квгп'Ч/кг в растворах
25-про- центном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4 25-про- центном NaCl 30-про- центном NaNO3 15-гро- центном Na2SO4 25-про- цент ном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4
35ХГС закаленная 140,0 114,0 15,0 99,5 87,0 11,6 П,7 13,7 100,0
35ХГС незакаленная 124,0 97,5 14,5 92,0 . 73,0 П,1 12,2 j/5,3 102,0
7X3 закаленная 134,0 72,0 10,0 96,0 50,0 8,2 11,7 23,0 134,0
7X3 незакаленная 134,0 72,0 11,0 96,0 50,0 7,9 11,7 23,0 135,0
ЗХ2В8 закаленная 121,0 80,0 11,0 99,0 66,0 8,65 11,5 17,5 129,0
ЗХ2В8 незакаленная 80,0 69,0 10,0 65,5 56,0 8,3 17,4 22,0 136,0
ЭИ958 закаленная 130,0 94,5 13,0 99,0 72,3 9,5 11,0 15,4 120,0
ЭИ958 незакаленная 127,0 87,5 11,0 97,3 67,0 9,1 11,8 16,5 125,0
Никель 119,2 13,6 10,3 96,0 11,0 8,3 6,7 70,0 123,0
ЭИ867 92,0 122,7 136,3 71,0 94,0 105,0 8,6 7,4 20,0
ЭИ929А 120,0 — — 93,5 — — 13,0 — ——
ЖСбкп 82,0* — — 70,5* —- — 12,0* — —
ЖСбкп 83,0 — — 71,0 — — 11,0 — —
ЭИ617 95,5 98,9 105,7 73,0 76,0 86,0 8,3 9,2 15,0
Медь Ml 195,0 131,0 121,0 98,0 66,0 61,0 8,5 6,4 23,0
Бр.ОЦС 6—6—3 235,0 134,0 107,8 85,0 50,0 40,0 8,6 6,3 12,5
Продолжение табл. II.2
Металл или сплав Съем металла в мм*/(а-ч) в растворах Анодный выход по току в % в растворах Энергоемкость процесса в к&П'Ч/кг в растворах
25-про- центном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4 25-про- центном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4 25-про- центном NaCl 30-про- центном NaNO3 15-про- центном Na2SO4
Латунь Л62 191,5 144,5 147,9 83,5 63,0 64,5 11,0 6,6 18,0
Алюминий А1 139,5 145,0 11.1 112,0 117,0 9,3 16,0 20,1 676,0
АК4 156,1 156,1 22,3 134,0 134,0 19,2 14,4 18,9 380,0
АЛ4 167,5 167,5 22,3 123,0 123,0 16,4 13,5 18,6 364,0
АЛ 10В 145,0 156,1 0,0 124,0 133,0 — 14,8 19,0 —
АМц 156,1 145,0 11,15 124,0 115,0 9,1 — — —
ВД17 189,8 156,1 3,3 165,0 136,0 2,9 11,8 19,7 2670,0
Цинк Ц1 172,0 206,0 134,4 101,0 121,0 79,0 4,0 6,0 27,0
ЦАМ4 155,8 197,8 117,8 115,0 146,0 87,0 5,3 6,0 16,5
Олово 01 297,0 362,0 264,0 97,0 118,0 87,0 2,7 2,8 10,4
Свинец С1 74,1 190,0 5,3 22,0 56,0 1,6 25,4 3,7 350,0
Кобальт 117,0 — — 96,0 — — 9,7 — —
ВТ8 100,0 100,0 0,33 78,0 ‘ 78,0 0,25 21,6 33,0 1600,0
ВТЗ-1 100,0 93,5 0,20 78,0 72,5 0,15 21,4 36,0 2700,0
Вольфрам — 57,0 ** — — 96,0 ** — — 79,5 ** —
Молибден ♦ Электролит — 21-процентнь ♦ ♦ Электролит — 10-процентнь ♦ ♦♦ Состав электролита; 10% К И,7 1й раствор >1й раствор ;no8; 2% Ь 55,0** КС1. NaOH. JaF и 0,5% 56,0 *** NaNO2. 10,0 46,0 ** 47,0 *** 33,0 83,0 ** 167,0***
Суммарный съем за время t
Q.o&n= Qydlt см3, или Qofiaj = -J- Т) г, или (}общ = г'
где цЛ — в мм/мин; So — в см2; р — в г!см3.
8)
95 X
S0\---1-1-L.
2 3*56
7 д 9 Ю // v3A, м/сек
Рис. II. 1. Некоторые зависимости анод-
ного выхода по току: а — зависимость
анодного выхода по току для стали
Х18Н9Т от температуры; б—зависимость
выхода по току от плотности тока при
обработке стали ЭИ598 в 10-процентном
растворе NaCl; в — зависимость анодного
выхода по току для стали 40Х при
Da 35 а/см2 от скорости прокачки эле-
ктролита при различных зазорах; г—выход
по току т] и рабочие диапазоны (штриховые линии) при электрохими-
ческом прошивании полостей в матрицах штампов из низколегирован-
ной стали при £/э== 15 в (1 — 5-процентный раствор NaNO8, 60° С;
2 — тоже, 30® С; 3—20-процентный раствор NaNO3, ЗО0 С; 4—10-про-
центный раствор NaCl, 20® С)
' В табл. II.2 приведены данные о съеме (скорости растворения) различных ме-
таллов и сплавов в электролитах, обычно применяемых для электрохимической раз-
мерной обработки.
Скорость электрохимического растворения металла (приближенно)
где ру — удельное сопротивление электролита; р — плотность металла.
Линейная скорость электрохимического растворения (приближенно)
Кпа/Уэ v 600Д’ мм* см2
§ ’ 4 р а-мин ’
где К — в г/(а сек).
Линейная скорость растворения в установившемся режиме
„ п 600/<п
ъл — Кпл1>а, или Рл = ~у , ИЛИ vA~—^—Da,
где Da — в а/см2; К —в г/(а*сек).
76
Линейные скорости съема в различных электролитах приведены в табл. II.3.
Основным условием протекания процессов размерной электрохимической обра-
ботки в проточном электролите является наличие межэлектродного зазора 6
(табл. II.4). Величина 6, задаваемая в начальный момент обработки, стремится
к увеличению вследствие растворения металла с анодной поверхности. При отсут-
ствии компенсации этого увеличения (при неподвижных электродах) 6 может воз-
расти до размеров, при которых течение процесса резко замедляется. Связь 6 с раз-
личными параметрами процесса
электрохимического растворения устанавливается рядом зависи- мостей (рис. II.2) [1, 2, 9, 14, 11.3. Линейные скорости съема в различных электролитах
15, 16, 19, 31,38]. Для плоского зазора эти зависимости выражаются форму- лами __ Un — иц + S Фа. к 1р ш О Un — I Uц — 2 Фа. к\ упрощенно 1 = j—xso; О ,, _ в D _ 6 a~XSo ’ ^“xSo^ Материал Состав электролита (в %), остальное вода
15NaCl 12KNOS 2NaF lONaCl 14NaCl 1H8BO3
Скорость съема в мм/мин
Сталь 45 У10 ЮНД-4 ЭИ617 ЭИ867 ВК20 ВК8 2,0 1,5 1,6 1,25 1,3 1,0 0,85 2,85 1,6 3,0 1,35 1,35 0,85 1,0 1,9 1,5 1,75 • 1,15 1,35 0,9 0,85
Приближенная величина зазора при электрохимической обработке в проточ-
ном электролите определяется зависимостью *
х(^-£фа.к)
Ра(или DK)
При равенстве vn и vp в предельных точках поверхности
Кт)(^э-5фа.к)х
°пред —----------.
vn
В установившемся режиме при установившемся зазоре Ьу
Vflby = Vfil^yi = Vfl2$y2 == • • • == Const.
Для приближенного расчета зазора могут быть использованы следующие фор-
мулы.
Местный зазор 6 без учета электродных процессов
6 = 6Г cos у,
где у — угол между плоскостями электродов; — зазор в экстремальной точке
анода, т. е. зазор в торцовой части промежутка при у = 0°.
* При условии равенства площадей и параллельности анодной и катодной поверхностей.
77
78
Рис. 11.2. Величина зазора при электрохи-
мической обработке и ее связь с основ-
ными параметрами процесса: а — схема
электрохимического процесса при отно-
сительном сближении электродов; б — за-
висимость силы тока от напряжения и
высоты буртика h при электрохимическом
прошивании; в — изменение бокового
зазора в зависимости от противодавле-
ния, диаметра отверстия D и силы тока;
г — возрастание зазора между электро-
дами с увеличением длительности обра-
ботки; электролит — 20-процентный рас-
твор NaCl + 0,3% Н3ВО3 (/ — (/= 18 в,
б0 = 0,2 мм; 2 — 12 в, 0,02 мм; 3 — 18 в,
0,3 мм);------— экспериментальные за-
висимости, ---расчетные; д — воз-
растание зазора между электродами с уве-
личением длительности обработки (электролит— 30-процентный раствор KNO3);
1 — и = 18 в, б0 = 0,2 мм; 2 — 12 в, 0,1 мм; 3 — 12 в, 0,2 мм; 4— 18 в, 0,1 мм;
-----— экспериментальные зависимости;-----------расчетные; е—номограмма
для определения нормального зазора в зависимости от торцового зазора и угла
наклона катода (дн—нормальный зазор по отношению к контуру инструмента;
бл—лобовой зазор в направлении подачи инструмента; а—угол наклона к обра-
батываемому контуру; ж— схемы формирования зазора при электрохимическом
прошивании; бн — нормальный зазор; а — угол приближения к контуру; b —тол-
щина профилирующего электрода); з —зависимость плотности тока от величины
межэлектродного зазора при обработке стали 40Х в 20-процентном растворе
NaCl при различных напряжениях на электродах; и — зависимость напряже-
ния на электродах от величины межэлектродного зазора в 20-процентном рас-
творе NaCl при различной плотности тока; к — зависимость величины межэлект-
родного зазора при обработке неподвижным катодом от времени (1 — обработка
с подачей воздуха в электролит; 2 — с открытыми электродами; 3 — с погруже-
нием электродов); л — зависимость бокового зазора 6^ от силы тока и величины
буртика h на инструменте при электрохимическом прошивании (электрод-
инструмент диаметром 8 мм, скорость подачи инструмента 1,5 mmImuh, элект-
ролит— 18-процентный раствор NaCl, обрабатываемый материал — ЭИ867)
79
11.4. Величина зазора между анодом и катодом
Операция Величина зазора в мм
Пределы Наиболее часто применяемый диапазон
Прошивка отверстий и полостей:
мелких отверстий (диаметром до 8 мм) 0,02—0,3 0,1—0,2
«колодцев»» мелких полостей, от- верстий (длина контура от 3 до 30— 40 мм) 0,08—0,5 0,1—0,3
крупных полостей «колодцев» (дли- на контура свыше 40 мм) 0,3—1,0 0,3-0,5
обработка профиля лопаток с дли- ной пера в мм:
до 100 0,08—0,3 0,1—0,2
от 100 до 200 0,15—0,5 0,25—0,3
» 200 » 300 0,3—0,8 0,3—0,5
Электрохимическое точение:
предварительно вскрытых отвер- стий (диаметром до 10 мм) 0,2—0,3 0,2
наружных поверхностей Электрохимическое шлифование: 0,2—0,8 0,3—0,5
металлическим катодом 0,1—0,8 0,2—0,3
металлоабразивными кругами 0,01—0,08 0,02
Электрохимическая разрезка заготовок:
дисковым электродом (диаметром до 100 мм) 0,1—0,5 0,2—0,3
проволочным электродом (толщи- ной до 30 мм) 0,1—0,6 0,2—0,3
Обработка неподвижными электродами (с наибольшим припуском до 2,5 мм) 0,1—0 0,1—0,3
Время t электрохимической обработки с очень малыми зазорами при отсутствии
заметной пассивации анода
t — I бо $ст
Vn vn 6-Ьспг 9
где 60 — начальный зазор; Ьст — стационарный зазор при данной
Боковой зазор дб на вертикальных участках
»„=/в? + 2сА,
где /0 — высота рабочего бурта катода.
с= X/01 (L4— 53 фа.к).
80
Величина бокового зазора на вертикальных участках изолированного катода
6б=6Г]/ 1+-^—/!,
где — превышение радиуса буртика над радиусом изолированной части катода.
Зазор вблизи наклонных элементов
/ ч 2 f 1 — sin <р
X = (COS Ф — У) ——In -----------г-2- ,
v ' sin 2ф 1 — у sin ф
где х — отношение глубины обработки к торцовому зазору; у — отношение бокового
зазора к торцовому; ф — угол наклона элемента анодной поверхности.
Одним из основных элементов кинематики электрохимической обработки яв-
ляется линейное перемещение электродов навстречу друг другу, компенсирующее
изменение зазора и обеспечивающее поддержание постоянного (заданного) зазора.
Линейное перемещение электродов (подача) является функцией скорости линейного
растворения анода и величины зазора, причем характер этой функции зависит от
формы электродов и условий обработки [12, 29, 31].
Наиболее часто встречающиеся на практике значения скорости подачи электрода
при электрохимической обработке для различных типов станков и условий
(рис. П.З);
Vn- в мм/сек . . ЭХО-1 АГЭ-2 АГЭ-10 ЭГС-23
0,005— 0,025 0,001— 0,013 0,01—0,05 0,003—0,03
в мм/мин , vn' 0,3—1,5 МА4427 0,06—0,8 МА4428 0,6—3 МА4429 0,2—2 Сверление магнитов при Da = 250 а/см2
в мм/сек , . 0,01—0,1 0,01—0,4 0,01—0,1 0,03—0,08
в мм/мин . 0,6—6 0,6—24 0,6—6 2—5
Установление оптимальной скорости подачи vn заключается в приведении ее
в соответствие со скоростью растворения vp и образования зазора. При неравномер-
ных vp и 6 в различных точках (особенно при электродах сложных форм) это является
сложной задачей.
Для приближенных расчетов можно пользоваться различными зависимостями:
„ %киэ КпЛи9 „ _ xWn
Vp = ~ST'’ ил==~Г~’ n~~ph~f
где h — глубина обработки.
При обработке вращающимся катодом (без прямого контакта)
т]Лу/ У п и 16,7К
Vn — - , или vn=r\KVDa\ Kv =—-—,
где h — глубина обработки; b — ширина обработки.
Скорость подачи дискового инструмента в направлении шлифования при элек-
трохимическом профильном шлифовании на переменном токе (без прямого кон-
такта)
8,33IDKx\
vn =----- —. ММ MUH,
SopV\D-h)h
где D — диаметр диска инструмента в мм*, h — глубина шлифуемого профиля
в мм.
Зависимость скорости электрохимического шлифования на переменном токе
от линейной скорости электрода-инструмента vA для различных глубин врезания t
показана на рис. П.З, а [12].
6 Л. Я. Поп илов
81
.1
Номограмма (рис. П.З, б) позволяет определить приближенно значение vn,
основываясь на зависимости
К2%с^эл ’
где А / — перепад температуры электролита в зазоре; L —длина пути электролита
в зазоре.
Значения К берутся из таблиц. АР (рис. П.З, б) представляет собой перепад
давления электролита на входе и выходе из зазора. Индексы 0,4; 0,6; 0,8 при АР
соответствуют коэффициентам истечения электролита, которые определяют его
скорость при заданном перепаде давления.
Сопротивление зазора (промежутка) между электродами при условии равно-
мерного распределения электропроводности по длине зазора
р«6 6
= s? = •
Сила тока в рабочей цепи
, _ Uu-e
Р Яб + Яек’
или
р е ’•
где е — э. д. с. поляризации; ReH — сопротивление внешней цепи.
Более точно можно определить силу рабочего тока в цепи из равенства
J _Un — иц + Чк — Фа с
_---------------------г>5.
Предельная величина анодного тока
. cz'FD
vjip с — концентрация ионов; г' — заряд иона; D —коэффициент диффузии (10“4—
10“6 см2!сек для условий электрохимической обработки); бд — толщина диффузного
слоя.
Для обычных электролитов (2— 4 н. раствор) 1пр~ 400-^600 а!см2.
Нормальный электродный потенциал ф0 — электродвижущая сила элемента,
составленного из данного электрода и водородного электрода в нормальных усло-
виях (/= 25° С, давление водорода р= 1 ат). Потенциал водородного электрода,
определяемый реакцией Н2 = 2Н+ + 2е, условно принимается равным нулю.
Нормальные потенциалы некоторых металлов, называемые также стандартными
электродными потенциалами, приведены в табл. П.5.
Рис. П.З. Скорость подачи электродов при электрохимической обработке и зави-
симость ее от основных параметров процесса: а — зависимость скорости электрохи-
мического шлифования от линейной скорости электрода-инструмента для различных
глубин врезания; б — номограмма для определения скорости подачи (/, 2, 3 — вспо-
могательные шкалы); в — зависимость скорости подачи катода от плотности тока при
обработке в растворах NaNO3 и NaCl; г — влияние скорости подачи инструмента v
на величину силы тока при электрохимическом прошивании, U =• 20 в, температура
электролита 26—30° С (1 — круглый электрод-инструмент диаметром 13 мм; 2 —
квадратный, 13Х 13 мм); д — взаимозависимость технологических параметров при
копировально-прошивочных операциях в растворах различной концентрации и для
различных материалов
6*
83
11.5. Стандартные электродные потенциалы при 25° С
Металл Ион металла Фо в в Металл Ион металла Фо в в
Литий Li+ —3,02 Железо Fe3+ —0,036
Калий к+ —2,92 Водород Н+ ±0,0000
Кальций Са2+ —2,87 Олово Sn4+ +0,05
Натрий Na+ —2,71 Медь Cu2+ +0,345
Магний Mg2+ —2,34 Cu+ +0,52
Алюминий Al3+ —1,67 Титан Ti3+ +0,72
Марганец Мп2+ —1,05 Ртуть Hg+ +0,798
Цинк Zn2+ —0,76 Серебро Ag+ +0,799
Хром Сг3+ —0,71 Палладий Pd4+ +0,80
Железо Fe2+ —0,44 Pd2+ +0,83
Кадмий Cd2+ —0,40 Ртуть Hg2+ +0,85
Кобальт Co2+ —0,277 Платина Pt2+ + Г,2
Никель Ni2+ —0,25 Золото Au3+ + 1,42
Олово Sn2+ —0,136 Au+ + 1,68
Свинец Pb2+ —0,126
Напряжение источника питания
= Ру I + Уц — Фк + Фа,
где Цц — падение напряжения на всех участках цепи; ру — удельное сопротивление
электролита.
Общая величина напряжения на электродах ванны
= фа — фк + Ус, э + У к. ш, э,
где Uc. э — падение напряжения на омическом сопротивлении межэлектродного
пространства; Ук.ш,э— падение на омическом сопротивлении контактов, шин,
электродов (обычно UK. ш.э <5 Ю’Б в и опускается) [27].
В табл. II.6 и II.7 приведены некоторые значения напряжений, обычные для
операций электрохимической обработки [11, 20, 38].
Равновесный потенциал ф — потенциал, установившийся у электрода, погру-
женного в электролит, при отсутствии прохождения электрического тока. Опреде-
ляется уравнением
RT
Ф7^Фо + -^-1па,
где а — активность ионов данного металла в растворе.
Плотность тока на обрабатываемой поверхности при электрохимической раз-
мерной обработке в проточном электролите
^а = -~, или, точнее, =
где е — э. д. с. поляризации, равная 2—4 в.
84
11.в. Величина напряжения на электродах
Операция Материал детали Напряжение на электро- дах в в
Прошивка отверстий и поло- стей:
мелких отверстий Конструкционные стали, алю- миниевые и медные сплавы 10—18
Жаропрочные и титановые спла- вы 12-25
Твердые сплавы 10—20
глубоких полостей — Высокопрочные и вязкие мате- 10—18
«колодцев», мелких и риалы; жаропрочные стали,и спла-
крупных полостей, от- верстий вы
обработка профиля пера лопаток Титановые сплавы 12—25
Электрохимическое точение Конструкционные стали 10—18
Жаропрочные и титановые спла- вы 12—25
Электрохимическое шлифо- Высокопрочные и вязкие мате- 6—12
вание Электрохимическая разрезка заготовок: риалы
дисковым электродом Твердые сплавы; жаропрочные, титановые сплавы 10—30
проволочным электро- Высокопрочные и вязкие мате- 25—30
дом риалы
Обработка неподвижным электродом То же 10—18
Плотность тока, требуемая по скорости подачи анода,
_ Уп?
а~ ЮКт] ‘
Пример: при обработке стали ЭИ299 [р = 8,5 г!см\ К — 0,0165 г!(а-мин)\
уп — 1 мм/мин; т] = 0,7] Da 74 а!см2.
Предельно достигаемая плотность тока Dnp при электрохимическом шлифовании
металлическим диском без соприкосновения электродов
Dnp = aUb3,
где а и b — коэффициенты (для случая электрохимического шлифования литых
магнитных сплавов Dnp— 5ч-70 а!см? при иэ~ 6ч-20 в, а — 12,97 и Ь— 0,62).
Напряжение на электродах
Уэ = Ус» э ~F фа — ф«>
где Uс. а — падение напряжения в столбе электролита между электродами.
85
Общее падение напряжения на системе катод—электролит—анод (инстру- мент—электролит—заготовка) состоит из разности электродных потенциалов (фк и фа), падения напряжения внутри электролита IR3 и падения напряжения в кон- тактах электродов IRK: II. 7. Баланс напряжений на ячейке и — _L./przp (катод—медь, анод—ВК8, в электролите ^2“ Фа Ф/с ‘ * аэ~г / ак. с 10% NaCl, 5% Na2CO3 при температуре 20° С и скорости циркуляции электролита 800 м/мин) При проведении электрохи- [27] мической обработки в стационар-
Напря- жение в в 4>k U травление, снятие заусенцев и т. д.) ванны могут включаться по параллельной (Л, рис. II.4, а) (потенциометрической) или по- следовательной схемам (Б, рис. II.4, а). Схемы эквивалентны при условии соблюдения соот- ношений Al -Г а* и п — В табл. П.8 приведены
в % в % в %
3 4 6 8 10 12 14 1,7 2,7 4,6 6,6 8,3 9,75 12,5 56,6 67,5 76,6_ 82,5 83,0 81,3 89,3 0,5 0,5 0,55 0,6 0,6 0,65 0,65 16,6 12,5 9,2 7,5 6,0 5,4 4,6 0,8 0,8 0,85 0,80 1,1 1,6 0,85 26,8 20,0 14,2 10,0 11,0 13,3 6,1
характеристики этих схем.
Напряжение, которое должно быть приложено к зажимам ванны для обеспе-
чения протекания электрохимического процесса, равно
и3= е„+
Здесь е0 — противо-э. д. с. ванны, равная алгебраической сумме анодного и катод-
ного потенциалов, е0 = фа + фк; — сумма перенапряжений, возникающих при
11.8. Характеристики схем включения ванн
Схема соединения Основные соотношения Соотношения сопротивлений для оптималь- ных условий Потери мощности в сопротивлениях
Параллельная (Л, рис. П.4, а) Ф = = ir u3=(! + i) X Х/Ш Ri^.r, т. е. (I + i)2R2 +
Последовательная (Б, рис. II.4, а) U' = (R + r)i R>r PR
прохождении тока через ванну в результате химической и концентрационной поля-
ризаций на электродах, ег — Дфк + Дфэх, где фэх — потенциал поляризации;
Z 2 — сумма активного падения напряжения в ванне и падения напряжения
в катодах и проводниках первого рода,
86
Рис. 11.4. Некоторые электрические характеристики процессов электрохи-
мической обработки: а—схемы включения ванн; б—формы импульсов напря-
жения при электрохимической обработке; в — схема питания асимметричным
током (/ — электрод-инструмент; 2~ изделие); г — зависимость напряжения
искрения в 20-процентном растворе NaCl от величины межэлектродного
зазора при катодах из углеграфита ЭЭГ площадью от 0,5 до 3,2 см3, мате-
риал анода — сталь 45; д — зависимость напряжения искрения от средней
величины зазора при анодном растворении твердого сплава
87
где rx — сопротивление проводников первого рода; ру —удельное сопротивление
электролита; I — расстояние между электродами; гк — сопротивление всех кон-
тактов.
Общее значение тока через ванну
/ а- Фс) + (Афс +
Мощность источника питания Nn при электрохимической размерной обра-
ботке [38 ]
Nn = -^Un,
Is
где т]3 — коэффициент нагрузки.
Для электрохимической размерной обработки применяют преимущественно
источники сглаженного напряжения — шестифазные выпрямители, реже машинные
генераторы [11, 21, 23, 26].
В табл. II.9 приведены характеристики некоторых выпрямителей для питания
станков, предназначенных для электрохимической обработки, а в табл. 11.10 —
характеристики источников питания.
II.9. Выпрямители для установок >
Тип выпрямителя Номинальная мощность рном в кет Напряжение в в Номинальный ток Регулирование напряжения
питаю- щей сети на выходе Uраб
ВУ-1 Н,4 380/220 6—9—12 600 Ступенчатое
ВАГГ-12—600 14 380 3—6—9—12 600 Плавно-ступен-
ВАКГ 9 380 3—6 1 500 чатое с использо- ванием магнитных усилителей То же
12/6-1500 18 380 9—12 1 500
ВАКГ 18 380 3—6 3 000 »
12/6-3000 36 380 9—12 3 000 »
ВАКЭХ 120 6000 9—12—18—24 5 000
24/120 ВАКЭХ 240 6000 9—12—18—24 10 000 »
24/240 ВАКЭХ 600 6000 9—12—18—24 25 000
24/600 ИПП-2500/12 30 380 9—12 2 500 Ступенчатое
ИПП-5000/12 60 380 9—12 5 000
Примечание.
У выпрямителей, приведенных в таблице, падение напряжения при изменении
тока от 0 до 1НОМ не превышает 20% UH0M.
88
ХПИ; ВАЗ-50-125; ВАЗ-70-150. Первые числа
11.10. Источники питания некоторых станков
для электрохимической обработки
Тип источника питания Номиналь- ная сила тока в а Пределы на- пряжений в в Станки
ИТ-300 300 2—14 МА4427
ИТ-600 600 2—18 МА4427, МА406
ИТ-2000 2000 2—12 ЗЭ730, ЗЭ731
ВАКГ (Т)-600 600 2—12 ЗЭ731
ВАКГ (Т)-1600 1600 2—12 Прошивоч- ные станки
ВАКГ (Т)-ЗЗОО 3300 2—12 То же
Промышленностью выпускаются низковольтные управляемые источники пи-
тания на тиристорах в реверсивном исполнении [21 ] следующих марок: ВАК-320-9;
ВАК-ЮО-12; ВАК-630-12; ВАК-1600-12; ВАК-3200-12; ВАК-6300-12; ВАК-12500-12;
ВАК-18000-12; ВАК-25000-12; ВАК-320-18; ВАК-630-24; ВАК-1600-24; ВАК-3200-24;
ВАК-6300-24; ВАК-12500-24; ВАК-18000-24; ВАК-25000-24; ВАК-6300-36;
ВАК-630-48; ВАК-1600-48; ВАК-3200-48; ВАК-6300-48; ВАК-12500-48; ВАК-18000-48;
ВАК-25000-48, в которых первые числа обозначают силу тока в а, а последние —
напряжение в в,
К неуправляемым низковольтным источникам питания, выпускаемым промыш-
ленностью, относятся: ВАКГР-12/6-400; ВАК-12/6-600; ВАКГ-12/6-1500; ИПП-3000/12;
ИСПП-5000/12; ИПП-12000/12; ИПП-15000/12; ИППС-600/12; ВАКГ-12/6-3000;
ИППС-5000/12; ВАКГ-18/9-300; ВАС-20-800; ИППС-30000/18; ВАКЭХ-600/24;
ИПП-5000/24, а к управляемым низковольтным источникам питания—ВСМР-12/6-200;
ВСМР-12/6-300; ВСМР-12/6-600; ВСМР-12/6-1000; ВСМР-12/6-6000; ВАКЭХ-120/24;
ВАКЭХ-240/24; ВАКЭХ-600/24; -------- -------“
в обозначениях марок ВАКГ,
ВАС, ВСМР, ВАЗ указывают
напряжение, а последние — си-
лу тока, причем дробное значе-
ние относится к двум пределам
напряжений. У источников пита-
ния марок ИПП, ИСПП, ИППС
в числителе указана сила тока,
в знаменателе — напряжение;
ВАКЭХ 120/24 в — на 5000 а\
ВАКЭХ-240/24 — на 10 000 о;
ВАКЭХ 600/24 —на 25 000 а;
ХПИ — на 5000 а.
В ряде случаев для пита-
ния станков, предназначенных
для электрохимической обработ-
ки, применяют источники унипо-
лярных или биполярных импуль-
сов. На рис. II.4, б показаны
формы некоторых импульсов на-
пряжений, применяемых при
электрохимической обработке
(Т — период импульса; tUf tnp
и to6p — длительность импульса
прямого и обратного; UCp.np и
Ucp. обр — среднее напряжение прямое и обратное; Uom, Uom. пр, Uom. обр — ампли-
тудное напряжение прямое и обратное). В табл. II. 11 приведены сравнительные
характеристики схем питания станков выпрямленным и импульсным токами [11].
Вдвухполупериодной схеме выпрямления со средней
точкой по каждой половине вторичной обмотки трансформатора протекает ток в те-
чение полупериода.
Действующее значение этого тока равно
/2= 0,7Zi,
где Zi — мгновенное значение выпрямленного тока.
Расчетная мощность вторичной обмотки трансформатора
Р2= 2[7aZa= 1,4Р</,
где U%—Ud—действующее значение фазного напряжения; Ud, Pd — средние
значения напряжения, мощности.
Расчетная мощность первичной обмотки трансформатора
Р1 = У2п-^- = Р</,
где п — коэффициент трансформации; Id — среднее значение выпрямленного тока.
89
11.11. Характеристика схем питания током
Напряжение ^эф ~р Рэф ~^р Удельный расход энергии при UCp == 10 в для желез о - никелевых сплавов в квгп'Ч/кг Ucp
Сглаженное постоянное 1 1 10,1 1,00
Однополупериодное выпрямлен- ное 1,57 2,50 25,2 3,14
Прямоугольные импульсы со скважностью q — 2 1,42 2,00 20,2 2,00
Однофазное двухполупериодное 1,11 1,23 12,4 1,57
Выпрямленное трехфазное одно- полупериодное 1,02 1,04 10,5 1,21
Трехфазное двухполупериодное 1,01 1,02 10,3 1,05
Расчетная мощность выпрямительного трансформатора
PT = P1+2Pi= l,2Pd-
Максимальные значения обратного напряжения Ue и тока вентиля /а:
У в max = 2(/2 шах — 2(7d\ I a max — —== /^.
t\d
Всхеме однополупериодного выпрямления вторичная
обмотка трансформатора также нагружена током в течение полупериода. Действую-
щее значение тока обмотки
/2 = 0,7 = 1,4/d; /яах = « 21d .
i\d Kd
Действующее значение первичного тока
Среднее значение выпрямленного напряжения
Расчетная мощность обмоток трансформатора
Р2 = /2t/2 = \,Md2Ud = 2,8Р</;
Pr = !1Ul = 0,98/d 2Udn -±- = l,96Pd;
Рт = Р1 + Ра = 2,38Pd.
Максимальное значение тока и обратного напряжения вентиля
-(a max = 2/^; Uemax. == 2(/^.
90
Для двухполупериодного мостового выпрямителя
/2= Id\ u2=ud-,
Р1 == Р2 “ 2^2 = Рd’
/«max == Id\ Ue max — Ud*
В табл. 11.12 приведены основные расчетные соотношения рассмотренных схем
выпрямителей для двух форм входного напряжения — синусоидальной (С) и пря-
моугольной (П).
11.12. Основные расчетные соотношения различных схем выпрямителей
Выпрямление Форма входного напряже- ния max Ud U в max «I ~l' 4? «1
Двухполупе- риодное со средней точкой С п 1,57 1 3,14 2 1,И 1 0,785 0,7 1,1 In In 1,11- n 1-1 n 1,23 1 1,74 1,4
Мостовая схема с п 1,57 1 1,57 1 1,11 1 1,11 1 1,1 In In 1,11 — n 1± n 1,23 1 1,23 1
Однополупе- риод ное с п 3,14 2 3,14 2 2,22 2 1,57 1,4 2,22n 2n 1,21 — n 0,98 — n 2,69 1,96 3,49 2,8
Выпрямление Форма входного напряже- ния о. О) ХВШ°/ Лхтах | (э)хвш*л max О) рп (и) рл (П) h (C) (Э) (LI) 'd (П) Pi (C) to) xd (LI)
Двухполупе- риод ное со средней точкой С п 1,48 1,2 1,57 1,57 1,11 0,892 0,814 0,81 0,81
Мостовая схема С • п 1,23 1 1,57 1,57 1,11 0,9 0,814 0,814 0,814
Однопол у пе- риодное с п 3,09 2,38 1,57 1,57 1,11 0,89 0,73 0,8 0,77
91
Характеристикой выпрямляющего действия схемы может служить коэффициент
волнистости W, равный
+ +
Ud~~ Ud
где W — отношение переменной составляющей к среднему значению выпрям-
ленного напряжения Ud*
В табл. 11.13 приведены значения W для нескольких схем выпрямления.
11.13. Коэффициент волнистости для нескольких схем выпрямления
Схема выпрямления Форма вход- ного напря- жения Величина пульсаций выпрям- ленного напряжения в % от U д для гармоник Коэффициент волнистости W в % Элементы фильтра
С в мкф L в гн
1-й 2-й З-й 4-й 5-й
0— В П С 5,3 66,3 4,7 13,3 4,2 5,7 3,7 3,5 7,5 54 — —
0— в П 2,5 2 1,7 1,3 1 2,9 5 —
0—— в L П С п с 0,3 0,32 7,3 5,1 0,4 0,5 0,2 0,6 — — — 0,8 0,92 5,7 3,9 40 40 40 30 0,011 0,004 0,011 0,064
Одним из способов интенсификации процессов электрохимической обработки
является применение асимметричного (рис. II.4, в) или импульсного тока. Неко-
торые зависимости, установленные при изучении влияния асимметричного тока
на процесс, приведены в табл. 11.14 и 11.15 [23]
11.14. Влияние коэффициента асимметрии на удельную производительность
электрохимической размерной обработки стали [23]
Марка стали Коэффициент асимметрии
4 1 1 5 1 1 7 1 1 12 1 1 13 16
Удельная производительность в г/(мин*см*)
2X13 0,032 0,033 0,035 0,036 0,037 0,037
15X11МФ 0,035 — 0,037 — 0,039 —
92
П.15. Электрохимическая размерная обработка стали 2X13
на переменном асимметричном токе [23]
Плотность тока в а/см* Съем металла в г/(мин* см*) Удельная энергоемкость в вгП'Ч/г Шерохова- тость поверх- ности нср в мкм Коэффи- циент асим- метрии ^ас Выход по току в %
0,5 0,007 1,23—1,25 8,4 4 83
1 0,0095—0,01 1,5—1,7 6,3 7—10 90—100
3 0,034—0,036 2,7—3,2 3,1 8—16 100—110
5 0,07 2,9—3,1 2 10—25 95—96
7,5 0,11—0,12 3,8—4,0 2 25—37 102—106
Примечание. Электролит — 20-процентный раствор NaCl; зазор — 0,45 мм; скорость движе- ния электролита 10—15 м/сек.
Удельная энергоемкость эле-
ктрохимической размерной обра-
ботки переменным асимметрич-
ным током
W = Wu + W9 =
_ (InUn + IQU0)t
GM
где Wu—энергия, затрачивае-
мая на растворение металла
изделия; №э — энергия, расхо-
дуемая на растворение металла
электрода; 1п — сила тока в по-
ложительном направлении; /0 —
сила тока в отрицательном на-
правлении; GM — съем металла
в единицах веса.
Коэффициент асимметрии
п — —
час — т9
io
где 1п и 10 — среднее значение
силы тока соответственно в по-
ложительном и отрицательном
направлениях.
Продолжительность импуль-
са тЛ прямоугольной формы,
необходимая для возникновения
пассивности при проведении эле-
ктрохимической обработки на
импульсном токе
л CoF^nlD
Тл_1 р ’
11.16. Некоторые показатели электрохимического
шлифования диском на переменном токе
Марка твердого сплава в мм* /р в а Оу в мм*/мин
100 19 18
ВК8 205 40 35
310 65 56
100 20 15
Т30К4 205 42 28
310 60 45
105 22 16
Т30К6 205 44 29
310 62 42
Примечание. Электролит — 12-процентный раствор NaCl; диск графитовый 0 200 мм; vu == = 30 м/сек; Upa$ = 4,5 в.
93
где Со — концентрация насыщенного раствора соли растворяющегося металла;
D — коэффициент диффузии соли растворяющегося металла.
Для случая растворения железа в растворе NaCl
3,5
T/x = -j2~ сек.
Возможна также обработка на переменном токе. В табл. 11.16 приведен пример
подобной обработки.
2. ЭЛЕКТРОЛИТЫ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
В процессе электрохимической размерной обработки в проточной среде электро-
литы одновременно выполняют ряд функций: обеспечивают протекание электрохи-
мического процесса (за счет своего химического состава и электропроводности),
прохождение тока необходимой силы, требуемые гидродинамические режимы (спо-
собствуя уносу продуктов электродных реакций, удаляя тепло, выделяющееся при
прохождении тока) и др. Например, при электрополировании в стационарных усло-
виях к электролитам предъявляется ряд специфических требований с целью получе-
ния оптимального сглаживания поверхности [8, 34].
В табл. 11.17 и 11.18 приведены составы и применяемость некоторых электро-
литов для электрохимической размерной обработки в проточном электролите.
В табл. 11.19—11.22 и на рис. И.5, II.6, II.7 содержатся сведения о свойствах
отдельных компонентов, входящих в состав электролитов.
Изменение концентрации вещества, растворенного в электролите, может произ-
водиться выпариванием. Количество воды IT, которое должно быть удалено для по-
вышения концентрации растворенного вещества от до с2, определяется следующим
образом:
на единицу растворенного вещества
W 1 1 1____L_
£1 С2 ’
на единицу концентрированного раствора
Г2 = (--------Ц с = _ 1;
\ С1 с2 / сх
на единицу исходного (слабого) раствора
F3= (-------------) С1 = 1 — А.
\ с2 ) С2
Номограмма (рис. II.5, а) дает возможность найти количество воды, которое
необходимо удалить из 100 кг исходного раствора, чтобы повысить его концентрацию
от сг до с2. Например, для повышения конценграции раствора от сг = 2,6% до
с2 = 17% нужно удалить из 100 кг исходного раствора 84,7 кг воды.
Если исходное значение сг выходит за пределы левой шкалы, то уменьшают за-
даваемые значения в 10 раз. Например, необходимо повысить концентрацию с 60%
(сх) до 80% (са). В таком случае соединяют точку 6 на шкале с± с точкой 8 на шкале с2;
шкала W дает значение 25 кг.
В табл. 11.19 приведены значения удельной электропроводности в зависимости
от температуры.
Электропроводность — способность вещества проводить электри-
ческий ток, измеряется величиной G = -5-, обратной сопротивлению. Выражается
А
в обратных омах (олг1) или, по системе СИ, в сименсах (сим).
Электропроводность (проводимость) электролита равна
G = ~~ = —— = у —
Нэ Ру I * I’
где Ra — сопротивление электролита; S — поперечное сечение электролита; I —
длина столба электролита.
94
11.17. Составы электролитов для электрохимической размерной обработки
Компоненты электролитов Номера электролитов
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28
Содержание компонентов в вес. % (водные растворы)
kno2 KNO8 0,5 15 5 5 12-15 5-7 5 20 5 15 5
КВг 3
KF 5
CeH8O7 1
NaNO2 1,5 1,5 0,2 0,3- 0,5 0,3- 0,5 0,3 6,5 5 0,5 5 0,5
NaNO, 15 4,25 5 5-10 15-20 5-6 0,5 — 1,5 20 1,2 5 1
NaOH 5 1,5
Na2B4O7 0,3 1,0 0,75
Na8PO4 0,8 3
Na2COe 5-6 10-15 1 0,5 0,4
NaF 5 2 5
NaCl 15 15 5—10 10—20 8—15 5-10 7,5 8-10 10
11.18. Применяемость различных электролитов
при электрохимической размерной обработке
Обрабатываемый материал Вид обработки Номер состава электролита (по табл. П.17)
Углеродистая сталь Все виды 4
Высокопрочная сталь Шлифование металлоабразивным 6, 7
ЗОХГСНА кругом
Легированная сталь Прошивка полостей ковочных штампов, пресс-форм и т. д. 15, 16
Прошивка отверстий, точение 4
Нержавеющая сталь Все виды 3
Жаропрочные сплавы Обработка профиля пера лопаток 3
Прошивка отверстий, шлифование 15
Разрезка 3
Калибровка профиля пера лопаток 17
Профилирование металлическим кругом 8
Твердые сплавы Прошивка, шлифование, разрезка 9, 10
Т15К6 Электроалмазная заточка 11, 12, 13
ВК8, ВК20, ВЗО Профильное шлифование графито- вым или металлическим диском 19, 20, 21
Титановые сплавы Прошивка полостей, отверстий 2
Обработка профиля пера лопаток 5
Алюминиевые сплавы Все виды 14
Магнитные литые сплавы Шлифование металлоабразивным 1, 18
типа ЮНДК25БА (ГОСТ кругом
9575—60) Прошивание металлическим элек- тродом 1
Шлифование металлическим диском без соприкосновения электродов 1
96
11.19. Удельная электропроводность электролита
в зависимости от температуры и концентрации
Концентра- ция электролита в % Температура электролита в °C Удельная электропроводность электролита (в ом~1-мм~1) компонентов
NaCl NaNO3 Na2CO3 КС1
20 0,007 0,00455 0,0046 0,0072
5 30 0,00853 0,00552 0,00573 0,00877
40 0,0101 0,00648 0,00672 0,0103
20 0,0126 0,00812 0,00735 0,0141
10 30 0,0154 0,00995 0,00896 0,0172
40 0,0181 0,0115 0,0105 0,0202
20 0,0172 0,0112 0,00875 0,0211
15 30 0,0209 0,0137 0,0106 0,0257
40 0,0245 0,016 0,0124 0,0300
20 0,0202 0,0135 — 0,0279
20 30 0,0249 0,0165 — 0,0341
40 0,0291 0,0193 — 0,0397
Примечание.
Электропроводность электролитов может быть вычислена по формуле
%/== Хо U +<*(*- 18)],
где X/ и %0 — электропроводность электролита при температуре t° С и при 18° С; а —
температурный коэффициент, в расчетах может быть принят равным 0,0225.
11.20. Теплопроводность некоторых электролитов при t = 20° С
Электро- лит Коэффициент теплопроводности в впгЦм-град) при концентрации в %
0 10 20 25 30 40 50
HNO3 0,599 — — 0,535 — — 0,459
H2SO4 0,599 — — 0,531 — — 0,469
KOH 0,599 0,605 0,599 — 0,585 0,565 0,536
NaOH 0,599 0,627 0,640 — 0,646 0,646 —
NH4C1 0,599 0,566 0,531 — — — —
NaCl 0,599 0,591 0,578 —— — — —
CuSO4 0,599 0,588 — — — — —
7 Л. Я. Попилов
97
О 20 W 60 80 JOO
t:c
Рис. II.5. Характеристики растворов фосфорной кислоты: а — номограмма для опре-
деления количества удаляемой воды; б — номограмма для определения характери-
стик фосфорной кислоты; в — график для перевода плотностей; г — вязкость водных
растворов Н3РО4; д'— температура кипения водных растворов фосфорной кислоты;
е — температура кристаллизации системы Н3РО4—Н2О; ж — теплоемкость водных
растворов Н3РО4 при 20° С; а — константы диссоциации Н3РО4 (/ — первой ступени;
II — второй ступени); и — удельная электропроводность Н3РО4; к — давление
паров над водными растворами фосфорной кислоты
7*
99
a)
P+
* г/с^
г/см 3 -ве'
?f5 °ве^03,7о
:L80-.
± wo-
f,80
100
"90
Ъ°С
204
зо4
f,70
f,60
K50.
6oW-
55
/,61
65-
60-
80
55-.
70$
-50 '
~T,50-
55
50
55'.
1,30
-W,n
: /,W
:35 .
. =J>0
- ts
r t
50
Wlh
-f,20ir
|)5 jE;
i,fo 5 ir
',w.i
1,20
25-
-20
40
30
7Z0
Рис. 11.6. Характеристики растворов серной кислоты:
а — плотности и концентрации; б — теплоемкости;
в — вязкости; а — температуры кипения; д — удельной
’ электропроводности
100
ж)
Рис. 11.7. Характеристики солей, применяемых в составе элект-
ролитов: а — растворимости NaCl в воде; б — плотности вод-
ных растворов NaCl; в — растворимости КС1 в воде; г — сов-
местной растворимости NaCl и КС1; д — растворимости NaNO3
в воде; е — растворимости KNO3 в воде; ж — растворимости
NaNOa в воде
101
11.21. Удельная теплоемкость некоторых электролитов
Электролит t в °C Удельная теплоемкость с^-10”3 в дж/(кг*град)
п = 10 л = 25 п = 50 п = 100
HNO3 18 3,22 3,62 3,89 4,03
H2SO4 21 2,93 3,57 3,83 4,00
КОН 18 — 3,6 3,83 3,99
NaOH 18 — 3,8 3,94 4,05
NH4C1 18 3,26 3,67 3,92 4,04
NaCl 18 3,31 3,68 3,90 4,03
CuSO4 18—23 — — 3,52 3,80
Обозначением n — число молей воды на i один моль вещества электролита.
11.22. Характеристики растворов NaCl
Концентрация Плотность в г/смъ Удельная электро- проводность при 18° С в ом"1 •см"1 Температура в °C
% г/л кипения замерзания
5 51,72 1,0345 0,0672 — —3
10 107,1 1,0707 0,1211 — —6
15 166,30 1,1087 0,1642 103 —11,8
18 204 1,1319 — 104 —
20 230 1,1470 0,1975 105 —17,8
22 250 1,1639 — — —
24 284 1,1804 — 106 —21,2
25 297,4 1,1898 0,2135 — —
26 311,5 1,1982 0,2151 — —
Удельная электропроводность % — проводящая способность
1 см3 раствора, определяемая количеством ионов, заключенных в нем, и скоростью
их переноса. Выражается в ом~1>см~1 или, по системе СИ, в сименсах на метр (сим/м).
Эквивалентная электропроводность — проводящая спо-
собность всех ионов, образующихся на 1 г- экв электролита в данном растворе:
% = aF (v+ + cl),
где а — степень диссоциации электролита; v+ и — скорость движения ионов.
Некоторые характеристики фосфорной кислоты — основного компонента элек-
тролитов для электрополирования — приведены на рис. 11.5.
102
Номограмма (рис. II.5, б) связывает концентрацию, температуру и плотность
водных растворов фосфорной кислоты. Как показано на рис. II.5, б, при 33° С 80-про-
центная фосфорная кислота имеет плотность 1,620 г!мл, а кислота плотностью 1,5 г!мл
при 51° С — концентрацию 70%.
На номограмме рис. 11.5» в приведен пример перевода пробы плотностью
1,705 г/см3 (59,7° Be') при 32° С в нормальную плотность при 15° С. Соединение пря-
мой линией точек 32° С и 1,705 г/см3 дает р15 = 1,720 г/см3 (60,3° Be'), что соответ-
ствует по горизонтали 87,2% Н3РО4 (63,2% Р2О5).
3. РЕЖИМЫ И ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ
Гидродинамические и тепловые условия электрохимической размерной обра-
ботки оказывают существенное влияние на технические и экономические показатели
операций [1, 2, 9, 15].
Во всех процессах, проводящихся при обработке движущимся (проточным) элек-
тролитом на больших плотностях тока, существенную роль в обеспечении требуемых
условий режима и результатов играет оптимальный подбор гидравлических и тепло-
технических характеристик используемых конструкций — возможность создания
требуемых скоростей потока среды, заданного давления, заданной степени турбу-
лентности и т. п. Эти вопросы для конкретных операций рассмотрены в соответствую-
щих местах справочника. Им посвящена обширная литература [1,6,24,36,42].
Здесь ограничимся приведением некоторых наиболее общих зависимостей, часто ис-
пользуемых и необходимых при расчетах процессов обработки в проточной среде.
Критерий (число) Рейнольдса Re — критерий гидродинамиче-
ского подобия — мера отношения сил инерции к силам внутреннего трения:
со dp (dd
Re =------ = —,
р v ’
где d — диаметр трубопровода в м или другой характерный размер; со — средняя
скорость потока жидкости в м/сек.
Динамический коэффициент вязкости (сокращенно — вяз-
кость) р, имеет размерность
кг __ н-сек .
м-сек ~~ м2 »
_ кГ-сек г . г дин-сек
Ммкгсс— м2 , Mere — см.сек — см2
Единица динамической вязкости в системе СГС, равная 1 гЦсм-сек) называется
пуаз (пз).
Соотношения единиц:
1^=1 кГ=10пз=
м2 м-сек м2
Пересчет из спз в другие единицы:
Г..1 - Испз «Г н-сек
l"jcn 1000 м-сек м2 »
Г111 ЦспэкГ-сек Нспз г
[И1мкгсс = -дето ; Исгс = -[до или
Формула для пересчета вязкости из градусов Энглера (Е) в единицы кинемати-
ческой вязкости
v = 0,076£ (1 — 4Д см^сек.
\ Ei /
Соотношение различных единиц вязкости дано в номограммах рис. II.8, а, б.
,103
мУгрк Градусы Энглера
' * 1 2 4 10 2040 80
1U ггтт-гггтп—-П—т-ттттт
$ Диаметр
Э,мм
500
МО-
300-
Расход
У,м3/ч
50000
20000
10000
Скорость to,
м/сек
f 100
90
-8000
-5000
'3000
f00° ’ ^00
300
200
W0 ч
-40
-30
•20
д.-Ю
40 -
30 -
20-
10 •
2
0,2
0,1
-0,8
0,08
0,05
0,03
0,9
‘2
-1,0
0,7
-0,4
0,2
-0,1
8 Ю П 18 22 2b
Рис. II.8. Некоторые гидродинамические характеристики процессов электрохимиче-
ской обработки: а — график для пересчета динамической вязкости из пз в единицы
СИ; б — соотношения между величинами вязкости, выраженными в различных
единицах (/ — Редвуд Адмиралти; 2 — Сейболт Фурол; 3 — Энглер; 4 — Редвуд
Стандарт; 5 — Сейболт Универсал); в — график пересчета плотности из °Ве' в еди-
ницы СГС (г/см3); г — критическое значение Re для изогнутых труб; д — номограмма
для определения объемного расхода; е — значения коэффициентов трения /; ж —
зависимость удельного гидравлического сопротивления межэлектродного зазора Др
на единицу его длины (1 см) от величин зазора д при различных скоростях электро-
лита; з — оптимальные давления электролита р на входе в зазор (1) и на выходе из
зазора (2) при различных скоростях о электрохимического прошивания; и — влияние
скорости потока vn на производительность при обработке хромомолибденовой стали
(1 — электролит NaNO3; 2 — электролит NaCl) и углеродистой стали (3 — электро-
лит NaNO3; 4 — электролит NaCl); к — зависимость ширины реза b (1) и конусно-
сти а (3) от скорости истечения электролита и диаметра струи dcmp (2) при электрохи-
мической вырезке проволочным электродом
Кинематический коэффициент вязкости v — отношение '
динамической вязкости к плотности жидкости р
ц,
v = мР/сек.
Размерности v в основных системах единиц:
Меи = м21сек\ Ммкгсс = мЦсек*, Mere = см^сек.
Единица кинематической вязкости в системе СГС — стокс (cm): 1 ст = 102 санти-
стокс (сст)\ 103 — миллистокс (мст); 10е — микростокс (мкст)\ 104 ст — 1 мЧсек.
Критерий (число) Рейнольдса для течения жидкости при электрохимической об-
работке в щели шириной 6 (межэлектродный зазор)
Re = -^.
V
Режим движения потоков по прямым трубам определяется следующими значе-
ниями: чисто ламинарный режим Re < 2300; промежуточные режимы 2300 < Re <
< 10 000; чисто турбулентный режим ReJ> 10 000.
Для изогнутых труб критическое значение Re выше, чем для прямых труб, и
зависит от отношения d/D (d — внутренний диаметр трубы змеевика, D — диаметр
витков змеевика) —см. рис. II.8, г [33].
Если поперечное сечение потока не является кругом, в выражение для Re под-
ставляется эквивалентный диаметр (табл. 11.23)
ds = 4Rr = -^-,
где Rr — гидравлический радиус; Rr — -jj- (здесь f — площадь поперечного сече-
ния потока; П — смоченный периметр).
11.23. Значения гидравлического радиуса Rr
для заполненных жидкостью труб и трубопроводов
Поперечное сечение канала Rr d3
Круглое (диаметр D) Кольцевое (внутренний диаметр d, наружный диаметр D) Квадратное (сторона а) Прямоугольное (стороны а и Ь) Эллиптическое (большая ось 2а, малая ось 2Ь) D/4 D — d 4 а/4 ab 2(а+ b) ab K(a+ b) D D — d a 2ab a+ b bab K(a+ b)
Значения К при S » (а — Ь) (а + Ъ)*. S . . , 0,1 0,02 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1,0 К . • .* 1.002 1,010 1,023 1,040 1,064 1,092 1,127 1,168 1,216 1,273
106
Расход жидкостей при протекании через трубопроводы
G = pcof; Vo =
где G — массовый расход в кг/сек; Vo — объемный расход в м3/сек.
На рис. 11.8» д приведена номограмма для определения объемного расхода в тру-
бопроводах круглого сечения.
Диаметр трубопровода для прохождения заданного потока
d ~ 0,785®
Значения средних скоростей потоков со^ принимают: для жидкостей, движу-
щихся самотеком, — 0,1—0,5 м/сек; во всасывающих трубопроводах — 0,8—2 м/сек;
в нагнетательных трубопроводах насосных установок — 1,5—2,5 м/сек.
Гидравлическое сопротивление пути движения потока из-
меряется величиной разности давлений Др на входе и выходе потока.
Полное давление Др, необходимое для преодоления всех гидравличе-
ских сопротивлений сети (включая трубопроводы и арматуру), при изотермическом
течении потока складывается из следующих величин:
кр — крск + кртр + &Рм. с + &Рпод + крапп + &Рдоп,
где крапп — давление, необходимое для преодоления гидравлического сопротивле-
ния аппарата (станка и т. п.); крдоп — дополнительное давление в конце трубопро-
вода, необходимое для подачи жидкости в аппарат, давление в котором превышает
атмосферное.
Давление, необходимое для создания скорости потока на выходе из трубопровода,
н/м2,
где р — в кг/м3; со — в м/сек.
кртр — давление, необходимое для преодоления трения при изотермическом
течении потока в прямой трубе,
ДРтр = U Ьрск н/м2.
Здесь — коэффициент трения, Хс = 4/, где f — безразмерный коэффициент
трения — см. рис. 11.8, е; на рис. II. 8, е: & — коэффициент в м, равный для латуни,
стекла и свинца (гладкие трубы) 1,5.10“7, для стали, железа 4,5.10“6, для бетона
3- 10“4; D — внутренний диаметр; L —длина прямого трубопровода в м; & — ----
\
безразмерный коэффициент сопротивления по длине.
Коэффициент трения для прямых труб при Re < 2300 не зависит от шерохо-
ватости стенок и определяется по формуле
=
А
Re’
для труб некруглого сечения принимается Re для эквивалентного диаметра Re =
107
Значения А для разных сечений:
Сечение труб А
Круг........................................... 64
Квадрат........................................ 57
Равносторонний треугольник..................... 53
Кольцо......................................... 96
Прямоугольник со сторонами а/Ь:
0,1 ..................................... 85
0,2.......................................76
0,25 73
0,33 69
0,5...................................... 62
Для прямых труб круглого сечения при Re < 2300
Дртр = 32&к/Л2.
Справочные данные для подробных расчетов см. в [33].
Давление на преодоление местных сопротивлений (повороты, краны, вентили,
сужения, расширение, без учета потерь на трение)
А рсо2 XCL3 рсо2
ЛРм,с=^--------dT 2 н/м’
где £ — коэффициент местного сопротивления; Ьэ — длина прямой трубы, имеющей
такое же гидравлическое сопротивление, что и местное сопротивление. Значения
коэффициентов местных сопротивлений находятся по таблицам [33].
Давление, необходимое для подъема жидкости или для преодоления гидроста-
тического давления,
&Рпод = pg# н/м2,
где g — ускорение силы тяжести в м!сек2\ Н — высота подъема или слоя жид-
кости в м.
Кавитационным числом К называется безразмерный комплекс
вида
где р — абсолютное статическое давление в ненарушаемом потоке; рп — абсолютное
давление паров жидкости; v — скорость свободного течения жидкости.
Кавитационное число рассматривают как отношение наименьшего статического
давления, достаточного для разрушения пузыря, к динамическому давлению, ко-
торое вызывает образование пузыря.
В успешном осуществлении электрохимической обработки значительную роль
играет учет и правильный выбор таких параметров, как скорость движения и расход
электролита, которые, в свою очередь, связаны как с тепловым режимом процесса,
так и с конструктивным его оформлением. При расчете и эксплуатации установок
для электрохимической обработки используются известные положения и зависимости
гидравлики, в том числе рассмотренные выше.
Скорость течения v3A электролита в зазоре
0.ЭЛ
где Sa — площадь сечения зазора или сопла.
108
Потери напора Дрг турбулентного потока (число Рейнольдса Re > 3000)
L
>т ~ ^Rr 2g
где — коэффициент гидравлического сопротивления; L — длина трубопровода
подачи электролита; g — ускорение силы тяжести.
Оптимальное, давление электролита р0Пт в зависимости от расхода и величины
рабочего зазора
6<2элН1п (-g-)
где D — диаметр рабочей части электрода; d — диаметр отверстия в катоде для
выхода электролита.
Давление электролита на входе в зазор
Рвх Др + Рвых + Р/г,
где Др — перепад давления; рвых — противодавление на выходе; рп — потери дав-
ления в магистралях.
Расход электролита фэл через зазор [38]
0,эл ~ иэлЬк$,
где — длина контура, через который прокачивается электролит.
Пьезометрическое давление * в межэлектродном зазоре, исключающее отрыв
потока электролита от поверхности электродов в местах сужений сечения зазора
[15, 16, 17, 18],
где а — коэффициент неравномерности потока электролита в уравнении Бернулли
(поправочный коэффициент для ламинарного течения в круглой трубе а = 2; для
турбулентного а = 1,04 ч-1,13).
AP = ^(V^2~vL1)^
где иЭЛ2 и — скорости электролита на выходе и входе.
То же на выходе из зазора в местах расширения
Рпз — Рн.П~\ 19Q
где рн, п — давление в начале потока; ра — плотность двухфазового потока;
dQ — диаметр входного отверстия в катоде.
Насосы, создающие циркуляцию электролита в системе, должны обеспечивать
требуемые расходы и давление на входе в рабочий зазор (табл. 11.24). В табл. 11.25
приведены характеристики некоторых насосов, применяющихся в установках для
электрохимической обработки.
Основные характеристики насосов: производительность (подача), напор, к. п. д.,
расход мощности, коэффициент быстроходности [32, 33, 36, 38, 43].
* Пьезометрическим называется давление, определяемое с помощью U-образных жид-
костных манометров (водяных, ртутных). Измеряемое избыточное давление рпз определяется
с помощью пьезометра, как рпз — pgh.
Абсолютное давление ра$с на уровне нуля шкалы пьезометра определяется как
Рабе = Ро +
?№ ё — ускорение силы тяжести в месте измерения; ft — высота столба, отсчитываемая по
шкале пьезометра; р — плотность жидкости в пьезометре; р9 — атмосферное давление.
109
П.24. Давление и скорость прокачки электролита
Операция Перепад давления в рабочей зоне в кГ/см2 Избыточное давление на выходе в кГ/см2 Скорость прокачки в м/сек
Прошивание отверстий и полостей:
мелких полостей, отверстий 10,2—15,3 1,02—1,53 6—10
крупных полостей, «колодцев» 3,1—8,1 0,51—0,82 10—16
обработка профиля пера лопа- ток 3,1—5,1 0—0,51 15—20
Электрохимическое точение:
предварительно вскрытых от- верстий 4,1—8,1 0,21—0,51 15—20
наружных поверхностей 3,1—5,1 0—0,51 12—15
Электрохимическое шлифование — — 12—15 (20)
Электрохимическая разрезка загото- вок:
дисковым электродом — — 10—12
проволочным электродом 15,3—25,4 15,3—25,5 Переменная
Обработка неподвижными электрода- ми 3,1—8,1 3,1—8,1 15—20
Коэффициент быстроходности и# — число оборотов модельного одноступенча-
того насоса, геометрически подобного данному, размеры которого подобраны так,
что насос развивает напор Н = 1 м при подаче 0,075 м3/сек
Пб
3,65n VQ
где п — число оборотов данного насоса в минуту; Q — производительность насоса
в м31сек (при максимальном к. п. д.); для насоса с рабочим колесом двойного всасыва-
ния принимают производительность по каталогу, уменьшенную вдвое; Н — полный
напор в м.
Значения пб в об/мин для насосов: ротационных и поршневых — 40; центробеж-
ных — 40—300; диагональных (винтовых) — 300—600; осевых — 600—1200.
Полный напор Я, развиваемый центробежным лопастным насосом,
Н ~ Pg ^сопр>
где р2 и pi — давления на поверхность жидкости в пространстве нагнетания и про-
странстве всасывания; Нг — геометрическая высота подъема жидкости; hconp — на-
пор, затрачиваемый на преодоление всех сопротивлений во всасывающей и нагнета-
тельной линиях (включая местное сопротивление выхода жидкости из трубопровода
в пространство нагнетания).
Полный напор Я, развиваемый насосом, может также определяться по формуле
гт _ Рн Рве | тт 1 ®вС
Н--^~+Но + —2Г~ м’
НО
11.25. Характеристики насосов для комплектования станков
для электрохимической обработки
Тип, марка Техническая характеристика Ориентиро- вочная стоимость в руб.
Производи- тельность в м*/ч Давление р-10-® в н/м* Число оборо- тов в минуту Мощность в кет
РПН-2-30 3 15 1460 3,5 550
РПНК-2-30 3 15 — 4,5 835
ЗМС-10 ' 34 4,6 3000 8 165
ЗМС-10 34 6,9 3000 11 190
ЗМС-10 34 9,2 3000 15 215
4МС-10 60 6,6 3000 20 180
4МС-10 60 9,9 3000 25 210
5МС-10 105 9,8 3000 50 300
5МС-10 105 14,7 3000 75 410
ШН-150 150 3 1450 28 290
ЗКМ-6 45—70 6,2—5,4 2900 17 190
4КМ-8 120 4,3 2900 22 —
эпжн-з 25—50 16—8 2885 35 —
Примечание.
Габариты насосов в мм* 1570X 1136X960 (марки РПН-2-30); 1560X 1024X960
(марки РПНК-2-30).
где рн — давление в нагнетательном трубопроводе на выходе жидкости из насоса
в н/м2\ рвс — давление во всасывающем трубопроводе на входе жидкости в насос
в н/м2\ HQ — расстояние по вертикали между точками измерения давления рн и
рвс в м; (дн и собс — скорость жидкости в нагнетательном и всасывающем трубопро-
водах в м/сек.
Статический напор, создаваемый насосом,
гу ___Рн РвС I тг
Нет — —---------г “о
го
Связь между напором и давлением
р = pgH н/м2,
где р — давление, создаваемое машиной (энергия, сообщаемая 1 м3 подаваемой жид-
кости), в н/м2.
Мощность на валу насоса
.. Qpgtf Q &р
N ~ IOOOtj ~ 10001) Кет'
где Q — объемная производительность (подача) насоса в м3/сек\ Ар — полное давле-
ние, развиваемое насосом, в н/м2\ т) — общий к. п. д. центробежного насоса, равный
произведению т]от]ат]ж, здесь — объемный к. п. д. (для малых и средних насосов
0,85—0,95), т]г — гидравлический к. п. д. (0,8—0,9), т]Л/ — общий механический
к. п. д. (0,9—0,96). Полный к. п. д. т) обычно составляет 0,75—0,90.
111
00
го
Попилов
Рис. II.9. Тепловые характеристики процессов электрохимической обработки: а — значения критерия Рг для воды при
различных температурах; б — номограммы для определения коэффициентов теплоотдачи; в—нагрев электролита при
электрохимической обработке плоской детали в зависимости от скорости подачи для электродов различной длины /;
г — зависимость напряжения на электродах от температуры электролита (20-процентный раствор NaCl); д — зависимость
температуры электролита от скорости подачи катода при различных зазорах д; е — влияние изменения температуры
электролита на плотность тока при различных напряжениях; кривые Д 2, 5, 4 — Da = f (t) при напряжениях 1 — 6 в;
2 — 8 в; 3 — 10 в; 4 — 12 в; 5 — AD = f (U); ж — изменение градиента температуры с увеличением силы тока (расход
электролита: 1 — 29 см*1сек\ 2 — 18 см31сек\ 3 — 15 см3!сек}\ з—зависимость глубины растравливания h от Da и темпе-
ратуры; и — удельная электропроводность электролита на основе NaNO3 + NaNO2 различной концентрации в зависи-
мости от температуры; к — зависимость удельной электропроводности раствора NaCl различной концентрации от темпе-
ратуры; л— зависимость вязкости от температуры для воды //), 3-процентного (2) и 12-процентного раствора NaCl (5)
оо
Мощность электродвигателя к насосу,
Nd в------- шт,
ЧперЧэ
где N — мощность на валу насоса в квт; х\Пер — к. п. д. передачи; т]э — к. п. д.
электродвигателя.
С учетом возможных перегрузок обычно устанавливают более мощный двигатель •
Nycm = квт,
где Р — коэффициент запаса мощности, равный:
Мощность в квт . . <1 1—5 5—50 >50
Р . . 2—1,5 1,5—1,2 1,2—1,15 1,1
Мощность, потребляемая двигателем насоса Nde из сети трехфазного тока,
Nde = Кз/л£/л cos фЮ’3 квт.
Полезная мощность, затрачиваемая насосом NHac Для создания напора
(Н в кПсм2) при прокачивании Q (в м3/ч) электролита,
N нас = 9,8 1HQ квт.
К. п. д. насосной установки
К вспомогательному оборудованию установок для электрохимической обработки
относятся также теплообменники для охлаждения электролита, нагревающегося
в процессе работы. Обычно применяются водоводяные трубчатые теплообменники,
включаемые по противотоку [30, 33, 36, 44, 45].
Номограммы рис. II.9 позволяют приближенно определить исходные коэффи-
циенты теплоотдачи в ккалЦм?- ч- град) для жидкостей, нагреваемых изнутри гори-
зонтальных или вертикальных труб в условиях турбулентного режима (рис. II.9, а)
или охлаждаемых в тех же условиях (рис. II.9, б). Для определения коэффициента
теплоотдачи значение исходного коэффициента, взятое из табл. 11.26, умножается
на поправочный множитель ф, получаемый из номограммы рис. II.9, б.
11.26. Исходные коэффициенты теплоотдачи
Условия Жидкость Средняя температура поверхно- стной пленки в °C
0 | 25 1 60 75 | 100
Коэффициент теплоотдачи в ккал/(м*-ч-град)
Нагрев внутри Вода — — 1750 1940 2050
труб (рис. 11.9» а) 25-процентный раствор СаС1а 840 1055 1410 1765 2160
Глицерин 50-про- центный 386 550 .747 998 1245
Охлаждение вну- три труб (рис. II.9, б) Вода 25-процентный раствор СаС12 662 1065 915 1505 1260 1850 1660 2160 207
Глицерин 50-про- центный 247 382 537 727 924
114
Критерий (число) Прандтля, характеризующий физическую природу
жидкости (критерий подобия температурных и скоростных полей),
pr=2L^ = £. a = _L.
а л Re ’
Здесь а — коэффициент температуропроводности; ср — теплоемкость при постоянном
давлении; Ре и Re — критерии Пекле и Рейнольдса.
Значения Рг для воды при разных температурах можно определить по номограмме
рис. II.9, а.
Интенсивность теплообмена на границе поток—стенка характеризуется крите-
рием Нуссельта Nu.
Критерий Nu — безразмерный коэффициент теплообмена (критерий теплового
подобия) равен
Nu = -T’
где а — коэффициент теплоотдачи в вт1(м2- град); I — определяющий геометрический
размер (для труб—диаметр, для сложных сечений — гидравлический радиус ка-
нала); % — коэффициент теплопроводности в вт!(м - град).
Теплоотдача при развитом турбулентном течении в прямых трубах и каналах
(Re >> 10 000) рассчитывается по формуле
Nu = O,O21e/Re0,8 Рг0-43 '25,
\ "rcm /
, T ad9 _ Cd d9p
где№ = -~ Re = ——.
A ’ JX
Здесь Рг — критерий Прандтля для потока при средней температуре потока;
Рг™ — то же при средней температуре стенки; со= Vjf — средняя скорость потока
в м1се&; Vo — секундный расход жидкости (газа) в мЧсек; f — площадь живого
сечения потока в лс2; 8/ — поправочный коэффициент, учитывающий отношение
длины трубы I к диаметру d (табл. 11.27).
11.27. Значения 8/
Re Значения при l/d
1 2 5 10 15 20 30 40 50
До 2000 1,90 1,70 1,44 1,28 1,18 1,13 1,05 1,02 1
1-104 1,65 1,50 1,34 1,23 1,17 1,13 1,07 1,03 1
2-104 1,51 1,40 1,27 1,18 1,13 1,10 1,05 1,02 1
5-104 1,34 1,27 1,18 1,13 1,10 1,08 1,04 1,02 1
1 • 10б 1,28 1,22 1,15 1,10 1,08 1,06 1,03 1,02 1
1-Ю6 1,14 1,11 1,08 1,05 1,04 1,03 1,02 1,01 1
Критерий тепловрго подобия Пекле
о _ _ со/ рсо/сп
Ре = RePr = — = . р .
а л
В процессе электрохимической обработки электролит нагревается в результате
как механических, так и электрических воздействий (рис. II.9, в—II.9, д). Нагрев,
если не принимать надлежащих мер, может достичь такой степени, что процесс обра-
ботки полностью нарушится и прекратится. Даже при небольшом нагреве влияние
8* 115
его на показатели электрохимической обработки весьма заметно. Поэтому при проек-
тировании и эксплуатации установок этому вопросу следует уделять повышенное
внимание. Ниже приведены некоторые данные о влиянии нагрева и методах регулиро-
вания тепловыделения [15, 18, 22, 30].
На рис. II.9, е представлено влияние температуры электролита и напряжения
на электродах на плотность тока в зазоре при электрохимической размерной обра-
ботке (расход электролита — 4,6 л! мин; зазор 0,1 мм). Как видно из рисунка, с ро-
стом температуры электролита при постоянном напряжении на электродах плотность
тока увеличивается тем больше, чем выше напряжение [22].
Градиент температуры на входе и выходе из зазора с увеличением силы тока
возрастает нелинейно (рис. 11.9, ж). С увеличением расхода электролита величина
перепада температуры снижается.
На рис. 11.9, з показана зависимость глубины растравливания по границам зерен
сплава ХН77ЮР от плотности тока и температуры при обработке в 5-процентном рас-
творе NaCl.
Зависимость электропроводности от температуры (рис. II.9, и — II.9,к) опре-
деляется по формуле:
» = Хи П + а/ (t — 18)1,
гДе Xie — электропроводность при 18° С; а/ — коэффициент; для NaCl а; = 0,023,
для КС1 а/ = 0,021.
Механический нагрев электролита в результате прокачивания его насосом [30]
_ Рн =
Т тсрт\н срт)« ’
или &tH =
23,4 (1 — рн
ЮООф
где Д/«— перепад температур на входе и выходе насоса; рн— давление насоса
в кПсм2; т — механический эквивалент тепла (427 кГ-м); с — удельная теплоем-
кость электролита; для 10-процентного раствора NaCl с = 867 калЦкг- град);
р — плотность электролита; для 10-процентного раствора NaCl р= 1,0707 г/см3;
% —к. п. д. насоса, равный 0,7—0,85.
Механический нагрев электролита при проталкивании через узкую щель
A/ =_^L,
тер
где Др — перепад давлений на входе и выходе рабочего зазора.
Энергия, расходуемая в межэлектродном зазоре,
р
9Л £/?’
где J] R — сопротивление анода, катода и электролита.
Температура нагрева (°C) электролита в зазоре протекающим током
д<8=°^.
Ср<2эл
Тепло в зазоре при нагреве электролита проходящим током
U2 U2
q3 — 0,24UIt = 0,24 —— кал!сек = 14,4 —— кал/мин.
Количество тепла дэл, которое должно отводиться электролитом,
Яэл ~ ?эл — Яа — Як,
где qa и qK — тепло, поглощаемое соответственно анодом и катодом.
Количество тепла дэл, поглощаемого электролитом,
Яэл — 0эЛс (^а — ^1)»
где /а — ti — разность температур на выходе в межэлектродный промежуток.
116
Количество тепла, поглощаемого анодом qa и катодом qK,
Qa~ qK~ (Z4 — /3),
где X — теплопроводность анода или катода; S — площадь анода или катода, со-
прикасающаяся с электролитом и охлаждающей средой; /3 — температура охлажда-
ющей среды; — температура электролита.
Требуемый вес электролита Сэл для отвода тепла
а — ^эл
эл
где и t2 — температура электролита на входе в зазор и выходе из него.
Объем электролита Уэ> который должен проходить через межэлектродный зазор,
Количество тепла, выделившегося от перепада температуры на входе и выходе
из рабочего зазора,
> 0 24/£/
q3=cm3Mg, или q3 = 1000с<2эл Мд; Мд =
где Atd — перепад температур в рабочем зазоре от джоулевого тепла; тэ — масса
электролита, тэ — ОэлрЛООО.
Общий перепад температур на входе и выходе из рабочего зазора
а. а. . л. , ал 0,024р« , 0,024Др , 0,024/^7
vp'lft ср
Общее количество тепла, выделяющегося при электрохимической обработке,
Яобщ — О.эл Д^зф,
где р — плотность электролита.
Перепад температуры электролита Д/3 между входом и выходом из рабочего
зазора
v^l
М3 = 0,24 • 10-8 —х— ---,
K-njPaJ'pX'o
где I — длина пути электролита в межэлектродном зазоре; ср — теплоемкость элек-
тролита; %0 — удельная электропроводность электролита.
Пример. При обработке углеродистой стали в 20-процентном растворе NaNO3
при Кпл = 0,017 мм-см2/(а-мин), Хо — 0,13 ом"1 • см~1, ср = 0,8 калЦг- град),
1 = 100 мм, vn— 1,2 мм/мин, оЭл= Ю м!сек &t3— 115°.
Скорость течения электролита, обеспечивающая заданный перепад темпера-
туры Ыдоп,
0,24.10-з_-?---------.
К пл ^doncpfa)
Рекомендуемое значение Мдоп — 10-*-20°.
Высота ванны при естественном охлаждении электролита
= ^773-------тЦ-т--г-г-ч-----—Г7Г Я1 = 0,24/ U кал/сек,
2ct (tdon — tcp) (ai + bi) а± + &i
где qr — количество тепла (в кал!сек), выделяющегося в единицу времени; а — коэф-
фициент теплопередачи в кал/(м2’ сек- °C); tdon. — допустимая температура нагрева
электролита в °C; tcp — температура окружающей среды в °C; аг и Ьг — длина и ши-
рина ванны в мм.
117
11.28. Режимы электрохимической размерной
Показатели Вид
Шлифование плоских поверхностей Профильное шлифование Шлифование цилиндри- ческих отверстий
Скорость вращения электро- да:
в об/мин 1500—1800 — — 12 600
» м/сек — 35 22-25 —
Скорость вращения детали в об/мин 60—100 — — 60—75
Скорость движения стола в мм/сек — — 4—15 —
Продольная подача в м/мин — 7 — —
Поперечная подача в мм/ход стола 0,4— 1,0 м/мин 2 — 0,05
Глубина резания (скорость углубления в мм/дв. ход стола) — 0,1—0,2 — —
Напряжение в в 8—12 12—15 8—12 10—12
Сила тока в а До 1500 250—300 100—200 150—250
Станок (тип, модель) 6Н81 ЗГ71 ЗА64 ЗА227
Источник питания АНДМ 1500/750 ВУ-12/600 ВУ-12/600 ВУ-12/600
Состав электролита (по табл. 1 — 18 —
Класс чистоты обработанной поверхности — 8-9 7—9 8—9
Вид электрода-инструмента АМ АМ АМ АМ
Обозначения'. AM — абразивный круг на металлической связке; М — металлический
Примечание.
Все станки модернизированы для электрохимической обработки.
Высота ванны при принудительном охлаждении электролита
тт _________________________Q1--?2_____________а1^1
*2 2а (tdon — top) (fli + ^i) ’
где q2 — количество тепла, уносимого охладителем.
Технологические применения электрохимической размерной обработки разно-
образны. В табл. 11.28 приведены примеры применения этого метода для выполнения
различных операций формообразования, в основном труднообрабатываемых механи-
чески металлов и сплавов. Геометрические характеристики деталей, обрабатываемых
электрохимически, представлены на рис. 11.10.
Электрохимическая размерная обработка вращающимся катодом (рис. 11.10, в)
значительно расширяет технологические возможности метода электрохимической
118
обработки литых постоянных магнитов
обработки
Круглое наружное шлифование Прорезание пазов и резка заготовок Прошивание цилиндрических отверстий Шлифование литых магнитных сплавов Сверление магнитных сплавов
черновое | чистовое
1400 Вибрация
35 45—50 — 25 20 —
33 — — 60—80 60—80 1500
— 10—20 — — — —
1,5 — — — — —
— — — — — —
0,05—0,1 — 3 мм/мин 0,6— 1,2 мм/мин 0,4— 0,6 мм/мин 2—4 мм!мин
12—14 15—18 12—14 10—12 6—8 12
80—150 100—200 700—1000 50 а/см? 30 а/см? 250 а/см1
312М ЗА64 . 2А150 Нестар хартный —
ВУ-12/600 — АНДМ1 500, 750 — — —
— — ’ 1 3 1 1
8—9 5-6 6-7 6-7 8—10 6—10
AM М(диск) М (трубка) М (диск) М (диск) М (трубка)
электрод.
обработки. Диапазоны параметров устойчивого процесса: v0Kp = 204-30 м/сек; рабо-
чее напряжение до 8,5 в; зазор 0,01-—0,05 мм; температура электролита 15—40° С.
Зависимость производительности процесса от плотности тока и величины зазора по-
казана на рис. II. 10,,г [40].
Величина подачи катода при электрохимическом фрезеровании
где у — коэффициент, зависящий от анодного выхода по току; b — ширина обра-
ботки в мм; h — глубина обработки в мм.
В табл. 11.29 приведены некоторые данные об электрохимическом фрезеровании,
а в табл. 11.30 — об электрохимическом шлифовании.
119
Рис. II. 10. Геометрические характеристики деталей: а — зависимость разности размеров Д£> обработанной поло-
сти Dn и катода Ьк от плотности тока (сплошная кривая — среднее превышение размеров Dn над £>«). Заш-
трихована область максимальных отклонений от среднего размера полости; б — зависимость разности размеров Д£)
обработанной полости Dn и катода DK от плотности тока (/) и напряжения на электродах (//). 1 и 3 относится к началу
процесса соответственно без подачи и с подачей газа, 2 и 4 — к концу процесса без подачи и с подачей газа; в — схема
обработки вращающимся катодом; г — зависимость производительности от плотности тока (/ — сталь 45; 2 — 43X3HM;
3— 2Х13Н; 4 — ЭИ828; 5—1Х16Н4В); д — зависимость ширины реза при электрохимическом разрезании (/—от напря-
жения U\ 2 — от давления электролита р; 3 — от скорости разрезания v)\ е — изменение формы детали при отсутствии
сближения электродов; ж — схема электрохимической обработки деталей ступенчатой формы
11.29. Режимы операций, выполненных электрохимическим фрезерованием
Операция Материал Твердость HRC Габариты обработки в мм Напря- жение в в Сила тока в а Подача в мм/мин
Ширина Глубина Длина
Прорезка щелей и отрезка Сталь 45 40 0,5 10 50 7 10 1,25
» радиусных пазов 40Х 50 8 9 j 47 8 35 2,5
Нарезание профиля гребенки 40Х 50 24 2 47 8 45 2,5
Прорезка пазов Сталь 45 40 3,5 20 10 8 30 1,1
Прорезка канавки под сегментную шпонку » 45 40 3,5 10 70 8 5—100 0,5—4
Нарезание профиля гребенки » 50 55 30 2 60 8 60 2,5
Изготовление канавки 20Х — 30 3,5 100 8 250 5
40Х 50 30 3,5 40 8 250 5
Вырезка наружного кольца подшип- ника ШХ15 64 0,5 4 15 7 10 1,25
Вырезка части подшипника'' ШХ15 64 0,5 10 16 7 10 1,25
Обработка фасонного профиля ЭИ867 — 20 11 46 8 220 0,9
Нарезание профиля гребенки 40Х 50 30 1 80 8 30 5
» Р18 65 20 2 65 8 80 1,0
Прорезка трех пазов одновременно ЭИ867 — 3,5X3 15 20 8 100 1,0
Нарезание профиля гребенки ЕХЗ — 55 2 22 8 100 2,5
» шлицевого вала ЭП460 — 8 2 80 8 20 1,9
Изготовление образца 0 6 мм Вольфрам 68 68 6 6 8 100 1,0
» 0 2» » 66 68 6 2 8 60 3
11.30. Режимы операций, выполняемых электрохимическим шлифованием
Операция Материал Габариты обра- ботки в мм (ширинах ХглубинаХ Хдлина) Напряжение в в Сила тока в а Съем в мм/мин
Шлифование валка с продольной подачей Х18Н9Т 20,0X0,5X150 8,4 120 0,05
Шлифование шейки Х18Н9Т 20X2 8,6 80 0,06
Образование профиль- ной канавки Х18Н9Т 10X2,5 8,7 50 0,07
То же ЗОХНЗМФА 10X2,5 6,7 50 0,1
Образование шести кольцевых канавок с треугольным профилем Х18Н9Т 2,5X3X15 8,8 40 . 0,05
То же ЗОХНЗМФА 2,5X3X15 8,8 40 0,07
» ВК8 2,5X3X15 8,8 50 0,08
Состав электролита для обработки конструкционных и высоколегированных
сталей — 10—20-процентный раствор NaCl; для сплава ЭП460 — 15-процентный
раствор NaCl и 8,5-процентный раствор NaNO3 в равных объемах; для вольф-
рама — 13-процентный раствор NaOH и 15-процентный раствор NaCl в отноше-
нии 2:1.
В табл. 11.31—11.33 приведены примеры электрохимического прошивания раз-
личных деталей.
При электрохимическом шлифовании твердых сплавов на переменном токе имеет
место следующее эмпирическое соотношение [12]:
Vn = ---- MMMUH,
Sop /(£> - Л) Л
где D — диаметр диска-инструмента в мм\ h — глубина шлифуемого профиля.
Точность геометрических размеров изделий, получаемых при размерной электро-
химической обработке, является одним из важных показателей их качества [4,
16, 25, 37, 38].
Характер изменения заготовки в результате направленного анодного растворе-
ния при электрохимической обработке зависит от тех же факторов, что и вообще
съем металла, но в каждом конкретном случае реализуется специфически. К этим
изменениям относится, например, сглаживание шероховатостей микрогеометрии или
скругление заусенцев, образование отверстий при прошивании трубчатым электро-
дом, получение пазов и щелей при резке дисковым электродом и т. д.
Ширина реза Ьр при электрохимическом разрезании
Ьр^а + 2у^р + 2^^,
где а — толщина диска; — рабочий зазор; b — ширина ленточки диска по
торцу.
122
О СУ >3 Многоэлектрод- ное сверление !££> fl _ Форма отверстия
о о оэ о сл СЛ Размер отверстия а в мм
о to 120 120 Глубина обработки в мм
СЧ28 ЭИ867 ОХНЗМ 3X13 Обрабатываемый материал
56—58 1 40—42 4^ О 1 6 Твердость матери- ала HRC
00 00 Скорость подачи электрода в мм/мин
3 о I оэ г to 170 320 Сила тока в а
ю о ст> сл to о Напряжение в в
ел сл СЛ to Давление электро- лита в кГ/см*
to оэ СЛ о Противодавление в к Г/см*
£ о о Скорость электро- лита в м/сек
о о СЛ о о Боковой зазор в мм
±0,1 ±0,05 ±0,1 ±0,05 Точность обработки в мм
-4 о Класс чистоты поверхности
11.31. Примеры электрохимического прошивания
а 0 г Форма отверстия
СЛ о СЛ Размер отверстия а в мм
Набор 20 шт. пластин толщиной 1 мм to о to о Глубина обработки в мм
Вольфрам ОХНЗМ 38ХМЮА Обрабатываемый материал
1 40—42 40—42 Твердость матери- ала HRC
о 00 о Скорость подачи электрода в мм/мин
to о о 320 Сила тока в а
to to о to о Напряжение в в
СЛ СЛ 00 Давление электро- лита в кГ/см*
to to фь Противодавление в кГ/см*
00 Скорость электро- лита в м/сек
о СЛ о о Боковой зазор в мм
1+ о ±0,1 ±0,1 Точность обработки в мм
*4 о Класс чистоты поверхности
Продолжение табл. 31
11.32. Примеры некоторых операций, выполняемых на станках для электрохимической обработки
Операция Форма обрабатываемой поверхности (утолщенная линия) Модель станка, на котором выполняется операция Операция Форма обрабатываемой поверхности (утолщенная линия) Модель станка, на котором выполняется операция
Фрезерование плоско- стей ЭЗ-7 ЭЗ-23 Обработка кониче- ских поверхностей ч ЭЗ-11 ЭЗ-7 (ЭЗ-23)
—
Фрезерование уступов ЭЗ-7 ЭЗ-23 Обточка наружных фигурных поверхностей ЭЗ-11 ЭЗ-7 ЭЗ-23
Разрезание деталей 1 !0 ЭЗ-7 ЭЗ-23 Расточка внутренних фигурных поверхностей 1 ЭЗ-11
Образование пазов ЭЗ-7 ЭЗ-23 (ЭЗ-8) (ЭЗ-11) Торцование -- ЭЗ-7 (ЭЗ-11) ЭЗ-23
Продолжение табл. П.32
Операция Форма обрабатываемой поверхности (утолщенная линия) Модель станка, на котором выполняется операция Операция Форма обрабатываемой поверхности (утолщенная линия) Модель станка, на котором выполняется операция
Трепанация L ЭЗ-8 ЭЗ-11 Калибровка наруж- ных и внутренних ци- линдрических поверхно- стей ЭЗ-8 ЭЗ-11 (ЭЗ-7) (ЭЗ-23)
Прошивание поло- стей пресс-форм и ли- тейных форм 1 ЭЗ-8 ЭЗ-11 Электрохимическая доводка фасонных по- лостей после электро- импульсной обработки — ЭЗ-8 ЭЗ-11
Прошивание фигур- ных сквозных и глухих отверстий ЭЗ-8 ЭЗ-11 Снятие заусенцев — ЭЗ-8 (ЭЗ-11)
Многоместная обра- ботка деталей ЭЗ-8 ЭЗ-11 Закругление зубьев шестерен, муфт и дру- гих подобных деталей — ЭЗ-8 (ЭЗ-11)
11.33. Условия и результаты электрохимического копирования
на станке МА4423 [3]
Условия обработки Результаты обработки
а> 6 «
Наименование детали X а» 43
* к а X ?! СО X X О 3 Бо
сх 5. х о О со хо а н 53 О * о г.
X и Н Е к U X Н и
Матрица штампа:
для шатуна И 3200 1,4 14 о,1 8
» корпуса регулятора 14 5300 0,8 42 0,3 8
» лопатки 10 2800 2,6 6 0,1 8
> цилиндрической шестерни 12 3000 2,8 60 0,12 7
для конической шестерни с винтовым зубом 12 4500 1,2 45 0,1 8
для конической шестерни 12 1500 1,8 30 0,15 8
Матрица пресс-формы для экрана 11 5300 0,4 20 0,3 8
Матрица для стального профиля ПСТ-188 12 4800 1,5 60 0,2 7
Примечание.
Электролит — 15—17-процентный раствор NaCl.
11.34. Характеристики электрохимического разрезания
твердых сплавов [5]
Показатели ЭИ929 ЭИ826 ВТЗ-1 ВТ-9
Ширина реза в мм Наклон торца в мм Радиус скругления кромок реза в мм Чистота поверхности (класс по ГОСТу) 1,8—2,2 0,15—0,3 0,2—0,4 7—8 1,8—2,2 0,15—(\3 0,2—0,4 7—8 2,0—2,4 0,2—0,4 0,15—0,3 5—6 2,0—2,4 0,2-0,4 0,15—0,3 5—6
Примечание.
U — 15 в; v0Kp = 40 м/сек\ р => 4 am; t = 30® С; а = 1,5 мм; диаметр заготовки
30 мм.
127
Некоторые зависимости для ширины реза представлены на рис. 11.10, д и
в табл. 11.34.
Боковой зазор при электрохимическом прошивании
6 -1/ , g2
у -v-nd + %>
где h — высота бурта на электроде; 60 — боковой зазор, возникающий при отсут-
ствии бурта; d — диаметр катода.
Толщина (припуск слоя удаляемого металла) при электрохимической обработке
Amin = («0 - М + « I" (« - «О) (в - «,),
где 60 — первоначальное расстояние между электродом и наиболее удаленной
частью поверхности детали; — то же конечное расстояние, ко времени т.
Линейная скорость электрохимического растворения
1 Я .
tU-g-lla—/г-
Линейная скорость электрохимического прошивания отверстий
где jT — плотность тока в а!см2 на торцовой поверхности электрода.
На наклонных участках поверхности /а — jT sin а для неслишком малых уг-
лов а, где а — угол между касательной к данной точке и направлением подачи.
Скорость подачи катода при электрохимическом точении
DaK (b — b0)
vn = X\ -у-
Здесь b — ширина рабочей части катода в мм; bQ — ширина щели для подачи
электролита в мм; L — длина обрабатываемого контура в мм (для круглой трубы
L = jcD, где D — диаметр обрабатываемой поверхности); — удаляемый припуск.
Линейная скорость съема металла (vA. ш) с обрабатываемой поверхности при
электрохимическом шлифовании дисковым электродом без механического воздей-
ствия
Ул, Ш =
где а — коэффициент, зависящий от природы сплава и условий (в случае шлифования
литых магнитных сплавов а = 0,0209 при Da = 5-т-70 а!см2 и U — 6-*-20 в).
Изменение формы детали при отсутствии относительного сближения электродов
показано на рис. 11.10, е. Разность z и у в любой заданный момент времени t состав-
ляет: ________ _____________
Z/ — yt= + У Уо + Щ',
KLyVpS0 KLzVpSo
у тру * tnpy
где Ly, Lz — съемы металла на ступенях с yQ и z0; tn — количество снятого металла
необходимое для достижения заданной точности, tn — PyLp.
При небольших значениях (z0 — t/0) можно принять Ly~ Lz^ L, тогда
Время обработки т в протоке электролита в зависимости от величины зазора
y(6t-e0)-X(St-60)
т =
А^Кизфф
128
a)
Рис. 11.11. Шероховатость поверхности после электрохимической обработки:
а — зависимость шероховатости поверхности от плотности тока при электро-
химической обработке (/, 2 — сталь хромованадиевая; 3, 4 — сталь 45;
/, 2 и 3 — обработка в растворе NaNO3; 4 — в растворе NaCl); б — шерохо-
ватость поверхности, скорость прошивания и плотность тока при электро-
химическом прошивании восьми окон в роторе турбинки (длительность
обработки резанием — 45 ч, электрохимического прошивания — 10ч); в — зави-
симость шероховатости поверхности от скважности q тока; г — зависимость
шероховатости обработанной поверхности от плотности тока при обработке
в 15-процентном растворе NaCl сталей с добавками (/ — Мо; 2 — Mo,W и V,
5 —Ni,_Mo и Nb)
9 Л Я. Попилов
129
где % — коэффициент, учитывающий влияние условий (при максимальном т) и высо-
кой скорости обмена электролита близок к нулю); 1Лфф — эффективное напряжение,
Уэфф = иэ — фа + Фк.
Зазор в конце времени обработки 6Т при т) = 1 и близости % к нулю
= jfsg + SWxT.
Толщина удаленного слоя z для тех же условий
Z= yr62 + 2Xt/%T-60.
Длительность т удаления слоя г
_ г2 + 26г
Х~ 2KU% •
11.35. Погрешность деталей после электрохимической обработки
Операция Неравномер- ность припуска заготовки в мм Наименьшая величина припуска в мм Погрешность после обработки
в мм Класс точно- сти по ГОСТу
Прошивка отверстий и по- лостей:
мелких отверстий (диаметром до 3 мм) — — — 2-3
«колодцев», поло- стей, отверстий обработка лопаток с длиной пера в мм: — 5—7
до 100 0,2—0,3 0,5—0,6 0,1—0,2 —
от 100 до 200 0,5—0,8 0,5—0,8 0,2—0,5 —
» 200 » 3Q0 1—1,5 0,6—1,0 0,3—0,6 —
Электрохимическое точе- ние Электрохимическое шли- фование: 0,3—0,5 0,4-0,8 — З-За
металлическим ка- тодом 0,2—0,3 0,6—0,8 0,05—0,07 2—3
металлоабразивны- ми кругами Не ограни- чена Не менее величины неравномер- ности при- пуска 0,01—0,02 1—2
Электрохимическая раз- резка заготовок — — — 5-7
Обработка неподвижны- ми электродами До 1,0 До 2—2,5 0,3—0,8 —
130
Плотность тока в конце обработки
Приближенное значение шероховатости поверхности после электрохимической
обработки (рис. 11.11) [2,42]
х Хо___
хеа = xQe ае а ,
где а — расстояние между наиболее близкими участками анода и катода; х — высота
обрабатываемого выступа в момент времени t (при t = 0 х = х0); vK — скорость дви-
жения обрабатывающего электрода, равная скорости электрохимического растворе-
ния наиболее близкого к катоду участка обрабатываемого изделия (принято, что
а и vK постоянны в течение всего времени обработки).
Точность обработки является одной из важнейших технологических характери-
стик метода. В табл. II.35 и 11.36 приведены некоторые сведения об этой характери-
стике.
11.36. Погрешность электрохимического формообразования
Изделие Схема обработки Погрешность в мм
Число операций Инструмент заготовки детали
Компрессорные 1 Неподвижный 0,5—0,8 0,3—0,4
лопатки• 2 » 0,5—0,8 0,25—0,3
3 0,5—0,8 0,2—0,25
1 Периодически переме- щающийся 1,3—1,6 0,25—0,35
Турбинные ло- 2 Неподвижный 0,8—1,0 0,4—0,5
патки 3 » 0,8—1,0 0,3—0,4
1 Непрерывно переме- щающийся 1,9—2,5 0,3—0,45
Примечание. U = 14 в; v~ 104-15 м/сек\ электролит — 10%-процентный раствор NaCl; температура 25—30° С; материал инструмента — латунь ЛС59—1.
4. ОБОРУДОВАНИЕ
Электрохимическая обработка производится на установках, включающих в себя
собственно станки и вспомогательное оборудование (насосы, отстойники, теплообмен-
ники, центрифуги, источники питания, контрольно-регулирующие приборы и т. д.).
По назначению станки разделяют на универсальные и специализированные. Специа-
лизированные группируют в основном по признаку характера обрабатываемых дета-
лей или выполняемых операций (станки для обработки пера турбинных лопаток,
для формообразования полостей штампов и пресс-форм, прошивания отверстий, сня-
тия заусенцев и т. д.) [3, 5, 7, 10, 13, 31 ].
В табл. 11.37—11.39 приведены технические характеристики некоторых станков
Для электрохимической обработки.
Неотъемлемым элементом любого станка или установки для электрохимической
размерной обработки является катод (инструмент). Некоторые характеристики като-
дов приведены в табл. 11.40.
9* 131
П.37. Некоторые характеристики
Характеристики Тип,
ЭХО-1 ЭХО-1А ЭХО-2
Основное назначение станка Обработка пера
Максимальные размеры детали в мм 1 = 80ч-160 1« 804-160 /= 1504-300
Площадь обработки в см2 100 260 400
Скорость подачи элек- трода:
в мм/мин 0,3—1,5 0,8—1,5 0,2—1,0
» мм!сек 0,005—0,025 — —
Скорость отвода элек- тродов в мм/мин — 8 8
Ход электродов в мм:
рабочий 20 20 —
холостой — 200 —
Сила рабочего тока в а 4500 4500 10 000
Напряжение номиналь- ное в в 12 12 8—18
Зазор между электрода- ми в мм 0,15 — —
Давление электролита в кГ/см2 5-6,5 5-6,5 4—6,5
Точность обработки в мм (или класс точности) 0,2—0,35 — —
Мощность станка в кет 60 60 180
Давление масла в ги- дросистеме в кПсм2 — 15 is ;
Расход электролита в м3/ч 40—70 30 30
Габариты в мм 1050Х 1020Х 1850 1045Х 1020Х 1845 1330X1180X1960
Масса в кг 900 900 1600
132
станков для электрохимической обработки
модель, марка
ЭХО-ЗОО АГЭ-2 АГЭ-3 АГЭ-10 АГЭ-11
турбинных лопаток Обработка ковочных штампов, пазов, полостей
/== 1504-300 1 = 1704-250 1 = 654-170 500X400X250 500X 400X 350
5000 — — — —
0,2—5 0,06—0,8 0,1-0,8 0,6—3,0 0,2—3,0
— 0,001—0,013 — 0,01—0,05 —
120 — — — —
2—50 12—18 12 400 (стол) 400 (стол)
126 — — • 1200 (стол) —
12 000 6000 4000 12 000 6000
8—14 12 14 10 12
5-8 4—6 6 5—6 6—16
0,2 0,15—0,35 — — 3—4-й классы
150 30 80 80 206 ПО
60 60 — — —
1700Х 1610Х Х2080 1370Х 1605Х Х2100 1090Х 1470Х Х1700 2700Х 1400Х X 1860 2700Х1600Х 1900
2500 2500 1800 3500 3600
133
Характеристики Тип,
ЭГС-100 ЭГС-150 МА4423
Основное назначение станка Обработка турбинных лопаток Универсально- прошивочный
Максимальные размеры детали в мм 1 = 20-=-100 /= 804-150 480X350X300
Площадь обработки в см2 180 — 300
Скорость подачи элек- трода:
в мм!мин 0,2—2,0 0,2—2,0 0,4—3,0
» мм!сек -— — —
Скорость отвода элек- тродов в мм/мин 170 170 < —
Ход электродов в мм:
рабочий 25 25 250
холостой 250 250 500
Сила рабочего тока в а — — 6250
Напряжение номиналь- ное в в — — 8-14
Зазор между электрода- ми в мм — — —
Давление электролита в кПсм2 — — 16
Точность обработки в мм (или класс точности) — — 0,1—0,3
Мощность станка в кет 18 60 —
Давление масла в ги- дросистеме в кПсм2 35 35 — 1
Расход электролита в м3/ч 15 30 —
Габариты в мм — 1500X800X2000 —
Масса в кг — 1500 —
134
Продолжение табл. 11.37
модель, марка
МА4427 • МА4428 МА4429 МА31 ЭЗ-4408
Прошивка Шлифование Вырезание, разрезка Удаление гр ата и заусенцев
0 5—20 200X300X200 120Х 100X30 До 0 200 1 = 100; 0 80
— — — — —
0,Ь-6 0,6-24 0,6-10 — —
0,01—0,1 0,01—0,4 0,01—0,1 — —
— — — — —
400 30 — — —
— — — — 140
— — 50 — 1200
— — 12—30 — 15
— — — — —
— — — — —
— — 0,01—0,03 — —
12 3 1,8 3 —
— — — — —
— — — — —
850X1200X 3400 700Х 1200Х 1400 1300Х 1500Х Х1720 1400Х1600Х Х2200 1270X1425X2170
— — 360 2000 —
135
11.38. Основные технические данные станков
для электрохимического удаления заусенцев
Показатели Станки второго габарита Станки третьего габарита
модели 4420 одношпин- дельный модели 4406 двухшпин- дельный модели 4450 одношпин- дельный модели 4420 двухшпин- дельный
Максимальный размер обрабатываемой детали в плане в мм 200 80 500 200
Максимальная высота об- рабатываемой детали в мм 250 200 320 250
Максимальная суммар- ная длина обрабатываемых кромок в см 200 100 400 200
Размеры стола в мм 250: Х400 400: Х630
Наибольшее расстояние от торца шпинделя до по- верхности стола в мм 320 260 400 320
Ход штока в мм 140 ПО 180 140
Максимальное перемеще- ние гильзы цилиндра в мм 110 90 120 ПО
Максимальное усилие прижима на штоке в кГ 600 350 750 600
Расстояние между шпин- делями в мм — 220 350
Емкость бака в л 200 450
Номинальный ток источ- ника в а 600/1200; временно по 430/600 Два источ- ника по 300/600; временно по 430/600 1000/1500 Два источ- ника по 600/1200; временно по 430/600
Рабочее напряжение при номинальной нагрузке в в 15; 18; 21 18; 21 12; 15; 18 15; 18; 21
Производительность в тыс. шт. в год (при двух- сменной работе), не менее 200 380 160 320
Габариты станков (дли- на X ширина X высота) в мм 1100Х900Х Х2020 1100Х900Х X 1920 1300X1190 х Х2180 1300X1190 X Х21504
Масса станка (без элек- тролита источника и элек- трошкафа) в т 1,0 1,05 1,5 1,55
Примечание.
Производительность насоса 90—180 л/мин\ давление прокачки до 2 кГ/см*.
136
11.39. Технические характеристики станков фирмы «Хитачи» (Япония)
для электрохимической обработки сложнофасонных деталей
Показатели Модели станков
25ECM-3V 50ECM-6V 100ECM-12V 100ЕСМ-12Н
Максимальные габариты детали в мм — 600Х 450Х Х400 800Х450Х Х400 2300X650X Х570
Размеры электрододержа- теля в мм 355X280 540X400 540X400 540X400
Размеры стола в мм 500X 400 710X500 1000X500 2300Х 1000
Максимальное расстояние между электродом и столом в мм 500 550 600 950
Максимальный ход элек- трода в мм 360 400 450 400
Рабочее перемещение электрода в мм:
продольное 50 150 150 1000
поперечное 50 80 80 200
максимальное про- дольное — 1000 1250
Максимальный рабочий ток в а 2500 5000 10 000 10 000
Мощность двигателя в кет:
станка 37 75 150 150
электрода 0,4 0,75 0,75 0,75
Напряжение сети в в 220/220 300/330 300/330 300/330
Габариты станка в мм 1800Х 1700Х Х2900 3660Х2300Х Х3250 4800Х2600Х Х3300 3700Х 1700Х Х1350
Примечание.
Рабочее напряжение у всех моделей 5 — 15 в; скорость подачи 1—2 мм/мин\
съем металла до 170 а/мин на 10 000 а; шероховатость обработанной поверхности 1 —
6 .м/см; точность прошивания ±0,05— ±0,1 мм; точность копирования (объемного)
137
11.40. Стоимость и стойкость катодов
при электрохимической размерной обработке
Операция hr- Материал электрода Ориенти- ровочная стоимость катодов в руб. Ориентиро- вочная стойкость электрода ♦
Прошивка отверстий и по- лостей:
мелких отверстий Латунь, нержаве- ющая сталь, титановые сплавы 0,8—0,9 300—350 отверстий длиной 50 мм
полостей, «колодцев» Нержавеющая сталь, латунь 70—80 400-500
обработка профиля пера лопаток Электрохимическое точение: Нержавеющая сталь 50—90 500—550
предварительно вскрытых отверстий Латунь, медь 10—12 600—750
наружных поверхно- стей Электрохимическое шлифо- вание: Латунь, медь, не- ржавеющая сталь 8—10 600—700
металлическим като- дом Медь, латунь 8—10 800—1000
мета л л оабр азивным и кругами Электропроводящие (абразивные и алмаз- ные) круги 70—100 Износ — 2— 10% от объема сня- того мате- риала
♦ Стойкость электрода оценивается количеством деталей, обработанных за межремонтный период.
Устойчивость процесса электрохимической обработки зависит от большого числа
факторов, полный учет которых пока затруднителен. Некоторые приближенные за-
висимости, дающие представление о взаимосвязи стабилизирующих факторов, при-
ведены ниже. Устойчивость саморегулирования процесса обработки, т. е. состояние,
при котором увеличение или уменьшение межэлектродного зазора приводит соответ-
ственно к уменьшению или увеличению скорости съема [15, 17, 18] металла, обеспе-
чивается, если противодавление электролита на выходе из межэлектродного зазора рПз
не меньше критической величины рКр'
п Л 0,00133г>Л-1 Г 1ры№ЭЛ
Рпз^ Ркр = у (иэ_ир)ъ •
Если рпз ркр, то процесс неустойчив.
Для практических расчетов рекомендуется принимать
Рпз (1,2-5-1,4) ркр»
138
Критерий устойчивости процесса обработки без учета уменьшения 6, вызывае-
мого снижением %, равен
1,78-10" б//рат]2оэл
где I — длина зазора в мм; 60 — начальный межэлектродный зазор в мм; рв —
ление на выходе в ат; т]2 — выход по току для водорода и кислорода; а — коэффи-
циент неравномерности потока — поправочный коэффициент в уравнении Бернулли
(см. стр. 109).
Регулирование процесса электрохимической размерной обработки осуществ-
ляется по различным принципам и с помощью различных устройств. Характеристики
некоторых систем регулирования приведены в табл. 11.41.
Вопросы регулирования достаточно подробно рассмотрены в литературе [9,
10, 17, 18].
К числу эксплуатационных характеристик, от которых в известной мере зависит
эффективность проведения электрохимической обработки, относится газообразование
в процессе электролиза, нарушающее нормальное течение процесса и загрязнение
электролита продуктами реакции, замедляющее ход обработки либо нарушающее
ее проведение. Как известно, в процессе электрохимической обработки одновременно
с анодным растворением металла происходит электролиз воды, сопровождающийся
заметным газовыделением (О2 на аноде, Н2 на катоде). Наличие газов нарушает
сплошность электролита, создает взрывоопасность, ухудшает энергетические пока-
затели обработки. Поэтому при проектировании и эксплуатации установок для
электрохимической обработки стремятся до минимума снизить газовыделение и пре-
дусмотреть устройства для газоотвода.
Количество водорода, выделяющееся на катоде [15, 18, 28],
А Г 4 Кв^ о /
г, или т == —— см3/мин,
F РвРср
где т — масса водорода; А — атомный вес водорода; Кв — электрохимический экви-
валент выделения водорода; рв — плотность водорода при р = 1 ат; рСр — среднее
давление водорода в пузырьках.
Объемное газонасыщение (содержание пузырьков водорода в единице объема
жидкости)
= W«l00%=-^^;
Л Г) Л 1
р = -^-Ю°о/о или ₽ = ВОК100%; В =
Г PgVcp Г Рв^ср
Здесь N — количество пузырьков водорода в единице объема жидкости; Н — рас-
стояние от катода до поверхности жидкости; vcp — средняя скорость подъема пузырь-
ков водорода.
Связь электрического режима и скорости движения пузырьков водорода
H = DKSK~.
vcp
Электропроводность электролита % в связи с газонасыщением
у __ (рРпзОэл 71рк\к)
2РпДэЛ + ’
где Хо — электропроводность электролита при t = 20° С и р = 1 ат без газовой
фазы; рпз — противодавление на выходе из зазора.
Объем водорода, выделяющегося в 1 мин при нормальном давлении и темпера-
туре 0° С, может быть определен по формулам
Ио = г\кКоб!> или Уо = т)кКобП/с$о,
где Коб — объемный электрохимический эквивалент водорода, равный
0,000007 м3/(а-мин).
139
о
11.41. Характеристика систем регулирования
Принцип регулирования Преимущества системы Недостатки системы Примеры применения
По величине зазора при выключенном рабочем токе Возможность поддержания величины зазора в заданных пределах с Трудность коммутации больших токов; низкая про- изводительность Обработка пера лопатки на станках моделей ЭХО-1 и ЭХА-300
По величине рабочего тока Простота регулирования Может быть использована для регулирования зазора только при постоянной пло- щади обработки Обработка пера лопатки и полостей постоянного сечения на станке модели АГЭ-2
По напряжению на электродах Обработка отверстий и по- лостей постоянного сечения на станках моделей МА4423 и ЕСДМ-115А
По плотности тока Возможность установления межэлектродного промежутка при переменной площади об- работки Сложность оборудования Обработка сложных поверх ностей переменного сечения" на станках моделей МА4423 и ТЭС-1
По давлению на входе в межэлектродный зазор Простота регулирования, возможность настройки без включения источника пита- ния Может быть использована для регулирования зазора только при постоянной пло- щади обработки Обработка неглубоких поло- стей постоянного сечения
Продолжение табл. 11.41
Принцип регулирования Преимущества системы Недостатки системы Примеры применения
По заданной скорости подачи электродаа Отсутствие необходимости в системе регулирования по- дачи электрода Необходимость жесткой ста- билизации всех параметров Обработка поверхностей и неглубоких полостей простой конфигурации
По величине зазора в паузах между импульсами тока Возможность поддержания величины зазора в заданных пределах без выключения ра- бочего тока Возможность регулирования зазора только при импульс- ном токе; сложность синхро- низации частоты пауз тока с частотой соприкосновения электродов Обработка поверхностей и неглубоких полостей простой конфигурации
По косвенному параме- тру с введением перемен- ной единицы измерения — масштаба Сложность конструкции ре- гулятора и механизмов пода- чи Обработка сложных поло- стей переменного сечения
По постоянной величине тока с заданным параме- тром напряжения Простота регулирования Сложность системы, невоз- можность поддержания по- стоянного зазора при пере- менной площади обработки Обработка глубоких отвер- стий и трехмерных полостей с точностью ниже ±0,15 мм на станках моделей 4427, МС-20, МС-50
Объем водорода при температуре электролита f С
Vt — Vo
273 + t
273 *
Линейная вольтамперная характеристика реального межэлектродного зазора,
заполненного жидкостью с пузырьками газа,
Г _S0u(U9-UP)
&
где Up — напряжение разложения; %2 — удельная электропроводность двухфазного
(газ—жидкость) потока; — текущее значение межэлектродного зазора.
Количество водорода, выделяющегося за время tXt
тх = NH So Упзрв-
Объемное газонасыщение 0 электролита в зазоре в конце обработки
1 । Уэл&сРн 9
*"0,1160^
где — межэлектродный зазор в конце обработки в мм; Dx — плотность тока
в конце обработки в а/см2; I — длина межэлектродного канала (вдоль потока электро-
лита) в мм; рн — давление насоса в ат; сэл — в мм/мин.
Уменьшение электропроводности в результате газонасыщения
Хг=Хо (1-1,80-р2),
где — электропроводность газонасыщенного электролита.
Удельный объем газовой фазы в потоке электролита (в г/%)
г =____________________________0.017^12______________
(уз - ир) Хорпз + 1,74.10-^71)2 ’
где т]2 — выход по току для водорода и кислорода; I — длина зазора; vn — скорость
подачи.
Пьезометрическое давление рпз (противодавление на выходе из зазора), обеспе-
чивающее допустимое значение удельного объема газовой фазы Гдоп,
. 1,74- 10-Уп/г)2 (100 -Г*»,)
к ПА (Уэ ир^У^эдГдоп
Гдоп может быть равен 10—20%.
Скорость течения электролита в зазоре, обеспечивающая допустимое значение
удельного объема газовой фазы,
Vm 1,74-Ю-4^ (100-Гао„) .
К пл (^э ^р) “^оРпз^доп
Одним из способов снижения газонасыщения является питание установок для
электрохимической обработки импульсным током.
Минимально необходимая скважность qmin для того, чтобы во время перерыва
тока газ полностью удалялся из межэлектродного зазора,
9mln = 1+-i?
где iu — продолжительность импульса тока.
142
Рис. 11.12. Образование и удаление продуктов обработки: а — зависи-
мость pH электролита (20-процентный раствор NaCl) от количества Q9A
пропущенного электричества (/—небуферированный раствор; 2 и 3—рас-
творы с добавкой 3, 5 и 30 г!л борной кислоты); б — зависимость ско-
рости осаждения от длительности осаждения при различной концентрации
полиакриламида — ПАК {1 — осаждение без добавки; 2, 3 и 4 — с добав-
ками 0,1, 1 и 5 г/л полиакриламида); в — номограмма для определения фак-
тора разделения и окружной скорости центрифуг
143
Одновременно с газовыделен нем в большинстве электролитов происходит шламо-
образование за счет химического образования суспензий гидроокиси металлов, что
весьма нежелательно (рис. 11.12, а).
Условие поддержания постоянства концентрации гидроокиси металла в зазоре
Со + ДС = Со-|-
OWlfySo
1,25-10’6 и^Рэ
Мг
где Со — концентрация гидроокиси на входе в зазор; D3 — диаметр электрода;
6Г — торцовый зазор; АС — прирост концентрации в зазоре.
Практически установлено, что процесс электрохимической обработки идет ста-
бильно при загрязненности электролита продуктами анодного растворения от 14 до
32 г/л [31 ] (в пересчете на обрабатываемый металл 8—16 г/л) — см. табл. 11.42.
11.42. Допустимая загрязненность электролита
и длительность его использования до замены
Операция Допустимая степень загрязнен- ности электролита в г/л Длительность использо- вания электролита при очистке в ч
естественным отстоем центрифугами
Прошивка отверстий и полостей:
мелких отверстий и полостей 5—8 30—40 —
крупных полостей, «колодцев» 10—15 — ^150—200
обработка профиля пера лопаток 8—10 — 200—250
Электрохимическое точение 10—15 — 200—250
» шлифование 5-8 80—100 250—300
Электрохимическая разрезка загото- вок; обработка неподвижными электро- дами 8—10 30—40 200—250
Очистка может осуществляться отстоем в рабочей емкости с добавлением коагуля-
торов, например полиакриламида, или сепарированием с помощью центрифуг, ра-
ботающих в комплексе со станками. На рис. 11.12, б показано влияние полиакрила-
мида на скорость осаждения продуктов загрязнения электролита.
Технический полиакриламид выпускается в виде 8-процентного водного раствора,
представляющего собой вязкую желеобразную желтоватую массу, растворяющуюся
в воде при 60—709 С и интенсивном перемешивании.
Объем электролита, обеспечивающего нормальную работу станка при очистке
электролита отстоем (принимая допустимый предел загрязненности при обработке
стали и никелевых сплавов 16 г/л),
VH = 60-S^ Л,
Я1
где q — количество металла в а, удаляемое при обработке за 1 мин; q± — предельно
допустимая загрязненность электролита в г/л\ т — коэффициент — отношение основ-
144
ного технологического времени /0 (непосредст-
венно затраченного на процесс анодного раство-
рения) к штучному.
При работе с подвижным электродом-инст-
рументом
? - 2
*0 ~ — 9
VM
где z — величина перемещения электрода-инст-
румента или глубина удаляемого при обработке
слоя; vM — минутная подача инструмента.
Хорошая очистка достигается на центрифу-
гах с фактором разделения (центробежным кри-
терием Фруда Fty) не ниже 600
Fr4="T’
т
где со = —угловая скорость вращения ро-
тора (барабана) в рад/сек (п — число оборотов
в минуту; г — внутренний радиус ротора (ба-
рабана) в м\ g — ускорение силы тяжести
в м/сек?.
Фактор разделения показывает, во сколько
раз ускорение центробежного поля, развивае-
мого в данной центрифуге, больше ускорения
сил тяжести.
На рис. 11.12, в приведена номограмма для
определения фактора разделения и окружной
скорости центрифуг [33, 35, 39, 41].
При очистке центрифугированием необходи-
мый для нормальной работы станка объем эле-
ктролита в 4—5 раз меньше, чем при отстое
с коагуляцией.
Полезный объем рабочей емкости электро-
лита равен
у — во
где tn1 — отношение машинного времени работы
центрифуги ко времени ее полного цикла;
tn2 — отношение времени, затраченного на анод-
ное растворение, к штучному времени.
В табл. 11.43 приведены характеристики
некоторых центрифуг, применяемых для очи-
стки электролита. Практически для нормаль-
ного протекания требуется на каждый грамм
удаляемого металла прокачать через рабочий
зазор 5—8 л электролита.
Приближенно минутный расход электро-
лита определяется по формуле
Qmuh ~ VmQi
где VM — объем электролита в л, необходимый
для удаления 1 г металла в минуту.
10 л. Я. Попилов
11.43. Центрифуги для очистки электролита Ориенти- ровочная стоимость в руб. 1000 900 5000
I Техническая характеристика 1 Масса в кг Около 700 635, 1327
Габариты в мм (длинах ширинах Хвысота) 1640x1250x1060 1450X1010X1270 1800X1400X1270
Мощ- ность в кет ОО ОО of of г-
Число оборотов ротора в минуту OI ю
Разделитель- ная способ- ность в м*/ч LQ О Ь- Ь- О о" о" of
Тип, марка ОТН-800Н ОТВ-600Н НОГШ-350
Тип центрифуги Периодического дей- ствия С автоматической вы- грузкой твердой фазы
145
Глава III
АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Общим названием «анодно-механические» объединяются различные методы раз"
мерной обработки, основанные на совместном использовании электрохимического и
механического воздействий (либо их сочетаний с электроэрозионным воздействием)
для удаления металла. В эту группу входят собственно анодно-механическая обра-
ботка металлическим электродом (чистовая анодно-механическая обработка); обра-
ботка электронейтральным абразивным инструментом при одновременном электро-
химическом воздействии; обработка токопроводящими абразивными инструментами
(электроабразивная и электроалмазная) и некоторые другие методы (схемы 111.1—
III.3, табл. III. 1). Специфической особенностью большинства методов этой группы
СХЕМА III.1
ОСНОВНЫЕ РАЗНОВИДНОСТИ АНОДНО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ
является сочетание высокой удельной производительности (съема металла) с низкой
шероховатостью (высокой чистотой) обрабатываемой поверхности. Принципиальные
схемы методов анодно-механической обработки подробно рассмотрены в литера-
туре [4, 8] и здесь не освещаются.
Основные достоинства черновой анодно-механической обработки: высокая произ-
водительность обработки на жестких режимах; снижение доли отходов по сравнению
с механической обработкой; небольшие механические усилия обработки; возможность
обрабатывать металлы и сплавы любой твердости; возможность относительно широ-
кого регулирования электрических режимов, соответственно изменяя качество обра-
ботанной поверхности без перестановки заготовки либо смены инструмента.
Недостатки: невысокая чистота обработанной поверхности; наличие замет-
ной зоны термического влияния; недостаточная технологичность применяемого
146
СХЕМА III.2
ОПЕРАЦИИ ЧЕРНОВОЙ АНОДНО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ
СХЕМА III.3
ОСНОВНЫЕ ОПЕРАЦИИ ЧИСТОВОЙ АНОДНО-МЕХАНИЧЕСКОЙ ОБРАБОТКИ
10*
147
I ПЛ. Параметры, характеризующие черновую и чистовую разновидности анодно-механической обработки
Разновид- ность обработки Операция Электрический режим Давление при обра- ботке в кГ/см* Скорость движения инструмента в м/сек Съем металла в мм*/мин Класс чисто- ты обрабо- танной по- верхности по ГОСТу 2789-59
Рабочее напряжение в в Плотность тока в а/см*
Черновая Разрезание стали:
диском 20—28 70—500 0,5—2,0 10—25 2000—6000 2—4
лентой 20—23 50—300 0,5—1,5 15—20 3000—7000 3—5
Разрезание диском твердых сплавов 12—18 40—1'50 0,5—1,0 20—25 1000—2000 3—5
Долбление полостей 19—25 5—15 0,5—2,0 0,5—2,0 (15—20 хо- дов в се- кунду) 50—250 4—6
Шлифование черновое 16—20 8—15 0,5—1,5 20—30 10—30 6—7
Затачивание (обдирочное) ин- струмента 18—22 15—25 0,2—1,5 12—20 120—200 4
Чистовая Шлифование:
чистовое 14—16 3—7 0,5—1,5 20—30 2—15 8—10
отделочное 4—5 0,5—1 0,5—5 0,5—1,0 2—3 10—12
притирочное 10—20 0,5—1 1—1,5 30 2—6 9—11
электроабразивное 12—15 0,5—10 0,5—1,0 20—30 20—25 11—12
Хонингование 3—20 0,1—10 0,25—5 0,5—1,1 0,5—20 9—11 (До 14)
электролита; заметный износ электрода-инструмента; обязательность главного дви-
жения с большой скоростью; ограниченная возможность форсирования производи-
тельности повышением удельной энергии.
На рис. II 1.1 приведены [9] номограммы для определения машинного времени
и производительности станка при разрезании прутков диаметром D из углеродистой
стали при ширине реза 1 мм, а на рис. II 1.2 — для резания нержавеющей стали. Но-
мограммы построены для ширины реза 1 мм для анодно-механических отрезных стан-
Рис. III. 1. Номограмма для определе-
ния времени резания углеродистой стали
Рис. II 1.2. Номограмма для определения
времени резания нержавеющей стали
ков с вращением заготовок и направляющими режущего диска. Зависимость между
силой тока и длительностью разрезания прутка при неизменных сечениях S и ширине
реза b (в мм) выражается формулой
t = К —р мин,
где t — машинное время разрезания в мин\ К — коэффициент пропорциональности
(табл. II 1.2). Удельная производительность разрезания
5 /
Qs = —, или Qs = мм2/мин.
На рис. II 1.3 и II 1.4 приведены графики для выбора подачи при анодно-механи-
ческом точении лентой заготовок из труднообрабатываемых сплавов; они позволяют
выбрать оптимальную величину подачи для получения цилиндрических деталей из
квадратных заготовок. Окончательные диаметры вырезанных деталей проставлены
возле кривых.
149
Приведем некоторые зависимости, установленные (2] для’процесса анодно-меха-
нического профилирования твердосплавного инструмента дисковым инструментом.
Производительность профилирования
= 0,021 (t/p— П)« + 90 мм^мин’
где — удельный расход электроэнергии в вт> мин!мм9 (для стали д0 =
= 1,13вт- мин/мм2; для твердого сплава qQ = 2,83 вт-мин/мм3). Условия обработки:
Рис. II 1.3. График для выбора подач
при анодном точении лентой загото-
вок из аустенитных сталей
$ Сторона кЬадрата, мм
Рис. II 1.4. График для выбора подач
при анодном точении лентой загото-
вок из титановых сплавов
электролит — жидкое стекло; р= 1,36 г!см3\ скорость диска 18-5-20 м/сек,',
Up — 12-5-22 а.
Глубина дефектного слоя D при анодно-механическом профилировании (vg =
= 13 м/сек)
D = 0,071 ify45 + 0,4/р мкм.
II 1.2. Значения коэффициента пропорциональности
Диаметр прутка в мм Значения в зависимости от материала
Нержавеющие стали Углеродистые стали Титановые сцлавы
30—180 0,100 0,160 0,067
180—350 0,115 0,189 0,086
150
Величина межэлектродного зазора (при vq = 15 м/сек)
&мэ = (Up — 12) 6,2 + 0,27Ip мкм.
Скорость износа диска-инструмента
Cvc. мЯк
~LVr2Rh — hi’
где С = ^Д 0,2-«-0,3 — коэффициент, зависящий от режима обработки; отно-
шение объемов материалов, снимаемых с диска (анода) и заготовки (катода); R — ра-
диус диска-инструмента в мм\ L — длина полезной рабочей окружности диска в мм\
h — глубина обработки в мм.
Скорость анодно-механического профилирования твердого сплава^диском-ин-
стр умен том vCt л,
Qv Upip
ve.M—^ - SI0(021 (t/p_17)2_|_go] мм/мин,
где Qy — производительность в мм3/мин; S — площадь поперечного сечения в мм2.
В табл. II 1.3 приведены некоторые характеристики анодно-механического ре-
зания.
111.3. Некоторые показатели анодно-механического резания
Размер заготовки Толщина диска в мм Ширина реза в мм Сила тока в а Время реза в мин Объем снятого за один рез металла
Диаметр в мм Площадь попереч- ного сечения в см2 в см2(мин в см9
40 12,6 0,5 0,8 80 1,5 0,67 1,0
60 28,2 0,7 1,0 100 2,5 1,25 3,1
80 50,2 0,8 1,2 120 4,0 1,50 6,0
100 78,5 1,0 1,5 150 5,5 2,15 11,8
125 122,5 1,5 2,2 175 10,0 2,75 27,5
150 177,0 1,5 2,2 225 13,0 3,0 39,0
200 314,0 1,8 2,5 300 19,0 4,20 78,5
250 490,0 2,0 3,0 350 26,0 5,60 147,0
300 706,0 2,0 3,0 450 35,0 6,0 212,0
Приведем данные, относящиеся к чистовым разновидностям обработки -4 элек-
трохимико-механической, электроабразивной и электроалмазной. Основные достоин-
ства электрохимико-механической обработки: возможность получения наивысшей
(среди всех анодно-механических методов) чистоты поверхности; использование не-
агрессивных электролитов; работа при низких напряжениях; возможность обработки
сплавов повышенной вязкости; возможность последовательной обработки плоских
деталей большой площади при небольшой мощности установки; технологическая
широта — возможность получения поверхностей различных классов чистоты путем
изменения состава среды и режимов обработки. Недостатки: ограниченная возмож-
ность повышения производительности форсированием электрических режимов; кон-
структивные затруднения при необходимости обработки сложнопрофильных поверх-
ностей; невысокая производительность по сравнению с другими методами чистовой
обработки.
151
Основные достоинства электроабразивной обработки: высокая чистота обрабо-
танной поверхности; работа на безопасных напряжениях; применение практически
неагрессивных электролитов; низкая плотность тока, исключающая тепловые воз-
действия; возможность использования анодно-механических шлифовальных или
модернизированных шлифовальных станков. Недостатки: сравнительно невысокая
производительность, соизмеримая с производительностью обычного алмазного шли-
фования (10—30 мм31мин для твердых сплавов); значительный относительный износ
круга; закругление острых кромок на деталях; необходимость применения специаль-
ных токопроводящих кругов (графитоабразивных, металлоабразивных) вместо про-
стых металлических; ограниченная возможность повышения производительности фор-
сированием электрических режимов.
При электроабразивной и при электроалмазной обработках съем металла осуще-
ствляется как за счет электрохимического, так и механического (абразивного) дей-
Рис. II 1.5. Соотношение общего съема
металла и электрохимического съема
твердого сплава:
1 — общий съем; 2 — электрохимический
съем
Рис. II 1.6. Соотношение электрохи-
мического и механического (абра-
зивного) съемов металла ((3>и — доля
механического съема)
ствия. Соотношение их в общей работе удаления металла зависит от выбранного
режима и ряда условий; оно изменяется в значительных пределах. Некоторые данные
об этом приведены на рис. III.5—III.6 и в следующих ниже зависимостях [7, 14].
Суммарный съем металла при электроабразивной обработке
= ^эх "1“ $мех'
где ($эх — съем металла в результате анодного растворения; Q^x — съем металла
в результате механического воздействия абразива.
Доля механического резания (3^ в общем объеме удаляемого металла
Q 0,мех « Уэх
где v9x — скорость анодного растворения; — общая скорость съема металла.
При электроабразивном круглом шлифовании детали радиуса г кругом ра-
диуса R и высотой Н и съеме металла на глубину t экспериментально получены зави-
симости съема металла за счет анодного растворения, представленные на рис. II 1.7
и выражаемые в общем виде формулой
где Ку — электрохимический эквивалент обрабатываемого металла.
152
Кривые на графике рис. II 1.7 соответствуют частным зависимостям Q3X от отдель-
ных параметров.
Условная доля анодного растворения при электроалмазном шлифовании [13]
п = PzaD Ргэ- 100% ,
rza
где Pza — сила резания при алмаз-
ном шлифовании; Р2Э — сила реза-
ния при тех же режимах при элект-
роалмазном шлифовании.
Рис. II 1.7. Некоторые зависимости Q3X
при электроабразивной обработке
(Ci—-С8 — постоянные):
' - с4 J/T; 2 - С6 У3-Сзрд;
4 - С^Н; S - С2Ку. 6-С, У —fa
Рис. II 1.8. Себестоимость элект-
роалмазной (/) и алмазной (2)
заточек при различных давле-
ниях р на круг
Электроалмазная заточка по про-
изводительности в несколько раз пре-
восходит алмазную и не уступает
абразивной. Себестоимость электроалмазной заточки при различных режимах ниже,
чем у алмазной (рис. II 1.8). Трудоемкость электроалмазной заточки с увеличением
размера резцов снижается по сравнению с абразивной, а стойкость заточенного
инструмента возрастает [1, 6, 11].
2. РЕЖИМЫ ОБРАБОТКИ
В табл. II 1.4—II 1.7 приведены данные о режимах электроабразивного и электро-
алмазного шлифования кругами различного состава и зернистости. Объект шлифова-
ния — сталь 12Х2Н4А, закаленная до HRC 60 vKp = 25 м/сек; snpod — 80 мм/мин;
Up = ю в. Электролит — 10% KNO3 и 0,5% NaNO2. Плотность тока подсчитывалась
по формуле
п лоо . 2
Da =----Г ....... а см2,
b VDKpt
где b — ширина шлифуемой поверхности в мм; DKp — диаметр круга в мм; t — глу-
бина резания в мм [11].
Доля механического резания при плоском шлифовании периферией круга
ум = ( 1-------Ку&У 100%,
м \ snpod 2s2npogt а}
где R — радиус шлифовального круга; Ку — объемный электрохимический экви-
валент в ммЧ(а-мин); Da — плотность тока на аноде в а!мм2.
На рис. II 1.9 показана зависимость удельного износа кругов на различных связ-
ках от зернистости и глубины резания. Режимы соответствуют данным табл. II 1.5.
153
I П.4. Режимы электро
, Показатели Примеры
Шлифование (заточка) сплавов ВК8 и Т15К6 Круглое шлифование стали ЗОХГСНА Наружное и внутреннее шлифо- вание стали и твердых сплавов
Скорость круга в м/сек (в об/мин) 24—35 29,4 1500— 10 000 об/мин
Скорость заготовки в м/мин (в об/мин) 6 9—18 37—720 об/мин
Продольная подача в м/мин 1—5 0,25—0,45 —
Поперечная подача в мм/ход — 0,002—0,004 —
Давление на заготовку в кГ/см* — — —
Глубина резания в мм/дв, ход 0,05—0,06 — —
Сила тока в а 200 50—60 300
Плотность тока в а/см* 100 — —
Напряжение в в 6—8 (12) 7—22 6—10
Вид и марка круга АЧК 150X10X 32; АСП 16-100 МВ1; АСВ 10-12 100% АСВ 16 М2 100%; ПП 250X15X75 —
Станок ЗА64 ЗБ 12, 31 ЮМ ЛЭ-201
Состав электролита (№ по табл. 11.17) 6; 7; 28 22; 6; 7 —
Источник тока ВСГ-ЗА — ВАКГ-12/16-690
Класс чистоты обрабо- танной поверхности по ГОСТу 9—10 — 8
Наибольший съем ме- талла, или скорость ре- зания: в ммЧмин До 10 000 — —
J » е/мин — 3,4 —
154
алмазной обработки
•бработки
Заточка твердо- сплавных инструментов Сверление сплава ВК15 Шлифование конусных отверстий в сплаве В Кб Хонингование стальных и хромовых покрытий Средние показа- тели процесса
20—30 2000 об!мин 8000 об!мин — 20—25
— — 300 » — —
2—3 — — —
— — — — —
6—12 50 — 4-6 6—10
0,05—0,1 — — — —
— 20 250 300—400 300—600
80—100 50-75 — 10 70—80
5—6 5 9 6—12 6-8
АЧК 150X20X3; Алмазное Конусный Бруски А12, АСВ, АСП;
АСП12 МВ1 100%; сверло, связка МС2 АСВ 25 100% трубчатый А5, АС6, АСБ, металлическая
АСВ 12—16 100— 150% М5 АСП 20 Э-1 АСМ20 на связ- ках Ml, М5, МВ1 связка
ЗА640; 3667М; МА3623 2118А 312М — —
13; 27 24 25 23 —
ВСМР-600-6 ВСГ-ЗА ВСМР-600-6; ВАКГ-12/6-600 ВСГ-ЗА; ВУ-12/600 —
9—10 6 8 10—11 9—10
— До 200 1000—1500
До 3 — — — —
155
III.5. Производительность шлифования различными кругами [11]
Характеристика круга Макси- мальная глубина резания *шах в мм Произво- дитель- ность на 1 мм ширины круга в ммъ/мин Характеристика круга Макси- мальная глубина резания *шах в мм Произво- дитель- ность на 1 мм ширины круга в ммг!мин
ЭБ5 СЭШ-1 25% 0,15 12 ЭБ10ЦБ50% 0,15 12
ЭБ10 СЭШ-125% 0,20 16 ЭБ16 М5 25% 0,90 72 •
ЭБ10 СЭШ-1 50% 0,15 12 ЭБ25 Ml 25% 0,30 24
ЭБ 10 СЭШ-1 75% 0,10 8 К38 СЭШ-1 35% 0,20 16
ЭБ10М5 25% 0,70 56 АС8 Ml 25% 0,20 16
ЭБ10М1 25% 0,20 16
На рис. ШЛО представлена зависимость шероховатости поверхности от зерни-
стости кругов и глубины резания при режимах табл. II 1.5. Как следует из графика,
круги различной зернистости мало изменяют шероховатость.
Рис. III.9. Зависимость удель-
ного износа кругов q от зерни-
стости и глубины резания t (кон-
центрация алмазных зерен во
всех кругах 25%);
1 — ЭБ25 Ml; 2—ЭБ10М1; 3— ЭБ10
М5; 4 - ЭБ10 СЭШ-1; 5 - ЭБ16
М5; 6—ЭБ5 СЭШ-1
Рис. ШЛО. Зависимость шероховатости
от зернистости круга и глубины резания
(концентрация зерен во всех кругах
25%);
/ — ЭБ25 Ml; 2 — ЭБ10 Ml; 3 — ЭБ10 М5;
4 — ЭБ10 СЭШ-1; 5 — ЭБ16 М5; 6 — ЭБ5
СЭШ-1
Баланс энергии при электроалмазном шлифовании изделия из ВК8 кругом АЧК
150 X 10 X 3 X 32 АСП12 MCI 100% при электролите с 5% NaNO3, 1% NaNO2
Uu = 8,7 в, Da = 45 а!см2 таков:
Электрохимические процессы........................34,4%
Преодоление омического сопротивления зазора . . . . 57,2%
Сопротивление проводников и внутреннее сопротивле-
ние источника..................................... 8,4%
156
II1.6. Доля механического резания [11]
Характеристика круга Глубина резания t в мм
0,07 0,10 | 0,15 | 0,20 0,07 I 0.10 I 0,15 0,20
Плотность тока в а/см2 Доля механического резания в %
ЭБ5 СЭШ-1 25% 140 146 140 — 2,3 7,0 18,3 —
ЭБЮ СЭШ-1 25% 138 146 141 135 2,9 7,0 17,7 27,7
ЭБЮ СЭШ-1 50% 118 115 114 — 8,5 17,9 28,5 —
ЭБ10 СЭШ-1 75% 107 109 — — 12,7 20,5 — —
ЭБЮМ5 25% 138 146 141 135 2,9 7,0 17,7 27,7
ЭБЮ Ml 25% 136 129 135 136 3,2 12,3 19,8 27,0
ЭБЮ ЦБ 50% 110 102 97,5 — 23,9 36,1 —
ЭБ16М5 25% 140 146 141 135 2,3 7,0 17,7 27,7
ЭБ25 Ml 25% 116 НО 127 ' 123 9,2 19,8 22,8 32,0
К38 СЭШ-1 35% 123 128 129 131 6,8 12,7 22,1 28,8
АС8 Ml 25% 156 154 143 141 0,5 5,0 16,7 25,0
II 1.7. Износ кругов на различных связках
Характеристика круга t в мм SK в мм2 I в а Da в ajсм2 Удельный износ в мм2/мм2
0,04 — 25 — 0,0387
ЭБЮМ5 25% 0,07 22,8 31,5 138 0,0254
0,10 27,3 40 146 0,0187
0,15 33,3 47 141 0,0267
0,04 — 26 — 0,0516
ЭБЮ СЭШ-1 25% 0,07 22,8 31,5 138 0,0422
0,10 27,3 40 146 0,0310
0,15 33,3 47 141 0,027
0,04 27 — 0,0025
ЭБЮ Ml 25% 0,07 22,8 31 136 0,0039
0,10 27,3 35,3 130 0,0143
0,15 33,3 45 135 0,264
157
Распределение напряжения Uu источника технологического тока представляется
следующим:
Uu = Ua + Uax + Uqm + Unp,
где Ua — напряжение, подведенное к электродам; Uax — напряжение, расходуемое
на совершение всех электрохимических процессов; UOm — падение напряжения на
омическом сопротивлении зазора; Unp — падение напряжения в подводящих прово-
Цу,мм3/мки
Рис. II 1.11. Зависимость себе-
стоимости заточки от интенсив-
ности съема твердого сплава:
1 — круг из карбида кремния К39
25 М3 К; 2 — алмазный круг на
органической связке АСО6 Б1 100%;
3—то же на металлической связке
АСП 10 М5 100%; 4—электроалмаз-
ная заточка, круг АСВ 10 М5 100%
дах и на внутреннем сопротивлении источника
тока.
Температура нагрева электролита в межэ-
лектродном зазоре (без учета теплоотвода кру-
гом и деталью)
д/_ Ь№иом1ср1
с&аЛ ’
где иом — падение напряжения на омическом
сопротивлении электролита в в; jcp — средняя
плотность тока в а/см3\ сэл —средняя скорость
движения электролита в см!сек\ 6 — средняя
величина межэлектродного зазора в см\ с—объем-
ная теплоемкость электролита в зазоре в кал!см3.
Стоимость всей операции электроалмазной
заточки С3 определяется суммой
С3 — См + Св + Сш,
где См, Св и Cui — затраты, связанные с опла-
той соответственно машинного времени заточки,
вспомогательного времени и с расходом шлифо-
вального круга.
Стоимость заточки (в коп.) в зависимости
от объемной производительности Qy в мм3!мин
и величины припуска
С3 = ——- + ССщ. м^в + CKW^q9
где Сет. м — стоимость станко-минуты; Wo — объем металла, снимаемый за опера-
цию; te — вспомогательное время; Ск — стоимость единицы объема шлифовального
круга; q — удельный расход шлифовального круга.
Зависимость себестоимости заточки от интенсивности съема твердого сплава
для различных способов заточки представлена на рис. II 1.11.
Различают два вида технологических процессов заточки инструмента: вид I —
заточка твердого сплава без контакта круга со стальным корпусом инструмента;
вид II — заточка при одновременном контакте круга с твердым сплавом и сталью.
Каждый из видов заточки инструмента имеет несколько вариантов.
Варианты вида I:
1. Заточка кругами КЗ и доводка алмазными кругами на органической связке
(КЗ+АО).
2. Заточка кругами КЗ и доводка алмазными кругами по металлической связке
(КЗ + AM).
3. Заточка алмазными кругами на металлической связке (AM).
4. Электроалмазная заточка (Э).
В арианты вид а II:
1. Обдирка державки кругами из электрокорунда с последующей заточкой твер-
досплавной пластины: а) алмазными кругами на металлической связке (ЭБ -|- AM);
б) электроалмазно (ЭБ + Э).
2. Заточка кругами КЗ с одновременным шлифованием твердосплавной пла-
стинки и стальной державки с последующей доводкой ленточки: а) алмазными кру-
158
гами на органической связке (КЗ + АО); б) алмазными кругами на металлической
связке (КЗ + АМ).
Объем припуска, снимаемого с 1000 шт. резцов при алмазной заточке,
з = 1000Sht
где h — припуск на заточку.
Объем, припуска, снимаемого при доводке 1000 резцов,
wo. д = f* tg (<*i — <h) L,
где f — ширина ленточки; а2 — задний угол резца; а$ — задний угол по ленточке;
L — длина пластины.
Стоимость абразивных кругов, расходуемых при заточке, при условии полезного
использования половины круга
Ск0,2 ’
где Ск — стоимость 1 см3 алмазного круга в коп.; К — стоимость карата алмаза
в коп.; рд — удельный вес алмаза; т — коэффициент, учитывающий объемное содер-
жание алмазов в круге; 0,2 — вес карата в г.
Удельный расход алмазного круга определяется по формуле
qa~q —см3/см3,
Ра/пЮОО ’
где q — удельный расход алмазов в мг/г\ рт — плотность обрабатываемого мате-
риала в г/см3.
Уравнение стоимости заточки
С3 = Ah+ В,
где h — припуск на переточку.
Коэффициент А характеризует затраты, зависящие от припуска; В — затраты,
не зависящие от припуска (табл. II 1.8).
На рис. III. 12 показана зависимость стоимости заточки 1000 резцов (25 X 32 мм)
от величины припуска.
В табл. II 1.9 приведены значения коэффициентов А и В в уравнениях стоимости
заточки вида II.
II 1.8. Значения коэффициентов А и В
для заточки вида I
Вариант заточки Коэффициенты
№ обозначения А В
1 КЗ+АО 190 925
2 КЗ+АМ 190 922
3 АМ 1216 560
4 Э .956 560
II 1.9. Значения коэффициентов
дня заточки вида II
Вариант заточки Коэффициенты
№ Обозна- чения А В
1а КЗ+АО 1800 905
16 КЗ+АМ 1800 902
2а ЭБ+АМ 4930 540
26 Э 2710 540
В расчетах показателей заточки используются формулы:
0v = Cqbx см3/мин\ q = Cqby мг/г,
где 0v — интенсивность съема твердого сплава в см3/мин\ q — удельный расход
алмазов в мг/г\ Cq, Cq — коэффициенты; b — ширина затачиваемой поверхности в мм*,
xf у — показатели степени.
159
Значения коэффициентов показателей степени приведены в табл. III. 10.
Зависимость себестоимости заточки С3, стоимости расходуемых алмазов Са,
интенсивности съема Qy от ширины затачиваемой поверхности b показана
на рис. III.13.
Заточка инструмента только по твердосплавной пластине кругами КЗ эффективна
для припуска более 0,3—0,5 мм. При меньшем припуске следует применять электро-
алмазную или алмазнометаллическую заточку.
Рис. II 1.12. Зависимость стоимости заточки от величины припуска:
а — заточка вида /:
1 — (КЗ 4- АО); 2 — (КЗ + AM); 3 — AM; 4 — Э;
б — заточка вида II:
/ — (КЗ + АО); 2 — (КЗ + AM); 3 — (ЭБ + AM); 4 — (ЭБ + Э)
При одновременной заточке твердо плавной пластины и стальной державки
круги КЗ следует применять для припуска более 0,4 мм. При меньшем припуске
целесообразно применять электро-
алмазную заточку.
Электроалмазная заточка (табл.
III. 11 и III. 12) выгоднее, чем алмаз-
ная, при одновременной обработке
твердого сплава и стали, а также при
ширине обрабатываемой поверхности
свыше 2,8 мм.
III. 10. Значения коэффициентов
показателей степени
Рис. III. 13. Зависимость С3, Са и Qy от
ширины затачиваемой поверхности:
/, 2 - c3 = f (b): з, 4 — са ~ f (b): 5, 5-
- Qy = f (b)
Вид шлифования CQ сч X У
Электро- алмазное 0,091 0,39 0,95 —0,15
Алмазное 0,103 0,35 0,8 0,2
Зависимость шероховатости поверхности от скорости изделия и частоты качаний
бруска при электроабразивной обработке колец подшипников имеет вид
v°
где Ra — среднее арифметическое отклонение профиля по ГОСТу 2789—59 в мкм;
v — скорость изделия в м!сек,\ Ко, b — коэффициенты (табл. III. 13).
160
II 1.11. Результаты сравнительных испытаний в производственных условиях
токарных подрезных резцов, армированных твердым сплавом,
заточенных абразивным и электроалмазным способами
№ опыта Обрабатываемая деталь Размер резца и материал пластины Режим резания Повышение стойкости при электро- алмазной заточке в %
Скорость резания в Подача в мм/об Глубина резания в мм
1 Вал 16X25X140 Т5КЮ 80 0,32 5 180
2 Цапфа 16X25X140 Т15К6 90 0,39 4 170
3 Вал 16X25X140 Т15К6 80 0,32 4 185
4 Цапфа 20X32X170 Т5КЮ 95 0,34 4 260
5 Ось 16Х 25X140 Т5КЮ 95 0,52 4 150
Примечание. Оборудование — станок IК62; операция • обточка териал обрабатываемой детали — сталь 45. наружного диаметра; ма-
HI. 12. Затраты штучного времени на электроалмазную
и абразивную заточки различных резцов
Наименование и размер резца (в мм) Абразивная заточка Электроалмазная заточка
Обдирка и заточка Доводка Заточка Доводка алмазным кругом
Токарный подрезной 16Х25Х Х140 1,7 1,2 1,7 0,9
Токарный проходной 20Х32Х Х170 2,3 1,5 2,2 0,9
Револьверный 16X16X63 1,4 0,8 1,3 0,5
Строгальный 25X40X200 2,7 1,7 2,3 1,3
Токарный проходной 40Х40Х Х200 3,7 2,4 3,1 1,8
П Л. Я. Попилов
161
II 1.13. Значения коэффициентов Ко и Ъ для электроабразивного шлифования
колец брусками различной твердости [5]
Частота качаний бруска (число двойных качаний в секунду) СТ1 СМ2 мз
Ко Ь Ко ь Ко ь
0,85 0,0790 0,60 0,123 0,28 0,143 0,43
2,50 0,0950 0,76 0,147 0,48 0,178 0,48
5,00 0,1235 0,88 0,143 0,43 0,187 0,40
7,50 0,1470 0,48 0,178 0,43 — —
10,00 0,1410 0,43 — — — —
Примечание.
Бруски КЗ М7 СТ1 К; КЗ М7 СМ2 К; КЗ М7 М3 К; состав электролита: 28%
КС1О8; 18% КН2РО4; 28% NaNO3; 1% NaNO2; Da = 20 а/см2\ р = 4 кГ/см*.
На рис. III. 14—II 1.24 представлены в графической форме [5, 10] некоторые
зависимости, являющиеся типичными для операций электроабразивной и электро-
алмазной обработок, на рис. III.25—II 1.31 — зависимости для так называемой совме-
Рис. III. 14. Влияние продоль-
ной подачи s и окружной ско-
рости изделия vu на произво-
дительность (алмазный круг
АПП250Х15X75, АСВ16 Ml
100%; vKp = 29,4 м/сек; snpod =
= 5 ход/мин; электролит—20%
KNO3+1,5% NaNO3; UH =
= 23,5 в)
Рис. III. 15. Влияние окружной ско-
рости изделия на производитель-
ность Qa и износ круга (круг
АПП 250X75, АСВ16 Ml 100%;
окр — 29,4 м/сек; snpod = 5 ход/мин;
электролит — 20% KNO3 + 1,5%
NaNO3):
/ — £/== 23,5 в\ 2 — без тока
щенной обработки, представляющей собой сочетание воздействия ультразвуковых
колебаний с электрохимикомеханическим воздействием, лежащим в основе рассма-
триваемых методов. Сочетание ультразвуковых колебаний с электроабразивной и
электроалмазной обработками интенсифицирует последние и улучшает качество об-
работки.
162
Рис. III. 16. Зависимость плотности тока
от скорости круга при различных давле-
ниях
Рис. II 1.17. Влияние концентра-
ции С электролита NaNOa +
+ NaNO3 и давления на плот-
ность тока и производитель-
ность при электроалмазном шли-
фовании твердого сплава
Рис. II 1.18. Зависимость
производительности от
плотности тока при эле-
ктроалмазном шлифова-
нии твердого сплава
Рис. II 1.19. Влияние давления и со-
става твердого сплава на величину
неровностей при электроалмазном шли-
фовании
11
163
Рис. 111.20. Влияние давле-
ния на производительность
электроалмазного шлифова-
ния твердого сплава
Рис. II 1.21. Зависи-
мость удельного износа
круга q от давления
при электроалмазном
шлифовании твердого
сплава
Рис. II 1.22. Зависимость производи-
тельности от давления круга на
деталь при обработке различных
материалов:
1 — твердый сплав К10 (типа В Кб);
2 — К40 (типа ВК12); 3 — Р20 (типа
Т14К8); 4—Р10 (типа Т30К4); 5, 6—бы-
строрежущая сталь
Рис. II 1.23. Зависимость плотности
тока (а) и производительности (б)
от величины рабочего напряжения
и давления круга в процессе элект-
роалмазной обработки твердых спла-
вов
164
Рис. 111.24. Зависимость
шероховатости поверх-
ности от зернистости абра-
зива при электроабразив-
ном шлифовании колец
Qv>mm3//iuh
Рис. II 1.25. Зависимость произво-
дительности обработки твердого
сплава совмещенным способом от
плотности тока:
/, 2, 3 — электролит на основе NaNO>
с концентрацией соответственно 15, 10,
30%; 4, 5, 6 — электролит на основе
NaCl концентрацией 15, 20, 10%
Рис. II 1.26. Зависимость произ-
водительности совмещенной обра-
ботки твердого сплава типа В К
от плотности тока и площади
обработки:
/—300 мм2; 2—700 мм2; 3—950 мм2;
4 — 1400 мм2
Рис. II 1.27. Зависимость производи-
тельности обработки совмещенным спо-
собом от материала абразива:
/ — карбид бора № 10, площадь обработки
1400 мм2; 2 — то же, 300 мм2; 3 — карбид
кремния зеленый № 10, площадь обра-
ботки 1400 мм2; 4—то же, 300 мм2
165
Рис. III.28. Зависимость произ-
водительности обработки от но-
мера зернистости абразива и
плотности тока:
/ и 2 — суспензии карбида бора
соответственно № 10 и 3 в 15-про-
центном растворе NaNO3; 3 и 4—су-
спензии карбида бора № 10 и 3
в 15-процентном NaCl
Рис. II 1.29. Относительный износ
инструмента у при совмещенной
обработке твердого сплава в зави-
симости от плотности тока
Рис. III.30. Зависимость пре- Рис. II 1.31. Зависимость конусности
дельных значений величин боко- полости, полученной при совмещен-
ного зазора от плотности тока ной обработке, от плотности тока
при совмещенной обработке для двух зернистостей абразива
(абразив—карбид бора № 10)
166
3. ОБОРУДОВАНИЕ И ОСНАСТКА
В табл. II 1.14—II 1.19 приведены данные об оборудовании и условиях эксплуа-
тации станков для электроабразивной и электроалмазной обработок.
В табл. II 1.17 приведены характеристики выпрямительных агрегатов, а на
рис. III.32—II 1.34 показаны схемы нескольких современных источников питания
анодно-механических станков [12].
Рис. II 1.32. Электрическая схе-
ма агрегата серии ВАКОС (Тр~
трансформатор; П — переключа-
тель; ДР—уравнительный реак-
тор; АВ — автоматический вы-
ключатель; ДТ — датчик тока;
Д — сопротивление датчика)
Рис. III.33. Структурная” электри-
ческая схема тиристорного источни-
ка питания на 320 и 600 а {ТО —
узел токоограничения; В —выпря-
митель; БУ — блок управления
тиристорами; ОТ и ОН — узлы
обратной связи по току и напря-
жению; П1 и Пъ — переключатели;
Ф — фильтр; ПУ — промежуточ-
ный усилитель; U3 — заданное на-
пряжение)
^3806
Рис. II 1.34. Структурная электросхема тири-
сторного источника питания на 1600 и 3200 а
(ДР — уравнительный реактор; БУ — блок
управления тиристорами; ТТ—трансформа-
тор тока; В — выпрямитель узла токовой от-
сечки)
167
III. 14. Характеристики станков для
Показатели Модель
ЛЭ-205 ЗЭ-110 ЗЭ-731
Наибольшие размеры об- рабатываемой детали в мм 820 (ширина) 200 (длина) 200Х 630 (стол)
Наибольший диаметр об- рабатываемых деталей в мм при шлифовании:
наружном 4900 170 __
внутреннем — 25 —
Скорость вращения шли- фовальною шпинделя при наружном шлифовании в об/мин 1520—2500 10 000 2000
Скорость вращения заго- товки в об/мин 0,2 105—750 —
Продольная подача в мм/мин стола (крута) 10-43 10 —
Наибольшая сила тока в а 1500 300 2000
Напряжение в в 12 6—12 4—10
Источник питания ВАКГ-12/16-1500 ВАКГ-12/6-600 —
Габариты станка в мм 2040X1700X2070 1470Х 1745Х 1370 3370Х2000Х Х2170
Масса станка в кг 3340 2600 4000
Назначение станка Шлифование бан- дажей фрикцион- ных мельниц Универсальный Плоское шли- фование твер- дых сплавов торцом круга
168
электроабразивной обработки
станка
| ЛЭ-201 ЛЭ-202 ЛЭ-203 3672 ЗЭ-667
— 200X500 200X630 (стол) 450 (длина) —
30 — -— 400 630
30 —, — — —
1530—2300 32—1600 25—38 м/сек 3000 3000
72—720 —. — — —
100—6000 25—2000 7—70 • — —
300 . 600 300 400 450
6—10 12 5—12 2—6 2-6
ВАКГ-12/16-690 — ВАКГ-12/6-1500 — —
2910Х 1765Х 2800X2800X1700 1870Х 1550Х 240X2320X1840 1900Х 1900Х
Х1370 Х1960 Х1620
2610 2000 — 3460 2530
Наружное и Плоское шлифова- Плоское и про- Заточка твердо- Заточка фре-
внутреннее ние сложных про- фильное шли- сплавного зерных твердо-
кру1лое шли- филей фование инструмента сплавных голо-
фование вок
169
111.15. Некоторые характеристики
Показатели Дисковые станки
4820 4821 4А821
Наибольший диаметр раз- резаемого сечения в мм 75 150 160
Диаметр диска, размеры ленты в мм 350 650 —
Толщина диска (ленты) в м м 0,8—1,0 0,8—1,0 —
Окружная (линейная) ско- рость в м/сек 25 16; 20 —
Мощность в кепг — 7,5 12
Сила тока в а 150 300 —
Напряжение в в 24—26 До 30 —
Производительность (по нержавеющей стали) в см^/мин — 20—40 40
Емкость бака в л 60 60 —
Ширина реза в мм — 2—2,5 2—2,5
Класс чистоты поверхности реза — 1—2 —
Габариты в мм 1080X1190X1790 1675X1150X1920 2260Х2050Х Х1910
Масса в кг 1170 1100 2500
Ориентировочная стои- мость в тыс. руб. 10,0
170
анодно-механических отрезных станков
Ленточные станки
4822 4823 МЭ-12 МЭ-31 4 А 822
' 600 600 400 600 (750) 350
30X5700 40Х 6000 35X5700 40Х 7300 25Х 4990
0,8-1,5 0,8—1,2 0,8-1,0 0,8—1,2 1,0
16 16 — — 18
11 17 (28) 16 25 20
300 600 400 — 300
22—30 24—28 21—34 — 22—30
20—25 20 15—20 18—30 20—25
— — 120 — —
До 2 До 2 1,8—2,0 1—2 1,8—2,0
1 1 1—2 1—2 1—2
1640Х2240Х Х2625 2500Х 2400X2800 2380Х2370Х Х2900 2000Х3600Х Х2900 2600Х 1180Х Х2410
3500 4800 3500 9000 2500
18,0 20,0 25,0 10,0
171
111.16. Некоторые зарубежные станки для электрохимической заточки (модели 1969 г.)
Фирма Модель Размер круга (диаметр X шири- на абразивного СЛОЯ) в мм Число оборотов круга в минуту Напряжение в в •* потребляе- мая мощ- ность станка в ква Мощность двигателя привода кру- га в кет Величина осциллирую- щих переме- щений в мм Рабочий ток в а Габариты в мм Масса в кг
Aqathon (Швейцария) 175-DE 175X20 (25; 30; 35) 2880 4; 6; 8; 10 — 1,5 10 500 — 1085
175-DEA 1300
175-СЕ 175X20 3,9 — 300 160X1000X700 750
220-Р 220X40 1440 — — 10 — — ,1100
Меса по (Франция) Меса по 150X20 2800 6—12 4 — — 300 1350X1500X720 1335
МАРЕ (Франция) МАРЕ-300-1М 150X20 5000 4; 6; 8; 10 5,5 2,0 — — 1660
МАРЕ-600 175X30 10 1,5 — 600 1890.;:
Munzenmair (ФРГ) FAMO-STE200 220X40 2170—2600 8; 12; 14 — 3,0 — 400; 600; 1000 —
Wendt (ФРГ) WAE-200 350Х 10 1370 2—4 7,9 4,0 12 600 1800X1300X1910 3100
Tretter (ФРГ) Elyco ТЕ-211 150X20 175X30 2800 — 5,25; 8,55 1.1 120 200; 400 1800X1300X1910 3100
Ely со ТЕ-333 125X25 (10) 1085X1100X1620 950
Elyco ТЕ-250/2 (250ч-300) X 50 1540 3—6 16,0 4,0 3—200 100— 800 1450X1300X1800 2350
Elyco ТЕ-214 175X20 (30) 2800 — 5,25; 8,55 1,1 200; 400 — —
И 1.17. Характеристики источников питания (кремниевые выпрямительные
агрегаты) для отрезных анодно-механических станков
Показатели Тип агрегата
Вакос 17-27 Вакос 58-36 Вакос 115-36
Выпрямленное на- пряжение в в 21, 24, 27 21, 24, 27 или 30, 33, 36 30, 33, 36
Выпрямленный ток в а 630 1600 3200
Охлаждение Принудительное воздушное Принудительное воздушно-водяное
Габариты в мм 700Х 660Х 1300 1150X800X 1800 1150X 800X1800
Масса в кг 300 1000 1200
III. 18. Электролитическое профильное шлифование деталей
на профилешлифовальных станках фирмы «Хитачи» (Япония)
Обрабатываемые детали Количество одно- временно обрабаты- ваемых деталей Материал Глубина врезания в мм Подача стола в мм/мин Напряжение в в Сила тока в а Время обработки одной детали в мин Точность обработки в мм Высота микронеров- ностей в мкм
Литейные формы 2 Штамповая сталь 5,0 2,3 8,5 500 6 0,02 3
Детали прибо- 1 То же 10,0 1,0 8,5 280 43 0,03 3
ров
Профильные резцы 6 Быстрорежущая сталь 0,2 по всей по- верх- ности 4,0 8,5 90 10 0,02 3
Кондукторы для транзисто- 1 Нержавеющая сталь 0,6 12,5 8,0 150 0,5 0,02 3
ров
Обрезные штампы 1 Штамповая сталь 3,0 3,8 8,5 600 25 0,025 3
То же 25 Твердый сплав 1,7 1,7 14 30 5 0,05 3
Профильные канавки 5 Жаропрочная сталь 5,0 4,0 8,5 120 13 0,03 6
в замке тур- бинной лопатки
Калибры 100 Твердый сплав 1,0 0,7 14,0 100 2 0,05 6
173
111.19. Виды инструмента для электроалмазной обработки
(все инструменты на металлических связках)^!, 3, 11]
Вид обработки (операция) Вид инструмента и обозначение его формы Род алмазов и зернистость Концен- трация алмазов, %
Шлифование закаленной вы- сокопрочной стали ЗОХГСНА Круг АПП АСВ 16 100
Трепанация отверстия в твердосплавной волоке Алмазное свер- ло АСВ (АСП) 25— 40 —
Сверление твердых сплавов ВК15, ВК20М, ВК8 Трубчатое ал- мазное сверло АСВ 25 100
Глубинное шлифование вы- ходной распушки твердосплав- ной волоки Фасонный ин- струмент АСВ (АСП) 20— 32 —
Шлифование рабочего ко- нуса твердосплавных волок Круг АЧК АСВ (АСП) 20— 32 —
Шлифование литых магнит- ных сплавов Круги АПП, АЧК, АПВ АСВ 16 100
Чистовое шлифование ко- нусов твердосплавных волок Спекаемые ко- нусные круги АЧК АСВ 16-32 АСВ 16—12 100—150 150—200
Заточка твердых сплавов Круг АПП АСП 12—16 100
Шлифование твердых спла- вов Круги АЧК А12 100
Глава IV
НАГРЕВ В ЭЛЕКТРОЛИТЕ
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Электролитический нагрев токопроводящих материалов (нагрев в электролите)
входит в состав электротехнологических методов. Он может как сопутствовать про-
ведению операций размерной обработки (например, резания или высадки), так и яв-
ляться самостоятельным методом скоростной термической и термохимической об-
работки. Электролитический нагрев представляет собой комплексный процесс, про-
текающий в особых условиях и приводящий к получению специфического эффекта
скоростного нагрева, трудно достижимого другими методами технологии.
Рис. IV. 1. Ход вольтам-
перной кривой при нагре-
ве в электролите
Достоинства этого метода: весьма высокие скорости нагрева; возможность на-
грева до любых температур, вплоть до температуры плавления; возможность прове-
дения полной автоматизации в массовом производстве; разнообразие выполняемых
операций термической и термохимической обработки, а также пайки, наплавки и др.;
возможность локализации и получения строго ограниченной зоны нагрева; легкость
регулирования тепловых параметров изменением электрических параметров ре-
жима; невысокое удельное энергопотребление; неагрессивная рабочая среда.
Недостатки: необходимость создания специализированного оборудования и ос-
настки для проведения обработки; необходимость применения повышенных напряже-
ний, что приводит к усложнению оборудования для обеспечения безопасной эксплуа-
тации; затруднительность прямого контроля температуры нагреваемых деталей;
выгодность применения преимущественно в массовом производстве; некоторая слож-
ность нагрева профилированных изделий большой протяженности; недостаточно вы-
сокий к. п. д. (40—45%).
Основы метода достаточно подробно освещены в литературе [3, 4, 6].
• Процесс нагрева в электролите состоит условно из четырех стадий режимов
(рис. IV.1). Режимы I и II —электролиз без выделения тепла, сопротивление меж-
электродного промежутка относительно постоянно. В режиме II на катоде образуется
175
слой газовых пузырьков. Режим III — переход от электролиза к нестационарным
процессам, сопровождающимся разрядами, образование и исчезновение газового
слоя. Режим IV — стационарный процесс нагрева катода, образование устойчивого
сплошного газового слоя, в котором возникают микроразряды, плотность и мощность
тока по сравнению с режимом III снижаются.
Длительность импульсов тока (в сек) в течение режимов I и II (образование
неустойчивой парогазовой рубашки)
_ S%R2
Х ~ 0,239t/2py (tK“n ~ ’
где So — площадь погруженной части катода; R — сопротивление всей цепи; —
удельное сопротивление электролита; tKUn — температура кипения электролита;
/0 — температура электролита в ванне.
В табл. IV. 1 представлены данные для определения сопротивления и плотности
тока в зависимости от напряжения на электродах при нагреве в электролите. Сила
тока и напряжение, соответствующие переходу от обычного электролиза к нестацио-
нарным процессам, сопровождающимся разрядом, приведены в табл. IV.2 [1, 2].
IV. 1. Сопротивление и плотности тока
в зависимости от напряжения на
электродах при нагреве в электролите
IV.2. Сила тока и напряжение,
при которых возникают разряды
I в а U в в Я в ом / в а/см2 С В %
0,51 40 78,6 5,1 0,5
0,89 70 78,0 8,9 0,5
1,32 100 75,7 13,2 0,5
0,76 40 52,6 7,6 1
1,36 70 51,6 13,6 1
1,44 40 28,4 14,4 2
1,7 50 29,4 17,0 2
2,1 62 29,5 21,0 2
Примечание. Электролит — водный раствор КОН. Электрод — стержень из стали У8 диаметром 0,8 мм. Глубина погру- жения электрода в электролит — 3,6 мм.
I в а Ubb R в ом / в а/см2 С В %
1,44 112 77,7 14,4 0,5
1,44 112 77,7 14,4 0,5
1,44 130 90,2 14,4 0,5
1,70 76 44,7 17 1
1,70 90 52,9 17 1
1,70 90 52,9 17 1
1,70 106 62,3 17 1
2,38 72 30,2 23,8 2
2,42 90 37,2 24,2 2
Примечание. Электролит — водный раствор КОН. Электрод — стержень из ста- ли У 8 диаметром 0,8 мм. Глубина погружения электрода в электро- лит — 3,6 мм.
Средние значения силы тока при установившемся разрядном процессе (режим IV)
приведены в табл. IV.3.
Соотношения мощностей различных режимов (стадий) нагрева показаны
в табл. IV.4.
Табл. IV.5 представляет параметры процесса нагрева в режиме II (образование
пузырькового слоя). При повышении плотности тока пузырьковый слой переходит
в сплошной газовый. Плотность тока перехода равна
; _ ФзЭ
inep-~lb’
где I — толщина сплошного слоя; рва — плотность водорода; т — время перехода.
При т = 2,09- 10“3 сек (из осциллограмм) и I = 0,005 см jnep = 20,3 а!см2.
В табл. IV.6 приведены результаты экспериментального определения
176
IV.3. Средние значения силы тока при режиме IV
U в в !ср в а “ср в а в а/см3 С В % Примечание
190 0,51 ±0,06 5,1 0,5 Электрод разогрет
108 0,68 ±0,08 6,8 0,5 Электрод разогрет до плавления, по- том напряжение снижено
112 0,42 ±0,12 4,2 1 Электрод нагрет до плавления при на- пряжении 150 в, потом напряжение сни- жено
122 0,46 ±0,12 4,6 1 Электрод разогрет до плавления
80 1,02 ±0,08 10,2 2 Электрод разогрет
88 0,93 ±0,06 9,3 2 » до плавления
— 0,8 ±0,10 8,0 2 Электрод разогрет
— 0,8 ±0,12 8,0 2 Электрод плавится
— 0,76 ±0,08 7,6 2 в
IV.4. Мощность тока JF при различных режимах нагрева
W (в вт) при режиме С в % 1F (в вт) при режиме С в %
II* III IV II* Ш IV
132 161,28 96 0,5 153,0 56,1 1
161,28 73 0,5 130,2 171,1 31,6 2
95,2 129,2 47 1 217,8 81,8 2
Примечание. Электролит — водный раствор КОН. Катод — стержень из стали У8 ром 0,8 мм. Глубина погружения электрода в электролит — 3,6 мм. * Для режима II указаны максимальные значения мощности. диамет-
IV.5. Параметры процесса нагрева
металлов в электролите (режим II)
I в а U в в Я в ом в а/смъ С в %*
0,34 40 117,6 3,61 0,5
0,61 70 114,7 6,48 0,5
0,89 НО 115,7 9,46 0,5
0,5 45 90 5,31 1,0
1,13 100 88 ’ 12,02 1,0
1,05 50 47,6 11,17 2,0
1,65 85 50 17,55 2,0
1,29 50 39 13,61 3,0
1,60 60 39 17,02 3,0
* Электролит — раствор К2СО3.
IV.6. Плотность тока перехода jnep
I в а U в в /яер в а/см.' с в %»
рас- четная фактиче- ская
1,87 90 19,8 92,09 1,0
1,87 80 19,8 92,09 2,0
2,09 70 22у2 103,25 2,0
1,92 50 20,4 94,9 3,0
2,09 70 22,2 103,3 3,0
2,15 80 22,3 103,7 3,0
* — Электролит — раствор к2со3.
12 Л. Я- Попило»
177
Площадь соприкосновения электролита с катодом при низких плотностях тока
максимальна — она равна всей погруженной в электролит площади катода So.
В режиме пузырькового слоя площадь соприкосновения электролита с катодом Sx,
а площадь соприкосновения пузырьков Sn
Sn — So — SK.
Приближенно Sn можно определить из уравнения
т = Snlped,
где tn — количество выделившегося водорода.
Sk = So1^’ или Sk = S° •
SK определяют также из уравнения
о _________________е (i 0,215/Срэ [ci (tKp — tt) + с2] 1
0,24(/рба f
где рэ — плотность электролита; — теплота испарения электролита; с2 — темпе-
ратура испарения; tt — текущая температура электролита.
Толщина сплошного газового слоя, образующегося при режиме IV электролит-
ного нагрева,
Д/ = А{____________________+ А1,
So [ Рэ (tKp — to) + Ci] ped J
где г — сопротивление газового слоя; с — теплоемкость электролита; /0 и tKp — на-
чальная и конечная (критическая) температуры электролита.
В табл. IV.7 приведены данные о толщине сплошного газового слоя, рассчитан-
ные по осциллограммам тока и напряжения для различных опытов. Толщина газо-
вого слоя может быть также определена по формуле
где V — общее количество выделившегося газа; т — время выделения газа; тх —
время образования слоя; So — площадь катода.
Длительность т перехода пузырькового слоя в газовый может также прибли-
женно определяться из уравнения
__0,215/рэ fa, (tKp — tt) 4~ С2]
“ 0,24£/э/
где сг — теплота испарения; с2 — температура испарения.
Экспериментальное определение т показало хорошее совпадение с полученными
по этой формуле расчетными значениями.
В табл. IV.8 приведены исходные и расчетные данные, характеризующие нагрев
в электролите при различных концентрациях К2СО3.
Температура катода tK = (ty — 20), где ty — установившаяся температура
катода после прекращения нагрева:
m = 1Л—,
Г та ’
где т — длительность нагрева; а — коэффициент температуропроводности.
1
A — Rth(mR)m + Г -г-/ р; - - 11 -Ц-,
4 7 L ch (mR) J т2
где R — радиус стержня.
178
IV.7. Толщина сплошного газового слоя
'ср в а исрвв Время перехода т 108 в сек Толщина б-Ю2 в см Электролит
Состав Концентра- ция в %
0,83 132 2,128 0,405 Na2CO3 1
0,89 135 2,280 0,469 N а2СО3 2
0,85 128 2,200 0,427 Na2CO3 2
0,83 132 2,128 0,406 N а2СО3 2
0,88 150 2,052 0,428 N а2СО3 2
1,00 150 1,900 0,450 N а2СО3 3
0,83 143 2,280 0,443 к2со3 1
0,92 152 2,280 0,499 к2со3 2
1,33 135 2,200 0,676 к2со3 1
1,57 140 2,216 0,445 к2со3 2
1,03 115 1,970. 0,453 К2СО3 3
1,25 125 1,440 0,408 к2со3 3
1,325 145 1,290 0,402 к2со3 3
1,24 136 2,280 0,635 кон 0,5
0,91 118 1,900 0,388 кон 1
1,10 121 1,520 0,377 кон 1
1,20 127 1,520 0,420 кон 2
1,18 113 1,440 0,378 кон 2
1,38 93,3 1,740 0,515 кон 3
Среднее значение 0,455
Температура на поверхности стержня
/0 = о,5^4-^;
А/ = /о —
где 1ц — температура на оси стержня.
= R . th (mR) Г
ch2 (mR) ‘ т [
1
ch (mR)
Удельная эффективная мощность тока
ПК1 2/?Л-/?2В .
<7=0,5%------------tK,
где X — коэффициент теплопроводности, % = 0,155 кал/(см сек • °C).
Фактическое приращение тепла в заготовке &(}ф = Q2 — Qi, где Qi и Q2 соот-
ветственно количества тепла в заготовке в моменты времени тх и т2.
12* > 179
IV.8. Нагрев стержней в электролитах разной концентрации
№ п/п U в в *к в °C т в сек т в 1/см mR А в см2 ^0 в °C в °C А/ в °C В в см кал / в ajcM2 АРф в кал AQP в кал А в %
см2-сек
Концентрация поташа в электролите 750 г/л
1 235 680 4,06 1,43 1,285 0,302 912 468 444 0,53 66,6 13,87 — — —
2 — 880 6 1,18 1,061 0,326 1090 675 415 0,598 65,7 13,7 1980 1750 11,6
3 — 1080 7,45 1,059 0,952 0,333 1215 816 399 0,635 64,6 13,45 1480 1287 13
4 — 1280 8,95 0,967 0,87 0,344 1505 1070 435 0,664 69,1 14,4 1590 1368 14,0
5 170 680 4,37 1,38 1,242 0,307 896 : 478 418 0,542 64 13,3 — — —
6 — 1280 9,4 0,942 0,848 0,348 1488 1080 408 0,674 67,5 14,05 5050 4500 10,9
7 160 680 5 1,29 1,16 0,315 874 500 374 0,567 57,3 11,95 — — —
8 — 1280 10,7 0,888 0,8 0,354 1463 1100 363 0,693 61,3 12,77 5050 4600 8,92
9 150 680 6,6 1,125 0,013 0,33 835 535 300 0,614 47,1 9,8 — — —
10 — 1280 13,45 0,788 0,71 0,365 1420 1125 295 0,728 50 10,4 5050 4530 10,3
11 140 680 7,8 1,035 0,931 0,338 814 555 260 0,642 41,7 8,7 — — —
12 — 1280 16,2 0,718 0,646 0,371 1396 1150 246 0,75 43,5 9,07 5050 4860 3,76
13 130 680 13,1 0,8 0,72 0,361 763 600 183 0,721 26,4 5,5 — — —
14 — 1280 25,8 0,57 0,512 0,378 1370 1208 162 0,795 24,2 5,05 5050 4360 13,6
Цродо /мнение i аол. 1 -' .6
№ п/п U в в *к в °C т в сек т в 1/см mR А в см2 to в °C в °C А/ в °C в в см 7 кал в а/см* Ы1ф в кал AQp в кал А в %
см2 ‘Сек
15 120 680 16,8 0,705 0,634 0,371 742 615 127 0,754 21,9 4,57 — — —
16 — 1180 35 0,485 0,44 0,381 1250 1135 115 0,817 15 3,13 4300 4570 —-
17 110 680 21 0,63 0,566 0,376 732 630 102 0,78 16,8 3,5 — — —
18 — 1080 41 0,452 0,406 0,387 ИЗО 1042 88 0,841 8,6 1,79 3460 3450 0,29
Концентрация поташа в электролите 500 г/л
19 240 680 5 1,29 1,16 0,315 874 500 374 0,567 57,3 9,55 — — —
20 — 1280 10 0,915 0,822 0,355 1460 1075 385 0,684 66,8 11,15 5050 4220 16,4
21 ПО 680 23 0,602 0,542 0,381 722 627 95 0,789 17 2,84 — — —
22 — 1180 55 0,39 0,351 0,395 1210 1138 72 0,853 11,7 1,95 4300 6230 —
Концентрация поташа в электролите 233 г/л
23 240 680 4,76 1,325 1,192 0,307 897 497 400 0,557 56,7 7,16 — — —
24 — 1280 10,7 0,888 0,8 0,354 1463 1100 363 0,693 61,3 7,72 5050 4760 5,74
25 135 680 32,8 0,505 0,454 0,392 703 638 65 0,835 10 1,27 — — —
26 “Г 1080 55 0,39 0,351 0,395 1210 1138 72 0,853 10,9 1,38 3460 3160 8,7
00
Расчетное приращение тепла &QP = 13fiqcp (т2 — Tj), где qcp ~ среднее зна-
чение удельной эффективной мощности тока, рассчитанной по значениям q в моменты
времени Tj и т2. Удельную эффективную мощность тока q можно также определить
по формуле q = 0,24 (/0/, где 6% — напряжение, величина которого пропорциональна
количеству энергии, поступающему из газового слоя в заготовку ((/0 = 20 в при кон-
центрации К2СО3 700 г/л и U = 100-е-160 в. При 500 и 200 г/л К2СО« соответственно
25 и 33 в)
и - Qy
0 0,24/т ’
где Qy — количество тепла, поступившего в заготовку за время установившегося
процесса нагрева (определяется калориметрически); / — сила тока за время нагрева.
Критерий точности расчета
Я&н Яэл
&0,ф — &QP
~ ^0,ф
100%.
иэ
Я оз
Уэк
Рис. IV.2. Схема замещения установки
для нагрева в электролите (Я-у источник
питания током с э. д. с. равной Е\ R03—
сопротивление околоэлектродного слоя
между катодом и поверхностью, ограни-
чивающей зону видимых /электрических
разрядов)
В табл. IV.9 представлены неко-
торые характеристики, относящиеся
к распределению напряжений, напря-
женности поля и сопротивления ячейки
при разных конфигурациях и соотно-
шениях площадей анода и катода.
Упрощенная схема замещения
установки для нагрева в электролите
представлена на рис. IV.2.
Суммарное сопротивление всей
цепи установки для нагрева
электролите
= #вн 4~ #ва = #вн 4~ #эл 4~
Z, Ort * • «УД •
#вкиэк
Ua
И
Е
в
и подводящих проводов (рис. IV.2);
где ReH — сопротивление источника питания
Rea — сопротивление объема ванны и приэлектродного слоя; Яэл — сопротивление
электролита между катодом и поверхностью, ограничивающей зону видимых элек-
трических разрядов; U9K — падение напряжения между катодом и поверхностью,
ограничивающей зону видимых электрических разрядов.
Падение напряжения (в в)
Уэк= А + В/,
где А — постоянная в в; В — постоянная в в/м; I — толщина околоэлектродного слоя
в м. Для электролитических процессов у катода Л и В — напряжение разложения и
градиент потенциала; для видимых разрядов Л и В — прикатодное падение напря-
жения и градиент потенциала.
Приведем некоторые зависимости при нагреве в электролите.
Баланс энергии в процессе нагрева в электролите
Уэ1х = UdIx + UaIx + U0MIxt
где х — время прохождения тока; Uq — падение напряжения на детали, определяю-
щее ее нагрев при прохождении тока; U0M — падение напряжения на омическом соп-
ротивлении электролита.
Падение напряжения на газовом слое Uc— Ud 4"
Примеры распределения Uq, Ua, Uqm показаны в табл. IV. 10.
182
IV.9. Параметры, характеризующие нагрев в электролите
Катод Эскиз Напряжение Напряженность поля Сопротивление
2 Полусфе- рический р? и=-£mL (_1 L\ 1 2л \ D х ) р - El 7?лх2 р Ру ( 2 1 \ Rl~ IF V7T Т)
Вертикаль- ный цилин- дрический г D* и _ PW 1п 2х Ui 2nh 1П D р - м 2 2лх/г r - Ру щ 2х Ri~ 2л/1 ln D
Вертикаль-
ный
стержень
Продолжение табл. IV.9
Катод Эскиз Напряжение H апря^ен ность Сопротивление
Горизон- тальный цилиндри- ческий и - 1п 2х / и*~1йГ1а D у nhx n Pi/ f 2x ^ = -S-ln-r •
/ J
Два гори- зонтальных цилиндри- ческих \сх/ и - Р^' in ** Ub nh bD R. = JSL|„^. nh bD
Кольцо _ ь г Ue 2n?b 1 bD — ' 2л*Ь П bD
Обозначения в формулах'. Ру — удельное сопротивление электролита; / — плотность тока; U — напряжение в слое электролита; R — сопротивление слоя электролита; Е — напряженность электрического поля в слое электролита.
IV. 10. Значения напряжений в цепи нагрева
С в г/л Значения напряжений в в / в а/см* т в сек i в °C
^ом
700 122—155 18—22 71—91 24—64 8,5—16,5 1,7—5,4 200—700
500 117—160 20—26 70—94 19—48 5-13 1,1—5,1 300—720
200 140—215 31—34 94—130 14—42 4-10,5 4,8—16,7 635—1450
Напряжение на газовой пленке у детали
л __ 0.э. у— Q,24UOmIv
и а -----------------
0,24/т ’
где Q3. у—количество тепла, поступающего во время установившегося режима в элек-
тролит.
Средняя температура части детали, погруженной в электролит,
t -А-
tcp- W ’
где Q — количество тепл а, полученного деталью; Сд— средняя удельная теплоемкость
материала детали; g — вес части детали, погруженного в электролит.
Количество тепла Qp. у, поступающего в деталь при установившемся режиме,
Qp. у = 0,24/(/ат.
Напряжение, определяющее нагрев детали,
тт О-Р'У
Ud ~ 0,24/т •
Уравнение теплового баланса электролитного нагрева
Q — Qp + Сэ,
где Q — общее количество тепла, поступившего в элементы цепи электролитной уста-
новки при прохождении тока; Qp — количество тепла, поступившего в деталь (со-
стоит из Qpe — тепла, поступившего при зажигании, и Qp, у)\ 0э — количество тепла,
поступившего в электролит.
Тепло, поступившее в электролит,
Оз = (?1 — /2) сэ§э (/i — /2) св£в>
где /2 и — температура электролита до и после эксперимента; сэ — средняя удель-
ная теплоемкость электролита; g9 — вес электролита; св — средняя удельная тепло-
емкость материала ванны; ge— вес ванны. Для растворов К2СО3 с 700—200 г/л
сэ = 0,78-4-0,95 ккал/(кг- °C).
Уравнение теплового баланса электролитной ванны
0,24/т (//e+ U0M).
К. п. д. установившегося процесса нагрева
_ Qp.y
У 0р.у + Од, у
Общий к. п. д. процесса нагрева
_ Qp
n- QP + Q3 •
185
2, ЭЛЕКТРОЛИТЫ, РЕЖИМЫ И ОБОРУДОВАНИЕ
Наибольшее распространение в качестве электролита в процессах электролит-
ного нагрева получили растворы углекислого калия — поташа (К2СО3).
На рис. IV.3 приведены некоторые данные, относящиеся к этому электролиту.
Рассмотрим пример пользования номограммой. Раствор К2СО3 при 40° С имеет плот-
ность р = 1,438 г/см3 (44° Be'). Соответственно при 15° С р15= 1,45 г/см3 (44,8° Be'),
что получают на пересечении штриховой линии, соединяющей шкалы t, pt и р15.
Проведя горизонтальную линию, вправо до пересечения со шкалами концентраций
К2СО3, находят соответственно значения 42,7% и 620 кг/м3.
Определение плотности и концентрации водных растворов едкого натра (каусти-
ческой соды — NaOH), также находящих применение в процессах электролитного
нагрева и некоторых других, производится по номограмме рис. IV.4.
График для определения растворимости едкого кали КОН в воде приведен на
рис. IV.5.
Основные операции, выполняемые нагревом в электролите, схематически пока-
заны на рис. IV.6. Основные их разновидности: [7] концевой нагрев:
IV. 11. Режимы концевого нагрева в электролите заготовок
малого сечения
Диаметр заготовки в мм Глубина погру- жения в мм Время нагрева в сек Напря- жение в в Средняя сила тока в а Длина нагреваемой части в мм Температура нагрева в °C
15 45 19 200 60 42 1300
20 56 19 220 ПО 45 1200
15 45 16,5 200 60 42 1200
20 56 16,5 240 по 45 1200
15 45 13 220 65 42 1250
20 56 13 250 115 46 1200
15 45 10 220 65 40 1150
20 56 10 250 115 43 1000
IV. 12. Режимы нагрева стержневых заготовок
(напряжение 230 в, температура нагрева 1250—1320° С)
Диаметр заго- товки в мм Глубина погру- жения в мм Длина нагрева конца в мм Сила тока в а Время нагрева в сек
16 13 10 40 5
18 16 11 55 6
20 18 12 60 7
20 20 13 70 7
22 20 13 80 8
22 25 15 90 8
25 24 12 95 9
25 30 15 130 9
186
Pt , з Л г/см °8е 3 t 1,555 ^50 i b,°C Wli °!5 'СМ3 о/ °ве*
£"’ 1 . 1
ml ,-''h = 20l ' sol 1,M^t,35A i => 40\-'' 511 ИЩ . 4Z7J -40 1 ЯМ ^35 " =—зц -30 1
Ш. <Р°^ 1 41^0-. 1,154/° i ^4 J : 25~ -25 j >= -20 1
- -15 1
>.4?' ю-, :f0
Рис. IV.3. Номограмма для определения ко К2СО3 -5 5 ; нцентр;
КгС03
> кг/м3 [воо р,г/с> 1,70-п
-750 1,654 Na ОН, % 7/7
? 700
\65О 1,60^. ^65
'-600 1,55- Ъ60
'^550 Z
~т500 1,50-_ — 3D ь,°с
'^50 1,Ь5^_ ^т50 F 120
^±00 ***. 1=^5 ^110
^350 1,k0k ^-40 1100
тЗОО 1,35^ г 35 iso
- -~80
:250 1,3(Р 'гЗО 1-70
\200 1,25-_ k25 f60
450 1,20^ Ъ20 ^50
-100 ~-!5 ^40
Т50 1,15k loo
ь ио^ ^-20
)аций Рис. IV.4. Номограмма определения плотности
и концентрации NaOH
кон, 7,
Рис. IV.5. График для определе-
ния растворимости КОН
Рис. IV.6. Схемы нагрева в электролите
188
свободного конца в слое электролита (а), экранированного торца в слое электролита
(б), экранированного торца под слоем электролита (в); полный нагрев:
в слое электролита (г, д), под слоем электролита (е); местный нагрев:
погружением и вращением (ж, з), в струе и вращением (и)\ последователь-
ный нагрев: наружной поверхности в слое электролита (к), внутренней по-
верхности в слое электролита (л), под слоем электролита (м)\ нагрев при не-
подвижном экранировании катод а: в слое электролита (я), под
О 20 40 60 80 100 120 140 d заг,мм
I__I___I_I___I__!__I__I__I__i__f__I__I__!__L—I
О 20 40 60 80 100 120 140 U.6
I_I__I_I__I_I_I__!.I_I..I_I_I__I_1_J
20 30 40 50 60 70 80 90 1Э,°С
<—।—।—।—।—l£j—।—।____।__i_i_।__i_i_i
0 20 40 60 80 100 120 '1400а:Зк
Рис. IV.7. Сводный график основных зависимостей при нагреве в электролите.
1 — сила тока I — напряжение U\ 2 —- диаметр заготовки d3as — длительность нагрева t\
3 — отношение площадей анода и катода (Sfl t SK) — сила тока I; 4 — концентрация электро-
лита С — плотность тока 5 — температура электролита t3 — температура нагрева об-
разца 6 — температура электролита t3 — сила тока /; 7 — диаметр заготовки d3as —
плотность тока Da
слоем электролита (о). Назначения этих разновидностей: для отжига закалки и
отпуска деталей и инструмента (все виды); для горячей механической обработки (б, з,
г, б, я); для диффузионного насыщения поверхности (все виды); для пайки (б);
для спекания металлокерамики (г, б); для плавления в производстве дроби и по-
рошка (а);
Основные различия перечисленных вариантов заключаются в расположении
нагреваемого участка относительно второго электрода, в распределении тока по
обрабатываемой поверхности, размещении изоляторов или экранов, в способах пере-
мещения заготовок ит. п.
Характер режима (С/, DKt f, т) сохраняется для всех вариантов в пределах оп-
тимальных значений (табл. IV. 11—IV. 14). Все операции выполняют только на механи-
зированных и автоматизированных установках или линиях. Проведение операций
вручную исключается, кроме исследовательских целей.
189
№
500 -40-
400 -30 -
300\20 -
200
I,a
10
120 130 140 150 160 U.S
Рис. IV.8. Некоторые зависимости при нагреве в электролите: а — скорость нагрева
ния для различных по составу электролитов (1 — 15,6-процентный раствор НагСО3;
симость силы тока (?) и температуры нагрева металла (2) от температуры электро
личной глубине погружения; д — зависимость длительности нагрева заготовок до
ж — зависимость длительности нагрева от напряжения; з — зависимость темпера
(К2СО3) на напряжение возбуждения процесса нагрева (в д. е, ж. з, и материал заго
проводность электролита %
аЛт1(м2ч град)
к.Вт/(н>град)
14
12
10
8
6
4
2
а,ккал/(м2-ч град)
Рис. IV.9. График для пе-
ресчета коэффициента теп-
лопередачи
к,ккал/(м-Ч'град)
Рис. IV. 10. График для
пересчета коэффициента
теплопроводности
190
в электролите при различных напряжениях; б — зависимость силы тока от напряже-
2 — 13-процентный раствор КзСО3; 3 — 20-процентный раствор КзСО3); в — зави-
лита; г — зависимость силы тока от концентрации С электролита (КагСО3) при раз-
6000 С от их диаметра; е — зависимость длительности нагрева от плотности тока;
туры нагрева и силы тока от напряжения; и — влияние концентрации электролита
товок — магнитные и титановые сплавы); к — влияние концентрации С на электро-
и минимальное напряжение
Рис. IV. 11. График для
пересчета количества теп-
ла Q
191
IV. 13. Режимы нагрева заготовок углеродистой стали на установке АЭ-36
до температуры 1150—1200° С (напряжение 240 в)
Вид нагрева Размеры заготовки в мм Длина нагреваемой части в мм Сила тока в а Время нагрева в сек Расход энергии в кет- ч/кг
Диаметр Длина
Концевой 40 220 100 300 40 0,80
Полный 40 180 180 450 40 0,62
» 55 180 180 600 50 0,61
IV. 14. Основные характеристики некоторых
Показатели Модель (мар
АЭ5Ш НЭ-1 АЭ-17 АЭ-23
Назначение установки Высадка головок пальцев болтов (0 16—25, 1= 300-1-585) Универсальная установка для мерных загото- вок 0 60—400 Закалка поршневых пальцев Закалка вала стартера
Материал деталей Сталь углероди ван] стая и легиро- ная Сталь 50 40ХНМА
Установленная мощ- ность в кет 40 500 100 —
Напряжение в в 230 240 240 240
Сила тока в а 40—130 300—600 — —
Длительность нагрева в сек 5-9 40—50 10—30 20—50
Температура нагрева в °C 1250-1350 1150—1200 850-900 850
Нагрев в электролите применяется для проведения разнообразных операций тер-
мической обработки, для подогрева заготовок при горячей обработке давлением, для
химико-термической обработки и других целей. Автоматизация производства, без-
окислительный нагрев, сокращение расхода энергии, улучшение культуры произ-
водства, высокая производительность, значительная экономическая эффективность
характерны для случаев рационального применения метода.
Некоторые технологические характеристики нагрева в электролите приведены
на рис. IV.7 и в форме частных зависимостей для конкретных условий на
рис. IV. 8.
На рис. IV.9—IV. 11 показаны некоторые зависимости, используемые при рас-
четах процессов нагрева в электролите.
установок для электролитного нагрева
ка) установки _
АЭ-28 АЭ-32 АЭ-29 АЭ-19 АЭ-26
Упрочнение ободьев катков трактора Упрочнение ведущих колес трактора Упрочнение звеньев гусениц трактора Закалка чугун- ных ободьев роликов трактора Местное упрочне- ние чугунных дисков сцепления
45Л Чугун СЧ 15—3
350 750 300 150 —
250 250 210 250 290
1300—1400 3000 1300-1400 550—600 50-60
90 120 30 180 120
950—980 950—980 850—900 800-900 800—900
13 Л. Я- Попилов
Глава V
ЭЛЕКТРОКОНТАКТНАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
К электроконтактной разновидности электроэрозионной обработки относят
размерную обработку, при которой съем металла с обрабатываемой поверхности вы-
зывается электрическими нестационарными контактно-дуговыми процессами между
электродами при питании системы инструмент—обрабатываемое изделие от источ-
ника постоянного или переменного тока.
Электроконтактная размерная обработка — термический процесс, использую-
щий энергию дуговых разрядов и тепло Джоуля—Ленца при контактировании элек-
тродов.
К операциям, выполняемым по электроконтактному методу, относятся: круглое,
торцовое и плоское шлифование точных деталей твердосплавной оснастки и различных
деталей машин; обдирочное шлифование отливок для удаления заливов и остатков
литников; зачистка литников прошиванием; удаление дефектного слоя у круглых и
многогранных слитков; разрезание стальных труб, особо тонкостенных труб, гнутых
профилей, проката компактных сечений, фасонных профилей; обработка корпусных
деталей и больших лопастей; разрезание листов из алюминиевых сплавов; разреза-
ние сложных фасонных профилей из алюминиевых сплавов; получистовая обработка
тел вращения из труднообрабатываемых материалов; обработка наплавок труднообра-
батываемыми сплавами на восстанавливаемых деталях (коленчатые валы); фрезерова-
ние зубьев пил и звездочек методом обкатки; разрезание закаленных рельс; вырезка
отверстий в трубах; подготовка швов под сварку, разделка кромок; снятие усиле-
ния сварного шва; зачистка корня сварного шва; зачистка отливок от заусенцев;
получистовая обработка деталей из тугоплавких материалов.
Электроконтактная обработка относится к числу перспективных методов электро-
технологии, так как она позволяет достигать высокой производительности при исполь-
зовании относительно несложного оборудования и технологии.
Достоинства электроконтактной обработки: весьма высокая производительность
на грубых режимах и возможность ее повышения форсированием электрических ре-
жимов; применение дешевого и несложного обрабатывающего инструмента; возмож-
ность изменения результатов обработки в широком диапазоне изменением электри-
ческих режимов; работа при относительно невысоких напряжениях и на переменном
токе; низкие удельные давления инструмента на заготовку (0,3—0,5 кПсм*)\ воз-
можность проведения обработки без применения жидких сред и с ними; экономичность
для черновых, заготовительных операций.
Недостатки: низкая чистота обработанной поверхности при жестких режимах;
глубокие тепловые воздействия на структуру металла при жестких режимах; повы-
шенная шумность станков, особенно при больших мощностях; необходимость приме-
нения защитных устройств от брызг металла и светового изучения; ограниченная
применимость для твердых сплавов из-за ухудшения структуры поверхности
последних.
Основы метода и некоторые его применения освещены в литературе достаточно
подробно [1, 3, 6, 10—17].
Приведем некоторые зависимости, характеризующие электроконтактную обра-
ботку.
194
Объемный съем металла при электроконтактной обработке
л №э. п о .
Qy = — мм3/сек.
w уд
Удельная мощность, выделенная в эрозионном промежутке при электроконтакт-
ной обработке,
п = VnWyd', Уэ. п = vnWp + vnWy. п = 360р vnWy$ вт/см2,
где Wp — удельный полезный (рабочий) расход энергии в вт-сек; Wy. п — удельные
потери энергии в вт-сек/мм3; vn — в мм/сек; р— в кг/дм3; №уэ — в квт-ч!кг.
Рис. V.I. Связь основных параметров электроконтактной обработки:
1 — рассчитаны по формулам Wan~ exp 2,3 ]/"(0,42 1g vn-j- 2,3)8, Wyg =*
= exp 2,3 У(0,42 1g vn+ 2,3)8 — 1g vn — 3,45; 2 — Wdn = exp 2,3 (1g vn -J- 3,45), W d =
= 1 кет- ч/кг; 3 — Wdn = exp 2,3 (Ig vn -f- 3,02), Wy$ = 0,37 квт> ч/кг
Для частного случая обработки стали (р — 7,8 г/см3) W9.n~ 2810уп1Г^.
На рис. V.1 представлена связь vn и №э.п в логарифмических координатах.
Баланс энергии в эрозионном промежутке при электроконтактной обработке [11]
Wz=Wp+Wy.nt
где Wz — общее количество энергии.
В табл. V.1 приведены примеры технологического применения электроконтакт-
ной обработки с расчетными значениями №э. Диапазон скоростей подачи 10“6—
10"3 мм!сек соответствует низковольтной электроконтактной обработке (до 10—
12 в), диапазон 10"3—10"1 мм/сек — обработке при среднем напряжении (12—22 в)
и диапазон 10“1—104 мм/сек — обработке оплавлением ((/£>22в).
13* 195
V.l. Технологические разновидности применения
электроконтактной обработки [7, 8, 10, 12]
Вид обработки *э.п в вт/см2 vn в мм,/сек wyd в квШ'Ч/кг
Хонингование цилиндра гидромашин с 0,88 2-10'» 157
поливом маслом (сталь Х12Ф1, dy = 3,9 21-10-» 33
= 20 мм, Z = 65 мм) 15,2 14,6-10-» 37
0,96 2-10'« 170
Шлифование цилиндров гидромашин с поливом маслом (сталь Х12Ф1) 4,1 21-10-» 69
21,3 20-10-» 38
Прошивка литников на воздухе с 4,63-Ю3 0,5 3,3
оплавлением (сталь 45ЛК1) 6,50-103 1,0 2,3
6,83-103 2,00 1,24
11,1-10» 3,03 1,30
Фрезерование на воздухе с оплавле- нием (сталь 45) 12,9-103 4,00 1,15
18,8 -103 5,55 1,20
25,8-103 8,00 1,15
Точение с оплавлением на воздухе (сталь 45) 84-Ю3 25 1,20
Обдирка слитков на воздухе с оплав- лением (сталь 45) 32,8*104 71,3 1,64
Нарезание зубьев обкаткой с поливом 1,6-10» 417* 1,37
водой с оплавлением (сталь 45, У8А) 3,38-10» 750* 1,60
* Скорость относительного перемещения' инструмента и детали.
В табл. V. 2 приведены значения W3. n, ип и Wyg для некоторых разновидностей
электроконтактной обработки в соответствии с классификацией А. С. Давыдова, сис-
тематизирующей способы электроэрозионной обработки по значениям Wyg и W9. п [ 13 ].
Для приближенных расчетов при электроконтактной обработке в режиме рас-
плавления металла дуговыми импульсами можно принять, что распределение тем-
пературы в электроде зависит только от глубины проникновения тепла и выброс рас-
плавленного вещества электродов происходит непрерывно по мере его плавления.
При этом с каналом разряда постоянно контактирует только твердый материал элек-
трода, в котором распределение тепла осуществляется посредством теплопровод-
ности. Тепло дугового импульса, поглощаемое деталью (тепловой баланс) [4, 5, 11 ],
Qdetn = 4” Опл 4" Qom,
196
V.2. Сопоставление основных параметров некоторых разновидностей
электроэрозионной обработки
Груп- пы Обработка vn в мм/сек п в вт/см2 в квт-ч/кг
I Анодно-механи- ческая: чистовая 10'® (0,5-J-1) 10'» 0,8—(84-10) “110—(5,5-^3,5)
черновая (0,54-1) 10'3— (84-10)—(304- (5,54-3,5)—
II Электроэрози- онная: чистовая (14-5) 10'1 10'®—(0,54-1) 10'3 4-1,4) 102 0,8—(84-10) (1,14-1) 110—(5,54-3,5)
черновая (0,54-1) 10-3— (84-10)—(304- (5,54-3,5)—
Электрофрикци- (14-5) 10'1 io-1—10 4-1,4) 102 (304-1,4) Ю2— (М-1) 1,1—1
III * онная Фрикционно- Ю-1—2-102 3-10« (304-1,4) Ю2— 1,1—1
дуговая Оплавлением (14-5) IO* 1— 5-10® (304-1,4) Ю2— 1,1—1
Неполным ис- 1,7-Ю3 > 1,7-Ю3 5-10® > 5,5-10’ 1-3
IV парением Испарением > 1,7-10® > 5,5-10® >3
* В этой группе сосредоточены методы, называемые электроконтактными.
где Qu—тепло, идущее на нагревание удаляемого слоя до температуры плавления
Qru — теплота плавления удаляемого слоя, нагретого до температуры плавления;
Qotn — тепло, отводящееся в глубь детали за счет теплопроводности в процессе воз-
действия импульса.
Qu = сдР1плк>
гдеса — удельная теплоемкость материала детали; h — глубина выплавляемого слоя.
Qru = рЖ
где W — удельная теплота плавления материала детали.
Qotn ~ Qi Q2 4~ Сз,
где Qi — тепло, затраченное на нагрев детали в течение времени тя, пока участок
ее поверхности, контактирующий с каналом разряда, достигнет температуры плавле-
ния; Q2 — тепло, аккумулированное выплавленным слоем за тот же отрезок времени;
Q3 — тепло, отведенное в глубь электрода после достижения участком, контактирую-
щим с каналом разряда, температуры плавления.
п __ 1 лг . т _ 1 ( \ 2
Qi--2-<7T«, T«-Vk0^64?/ ’
где q — тепловой поток дугового импульса; X — коэффициент теплопроводности; а —
коэффициент температуропроводности материала детали,
197
Глубина выплавляемого слоя
Qdem Qom .
Р (CdttiA + Ю ’
объемная производительность обработки
П = 60 hSfr\pf
где S — площадь канала разряда; f — частота импульсов питающего напряжения;
— отношение числа рабочих импульсов к частоте питающего напряжения.
Рис. V.2. Тепловой баланс электродной группы в ккал (с) и в % (б) в зависимости
от веса G диспергированного металла:
1 — Q3; 2 — 3 — 4 — Qg; 5 — электрические потери в электродной группе; 6 — по-
тери в заготовке; 7 — расход энергии на перегрев выше температуры плавления снятого ме-
талла; 8 — потери в электроде-инструменте; 9 — энергия, подводимая к электродной группе
(<У
Съем с диска-инструмента находится по аналогичной формуле, но в этом случае
1 Г (^ПЛ---- tpx) 1 2
a L 0,564g J ’
ч
где tox — температура, до которой охлаждаются точки диска-инструмента за время
между двумя последовательными пересечениями канала разряда.
Длительность воздействия дугового импульса xg. и на точки рабочей поверхности
диска-инструмента
где dK — диаметр канала разряда; vg — скорость вращения рабочей части диска.
Энергоемкость электро к онта ктн ой резки:
Материал . . . . ЭИ961 ЭП189 30Х10Г10 1Х18Н9Т Х18
Wyd в квт*ч!кг 1,31 1,37 1,49 1,46 1,50
Материал . . . . 1Х18Н12Т 2X13 Сталь 45 Ti С
Wyg в кет-ч! кг 1,52 1,60 1,92 2,1 2,8
Глубина проникновения тепла AS в диск при электроконтактной резке
AS = -^ =—Ре = ^ = ^-2,
1/ Ре т Гсо/?2 ’ 2л Л
где Ре — критерий Пекле; со — угловая скорость; R — радиус диска.
198
Тепловой баланс электродной группы (диск-заготовка):
Qt = Фл 4“ Оз 4“ 0э5 От = г Ог = 0,24т]э. 3 Р
где QT — тепловая энергия, проводимая в электродный промежуток, в кал; Qn —
энергия, израсходованная на нагрев и плавление диспергированного металла, в кал;
Q3 — энергия на нагрев заготовки в кал; Q3 — энергия на нагрев электрода-ин-
струмента (диска) в кал; Qg — энергия, подводимая к электродной группе, в кал;
г — электрический к. п. д. токоподводящих элементов электродной группы;
Рг — мощность энергии, подводимой к электродной группе, в электрических еди-
ницах; т — время обработки в сек.
Практически приближенно Qn 4~ Сэ.
Графически распределение составляющих теплового баланса представлено на
рис. V. 2, а, б [10].
Пример. Тепловой баланс электродной группы при обработке серого чугуна.
Полезный расход энергии на нагрев диспергированного ме-
талла ................................................. 37
Тепловые потери на перегрев диспергированного металла
в %..................................................... 2
Тепловые потери в заготовке в %.......................... 13
» диске в %........................... 39
Электрические потери в электродной группе в %.......... 9
К. п. д. электродной группы в %........................ 39,3
Электрический к. п. д. электродной группы.............. 0,93
Полный к. п. д. электродной группы..................... 0,36
Расход электрической энергии на 1 кг снятого металла в кет • ч 1
Потребление электрической энергии из сети (при к. п. д.
электрической цепи станка 0,8) в кет *ч! кг.......... 1,25
Электрическая мощность, расходуемая на диспергирование снятого металла,
р ___ Qn ____ Qotc
п ~ 860т ” 860т]гт ’
где Qn — теплосодержание диспергированных частиц в ккал; Qw — теплосодержа-
ние жидкого металла при температуре плавления в ккал; % — термический к. п. д.
процесса нагрева и плавления снимаемого металла.
Мощность тепловой энергии эрозионного промежутка, затрачиваемая на нагрев
заготовки и электрода-инструмента,
Рз~ Ля. 3Рн. г 4" Ля. зтр. еРв\ Рэ = Ля. эЬРц. г 4“ Ля. э^р.
где Р3 и Рэ — мощность тепловой энергии, поступающей из эрозионного промежутка
соответственно в заготовку и электрод-инструмент, в кет; Рн, г — начальная мощ-
ность электродной группы в квт/см; 3 и %. 3 — коэффициенты использования на-
чальной и переменной мощностей на нагрев заготовки; %. э и т)л. э — коэффициенты
использования начальной и переменной мощностей на нагрев электрода-инструмента;
тр.г — коэффициент-пропорциональности в кет- ч/кг; ve — скорость съема металла
в кг/ч; b — ширина прохода в см.
Значения коэффициентов т]н, т)л, тр. г приведены в табл. V.3.
Максимальная температура 7тах в точках 1, 2, 3 на расстоянии у^ у3 от по-
верхности (без учета потерь тепла через боковые грани, т. е. в b = 0)
_ 0,484-240Р3
max vncpbyi==l' 2> 3 ’
199
V.3. Значения коэффициентов (т]э. г~ 0,9)
Марка обрабатываемого материала vn в м/мин Заготовка Инструмент (Диск) тр. г Рн. г
Пл,3 ^.3 э
Стали 15 и 45 0,33 0,48 J 0,4 0,08 0,5 0,5 0,9 3,25 3,75
СЧ 18—36 0,33 | 0,48 J 0,18 1 0,24 J 0,37 0,08 0,63 0,36 0,68 3,2
0,33 0,08 0,76 0,35 0,70 2,5
Время (в сек), в течение которого может быть достигнута максимальная темпера-
тура,
. _ 2^
Гтах“1Г-
Скорость охлаждения точек с температурой на поверхности заготовки
<о-2лЛср2 24()рэ ,
где vn — подача в см! сек; ср — объемная теплоемкость в кал/(см3. град); а —-
коэффициент температуропроводности в см2/сек, здесь % — в кал/(см. сек- град),
с — в кал!(г- град), р — в г/см3.
Для стали 15 при расчетной температуре 450° С X = 0,105; ср= 1,28; а — 0,085.
Расстояние до точки с максимальной температурой /тах = 700° С, где можно
ожидать появления структурных превращений,
0,484 *240Р3
П = —’---о----~ .
слсро/тах
Зона термического влияния в углеродистых сталях достигает 5 мм, в чугуне 3 мм,
в сталях аустенитного класса 0,2 мм.
Мощность тепловых потерь в диске (в кет)
q3 = 240 (г]н. эЬРн. г + %. этр. sve).
Огносительная обрабатываемость у материалов при электроконтактной резке:
Материал . . сталь 45, 35ХНФЛ, 1Х18Н12Т ИЧХ16МТ
ст.З 40ХГСНЛ ИЧХ28Н2 Г13Л
Y • • 1 1,47—1,48 1,5—1,51 1,52
Материал . . 2X13 Х18 Х25Н13Т ЭИ437
Y- . . 1,53 1,56 1,6 1,8
Общие и некоторые частные зависимости между параметрами электроконтактной
обработки ^представлены на рис. V.3—V.12 [1, 3, 5, 17]. ’
200
Рис. V.3. Развитие сечения канала разряда
во времени (Si, 5ц, 5ш) и плотность тока
в канале разряда (qi, qnt qm) при амплиту-
дах тока соответственно 1200, 2800 и 5000 а
Рис. V.4. Плотность тока (2) и
максимальная площадь канала
разряда, (1) при различных
амплитудах тока в импульсе при
электроконтактной обработке
Рис. V.5. Производительность резки Ve (/) и удельный расход энер-
гии (II) в зависимости от расходуемой мощности Pi (пределы зна-
чений для различных напряжений и толщины разрезаемых алю-
миниевых сплавов)
201
202
Рис. V.8. Зависимость шероховатости Rz
поверхности от мощности Р при электрокон-
тактной обработке оплавлением
Рис. V.9. Влияние ско-
рости электрода-инстру-
мента на его относитель-
ный износ у (диск 0800 мм
из стали Ст.З) при элект-
роконтактной обработке
Рис. V. 10. Износ электрода-инстру-
мента из различных материалов
при различных режимах работы
(обрабатываемый материал ЭИ961):
1 — сталь Ст.З; 2 — медь; 3 — сплав
ВНМЗ-2
Рис. V. 11. Схема теплообра
зования в изделии:
/ — изделие; 2—инструмент
Рис. V.12. Схема распре-
деления температур в си-
стеме инструмент-изделие
(6 — глубина сверхвысо-
котемпературного объема;
61 — глубина высокотем-
пературного объема; —
температура фазового пре-
вращения стали Лс3; te—
наибольшая температура
при работе с током; tp —
наибольшая температура
при работе без тока)
Изделие Инструмент
203
При электроконтактном сглаживании источники тепла — тепло трения ин-
струмента об обрабатываемую деталь Qx и тепло Q2, выделяемое током в месте
контакта детали с инструментом, — образуют у места контакта «сверхвысокотемпе-
ратурный» объем с высотой Я, глубиной б и шириной В. Условно сверхвысокотемпе-
ратурный объем соприкасается с высокотемпературным объемом, к которому отно-
сятся зоны с температурой более 600° С.
Общее количество выделенного тепла (в кал)
FH
Q = Qi + Q2;Qi = ^.
Здесь F — сила трения при сглаживании в кГ; (F = Pf, где Р — нормальное давле-
ние при сглаживании; / — коэффициент трения при сглаживании равный 0,65—
0,75).
Q2 = 0,2472Ят = 0,24ц/Ят кал,
где / — сила тока во вторичной цепи в a; R — сопротивление вторичной цепи в ом;
т — время прохождения тока в сек; ц —коэффициент, учитывающий потери во вторич-
ной цепи трансформатора (ц 0,414-0,43).
Общее количество тепла Q, выделенного за время прохождения инструментом
расстояния Н, равно
Q = ^-+ 0,24т]/{/т.
Количество тепла Qr, поглощаемого сверхвысокотемпературным объемом за время т,
где ц — коэффициент, определяющий часть тепла, создаваемого в зоне контакта,
которая отводится в деталь (для более мощных режимов р^0,6, для менее мощных
р 0,5); К — коэффициент, учитывающий часть тепла, выделяемого в детали, по-
глощаемого сверхвысокотемпературным объемом (К 0,234); QT также может быть
выражено в виде
Qt = Sci4><
где g — масса сверхвысокотемпературного объема; с — удельная теплоемкость ме-
талла; — температура фазового превращения металла (без учета начальной тем-
пературы нагрева).
Величина g определяется из формулы g = Н6Вру, где В — ширина сверхвысоко-
температурного объема. Отсюда
QT = НЪВруМф
и соответственно
Кр, (о,24т]Я7т+ =НЬВруС1ф.
Глубина упрочненного (светлого) слоя б, образующегося при нагреве поверхности,
(0(24T)/t/T+g£)
сНВру1ф
или, подставляя значение т = H/v (здесь v — скорость сглаживания в см!сек},
К* (o,24t]/t/+gi)
S соВру1ф ’
Коэффициент |л может быть определен по формуле
0,234 fo,24r)/t/-|-
\ 42,7 /
204
Коэффициент трения / зависит от условий сглаживания. На рис. V. 13—V. 14 пред-
ставлена зависимость f от I и f от Р [1,3].
В табл. V. 4 показано влияние различных факторов на свойства сглаживаемой
поверхности.
Мощность, требуемая для сглаживания,
^ = 60Л02гат-
где v — окружная скорость в м/мин.
Рис. V.13. Влияние силы тока / при электроконтактном
сглаживании на коэффициент трения (сталь 40Х, твер-
дость НВ 245; окружная скорость сглаживаемого изде-
лия v = 18,8 м!мин\ давление инструмента на сглажи-
ваемую поверхность Р— 50 кГ\ подача s= 0,2 мм/об;
радиус сглаживающей пластины (ролика) R = 30 мм;
поперечный радиус сглаживающей пластины (ролика)
г — 15 мм; начальная шероховатость сглаживаемой по
верхности Нср, нач ~ 15 мкм)
f
0,8 г
/7,7----
06'—1—1—1—1—1—1
’ 100 300 500 Z, а
Увеличение нормального давления Р понижает сопротивление R контакта,
уменьшая подводимую электрическую мощность и снижая глубину упрочнения б,
где Сп — единичное контактное сопротивление для давления равного единице; k —
показатель степени (для сталей k = 0,75).
V.4. Влияние различных факторов на свойства поверхностного слоя
при электроконтактном сглаживании стали
Параметры Твердость поверхности Глубина упрочнения Средняя твердость упрочненного слоя {НВ) Текстурован- ность слоя
1 в а + + + —
в м/мин + — — +
Р в кГ — — — +
Число проходов 0 + + +
S в мм/об 0 — — +
Охлаждение — + + 0
Содержание углерода в % + + + —
Исходный металл (зернис- тость) — — — +
Обозначения' (-J-) — возрастание влияния данного фактора на свойства слоя; (—) — уменьшение влияния; (0) — отсутствие влияния. Возможны исключения. Так, при высоких v и малых I увеличение Р способствует повышению Н.
205
Шероховатость поверхности после электроконтактного сглаживания прибли-
женно определяется из равенства
AD = СНср — Н'ср мкм,
где AD — понижение диаметра сглаженной поверхности (рис. V. 15); С — коэффи-
циент (табл. V. 5); Нср — средняя высота максимальной неровности до сглаживания;
Н' — средняя максимальная величина неровности сглаженной поверхности.
Г
0'53O50'i09o‘il0 Р, кГ
Рис. V.14. Влияние давления на коэффи-
циент трения (сталь 40Х, НВ 245; I = 450 а\
s — 0,2 мм/об; v=* 11,3 м/мин\ /? = 30 мм\
Г = 15 ММ; Нср. нач — 16 МКМ (удеЛЬНОв №-
вление равно 0,5 Р):
1 — сплав Т15К6; 2 — сплав В КЗ
V.5. Значения коэффициента С
nww/w я © I Й V3 и о WXW я н ДР в мкм
0,2 24,21 1,12 14,5 1,25
21 0,4 35,62 2,10 23,0 1,35
0,8 61,10 4,20 39,0 1,34
0,2 11,21 0,56 6,5 1,21
114 0,4 22,10 0,98 13,0 1,22
0,8 35,59 1,68 22,0 1,28
Рис. V.15. Сглаживание поверхности при
электроконтактной обработке (D — диаметр
предварительно обработанной поверхности;
Fi и Рг, Si и S2 — площади соответственно
выступов и впадин шероховатостей): а—схе-
ма несглаженной поверхности; б, в — воз-
можные уровни сглаженных поверхностей
ОБОРУДОВАНИЕ
2. РЕЖИМЫ ОБРАБОТКИ И
В табл. Vx6—V.9 приведены сведения о режимах проведения электроконтактной
обработки [1, 2, 3, 9].
На рис. V. 16—V.24 показаны некоторые зависимости, типичные для электрокон-
тактного сглаживания и упрочнения.
Номинальная мощность электроконтактного станка (в ква) для всех режимов
= ^уд. нУвн
где Wyd. н—удельный расход энергии при номинальной мощности в квт-ч/кг;
v6H — скорость съема при номинальной мощности в кг/ч.
206
V.6. Основные параметры наиболее производительных разновидностей электрических методов обработки
Операция Источник технологического тока Потребляемая мощность в ква Рабочая среда рабочий ток в а Обрабатываемый металл Скорость съема Ширина прорези в мм Удельный расход электроэнергии в квт-ч/кг Износ инструмента в % от веса снятого металла
кг/ч см2/мин
В озду шно-ду гова я резка угольным электродом Трансформатор СТЭ-34, N = === 34 ква, Uх х == = 65 в 34 Воздух 800 Низкоуглеро- дистые и нержа- веющие стали 30 — 20 1,3 8
Воздушно-дуговая резка вращающимся металлическим элек- тродом Трансформатор ТСД-1000-3, N = = 65 ква, Ux х = = 70 в 50 Воздух 1000 Углеродистые и легированные ста- ли 16 29 12 3—3,5 0
Специальный трансформатор: N = 95 ква, N = 250 ква 150 280 Воздух 8 000 12 000 Углеродистые и легированные ста- ли, чугун, медь, алюминиевые сплавы АМц, АМг 112 170 210 360 * 940 12—6 10-8 1—1,5 1,3 * 1,7 Менее 1 2
Электроконтактная зачистка отливок электрическим оплавлением Специальный трансформатор N =30 ква, Ux, х— = 28 в 65 Воздух 3200 Сталь Г13Л 36 — — 1,5—2 2
Продолжение табл. V.6
Операция Источник технологического тока Потребляемая мощность в ква Рабочая среда Рабочий ток в а Обрабатываемый металл Скорость съема Ширина прорези в мм Удельный расход электроэнергии в кет-ч/кг Износ инструмента в % от веса снятого металла
кг/ч см2/мин
Контактно-дуговая резка электрическим оплавлением Трансформатор ТК-16-31, N = = 500 ква, Uх, х— = 30 в 500 Вода 10 000 Сталь 1Х18Н9Т, алюми- ниевые сплавы — 1300 * 2400 5 1,5—2 5
Электроконтактная обдирка круглых и многогранных слит- ков Трансформатор N = 500 ква, Ух. X = 30 в 500 Воздух 15 000 Стали 1Х18Н12Т, ПЗЛ, 2X13, Х18, ЭИ437 450 — — 1,2—1,3 0 **
Г Электроэрозионное разрезание Трансформатор ТСУ-120/05 с вы- прямителем, Ух. х — 32 в 55 Вода 1800 Стали 1Х18Н12Т, ПЗЛ, 2X13, Х18, ЭИ437 4,3 10 8 10—13 4—5,5
Анодно-механиче- ская резка * В числителе ; * * При длителы кого диска составлял снизить износ диска р Выпрямленный ток, Ux х— 22-г- 4-26 в jana производительное [ой работе опытно-про около 1,5% веса yflaj to 0,2—3,0%. 26 :ть по с: •мышлен [яемого Водный раствор жидкого стекла гали, в зназ кого станк; металла. А 400 иенателе а для OI рмирова Сталь различ- ных марок г — по алюминиевому бдирки многогранных 1ние рабочей поверхно» 1,8 сплаву, слитков сти диск 25 i было : :а специ 1,5 /точненс альным 4—5 э, что изно сплавом пс 12—15 с сталь- >зволило
Попилов
V.7. Режимы электроконтактного сглаживания углеродистых сталей
Вид операции I в а V в м/мин S в мм] об Р в кГ Класс чистоты Глубина упрочнения в мкм Число проходов
Высадка деталей*: незакаленных 450—550 4—6 0,4—1,5 1—2
450—550 3—6 1,5 — — — 1—2
закаленных 550—600 8—12 0,4 — — — 2—3
» 550—600 1,5—2,5 1,5 — — — 1—3
Различные примеры высадки 300—500 3—8 1,25—2,0 50—120 — — 2—3
Сглаживание деталей*:
незакаленных 400—450 12—15 0,3—0,4 — — — 2-3
» 400—450 12—15 0,3 — — — 1—2
закаленных 500—550 8—12 0,3—0,4 — — — 2-3
500—550 8—12 0,3 — — — 1—2
Различные примеры сглажи- 200—400 3—8 1—1,5 50—120 — — —
вания 350—450 8—13 0,2—0,3 50—60 8—10 20—30 1—2
500—600 15—20 0,2—0,3 50—60 8—9 50—80 1—2
Упрочнение:
пластиной 350—450 8—13 0,2—0,3 — 8—9 20—30 1—2
» 480—600 8—15 0,2—0,3 — 8—9 60—100 2—3
роликом 800—1200 8—10 0,2—0,3 — 6—7 150—300 1—2
» 1100—1300 9—10 0,2—0,3 50—60 6—7 200—350 1—2
* Под неподвижные посадки,
to
о
V.8. Режимы электроконтактной обработки сварных швов
Операция Марка стали Подача детали в мм/мсек Сечение снимае- мого металла в мм2 Скорость съема металла в кг/ч Глубина зоны терми- ческого влияния в мм Напряже- ние на электродах в в Сила тока в а Средняя высота неровностей в мм Потреб- ляемая мощность в кет Удельный расход энергии в квт-ч/кг
Выборка корня сварного шва Ст.З 1300 1150 1050 25 35 45 16 19 22 0,4—0,5 0,4—0,6 0,5—0,7 34 2200 2000 1900 0,11—32 56 3
Х18Н10Т 1370 1280 1200 25 35 45 17 21 25 Нет 35 2700 2300 2100 0,15—0,3 58 2,8
Снятие усиле- Ст.З ИЗО 1050 40 55 21 27 0,4—0,6 32 2500 0,16—0,2 67 3
ния Х18Н10Т 1220 1100 40 55 25 28 Нет 32 2800 0,15—0,2 ' 70 2,7
Примечание.
Ток переменный; среда — воздушно-водяная смесь; диск для резки — Ст.З, 300 мм, толщиной & == 8 мм, 33—60 м/сек;
диск для снятия усиления 0 300 мм, b — 20 мм; подача детали при выборке 20 мм/сек, при снятии усиления — 18 мм/сек; подача
воздушно-водяной смеси на диск 300 г/мин.
V.9. Технологические характеристики электроконтактного (низковольтного
электроэрозионного) шлифования твердых сплавов
Вид шлифования Номер режима 2 * ЯГЕ X о я е HTlWlbWW я «с? « vyd в мм3/смг худ в мин/см3
Торцовое I 5 200 240 160 80 0,33
II 6 100 70 75 12 0,17
III 7 35,5 14,5 25 6 0,79
IV 8 12,5 3 10 1 0,57
V 9 4,4 1,1 4 0,5 0,59
Плоское, наружное I 5 142 150 175 80 0,50
круглое II 6 71 42 80 12 0,46
III 7 25 8 30 6 1,43
IV 8 8,8 ' 1,9 10 1 0,83
V 9 3,1 0,7 5 0,5 0,93
Внутреннее I 5 71 42 180 80 1,60
II 6 35,5 14,5 92 12 1,58
III 7 12,5 3 92 6 3,43
IV 8 4,4 0,7 7 1 1,85
V 9 1,6 0,3 5 0,5 1,85
Номинальная средняя мощность Ncp.H для режимов с повторно-кратковремен-
ной нагрузкой равна
' А7 _ + N2T2 + • • • + W/Т/
2V Ср. Н — ----------- ,
где V2, . . Ni — кажущаяся первичная мощность; т1? т2, . . ., т/ — время
отдельных проходов; %ц — время цикла в мин.
Номинальный ток /«, средний 1ср. н и среднеквадратичный 1СК, н определяются
из формул:
. 100(WK . 1Шср.ц . _ \ММ1ск,п
1ср.н — jj- ; 1Ск.н- щ ,
где Nск. н — среднеквадратичная мощность.
Коэффициент устойчивости Ку против коротких замыканий, характеризующий
перегрузочную способность станка, работающего с постоянной подачей,
где №э.м и №э.н — максимальная и номинальная мощность эрозионного проме-
жутка. Обычно Ку принимают равным 1,5—2.
На рис. V.25, а показана принципиальная схема электроконтактного станка,
на рис. V.25, б — ее упрощенная схема замещения и на рис. V.25, в — упрощенная
14* 211
Рис. V.16. Влияние силы тока
на величину внутренних напря-
жений о при различной глубине
снятого слоя h (сталь 40Х; v =
= 5,4 м/мин; s = 0,2 мм/об;
Р = 50 кГ; число проходов — 1)
Рис. V.17. Зависимость
шероховатости поверх-
ности от давления (сталь
45; V— ПО mImuh; s =
= 0,5 мм/об; R = 60 мм;
Т = 15 ММ; Нср. нач ~
= 26,2 мкм)
Рис. V. 18. Зависимость микро-
твердости Яц на различной глу-
бине h упрочненного слоя от
скорости v электромеханической
обработки (сталь ХВГ; нагруз-
ка на пластинку Р = 60 кГ;
I = 550 а; площадь контакта
f — 2,1 мм2; обработка за два
прохода без охлаждения; гео-
метрия пластинки — Р = оо;
г = 21 мм)
Рис. V.19. Зависимость износа G сталь-
ных роликов (сталь ХВГ) и бронзовых
колодок от продолжительности t их
совместной работы:
1 и 2 — обточенный механически ролик и
в паре с ним колодка; 3 и 4 — обработан-
ный электромеханически ролик и в паре
с ним колодка
212
О 0,04 0,00 0.08 0.12 0.16 0.20
Расстояние от поверхности, мм
Расстояние от поверхности, мм
Рис. V.20. Влияние силы тока на
микротвердость поверхностного
слоя (сталь 40Х; НВ 318; v =
= 34 м/мин; s= 0,2 мм!об)
Рис. V.21. Влияние давления Р
на микротвердость поверх-
ностного слоя (сталь 40Х;
НВ 318; Z=410 а; и=34 м!мин;
s = 0,2 мм!об; R = 30 мм;
г = 15 мм)
700
<пп _J__I-1—।—।—।—।—।—।—~—।—•—»
0 0,02 0,06 0.10 0,14 0.18 0,22 0.26
Расстояние от поЬерхности, мм
Рис. V.22. Влияние скорости сглаживания и внеш-
него охлаждения на микротвердость поверхностного
слоя (сталь 40Х; НВ 318; /=710 a; s =
= 0,2 мм/об; Р = 50 кГ):
1 — v — 8 м/мин без охлаждения; 2 — то же с охлаж-
дением; 3 — v = 72 м/мин без охлаждения; 4—то же
с охлаждением
Рис. V.23. Влияние числа проходов на
микротвердость поверхностного слоя (сталь
40Х; НВ 318; /=710 a; v = 8 м/мин;
s=0,2 мм!об; обработка с охлаждением):
1 — один проход; 2 — два прохода; 3 — три
прохода
Рис. V.24. Влияние
числа проходов на ше-
роховатость поверх-
ности (Р = 60 кГ;
v = 80 м!мин; s =
= 0,2 мм!об; R =
= 55 мм; г = 5 мм;
I = 450 а)
213
схема замещения, в которой отделена питающая сеть, а сопротивления короткой
сети и электродной группы заменены сопротивлениями Rn и Хп.
Уровнения для расчета электрической цепи станка:
^i« = 0,001^71Н cos ф1й; т]15, к = •
Ал -f- аэ ’
— КрХк', Хк—7?/ctg фЛ;
tg Ф1
__ хп 4~ Хэ
Rn~i~ Rs ’
где W1H — номинальная активная мощность эрозионного промежутка; cos ф1н —
коэффициент мощности станка при номинальной мощности (обычно 0,8—0,9); т]1Э. н —
Рис. V.25. Схемы к расчету электроконтактного станка:
1 — подстанция неограниченно большой мощности; 2—питающая сеть; 3—пони-
жающий трансформатор; 4 — короткая сеть; 5 — электродная группа; 6 — вто-
ричный контур; 7—вторичная цепь; 8 — нагрузка — эрозионный промежуток
коэффициент полезного действия при номинальном токе; Rn и Хп — активное и реак-
тивное сопротивления (в ом) электрической цепи станка (трансформатора, короткой
сети и электродной группы), обусловленные протеканием несинусоидального ток(а,
с учетом повышения их по сравнению с сопротивлением короткого замыкания; Ra —
активное сопротивление эрозионного промежутка в ом\ Ка и Кр — коэффициенты
увеличения активного и реактивного сопротивлений электрической цепи, обусловлен-
ного протеканием несинусоидального тока (в установившемся режиме они равны
примерно 1,05—2); ф! — угол сдвига фаз между током и напряжением.
Активное, реактивное и кажущееся сопротивления короткого замыкания RK, Хк,
ZK электрической цепи станка переменному току имеют следующие значения:
П 0,00 Ш2И cos2 ф1и(1 — т)1эя)
Rk~ KaWw ;
Хк = Rk tg фк; Zk = Rk К1 + tg2 Фк J
t{ytD = TCq (tg ф1/< — Т]1Э. я tg фэ. h)
g4/c КД1-П1Э.»)
Угол сдвига фаз ф5. н между номинальным током и напряжением эрозионного проме-
жутка зависит от степени искажения формы тока. При установившемся режиме оп-
лавления, регулярных и однородных импульсах плавной формы фэ. « 34° 13',
214
a tg фэ. н — 0,68. Напряжения'при активном UK,3, fl, реактивном UK.3. р и полном
Ук.з,п коротких замыканиях в процентах от номинального напряжения равны:
jj _____ IihRk _ cos ф1Л (1—Лз. н) г __ 1000
Uw - Ко , W 'w-^cosTw 5
Ук.з,р — Uк. з. a 1g Фк5 Uk. з, п —Uк. з. а 1^ 1 + tg2 фк •
По напряжениям короткого замыкания трансформатора UK, 3. агпр и UK, 3. Ртр,
взятым из паспорта, можно определить напряжения короткого замыкания вторич-
ной цепи и по ним абсолютные значения сопротивлений электрической цепи станка,
приведенные к первичному напряжению трансформатора:
У к. з. = U к. з, а — Uk. з. amp> Uк. з. р% — U к. з. р — Ук. з. ртр\
Uк. з. Рр1н
D _ v
——л™?---;
юо/1к
юо/1Я
Приближенными электрическими характеристиками электроконтактного станка (для
эквивалентной схемы рис. V.25) являются следующие.
Первичное напряжение
Ui~ Uix — i= KtU2х — ^171»
где U1X — напряжение холостого хода; Кт — коэффициент трансформации.
Параметры и А2 (в в/а) определяются из равенств:
Л, = Rc cos Ф1 + Хс sin фх; Л2 - A1 + Rm'к' с C0S T1 + Xm' к' с Sin Ф1
Кт
где Rc и Хс — активное и реактивное сопротивления питающей сети; к. с и
Хт.к.с — активное и реактивное сопротивления понижающего трансформатора и
короткой сети.
Напряжение эрозионного промежутка
и3= 7э/э * -- "V- .
COS ф1/\т’
ГП.К.С
Кажущаяся первичная мощность
= 0,001 U1I1 = 0,001 (U1X — XiZi) It ква.
Активная первичная мощность
Fi = cos ф! = 0,001 (U1X — Л cos Ф1
Активная мощность электродной группы
г2 = ^ - wm_ к_ с = 0,001 (Ulx - Л1/1) Z, cos Ф1 - 0,001/fc
Активная мощность эрозионного промежутка
W9 = — Wn — 0,001 (Uix — ^1Л) A cos Ф1 — 0,001/iЯд кб/п»
где Wn — мощность электрических потерь в цепи станка; Rn = Ка%к — сопротивле-
ния проводников и контактных соединений понижающего трансформатора, короткой
сети и электродной группы.
Электрические потери в цепи станка
= 0,001V2 = Wm к с + W9 г = к с> ll + 0,001 V?,
где к. с — электрические потери в трансформаторе и короткой сети (индексы
т. к. с указывают на отнесение параметра к цепи понижающего трансформатора сов-
местно с короткой сетью — цепью станка); W9, г — электрические потери в элек-
тродной группе; Re — сопротивление электродной группы (щеточного устройства,
диска, зажима детали и токоподводов между ними).
215
Активное и реактивное сопротивление Rm. KtCu. Хт, к, с понижающего трансфор-
матора и короткой сети
К. С~ к. Ср] Хт, к. с ~ КрХщ. к. Ср,
где к. Ср, Хт. к. ср — сопротивления при 50 гц (расчетные или экспериментальные).
Скорость съема ve металла
ов — (/i — 1Н, г) кг/ч,
где /н. г — начальный ток в a; пц — съем металла по току; /п/ находится экспери-
ментально или рассчитывается по формуле
U1I1 cos <Pi ,
mi~ юоо (Л -iw.e)Wyd а'ч1кг-
V.10. Электрические характеристики электроконтактного отрезного станка
мощностью 250 ква
Обозначения параметров Параметры при отношениях (числитель — I в а, знаменатель — / в % от 1к 3)
200 10 400 20 600 30 800 40 1000 50
и1Х В в 380 380 380 380 380
Alli 12,8 25,6 38,4 51,2 64
в в . 367,2 354,4 341,6 328,8 316
U2x в в 25,1 25,1 25,1 25,1 25,1
^2^1 1,46 2,92 4,38 5,84 7,8
U г В в 23,64 22,18 20,72 19,26 17,8
N в кет 73,4 141,8 205,0 263,0 316,0
COS фх 0,83 0,83 0,83 0,83 0,83
в кет 61,0 117,5 70 218 262
Л I н.г 70 270 470 670 870
Uв в в 14,7 66,5 98,5 141 183
Wyd в кет 4,2 1,81 1,77 1,58 1,45
Rn~\~ Ra в ом 1,550 0,750 0,492 0,349 0,266
Ка 1,6 1,4 1,25 1,05 1,0
Rn. в ом 0,157 0,137 0,122 0,103 0,098
Ra в ом 1,393 0,613 0,370 0,236 0,168
Л15. Н 0,9 0,82 0,75 0,68 0,63
Ua в в 21,6 19,0 17,2 14,6 13,0
W3 в кет 55,7 98,1 130,1 157,1 168
К. С В кет 2,18 7,6 15,3 22,8 34
Wa. г в кет 3,12 11,8 24,6 38,2 60
Wn в кет 5,5 19,4 39,9 61 94
216
V. 11. Параметры станка в режиме короткого замыкания
электрической цепи станка на электродах
Обозначения параметров Параметры при различных ступенях переключения напряжения
I н ш IV V VI VII VIII
UK в в 249 194 165 140 120 99 80 63,5
Ас в а 660 660 660 660 660 660 660 660
WK в кет 85 64,6 55 48,5 46,8 34,6 27,9 91,5
Rk в ом 0,195 0,148 0,126 0,111 0,107 0,079 0,064 0,049
Хк в ом 0,324 0,253 0,216 0,180 0,147 0,126 0,102 0,081
2>к в ом 0,378 0,294 0,250 0,212 0,182 0,149 0,121 0,096
Uк. з. а в % 33,9 25,7 21,9 19,3 18,6 13,7 11,5 8,5
Uк. з> р в % 56,3 43,9 37,5 31,2 25,5 21,9 17,7 16,6
Uк. з. п в % 65,5 51,0 43,5 36,9 31,6 26,0 21,1 16,7
COS фк 0,516 0,503 0,503 0,524 0,588 0,523 0,528 0,510
V.12. Параметры понижающего трансформатора мощностью 250 ква, ПВ№%
Обозначения параметров Параметры при различных ступенях переключения напряжения
I п Ш IV V VI VII VIII
i/i В в 380 380 380 380 380 380 380 380
U2 в в 15,7 17,8 19,4 21,2 21,8 24,9 24,8 31
КТ 24,2 21,3 19,6 17,9 16,9 15,2 19,6 12,2
/1 в а 660 660 660 660 660 660 660 660
/2 в ка 15,8 13,75 12,9 11,9 10,85 9,85 8,65 7,9
WK в вт 5760 4460 3950 3470 2980 2555 2170 1800
RK в ом 0,011 0,0088 0,0077 0,0067 0,0058 0,005 0,0041 0,0035
COS фк 0,77 0,82 0,82 0,82 0,82 0,82 0,82 0,82
Л13. Н 0,967 0,975 0,977 0,979 0,980 0,981 0,982 0,98
Uк. з. а В % 0,46 0,79 1,12 1,82 3,86 5,95 11,6 24,2
Wo в вт 500* 674 820 1035 1175 1620 1880 2820
COS фо 0,43 0,34 0,29 0,23 0,15 0,11 0,065 0,05
/?о в ом 53,5 24,9 14,9 7,2 2,71 1,05 0,323 0,123
Хо в ом 112 68,6 49,2 30,6 17,8 9,0 4,95 2,5
ZQ в ом 124 73 51,5 31,7 18,0 9,67 4,97 2,53
217
to
OO
V.13. Результаты экспериментов по разрезанию алюминиевых сплавов
3 д «о Ступень переключения напряжения в в 1 Ut в в Ii в а Ni в кеа Wi в кет д X о а v а и ’е] 1в. п в а/см2 W9' п в кет/см2 Технологические величины
Удельный расход электроэнергии W в кет-ч/кг Ширина прорези в мм Подача в мм/сек Производительность
кг/ч а S а Д
30 II 405 395 134 52,9 44,9 18,9 16,3 2 780 1090 16,0 3,7 8,5 4,8 12,1 73 87
VI 400 392 158 62 52,6 26,4 25,6 2 080 630 15,1 3,2 11,1 5,1 16,5 100 91
VII 400 392 220 87 32 29,6 28,8 2 020 700 10,3 2,5 9,7 4,4 12,8 77 80
VII 397 362 677 244 195 29,2 24,8 8 600 2350 44,5 1,6 12,2 36,2 124 754 656
VIII 388 380 320 121,5 40 32,4 31,6 2 220 710 12,0 2,1 10,4 6,0 19,2 117 109
VIII 388 368 550 202 147 32,4 28,4 5 580 1560 37,0 1,6 11,9 26,0 92 560 470
35 VI 396 360 962 346 284 7 26,5 19,4 14 200 3600 55,2 1,7 11,3 44,0 171 1050 925
50 II 408 400 172 68,7 51,5 19,2 18,4 3 570 810 10,3 3,4 8,8 3,6 15,3 93 107
II 408 383 440 171 107,5 19,2 16,1 9 250 /2340 19,8 2,6 8,0 10,6 41,3 252 /318
VI 400 393 182 71,5 57,7 26,6 25,9 2 420 480 10,9 4,6 10,1 2,6 12,5 77 76
VI 380 318 880 280 229 25,4 17,3 13 000 2770 35,8 2,9 9,1 24,2 ПО 682 725
VIII 388 380 340 129 54,7 32,0 31,1 2 560 480 9,7 2,3 10,7 4,4 23 141 132
VIII 384 333 456 159 104 32,0 29,6 4 260 750 16,6 1,7 11,5 10,9 62 378 328
85 IV 406 395 191 75,2 62,9 22,5 21,1 3 200 460 8,2 3,2 8,2 2,9 19,7 121 147
IV 409 384 283 105,5 92 22,9 19,6 4 900 730 12,1 2,5 7,9 5,5 36,5 223 282
VI 397 385 222 85,8 73 26,2 25,0 3 040 350 7,7 2,6 10,3 3,3 28,5 174 168
VI 396 340 756 256 206 26,4 21,0 11 200 1420 20,1 2,4 9,3 11,3 87,2 535 575
VII 405 381 354 135 104 30,0 28,1 4 180 400 9,2 2,4 12,2 4,4 43,5 264 218
VII 412 365 850 310 253 30,0 23,3 11 000 1100 20,5 1,9 11,7 13,5 132 810 695
VIII 392 365 416 151,5 94,5 32,4 30,8 4 100 460 9,5 2,9 10,6 3,6 32,6 197 184
VIII 396 347 733 254 194,3 32,8 27,5 7 890 790 16,6 1,8 11,8 11,2 111 675 572
t) WyS- W®?,*
' кОт-ч/кг
10-
8-
0-
4-
3-
2-
ш и f
O,pJ
xim
210-
2k0
2Ю-
Ю0-
lOoty™'
00^120-
60^80-
40^80-
20-^30-
"0 o'
Ш-
fOO
W--
120-
w
-32
- 300
-28
74
-22
' 200
-18
-/4
jg/oo
).№ м..
0 0
n
p,
u,
200
to
400
го
600
зо
800
40
и,
cosy,
г3
m /л
50 Lob.°/oOfnlK3
Рис. V.26. Энергетические характеристики электроконтактной обработки: а — вза-
имосвязь (расчетная) характеристик электроконтактного отрезного станка мощ-
ностью 250 ква\ Wyd — удельный расход энергии; Ve — скорость съема металла;
Si — мощность в первичном контуре; б — напряжение первичное Ui и на электро-
дах иг в зависимости от первичного тока /1, полученные по круговой диаграмме (/),
расчетом (2); в — мощности: полная первичная §i; активная первичная Pi в зави-
симости от первичного тока /1, полученные по круговой диаграмме (/) и расче-
том (2);
При
а-ч/кг.
Начальный ток можно определить по начальной плотности тока и площади снимаемого
слоя: 1±н.г ~ iiH. г?•
Удельный расход энергии
_ (Ц1Х — ArIt) cos
ve mi(li
В табл. V.10 и на рис. V.26 приведены расчетные характеристики электрокон-
тактного отрезного станка, а в табл. V. 11—V.13 —параметры понижающего транс-
Рис. V.27. Принципиальные электрические схемы установок для электроконтактной
обработки: а — обработка периферией металлического диска методом врезания;
б — прошивка и огибание контура углеграфитовым электродом; в — обкатка детали
металлическим профилированным электродом; г — разрезание дисковым электро-
дом; д — разрезание профилей двойными дисковыми электродами; е — разрезание
двумя дисковыми электродами; ж — вырезка отверстий трубчатым электродом;
з — резка кольцевым обрабатывающим электродом с рабочей кромкой, расположен-
ной внутри кольца, в сочетании с движением обкатки; и — обработка периферией
дискового электрода с осью, составляющей с направлением подачи угол меньше
909 С; к — обработка деталей с предварительным подогревом для предотвращения
трещин -
форматора, параметры станка и характеристики работы станка. Параметры станка:
^2а:¥=25,1 в\ Кт ~ 15,2; Rc = 0,042 ом\ Хс = 0,056 ом\ Zx= 0,162 ом\
RK z== 0,098 ом; Хк = 0,126 ом\ Rm. к. ср ~ 0,034 ом; Х^. к. ср ~ 0,046 ом; I3 =
= 2000 а.
На рис. V.27 приведены принципиальные схемы различных электроконтактных
станков. Промышленный выпуск станков для электроконтактной обработки пока
ограничен моделями МЭ-10 и МЭ-415 для обдирки слитков вращающимся диском.
Станок модели МЭ-10 предназначен для обработки многогранных слитков размерами
500Х500Х 1500 мм, а МЭ-415 — круглых 0 400Х 1300 мм. Производительность этих
станков 0,6—1,0 слиток в час.
Глава VI
ЭЛЕКТР0ЭР03И0ННАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Согласно современным представлениям к электроэрозионным относятся разно-
образные методы обработки, в которых разрушение материала осуществляется под
действием тепла, вызываемого электрическим импульсным разрядом. С этой точки
зрения электроэрозионными являются методы черновой анодно-механической обра-
ботки, электроконтактные, электроискровой, электроимпульсный и некоторые дру-
гие. Однако с учетом практической реализации и технологической специфики при-
нято относить к электроэрозионным методам электроискровую и электроимпульс-
ную разновидности обработки. Так как вопросам электроэрозионной обработки
посвящена весьма обширная литература [5, 9, 14—17, 19, 30, 31, 42], а сами методы
имеют заметное промышленное распространение, здесь не приводятся общие сведе-
ния и положения, а также принципиальные электрические и кинематические схемы
обработки.
Достоинства электроэрозионной обработки: возможность обрабатывать токо-
проводящие материалы любой механической прочности, твердости, вязкости, хруп-
кости; широкий диапазон параметров режимов, позволяющий получать различное
качество обработанной поверхности; возможность обрабатывать детали сложных
форм и осуществлять операции, не выполнимые другими способами, например, про-
шивание отверстий с криволинейной осью; отсутствие необходимости в специальном
высокопрочном и высокотвердом инструменте; относительная несложность изго-
товления электродов-инструментов; отсутствие механических воздействий на обраба-
тываемую деталь и отсутствие необходимости в приложении механических усилий
к образующему инструменту; значительное снижение количества отходов по сравне-
нию с механической обработкой; значительное снижение трудоемкости обработки
сложных изделий из труднообрабатываемых металлов и сплавов; возможность меха-
низации и автоматизации процесса обработки.
Недостатки: обратная зависимость между производительностью и чистотой и
точностью обработки; необходимость производить обработку при погружении заго-
товки и инструмента в жидкость; зависимость точности и чистоты обработки от боль-
шого числа факторов, учет которых не всегда возможен; относительно низкая произ-
водительность при обработке материалов невысокой твердости (мягкая сталь, цвет-
ные сплавы).
Достоинства электроискровой обработки: широкий диапазон режимов, охваты-
вающий обработку от черновой до отделочной; возможность прецизионной обработки
деталей сложных форм из твердых сплавов с получением высокой чистоты поверх-
ности.
Недостатки: высокий износ электрода-инструмента, особенно на черновых ре-
жимах; низкая производительность на чистовых режимах и при прецизионной обра-
ботке; относительно ограниченная возможность повышения мощности, вводимой
в.зону обработки; повышенный удельный расход энергии; работа на повышенном (до
200—250 в) напряжении.
Достоинства электроимпульсной обработки: высокая производительность на чер-
новых режимах; возможность введения значительных мощностей в зону обработки;
работа на относительно безопасном напряжении; весьма незначительный износ обра-
батывающего инструмента.
221
Недостатки: низкое качество поверхности и наличие измененного слоя при об-
работке на черновых режимах; относительно низкая производительность при обра-
ботке твердых сплавов; сравнительно небольшой удельный расход энергии.
Достоинства высокочастотной электроэрозионной обработки: возможность вы-
полнения прецизионной обработки с получением деталей высокой чистоты и точности;
возможность применения в качестве рабочей жидкости не только органических жид-
костей, но и слабых растворов электролитов; низкий износ электрода-инструмента;
возможность осуществления на обычных станках с помощью специальных приставок.
Недостатки: относительно низкая производительность, хотя и превышающая
производительность электроискровой обработки на чистовых режимах; необходи-
мость применения установок и станков повышенной точности; необходимость при-
нудительной прокачки жидкости в зазоре между электродом и заготовкой.
Электроэрозионная обработка металлов иногда подразделяется на отдельные
разновидности — электроискровую низкочастотную, электроискровую высокочастот-
ную, электроимпульсную и т. д. Подобное деление, обусловленное некоторыми прак-
тическими целями, не может быть обосновано с точки зрения существа метода, так как
механизм удаления металла во всех этих разновидностях одинаков — эрозия как ре-
зультат теплового действия импульсов электрической энергии, схема VI. 1. Диаграмма
рис. VI. 1 показывает отсутствие резких границ между отдельными разновидностями
метода.
СХ EMA VI.1
ВЗАИМОСВЯЗЬ ОСНОВНЫХ ФИЗИЧЕСКИХ ПРОЦЕССОВ
ПРИ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКЕ
222
Решающая роль в процессе эрозионного разрушения материалов принадлежит
теплу, выделяющемуся на поверхности электродов в месте'локализации разряда.
Связь эрозионной стойкости П1 материалов с величиной теплового потока qr;
П — 4~ с — /р)1
1 Л скЦпл— *о)2
где с — теплоемкость; Q$ — теплота фазового превращения; tnA — температура
плавления; /0 — начальная температура; h — толщина удаляемого слоя; X — тепло-
проводность.
Зависимость П1 от показана на
рис. VI.2, а [28].
Диаметр канала разряда
d =DPnitnz
к ги и >
где D—диаметр лунки; Ри — мощность
разряда, передаваемая инструменту; tu —
длительность импульса (для пары сталь —
медь 1/4; 1/2).
Тепловой поток qT, поступающий
в инструмент в месте разряда,
d -р“. 4PU _
Т t nD2P2n't2n‘ nDtu ’
1 и и
Количество тепла, затраченного на на-
грев и плавление материала объемом Упл,
Q = срУпл (tnA — /о) “Ь рУплЬпл>
где Ьпл — скрытая теплота плавления;
р — плотность материала.
Объем материала Упл, удаленный
с электрода плавлением,
V Q—О"
ПА ф (/«4----- /о) + рЬ
Здесь Q — подводимое количество тепла,
Q = Q' + Q"; Q” — тепло, введенное в
тело электрода; Q' — тепло на нагрев и
плавление.
Время тЛЛ, необходимое для достиже-
ния на поверхности электрода температуры
плавления,
_ ^пл Я
Хпл~ WS - Ц/2 П>
Рис. VI. 1. Параметры импульсов элек-
трической энергии, используемые при
различных разновидностях электро-
эрозионной обработки (Wu — энергия
импульса; tu — длительность импуль-
са; f — диапазоны частот повторения
импульсов; q = tuf — скважность;
штриховыми линиями и в скобках
показаны возможные области дальней-
шего расширения диапазона):
/—электроискровой (генераторы RС, RLC,
RCLY, 2 — высокочастотной электроискро-
вой; 3 — низкочастотной электроимпульс-
ной; 4 — среднечастотной электроимпульс-
ной; 5—высокочастотной электроимпульс-
ной; 6 — с помощью широкодиапазонных
генераторов импульсов
где Ws — энергия, передаваемая в единицу времени единице поверхности электрода;
П — критерий фазового-превращения (Палатника).
Время нагрева материала электрода до температуры плавления [28]
л срХ(6м —А>)2
?0
где qQ — тепловой поток; при tu < Ю"6 сек q0 = 10е—107 кал!см2*сек.
223
Общая толщина 60б расплавленного и удаленного в течение существования им-
пульса tu слоя металла
wltv — ЯП
6об== 2<7ж№зр ’
где qM — теплосодержание жидкого металла.
Условие взрывного испарения металла (тепло не успевает удалиться теплоот-
водом)
4,64<7„р
V,> ГГ. •
где qn — теплосодержание паров металла; аг — коэффициент температуропровод-
ности жидкого металла.
Пример: для tu = 10 мксек взрывное испарение стального электрода происходит
при Ws > 1,4-106 кал/(см2* сек)} при ta = 1 мксек Ws > 4,5- 106 кал/(см2* сек).
Теплота фазового превращения
0.Ф = tn [Lucn спл (tucn. — tnjl)\ + LnAi
где т — отношение доли испаряемого материала ко всему удаляемому (0
1); Спл — теплоемкость жидкой фазы; Ьпл и Lucn — скрытая теплота соответ-
ственно плавления и испарения; tUCn — температура испарения (табл. VI.1).
VL1. Теплофизические константы материалов [28]
Константа Материал
Медь Графит Сталь Вольфрам Алюминий
с в кал/(г-град) 0,094 0,4 0,166 0,037 0,24
р в г/см3 8,9 2,2 7,9 19,3 2,54
% в кал/(см* сек -град) 0,72 0,117 0,08 0,36 0,49
К а = — ср 1,03 0,133 0,061 0,5 0,8
*пл в °C 1083 3500 1527 3367 660
Ьпл в кал/г 43 •— 50 38 92
tucn в °C 2360 3700 2735 4830 2450 <
Lucn в кал/г 858 11 000 1590 810 2227
8 = V СрХ 0,88 0,32 0,335 0,508 0,55
Глубина зоны термического влияния при электроискровой обработке [4]
йо = 2 Vnatu.
В табл. VI.2 приведены значения критерия эрозионной стойкости П ~ сркТ2пЛ
[38]. Ряд эрозионной стойкости по этим данным таков (повышающейся эрозионной
стойкости): Ti—Zr—Ni—Fe—Co—Cr—Nb—Cu—Ta—Mo—W. Это расположение
несколько отличается от аналогичных рядов, полученных в различных исследованиях.
В исследованиях связи эрозионной стойкости с электронной структурой металлов
получены зависимости, графически представленные на рис. VI. 2, б—г [35]. Из них
видно, что эрозионная устойчивость переходных металлов IV—VI групп возрастает
с возрастанием статистического веса атомов, обладающих энергетически устойчи-
224
Рис. VI.2. Некоторые характеристики
эрозионной стойкости материалов:
а — зависимость эрозионной стойкости
материала П1 от tx!кривые 1—6 —
для различных отношений испаряе-
мого металла ко всему удаляемому
(tx — время удаления слоя с заданной
или определяемой толщиной; tM—вре-
мя нагрева поверхности материала до
температуры плавления); б — зависи-
мость эрозии анода уа от числа элек-
тронов п на d-оболочке (ZK. 3 = 60 а;
Uп— 16 в; С = 300 мкф; 1 — главное
квантовое число М=3; 2—N=l)} в—то
же, что б, но 1К, 3= 80 а; г—зави-
симость эрозии катода ук от числа электронов п на d-оболочке (1К, 3~ 100 а;
Un— 16 в; С = 1100 мкф)} д — зависимость эрозии анода уа от статистиче-
ского веса атомов а с устойчивыми d^KOHtjmrypauHHMH для металлов с nd^5
(1К. 3 = 40 a; Un~ 16 в} С = 300 мкф)} е — то же, что д, но 1К, 3 — 100 а;
ж—зависимость толщины удаленного металла hi от длительности импульса tu
15 л. я. Поп илов
225
выми ^-конфигурациями. Для практических целей эта зависимость может быть при-
нята линейной. Например при 1к.з= ЮО a, UQ = 16 в, С = 300 мкф \Эр = (20—
—0,2 Id5) 10"4 г. а/л; при Лс.3 = 80 а, UQ= 16 в, С=300 мкф Аэр= (13,28—0,13d5) X
X 10“4 г- ат, где ^—статистический вес энергетически устойчивых ^-конфигураций.
Размеры лунок, косвенно характеризующие эрозионную стойкость различных ме-
таллов, приведены в табл. VI. 3.
VI. 2. Эрозионная стойкость металлов
(по критерию Л. С. Палатника)
Металл с в дж/(кг-моль-град) р в кг/дм* о. СО 5 1 м X о т ** Критерий эрозион- ной стойкости п-ю-11
Ti 25 037 4,5 22 1938 94
Zr 25 163 6,5 29 2128 218
V 24 744 6,1 31 2190 225
Nb 24 911 8,6 45 2770 744
Та 24 456 16,6 45 3270 1967
Cr 23 274 7,2 88 2176 686
Mo 23 781 10,2 130 2890 2648
W 24 786 19,2 134 3650 8393
Fe 25 079 7,9 73 1812 475
Co 24 660 8,8 69 1768 477
Ni 26 084 8,9 67 1728 473
Cu 24 493 8,9 406 1356 1625
VI.3. Размеры лунок
в некоторых металлах
от единичных импульсов
при электроискровом упрочнении
[38]
Металл Диа- Высота метР лунки лунки Объем лунки в мм3
мм
Ti 1,0 0,160 0,04700
Zr 0,8 0,200 0,05500
V 0,69 0,145 0,02920
Nb 0,8 0,140 0,03640
Cr 0,7 0,110 0,02510
Mo 0,7 0,100 0,02500
W 0,8 0,087 0,02181
Fe 1,3 0,200 0,13300
Co 1,3 0,210 0,13300
Ni 1,5 0,220 0,19985
Zn 1,7 0,250 0,291785
Прим г е ч а н и е.
i к. з. = = 100 а 1, иа =
= 46 з, С = 1100 мкф.
Процесс эрозионного разрушения металла импульсным разрядом может осу-
ществляться по разным механизмам.
На рис. VI.2, ж представлена зависимость толщины удаленного слоя металла
от длительности импульса (мощность источника Wu = Ю5 кал/(см2-сек), электрод
алюминиевый) для различных механизмов процесса [19]. Кривая 1 отражает процесс
непрерывного удаления металла в капельном состоянии при нагреве поверхности
участка электрода до Кривая 2 отражает процесс, при котором поверхность
участка нагревается до tnA, но металл капельно удаляется единовременно в конце
разряда. Кривая 3 соответствует случаю, когда наряду со спокойным испарением
имеет место капельный выброс к концу разряда. Кривая 4 — случаю, когда поверх-
ность нагревается еще до конца разряда до температуры, при которой имеет место
спокойное испарение и капельный выброс отсутствует.
2. РЕЖИМЫ ОБРАБОТКИ, ГЕНЕРАТОРЫ ИМПУЛЬСОВ
Практическое осуществление электроэрозионной обработки, независимо от ее
разновидности, возможно лишь при условии импульсного подвода энергии в зону
обработки. Параметры импульсов тока являются одной из важнейших характеристик
процесса, определяющей все технологические показатели обработки. Некоторые об-
щие характеристики импульсов приведены ниже.
226
Энергия импульса
~ Pcpqtu-
Амплитуда тока импульса /тах — Kq. Максимальная мощность импульса Ртах =
= РсрЯ- Средняя мощность импульса [32] РСр~ UbnJcp-
Величина оптимального тока 10пт при импульсной обработке
IOnm = Ky/~Fp,
где К — коэффициент; Fp — расчетная величина площади обрабатываемой поверх-
ности.
Значения Д’ зависят от материала электродов и параметров режима: при обра-
ботке стали 45 медным электродом и f = 400 имп/сек К = 0,27, электродом из ЭЭГ
при f = 50 имп/сек — К — 0,2.
Зависимость 10пт от площади обрабатываемой поверхности показана на
рис. VI.3, а. Выбор режима по току для черновой импульсной обработки может про-
изводиться и по номограммам рис. VI.3, б—е.
Представленная на рис. VI.3, е номограмма связывает между собой основные
параметры электроимпульсной обработки и позволяет определить оптимальные зна-
чения электрического режима в зависимости от площади обрабатываемого изделия
с учетом шероховатости поверхности и производительности обработки. При пользо-
вании номограммой, представленной на рис. VI.3, д, для машинного генератора по
заданной площади обработки FPi следуя в направлении стрелок сначала вверх (до
точки А), затем влево до пересечения с наклонными прямыми (точка В) и шкалой
тока, устанавливают величину рабочего тока и ступень токоограничивающего сопро-
тивления (в соответствии с индексацией на станке). Затем, идя от точки В вниз, оп-
ределяют напряжение холостого хода.
В табл. VI.4—VI.9 и на рис. VI.4, а—д представлены некоторые зависимости,
полученные для различных условий электроимпульсной обработки. На схеме VI.2
приведена классификация генераторов импульсов, а в табл. VI. 10—VI. 12 — основ-
ные характеристики некоторых генераторов.
Длительность импульса tu при постоянной частоте f
VI. 4. Характеристики напряжения на электродах
при различных разновидностях электроэрозионной обработки
Разновидность обработки График изменения U Значение U
Электроконтактная на постоянном токе и, J'fs J и = £/0 = const (/ = Uq 4“ Umax Sin CO/; Uq > (/max
То же на перемен- ном синусоидальном токе и /^\ \'Umax (/ = (/max Sin CO/
Электроимпульсная на токе с импульсами большой длительности и малой скважности U i Л 5л Zn art 2 2 и-^(4+гс»“'+ + cos 2co/ — cos 4co/ 4- • • Л 1,0 0,0 J У == (/max cos СО/ при 0 < 0)/ < ~
15!
227
Продолжение табл. VI. 4
Разновидность
обработки
График изменения U
Значение U
Электроискровая
высокочастотная им-
пульсами малой дли-
тельности и большой
скважности
п cos со/-cos 0
—J-cosO
при 0 > f > О
Электроискровая
импульсами от релак-
сационного генератора
/ _______£\
U ~ Umax v — Т /
при со/ < 2л: — 0
___£
U = ^тах С т при 2л: > со/ >
> 2л: — 0; т— RC
0,180,210,280,33 0,42 0,5 0,620,7^7140
600 П------'—
400
200
40 h
20
3 5 10 -20 50 100 200300
6р,смг
'6600
- 6300
"4900
-3100 *
- 1500 4
- 700
_250
д) Твердый
сплав,d,hЗе(р,мм
0,28 -0J2- 0,07 -0,15
0,18 -0,25-0,06 -0,13
27 232119 17 15
Qv,mm5Imuh
Рис. VI.3. Взаимосвязь параметров режима и результатов при электроимпульсной
400 ил/п/сж); б — номограмма для определения режимов обработки при f =
f = 100 имп/сек*, г — номограмма для определения производительности при f
при машинном генераторе (/, 1Ц III — соответственно черновой, средний, чистовой
режима при электронно-
228
VI.5. Напряжение U&m в в на эрозионном промежутке
при максимуме тока для различных материалов заготовки
Полярность Армко- железо Сталь Алю- миний Медь Твердый сплав
45 У8 XI8H9 ВК8 I Т15К6
Прямая (заготовка- анод) 24 26 22 25 30 21 25 24
Обратная (заготовка- катод) 30 31 31 27 30 21 22 24
Примечание.
Электрод-инструмент—медь; среда—трансформаторное масло.
6) t
600 -
400 -
*200 -
Rz,mm
60 -
90 -
zo
5 Ю 20 9050 100 200300900
Fp,CMz
'6720
3900 2
~ 1620
750
900
220
е) 8$, мм
h, мм,стали
д
<§ -0,05
£ §
§ -ОРЗ -0,09
Rz,mkm
§
35
§70
i
- 60
Rz,mm
# 0320,590$ 0,9 у 1,28W11
gooboo ' '
600 -
900 -
\200 -
60 -
90 - У
20\£j_
'9100'-
5000-
s.
I
1700
790
________________. . 210
5 10 20 50 100200300600
l'D,CMZ
900
-0,09
-0,07
-0,015
-0,03
25 - 90
-0,06
-0,01
-0,02 5,
-30
Qv,мм3!мин
* Сталь Твердый сплав'
f~22000uMnjceK Т=8000имп1сек
130 [220
20 -
15 -
13 -
11 -
10 \-
110 - 170
70 -
100
30 -
-30
-15
60
[2
5
5 6 7 8 9 1011 13 15 20 25 30 Fp,cw
IcpiQ
30 ‘
I
£
£
I
обработке: а — зависимость 10пт от площади обработки F; (/ — 50 имп!сек\ 2 —
400 имп1сек,\ в — номограмма для расчета производительности обработки при
50 имп1сек\ д — номограмма для выбора режима электроимпульсной обработки
режимы обработки; h — глубина измененного слоя); е — номограмма для выбора
полупроводниковом генераторе
229
г) С!у(а),мм3/мин
Рис. VI.4. Некоторые зависимости при эрозионном разрушении металлов импульс
мента ук от длительности импульса tu при различной силе тока (tn — длительность
электрода-инструмента — медь; заготовка (катод) — низколегированная сталь;
дительность Qv электрода при различной полярности и длительности импульса tu
прокачка жидкости непрерывная при давлении 0,5 ати; скважность импульсов
латунь (+), (—); 6 — медь (+); 7, 8 — графит (+), (—); в — влияние состава ма
фит (+), (—); 3 — мщъ (+); 4,6 — латунь (—), (+); 5 — силумин (+); г — влияние
изводительность Qv (электрод-инструмент — медь 0 40 мм, заготовка — низколе
(условия те же, что в а); е — зависимость производительности обработки от энергии
прямоугольной формы; tu == 10 мксек); 1 — / = 3 а; 2 — 10 а; 3 — 4,5 а; 4 — 20 а;
импульса (/, 2, 3 — импульсы трапе
230
О 4 8 12
Ми,мдж
ним разрядом: а — зависимость производительности Q и износа электрода-инстру-
паузы; tLf> — длительность цикла); форма импульсов тока прямоугольная; материал
^шах = 24 в; tjt^ — 0,94; б — влияние состава электродного материала на произво-
(электрод—цилиндр 0 25 мм с внутренним каналом 0 4 мм', заготовка — сталь;
tultn = 4 : 1, Ip = 25 а, 13ф — 20 а); 1 — медь (—); 2, 3 — силумин (—), (+); 4, 5 —
териала электрода на относительный износ ук. Условия те же, что в б\ 1,2 — гра-
длительности пауз tn между импульсами при электроимпульсной обработке на про-
гированная сталь Up = 22 в, tu = 0,08 мсек)\ д — влияние tn на износ электрода ук
и формы импульса (/, 3, 5 — импульсы трапецеидальной формы; 2, 4 — импульсы
5 — 6,5 а\ ж — относительный износ электрода ук в зависимости от энергии и формы
Цеидальные; 4, 5 — прямоугольные)
231
VI. 6. Напряжение U&n на промежутке при максимуме тока
для различных жидкостей
Полярность Масла Керосин Вода
трансформа- торное индустриаль- ное техническая дистиллиро- ванная
Прямая 22 23 23 ’ 20 18
Обратная 31 32 28 14 13
Примечание. Электроды; сталь У8—медь.
tVI.7. Данные по износу электрода и скорости обработки
импульсами различной формы
Показатели Обрабатываемый материал
Сталь 56НХМВ7 Сталь Х12 Карбид вольфрама
Энергия импульса в мдж Длительность импульса в мксек Амплитуда переднего фронта в а Максимальный ток в а Износ электрода на им- пульс Y/с* 10е в мм3 Скорость обработки на импульс Qy-106 в мм3 Относительный износ электрода в % Частота импульсов в кгц Форма импульса 10,6 26 20 22 12,9 37,4 34 8 П 10,5 54 10 10 1,4 31 4,5 6 ПО 10,7 54 1,2 18 0,01 33,6 0,03 6 ТО 10,6 26 20 22 9,8 40,5 24 8 * П 10,5 54 10 10 1,2 31 4,0 6 ПО 10,8 54 1,2 18 0 38,8 0,01 8 ТО 11 27 21 24 3,5 10,5 32 8 П 11,5 30 1,0 38 2,2 19,8 11 8 ТО
Обозначения*. П — прямоугольный импульс; ПО — прямоугольный импульс
оптимальной длительности; ТО — трапецеидальный импульс оптимальной длитель-
ности.
Примечание.
Электрод—электролитическая медь; плюс на электроде.
VI. 8. Значения Кь v и у для некоторых жаропрочных
никелевых сплавов
Материал электрода-инструмента С в мкф
1-10 10-60
Ki V Y V Y
Латунь ЛС 59, чугун, алюминий и его сплавы МГ-4 и ЭЭГ 4,2 3,3 0,53 0,53 0,5 0,5 0,1 4,5 0,53 0,53 0,35 0,35
232
VI.9. Характеристики эрозионного промежутка
Пары электродов 1 Среда Полярность и6н в в °6и в в и6« в в а6к в в т в мксек в мксек
Медь—сталь 45 Индустриальное мас- ло 12 Прямая 26 1,8 21 1,05 25 5
Медь—сталь 45 То же Обратная 33 2,4 25 1,3 30 7
Медь—сталь 45. Прямая 28 2,8 21 1,3 15 4
Медь—ВКб » » 25 2,4 19,5 1,1 25 5
ЭЭГ—сталь 45 » » 39 1,7 28 1,25 65 18
ЭЭГ—сталь 45 » Обратная 37 1,56 26 1,4 50 14
ЭЭГ—В Кб » Прямая 38 2,2 26 1,2 80 25
ЭЭГ—В Кб Обратная 34 2,7 23 1,0 30 6
Медь—сталь 45 Дистиллированная во- да Прямая 28 1,7 21 1,3 16 4
Медь—сталь 45 То же Обратная 29 2,6 21 0,8 16 4
Медь—В Кб » Прямая 27 1,9 18 1,1 30 9
Медь—В Кб » Обратная 27 2,6 20,5 0,95 25 * 7
ЭЭГ—сталь 45 » Прямая 35 1,85 25 1,3 50 14
ЭЭГ—сталь 45 » Обратная 38 1,9 29 1,0 30 8
ЭЭГ—В Кб Дистиллированная во- да Прямая 41 2,8 26 2,0 70 20
ЭЭГ—В Кб То же Обратная 39 2,1 27 1,7 40 13
Примечание. Прямая полярность соответствует включению электрода из стали 45 или твердого сплава В Кб анодом; обратная — включению катодом. Gqh, Gqk, <ут — среднеквадратичные разбросы соответствующих значений.
КЛАССИФИКАЦИЯ ГЕНЕРАТОРОВ ИМПУЛЬ
Генераторы импульсов
234
Транзисторные
Тиристорные
Игнитронные
Тиристорные и инверторные
Вентильные с питанием
от высокочастотного генератора
Коммутаторные
Индукторные
С питанием от импульсных машинных генераторов — Комбинированные
С питанием от машин повышенной частоты —
С питанием от переменного тока 50 гц —
235 С питанием от статических импульсных генераторов —
VI. 10. Принципиальные схемы генерирования
Наименование схем Метод генерирования Электрические
Напряже- ние в в Энергия импульса в дж
Релаксацион- ные Зарядка накопительной емкости 3 от источника электрической энер- гии 1 через токоограничивающую цепь 2 и самопроизвольная разрядка на межэлектродный промежуток 4 по достижении напряжения на емко- сти, равного пробивному для уста- новленной величины промежутка 100—300 (питания) 10'6—10
С прямой ком- мутацией Зарядка накопительной емкости 3 от источника электрической энер- гии 1 через токоограничивающую цепь 2 и управляемая во времени устройством 6 разрядка через комму- татор 4 на межэлектродный проме- жуток 6 100—200 (питания) 10'4—1
С коммутацией на высоком на- пряжении Зарядка накопительной емкости 3 через токоограничивающее устрой- ство 2 от источника высокого напря- жения 1 и управляемая во времени устройством 5 разрядка через комму- татор 4 и импульсный трансформа- тор 6 на межэлектродный промежу- ток 7 До 20 кв (питания) 10" 4— 10а
Машинные Генерирование импульсного напря- жения с помощью электрической ма- шины 1 с особой формой индуктора и специальным шагом обмотки. Для получения симметричного напряже- ния применяется униполяризация с помощью коллектора или вентиля. Энергия к межэлектродному проме- жутку 3 подводится через токоогра- ничивающее сопротивление 2 100 (максималь- ное); 20—30 (среднее) 50—1
236
импульсов тока для электроэрозионной обработки
характеристики Принципиальная схема Полярность
Длитель- ность импульса в мксек Скваж- ность Частота повторения Де- тали элект- рода
0,5—200 Большая Верхний предел опре- деляется энергией им- пульса и состоянием межэлектродного про- межутка; 200—0,1 кгц 2 + —
гп J
1—50 Большая Верхний предел опре- деляется коммутиру- ющим устройством (иг- нитроны 0,1 кгц, тири- сторы 5—10 кгц) ? 4 Г-Ч НН h-1 + —
5 -Г Шу
0,5—20 Большая Верхний предел опре- деляется коммутиру- ющим устройством (иг- нитроны — 0,05 кгц, тиратроны 50 кгц, им- пульсные средние лам- пы 0,2—3 кгц) ЭКЮ-' + —
1000—100 Малая — до 1 : 4 400—800 гц 2 — +
237
Наименование схем Метод генерирования Электрические
Напряже- ние в в Энергия импульса в дж
Вентильные не- управляемые Питание межэлектродного проме- жутка 4 от источника напряжения 1 синусоидального или искаженной формы через электрический вентиль (выпрямитель) 2 и токоограничива- ющее сопротивление 3 40-80 До 300
Вентильные управляемые То же, но с управлением момен- том начала разряда в межэлектрод- ном промежутке с помощью устрой- ства 5 и управляемого вентиля 2 До 200 —
Ламповые Пропускание через первичную об- мотку импульсного трансформатора 4 импульсов тока от источников по- стоянного тока высокого напряже- ния 1 с помощью электронной лам- пы 2, отпираемой и запираемой управляющим устройством 3. Им- пульсы напряжения, возникающие на вторичной обмотке трансформа- тора 4, вызывают разряды в меж- электродном промежутке 5 До 20 кв —
Транзисторные Пропускание через межэлектрод- ный промежуток 5 импульсов тока от источника постоянного тока низ- кого напряжения 1 через токоогра- ничивающие сопротивление 2 и тран- зистор 5, отпираемый и запираемый управляющим устройством 4 Ограничено транзисто- ром (обычно до 100— 120 в на один тран- зистор) 1
238
Продолжение табл. VI. 10
характеристики Полярность
Длитель- ность импульса в мксек Скваж- ность Z Частота повторения Принципиальная схема Де- тали элект- рода
5000—250 Малая 0,05—1 кгц от сети и машинных преобразова- телей; 50—100 кгц — от ламповых генерато- ров 3 ф/ г1 1==^ — +
5000—500 нижний предел 50—100 Обычно малая, но может дости- гать 1 : 10- 1 : 20 0,05 кгц от сети с игнитроном до 5—8 кгц от машинного преобра- зователя с тиристором J (для 1 + (ДЛЯ ГО СП + стали) гвердо- [лава)
Нижний предел 0,2-0,5 Любая; на выс- ших ча- стотах обычно малая Верхний предел обычно 1—2 кгц Й 'St? + —
Нижний предел 0,2—0,5 Любая; на высо- ких ча- стотах обычно малая Верхний предел 50— jl00 кгц ограничен тран- зисторами 2 3 + (при 1 ШОЙ С] НОС' (при л скважн стал боль- кваж- ги) «алой [ОСТИ, ть)
239
VI.И. Генераторы импульсов на основе схемы 7? С с пониженным износом электрода-инструмента
Схема Принцип действия Характеристика
Z 0 5’ 4 « V т Зарядка конденсатора 3 через сопротивление 2 от источника постоянного тока 1 напряжением 100—250 в до напряжения пробоя межэлектрод- ного промежутка 5 и разрядка через промежу- ток униполярным импульсом увеличенной дли- тельности благодаря наличию сопротивления 4 в разрядной цепи Уменьшенный износ электрода при обработке стали, при малых скоро- стях съема износ незначителен. Весьма низкая производитель- ность обработки твердых сплавов при сравнительно небольшом умень- шении износа.
2 0 J = 4Г“ ЕМ 5 То же, но разрядка импульсом увеличенной длительности благодаря наличию индуктивности 4 в разрядной цепи Режимы получения малых из носов без резкого снижения производитель- ности обработки трудноосуществимы
7. И 3 = ПН S 7 Разрядка конденсатора 3 на межэлектродный промежуток 4 происходит через обмотку транс- форматора 5, во вторичную обмотку которого включено переменное сопротивление 6. При этом за счет изменения импеданса разрядной цепи достигается растягивание импульса тока и устра- нение импульсов обратной полярности (за счет введения активного сопротивления). Конденса- тор малой емкости 7 несколько улучшает ста- бильность работы, не сказываясь существенно на форме импульса Возможно изменение характери- стики импульса тока в широких пре- делах. Установка определенных соотно- шений индуктивности и активного сопротивления для получения уни- полярного импульса тока обеспечи- вает минимальный износ электрода- инструмента
1
Попилвв
То же, но для изменения индуктивности
трансформатора 5 (выполнен с насыщаемым сер-
дечником) через его обмотку III пропускают
подмагничивающий ток
Растягивание импульса тока через межэлек-
тродный промежуток 4 достигается за счет изме-
нения индуктивности дросселя насыщения 5 при
изменении тока в его обмотке управления с по-
мощью переменного сопротивления 6, одно-
временно играющего роль активного сопротивле-
ния в разрядной цепи для подавления импульса
обратной полярности
Возможно изменение характери-
стики импульса тока в широких пре-
делах.
Установка определенных соотно-
шений индуктивности и активного
сопротивления для получения уни-
полярного импульса тока обеспечи-
вает минимальный износ электрода-
инструмента
Для уменьшения износа электрода-инструмен-
та в разрядную цепь введен вентиль 5, не допу-
скающий прохождения тока обратной полярно-
сти через межэлектродный промежуток
Импульсы тока обратной полярности минуют
межэлектродный промежуток, протекая через
шунтирующие вентиль 5 и конденсатор 6.
В паузах между импульсами энергия обратных
импульсов, запасаемая в конденсаторе 6, рассеи-
вается на сопротивлении 7
Дает сравнительно небольшое
уменьшение износа электрода-инстру-
мента, но без значительного умень-
шения производительности обработ-
ки. Схема пригодна для любых режи-
мов обработки
Импульсы обратной полярности через меж-
электродный промежуток гасятся противотоком
через вентиль 5 с помощью трансформатора 6
за счет индуктирования импульсов во вторичной
обмотке II во время основного разряда с тре-
буемым сдвигом во времени благодаря емкости 8
и сопротивлению 7. Через сопротивление 9 пау-
зы между импульсами стекает заряд с емкости 8
Дает некоторое повышение произ-
водительности обработки по стали и
существенное уменьшение износа
электрода-инструмента. Требует точ-
ного подбора величин элементов схе-
мы
VI. 12. Схемы и основные характеристики гене
Наименование Принцип действия Техническая характеристика
Мощность в кет Произво- дительность в мм9/мин Класс чисто- ты обра- ботки
г [fjj =L Ь Т т RC Зарядка конденса- тора 3 через сопро- тивление 2 от источ- ника постоянного то- ка 1 напряжением 100—250 в до напря- жения пробоя меж- электродного про- межутка 4 и раз- рядка через проме- жуток коротким им- пульсом 0,005— 10 До 50 по твердому сплаву До 300 по стали 4—9 2—8
У Lj RLC Зарядка конденса- тора 4 через сопро- тивление 2 и индук- тивность 3 от источ- ника постоянного тока 1 напряжением 100—200 в до про- боя межэлектродного промежутка 5 и раз- рядка через проме- жуток коротким им- пульсом 0,005— 10 До 60—80 по твердому сплаву До 350—450 по стали 4—9 2—8
5® LC Зарядка конденса- тора 4 через индук- тивность 2 (обмотку вибратора) почти до двойного напряже- ния источника пита- ния 1 и разрядка через межэлектрод- ный промежуток 5 при сближении электродов якорем 3 вибратора. При ко- ротком замыкании выключение тока быстродействующим выключателем 0,5—10 До 70 по твердому сплаву До 800 по стали 3—4 2—3
242
раторов импульсов электроэрозионных станков
Область применения Оборудование Достоинства схемы Недостатки схемы
Обработка твердых сплавов, стали и других материалов Большинство отечественных и зарубежных уни- версальных и специализирован- ных копироваль- но-прошивочных, координатно-про- шивочных, шли- фовальных и других электро- эрозионных стан- ков Простота схемы, дешевизна и высо- кая надежность. Возможность про- шивания на значи- тельную глубину без принудительной подачи рабочей жид- кости. Широкий диапа- зон энергии импуль- сов и мощностей Малая производи- тельность при необхо- димости получения вы- сокой чистоты поверх- ности. Низкий к. п. д. Значительный износ электрода-инструмен- та
То же Некоторые за- рубежные копи- ровально-проши- вочные станки Схема RLC не- сколько сложнее, чем схема RC. Возможность про- шивания на значи- тельную глубину без принудительной подачи рабочей жид- кости. Широкий диапа- зон энергии импуль- сов и мощностей Производительност ь и к. п. д. несколько выше чем при схе- ме RC. Значительный из- нос электрода-инстру- мента. Более сложное ре- гулирование проме- жутка, чем при схе- ме RC
Предваритель- ная обработка, извлечение поло- манного инстру- мента Некоторые за- рубежные копи- ровально-проши- вочные станки Схема LC несколь- ко сложнее, чем схема RC. Возможность про- шивания на значи- тельную глубину без принудительной подачи рабочей жид- кости. Высокий к. п. д. Значительный из- нос электрода-инстру- мента. Более сложное ре- гулирование проме- жутка, чем при схе- ме RC
16*
243
Наименование Принцип действия Техническая характеристика
Мощность в квт Произво- дительность в мм*/мин. Класс чисто- ты обра- ботки
Зарядка конденса- тора 4 от источника переменного тока 1 через токоограничи- вающую емкость 2 и выпрямительный мост 3. Разрядка че- рез межэлектродный промежуток 5 ко- ротким импульсом 0,25-5 До 70 по твердому сплаву До 300 по стали 3-5 2—4
/ LA п сс -4 - '5
7 ИВ4 Тиратронный LC Зарядка высоко- вольтного конденса- тора 3 от источника высокого напряже- ния 1 через индук- тивность 2 почти до двойного напряже- ния. В момент до- стижения максимума напряжения разряд- ка через тиратрон 4, поджигаемый управ- ляющим устрой- ством 5 и импульс- ный трансформатор 6 на межэлектродный промежуток 7 0,5—1,5 До 30 по твердому сплаву 6—8
[7] "р Тиратронный LC То же, но с фик- сацией двойного на- пряжения на емкости с помощью венти- ля 8 до управляе- мого во времени мо- мента поджига ти- ратрона 0,5—1,5 До 30 по твердому сплаву 6—8
244
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Черновые и сглаживающие режимы электро- эрозионных стан- ков Электроэрози- онные станки мо- делей 57М, 157 Простота схемы, дешевизна и высо- кая надежность. Возможность про- шивания на значи- тельную глубину без принудительной подачи рабочей жид- кости. Высокий к. п. д. Невозможность по- лучения высокой чи- стоты обработки
Обработка твердосплавных деталей и инстру- мента Генераторы ГИТ-IM, ГИТ-2, 1ВЧИУ-М Довольно большая производительность обработки при высо- кой чистоте поверх- ности Небольшая глуби- на дефектного слоя на поверхности бла- годаря краткости импульса Низкий к. п. д. Значительный из- нос электрода-ин- струмента. Сложность и доро- говизна генератора. Необходимость при- нудительной подачи рабочей жидкости в межэлектродный про- межуток
Обработка твердосплавных деталей и инстру- мента — То же То же
245
Наименование Принцип действия Техническая характеристика
Мощность в кет Произво- дительность в мм3/мин Класс чисто- ты обра- ботки
г ? Зарядка высоко- вольтного конденса- тора 4 от машин- ного генератора по- вышенной частоты 1 через повышающий трансформатор 2 и вентиль 3. Разрядка во время отрица- тельной полуволны питающего напря- жения через тира- трон 5, поджигаемый устройством 6, и им- пульсный трансфор- матор 7 на меж- электродный проме- жуток 8 5—10 До 100-150 по твердому сплаву 4—5
Машинно-тиратронный гене- ратор
7 ОЩЗЖЖ 1—ж С искровой коммутацией Последователь ная зарядка конденсато- ров 4 от источника постоянного тока 1 высокого напряже- ния через индуктив- ность 2, вентиль 3 при вращении стрел- ки 5 искрового ком- мутатора и разрядка конденсаторов 4 стрелкой 6 через импульсный транс- форматор 7 на меж- электродный проме- жуток 8 2—7 До 100 по твердому сплаву 4—5
246
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Производитель- ная обработка твердосплавных деталей и инстру- мента под окон- чательную довод- ку с помощью абразивов Небольшая глуби- на дефектного слоя на поверхности бла- годаря кратности импульса. Весьма большая п р оиз водител ь ность обработки твердого сплава Значительный износ электрода-инструмен- та. Сложность и доро- говизна генератора. Необходимость при- нудительной подачи рабочей жидкости в межэлектродный про- межуток
То же — Небольшая глуби- на дефектного слоя на поверхности бла- годаря кратности импульса. Весьма большая п роиз водитель ность обработки твердого сплава. Несколько более простая и надежная конструкция комму- татора Значительный износ электрода-инструмен- та. Необходимость при- нудительной подачи рабочей жидкости в межэлектродный про- межуток. Значительный шум при искровой комму- тации
247
Наименование Принцип действия Техническая характеристика
Мощность в квт Произво- дительность в мм3/мин Класс чисто- ты обра- ботки
2 OTfe С управляемым искровым разрядником Зарядка конденса- тора 8 от источника постоянного тока 1 высокого напряже- ния через индуктив- ность 2 и разрядка через воздушный промежуток между вращающимися дис- ками 4 (в моменты инициирования раз- ряда импульсным источником высокого напряжения 5) и импульсный транс- форматор 6 на меж- электродный проме- жуток 7 2—7 Rq 100 по твердому сплаву 4—5
4 у » у—z Коммутаторные Индуктирование симметричной им- пульсной э. д. с. в обмотке 3 якоря, расположенной про- тив полюсов индук- тора 4 на узком участке, в момент прохождения ею су- женных полюсов пе- ременно-полюсного индуктора. Униполя- ризация импульсов с помощью располо- женного на одном валу с ротором ком- мутатора, состоящего из двух систем сег- ментов 2, с наложен- ными на них щет- ками 1 4—40 До 7000 по стали 1-3
248
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Производитель- ная обработка твердосплавных деталей и инстру- мента под окон- чательную довод- ку с помощью абразивов Небольшая глуби- на дефектного слоя на поверхности бла- годаря кратности импульса. Весьма большая производительность обработки твердого сплава. Несколько более простая и надежная конструкция комму- татора Значительный износ электрода-инструмен- та. Необходимость при- нудительной подачи рабочей жидкости в межэлектродный про- межуток.. Значительный шум при искровой комму- тации
Высокопроиз- водительная об- работка полостей сложной конфи- гурации в стали и жаропрочных и магнитных сплавах (обычно предварительная) МГИ-2, МГИ-2М, МГИ-3, МГИ-ЗМ, МГИ-4 для станков мо- делей 4Б722, 4723, 4724 Простота схемы, дешевизна и высо- кая надежность. Высокий к. п. д. Малый износ электрода-инстру- мента при обработ- ке стали с исполь- зованием углеграфи- тированных электро- дов. Весьма высокая производительность обработки стали \ Значительная глу- бина зоны термическо- го воздействия (до 0,2 мм) на металл. Возможность воз- никновения микро- трещин значительной «глубины (до 0,15 мм) при обработке твер- дых сплавов и неко- торых жаропрочных сталей. Сравнительно невы- сокая точность обра- ботки (0,1 мм — сквоз- ных отверстий и 0,2 мм — фасонных полостей)
249
Наименование Принцип действия Техническая характеристика
Мощность в кет Произво- дительность в мм*!мин Класс чисто- ты обра- ботки
Ия Индукторные с асимметрич- ной формой импульсной э. д. с. Индуктирование асимметричной им- пульсной э. д. с. в обмотке / статора (за счет сложения индуктируемых гар- монических состав- ляющих), вызывае- мое пульсацией маг- нитного потока, соз- даваемого обмоткой возбуждения 3 бла- годаря вращению зубцового якоря 2 1 7—14 До 3000 по стали 1—3
Д Д п । /1\ Ь- Индукторные с симметрич- ной формой импульсной э. д. с. Индуктирование симметричной им- пульсной э. д. с. в обмотке 1 стато- тора за счет пуль- саций магнитного потока, создаваемого обмоткой возбужде- ния 3 при прохожде- нии зубцов якоря 2 мимо узких пазов в статоре. Упиполя- ризация импульсов с помощью двух по- лупериодных выпря- мительных мостов До 7 До 700 по стали До 150 по твердому сплаву 2-5 3—5
250
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Высокопроиз- водительная об- работка полостей сложной конфи- гурации в стали и жаропрочных и магнитных сплавах (обычно предварительная) МИГ-2А, МИГ-2Б Простота схемы, дешевизна и высо- кая надежность. Высокий к. п. д. Малый износ электрода-инстру- мента при обработ- ке стали с исполь- зованием углеграфи- тированных электро- дов. Весьма высокая производительность обработки стали Значительная глу- ' бина зоны термическо- го воздействия (до 0,2 мм) на металл. Возможность воз- никновения микро- трещин значительной глубины (до 0,15 мм) при обработке твер- дых сплавов и неко- торых жаропрочных сталей. Сравнительно невы- сокая точность обра- ботки (0,1 мм—сквоз- ных отверстий и 0,2 мм — фасонных полостей)
То же, но с несколько более высокой чистотой обработки — То же То же
/ -
251
Наименование Принцип действия Техническая характеристика
Мощность в квт Прризво- \ дительность в мм^/мин Класс ЧИСТО- ТЫ обра* ботки
‘a> Статический магнито насы- щаемый генератор Создание унипо- лярных импульсов через межэлектрод- ный промежуток 3 за счет искажения синусоидального на- пряжения питающей сети с помощью ма- гнитонасыщаемого пйкового трансфор- матора 1 с одно- (или двух) полупе- риодным выпрямле- нием вентилем 2. Сопротивление 4 ограничивает ампли- туду тока (на грубых режимах отсутствует) 10-50 (30— 150 ква) До 15 000 по стали Ниже 1
Un 1—и—1 Вентильные с питанием от сети или машин повышенной частоты Получение унипо- лярных импульсов тока в межэлектрод- ном промежутке 3 за счет его пробоя в момент, когда под- ведена положитель- ная полуволна на- пряжения питания 1 благодаря вентилю 2. Ограничение и регулирование ам- плитуды тока осуще- ствляется сопротив- лением 4 До 30 от сети 50 гц До 5 от машин повы- шенной частоты До 5000 по стали До 500 по стали 1 2—4
252
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
. Высокопроиз- водительная предварительная обработка боль- ших стальных штампов и круп- ных стальных де- талей — Простота схемы, дешевизна и высокая надежность. Высокий к. п. д. Малый износ элек- трода- и нструмента при обработке стали с использованием уг- леграфитированных электродов при не- слишком грубых ре- жимах. Весьма высокая производительность обработки стали Значительная глу- бина зоны термическо- го воздействия (до 0,2 мм) на металл. Возможность воз- никновения микро- трещин значительной глубины (до 0,15 мм) при обработке твер- дых сплавов и неко- торых жаропрочных сталей. Сравнительно невы- сокая точность обра- ботки (0,1 мм—сквоз- ных отверстий и 0,2 мм — фасонных полостей)
Предваритель- ная обработка стали Генераторы вы- полняются на ба- зе любых машин повышенной ча- стоты (обычно 200, 400, 500 и 1000 гц) с герма- ниевыми и крем- ниевыми выпря- мителями То же То же при питании от машин повышенной частоты и в значитель- но большей степени при питании от сети 50 гц
253
Техническая характеристика
Наименование Принцип действия Мощность в кет. Произво- дительность в мм3/мин Класс чисто- ты обра- ботки
V" ы , VJTTZT 1 T Т-ЙД- Вентильные высокочастот- ные Получение унипо- лярных импульсов тока через межэлект- родный промежуток 5 с высокой частотой повторения за счет однополупериодного выпрямления венти- лем 2 периодическо- го напряжения вы- сокой частоты, соз- даваемого генерато- ром /. Вентиль 3 предотвращает про- текание через меж- электродный про- межуток тока обрат- ной полярности (за счет плохого выпря- мления на высоких частотах). Сопротив- ление 4 ограничи- вает амплитуду то- ка, т. е. определяет режим обработки 0,5—3 До 200 по стали До 70 по твердым сплавам 3—5 (до 7 при мень- шей про- изво- ди- тель- но- сти)
U/1 J С питанием от сети 50 гц и управляемым вентилем Получение унипо- лярных импульсов тока в межэлектрод- ном промежутке 2 в течение положи- тельной полуволны напряжения на вто- ричной обмотке трансформатора L Регулирование ам- плитуды и длитель- ности осуществляет- ся за счет управле- ния моментом под- жига игнитрона 3 с помощью фазоре- гулируемого устрой- ства 4 До 30 До 5000 1—2
254
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Доработка по- лостей и деталей после обработки с помощью ма- шинных и вен- тильных (низко- частотных) гене- раторов, обработ- ка небольших деталей из стали и жаропрочных сплавов ВГ-ЗБ, ВГ-ЗВ, ВГ-ЗГ Малый износ электрода-и нстру- мента при обработ- ке стали с исполь- зованием углеграфи- тированных электро- дов Сложность и доро- говизна генератора. Необходимость при- нудительной подачи рабочей жидкости в межэлектродный про- межуток
Предваритель- ная обработка стали Генераторы вы- полняются’ на сва- рочных игнитро- нах Малый износ электрода- и нстру- мента при обработ- ке стали с исполь- зованием углеграфи- тированных электро- дов (при малой скважности). Весьма высокая производительность обработки стали Так же, как у ком- мутаторных схем, но при небольшой скваж- ности, в меньшей сте- пени при увеличении скважности
255
Техническая характеристика
Наименование Принцип действия Мощность в квт Произво- дительность в мм*/мин Класс чисто- ты обра- ботки
г т Вентильные управляемые Получение в меж- электродном проме- жутке 4 униполяр- ных импульсов тока регулируемых дли- тельности и ампли- туды за счет измене- ния момента отпира- ния управляемого вентиля (тиристо- ра) 2 с помощью фа- зорегулируемого устройства 3 4—25 До 400 по стали 2—7 i
5 0 7 Ламповый, прямого про- хождения импульса Пропускание через первичную обмотку импульсного транс- форматора 4 с по- мощью электронной лампы 2, отпираемой устройством 3, им- пульсов тока от источника постоян- ного тока 1 высокого напряжения. Индук- тируемый во вторич- ной обмотке транс- форматора 4 меж- электродный про- межуток 5 импульс пробивает и произ- водит эрозию Обычно ДО 1 5—2 по твердому сплацу ОО О ,
256
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Предваритель- ная обработка стали Приставки к генераторам МГИ-2 и МГИ-3 для станков 4А722 и 473 Простота . схемы, дешевизна и высо- кая надежность. Высокий к. п. д. Весьма высокая производительность обработки стали. Уменьшение глу- бины дефектного слоя благодаря уменьшению длитель- ности импульсов. Возможна обработ- ка твердого сплава без опасности обра- зования микротре- шин Дефицитность, до- роговизна и невысо- кая надежность тири- сторов в (настоящее время)
Обработка пре- цизионных дета- лей из твердого сплава 2ВЧИУ, 10ВЧИУ Весьма высокая чистота обработки Низкий к. п. д. Сложность и доро- говизна генератора. Необходимость при прошивании прину- дительной подачи ра- бочей жидкости в меж- электродный проме- жуток
17 л. Я- Попилов
257
Наименование Принцип действия ' Техническая характеристика
Мощность в кет Произво- дительность в мм*/мин Класс чисто- ты обра- ботки
[р-^тг™ 6 Ламповый, с накопителем в анодной цепи При быстром за- пирании электронной лампы 2 управляю- щим устройством 3 электрическая энер- гия, запасенная в магнитном поле трансформатора 4 за счет тока, протекаю- щего от источника питания /, выделяет- ся в межэлектрод- ном промежутке 5, производя эрозию. Частота стабилизи- руется пьезокристал- лом 6 — — —
Z (£ fefz 0 . т, Т [—1 п п 1 4 ^упр Транзисторный широкодиа- пазонный с последовательным соединением транзисторов При одновремен- ном отпирании и за- пирании блока тран- зистора 2 с помощью управляющего уст- ройства 4 через меж- электродный проме- жуток 5 протекают от источника по- стоянного тока 1 им- пульсы тока, дли- тельность, частоту повторения и скваж- ность которых мож- но изменять в широ- ких пределах. Ам- плитуда регули- руется переменным сопротивлением 0,4—1 10—20 (твердый сплав и сталь) 4-6
258
Продолжение табл. VI. 12
Область применения Оборудование Достоинства схемы Недостатки схемы
Прецизионная резка спрофи- лированным электродом — Весьма высокая чистота обработки Низкий к. п. д. Сложность и доро- говизна генератора. Необходимость при прошивании прину- дительной подачи ра- бочей жидкости в меж- электродный проме- жуток
Копирование, резание ТГИ-1, ТГИ-2 «Agiepuls» То же Дефицитность, до- роговизна и невысо- кая надежность тори- сторов (в настоящее время). Большое число па- раллельно работаю- щих транзисторов
17*
259
При электроискровой обработке tu < 10“4 сек, при электроимпульсной tu >
Г> 10“4 сек.
Т
Скважность импульса q = — , где Т — период повторения импульсов. При
электроискровой обработке 30—10 > q^> 5; при электроимпульсной 1—0,5< q<^
< 5.
Максимальное значение разрядного тока /£,ах в релаксационной схеме RC
и в схеме с независимым генератором 7^ах
тр ___ Uh тг =
'max ’ max Rc ’
V ~L
где С — емкость; UH — начальное напряжение разряда [11 ]; L — полная индуктив-
ность разрядного контура; Е — э. д. с. источника тока; Rc — полное сопротивление
системы (промежутка и цепи).
Время достижения током максимального значения t — 2л КLC.
Длительность импульса в разрядном контуре схемы RC (пренебрегая омическим
сопротивлением контура)
/ц = Зг9С;
где гв — волновое сопротивление; Ьш, LK, Ьэ — индуктивности токоподводящих
шин конденсатора узла крепления электродов. При многожильных коаксиальных
шинах ze = - - . При параллельном соединении ряда конденсаторов [47 ]
Ход вольтсекундной характеристики U& (t) первой полуволны искрового разряда
U(>=U6h [о,7 ехр (-2,4-^-) + 0,з] ,
где — напряжение начала искровой стадии разряда (около 90—ЗОв); 7\ — про-
должительность первой полуволны напряжения.
Общее количество пг импульсов, вырабатываемых импульсным генератором,
пг = пх + пк + пр,
где пх — импульсы холостого хода, пк — короткого замыкания и пр — в эрозионном
промежутке (рабочие). При стабильной работе пр близко к 100%.
Частота следования импульсов при электроэрозионной обработке
f ==_________!------.
2,3/?Clg '
Un ~ Ufa
Некоторые характеристики импульсных дуговых разрядов, используемых при
электроимпульсной обработке, приведены в табл. VI.5 и VI.6.
На рис. VI.4, е показана зависимость производительности обработки от энергии
импульса для импульсов различной формы, а на рис. VI.4, ж — зависимость износа
электрода от энергии и формы импульса. Величина амплитуды тока переднего фронта
импульса для устойчивого возбуждения разряда должна быть не ниже 1—2 а.
В табл. VI.7 приведены некоторые числовые данные по износу электрода и ско-
рости обработки в зависимости от формы и характера импульсов.
Эрозионный промежуток во время разряда может рассматриваться как элемент
электрической цепи — нелинейное сопротивление, вольтвременная (U—t) обобщен-
ная характеристика которого имеет вид, показанный на рис. VI.5, а: 1 — участок
260
U 12 20 i^a
Рис. VI.5. Некоторые характеристики электрических параметров электро-
эрозионной обработки: а — вольтвременная характеристика эрозионного
промежутка; б—зависимость производительности обработки Qv от вели-
чины тока короткого замыкания 1К, 3\ в — зависимость предельного значе-
ния тока короткого- замыкания 1К. пр от степени заряда а конденсаторов;
г — зависимость предельного значения тока короткого замыкания от
емкости; д — зависимость относительного объемного износа электрода-
инструмента у от тока короткого замыкания
261
с круто падающим напряжением (формирование канала разряда); 2 — участок с мо-
нотонно уменьшающимся напряжением (искро-дуговая стадия разряда); 3 — участок
постоянного напряжения на промежутке (дуговая стадия). Падение напряжения на
эрозионном промежутке описывается эмпирическим уравнением, справедли-
вым для разных материалов электродов, полярностей, сред и длительностей импульса
t/d(O = ^ + (^d«-^)e т,
где U&k — напряжение в конце разряда (участок 3 рис. VI.5, a), U^H — в начале
послепробойной стадии; т — постоянная времени длительности участка 2.
В табл. VI.8 приведены некоторые электрические параметры эрозионного проме-
жутка при работе с широкодиапазонным транзисторным генератором импульсов
(f= 4- 102н-2- 105 гц\ 1Ср = 25 а).
Высокочастотная разновидность электроэрозионной обработки проводится при
частотах от нескольких тысяч герц до сотен килогерц. Соответственно она условно
разделяется на высокочастотную электроискровую и высокочастотную электроимпуль-
сную. Высокочастотная электроискровая обработка характеризуется использова-
нием коротких импульсов большой скважности (свыше 30). При этом отношение р,
между энергией единичного импульса Wi и ее средним значением (Wcp) за период
повторения колеблется в пределах от 10 до 100. Отношение длительности импульса
тока к его амплитуде весьма мало. Высокочастотная электроимпульсная обработка
проводится с использованием импульсов малой скважности (1,2—3). При этом р
имеет значение при тех же частотах по крайней мере на один порядок ниже (1,1—5),
чем при высокочастотной электроискровой обработке. Отношение длительности им-
пульса тока к амплитуде соответственно на порядок выше.
Основные особенности высокочастотной электроимпульсной обработки: инстру-
ментом служит анод; заготовка является катодом; оптимальный материал инстру-
мента — углеграфит; скорость съема по стали в 5—10 раз выше, чем по твердому
сплаву. Рабочие среды те же, что и при низко- и среднечастотной электроимпульс-
ной обработке. При обработке на промежуток подаются униполярные отрицательные
импульсы с амплитудой 100—600 в. Режимы обработки регулируются по частоте и по
току. Скважность импульсов q~ 1,14-3; отношение амплитуды тока к среднему
значению силы тока 1,2—7 а. Энергия импульсов в пределах 0,00005—0,5 дж, а сред-
няя мощность, вводимая в зону обработки, составляет 0,005—3 кет. Энергия им-
Рср
пульсов IFs может быть выражена как W$ = —, где Рср — мощность, выделяе-
мая в эрозионном промежутке при полной реализации импульсов напряжения; f —
частота импульсов.
Рассмотрим зависимость производительности обработки с применением RC-re-
нераторов от силы тока короткого замыкания [1].
Производительность электроэрозионной обработки пропорциональна средней
мощности РСр.п, выделяющейся в разрядном промежутке,
Qv — КРср. п — КЦрРср, к*
где Qy — производительность обработки в мм3/мин; К — коэффициент пропорцио-
нальности, зависящий от теплофизических свойств материала электродов, состава
рабочей жидкости и длительности импульса, в мм3/(мин- вт); — к. п. д. разряд-
ного контура; Рср, к — средняя мощность в электрическом поле конденсатора.
К. п. д. разрядного контура т)р учитывает потери энергии в активном сопротив-
лении проводников контура, переходном сопротивлении контактов, а также диэлек-
трические потери конденсатора.
Средняя мощность в электрическом поле конденсатора
Рср. к =
где WK — энергия, запасенная в электрическом поле конденсатора.
Пренебрегаем временем разряда tpt так как оно существенно меньше времени
заряда 4, т. е. tp <С и полагаем, что импульсы следуют через равные промежутки
времени,
262
Напряжение на конденсаторе Uc возрастает по формуле
Uc = Ua(l-e™),
где Un — напряжение источника питания.
Время зарядки конденсатора до начального напряжения разряда U§H
t3 = RC In —: -jj иj •
1 — Utti/Un,
Частота следования импульсов
1
=-------------------в
RC In ----,!
1 — U(,HIUn
Энергия, запасенная в электрическом поле конденсатора,
Обозначим UbHIUn = а, тогда
U2„ а» U2n „г
in i~ in i~
1 — ct 1 — a
Следовательно, для напряжения источника питания Un = const
Qv = B^pIK.s----гдеВ = -ф1; /к.а=-^.
1ПТ^Г
Таким образом, производительность прямо пропорциональна силе тока корот-
кого замыкания 1К. 3 при постоянном начальном напряжении разряда U&H.
На рис. VI.5, б показаны кривые зависимости производительности обработки
жаропрочного сплава от силы тока короткого замыкания Qy = f^K,3) ПРИ Раз"
личных значениях а = U§nlUn. Как видно из графиков, при некотором значении IK, 3i
различном для разных а, зависимость Qy = f (1К э) начинает отклоняться от ли-
нейной и убывать. Это связано с нарушением релаксационного режима работы
схемы RC и переходом ее в дуговой режим работы по мере возрастания 1К. з-
Значения 1К. э, соответствующие максимуму производительности, обозначим
через 1К, пр — предельный ток короткого замыкания.
При заданных С и U3ap величина сопротивления R не может быть меньше неко-
торого значения, так как дальнейшее уменьшение R приводит к переходу работы
генератора RС в дуговой режим.
На рис. VI.5, в представлена зависимость 1К, Пр = f (а) для широкого диапазона
емкостей. По даннным рис. VI. 5, в для тех же условий на рис. VI.5, г представлен
график зависимости IK. пр = f (С) при различных значениях а. Из графика следует:
О 1к, пр зависит ота при фиксированных значениях емкостей; 2) 1К. Пр растет с ростом
емкости. Эти зависимости достаточно точно определяются формулой
где Ki — коэффициент пропорциональности (табл. VI.9), зависящий от материала
электродов, емкости, состава среды; v, у — показатели степени, характеризующие
влияние степени зарядки конденсаторов и величины емкости. Работа на 1к.пр> обес-
печивая максимальную производительность, вызывает ухудшение качества поверх-
ности (повышение шероховатости и увеличение термически измененного слоя).
263
На рис. VI.5, д показана зависимость относительного объемного износа электро-
да-инструмента от 1К, 3. Как видно из рис. VI. 5, д, начиная с 1К. з — 0,81К. пр, износ
резко увеличивается. В целях повышения качества поверхности и снижения износа
электрода-инструмента следует работать при 3 = (0,74-0,8) 1К, пр —
== (0,74-0,8)/QavCY.
Umax >6
Рис. VI.6. Характер некоторых источ-
ников питания при' электроэрозион-
ной обработке: а — схема включения
генератора ИГИ18 (/?б — балластное
сопротивление; RM— шунтовое сопро-
тивление); б — характеристики холо-
стого хода генератора; в—характери-
стики генератора при активной на-
грузке
Рассмотрим несколько подробнее высокочастотный индукторный генератор
ИГИ18 с внешним формирователем импульсов для электроэрозионной обработки,
предназначенный для чистовой обработки деталей на станках больших размеров
(4724А, 4725, 4726), рассчитанный на частоту 8100 имп!сек, средний номинальный ток
1Ср — 100 а и амплитудное напряжение £/Шах = 160—180 в.
VI. 13. Характеристики генератора ИГИ18 [22]
!ср ^эф а im Лэф
2,5 104 — 1,15 160 176 17,0 —
11 99 12,5 1,2 156 189 18,2 0,507
37 83,5 42,7 1,25 144 186 47,0 0,76
69 67 82,1 1,31 120 172 82,5 0,74
98 55 113,7 1,36 164 226 116,5 0,62
128 40,5 147,2 — 96 293,7 149 0,49
150 32 169,5 1,45 88 357,5 — 0,43
243 7,5 — — — 433 — —
Обозначения'. Um и Ucp — амплитудное и среднее напряжения на выходе выпря- мителя; Uхт — амплитудное напряжение на зажимах генератора; q — скважность; 1аф — эффективное значение рабочего тока; /^эф — эффективное значение тока гене- ратора; 1ср — среднее значение рабочего тока.
264
Генератор включается по схеме рис. VI. 6, а. Формирование импульсов тока про-
исходит вследствие периодического насыщения и рассыщения дросселя Др с торой*
дальним сердечником (объем сердечника 3,8 си3; средний диаметр сердечника 30 мм;
ширина ленты 50 и 20 мм; число витков 14; сечение провода 13,3 мм; толщина ленты
0,05 мм) [22].
На рис. VI.6, б показаны характеристики холостого хода генератора ИГИ18
при отключенных формирователе и выпрямителе и постоянной скорости вращения
(п = 3000 об/мин) [22].
Характеристики генератора ИГИ18при активной (линейной) нагрузке приведены
в табл. VI. 13 и на рис. VI.6, в (ток возбуждения 1в = 0,5 а; = 44,5 мкф; С2 ==
= 5,4 мкф; С3 — 40,8 мкф).
Данные по скорости съема при обра-
ботке стальной заготовки (сталь 45) мед-
ным электродом (анод) и питании от гене-
ратора ГМС-630 приведены в табл. VI. 14.
В табл. VI. 15—VI. 17 приведены ха-
рактеристики некоторых генераторов им-
пульсов.
На рис. VI. 7, а показана взаимо-
связь параметров режима /, С, f с вели-
чиной зазора 6 для случая электроискро-
вого прошивания стали медно-вольфрамо-
вым электродом.
Генераторы импульсов с полупровод-
никовыми приборами, транзисторные и ти-
ристорные технически более эффективны,
чем релаксационные и машинные генера-
торы. Их применение значительно улуч-
шает технологические характеристики
VI. 14. Скорость съема
при обработке стальной заготовки
медным электродом
Ток в а Обрабаты- ваемая площадь в мм2 Съем в мм2/мин
50 3 000 720
100 7 000 1500
150 10 000 2450
200 13 000 3300
250 13 000 4120
электроэрозионных станков. Транзистор-
ные импульсные генераторы обычно выполняются широкодиапазонными (диапазон
частот от 102 до 10б гц) на средние токи—от долей ампера до сотен ампер. Характе-
ристики одного из современных отечественных широкодиапазонных транзисторных
генераторов модели ШГИ-125-100 приведены в табл. VI. 18—VI.21 [6, 22, 25, 27].
Диапазон режимов генератора ШГИ-125-100 при обработке твердых сплавов
представлен в табл. VI.21.
Высокочастотный транзисторный генератор модели ГТИ-3 предназначен для
модификации электроэрозионных станков 4531, 4В721 и др.
Основные технические данные
генераторов [27]:
Диапазон частот следования им-
пульсов в кгц .........
Диапазон длительности импульсов
в мксек.......................
Максимальный средний ток при
работе на эрозионную нагрузку
в а...........................
Максимальная потребляемая мощ-
ность в ква . •...............
.Частота питающей сети в гц . . . .
Напряжение питающей сети в в . .
Число фаз питающего напряжения
Габариты в мм.................
Масса в кг....................
ШГИ-125-100 ГТИ-3*
0,1—100 20—440
3—9000 1—10
125 12
7,5 1,6
50 50
380 380
3 3
1500Х800Х 1500 330X490X1130
630 100
♦ Количество используемых силовых транзисторов 6 шт.
В табл. VI.22—VI.24 приведены режимы генератора ГТИ-3.
265
Рис. VI.7. Взаимосвязь электрических параметров режима с резуль-
татами обработки: а — взаимосвязь параметров режима (/, С, f) с вели-
чиной зазора б (цифры у точек указывают емкость в мкф).Частоты раз-
рядов: 1 — 130 000 сек’1; 2 — 32000 сек’1; 3—8000 сек’1; б — зави-
симость удельной производительности Qy и относительного износа у
от частоты (электроды: медь — сталь 45; полярность обратная); 1 —
1ср = 8,5 а (при f — 400 кгц 1сп = 5,5 a), F = 300 мм2; 2 — 1Ср=*
5 а (при f— 400 кгц 1Ср— 3 а), г = 100 мм2; в—зависимость произво-
дительности Qy от скважности импульсов q (электроды: медь — сталь
45; полярность обратная; Icp = const = 3,5 а); 1 — f= 200 кгц, Wu =
0,65 мдж; 2 — / = 100 кгц, Wu = 1,3 мдж; 3 — f— 50 кгц, Wu =»
2,4 мдж; г — зависимость относительного износа у от скважности
(условия те же, что в б); д— скважность, длительность и мощность
импульсов
266
VI. 15. Характеристики некоторых генераторов импульсов [22]
Показатели Модель генератора
ГМС-630 МГИП-9 МГИ-2МС
Частота следования импульсов, гц 100 400 400
Длительность импульса в мксек 3000—6000 1000—1300 1000—1300
Номинальный ток при работе на эро- зионный промежуток в а:
один контур 250 250 НО
три контура 630 — —
Максимальная производительность по стали (медный электрод) в мм3/мин:
при 1Ср = 100 а 1400 —» 1500
» 1ср = 250 а 3500 3500 —
Максимальная шероховатость в мм:
при 1Ср~ ЮО а 0,5 — 0,35
» 1ср — 250 а 0,9 0,65 —
Максимально потребляемая мощность в ква 100 23,6 6,5
Масса в кг:
генератора 400 600 175
трансформатора 670 — —
Тип трансформатора ТМГИ-1000 — —
267
Vlje. Технологические характеристики широкодиапазонных
генераторов [20)
Частота f в кгц Ток средний Ьр в ° Ток ампли- тудный 'амв а Длитель- ность импульса tu в мксек Производи- тельность Qy в мм*/мия Относитель- ный износ у в % Класс чистоты поверх- ности
0,4 140 200 2000 1750 18 1
0,4 70 100 2000 850 7 1
0,4 35 50 2000 420 3 2
6 90 140 120 750 38 3
6 45 75 120 380 23 3
6 20 35 120 180 18 3
22 40 60 30 280 39 3—4
22 20 30 30 130 30 4
22 10 15 30 60 22 4
0,4 100 — — 1100 0,6 1
4 60 — — 420 0,3 2
8 35 — — 180 0,2 3
16 10 — — 50 0,3 4 •
66 9 — — 30 0,7 5
160 3 — — 4—6 1,0 6
44 20 — — 90 55 4—5
66 10—12 — — 40 67 5
100 5—7 — — 12 75 6
100 2,3-3 — — 1,5—2 82 7
Примечание. Электроды: медь — сталь 45; полярность обратная.
268
VI. 17. Характеристики генераторов на полупроводниковых
приборах [26]
Тип генератора Частота в кгц Макси- мальный средний ток в а Максималь- ная производи- тельность по стали в мм3/м,ин Потреб- ляемая мощ- ность в ква Фирма- разработчик
SPF25 2—100 25 410 4,0 Sparkatron (Англия)
SPF60 1—200 60 680 5,5 То же
SPF80A — 80 955 8,0 »
SPF120 1—200 120 1380 11 »
NPS20 — 20 410 4,0 Е1ох (Мичиган, США)
NPS40 — 40 822 7,5 То же
NPS60 двухканальный — 60X2 1230 9,5 »
NPS100 двух- канальный — 100X2 1920 15 »
TR3O0 0,36; 0,72 2,4; 8; 16; 32; 64 300 3840 25 »
Agiepuls — 15 30 45 70 200 зёо 2 4 6 Agie (Швейцария)
Agiepuls 0,4—100 30 45 75 200 350 800 4 6 10 То же
Agiepuls 0,4—100 75 150 800 2200 10 20 » »
Agiepuls 150 0,4—25 150 2200 20 »
H300 — 300 5000* 40 »
Isopulse P2 10—250 24 450 — Charmilles (Швейцария)
Isopulse P3 10—250 50 900 — То же
ELP2 0,4—10 400 5600 — »
TO3 0,4—100 60 ' 500 3,5 AEG(Elotherm) (ФРГ)
Indumat (аппаратура— тиристоры) До 25 240 — 20 То же
* Используемая аппаратура — транзисторы. При испытаниях фактически произво- дительность оказалась ниже рекламной на 20% (4000 ммй/мин).
269
VI. 18. Диапазон режимов генератора ШГИ-125-100 [27]
Пара электродов Частота в кгц Скважность Средний ток в а Площадь обработки в мм2 Производи- тельность в мм9/мин Относитель- ный износ В % Класс чистоты поверхности
Медь—сталь 45 1 1,5 НО 5000 1100 0,7 1
То же 8 2 55 3000 * 400 0,3 2
» 44 2 25 1500 200 0,2 3
» 66 2 11 500 45 0,5 4
» 100 3 7 500 25 0,7 5
» 100 3 3 250 6 1,0 6
ЭЭГ-сталь 45 1 1,2 125 5000 1250 0,1 1
То же 8 1,5 55 3000 500 0,05 2
» 22 2 30 1500 200 0,1 3
» 66 2 11 500 55 0,2 4
» 100 2 7 500 30 0,3 5
Медь—ВК8 22 2 12 500 16 10 3
Медь—В К15 22 2 12 500 17 6 3
Примечание. Данные таблицы относятся к работе с малым износом инструмента, импульсами
тока ступенчатой формы на обратной полярности.
VI. 19. Диапазон режимов генератора ШГИ-125-100 [27]
Пара электродов Полярность Частота в кгц Скважность Средний ток в а Площадь обработки в мм2 Производи- тельность в мм*/мин Относитель- ный износ В % Класс чистоты поверхности
Медь—сталь 45 Обратная 0,4 1,1 140 5000 1650 15 Вне*
класса
То же 0,4 1,1 125 3000 1550 15 То же
1 1,1 125 3000 1520 25 1
» 8 1,2 70 3000 710 30 2—3
» 22 1,5 25 1500 180 45 4
66 1,5 12 500 45 70 5
100 3 5 250 7 85 6
Латунь—сталь 45 Прямая 100 3 1,5 250 2 75 7*
ЭЭГ—сталь 45 Обратная 0,4 1,1 125 5000 1300 0,01 —
То же 1,0 1,1 125 3000 1250 0,1 1
» 8 1,2 60 3000 650 0,8 2—3
» 22 1,5 20 1500 150 2 4
» 66 1,5 10 500 35 15 5
Примечание.
Данные таблиц VI. 19 и VI.20 относятся к работе генератора ШГИ-125-100 на
прямоугольных импульсах при черновой и получистовой обработке стали 45 на обрат-
ной полярности импульсами тока ступенчатой формы.
♦ С емкостью 0,05 мкф.
270
VI.20. Диапазон основных режимов генератора ШГИ-125-100 [27]
Частота в кгц Скваж- ность Средний ток в а Площадь обработ- ки в мм2 Производи- тельность в мм'/мин Относитель- ный износ в % Класс чистоты поверхности,
0,4 1,1 125 5000 1700 10 Вне класса
0,4 1,1 60 3000 900 8 То же
0,4 1,1 30 3000 420 6 1
1 1,1 120 5000 1680 14 1
1 1,1 60 3000 800 11 1
1 1,1 30 3000 380 9 1—2
8 1,2 75 3000 650 21 2
8 1,2 37 1500 300 15 3
8 1,2 18 1500 160 10 3
22 1,2 40 1500 190 43 3
22 1,2 20 1500 100 32 4
22 1,2 10 500 55 28 4
VI.21. Диапазон режимов генератора ШГИ-125-100 [27]
Пара электродов Частота в кгц Средний ток в а Прощадь обработ- ки в мм2 Произво- дитель- ность в мм3/мин Относи- тельный износ в % Класс чистоты поверх- ности
ЭЭГ—ВК8 0,4 30 500 120 35 3
ЭЭГ—ВК15 0,4 30 500 140 30 3
ЭЭГ-ВК8 1 12 500 60 34 4
ЭЭГ-ВК8 8 15 500 35 36 5
Медь—ВК8 44 14 500 18 90 6
То же 100 5 250 5 60 7а
» 100 1,5 250 1,9—2,0 80 7в *
Медь—В К15 100 1,5 250 2,1 78 76 *
Примечание. Работа на прямой полярности. ♦ С емкостью 0,05 мкф.
Генератор ГТИ-3 обеспечивает производительность разрезания твердого сплава
ВК20 латунной проволокой диаметром 0,2 мм для детали толщиной 30 мм: 11—
12 мм*Iмин при чистоте поверхности класса 6 в; 9 мм*1мин при чистоте поверхно-
сти 7-го класса.
271
to VI.22. Характеристики обработки с генератором ГТИ-3
Материал детали Материал инстру- мента Полярность • Режим обработки Производительность в мм3/'мин Чистота поверх- ности по ГОСТу 2789—59 Износ в %
tu в мксек f в кгц Положение переключателя «Мощность» V я аз со р в ат и Напряжение на вибраторе в в аз о? Класс
Сталь 45 Медь Обратная 1 440 1 2,5 100 2,5 30 1,9 0,7 7в 103
» 45 » » 1 440 2 4 170 3 50 3,5—4,5 * 1—1,2 7а 124
» 45 » 2,5 200 3 8 300 2 30 14,3 2,0 66 101
» 45 » 4 100 3 8 300 1 20 15 5,25 6а 99
» 45 » » 10 66 3 12—13 300 0,3 20 38—47 2,5—4 5 77—65
» - 45 » 10 66 3 2 1 0 80 0,6 — — —
ВК8 Латунь Прямая 1 440 1 2,5 100 2 — 3,5 0,5 86 97
ВК8 » » 1 440 2 5 170 2 — 5,6 — — 147
ВК15 » 2,5 200 3 9 300 2 — 11,6 1,1—1,2 7а 159
ВК15 » » 4 100 3 8 300 1,4 — 13,4 1,2 7а 169
ВК15 » 10 66 3 12—13 300 0,6 — 18—19,8 1,35 6в 160—207
ВК15 Медь » 1 440 1 3 300 2 — 3,1 — — 58
ВК15 » » 1 440 2 4,3 300 1 — 5 — — 67,5
ВК15 » » 1 440 3 6,5 300 0,5 — 6,9 — — 82,5
* Большее значение относится к большей величине сопротивления, подключенного параллельно эрозионному промежутку.
VI. 23. Показатели обработки при использовании
генератора ГТИ-3
Материал детали Толщина детали в мм Режим обработки Производительность в мм*! мин Чистота поверх- ности по ГОСТу 2789-59 Межэлектродная среда
tu в мксек f в кгц Положение переключателя «Мощность» а « Ra в мкм класс
ВК8 20 5,5 44 3 1,4 1,1—1,2 7а
ВК15 24 1 100 3 0,6 3,0 0,8 7в
ВК15 24 4 44 3 1,5 8,6 1,0—1,1 7а
ВК20 23 3 44 3 1,5 8,6 1,1 7а
ВК20 40 3 44 3 2,0 11,6 1,0—1,15 7а
ВК20 23 4 44 3 1,6 10,5 1,25 7а
ВК20 7 4 44 2 1,0 5,3 1,2 7а Керосин
ВК20 30 4 44 2 1,6 9,4 1,2 7а
ВК20 40 4 44 2 1,8 10,5 1,2 7а
ВК20 30 4 44 3 2,1 12,5 1,25—1,3 6в
ВК20 40 5,5 44 3 2,6 14,5 1,55 6в
Титан 10 5,5 30 3 1,3 9,5 — —
Титан 38 5,5 30 3 2,3 25 — —
Х12М 15 5,5 30 3 1,4 16 — 6
У10А 15 5,5 30 3 1,4 12 — Деионизи-
Сталь 45 10 5,5 44 3 2,0 20 — — рованная вода
Латунь 9 5,5 44 3 2,1 24,7 — —
Медь 15 5,5 44 3 1,9 12,3 — —
VI.24. Режимы прошивки стали и твердых сплавов
с помощью генератора ГТИ-3
Материал детали Материал инструмента Полярность Частота в кгц Произво- дитель- ность в мм*/мин Класс чистоты поверх- ности Износ В %
66 35—40 5 70—80
Сталь 45 Медь Обратная 100—200 13—15 6 100—110;
400 3—4 7 120—130
ВК15 66 16-18 6 180—200
ВК15 Латунь Прямая 100—200 11—13 7 •140—160
ВК8 440 3—4 8 100—110!
18 Л. Я- Попилов
273
3. ОБОРУДОВАНИЕ (СТАНКИ И РЕГУЛЯТОРЫ)
В табл. VI.25—VI.28 приведены характеристики некоторых станков для электро-
эрозионной обработки, в табл. VI.29—VI.32 — данные о регуляторах режима элек-
троэрозионных станков.
6)
Число контуроВ
Рис. VI.8. Некоторые характеристики
много контур ной электроэрозионной
обработки: а — многоконтурные схемы
(Р — регулятор); б — много контурная
схема для станков с одним генерато-
ром; в — зависимость кратности увели-
чения производительности от числа
> контуров
Электроэрозионная обработка с несколькими электродами-инструментами, в от-
дельных контурах которых можно поддерживать режим, отличный от режима дру-
гих контуров, называется многоконтурной. В цепи каждого контура обычно имеется
устройство (например, сопротивление) для независимого регулирования режима
только в данной цепи (рис. VI.8, а). Многоконтурная схема для станков с одним ге-
нератором показана на рис. VI.8, б [33].
Некоторые зависимости, характеризующие работу многоконтурной схемы
рис. VI.8, б, приведены ниже.
274
Сопротивление контура г, обеспечивающее возможность одновременной работы
при многоконтурной обработке с питанием от генераторов МГИ,
(0,5-=-0,7) (п — 1) R, или
г Unp — U&
Umax-Unp
где R — внутреннее сопротивление источника питания и общих для всех контуров
участков цепи; п — число контуров; например, для двухконтурной схемы должно
быть г 0,77?, трехконтурной г 1,4/?, четырехконтурной г 2,1 7? и т. д.; Unp —
напряжение, необходимое для пробоя эрозионного промежутка; U& — напряжение
на электродах во время импульсного (дугового) разряда; t/max — максимальное мгно-
венное значение э. д. с. генератора.
Средний рабочий ток в одном контуре одноконтурной схемы
т ___ UСР U& ср
1ср1~ ^+7 •
Средний ток в одном из n-контуров многоконтурной схемы при одновременной
работе всех контуров [33]
т __UCp—U&cp j 1 R + r
lepin- nR+r или 1сР1п-1сР1пЯ + г.
Суммарный ток, проходящий в общем участке цепи многоконтурной схемы, при
работе одного генератора на п контуров
.пТ Я + Г
1об~п1ср'1йГГг-
При многоконтурной обработке на одношпиндельных станках электроды взаимо-
связаны не только общим источником питания, но и общим приводом подачи. Наи-
более удобно в таких случаях осуществлять регулировку не по току, а по напряже-
нию на эрозионном промежутке, как показано на рис. 8, б. В этих условиях суммар-
ный ток для всех контуров Ioq с учетом влияния общего привода подачи определится
как
г т R -J- г (1 t
где t — время пауз, вызванных реверсом регулятора в общем времени Т работы од-
ноконтурной (при п = 1) схемы.
На рис. VI.8, в показана носящая экстремальный характер зависимость произ-
водительности от числа контуров для случая -у- = 0,05. Для каждого конкретного
случая обработки существует оптимальное число контуров, увеличение которого не
оправдывается повышением производительности.
В табл. VI.26 приведены характеристики некоторых электроэрозионных стан-
ков, нашедших промышленное применение.
Показатели производительности, чистоты и точности обработки в табл. VI.26
не приводятся, так как на одном и том же станке, изменяя характер режима и условия
обработки, можно получать различные результаты. Общий характер зависимостей,
многократно рассмотренных в данной главе, сохраняется для всех видов оборудова-
ния, независимо от конструктивного исполнения. Описания схем и деталей устрой-
ства станков отдельных моделей приведены в литературе с достаточными подроб-
ностями.
В табл. VI.29—VI.32 содержатся некоторые характеристики регуляторов подачи
электроэрозионных станков и данные об их элементах.
г
18*
275
to
о
VI.25. Основные технические характеристики гаммы электроэрозионных копировально-прошивочных станков [56]
Показатели Модели станков
0 I п ш IV
V Точность станков Высокая Нормальная
Размер стола (шири- на X длина) в мм 125X200 200X360 400X630 800X1200 1250X2000
Оптимальная площадь обработки в мм21 1200 3500 12 000 30 000 45 000
Наибольшая масса в кг:
обрабатываемой детали 15 50 750 2500 9000
электрода и электрододержате- ля 1 8 25 75 225
Координатные переме- щения в мм:
продольное 125 250 400 800 500
поперечное 100 160 250 500 Нет
Точность отсчета коор- динат в мм 0,004 0,004 0,01 0,01 0,01
Рабочий вертикальный ход шпинделя в мм 80 80 200 200 > 250
Наибольшее расстоя- ние от стола до торца шпинделя в мм 200 320 600 800 1150
Тип генератора Транзш ШГИ-25-440 зторные ШГИ-125-100 * Тиристорно- транзисторный КГ-250-400 * Полупроводников^ щен ГМС-400 * ле и магнитонасы- [ные ГМС-630
Режимы работы генера- тора:
частота в кгц 8; 66; 440 0,4; 1; 8; 22; 66; 100 0,15; 0,4; 1; 8; 22; 66; 100 0,1; 0,4; 8; 66 0,1; 0,4; 8; 66
ток в a 25; 10; 6,3 125; 100; 63; 25; 10; 5 250; 125; 100; 63; 25; 10; 5 400; 160; 100; 25 630; 250; 100; 25
Производительность черновой обработки ста- ли в мм3/мин 200 1100 4000 7000 10 000
Класс чистоты черно- вой обработки по ГОСТу 2789—59 4 1 Вне класса
Производительность чистовой обработки в ммР/мин 10 5 40 50 80
Класс чистоты чистовой обработки по ГОСТу 2789—59 7 6 5 5 5
Габариты станка в мм 870X745X1590 1200X1000X2000 1650X1300X2900 2500X1800X3300 4600X3000X4500
Примечание. Имеется установочное вертикальное перемещение головки.
* Возможно использование машинных генераторов.
VI.26. Основные характеристики некоторых
Показатели Электроискро
57М-6ОМ 157 183 185 4720 4В721
Размеры стола в мм:
ширина или диаметр 85 200 550 550 160 200
длина 140 — 300 330 — 300
Наибольшая масса обрабаты- ваемой детали в кг 3 25 250 100 8 20
Расстояние торца шпинделя от стола в мм:
наибольшее 100 ПО 250 250 240 250
наименьшее — — — — 40 140
Основное назначение станка УКП УКП УКП УКП УКП УКП
Габариты станка в мм:
длина 400 750 1350 1350 1600 760
ширина 450 1100 1350 1350 1100 670
высота 1200 1850 2100 2100 1000 1580
Мощность в ква 1,5 1,8 7 7 0,8 1,2
Масса станка в кг 80 420 1350 1400 .330 660
Тип генератора импульсов и марка RC RC RC RC RC RC
Тип регулятора подачи ЭМ ЭМ ЭМ ЭМ ЭМ ЭМ
Объем жидкости в ванне в л 3,5 15 250 250 — <—
Ориентировочная стоимость в тыс. руб. 1,1—2,9 4,3 6,8 8,5 4,0 4,0
278
станков для электроэрозионной обработки
вые станки
185 34М2 62М 150-153 159-162 183В 187 200
120 50* 1800 * 1100* 100 *
— ' 50* — — — 2100 * 400 * 65*
10 — — — — 250 250 —
250 — — — — —- — —
— — — — — — — —
Р; Ш МО МО мок МО ИС пш МО
Относится к установке 820 410 1060 230 1800 1350 420
вращающегося стола и спец- оснастки на 710 620 1150 550 1100 1350 200
станке 185 1620 476 1350 250 2100 2100 220
0,6 0,3 0,8 0,6 7,0 14 0,1
280 50 600 32 1400 1400 15
RC RC ЯС RC RC RC RC
ЭМ * ЭМ ЭМ ЭМ ЭМ ЭМ ЭМ
4 2 2 2 250 250 0,3
— 4,2 6,4 4,5—10 2,7—4 7,5 9,0 0,5
279
Показатели Электроискровые станки
120 А207-13 А207-20 4531 4532 4Б722
Размеры стола в мм:
ширина или диаметр — 150 150 * 115* 200 * 250
длина — 50 150 * 80 * 200 * 400
Наибольшая масса обрабаты- ваемой детали в кг — — — 8 60 120
Расстояние торца шпинделя
от стола в мм:
наибольшее __ — — — 470
наименьшее — — — — — 290
Основное назначение станка МО УКП УКР УКР УКР УКП
Габариты станка в мм:
длина . 1000 900 1500 700 1160 1270
ширина 850 720 700 590 917 1070
высота 1150 1270 2100 1370 1732 2100
Мощность в ква 1 0,7 0,5 — — 11—15
Масса станка в кг 600 100 700 — — 1500—1750
Тип генератора импульсов и марка RC RC RC RC RC МГИ-2МС + + ВГ-ЗВ
Тип регулятора подачи — ЭМ ЭМ ЭМ ЭМ МПР
Объем жидкости в ванне в л 0,5 — — — — —
Ориентировочная стоимость в тыс. руб. 14,8 2,9 4,5 7,0 15,0 8,0
Обозначения: У КП — универсальный копировально-прошивочный; МО — для
ИС — извлечение сломанного инструмента; ПШ — плоско-шлифовальный; УКР —
ционные генераторы; МГ — машинные генераторы; Вч — высокочастотные генера
проводниковые; ЭГ — электрогидравлические; Р — расточной станок; Ш — шлифоваль
Размеры обрабатываемых деталей.
280
Продолжение табл. VI.26
Электроимпульсные станки Высокочастотные электроэро- зионные станки
4723 4А724 4725 4726 2ЭФУ 2ЭПС 5СЭО
400 630 1000 1250 50* 150 *
500 1000 1600 2000 50 * 150* —
400 1200 4000 9800 — — —
500 700 1150 1310 — — —
300 400 250 410 — — —
УКП УКП УКП УКП УКР УКП Р; Ш
1500 2000 4200 4600 1500 750 550
1170 1660 2600 2900 800 1000 450
2000 2500 3880 4640 1200 1650 1500
20—25 40 60 60 1 1,1 —
1800 4500 13 500 15 000 500 1000 500
МГИ-П9 + + В Г-38 ГМС-400; ИГИ-18 ГМС-630; ИГИ-18; ИГИ-100-66 — ЗВЧИУ 2ВЧИУ 8ВЧИУ
МПР МПР ЭГ ЭГ ЭМ ЭМ ЭМ
— — — — — — 3
15,0 20 30 40 8,0 6,0 —
прошивания малых отверстий; МОК — координатный для малых отверстий и сеток;
универсальный копировально-разрезной (проволочным электродом); R С — релакса-
торы; ЭМ — электромеханические регуляторы различных типов; МПР — магнитополу-
ный станок.
281
382
Sparcatron (Англия) - > Ft Я □ ПЭ Li <л AEG Elotherm (ФРГ) Фирма
о •-I
SM-17 SM-48/2 F-400 F-300 Elbomat 407/TO6/F7 Elbomat 400/T02/F11 Elbomat 402/TO3/F2A Модель
380X 225 1214X857 405X265 300X200 500X750 240X 400 400X 550 Размер стола (ширина X длина) в мм
1 910; 460 326 1 545 400 (140) 500 Расстояние от стола до головки максимальное (минимальное) в мм
200 1 175 160 300 250 Вертикальный ход шпиндельной головки в мм
То же Транзистор- ный (SPF 90/180) Транзистор- ный По схеме RC Транзистор- ный (ТО6) Транзистор- ный (ТО2) Транзистор- ный (ТОЗ) Тип генератора импульсов
90; 180 60—180 СО СП 100 СО о О о Рабочий ток в а
382 1 240 СИ 1000 500 Производитель- ность при обра- ботке стали в мм9/мин
0,75 1 0,8 5,0 Шероховатость при чистовых режимах в МК.М
1020Х1450Х Х1985 1755Х 1315Х Х3439 762Х 635Х Х2000 740Х530Х Х1830 1450Х 2000Х Х2410 800Х 980Х Х2030 1540X1180Х Х2240 Габарит в мм
1020 4400 705 680 2800 650 1700 Масса в кг
VI.27. Некоторые зарубежные электроэрозионные станки (модели 1969 г.) [48]
Agie (Швейца- рия) Agietron BF Agietron BL Agietron EMS-15 290X 440 625X490 500X 275 500 (150) 600 350 250 Транзистор- ный и релакса- ционный (90L2) Транзистор- ный (2PUL4) Транзистор- ный (45 К) — — 1,0 1290Х1150Х Х2105 1570Х1660Х Х2340 700Х 1000Х Х2200 980 1760 1100
Charm files (Швейца- рия) D-4 340X450 (тип TX—25) 400X 600 (тип AC—410) 635 600 205 Транзистор- ный JP103) 25; 50; 100; 400 5000 1,25 1020Х1310Х Х2120 1410 1640
D-15 340X450 (тип TX—25) 400X600 (тип AC—410) 570 535 110 Транзистор- ный (Р2) 25; 50; 100 450 0,4 1020Х1310Х Х2120 Без генера- тора 1320 1550
D-10 3640X 230 406; 368 200 Транзистор- ный (Р12) 12; 25 0,9 — —
D-20 450X340 410; 375 Транзистор- ный (Р50) 25; 50 900 — —
D-20R 450X340 — 150 Транзистор- ный (Р8)
LIR 600X340 — 300 Транзистор- ный (Р9) — 0,4 — 1400
SiP (Швейцария) IEE 400 X 250 390 — — 25 540,8 1350Х1710Х Х2175 1600
Agie (Швейца- рия) ONA (Испания) Qualitex Diinod (Франция) Carel Fauche ' Languepin (Франция) Фирма
12PF Agie DEM-15 BA-SEI BA-IRU ILD-18 ILD-бл Seleromat CL6-Nu6 Seleromat B-Nu3A Модель
i 400X 200 150X150 650X400 400X250 Стол отсут- ствует 500X600 Размер стола (ширина X длина) в мм
400 | 1 190—530 80—330 | 750 Расстояние от стола до головки максимальное (минимальное) в мм
| 1 to о о 350 250 | 650 Вертикальный ход шпиндельной головки в мм
Транзистор- ный (45KMR) По схеме RC Транзистор- ный Ламповый Машинный (Nu6) Машинный (Nu3A) Тип генератора импульсов
9—11 | 120 00 о 1 | 180 Рабочий ток в а
350 5—20 500 1200 300 3000—5000 (графитовые электроды) 800—2200 медные 2000—3000 Производитель- ность при обра- ботке стали в мм3/мин
| 1 0,8 1 1 1 Шероховатость при чистовых режимах в мкм
1300Х 1500Х Х1850 900Х1125Х Х1470 800Х1800Х Х2200 1600X 1300X X1750 1320X 1070X X1430 1 1040Х 1630Х Х2200 Габарит в мм
985 | 2150 2025 2500 1200 1 2500 Масса в кг
Продолжение табл. VI.27
VI.28. Данные по производительности обработки,
полученные при испытаниях станков моделей DV-3001 и BQ-3001
фирмы Agie
Модель станка в а Ucp в в Данные фирмы Agie (электрод- инструмент из алюми- ния) По методике фирмы Agie По методике ЭНИМСА (электрод- инструмент из графита)
Электрод-инстру- мент
из алю- миния из графита
DV-3001 75 28—30 1650 1230 1035 580
150 28—30 2850 2560 1840 1200
200 28—30 3900 3450 2645 1720
300 28—30 5800 4440 2940 2300
BQ-3001 75 25—27 1650 1150 650 560
150 25—27 2850 1950 1200 1000
200 25-27 3900 2600 1750 1400
300 25—27 5800 3700 2500 2100
Примечание.
Деталь—сталь 45; f = 1000 имп/сек\ F0Qp = 230 см2.
VI. 29. Диапазон регулирования подачи электрода
у электроимпульсных станков [19]
Модель станка Линейная скорость подачи в мм/мин при режимах Диапазон регулирования
жестком мягком доводочном
4Б722 0,15 0,10 Ы0-3 150
4723 0,10 0,10 0,3-10-3 300
4А724 0,10 0,40 0,6-10-3 150
4725 0,10 0,30 1,2-Ю-з 80
4726 0,10 0,30 0,6-10-з 160
285
VI.30. Конструктивные схемы и основные характеристики
Коне per .трукция лятора Принцип действия Область применения
4 1 Соленой тор 5 чч S8 ш I дный 1 J 2 регуля- Электрод-инструмент 1 за- креплен на ползуне 4, кото- рый под действием собствен- ного веса стремится опустить- ся вниз по роликовым на- правляющим 5. Тяговое уси- лие электромагнита 2 при установившемся режиме обра- ботки поддерживает подвиж- ную систему во взвешенном состоянии. Избыточный вес подвижной системы компенси- руется противовесом 3 Специализированные и специальные электроэро- зионные станки невысо- кой сложности для обра- ботки деталей с неболь- шой глубиной прошива- ния при средней энергии рабочих импульсов
6— \-5 Электрод-инструмент 1 вме- сте с ползуном 3 скользящий вниз по направляющим каче- ния 2 удерживается во взве- шенном состоянии подвижной катушкой с током 4, создающей тяговое усилие, направленное вверх, за счет взаимодействия с магнитным полем в зазоре 5 электромагнита, возбуждае- мого неподвижной катушкой 6 Электроэрозионные станки небольшой мощ- ности
Электро регулятор 1ж>2 динамический
ш № Ми । [ регулятор с игателем Электрод-инструмент 1 с ползуном 2, скользящий вниз по роликовым направляю- щим 3, поддерживается во взве- шенном состоянии с помощью электродвигателя 5 через рееч- ную передачу 4 Электроэрозионные станки средней мощности
286
автоматических регуляторов межэлектродного промежутка
Основные технические данные Достоинства регулятора Недостатки регулятора
Вес электрода-ин- струмента до 3 кг. Дли- на рабочего хода до 100 мм (с периодиче- ской подстройкой). Возможна работа до изолированного упора Простота конструк- ции. Быстродействие Малый допускаемый вес элек-* трода (без противовеса), при^ использовании противовеса воз-* растает инерционность. Изменение тягового усилия соленоида при погружении элек- трода-инструмента в обрабаты- ваемую деталь. Требуется не- прерывная подстройка. Малый рабочий ход Рабочее положение верти- кальное (или близкое к нему). Требуется фиксация подвиж- ной системы при включении станка
Вес электрода-ин- струмента до 5 кг. Дли- на рабочего хода до 150 мм Относительная не- сложность конструк- ции. Быстродействие Малый допускаемый вес, не- большая инерционность. Требуется подстройка. Рабочее положение вертикаль- ное (или близкое к нему). Требуется фиксация подвиж- ной системы при выключении станка
Вес электрода-ин- струмента до 10—15 кг. Длина рабочего хода практически не ограни- чена Большая длина рабо- чего хода. Допускается значи- тельный вес электрода- инструмента. Возможна работа электродвигателя в ре- версивном режиме Требуется довольно точное изготовление зубчатых передач. Рабочее положение вертикаль- ное (или близкое к нему). При необходимости горизонтально- го расположения следует при- менять специальные устройства (пружины, блоки с грузом, до- полнительный заторможенный электродвигатель). Требуется фиксация подвиж- ной системы при выключении станка
287
Конструкция регулятора Принцип действия Область применения
Электро/ гулятор с дачей ЩИ1 вии 1 'атель-ре- товой по- Электрод-инструмент 1 с ползуном 2 на направляющих качения 3 перемещается вверх и вниз электродвигате- лем 5, приводящим во враще- ние винт 4 через редуктор 6. При использовании специ- альных электродвигателей- регуляторов (низкооборотных) редуктор 6 может отсутство- вать, что весьма желательно, так как устраняются люфты в передаче Универсальные Элек- тр оэрозио иные станки широкого диапазона мощ- ности. Используются в большинстве современ- ных электроэрозионных станков
Элект гулятор вой под <0* ро/ с аче §) © 1ВИ1 экс !Й 3 И >2 — 3 Г/5 'атель-ре- центрико- шектрода Электрод-инструмент вместе с ползуном 4 перемещается по направляющим качения 6 при помощи кулачка или эксцентрика 5, приводимого во вращение электродвигате- лем 1 через редуктор 2. По- стоянный контакт ползунка с поверхностью кулачка осуще- ствляется пружиной 5 Специализированные электроэрозионные стан- ки для обработки неглу- боких отверстий
fol 5 \ Элект гулятор подачей J ^4 родвигатель-ре- c роликовой электрода Электрод-инструмент 6 (про- волока или пруток) с по- мощью роликов 4 и 7, приво- димых во вращение электро- двигателем 1 через редук- тор 2 и зубчатые колеса 5, подается через кондуктор 5 к поверхности обрабатываемой детали Специализированные электроэрозионные стан- ки для обработки отвер- стий проволочным элек- тродом
288
Продолжение табл. VI.30
Основные технические данные Достоинства регулятора Недостатки регулятора
Вес подвижной си- стемы 20—50 кг и вы- ше Расположение любое. Для выбора люфта в винтовой паре при го- ризонтальном располо- жении применяются специальные устрой- ства. Большая длина рабо- чего хода. Допускается значи- тельный вес электрода- инструмента Значительная сложность кон- струкции
Вес подвижной си- стемы 1—3 кг, при го- ризонтальном располо- жении ползуна может быть выше. Расположе- ние любое. Длина ра- бочего хода 15—50 мм Высокая точность ре- гулирования за счет изменения передаточно- го отношения в различ- ные моменты обработки Малый допускаемый вес элек- трода (без противовеса), с про- тивовесом возрастает инерцион- ность. Изменение тягового усилия соленоида при погружении элек- трода-инструмента в обрабаты- ваемую деталь. Требуется не- прерывная подстройка. Значительная сложность кон- струкции
Обычно применяется при малом диаметре проволочного электрода (до 1,5—2 мм). Возмож- на подача ленточного электрода и фасонного профиля. Расположение любое Длина электрода и глубина подачи прак- тически не ограничена Требуется довольно точное изготовление зубчатых передач. Значительная сложность кон- струкции
19 Л. fl. Попилов
289
Конструкция
регулятора
Принцип действия
Область применения
Ползун 6 с помощью двух
электродвигателей 1 и 5, че-
рез дифференциал 2 и винто-
вую передачу 4 перемещается
вверх и вниз по направляю-
щим качения 5. Реверсирова-
ние и изменение скорости пе-
ремещения осуществляется
изменением скорости одного
или обоих электродвигателей
Электроэрозионные
станки для обработки
прецизионных деталей
при использовании раз-
нообразных генераторов
импульсов
Дифференциальный
регулятор
7
Регулятор с гидрав-
лической подачей
С помощью шестеренчатого
насоса 2 масло из бака 1 че-
рез золотниковый распреде-
литель нагнетается одновре-
менно в верхнюю и нижнюю
полости гидроцилиндра 6 и вы-
текает через дозирующие кра-
ны 7 обратно в бак 1. При рав-
ном открытии отверстий зо-
лотниковым распределителем,
что имеет место при равенстве
тягового усилия электромагни-
та 3 и пружины 5, давление
в обеих полостях гидроцилин-
дра равно и поршень со штоком
неподвижен. Изменение тяго-
вого усилия электромагнита 3
приводит к изменению проход-
ного сечения отверстий в зо-
лотнике, появлению разности
давлений в полостях гидроци-
линдра и перемещению штока
с электродом-инструментом
Электроэрозионные
станки большой мощно-
сти
290
Продолжение табл. VI.30
Основные технические данные Достоинства регулятора Недостатки регулятора
Вес подвижной си- стемы 20—50 кг и вы- ше. Длина рабочего хода практически не ограничена Расположение любое. Высокая точность ре- гулирования. Любая величина пода- чи Отсутствие вредного влияния люфтов во всей кинематической цепи редукторов благодаря отсутствию реверсиро- вания электродвигате- лей для изменения на- правления перемещения ползуна Весьма значительная слож- ность конструкции
Вес подвижной части практически не ограни- чен. Длина рабочего хода большая (400— 500 мм). Расположение любое Длина электрода и глубина подачи прак- тически не ограничены. Допускается очень большой вес электрода- инструмента. Отсутствие люфтов при работе в любом положении Сложность и громоздкость си- стемы. Требуется высокая точность изготовления гидроцилиндра и золотника. Трудность осуществления на- дежных уплотнений с малым трением
19*
291
VI. 31. Характеристики некоторых типов усилителей
Показатели Типы
Электронные Ионные
Питание: род тока напряжение в в Постоянный (реже переменный) 200—350 Переменный 150—300
Структура схемы Одно- и двух каскад- ные (реже) Однокаскадные, обыч- но со схемой управления на электронных лам- пах
Входные данные (оконечный каскад): параметр регулирования значение параметра Напряжение (на пе- ременном токе, иногда фазовое управление) 10—100 в Фаза поджига 0—90q при управле- нии постоянным напря- жением; 0—180° от фа- зовращателя
Выходные данные: род тока сила тока в а напряжение в в мощность в вт Постоянный (реже переменный) 0,1—0,5 100—200 10—100 Постоянный 0,5—2,5 100—200 50—500
292
для регуляторов электроэрозионных станков
усилителей
Транзисторные Тиристорные Магнитные Электромашинные
Постоянный (ре- же переменный) Переменный Переменный Механический при- вод от электродвига- теля
24—40 До 200 — —
Многокаскадные (иногда с преобра- зованием параме- тров) Однокаскадные со схемой управ- ления на тран- зисторах Одно- и двух- каскадные (ино- гда с предвари- тельным транзи- сторным усили- телем) Однокаскадные (иногда с предвари- тельным усилителем — электронным или транзисторным)
Ток (при преобра- зовании фаза управ- ления, длительность импульсов и др.) Фаза отпира- ния Ток Ток
0,2—0,5 а 0—180° 0,05—0,2 а —
Постоянный (ре- же переменный) Постоянный Переменный Постоянный
2—10 5—20 — —
12—40 100—200 — —
25—400 Несколько ки- ловатт Сотни ватт Сотни ватт
293
VI.32. Схемы непосредственного включения
Электрическая схема
Тип и краткая характе-
ристика регулятора
Параметр
регулирования
2 IE
Соленоидный двухоб-
моточный. Обмотка 1
низкоомная секциони-
рованная (малое число
витков толстого прово-
да), обмотка 2 высоко-
омная (большое число
витков тонкого провода)
Средняя сила тока че-
рез межэлектродный
промежуток
г
/?г
ft
Соленоидный двухоб-
моточный. Обе обмотки
высокоомные, прибли-
зительно одинаковые
Падение напряжения
на токоограничивающем
сопротивлении
Соленоидный двухоб-
моточный. Обе обмотки
высокоомные. Соотно-
шение тяговых усилий
обмоток 1 и 2 — 1:2
и 1 : 4
Среднее напряжение
на межэлектродном про-
межутке
294
автоматических регуляторов
Принцип действия Область применения
Регулирующее тяговое усилие соленоида создается током, протекающим по обмотке /, включенной в зарядную цепь рабочей емко- сти. При изменении режимов обработки (сред- него тока) производится переключение витков обмотки 1 с помощью переключателя. Избыточ- ный вес подвижной системы и изменение тяго- вого усилия при перемещении якоря соленоида компенсируются изменением тока через обмот- ку 2 с помощью переменного сопротивления Т?2 Простейшие электроэрозионные станки с малым диапазоном режи- мов и генератором импульсов RC
Регулирующее тяговое усилие соленоида создается током, протекающим по обмотке /, за счет части падения напряжения, снимае- мого стокоограничивающего сопротивления При изменении режима обработки изменяют положение движка на сопротивлении Ком- пенсация избыточного веса подвижной системы и подстройка регулятора во время обработки производится сопротивлением Т?2 Несложные электроэрозионные станки с генератором импуль- сов RC
Регулирующее тяговое усилие соленоида создается обмоткой /, включенной парал- лельно межэлектродному промежутку, и пре- одолевает тяговое усилие обмотки 2, питаемой от источника постоянного тока через сопротив- ление /?2. Тяговое усилие обмотки 2 должно быть больше веса подвижной системы на 25— 40%, компенсация изменения тягового уси- лия во время обработки производится сопро- тивлением r2 Электроэрозионные станки с ге- нераторами импульсов RC и RLC
295
Электрическая схема Тип и краткая характе- ристика регулятора Параметр регулирования
5 z: iK. J . C1 — r2 Я, Электродинамический двух катушечный. Обе катушки высокоомные, обмотка возбуждения также высокоомная. Демпфирование за счет алюминиевого каркаса катушек Падение напряжения на токоограничивающем сопротивлении
-t
fl IE ф/ tn .th ”0 + Электродинамический трехкатушечный. Все катушки высокоомные. Демпфирование за счет алюминиевого каркаса катушек или коротко- замкнутой обмотки Среднее напряжение на межэлектродном про- межутке и среднее зна- чение тока
oL T*= ll 0 t Компаундированный электродвигатель-регу- лятор с малой ско- ростью вращения Падение напряжения на токоограничивающем сопротивлении
296
Продолжение табл. VI.32
Принцип действия Область применения
Регулирующее тяговое усилие создается током в катушке 1 за счет части падения напряжения, снимаемого с токоограничиваю- щего сопротивления 7?^ Сопротивление Т?2 за счет изменения тока в катушке 2 компенсирует избыточный вес подвижной системы Электроэрозионные станки с ге- нераторами импульсов RC и RLC при малых соотношениях -g-
То же, но дополнительное регулирующее усилие создается катушкой 3 путем ее под- ключения параллельно межэлектродному про- межутку, благодаря чему точность регулиро- вания и чувствительность регулятора увели- чиваются Электроэрозионные станки с ге- нераторами импульсов RC и RLC
Якорь электродвигателя с сериесной об- моткой 1 возбуждения включен параллельно токоограничивающему сопротивлению Rx по- следовательно с демпфирующим сопротивле- нием R2 и создает крутящий момент, поддер- живающий подвижную систему в равновесном состоянии. Компенсация избыточного веса по- движной системы осуществляется регулирова- нием тока в обмотке возбуждения II перемен- ным сопротивлением /?3 Электроэрозионные станки с ге- нераторами импульсов RC и RLС
297
Электрическая схема Тип и краткая характе- ристика регулятора Параметр регулирования
R, |g - а+ Шунтовой электро- двигатель-регулятор с малой скоростью вра- щения и малыми напря- жениями и током тро- гания Среднее напряжение на межэлектродном про- межутке или падение на- пряжения на токоогра- ничивающем сопротив- лении
' -0—< 4-0—-ч ч sC То же Среднее напряжение на межэлектродном про- межутке
Шунтовой электро-
двигатель, номиналь-
ная скорость 2500—
3500 об/мин
Среднее напряжение
на межэлектродном про-
межутке
То же
Падение напряжения
на токоограничивающем
сопротивлении и среднее
напряжение на межэлек-
тродном промежутке
298
Продолжение табл. VI.32
Принцип действия Область применения
При изменении среднего напряжения на межэлектродном промежутке ток в якоре электродвигателя-регулятора изменяет свои значения и направление, тем самым перемещая подвижную систему в требуемом направлении. Среднее напряжение (напряжение реверса) устанавливается переменным сопротивле- нием Т?2 Универсальные электроэрозион- ные станки с генераторами импуль- сов RC и RLC
То же, но при использовании схем генера- торов, в которых отсутствует источник пи- тания постоянного напряжения (например, СС) Электроэрозионные станки с ге- нераторами импульсов RC, RLC и СС
Якори и Я2 обоих электродвигателей при установившемся режиме обработки вра- щаются с одинаковой скоростью. Нарушение режима обработки вызывает изменение скоро- сти якоря включенного параллельно меж- электродному промежутку. Среднее напряже- ние устанавливается переменным сопротивле- нием изменяющим скорость Электроэрозионные станки по- вышенной точности с генераторами импульсов RC, RLC и СС
То же, но на якоре Я2 снимается напряже- ние с части токоограничивающего сопротив- ления Rlt и изменения скорости вращения Я2 суммируются с обратными по знаку значения- ми скорости якоря на выходном валу диф- ференциала, тем самым увеличивая чувстви- тельность регулятора. Установка среднего на- пряжения осуществляется переменным сопро- тивлением Т?2 Электроэрозионные станки по- вышенной точности с генераторами импульсов RC и RLC
299
4. ЭЛЕКТРОДЫ-ИНСТРУМЕНТЫ
Износ инструмента при электроэрозионной обработке вызывает искажение его
первоначальной формы. Основным видом искажения (даже при малых износах)
является округление углов и острых граней. Экспериментальные зависимости ра-
диуса скругления для медных электродов RM, для алюминиевых электродов Rajl и
для углеграфитированных электродов R9ae от глубины прошивания Н, силы тока /
и угла от., образованного торцом и двумя вертикальными стенками электрода-инстру-
мента, для работы при частоте f = 400 имп/сек:
ЖШК //0,33/0,06 //0,33/0,163
*- = 2-6тё-; = 7 .
(X IX (X
Отмечается примерная пропорциональность радиуса скругления у/~Н и j/a,
а также параболическая зависимость между R и /. С помощью номограмм рис. VI.9, а
можно достаточно точно определить радиусы скругления электродов из различных
материалов [7]. Например, даны Н = 40 мм\ а = 90°; I = 50 a; f = 400 имп/сек;
материал электрода ЭЭГ. По рис. VI.9, в находим R — 1,8 мм. Подробный расчет
приведен в работе [7].
В табл. VI.33 приведены некоторые данные для углеграфитированных электро-
дов ЭЭГ при f = 400 имп/сек.
VI.33. Величины радиуса скругления R в мм
Глубина прошивания I = Юч-15 а I =50 а
R при а в град R при а в град
в мм 30 | 45 60 90 180 30 45 60 | 90 180
10 1,2 1,06 0,9 0,8 0,63 2,4 1,85 1,5 1,3 0,8
1,55 1,3 1,05 0,9 0,62 2,0 1,62 1,37 1,15 0,8
20 1,7 1,53 1,3 1,13 0,85 2,6 2,2 1,65 1,4 1,0
1,96 1,55 1,35 1,1 0,78 2,55 2,05 1,75 1,45 1,0
40 2,5 2,1 1,7 1,45 1,0 3,1 2,5 2,4 1,9 1,1
2,45 2,0 1,72 1,42 1,0 3,2 2,6 2,23 1,8 1,28
70 3,0 2,4 1,95 1,65 1,2 3,75 3,0 2,7 2,2 1,3
2,9 2,35 2,0 Тб5 1,18 3,75 3,0 2,62 2,1 1,5
Примечание. В числителе приведены экспериментальные тайные по номограмме. данные, в знаменателе — рассчи-
Относительный объемный и относительный линейный износы инструмента:
V. 1л
yv = 100%; Yz = 100%,
где Vlt V2 — абсолютные объемные износы; /2 — абсолютные линейные износы.
Относительный весовой износ инструмента
Yo=^100%, или Yo=^glOO%=YF-glOO%,
где Glt G2 — абсолютные весовые износы; рх, р2 — плотность материала электродов;
индексы 1, 2 относятся соответственно к инструменту и изделию.
300
Относительная стойкость инструмента — объемная еу, линейная в/, весовая е^:
1 1 1
8у = ----- £/ = ----- 8л = --.
Yy ’ У/ ’ Yo
Показатель добротности электрода-инструмента (3 — съем металла с изделия,
отнесенный к одному проценту объемного относительного износа:
где Mi и М2 — съем металла (в мм3/мин) соответственно с инструмента и изделия.
Полярный коэффициент Кп — отношение относительных износов электродов при
прямой (инструмент — минус, изделие — плюс) и обратной (инструмент — плюс,
изделие — минус) полярности их подключения к генератору.
к _ Nnp _ Y- „ Vi_V2- _ У1- V2_ _ к „ ___ Vi_ „ _ V2-
Кп~ ЪбР Y+ V2+V2+ V1+ Vi+ K1‘K2’ K1 Ух/ Кг V2+’
где — отношение абсолютных износов инструментов; К2 — отношение произво-
дительности. При Ki<^\\ К2 1; Кп < 1 —оптимальная прямая полярность.
При Ki > 1; К2 > 1; Кп > 1 — обратная (табл. VI.34).
Коэффициент условной обрабатываемости
Кобр- s
где s и $! — скорость прошивания отверстия в эталонном материале и в сравниваемом
материале при максимальной производительности; Н и Нг — глубина отверстия
в эталонном и в сравниваемом материале; Т и 7\ — длительность прошивания от-
верстия в эталонном материале и в сравниваемом. В табл. VI.35 приведены значения
Кобр Для некоторых сплавов.
Зависимость стойкости материала электрода-инструмента от его состава иллю-
стрируется данными табл. VI.34—VI.40 и графиком на рис. VI.9, в— и [35].
Состав материалов электродов к рис. VI.9, ж представлен в табл. VI.41. Испы-
тания стойкости в опытах (рис. VI.9, ж) проводились на станке А207-12 при одном и
том же режиме.
Коэффициент относительной стойкости К определялся из выражения
К = -тг,
где Р± — разность веса электрода до и после обработки; Р2 — разность веса обраба-
тываемого материала до и после обработки.
В табл. VI.42 приведены данные о производительности и относительном износе
электрода-инструмента при обработке различных материалов на станке ЛКЗ-18
(схема RC) при следующих режимах (Ux.x— 220 в):
с
Номер режима
1
2
3
в мкф
12
90
210
'К. з в а
5
12
18
Номограмма рис. VI. 10, а связывает глубину прошиваемой полости штампа,
минимальный радиус закругления угла с минимальным количеством требующихся
электродов для случая эрозионной прошивки электродами из сплава цинк—олово
(50 : 50). На номограмме показаны примеры (прямые 1 и 2) прошивания полости глу-
биной 50 мм с радиусом закругления угла 0,75 мм (линия /) шестью электродами
и прошивания той же полости с предварительным механическим удалением части
металла полости (на глубину 37 мм) четырьмя электродами [59].
301
VI. 34. Характеристики износа у у, полярного коэффициента
Кп и добротности р некоторых электродных материалов
Материал электрода-инструмента Viz в % Кп !р в а „ М2 в мм3/(мин,-% *и в мксек
Графит ЭЭГ 0,2 20 30 220 900
Медь красная 12 1,4—1,6 30 38 900
Чугун СЧ 15—32 14 1,2—1,4 30 21,5 900
Латунь ЛС59 80 0,8 30 5 100
VI.35. Обрабатываемость
некоторых сплавов
Материал Время работы (при рав- ных усло- виях) в мин Коэффициент обрабатывае- мости кобр
Сталь 45 (эталон) 6 1
5ХНВ, У8А 6 1—1,1
2X13 5,5 1,1—1,3
Титано- алюминие- вый сплав 28 0,11—0,15
Немагнит- ная сталь 10,5 0,5—0,6
ЭИ428 4,3 1,3—1,5
ЭИ437 4,2 1,4—1,6
ЭИ626 4 1,5—1,6
ЭИ661 4,2 1,4—1,6
ЭИ893 5,5 1,1—1,2
ЭП164 5,5 1,1—1,3
ЭП291 5,5 1,1—1,3
Примечание. Эталон — сталь 45; глубина отверстия 5 мм; станок 4Б722; гене- ратор МГИ-2М; среда — индустри- альное масло 12 + 15% керосина.
VI.36. Сравнительная обрабатываемость
различных материалов латунным
электродом
Материал Режим обработки
мяг- кий сред- ний жест- кий
Сравнительная обрабатываемость
Титан 0,85 1,3 1,2
Цирконий 1,9 1,5 0,98
Ниобий 2,6 0,2 0,94
Вольфрам 0,77 0,48 0,27
Молибден 1,5 0,7 0,26
Сталь У8 1 1 1
2X13 0,85 — 0,57
30Х10Г10 1,5 0,64 0,48
15Х1МФ 1,4 0,54 0,47
25ХМФ — 0,48 0,35
10ХФ 1,4 0,7 0,68
ЭП626 0,17 — 0,48
Стеллит 0,07 0,3 0,44
ВК8 3,4 0,64 0,4
ЭП893 2,4 0,7 0,28
ВЖ98 1 0,7 0,26
302
VI.37. Производительность электроискрового процесса
и износ электрода-инструмента для различных
обрабатываемых материалов [37]
Материал Производительность обработки Износ электрода-инстру- мента
г/мин мм*/мин г/мин мм*/мин
Алюминий 2,8 1040 1,6 192
Бериллий 0,6 325 2,5 300
Вольфрам 0,87 45,8 3,8 460
Графит 0,56 250 2,5 300
Жаропрочный сплав 3,6 425 2,6 310
Магнитный сплав 2,2 308 3,0 358
Медь 3,6 410 2,2 256
Молибден 0,75 73 5,0 600
Никель 3,8 435 2,3 280
Ниобий 0,8 64 5,1 615
Сталь У8 1,1 140 3,8 460
Твердый сплав ВК20 1,4 100 4,2 500
Титан 0,84 186 3,35 405
Хром 0,73 103 3,6 435
Цирконий 1,7 220 4,0 485
VI.38. Влияние состава материала электрода-инструмента
на производительность электроискрового изготовления
узких щелей в жаропрочных материалах [37]
Материал электрода Производи- тельность процесса в мм*/мин Износ электрода- инструмента в % Показатель V*
Медно-графитовая композиция (90% Си, 9,5% С) 31,1 30,2 1,05
Углеграфитированный материал 25,9 25,0 1,03
Карбидо-хромовый сплав 12,5 19,3 0,65
Вольфрамо-медный сплав 9,1 14,1 0,64
Твердый сплав ВК15 8,8 24,7 0,35
Вольфрам 4,7 14,7 0,32
Медь 11,8 53,5 0,22
Латунь ЛС59-1 14,1 66,5 0,21
Латунь Л62 11,0 64,8 0,17
303
Продолжение табл. VI.38
Материал электрода Производи- тельность процесса в мм3/мин Износ электрода- инструмента в % Показатель Y*
Серый чугун 6,9 70,8 0,09
Дюралюминий Д16 5,4 291 0,018
Алюминий 2,9 318 0,009
♦ Показатель у является приближенным критерием оценки качества материала электрода; он равен величине съема материала с детали, приходящегося на 1% отно- сительного износа обрабатывающего электрода.
VI.39. Повышение обрабатываемости при замене
латунного электрода графитовым (ЭЭГ)
Материал Режим
Мягкий Средний | Жесткий
Коэффицие! it повышения обрабат ываемости *
Вольфрам 3,6 2,8 3,5
ВК8 0,7 1,4 0,8
Цирконий 4,2 1,4 0,9
30Х10Г10 3,9 2,3 3,2
Стеллит 5,6 3,9 0,9
ВЖ98 6,5 3,8 2,8
ЭП626 3,8 3,6 4,2
* Коэффициент повышения обрабатываемости равен отношению производитель-
ности ЭЭГ к производительности латунного электрода.
VI.40. Относительный износ материала электродов
Материал электрода-инструмента Материал обрабатываемой детали Относительный износ электрода в %
90% W + 10% Си Сталь Твердый сплав 5 14
70% W + 30% Си Сталь Твердый сплав 22 44
50% W + 50% Си Сталь Твердый сплав 27 55
65% W + 10% Си + 25% Ni Сталь Твердый сплав 8 21
Латунь Сталь Твердый сплав 100 300
304
VI.41. Состав обрабатывающих электродов (в %) [35]
Марка сплава WC Со Си Ni Марка сплава WC Со Си Ni
В КМ-20 75,2 4,8 20 — ВКМН-20 71,24 4,56 20 4,2
В км-зо 65,8 4,2 30 — вкмн-зо 62,14 3,96 30 3,9
В КМ-40 56,4 3,6 40 — BKMH-40 52,92 3,38 40 3,7
VI. 42. Производительность уа в мм3/мин и относительный износ ук в %
электрода-инструмента при обработке различных материалов
Материал обрабатываемой заготовки Материал электрода- инструмента уа при режиме обработки при режиме обработки
1 2 3 1 1 2 3
Сталь У8 Медь 8,8 40 75 35 45 52
Латунь ЛС 59—1 15 56,2 87 30 81 96,5
Коксографит 16,4 50 100 49 37,5 18
Сплав ВК15 Медь 5,6 22 34 93 141 195
Латунь ЛС 59—1 7 31 50 164 215 238
Коксографит 9,5 28 40 79 77 67
Вольфрам Медь 2 9,2 18 100 220 275
Латунь ЛС 59—1 2,3 18 34 244 285 309
Коксографит 12 33 49 63 61 59
Сплав ВТЗ Медь 4,2 17 26 47 66 77
Латунь ЛС 59—1 10 33 43 66 104 127
Коксографит 4,6 19 25 146 122 88
Сплав ЮНДК Медь — — — — — —
Латунь ЛС 59—1 20 70 131 40 67 81
Коксографит 20 117 185 23 17 11
Материалы электродов-инструментов для электроэрозионной обработки (зару-
бежные данные):
Материал электрода
Графит; медь—вольфрам; сталь . . .
Цинк—олово (50 : 50); цинк—олово
(70 : 30); алюминий; цинковые спла-
вы; хромовое покрытие............
Латунь; медь—вольфрам; серебро—
вольфрам.........................
Графит; латунь; серебро—вольфрам;
серебро-—карбид вольфрама . . . .
20 Л. Я- Попилов
Изделие
Пресс-формы
Ковочные штампы
Малые отверстия и щели
Инструментальные изделия
305
90S
янЯшоу
W Nb Mq BfttOCrFe Ti Zr Си Ni
Рис. VI .9. Износ электродов-инструментов: a — номограмма для определения ра-
диуса скругления медного электрода-инструмента; б — то же для алюминиевого; в —
то же для углеграфитированного; г — зависимость износа электрода-инструмента
от tu (среда — масло 12; пары: 1 — медь—сталь 45; 2 — ЭЭГ—сталь 45; полярность
обратная); д — зависимость износа электродов от их состава; е г— зависимость отно-
сительного износа катода ук и производительности искрового' процесса от
материала электрода-инструмента при обработке стали в трансформаторном масле
Un = 220 з, С = 5 • 10“4 ф, R = 6,8 ом; ж — то же при Un = 240 в, С ~ 8 • 10“ 6 ф,
R = 18,7 ом; з -г- зависимость износа электродов от их состава; и — зависимость
износа электродов-инструментов от состава при электроискровой обработке ВК20
в соляровом масле; станок Л КЗ—183 (RC); режимы 1 — IV; 2 — II; составы — медь
с добавками, в %: А — lAhOg; Б — lSiC>2; В — IAI2O3; Г — ЗБЮг; Д — 0,5BN;
£ —ЗА12О3; Ж — 5А12О3; 3 — 5А12О3; И — ЗА12О3; К — 2BN; Л — 3BN; к —
относительная эрозионная стойкость К электродов-инструментов различного состава:
1 — обработка стали 50; 2 — обработка В Кб; 3 — обработка В Кб (электрод из сплава
с добавками никеля — соответственно ВКМН 20, 30, 40); л — относительный объем-
ный износ у электрода-инструмента из разных металлов при обработке сплава В Кб
и стали У8 (7/, V, VI)'. 1 — в керосине; 2 — в воде; м — износ катода ук и съем
с анода Q4 для различных материалов
20*
307
Минимальное
Износ инструмента К,%
Рис. VI. 10. Зависимости, используемые при
определении количества инструментов: а —
номограмма для определения количества
инструмента; б — график для определения
количества электродов-инструментов, необхо-
димого для обработки единичных фильер
(h—глубина снимаемого слоя металла; b—до-
пускаемое искажение вертикальных разме-
ров); в — повышение производительности при
переходе к одновременной обработке двух
деталей (h — глубина обработки; t — дли-
тельность обработки; электрод-инструмент —
графит; заготовка — низколегированная
сталь; изделие — ковочный штамп коленчатого рычага; 1 — черновая обра-
ботка; 2 — отделочная обработка /тах = 240 а на один электрод); г — то же
при /тах = 350 а на два электрода; д — зависимость числа электродов от
количества изготовляемых полостей п при разных отношениях h/b (зоны Л,
Б, В> Г соответствуют количеству электродов 1, 2, 3 и 4)
308
VI.43. Основные характеристики проволоки,
наиболее часто применяемой в качестве электрода-инструмента
Материал Диаметр в мм Средний вес отрезка длиной 200 мм в мг Предел прочности при растя- жении отрезка длиной 200 мм в г/мг Разрывное усилие в г Омическое сопротивле- ние в ом]м
Вольфрам 0,005 0,075 60 4,5 3400
ВА-3 0,008 0,190 70 13,0 1330
0,010 0,300 80 24,0 850
0,015 0,690 100 70,0 375
0,020 1,25 100 125 200—230
0,030 2,73 95—100 ' 260—270 95—100
0,040 4,85 85—90 410—450 53-58
Молибден МЧ 0,020 1,02 100—104 100—107 102
0,030 1,47 95—100 140—145 70
0,040 2,60 90 232 40
Медь Ml 0,080 10,6 19 200 3,4
0,100 15,3 23 350 2,2
0,150 34 — 780 —
0,200 60 — 1350 —
Основным видом электрода-инструмента в прецизионной электроискровой обра-
ботке является металлическая проволока (табл. VI.43).
Рис. VI. 10, б представляет зависимость h/b для определения количества элек-
тродов-инструментов (по рис. VI. 10, д) от допустимого их износа (К), глубины про-
филя и требуемой точности при электроимпульсном прошивании твердосплавных
фильер (станок 4723) медными электродами (медь Ml, М2).
В табл. VI.44 и VI.45 приведены рекомендуемые при прошивании электрические
режимы, в табл. VI.46 — технологические характеристики электроэрозионной об-
работки.
Расчет и конструирование электродов-инструментов при электроэрозионной
обработке — одна из важнейших задач в технологии этих процессов [7, 18, 28, 32,
42]. Варианты наиболее распространенных сочетаний движений инструмента при
электроэрозионной обработке методами копирования и огибания представлены на
схеме рис. VI. 11, а.
Сопоставление двух наиболее распространенных методов электроэрозионного
формообразования полостей копированием и огибанием показано на рис. VI. 11, б.
Производительность обработки методом огибания заметно выше, чем методом копи-
рования.
309
co
о
/
00
Рис. VI. 11. Различные схемы эрозионного формообразования: а — схемы электроэрозионной обработки при разных формообра-
зующих движениях электрода-инструмента и заготовки (X — вращение вокруг оси X; Y — вокруг оси У; Z— вокруг оси Z; при-
меры сочетаний трех вращательных движений не приведены); б — примеры обработки одинаковых полостей методами копирования
и огибания (1 — форма изделия; 2 — форма электрода; 3 — копирование врезанием, 1ср = 40 at Ucp =18 в; 4 — огибание,
1ср = 40 a, Ucp = 18 в; 5 — копирование врезанием 1ср = 20 a, Ucp = 20 в; 6, 7 — огибание, 1ср = 20 a, Ucp = 20 в)
VI.44. Режимы электроимпульсной обработки фильер из сплава ВК8
на станке модели 4723 медным электродом-инструментом
Параметры Удаление основ- ного припуска на заготовке Зачистка поверх- ности после удаления основного припуска Окончательная зачистка поверхности
Тип источника питания МГИ-ЗИ; 400 гц ВГ-ЗВ; 8 кгц ВГ-ЗВ; 22 кгц
Рабочее напряжение в в, не менее 18 40 40
Рабочий ток в а, не более 8 15 5
Амплитуда вибрации элек- трода-инструмента в мм, не более 0,07 0,05 ’ 0,05
Амплитуда осцилляции элек- трода-инструмента в мм — 0—0,1 0—0,1
Производительность в мм2/мин 5—15 3—10 2—3
Высота микронеровностей в мкм 80 20 10
Припуск под последующую обработку в мм 1,0 0,4 0,2 -
Боковой зазор в мм 0,15 0,1 0,1
Относительный линейный из- нос электрода-инструмен- та в % 15—30 20-40 20—40
VI.45. Режимы электроискровой обработки
Наименование режима Wu в дж tu в мксек Класс чистоты обработки
Грубый >1 >500 <3
Чистовой 0,1—1,0 10—500 3-6
Прецизионный <0,1 <10 6—10
312
VI.46. Технологические показатели электроэрозионной
обработки твердого сплава на разных режимах
Режим обработки Глубина сетки микро- трещин в мкм Класс чистоты обработанной поверхности по ГОСТу 2789-59 Точность обработки в мм
Энергия импульса в дж Длительность импульса в мксек а +б
0,95 160 130 3 0,25 0,045
0,42 140 80 4 0,22 0,045
0,22 130 56 4—5 — —
0,5 120 26 5 0,15 0,039
0,025 100 0 — — —
6-10-’ 72 0 6 0,06 0,027
2-10-» 42 0 ' 6—7 0,05 0,018
1.10“* 10 0 8 0,04 0,01
2-Ю-6 2 0 9 0,03 0,005
20-10-’ 0,3 0 9—10 0,02 0,002
Обозначения: а — зазор между боковой поверхностью электрода-инструмента
и изготовленным отверстием; б — колебание зазора.
5. РАБОЧАЯ СРЕДА
Состав среды, в которую погружены электроды при электроэрозионной обра-
ботке, оказывает существенное и разностороннее влияние на течение процесса обра-
ботки и его результаты. Общие сведения об этом широко освещены в литературе.
Ниже приведем некоторые данные по этому вопросу [23, 29, 43, 51, 59].
Применение полярных жидкостей в качестве рабочих сред при электроэрозион-
ной обработке на повышенных частотах повышает производительность и улучшает
отношение производительности к износу электрода (рис. VI. 12, а и б; табл. VI.47).
VI.47. Характеристики прорезания пазов в медной пластине
Среда Диаметр электрода (проволоки ВА-3) в мм Vn в мм/мин Ширина паза Ь в мм
Вода 0,025 1,4 0,031—0,032
0,015 1,3 0,020—0,021
0,012 1 0,017—0,018
Керосин 0,025 1,3 0,028—0,029
0,015 1,3 0,017—0,018
0,012 1 0,014—0,015
Примечание.
6 = 0,15 мм; Wu = 15 мкдж; установка ЭКУП-2.
313
a)
О К 20 30 00
f,KZH
314
Рис. VI. 12. Характер среды при электроэрозионной обработке и ее влияние на ре-
зультаты обработки: а, б — интенсивность съема (а) и отношение съема анода к съему
катода (б) при электроэрозионной обработке металлическими электродами в различ-
ных средах (/ — минеральное масло вязкостью 50; 2 — смесь триэтиленгликоля
и воды — 70 : 30; 3 — смесь глицерина с водой — 90 : 10); в — зависимость Qs
паза в твердом сплаве от 1К, 3 при различных напряжениях (цифры у кривых) в среде
воды; г — зависимость Qs от глубины паза h при различных скоростях вращения
детали 0 20 мм (среда — вода; 1К. 3 = 2,4 a; Ucp = 110 в; С = 4,5 мкф); д — зави-
симость величины эрозии Q от тока короткого замыкания 1К, 3: 1,2,3 — эрозия анода
соответственно в керосине, этиловом спирте и дистиллированной воде; 4, 5 — эрозия
катода соответственно в керосине и этиловом спирте, в дистиллированной воде;
X — граница инверсии электрической эрозии; е — зависимость производительности
разрезания германия в среде воды от напряжения на электродах: 1 — 1Р= 120 ма,
С — 0,01 мкф; 2 — 120 ма, 0,03 мкф; 3 — 150 ма, 0,1 мкф; 4 — 150 ма, 0,2 мкф;
ж — зависимость степени загрязненности среды от времени работы (Ux. х = 60 в;
1а = 93,5 a; f = 600 гц; tu = 100 мксек,', v = const); з — зависимость величины про-
биваемого зазора от напряжения для сред различной загрязненности (1 — техни-
чески чистая вода; 2 — /Ci=2,5%; Wu — 0,234 дж; 3 — Ki=0,8%; Wu —
= 4,05 дж; 4 — Ki= 1,2%; Wu = 0,57 дж; 5—Ki = 15%; Wu= 0,234 дж);
u — условия вытеснения жидкости из межэлектродного зазора (1 — электрод-
инструмент; 2 — изделие); к — схемы движения фасонных электродов в технологи-
ческой жидкости; л — номограмма для определения предельно допустимой скорости
перемещения электрода vKp при Кэ = 1 и V = 17 сст; м — вязкость масел при раз-
личных температурах: 1 — индустриальное 12; 2 — индустриальное 20
315
В качестве рабочей среды при электроискровой прецизионной обработке токо-
проводящих материалов, кроме диэлектрических жидкостей, находит также примене-
ние чистая вода. На рис. VI. 12, б и в и в табл. VI.48—VI.56 приведены данные об
электроискровом прорезании прецизионных пазов в различных материалах прово-
локой в среде воды. Как видно из приведенных данных, существуют определенные
диапазоны режимов, когда процесс осуществляется достаточно эффективно.
VI.48. Изменение ширины паза по глубине
в зависимости от окружной скорости вращения заготовки
и вида рабочей среды [18]
Рабочая среда. Окружная ско- рость вращения детали в мм/сек Ширина паза на глубине в мм Полная глубина реза в мм
0,1 0,5 1,0 2,0 3,0 4,0 5,0 6,0
Промышлен- ная вода 1,4 0,510 0,495 0,485 0,470 0,460 0,428 0,330 — 5,2
То же 2,5 0,515 0,500 0,488 0,473 0,465 0,445 0,430 0,410 7,0
» 3,6 0,535 0,520 0,512 0,500 0,480 0,466 0,450 0,435 7,2
Смесь масла индустриаль- ного 12 и керо- сина в соот- ношении 1 : 1 3,6 0,575 0,560 0,550 0,532 0,522 0,515 0,505 0,500 7,5
Примечание. Диаметр заготовки 20 мм; электрод-инструмент—проволока ЛС62 0 к» з == 2,4 a; U% == 220 в; == 1,2 а; U^p == 1 Ю ej С 4,5 мкф. 0,44 мм;
Применение чистой, несколько раз перегнанной (% = 2. 10“б ом"1-см"1) воды
в качестве рабочей среды при прецизионной электроискровой обработке позволяет
при равной энергии в импульсе получать диаметр лунки на аноде меньше на 5—7%,
а глубину на 18—20% меньше, чем при обработке в керосине. Пробивное расстояние
в воде на 25—60% больше, чем в керосине. Диаметр D и глубина лунки h опреде-
ляются эмпирическими формулами.
Влияние воды на эрозию электродов и положение границы инверсии при медных
электродах и различной величине 1к.з показано на рис. VI.12, г (площадь 2 мм2,
Wu — 1250 мкдж; станок А207.07) [51 ].
В табл. VI.57—VI.60 приведены сравнительные данные о влиянии различных
сред на показатели прецизионной электроискровой обработки.
В табл. VI.61 представлены данные о составе газов, образующихся при разло-
жении жидкой среды (нефтепродуктов) в процессе электроэрозионной обработки.
Данные табл. VI.62 и рис. VI. 12, ж показывают зависимость параметров про-
цесса электроимпульсной обработки от степени загрязненности среды продуктами
разрушения [12].
Вода в качестве рабочей жидкости применима при обработке различных мате-
риалов. На рис. VI. 12, е показана зависимость производительности от напряжения
при прецизионном разрезании монокристаллов германия в среде воды.
Некоторые характеристики наиболее распространенной рабочей среды — керо-
сина содержатся в табл. VI.63.
316
V I.49. Зависимость интенсивности электроискрового прорезания пазов
в твердом сплаве толщиной 10 мм от режимов обработки [43]
и0 в в 1Г„в мкдж 1К. 3 вРа Интенсивность обработки
мм/мин мм2/мин
100 1000 50 0,62 0,30 0,225 2,25
120 1440 60 75 85 80 0,75 1,3 1,9 2,4 0,35 0,45 0,50 0,60 0,333 0,520 0,500 0,383 3,33 5,20 5,00 3,83
130 1690 70 85 90 85 0,8 1,45 2,08 2,6 0,35 0,50 0,60 0,80 0,310 0,535 0,575 0,475 3,10 5,35 5,75 4,75
140 1960 75 90 100 90 0,88 1,60 2,25 2,80 0,40 0,50 0,60 0,80 0,416 0,500 0,580 0,555 4,16 5,00 5,80 5,55
150 2250 80 100 ПО НО 0,90 1,70 2,40 3,0 0,40 0,60 0,60 0,60 0,405 0,590 0,505 0,353 4,05 5,90 5,05 3,53
Обозначениям Uo начальное напряжение на электродах; Wu — энергия импульса; ир — рабочее напряжение на электродах; 1к,3— ток короткого замыкания; /р — рабочий ток. Примечание. Электрод-инструмент—медная проволока Q 0,1 мм; емкость конденсатора — 0,2 мкф; среда — струя дистиллированной воды.
317
V I.50. Зависимость интенсивности электроискрового прорезания пазов
в различных материалах от режимов обработки [43]
Материал Uo в в И 0 ир в S 1к , в а к* з V Я dI Интенсив- ность обра- ботки
Наименование Толщина в мм мм/мин 3
Алюминий 7,5 130 1690 100 1,6 0,6 1,670 12,50
Сталь закаленная (HRC 62) 7,8 150 2250 105 1,8 0,5 0,745 5,80
Твердый сплав 10 130 1690 90 2,08 0,6 0,575 5,75
Медь 10 150 2250 ПО 1,9 0,6 0,550 5,50
Примечание.
Электрод-инструмент—медная проволока 0 0,1 мм\ емкость конденсатора —
0,2 мкф’, среда — струя дистиллированной воды.
V I.51. Зависимость интенсивности прорезания пазов в графите
толщиной 8 мм от режимов обработки [43]
в в С в мкф W w и в мкдж JK. 3 в а 7р в а UP в в Интенсивность обработки
мм/мин мм2/мин
80 0,45 (0,2+ +0,15+ +0,10) 1440 0,5 0,2 50 0,360 2,86
80 0,45 1440 0,89 0,35 50 Проволока обрывается
100 0,15 750 0,62 0,28 60 0,475 3,80
100 0,20 1000 0,62 0,25 60 0,530 4,25
100 0,25 1250 0,62 0,30 60 0,555 4,45
100 0,25 1250 1,1 0,35 65 Проволока обрывается
100 0,30 1500 0,62 0,25 55 0,465 3,72
100 0,30 1500 1,1 П] эоволока обрывается [
120 0,20 1400 0,75 То же
0,15- Примечание. Электрод-инструмент—медная проволока 0 -0,45 мкф\ среда — струя дистиллированной : 0,1 мм\ емкость конденсатора воды.
318
VI. 52. Основные технологические показатели работы
медных электродов (установка А207.07) [51]
Рабочая среда 'Х'и в мкдж с в мкф ?ср в имп/сек Qy в мм3/мин Ук В % Qy в ммг/имп
Керосин 3600 0,5 1 800 0,5 30 0,46
Вода 3600 0,5 2 600 0,6 17 0,38-Ю'6
Керосин 360 0,05 10 000 0,45 28 0,075-10-6
Вода 360 0,05 15 000 0,55 14 0,059-10’5
Примечание. UQ = 120 в; Up = 100 в; 1к 3 — 1 а.
VI. 53. Основные технологические характеристики электроискрового
прорезания пазов в меди (электрод—проволока меди Ml 0 0,1 мм;
толщина обрабатываемой детали 15 мм) [51]
Показатели Режим обработки Среда
Керосин Вода
fcp в имп/сек I 3 000 10 000
II 6 500 18 000
III 10 000 23 000
б в мм I 0,160±0,05 0,200±0,05
II 0,150±0,05 0,180±0,05
III 0,140±0,03 0,165±0,03
Qs в мм2/мин I 5,5 12
II 5 9
III 3 5
Qy в мл?/мин I 0,88 2,4
II 0,75 1,62
III 0,42 0,82
Qv в мм?/имп I 0,49-10"5 0,40-10"5
II 0,192-Ю"5 0,15-Ю"5
III 0,07- 10“б 0,06-10"5
Класс чистоты обработанной z К П 7
поверхности III 8
N (отношение съема в керосине I 1,22
к съему в воде) II 1,27
III 1,17
Примечание.
Цифрами I —III обозначены режимы обработки:
В мкдж С в мкф U в в ?К.З в
I 3600 0,5 120 3,5
II 1250 0,15 130 2,5
III 360 0,05 120 1,5
319
VI. 54. Технологические характеристики обработки
(установка А207.13) [51]
Керосин Вода
_ S
о 2 3 ,
хо со 2 ® СО со * о S СО м
( Обрабатываемый материал сх хо и я ° 5 о со К а д я о СО с
S со сг я СО
S ° « Q СХ К S о £ К S
* а> СХ д * g Шир в мм я иа 2 « Ч о g сх^ с
Медь I 4 8 0,07 10 8 0,08
II 4 8 0,12 11 8 0,14
III 7 7 0,13 14 7 0,15
IV 9 7 0,13 20 7 0,16
Твердый сплав ВК8 I 2,5 9 0,06 6,0 9 0,08
II 3 8 0,12 6,0 8 0,14
III 4 8 0,12 14 8 0,14
IV 5 7 0,12 12 7 0,14
Эльконайд (сплав меди с I 2,0 9 0,07 6,0 9 0,08
вольфрамом) II 3,0 8 0,11 9,0 8 0,13
III 4,0 8 0,11 12 8 0,13
IV 4,0 7 0,12 13 7 0,14
Сталь 1Х18Н9Т I Не обрабаты- 5,0 8 0,08
вается
II 1,0 6 — 6,0 7 0,12
III 2,0 6 — 8,0 7 0,13
IV 2,0 6 — 8,0 7 0,14
Примечание.
Цифрами I —IV обозначены режимы обработки:
в С ] в мкф U в в ^К. 3 в а
мкдж
I 220 0,03 120 1
II 360 0,05 120 1,5
III 1250 0,15 130 2,5
IV . . 3600 0,5 120 3,5
320
V I.55. Технологические характеристики обработки
(электрод — медная проволока 0 0,1 мм,
толщина обрабатываемого материала 15 мм) [53]
Обрабатываемый материал Режим обработки Керосин Вода
vn в мм/мин Класс чистоты поверхности Ширина паза в мм vn в мм/мин Класс чистоты поверхности Ширина паза в мм
Медь II 3,0 8 0,15 5,0 8 0,165
III 5,0 7 0,15 9,0 7 0,18
IV 5,0 7 0,16 12 7 0,20
Твердый сплав ВК8 II 2,0 8 0,14 5,0 8 0,16
III 2,0 8 0,16 7,5 8 0,18
IV Не об раба' гы- 8,0 7 0,19
вается
Эльконайд II 2,0 8 0,14 4,5 8 0,16
III 2,0 7 0,16 6,5 7 0,18
IV Не 1 обраб аты- 7,0 7 0,19
вается
Сталь 1Х18Н9Т II 1 6 0,13 5,0 7 0,15
III 2,0 6 0,14 7,0 7 0,16
IV 2,0 6 0,14 7,0 7 0,17
Примечание.
Цифрами II —IV обозначены режимы обработки;
wu в С ] з мкф U в в ?К. 3 в а
мкдж
II . . 360 0,15 120 1,5
III . . 1250 0,15 130 2,5
IV . . 3600 0,5 120 3,5
21 л. Я- Попилов
321
VI. 56. Сравнительные технологические характеристики
обработки некоторых материалов [51]
Обрабатываемый материал Генератор RC* Тиратронный генератор **
Qs в мм2/мин Класс чистоты поверхности в мм2/мин Класс чистоты поверхности
Цветные металлы и сплавы (медь, никель, латунь и т. д.) 10—12 8—7 10—30 7—6
Твердый сплав ВК8 6—12 9—7 8 7
Катодные материалы (гексабо- 14 8 14 8
рид лантана, карбид циркония, эльконайд) 11 13 8 7 10 10 8 7
* Установка А207.13, среда ♦* Установка ЭХ-1331, среда — дистиллированная вода. — промышленная вода.
V I. 57. Результаты технологических испытаний
нефтепродуктов и синтина [23]
Нефтепродукты С в мкф СУ(а) в мм2/мин 4V (а)-Ю’ в г/имп. Уа в % f в гц
Масла:
вазелиновое 200 45,89 2,520 75,58 236,50
(ГОСТ 1840—51) 50 5,82 0,431 89,96 175,44
10 0,76 0,084 90,70 118,29
2 0,04 0,009 120,93 62,51
трансформаторное 200 62,66 3,403 76,76 239,15
(ГОСТ 5775—68) 50 9,35 0,550 74,70 220,90
10 1,12 0,092 88,73 157,75
2 0,04 0,009 110,86 57,15
индустриальное 12 200 67,40 3,570 74,94 245,18
(ГОСТ 1707—51) 50 11,81 0,860 73,61 178,38
10 0,98 0,096 89,75 132,72
2 0,05 0,009 100,77 77,95
Синтин 200 52,57 2,750 82,08 248,26
50 8,42 0,505 82,62 216,44
10 1,06 0,097 83,22 142,51
2 0,08 0,008 101,13 124,48
322
Продолжение табл. VI.57
Нефтепродукты с в мкф в мм3/мин QV(a)-W‘ в г/имп в % f в гц
ТС-1 (ГОСТ 10227—62) 200 52,27 3,010 81,66 225,51
50 6,74 0,610 77,31 143,59
10 0,99 0,100 83,44 128,59
2 0,06 0,007 103,61 105,43
Осветительный керосин 200 68,32 3,510 81,91 252,80
50 11,33 0,775 75,84 189,87
10 1,09 0,105 81,20 134,58
2 0,08 0,009 110,86 115,18
V I. 58. Результаты технологических испытаний
кремнийорганических жидкостей
Название жидкости С в мкф в мм3/мин Qv(a)-K>‘ в г/имп в % f в гц
Кремнийорганическая жид- кость: № 1 200 86,29 4,240 61,38 264,30
50 10,85 0,802 62,54 175,60
10 1,20 0,098 81,16 159,28
2 0,12 0,013 87,41 121,79
№ 3 200 88,53 4,420 55,76 260,12
50 11,39 0,838 62,80 176,54
10 1,37 0,106 82,15 167,56
2 0,12 0,014 90,68 115,73
№ 5 200 91,27 4,580 63,05 258,80
50 11,54 0,857 81,27 174,95
10 1,57 0,129 90,68 158,50
2 0,11 0,014 98,59 98,68
СГС: неочищенная 200 91,53 4,860 61,05 244,58
50 11,98 0,895 78,62 175,41
10 1,35 0,142 89,71 123,40
2 0,11 0,016 95,95 88,55
очищенная 200 92,72 5,430 58,33 221,76
50 12,01 0,985 >167,1 Г. 156,36
10 1,13 0,173 77,04 84,90
2 0,08 0,018 90,68 61,09
21*
323
V I.59. Результаты технологических испытаний
различных межэлектродных сред
Обраба- тываемый материал Среда С в мкф $V (а) в мм^/мин Qy (а)-Ю6 в г!имп в % f в гц
ВК8 Керосин 20 39,62 2,64 246,32 194,90
10 0,97 0,085 197,44 148,24
Зеленое масло 20 56,89 3,45 244,27 214,14
10 1,07 0,091 202,39 152,71
СГС очищенная 20 60,79 3,69 248,18 213,92
10 1,07 0,090 199,21 155,18
0Х18Н9Т Керосин 20 54,44 3,14 70,64 255,18
10 1,05 0,096 92,04 142,53
Зеленое масло 20 91,76 5,43 58,68 219,46
10 1,21 0,102 70,04 154,44
СГС очищенная 20 101,16 6,32 57,41 207,88
10 1,23 0,099 64,56 158,18
ЭИ929 Керосин 20 93,65 5,11 44,57 238,02
10 1,83 0,173 57,71 137,25
Зеленое масло 20 141,57 7,86 42,21 233,92
10 1,92 0,178 53,75 139,98
СГС очищенная 20 152,06 8,18 41,19 241,42
10 2,07 0,185 52,84 145,52
VI. 60. Производительность процесса разрезания твердого сплава ВК15
на станке модели 4531 в различных средах
Режим обработки Керосин ТС-1 Сольвент Зеленое масло Кремнийоргани- ческая жидкость
№ 1 | № 3
С в мкф / в а Производительность в мм2/мин
0,05 0,3 0,60 0,60 0,73 0,66 0,63 0,47
0,5 0,5 2,98 3,07 4,00 3,72 3,68 3,30
2,0 0,7 4,70 4,75 6,17 6,63 5,37 4,90
При м-е ч а н и е.
Электрод-инструмент—латунная проволока 0 0,15 мм.
324
VI.61. Технологические показатели процесса (генератор МИГ-2Б)
Материал электрода Диаметр электро- да в мм Ток возбуж- дения в а Средняя энергия импульса в дж Съем металла Q-Ю* в г/имп Состав газа в об. %
с элек- трода с образ- ца суммар- ный н2 сн4 С2Нв с2н4 С,Нв с8нв с2н2
Латунь Л59 10 1,0 0,94 1,57 3,85 5,42 68,20 3,74 0,45 8,19 — 0,85 18,57
3,0 2,72 7,52 10,30 17,82 63,53 3,80 0,82 12,96 — 1,94 16,95
20 1,0 0,66 1,33 4,01 5,34 70,75 2,17 0,26 7,68 — 0,92 18,22
3,0 3,10 5,29 13,70 18,99 66,27 0,05 0,63 5,75 0,35 2,24 24,71
30 1,0 0,88 0,89 3,31 4,20 63,01 3,68 0,42 8,52 — 1,66 22,60
3,0 3,12 4,92 14,10 19,02 64,06 2,40 0,60 12,42 — 1,92 18,60
Медь 10 1,0 0,82 1,88 2,87 4,75 68,60 1,71 — 8,30 — 0,68 20,71
3,0 2,43 3,77 5,04 8,81 66,13 2,36 0,53 10,57 — 1,82 18,59
20 1,0 0,89 1,33 2,74 4,07 67,10 1,89 0,41 9,62 — 0,89 20,09
3,0 2,30 2,95 5,60 8,55 69,51 3,09 — 8,50 —— 1,40 17,50
30 1,0 1,05 1,55 2,96 4,51 65,80 3,59 — 8,76 — 2,15 19,70
3,0 2,52 2,75 4,91 7,66 64,30 2,80 0,68 9,50 — 2,42 20,30
Примечание.
Материал образцов—сталь Ст.З.
Условия вытеснения жидкости
из межэлектродного зазора при
движении плоского круглого элек-
трода (рис. VI. 12, и)
~- = ^- + А + н^т,
где Pi — абсолютное давление в се-
чении I (рис. VI.12, u); v — ско-
рость потока в сечении //; р—
плотность жидкости; А — атмосфер-
ное давление в единицах высоты
столба технологической жидкости;
g — ускорение свободного падения;
НП0тп— потери давления в едини-
цах высоты столба технологиче-
ской жидкости при движении по-
тока из сечения I в сечение II.
VI.62. Характеристики сред [12]
Условный индекс среды Ki в % Wu в дж гам в а
1 2 3 4 2,50 1,08 0,20 15,00 0,234 0,405 0,570 0,234 93,5 162 228 93,5
Примечание. Работа при f = 600 гц; Ux. х «=» 60 в; t = 100 мксек. — V4
^1 » среды; — чистой.
VI.63. Вязкость, теплопроводность и теплоемкость керосина
t в °C V в ест Р . в г}см* Ц в спз ХЛ08 в вт/(см-град) с в джКг-град)
29 2,05 0,797 1,63 1,48 1,84
50 1,37 0,779 1,07 1,44 1,97
75 0,99 0,761 0,75 1,40 2,11
100 0,76 0,743 0,57 1,36 2,24
125 0,62 0,726 0,45 1,32 2,38
150 0,52 0,700 0,37 1,26 2,52
VI.64. Кинематическая вязкость некоторых технологических жидкостей
Жидкость Температура в °C
10 20 30 40 50
Кинематическая вязкость в сст
Масло индустриальное 12 85 50 30 17 12
Масло трансформаторное 50 27 17 12 8
Велосит 16 11 8 6 4,8
Керосин — 3,2 — — —
Примечание.
Данные приведены для свежих жидкостей. При отработанных жидкостях v
может возрасти вдвое.
326
Приближенное значение усилия Рв, необходимого для вытеснения жидкости ИЗ
межэлектродного зазора при движении электрода-инструмента (рис. VI. 12, к),
Рв0,44- 10-6Л> кГ,
О’*
где Fq — площадь обрабатываемой поверхности в см2; vn — скорость относительного
перемещения электродов в см/сек; v — кинематическая вязкость технологической
6) Qv, мм3/мин
Рис. VI. 13. Влияние условий проведения электроэрозионной обработки на ее резуль-
таты: а — влияние амплитуду колебаний Электр ода-инструмента на съем металла
и относительный весовой износ электрода у при частоте 100 гц (/ — относительный
весовой износ электрода-инструмента ук; 2 — абсолютный съем с электрода-инстру-
мента; 3 — то же с обрабатываемого изделия; 4 — суммарный съем — с изделия и
инструмента); б — влияние давления на съем металла при электроэрозионной обра-
ботке (1 — стали; 2 — твердого сплава ВК8; 3 — ВК20; 4 — ВКЗО: материал элек-
трода-инструмента — алюминий); в — зависимость производительности электро-
эрозионной обработки движущимся электродом от числа оборотов (1 — обработка
по схеме рис. VI. 17, а; 2 — по схеме рис. VI. 17, б); г — то же от величины смещения
жидкости в сст (табл. VI.64); 6 — межэлектродный зазор (для круглого электрода)
в мм; 0,44- 10“6 — коэффициент, связанный с используемыми единицами измерения
(для технологической жидкости р = 0,9 г/см3); Кэ — коэффициент формы электрода.
Форма электрода Значение Кэ
Плоская круглая (рис. VI. 12, и).................... 1,0
Коническая, с углом конуса при вершине:
120°.......................................... 1,15
90°........................................... 1,41
60°............................................ 2,0
30°........................................... 3,86
Сферическая (рис. VI. 12, к)....................... 2,67
327
Критическая скорость подъема электрода-инструмента (рис. VI. 12, л), не при-
водящая к возникновению отрицательного давления и появлению подушек из паров
жидкости,
___ gd3
°кр 53 3vp/?2K3 ’
Усилие, соответствующее предельной скорости перемещения электрода,
где R — радиус электрода в см (рис. VI. 12, к).
Течение процесса эрозионной обработки может быть изменено дополнительными
внешними воздействиями — вибрацией электрода-инструмента (рис. VI. 13, а), повы-
шением статического давления обрабатывающей среды (рис. VI. 13, б), перемещением
обрабатывающего электрода и другими приемами.
6. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОБРАБОТКИ
В табл. VI.65—VI.68 содержатся некоторые технологические характеристики
обработки различных материалов [42].
VI. 65. Зависимость величины межэлектродного зазора
от напряжения (емкость конденсаторов 1 мкф)
U в в Зазор на сторону в мкм для деталей из
ВК20 ВК15 ВК8 У10А ХВГ Х12М
70 10,41 10,66 10,83 9,23 9,45 9,37
75 10,78 11,18 11,22 9,25 9,18 9,28
80 11,10 11,34 11,40 9,27 9,31 9,33
90 12,29 12,44 12,48 10,38 10,45 9,72
100 13,28 14,00 13,48 10,61 11,50 11,95
110 14,29 14,45 15,61 12,11 12,45 12,43
120 14,65 14,76 14,87 12,88 13,30 13,28
130 15,72 16,10 16,34 13,70 13,95 14,20
Применение специального оснащения электроэрозионных станков (электродо-
вращателей, орбитальных головок, электромагнитных вибраторов, вращающихся
столов и др.) значительно расширяет технологические возможности методов. На
рис. VI. 14 показаны операции: а — с применением электродовращателя (/ — про-
шивание цилиндрических отверстий сплошным электродом-инструментом, II — выре-
зание дисков или прорезание отверстий электродом-инструментом, III — расточка
конусных отверстий, IV — расточка эксцентричных пазов); б — при совместном при-
менении вращающихся столов, шлифовальных головок и электродовращателей (У —
наружное шлифование цилиндрической заготовки, VI — шлифование цилиндриче-
ского отверстия, VII — шлифование центра с твердосплавным наконечником);
в — с применением шлифовальной головки'(VIII — плоское шлифование заготовок
из твердых сплавов для снятия припуска, IX — плоское шлифование заготовок литых
328
VI.66. Изменение величины зазора в зависимости от емкости
конденсаторов рабочего контура (напряжение 100 в)
С в мкф Зазор на сторону в мкм для деталей из
ВК20 в К.15 ВК8 У10А ХВГ Х12М
0,1 8,9 7,54 8,50 6,22 6,72 6,90
0,2 9,0 10,4 9,9 8,13 7,90 7,65
0,5 11,45 11,55 11,85 8,78 9,25 9,30
0,8 12,88 12,41 12,61 10,45 11,44 10,93
1,0 13,35 14,00 13,48 10,61 11,50 11,95
1,3 13,55 14,45 13,95 — — —
1,5 14,93 14,60 15,33 12,88 12,45 12,79
1,8 15,05 15,90 15,47 13,07 13,65 13,36
2,0 15,95 15,60 16,35 13,18 13,98 14,02
2,3 16,04 16,55 16,70 13,55 14,45 14,52
2,5 16,54 17,40 16,88 14,15 14,51 14,75
2,8 16,97 17,45 16,95 14,62 15,25 14,98
3,0 17,90 17,90 17,53 14,48 15,29 15,00
VI.67. Зависимость производительности обработки
от тока короткого замыкания
(толщина детали 15 ММ, напряжение 110 в)
гк.з в а Производительность в мм2(сек для
ВК20 ВК15 ВК8 Т15К6 У10А XI2M ХВГ Р9
0,25 0,0147 0,015 0,0135 0,0125 0,0187 0,0163 0,0153 0,015
0,5 0,0305 0,292 0,0285 0,025 0,0373 0,0322 0,0308 0,0295
0,7 0,042 0,04 0,0388 0,0363 0,0525 0,044 0,043 0,0407
0,9 0,0535 0,0525 0,0497 0,0467 0,0667 0,0577 0,055 0,0522
1,2 0,0717 0,0695 0,0662 0,0622 0,0875 0,0772 0,073 0,070
1,5 0,0897 0,0855 0,0808 0,785 0,1122 0,0965 0,0908 0,0863
1,8 0,1072 0,1027 0,0997 0,0945 0,1323 0,116 0,1092 0,1038
2,0 0,119 0,115 0,11 0,105 0,148 0,128 0,1208 0,1163
329
VI.68. Зависимость производительности обработки от напряжения
(толщина детали 15 мм, ток короткого замыкания 1 а)
U в в Производительность в мм2/сек для
ВК20 ВК15 ВК8 Т15К6 У10А Х12М хвг Р9
70 0,0383 0,0370 0,0347 0,0338 0,0475 0,0408 0,0388 0,0372
80 0,0437 0,0417 0,0395 0,0383 0,0540 0,0467 0,0447 0,0425
90 0,0488 0,0470 0,0445 0,0433 0,0605 0,0528 0,0492 0,0472
100 0,0545 0,0523 0,0492 0,0478 0,0678 0,0587 0,0538 0,0528
ПО 0,0600 0,0572 0,0543 0,0527 0,0742 0,0650 0,0605 0,0573
120 0,0652 0,0625 0,0592 0,0572 0,0812 0,0708 0,0687 0,0630
130 0,0708 0,0677 0,0650 0,0625 0,0878 0,0753 0,0712 0,0688
магнитов для снятия припусков, X — плоское шлифование контактных поверхностей
ленточных магнитопроводов, XI — прорезание узких пазов в деталях из твердых
сплавов); г — с приспособлением для шлифования сферических полостей (XII —
расточка сферической полости, XIII — прорезание длинных пазов).
В табл. VI.69—VI.72 даны сведения о параметрах обработки при проведении
различных технологических операций.
Рассмотрим вопросы нормирования электроэрозионных операций.
Штучное время изготовления одной детали определяется по формуле
Tium = (to + 4) (1 + 100 ) мин,
а норма выработки в смену
т 420 — tn. з
Тн =-----—— мин,
Тшт
где to — основное (рабочее) время; tQ — вспомогательное время; х — время обслу-
живания; tn. з — подготовительно-заключительное время.
По действующим нормативам te, хи tn,3 можно выбрать применительно к ра-
ботам, выполняемым на координатно-расточных станках. Следовательно, вопрос опре-
деления нормы времени сводится к определению
Для прошивочных и шлифовальных станков
, V
to = -fj— мин,
Пр
где V — объем материала, снимаемый на данной операции, в мм3; Пр — производи-
тельность процесса на заданном режиме в мм3!мин.
При работе с полым (трубчатым) электродом t0 меньше, чем при работе сплошным.
Для вырезания электродом-проволокой
to~ Пр ’
где S — площадь вырезаемого контура в мм2.
Применение электроимпульсной обработки при изготовлении штампов снижает
трудоемкость дорогостоящих слесарно-доводочных работ, что объясняется более
точным выполнением конфигурации штампа, а последнее ведет к уменьшению при-
пусков на слесарную доводку до 0,1—0,15 мм вместо 0,3—1 мм после фрезерования.
Применение высокочастотных генераторов импульсов позволяет еще значительнее
уменьшить припуски на доводку, а в некоторых случаях отказаться от нее. Себестои-
мость снижается при переходе к обработке на станках с программным управлением
(табл. VI.73).
330
Обрабатываемая площадь при электроэрозионной обработке Fp определяется
как площадь проекции обрабатываемой поверхности на плоскость, перпендикуляр-
ную направлению подачи (рис. VI. 15, б). Fp совпадает с истинной величиной площади
Рис. VI. 14. Специальное оснащение электроэрозионных станков
обрабатываемого участка лишь при обработке плоскости. Во всех остальных случаях
Fp меньше полной площади S обрабатываемой поверхности. При обработке сложной
поверхности
Fp =-----г---- f cos ipxdS.
р cosipxmin J
s
Величина подачи при оптимальном соотношении тока и площади
(см. рис. VI. 15, 6) представлена для черновой электроимпульсной обработки на
рис. VI. 15, в.
Снижение конусности отверстий и повышение производительности электроэро-
зионного получения полостей и отверстий может быть достигнуто различными при-
емами.
331
VI.69. Некоторые данные о прошивании круглых отверстий малого диаметра
на станках с генератором RC
Диаметр отверстия в мм Диаметр прово- локи в мм Глу- бина отвер- стия в мм Режим обработки Продолжи- тельность прошивания в сек Точность в мм Материал электродной проволоки
JK. з в а С в мкф стали брон- зы
0,02 0,015 0,2 0,01 0,001 90 15 +0,002 Вольфрам в в » в » в » в в
0,03 0,025 0,3 0,01 0,001 2 20 +0,003
0,035 0,030 0,2 0,01 0,001 130 25 +0,003
0,3 0,01 0,001 240 30 +0,005
0,05 0,04 0,3 0,1 0,01 180 45 +0,005
0,5 0,1 0,01 200 120 +0,006
0,08 0,07 0,2 0,25 0,01 30 10 +0,01
0,3 0,25 0,01 120 5 +0,015
0,5 0,25 0,01 135 15 +0,02
0,1 0,09 1,о 0,25 0,05 75 — +0,01
0,15 0,12 0,65 0,3 0,2 25 — +0,01 Латунь Л62 в в в в в -
0,2 0,18 1,0 0,3 0,25 35 — +0,01
0,25 0,23 1,0 0,3 0,25 40 — +0,01
2,0 0,3 0,25 130 — +0,02
0,3 0,27 • 1,0 0,35 0,25 45 — +0,01
2,0 0,35 0,25 150 — +0,02
Примечание.
» 7 Данные, приведенные в таблице, получены опытным путем при подборе режимов,
обеспечивающих наибольшую производительность обработки.
332
VI.70. Некоторые разновидности и параметры электроэрозионного шлифования
Разновидность шлифования Форма и материал электрода- инструмента Скорость вращения в м/сек Реали- зуемая мощ- ность в квт На- пря- жение на элек- тродах в в Производительн ость обработки в мм9;мин Класс чистоты поверх- ности по ГОСТу 2789-59 Генераторы импульсов
инстру- мента детал и стали магнит- ных сплавов твер- дого сплава
Круглое черновое Диск, чугун 15—30 0-1 10 100 4000 4500 1 770 3 3 4 RC
Круглое чистовое 15—30 0—1 0,07 100 3 3,2 1 6 6 7 RC
Круглое прецизионное Стержень, ла- 0 0,3 0,1 100 2 — — 6 RC
1 у по Стержень, чу- гун 0 0,06 0,1 200 — — 2 7
Плоское черновое 1,2—1,5 1,2—1,5 0 0 1,5 2,5 200 30—40 — 2000 100 5 3 RC МГИ-2
Плоское чистовое Диск, чугун 1,2—1,5 0 0,10 200 — — 2 8 RC
Плоское чистовое и круглое 13 0 0,4 24—32 — — 5 7 Постоянный ток
Плоское черновое и круглое 20 0—0,05 30 36 — 30 000 — 1 Выпрямле- ние в про- межутке
VI.71. Рациональное использование комплекса электроэрозионного оборудования
при изготовлении стальных и твердосплавных деталей штампов
Наименование оборудования, краткая характеристика Область рационального использования станка Рабочий инструмент Режим обработки Достижимая точность в мм Класс ьисто- ты по ГОСТу 2789-59 Производи- тельность обработки в минуту
Электроэрозионный копиро- вально-прошивочный станок Предварительная обработка различных отверстий и поло- Электрод латунный Л62 1к. з ~ 18 а; С = 210 мкф; — 3 35 мм3
ЛКЗ 18М2. Наибольшие раз- меры обрабатываемого изделия 140X 400 X 600 мм. Генер атор импульсов RC стей IК. 3 ~ 12^ СТ, С = 90 мкф 4—5 20 »
Электроэрозионный копиро- вально-прошивочный станок ЛКЗ 18М2. Генератор 1ВЧИУ-М Чистовая обработка различ- ных отверстий и полостей Электрод медный М-1 tu= 1,5 мксек; Wu = 0,1 дж; f = 25 кгц 0,005 8 До 15 »
Электроэрозионный копиро- вально-прошивочный станок ЛКЗ-57. Наибольшие размеры обрабатываемого изделия 80X Предварительная обработка отверстий, пазов, щелей в ма- логабаритных деталях Электрод латунный Л62 Лс. 3 = 7 й* С = 40 мкф 0,1 4 22 »
X80X50 мм. Генераторы им- пульсов СС и RC То же при чистовой обработ- ке То же IК. 3 = 1 С= 1 мкф 0,01 6 1 »
Электроэрозионный копиро- вально-прошивочный станок с координатным столом. Наи- большие размеры обрабатывае- мого изделия 200X150X80 мм. Генератор импульсов RC Обработка отверстий различ- ной конфигурации, связанных координатами » I к. з ~ 6,5 и; С = 0,5 мкф 0,01 7 2,5 »
Продолжение табл. VI.71
Наименование оборудования, краткая характеристика Область рационального использования станка Рабочий инструмент Режим обработки Достижимая точность в мм Класс чисто- ты по ГОСТу 2789—59 Производи- тельность обработки в минуту
Электроэрозионный плоско- шлифовальный станок ЛКЗ-37М. Наибольшие разме- ры обрабатываемого изделия 1000X200X500 мм. Генератор импульсов RC Электроэрозйонный станок 4531. Максимальные размеры Предварительное шлифова- ние заготовок Предварительное и чистовое вырезание сложноконтурных Электрод — чугунный диск СЧ 18—36 Электрод — проволока Л62: С = 360 мкф’, R = 3,6 ом 0,1 2—3 70 мм3
обрабатываемого контура 120X Х65 мм. Максимальные раз- деталей 0 0,3 мм 1к. 3= 2,5 СТ, С = 3 мкф 0,1 5 10 мм2
меры обрабатываемого изделия 150X85X30 мм. Генератор 0 0,2 » Л. 3 = 1,4 а; С = 1,4 мкф 0,05 7 5,6 »
импульсов RC 0 0,1 » IК. з~ 0,6 CL\ С ~ 0,6 мкф 0,005 8 2,5 »
Электроэрозионный станок 4531 с высокочастотным гене- ратором 8ВЧИУ Электроэрозионный станок 4532 с числовым управлением. Чистовое вырезание сложно- контурных деталей Вырезание сложноконтурных деталей: 0 0,1 » f = 30 кгц\ tu= 5 мксек’, Wu = 2 мкдж 0,008 7 9 »
Наибольшие размеры заготовки 320 X 320 X 60 мм. Масса — до предварительное 0 0,3 » С = 3,2 мкф\ Iк. з ~ 2,4 и — 5 7 »
75 кг. Генератор импульсов RС. Система числового автома- тического управления ПРС-4 (импульсная, шаговая с линей- ной интерполяцией). Про- граммоноситель—п яти до роже ч - ная телеграфная лента чистовое 0 0,1 » С = 0,3 мкф', 1к. з~ 0,3 а о,1 7—8 0,5 »
VI. 72. Показатели процессов обработки штампа
на копировально-фрезерном станке и электроимпульсным способом
Показатели Обработка на копиро- вально- фрезерном станке Электроимпульсный способ обработки
с низко- частотным трансфор- матором с гене- ратором частотой 400 гц Всего при элек- троим- пульсном способе
Общий расход электроэнергии на обработку одного комплекта в квт • ч 25,82 81,30 100,63 66,28 248,21
Количество снятого металла в кг 12,20 8,40 2,80 1,20 12,40
Продолжительность обработки по- лости в ч 9,72 4,30 5,13 3,42 12,85
Количество снятого металла за 1 ч работы в кг 1,24 1,94 0,54 0,35 0,965
Продолжительность ручной довод- ки штампа в ч 23,50 — — 20,00
Общее количество металла, снимае- мого при ручной доводке, в кг 1,4 — — 1,2
Расход электроэнергии на ручную доводку штампа в квт*ч 14,0 — — 12,0
Удельный расход электроэнергии в квт'ч/кг: 36,0 55,0
на формообразование 2,11 9,7 20,0
на ручную доводку 10,0 — — 10,0
Примечание.
В числителе приведены данные по обработке с алюминиевыми электродами,
в знаменателе — с графитовыми.
VI.73. Себестоимость обработки штампа
Количество изделий в партии Относительная себестоимость обработки штампа
на копировально- фрезерном станке на электроимпульс- ном станке на станке с цифровым программным управле- нием
5 1,840 1,620 1,510
10 1,430 1,270 1,290
15 1,296 1,154 1,217
20 1,226 1,095 1,180
25 1,184 1,060 1,158
30 1,157 1,037 1,143
336
Наиболее распространенными и технологически простыми приемами является
нагнетание или отсос рабочей жидкости, в результате чего интенсивность боковых
разрядов резко снижается. На рис. VI. 16 показаны примеры нагнетания рабочей
жидкости через полый электрод-инструмент (а), технологическое отверстие (б),
в обратном направлении (через изделие) с помощью специального приспособления (в),
отсоса рабочей жидкости через полый электрод-инструмент (а) и технологическое
отверстие (д), периодическое прополаскивание отверстия струями рабочей жидко-
сти (а).
a)Qv, мм
Рис. VI. 15. Некоторые геометрические характеристики операции электроэрозионного
формообразования: а — влияние площади торца F электрода-инструмента на произ-
водительность Q при электроимпульсной обработке (электрод—медь; De — диаметр
канала в электроде; DH — наружный диаметр электрода; отношение DH!De == 5;
заготовка—сталь низколегированная); б — обрабатываемая площадь при электро-
эрозионной обработке; в — график для определения величины подачи в зависимости
от площади
Некоторые указания по выбору и расчету рациональной формы и размеров ин-
струментов приводятся в технологической литературе [8, 13, 18, 41, 46], а также
в соответствующих разделах настоящего справочника. Здесь приведем несколько
зависимостей, иллюстрирующих методику решения подобных задач.
Ширина Н (в мм) паза при обработке дисковым электродом-инструментом по
рис. VI.17
Н = b + 26 + 6„,
где b — толщина дискового электрода в мм\ 6 — межэлектродный зазор в мм.
22 л. Я. Попилов 337
Рис. VI. 16. Приемы снижения конусности получаемых отверстий и полостей
338
Величина разбивки паза (в мм)
— (/? — ]Л#2_2г/г4-/12) cos а,
где R и г—радиусы соответственно обрабатываемого паза и дискового электрода в мм\
h — глубина паза в мм\ а — угол наклона боковых стенок паза к оси вращения де-
тали в град.
Диаметр электрода-проволоки dnp в мм при обработке глухих пазов по
рис. VI. 17, б
dnp= Н — 2kC1/4 U2/3.
Здесь k — коэффициент, определяемый экспериментально; С — емкость конденса-
торов в мкф\ U — напряжение в в.
Рис. VI. 17. Некоторые характеристики точности эрозионной обработки: а — схема
электроэрозионного точения пазов дисковым электродом-инструментом; б — схема
электроэрозионного точения пазов электродом-проволокой; в — зависимость ширины
паза b от окружной скорости v0Kp при диаметре электрода-проволоки 0,44 мм; г —
зависимость величины бокового зазора 6^ от глубины прошивания электроимпульс-
ным методом
Зависимость Н от окружной скорости v0Kp для dnp = 0,44 мм показана на
рис. VI.17, в.
Связь локального износа (в данном участке обработки) электрода-инструмента
с его кривизной
Ъ = То (1 + Afpo), или = Yo (1 + бврс).
Здесь ул — относительный локальный износ; у0 — коэффициент относительного
объемного износа; у0 = 7А 100%, где и G2 —объемы материалов, удаленные с ин-
и2
струмента и заготовки; рс — средняя кривизна на единицу поверхности (для сферы
где Ксф — радиус сферы; для цилиндра рц= где — РадиУс
цилиндра); дв — боковой межэлектродный зазор для примененного режима.
22*
339
VI. 74. Технико-экономические показатели обработки одной матрицы
средней сложности по различным технологическим процессам
Показатели Технологические процессы •
I п ш IV ** V
Величина припуска (в мм), снимаемого при об- работке на режимах:
среднем _ 1 1 2 — —
мягком 0,5 0,5 1 — —
доводочном 0,025 0,02 0,08 0,15 —
Машинное время об- работки (в мин) на режи- мах:
грубом 480 193 — —
среднем 90 Всего 120 1170 —
мягком 720 J 800 1140 1200 1200
доводочном — — 4800 —
Всего машинно- го времени обра- ботки 1290 800 1453 7170 1200
Время ручной доводки в мин 1200 1000 4920 — 750
Штучное время в мин 2560 1870 6517 7250 2000
Заработная плата ра- бочих в руб. В том числе:
станочника 8,9 5,5 10,83 57,8 8,25
слесаря 15,3 12,5 66,55 — 9,5
Стоимость рабочей сре- ды в руб. 0,3 0,2 0,46 1,05 0,40
Стоимость инструмен- та (электроды, шаблоны, доводники и т. п.) 17 16 14 31,15 7,0
Ориентировочная тех- нологическая себестои- мость матрицы в руб. 41,5 34,2 91,34 90,0 (из них: матрица — 50, пуан- сон — 40) 25,2
* Исходные данные для расчета по ряду технологических процессов взяты из материалов некоторых исследований. * * Время обработки и затраты приведены с учетом изготовления пуансона и матрицы.
340
Сумма толщийы элементарных слоев, удаляемых соответственно с поверхности
электрода-инструмента и заготовки,
М = М2.
В табл. VI.74 приведены сравнительные данные о трудоемкости изготовления
матрицы различными способами. Характеристики использованных режимов
(табл. VI.74) таковы.
Режим I. Электроэрозионный способ обработки методом прямого копирования
с генератором RC с последующей ручной доводкой карбидом бора. Режимы обработки
при Ux. х — ПО в: грубый 1к.з— 20 а, С= 200 мкф; средний 1К 3 = 10 а, С =
= 50 мкф; мягкий /«. 3 = 1 а, С — 1 мкф, обеспечивают соответственно равные
43, 21 и 2,1 мм3/мин, при 5, равных 853, 143 и 70 мм2.
Режим II. Электроэрозионный способ обработки методом прямого копирования
с генератором ГИТ-1 с последующей ручной доводкой карбидом бора. При С =
= 2200 пф обеспечивается уа — 25 мм3/мин.
Режим III. Электроимпульсный способ обработки методом прямого копирования
с последующей ручной доводкой карбидом бора. Режимы обработки: грубый 1Р =
= 50 а, средний 1Р = 20 а, мягкий 1Р = 5 а, обеспечивают уа, равные 90, 25 и
3 мм3/мин, при 3, равных 705, 283 и 140 мм2.
Режим IV. Электроэрозионный способ обработки методом прямого копирования
в сочетании с методом обратного копирования, которые используются для изготовле-
ния пуансона и матрицы. Режимы обработки при Ux. х = 100 в: средний 1К, 3 = 10 а,
С = 50 мкф; мягкий 1к.з = 1 С = 1 мкф; доводочный 1К, 3— 0,3 а, С = 0,01 мкф,
обеспечивают уа, равные 21, 2,1 и 0,09 мм3/мин.
Режим V. Электроэрозионный способ обработки с одновременным вырезанием
контура матрицы и пуансона из одного куска твердого сплава электродом-проволокой.
Режим обработки: Ux. х — ПО в, 1к.з~ 0,5 а, С = 0,50 мкф, обеспечивает уа —
= 3 мм2/мин.
В табл. VI.75—VI.79 содержатся сведения о некоторых технологических опе-
рациях, выполняемых электроэрозионной обработкой. Значения коэффициентов
табл. VI-78: (в м2/дж213) равен для стали (0,954-1,15) 10~8, для твердого
сплава (1,14-1,25) 10"8.
Коэффициент К4, зависящий от среды, материала электродов, длительности им-
пульса для стали (0,0054-0,0058) dnp, для твердого сплава (0,00584-0,0067) dnp.
Коэффициент К8 для разных материалов:
Материал . . . . ВК20 ВК15 ВК8 Т15К6 У10А ХВГ Х12М Р9
К8 .............. 0,298 0,251 0,214 0,203 0,417 0,395 0,395 0,35
Коэффициент К10 для различных проволок и заготовок:
Толщина заго- Толщина проволоки Значения /Сю
товки в мм в мм для твердых сплавов для стали
25—30 0,10 0,94 0,89
25—30 0,15 0,96 0,92
30—35 0,10 0,93 0,875
30—35 0,15 0,945 0,900
Коэффициент К12 для различных материалов в мм2/(сек- в- а):
Материал ВК20 ВК15 ВК8 Т15К6 У10А Х12М ХВГ Р9
К12-104 5,42 5,23 5 4,78 6,75 5,83 5,5 5,28
Величина начального натяжения
в мн/м2:
проволоки (электрода из латуни Л62) Рн0
Диаметр проволоки в мм
0,1.......................
0,15 .................
0,20 .................
0,25 .................
0,30 .................
для твердой
проволоки
р«о10'2
для мягкой
проволоки
2-3
6—7
15—16
25—27
40—42
2,5—3
5—6
17—18
28—29
341
VI. 75. Технологические приемы, обеспечивающие получение необходимой величины
одностороннего зазора между матрицей и пуансоном д
Содержание технологического
процесса
Эскиз операции
Формула для опре-
деления д
Односторон
ний зазор
в мм
(пределы)
Матрица 1 обрабатывается методом
прямого копирования. Обработанная
матрица 1 заливается стир акр илом 2.
По полученному таким образом кондук-
тору 2 направляется обрабатывающий
электрод 3 при обработке пуансона 4
Пуансон 1 вместе с прикрепленной к
его торцу пластиной 2, служащей элек-
тродом-инструментом для изготовления
отверстия в матрице, обрабатывается до
окончательных размеров. Рабочее окно
матрицы 3 обрабатывается предваритель-
но с оставлением припуска 0,1 мм. Штамп
полностью собирается, направляющие
втулки 4 изолируются от плиты 5. Обра-
батывающим электродом 2, прикреплен-
ным к торцу пуансона /, калибруют ра-
бочее окно матрицы 3
б ==> ах
0,01—0,04
0,02—0,05
Пуансон 1 и промежуточный электрод-
инструмент 2 изготовляются методом
обратного копирования с использова-
нием одного блока первичных пластин-
чатых электродов-инструментов 3. Про-
межуточным электродом-инструментом 2
методом прямого копирования обраба-
тывается матрица 4
Матрица 1 вырезается по копиру 2 не-
прерывно движущимся электродом-про-
волокой 3. По контркопиру 4 вырезается
пуансон 5. Копир 2 и контркопир 4 изго-
товляются. слесарно-механическим спо-
собом
б = а2 + а3 — а±
0—0,1
Пуансон 3 вырезается по исходному
копиру 1 электродом-проволокой 2 диа-
метром dn. Вторичный копир 5 выре-
зается с использованием электрода-про-
волоки 4 диаметром dK, м. Матрица 7 вы-
резается по вторичному копиру 5 элек-
тродом-проволокой 6 диаметром dM
б = + а2 + а3
& — dM + dn + ам +
+ Яд dfC, м --------------- ак. м
0,02—0,06
От —0,1
до +0,5
Продолжение табл. VI.75
Содержание технологического процесса Эскиз операции Формула для опре- деления 6 Односторон- ний зазор в мм (пределы)
Матрица 4 вырезается по исходному
копиру 1 непрерывно движущимся элек-
тродом-проволокой. Промежуточный ко-
пир 2 вырезается по исходному обраба-
тывающим электродом диаметром d±.
Пластинчатые обрабатывающие элек-
троды 3 для обработки пуансона 5 мето-
дом обратного копирования вырезаются
по промежуточному копиру 2 электро-
дом-проволокой диаметром й2- Пуансон 5
обрабатывается пластинчатыми элек-
тродами-инструментами 3 методом об-
ратного копирования
б => а± + а3 — а2
0,015—0,04
По исходному копиру 1 непрерывно
движущимся электродом-проволокой 2
вырезается матрица 3. С использованием
обработанной матрицы 3 вырубается
вторичный копир 4. По вторичному ко-
пиру 4 вырезается пуансон 5
б = + а2 — а3
0—0,1
Заготовка /, из которой будут выре-
заны пуансон и матрица, обрабатывает-
ся по базовым поверхностям. Обработан-
ная заготовка /| при предварительной
сборке крепится в блоке штампа. Заго-
товка 1 после разборки штампа разре-
зается по копиру 2 непрерывно движу-
щимся электродом-проволокой 3 нащуан-
сон 4 и матрицу 5. После окончательной
сборки штампа и базирования деталей 5
и 4 по тем же поверхностям, что и при
предварительной сборке,*между матри-
цей 5 и пуансоном 4 образуется равно-
мерный зазор
d = d + 2а
0,1—0,4
По исходному копиру 1 вырезается
пуансон 2. Между боковыми поверхно-
стями пуансона 2 и отверстием в сталь-
ной пластике 3 заливается’легкоплавкий
сплав 4, из которого^после затвердевания
изготовляют вторичный’коп ир 4. По вто-
ричному копиру 4 вырезается матрица 5
д = а
0,02—0,05
Продолжение табл. VI .75
Содержание технологического
процесса
Эскиз операции
Формула для опре'
деления д
Односторон
ний зазор
в мм
(пределы)
Пуансон вырезается непрерывно дви-
жущимся электродом-проволокой по
чертежу. Матрица вырезается по пуан-
сону
Матрицу 2 и пластинчатые электроды 3
изготовляют методом прямого копиро-
вания электродом 1. Пластинчатыми
электродами 3 обрабатывается пуансон 4
методом обратного копирования
0,02—0,05
0—0,04
б — аг + а3 — а2
VI. 76. Структура трудоемкости при изготовлении штампов и их элементов
Длина рабочего контура в мм Материал рабочих элементов Метод изготовления рабочих элементов Общая трудоемкость изготовления в нормо-ч
штампа и блока пуансона матрицы шаблона
Сталь С применением слесарной об- работки 120 (38,2) 22,5 (59) 21 (81) —
97 Непрофилированным электро- дом 125 (14,0) 22,5 (15,5) 16 (25) 6,4 (67)
Твердый сплав То же 300 (16,6) 82,0 (7,0) 35 (37) 58 (67)
Сталь С применением слесарной об- работки 150 (37,9) 26,7 (60) 30,5 (79) —
355 в Непрофилированным электро- дом 170 (15,7) 41 (16) 36,5 (22) 9 (55)
Твердый сплав То же 500 (18,1) 160 (7,1) 78 (32) 82 (55)
Примечание.
В скобках показано процентное содержание слесарного труда в общей трудоемкости изготовления.
VI.77. Структура затрат при изготовлении штампов
Длина рабочего контура в мм Материал рабочих элементов Метод изготовления рабочих элементов Себестои- мость штампа и блока в руб. Затраты в руб. на изготовление Стои- мость матери- ала в руб.
пуансона матрицы шаблона инстру- мента
Сталь С применением слесарной обра- ботки 68,5 12,37 11,55 — 0,183 3,8
97 » Н спрофилированным электро- дом 60,5 10,2 6,1 3,5 0,163 2,7
Твердый сплав То же 154 43 18 32 0,157 8,9
Сталь С применением слесарной обра- ботки 74 16,52 17 — 0,67 4,5
355 Непрофилированным электро- дом 85 22,6 17,3 4,9 0,6 3,4
Твердый сплав То же 280у/ 83 43 45 0,576 30,0
Сталь С применением слесарной обра- ботки 80,5 22 20,74 — 0,97 5,3
510 Непрофилированным электро- дом 98 35,9 21,3 6,0 0,86 3,8
Твердый сплав То же 430 134 76 55 0,83 46J
VI. 78. Оптимальные режимы обработки штампов [42]
Параметры Материал штампа
Сталь Твердые сплавы
Оптимальный класс чистоты поверх- ности Напряжение при обработке в в: предварительной чистовой t Емкость конденсатора С в мкф Сила тока короткого замыкания в а Производительность обработки в мм2!сек Диаметр проволоки Л62 для обработ- ки в мм: предварительной чистовой Наименьшее напряжение проволоки в мн Наименьшая скорость перемотки проволоки в мм!сек 6—7 7—8 100—120 80—110 С - I V /к. э = 0,2 + 0,72С 1к. э= 0,5 + 0.62С <2= К13К101к.^и 0,25—0,30 0,15—0,20 р KtApydlWu)2'3 , п * н mln — 2Д 1 * «о „ ^WUf ипр mln л лЛпр KsPh min 4 а
Обозначения} Ру$ — среднее за импульс давление на единицу поверхности лунки; Wu — энергия импульса; f — частота следования импульсов; б — межэлектродный зазор; А — длина проволоки между опорами; а — прочность проволоки на разрыв; Диаметр проволоки; — коэффициент концентрации напряжений, равный 1,15 — 1,2; А —прогиб проволоки.
VI.79. Основные параметры лунок, полученных на меди
при искровых разрядах малой энергии и длительности [45]
- Межэлектр одн ая среда Диаметр лунки Глу ина лунки Ширина валика Объем лунки У-10в в мм3 Максималь- ный диаметр плоского участка в мкм
мкм
Керосин 31 3 2 1,14 2—3
Этиловый спирт 30 3 1,7 1,03 6
Дистиллированная вода 24 2,6 1,7 0,6 4
Воздух 40—45 3,5—4 5—6 2—3 7—10
Примечание.
Wu = 250 мкдж; tu~ 0,5 мксек.
349
Зависимость между числом проходов и количеством изделий в партии при из-
вестных параметрах детали и электрода
[Н 1
-gy (1 — Ym) + w
п —-------------------—1
1 — ym + утВ
& утВ
где п — число проходов, необходимое для обработки каждой детали; Н — глубина
профиля обрабатываемой детали на участке наибольшего абсолютного износа элек-
трода; если относительный износ электрода одинаков на всех участках, Н — макси-
Рис. VI. 18. Графики для определения числа проходов в зависимости от износа ин-
струмента у
мальная глубина профиля; у—относительный износ электрода на наиболее изнаши-
вающемся участке; т — число профилируемых деталей; 6 — наибольшее допускаемое
искажение профиля детали, вызываемое износом электрода (принимается равным
примерно половине послеоперационного допуска, но не более 0,2—0,3 мм).
в_ 1 (1-тт) (1+тГ
ут [(1 — у)т — 1]
Определение числа проходов можно производить по рис. VI. 18, на котором даны
наиболее часто встречающиеся отношения £ = -у, равные 10 и 1000, при величине
относительного износа у от 0,2 до 2%.
Минимальный припуск на обработку Zmln при копировально-прошивочных опе-
рациях
Zmin = (На + Та) + (ра + £в),
где Zmin — минимальный припуск на сторону для выполняемой обработки; На —
средняя высота поверхностных неровностей, полученных на предшествующем пере-
ходе; Та— глубина дефектного слоя, полученного на предшествующем переходе;
ра — векторная (геометрическая) сумма поверхностных отклонений взаимосвязанных
поверхностей обрабатываемой заготовки, получившаяся на предшествующем пере-
ходе; — погрешность установки при выполняемой обработке.
Шероховатость обработанной поверхности (или чистота поверхности) является
одной из важнейших технологических характеристик, определяющих границы и
возможности применения электроэрозионной обработки. Ввиду специфики способа
между шероховатостью поверхности и производительностью обычно существует
350
5)RZ9mkm
йиа
J____________L
О 200 400
QV9mm5/muh
О Ю 30 50 70 90!ср9а
Рис. VI. 19. Некоторые технологические показатели электроэрозионной обра-
ботки и их зависимость от параметров режима: а — зависимость шероховато-
сти Rz обработанной от поверхности производительности Q при электроимпульс-
ной обработке [электрод-инструмент (анод) — медь; заготовка — низколегиро-
ванная сталь; плотность тока менее 5 а/см2\ давление прокачки 0,5 ати\\ б —
профиль лунки, образуемой импульсным разрядом; в, г — производительность
электроимпульсной обработки (в) и соответствующая ей шероховатость поверх-
ности (г); д — шероховатость поверхности при различных режимах обработки
(/ — f — 8000 имп/сек,\ 2 — 7000 имп/сек\ 3 — 400 имп/сек\ 4 — 100 имп/сек);
е — зависимость максимальной производительности от шероховатости поверх-
ности при электроимпульсной обработке (/ — твердый сплав; 2 — сталь);
ж — зависимость высоты шероховатости поверхности от силы тока при импуль-
сной обработке с f = 8000 гц (генератор ИГИ13)
351
обратная зависимость, что относится к недостаткам электроэрозионной обработки.
Некоторые сведения о связи шероховатости с условиями обработки приведены
ниже [44].
Размеры лунки, образующейся на аноде при электрическом разряде,
D = K21fJ/3 мкм> мкм,
rpeD — диаметр лунки в мкм* h — глубина лунки в мкм (рис. VI. 19, б); Wu — энер-
гия импульса в мкдж; К %, К* — коэффициенты пропорциональности (для медных
электродов в керосине /С2 = 4 и К^= 0,45, а для воды /<2 = 3,8 и = 0,36).
Объем лунки V (выброс металла за один разряд)
V = -J- h (-|- + 10-9 = -у- Kt Kl + к1) * 10-9 ммз .
для медных электродов в керосине V^2,87Fa- 10"В 9 (см. табл. VI.79).
Высота шероховатости после действия серии электрических разрядов на поверх-
ности анода
Кг =4- h = -^ ТГ1/3 мкм.
о О __
Высота неровностей Н связана с энергией импульсов соотношением Н — CHW^t
где Си — коэффициент обрабатываемости в мкм!дж; р — показатель степени. Зна-
чения коэффициентов Сн и р:
з мкм/дж р
190 0,33—0,37
205 0,37—0,4
67 0,36—0,4
Обрабатываемый материал Сн
Углеродистые и низколегированные стали
Жаропрочные сплавы на основе никеля . . .
Твердые сплавы.........................
Приближенно Н можно определить из равенства
где 1ср — средний ток; Usm — напряжение на эрозионном промежутке при амплитуд-
ном значении тока (Usm — 254-30 в).
Наибольшая глубина зоны термического влияния приближенно определяется
по формуле
где Ct — коэффициент, зависящий от материала, в мкм/дж; Wu — энергия импуль-
сов; т — показатель степени (для стали т 0,44-0,42).
Для меди в керосине
Rz = 0,15ГJ/3 мкм- = -Я- 2,66/?3 мкдж.
Л4
В табл. VI.80—VI.86 содержатся характеристики поверхности, обработанной
электроэрозионным способом [39, 42, 50].
Высота микронеровностей поверхности твердого сплава после различных видов
обработки:
Вид обработки
Электроискровая:
генератор 1ЭВГ.....................
» ВГИ-3 .................
Ультразвуковая ...................
Электрохимическая ................
Алмазная..........................
Высота микроне-
ровностей в мкм
0,85—1,8
1,2—2,5
0,8—1,0
1,65—1,95
0,4—0,55
352
VI.80. Изменение высоты неровностей в зависимости от напряжения
(емкость конденсаторов 0,8 мкф, толщина детали 15 мм,
материал катода Л62)
U в в Высота неровностей в мкм при материалах анода
ВК20 ВК15 ВК8 Т15К6 У10А ХВГ Х12М Р9
70 4,67 3,75 3,18 3,20 6,87 6,34 6,23 5,52
80 5,23 4,38 3,73 3,53 7,29 6,60 6,82 6,03
90 5,62 4,57 4,19 3,77 7,86 7,48 7,55 6,49
100 6,06 5,02 4,26 4,11 8,26 8,05 8,00 6,96
ПО 6,47 5,29 4,65 4,33 8,91 8,35 8,43 7,43
120 6,69 5,75 4,58 4,58 9,45 8,82 8,85 7,83
130 7,18 6,08 5,17 4,87 10,05 9,49 9,39 8,34
VI.81. Зависимость высоты неровностей от емкости конденсаторов
рабочего контура (напряжение 120 в, толщина детали 15 мм,
материал катода Л62)
С в мкф Высота неровностей в мкм при материалах анода 1....
ВК20 ВК15 ВК8 Т15К6 У10А ХВГ Х12М Р9
0,05 2,65 2,38 2,15 1,90 3,66 3,48 3,54 3,00
0,10 3,41 2,97 2,39 2,12 4,78 4,45 4,37 3,85
0,20 4,18 3,66 3,12 2,80 6,02 5,44 5,60 4,90
0,30 5,01 4,17 3,58 3,33 6,95 6,12 6,31 5,68
0,50 5,82 5,00 4,11 3,93 8,11 7,47 7,55 6,70
0,80 6,69 5,75 4,58 4,58 9,45 8,82 8,85 7,83
1,00 7,31 5,90 5,42 4,88 10,22 9,61 9,48 8,42
1,20 7,74 6,55 5,50 5,11 11,10 10,11 10,13 8,87
1,50 8,40 7,22 5,78 5,59 11,47 10,85 10,97 9,70
1,80 8,75 7,53 6,12 5,88 12,33 11,54 11,66 10,20
2,00 9,42 7,49 6,42 6,22 12,80 12,10 11,95 10,65
2,30 9,38 8,13 6,67 6,45 13,21 12,67 12,73 11,15
2,50 9,75 8,23 7,00 6,63 13,78 12,92 12,85 11,47
2,8 10,30 8,70 7,21 6,89 14,40 13,10 13,13 11,83
3,0 10,55 8,80 7,49 7,1^2 14,65 13,70 13,65 12,20
23 Л. Я- Попилов
353
VI.82. Наличие сетки микротрещин в твердых сплавах
после электроискровой обработки [50]
Марка сплава Состав в % Средняя величина зерна сплава в мкм и строение Метод восстановле- ния вольфрама Протяженность микротрещины в мкм при обработке на режиме
WC Со I II III IV V
ВК8 92 8 Нет 70 85 110 250
ВК12 88 12 2,5—3, крупно- » 60 56 125 155 130 180 230
ВК15 85 15 зернистое 85
ВК20 80 20 » Нет 80 115 170
ВК8 92 8 Нет 55 90 190 1 200
ВК12 88 12 1,5—2, среднезер- Водородный » 50 90 56 НО 85 160 140
ВК15 85 15 нистое 28
ВК20 80 20 » 26 56 80 130
ВК20 80 20 1, мелкозер- 28 56 — НО 140
ВК25 75 25 15 56 — 70 84
нистое
вкзр 70 30 Нет — —
ВК8 92 8 Нет 10 — — —
ВК12 88 12 1,5-2, среднезер- Углеродный » 85 120 140 —
ВК15 85 15 нистое » —
ВК20 80 20 » — 100 — —
Пои меча н и е.
Цифрами I— -V обозначены режимы обработки:
Режим обработки W в дж tu в мксек
I 0,025 100
II 0,09 120
III 0,22 130
IV 0,386 140
V 0,950 160
354
VI.83. Толщина измененного слоя в зависимости от емкости конденсаторов
(напряжение 100 в)
С в мкф Толщина измененного слоя в мкм при материалах анода
ВК20 ВК15 ВК8 Т15К6 У10А ХВГ Х12М Р9
0,05 4,10 3,55 3,60 2,83 5,45 5,0 5,0 4,47
0,1 4,45 4,00 3,95 3,43 7,60 7,3 7,0 5,63
0,2 5,50 4,70 4,95 4,33 10,60 8,0 7,8 7,10
0,5 7,80 6,90 6,15 5,78 12,00 11,0 11,4 9,77
0,8 9,65 8,25 7,30 6,93 15,50 12,6 11,9 11,45
1,2 10,10 9,60 8,10 7,85 17,40 14,7 14,1 13,10
1,5 11,25 9,65 8,80 8,57 18,80 15,7 15,2 14,30
2,0 11,25 9,75 9,00 9,24 19,00 16,1 15,5 15,50
2,5 12,10 10,90 10,10 10,00 20,50 18,0 16,4 16,40
VI.84. Толщина слоя в зависимости от напряжения
(емкость 0,8 мкф)
U в в Толщина измененного слоя в мкм при материалах анода
ВК20 ВК15 ВК8 Т15К6 У10А ХВГ Х12М Р9
70 7,35 6,25 5,55 5,37 11,85 10,10 9,75 9,11
80 7,75 7,20 6,10 5,93 13,15 11,10 10,80 9,87
90 8,20 7,90 6,85 6,41 14,00 11,75 11,30 10,68
100 9,65 8,25 7,30 6,93 15,50 12,60 11,90 11,45
ПО 9,90 8,55 7,70 7,32 16,00 13,30 13,50 ^2,23
120 10,15 9,35 7,95 7,87 17,80 14,55 14,00 12,91
130 10,70 9,90 8,50 8,20 18,00 15,30 14,50 13,57
23*
355
VI.85. Влияние различных видов обработки на предел прочности
твердого сплава ВК20 при чистом изгибе
Условия обработки; оборудование Режим обработки Дополнитель- ная обработка Предел прочности при изгибе в н!см*
ю 1 О ю о ’й е о % в ’/
В необработанном виде (состояние по- ставки) — — 203 161 17,5
Высокочастотный f = 10 кгц; tu = = 12 мксек Отжиг при 900° С 82 160 71 137 9,8 7,6
генератор ВГИ-3 f — 66 кгц; tu = = 3 мксек Отжиг при 900° С 123 190 101 179 9,6 5,1
В ысокочастотный генератор 1ЭВГ с регулируемой вели- чиной Wu f = 66 кгц; tu = = 2,5 мксек; Wu — = 1,1 мдж Отжиг при 900° С 165 184 151 169 5,4 5,4
Генератор RC С = 0,5 мкф; U = = 70 в; 1к. з = 0,2 а — 123 88 14,1
С = 23 мкф; U = = 140 в; 1к, з = 4,8 а — 59 54 6,4
Ультразвуковая обработка f= 22 кгц — 234 212 8,3
Электрохимиче- ская обработка Электролит — 15-про- центный раствор NaCl, плотность тока 1 а/см2 — 212 200 3,2
Алмазная обработ- ка Круг АПП250; 2800 об/мин — 210 185 6,6
Карбидом бора Обработка торцом круга; абразив № 8 — 203 160 17,5
Карбидом кремния Обработка торцом круга — 212 182 7,9
Обозначения'. (Тср — среднеарифметическое значение предела прочности серии
образцов; fe — коэффициент вариации, характеризующий в процентах величину средне-
квадратичного отклонения прочности от среднего значения.
356
VI.86. Результаты электроискрового легирования образцов [39]
Материал легирующего электрода Предел усталостной ! прочности | О’_1 В КГ[1ЛМ? Снижение уста- лостной прочности в % Материал легирующего электрода Предел усталостной прочности о в кГ/мм* Снижение уста- лостной прочности в %
Контроль (необрабо- 26,0 Карбид ниобия 20,4 21,5
танный образец из ста- ли 45) Нитрид циркония 20,3 22,0
Карбид циркония 22,3 14,2 Карбид хрома с 15% никеля 19,4 25,4
Карбид титана с 30% железа 21,3 18,0 Карбид хрома 19,4 25,4
Карбид титана 21,2 18,5 » бора 19,3 25,8
Диборид циркония 21,0 19,2 Диборид титана 18,3 29,6
Карбид титана 4- 33% стали 1Х18Н9Т 20,8 20,0 Т15К6 17,3 33,5
Связь между чистотой поверхности и производительностью при обработке с пи-
танием от машинного высокочастотного генератора ИГИ показана на рис. VI. 19,в
для частоты 8 кгц. Те же зависимости для разных частот представлены на рис. VI. 19, д.
Величина емкости конденсаторов, необходимая для получения оптимальной
шероховатости поверхности при обработке непрофилированным электродом [2, 51 ],
С- _L
где — коэффициент, зависящий от среды, частоты импульсов, материала электро-
дов. Значения коэффициента К± (обработка в керосине латунным катодом; С =
= 0,24-1,5 мкф\ Ux.x — 804-100 в):
Материал анода...............ВК8 ВК15 ВК20 У10А ХВГ Х12М
........................... 0,214 0,251 0,298 0,417 0,395 0,395
Применительно к обработке вольфрамо-карбидного твердого сплава при электро-
искровом методе даже с использованием высокочастотных генераторов на чистовых
режимах несколько снижается предел прочности твердого сплава при изгибе за счет
изменения физико-химических показателей поверхностного слоя. Отжиг при 900° С
восстанавливает прочность. Ультразвуковая и электрохимическая обработка того же
материала повышают предел прочности (табл. VI.86).
Глава VII
ЭЛЕКТРОВЗРЫВНАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
В процессе электровзрывной обработки на материалы воздействуют ударные
волны, сопутствующие высоковольтным импульсным разрядам в жидкостях. Эти
методы обработки известны также под названием электрогидравлических — в соот-
ветствии с лежащим в их основе явлением, называемым электрогидравлическим
эффектом (эффектом Юткина) [30].
Электрогидравлический эффект (ЭГЭ) в последние годы нашел относительно
широкое технологическое применение и основанные на его использовании методы
обработки материалов и устройства являются весьма перспективными. Однако
по ряду причин масштабы промышленного применения этих методов еще невелики.
Основные сведения о природе ЭГЭ приведены в литературе [3, 15, 17, 30, 31 ].
На рис. VI 1.1 представлены основные зависимости между параметрами, харак-
теризующими условия возникновения и результаты действия ЭГЭ, на рис. VII.2 —
принципиальная схема устройств для осуществления высоковольтного импульсного
разряда в жидкости с целью получения ЭГЭ.
Рис. VI 1.3—VII. 11 иллюстрируют характер процессов, происходящих в жидкости
при прохождении импульсного разряда (образование канала и возникновение удар-
ных волн, образование и исчезновение парогазового пузыря и др.).
2. ГЕНЕРАТОРЫ ИМПУЛЬСНЫХ ТОКОВ
И ОСНОВНЫЕ ПАРАМЕТРЫ ПРОЦЕССА
Основным элементом установок для электровзрывной обработки является гене-
ратор импульсов тока или напряжения (ГИТ или ГИН), обеспечивающий подачу
импульсов энергии на рабочий промежуток (в зону обработки).
На рис. VI 1.2, б — г представлены схема замещения разрядной цепи ГИТ
и схема распределения сопротивлений в зарядном контуре. Цепь разряда
(рис. VI 1.2, в) можно условно принять за цепь с сосредоточенными линейными пара-
метрами, состоящую из емкости С, индуктивности Lp, к и активного сопротивле-
ния Rp. к- В цепи циркулирует ток 1Р, возбужденный разрядом емкости С. Характер
разряда (вид колебаний в цепи) зависит от соотношения элементов цепи [4, 6, 11,
17, 21, 25].
Максимальный ток разряда /р, определяющий величину механического дей-
ствия разряда в жидкости (выделение энергии U7), является функцией напря-
жения заряда батареи конденсаторов, емкости батареи Uco, индуктивности раз-
рядного контура Lp. к-
При замыкании цепи, принимая сопротивление промежутка в воде неизмен- ’
ным во время разряда, форму кривой разрядного тока можно представить си-
нусоидой с постоянной времени
т== 4?=^Lc-
358
Рис. VII. 1. Импульсный! высоко-
вольтный разряд в жидкости [т —
длительность лидерной стадии раз-
ряда; UQ — начальное (пробойное)
напряжение; Zmax — амплитудное
значение силы тока в первый по-
лупериод разряда]: а — изменение
напряжения на разрядном проме-
жутке; б изменение тока через
разрядный промежуток; в — мощ-
ность Р, выделяемая в разрядном
промежутке; г — сопротивление R
разрядного промежутка
Рис. VI 1.2. Электрические схемы уст-
ройств для создания высоковольтного им-
пульсного разряда в жидкости [ИТ —
источник тока; С& — батарея конденса-
торов; ФП — формирующий (воздушный)
промежуток; РП—рабочий (в жидкости)
межэлектродный промежуток; КУ — ком-
мутирующее устройство; Lp, к +
+ЬЦ— индуктивность разрядного контура;
Ln и Ьц — индуктивность разрядного
контура и проводников цепи; Rp, к =
= Rn + Rn — сопротивление разрядного
контура; Rn и R4 — сопротивление рабо-
чего (водяного) промежутка и цепей уста-
новки; I — длина рабочего (разрядного)
промежутка; R3—сопротивление в заряд-
ной цепи; Uco -—напряжение на батарее
конденсаторов:" а — принципиальная схема устройства; б и в—схе-
мы замещения разрядного контура; а — схема распределения со-
противлений в разрядном контуре ГИТа
359
Критическое затухание достигается при условии g0 =-----—
У г
Выделение мощности в цепи разряда определяется величиной показателя зату-
хания Наибольшая концентрация мощности первого импульса соответствует
значениям g = 0,54-1.
Принимая для расчета форму импульса выделения энергии треугольной
(рис. VI 1.3, а), максимальное давление, развиваемое в канале разряда, опреде-
ляют как
где рв — плотность воды; jw— полная энергия на единицу длины искрового канала,
jw ~ ЕН; 0 и Т — временные характеристики кривой выделения энергии
(рис. VII.3, в).
Рис. VI 1.3. Характер выделения мощности и давления в канале искрового раз-
ряда: а — принятая для расчета кривая выделения мощности; б — расчетное
давление в процессе разряда; в—сравнение формы расчетной кривой выделения
мощности (/) с идеальной формой кривой для демпфированного разряда при
критическом затухании 8 — 0,6 (2) при оптимальных значениях 0 и Г
После подстановки CU2l2l вместо jw — Е/ 1и оптимальных значений 0 1,2 LC
и Т 3 LC получйхМ
0,26-4=, или р^0,82—^=г кбар,
УьГ Уы
где U — напряжение в кв; L — индуктивность в мкгн; I — длина канала в см.
Рис. VI 1.4. Зависимость длины разряд-
ного промежутка I от напряжения на
электродах U и емкости конденсатор-
ной батареи Сб (емкость единичного
конденсатора 0,005 мкф)'.
1 — камера малого объема; 2, 3—камеры
большого объема
На рис. VI 1.4 представлены кривые зависимости оптимальной длины I рабочего
промежутка (для 80% эффективных разрядов) при электрогидравлическом разряде
в воде от напряжения на электродах для различных величин емкости батарей конден-
саторов.
360
Максимальная мощность разряда Ртах, определяемая как
р ______________________________ /2 п
‘max ‘тахт?-
зависит от активного сопротивления цепи Rp. к, которое связано с параметрами цепи
(индуктивностью Lp. к и емкостью С) и определяется характером разряда. При Rp. к >
. о IfLP-к
>2 у разряд носит апериодический характер, определяемый уравнениями:
I =-------.......- (е^‘ — е“*9;
UC =
---- Vo _ а2е««9;
2 /б2 _ w2
2 у & _ co£
Рис. VII.5. Характер разряда: а—апериодического; б — пе-
риодического
где UQ — начальное значение напряжения конденсатора; Ul — напряжение на
катушке индуктивности; Uc — напряжение на конденсаторе; е — основание нату-
рального логарифма; t — время.
При Rp, к = 2 у —разряд конденсатора имеет апериодический характер
(рис. VI 1.5, а), определяемый уравнениями:
/ = ^Че~6<; t/c = t/o0t+ UL = U0(&t-l)e~6t.
Lp. к
При дальнейшем уменьшении Rp. к разряд из апериодического переходит в ко-
лебательный.
При Rp,K<^2 у разряд носит периодический характер (рис. VII.5, б),
и
определяемый уравнениями:
/ = /0 sin (й'/е
Ьд. к / ,
- sin I со t + -
G \
361
и С = /о Vsin («'/ —А - р) е-«,
ГДе/° = ^;; ®' = /<=62; p = arctg-^-.
Оптимальное значение Ртах достигается при условии
^ = 2]/^.
Для оптимального значения Ртах с учетом, что
/?р.к==21/^ и/ = =^/е-в/(
у ь Lp. к
находятся максимальные значения силы тока
0,368^0
и длительность разряда
2Lp,K _ —
* max — ~~п-— V •
Кр. к
Подстановкой значений Zmax и Rp к в формулу Ртах = /тах^р. к находим
0,271С7§
Рmax = /- j — •
При использовании уравнения энергии, накопленной в конденсаторе,
получим
D 0,542 0,542
г max — , г г -,
У Lp. КС fmax
т. е. для достижения максимальной мощности при заданной энергии разряда необ-
ходимо стремиться к уменьшению длительности разряда и соответственно к уменьше-
нию индуктивности и емкости цепи.
При передаче энергии от конденсатора искре разряда индуктивность цепи Lp. к,
емкость С и активное сопротивление Rp. к (кроме канала разряда) должны быть ми-
нимальными; должно также соблюдаться соотношение
Получение необходимых для осуществления ЭГЭ импульсов напряжения и тока
осуществляется с помощью импульсных генераторов напряжения (ГИН) или тока
(ГИТ). Каждый из этих генераторов имеет специфические особенности и область при-
менения при осуществлении электровзрывной обработки. В табл. VI 1.1 приведены
некоторые особенности ГИН и ГИТ [3, 4, 5, 7, 16, 24].
362
VII. 1. Некоторые особенности ГИН и ГИТ
Параметры Генераторы импульсов
ГИН гит
Частота следования разрядов Рабочее напряжение Разрядный ток Длина разрядных промежутков Влияние условий разряда Мощность, выделяе- мая в разряде Большая Повышенное (50— 100 кв) Малый Значительная Незначительное влияние условий раз- ряда на его параме- тры Небольшая (ватты) Небольшая Сравнительно низкое (10— 30 кв) Большой импульсный (де- сятки килоампер) Небольшая (несколько сан- тиметров) Сильное влияние условий разряда на стабильность выде- ления энергии Большая (киловатты)
Приведем простейшие рабочие формулы для приближенного расчета электриче-
ских схем ГИН и ГИТ.
Мощность зарядного устройства
р = Сб^2^
~ 2т)созф ’
где Р — мощность блока питания в вт\ Сб — емкость конденсаторов в ф\ f — ча-
стота следования импульсов; т] — к. п. д. генератора (при /= Itoc т) = 0,6-т-0,7,
cos ф = 0,54-0,7).
Индуктивность разрядного контура
где Т — период разряда в сек.
Расчетная сила тока разряда
ка‘
Мощность разряда Ртах = Лпах^Лпах, где /тах, Umax — значения тока и напря-
жения полупериода, соответствующие максимальному значению мощности.
Выделившаяся энергия разряда (в кдж)
1 i
W = У] /max^max >
2 0
где /тах — время, соответствующее максимальному значению мощности в сек.
Время нарастания величины разрядного тока до максимального значения /тах
_ 1 1
ттах=КЦ^Сб(1-г) 2 sin (1—г2)2.
363
Величина фронта импульса тока г/ = -тгКр.к I/ -у--.
2 У Lp, к
Величина первого максимума тока 1М1
г тт 1/~ 1 Г ^зар
1М1 = (/Со |/ 7—- - J/ -J— f (7).
Вторичное напряжение трансформатора Ump^ (1,34-1,5) Uco-
Сопротивление вторичной обмотки трансформатора
Rmp — 'V'3' ом>
I н. тр
где Рк. з — мощность короткого замыкания повышающего трансформатора в вт\
1Н. тр — номинальный ток в а.
Сопротивление фазы выпрямителя Re = , где At/ — падение напряже-
ния на выпрямителе в в; 1Н, в — номинальный ток выпрямителя в а.
Сопротивление зарядной цепи R3ap — Rmp + Re ом.
Среднее значение зарядного тока ICp = UcpCof а-
Постоянная времени зарядной цепи т = RC сек.
Т
Относительная длительность заряда т0 = .
Коэффициент полезного действия зарядной цепи
Азар —------2
Электрический к. п. д, разрядной цепи
t
У] Pmaxt max
^ = ^77772-----Wo,
где Ртах — максимальное значение мощности, соответствующее данному полупе-
риоду.
Коэффициент мощности cos ф и потребляемая мощность:
COS ф =
Q^cof + 2/^
24/1/эф
____________________
^АзарАр- нАтр COS ф ’
где н—к. п. д. регулятора напряжения; Атр— к. п. д. трансформатора.
Частота колебаний в разрядном контуре при разряде емкости Сб, заряженной
до напряжения t/со через индуктивность Lp, к и сопротивление Rp, к <С 2
1
1 L ^\12
Сб^р. к \ М-р.к)\
364
Сила разрядного тока в колебательном контуре в момент времени t
Ip = е sin со/
р toLp. К
Rk , .
где а= -jry-----коэффициент затухания.
к
Энергия, запасенная конденсаторной батареей,
Сбисо А
wsap — о— КОЖ.
Л
Емкость конденсаторной батареи по параметрам заряда (при неизменном токе
заряда)
I зар
Сб == 0,86/здр""мкф)
где tsap — длительность заряда в сек; 1зар — ток заряда в а; 0,86 — эксперимен-
тальный коэффициент.
а) 5) 8)
Рис. VI 1.6. Схемы зарядных цепей установок ЭГЭ: а — двухполупериод-
ная RC; б — двухполупер! одная СС; в—однопол у пер иодная LC
Емкость конденсаторной батареи по максимальной амплитуде тока короткого
замыкания
мкф'
где — время нарастания тока до первого максимума в сек; — величина первого
максимума тока разряда в ка; Ucq — в кв.
Индуктивность разрядного контура (поверочная формула)
Lp.k = (Kl + 0,1)T^-,
1м
где Т — период разряда в сек; Kl — коэффициент, учитывающий индуктивность
шин, подсоединяющих конденсаторы при измерении емкости батарей (в частном слу-
чае Kl = 2.10~3 для батареи 13,4 мкф).
Емкость батареи конденсаторов при параллельном соединении
Сб — + С2 + • • • + Сл;
при последовательном соединении
г ___________________________Ci~ЬС*24~
где Сь С2, . . ., Сп — емкости отдельных конденсаторов; п — число конденсаторов.
Приведем упрощенные формулы для практического определения величины токо-
ограничивающих элементов при зарядке конденсаторов по различным схемам
(рис. VI 1.6) от начального напряжения Ucq до номинального Uch при фиксированном
времени зарядки t3.
Для схемы рис. VI 1.6
n mt3
Сб(хн-ъ)'
365
где tn — коэффициент (tn — 1 при однополупериодном и т — 2 при двухполупериод-
ном выпрямлении); t3 — время зарядки; Сб — емкость рабочей батареи конденса-
торов.
Значения безразмерных параметров т0 и %н находятся по кривой рис. VI 1.7 для
ординат и , где Um — амплитудное напряжение источника питания.
Сщ С т
Величина емкости токоограничивающего зарядного конденсатора С3
Рис. VI 1.7. Номограмма для опреде-
ления величины т
(рис. VI 1.6, б) вычисляется по формуле
C3=Cth In ( К'га~^С°)] ,
L 2со/э \ Um — Усн ) J
где со — угловая частота сети.
Величина токоограничивающей индук-
тивности L в цепи (рис. VI 1.6, в) состав-
ЛЯеТ , _ <3 (Um - Uch) (Um - Uc.)
1,29<йСит(иСн-исо) '
Потери энергии в зарядной цепи с оми-
ческим сопротивлением (рис. VI 1.6, а)
nClA 9 и
= 0,393CU~. V
8 т
Потери энергии при полной зарядке конденсатора по схеме рис. VI 1.6, в
W^Ofi^-CU*
Здесь Rnp — малое активное сопротивление соединительных проводов и обмотки
индуктивного ограничителя. Обеспечив малую величину сопротивления проводов и
обмоток при достаточно большой L, можно иметь любую малую величину потерь, как
и в схеме VI 1.6, б.
Потери энергии при полной зарядке конденсатора в цепи (рис. VII.6, б)
W = 0,57
Rnp^CC 3
С -}-С3
си2т.
На рис. VI 1.8 показаны различные электрические схемы установок для электро-
гидравлической обработки. Схемы а—г характеризуются низким к. п. д. (—30—
40%). Схемы д—ж имеют более высокий к. п. д., превышающий 70—75%, но требуют
правильного подбора параметров для нормального функционирования. Схемы в
и г предназначены для установок с несколькими электродами (дробление, очистка
литья и т. п.) [3, 7, 11, 17, 29].
Эффективность работы установок для электрогидравлической и магнитоимпульс-
ной обработок, в том числе их к. п. д., определяется в известной мере параметрами
источника питания (выпрямителя). Рациональный выбор их способствует установле-
нию оптимальных режимов и повышению электрического к. п. д. установки.
Коэффициент полезного действия зарядного контура емкостного накопителя ГИТ
— _ Wc
T,s“ 2№3 “ W3 >
где С — емкость конденсаторов; Wc — энергия, запасенная в конденсаторах в про-
цессе зарядки; W3 — энергия, затраченная в зарядном контуре в процессе зарядки.
Коэффициент использования выпрямителя по току
CU с. . . Q
366
где Q — количество электричества, запасенное в конденсаторах в процессе зарядки;
— допускаемая максимальная величина тока в зарядном контуре; t3 — время
полной зарядки конденсатора.
ток; г — схема, создающая разряд на
Рис. VI 1.8. Электрические схемы устано-
вок для ЭГЭ: а — простейшая схема Эле-
ктр огидрав л ической установки; б — схема
с удвоением напряжения; в—схема с ком-
мутацией нескольких рабочих промежут-
ков через один формирующий промежу-
ух рабочих электродах; д — схема с под-
порной емкостью; е — резонансная схема; ж — схема с регулированием напряже-
ния в низковольтной цепи
Коэффициент использования выпрямителя по мощности
_ __ Wc
2Рт1з Рт1з*
где Рт — допустимая максимальная величина мощности, отдаваемой выпрямителем
в зарядный контур.
В табл. VI 1.2 приведены некоторые расчетные параметры зарядных контуров
[16, 18, 23, 24].
Одним из рациональных способов стабилизации работы ГИТ и расширения
диапазона изменений величины формирующих и рабочих промежутков является со-
вместная работа ГИТ с ГИН. Принцип такого сочетания применительно к разряду
в газах известен давно.
367
VII.2. Формулы для определения некоторых параметров зарядных контуров высоковольтных импульсных установок [24]
Режим зарядки емкостного накопителя Постоянная э. д. с., создаваемая зарядным устрой- ством, Е Напряжение, до которого заряжаются конденсаторы, Uq Ток в зарядном контуре i Время полной зарядки конденсатора G Мощность, отдаваемая выпрямителем в зарядный контур Р
Зарядка при постоян- ной э. д. с. в зарядном контуре через токоогра- ничивающее сопротивле- ние E = T^+UC Uc=e{\—1~) Е —*~ i = — 1 т R 1 р ‘~ткЕ-ис Е2 —~ Р = — 1 т F R
Зарядка при постоян- ном токе в зарядном кон- туре E = ^(t + T)-, и i == const; Т ~rC it Uc = ~c i = const . _сис i2 p = -r(t + 'D и
Зарядка при постоян- ной потребляемой мощ- ности E=^ir + с- 0 • '"'о 4- II £ II II i= 1/РС- 1 V 2 Vt + т , - csj U 04 О * ** bJ I 1 < о 1 о, Сч|сад’ К II 1 ад *"* Я л " || + * * II р = Ei = const
Попилов
Продолжение табл. VI 1.2
Режим зарядки емкостного накопителя Энергия, затраченная в зарядном контуре в процессе зарядки, w3 К- и. д. зарядного контура Т)9 Коэффициент использования выпрямителя Энергия, запасенная в. конденсаторах в процессе зарядки, W'c
по току *1г по мощности
Зарядка при постоян- ной э. д. с. в зарядном контуре через токоогра- ничивающее сопротивле- ние W3=CEUc _Uc . . Wc 10 2Е W3 Uc х 1 _ _ U2C ln E-Uc Wc Р м^з m cut Wc = — = —— c 2C 2
х 1 Е ln Е — Uc Q ^пг^з
Зарядка при постоян- ном токе в зарядном кон- туре W3 — X /, , 2Г\ х V + 1 Ло с\гр 1+4- 13 11т = 1 t
2 (t3 щах + Т)
Зарядка при постоян- ной потребляемой мощ- ности W3 = pt Т)о = 1 _ 2(/со % Uc + Uco _ си2 _ Пм 2Pmt3 _WC, Pmt3
Обозначения'. Т = RC— постоянная времени зарядного контура; R = R.02p + г — суммарное сопротивление зарядного контура
(#огр — токоограничивающее сопротивление, г — внутреннее сопротивление зарядного устройства); t — время; тах — время
зарядки до максимального напряжения на конденсаторах; Q = CUq — количество электричества, запасенное в конденсаторах
в процессе зарядки; Рт — допустимая максимальная величина мощности, отдаваемой выпрямителем в зарядный контур; т = —^р-
коэффициент, характеризующий степень заряженности конденсаторов к моменту начала зарядки, т = 0 при Uq == 0; Ео — началь-
ное значение э. д. с. в контуре, EQ = У~Рг при UCq = 0 и EQ > У~Рг при UCq > 0.
На рис. VI 1.9 показан один из вариантов совместного включения ГИТ
и ГИН. На рис. VI 1.10 представлены данные [3, 4, 5] экспериментального изуче-
ния работы схемы совместного включения (рис. VI 1.9) при изменении емкости
ГИН согласно табл. VI 1.3. На рис. VII. 11—VI 1.14 показаны осциллограммы тока и
напряжения разряда ГИТ и ГИН при раздельной и совместной работах.
7Э,% wyd>9*
Рис. VI 1.9. Блок-схема сов-
местной работы ГИН и ГИТ
(В — выпрямитель ГИТ и
ГИН; РП — рабочий проме-
жуток; КУ — коммутирую-
щее устройство)
3 L Z/7/7 —।—।—।--1--1--1
° 0,03 0,06 0,12 0,25
Рис. VII. 10. Характер выделе-
ния энергии ГИТ при изменении
емкости ГИН (параметры ГИТ —
(/со = 15 кв\ ^б~ 13Л мкф;
L = 5,9 мкгн\ конденсаторы
в ГИН —КБГ-20-0,25, в ГИТ —
ИМ-3-100):
/-^ = /(Сг); 2~пэ = /(Сг)
Импульсный высоковольтный разряд в жидкости, являющийся источником им-
пульсной механической энергии, производящей работу в электрогидравлических
установках, инициирует в окружающей среде ряд специфических явлений, среди
Рис. VI 1.11. Осциллограммы тока и напряжения ГИН и ГИТ: а — раз-
ряд ГИТ; б—разряд ГИН; в—совместный разряд ГИН и ГИТ (усло-
вия по табл. VI 1.7)
которых важнейшими для технологии являются возникновение ударных волн и раз-
витие кавитационных полостей (пузырьков). Некоторые характеристики этих явле-
ний отражены в приводимых ниже зависимостях (рис. VII. 15—VI 1.17).
370
VI 1.3. Параметры ГИН (Us= 40 кв)
Емкость в мкф Период Тг в мксек Индук- тивность Lp. к в мгкн Сопро- тивление разрядного -контура Яр к в ом Запасенная энергия е в дж
0,03 0,7 2,3 1,0 24
0,06 2,2 2,0 0,6 48
0,12 3,0 1,8 0,3 96
0,25 3,8 1,5 0,2 192
Скорость фронта ударной волны при мгновенном линейном разряде, вся энергия
которого переходит в кинетическую и потенциальную энергию идеальной жидкости
[13, 15, 22, 28],
1/4/ -1/2
где а — безразмерный коэффициент; р0 — плотность жидкости; t — время; 6 — меж-
электродный зазор.
в)
Рис. VII. 12. Осциллограммы тока и напряжения при пробое технической воды (про-
межуток 1= 35 мм\ Uco~ Ю Uгин~ 45 кв). Время формирования разрядаХфр*.
а — 0; б — 23 мксек\ в — более 100 мксек (ниже оси абсцисс — ход кривой после
1000 мксек)\ г — разряд ГИТ без ГИН. Выделение энергии на рабочем промежутке т)
в %: а — 36; 6 — 32,2; в—18,9
Например, при Wn = 100 дж, 6 = 0,05 мм и t — 1 мксек Сф падает до скорости
звука в данной жидкости на расстоянии нескольких миллиметров от линии разряда.
Напряжение от удара водяной струи о поверхность
/С
Pu = —v0 кГ/см1,
V
где v0 — относительная скорость металла и жидкости; к — модуль объемной упру-
гости (для воды 2* 104 кГ/см2)-, с — скорость звука (для воды 1500 м/сек).
24* 371
Рис. VII. 13. Осциллограммы тока и напряжения Рис. VII.14. Осциллограммы тока и напряжения
ГИН и ГИТ (рабочий промежуток воздуха /= ГИН и ГИТ при пробое технической воды (рабочий
~ 4 мм\ Ucq~ Ю Кб» Uгин ~ 30 кв): а}— раз- промежуток I = 20 мм*, Сб= 17,5 мкф\ UCQ =
ряд ГИТ; б — разряд ГИН; в — совместный = 10 кв): а — совместный разряд ГИН и ГИТ;
разряд ГИН и ГИТ б — разряд ГИТ
Рис. VII. 15. Характер ударных волн при высоковольтном импульсном
разряде: а — схемы расположения электродов и заготовки для получения
различных фронтов ударных волн; I — сферического; II — цилиндриче-
ского; III — плоского; 1 — искровой промежуток; 2 — проволока; 3—про-
волочная сетка; 4 — фронт ударных волн; 5 — формуемая заготовка;
6 — матрица; б — расчетная зависимость давления р на фронте ударной
волны от ее радиуса энергия разряда 1,87 кдж\ С = 0,5 мкф\ 10 кв;
L = 0,5 мкгн\ х — 0,3* 10“6 сек; f = 3* 106 гц
Рис. VII. 16. Зависимость объема газа, выделяющегося при высоковольтных
импульсных разрядах С—15 600 пф\ 1= 20 мм: а, б — от амплитуды напря-
жения в импульсе; в — от величины емкости t/max = 200 кв; г — от расстоя-
ния I между электродами (£/тах = 200 кв):
1 — дизельное топливо; 2 — трансформаторное масло; 3 — въць
373
Рис. VIL17. Некоторые характеристики газового пузыря, образующегося
при высоковольтном импульсном разряде в жидкости: а — скорость роста
стенки пузыря в функции отношения начального /?0 и текущего R радиу-
сов пузыря; б — изменение скорости движения v верхней части границы
газового пузыря (/) и его максимального радиуса Ятах (2) при импульсном
разряде; в — зависимость радиуса R пузыря от времени при различных
условиях (U = 34 кв\ I = 12 мм; ри3б = 0,85 м вод. ст.): 1 — С — 3 мкф,
L — 10 мкгн; 2 — 3 мкф, 300 мкгн; 3 — 6 мкф, 300 мкгн; 4 — 3 мкф, 10 мкгн;
г — зависимость радиуса пузыря R от времени t для первого цикла расши-
рение — сжатие
374
Импульс ударного давления
К
Ри = “У* утах кг/см\
где vmax — скорость струи, пронизывающей пузырек.
Температура газа в кавитационном пузырьке (стенки в месте удара)
(Х-1)-£-
Т = иг’ = т" К; #=----
где TQ — начальная температура пузырька; % — показатель политропы процесса
для водяных паров %= 1,3, для воздуха 1,4); х — отношение начального радиуса
пузырька /?0 к текущему R (см. рис. VII. 10); р—давление окружающей среды;
р0 — начальное давление в пузырьке; р — плотность окружающей жидкости.
Например, при р = 10 000 &Пм2\ р — функция температуры; р0—давление
насыщенных паров (функция температуры); % = 1,3 для паров воды, 1,4 для воздуха;
температура воды 20—30° С, тогда ри = 7004-2700 к,Псм2 и Т= 18504-3720° К.
Приближенное соотношение для скорости роста кавитационного пузырька
(рис. VI 1.17, а) в направлении от центра
о / 7?3 \ о оЗ Г f—3 <Х П — 1
2»_ll_____2 Ро \RJ *
3 р 3 р R3 [----7=1-----
Отношение начального и текущего радиусов пузырька (х0 = Rq/R) при теоре-
тической скорости v = 0
“ ” Р, х»-1
Поскольку Xq по отношению к единице пренебрежимо мало, получаем [28 ]
(Х-О-^-^о00 1) —ь
ко
ИЛИ Хо =
(х-d-£-+ 1
______Ро
X
1
3 (х-1)
1
.3 (X—I)
1 ;
Y3 (%-i)“ -
Л
Например, для t — 30° С и % = 1,3 х0 = 9,9, т. е. пузырьки уменьшаются при-
мерно в 10 раз.
Порядок величины гидродинамических характеристик разряда можно оценить
без использования осциллограмм разряда, если приближенно принять
t__ CIJ2
Т^2я^ЬС;
Л
где Т — длительность тока; W (/) и F (Т) — энергия, выделившаяся на единице длины
канала соответственно к моменту t и за время Т.
Величину давления в импульсе на расстоянии I от оси канала и при угле между
осью канала и направлением наблюдения 0 = л/2 можно оценить по формуле
фЯо и IV (у— 1)р
375
порядок величины электроакустического к. п. д.
(Y-DL, <У —о/
сзТ 2ncaVrLC ’
где р — плотность; у — эффективный показатель адиабаты, равный 1,2 для водяной
плазмы при давлении 500—1500 ат и температуре 9—16«103° К; I — длина канала;
с3 — скорость звука; С — емкость.
Величина потока энергии импульса давления
J Р^З
о
где рс3 — волновое сопротивление воды; р — давление в импульсе; т — длительность
импульса.
Рассмотрим характеристики канала разряда в условиях возрастания электри-
ческой мощности [9, 13, 14, 15, 22].
Скорость расширения канала
1 у \
8лро I )
(1)
1 У
В подводных разрядах для научных исследований и в импульсный технике-—- обычно
принимают в пределах 1014—2,5- 101в етЦсек,- м); у — крутизна мощности W9A = yt,
здесь W9A — электрическая мощность; t — время; I — длина канала.
Температура плазмы
Т
где f —
6,5g
(2)
Здесь q — теплота газообразования на одну молекулу; Vi — число атомов i-го вида
в молекуле жидкости; Кб — постоянная Больцмана.
2mJ/2 nd/2
w H | о
J (m 4- m;)2 ~ ‘ (m + m0)2 ’
где m, ma, m0 — соответственно массы молекулы воды, атомов водорода и кислорода.
Число частиц в канале
(4") lti
где Еа — напряженность поля в канале; v — число столкновений электронов на
единице длины канала.
Плотность потока частиц на границе канала
/8р0\1/4/у \3/б
. _ \ л3 ) \ I )
^+5Ksr(4),'e'
(4)
376
Плотность частиц в плазме
“ + <S)
Скорость расширения канала может быть определена также по формуле
«'=o.8/S, Г’''’"="'(в7'=тйг; (“’)*'
Здесь а — радиус канала; ра — давление в канале;
LSpoKfif273 (-|)2/3
Р“= ^ + 5КгЛ»(А)1'6 <6>
Давление на фронте ударной волны
Ро72 /Т\!/2 п.
р* = -5-(т) • (7)
Скорость ударного фронта
. п+1 с0 (, . Г. , 0,4(п+1) Z?\l/2il/2i
= с0 + и, или сф = 1 + Ч------т;2"2-- (-г) > (8)
( Ро со ' ' J J
гдес0— скорость звука в невозмущенной жидкости; п — показатель, входящий
в уравнение состояния жидкости; и — скорость частиц на фронте волны.
Электрогидродинамический к. п. д.
2к£лзт1/6
<9*
Мощность, передаваемая ударной волне, равна работе, совершаемой за единицу
времени расширяющимся каналом (над жидкостью),
w 2KBa'NT
При разряде в воде имеют место следующие значения величин, входящих в фор-
мулы: р0 = 103 кгЛи3; q = 7,5- 1О“20 дж; с0= 1,5- 103 м/сек\ и = 7; Z = 5 см\ tu —
= 4 мксек,.
Tj -,-2 = 1,32-1038 кг-3/2.
(т + пг/)2
При подстановке этих значений в формулы (1)—(9) для разряда в воде получим:
а' = 7,9- IO’2 (-¥-)1/4 м/сек-, Т = 56 0-)1/6 °К;
(т) “2
N ~ / у \ 1/6;
4,3-10-19 +3,9-10-21 -L)
377
Рис. VII. 18. Некоторые характеристики
а — зависимость энергии IF, выделившейся
нии — отсчет по левой шкале, штриховые
и 12 — I = 2,5 мм; диаметры проволочек
0,12 мм; 6 — 0,15 мм; 7 — 0,20 мм)> из
висимость выделившейся в проволочке эне
проволочек 10 мм (для штриховой кривой
лившаяся в проволочке, в функции от ее
нихром, <2=0,10 мм; 7—медь, d—$A2 мм);
и 0,12 мм; 1К2 — вторая критическая дли
проволочки длиной 10 мм при различных
гии Wy от сечения S медной проволочки длиной 10 мм при
Н)3'4
/№---------------------7сек^-м'2;
4,3-10-l9 + 3,9-10-21 (-2-) 7
п =------------------—м 3;
4,3-10“19 + 3,9* IO”21
4,5-IO-2» (JV\2/3
Р» =-----------------7 /v v/б К/Л,2;
4,3-IO'1» + 3,9-Ю-21 (-М
„ ( Г / V \ 1/21 1/21
tty = 7,5.102|l + I 1 +4,4-10“8 (-И I \ м/сек;
378
высоковольтных импульсных разрядов, стабилизированных проволочкой:
в проволочке, от начального напряжения UCQ конденсатора (сплошные ли-
— по правой); длины проволочек Z = 10 мм, для кривой 11 — 1= 0,65 мм
из меди (1 — 0,06 мм; 2 — 0,07 мм; 3 — 0,08 мм; 4 — 0,10 мм; 5, 11, 12 —
константана (8 — 0,09 мм; 10 — 0,14 мм); из нихрома (9 — 0,10 мм); б — за-
ргии W от сечения S при различных начальных UCQ напряжениях; длина
шкала энергии — правая, шкала сечений — нижняя); в — энергия W, выде-
длины I (1,2 — ме%ъ, d = 0,06 мм; 3, 4 — медь, d = — 0,08 мм; 5,6 —
IkV Qy Q1 — первая критическая длина для меди соответственно 0,06; 0,08
на для меди; г — зависимость скорости ударных волн от сечения медной
напряжениях UCQ конденсатора; д — зависимость объемной плотности энер-
различных напряжениях UCQ конденсатора
1,6-КН1 (^-)1/6
/ v \ 1/6
4,3-10“19 + 3,9* IO"21 (-V)
100%.;
РФ = 6,4
н/м2.
Расчеты по формулам проведены при допущении, что диссоциация молекул в ка-
нале полная, степень мощности мала, сечение канала — однородный плазменный
цилиндр; при этом получены следующие пределы значений параметров: а' от 200
до 1000 м/сек; Т от 10 000 до 30 000° К; п от 4- 1020 до 4- 1021 см~3; ра от 600 до
15 000 кГ/см2; рф от 600 до 11 000 кГ/см2; от 9,7.1024 до 3,9- 1026 сек^-см"2;
N от 5,6- 1019 до 7,7- 1021; от 1014 до 2,5- 1016 вт/(сек- м); иф от 1650 до 2870 м/сек;
Т]д от 27 до 34% ^для от 1014 до 2,5- 1016^ •
379
В табл. VI 1.4 и VI 1.5 приведены результаты измерений энергетических характе-
ристик высоковольтного импульсного разряда в воде. Измерения проводились осцил-
лографированием [1].
На рис. VI 1.11 и в табл. VI 1.6 приведены характеристики парогазового пузыря,
возникающего в результате прохождения импульсного разряда в воде. В последней
строке табл. VI 1.6 для сравнения даны характеристики движения парогазовой по-
лости в безграничной жидкости при отсутствии противодавления, рассчитанные по
формулам:
Tn=l,83rmy^,
м т гО
где Wp — энергия радиального движения жидкости, определяемая из соотношения
CU2
Wp : —g— = 0,22; р0 — атмосферное давление; Гт — максимальный радиус пузыря;
Тп — период пульсации пузыря; р0 — плотность жидкости.
VII.4. Некоторые параметры высоковольтного искрового разряда в воде
(по данным осциллографирования) [14]
С в мкф и0 в кв W в дж L в мкгн 1 в мм Jtn в ка в а/сек Т/2 в мксек
0,1 42,5 90 2,4 50 4,5 0,40 2,2
1,0 40,0 800 3,0 70 16,5 0,55 7,0
9,0 39,0 6000 2,4 90 35,0 0,60 19,0
Обозначения: С — емкость разрядного контура; W — энергия, запасенная в конденсаторной батарее; контура; 1 — длина разрядного промежутка; 1т - di/df — начальная крутизна нарастания тока. U0 — начальное напряжение; L — индуктивность разрядного - максимальный ток разряда;
VI 1.5. Расчет энергии для различных электрических режимов
(U= 20 кв: С= 1,5 мкф) [1]
L в мкгн 1 в мм Потери энергии в стадии проводимости #пр Энергия, выделившаяся в промежутке
*К “Ь #пр
в дж В % в дж В %
15 27 9 0,960 262 88
10 20 55,5 18,5 0,945 280 77
30 159 53 0,885 125 41,5
15 33 11 0,710 190 64
300 20 40 13 0,760 198 66
30 165 55 0,780 105 35
15 27 9 0,550 165 55
1200 20 60 20 0,415 100 33
30 138 46 0,59 96,5 29
Обозначения: RK — сопротивление контура; Rnp — эффективное сопротивление
межэлектродного промежутка.
380
VI 1.6. Характеристики движения парогазовой полости [1]
(U3ap = 34 Кв, I = 12 ММ)
L в мкгн с в мкф Высота столба жидкости Напор Максималь- ный радиус газовой полости в мм Время в мксек Энергия расходя- щегося потока в дж
м расши- рения газовой полости сжатия газовой полости
10 3 0,85 — 17,1 1200 1200 140
300 3 0,85 — 18,4 1200 2600 120
300 6 0,85 — — — — —
10 3 2,85 — 19,4 — — —
10 3 0,85 2,5 17,7 800 1050 —
10 3 — — 100 9000 9000 380
Одним из широко применяемых способов стабилизации параметров высоковольт-
ного импульсного разряда в жидкости является замыкание электродов тонкой метал-
лической проволокой, взрывающейся в момент подачи импульса напряжения. Тех-
ника использования взрывающихся проволочек промышленно освоена и применяется
для многих целей [12, 13, 27]. На рис. VII.18 и в табл. VII.7 приведены некоторые
зависимости, характеризующие процессы, происходящие при взрыве проволочек.
VI 1.7. Предельные значения энергии перегрева паров Wn
взрывающихся проволочек [27]
Материал проволочки Диаметр в мм Масса /п-103 в г Энергия сублимации WCy6A в дж Предельные значения энергии перегрева паров проволочки W = w П ^субл
0,09 1,02 5,05 2,6
Константан 0,14 2,46 12,2 3,44
0,24 7,25 35,8 3,3
0,29 10,66 51,6 3,4
Нихром 0,1 1,35 7,05 2,13
0,2 4,68 24,3 3,55
0,08 0,812 4,73 1,9
Медь 0,15 2,86 16,6 3,14
0,2 3,77 29,5 3,8
381
3. ЭЛЕМЕНТЫ УСТАНОВОК
Конденсаторы (емкостные накопители энергии) представляют собой один из
основных элементов рабочего контура установок для электрогидравлической обра-
ботки, так же как при электроэрозионной и магнитоимпульсной. Работа в режиме
электрогидравлических установок предъявляет, однако, особенно высокие требования
к характеристикам конденсаторов, в частности, к долговечности при большой ча-
коп Ккдж-разряд)
!0'г-
I0'3-
103
Рис. VI 1.19. Расчетные кривые за-
висимости удельной стоимости кон-
денсаторов от числа разрядов М
стоте и мощности разрядов.
Некоторые особенности поведения кон-
денсаторов в импульсных режимах и их
характеристики приведены ниже [2, 18].
Заданный срок службы конденсаторов
ClO(a~bt)K%
Хзад = ЕпР<ГВрреК? ’
где t — температура в °C; — удельное
газовыделение в см31дж; К2— удельное газо-
поглощение в см3/дж; f — частота в гц; d —
толщина диэлектрика в мкм; В — исходное
остаточное газосодержание в пропитывающем
веществе в %;р—плотность бумаги в г!см\
С, a, b, т, р, g, п — постоянные. Для отече-
ственных конденсаторов с пропиткой маслом:
а =10; 6=0,1; р = 0,7; £=54-6; т —
= (104-0,1) Е; п = (11,64-0,0856) d.
Характеристика работоспособности конденсатора — удельная стоимость одного
разряда
е Kjfn п
где S — стоимость конденсатора в руб.; W — запасаемая энергия в дж; N — число
разрядов по установленной долговечности; и т — коэффициенты, зависящие от
типа конденсатора, режима работы, конструкции секций; К3 — коэффициент соот-
ношения стоимости диэлектрика и отпускной стоимости конденсатора (обычно 0,15—
0,4); р — плотность диэлектрика в г/см3; 8 — диэлектрическая проницаемость; рх —
стоимость 1 кг диэлектрика в руб.
На рис. VIII. 19 показаны расчетные кривые удельной стоимости различных им-
пульсных высоковольтных конденсаторов с бумажномасляным диэлектриком. Об-
ласть I охватывает конденсаторы, работающие на эквивалентную нагрузку более 1 ом
с частотой повторения разрядов 0,1—0,01 гц; область II — весьма малые эквивалент-
ные нагрузки 0,01—0,1 ом с частотой повторения не выше 0,1 гц; область III — на-
грузки порядка десятка ом, частота повторений 25—100 гц. Конденсаторы областей I
и III применяют преимущественно для электрогидравлической обработки; обла-
сти II — для магнитоимпульсной.
Принятые для расчета условия: конденсаторная бумага КОН-П толщиной
15 мкм; рг = 1,49 руб/кг; р= 1,2 г/см3; диэлектрическая проницаемость бумаги,
пропитанной маслом, 8 = 4,2; tn и К Для области I — 8 и 2,5- 106; для II — 11 и
1,1.10е; для 7//— 8 и 1,6- 10е.
Типы высоковольтных импульсных конденсаторов с близкой удельной стоимостью
разряда по областям (по рис. VII. 19):
I: КБМГ-125/064; КБМГ-125/1,0; КБМЭ-8/150; КИМ-13.
II: типа КНМ (1, 2, 3, 5,‘6, 7, 8, 9, 10, 12, 14, 16); МИОМ-2; КИМС-1;
КБМГИ-125/1,0.
III: КБМЭГ-50/02; КБМЭГ-100/03; КБМЭГ-100/01.
382
Для импульсных конденсаторов удельный вес ауд и удельная стоимость Syd.u
определяются по формулам:
A S
йуд = Зуд. и = руб/дж,
где Wc — суммарное количество энергии, отданное импульсным конденсатором за
время эксплуатации до выхода из строя; Syd. и — стоимость одного импульса (раз-
ряда), зависящая от амортизации конденсатора и отнесенная к энергии, запасенной
в конденсаторе.
Для бумажно-масляных высоковольтных импульсных конденсаторов применима
эмпирическая формула, связывающая срок их службы с напряженностью поля,
Е = кв/мм,
Vn
где N — среднестатистическое число разрядов, которое выдерживает конденсатор
до пробоя; Ki и т — эмпирические коэффициенты, зависящие от режима работы,
технологии изготовления, особенностей конструкции и т. д. 7-5-14).
Масса конденсатора приближенно
А = 1,13.1010р-^~- кг,
гЕК1
где Е — напряженность электрического поля в диэлектрике в в!см\ U — рабочее
напряжение в в; С — емкость в ф\ 8 — диэлектрическая проницаемость; /C2 — коэф-
фициент заполнения объема конденсатора активным диэлектриком; р — плотность
диэлектрика в г!см3.
С учетом приведенной выше формулы
ауд. и = 2,26• 1010р % кг/(дж-разряд).
Подставив значение градиента Е = , получим:
/7
2-1
н"
ауэ. и = 2,26- 1010р---2— кгЦдж-разряд)-,
К^е
-1-1
Зуд. и = 2,26• 1010р—%-pi руб/(дж-разряд).
В табл. VII.8—VII.11 приведены характеристики конденсаторов, наиболее
часто применяемых в схемах ГЙН и ГИТ [2, 5, 17].
VI 1.8. Характеристики некоторых конденсаторов для ГИН и ГИТ с U3ap= 125 кв
Тип конденсатора С в мкф АГ Габариты в мм Масса в кг и в коп/кдж
В плане Высота
КБМГ-125/1,0 1,0 1-10* 1845Х 630 360 480 1,026
КБМГ-125/0,64 0,64 5-10* 1845Х 630 360 480 0,32
КБМГИ-125/1,0 1,0 5-10» 1180X540 310 250 2,06
383
VII.9. Характеристики конденсаторных батарей
на 50 кдж запасаемой энергии
Тип конденсатора Количество конденсаторов Масса конденсатора в tn Стоимость конденсатора в тыс. руб.
ИМ-3-250 45 2,9 4,14
ИМ-3-100 111 2,9 4,65
ИМ-3-150 27 1,76 2,64
ИМ-30-20 6 4,3 10,5
ИМ-50-3 14 7,0 6,85
Устройства, формирующие разрядный импульс, обеспечивая требуемую дли-
тельность разряда и крутизну фронта, играют весьма заметную роль в цепях уста-
новок для электрогидравлической и магнитоимпульсной обработок. Среди разнооб-
разных по принципу действия и конст-
рукции устройств наиболее широко при-
меняются вакуумные и газонаполненные
искровые разрядники.
Рис. VI 1.21. Зависимость искровой
постоянной Ки от напряжения U
Константа действия вакуумного разрядника для постоянного напряжения раз-
ряда [10, 25]
Kq = Мсиониэ,
где N — число электронов, эмитируемых в единицу времени; аион — эффективное
число столкновений, вызывающих ионизацию; иэ — средняя скорость электронов.
Время запаздывания разряда А/ (рис. VI 1.20), обусловленное необходимостью
достижения порога тока 1пор,
А/ _ ^пор _ 1
Kono ~ Р ’
где и0 — начальная концентрация атомов в рабочем объеме; р — давление
(рис. VII.20).
Длительность искры в искровом разряднике [10]
.__ KuFnp2n
Uо ’
где Uo — наивысшее напряжение; Fnp — длина пробивного промежутка; Ки — иск-
ровая постоянная, для воздуха Ки~ 0,8. 10“3, для аргона Ки = (0,44-0,9)* 10“3.
384
Попилов
VI 1.10. Характеристики малоиндуктивных импульсных конденсаторов
Тип конденсатора Зарядное напряже- ние в кв Емкость в мкф Индук- тивность в нгн Установлен- ная гаран- тированная долговечность (количество разрядов) Габаритные размеры в мм Масса в кг Удельная стоимость одного разряда в коп/кдж Год выпуска
В плане Высота
КИМ-1 .50 о,2 60 200X265 370/450 30 1,83 I960
КИМ-2 30 1,0 100 298X235 370/450 40 1,6 1960
ким-з 50 0,2 20 1. ю4 192X232 368/425 26 1,83 1961—1963
КИМ-5 30 0,5 12 256Х 180 368/425 28 1,59 1962
КИМ-6М 20 15 40 555X630 598 250 1,18 1964
КИМС-1 50 10 30 2-106 1474X695 908/1020 1500 1,2 1964
КИМ-8 5 200 10 2-Ю4 424X600 850/900 300 1,13 1963—1964
КИМ-14 50 4 25 3-104 560X405 1075 350 0,8 1967
КИМ-4 30 1,0 5 Ы04 0 716 250/371 135 1,32 1961
КИМ-6 20 15 6 1 -104 541X616 595 244 2,0 1962
КИМ-6А 20 15 15 3-104 700X668 500/630 300 1,1 1965
КИМ-7 70 1,0 25 2 • 104 566X421 575/898 190 1,62 1963
КИМ-1 Б 50 2,04 20 НО4 800X446 570 480 1,96 1961
КИМ-ЗБ 50 1,02 10 но4 630X536 400 192 2,74 1964
КИМ-9 30 1,0 15 ью4 585X636 625 370 1,06 1965—1966
КИМ-12 50 1,0 3 1 -103 560X424 330 100 28,0 1965—1966
КИМ-10 30 10 10 но4 585X636 645 370 2,0 1965—1966
КИМ-13 5 350 15 ЫО5 585X636 645 370 0,27 1965—1966
) > 1 МИСМ-2 20 20 2 -104 585X 636 645 370 1,25 1966
VI 1.11. Характеристики конденсатора для работы в условиях высокой частоты следования импульсов [2]
Год выпуска сЬосоосоосоюсо 1—4 .—4 1—4 4—4 1--4 —“4 4—4
Удельная стоимость одного разряда в коп/кдж 0,0006 0,0007 0,003 0,2
Масса в кг о о о о 8 8 8 $ 1 1 1 1 1 сч
Габаритные размеры в мм Высота 1350 1450 1400 1050
В плане 1070X 650 1200Х 1200 724X200 568X528
Установлен- ная гаран- тированная долговечность (количество разрядов) 00 00 00 «Ф 00 Л ® ® ооооооооо --4 ——1 --4 --4 1—4 4—< 1—4 4—1 1—4 1О Ю -410’^*000000 vrf4 сГ ссГ —
Частота в гц ооооюш—’ОО ю ю со сч ю ю
Емкость в мкф 00 г- ю —« сч со о о о со сч о со о о о* о* о’ о о* о* о о" о* ю о 1—
Зарядное напряже- ние в кв оооооосчооо О О Ю О СО 00 00 1—4 1—4 1—4
Тип конденсатора 00 — ю — со о OJ со С 3- о °- о °- °. 2Z4£0^OC4-^OO L‘r’(_Loo’7c?c?0000 !ЛИШИШИЙИИ
Приближенное значение со-
противления искры в искровом
разряднике
ЧЭ
D KqF пр
или Rf = " и
Чэ
Kolp 273
273
Т
ом,
Q* Т
где I—длина промежутка в см;
Qa — количество проходящего
через промежуток электричества
в а- сек; /Со — искровая постоян-
ная при 0° С; Fnp = lp (р — да-
вление в разрядном пространстве
в am); Т — температура в/К.
Зависимость искровой по-
стоянной Ки от напряжения пока-
зана на рис. VII.21 [25].
Пример. Сопротивление ис-
кры при протекании половины
заряда (для аргона Ки = 0,8 X
X 10“3; 1=2 мм; р = 5 ат;
С = 0,3- 10“в ф; U = 9-103 в)
р/г = _^£_ = _|_^0,6 ом.
-тси
При U = 30 кв, С = 1 мкф,
I = 1 см, Ки~ 0,8- IO"?
0,8-10-М _
Rf~ IO'6-3-Ю4
= _ ОЛ~27 мом.
Апериодическое граничное
сопротивление этого разрядного
контура
р _l/4L =
АД. р — у q
1/'0,12.10-г_
~ У 0,3-1(Г6
= ]А),4^ 0,6 ом.
Продолжительность четверти
периода (наиболее короткое по
времени возрастание вспышки до
максимума)
х /0,12‘10-в-0,3-10-6 =
= 0,14 мксек.
386
В табл. VI 1.12 приведены значения пробивного напряжения для нескольких
расстояний разрядного промежутка.
Поправочный коэффициент для перехода от постоянного к периодическому пере-
менному напряжению (табл. VI 1.13)
р _______________
Кп = = К(<оС/?)2 + 1; ЕсКп = В,
tc
где со — угловая частота; Ес — напряжение, измеренное с помощью искрового раз-
рядника; Е — измеряемое напряжение.
Ввиду импульсного выделения больших мгновенных количеств энергии, к ха-
рактеру контуров установок для электрогидравлической и магнитоимпульсной обра-
боток, рациональному расчету
их предъявляются специфиче-
ские требования. Несмотря на
то, что имеющие место при этом
зависимости являются обычными
для любых электро- и радио-
технических устройств, в усло-
виях действия ГИТ и ГИН они
имеют некоторые особенности.
Расчетная сила разрядного
тока при прямой разрядке кон-
денсатора через проводник
где L — индуктивность провод-
ника; С — емкость; U — напря-
VI 1.12. Напряжение пробоя разрядного
промежутка в искровом разряднике
(диаметр шаров D= 25 см, Rf= 10,96 ом) [25]
Расстоя- ние в мм Максимальное напряжение в кв Переменное напряжение в кв, умно- женное на -тг-
постоян- ное перемен- ное (500 гц)
2 8,9 15,0 8,85
3 11,4 19,7 12,3
4 14,8 24,0 14,9
5 17,7 29,0 18,2
жение заряда.
Пример*, при CU2 = 20 000 дж = 20 кдж и L = 0,03 мкгн 1Р — 800 000 а.
Сила отталкивания между отдельными проводами контура с током
Рот = -Stt- ет-сек/см,
где / — ток в проводе ва; / иг — длина проводов и расстояние между проводами в м
или см.
Для практических расчетов 1 кдж 100 кГ. м\ сила, разрушающая кабель при
пробое с U = 30 кв, С — 10 мкф = 4,5 кдж — 450 кГ• м.
VII. 13. Поправочный коэффициент Кп для различных постоянных времени
тЛ = G)CR [25]
в сек КП тЛ в сек Кп тЛ в сек Кп
104 ю4 4 4,123 0,5 1,118
102 ю2 3 3,162 0,4 1,077
10 10,050 2 2,236 0,3 1,044
8 8,062 1 1,414 0,2 1,019
6 6,083 0,8 Г,281 0,1 1,005
5 5,099 0,6 1,166 0,01 1,0
25*
387
Волновое сопротивление Ze шин разрядного контура [25]
Ze — ]/" Rnpod + Rnon\
1/ R + i®L
V G + icoC ’
где R — омическое сопротивление на единицу длины шин; Rnpod — продольное
сопротивление; Rnon — поперечное сопротивление; со — круговая частота, со =
= L — индуктивность единицы длины линии; С — емкость единицы длины ли-
нии; G — сопротивление утечки (поперечное сопротивление) единицы длины между
проводами.
При высокой частоте со Л > R и соС > G, а
1
2л V"LC ’
Частота колебаний в разрядном контуре при параллельном соединении конден-
саторов в момент разряда
f = f0l<l-(/?2C/4L),
где /у — частота незатухающих колебаний, —
Условие протекания апериодического разряда
Rp. к < 2 ,
где Rp, к — сопротивление разрядного контура; С — емкость конденсаторов.
4. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОБРАБОТКИ
Технологические применения электрогидравлического эффекта многочисленны.
Наиболее широкое промышленное распространение получили операции [3—8,
17,19, 20, 26,29—32 ] очистки отливок от пригара и окалины; холодного деформирова-
ния (штампования, вытяжки, гибки, развальцовки) листовых материалов; дробле-
ния хрупких и твердых материалов.
Для очистки литья, выбивки стержней и т. п. работ в СССР серийно выпускаются
установки ряда моделей, характеристики которых приведены в табл. VII. 14 и VII.15.
Для обработки металлов давлением (пробивки отверстий, формовки, листовой штам-
повки, развальцовки, чеканки и др.) также имеются установки. Установка «Молния-3»
конструкции ПКБ электрогидравлики предназначена для обработки деталей диаме-
тром от 8 до 150 лш, высотой до 200 мм и толщиной до 2,5 мм из стали, цветных ме-
таллов и сплавов. Производительность установки 10—50 деталей в час при фор-
мовке и до 300 операций в час при развальцовке. Установка «Удар-12» энергией
20 кдж штампует 10—50 дет/ч, из листов 300 X 300 X 4 мм.
VI 1.14. Оптимальная величина энергии импульса
при электрогидравлической выбивке стержней из отливок [32]
Материал отливки Энергия импульса в кдж при толщине стенок в мм
5 10 50
Чугун, медные сплавы Сталь Силумин 1—2 До 5 1 До 5 » 10 2 До 10 Не ограничивается
388
VII. 15. Некоторые характеристики установок
для электрогидравлической очистки литья конструкции ПКБ электрогидравлики
Показатели Модель установки
36131 36141 36121 67SH
Масса отливок в кг 20-5000 20—15 000 10—2500 —
Максимальный габарит 3500Х2000Х 5600Х3000Х 1800Х 1000Х 0 25ОХ 500
отливок в мм Х1000 Х2000 Х700
Грузоподъемность кон- тейнера в кг 8000 30 000 3000 —
Производительность уста- новки в т/ч: — — 3 60 блоков/ч
отливки чугунные и цветные 4 6,5 — —
отливки стальные 2,5 4,0 — —
Площадь, занимаемая установкой, в м2 106 130 45 28
Максимальная мощность, потребляемая из сети, в ква 150 150 65 38
Рабочее напряжение ГИТа в кв 50 50 50 —
Мощность, потребляемая ГИТ, в ква 30 23 23 —
Численность обслужива- ющего персонала 2 2 — —
Удельный расход (на 1 т литья):
электроэнергии в 4,8 5 4 —
квт-ч
технической воды в м* 0,2—0,5 0,2—0,5 0,2—0,5 —
сжатого воздуха в 70 100 — —
Капитальные затраты в тыс. руб. 50 60 — 30
Срок окупаемости в годах 0,8—2,5 0,8—2,5 — —-
Тип ГИТ и число (шт.) ГИТ-6М (2) ГИТ-6 (2) ГИТ-6 (1) —
Заменяемые модели преж- «Искра-4», «Искра-4», «Искра-2» «Искра-1», «Искра-7»
них серий «Искра-5» «Искра-5»
Примечание.
Установки в значительной степени универсальны, но выпускаются для целевых
назначений: 36131 и 36141 — для выбивки стержней из чугунных, стальных и цветных
отливок на песчано-глинистых и жидкостекольных смесях; 3614 — для тех же целей
и удаления пригара; 67511 — для отделения керамики от стальных отливок при
литье по выплавляемым моделям в блоках.
389
В табл. VI 1.16 и на рис. VI 1.22 приведены данные об использовании электроги-
дравлического эффекта для перемещения жидкости в гидравлических устройствах»
в частности для подъема ее на определенную высоту без применения насосных уста-
новок [1].
VII. 16. Распределение энергии при работе
электроимпульсного водоподъемника [1]
L в мкгн Энергия в дж Полезная работа водо- подъемника WH в дж а 1а W
выделяю- щаяся на промежутке *7 ударной волны WQK газового пузыря Wn
10 1056 (88%) 190 230 260 25
300 880 (73%) 172 190 22 25
1200 710(59%) 36 150 30 4
Примечание.
U = 40 кв; С « 1,5 мкф; W «= «= 1200 дэю.
VI 1.17. Расчет максимально допустимого прогиба
у цилиндрических изделий
Номер сплава Пределы отношений H/D
при отсут- ствии сколь- жения при отношениях D/t
100 150 200 250 300 400 500 600
1 0,110 0,210 0,210 0,210 0,210 а0,200 0,178 0,160 0,142
2 0,210 0,350 0,350 0,350 0,350 0,350 0,322 0,293 0,263
3 0,210 0,320 0,320 0,320 0,320 0,320 0,295 0,267 0,241
4 0,195 0,360 0,360 0,360 0,360 0,360 0,333 0,303 0,275
5 0,215 0,300 0,300 0,300 0,300 0,300 0,275 0,248 0,225
6 0,230 0,310 0,310 0,310 0,31 о; 0,310 0,270 0,255 0,230
Примечание.
Сплав Xs 1 — алюминиевый; № 2 и 3 — дисперсионно твердеющая нержаве-
ющая сталь составов соответственно (14—16 Сг; 0,75 — 1,5 А1; 6,5—7,8 Ni; 2—3 Мо
и 16—17 Сг; 4—5 Ni; 2,5—3,2 Мо); № 4 — жаропрочный хромоникелевый сплав на
железной основе типа ЭИ395, ЭИ612, ЭИ696; № 5 — жаропрочный сплав на никеле-
вой основе (18—20 Сг; 10—12 Со; 9—10 Мо; 5Fe; ЗТ1; 1,5А1; остальное Ni); № 6 —
жаропрочный хромоникелевый сплав на кобальтовой основе типа ЭИ416.
Данные по применению электрогидравлического эффекта для штамповки и вы-
тяжки содержатся в табл. VII.17—VII.19 и на рис. VII.23—VII.27 [19, 20, 29].
Приведем приближенные формулы для расчетов при электрогидравлической
штамповке.
Величина радиуса закругления матрицы для вытяжки из плоской заготовки
Rm = 0,8 /(£>3-ОД6,
где D3 — диаметр плоской заготовки; D$ — диаметр вытягиваемой детали; 6 — тол-
щина заготовки.
390
б)
О ----!---1---1----.---. -----.---Л-----.-------
5 25 45 1,мм 0 4 ftZU>
Рис. VII.22. Зависимость подачи жидкости в электрогидравлическом водо-
подъемнике (напор Нг = 22 м; L= 300 мкгн); а — от энергии IFi, запа-
сенной в конденсаторе (I = 25 мм; UQCQ = const); б — от длины I проме-
жутка (С = 1,5 мкф); в — от площади S электрода 1,5 мкф; 1=44 мм;
U = 50 кв); а — от частоты f разрядов и заглубления камеры под уровень
жидкости (U = 40 кв; С = 1,5 мкф; I = 34 мм)
8)
Рис. VI 1.23. Зависимость глубины формования круглой листовой заго-
товки 0 127 мм: а — от энергии разряда; б — от толщины заготовки s;
в — от расстояния между электродом и заготовкой l3 (U = 20 кв; С =
= 10,5 мкф; длина искрового промежутка 38 мм; диаметр закорачивающей
проволочки 0,25 мм)
391
Наименьшее расстояние от конца положительного Электрода до заготовки^при
открытой штамповке
Anin 1,5/ло,
где 1мэ — длина межэлектродного промежутка.
При площади штамповки менее 0,25—0,3 м2
оптимальная величина выделяемой энергии на один
электрод кдж.
р, кГ/см 2
IkO
8k
28
20 ТОО 180 H/t
h/D
Hit
Рис. VI 1.24. Оптимальное
давление прижима заго-
товки
Рис. VI 1.25. Размеры загото-
вок для изделий с большой
глубиной формования
Рис. VI 1.26. Зависи-
мость глубины проги-
ба ЯШах от диаметра
изделия D:
При электрогидравлическом формовании фасонных
изделий листовые заготовки укладываются между матри-
цей и расположенным над матрицей кольцом, прижимаю-
щим заготовку к матрице. Если прижим не допускает
/—при оптимальном при-
жиме заготовки к матри-
це; 2 — при отсутствии
скольжения заготовки
скольжения заготовки, то формовка идет только за счет
растяжения и допустимая глубина прогиба уменьшается. Недостаточный прижим
заготовки может вызвать ее коробление. По рис. VI 1.24 можно определить опти-
/?
Рис. VI 1.27. Обозначения к расчету
фасонной вытяжки: а — зависимость
значений Н/W от значений n/t (1—кри-
вые при постоянной величине r!W)\
б — цилиндрическое изделие с кольце-
выми поясками (гофрами); в — поясок
(гофр) в увеличенном виде
мальное прижимное давление при фор-
мовке с глубоким прогибом в зависимости
от отношения глубины прогиба Н к тол-
щине формуемого металла t.
Размеры заготовки должны быть та-
ковы, чтобы отношение радиуса формуе-
мого изделия Rd к ширине оставшихся
бортов W составляло бы от 4,5 до 10
(рис. VI 1.25).
Максимально допустимый прогиб
Ятах формуемых изделий может быть рас-
считан по отношениям глубины прогиба Н
к диаметру изделий D и к толщине формуе-
мого металла / (рис. VII.26итaбл. VII. 17—
VII. 19). При расчете Ятах сначала опреде-
ляется отношение D/t, затем по нему по
табл. VII. 17—VII. 19 находится отноше-
ние Н/D и полученное значение умно-
жается на D. Например, при^формовке
цилиндрического изделия D = 216 мм
из сплава № 5 (табл. VI 1.17) толщиной
0,508 мм Dlt~ 425. По табл. VI 1.17 при
D//=400 HID = 0,275, а при D//=
=500 HID = 0,248. Интерполируя, полу-
чаем для D!t— 425 HID = 0,268, отсюда
Ящах = 0,268- 216 = 58 мм.
При вытяжке кольцевых поясков (рис. VI 1.27) максимально допустимый прогиб
L = W + 2г,
где L — расстояние между вершинами смежных поясков (рис. VI 1.27, a); W — диа-
метр полусферы пояска; г — наружный радиус гофра.
392
VI 1.18. К расчету максимально допустимого прогиба
у конических изделий при отношении их диаметров
большого основания к меньшему, равном двум
Номер сплава Пределы отношений H/D
при отсут- ствии сколь- жения при отношениях D/t
100 150 200 250 300 400 500 600
1 0,190 0,370 0,360 0,333 0,310 0,285 0,250 0,225 0,202
2 0,290 0,470 0,470 0,470 0,480 0,440 0,410 0,380 0,350
3 0,290 0,435 0,435 0,430 0,420 0,400 0,370 0,345 0,320
4 0,280 0,480 0,480 0,480 0,475 0,460 0,425 0,390 0,365
5 0,300 0,420 0,420 0,418 0,405 0,390 0,380 0,335 0,310
6 0,320 0,420 0,420 0,418 0,405 0,390 0,360 0,335 0,320
Примечание.
Приведенные в таблице данные относятся к формовке отожженных сплавов, за
исключением алюминиевого.
При вытяжке кольцевых поясков скольжение отсутствует и формовка идет
только за счет растяжения. При определении глубины прогиба поясков у цилиндров
радиусом до 76 мм в расчеты следует вносить поправки.
VI 1.19. К расчету максимально допустимого прогиба
у полусферических изделий
Номер сплава Пределы отношений HID
при отсут- ствии сколь- жения при отношениях D/t
100 150 200 250 300 400 500 600
1 0,250 0,440 0,440 0,420 0,402 0,385 0,348 0,320 0,297
2 0,363 0,550 0,550 0,540 0,520 0,500 0,460 0,430 0,400
3 0,353 0,500 0,500 0,495 0,480 0,460 0,430 0,400 0,370
4 0,340 0,560 0,560 0,560 0,540 0,510 0,470 0,440 0,410
5 0,375 0,500 0,500 0,495 0,480 0,460 0,430 0,400 0,370
6 0,420 0,500 0,500 0,495 0,480 0,460 0,430 0,400 0,370
Глава VIII
ЭЛЕКТРОННОЛУЧЕВАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Обработка материалов с помощью электронного пучка, создающего высокую
плотность тепловой мощности в месте его сосредоточения, относится к прогрессивным
технологическим направлениям и с каждым годом применяется шире [2, 4, 5, 8,
13, 14, 23].
Приведем зависимости, характеризующие протекание процессов электроннолу-
чевой обработки, и некоторые технологические характеристики этих процессов [1,
3, 7, 9, 17, 19, 20, 21].
Поток электронов может преломляться соответствующими линзами в параллель-
ные или остросфокусированные пучки, обладающие волновыми свойствами и харак-
теризующиеся длиной волны X, определяемой из следующего соотношения:
Х = —,
mv
где h — постоянная Планка, равная 6,62. 10"27 эрг-сек\ tn — масса частицы (элек-
трона); v — скорость частицы (электрона).
Для пучков электронов низкой энергии
К 2meUу * Uу
где % — длина волны в ангстремах (10"8 см ~ 1 A); Uy — ускоряющее напряжение
в в; е—заряд электрона.
Для пучков электронов высокой энергии (Uy > 50 кв) вводится поправка на
массу и соответственно
(! + 2/пос2
где /л0 — масса покоящегося электрона (при v = 0); с — скорость света.
Некоторые результаты расчетов по формуле (1) приведены в табл. VIII. 1.
Приведем некоторые геометрические характеристики электронного пучка и зоны
его действия [1, 6, 10].
Зависимость диаметра электронного пучка йэ (рис. VIII. 1) от тока в нем
Л.
At/
иyi ЭМ ’
где ссф — коэффициент сферической аберрации электронной линзы; 1Л — ток в элек-
тронном пучке; At7 — тепловой разброс скоростей электронов при выходе из катода
в эв\ 1эм — плотность тока эмиссии катода в а/см2\ Uy — в кв.
394
Приближенная зависимость диаметра отверстия от длительности импульсов тока
электронного пучка показана на рис. VII 1.2. Диаметр отверстия
d == и In
где а — константа, характеризующая наклон линии; т0 — константа, определяемая
свойствами обрабатываемого материала.
VIII. 1. Длины волн и скорости электронов
в зависимости от ускоряющего напряжения
Ускоряющее напряжение Uy в в Скорость электронов о40->° в см/сек Длина волны % в А Ускоряющее напряжение Ьу в в Скорость электронов в см/се к Длина волны % в А
1 0,00593 12,2600 50 000 1,2370 0,0536
10 0,01876 3,8800 60 000 1,3380 0,0487
100 0,05932 1,2300 70 000 1,4270 0,0449
1 000 0,18730 0,3880 80 000 1,5060 0,0418
10 000 0,58460 0,1220 100 000 1,6440 0,0370
30 000 0,98460 0,0698 300 000 2,3290 0,0197
40 000 1,12160 0,0601 1 000 000 2,8220 0,0087
Зависимость диаметра отверстия от величины тока в импульсе
d = С1Л; dld^+ h/hQ = 1,
где d — диаметр отверстия; d0 — диаметр электронного пучка, соответствующий
испарению бесконечно тонкого слоя материала; С — коэффициент; h — глубина
прошивания; Яо — предельная глубина про-
йэ,мкм шивания, образующаяся за счет облучения
50 к узкой центральной зоной пучка.
Рис. VII 1.1. Зависимость диа-
метра электронного пучка от
тока в нем:
/—расчетная кривая (0^^=1000 мм;
U = 100 кв; &U = 0,5 эв); 2 — по
данным измерений
Рис. VIII.2. Зависимость диаметра отвер-
стия от длительности импульсов тока для
разных материалов, глубина отверстия
0,2 мм;
1 — С; 2 — W; 3 — Gu; 4 — Мо; 5 — Та;
6 — Ni; 7 — Ti
Пример, При U — 100 кв; f = 60 гц; п = 400 имп; tu — 2000 мксек; 1Л = 4 ма
получаем d0 == 58 мкм и Ло = 3,7 мм. Зависимость d от h показана на рис. VII 1.3.
Диаметр электронного луча de при электроннолучевой сварке
de — а0 + К1,
где а0 и К —- коэффициенты, а0 = — а!л, К = Ь + с!л; I — расстояние от оси фоку-
сирующей системы до объекта сварки; 1Л — ток луча; btcta — коэффициенты, опре-
деляемые экспериментально для каждой электронно-оптической системы.
395
Рис. VI11.3. Зависимость диа-
метра отверстия от толщины изде-
лия h (сплав ЭП90) при различ-
ных значениях тока в импульсе
Рис. VIII.4. Зависимость
глубины отверстия h от
числа импульсов п (сталь;
Uy = 130 кв; Lu =
= 60*10~9 а-сек; tu =
= 10 мксек; fu—50Q гц):
/—логарифмическая шкала;
2 — линейная шкала
b max/а
Рис. VIII.5. Отношение ширины
отверстия Ьщах к зазубренности а
в зависимости от заряда импуль-
са Lu для различных материа-
лов (Uy^ 130 к»; /и= 10 мксек;
fu= 1000 гц; скорость отклоне-
ния луча vA = 10 мм!сек; а =
= 0,05 мм):
1 — Ti; 2 — W; 3 — Ni; 4 — С;
5 - Ag
Рис. VIII.6. Зависимость шири-
ны отверстия от заряда импуль-
са Lu для различных материа-
лов (Uy — 130 кв; tu — 10 мксек;
fu =» 1000 гц; vA = 10 мм!сек;
а — 0,05 мм):
1 — С; 2 — W; 3 — Ni; 4 — Ti;
5 - Ag
396
Например, для электронно-оптической системы А.852.04 а — 8,9- 10~4 мм/ма;
b = 0,85- 10"3; с = 3,04- 1О‘б ма~\
На рис. VIII.4—VIII.8 представлены некоторые зависимости, характеризующие
взаимодействие электронного луча с материалом.
Рис. VIII.7. Изменение диаметра
луча do,5 (на уровне 50% зондовой
характеристики) и тока фокусиров-
ки If электронно-оптической систе-
мы типа А.852.04 при увеличении
расстояния I от объекта обработки.
Ток луча I в ма\
1 — 20; 2 — 40; 3 — 60; 4 — 80
Удельная энергия электронного потока удельной плотности по площади
и объемной Wv (Q), проходящего через 1 см2 поверхности вещества и рассеиваемого на
глубине, превышающей х см, определяется выражением [19]
/ X \ 2
!i7S (х) = Uyjo ( 1--gj вт/™2>
Рис. VIII.9. Потери энергии
электронного потока в зависи-
мости от глубины проникновения
в вещество х/б:
Рис. VII 1.8. Влияние количества
импульсов п тока луча на диаметр
отверстия ((/=100 кв; 1л=8,0 ма;
h— 0,4 мм; молибден):
/, 2, 3 — f — 30 гц при tu, равных 30,
60, 200 мксек; 4 — f — 600 гц, tu —
= 200 мксек
а энергия, выделяемая в единице объема на той же глубине,
Ь2_____________________________________________________
где Uy — ускоряющее напряжение в кв; j0 — плотность электронного потока в ма/см2
на границе вакуум-вещества; Ь± и Ь2 — универсальные константы, = 4,25 X
X 10® кв2- г"1 • см2, Ь2 = 8,2» 10б кв2-а"1-см2; р — плотность вещества в г/см2; б —
глубина проникновения электронов в вещество, определяемая зависимостью
t/2„
8 = Y10-»-f-,
где Uy — в кв.
Значения коэффициента у для некоторых материалов приведены в табл. VIII.2.
Потери энергии электронного потока в относительных величинах показаны на
рис. VIII.9.
397
V111.2. Значения коэффициента y
Материал РЬ Pt Au Re W Ta La Sn Ag Mo
Y 2,56 2,54 2,54 2,52 2,52 2,52 2,46 2,41 2,34 2,32
Материал Zr Ge Си Co Ti Fe Ni Al Si
Y 2,32 2,30 2,24 2,22 2,2 2,18 2,13 2,10 2,02
При достаточной плотности энергии в месте фокусирования электронного пучка
происходит весьма быстрый нагрев, плавление и превращение в пар некоторых коли-
честв материала. Максимальная температура на поверхности детали, нагреваемой
электронной бомбардировкой (с учетом
глубины проникновения), достигает значе-
ний
7*max А 1/я
Т’тах
2FS j/jo / 6р\
А. Кл \2 ]/Чо / ’
где Ws — удельная мощность электрон’
ного потока в вт/см2; X — коэффициент
теплопроводности в калЦсм- сек* град);
т0 = — tu; с—Теплоемкость в вт/ (г- град);
Ср { / «0 \ Ж
р — плотность; f —-=-1 — функция, за-
\2 у т0/
висящая от глубины проникновения элек-
тронов внутрь металла и относительной
длительности импульса. При LL = 50 кэв
/ 6 \
и tu >> 2 мксек f | —7= 1 •
,_±
>-4-) “*
т /
«о
//1,265-0,0954 1g (70
X ^0 >
Рис. VIII. 10. График для определе-
ния Ттах на поверхности детали: где[/0 — энергия электронов в Мэв; т —
1 Ri. 9 W. 9 Ni- 4 Мп- 5 Си- Коэффициент, для Bi равен 1,0; W—1,12;
/ _ В1; 2 - W; 3 - №, 4 - Mo, 5-Cu, j g. Мо _ 1>53; Си _ 1>7; А1 _ 1>9;
Ттах определяется из рис. VIII. 10 [19].
Количество энергии электронного потока Wn> необходимой для удаления в виде
пара за время tu < слоя материала, составляющего большую часть от глубины
проникновения в вещество,
Wn = 1,55-107 вт/см1,
где В — постоянная*(табл. VII 1.3).
Пример. При t//= 100 кв; Wn (Ag) = 2,17- Ю’влг/сл2; Wn (Та) = 8,3- Ю’вт/сл2;
(Ti) = 6,7- 10е вт/см*.
398
Ниже кривой 1 (температуры плавления), показанной на рис. VIII. 11, обработка
невозможна.
Количество материала G, испаряющегося с 1 см2 поверхности тела при постоянной
температуре Т (°К),
где р (Т) — давление насыщенного пара при данной температуре; М — молекуляр-
ный вес вещества; R — универсальная газовая постоянная.
Зависимость давления пара от температуры приближенно определяется выра-
жением
1§р(Т) = л-А.
Значения А и В для некоторых элементов приведены в табл. VIП.З.
VII 1.3. Значения постоянных А и В
Коэффициенты Материал
Си Ag Аи Ti Nb Та Re Fe
А 9,320 8,865 8,683 10,18 8,298 9,859 14,404 9,570
В 17 320 14 058 18 016 24 200 17 177 39 780 40 865 20 630
Длительность импульса т$, максимально допустимая для линейного этапа на-
грева при размерной электроннолучевой обработке
Ti = 1,2-10~12 = 1,2.10-’
1 рХ Ку ’
где у — см. табл. VIII.2; Tj — см. табл. VIII.4 [19].
VII 1.4. Значения длительности импульса Тт [19]
Ti в мксек
Uy в кв Ag w Pt Си Та Мо Nb Ni Fe Ge Ti
75 0,21 0,22 0,35 0,44 0,60 0,62 2,20 2,60 3,05 3,66 27,5
100 0,65 0,68 1,10 1,38 1,86 1,92 6,90 8,15 9,50 11,5 86,0
120 1,34 1,41 2,27 2,85 3,85 4,00 14,2 16,8 19,6 23,7 178
150 3,30 3,44 5,60 7,00 9,40 9,70 35,0 41,0 48,0 58,0 435
Максимальная частота следования импульсов при размерной электроннолучевой
обработке (учитывая только отвод тепла, исключая процессы удаления материала)
/шах = 3,2-Ю10-^-.
Реальные / должны быть ниже
399
Примеры. Для Ti при Uy ~ 7Ь—150 кв f — 1400—90 гц\ для Ag и W при тех же
Uyf = 180 и 11,2 кгц.
На рис. VIII. 12—VIII. 14 представлены некоторые зависимости, определяющие
удаление материала при электроннолучевой обработке.
На рис. VIII. 12 кривая То дает
значения предельно возможной темпе-
ратуры для титана при = 100 кэв
Рис. VIII. 11. График для выбора удель-
ной энергии Wyd электронного луча
(/—3 — кривые, соответствующие раз-
личным температурам поверхности те-
ла)
Рис. VIII. 12. Зависимость темпера-
туры нагреваемого материала То и
доли энергии на испарение мате-
риала т) от удельной энергии элек-
тронного потока Wyd
и изменении удельной энергии электронного потока Wyd от 10б до 3- 107 вт/см2.
Кривая т) показывает долю энергии, расходуемую на испарение материала. Напри-
мер, при Wyd <Z вт/см2 вся подводимая энергия практически расходуется на
Рис. VIII. 13. Изменение температуры
материала во время импульса без учета
рассеивания электронного потока в па-
рах материала
Рис. VIII. 14. Зависимость толщины испа-
ряемого слоя Яг от энергии и длитель-
ности импульса (для титана) при Uy =
= 100 кв
нагрев тела и т] — 0. При увеличении Wyd с 105 до 5- 106 вт/см? доля энергии на
испарение возрастает и при Wyd — 8- 106 вт/см? достигает 95%.
На рис. VIII. 13 показана (также для титана) длительность этапов т' (возрастание
температуры прямо пропорционально длительности импульса) и т" (температура
поверхности не зависит от времени и остается равной предельному значению То).
Как показано на рис. VIII.14, при Wyd = 106 etn/см? и < 15 мксек обработка
практически не происходит (при tu — 10 мксек Я2 = 0,192-10“9 см, при tu~
= 16,7 мксек h2 = 0,195- 10“б см).
400
Пучок электронов, сфокусированный на поверхности твердого тела, создает
в фокусе высокую плотность энергии.
Максимальная плотность энергии при электроннолучевой обработке
П? — 4ЛгЦ) — АМН
max“ nd2 л ° ’
где UQ — энергия электронов луча; df — диаметр пучка в фокусе.
Удельная плотность энергии Ws при электроннолучевой размерной обработке
при Uy <икр
ии~
вт/см2",
* Л
при Uy > икр
Ws = w'fuW вт/см2,
где Uy — ускоряющее напряжение; 1Л — сила тока в пучке (луче); WA — мощность
пучка (луча).
Критическая величина ускоряющего напряжения
и = b (4*У (—)0Д49 в< b = 8>7-10~2 = 9,3-Ю17,
кр \TKJ \Саб) f г2К2Б
где 8 = 8,85-10“12 ф/м — абсолютная электрическая постоянная; т — масса элек-
трона, равная 9,1086- 10“28 с; е — заряд электрона, равный 1,6. 10“19 к; КБ — по-
стоянная Больцмана, равная 1,38- 10“23 дж'град"1; ]'Эм — плотность тока эмиссии
в а/м2; Тк — температура катода в ° К; f — фокусное расстояние в м\ саб — по-
стоянная аберрации; df — в м.
Плотность теплового потока q в точке фокусировки электронного пучка (при
условии нагрева центра пятна до температуры плавления 1Пл> а внешних краев —
остающихся холодными) равна [2]
q = 3,47 (Мпл)---Цз- вт/м2,
<HogA
где d — диаметр ванночки расплава; D — диаметр участка с температурой на краях
0°С.
Количество вещества, испаряемого электронным лучом,
b *
е Т
G = s“a -^72- г1сек’
где Su — площадь поверхности, с которой происходит испарение; а и b — постоян-
ные для данного вещества.
Теоретический расход тепла на перевод вещества из твердого в парообразное
состояние при температуре испарения Тисп
Qmeop — Qi + Q2 + Оз + Q4?
где Qi = ст (ТПл — Т0); Q2 = Q3 = mcp (TUcn — Тпл)} Q4 ==
Здесь m — масса металла; То — начальная температура; с — теплоемкость; Тпл —
температура плавления; ХЛЛ — теплота плавления металла; Кисп — теплота испа-
рения.
В табл. VIII.5 приведены сведения о скоростях испарения различных метал-
лов.
26 л. я. Попилов
401
VI11.5. Температуры и скорости испарения металлов,
при которых упругость пара равна 1 мм рт. ст.
Металл Температура iucn в °C, при которой р — \ мм рт. ст. Скорость испаре- ния при tucn в г!смг-секЛ№ Температура плав- ления металла ‘пл в °с
Алюминий 1547 0,71 659
Медь 1622 1,07 1084
Цинк 485 1,71 420
Титан 2083 0.82 1400
Свинец 977 2,38 328
Хром 1737 0,94 1903
Никель 1877 0,96 1452
Кадмий 392 2,44 321
Мерой интенсивности электронного потока служит проводимость электронного
пучка Рл (первеанс)
р ____
F ~ [У3/2 '
В зависимости от величины Рл все электронно-оптические системы делят на си-
стемы с Рл < 10“7 a/е3/2 (пучки малой интенсивности) и PA 10"7 а/в^2 (интенсив-
ные пучки).
Практически более удобной величиной является микропервеанс РЛц, опреде-
ляемый из равенства
Р = РлцЮ-6 а/в3/2.
Полная мощность пучка WA может быть выражена через первеанс
W — U I = р
WA и У1 Л Глиу •
Взаимодействуя с веществом, электронный пучок расходует свою энергию на
совершение работы (выделение тепла, создание вторичного излучения и т. д.) и быстро
ослабляется.
В зависимости от интенсивности пучка и характера материала проникновение
электронов в толщу последнего различно. Глубина проникновения электронов
в материал
U2U
6 = 2,35-10-е
Р
где Uy — ускоряющее напряжение в кв; р — плотность.
Нормальный пробег электрона в веществе (глубина, на которой энергия умень-
шается в е раз)
где U й — энергия электронов в кэв; Кил — см. табл. VIII.6.
402
VIII.6. Коэффициенты для расчета нормального
пробега электрона в веществе
Коэ ффициенты А1 А120з Si Си Ge Bi
п 1,68 1,65 1,65 1,53 1,47 1,44
г_ мкг* см"2 К В п кэв 3,8 4,6 3,4 5,8 6,5 4,5
Практический (приближенно) пробег электрона в веществе (£70 в Мэв)
А — °»4 1 2 //1,265—0,0954 1g (70
°0 ^0
Энергия, которой обладает электрон после прохождения слоя х,
и(Х)^и0 (1-^-)1/я; s„ = K^,
где п — показатель, меньше 2 (см. табл. VIII.7).
Потери энергии электронного потока по глубине проникновения в вещество
описываются различными зависимостями.
Для кривой 1 (рис. VIII.15) законом Томсона — Виддингтона
W (х) =-------.
26(1 — х/6)1/2
Для кривых 2 и 5
Для кривой 4
W (х) = 8,7-104№лр/ 1/J’35 = Ц7./6.
Полагают [21 ], что при малой энергии электронов (2—10 кэв) наиболее достоверны
экспериментальные зависимости 7 и 8 (рис. VIII. 15), характеризующие распределе-
ние энергии по глубине проникновения с максимумом на некотором расстоянии
от поверхности тела, а для больших значений (10—150 кэв) — полуэмпирические
зависимости 5 и 6. Для приближенного описания этих закономерностей могут быть
использованы формулы, приведенные для кривых 2 и 3.
Процесс импульсного электроннолучевого нагрева тела (рис. VIII. 16) состоит
из ряда этапов: при времени /<4?! нагрев осуществляется по линейному закону;
при времени t, близком к тх, кривая нагрева асимптотически приближается к пара-
боле, а при имеет место параболический режим нагрева [19].
На линейном этапе температура тела на глубине х от поверхности зависит от
энергии электронного потока, теплоемкости материала, глубины проникновения 6
электронов внутрь металла, но не-зависит от теплопроводности. Увеличение плот-
ности электронного потока приводит к росту температуры, а увеличение напряже-
ния — к ее снижению; так как 6 пропорционально U2yi то с ростом U у увеличи-
вается б и количество тепла в единице объема уменьшается.
26*
403
На параболическом этапе нагрева температура на поверхности тела прямо про-
порциональна удельной импульсной мощности рассеивания и обратно пропорцио-
нальна тепловой активности материала кал/(см2 - град- секу2), а температура
на глубине х определяется количеством тепла, передаваемым теплопроводностью.
Для размерной обработки линейный этап более выгоден, так как тепло за время
импульса не успевает рассеяться из зоны обработки, что обеспечивает большую
точность обработки.
Одной из важных энергетических и экономических характеристик электронно-
лучевой обработки является коэффициент полезного действия — степень использо-
вания затрачиваемой энергии на технологически полезную работу [3, 21].
Рис. VIII. 15. Потери энергии элект-
ронного потока по глубине проникно-
вения электронов:
/ — расчет по закону Томсона; 2 — U0—
= 40-7-150 кэв, Z?2 = 8,2-10б кв2-сл<2-г-1»
3 — Uo = 404-150 кэв, &2=3,2-108;
4 — А12ОЯ, Uq — 2 4-10 кэв; 5 — Bi и РЬ.
Uo = 8-т-35 кэв; 6 — Си, U — 150 4- 960 кэв;
7 — Си, 5 кэв; 8 — Си, 8 кэв
Рис. VIII. 16. Изменение
температуры поверхности
tH в начальный период
нагрева:
1 — линейный этап нагрева;
2 — параболический
К. п. д. как степень использования кинетической энергии электронного потока
равен
„ W л. ПОЛ
1 №л 9
где WA. пол — полезная мощность; WA — полная мощность.
Мощность, расходуемая на возбуждение рентгеновского излучения,
Г„.= 1,5-10-^2/ли2и квт,
рс 9 Л у
где Z — атомный номер элемента; 1Л — в a; Uy — в кв.
К- п. д. с учетом средней энергии отраженную электронов (вторичный)
т] = 1 — (0,632 + 1,26- 10"3 Z) аь
где — коэффициент отражения. Коэффициент отражения (отношение тока отра-
женных — вторичный—электронов к току первичных электронов I Мл) равен
(табл VIII.7)
а±— 1 + 0,5й1 nZ*e*NA
(У — -----^-2— при аг —---------0,0452,
а± + 1 г 1 с^А
404
где А — атомный вес элемента; е и т — заряд и масса электрона; Na — число
Авогадро; — 1,26- 10"42 см* (г>сек?) — постоянная торможения электронов в ме-
талле.
VII 1.7. Коэффициент отражения электронов
для некоторых материалов
(по различным источникам) [21]
Материал а1= 72/7л п₽и в кв
10-35 100-200
Графит — ~0,02
Алюминий — 0,1—0,12
Железо 0,283 0,19—0,2
Ниобий 0,395—0,41 0,4
Молибден 0,38-0,401 0,4
Цирконий 0,4 0,4
Вольфрам 0,5—0,561 ~0,52
Эффективный к. п. д. — отношение количества теплоты, введенной источником
в металл, к тепловому эквиваленту мощности источника
__ Qu
Пзф~ 0,24Uyfp’
где qu — количество тепла в металле, определенное калориметрически, в кал!сек.
2. ЭЛЕКТРОННЫЕ ПУШКИ
И ЭЛЕКТРОННОЛУЧЕВЫЕ УСТАНОВКИ [1, 5, 15, 16, 17]
На рис. VIII. 17—VIII. 19 ниже приведены некоторые показатели, характери-
зующие в общем виде работу электронных пушек независимо от специфических кон-
структивных особенностей некоторых из них.
Зависимость тока эмиссии от температуры катода (уравнение Дэшмена)
_ в
1ЭМ= АТ*е т,
где А и В — постоянные, зависящие от материала катода; Т — абсолютная темпе-
ратура катода. Размерность А, а/см2>°К2; В, °К.
Ускоряющее напряжение связано с током эмиссии катода через температуру Т:
__2/з
Uy = cKT^e ' т, где^Л//3.
Связь между током и ускоряющим напряжением для электронной пушки коль-
цевого типа:
1эм~КРи*'2\ КР = 480 }-Л#,
Здесь 80 — диэлектрическая постоянная; т] = е/пг — отношение заряда к массе;
SK — площадь эмитирующей поверхности катода; RK — радиус катода; [—а]2 —
функция Лэнгмюра, учитывающая кривизну катодной и анодной поверхностей.
405
Рис. VIII. 18. Скорость испаре-
ния катодных материалов os эле-
ктроннолучевой пушки с катода
мощностью 350 вт:
/—Мо; 2— Th; 3 — Nb; 4 — W;
5 — Та; 6 — LaBe
Рис. VIII. 19. Вольтамперные
характеристики электронной
пушки при различных темпе-
ратурах катода
Рис. VIII.17. Некоторые зависимости, харак-
теризующие работу электронных пушек: а —
вольтамперные характеристики электронно-
лучевой пушки при различных температурах
катода; б — зависимость тока луча от тока
накала при различных ускоряющих напря-
жениях Uy\ в — зависимость тока луча от Uy
мм рт ст (мм Ьод.ст)
Рис. VIII.20. График для
, пересчета давления
406
VI11.8. Основные характеристики механических вакуумных агрегатов [22]
Основные параметры АВМ-5-1 АВМ-5-2 АВМ-15-1 АВМ-15-2 АВМ-50 АВМ-50-2 АВМ-150
Состав агрегата: двухроторный насос ДВН-5-1 ДВН-5-2 ДВН-15-1 ДВН-15-2 ДВН-50 ДВН-50-2 ДВН-150
насос предварительного ВН-1-2 или — ВН-3-2 — ВН-10-2 ВН-10-2 ВН-1МГ
разрежения Скорость откачки воздуха в ВН-461М 5 7—10 15 15 или ВН-2МГ 40—50 50 120—130
интервале входных давлений (1—5) 10"2 мм рт. ст. в л!сек, Остаточное давление в мм рт. ст.: полное 5-10"3 4*10~4 5-Ю"3 МО’4 5-10“3 4-Ю’4 5-Ю"3
парциальное (по возду- 2-Ю’6 4-Ю’5 2-10~б 1-Ю-6 2’10~6 2*10~б 2-Ю’4
ху) Наибольшее входное давление 10 1 10 10 10 5 5
в мм рт. ст. Мощность, потребляемая агре- 0,58 0,1 0,95 1,0 1,7 1,7 2,8
гатом, в кет Габаритные размеры в мм: длина 450 540 505 505 850 760 820
ширина 490 324 520 520 495 700 640
высота 420 603 420 500 800 850 980
Масса в кг 47 95 98 100 220 180 856
Мощность электронного потока пушки кольцевого типа
гл = кХ/2 = V/3/™3-
На рис. VIII. 20 представленные данные для пересчета давления.
В табл. VIII.8 приведены характеристики механических вакуумных агрегатов,
а в табл. VIII.9 — данные о некоторых установках для сварки.
VI 11.9. Установки для электроннолучевой сварки
Тип установки Наименование установок Габариты вакуумной камеры Параметры пушки и источника питания
Uy в кв I л в ма
У-292 Универсальная установка для прецизионной сварки в приборостроении — 40 50
У-3 Многопозиционная установ- ка для выполнения продольных и кольцевых швов на изделиях длиной 250 мм и диаметром 70 мм 0 529 мм, длина 1000 мм 40 50
У-ЗМ2 То же То же 25 500
У-101 Специализированная уста- новка для сварки встык трубок большой длины и вварки про- бок в трубки 500Х 500X500 25 500
У-212М Универсальная установка с дополнительными приспособле- ниями и механизмами 600X600X600 30 450
У-86 Универсальная установка (3 пушки) 0 2000 мм, длина 4000 мм 25 500
У-86А Универсальная установка (2 пушки) То же 25 500
Плотность тока эмиссии ]эм определяется из уравнения
ф
j3M=AT2e КБТ а/см*,
где ]‘эм — плотность тока эмиссии при рабочей температуре катода и таком потен-
циале анода по отношению к катоду, когда ток эмиссии не увеличивается при повы-
шении этого потенциала; А — константа металла в а- см~2,град'2 (см. табл. VII 1.3);
КБ — постоянная Больцмана, равная 8,6- 10"5эв. град'1 или 1,38- 10“23 дж, град'1;
Т — абсолютная температура эмитирующей поверхности катода; ф — эффективная
работа выхода электрона из металла в эв, ф в эв для вольфрама 4, 6, гексаборида лан-
тана 2,7, смеси окислов бария и кальция 1,2. Рабочая температура катодов в °К
для тех же материалов соответственно 2600, 1900 и 1100—1400°.
3. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОБРАБОТКИ
к. п. д. электроннолучевого нагрева практически не зависит от энергии пер-
вичных электронов, а является функцией только атомного номера нагреваемого ве-
щества. С увеличением Z к. п. д. падает, как видно из табл. VIII. 10 [21 ].
408
VIII. 10. К. п. д. электроннолучевого нагрева с учетом вторичной эмиссии
Материал Z Т| В % При Uy в кв
2—10 15-30 ♦ 10-70 ♦
Графит 6 98,8 96,8 —
Кремний 14 91,0 — —
Титан 22 86,0 — 82,6
Ванадий 23 88,0 — 82,0
Железо 26 88,2—87,0 — 80,2
Стронций 38 — — 72,8
Цирконий 40 88,0 81,2—79,5 —
Ниобий 41 • — 77,2—77,8 72,4
Молибден 42 — 71,7—81,5 71,9
Тантал 73 81,0 — 61,0
Вольфрам 74 — 73,5—74,5 60,7
Платина 78 76,0 — —
* По различным источникам.
Рис. VI 11.21. Профиль отверстия,
получаемого при электроннолуче-
вой прошивке (г0 — входной ра-
диус; z0— глубина; а0 — угол обра-
зующей с осью при вершине отвер-
стия)
Размеры и форма отверстия (рис. VII 1.21), образующегося при обра-
ботке материала электронным лучом, связаны с мощностью и размерами луча
следующими безразмерными соотношениями [11] (рис. VIII.22):
Ро ~ R ~ l^111 Pm ’ Z° R ’
где г0 — входной радиус отверстия; г — радиус отверстия; R — радиус луча;
Ро—удельная мощность луча по оси; Рт — минимальная удельная мощность луча,
необходимая для обработки материала.
409
Рис. VIII.22. Связь параметров
отверстия с характеристиками элек-
троиного луча
4
Л
Рис. VIII.23. Зависимость
профиля отверстия, полу-
чаемого электроннолуче-
вой обработкой, от удель-
ной мощности электрон-
Рис. VI 11.24. Зависи-
мость глубины пропла-
вления h от ускоряю-
щего напряжения при
сварке нержавеющей'
стали (мощность пото-
ка 4,2 кет; скорость
х сварки 1,07 м/ч)
Рис. VIII.25. Зависимость
глубины проплавления от
расстояния между выход-
ной диафрагмой и свари-
ваемым материалом при
сварке нержавеющей ста-
ли вне вакуума—на воз-
духе (Uy = 175 кв; 1Л =
—40 ма; скорость 1,07 м/ч)
Рис. VIII.26. Влияние за-
щитной атмосферы на глу-
бину проплавления при
различных скоростях
сварки vce нержавеющей
стали вне вакуума (иу=*
— 175 кв; 1Л = 40 ма;
расстояние до детали
12,7 мм)\
1 — Аг; 2 — воздух; 3 —
Не + Аг (4 : 1); 4 — Не
Рис. VIII.27. Зависимость глубины проплав-
ления от скорости сварки vce нержавеющей
стали вне вакуума (Uy= 170 кв; 1Л — 35 ма;
расстояние до детали 6,35 мм)
410
VII1.11. Параметры и режимы обработки электроннолучевым методом
Материал Толщина материала в мм Uy в кв 1А в мка tu в мксек CQ Фокусировка луча Примечание ♦
Керамика 0,25 90 150 80 150 Сфокусированный Щель 0,1 juju; 30 см/сек
0,25 125 60 80 50 » Отверстие 0,75 juju; 10 сек
» 0,75 150 200 80 200 » Щель 0,1 juju; 55 см!сек
» 0,75 125 60 80 50 С круговым отклоне- нием Отверстие 0,3 juju; 30 сек
Сапфировый кристалл 0,65 НО 20 9 50 Программное управ- ление круговым движе- нием Отверстие 0,038 и 0,065 juju; 30 сек
Кварцевый кристалл — 140 10 12 50 Сфокусированный Выходной "диаметр 0,025 juju; 1 сек
Феррит 0,25 140 25 6 50 » Отверстие 0,025 мм\ 1 сек
Молибден 0,25 140 20 20 50 » Отверстие 0,05 juju; межцен- тровое расстояние 0,075 juju; 1 сек
Микродиоды (разде- ление) — ПО 7 12 50 » Глубина реза 0,025 juju; 150 см!мин
Кремний (с золотым покрытием) 0,25 130 70 4 3000 » Глубина реза 0,05 juju; 12,5 см/мин
Тонкопленочное со- противление тантал 100 А 100 20 9 1000 » Разрезание с ручным управ- лением, 10 м/мин
Полиэтилен-терефта- латная лента < 0,038 ПО 600 Непрерыв- ный луч — » —
Стальное сверло (диа- метром 0,35 juju) — 140 п.200 80 5 Сфокусированный или с круговым отклонением Разрезание; 3 мин
♦ Указаны формы и размерь^ получаемых отверстий и скорость или длительность обработки.
Конусность входного отверстия
“•-агс,гУ (£)’-'•
Полная мощность луча
Рл = п/?2Р0-
Глубина отверстия z приближенно определяется из выражения
1-т-£ [(р-р»)-4(р’-й) +т (p’-p»-i(p'-pS)]
Значения % для разных Р^Рт показаны на рис. VIII.23.
Пример: отверстие в алмазе z0 = 0,9 мм; г0 = 0,125 мм; а0 = 6°; Рл = 1,2 кет*,
tu = Ю“4 сек; R = 0,083 мм; Р0/Рт = 9,5; Ро — 5,5- 10б вт/см2; Рт = 0,57Х
X 10“6 вт!см\
В табл. VIII. 11 содержатся сведения о режимах электроннолучевой обработки.
Некоторые зависимости для электроннолучевой сварки, в том числе электронно-
лучевой сварки вне вакуума (на воздухе и в защитных газах), показаны на
рис. VIII.24-VIII.27 [24].
Глава IX
ПЛАЗМЕННАЯ ОБРАБОТКА
Операции обработки материалов с использованием концентрированного потока
тепловой энергии, каким является плазменная струя, все шире применяются в про-
мышленности, что обусловлено рядом существенных технологических достоинств
этого метода. Плазменные методы эффективны при осуществлении заготовительных
и черновых операций, когда необходимо единовременное быстрое удаление значи-
тельных количеств металла, а также при обработке труднообрабатываемых материа-
лов и выполнении специальных операций.
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Приведем некоторые общие зависимости, характеризующие условия образова-
ния и существования дуговой плазмы, наиболее широко используемой в технологи-
ческих процессах (рис. IX. 1) [1, 2, 5, 11, 18].
Источником дуговой плазмы служат плазмотроны различных конструкций
(рис. IX.2).
Средняя скорость хаотического теплового движения атомов диссоциированного
газа ____
г^= 1,3-104 j/*—см[сек,
где Т — абсолютная температура плазмы в °К; А — атомный вес вещества.
Средняя величина кинетической энергии WT беспорядочного теплового движе-
ния
И7Г = -L кбТ,
где Кб — постоянная Больцмана (отношение универсальной газовой постоянной R
к числу атомов в грамм-атоме — числу Авогадро), равная 1,38* 10“23дяс«град-1.
Кинетическая энергия электрона
Кэ = -|- КвТе,
где Те — электронная температура плазмы.
Энергия Ws. э, передаваемая быстрым электроном ионам в плазме,
Гб. 1,3-10-25 -----L2L_.
А КГЭ
Здесь Zu — заряд ионов, Zu = qle [где q — заряд; е — заряд электрона (4,8 X
X 10“10 ед. СГС = 1,6- 10"19 к; для однозарядных частиц q — ±е]; п/ — концен-
трация ионов в плазме; А — атомный вес ионов; Wa — энергия электрона.
Энергия тормозного излучения 1 см3 полностью ионизированной плазмы за
1 сек [ 1 ]
Wmop = 1,5- 10-neriiZ2 /Т?,
413
где п6 — концентрация электронов; Z — порядковый номер элемента, ионы кото-
рого образуют плазму.
Энергия излучения при рекомбинации водородной плазмы
^=6*10-22
Энергия, излучаемая электроном, вращающимся- в плоскости, перпендикуляр-
ной магнитному полю (энергия бетатронного излучения)
Wep = 6,4- W'21H2W3 sin2 а,
где Н — напряженность магнитного поля в э; W3 — энергия электрона в эв; хх —
угол между направлением скорости электрона и силовыми линиями поля.
Удельная электропроводность плазмы
Пев2Х
Улл — —~—
Рис. IX. 1. Некоторые зависимости при плазменной обработке: а — зависимость
величины теплового .потока от мощности дугового разряда при расходе аргона
16 л/мин и диаметре сопла 6 мм (1 — теоретическая кривая; 2 — эксперименталь-
ная); б — зависимость среднемассовой температуры плазменного потока от мощности
дугового разряда при расходе аргона 16 л/мин и диаметре сопла 6 мм\ в — зависи-
мость теплосодержания потока плазмы G от расхода Qe плазмообразующего
газа — аргон (----------теоретические кривые; --------— экспериментальные);
г — зависимость напряженности поля Н (градиента потенциала) в сопле анода от
величины его диаметра dc\ д — зависимость разрывной длины плазменной дуги от
расхода аргона; е — зависимость температуры газа от силы тока в плазмотроне
с вихревой стабилизацией дугового разряда (/ — однокамерный плазмотрон; 2 —
плазмотрон с межэлектродной вставкой)
414
Здесь trie — масса электрона; т — среднее время свободного пробега электронов.
_L = _L + _L
т %ei Хео ’
где Xei — среднее время между последовательными столкновениями электрона
с ионами; тео — среднее время между последовательными столкновениями электрона
с атомами.
Удельная электропроводность полно-
стью ионизированной плазмы
^3/2
Хил = 0,9-107 ед. СГС.
Электропроводность %пл водородной
плазмы при различной температуре [1 ]:
Те в °К . . Ю4 105 10б 107 108
Хпл В ед. СГС 1013 3-1014 1016 3-1017 1019
Рис. IX.2. Плазмотроны:
а — схема плазмотрона с вихревой стабилизацией дуги:
1 — катод; 2, 4, 6 — охлаждение; 3 — рабочий газ; 5 — анод; 7 — изоляция; 8 — камера
смешения; 9 — сопло; 10 — струя плазмы;
б — схема плазмотрона с газовой стабилизацией дуги:
1 — юстировочный винт; 2 — изоляция; 3 — охлаждение; 4 — вход материала с транспорти-
рующим газом; 5 — подвод тока и охлаждающей воды; 6 — рабочий газ; 7 — сопло; 8 — ка-
тод; 9 — подвод тока и выход охлаждающей воды;
в — малогабаритная плазменная головка:
1 — анод; 2 — выход воды; 3 — кольцевая камера для подвода газа; 4 — вход воды; 5 —
подвод газа; 6 — вольфрамовый катод; 7 — выход воды; 8 — медь; 9 — бакелит; 10 — фто-
ропласт; 11 — вход воды; 12 — медь; 13 — выходное отверстие для струи
Длина волны бетатронного излучения плазмы
- 2л/пес2
еН ’
где с — скорость света.
Коэффициент теплопроводности полностью ионизированной плазмы,
состоящей из однозарядных ионов, — 1,24« 10"“6Т5^2 эрг (см-сек• град) =
== 3- 10“14Т5/2 кал/(см2- град).
415
а)
qjVdm/M2 кал/(сек-см2)
Рис. IX.3. Распределение удельного
теплового потока q по пятну нагрева
плазменной струей радиусом г в зави-
симости от параметров: все кривые
симметричны по обе стороны оси орди-
нат (оси струи) — приведена правая
половина: а — зависимость q от силы
тока ‘дуги 1q (1 — 50 а; 2—100 а;
3 — 200 а); б — зависимость q от
углубления дуги в канал сопла (1 —
в — зависимость q от диаметра канала
(/ — 16 мм; 2 — 6 мм; 3 — 5 мм); г — зависимость q от расхода аргона
(1 — 0,25 г!сек; 2 — 2,9 г/сек; 3 — 1,6 г/сек); д — зависимость q от расстояния
между срезом сопла и изделием (/ — 20 мм; 2 — 10 мм)
10 мм; 2 — 15 мм; 3 — 25 мм);
416
Температура плазменной струи
ТПЛЗ
= _Edh_ Г, ( ndKaKld \ 1
nduflK L Р \ cpG /J ’
где Ед — градиент потенциала в столбе дуги; Id — ток дуги; 1д — длина дуги;
du — диаметр канала плазменной струи; G — расход газа; ср — теплоемкость газа
при постоянном давлении; ак — коэффициент теплоотдачи; ак условно не зависит от
температуры и для генераторов с параметрами (/=100-5- 400 а, 1д = 5 -5- 30 мм,
6Аг = 0,2 -5- 2,5 м3/ч) составляет (0,3 -5- 10) 10“2 кал/(см2- сек- град).
В табл. IX. 1 приведены данные о температуре плазмы.
IX. 1. Осевые значения температуры (в ° К) аргоновой плазменной струи
для различных параметров режима работы плазматрона
Ток плазма- трона в а Расход аргона в л/мин Температура в °К при расстоянии от среза сопла в мм
2 4 6 8 12 14
14 9100 8900 8600 8500 7900 —
100 24 9500 9400 9300 9200 9000 8700
44 9700 9500 9400 9300 9100 8600
( 12 11 000 10 800 10 700 10 500 10 300 10 100
250 24 11 100 11 000 10 900 10 800 10 700 10 500
44 11 300 11 200 11 100 11 000 10 900 10 800
Удельный тепловой поток хорошо описывается законом нормального распределе-
ния Гаусса (рис. IX.3).
Тепловая мощность плазменной струи qn — cpGTnji3.
Внутренний к. п. д. генератора на выходе из сопла дугового генератора
п =-----------------------------На______
11 (Edld+Ua.*') Id’
где Uа. к — сумма анодного и катодного падения потенциала разряда.
Приближенное значение проводимости шнура плазмы
g=—
g EdS ’
где S — сечение шнура разряда.
Некоторые характеристики плазменной дуги, используемой для технологических
целей, приведены на рис. IX.4.
Для некоторых целей используется плазма, возбуждаемая высокочастотным
полем.
Плотность тока /, возникающего в плазме под действием высокочастотного
электрического поля,
/ = -|—— Еа sin со/ ед. СГС.
1 1 те(д
Амплитуда тока, возникающего в высокочастотной плазме,
. __ пее2Еа
те(д
27 Л. Я« Попилов
417
г?
Рис. IX.4. Некоторые зависимости, характеризующие плазменную дугу: а — вольт
от мощности дуги W (1 — теоретическая; 2 — экспериментальная); в — средняя
параметров плазменной дуги на эффективную мощность нагрева q, эффективный
(/ — тока дуги I& II — расстояния от сопла до изделия Я; III — объемного расхода
ной струе на эффективную мощность нагрева q, эффективный к. п. д. долю
III — объемного расхода аргона VAr; IV — диаметра сопла dc\ V — длины канала
при работе на гелии; ж — вольтамперная характеристика плазмотрона коаксиаль
цией разряда; расход газа 4 г/сек (1 — Аг; 2 — Оз; 3 — Ыз; 4 — Не); и — вольтам
газа в г! сек*. 1 — 8,66;
418
д)
д,6т(кал(сек)
3350
(800)
2510
(600)
1675
(500)
838
(200)
U
Q
Ос Пз
q,%;U,0
у60
-50
- 40
-30
20
О 75 150 225 3001д,а
q, вт (кал(сек) ; ^4 В
(100) U U.UU5 VJJ10 0,015
1у,М
д,6т(кал!сек)
1885х
(450)
1255
(300)
'630
(150)
О
1,48
40
20
2,97 7Лг.г(сек
,%;0,в
У 80
60
д,6т(кал/сек) 7],%; U,0
('0°) о 0,0035 0,0095 Ос,м £U
д,вт(кал/сек)
1675 1
(ООО)'
1255
(300) ’
800
(200)'
019 _
(100)0
0,010 ' 0*0201к,м
Оэф
ЧГ~
7],%;U,6
-,60
50
„2 90
30
20
Id, а
V
амперная характеристика плазменной дуги; б — зависимость теплового потока q
температура плазмы ТС^ДЗ в зависимости от мощности дуги г — влияние некоторых
к- п. д. долю потерь в сопле т)о долю потерь на катоде %, напряжение дуги U
аргона VAr; IV — диаметра сопла dj; д — влияние некоторых параметров в плазмен-
потерь в сопле т)с, напряжение дуги U (1 — тока дуги II — углубления катода 1У\
сопла 1К); е — вольтамперная характеристика плазмотрона с торцовым электродом
ной схемы; з — вольтамперные характеристики плазмотрона с вихревой стабилиза-
перная характеристика плазмотрона с вихревой стабилизацией разряда; расход
2—10,8; 5—14
27*
419
Здесь Еа — амплитуда напряжения; круговая частота
со = -у, где Т —
период колебаний.
Критическая частота соКр, при которой диэлектрическая постоянная плазмы
обращается в нуль,
1 / 4лпее2
Связь диэлектрической постоянной 8 с частотой плазмы
где со — частота колебаний поля; <йКр — критическая частота. Если со <т сокр,
то 8 отрицательна (мнима), что указывает на невозможность распространения элек-
тромагнитных волн в данном веществе (полное отражение).
Связь диэлектрической постоянной вещества и коэффициента преломления у
электромагнитных волн: у — У&.
Минимальная длина волны Кк радиоизлучения, которое может проходить через
плазму,
л 2 ле . 1/ л/пе 3,3*106
Лк =-----, или лк = с I/ ----.
в)Кр г уПе
Коэффициент преломления электромагнитных волн плазмой при
Л < Хк у = 1----^2" •
Удельная проводимость газа
Хг = ]!Е =
где Е — напряженность электрического поля; — подвижность электронов.
Проводимость высокочастотной плазмы %пл
__ e2nev
ЛПЛ ~ Ше (СО2 + V2) ’
где v — число соударений электронов с тяжелыми частицами в единицу времени.
Вектор плотности электрического тока в плазме
/ = епеи,
где и — направленная скорость электрона; пе — концентрация электронов.
Диэлектрическая проницаемость &пл высокочастотной плазмы
__ t 4пе2пе
6лЛ~1— те(®а+*2)'
Приближенно температура электронов в плазме для низких частот (со < 6v)
Л?2 £
Те = (1 + cos 2(00; ^0 = —,
ЗКвШе^У2 COSCOtf’
где 6 — средняя относительная доля энергии, теряемая электроном при одном соуда-
рении.
То же для высоких частот (со > 6v)
Аг®
Те~ (а2 + v2) ’
420
На рис. IX.5—IX. 10 представлены некоторые данные о свойствах газов, исполь-
зуемых при плазменной обработке материалов. Выбор того или иного газа в качестве
плазмообразующего или защитного определяется его физико-химическими свойствами
и экономическими соображениями. Основные характеристики наиболее часто исполь-
зуемых газов приведены в табл. IX.2.
На рис. IX.11 показана степень диссоциации и ионизации некоторых газов в за-
висимости от температуры, на рис. IX. 12 — влияние газа, вводимого в сопло плазмо-
трона, на температуру стенок сопла.
Одним из направлений стабилизации дуги в плазмотроне является наложение
магнитного поля, осуществляемое с помощью обмотки, питаемой током и распола-
гающейся вокруг анода — сопла. Магнитное поле стабилизирует дугу и повышает
давление в рабочей камере. Увеличение давления пропорционально мощности дуги,
расходу газа и квадрату магнитной индукции.
На рис. IX. 13—IX. 16 показаны некоторые зависимости параметров плазмы от
величины магнитного поля.
Зависимость энергетического к. п. д. от магнитной индукции (рис. IX. 15) опи-
сывается формулой (для Вшах 5000 э)
Т] = ^^гпах "Ь ^0»
где К — коэффициент, зависящий от расхода газа и мощности, подводимой к дуге;
По — к. П. д. при Втах= 0.
Температура сопла Тс для частного случая при температуре среды То
Тс = Кр2 или Тс=О^ах+Т0.
На рис. IX. 16 показана зависимость Тс от магнитной индукции для трех состоя-
ний газа.
Критерий (число) Рейнольдса для плазменной струи
Re = -^£,
V ’
где VnA—средняя скорость потока в м/сек, v — кинематическая вязкость в см2/сек,
d — диаметр сопла в см.
Динамический напор плазменной струи Рдин> измеренный трубкой полного
напора,
р _ рй*
г дин — СГ) —2 ’
где р — плотность плазмы; спл — скорость потока плазмы; — коэффициент,
учитывающий соотношение вязкостных и инерционных сил (при Re > 50 близок к 1).
Сила, действующая на поперечно обтекаемый цилиндр, внесенный в плазменную
струю, перпендикулярна потоку
где Cd — лобовое сопротивление цилиндра (для Re = 30 4- ПО Q — в пределах
2,2—1,8); S — поперечное сечение цилиндра.
Размер частиц, способных удовлетворительно нагреваться в плазменной струе
и сохранить температуру плавления до встречи с напыляемой поверхностью при
плазменном нанесении покрытия,
rfmax = 3,67- 10-аК^
где а — коэффициент температуропроводности.
Термический к. п. д. проплавления т]/, характеризующий плазменную резку,
= VpSnPLru
421
с, кал/(моль-град)
О 900800120016002000
t°C
Рис. IX.5. Теплоемкость
газов при 1 ат
Рис. IX.6. Теплопровод-
ность газов при 1 ат
КЮ^калЦсм сек град)
У‘105%г/(сМ‘Сек)
Рис. IX.7. Теплопровод-
ность водорода при 1 ат
Рис. IX.8. Вязкость
смеси Na + ЗНг
100
90
80
70
60
50
90
30
20
10
О
Границы I
взрываемости |
аммиачно - воздуш-
ной смеси /
/шбласть\
/взрываемо-Х
/сти над вод-]
'ным раство-
ром аммиака j
1516 18 20 22 29 26 28 30
с,ккал/(кг-град)
СО
Рис. IX. 10. Теплоем-
Рис. IX.9. Пределы взрывае-
мости сухой и влажной ам-
миачно-воздушной смеси
кость NO при 1 ат
422
Степень ионизации
и диссоциации^/о
Рис. IX. 11. Степень диссоциации (кри-
вые /, 2, 5) и ионизации (4, 5, 6) в за-
висимости от температуры:
/ _ н8 -> 2Н; 2 — Of -> 20; 3—N, -> 2N;
4—0; 5 — N; 6 — Н
Рис. IX.12. Снижение темпе-
ратуры стенок сопла плазмо-
трона с увеличением относи-
тельного радиуса сопла р.
Радиальная подача газа:
1 — 0»075 гЦсм2' сек); 2 —
0,025 г/(см2-сек)
Рис. IX. 13. Зависимость давления
pQ в рабочей камере плазмотрона
от магнитной индукции В и расхо-
да газа (мощность дуги 15 кет)
Рис. IX. 14. Зависимость темпера-
туры стенки сопла плазмотрона
мощностью 15 кет от магнитной
индукции В^ах и Расх°Да газа
Рис. IX. 15. Зависимость энергети-
ческого к. п. д. плазмотрона мощ-
ностью 15 кет от магнитной индук-
ции и расхода газа
423
IX. 2. Физико-химические характеристики некоторых газов
Показатели Аргон Азот Водород Гелий Воздух Кислород
Атомный или молекулярный вес 39,94 28,0016 2,016 4,0024 с 32,0
Плотность при 0° С и 760 мм рт. ст. в кг/м3 1,783 1,2505 0,084 0,1785 1,293 1,43
Вязкость при 20° С и 760 мм рт. ст. в мкпз 221 170 88 196,2 180,8 203
Теплоемкость при 20° С и 760 мм рт. ст. в кал/(кг-град) 0,125 0,250 3,408 1,251 0,24 0,218
Коэффициент теплопроводности при 0° С и 760 мм рт. ст. 103в ккал/(м • ч-град) 14 20,9 150 130 21 21,2
Потенциал ионизации в в:
однократной 15,7 14,5 13,5 24,5 — 13,6
двухкратной 27,5 29,4 — 54,1 — 34,7
Энергия диссоциации в кал/(г-моль) — 170 200 103 800 — — 118 200
Теплосодержание плазмы в ккал/кг 4670 9950 76 600 51 100 — —
Температура плазмы в РК 14 000 7300 5100 20 000 — —
Напряжение дуги в в 40 60 62 47 — —
Энергия, подводимая к дуге, в квт 48 65 120 50 — —
Коэффициент использования энергии на нагрев газов в % 40 60 80 48 — —
Толщина листов,мм
Рис. IX. 16. Зависимость темпера-
туры у горловины сопла Тс от маг-
нитной индукции В^ах плазмо-
трона мощностью 15 кет ц расхода
газа:
I, IV — изотермического; II, V — ре-
ального; III, VI — адиабатического
Рис. IX. 17. Расход газа при различных
методах резки в зависимости от толщины
листов:
1 — кислородно-флюсовая газовая резка (вы-
соколегированные стали); 2— ацетилено-кисло-
родная резка; 3 — резка плазменной горелкой
мощностью 100 кет (70% Аг+30% Н2); 4—вы-
сококачественная промышленная резка; 5 —
резка плазменной горелкой тонким лучом
внешней дугой (58% Аг-|-42% N2); 6— чер-
новая резка
Рис. IX. 18. Распреде-
ление плотности тепло-
вого потока при раз-
личных расходах газа
на анодной поверхно-
сти в плазменной дуге
(атмосфера — аргон,
сила тока 200 а)
Рис. IX. 19. Скорость
резки конструкцион-
ной стали в зависимо-
сти от толщины листа s:
1 — газопламенная резка,
сопло с коническими
шлицами; 2 — плазмен-
ная резка сжатым возду-
хом (60 л/мин) при мощ-
ности 40 кет; 3 — то же
при мощности 60 кет
Рис. IX.20. Стоимость резки
1 пог. м конструкционной
стали:
I — газопламенная резка; 2 —
аргоно-водородная плазменная
резка, 20 кет; 3 — плазменная
резка на сжатом воздухе, 40 кет;
4 — то же, 60 кет
425
Рис. IX.21. Некоторые характеристики плазменной резки: а — зависимость ско-
рости резки малоуглеродистой стали от рабочего тока и диаметра сопел;
б — глубина неровностей ha по высоте поверхности реза листов толщиной 15 и
20 мм (материал — алюминий; плазмообразующий газ: / — водород, 2 — азот,
3 — воздух; в каждой паре кривых нижняя — при толщине 20 мм, верхняя —
при 15 мм); в — зависимость скорости резки vp от толщины листов s (материал —
алюминий, заштрихованное поле — показатели поданным других исследований)
Факторы
Расход плазмоодразукнцего
газа, м5/ч
Рис. IX.22. Некоторые характеристики плазменного
нанесения покрытий: а—зависимость коэффициента
использования наносимого материала от изменения
различных факторов процесса плазменного напы-
ления (/ — рабочего расстояния; 2 — скорости
подачи порошка; 3 — скорости перемещения голов-
ки; 4 — расхода транспортирующего газа; 5 — рас-
хода плазмообразующего газа или теплосодержа-
ния; 6 — подводимой мощности); б — зависимость
плотности покрытий от расхода плазмообразующего
газа (рабочее расстояние 8—10 см; скорость пере-
мещения головки 1,9—3 см!сек). Материал, мощ-
ность, скорость подачи: /—UOa, 25,5 кет, 60 г/мин;
2 — UO2, 24 кет, 60 г!мин; 3 — ТаС, 19,5 кв/n, \А,4г!мин; 4 — ZvQi,\§Kem,
25 г/мин; 5 — TiC, 19 кет, 14,5 г!мин; 6 — сталь, 10 кет, 12,7 г/мин; в — зави-
симость коэффициента использования материала от величины подводимой
мощности (/ — TiC; 2 — ТаС; 3 — ZrOa; 4 — сталь)
*)
fOO
Оэ <3
О-J С£ С£
60
20
10 20
Подводимая
мощност ь,квт
426
в)
h,MM Ь,мм
Рис. IX.23. Некоторые зависимости при плазменной наплавке:
а — зависимость ширины b и высоты h наплавленного валика от
величины тока /0 (hi и bi~Бр. АМЦ 9—2; Яз и bz—Бр.ОФ 6,5—0,4);
б—зависимость скорости подачи vn проволоки от сварочного тока 1q;
в — влияние скорости наплавки vH на ширину b и высоту h валика
(наплавка на стальной вал 0 90 мм; /а = 190 а; проволока 0 2 мм
из Бр.КМЦ 3—1; hit bi — амплитуда колебаний Л = 22 мм; hzt
bz — А = 29 мм); г — зависимость скорости наплавки от частоты
колебаний (вал 0 90 мм; Id = 190 а; проволока Бр.ОФ 6,5—4;
Л = 29 мм)
427
7ii —।---i--1—j
8 12 16
Расстояние
от сопла,мм
г? —।—।—।
MO <80 200
La
г)
tj°!o
Расход газа,л/мин
д)
q,7.
2.
Рис. IX.24. Влияние различных факторов на потери энер-
гии т| в сопле при плазменной наплавке: а — скорости
наплавки; б — расстояния от сопла; в — силы сварочного
тока; г — количества плазмообразующего газа; д — силы
тока и диаметра сопел (/ — сопло 0 5,5 мм, длиной
7 мм; 2 — сопло 0 4 мм длиной 2,5 мм)
9120 160 200
I,а
Рис. IX.25. Влияние силы
тока на передачу тепла в ос-
новной материал:
/—количество тепла Q; 2—пе-
редача тепла в основной мате-
риал (Qi)
ккал Qf,%
32 Г о
Ш /90 230/,а
Рис. IX.26. Влияние силы
тока на унос тепла порошком:
1 — количество тепла Q; 2 —
поглощение тепла Qt
Рис. IX.27. Влияние размера
напыляемых плазмой час-
тиц d на свойства покрытия
428
Здесь vp — скорость резки; Sn — площадь поперечного сечения выплавленного
металла; р — плотность; Ьпл — теплосодержание разрезаемого металла при темпе-
ратуре плавления.
При резке листов s = 6 -ь 100 мм из нержавеющей стали т|/ = 0,43 4- 0,48;
листов s = 6 4- 150 мм из алюминия т]/ = 0,16-4- 0,46; листов из меди s = 6 -4-
-т- 50 мм\ т)/ = 0,08 -ь 0,34. (С увеличением толщины листов т)/ уменьшается.)
На рис. IX. 17—IX.21 и в табл. IX. 3—IX.6 и IX.8 приведены некоторые зави-
симости, характеризующие операции плазменной резки, на рис. IX. 22—IX.27
[3, 10, 12, 14, 20, 23] и в табл. IX.7 и IX.9—IX.11 —зависимости, характе-
ризующие плазменную сварку и наплавку [4, 7, 8, 9, 15, 16, 19, 21 ].
IX. 3. Значения поправочного коэффициента К
Разрезаемый материал Плазмообразующий газ
n2 n2 + h2 n2 + o2 N2-{-Ar Ar + Н2 Ar+ Н + + воздух
АЛЮМИНИЙ И €ГО сплавы 0,85 0,6 — — 0,75 —
Медь 0,42 — — 0,2 0,55
Нержавеющая сталь 1,4 1,5 3,5 1,5 1,45 1,83
Малоуглероди- стая сталь 1,3 — 1,7 — — —
IX.4. Плазменная резка углеродистой стали (подача воздуха 8,4 м3/ч)
6 в мм Vp в см/мин Jd в а ид в в W в квт
6,25 500 275 150 40
12,5 250 275 150 40
12,5 400 500 150 75
25 125 275 160 45
25 225 500 160 80
IX.5. Время резки труб на установке УГЭР-500-2
1д в а Время (в сек) резки заготовок диаметром (в мм)
80 90 100 по 120 140 150
700 25 30 39 43 65 120 140
1000 10 13 15 19 22 30 35
429
IX.6. Режимы плазменной резки металла большой толщины
Обрабатываемый металл б в мм Режим b в мм
1д в а в мм Уа в в Г в квпг Vp, В мм/мин по верху по низу
20 300 2,8 130 36,4 1500 4,4 3,0
30 280 3,0 137 38,4 1000 5,8 3,5
Нержавеющая сталь 45 450 4,2 140 63 750 7,4 5,0
60 500 4,4 150 75 550 8,0 6,0
105 700 5,5 170 119 370 10,0 9,0
24 280 3,0 130 36,4 2800 4,5 3,0
50 450 4,2 135 60,8 1600 6,2 5,0
Алюминиевый сплав 70 450 4,2 150 67,5 1000 6,5 5,0
90 700 5,2 155 . 108,3 900 8,5 5,5
122 700 5,5 160 112,0 550 9,5 7,5
Обозначения^ dc — диаметр 1500 л/ч, водорода 2000 л]ч. канала сопла; Ь — ширина реза; расход аргона
IX. 7. Режимы сварки труб плазменной дугой
Толщина стенки в мм Скорость сварки в см/мин гд (постоянный, прямая полярность) в а Q в м3/ч Состав смеси
плазмо- образую- щего защит- ного
2,8 92 115 0,28 0,85 Аргон 4-15% водорода
3,2 92 210 0,28 1,13
3,8 92 210 0,28 1,27 /
5,5 38 200 0,34 , 1,27 Аргон 4-7,5% водо-
6,0 36 270 0,43 1,27 рода
430
IX.8. Режимы резания на УГЭР-500
разрезаемый материал д в мм “с в мм в а в в W в кет Q в м9/ч V в м/ч
Аг н8
24 4 500 132 66 0,63 2,5 64,8
24 5 600 120 72 0,63 3,0 75
24 5 700 130 91 0,63 3,5 96
40 5 600 160 96 0,63 3,0 49
Сталь 40 5 700 165 115,5 0,63 3,5 69
80 6 600 130 78 1,0 3,0 13
80 6 700 135 94,5 1,0 3,5 17
ПО 6 600 150 90 1,0 3,0 9
120 6 600 160 96 1,0 3,0 6,5
120 6 800 160 128 1,5 4,0 10,5
20 6 600 ПО 66 1,0 3,0 60
40 6 600 120 72 0,8 3,0 22,5
40 6 700 120 84 0,8 3,5 34,3
45 6 600 120 72 1,0 3,0 25
45 6 700 130 91 1,0 3,5 34
45 7 800 130 104 1,0 4,0 34
45 7 900 125 112,5 1,0 4,5 40
45 7 1000 120 120 1,0 5,0 5.0
Медь 50 6 600 125 75 0,8 3,0 13,3
50 6 700 125 87,5 0,8 3,5 20
60 6 600 120 72 0,8 3,0 10,7
60 6 700 123 86,1 0,8 3,5 15,4
80 6 600 135 81 1,0 3,0 5,76
80 6 700 135 94,5 1,0 3,5 8,6
80 7 1200 142 170 1,0 6,0 30,0
120 6 700 160 102 0,8 3,5 3,7
40 6 600 115 69 1,0 3,0 78
Алюминий 40 6 700 125 86 1,0 3,5 100
40 6 800 130 104 1,0 4,0 ПО
40 7 900 ПО 99 1,0 4,5 118
431
IX. 9. Режимы наплавки нержавеющих сталей
на малоуглеродистые и низколегированные стали плазменной струей
с токоведущей присадочной проволокой
Толщина стали в мм Диаметр вольфрамо- ! вого электрода в мм 1 Ток в цепи присадоч- ная проволока — элек- трод в а Напряже- ние на дуге в в Расстояние от прово- I локи до поверхности изделия в мм Скорость наплавки в м/ч Скорость подачи при- садочной проволоки в м/ч Частота колебаний горелки в минуту Амплитуда колебаний горелки в мм
между вольфра- мовым электро- дом и проволо- кой между вольфра- мовым электро- дом и каналом при колебании горелки без колебаний горелки
6- —8 3 160 50 8 1 10 8 12 150 46 20
8- -12 4 160—170 50—49 8 8- -10 7,5 11 150—160 42 22
12 -16 4-5 170—190 49—47 9 8 7,5 10,5 160—170 40 24
16- -20 5 190—200 47—46 9 8 7,0 9—10 170-180 40 25
Примечание.
Амплитуда колебаний горелки выбирается в зависимости от требуемой ширины
наплавляемого валика; ток в цепи между вольфрамовым электродом и каналом
сопла 18 а\ расстояние от торца вольфрамового электрода до проволоки 8 мм\ рас-
ход аргона в сопле 1200 л/ч, в канале —150 л/ч\ диаметр присадочной проволоки
2 мм\ угол наклона горелки 45°.
IX. 10. Составы некоторых сплавов для плазменной наплавки
Марка порошка Химический состав в %
С Si Мп Сг Ni Fe В
ПГ-ХН80СР2 0,3—0,6 1,5—3 — 12—15 Основа ^5 1,5-2,5
ПГ-ХН80СРЗ 0,4—0,8 2,5—4,5 — 12—16 » ^5 2—3
ПГ-ХН80СР4 0,6—1 3—5 — 13—17 » ^5 2,5—4
ЛП-6 0,42 5,19 0,06 13,2 » — 2,8
ЛП-8 * 1,15 0,72 0,86 31,4 — — —
ПГ-У30Х28Н4С4 2,5—3,3 2,8—4,2 1,5 25—31 3—5 Основа ——
ЛП-3 * 4.3W; ос 5,25 нова — Со. 0,22 0,77 39,18 5,2
432
Попилов
IX. 11. Сравнительные технико-экономические показатели различных способов наплавки [4]
Способ наплавки Присадочный материал Режим наплавки Показатели процесса
Сварочный ток в а Напряже- ние в в о Д О«у о к « со U к « Диаметр электрода в мм Амплитуда колебаний в мм Количество колебаний в минуту Производи- тельность в кг/ч Коэффициент наплавки в г/а-ч Расход элек- троэнергии в кет-ч/кг
Плавящимся электродом в среде аргона с допол- нительной присадочной проволокой 0 3 мм и с ви- брацией горелки Аустенит- ная сталь 500 700 800 30 40 40 10 15 20 3 3 3 40 40 40 — 19,3 30,4 37,5 38,6 43,4 46,8 0,78 0,98 2,84
Автоматическая под слоем флюса одним электро- дом 500 34 12 5 — — 6,0 12,0 2,84
Плазменной струей с токоведущей присадочной проволокой 180 50 7,5 2 24 40 7,5 35 1,22
180 48 18,7 2 40 35 12,5 32,3 1,52
Плазменной струей с токоведущей присадочной проволокой и с подачей дополнительной электри- чески изолированной присадочной проволоки Бронза 120 55 6,0 2+2 20 45 18 50 0,38
2. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОБРАБОТКИ
Приближенно скорость проплавления vnp металла по линии реза дугой, мощ-
ность которой равна Wd, определяется зависимостью
_ 0,241]; Га —?ц _ 0,24 п
np As рб b&s ’
где р — плотность металла; 6 — толщина металла; qu — теплота испарения; т) —
полный тепловой к. п. д. дуги; т)/ — эффективный тепловой к. п. д. дуги; b — ширина
реза; As — приращение теплосодержания.
Параметры т], rj/, 6, As изменяются с изменением погонной энергии дуги Wd/vnp.
Несколько более точно vnp определяется с учетом поправочного коэффициента К
по формуле
Vnp
_ 0,24/д£А) к
pbbbs Д’
Средние значения коэффициента Д’ приведены в табл. IX.3.
IX. 12. Наибольший размер частиц при напылении [19]
Материал покрытия Плот- ность p . в г/смъ Теплоем- кость с 10’3 в дж/ (кг - град) Теплопро- вод ость вт/(м-град) Температуро- проводность а-10* в м2-сек Т л пл в °к Размер частиц в мкм
TiC 4,9 0,92 6,2 1,5 3420 48
Сг3с2 6,7 0,84 19,2 3,4 2170 72
NbC 7,6 0,57 18,3 4 3753 80
ТаС 14,3 0,24 22,1 6,4 4153 99
VC 5,4 0,97 39,2 7,5 3083 108
WC 15,7 0,24 29,2 7,7 2993 108
Ве2С 2,3 2,47 51,3 9,2 2473 112
ZrC 6,7 0,55 41,8 11,3 3800 124
В4С 3,5 2,29 125,0 15,6 2623 152
Cr8Si 6,5 0,72 6,3 1,3 1983 45
MoSi 6,2 0,38 48,5 20,5 2303 176
NbN2 8,4 0,61 3,8 0,7 2573 33
TaN 15,5 0,35 8,6 1,6 3360 50
VN 6,0 0,89 11,3 2,9 2633 67
ZrN 7,1 0,55 20,4 5,2 3253 89
AIN 3,0 1,73 30,0 5,7 2673 93
CrB2 5,2 1,66 22,1 5,2 2473 62
TiB2 4,5 1,65 24,3 3,2 3253 70
ZrB2 6,2 0,62 25,0 6,5 3313 100
434
IX. 13. Режимы напыления порошков окислов (40—70 мкм) и металлов (50—100 мкм)
Параметры режима Плазмообразующий газ
NH, n2 Аг + + ю% Н2 Аг + + 10% NH3 NH, n2 + w%H2 Аг + + 10% nh8 Аг + + 15% N2 Аг
Окислы Металлы
Напряжение дуги в в 90—100 80—90 65 65 90—100 80—90 65 , 65 45 35
Мощность в квт 20—30 25—30 25—35 25—30 8—20 8—25 10—20 10—20 10—20 10—15
Ток дуги в а Расход газа в м3!ч: 200—300 300—350 300—500 200—400 100—300 100—300 150—300 150—300 200—400 200—400
плазмообразу- ющего 3 2—3 2—4 2—3 1,5—3 1,5—3 1,5—3 1,5—3 2—3 2—3
\ транспортиру- ющего 0,2—0,3 0,2—0,3 0,2—0,3 0,2—0,3 0,2—0,4 0,2—0,4 0,2—0,4 0,2—0,4 0,2—0,4 0,2—0,4
Коэффициент исполь- зования материала в % 70—90 60—80 40—60 40—60 70—90 70—90 70—90 70—90 70—80 70—80
Производительность нанесения покрытия в кг/ч 3—4 3 1,5—2,5 1,5—2,5 4 4 3 3 2—3 1—1,5
Дистанция напыления в мм 150—200 ЮО—150 100—150 100—150 100—150 50—150 50—100 50—100 50—100 50—100
Для оценки эффективности плазменной резки предложено много различных кри-
териев, среди которых достаточно точным представляется следующий:
к ___
*эф~ 1диьср ’
где vp — скорость резки; Id — ток дуги; U — напряжение дуги; Ьср — средняя
ширина реза.
Плазменная резка черных металлов может производиться с использованием
воздуха или кислорода вместо инертного газа, так как при этом выделяется допол-
нительное количество тепла за счет экзотермических реакций и сокращается расход
энергии [10, 12, 14, 20, 23].
Параметры режима напыления тугоплавких соединений находятся в пределах,
обычных для дуговых плазмотронов, предназначенных для порошкового напыления
(табл. IX. 13). В табл. IX. 12 приведены расчетные значения максимального размера
напыляемых частиц, поддающихся нагреву в плазменной струе (сохраняющих тре-
буемую температуру и скорость при встрече с покрываемой поверхностью) [19].
Глава X
СВЕТОЛУЧЕВАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Обработка материалов концентрированной тепловой энергией, возникающей
в результате сосредоточения специально сформированного светового пучка на обра-
батываемом участке, относится к новым разновидностям технологии. Несмотря на
новизну и некоторую необычность, светолучевая обработка, часто называемая обра-
боткой лучом лазера или лучом оптического квантового генератора (ОКГ), получила
достаточно широкое освещение в литературе [1, 4, 8, 10, 13, 19, 20, 25, 26] и
интенсивно внедряется в технологические процессы ряда областей промышленности.
На рис. Х.1 представлены основные (ориентировочно) области использования ОКГ
в современной технологии.
Основные достоинства твердотельных ОКГ: возможность получения чрезвычайно
высоких значений плотности мощности излучения; отсутствие вторичного рентгенов-
ского излучения; легкость фокусирования луча до пятна очень небольших размеров
и возможность точного направления луча в заданном направлении; возможность
получения весьма кратковременного импульса излучения; практически полная коге-
рентность, высокая яркость и монохроматичность излучения; возможность работы
в атмосфере любого состава, в вакууме и защитной среде; отсутствие какого-либо
обрабатывающего инструмента при выполнении технологических операций; легкость
автоматизации; отсутствие механического воздействия на обрабатываемую поверх-
ность; меньшая сложность конструкции и более низкая стоимость ОКГ по сравнению
с электроннолучевыми установками; отсутствие структурных и химических измене-
ний материала в зоне обработки.
Недостатки: низкий к. п. д. современных установок; низкая общая мощность
излучения; затруднительность получения импульсов большой длительности (более
10 мсек); зависимость параметров излучения (частота, длительность импульса)
от внешних условий; недостаточная воспроизводимость заданного режима; затруд-
нительность повышения частоты импульсов [3, 14, 17, 18, 21, 24].
В настоящей главе рассмотрены зависимости между различными факторами
процесса и взаимосвязи отдельных параметров, характеризующих обработку свето-
вым лучом (рис. Х.2). Приведены также сведения о современном технологическом
оборудовании для обработки световым лучом и показатели эффективности отдельных
операций.
Частота электромагнитных колебаний v, соответствующая переходу между
состояниями с двумя уровнями энергии Ег (начальное) и Е2 (конечное) [14]:
/iv = £2 v— h — h ,
где h — постоянная Планка (6,6256-10“ 27 эрг- сек = 6,6256 *10"34 дж-сек); Ег и
— уровни энергии перехода.
Длина волны излучения при переходе (в см)
Х= (Е3-Е^рг 5 Хг=1>23-10-* ,
где с — скорость света.
1
437
Длину волны излучения Z можно определить по энергии перехода A IT с помощью
формулы
AIF ’
где аЛ — переводной коэффициент (табл. Х.1), зависящий от размерности единиц
энергии и длины волны.
Теоретическая ширина Avr спектральной линии излучения О КГ
Av
т
8 л hv
где Рл — мощность излучения на данной линии; Avp — ширина резонансного пика.
Рис. Х.1. Основные области использова-
ния излучения ОКГ в технологии (Qyd—
удельный вынос массы):
/ — термообработка; II — сварка; III — обра-
ботка тонких слоев и пленок; IV — получение
отверстий
Х.1. Значения коэффициента ап
Единица энергии перехода Коэффициент ап при X в
мкм А
дж 2-10- !» 2*10“16
эрг 2-10-12 2-10-е
°к 1,32-10* 1,32-10»
эв 1,23 1,23-104
гц 3-1014 З-Ю1»
см'1 1-10* l-Ю»
Например, при Рл = 1 Mem\ &vp — 106 гц\ % = 0,63 мкм
. 8л6,6-10“34-3-1014 о .
-----10^63— 10 ~8-1° гц-
Теоретическая длина волны спектральной линии излучения ОКГ
. - с &vT Av Д2
-- ---х-- -- ----- .
1 V2 с
Например, ДХГ = 8 *=« 9- 10-14А.
Производительность обработки лучом ОКГ (в см3/сек или г/сек) [25]
О — п ^^матРимп
*пр Р[Со(6м-*оНлл] ’
где — полная энергия излучения; rjrtp — коэффициент пропорциональности,
определяемый свойствами среды, длительностью импульса, характеристиками
управляющей оптики; Кмат — коэффициент поглощения материала; с0 — удельная
теплоемкость; tM — температура плавления материала в ° С; /0 — начальная тем-
пература материала; — удельная теплота плавления.
Частота импульсов ОКГ
„ 1 । 1
438
Расстояние от линзы
до поверхности мишени,
мм
в) У,мм3 в^мм
20
10 - 5
/О
d=f(W)
0 100 200 300
дюралюминии в зависимости от
Рис. Х.2. Основные зависимости
при светолучевой обработке: а —
удельный вынос для некоторых ме-
таллов в зависимости от плотности
падающей энергии; б — изменение
диаметра (/) и глубины (2) лунки
в дюралюминии в зависимости от
положения фокуса f линзы (W =
= 60 дж); в — изменение диамет-
ра d9 глубины h и объема V лунки в
энергии импульса при неизменной фокусировке излучения; г — рас-
четные скорости нагрева и охлаждения материала при действии им-
пульса излучения ОКГ без разрушения поверхности (/) и в случае
образования отверстия (2) (материал — сталь; /и=0,5’10“3 сек;
q=* 0,92* 104 вт/аиа; д — расчетная скорость нагрева и охлаждения
материала при действии импульса ОКГ с модулированной доброт-
ностью (материал — сталь; глубина нагрева 10 мкм; 4,^100 мсек)
439
где i± — время между импульсами, определяемое температурным режимом актив-
ного элемента; /2 — длительность цикла одного импульса,
/2 = t3 + tp + tut
где t3 — длительность накопления энергии в системе; tp — длительность создания
инициирующего разряда; tu — длительность рабочего импульса.
Эффективность использования времени цикла в процессе обработки
S = 100%-
*1 “Г ?2
Мощность в импульсе импульсно-модулированного излучения при известной
средней мощности в импульсе РСр и периоде повторения импульсов Тп [7]
р — р Тп
*имп — * ср “--->
Т0,5
Тп
где —------скважность последовательных импульсов; т0,5 — время между двумя
Т0,5
значениями Р (f), равными Ртах»
То.б = <2 - <1. если Р (/,) = Р &) == .
Мощность в одиночном импульсе Римп> Для которого известна энергия излучения
00
f W и
Wu = P(t)dt, определяется [21] как Римп =----------.
do т°-8
Энергия, переносимая лучом за один импульс,
= ( P(t)dt,
1=0
где Р (t) — мощность излучения в момент t (мгновенная мощность); tu — длитель-
ность импульса (время прекращения генерации).
Средняя мощность импульсно-модулированного излучения ОКГ
Т
п
J PW‘"'
О
Максимальная пиковая мощность излучения при генерировании одиночного
импульса
Рщ == Ртах (О-
Средняя мощность в импульсе
р _ wu
г имп. ср--4--•
*и
Постоянная времени развития гигантского импульса тг. и в ОКГ с модулиро-
ванной добротностью (режим Q-модуляции)
Тг “~ с(Хо« —а) ’
где L — длина резонатора; I — длина активного элемента; nd — показатель пре-
ломления активного материала; с — скорость света; %0 — ненасыщенный показатель
усиления; а — коэффициент потерь за проход.
Обычно величины т2. и имеют порядок единиц наносекунд [14].
440
Большинство технологических применений ОКГ основано на явлениях, возни-
кающих при взаимодействии электромагнитной энергии светового луча с веществом.
Некоторые зависимости, характеризующие распространение энергии и вещества
и возникающие при этом явления, приводятся ниже.
Коэффициент поглощения электромагнитных волн средой (характеристика
уменьшения средней энергии слоями материала вследствие поглощения)
1 е£2
Wcp дх ’ где Wcp~ 4л
где Е — вектор напряженности электрического поля в вакууме.
Величина пробега световой волны в металлах
X- 1 _ cnd
а 4л% *
Глубина проникновения излучения б, по достижении которой мощность сни-
жается в е раз от начального значения,
«=—T=L.r.. ,
2 ynmioxf
где f — частота излучения.
Количество тепла, получаемое единицей объема металла в единицу времени [7],
х
Q(x,t) = Q(t)e Q(0 = -^-,
где х — координата глубины.
Наибольшая температура, до которой нагревается металл импульсом излучения,
т 2
шах Ул Sny^TcQ(>tu’
где — коэффициент теплопроводности.
Критическая плотность энергии, при которой металл начинает разрушаться
(£) Кр=Ткр'
Скорость разрушения материала при удалении испарением [10]
Л R т
Р~УТ‘>’
5
Здесь q— плотность потока; L — удельная энергия, равная L0 + -g
где Lo — удельная энергия испарения материала при 0° К; То — температура по-
верхности материала.
Глубина лунки в материале при удалении испарением h = vQtu.
Пороговая плотность поглощенного светового потока (табл. Х.2), при кото-
рой процесс испарения устанавливается к концу импульса,
9(1)
где а — температуропроводность металла.
На образовании углубления (лунок, полостей, отверстий) основаны такие техно-
логические применения ОКГ, как прошивание, сверление, вырезание и т. п.
441
Х.2. Основные характеристики стадии разрушения некоторых металлов [10]
Плотность потока q (в вт/см2 А1; Я(1)— 2-10® вт/см2 Fe; = 1,210® вт/см2
То в °К Vo в см/сек хпр в см Го в °К Яо в см/сек хпр в см
10» 3500 26 0,1 4050 14,3 2,5-10-*
5-10» 4150 1,25-10® 2,1 -10-* 4800 70 5,2-10-»
107 4560 2,52-10* 10'2 5100 1,42-102 2,5-10-*
5-Ю7 5800 1,2-10* 2,1-10-* 6400 6,8-102 5,3-10*4
108 6650 2,3- 10s Ц’Ю-3 7000 1,32-10* 2,7-10-*
Плотность Си; 3,0-10® вт/см2 Ag; q(i) = 2,7-10® вт/см2
потока q в вт/см2 То в °К Vo в см/сек хпр в см То в °К Vo в см/сек хпр в см
106 3800 17 0,2 3400 28 0,18
5-Юв 4500 80 4,3-10"* 4150 1,3-10* 4-Ю'*
107 5000 1,7 -102 2-Ю-2 4600 2,8-102 1,9-10-*
5-Ю7 6350 8-Ю2 4,3-10-* 6000 1,3-10* 4-10-*
10» 7300 1,5-10» 2,2-10-* 7000 2,5-10* 2,1-10-»
Величина теплового потока -qu, необходимого для начала оплавления стенок
лунки при углублении в материал,
Чи = ----т1—7—г при г0 <С V atu,
r0 In ( 4а —~~1
4h—~2--у=- ПРИ ro > V atu>
где r0 = ; dQ — диаметр светового пятна в фокусе; С = 0,577 — постоянная
Эйлера.
Размеры лунок (глубина h и радиус г) для малых моментов времени при началь-
ном условии h(Q) — 0; г(0) = г0 :
и
—2?-;
яг0£0
Wtgy
----27"
Для больших моментов времени
3Pt
<° Ln tg2Y(Lo + 2£n4) J
, . Г 3Pt tg V
442
Здесь h(t) и г(/)—глубина и радиус лунки ко времени /; Р — мощность излучения
ОКГ; Lo — удельная энергия испарения материала при 0° К (табл. Х.З); АЛЛ—
удельная_энергия плавления;
D — al
tgY =—— (Y —см. рис. Х.12).
Х.З. Пороговые плотности поглощенной энергии,
достаточные для разрушения тонких металлических пленок
на стеклянной подложке
Материал пленки Толщина пленки в А Пороговая плотность в дж/см2 при длительности импульса в сек
10~8 (свободная генерация) 10~7 (гигантский импульс)
Хром 500 1000 5000 8,2 (15) 0,25 0,50 2,50
Серебро 500 1000 5000 7,4 (35) 0,20 0,40 2,00
Алюминий 500 1000 5000 9,0 (25) 0,15 0,30 1,50
Примечание.
В скобках даны значения пороговой плотности для К => 1 мкм.
Приближенная зависимость размеров лунки от полной энергии импульса излу-
чения при d > 2г0 [10]:
Размеры лунки для случая tg у = 0, когда световой конус превращается в ци-
линдрическую световую трубку
Л = -^-; d = d0 = 2r0.
Предельные размеры лунки для случая tg у =f= 0
Wu
JtQ(D
^max
Wu
ЯФ(1)
tgy
Го
где Q(1) — плотность энергии при нестационарном испарении,
Q(l) LnA
443
Глубина проникновения излучения в_металл в течение импульса (условно-тепло-
вой источник — поверхностный) 6 < V at. То же в неметаллы (условно-тепловой
источник — объемный)
в > У at.
Глубина прогретого слоя хПр в материале при температуре на глубине прогре-
того слоя, равной 0,05 То, т. е. материал не испаряется,
Хпр — 2,36 Vat при 6 < j/’a/; хпр = 36 при 6 > Vat,
где Го — температура на поверхности материала.
Глубина прогретого слоя в материале в режиме квазистационарного испарения,
принимая ТХПр = 0,05 То,
За
Ц)
где с/0 — скорость разрушения (равна разности скорости испарения св и конден-
сации vc).
Удельная энергия разрушения Lp после стабилизации формы лунки и установле-
ния режима квазистационарного разрушения (форма лунки уже не меняется)
т , Lq + 2LnJl
Lp--------£ .
Излучение ОКГ используется для операций, связанных с обработкой тонких
пленок (например, при подгонке резисторов) [20].
Минимальная интенсивность светового потока, достаточная для испарения
пленки в режиме гигантских импульсов tu= 10“7 сек,
; — TKtinPiCihi
/mln (1— г — D)tu ’
где рх, clt hr — плотность, теплоемкость и толщина пленки; г и D — коэффи-
циенты отражения и прозрачности пленки.
Например, для хрома на ситалле
2260-7,1-0,444.5-10“в 1ЛЙ . 9
/mln -------лqq.Гл—?-------= 106 e/nA^2-
0,33-10"’
Изменение температуры пленки со временем при нагреве импульсом свободной
генерации ОКГ (tu^ Ю“3 сек)
/р /А _ 2^оР
T,W"-W5-’
где q0 — пороговая плотность потока (порог разрушения материала); Р — погло-
щательная способность пленки; ап — температуропроводность подложки; —
теплопроводность подложки.
Для гигантского импульса (tu~ 10’7 сек)
т1(о = -^-.
Изменение температуры пленки на прозрачной подложке для tu = Ю"3 сек
(режим свободной генерации)
дТ /д _ 2jn(l — r — D) у ant
{)~ Ул
где jn — интенсивность падающего светового потока.
444
Изменение температуры для гигантского импульса излучения
ДТ({) = — .
Минимальная интенсивность светового потока, не разрушающего пленку (крити-
ческая температура разрушения пленки равна ТПл) [20],
== Т'пл^п Уft
^^2(1 — r — D) V"^t ’
Удельная энергия, затрачиваемая на испарение пленки (в условиях изоляции
от подложки) гигантским импульсом [10] (/« == 10"7 сек)
Wyd^Lhr, L=Lp + -^-p£-Tp.
В табл. Х.З—Х.4 приведены данные о пороге разрушения различных материалов.
Х.4. Порог разрушения (пороговая плотность потока qQ)
и удельная энергия разрушения Lp и испарения £0
некоторых металлов и сплавов [10]
Материал Al Bi Fe Cd Cu Mo Ni
Lp в кдж/см? Lp » 14,5 31 12 9,4 52 55 12,5 8,6 35 47 65 69 59 54
q0 в кеш/см2 * 2,4 •103 — 300 29 2,6 •103 250 570
Материал Sn Pb Mg Cr Zn Дю- раль Д16Т Бр. AM9-4 ЛС59 Сталь 10
Lp в кдж/см? Lq » 8 20 13,5 11 13 12,5 70 50 15 12,5 13,5 42 38 62
q0 в квт/см2 * — — 970 220 — — — — 300
* При длительности прямоугольного импульса tu = Ю~8 сек.
Рис. Х.З представляет собой графическое качественное описание зависимости
удельного выноса массы от плотности энергии для различных случаев.
В табл. Х.5 приведен пример светолучевой обработки титана.
На рис. Х.4—Х.9 представлены некоторые зависимости, характеризующие
геометрию разрушения материала лучом лазера, а на рис. Х.10 и Х.11 — взаимо-
связь основных показателей [1, 8, 25]. На рис. Х.7 представлена зависимость диа-
метра отверстия d от энергии светового импульса W для фольги и монолитных образ-
цов алюминия, показывающая, что с увеличением роста энергии заметно растет
уширение отверстия кратера.
445
Рис. Х.З. Удельный вынос
массы Qyd в зависимости от
плотности излучения для раз-
личных моделей разрушения:
/ — плавления; 2 — квазиста-
цнонарного разрушения; 3 —
квазистационарного испарения
Рис. Х.4. Зависи-
мость удаленного
объема V, входного
диаметра dex и глу-
бины лунки И от
энергии импульса
ОКГ при разных
способах изменения
энергии (х — изме-
нением мощности
накачки; О—диа-
фрагмированием); в
медном образце: |
/ —2— V; з-н
Рис. Х.5. Некоторые зависимости при работе ОКГ: а —изменение диаметра
отверстий d (1) и энергии излучения №изл (2) от номера импульса п на пере-
ходной стадии периодического режима работы ОКГ (алюминиевая фольга
толщиной 0,1 мм); б — зависимость относительного разброса диаметра от-
верстий в пленке Дг/г0 от относительного разброса энергии излучения
ОКГ ДIF/IFq (/ — расчетная; 2 — экспериментальная для хрома на ситалло-
вой подложке; 3 — то же, на стеклянной подложке)
Рис. Х.6. Зависимость входного
диаметра dex и глубины лунки Н
от фокусного расстояния объектива
при постоянной энергии импульса
2,5 дж
446
Между глубиной кратера h и атомным номером элемента Z существует четко
выраженная периодическая зависимость (рис. Х.8).
Размеры кратеров зависят от энергетических характеристик излучения. Ход
зависимостей различен для различных веществ (рис. Х.8, в). Так, в интервале энер-
гий 0,3—7 дж для алюминия глубина кратера h связана с энергией луча W зависи-
мостью h — 0,47 ПТ0-57; для меди и вольфрама при W >3 дж получено соответственно
h = 0,32 №0,57 и h — 0,24 №°’52. У ряда металлов увеличение энергии в луче не
сопровождается пропорциональ-
ным увеличением глубины кра-
тера. Однако между глубиной
кратера и величиной отношения
энергии в луче к площади отвер-
стий существует линейная зави-
симость (рис. Х.8, а).
Приведем зависимости, не-
обходимые для расчетов фокуси-
рующих систем и резонаторов
установок ОКГ [7, 10, 14, 15,
21, 22, 25].
Размер фокального пятна
(рис. Х.12)
d0 = или г = 0F,
Х.5. Оптимальные режимы обработки титана
Qo10-« в вт/см2 в мксек ^опт в гц ишах в мкм/сек
1 35 295 63,5
2 17 590 118
4 ,9 1250 228
6 6 1670 334
8 5 2000 432
где а — угол расхождения пучка света ОКГ; /' — фокусное расстояние оптической
системы; г — радиус фокального пятна; F — фокусное расстояние фокусирующей
линзы; 0 — угол расходимости луча.
Рис. Х.7. Некоторые геометрические характеристики обработки
ОКГ: а — зависимость диаметра отверстия от энергии светового
импульса (/ — монолитный алюминий; 2 — алюминиевая фольга
0,05—0,1 мм); б — график для определения времени t дости-
жения максимальной температуры на данной глубине г для
стали
Теоретическая величина наименьшей расходимости луча (дифракционная рас-
ходимость)
л 1,22% А тк
е = -ЗГ“’или0 = -р-’
где % — длина волны излучения; d3 — диаметр активного элемента (пучка света);
т ~ 1 для квадратного зеркала со стороной D; т = 1,22 для круглого зеркала диа-
метром D.
Например, при % = 6943 А и d3 = 1 см Q 0,85- 10“4 рад.
Предельно достижимый угол расхождения луча ОКГ
20пр -р-.
447
Рис. Х.8. Зависимость глубины кра-
тера от условий действия излучения:
а — зависимость глубины кратеров от
эффективной энергии излучения (/—W;
2 —Be; 3 — Си; 4 — Zr; 5 — Al);
б — зависимость глубины ^кратера h
при постоянных условиях облучения
и температуры плавления tnA химиче-
ских элементов от номера элемента
в периодической системе (II—VI—пе-
риоды); в — зависимость глубины кра-
тера h от энергии луча лазера (1 — V;
2 —W; 3 — Be; 4 — Си; 5 — Zr;
6 —Al; 7 — Bi)
Рис. Х.9. Качественные характери-
стики изменения глубины h, диа-
метра лунок d и их отношения h/d
в зависимости от безразмерного вре-
мени 9 = t/hf где ti — время уста-
новления режима квазистационар-
ного разрушения
448
Положение фокальной плоскости фокусирующей линзы
1 / 14 I 1 , 1 \
f ~(п ° (Л1 + Я2/’
где п — величина показателя преломления материала линзы по отношению к воз-
духу, зависит от длины волны излучения; R2 — радиусы сферических поверх-
ностей линзы.
Рис. Х.10. Некоторые зависимости при светолучевой обработке: а — зависимость
максимальной^ толщины s свариваемой медной пластины от длительности импульса tu
(диаметр’луча в фокусе 0,7 мм) °, б — зависимость давления и температуры на поверх-
ности железа от удельной мощности излучения, длительностью 1 мсек\ в — энергия,
необходимая для сварки проволок различного диаметра; г — область качественной
сварки лазером (заштрихована) в зависимости от расстояния от фокуса до поверхно-
сти А/ (низколегированная сталь s= 0,13 мм)
Расстояние I от ОКГ до переднего фокуса оптической системы, обеспечивающее
получение цилиндрического светового пучка,
I = d/a,
где d — диаметр пучка на выходе из ОКГ; a — угол расхождения пучка излучения.
Номинальное линейное минимальное и максимальное уменьшения проекционной
системы (рис. Х.12)
Q ft ft ___ V
Р- ; Pmln-|/ ; Ртах-
где DM — размер маски или щели в ней; Dn — размер изображения соответствующего
элемента; WM и Wn — пороговые плотности энергии соответственно разрушения
29 л. Я- Попилов 449
a)
дж
18
14
10
6
2
. _____ .------>мкф
1000 2000 5000 4000 Щв
Рис. Х.11. Показатели светолучевой обра-
ботки: а — зависимость энергии излуче-
ния 1ГМЗЛ от емкости питающей батареи
при различном напряжении на электродах
(кривые 1—8) и от напряжения на электродах инак в кв (1 — 3,4; 2 — 3,6;
3 —J 3,8; 4 — 4,0; 5 — 4,2; 6 — 4,4; 7 — 4,6; 8 — 4,8 при различной емко-
сти С в мкф (9 — 1600, 10 — 1280, 11 — 960, 12 — 640); б — зависимость
энергии излучениями* энергии накачки при различной емкости; в — зависи-
мость объема^выплавленного металла V от энергии излучения WU3A (1— С==
= 1280 мкф\ U изменяется; 2 — U = 4,6 кв\ С изменяется; 3 — при посто-
янной энергии подкачки); г — влияние расстояния от поверхности до фо-
куса А/ на размер зоны расплавления dnA
1 2 3 4 5
Рис. Х.12. Принципиальная схема проекционного способа
обработки материалов излучением ОКГ:
/--ОКГ; 2—телескоп; 3 —маска; 4—проекционная система; 5—образец
450
маски и осуществления заданного вида обработки; f — фокусное расстояние проек-
ционного объектива; dmin — размер минимальной щели в маске; D — диаметр вход-
ного зрачка проекционной системы; DM — общий размер маски.
Расстояние I между маской и оптической системой I = (3/. Размер щели в маске
d — fd'.
Размер маски DM = $D', где D' — размер всего изображения.
Линейное увеличение осветительной системы, обеспечивающее полное перекрытие
маски световым пучком fit^DM/DQ.
Оптимальная плотность энергии излучения WOnm на выходе ОКГ
9 Р/
Плотность энергии на маске и на образце при WOnm
тту W опт тту Wonmfi2
w м — —-и— И w п —-------х-- .
й ₽?
Интенсивность освещения (плотность мощности) в центре дифракционной кар-
тины
: ___ $об р и ПИ / _____________ р
~ --- **bLX> ИЛИ /о ~ "77272------Гвых’
Ь Fa. у U Fa. у
где S06 — площадь объектива; Рвых — выходная мощность; Ел, у — фокусное рас-
стояние управляющей линзы; Dn — диаметр пучка света.
Плотность мощности /0 в дифракционном пятне в фокусе линзы
. Рвых ^вых^об ?вых&об
где Sn — площадь пятна; — диаметр объектива.
Число колебаний, возбуждаемых в резонаторе, заключенных внутри телесного
угла 2 л 02
_ 2л03 8лй)2ДсоУр3
Пр 4л (2л)3сз ’
где Vp3 — объем резонатора; Дсо = 2лДу — ширина спектральной линии активной
среды, заполняющей резонатор (v — частота излучения).
Число колебаний, возбуждаемых в резонаторе в пределах углов 0^0',
Пр= ^Vq2 ’
где L — длина резонатора; со — резонансная частота; Dp — диаметр резонатора;
Qp — добротность резонатора.
Полная энергия излучения светового луча (без учета потерь в резонаторе)
W^aoWHaK ( 1-------J"
р пак I п, ч
\ у ®
где (др — коэффициент отражения рефлектора; у — коэффициент неоднородности
освещения активного элемента; п& — ----коэффициент, учитывающий
™ пак пор
отношение энергии к пороговому значению энергии накачки; Р^ — выходная мощ-
ность; %п — длительность прямоугольного импульса; tnOp — момент времени, когда
возникает генерация.
29*
, или ^s = Ps(TM-^p),
451
Величина двугранного угла отражателя активного элемента твердотельного
ОКГ, обеспечивающего полное внутреннее отражение,
Ф^2агссоз ( —
\nd
где nd — показатель преломления материала активного элемента.
Потери в резонаторе
Кпот
= -Г1п
1
где Кпопг — коэффициент потерь в резонаторе; L — длина резонатора; и т2 —
коэффициент пропускания соответственно глухого и выходного зеркала.
Добротность резонатора
Lnd<d 2л£
c(i-r) ~ x(i—г);
Л 0 W’gan г\
<?p=2nv-™^—, или Qp = —5-,
Vv notni
где nd — показатель преломления среды; со = 2jiv; г — коэффициент отражения
зеркал резонатора; (1—г) — коэффициент пропускания зеркала резонатора; W3an —
запасенная энергия; Wnomi — энергия, потерянная за 1 сек; а — коэффициент сум-
марных потерь за проход резонатора.
Например, при г = 0,5; К = 1 мкм и L = 10 см Qp^ Ю6.
Оптимальное расстояние между зеркалами (длина резонатора) определяется
по формуле
Т^Урварб v .
М 1 ’
С 1рб
? = [№% (0 - р21] - [klu2j (tu) + Рм],
где vp6 и с — скорости света в рубине и вакууме; Ipq — длина рубинового стержня;
UA — напряжение на импульсной лампе; — коэффициент пропорциональности;
P2i — вероятность перехода; f (t) — нормированная в максимуме форма импульса
накачки; f (tu) — нормированная в максимуме длительность импульса; арв — коэф-
фициент поглощения линии рубина; Т — температура на поверхности материала.
Угол расходимости луча ОКГ при использовании диафрагм (в рад)
0 = 0,939 [у-J 1/г,
где X — длина световой волны источника света.
Стабильность работы ОКГ определяется многими факторами как внешнего
характера (накачка, конструкция резонаторов и т. д.), так и внутреннего (состояние
активного элемента).
Связь между нестабильностью энергии излучения ОКГ и нестабильностью на-
качки
= 1 %Wn %’
где —нестабильность энергии излучения; в>г — порог генерации; х^н — неста-
бильность накачки.
452
Связь нестабильности энергии излучения твердотельного ОКГ с температурой
активного элемента (при постоянном превышении порога генерации сог)
_ тдт
“ т2 — т2 ’
1 max 1
где Т — температура среды; Ттах— максимальная температура рубина, при кото-
рой еще возможна генерация; ДТ — колебания температуры.
Рис. Х.13. Изменение параметров из-
лучения ОКГ на стекле с неодимом
в течение переходной стадии периоди-
ческого режима работы (п — номер
импульса):
/ — длительности импульса; 2 — энергии
излучения; 5 —угла расхождения пучка
Рис. Х.14. Изменение энергии из-
лучения рубинового ОКГ на пере-
ходной стадии периодического ре-
жима работы при разной темпера-
туре охлаждающей жидкости (f =
= 1 гц\ п — номер импульса;
№цак = 660 дж; расход воды
3 л!мин)
На рис. Х.13—Х.15 представлены некоторые характеристики параметров ОКГ,
зависящие от режима их использования [13, 21, 25].
Приведем некоторые данные о параметрах ламп и цепей накачки —
одного из наиболее существенных элементов установок ОКГ.
Энергия разряда через лампу накачки / д
W = — си2
л— 2 з*
где С — емкость конденсаторов; U3 — на-
пряжение заряда.
К. п. д. лампы накачки (импульсной
лампы)
Wr 2Wr
Пл==~к^ = 'Ъй2’
где Uq — начальное напряжение на емко-
сти; WL— излучаемая лампой энергия;
Wc— энергия, запасенная в конденсаторе.
К. п. д. оптического квантового гене-
ратора (отношение полной энергии луча
к энергии накачки Т7«)
Рис. Х.15. Нестабильность энергии
излучения ОКГ на стекле с не-
одимом (5), рубинового ОКГ (2) и
световой энергии накачки (/) в за-
висимости от превышения порога
генерации (4 — расчетная зави-
симость)
Некоторые зависимости энергии излучения от характера импульсов накачки
представлены ниже.
453
Зависимость выходной энергии излучения от периода следования импульсов
накачки Т при различных уровнях энергии накачки Ен для лазера на неодимовом
стекле 0’7Х 130 и лампы ИСПТ-6000 показаны на рис. Х.16. Как видно из рис. Х.16,
с уменьшением периода следования импульсов энергия излучения растет, достигая
максимума при некоторой частоте /0, а затем начинает снижаться по сравнению с ма-
ксимальной.
На рис. Х.17 показана зависимость «выигрыша» в энергии при работе лазера
в периодическом режиме с частотой следования импульсов /0 по сравнению с режимом
Рис. Х.16. Зависимость энергии
излучения от периода следования
импульсов при различных уровнях
энергии накачки №нак
Рис. Х.17. Зависимость выигрыша К
энергии при работе с частотой следо-
вания импульсов по сравнению
с режимом одиночных вспышек
одиночных вспышек от энергии накачки. Величина К = ^max/^min, где Етах —
выходная энергия излучения при частоте следования импульсов /0; £тщ — то же
при работе лазера в режиме одиночных вспышек.
В табл. Х.6 содержатся данные от эффективности преобразования энергии лампы
накачки в энергию вспышки.
Х.6. Эффективность преобразования энергии лампы ИФП-800
для различных областей спектра (С — 700 мкф) [21]
Uo в в Энергия вспышки в дж Эффективность преобразования энергии в % при спектральных интервалах в А
3000— 4000 4000— 5000 5000— 6000 6000— 7000 7000— 9500 9500— 20 000 3000-20 000 (весь спектр)
1300 600 7 8 7. 4 9 7 42
600 126 4 5 4 4 12 8 37
2. ОБОРУДОВАНИЕ
К. п. д. осветителя (система из отражателя, ламп накачки и активного стержня)
определяется как отношение светового потока накачки, поглощенного активным
стержнем, к полному световому потоку, испущенному лампой накачки. К эффектив-
ным вариантам осветительных систем относится сфероконическая [22], состоя-
щая из полусферы и конуса, по оси которых располагаются лампа накачки и ак-
тивный стержень И (рис. Х.18). К. п. д. такого осветителя колеблется в пределах
25-50%.
На рис. Х.19 представлена зависимость от №нак, для различных осветитель-
ных систем.
454
Х.7. Характеристики некоторых модуляторов добротности
Тип модулятора Активный элемент Мощ- ность в Мет Широта импульса в нсек Стержень 1 X D в мм
Вращающаяся призма Рубин Неодимовое стекло 100 50 50* 155Х 13
150 100X14
Рубин 200 20 180X10
300 216X13
Электрооптический затвор (Поккельса) Неодимовое стекло 125 200 30 155Х 13 214X13
300 580Х 13
Иттрий алюминиевый гранат с неодимом ** 10 10 50X5
100 ~ 10 100X9
Рубин 200 10 180Х 10
400 15 229Х 16
Пассивный поглоти- 100 30 155X13
тель Неодимовое стекло 200 15 155X10
400 20 180X13
Иттрий алюминиевый, гранат с неодимом *** 10 10 50X5
Рубин 300 20 190X9
Призма 4- пассивный поглотитель 1000 15 240X19
Неодимовое стекло 200 300 20 15 580Х 16 240Х 19
* Многократные импульсы. ** Частота 10 гц. ♦** Частота 50 гц.
455
Пороги генерации на рубине Для Трех тйпой осветителей таковы: для сферокона—
320 дж, для аксикона — 800 дж, для системы плотной накачки — 300 дж.
На рис. Х.20 приведена номограмма для перевода единиц, наиболее часто ио
пользуемых в литературе и расчетах по ОКГ.
В табл. Х.7—Х.11 приведены характеристики некоторых ОКГ и элементов уста-
новок для обработки материалов лучом лазера [13, 19, 20].
13
Рис. Х.18. Конструкция сферокона:
1 — изоляционная прокладка; 2 — основание; 3 — лампа накачки; 4 — изоляционная втулка;
5 — крепежный хомутик; 6 — полусфера; 7 — изоляционная втулка; 8 — юстировочная
гайка; 9 — растяжка; 10 — крепежная цанга; 11 — активный стержень; 12 — конус; 13 —
защитный колпачок
Х.8. Характеристики некоторых газовых и полупроводниковых ОКГ
технологического назначения
Показатели Модели ОКГ
Прометей 50 (НКГ-10) ♦ «Клен» «Снежок» (ПГ6-4) Л Г-65
Длина волны излучения в мкм 10,6 0,45—0,51 0,8 1,15
Мощность излучения в вт 50 0,2—1,00 1-5 —
Режим работы Непрерыв- ный Непрерыв- ный 170 имп/сек Непрерыв- ный
Потребляемая мощность в квт 2 — — 0,55
Габариты (общие) в мм*. 800Х 400Х Х200 300X 220X Х100 1110Х150Х Х120
генератора 1800Х 150Х Х150 — — —
блока питания 1100Х650Х Х850 — — —
Масса в кг — 40 4,5 24
* Рабочий ток 100 ма.
456
Рис. Х.19. Зависимость выход-
ной энергии от энергии накачки:
1 — сферокон (коэффициент отра-
жения 51%); 2 — система
плотной накачки (^Wx=51%);
3 — сферокон (Явых — 79%)
457
Х.9. Характеристики твердотель
Показатели
ГСИ-1 ОПТИН-482 ГОС-1001 Гор-0,2 Гор-ЮОМ
Материал излучателя и размеры (IX D) в мм Стекло, пластина Стекло (240Х 25) Рубин (40X7,5) Рубин (240Х 16)
Длина волны излуче- ния в мкм 1,06 1,06 0,694 0,694
Максимальная энер- гия в импульсе в дж 75 250 0,2 100
Длительность импуль- са генерации в мсек 7 1,5 0,1—0,12 1—1,2
Угол расхождения из- лучения 10“3 рад 0,01— 0,03 рад 20—30' 1°
Максимальная энер- гия накачки в дж — 30 000 20 15 000
Интервал между им- пульсами излучения в мин 5 1 — 3
Охлаждение Воздушное принуди- тельное Жидкостное принуди- тельное — Воздушное принудитель- ное
Потребляемая мощ- ность в квпг — 3 0,06 0,3
Масса с блоком пита- ния в кг 200 20 6 300
Габаритные размеры в мм:
генератора — — 130Х 90Х 400 120Х620Х 330
блока конден- саторов — — — 300Х 530Х 555
пульта управ- ления — — — 310X345X230
блока охлажде- ния — — — 130X340X 160
* Максимальная мощность в импульсе.
458
ных ОКГ общего назначения
Модели ОКГ
Гор-300 гос-зом гос-зоом ГОС-1000 ОГМ-20
— Стекло (240Х 15) Стекло (600Х 30) Стекло (600Х 45) Стекло (75X7,5)
0,694 1,06 1,06 1,06 0,694
300 30 300 1000 20 мет *
5 0,8 1,5 1,8 20
1° 10' — 20' 2'
32 000 7500 __ 120 000 До ,800
5 3 — 6-8 1 гц
Жидкостное Воздушное Воздушное Воздушное Жидкостное
0,7 1,2 — 2,0 1,5
950 190 — 2000 ПО
160X610Х 250 210Х 620X330 125Х 250X400 1870Х1130Х 440 523X915X 1390
625Х 1590Х 1540 310Х 590X555 — 2600Х 600X 1500 —
— — 625Х 1600Х 1540 — —
— — — — —
459
Х.10. Характеристики установок с ОКГ для сварки
Показатели Модели установок
СУ-1 УЛ-2 Свет-30 УЛ-20 МАС-1 Искра-81
Напряжение питания в в 220 220 220 220 220 220
Максимальная потреб- ляемая мощность в кет 1,2 2 5 5 0,5 3
Материал излучателя и размеры /X D в мм Рубин (6,5X80) Рубин (80X6,5) Рубин (16X240) Рубин (120Х 12) Стекло (80X8) Рубин (120X7)
Ступени длительности импульса накачки в мсек 0,5; 5 1; 3; 6; 8 1; 3; 5; 7 1; 3; 6; 8 — 1,2; 3,2; 4,5; 5,6
Энергия излучения в дж 1 1—2 30 10—20 3 8
Длительность импуль- са излучения в мсек 1—4 1—8 1—7 1—8 0,5 1—7
Частота повторения им- пульсов 4 имп!мин До 1 гц — До 12 имп!мин — До 1 гц
Минимальное фокусное пятно в мм 0,05 0,01 0,05 0,05 — 0,05
Марка импульсной лам- пы накачки ИФП-800 ИФП-800 ИФП-5000-2 ИФП-2000 — ИФП-5000-20
Охлаждение Воздушное Жидкостное — — — Жидкостное
Габариты установок в мм 850Х 1000Х 1400 850Х 1000Х 1200 750X1000Х1600 750X1700X1600 — 850Х 1000Х 1200
Масса в кг — — 600 — 60 300
Х.11. Характеристики установок с ОКГ для прошивки отверстий и изготовления фильер
Показатели Модели установок
К-ЗМ ОПТИН-481 (МЛС-2) Луч-Ли МЛС-1 Поток-3 * Луч-10 Квант-3
Максимальная энергия на вы- ходе в дж 1,5 3 2—3 3 1 1—2 До 15
Частота следования импуль- сов в имп!мин 3 120 180 — 60 600 » 240
Длительность импульса на- качки в мсек 0,5; 2; 5; 6; 8 0,5—1,5 2 0,5 2 0,5; 3 0,5—5
Наибольшее расстояние от линзы объектива до обрабаты- ваемой детали в мм 25 — 20 — 40 ПО 70
Диаметр обрабатываемой зоны в мкм 2—150 5—200 30—150 5—10 20—150 2—200 5—300
Точность установки в мкм 2—5 — 10 — 5 10 5
Активный элемент и его длина в мм Рубин (80) Стекло (120X8) Рубин (80) Стекло (80X8) Рубин (120) Рубин или неодимовое стекло (120)
Система охлаждения Воздушная сеть Замкнутая водяная Воздушная принуди- тельная Замкнутая водяная
Мощность питания в квт 0,5 2—3 1,5 0,5 1,5 1,2 2
Глава XI
МАГНИТОИМПУЛЬСНАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ И ОСНОВНЫЕ ЗАВИСИМОСТИ
Магнитоимпульсная обработка металлов — сравнительно новый и перспектив-
ный технологический процесс. Она основана на взаимодействии мощных импульсных
электромагнитных полей с металлической заготовкой. Этот технологический процесс
в настоящее время используется только для формообразования деталей из листовых
заготовок, но перспективы его применения для других операций (резка, вырубка
и т. п.) вполне реальны.
Достоинством магнитоимпульсной обработки является относительная неслож-
ность оборудования и оснастки (по сравнению с механическими прессами и станками
аналогичной производительности) и большая технологическая гибкость (отсутствие
передаточной среды, возможность совместить формообразование с нагревом, возмож-
ность соединения различных материалов и т. п.) [5—10, 14, 15].
Промышленный выпуск установок для магнитоимпульсной обработки пока огра-
ничен.
Основной областью технологического использования магнитоимпульсного метода
является выполнение операций деформирования материалов, в которых важнейшим
параметром процесса является величина и направление возникающих механических
условий [1, 2, 4, 7, 8].
Объемная плотность механических сил F, воздействующих на проводник с током,
внесенный в магнитное поле (пондеромоторных сил), равна
где \jH\— векторное произведение вектора напряженности магнитного поля Н на
вектор плотности тока /.
Компоненты пондеромоторной силы: Fz — аксиальная — сжимающая соленоид
с торцов; Fp — радиальная — направленная наружу и стремящаяся разорвать
витки:
Fz = -^iHp; Fp=-LjH2,
где Нр и Нг — радиальная и аксиальная составляющие магнитного поля.
Давление пондеромоторных сил на виток соленоида
где Н — напряженность магнитного поля. На рис. XI. 1 показаны критические зна-
чения Н, при котором р становится равным пределу прочности ов различных мате-
риалов (а) и при котором металл достигает температуры плавления за один полупе-
риод изменения поля (б).
462
Скорость перемещения стенки витка соленоида ve под действием радиальной
пондеромоторной силы связана с другими параметрами равенством
_ №
2 ~ 8л ’
где ve — скорость; % — удельное сопротивление.
Кинетическая энергия, необходимая для изменения формы материала при магни-
тоимпульсном формообразовании,
mv2
Ек~ ~2~ ’
где пг — масса; v — скорость волны при встрече с деталью (из-за высокой скорости
взрывной волны массой можно считать связующую среду — жидкость).
а) ню'^з
to W
0,8 -Cu*f%Cd СиЧ%Ве Си *2% Be
0,6. Сталь Си
0,4
б) Н-!0'?Э
0,3
0,6
О,и
0,2
W
Сталь
Си + 27оВе
Си + 1°/о8е
Си ^7, Cd
Си
Рис. XI. 1. Критические значения напря-
женности магнитного поля для различ-
ных материалов: а — значения напряжен-
ности поля, при которых металл достигает
температуры плавления за один полупе-
риод изменения поля; б — значения на-
пряженности поля, при которых давление
пондеромоторных сил равно пределу проч-
ности различных материалов
Рис. XI.2. Распределение
давления внутри дефор-
мируемой детали
Различия в характере распределения давлений внутри заготовки толщиной 6,
деформируемой на оправке 2, при механическом деформировании силой Р и магнито-
импульсном деформировании силами Р2 показаны на рис. XI.2. При механической
обработке давлением силы Р распределены равномерно и во всех точках заготовки
одинаковы (Р на рис. XI.2, аи Рг на XI.2, б), а при магнитоимпульсной нарастают
постепенно (кривая Р2 на XI.2, б), достигая максимума в плоскости, удаленной от
внешней поверхности детали на расстояние х= 6 [1, 2, 7].
Рассмотрим характер распределения поля в толстой детали из немагнитного
материала, принимая магнитную проницаемость материала р,2 и воздуха равными:
Hi — Иг — 1- При этом индукция В1 на наружной (обращенной к индуктору) поверх-
ности раздела материал — воздух и внутренней поверхности В2 равны: В = В± =
= В2. По мере проникновения поля внутрь детали магнитная индукция уменьшается
согласно соотношению
Bx=BQe~™t
где Вх— магнитная индукция на расстоянии х от наружной поверхности; Во —
действующее значение магнитной индукции на наружной поверхности детали.
Коэффициент затухания поля
а = или а = 2л/Х,
где; — частота; ц0 — магнитная проницаемость вакуума; % — электропроводность;
% — длина волны.
463
Например, для медной детали 6 = 3 мм при В = 4 вб!м\
%= 5,8* 107 ом~1-м~1, = 4л-10“7 гн!м
и частотах ft = 1 кгц; f2 = 5 кгц; f3 = 50 кгц
ах = V лЛХИо = 4,6-102; а2 = Кл/гХИо = Ю,7«102;
а3 = Кл/зХИо = 31,6-102.
Среднее за период значение давления рх в точках с координатой х при принятых
условиях
d2 d2 d2
Dx 0 /. —2ах\
= или p* = V(1-e
Величины давлений внутри детали из немагнитного материала, полученные из
приведенных выше соотношений, показаны на рис. XI.3. На этом же рисунке кри-
Рис. XI.4. Области меха-
нических напряжений в
материале а внутри дета-
ли (хк — точка перехода
предела упругости):
/ — область нарастания да-
вления; II — область посто-
янного давления; III — об-
ласть растяжения; IV — об-
ласть сжатия
Рис. XI.3. Распределение
давлений внутри медной де-
тали при разных частотах:
1 — низкая частота; 2 — f =
= 1 кгц; 3 — f = 5 кгц; 4 —f =
— 50 кгц
вой 1 представлены давления при очень малом а, когда / и В в детали можно считать
постоянными и давление растет линейно, так как Рх = Bjx, достигая наибольшего
значения у внутренней поверхности детали, где х— 6.
График рх = f (х) отклоняется от линейного закона тем больше, чем больше
коэффициент а (рис. XI.3).
При магнитоимпульсной обработке деталей из немагнитного материала давление
на их наружной поверхности равно нулю. Поэтому полированные поверхности не
повреждаются, а поверхностные трещины не становятся источником разрушения.
При обработке тонких немагнитных деталей давление меньше, чем при обработке
деталей, внутри которых электромагнитное поле полностью затухает. Распределение
областей механических напряжений и давлений внутри толстой детали из немагнит-
ного материала при условии, что электромагнитное поле проникло внутрь детали
X
на расстояние х= , и при замене а его значением (2л/Х) показано на рис. XI.4.
Для этих условий е~2а* = ё~2п = 1,85- 10“3, т. е. давление в точке х отличается
464 /
от максимального на 0,185%. Если толщина детали превосходит половину длины
волны в материале
Л.
2
л
ТйГ’
то давление в ней возрастает только на участке I (рис. XI.4), где х
тт
и остается практически постоянным на участке II, где
Рис. XI.6. Распределение давле-
ний в медных деталях различной
толщины (/ = 5 кгц)
2
Рис. XI.5. Полая
тонкая металличе-
ская деталь
Распределение давлений внутри тонкой детали из немагнитного материала
(рис. XI.5) при действии переменного магнитного поля описывается соотношением
Рх =
so [, (i+4ye~a{D~2x'+2 О-4)+0-
2[л0 _ 1 (2 ch ad + ft sh ad)2
где а — К/шцх; К — — aD; d—толщина пластин;
Hi
D — расстояние между пластинами.
На рис. XI.6 показано распределение давле-
ний в медных деталях различной толщины при
частоте f = 5 кгц. На рис. XI.7 приведены расчет-
ные и опытные кривые для медных трубок 1= 130 мм;
DeH — 42 мм; d = 0,1; 0,3; 0,5 мм. Индуктор
D = 55 мм; I = 70 мм, число витков 10.
Рассмотрим распределение поля в деталях из
ферромагнитного материала. Характер распределе-
ния магнитной индукции В при переходе из воз-
духа (11!= 1) в ферромагнитную заготовку Qi2>Hi)
показан на рис. XI.8. При переходе из воздуха
в заготовку магнитная индукция возрастает скач-
кообразно и величина скачка В2— В±. Максималь-
ное значение В2 у границы перехода, минимальное—
у противоположной стенки в плоскости х = 6.
Магнитная индукция В2 на поверхности фер-
ромагнитного материала В2=р,2Н, причем B2^>Blt
30 Л. Я- Попилов
Рис. XI.7. Зависимость от-
носительного максимального
давления ртах на медную
деталь от ее толщины d:
1 — расчетные величины; 2 —
опытные значения
465
где Bj —магнитная индукция в воздухе, равная р]//; и р2 —магнитная про-
ницаемость соответственно воздуха и материала детали.
Первая (pj) и вторая (р2) составляющие давления на внешней поверхности фер-
ромагнитной детали:
х
= — Иг); Рг = ( Bxixdx,
2 л
где х — координата точки.
Составляющая pj имеет отрицательное значение, так как /ы2 < р2. Она растяги-
вает деталь и действует в сторону индуктора. На внутренней поверхности соста-
вляющая р2 максимальна. Составляющая р2 положительна, она сжимает деталь.
Наибольшее давление ртах развивается
в детали при х = б
В2
Рис. XI.9. Распределение
давления по сечению ферро-
магнитной детали:
/— область отрицательных рас-
тяжений; // — область положи-
тельных растяжений; III — об-
ласть сжатия
где 6 — толщина детали.
Рис. XI.8. Распределение маг-
нитной индукции в ферромаг-
нитной детали
Полное давление рх в точке на расстоя-
нии х от поверхности раздела металл — воз-
дух для ферромагнитной детали: Рх—Рх+Рг-
Общий характер распределения давления
Соотношение между р± и р2 зависит от f и р. При низких частотах рх > ра ” гг
таль притягивается к индуктору. При повышенных частотах, когда разность р2— рх
уменьшается, деталь начинает отталкиваться.
по,толщине показан на рис. XI.9.
L > р2 и де-
Приведем некоторые соотношения, характеризующие давление и деформацию
при магнитоимпульсной обработке. Полное давление на стенку заготовки из мате-
риала с неполным затуханием волны поля в стенке заготовки (тонкостенная заготовка
или из металлов с высоким р^)
н1 Г
где Hlt Н2 — напряженности магнитного поля на входной и выходной поверхностях
заготовки.
Л = '(т).
Ртах \ О/г /
где р — среднее значение давления (при синусоидальных токах) для «прозрачной»
заготовки; ртах — наибольшее значение давления при том же Нг и при отсутствии
«прозрачности»; — толщина металла заготовки; 6Л,— глубина проникновения
поля в металл. /
466
Для заготовок с Ьм — 0,25 4- 2 мм практически полное поглощение энергии
поля (р/ртах = 0,9) достигается при Ьм1Ьп = 0,25 4- 0,5.
Предельное (максимальное) давление, производимое индуктором на обрабаты-
ваемую заготовку,
ЕсК^Кг 1 . v Ьэ
Рт!а - Ga t t м , Кг - Ls + £co6,
+ (1 — Кг)
где Ес — энергия, запасенная в конденсаторной батарее; — коэффициент пере-
дачи магнитной энергии в индуктор; Ьэ — эквивалентная индуктивность индуктора
с учетом заготовки; Ьсоб — собственная индуктивность установки; К2 — коэффи-
циент, учитывающий затухание первой полуволны тока; К3 — коэффициент, учиты-
вающий заполнение спирали индуктора; Q — вес заготовки; а — коэффициент рас
сеяния индуктора; М — величина, связанная с параметрами заготовки и установки
м = 4р^«бС
где С — емкость конденсаторной батареи; R — расчетный радиус заготовки; т —
коэффициент, зависящий от геометрических соотношений индуктора и заготовки;
дм — толщина заготовки.
Давление на плоскую заготовку
„ Вл. . Р »
р ~ S63 ’ Ьм ~ S °3’
где Ем — энергия магнитного поля; Нх = /; S — площадь заготовки; — зазор.
Рассмотрим упрощенные формулы для приближенных расчетов при магнито-
импульсном формовании. Условием формования является соблюдение соотношения
td tu, обеспечивающее предотвращение образования «магнитной подушки» (элек-
тромагнитной гсилы между матрицей и заготовкой, препятствующей формообразова-
нию). Здесь td — время, необходимое для перемещения стенки трубчатой заготовки
на требуемую величину обжатия,
, 2 j/хб
td~
v3
где х — перемещение стенки заготовки в направлении обжатия; 6 — толщина стенки
заготовки; v3 — скорость перемещения стенки заготовки; tu — длительность импуль-
са, при котором поле не проникает значительно в стенку заготовки.
Принимая 6 малым по сравнению с радиусом R трубчатой заготовки, уравнение
движения можно представить в следующем виде:
В2 _ dv3 . 6
8л бр dt 1 R х'
где (Ух — тангенциальные напряжения.
Упрощая и преобразовывая (считая В = Bmax = const), получим
и3
Я2
итах .
8л6р
Перемещение стенки х
16лбр ’
Тогда
_________________________________В max У'хлрд
3 2лбр ’
30*
467
длительность импульса
2л 262
где ру — удельное сопротивление материала заготовки.
При обжатии заготовки на матрице из изоляционного материала, длительность
импульса, при которой магнитный поток распространяется по всему поперечному
сечению,
. 2лЯ6 4
tui ——-—; тогда td<Ztui-
Ру
Минимальная толщина детали, которую можно отформовать при заданном
магнитном поле,
8 , > Р»
°пПп -----g
Коэффициент, показывающий способность материала к магнитоимпульсному
формованию, /Ср = Py/VР гс/см\ чем меньше значение /Ср, тем легче формование.
Повышение температуры поверхности заготовки, вызванное воздействием за
полупериод импульса с максимальной индукцией Втах,
о2
д гр max
8<7у *
где cv — удельная теплоемкость материала заготовки.
2. ОБОРУДОВАНИЕ И ОСНАСТКА
Приведем упрощенные расчеты элементов установок для магнитоимпульсного
формования, осуществляемые применительно к двум промышленным установкам
швейцарского производства типа «Maqneform» модели 1 и 12 [14], используемым для
Рис. XI. 10. Принципиальная схема установки’для
магнитоимпульсного формования [И — индуктор;
Д — деталь (заготовка); Вк — включатель; С —
конденсатор]
формования трубчатых заго-
товок.
На рис. XI. 10 показана
принципиальная схема уста-
новки. Принятые допущения:
b > d,
где ls — длина индуктора;
lw—длина заготовки; d—тол-
щина стенок; 2Ь — наружный
диаметр заготовки.
Напряженность магнит-
ного поля, возникающего в
зазоре,
нз=-^-, (1)
где п — число витков индук-
тора; / (/)— сила разрядного
тока; t — время.
Минимальная напряженность поля, требующегося для осевой пластической
деформации заготовки,
2
— аг1п
го
//д — k9
где С5Т — предел текучести материала заготовки; — магнитная проницаемость,
равная 4л. 10"7 гн/м\ k3 — коэффициент экранирования поля заготовкой (функция
толщины стенки d и глубина проникновения поля S^).
468
Для деформации заготовки должно соблюдаться условие:
Н3 Z> Нз min-
(2)
На рис. XI.11 представлена схема замещения магнитоимпульсной установки.
Практически определенные значения параметров для установок типа «Maqneform»:
Li = 60 нгн\ Ri = 2 мом\ U = 0 4- 10 кв; С = 180 мкф (для модели 1) и С =
— 360 мкф (для модели 12).
Приведенная индуктивность нагрузки в установке
приведенное сопротивление нагрузки в
о __ о I 2л6 /1 п2
Ка — Kz-\----I-------о----1----
установке
(3)
где х^—проводимости материала заготовки
и индуктора; и Ss — глубина проникнове-
ния поля в заготовку и индуктор; д — ширина
зазора; Lz и Rz — индуктивность и омическое
сопротивление подводящих проводников к ин-
дуктору.
Величина Lz для двух параллельных про-
водников (рис. XI. 10) составляет
Lz = ^x(1+.41n-7-)’
где х — длина проводников; у — расстояние
между проводниками; г — радиус проводников.
Соответственно омическое сопротивление
Rz = (4)
Х^Злг —g-
Рис. XI. 11. Схема замещения
установки для магнитоимпульс-
ного формования (U — напряже-
ние; С —конденсатор; Ri и Li—
сопротивление и индуктивность
конденсатора; Ra и La — сопро-
тивление и индуктивность на-
грузки)
При Li + La = L и Ri + Ra — R можно выразить процесс протекания
разрядного тока в цепи индуктора в виде уравнения
L4r+w+-^J""=»-
Решение уравнения для времени t таково:
1разр —
и --2L 1 .
sin<o2V>
(5)
где ___
(6)
Максимальное значение силы разрядного тока
Г — II 1Z С
< max — Uy ~~L & 9
где
T = 'SDf arctg^/2£’
469
Уравнения (5) и (7) применимы ко всем возможным типам колебательных разря-
дов: периодически затухающих (Df 1); апериодических (Df = 1) апериодически
затухающих (Df > 1). Зависимость 1тах от коэффициента затухания Df показана
на рис. XI.12.
Из анализа приведенных выше уравнений и рис. XI. 12 следует, что установки
для магнитоимпульсной обработки должны работать в условиях 0 <^Df < 1. Функ-
ция /щах имеет наибольшие значения при 7? = 0 и Df = 0. В оптимальных установ-
ках следует стремиться к
Тогда
(dDf
Df^ 1.
1 л /£С
ггс: 2 ;
(8)
Вводя значения частоты f = 1 /4т,
получаем 1/2л VLC.
Рис. XI. 12. Зависимость макси-
мального тока /тах от коэффи-
циента затухания Df
Рис. XI. 13. Влияние частоты на сум-
марную индуктивность установок:
1 — модели 1, С=180 мкф', 2—модели 12,
С — 360 мкф
(Ю)
(Н)
Установлено, что при формовании трубчатых заготовок минимально необходимая
напряженность поля Н3 mm достигается при соблюдении соотношений (при этом коэф-
фициент экранирования ka равен 1):
25
^)2
Для таких условий общая индуктивность установки
L^l/4n2Q2.
На рис. XI. 13 представлена зависимость L для установок моделей 1 и 12.
Частота также связана с глубиной проникновения следующими равенствами:
5 = I S =___________________-____
Число витков индуктора
П= п/ (L-Lz-L/)/
|/ Ио2лЬ (6 + Sw/2 + Ss/2);
(12)
470
по найденному значению п можно из уравнения (3) определить Ra- Зная R, С, L,
находят из равенства (6) коэффициент затухания Df. По этим параметрам проверяют,
удовлетворяется ли уравнение (8).
По уравнениям (1), (5), (9), (12) определяют изменения во времени напряженности
поля в зазоре
H3=U-j-y ^-е 2L sin (< ]/LC); (13)
при t = т максимальное значение поля
нзт^иЛ.ус_(х—г4/-г)- <14>
Когда заготовка начинает деформироваться, значение Н должно возрастать,
чтобы удовлетворить условию (2). Значения С, L, /?, и, I заданы равенствами (13)
Рис. XI. 14. Влияние зазора д3 на число витков п (а) и мак-
симальную напряженность поля Н3 тах (б) в установках
моделей 1 и 12 при частоте f = 10 кгц:
1,5 — сталь 35; 2, 6 — латунь ЛбЗ; 3, 7 — алюминий;
4, 8 — медь; 1 и 12 — модели установок
и (14). Значение U может изменяться в определенных пределах. Пользуясь выраже-
нием (25), подбирают U таким образом, чтобы выдержать условие (2), обеспечивающее
получение требуемого Н3 при t — т или для любого другого момента времени 0 <•
Для условий, когда в качестве регулируемого параметра задается не зарядное
напряжение, а запасаемая в конденсаторной батарее энергия
применяют уравнения (13) и (14) в следующей форме:
Н3 = 7“ У ЧГ е 2L sin
_ п -I / 2Е ( л R д f С \
«згпах-— у Tf ТУГ ~ь)'
В табл. XI. 1 приведены некоторые показатели, замеренные при использовании
установок моделей 1 и 12 для формования заготовок из различных материалов.
471
XI. 1. Минимальная напряженность поля и зарядные напряжения
при формовании заготовок из различных материалов
Материал ат d в мм "з mln 1/, 1 U12
в кГ/мм3 в мм в ка!м
° ом-мм3 в кв, не менее
Медь 9 62,5 0,67 0,5 1 5 1700 2400 5610 1,5 1,7 3,8 0,9 1,2 2,9
Алюминий 4 49,7 0,87 0,5 1 5 ИЗО 1590 3740 0,8 1,1 2,6 0,6 0,8 1,9
Латунь Л63 16 15,9 1,33 0,5 1 5 2250 3200 7490 1,6 2,2 5,1 1,2 1,6 3,8
Сталь 35 25 9,5 1,58 0,5 1 5 2800 4000 9350 2,1 2,7 6,4 1,5 2,1 4,7
Примечание.
2Ь = 50 мм; I = 130 мм; обмотка индуктора — медный провод г = 2,5 мм;
= 62,5 м/(ом- мм3); х=50 мм; у = 100 мм; L = 79 нгн.
Для удовлетворения условиям (10) и (11) нужно проводить формование при
f = 10 кгц (Ss — 0,87 мм). Значения L для этой частоты в установке модели 1 равно
1390 нгн и для модели 12 L = 695 нгн.
Из уравнения (4) омическое сопротивление токоподводов к индуктору Rz —
=11,74 мом. Подставляя известные величины в равенства (6), (12) и (14), определяют
П, R, D 1Л. Нзтах.'
Значения С и R. принимают поданным
стр. 469 для схемы замещения, и Sw — по
табл. XI. 1. Результаты расчетов показаны на
рис. XI. 14. Из рис. XI. 14 следует, что состав
материала заготовки незначительно влияет на
п и Н3 тах. Видно также, что для различных
установок оптимальными являются различные
числа витков (п = 21 для модели 1 и п = 14
для модели 12).
На рис. XI. 15 представлено рассчитанное
по формуле (13) изменение напряженности маг-
нитного поля Н3 для f — 10 кгц и 6 = 1 мм
в оптимальном режиме эксплуатации установок
модели 1 (кривая 1) и 12 (кривая 2). Для мо-
дели 1 t = т = 22,6 мксек, для модели 12
= т = 23 мксек.
t, мксек
Рис. XI. 15. График изменения
напряженности магнитного поля
При необходимости формовать изделия толщиной 6 = 1 мм из алюминия нахо-
дим в табл. XI. 1 #зт1п = 1590 ка/м. Для этого при f = 10 кгц нужно зарядить кон-
денсаторную батарею модели 1 до 1,1 кв. Если желательно начать деформацию не при
472
t = т = 22,6 мксек, а при t = 1/10 т = 2,26 мксек, следует, основываясь на данных
рис. XI. 15, зарядить батарею до 5,3 кв. Это соответствует энергии — 5,1 кдж,
или 520 кГ- м. Если в тех же условиях формовать сталь 35, нужно, чтобы Нзт[П —
= 4000 ка/м и = 13,3 кв, чего в установке модели 1 нельзя достичь. В таком слу-
чае необходимо использовать установку модели 12 при U12 = 10 кв.
3. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОБРАБОТКИ
Связь между основными параметрами при магнитоимпульснои обработке для
типового случая обжатия трубчатой заготовки на сердечнике показана в общем виде
на рис. XI.16. Здесь 1разр — ток через индуктор, 1разр = т sin со/; ртах—
амплитудное магнитное давление, ртах =
= е т (sin со/)2; Идеф — глубина дефор-
мации (степень обжатия сердечника); с —
скорость деформирования (в примере до
300 м/сек), c=tg а= [14].
Условия получения зависимостей,
представленных на графиках рис. XI. 16:
номинальная энергия Е = 7 кдж (58%);
Usap = 6,4 кв', Тзар = 2,6 сек; максималь-
ная частота повторений цикла 4,0 сек;
общая индуктивность с изделием 705 нгн
(в том числе установки 60 нгн, индук-
тора 645 нгн); амплитуда разрядного тока
/шах == 0,8/q; /max == 115 ки (максималь-
ная допустимая 210 ка); кажущаяся сила
разрядного тока /0 = 145 ка; Траз кон-
денсаторов (три сильно демпфированных
колебания) — 300 мксек; резонансная ча-
стота колебательного контура f = 10 кгц;
длительность первого «рабочего» импуль-
Т
са -д- = 50 мксек; измеренная сила маг-
нитного поля между катушкой и деталью
(зазор < 1 мм) //max — 120 ка/см; магнит-
Un
ное давление рм = -у- я2 = 924 ат.
Статическое давление, необходимое
для деформирования заготовки D=47 мм; су
Рис. XI. 16. 'Взаимосвязь основных
параметров при магнитоимпульсном
деформировании
= 28 кГ/мм* и толщиной стенки 6= 1 $мм,
26аг
Рдеф = - Q - = 175 апг*
т. е. рм > Рдеф, или рм = (2 ч- 5) рдеф<
Эффективное использование энергии (отношение работы деформации к зарядной
энергии) достигается при определенных соотношениях между диаметром и толщиной
стенок заготовки. Для случая обжатия трубы на сердечнике (напрессование кабель-
ного наконечника) эти отношения представляются следующими:
Материал
~ Электропроводность
Отношение D/д, материала % в мком/см,
не менее н не более
Медь (мягкая и полутвердая) 10
Алюминий (полутвердый) ... 20
Латунь..................... 30
Железо (мягкое)............ 40
2
5
5
15
473
Некоторые зависимости, относящиеся к магнитной штамповке алюминиевых
сплавов индуктором плоской формы, представлены на рис. XI. 17—XI. 19.
Установки промышленного исполнения для магнитоимпульсной обработки могут
выполняться как в виде автономных агрегатов, так и по блочному (модульному) прин-
ципу из отдельных идентичных блоков (модулей), объединением соответствующего
I раз
Рис. XI. 17. Влияние толщи-
ны металла на деформируе-
мость магнитным полем (алю-
миниевый сплав с 1% Mg,
0,2% Сг, 0,6% Si; емкость
конденсатора 150 мкф-, диа-
метр индуктора 100 мм; вит-
ков 10)
Рис. XI. 18. Влияние прочности
алюминиевых сплавов на дефор-
мируемость магнитным полем
(емкость конденсатора 150 мкф;
диаметр индуктора 200 мм;
витков 6—7):
1 — алюминиевый сплав с 2,5% Mg,
дЛ=1,3 мм; 2—алюминиевый сплав
с Mg и Si, &м = 1,3 мм
количества которых можно создать установку требуемой мощности. Последние имеют
определенные технические и экономические преимущества, как видно из рис. XI.20.
В табл. XI.2 приведены некоторые характеристики блочных установок, в которых
представлены соотношения длительности рабочих цик-
лов для установок обычного исполнения и блочных.
Обозначения элементов рабочего цикла Тр. ц (так-
та), принятые на рис. XI.20, таковы: I — установка
зарядного напряжения (при серийной работе — посто-
янная); II — установка заготовки; III — цикл за-
рядки (Т3); IV — цикл разрядки (Тр); V — удаление
детали. В блочных (модульных) установках общая дли-
тельность рабочего цикла Тр. ц может быть сокращена
(в примере с 8,6 до 6 сек) и соответственно повышена
производительность.
Соотношение длительности зарядного времени
(кривые 1, 2, 3) и минимально допустимой частоты
повторений цикла, т. е. отношения Т31ТР, ц (кривая 4),
со степенью использования номинальной энергии уста-
новки Е показана на рис. XI.21.
При выборе комплектующих деталей, в частности
конденсаторов и' питающих устройств, используются
те же принципы и зависимости, что и для электроги-
дравлических установок, рассмотренные выше (гл.VII).
Основные характеристики некоторых установок для
магнитоимпульсной обработки приведены в табл.
XI.3.
Рис. XI. 19. Зависимость
глубины вытяжки алюми-
ниевых сплавов от энергии
магнитного поля (емкость
960 мкф; индуктор 6
витков; индуктивность
139 мкгн):
/—сплав алюминия с 6% Си;
2— сплав алюминия с 5% Си,
1% Si, 1% Мп, 1% Fed
474
Приведем некоторые соотношения, используемые для приближенного расчета
элементов индуктора.
Оптимальное число витков индуктора
ЬсобКг опт_____.
(1 — Ki опт) ’
Г - G
G1 fl ’
’'и
Попт
Рис. XI.20. Характеристики работы установок стан-
дартного исполнения (а) и блочных (б)
где Ьсоб — собственная индуктивность; 1и — длина намотки индуктора; G — ве-
личина, связанная с геометрическими размерами индуктора; о — коэффициент рас-
сеяния индуктора; К^опт — коэффициент передачи магнитной энергии в индуктор,
Здесь М — величина, связанная с парамет-
рами заготовки и установки
М - 4РУ1сОбС
где С — емкость конденсаторной батареи;
т — коэффициент, зависящий от геометри-
ческих соотношений индуктора и заготовки;
Ьм — толщина заготовки; R — расчетный
радиус заготовки.
Условие выбора числа витков индуктора,
обеспечивающее нормальную работу:
Рис. XI.21. Соотношение длитель-
ности зарядки (кривые 1, 2, 3) и
минимально допустимой частоты
повторений цикла (кривая 4):
п 0,4пОпт > п®,
где п — число витков; со — частота колеба-
ний.
1 — для модели 14 (табл. XI.4); 2—для
модели 1 и модели 12; 3 — для модели
12; 4 — для всех стандартных моделей
и модели 12
Число витков в зависимости от заданной частоты разрядного тока определяется
формулой
V 2лцСа>1ргср6
где |1 = 4л«10’г гн/м\ С — емкость контура; Lo — индуктивность контура; гср—
средний радиус зазора; 6 — зазор между индуктором и заготовкой.
475
XI. 2. Характеристики зарубежных промышленных установок
для магнитоимпульсного формования
Исполнение Тип Е в кдж Тзар в сек Длительность цикла в сек Ток в ка- тушке в ка
Обычное Модель 14 » 1 » 12 2 6 12 1,5 2,5 4,5 6 6 6 35. 100 200
Блочное (мо- дульное) Модуль 12 » 24 » 48 » 60 » 72 » 84 12 24 48 60 72 84 2,5 5 10 12,5 15 17,5 6 9 15 18 21 24 200 400 800 1000 1200 1400
Примечание. Все установки комплектуются конденсаторами (С = 60 мф\ ^тах = 8,3 кв\ 2?тах = ^дж). Установки питаются от сети переменного тока 50 гц напряжением 220 и 380 в. Ток, потребляемый установками: 1, 12, 14—35 а из однофазной сети 220 а; блочными установками типов 12—84—16 а из трехфазной сети 380 в.
XI.3. Основные характеристики некоторых установок
для магнитоимпульсного формования
Тип конденсатора Е в кдж U в кв Длитель- ность цик- ла в сек Тип конденсатора Е в кдж U в кв Длитель-^ ность цик- ла в сек
ИМ5-150 30 7 — ИМ5/150 12 5 15
ИМУ5/140 15 5 2—6,5 КИМ-6Н 20 21 10
ИМ5/150 15 5 6 ИМУ5/140 20 5 5,5
ИМУ5/140 30 5; 10 10 ИМ50/3 40 50 30
ИМУ5/140 15 5 10 ИМ-5/150 19 5 —
Примечание. Собственные частоты колебаний разрядного контура установок 30 — 100 кгц.
Частоту разрядного тока при добротности заготовки Q>0 определяют как
где ги L2 — активное сопротивление и индуктивность заготовки.
Индуктивность индуктора с равномерным распределением плотности тока
(«идеальный» индуктор)
£ = 4л2фи(63+2б„),
где Пх — число витков индуктора на единицу длины; Su — площадь индуктора;
6Л— глубина проникновения поля (скин-слой); 63 — зазор между индуктором и за-
готовкой.
476
Рассмотрим энергетический баланс установки для магнитоимпульсной обра-
ботки. Энергия, отводимая от питающей сети, определяется током /3, напряжением U3
входа зарядного устройства, а также временем зарядки t3:
Eq ~ U313$3*
Потери энергии в зарядном устройстве Et зависят от его параметров и состав-
ляют от 5 до 50% энергии, потребляемой зарядным устройством, т. е. Ег = (0,05-5-
-0,5) Eq.
Величина энергии, запасенной в конденсаторной батарее, составляет
где С и Uc — емкость конденсаторной батареи и напряжение на ней в конце зарядки.
После срабатывания коммутирующего устройства часть энергии Е^ доходит
до рабочего органа:
р 1 т' /2
^02 g Ь 1U9
где L' и 1и — соответственно индуктивность рабочего органа и ток в нем.
Установка имеет собственную индуктивность и омическое сопротивление, поэтому
имеют место тепловые потери в соединительных проводниках
Е2= Г* Rm
где Rm — омическое сопротивление проводников.
Часть энергии идет на создание полей рассеяния в самой установке
E3=±LMI*.
Также имеют место потери вследствие нагрева и светового излучения в комму-
тирующем устройстве Е&. Часть энергии £02 идет на нагрев индуктора:
[В5 = /2ЛДЛ
где Ru — омическое сопротивление индуктора.
Другая часть энергии идет на нагрев концентратора
£б=А/>
где RK — омическое сопротивление концентратора.
Наконец, третья часть идет на создание полей рассеяния системы индуктор —
концентратор, величина которых во многом определяется конструкцией рабочего
органа:
Оставшаяся энергия £03 подводится к обрабатываемой детали
где р,0 — магнитная проницаемость воздуха; J в\ dU—сумма квадрата магнитной
индукции В± в зазоре между концентратором и деталью.
Благодаря конечной величине проводимости детали происходит нагрев ее вихре-
вым током, а следовательно, и потеря части энергии £03, равная
£8= /2
где Id п Rd — соответственно ток в детали и омическое сопротивление ее скин-слоя.
477
Давление, действующее на деталь, пропорционально плотности энергии
поля В2/2р,0. Это давление вызывает деформацию поперечного сечения детали.
Энергия, поступающая в деталь как полезная работа деформации, определяется
выражением
в?
где Fd — величина поверхности деформируемой детали; Дх — путь ее деформации.
СХЕМА XI.1
ЭНЕРГЕТИЧЕСКИЙ БАЛАНС УСТАНОВКИ
ДЛЯ МАГНИТОИМПУЛЬСНОЙ ОБРАБОТКИ
В2
E^=^-Fd^x
+ Eb = I2dRdM
t _________
E,= ~L№
E6=I2kRkM
Е02 = -1-£'/2
ез=4-^/2
--------> Е± — U3
--------> e2=I2RmM
Eai^-^-CU2Co
t
|---------+ = 104- 50%Е0
Eq = / 3U3/3
В процессе деформации детали часть энергии поля остается в зазоре между кон-
центратором и деталью:
Исходя из приведенных выше выражений и схемы XI. 1 энергетический баланс
магнитоимпульсной установки будет иметь вид:
9
Eq = У] Ei + Еоь,
i=l
9
где 2 Ei — суммарная энергия всех потерь установки. Величина EOi составляет
i=l
10—40% от EQf т. е. к. п. д. установки равен 10—40%.
Глава XII
УЛЬТРАЗВУКОВАЯ ОБРАБОТКА
1. ОБЩИЕ СВЕДЕНИЯ
Среди современных электротехнологических процессов ультразвуковая обра-
ботка материалов и интенсификация технологических процессов ультразвуком
относятся наряду с электроэрозионными к числу наиболее широко известных и ос-
военных промышленностью, а также освещенных в литературе [4, 8, 11, 23, 25,
34, 36, 69, 75].
Основные достоинства ультразвуковой обработки: возможность получения аку-
стической энергии различными техническими приемами; исключительная широта
диапазона технологических применений ультразвука — от размерной обработки
твердых материалов до неразъемного соединения (сварка, пайка и т. п.) деталей или
интенсификации химико-технологических и электрохимических процессов; сравни-
тельная несложность эксплуатации промышленных установок; возможность авто-
матизации и механизации. Недостатки ^ повышенная стоимость акустической_энергии
по сравнению с другими видамОнергии^ необходимость изготовления специальных
установок и аппаратов для генерации ультразвуковых колебаний-; их передачи и
распределения. ------- -----------
2. ПРЕОБРАЗОВАТЕЛИ И МАТЕРИАЛЫ ДЛЯ НИХ
Параметры пьезоэлементов и их обозначения. 1. Параметры изме-
ряемые; С — емкость; tg 6 — угол диэлектрических потерь; fp и fa — резонанс-
ная и антирезонансная частоты; — температура Кюри; Rp — сопротивление на
резонансной частоте; d33 — пьезомодуль.
2. Параметры рассчитываем ыг. & — диэлектрическая прони-
цаемость; d31 — пьезомодуль; Q — коэффициент механической добротности; Ею —
модуль Юнга; fp — резонансная частота; о — коэффициент Пуассона; ТКЧ — тем-
пературный коэффициент частоты; К — коэффициент электромеханической связи;
Ру — удельное объемное электрическое сопротивление; Сзв — скорость звука; N —
частотная постоянная.
3 6/
Диэлектрическая проницаемость: для диска е = - С; для пластин & =
11,3*
= —7~ С, где t — толщина в см; С -г- емкость в пф\ г — радиус электрода в см;
а и b — ширина и длина пластины в см.
Пьезомодуль
для диска радиусом г при Кр < 0,5 (р — плотность в г!см?)
см/стат. в;
для стержня длино t I з см)
1/ —-У-
|/ 64pZ* /з
8 см/стат. в.
479
Более точно d31 можно определить по значению Кр из рис. XII. 1
кр=ф(Д///р);
0,057^-./V ,
“31 =---1— I/ — см/стат. в,
alp У Р
где а — радиус диска.
Коэффициент механической добротности
с £ю12
^WP(f2a-fpY
где Rp — резонансное сопротивление в см; Со — емкость в пф.
Модуль Юнга:
для стержня Ею = 4р/2/2 дин!см2,
где р — плотность материала в г!см*; I — длина образца в см; fp — резонансная
частота продольных колебаний в гц;
для пластины Ею = 4р/2/2 дин!см2,
где t — толщина в см; fp — резонансная частота толщинных колебаний в гц;
для диска Ею = —fPr2P С1 ““ °2) дин)см2,
где Лх = Ф (а)-
Коэффициент Пуасгона
5,33 — 1,86
»-—I——
0,633-^- —0,2
tpi
Здесь fPi — основная (первая) резонансная частота; fp2 — вторая резонансная
частота.
а.......... 0,27 0,30 0,32 0,34 0,36 0,37
т)!........ 2,03 2,0488 2,0612 2,0735 2,0855 2,0915
При определении Ею измерением прогиба образца
р __LA2_
Ею ~ 48 1 f ’
где I — расстояние между опорами в см; I — момент инерции образца в см; Р —
усилие в кГ; f — стрела прогиба в см.
Резонансная частота пластины длиной I (в см)
Температурный коэффициент частоты
™’ = 7ЛГ'С"; 4/ = ,"-л
где и f — максимальная и минимальная резонансная частоты в заданном интер-
вале температур; А/ — интервал температур, в которых определяется ТКЧ.
Коэффициент электромеханической связи
^7’
480
где — механическая энергия, возникающая в образце при подводе электриче-
ской энергии W9\
= Л . 4~"2
А “ №э 4 tp \ 4 fpr
К =
, где г
При К. > 0,25 (25%) можно с достаточной точностью принять
1 1
f2
—-1
f2
'р
При значениях Кр для дисков и К31 для пластин, больших 0,25, но меньших 0,5,
....... . .
1/ 1+0,4
У Га —Гр
Рис. XII.1. График зависи-
мости Кр — Ф (Af/fp)
-27J -100 0 200 400 t°C
Рис. XII.2. Температурные диапазоны
применения некоторых пьезоэлектри-
ческих веществ (штриховыми линиями
показаны предельные значения):
/ — ниобат свинца; 2 — PZT-5; 3— PZT-4;
4 — кварц; 5 — титанат бария; 6 — дифо-
сфат аммония (АДР); 7 — сегнетова соль
Коэффициент электромеханической связи при радиальных колебаниях (длй
дисков)
2,51
fp
fa — fp
+ 2,51
Коэффициент Кр можно определить из графика Кр — Ф (Af/fp) рис. XI 1.1,
охватывающего Д///р в пределах 0—0,28 и о = 0,274-0,38.
Удельное объемное электрическое сопротивление
где R — полное сопротивление; S — площадь электродов; f — толщина элемента.
Скорость звука:
для стержня длиной I = 2lfp;
i Ч ХОЛ
для диска радиусом г сзв —-----— , где 1]!= ф (а), см. стр. 480.
Лх
Частотная постоянная W может быть определена по формулам: N = fl — при
продольных колебаниях по длине прямоугольной пластины (/ — длина пластины);
N = fD — при радиальных колебаниях круглого диска (D — диаметр диска);
/2
N = f~-----при изгибных колебаниях по грани (Ь— ширина пластины).
В табл. XII.1 приведены характеристики некоторых пьезоматериалов [11, 14,
15, 25, 60, 75, 77].
На рис. XI 1.2 показаны температурные пределы использования некоторых пьезо-
материалов.
31 л. Я* Попилов
481
XII.1. Характеристики некоторых пьезоматериалов
Показатели Марка или наименование материала
Кварц х-срез Титанат бария ЦТС13/1 ЦТС18 ЦТС19 ЦТС19Г-4 ЦТС20
р в г/см* 2,65 5,3—5,8 (5,6) 7,3 — 7,3 —
8 4,5 1100—1800 1100 1400 1600—1760 1250 ~ 1400 Z
N в кгц-см 1870 2740 — — — — —
d31«l О6 в см/стат. в — 1,3—2,5 3,7 3,4—4,6 3,8—4,7 4,3 3,9-4,0™
d3i’1011 в м/в — 4—8 12,3 — 15,7 — —
d33*106 в см/стат. в — 2,5—6 8,5 — 10,9 — —
^зз’Ю11 м/в 2 8—20(15) 28,3 — 36,3 — —
/ Q — 400 70 65 70 70 55
рС-10"6 в кГКмР-сек) 15,2 24 — — — — —
Кр 0,1 0,33 * 0,42 0,42 0,52 0,49 0,50
Сзв-Ю”3 в м/сек 5,75 4,46 3,5—4,0 — — — —
Е/О«10"12 в дн/см2 0,8—0,85 1,2 0,62 0,72 0,72 0,75 0,71
в °C 575 115—120 330 305 350 350 355
Состав материала SiO2 BaTiO3 ЦРЬо.95 $го,ов) (Zlot53 Т io ,47)1 Оз + 1% Та2О5 РЬ (2Гп 54 Т1о,4б) О3 1 %Ьа2О3 (РЬ0>95 $го,об) (Zr0,53 Tio,4?) О3 + 1% Nb2O5 (РЬ0|95 $го,ов) [(^Г0,53 Tio, 47)0,98 Ge0,02] О3 + 1% Nb2O5 РЬ (Zr0t94 Tio,4e) O3 + 0,5% La2O3 + O,5o/o Nb2O5
Продолжение табл. XI 1.1
Показатели Марка или наименование материала
ЦТС20Г-2 ' ЦТС23 Состав 8 PZT4 PZT5 PZT5A PZT5H
р в г/см? — 7,4 7,2 7,5—7,6 7,7 7,75 7,5
8 1300 1100—1200 2000 1300 1500 1700 3400
N в кгц-см — — — 2000 1800 — —
d31 «10е в см/стат, в 3,9—4,0 3,0 6,1 3,7 4,2 5,1 8,2
d31- 1011 в м/в — — — — — — —
с/зз-Ю6 в см!стат, в — 7,4 14,0 8,6 — 11,2 17,8
d33-l О11 м/в — — — 28,5 37,4 — —
Q 82 — — 50 75 — —
рС’10“6 в кГ/(м?-сек) — — — — — — —
Кр 0,46 0,7 — 0,58 0,54—0,60 0,7 —
Сз^Ю'3 в м/сек — 3,3 — 4,0 3,78 — —
£to*10"12 в дн/см* 0,76 0,7—0,85 0,6 0,64—0,81 0,59 0,53—0,67 —
в °C 318 — — 320—328 360—365 193 —
Состав материала Pb[(Zr0,54 Т1о,4б)о,98 Обо,02] О3 + 0,5Тз2Оз ~|" + 0,5Nb2O6 PbZrO3 + PbTiO3 с добавкой PbZrO3 + PbTiO3 + добавка Sr ll ;Pb, Zr, Ti) 0 3] с добавкам и
Некоторые электрические, пьезоэлектрические и механические характеристики
керамики из титаната бария, в частности используемой для мощных ультразвуковых
пьезокерамических преобразователей, представлены ниже по зарубежным данным
[75, 77].
Величина эффективной удельной мощно-
сти Рэф для пьезокерамического преобразо-
вателя в общей форме может быть выражена
в виде
?эф = ^^м^эм^эф^
где f — частота; QM — механическая доброт-
ность нагруженного преобразователя; Кэм —
эффективный коэффициент электромеханиче-
ской связи; Еэф—напряженность приложен-
ного электрического поля (эффективное зна-
чение); т) — к. п. д. преобразования.
На рис. XI 1.3 и XI 1.4 показаны зависи-
мости К и Q для титаната бария от темпера-
туры. /С13 и Q13 (радиальная поляризация,
продольные колебания), Кр и Qp (радиаль-
ная поляризация, радиальные колебания)
получены для трубчатого преобразователя
(/=75 мм, D = 12-ь 25 мм, толщина стенки
6 = 3 мм, электроды на цилиндрических
поверхностях), а К33 и Q33 (продольная
поляризация, продольные колебания) — для
трубчатого преобразователя (/=12—25мм, D — 12-ь 25 мм, 6=3 мм, электроды
на концах).
Значения коэффициента К рассчитаны по измерениям полной входной прово-
димости преобразователя на воздухе по формуле
____________________________________________
Л Da + QaBc9
где Da — диаметр круговой диаграммы; Qa — механическая добротность ненагру-
женного преобразователя (в воздухе); Вс — чувствительность зажатого преобразо-
Сс
Рис. XI 1.3. Зависимость коэффици-
ента электромеханической связи К
от температуры для ^преобразова-
теля из титаната бария
Рис. XI 1.4. Зависимость механиче- Рис. XI 1.5. Взаимосвязь некоторых харак-
ской добротности QM преобразова- теристик преобразователя из титаната бария
теля из титаната бария от темпе-
ратуры
вателя при резонансе; Da и Bq — измеряются в ом'1 как проводимости. QM опре-
делялось как отношение fp к ширине полосы частот, соответствующей уменьшению
мощности вдвое.
На рис. XII.5 представлена связь 8, tg 6 и С для цилиндрического преобразова-
теля из титаната бария.
484
На рис. XI 1.6 изображена зависимость полного сопротивления Z прямоуголь-
ного преобразователя (кривая 1) и акустического давления рак в воде (кривая 2 —
экспериментальная, 3 — теоретическая) от эффективной напряженности электри-
ческого поля. Колебания изгибные.
На рис. XI 1.7 представлены значения tg 6 для керамики титаната бария (кри-
вые 1—4) и титаната циркония (кривые 5—8) для различных температур при напря-
женности поля 2000 (кривые 1 и 5), 1000 (2 и 6), 500 (3 и 7), 100 в/см (4 и 8).
Е.в/cti
Рис. XI 1.6. Зависимость полного со-
противления Z преобразователя из ти-
таната бария и развиваемого им аку-
стического давления рак от напряжен-
ности электрического поля Е
керамик различного состава
При расчете пьезокерамических преобразователей по приведенным выше зави-
симостям возникают трудности из-за нелинейности зависимостей между различными
характеристиками керамики и параметрами режима.
Расчет упрощается при представлении преобразователя эквивалентной схемой
замещения и определении ее параметров для трех значений температуры и напря-
женности электрического поля в диа-
пазоне реальных режимов работы пре-
образователя с большой удельной на-
грузкой. Такая эквивалентная схема
(в виде четырехполюсника с электри-
ческим входом и механическим выхо-
дом) для преобразователя с продоль-
ной поляризацией и продольными ко-
лебаниями (коэффициент электроме-
ханической связи К33), нагруженного
с одной стороны (излучение в воду),
представлена на рис. XI 1.8.
п „
(злектритиШ
Рис. XI 1.8. Эквивалентная схема преоб-
разователя из титаната бария
В эквивалентной схеме рис. XI 1.8 и следующих далее формулах приняты сле-
дующие обозначения: I — длина; р — плотность материала; со — круговая частота;
Зэ — эффективная площадь (электродов и окаймления); Ею — модуль упругости;
Da — диаметр круговой диаграммы (проводимость); е± — пьезоэлектрический ко-
эффициент (для относительных деформаций); &э = 8 (1— &2) — диэлектрическая
проницаемость зажатого преобразователя; рв — плотность воды; св — скорость звука
в воде.
Основные зависимости, характеризующие элементы эквивалентной схемы,
следующие.
Эквивалентное электрическое сопротивление
р 21 (8,85-1012)
ом.
485
Емкость зажатого преобразователя
г 8^(1,11.10^) ,
со =--------------------------------------- ф.
Эквивалентная механическая масса
Мэ = _/зр(9 ЮП)
8^
Эквивалентная механическая гибкость
8е25э (1,11-Ю-12)
nWro
ф.
Внутреннее механическое сопроти-
вление
_ (дгМэ I 1
м~ Qa o>rC3QM Da ом-
Полное сопротивление нагрузки
= Rl ± j^L ом.
Активное сопротивление нагрузки
Rl
РвСвР
ОМ.
Рис. XII.9. Зависимость к. п. д. т) преоб-
разователя из титаната бария от частоты f
при различной температуре (а — 25° С,
б — 75° С) и напряженности поля Е:
1 — 10 в/см\ 2 — 1000 в/см\ 3 — 3000 в/см
Реактивное сопротивление нагрузки
XL = 0.
Основными параметрами, отража-
ющими зависимость характеристик
преобразователя от его температуры
и напряженности приложенного электрического поля, являются: модуль упруго-
сти Ею, пьезоэлектрический коэффициент е и диэлектрическая проницаемость 8:
_____*!р_. Ет = ^--
SS3M3' ю пЧС3 ’ Л еЕю
Вблизи резонанса сопротивление так называемой механической ветви эквивалент-
ной схемы замещения минимально, внутренние механические потери определяют
величину сопротивления RM и, следовательно, к. п. д. преобразователя при данном
значении нагрузки /?д. Вдали от резонанса полное сопротивление механической ветви
велико в сравнении с сопротивлением электрической ветви, к. п. д. низок и большая
часть входной мощности расходуется на нагрев преобразователя. Зависимость к. п. д.
т] от частоты / для титанато-бариевого преобразователя при 25 и 75° С, вычисленная
для различных полей на основе схемы рис. XI 1.8, представлена на рис. XI 1.9.
Технические требования к нормализованным пьезоэлектрическим керамическим
преобразователям и основные размеры этих преобразователей содержатся в нормалях
машиностроения МН 2503—614-МН 2507—61.
Композитный (составной) преобразователь (рис. XII.10). Пренебрегая толщи-
ной пьезоэлектрика, которая обычно менее 10% толщины блока, рассчитывают сталь-
К (I \ ГТ
ные блоки как четвертьволновые (I = 1 . При этом
с = F%o/p; I — -тг-УЕю/(>>
где fp — резонансная частота преобразователя.
486
Усиление амплитуды, получаемое в составном преобразователе,
м = _РЛ_ = тЛ|1Р1)
р2С2 Г ^2р2
где р1} —для одного материала; р2, с2, Е2 —для другого.
Следует, чтобы pjCi > р2^2 и ^iPi > ^2рг-
У составного преобразователя (рис. XII. 10, б) колебания менее плотного конца
больше, чем более плотного. Крепление преобразователя в узловой плоскости про-
изводится с помощью волновой монтажной пластины.
В последние годы в технике ультразвука приобретают все большее значение
источники и устройства для получения высокой плотности акустической энергии.
К ним относятся фокусирую-
щие системы, позволяющие пу-
тем сравнительно не сложных
конструктивных приемов созда-
вать в заданном объеме про-
странства высокую концентра-
цию акустической энергии [25].
б)
А-
Рис. XII. 10. Составной -------------т----
пьезоэлектрический пре- т
образователь с блоками *
равной (а) и различной (б) плотностей:
/ — сталь; 2 — пьезоэлектрик; 3 — монтажная волно-
вая пластина; 4 — алюминий
Рис. XII.11.
сферической
щей системы
Параметры
фокусирую-
2
Коэффициент усиления по давлению Кр сферической фокусирующей системы
(рис. XII.11)
Кр = — = kF (1 — cosam) или Кр = -Х-, или Кр = kh = 2л ,
Ро ЛГ А
где X — длина волны в среде; k — 2л/Х — волновое число; F — радиус сферы;
ct/n — центральный угол; рр — максимальное давление в центре фокального пятна;
р0 — давление исходного фронта; S — поверхность волнового фронта, S = 2лр2 (1—
— cosam); h — стрела сферического сегмента, или глубина излучателя, h = [F (1 —
— cos ат) ].
Радиус основного дифракционного максимума (фокального кружка) для фоку-
сирующего сферического излучателя определяется из уравнения
К = г == 3,8317,
Л ЛГ
откуда г0 — 0,61 —, или г0 = 0,61—для частного случая при = л име-
X
ем г0 = -2~ •
Коэффициент усиления по колебательной скорости Kv У фокусирующих излу-
чателей
Sin2am =KPCOS^ = Vo = -^,
Vq 2 2 * PqC
487
где vF — колебательная скорость в центре фокального пятна; у0 — колебательная
скорость на поверхности излучателя; R — радиус зрачка (радиус поверхности про-
екции волнового фронта); р0 — плотность среды; с скорость распространения коле-
баний в среде.
При cos = 1 Kv = Кр,
Приат = -£- Kp = kF; Kv=k-^-.
При ат = л Кр~ 2kF; Kv = 0.
Коэффициент усиления по интенсивности
Kj . или Кj — Кр cos _ .
1 /о Рои) И J р 2
При малых am(cosam«^ 1) К,- = К2; при ат = -у К/ = у К2р; при ат =
= л К; = Q.
Интенсивность ] р в центре фокального пятна
/F = АЛ/, или If = io^p cos , или If = я sin2 ат,
где /0 — интенсивность у поверхности фокусирующего излучателя; W — полный
поток энергии фокусируемого фронта, W — j0S; S — поверхность излучателя, рав-
ная л#2.
IF
При ат = л/2 (полусферический фронт) jF= л .
Давление в центре фокального пятна
pF=2Kiw-K^sta«/n.
Л
pF имеем минимум при = л.
Резонансная толщина сферических и корытообразных пьезоэлектрических фоку-
сирующих излучателей небольшой кривизны
d = —; fd = —
2 ' ’ 2 ’
Где с — скорость распространения продольных колебаний в материале излучателя.
Для трубчатых излучателей — тонкостенных цилиндров
2„(й+4)=1__£, „и,(я+4)„4_,
где d — толщина стенки цилиндра; R — внутренний радиус цилиндра.
При конечной длине вводят поправку в зависимости от отношения R/1.
Здесь с — скорость волн Юнга, бегущих по окружности цилиндра; с =
= 1/ где Ею — модуль Юнга; р0 — плотность материала излучателя.
г ро
Интенсивность излучения кварцевого излучателя
/ = 24,2- 109poCoQ^2(/2 вт!см\
где р0С0 — волновое сопротивление жидкости; — механическая добротность;
f__рабочая частота в Мгц\ U — напряжение на излучателе в кв.
Магнитострикционные преобразователи. Основным материалом магнитострик-
ционных преобразователей служат различные ферромагнитные вещества, обладаю-
щие значительной магнитострикционной постоянной (коэффициентом магнито-
488
стрикции) а = AZ/Z, где А/ — изменение размеров материала в результате действия
магнитного поля; I — начальный размер [8, 10, 11, 29, 59, 63].
На рис. XI 1.12, а, б показаны значения постоянной а и ход ее изменения для
различных материалов.
Размеры нормализованных пластин для магнитострикционных преобразова-
телей даны в табл. XI 1.2.
Рациональный выбор размеров пластин и пакетов преобразователей обусловли-
вает возможность достижения максимальной эффективности их использования
по их магнитным, магнитострикционным
В табл. XII.3 приведен пример, показыва-
ющий, что амплитуда смещения ранее ши-
роко использовавшейся пластины № 2
почти в четыре раза ниже допустимой.
и механическим характеристикам.
Рис. XI 1.12. Некоторые характеристики магнитострикционных материалов: а —
коэффициент магнитострикции а для некоторых материалов в зависимости от напря-
женности поля Н (1 — никеля; 2 — литого кобальта; 3 — отожженного кобальта;
4 — железа; 5 — пермендюра); б — коэффициент магнитострикции различных ма-
гнитострикционных материалов в зависимости от величины магнитной индукции Bs
(1 — ферриты 7В и 4Е; 2 — ферриты 7А1 и 7А2; 3 — никель; 4 — 45-процентный
пермаллой; 5 — пермендюр 2V; 6 — сплав Permenorm 5000; 7 — альфер с 13% А1;
8 — железный феррит)
Приведем некоторые методы расчета и выбора размеров пластин и пакетов маг-
нитострикционных преобразователей, а также характеристики нормализованных
преобразователей и некоторых промышленных образцов [10, 29, 43, 55, 59, 63, 66].
Частота собственных колебаний пластины пакета магнитострикционного пре-
образователя в первом приближении определяется выражением
, / 1 V
ЛП I П-------------------------
f- \ 2/ 1/ Ею
263 V 12р (1 — v2) ’
где h — толщина пластины; п — число узловых линий; b — сторона пластины;
р— плотность материала пластины; Ею — модуль Юнга; v — коэффициент Пуас-
сона.
Для практического применения эта формула записывается в следующем виде:
Ь~(П 2 ) h~ я ’ K“l/<12pa-v2)
489
XII. 2. Размеры пластин
v6
Материал пластин Обозна- чения пластин Испол- нения а Ь е т г h н Масса в г
Никель ПН-20 I 6,5 20 7 8,0 2 50 84 66 100 0,8 1,2
ПН-25 8,0 25 9 9,5 54 79 73 98 1,2 1,5
ПН-30 10,5 30 9 12,0 2 58 74 82 98 1,7 2,0
ПН-35 12,5 11,0 35 10 13,5 12,5 3 60 70 87 95 2,1 2,1
13
ПН-40 13,5 40 15 15,5 74 64 104 95 2,8 2,6
ПН-50 17,5 50 15 19,0 19,5 4 68 56 106 95 3,8 3,5
ПН-55 20,0 55 22,0 62 51 106 96 4,4 4,0
ПН-80 II 10,0 80 10 19,0 2 41 79 4,2
Пермен- дюр ПП-20 I 6,5 20 7 7 2 96 91 ПО 105 2,4 2,3
ПП-30 10,5 30 9 12 84 108 4,0
80 104 3,0
ПП-35 11 35 13 12 3
4,0
78 102 3,95
ПП-40 13,5 40 15 78 72 106 102 4,4 4,3
ПП-50 17,5 50 15 19 1,0 68 64 а 106 102 6,4 6,3
ПП-60 22,5 60 25 55 52 106 102 8,4 8,3
ПП-65 24,5 65 16 27 54 48 108 102 10,0 9,9
490
XI 1.3. Некоторые характеристики пластин магнитострикционных преобразователей
для технологического применения
Номер пластины Частота в кгц Размеры пластины (рис. XII.13) в мм Амплитуда смещения
а Ь d 1 при В — 0,1 тл и Н = 3600 а/м допускаемая по усталост- ной прочности
1 18 21 60 21 130 >60 44
2 20 24,5 65 27 120 15 40
3 22 13,5 40 13 107 45 36
4 44 ? 8,0 24 9 52 12 18
где К — частотно независим только при hf << 300 м!сек. Экспериментально полу-
ченные значения К для разных материалов:
Материал /С в м/сек
Сталь 45 ............................... 1443,68
Сталь Х18Н10Т........................... 1306,15
Титановый сплав ВТ1 ................... 1342,15
Бронза Бр.АЮ..................; . . . . 998,62
Толщина набора пакета t (рис. XI 1.13) при допустимом отношении амплитуды
смещения на краю пакета к амплитуде в его центре не более 0,9 определяется из ус-
Рис. XII. 14. Схема к определению
допустимой толщины пакета
Рис. XII. 13. Размеры па-
кета магнитострикцион-
ного преобразователя
При этом величина t должна быть не меньше допустимой по условиям динами-
ческой неустойчивости (рис. XII.13). — см. рис. XII.14.
Характеристики преобразователей ПМС представлены в табл. XII.4—XI 1.6.
Основные требования, предъявляемые к нормализованным магнитострикцион-
ным преобразователям, следующие. Номинальная мощность, потребляемая преобра-
зователем, должна соответствовать ряду мощностей, установленному ГОСТом 9865—68.
Резонансная частота преобразователей должна находиться в пределах 22 кгц ± 7%.
491
ХП.4. Характеристики некоторых магнитострикционных преобразователей
типа ПМС
Тип Частота в кгц Потребляе- мая мощность в кет Размеры излучающей поверхности в мм Число узловых линий
т Л
ПМС-32 22 1,6 112X369 14 0
ПМС-38 18 4,0 226Х 538 0 6
ПМС-40 44 0,4 75Х 544 11 0
ПМС-46 22 0,63 100X75 4 0
ПМС-50 18 4,0 0 109X450 0 12
XII.5. Характеристики некоторых преобразователей
со стержневыми трансформаторами продольных колебаний
Тип Потребляемая мощность в кет Ч астота в кгц Выходной диаметр в мм Амплитуда смещения в мкм
ПМС-7 2,5 20 35 20
ПМС-15А 2,5 20 65 10
ПМС-27 1,6 22 30 >15
ПМС-39 2,5 22 35 >20
ПМС-15А18 4,0 18 65 25
В отдельных технически обоснованных случаях допускается использование частоты
18 кгц ± 7%. Преобразователи, предназначенные для подключения к одному гене-
ратору, должны иметь резонансные частоты, отличающиеся друг от друга не более
чем на 200 гц. К. п. д. никелевых преобразователей должен быть не менее 30%,
к. п. д. преобразователей из пермендюра — не менее 40%, cos ф — не менее 0,25.
Нормализации подлежат пакеты, дифрагмы и установочные размеры стержне-
вых концентраторов и переходных элементов. Резиновый экран и бачок для охлажде-
ния магнитострикционного пакета не нормализуются.
Диафрагмы преобразователей для очистки и других технологических процес-
сов, протекающих в жидких средах, должны изготовляться из стали марки Х18Н9Т
по ГОСТу 5632—61, стержневые концентраторы преобразователей для обработки
твердых и хрупких материалов и других процессов — из стали марки 45 по ГОСТу
1050—60.
При соединении диафрагм, переходных элементов или концентраторов с магни-
тострикционным пакетом с помощью пайки следует применять припой марки ПСр-40
по ГОСТу 8190—56 в виде пластины толщиной 0,2—0,5 мм.
Во избежание растекания припоя на диафрагмах, переходных элементах или
концентраторах в месте спая делается расточка диаметром, равным диагонали па-
кета, и глубиной от 1 до 2 мм в зависимости от размера пакета.
Номинальные напряжения преобразователей должны’быть следующие: 55 в
при мощности преобразователя до 0,16 кет (включительно), ПО в при мощности
0,25—0,63 кет, 220 в при 1,00—1,6 кет и 440 в при мощности от 2,5 кет.
Оценка качества преобразователей с настроенным стержневым концентратором
Л2<$
производится по значению показателя эффективности — отношения —р—, где А —
амплитуда колебаний выходного торца концентратора в мкм, S — площадь выход-
ного торца концентратора в см2 и Р — потребляемая мощность в вт. Показатель эф-
492
XII. 6. Характеристики преобразователей с равномерно распределенным полем
Тип преобразо- вателя Номиналь- ная мощность в кет Частота в кгц Размеры излучающей поверхности в мм Удельная мощность в вт/м2 Номинальное напряжение в в
ПМС-40 0,4 44 150X80 100X80 1,5-Ю4 2,5-104 НО
ПМС-34 1,0 44 22 320X 110 370X 100 2,5-105 1,5-10* 220
ПМС-32 1,6 22 310X100 2,5-104 220
ПМС-26 ПМС-28 ПМС-36 2,5 22 22 18 300Х 290 2,5-104 1,5-104 2,6-Ю4 440
540Х 225
ПМС-38 4,0 . 18 3,5-104
ПМС-46 0,63 22 100Х 75 — ПО
фективности магнитострикционного никелевого преобразователя для обработки
твердых и хрупких материалов не менее 0,5 (по МН 4655—63). Показатель эф-
фективности магнитострикционного преобразователя из пермендюра для обработки
твердых и хрупких материалов не менее 1,1 (по МН 4656—63).
Величина сопротивления изоляции обмотки относительно корпуса преобразо-
вателя при наличии воды в бачке не менее 1 Мом.
Преобразователь должен отвечать правилам техники безопасности по эксплуа-
тации электрических устройств с напряжением до 500 в.
Испытания преобразователя с целью определения его электроакустических ха-
рактеристик проводятся согласно нормали машиностроения МН 4716—63.
Параметры подмагничивания некоторых преобразователей приведены
в табл. XI 1.7.
Технические требования к магнитострикционным преобразователям различных
типов и основные размеры их элементов содержатся в нормалях машиностроения
МН 4653—63 —МН 4660—63.
В табл. XI 1.8 приведены характеристики некоторых магнитострикционных
материалов, а далее — некоторые зависимости, характеризующие работу преобра-
зователей из магнитострикционных материалов, в частности ферритов.
Коэффициент магнитомеханической связи
4 = --ffi2-; и85 = WW, Ев = (а„/е5)в,
Е
где В — амплитуда переменной индукции; — амплитуда механического напря-
жения; 8^ — амплитуда деформации; X = Н — напряженность магнит-
ного поля; индексы при скобках указывают на постоянство соответствующего пара-
метра.
493
XI 1.7. Параметры подмагничивания некоторых преобразователей
Показатели Тип преобразователя
ПМ1 0,4/18 ПМ1 0,6/18 ОО СО Г-Н Ко ПМС 28 ПМС 13 ПМ1 1,5-D1 1 ПМ1 1,6/18 ПМС 11А ПМС им ПМС 11 ПМС 10 ПМС 6М ПМС 7А ПМС 15М ПМС 15А ПМС ' 2,5/8 ПМС 2,5/20 ПМС 4-20 ПМС 4/16 OJ Е 6 £ Е >
Излучаемая 160 240 240 600 640 1000 1600
акустическая мощность в вт Потребляемая 0,4 0,6 0,6 0,63 0,63 1,5 1,6 1,6 1,6 1,6 1,6 2,5 2,5 3,5 2,5 2,5 2,5 4,0 4,0 5,0
мощность в квт Поверхность 192 410 240 — — 676 372 — — 530 900 — 828 1228 — 1205
излучения в см2 Ток подмагни- 13 20 13 14 15 13 25 20 20 20 20 20 20 30 30 20 20 25 25 20
чивания в а Интенсивность 0,83 0,59 1,01 — — 0,59 1,72 — — 1,21 1,30
излучения в вт/см2 Расход охлаж- 2 2 2 3 5 5 5 5 3 3 3 16
дающей воды в л/мин, Стоимость пре- 155 165 178 205 293 310 475
образователя в руб. Номинальное 350 400 440 440 400 500
напряжение в в Основное П П П П П П П М М М П П П П
назначение Стоимость 187 280 176 230 170 - 256 368
1 вт/см2 в руб. Частота в кгц 18 18 18 — — — 18 — 20 22 22 19 19—20 20 19 — — — — 19—20
Обозначения1: М — механическая обработка и сварка; П — процессы в жидкости.
ХИ.8. Характеристики некоторых магнитострикционных материалов
Материал Обозначение Состав в % Плот- ность в Прочность на разрыв в кГ/ммг Магнито- стрикцион- ное удлинение в jh/jw-IO® Точка Кюри в °C Скорость распростра- нения колебаний в м/сек Удельное электро- сопротивление хлов В ОМ^'СМГ1 Магнит- ное насыщение в ас
Никель Н-1, Н-2 100 Ni 8,90 45—50 35—40 360—380 4760 7 6400
Альфер Ю-12 12,8 Al* 6,7 79—80 35—40 500 4750 90 15 000
Ю-14 13,8 Al * 6,65 50 — 5050—5100 13 400
К49Ф2 49—50 Со 8,1—8,2 45—60 60 980 5200 25—40 24 000
Пермендюр К50Ф2 1,5—1,8 V* 8,29 — 70 — 5100 — —
К65 65 Со* 8,25 67 90 — 5000 8 22 000
К70 70 Со * — — 75 — 5000 — —
Пермаллой 45 Ni * '8,2—8,3 40 25 — — — —
55 Ni * 27 440 4100 50—70 16 000
* Остальное — железо.
Электромеханический к. п. д. магнитострикционного материала
где Qjh — добротность, характеризующая механические потери; tg 0 — магнитные
потери.
Связь между добротностью в режиме холостого хода Q^, когда при механиче-
ских колебаниях возникает периодическое макроскопическое перемагничивание
материала, и добротностью в режиме короткого замыкания Q^, когда перемагничи-
вания не происходит:
пн : ^0-4)
м i+Q^tgp*
Практически реализуется вблизи частоты резонанса fpi соответствующей
максимуму электрического импеданса, a — вблизи частоты антирезонанса fa>
соответствующей минимуму импеданса. Значения для ферритов см. в табл. XI 1.9
[18, 25, 30].
XII.9. Добротность ферритов при различных амплитудах
механического напряжения
Тип феррита Намагничи- вание при амплитуде механического напряжения Оп в кГ/см2
5 10 50 100 150 200 250
21 Н опт HQ = 300 э 670 6700 640 6600 375 6250 175 5950 95 5600 55 5350 5100
41 Н опт HQ = 300 э 320 5300 300 5500 225 4500 180 4100 155 3950 135 3800 120 3700
42 Нопт Но = 300 э 135 30 000 100 28 500 40 24 500 20 22 000 20 500 19 000 17 700
38 Нопт Яо = 300 э 3 460 31 700 3 420 31 500 3 1S0 31 000 2 980 30 500 2 850 29 800 2 750 29 400 2660
Величина резонансного электроакустического к. п. д. при нагрузке излу-
чателей на жидкость
Лэа = ЛэлЧи. а,
где т)эл4 — электромеханический к. п. д. ненагруженного преобразователя; а —
механо-акустический к. п. д. преобразователя.
496
Величина оптимального электроакустического к. п. д. ч]эаопт> соответствующего
оптимальному сопротивлению нагрузки опт и оптимальной добротности нагру-
женного преобразователя Qw. опт-
1—-а' , ~ а'
'Цэаопт— । j а — VI—^эм', Qn, опт— O-At
где Qa — добротность ненагруженного преобразователя (некоторые значения для
ферритов см. в табл. XII. 10, свойства ферритов — в табл. XI 1.11 и XII. 12).
ХП.10. Свойства излучателей из различных материалов
Материал излучателя ^ЭМ в % «л Иза в % ^эа опт в % опт
Феррит 99,5 350—400 15 74 87 23
Никель 98,5 100 30 60 78 11
Пермендюр 97,5 160 30 62 73 20
ХП. 11. Свойства радиотехнических серийных и акустических ферритов
Состав ферритов р в г!см? Но Н в э «Г
NiOFe2O3: серийный 4,00 17 14 0,05
акустический 5,20 44 2,8 0,15
(NiO)0i5 (ZnO)0i5Fe2O3: серийный 4,50 250 1,4 0,05
акустический 5,27 300 0,35 0,10
Примечание. Кг — коэффициент магнитомеханической связи для остаточной намагниченности.
XII. 12. Составы некоторых магнитострикционных
ферритов
Тип феррита Состав
21 (NiO) (Fe2O3)
41 (NiO)0>99 (CoO)o,oiFe203
42 (N iO) o,98 (CoO) 0,02^ e2O 3
М-20 (NiO)o.go (CuO)о,2о^е203
МК-16 (NiO)o,82 (CuO)оде (СоО)0,02ре2О3
38 (NiO)015o (ZnO)0,5oFe203
32 Л. Я- Попилов
497
Рис. XII.18. Сводные графики расчетов основных параметров концентраторов, показанных на рис. XII.17. На всех графи-
ках кривые 1 — зависимость kli9 2 — Мр. Графики а—з относятся соответственно к типам концентраторов а—з на
рис. XII.17
Для составного концентратора с коническим рупором (рис. XII. 17, д, е)
при /3= 0 (рис. XII.17, д)
м-|лг cosfeZ1 _______________________I
р I cos kl2 kl2 + (N — 1) tg kl21 ’
при = 0 (рис. XII.17, e)
(N — 1) cos kl3 sin kl2 + kl2 cos k (Z2 + /3)
Результаты расчета представлены на рис. XI 1.18, д, е.
Для ступенчатого концентратора (рис. XII.17, ж)
-1 St)=mt"--и*»-»'.-
Максимальное усиление достигается при klr ~
= kls = эт/2 и Мртах = N2- Результаты расчета по-
казаны на рис. XII.18, ж.
При наличии небольшого переходного стержня
экспоненциальной формы (рис. XI 1.17, з) при 1Г = 13
получается
Mmax ft
4
2
4 5 6
1 T~<0
__________________Nk'l2_____________________
k'l2 cos k'l2 + (In N — kl2 tg kli) sin k'l2
Результаты расчетов показаны на рис. XI 1.18, з.
Номографический расчет концентраторов этого
типа как имеющих большое практическое значение
приведен ниже.
На рис. XII. 19 приведено сравнение максималь-
ных коэффициентов усиления концентраторов различ-
ных типов, показывающее, что для получения наи-
больших усилений наиболее выгодны ступенчатый
концентратор и концентратор, состоящий из кониче-
ского рупора с цилиндрическим стержнем на узкой
части. Эти концентраторы также просты в изготовле-
нии. Недостатком ступенчатого концентратора явля-
ется резкое изменение входного сопротивления Zex
с изменением частоты.
Входные сопротивления без учета активных потерь
определяются в общей форме из уравнения
7 ___ Рвх
вх “ 1<Мвх ’
Рис. XII. 19. Максималь-
ные коэффициенты усиле-
ния концентраторов раз-
личных типов:
1 — ступенчатый концентра-
тор с Zj = Z8; 2 — кониче-
ский рупор с цилиндриче-
ским стержнем на узкой
части; 3 — катеноидальный
рупор с цилиндрическим
стержнем на широкой части;
4— экспоненциальный рупор
с цилиндрическим стержнем
на узкой части; 5 — катено-
идальный рупор с цилин-
дрическим стержнем на уз-
кой части; 6 — экспоненци-
альный стержень с цилин-
дрическим на широкой ча-
сти; 7—простой катено-
идальный концентратор
На рис. XI 1.20 показаны входные сопротивления различных концентраторов с оди-
наковым коэффициентом усиления.
Составные ступенчатые концентраторы с переходным экспоненциальным уча-
стком (рис. XII.21) являются одними из наиболее эффективных для использования
в различном технологическом оборудовании. Они позволяют, как и обычные ступен-
чатые, при относительно небольших размерах входного сечения получать высокие
значения коэффициента усиления амплитуды смещения Мр, а наличие переходного
экспоненциального участка уменьшает концентрацию напряжений и обеспечивает
более благоприятные условия для распространения колебаний, улучшает их прочно-
стные свойства и способность трансформировать нагрузку без существенного изме-
нения резонансного режима в колебательной системе. Приведем упрощенную мето-
дику расчета таких концентраторов с использованием графиков и номограмм, полу-
ченных с применением ЭВМ [44].
На рис. XI 1.22 приведены зависимости коэффициента Мр от безразмерных пара-
метров пг и п2, определяющих длины и /2 входного и выходного участков концен-
501
тратора для различных значений N = DJD2 диаметров его ступеней. Кривые, рас-
положенные справа от штриховой линии, представляют собой зависимости Мр отп19
слева — зависимости Мр от п2 для соответствующих значений ЛГ. Графики построены
для значения, определяющего длину 1г переходного участка параметра = О,
что, как показали исследования основных расчетных зависимостей и эксперимен-
тальная проверка, обеспечивает близкие к оптимальным соотношения между полу-
ченными значениями коэффициента Мр и значениями напряжений в концентраторе.
Рис. XI 1.20. Частотная за-
висимость реактивной ча-
сти входного сопротивле-
ния различных концентра-
торов с одинаковым коэф-
фициентом усиления:
1 — ступенчатый концентра-
тор с Zi — /а; 2--экспонен-
циальный; 3 — конический;
4—катеноидальный; 5—опти-
мальный составной концен-
тратор из конического рупо-
ра и цилиндрического стерж-
ня; 6 — стержень постоян-
ного сечения
Рис. XI 1.21. Со-
ставной концентра-
тор с экспоненци-
альным переход-
ным участком
Рис. XI 1.22. Зависимость коэф-
фициента Мр от безразмерных
параметров гц и пг
Расчет концентратора сводится к графическому
определению для заданного значения Мр параметров
тц и п2 по кривым Мр = F п2), соответствующим
наиболее подходящей величине AL
Параметры nlt nz и и2 связаны с длинами llt lz и /2 участков концентратора соот-
ношениями:
Ш = kli, пг = К(klzy — In2 АГ; n2 = kls.
В случае nz = 0 можно написать:
Z1=W"i: Zz = '2STlniV: Z2=isrrt2-
Эти соотношения удобно представить в виде номограмм. На рис. XI 1.23 приведена
номограмма для расчета концентраторов из стали 65Г. Проведенные на номограмме
наклонные прямые представляют собой зависимости длины llt /2 и 12 участков кон-
центратора от величины определяющих их параметров п$, п2 и In N для различных
значений частоты колебаний. Возможность определения llt 12 и lz во всей области
изменения параметров nlt п2 и In У с примерно одинаковой точностью обеспечена
увеличением масштаба номограммы для интервала значений параметров от 1,2 до 2.
Длину llf 12 или lz участка концентратора находят как ординату точки пересечения
вертикали, проведенной для соответствующего значения п2 или In /V, с наклон-
502
ной прямой для заданного значения частоты колебаний. В качестве примера на
рис. XII.23 показано, что значению параметра nlf п2 или In N, равному 1,05, при
частоте колебаний f = 18 кгц соответствует длина участка /2 или равная
48,2 мм.
Диаметр Dz сечения экспоненциального переходного участка (рис. X 11.21)
определяется уравнением
Dz = Die~^,
где р = —=------коэффициент сужения экспоненциального участка.
О.д 0,9 101051J 12 7,4 r^.n^lnN
Рис. XI 1.23. Номограмма для расчета кон-
центраторов из стали 65Г
Рис. XI 1.24. Номограмма для
определения диаметра Dz
При пг = 0 получим
или
Dz = Dre~KZ,
\gDz = IgDi — Mkz,
где M — модуль десятичных логарифмов.
На основании этой зависимости может быть построена номограмма для опре-
деления диаметра Dz промежуточного сечения экспоненциального участка концен-
тратора. На рис. XI 1.24 представлена такая номограмма, построенная для случая
стали 65Г (с = 5,17- 106 мм/сек) и / = 16 н- 40 кгц.
Пример пользования номограммой: у стального концентратора с Dr = 20 мм
на резонансную частоту f = 18,2 кгц требуется определить Dz сечений переходного
экспоненциального участка на расстоянии z = 20 и 40 мм. Для определения Dz
в сечении z = 20 мм в верхней части номограммы на вспомогательной наклонной
прямой, пересекающей нижнюю горизонталь ее рамки в точке, соответствующей
Мкг = 0, находят точку /, соответствующую D± — 20 мм, и проводят через нее вер-
тикальную прямую. Затем в нижней части номограммы находят точку 2 как пересе-
503
Рис. XI1.25. Зависимость
коэффициента а от вели-
чины 7V для конического
' (/) и экспоненциального
(2) концентраторов
чение горизонтали f = 18,2 кгц с наклонной прямой г = 20 мм и проводят через нее
вертикальную прямую до пересечения с нижней горизонталью рамки верхней части
номограммы, откуда проводят вспомогательную прямую, параллельную имеющимся
на номограмме до пересечения с вертикалью, проведенной через точку 1\ получен-
ная таким образом точка 3 и определяет Dz = 12,9 мм. При определении диаметра Dz
в сечении г = 40 мм имеет место случай, когда величина Мкг больше мантиссы ло-
гарифма Di, а характеристика логарифма Dz на единицу меньше характеристики
логарифма, в связи с чем для нахождения мантиссы логарифма Dz необходимо ман-
тиссу логарифма D± увеличить на (1 — Мкг). В данном случае аналогично предыду-
щему также находят точку 1, а на прямой г= 40 получают точку 4, соответствующую
f = 18,2 кгц; однако вертикальную прямую через точку 4 проводят до пересечения
не с нижней, а с верхней горизонталью рамки верхней части номограммы. Точка 5,
полученная пересечением вспомогательной прямой с вертикалью, проведенной через
точку /, определяет величину Dz — 8,2 мм.
Найденные таким путем значения Dz в различных
сечениях переходного участка используют для по-
строения профиля шаблона, по которому изготовля-
ется концентратор.
Приведем упрощенный расчет концентратора. Зада-
ются: резонансная частота fpi определяемая собствен-
ной частотой преобразователя, материал концентра-
тора (скорость звука с в нем), диаметр рабочего
торца Р2 и амплитуда колебаний на нем А2.
Амплитуда колебаний входного торца концентра-
тора А± обычно равна амплитуде торца преобразо-
вателя или переходного концентратора в месте кре-
пления к ним концентратора инструмента. Находит-
ся Мп как
а2
Мр = ^-.
По найденному Мр из табл. XI 1.13 выбирается N.
Вычисляется (табл. XII. 14)
% с
Определяется — ND2. Полученное
соотношению:
значение должно удовлетворять
£>2
По рис. XI 1.25 определяется значение коэффициента а для конического (кривая 1)
и экспоненциального (кривая 2) концентраторов в зависимости от Для ступенча-
тых концентраторов а = 1 при любых N.
Вычисляется длина концентратора
1Р~ а~2-
Для экспоненциального концентратора нужно еще определить диаметры се-
чений Dx на различных расстояниях от входного торца. Dx находят по номограмме
рис. ХП.26, где в зависимости от N = DjD2 определяется Dr/Dx для различных
Ixl lp*
На рис. XI 1.27 показано распределение скоростей частиц с и усилий Т в кон-
центраторах различных типов [75].
В табл. XII. 15 и XII. 16 приведены характеристики генераторов для питания
магнитострикционных преобразователей [11, 23, 54, 67, 69].
504
XII. 13. Приближенные характеристики
ультразвуковых концентраторов
Тип концентратора Коэффициент усиления Мр при отношении диаметров N
2 3 4 5 6 8 10
Конический 2 2,5 3 3,5 3,8 4 4,2
Экспоненциальный 2 3 4 5 6 8 10
Ступенчатый 4 9 16 25 36 64 J00 ' 1
Примечания: 1. Для конических нецелесообразно принимать N ; > 5, так как Л меняется
незначительно. 2. Ступенчатые концентраторы при N выше стабильно. 3. Реальные Мо несколько ниже табличных, 3—4 (Мр = 10-4-15) работают не- так как зависят от потерь в мате-
риале концентраторов.
XII. 14. Длина полуволны в различных материалах,
Q
подсчитанная по формуле 1= -т-
JP
Сталь Титановые сплавы Латунь Никель
Частота в кгц Z/2 в мм при скорости звука с в м/сек
5170 5150 3490 4780
18 144 143 97 131
22 118 117 80 109
Примечание.
Длина волны в коническом и экспоненциальном концентраторе не может быть
подсчитана по приведенной формуле, так как в этих случаях она зависит от формы
концентратора и величины N.
505
у L.- . 1-L. .. I —„I., 1...,1 » J . ~
0 OJ 03 OS 0,7 OS t
Рис. XI1.27. Профили
концентраторов и рас-
Рис. X 11.26. Номограмма для определения диамет- пределение в них ско-
рое сечений экспоненциальных концентраторов ростей частиц с и уси-
лий Т: а — ступенча-
тый профиль; б — ко-
нический; в — экспо-
ненциальный; г — ка-
теноидальный; д —
профиль Фурье
506
XI 1.15. Характеристики ультразвуковых генераторов для питания магнитострикционных преобразователей
Показатели Тип генератора
УЗГ-2-0,4 УЗГ-2,5 УЗГ-2,5М УЗГ-6 УЗГ-6М УЗГ-10 УЗГ-ЮМ УЗГ-10-22
Мощность, потребляемая от сети, в ква 1,0 5-6,5 5,5 12,5 12 15—20 18,5 19,0;
Мощность выходная в кет 0,4 2,5 2,7 6,3 6,5 8—9,5 9 10,0
Пределы регулирования ча- стоты в кгц 17—45 18—22 18—22 18—22 18—22 18—24 18—22 20,5—23,5
Тип генераторной лампы Тетрод ГУ-34Б Триод ГУ-5А Триод ГУ-5Б Тр иод ГУ-5/ L Триод ГУ-10А
Количество генераторных ламп — 1 1 2 2 1 1 1
Охлаждение генераторной лампы Воздушное Воздушно- водяное Воздушное Возд} Ш1НО-ВОДЯ1 юе
Расход воды для охлаждения в л[мин — 5 — 6 — — — 10
Напряжение питающей сети в в 220 220/380 220/380 220/380 220/380 220/380 220/380 220/380
g Продолжение табл. XI1.15
ОО _________________________________________________________________________________________________________________
Показатели Тип генератора
УЗГ-2-0,4 УЗГ-2,5 УЗГ-2,5М УЗГ-6 УЗГ-6М УЗГ-10 УЗГ-10М УЗГ-10-22
Тип применяемых преобразо- вателей — ПМС-6М; ПМС-7 ПМС-6М; ПМС-7А ПМС-6М; ПМС-15А ПМС-6М ПМС-6М ПМС-6М ПМС-6-22
Количество одновременно ра- ботающих преобразователей 1 1 1 2 2 4 4 1—4
Диапазон регулирования вы- ходного напряжения в в 200—220 300—350 250—440 220—460 220—450 240—450 240—450 240—450
Диапазон регулирования вы- ходной мощности (от номинала) в % — 10 50 50 50 — До 50 50
Сопротивление нагрузки в ом — 15—30 15—30 10—25 10—25 — 7—25 5—30
К. п. д. в % — 38—41 48 48 54 40 48 58
Размеры генератора в мм:
в плане 410X422 560X780 600X775 790X725 790X725 840X840 790X780 886X780
высота 437 1400 1650 1715 1715 3020 1840 1850
Масса в кг 50 420 420 400 400 800 620 620
Цена в руб. — 2000 — — — 2250 — —
XI 1.16. Характеристики ультразвуковых генераторов типов УМ и УЗМ
Показатели Тип генератора
УМ1-04 УМЗ-2 УМ1-4 УМ2-10 УМ2-25 УЗМ-1,5 УЗМ-10
Мощность, потребляемая от сети, в ква 1,о 4,0 8 15 40 3,5 15,5
Мощность выходная^в кет 0,4 2,0 4 10 25 1,5 10
Рабочая частота в кгц 18—30 22 15—25 18—22 18—22 15—30 15—30
Тип генераторной лампы ГУ-5А ГУ- 10А ГУ-80 ГУ-5А
Количество генераторных ламп 1 1 2 2 2 2 2
Размеры генератора в мм:
в плане 470X420 540X650 740X880 1170X940 900Х 1606 600X660 990Х 1240
высота 560 1250 1660 1850 1910 1425 2010
Примечание. Напряжение питающей сети 220 в для УМ1-04, для всех остальных 220/380 в; выходное напряжение - 400 в.
4. ТЕХНОЛОГИЧЕСКИЕ ПОКАЗАТЕЛИ ОБРАБОТКИ
Одним из промышленно освоенных технологических применений ультразвука
является размерная обработка материалов.
На рис. XI 1.28, а — лив табл. XI 1.17—21 представлены некоторые зависимости
и показатели, характеризующие операции ультразвуковой механической обработки
[9, 21, 22, 26, 27, 33, 34, 41, 45, 56, 61, 72, 73].
Достоинства ультразвуковой размерной обработки: возможность обработки
как неметаллических неэлектропроводных материалов, так и токопроводящих твер-
дых сплавов; возможность обработки деталей сложных конфигураций; возможность
достижения высокой чистоты и точности обработки; отсутствие каких-либо тепловых
или механических воздействий на обрабатываемую поверхность и соответственно
отсутствие дефектного слоя и трещин на ней. Недостатки: затруднительность либо
невозможность обработки мягких материалов, например цветных сплавов; необхо-
димость снижения производительности при обработке твердых материалов невысокой
хрупкости; некоторая сложность расчета, проектирования и изготовления инстру-
XII. 17. Основные характеристики станков
Показатели Модель
4770А 4772 4773А УЗСН-80 2УПС УЗСН-2
Потребляемая ультра- звуковая мощность в кет Частота преобразова- теля в кгц Размеры вырезаемых деталей в мм Обрабатываемые: площадь в глубина в мм Рабочая поверхность стола в мм Точность обработки в мм Усилие подачи в кГ Перемещение в мм: продольное поперечное вертикальное Габариты станка в мм Наибольшая произво- дительность в мм*/мин: по стеклу > по твердому спла- У Масса станка в кг Генератор Ориентировочная стои- мость в тыс. руб. 0,25-0,4 18-19 1-50 100 0,2-15 140X140 0,02-0,04 0,4-2 100 80 25 498X372 X Х725 250-300 5 90 УМ1-04 2,8 1,5 20-22 80 700 30 250X350 0,01—0,04 100 150 150 560Х875Х Х1850 800-1500 20 700 УЗМ-1,5 4,0 16-22 15-60 3000 50 500 X400 0,02 250 200 50 1500Х1300Х Х2000 9000 75 1500 УМ1-4 8,8 2,5 18,5 120 2500 50 68 124 60 750Х500Х Х1615 1200 320 УЗГ-2,5 1,5 16,6 400 X 200 0,01 0-10 300 150 150 1500X1300X Х1800 700 12 400 0,2 20 0,2-2,5 10 320Х245Х Х540 50 11 У Г-03
510
мента; необходимость выполнения обработки в присутствии Жидкой среды; повышен-
ная стоимость акустической энергии по сравнению с другими видами энергии.
Точность и чистота поверхности при ультразвуковой обработке в значительной
мере зависят от способа подачи суспензии в рабочий зазор и величины зерен абразива,
а также степени износа инструмента.
Влияние амплитуды колебаний инструмента на шероховатость поверхности
при ультразвуковом выглаживании:
Амплитуда А в мкм Rz в мкм для: ... 5 7,5 10 12,5 15 17,5 20
стали 10 . . . . 12,5 8 6 4 6,5 9 12
латуни ЛС59—1 . . . . . . . . 8 5 3 3,5 4 6,5 9
Влияние статического усилия на шероховатость поверхности при ультразвуко-
вом выглаживании (продольная подача snpod — 500 мм/мин; А = 11 мкм; Rzucx ~
= 40 мкм)\
для размерной ультразвуковой обработки
(марка) станка
4770 4772А 4772М 4771 МЭ-34 УЗСИ-4 НУПС-1 МЭ-11 4Б772
0,4 1,5 1,5 0,4 1,5X2 0,2 0,1 0,1-0,25 1,5
18-19 22 22 18 22 — 20 18 22
0,5-10 80 80 0,5-15 2X400 шт. 10 0,2-5 6-50 —
80 800 — — — 16 — —
50 40 30 60 0,6 — — 0,2-1 —
125X165 0 300 — 0 250 — — — — 0 300
0,02 0,025 — 0,01 — — — — 0,025
0-4,5 1—30 — До 5 0,5-6 — — 0,3—0,4 —
— 150 — 120 — 120 50 — —
—. 150 — 100 — 100 50 — —
— 50 — 70 — 25 20 — —
515Х420Х Х705 1375X945X Х1765 — 700Х520Х Х1000 — 245Х320Х Х540 320X245X Х540 460Х315Х Х625 —
300 5000 1800 1300 — — — 4000
6 50 30 10 — — — — 500
155 1500 / 240 — 27 11 150 1200
— УЗМ-1,5С — УМ1-04 УЗМ-1,5 2 шт. — — — —
2,5 5,0 — — — — — — —
511
20 40 60
С, %
Рис. XI 1.28. Некоторые зависимости при ультразвуковой обработке твердых материа
давления руэ (I), силы прижима Рпр (II) и амплитуды колебаний А (III); работа с от
17 мм при различных значениях внутреннего диаметра (1 — 15 мм; 2— 13; 3— 9;
от концентрации С абразивной суспензии; f = 20 кгц (I — SiC, М28; 2 — SiC, М40;
20В4 от статического давления р инструмента (f = 20 кгц) при диаметре рабочей части
ботки стекла карбидом бора 10 на станке 4772 при отсосе суспензии от давления при
ботки S. А — 25 ± 3 мкм; штриховые кривые — без отсоса; д — зависимость ско
и площади S (1 — 60 мм2; 2 — 295 мм2; 3 — 695 мм2; 4— 1235 мм2); е—зависимость
суспензии, давления прижима рпр и глубины внедрения h; А = 25 ± 3 мкм; рпр
/i=10 мм; ж — зависимость скорости обработки vp и износа инструмента у от ампли
инструмента; справа — для кольцевого); периметр рабочей части инструмента 21 мм.
(4 — 2,5; 5 — 1,5; 6 — 1,0; 7 — 0,5); з — зависимость производительности от удель
слева — при постоянном времени (1 мин), справа — при постоянной глубине обра
ультразвуковой однолезвийной ножовки (1 — стекло; 2 — кремний; 3 — керамика
скорости резания vp от глубины резания h при работе ультразвуковой однолезвий
инструмента от времени t при ультразвуковой безабразивной обработке, f = 21,5 кгц;
ванный мате
512
лов (прошивке, резании): а — зависимость скорости прошивания vp от удельного
сосом суспензии, обработка цилиндрическим инструментом с наружным диаметром
4 — 3); б — зависимость скорости vp ультразвукового прошивания феррита 30С4
3 — В4С, 150); в — зависимость скорости vp ультразвукового прошивания феррита
12 мм (кривая /) и 25 мм (кривая 2); г — зависимость производительности Qy обра-
жима рпр (цифры у кривых Рпр в кПсм2), глубины внедрения h и площади обра-
рости обработки vp стекла на станке 4772 при отсосе суспензии от силы прижима рПр
производительности Qy станка 4772 при обработке стекла от скорости отсоса vomc
в кПсм* (/ и 2 — 0,75; 3 и 4 — 1,35;>X б — 2,9) /, 3 и 5 — h = 1 мм; 2, 4 и 6 —
туды колебаний инструмента А и статического усилия Р (слева — для сплошного
2А в мкм (1 — 30; 2 — 50;Т<? —'65); толщина стенки кольцевого инструмента в мм
|ной статической нагрузки при обработке стекла (/) и спеченного сплава САС-1 (2);
, ботки (4 мм); и — зависимость скорости резания vp от усилия Р на ленту при работе
22ХС; 4 — керамика ЦМ332 — алунд; 5 — твердый сплав В КЗ); к — зависимость
ной ножовки (обозначения, что и на рис. и); л — зависимость глубины внедрения h
А — 30 мкм; Р = 2 кГ; диаметр инструмента 10 мм (1 — стекло; 2 — графитизиро-
риал ЭЭГ)
33 Л. Я- Попилов
513
Усилие Р в кГ . . . .
Rz в мкм для:
стали 10 ... .
латуни ЛС59-1
50 75 100 125 150 175 200 225
25 19 14 11 9 8 9 12
22 14 8 6 4 3 3 4
Влияние продольной подачи на шероховатость поверхности при
вом выглаживании (Р = 120 кГ; А = 11 мкм):
ультразвуке-
Snpod в мм/мин.............. 250 500
Rz в мкм для:
стали 10...................3 ' 4
латуни ЛС59-1 .... 2,5 3,5
750 1000 1250 1500 2000 2500
5 6 7 7,5 10 13
4 4,6 5 6 7,5 10
Ультразвуковые колебания находят широкое применение для интенсификации
различных химико-технологических процессов [4, 11, 12, 69], в частности для очистки
поверхности от загрязнений. Некоторые сведения об этих операциях приведены ниже
[6, 39, 49, 50, 51, 78].
XII. 18. Относительная обрабатываемость различных материалов
ультразвуком
Материал Обрабатывае- ’ мость Материал Обрабатывае- мость
Натриевое стекло Латунь Штамповая сталь: /7ЯС66 HRCW HRCW Нержавеющая сталь 1Х18Н8 ХЗВ9 Подшипниковая сталь Хромистая термо- обработанная Спеченный карбид вольфрама (HRC76) Твердые сплавы Вольфрам Стеллит Германий (моно- кристалл) Титан Алмаз 100 6,6 1,4 3,9 2,2 2,1 1,2 (1-1,2) 1,4 4,1 (2,5) (0,9—1,2) 4,8 4,0 (31); (100); (35—70) (4) «0,5); (1-0,5) Боросиликатное стекло Кварц (кристалл) Плавленая окись алюминия Синтетический сап- фир Синтетический ру- бин Титанат бария (ке- рамика) Ферриты Керамика, фарфор Полевой шпат Шпинель Сланец Микалекс Мрамор Бериллий Кремний 86 (45—70); (57); (50) (15—20); 19; (25—50) 19 (12—18); 18; (10—15) ПО (75-85) (38); (40-65) (40) (48) 67 (240); (75—80) (250) (7) (75—100); (40-75)
Примечание. Условия обработки: абразив — карбид бора 100 меш, инструмент Н-образный сечением 300 .mju2. В скобках даны сведения по обрабатываемости, определенные в условиях, отличных от приведенных.
514
XI 1.19. Показатели ультразвуковой обработки
Способ подачи суспензии Размер зерна абразива в мкм Величина зазора со стороны вхо- . да инстру- мента в мм Достигаемая точность обработки в мм Конусность отверстия в мин Класс чис- тоты обрабо- танной по- верхности (сплав ВК20)
Полив 88—120 0,28—0,36 ± 0,04 180 5—6
Нагнетание — 0,33—0,38 ±0,025 45 7
Полив 46—62 0,22—0,26 ±0,02 120 6—7
Нагнетание — 0,24—0,27 ±0,015 30 7—8
Полив 28—44 0,11—0,14 ±0,015 75 7—8
Нагнетание — 0,12—0,14 ±0,01 20 9
XII.20. Скорость ультразвукового прошивания
при различных амплитудах А и номерах зернистости
Материал Диаметр отверстия в мм А — 50 мкм А = 25 мкм
№ 100 № 400 №100 № 400
Скор' ость Проши вания в мл i/muh
Медь 1,3 1,6 0,5 0,4 0,15
Латунь 1,3 2,3 0,7 0,55 0,2
Сталь мягкая 1,3 2,2 0,55 0,53 0,18
» твердая 1,3 1,9 0,55 0,5 0,2
» типа Х18Н9 1,3 1,8 0,5 0,45 0,15
Карбид вольфрама 3 * 3,8 2,5 0,95 0,8
Сталь мягкая 3 * 3,7 2,55 0,9 0,73
Примечание.
Инструмент — твердая сталь; мощность 500 вт.
Сторона квадратного сечения.
Достоинства ультразвуковой интенсификации химико-технологических про-
цессов: возможность интенсификации (ускорения процесса, повышения производи-
тельности и т. д.) разнообразных химико-технологических процессов; возможность
применения дешевых и простых источников акустической энергии (пневматических,
гидравлических). Недостатки: повышенная стоимость акустической энергии по сравне-
нию с другими видами энергии; некоторая сложность ввода акустической энергии в оз-
вучиваемой объем и обеспечения необходимой плотности и равномерности ее рас-
пределения; необходимость защиты излучателей или волноводов от агрессивных
сред при озвучивании их.
33* 515
XII.21. Сравнительные данные производительности и износа инструмента
при обработке твердых сплавов
Марка обрабаты- ваемого твердого сплава Статиче- ская на- грузка в Г/мм2 Частота колебаний в кгц Двойная амплиту- да коле- баний 2А в мкм Совмещенная обработка * Ультразвуковая обработка
Подача в мм/мин Износ инстру- мента в % Подача в мм/мин Износ инстру- мента в %
ВК8 68 16,1 53 0,16 33 0,03 78
Т15К6 68 16,7 53 0,10 20 0,04 56
ВК8 43 16 88 0,08 25 0,02 66
ВК8 25 16,2 88 0,13 23 0,033 60
Т15К6 25 16,1 88 0,17 20 0,060 40
ВК8 12,5 14,9 59 0,04 20 0,017 52
Т15К6 12,5 14,6 59 0,05 20 0,020 60
Т15К6 30 15,1 59 0,10 20 0,035 54
ВК8 30 15,1 59 0,05 20 0,020 55
Т15К6 12,5 14,2 77 0,06 20 0,070 90
ВК8 12,5 14,5 77 • 0,06 25 0,020 106
T15KI 25 14,5 77 0,10 11 0,030 50
ВК8 25 14,6 77 0,07 20 0,024 42
Т15К6 37,5 15,0 77 0,09 11 0,025 100
ВК8 37,5 15,1 77 0,06 25 0,020 100
Примечание.
Зернистость абразива — № 14 (90 меш)\ площадь торца инструмента 80 им2.
Плотность тока 7,5 а/см2.
В табл. XI 1.22 приведены характеристики установок для ультразвуковой
очистки.
Достоинства ультразвуковой очистки: возможность очищать поверхности, имею-
щие различные виды загрязнений, в том числе трудно удаляемые обычными методами;
резкое сокращение длительности очистки и числа операций; возможность замены
огнеопасных и дорогих растворителей дешевыми, в том числе водными растворами
и водой; возможность механизации и автоматизации. Недостатки: необходимость
применения специального оборудования; недостаточная равномерность очистки де-
талей сложных форм без принятия специальных мер; относительно повышенный рас-
ход энергии.
При ультразвуковой очистке одним из важных факторов является кавитация,
возникающая в среде жидкости—очистителя.
Размер кавитационного пузырька (в см) приближенно определяется по формуле
d 1 1/* ЗуРо 326 л1/2 ~ 26
^ = >У-Т"Т₽0' еслир0»^-,
516
XII.22. Некоторые характеристики ванн для ультразвуковой очистки
Показатели Тип, модель, марка ванны
УЗВ-15М УЗВ-16М УЗВ-17М УЗВ-18М УЗВМ-З ВМ-2,5 ВМ-40 ;ВМ-100 ВМ-1000 УЗВТ
Число встроенных излу- чателей 1 2 3 4 1 1 1 2 12 1; 2
Тип излучателя ПМС-6-22 ПМС-6-22 ПМС-6-22 ПМС-6-22 ПМС-38 — — — — —
Общая площадь диаф- рагм в смг 900 1800 2700 3600 1240 - — - — 900; 1800
Частота в кгц 22±7% 22±7% 22±7% 22±7% 18 — — — — 19-20
Мощность в кет 2,5 5,0 7,5 10,0 — 0,5 1,5 3 30 2,5; 5,0
Габариты ванны (дли- нахшнринахвысота) в мм 400Х400Х Х300 700Х450Х ХЗОО 450Х450Х ХЗОО 450Х450Х ХЗОО 620 Х900Х Х1450 180X105 350x430 550Х400Х Х580 160Х850Х Х740 570X520X Х380; 950X420X Х380
Емкость ванны в л 42' 82 128 163 17 2,5 40 100 1000 50; 100
Расход воды в л{ми,н\
, для охлаждения излучателя 3 6 9 12 5 — — — — 6
для охлаждения ванны 6 8 9 10 — — — — — —
и
1 1/~6уа_ / 3,9 \ 2/з
2nf V pRo~ \ f )
2а
если р0 < ,
*<0
где р0 — гидростатическое давление в ат; а — поверхностное натяжение; р — плот-
ность жидкости; у — удельная теплоемкость газа.
На рис. XI 1.29 и XI 1.30 приведены некоторые зависимости, характеризующие
роль кавитации [4, 5, 6, 9, 53].
Основные требования к веществам, входящим в состав растворов для очистки,
и к растворам следующие.
1. Отсутствие вредных воздействий на очищаемый материал (коррозионного
или растворяющего воздействия на материал основы).
2 3 5 7 10 20 30
р. ати
13 5 7 9 11 13 15
р.ата
Рис. XI 1.29. Некоторые зависимости кавитационной эрозии AQ от статического дав-
ность — вода; 2 — рабочая жидкость — 50% воды + 50% глицерина); б — влияние
2 — гелия; 3 — азота; 4 — аргона); в — влияние растворимости газов К при р =*
давления аргоном; 2 — при постоянном содержании растворенного в воде воздуха);
стый углерод; 3 — бензин «Калоша»; 4 — вода, рабочий газ — аргон); е — влияние
в ненагруженном состоянии; 2 — 10 мкм; 3 — 20 мкм; 4 — 30 мкм, рабочая жид-
обработки (/ — детали закреплены неподвижно вне зоны кавитации; 2 — детали
кавитации на расстоянии 1/4 % от границы жидкость—газ; 4 — детали свободно дви-
абразивную эрозию AQ сплава АК6 при избыточном статическом давлении, / =
34 об. %; 3 — вода 33%, глицерин 33%, карбид бора 34 об. %); к— уменьшение
вязкостью (/ — вода; 2 — вода 50%, глицерин 50%; 3 — гли
518
2. Высокая эффективность взаимодействия с загрязнением данного типа (ин-
тенсивное растворяющее или эмульгирующее действие).
3. Безопасность в обращении и безвредность для персонала, обслуживающего
установки очистки (негорючесть, нетоксичность и отсутствие вредных паров).
4. Экономическая целесообразность применения: отсутствие агрессивного воз-
действия на оборудование; медленная потеря очищающих свойств; дешевизна и до-
ступность; низкая стоимость приготовления; возможность регенерации простыми
средствами; простота хранения.
5. Большая широта диапазона возможного использования: пригодность для очи-
стки металлов, сплавов и неметаллов, применимость для черных и цветных метал-
лов и т. д.; применимость для очистки при высоких и низких частотах; некритич-
ность содержания в составе раствора.
ления р при различных условиях: а — влияние вязкости среды (/ — рабочая жид-
избыточного давления газов с различной растворимостью (/ — углекислого газа;
8 ати в воде; а — влияние избыточного давления (/ — при создании избыточного
д — влияние состава рабочих жидкостей (1 — трихлорэтилен; 2 — четыреххлори-
температуры воды; ж — влияние амплитуды колебаний излучателя (/ — 6 мкм,
кость — вода, газ — азот); з — зависимость высоты заусенца д от длительности
в зоне кавитации на расстоянии 3/4 % от границы жидкость—газ; 3 — детали в зоне
жущиеся, f = 18 кгц); и — влияние наличия твердых частиц в жидкости на гидро-
18 кгц (/ — вода 50%, глицерин 50%; 2 — вода 33%, глицерин 33%, тальк
высоты заусенца д в зависимости от статического давления р для сред с различной
церин-; 4 — вода 33%, глицерин 33%, карбид кремния 34%)
519
Рис. XI1.30. Некоторые зависимости при ультразвуко-
вой очистке: а—зависимость порогового давления рпор
возникновения кавитации от вязкости ц жидкости
(при 25 кгцу, б — зависимость скорости очистки от
мощности излучателя Ри3л\ в — зависимость степени
очистки поверхности от веса ее загрязнений G; мощ-
ность излучателя 1,7 вт1см2', среда — вода 40° С;
г — процесс роста и захлопывания кавитационной
полости (/?тах максимальный радиус пузырька); д —
методы улучшения импедансного согласования между
J преобразователем и ванной для ультразвуковой очи-
стки [/ — преобразователь; 2 — твердый волновод
(концентратор); 3 — ванна; 4 — инерционные элемен-
ты; 5—штрихованный преобразователь; zi, Z2, г3—пол-
ное сопротивление соответственно преобразователя,
концентратора, ванны; X —длина волны]
XI 1.23. Некоторые характеристики установок для ультразвуковой сварки
Показатели Марка установки
УЗСМ-1 УЗСМ-2 УЗСМ-5 УЗАП-2 УЗАП-З УЗАП-4
Мощность излучателя в квт 2,5—4 2,5—4 — 2—3,5 2-3,5 2—3,5
Тип излучателя ПМ 2-15 ПМС- L5A
Рабочая частота в кгц 19,5 19,5 20 19—20 19—20 19—20
Контактное усилие в кГ 20—100 20—140 20—350 20—150 12—50 150
Время сварки в сек — — 0,3—5,0 0,1—60 2 2
Расход воды в л!мин 3,0 — 4,0 3,0 3,0 6,0
Габариты установки в мм 1250Х430Х Х670 1320Х490Х Х960 1712X810X1060 1550Х490Х Х550 650Х500Х 1580 830X1180Х Х1610
Масса в кг 120 200 535 — — —
Основное назначение Точечная сварка тонколисто- вых метал- лов Роликовая сварка тонколисто- вых метал- лов Сварка крупных деталей из пластич- ных материалов' толщиной 0,5— 1,5 мм Сварка изделий из термо- пластов Сварка поливинил- хлорида; полу- автоматическая сварка термопла- стов Соединение деталей из термопла- стов
HV
1000-y
900-
700-
600-
500-
400-
300-
200-
150-
100-
80-
60-
50-
40 -
50-
20-
15-
10-
10000-
7500 ~ _ 4000
5000 - UUU
3000--2000
2000-
1500 -
1000 z-600
750 1
500 ~-
300 -
?1°50 -~100
WO -
75 -
50-
30'—20
20 ~
300
Алтина материале
мм Дюйм-103
г-WO
2--80
15 --W
-50
1 --40
0750--™
0.500 -~гв
-15
О.?5О—Ю
0Z00--8
0150--5
-5
0.100-'4
-J
0.050
' -1.5
0.025-1
Рис. XI 1.31. Номограмма, связывающая твер-
дость материала по Виккерсу HV, толщину
и необходимую для сварки мощность
Рис. XI1.32. Некоторые зависимости при уль-
тразвуковой сварке: а, б — зависимость глубины
внедрения сварочного наконечника в верхнюю
деталь и величины срезающего усилия РСр свар-
ной точки от контактного усилия Рк (а) и вре-
мени воздействия ультразвуковых колебаний (б)
при сварке алюминиево-магниевого сплава тол-
щиной 1 мм (1 — глубина внедрения h; 2 — сре-
зающее усилие РсР)\ в — площадь 5 (/) и проч-
ность (2) сварного соединения в зависимости от
времени сварки медных образцов толщиной 1 мм
(контактное усилие 165 кГ, амплитуда 26—
28 мкм)\ г — изменение прочности сварной
точки (Р — разрушающее усилие) при сварке
алюминиевого сплава в зависимости от времени
сварки t (1 — прочность при обычном режиме
сварки; 2 — прочность при дополнительном кон-
тактном усилии); д, е, ж — зависимость проч-
ности на срез хср соединения алюминий—алю-
миний ультразвуковой сваркой от времени
сварки при W — 200 вт и руд = 0,8 кПмм2, (д);
удельного давления руд при tce = 0,4 сек и
W = 200 вт (е) и мощности W (ж), потребляе-
мой преобразователем (1 — поверхности покрыты
слоем электролита; 2 — поверхности сухие,
tce = 0,4 сек\ руд ~ 0,8 кПмм2)
XI 1.24. Некоторые характеристики установок для ультразвуковой пайки и лужения
Показатели Марка паяльника Марка ванны лужения
УП-21 УЗП-1 УЗУП-2 УП-49 УЗВА-1 УЗУЛ-1М УВЛ-4
Рабочая частота в кгц 23—26 22 23—28 22 18—25 23—25 18±7,5
Мощность в вт:
паяльника (ванны) 30 250 40 500 500 200 300
нагревателя 70—120 — 70—120 1000 300 250—350 1000
Ток подмагничивания в а 0,8 22 — — 20 — —
Мощность из сети в вт 300 250 300 1700 — — —
Габариты в мм:
паяльника (ванны) 268X160X45 370X170X50 280X40X150 430Х360Х Х220 360X360X Х480 200X300X Х250 309Х367Х Х320
генератора 260Х230Х Х198 — 260Х 195Х Х230 418Х384Х Х537 — 450Х250Х Х280 550Х315Х Х360
Масса в кг:
паяльника (ванны) 0,75 1,5 0,75 26 17 15 18
генератора 11 — 10 60 — 25 43
Я Число
лургических процессах: а, б — содержание вольфрама в стали в зависимости
от длительности озвучивания (а — корундовый тигель, 1560° С; б — графи-
товый тигель, 1400° С; 1 — звук большой интенсивности, №изл = 2500 etn\
2 — звук малой интенсивности, Wu3Jl — 500 вт; 3 — без звука); в — зави-
симость коэффициента измельчения зерен К от длительности обработки уль-
тразвуком (1 — алюминиевый сплав с 6% Si; 2 — сталь Х27; 3 — Bi);
г — кривые распределения микротвердости HV в стали (/ — слиток без
обработки ультразвуком; 2 — слиток обработан ультразвуком); д — меха-
нические свойства (аб и б) сплавов АЛ4, АЛ27-1 и АЛ27, обработанных
ультразвуком (штрихованные столбцы) и другими способами (/ — хлорис-
тым алюминием; 2 — продувка хлором; 3 — хлористым марганцем; 4 — хло-
ристым цинком; 5 — карналитом; 6 — по заводской технологии)
525
to
Рис. XI1.34. Некоторые зависимости при использовании ультразвука в процессах обработки давлением: а, б, в, г —де-
формация 8 и напряжение о при осаживании в обычных условиях (1) и с ультразвуком (2) меди (а), алюминия (б),
меди с предварительной деформацией 10% (в) и 40% (г); д — зависимость твердости по Людвику HL (в кПмм?) от глу-
бины внедрения h индентора (1 — при статической нагрузке; 2 — при воздействии ультразвука, А = 5 мкм; I — сплав
Д16; II — сталь 45; III — сплав ЭИ929;- IV — медь; V — серый чугун; VI — сплав ВТ5)
К освоенным технологическим применениям ультразвука относятся ультразву-
ковая сварка и пайка [11, 19, 74]. В табл. XI 1.23 — XI 1.24 содержатся данные об
этих процессах.
На рис. XI 1.31 приведена номограмма, связывающая основные параметры уль-
тразвуковой сварки, а на рис. X 11.32 — некоторые характеристики этой операции.
Рис. XI 1.35. Некоторые зависимости при ультразвуковом упрочнении: а—рас-
пределение твердости Нц по глубине h упрочненного слоя на поверхности
стали ШХ15 (1 — после шлифования; 2, 5, 4 — после ультразвукового
упрочнения с усилием соответственно 5, 10 и 20 кГ); б — износ у шлифо-
ванных (/) и упрочненных -ультразвуком (2) после истирания на пути тре-
ния s стальных образцов (удельное давление 0,34 кГ/мм\ средняя скорость
перемещения 46 м/мин); в — зависимость микротвердости Нц, и глубины
деформированного слоя кдеф от усилия Р при ультразвуковом упрочнении;
(сталь У10А; 2А = 20 мкм; диаметр шарика 10 мм; подача 0,07 мм/об)
г — зависимость микротвердости и глубины деформированного слоя кдеф
от скорости вращения vg детали (условия те же, что в в); д — распределение
микротвердости по глубине h упрочненного слоя при усилиях, действу-
ющих на шарик (Р и vg = 45 м/мин)
На рис. XI 1.33 показаны некоторые зависимости и показатели, найденные при
изучении влияния ультразвука на течение металлургических процессов, на
рис. XII.35 — при ультразвуковом упрочнении и на рис. XII.34 — при обработке
давлением. Повышение сгб, 6 и ап после обработки ультразвуком различных сталей
и хромоникелевых сплавов устойчиво находится в пределах 1,2—2 раз по сравне-
нию с исходными значениями [1, 3, 35, 48].
ЛИТЕРАТУРА
К главе I
1. Аренков А. Б. Основы электрофизических методов обработки материа’
лов. М.—Л., изд-во «Машиностроение», 1967.
2. Библиотечка электротехнолога и ультразвуковика. 3-е издание, 4 выпуска.
Под ред. Л. Я. Попилова. Л., изд-во «Машиностроение», 1971.
3. Вишницкий А. Л. Новое в размерной электрообработке металлов.
ЛДНТП, 1962.
4. Казаков А. М., К о л о т и л о в Н. Н. Система СИ и связь ее с другими
системами, принятыми в СССР для измерения механических и акустических величин.
УЗТ, 1964, № 6 *.
5. Кравец А. Т., Мечетнер Б. X., Сосенко А. Б. Технология
электрофизических методов размерной обработки металлов. Обзор. М., НИИмаш,
1968.
6. Новое в электрической и ультразвуковой обработке материалов. Лениздат,
1959.
7. Новое в электрофизической и электрохимической обработке материалов.
М.—Л., изд-во «Машиностроение», 1966.
8. Новые методы электрической обработки материалов. Л., Машгиз, 1955.
9. Опыт заводов отрасли по применению электрофизических и электрохимиче-
ских методов размерной обработки. М., ЦНИИТстроймаш, серия V, 1969.
10. П о п и л о в Л. Я., Богорад И. Я., Демчук И. С. и др. Электро-
технология. Л., Судпромгиз, 1952.
11. По пи лов Л. Я. Электрическая и ультразвуковая обработка. М.—Л.,
Машгиз, 1960.
12. Попилов Л. Я. Техника безопасности при электрофизической и электро-
химической обработке материалов. М.—Л., изд-во «Машиностроение», 1966.
13. Попилов Л. Я. Электрофизическая и электрохимическая обработка
материалов. М., изд-во «Машиностроение», 1969.
14. Применение электрических методов при обработке инструмента. Под ред.
И. Г. Космачева. ЛДНТП, 1968.
15. Справочная книга по отделочным операциям в машиностроении. Под ред.
И. Г. Космачева. Лениздат, 1966.
16. Типовые технологические процессы по электрофизическим и электрохими-
ческим методам обработки. М., ВНИПТИстройдормаш, 1969.
17. Швец В. В. Распределение технологических процессов обработки в маши-
ностроении по энергетическим уровням и скоростным зонам. — «Вестник машино-
строения», 1967, № 10.
18. БурдаМ. И., Кравец А. Г., Марголин В. С., Мечетнер Б. X.
Эксплуатация электроимпульсных и ультразвуковых станков. Обзор. М., НИИмаш,
1969.
♦ Здесь и далее условно приняты сокращенные обозначения названий реферативных
сборников и журналов: ЭФЭХ — «Электрофизические и электрохимические методы обра-
ботки», УЗТ — «Ультразвуковая техника», ЭОМ — «Электронная обработка металлов»,
ФХОМ — «Физика и химия обработки материалов».
528
19. Электрические и ультразвуковые методы обработки материалов. Лениз-
дат, 1958.
20. Электроимпульсный и ультразвуковой методы обработки твердосплавных
штампов и фильер. М., ЭНИМС, 1960.
21. Электрофизические и электрохимические методы обработки материалов.
Под ред. Г. Г. Геворкяна. Ереван, Ин-т научн. информ. АрмССР, 1966.
22. Электрофизические и электрохимические методы обработки. Ч. I и II.
МДНТП, 1968.
23. Электрофизическая и электрохимическая чистовая размерная обработка
труднообрабатываемых материалов. ЛДНТП, 1969.
24. Электроэрозионные методы обработки материалов в машиностроении.
М., НИИмаш, 1965.
К главе II
1. Алексеев Г. А., Водяницкий О. А., Волков Ю. С., Мо-
ро з И. И. Вопросы гидродинамики при электрохимической обработке. ЭФЭХ,
1968, № 6.
2. Алексеев Г. А., Волков Ю. С., М о р о з И. И. Расчет процесса
электрохимического фрезерования металлов. ЭОМ, 1966, № 2.
3. А л е к с е е в Г. А., К у з н е ц о в Б. В., М о р о з И. И. Универсальный
электрохимический копировально-прошивочный станок модели МА4423. ЭФЭХ,
1969, № 4.
4. А л е к с е е в Г. А., В о л к о в Ю. С. Способы расчета поверхностей
инструмента для стационарного режима размерной электрохимической обработки.
ЭФЭХ, 1969, № 5—6.
5. Арутюнян Ф. А., Габриэлян Р. О. Электрохимическое разре-
зание заготовок из жаропрочных и титановых сплавов. ЭФЭХ, 1968, № 6.
6. Байбалов О. В., 3 е е г о ф ф е р О. И. Гидравлика и насосы. М.—Л.,
Госэнергоиздат, 1957.
7. Байрамян А. Ш., Геворкян Г. Г., Арутюнян Ф. А. Изготов-
ление пазов и разрезание металлов электрохимическим способом. ЭОМ, 1965, № 5—6.
8. Богоявленская Н. В. Электрохимическая полировка труб. М.,
Машгиз, 1962.
9. В о л к о в Ю. С., М о р о з И. И. Решение простейших стационарных
задач электрохимической обработки металлов. ЭОМ, 1966, № 4.
10. Головачев В. А., П е т р о в Б. И., Филимошин В. Г., Ш м а -
н е в В. А. Электрохимическая размерная обработка деталей сложной формы.
М., изд-во «Машиностроение», 1969.
11. Гродзинский Э. Я., Р о з м а н Я. Б., С т е б а е в А. И. Источники
питания электрохимических станков. ЭФЭХ, 1968, № 3.
12. Гродзинский Э. Я», Ломоносов Л. И. Электрохимическое про-
фильное шлифование твердосплавного инструмента. ЭФЭХ, 1968, № 1.
13. Гродзинский Э. Я.,Проклова В. Д. Электрохимическое слож-
ноконтурное вырезание электродом-проволокой. ЭОМ, 1965, № 5.
14. Д а в ы д о в А. Д., К а щ е е в В. Д. Некоторые вопросы электрохими-
ческой размерной обработки сплавов. ЭОМ, 1968, № 1.
15. Дегтяренко А. Г. Расчет оптимальных параметров процесса электро-
химической размерной обработки металлов. ЭФЭХ, 1969, № 2.
16. Дегтяренко А. Г. Уравнения движения точки, находящейся на обра-
батываемой поверхности в процессе электрохимической размерной обработки. ЭОМ,
1968, № 6.
17. Дегтяренко А. Г. Об устойчивости саморегулирования скорости съема
металла при размерной электрохимической обработке. Труды Алтайского НИИТМ,
1970, № 2.
18. Д е г т я р е н к о А. Г. Об оптимальности параметров процесса размерной
электрохимической обработки. Труды Алтайского НИИТМ, 1970, № 2.
19. Д л у г а ч Д. Я., С л е п у ш к и н Е. И., Щ и т о в а В. М. Метод при-
ближенного определения стационарных зазоров при электрохимическом формообра-
зовании. ЭОМ, 1968, № 2.
34 Л. Я- Попилов $2®
20. Дрозд Е. А., М и р з о е в С. А. Вольтамперная характеристика анодно-
гидравлической обработки металлов. ЭФЭХ, 1969, № 2.
21. 3 а м я т и н А. А., Н а с т а с и й В. К., Р о з м а н Я. Б. Источники пи-
тания электрохимических станков. ЭФЭХ, 1969, № 1.
22. 3 а й д м а н Г. Н., П а р ш у т и н В. В., П е т р о в Ю. Н. Влияние усло-
вий электрохимической размерной обработки металлов на распределение темпера-
туры в межэлектродном зазоре. ФХОМ, 1969, № 2.
23. К а з а н ц е в Е. А., Г у с е в В. А. Электрохимическая размерная обра-
ботка металлов с использованием переменного асимметричного тока. ЭФЭХ, 1969,
24. Каменецкий Г. И.,Свешников В. К. О величине усилий, необ-
ходимых для подсоса и вытеснения технологической жидкости из межэлектродного
зазора. ЭФЭХ, 1969, № 3.
25. Каримов А. X.,Смоленцев В. П. Электрохимическая обработка
ступенчатых поверхностей. — «Станки и инструмент», 1969, № 2.
26. Копытин Ф. А. Характеристики однофазных выпрямителей при прямо-
угольном и синусоидальном входном напряжении. — «Электротехника», 1968, № 2.
27. Л е в и н А. И., Е в с е е в а М. А., Ф е д ю ш к и н а Я. А. Баланс на-
пряжений при анодной обработке сплава ВК8. ЭОМ, 1967, № 2.
28. М а т о в Б. М. Электрическая флотация веществ. ЭОМ, 1965, № 1.
29. М е д в е д е в Б. А. Размерная электрохимическая обработка отверстий.
ЛДНТП, 1968.
30. М о л д а в с к и й М. И. Температурные факторы при обработке отверстий
электрохимическим способом. ЭОМ, 1965, № 5—6.
31. М о р о з И. И., Алексеев Г. А., Водяницкий О. А. и др.
Электрохимическая обработка металлов. М., изд-во «Машиностроение», 1969.
32. Насосы. Каталог-справочник. М., Машгиз, 1959.
33. Перри Дж. Справочник инженера химика. Т. 1. Л., изд-во «Химия»,
1969.
34. П о п и л о в Л. Я. Технология электрополирования металлов. М.—Л.,
Машгиз, 1953.
35. Промышленные центрифуги. Каталог ЦИНТИхимнефтемаш. М., изд-во
.«Химия», 1965.
36. Рабинович Е. С. Гидравлика. М., Физматгиз, 1961.
37. С е д ы к и н Ф. В., Д м и т р и е в А. Б. Влияние режимов размерной
электрохимической обработки на усталостную прочность сталй Х18Н9Т. ЭОМ,
1968, № 3.
38. Смоленцев В. П. Электрохимическая размерная обработка деталей
авиационных двигателей. Казань, Каз. авиац. ин-т, 1969.
39. С о к о л о в В. И. Современные промышленные центрифуги. М., Маш-
гиз, 1961.
40. С т е п а н о в Е. С. Электрохимическая размерная обработка металлов и
сплавов вращающимся катодом. ЭОМ, 1968, № 6.
41. Центрифуги. Каталог-справочник. М., Машгиз, 1963.
42. Ч е р е п а н о в Ю. П. Влияние потока электролита в межэлектродном
зазоре на чистоту и точность электрохимической обработки отверстий. ЭОМ, 1965,
№ 5—6.
43. Черкасский В. М., Романова Г. М., К а у л ь Р. А. Насосы,
компрессоры, вентиляторы. М., Госэнергоиздат, 1962.
44. Чернов А.Ю.,Бессеребренников Н.К. Основы теплотехники
и гидравлики. М., изд-во «Энергия», 1965.
45. Ч е р н я к О. В. Основы теплотехники и гидравлики. М., изд-во «Высшая
школа», 1969.
К главе III
1. Белостоцкий В. Л. Вопросы алмазной электрохимической заточки
твердосплавного инструмента. — Теория и практика алмазной обработки. М.,
НИИмаш, 1969.
2. Гродзинский Э. Я., Ломоносов Л. И. Электрохимическое про-
фильное шлифование твердосплавного инструмента. ЭФЭХ, 1968, № 1.
530
3. Г у р в и ч Р. А. Технологические схемы внутреннего электроалмазного
шлифования/ изделий из твердых сплавов. Киев, УкрНИИНТИ, 1969.
4. Гусев В. Н. Анодно-механическая обработка металлов. М.—Л., Маш-
гиз, 1952.
5. Давыдов В. Н., Липовецкий В. Г. Исследование шероховатости
поверхности при электроабразивной доводке желобов внутренних колец шарико-
подшипников. ЭФЭХ, 1969, № 3.
6. Дегтяренко Н. С., Белостоцкий В. Л. Определение оптималь-
ных условий заточки твердосплавного инструмента при помощи критерия экономи-
ческой эффективности. ПНТПО № 7—68—1034/254. М., ГОСИНТИ, 1968.
7. Казимирчук А. Ф. Алмазная электрохимическая заточка твердо-
сплавного инструмента. — Теория и практика алмазной обработки. М., НИИмаш,
1969.
8. К о с м а ч е в И. Г. Обработка металлов анодно-механическим способом.
М.—Л., Машгиз, 1961.
9. Курченко В. И. Электроэрозионная и электрохимическая обработка
металлов. М., изд-во «Машиностроение», 1967.
10. Мицкевич В. Л. Электрохимическая алмазная обработка высокопроч-
ной стали. ЭОМ, 1968, № 6.
11. П р я х и н Н. П. Подбор характеристики кругов для электрохимического
шлифования. ПНТПО № 20—67—1294/14. М., ГОСИНТИ, 1967.
12. Р о з м а н Я. Б. Источники питания для электрохимических и анодно-
механических станков. — «Станки и инструмент», 1970, № 1.
13. С а р к и с о в А. Г., Г а в р и л о в В. Н. Физико-химические основы
электроалмазной обработки твердых сплавов. ЭОМ, 1966, № 6.
14. Электрофизическая и электрохимическая чистовая размерная обработка
_ труднообрабатываемых материалов. Тезисы докладов научно-технического семинара.
ЛДНТП, 1969.
К главе IV
1. Анагорский Л. А. Процесс нагрева в электролите. — Новое в электро-
физической и электрохимической обработке материалов. М.—Л., изд-во «Машино-
строение», 1966.
2. Анагорский Л. А. Аномалия электролизного процесса. — Новое
в электрофизической и электрохимической обработке материалов. М.—Л., изд-во
«Машиностроение», 1966.
3. А н а г о р с к и й Л. А. Некоторые закономерности прохождения тока
через электролитическую ванну.- — Новое в электрофизической и электрохимиче-
ской обработке материалов. М.—Л., изд-во «Машиностроение», 1966.
4. М у р а с В. С. Автомат электролитного нагрева при обработке давлением.
Минск, изд-во АН БССР, 1960.
5. П р о х о р о в В. В., А б и н д е р А. А., М а р т ы н о в Г. А. Нагрев
в электролите при резании металлов.—«Машиностроитель», 1970, № 1.
6. Ясногородский И. 3. Нагрев металлов и сплавов в электролите.
М., Машгиз, 1949.
# главе V
1. Аскинази Б.М. Чистовая обработка поверхностей металлов с подогре-
вом. М.—Л., Машгиз, 1961.
2. А с к и н а з и Б. М. Прочность неподвижных сопряжений, восстановлен-
ных электромеханическим методом. — «Вестник машиностроения», 1966, № 11.
3. Аскинази Б.М. Упрочнение и восстановление деталей электромехани-
ческой обработкой. М.—Л., изд-во «Машиностроение», 1968.
4. Б и х м а н Б. М., III у с т е р В. Г. Тепловая задача при электроконтакт-
ной обработке. М., ЭНИМС, 1966.
5. Б и х м а н Б. М., К р а в е ц А. Т. Исследование характеристик дуговых
импульсов при электроконтактной обработке. ЭФЭХ, 1968, № 3.
6. Б и х м а н Б. М., Кравец А. Т. Исследование процесса электрокон-
тактной дуговой обработки металла. — Новое в электрофизической и электрохими-
ческой обработке. Л., изд-во «Машиностроение», 1971.
34* 531
7. Борисов Б. Я., Русев М. К. Электроконтактное нарезание зубьев
методом обкатки. — «Станки и инструмент», 1967, № 2.
8. Бражюнас И. Ф. Повышение износостойкости ходовых винтов электро-
механической обработкой. — «Вестник машиностроения», 1969, № 1.
9. В и т л и н А. Б. Применение электрической обработки в металлургическом
производстве. ЭФЭХ, 1969, № 1.
10. Д а в ы д о в А. С. Электроконтактная обработка металлов. — «Станки
и инструмент», 1957, № 7.
11. Давыдов А. С. Теплообменные характеристики эрозионного промежутка
при электроконтактной обработке. ЭФЭХ, 1968, № 3.
12. Д а в ы д о в А. С. Электроконтактная обработка стали электрическим
оплавлением. — «Сварочное производство», 1968, № 7.
13. Д а в ы д о в А. С. Некоторые вопросы классификации способов электро-
эрозионной обработки. ЭОМ, 1970, № 4.
14. Р у с е в М. К., Б о р и с о в Б. Я. Электроконтактная обработка колен-
чатых валов. — «Автомобильный транспорт», 1965, № 10.
15. Тельнов Г. М., Натанзон Е. И. Электронагрев методом сопротив-
ления. М., Машгиз, 1951.
16. Электроимпульсный и электроконтактный способы обработки металлов.
Вып. III. М., ЭНИМС, 1962.
17. Электромеханический метод восстановления деталей машин. Бюллетень
технико-экономической информации. ГОСИНТИ, 1969, № 3.
Я* главе VI
1. Александров В. П. Исследование технологических характеристик
электроэрозионной обработки жаропрочных материалов. М., изд-во «Наука», 1964.
2. А р о н о в А. И. Снижение трудоемкости электроимпульсной доводки
фасонных поверхностей. ЭФЭХ, 1968, № 1.
3. Б е й л и н С. Я., Я к о б с о н К. М. Швейцарские электроэрозионные
копировально-прошивочные станки. ЭФЭХ, 1968, № 2.
4. Бекиров Я. А., 3 о л о т ы х Б. Н., К о р о б о в а И. П. и др. Выбор
оптимальных режимов электроискровой обработки сплавов на алюминиевой основе.
ЭОМ, 1966, № 4.
5. Высокочастотная электроимпульсная обработка металлов. М., ЭНИМС, 1966.
6. Галайко Л. П., Макаренко В. А., Рогачев И. С. Форма кри-
вой напряжения холостого хода магнитонасыщенного генератора. ЭФЭХ, 1968, № 2.
7. Геворкян Г. Г. Закономерности искажения переходных участков элек-
трода-инструмента при электроимпульсной обработке. ЭФЭХ, 1968, № 9.
8. Гельфанд А. Е., Н о в го ро до в А. С., Фотеев Н. К. Обработка
твердых сплавов. М., Машгиз, 1963.
9. 3 о л о т ы х Б. Н. Физические основы электроискровой обработки метал-
лов. М., Гостехтеоретиздат, 1953.
10. Калинин М. А., К а м с ю к М. С. Влияние температурных деформаций
технологической системы на точность электроимпульсной обработки полостей.
ЭФЭХ, 1969, № 3.
11. Кио си Иноуэ. Будущие генераторы электрических импульсов для
электроискровой обработки материалов. ЭОМ, 1965, № 5—6.
12. Кохановская Т. С. Некоторые данные о закономерностях изменения
межэлектродного зазора в средах различной степени загрязненности. ЭФЭХ,
1969, № 3.
13. К у ш л я н Р. Я. Производственный опыт электроэрозионной обработки
деталей штампов и пресс-форм. ЛДНТП, 1967.
14. Лазаренко Б. Р. и Лазаренко Н. И. Электроискровая обработка
токопроводящих материалов. М., изд-во АН СССР, 1958.
15. Лазаренко Б. Р. Искровая электрическая эрозия металлов и некото-
рые научные проблемы этой области. ЭОМ, 1967, № 1.
16. Л е в и н с о н Е. М. Новые конструкции электроэрозионных станков.
ЛДНТП, 1969.
17. Левинсон Е. М., Л е в В. С. Электроэрозионное оборудование. М.—Л.,
изд-во «Машиностроение», 1965.
532
18. Л е в и т М. Л., Полоцкий В. Е. Электроискровая обработка глухих
пазов непрофилированным электродом-проволокой. ЭФЭХ, 1968, № 2.
19. Л и в ш и ц А. Л., Кравец А. Т., Рогачев Й. С., Сосенко А. Б.
Электроимпульсная обработка металлов. М., изд-во «Машиностроение», 1967.
20. Лившиц А. Л., Отто М. Ш. Электротехнологические характеристики
транзисторных широкодиапазонных генераторов импульсов. ЭФЭХ, 1968, № 2.
21. Лившиц А. Л., Полоцкий В. Е., Геворкян Г. Г. О физи-
ческом механизме главной внутренней обратной связи процесса электроэрозионной
обработки. ЭФЭХ, 1969, № 3.
22. М а к а р о в а И. А., Н о в и к о в Ю. Д., Р а б е ш к о А. С. и др. Высо-
индукторный генератор с внешним формирователем импульсов. ЭФЭХ,
23. М е р к у р ь е в А. Н., П е ч у р о Н. С. Исследование процесса газооб-
разования при разложении жидких органических продуктов кратковременными
электрическими разрядами. ЭОМ, 1968, № 1.
24. Никифоров А. А., Михальчук Б. В. Электроимпульсная обра-
ботка сплавов на основе молибдена и вольфрама. ЭФЭХ, 1969, № 1.
25. Н о в и к о в Ю. Д., Р о г а ч е в И. С., Т к а ч е н к о А. Н., X м е -
левский Ю. Я. Технологические характеристики при электроимпульсной обра-
ботке на частоте 8000 имп/сек. ЭФЭХ, 1969, № 1.
26. Отто М. Ill, Коренблюм М. В. Электронные генераторы импульсов
отечественных и зарубежных моделей. ЭФЭХ, 1968, № 1.
27. О т т о М. Ш., Коренблюм М. В. Транзисторные генераторы для
питания электроэрозионных станков. Обзор. М., НИИмаш, 1968.
28. О т т о М. Ш. Анализ эрозионной стойкости однородных и двухслойных
электродов. ЭФЭХ, 1968, № 1.
29. П е ч у р о Н. С., М е р к у р ь е в А. Н., П е с и н О. Ю. Влияние состава
межэлектродных сред на интенсивность электроискровой обработки. ЭОМ, 1966,
№ 4.
30. Попилов Л.Я.,Левинсон Е. М. Электрические методы обработки
металлов. Обзор зарубежной техники. М.—Л., Машгиз, 1958.
31. Проблемы электрической обработки металлов. Сборники под ред. Б. Р. Ла-
заренко. М., изд-во АН СССР, I960 и 1962.
32. П о л о ц к и й В. Е. Формообразование поверхностей методом огибания
при электроэрозионной обработке. — «Станки и инструмент», 1967, № 7.
33. Расчеты при проектировании технологических процессов электроимпульсной
обработки металлов. Руководящие материалы. М., ЭНИМС, 1966.
34. Р у б ц о в И. Н., Го р ы н и н В. Н. Некоторые технологические харак-
теристики электроискровой обработки полупроводниковых материалов. ЭОМ,
1966, № 4.
35. С а м с о н о в Г. В., М у х а И. М., Крушинский А. Н. О выборе
материала электродов для электроискровой обработки. ЭОМ, 1966, № 1.
36. С а м с о н о в Г. В., М у х а И. М. Закономерности, определяющие износ
катода при электроискровой обработке металлов. ЭОМ, 1967, № 1.
37. С а м с о н о в Г. В., М у х а И. М. Анализ данных по износу материала
обрабатывающих электродов. ЭОМ, 1967, № 3.
38. С а м с о н о в Г. В., В е р х о т у р о в А. Д. Закономерности эрозии
катода и анода при электроискровом упрочнении. ЭОМ, 1969, № 1.
39. С а ф р о н о в И. И., С т р у к Л. И., М о р о з о в В. А. Влияние туго-
плавких соединений переходных металлов с неметаллическими компонентами на
усталостную прочность образцов, легированных электроискровым способом. ЭОМ,
1967, № 1.
40. С е г а л Б. М., Ш а п и р о М. Л. Стойкость электродов при электроискро-
вой обработке карбидных материалов. ЭОМ, 1967, № 6.
41. Смоленцев В. П., Смоленцев Г. П. Расчет минимального натя-
жения и скорости движения непрофилированного электрода. ЭОМ, 1966, № 2.
42. С м о л е н ц е в В. П. Изготовление инструмента непрофилированным элек-
тродом. М., изд-во «Машиностроение», 1967.
43. С т а в и ц к и й Б. И. Особенности электроискровой обработки в воде неко-
торых токопроводящих материалов. ЭОМ, 1967, № 3.
533
44. С т а в и ц к и й Б. И. Современный уровень и перспективы развития элек-
троискровой прецизионной обработки материалов. ЭОМ, 1967, № 5.
45. Ставицкий Б. И. К вопросу об электрической эрозии токопроводящих
материалов при искровых разрядах малой энергии и длительности. ЭОМ, 1969, № 2.
46. С т а в и ц к и й Б. Й., Б е з р у к А. И., Г о л у б к о в А. К., Б е к и -
ров Я. А. Электроискровое изготовление проходных щелей гильз золотниковых
распределителей электродом-проволокой. ЭОМ, 1969, № 3.
47. С т р ы б и н Э. М. RC-схема получения коротких электрических импульсов
с большой амплитудой тока. ЭОМ, 1966, № 4.
48. Устьянцев А. А., Якобсон Г. М. Электроэрозионные копиро-
вально-прошивочные станки на выставке «Стан ко индустрия—69». ЭФЭХ, 1969, № 3.
49. Физические основы электроискровой обработки материалов. Под ред.
Б. А. Красюка. М., изд-во «Наука», 1966.
50. Ф о т е е в Н. К. Электроискровая обработка твердосплавных деталей
штампов. ЭОМ, 1967, № 2.
51. Холоднов Е. В. Прецизионная электроискровая обработка металлов
в безуглеродной среде. ЭОМ, 1965, № 1.
52. Электроимпульсная обработка металлов. Под ред. А. П. Владзиевского.
М., ЦИНТИмаш, 1960.
53. Электроискровая обработка металлов. Вып. 1 и 2. Под ред. Б. Р. Лазаренко.
М., изд-во АН СССР, 1957 и 1960.
54. Электроэрозионное оборудование. Каталог. Л.,Ленкарз им. Куйбышева, 1967.
55. Якобсон Г. М.,Герский В. А. Расчет теплового баланса в электро-
эрозионных станках. ЭФЭХ, 1969, № 2.
56. Я к о б с о н Г. М., Хромов Н. П. Гамма электроэрозионных копиро-
вально-прошивочных станков. ЭФЭХ, 1969, № 4.
57. N а и u A., I s а г i е I. Theoretische und experimentale Forschungen uber
Elektrofunkenbearbeitung. — «Maschinenbautechnik», 1970, Nr. 1, S. 47.
58. N a n u A., N i c h i c i A. Untersuchungen uber den Werkstoffabtrag bei
Elektroerosionsbearbeitung. — «Maschinenbautechnik», 1970, Nr. 2, S. 105.
59. S a n d f о r d I. Cutting with a spark. — «American Machinist», 1966, 4/VII,
p. 77.
главе VII
1. Агаев P. Г., Трофимова H. Б., Усаковский В. М. Экспе-
риментальные исследования гидравлических и энергетических характеристик элек-
троимпульсной водоподъемной установки. ЭОМ, 1968, № 4.
2. Беспалов В. Д., К о н о т о п В. В., Л и н е ц к и й В. Я. и др. Высо-
ковольтные импульсные конденсаторы с бумажно-масляным диэлектриком. — Сило-
вое конденсаторостроение. Вып. 3. М., Информэлектро, 1969.
3. Голдаев В. С., Калинин В. Ф. Выбор электроимпульсных генера-
торов для очистки литья разрядами в воде. — «Технология электротехнического про-
изводства», 1969, № 8.
4. Г о л д а е в В. С. Контроль выделения энергии при очистке отливок раз-
рядами ГИН—ГИТ в воде. — «Технология электротехнического производства»,
1970, № 16.
5. Голдаев В. С. Выбор оптимальных параметров установки для очистки
отливок разрядами в воде. — «Технология электротехнического производства»,
1970, № 17.
6. Иванов В. В. Технология и оборудование для крепления и формовки
труб импульсными токами. М., ГОСИНТИ, 1964.
7. И в а н о в В. В., Ш и т о в И. К. Генераторы импульсных токов. — Тех-
нология и оборудование для крепления труб и формовки изделий импульсными то-
ками. М., ГОСИНТИ, 1964.
8. Иванов В.В.,Шитов И. К. Новое в сборке теплообменных аппаратов.
ЛДНТП, 1966.
9. Иоффе А. И., Н а у г о л ь н ы х К. А., Р о й Н. А. О начальной стадии
электрического разряда в воде. Журнал прикл. механики и техн, физики, 1964, № 4.
10. Карасик В. Р. Физика и техника сильных магнитных полей. М., изд-во
«Наука», 1964.
534
11. Комельков В. С., А р е т о в Г. Н. Получение больших импульсных
токов. ДАН СССР, т. ПО, 1956.
12. Котов Ю. А., Мельников М. А., Никитин В. В. Некоторые
энергетические характеристики взрывающихся проволочек. ЭОМ, 1968, № 3.
13. Котов Ю. А., Мельников М. А.,Никитин В. В. Основные фак-
торы, Яп^еДеляющие паРаметРы ударных волн при взрыве проволочек. ЭОМ,
14. К р и в и ц к и й Е. В., Апостоян В. Л., Сорочинский А. П.
Проводимость канала подводного искрового разряда. ЭОМ, 1968, № 6.
15. Л и в ш и ц А. Л., В о л к о в Ю. С., К у л а г и н С. Г. Некоторые
вопросы теории процессов при электроэрозионной обработке. ЭФЭХ, 1968, № 1.
16. М и л я х А. Н., К у б ы ш и н Б. Е., В о л к о в И. В. Индуктивно-
емкостные преобразователи источников напряжения в источники тока. Киев, изд-во
«Наукова Думка», 1969.
17. Несветайлов Г. А., Серебряков Е. А. Теория и практика
электрогидравлического эффекта. Минск, Ин-т научно-техн, информ, и пропаганды,
18. П е н т е г о в И. В., Волков И. В. Про оптимальный закон зарядки
батареи конденсаторов. ДАН УССР, 1966, № 4.
19. Радюченко Ю. С. Применение электрогидравлического эффекта в про-
цессах обработки металлов давлением. «Кузнечно-штамповочное производство»,
1963, № 3.
20. Сапаровский С. В.,Смеляков Е. П. Штамповка с использова-
нием энергии мощного электрического разряда в жидкости. — Новые способы холод-
ной штамповки. Под ред. проф. М. И. Разумихина. Куйбышевское книжное изд-во,
1969.
21. Сиротинский Л. И. Техника высоких напряжений. Ч. 1. М.—Л.,
Госэнергоиздат, 1951.
22. С к в о р ц о в Ю. В., К о м е л ь к о в В. С., К у з н е ц 6 в Н. М. Расши-
рение канала искры в жидкости. ЖЭТФ, 1960, т. 30, № 10.
23. С м и р н о в С. И. Заряд конденсатора через вентиль от сети переменного
тока. — «Электричество», 1961, № 10.
24. Фридман Б. Э., Наматэвс А. А. Оптимизация процесса и регу-
лятор зарядки емкостного .высоковольтного накопителя энергии импульсных устано-
вок. ЭОМ, 1966, № 5.
25. Ф р ю н г е л ь Ф. Импульсная техника. Пер. с нем. М.—Л., изд-во «Энер-
гия», 1965.
26. Харлан Г. Д. Применение электрогидравлического эффекта для выбивки
литья. — «Технология и организация производства», 1966, № 1.
27. Ч е й с В. Г., М у р Г. К. Взрывающиеся проволочки. М., Изд-во иностр,
лит., 1963.
28. Чепиков А. Т., Р я б ч и к о в С. Я. Газообразование при высоковольт-
ных импульсных разрядах в жидкостях. ЭОМ, 1967, № 6.
29. Ю д о в и н И. Б., И в а н о в В. В., Ш и т о в И. К. Опыт применения
электрофизических и электрохимических методов обработки и сборки в машино-
строении. М., ГОСИНТИ, 1969, 30/7-69.
30. Ю т к[<н] Л. А. Электрогидравлический эффект. М.—Л., Машгиз, 1955.
31. Ютк'ин Л. А. Электрогидравлическое дробление. Ч. 1 и 2. ЛДНТП;
1959 и 1960.
32. Я с с и е в и ч Г. Н. Опыт внедрения электрогидравлических установок
для выбивки стержней из отливок. ЭФЭХ, 1969, № 1.
33. I s m а г Н. Optimierung des Blechumformens durch Funkenentladung unter
Wasser. — «Werkstattstechnik», 1968, Nr. 9, S. 408.
К главе VIII
1. Алямовский] И. В. Электронные пучки и электронные пушки. М.
изд-во «Советское радио», 1966.
2. А п и р и н Б. С. Электроннолучевая размерная обработка материалов. ’
Обзор. ЭОМ, 1965, № 5—6.
535
3. Башен к о В. В. Коэффициент полезного действия электроннолучевой
обработки металлов. ЭОМ, 1965, № 5—6.
4. Б а ш е н к о В. В., Д о н с к о й А. В., Р а т н и к о в Д. Г. Электро-
термия зонной плавки металлов и полупроводников. М., изд-во «Энергия», 1965.
5. Введение в технологию электроннолучевых процессов. Пер. с англ. М.,
изд-во «Металлургия», 1965.
6. Вольфсон Л. Ю., Кабанов А. Н. Изготовление отверстий им-
пульсным электронным пучком. ЭФЭХ, 1968, № 3.
7. Горелик А. Л. Промышленная электроника. М., Госэнергоиздат, 1958.
8. Д о н с к о й А. В., Б а ш е н к о В. В. Применение электроннолучевого
нагрева в промышленности. Л., ЛДНТП, 1962.
9. Ж и л е й к о Г. И. Высоковольтные электронные пучки. М., изд-во «Энер-
гия», 1968.
10. 3 у е в И. В., У г л о в А. А. Об измерении диаметра электронного луча
методом вращающегося зонда. ФХОМ, 1967, № 5.
11. К а н те р Б. 3. Расчет профиля отверстия, образуемого электроннолуче-
вой обработкой. ЭОМ, 1966, № 3.
12. К о р о л е в а С. Н., Остроумов Г. А. Критика тепловой теории
электрического пробоя жидких диэлектриков. ЭОМ, 1966, № 1.
13. Н а з а р е н к о О. К. Электроннолучевая сварка. Киев, изд-во «Наукова
Думка», 1965.
14. Назаренко О. К., И с т о м и н Е. И., Л о к ш и н В. Е. Электронно-
лучевая сварка. М., изд-во «Машиностроение», 1966.
15. О л ь ш а н с к и й Н. А., Ш у б и н Ф. В. Оборудование для электронно-
лучевой сварки металлов. М., изд-во «Энергия», 1967 (Библ, электротермиста.
Вып. 29).
16. О с т р о в е р х о в Н. Т., П о п о в В. К., Д е м и н Е. П. Устройство для
стабилизации мощности электронного потока в установке зонной очистки. ЭОМ,
1969, № 1.
17. Пирс Дж. Р. Теория и расчет электронных пучков. М., изд-во «Советское
радио», 1956.
18. П о п о в В. К., Д е м и н Е. П. Электроннолучевая установка для плавки
металлов. ЭОМ, 1966, № 2.
19. П о п о в В. К. Некоторые вопросы обработки материалов электронным
лучом. ЭОМ, 1966, № 3.
20. П о п о в В. К. Удаление материала при импульсной электроннолучевой
обработке. ЭОМ, 1967, № 1.
21. П о п о в В. К. Взаимодействие электронного потока с веществом. ФХОМ,
1967, № 4.
22. Ф р о л о в Е. С. Вакуумные системы и их элементы. М., изд-во «Машино-
строение», 1968.
23. Электронная плавка металлов. Под ред. М. А. Маураха. М., изд-во «Мир»,
1964.
24. М е i г J. New developments in electron beam technology. — «Welding
Journal», 1964, no. 11, p. 925.
25. V i s s e r A. Werkstoffabtrag durch Elektronen und Photonenstrahlen. —
«Technische Rundschau», 1970, Nr. 12, S. 21.
К главе IX
1. Арцимович Л. А. Элементарная физика плазмы. М., Атомиздат, 1966
2. Б р а у н С. Элементарные процессы в плазме газового разряда.
Пер. с англ. М., Госатомиздат, 1961.
3. В а с и л ь е в К. В. Газоэлектрическая резка металлов. М., Машгиз, 1963.
4. Вайнерман А. Е., Шоршоров М. X., Веселков В. Д.,
Новосадов В. С. Плазменная наплавка металлов. М.—Л., изд-во «Машино-
строение», 1969.
5. Высокочастотная электротермия. Справочник. Под ред. А. В. Донского.
М.—Л., изд-во «Машиностроение», 1965.
6. Коротеев А. С., Костылев А. М., Коба В. В. и др. Генераторы
низкотемпературной плазмы. М., изд-во «Наука», 1969.
536
7. Кр утя некий М.М., Никулин А. А., М о л д а в е р В. А. При-
менение плазменного нагрева. М.—Л., изд-во «Энергия», 1964.
8. К у д и н о в В. В. Нанесение покрытий напылением. ЛДНТП, 1970.
9. Кулагин Н. Д., Николаев А. В. Обработка материалов дуговой
плазменной струей. М., изд-во АН УССР, 1960.
10. Кулагин Н. Д. Исследование резки дуговой плазменной струей. —
«Сварочное производство», 1961, № 5.
11. Низкотемпературная плазма. Труды международного симпозиума. М.,
изд-во «Мир», 1967.
12. Ю д е н к о В. П., С п и ч е н о к Н. И. Плазменная резка резаком с воз-
душно-водяной стабилизацией дуги. — «Сварочное производство», 1966, № 2.
13. Р ы к а л и н Н. Н. Плазменные процессы в металлургии и обработке
материалов. ФХОМ, 1967, № 2.
14. Р ы к а л и н Н. Н., Кулагин Н.Д. Плазменные процессы в металлур-
гии и обработке материалов.— «Низкотемпературная плазма», М., изд-во «Мир», 1967.
15. С ю т ь е в А. Н., Вайнерман А. Е. Плазменная наплавка бронз на
изделия цилиндрической формы. ЛДНТП, 1970.
16. Усов Л.Н., Борисенко А. И. Применение плазмы для получения
высокотемпературных покрытий. М., изд-во «Наука», 1965.
17. Фаркасов Г. А., Ф р и д м а н А. Г., К а р и н с к и й В. Н. Плазмен-
ная плавка. М., изд-во «Металлургия», 1968.
18. Франк-Каменецкий Д. А. Лекции по физике плазмы. М., Атом-
издат, 1964.
19. Ш а р и в к е р С. Ю. Плазменное напыление тугоплавких бескислородных
соединений. ЭОМ, 1966, № 2.
20. Boschnakow J. Druckluftplasmaschneiden. — «Schweisstechnik», 1969,
Nr. 11, S. 481.
21. Irmer W. Untersuchungen zum Warmeverteilung beim Plasmaauftrags-
chweissen.— «Schweisstechnik», 1969, Nr. 11, S. 486.
22. M a s h D. K., W e a r e N._E., Walker D. L. Process variables in plasma-
jet spraying. — «Journal of metals»," 1963, no. 7, p. 473.
23. S a 1 a g e a n T., V a s A., Po p о v i c ij D. Das Plasmaschneiden der
Aluminiumbleche. — «Rev. Roumaine Sci. techn.» Ser. metallurgy. 1968, Nr. 2, p. 285.
24. Stokes C. S., К n i p e W. W., S t г e n g L. Heat transfer rates of argon
Plasma jet. — «Journal of Electrochemical Soc.», 1960, no. 1, p. 37.
К главе X
1. Акимов А. И., Миркин Л. И. Некоторые закономерности разру’
шения металлов световым лучом лазера. ФХОМ, 1969, № 1.
2. Белостоцкий Б. Р. Тепловой режим твердотельных' импульсных
оптических квантовых генераторов . ЛДНТП, 1969.
3. Бирнбаум Дж. Оптические квантовые генераторы. Пер. с англ. М.,
изд-во «Советское радио», 1967.
4. Бонч-Бруевич А. М., И м а с Я. А. Действие излучения оптиче-
ского квантового генератора на металлы. ФХОМ, 1967, № 5.
5. Б р е х о в с к и х В. Ф., К о к о р а А. Н., У г л о в А. А. Определение
вида пространственного распределения мощности теплового источника при действии
луча лазера на сталь. ФХОМ, 1967, № 6.
6. Б р е х о в с к и х В. Ф., Ж у к о в А. А., К о к о р а А. Н., У г л о в А. А.
О поверхностной локальной закалке сталей излучением ОКГ. ФХОМ, 1968, № 4.
7. В а л и т о в Р. А., К о к о д и й Н. Г., К у б а р е в А. В. и др. Измере-
ние характеристик оптических квантовых генераторов. М., изд-во Комитета стан-
дартов, 1969.
8. В е й к о В. П., Либенсон М. Н. Проекционный способ обработки ма-
териалов излучением ОКГ. ФХОМ, 1968, № 4.
9. В е й к о В. П., С у с л о в Г. П. Особенности работы рубинового ОКГ
в периодическом режиме. ФХОМ, 1968, № 6.
10. Вейко В. П., Либенсон М. Н. Обработка материалов излучением
оптических квантовых генераторов. ЛДНТП, 1969.
537
11. Гревцев Н. В., Евдокимов В. А., Скрипниченко А. С.
Некоторые особенности работы лазера на неодимовом стекле. ФХОМ, 1969, № 3.
12. И м а с Я. А. Разрушение прозрачных диэлектриков лазерным излуче-
нием. — Физико-технические основы лазерной технологии, ЛДНТП, 1970.
13. Использование оптических квантовых генераторов в современной технике.
Ч. 1 и 2. ЛДНТП, 1969.
14. Ищенко Е.Ф., Климков Ю. М. Оптические квантовые генераторы.
М., изд-во «Советское радио», 1968.
15. Климентович Ю. Л. Квантовые генераторы света и нелинейная
оптика. М., изд-во «Просвещение», 1966.
16. Кокора А. Н., Углов А. А. О некоторых эффектах, сопровождающих
воздействие сфокусированного импульса лазера с модулированной добротностью
на стали. ФХОМ, 1968, № 5.
17. Лазеры. Под ред. М. Е. Жаботинского и Т. А. Шмаонова. М., Изд-во иностр,
лит., 1963.
18. Л е н д ь е л Б. Лазеры. Пер. с англ. М., изд-во «Мир», 1964.
19. Л и с о в с к и й Л. П., Чельный А. А. Современное состояние и пер-
спективы развития лазерной технологии. ФХОМ, 1967, № 4.
20. Марковский В. Н., Тайпов Р. А. Лазеры в технологии изготов-
ления тонкопленочных микросхем. ЛДНТП, 1968.
21. М и к а э л я н А. Л., Т е р - М и к а э л я н М. Л., Т у р к о в Ю. Г.
Оптические генераторы на твердом теле. М., изд-во «Советское радио», 1967.
22. Митрофанов А. С., Тер-Погосйн А. С. Сфероконический осве-
титель для ОКГ на твердом теле. — Вопросы квантовой электроники. Л., ЛИТМО,
1968 (Труды ЛИТМО. Вып. 65).
23. Мощные лазеры на двуокиси углерода. — Успехи физ. наук, 1969, т. 97, № 4.
24. Оптические квантовые генераторы. Под ред. Ф. В. Бункина. М., изд-во
«Мир», 1966.
25. С у м и н о в В. М., Промыслов Е. В., Скворчевский А. К.
и др. Обработка деталей лучом лазера. М., изд-во «Машиностроение», 1969.
26. Тархов Г. Н. Обработка материалов сфокусированным излучением опти-
ческого квантового генератора. М., ЭНИМС, 1965.
27. L i n d n е г F. Grundlagen der Lasertechnik. — «Werkstatt und Betrieb»,
1969, Nr. 9, S. 641.
К главе XI
1. Б p о н О. Б., Е п е ч у р и н В. П. Распределение давлений в детали при
магнитоимпульсной обработке. Труды СЗПИ, 1967, № 2.
2. Брон О. Б., Епечурин В.П. Электромагнитные давления при магни-
тоимпульсной обработке металлов. — «Электротехника», 1968, № 5.
3. Васильев Л. Г., Хожаинов А. И. Магнитная гидродинамика
в судовой технике. Л., изд-во «Судостроение», 1967.
4. Карасик В. Р. Физика и техника сильных магнитных полей. М., изд-во
«Наука», 1964.
5. Лысенко Д. Н., Витевский И. В. Штамповка импульсным элек-
тромагнитным полем высокой энергии. — «Вестник машиностроения», 1963, № 7.
6. Магнитное формование металлов. Реферативная информация. М., ЦЙНТИ-
приборэлектропром, 1962.
7. Попов Е. А., Б о ч а р о в Ю. А., П о л я к С. М. и др. Деформирование
металла импульсным магнитным полем. — «Кузнечно-штамповочное производство»,
1966, № 5 и 6.
8. Прудников М. И., Фейгин А. П. Деформирование импульсными
электромагнитными полями. — «Кузнечно-штамповочное производство», 1964, № 5.
9. Ф е р т и к С. М., Белый И. В. Магнитоимпульсная обработка метал-
лов. — «Энергетика и электропромышленность», 1964, № 4—6.
10. Ц ы п л а к о в О. Г., Е п е ч у р и н В. П., Ш а л ы г и н В. Н., В ер-
ши л о в Ю. И. Опыт магнитного формования металлических деталей сложной кон-
фигурации. ЛДНТП, 1968.
11. Bauer D. Optimale Auslegung von Werkzeugmaschinen zur Magnetum-
formung. — «Werkstatt und Betrieb», 1969, ,Nr. 9, S. 599.
538
12. В i r d s a 1 1 D. H., For d F. C., F u r t h H. P., R i 1 e у R. E. Mag-
neticforming.— «American Machinist», 1961, no. 5, p. 117.
13. Strohecker D.E. Electromagnetic forming with pancake coil. — «Tooling
and Production», 1966, no. 5, p. 71.
14. S z 1 1 a s M. Magnetumformungsverfahren. — «Technische Rundschau», 1969,
Nr. 22, S. 9.
15. W i 1 d i P. An up—to—date book at magnetic forming. — «Metalworking
Production», 1969, no. 9, p. 64.
16. Wood W. W. High Energy rate forming of sheet metals. — «Material Design
Engng», 1965, no. 2, p. 108.
К главе XII
1. Абрамов О. В. Кристаллизация металлов в ультразвуковом поле. —
Применение ультразвука в машиностроении. Доклады симпозиума, Ереван, 1969.
М., НТО Машпром, 1969.
2. А б р а м о в О. В. Выбор оптимального режима ультразвуковой обработки
металлов. — Применение ультразвука в машиностроении. М., ЦИНТИАМ, 1963.
3. Абрамов О. В. Влияние ультразвука на свойства сталей и его приме-
нение при вакуумном дуговом переплаве. Университет технического прогресса в ма-
шиностроении. М., изд-во «Машиностроение», 1969.
4. Агранат Б. А., Кириллов О. Д., Преображенский П. А.
и др. Ультразвук в гидрометаллургии. М., изд-во «Металлургия», 1969.
5. Агранат Б. А., Бронин Ф. А., Ста х о в с ки й Р. И., Хав-
ский Н. Н. Решение уравнений динамики кавитационной полости на аналоговом
вычислительном устройстве. УЗТ, 1967, № 3.
6. Б а ш к и р о в В. И. Оборудование и технология ультразвуковой очистки.
М., изд-во «Машиностроение», 1968.
7. Б а ш к и р о в В. И., Ч е р н о в А. П. Удаление заусенцев в ультразву-
ковом поле. М., Информэлектро, 1969.
8. Бергман Л. Ультразвук и его применение в науке и технике. М., Изд-во
иностр, лит., 1956.
9. Вашвари Ф. Кавитационное разрушение структуры материала. ЭОМ,
1967, № 6.
10. Гальперина А. Н., Монахинсон Б. В. О методике испытания
магнитострикционных преобразователей. УЗТ, 1963, № 1.
11. Гер ш га л Д. А., Фридман В. М. Ультразвуковая аппаратура
промышленного назначения. М., изд-во «Энергия», 1967.
12. Гинберг А. М., Федотова Н. Я. Ультразвук в гальванотехнике.
М., изд-во «Металлургия», 1969.
13. Гинберг А. М., Н у д ь г а В. Н., П е т р о в Ю. Н. Изучение влияния
интенсивности ультразвукового поля на электроосаждение хрома. ЭОМ, 1966, № 4.
14. Г л о з м а н И. А. Пьезокерамические материалы в электронной технике.
М.—Л., изд-во «Энергия», 1965.
15. Г л о з м а н И. А. Пьезокерамика. М., изд-во «Энергия», 1967.
16. Голованов В. А., 3 л о б и н В. А., Л у д з с к а я Т. А. Ультразвук
в производстве ферритовых изделий. ЛДНТП, 1968.
17. Голубев Ю. М.,Ми на х и н Н.Е. Повышение износостойкости пуан-
сонов ультразвуковым наклепом. — «Станки и инструмент», 1966, № 6.
18. Г о л я м и н а И. П. Ультразвуковые преобразователи из ферритов.
УЗТ, 1963, № 1.
19. Грачев А. А., А н т о н о в В. А., Н о в и к о в А. В. Ультразвуковая
сварка катодного вывода с корпусом электролитического конденсатора. — «Авто-
матическая сварка», 1969, № 7.
20. Григорьева В. М. Влияние шума ультразвуковых установок на орга-
низм работающих. УЗТ, 1963, № 2.
21. Г р я з н о в Е. М., Живицкий А. С., Чечина Л. Г., Ях имо-
вич Д. Ф. Ультразвуковое сверление алмазных волок. ЭФЭХ, 1968, № 2.
22. Д о к у ч а е в а В. А., Ч е р н о в А. П. Закономерности ультразвуковой
обработки деталей абразивом различной твердости. ЭФЭХ, 1969, № 1.
539
23. Д о н с к о й А. В., К е л л е р О. К., Кр а тыш Г. С. Ультразвуковые
электротехнологические установки. Л., изд-во «Энергия», 1968.
24. Есаулов И. В. Получение металлоабразивных суспензий с применением
ультразвука. — Применение ультразвука в машиностроении. Доклады симпозиума,
Ереван. М., НТО Машпром, 1969.
25. Источники мощного ультразвука. Под ред. Л. Д. Розенберга. М., изд-во
«Наука», 1967.
26. Каждая А. Я., Г е ф т е р В. А., К о з л о в Ю. В., Е р м и л о в В. М.
Ножовка для ультразвукового резания твердых материалов. Доклады IV научно-
технической конференции. Применение ультразвука в машиностроении. М., ЦИНТИ-
маш, 1963.
27. К а з а н ц е в В. Ф., М е ч е т н е р Б. X., Р о з е н б е р г Л. Д. Пути
повышения производительности и точности ультразвуковой обработки. — «Станки
и инструмент», 1966, № 4.
28. К о г а н М. Г. Комплексная магнитная проницаемость и комплексный
модуль упругости магнитострикционных сплавов. УЗТ, 1963, № 1.
29. Кривонос А. Я. Влияние ультразвуковых колебаний на процесс выгла-
живания металлов. — Применение ультразвука в машиностроении. Доклады сим-
позиума, Ереван, 1969. М., НТО Машпром, 1969.
30. Кузнецов В.Н. Некоторые акустические свойства ферритовых магнито-
стрикторов. УЗТ, 1965, № 3.
31. Л е б е д е в И. А., Ч у р к и н И. В., Щ е р б а ч е н к о Н. И. Обраба-
тываемость спеченных алюминиевых сплавов ультразвуковым методом. — Ультра-
звук в машиностроении. М., ЦНИЛТИ, 1966.
32. М а р к о в А. И. О механизме воздействия ультразвуковых колебаний на
процессы пластической деформации и разрушения металлов. — Ультразвук в маши-
ностроении. М., ЦНИИПИ, 1966.
33. М а р к о в А. И. Ультразвуковая размерная обработка твердых и хрупких
материалов. Университет технического прогресса в машиностроении. М., изд-во
«Машиностроение», 1968.
34. М а р к о в А. И. Ультразвуковое резание труднообрабатываемых материа-
лов. М., изд-во «Машиностроение», 1968.
35. М а с л я н Л. Б., П р и м о р с к и й А. А. Результаты внедрения ультра-
звуковой обработки алюминиевых расплавов в промышленности. — Применение
ультразвука в машиностроении. Доклады симпозиума, Ереван, 1969. М., НТО
Машпром, 1969.
36. М а т а у ш е к И. Ультразвуковая техника. 11ер. с нем. М., Металлург-
издат, 1962.
37. М е р к у л о в Л. Г. Расчет ультразвуковых концентраторов. — «Акусти-
ческий журнал», 1957, № 3.
38. М е р к у л о в Л. Г., X а р и т о н о в А. В. Теория и расчет составных
концентраторов. — «Акустический журнал», 1959, № 2.
39. Метелкин А. Ф.,Матюшин Л. В. Влияние температуры на интен-
сивность процесса ультразвуковой очистки в жидкой среде. УЗТ, 1968, № 3.
40. М у с л и м о в И. С., К а р д а ш е в Г. А. Измерение и контроль пара-
метров ультразвука. М., изд-во «Машиностроение», 1970.
41. Муханов И. И., Бугаев А. А. Некоторые технологические показа-
тели ультразвуковой размерной обработки материалов. — Ультразвук в машино-
строении. М., ЦНИИПИ, 1966.
42. М у х а н о в И. И., Голубев Ю. М., Комиссаров В. И., Тата-
ринцев Б. Е. Ультразвуковое упрочнение сталей и чугуна. — «Машинострои-
тель», 1966, № 9.
43. Н о в и ц к и й Б. Г., Ф р и д м а н В. М., Ч и ж и к о в М. Н. Кольцевые
(цилиндрические) магнитострикционные излучатели. УЗТ, 1964, № 5.
44. Н о с к о в Н. С., 3 в е з д к и н А. С., Я к о в л е в А. Д. Расчет концен-
траторов ультразвуковых колебаний. — «Вестник машиностроения», 1969, № 10.
45. П а н о в А. П., П и с к у н о в Ю. Ф. Факторы, определяющие точность
процесса ультразвукового плоского шлифования. УЗТ, 1964, № 3.
46. П о л я к о в 3. И., Б о р у н Г. М., Купершляк Г. М. Выбор мате-
риала для изготовления ультразвуковых инструментов. УЗТ, 1964, № 1.
540
47. Передовые методы применения ультразвука в технологических процессах
обработки металлов в машиностроении. Тезисы докладов всесоюзного семинара
7—9/VII 1970 г. М., НТО Машпром, 1970.
48. Погодин-Алексеев Г. И. Ультразвуковая обработка расплавов
в металлургии. М., изд-во «Машиностроение», 1969.
49. По п и л о в Л. Я. Физико-химические основы ультразвуковой очистки.
ЛДНТП, 1966.
50. П о п и л о в Л. Я. Ультразвуковая интенсификация очистки и гальвани-
ческих процессов. Л., Судпромгиз, 1962.
51. Попилов Л. Я. Ультразвуковая интенсификация гальванических про-
цессов. М., ГОСИНТИ, 1962.
52. Промышленное применение ультразвука. М., ВНИИЭМ, 1965.
53. Р о з е н б е р г Л. Д. Энергетические соотношения при ультразвуковой
кавитации. УЗТ, 1964, № 6.
54. Сакович Р. К.,Вологдина Л. В. Обеспечение надежной эксплуа-
тации ультразвуковых установок для качественной очистки деталей. ЛДНТП, 1967.
55. С а к о в и ч Р. К. Сравнительные технико-экономические характеристики
преобразователей ультразвуковых установок. УЗТ, 1968, № 3.
56. С в и р и д о в А. П., В о л о с а т о в В. А. Ультразвуковая обработка
радиотехнических деталей. Л., изд-во «Энергия», 1969.
57. С в и р и д о в А. П. Ультразвуковая обработка миниатюрных изделий.
УЗТ, 1964, № 4.
58. Северденко В. П., К л у б о в и ч В. В., Харитонович М. В.
Исследование влияния ультразвуковых колебаний на сопротивление деформированию
металла. — Ультразвук в машиностроении. М., ЦНИИПИ, 1966.
59. Ста м о в • В и тко в с к и й А. В., Бирюкова Н. П. Расчет и кон-
струирование мощных магнитострикционных преобразователей для технологического
применения. УЗТ, 1968, № 2.
60. Стрижевская Ф. Н.,Стембер Н. Г., Новикова Д. А. и др.
Исследование свойств пьезокерамик ЦТС и (Na, К) NbO3, полученных методом горя-
чего прессования. —Электронная техника. Сер. 14. Вып. 1, 1969.
61. С у в а л я н П. Г., Д а в ы д о в а Д. Г. Технология изготовления чека-
ночных штампов и пресс-форм с применением ультразвуковых методов обработки.
ЭФЭХ, 1969, № 5—6.
62. Т е у м и н И. И. Ультразвуковые колебательные системы. М., Машгиз,
1959.
63. Т е у м и н И. И. Определение размеров пакета магнитострикционного
преобразователя. УЗТ, 1964, № 3.
64. Т е у м и н И. И. Энергетика ультразвуковой обработки расплавленных
металлов. УЗТ, 1963, № 2.
65. Технологические применения ультразвука. Под ред. О. К. Келлера.
ЛДНТП, 1968.
66. Тюрин А. М., Сташкевич А. П., Таранов Э. С. Основы гидро-
акустики. Учебник для техникумов. Л., изд-во «Судостроение», 1966.
67. Ультразвуковая аппаратура и ее применение. Под ред. О. К. Келлера.
Ч. 1 и 2. ЛДНТП, 1969.
68. Ультразвук в машиностроении. Синтетические дисперсные сплавы. Под ред.
Г. И. Погодина-Алексеева. М., ЦНИИПИ, 1969.
69. Ф р и д м а н В. М. Ультразвуковая химическая аппаратура. М., изд-во
«Машиностроение», 1967.
70. Ч е р в и н с к и й П. П. Стабилизация механических колебаний в ультра-
звуковых технологических установках. УЗТ, 1968, № 1.
71. Чураев А. М. Расчет ультразвукового концентратора прямоугольного
сечения с разными показателями экспоненты по противоположным граням. УЗТ,
1966, № 4.
72. Чураев А. М. Шлифование с применением ультразвуковых колебаний. —
Теория и практика алмазной обработки. М., НИИмаш, 1969.
73. Щ и ч и л и н В. М., Лапаев Ю. А., Шадрин Ю. Б., Челпа-
нов А. С., Зазулин В. Ф. Ультразвуковое шлифование абразивно-алмазным
инструментом новых конструкционных материалов. ЛДНТП, 1969.
541
74. В е у e r W. Einfluss der Schweissdaten auf die Verbindungsbildung beim
Ultraschallschweissen von Meta(len. — «Schweisstechnik» (DDR), 1969, Nr. 2, S. 72.
75. Julian R. Frederick. Ultrasonic Engineering. N. Y. — London,
John Wiley, 1965.
76. Pahlitzsch G., Bland D. Fortschritte beim Stosslappen mit Ultra-
schallfrequenz. — «Werkstattstechnik», 1960, N 3, S. 50.
77. Renner G. W., Plante R. A., H u e t e r T. F. The power handling
capability of ferroelectric ceramics. — «IRE National Convention Record», 1958,
p. 2, p. 167.
78. Sandford I. E. Cleaning with ultrasonics. — «American Machinist»,
1966, 14 febr:, p. 87.
79. V e 11 e r T. Untersuchung der Haupt-und Fehlergeometrie beim Schwing-
lappen mit Ultraschall. — «Ind.-Anzeiger», 1969, 31 Jg., Nr. 4, S. 705.
ОГЛАВЛЕНИЕ
Предисловие .............................................................. 3
Условные обозначения, принятые в справочнике.............................. 5
Глава I, Общие сведения об электротехнологических методах обработки 9
1. Классификация методов обработки.................................. —
2. Основные параметры некоторых технологических процессов и опе-
раций ............................................................ 16
3. Области применения и эффективность методов.................... 25
4, Виды процессов и операций, переводимых на обработку методами
электротехнологии ................................................ 37
5. Виды инструментов и основные схемы их технологического при-
менения .......................................................... 49
Глава II. Электрохимическая обработка ................................... 69
1. Общие сведения и основные зависимости..................' . . . —
2. Электролиты для электрохимической обработки.................... 94
3. Режимы и технологические показатели............................ 103
4. Оборудование .................................................. 131
Глава III, Анодно-механическая обработка................................. 146
1. Общие сведения и основные зависимости............................ —
2. Режимы обработки ............................................. 153
3. Оборудование и оснастка ....................................... 167
Глава IV. Нагрев в электролите ......................................... 175
1. Общие сведения и основные зависимости............................ —
2. Электролиты, режимы и оборудование . . .............. 186
Глава V. Электроконтактная обработка.................................... 194
1. Общие сведения и основные зависимости............................ —
2. Режимы обработки и оборудование ............................... 206
Глава VI, Электроэрозионная обработка................................... 221
1. Общие сведения и основные зависимости............................ —
2. Режимы обработки, генераторы импульсов......................... 226
3. Оборудование (станки и регуляторы) ............................ 274
4. Электроды-инструменты.......................................... 300
5. Рабочая среда.................................................. 313
6. Технологические показатели обработки .......................... 328
Глава VII. Электровзрывная обработка.................................... 358
1. Общие сведения и основные зависимости........................... —
2. Генераторы импульсных токов и основные параметры процесса —
3. Элементы установок ........................................... 382
4. Технологические показатели обработки ......................... 388
543
Глава VIII. Электроннолучевая обработка................................ 394
1. Общие сведения и основные зависимости........................... —
2. Электронные пушки и электроннолучевые установки.............. 405
3. Технологические показатели обработки ........................ 408
Глава IX. Плазменная обработка......................................... 413
1. Общие сведения и основные зависимости........................... —
2. Технологические показатели обработки ......................... 434
Глава X. Светолучевая обработка........................................ 437
1. Общие сведения и основные зависимости........................... —
2. Оборудование ................................................. 454
Глава XI. Магнитоимпульсная обработка.................................. 462
1. Общие сведения и основные зависимости........................... —
2. Оборудование и оснастка...................................... 468
3. Технологические показатели обработки ........................ 473
Глава XII. Ультразвуковая обработка.................................... 479
, 1. Общие сведения ............................................... —
2. Преобразователи и материалы для них ........................... —
3. Оборудование и инструмент.................................... 498
4. Технологические показатели обработки ........................ 510
Литература............................................................. 528