/

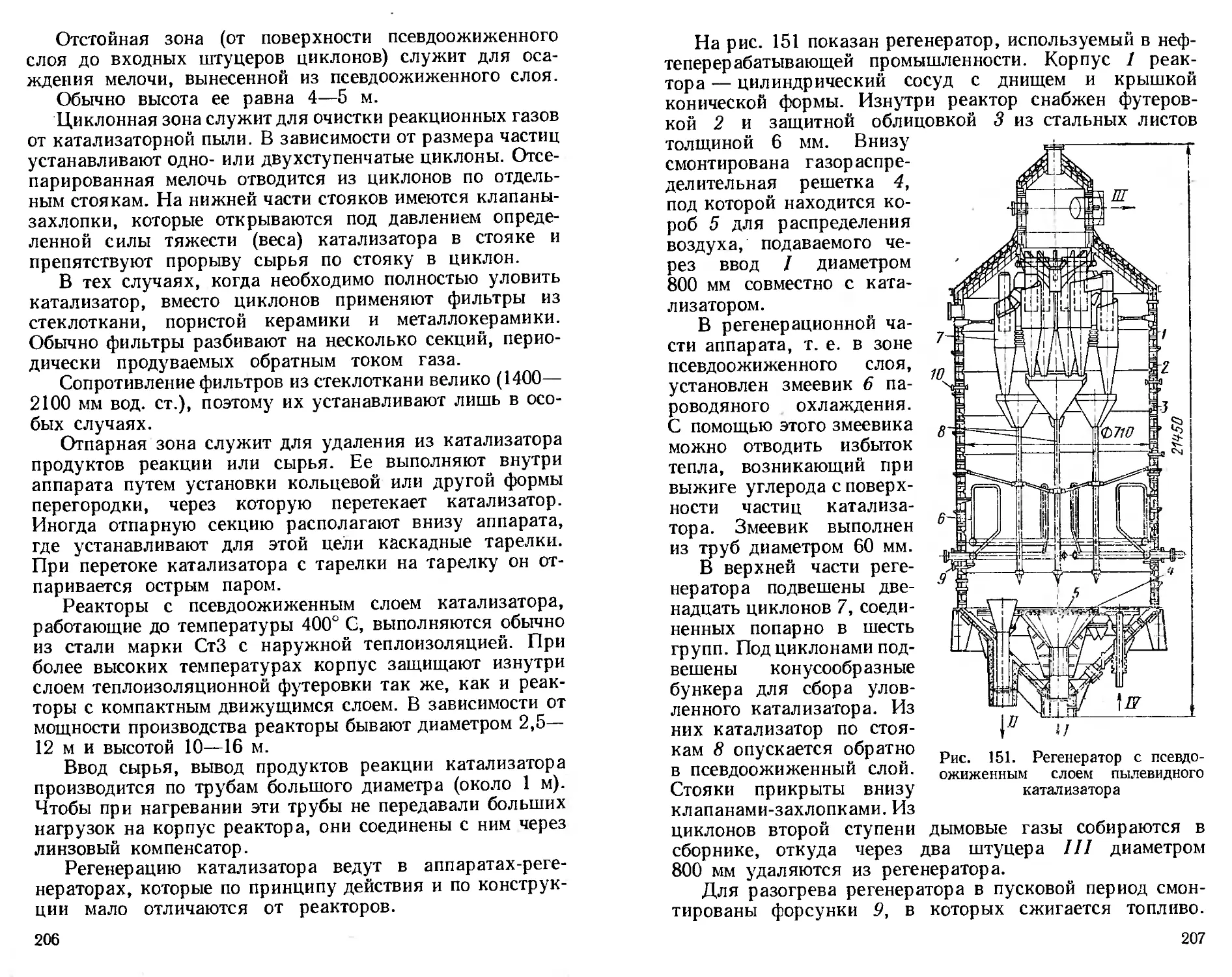
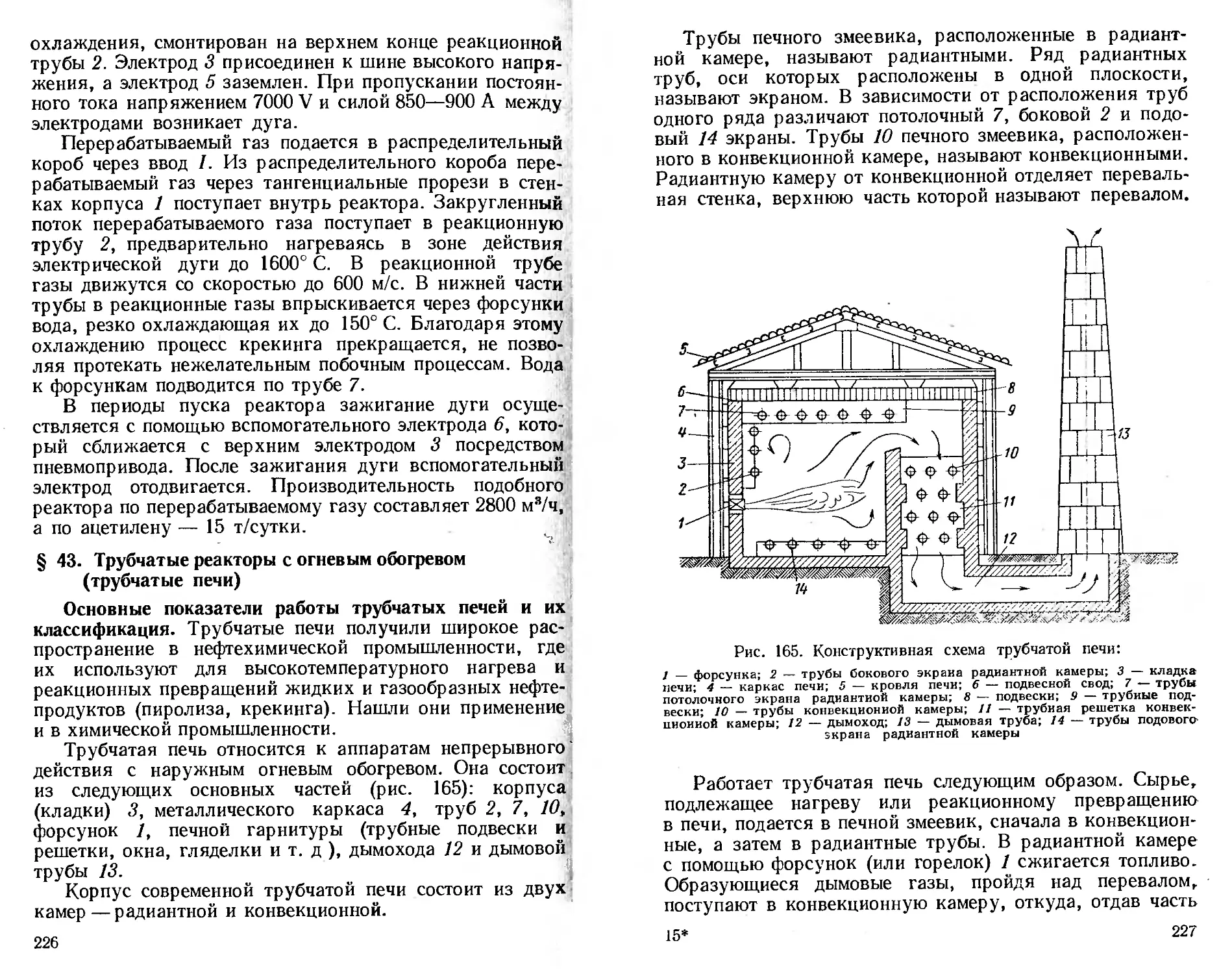

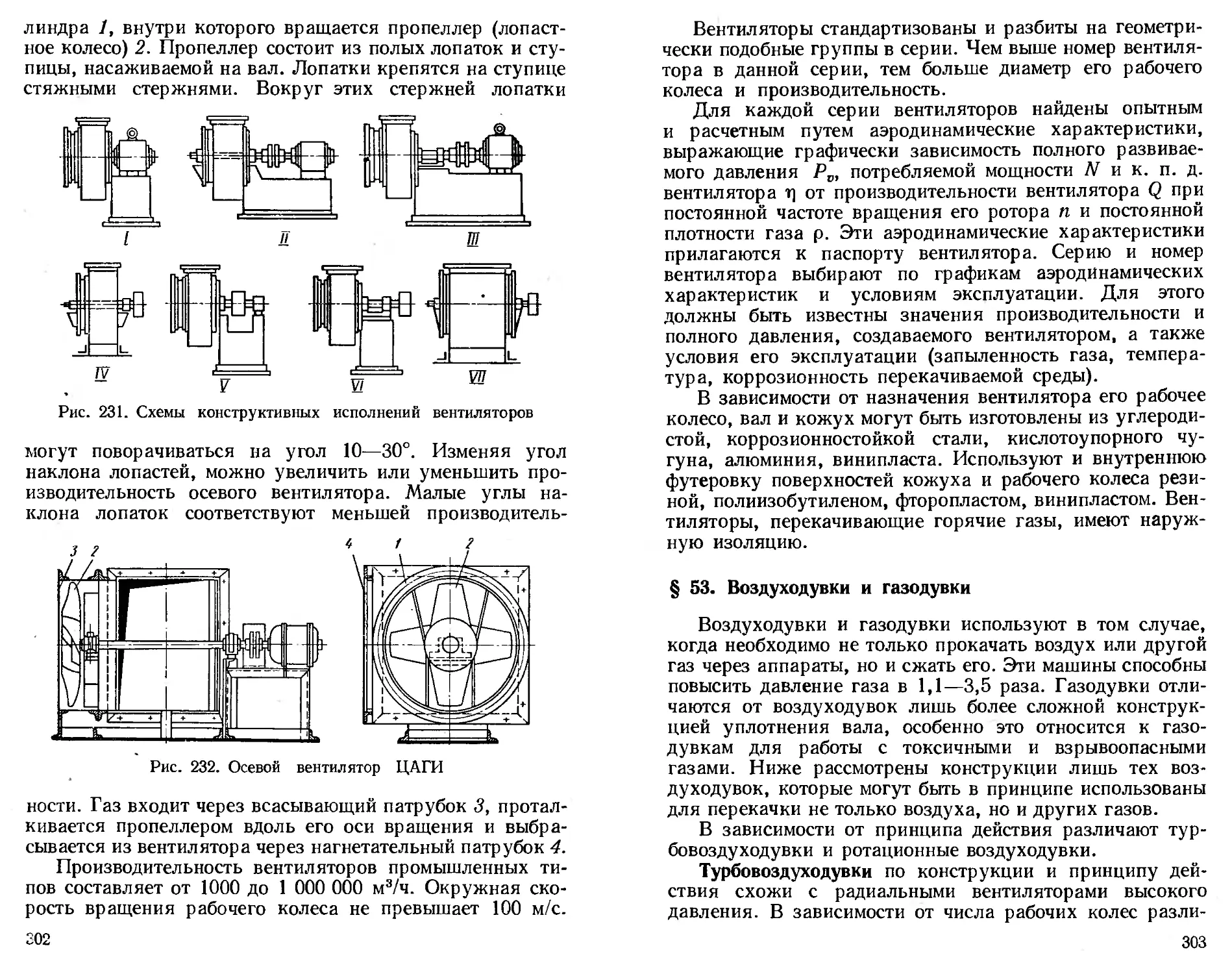
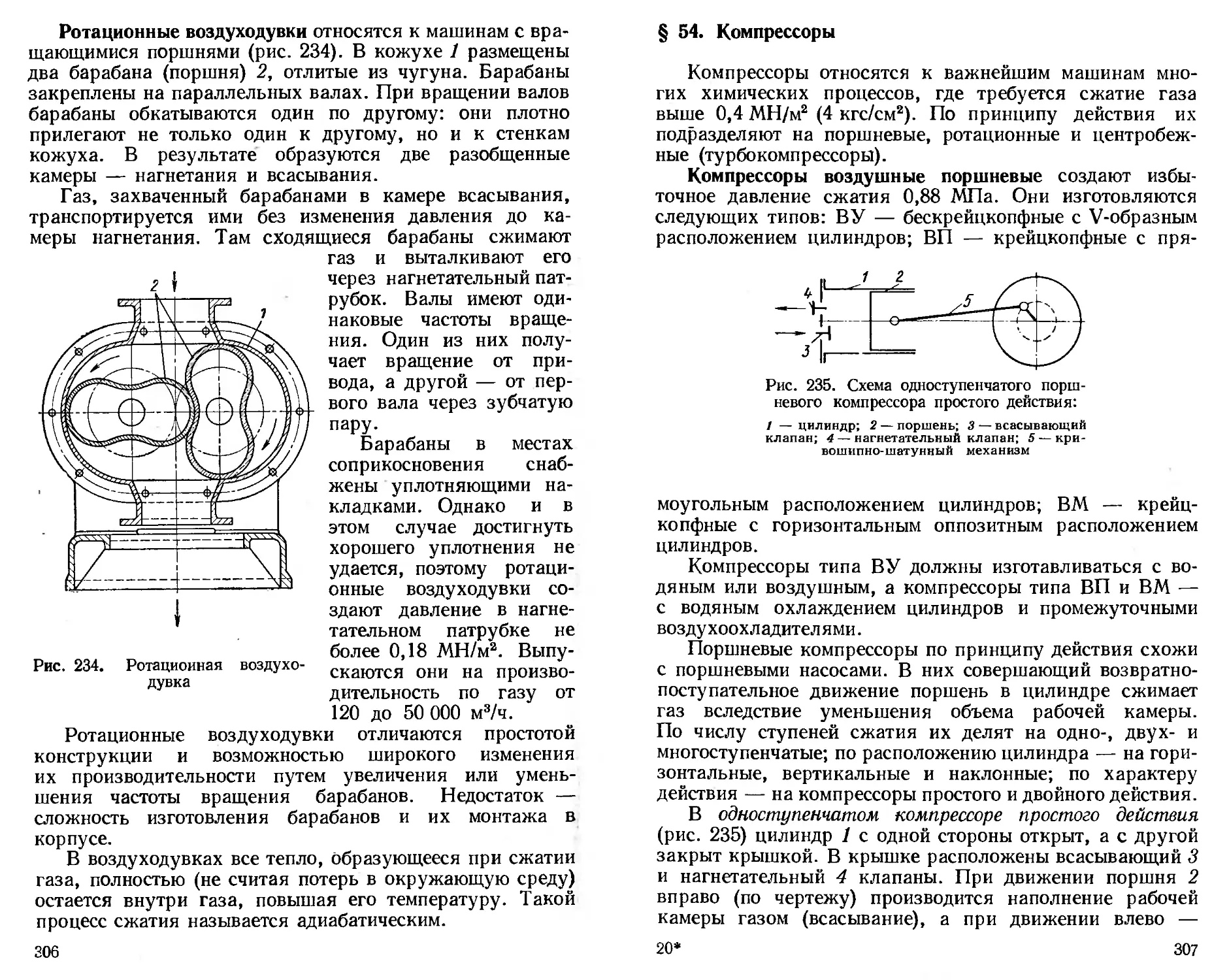
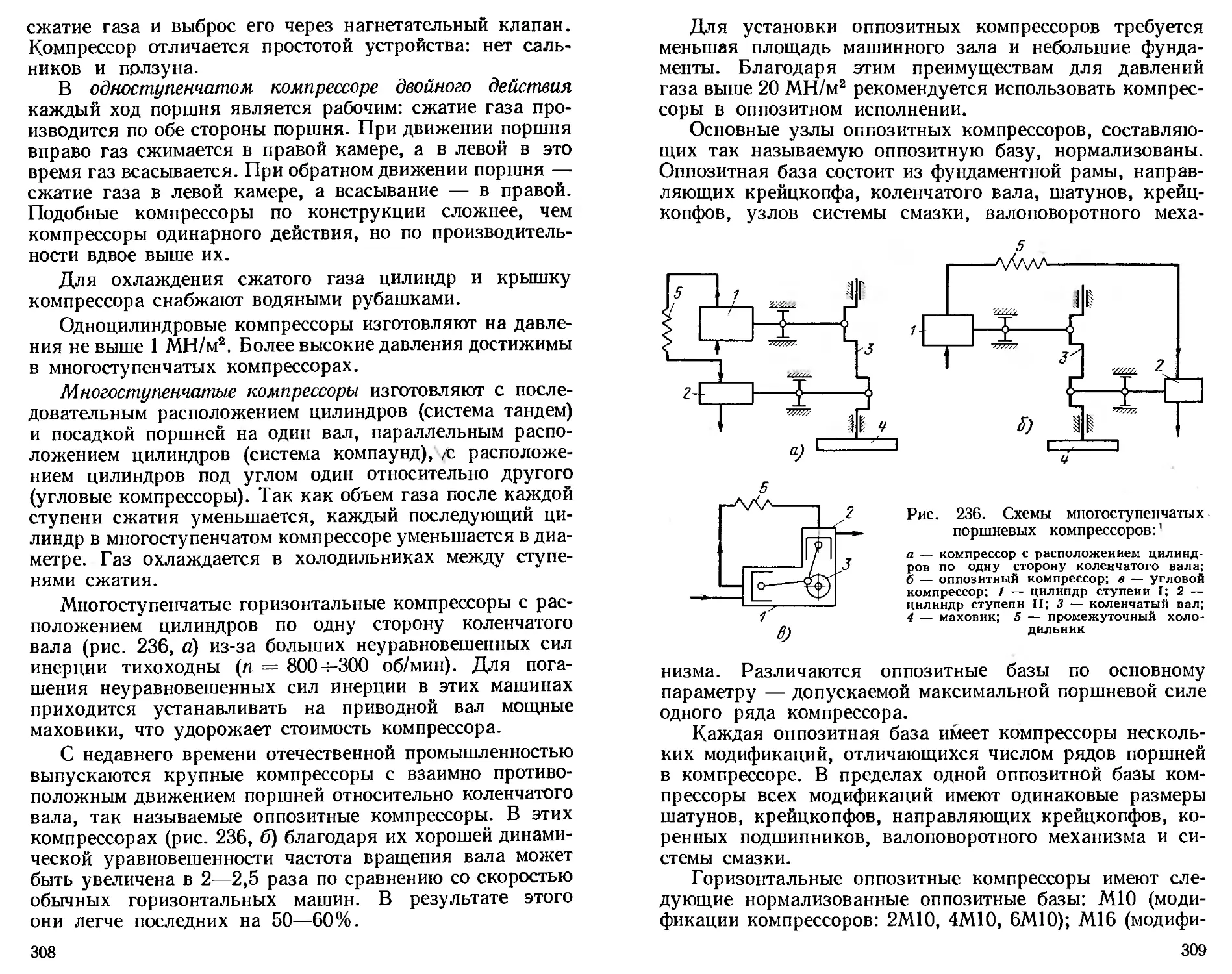

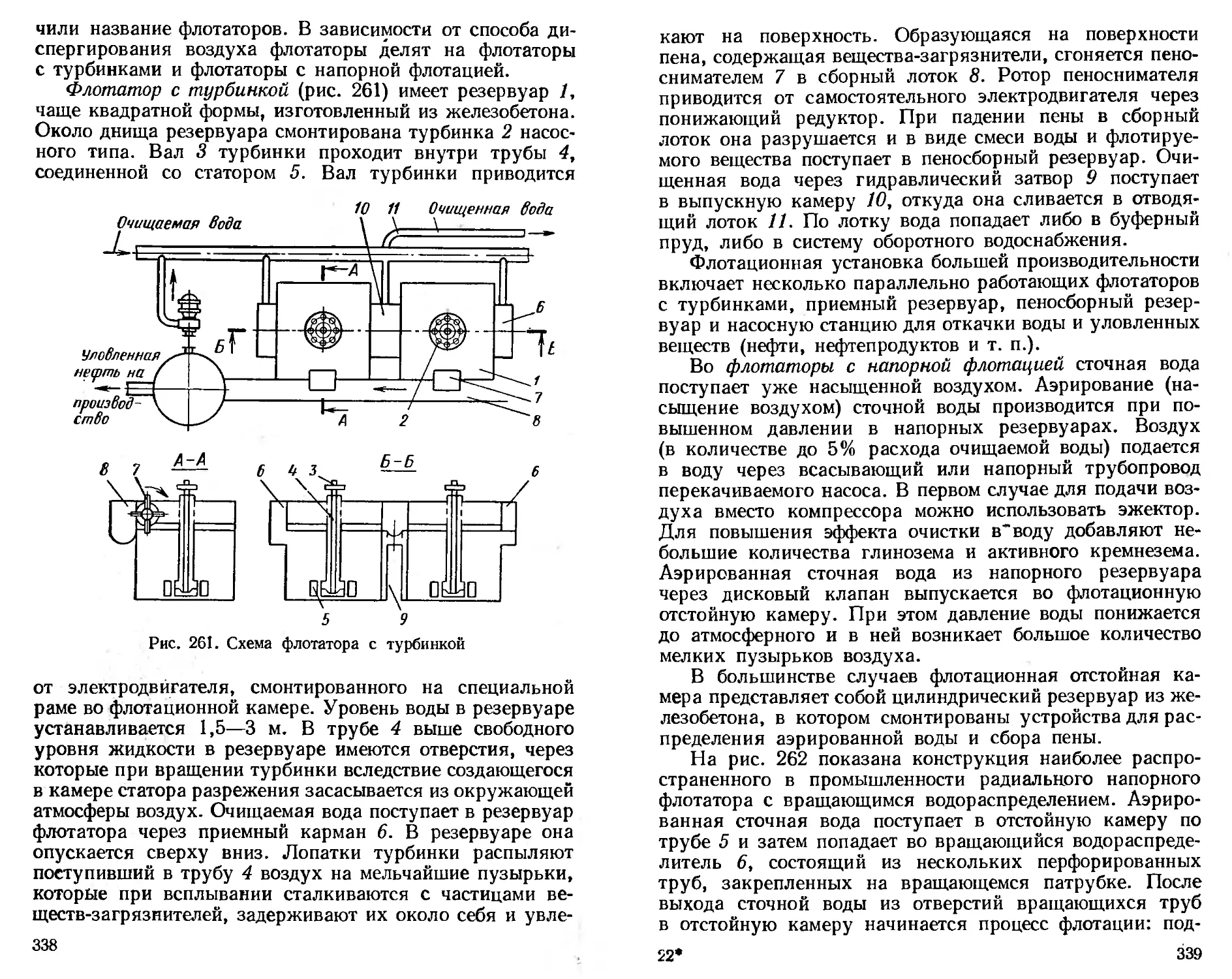
Author: Макаров Ю.И. Генкин А.Э.
Tags: основы химической технологии промышленность химическая промышленность нефтяная промышленность
Year: 1976




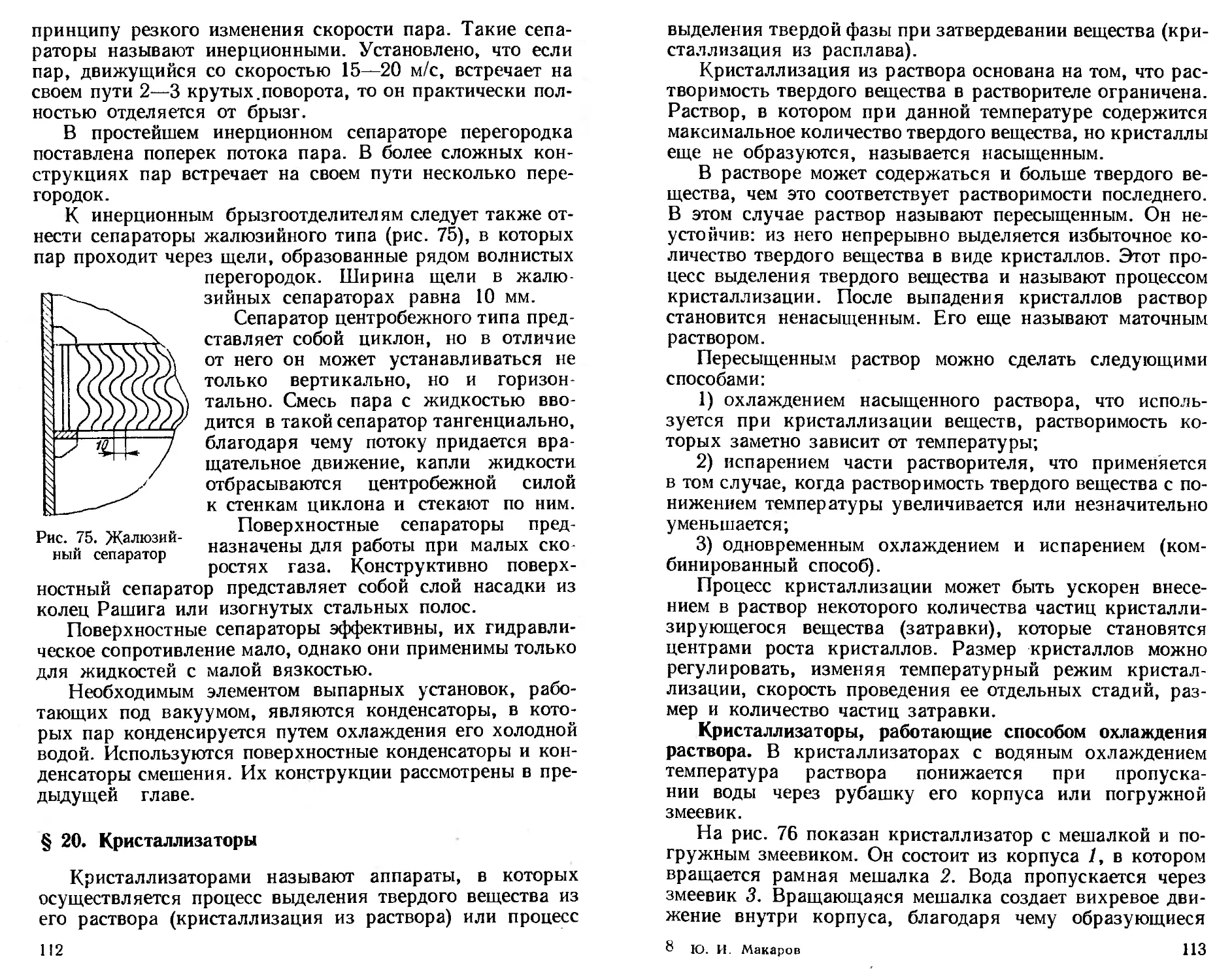
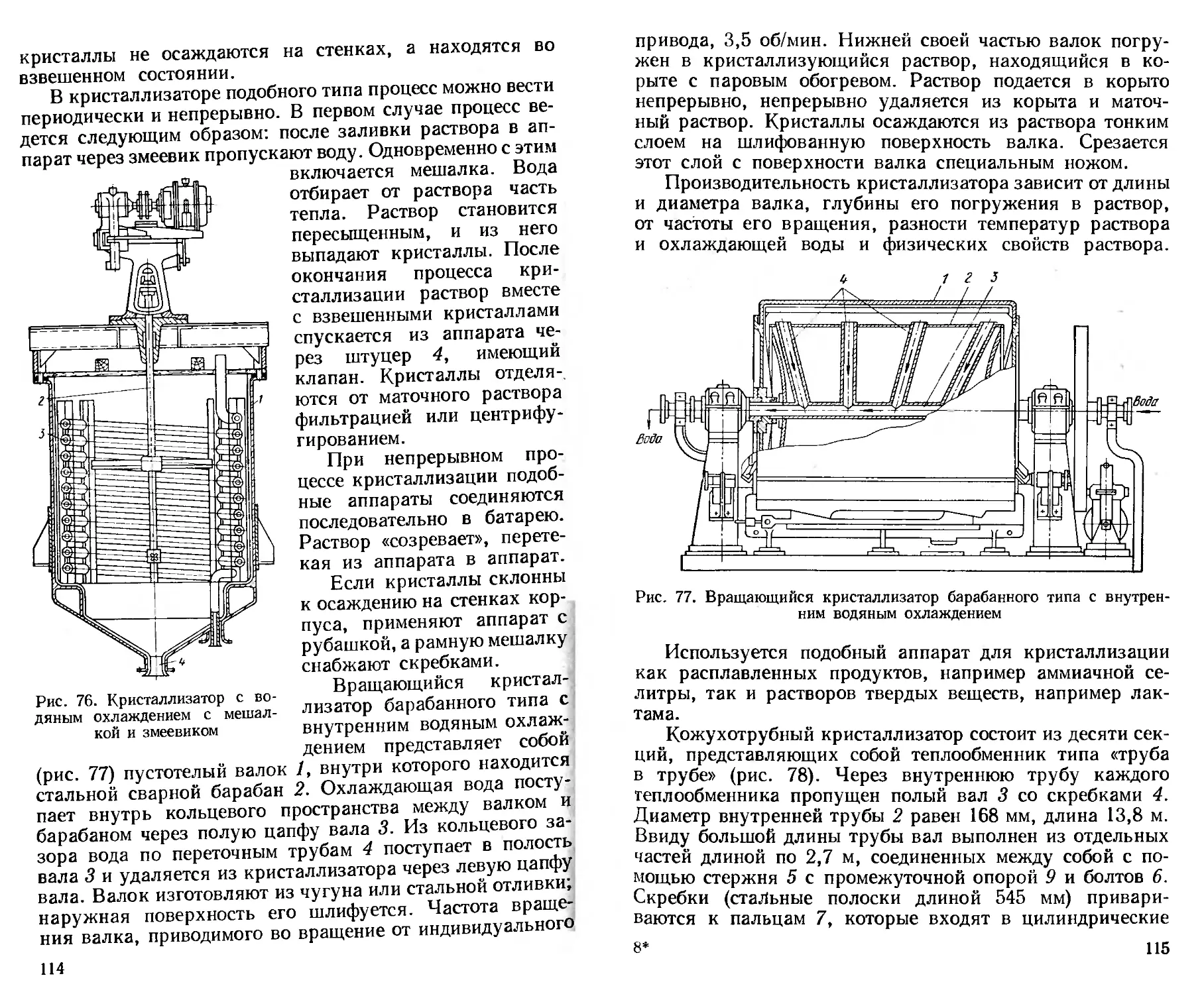
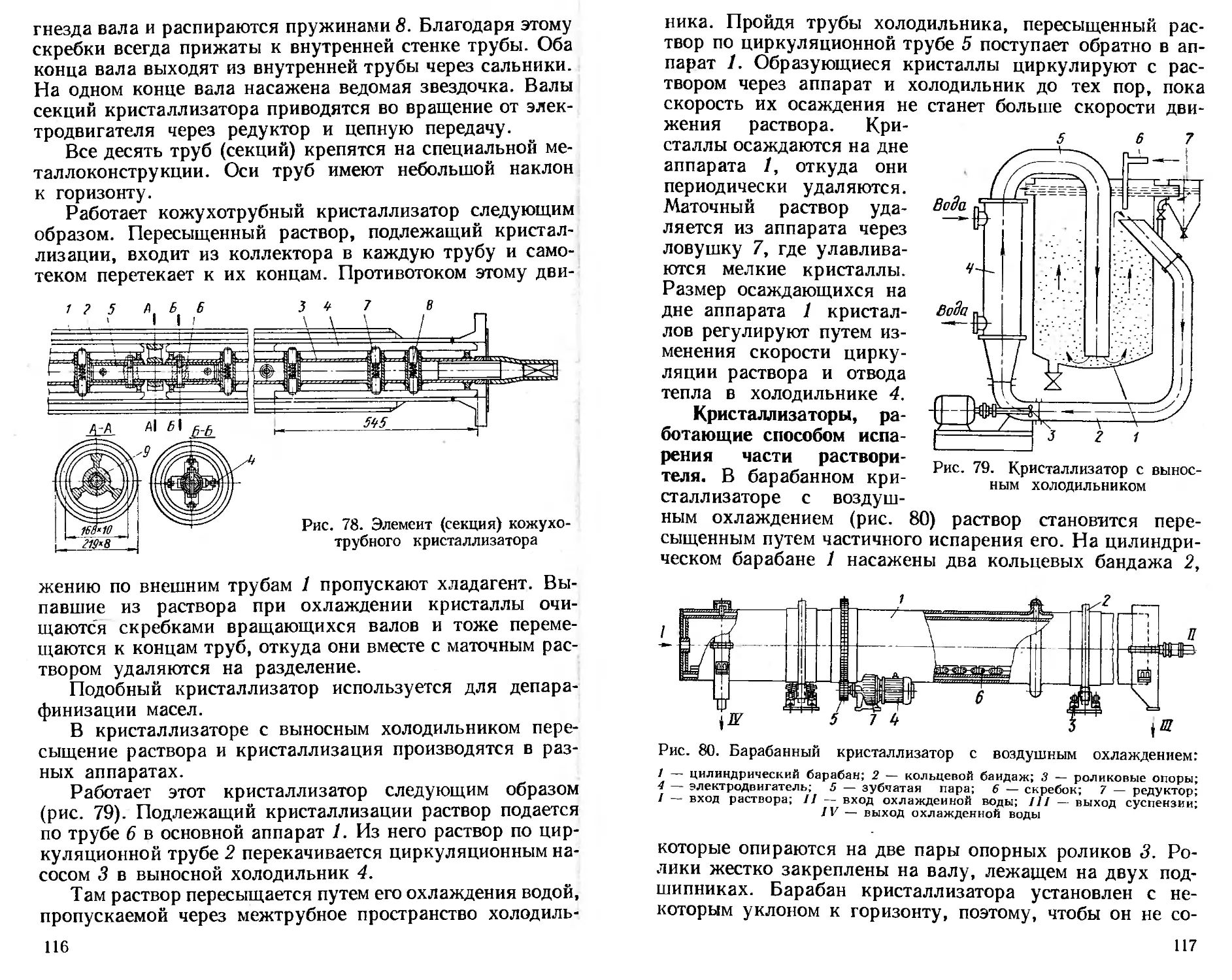
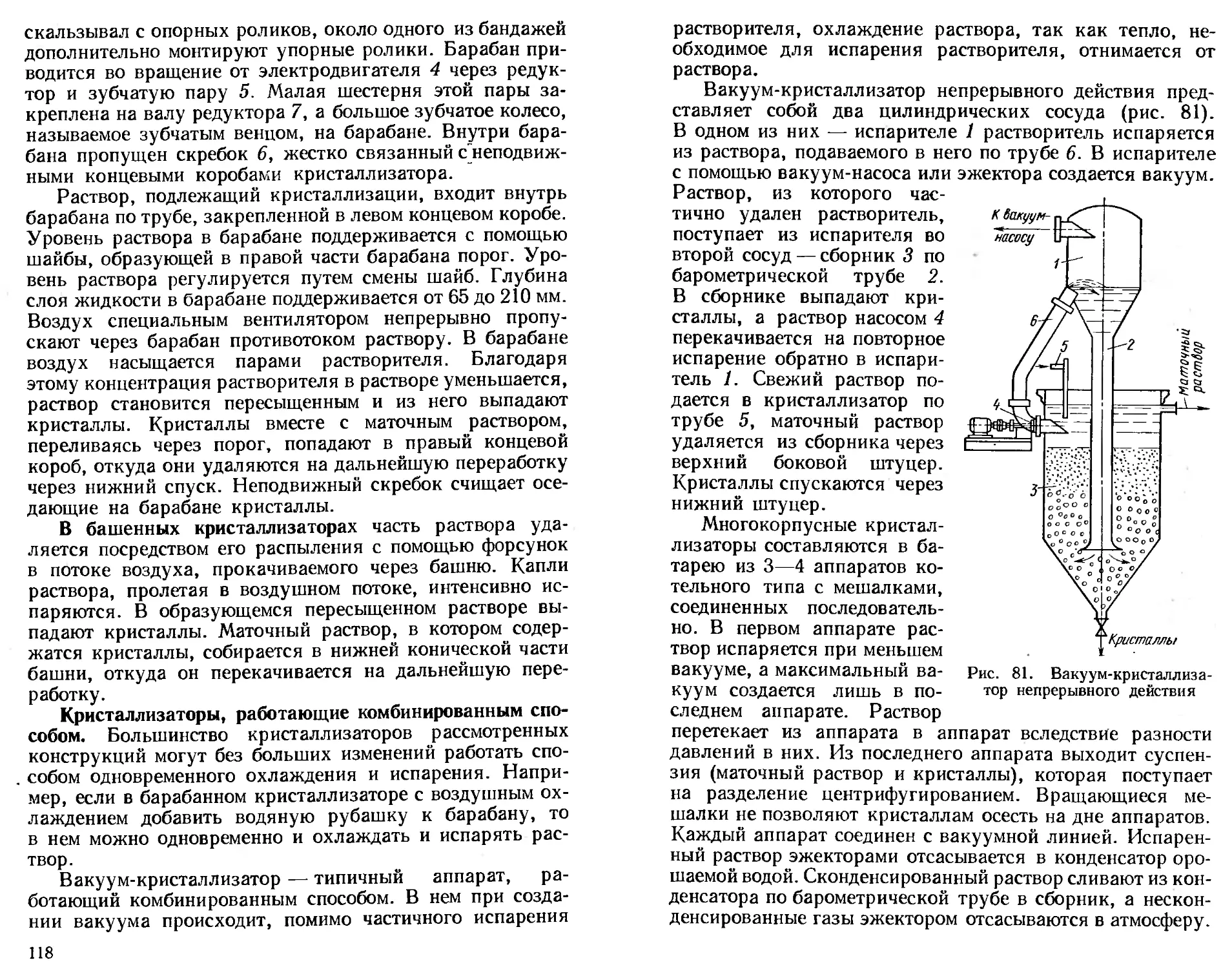
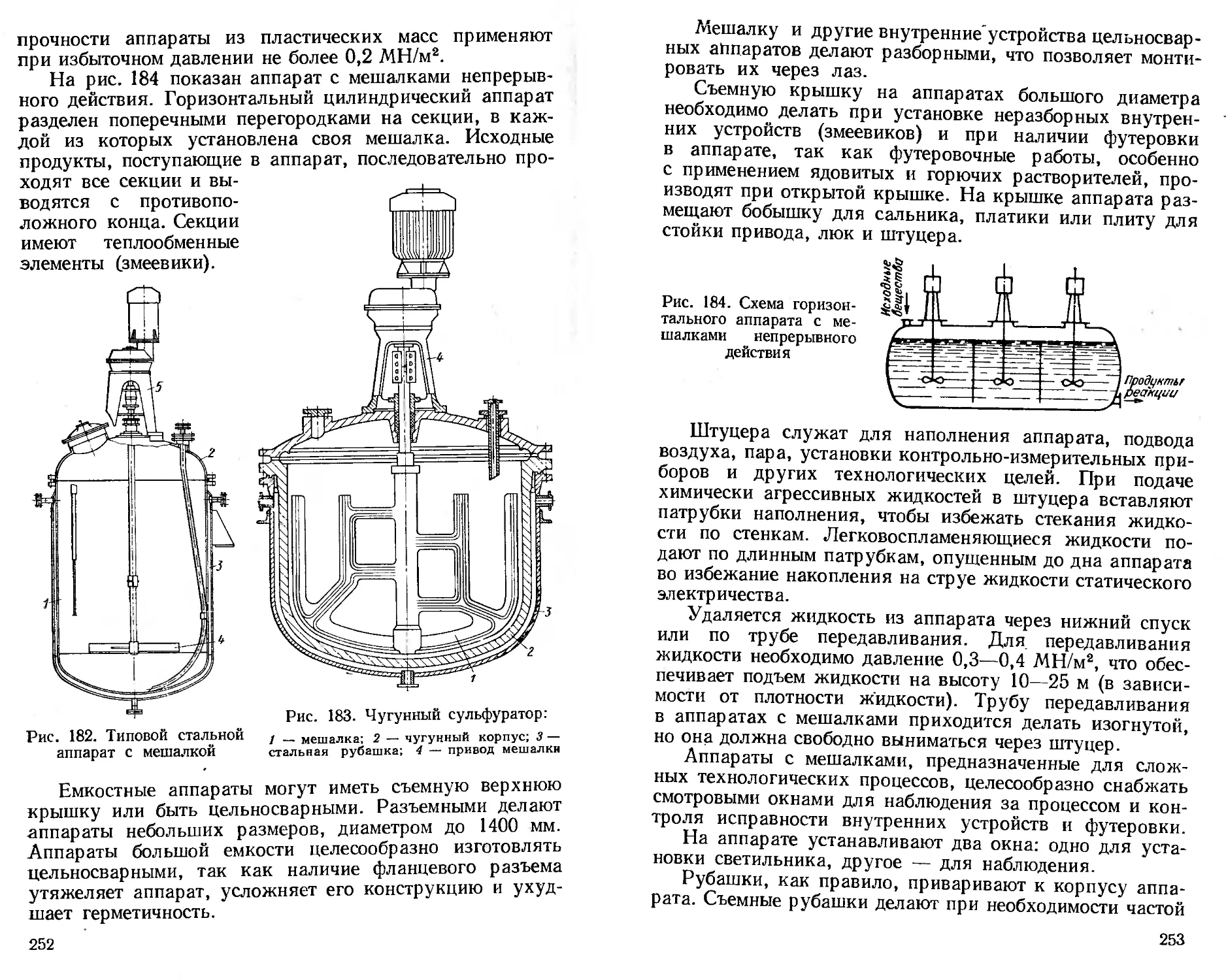
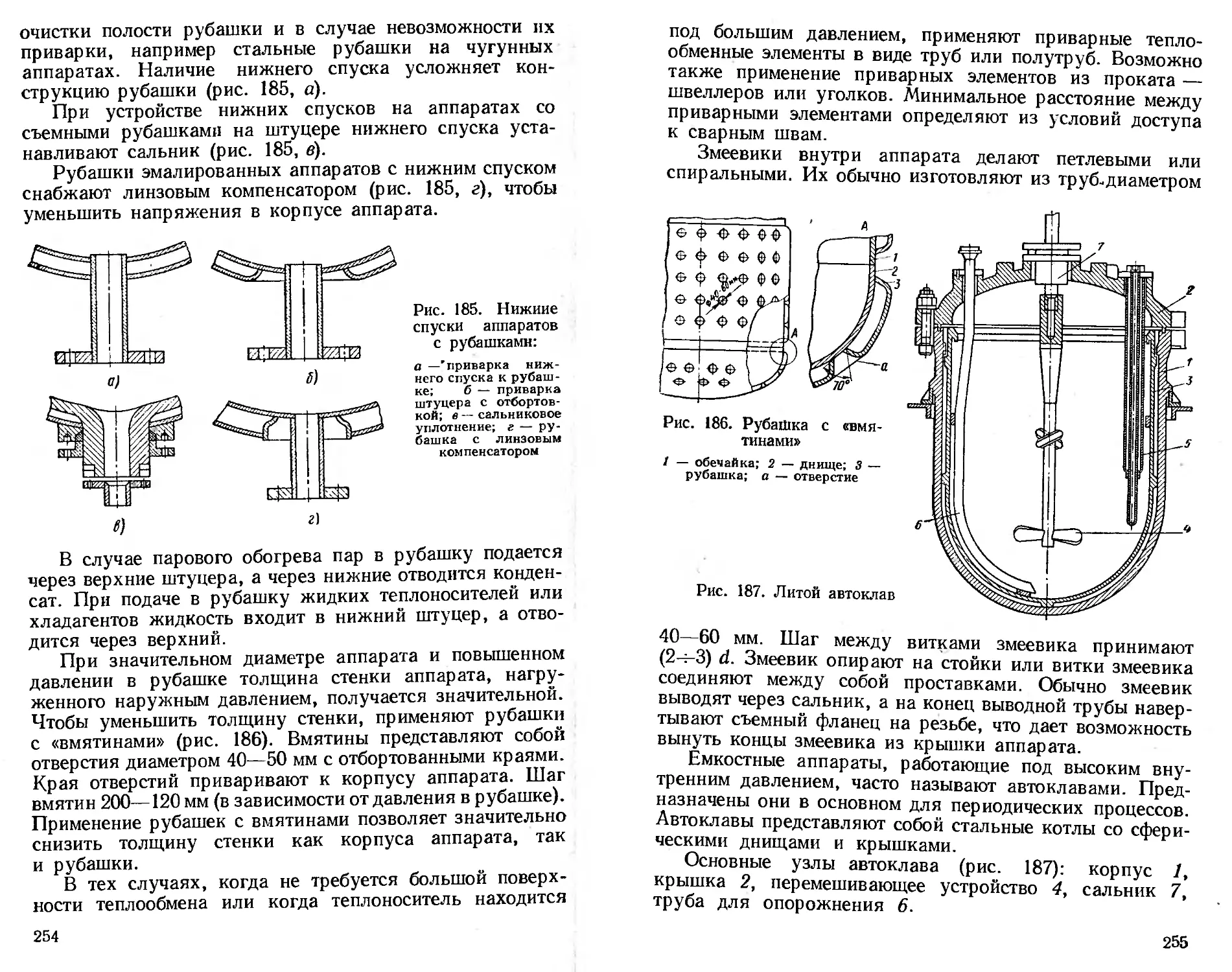
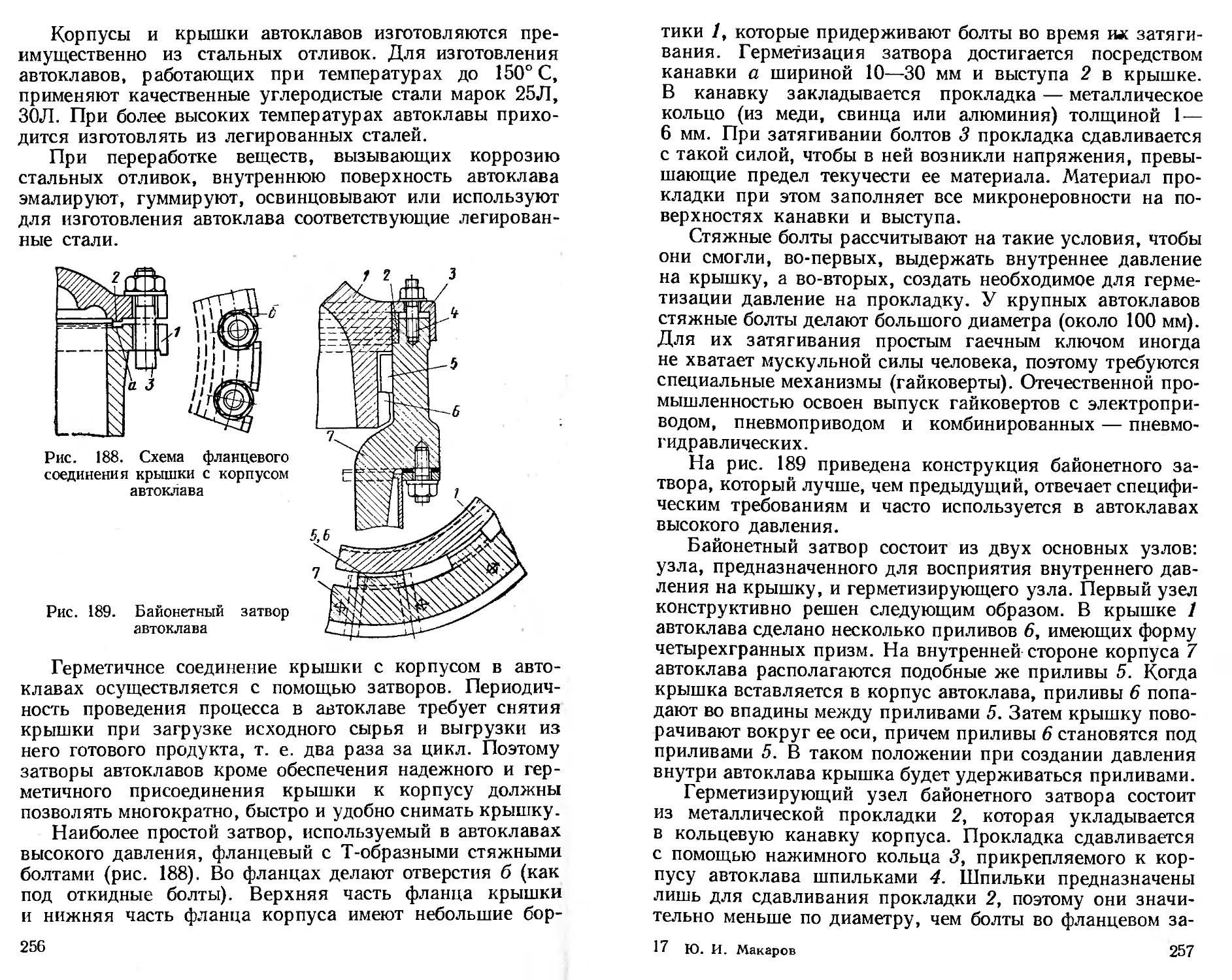
Text
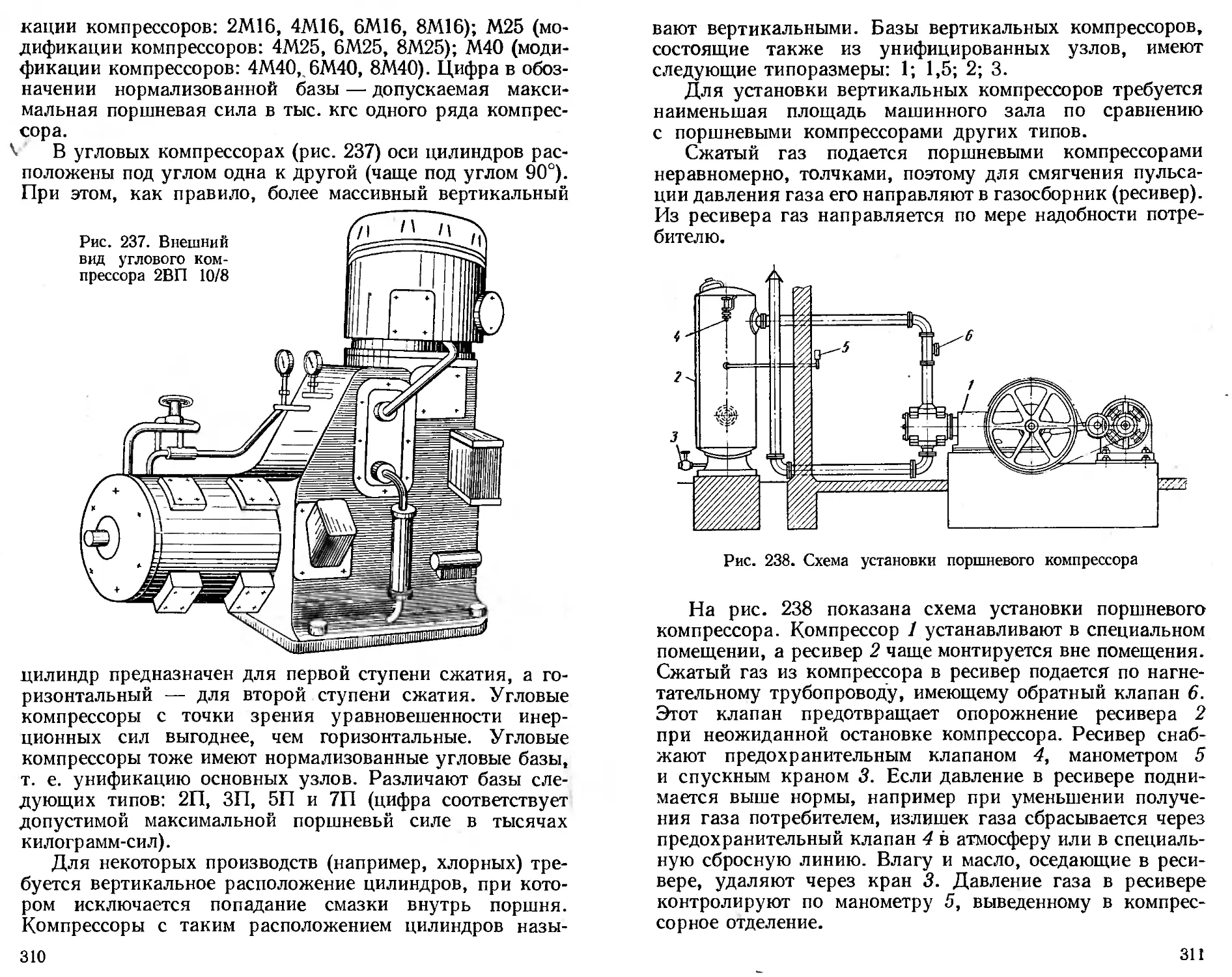
Ю. ИМакаров
А. Э. Генкин
ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
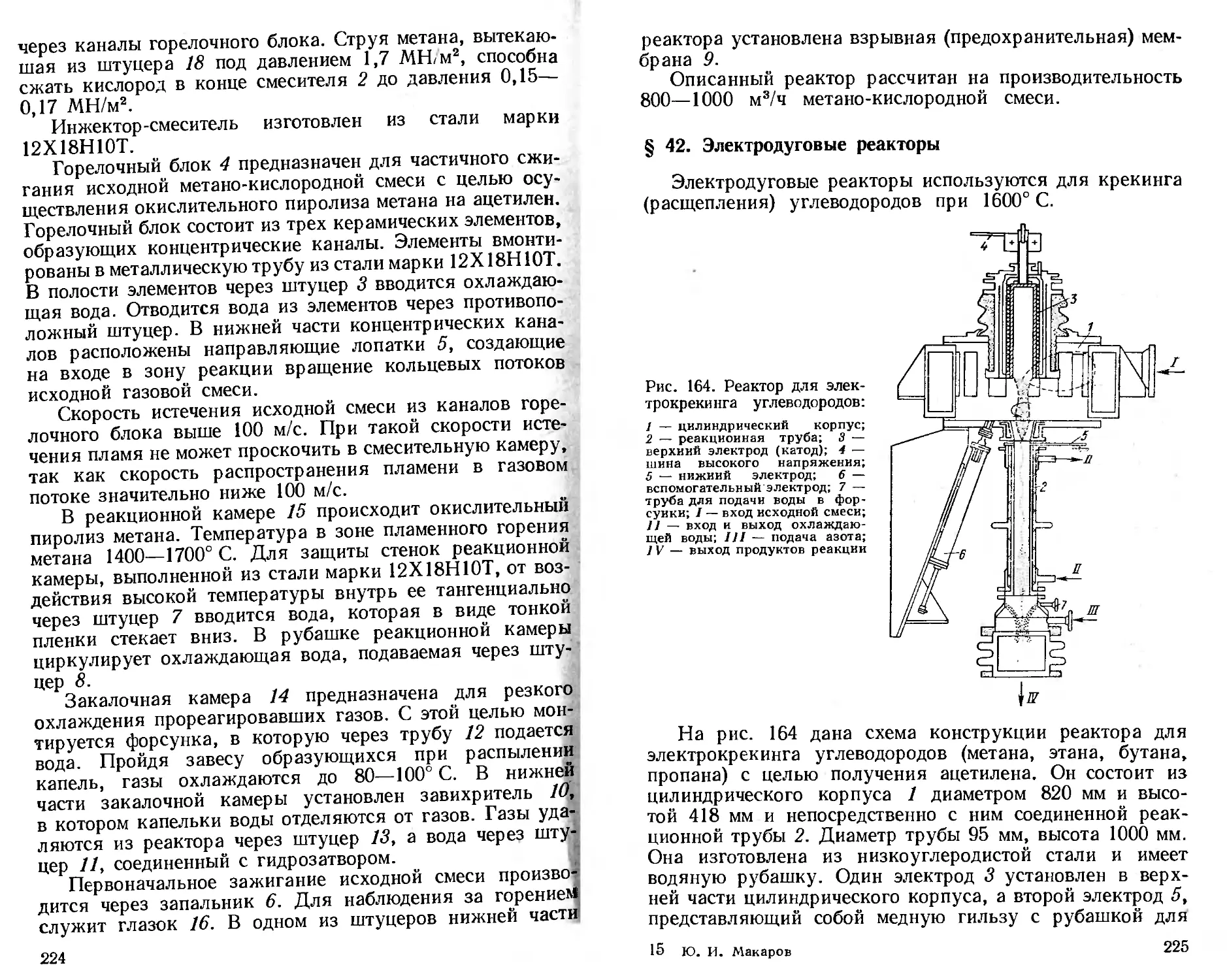
ХИМИЧЕСКИХ
И НЕФТЕГАЗО-
ПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДОВ
Ю. И. Макаров
А. Э Генкин
---------Це-------------
ТЕХНОЛОГИЧЕСКОЕ
ОБОРУДОВАНИЕ
ХИМИЧЕСКИХ
И НЕФТЕГАЗО-
ПЕРЕРАБАТЫВАЮЩИХ
ЗАВОДОВ
Издание 2-е, переработанное
и дополненное
Допущено Главным управлением кадров и учебных заведений
Министерства монтажных и специальных
строительных работ СССР в качестве учебника
для учащихся техникумов
МОСКВА
«МАШИНОСТРОЕНИЕ»
1976
6.08
М15
УДК 66.013.05 : 665.6.05
Рецензент инж. А. Л. Зильберберг
Макаров Ю. И., Генкин А, Э.
М15 Технологическое оборудование химических и нефте-
газоперерабатывающих заводов. Учебник для тех-
никумов. Изд. 2-е, перераб. и доп. М., «Машино-
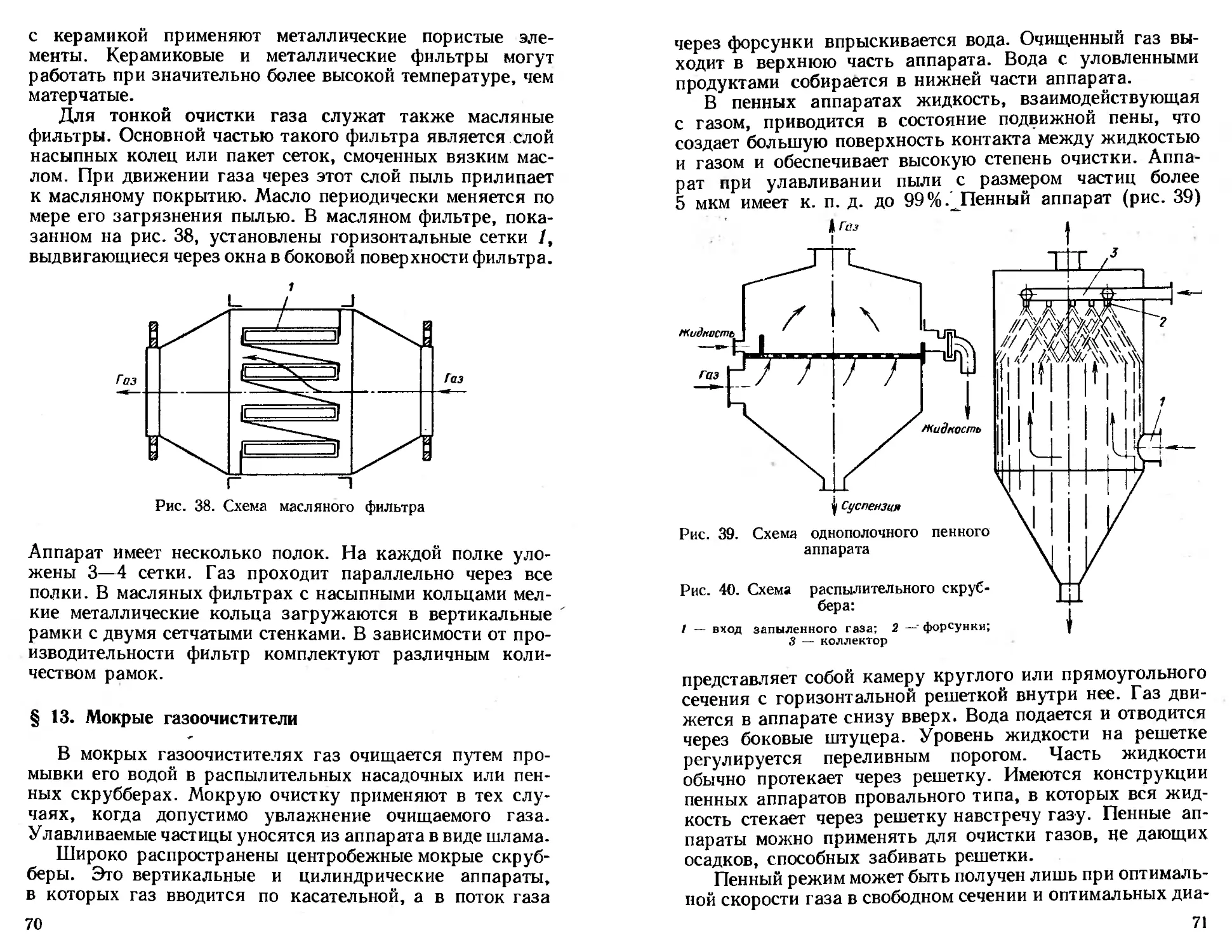
строение», 1976.
368 с. с. ил.
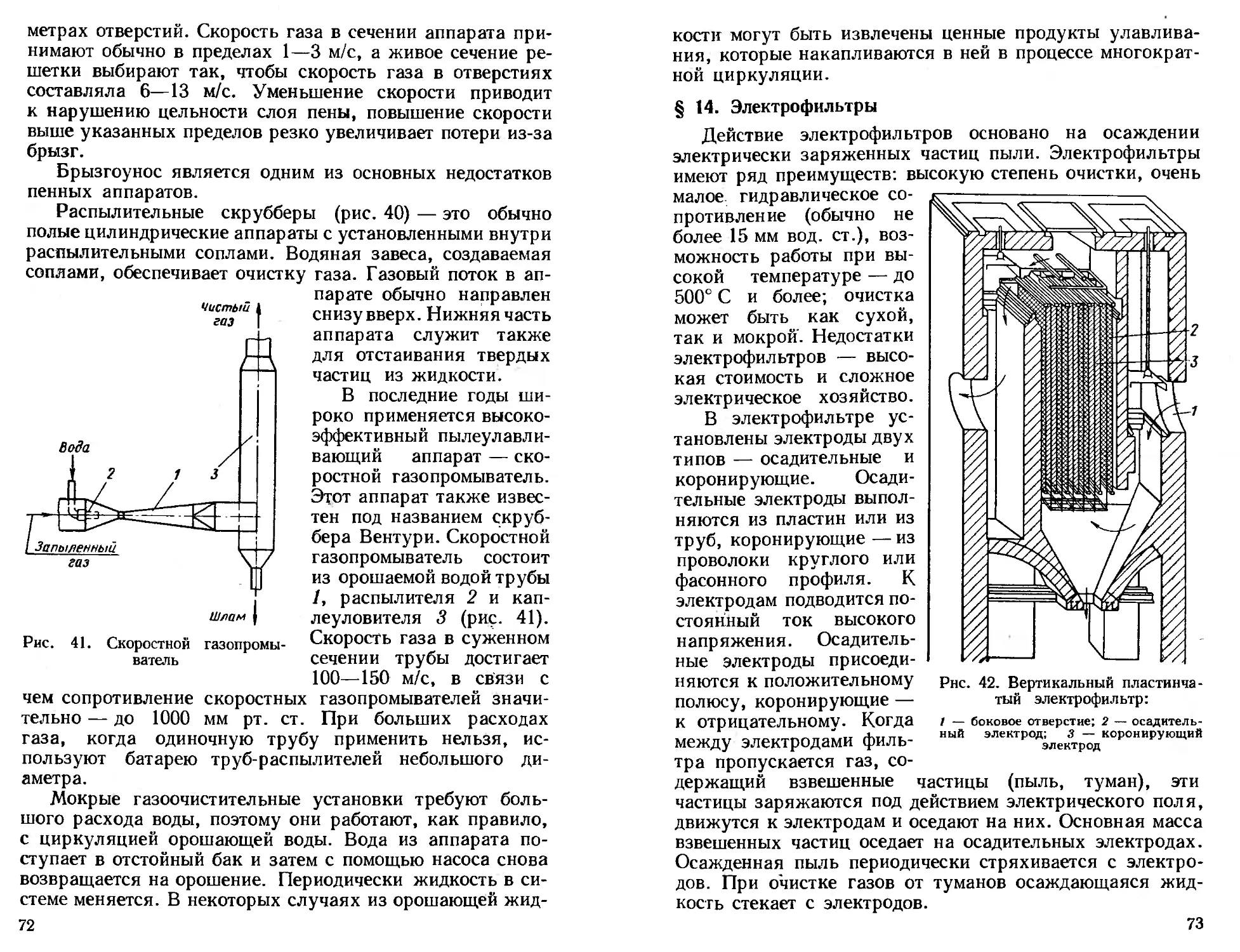
В учебнике приведены общие сведения об основных процессах
химической н нефтехимической технологии. Описано основное
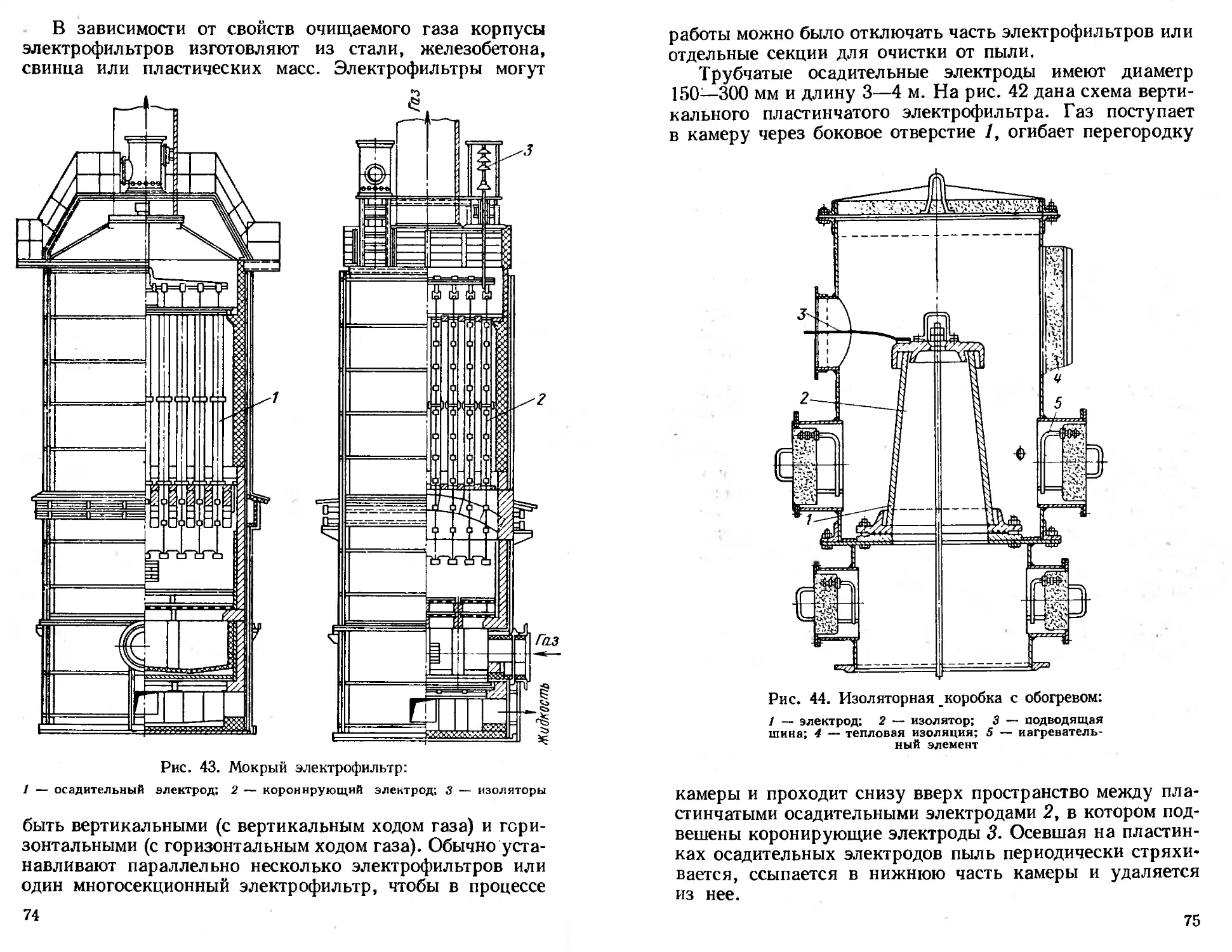
технологическое оборудование химических и нефтегазоперера-
батывающих заводов.
Дополнительно, по сравнению с первым изданием (1969 г.),
введены главы «Дробильно-размольное оборудование» и «Обо-
рудование и сооружения очистки и обезвреживания промышлен-
ных сточных вод».
Учебник предназначен для учащихся техникумов по спе-
циальности «Монтаж и ремонт промышленного оборудования».
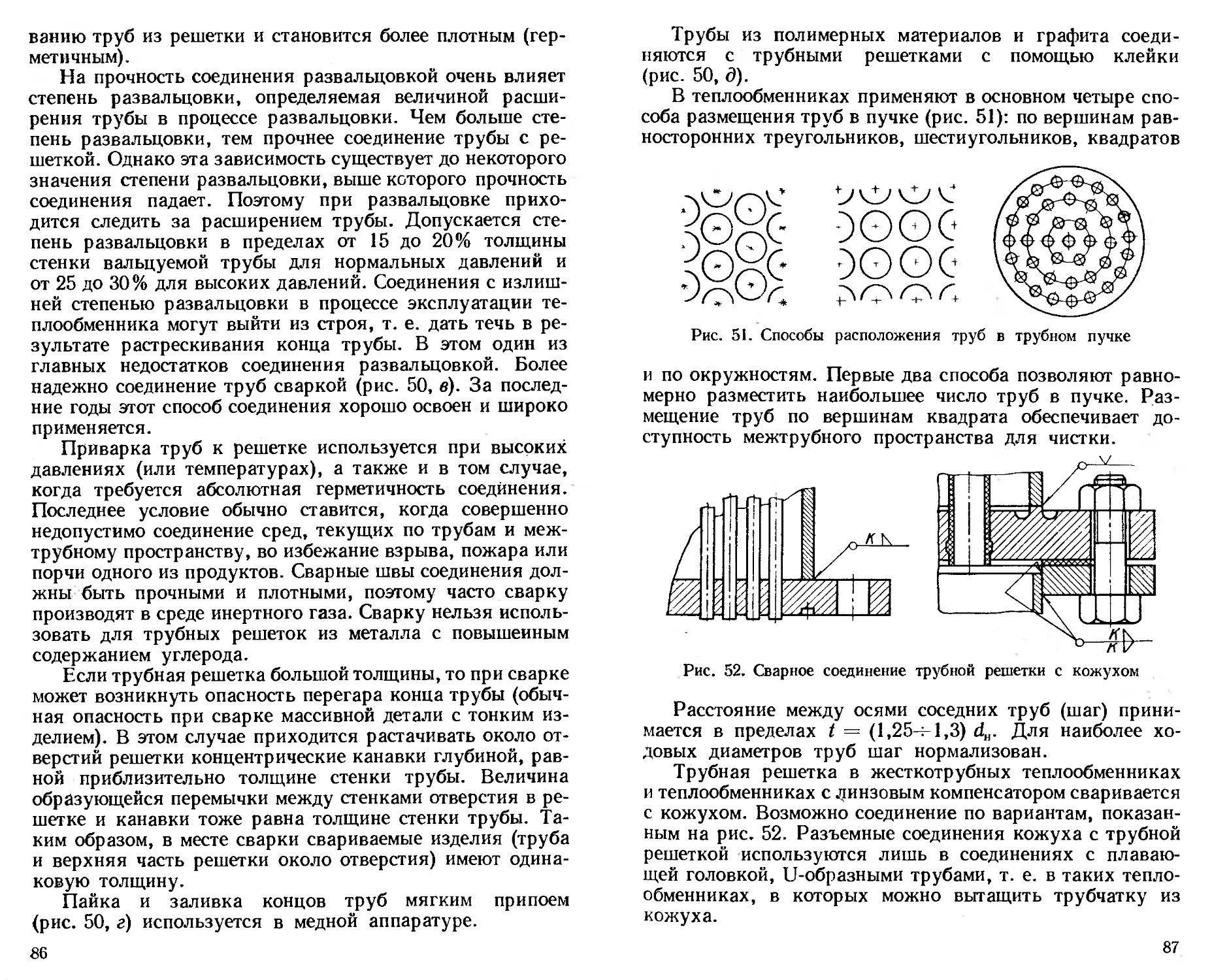
30804—260
М 038 (01)-76 260'76 в-08
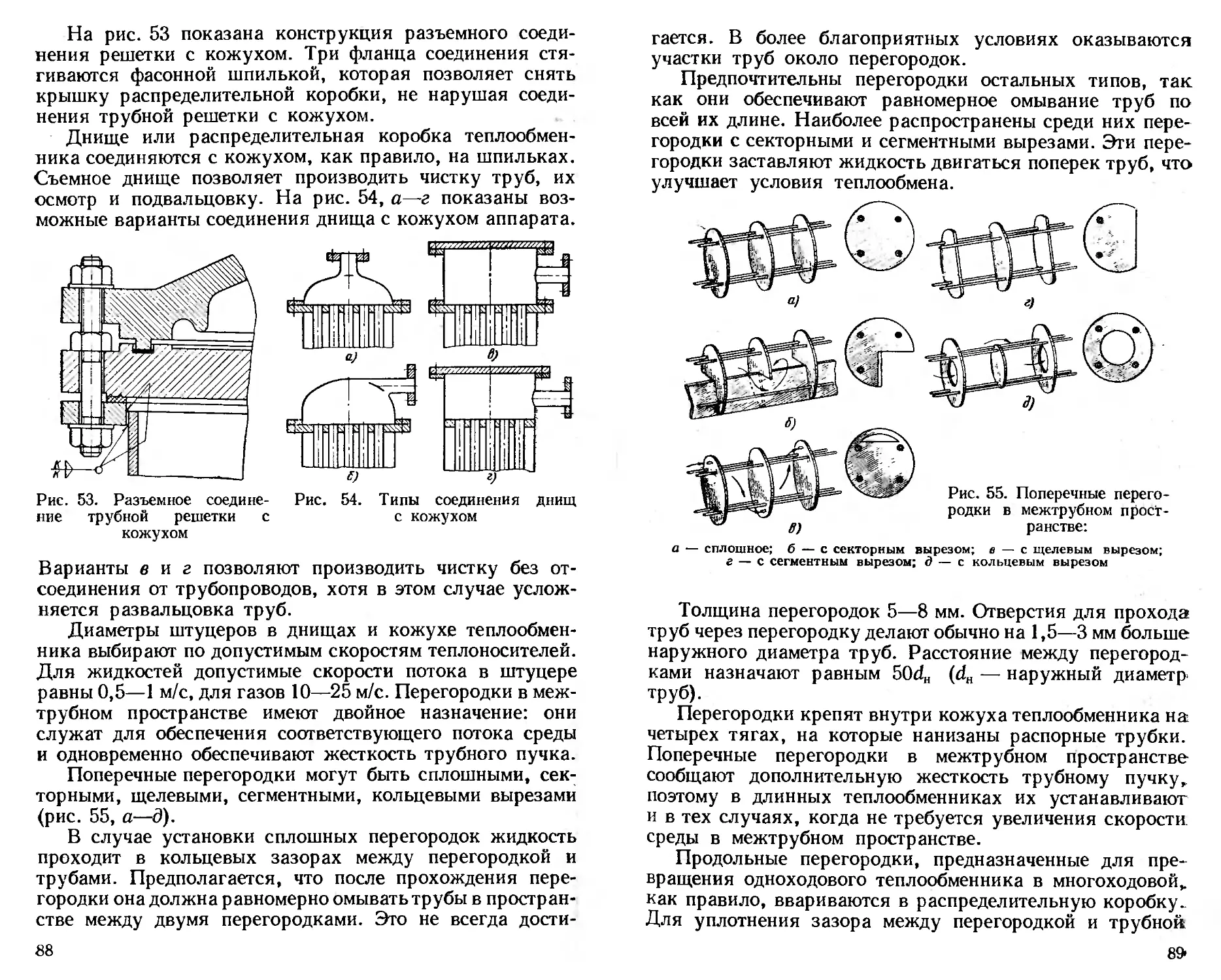
© Издательство «Машиностроение», 1976 г.
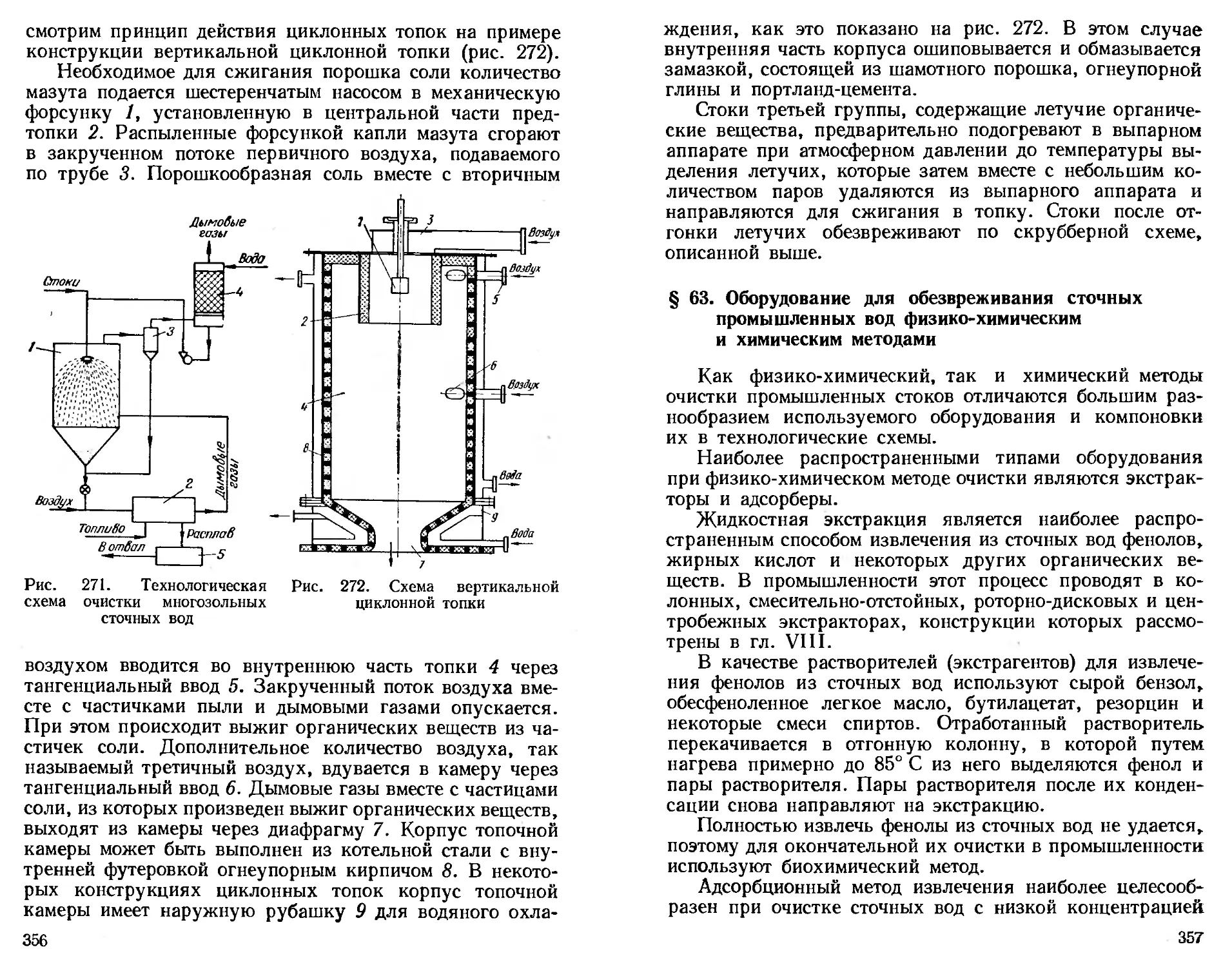
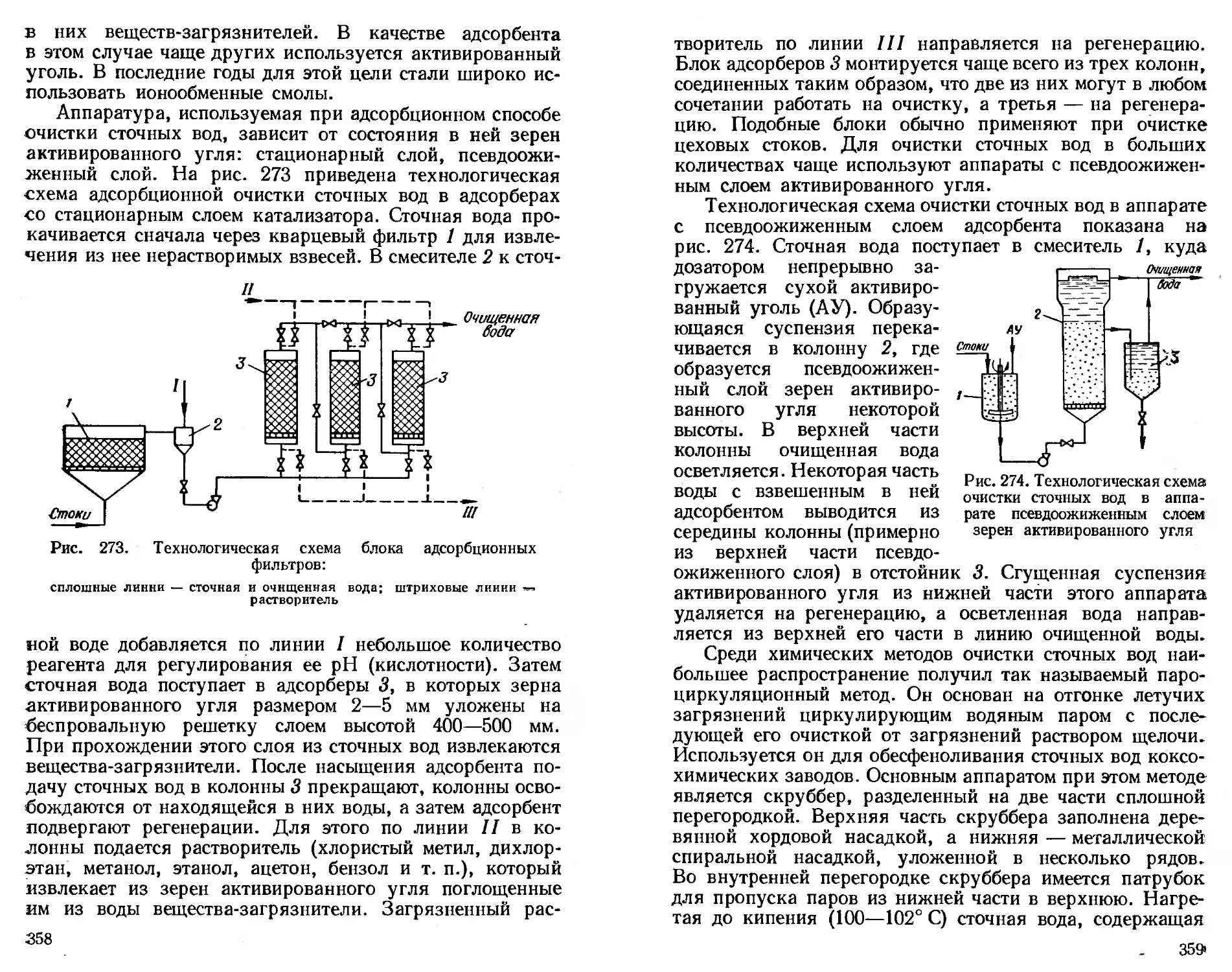
ВВЕДЕНИЕ
Перспективные планы развития промышленности и
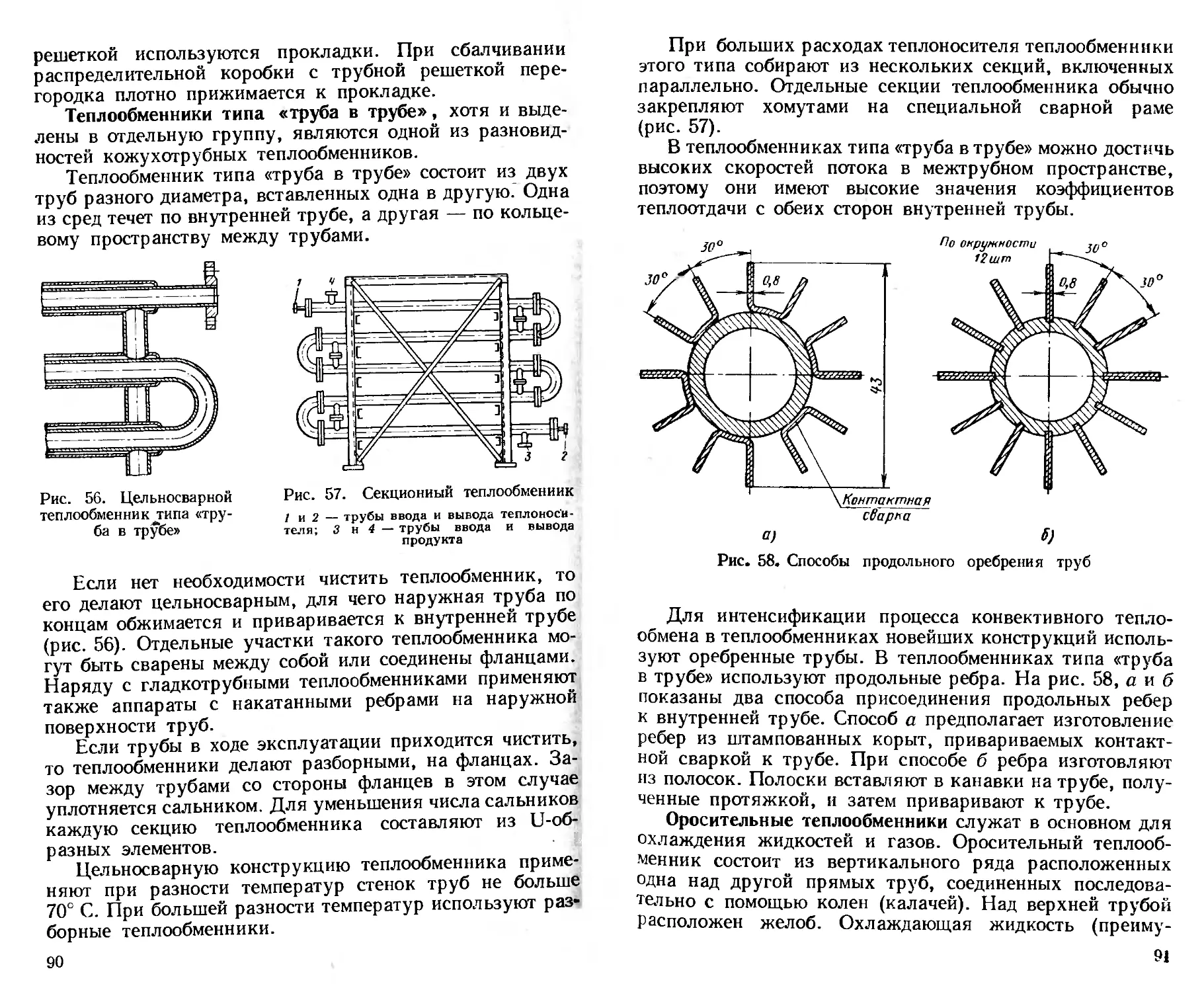
сельского хозяйства предусматривают увеличение вы-
пуска продукции химической промышленности и в пер-
вую очередь минеральных удобрений, синтетического
каучука, пластических масс и химических волокон.
Обеспечить выпуск этих продуктов во все возраста-
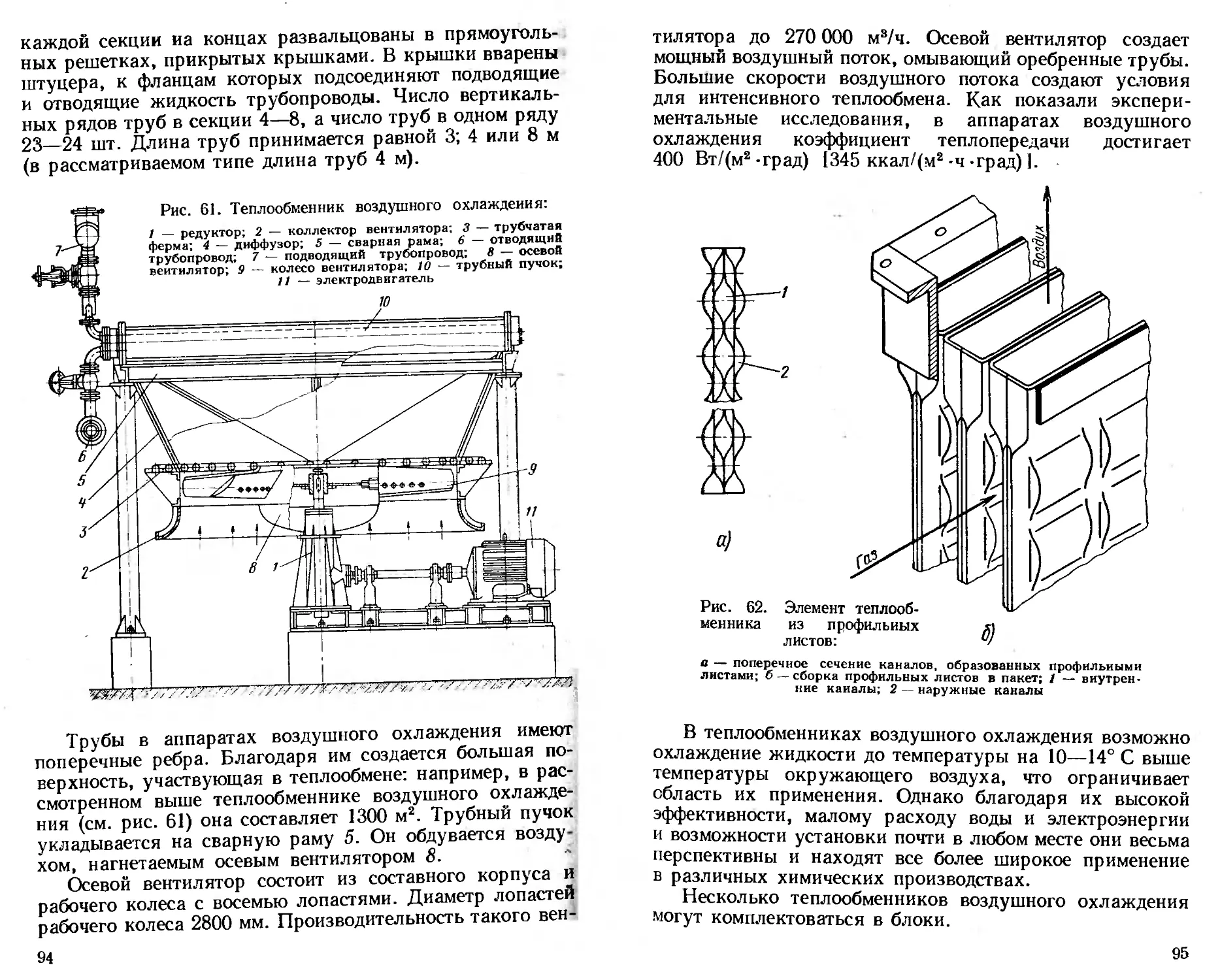
ющих количествах возможно только при широком вне-
дрении автоматизации и механизации производственных
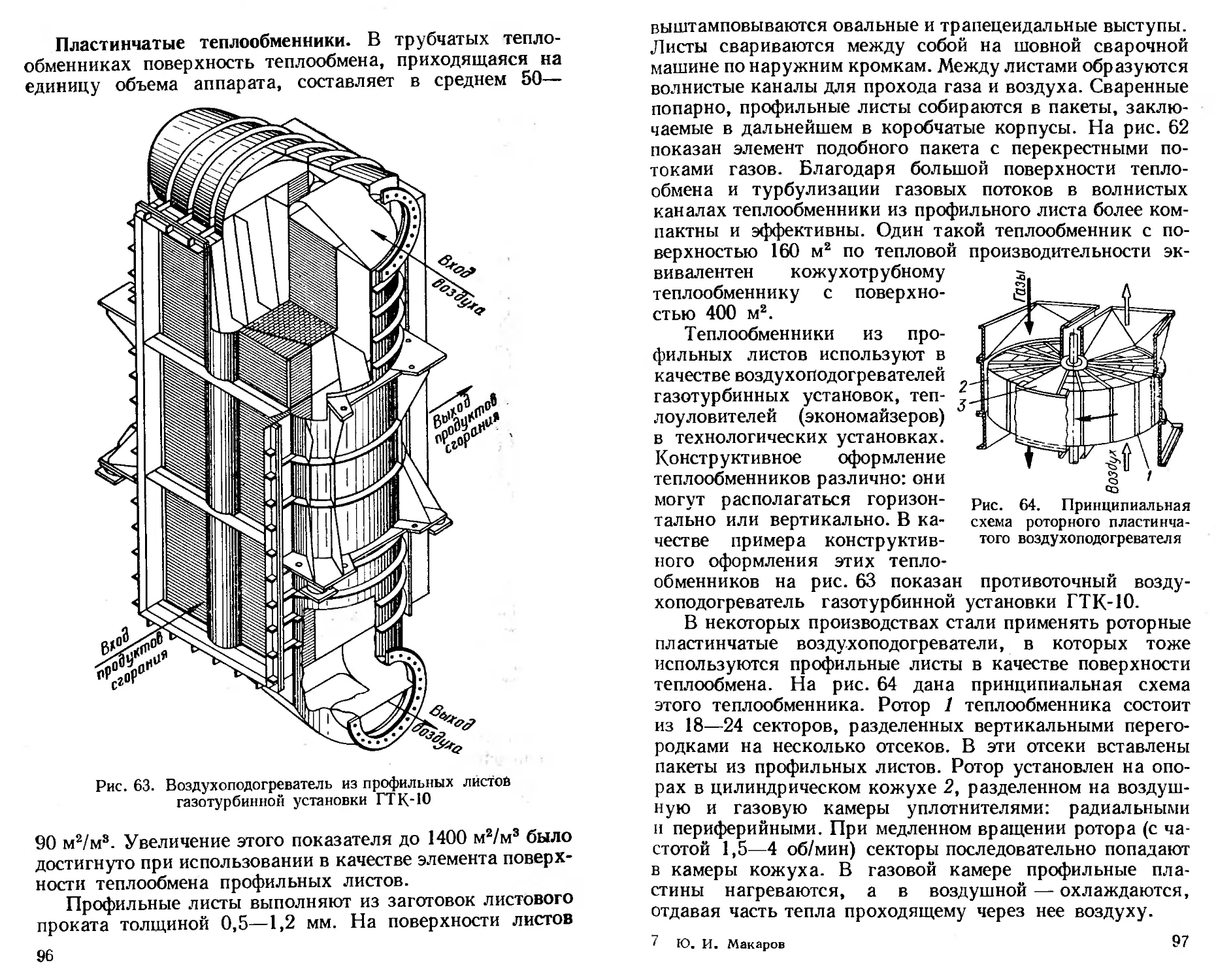
процессов, использовании новейшего высокопроизводи-
тельного оборудования и быстром внедрении последних
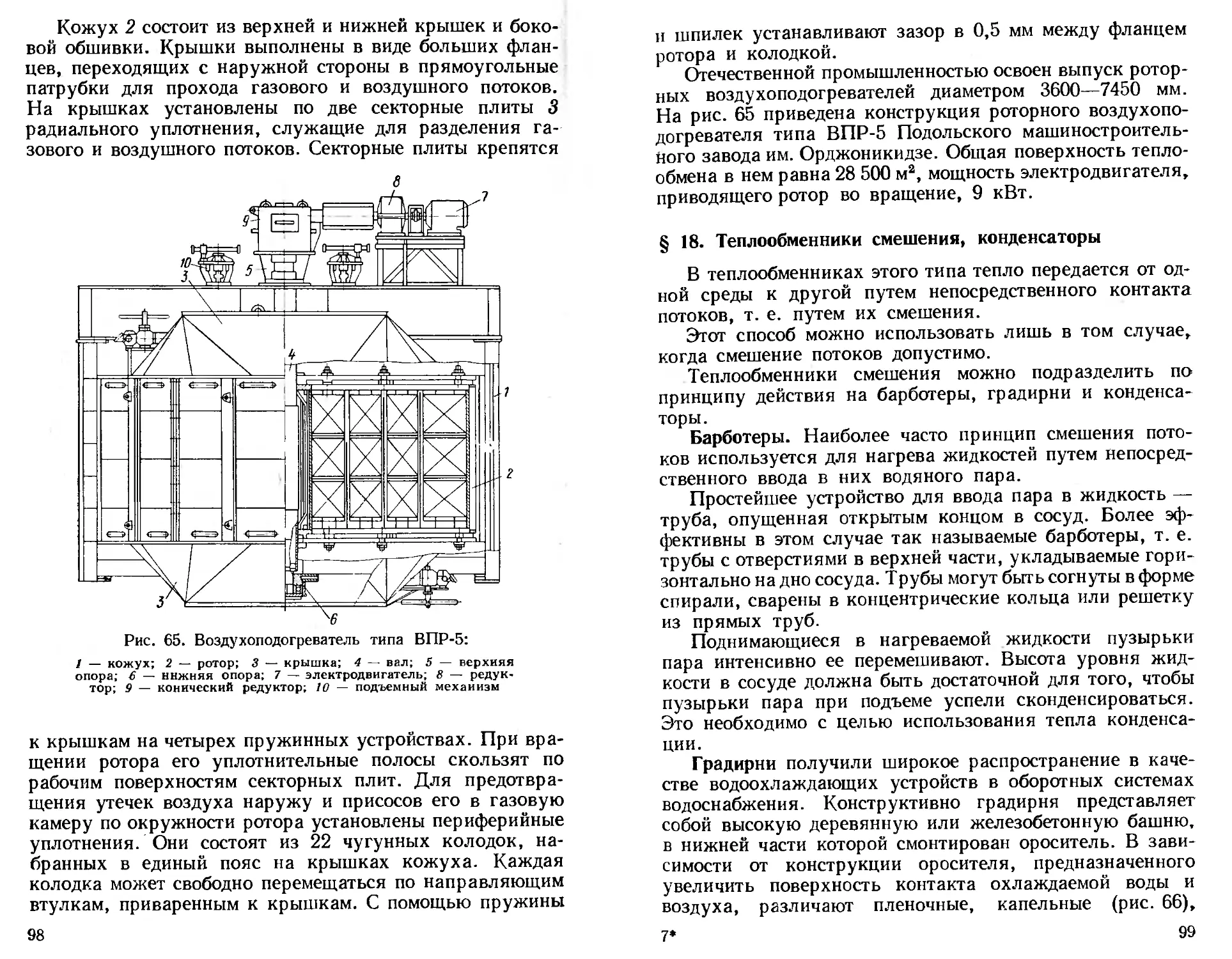
достижений науки и техники.
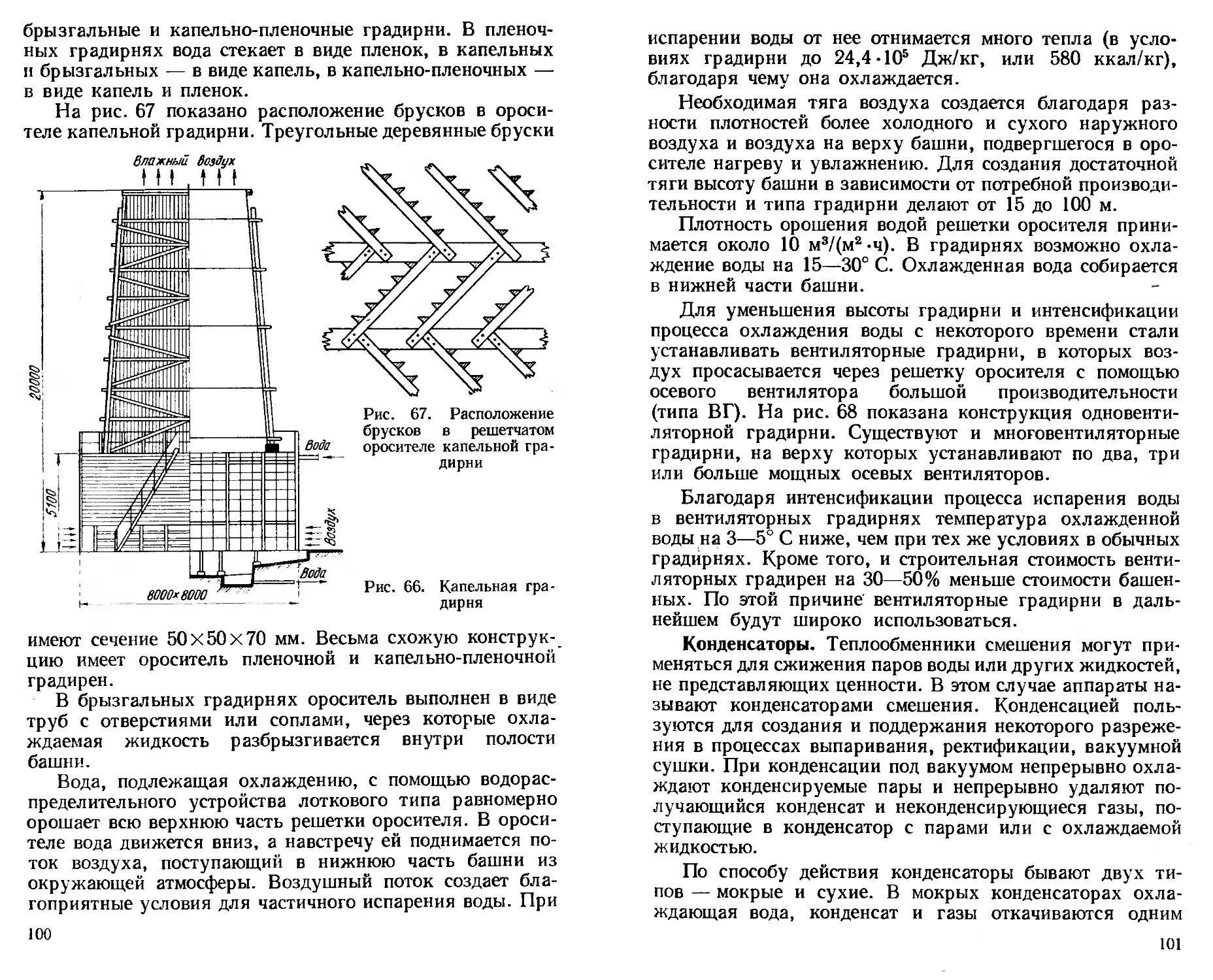
Достижения в области машиностроения, металлургии,
сварки, а также теоретические и экспериментальные
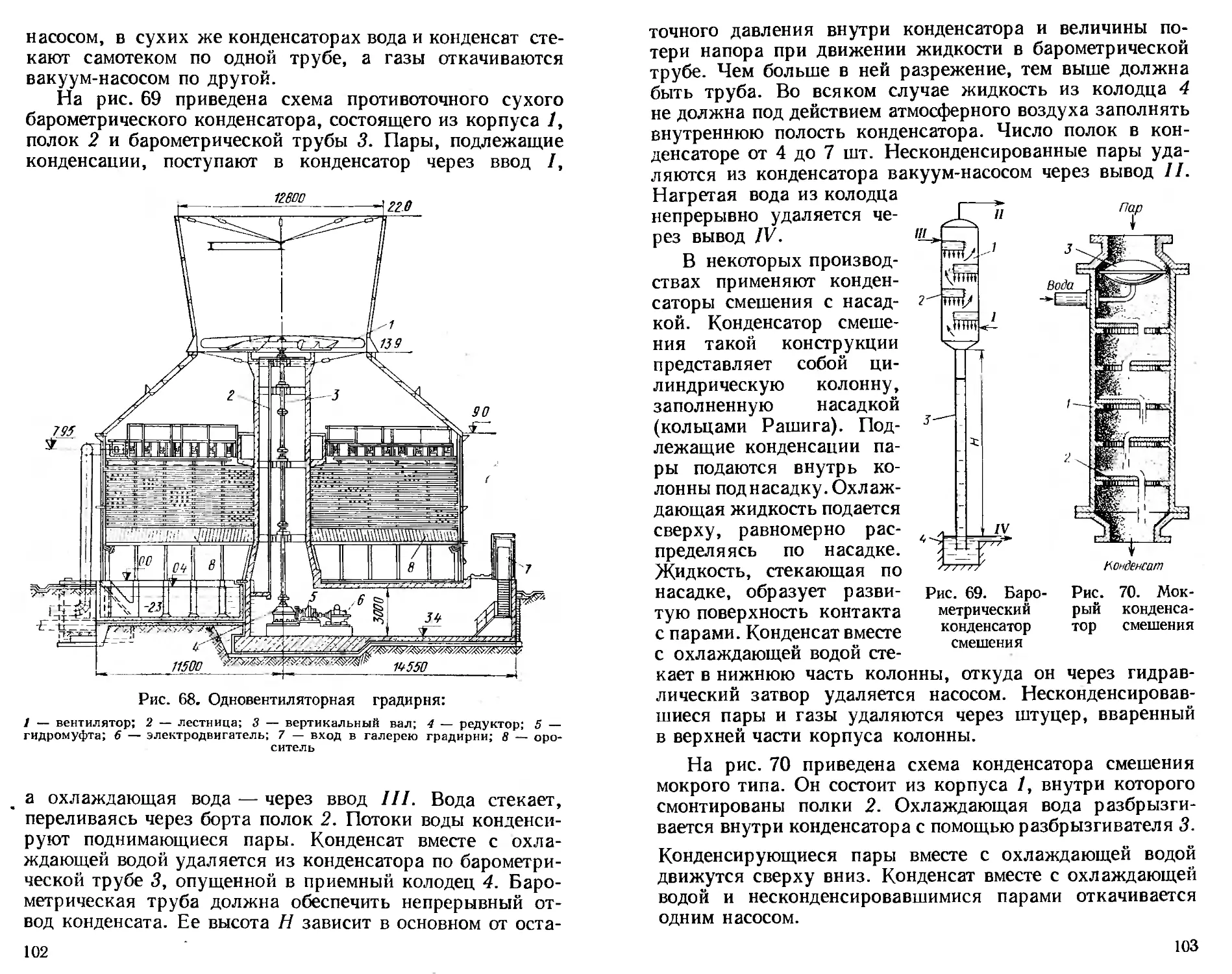
исследования химических процессов позволили разрабо-
тать совершенную высокопроизводительную химическую
аппаратуру. Теперь химическая технология располагает
аппаратами высотой до 90 м со сложными внутренними
устройствами, работающими при температурах от —185
до +3000° С, давлениях до 200 МН/м2, глубоком вакууме
и в наиболее агрессивных средах.
Большую роль в совершенствовании химического обо-
рудования сыграли работы советских ученых Н. И. Гель-
перина, Н. М. Жаворонкова, А. Г. Касаткина, В. В. Ка-
фарова, М. В. Кирпичева, А. Н. Плановского, П. Г. Роман-
кова, И. А. Тищенко и др.
Химическое оборудование отличается огромным раз-
нообразием. Трудно назвать другую отрасль народного
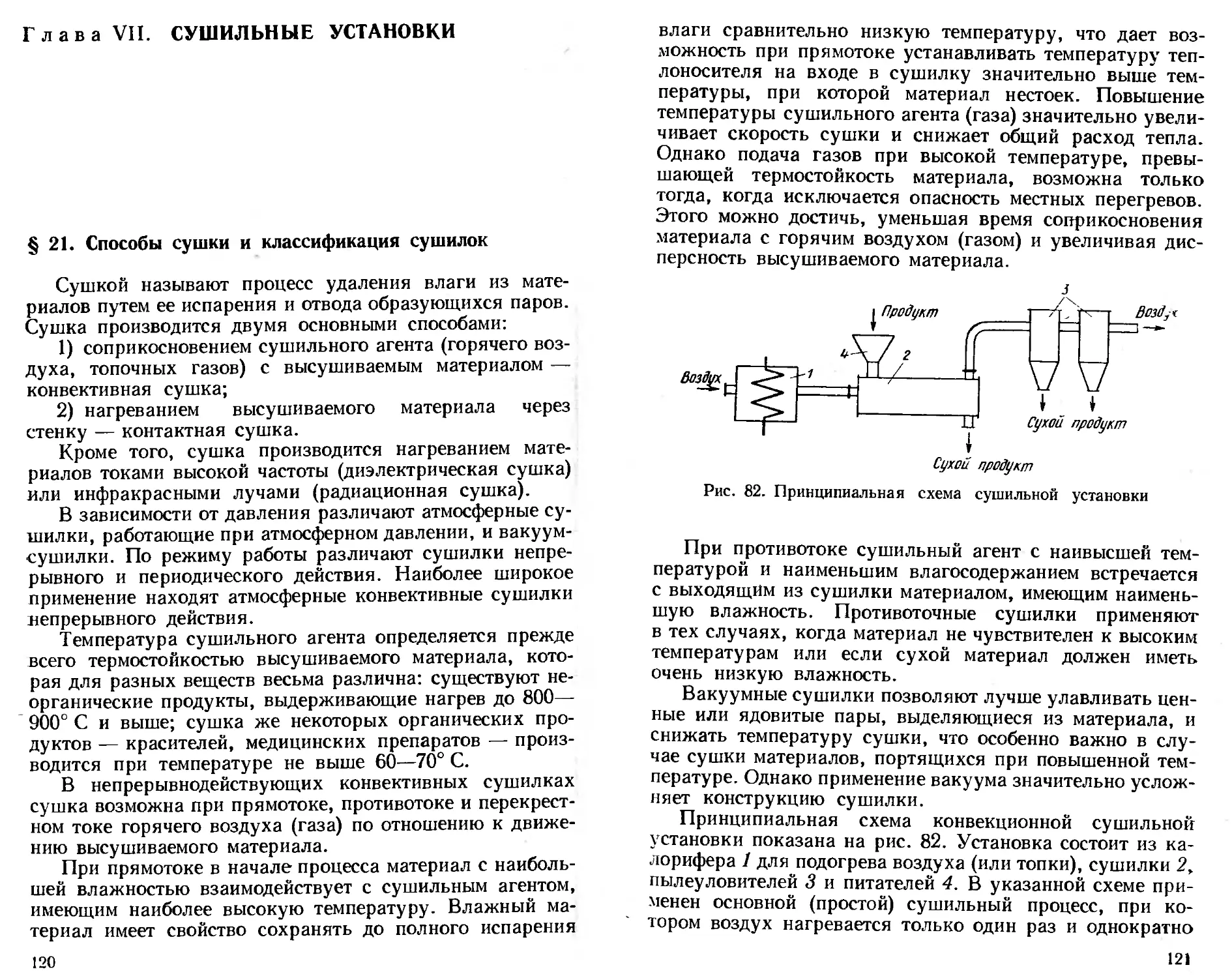
хозяйства, в которой использовалось бы такое множество
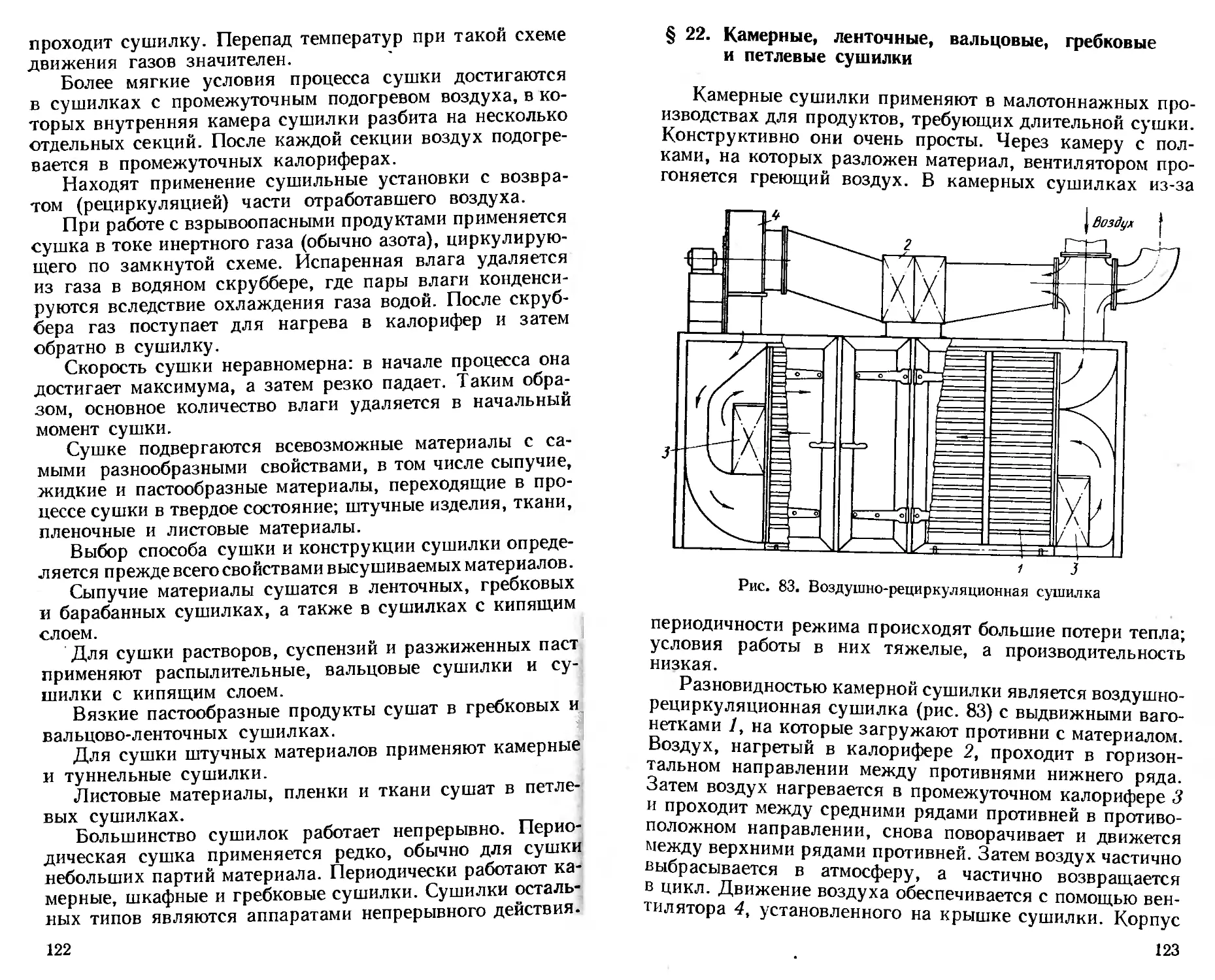
различных по принципу действия, конструкции, мате-
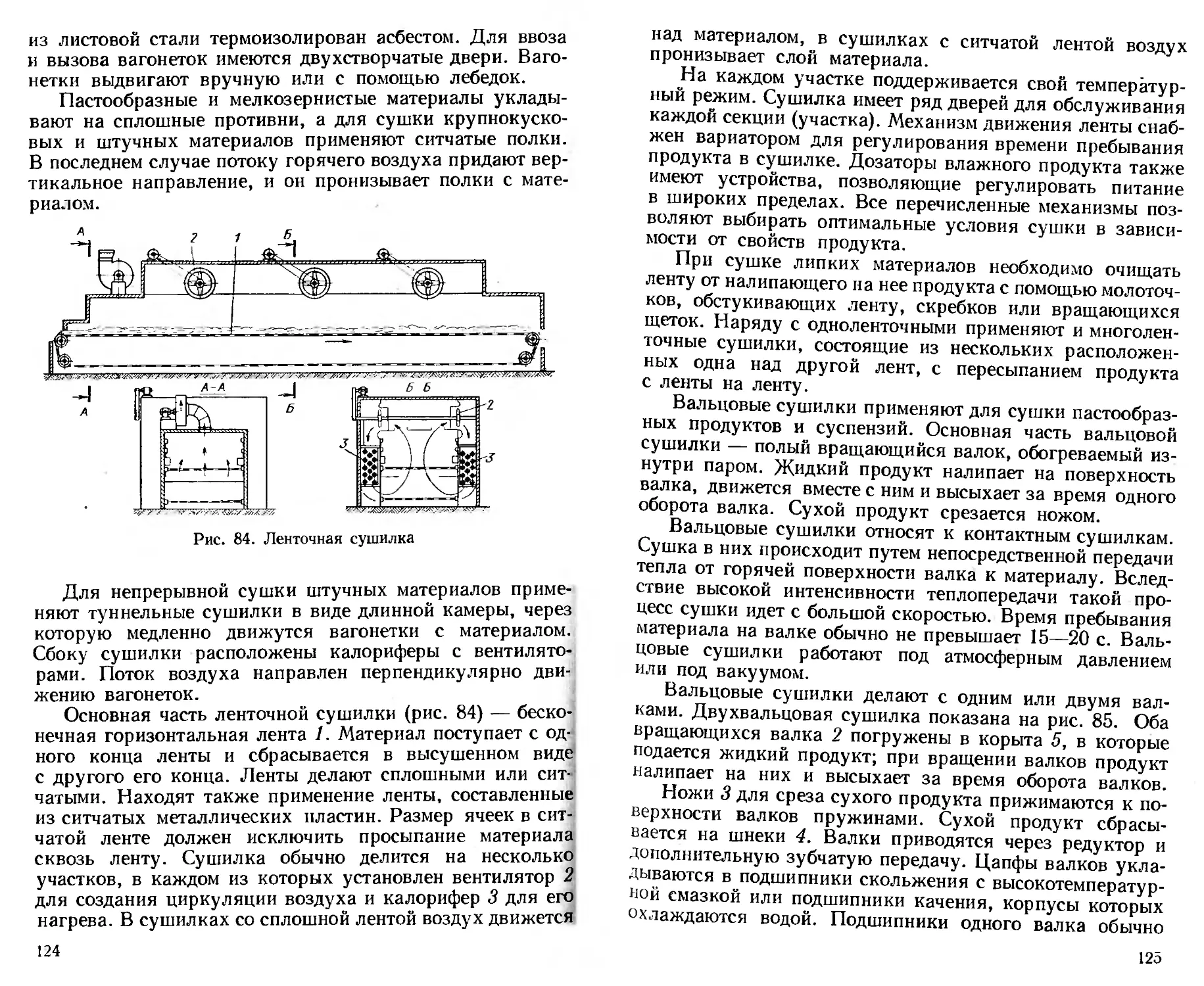
риалам и размерам аппаратов и машин. Однако все это
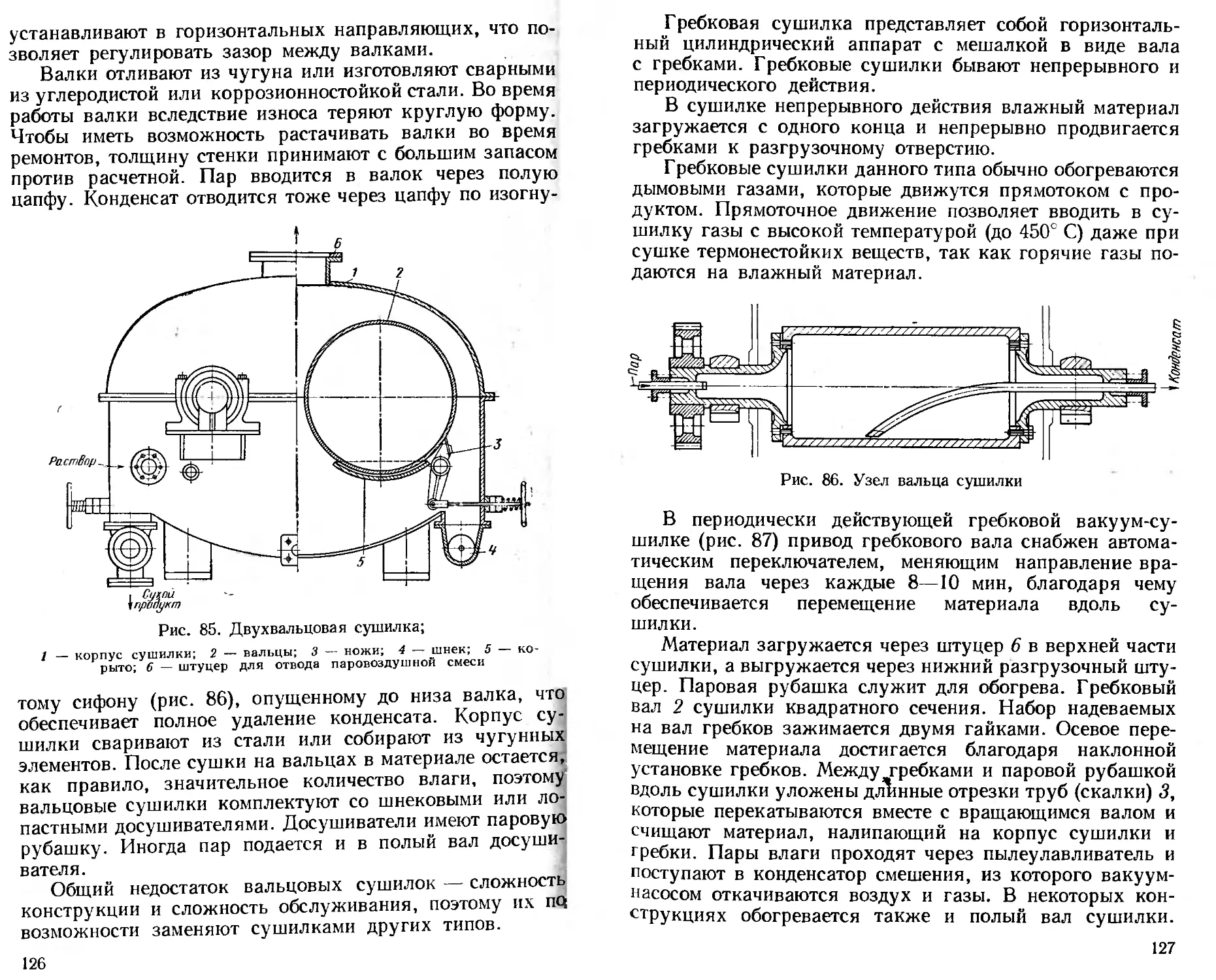
оборудование можно подразделить на несколько групп.
1* 3
В основу классификации химических аппаратов по
группам можно положить тот или иной признак: кон-
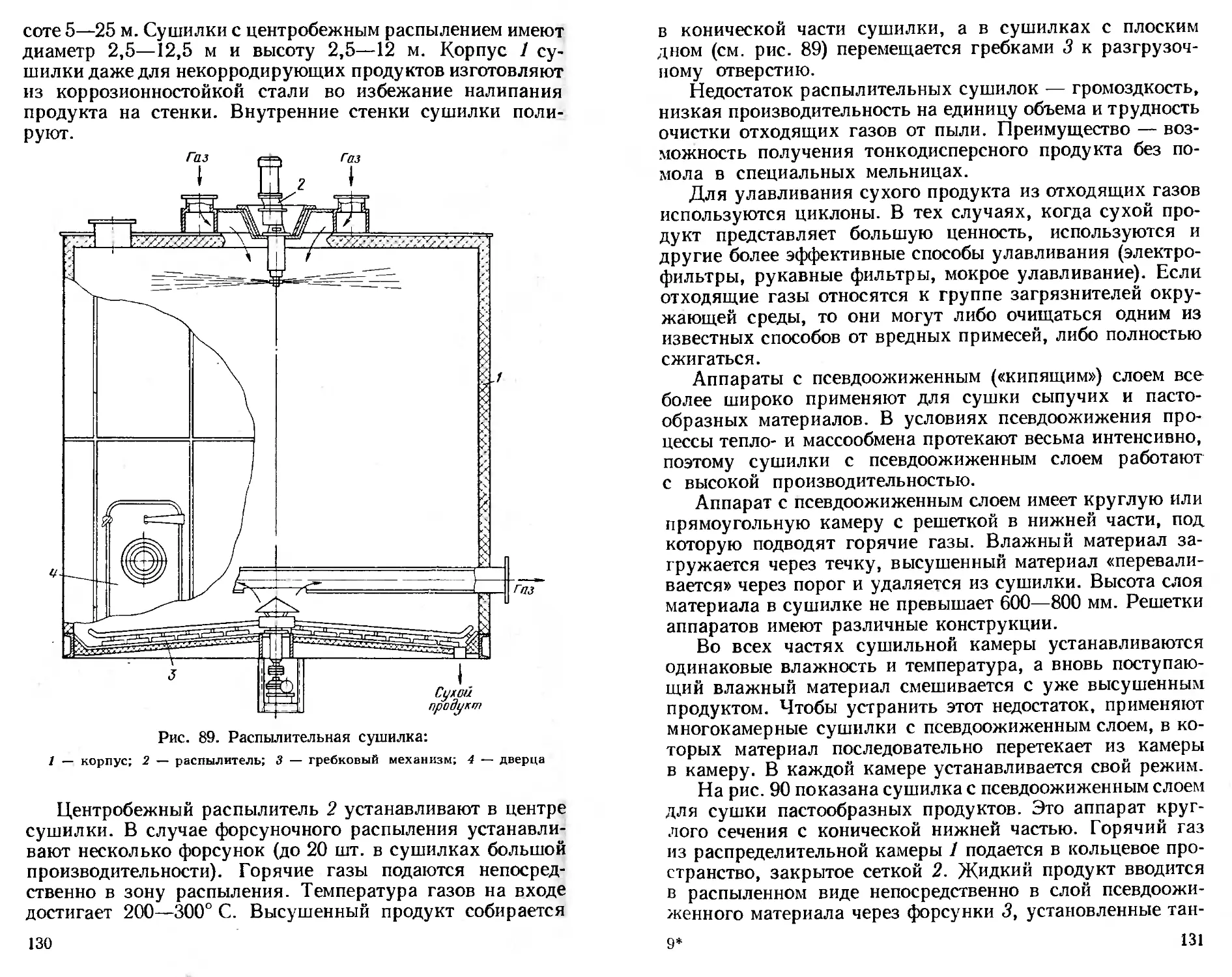
структивный, по назначению, по принципу организации
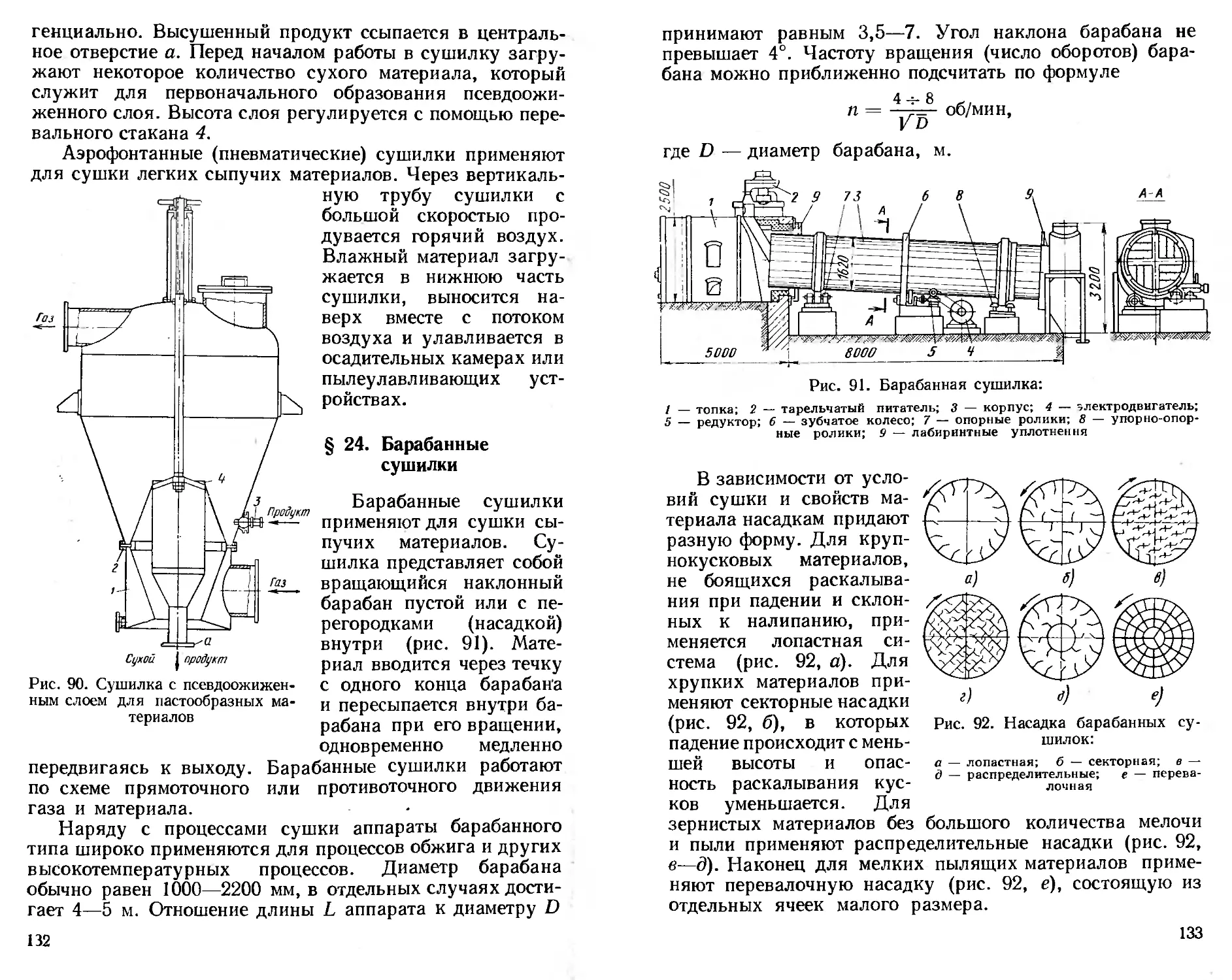
процесса, гидравлическому или тепловому режиму и т. п.
Наиболее удобно классифицировать химическое обору-
дование по основному процессу, протекающему в аппа-
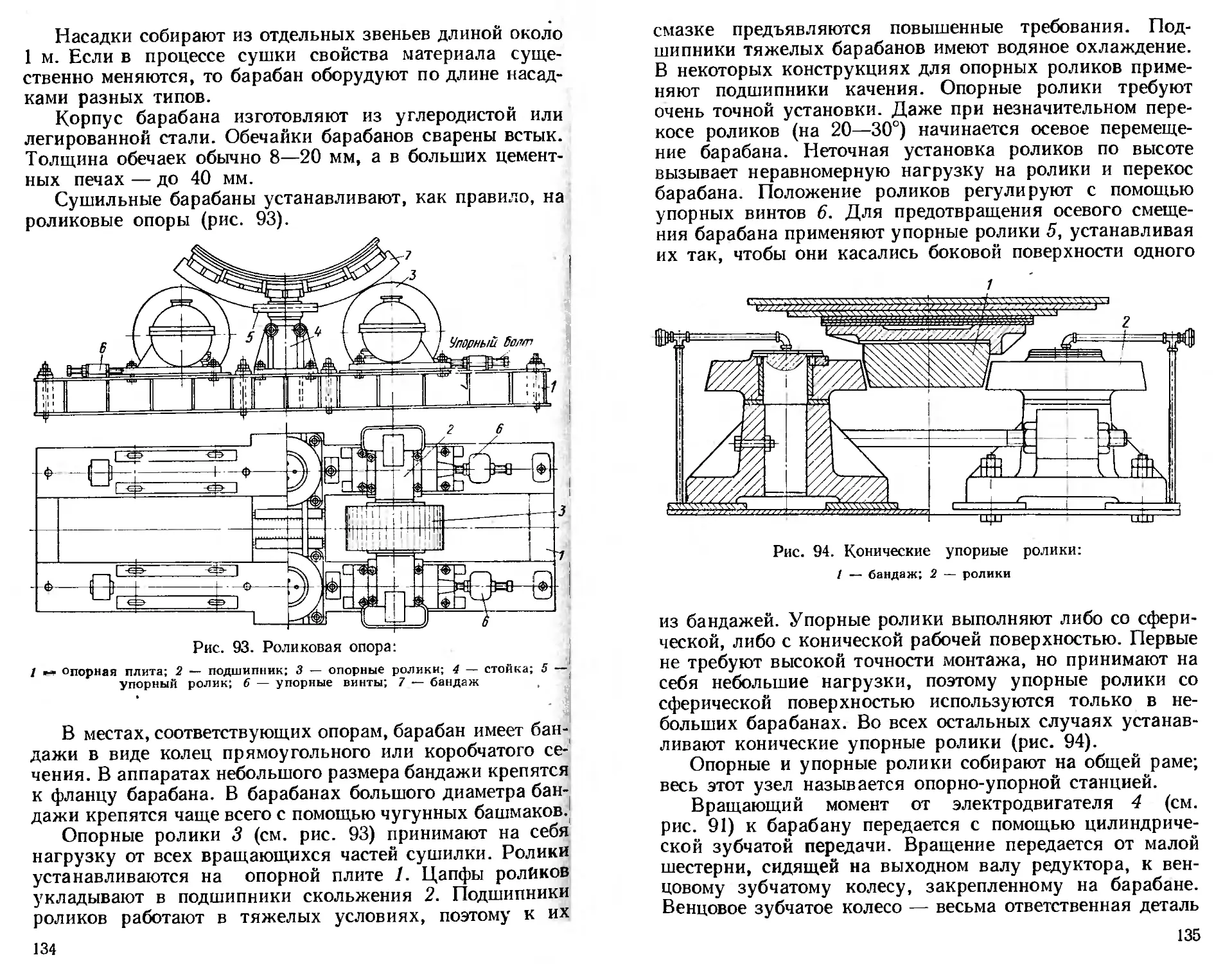
рате. Этот принцип и был положен в основу классифика-
ции технологического оборудования.
В книге рассмотрены узлы и детали, общие для раз-
личных химических машин и аппаратов, и изложены
основные принципы их конструирования.
Глава I. ОСНОВНЫЕ СВЕДЕНИЯ
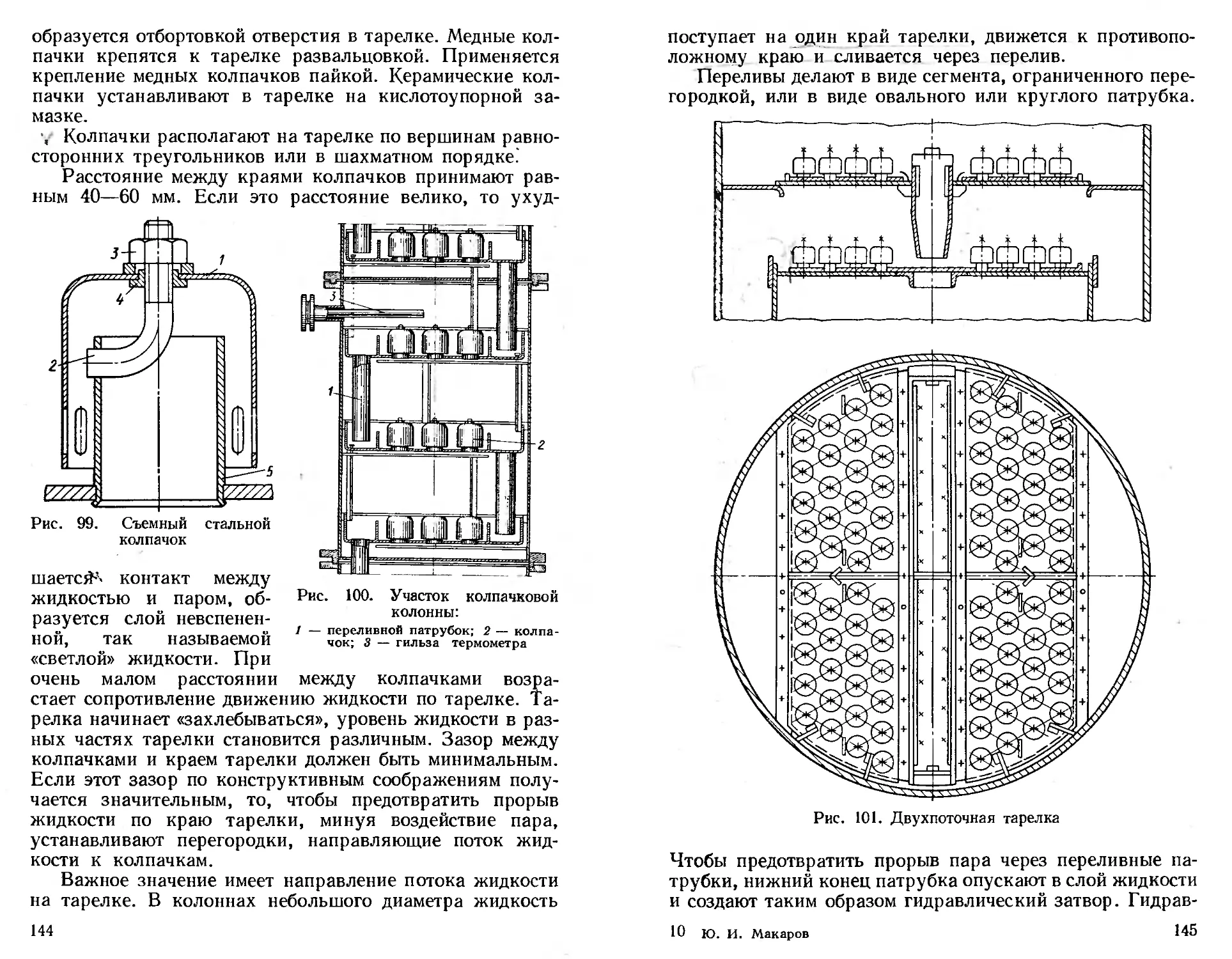
О ПРОЦЕССАХ ХИМИЧЕСКОЙ
И НЕФТЕХИМИЧЕСКОЙ ТЕХНОЛОГИИ
§ I. Классификация оборудования и процессов
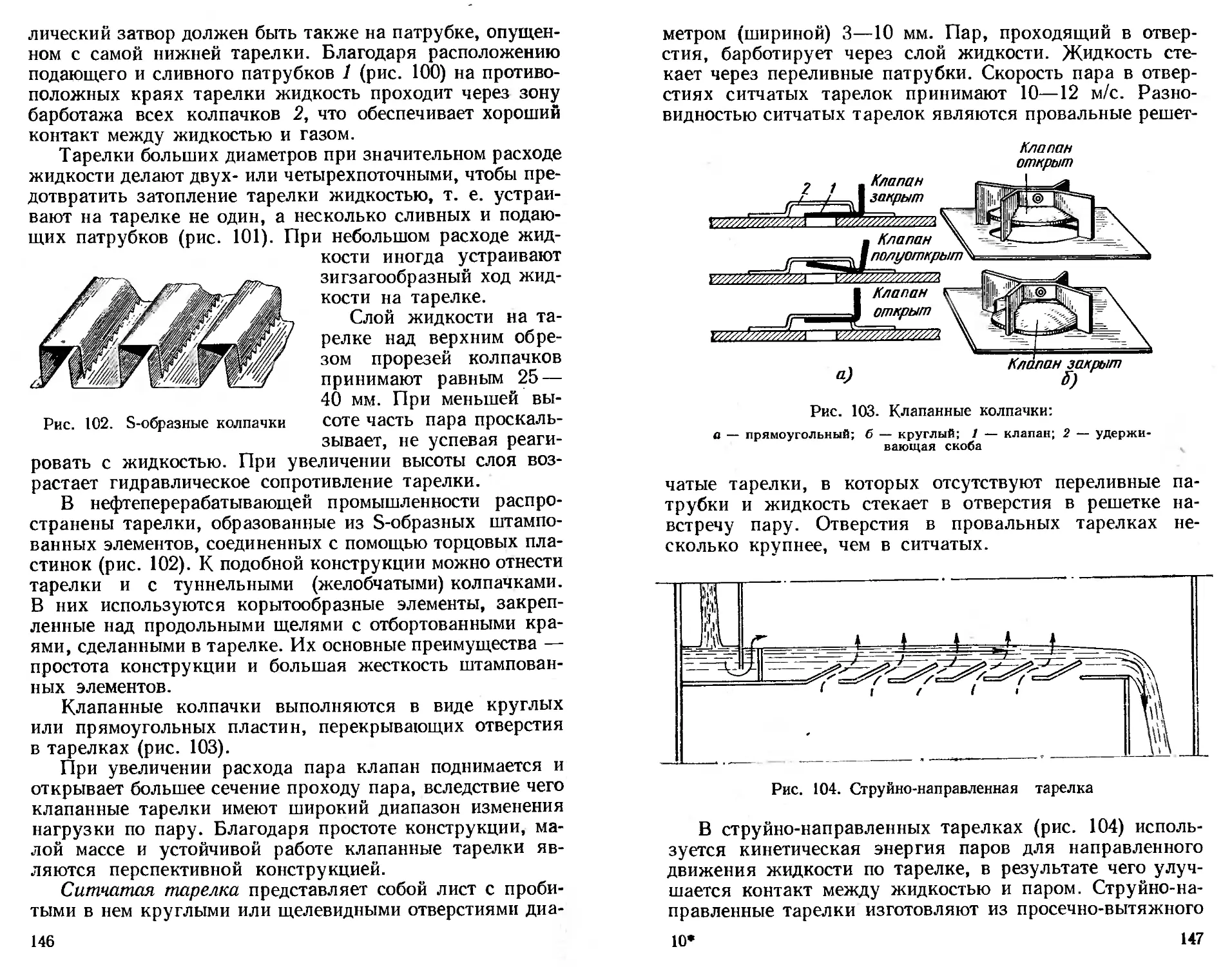
химической и нефтехимической технологии
Разнообразные процессы химической и нефтехимиче-
ской технологии можно разделить на два основных класса:
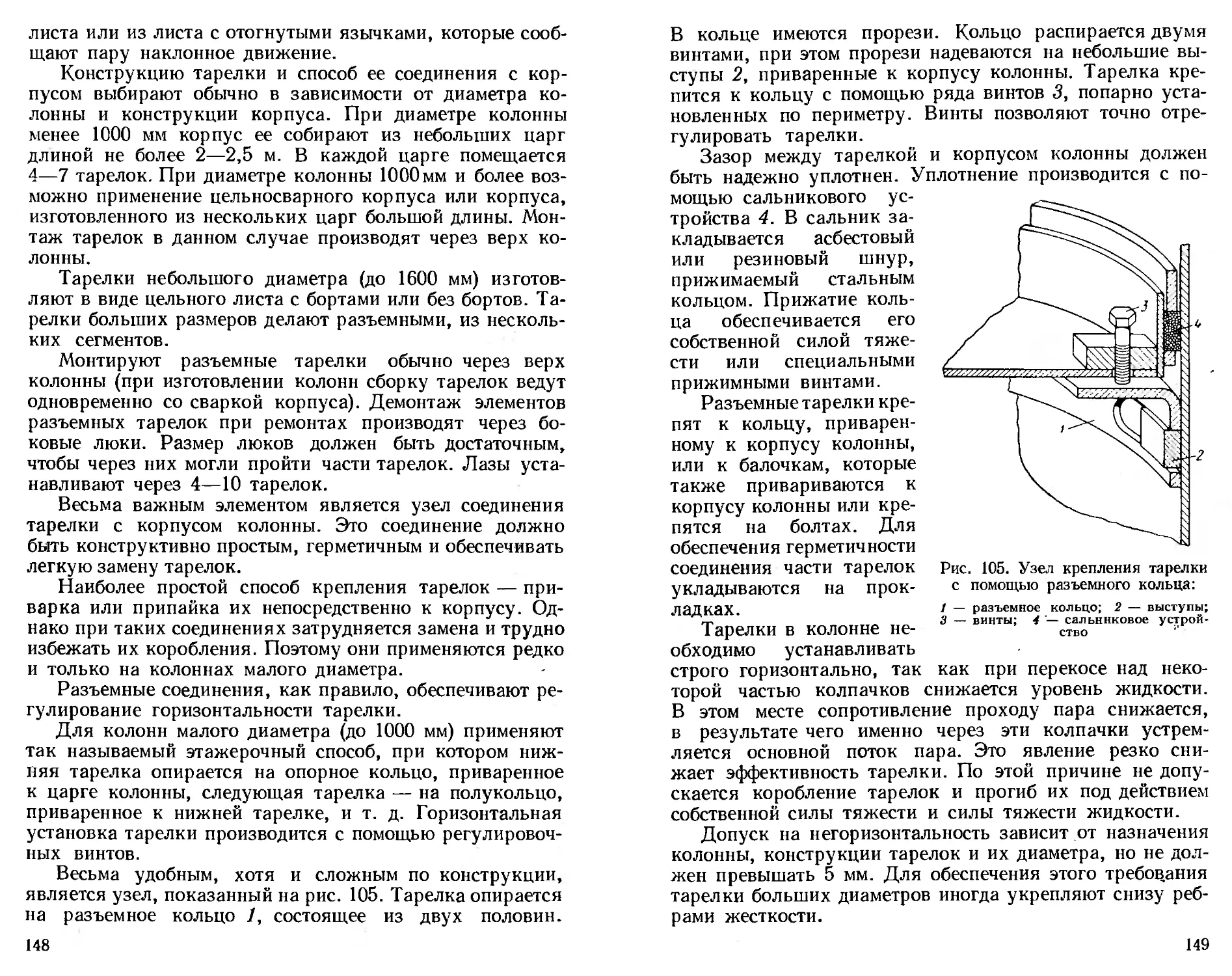
химические и физико-механические.
Химические процессы связаны с химической реакцией
и являются обычно основным звеном в химических и
нефтехимических производствах. Аппаратура для хими-
ческих процессов наиболее сложна и разнообразна по
конструкции, так как химические реакции, как правило,
сопровождаются значительным тепловым эффектом, изме-
нением агрегатного состояния реагирующих веществ,
требуют интенсивного теплообмена и применения ката-
лизаторов.
Физико-механические процессы служат для подготовки
исходного сырья, разделения продуктов реакции, приве-
дения к товарному виду готовой продукции и т. д Иногда
именно физико-механические процессы определяют про-
изводительность всей технологической схемы. Физико-
механические процессы можно подразделить на механи-
ческие, гидромеханические, тепловые и массообменные
процессы.
Механические процессы связаны с переработкой твер-
дых материалов. К ним относят измельчение твердых
материалов (дробление и помол), классификацию (сорти-
ровку) материалов по размеру частиц, смешение сыпучих
и переработку пастообразных материалов.
Гидромеханические процессы связаны с переработкой
жидких и газообразных систем. Это перемешивание про-
дуктов, разделение суспензий путем фильтрации, отстаи-
вание, центрифугирование, разделение эмульсий, очистка
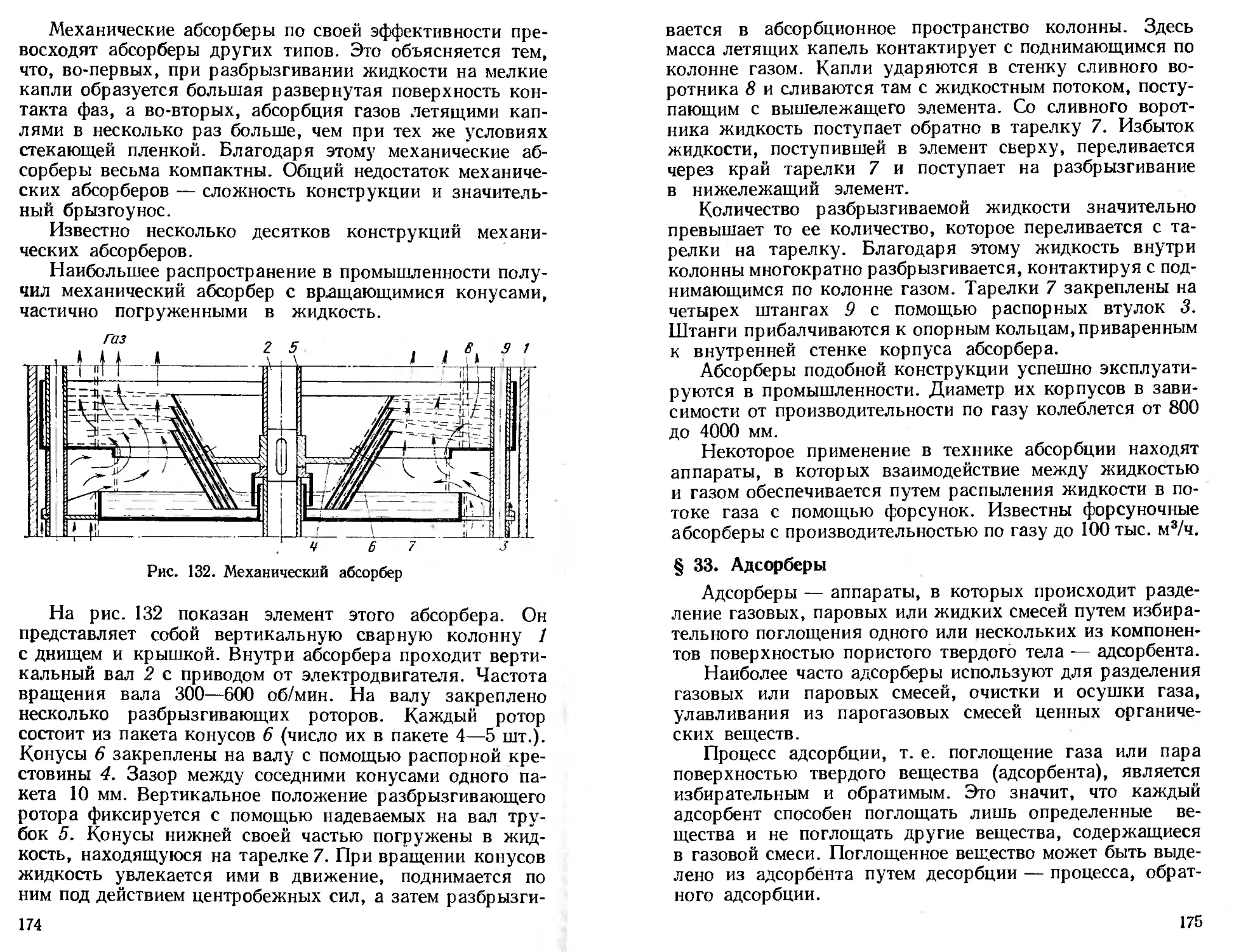
газов от пыли.
Тепловые процессы связаны с охлаждением, нагрева-
нием, испарением, конденсацией жидких и газообразных
5
продуктов. Сюда относят также выпаривание растворов,
кристаллизацию, нагрев твердых веществ и получение
искусственного холода.
Массообменные процессы связаны с переходом веще-
ства из одной фазы в другую: растворение, сушка, ректи-
фикация, абсорбция (поглощение газов жидкостью), адсорб-
ция (поглощение газов на поверхности твердого тела),
экстракция (извлечение жидкостей с помощью специально
подобранных растворителей).
Во многих случаях одновременно протекают разные
процессы, например, процессы массообмена, как правило,
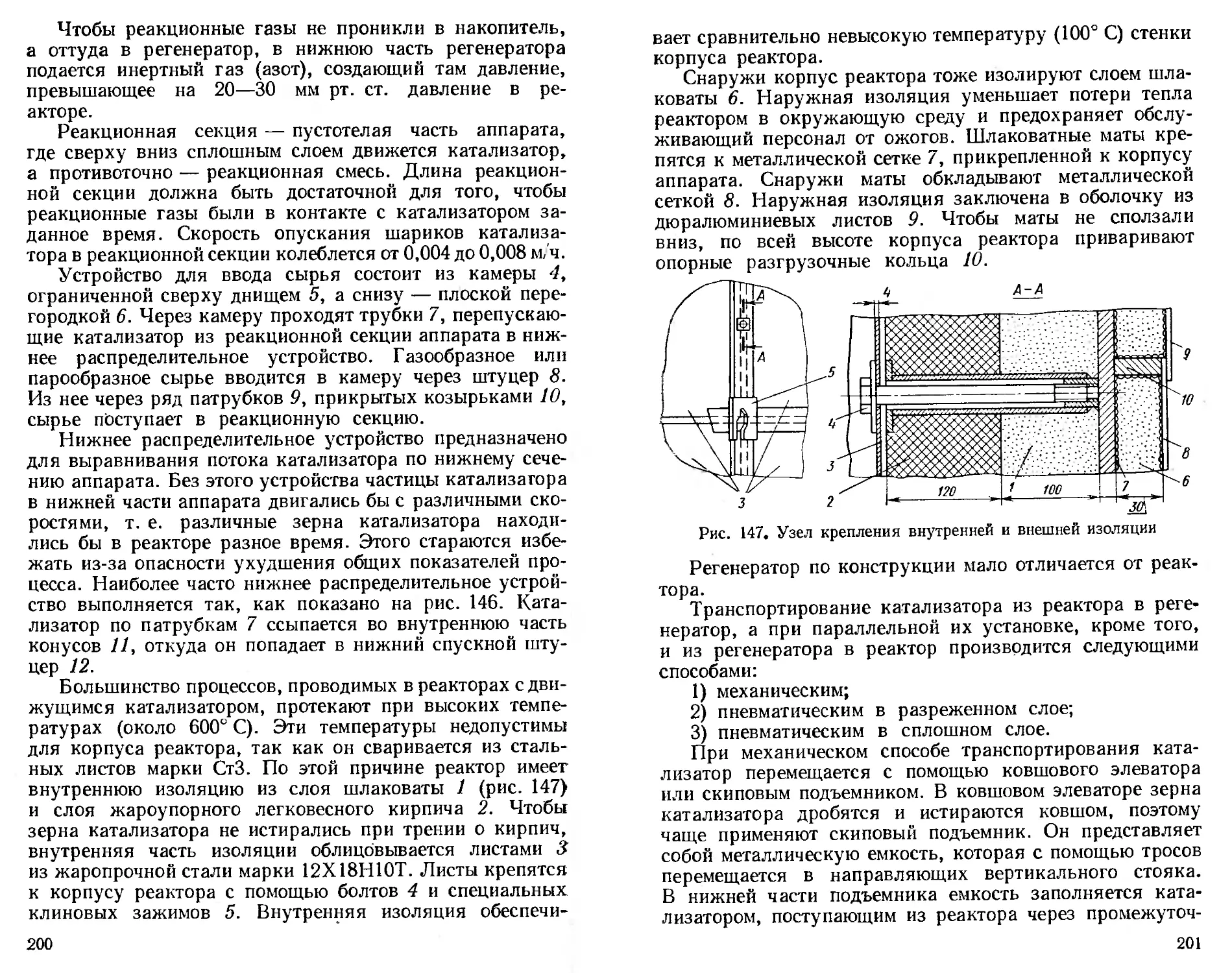
сопровождаются тепловыми и гидромеханическими про-
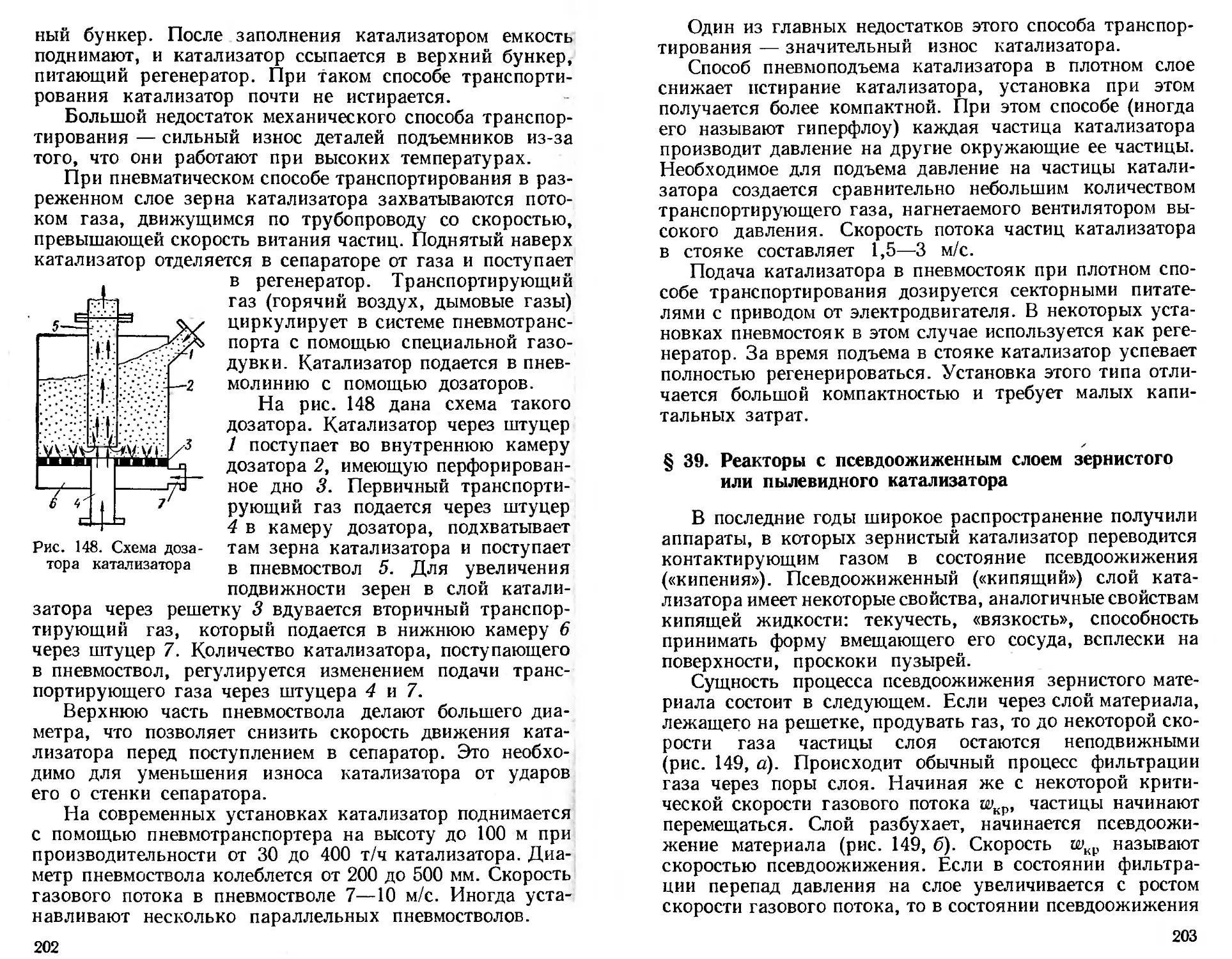
цессами.
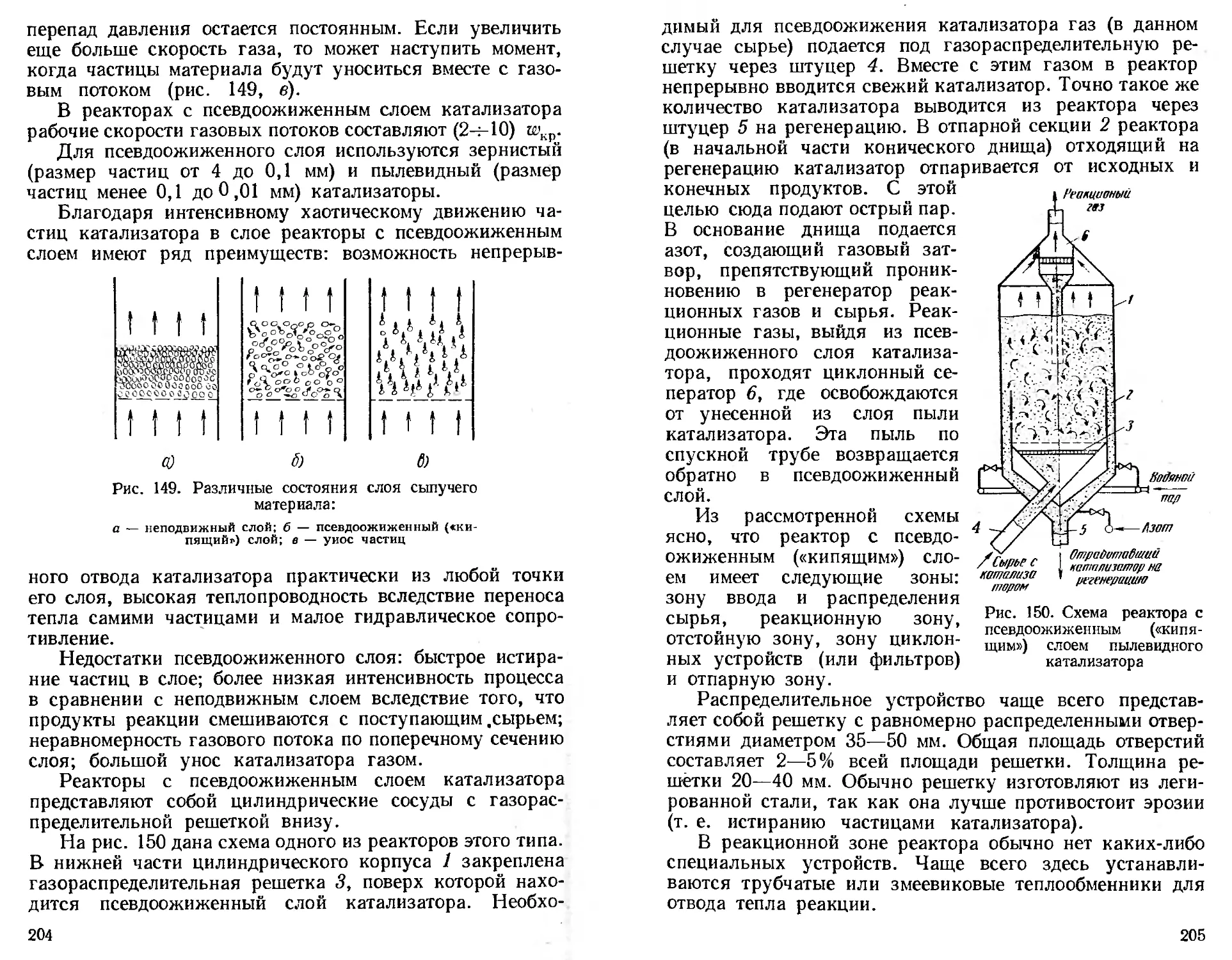
Конструкция технологических аппаратов и способы
проведения процессов в значительной степени зависят от
агрегатного состояния (фазовых систем) реагирующих
веществ. В аппаратах возможны следующие агрегатные
состояния:
газ—газ;
газ—жидкость;
жидкость—жидкость;
жидкость—твердое вещество;
газ—твердое вещество;
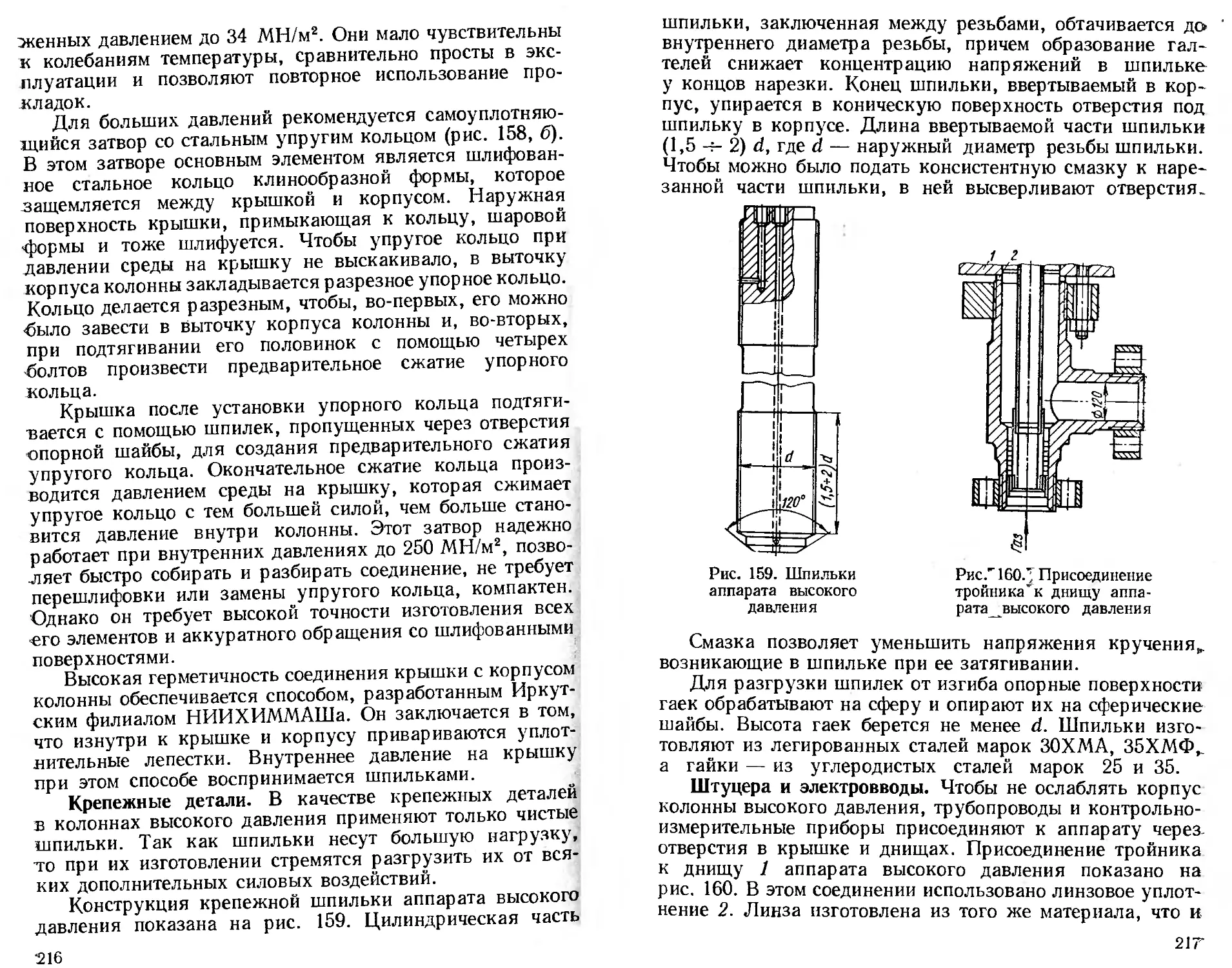
твердое вещество—твердое вещество.
В системе газ—газ проводят высокотемпературные
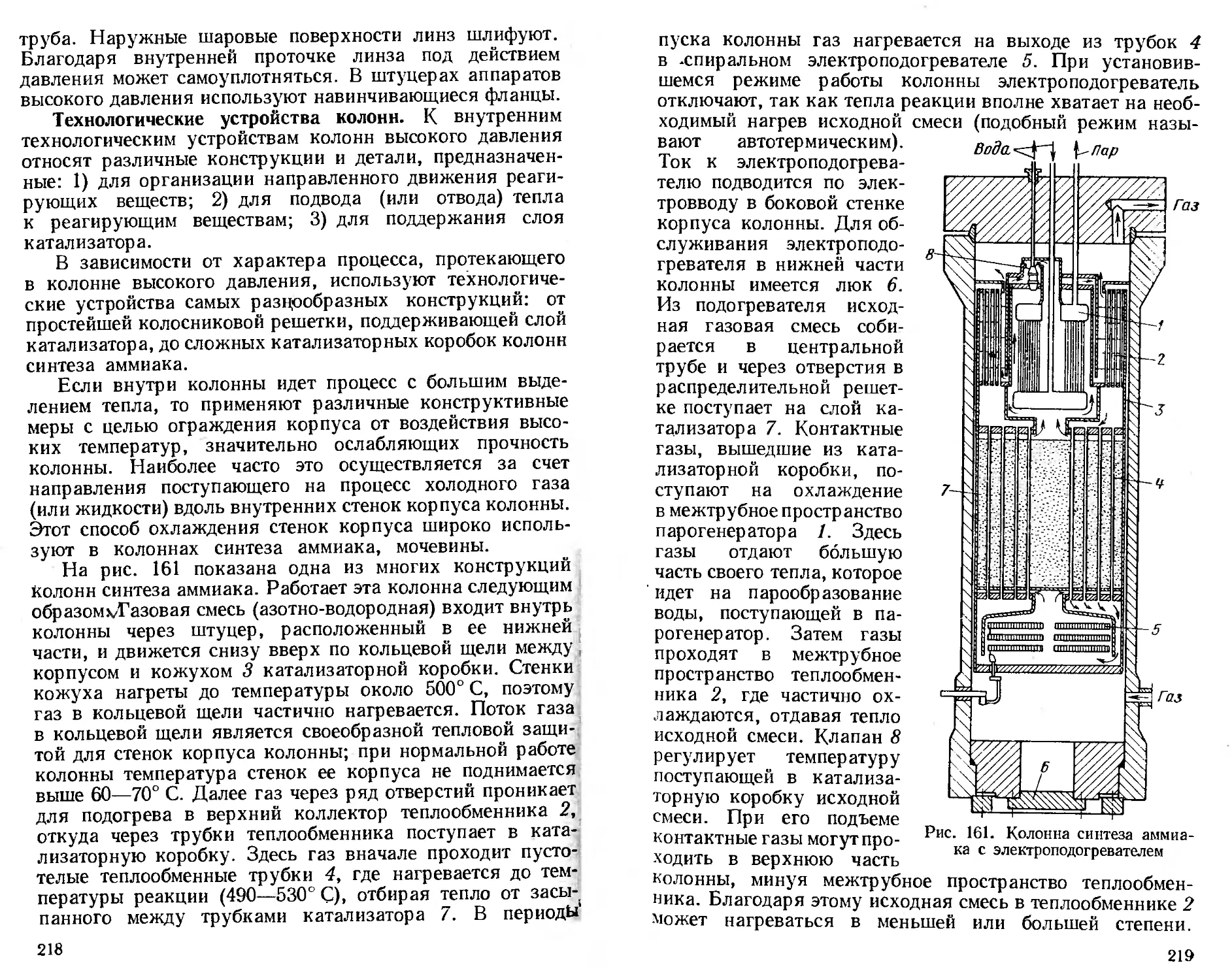
химические процессы. Большинство из них протекает на
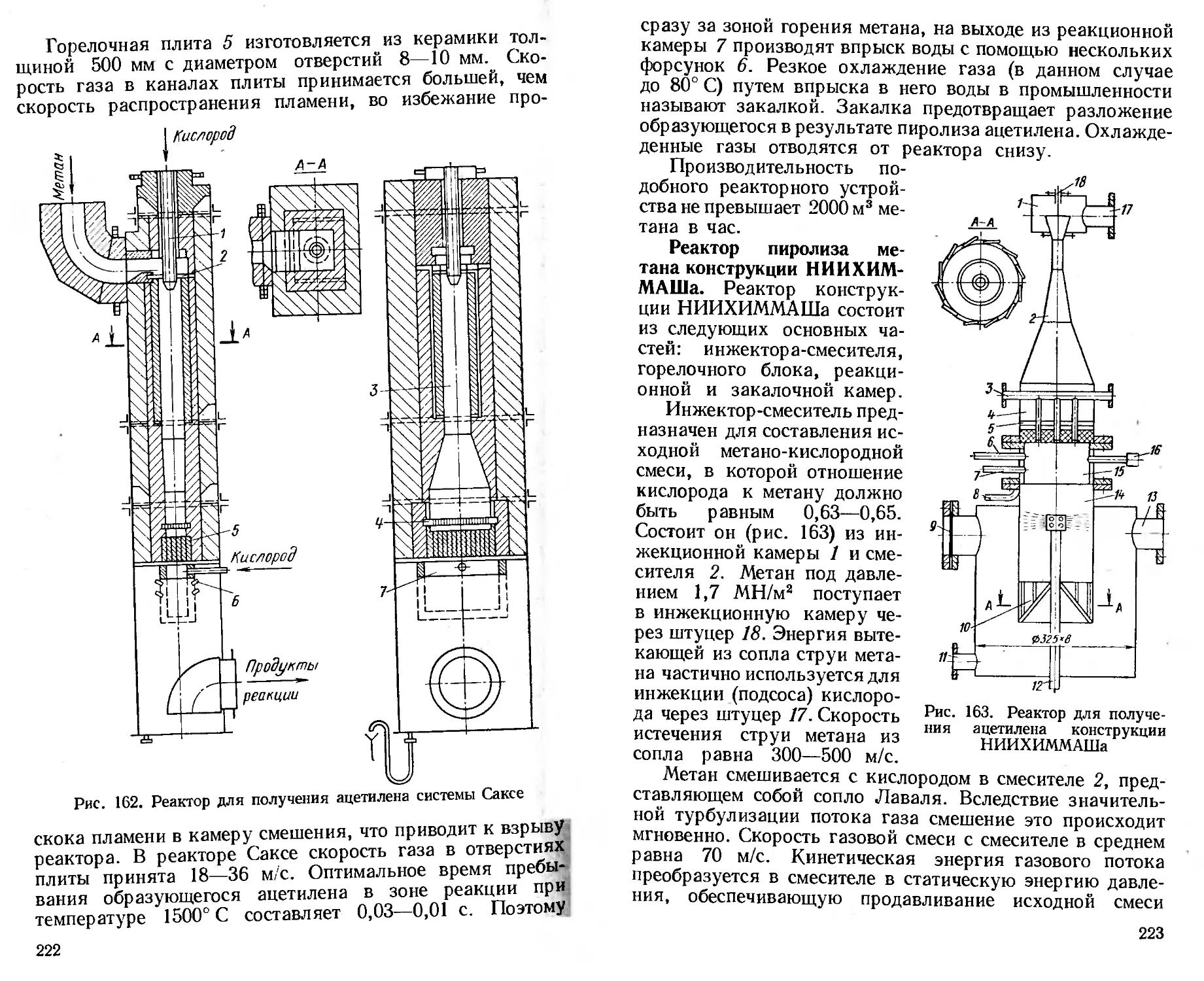
поверхности катализатора, поэтому аппараты этого типа
выполняют в виде трубчатки, заполненной катализатором,
или в виде полого цилиндра с поперечными полками, на
которые насыпан слой катализатора. Газы, проходя слой
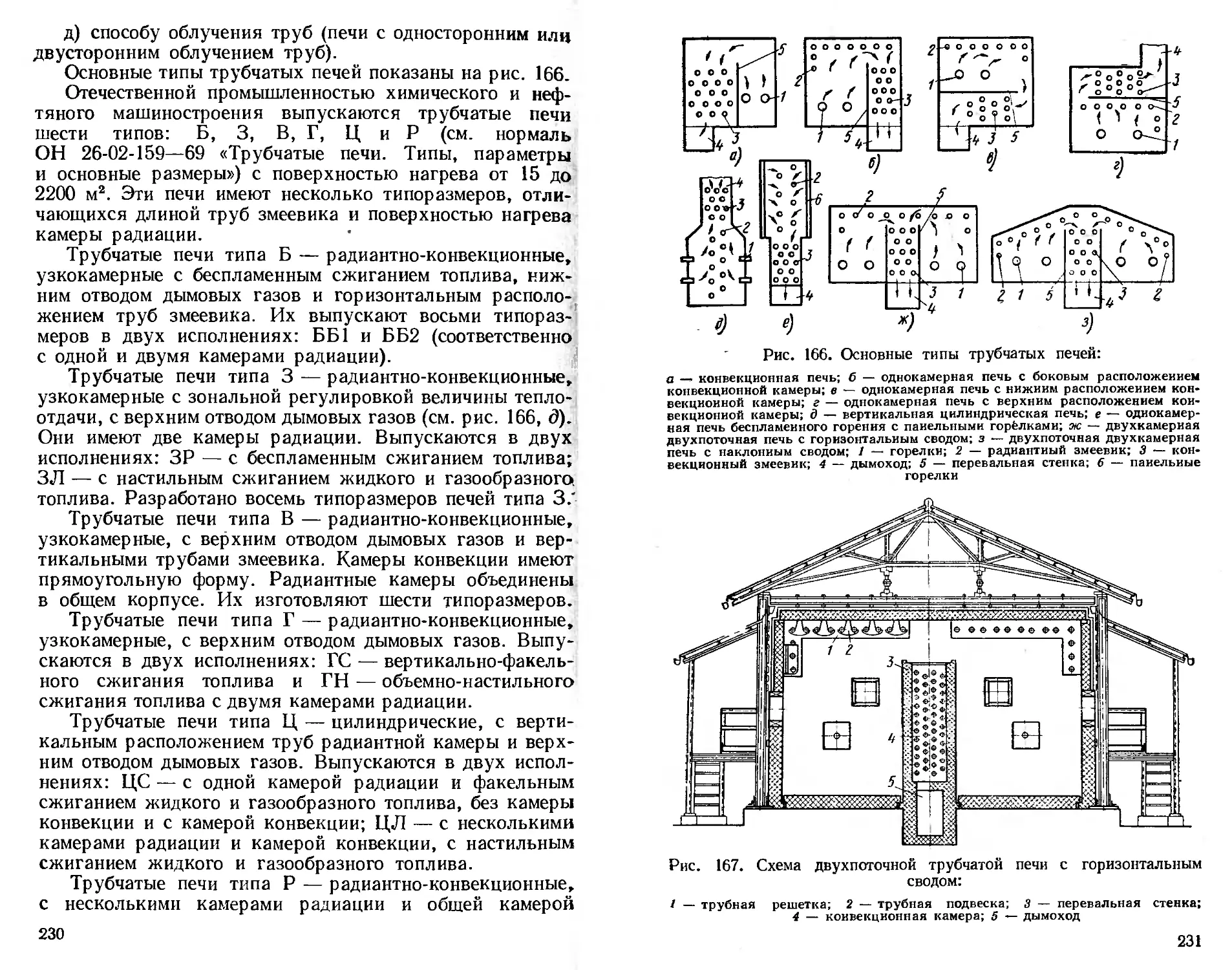
катализатора, контактируют (взаимодействуют) друг с дру-
гом. Эти аппараты называют поэтому контактными.
Иногда для проведения процесса нет необходимости в ка-
тализаторе и требуется только нагрев обрабатываемых
продуктов. В этих случаях реакцию проводят в обогре-
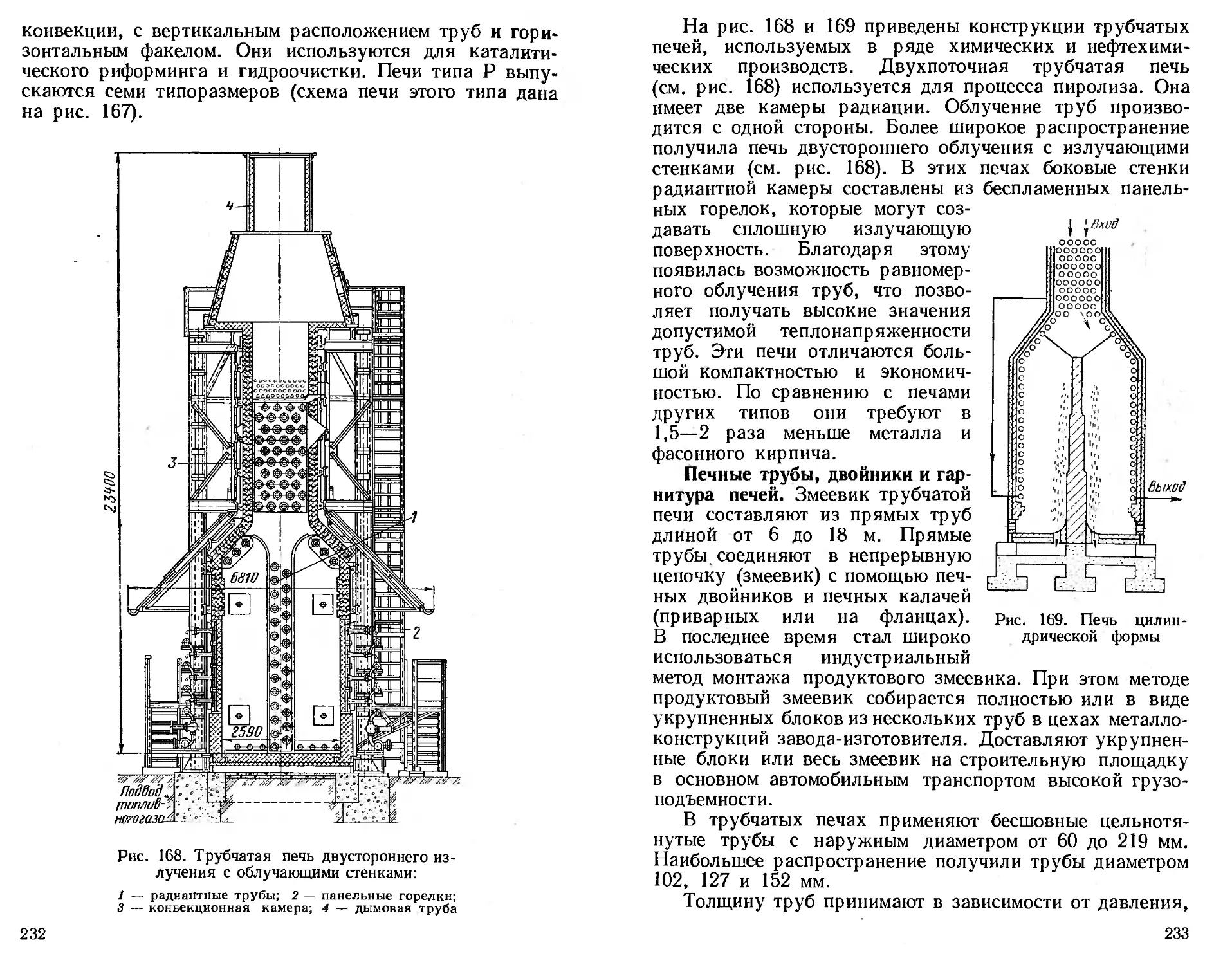
ваемых снаружи трубах, т. е. в трубчатых печах.
В системе газ—жидкость проводят процессы ректифи-
кации, поглощения газов, мокрой газоочистки и многие
химические процессы. Интенсивность этих процессов во
многом зависит от величины поверхности соприкоснове-
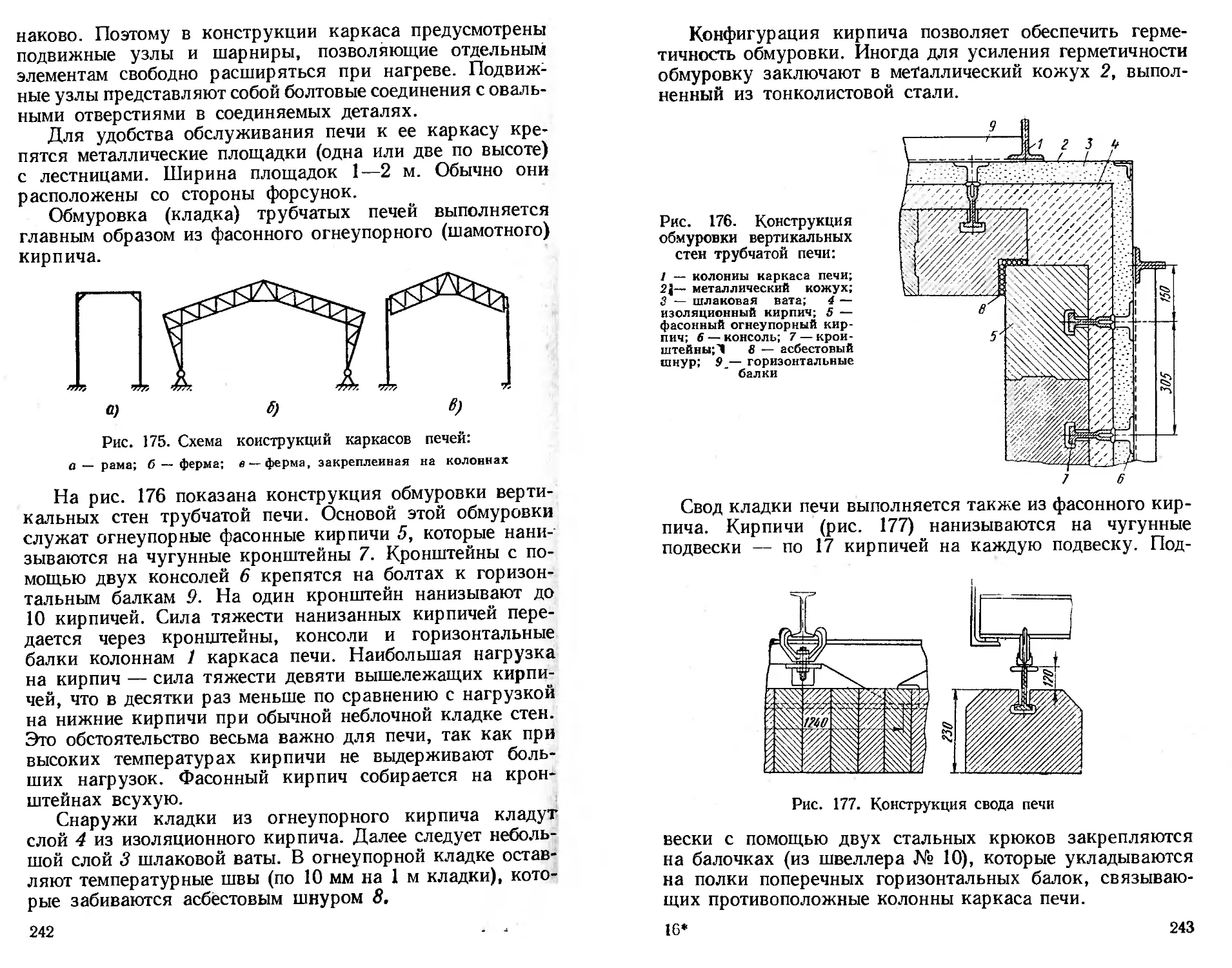
ния жидкости с газом. Для ее увеличения жидкость за-
ставляют протекать через слой насадки, составленной
из твердых тел различной формы (кольца, шары, сетки,
гравий). Аппараты этого типа называют насадочными.
6
В некоторых аппаратах жидкость находится на тарел-
ках, смонтированных в цилиндрическом корпусе. Пузыри
газа проходят через слои жидкости на каждой тарелке.
Процесс этот называют барботажем (газ барботирует),
а аппараты — барботажными.
Для газов, хорошо растворимых в жидкости, доста-
точна небольшая поверхность контакта. В этих случаях
процесс проводят в простейших аппаратах барботажного
или поверхностного типа (в последних газ просто движется
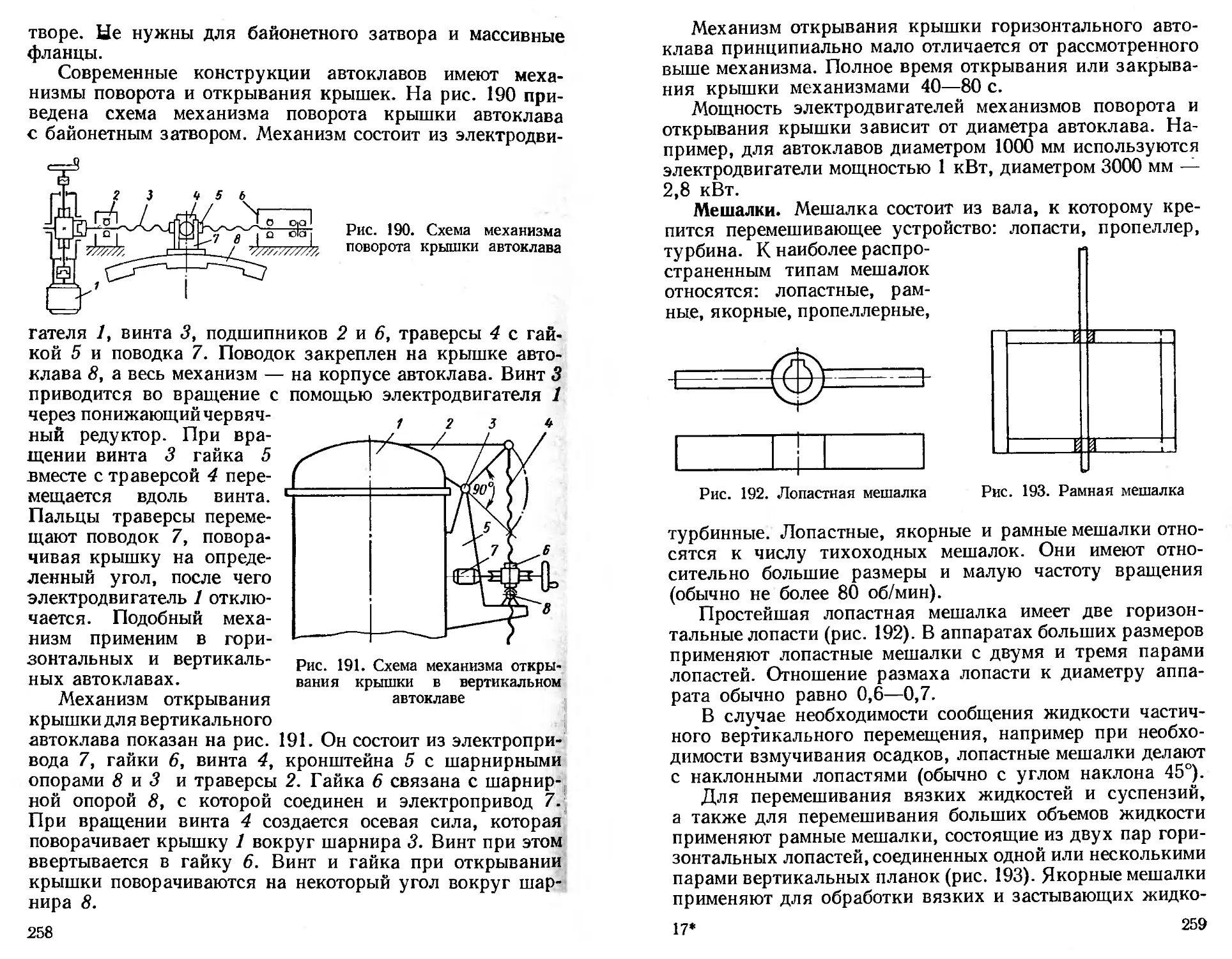
над слоем жидкости).
В системе жидкость—жидкость проводят процессы
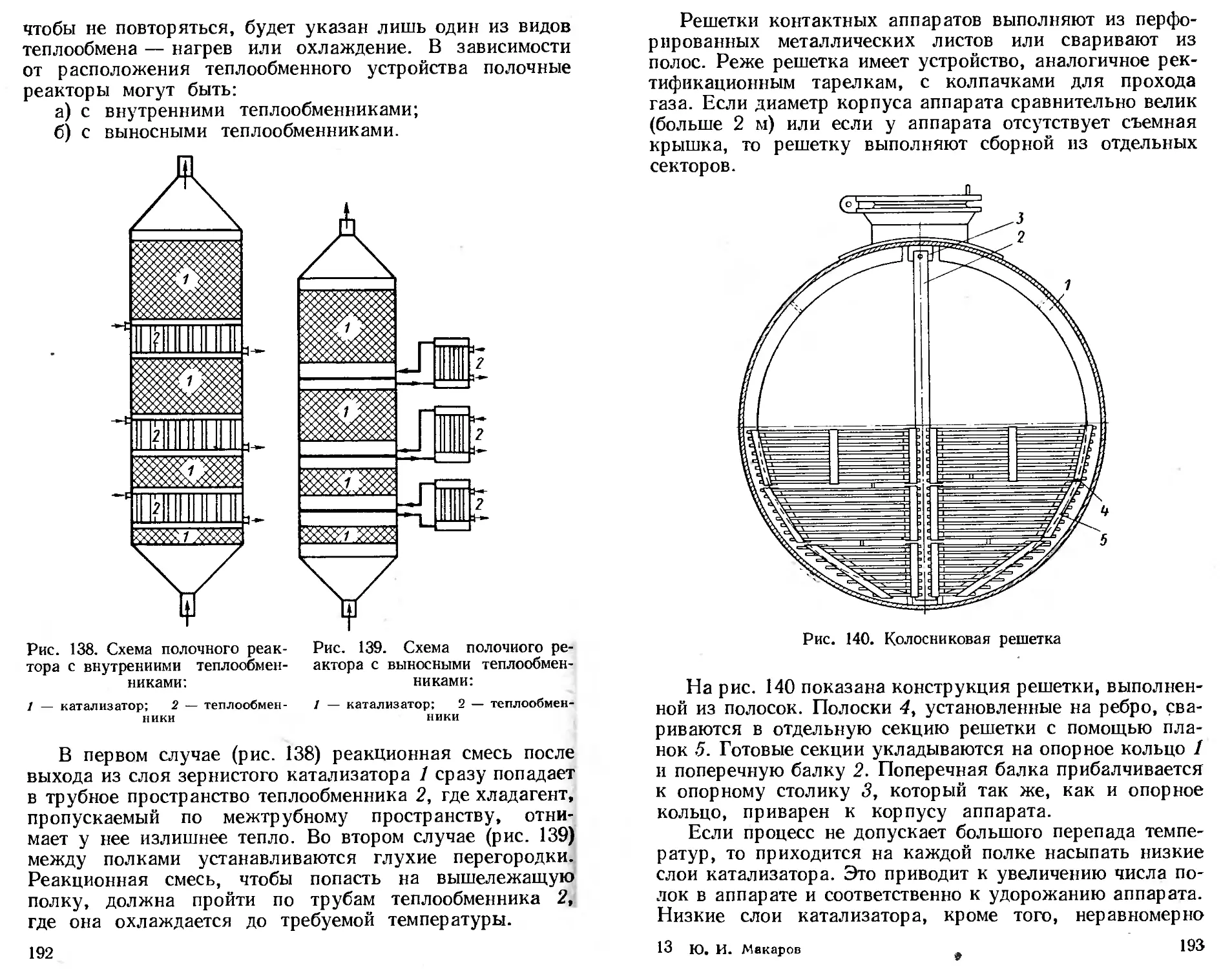
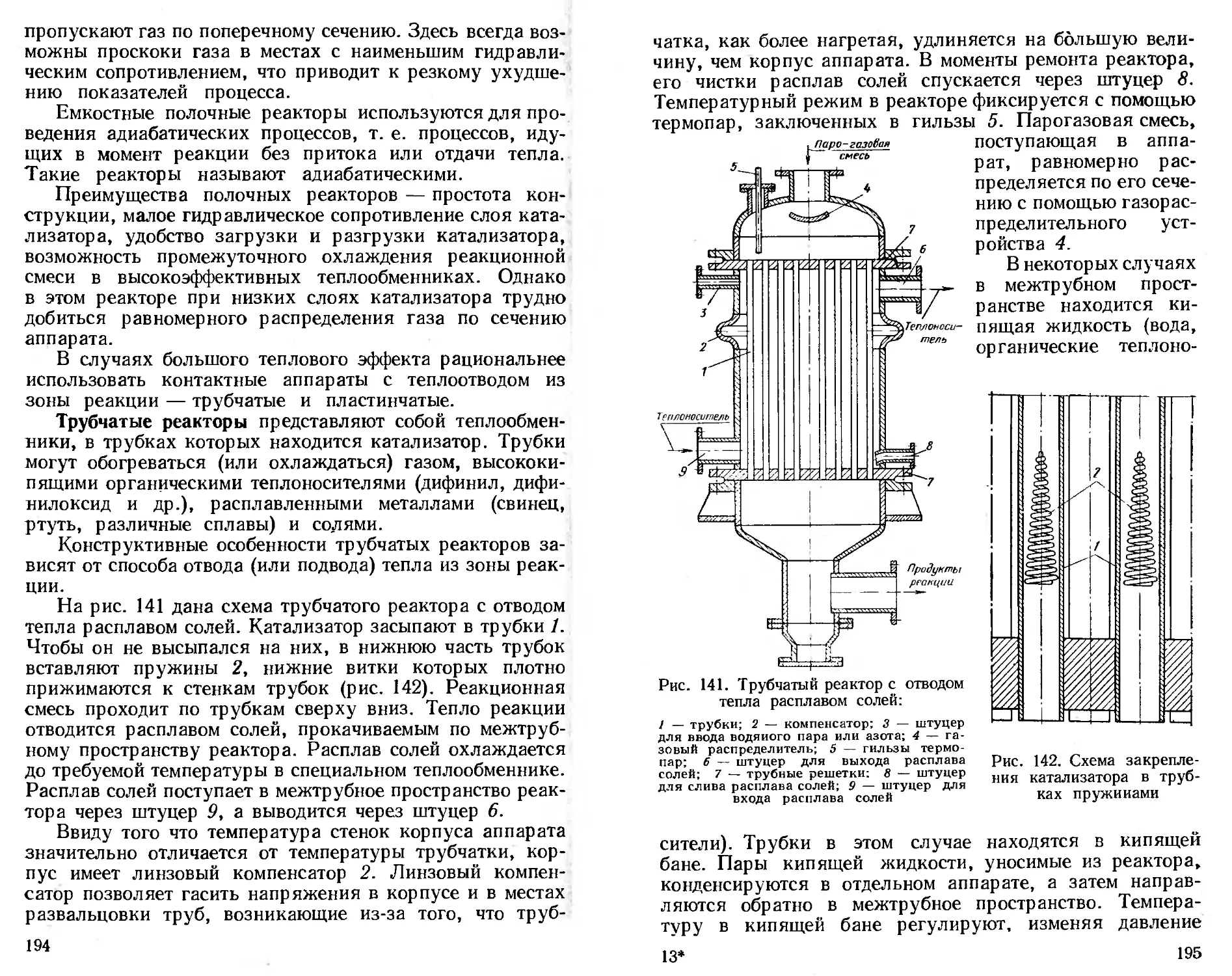
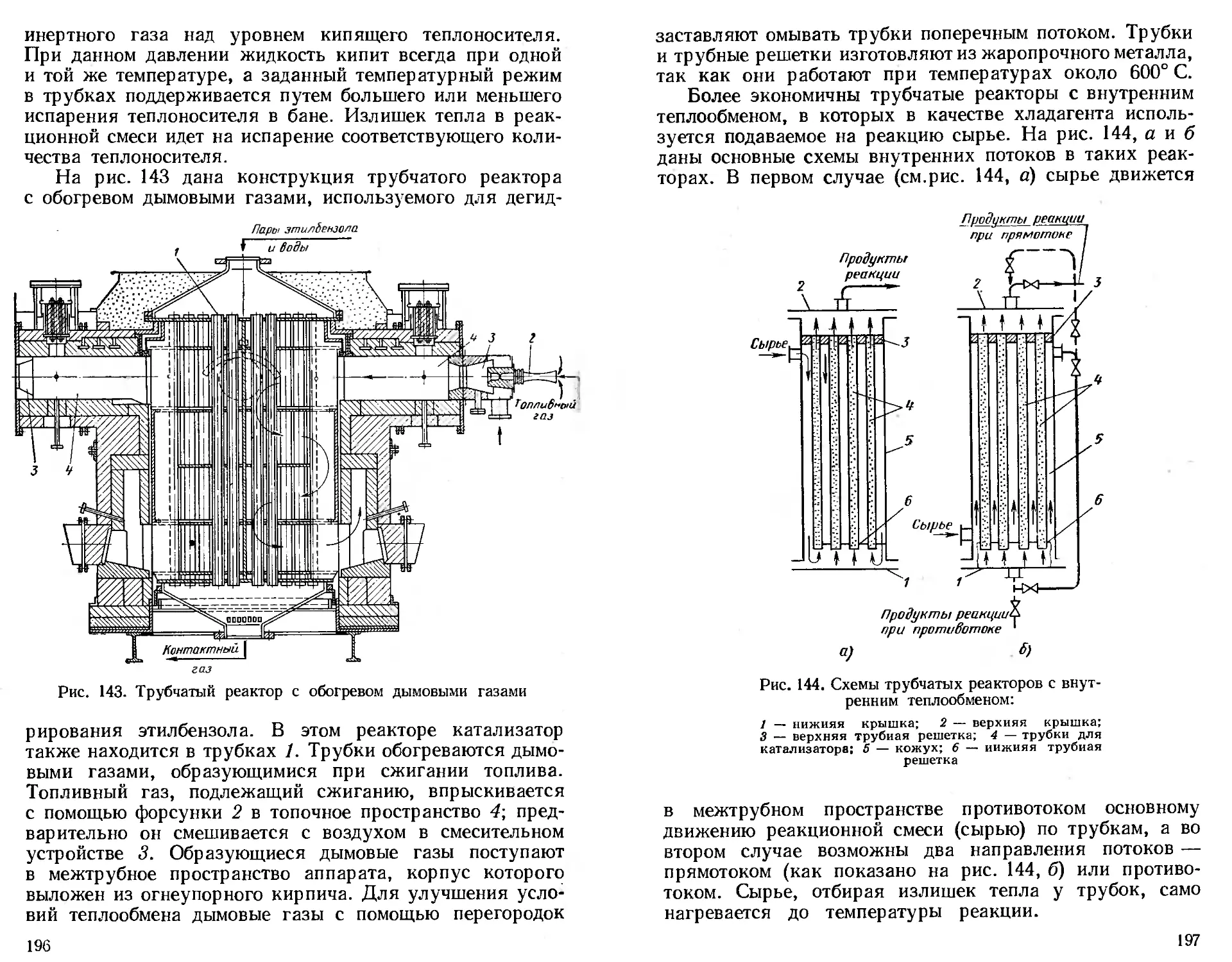
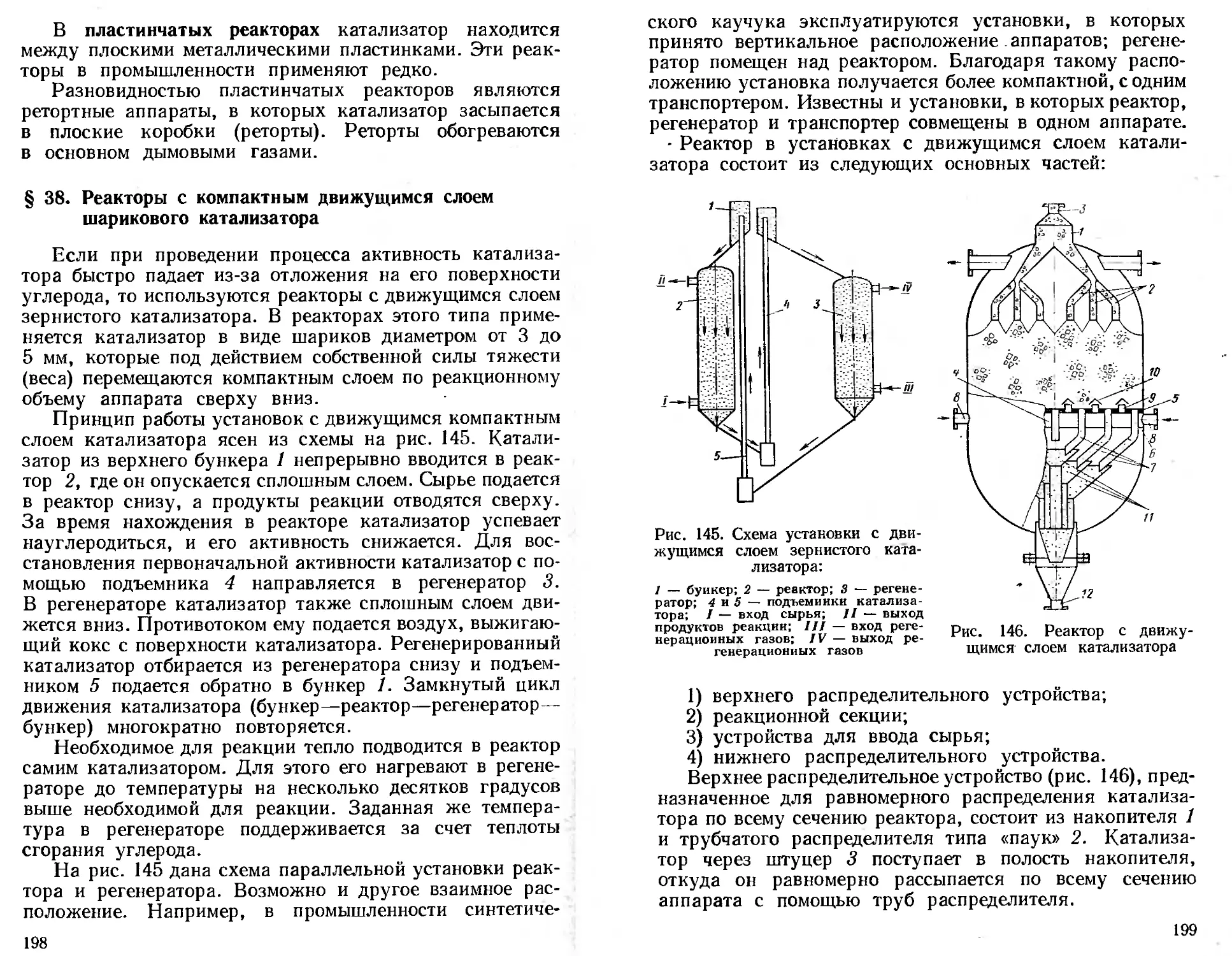
экстракции (разделения жидкостей), сепарации (разделе-
ния эмульсий) и разнообразные химические процессы.
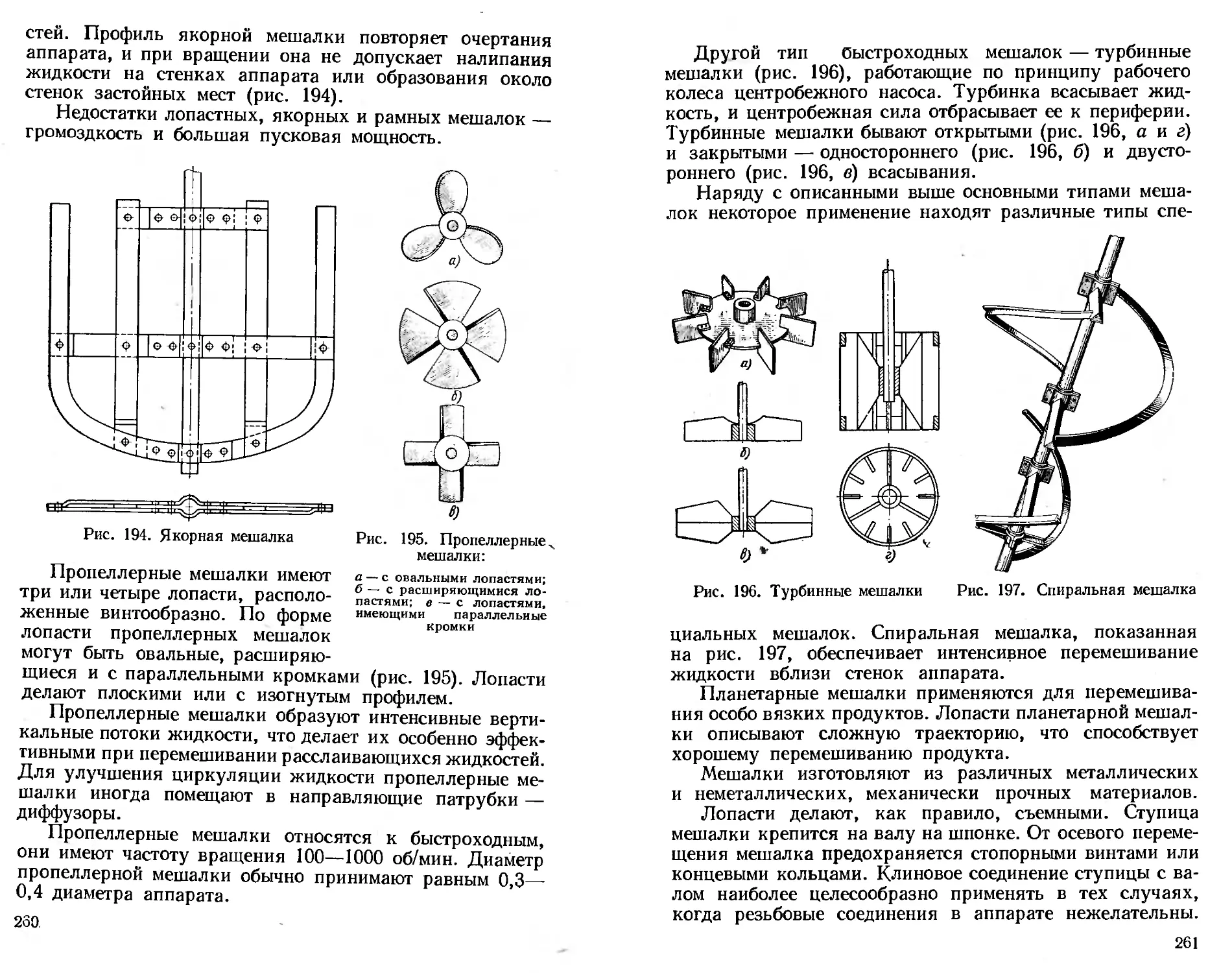
Для них применяют емкостные аппараты с мешалками
или без мешалок или аппараты змеевикового типа.
В системе жидкость—твердое вещество проводятся
процессы фильтрации, отстаивания, центрифугирования,
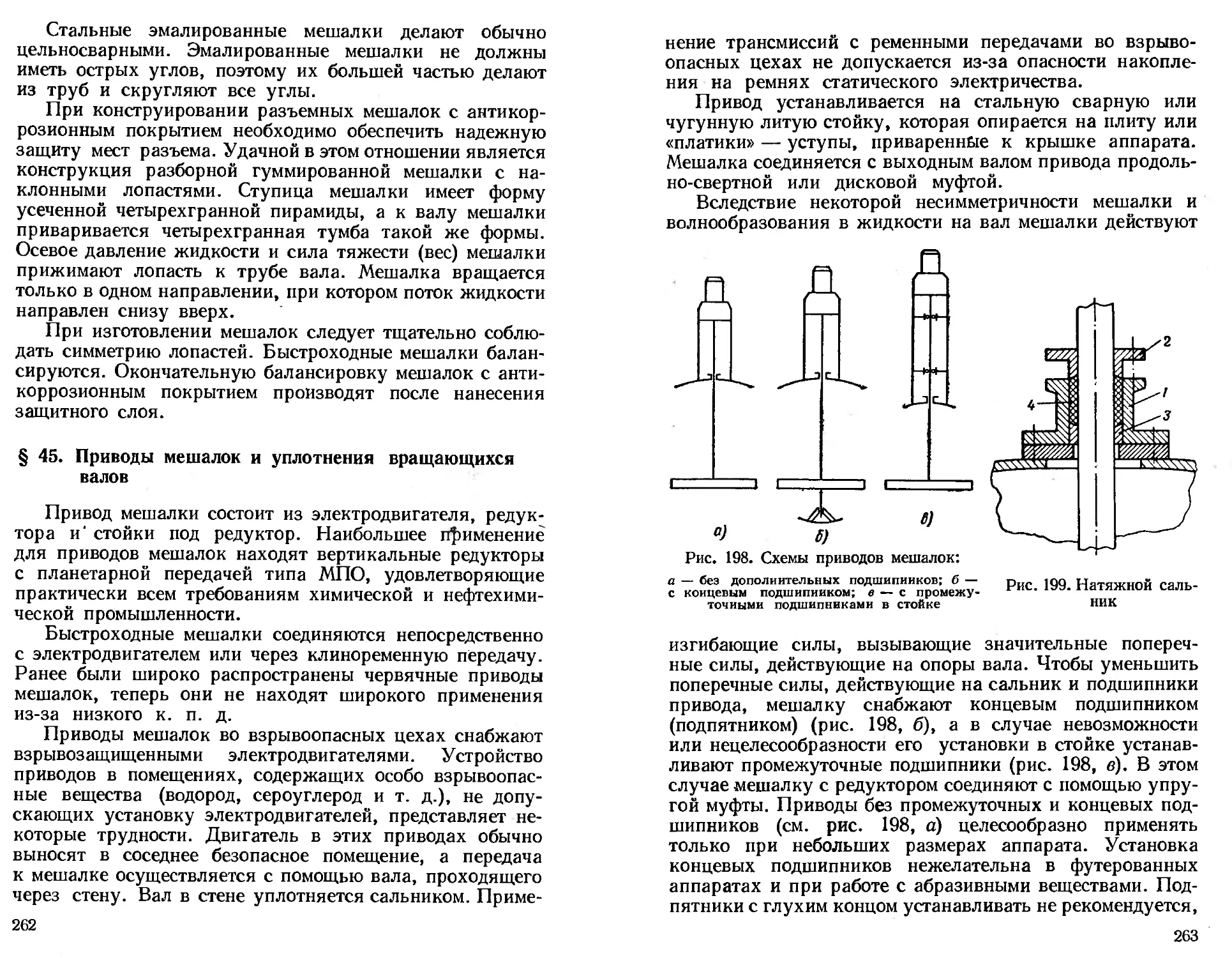
для которых используют соответственно фильтры, от-
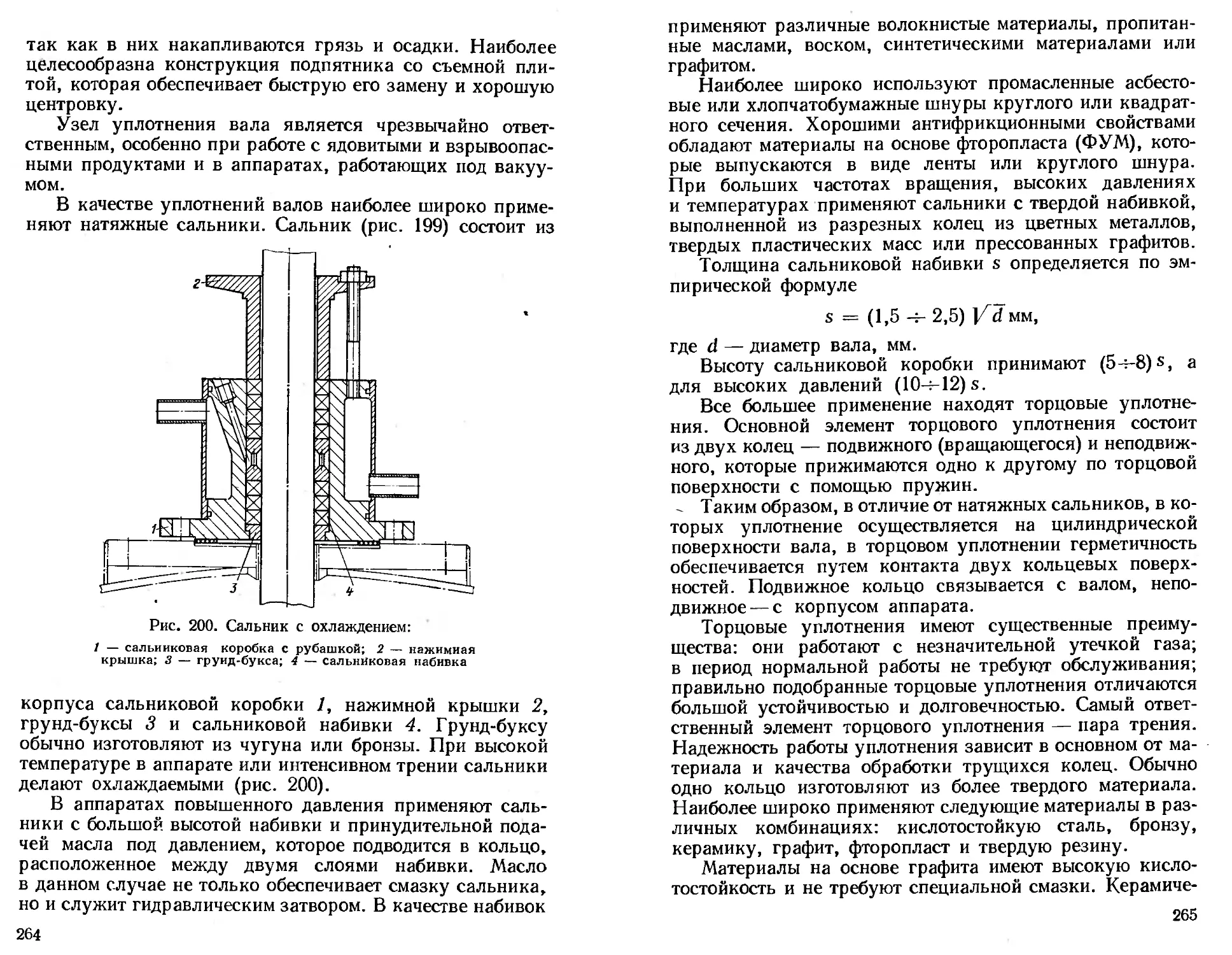
стойники и центрифуги. Химические процессы в системах
жидкость—твердое вещество происходят в емкостных
аппаратах с мешалками или в проточных камерах, запол-
ненных твердым продуктом.
В системе газ—твердое вещество проводится очистка
газа от пыли, сушка, а также ряд химических процессов
(в основном высокотемпературных, таких, как обжиг
сырья). Простейший аппарат для этого — камера, запол-
ненная твердым продуктом, омываемым потоком газа.
Для интенсификации процесса твердый продукт пере-
мешивается в гребковых аппаратах (с помощью враща-
ющихся гребков) или во вращающихся барабанах. К аппа-
ратам этого типа можно отнести и аппараты с так назы-
ваемым псевдоожиженным или «кипящим» слоем.
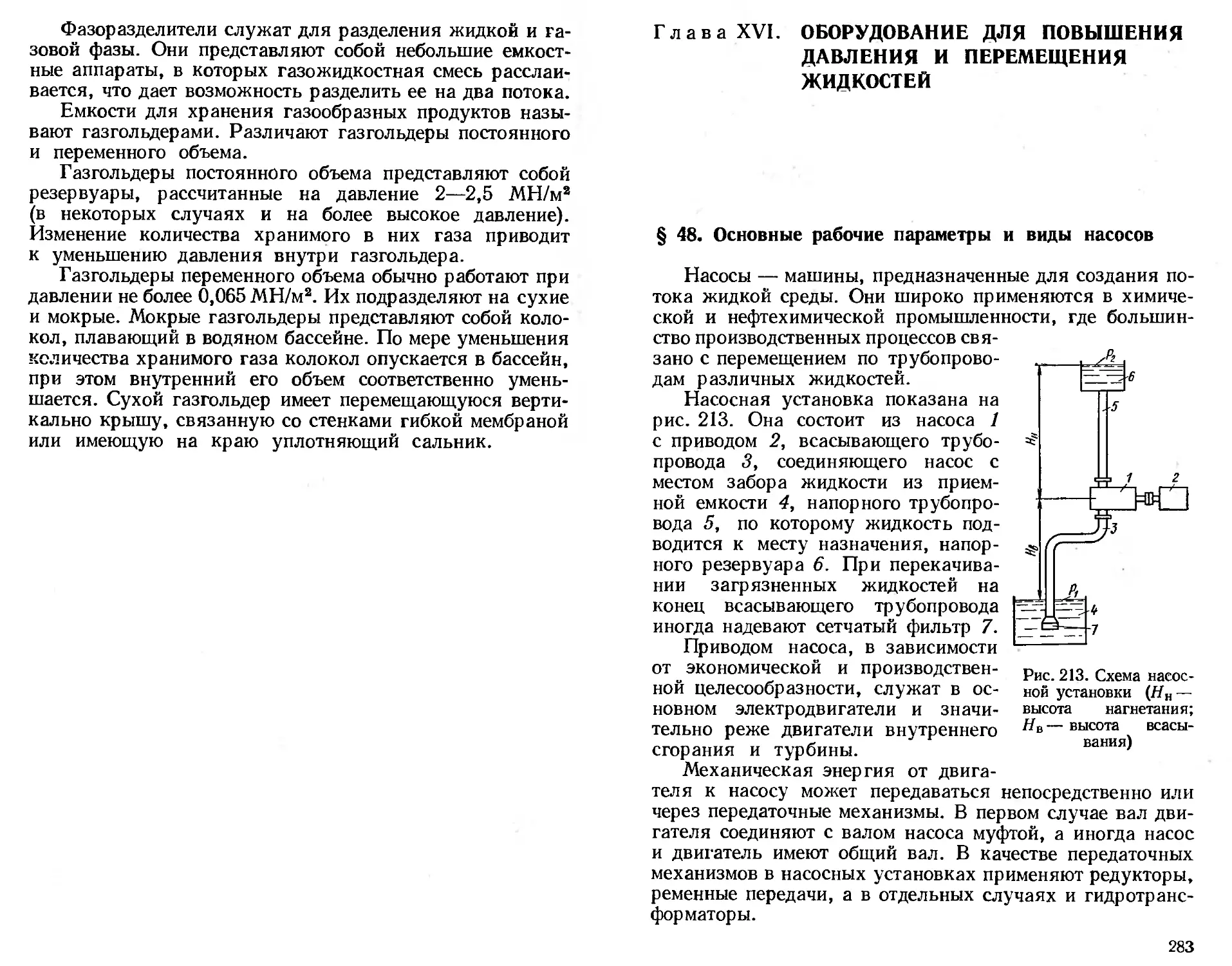
Системы твердое вещество—твердое вещество в хими-
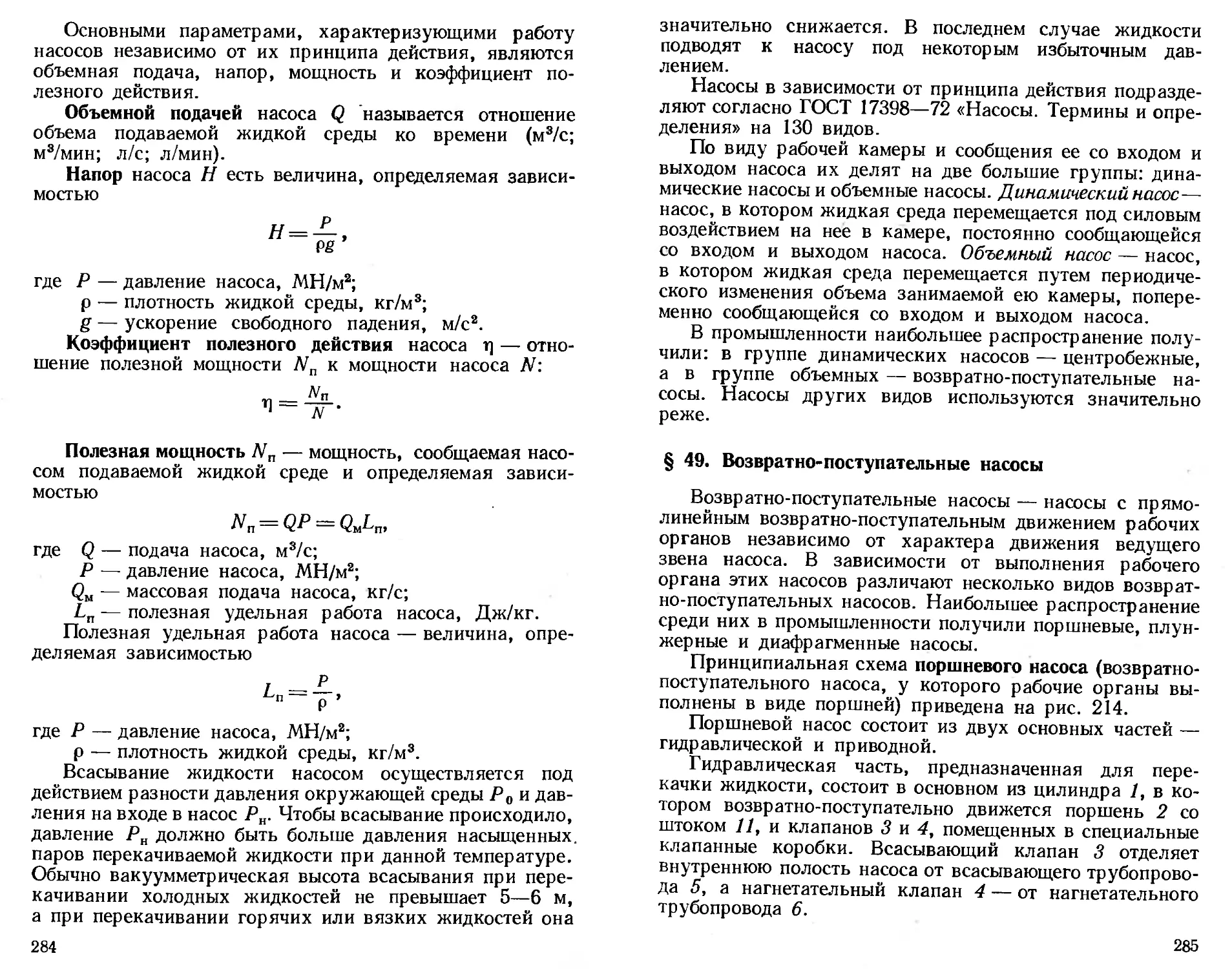
ческой технологии используются редко. Для этих систем
применяют аппараты гребкового типа, вращающиеся
навстречу друг другу валки и шнеки.
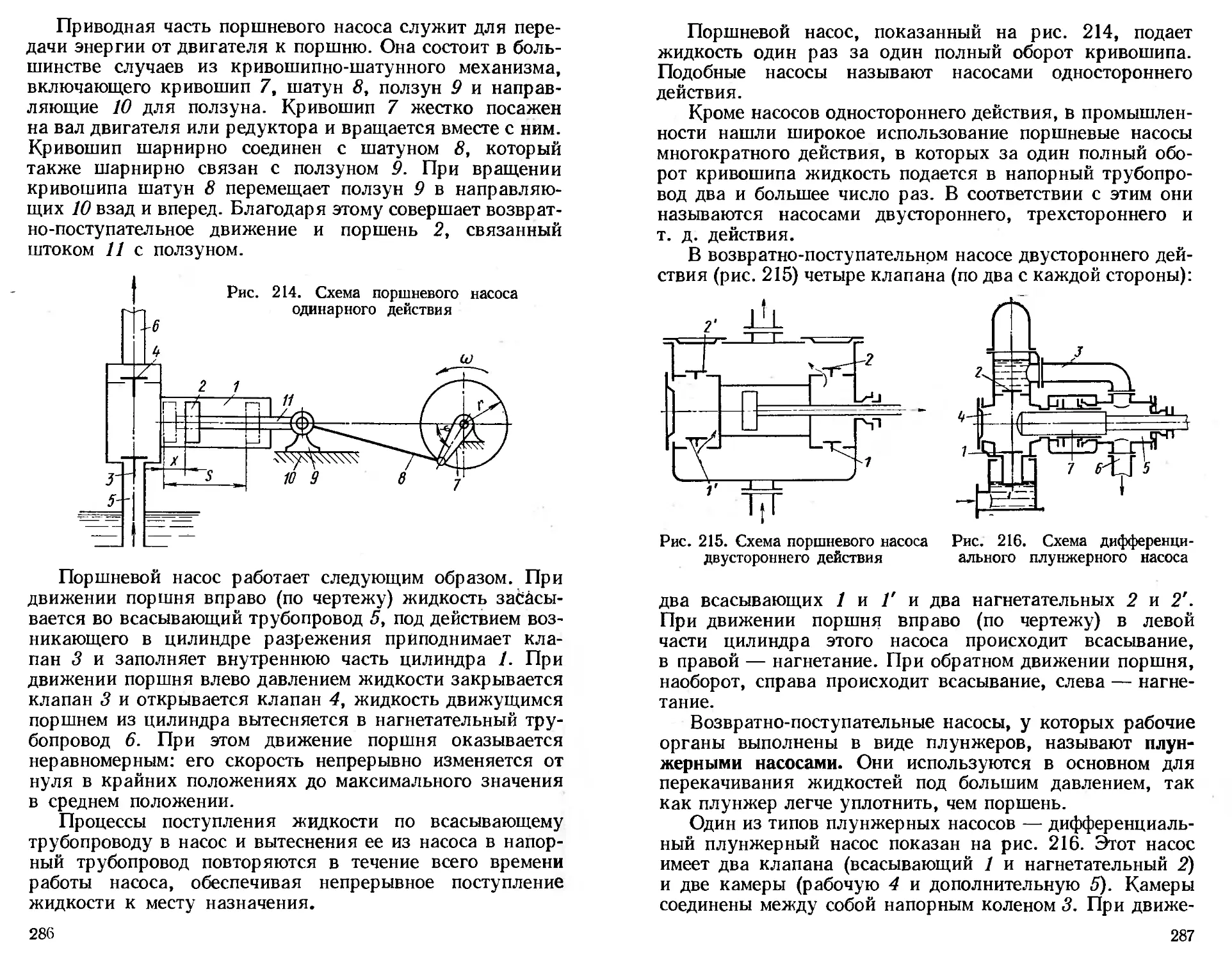
Наряду с рассмотренными выше основными процес-
сами существуют различные вспомогательные операции,
такие, как хранение и транспортировка жидких, газооб-
разных и твердых продуктов, дозирование, загрузка их
в тару и т. д. Для указанных операций применяют хра-
нилища жидкостей и газов и всевозможные промежуточ-
ные емкости, а именно: резервуары для жидкостей, мер-
ники, напорные баки, ловушки, разделительные сосуды,
7
ваиП9<1оэЬ'Е got
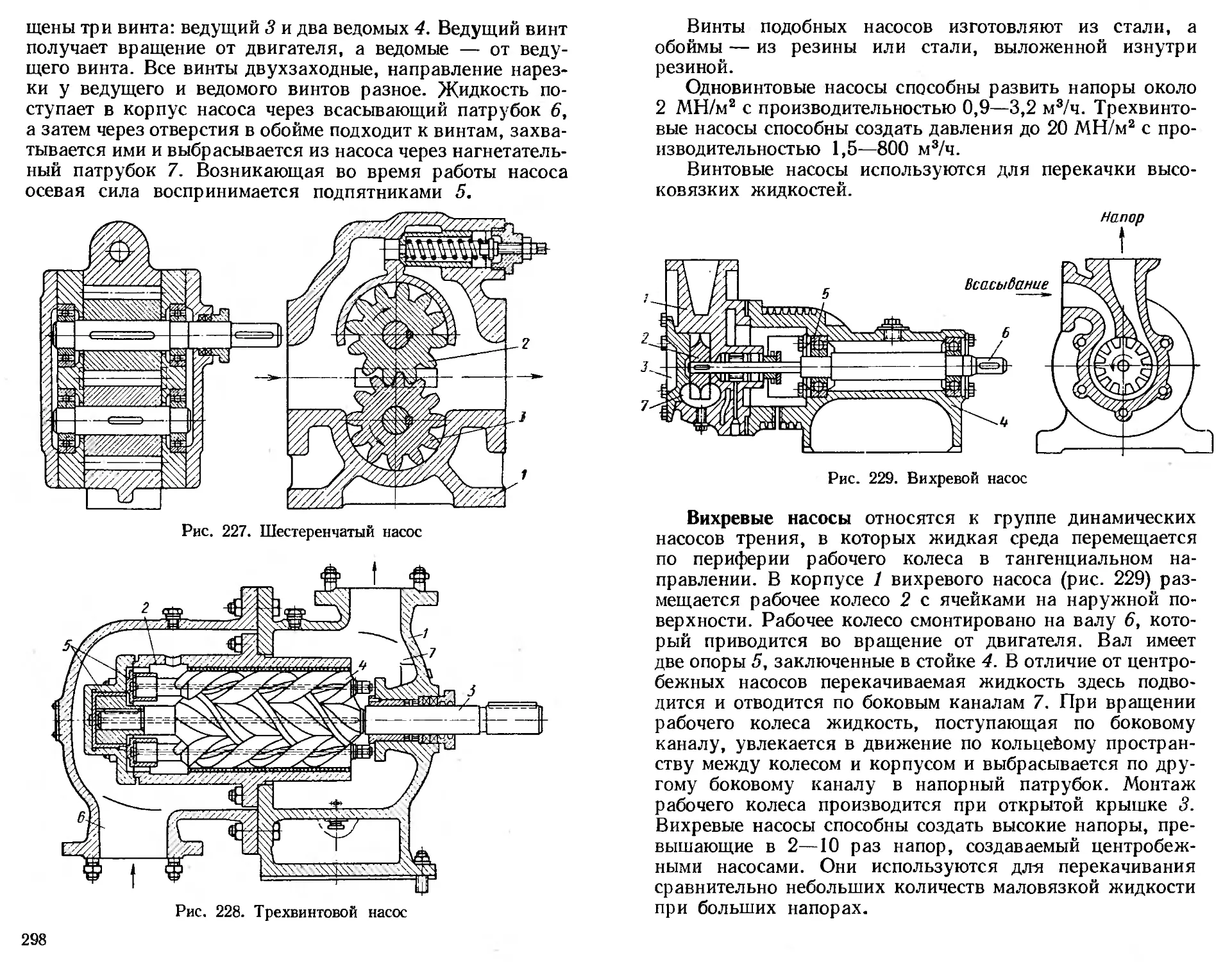
bj KHHairatfcBd
8
газгольдеры, ресиверы и т. д. К вспомогательному обо-
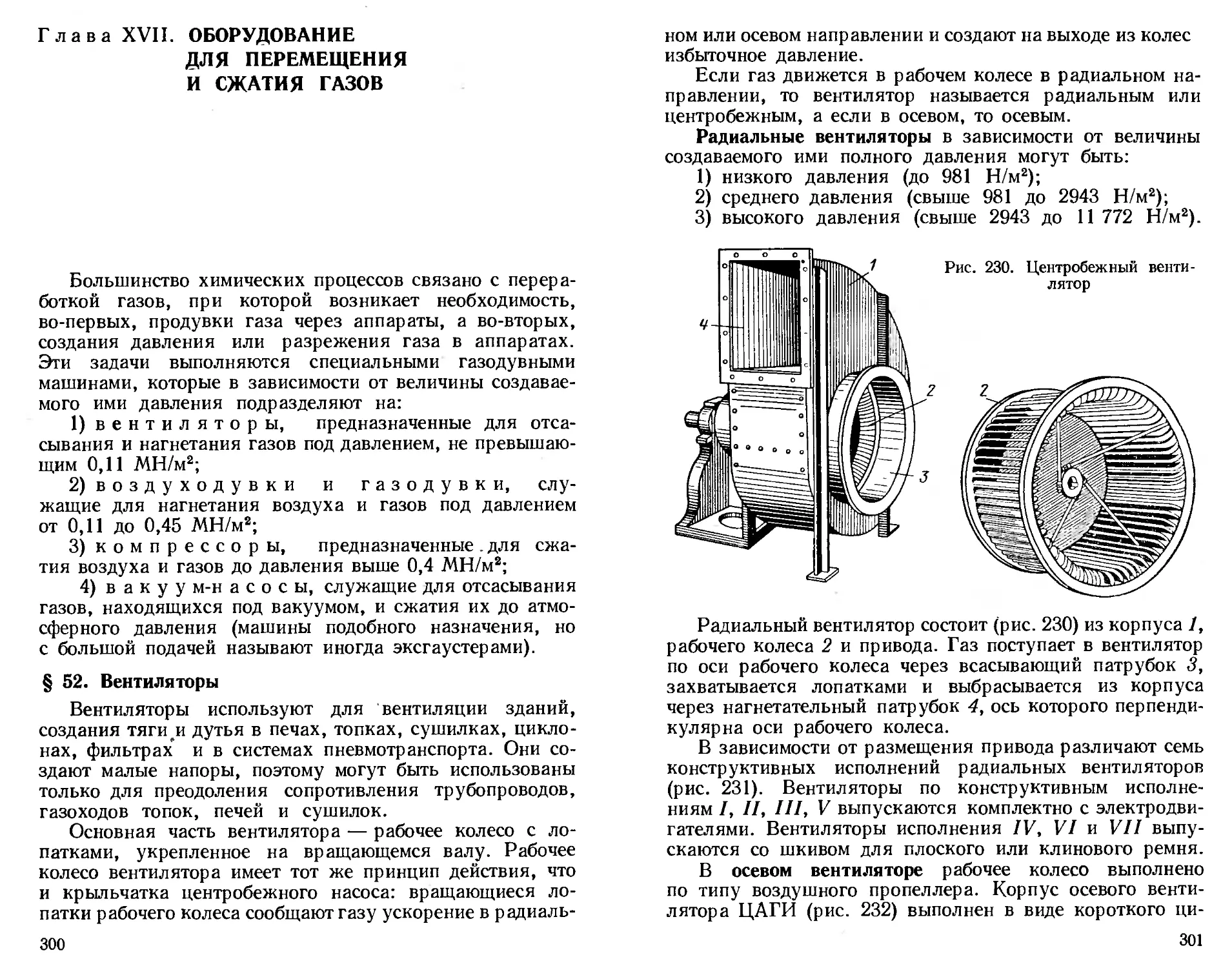
рудованию причисляют также машины для перемещения
жидкостей, газов и твердых веществ: насосы, компрес-
соры, транспортеры и т. д.
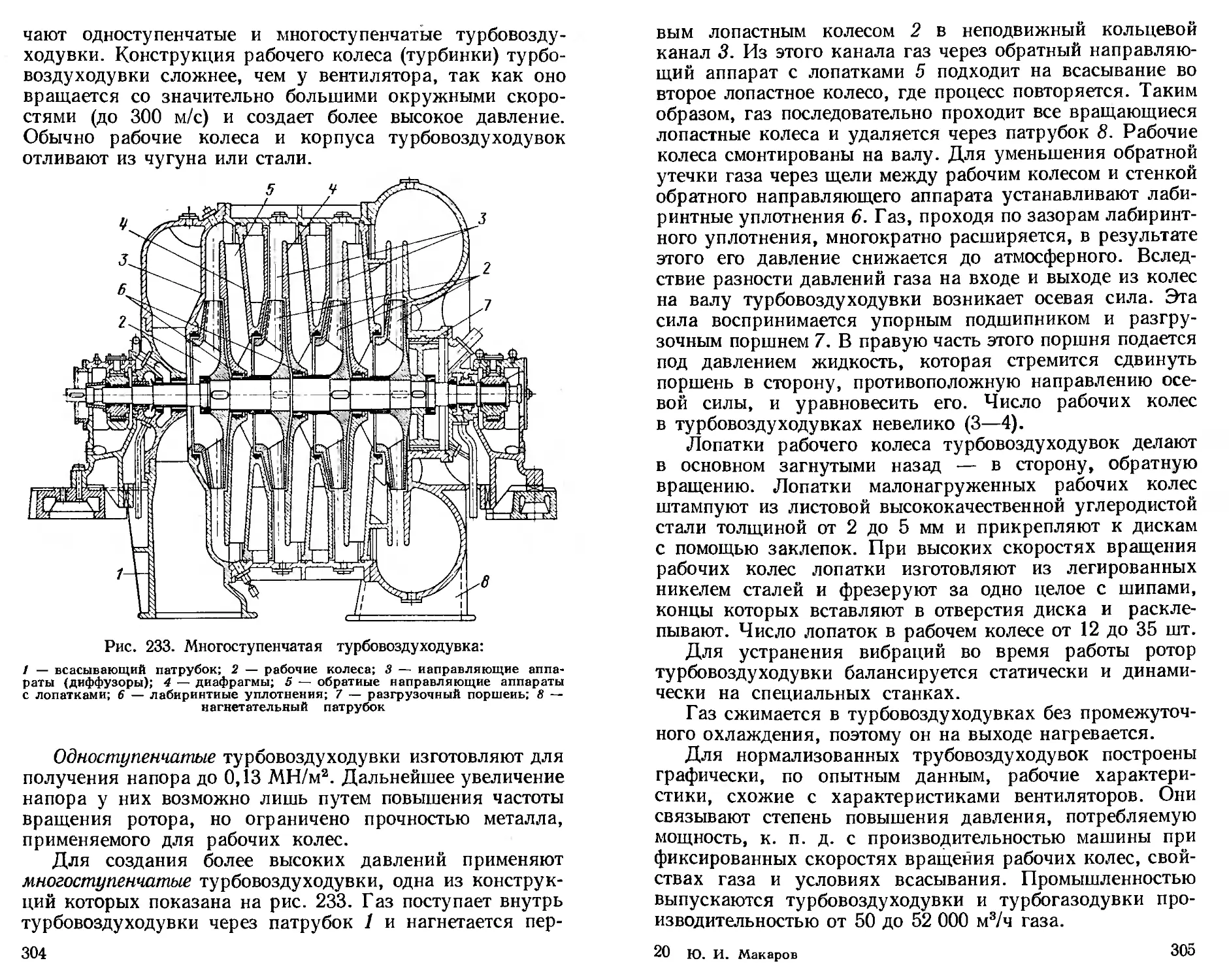
Кроме основного технологического и вспомогатель-
ного оборудования, в состав химических и нефтехимиче-
ских цехов входят также трубопроводы, электрооборудо-
вание, контрольно-измерительные приборы (КИП),
автоматические средства управления и регулирования,
вентиляционные системы.
Таким образом, современный химический или нефте-
химический цех представляет собой сложную и взаимо-
связанную систему различных видов машин, аппаратов
и оборудования.
Единой классификации химического оборудования пока
нет. Известны следующие принципы классификации: по
конструктивному признаку (полочные колонны, аппараты
змеевикового типа, аппараты с мешалкой, трубчатые,
цилиндрические и т. п.); по принципу организации про-
цесса (периодического и непрерывного действия); по
агрегатному состоянию реагирующих веществ (аппараты
для системы газ + газ, газ + жидкость и т. д.); по основ-
ному процессу, протекающему в аппарате (отстойники,
фильтры, теплообменники, реакторы и т. д.). Часто
название аппаратов определяется смешанной классифи-
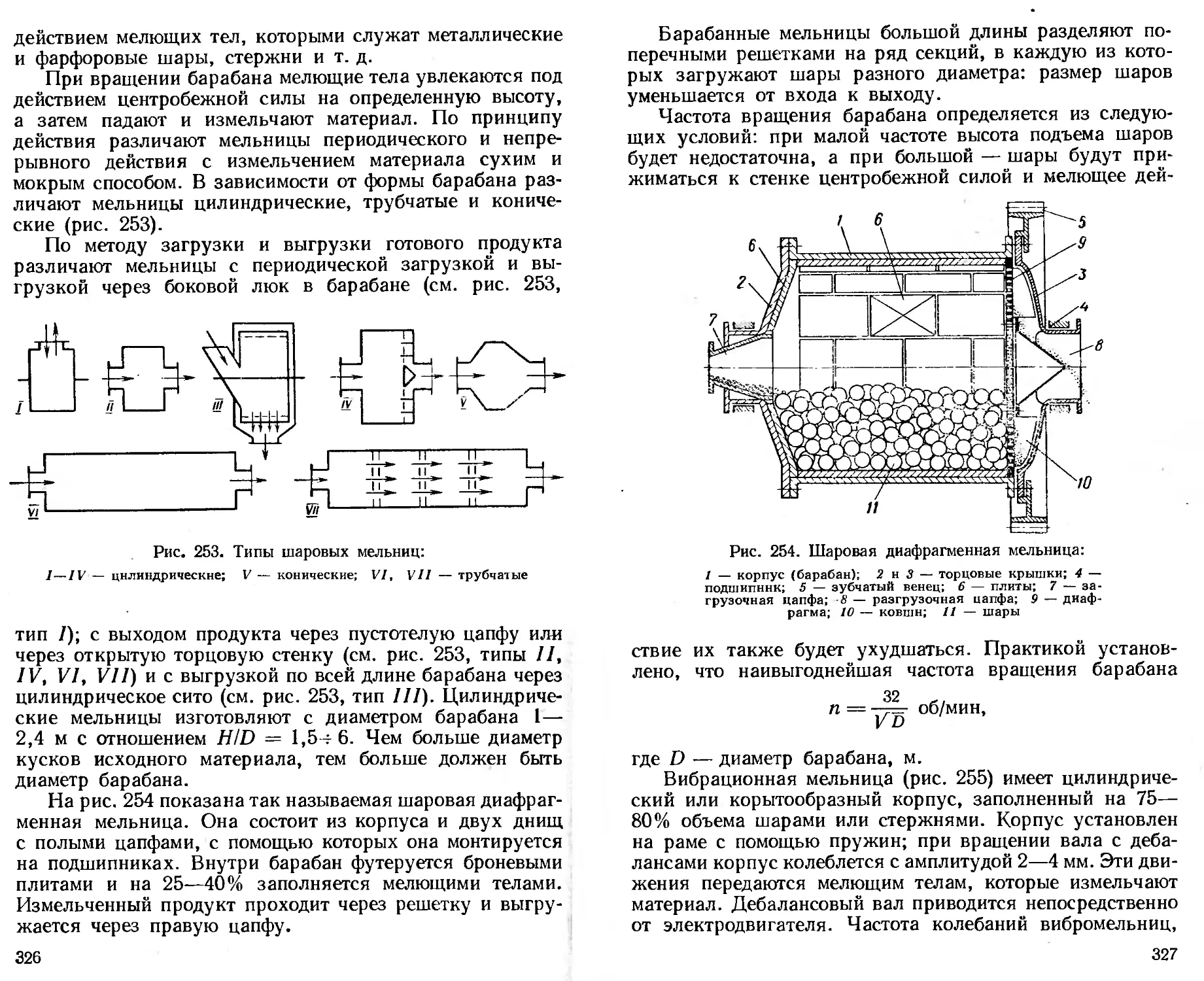
кацией, в которой присутствуют элементы вышеперечис-
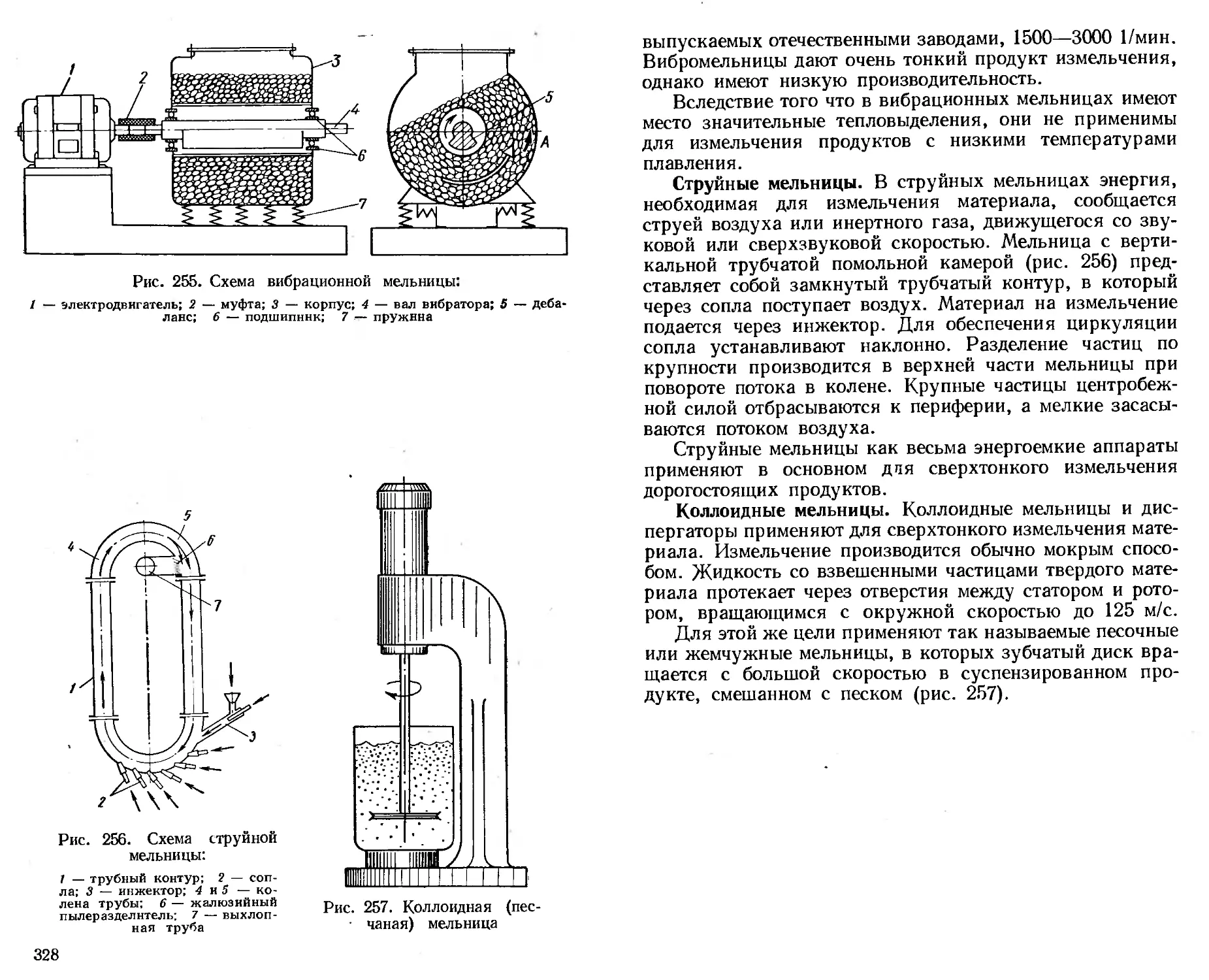
ленных классификаций.
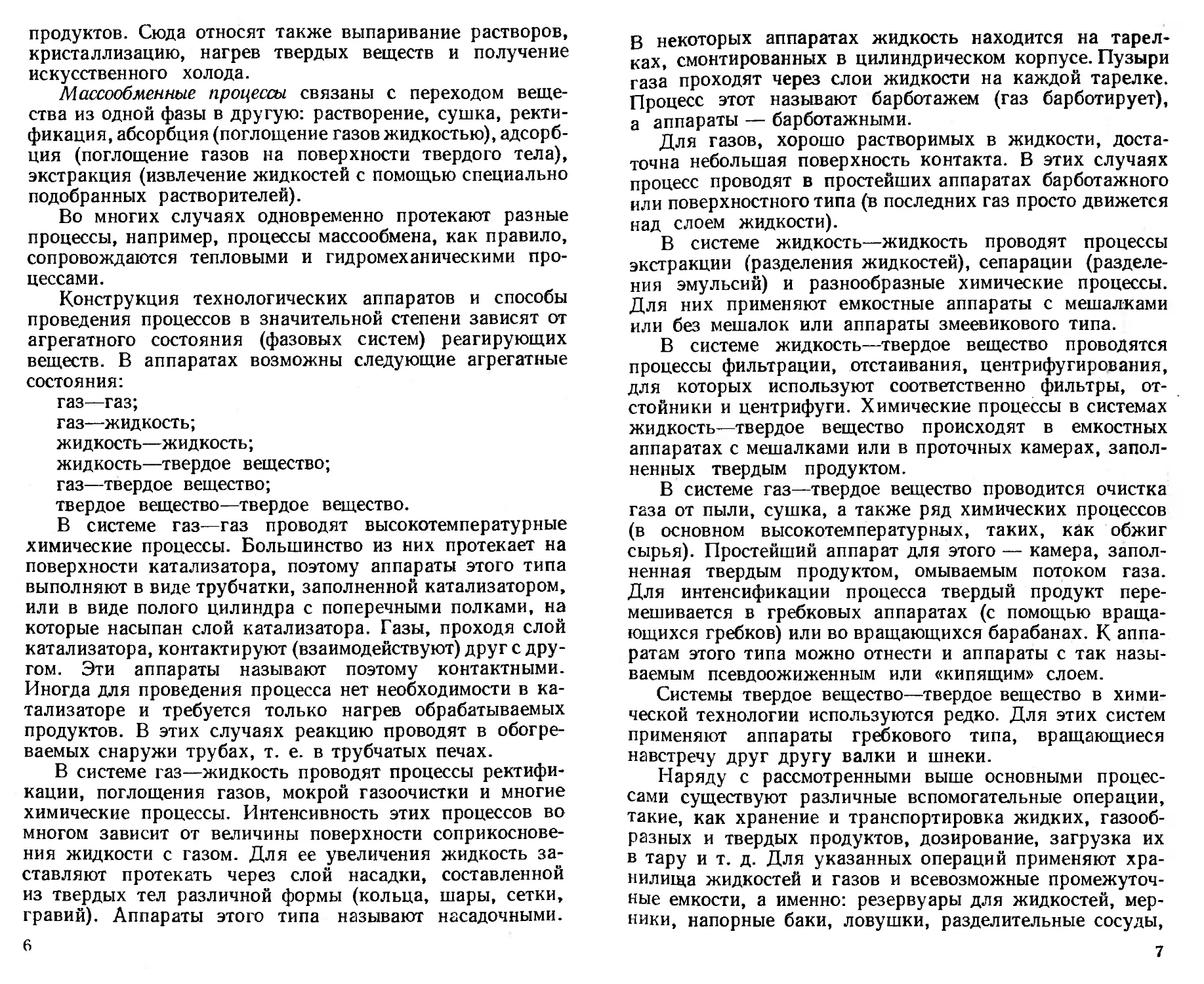
Для учебных целей наиболее удобно использовать
классификацию химического оборудования по основному
процессу, протекающему в аппарате. Основные типы хи-
мического оборудования с использованием этого прин-
ципа классификации подразделяются на несколько групп
(рис. 1).
§ 2. Характеристика основных производств
химической и нефтехимической технологии
Разнообразные производства химической и нефтехими-
ческой технологии можно разделить на следующие основ-
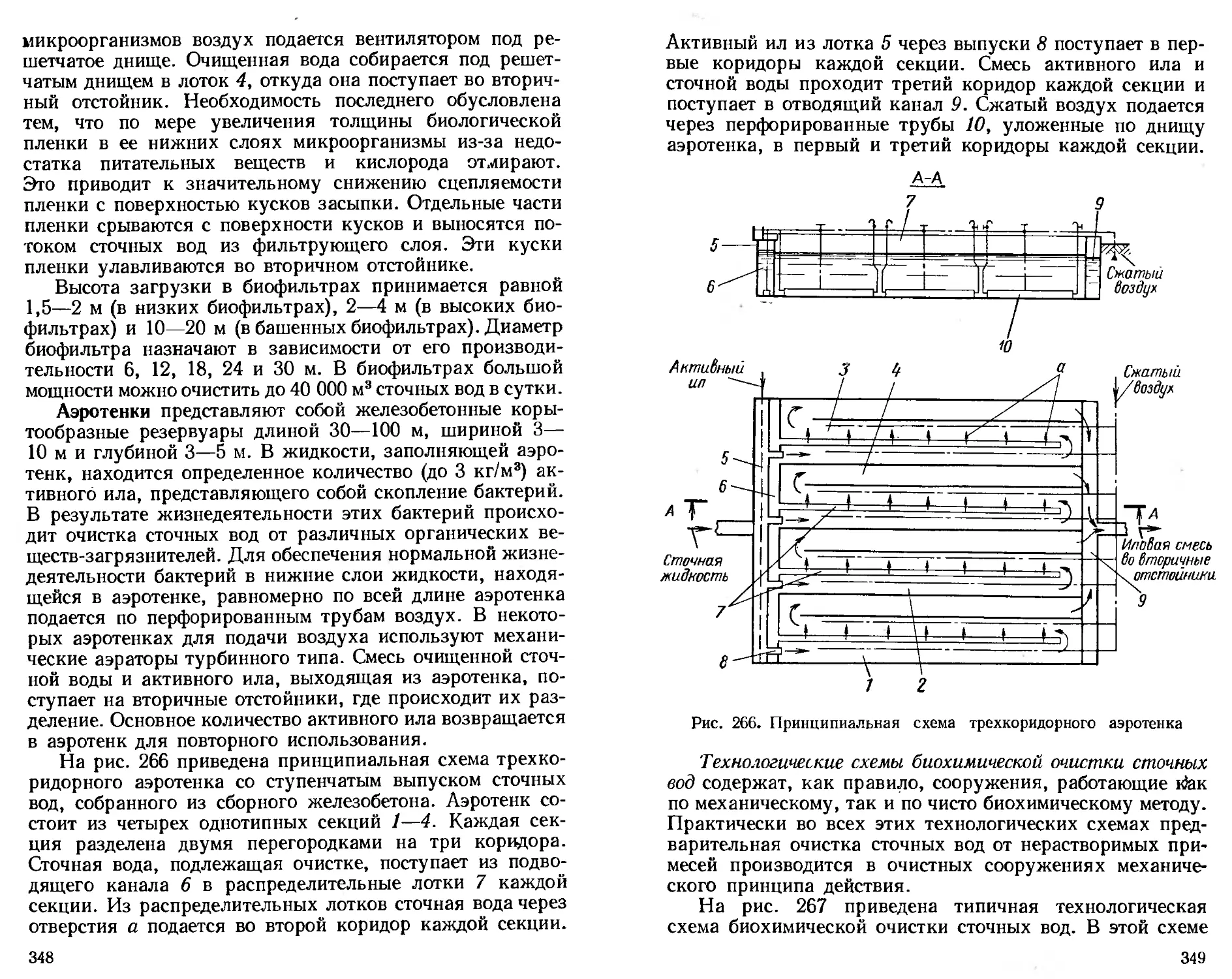
ные группы:
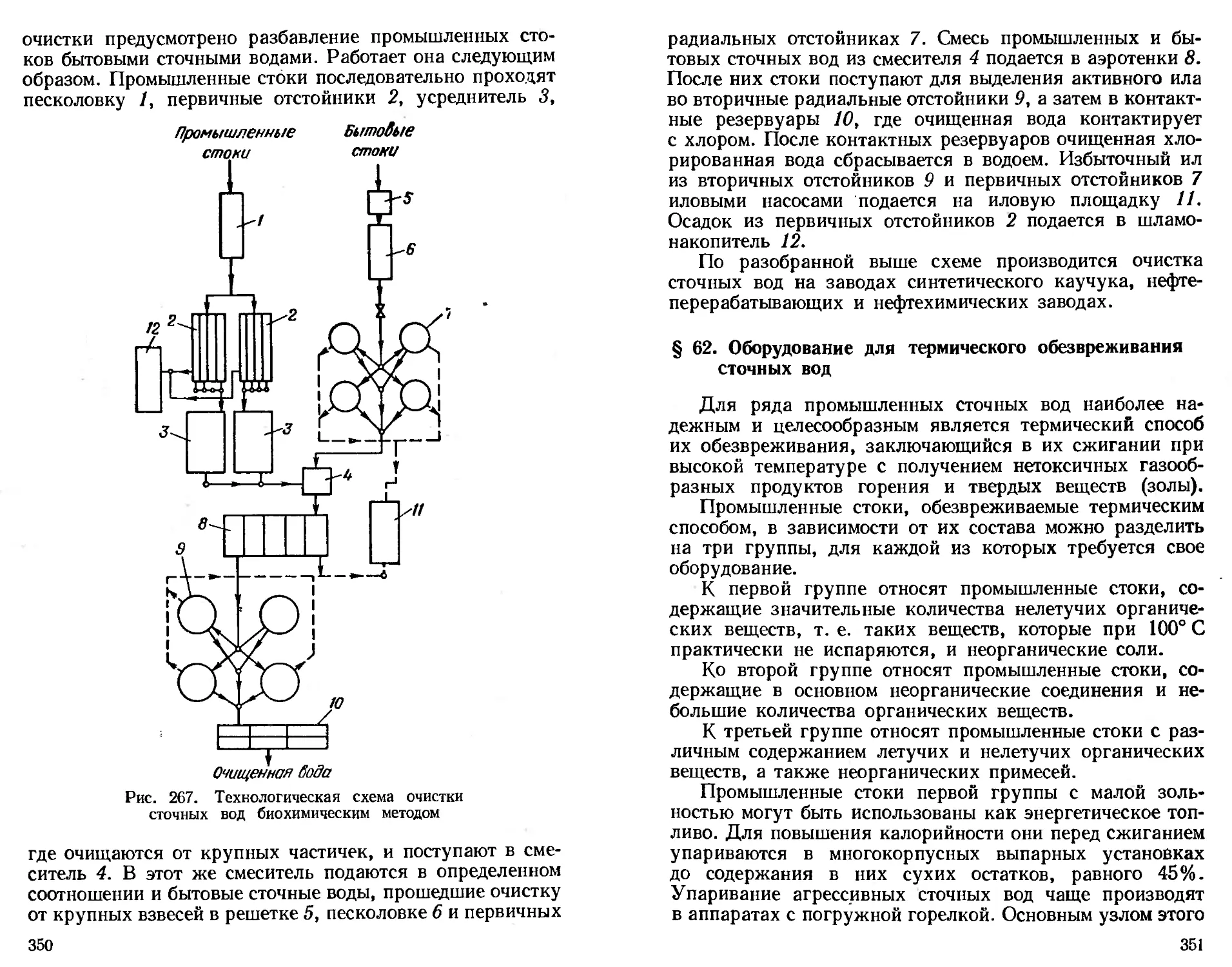
1. Производство неорганических продуктов: серной
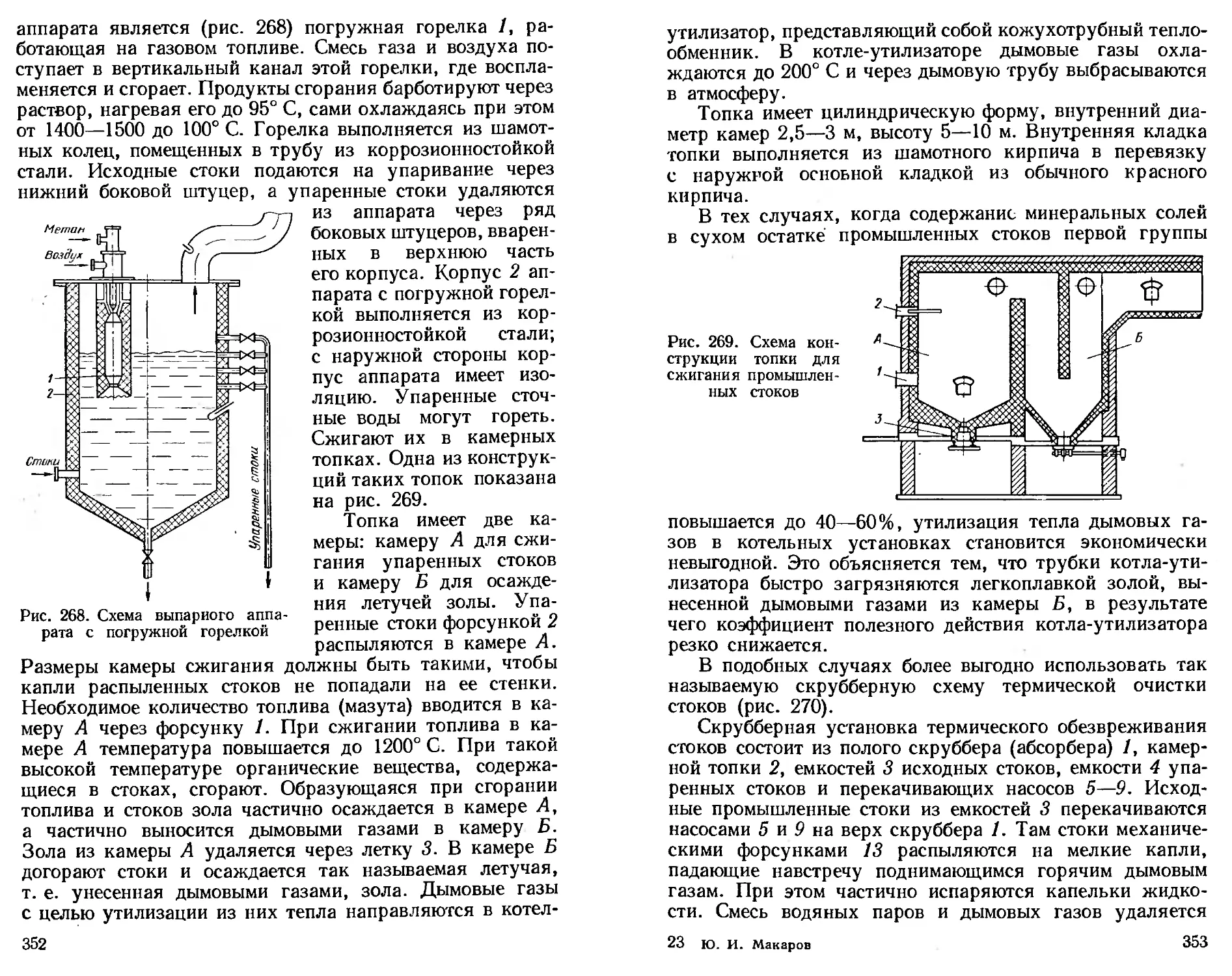
кислоты, аммиака, азотной кислоты, минеральных удоб-
рений, солей и т. д. Большой объем в этом виде произ-
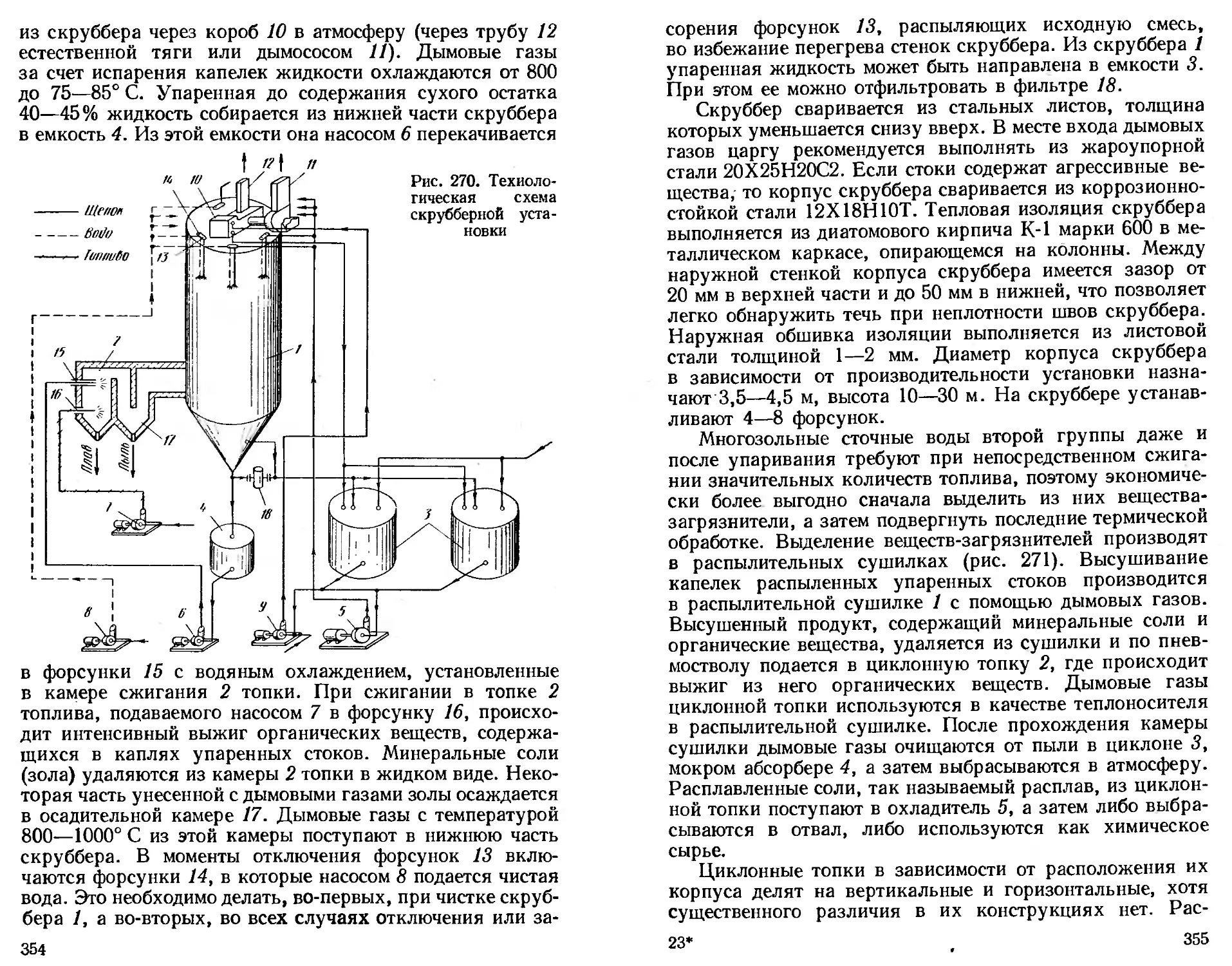
водства занимают процессы переработки твердых веществ,
9
поэтому наряду с крупногабаритной и высокопроизводи-
тельной реакционной аппаратурой в них широко при-
меняют оборудования для дробления, размола, филь-
трации и сушки.
2. Процессы основного органического и нефтехими-
ческого синтеза включают производства органических
полупродуктов и на их основе производства пластмасс,
синтетических каучуков и различных синтетических про-
дуктов. Эти производства также становятся многотоннаж-
ными и приближаются по мощности к производствам
неорганической химии. В отличие от неорганических
производств процессы основного органического синтеза,
как правило, связаны с переработкой жидких и газооб-
разных продуктов.
3. В отдельную группу выделяют производства тон-
кой химической технологии, включающие производство
полупродуктов и красителей, реактивов и лекарственных
веществ. Эти процессы, как правило, малотоннажные,
периодические и очень разнообразные по технологии,
составу перерабатываемых продуктов и применяемому
оборудованию.
4. Производства, связанные с переработкой пластмасс
и резины, отличаются от всех предыдущих тем, что в них
решающую роль играют не химические, а физико-механи-
ческие процессы, и основным оборудованием для данных
производств являются прессы, литьевые машины, сме-
сители, вальцы, экструдеры и другое оборудование для
физико-механических процессов.
Технологические процессы различных химических про-
изводств в основном состоят из следующих стадий:
1) подготовка исходных веществ к химической реак-
ции, включающая дробление и размол твердых веществ,
смешение компонентов, испарение жидкостей, нагрев,
охлаждение, очистку продуктов от посторонних примесей
и т. д.; иногда подготовка сырья является сложным и
многоступенчатым процессом: например, сернистый газ—
исходное сырье в производстве серной кислоты — очи-
щается последовательно в пяти—семи аппаратах;
2) химическая реакция;
3) разделение продуктов реакции для выделения из
них целевого продукта, охлаждение продуктов реак-
ции т. д.
Большинство технологических схем включает не-
сколько последовательно проводимых химических реак-
10
ций, которые чередуются с различными физико-механи-
ческими процессами.
Иногда в технологической схеме предусматривается
четвертая стадия — приведение продукта к товарному
виду путем его сушки, дробления, грануляции, а также
загрузка продукта в тару.
Технологический процесс может быть периодическим
и непрерывным. Все стадии периодического процесса
последовательно проходят в одном аппарате: исходные
вещества загружают в аппарат, а после окончания про-
цесса из аппарата выгружают готовый продукт. В не-
прерывном процессе все стадии протекают одновременно,
подача исходных веществ и выгрузка готового продукта
происходят непрерывно.
Непрерывные процессы имеют преимущества перед
периодическими: их производительность выше, расход
энергии меньше, их легче автоматизировать и механизи-
ровать; поэтому в современной технологии применяют
в основном непрерывные процессы. Периодические про-
цессы используют в малотоннажных производствах и
в некоторых случаях, обусловленных специфическими
условиями производства.
Промежуточное положение между периодическими и
непрерывными процессами занимают полунепрерывные
процессы, в которых один компонент, например твердое
вещество или жидкость, загружается и выгружается
периодически, а другой подается непрерывно.
Практика эксплуатации и проектирования химической
и нефтехимической аппаратуры и многочисленные иссле-
довательские работы позволили выработать определенные
приемы интенсификации технологических процессов. Один
из этих приемов — максимальное увеличение поверхности
контакта реагирующих веществ или рабочей поверхности
аппарата. Увеличение поверхности контакта достигается
распылением или дроблением реагирующих компонентов
и применением специальных элементов, обеспечивающих
разделение потока жидкости или газа на отдельные
струйки.
Рабочая поверхность аппарата, например поверхность
фильтрации или поверхность теплообмена, является одним
из важнейших показателей, характеризующих совер-
шенство аппарата.
Второй прием — максимальная интенсификация про-
цессов взаимодействия. Так, например, малоэффективные
11
аппараты барабанного или гребкового типа для обработки
твердых продуктов заменяют аппаратами с псевдоожи-
женным («кипящим») слоем сыпучего материала. Состоя-
ние псевдоожижения наступает, когда через слой сыпу-
чего материала пропускают газ с так называемой крити-
ческой скоростью, при которой слой сыпучего материала
приобретает подвижность. В псевдоожиженном материале
чрезвычайно интенсифицируются процессы тепло- и мас-
сообмена.
При конструировании химической аппаратуры при-
ходится сталкиваться с различными, иногда противоре-
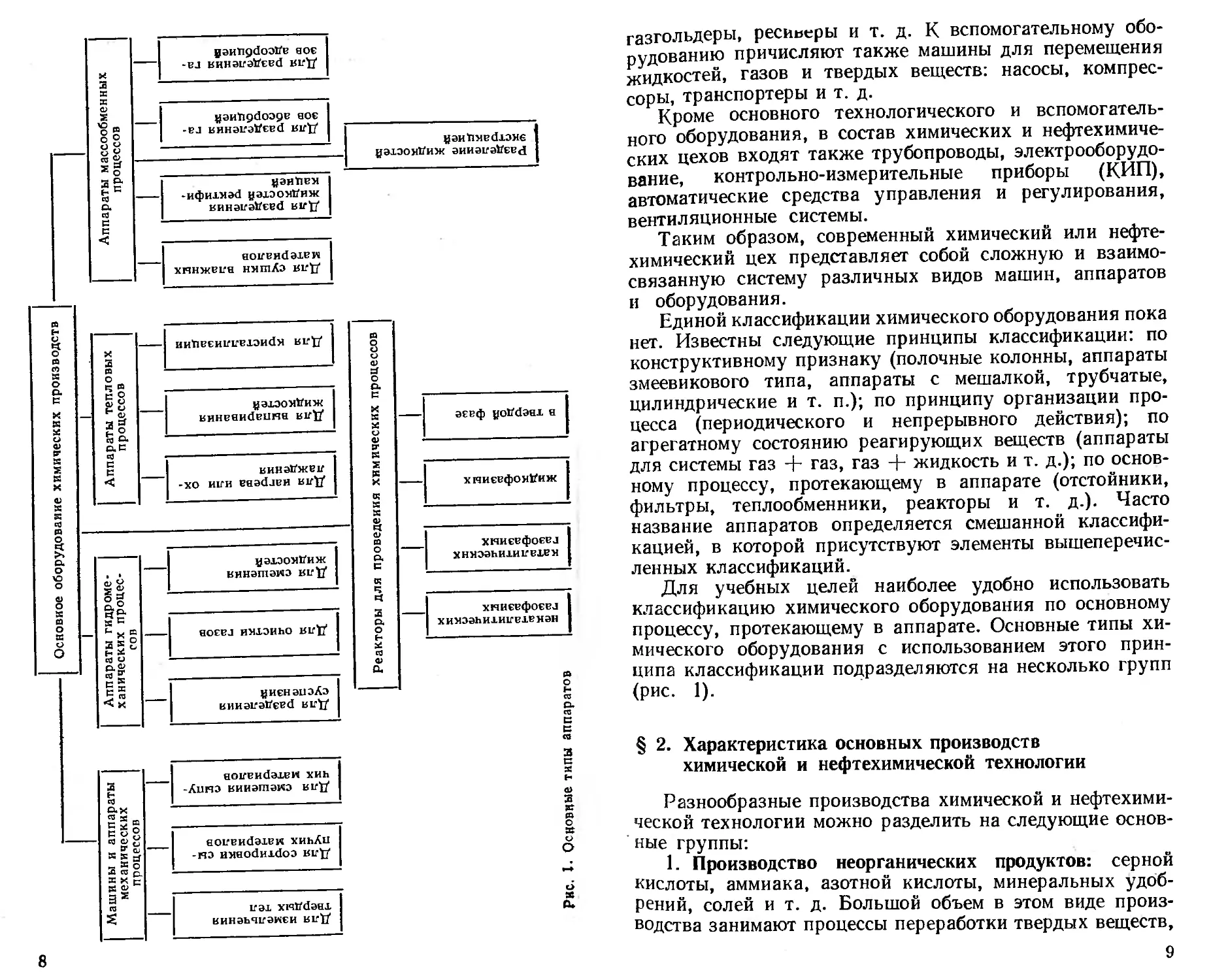
Рис. 2. Принципиальные
схемы движения продуктов
в аппарате:
а — противоток; б — тгртло-
ток; в — перекрестный ток
чивыми факторами. Например,
для интенсификации процессов
тепло- и массообмена жела-
тельно увеличивать скорости
реагирующих веществ, что,
однако, вызывает значительное
повышение расхода энергии.
Увеличение давления, ведущее
к ускорению процесса, иногда
ограничивается прочностью
конструкционного материала
и т. д.
Движение продуктов в ап-
парате может быть прямо-
точным и противоточным
(рис. 2). Прямоточное (парал-
лельное) движение продуктов (говорят также «прямоток»)
применяется при обработке однородных систем (смеши-
вающихся жидкостей, газов), когда другое движение
невозможно. При обработке разнородных систем (жид-
кость + газ, жидкость + твердое тело и т. д.), как
правило, более целесообразно противоточное движение,
способствующее более быстрому протеканию процесса.
§ 3. Общие методы расчета химической аппаратуры
Основными задачами при расчете химического аппа-
рата являются:
1) определение по заданной производительности основ-
ных размеров аппарата, зависящих от размера его основ-
ных элементов, — объема, поверхности теплообмена, ко-
личества катализатора и др.;
2) определение расхода воды, пара, электроэнергии
и других теплоэнергетических средств.
12
Расчет отдельного аппарата для какой-либо стадии
технологического процесса или для всего процесса начи-
нается обычно с составления материального баланса,
согласно которому количество материала, поступающего
в аппарат (приходные статьи материального баланса),
равно количеству материала, выходящего из аппарата
(расходные статьи баланса). Для непрерывных процессов
материальный баланс составляют на единицу времени —
час, смену, сутки и т. д.; для периодических процессов —
на одну операцию.
Материальный баланс можно составлять как в мас-
совых (весовых), так и в объемных единицах. Баланс
составляется как по всему количеству продукта, так
и по какому-либо отдельному компоненту, отдельному
веществу или группе веществ.
Приходные и расходные статьи баланса, как в общем,
так и по отдельным продуктам, должны сходиться (ба-
лансироваться).
Тепловой (энергетический) баланс аппарата основы-
вается на законе сохранения энергии. Он позволяет опре-
делить тепловые потоки внутри аппарата и необходим
при тепловых расчетах. В некоторых случаях материаль-
ный и тепловой балансы составляются для отдельной
части аппарата.
Для большинства физико-механических процессов
можно применить общее уравнение
N = KF&t,
где N — количество вещества (или тепла), передаваемое
через поверхность взаимодействия F за время т;
К — коэффициент пропорциональности (коэффициент
скорости процесса);
А — движущая сила процесса (разность температур,
разность давлений, разность концентраций
ит. д.).
Из уравнения видно, что производительность уста-
новки прямо пропорциональна движущей силе процесса,
поверхности взаимодействия и времени протекания про-
цесса. Для непрерывных процессов производительность
относят к единице времени.
Практические расчеты по этому уравнению иногда
представляют серьезные трудности из-за сложности опре-
деления значений К.
13
Расчет химической аппаратуры обычно производят
в следующем порядке:
технологический расчет — для определения основных
размеров аппарата;
тепловой расчет — для определения теплового режима,
поверхности теплообмена и расхода теплоносителей;
гидравлический расчет — для определения потерь на-
пора, мощности на перемешивание и т. д.;
механический расчет, производимый обычно послед-
ним, — для определения конструктивных размеров, ха-
рактеризующих прочность элементов аппарата.
В некоторых случаях очередность расчетов изменяют.
Как правило, в процессе расчета данные технологи-
ческого, теплового и гидравлического расчетов прихо-
дится взаимно координировать и корректировать.
Расчет аппаратов периодического действия сводится
к определению производительности аппаратов, их раз-
меров или их числа.
Суммарный необходимый объем аппаратов данного
производства можно обеспечить установкой большого
числа небольших аппаратов или небольшого числа аппа-
ратов большого размера. Установка небольшого числа
крупногабаритной аппаратуры большой мощности более
рациональна, так как облегчается обслуживание аппа-
ратов, уменьшаются теплопотери и т. д. Поэтому при
непрерывно возрастающих объемах производства стре-
мятся максимально увеличивать единичную мощность
аппаратов. Наибольшие размеры аппаратов ограничи-
ваются возможностями их изготовления и транспортиро-
вания, а в некоторых случаях и свойствами конструк-
ционного материала. Часто увеличение размеров аппа-
рата ограничивается невозможностью равномерного рас-
пределения потоков по его сечению и другими техноло-
гическими причинами.
Размеры аппаратов непрерывного действия определяют
на основе объемной производительности, т. е. количества
продукта, получаемого в единицу времени с единицы
объема аппарата.
Глава II. ОСНОВЫ КОНСТРУИРОВАНИЯ
ХИМИЧЕСКОГО
И НЕФТЕХИМИЧЕСКОГО
ОБОРУДОВАНИЯ
§ 4. Основные принципы конструирования химической
и нефтехимической аппаратуры
Химические и нефтехимические машины и аппараты
работают, как правило, в тяжелых условиях. Иногда
они подвергаются одновременному действию высоких
температур, коррозии и механических воздействий; пере-
рабатываемые продукты часто бывают токсичны, пожаро-
и взрывоопасны. Поэтому предъявляются повышенные
требования к качеству конструкционных материалов,
прочности конструкции химических и нефтехимических
аппаратов. При расчете этих аппаратов принимаются
повышенные запасы прочности по сравнению с изделиями
общего машиностроения.
Во многих случаях решающими являются требования
герметичности аппарата, для повышения которой стре-
мятся максимально уменьшить число разъемных соеди-
нений. Наиболее трудно обеспечить полную герметичность
в подвижных соединениях.
С увеличением производительности и широким вне-
дрением автоматизации повышаются требования к надеж-
ности машин и аппаратов. Расчетный срок службы аппа-
ратов принимают обычно 10—12 лет. Фактический же
срок службы иногда существенно отличается от этой
величины.
Повышение долговечности и надежности аппаратуры
достигается использованием материалов, устойчивых про-
тив коррозии и действия высоких температур, а также
с помощью контроля за состоянием стенок аппарата,
сварных швов и антикоррозионных покрытий. Корпус
аппарата служит обычно дольше, чем внутренние устрой-
ства, которые периодически заменяются во время ремон-
тов.
За последнее время наблюдается тенденция такого
подбора конструкционных материалов и конструкций
наиболее ответственных узлов аппарата, при котором
15
все его элементы работают достаточно надежно весь
период между капитальными ремонтами.
При конструировании химической аппаратуры необ-
ходимо учитывать коррозионные свойства продуктов и
выпадение осадков и отложений. Слабое коррозионное
действие имеют иногда даже нейтральные среды, поэтому,
например, не рекомендуется устраивать внутри аппа-
рата резьбовые соединения.
В связи с тенденцией увеличения размеров аппаратов
существенное значение приобретает возможность транс-
портирования аппаратуры с машиностроительных заводов
на место установки. Громоздкие аппараты и их части,
предназначенные к перевозке по железной дороге, должны
умещаться в пределах железнодорожных габаритов. Аппа-
раты диаметром до 3250 мм и длиной до 10,5 м перевозят
по железной дороге без специального согласования.
Аппараты диаметром до 4200 мм и длиной до 10 м,
а также диаметром до 3400 мм и длиной до 45 м отно-
сятся к негабаритным грузам. Для их перевозки тре-
буется специальное согласование с МПС. Аппараты
диаметром более 4200 мм не могут транспортироваться
по железной дороге. Водным транспортом можно пере-
возить аппараты диаметром до 8 м и длиной до 55 м,
а с буксировкой на плаву — диаметром до 10 м и длиной
до 100 м. Возможна также перевозка крупногабаритных
аппаратов по шоссейным дорогам на специальных при-
цепах. При перевозке по шоссейным дорогам предвари-
тельно проверяется маршрут движения, состояние дороги
и грузоподъемность мостов. Аппараты большой длины
собирают из отдельных частей (царг) на монтажной
площадке.
Применяются также новые методы, повышающие транс-
портабельность аппаратов большого диаметра: метод ру-
лонирования, заключающийся в том, что цилиндрическая
обечайка сваривается на заводе-изготовителе в виде
полотнища и сворачивается в рулон, который затем
развертывают на монтажной площадке; метод частичной
деформации, состоящий в том, что обечайка, разрезанная
по образующей, сворачивается, насколько позволяет упру-
гая деформация, благодаря чему диаметр ее уменьшается
до размеров, допускаемых габаритом железнодорожного
транспорта.
В связи с широким внедрением индустриальных мето-
дов монтажа в настоящее время предъявляется ряд тре-
16
бований к качеству и степени готовности оборудования.
Машины и аппараты должны поставляться в полностью
собранном виде или максимально большими транспорта-
бельными узлами. Имеется опыт монтажа аппаратов
совместно с трубопроводными узлами и контрольно-
измерительными приборами.
Химические и нефтехимические аппараты отличаются
большим разнообразием, однако они изготовляются из
сравнительно небольшого числа однородных деталей и
элементов: днищ, фланцев, штуцеров, обечаек, приводов
и т. п. Это позволяет использовать в основном нормали-
зованные детали и узлы. На большинство деталей и эле-
ментов химического оборудования разработаны ГОСТы
и отраслевые нормали, регламентирующие технические
требования к их изготовлению. Кроме того, для наиболее
массовых видов аппаратуры (теплообменников, фильтров,
аппаратов с мешалкой, трубчатых печей, колонных аппа-
ратов и т. д.) разработаны ГОСТы и каталоги, в которых
приведены технические характеристики аппаратов, вы-
пускаемые типы, модификации и т. п.
§ 5. Требования техники безопасности
Вопросы техники безопасности при конструировании
химической аппаратуры, особенно при переработке ядо-
витых, огне- и взрывоопасных продуктов, имеют большое
значение. В правилах техники безопасности для данных
производств 1 предусматривается ряд требований к кон-
струкции аппаратов и методам их испытания. В данных
правилах, в частности, предусматривается пневматиче-
ское испытание на герметичность аппаратов, работающих
с пожаро- и взрывоопасными веществами, даже если они
работают без давления; предусматриваются штуцера для
промывки и продувки аппаратов, устройство предохрани-
тельных клапанов и т. д. На аппараты, работающие под
избыточным давлением свыше 0,07 МН/м2, распростра-
няются правила Госгортехнадзора 2.
Правила Госгортехнадзора не распространяются на
сосуды под давлением емкостью менее 25 л, у которых
1 Правила и нормы техники безопасности и промышленной сани-
тарии для проектирования и эксплуатации пожаро- и взрывоопасных
производств химической и нефтехимической промышленности. М.,
«Недра», 1967.
2. Правила по устройству и безопасности эксплуатации сосудов,
работающих под данлением._М., «Металлургия», 1975.
2 Ю. И. Макаров 17
произведение объема в литрах на давление в атмосферах
составляет не свыше 200; сосуды, работающие под давле-
нием воды при температуре не выше 115° С, а также
сосуды, работающие под давлением других неедких,
неядовитых и невзрывоопасных жидкостей при темпера-
туре, не превышающей точки кипения данных жидкостей
при давлении 0,07 МН/ма; сосуды, состоящие из труб
с внутренним диаметром не более 100 мм без коллекто-
ров, а также с коллекторами, выполненными из труб
с внутренним диаметром не более 150 мм; сосуды, рабо-
тающие под вакуумом.
Таким образом, исключение распространяется на
аппараты, в которых отсутствует и не может образоваться
большой объем сжатых газов и паров.
Конструкция, качество материала и сварки аппаратов,
подведомственных Госгортехнадзору, должны отвечать
специальным требованиям. Основные из них следующие.
1. Сосуды с внутренним диаметром более 800 мм
должны снабжаться достаточным для их осмотра и ре-
монта количеством лазов, расположенных в местах,
доступных для осмотра.
Размеры лазов овальной формы по наименьшей и наи-
большей осям должны быть 325 и 400 мм, а при невозмож-
ности конструктивно достичь указанных размеров — не
менее 300 и 400 мм. Круглые лазы должны иметь диаметр
в свету не менее 400 мм.
Сосуды и аппараты, установленные под открытым не-
бом, должны изготовляться с лазами диаметром не менее
450 мм, чтобы через них в зимнее время мог пролезть
человек в одежде.
Сосуды с внутренним диаметром 800 мм и менее должны
иметь круглые или овальные лючки с размером наимень-
шей оси 80 мм, через которые можно было бы осматривать
и очищать стенки сосуда.
Трубчатые сосуды, состоящие из цилиндрического
корпуса и решеток с завальцованными в них трубами
(теплообменники), разрешается изготовлять без люков и
лазов независимо от давления в сосуде.
При наличии у сосудов съемных днищ или крышек,
а также люков или штуцеров, обеспечивающих возмож-
ность внутреннего осмотра их, устройства специальных
лазов не требуется.
2. Внутренние устройства в сосудах (мешалки, змее-
вики, тарелки, перегородки и другие приспособления),
18
препятствующие осмотру сосуда, должны быть, как пра-
вило, съемными.
3. Шарнирно-откидные или вставные болты, вклады-
ваемые в прорези, хомуты и всякие зажимные приспособ-
ления люков, лазов, крышек и фланцев следует кон-
структивно предохранить от сдвига или ослабления.
4. Опрокидывающиеся сосуды должны быть снабжены
приспособлениями, предотвращающими самоопрокиды-
вание.
5. Продольные и поперечные сварные швы обечаек
стальных сосудов должны быть только стыковыми. До-
пускаются соединения втавр для приварки плоских
днищ, фланцев, трубных решеток, штуцеров и других
аналогичных элементов.
При проектировании сварных стыковых соединений
между элементами разной толщины необходимо преду-
смотреть плавный переход от одного элемента к другому
путем постепенного утончения более толстого элемента
на длине.
Продольные сварные швы в отдельных обечайках
цилиндрической части сосуда не должны являться про-
должением один другого, а должны быть смещены один
по отношению к другому на величину двукратной тол-
щины наиболее толстого листа, но не менее чем на 100 мм
(между осями).
6. К сварке сосудов и их элементов должны допу-
скаться сварщики, сдавшие испытания в соответствии
с Правилами испытания электросварщиков и газосвар-
щиков, утвержденными Госгортехнадзором СССР.
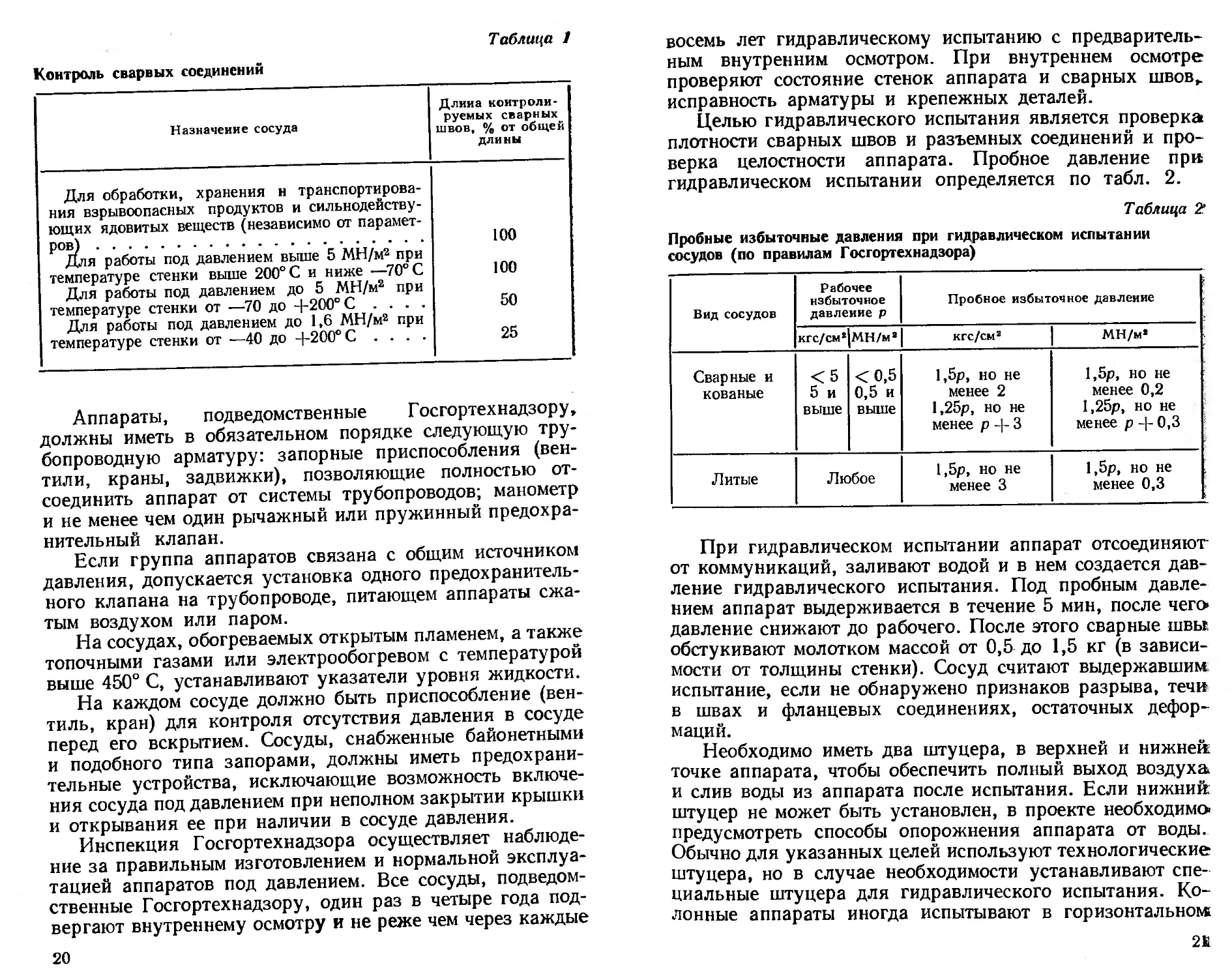
В зависимости от рабочего давления среды и темпе-
ратуры определенный процент сварных швов подвергают
просвечиванию гамма- или рентгеновскими лучами, про-
водят также механические и металлографические испыта-
ния образцов, вырезанных из контрольных пластин или
сварных соединений изделий (табл. 1).
7. Материалы, применяемые для изготовления, мон-
тажа и ремонта сосудов, работающих под давлением,
должны удовлетворять требованиям правил Госгортех-
надзора и должны выбираться с учетом воздействия среды
на металл и условий эксплуатации.
8. На каждый изготовленный сосуд, подлежащий
действию настоящих правил, заводом-изготовителем дол-
жен быть составлен и передан заказчику паспорт уста-
новленного образца.
2* 19
Контроль сварных соединений
Таблица 1
Назначение сосуда Длина контроли- руемых сварных швов, % от общей длины
Для обработки, хранения н транспортирова- ния взрывоопасных продуктов и сильнодейству- ющих ядовитых веществ (независимо от парамет- ров) Для работы под давлением выше 5 МН/ма при температуре стенки выше 200° С и ниже —70° С Для работы под давлением до 5 МН/м2 при температуре стенки от —70 до -|-200°С .... Для работы под давлением до 1,6 МН/м2 при температуре стенки от —40 до +200° С .... 100 100 50 25
Аппараты, подведомственные Госгортехнадзору,
должны иметь в обязательном порядке следующую тру-
бопроводную арматуру: запорные приспособления (вен-
тили, краны, задвижки), позволяющие полностью от-
соединить аппарат от системы трубопроводов; манометр
и не менее чем один рычажный или пружинный предохра-
нительный клапан.
Если группа аппаратов связана с общим источником
давления, допускается установка одного предохранитель-
ного клапана на трубопроводе, питающем аппараты сжа-
тым воздухом или паром.
На сосудах, обогреваемых открытым пламенем, а также
топочными газами или электрообогревом с температурой
выше 450° С, устанавливают указатели уровня жидкости.
На каждом сосуде должно быть приспособление (вен-
тиль, кран) для контроля отсутствия давления в сосуде
перед его вскрытием. Сосуды, снабженные байонетными
и подобного типа запорами, должны иметь предохрани-
тельные устройства, исключающие возможность включе-
ния сосуда под давлением при неполном закрытии крышки
и открывания ее при наличии в сосуде давления.
Инспекция Госгортехнадзора осуществляет наблюде-
ние за правильным изготовлением и нормальной эксплуа-
тацией аппаратов под давлением. Все сосуды, подведом-
ственные Госгортехнадзору, один раз в четыре года под-
вергают внутреннему осмотру и не реже чем через каждые
20
восемь лет гидравлическому испытанию с предваритель-
ным внутренним осмотром. При внутреннем осмотре
проверяют состояние стенок аппарата и сварных швов,,
исправность арматуры и крепежных деталей.
Целью гидравлического испытания является проверка
плотности сварных швов и разъемных соединений и про-
верка целостности аппарата. Пробное давление при
гидравлическом испытании определяется по табл. 2.
Таблица 2!
Пробные избыточные давления при гидравлическом испытании
сосудов (по правилам Госгортехнадзора)
Вид сосудов Рабочее избыточное давление р Пробное избыточное давление
кгс/см*|мн/м2 кгс/см2 МН/м*
Сварные и кованые <5 5 и выше <0,5 0,5 и выше 1,5р, но не менее 2 1,25р, но не менее р + 3 1,5р, но не менее 0,2 1,25р, но не менее р 4- 0,3
Литые Любое 1,5р, но не менее 3 1,5р, но не менее 0,3
При гидравлическом испытании аппарат отсоединяют
от коммуникаций, заливают водой и в нем создается дав-
ление гидравлического испытания. Под пробным давле-
нием аппарат выдерживается в течение 5 мин, после чего»
давление снижают до рабочего. После этого сварные швы
обстукивают молотком массой от 0,5 до 1,5 кг (в зависи-
мости от толщины стенки). Сосуд считают выдержавшим
испытание, если не обнаружено признаков разрыва, течи
в швах и фланцевых соединениях, остаточных дефор-
маций.
Необходимо иметь два штуцера, в верхней и нижней
точке аппарата, чтобы обеспечить полный выход воздуха
и слив воды из аппарата после испытания. Если нижний
штуцер не может быть установлен, в проекте необходимо»
предусмотреть способы опорожнения аппарата от воды.
Обычно для указанных целей используют технологические
штуцера, но в случае необходимости устанавливают спе-
циальные штуцера для гидравлического испытания. Ко-
лонные аппараты иногда испытывают в горизонтальном.
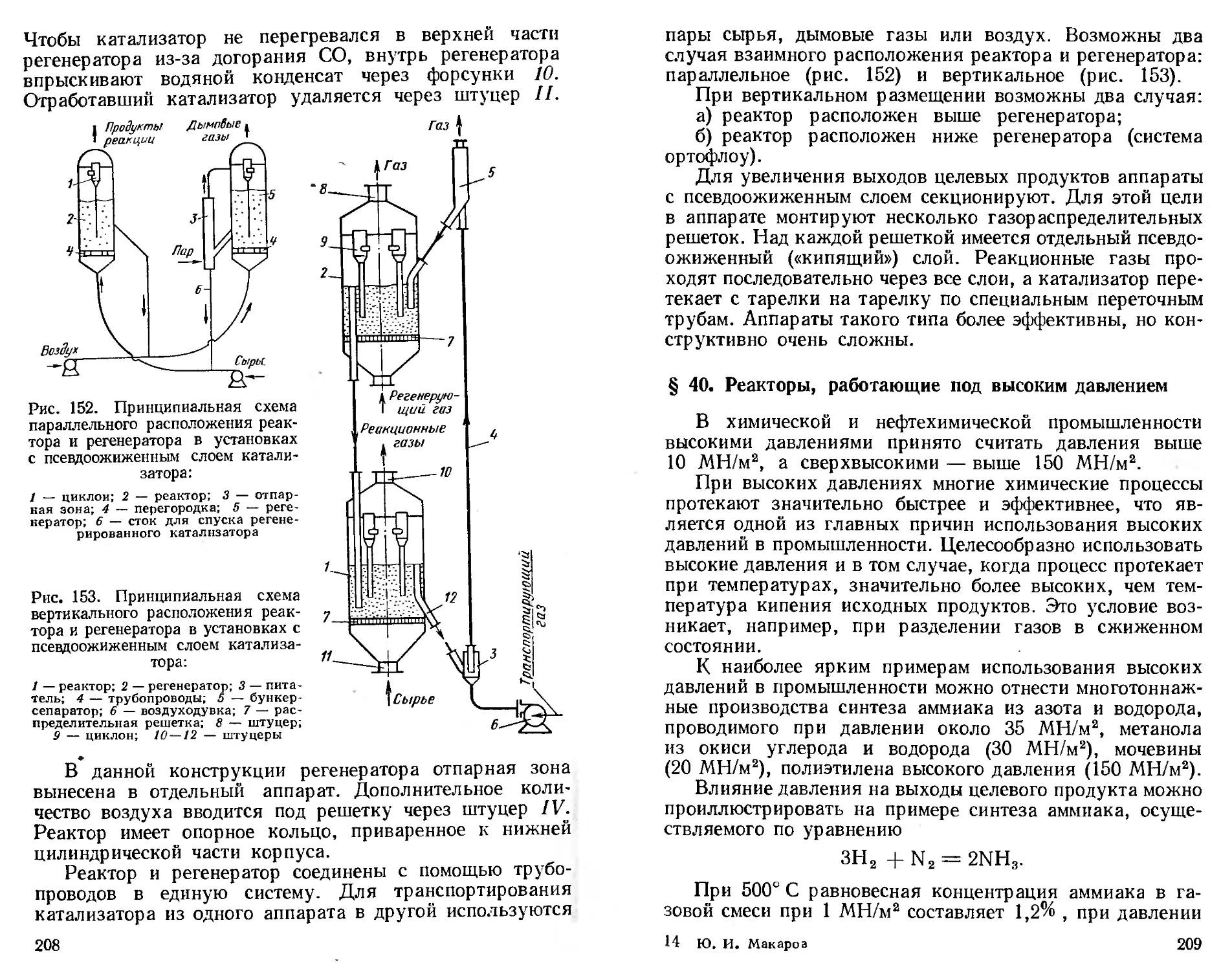
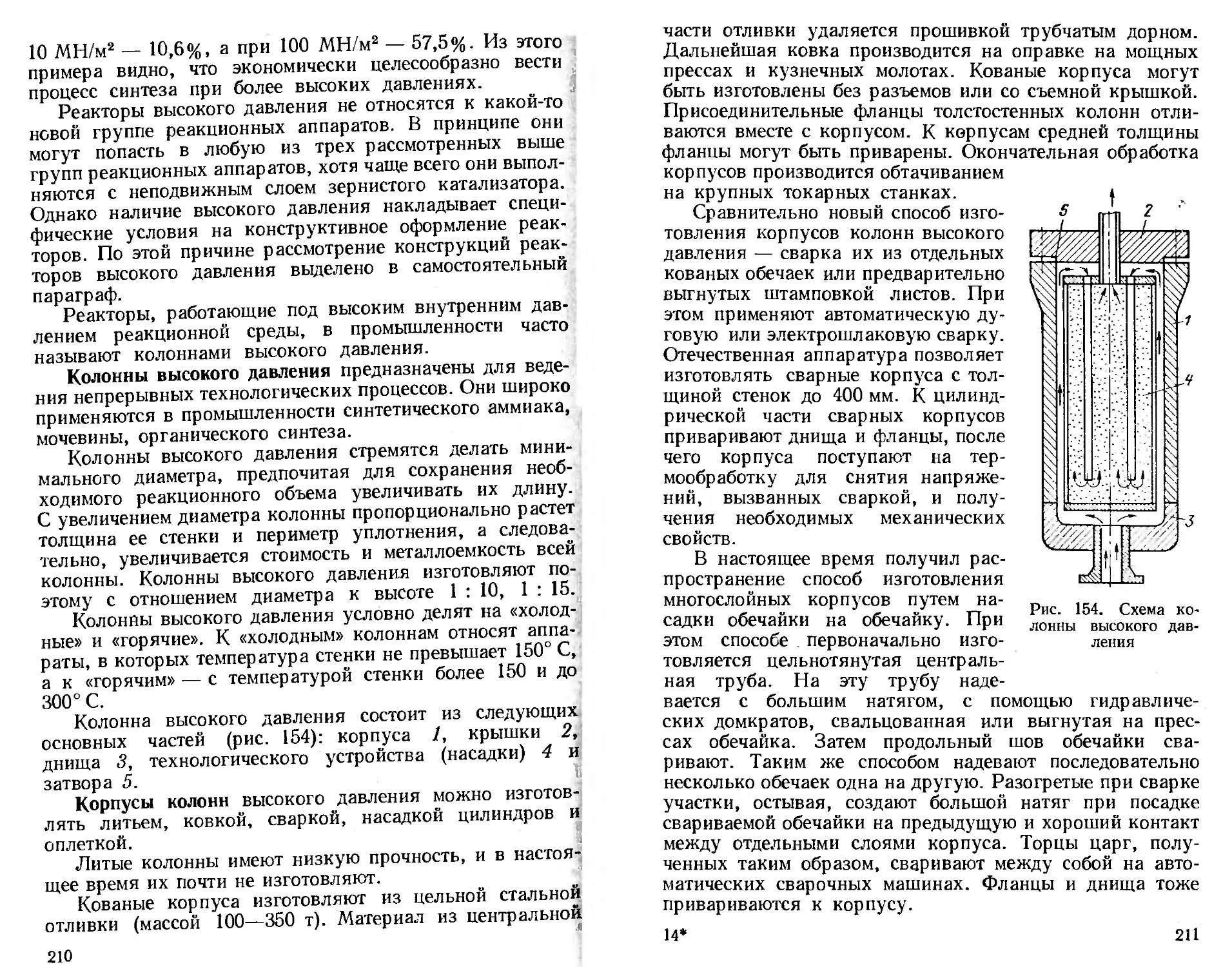
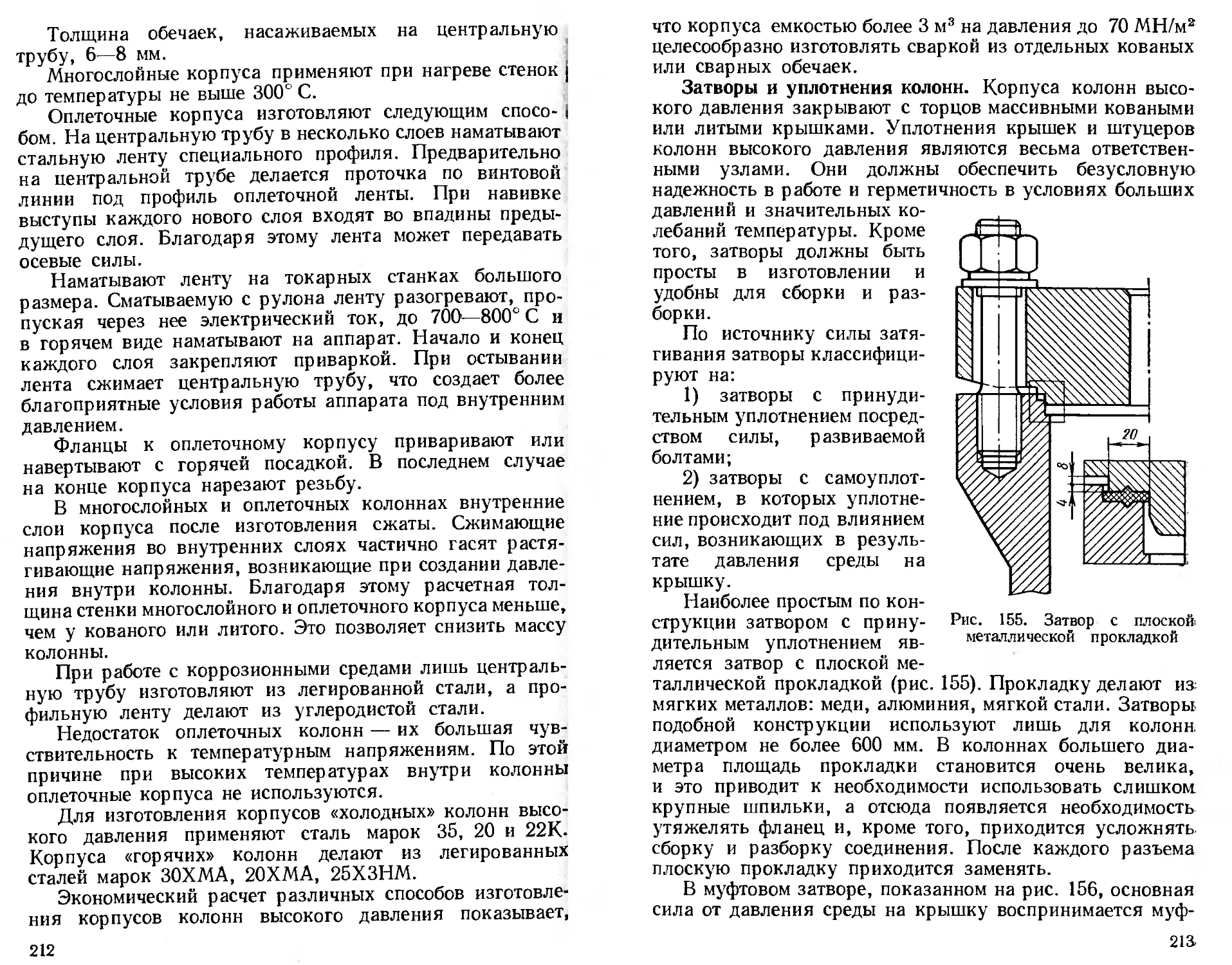
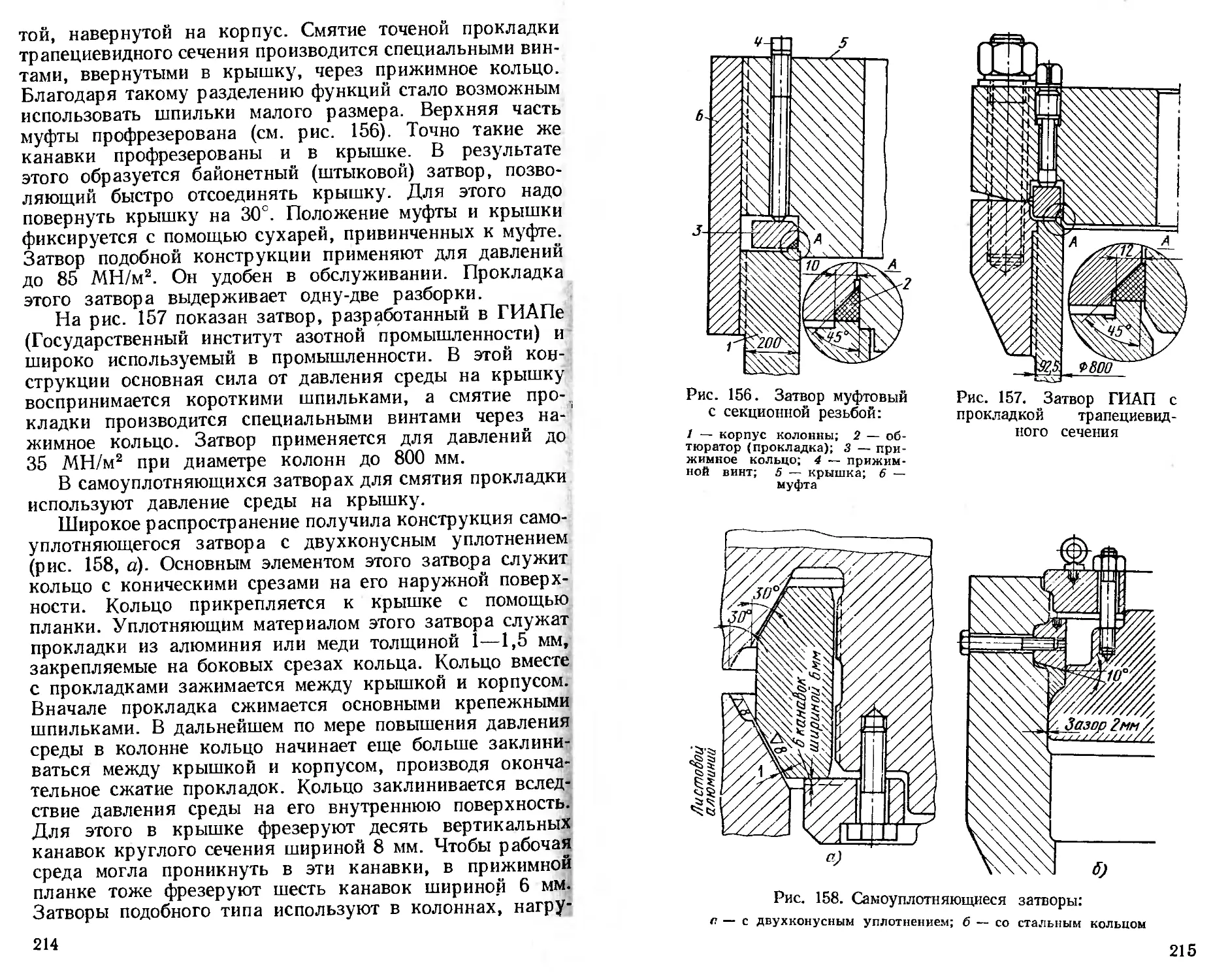
211
положении перед монтажом. В этом случае необходимо
иметь обязательно два диаметрально расположенных
штуцера на боковой стенке аппарата для слива воды и
выхода воздуха.
При пневматических испытаниях принимают специаль-
ные меры безопасности: например, вентили и манометр
выносят в специальное помещение, а люди на время
испытания удаляются в безопасное место.
Аппараты с ядовитыми веществами и аппараты под
вакуумом подвергают специальной проверке на герме-
тичность с помощью аммиака или фреона. При испытании
аммиаком аппарат заполняют аммиачно-воздушной смесью,
а затем с помощью индикаторной ленты проверяют с на-
ружной стороны сварные швы и фланцевые соединения.
Испытание фреоном позволяет выявить самые незначи-
тельные неплотности сварных швов и фланцевых соедине-
ний. Аппарат заполняют смесью воздуха и фреона (обычно
концентрация фреона составляет 10%), поднимают давле-
ние до рабочего и проверяют сварные швы и соединения
специальным чувствительным индикатором, определя-
ющим самую ничтожную утечку фреона. Индикатор (га-
лоидный течеискатель) представляет собой электронный
прибор, реагирующий на ничтожные следы фреона.
§ 6. Конструкционные материалы химического
и нефтехимического машиностроения
Конструкционные материалы выбирают в зависимости
•от температуры, давления, коррозионного действия среды
и эксплуатационных требований к прочности материала.
Большое значение имеет стоимость материала и его
.дефицитность, однако нередко целесообразнее изготов-
лять аппарат из дорогого материала, если он обеспечи-
вает длительную эксплуатацию. Такие вопросы решаются
на основе технико-экономического анализа.
Конструкция и способы изготовления аппарата су-
щественно зависят от свойств конструкционного мате-
риала. Так, стальные сварные аппараты, литые аппараты
и аппараты из пластических масс существенно отличаются
по конструкции. Ниже приведены краткие характери-
стики основных материалов химического и нефтехими-
ческого машиностроения.
Чугуны. Серый чугун имеет хорошие литейные свой-
ства и легко обрабатывается. Чугунное литье широко
применяют для деталей аппаратов — сальников, стоек,
22
редукторов, трубопроводной арматуры. Из чугуна также
изготовляют царги колонн и емкостей аппаратуры на
избыточное давление не более 0,8 МН/м2. Коррозионная
стойкость серого чугуна немного выше, чем стали. Чу-
гунные детали не должны иметь острых углов и кромок,
стенки должны иметь по возможности одинаковую тол-
щину. Сопряжение стенок разной толщины следует вы-
полнять с помощью плавного перехода.
Применяют отливки и из специальных легированных
чугунов. Никелевые щелочестойкие чугуны используют
в условиях работы аппаратов с концентрированными ще-
лочами при повышенных температурах. Для работы с сер-
ной и соляной кислотами применяют кремнистый чугун
(ферросилид), имеющий очень высокую химическую стой-
кость. Недостатки кремнистого чугуна — хрупкость, чув-
ствительность к резким колебаниям температуры и труд-
ность обработки резанием.
Углеродистые стали. Углеродистые стали — одни из
самых массовых конструкционных материалов химиче-
ского и нефтехимического машиностроения. Углеродистую
сталь обыкновенного качества в зависимости от способа
выплавки разделяют на мартеновскую, бессемеровскую
или конвертерную. Различают стали кипящие, спокойные
и полуспокойные. При выплавке кипящей стали в ней
остается больше вредных примесей, вследствие чего при-
менение ее ограничено.
Правилами Госгортехнадзора и по ОСТ 26-291—71
допускается применение кипящей стали (ВСтЗкп2 по
ГОСТ 380—71) в аппаратах, работающих при темпера-
туре до 350° С и давлении до 0,07 МН/м2, а при давлении
до 1,6 МН/м2 — при температуре не выше 200° С. При бо-
лее высоких параметрах следует применять спокойные
или полуспокойные стали. Аппараты, установленные
под открытым небом, во многих районах СССР зимой
подвергаются действию температур ниже —20° С. Данные
аппараты необходимо изготовлять из марганцовистой
стали 16ГС или 09Г2С, имеющей при минусовой темпе-
ратуре высокую ударную вязкость.
Высоколегированные стали. При наличии сред, вызы-
вающих коррозию, или при высокой температуре приме-
няют кислотостойкие и жаропрочные стали, легирован-
ные хромом, никелем, молибденом и другими добавками.
Хромистые стали марок 08X13, 08Х17Т и 15Х25Т более
дешевые, однако они плохо свариваются, и применение
23
их для аппаратов, подлежащих контролю Госгортехнад-
зора, не допускается.
Из кислотостойких и жаропрочных сталей наиболее
широко применяется хромоникелевая сталь марки
12Х18Н10Т (или 12Х18Н9Т, 08Х18Н10Т). Эта сталь
хорошо сваривается и обрабатывается; она выдерживает
температуру до 600—700° С и устойчива во многих кор-
родирующих средах. В некоторых производствах ее заме-
няют более экономичной сталью марки 08Х22Н6Т с пони-
женным содержанием никеля. Для более тяжелых условий
работы применяют стали с присадкой молибдена —
10Х17Н13М2Т и 10X17H13M3T. К числу еще более леги-
рованных сталей относится 06ХН28МДТ устойчивая,
например, в разбавленной серной кислоте.
Для уменьшения расхода кислотостойких сталей и
цветных металлов выпускают двухслойный листовой ма-
териал (биметалл), состоящий из двух соединенных слоев—
основного толстого слоя из дешевой углеродистой стали
и тонкого плакирующего слоя из кислотостойкой стали
или цветного металла. Толщина плакирующего слоя
2—5 мм. Толщину основного слоя выбирают по условиям
прочности.
При сварке биметалла кромку обрабатывают с двух
сторон. Двухслойную сталь с плакирующим слоем из
•стали 12Х18Н10Т или 10Х17Н13М2Т применяют при тем-
пературе до 450° С. Сварка углеродистой стали с кислото-
стойкой возможна; сварной шов получается достаточно
прочным, однако коррозионная стойкость кислотостойкой
стали вблизи сварного шва снижается вследствие диффу-
зии легирующих элементов и изменения структуры ме-
талла. Поэтому при такой сварке сварные швы, в особен-
ности при малой толщине листа, необходимо относить
от мест, соприкасающихся с корродирующей средой.
Цветные металлы. В химическом и нефтяном машино-
строении применяют медь, алюминий, свинец, титан,
никель и их сплавы.
Медь применяют для изготовления ректификацион-
ных колонн, емкостной и теплообменной аппаратуры.
.Для химических аппаратов применяют медь марокМ2иМЗ.
Медь устойчива к воздействию органических кислот и
многих других сред. Максимальная температура приме-
нения медных аппаратов 4-250° С.
Медь — пластичный материал; медные листы легко
.вальцуются и гнутся. Медь является ценным конструк-
24
ционным материалом в технике глубокого холода, так как
сохраняет при низких температурах пластические свой-
ства.
Для изготовления медных аппаратов применяют
сварку; при небольшой толщине стенок (до 2—3 мм),
когда электросварка затруднительна, используют пайку
мягкими и твердыми припоями. Соединения мягкими
припоями легко распаять, не нарушая целостности дета-
лей. Твердые припои сплавляются с основным металлом,
и характер соединения приближается к сварному шву.
Пайку, как правило, производят внахлестку.
Алюминий применяют для изготовления аппаратуры,
используемой в производствах азотной, фосфорной и
органических кислот. Максимально допустимая темпе-
ратура для алюминиевых аппаратов +150° С. Для соеди-
нения частей алюминиевых аппаратов применяют газовую
и электродуговую сварку. Вследствие недостаточной ме-
ханической прочности алюминия аппараты из него нельзя
применять на повышенное давление.
Свинец имеет высокую стойкость ко многим корроди-
рующим средам. Недостаток свинца — низкая термо-
стойкость и низкая механическая прочность (конструкции
из свинца оседают даже под действием собственной силы
тяжести).
Из свинца изготовляют отдельные части аппаратов
(змеевики, некоторые трубопроводы и т. п.), его приме-
няют также для защиты аппаратов. Покрытие произво-
дится листовым свинцом или с помощью более рациональ-
ного метода гомогенного освинцевания, при котором на
поверхность металла наносится расплавленный свинец,
что обеспечивает хорошую связь между свинцовым покры-
тием и стенками аппарата. Гомогенное освинцевание —
очень тяжелый и трудоемкий процесс; в настоящее время
разрабатываются установки для его механизации. За
последнее время во многих отраслях промышленности
свинец в значительной степени заменен пластическими
массами.
Никель имеет высокую стойкость в расплавленных
щелочах и некоторых других корродирующих средах. Он
хорошо куется и штампуется. Никель —дорогой материал
и поэтому редко применяется для изготовления химиче-
ской аппаратуры как самостоятельный конструкционный
материал. Сплавы на основе никеля, известные под об-
щим названием «хастеллой», имеют очень высокую хими-
25
ческую стойкость. Они устойчивы в соляной, серной и
горячей фосфорной кислоте.
Титан хорошо куется, штампуется и сваривается.
По прочности титан почти не уступает стали, а плотность
«го значительно меньше. Титан стоек в азотной кислоте,
в атмосфере влажного хлора, разбавленной серной кислоте.
Из титана изготовляют отдельные детали машин и аппа-
ратов и целые аппараты. Все более широкое применение
титан находит в химической промышленности.
Неметаллические материалы органического происхо-
ждения. Всевозможные полимерные материалы широко
применяются в химическом машиностроении.
Винипласт относится к термопластичным пластмассам
(термопластам), размягчающимся при нагреве и снова
затвердевающим при охлаждении. Винипласт хорошо
поддается всем видам обработки: пластической дефор-
мации, сварке, склейке, механической обработке; имеет
высокую химическую стойкость почти ко всем кислотам
и щелочам (за исключением сильных окислителей). Не-
достаток винипласта — невысокая механическая проч-
ность и низкая термостойкость (до 60° С).
Винипласт выпускается промышленностью в виде
листов толщиной до 20 мм, труб и стержней и применяется
для изготовления трубопроводов, воздуховодов, частей
аппаратуры и небольших аппаратов.
Аналогичные свойства имеет другая термопластичная
пластмасса — полиэтилен, все более широко применяе-
мый ’В промышленности. Термостойкость полиэтилена
также не превышает 60° С.
Весьма перспективным является полипропилен. По
свойствам он близок к полиэтилену, но имеет более вы-
сокую теплостойкость — до 150° С.
Фаолит относится к термореактивным пластическим
массам (реактопластам). Изделия из реактопластов изго-
товляются из сырой пластмассы и затем подвергаются
полимеризации, после чего изменить их форму пластиче-
ским деформированием невозможно. Отвержденные фао-
литовые изделия хорошо поддаются механической обра-
ботке; их можно склеивать сырым фаолитом, причем
после отверждения получается прочный и плотный
шов.
Фаолит устойчив во многих корродирующих средах
и органических растворителях. Температурные пределы
применения фаолита от —30 до +110° С. Из фаолита
26
изготовляют трубопроводы, газоходы, емкостные и ко-
лонные аппараты, ванны и различные детали аппаратов.
Фторопласт имеет исключительно высокую химиче-
скую стойкость и теплостойкость (до 250° С), что делает
его чрезвычайно ценным материалом химического маши-
ностроения.
Фторопласт выпускают в виде листов, пластин, труб
и прутков. Он хорошо поддается механической обработке,
но не сваривается и с большим трудом поддается склеи-
ванию. Из фторопласта изготовляют отдельные ответ-
ственные детали аппаратов, работающие в корродирующих
средах. Фторопласт имеет очень низкий коэффициент
трения, поэтому его успешно применяют в качестве на-
бивки для сальниковых уплотнений и втулок подшипни-
ков с небольшой нагрузкой.
Листовые покрытия резиной и полиизобутиленом.
Резины устойчивы во многих корродирующих средах.
Термическая стойкость резины достигает 90° С. Резиновые
покрытия (гуммирование) имеют высокую стойкость к аб-
разивному изнашиванию, вибрации и к резким темпера-
турным колебаниям. В зависимости от условий работы
гуммирование производится эбонитом, мягкой резиной
или резиной с подслоем эбонита.
Гуммирование применяют для защиты емкостных и
колонных аппаратов, центрифуг и отдельных частей
аппаратуры — труб передавливания, мешалок и т. д.
Все детали и части аппаратов, подлежащие гуммирова-
нию, должны быть легко доступны для монтажа. Все
углы должны быть скруглены. Поверхность металла не
должна иметь трещин, раковин и других дефектов. Листы
резины наклеивают на тщательно очищенную поверхность
аппарата, затем покрытие вулканизуют.
Процесс вулканизации заключается в выдержке рези-
нового покрытия при 100—120° С в течение 15—25 ч.
Вулканизацию проводят в котлах (автоклавах) с по-
мощью водяного пара с избыточным давлением 0,25 МН/м2.
В больших аппаратах, рассчитанных на это давление,
вулканизацию можно производить, подавая пар непо-
средственно в аппарат. Вулканизация больших аппаратов,
не рассчитанных на такое давление, в этом случае про-
водится с помощью горячего воздуха (или раствора соли),
нагретого до 105—110°С.
Наряду с резиной для защиты аппаратов иногда
применяют каучукоподобный материал — полиизобути-
27
лен. В отличие от резины полиизобутилен не нуждается
в вулканизации, что значительно упрощает нанесение
покрытия, но его термостойкость не превышает 60° С.
Нижний температурный предел применения полиизобу-
тилена —20° С, что необходимо учитывать при защите
аппаратов, установленных под открытым небом. Кроме
того, полиизобутилен очень непрочен. При температуре
выше 60° С он размягчается и может сползти со стенок
аппарата, поэтому полиизобутилен применяют обычно
лишь для защиты небольших аппаратов, а также в ка-
честве непроницаемого подслоя под футеровку.
Материалы на основе графита имеют высокую хими-
ческую стойкость и одновременно хорошую теплопровод-
ность, что дает возможность применять их для тепло-
обменников.
Чистый графит — пористый материал. Более широко
поэтому применяют графит, пропитанный различными по-
лимерными материалами. Наряду с пропитанными гра-
фитами применяют материалы, спрессованные из смеси
графитового порошка с различными смолами.
Кроме теплообменников, из графитовых материалов
изготовляют небольшие аппараты. Плитки на основе
графита применяют для футеровки аппаратов.
Неметаллические материалы неорганического проис-
хождения. Из материалов неорганического происхождения
в химическом и нефтехимическом машиностроении приме-
няют стекло, фарфор, керамику, природные кислотоупор-
ные камни и каменное литье. Химическая стойкость всех
этих материалов в корродирующих средах и органиче-
ских растворителях очень высока.
Из стекла, фарфора и керамики изготовляют химиче-
ские аппараты и их части, трубопроводы. Стеклянные и
керамические трубы находят широкое применение в хи-
мической промышленности. С другой стороны, из-за
хрупкости и механической непрочности указанных ма-
териалов ограничено их применение для изготовления
аппаратуры.
Из керамики делают небольшие аппараты и насадочные
кольца. Последние применяют не только при работе
с кислыми средами, но и для нейтральных продуктов.
Из керамики изготовляют также футеровочную плитку.
Из стекла изготовляют небольшие колонные и емкост-
ные аппараты, в основном пвлупромышленного типа,
а также змеевики и теплообменники.
28
Фарфор применяют для изготовления химической
аппаратуры сравнительно редко. Главные его преиму-
щества — высокая термостойкость и нечувствительность
к температурным колебаниям.
Из природных кислотоупорных камней изготовляют
большие кислотные башни. Более широко применяются
плавленые кислотоупорные горные породы, чаще всего
диабаз. Из плавленого диабаза изготовляют футеровоч-
ные плитки, желоба, шары для мельниц и некоторые
детали аппаратов.
Покрытие антикоррозионными лаками — перхлорви-
ниловым и бакелитовым — для защиты химической аппа-
ратуры применяется ограниченно. Лаками защищают
обычно неответственные поверхности, например крышки
аппаратов.
Одним из видов антикоррозионной защиты аппаратов
является эмалирование. Эмаль представляет собой стекло-
видное покрытие, имеющее высокую химическую стой-
кость к кислотам и растворителям. Аппараты, подлежащие
эмалированию, должны иметь простую конструкцию и
плавные очертания. Недостаток эмалевого покрытия —
небольшая прочность. Повреждение в одном месте при-
водит к быстрому разрушению всего покрытия, поэтому
эмалированные аппараты требуют очень осторожного
монтажа и бережной эксплуатации. Эмалирование можно
применять для аппаратов, эксплуатируемых при темпе-
ратуре до 250° С.
§ 7. Основные узлы и детали химической
и нефтехимической аппаратуры
Основными элементами аппаратуры являются обе-
чайки, днища, фланцы, штуцера, бобышки, опоры, люки
и лазы, смотровые окна.
Цилиндрические обечайки. Диаметр обечаек выбирают
по ГОСТ 9617—67 «Сосуды и аппараты. Ряды диаметров».
Длина обечаек определяется в зависимости от конструк-
тивных размеров аппарата. При выборе длины обечайки
необходимо учитывать возможности наиболее рациональ-
ного раскроя листов материала.
При конструировании аппаратов необходимо учиты-
вать допуски на отклонение диаметров и овальность.
Днища. Для цилиндрических сосудов и аппаратов
применяют эллиптические, полушаровые, тарельчатые,
конические и плоские днища.
29
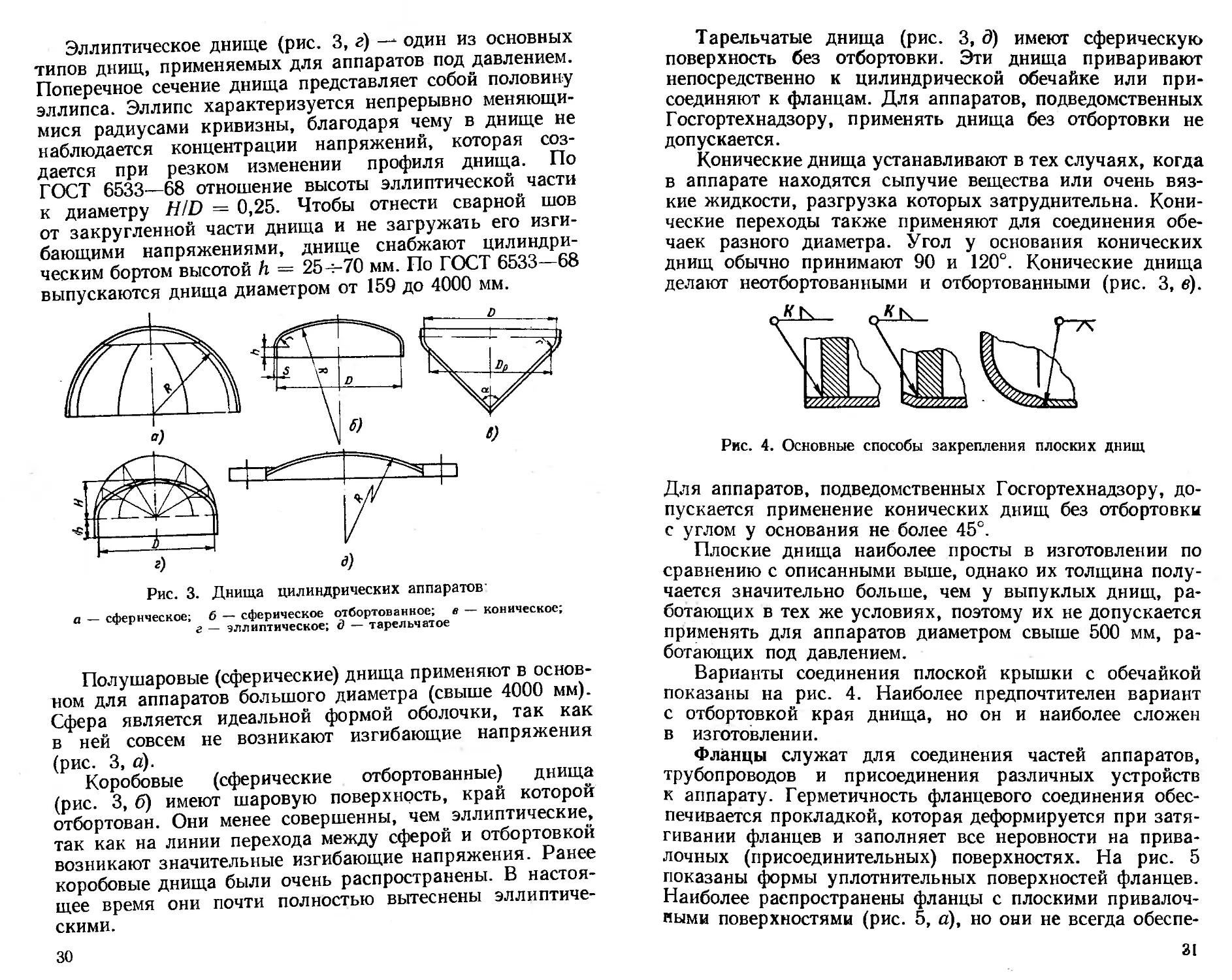
Эллиптическое днище (рис. 3, г) — один из основных
типов днищ, применяемых для аппаратов под давлением.
Поперечное сечение днища представляет собой половину
эллипса. Эллипс характеризуется непрерывно меняющи-
мися радиусами кривизны, благодаря чему в днище не
наблюдается концентрации напряжений, которая соз-
дается при резком изменении профиля днища. По
ГОСТ 6533—68 отношение высоты эллиптической части
к диаметру H/D = 0,25. Чтобы отнести сварной шов
от закругленной части днища и не загружать его изги-
бающими напряжениями, днище снабжают цилиндри-
ческим бортом высотой h = 25-7-70 мм. По ГОСТ 6533—68
выпускаются днища диаметром от 159 до 4000 мм.
Рис. 3. Днища цилиндрических аппаратов
а — сферическое; б — сферическое отбортованное; в — коническое;
г — эллиптическое; д — тарельчатое
Полушаровые (сферические) днища применяют в основ-
ном для аппаратов большого диаметра (свыше 4000 мм).
Сфера является идеальной формой оболочки, так как
в ней совсем не возникают изгибающие напряжения
(рис. 3, а).
Коробовые (сферические отбортованные) днища
(рис. 3, б) имеют шаровую поверхность, край которой
отбортован. Они менее совершенны, чем эллиптические,
так как на линии перехода между сферой и отбортовкой
возникают значительные изгибающие напряжения. Ранее
коробовые днища были очень распространены. В настоя-
щее время они почти полностью вытеснены эллиптиче-
скими.
30
Тарельчатые днища (рис. 3, д) имеют сферическую
поверхность без отбортовки. Эти днища приваривают
непосредственно к цилиндрической обечайке или при-
соединяют к фланцам. Для аппаратов, подведомственных
Госгортехнадзору, применять днища без отбортовки не
допускается.
Конические днища устанавливают в тех случаях, когда
в аппарате находятся сыпучие вещества или очень вяз-
кие жидкости, разгрузка которых затруднительна. Кони-
ческие переходы также применяют для соединения обе-
чаек разного диаметра. Угол у основания конических
днищ обычно принимают 90 и 120°. Конические днища
делают неотбортованными и отбортованными (рис. 3, в).
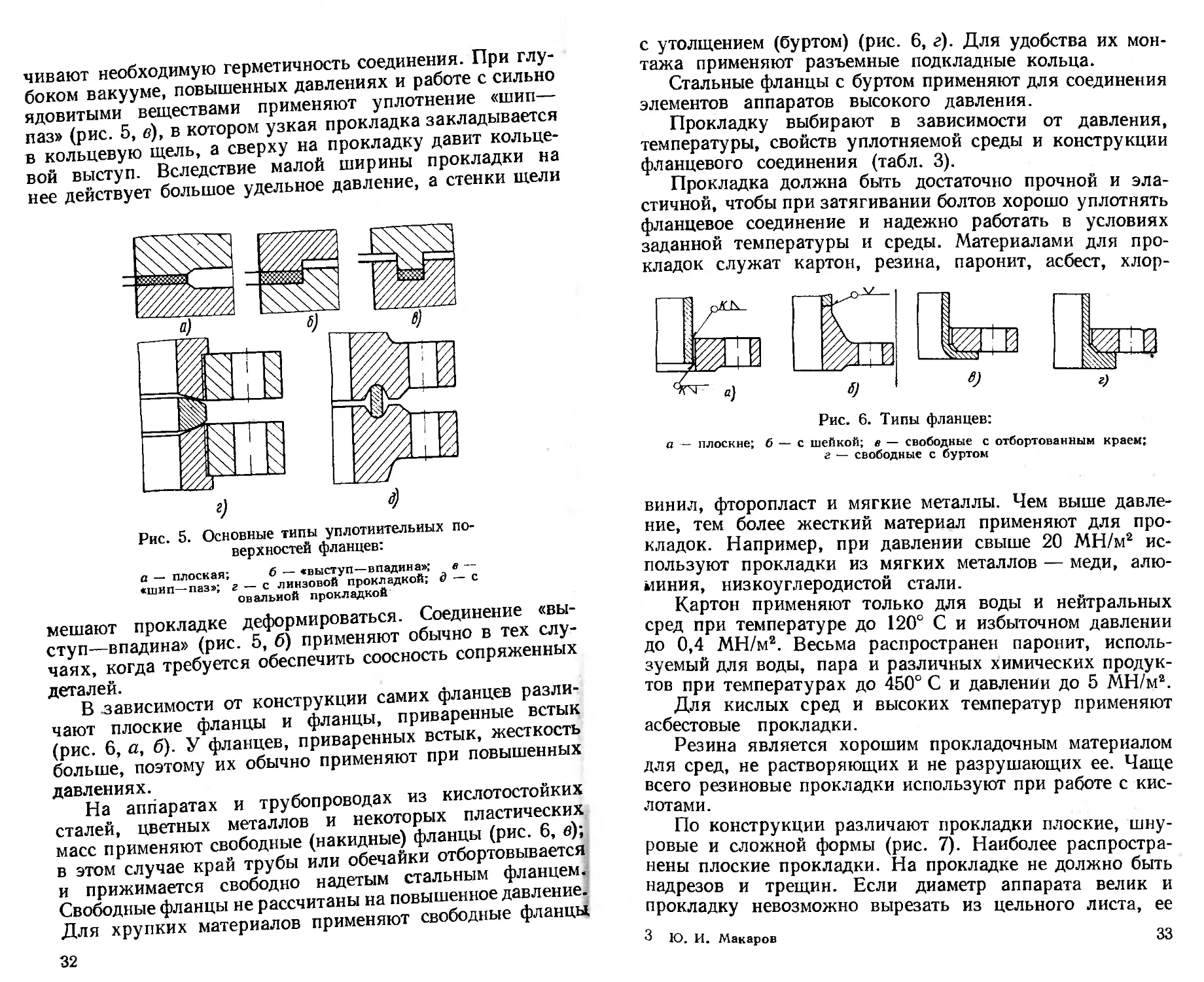
Рис. 4. Основные способы закрепления плоских днищ
Для аппаратов, подведомственных Госгортехнадзору, до-
пускается применение конических днищ без отбортовки
с углом у основания не более 45°.
Плоские днища наиболее просты в изготовлении по
сравнению с описанными выше, однако их толщина полу-
чается значительно больше, чем у выпуклых днищ, ра-
ботающих в тех же условиях, поэтому их не допускается
применять для аппаратов диаметром свыше 500 мм, ра-
ботающих под давлением.
Варианты соединения плоской крышки с обечайкой
показаны на рис. 4. Наиболее предпочтителен вариант
с отбортовкой края днища, но он и наиболее сложен
в изготовлении.
Фланцы служат для соединения частей аппаратов,
трубопроводов и присоединения различных устройств
к аппарату. Герметичность фланцевого соединения обес-
печивается прокладкой, которая деформируется при затя-
гивании фланцев и заполняет все неровности на прива-
лочных (присоединительных) поверхностях. На рис. 5
показаны формы уплотнительных поверхностей фланцев.
Наиболее распространены фланцы с плоскими привален-
ными поверхностями (рис. 5, а), но они не всегда обеспе-
31
чивают необходимую герметичность соединения. При глу-
боком вакууме, повышенных давлениях и работе с сильно
ядовитыми веществами применяют уплотнение «шип—
паз» (рис. 5, в), в котором узкая прокладка закладывается
в кольцевую щель, а сверху на прокладку давит кольце-
вой выступ. Вследствие малой ширины прокладки на
нее действует большое удельное давление, а стенки щели
Рис. 5. Основные типы уплотнительных по-
верхностей фланцев:
а — плоская; б — «выступ—впадина»; в —
«шип—паз»; г — с линзовой прокладкой; д — с
овальной прокладкой
мешают прокладке деформироваться. Соединение «вы-
ступ-впадина» (рис. 5, б) применяют обычно в тех слу-
чаях, когда требуется обеспечить соосность сопряженных
деталей.
В зависимости от конструкции самих фланцев разли-
чают плоские фланцы и фланцы, приваренные встык
(рис. 6, а, б). У фланцев, приваренных встык, жесткость
больше, поэтому их обычно применяют при повышенных
давлениях.
На аппаратах и трубопроводах из кислотостойких
сталей, цветных металлов и некоторых пластических
масс применяют свободные (накидные) фланцы (рис. 6, в);
в этом случае край трубы или обечайки отбортовывается
и прижимается свободно надетым стальным фланцем.
Свободные фланцы не рассчитаны на повышенное давление.
Для хрупких материалов применяют свободные фланцы
32
с утолщением (буртом) (рис. 6, г). Для удобства их мон-
тажа применяют разъемные подкладные кольца.
Стальные фланцы с буртом применяют для соединения
элементов аппаратов высокого давления.
Прокладку выбирают в зависимости от давления,
температуры, свойств уплотняемой среды и конструкции
фланцевого соединения (табл. 3).
Прокладка должна быть достаточно прочной и эла-
стичной, чтобы при затягивании болтов хорошо уплотнять
фланцевое соединение и надежно работать в условиях
заданной температуры и среды. Материалами для про-
кладок служат картон, резина, паронит, асбест, хлор-
Рис. 6. Типы фланцев:
а — плоские; б — с шейкой; в — свободные с отбортованным краем;
г — свободные с буртом
винил, фторопласт и мягкие металлы. Чем выше давле-
ние, тем более жесткий материал применяют для про-
кладок. Например, при давлении свыше 20 МН/м2 ис-
пользуют прокладки из мягких металлов — меди, алю-
миния, низкоуглеродистой стали.
Картон применяют только для воды и нейтральных
сред при температуре до 120° С и избыточном давлении
до 0,4 МН/м2. Весьма распространен паронит, исполь-
зуемый для воды, пара и различных химических продук-
тов при температурах до 450° С и давлении до 5 МН/м2.
Для кислых сред и высоких температур применяют
асбестовые прокладки.
Резина является хорошим прокладочным материалом
для сред, не растворяющих и не разрушающих ее. Чаще
всего резиновые прокладки используют при работе с кис-
лотами.
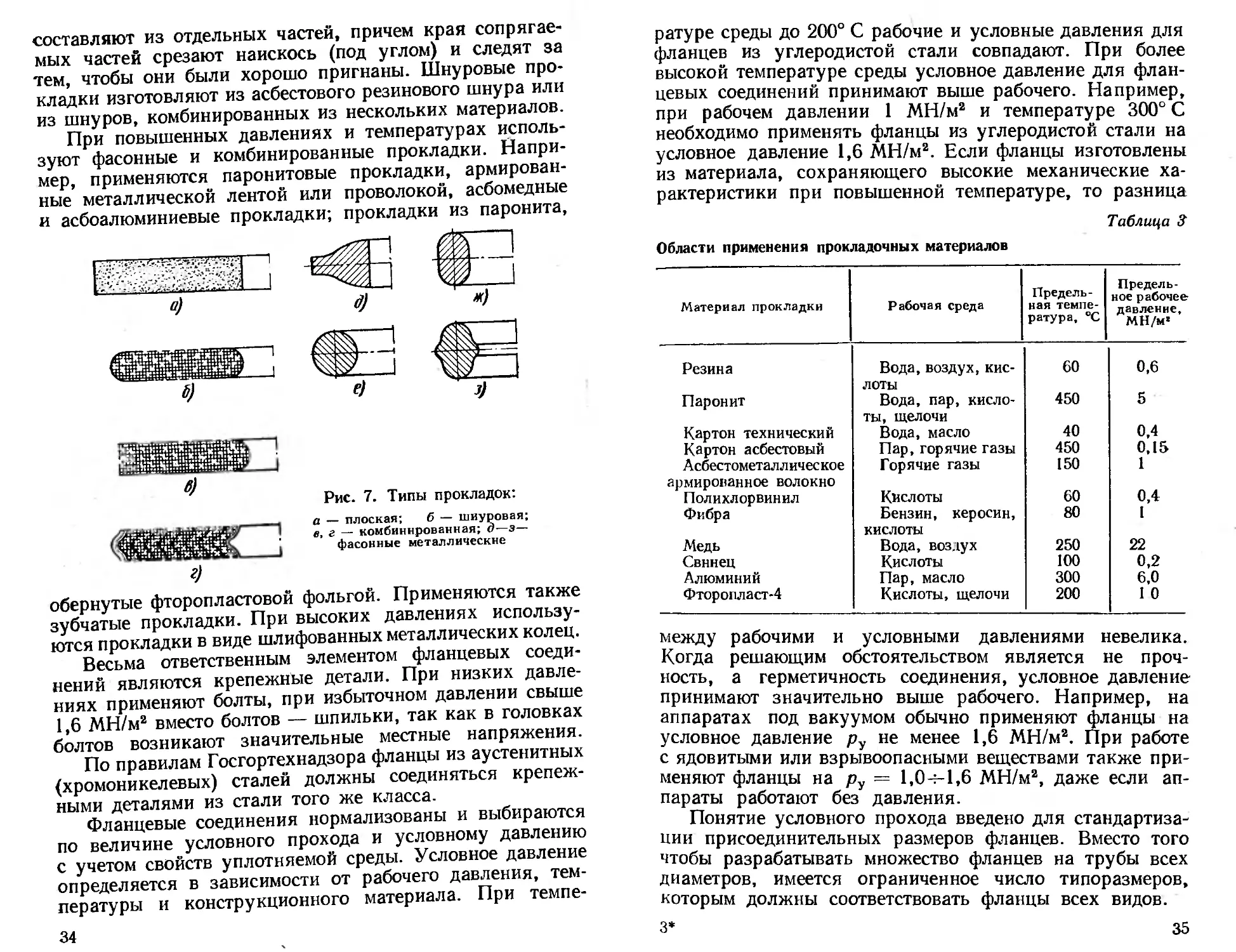
По конструкции различают прокладки плоские, шну-
ровые и сложной формы (рис. 7). Наиболее распростра-
нены плоские прокладки. На прокладке не должно быть
надрезов и трещин. Если диаметр аппарата велик и
прокладку невозможно вырезать из цельного листа, ее
3 Ю. И. Макаров 33
составляют из отдельных частей, причем края сопрягае-
мых частей срезают наискось (под углом) и следят за
тем, чтобы они были хорошо пригнаны. Шнуровые про-
кладки изготовляют из асбестового резинового шнура или
из шнуров, комбинированных из нескольких материалов.
При повышенных давлениях и температурах исполь-
зуют фасонные и комбинированные прокладки. Напри-
мер, применяются паронитовые прокладки, армирован-
ные металлической лентой или проволокой, асбомедные
и асбоалюминиевые прокладки; прокладки из паронита,
Рис. 7. Типы прокладок:
а — плоская; б — шнуровая;
в, г — комбинированная; д—з—
фасонные металлические
обернутые фторопластовой фольгой. Применяются также
зубчатые прокладки. При высоких давлениях использу-
ются прокладки в виде шлифованных металлических колец.
Весьма ответственным элементом фланцевых соеди-
нений являются крепежные детали. При низких давле-
ниях применяют болты, при избыточном давлении свыше
1,6 МН/м2 вместо болтов — шпильки, так как в головках
болтов возникают значительные местные напряжения.
По правилам Госгортехнадзора фланцы из аустенитных
(хромоникелевых) сталей должны соединяться крепеж-
ными деталями из стали того же класса.
Фланцевые соединения нормализованы и выбираются
по величине условного прохода и условному давлению
с учетом свойств уплотняемой среды. Условное давление
определяется в зависимости от рабочего давления, тем-
пературы и конструкционного материала. При темпе-
34
ратуре среды до 200° С рабочие и условные давления для
фланцев из углеродистой стали совпадают. При более
высокой температуре среды условное давление для флан-
цевых соединений принимают выше рабочего. Например,
при рабочем давлении 1 МН/м2 и температуре 300° С
необходимо применять фланцы из углеродистой стали на
условное давление 1,6 МН/м2. Если фланцы изготовлены
из материала, сохраняющего высокие механические ха-
рактеристики при повышенной температуре, то разница
Таблица 3
Области применения прокладочных материалов
Материал прокладки Рабочая среда Предель- ная темпе- ратура, °C Предель- ное рабочее давление, МН/м«
Резина Вода, воздух, кис- лоты 60 0,6
Парой ит Вода, пар, кисло- ты, щелочи Вода, масло 450 5
Картон технический 40 0.4
Картон асбестовый Пар, горячие газы 450 0,15
Асбестометаллическое армированное волокно Горячие газы 150 1
Полихлорвинил Кислоты 60 0,4
Фибра Бензин, керосин, кислоты 80 1
Медь Вода, воздух 250 22
Свинец Кислоты 100 0,2
Алюминий Пар, масло 300 6,0
Фторонласт-4 Кислоты, щелочи 200 1 0
между рабочими и условными давлениями невелика.
Когда решающим обстоятельством является не проч-
ность, а герметичность соединения, условное давление
принимают значительно выше рабочего. Например, на
аппаратах под вакуумом обычно применяют фланцы на
условное давление ру не менее 1,6 МН/м2. При работе
с ядовитыми или взрывоопасными веществами также при-
меняют фланцы на ру = 1,0 4-1,6 МН/м2, даже если ап-
параты работают без давления.
Понятие условного прохода введено для стандартиза-
ции присоединительных размеров фланцев. Вместо того
чтобы разрабатывать множество фланцев на трубы всех
диаметров, имеется ограниченное число типоразмеров,
которым должны соответствовать фланцы всех видов.
3* 35
Следует отметить, что для соединения труб и присоеди-
нения трубопроводов к штуцерам аппаратов и для соеди-
нения частей аппаратов применяют фланцы по разным
нормалям: трубопроводные фланцы более массивны по
сравнению с аппаратурными, так как они помимо давле-
ния подвергаются действию изгибающих нагрузок от
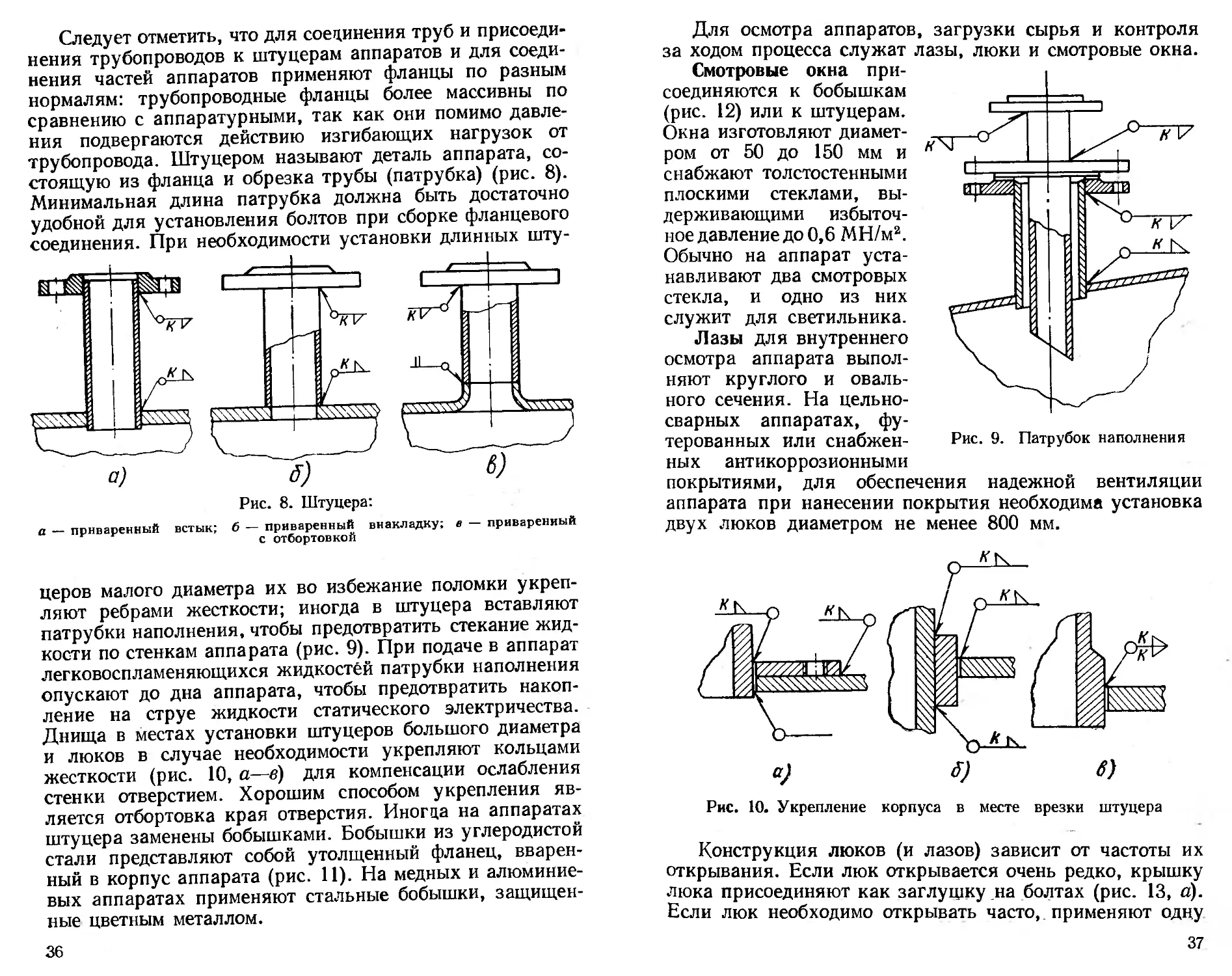
трубопровода. Штуцером называют деталь аппарата, со-
стоящую из фланца и обрезка трубы (патрубка) (рис. 8).
Минимальная длина патрубка должна быть достаточно
удобной для установления болтов при сборке фланцевого
соединения. При необходимости установки длинных шту-
Рис. 8. Штуцера:
а — приваренный встык; б — приваренный внакладку; в — приваренный
с отбортовкой
церов малого диаметра их во избежание поломки укреп-
ляют ребрами жесткости; иногда в штуцера вставляют
патрубки наполнения, чтобы предотвратить стекание жид-
кости по стенкам аппарата (рис. 9). При подаче в аппарат
легковоспламеняющихся жидкостей патрубки наполнения
опускают до дна аппарата, чтобы предотвратить накоп-
ление на струе жидкости статического электричества.
Днища в местах установки штуцеров большого диаметра
и люков в случае необходимости укрепляют кольцами
жесткости (рис. 10, а—в) для компенсации ослабления
стенки отверстием. Хорошим способом укрепления яв-
ляется отбортовка края отверстия. Иногца на аппаратах
штуцера заменены бобышками. Бобышки из углеродистой
стали представляют собой утолщенный фланец, вварен-
ный в корпус аппарата (рис. 11). На медных и алюминие-
вых аппаратах применяют стальные бобышки, защищен-
ные цветным металлом.
36
Рис. 9. Патрубок наполнения
Для осмотра аппаратов, загрузки сырья и контроля
за ходом процесса служат лазы, люки и смотровые окна.
Смотровые окна при-
соединяются к бобышкам
(рис. 12) или к штуцерам.
Окна изготовляют диамет-
ром от 50 до 150 мм и
снабжают толстостенными
плоскими стеклами, вы-
держивающими избыточ-
ное давление до 0,6 МН/м2.
Обычно на аппарат уста-
навливают два смотровых
стекла, и одно из них
служит для светильника.
Лазы для внутреннего
осмотра аппарата выпол-
няют круглого и оваль-
ного сечения. На цельно-
сварных аппаратах, фу-
терованных или снабжен-
ных антикоррозионными
покрытиями, для обеспечения надежной вентиляции
аппарата при нанесении покрытия необходима установка
двух люков диаметром не менее 800 мм.
Рис. 10. Укрепление корпуса в месте врезки штуцера
Конструкция люков (и лазов) зависит от частоты их
открывания. Если люк открывается очень редко, крышку
люка присоединяют как заглушку на болтах (рис. 13, а).
Если люк необходимо открывать часто, применяют одну
37
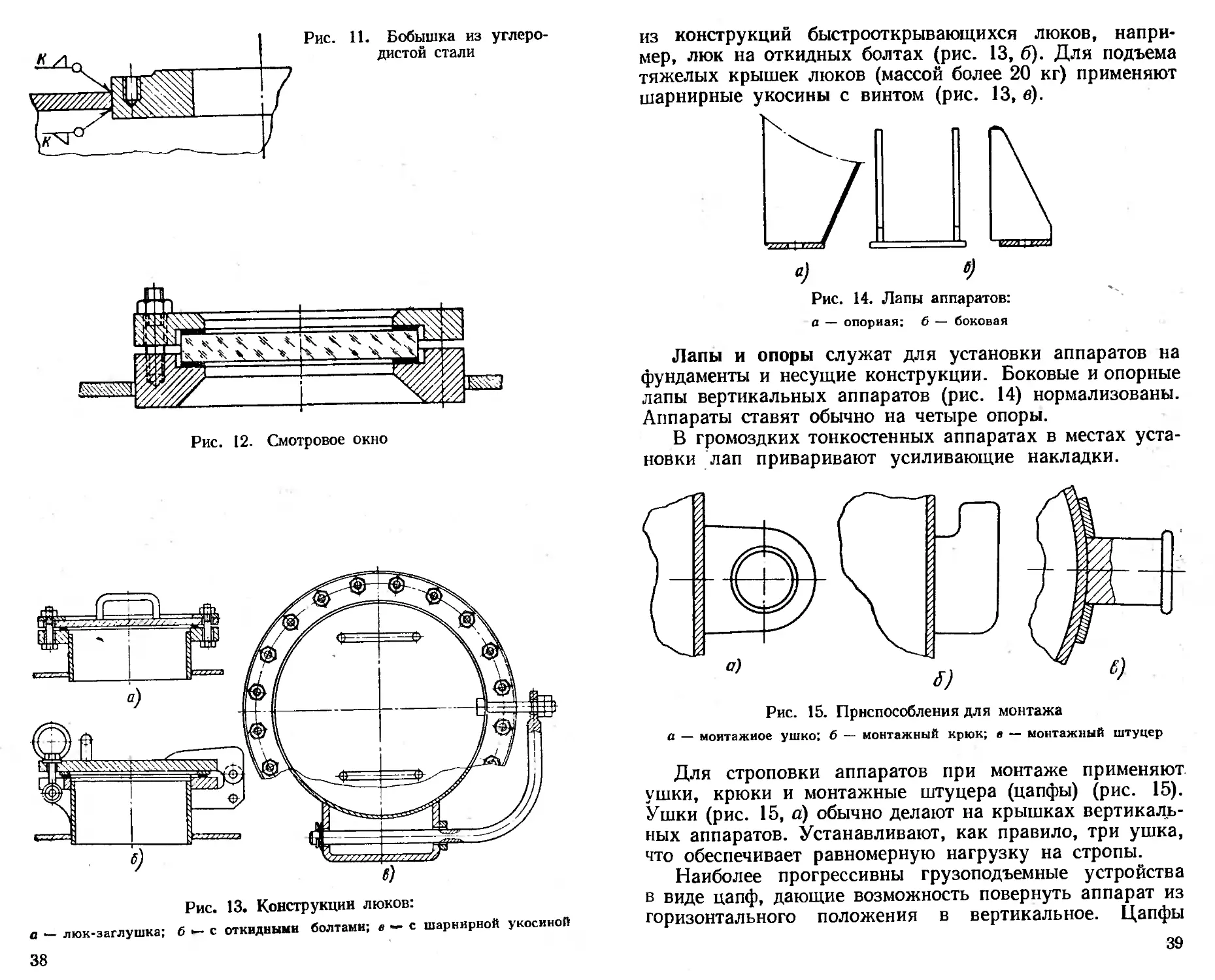
Рис. 11. Бобышка из углеро-
дистой стали
Рис. 12. Смотровое окно
Рис. 13. Конструкции люков:
а — люк-заглушка; б •— с откидными болтами; в — с шарнирной укосиной
38
из конструкций быстрооткрывающихся люков, напри-
мер, люк на откидных болтах (рис. 13, б). Для подъема
тяжелых крышек люков (массой более 20 кг) применяют
шарнирные укосины с винтом (рис. 13, в).
Рис. 14. Лапы аппаратов:
а — опорная; б — боковая
Лапы и опоры служат для установки аппаратов на
фундаменты и несущие конструкции. Боковые и опорные
лапы вертикальных аппаратов (рис. 14) нормализованы.
Аппараты ставят обычно на четыре опоры.
В громоздких тонкостенных аппаратах в местах уста-
новки лап приваривают усиливающие накладки.
Рис. 15. Приспособления для монтажа
о — монтажное ушко: б — монтажный крюк; в — монтажный штуцер
Для строповки аппаратов при монтаже применяют
ушки, крюки и монтажные штуцера (цапфы) (рис. 15).
Ушки (рис. 15, а) обычно делают на крышках вертикаль-
ных аппаратов. Устанавливают, как правило, три ушка,
что обеспечивает равномерную нагрузку на стропы.
Наиболее прогрессивны грузоподъемные устройства
в виде цапф, дающие возможность повернуть аппарат из
горизонтального положения в вертикальное. Цапфы
39
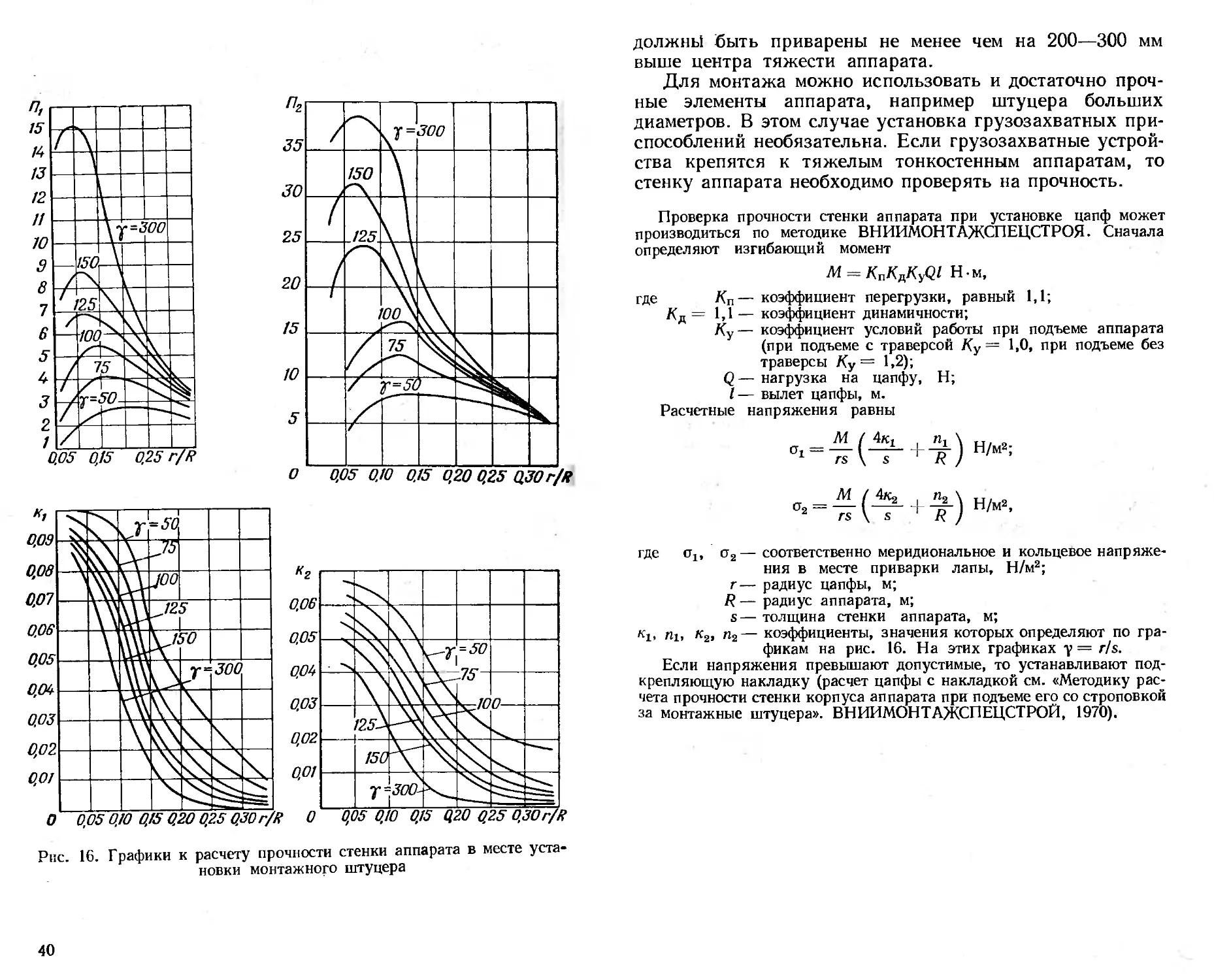
Рис. 16. Графики к расчету прочности стенки аппарата в месте уста-
новки монтажного штуцера
40
должнь! быть приварены не менее чем на 200—300 мм
выше центра тяжести аппарата.
Для монтажа можно использовать и достаточно проч-
ные элементы аппарата, например штуцера больших
диаметров. В этом случае установка грузозахватных при-
способлений необязательна. Если грузозахватные устрой-
ства крепятся к тяжелым тонкостенным аппаратам, то
стенку аппарата необходимо проверять на прочность.
Проверка прочности стенки аппарата при установке цапф может
производиться по методике ВНИИМОНТАЖСПЕЦСТРОЯ. Сначала
определяют изгибающий момент
М = KnKpKyQl Н • м,
где Ап— коэффициент перегрузки, равный 1,1;
Ад — 1,1 — коэффициент динамичности;
Ау— коэффициент условий работы при подъеме аппарата
(при подъеме с траверсой Ау = 1,0, при подъеме без
траверсы Ау = 1,2);
Q — нагрузка на цапфу, Н;
I— вылет цапфы, м.
Расчетные напряжения равны
М 7 4/сг пг X „
н/м2;
= н/м2’
где а1# о2 — соответственно меридиональное и кольцевое напряже-
ния в месте приварки лапы, Н/м2;
г— радиус цапфы, м;
R — радиус аппарата, м;
s— толщина стенки аппарата, м;
къ П1, к2, п2— коэффициенты, значения которых определяют по гра-
фикам на рис. 16. На этих графиках у = r/s.
Если напряжения превышают допустимые, то устанавливают под-
крепляющую накладку (расчет цапфы с накладкой см. «Методику рас-
чета прочности стенки корпуса аппарата при подъеме его со строповкой
за монтажные штуцера». ВНИИМОНТАЖСПЕЦСТРОЙ, 1970).
Глава III. АППАРАТЫ ДЛЯ РАЗДЕЛЕНИЯ
СУСПЕНЗИЙ
§ 8. Отстойники
Процессы отстаивания, фильтрации и центрифугиро-
вания применяют для разделения жидких неоднородных
систем, состоящих из жидкой фазы и твердых взвешенных
в ней частиц.
По степени раздробленности твердых частиц условно
различают: грубые суспензии (с размером частиц более
100 мкм); тонкие суспензии (с размером твердой фазы
от 100 до 0,5 мкм); мути — с размером частиц от 0,5
до 0,1 мкм; коллоидальные растворы — с размером ча-
стиц менее 0,1 мкм.
В процессах химической технологии встречаются все
виды суспензий, причем в большинстве случаев взвешен-
ные частицы неоднородны по размерам.
Суспензии с взвешенными частицами больших разме-
ров поддаются разделению под действием собственной
силы тяжести. Если плотность твердых частиц больше
плотности жидкости, взвешенные частицы оседают на дно;
если же их плотность меньше, чем у жидкости, они всплы-
вают. Осаждение твердых частиц под действием силы
тяжести называют отстаиванием (сгущением). Концентра-
ция получающихся при отстаивании осадков целиком
зависит от структуры и размера частиц и обычно не
превышает 40—50%.
Производительность отстойника определяют по фор-
муле
Q = ЗбООвуЕ м3/ч,
где w — скорость осаждения частиц, м/с;
F — площадь отстойника, м2.
Как видно из формулы, производительность отстой-
ника не зависит от его высоты, а зависит только от ско-
рости осаждения и площади, поэтому отстойники имеют
42
обычно большую площадь поперечного сечения и неболь-
шую высоту.
Процесс ведется в отстойниках периодического или
непрерывного действия. В отстойниках периодического
действия суспензия заливается в аппарат, а затем через
промежуток времени, необходимый для оседания частиц,
слой осветленной жидкости сливают (декантируют), а оса-
док выгружают из аппарата.
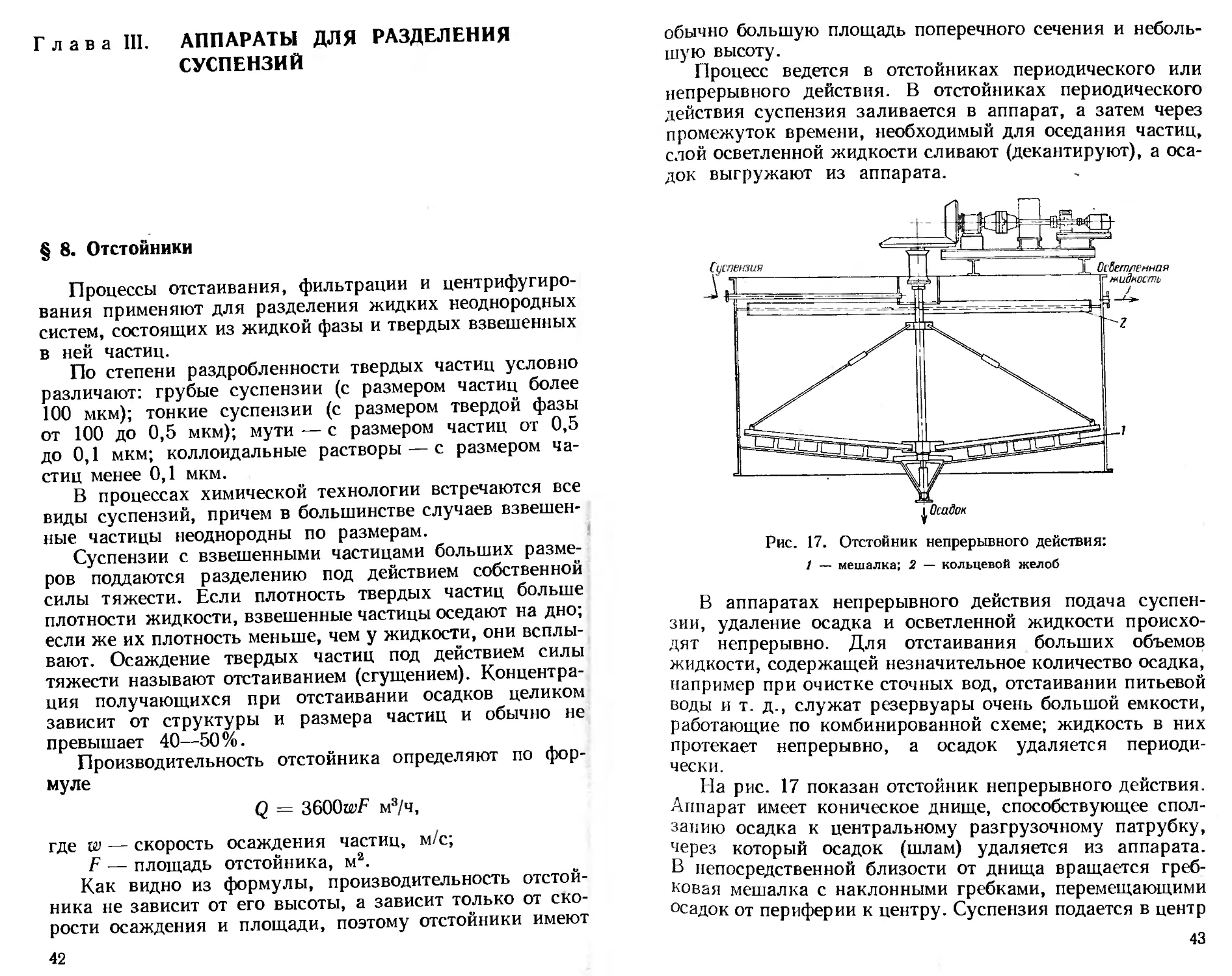
Рис. 17. Отстойник непрерывного действия:
1 — мешалка; 2 — кольцевой желоб
В аппаратах непрерывного действия подача суспен-
зии, удаление осадка и осветленной жидкости происхо-
дят непрерывно. Для отстаивания больших объемов
жидкости, содержащей незначительное количество осадка,
например при очистке сточных вод, отстаивании питьевой
воды и т. д., служат резервуары очень большой емкости,
работающие по комбинированной схеме; жидкость в них
протекает непрерывно, а осадок удаляется периоди-
чески.
На рис. 17 показан отстойник непрерывного действия.
Аппарат имеет коническое днище, способствующее спол-
занию осадка к центральному разгрузочному патрубку,
через который осадок (шлам) удаляется из аппарата.
В непосредственной близости от днища вращается греб-
ковая мешалка с наклонными гребками, перемещающими
осадок от периферии к центру. Суспензия подается в центр
43
аппарата, а осветленная жидкость сливается в кольцевой
желоб, приваренный к боковым стенкам, и через штуцер
удаляется из аппарата. Чтобы не взмутить осадка, ме-
шалке придают очень малую частоту вращения (0,5—
0,1 об/мин). Для получения таких малых частот вращения
применяют двойные планетарные приводы с большим
передаточным отношением или последовательно соединяют
несколько редукторов. Подобные аппараты имеют боль-
шой объем (100—200 м3 и более). Применяют отстойники
еще больших размеров — до 100 м в диаметре. В этом
случае их обычно делают бетонными. Для уменьшения
площади, занимаемой аппаратом, применяют многоярус-
ные отстойники с несколькими горизонтальными пере-
городками, над каждой из которых помещена гребковая
мешалка.
При необходимости более полного удаления жидкости
из осадка его промывают. Промывку устраивают, когда
жидкость представляет собой раствор, содержащий цен-
ные продукты, или наоборот, когда осадок необходимо
очистить от веществ, содержащихся в жидкости. При про-
мывке осадок из первого отстойника передается во вто-
рой, где он промывается чистой жидкостью (обычно
водой). Осадок во втором отстойнике будет содержать
то же количество жидкости, что и в первом, но содержа-
ние растворенного в ней вещества будет значительно
меньше. В случае необходимости промывку производят
в третий раз.
Общий недостаток отстойников — их громоздкость и
недостаточно полное разделение жидкости и осадка.
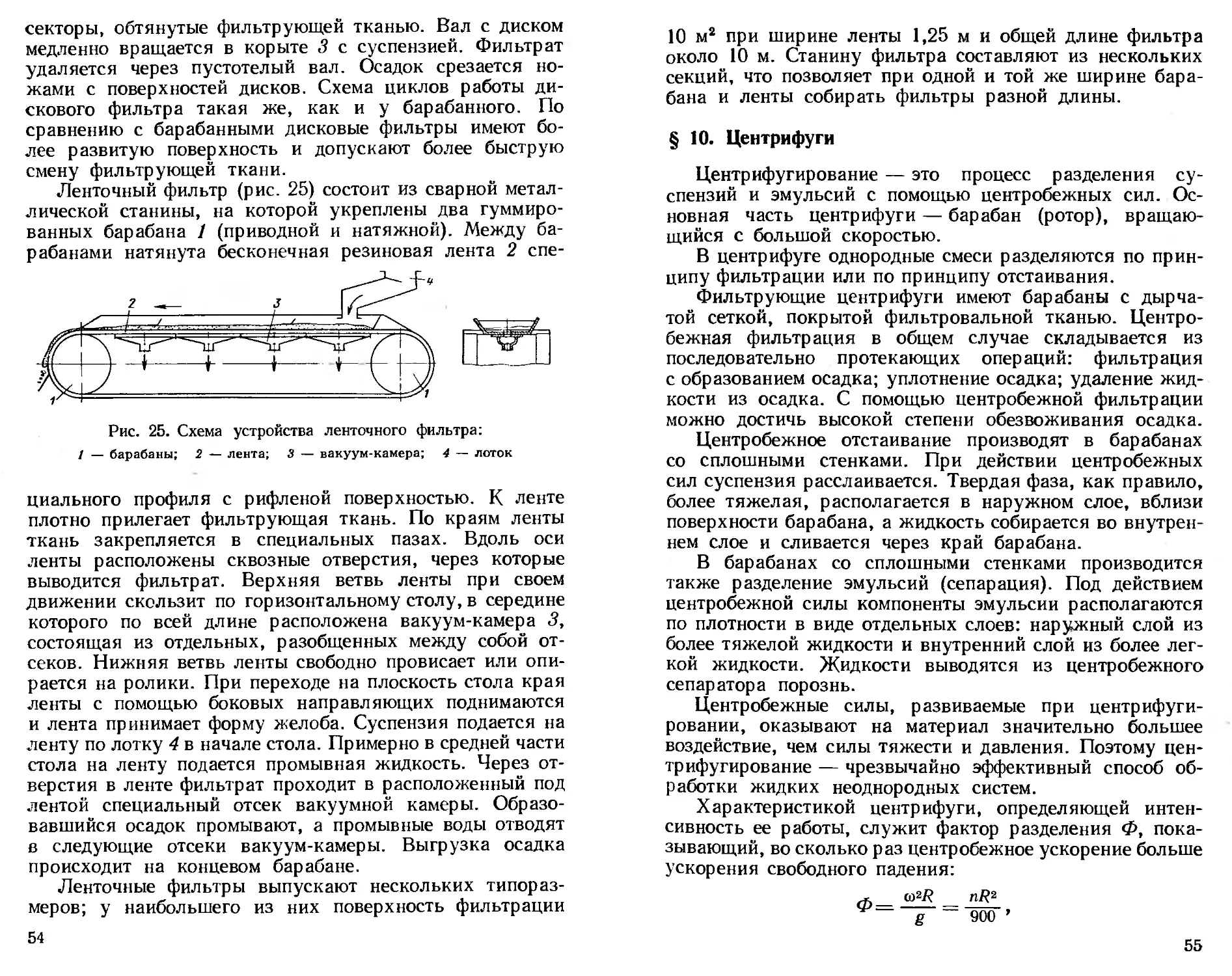
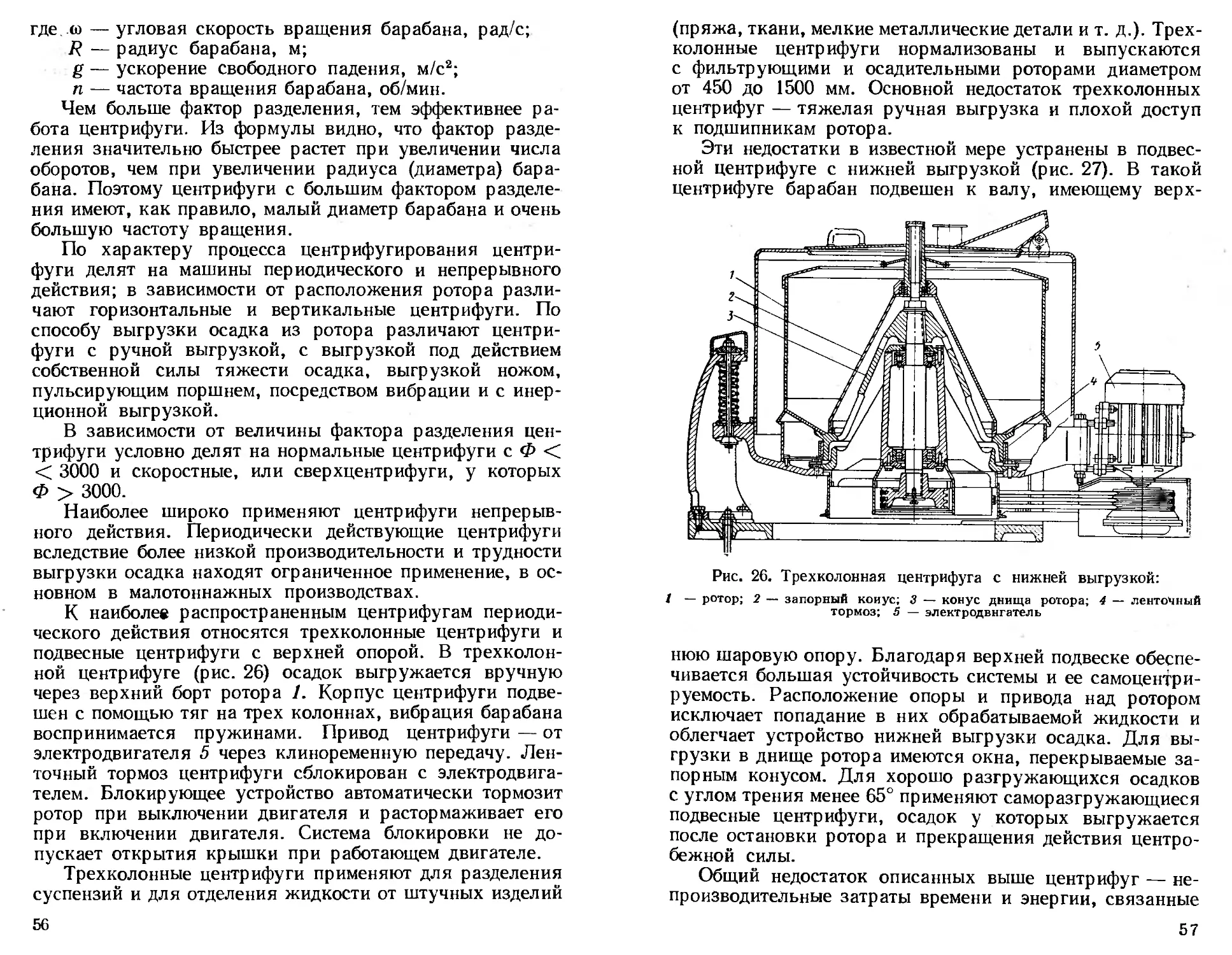
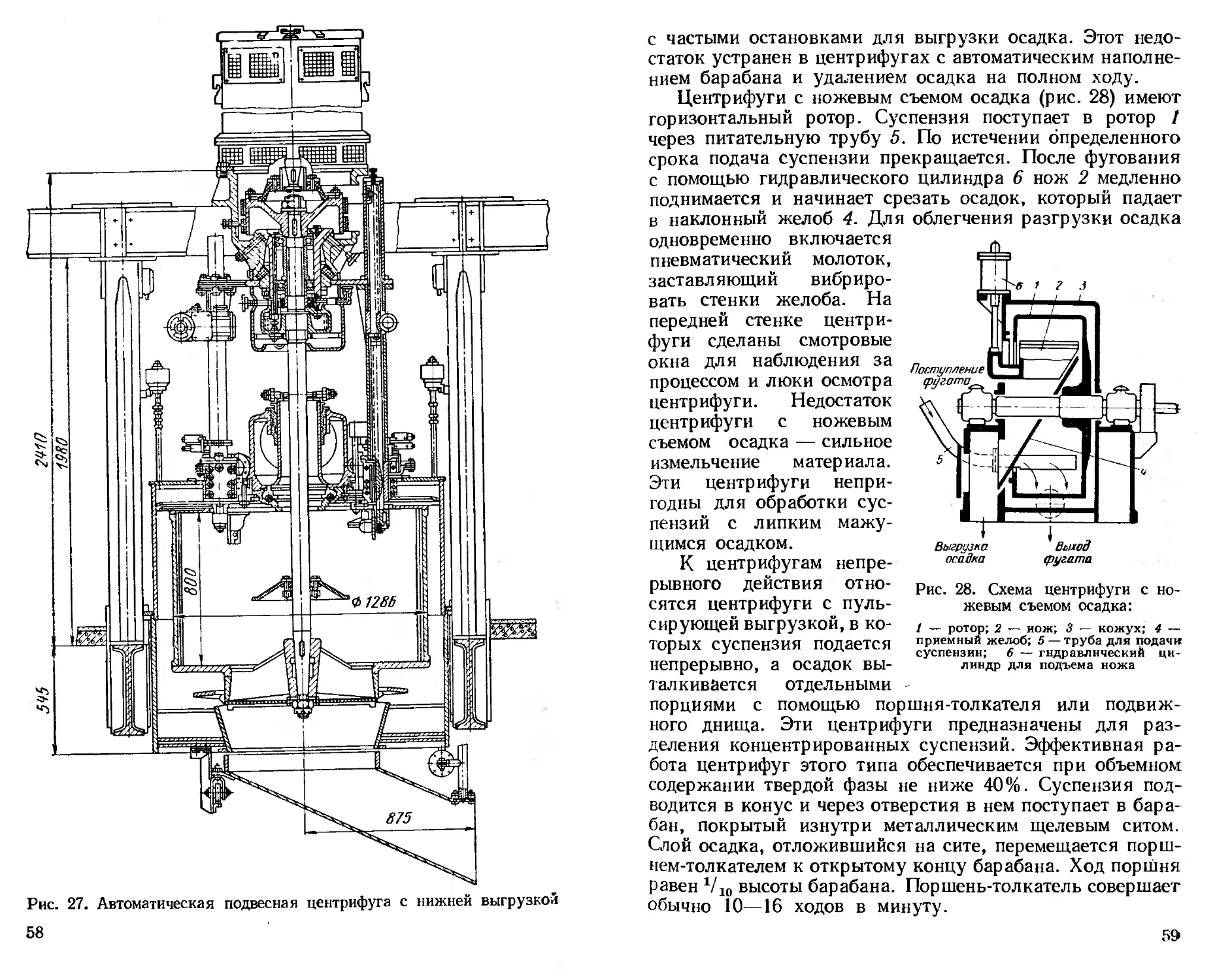
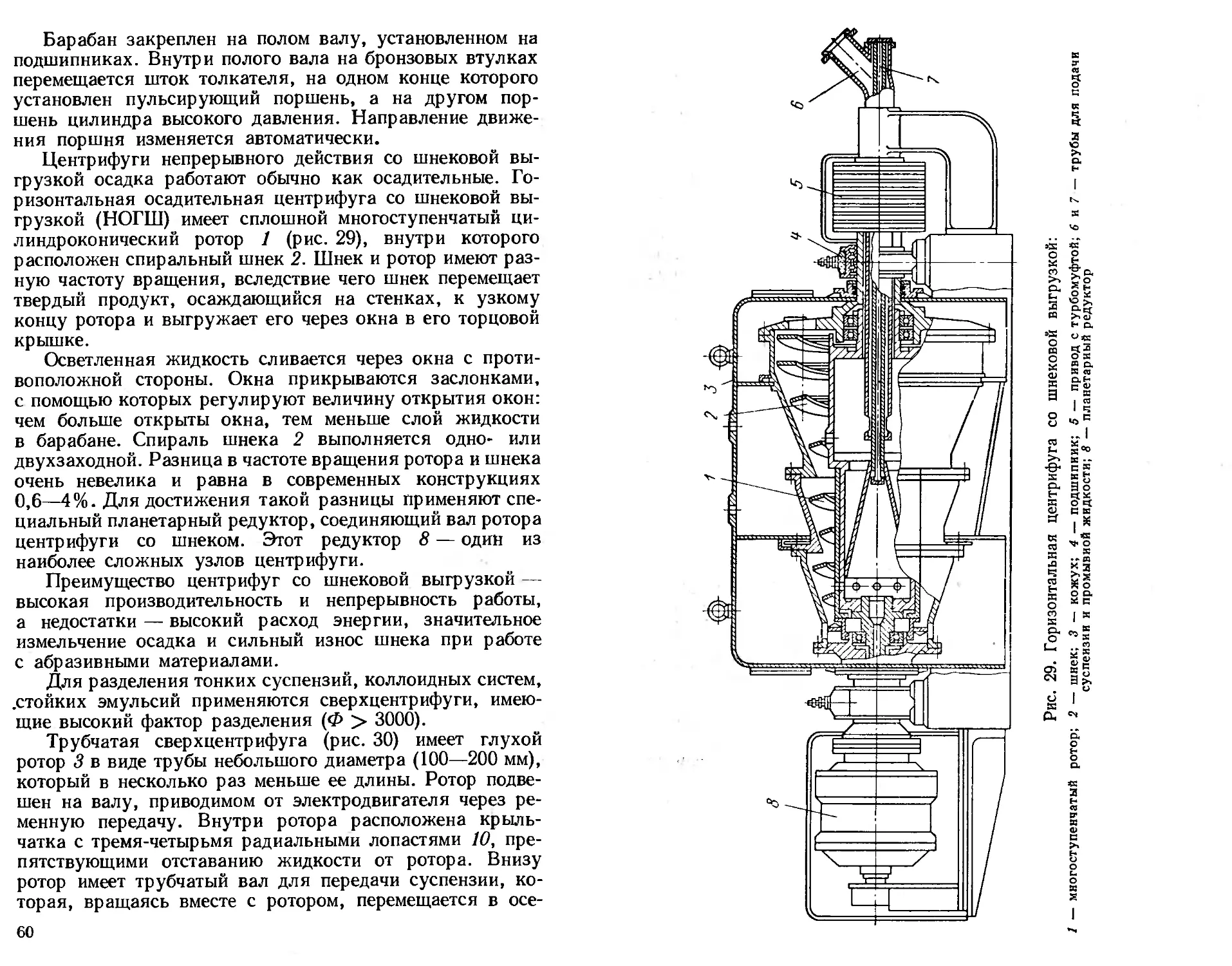
§ 9. Фильтры
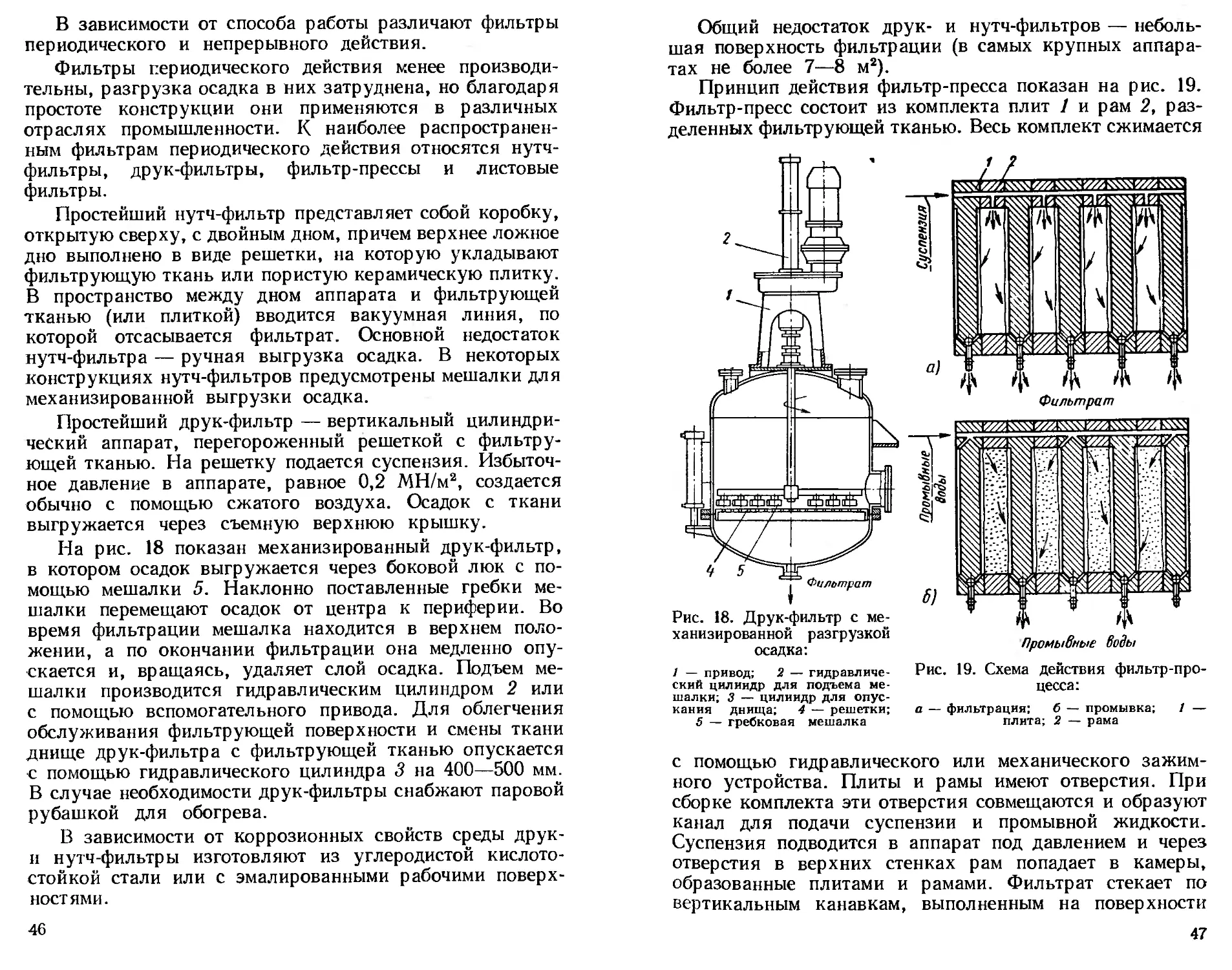
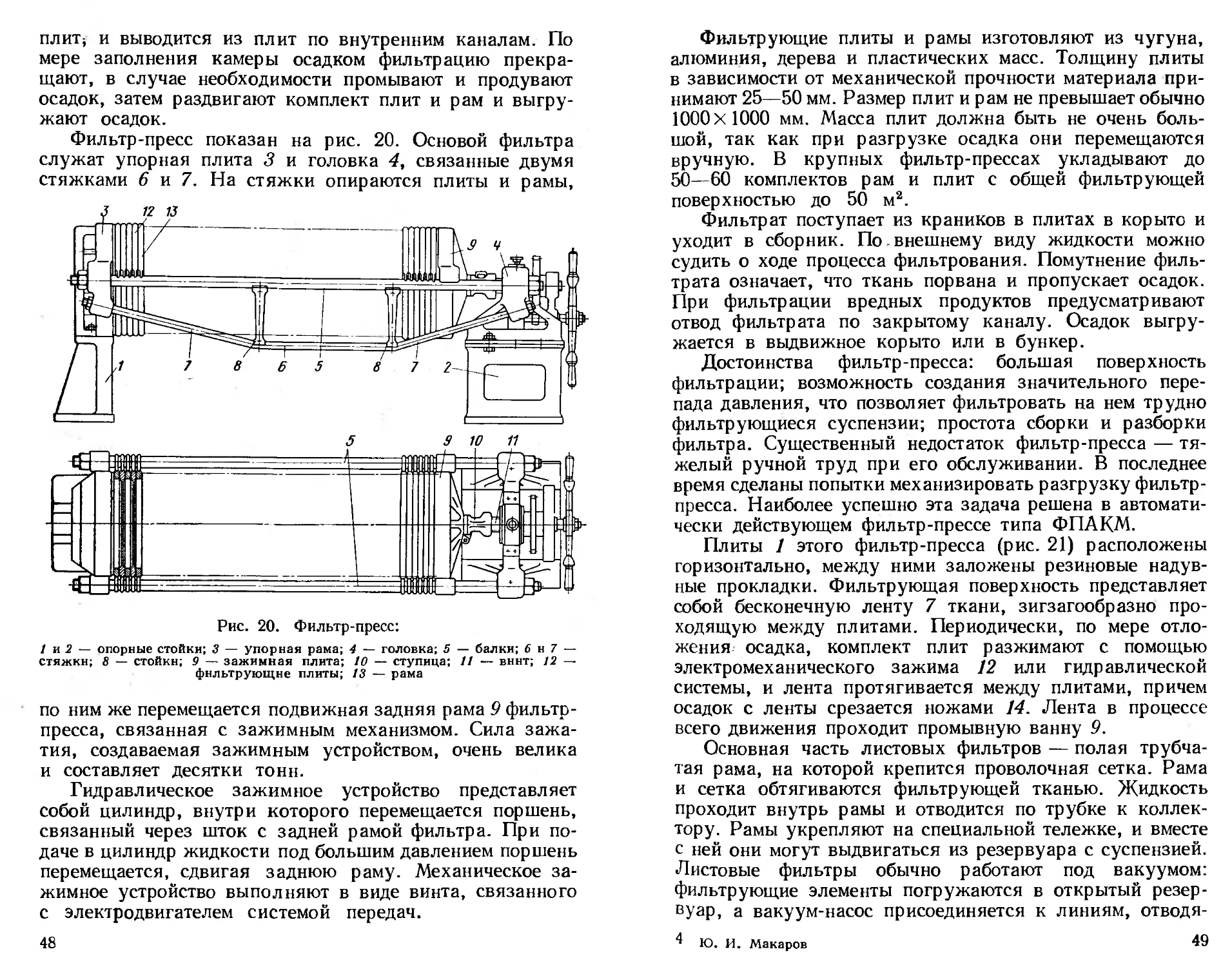
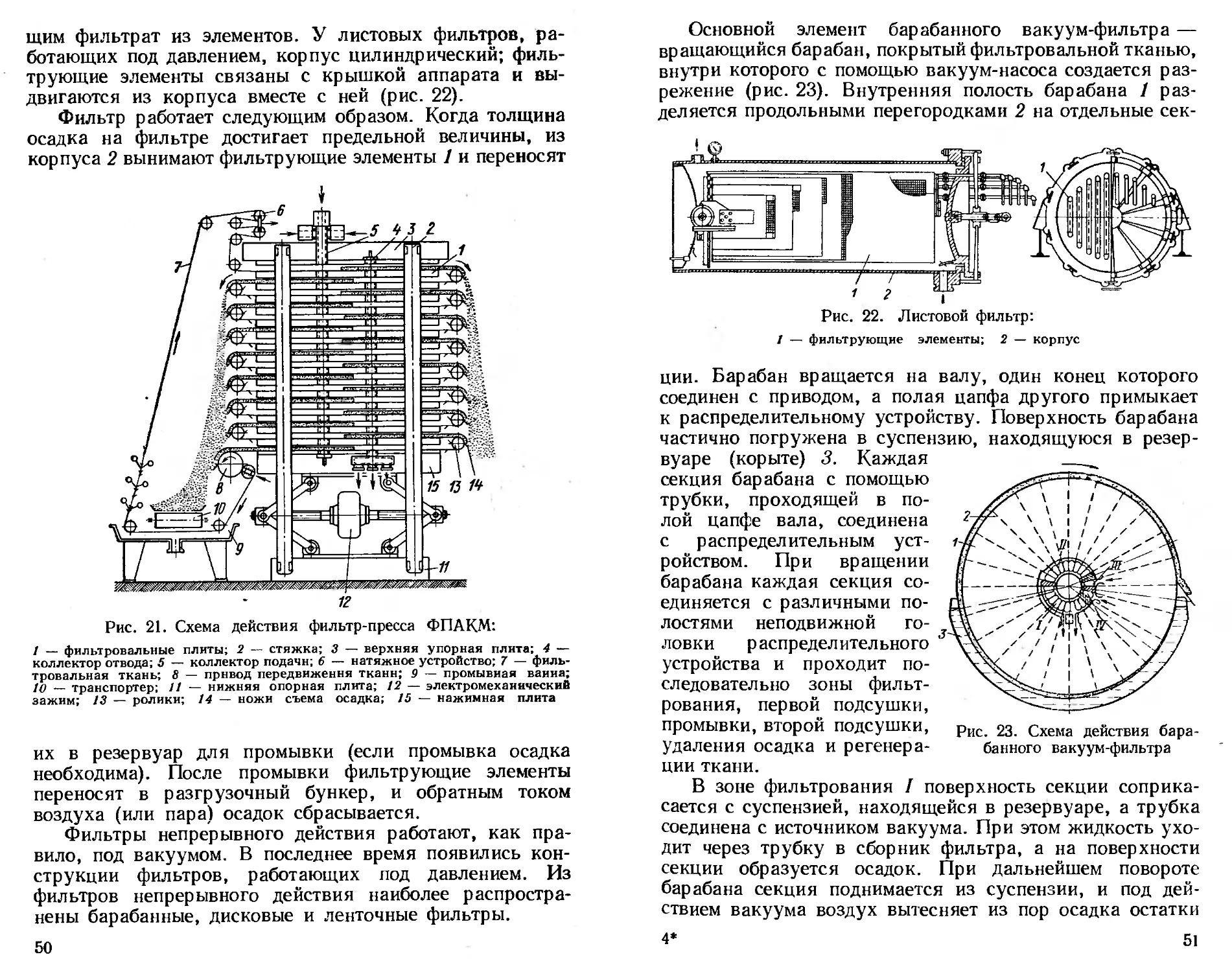
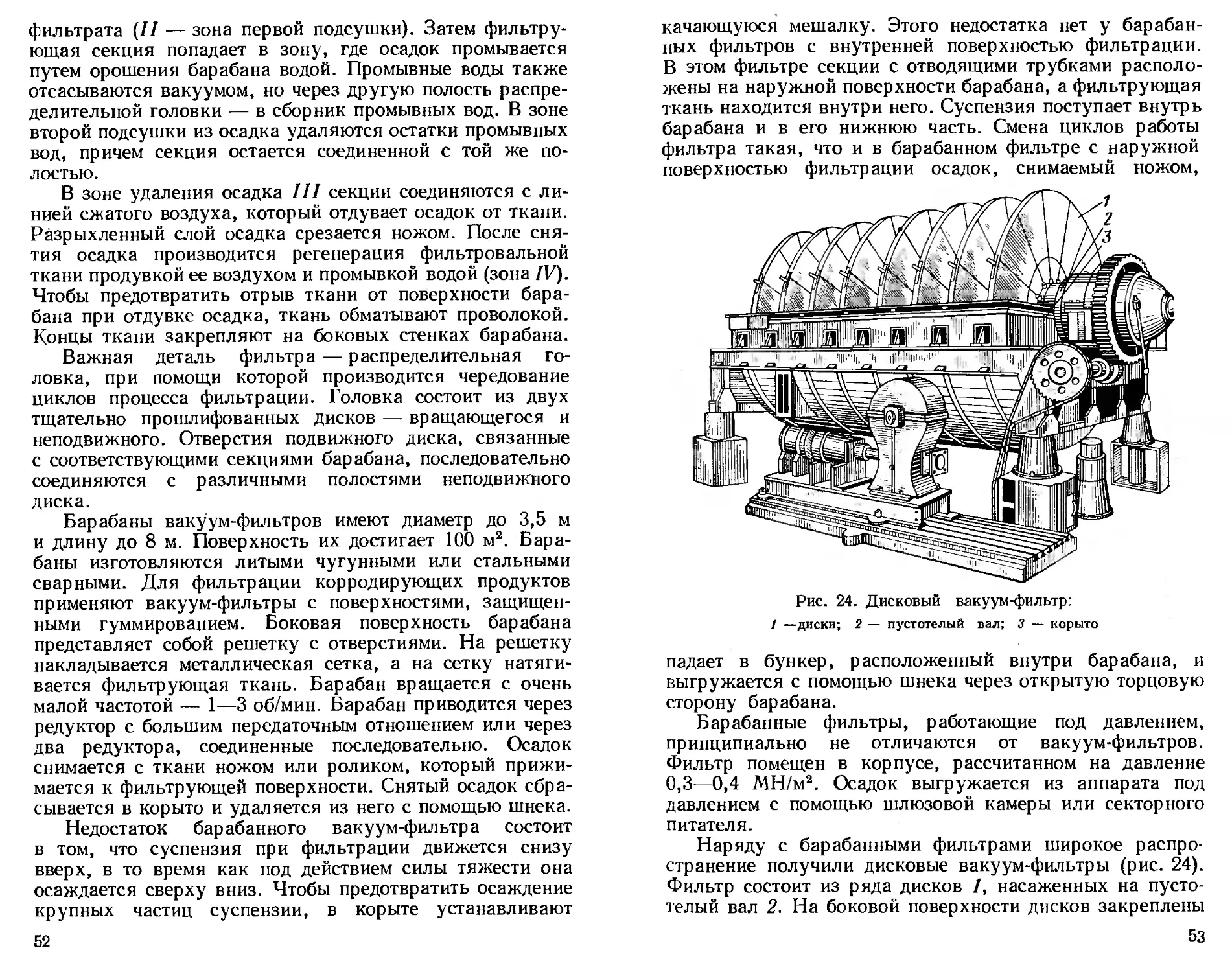
Фильтрацией называют процесс разделения суспен-
зий с помощью пористой перегородки, пропускающей
жидкость, но удерживающей частицы твердой фазы.
Фильтрацию применяют, когда разделение суспензии
отстаиванием невозможно вследствие плохого осаждения
частиц или когда необходимо получить осадок с мини-
мальным содержанием жидкости.
Различают следующие виды фильтрации:
1) фильтрация с образованием слоя осадка на филь-
трующей перегородке;
2) осветление — фильтрация жидкости с очень малым
содержанием осадка;
44
3) сгущение — при котором из суспензии удаляется
только часть жидкости, а твердая фаза отводится в виде
концентрированной суспензии.
Наиболее широко применяют фильтрацию с образова-
нием осадка.
Фильтровальные перегородки должны хорошо задер-
живать твердые частицы, иметь достаточную механическую
прочность, быть устойчивыми к химическому воздей-
ствию разделяемых веществ и теплостойкими при темпе-
ратуре фильтрования. В качестве фильтровальных пере-
городок наиболее широко применяют различные ткани.
Реже применяют металлические сетки, пористые керами-
ческие плиты или пористые металлические перегородки.
В качестве тканевых перегородок обычно применяют
хлопчатобумажные ткани, реже — шерстяные ткани
(сукно различных видов), которые устойчивее, чем хлоп-
чатобумажные, к растворам кислот и кислых солей.
Иногда применяют перегородки из синтетических тка-
ней — хлориновые, полиамидные, ткани из стекловолокна.
Ткани и плетеные сетки являются нежесткими филь-
трующими перегородками, поэтому они нуждаются в же-
сткой основе в виде решеток, сеток, колосников.
Жидкость (фильтрат) в процессе фильтрации преодоле-
вает гидравлическое сопротивление фильтрующей пере-
городки и слоя осадка.
Кристаллические осадки хорошо фильтруются, так
как между кристаллами остаются поры, по которым
проходит жидкость. Аморфные, липкие осадки филь-
труются плохо. Некоторые осадки при повышении давле-
ния способны сжиматься и дополнительно увеличивать
свое сопротивление.
Перепад давления при фильтрации выбирают прежде
всего с учетом свойств осадка. Хорошо фильтрующиеся
осадки не требуют большого давления, иногда бывает
достаточно гидростатического давления небольшого слоя
жидкости. Во многих случаях перепад давления создается
вследствие вакуума под фильтрующей тканью. Аппараты
такого типа называют вакуум-фильтрами. В вакуум-
фильтре разность давлений не превышает обычно
0,06 МН/м2, что для фильтрации многих осадков недо-
статочно. В таких случаях применяют фильтры под
давлением. Обычно давление над осадком не превышает
0,4 МН/м2. Фильтры под давлением по конструкции зна-
чительно сложнее, чем вакуум-фильтры.
45
В зависимости от способа работы различают фильтры
периодического и непрерывного действия.
Фильтры периодического действия менее производи-
тельны, разгрузка осадка в них затруднена, но благодаря
простоте конструкции они применяются в различных
отраслях промышленности. К наиболее распространен-
ным фильтрам периодического действия относятся нутч-
фильтры, друк-фильтры, фильтр-прессы и листовые
фильтры.
Простейший нутч-фильтр представляет собой коробку,
открытую сверху, с двойным дном, причем верхнее ложное
дно выполнено в виде решетки, на которую укладывают
фильтрующую ткань или пористую керамическую плитку.
В пространство между дном аппарата и фильтрующей
тканью (или плиткой) вводится вакуумная линия, по
которой отсасывается фильтрат. Основной недостаток
нутч-фильтра — ручная выгрузка осадка. В некоторых
конструкциях нутч-фильтров предусмотрены мешалки для
механизированной выгрузки осадка.
Простейший друк-фильтр — вертикальный цилиндри-
ческий аппарат, перегороженный решеткой с фильтру-
ющей тканью. На решетку подается суспензия. Избыточ-
ное давление в аппарате, равное 0,2 МН/м2, создается
обычно с помощью сжатого воздуха. Осадок с ткани
выгружается через съемную верхнюю крышку.
На рис. 18 показан механизированный друк-фильтр,
в котором осадок выгружается через боковой люк с по-
мощью мешалки 5. Наклонно поставленные гребки ме-
шалки перемещают осадок от центра к периферии. Во
время фильтрации мешалка находится в верхнем поло-
жении, а по окончании фильтрации она медленно опу-
скается и, вращаясь, удаляет слой осадка. Подъем ме-
шалки производится гидравлическим цилиндром 2 или
с помощью вспомогательного привода. Для облегчения
обслуживания фильтрующей поверхности и смены ткани
днище друк-фильтра с фильтрующей тканью опускается
с помощью гидравлического цилиндра 3 на 400—500 мм.
В случае необходимости друк-фильтры снабжают паровой
рубашкой для обогрева.
В зависимости от коррозионных свойств среды друк-
н нутч-фильтры изготовляют из углеродистой кислото-
стойкой стали или с эмалированными рабочими поверх-
ностями.
46
Общий недостаток друк- и нутч-фильтров — неболь-
шая поверхность фильтрации (в самых крупных аппара-
тах не более 7—8 м2).
Принцип действия фильтр-пресса показан на рис. 19.
Фильтр-пресс состоит из комплекта плит 1 и рам 2, раз-
деленных фильтрующей тканью. Весь комплект сжимается
Рис. 18. Друк-фильтр с ме-
ханизированной разгрузкой
осадка:
1 — привод; 2 — гидравличе-
ский цилиндр для подъема ме-
шалки; 3 — цилиндр для опус-
кания днища; 4 — решетки;
5 — гребковая мешалка
Рис. 19. Схема действия фильтр-про-
цесса:
а — фильтрация; б — промывка; 1 —
плита; 2 — рама
с помощью гидравлического или механического зажим-
ного устройства. Плиты и рамы имеют отверстия. При
сборке комплекта эти отверстия совмещаются и образуют
канал для подачи суспензии и промывной жидкости.
Суспензия подводится в аппарат под давлением и через
отверстия в верхних стенках рам попадает в камеры,
образованные плитами и рамами. Фильтрат стекает по
вертикальным канавкам, выполненным на поверхности
47
плит; и выводится из плит по внутренним каналам. По
мере заполнения камеры осадком фильтрацию прекра-
щают, в случае необходимости промывают и продувают
осадок, затем раздвигают комплект плит и рам и выгру-
жают осадок.
Фильтр-пресс показан на рис. 20. Основой фильтра
служат упорная плита 3 и головка 4, связанные двумя
стяжками 6 и 7. На стяжки опираются плиты и рамы,
Рис. 20. Фильтр-пресс:
1 и 2 — опорные стойки; 3 — упорная рама; 4 — головка; 5 — балки; 6 н 7 —
стяжкн; 8 — стойки; 9 — зажимная плита; 10 — ступица; 11 — винт; 12 —
фильтрующие плиты; 13 — рама
по ним же перемещается подвижная задняя рама 9 фильтр-
пресса, связанная с зажимным механизмом. Сила зажа-
тия, создаваемая зажимным устройством, очень велика
и составляет десятки тонн.
Гидравлическое зажимное устройство представляет
собой цилиндр, внутри которого перемещается поршень,
связанный через шток с задней рамой фильтра. При по-
даче в цилиндр жидкости под большим давлением поршень
перемещается, сдвигая заднюю раму. Механическое за-
жимное устройство выполняют в виде винта, связанного
с электродвигателем системой передач.
48
Фильтрующие плиты и рамы изготовляют из чугуна,
алюминия, дерева и пластических масс. Толщину плиты
в зависимости от механической прочности материала при-
нимают 25—50 мм. Размер плит и рам не превышает обычно
1000x1000 мм. Масса плит должна быть не очень боль-
шой, так как при разгрузке осадка они перемещаются
вручную. В крупных фильтр-прессах укладывают до
50—60 комплектов рам и плит с общей фильтрующей
поверхностью до 50 м2.
Фильтрат поступает из краников в плитах в корыто и
уходит в сборник. По. внешнему виду жидкости можно
судить о ходе процесса фильтрования. Помутнение филь-
трата означает, что ткань порвана и пропускает осадок.
При фильтрации вредных продуктов предусматривают
отвод фильтрата по закрытому каналу. Осадок выгру-
жается в выдвижное корыто или в бункер.
Достоинства фильтр-пресса: большая поверхность
фильтрации; возможность создания значительного пере-
пада давления, что позволяет фильтровать на нем трудно
фильтрующиеся суспензии; простота сборки и разборки
фильтра. Существенный недостаток фильтр-пресса — тя-
желый ручной труд при его обслуживании. В последнее
время сделаны попытки механизировать разгрузку фильтр-
пресса. Наиболее успешно эта задача решена в автомати-
чески действующем фильтр-прессе типа ФПАКМ.
Плиты 1 этого фильтр-пресса (рис. 21) расположены
горизонтально, между ними заложены резиновые надув-
ные прокладки. Фильтрующая поверхность представляет
собой бесконечную ленту 7 ткани, зигзагообразно про-
ходящую между плитами. Периодически, по мере отло-
жения осадка, комплект плит разжимают с помощью
электромеханического зажима 12 или гидравлической
системы, и лента протягивается между плитами, причем
осадок с ленты срезается ножами 14. Лента в процессе
всего движения проходит промывную ванну 9.
Основная часть листовых фильтров — полая трубча-
тая рама, на которой крепится проволочная сетка. Рама
и сетка обтягиваются фильтрующей тканью. Жидкость
проходит внутрь рамы и отводится по трубке к коллек-
тору. Рамы укрепляют на специальной тележке, и вместе
с ней они могут выдвигаться из резервуара с суспензией.
Листовые фильтры обычно работают под вакуумом:
фильтрующие элементы погружаются в открытый резер-
вуар, а вакуум-насос присоединяется к линиям, отводя-
4
Ю. И. Макаров
49
щим фильтрат из элементов. У листовых фильтров, ра-
ботающих под давлением, корпус цилиндрический; филь-
трующие элементы связаны с крышкой аппарата и вы-
двигаются из корпуса вместе с ней (рис. 22).
Фильтр работает следующим образом. Когда толщина
осадка на фильтре достигает предельной величины, из
корпуса 2 вынимают фильтрующие элементы 1 и переносят
Рис. 21. Схема действия фильтр-пресса ФПАКМ:
1 — фильтровальные плиты; 2 — стяжка; 3 — верхняя упорная плита; 4 —
коллектор отвода; 5 — коллектор подачн; 6 — натяжное устройство; 7 — филь-
тровальная ткань; 8 — привод передвиження тканн; 9 — промывная ваииа;
10 — транспортер; 11 — нижняя опорная плита; 12 — электромеханический
зажим; 13 — ролики; 14 — ножи съема осадка; 15 — нажимная плита
их в резервуар для промывки (если промывка осадка
необходима). После промывки фильтрующие элементы
переносят в разгрузочный бункер, и обратным током
воздуха (или пара) осадок сбрасывается.
Фильтры непрерывного действия работают, как пра-
вило, под вакуумом. В последнее время появились кон-
струкции фильтров, работающих под давлением. Из
фильтров непрерывного действия наиболее распростра-
нены барабанные, дисковые и ленточные фильтры.
50
Основной элемент барабанного вакуум-фильтра —
вращающийся барабан, покрытый фильтровальной тканью,
внутри которого с помощью вакуум-насоса создается раз-
режение (рис. 23). Внутренняя полость барабана 1 раз-
деляется продольными перегородками 2 на отдельные сек-
Рис. 22. Листовой фильтр:
I — фильтрующие элементы; 2 — корпус
ции. Барабан вращается на валу, один конец которого
соединен с приводом, а полая цапфа другого примыкает
к распределительному устройству. Поверхность барабана
частично погружена в суспензию, находящуюся в резер-
вуаре (корыте) 3. Каждая ___
секция барабана с помощью
трубки, проходящей в по-
лой цапфе вала, соединена
с распределительным уст-
ройством. При вращении
барабана каждая секция со-
единяется с различными по-
лостями неподвижной го-
ловки распределительного
устройства и проходит по-
следовательно зоны фильт-
рования, первой подсушки,
промывки, второй подсушки,
удаления осадка и регенера-
Рис. 23. Схема действия бара-
банного вакуум-фильтра
ции ткани.
В зоне фильтрования I поверхность секции соприка-
сается с суспензией, находящейся в резервуаре, а трубка
соединена с источником вакуума. При этом жидкость ухо-
дит через трубку в сборник фильтра, а на поверхности
секции образуется осадок. При дальнейшем повороте
барабана секция поднимается из суспензии, и под дей-
ствием вакуума воздух вытесняет из пор осадка остатки
4*
51
фильтрата (77 — зона первой подсушки). Затем фильтру-
ющая секция попадает в зону, где осадок промывается
путем орошения барабана водой. Промывные воды также
отсасываются вакуумом, но через другую полость распре-
делительной головки — в сборник промывных вод. В зоне
второй подсушки из осадка удаляются остатки промывных
вод, причем секция остается соединенной с той же по-
лостью.
В зоне удаления осадка 777 секции соединяются с ли-
нией сжатого воздуха, который отдувает осадок от ткани.
Разрыхленный слой осадка срезается ножом. После сня-
тия осадка производится регенерация фильтровальной
ткани продувкой ее воздухом и промывкой водой (зона IV).
Чтобы предотвратить отрыв ткани от поверхности бара-
бана при отдувке осадка, ткань обматывают проволокой.
Концы ткани закрепляют на боковых стенках барабана.
Важная деталь фильтра — распределительная го-
ловка, при помощи которой производится чередование
циклов процесса фильтрации. Головка состоит из двух
тщательно прошлифованных дисков — вращающегося и
неподвижного. Отверстия подвижного диска, связанные
с соответствующими секциями барабана, последовательно
соединяются с различными полостями неподвижного
диска.
Барабаны вакуум-фильтров имеют диаметр до 3,5 м
и длину до 8 м. Поверхность их достигает 100 м2. Бара-
баны изготовляются литыми чугунными или стальными
сварными. Для фильтрации корродирующих продуктов
применяют вакуум-фильтры с поверхностями, защищен-
ными гуммированием. Боковая поверхность барабана
представляет собой решетку с отверстиями. На решетку
накладывается металлическая сетка, а на сетку натяги-
вается фильтрующая ткань. Барабан вращается с очень
малой частотой — 1—3 об/мин. Барабан приводится через
редуктор с большим передаточным отношением или через
два редуктора, соединенные последовательно. Осадок
снимается с ткани ножом или роликом, который прижи-
мается к фильтрующей поверхности. Снятый осадок сбра-
сывается в корыто и удаляется из него с помощью шнека.
Недостаток барабанного вакуум-фильтра состоит
в том, что суспензия при фильтрации движется снизу
вверх, в то время как под действием силы тяжести она
осаждается сверху вниз. Чтобы предотвратить осаждение
крупных частиц суспензии, в корыте устанавливают
52
качающуюся мешалку. Этого недостатка нет у барабан-
ных фильтров с внутренней поверхностью фильтрации.
В этом фильтре секции с отводящими трубками располо-
жены на наружной поверхности барабана, а фильтрующая
ткань находится внутри него. Суспензия поступает внутрь
барабана и в его нижнюю часть. Смена циклов работы
фильтра такая, что и в барабанном фильтре с наружной
поверхностью фильтрации осадок, снимаемый ножом,
Рис. 24. Дисковый вакуум-фильтр:
1 —диски; 2 — пустотелый вал; 3 — корыто
падает в бункер, расположенный внутри барабана, и
выгружается с помощью шнека через открытую торцовую
сторону барабана.
Барабанные фильтры, работающие под давлением,
принципиально не отличаются от вакуум-фильтров.
Фильтр помещен в корпусе, рассчитанном на давление
0,3—0,4 МН/м2. Осадок выгружается из аппарата под
давлением с помощью шлюзовой камеры или секторного
питателя.
Наряду с барабанными фильтрами широкое распро-
странение получили дисковые вакуум-фильтры (рис. 24).
Фильтр состоит из ряда дисков /, насаженных на пусто-
телый вал 2. На боковой поверхности дисков закреплены
53
секторы, обтянутые фильтрующей тканью. Вал с диском
медленно вращается в корыте 3 с суспензией. Фильтрат
удаляется через пустотелый вал. Осадок срезается но-
жами с поверхностей дисков. Схема циклов работы ди-
скового фильтра такая же, как и у барабанного. По
сравнению с барабанными дисковые фильтры имеют бо-
лее развитую поверхность и допускают более быструю
смену фильтрующей ткани.
Ленточный фильтр (рис. 25) состоит из сварной метал-
лической станины, на которой укреплены два гуммиро-
ванных барабана / (приводной и натяжной). Между ба-
рабанами натянута бесконечная резиновая лента 2 спе-
Рис. 25. Схема устройства ленточного фильтра:
1 — барабаны; 2 — лента; 3 — вакуум-камера; 4 — лоток
циального профиля с рифленой поверхностью. К ленте
плотно прилегает фильтрующая ткань. По краям ленты
ткань закрепляется в специальных пазах. Вдоль оси
ленты расположены сквозные отверстия, через которые
выводится фильтрат. Верхняя ветвь ленты при своем
движении скользит по горизонтальному столу, в середине
которого по всей длине расположена вакуум-камера 3,
состоящая из отдельных, разобщенных между собой от-
секов. Нижняя ветвь ленты свободно провисает или опи-
рается на ролики. При переходе на плоскость стола края
ленты с помощью боковых направляющих поднимаются
и лента принимает форму желоба. Суспензия подается на
ленту по лотку 4 в начале стола. Примерно в средней части
стола на ленту подается промывная жидкость. Через от-
верстия в ленте фильтрат проходит в расположенный под
лентой специальный отсек вакуумной камеры. Образо-
вавшийся осадок промывают, а промывные воды отводят
в следующие отсеки вакуум-камеры. Выгрузка осадка
происходит на концевом барабане.
Ленточные фильтры выпускают нескольких типораз-
меров; у наибольшего из них поверхность фильтрации
54
10 м2 при ширине ленты 1,25 м и общей длине фильтра
около 10 м. Станину фильтра составляют из нескольких
секций, что позволяет при одной и той же ширине бара-
бана и ленты собирать фильтры разной длины.
§10 . Центрифуги
Центрифугирование — это процесс разделения су-
спензий и эмульсий с помощью центробежных сил. Ос-
новная часть центрифуги — барабан (ротор), вращаю-
щийся с большой скоростью.
В центрифуге однородные смеси разделяются по прин-
ципу фильтрации или по принципу отстаивания.
Фильтрующие центрифуги имеют барабаны с дырча-
той сеткой, покрытой фильтровальной тканью. Центро-
бежная фильтрация в общем случае складывается из
последовательно протекающих операций: фильтрация
с образованием осадка; уплотнение осадка; удаление жид-
кости из осадка. С помощью центробежной фильтрации
можно достичь высокой степени обезвоживания осадка.
Центробежное отстаивание производят в барабанах
со сплошными стенками. При действии центробежных
сил суспензия расслаивается. Твердая фаза, как правило,
более тяжелая, располагается в наружном слое, вблизи
поверхности барабана, а жидкость собирается во внутрен-
нем слое и сливается через край барабана.
В барабанах со сплошными стенками производится
также разделение эмульсий (сепарация). Под действием
центробежной силы компоненты эмульсии располагаются
по плотности в виде отдельных слоев: наружный слой из
более тяжелой жидкости и внутренний слой из более лег-
кой жидкости. Жидкости выводятся из центробежного
сепаратора порознь.
Центробежные силы, развиваемые при центрифуги-
ровании, оказывают на материал значительно большее
воздействие, чем силы тяжести и давления. Поэтому цен-
трифугирование — чрезвычайно эффективный способ об-
работки жидких неоднородных систем.
Характеристикой центрифуги, определяющей интен-
сивность ее работы, служит фактор разделения Ф, пока-
зывающий, во сколько раз центробежное ускорение больше
ускорения свободного падения:
ф___ a2R _ п№
g ~ 900 ’
55
где,.<о —угловая скорость вращения барабана, рад/с;
7? — радиус барабана, м;
g — ускорение свободного падения, м/с2;
п — частота вращения барабана, об/мин.
Чем больше фактор разделения, тем эффективнее ра-
бота центрифуги. Из формулы видно, что фактор разде-
ления значительно быстрее растет при увеличении числа
оборотов, чем при увеличении радиуса (диаметра) бара-
бана. Поэтому центрифуги с большим фактором разделе-
ния имеют, как правило, малый диаметр барабана и очень
большую частоту вращения.
По характеру процесса центрифугирования центри-
фуги делят на машины периодического и непрерывного
действия; в зависимости от расположения ротора разли-
чают горизонтальные и вертикальные центрифуги. По
способу выгрузки осадка из ротора различают центри-
фуги с ручной выгрузкой, с выгрузкой под действием
собственной силы тяжести осадка, выгрузкой ножом,
пульсирующим поршнем, посредством вибрации и с инер-
ционной выгрузкой.
В зависимости от величины фактора разделения цен-
трифуги условно делят на нормальные центрифуги с Ф <
< 3000 и скоростные, или сверхцентрифуги, у которых
Ф > 3000.
Наиболее широко применяют центрифуги непрерыв-
ного действия. Периодически действующие центрифуги
вследствие более низкой производительности и трудности
выгрузки осадка находят ограниченное применение, в ос-
новном в малотоннажных производствах.
К наиболее распространенным центрифугам периоди-
ческого действия относятся трехколонные центрифуги и
подвесные центрифуги с верхней опорой. В трехколон-
ной центрифуге (рис. 26) осадок выгружается вручную
через верхний борт ротора 1. Корпус центрифуги подве-
шен с помощью тяг на трех колоннах, вибрация барабана
воспринимается пружинами. Привод центрифуги — от
электродвигателя 5 через клиноременную передачу. Лен-
точный тормоз центрифуги сблокирован с электродвига-
телем. Блокирующее устройство автоматически тормозит
ротор при выключении двигателя и растормаживает его
при включении двигателя. Система блокировки не до-
пускает открытия крышки при работающем двигателе.
Трехколонные центрифуги применяют для разделения
суспензий и для отделения жидкости от штучных изделий
56
(пряжа, ткани, мелкие металлические детали и т. д.). Трех-
коленные центрифуги нормализованы и выпускаются
с фильтрующими и осадительными роторами диаметром
от 450 до 1500 мм. Основной недостаток трехколонных
центрифуг — тяжелая ручная выгрузка и плохой доступ
к подшипникам ротора.
Эти недостатки в известной мере устранены в подвес-
ной центрифуге с нижней выгрузкой (рис. 27). В такой
центрифуге барабан подвешен к валу, имеющему верх-
Рис. 26. Трехколонная центрифуга с нижней выгрузкой:
1 — ротор; 2 — запорный конус; 3 — конус днища ротора; 4 — ленточный
тормоз; 5 — электродвигатель
нюю шаровую опору. Благодаря верхней подвеске обеспе-
чивается большая устойчивость системы и ее самоцентри-
руемость. Расположение опоры и привода над ротором
исключает попадание в них обрабатываемой жидкости и
облегчает устройство нижней выгрузки осадка. Для вы-
грузки в днище ротора имеются окна, перекрываемые за-
порным конусом. Для хорошо разгружающихся осадков
с углом трения менее 65° применяют саморазгружающиеся
подвесные центрифуги, осадок у которых выгружается
после остановки ротора и прекращения действия центро-
бежной силы.
Общий недостаток описанных выше центрифуг — не-
производительные затраты времени и энергии, связанные
57
Рис. 27. Автоматическая подвесная центрифуга с нижней выгрузкой
58
I |
Выгрузка Выход
осадка фугата
с частыми остановками для выгрузки осадка. Этот недо-
статок устранен в центрифугах с автоматическим наполне-
нием барабана и удалением осадка на полном ходу.
Центрифуги с ножевым съемом осадка (рис. 28) имеют
горизонтальный ротор. Суспензия поступает в ротор 1
через питательную трубу 5. По истечении определенного
срока подача суспензии прекращается. После фугования
с помощью гидравлического цилиндра 6 нож 2 медленно
поднимается и начинает срезать осадок, который падает
в наклонный желоб 4. Для облегчения разгрузки осадка
одновременно включается
пневматический молоток,
заставляющий вибриро-
вать стенки желоба. На
передней стенке центри-
фуги сделаны смотровые
окна для наблюдения за
процессом и люки осмотра
центрифуги. Недостаток
центрифуги с ножевым
съемом осадка — сильное
измельчение материала.
Эти центрифуги непри-
годны для обработки сус-
пензий с липким мажу-
щимся осадком.
К центрифугам непре-
рывного действия отно-
сятся центрифуги с пуль-
сирующей выгрузкой, в ко-
торых суспензия подается
непрерывно, а осадок ВЫ- линдр для подъема ножа
талкивйется отдельными -
порциями с помощью поршня-толкателя или подвиж-
ного днища. Эти центрифуги предназначены для раз-
деления концентрированных суспензий. Эффективная ра-
бота центрифуг этого типа обеспечивается при объемном
содержании твердой фазы не ниже 40%. Суспензия под-
водится в конус и через отверстия в нем поступает в бара-
бан, покрытый изнутри металлическим щелевым ситом.
Слой осадка, отложившийся на сите, перемещается порш-
нем-толкателем к открытому концу барабана. Ход поршня
равен г/10 высоты барабана. Поршень-толкатель совершает
обычно 10—16 ходов в минуту.
Рис. 28. Схема центрифуги с но-
жевым съемом осадка:
1 — ротор; 2 — нож; 3 — кожух; 4 —
приемный желоб; 5 — труба для подачи
59
Барабан закреплен на полом валу, установленном на
подшипниках. Внутри полого вала на бронзовых втулках
перемещается шток толкателя, на одном конце которого
установлен пульсирующий поршень, а на другом пор-
шень цилиндра высокого давления. Направление движе-
ния поршня изменяется автоматически.
Центрифуги непрерывного действия со шнековой вы-
грузкой осадка работают обычно как осадительные. Го-
ризонтальная осадительная центрифуга со шнековой вы-
грузкой (НОГШ) имеет сплошной многоступенчатый ци-
линдроконический ротор 1 (рис. 29), внутри которого
расположен спиральный шнек 2. Шнек и ротор имеют раз-
ную частоту вращения, вследствие чего шнек перемещает
твердый продукт, осаждающийся на стенках, к узкому
концу ротора и выгружает его через окна в его торцовой
крышке.
Осветленная жидкость сливается через окна с проти-
воположной стороны. Окна прикрываются заслонками,
с помощью которых регулируют величину открытия окон:
чем больше открыты окна, тем меньше слой жидкости
в барабане. Спираль шнека 2 выполняется одно- или
двухзаходной. Разница в частоте вращения ротора и шнека
очень невелика и равна в современных конструкциях
0,6—4%. Для достижения такой разницы применяют спе-
циальный планетарный редуктор, соединяющий вал ротора
центрифуги со шнеком. Этот редуктор 8 — один из
наиболее сложных узлов центрифуги.
Преимущество центрифуг со шнековой выгрузкой —
высокая производительность и непрерывность работы,
а недостатки — высокий расход энергии, значительное
измельчение осадка и сильный износ шнека при работе
с абразивными материалами.
Для разделения тонких суспензий, коллоидных систем,
.стойких эмульсий применяются сверхцентрифуги, имею-
щие высокий фактор разделения (Ф > 3000).
Трубчатая сверхцентрифуга (рис. 30) имеет глухой
ротор 3 в виде трубы небольшого диаметра (100—200 мм),
который в несколько раз меньше ее длины. Ротор подве-
шен на валу, приводимом от электродвигателя через ре-
менную передачу. Внутри ротора расположена крыль-
чатка с тремя-четырьмя радиальными лопастями 10, пре-
пятствующими отставанию жидкости от ротора. Внизу
ротор имеет трубчатый вал для передачи суспензии, ко-
торая, вращаясь вместе с ротором, перемещается в осе-
60
Рис. 29. Горизонтальная центрифуга со шнековой выгрузкой:
многоступенчатый ротор; 2 — шнек; 3 — кожух; 4 — подшипник; 5 — привод с турбомуфтой; 6 и 7 — трубы для подачи
суспензии и промывной жидкости; 8 — планетарный редуктор
вом направлении. Твердые частицы осаждаются на стен-
ках ротора, а фугат отводится через выходное отверстие
в головке в сливную камеру. Осадок периодически уда-
ляют вручную. При разделении эмульсий расслоившиеся
отверстия в головке центри-
жидкости отводятся через
фуги. Более тяжелая
жидкость удаляется
через отверстия, рас-
положенные у стенки
ротора, а более лег-
кий компонент уда-
ляется через отвер-
стия, расположенные
ближе к оси ротора.
Частота вращения
сверхцентрифуг до-
стигает 15 000 об/мин
при факторе разде-
ления до 15 000.
При малом диаметре
ротора и большой ча-
стоте вращения мо-
Рис. 30. Трубчатая сверх-
центрифуга:
1 — корпус; 2 — кожух;
3 — ротор; 4 — головка;
5 — днище; 6 — диск; 7 и
8 — сборники; 9 — тормоз;
10 — радиальные лопасти
жно получить значительную центробежную силу без
чрезмерного увеличения напряжения в стенках ротора.
Основной и наиболее ответственный элемент центри-
фуги — ротор (барабан). Роторы изготовляют сварными
или литыми из углеродистой и коррозионно-стойкой
стали. Иногда ступицу ротора делают литой и к ней при-
варивают обечайку из листовой стали. После сварки ро-
торы обрабатывают и подвергают тщательной баланси-
ровке.
Глава IV. АППАРАТЫ ДЛЯ ОЧИСТКИ
ГАЗОВ
§ 11. Классификация способов очистки газов
Процессы газоочистки, широко применяемые во мно-
гих отраслях промышленности, служат для очистки от
примесей газов, выбрасываемых в атмосферу, или для
извлечения из газов целевых продуктов производства.
Иногда обе задачи совмещаются. В некоторых случаях
газы, поступающие на очистку, имеют высокую темпе-
ратуру (до 1000° С) или насыщены парами кислот, что
создает дополнительные трудности при конструировании
газоочистных аппаратов.
В зависимости от агрегатного состояния примесей и
размера частиц различают:
а) пылевоздушные смеси (размер твердых частиц 3—
50 мкм);
б) дымы (размер твердых частиц 0,001—1,0 мкм);
в) туманы (размер капель жидкости 0,001 —1,0 мкм).
Способы очистки газов можно разделить на основные
группы:
1) механическая очистка, при которой частицы пыли
осаждаются под действием собственной силы тяжести или
центробежной силы;
2) мокрая очистка путем орошения газа жидкостью
или барботажа его через слой жидкости;
3) фильтрация газа через ткань или другие пористые
материалы;
4) электрическая очистка газа путем осаждения взве-
шенных частиц в электрическом поле высокого напряже-
ния.
Качество газоочистительных установок характери-
зуется величиной гидравлического сопротивления, слож-
ностью эксплуатации и коэффициентом улавливания.
Коэффициентом улавливания или к. п. д. газоочисти-
тельной установки т] называется отношение количества
63
осажденной пыли к первоначальному ее количеству
в газе:
„ сн — Г к
П =—7----->
где си и ск — соответственно начальная и конечная кон-
центрация пыли.
§ 12. Инерционные и фильтрующие газоочистители
К аппаратам инерционной очистки газов относятся от-
стойные камеры, циклоны и жалюзийные пылеуловители.
Простейшими пылеуловите-
лями, работающими способом
осаждения частиц под действием
силы тяжести, являются отстой-
ные камеры. Они применяются
для выделения грубых частиц,
например для улавливания золы
из дымовых газов.
Принцип действия циклонов
основан на использовании цент-
робежной силы, развивающейся
при вращательном движении га-
зового потока (рис. 31). Газ по-
ступает через тангенциально уста-
новленный патрубок, очищенный
газ выходит через центральную
трубу, пыль собирается в бункере
в нижней части циклона.
Циклоны эффективно очищают
газ, однако их применение огра-
ничено: частицы размером менее
1 мкм в циклонах практически
Рис. 31. Схема действия не улавливаются.
циклона Входной патрубок в цикло-
нах разных типов устанавливают
как горизонтально, так и наклонно. Подсосы газа
через отверстие для выгрузки пыли резко ухудшают
работу циклона, поэтому это отверстие должно быть на-
дежно уплотнено; это достигается установкой «мигалки» —
клапана, открывающегося периодически под действием
силы тяжести пыли. В некоторых случаях пыль разгру-
жают в бункер, который периодически опорожняется.
64
При большом расходе газа устанавливают группу
циклонов, работающих параллельно. Пыль из группы
циклонов разгружают в общий бункер. При групповой
установке большое значение имеет равномерное распре-
деление газа между циклонами. Установка более восьми
циклонов в группе не допускается (рис. 32).
Циклоны изготовляют из листовой стали. К качеству
изготовления предъявляются повышенные требования,
так как смещение кромок листов, незачищенные сварные
швы внутри аппарата создают очаги скопления пыли.
Батарейный циклон представляет собой пылеулавли-
вающий аппарат, составленный из большого числа парал-
лельно включенных элементов, объединенных в одном
корпусе (рис. 33). Запыленный газ через входной патру-
бок поступает в распределительную камеру. Из камеры
он входит в кольцевые зазоры циклонных элементов, где
5 ю. И, Макаров 65
установлены спиральные направляющие аппараты, за-
кручивающие поток газа. По центральным трубам очи-
щенный газ поступает в верхнюю камеру и выходит из
аппарата, а пыль ссыпается в сборный бункер.
Элементы батарейного циклона (рис. 34) имеют диа-
метр 150--250 мм. Вращение газа достигается путем уста-
Газ
Рис. 33. Батарейный ци-
клон:
/ — камера чистого воздуха;
2 — распределительная ка-
мера; 3 — бункер для сбора
пыли; 4 — просеянный шлак
новки винтовых лопаток или
восьмилопастной розетки с нак-
лонными лопастями. Элементы ба-
тарейных циклонов должны изго-
товляться еще более тщательно,
чем циклоны, поэтому во многих
случаях от их установки отказыва-
ются, заменяя их циклонами ма-
лых диаметров или другими газо-
очистительными аппаратами.
В жалюзийных пылеуловите-
лях пыль осаждается из-за резкого
изменения направления потока
газа. Конический жалюзийный
пылеуловитель (рис. 35) состоит
из колец разного диаметра, име-
ющих форму усеченного конуса.
Кольца соединены жесткими реб-
рами, расположенными по обра-
зующей аппарата. Запыленный
газ поступает через большое ос-
нование конуса, а очищенный от
пыли газ выходит через кольце-
вые щели. Обогащенные пылью
газы отсасываются через нижнее
основание конуса. Жалюзийные
пылеуловители просты по конст-
рукции, имеют малое гидравличе-
ское сопротивление, однако в них
осаждается только крупная пыль
с размером частиц 30 мкм и
более. В фильтрующих газоочи-
стителях газ очищается путем фильтрации его через слой
ткани или какие-либо пористые перегородки. Важное
преимущество фильтрующих газоочистителей — высокая
степень очистки газа, значительно более высокая, чем
в циклонах. Недостатки их — большое гидравлическое
сопротивление и низкая производительность.
66
Матерчатые фильтры применяются только при низких
температурах газа — не более 120° С. Нельзя очищать
в матерчатых фильтрах газы при температурах, лежащих
ниже температуры конденсации содержащихся в газе во-
дяных паров, так как при этом ткань увлажняется и за-
мазывается, вследствие чего ее сопротивление резко воз-
растает.
Наиболее широко применяют в промышленности ру-
кавные фильтры. Внутри прямоугольного корпуса та-
кого фильтра (рис. 36) размещены
в шахматном порядке матерчатые
рукава 1 диаметром 150—200 мм
Рис. 35. Схема действия
конического жалюзий-
ного пылеуловителя
Рис. 34. Элементы батарейного циклона:
а — с направляющим аппаратом в виде двух
винтообразных лопаток; б —то же в виде
восьмнлопастной розетки
из шерстяных, хлопчатобумажных или синтетических тка-
ней. Применение рукавов из стекловолокна позволяет уве-
личить температуру газа до 300° С. Нижние концы рукавов
закреплены в решетке и сообщаются с бункером. Верхние
концы рукавов закрыты заглушками, которые связаны
со встряхивающим механизмом 2. Газ входит внутрь
рукавов, фильтруется через их поверхность и удаляется
из корпуса фильтра через верхний газоход; пыль оседает
на внутренней поверхности рукавов. Рукава очищают от
пыли встряхиванием с одновременной продувкой обрат-
ным потоком воздуха.
5*
67
Рукавные фильтры обычно делают многосекционными.
Каждая секция поочередно отключается от выхлопного
коллектора на период встряхивания и продувки; отде-
Рис. 36. Рукавный фильтр:
/ — рукав; 2 — механизм встряхивания
лившаяся от ткани пыль попадает в бункер, продувочный
загрязненный воздух очищается в секциях фильтра, ра-
ботающих на фильтрацию. Пыль из бункера транспорти-
68
руется шнеком к шлюзовому затвору, через который она
удаляется.
Механизм встряхивания и переключения клапанов на
продувку приводится от электродвигателя через редуктор.
Вся работа фильтра автоматизирована.
Высоту рукава принимают в пределах 2—3 м. В одной
секции размещают обычно 14 рукавов. Наиболее распро-
странен механизм встряхивания кулачкового типа, со-
стоящий из вала с кулачками и системы рычагов. Рычаг
при вращении вала соскакивает с зуба кулачка, что и вы-
зывает встряхивание группы рукавов фильтра (рис. 37).
Рис. 37. Механизм встряхивания рукавного
фильтра:
1 — приводной вал; 2 — кулачок; 3 — коромы-
сло; 4 — тяга; 5 — сильфон; 6 — балка; 7 —
рукавные фильтры
В СССР выпускаются рукавные фильтры, имеющие до
20 секций, с общим количеством рукавов 20 X 14 = 280 шт.
и поверхностью фильтрации до 560 м2. Нагрузку на филь-
трующую поверхность принимают для мелкодисперсной
пыли 40—80 м3/(м2-ч), а для крупнодисперсной 50—
120 м3/(м2-ч). Гидравлическое сопротивление фильтра
при нормальной его нагрузке составляет 40—70 мм вод. ст.
Наряду с рукавными фильтрами применяют мешочные
матерчатые фильтры с фильтрующим элементом в форме
конверта.
Для особенно тонкой очистки применяют керамиче-
ские (поролитовые) фильтры, в которых газ проходит через
пористые фильтрующие элементы из керамики. Наряду
69
с керамикой применяют металлические пористые эле-
менты. Керамиковые и металлические фильтры могут
работать при значительно более высокой температуре, чем
матерчатые.
Для тонкой очистки газа служат также масляные
фильтры. Основной частью такого фильтра является слой
насыпных колец или пакет сеток, смоченных вязким мас-
лом. При движении газа через этот слой пыль прилипает
к масляному покрытию. Масло периодически меняется по
мере его загрязнения пылью. В масляном фильтре, пока-
занном на рис. 38, установлены горизонтальные сетки 1,
выдвигающиеся через окна в боковой поверхности фильтра.
Рис. 38. Схема масляного фильтра
Аппарат имеет несколько полок. На каждой полке уло-
жены 3—4 сетки. Газ проходит параллельно через все
полки. В масляных фильтрах с насыпными кольцами мел-
кие металлические кольца загружаются в вертикальные
рамки с двумя сетчатыми стенками. В зависимости от про-
изводительности фильтр комплектуют различным коли-
чеством рамок.
§ 13. Мокрые газоочистители
В мокрых газоочистителях газ очищается путем про-
мывки его водой в распылительных насадочных или пен-
ных скрубберах. Мокрую очистку применяют в тех слу-
чаях, когда допустимо увлажнение очищаемого газа.
Улавливаемые частицы уносятся из аппарата в виде шлама.
Широко распространены центробежные мокрые скруб-
беры. Это вертикальные и цилиндрические аппараты,
в которых газ вводится по касательной, а в поток газа
70
через форсунки впрыскивается вода. Очищенный газ вы-
ходит в верхнюю часть аппарата. Вода с уловленными
продуктами собирается в нижней части аппарата.
В пенных аппаратах жидкость, взаимодействующая
с газом, приводится в состояние подвижной пены, что
создает большую поверхность контакта между жидкостью
и газом и обеспечивает высокую степень очистки. Аппа-
рат при улавливании пыли с размером частиц более
5 мкм имеет к. п. д. до 99%.^Пенный аппарат (рис. 39)
представляет собой камеру круглого или прямоугольного
сечения с горизонтальной решеткой внутри нее. Газ дви-
жется в аппарате снизу вверх. Вода подается и отводится
через боковые штуцера. Уровень жидкости на решетке
регулируется переливным порогом. Часть жидкости
обычно протекает через решетку. Имеются конструкции
пенных аппаратов провального типа, в которых вся жид-
кость стекает через решетку навстречу газу. Пенные ап-
параты можно применять для очистки газов, не дающих
осадков, способных забивать решетки.
Пенный режим может быть получен лишь при оптималь-
ной скорости газа в свободном сечении и оптимальных диа-
71
метрах отверстий. Скорость газа в сечении аппарата при-
нимают обычно в пределах 1—3 м/с, а живое сечение ре-
шетки выбирают так, чтобы скорость газа в отверстиях
составляла 6—13 м/с. Уменьшение скорости приводит
к нарушению цельности слоя пены, повышение скорости
выше указанных пределов резко увеличивает потери из-за
брызг.
Брызгоунос является одним из основных недостатков
пенных аппаратов.
Распылительные скрубберы (рис. 40) — это обычно
полые цилиндрические аппараты с установленными внутри
распылительными соплами. Водяная завеса, создаваемая
соплами, обеспечивает очистку газа. Газовый поток в ап-
парате обычно направлен
снизу вверх. Нижняя часть
аппарата служит также
для отстаивания твердых
частиц из жидкости.
В последние годы ши-
роко применяется высоко-
эффективный пылеулавли-
вающий аппарат — ско-
ростной газопромыватель.
Этот аппарат также извес-
тен под названием скруб-
бера Вентури. Скоростной
газопромыватель состоит
из орошаемой водой трубы
1, распылителя 2 и кап-
леуловителя 3 (рис. 41).
Скорость газа в суженном
сечении трубы достигает
100—150 м/с, в связи с
Рис. 41. Скоростной газопромы-
ватель
чем сопротивление скоростных газопромывателей значи-
тельно — до 1000 мм рт. ст. При больших расходах
газа, когда одиночную трубу применить нельзя, ис-
пользуют батарею труб-распылителей небольшого ди-
аметра.
Мокрые газоочистительные установки требуют боль-
шого расхода воды, поэтому они работают, как правило,
с циркуляцией орошающей воды. Вода из аппарата по-
ступает в отстойный бак и затем с помощью насоса снова
возвращается на орошение. Периодически жидкость в си-
стеме меняется. В некоторых случаях из орошающей жид-
72
кости могут быть извлечены ценные продукты улавлива-
ния, которые накапливаются в ней в процессе многократ-
ной циркуляции.
§ 14. Электрофильтры
Действие электрофильтров основано на осаждении
электрически заряженных частиц пыли. Электрофильтры
имеют ряд преимуществ: высокую степень очистки, очень
малое гидравлическое со-
противление (обычно не
более 15 мм вод. ст.), воз-
можность работы при вы-
сокой температуре — до
500° С и более; очистка
может быть как сухой,
так и мокрой. Недостатки
электрофильтров — высо-
кая стоимость и сложное
электрическое хозяйство.
В электрофильтре ус-
тановлены электроды двух
типов — осадительные и
коронирующие. Осади-
тельные электроды выпол-
няются из пластин или из
труб, коронирующие — из
проволоки круглого или
фасонного профиля. К
электродам подводится по-
стоянный ток высокого
напряжения. Осадитель-
ные электроды присоеди-
няются к положительному
полюсу, коронирующие —
к отрицательному. Когда
между электродами филь-
Рнс. 42. Вертикальный пластинча-
тый электрофильтр:
1 — боковое отверстие; 2 — осадитель-
ный электрод; 3 — коронирующиЙ
электрод
тра пропускается газ, со-
держащий взвешенные частицы (пыль, туман), эти
частицы заряжаются под действием электрического поля,
движутся к электродам и оседают на них. Основная масса
взвешенных частиц оседает на осадительных электродах.
Осажденная пыль периодически стряхивается с электро-
дов. При очистке газов от туманов осаждающаяся жид-
кость стекает с электродов.
73
В зависимости от свойств очищаемого газа корпусы
электрофильтров изготовляют из стали, железобетона,
свинца или пластических масс. Электрофильтры могут
Рис. 43. Мокрый электрофильтр:
/ — осадительный электрод; 2 — корон нрующий электрод; 3 — изоляторы
Жидкость
быть вертикальными (с вертикальным ходом газа) и гори-
зонтальными (с горизонтальным ходом газа). Обычно уста-
навливают параллельно несколько электрофильтров или
один многосекционный электрофильтр, чтобы в процессе
74
работы можно было отключать часть электрофильтров или
отдельные секции для очистки от пыли.
Трубчатые осадительные электроды имеют диаметр
150—300 мм и длину 3—4 м. На рис. 42 дана схема верти-
кального пластинчатого электрофильтра. Газ поступает
в камеру через боковое отверстие 1, огибает перегородку
Рис. 44. Изоляторная коробка с обогревом:
/ — электрод: 2 — изолятор: 3 — подводящая
шина; 4 — тепловая изоляция; 5 — нагреватель-
ный элемент
камеры и проходит снизу вверх пространство между пла-
стинчатыми осадительными электродами 2, в котором под-
вешены коронирующие электроды 3. Осевшая на пластин-
ках осадительных электродов пыль периодически стряхи-
вается, ссыпается в нижнюю часть камеры и удаляется
из нее.
75
На рис. 43 показан вертикальный мокрый трубчатый
электрофильтр для очистки газов сернокислотных про-
изводств от тумана серной кислоты, мышьяка и селена.
Корпус фильтра стальной, футерованный изнутри кисло-
тоупорным кирпичом. Крышка фильтра защищена листо-
вым свинцом. В верхней части корпуса установлена сталь-
ная освинцованная трубная решетка, к которой подве-
шены шестигранные осадительные электроды 1. Внутри
каждого осадительного электрода висит освинцованный
коронирующий электрод 2 звездообразного сечения. Ко-
ронирующие электроды крепятся к полосам, которые
с помощью тяг опираются на изоляторы 3. Газ вводится
в аппарат снизу и выводится через верхний патрубок.
Для равномерного распределения потока газа по сече-
нию аппарата в нижней части установлены две распреде-
лительные решетки. Улавливаемая кислота сливается
в нижнюю часть электрофильтра и удаляется через шту-
цер.
Одним из наиболее сложных узлов электрофильтра
являются изоляторные коробки — места ввода высокого
напряжения. Изоляторы электрофильтров работают в тя-
желых условиях. Они должны выдерживать высокую тем-
пературу и значительную механическую нагрузку и удо-
влетворительно работать при загрязнении среды пылью
или туманом кислот. Изоляторы обычно стараются выве-
сти из потока неочищенного газа или защитить его по
возможности от попадания загрязняющих веществ. За-
щита изолятора выполняется путем применения лаби-
ринта, масляного затвора или обогрева изоляторной ко-
робки для предотвращения конденсации влаги на изоля-
торе. На рис. 44 дана конструкция изоляторной коробки
с изолятором, обогреваемым с помощью электрических
элементов.
§ 15. Прочие способы очистки газов
Во многих производствах газ очищают в несколько
ступеней, пропуская его последовательно через несколько
газоочистительных аппаратов разных типов. Первая ста-
дия очистки обычно происходит в циклонах или осади-
тельных камерах, где задерживается основная масса
крупнодисперсной пыли. Газы с остатками пыли посту-
пают на окончательную очистку в рукавный фильтр,
электрофильтр или скруббер мокрой очистки.
76
Таким образом, в аппараты окончательной очистки
попадает значительно меньшее количество пыли, что
очень облегчает их работу. Применяется также очи-
стка газа в три ступени: например, в циклоне, скруббере
мокрой очистки и электрофильтре.
К новым способам очистки относится очистка газов
посредством ультразвуковых излучателей. Ультразвуко-
вые волны способствуют укрупнению (агломерации) ча-
стиц пыли или тумана. Укрупненные частицы отделяются
в центробежных или мокрых газоочистителях. Подобные
газоочистители используются в сажевом производстве.
В механическом пылеуловителе газ всасывается вра-
щающимся ротором. Пыль отделяется при прохождении
газа через узкие зазоры между лопатками ротора и ко-
жухом.
Глава V. АППАРАТЫ ДЛЯ НАГРЕВА,
ОХЛАЖДЕНИЯ И КОНДЕНСАЦИИ
§ 16. Методы нагрева и охлаждения.
Теплоносители и хладагенты
Для нагревания химических продуктов в теплообмен-
ных аппаратах используются водяной пар, горячие жид-
кости, пары высококипящих жидкостей, топочные газы
и электрический ток.
Для охлаждения применяют воду, воздух, лед, холо-
дильные рассолы и пары жидкостей, кипящих при низ-
ких температурах.
Нагревание. Водяной пар — самый распространен-
ный теплоноситель в промышленности. Для теплообмен-
ников используют только насыщенный пар, так как ко-
эффициент теплоотдачи его значительно выше, чем у пере-
гретого пара. Если водяной пар вводится в нагреваемую
среду и смешивается с ней, то его часто называют «острым
паром».
Водяной пар успешно используется в теплообменных
аппаратах для нагрева жидкостей до температуры при-
мерно 170° С. Более высокий нагрев жидкостей требует
применения больших давлений водяного пара — выше
1,2 МН/мг, что экономически невыгодно и сопряжено
с большими трудностями. Наиболее распространенное да-
вление водяного пара в теплообменных аппаратах
0,6 МН/м2.
Для нагрева химических продуктов до более высоких
температур используют высококипящие органические жид-
кости: минеральные масла (для нагрева до 250—300° С),
тетрахлордифенил (для нагрева до 300° С), дифенильную
смесь (для нагрева до 380—400° С).
Наиболее распространена дифенильная смесь (73,5%
дифенильного эфира и 26,5% дифенила). Эта смесь кипит
при нормальном давлении при температуре 258° С; ее
можно применять для нагрева химических продуктов до
400° С, если довести давление паров смеси до 1 МН/м2.
78
В редких случаях используются пары ртути, позво-
ляющие производить нагрев до 500° С.
Топочные газы используются для высокотемператур-
ного нагрева химических продуктов (от 400 до 1000° С).
Они образуются путем сжигания жидкого или газообраз-
ного топлива в специальных топках. Для снижения тем-
пературы топочных газов до допустимых значений (500—
800° С) их смешивают с воздухом или с уже использован-
ными дымовыми газами в смесительных камерах. После
этого они направляются в теплообменный аппарат, где
охлаждаются, отдавая часть своего тепла нагреваемым
продуктам. Из теплообменника топочные газы отсасы-
ваются дымососом и выбрасываются в атмосферу.
Электрический ток используется для нагрева продук-
тов посредством электрической дуги или с помощью на-
гревательных элементов (сопротивлений). Электрическая
дута используется в дуговых печах для нагрева газообраз-
ных продуктов до 1500—2000° С и выше.
Нагрев химических продуктов электрическим током
производится путем пропускания его через нагреваемое
тело или через специальные нагревательные элементы.
Второй способ более распространен; вокруг обогреваемого
аппарата размещают нагревательные спирали, через ко-
торые пропускают ток высокого напряжения, или уста-
навливают в- аппарате закрытые нагреватели — ТЭНы.
Применяют также индукционный обогрев, когда индук-
ционными токами нагревается корпус аппарата.
Охлаждение. Воздух применяется для естественного
и искусственного охлаждения. При естественном охла-
ждении нагретые продукты охлаждаются вследствие по-
терь тепла через стенки аппарата в окружающую среду.
При искусственном охлаждении аппарат обдувается воз-
духом от вентилятора. В некоторых случаях воздух по-
дается внутрь аппарата навстречу потоку жидкости. При
этом охлаждение происходит не только путем теплоот-
дачи, но и вследствие частичного испарения жидкости.
Этот способ наиболее часто используется в градирнях
для охлаждения воды.
Вода — наиболее распространенный хладагент; ее бе-
рут из водяных бассейнов (рек, озер) и артезианских сква-
жин. Температура артезианской воды около 8—10° С,
а речной или озерной, в зависимости от времени года, —
от 4 до 25“ С. Пропущенная через теплообменный аппарат
вода нагревается до температуры не выше 50° С.
79
Охлаждение технологических аппаратов требует боль-
шого расхода воды, достигающего для отдельных хими-
ческих и нефтехимических заводов нескольких десятков
тысяч кубических метров в час. При наличии достаточного
по мощности водного источника применяется прямоточная
система водоснабжения, при которой забираемая из источ-
ника вода используется для целей охлаждения однократно.
Однако при существующем во многих местах недостатке
воды целесообразнее использовать оборотную систему
водоснабжения, при которой вода циркулирует в замкну-
той системе и используется для целей охлаждения много-
кратно. При этой системе вода, прошедшая теплообмен-
ные аппараты, нагревается в них до температуры обычно
не выше 50° С. Для повторного ее использования в каче-
стве хладагента она направляется в водоохлаждающее
устройство. Здесь вода вследствие ее частичного испаре-
ния охлаждается до требуемой температуры и собирается
в резервуаре охлажденной воды, откуда циркуляцион-
ным насосом снова направляется в теплообменные аппа-
раты. Оборотная система водоснабжения более эконо-
мична, чем прямоточная.
Для низкотемпературного охлаждения используют лед
(его вводят непосредственно в охлаждаемую среду), хо-
лодильные смеси (смеси льда с солями), холодильные рас-
солы (водные или спиртовые растворы поваренной соли,
хлористого кальция и т. д.) и пары жидкостей, кипящих
при низких температурах.
Лед и холодильные смеси позволяют охлаждать про-
дукты от +5 до —5° С. В современных производствах
они используются редко. Холодильные рассолы, наиболее
часто используемые в промышленности, позволяют охла-
ждать продукты до —20° С. Более глубокое охлаждение
достигается с помощью паров жидкостей, кипящих при
низких температурах (аммиака, фреона, этилена и т. д.).
С помощью частичного испарения жидкого аммиака при
абсолютном давлении 0,2 МН/м2 можно довести его тем-
пературу до —20° С, а жидкого этилена (при атмосфер-
ном давлении) — до —104° С.
§ 17. Поверхностные теплообменные аппараты
В большинстве случаев химические процессы сопро-
вождаются нагревом или охлаждением сырья и продук-
тов реакции.
80
Теплообменная аппаратура — один из основных ви-
дов технологического оборудования и составляет примерно
30—40% (по массе) всего химического оборудования.
Большинство теплообменных аппаратов (до 70%) работают
в средах жидкость — жидкость и пар — жидкость при
давлениях до 1 МН/м2 и температуре не выше 200° С.
Однако встречаются случаи, когда теплообменный аппа-
рат должен работать при значительных давлениях (до
150 МН/м2) или температурах.
В зависимости от назначения теплообменные аппараты
подразделяют на холодильники, подогреватели, кипятиль-
ники и конденсаторы.
Различают несколько видов взаимного движения сред
внутри теплообменника: прямоток, противоток и перекре-
стный ток. Противоток, как правило, выгоднее прямотока,
так как обеспечивает более полное использование тепла
теплоносителя. По способу компоновки теплообменной
поверхности и ее форме различают теплообменники ко-
жухотрубные, типа «труба в трубе», оросительные, по-
гружные, трубчатые воздушного охлаждения и калори-
феры, пластинчатые.
Кожухотрубиые теплообменники. Теплообменная по-
верхность в кожухотрубных теплообменниках выполнена
в виде нескольких трубок, собранных в трубный пучок
и смонтированных в одном кожухе (корпусе).
Различают четыре типа кожухотрубных теплообменни-
ков:
1) с жестким кожухом и неподвижными трубными ре-
шетками;
2) с линзовым компенсатором на кожухе и жестко
закрепленными решетками;
3) с жестким кожухом и плавающей головкой;
4) с жестким кожухом и с U-образными трубками.
Кожухотрубные теплообменники изготовляют с по-
верхностью теплообмена (наружной поверхностью всех
труб пучка) от 1 до 2000 м2. Используются они практиче-
ски во всех химических и нефтехимических производствах.
На рис. 45 показан простейший теплообменник с же-
стким корпусом. Он состоит из цилиндрического кожуха 1,
трубного пучка 2 и крышек 3. Трубки закреплены в труб-
ных решетках 6. На кожухе теплообменника имеются
два штуцера 5, а на крышках — штуцера 4. Одна из сред,
участвующих в теплообмене, движется по трубкам, дру-
гая — по межтрубному пространству.
6 ГО. И. Макаров 81
Рис. 45. Кожухотрубный теп-
лообменник с жестким кор-
пусом
В теплообменнике такого типа жидкость, текущая вну-
три трубок, проходит его за один проход. Отсюда и назва-
ние его одноходовой. В одноходовых теплообменниках
скорость движения среды по трубкам сравнительно не-
велика, поэтому они характеризуются пониженными ко-
эффициентами теплопередачи. Для увеличения скорости
теплообменники делают много-
ходовыми, т. е. направляют
среду последовательно через
отдельные участки трубного
пучка.
В зависимости от числа
ходов бывают одноходовые,
двухходовые, четырехходовые
и шестиходовые теплообмен-
ники.
При одинаковом количестве
нагреваемой (или охлаждаемой)
жидкости скорость ее движе-
ния по трубкам в многоходо-
вом аппарате значительно выше,
чем в одноходовом, поэтому
многоходовые теплообменники
более эффективны.
На рис. 46 показаны схемы
многоходовых теплообменников.
Теплообменники жесткой кон-
струкции применяют только
при незначительной разности
температур теплоагентов (раз-
ность температур кожуха и
трубок не должна превышать
40—50° С).
При большей разности тем-
ператур температурные напря-
жения необходимо компенси-
ровать. Одним из способов
компенсации является установка линзового компенсатора
на кожухе (рис. 47). Теплообменники с линзовыми ком-
пенсаторами по конструкции не отличаются от жесткотруб-
ных ничем, кроме наличия компенсатора.
Линза компенсатора сваривается из двух торовых по-
лулинз. Полулинзы штампуются из заготовок Типа шайбы.
Наружный диаметр линзы обычно больше наружного диа-
82
метра кожуха на 250 мм. Линзы можно сваривать в группы
по 2, 3, 4, 5 и 6 линз подряд. Одна линза допускает растя-
жение или сжатие кожуха до 8 мм.
Теплообменники с линзовым компенсатором приме-
няются при давлениях не выше 1,6 МН/м2. При более вы-
соком давлении приходится применять линзу с большей
толщиной стенки, что в свою очередь увеличивает ее жест-
кость и резко снижает компенсирующую способность,
поэтому при давлении выше 1,6 МН/м2 обычно применяют
Рис. 46. Схемы многоходо-
вых теплообменников:
Рис. 47. Линзовый компенсатор
(7 — гильза)
доГогТп7Х?рубномуДпУрХоХс?: теплообменники с и-образными
ранству; в — четырех ходового трубКЭМИ (ТУ) И Плавающей
головкой (ТП).
Теплообменник типа ТУ (рис. 48) всегда делается двух-
ходовым по трубному пространству, в этом его конструк-
тивная особенность. При ремонте трубный пучок вместе
с решеткой может быть извлечен из кожуха.
Чистить поверхность трубок в теплообменниках типа
ТУ очень трудно, поэтому рекомендуется применять их
лишь в тех случаях, когда продукт, подаваемый внутрь
трубок, не. загрязнен и не образует отложений.
В тепловом кожухотрубном теплообменнике с плаваю-
щей головкой (рис. 49) левая трубная решетка жестко со-
единена с кожухом. Правая плавающая решетка не имеет
соединения с кожухом.
Значительно реже используются теплообменники,
у которых плавающая головка имеет сальниковое уплот-
нение. i
Теплообменники с плавающей головкой выпускаются
на давления 1,6; 2,5; 4 и 6,4 МН/м2 с диаметром корпуса
от 300 до 1400 мм.
6*
83
Основными деталями всех кожухотрубных теплооб-
менников являются трубки, трубные решетки, распреде-
лительные перегородки.
Для стальных теплообменников наиболее широко при-
меняют трубки с наружными диаметрами 20, 25, 38 и
1312
мм. В теплообменниках для
химической промышленности наи-
более распространены трубки
диаметром 25 мм, а в нефтепере-
рабатывающей — 20 мм. Трубки
диаметром 38 и 57 мм применяют
при работе с загрязненными или
вязкими жидкостями. Для кожу-
хотрубных теплообменников при-
меняют, как правило, цельнотя-
нутые трубы из сталей 10 или
20. При работе с агрессивными
средами используют трубки из
легированных и коррозионностой-
ких сталей, меди, титана, алю-
миния, графита. В этих случаях
возможны отклонения диаметров
трубок от указанных выше. На-
пример, медные трубки чаще име-
ют диаметр 6 мм.
Длину труб теплообменного
пучка выбирают в зависимости
от диаметра кожуха теплообмен-
ного аппарата. При диаметрах
кожуха 300—600 мм длину труб
принимают от 1 до 6 м, а в аппара-
тах большого размера — до 9 м.
Весьма ответственным узлом
теплообменника является соедине-
ние труб с трубной решеткой. Это
соединение может быть обеспечено
развальцовкой, сваркой, пайкой
Рис. 48. Теплообменник и склеиванием.
с V-образными трубками Наиболее распространено кре-
пление труб в трубной решетке
способом развальцовки (рис. 50, а и б), производи-
мой путем пластической деформации конца трубы спе-
циальным инструментом — вальцовкой. При расшире-
84
нии трубы она плотно прижимается к внутренним стен-
кам отверстия в решетке.
При давлении сред внутри теплообменника более
0,6 МН/м2 способ развальцовки, показанный на рис. 50, а,
уже не может обеспечить герметичность соединения, по-
этому используют другой способ (рис. 50, б). В этом слу-
Рис. 49. Теплообменник с плавающей головкой
чае на внутренних поверхностях отверстий в решетках
делаются канавки глубиной 0,5—0,8 мм. Обычно делают
две канавки, но при высоких давлениях их число увели-
чивают. Труба должна выступать над поверхностью ре-
шетки на величину толщины стенки трубы. Поверхности
Рис. 50. Способы крепления труб в трубной решетке:
а, б — развальцовка; в — сварка; г — пайка; д — клейка
отверстия решетки и конца трубы должны быть зачищены
до чистого металла. При этом шлифование поверхностей
не допускается, так как чем грубее обработана поверх-
ность отверстия, тем прочнее соединение. Однако конец
трубы и поверхность отверстия решетки не должны иметь
продольных рисок. При развальцовке материал трубы на-
чинает течь, заполняя канавки решетки. Благодаря этому
соединение оказывает максимальное сопротивление выры-
85
ванию труб из решетки и становится более плотным (гер-
метичным).
На прочность соединения развальцовкой очень влияет
степень развальцовки, определяемая величиной расши-
рения трубы в процессе развальцовки. Чем больше сте-
пень развальцовки, тем прочнее соединение трубы с ре-
шеткой. Однако эта зависимость существует до некоторого
значения степени развальцовки, выше которого прочность
соединения падает. Поэтому при развальцовке прихо-
дится следить за расширением трубы. Допускается сте-
пень развальцовки в пределах от 15 до 20% толщины
стенки вальцуемой трубы для нормальных давлений и
от 25 до 30% для высоких давлений. Соединения с излиш-
ней степенью развальцовки в процессе эксплуатации те-
плообменника могут выйти из строя, т. е. дать течь в ре-
зультате растрескивания конца трубы. В этом один из
главных недостатков соединения развальцовкой. Более
надежно соединение труб сваркой (рис. 50, в). За послед-
ние годы этот способ соединения хорошо освоен и широко
применяется.
Приварка труб к решетке используется при высоких
давлениях (или температурах), а также и в том случае,
когда требуется абсолютная герметичность соединения.
Последнее условие обычно ставится, когда совершенно
недопустимо соединение сред, текущих по трубам и меж-
трубному пространству, во избежание взрыва, пожара или
порчи одного из продуктов. Сварные швы соединения дол-
жны быть прочными и плотными, поэтому часто сварку
производят в среде инертного газа. Сварку нельзя исполь-
зовать для трубных решеток из металла с повышенным
содержанием углерода.
Если трубная решетка большой толщины, то при сварке
может возникнуть опасность перегара конца трубы (обыч-
ная опасность при сварке массивной детали с тонким из-
делием). В этом случае приходится растачивать около от-
верстий решетки концентрические канавки глубиной, рав-
ной приблизительно толщине стенки трубы. Величина
образующейся перемычки между стенками отверстия в ре-
шетке и канавки тоже равна толщине стенки трубы. Та-
ким образом, в месте сварки свариваемые изделия (труба
и верхняя часть решетки около отверстия) имеют одина-
ковую толщину.
Пайка и заливка концов труб мягким припоем
(рис. 50, г) используется в медной аппаратуре.
86
Трубы из полимерных материалов и графита соеди-
няются с трубными решетками с помощью клейки
(рис. 50, д).
В теплообменниках применяют в основном четыре спо-
соба размещения труб в пучке (рис. 51): по вершинам рав-
носторонних треугольников, шестиугольников, квадратов
Рис. 51. Способы расположения труб в трубном пучке
и по окружностям. Первые два способа позволяют равно-
мерно разместить наибольшее число труб в пучке. Раз-
мещение труб по вершинам квадрата обеспечивает до-
ступность межтрубного пространства для чистки.
Рис. 52. Сварное соединение трубной решетки с кожухом
Расстояние между осями соседних труб (шаг) прини-
мается в пределах t = (1,25ч-1,3) dH. Для наиболее хо-
довых диаметров труб шаг нормализован.
Трубная решетка в жесткотрубных теплообменниках
и теплообменниках с динзовым компенсатором сваривается
с кожухом. Возможно соединение по вариантам, показан-
ным на рис. 52. Разъемные соединения кожуха с трубной
решеткой используются лишь в соединениях с плаваю-
щей головкой, U-образными трубами, т. е. в таких тепло-
обменниках, в которых можно вытащить трубчатку из
кожуха.
87
На рис. 53 показана конструкция разъемного соеди-
нения решетки с кожухом. Три фланца соединения стя-
гиваются фасонной шпилькой, которая позволяет снять
крышку распределительной коробки, не нарушая соеди-
нения трубной решетки с кожухом.
Днище или распределительная коробка теплообмен-
ника соединяются с кожухом, как правило, на шпильках.
Съемное днище позволяет производить чистку труб, их
осмотр и подвальцовку. На рис. 54, а—г показаны воз-
можные варианты соединения днища с кожухом аппарата.
Рис. 53. Разъемное соедине-
ние трубной решетки с
кожухом
Рис. 54. Типы соединения днищ
с кожухом
Варианты виг позволяют производить чистку без от-
соединения от трубопроводов, хотя в этом случае услож-
няется развальцовка труб.
Диаметры штуцеров в днищах и кожухе теплообмен-
ника выбирают по допустимым скоростям теплоносителей.
Для жидкостей допустимые скорости потока в штуцере
равны 0,5—1 м/с, для газов 10—25 м/с. Перегородки в меж-
трубном пространстве имеют двойное назначение: они
служат для обеспечения соответствующего потока среды
и одновременно обеспечивают жесткость трубного пучка.
Поперечные перегородки могут быть сплошными, сек-
торными, щелевыми, сегментными, кольцевыми вырезами
(рис. 55, а—д).
В случае установки сплошных перегородок жидкость
проходит в кольцевых зазорах между перегородкой и
трубами. Предполагается, что после прохождения пере-
городки она должна равномерно омывать трубы в простран-
стве между двумя перегородками. Это не всегда дости-
88
гается. В более благоприятных условиях оказываются
участки труб около перегородок.
Предпочтительны перегородки остальных типов, так
как они обеспечивают равномерное омывание труб по
всей их длине. Наиболее распространены среди них пере-
городки с секторными и сегментными вырезами. Эти пере-
городки заставляют жидкость двигаться поперек труб, что
улучшает условия теплообмена.
Рис. 55. Поперечные перего-
родки в межтрубном прост-
ранстве:
а — сплошное; б — с секторным вырезом; в — с щелевым вырезом;
г — с сегментным вырезом; д — с кольцевым вырезом
Толщина перегородок 5—8 мм. Отверстия для прохода
труб через перегородку делают обычно на 1,5—3 мм больше
наружного диаметра труб. Расстояние между перегород-
ками назначают равным 50dH (dH — наружный диаметр
труб).
Перегородки крепят внутри кожуха теплообменника на
четырех тягах, на которые нанизаны распорные трубки.
Поперечные перегородки в межтрубном пространстве
сообщают дополнительную жесткость трубному пучку,
поэтому в длинных теплообменниках их устанавливают
и в тех случаях, когда не требуется увеличения скорости
среды в межтрубном пространстве.
Продольные перегородки, предназначенные для пре-
вращения одноходового теплообменника в многоходовой,
как правило, ввариваются в распределительную коробку.
Для уплотнения зазора между перегородкой и трубной
89>
решеткой используются прокладки. При сбалчивании
распределительной коробки с трубной решеткой пере-
городка плотно прижимается к прокладке.
Теплообменники типа «труба в трубе», хотя и выде-
лены в отдельную группу, являются одной из разновид-
ностей кожухотрубных теплообменников.
Теплообменник типа «труба в трубе» состоит из двух
труб разного диаметра, вставленных одна в другую. Одна
из сред течет по внутренней трубе, а другая — по кольце-
вому пространству между трубами.
Рис. 56. Цельносварной
теплообменник типа «тру-
ба в трубе»
Рис. 57. Секционный теплообменник
1 и 2 — трубы ввода и вывода теплоноси-
теля; 3 н 4 — трубы ввода и вывода
продукта
Если нет необходимости чистить теплообменник, то
его делают цельносварным, для чего наружная труба по
концам обжимается и приваривается к внутренней трубе
(рис. 56). Отдельные участки такого теплообменника мо-
гут быть сварены между собой или соединены фланцами.
Наряду с гладкотрубными теплообменниками применяют
также аппараты с накатанными ребрами на наружной
поверхности труб.
Если трубы в ходе эксплуатации приходится чистить,
то теплообменники делают разборными, на фланцах. За-
зор между трубами со стороны фланцев в этом случае
уплотняется сальником. Для уменьшения числа сальников
каждую секцию теплообменника составляют из U-об-
разных элементов.
Цельносварную конструкцию теплообменника приме-
няют при разности температур стенок труб не больше
70G С. При большей разности температур используют раз-
борные теплообменники.
90
При больших расходах теплоносителя теплообменники
этого типа собирают из нескольких секций, включенных
параллельно. Отдельные секции теплообменника обычно
закрепляют хомутами на специальной сварной раме
(рис. 57).
В теплообменниках типа «труба в трубе» можно достичь
высоких скоростей потока в межтрубном пространстве,
поэтому они имеют высокие значения коэффициентов
теплоотдачи с обеих сторон внутренней трубы.
Рис. 58. Способы продольного оребрения труб
Для интенсификации процесса конвективного тепло-
обмена в теплообменниках новейших конструкций исполь-
зуют оребренные трубы. В теплообменниках типа «труба
в трубе» используют продольные ребра. На рис. 58, а и б
показаны два способа присоединения продольных ребер
к внутренней трубе. Способ а предполагает изготовление
ребер из штампованных корыт, привариваемых контакт-
ной сваркой к трубе. При способе б ребра изготовляют
из полосок. Полоски вставляют в канавки на трубе, полу-
ченные протяжкой, и затем приваривают к трубе.
Оросительные теплообменники служат в основном для
охлаждения жидкостей и газов. Оросительный теплооб-
менник состоит из вертикального ряда расположенных
одна над другой прямых труб, соединенных последова-
тельно с помощью колен (калачей). Над верхней трубой
расположен желоб. Охлаждающая жидкость (преиму-
91
щественио используется вода) равномерно переливается
через боковые стенки желоба, омывает верхнюю трубу,
с нее стекает на нижележащую трубу и т. д. Внизу смон-
тирован поддон для сбора воды (рис. 59).
В химической промышленности оросительные тепло-
обменники благодаря простоте конструкции используются
для охлаждения кислот, так как для этого процесса тепло-
обменник приходится изготовлять из кислотоупорного
Рис. 59. Оросительный теплооб-
менник:
/ — трубы; 2 — колено; 3 — желоб;
4 — рама; 5 — поддон
ферросилида, который не-
пригоден для изготовле-
ния аппаратов сложной
конструкции.
Калориферы и трубча-
тые теплообменники воз-
душного охлаждения. Теп-
лоотдача от газов к по-
верхности трубок или на-
оборот от поверхности
трубок к газам протекает
в десятки и сотни раз
медленнее, чем от жидко-
стей, поэтому для нагрева
(или охлаждения) газгв
до заданной температуры
приходится создавать в
аппарате большие поверх-
ности теплообмена. В трубчатых теплообменниках это
можно осуществить путем поперечного оребрения труб.
Ребра могут быть запрессованы непосредственно на теле
трубы, навиты на нее с натягом и, наконец, выдавлены
за одно целое с трубой. В СССР получили распростране-
ние трубы с ребрами, выполненными за одно целое со
стенкой. Высота ребер таких труб 10,5 мм при расстоянии
между ребрами 3,5 мм.
Наиболее типичным теплообменником для газов, в ко-
тором используются поперечно оребренные трубки, яв-
ляется калорифер.
Калорифер, как правило, состоит из нескольких од-
нотипных секций. Каждая секция (рис. 60) представляет
собой стальной короб, в котором размещено определен-
ное количество оребренных трубок. Необходимая поверх-
ность теплообмена в калорифере достигается путем ком-
поновки его из соответствующего количества секций.
92
Тенлоноситель (чаще всего им является насыщенный
водяной пар) проходит внутри трубок каждой секции,
а нагреваемый газ направляется поперек трубок.
Калориферы нашли широкое применение, особенно
в сушильных установках и в системах приточно-вытяж-
ной вентиляции химических цехов.
В теплообменниках воздушного охлаждения прокачи-
ваемая по оребренным трубкам жидкость охлаждается
Рис. 60. Секция калорифера из оребренных труб
путем наружного обдува труб воздухом, нагнетаемым
осевым вентилятором. В зависимости от расположения
теплообменных труб воздушные теплообменники класси-
фицируют на горизонтальные, вертикальные и шатровые
(с трубами, наклоненными к горизонту).
На рис. 61 дана конструкция типового теплообмен-
ника воздушного охлаждения горизонтального типа
(КВО-1300Г). Он имеет следующие основные части: свар-
ную раму 5, трубный пучок 10, осевой вентилятор 8,
привод вентилятора, состоящего из редуктора 1 и элек-
тродвигателя 11.
Трубный пучок теплообменника воздушного охлажде-
ния компонуется из прямых оребренных труб, собранных
в несколько секций (в рассматриваемом теплообменнике
их три). Секции воздушного теплообменника конструк-
тивно весьма схожи с элементами калорифера. Трубы
93
каждой секции иа концах развальцованы в прямоуголь-
ных решетках, прикрытых крышками. В крышки вварены
штуцера, к фланцам которых подсоединяют подводящие
и отводящие жидкость трубопроводы. Число вертикаль-
ных рядов труб в секции 4—8, а число труб в одном ряду
23—24 шт. Длина труб принимается равной 3; 4 или 8 м
(в рассматриваемом типе длина труб 4 м).
Трубы в аппаратах воздушного охлаждения имеют
поперечные ребра. Благодаря им создается большая по-
верхность, участвующая в теплообмене: например, в рас-
смотренном выше теплообменнике воздушного охлажде-
ния (см. рис. 61) она составляет 1300 м2. Трубный пучок
укладывается на сварную раму 5. Он обдувается возду-
хом, нагнетаемым осевым вентилятором 8.
Осевой вентилятор состоит из составного корпуса и
рабочего колеса с восемью лопастями. Диаметр лопастей
рабочего колеса 2800 мм. Производительность такого вен-
94
тилятора до 270 000 м3/ч. Осевой вентилятор создает
мощный воздушный поток, омывающий оребренные трубы.
Большие скорости воздушного потока создают условия
для интенсивного теплообмена. Как показали экспери-
ментальные исследования, в аппаратах воздушного
охлаждения коэффициент теплопередачи достигает
400 Вт/(м2-град) [345 ккал/(мг-ч-град) I.
а — поперечное сечение каналов, образованных профильными
листами; б — сборка профильных листов в пакет; I — внутрен-
ние каналы; 2 — наружные каналы
В теплообменниках воздушного охлаждения возможно
охлаждение жидкости до температуры на 10—14° С выше
температуры окружающего воздуха, что ограничивает
область их применения. Однако благодаря их высокой
эффективности, малому расходу воды и электроэнергии
и возможности установки почти в любом месте они весьма
перспективны и находят все более широкое применение
в различных химических производствах.
Несколько теплообменников воздушного охлаждения
могут комплектоваться в блоки.
95
Пластинчатые теплообменники. В трубчатых тепло-
обменниках поверхность теплообмена, приходящаяся на
единицу объема аппарата, составляет в среднем 50—
Рис. 63. Воздухоподогреватель из профильных листов
газотурбинной установки ГТК-Ю
90 м2/м3. Увеличение этого показателя до 1400 м®/м3 было
достигнуто при использовании в качестве элемента поверх-
ности теплообмена профильных листов.
Профильные листы выполняют из заготовок листового
проката толщиной 0,5—1,2 мм. На поверхности листов
96
производительности эк-
2
3
Рис. 64. Принципиальная
схема роторного пластинча-
того воздухоподогревателя
выштамповываются овальные и трапецеидальные выступы.
Листы свариваются между собой на шовной сварочной
машине по наружним кромкам. Между листами образуются
волнистые каналы для прохода газа и воздуха. Сваренные
попарно, профильные листы собираются в пакеты, заклю-
чаемые в дальнейшем в коробчатые корпусы. На рис. 62
показан элемент подобного пакета с перекрестными по-
токами газов. Благодаря большой поверхности тепло-
обмена и турбулизации газовых потоков в волнистых
каналах теплообменники из профильного листа более ком-
пактны и эффективны. Один такой теплообменник с по-
верхностью 160 м2 по тепловой
вивалентен кожухотрубному
теплообменнику с поверхно-
стью 400 м2.
Теплообменники из про-
фильных листов используют в
качестве воздухоподогревателей
газотурбинных установок, теп-
лоуловителей (экономайзеров)
в технологических установках.
Конструктивное оформление
теплообменников различно: они
могут располагаться горизон-
тально или вертикально. В ка-
честве примера конструктив-
ного оформления этих тепло-
обменников на рис. 63 показан
хоподогреватель газотурбинной установки ГТК-Ю.
В некоторых производствах стали применять роторные
пластинчатые воздухоподогреватели, в которых тоже
используются профильные листы в качестве поверхности
теплообмена. На рис. 64 дана принципиальная схема
этого теплообменника. Ротор 1 теплообменника состоит
из 18—24 секторов, разделенных вертикальными перего-
родками на несколько отсеков. В эти отсеки вставлены
пакеты из профильных листов. Ротор установлен на опо-
рах в цилиндрическом кожухе 2, разделенном на воздуш-
ную и газовую камеры уплотнителями: радиальными
и периферийными. При медленном вращении ротора (с ча-
стотой 1,5—4 об/мин) секторы последовательно попадают
в камеры кожуха. В газовой камере профильные пла-
стины нагреваются, а в воздушной — охлаждаются,
отдавая часть тепла проходящему через нее воздуху.
противоточный возду-
1 Ю. И. Макаров
97
Кожух 2 состоит из верхней и нижней крышек и боко-
вой обшивки. Крышки выполнены в виде больших флан-
цев, переходящих с наружной стороны в прямоугольные
патрубки для прохода газового и воздушного потоков.
На крышках установлены по две секторные плиты 3
радиального уплотнения, служащие для разделения га-
зового и воздушного потоков. Секторные плиты крепятся
Рис. 65. Воздухоподогреватель типа ВПР-5:
1 — кожух; 2 — ротор; 3 — крышка; 4 — вал; 5 — верхняя
опора; 6 — ннжняя опора; 7 — электродвигатель; 8 — редук-
тор; 9 — конический редуктор; 10 — подъемный механизм
к крышкам на четырех пружинных устройствах. При вра-
щении ротора его уплотнительные полосы скользят по
рабочим поверхностям секторных плит. Для предотвра-
щения утечек воздуха наружу и присосов его в газовую
камеру по окружности ротора установлены периферийные
уплотнения. Они состоят из 22 чугунных колодок, на-
бранных в единый пояс на крышках кожуха. Каждая
колодка может свободно перемещаться по направляющим
втулкам, приваренным к крышкам. С помощью пружины
98
и шпилек устанавливают зазор в 0,5 мм между фланцем
ротора и колодкой.
Отечественной промышленностью освоен выпуск ротор-
ных воздухоподогревателей диаметром 3600—7450 мм.
На рис. 65 приведена конструкция роторного воздухопо-
догревателя типа ВПР-5 Подольского машиностроитель-
ного завода им. Орджоникидзе. Общая поверхность тепло-
обмена в нем равна 28 500 м2, мощность электродвигателя,
приводящего ротор во вращение, 9 кВт.
§ 18. Теплообменники смешения, конденсаторы
В теплообменниках этого типа тепло передается от од-
ной среды к другой путем непосредственного контакта
потоков, т. е. путем их смешения.
Этот способ можно использовать лишь в том случае,
когда смешение потоков допустимо.
Теплообменники смешения можно подразделить по
принципу действия на барботеры, градирни и конденса-
торы.
Барботеры. Наиболее часто принцип смешения пото-
ков используется для нагрева жидкостей путем непосред-
ственного ввода в них водяного пара.
Простейшее устройство для ввода пара в жидкость —
труба, опущенная открытым концом в сосуд. Более эф-
фективны в этом случае так называемые барботеры, т. е.
трубы с отверстиями в верхней части, укладываемые гори-
зонтально на дно сосуда. Трубы могут быть согнуты в форме
спирали, сварены в концентрические кольца или решетку
из прямых труб.
Поднимающиеся в нагреваемой жидкости пузырьки
пара интенсивно ее перемешивают. Высота уровня жид-
кости в сосуде должна быть достаточной для того, чтобы
пузырьки пара при подъеме успели сконденсироваться.
Это необходимо с целью использования тепла конденса-
ции.
Градирни получили широкое распространение в каче-
стве водоохлаждающих устройств в оборотных системах
водоснабжения. Конструктивно градирня представляет
собой высокую деревянную или железобетонную башню,
в нижней части которой смонтирован ороситель. В зави-
симости от конструкции оросителя, предназначенного
увеличить поверхность контакта охлаждаемой воды и
воздуха, различают пленочные, капельные (рис. 66),
7*
99
брызгальные и капельно-пленочные градирни. В пленоч-
ных градирнях вода стекает в виде пленок, в капельных
и брызгальных — в виде капель, в капельно-пленочных —
в виде капель и пленок.
На рис. 67 показано расположение брусков в ороси-
теле капельной градирни. Треугольные деревянные бруски
имеют сечение 50x50x70 мм. Весьма схожую конструк-
цию имеет ороситель пленочной и капельно-пленочной
градирен.
В брызгальных градирнях ороситель выполнен в виде
труб с отверстиями или соплами, через которые охла-
ждаемая жидкость разбрызгивается внутри полости
башни.
Вода, подлежащая охлаждению, с помощью водорас-
пределительного устройства лоткового типа равномерно
орошает всю верхнюю часть решетки оросителя. В ороси-
теле вода движется вниз, а навстречу ей поднимается по-
ток воздуха, поступающий в нижнюю часть башни из
окружающей атмосферы. Воздушный поток создает бла-
гоприятные условия для частичного испарения воды. При
100
испарении воды от нее отнимается много тепла (в усло-
виях градирни до 24,4 -10® Дж/кг, или 580 ккал/кг),
благодаря чему она охлаждается.
Необходимая тяга воздуха создается благодаря раз-
ности плотностей более холодного и сухого наружного
воздуха и воздуха на верху башни, подвергшегося в оро-
сителе нагреву и увлажнению. Для создания достаточной
тяги высоту башни в зависимости от потребной производи-
тельности и типа градирни делают от 15 до 100 м.
Плотность орошения водой решетки оросителя прини-
мается около 10 м3/(м2-ч). В градирнях возможно охла-
ждение воды на 15—30° С. Охлажденная вода собирается
в нижней части башни.
Для уменьшения высоты градирни и интенсификации
процесса охлаждения воды с некоторого времени стали
устанавливать вентиляторные градирни, в которых воз-
дух просасывается через решетку оросителя с помощью
осевого вентилятора большой производительности
(типа ВГ). На рис. 68 показана конструкция одновенти-
ляторной градирни. Существуют и многовентиляторные
градирни, на верху которых устанавливают по два, три
или больше мощных осевых вентиляторов.
Благодаря интенсификации процесса испарения воды
в вентиляторных градирнях температура охлажденной
воды на 3—5° С ниже, чем при тех же условиях в обычных
градирнях. Кроме того, и строительная стоимость венти-
ляторных градирен на 30—50% меньше стоимости башен-
ных. По этой причине вентиляторные градирни в даль-
нейшем будут широко использоваться.
Конденсаторы. Теплообменники смешения могут при-
меняться для сжижения паров воды или других жидкостей,
не представляющих ценности. В этом случае аппараты на-
зывают конденсаторами смешения. Конденсацией поль-
зуются для создания и поддержания некоторого разреже-
ния в процессах выпаривания, ректификации, вакуумной
сушки. При конденсации под вакуумом непрерывно охла-
ждают конденсируемые пары и непрерывно удаляют по-
лучающийся конденсат и неконденсирующиеся газы, по-
ступающие в конденсатор с парами или с охлаждаемой
жидкостью.
По способу действия конденсаторы бывают двух ти-
пов — мокрые и сухие. В мокрых конденсаторах охла-
ждающая вода, конденсат и газы откачиваются одним
101
насосом, в сухих же конденсаторах вода и конденсат сте-
кают самотеком по одной трубе, а газы откачиваются
вакуум-насосом по другой.
На рис. 69 приведена схема противоточного сухого
барометрического конденсатора, состоящего из корпуса /,
полок 2 и барометрической трубы 3. Пары, подлежащие
конденсации, поступают в конденсатор через ввод /,
Рис. 68. Одновентиляторная градирня:
1 — вентилятор; 2 — лестница; 3 — вертикальный вал; 4 — редуктор; 5 —
гидромуфта; 6 — электродвигатель; 7 — вход в галерею градирни; 8 — оро-
ситель
а охлаждающая вода — через ввод III. Вода стекает,
переливаясь через борта полок 2. Потоки воды конденси-
руют поднимающиеся пары. Конденсат вместе с охла-
ждающей водой удаляется из конденсатора по барометри-
ческой трубе 3, опущенной в приемный колодец 4. Баро-
метрическая труба должна обеспечить непрерывный от-
вод конденсата. Ее высота Н зависит в основном от оста-
102
точного давления внутри конденсатора и величины по-
тери напора при движении жидкости в барометрической
трубе. Чем больше в ней разрежение, тем выше должна
быть труба. Во всяком случае жидкость из колодца 4
не должна под действием атмосферного воздуха заполнять
внутреннюю полость конденсатора. Число полок в кон-
денсаторе от 4 до 7 шт. Несконденсированные пары уда-
ляются из конденсатора вакуум-насосом через вывод II.
Нагретая вода из колодца
непрерывно удаляется че-
рез вывод IV.
В некоторых производ-
ствах применяют конден-
саторы смешения с насад-
кой. Конденсатор смеше-
ния такой конструкции
представляет собой ци-
линдрическую колонну,
заполненную насадкой
(кольцами Рашига). Под-
лежащие конденсации па-
ры подаются внутрь ко-
лонны под насадку. Охлаж-
дающая жидкость подается
сверху, равномерно рас-
пределяясь по насадке.
Жидкость, стекающая по
насадке, образует разви-
тую поверхность контакта
с парами. Конденсат вместе
с охлаждающей водой сте-
Рис. 69. Баро- Рис. 70. Мок-
метрический рый конденса-
ковденсатор тор смешения
смешения
кает в нижнюю часть колонны, откуда он через гидрав-
лический затвор удаляется насосом. Несконденсировав-
шиеся пары и газы удаляются через штуцер, вваренный
в верхней части корпуса колонны.
На рис. 70 приведена схема конденсатора смешения
мокрого типа. Он состоит из корпуса 1, внутри которого
смонтированы полки 2. Охлаждающая вода разбрызги-
вается внутри конденсатора с помощью разбрызгивателя 3.
Конденсирующиеся пары вместе с охлаждающей водой
движутся сверху вниз. Конденсат вместе с охлаждающей
водой и несконденсировавшимися парами откачивается
одним насосом.
103
Мокрые конденсаторы применяют в том случае, когда
нет возможности по каким-либо причинам установить
барометрическую трубу.
Теплообменники смешения по сравнению с поверхно-
стными теплообменниками имеют следующие преиму-
щества: малые затраты металла, небольшие габариты и про-
стую конструкцию. Недостатки их — невозможность вы-
деления конденсата в чистом виде и невозможность на-
грева сред, не допускающих взаимного смешения.
Глава VI. АППАРАТЫ ДЛЯ ВЫПАРИВАНИЯ
И КРИСТАЛЛИЗАЦИИ
§ 19. Выпарные установки
Процесс выпаривания применяется для концентри-
рования растворов твердых нелетучих веществ путем ча-
стичного испарения растворителя. Выпарке подвергаются,
как правило, водные растворы солей, щелочей и различных
органических продуктов.
Извлечение твердого вещества из концентрированного
раствора, поступающего с выпарной установки, произво-
дится путем кристаллизации или окончательного упари-
вания раствора в плавильных котлах или выпарных ча-
шах.
В качестве теплоносителя в выпарных аппаратах при-
меняют обычно водяной пар. Значительно реже приме-
няют высокотемпературный обогрев с помощью органи-
ческих теплоносителей, топочных газов или электрона-
гревателей.
Выпаривание проводят под атмосферным давлением,
под вакуумом и при повышенном давлении. При выпари-
вании под атмосферным давлением пар, образующийся из
раствора (так называемый вторичный или соковый пар),
выпускается в атмосферу. Такой способ выпаривания наи-
более прост. Выпаривание под вакуумом позволяет сни-
зить температуру кипения раствора, что особенно важно
при выпаривании растворов, чувствительных к высокой
температуре. При выпаривании под повышенным давле-
нием увеличивается температура кипения раствора.
Недостатком выпаривания под вакуумом или при по-
вышенном давлении является удорожание установки и
усложнение ее эксплуатации.
Выпарная установка может работать как периодически,
так и непрерывно, однако периодические выпарные уста-
новки применяются в настоящее время сравнительно
редко.
105
Установки, состоящие из одиночного аппарата, вторич-
ные пары которого не используются, называются одно-
корпусными выпарными установками. Широкое распро-
странение получили многокорпусные выпарные установки,
состоящие из нескольких соединенных между собой аппа-
ратов, позволяющие использовать тепло вторичного пара
и повысить экономичность установки.
Вода
В сборник
_____________________________________________ продукта
Конденсат
Рис. 71. Схема трехкорпусной выпарной установки
В трехкорпусной выпарной установке первый корпус
обогревается свежим паром, вторичный пар из первого
корпуса поступает на обогрев второго корпуса, из вто-
рого корпуса пар поступает на обогрев третьего корпуса
и т. д. Вторичный пар из последнего корпуса направляется
в конденсатор или используется вне аппарата (при работе
последнего корпуса под повышенным давлением). Таким
образом, в многокорпусной установке вторичный пар ис-
пользуется многократно. Наиболее распространены много-
корпусные установки с тремя корпусами (рис. 71), однако
имеются установки из четырех, пяти и шести корпусов.
В первом корпусе установки самое высокое давление
и наивысшая температура кипения раствора, в последую-
щих корпусах давление и температура падают, поэтому
106
первый корпус многокорпусной установки, как правило,
работает под повышенным давлением, а последний кор-
пус — под вакуумом.
В зависимости от подачи раствора различают два вари-
анта работы выпарной установки: движение раствора про-
тивотоком по отношению к пару и прямотоком с паром.
Движение раствора противотоком рациональнее с точки
зрения распределения температур, поскольку концентри-
рованный раствор с более высокой температурой кипения
поступает в первый корпус, где температура пара наиболь-
шая. Однако для подачи раствора из корпуса в корпус
в случае противотока необходимо устанавливать насосы,
что значительно усложняет работу установки. Поэтому
более широко применяют выпарные установки с движе-
нием раствора по принципу прямотока, не требующие уста-
новки насосов. Имеются установки с промежуточным от-
бором пара между корпусами.
В некоторых случаях применение многоступенчатых
выпарных установок оказывается невозможным по при-
чине плохой термической стойкости продуктов.
Чтобы повысить экономичность однокорпусной выпар-
ной установки, применяют схему с тепловым насосом, сущ-
ность которой в том, что вторичный пар сжимается турбо-
компрессором, вследствие чего температура его возрастает.
Этот сжатый пар с повышенной температурой направляется
в межтрубное пространство на обогрев аппарата.
Выпарные аппараты применяют во многих отраслях
химической, пищевой, целлюлозно-бумажной промышлен-
ности.
Конструкции выпарных аппаратов весьма разнооб-
разны, причем их разнообразие иногда определяется не
только специфическими свойствами выпариваемых рас-
творов, но и существующими традициями.
При выпарке вязких и кристаллизующих продуктов
некоторое применение находят выпарные аппараты перио-
дического действия с паровой рубашкой. Для выпарки
корродирующих растворов применяют, хотя и ограни-
ченно, выпарные аппараты со змеевиковой поверхностью
теплообмена. Змеевики в этих аппаратах изготовляют из
коррозионностойкого металла, например из свинца или
кислостойкой стали, а корпус аппарата защищают ка-
ким-либо антикоррозионным покрытием.
Аппараты указанных типов имеют ряд недостатков.
Основной из них — небольшая поверхность теплообмена,
107
^Вторичный пар
Рис. 72. Выпарной аппарат
с внутренней греющей каме-
рой и центральной циркуля-
ционной трубой
поэтому наибольшее распространение в промышленности
получили аппараты с теплообменными трубками. Аппа-
раты этой группы можно подразделить на два типа: с гори-
зонтальной и вертикальной теплообменной трубчаткой
(трубными пучками).
Более широкое применение нашли аппараты с горизон-
тальной выносной греющей камерой, которая представ-
ляет собой теплообменник с U-образными греющими труб-
ками. Раствор кипит внутри
трубок, греющий пар подается
в межтрубное пространство.
Камера откатывается на те-
лежке, и это очень облегчает
ремонт аппарата, что является
немалым достоинством аппарата.
Недостатки его — трудность
очистки U-образных трубок и
плохая циркуляция раствора
внутри аппарата, поэтому дан-
ные аппараты тоже вновь не
изготовляются.
Наиболее распространены
вертикальные выпарные аппа-
раты с естественной и прину-
дительной циркуляцией раст-
вора. К первой группе относят
аппараты, в которых циркуля-
ция осуществляется вследствие
разности удельных весов раст-
вора в кипятильных трубках и
циркуляционной трубе.
В аппаратах с принудитель-
ной циркуляцией устанавли-
вается циркуляционный насос.
На рис. 72 показан выпар-
ной аппарат с внутренней
греющей камерой 1 и цент-
ральной циркуляционной тру-
бой 3. В кипятильных трубках 2 плотность раствора (точ-
нее парожидкостной эмульсии) меньше, чем в центральной
трубе большого диаметра, где кипение идет не столь ин-
тенсивно, вследствие чего раствор поднимается по кипя-
тильным трубкам и опускается в центральной трубе.
Кипятильные трубки закреплены с помощью развальцовки
108
в двух трубных решетках. Над греющей камерой распо-
ложено паровое пространство, а в верхней части аппарата
установлен сепаратор брызг 4. Эти основные элементы —
греющую камеру, паровое пространство и сепаратор
брызг — имеют и аппараты других конструкций.
Аппарат делают цельносварным или собирают на флан-
цах из нескольких частей. Разъемная конструкция аппа-
рата облегчает замену греющей камеры, что особенно
важно при частом выходе ее из строя.
Исходный раствор подается обычно в верхнюю часть
аппарата, а концентрированный раствор отводится снизу.
Пар отводится через верхний штуцер. Аппарат имеет ука-
затели уровня и штуцера для термометра и манометра.
Достоинства выпарных аппаратов данной конструкции:
компактность, система естественной циркуляции раствора,
удобство обслуживания и ремонта. Но они имеют и ряд не-
достатков: замена греющей камеры очень затруднена,
а циркуляция раствора недостаточно интенсивна вслед-
ствие того, что центральная труба обогревается.
В аппарате с подвесной камерой греющая камера сво-
бодно устанавливается внутри аппарата и ее замена на-
много легче. Центральной циркуляционной трубы нет,
раствор опускается в кольцевом пространстве между ка-
мерой и стенкой аппарата.
Современные выпарные аппараты имеют наружную
циркуляционную трубу и выносную камеру.
Аппарат с выносной греющей камерой (рис. 73) со-
стоит из кипятильника 1 и паровой камеры 2, располо-
женных рядом. Раствор поступает в кипятильник снизу
по циркуляционной трубе 3. В верхней части паровой ка-
меры установлен сепаратор брызг 4. Боковое располо-
жение греющей камеры облегчает ее очистку и ремонт.
В аппаратах с соосной греющей камерой паровая ка-
мера расположена непосредственно над кипятильником,
а циркуляционная труба находится сбоку аппарата. Эти
аппараты более компактны.
Аппараты с принудительной циркуляцией имеют
в принципе то же устройство, но у них в нижней части на
циркуляционной трубе устанавливают пропеллерный на-
сос. Аппараты с принудительной циркуляцией целе-
сообразно применять при выпарке вязких жидкостей и
кристаллизующихся растворов, когда требуется большая
скорость движения жидкости, чтобы предотвратить
109
осаждение кристаллов на теплообменных поверхностях.
Установка насоса значительно усложняет эксплуатацию
аппарата.
Для выпарки растворов, склонных к ценообразованию,
применяют аппараты с однократным прохождением рас-
твора, которые называют также прямоточными или пле-
ночными аппаратами. Прямоточный аппарат с восходящей
пленкой (рис. 74) состоит из грею-
щей камеры 1, паровой камеры 2 Вторичный пар
с сепаратором брызг 4, каплеот- 1
Рис. 73. Выпарной аппарат с вынос-
ной греющей камерой
Рис. 74. Прямоточный
выпарной аппарат с вос-
ходящей пленкой
110
бойником 5 и нижней камеры 3. Греющая камера, как
и в предыдущих конструкциях, представляет собой вер-
тикальный кожухотрубный теплообменник. Раствор по-
дают в нижнюю камеру. В греющих трубах раствор вски-
пает и образующийся вторичный пар увлекает за собой
раствор, который в виде тонкой пленки с большой скоро-
стью поднимается по трубкам, проходит по всей их длине
и выбрасывается в паровую камеру. Трубы греющей ка-
меры обычно заполняются на 20—25%. В паровой ка-
мере парожидкостная смесь ударяется о каплеотбойник.
Капли жидкости стекают вниз, а пар поднимается в
верхнюю часть камеры.
Аппараты с наружной циркуляционной трубой (как
с естественной, так и с принудительной циркуляцией) и
прямоточные аппараты нормализованы.
В качестве конструкционных материалов для выпар-
ных аппаратов применяют углеродистые и кислотостой-
кие стали и медь. Выпарные аппараты работают в тяжелых
условиях, так как при действии высокой температуры и
растворов высокой концентрации ускоряются процессы
коррозии. В некоторых случаях выпарные аппараты из-
готовляют из кислотостойких материалов по условиям
чистоты продукта.
Значительные трудности представляет подбор мате-
риала аппарата при выпарке концентрированных щелочей
и различных кислых растворов.
Наряду с коррозией аппаратов в трубках в зоне наи-
более интенсивного кипения происходит механическое из-
нашивание (эрозия) металла.
Для выпарки высококонцентрированных растворов ще-
лочи применяют чугунные выпарные аппараты с медными
теплообменными трубами.
В некоторых случаях для выпарки особо коррозион-
ных растворов необходимо применять высоколегированные
коррозионно-стойкие стали и сплавы, никель, титан.
Объем парового пространства над раствором должен
обеспечивать достаточно полное отделение вторичного
пара от капелек раствора во избежание потери раствора
и загрязнения конденсата продуктом.
Для окончательного отделения пара от брызг приме-
няют брызгоуловители — сепараторы.
Сепаратор представляет собой часть выпарного аппа-
рата или отдельный аппарат, устанавливаемый на линии
вторичного пара. Большинство сепараторов работает по
111
принципу резкого изменения скорости пара. Такие сепа-
раторы называют инерционными. Установлено, что если
пар, движущийся со скоростью 15—20 м/с, встречает на
своем пути 2—3 крутых.поворота, то он практически пол-
ностью отделяется от брызг.
В простейшем инерционном сепараторе перегородка
поставлена поперек потока пара. В более сложных кон-
струкциях пар встречает на своем пути несколько пере-
городок.
К инерционным брызгоотделителям следует также от-
нести сепараторы жалюзийного типа (рис. 75), в которых
пар проходит через щели, образованные рядом волнистых
перегородок. Ширина щели в жалю-
зийных сепараторах равна 10 мм.
Сепаратор центробежного типа пред-
ставляет собой циклон, но в отличие
от него он может устанавливаться не
только вертикально, но и горизон-
тально. Смесь пара с жидкостью вво-
дится в такой сепаратор тангенциально,
благодаря чему потоку придается вра-
щательное движение, капли жидкости
отбрасываются центробежной силой
к стенкам циклона и стекают по ним.
„ Поверхностные сепараторы пред-
"ный ^рп«пйтппИ назначены для работы при малых ско-
ростях газа. Конструктивно поверх-
ностный сепаратор представляет собой слой насадки из
колец Рашига или изогнутых стальных полос.
Поверхностные сепараторы эффективны, их гидравли-
ческое сопротивление мало, однако они применимы только
для жидкостей с малой вязкостью.
Необходимым элементом выпарных установок, рабо-
тающих под вакуумом, являются конденсаторы, в кото-
рых пар конденсируется путем охлаждения его холодной
водой. Используются поверхностные конденсаторы и кон-
денсаторы смешения. Их конструкции рассмотрены в пре-
дыдущей главе.
§ 20. Кристаллизаторы
Кристаллизаторами называют аппараты, в которых
осуществляется процесс выделения твердого вещества из
его раствора (кристаллизация из раствора) или процесс
112
выделения твердой фазы при затвердевании вещества (кри-
сталлизация из расплава).
Кристаллизация из раствора основана на том, что рас-
творимость твердого вещества в растворителе ограничена.
Раствор, в котором при данной температуре содержится
максимальное количество твердого вещества, но кристаллы
еще не образуются, называется насыщенным.
В растворе может содержаться и больше твердого ве-
щества, чем это соответствует растворимости последнего.
В этом случае раствор называют пересыщенным. Он не-
устойчив: из него непрерывно выделяется избыточное ко-
личество твердого вещества в виде кристаллов. Этот про-
цесс выделения твердого вещества и называют процессом
кристаллизации. После выпадения кристаллов раствор
становится ненасыщенным. Его еще называют маточным
раствором.
Пересыщенным раствор можно сделать следующими
способами:
1) охлаждением насыщенного раствора, что исполь-
зуется при кристаллизации веществ, растворимость ко-
торых заметно зависит от температуры;
2) испарением части растворителя, что применяется
в том случае, когда растворимость твердого вещества с по-
нижением температуры увеличивается или незначительно
уменьшается;
3) одновременным охлаждением и испарением (ком-
бинированный способ).
Процесс кристаллизации может быть ускорен внесе-
нием в раствор некоторого количества частиц кристалли-
зирующегося вещества (затравки), которые становятся
центрами роста кристаллов. Размер кристаллов можно
регулировать, изменяя температурный режим кристал-
лизации, скорость проведения ее отдельных стадий, раз-
мер и количество частиц затравки.
Кристаллизаторы, работающие способом охлаждения
раствора. В кристаллизаторах с водяным охлаждением
температура раствора понижается при пропуска-
нии воды через рубашку его корпуса или погружной
змеевик.
На рис. 76 показан кристаллизатор с мешалкой и по-
гружным змеевиком. Он состоит из корпуса 1, в котором
вращается рамная мешалка 2. Вода пропускается через
змеевик 3. Вращающаяся мешалка создает вихревое дви-
жение внутри корпуса, благодаря чему образующиеся
3 Ю. И. Макаров
113
кристаллы не осаждаются на стенках, а находятся во
взвешенном состоянии.
В кристаллизаторе подобного типа процесс можно вести
периодически и непрерывно. В первом случае процесс ве-
дется следующим образом: после заливки раствора в ап-
парат через змеевик пропускают воду. Одновременно с этим
включается мешалка. Вода
Рис. 76. Кристаллизатор с во-
дяным охлаждением с мешал-
кой и змеевиком
(рис. 77) пустотелый валок
стальной сварной барабан
отбирает от раствора часть
тепла. Раствор становится
пересыщенным, и из него
выпадают кристаллы. После
окончания процесса кри-
сталлизации раствор вместе
с взвешенными кристаллами
спускается из аппарата че-
рез штуцер 4, имеющий
клапан. Кристаллы отдели-,
ются от маточного раствора
фильтрацией или центрифу-
гированием.
При непрерывном про-
цессе кристаллизации подоб-
ные аппараты соединяются
последовательно в батарею.
Раствор «созревает», перете-
кая из аппарата в аппарат.
Если кристаллы склонны
к осаждению на стенках кор-
пуса, применяют аппарат с
рубашкой, а рамную мешалку
снабжают скребками.
Вращающийся кристал-
лизатор барабанного типа с
внутренним водяным охлаж-
дением представляет собой
1, внутри которого находится
2. Охлаждающая вода посту-
пает внутрь кольцевого пространства между валком и
барабаном через полую цапфу вала 3. Из кольцевого за-
зора вода по переточным трубам 4 поступает в полость
вала 3 и удаляется из кристаллизатора через левую цапфу
вала. Валок изготовляют из чугуна или стальной отливки;
наружная поверхность его шлифуется. Частота враще-
ния валка, приводимого во вращение от индивидуального
114
привода, 3,5 об/мин. Нижней своей частью валок погру-
жен в кристаллизующийся раствор, находящийся в ко-
рыте с паровым обогревом. Раствор подается в корыто
непрерывно, непрерывно удаляется из корыта и маточ-
ный раствор. Кристаллы осаждаются из раствора тонким
слоем на шлифованную поверхность валка. Срезается
этот слой с поверхности валка специальным ножом.
Производительность кристаллизатора зависит от длины
и диаметра валка, глубины его погружения в раствор,
от частоты его вращения, разности температур раствора
и охлаждающей воды и физических свойств раствора.
Рис. 77. Вращающийся кристаллизатор барабанного типа с внутрен-
ним водяным охлаждением
Используется подобный аппарат для кристаллизации
как расплавленных продуктов, например аммиачной се-
литры, так и растворов твердых веществ, например лак-
тама.
Кожухотрубный кристаллизатор состоит из десяти сек-
ций, представляющих собой теплообменник типа «труба
в трубе» (рис. 78). Через внутреннюю трубу каждого
теплообменника пропущен полый вал 3 со скребками 4.
Диаметр внутренней трубы 2 равен 168 мм, длина 13,8 м.
Ввиду большой длины трубы вал выполнен из отдельных
частей длиной по 2,7 м, соединенных между собой с по-
мощью стержня 5 с промежуточной опорой 9 и болтов 6.
Скребки (стальные полоски длиной 545 мм) привари-
ваются к пальцам 7, которые входят в цилиндрические
8*
115
гнезда вала и распираются пружинами 8. Благодаря этому
скребки всегда прижаты к внутренней стенке трубы. Оба
конца вала выходят из внутренней трубы через сальники.
На одном конце вала насажена ведомая звездочка. Валы
секций кристаллизатора приводятся во вращение от элек-
тродвигателя через редуктор и цепную передачу.
Все десять труб (секций) крепятся на специальной ме-
таллоконструкции. Оси труб имеют небольшой наклон
к горизонту.
Работает кожухотрубный кристаллизатор следующим
образом. Пересыщенный раствор, подлежащий кристал-
лизации, входит из коллектора в каждую трубу и само-
теком перетекает к их концам. Противотоком этому дви-
жению по внешним трубам 1 пропускают хладагент. Вы-
павшие из раствора при охлаждении кристаллы очи-
щаются скребками вращающихся валов и тоже переме-
щаются к концам труб, откуда они вместе с маточным рас-
твором удаляются на разделение.
Подобный кристаллизатор используется для депара-
финизации масел.
В кристаллизаторе с выносным холодильником пере-
сыщение раствора и кристаллизация производятся в раз-
ных аппаратах.
Работает этот кристаллизатор следующим образом
(рис. 79). Подлежащий кристаллизации раствор подается
по трубе 6 в основной аппарат 1. Из него раствор по цир-
куляционной трубе 2 перекачивается циркуляционным на-
сосом 3 в выносной холодильник 4.
Там раствор пересыщается путем его охлаждения водой,
пропускаемой через межтрубное пространство холодиль-
116
станет оолыпе скорости дви-
Рис. 79. Кристаллизатор с вынос-
ным холодильником
ника. Пройдя трубы холодильника, пересыщенный рас-
твор по циркуляционной трубе 5 поступает обратно в ап-
парат 1. Образующиеся кристаллы циркулируют с рас-
твором через аппарат и холодильник до тех пор, пока
скорость их осаждения не
жения раствора. Кри-
сталлы осаждаются на дне
аппарата 1, откуда они
периодически удаляются.
Маточный раствор уда-
ляется из аппарата через
ловушку 7, где улавлива-
ются мелкие кристаллы.
Размер осаждающихся на
дне аппарата 1 кристал-
лов регулируют путем из-
менения скорости цирку-
ляции раствора и отвода
тепла в холодильнике 4.
Кристаллизаторы, ра-
ботающие способом испа-
рения части раствори-
теля. В барабанном кри-
сталлизаторе с воздуш-
ным охлаждением (рис. 80) раствор становится пере-
сыщенным путем частичного испарения его. На цилиндри-
ческом барабане 1 насажены два кольцевых бандажа 2,
Рис. 80. Барабанный кристаллизатор с воздушным охлаждением:
/ — цилиндрический барабан; 2 — кольцевой баидаж; 3 — роликовые опоры;
4 — электродвигатель; 5 — зубчатая пара; 6 — скребок; 7 — редуктор;
I — вход раствора; II — вход охлажденной воды; III — выход суспензии;
IV — выход охлажденной воды
которые опираются на две пары опорных роликов 3. Ро-
лики жестко закреплены на валу, лежащем на двух под-
шипниках. Барабан кристаллизатора установлен с не-
которым уклоном к горизонту, поэтому, чтобы он не со-
117
скальзывал с опорных роликов, около одного из бандажей
дополнительно монтируют упорные ролики. Барабан при-
водится во вращение от электродвигателя 4 через редук-
тор и зубчатую пару 5. Малая шестерня этой пары за-
креплена на валу редуктора 7, а большое зубчатое колесо,
называемое зубчатым венцом, на барабане. Внутри бара-
бана пропущен скребок 6, жестко связанный с неподвиж-
ными концевыми коробами кристаллизатора.
Раствор, подлежащий кристаллизации, входит внутрь
барабана по трубе, закрепленной в левом концевом коробе.
Уровень раствора в барабане поддерживается с помощью
шайбы, образующей в правой части барабана порог. Уро-
вень раствора регулируется путем смены шайб. Глубина
слоя жидкости в барабане поддерживается от 65 до 210 мм.
Воздух специальным вентилятором непрерывно пропу-
скают через барабан противотоком раствору. В барабане
воздух насыщается парами растворителя. Благодаря
этому концентрация растворителя в растворе уменьшается,
раствор становится пересыщенным и из него выпадают
кристаллы. Кристаллы вместе с маточным раствором,
переливаясь через порог, попадают в правый концевой
короб, откуда они удаляются на дальнейшую переработку
через нижний спуск. Неподвижный скребок счищает осе-
дающие на барабане кристаллы.
В башенных кристаллизаторах часть раствора уда-
ляется посредством его распыления с помощью форсунок
в потоке воздуха, прокачиваемого через башню. Капли
раствора, пролетая в воздушном потоке, интенсивно ис-
паряются. В образующемся пересыщенном растворе вы-
падают кристаллы. Маточный раствор, в котором содер-
жатся кристаллы, собирается в нижней конической части
башни, откуда он перекачивается на дальнейшую пере-
работку.
Кристаллизаторы, работающие комбинированным спо-
собом. Большинство кристаллизаторов рассмотренных
конструкций могут без больших изменений работать спо-
собом одновременного охлаждения и испарения. Напри-
мер, если в барабанном кристаллизаторе с воздушным ох-
лаждением добавить водяную рубашку к барабану, то
в нем можно одновременно и охлаждать и испарять рас-
твор.
Вакуум-кристаллизатор — типичный аппарат, ра-
ботающий комбинированным способом. В нем при созда-
нии вакуума происходит, помимо частичного испарения
118
растворителя, охлаждение раствора, так как тепло, не-
обходимое для испарения растворителя, отнимается от
раствора.
Вакуум-кристаллизатор непрерывного действия пред-
ставляет собой два цилиндрических сосуда (рис. 81).
В одном из них —- испарителе 1 растворитель испаряется
из раствора, подаваемого в него по трубе 6. В испарителе
с помощью вакуум-насоса или эжектора создается вакуум.
Раствор, из которого час-
тично удален растворитель,
поступает из испарителя во
второй сосуд — сборник 3 по
барометрической трубе 2.
В сборнике выпадают кри-
сталлы, а раствор насосом 4
перекачивается на повторное
испарение обратно в испари-
тель 1. Свежий раствор по-
дается в кристаллизатор по
трубе 5, маточный раствор
удаляется из сборника через
верхний боковой штуцер.
Кристаллы спускаются через
нижний штуцер.
Многокорпусные кристал-
лизаторы составляются в ба-
тарею из 3—4 аппаратов ко-
тельного типа с мешалками,
соединенных последователь-
но. В первом аппарате рас-
твор испаряется при меньшем
вакууме, а максимальный ва-
куум создается лишь в по-
следнем аппарате. Раствор
Рис. 81. Вакуум-кристаллиза-
тор непрерывного действия
перетекает из аппарата в аппарат вследствие разности
давлений в них. Из последнего аппарата выходит суспен-
зия (маточный раствор и кристаллы), которая поступает
на разделение центрифугированием. Вращающиеся ме-
шалки не позволяют кристаллам осесть на дне аппаратов.
Каждый аппарат соединен с вакуумной линией. Испарен-
ный раствор эжекторами отсасывается в конденсатор оро-
шаемой водой. Сконденсированный раствор сливают из кон-
денсатора по барометрической трубе в сборник, а нескон-
денсированные газы эжектором отсасываются в атмосферу.
Глава VII. СУШИЛЬНЫЕ УСТАНОВКИ
§ 21. Способы сушки и классификация сушилок
Сушкой называют процесс удаления влаги из мате-
риалов путем ее испарения и отвода образующихся паров.
Сушка производится двумя основными способами:
1) соприкосновением сушильного агента (горячего воз-
духа, топочных газов) с высушиваемым материалом —
конвективная сушка;
2) нагреванием высушиваемого материала через
стенку — контактная сушка.
Кроме того, сушка производится нагреванием мате-
риалов токами высокой частоты (диэлектрическая сушка)
или инфракрасными лучами (радиационная сушка).
В зависимости от давления различают атмосферные су-
шилки, работающие при атмосферном давлении, и вакуум-
сушилки. По режиму работы различают сушилки непре-
рывного и периодического действия. Наиболее широкое
применение находят атмосферные конвективные сушилки
непрерывного действия.
Температура сушильного агента определяется прежде
всего термостойкостью высушиваемого материала, кото-
рая для разных веществ весьма различна: существуют не-
органические продукты, выдерживающие нагрев до 800—
900° С и выше; сушка же некоторых органических про-
дуктов — красителей, медицинских препаратов — произ-
водится при температуре не выше 60—70° С.
В непрерывнодействующих конвективных сушилках
сушка возможна при прямотоке, противотоке и перекрест-
ном токе горячего воздуха (газа) по отношению к движе-
нию высушиваемого материала.
При прямотоке в начале процесса материал с наиболь-
шей влажностью взаимодействует с сушильным агентом,
имеющим наиболее высокую температуру. Влажный ма-
териал имеет свойство сохранять до полного испарения
120
влаги сравнительно низкую температуру, что дает воз-
можность при прямотоке устанавливать температуру теп-
лоносителя на входе в сушилку значительно выше тем-
пературы, при которой материал нестоек. Повышение
температуры сушильного агента (газа) значительно увели-
чивает скорость сушки и снижает общий расход тепла.
Однако подача газов при высокой температуре, превы-
шающей термостойкость материала, возможна только
тогда, когда исключается опасность местных перегревов.
Этого можно достичь, уменьшая время соприкосновения
материала с горячим воздухом (газом) и увеличивая дис-
персность высушиваемого материала.
Рис. 82. Принципиальная схема сушильной установки
При противотоке сушильный агент с наивысшей тем-
пературой и наименьшим влагосодержанием встречается
с выходящим из сушилки материалом, имеющим наимень-
шую влажность. Противоточные сушилки применяют
в тех случаях, когда материал не чувствителен к высоким
температурам или если сухой материал должен иметь
очень низкую влажность.
Вакуумные сушилки позволяют лучше улавливать цен-
ные или ядовитые пары, выделяющиеся из материала, и
снижать температуру сушки, что особенно важно в слу-
чае сушки материалов, портящихся при повышенной тем-
пературе. Однако применение вакуума значительно услож-
няет конструкцию сушилки.
Принципиальная схема конвекционной сушильной
установки показана на рис. 82. Установка состоит из ка-
лорифера 1 для подогрева воздуха (или топки), сушилки 2,
пылеуловителей 3 и питателей 4. В указанной схеме при-
менен основной (простой) сушильный процесс, при ко-
тором воздух нагревается только один раз и однократно
121
проходит сушилку. Перепад температур при такой схеме
движения газов значителен.
Более мягкие условия процесса сушки достигаются
в сушилках с промежуточным подогревом воздуха, в ко-
торых внутренняя камера сушилки разбита на несколько
отдельных секций. После каждой секции воздух подогре-
вается в промежуточных калориферах.
Находят применение сушильные установки с возвра-
том (рециркуляцией) части отработавшего воздуха.
При работе с взрывоопасными продуктами применяется
сушка в токе инертного газа (обычно азота), циркулирую-
щего по замкнутой схеме. Испаренная влага удаляется
из газа в водяном скруббере, где пары влаги конденси-
руются вследствие охлаждения газа водой. После скруб-
бера газ поступает для нагрева в калорифер и затем
обратно в сушилку.
Скорость сушки неравномерна: в начале процесса она
достигает максимума, а затем резко падает. Таким обра-
зом, основное количество влаги удаляется в начальный
момент сушки.
Сушке подвергаются всевозможные материалы с са-
мыми разнообразными свойствами, в том числе сыпучие,
жидкие и пастообразные материалы, переходящие в про-
цессе сушки в твердое состояние; штучные изделия, ткани,
пленочные и листовые материалы.
Выбор способа сушки и конструкции сушилки опреде-
ляется прежде всего свойствами высушиваемых материалов.
Сыпучие материалы сушатся в ленточных, гребковых
и барабанных сушилках, а также в сушилках с кипящим
слоем.
Для сушки растворов, суспензий и разжиженных паст
применяют распылительные, вальцовые сушилки и су-
шилки с кипящим слоем.
Вязкие пастообразные продукты сушат в гребковых и
вальцово-ленточных сушилках.
Для сушки штучных материалов применяют камерные
и туннельные сушилки.
Листовые материалы, пленки и ткани сушат в петле-
вых сушилках.
Большинство сушилок работает непрерывно. Перио-
дическая сушка применяется редко, обычно для сушки
небольших партий материала. Периодически работают ка-
мерные, шкафные и гребковые сушилки. Сушилки осталь-
ных типов являются аппаратами непрерывного действия.
122
§ 22. Камерные, ленточные, вальцовые, гребковые
и петлевые сушилки
Камерные сушилки применяют в малотоннажных про-
изводствах для продуктов, требующих длительной сушки.
Конструктивно они очень просты. Через камеру с пол-
ками, на которых разложен материал, вентилятором про-
гоняется греющий воздух. В камерных сушилках из-за
Рис. 83. Воздушно-рециркуляционная сушилка
периодичности режима происходят большие потери тепла;
условия работы в них тяжелые, а производительность
низкая.
Разновидностью камерной сушилки является воздушно-
рециркуляционная сушилка (рис. 83) с выдвижными ваго-
нетками 1, на которые загружают противни с материалом.
Воздух, нагретый в калорифере 2, проходит в горизон-
тальном направлении между противнями нижнего ряда.
Затем воздух нагревается в промежуточном калорифере 3
и проходит между средними рядами противней в противо-
положном направлении, снова поворачивает и движется
между верхними рядами противней. Затем воздух частично
выбрасывается в атмосферу, а частично возвращается
в цикл. Движение воздуха обеспечивается с помощью вен-
тилятора 4, установленного на крышке сушилки. Корпус
123
из листовой стали термоизолирован асбестом. Для ввоза
и вызова вагонеток имеются двухстворчатые двери. Ваго-
нетки выдвигают вручную или с помощью лебедок.
Пастообразные и мелкозернистые материалы уклады-
вают на сплошные противни, а для сушки крупнокуско-
вых и штучных материалов применяют ситчатые полки.
В последнем случае потоку горячего воздуха придают вер-
тикальное направление, и он пронизывает полки с мате-
риалом.
Для непрерывной сушки штучных материалов приме-
няют туннельные сушилки в виде длинной камеры, через
которую медленно движутся вагонетки с материалом.
Сбоку сушилки расположены калориферы с вентилято-
рами. Поток воздуха направлен перпендикулярно дви-
жению вагонеток.
Основная часть ленточной сушилки (рис. 84) — беско-
нечная горизонтальная лента 1. Материал поступает с од-
ного конца ленты и сбрасывается в высушенном виде
с другого его конца. Ленты делают сплошными или сит-
чатыми. Находят также применение ленты, составленные
из ситчатых металлических пластин. Размер ячеек в сит-
чатой ленте должен исключить просыпание материала
сквозь ленту. Сушилка обычно делится на несколько
участков, в каждом из которых установлен вентилятор 2
для создания циркуляции воздуха и калорифер 3 для его
нагрева. В сушилках со сплошной лентой воздух движется
124
над материалом, в сушилках с ситчатой лентой воздух
пронизывает слой материала.
На каждом участке поддерживается свой температур-
ный режим. Сушилка имеет ряд дверей для обслуживания
каждой секции (участка). Механизм движения ленты снаб-
жен вариатором для регулирования времени пребывания
продукта в сушилке. Дозаторы влажного продукта также
имеют устройства, позволяющие регулировать питание
в широких пределах. Все перечисленные механизмы поз-
воляют выбирать оптимальные условия сушки в зависи-
мости от свойств продукта.
При сушке липких материалов необходимо очищать
ленту от налипающего на нее продукта с помощью молоточ-
ков, обстукивающих ленту, скребков или вращающихся
щеток. Наряду с одноленточными применяют и многолен-
точные сушилки, состоящие из нескольких расположен-
ных одна над другой лент, с пересыпанием продукта
с ленты на ленту.
Вальцовые сушилки применяют для сушки пастообраз-
ных продуктов и суспензий. Основная часть вальцовой
сушилки — полый вращающийся валок, обогреваемый из-
нутри паром. Жидкий продукт налипает на поверхность
валка, движется вместе с ним и высыхает за время одного
оборота валка. Сухой продукт срезается ножом.
Вальцовые сушилки относят к контактным сушилкам.
Сушка в них происходит путем непосредственной передачи
тепла от горячей поверхности валка к материалу. Вслед-
ствие высокой интенсивности теплопередачи такой про-
цесс сушки идет с большой скоростью. Время пребывания
материала на валке обычно не превышает 15—20 с. Валь-
цовые сушилки работают под атмосферным давлением
или под вакуумом.
Вальцовые сушилки делают с одним или двумя вал-
ками. Двухвальцовая сушилка показана на рис. 85. Оба
вращающихся валка 2 погружены в корыта 5, в которые
подается жидкий продукт; при вращении валков продукт
налипает на них и высыхает за время оборота валков.
Ножи 3 для среза сухого продукта прижимаются к по-
верхности валков пружинами. Сухой продукт сбрасы-
вается на шнеки 4. Валки приводятся через редуктор и
дополнительную зубчатую передачу. Цапфы валков укла-
дываются в подшипники скольжения с высокотемператур-
ной смазкой или подшипники качения, корпусы которых
охлаждаются водой. Подшипники одного валка обычно
125
устанавливают в горизонтальных направляющих, что по-
зволяет регулировать зазор между валками.
Валкн отливают из чугуна или изготовляют сварными
из углеродистой или коррозионностойкой стали. Во время
работы валки вследствие износа теряют круглую форму.
Чтобы иметь возможность растачивать валки во время
ремонтов, толщину стенки принимают с большим запасом
против расчетной. Пар вводится в валок через полую
цапфу. Конденсат отводится тоже через цапфу по изогну-
Рис. 85. Двухвальцовая сушилка;
1 — корпус сушилки; 2 — вальцы; 3 — ножи; 4 — шнек; 5 — ко-
рыто; 6 — штуцер для отвода паровоздушной смеси
тому сифону (рис. 86), опущенному до низа валка, что|
обеспечивает полное удаление конденсата. Корпус су-
шилки сваривают из стали или собирают из чугунных
элементов. После сушки на вальцах в материале остается,
как правило, значительное количество влаги, поэтому
вальцовые сушилки комплектуют со шнековыми или ло-
пастными досушивателямн. Досушиватели имеют паровую
рубашку. Иногда пар подается и в полый вал досуши-
вателя.
Общий недостаток вальцовых сушилок — сложность
конструкции и сложность обслуживания, поэтому их nq
возможности заменяют сушилками других типов.
126
Гребковая сушилка представляет собой горизонталь-
ный цилиндрический аппарат с мешалкой в виде вала
с гребками. Гребковые сушилки бывают непрерывного и
периодического действия.
В сушилке непрерывного действия влажный материал
загружается с одного конца и непрерывно продвигается
гребками к разгрузочному отверстию.
Гребковые сушилки данного типа обычно обогреваются
дымовыми газами, которые движутся прямотоком с про-
дуктом. Прямоточное движение позволяет вводить в су-
шилку газы с высокой температурой (до 450е С) даже при
сушке термонестойких веществ, так как горячие газы по-
даются на влажный материал.
Рис. 86. Узел вальца сушилки
Конденсат
В периодически действующей гребковой вакуум-су-
шилке (рис. 87) привод гребкового вала снабжен автома-
тическим переключателем, меняющим направление вра-
щения вала через каждые 8—10 мин, благодаря чему
обеспечивается перемещение материала вдоль су-
шилки.
Материал загружается через штуцер 6 в верхней части
сушилки, а выгружается через нижний разгрузочный шту-
цер. Паровая рубашка служит для обогрева. Гребковый
вал 2 сушилки квадратного сечения. Набор надеваемых
на вал гребков зажимается двумя гайками. Осевое пере-
мещение материала достигается благодаря наклонной
установке гребков. Между гребками и паровой рубашкой
вдоль сушилки уложены длинные отрезки труб (скалки) 3,
которые перекатываются вместе с вращающимся валом и
счищают материал, налипающий на корпус сушилки и
гребки. Пары влаги проходят через пылеулавливатель и
поступают в конденсатор смешения, из которого вакуум-
насосом откачиваются воздух и газы. В некоторых кон-
струкциях обогревается также и полый вал сушилки.
127
Для сушки тканей, пленки и других листовых мате-
риалов применяют петлевые сушилки (рис. 88). Посред-
ством специального механизма (петлеобразователя) ма-
териал в петлевых сушилках накидывается в виде петель
Рис. 87. Грсбковая сушилка:
1 — корпус с рубашкой; 2 — гребковый вал; 3 — скалка; 4 — штуцер для вы-
хода сухого продукта; 5 — опора; 6 — штуцер для загрузки продукта и отсоса
паров
на штанги, медленно перемещающиеся по замкнутому
контуру с помощью цепной передачи. Таким способом
образуется развитая поверхность материала. В конце ка-
меры материал сматывается со штанг.
в у
Рис. 88. Петлевая су-
шилка:
1 — питатель; 2 — беско-
нечная леита; 3 — прижим-
ные вальцы; 4 — цепной
конвейер; 5 — направляю-
щий ролик; 6 — автоматиче-
ское ударное устройство;
7 — разгрузочный шнек;
8 — вентилятор
Петлевые сушилки применяют и для сушки пастооб-
разных материалов, которые в этом случае наносятся на
ленту, выполненную в виде металлической сетки. Паста
вдавливается в сетку роликом. В конце сушилки сухой
продукт выбивается из сетки ударными кулачками.
Большое значение для нормальной работы сушилок
имеет качественное их исполнение. Двери и люки сушилок
должны надежно уплотняться, зазоры между внутрен-
128
ними элементами сушилки (например, между вагонетками
и стенками сушилки) должны быть минимальными. За-
зоры вызывают подсосы и неправильный ход воздуха в ну-
три сушилок, что резко ухудшает их работу. Сушилки
должны быть хорошо термоизолированы.
§ 23. Распылительные сушилки, сушилки
с псевдоожиженным слоем и аэрофонтанные сушилки
Распылительные сушилки применяют для сушки рас-
творов и суспензий. Сушка в них протекает чрезвычайно
быстро (в течение 2—3 с), и материал не успевает нагреться
выше допустимой температуры. Высушенный материал
получается в виде тонкого порошка и не требует дальней-
шего измельчения. Наиболее ответственным и сложным
узлом распылительной сушки является распылитель.
Применяют два способа тонкого распыления жидкости:
центробежное распыление с помощью быстровращающегося
диска, на который подают высушиваемую жидкость, и
распыление с помощью пневматических и механических
форсунок.
Центробежное распыление наиболее эффективно и на-
дежно, но конструкция распылителя в этом случае зна-
чительно сложнее, чем у форсунки. Распылительный диск
вращается с большой скоростью (окружная скорость на
периферии диска достигает 100—200 м/с). Диск приводится
от электродвигателя через зубчатую передачу. Привод
имеет систему водяного охлаждения и систему циркуля-
ции смазки с охлаждением. Жидкость (суспензия) через
трубку поступает на вращающийся диск и благодаря
центробежной силе перемещается в виде пленки к пери-
ферии диска и срывается с него. В воздушном простран-
стве пленка разрывается на капли, которые при контакте
с горячим сушильным агентом высыхают в полете.
В механических форсунках жидкость подается под
большим давлением и распиливается через отверстия не-
большого диаметра. В пневматических же форсунках
распыление производится сжатым воздухом или паром.
Распылительная сушилка (рис. 89) представляет собой
вертикальную цилиндрическую камеру, размеры которой
определяются в зависимости от производительности су-
шилки и факела распиливаемого продукта. Согласно ти-
повому ряду НИИХИММАШа сушилки с форсуночным
распылением продукта имеют диаметр 2—10 м при вы-
9 ю. И. Макаров 129
соте 5—25 м. Сушилки с центробежным распылением имеют
диаметр 2,5—12,5 м и высоту 2,5—12 м. Корпус 1 су-
шилки даже для некорродирующих продуктов изготовляют
из коррозионностойкой стали во избежание налипания
продукта на стенки. Внутренние стенки сушилки поли-
руют.
Рис. 89. Распылительная сушилка:
1 — корпус; 2 — распылитель; 3 — гребковый механизм; 4 — дверца
Центробежный распылитель 2 устанавливают в центре
сушилки. В случае форсуночного распыления устанавли-
вают несколько форсунок (до 20 шт. в сушилках большой
производительности). Горячие газы подаются непосред-
ственно в зону распыления. Температура газов на входе
достигает 200—300° С. Высушенный продукт собирается
130
в конической части сушилки, а в сушилках с плоским
дном (см. рис. 89) перемещается гребками 3 к разгрузоч-
ному отверстию.
Недостаток распылительных сушилок — громоздкость,
низкая производительность на единицу объема и трудность
очистки отходящих газов от пыли. Преимущество — воз-
можность получения тонкодисперсного продукта без по-
мола в специальных мельницах.
Для улавливания сухого продукта из отходящих газов
используются циклоны. В тех случаях, когда сухой про-
дукт представляет большую ценность, используются и
другие более эффективные способы улавливания (электро-
фильтры, рукавные фильтры, мокрое улавливание). Если
отходящие газы относятся к группе загрязнителей окру-
жающей среды, то они могут либо очищаться одним из
известных способов от вредных примесей, либо полностью
сжигаться.
Аппараты с псевдоожиженным («кипящим») слоем все
более широко применяют для сушки сыпучих и пасто-
образных материалов. В условиях псевдоожижения про-
цессы тепло- и массообмена протекают весьма интенсивно,
поэтому сушилки с псевдоожиженным слоем работают
с высокой производительностью.
Аппарат с псевдоожиженным слоем имеет круглую или
прямоугольную камеру с решеткой в нижней части, под
которую подводят горячие газы. Влажный материал за-
гружается через течку, высушенный материал «перевали-
вается» через порог и удаляется из сушилки. Высота слоя
материала в сушилке не превышает 600—800 мм. Решетки
аппаратов имеют различные конструкции.
Во всех частях сушильной камеры устанавливаются
одинаковые влажность и температура, а вновь поступаю-
щий влажный материал смешивается с уже высушенным
продуктом. Чтобы устранить этот недостаток, применяют
многокамерные сушилки с псевдоожиженным слоем, в ко-
торых материал последовательно перетекает из камеры
в камеру. В каждой камере устанавливается свой режим.
На рис. 90 показана сушилка с псевдоожиженным слоем
для сушки пастообразных продуктов. Это аппарат круг-
лого сечения с конической нижней частью. Горячий газ
из распределительной камеры 1 подается в кольцевое про-
странство, закрытое сеткой 2. Жидкий продукт вводится
в распыленном виде непосредственно в слой псевдоожи-
женного материала через форсунки 3, установленные тан-
9*
131
генциально. Высушенный продукт ссыпается в централь-
ное отверстие а. Перед началом работы в сушилку загру-
жают некоторое количество сухого материала, который
служит для первоначального образования псевдоожи-
женного слоя. Высота слоя регулируется с помощью пере-
вального стакана 4.
Аэрофонтанные (пневматические) сушилки применяют
для сушки легких сыпучих материалов. Через вертикаль-
ную трубу сушилки с
большой скоростью про-
дувается горячий воздух.
Влажный материал загру-
жается в нижнюю часть
сушилки, выносится на-
верх вместе с потоком
воздуха и улавливается в
осадительных камерах или
пылеулавливающих уст-
ройствах.
§ 24. Барабанные
сушилки
Барабанные сушилки
применяют для сушки сы-
пучих материалов. Су-
шилка представляет собой
вращающийся наклонный
барабан пустой или с пе-
регородками (насадкой)
внутри (рис. 91). Мате-
риал вводится через течку
с одного конца барабана
и пересыпается внутри ба-
рабана при его вращении,
одновременно медленно
Рис. 90. Сушилка с псевдоожижен-
ным слоем для пастообразных ма-
териалов
передвигаясь к выходу. Барабанные сушилки работают
по схеме прямоточного или противоточного движения
газа и материала.
Наряду с процессами сушки аппараты барабанного
типа широко применяются для процессов обжига и других
высокотемпературных процессов. Диаметр барабана
обычно равен 1000—2200 мм, в отдельных случаях дости-
гает 4—5 м. Отношение длины L аппарата к диаметру D
132
принимают равным 3,5—7. Угол наклона барабана не
превышает 4°. Частоту вращения (число оборотов) бара-
бана можно приближенно подсчитать по формуле
4-J-8
П = —об/МИН,
Гр
где D — диаметр барабана, м.
Рис. 91. Барабанная сушилка:
1 — топка; 2 — тарельчатый питатель; 3 — корпус; 4 — электродвигатель;
5 — редуктор; 6 — зубчатое колесо; 7 — опорные ролики; 8 — упорно-опор-
ные ролики; 9 — лабиринтные уплотнения
В зависимости от усло-
вий сушки и свойств ма-
териала насадкам придают
разную форму. Для круп-
нокусковых материалов,
не боящихся раскалыва-
ния при падении и склон-
ных к налипанию, при-
меняется лопастная си-
стема (рис. 92, а). Для
хрупких материалов при-
меняют секторные насадки
Рис. 92. Насадка барабанных су-
шилок:
а — лопастная; б — секторная; в —
д — распределительные; е — перева-
лочная
большого количества мелочи
(рис. 92, б), в которых
падение происходит с мень-
шей высоты и опас-
ность раскалывания кус-
ков уменьшается. Для
зернистых материалов без
и пыли применяют распределительные насадки (рис. 92,
в—д). Наконец для мелких пылящих материалов приме-
няют перевалочную насадку (рис. 92, е), состоящую из
отдельных ячеек малого размера.
133
Насадки собирают из отдельных звеньев длиной около
1 м. Если в процессе сушки свойства материала суще-
ственно меняются, то барабан оборудуют по длине насад-
ками разных типов.
Корпус барабана изготовляют из углеродистой или
легированной стали. Обечайки барабанов сварены встык.
Толщина обечаек обычно 8—20 мм, а в больших цемент-
ных печах — до 40 мм.
Сушильные барабаны устанавливают, как правило, на
роликовые опоры (рис. 93).
Рис. 93. Роликовая опора:
1 опорная плита; 2 — подшипник; 3 — опорные ролики; 4 — стойка; 5
упорный ролик; 6 — упорные винты; 7 — бандаж
В местах, соответствующих опорам, барабан имеет бан-
дажи в виде колец прямоугольного или коробчатого се-
чения. В аппаратах небольшого размера бандажи крепятся
к фланцу барабана. В барабанах большого диаметра бан-
дажи крепятся чаще всего с помощью чугунных башмаков.
Опорные ролики 3 (см. рис. 93) принимают на себя
нагрузку от всех вращающихся частей сушилки. Ролики
устанавливаются на опорной плите 1. Цапфы ролйков
укладывают в подшипники скольжения 2. Подшипники
роликов работают в тяжелых условиях, поэтому к их
134
смазке предъявляются повышенные требования. Под-
шипники тяжелых барабанов имеют водяное охлаждение.
В некоторых конструкциях для опорных роликов приме-
няют подшипники качения. Опорные ролики требуют
очень точной установки. Даже при незначительном пере-
косе роликов (на 20—30°) начинается осевое перемеще-
ние барабана. Неточная установка роликов по высоте
вызывает неравномерную нагрузку на ролики и перекос
барабана. Положение роликов регулируют с помощью
упорных винтов 6. Для предотвращения осевого смеще-
ния барабана применяют упорные ролики 5, устанавливая
их так, чтобы они касались боковой поверхности одного
Рис. 94. Конические упорные ролики:
/ — бандаж; 2 — ролики
из бандажей. Упорные ролики выполняют либо со сфери-
ческой, либо с конической рабочей поверхностью. Первые
не требуют высокой точности монтажа, но принимают на
себя небольшие нагрузки, поэтому упорные ролики со
сферической поверхностью используются только в не-
больших барабанах. Во всех остальных случаях устанав-
ливают конические упорные ролики (рис. 94).
Опорные и упорные ролики собирают на общей раме;
весь этот узел называется опорно-упорной станцией.
Вращающий момент от электродвигателя 4 (см.
рис. 91) к барабану передается с помощью цилиндриче-
ской зубчатой передачи. Вращение передается от малой
шестерни, сидящей на выходном валу редуктора, к вен-
цовому зубчатому колесу, закрепленному на барабане.
Венцовое зубчатое колесо — весьма ответственная деталь
135
барабанного аппарата. Эти колеса для малых и средних
барабанов отливают из чугуна, а для тяжелых барабанов —
из стали. Венцовые зубчатые колеса отливают из двух
половин, соединяемых болтами. Материал венцового зуб-
чатого колеса имеет, как правило, более высокие меха-
нические характеристики, чем материал малой шестерни,
благодаря чему венцовое колесо изнашивается медленнее
и менять его приходится реже.
Имеются два способа крепления венцового зубчатого
колеса к барабану — жесткое и гибкое. Жесткое крепле-
ние применяется в «холодных» барабанах, где отсутствуют
высокие температурные напряжения. При повышенной
температуре в барабане применяют гибкое крепление.
Наиболее распространенная конструкция гибкого креп-
ления венцового зубчатого колеса показана на рис. 95.
Зубчатое колесо устанавливается на плоские пружины /,
опирающиеся на прокладки 2, набранные из стальных пла-
стин. Центрирование венца производится с помощью ре-
гулирующих подкладок 3, помещенных между пружи-
нами и зубчатым колесом.
Привод барабана включает электродвигатель, редуктор
и приводную шестерню с подшипниками, смонтированные
на общей сварной или литой раме. В легких барабанах
привод иногда осуществляется с помощью цепной или
фрикционной передачи.
По концам барабана устанавливают две камеры для
загрузки и выгрузки материала, а также для подвода и
отвода газа.
136
Рис. 96. Осевое лабиринтное
уплотнение
Надежное уплотнение зазора между вращающимся
барабаном и неподвижной камерой является весьма важ-
ной задачей, осложняющейся значительными перемеще-
ниями концов барабана и неточной формой их наружной
поверхности. Наиболее часто используемое осевое лаби-
ринтное уплотнение (рис. 96) состоит из двух частей:
подвижной части 1, вращающейся совместно с барабаном,
и неподвижной части 2, закрепленной на камере. Узкий
зигзагообразный зазор между ними создает большое со-
противление движению газов. Барабанные сушилки и
печи работают, как правило,
под небольшим разреже-
нием, поэтому газы из аппа-
рата не выбиваются через
лабиринтное уплотнение.
Торцовое уплотнение со-
стоит из подвижного кольца,
прижимаемого пружинами к
неподвижному кольцу. За-
зор между подвижным коль-
цом и корпусом аппарата
уплотняется с помощью гиб-
кого компенсатора или ман-
жеты. На барабанах малого
диаметра устанавливают
сальниковые уплотнения.
Питание вращающихся барабанов производится через
течки, установленные под углом 60—70° к вертикали.
В простейшем случае сухой материал выгружается путем
его высыпания из нижнего конца барабана. Если необ-
ходимо поддерживать постоянный уровень материала
в барабане, делают кольцевые пороги или устраивают под-
порные перегородки в разгрузочной камере.
Глава VIII. АППАРАТЫ ДЛЯ РАЗДЕЛЕНИЯ
ЖИДКОСТЕЙ
§ 25. Основы процесса ректификации
Смеси жидкостей можно классифицировать следующим
образом: 1) смеси жидкостей, взаимно растворимых при
любых соотношениях (например, этиловый спирт—вода,
бензол — толуол и т. д.); 2) смеси взаимно нерастворимых
жидкостей (например, бензол—вода, масло—вода и т. д.);
3) смеси частично растворимых жидкостей (например,
ацетон—вода, фенол—вода и т. д.).
Смеси взаимно нерастворимых жидкостей можно раз-
делить, если компоненты заметно отличаются по плот-
ности, простым отстаиванием в емкостных аппаратах, но-
сящих название разделительных (или флорентийских) со-
судов. После отстаивания отдельные слои сливают из со-
суда в соответствующие емкости.
Если взаимно нерастворимые жидкости мало отли-
чаются по плотности, их можно разделить экстракцией
и сепарацией.
Для разделения жидкостей, взаимно растворимых или
частично растворимых одна в другой, используют про-
цессы перегонки или ректификации и частично экстракции.
Процессы перегонки и ректификации находят широкое
применение в химической и нефтеперерабатывающей про-
мышленности. Они применяются для разделения нефте-
продуктов, продуктов органического синтеза, кислот,
сжиженных газов и т. д. С помощью ректификации разде-
ляют как многокомпонентные, так и двухкомпонентные
смеси, в состав которых входят только два вещества.
Разделение смесей перегонкой основано на том, что
жидкости, входящие в смесь, имеют различные темпера-
туры кипения. Если смесь постепенно нагревать, то при
некоторой температуре начнет кипеть жидкость, имею-
щая более низкую температуру кипения. Эту жидкость
называют ннзкокнпящим компонентом (сокращенно НЮ-
138
При этой температуре можно перевести в пар практически
весь низкокипящий компонент, содержащийся первона-
чально в смеси. После этого остаток жидкости будет со-
стоять из высококипящего компонента. Этот остаток назы-
вают кубовым остатком, а пары низкокипящего компо-
нента после их конденсации в холодильнике — дестилля-
том. Описанный выше процесс, называемый простой пере-
гонкой, не дает возможности получить разделенные ком-
поненты в чистом виде, так как в парах низкокипящего
компонента содержится некоторое количество паров высо-
кокипящего компонента и, на-
оборот, в кубовом остатке будет
растворено некоторое количество
низкокипящего компонента. Поэ-
тому для более полного разделения
компонентов применяют более
сложный процесс — ректифика-
цию.
\у Ректификация — разделение
жидких смесей на составляющие
вещества или группы составляю-
щих веществ в результате проти-
воточного взаимодействия паров
смеси и жидкой смеси.
Процесс ректификации жидких
смесей осуществляется на ректи-
фикационных установках, состоя-
щих из нескольких аппаратов.
Рассмотрим сначала принцип
разделения двухкомпонентных
смесей ректификаций на при-
мере работы подобной установки
(рис. 97). Подлежащая разделе-
нию смесь непрерывно подается
в ректификационную колонну 3
Рис. 97. Схема ректифи-
кационной установки:
/ — кипятильник; 2 — ввод
смеси; 3 — колонна; 4 —
дефлегматор; 5 — холодиль-
ник; 6 — сборник дистил-
лята; 7 — сборник кубо-
вого остатка
через ввод 2, расположенный несколько выше середины
корпуса колонны. Введенная жидкая смесь опускается по
контактным устройствам колонны, о которых рассказано
ниже, в нижнюю часть колонны, называемую кубом. На-
встречу потоку жидкости поднимается пар, образую-
щийся в результате кипения жидкости в кубе колонны.
Нагрев жидкости до кипения производится в трубках
кипятильника 1 водяным паром, поступающим в меж-
трубное пространство этого кипятильника из цехового
139
паропровода. Образующиеся пары содержат в основном
низкокипящий компонент и некоторое количество высоко-
кипящего компонента. При взаимодействии пара с жид-
костью на контактных устройствах ректификационной ко-
лонны высококипящий компонент конденсируется и уно-
сится вниз потоком жидкости. За счет этого в поднимаю-
щихся парах возрастает количество низкокипящего ком-
понента. Таким образом, при подъеме паров они обога-
щаются низкокипящим компонентом, в то время как жид-
кость, стекающая вниз, обогащается высококипящим ком-
понентом.
Контактные устройства ректификационной колонны,
расположенные выше ввода исходной смеси, орошаются
дистиллятом. Для этого часть дистиллята, полученного
в результате конденсации паров в дефлегматоре 4, на-
правляется обратно в колонну. Эту часть дистиллята на-
зывают флегмой. Количественное отношение флегмы к ди-
стилляту, поступающему в сборник 6 после его охлажде-
ния в холодильнике 5, называется флегмовым числом, ко-
торое является важной характеристикой работы ректи-
фикационной установки. Флегма позволяет получить ди-
стиллят более высокого качества, т. е. с более низкой при-
месью высококипящего компонента.
В кубе колонны скапливается жидкость, образующаяся
в результате многократной конденсации пара на контакт-
ных устройствах. Эта жидкость, называемая кубовым
остатком, непрерывно выводится из колонны и собирается
в сборнике 7.
Ректификация многокомпонентных смесей, а они
в практике встречаются гораздо чаще, чем двухкомпонент-
ные, протекает по рассмотренной выше схеме, хотя число
используемой при этом аппаратуры увеличивается. Рек-
тификацию многокомпонентных смесей можно проводить
в различной последовательности. Поясним это на примере
ректификации трехкомпонентной смеси, которую можно
разделить на составляющие компоненты одним из сле-
дующих способов.
1. Смесь веществ АВС разделяется в первой ректифи-
кационной колонне на дистиллят, содержащий компо-
нент А, и кубовый остаток — смесь ВС. Во второй ректи-
фикационной колонне смесь ВС разделяется на компо-
ненты В и С.
2. Смесь веществ АВС разделяется в первой ректифи-
кационной колонне на дистиллят — смесь АВ и кубовую
140
жидкость, содержащую компонент С. Во второй ректи-
фикационной колонне смесь АВ разделяется на компо-
ненты А и В.
В ректификационной колонне (см. рис. 97) смесь раз-
деляется на отдельные компоненты непрерывным спосо-
бом. Значительно реже (чаще в экспериментальных уста-
новках и производствах) используются установки перио-
дического действия. В этом случае исходная смесь зали-
вается в куб колонны, а с верха колонны последовательно
отбираются фракции, кипящие при разной температуре.
Для процесса ректификации в основном применяют
тарельчатые колонны. В них установлены горизонтальные
тарелки с устройствами, обеспечивающими хороший кон-
такт между жидкостью и паром.
Ограниченное применение в технике ректификации на-
ходят аппараты других типов: насадочные колонны, ро-
тационные аппараты и др.
Диаметр колонны определяют в зависимости от произ-
водительности установки и скорости паров в колонне, ко-
торую выбирают в пределах 0,6—1,0 м/с.
В химической и нефтеперерабатывающей промышлен-
ности находят применение ректификационные колонны
различных размеров: от небольших колонн диаметром
300—400 мм до крупнотоннажных высокопроизводитель-
ных установок с колоннами диаметром 6, 8, 10, 12 м и
более.
Высота колонны зависит от числа тарелок и расстоя-
ния между ними. Чем меньше расстояние между тарел-
ками, тем ниже колонна. Однако при уменьшении рас-
стояния между тарелками увеличивается унос брызг и
возникает опасность переброса жидкости с нижних таре-
лок на верхние, что существенно уменьшает к. п. д. уста-
новки.
Расстояние между тарелками обычно принимают в за-
висимости от диаметра колонны с учетом возможности
ремонта и чистки колонны. Рекомендуемые расстояния
между тарелками ректификационных колонн в зависи-
мости от их диаметра приведены ниже.
Диаметр колонны, мм ......Менее 800—1600 Свыше 1600
800 до 2000
Расстояние между тарелками, мм 200—350 Свыше 350 Свыше 400
до 400 до 500
Диаметр колонны, мм ......Свыше 2000 до 2400 Свыше 2400
Расстояние между тарелками, мм Свыше 500 до 600 Свыше 600
141
Число тарелок ректификационной колонны или высота
насадки определяются технологическим расчетом; оно за-
висит от физико-химических свойств разделяемых ком-
понентов (в первую очередь от разности их температур
кипения), требуемой чистоты разделения и к. п. д. тарелки.
Обычно ректификационные колонны имеют 10—30 таре-
лок, но колонны для разделения смесей с близкими тем-
пературами кипения насчитывают сотни тарелок и имеют
соответственно высоту до 30—70 м.
Ректификационные колонны работают обычно при атмо-
сферном или небольшом избыточном давлении. Ограни-
ченное применение находят вакуумные колонны и колонны,
работающие при повышенном давлении. Ректификацию
под вакуумом применяют в том случае, когда хотят сни-
зить температуру в колонне, что бывает необходимо при
разделении компонентов с высокой температурой кипения
или веществ, нестойких при высокой температуре. Рек-
тификацию под повышенным давлением используют для
разделения сжиженных газов и легколетучих жидкостей.
§ 26. Устройство тарелок ректификационных колонн
К тарелкам ректификационных колонн предъявляются
следующие требования: они должны обеспечивать хоро-
ший контакт между жидкостью и паром, иметь малое гид-
равлическое сопротивление, устойчиво работать при зна-
чительном колебании расходов пара и жидкости. Тарелки
должны иметь малую массу, быть простыми по конструк-
ции и удобными в эксплуатации.
В ректификационных колоннах наибольшее примене-
ние находят колпачковые, клапанные, ситчатые и струйно-
направленные тарелки.
Колпачковые тарелки сложны и металлоемки по сравне-
нию с тарелками других типов; по некоторым показате-
лям они уступают более современным конструкциям, од-
нако такие тарелки хорошо освоены в промышленности
и находят широкое применение в технике ректификации.
Основной деталью колпачковой тарелки является колпа-
чок с патрубком в центре. При барботаже пара через про-
рези колпачков на тарелке образуется пена, в которой
происходит интенсивный массообмен между жидкостью
и паром (рис. 98).
Колпачки изготовляют круглыми и продолговатыми
(туннельные). Более распространены круглые колпачки.
142
Колпачки разных типов отличаются размерами и спо-
собами крепления на тарелке. Их изготовляют из стали,
чугуна, меди и алюминия. Стальные, медные и алюминие-
вые колпачки штампуют, чугунные — отливают. Приме-
няют также колпачки из неметаллических материалов —
керамики, пластических масс и графита.
Крепление колпачков на тарелке может быть разъем-
ным или неразъемным. Разъемные соединения сложнее,
однако они допускают регулировку уровня колпачка при
монтаже тарелки. Стальные штампованные колпачки, ко-
торыми комплектуется большинство тарельчатых колонн,
крепятся посредством изогнутой шпильки, приваренной
к паровому патрубку (рис. 99). Колпачок 1 крепят на
шпильке 2 с помощью гайки 4 и контргайки 3 с шайбой.
Патрубок 5 развальцовывают в тарелке. Диаметр колпач-
ков принимают равным 60, 80, 100 и 150 мм. В некоторых
конструкциях шпильку крепят к перекладине, вваренной
в патрубок.
Применяется групповая установка ряда колпачков
с креплением их к общему несущему швеллеру.
Неразъемные соединения колпачков выполняют с по-
мощью сварки или пайки. Неразъемный стальной колпа-
чок приваривается к тарелке точечной сваркой. Патрубок
143
образуется отбортовкой отверстия в тарелке. Медные кол-
пачки крепятся к тарелке развальцовкой. Применяется
крепление медных колпачков пайкой. Керамические кол-
пачки устанавливают в тарелке на кислотоупорной за-
мазке.
•, Колпачки располагают на тарелке по вершинам равно-
сторонних треугольников или в шахматном порядке.'
Расстояние между краями колпачков принимают рав-
ным 40—60 мм. Если это расстояние велико, то ухуд-
«светлой» жидкости. При
очень малом расстоянии между колпачками возра-
стает сопротивление движению жидкости по тарелке. Та-
релка начинает «захлебываться», уровень жидкости в раз-
ных частях тарелки становится различным. Зазор между
колпачками и краем тарелки должен быть минимальным.
Если этот зазор по конструктивным соображениям полу-
чается значительным, то, чтобы предотвратить прорыв
жидкости по краю тарелки, минуя воздействие пара,
устанавливают перегородки, направляющие поток жид-
кости к колпачкам.
Важное значение имеет направление потока жидкости
на тарелке. В колоннах небольшого диаметра жидкость
144
поступает на один крап тарелки, движется к противопо-
ложному краю и сливается через перелив.
Переливы делают в виде сегмента, ограниченного пере-
городкой, или в виде овального или круглого патрубка.
Рис. 101. Двухпоточная тарелка
Чтобы предотвратить прорыв пара через переливные па-
трубки, нижний конец патрубка опускают в слой жидкости
и создают таким образом гидравлический затвор. Гидрав-
10 Ю. И. Макаров 145
лический затвор должен быть также на патрубке, опущен-
ном с самой нижней тарелки. Благодаря расположению
подающего и сливного патрубков 1 (рис. 100) на противо-
положных краях тарелки жидкость проходит через зону
барботажа всех колпачков 2, что обеспечивает хороший
контакт между жидкостью и газом.
Тарелки больших диаметров при значительном расходе
жидкости делают двух- или четырехпоточными, чтобы пре-
дотвратить затопление тарелки жидкостью, т. е. устраи-
вают на тарелке не один, а несколько сливных и подаю-
щих патрубков (рис. 101). При небольшом расходе жид-
кости иногда устраивают
зигзагообразный ход жид-
кости на тарелке.
Слой жидкости на та-
релке над верхним обре-
зом прорезей колпачков
принимают равным 25 —
40 мм. При меньшей вы-
Рис. 102. S-образные колпачки соте часть пара проскаль-
зывает, не успевая реаги-
ровать с жидкостью. При увеличении высоты слоя воз-
растает гидравлическое сопротивление тарелки.
В нефтеперерабатывающей промышленности распро-
странены тарелки, образованные из S-образных штампо-
ванных элементов, соединенных с помощью торцовых пла-
стинок (рис. 102). К подобной конструкции можно отнести
тарелки и с туннельными (желобчатыми) колпачками.
В них используются корытообразные элементы, закреп-
ленные над продольными щелями с отбортованными кра-
ями, сделанными в тарелке. Их основные преимущества —
простота конструкции и большая жесткость штампован-
ных элементов.
Клапанные колпачки выполняются в виде круглых
или прямоугольных пластин, перекрывающих отверстия
в тарелках (рис. 103).
При увеличении расхода пара клапан поднимается и
открывает большее сечение проходу пара, вследствие чего
клапанные тарелки имеют широкий диапазон изменения
нагрузки по пару. Благодаря простоте конструкции, ма-
лой массе и устойчивой работе клапанные тарелки яв-
ляются перспективной конструкцией.
Ситчатая тарелка представляет собой лист с проби-
тыми в нем круглыми или щелевидными отверстиями диа-
146
метром (шириной) 3—10 мм. Пар, проходящий в отвер-
стия, барботирует через слой жидкости. Жидкость сте-
кает через переливные патрубки. Скорость пара в отвер-
стиях ситчатых тарелок принимают 10—12 м/с. Разно-
видностью ситчатых тарелок являются провальные решет-
/Клапан >
полуоткрыт
Клапан
открыт
2 . Клапан
/ / I закрыт
I Клапан
открыт
Клапан закрыт
°)
Рис. 103. Клапанные колпачки:
а — прямоугольный; б — круглый; 1 — клапан; 2 — удержи-
вающая скоба
чатые тарелки, в которых отсутствуют переливные па-
трубки и жидкость стекает в отверстия в решетке на-
встречу пару. Отверстия в провальных тарелках не-
сколько крупнее, чем в ситчатых.
'глиибааяиигА
В струйно-направленных тарелках (рис. 104) исполь-
зуется кинетическая энергия паров для направленного
движения жидкости по тарелке, в результате чего улуч-
шается контакт между жидкостью и паром. Струйно-на-
правленные тарелки изготовляют из просечно-вытяжного
10*
147
листа или из листа с отогнутыми язычками, которые сооб-
щают пару наклонное движение.
Конструкцию тарелки и способ ее соединения с кор-
пусом выбирают обычно в зависимости от диаметра ко-
лонны и конструкции корпуса. При диаметре колонны
менее 1000 мм корпус ее собирают из небольших царг
длиной не более 2—2,5 м. В каждой царге помещается
4—7 тарелок. При диаметре колонны 1000 мм и более воз-
можно применение цельносварного корпуса или корпуса,
изготовленного из нескольких царг большой длины. Мон-
таж тарелок в данном случае производят через верх ко-
лонны.
Тарелки небольшого диаметра (до 1600 мм) изготов-
ляют в виде цельного листа с бортами или без бортов. Та-
релки больших размеров делают разъемными, из несколь-
ких сегментов.
Монтируют разъемные тарелки обычно через верх
колонны (при изготовлении колонн сборку тарелок ведут
одновременно со сваркой корпуса). Демонтаж элементов
разъемных тарелок при ремонтах производят через бо-
ковые люки. Размер люков должен быть достаточным,
чтобы через них могли пройти части тарелок. Лазы уста-
навливают через 4—10 тарелок.
Весьма важным элементом является узел соединения
тарелки с корпусом колонны. Это соединение должно
быть конструктивно простым, герметичным и обеспечивать
легкую замену тарелок.
Наиболее простой способ крепления тарелок — при-
варка или припайка их непосредственно к корпусу. Од-
нако при таких соединениях затрудняется замена и трудно
избежать их коробления. Поэтому они применяются редко
и только на колоннах малого диаметра.
Разъемные соединения, как правило, обеспечивают ре-
гулирование горизонтальности тарелки.
Для колонн малого диаметра (до 1000 мм) применяют
так называемый этажерочный способ, при котором ниж-
няя тарелка опирается на опорное кольцо, приваренное
к царге колонны, следующая тарелка — на полукольцо,
приваренное к нижней тарелке, и т. д. Горизонтальная
установка тарелки производится с помощью регулировоч-
ных винтов.
Весьма удобным, хотя и сложным по конструкции,
является узел, показанный на рис. 105. Тарелка опирается
на разъемное кольцо 1, состоящее из двух половин.
148
Рис. 105. Узел крепления тарелки
с помощью разъемного кольца:
1 — разъемное кольцо; 2 — выступы;
3 — винты;
В кольце имеются прорези. Кольцо распирается двумя
винтами, при этом прорези надеваются на небольшие вы-
ступы 2, приваренные к корпусу колонны. Тарелка кре-
пится к кольцу с помощью ряда винтов 3, попарно уста-
новленных по периметру. Винты позволяют точно отре-
гулировать тарелки.
Зазор между тарелкой и корпусом колонны должен
быть надежно уплотнен. Уплотнение производится с по-
мощью сальникового ус-
тройства 4. В сальник за-
кладывается асбестовый
или резиновый шнур,
прижимаемый стальным
кольцом. Прижатие коль-
ца обеспечивается его
собственной силой тяже-
сти или специальными
прижимными винтами.
Разъемные тарелки кре-
пят к кольцу, приварен-
ному к корпусу колонны,
или к балочкам, которые
также привариваются к
корпусу колонны или кре-
пятся на болтах. Для
обеспечения герметичности
соединения части тарелок
укладываются на прок-
ладках.
Тарелки в колонне не-
обходимо устанавливать
строго горизонтально, так
торой частью колпачков снижается
В этом месте сопротивление проходу пара снижается,
в результате чего именно через эти колпачки устрем-
ляется основной поток пара. Это явление резко сни-
жает эффективность тарелки. По этой причине не допу-
скается коробление тарелок и прогиб их под действием
собственной силы тяжести и силы тяжести жидкости.
Допуск на негоризонтальность зависит от назначения
колонны, конструкции тарелок и их диаметра, но не дол-
жен превышать 5 мм. Для обеспечения этого требования
тарелки больших диаметров иногда укрепляют снизу реб-
рами жесткости.
4 — сальниковое устрой-
ство
как при
перекосе над неко-
уровень жидкости.
149
§ 27. Вспомогательная аппаратура
ректификационных установок
К вспомогательной аппаратуре ректификационных
установок относятся кипятильники кубовой жидкости,
дефлегматоры, холодильники, подогреватели исходной
смеси и некоторые другие устройства.
Кипятильники в установках малой производитель-
ности изготовляют в виде змеевиков, устанавливаемых
в кубе, но чаще кипятильник делают в виде выносного
теплообменника, который устанавливается вертикально
около куба и связан с ним двумя патрубками. Остальную
теплообменную аппаратуру изготовляют обычно в виде
кожухотрубных теплообменников.
Дефлегматоры устанавливают или непосредственно на
колонну, или выше колонны на отдельной металлокон-
струкции. В колоннах большой производительности при-
меняется установка дефлегматоров на уровне земли с по-
дачей флегмы на верх колонны насосом.
Колонны периодического действия имеют кубы боль-
шой емкости, достаточной для приема единовременной за-
грузки продукта. В колоннах непрерывного действия не
нужен большой объем кубовой жидкости, и кубом в них
служит нижняя часть колонны высотой 1—1,5 м.
Колонны больших размеров устанавливают под откры-
тым небом. Трубопроводы, обслуживающие площадки и
вспомогательное оборудование, крепятся, как правило,
к корпусу колонны. На верхнюю площадку обычно уста-
навливают кран-укосину для монтажных и ремонтных
работ.
На ректификационной колонне устанавливается обычно
много контрольно-измерительных приборов для измере-
ния давления, температуры, состава смеси и др.
На линиях ввода и вывода жидкости из колонны обя-
зательно устанавливают гидравлические затворы, пре-
пятствующие проходу пара через жидкостные патрубки.
Затворы выполняют в виде U-образных участков трубо-
проводов или поперечных перегородок перед штуцерами.
Высота гидравлических затворов должна быть больше
избыточного давления в колонне, выраженного в метрах
столба перерабатываемой жидкости.
В ректификационных колоннах различных типов при-
меняют также сепараторы брызг, конструкции которых
рассмотрены в гл. VI.
150
§ 28. Прочие типы ректификационных колонн.
Колонны специальных типов
В технике ректификации находят применение ротацион-
ные и прямоточные аппараты.
В ротационных аппаратах контакт между жидкостью
и газом осуществляется путем сообщения жидкости допол-
нительной энергии вращающимися элементами аппарата.
Ротационные дистилляционные аппараты пленочного
типа (рис. 106) предназначены для ректификации высоко-
кипящих органических смесей в глубоком вакууме. Кон-
такт между жидкостью и газом осуществляется в основ-
ном в тонкой пленке на боковой поверхности аппарата.
Жидкость вводится в штуцер, расположенный в средней
части аппарата; высококипящий компонент отводится
через нижний штуцер.
Поднимающиеся пары частично конденсируются на
поверхности охлаждаемого ротора. Жидкость под дей-
ствием центробежной силы переносится на обогреваемые
стенки, где вновь происходит испарение.
В прямоточных колоннах на тарелках осуществляется
прямоток между жидкостью и паром в отличие от противо-
тока или перекрестного тока в большинстве ректифика-
ционных аппаратов. Обычно в рабочих элементах прямо-
точных колонн пар эжектирует жидкость, движущуюся
с большой скоростью. Прямоточные колонны имеют по-
вышенный расход энергии, но отличаются высокой интен-
сивностью взаимодействия пара и жидкости. Если про-
цесс сопровождается значительным тепловым эффектом,
то на тарелках колонны размещают теплообменные эле-
менты в виде теплообменных трубчаток, встроенных
в колонну, или в виде змеевиков, уложенных на
тарелку.
В отдельных отраслях промышленности применяют
специальные колонные аппараты. К ним относятся, на-
пример, колонны содового производства, которые соби-
рают из чугунных царг различной конструкции.
Дистилляционная содовая колонна (рис. 107) состоит
из группы тарелок с одним большим колпачком и группы
многоколпачковых тарелок. В верхней части колонны
установлены теплообменные элементы с горизонтальным
пучком труб. Содовые колонны имеют большое количе-
ство люков и съемных крышек для очистки тарелок от
осадков и отложений. Специальные колонны различных
151
Рис. 107. Дистил-
ляционная содовая
колонна
типов применяются в нефтяной и нефтехимической про-
мышленности, в гидролизном, коксохимическом производ-
ствах и других отраслях промышленности.
§ 29. Опоры колонных аппаратов
Колонные аппараты имеют большую массу, приходя-
щуюся на сравнительно небольшую площадь опоры. Кроме
того, колонны, установленные под открытым небом, под-
вергаются действию ветровых нагрузок, поэтому они
имеют, как правило, массивные кольцевые опоры.
Опора (рис. 108) со-
стоит из цилиндрической
(или конической) обечайки
1 и опорной плиты 2, име-
ющей обычно большую
толщину (в тяжелых кон-
струкциях до 40—60 мм).
Опорную плиту укрепляют
вертикальными ребрами
жесткости, которые в верх-
ней части иногда допол-
нительно связывают коль-
цом. Высота кольцевой
опоры определяется кон-
структивными соображе-
ниями. В некоторых слу-
Рис. 108. Цилиндрическая опора
колонны:
1 — обечайка; 2 — опорная плита
чаях опора получается
высотой до 5—6 м. Для
доступа внутрь опоры и
вывода трубопроводов в
обечайке делают отверстия. Края отверстий обяза-
тельно укрепляют кольцами жесткости.
Кольцевые опоры колонн в настоящее время нормали-
зованы.
Если колонну монтируют между перекрытиями, ее
устанавливают на боковую кольцевую опору, приварен-
ную к боковой стенке колонны. Стенки колонны в месте
установки опоры делают утолщенными или укрепляют
кольцевой накладкой. Если колонны малого диаметра и
большой высоты проходят через несколько перекрытий
здания, то для придания колонне устойчивости устанавли-
вают боковые опоры. В этом случае опоры лучше всего
153
делать в виде роликов, которые допускают осевое переме-
щение колонны, возникающее при ее тепловом удлинении.
Коллоны больших размеров, устанавливаемые под
открытым небом, рассчитывают на совместное действие
давления, сил тяжести, ветровых нагрузок и на действие
сейсмических сил.
Силы тяжести вызывают вертикальную сжимающую
силу, которая достигает максимума у основания колонны.
В расчет вводится максимальная сила тяжести, вклю-
чающая вес самого аппарата, всех конструкций, опертых
на аппарат, изоляции и жидкости, заливаемой в аппарат
при гидравлическом испытании аппарата.
Ветровая нагрузку создает изгибающий момент, также
достигающий максимума у основания колонны. Ветровую
нагрузку, действующую на аппарат в целом или на уча-
сток аппарата высотой Н, определяют по формуле
Мв = fyqDH Нм,
где q — расчетный ветровой напор, Н/м2;
Р — коэффициент увеличения ветрового напора, учи-
тывающий действие порывов ветра;
D — наружный диаметр аппарата (если аппарат изо-
лирован, то в расчет принимается наружный
диаметр изоляции), м;
Н — высота расчетного участка, м.
Для площадок и решетчатых конструкций ветровой
напор определяют в зависимости от географического рай-
она и высоты расчетного участка аппарата над уровнем
земли.
§ 30. Экстракторы
Экстракторы — аппараты, предназначенные для бес-
фильтр ационного разделения жидких смесей или извле-
чения определенных компонентов из твердых веществ при
помощи жидкого растворителя.
Процесс экстракции в системе жидкость—жидкость на-
ходит все большее применение в химической промышлен-
ности: извлечение фенолов из аммиачных вод, очистка
нефтепродуктов, отмывка дивинила от ацетальдегида, из-
влечение урана и тория из руд, очистка растительных и
животных масел, извлечение уксусной кислоты — лишь
небольшая часть операций, где используется процесс
экстракции.
154
Экстракция из твердого вещества используется в ос-
новном в пищевой промышленности (например, для из-
влечения масла из семян). В химической же технологии
экстракция в системе твердое вещество — жидкость ис-
пользуется редко.
Сущность процесса экстракции состоит в следующем.
Исходная жидкая смесь вещества (А + В), подлежащая
разделению, смешивается с растворителем С (экстраген-
том), в котором одно из веществ, например А, растворяется,
а другое нет. В результате этого частичного смешения
(экстрагирования) получаются две несмешивающиеся
между собой жидкие фазы (эмульсия): экстракт (в данном
случае раствор веществ С + А) и рафинат (вещество В).
В дальнейшем эти две несмешивающиеся фазы разде-
ляются. После разделения из экстракта удаляют (напри-
мер, выпаркой) растворитель, который возвращается
обратно в процесс экстрагирования. Это, конечно, наи-
простейшая схема процесса экстракции. На практике ис-
пользуются более сложные схемы.
Конструкция любого экстрактора должна обеспечить
достаточно хороший контакт смешивающихся жидкостей.
В большинстве конструкций экстракторов одну из жид-
костей распиливают на капли внутри другой. Распили-
ваемую жидкость называют в.этом случае дисперсной фа-
зой, а жидкость, в которую производится распыление, —
дисперсионной средой. При распиливании образуются
мелкие капли, создающие большую поверхность контакта
фаз.
Процесс разделения жидкостей в экстракторах осно-
ван на различии плотностей экстракта и рафината. Если
эта разница велика, то для разделения жидкостей можно
использовать гравитационные силы (силы тяжести), в про-
тивном случае приходится прибегать к центробежным
силам.
В зависимости от сил, сепарирующих фазы, экстрак-
торы подразделяются на:
1) гравитационные, в которых сепарация фаз проис-
ходит под действием сил тяжести, а смешение — или под
действием сил тяжести, или с помощью механических пере-
мешивающих устройств;
2) центробежные, в которых смешение и сепарация фаз
происходят в поле центробежных сил.
Промышленные экстракторы являются преимуще-
ственно аппаратами непрерывного действия.
155
К аппаратам этого типа относятся колонные, распыли-
тельные и смесительно-отстойные экстракторы.
Колонный экстрактор представляет собой колонну,
внутри которой находятся устройства для смешения жид-
костей. На рис. 109 представлены схемы полочных колон-
ных экстракторов. В этих экстракторах перемешивающим
устройством служит ряд чередующихся перегородок —
полок или тарелок. Расстояние между полками 75—150 мм.
'Легкая _ — _
жидкость
I °)
Легкая <-
жидкость^
Рис. 109. Полочные колонные экстракторы
а — перегородки в виде дисков и колец; б — пе-
регородки в виде тарелок и колец
Рис. НО. Экстрактор с ситчатыми тарелками
Контакт фаз осуществляется при обтекании перегородок
легкой фракцией в виде тонкой пленки. В пространстве
между перегородками пленка разрушается на капли.
Роль перегородок может выполнять насадка из колец
Рашига. Насадка способствует многократному дроблению
и слиянию капель дисперсной фазы. В насадочных экстрак-
торах насадку располагают в виде слоев, помещенных
на опорные решетки; расстояние между решетками 0,9—
1,8 м. По конструкции насадочные экстракторы весьма
схожи с насадочными абсорберами. Полочные и наса-
дочные экстракторы имеют низкую эффективность.
В колонных экстракторах с ситчатыми тарелками
{рис. ПО) дисперсная фаза многократно раздробляется
при прохождении сквозь отверстия ситчатых тарелок.
Капли легкой жидкости всплывают в слое тяжелой фрак-
156
ции и собираются под тарелками, образуя некоторый
слой. Тяжелая фракция перетекает на нижележащие та-
релки по сливным патрубкам. Диаметр отверстий в та-
релках 2—9 мм. Расстояние между тарелками 0,15—0,6 м.
Для увеличения степени диспергирования легкой фрак-
ции в пульсационных колонных экстракторах с ситча-
тыми тарелками этой фракции с помощью механического
пульсатора сообщаются колебания небольшой амплитуды
(10—25 мм). В этих колоннах сливных патрубков для тя-
желой фракции нет. Она проходит в отверстия ситчатых
тарелок.
Распылительный экстрактор представляет собой по-
лую колонну, заполненную тяжелой жидкостью, которая
перемещается сверху вниз. В нижней части колонны
Рис. 111. Горизонтальный смесительно-отстойный экстрактор
смонтирован распылитель. Легкая жидкость, пройдя рас-
пылитель, распадается на мелкие капли, всплывающие
кверху. В верхней части колонны капли сливаются и обра-
зуют небольшой слой. Из этого слоя через верхний па-
трубок легкая жидкость, обогащенная извлекаемым ком-
понентом, выводится из колонны. Тяжелая фракция по-
ступает в колонну через специальную трубу, конец ко-
торой опущен ниже поверхности раздела фаз, т. е. ниже
слоя легкой жидкости.
Смесительно-отстойный экстрактор представляет собой
горизонтальный или вертикальный сосуд, разделенный
на несколько отсеков горизонтальными перегородками.
В каждом отсеке имеется смесительная и отстойная
камеры. На рис. 111 дана схема одной из конструкций
горизонтальных экстракторов этого типа. Исходная смесь
поступает в этот экстрактор сначала в приемную камеру.
Из нее по переточной трубе 1 смесь поступает в смеси-
тельную камеру, выполненную в виде трубы с погружным
насосом. В эту же камеру смешения по трубе 2 поступает
157
из предыдущего отсека экстрагент (легкая жидкость).
Смесь выбрасыьается из камеры смешения через трубу 3
в отстойную камеру. Здесь жидкости расслаиваются.
Тяжелая фракция передавливается в камеру смешения
второго отсека, а легкая жидкость через воронку 4 уда-
ляется из аппарата. В последующих отсеках процессы
смешения и отстоя повторяются. В результате из послед-
него отсека выходит рафинат, полностью очищенный от
одного или нескольких определенных компонентов ис-
ходной смеси. Свежий экстрагент поступает в экстрактор
через штуцер 5.
К этому же типу относятся экстракторы, собранные из
чередующихся между собой аппаратов с мешалками (сме-
сителей) и отстойных емкостей в батареи. Смесители и
отстойники устанавливаются каскадом, причем тяжелая
фракция движется из аппарата в аппарат самотеком,
а легкая жидкость перекачивается насосами.
V Центробежные экстракторы. Экстракторы этого типа —
роторно-дисковые, сверхцентрнфуги, тарельчатые сепа-
раторы, экстракторы-сепараторы, экстракторы с гори-
зонтальным валом.
Центробежные экстракторы значительно превосходят
по эффективности гравитационные, но из-за вращающихся
узлов и необходимости в сальниках они значительно
сложнее в эксплуатации.
Роторно-дисковый экстрактор устроен следующим об-
разом (рис. 112). В вертикальной колонне вдоль ее оси
проходит вал /, приводимый во вращение от привода 4.
На валу закреплены плоские диски 2. Внутренняя по-
лость колонны делится на секции кольцевыми перегород-
ками 3, закрепленными на стенках корпуса колонны.
При этом каждый диск находится на середине высоты
каждой секции. Расстояние между соседними дисками
100—200 мм. Легкая жидкость подается в колонну снизу,'
тяжелая — сверху. В каждой секции эти жидкости интен-
сивно перемешиваются.
В некоторых конструкциях роторно-дисковых экстрак-
торов вместо дисков на валу смонтированы турбинные
мешалки, что повышает эффективность аппарата. Эффек-
тивность подобных экстракторов зависит от частоты вра-
щения вала, соотношения размеров дисков и кольцевых
перегородок и расстояния между ними
у Сверхцентрифуги типов СКС-100 и СКС-150 предназ-
начены для разделения стойких (трудноразделимых)
158
эмульсий. Центрифуга этого типа представляет собой
трубу с внутренним диаметром 100 мм (для СКС-100) или
150 мм (для СКС-150) и высотой 750 мм. Труба вращается
с частотой до 15 000 об/мин. Подлежащая разделению
эмульсия непрерывно вводится в трубу снизу. Там она,
увлекаясь во вращение, течет вдоль ее стенок в осевом
направлении. По мере движения вверх эмульсия под
воздействием центробежных сил расслаивается на фрак-
Рис. 112. Роторно-диско-
вый экстрактор
Рис. 113. Принципиальная схема тарель-
чатого сепаратора:
1 — патрубок для ввода смеси; 2 — входной
канал; 3 — корпус барабана; 4 — колпак;
5 — жидкостное кольцо тяжелой фракции;
6 — тарелки; а — отверстие в тарелках; б—
отверстия для выхода тяжелой фракции; в—
отверстия для выхода легкой фракции
ции: тяжелая собирается ближе к стенкам трубы, легкая —
ближе к осн вращения. Эти фракции раздельно выводятся
из трубы через соответствующие патрубки.
Тарельчатые сепараторы предназначены для непре-
рывного разделения эмульсий, полученных в отдельно
смонтированном смесителе. На рис. 113 показана прин-
ципиальная схема тарельчатого сепаратора типа САЖ-3.
Работает он следующим образом. Подлежащая разделению
эмульсия поступает во вращающийся барабан сепаратора
через патрубок 1. Там эмульсия тонкими слоями расте-
кается по тарелкам 6 и разделяется на две фазы. Тяжелая
159
фаза собирается у стенок барабана и через отверстие б
удаляется из него. Легкая фаза собирается под колпаком 4
и выводится из барабана через отверстие в. В тарелках 6
имеются отверстия а, которые обеспечивают проход легкой
фракции под колпак 4.
Сепаратор САЖ-3 рассчитан на производительность
по эмульсии до 2500 л/ч. Частота вращения его барабана
4620 об/мин, число тарелок — 75 шт.
В экстракторах-сепараторах смешение и разделение
жидкостей происходит в одном аппарате. С этой целью
на одном валу с барабаном монтируют в специальной
камере, на линии вывода тяжелой фракции, напорный
диск. Этот диск позволяет выводить из барабана смесь
Рис. 114. Схема двухсту-
пенчатой экстракционной
установки:
1 — сепаратор; 2 — экстрак-
тор-сепаратор; 3 — смеси-
тель; сплошные линии—тя-
желая жидкость; штриховые
линии — эмульсия и легкая
жидкость
под напором и, кроме того, произвести однократное сме-
шение выходящей из аппарата тяжелой фракции с легкой
жидкостью.
На рис. 114 показана экстракционная установка, рабо-
тающая по двухступенчатой схеме. В смесителе 3 (в дан-
ном случае в центробежном насосе) тяжелая жидкость,
из которой должен быть удален один из компонентов,
смешивается с легкой жидкостью (растворителем). Обра-
зовавшаяся эмульсия поступает в экстрактор-сепаратор 2.
В нем выделяется легкая фракция, обогащенная извле-
каемым компонентом. Тяжелая фракция, из которой
в основном удален необходимый компонент, на выходе
из экстрактора-сепаратора в его напорном диске смеши-
вается опять с чистой легкой жидкостью. Обедненная
эмульсия поступает в сепаратор /, в котором фракции
разделяются. Тяжелая жидкость, из которой извлечен
полностью необходимый компонент, удаляется из сепа-
ратора в виде готового продукта. В легкой жидкости,
удаляемой из сепаратора /, присутствует небольшое
количество извлекаемого компонента. Для окончатель-
ного насыщения этим компонентом она передавливается
обратно в смеситель 3. Регенерация отработанной легкой
160
жидкости (выделение извлекаемого компонента) происхо-
дит в отдельном аппарате.
В экстракторе-сепараторе «Россия» установлены на
одном валу сразу два тарельчатых барабана.
В центробежных экстракторах с горизонтальным валом
жидкости смешиваются при их противоточном движении
в каналах быстровращающегося ротора. Разработано
много конструкций экстракторов этого типа. В СССР
наиболее распространены экстракторы типа ЭГН(рис. 115).
Конструктивно он состоит из следующих основных де-
талей: обечайки 1, бо-
ковых стенок 3, втулки 2
и дисков 5 пакета кон-
тактирующих цилиндров
4. Втулка ротора поса-
жена на вал, в котором
имеются каналы для под-
вода и отвода жидкостей.
Работает экстрактор с по-
добным ротором следую-
щим образом.
Тяжелая фаза через
левое (по чертежу) цен-
тральное отверстие вво-
дится внутрь ротора. Под
действием центробежной
силы тяжелая жидкость
Рис. 115. Ротор экстрактора ЭГН
перемещается к периферии
ротора, проходя при этом сквозь отверстия в контак-
тирующих цилиндрах. Отверстия высверливаются груп-
пами; обычно на каждом цилиндре бывает от 2 до 8 групп
отверстий, каждая из которых насчитывает 6—24 отвер-
стия диаметром 2—5 мм. Оси отверстий на соседних
цилиндрах не совпадают.
Противотоком тяжелой фазе от периферии ротора
к его оси вращения движется легкая жидкость, подавае-
мая в ротор через правое центральное отверстие вала.
В зазоре между контактирующими цилиндрами эти жид-
кости интенсивно перемешиваются, многократно контак-
тируют одна с другой и разделяются под действием цен-
тробежных сил. Легкая фракция удаляется через левый
кольцевой зазор, тяжелая — через правый. Тяжелая
фракция забирается с периферии ротора.
Ротор экстракторов типа ЭГН приводится во вращение
от электродвигателя через клиноременную передачу. Ча-
11 Ю. И. Макаров
161
стота вращения ротора в зависимости от мощности эк-
страктора колеблется от 2000 до 5000 об/мин.
Схемы экстракционных установок. Экстракционные
установки работают по схемам одно- или многоступен-
чатой экстракции.
При одноступенчатой экстракции установка обычно
состоит из двух аппаратов — смесителя и отстойника.
В смесителе исходная смесь смешивается с экстрагентом.
-Конечный
экстракт
Рис. 116. Схема противоточной многоступенчатой экстракции:
/, II, III » аппараты соответственно первой, второй и третьей сту-
пени; I — смеситель; 2 — отстойник
В отстойнике рафинат отделяют от экстракта. Далее они
поступают на последующую переработку, например на
ректификацию. Одноступенчатая экстракция не позво-
ляет полностью извлечь из рафината необходимый ком-
понент, так как экстрагент частично присутствует в ра-
финате.
Значительно больше степень извлечения при исполь-
зовании многоступенчатой экстракции, одна из схем ко-
торой показана на рис. 1[6.
Свежий экстрагент вступает в контакт с рафинатом,
имеющим наименьшую концентрацию извлекаемого ком-
понента, и после многократного контактирования в по-
следовательных ступенях процесса насыщается извлекае-
мым компонентом. Благодаря этому высокая степень
извлечения может быть достигнута значительно меньшим
количеством экстрагента.
Глава IX. АППАРАТЫ ДЛЯ РАЗДЕЛЕНИЯ
ГАЗОВЫХ СМЕСЕЙ
Вещества, находящиеся в газообразном состоянии, раз-
деляются в основном с помощью процессов абсорбции и
адсорбции.
§ 31. Абсорбционные установки
Абсорбцией называется процесс поглощения газа или
пара жидким поглотителем (абсорбентом)
Процесс, в котором газ или пар вступает в химическое
взаимодействие с жидкостью, называется хемсорбцией.
Абсорбция — процесс избирательный. Различные ве-
щества абсорбируются в том или ином поглотителе в раз-
ной степени. Избирательность процесса абсорбции позво-
ляет извлекать из газовой смеси определенное вещество,
подбирая соответствующий поглотитель.
Процессы абсорбции широко применяются в различ-
ных отраслях химической и нефтеперерабатывающей про-
мышленности для поглощения аммиака, окислов азота,
серного ангидрида, углеводородных газов и т. д. С по-
мощью абсорбции,' например, извлекают аммиак и бен-
зол из коксовых газов, углеводороды из нефтяных газов.
Производства серной и азотной кислоты основаны на
поглощении серного ангидрида и окислов азота водой.
Процессы абсорбции применяют также для санитарной
очистки отходящих газов, выбрасываемых в атмосферу.
Абсорбция, как правило, сопровождается выделением
тепла. Повышение температуры ухудшает проведение
процесса, поэтому абсорбционные установки во многих
случаях снабжают холодильными элементами.
Процесс удаления поглощенных газов из жидкости
называется десорбцией. Десорбция производится в токе
инертного газа путем выпаривания раствора или под
вакуумом.
11*
163
Десорбция применяется для извлечения из поглотителя
растворенных в нем газов и паров, когда они являются
целевыми продуктами производства. В некоторых слу-
чаях абсорбент с растворенными в нем веществами сам
является целевым продуктом производства, например,
при поглощении водой окислов азота получают целевой
продукт — азотную кислоту. Если поглощенные вещества
являются отходами производства, то десорбцию не про-
изводят.
В абсорбционных установках наиболее распространены
противоточные схемы движения газа и поглотителя в аб-
Рнс. 117. Схема противо-
точной абсорбции с ре-
циркуляцией абсорбента:
1 — абсорберы; 2 — десор-
бер; 3 — насосы; 4 — сбор-
ник; сплошные толстые ли-
нии — газ; штриховые ли-
нии — насыщенный погло-
титель; сплошные тон-
кие — поглотитель десор-
бированный
сорберах с частичной рециркуляцией поглощающей жид-
кости. Абсорберами называют аппараты, в которых про-
текает процесс абсорбции.
Схема с противоточным движением газа и жидкости
приведена на рис. 117. При данной схеме движения све-
жий поглотитель встречает газ с минимальным содержа-
нием абсорбируемого компонента, и наоборот. Наиболее
насыщенный поглотитель встречается с наиболее кон-
центрированной газовой смесью.
После прохождения абсорберов 1 насыщенный абсор-
бируемым компонентом поглотитель направляется в де-
сорбер 2, где путем нагрева из него выделяется погло-
щенный компонент. После десорбции поглотитель снова
направляется на орошение в абсорбер 1.
Смешение свежего поглотителя с жидкостью уже насы-
щенной снижает скорость процесса абсорбции, однако
данную схему применяют, чтобы увеличить плотность
164
орошения абсорбера. Наряду с двумя описанными тех-
нологическими схемами в различных производствах в за-
висимости от их специфики применяют другие варианты
схем.
§ 32. Конструкции абсорберов
По способу создания поверхности контакта жидкости
с газом абсорберы делят на аппараты поверхностного
типа, насадочные, барботажные (тарельчатые) и механи-
ческие.
Рис. 118. Поверхностные абсорберы из керамики:
а — турнлла; б — целляриус
Если газ хорошо поглощается жидкостью, то нет
необходимости создавать большую поверхность контакта
фаз. В этом случае для хорошей абсорбции газа доста-
точно пропускать его над поверхностью жидкости (при-
мером может служить процесс поглощения хлористого
водорода).
Поверхностные абсорберы делают в виде керамических
сосудов различной формы — турилл (рис. 118, а) и цел-
ляриусов (рис. 118, б).
Поверхностные абсорберы собирают в батареи до не-
скольких десятков штук, и газ проходит последовательно
группу аппаратов, причем жидкость и газ движутся по
принципу противотока. Чтобы жидкость передвигалась
самотеком, туриллы располагают ступенчато. Для луч-
165
шего отвода тепла абсорберам придают такую форму, чтобы
наружная поверхность их была наибольшей.
Применяют также поверхностные абсорберы змееви-
кового типа, орошаемые снаружи охлаждающей водой,
и графитовые пластинчатые абсорберы, в которых охла-
ждение производится водой, протекающей между пласти-
нами.
„ Наиболее широко для абсорбции применяют наса-
Удочные колонны, сравнительно простые по конструкции.
ЖиОкость тельиая решетка; 3 — насадка; 4 —
ороситель
Это полые цилиндрические аппараты, в которые загру-
жают насадочные тела различной формы, обеспечивающие
развитую поверхность контакта между жидкостью и
газом. Газ подводят снизу под слой насадки, а жидкость
подается на насадку. Таким образом обеспечивается про-
тивоток между жидкостью и газом (рис. 119).
Различают два основных режима работы насадочных
аппаратов:
166
1) пленочный режим, при котором жидкость, омывае-
ма^ газом, стекает по элементам насадки;
2) эмульгационный режим, при котором весь аппарат
заполнен жидкостью, а через слой жидкости между эле-
ментами насадки барботирует газ.
К насадке предъявляются следующие основные тре-
бования: она должна быть дешевой, простой в изготовле-
нии, иметь большую удельную поверхность на 1 м3 объема
и оказывать малое гидравлическое сопротивление дви-
жению газов. В насадочных
колоннах применяют насыпную
насадку из крупных элементов.
В качестве элементов насы-
пных насадок применяют кольца
Рашига, кольца Палля и сед-
ловидные насадки (рис. 120).
Элементы насадки изготовляют
из керамики, фарфора или
тонколистового металла.
Кольца Рашига просты в
изготовлении, поэтому они по-
лучили наибольшее распростра-
нение. Кольца выпускают диа-
метром от 10 до 150 мм, однако
в промышленных колоннах в ос-
новном применяют кольца диа-
метром 25 и 50 мм. В колонны
или башни большого диаметра
загружают кольца разных размеров. Вниз укладывают
несколько рядов крупных колец диаметром 100—150 мм,
затем засыпают навалом более мелкие кольца. Чтобы
уменьшить разрушение колец, аппарат при загрузке
насадки иногда заполняют водой. При загрузке необхо-
димо следить за равномерным распределением насадки.
Образование пустот или щелей резко ухудшает работу
колонны.
К насадкам из крупных элементов следует отнести
хордовую насадку, которую набирают из деревянных или
керамических брусьев, насадку из сеток и гофрирован-
ных листов.
За последнее время освоены плоскопараллельные
(рис. 121) и сотовые насадки, состоящие из вертикально
установленных пластин или сотовых элементов. Они
обеспечивают хороший контакт между жидкостью и
167
газом и в то же время имеют малое гидравлическое сопро-
тивление.
Насадку укладывают на опорную решетку (колосник).
Решетка должна иметь минимальное гидравлическое со-
противление и достаточную механическую прочность.
Опорные решетки в виде плит с отверстиями применять
не рекомендуется, так как у них большое гидравлическое
сопротивление, поэтому решетки чаще всего сваривают
из полос (рис. 122). Решетки больших размеров изготов-
Рис. 122. Сварная колосниковая решетка
ляют из нескольких секций, укладываемых на опорные
балки. Размер в свету между колосниками решетки дол-
жен быть не более 0,6—0,7 наименьшего размера наса-
дочного элемента.
Хорошей опорной конструкцией для колонн малого
диаметра служат также решетки из просечно-вытяжного
листа.
Жидкость, стекающая по беспорядочно засыпанной
насадке, имеет свойство перемещаться по мере стекания
к наружной стенке колонны, вследствие чего центральная
часть насадки остается несмоченной и не участвует в про-
цессе массообмена, поэтому в насадочных колоннах,
у которых высота во много раз больше диаметра D, слой
168
Жидкость | * Газ
Рнс. 123. Кислотная башня:
/ — футеровка; 2 — кожух; 3 —
колосники; 4 — насадка; 5 — оро-
ситель
насадки разделяют на участки высотой (4—5) D, между
которыми устанавливают устройства, перераспределяю-
щие жидкость.
Насадочные колонны должны иметь люки для загрузки
и разгрузки насадки, устанавливаемые в верхней и ниж-
ней точках каждого слоя.
Патрубки для входа газа
в колонну снабжают козырь-
ками или зонтами, препят-
ствующими затеканию в них
жидкости.
Кислотные башни (рис.
123) больших размеров, рабо-
тающие без давления, футе-
руют в несколько слоев кис-
лотоупорным кирпичом. Фу-
теровка / в данном случае
представляет собой само-
стоятельную конструкцию,
а назначение металлического
кожуха 2 — лишь прида-
вать кладке дополнительную
устойчивость. Колосники 3
в футерованных башнях
делают из каменных бру-
сьев или керамиковых пла-
нок специального сечения.
При большом диаметре
башни делают арочные опоры
из кирпича (рис. 124).
Насадочные колонны хо-
рошо работают при обиль-
ном и равномерном орошении,
поэтому оросительные уст-
ройства являются одним из
важных узлов колонны.
К оросителям предъявляются следующие основные тре-
бования: они не должны увеличивать унос жидкости с га-
зом; высота оросительного устройства и расстояние от
оросителя до насадки должны быть минимальными; они
должны устойчиво работать при колебании расхода жид-
кости; быть простыми по устройству и удобными в экс-
плуатации; не должны забиваться при работе с загрязнен-
ными жидкостями.
169
Оросители подразделяют на самотечные и разбрызги-
вающие. Из самотечных оросителей жидкость вытекает
отдельными струйками через отверстия или прорези.
К самотечным оросителям относятся распределительная
плита, представляющая собой тарелку с патрубками 1
(рис. 125), через которые жидкость отдельными струй-
ками стекает на насадку. Уровень тарелки регулируется
установочными винтами. Чтобы улучшить условия равно-
мерного слива жидкости, в патрубках сделаны прорези.
Рис. 124. Арочная опора кислотной башни:
/ — арка; 2 — балки; 3 — решетка из брусков
Диаметр тарелки равен 0,6—0,7 диаметра аппарата. Оро-
шающая жидкость подводится через патрубок к центру
тарелки. Распределительные плиты просты по устройству
и надежны в работе, однако при большом диаметре колонны
они становятся громоздкими и поэтому не применяются
для аппаратов диаметром более 3 м.
В аппаратах большого диаметра применяют ороси-
тельные желоба (рис. 126), состоящие из ряда параллель-
ных желобов 1 и главного распределительного желоба 2,
расположенного над ними. Жидкость из желобов стекает
через прямоугольные или треугольные прорези. Желоба
170
171
громоздки и требуют тщательной регулировки горизон-
тальности, которая производится с помощью установочных
винтов.
К самотечным оросителям относится также ороси-
тельная сетка (рис. 127). Жидкость подводится к сетке
по трубопроводу и вытекает через отверстия к ней. Сетка —
простой и компактный ороситель, но она работает устой-
чиво только при постоянном расходе жидкости.
К разбрызгивающим оросителям относится танген-
циальная форсунка (рис. 128''. Жидкость, подлежащая
Рис. 128. Тангенциальная форсунка
Рис. 127. Оросительная сетка:
/ — сетка; 2 поворотная ось
разбрызгиванию, подводится во внутреннюю круглую
камеру форсунки тангенциально, закручивается там и
выходит с большой скоростью через центральное отвер-
стие. Закрученная струя по выходе из форсунки дро-
бится на капли. Тангенциальная форсунка обеспечивает
интенсивное и сравнительно равномерное орошение в ра-
диусе 2—2,5 м. В аппаратах большого диаметра устанав-
ливают несколько форсунок.
Другой тип разбрызгивающих оросителей — многота-
рельчатые отражательные разбрызгиватели (рис. 129), ра-
ботающие с большой производительностью и обеспечи-
вающие большой радиус орошения. Недостаток этих
оросителей — громоздкость и чувствительность к изме-
нениям расхода.
К разбрызгивающим оросителям относятся также вра-
щающиеся разбрызгивающие звездочки, разбрызгиваю-
щие форсунки и др.
Устройства для перераспределения жидкости между
слоями насадки выполняют по типу распределительных
плит или в виде воронки (рис. 130). Чтобы уменьшить
гидравлическое сопротивление движению газа, в стенках
172
воронки делают отверстия с краями, отбортованными
вверх.
Ограниченное применение для целей абсорбции нахо-
дят тарельчатые колонны. Их применяют в основном
в тех случаях, когда количество орошающей жидкости
очень мало. Наряду со стандартными колпачковыми и сит-
чатыми колоннами для процессов абсорбции применяют
барботажные аппараты специальных типов. Например,
Рис. 129. Многотарельчатый
отражательный разбрызги-
ватель
Рис. 130. Воронка для перераспреде-
ления жидкости
Рис. 131. Простейший барботажный
абсорбер:
1 — крышка; 2 — колокол; 3 — корпус;
4 — водяная рубашка
для поглощения легкорастворимых газов применяют про-
стейший барботажный аппарат, состоящий из большого
колокола, опущенного в жидкость, через края которого
барботирует газ (рис. 131).
В механических абсорберах межфазовая поверхность
контакта образуется путем разбрызгивания жидкости
в газообразной среде с помощью вращающихся устройств
различных типов.
173
Механические абсорберы по своей эффективности пре-
восходят абсорберы других типов. Это объясняется тем,
что, во-первых, при разбрызгивании жидкости на мелкие
капли образуется большая развернутая поверхность кон-
такта фаз, а во-вторых, абсорбция газов летящими кап-
лями в несколько раз больше, чем при тех же условиях
стекающей пленкой. Благодаря этому механические аб-
сорберы весьма компактны. Общий недостаток механиче-
ских абсорберов — сложность конструкции и значитель-
ный брызгоунос.
Известно несколько десятков конструкций механи-
ческих абсорберов.
Наибольшее распространение в промышленности полу-
чил механический абсорбер с вращающимися конусами,
частично погруженными в жидкость.
Рис. 132. Механический абсорбер
На рис. 132 показан элемент этого абсорбера. Он
представляет собой вертикальную сварную колонну 1
с днищем и крышкой. Внутри абсорбера проходит верти-
кальный вал 2 с приводом от электродвигателя. Частота
вращения вала 300—600 об/мин. На валу закреплено
несколько разбрызгивающих роторов. Каждый ротор
состоит из пакета конусов 6 (число их в пакете 4—5 шт.).
Конусы 6 закреплены на валу с помощью распорной кре-
стовины 4. Зазор между соседними конусами одного па-
кета 10 мм. Вертикальное положение разбрызгивающего
ротора фиксируется с помощью надеваемых на вал тру-
бок 5. Конусы нижней своей частью погружены в жид-
кость, находящуюся на тарелке 7. При вращении конусов
жидкость увлекается ими в движение, поднимается по
ним под действием центробежных сил, а затем разбрызги-
174
вается в абсорбционное пространство колонны. Здесь
масса летящих капель контактирует с поднимающимся по
колонне газом. Капли ударяются в стенку сливного во-
ротника 8 и сливаются там с жидкостным потоком, посту-
пающим с вышележащего элемента. Со сливного ворот-
ника жидкость поступает обратно в тарелку 7. Избыток
жидкости, поступившей в элемент сверху, переливается
через край тарелки 7 и поступает на разбрызгивание
в нижележащий элемент.
Количество разбрызгиваемой жидкости значительно
превышает то ее количество, которое переливается с та-
релки на тарелку. Благодаря этому жидкость внутри
колонны многократно разбрызгивается, контактируя с под-
нимающимся по колонне газом. Тарелки 7 закреплены на
четырех штангах 9 с помощью распорных втулок 3.
Штанги прибалчиваются к опорным кольцам, приваренным
к внутренней стенке корпуса абсорбера.
Абсорберы подобной конструкции успешно эксплуати-
руются в промышленности. Диаметр их корпусов в зави-
симости от производительности по газу колеблется от 800
до 4000 мм.
Некоторое применение в технике абсорбции находят
аппараты, в которых взаимодействие между жидкостью
и газом обеспечивается путем распыления жидкости в по-
токе газа с помощью форсунок. Известны форсуночные
абсорберы с производительностью по газу до 100 тыс. м3/ч.
§ 33. Адсорберы
Адсорберы — аппараты, в которых происходит разде-
ление газовых, паровых или жидких смесей путем избира-
тельного поглощения одного или нескольких из компонен-
тов поверхностью пористого твердого тела — адсорбента.
Наиболее часто адсорберы используют для разделения
газовых или паровых смесей, очистки и осушки газа,
улавливания из парогазовых смесей ценных органиче-
ских веществ.
Процесс адсорбции, т. е. поглощение газа или пара
поверхностью твердого вещества (адсорбента), является
избирательным и обратимым. Это значит, что каждый
адсорбент способен поглощать лишь определенные ве-
щества и не поглощать другие вещества, содержащиеся
в газовой смеси. Поглощенное вещество может быть выде-
лено из адсорбента путем десорбции — процесса, обрат-
ного адсорбции.
175
В качестве адсорбентов используются твердые вещества
с большой пористостью. Наиболее распространенными
адсорбентами являются активированный уголь (1 г угля
имеет поверхность пор от 200 до 1000 м2) и силикагель
(поверхность пор до 500 м2 в 1 г). Адсорбенты приготов-
ляют в виде зерен размером 2—8 мм или пыли с размером
частиц 50—200 мкм.
Адсорберы подразделяют на следующие типы:
1) с неподвижным зернистым адсорбентом;
2) с движущимся зернистым адсорбентом;
3) с псевдоожиженным («кипящим») слоем пылевидного
адсорбента.
Рис. 133. Адсорберы с неподвижным слоем зернистого адсорбента;
а — вертикальный; б — горизонтальный; 1 — корпус; 2 — решетка; 3—5 —
штуцера
Адсорберы с неподвижным слоем зернистого адсор-
бента представляют собой полые вертикальные или гори-
зонтальные сосуды (рис. 133), в которых размещен ад-
сорбент. Работают они следующим образом. Паровоздуш-
ная или газовая смесь, подлежащая разделению, подается
внутрь корпуса 1 адсорбера через специальный штуцер.
Внутри адсорбера смесь проходит через слой зернистого
адсорбента, уложенного на решетке 2. Зерна адсорбента
поглощают из смеси определенный компонент. После
этого газовая смесь удаляется из адсорбера через выхлоп-
ной патрубок.
Адсорбент может поглощать извлекаемый компонент
до некоторого предела насыщения, после которого про-
водят процесс десорбции. С этой целью прекращают
176
подачу паровоздушной смеси в адсорбер, а затем в аппа-
рат подают перегретый водяной пар (или другой вытес-
няющий агент). Он движется в направлении, обратном
движению паровоздушной смеси. Паровая смесь (смесь
паров воды и извлекаемого компонента) удаляется из
аппарата и поступает на разделение в ректификационную
установку или отстойник.
После десорбции, длящейся приблизительно одинаковое
с процессом адсорбции время, через слой адсорбента
пропускают горячий воздух, которым адсорбент подсу-
шивается. Воздух входит в аппарат через паровой шту-
цер, а удаляется через штуцер для паровой смеси. Высу-
шенный адсорбент затем охлаждается холодным воздухом
до необходимой температуры. Ввод и вывод холодного
воздуха тот же, что и у пара. После охлаждения адсорбента
цикл поглощения повторяется.
Современный адсорбер оснащен системой приборов,
которые в нужное время автоматически переключают
потоки с адсорбции на десорбцию, затем на осушку и
охлаждение. Чтобы установка непрерывно разделяла
газовую смесь, ее комплектуют из двух или более адсор-
беров, которые включаются на поглощение поочередно.
На двухкорпусной установке после насыщения адсорбента
в первом адсорбере подачу газа переключают на второй
адсорбер, производя в это время десорбцию, осушку и
охлаждение в первом. После насыщения адсорбента во
втором адсорбере газ снова переключается на цикл погло-
щения в первом аппарате и т. д.
Адсорберы с движущимся слоем зернистого адсор-
бента представляют собой вертикальные цилиндрические
колонны. Внутри этих колонн сверху вниз самотеком дви-
жется зернистый адсорбент.
Типичная схема адсорбционной установки с подобным
адсорбентом дана на рис. 134. Установка состоит из вер-
тикальной колонны, разделенной перегородками на не-
сколько зон, транспортных трубопроводов и теплообмен-
ников. Работает она следующим образом. Исходная газовая
смесь подается под распределительную решетку 3, пройдя
которую, она поднимается в опускающемся слое зерни-
стого материала в зоне I. Здесь адсорбируются тяжелые
компоненты газовой смеси, а легкая фракция удаляется
из верхней части зоны I. Адсорбент, поглотивший тяже-
лую фракцию, опускается, проходит промежуточную
зону II и десорбционную зону III. В десорбционной
12 Ю. И. Макаро!
177
зоне П1 зерна адсорбента движутся по трубам теплооб-
менника 4. В межтрубное пространство теплообменника
подается конденсирующийся пар, который частично нагре-
вает адсорбент. В нижнюю часть трубок теплообменника
подается острый перегретый пар, которым отдувают из
№ сор Senft
Рис. 135. Односту-
пенчатый адсорбер
с псевдоожижен-
ным слоем адсор-
бента
Рис. 134. Адсорбер с движущимся
зернистым адсорбентом:
/ — зона адсорбции; II — промежуточная
зона; III — зона десорбции; / — бункер;
2 — холодильник; 3 — распределительная
решетка; 4 — теплообмеииик-десорбер;
5 — разгрузочное устройство; 6 — гидрав-
лический затвор; 7 — регулирующий кла-
пан; 8 — сборник; 9 — газодувка; 10 —
труба-газоподъемник; 11 — теплообмен^,
иик-реактиватор
адсорбента поглощенные тяжелые компоненты газовой
смеси.
Наиболее тяжелая фракция удаляется вместе с паром
из верхней части зоны III. Часть же десорбированных,
более легких компонентов в виде парогазовой смеси про-
ходит в промежуточную зону II. Здесь парогазовая смесь
178
вытесняет из адсорбента компоненты более легкие, чем
десорбирующиеся в зоне III. Парогазовая смесь, назы-
ваемая промежуточной фракцией, удаляется из средней
части промежуточной зоны.
Регенерированный адсорбент, пройдя разгрузочное
устройство 5 и гидравлический затвор 6, поступает к ре-
гулирующему клапану 7. Клапан перепускает зернистый
адсорбент в необходимом количестве в сборник 8. Здесь
зерна адсорбента подхватываются транспортирующим га-
зом (например, газами легкой фракции) и по трубе 10
забрасываются в бункер 1. Из бункера адсорбент ссыпается
в трубки водяного холодильника 2. Опускаясь по труб-
кам холодильника, адсорбент охлаждается и поступает
снова на адсорбцию в зону /. Для полного восстановле-
ния активности адсорбента некоторая часть его непре-
рывно ссыпается в теплообменник-реактиватор И и под-
вергается в его трубах высокому нагреву топочными га-
зами, подаваемыми в межтрубное пространство теплооб-
менника.
Для отдувки из адсорбента поглощенных продуктов
в трубы теплообменника снизу подается острый перегре-
тый пар. Конструкции распределительных решеток 3,
разгрузочного устройства 5 и сборника 8 подробно рас-
смотрены в гл. XI.
Адсорберы с псевдоожиженным («кипящим») слоем
пылевидного адсорбента делят на одноступенчатые и
многоступенчатые.
Одноступенчатый адсорбер этого типа (рис. 135) имеет
полый цилиндрический сосуд 1, в нижней части которого
закреплена газораспределительная решетка 2. Псевдо-
ожижающий газ, он же и исходная смесь, подается под
решетку. Пройдя отверстия решетки, газ входит в псев-
доожиженный слой пылевидного адсорбента 3, где про-
текает процесс адсорбции. Газы по выходе из слоя очи-
щаются от пыли в циклоне и удаляются из аппарата.
Адсорбент непрерывно вводится сверху в псевдоожижен-
ный слой и удаляется через трубу. Регенерация адсорбента
производится в другом аппарате, аналогичном по кон-
струкции первому.
Проведение процесса адсорбции в псевдоожиженном
слое имеет следующие преимущества: низкое гидравличе-
ское сопротивление слоя, допустимость высоких скоро-
стей газа по сечению аппарата, быстрое выравнивание
температуры по всему сдою и большая поверхность фа-
12*
179
зового контакта. Однако наряду с этим имеются и недо-
статки: при соприкосновении газа на выходе из слоя
с частицами адсорбента может произойти частичная десорб-
ция поглощенного вещества из них, газы загрязняются
пылью адсорбента, частицы адсорбента быстро истираются,
поэтому необходимо использовать адсорбенты с высокой
механической прочностью.
Многоступенчатый адсорбер представляет собой вер-
тикальную колонну с колосниковыми или ситчатыми та-
релками. Над каждой тарелкой создается небольшой
псевдоожиженный слой адсорбента. Зерна адсорбента
перетекают вниз с тарелки на тарелку по переточным
трубам. Газовая смесь подается в колонну снизу. В ко-
лонне эта смесь, проходя через отверстия в тарелках,
движется противотоком к адсорбенту. Отработавший ад-
сорбент выгружается внизу колонны через специальный
затвор. Десорбция поглощенных продуктов из адсорбента
производится в такой же колонне. Переброска адсорбента
с колонны на колонну производится пневмотранспортом.
Глава X. ОБЩИЕ СВЕДЕНИЯ
О РЕАКЦИОННЫХ ПРОЦЕССАХ
И ОБОРУДОВАНИИ
§ 34. Классификация химических процессов
Используемые в быту, промышленности и сельском
хозяйстве искусственные продукты получают в результате
химических реакций. Процессы, в которых протекают
химические реакции, называют реакционными процес-
сами. Они являются основными процессами в большинстве
химических и нефтехимических производств, так как
в результате их завершения получают необходимый (так
называемый целевой) продукт. От итогов осуществления
реакционных процессов во многом зависят экономические
показатели химических производств.
В химическую реакцию могут вступать молекулы од-
ного, двух или нескольких веществ (реагентов) одновре-
менно. Все химические реакции можно классифицировать
по одному из следующих признаков:
1) по механизму химического превращения;
2) по термическим условиям;
3) по агрегатному (фазовому) состоянию реагентов;
4) по наличию катализатора.
По механизму превращения химические реакции можно
разделить на простые обратимые, простые необратимые
и сложные. Простые обратимые и необратимые реакции
протекают согласно стехиометрическим уравнениям, они
не осложнены побочными или промежуточными реак-
циями.
В обратимых реакциях в ходе химических превращений
могут снова образовываться исходные продукты. Процесс
такого обратимого превращения продолжается до тех пор,
пока не установится динамическое равновесие между ско-
ростью протекания прямой и обратной реакций. Выход
целевого продукта (так называемый равновесный выход)
в условиях динамического равновесия зависит от темпе-
ратуры реагирующих веществ, их концентрации в реак-
181
ционной смеси, давления. Скорости прямой и обратной
реакции неодинаково зависят от перечисленных выше
условий, поэтому соответствующим подбором темпера-
туры, давления и исходной концентрации реагентов
можно увеличить равновесный выход. Например, если
реакция протекает с поглощением тепла, то равновесный
выход продукта при повышении температуры увеличи-
вается. Среди обратимых реакций имеются такие, для
которых достижение условий равновесия неблагоприятно
сказывается на увеличении выхода продукта.
Простые необратимые реакции при любых условиях
полностью направлены в сторону образования продуктов
реакции.
Сложные химические реакции состоят из нескольких
простых реакций, которые могут протекать последова-
тельно или одновременно (параллельно).
По термическим условиям различают экзотермические,
эндотермические и сменно-циклические реакции. Экзо-
термические реакции протекают с выделением тепла,
а эндотермические — с поглощением тепла. Сменно-цик-
лические реакции чередуют периоды выделения и погло-
щения тепла. Для соблюдения определенного темпера-
турного режима экзотермические реакции требуют отвода
тепла из реакционной зоны, а эндотермические — под-
вода.
По агрегатному состоянию реагентов химические реак-
ции делят на гомогенные и гетерогенные. Гомогенные
(однородные) реакции протекают в однофазной системе
(газовой, жидкой или твердой). В гетерогенной реакции
реагирующие вещества находятся в разных агрегатных
состояниях. Наиболее часто встречаются такие сочетания
реагентов: газ—жидкость, газ—твердое вещество; зна-
чительно реже: жидкость—твердое вещество, твердое
вещество—твердое вещество
В зависимости от наличия катализатора в реакционной
зоне химические реакции подразделяют на каталитические
и некаталитические. Следует отметить, что большинство
химических реакций в приемлемых для промышленности
условиях протекают с малой скоростью. Часто эта ско-
рость настолько низка, что промышленное осуществление
данного процесса нецелесообразно. В этих случаях в зону
реакции дополнительно вводят соответствующий компо-
нент, который сам непосредственно не расходуется в ходе
реакции, но во много раз увеличивает скорость ее проте-
182
кания. Этот компонент называют катализатором, а реак-
ции, протекающие с его участием, — каталитическими.
Катализатор, кроме увеличения скорости протекания
реакции, дает возможность проведения ее в более благо-
приятных условиях (при более низких температурах и
давлениях).
В зависимости от агрегатного состояния катализатора
различают гомогенные или гетерогенные каталитические
реакции. В первом случае катализатор находится в том же
агрегатном состоянии, что и реагирующие вещества,,
а во втором — катализатор выделен в особую фазу.
В гетерогенных каталитических реакциях чаще ис-
пользуют твердые катализаторы.
Наиболее важными понятиями в реакционных про-
цессах являются скорость реакции, степень превращения,,
выход.
Скорость реакции характеризует изменение количества
вещества в ходе процесса в единицу времени; способ ее
выражения зависит от типа химических реакций. Для го-
могенных реакций при постоянном реакционном объеме
скорость реакции численно равна количеству образо-
вавшегося или прореагировавшего вещества в единице
реакционного объема за единицу времени. Для гетероген-
ных реакций скорость реакции численно равна количе-
ству образовавшегося или прореагировавшего вещества,
отнесенного к единице площади поверхности контакта,
взаимодействующих фаз, за единицу времени.
Степень превращения исходных реагентов в продукты
реакции численно равна отношению количества хими-
чески превращенных исходных веществ к общему коли-
честву исходных веществ, находящихся в реакционной
смеси.
Выход — отношение количества вещества, химически
превращенного в целевой продукт, к общему количеству
химически превращенного вещества в реакционной смеси.
Выход целевого продукта можно увеличить при оптими-
зации одного из следующих технологических условий
ведения химической реакции: температуры, давления или
состава исходной смеси. Выход целевого продукта ока-
зывает большое влияние на экономические показатели
ведения химической реакции.
На выход целевого продукта существенно влияет
гидродинамический режим движения реагентов. В реак-
ционной зоне необходимо создать такой гидродинами-
183
ческий режим движения потоков реагентов, который обес-
печивал бы максимальную производительность аппарата
по целевому продукту.
§ 35. Классификация реакторов и факторы,
влияющие на их конструкцию
Аппараты, в которых проводят химические реакции,
называют реакторами. Конструкция реактора зависит от
следующих основных факторов:
1) агрегатного состояния реагирующих и образую-
щихся веществ;
2) температуры и давления в реакционной зоне;
3) теплового эффекта и интенсивности теплообмена;
4) химических свойств перерабатываемых веществ;
5) интенсивности перемешивания реагирующих ве-
ществ;
6) непрерывности или периодичности ведения про-
цесса;
7) наличия катализатора и его состояния.
Температура и давление относятся к важнейшим побу-
дителям химических процессов. Оба эти фактора заметно
влияют на конструкцию реактора. В зависимости от тем-
пературы ведения процесса приходится применять те или
иные теплоносители или хладагенты. Тип теплоносителя
оказывает большое влияние на конструкцию реактора.
Если, например, обогрев ведется паром высокого давле-
ния или радиацией от факела, то рационально формиро-
вать поверхность теплообмена реактора в виде змеевика,
а при обогреве жидкостями — в виде рубашки.
Давление среды определяет форму и габаритные раз-
меры аппарата, его материал, конструкцию перемеши-
вающих устройств и сальников. Аппаратам, работающим
под высоким давлением, обычно придают цилиндриче-
скую или шаровую форму. Чем выше давление среды, тем
меньше диаметр корпуса аппарата.
Тепловой эффект реакции определяет необходимость
теплообменной поверхности реактора, ее размеры. Иногда
интенсивность тепловыделений бывает настолько большой,
что имеющихся способов отвода тепла не хватает для под-
держания заданной температуры реакции. В этом случае
приходится соответствующими методами снижать скорость
реакции.
184
Большинство химических процессов протекает значи-
тельно эффективнее при перемешивании реагирующих
веществ. При взаимодействии, например, несмешиваю-
щихся жидкостей или жидкостей с твердым веществом
перемешивание является одним из главных факторов ин-
тенсификации процесса. В других случаях перемешива-
ние обеспечивает лучший теплообмен, уменьшает воз-
можность пригорания. Реакционная масса перемеши-
вается в основном с помощью специальных устройств,
конструкция которых зависит от требуемой интенсивности
перемешивания и от консистенции перерабатываемых
продуктов.
Непрерывность и периодичность ведения процесса
сказываются на конструктивном решении реактора меньше,
чем рассмотренные выше факторы.
Катализатор, его активность, физическое состояние
(жидкость, газ или твердое), форма и в особенности его
подвижность или неподвижность в реакционной зоне
существенно влияют на конструкцию реактора. Реак-
ционный аппарат с псевдоожиженным слоем пылевидного
катализатора заметно отличается по конструкции от
реакционного аппарата, в котором зернистый катализатор
находится в неподвижном слое или катализатор выполнен
в виде сетки.
Рассмотрение всего многообразия реакционных аппа-
ратов, нашедших использование в промышленности, по-
казывает, что составлены они из отдельных элементов,
в которых протекают те или иные физические процессы
(гидродинамические, тепловые, диффузионные), имеющие
целью создать оптимальные условия для химической
реакции.
В зависимости от физического процесса элемент реак-
тора может быть теплообменником, конденсатором, ме-
шалкой, смесителем и т. п. Поэтому все химические реак-
торы можно рассматривать как аппараты комплексные,
состоящие из известных конструктивных элементов, боль-
шинство из которых отдельно используются для проведе-
ния технологических операций, не сопровождающихся
химической реакцией. Количество таких конструктивных
сочетаний, а значит и типов реакторов, весьма велико.
Химические реакторы можно классифицировать по
одному из следующих признаков:
1) по организации процесса (непрерывно действующие,
периодические, полунепрерывные);
185
2) по гидродинамическому режиму движения реаген-
тов в реакционном объеме (реакторы полного вытеснения,
в которых реакционная масса движется в реакторе без
продольного перемешивания частиц; реакторы полного
смешения, в которых происходит мгновенное смешение
вновь поступивших в реактор частиц с уже имеющи-
мися там частицами; реакторы промежуточного типа);
3) по тепловому режиму работы реактора (изотерми-
ческие, характеризующиеся постоянством температуры
во всем реакционном пространстве; адиабатические, в ко-
торых отсутствует теплообмен с окружающей средой;
политропические, в них тепловой режим определяется
не только собственным тепловым эффектом процесса
химического превращения вещества, но и теплотехниче-
скими и конструктивными факторами аппаратуры);
4) по агрегатному состоянию реагентов (реакторы газо-
фазных процессов, реакторы жидкофазных процессов,
реакторы газожидкостных процессов, реакторы для хими-
ческого превращения твердых веществ);
5) по наличию катализатора (реакторы каталитиче-
ских процессов, реакторы некаталитических процессов);
6) по конструктивному признаку (колонные, полочные,
трубчатые, пластинчатые и т. п.);
7) по состоянию катализатора (реакторы с неподвиж-
ным слоем катализатора, реакторы с компактным движу-
щимся слоем шарикового катализатора, реакторы с псе-
вдоожиженным слоем катализатора).
Классификацию химических реакторов по первым трем
признакам используют в основном при расчетах, а по
остальным четырем — при рассмотрении их конструк-
ций.
Следует отметить, что один и тот же реактор может
попасть в разные классификационные группы. Поэтому
часто используют классификацию реакторов по смешан-
ным признакам. Удобно при рассмотрении конструкций
реакторов использовать классификацию по двум призна-
кам: агрегатному состоянию реагентов и наличию катали-
затора. При подобной классификации все химические
реакторы можно разбить на следующие большие группы:
1) реакторы каталитических газофазных процессов;
2) реакторы некаталитических газофазных процессов;
3) реакторы жидкофазных процессов;
4) реакторы для химического превращения твердых
веществ.
Глава XI. РЕАКТОРЫ КАТАЛИТИЧЕСКИХ
ГАЗОФАЗНЫХ ПРОЦЕССОВ
§ 36. Классификация и общие сведения
о катализаторах
Реакторы каталитических газофазных процессов пред-
назначены для химического превращения газов в присут-
ствии катализатора. Известно, что газы легко смешиваются
один с другим, для этого достаточно, например, создать
турбулентный режим их движения в реакторе. Поэтому
в этих реакторах отсутствуют специальные перемешиваю-
щие органы (мешалки). Наиболее существенно на конструк-
цию этих реакторов влияет катализатор, а вернее его со-
стояние и устройства для поддержания этого состояния.
В качестве катализаторов используют различные неор-
ганические и органические соединения. В зависимости
от химической природы катализатора, его эффективности,
скорости реакции и способа производства целевого про-
дукта катализатор приготовляют в виде таблеток разной
формы, полосок, сеток, порошков и жидких раство-
ров.
Во многих случаях необходимо, чтобы твердый ката-
лизатор имел высокопористую структуру с большой
удельной поверхностью (удельная поверхность катали-
затора — суммарная поверхность пор в м2, находящихся
в каждом грамме катализатора). Современные способы
производства катализаторов позволяют получать пористые
структуры с удельной поверхностью до 1000 м2/г и диа-
метром лор порядка 1 • 10“6 мм.
Если физико-химическая природа катализатора не
позволяет приготовить его ь виде высокопористого мате-
риала, то его наносят на инертный носитель с большой
удельной поверхностью. В качестве носителя часто ис-
пользуют силикагель и алюмосиликагель.
Действие катализатора специфично, т. е. каждый кон-
кретный катализатор эффективен лишь для вполне опре-
деленных реагирующих веществ.
187
Катализатор активно влияет на реакционную среду,
которая также воздействует на него, причем чаще отри-
цательно. Под влиянием реакционной среды катализатор
постепенно снижает свою первоначальную активность.
Под активностью (или производительностью) катализа-
тора понимают выход целевого продукта в граммах с одного
литра катализатора в час.
Активность катализатора может снижаться в резуль-
тате, во-первых, отравления катализатора «ядами», при-
сутствующими в реакционной среде, а во-вторых, отложе-
ния на его поверхности различных примесей (блокирова-
ние активной поверхности).
При отравлении «ядами» катализатор изменяет свою
физическую структуру и химический состав. Этот процесс
необратим, поэтому приходится тщательно очищать ис-
ходное сырье от «ядов». Каждой группе катализаторов
присущи определенные «яды». Например, для такого
широко распространенного катализатора, как А1С13, силь-
ными катализаторными «ядами» являются сернистые со-
единения.
Блокирование катализатора чаще всего происходит
в результате отложения на его активной поверхности слоя
углерода. Этот слой можно удалить, например, путем
выжига. В этом случае приходится рабочий период,
когда через катализатор пропускается исходная смесь,
чередовать с периодом регенерации, когда происходит
выжиг углерода.
В результате того, что в реакционной среде даже при
хорошей очистке все-таки присутствуют следы катализа-
тор ных «ядов» и что при регенерациях под действием вы-
соких температур происходят некоторые изменения струк-
туры катализатора, срок его действия ограничен.
После снижения активности катализатора ниже опре-
деленной нормы его заменяют свежим. Срок службы ката-
лизатора различен в зависимости от процесса и сырья:
от 100 ч до нескольких лет.
В зависимости от состояния катализатора все реакторы
каталитических газофазных процессов можно классифи-
цировать на основные группы:
1) реакторы с неподвижным слоем катализатора;
2) реакторы с компактным движущимся слоем шари-
кового катализатора;
3) реакторы с псевдоожиженным слоем зернистого
или пылевидного катализатора.
188
§ 37. Реакторы с неподвижным слоем катализатора
Рис. 136. Схема аппарата для оки-
сления аммиака в азотную кислоту:
катализатор (платиновая сетка);
пусковой. греющий элемент; 3 —
смотровое окно
пуска реактора
разогревается до
2 —
В тех случаях, когда реакция протекает практически
мгновенно, при контакте с поверхностью катализатора
удобно использовать реакторы с катализаторными сет-
ками. В реакторе этого типа проводят, например, окисле-
ние аммиака в азотную кислоту. Конструктивно он вы-
полнен весьма просто (рис. 136). В цилиндрической части
корпуса аппарата закреп-
лена платиновая сетка 1,
служащая в этом про-
цессе катализатором. Ре-
акционные газы подаются
сверху, их температура
доведена до необходимой
для реакции в специаль-
ном теплообменнике. В мо-
менты
сетка
температуры реакции гре-
ющим электрическим эле-
ментом 2.
Большинство химиче-
ских реакций, осущест-
вленных в промышленно-
сти, протекают во времени,
йоэтому в реакторе необ-
ходимо создать такие ус-
ловия, при которых реа-
гирующие друг с другом
газы находились бы в
контакте с катализатором
в течение времени, близ-
кого к необходимому. Наиболее
пропуская реагенты через слои
Эффективность реактора с компактным слоем зерни-
стого катализатора в основном зависит от характера дви-
жения газа внутри слоя, а последний во многом опреде-
ляется размером зерен катализатора, их формой и уклад-
кой в слое.
В зернистом слое часть пространства занимают частицы
катализатора, а остальную — поры, образующие изви-
листые каналы. По этим каналам движется реакционный
газ.
просто это осуществить,
зернистого катализатора.
189
Зернистый слой катализатора имеет низкое значение
эффективной теплопроводности. Это необходимо учиты-
вать, если катализатор засыпан в какую-то емкость, а тепло
подводится (или отводится) к слою катализатора через
стенки этой емкости. Из-за большого термического сопро-
тивления зернистого слоя температура у стенки /ст от-
личается от температуры в центре зернистого слоя /ц.
Чем толще зернистый слой, тем больше разница А/= <
= tCM — tq. Это приводит к тому, что условия химиче-'
ской реакции у стенки и в центре зернистого слоя ста-
новятся различными. С точки зрения увеличения выхода
целевого продукта это явление нежелательно. Чтобы не
превысить допустимых значений А/, приходится исполь-
зовать зернистые слои небольшой толщины, не выше
100 мм.
Среди реакторов этого типа наиболее просты по кон-
струкции контактные аппараты, выполненные в виде ме-
таллических емкостей. Для них характерно отсутствие
приспособлений для теплообмена, поэтому они исполь-
зуются в случае проведения процесса с малым тепловым
эффектом или когда процесс мало чувствителен к измене-
ниям температуры. Катализатор в них насыпается на ре-
шетку слоем необходимой высоты. На рис. 137 показан
реактор емкостного типа с зернистым слоем катализатора
на решетке, используемый в процессе дегидрирования
нормальных бутиленов в дивинилосновной мономер в про-
изводстве синтетических каучуков. В нижней цилиндри-
ческой части корпуса этого аппарата смонтирована метал-
лическая решетка. На решетку насыпан небольшой слой
насадочных колец 6, поверх которого засыпан катализа-
тор 4. Насадочные кольца необходимы в том случае, когда
диаметр отверстий в решетке больше, чем размеры части-
чек катализатора.
Реакционная смесь, состоящая из паров бутиленов
и водяного пара, пройдя смесительное устройство 1
и газораспределительное 5, поступает в слой катализатора
сверху вниз. Чтобы на выходе из слоя катализатора не
протекали побочные реакции, контактный газ резко охла-
ждают, впрыскивая в него водяной конденсат (контакт-
ным газом называют газовую смесь, прошедшую слой ката-
лизатора). Катализатор загружают через верхний люк 2,
а разгружают через боковой люк 5. Температуру
внутри слоя катализатора замеряют с помощью термо-
пары 7.
190
Процесс контактирования смеси в этом аппарате ведут
в течение 4—7 ч. За это время на поверхности катализа-
тора откладывается слой кокса, в результате чего выходы
дивинила падают. Для восстановления активности ката-
лизатора аппарат переключается на регенерацию: вместо
сырья сначала подают водяной пар для продувки всей
системы, а затем в аппарат поступает воздух, которым
выжигают кокс. Процесс регенерации длится около
30 мин.
Рис. 137. Реактор дегидрирования бутиленов
Если тепловой эффект реакции значителен, то исполь-
зуются более сложные по конструкции полочные реакторы.
В этих реакторах катализатор находится на нескольких
расположенных одна над другой полках. Слой катали-
затора на каждой полке выбирают так, чтобы реакционная
смесь в нем повышала (или понижала) свою температуру
не выше заданного предела. Перед входом в слой катали-
затора вышележащей полки реакционная смесь охла-
ждается до заданной температуры в теплообменнике.
Сказанное относится и к промежуточному нагреву газо-
вой смеси в случае необходимости в нем. В дальнейшем,
191
чтобы не повторяться, будет указан лишь один из видов
теплообмена — нагрев или охлаждение. В зависимости
от расположения теплообменного устройства полочные
реакторы могут быть:
а) с внутренними теплообменниками;
б) с выносными теплообменниками.
Рис. 139. Схема полочного ре-
актора с выносными теплообмен-
никами:
Рис. 138. Схема полочного реак-
тора с внутренними теплообмен-
никами:
1 — катализатор; 2 — теплообмен-
ники
1 — катализатор; 2 — теплообмен-
ники
В первом случае (рис. 138) реакционная смесь после
выхода из слоя зернистого катализатора 1 сразу попадает
в трубное пространство теплообменника 2, где хладагент,
пропускаемый по межтрубному пространству, отни-
мает у нее излишнее тепло. Во втором случае (рис. 139)
между полками устанавливаются глухие перегородки.
Реакционная смесь, чтобы попасть на вышележащую
полку, должна пройти по трубам теплообменника 2,
где она охлаждается до требуемой температуры.
192
Решетки контактных аппаратов выполняют из перфо-
рированных металлических листов или сваривают из
полос. Реже решетка имеет устройство, аналогичное рек-
тификационным тарелкам, с колпачками для прохода
газа. Если диаметр корпуса аппарата сравнительно велик
(больше 2 м) или если у аппарата отсутствует съемная
крышка, то решетку выполняют сборной из отдельных
секторов.
Рис. 140. Колосниковая решетка
На рис. 140 показана конструкция решетки, выполнен-
ной из полосок. Полоски 4, установленные на ребро, сва-
риваются в отдельную секцию решетки с помощью пла-
нок 5. Готовые секции укладываются на опорное кольцо 1
и поперечную балку 2. Поперечная балка прибалчивается
к опорному столику 3, который так же, как и опорное
кольцо, приварен к корпусу аппарата.
Если процесс не допускает большого перепада темпе-
ратур, то приходится на каждой полке насыпать низкие
слои катализатора. Это приводит к увеличению числа по-
лок в аппарате и соответственно к удорожанию аппарата.
Низкие слои катализатора, кроме того, неравномерно
13 Ю. И. Макаров
193
пропускают газ по поперечному сечению. Здесь всегда воз-
можны проскоки газа в местах с наименьшим гидравли-
ческим сопротивлением, что приводит к резкому ухудше-
нию показателей процесса.
Емкостные полочные реакторы используются для про-
ведения адиабатических процессов, т. е. процессов, иду-
щих в момент реакции без притока или отдачи тепла.
Такие реакторы называют адиабатическими.
Преимущества полочных реакторов — простота кон-
струкции, малое гидравлическое сопротивление слоя ката-
лизатора, удобство загрузки и разгрузки катализатора,
возможность промежуточного охлаждения реакционной
смеси в высокоэффективных теплообменниках. Однако
в этом реакторе при низких слоях катализатора трудно
добиться равномерного распределения газа по сечению
аппарата.
В случаях большого теплового эффекта рациональнее
использовать контактные аппараты с теплоотводом из
зоны реакции — трубчатые и пластинчатые.
Трубчатые реакторы представляют собой теплообмен-
ники, в трубках которых находится катализатор. Трубки
могут обогреваться (или охлаждаться) газом, высококи-
пящими органическими теплоносителями (дифинил, дифи-
нилоксид и др.), расплавленными металлами (свинец,
ртуть, различные сплавы) и солями.
Конструктивные особенности трубчатых реакторов за-
висят от способа отвода (или подвода) тепла из зоны реак-
ции.
На рис. 141 дана схема трубчатого реактора с отводом
тепла расплавом солей. Катализатор засыпают в трубки 1.
Чтобы он не высыпался на них, в нижнюю часть трубок
вставляют пружины 2, нижние витки которых плотно
прижимаются к стенкам трубок (рис. 142). Реакционная
смесь проходит по трубкам сверху вниз. Тепло реакции
отводится расплавом солей, прокачиваемым по межтруб-
ному пространству реактора. Расплав солей охлаждается
до требуемой температуры в специальном теплообменнике.
Расплав солей поступает в межтрубное пространство реак-
тора через штуцер 9, а выводится через штуцер 6.
Ввиду того что температура стенок корпуса аппарата
значительно отличается от температуры трубчатки, кор-
пус имеет линзовый компенсатор 2. Линзовый компен-
сатор позволяет гасить напряжения в корпусе и в местах
развальцовки труб, возникающие из-за того, что труб-
194
чатка, как более нагретая, удлиняется на большую вели-
чину, чем корпус аппарата. В моменты ремонта реактора,
его чистки расплав солей спускается через штуцер 8.
Температурный режим в реакторе фиксируется с помощью
термопар, заключенных в гильзы 5. Парогазовая смесь,
Рис. 141. Трубчатый реактор с отводом
тепла расплавом солей:
/ — трубки; 2 — компенсатор; 3 — штуцер
для ввода водяного пара или азота; 4 — га-
зовый распределитель; 5 — гильзы термо-
пар; 6 — штуцер для выхода расплава
солей; 7 — трубные решетки: 8 — штуцер
для слива расплава солей; 9 — штуцер для
входа расплава солей
поступающая в аппа-
рат, равномерно рас-
пределяется по его сече-
нию с помощью газорас-
пределительного уст-
ройства 4.
В некоторых случаях
в межтрубном прост-
ранстве находится ки-
пящая жидкость (вода,
органические теплоно-
Рис. 142. Схема закрепле-
ния катализатора в труб-
ках пружинами
сители). Трубки в этом случае находятся в кипящей
бане. Пары кипящей жидкости, уносимые из реактора,
конденсируются в отдельном аппарате, а затем направ-
ляются обратно в межтрубное пространство. Темпера-
туру в кипящей бане регулируют, изменяя давление
13* 195
инертного газа над уровнем кипящего теплоносителя.
При данном давлении жидкость кипит всегда при одной
и той же температуре, а заданный температурный режим
в трубках поддерживается путем большего или меньшего
испарения теплоносителя в бане. Излишек тепла в реак-
ционной смеси идет на испарение соответствующего коли-
чества теплоносителя.
На рис. 143 дана конструкция трубчатого реактора
с обогревом дымовыми газами, используемого для дегид-
рирования этилбензола. В этом реакторе катализатор
также находится в трубках 1. Трубки обогреваются дымо-
выми газами, образующимися при сжигании топлива.
Топливный газ, подлежащий сжиганию, впрыскивается
с помощью форсунки 2 в топочное пространство 4\ пред-
варительно он смешивается с воздухом в смесительном
устройстве 3. Образующиеся дымовые газы поступают
в межтрубное пространство аппарата, корпус которого
выложен из огнеупорного кирпича. Для улучшения усло-
вий теплообмена дымовые газы с помощью перегородок
196
заставляют омывать трубки поперечным потоком. Трубки
и трубные решетки изготовляют из жаропрочного металла,
так как они работают при температурах около 600° С.
Более экономичны трубчатые реакторы с внутренним
теплообменом, в которых в качестве хладагента исполь-
зуется подаваемое на реакцию сырье. На рис. 144, а и б
даны основные схемы внутренних потоков в таких реак-
торах. В первом случае (см.рис. 144, а) сырье движется
Рис. 144. Схемы трубчатых реакторов с внут-
ренним теплообменом:
/ — нижияя крышка; 2 — верхняя крышка;
3 — верхняя трубная решетка; 4 — трубки для
катализатора; 5 — кожух; 6 — нижняя трубная
решетка
в межтрубном пространстве противотоком основному
движению реакционной смеси (сырью) по трубкам, а во
втором случае возможны два направления потоков —
прямотоком (как показано на рис. 144, б) или противо-
током. Сырье, отбирая излишек тепла у трубок, само
нагревается до температуры реакции.
197
В пластинчатых реакторах катализатор находится
между плоскими металлическими пластинками. Эти реак-
торы в промышленности применяют редко.
Разновидностью пластинчатых реакторов являются
ретортные аппараты, в которых катализатор засыпается
в плоские коробки (реторты). Реторты обогреваются
в основном дымовыми газами.
§ 38. Реакторы с компактным движущимся слоем
шарикового катализатора
Если при проведении процесса активность катализа-
тора быстро падает из-за отложения на его поверхности
углерода, то используются реакторы с движущимся слоем
зернистого катализатора. В реакторах этого типа приме-
няется катализатор в виде шариков диаметром от 3 до
5 мм, которые под действием собственной силы тяжести
(веса) перемещаются компактным слоем по реакционному
объему аппарата сверху вниз.
Принцип работы установок с движущимся компактным
слоем катализатора ясен из схемы на рис. 145. Катали-
затор из верхнего бункера 1 непрерывно вводится в реак-
тор 2, где он опускается сплошным слоем. Сырье подается
в реактор снизу, а продукты реакции отводятся сверху.
За время нахождения в реакторе катализатор успевает
науглеродиться, и его активность снижается. Для вос-
становления первоначальной активности катализатор с по-
мощью подъемника 4 направляется в регенератор 3.
В регенераторе катализатор также сплошным слоем дви-
жется вниз. Противотоком ему подается воздух, выжигаю-
щий кокс с поверхности катализатора. Регенерированный
катализатор отбирается из регенератора снизу и подъем-
ником 5 подается обратно в бункер 1. Замкнутый цикл
движения катализатора (бункер—реактор—регенератор—
бункер) многократно повторяется.
Необходимое для реакции тепло подводится в реактор
самим катализатором. Для этого его нагревают в регене-
раторе до температуры на несколько десятков градусов
выше необходимой для реакции. Заданная же темпера-
тура в регенераторе поддерживается за счет теплоты
сгорания углерода.
На рис. 145 дана схема параллельной установки реак-
тора и регенератора. Возможно и другое взаимное рас-
положение. Например, в промышленности синтетиче-
198
ского каучука эксплуатируются установки, в которых
принято вертикальное расположение аппаратов; регене-
ратор помещен над реактором. Благодаря такому распо-
ложению установка получается более компактной, с одним
транспортером. Известны и установки, в которых реактор,
регенератор и транспортер совмещены в одном аппарате.
- Реактор в установках с движущимся слоем катали-
затора состоит из следующих основных частей:
Рис. 145. Схема установки с дви-
жущимся слоем зернистого ката-
лизатора:
1 — бункер; 2 — реактор; 3 — регене-
ратор; 4 и 5 — подъемники катализа-
тора; / — вход сырья; II — выход
продуктов реакции; III — вход реге-
нерационных газов; IV — выход ре-
генерационных газов
Рис. 146. Реактор с движу-
щимся слоем катализатора
1) верхнего распределительного устройства;
2) реакционной секции;
3) устройства для ввода сырья;
4) нижнего распределительного устройства.
Верхнее распределительное устройство (рис. 146), пред-
назначенное для равномерного распределения катализа-
тора по всему сечению реактора, состоит из накопителя 1
и трубчатого распределителя типа «паук» 2. Катализа-
тор через штуцер <3 поступает в полость накопителя,
откуда он равномерно рассыпается по всему сечению
аппарата с помощью труб распределителя.
199
Чтобы реакционные газы не проникли в накопитель,
а оттуда в регенератор, в нижнюю часть регенератора
подается инертный газ (азот), создающий там давление,
превышающее на 20—30 мм рт. ст. давление в ре-
акторе.
Реакционная секция — пустотелая часть аппарата,
где сверху вниз сплошным слоем движется катализатор,
а противоточно — реакционная смесь. Длина реакцион-
ной секции должна быть достаточной для того, чтобы
реакционные газы были в контакте с катализатором за-
данное время. Скорость опускания шариков катализа-
тора в реакционной секции колеблется от 0,004 до 0,008 м,'ч.
Устройство для ввода сырья состоит из камеры 4,
ограниченной сверху днищем 5, а снизу — плоской пере-
городкой 6. Через камеру проходят трубки 7, перепускаю-
щие катализатор из реакционной секции аппарата в ниж-
нее распределительное устройство. Газообразное или
парообразное сырье вводится в камеру через штуцер 8.
Из нее через ряд патрубков 9, прикрытых козырьками 10,
сырье поступает в реакционную секцию.
Нижнее распределительное устройство предназначено
для выравнивания потока катализатора по нижнему сече-
нию аппарата. Без этого устройства частицы катализатора
в нижней части аппарата двигались бы с различными ско-
ростями, т. е. различные зерна катализатора находи-
лись бы в реакторе разное время. Этого стараются избе-
жать из-за опасности ухудшения общих показателей про-
цесса. Наиболее часто нижнее распределительное устрой-
ство выполняется так, как показано на рис. 146. Ката-
лизатор по патрубкам 7 ссыпается во внутреннюю часть
конусов 11, откуда он попадает в нижний спускной шту-
цер 12.
Большинство процессов, проводимых в реакторах с дви-
жущимся катализатором, протекают при высоких темпе-
ратурах (около 600° С). Эти температуры недопустимы
для корпуса реактора, так как он сваривается из сталь-
ных листов марки СтЗ. По этой причине реактор имеет
внутреннюю изоляцию из слоя шлаковаты 1 (рис. 147)
и слоя жароупорного легковесного кирпича 2. Чтобы
зерна катализатора не истирались при трении о кирпич,
внутренняя часть изоляции облицовывается листами 3
из жаропрочной стали марки 12Х18Н10Т. Листы крепятся
к корпусу реактора с помощью болтов 4 и специальных
клиновых зажимов 5. Внутренняя изоляция обеспечи-
200
вает сравнительно невысокую температуру (100° С) стенки
корпуса реактора.
Снаружи корпус реактора тоже изолируют слоем шла-
коваты 6. Наружная изоляция уменьшает потери тепла
реактором в окружающую среду и предохраняет обслу-
живающий персонал от ожогов. Шлаковатные маты кре-
пятся к металлической сетке 7, прикрепленной к корпусу
аппарата. Снаружи маты обкладывают металлической
сеткой 8. Наружная изоляция заключена в оболочку из
дюралюминиевых листов 9. Чтобы маты не сползали
вниз, по всей высоте корпуса реактора приваривают
опорные разгрузочные кольца 10.
Рис. 147. Узел крепления внутренней и внешней изоляции
Регенератор по конструкции мало отличается от реак-
тора.
Транспортирование катализатора из реактора в реге-
нератор, а при параллельной их установке, кроме того,
и из регенератора в реактор производится следующими
способами:
1) механическим;
2) пневматическим в разреженном слое;
3) пневматическим в сплошном слое.
При механическом способе транспортирования ката-
лизатор перемещается с помощью ковшового элеватора
или скиповым подъемником. В ковшовом элеваторе зерна
катализатора дробятся и истираются ковшом, поэтому
чаще применяют скиповый подъемник. Он представляет
собой металлическую емкость, которая с помощью тросов
перемещается в направляющих вертикального стояка.
В нижней части подъемника емкость заполняется ката-
лизатором, поступающим из реактора через промежуточ-
201
ный бункер. После заполнения катализатором емкость
поднимают, и катализатор ссыпается в верхний бункер,
питающий регенератор. При таком способе транспорти-
рования катализатор почти не истирается.
Большой недостаток механического способа транспор-
тирования — сильный износ деталей подъемников из-за
того, что они работают при высоких температурах.
При пневматическом способе транспортирования в раз-
Рис. 148. Схема доза-
тора катализатора
реженном слое зерна катализатора захватываются пото-
ком газа, движущимся по трубопроводу со скоростью,
превышающей скорость витания частиц. Поднятый наверх
катализатор отделяется в сепараторе от газа и поступает
в регенератор. Транспортирующий
газ (горячий воздух, дымовые газы)
циркулирует в системе пневмотранс-
порта с помощью специальной газо-
дувки. Катализатор подается в пнев-
молинию с помощью дозаторов.
На рис. 148 дана схема такого
дозатора. Катализатор через штуцер
1 поступает во внутреннюю камеру
дозатора 2, имеющую перфорирован-
ное дно 3. Первичный транспорти-
рующий газ подается через штуцер
4 в камеру дозатора, подхватывает
там зерна катализатора и поступает
в пневмоствол 5. Для увеличения
подвижности зерен в слой катали-
затора через решетку 3 вдувается вторичный транспор-
тирующий газ, который подается в нижнюю камеру 6
через штуцер 7. Количество катализатора, поступающего
в пневмоствол, регулируется изменением подачи транс-
портирующего газа через штуцера 4 и 7.
Верхнюю часть пневмоствола делают большего диа-
метра, что позволяет снизить скорость движения ката-
лизатора перед поступлением в сепаратор. Это необхо-
димо для уменьшения износа катализатора от ударов
его о стенки сепаратора.
На современных установках катализатор поднимается
с помощью пневмотранспортера на высоту до 100 м при
производительности от 30 до 400 т/ч катализатора. Диа-
метр пневмоствола колеблется от 200 до 500 мм. Скорость
газового потока в пневмостволе 7—10 м/с. Иногда уста-
навливают несколько параллельных пневмостволов.
202
Один из главных недостатков этого способа транспор-
тирования — значительный износ катализатора.
Способ пневмоподъема катализатора в плотном слое
снижает истирание катализатора, установка при этом
получается более компактной. При этом способе (иногда
его называют гиперфлоу) каждая частица катализатора
производит давление на другие окружающие ее частицы.
Необходимое для подъема давление на частицы катали-
затора создается сравнительно небольшим количеством
транспортирующего газа, нагнетаемого вентилятором вы-
сокого давления. Скорость потока частиц катализатора
в стояке составляет 1,5—3 м/с.
Подача катализатора в пневмостояк при плотном спо-
собе транспортирования дозируется секторными питате-
лями с приводом от электродвигателя. В некоторых уста-
новках пневмостояк в этом случае используется как реге-
нератор. За время подъема в стояке катализатор успевает
полностью регенерироваться. Установка этого типа отли-
чается большой компактностью и требует малых капи-
тальных затрат.
§ 39. Реакторы с псевдоожиженным слоем зернистого
или пылевидного катализатора
В последние годы широкое распространение получили
аппараты, в которых зернистый катализатор переводится
контактирующим газом в состояние псевдоожижения
(«кипения»). Псевдоожиженный («кипящий») слой ката-
лизатора имеет некоторые свойства, аналогичные свойствам
кипящей жидкости: текучесть, «вязкость», способность
принимать форму вмещающего его сосуда, всплески на
поверхности, проскоки пузырей.
Сущность процесса псевдоожижения зернистого мате-
риала состоит в следующем. Если через слой материала,
лежащего на решетке, продувать газ, то до некоторой ско-
рости газа частицы слоя остаются неподвижными
(рис. 149, а). Происходит обычный процесс фильтрации
газа через поры слоя. Начиная же с некоторой крити-
ческой скорости газового потока и»кР, частицы начинают
перемещаться. Слой разбухает, начинается псевдоожи-
жение материала (рис. 149, б). Скорость и»кр называют
скоростью псевдоожижения. Если в состоянии фильтра-
ции перепад давления на слое увеличивается с ростом
скорости газового потока, то в состоянии псевдоожижения
203
перепад давления остается постоянным. Если увеличить
еще больше скорость газа, то может наступить момент,
когда частицы материала будут уноситься вместе с газо-
вым потоком (рис. 149, в).
В реакторах с псевдоожиженным слоем катализатора
рабочие скорости газовых потоков составляют (2н-10) к.'кр.
Для псевдоожиженного слоя используются зернистый
(размер частиц от 4 до 0,1 мм) и пылевидный (размер
частиц менее 0,1 до 0,01 мм) катализаторы.
Благодаря интенсивному хаотическому движению ча-
стиц катализатора в слое реакторы с псевдоожиженным
слоем имеют ряд преимуществ: возможность непрерыв-
Рис. 149. Различные состояния слоя сыпучего
материала:
а — неподвижный слой; б — псевдоожиженный («ки-
пящий») слой; в — уиос частиц
ного отвода катализатора практически из любой точки
его слоя, высокая теплопроводность вследствие переноса
тепла самими частицами и малое гидравлическое сопро-
тивление.
Недостатки псевдоожиженного слоя: быстрое истира-
ние частиц в слое; более низкая интенсивность процесса
в сравнении с неподвижным слоем вследствие того, что
продукты реакции смешиваются с поступающим .сырьем;
неравномерность газового потока по поперечному сечению
слоя; большой унос катализатора газом.
Реакторы с псевдоожиженным слоем катализатора
представляют собой цилиндрические сосуды с газорас-
пределительной решеткой внизу.
На рис. 150 дана схема одного из реакторов этого типа.
В- нижней части цилиндрического корпуса 1 закреплена
газораспределительная решетка 3, поверх которой нахо-
дится псевдоожиженный слой катализатора. Необхо-
204
Реакщюныи
Водяной
пар
Лзот
0тра0ити6и/ий
кетплизатор на
регенераиию
Рис. 150. Схема реактора с
псевдоожиженным («кипя-
щим») слоем пылевидного
/Сырье с I
катализа Т
таран
дпмый для псевдоожижения катализатора газ (в данном
случае сырье) подается под газораспределительную ре-
шетку через штуцер 4. Вместе с этим газом в реактор
непрерывно вводится свежий катализатор. Точно такое же
количество катализатора выводится из реактора через
штуцер 5 на регенерацию. В отпарной секции 2 реактора
(в начальной части конического днища) отходящий на
регенерацию катализатор отпаривается от исходных и
конечных продуктов. С этой
целью сюда подают острый пар.
В основание днища подается
азот, создающий газовый зат-
вор, препятствующий проник-
новению в регенератор реак-
ционных газов и сырья. Реак-
ционные газы, выйдя из псев-
доожиженного слоя катализа-
тора, проходят циклонный се-
ператор 6, где освобождаются
от унесенной из слоя пыли
катализатора. Эта пыль по
спускной трубе возвращается
обратно в псевдоожиженный
слой.
Из рассмотренной схемы
ясно, что реактор с псевдо-
ожиженным («кипящим») сло-
ем имеет следующие зоны:
зону ввода и распределения
сырья, реакционную зону,
отстойную зону, зону циклон-
ных устройств (или фильтров)
и отпарную зону.
Распределительное устройство чаще всего представ-
ляет собой решетку с равномерно распределенными отвер-
стиями диаметром 35—50 мм. Общая площадь отверстий
составляет 2—5% всей площади решетки. Толщина ре-
шетки 20—40 мм. Обычно решетку изготовляют из леги-
рованной стали, так как она лучше противостоит эрозии
(т. е. истиранию частицами катализатора).
В реакционной зоне реактора обычно нет каких-либо
специальных устройств. Чаще всего здесь устанавли-
ваются трубчатые или змеевиковые теплообменники для
отвода тепла реакции.
205
Отстойная зона (от поверхности псевдоожиженного
слоя до входных штуцеров циклонов) служит для оса-
ждения мелочи, вынесенной из псевдоожиженного слоя.
Обычно высота ее равна 4—5 м.
Циклонная зона служит для очистки реакционных газов
от катализаторной пыли. В зависимости от размера частиц
устанавливают одно- или двухступенчатые циклоны. Отсе-
парированная мелочь отводится из циклонов по отдель-
ным стоякам. На нижней части стояков имеются клапаны-
захлопки, которые открываются под давлением опреде-
ленной силы тяжести (веса) катализатора в стояке и
препятствуют прорыву сырья по стояку в циклон.
В тех случаях, когда необходимо полностью уловить
катализатор, вместо циклонов применяют фильтры из
стеклоткани, пористой керамики и металлокерамики.
Обычно фильтры разбивают на несколько секций, перио-
дически продуваемых обратным током газа.
Сопротивление фильтров из стеклоткани велико (1400—
2100 мм вод. ст.), поэтому их устанавливают лишь в осо-
бых случаях.
Отпарная зона служит для удаления из катализатора
продуктов реакции или сырья. Ее выполняют внутри
аппарата путем установки кольцевой или другой формы
перегородки, через которую перетекает катализатор.
Иногда отпарную секцию располагают внизу аппарата,
где устанавливают для этой цели каскадные тарелки.
При перетоке катализатора с тарелки на тарелку он от-
паривается острым паром.
Реакторы с псевдоожиженным слоем катализатора,
работающие до температуры 400° G, выполняются обычно
из стали марки СтЗ с наружной теплоизоляцией. При
более высоких температурах корпус защищают изнутри
слоем теплоизоляционной футеровки так же, как и реак-
торы с компактным движущимся слоем. В зависимости от
мощности производства реакторы бывают диаметром 2,5—
12 м и высотой 10—16 м.
Ввод сырья, вывод продуктов реакции катализатора
производится по трубам большого диаметра (около 1 м).
Чтобы при нагревании эти трубы не передавали больших
нагрузок на корпус реактора, они соединены с ним через
линзовый компенсатор.
Регенерацию катализатора ведут в аппаратах-реге-
нераторах, которые по принципу действия и по конструк-
ции мало отличаются от реакторов.
206
На рис. 151 показан регенератор, используемый в неф-
теперерабатывающей промышленности. Корпус 1 реак-
тора — цилиндрический сосуд с днищем и крышкой
конической формы. Изнутри реактор снабжен футеров-
кой 2 и защитной облицовкой 3 из стальных листов
толщиной 6 мм. Внизу
смонтирована газораспре-
делительная решетка 4,
под которой находится ко-
роб 5 для распределения
воздуха, подаваемого че-
рез ввод I диаметром
800 мм совместно с ката-
лизатором.
В регенерационной ча-
сти аппарата, т. е. в зоне
псевдоожиженного слоя,
установлен змеевик 6 па-
роводяного охлаждения.
С помощью этого змеевика
можно отводить избыток
тепла, возникающий при
выжиге углерода с поверх-
ности частиц катализа-
тора. Змеевик выполнен
из труб диаметром 60 мм.
В верхней части реге-
нератора подвешены две-
надцать циклонов 7, соеди-
ненных попарно в шесть
групп. Под циклонами под-
вешены конусообразные
бункера для сбора улов-
ленного катализатора. Из
них катализатор по стоя-
кам 8 опускается обратно
в псевдоожиженный слой.
Стояки прикрыты внизу
клапанами-захлопками. Из
Рис. 151. Регенератор с псевдо-
ожиженным слоем пылевидного
катализатора
циклонов второй ступени дымовые газы собираются в
сборнике, откуда через два штуцера III диаметром
800 мм удаляются из регенератора.
Для разогрева регенератора в пусковой период смон-
тированы форсунки 9, в которых сжигается топливо.
207
Чтобы катализатор не перегревался в верхней части
регенератора из-за догорания СО, внутрь регенератора
впрыскивают водяной конденсат через форсунки 10.
Отработавший катализатор удаляется через штуцер II.
Рис. 152. Принципиальная схема
параллельного расположения реак-
тора и регенератора в установках
с псевдоожиженным слоем катали-
затора:
1 — циклон; 2 — реактор; 3 — отпар-
ная зона; 4 — перегородка; 5 — реге-
нератор; 6 — сток для спуска регене-
рированного катализатора
Рис. 153. Принципиальная схема
вертикального расположения реак-
тора и регенератора в установках с
псевдоожиженным слоем катализа-
тора:
1 — реактор; 2 — регенератор; 3 — пита-
тель; 4 — трубопроводы; 5 — бункер-
сепаратор; 6 — воздуходувка; 7 — рас-
пределительная решетка; 8 — штуцер;
9 — циклон; 10 — 12 — штуцеры
Газ |
В данной конструкции регенератора отпарная зона
вынесена в отдельный аппарат. Дополнительное коли-
чество воздуха вводится под решетку через штуцер IV.
Реактор имеет опорное кольцо, приваренное к нижней
цилиндрической части корпуса.
Реактор и регенератор соединены с помощью трубо-
проводов в единую систему. Для транспортирования
катализатора из одного аппарата в другой используются
208
пары сырья, дымовые газы или воздух. Возможны два
случая взаимного расположения реактора и регенератора:
параллельное (рис. 152) и вертикальное (рис. 153).
При вертикальном размещении возможны два случая:
а) реактор расположен выше регенератора;
б) реактор расположен ниже регенератора (система
ортофлоу).
Для увеличения выходов целевых продуктов аппараты
с псевдоожиженным слоем секционируют. Для этой цели
в аппарате монтируют несколько газораспределительных
решеток. Над каждой решеткой имеется отдельный псевдо-
ожиженный («кипящий») слой. Реакционные газы про-
ходят последовательно через все слои, а катализатор пере-
текает с тарелки на тарелку по специальным переточным
трубам. Аппараты такого типа более эффективны, но кон-
структивно очень сложны.
§ 40. Реакторы, работающие под высоким давлением
В химической и нефтехимической промышленности
высокими давлениями принято считать давления выше
10 МН/м2, а сверхвысокими — выше 150 МН/м2.
При высоких давлениях многие химические процессы
протекают значительно быстрее и эффективнее, что яв-
ляется одной из главных причин использования высоких
давлений в промышленности. Целесообразно использовать
высокие давления и в том случае, когда процесс протекает
при температурах, значительно более высоких, чем тем-
пература кипения исходных продуктов. Это условие воз-
никает, например, при разделении газов в сжиженном
состоянии.
К наиболее ярким примерам использования высоких
давлений в промышленности можно отнести многотоннаж-
ные производства синтеза аммиака из азота и водорода,
проводимого при давлении около 35 МН/м2, метанола
из окиси углерода и водорода (30 МН/м2), мочевины
(20 МН/м2), полиэтилена высокого давления (150 МН/м2).
Влияние давления на выходы целевого продукта можно
проиллюстрировать на примере синтеза аммиака, осуще-
ствляемого по уравнению
ЗН2 + N2 = 2NH3.
При 500° С равновесная концентрация аммиака в га-
зовой смеси при 1 МН/м2 составляет 1,2% , при давлении
14 Ю. И. Макаро
209
10 МН/м2 — Ю,6%, а при 100 МН/м2 — 57,5%. Из этого
примера видно, что экономически целесообразно вести
процесс синтеза при более высоких давлениях.
Реакторы высокого давления не относятся к какой-то
новой группе реакционных аппаратов. В принципе они
могут попасть в любую из трех рассмотренных выше
групп реакционных аппаратов, хотя чаще всего они выпол-
няются с неподвижным слоем зернистого катализатора.
Однако наличие высокого давления накладывает специ-
фические условия на конструктивное оформление реак-
торов. По этой причине рассмотрение конструкций реак-
торов высокого давления вьщелено в самостоятельный
параграф.
Реакторы, работающие под высоким внутренним дав-
лением реакционной среды, в промышленности часто
называют колоннами высокого давления.
Колонны высокого давления предназначены для веде-
ния непрерывных технологических процессов. Они широко
применяются в промышленности синтетического аммиака,
мочевины, органического синтеза.
Колонны высокого давления стремятся делать мини-
мального диаметра, предпочитая для сохранения необ-
ходимого реакционного объема увеличивать их длину.
С увеличением диаметра колонны пропорционально растет
толщина ее стенки и периметр уплотнения, а следова-
тельно, увеличивается стоимость и металлоемкость всей
колонны. Колонны высокого давления изготовляют по-
этому с отношением диаметра к высоте 1 : 10, 1 : 15.
Колонны высокого давления условно делят на «холод-
ные» и «горячие». К «холодным» колоннам относят аппа-
раты, в которых температура стенки не превышает 150° С,
а к «горячим» — с температурой стенки более 150 и до
300° С.
Колонна высокого давления состоит из следующих
основных частей (рис. 154): корпуса 1, крышки 2,
днища 3, технологического устройства (насадки) 4 и
затвора 5.
Корпусы колонн высокого давления можно изготов-
лять литьем, ковкой, сваркой, насадкой цилиндров и
оплеткой.
Литые колонны имеют низкую прочность, и в настоя-
щее время их почти не изготовляют.
Кованые корпуса изготовляют из цельной стальной
отливки (массой 100—350 т). Материал из центральной
210
Рис. 154. Схема ко-
лонны высокого дав-
ления
части отливки удаляется прошивкой трубчатым дорном.
Дальнейшая ковка производится на оправке на мощных
прессах и кузнечных молотах. Кованые корпуса могут
быть изготовлены без разъемов или со съемной крышкой.
Присоединительные фланцы толстостенных колонн отли-
ваются вместе с корпусом. К корпусам средней толщины
фланцы могут быть приварены. Окончательная обработка
корпусов производится обтачиванием
на крупных токарных станках.
Сравнительно новый способ изго-
товления корпусов колонн высокого
давления — сварка их из отдельных
кованых обечаек или предварительно
выгнутых штамповкой листов. При
этом применяют автоматическую ду-
говую или электрошлаковую сварку.
Отечественная аппаратура позволяет
изготовлять сварные корпуса с тол-
щиной стенок до 400 мм. К цилинд-
рической части сварных корпусов
приваривают днища и фланцы, после
чего корпуса поступают на тер-
мообработку для снятия напряже-
ний, вызванных сваркой, и полу-
чения необходимых механических
свойств.
В настоящее время получил рас-
пространение способ изготовления
многослойных корпусов путем на-
садки обечайки на обечайку. При
этом способе . первоначально изго-
товляется цельнотянутая централь-
ная труба. На эту трубу наде-
вается с большим натягом, с помощью гидравличе-
ских домкратов, свальцованная или выгнутая на прес-
сах обечайка. Затем продольный шов обечайки сва-
ривают. Таким же способом надевают последовательно
несколько обечаек одна на другую. Разогретые при сварке
участки, остывая, создают большой натяг при посадке
свариваемой обечайки на предыдущую и хороший контакт
между отдельными слоями корпуса. Торцы царг, полу-
ченных таким образом, сваривают между собой на авто-
матических сварочных машинах. Фланцы и днища тоже
привариваются к корпусу.
14*
211
Толщина обечаек, насаживаемых на центральную
трубу, 6—8 мм.
Многослойные корпуса применяют при нагреве стенок ।
до температуры не выше 300е С.
Оплеточные корпуса изготовляют следующим спосо- |
бом. На центральную трубу в несколько слоев наматывают
стальную ленту специального профиля. Предварительно
на центральной трубе делается проточка по винтовой
линии под профиль оплеточной ленты. При навивке
выступы каждого нового слоя входят во впадины преды-
дущего слоя. Благодаря этому лента может передавать
осевые силы.
Наматывают ленту на токарных станках большого
размера. Сматываемую с рулона ленту разогревают, про-
пуская через нее электрический ток, до 700—800° С и
в горячем виде наматывают на аппарат. Начало и конец
каждого слоя закрепляют приваркой. При остывании
лента сжимает центральную трубу, что создает более
благоприятные условия работы аппарата под внутренним
давлением.
Фланцы к оплеточному корпусу приваривают или
навертывают с горячей посадкой. В последнем случае
на конце корпуса нарезают резьбу.
В многослойных и оплеточных колоннах внутренние
слои корпуса после изготовления сжаты. Сжимающие
напряжения во внутренних слоях частично гасят растя-
гивающие напряжения, возникающие при создании давле-
ния внутри колонны. Благодаря этому расчетная тол-
щина стенки многослойного и оплеточного корпуса меньше,
чем у кованого или литого. Это позволяет снизить массу
колонны.
При работе с коррозионными средами лишь централь-
ную трубу изготовляют из легированной стали, а про-
фильную ленту делают из углеродистой стали.
Недостаток оплеточных колонн — их большая чув-
ствительность к температурным напряжениям. По этой
причине при высоких температурах внутри колонны
оплеточные корпуса не используются.
Для изготовления корпусов «холодных» колонн высо-
кого давления применяют сталь марок 35, 20 и 22К-
Корпуса «горячих» колонн делают из легированных
сталей марок ЗОХМА, 20ХМА, 25ХЗНМ.
Экономический расчет различных способов изготовле-
ния корпусов колонн высокого давления показывает,
212
Рис. 155. Затвор с плоской;
металлической прокладкой
что корпуса емкостью более 3 м3 на давления до 70 МН/м2
целесообразно изготовлять сваркой из отдельных кованых
или сварных обечаек.
Затворы и уплотнения колонн. Корпуса колонн высо-
кого давления закрывают с торцов массивными коваными
или литыми крышками. Уплотнения крышек и штуцеров
колонн высокого давления являются весьма ответствен-
ными узлами. Они должны обеспечить безусловную
надежность в работе и герметичность в условиях больших
давлений и значительных ко-
лебаний температуры. Кроме
того, затворы должны быть
просты в изготовлении и
удобны для сборки и раз-
борки.
По источнику силы затя-
гивания затворы классифици-
руют на:
1) затворы с принуди-
тельным уплотнением посред-
ством силы, развиваемой
болтами;
2) затворы с самоуплот-
нением, в которых уплотне-
ние происходит под влиянием
сил, возникающих в резуль-
тате давления среды на
крышку.
Наиболее простым по кон-
струкции затвором с прину-
дительным уплотнением яв-
ляется затвор с плоской ме-
таллической прокладкой (рис. 155). Прокладку делают на
мягких металлов: меди, алюминия, мягкой стали. Затворы
подобной конструкции используют лишь для колонн
диаметром не более 600 мм. В колоннах большего диа-
метра площадь прокладки становится очень велика,
и это приводит к необходимости использовать слишком,
крупные шпильки, а отсюда появляется необходимость
утяжелять фланец и, кроме того, приходится усложнять
сборку и разборку соединения. После каждого разъема
плоскую прокладку приходится заменять.
В муфтовом затворе, показанном на рис. 156, основная
сила от давления среды на крышку воспринимается муф-
213
той, навернутой на корпус. Смятие точеной прокладки
трапециевидного сечения производится специальными вин-
тами, ввернутыми в крышку, через прижимное кольцо.
Благодаря такому разделению функций стало возможным
использовать шпильки малого размера. Верхняя часть
муфты профрезерована (см. рис. 156). Точно такие же
канавки профрезерованы и в крышке. В результате
этого образуется байонетный (штыковой) затвор, позво-
ляющий быстро отсоединять крышку. Для этого надо
повернуть крышку на 30е. Положение муфты и крышки
фиксируется с помощью сухарей, привинченных к муфте.
Затвор подобной конструкции применяют для давлений
до 85 МН/м2. Он удобен в обслуживании. Прокладка
этого затвора выдерживает одну-две разборки.
На рис. 157 показан затвор, разработанный в ГИАПе
(Государственный институт азотной промышленности) и
широко используемый в промышленности. В этой кон-
струкции основная сила от давления среды на крышку
воспринимается короткими шпильками, а смятие про-
кладки производится специальными винтами через на-'
жимное кольцо. Затвор применяется для давлений до
35 МН/м2 при диаметре колонн до 800 мм.
В самоуплотняющихся затворах для смятия прокладки
используют давление среды на крышку.
Широкое распространение получила конструкция само-
уплотняющегося затвора с двухконусным уплотнением
(рис. 158, а). Основным элементом этого затвора служит
кольцо с коническими срезами на его наружной поверх-
ности. Кольцо прикрепляется к крышке с помощью
планки. Уплотняющим материалом этого затвора служат
прокладки из алюминия или меди толщиной 1—1,5 мм,
закрепляемые на боковых срезах кольца. Кольцо вместе
с прокладками зажимается между крышкой и корпусом.
Вначале прокладка сжимается основными крепежными
шпильками. В дальнейшем по мере повышения давления
среды в колонне кольцо начинает еще больше заклини-
ваться между крышкой и корпусом, производя оконча-
тельное сжатие прокладок. Кольцо заклинивается вслед-
ствие давления среды на его внутреннюю поверхность.
Для этого в крышке фрезеруют десять вертикальных
канавок круглого сечения шириной 8 мм. Чтобы рабочая
среда могла проникнуть в эти канавки, в прижимной
планке тоже фрезеруют шесть канавок шириной 6 мм.
Затворы подобного типа используют в колоннах, нагру-
214
Рис. 157. Затвор ГИАП с
прокладкой трапециевид-
ного сечения
Рис. 156. Затвор муфтовый
с секционной резьбой:
1 — корпус колонны; 2 — об-
тюратор (прокладка); 3 — при-
жимное кольцо; 4 — прижим-
ной винт; 5 — крышка; 6 —
муфта
Рис. 158. Самоуплотняющиеся затворы:
г. — с двухконусным уплотнением; б — со стальным кольцом
215
экенных давлением до 34 МН/м2. Они мало чувствительны
к колебаниям температуры, сравнительно просты в экс-
плуатации и позволяют повторное использование про-
кладок.
Для больших давлений рекомендуется самоуплотняю-
щийся затвор со стальным упругим кольцом (рис. 158, б).
В этом затворе основным элементом является шлифован-
ное стальное кольцо клинообразной формы, которое
защемляется между крышкой и корпусом. Наружная
поверхность крышки, примыкающая к кольцу, шаровой
«формы и тоже шлифуется. Чтобы упругое кольцо при
давлении среды на крышку не выскакивало, в выточку
корпуса колонны закладывается разрезное упорное кольцо.
Кольцо делается разрезным, чтобы, во-первых, его можно
«было завести в выточку корпуса колонны и, во-вторых,
при подтягивании его половинок с помощью четырех
болтов произвести предварительное сжатие упорного
кольца.
Крышка после установки упорного кольца подтяги-
вается с помощью шпилек, пропущенных через отверстия
опорной шайбы, для создания предварительного сжатия
упругого кольца. Окончательное сжатие кольца произ-
водится давлением среды на крышку, которая сжимает
упругое кольцо с тем большей силой, чем больше стано-
вится давление внутри колонны. Этот затвор надежно
работает при внутренних давлениях до 250 МН/м2, позво-
ляет быстро собирать и разбирать соединение, не требует
перешлифовки или замены упругого кольца, компактен.
Однако он требует высокой точности изготовления всех
«его элементов и аккуратного обращения со шлифованными
поверхностями.
Высокая герметичность соединения крышки с корпусом
колонны обеспечивается способом, разработанным Иркут-
ским филиалом НИИХИММАШа. Он заключается в том,
что изнутри к крышке и корпусу привариваются уплот-
нительные лепестки. Внутреннее давление на крышку
при этом способе воспринимается шпильками.
Крепежные детали. В качестве крепежных деталей
в колоннах высокого давления применяют только чистые
шпильки. Так как шпильки несут большую нагрузку,
то при их изготовлении стремятся разгрузить их от вся-
ких дополнительных силовых воздействий.
Конструкция крепежной шпильки аппарата высокого
давления показана на рис. 159. Цилиндрическая часть
216
шпильки, заключенная между резьбами, обтачивается до»
внутреннего диаметра резьбы, причем образование гал-
телей снижает концентрацию напряжений в шпильке
у концов нарезки. Конец шпильки, ввертываемый в кор-
пус, упирается в коническую поверхность отверстия под
шпильку в корпусе. Длина ввертываемой части шпильки
(1,5 -г- 2) d, где d — наружный диаметр резьбы шпильки.
Чтобы можно было подать консистентную смазку к наре-
занной части шпильки, в ней высверливают отверстия.
Рис. 159. Шпильки
аппарата высокого
давления
РисГ160.7 Присоединение
тройника “ к днищу аппа-
рата ^высокого давления
Смазка позволяет уменьшить напряжения кручения,,
возникающие в шпильке при ее затягивании.
Для разгрузки шпилек от изгиба опорные поверхности
гаек обрабатывают на сферу и опирают их на сферические
шайбы. Высота гаек берется не менее d. Шпильки изго-
товляют из легированных сталей марок ЗОХМА, 35ХМФ,.
а гайки — из углеродистых сталей марок 25 и 35.
Штуцера и электровводы. Чтобы не ослаблять корпус
колонны высокого давления, трубопроводы и контрольно-
измерительные приборы присоединяют к аппарату через,
отверстия в крышке и днищах. Присоединение тройника
к днищу 1 аппарата высокого давления показано на
рис. 160. В этом соединении использовано линзовое уплот-
нение 2. Линза изготовлена из того же материала, что и
21Г
труба. Наружные шаровые поверхности линз шлифуют.
Благодаря внутренней проточке линза под действием
давления может самоуплотняться. В штуцерах аппаратов
высокого давления используют навинчивающиеся фланцы.
Технологические устройства колонн. К внутренним
технологическим устройствам колонн высокого давления
относят различные конструкции и детали, предназначен-
ные: 1) для организации направленного движения реаги-
рующих веществ; 2) для подвода (или отвода) тепла
к реагирующим веществам; 3) для поддержания слоя
катализатора.
В зависимости от характера процесса, протекающего
в колонне высокого давления, используют технологиче-
ские устройства самых разнообразных конструкций: от
простейшей колосниковой решетки, поддерживающей слой
катализатора, до сложных катализаторных коробок колонн
синтеза аммиака.
Если внутри колонны идет процесс с большим выде-
лением тепла, то применяют различные конструктивные
меры с целью ограждения корпуса от воздействия высо-
ких температур, значительно ослабляющих прочность
колонны. Наиболее часто это осуществляется за счет
направления поступающего на процесс холодного газа
(или жидкости) вдоль внутренних стенок корпуса колонны.
Этот способ охлаждения стенок корпуса широко исполь-
зуют в колоннах синтеза аммиака, мочевины.
На рис. 161 показана одна из многих конструкций
колонн синтеза аммиака. Работает эта колонна следующим
образом ^Газовая смесь (азотно-водородная) входит внутрь
колонны через штуцер, расположенный в ее нижней
части, и движется снизу вверх по кольцевой щели между
корпусом и кожухом 3 катализаторной коробки. Стенки
кожуха нагреты до температуры около 500° С, поэтому
газ в кольцевой щели частично нагревается. Поток газа
в кольцевой щели является своеобразной тепловой защи-
той для стенок корпуса колонны; при нормальной работе
колонны температура стенок ее корпуса не поднимается
выше 60—70° С. Далее газ через ряд отверстий проникает
для подогрева в верхний коллектор теплообменника 2,
откуда через трубки теплообменника поступает в ката-
лизаторную коробку. Здесь газ вначале проходит пусто-
телые теплообменные трубки 4, где нагревается до тем-
пературы реакции (490—530° С), отбирая тепло от засы-
панного между трубками катализатора 7. В периоды'
218
пуска колонны газ нагревается на выходе из трубок 4
в -спиральном электроподогревателе 5. При установив-
шемся режиме работы колонны электроподогреватель
отключают, так как тепла реакции вполне хватает на необ-
ходимый нагрев исходной смеси (подобный режим назы-
вают автотермическим).
Ток к электроподогрева-
телю подводится по элек-
тровводу в боковой стенке
корпуса колонны. Для об-
служивания электроподо-
гревателя в нижней части
колонны имеется люк 6.
Из подогревателя исход-
ная газовая смесь соби-
рается в центральной
трубе и через отверстия в
распределительной решет-
ке поступает на слой ка-
тализатора 7. Контактные
газы, вышедшие из ката-
лизатор ной коробки, по-
ступают на охлаждение
в межтрубное пространство
парогенератора 1. Здесь
газы отдают большую
часть своего тепла, которое
идет на парообразование
воды, поступающей в па-
рогенератор. Затем газы
проходят в межтрубное
пространство теплообмен-
ника 2, где частично ох-
лаждаются, отдавая тепло
исходной смеси. Клапан 8
регулирует температуру
поступающей в катализа-
торную коробку исходной
смеси. При его подъеме
контактные газы могут про-
ходить в верхнюю часть
Рис. 161. Колонна синтеза аммиа-
ка с электроподогревателем
колонны, минуя межтрубное пространство теплообмен-
ника. Благодаря этому исходная смесь в теплообменнике 2
может нагреваться в меньшей или большей степени.
219
Клапан связан со штоком, выведенным из колонны через
сальник. По выходе из межтрубного пространства тепло-
обменника газ попадает в верхнее пространство колонны
и выходит из нее через отверстие в крышке. Воду вводят
в парогенератор через центральную трубу, а образовав-
шийся пар отводят по боковой трубе. На 1 т образовав-
шегося в колонне аммиака в парогенераторе вырабаты-
вается 1—1,5 т пара. Тепловой режим колонны регули-
руется с помощью клапана 8 и изменения количеств вво-
димого в нее холодного газа.
В стенках корпуса колонны высокого давления вслед-
ствие их неравномерного нагрева могут возникнуть и тем-
пературные напряжения. Когда температура внутри аппа-
рата выше наружной, внутренние более нагретые слои
металла испытывают воздействие сжимающих сил со
стороны более холодных наружных слоев. Поэтому на
внутренней стенке появляются сжимающие напряжения,
а на наружной стенке — растягивающие.
Если тепловой поток изнутри аппарата невелик и
разность температур между внутренней и наружной стен-
ками небольшая, то температурные напряжения облег-
чают работу аппарата, так как сжимающие температурные
напряжения на внутренней стенке суммируются с растя'-
гивающими напряжениями, вызванными давлением, кото-)
рые на внутренней стенке достигают наибольшего значе-
ния. В результате этого суммарное напряжение на вну-
тренней стороне стенки уменьшается.
Для снижения температурных напряжений, возник-
ших из-за неравномерного нагрева частей толстостенных
сосудов, корпуса колонн покрывают тепловой изоляцией
снаружи или изнутри. Изоляция снижает тепловой поток
через металлическую стенку, тем самым уменьшая пере-
пад температур по ее толщине.
Глава XII. РЕАКТОРЫ НЕКАТАЛИТИЧЕСКИХ
ГАЗОФАЗНЫХ ПРОЦЕССОВ
§ 41. Реакторы с газовыми горелками
Если химический процесс протекает без катализатора,
но при высоких температурах и с большим поглощением
тепла, то используют реакторы с газовыми горелками.
Необходимое для реакции тепло в таких реакторах выде-
ляется непосредственно в реакционной зоне в результате
окисления (сжигания) некоторой части исходного сырья
чистым кислородом или кислородом воздуха.
Реакторы с газовыми горелками используются в про-
мышленности для окислительного пиролиза (разложения)
метана с целью получения ацетиленосодержащих газов.
Процесс окисления метана до ацетилена протекает при
температуре около 1500° С.
Известно несколько конструкций реакторных устройств
окислительного пиролиза. Ниже описаны конструкции
и принцип действия реакторов, получивших наибольшее
распространение в промышленности или перспективных.
Реактор конструкции Саксе. Типичное реакторное
устройство для окислительного пиролиза метана конструк-
ции Саксе представлено на рис. 162. Оно состоит из камеры
смешения 3, имеющей в конце коническую форму, горе-
лочной плиты 5, реакционной камеры 7 и закалочного
устройства с форсунками 6.
Метан поступает в камеру смешения через боковой
ввод и дозирующую мембрану 2, а кислород — через
центральную трубу 1. Объемное отношение кислорода
к метану поддерживается в пределах 0,55—0,60. В камере
смешения газы, предварительно подогретые до 600° С,
перемешиваются и через распределительную решетку 4
поступают к горелочной плите 5. В ней исходная смесь
разбивается на большое количество мелких струек, горя-
щих за плитой в реакционной камере 7 короткими фа-
келами.
221
Горелочная плита 5 изготовляется из керамики тол-
щиной 500 мм с диаметром отверстий 8—10 мм. Ско-
рость газа в каналах плиты принимается большей, чем
скорость распространения пламени, во избежание про-
Рис. 162. Реактор для получения ацетилена системы Саксе
скока пламени в камеру смешения, что приводит к взрыву
реактора. В реакторе Саксе скорость газа в отверстиях
плиты принята 18—36 м/с. Оптимальное время пребы-
вания образующегося ацетилена в зоне реакции при
температуре 1500° С составляет 0,03—0,01 с. Поэтому
222
Рис. 163. Реактор для получе-
ния ацетилена конструкции
НИИХИММАШа
сразу за зоной горения метана, на выходе из реакционной
камеры 7 производят впрыск воды с помощью нескольких
форсунок 6. Резкое охлаждение газа (в данном случае
до 80° С) путем впрыска в него воды в промышленности
называют закалкой. Закалка предотвращает разложение
образующегося в результате пиролиза ацетилена. Охлажде-
денные газы отводятся от реактора снизу.
Производительность по-
добного реакторного устрой-
ства не превышает 2000 м3 ме-
тана в час.
Реактор пиролиза ме-
тана конструкции НИИХИМ-
МАШа. Реактор конструк-
ции НИИХИММАШа состоит
из следующих основных ча-
стей: инжектора-смесителя,
горелочного блока, реакци-
онной и закалочной камер.
Инжектор-смеситель пред-
назначен для составления ис-
ходной метано-кислородной
смеси, в которой отношение
кислорода к метану должно
быть равным 0,63—0,65.
Состоит он (рис. 163) из ин-
жекционной камеры 1 и сме-
сителя 2. Метан под давле-
нием 1,7 МН/ма поступает
в инжекционную камеру че-
рез штуцер 18. Энергия выте-
кающей из сопла струи мета-
на частично используется для
инжекции (подсоса) кислоро-
да через штуцер 17. Скорость
истечения струи метана из
сопла равна 300—500 м/с.
Метан смешивается с кислородом в смесителе 2, пред-
ставляющем собой сопло Лаваля. Вследствие значитель-
ной турбулизации потока газа смешение это происходит
мгновенно. Скорость газовой смеси с смесителе в среднем
равна 70 м/с. Кинетическая энергия газового потока
преобразуется в смесителе в статическую энергию давле-
ния, обеспечивающую продавливание исходной смеси
223
через каналы горелочного блока. Струя метана, вытекаю-
щая из штуцера 18 под давлением 1,7 МН/м2, способна
сжать кислород в конце смесителя 2 до давления 0,15—
0,17 МН/м2.
Инжектор-смеситель изготовлен из стали марки
12Х18Н10Т.
Горелочный блок 4 предназначен для частичного сжи-
гания исходной метано-кислородной смеси с целью осу-
ществления окислительного пиролиза метана на ацетилен.
Горелочный блок состоит из трех керамических элементов,
образующих концентрические каналы. Элементы вмонти-
рованы в металлическую трубу из стали марки 12Х18Н10Т.
В полости элементов через штуцер 3 вводится охлаждаю-
щая вода. Отводится вода из элементов через противопо-
ложный штуцер. В нижней части концентрических кана-
лов расположены направляющие лопатки 5, создающие
на входе в зону реакции вращение кольцевых потоков
исходной газовой смеси.
Скорость истечения исходной смеси из каналов горе-
лочного блока выше 100 м/с. При такой скорости исте-
чения пламя не может проскочить в смесительную камеру,
так как скорость распространения пламени в газовом
потоке значительно ниже 100 м/с.
В реакционной камере 15 происходит окислительный
пиролиз метана. Температура в зоне пламенного горения
метана 1400—1700° С. Для защиты стенок реакционной
камеры, выполненной из стали марки 12Х18Н10Т, от воз-
действия высокой температуры внутрь ее тангенциально
через штуцер 7 вводится вода, которая в виде тонкой
пленки стекает вниз. В рубашке реакционной камеры
циркулирует охлаждающая вода, подаваемая через шту-
цер 8.
Закалочная камера 14 предназначена для резкого
охлаждения прореагировавших газов. С этой целью мон-
тируется форсунка, в которую через трубу 12 подается
вода. Пройдя завесу образующихся при распылении
капель, газы охлаждаются до 80—100° С. В нижней
части закалочной камеры установлен завихритель 10,
в котором капельки воды отделяются от газов. Газы уда-
ляются из реактора через штуцер 13, а вода через шту-
цер 11, соединенный с гидрозатвором.
Первоначальное зажигание исходной смеси произво-
дится через запальник 6. Для наблюдения за горением
служит глазок 16. В одном из штуцеров нижней части
224
реактора установлена взрывная (предохранительная) мем-
брана 9.
Описанный реактор рассчитан на производительность
800—1000 м3/ч метано-кислородной смеси.
§ 42. Электродуговые реакторы
Электродуговые реакторы используются для крекинга
(расщепления) углеводородов при 1600° С.
Рис. 164. Реактор для элек-
трокрекинга углеводородов:
1 — цилиндрический корпус;
2 — реакционная труба; 3 —
верхний электрод (катод); 4 —
шина высокого напряжения;
5 — нижний электрод; 6 —
вспомогательный электрод; 7 —
труба для подачи воды в фор-
сунки; I — вход исходной смеси;
11 — вход и выход охлаждаю-
щей воды; 111 — подача азота;
IV — выход продуктов реакции
На рис. 164 дана схема конструкции реактора для
электрокрекинга углеводородов (метана, этана, бутана,
пропана) с целью получения ацетилена. Он состоит из
цилиндрического корпуса 1 диаметром 820 мм и высо-
той 418 мм и непосредственно с ним соединенной реак-
ционной трубы 2. Диаметр трубы 95 мм, высота 1000 мм.
Она изготовлена из низкоуглеродистой стали и имеет
водяную рубашку. Один электрод 3 установлен в верх-
ней части цилиндрического корпуса, а второй электрод 5,
представляющий собой медную гильзу с рубашкой для
1о Ю. И. Макаров
225
охлаждения, смонтирован на верхнем конце реакционной
трубы 2. Электрод <3 присоединен к шине высокого напря-
жения, а электрод 5 заземлен. При пропускании постоян-
ного тока напряжением 7000 V и силой 850—900 А между
электродами возникает дуга.
Перерабатываемый газ подается в распределительный
короб через ввод I. Из распределительного короба пере-
рабатываемый газ через тангенциальные прорези в стен-
ках корпуса 1 поступает внутрь реактора. Закругленный
поток перерабатываемого газа поступает в реакционную
трубу 2, предварительно нагреваясь в зоне действия
электрической дуги до 1600° С. В реакционной трубе
газы движутся со скоростью до 600 м/с. В нижней части
трубы в реакционные газы впрыскивается через форсунки
вода, резко охлаждающая их до 150° С. Благодаря этому
охлаждению процесс крекинга прекращается, не позво-
ляя протекать нежелательным побочным процессам. Вода
к форсункам подводится по трубе 7.
В периоды пуска реактора зажигание дуги осуще-
ствляется с помощью вспомогательного электрода 6, кото-
рый сближается с верхним электродом 3 посредством
пневмопривода. После зажигания дуги вспомогательный
электрод отодвигается. Производительность подобного
реактора по перерабатываемому газу составляет 2800 м3/ч,
а по ацетилену — 15 т/сутки.
§ 43. Трубчатые реакторы с огневым обогревом
(трубчатые печи)
Основные показатели работы трубчатых печей и их
классификация. Трубчатые печи получили широкое рас-
пространение в нефтехимической промышленности, где
их используют для высокотемпературного нагрева и
реакционных превращений жидких и газообразных нефте-
продуктов (пиролиза, крекинга). Нашли они применение
и в химической промышленности.
Трубчатая печь относится к аппаратам непрерывного'
действия с наружным огневым обогревом. Она состоит
из следующих основных частей (рис. 165): корпуса
(кладки) 3, металлического каркаса 4, труб 2, 7, 10,
форсунок 1, печной гарнитуры (трубные подвески и
решетки, окна, гляделки и т. д ), дымохода 12 и дымовой
трубы 13.
Корпус современной трубчатой печи состоит из двух
камер—радиантной и конвекционной.
226
Трубы печного змеевика, расположенные в радиант-
ной камере, называют радиантными. Ряд радиантных
труб, оси которых расположены в одной плоскости,
называют экраном. В зависимости от расположения труб
одного ряда различают потолочный 7, боковой 2 и подо-
вый 14 экраны. Трубы 10 печного змеевика, расположен-
ного в конвекционной камере, называют конвекционными.
Радиантную камеру от конвекционной отделяет переваль-
ная стенка, верхнюю часть которой называют перевалом.
Рис. 165. Конструктивная схема трубчатой печи:
1 — форсунка; 2 — трубы бокового экрана радиантной камеры; 3 — кладка
печи; 4 — каркас печи; 5 — кровля печи; 6 — подвесной свод; 7 — трубы
потолочного экрана радиантной камеры; 8 — подвески; 9 — трубиые под-
вески; 10 — трубы конвекционной камеры; 11 — трубная решетка конвек-
ционной камеры; 12 — дымоход; 13 — дымовая труба; 14 — трубы подового
экрана радиантной камеры
Работает трубчатая печь следующим образом. Сырье,
подлежащее нагреву или реакционному превращению
в печи, подается в печной змеевик, сначала в конвекцион-
ные, а затем в радиантные трубы. В радиантной камере
с помощью форсунок (или горелок) 1 сжигается топливо.
Образующиеся дымовые газы, пройдя над перевалом,
поступают в конвекционную камеру, откуда, отдав часть
15* 227
тепла конвекционным трубам, через дымоход (боров) 12
поступают в дымовую трубу 13 и из нее в атмосферу.
Основная доля тепла (около 70%) передается сырью
в радиантной камере. Радиантные трубы воспринимают
тепло главным образом (90%) путем лучеиспускания
(радиации) факела, раскаленных стенок камеры, газов
и паров (СО2, Н2О, О2), присутствующих в дымовых
газах, и частично (на 10%) путем конвекции от дымовых^
газов.
Конвекционные трубы воспринимают тепло главным
образом (70%) путем конвекции от дымовых газов, а ча-
стично путем лучеиспускания от дымовых газов (20%)
и стенок кладки конвекционной камеры (10%).
Движение дымовых газов через трубчатую печь обес-
печивается естественной и искусственной тягой. Есте-
ственная тяга поддерживается дымовой трубой, а искус-
ственная, применяемая значительно реже, — с помощью
дымососа.
Движущая сила, необходимая для перемещения дымо-
вых газов через трубчатый змеевик и дымоход, при есте-
ственной тяге создается вследствие разности плотностей
атмосферного воздуха и дымовых газов, которые зависят
в основном от их температуры. Более легкий дымовой газ
вытесняется более тяжелым атмосферным воздухом. Чем
выше высота дымовой трубы и температура дымовых
газов, покидающих печь, тем больше естественная тяга.
При естественной тяге внутри топочной камеры печи
поддерживается разрежение, равное (24-5) 10-5 МН/м2
<==> 2-4-5 мм вод. ст.
Естественную тягу можно регулировать шибером,
устанавливаемым в дымоходе. Скорость прохождения
дымовых газов через змеевик, дымоход и дымовую трубу
поддерживают на уровне 4—6 м/с.
Работу трубчатой печи характеризуют следующие,
основные показатели: производительность, полезная теп-
ловая нагрузка, теплонапряженность и коэффициент по-
лезного действия.
Производительность печи — количество сырья в тон-
нах, нагреваемого в печи в единицу времени (сутки).
Суточная производительность печей колеблется в широких
пределах (от 50 до 2000 т). Зависит она от многих фак-
торов: количества змеевиков в печи, вида сырья, назна-
чения печи (нагрев или разложение сырья), диаметра
змеевика, скорости прохождения сырья внутри змеевика.
228
Полезная тепловая нагрузка — количество тепла, кото-
рое воспринимается сырьем в печи. Полезная тепловая
нагрузка трубчатых печей составляет от 6 до 25 кВт
(5,2—21,5 млн. ккал/ч).
Теплонапряженность поверхности нагрева — количе-
ство тепла в кВт (ккал), переданного через 1 м2 поверх-
ности змеевика в час. Чем выше значение теплонапря-
женности труб, тем более эффективно передается тепло.
Однако имеются причины, которые не позволяют пре-
вышать теплонапряженность труб выше некоторой допу-
стимой величины, зависящей от характера нагреваемого
сырья, скорости его движения и качества металла труб.
Чем больше термоустойчивы сырье и металл труб, чем
меньше вязкость сырья и выше скорость его движения
в трубах, тем большую теплонапряженность труб можно
допустить. Теплонапряженность в современных труб-
чатых печах, например, пиролиза углеводородов состав-
ляет 11—29 кВт/м2, а термического разложения мазута
23—46 кВт/м2.
Теплонапряженность труб тесно связана со значением
температуры дымовых газов над перевальной стенкой.
Эта температура обычно не превышает 850—900° С.
Более высокие температуры над перевалом приводят
к местному перегреву труб.
Коэффициент полезного действия печи численно равен
части общего выделившегося в печи тепла, которая по-
лезно использована в печи. При полном сгорании топлива
к. п. д. печи зависит от ее конструкции, коэффициента
избытка воздуха (показывающего, во сколько раз больше
подано в печь воздуха, чем это необходимо для полного
сгорания топлива) и температуры дымовых газов, поки-
дающих печь. Для трубчатых печей к. п. д. равен 0,6—
0,85.
Радиантно-конвекционные трубчатые печи класси-
фицируют по следующим основным конструкционным
признакам:
а) конфигурации (односкатные, шатровые и цилиндри-
ческие);
б) количеству радиантных камер (однокамерные, двух-
камерные и многокамерные);
в) числу потоков сырья (однопоточные и двухпоточные);
г) месту расположения конвекционной камеры (с ниж-
ним, верхним и боковым расположением конвекционной
камеры);
229
д) способу облучения труб (печи с односторонним или
двусторонним облучением труб).
Основные типы трубчатых печей показаны на рис. 166.
Отечественной промышленностью химического и неф-
тяного машиностроения выпускаются трубчатые печи
шести типов: Б, 3, В, Г, Ц и Р (см. нормаль
ОН 26-02-159—69 «Трубчатые печи. Типы, параметры
и основные размеры») с поверхностью нагрева от 15 до
2200 м2. Эти печи имеют несколько типоразмеров, отли-
чающихся длиной труб змеевика и поверхностью нагрева
камеры радиации.
Трубчатые печи типа Б — радиантно-конвекционные,
узкокамерные с беспламенным сжиганием топлива, ниж-
ним отводом дымовых газов и горизонтальным располо-
жением труб змеевика. Их выпускают восьми типораз-
меров в двух исполнениях: ББ1 и ББ2 (соответственно
с одной и двумя камерами радиации).
Трубчатые печи типа 3 — радиантно-конвекционные,
узкокамерные с зональной регулировкой величины тепло-
отдачи, с верхним отводом дымовых газов (см. рис. 166, д).
Они имеют две камеры радиации. Выпускаются в двух
исполнениях: ЗР — с беспламенным сжиганием топлива;
ЗЛ — с настильным сжиганием жидкого и газообразного,
топлива. Разработано восемь типоразмеров печей типа 3."
Трубчатые печи типа В — радиантно-конвекционные,
узкокамерные, с верхним отводом дымовых газов и вер-
тикальными трубами змеевика. Камеры конвекции имеют
прямоугольную форму. Радиантные камеры объединены
в общем корпусе. Их изготовляют шести типоразмеров.
Трубчатые печи типа Г — радиантно-конвекционные,
узкокамерные, с верхним отводом дымовых газов. Выпу-
скаются в двух исполнениях: ГС — вертикально-факель-
ного сжигания топлива и ГН — объемно-настильного
сжигания топлива с двумя камерами радиации.
Трубчатые печи типа Ц — цилиндрические, с верти-
кальным расположением труб радиантной камеры и верх-
ним отводом дымовых газов. Выпускаются в двух испол-
нениях: ЦС — с одной камерой радиации и факельным
сжиганием жидкого и газообразного топлива, без камеры
конвекции и с камерой конвекции; ЦЛ — с несколькими
камерами радиации и камерой конвекции, с настильным
сжиганием жидкого и газообразного топлива.
Трубчатые печи типа Р — радиантно-конвекционные,
с несколькими камерами радиации и обшей камерой
230
Рис. 166. Основные типы трубчатых печей:
а — конвекционная печь; б — однокамерная печь с боковым расположением
конвекционной камеры; в — однокамерная печь с нижним расположением кон-
векционной камеры; г — однокамерная печь с верхним расположением кон-
векционной камеры; д — вертикальная цилиндрическая печь; е — однокамер-
ная печь беспламенного горения с панельными горёлками; ж — двухкамерная
двухпоточная печь с горизонтальным сводом; з — двухпоточная двухкамерная
печь с наклонным сводом; 1 — горелки; 2 — радиантный змеевик; 3 — кон-
векционный змеевик; 4 — дымоход; 5 — перевальная стенка; 6 — панельные
горелки
Рис. 167. Схема двухпоточной трубчатой печи с горизонтальным
сводом:
/ — трубная решетка; 2 — трубная подвеска; 3 — перевальная стенка;
4 — конвекционная камера; 5 — дымоход
231
конвекции, с вертикальным расположением труб и гори-
зонтальным факелом. Они используются для каталити-
ческого риформинга и гидроочистки. Печи типа Р выпу-
скаются семи типоразмеров (схема печи этого типа дана
на рис. 167).
Рис. 168. Трубчатая печь двустороннего из-
лучения с облучающими стенками:
1 — радиантные трубы; 2 — панельные горелки;
3 — конвекционная камера; 4 — дымовая труба
232
На рис. 168 и 169 приведены конструкции трубчатых
печей, используемых в ряде химических и нефтехими-
ческих производств. Двухпоточная трубчатая печь
(см. рис. 168) используется для процесса пиролиза. Она
имеет две камеры радиации. Облучение труб произво-
дится с одной стороны. Более широкое распространение
получила печь двустороннего облучения с излучающими
стенками (см. рис. 168). В этих печах боковые стенки
радиантной камеры составлены из беспламенных панель-
ных горелок, которые могут соз-
давать сплошную излучающую
поверхность. Благодаря этому
появилась возможность равномер-
ного облучения труб, что позво-
ляет получать высокие значения
допустимой теплонапряженности
труб. Эти печи отличаются боль-
шой компактностью и экономич-
ностью. По сравнению с печами
других типов они требуют в
1,5—2 раза меньше металла и
фасонного кирпича.
Печные трубы, двойники и гар-
нитура печей. Змеевик трубчатой
печи составляют из прямых труб
длиной от 6 до 18 м. Прямые
трубы, соединяют в непрерывную
цепочку (змеевик) с помощью печ-
ных двойников и печных калачей
(приварных или на фланцах).
| '8x00
ооооо
оооооо
ооооо
оооооо
ооооо
оооооо
ооооо
оооооо
ооооо :
Рис. 169. Печь цилин-
дрической формы
В последнее время стал широко
использоваться индустриальный
метод монтажа продуктового змеевика. При этом методе
продуктовый змеевик собирается полностью или в виде
укрупненных блоков из нескольких труб в цехах металло-
конструкций завода-изготовителя. Доставляют укрупнен-
ные блоки или весь змеевик на строительную площадку
в основном автомобильным транспортом высокой грузо-
подъемности.
В трубчатых печах применяют бесшовные цельнотя-
нутые трубы с наружным диаметром от 60 до 219 мм.
Наибольшее распространение получили трубы диаметром
102, 127 и 152 мм.
Толщину труб принимают в зависимости от давления,
233
температуры, коррозионных свойств среды и ее свойств;
обычно она составляет от 4 до 30 мм.
Материал труб змеевика выбирают в зависимости от
температурного режима и коррозионных свойств сырья.
При переработке в печи сырья, не имеющего коррозион-
ных свойств, до температуры 450° С и давления 6 МН/м2
можно использовать трубы из углеродистой стали. При
переработке сернистого коррозионного сырья в зонах
змеевика с температурой среды до 400° С применяют
трубы из хромистой стали 15X5, а если эта среда нагре-
вается в печи до 450—600° С, то приходится применять
трубы из хромомолибденовых сталей марки 15Х5ВФ. Для
высокотемпературных процессов (650—850° С) приме-
няют трубы из жаропрочных сталей марок 12Х18Н10Т,
20Х23Н18, а также из феррохромистых сплавов, например
сплава, содержащего 24—26% хрома и 4—6% алюминия.
Различные участки печного змеевика работают при
весьма отличных одна от другой температурах. Поэтому
змеевик обычно составляют из различных по составу
материала труб. Например, в печах пиролиза начальные
участки змеевика (нижние ряды конвекционных труб)
работают при температурах от 20 до 400° С, а конечные,
находящиеся в радиантной камере, — от 500 до 900° С.
По этой причине в печах пиролиза первые ряды конвек-
ционных труб составлены из углеродистых стальных
(марки 20Т) труб, последние ряды конвекционных труб —
из хромомолибденовых стальных (марки 15Х5М) труб,
а материал радиантных труб — жаропрочная сталь марки
12Х18Н10Т.
Расстояние между осями соседних труб (шаг труб),
находящихся в одном ряду, выбирают равным (1,8ч-2,0)й,
где d — наружный диаметр труб.-
Трубы в радиантной части обычно располагают в один
ряд (однорядный экран) в связи с тем, что второй ряд
труб работает с очень малой нагрузкой. Тепловосприятие
(количество поглощаемого тепла) двухрядного экрана
превышает тепловосприятие однорядного экрана всего
лишь на 11%. Такая малая разница в количествах погло-
щаемого тепла при удвоенном расходе дорогого металла
делает двухрядный экран экономически нецелесообраз-
ным.
В конвекционной части печи трубы располагают
в шахматном порядке. Такое расположение труб обеспе-
чивает большую турбулизацию потока дымовых газов,
234
а'следовательно, и большую отдачу тепла от них. Число
труб в одном горизонтальном ряду конвекционного змее-
вика колеблется от 3 до 6. Высота камеры конвекции
3—4 м. При шахматном расположении труб для обеспе-
чения равномерного обтекания дымовыми газами каждой
трубы в кладке печи делают специальные выступы.
В некоторых конструкциях печей первые (по ходу
сырья) ряды труб конвекционной части змеевика оребряют,
что значительно повышает отбор тепла от дымовых газов
благодаря увеличению поверхности нагрева. Ребра диа-
метром [2d и толщиной 4 мм приваривают к трубам.
Расстояние между ребрами около 14 мм.
Скорость прохождения жидких продуктов через печ-
ной змеевик назначают от 0,5 до 3 м/с, а для газообраз-
ных продуктов — от 20 до 150 м с. Малые скорости
потока сырья в трубах недопустимы из-за опасности пере-
гара труб. Чем выше скорость потока, тем интенсивнее
отводится тепло от стенок труб, тем меньше на внутрен-
них стенках труб откладывается кокса, образующегося
в результате разложения сырья.
Давление сырья на входе в печной змеевик должно
превышать необходимое для проведения процесса давле-
ние на 3—5 МН/м2. Эта разница в давлении должна быть
достаточной для преодоления значительных гидравли-
ческих сопротивлений, возникающих при прохождении
сырья в трубах змеевика с заданной скоростью.
Скорость прохождения дымовых газов через конвек-
ционный пучок изменяется от 3 до 4 м/с. Эта скорость
обеспечивается естественной тягой дымовой трубы. Если
путем естественной тяги не удается достичь таких скоро-
стей газового потока, то приходится устанавливать перед
трубой дымосос.
Срок службы труб печного змеевика около 6 лет.
Однако нередко трубы приходится менять в ходе эксплуа-
тации печи значительно чаще. Это происходит по следую-
щим причинам.
1. Из-за обрыва трубных подвесок трубы недопустимо
деформируются.
2. Наружный диаметр трубы увеличивается выше
допустимого предела (появление так называемых отду-
лин) из-за отложения кокса в каком-нибудь месте трубы.
В подобных местах труба перегревается, так как кокс
из-за плохой теплопроводности препятствует хорошему
отводу тепла от стенки. Прочность металла в перегретых
235
местах падает, под внутренним избыточным давлением
труба в этих местах начинает раздуваться, появляются
отдулины, которые могут привести к прогару трубы, что
влечет за собой немедленную аварийную остановку печи.
3. На наружной поверхности трубы образуется сетка
трещин (явление криппа).
Появление трещин вызывается ползучестью металла,
т. е. его свойством непрерывно деформироваться под
воздействием высоких температур и напряжений, в резуль-
тате чего в металле появляются трещинки. Скорость роста
этих трещинок не должна выходить из заданных границ.
Для нефтехимической аппаратуры допустимая скорость
ползучести равна 10-7 мм/(мм-ч).
4. Появление коррозии на внутренней поверхности
труб. В перерабатываемом сырье почти всегда присут-
ствуют соединения хлора и серы, разъедающие внутрен-
нюю поверхность труб.
5. Появление коррозии на наружной поверхности
труб. Наружная поверхность труб подвержена корро-
зии кислородом (окислению) и сернистым ангидридом,
которые содержатся в дымовых газах. Интенсивность
этой коррозии зависит от состава топлива и количества
воздуха, подаваемого на сжигание топлива.
Печной змеевик периодически очищают от кокса.
При пиролизе пропан-этановой смеси змеевик очищают
один раз в четыре месяца, при крекинге мазутов эту опе-
рацию повторяют значительно чаще. Трубы очищают
от кокса путем его выжига. С этой целью в трубы подают
паровоздушную смесь, состоящую из 1 части воздуха
и 10 частей водяного пара. Выжиг ведут при 650—700° С.
Предварительно печной змеевик отключают от сырьевой
линии и продувают паром. Продолжительность выжига
в значительной мере зависит от вида сырья, перерабаты-
ваемого в печи. В среднем, например, на выжиг кокса
в печи легкого крекинга затрачивают 16—20 ч.
В случае большого отложения кокса иногда прихо-
дится прибегать к механической очистке труб с помощью
конического винтообразного бойка, шарнирно связан-
ного с пневматической турбинкой. Турбинка приводится
во вращение сжатым воздухом, который подводится
к ней по бронированному резиновому шлангу. При таком
способе чистки труб соединительные элементы труб (двой-
ники) должны быть разъемными или с отверстиями,
закрываемыми пробками.
236
Печные двойники (ретурбенты) предназначены для
соединения прямых труб в единый змеевик. К их кон-
струкции предъявляются следующие требования: прочное
и герметичное соединение труб, минимальное гидравли-
ческое сопротивление, легкость вскрытия для осмотра
и механической чистки труб, возможность замены труб.
Печные двойники по способу изготовления разделяются
на кованые и литые. Наибольшее распространение полу-
чили литые двойники, изготовление которых обходится
в несколько раз дешевле, чем кованых.
Трубы крепятся к двойникам развальцовкой. Диаметр
отверстий в двойниках на 1 мм больше наружного диа-
метра соединяемых труб. Для увеличения прочности
Рис. 170. Конструкция литого двойника:
1 — корпус; 2 — пробка; 3 — траверсы; 4 — прижимные винты
соединения в цилиндрических отверстиях под трубы про-
тачиваются две канавки глубиной 1,5—2 мм. При раз-
вальцовке материал трубы заполняет эти канавки, вслед-
ствие чего значительно повышаются прочность и плот-
ность соединения. Выступающий из отверстия конец трубы
при развальцовке отбортовывается.
На рис. 170 дана конструкция литого коробчатого
двойника ушкового типа. Литой корпус двойника 1
в поперечном сечении имеет форму восьмерки. В донышке
корпуса имеются два отверстия под развальцовку труб,
расстояние между которыми определяется шагом труб.
В верхней крышке корпуса сделаны два конусных отвер-
стия, которые закрываются конусными пробками 2,
прижимаемыми винтами 4. Винты ввертываются в тра-
версы 3. Траверсы в момент завертывания винтов 4 упи-
раются своими концами в ушки, отливаемые за одно целое
237
с корпусом. В ушках есть прорези, сквозь которые при
монтаже или демонтаже двойника может быть удалена
траверса.
Кованый двойник по конструкции мало отличается
от литого. Вместо ушек в корпусе кованого двойника
сделаны подковообразные выступы; несколько другой
формы и сам корпус.
Для соединения труб под углом 90° служат угловые
двойники (рис. 171). Двойники нормальной конструкции
изготовляются на три сту-
пени давления: 2,5, 6,5,
1,0 МН/м2.
Материал основных де-
талей двойника выбирают
в зависимости от давле-
Рис. 172. Конструкция двойнико-
вой камеры:
1 — трубы; 2 — подвесной свод; 3 —
двойник; 4 — изоляция; 5 — крышка
камеры; 6 — двойниковая камера;
7 — вертикальная кладка печи; 8 —
трубная решетка
Рис. 171. Угловой двойник
ния среды и температуры, при которой приходится рабо-
тать двойнику. При температуре до 450° С и некорро-
зионной среде для изготовления корпуса н пробки двой-
ников можно использовать углеродистую сталь марки
25Л. При более высоких температурах приходится ис-
пользовать легированную сталь (марки ЗОХМА).
Траверсы и нажимные болты двойников до 425° С
изготовляют из сталей марок ЗОХ и 40ХН, при более
высоких температурах — из стали ЗОХМА.
Кованые и литые двойники используют для работы
при температурах примерно до 550° С. При более высоких
температурах соединение трубы с корпусом двойника
на развальцовке не обеспечивает прочности и герметич-
238
ности. Поэтому при более высоких температурах соеди-
нение трубы с корпусом двойника на развальцовке не
обеспечивает прочности и герметичности. Поэтому при
более высоких температурах вместо двойников применяют
приварные калачи. Приварные калачи используют и
в том случае, когда не требуется механическая чистка
внутренней поверхности труб. В связи с малым шагом
между трубами калачи могут быть изготовлены только
путем специальной протяжки труб или сварки из штам-
пованных половин.
Концы труб с двойниками выносятся из рабочих
камер в специальные отсеки (так называемые двойнико-
вые камеры). Внутренняя полость двойниковой камеры
(рис. 172) отделена от внутренних полостей радиантной
и конвекционной камер с помощью торцовых трубных
решеток, обмазанных огнеупорной замазкой. Благодаря
этому двойники работают в более благоприятных усло-
виях. В наружной стенке отсеков сделаны дверцы, позво-
ляющие производить осмотр двойников и чистку труб.
Если трубы соединены приварными калачами, то они,
как правило, не выносятся из рабочих камер. Исключение
делается лишь для случаев, когда сварное соединение
работает при очень высоких температурах (до 1000° С).
К гарнитуре печей относятся трубные подвески и ре-
шетки, предохранительные окна, гляделки и дверцы раз-
личного назначения.
Трубные подвески предназначены для поддержания
радиантных труб. Их устанавливают так, чтобы раска-
ленные трубы радиантной камеры не провисали. Трубные
подвески отливаются из высоколегированной жаропроч-
ной стали марки 20Х23Н13, которая может работать
при температурах до 1000° С.
По конструкции их подразделяют на открытые и за-
крытые (глухие). На рис. 173 показаны наиболее распро-
страненные подвески открытого и закрытого типа. Под-
вески открытого типа предпочтительны, так как в случае
их замены, например из-за обрыва, они не требуют вы-
резки труб.
Расстояние между подвесками определяется темпера-
турой нагрева радиантных труб. При температуре стенок
труб до 550° С расстояние между подвесками равно 2,5—
3 м, а при температуре 800—850° С 0,8—1,2 м. Трубные
подвески потолочного экрана крепятся на болтах к ниж-
нему поясу ферм, а бокового экрана — к горизонтальным
239
балкам каркаса печи. Трубные подвески бокового экрана
иногда называют кронштейнами.
Трубные решетки служат опорами для радиантных
и конвекционных труб.
В радиантной камере трубные решетки устанавли-
ваются в торцах печи. Так как они подвергаются высокому
нагреву, то их отливают из жаропрочной стали марки
20Х23Н13. Иногда трубные решетки покрывают тепло-
изоляцией.
Рис. 173. Подвески открытого (а) и закры-
того (б) типа
Трубные решетки конвекционной камеры устанавли-
вают с определенным шагом по всей ее длине, поэтому
они выполняют роль промежуточных опор (в радиантной
камере эту роль выполняют подвески). Трубные решетки
конвекционной камеры (рис. 174) обычно отливают из
серого чугуна марки СЧ 21-40. Лишь в случае омывания
дымовыми газами с температурой около 1000° С прихо-
дится выполнять их из высоколегированной стали
марки 40Х9С2.
240
Предохранительные окна предназначены для ослабле-
ния действия взрывной волны в случае аварийного взрыва
внутри печи, а также для проведения внутренней инспек-
ции. Их устанавливают в торцовых стенках печи, по два
окна на каждой стороне. Чугунная рама предохранитель-
ного окна закрепляется с помощью болтов на металличе-
ском каркасе печи. На ней с
вешиваются дверцы, отлитые
няя часть дверцы обмазы-
вается изоляцией.
В случае возникновения
взрыва внутри печи дверцы
приоткрываются, выпуская
часть образующихся при
взрыве газов. В результате
этого внутри печи не возни-
кает избыточное давление,
которое ведет к разрушению
всей печи.
Гляделки предназначены
для наблюдения за состоя-
нием радиантных труб и ра-
ботой горелок. Их устанавли-
вают на боковых стенках печи
в таком количестве и таким
образом, чтобы можно было
осмотреть'все участки ради-
антной камеры. Корпус гля-
делки и ее крышку отливают
из серого чугуна, рукоятку
помощью стальной оси под-
также из чугуна. Внутрен-
тч
Рис. 174. Трубная решетка кон-
векционной камеры:
I — верхняя решетка; 2 и 3 — сре-
дние решетки; 4 — соединительная
планка; 5 — основание
и ось выполняют из стали.
Каркас и обмуровка печей.
Каркас трубчатой печи — ее
основная несущая конструк-
ция, предназначенная для
закрепления на ней обмуровки, подвесного свода, печных
труб, кровли и лестниц. Каркас состоит из системы вер-
тикальных колонн, горизонтальных балок и решетчатых
ферм. В зависимости от ширины печи основной конструк-
цией каркаса может быть рама, цельная ферма и ферма
с вертикальными колоннами (рис. 175, а—в). Все элементы
каркаса изготовляют из стали марки СтЗ.
Каркас печи в эксплуатации подвержен значитель-
ному нагреву. Отдельные его части нагреваются неоди-
16 Ю. И, Макаров
241
каково. Поэтому в конструкции каркаса предусмотрены
подвижные узлы и шарниры, позволяющие отдельным
элементам свободно расширяться при нагреве. Подвиж-
ные узлы представляют собой болтовые соединения с оваль-
ными отверстиями в соединяемых деталях.
Для удобства обслуживания печи к ее каркасу кре-
пятся металлические площадки (одна или две по высоте)
с лестницами. Ширина площадок 1—2 м. Обычно они
расположены со стороны форсунок.
Обмуровка (кладка) трубчатых печей выполняется
главным образом из фасонного огнеупорного (шамотного)
кирпича.
Рис. 175. Схема конструкций каркасов печей:
а — рама; б — ферма; в — ферма, закрепленная на колоннах
На рис. 176 показана конструкция обмуровки верти-
кальных стен трубчатой печи. Основой этой обмуровки
служат огнеупорные фасонные кирпичи 5, которые нани-
зываются на чугунные кронштейны 7. Кронштейны с по-
мощью двух консолей 6 крепятся на болтах к горизон-
тальным балкам 9. На один кронштейн нанизывают до
10 кирпичей. Сила тяжести нанизанных кирпичей пере-
дается через кронштейны, консоли и горизонтальные
балки колоннам 1 каркаса печи. Наибольшая нагрузка
на кирпич — сила тяжести девяти вышележащих кирпи-
чей, что в десятки раз меньше по сравнению с нагрузкой
на нижние кирпичи при обычной неблочной кладке стен.
Это обстоятельство весьма важно для печи, так как при
высоких температурах кирпичи не выдерживают боль-
ших нагрузок. Фасонный кирпич собирается на крон-
штейнах всухую.
Снаружи кладки из огнеупорного кирпича кладут
слой 4 из изоляционного кирпича. Далее следует неболь-
шой слой 3 шлаковой ваты. В огнеупорной кладке остав-
ляют температурные швы (по 10 мм на 1 м кладки), кото-
рые забиваются асбестовым шнуром 8.
242
Конфигурация кирпича позволяет обеспечить герме-
тичность обмуровки. Иногда для усиления герметичности
обмуровку заключают в металлический кожух 2, выпол-
ненный из тонколистовой стали.
Рис. 176. Конструкция
обмуровки вертикальных
стен трубчатой печи:
1 — колонны каркаса печи;
— металлический кожух;
5 — шлаковая вата; 4 —
изоляционный кирпич; 5 —
фасонный огнеупорный кир-
пич; 6 —консоль; 7 —крон-
штейны;! 8 — асбестовый
шнур; 9 ~— горизонтальные
балки
Свод кладки печи выполняется также из фасонного кир-
пича. Кирпичи (рис. 177) нанизываются на чугунные
подвески — по 17 кирпичей на каждую подвеску. Под-
Рис. 177. Конструкция свода печи
вески с помощью двух стальных крюков закрепляются
на балочках (из швеллера № 10), которые укладываются
на полки поперечных горизонтальных балок, связываю-
щих противоположные колонны каркаса печи.
16*
243
Для обмуровки корпуса трубчатой печи используется
и жаропрочный бетон. При этом предварительно изготовь
ляются блоки массой до 50 кг (для монтажа вручную)
и до 500 кг (для монтажа краном). Жаропрочный бетон
с диатомовым наполнителем может быть рекомендован
для работы при температурах до 700° С.
Технико-экономическая целесообразность использо-
вания для обмуровки печей крупных блоков из жаропроч-
ного бетона по сравнению с обмуровкой из фасонного
кирпича несомненна, так как при ней резко сокращаются
трудоемкие работы по обмуровке, ниже стоимость мате-
риала и нет необходимости обжига блоков (он происходит
во время работы печи).
При кладке крупных блоков вертикальные швы кладки
кладутся насухо в четверть с прокладкой в шве асбесто-
вого шнура. Блоки снабжаются монтажными петлями из
жаропрочной стали. Применение крупных блоков из
жаропрочного бетона позволяет собирать бескаркасные
печи. В этом случае используются блоки толщиной 200—
300 мм (при высоте печи до 3 м) или 350—400 мм (при
высоте печи до 5 м).
Стены бескаркасных печей для повышения герметич-
ности и уменьшения потерь тепла в окружающую атмос-
феру кроме блочной перегородки имеют наружную кладку
из обыкновенного кирпича толщиной 250—380 мм. Зазор
между блочной перегородкой и кирпичной кладкой равен
60 мм. Блоки и кирпичная кладка соединены меяоду собой
гибкими связями из полосовой стали, закладываемыми
в швы. Расстояние между соседними связями по верти-
кали равно 70 мм.
Перевальная стенка печи выполняется из пустотелых
блоков толщиной до 800 мм, соединенных насухо
в шпунт.
Под печи состоит из нескольких слоев: слоя блоков из
жаропрочного бетона, 2—3 рядов обыкновенного кирпича,
слоя блоков из обыкновенного бетона с воздушными
каналами и фундаментной подушки из обыкновенного
бетона.
Свод печи собирается из блоков (из жаропрочного
бетона), поверх которых укладывается обыкновенный
кирпич.
Форсунки и горелки огневых нагревателей. В топках
огневых нагревателей топливо сжигается с помощью
специальных устройств — форсунок и горелок.
244
Форсунки предназначены для сжигания жидкого топ-
лива (мазута, солярного масла и тяжелого газойля).
Конструкция форсунки должна обеспечить хорошее
распыление топлива и смешение его с воздухом, так как
только при этих условиях можно достичь полного сгора-
ния топлива.
По способу распыления жидкого топлива в печах;
различают форсунки:
а) с паровым распылением;
б) с воздушным распылением.
В форсунках первого типа распыление жидкого топ-
лива производится струей водяного пара. Среди них:
наибольшее распространение получила форсунка кон-
струкции В. Г. Шухова (рис. 178).
топливо
Рис. 178. Форсунка конструкции В. Г.ЧПухова
Форсунки с воздушным распылением топлива кон-
структивно мало отличаются от паронефтяных. В форсун-
ках этого типа распыление жидкого топлива на капли
производится энергией воздушного потока, окружаю-
щего струю топлива.
На рис. 179 показана принципиальная схема форсунки
с воздушным распылением. Работает форсунка следую-
щим образом. Жидкое топливо, подлежащее сжиганию,,
подается по трубе 1 в центральную камеру 2. Из этой
камеры струя топлива вытекает в конически расширяю-
щееся сопло 3. На выходе из сопла струя топлива разби-
вается на капли воздушным потоком, который через
узкую щель 4 поступает из внутреннего пространства
корпуса 5 форсунки. Ширину щели можно изменять.
245
перемещая шайбу 6 с помощью тяг 7. Воздух в корпус
«форсунки нагнетает вентилятор через штуцер. В таких
«форсунках можно распылять до 600 кг/ч топлива. Фор-
1 Воздух из
вентилятора
(150мм 0од. ст.)
й 210
сунки с воздушным распылением работают экономичнее,
чем паронефтяные.
Горелки предназначены для сжигания газообразного
топлива (природного газа, газа нефтепереработки). В связи
2246
с широким использованием в народном хозяйстве газа
в огневых нагревателях все чаще стали использоваться
горелки.
По способу подвода воздуха для горения горелки под-
разделяются на следующие типы: диффузионные, инжек-
ционные, с принудительной подачей воздуха.
В диффузионных горелках весь необходимый для горе-
ния воздух притекает к пламени из окружающей атмос-
Рнс. 180. Диффузионная горелка с жиклерами
феры. Эти горелки мало чувствительны к колебаниям:
давления газа, но требуют больших размеров топки,,
так как они образуют длинный факел.
На рис. 180 показана конструкция диффузионной
горелки с жиклерами. На кольцевой раме 1 этой горелки
жестко закреплен неподвижный конический шибер 2,
на конической поверхности которого имеется 12 окон..
На неподвижный шибер надет подвижной шибер 3, также
имеющий 12 окон. Подвижной шибер с помощью-
рукоятки 4 может вращаться вокруг своей оси. На цен-
247-
тральной трубе 5 крепят коллектор 6, имеющий отвер-
стие а для подсоединения подводящей газовой трубы.
В коллектор ввинчиваются 12 жиклеров 7, изготовлен-
ных из жаропрочной стали. Остальные детали горелки —
из чугуна и стали марки СтЗ.
Работает эта горелка следующим образом. Подведен-
ный к коллектору газ вытекает в топочное пространство
через жиклеры и тут же сжигается. Необходимый для
сжигания газа воздух поступает в горелку из окружаю-
щей атмосферы через окна в неподвижном и подвижном
шиберах. Ширину этих окон, а следовательно, и количе-
ство поступающего в горелку воздуха можно менять путем
вращения подвижного шибера. В этом случае окна шибе-
ров не совпадают.
В инжекционных горелках образование газовоздуш-
ной смеси частично или полностью происходит внутри
горелки. Горелки этого типа образуют короткий факел,
поэтому их иногда называют беспламенными.
На рис. 181 показана конструкция беспламенной
панельной горелки типа ГБП, разработанная Гипро-
нефтемашем. В этой горелке газ, подлежащий сжиганию,
подается по трубе 1. Через коническое сопло 2 газ посту-
пает в смеситель 3, туда же инжектируется газовой струей
воздух. Поступление воздуха в смеситель можно регули-
ровать заслонкой 4, перекрывающей отверстия, ведущие
248
внутрь смесителя. Вследствие большой турбулизации
потока газ с воздухом в смесителе 3 хорошо смешивается.
Газовоздушная смесь отбойником 5 отбрасывается в рас-
пределительную камеру 11 горелки, откуда она по труб-
кам 6 поступает в туннели 7, которые проделаны в кера-
мических плитках 10. Плитки с помощью металлического
каркаса 8 объединены в панель (размером 500x500 мм).
Диаметр туннеля у выхода 20 мм, у основания — 18 мм,
длина — 65 мм.
Внутренняя часть распределительной камеры отде-
лена от плиток с помощью диатомовой засыпки 9. Количе-
ство туннелей — 100 шт. (в некоторых типах — 169 или
313 шт.).
Благодаря хорошему смешению воздуха и катализи-
рующему влиянию керамики процесс сгорания газа почти
заканчивается в туннелях. Поэтому и нет видимого фа-
кела. В одной панельной горелке можно сжечь до 100 м3/ч
газа.
В СССР эксплуатируются печи, стены которых собраны
из нескольких рядов беспламенных панельных горелок.
Горелки соединяют одну с другой болтами с прокладкой
между ними асбестового листа. Каждый ряд горелок
•через промежутки 2,5—3,5 м крепится к каркасу с по-
мощью стального листа.
В горелках с принудительной подачей воздуха послед-
ний подается с помощью воздуходувки или компрессора.
В трубчатых печах эти горелки не используются.
Наиболее изнашиваемыми узлами трубчатой печи,
которым рекомендуется уделять особое внимание, яв-
ляются радиантная секция, верхний ряд труб конвек-
ционной секции и подвесной свод.
Глава XIII. РЕАКТОРЫ ДЛЯ ЖИДКОФАЗНЫХ
ПРОЦЕССОВ
§ 44. Конструкции аппаратов с мешалками
Жидкие реагенты качественно перемешать друг с дру-
гом (от этого зависит выход целевого продукта) значи-
тельно сложнее, чем газообразные реагенты. Поэтому
основным элементом в реакторах жидкофазных процес-
сов является перемешивающее устройство. Наличие ката-
лизатора в жидкофазных процессах практически не ска-
зывается на конструкции реактора, так как вводится он
в реакционную массу в виде суспензии, не оказывающей
заметного влияния на режим ее движения.
Реакторы этой группы реакционных аппаратов пред-
ставляют собой полые сосуды, в которых реагенты пере-
мешиваются мешалкой.
Вертикальные емкостные аппараты с мешалками ши-
роко распространены в химической и нефтехимической
промышленности. Они применяются для химических реак-
ций, протекающих в жидкой фазе, и для различных
вспомогательных процессов: приготовления растворов,
смешения жидкостей и др. Аппараты с мешалками при-
меняются в основном для периодических процессов,
однако имеется опыт применения их в непрерывных
процессах.
В качестве примера реакционных аппаратов с переме-
мешивающими устройствами можно привести сульфу-
раторы, нитраторы, хлораторы, окислители и другую
аппаратуру производства органических продуктов и кра-
сителей, полимеризаторы в производстве синтетических
каучуков и пластических масс и т. д. Реакторы с мешал-
ками, как правило, однотипны по устройству и отли-
чаются обычно лишь рабочим давлением, конструкцией
мешалок, наличием теплообменных элементов и т. д.
Исключение составляют отдельные типы аппаратов
с весьма специфической конструкцией.
250
Емкость аппаратов с мешалками от 50—60 л до 40—
50 м3. Аппараты малой емкости применяют для лабора-
торных целей и в малотоннажных производствах. Крупно-
габаритные аппараты с мешалками емкостью 25—50 мх
находят пока ограниченное применение.
Аппараты, работающие под давлением, изготовляют
с эллиптическими днищами. Аппараты без давления
имеют плоское днище и плоскую или тарельчатую крышку.
Плоские крышки большого диаметра укрепляют ребрами
жесткости.
При работе с вязкими жидкостями или при наличии
осадков применяют аппараты с коническими днищами,
облегчающими разгрузку аппарата.
Емкостные аппараты изготовляют из углеродистой и
кислотостойкой стали, цветных металлов, чугуна и пла-
стических масс. Наиболее широко применяются стальные
сварные емкостные аппараты. На рис. 182 показан типо-
вой стальной аппарат с мешалкой. Основные детали
аппарата: корпус 1, крышка 2, теплообменная рубашка 3,
мешалка 4, привод 5 мешалки. Когда необходима боль-
шая поверхность теплообмена, в аппарате помещают
змеевики. Аппараты из цветных металлов (меди и алюми-
ния) вследствие невысокой механической прочности изго-
товляют для работы под незначительным избыточным
давлением.
Чугунные литые аппараты, ранее широко распростра-
ненные, в настоящее время применяют редко. На рис. 183-
показан 'типичный чугунный аппарат 2 — сульфуратор
с мешалкой 1 и стальной рубашкой 3. Сульфуратор снаб-
жен цельнолитой чугунной мешалкой, которая кре-
пится на стальном валу с помощью шпонок и затяжной,
гайки.
Эмалированные емкостные аппараты, как правило,
изготовляют с рубашками и применяют для процессов,
требующих высокой чистоты продукта, а также когда
требуется теплообмен при обработке особо коррозионных
сред, в которых неустойчивы металлы. К таким средам
относится, например, соляная кислота.
Мешалки и другие внутренние устройства эмалиро-
ванных аппаратов защищают эмалью или изготовляют
из материалов, устойчивых в данной среде.
Небольшие емкостные аппараты из неметаллических
материалов — фаолита и винипласта — находят ограни-
ченное применение. Вследствие низкой механической
25 Ь
прочности аппараты из пластических масс применяют
при избыточном давлении не более 0,2 МН/м2.
На рис. 184 показан аппарат с мешалками непрерыв-
ного действия. Горизонтальный цилиндрический аппарат
разделен поперечными перегородками на секции, в каж-
дой из которых установлена своя мешалка. Исходные
продукты, поступающие
ходят все секции и вы-
водятся с противопо-
ложного конца. Секции
имеют теплообменные
элементы (змеевики).
в аппарат, последовательно про-
Рис. 183. Чугунный сульфуратор:
1 — мешалка; 2 — чугунный корпус; 3 —
стальная рубашка; 4 — привод мешалки
Рис. 182. Типовой стальной
аппарат с мешалкой
Емкостные аппараты могут иметь съемную верхнюю
крышку или быть цельносварными. Разъемными делают
аппараты небольших размеров, диаметром до 1400 мм.
Аппараты большой емкости целесообразно изготовлять
цельносварными, так как наличие фланцевого разъема
утяжеляет аппарат, усложняет его конструкцию и ухуд-
шает герметичность.
252
Мешалку и другие внутренние’устройства цельносвар-
ных аппаратов делают разборными, что позволяет монти-
ровать их через лаз.
Съемную крышку на аппаратах большого диаметра
необходимо делать при установке неразборных внутрен-
них устройств (змеевиков) и при наличии футеровки
в аппарате, так как футеровочные работы, особенно
с применением ядовитых и горючих растворителей, про-
изводят при открытой крышке. На крышке аппарата раз-
мещают бобышку для сальника, платики или плиту для
стойки привода, люк и штуцера.
Рис. 184. Схема горизон-
тального аппарата с ме-
шалками непрерывного
действия
Штуцера служат для наполнения аппарата, подвода
воздуха, пара, установки контрольно-измерительных при-
боров и других технологических целей. При подаче
химически агрессивных жидкостей в штуцера вставляют
патрубки наполнения, чтобы избежать стекания жидко-
сти по стенкам. Легковоспламеняющиеся жидкости по-
дают по длинным патрубкам, опущенным до дна аппарата
во избежание накопления на струе жидкости статического
электричества.
Удаляется жидкость из аппарата через нижний спуск
или по трубе передавливания. Для передавливания
жидкости необходимо давление 0,3—0,4 МН/м2, что обес-
печивает подъем жидкости на высоту 10—25 м (в зависи-
мости от плотности жидкости). Трубу передавливания
в аппаратах с мешалками приходится делать изогнутой,
но она должна свободно выниматься через штуцер.
Аппараты с мешалками, предназначенные для слож-
ных технологических процессов, целесообразно снабжать
смотровыми окнами для наблюдения за процессом и кон-
троля исправности внутренних устройств и футеровки.
На аппарате устанавливают два окна: одно для уста-
новки светильника, другое — для наблюдения.
Рубашки, как правило, приваривают к корпусу аппа-
рата. Съемные рубашки делают при необходимости частой
253
очистки полости рубашки и в случае невозможности их
приварки, например стальные рубашки на чугунных
аппаратах. Наличие нижнего спуска усложняет кон-
струкцию рубашки (рис. 185, а).
При устройстве нижних спусков на аппаратах со
съемными рубашками на штуцере нижнего спуска уста-
навливают сальник (рис. 185, в).
Рубашки эмалированных аппаратов с нижним спуском
снабжают линзовым компенсатором (рис. 185, г), чтобы
уменьшить напряжения в корпусе аппарата.
Рис. 185. Нижние
спуски аппаратов
с рубашками:
а —'приварка ниж-
него спуска к рубаш-
ке; б — приварка
штуцера с отбортов-
кой; в — сальниковое
уплотнение; г — ру-
башка с линзовым
компенсатором
В случае парового обогрева пар в рубашку подается
через верхние штуцера, а через нижние отводится конден-
сат. При подаче в рубашку жидких теплоносителей или
хладагентов жидкость входит в нижний штуцер, а отво-
дится через верхний.
При значительном диаметре аппарата и повышенном
давлении в рубашке толщина стенки аппарата, нагру-
женного наружным давлением, получается значительной.
Чтобы уменьшить толщину стенки, применяют рубашки
с «вмятинами» (рис. 186). Вмятины представляют собой
отверстия диаметром 40—50 мм с отбортованными краями.
Края отверстий приваривают к корпусу аппарата. Шаг
вмятин 200—120 мм (в зависимости от давления в рубашке).
Применение рубашек с вмятинами позволяет значительно
снизить толщину стенки как корпуса аппарата, так
и рубашки.
В тех случаях, когда не требуется большой поверх-
ности теплообмена или когда теплоноситель находится
254
под большим давлением, применяют приварные тепло-
обменные элементы в виде труб или полутруб. Возможно
также применение приварных элементов из проката —
швеллеров или уголков. Минимальное расстояние между
приварными элементами определяют из условий доступа
к сварным швам.
Змеевики внутри аппарата делают петлевыми или
спиральными. Их обычно изготовляют из труб-диаметр ом
е
©
©
©
о
Рис. 186. Рубашка с «вмя-
тинами»
1 — обечайка; 2 — днище; 3 —
рубашка; а — отверстие
Ф Ф Ф ф
ф © © ф ф
<^ф ф 0
Ф^Ф
ф ф ф
Рис. 187. Литой автоклав
40—60 мм. Шаг между витками змеевика принимают
(2-нЗ) d. Змеевик опирают на стойки или витки змеевика
соединяют между собой проставками. Обычно змеевик
выводят через сальник, а на конец выводной трубы навер-
тывают съемный фланец на резьбе, что дает возможность
вынуть концы змеевика из крышки аппарата.
Емкостные аппараты, работающие под высоким вну-
тренним давлением, часто называют автоклавами. Пред-
назначены они в основном для периодических процессов.
Автоклавы представляют собой стальные котлы со сфери-
ческими днищами и крышками.
Основные узлы автоклава (рис. 187): корпус 1,
крышка 2, перемешивающее устройство 4, сальник 7,
труба для опорожнения 6.
255
Корпусы и крышки автоклавов изготовляются пре-
имущественно из стальных отливок. Для изготовления
автоклавов, работающих при температурах до 150° С,
применяют качественные углеродистые стали марок 25Л,
ЗОЛ. При более высоких температурах автоклавы прихо-
дится изготовлять из легированных сталей.
При переработке веществ, вызывающих коррозию
стальных отливок, внутреннюю поверхность автоклава
эмалируют, гуммируют, освинцовывают или используют
для изготовления автоклава соответствующие легирован-
ные стали.
Рис. 188. Схема фланцевого
соединения крышки с корпусом
автоклава
Рис. 189. Байонетный затвор
автоклава
Герметичное соединение крышки с корпусом в авто-
клавах осуществляется с помощью затворов. Периодич-
ность проведения процесса в автоклаве требует снятия
крышки при загрузке исходного сырья и выгрузки из
него готового продукта, т. е. два раза за цикл. Поэтому
затворы автоклавов кроме обеспечения надежного и гер-
метичного присоединения крышки к корпусу должны
позволять многократно, быстро и удобно снимать крышку.
Наиболее простой затвор, используемый в автоклавах
высокого давления, фланцевый с Т-образными стяжными
болтами (рис. 188). Во фланцах делают отверстия б (как
под откидные болты). Верхняя часть фланца крышки
и нижняя часть фланца корпуса имеют небольшие бор-
256
тики 1, которые придерживают болты во время ил затяги-
вания. Герметизация затвора достигается посредством
канавки а шириной 10—30 мм и выступа 2 в крышке.
В канавку закладывается прокладка — металлическое
кольцо (из меди, свинца или алюминия) толщиной 1 —
6 мм. При затягивании болтов 3 прокладка сдавливается
с такой силой, чтобы в ней возникли напряжения, превы-
шающие предел текучести ее материала. Материал про-
кладки при этом заполняет все микронеровности на по-
верхностях канавки и выступа.
Стяжные болты рассчитывают на такие условия, чтобы
они смогли, во-первых, выдержать внутреннее давление
на крышку, а во-вторых, создать необходимое для герме-
тизации давление на прокладку. У крупных автоклавов
стяжные болты делают большого диаметра (около 100 мм).
Для их затягивания простым гаечным ключом иногда
не хватает мускульной силы человека, поэтому требуются
специальные механизмы (гайковерты). Отечественной про-
мышленностью освоен выпуск гайковертов с электропри-
водом, пневмоприводом и комбинированных — пневмо-
гидравлических.
На рис. 189 приведена конструкция байонетного за-
твора, который лучше, чем предыдущий, отвечает специфи-
ческим требованиям и часто используется в автоклавах
высокого давления.
Байонетный затвор состоит из двух основных узлов:
узла, предназначенного для восприятия внутреннего дав-
ления на крышку, и герметизирующего узла. Первый узел
конструктивно решен следующим образом. В крышке 1
автоклава сделано несколько приливов 6, имеющих форму
четырехгранных призм. На внутренней стороне корпуса 7
автоклава располагаются подобные же приливы 5. Когда
крышка вставляется в корпус автоклава, приливы 6 попа-
дают во впадины между приливами 5. Затем крышку пово-
рачивают вокруг ее оси, причем приливы 6 становятся под
приливами 5. В таком положении при создании давления
внутри автоклава крышка будет удерживаться приливами.
Герметизирующий узел байонетного затвора состоит
из металлической прокладки 2, которая укладывается
в кольцевую канавку корпуса. Прокладка сдавливается
с помощью нажимного кольца 3, прикрепляемого к кор-
пусу автоклава шпильками 4. Шпильки предназначены
лишь для сдавливания прокладки 2, поэтому они значи-
тельно меньше по диаметру, чем болты во фланцевом за-
17 Ю. И. Макаров 257
творе. Ые нужны для байонетного затвора и массивные
фланцы.
Современные конструкции автоклавов имеют меха-
низмы поворота и открывания крышек. На рис. 190 при-
ведена схема механизма поворота крышки автоклава
с байонетным затвором. Механизм состоит из электродви-
Рис. 190. Схема механизма
поворота крышки автоклава
гателя 1, винта 3, подшипников 2 и 6, траверсы 4 с гай-
кой 5 и поводка 7. Поводок закреплен на крышке авто-
клава 8, а весь механизм — на корпусе автоклава. Винт 3
приводится во вращение с помощью электродвигателя 1
через понижающий червяч-
ный редуктор. При вра-
щении винта 3 гайка 5
вместе с траверсой 4 пере-
мещается вдоль винта.
Пальцы траверсы переме-
щают поводок 7, повора-
чивая крышку на опреде-
ленный угол, после чего
электродвигатель 1 отклю-
чается. Подобный меха-
низм применим в гори-
зонтальных и вертикаль- рис. jgj. Схема механизма откры-
ных автоклавах. вания крышки в вертикальном
Механизм открывания автоклаве
крышки для вертикального
автоклава показан на рис. 191. Он состоит из электропри-
вода 7, гайки 6, винта 4, кронштейна 5 с шарнирными
опорами 8 и 3 и траверсы 2. Гайка 6 связана с шарнир-
ной опорой 8, с которой соединен и электропривод 7.
При вращении винта 4 создается осевая сила, которая
поворачивает крышку 1 вокруг шарнира 3. Винт при этом
ввертывается в гайку 6. Винт и гайка при открывании
крышки поворачиваются на некоторый угол вокруг шар-
нира 8.
258
Механизм открывания крышки горизонтального авто-
клава принципиально мало отличается от рассмотренного
выше механизма. Полное время открывания или закрыва-
ния крышки механизмами 40—80 с.
Мощность электродвигателей механизмов поворота и
открывания крышки зависит от диаметра автоклава. На-
пример, для автоклавов диаметром 1000 мм используются
электродвигатели мощностью 1 кВт, диаметром 3000 мм —
2,8 кВт.
Мешалки. Мешалка состоит из вала, к которому кре-
пится перемешивающее устройство: лопасти, пропеллер,
турбина. К наиболее распро- «
страненным типам мешалок
относятся: лопастные, рам-
ные, якорные, пропеллерные,
Рис. 192. Лопастная мешалка
1 а
1 3
Рис. 193. Рамная мешалка
турбинные. Лопастные, якорные и рамные мешалки отно-
сятся к числу тихоходных мешалок. Они имеют отно-
сительно большие размеры и малую частоту вращения
(обычно не более 80 об/мин).
Простейшая лопастная мешалка имеет две горизон-
тальные лопасти (рис. 192). В аппаратах больших размеров
применяют лопастные мешалки с двумя и тремя парами
лопастей. Отношение размаха лопасти к диаметру аппа-
рата обычно равно 0,6—0,7.
В случае необходимости сообщения жидкости частич-
ного вертикального перемещения, например при необхо-
димости взмучивания осадков, лопастные мешалки делают
с наклонными лопастями (обычно с углом наклона 45°).
Для перемешивания вязких жидкостей и суспензий,
а также для перемешивания больших объемов жидкости
применяют рамные мешалки, состоящие из двух пар гори-
зонтальных лопастей, соединенных одной или несколькими
парами вертикальных планок (рис. 193). Якорные мешалки
применяют для обработки вязких и застывающих жидко-
17*
259
стей. Профиль якорной мешалки повторяет очертания
аппарата, и при вращении она не допускает налипания
жидкости на стенках аппарата или образования около
стенок застойных мест (рис. 194).
Недостатки лопастных, якорных и рамных мешалок —
громоздкость и большая пусковая мощность.
Рис. 194. Якорная мешалка
Рис. 195. Пропеллерные
мешалки:
Пропеллерные мешалки имеют
три или четыре лопасти, располо-
женные винтообразно. По форме
лопасти пропеллерных мешалок
могут быть овальные, расширяю-
а — с овальными лопастями;
б — с расширяющимися ло-
пастями; в — с лопастями,
имеющими параллельные
кромки
щиеся и с параллельными кромками (рис. 195). Лопасти
делают плоскими или с изогнутым профилем.
Пропеллерные мешалки образуют интенсивные верти-
кальные потоки жидкости, что делает их особенно эффек-
тивными при перемешивании расслаивающихся жидкостей.
Для улучшения циркуляции жидкости пропеллерные ме-
шалки иногда помещают в направляющие патрубки —
диффузоры.
Пропеллерные мешалки относятся к быстроходным,
они имеют частоту вращения 100—1000 об/мин. Диаметр
пропеллерной мешалки обычно принимают равным 0,3—
0,4 диаметра аппарата.
230
Другой тип быстроходных мешалок — турбинные
мешалки (рис. 196), работающие по принципу рабочего
колеса центробежного насоса. Турбинка всасывает жид-
кость, и центробежная сила отбрасывает ее к периферии.
Турбинные мешалки бывают открытыми (рис. 196, а и г)
и закрытыми — одностороннего (рис. 196, б) и двусто-
роннего (рис. 196, в) всасывания.
Наряду с описанными выше основными типами меша-
лок некоторое применение находят различные типы спе-
Рис. 196. Турбинные мешалки Рис. 197. Спиральная мешалка
циальных мешалок. Спиральная мешалка, показанная
на рис. 197, обеспечивает интенсивное перемешивание
жидкости вблизи стенок аппарата.
Планетарные мешалки применяются для перемешива-
ния особо вязких продуктов. Лопасти планетарной мешал-
ки описывают сложную траекторию, что способствует
хорошему перемешиванию продукта.
Мешалки изготовляют из различных металлических
и неметаллических, механически прочных материалов.
Лопасти делают, как правило, съемными. Ступица
мешалки крепится на валу на шпонке. От осевого переме-
щения мешалка предохраняется стопорными винтами или
концевыми кольцами. Клиновое соединение ступицы с ва-
лом наиболее целесообразно применять в тех случаях,
когда резьбовые соединения в аппарате нежелательны.
261
Стальные эмалированные мешалки делают обычно
цельносварными. Эмалированные мешалки не должны
иметь острых углов, поэтому их большей частью делают
из труб и скругляют все углы.
При конструировании разъемных мешалок с антикор-
розионным покрытием необходимо обеспечить надежную
защиту мест разъема. Удачной в этом отношении является
конструкция разборной гуммированной мешалки с на-
клонными лопастями. Ступица мешалки имеет форму
усеченной четырехгранной пирамиды, а к валу мешалки
приваривается четырехгранная тумба такой же формы.
Осевое давление жидкости и сила тяжести (вес) мешалки
прижимают лопасть к трубе вала. Мешалка вращается
только в одном направлении, при котором поток жидкости
направлен снизу вверх.
При изготовлении мешалок следует тщательно соблю-
дать симметрию лопастей. Быстроходные мешалки балан-
сируются. Окончательную балансировку мешалок с анти-
коррозионным покрытием производят после нанесения
защитного слоя.
§ 45. Приводы мешалок и уплотнения вращающихся
валов
Привод мешалки состоит из электродвигателя, редук-
тора и' стойки под редуктор. Наибольшее применение
для приводов мешалок находят вертикальные редукторы
с планетарной передачей типа МПО, удовлетворяющие
практически всем требованиям химической и нефтехими-
ческой промышленности.
Быстроходные мешалки соединяются непосредственно
с электродвигателем или через клиноременную передачу.
Ранее были широко распространены червячные приводы
мешалок, теперь они не находят широкого применения
из-за низкого к. п. д.
Приводы мешалок во взрывоопасных цехах снабжают
взрывозащищенными электродвигателями. Устройство
приводов в помещениях, содержащих особо взрывоопас-
ные вещества (водород, сероуглерод и т. д.), не допу-
скающих установку электродвигателей, представляет не-
которые трудности. Двигатель в этих приводах обычно
выносят в соседнее безопасное помещение, а передача
к мешалке осуществляется с помощью вала, проходящего
через стену. Вал в стене уплотняется сальником. Приме-
262
нение трансмиссий с ременными передачами во взрыво-
опасных цехах не допускается из-за опасности накопле-
ния на ремнях статического электричества.
Привод устанавливается на стальную сварную или
чугунную литую стойку, которая опирается на плиту или
«платики» — уступы, приваренные к крышке аппарата.
Мешалка соединяется с выходным валом привода продоль-
но-свертной или дисковой муфтой.
Вследствие некоторой несимметричности мешалки и
волнообразования в жидкости на вал мешалки действуют
а — без дополнительных подшипников; б —
с концевым подшипником; в — с промежу-
точными подшипниками в стойке
Рис. 199. Натяжной саль-
ник
изгибающие силы, вызывающие значительные попереч-
ные силы, действующие на опоры вала. Чтобы уменьшить
поперечные силы, действующие на сальник и подшипники
привода, мешалку снабжают концевым подшипником
(подпятником) (рис. 198, б), а в случае невозможности
или нецелесообразности его установки в стойке устанав-
ливают промежуточные подшипники (рис. 198, в). В этом
случае мешалку с редуктором соединяют с помощью упру-
гой муфты. Приводы без промежуточных и концевых под-
шипников (см. рис. 198, а) целесообразно применять
только при небольших размерах аппарата. Установка
концевых подшипников нежелательна в футерованных
аппаратах и при работе с абразивными веществами. Под-
пятники с глухим концом устанавливать не рекомендуется,
263
так как в них накапливаются грязь и осадки. Наиболее
целесообразна конструкция подпятника со съемной пли-
той, которая обеспечивает быструю его замену и хорошую
центровку.
Узел уплотнения вала является чрезвычайно ответ-
ственным, особенно при работе с ядовитыми и взрывоопас-
ными продуктами и в аппаратах, работающих под вакуу-
мом.
В качестве уплотнений валов наиболее широко приме-
няют натяжные сальники. Сальник (рис. 199) состоит из
Рис. 200. Сальник с охлаждением:
1 — сальниковая коробка с рубашкой; 2 — нажимная
крышка; 3 — груид-букса; 4 — сальниковая набивка
корпуса сальниковой коробки 1, нажимной крышки 2,
грунд-буксы 3 и сальниковой набивки 4. Грунд-буксу
обычно изготовляют из чугуна или бронзы. При высокой
температуре в аппарате или интенсивном трении сальники
делают охлаждаемыми (рис. 200).
В аппаратах повышенного давления применяют саль-
ники с большой высотой набивки и принудительной пода-
чей масла под давлением, которое подводится в кольцо,
расположенное между двумя слоями набивки. Масло
в данном случае не только обеспечивает смазку сальника,
но и служит гидравлическим затвором. В качестве набивок
264
применяют различные волокнистые материалы, пропитан-
ные маслами, воском, синтетическими материалами или
графитом.
Наиболее широко используют промасленные асбесто-
вые или хлопчатобумажные шнуры круглого или квадрат-
ного сечения. Хорошими антифрикционными свойствами
обладают материалы на основе фторопласта (ФУМ), кото-
рые выпускаются в виде ленты или круглого шнура.
При больших частотах вращения, высоких давлениях
и температурах применяют сальники с твердой набивкой,
выполненной из разрезных колец из цветных металлов,
твердых пластических масс или прессованных графитов.
Толщина сальниковой набивки s определяется по эм-
пирической формуле
s = (1,5 ч- 2,5) Yd мм,
где d — диаметр вала, мм.
Высоту сальниковой коробки принимают (5 '-8) s, а
для высоких давлений (Юн-12) s.
Все большее применение находят торцовые уплотне-
ния. Основной элемент торцового уплотнения состоит
из двух колец — подвижного (вращающегося) и неподвиж-
ного, которые прижимаются одно к другому по торцовой
поверхности с помощью пружин.
- Таким образом, в отличие от натяжных сальников, в ко-
торых уплотнение осуществляется на цилиндрической
поверхности вала, в торцовом уплотнении герметичность
обеспечивается путем контакта двух кольцевых поверх-
ностей. Подвижное кольцо связывается с валом, непо-
движное— с корпусом аппарата.
Торцовые уплотнения имеют существенные преиму-
щества: они работают с незначительной утечкой газа;
в период нормальной работы не требуют обслуживания;
правильно подобранные торцовые уплотнения отличаются
большой устойчивостью и долговечностью. Самый ответ-
ственный элемент торцового уплотнения — пара трения.
Надежность работы уплотнения зависит в основном от ма-
териала и качества обработки трущихся колец. Обычно
одно кольцо изготовляют из более твердого материала.
Наиболее широко применяют следующие материалы в раз-
личных комбинациях: кислотостойкую сталь, бронзу,
керамику, графит, фторопласт и твердую резину.
Материалы на основе графита имеют высокую кисло-
тостойкость и не требуют специальной смазки. Керамиче-
265
ские кольца, применяемые в парах трения, имеют исклю-
чительную химическую стойкость, высокую твердость
и износоустойчивость. Недостатки керамических колец —
пористость и склонность к растрескиванию.
Трущиеся поверхности должны быть отшлифованы
и тщательно притерты. Одинарное торцовое уплотнение
(рис. 201) состоит из следующих основных деталей: силь-
фона 1, приваренного к стакану 2 и неподвижному’кольцу,
Рис. 201. Одинарное торцовое уплотнение
вращающегося кольца 3 и водила 5. Трущиеся кольца
закрыты кожухом 6, связанным с фланцем. Водило кре-
пится на валу аппарата и связано винтами с подвижной
втулкой 4. В корпус уплотнения подается охлаждающая
жидкость, которая служит также смазкой трущейся пары.
Двойные торцовые уплотнения сложнее по конструк-
ции, но обеспечивают более высокую герметичность. Уплот-
нение имеет две пары уплотнительных колец, в про-
странство между которыми подается под давлением уплот-
няющая жидкость, которая не дает возможность среде
выходить из аппарата. Кольца прижимаются пружинами.
Подвижные кольца и пружины крепятся на втулке, за-
крепленной на валу аппарата. В пространство уплотнения
вводится уплотняющая жидкость под давлением, не-
266
сколько превышающим рабочее давление в аппарате.
Уплотняющая жидкость подается с помощью специального
насоса или за счет давления в аппарате, для чего над
уплотнением на высоте не менее 2—3 м устанавливают
баллон с уплотняющей жидкостью емкостью 10—20 л,
верхняя часть которого соединена с пространством аппа-
рата. Гидростатическое давление столба жидкости обеспе-
чивает противодавление уп-
лотнительной жидкости в
уплотнении. В качестве уп-
лотнительной жидкости при-
меняют воду, смазочное
масло, глицерин, этиленгли-
коль, а также другие жидко-
сти, попадание которых в
рабочую среду не вызывает
порчу продукта. Двойные
торцовые уплотнения имеют
охлаждающую рубашку.
При высоких давлениях
и температурах тщательное
уплотнение сальника стано-
вится затруднительным, по-
этому стали использовать так
называемый бессальниковый
привод мешалки. В аппаратах
с бессальниковым приводом
энергия передается на вал ме-
шалки посредством вращаю-
щегося магнитного поля, раз-
виваемого статором асинхрон-
ного электродвигателя.
Бессальниковый привод
Рис. 202. Бессальниковый при-
вод мешалки
мешалки состоит из следую-
щих основных частей: асинхронного электродвигателя,
статор 1 которого отделен от ротора 2 неподвижной экра-
нирующей гильзой 3; вала 4 мешалки 10, на конце кото-
рого смонтирован ротор; герметичного корпуса 5 и пере-
ходного стакана 6 (рис. 202).
Вращающееся магнитное ноле, создаваемое статором 1,
заставляет вращаться ротор 2, а вместе с ним и вал 4 ме-
шалки. Экранирующая гильза 3 изготовлена из металла
с высокой магнитной проницаемостью (медь) толщиной
0,5—1 мм. Она запрессована в статоре. Тонкостенная
267
гильза может выдержать высокие давления благодаря
тому, что она опирается на статор. Сверху экранирующая
гильза закрыта крышкой 7. Герметичный корпус 5, в ко-
тором смонтирован статор с экранирующей гильзой, при-
соединяется к переходному стакану 6, который закреплен
на корпусе реактора.
Таким образом, внутренние полости реактора, переход-
ного стакана и экранирующей гильзы составляют единую
полость, которая надежно герметизируется с помощью
алюминиевых прокладок 8.
Если рабочая среда в реакторе оказывает корродирую-
щее действие на ротор, то во внутреннюю полость экрани-
рующей гильзы подводят инертный газ. Давление его
должно превышать давление рабочей среды внутри реак-
тора. Статор охлаждается трансформаторным маслом,
прокачиваемым через корпус 5. Это масло охлаждает также
и экранирующую гильзу, а через нее и ротор. Масло
поступает в корпус через нижний штуцер /, а выходит
через штуцер II. Масло можно частично охлаждать водой,
поступающей в рубашку 9 через штуцер III, а выходя-
щей из нее через штуцер IV. При больших тепловыделе-
ниях электродвигателя окончательное охлаждение масла
производится в отдельном теплообменнике.
Глава XIV. РЕАКТОРЫ ДЛЯ ХИМИЧЕСКОГО
ПРЕВРАЩЕНИЯ ТВЕРДЫХ
ВЕЩЕСТВ
§ 46. Конструкции реакторов, в которых один
из реагентов находится в твердом состоянии
Химические реакторы, в которых одна из фаз нахо-
дится в твердом состоянии, используют в промышленности
значительно реже, чем реакторы других типов. Кусковой
или зернистый твердый материал имеет ограниченную
поверхность контакта с газообразной или жидкой фазой,
слои из таких материалов плохо проводят тепло, переме-
шивание очень затруднено. Все это вызывает необходи-
мость использования специальных устройств для пере-
мешивания частиц или кусков твердого материала внутри
реактора. Наиболее удачно эта задача решается при ис-
пользовании аппаратов с псевдоожиженным слоем дисперс-
ного материала. Типичным химическим реактором с твер-
дой фазой, находящейся в псевдоожиженном слое, яв-
ляется печь обжига колчедана типа КС.
Печь КС для обжига колчедана (рис. 203) используется
в производстве серной кислоты. Она имеет вертикальную
цилиндрическую камеру, стальной корпус 2 которой футе-
рован огнеупорным материалом. Камера опирается на
четыре стойки опорной рамы 1. Диаметр корпуса 5 м,
высота 13 м. В нижней части печи расположена подовая
плита 6 с большим количеством сопел, через которые пода-
ваемый воздух равномерно распределяется по всему сече-
нию камеры. Воздух к соплам подводится из камеры 3,
в которую он подается через штуцер V.
Загружаемый в печь дробленый колчедан со средним
размером частиц 6 мм образует псевдоожиженный слой,
возвышающийся над подовой плитой примерно на 1 м.
В камере печи поддерживается температура около 800° С.
При обжиге колчедана он разлагается с образованием
сульфида железа и серы. Пары серы сгорают с образова-
нием двуокиси серы, идущей в дальнейшем на получение
серной кислоты. При сгорании серы образуется большое
269
количество тепла, которое идет на нагрев реагирующей
массы до необходимой температуры и частично отводится
через теплообменные элементы 5 и 7, расположенные
внутри псевдоожиженного слоя. Образующиеся в резуль-
тате обжига колчедана газы удаляются через верхний шту-
д
Рис. 203.
ю
и/
в
Уровень
спокойного
слоя
цер на охлаждение в
котле-утилизаторе, а за-
тем на разделение.
Дутьевая распреде-
лительная решетка 1
(подовая плита) изготов-
ляется из листовой
стали (рис. 204), в ко-
торой высверливается
определенное количе-
Печь типа КС для обжига
колчедана:
I — штуцер для ввода колчедана; II — шту-
цер для подачи воздуха; III — штуцер для
подачи газа; IV — отверстие для выгрузки
огарка; V — штуцер для подачи воздуха;
VI — штуцер для ввода вторичного воздуха;
VII — отверстие для выхода обжигового газа
в
Рис. 204. Конструкция
дутьевой распределитель-
ной решетки:
/ — распределительная реУ
шетка; 2 — футеровка из
огнеупорного кирпича; 3 —
патрубок; 4 — гайка; 5 —
камера; 6 — распределитель-
ный вкладыш
ство равномерно расположенных отверстий под сопла.
Образующийся в печи огарок через провальную решет-
ку 9 (см. рис. 203) поступает в бункер 4. Огарок из бун-
кера удаляется с помощью шнека-гасителя, герметично
соединенного с выпускным штуцером бункера. В шнек-
гаситель впрыскивается вода, что позволяет снизить тем-
пературу огарка до 70—80° С. Охлажденный огарок
в дальнейшем системой шнеков или пневмотранспортом
подается либо в железнодорожные вагоны, либо в авто-
машины-самосвалы.
270
В пусковые периоды для розжига печи служат фор-
сунки 8. Вторичный воздух, необходимый для дожита
частиц колчедана, подается через коллектор 10.
Печи типа КС имеют суточную производительность
по сухому сырью до 200 т.
В некоторых случаях в результате химического взаимо-
действия твердого материала с жидкостью образуется
сплошная кристаллическая масса, которую с целью вы-
грузки из реактора приходится подвергать воздействию
механических ножей, как это делается, например, в су-
перфосфатной камере (рис. 205). Эта камера используется
в производстве суперфосфата. Она состоит из цилиндри-
ческого железобетонного корпуса 1 со стальным кожухом
и бетонным днищем 2, карусели 7 с ножами 6, бетонной
крышки 9, неподвижного поперечного щита 4 и приводов
камеры и карусели.
Работает камера следующим образом. Внутрь камеры
непрерывно загружается до определенного уровня густая
суперфосфатная пульпа (смесь порошкообразной фосфат-
ной муки и серной кислоты). Камера вращается вокруг
неподвижной чугунной трубы 5, установленной на фунда-
менте. Труба жестко соединена с бетонной крышкой 9,
к которой прикреплен и неподвижный щит 4. Стальным
кольцом, прикрепленным к днищу, камера опирается
на ролики, установленные на фундаменте. Камера приво-
дится во вращение от электродвигателя через червячный
редуктор. При химическом взаимодействии фосфатной
муки с серной кислотой, поданных внутрь камеры около
щита 4, образуется суперфосфатный пирог. Частота вра-
щения камеры должна быть такой, чтобы за время одного
оборота суперфосфат достаточно затвердел и был готов
для вырезки. Суперфосфат вырезается ножами 6, закре-
пленными на карусели 7. Карусель подвешена на верти-
кальном валу внутри камеры и вращается от индивидуаль-
ного привода в сторону, обратную вращению камеры.
Ножи карусели распахивают суперфосфатный пирог.
Образующаяся сыпучая масса передвигается скребками 8
от периферии к центральной трубе. Через отверстия в этой
трубе суперфосфат поступает из камеры на ленточный
транспортер 3, доставляющий его на склад.
Производительность камеры диаметром 7 м дости-
гает 50 т/ч суперфосфата.
Химические реакторы с твердой фрзой часто выпол-
няют в виде вращающихся печей, конструктивнс схожих
271
с барабанными сушилками (см. рис. 91). Пример практиче-
ского использования химических реакторов типа вращаю-
щейся барабанной печи можно найти в производстве каль-
цинированной соды, где обжиг известковой мелочи и га-
шение извести производят во вращающихся барабанных
аппаратах.
Рис. 205. Суперфосфатная камера непрерывного действия
В тех случаях, когда твердая фаза допускает ее пере-
работку в плотных слоях, находят применение в качестве
химических реакторов аппараты шахтного типа. Приме-
ром аппарата этого типа может служить шахтная печь для
производства кальцинированной соды (рис. 206). Печь
представляет собой цилиндрической формы шахту 4
272
с внутренним диаметром 4,5 м и высотой до 17 м. Шахта
выложена из обыкновенного кирпича и футерована огне-
упорным кирпичом. Между слоями обыкновенного и огне-
упорного 6 кирпича уложен теплоизоляционный мате-
риал 5. Снаружи шахта заключена в стальной кожух 3.
а печи опирается на
металлическое кольцо, рас-
положенное на чугунных
колоннах, которые уста-
новлены на железобетон-
ном фундаменте. Шихта
(смесь известняка с коксом)
загружается автоматиче-
ски в печь через загрузоч-
ное устройство /. Разло-
жение известняка с обра-
зованием извести произ-
водится при высокой тем-
пературе (1000—1300° С).
Слои шихты, опускаю-
щиеся по шахте, подсу-
шиваются и нагреваются
до требуемой температуры
поднимающимися горя-
чими газами, образующи-
мися в результате сгора-
ния кокса. Газы, выделен-
ные при обжиге извести
и сгорании кокса, содер-
жащие до 40% окиси угле-
рода, удаляются из шахты
по трубе 2. Обожженная
известь выгружается из
нижней части печи при
помощи медленно вращаю-
щегося пода 8. Под пред-
ставляет собой круглую
спиралеобразную плиту,
приводимую во вращение
от электродвигателя чер<
Рис. 206. Известково-обжигатель-
ная печь с вращающимся подом
понижающую передачу 11.
В верхней части пода имеется колпак, под который подается
воздух, необходимый для сжигания топлива. Обожженная
известь падает с пода на неподвижный стол 9, с которого
она попадает на выгрузочный вращающийся транспор-
18 Ю. И. Макаров
273
тер 10. С транспортера известь по течке 12 подается в ло-
пастной питатель 13. Обжиг извести заканчивается в ниж-
ней части шахты, там она охлаждается поступающим из-
под колпака 7 холодным воздухом.
Средняя производительность шахтных печей состав-
ляет от 120 до 150 т извести в сутки.
В реакторах рассматриваемого типа наиболее ответ-
ственными узлами являются вращающиеся мешалки,
скребки, фрезы и уплотнения, подверженные значитель-
ной эрозии при контакте с твердой фазой. Это предъ-
являет определенные требования к выбору их конструк-
ции и материалов для их изготовления.
Глава XV. РЕЗЕРВУАРЫ И ВСПОМОГАТЕЛЬНАЯ
ЕМКОСТНАЯ АППАРАТУРА
§ 47. Устройство емкостных аппаратов
В химической и нефтехимической промышленности
применяется большое количество резервуаров и вспомога-
тельной емкостной аппаратуры: напорных баков, мерни-
ков, разделительных (флорентийских) сосудов и т. д.
Емкостную аппаратуру применяют для продуктов, весьма
различных по своим свойствам, в том числе для пожаро-
взрывоопасных, летучих, агрессивных и застывающих
жидкостей, в связи с чем предъявляются определенные
требования к конструкции емкостных аппаратов. Наиболее
ответственными являются резервуары большой емкости.
С увеличением объема резервуара уменьшаются удельный
расход металла на единицу объема, площадь, занимаемая
резервуаром, и длина коммуникации, вследствие чего
резервуар становится более экономичным, отсюда стремле-
ние максимально увеличить объем резервуаров.
Строят резервуары следующих конструкций: цилин-
дрические (вертикальные и горизонтальные), каплевид-
ные, шаровые и специальных типов. Ограниченное приме-
нение находят прямоугольные резервуары. По способу
установки резервуары могут быть наземными, полупод-
земными и подземными.
Наиболее широко применяют вертикальные цилиндри-
ческие резервуары с плоским дном и конической крышей.
Их изготовляют емкостью до 50 000 м3.
Вертикальные цилиндрические резервуары (рис. 207)
состоят из нескольких царг (поясов), толщина которых
возрастает сверху вниз по мере роста гидростатического
давления. Наименьшую толщину листа по условиям жест-
кости принимают 4 мм. Отдельные пояса сваривают вна-
хлест и располагают телескопически.
В СССР создан прогрессивный способ изготовления
резервуаров из рулонных заготовок. Этот способ состоит
18*
275
в том, что отдельные сварные заготовки (полотнища) боко-
вых стенок и днища сворачиваются в рулоны. После транс-
портирования рулонов на строительную площадку их
разворачивают, а затем сваривают стыки.
Рулонный способ в несколько раз сокращает объем
сборочно-сварочных работ на монтажной площадке. При
изготовлении резервуаров рулонным способом сварка
производится встык. Плоское днище резервуара опирается
на специально подготовленное бетонное или песчаное
основание.
Верхний край резервуара снабжают кольцом жест-
кости из угольника или полосы. Коническую крышу
резервуара опирают на балки, связанные в центре коль-
цом. При больших размерах резервуара крыша опирается
на промежуточные колонны, установленные внутри резер-
вуара.
Горизонтальные цилиндрические резервуары (рис. 208).
находят самое различное применение. Их изготовляют
объемом до 200 м3, длиной до 20 м.
При хранении летучих нефтепродуктов применяют
резервуары с понтонами. Понтоны (поплавки) уменьшают
поверхность испарения, что существенно снижает потери
продукта при хранении.
Опоры под горизонтальные резервуары делают сталь-
ными, приваренными к корпусу резервуара, или в виде
бетонных тумб с седловиной. Предпочтительны стальные
опоры.
276
Стальная опора состоит из горизонтального листа (по-
дошвы) и вертикальных ребер, связывающих его с кор-
пусом резервуара. Угол обхвата резервуара стальной или
бетонной опорой должен быть не менее 120°. На резер-
вуарах, подверженных температурным колебаниям, одну
опору делают жестко закрепленной, а другие — подвиж-
ными. При значительных температурных колебаниях под-
вижные опоры устанавливают на ролики.
Горизонтальные резервуары больших размеров укре-
пляют кольцами жесткости, располагаемыми внутри ре-
Рис. 209. Каплевидный резервуар с опорным кольцом:
1 « днище; 2 — корпус; 3 — лестница; 4 — площадка; 5 — опорное кольцо
зервуара (если это возможно) или снаружи. При внутрен-
нем расположении колец жесткости их иногда укрепляют
распорками в форме треугольника. Кольца жесткости
располагают над опорами.
Горизонтальные цилиндрические резервуары изго-
товляют с плоскими, тарельчатыми, полушаровыми и эл-
липтическими днищами. Плоские и тарельчатые днища
применяют при давлении в резервуаре до 0,05 МН/м2.
При более высоком давлении устанавливают полушаровые
или эллиптические днища.
Конструкция каплевидного резервуара показана на
рис. 209. Недостаток каплевидных резервуаров — слож-
277
ность изготовления из штампованных элементов разной
формы.
Для хранения под давлением легколетучих жидкостей
и сжиженных газов применяют шаровые резервуары.
Шаровые резервуары опираются на экваториальную
(рис. 210) опору. Резервуары, работающие при повышен-
ном давлении и имеющие вследствие большой толщины
стенки значительную жесткость, опирают на нижние опо-
ры, приваренные к нижнему усиленному поясу.
Рис. 210. Шаровой резервуар
Шаровые резервуары изготовляют емкостью до 2000 м3,
избыточное давление в них составляет до 1,4 МН/ма.
Прямоугольные резервуары (коробки) наиболее про-
сты в изготовлении и позволяют наилучшим образом ис-
пользовать площадь помещения, в котором они устано-
влены. Однако расход металла на единицу объема у них
в 3—4 раза больше, чем у цилиндрических, вследствие
значительных изгибающих моментов, возникающих в пло-
ских стенках. Поэтому прямоугольные резервуары боль-
шой емкости изготовлять нецелесообразно. Прямоуголь-
ные резервуары применяют для хранения небольших
278
объемов жидкости, в качестве кожухов сушилок и для
других вспомогательных целей.
Стенки прямоугольных резервуаров обычно связывают
уголками для повышения жесткости конструкции. При
значительных размерах коробки устанавливают также
горизонтальные и вертикальные ребра жесткости на боко-
вых стенках. Если это допускают внутренние устройства,
прямоугольные резервуары больших размеров снабжают
внутренними связями, которые выполняют из проката
или стержней со стяжными гайками.
Прямоугольные резервуары устанавливают на сплош-
ное основание или на ряд параллельных балок. Наиболь-
шее возможное расстояние между балками определяется
расчетным путем.
Резервуары для кислот и различных агрессивных
продуктов защищают антикоррозионными покрытиями.
Кислотные резервуары являются ответственными конст-
рукциями и требуют надежной антикоррозионной за-
щиты. Обычно кислотные резервуары футеруют кислото-
упорным кирпичом с непроницаемым подслоем из поли-
изобутилена или резины. Кислотные резервуары уста-
навливают не на сплошное основание, а на ленточные
фундаменты или балки, чтобы иметь доступ к днищу для
осмотра. Толщину стенок футерованных резервуаров
обычно несколько увеличивают против расчетной для
придания им дополнительной жесткости.
Устройство нижних спусков на кислотохранилищах
нежелательно, так как повреждение спускного штуцера
или запорной арматуры при наличии кислоты в резервуаре
представляет существенную опасность. Жидкость из ки-
слотных резервуаров сливают обычно через сифон. Ки-
слота засасывается в сифон под действием вакуума.
Для удаления жидкости из резервуаров небольшой
высоты применяют также погружные центробежные на-
сосы. Рабочее колесо этого насоса насажено на длинный
вал, пропущенный через корпус насоса. Привод нахо-
дится на крышке резервуара. Всасывающий патрубок
насоса опущен в жидкость, расстояние его от дна аппарата
принимают обычно 40—60 мм. Глубина погружения на-
соса до 3 м. Погружные насосы применяют обычно в тех
случаях, когда устройство нижнего спуска нежелательно
из-за свойств продукта (например, при высокой темпера-
туре жидкостей), а также в случае, когда резервуар за-
глублен в землю или установлен на нулевой отметке
7
и установка центробежного насоса ниже дна резервуара
представляет трудности.
Резервуары для хранения застывающих жидкостей
снабжают устройствами для обогрева. Для обогрева при-
меняют теплообменные элементы (змеевики, полутрубы,
уголки), приваренные к корпусу, или внутренние подо-
греватели. Внутренние подогреватели изготовляют в виде
U-образных теплообменников, которые вставляются в бо-
Рис. 211. Дыхательный клапан
ковые люки, или в виде секционных труб (трубчатых сек-
ционных подогревателей), укладываемых на дно резер-
вуара.
Для хранения суспензий, склонных к выпадению
осадка, применяют резервуары с мешалками; мешалки
могут быть стационарными и съемными.
На резервуарах для легколетучих горючих жидкостей
устанавливают также устройства, предназначенные для
разъединения внутреннего пространства резервуара с ат-
мосферой — дыхательные клапаны. В корпусе 1 дыхатель-
ного клапана (рис. 211) установлены две тарелки 2, одна
из которых приподнимается над седлом 3 при выходе
воздуха из резервуара, а другая — при входе воздуха
в резервуар. В период, когда движение воздуха («дыхание»
резервуара) в клапане отсутствует, тарелки клапана за-
280
крыты. Для предохранения тарелок клапана от при-
мерзания их поверхность покрывают фторопластовой
пленкой.
Для предотвращения проникновения внутрь резервуа-
ра огня и искр перед дыхательным клапаном устанавли-
вают огнепреградитель; это коробка, заполненная мед-
ными кольцами, комплектом сеток или гофрированными
медными или алюминиевыми лентами. Пламя, попавшее
в огнепреградитель, гаснет вследствие быстрого охла-
ждения.
В нижней части резервуара обычно устраивают люк
для очистки и ремонта резервуара.
Вспомогательная емкост-
ная аппаратура. Наряду с
резервуарами, предназначен-
ными для хранения больших
объемов жидкости, в химиче-
ской и нефтехимической про-
мышленности применяется
вспомогательная емкостная
аппаратура: напорные баки,
мерники, флорентийские со-
суды, фазоразделители и др.
Напорные баки служат
для поддержания постоян-
ного напора жидкости.
Мерники применяют боль-
шей частью в периодических
процессах для отмеривания
заданного объема жидкости.
Рис. 212. Схема флорентий-
ского сосуда
Отмеривание производят по измерению уровня жидкости,
для чего мерники снабжают поплавковым уровнемером
или мерным стеклом. Для более точного определения
замеряемого объема отношение высоты к-диаметру у мер-
ников больше, чем у обычных емкостных аппаратов.
Мерники и напорные баки кроме патрубков наполне-
ния и слива имеют обычно переливные линии (на случай
переполнения резервуара) и краны для спуска воздуха
(воздушники).
Флорентийские (разделительные) сосуды служат для
разделения двух несмешивающихся жидкостей (рис. 212).
После расслаивания через нижний штуцер сливается
более тяжелая жидкость, а через боковой штуцер отби-
рается легкая жидкость.
281
Фазоразделители служат для разделения жидкой и га-
зовой фазы. Они представляют собой небольшие емкост-
ные аппараты, в которых газожидкостная смесь расслаи-
вается, что дает возможность разделить ее на два потока.
Емкости для хранения газообразных продуктов назы-
вают газгольдерами. Различают газгольдеры постоянного
и переменного объема.
Газгольдеры постоянного объема представляют собой
резервуары, рассчитанные на давление 2—2,5 МН/м2
(в некоторых случаях и на более высокое давление).
Изменение количества хранимого в них газа приводит
к уменьшению давления внутри газгольдера.
Газгольдеры переменного объема обычно работают при
давлении не более 0,065 МН/м2. Их подразделяют на сухие
и мокрые. Мокрые газгольдеры представляют собой коло-
кол, плавающий в водяном бассейне. По мере уменьшения
количества хранимого газа колокол опускается в бассейн,
при этом внутренний его объем соответственно умень-
шается. Сухой газгольдер имеет перемещающуюся верти-
кально крышу, связанную со стенками гибкой мембраной
или имеющую на краю уплотняющий сальник.
Глава XVI. ОБОРУДОВАНИЕ ДЛЯ ПОВЫШЕНИЯ
ДАВЛЕНИЯ И ПЕРЕМЕЩЕНИЯ
ЖИДКОСТЕЙ
§ 48. Основные рабочие параметры и виды насосов
Насосы — машины, предназначенные для создания по-
тока жидкой среды. Они широко применяются в химиче-
ской и нефтехимической промышленности, где большин-
ство производственных процессов свя-
зано с перемещением по трубопрово-
дам различных жидкостей.
Насосная установка показана на
рис. 213. Она состоит из насоса 1
с приводом 2, всасывающего трубо-
провода 3, соединяющего насос с
местом забора жидкости из прием-
ной емкости 4, напорного трубопро-
вода 5, по которому жидкость под-
водится к месту назначения, напор-
ного резервуара 6. При перекачива-
нии загрязненных жидкостей на
конец всасывающего трубопровода
иногда надевают сетчатый фильтр 7.
Приводом насоса, в зависимости
Рис. 213. Схема насос-
ной установки (Ян —
высота нагнетания;
Нв — высота всасы-
вания)
от экономической и производствен-
ной целесообразности, служат в ос-
новном электродвигатели и значи-
тельно реже двигатели внутреннего
сгорания и турбины.
Механическая энергия от двига-
теля к насосу может передаваться непосредственно или
через передаточные механизмы. В первом случае вал дви-
гателя соединяют с валом насоса муфтой, а иногда насос
и двигатель имеют общий вал. В качестве передаточных
механизмов в насосных установках применяют редукторы,
ременные передачи, а в отдельных случаях и гидротранс-
форматоры.
283
Основными параметрами, характеризующими работу
насосов независимо от их принципа действия, являются
объемная подача, напор, мощность и коэффициент по-
лезного действия.
Объемной подачей насоса Q называется отношение
объема подаваемой жидкой среды ко времени (м3/с;
м3/мин; л/с; л/мин).
Напор насоса Н есть величина, определяемая зависи-
мостью
где Р — давление насоса, МН/м2;
р — плотность жидкой среды, кг/м3;
g — ускорение свободного падения, м/с2.
Коэффициент полезного действия насоса т] — отно-
шение полезной мощности Nn к мощности насоса N:
Полезная мощность Nn — мощность, сообщаемая насо-
сом подаваемой жидкой среде и определяемая зависи-
мостью
N„ = QP = QaLn,
где Q — подача насоса, м3/с;
Р — давление насоса, МН/м2;
QM — массовая подача насоса, кг/с;
Ln — полезная удельная работа насоса, Дж/кг.
Полезная удельная работа насоса — величина, опре-
деляемая зависимостью
где Р — давление насоса, МН/м2;
р — плотность жидкой среды, кг/м3.
Всасывание жидкости насосом осуществляется под
действием разности давления окружающей среды Ро и дав-
ления на входе в насос Рк. Чтобы всасывание происходило,
давление Р„ должно быть больше давления насыщенных,
паров перекачиваемой жидкости при данной температуре.
Обычно вакуумметрическая высота всасывания при пере-
качивании холодных жидкостей не превышает 5—6 м,
а при перекачивании горячих или вязких жидкостей она
284
значительно снижается. В последнем случае жидкости
подводят к насосу под некоторым избыточным дав-
лением.
Насосы в зависимости от принципа действия подразде-
ляют согласно ГОСТ 17398—72 «Насосы. Термины и опре-
деления» на 130 видов.
По виду рабочей камеры и сообщения ее со входом и
выходом насоса их делят на две большие группы: дина-
мические насосы и объемные насосы. Динамический насос—
насос, в котором жидкая среда перемещается под силовым
воздействием на нее в камере, постоянно сообщающейся
со входом и выходом насоса. Объемный насос — насос,
в котором жидкая среда перемещается путем периодиче-
ского изменения объема занимаемой ею камеры, попере-
менно сообщающейся со входом и выходом насоса.
В промышленности наибольшее распространение полу-
чили: в группе динамических насосов — центробежные,
а в группе объемных — возвратно-поступательные на-
сосы. Насосы других видов используются значительно
реже.
§ 49. Возвратно-поступательные насосы
Возвратно-поступательные насосы — насосы с прямо-
линейным возвратно-поступательным движением рабочих
органов независимо от характера движения ведущего
звена насоса. В зависимости от выполнения рабочего
органа этих насосов различают несколько видов возврат-
но-поступательных насосов. Наибольшее распространение
среди них в промышленности получили поршневые, плун-
жерные и диафрагменные насосы.
Принципиальная схема поршневого насоса (возвратно-
поступательного насоса, у которого рабочие органы вы-
полнены в виде поршней) приведена на рис. 214.
Поршневой насос состоит из двух основных частей —
гидравлической и приводной.
Гидравлическая часть, предназначенная для пере-
качки жидкости, состоит в основном из цилиндра 1, в ко-
тором возвратно-поступательно движется поршень 2 со
штоком 11, и клапанов 3 и 4, помещенных в специальные
клапанные коробки. Всасывающий клапан 3 отделяет
внутреннюю полость насоса от всасывающего трубопрово-
да 5, а нагнетательный клапан 4 — от нагнетательного
трубопровода 6.
285
Приводная часть поршневого насоса служит для пере-
дачи энергии от двигателя к поршню. Она состоит в боль-
шинстве случаев из кривошипно-шатунного механизма,
включающего кривошип 7, шатун 8, ползун 9 и направ-
ляющие 10 для ползуна. Кривошип 7 жестко посажен
на вал двигателя или редуктора и вращается вместе с ним.
Кривошип шарнирно соединен с шатуном 8, который
также шарнирно связан с ползуном 9. При вращении
кривошипа шатун 8 перемещает ползун 9 в направляю-
щих 10 взад и вперед. Благодаря этому совершает возврат-
но-поступательное движение и поршень 2, связанный
штоком 11с ползуном.
Поршневой насос работает следующим образом. При
движении поршня вправо (по чертежу) жидкость засасы-
вается во всасывающий трубопровод 5, под действием воз-
никающего в цилиндре разрежения приподнимает кла-
пан 3 и заполняет внутреннюю часть цилиндра 1. При
движении поршня влево давлением жидкости закрывается
клапан 3 и открывается клапан 4, жидкость движущимся
поршнем из цилиндра вытесняется в нагнетательный тру-
бопровод 6. При этом движение поршня оказывается
неравномерным: его скорость непрерывно изменяется от
нуля в крайних положениях до максимального значения
в среднем положении.
Процессы поступления жидкости по всасывающему
трубопроводу в насос и вытеснения ее из насоса в напор-
ный трубопровод повторяются в течение всего времени
работы насоса, обеспечивая непрерывное поступление
жидкости к месту назначения.
286
Поршневой насос, показанный на рис. 214, подает
жидкость один раз за один полный оборот кривошипа.
Подобные насосы называют насосами одностороннего
действия.
Кроме насосов одностороннего действия, в промышлен-
ности нашли широкое использование поршневые насосы
многократного действия, в которых за один полный обо-
рот кривошипа жидкость подается в напорный трубопро-
вод два и большее число раз. В соответствии с этим они
называются насосами двустороннего, трехстороннего и
т. д. действия.
В возвратно-поступательном насосе двустороннего дей-
ствия (рис. 215) четыре клапана (по два с каждой стороны):
Рис. 215. Схема поршневого насоса
двустороннего действия
Рис. 216. Схема дифференци-
ального плунжерного насоса
два всасывающих 1 и Г и два нагнетательных 2 и 2'.
При движении поршня вправо (по чертежу) в левой
части цилиндра этого насоса происходит всасывание,
в правой — нагнетание. При обратном движении поршня,
наоборот, справа происходит всасывание, слева — нагне-
тание.
Возвратно-поступательные насосы, у которых рабочие
органы выполнены в виде плунжеров, называют плун-
жерными насосами. Они используются в основном для
перекачивания жидкостей под большим давлением, так
как плунжер легче уплотнить, чем поршень.
Один из типов плунжерных насосов — дифференциаль-
ный плунжерный насос показан на рис. 216. Этот насос
имеет два клапана (всасывающий 1 и нагнетательный 2)
и две камеры (рабочую 4 и дополнительную 5). Камеры
соединены между собой напорным коленом 3. При движе-
287
нии плунжера 7 вправо (по чертежу) в камере 4 происходит
всасывание, и она заполняется жидкостью. При обратном
движении плунжера всасывающий клапан закрывается
и жидкость через открывающийся в это время нагнетатель-
ный клапан 2 поступает в напорное колено 3. Часть жид-
кости остается в этом колене и дополнительной камере 5,
а другая часть вытесняется в напорный трубопровод 6.
При повторном движении плунжера вправо в камере 4
опять происходит всасывание жидкости, а жидкость, нахо-
дящаяся в дополнительной камере, вытесняется в нагне-
тательный трубопровод 6.
Таким образом, в дифференциальном насосе всасыва-
ние производится один раз за оборот коленчатого вала,
а нагнетание — дважды. Благодаря этому достигается
более равномерная подача жидкости в нагнетательный
трубопровод, чем в насосе однократного действия.
Корпуса насосов отливают в большинстве случаев из
чугуна, углеродистой или легированной стали, а затем
подвергают соответствующей механической обработке.
При очень больших давлениях применяют кованые сталь-
ные корпуса, в которых рассверливаются необходимые
камеры, отверстия и т. д. В отдельных случаях насосы
изготовляют и из неметаллических материалов.
Клапаны поршневых и плунжерных насосов предна-
значены для современного периодического отделения ра-
бочей камеры насоса от всасывающего и нагнетательного
трубопроводов. От работы клапанов во многом зависит
к. п. д. насоса. В современных насосах используются
в основном самодействующие клапаны, приводимые в дей-
ствие давлением протекающей жидкости.
На рис. 217, а показан наиболее часто используемый
тарельчатый самодействующий клапан. В этом
клапане тарелка 1 прикрывает отверстие в седле клапана 2.
Седло клапана ввинчивается в клапанную коробку. Под
действием пружины (или силы тяжести тарелки) тарелка
плотно прижимается к седлу. При повышении давления
жидкости в клапанной коробке тарелка 1 приподнимается
и жидкость через образовавшийся зазор поступает в нагне-
тательный трубопровод. Рабочие поверхности тарелки
седла тщательно притираются одна к другой.
Используются в насосах икольцевые клапаны,
которые отличаются от тарельчатых тем, что в них та-
релка заменена кольцом, располагаемым над кольцевой
щелью в седле клапана (рис. 217, б).
288
В насосах большой подачи применяют групповые
клапаны, состоящие из нескольких отдельных однотипных
клапанов, устанавливаемых в одной общей клапанной
камере. Клапаны изготовляют из бронзы, стали и реже
из чугуна.
Поршни насосов изготовляют из чугуна или стали.
Для уплотнения поршня в цилиндре на нем устанавливают
в проточках пружинящие металлические кольца или ман-
жеты (кожаные или резиновые). Кольца выполняют раз-
резными, чтобы иметь возможность завести их в проточку
а) б)
Рис. 217. Клапаны поршневых насосов:
а — тарельчатый; б — кольцевой
поршня. В свободном состоянии диаметр колец несколько
больше внутреннего диаметра цилиндра; благодаря своей
упругости кольца плотно прижимаются к стенкам ци-
линдра, когда поршень заведен внутрь цилиндра. Кольца
изготовляют из чугуна, более мягкого, чем материал
цилиндра.
Плунжеры имеют форму цилиндров большой длины.
Уплотнение плунжеров обеспечивается сальником, уста-
новленным снаружи цилиндра. Плунжеры изготовляют
из чугуна или стали.
Воздушными колпаками возвратно-поступательные на-
сосы снабжают с целью увеличения равномерности подачи
жидкости в напорный трубопровод и смягчения гидравли-
ческих ударов. Последние возникают потому, что скорость
рабочего органа, например поршня, приводимого в движе-
19 Ю. И. Макаров 289
ние с помощью кривошипно-шатунного механизма, изме-
няется по синусоиде. Жидкость безотрывно следует за
поршнем, поэтому подача насоса изменяется в соответствии
с законом движения поршня. Сущность действия воздуш-
ного колпака заключается в том, что воздух, содержащийся
в колпаке, сжимается при увеличенной подаче насоса
и колпак принимает излишний объем жидкости, а при
уменьшенной подаче насоса воздух расширяется и вытал-
кивает в трубопровод дополнительное количество жид-
Рис. 218. Схемы воздушных
колпаков:
а — на всасывающей линии; б —
на напорной линии
кости. Благодаря этому, во-
первых, выравнивается дав-
ление жидкости в напорном
и всасывающем трубопрово-
дах, а во-вторых, жидкость
поступает к месту назначе-
ния более равномерным по-
током. Типовые схемы воз-
душных колпаков даны на
рис. 218.
Поршневые и плунжерные
насосы используют для пере-
качивания небольших коли-
честв жидкости при больших
давлениях и для перекачива-
ния высоковязких жидкостей.
Их недостатки — громозд-
кость, сложность привода, не-
равномерность подачи жидкости и малая подача. Преиму-
щество — возможность создания
высокого давления
в жидкости.
§ 50. Центробежные насосы
Центробежные насосы относятся к группе динамичес-
ких насосов. В них жидкая среда перемещается через
рабочее колесо от центра к периферии.
По числу рабочих колес, устанавливаемых последова-
тельно на одном валу в корпусе, центробежные насосы
делятся на одноступенчатые и многоступенчатые, а по
величине развиваемого напора — на насосы низкого дав-
ления (при напоре до 15 м), среднего давления (при напоре
15—40 м) и высокого давления (при напоре свыше 40 м).
В центробежном одноступенчатом насосе (рис. 219)
на валу 2 жестко закреплено рабочее колесо 1 с криволи-
нейными лопатками. Вал приводится во вращение, как
290
правило, непосредственно от электродвигателя (более
редко — через редуктор или через клиноременную пере-
дачу). Рабочее колесо помещено в корпус 3 насоса, выпол-
ненный в виде спиральной камеры переменного сечения
с напорным 4 и приемным 7 патрубками. Напорный патру-
бок соединяется с напорным трубопроводом 5, а прием-
ный — со всасывающим трубопроводом 6. На конце всасы-
вающего трубопровода закрепляют сетку и обратный
клапан. Сетка служит для задержания плавающих в пере-
качиваемой жидкости предметов, а обратный клапан
Рис. 219. Схема одноступенча-
того центробежного насоса
Рис. 220. Центробежный насос с
направляющим аппаратом
позволяет заливать жидкостью насос и всасывающий тру-
бопровод перед пуском его в работу, что является обяза-
тельным условием для центробежных насосов.
При вращении рабочего колеса жидкость, заполняющая
его каналы, перемещается от центра колеса к его перифе-
рии, поступает в спиральную камеру и оттуда в напорный
патрубок 4. В центральной части насоса благодаря оттоку
жидкости создается вакуум. Под действием внешнего дав-
ления на свободную поверхность жидкости открывается
обратный клапан, и жидкость по всасывающему трубопро-
воду поступает в насос. Таким образом создается непре-
рывное движение жидкости через всю систему.
19*
291
В некоторых случаях рабочее колесо заключают в на-
правляющий аппарат, который закрепляют в корпусе
насоса между рабочим колесом и спиральной камерой
(рис. 220).
Направляющий аппарат 1 представляет собой кольцо,
охватывающее с небольшим зазором рабочее колесо и со-
стоящее из двух дисков с лопатками, отогнутыми в сто-
рону, обратную направлению лопаток рабочего колеса.
Направляющий аппарат предназначен для уменьшения
скорости жидкости, выходящей из рабочего колеса. При
этом кинетическая энергия потока частично переходит
в энергию давления: давление у выхода из направляющего
аппарата всегда больше, чем при входе в него. Эту же
задачу выполняет и диффузор 2, устанавливаемый иногда
Рис. 221. Схема многоступенчатого центро-
бежного насоса с последовательным соеди-
нением рабочих колес
после выходного патрубка насоса: здесь жидкость теряет
свою скорость из-за увеличения поперечного сечения
диффузора.
В одноступенчатом центробежном насосе удается со-
здать напор не выше 40 м вод. ст. Дальнейшее увеличение
напора в одном рабочем колесе затруднено из-за того, что
при повышении окружных скоростей свыше 70 м/с в ко-
лесе возникают опасные напряжения, приводящие к его
поломке.
Для создания больших напоров используют много-
ступенчатые центробежные насосы, в которых на общем
валу установлено несколько рабочих колес (рис. 221).
Колеса 1 расположены в особых камерах, монтируемых
в одном корпусе и соединенных между собой специаль-
292
ними переходными каналами 2. Жидкость нагнетается
последовательно из одного рабочего колеса в другое.
Напор в таком насосе оказывается во столько раз больше
напора, создаваемого одним колесом, сколько колес соеди-
нено в насосе последовательно.
В некоторых случаях используют многоступенчатые
центробежные насосы с группами параллельно
соединенных рабочих колес. В пределах одной группы
колеса соединены последовательно. С гидравлической
точки зрения каждая группа работает самостоятельно:
жидкость подводится к каждой группе по отдельным
каналам из общего всасывающего трубопровода, прохо-
дит через рабочие колеса, а затем поступает в общую сбор-
ную камеру и далее в нагнетательный трубопровод. По-
добные насосы используют в том случае, когда необходимо
получить большую подачу жидкости.
Особенность работы центробежного насоса состоит
в том, что его объемная подача Q при постоянной частоте
вращения вала падает с увеличением напора Н. Для каж-
дого типа насосов путем предварительных испытаний на
заводе-изготовителе строятся их характеристики. Характе-
ристика насоса — графическая зависимость основных тех-
нических показателей от давления для объемных насосов
и от подачи для динамических насосов при постоянных
значениях частоты вращения, вязкости и плотности жид-
кой среды на входе в насос. На ней выделяется рабочая
часть характеристики — зона характеристики насоса,
в пределах которой рекомендуется его эксплуатировать.
Корпуса центробежных насосов отливают из чугуна,
углеродистой стали, легированной стали или выполняют
из керамики и пластических масс. Материал внутренних
деталей насосов назначают исходя из рабочих условий
(давления, температуры, частоты вращения рабочих колес)
и коррозионности перекачиваемой жидкости.
Рабочее колесо центробежного насоса может быть от-
крытого или закрытого типа. На рис. 222 показана кон-
струкция закрытого рабочего колеса, состоящего из перед-
него диска 1 с входным отверстием, заднего диска 2 со
ступицей 3 для посадки колеса на вал и лопаток 4. Ло-
патки расположены между дисками; они загнуты назад,
т. е. в сторону, обратную вращению колеса. Число лопа-
ток 6—8, реже 10. Открытые колеса переднего диска не
имеют, они используются очень редко.
Рабочие колеса, как правило, отливают заодно с ло-
293
латками из серого и модифицированного чугуна, углеро-
дистой и коррозионностойкой стали, бронзы. В некото-
рых случаях рабочие колеса изготовляют из керамики,
свинца, пластических масс. Колеса крепят на валу с по-
мощью шпонок.
Валы насосов в основном изготовляют из углеродистой
стали, а в случае корродирующих жидкостей — из корро-
зионностойкой стали. В качестве опор валов используют
Рис. 222. Рабочее колесо центро-
бежного насоса
подшипники качения и
скольжения (последние
обычно ставят на круп-
ных насосах). Выводы
вала из корпуса уплот-
няют сальниками. В каче-
стве набивки для сальни-
ков используют хлопчато-
бумажный или асбестовый
шнур, пропитанный гра-
фитом или маслом. Шнур
нарезают на отдельные
куски и вставляют в саль-
ник кольцами. Входят в употребление торцовые уплотне-
ния, более совершенные по сравнению с сальниками и
обеспечивающие большую герметичность насоса.
1
Рис. 223. Уплотняющие кольца на- Рис. 224. Гидравличе-
сосов
ская пята
Уплотняющие кольца предназначены для уменьшения
утечек жидкости через зазоры между передним диском
рабочего колеса и корпусом. На рис. 223, а — г показаны
различные конструкции уплотняющих колец: наиболее
простая— плоские кольца (рис. 223, с), наиболее надеж-
294
пая — лабиринтные кольца (рис. 223, в). В многоступен-
чатых центробежных насосах уплотнения между ступе-
нями выполняют в виде образующих плоские щели смен-
ных колец К (рис. 223, г). Кольца изготовляют из более
износостойкого материала, чем корпус и колесо.
Так как давление на рабочее колесо со стороны вса-
сывания меньше, чем давление на задний его диск, на
колесо действует осевая сила, направленная вдоль его
оси в сторону всасывания. Эта сила стремится сдвинуть
рабочее колесо и вал в осевом направлении, что может
привести к существенным неполадкам в работе колеса,
вплоть до аварии насоса. В насосах низкого и среднего
давления осевая сила воспринимается упорными шарико-
выми подшипниками, устанавливаемыми в одной из опор
вала. В насосах высокого давления иногда устанавли-
вают гидравлическую пяту (рис. 224) с диском 1, диаметр
которого подбирают таким образом, чтобы разность давле-
ний по обе стороны уравновешивала действующее осевое
давление. Левую камеру гидравлической пяты соединяют
каналом с напорным патрубком насоса, а правую — со вса-
сывающим. Лучшим же способом уравновешивания осе-
вой силы является использование колес с двусторонним
входом жидкости, а в многоступенчатых насосах — уста-
новка рабочих колес группами «спинками друг к другу»
и двусторонним вводом жидкости (одна группа колес
гонит жидкость слева направо, а другая — справа налево).
На рис. 225 для примера дан сборочный чертеж кисло-
тоупорного центробежного насоса. На чугунной станине 1
этого насоса с помощью фланца 2 закреплен корпус 3
насоса из ферросилида. Приводной вал 4 имеет две опоры
с шарикоподшипниками 5. На левую консоль вала надето
рабочее колесо 7, изготовленное, как и корпус, из ферро-
силида. Конец вала защищен от корродирующего воздей-
ствия перекачиваемой жидкости головкой 8 из ферро-
силида, навернутой на вал. Вывод вала уплотнен сальни-
ком 6 с мягкой набивкой (асбестовый шнур, пропитанный
кислотостойким составом). Для разгрузки сальника на
втулке рабочего колеса установлена крыльчатка 9, отго-
няющая жидкость от сальника. Насос приводится непо-
средственно от электродвигателя через эластичную муфту.
Электродвигатель монтируется на станине 1.
Центробежные насосы имеют значительные преиму-
щества по сравнению с поршневыми: обеспечивают равно-
мерность подачи, более быстроходны, компактны, проще
295
по конструкции, могут быть использованы для перекачи-
вания загрязненных жидкостей.
Недостатки центробежных насосов: невозможность
создания больших давлений, уменьшение подачи с увели-
чением напора, низкий к. п. д. и необходимость заливки
насоса перед его пуском.
Центробежные насосы стандартизованы; их выпускают
на различные подачи и давления.
§ 51. Насосы специальных типов
Осевые насосы относятся к группе динамических
лопастных насосов. В них жидкая среда перемещается
через рабочее колесо в направлении его оси.
Принципиальная схема осевого насоса показана на
рис. 226. В этом насосе жидкость перемещается вдоль оси
приводного вала 2 с помощью рабочего колеса 3, имеющего
форму гребного винта. На выходе из рабочего колеса
жидкость попадает в направляющий аппарат 4 с лопат-
ками, имеющими направление, обратное лопаткам рабо-
чего колеса. Здесь вращательное движение жидкости
преобразуется в осевое. Корпус 1 насоса представляет
собой трубу.
296
Рис. 226. Схема осе-
вого насоса
Осевые насосы имеют высокий к. п. д., быстроходны,
компактны и пригодны для перекачивания больших коли-
честв жидкости при небольших напорах.
В химической промышленности осевые насосы приме-
няются для создания циркуляции жидкостей в реакторах
и выпарных установках.
Роторные насосы — объемные насосы с вращательным
или возвратно-поступательным движением рабочих орга-
нов независимо от характера движения ведущего звена
насоса. Наибольшее распростране-
ние в промышленности среди насо-
сов этого типа получили шестерен-
чатые насосы — зубчатые насосы с
рабочими органами в виде шестерен,
обеспечивающих геометрическое за-
мыкание рабочей камеры и передаю-
щих крутящий момент.
Принципиальная схема шестерен-
чатого насоса показана на рис. 227.
В корпусе 1 этого насоса вращаются
навстречу одно другому зубчатые
колеса 2 и 3. Колесо 2 получает вра-
щение от двигателя, а колесо 3 — от
первого колеса. Вершинами зубьев
колеса точно пригоняются к кор-
пусу. Поступающая в насос жидкость
захватывается зубьями колес и пере-
носится ими из всасывающей сто-
роны насоса в нагнетательную.
Зубчатые колеса изготовляют с пря-
мыми зубьями, число которых колеблется от 8 до 12;
иногда используются зубчатые колеса с косыми и шеврон-
ными зубьями.
У шестеренчатых насосов сравнительно небольшие
подачи (0,25—0,40 м3/ч) при больших напорах (до 2—
3 МН/м2); они работают при частотах вращения до
3000 об/мин.
В винтовых насосах (роторно-вращательных насосах
с перемещением жидкой среды вдоль оси вращения рабо-
чих органов) ротор выполнен в виде винта, помещенного
в цилиндрический корпус. В зависимости от числа винтов
различают одновинтовые и многовинтовые насосы.
На рис. 228 представлена конструкция трехвинтового
насоса. В корпусе 1 закреплена обойма 2. В обойме разме-
297
щены три винта: ведущий 3 и два ведомых 4. Ведущий винт
получает вращение от двигателя, а ведомые — от веду-
щего винта. Все винты двухзаходные, направление нарез-
ки у ведущего и ведомого винтов разное. Жидкость по-
ступает в корпус насоса через всасывающий патрубок 6,
а затем через отверстия в обойме подходит к винтам, захва-
тывается ими и выбрасывается из насоса через нагнетатель-
ный патрубок 7. Возникающая во время работы насоса
осевая сила воспринимается подпятниками 5.
Рис. 227. Шестеренчатый насос
Рис. 228. Трехвинтовой насос
298
Винты подобных насосов изготовляют из стали, а
обоймы — из резины или стали, выложенной изнутри
резиной.
Одновинтовые насосы способны развить напоры около
2 МН/м2 с производительностью 0,9—3,2 м3/ч. Трехвинто-
вые насосы способны создать давления до 20 МН/м2 с про-
изводительностью 1,5—800 м3/ч.
Винтовые насосы используются для перекачки высо-
ковязких жидкостей.
напор
I
Рис. 229. Вихревой насос
Вихревые насосы относятся к группе динамических
насосов трения, в которых жидкая среда перемещается
по периферии рабочего колеса в тангенциальном на-
правлении. В корпусе 1 вихревого насоса (рис. 229) раз-
мещается рабочее колесо 2 с ячейками на наружной по-
верхности. Рабочее колесо смонтировано на валу 6, кото-
рый приводится во вращение от двигателя. Вал имеет
две опоры 5, заключенные в стойке 4. В отличие от центро-
бежных насосов перекачиваемая жидкость здесь подво-
дится и отводится по боковым каналам 7. При вращении
рабочего колеса жидкость, поступающая по боковому
каналу, увлекается в движение по кольцевому простран-
ству между колесом и корпусом и выбрасывается по дру-
гому боковому каналу в напорный патрубок. Монтаж
рабочего колеса производится при открытой крышке 3.
Вихревые насосы способны создать высокие напоры, пре-
вышающие в 2—10 раз напор, создаваемый центробеж-
ными насосами. Они используются дл-я перекачивания
сравнительно небольших количеств маловязкой жидкости
при больших напорах.
Глава XVII. ОБОРУДОВАНИЕ
ДЛЯ ПЕРЕМЕЩЕНИЯ
И СЖАТИЯ ГАЗОВ
Большинство химических процессов связано с перера-
боткой газов, при которой возникает необходимость,
во-первых, продувки газа через аппараты, а во-вторых,
создания давления или разрежения газа в аппаратах.
Эти задачи выполняются специальными газодувными
машинами, которые в зависимости от величины создавае-
мого ими давления подразделяют на:
1) вентиляторы, предназначенные для отса-
сывания и нагнетания газов под давлением, не превышаю-
щим 0,11 МН/м2;
2) воздуходувки и газодувки, слу-
жащие для нагнетания воздуха и газов под давлением
от 0,11 до 0,45 МН/м2;
3) компрессоры, предназначенные .для сжа-
тия воздуха и газов до давления выше 0,4 МН/м2;
4) в а к у у м-н а с о с ы, служащие для отсасывания
газов, находящихся под вакуумом, и сжатия их до атмо-
сферного давления (машины подобного назначения, но
с большой подачей называют иногда эксгаустерами).
§ 52. Вентиляторы
Вентиляторы используют для вентиляции зданий,
создания тяги и дутья в печах, топках, сушилках, цикло-
нах, фильтрах’ и в системах пневмотранспорта. Они со-
здают малые напоры, поэтому могут быть использованы
только для преодоления сопротивления трубопроводов,
газоходов топок, печей и сушилок.
Основная часть вентилятора — рабочее колесо с ло-
патками, укрепленное на вращающемся валу. Рабочее
колесо вентилятора имеет тот же принцип действия, что
и крыльчатка центробежного насоса: вращающиеся ло-
патки рабочего колеса сообщают газу ускорение в радиаль-
300
ном или осевом направлении и создают на выходе из колес
избыточное давление.
Если газ движется в рабочем колесе в радиальном на-
правлении, то вентилятор называется радиальным или
центробежным, а если в осевом, то осевым.
Радиальные вентиляторы в зависимости от величины
создаваемого ими полного давления могут быть:
1) низкого давления (до 981 Н/м2);
2) среднего давления (свыше 981 до 2943 Н/м2);
3) высокого давления (свыше 2943 до 11 772 Н/м2).
Рис. 230. Центробежный венти-
лятор
Радиальный вентилятор состоит (рис. 230) из корпуса 1,
рабочего колеса 2 и привода. Газ поступает в вентилятор
по оси рабочего колеса через всасывающий патрубок 3,
захватывается лопатками и выбрасывается из корпуса
через нагнетательный патрубок 4, ось которого перпенди-
кулярна оси рабочего колеса.
В зависимости от размещения привода различают семь
конструктивных исполнений радиальных вентиляторов
(рис. 231). Вентиляторы по конструктивным исполне-
ниям I, II, III, V выпускаются комплектно с электродви-
гателями. Вентиляторы исполнения IV, VI и VII выпу-
скаются со шкивом для плоского или клинового ремня.
В осевом вентиляторе рабочее колесо выполнено
по типу воздушного пропеллера. Корпус осевого венти-
лятора ЦАГИ (рис. 232) выполнен в виде короткого ци-
301
линдра 1, внутри которого вращается пропеллер (лопаст-
ное колесо) 2. Пропеллер состоит из полых лопаток и сту-
пицы, насаживаемой на вал. Лопатки крепятся на ступице
стяжными стержнями. Вокруг этих стержней лопатки
Рис. 231. Схемы конструктивных исполнений вентиляторов
могут поворачиваться на угол 10—30°. Изменяя угол
наклона лопастей, можно увеличить или уменьшить про-
изводительность осевого вентилятора. Малые углы на-
клона лопаток соответствуют меньшей производитель-
Рис. 232. Осевой вентилятор ЦАГИ
ности. Газ входит через всасывающий патрубок 3, протал-
кивается пропеллером вдоль его оси вращения и выбра-
сывается из вентилятора через нагнетательный патрубок 4.
Производительность вентиляторов промышленных ти-
пов составляет от 1000 до 1 000 000 м3/ч. Окружная ско-
рость вращения рабочего колеса не превышает 100 м/с.
202
Вентиляторы стандартизованы и разбиты на геометри-
чески подобные группы в серии. Чем выше номер вентиля-
тора в данной серии, тем больше диаметр его рабочего
колеса и производительность.
Для каждой серии вентиляторов найдены опытным
и расчетным путем аэродинамические характеристики,
выражающие графически зависимость полного развивае-
мого давления Р„, потребляемой мощности N и к. п. д.
вентилятора т] от производительности вентилятора Q при
постоянной частоте вращения его ротора п и постоянной
плотности газа р. Эти аэродинамические характеристики
прилагаются к паспорту вентилятора. Серию и номер
вентилятора выбирают по графикам аэродинамических
характеристик и условиям эксплуатации. Для этого
должны быть известны значения производительности и
полного давления, создаваемого вентилятором, а также
условия его эксплуатации (запыленность газа, темпера-
тура, коррозионность перекачиваемой среды).
В зависимости от назначения вентилятора его рабочее
колесо, вал и кожух могут быть изготовлены из углероди-
стой, коррозионностойкой стали, кислотоупорного чу-
гуна, алюминия, винипласта. Используют и внутреннюю
футеровку поверхностей кожуха и рабочего колеса рези-
ной, полиизобутиленом, фторопластом, винипластом. Вен-
тиляторы, перекачивающие горячие газы, имеют наруж-
ную изоляцию.
§ 53. Воздуходувки и газодувки
Воздуходувки и газодувки используют в том случае,
когда необходимо не только прокачать воздух или другой
газ через аппараты, но и сжать его. Эти машины способны
повысить давление газа в 1,1—3,5 раза. Газодувки отли-
чаются от воздуходувок лишь более сложной конструк-
цией уплотнения вала, особенно это относится к газо-
дувкам для работы с токсичными и взрывоопасными
газами. Ниже рассмотрены конструкции лишь тех воз-
духодувок, которые могут быть в принципе использованы
для перекачки не только воздуха, но и других газов.
В зависимости от принципа действия различают тур-
бовоздуходувки и ротационные воздуходувки.
Турбовоздуходувки по конструкции и принципу дей-
ствия схожи с радиальными вентиляторами высокого
давления. В зависимости от числа рабочих колес разли-
303
чают одноступенчатые и многоступенчатые турбовозду-
ходувки. Конструкция рабочего колеса (турбинки) турбо-
воздуходувки сложнее, чем у вентилятора, так как оно
вращается со значительно большими окружными скоро-
стями (до 300 м/с) и создает более высокое давление.
Обычно рабочие колеса и корпуса турбовоздуходувок
отливают из чугуна или стали.
Рис. 233. Многоступенчатая турбовоздуходувка:
/ — всасывающий патрубок; 2 — рабочие колеса; 3 — направляющие аппа-
раты (диффузоры); 4 — диафрагмы; 5 — обратные направляющие аппараты
с лопатками; 6 — лабиринтные уплотнения; 7 — разгрузочный поршень; 8 —
нагнетательный патрубок
Одноступенчатые турбовоздуходувки изготовляют для
получения напора до 0,13 МН/м2. Дальнейшее увеличение
напора у них возможно лишь путем повышения частоты
вращения ротора, но ограничено прочностью металла,
применяемого для рабочих колес.
Для создания более высоких давлений применяют
многоступенчатые турбовоздуходувки, одна из конструк-
ций которых показана на рис. 233. Газ поступает внутрь
турбовоздуходувки через патрубок 1 и нагнетается пер-
304
вым лопастным колесом 2 в неподвижный кольцевой
канал 3. Из этого канала газ через обратный направляю-
щий аппарат с лопатками 5 подходит на всасывание во
второе лопастное колесо, где процесс повторяется. Таким
образом, газ последовательно проходит все вращающиеся
лопастные колеса и удаляется через патрубок 8. Рабочие
колеса смонтированы на валу. Для уменьшения обратной
утечки газа через щели между рабочим колесом и стенкой
обратного направляющего аппарата устанавливают лаби-
ринтные уплотнения 6. Газ, проходя по зазорам лабиринт-
ного уплотнения, многократно расширяется, в результате
этого его давление снижается до атмосферного. Вслед-
ствие разности давлений газа на входе и выходе из колес
на валу турбовоздуходувки возникает осевая сила. Эта
сила воспринимается упорным подшипником и разгру-
зочным поршнем 7. В правую часть этого поршня подается
под давлением жидкость, которая стремится сдвинуть
поршень в сторону, противоположную направлению осе-
вой силы, и уравновесить его. Число рабочих колес
в турбовоздуходувках невелико (3—4).
Лопатки рабочего колеса турбовоздуходувок делают
в основном загнутыми назад — в сторону, обратную
вращению. Лопатки малонагруженных рабочих колес
штампуют из листовой высококачественной углеродистой
стали толщиной от 2 до 5 мм и прикрепляют к дискам
с помощью заклепок. При высоких скоростях вращения
рабочих колес лопатки изготовляют из легированных
никелем сталей и фрезеруют за одно целое с шипами,
концы которых вставляют в отверстия диска и раскле-
пывают. Число лопаток в рабочем колесе от 12 до 35 шт.
Для устранения вибраций во время работы ротор
турбовоздуходувки балансируется статически и динами-
чески на специальных станках.
Газ сжимается в турбовоздуходувках без промежуточ-
ного охлаждения, поэтому он на выходе нагревается.
Для нормализованных трубовоздуходувок построены
графически, по опытным данным, рабочие характери-
стики, схожие с характеристиками вентиляторов. Они
связывают степень повышения давления, потребляемую
мощность, к. п. д. с производительностью машины при
фиксированных скоростях вращения рабочих колес, свой-
ствах газа и условиях всасывания. Промышленностью
выпускаются турбовоздуходувки и турбогазодувки про-
изводительностью от 50 до 52 000 м3/ч газа.
20 Ю. И. Макаров
305
Ротационные воздуходувки относятся к машинам с вра-
щающимися поршнями (рис. 234). В кожухе 1 размещены
два барабана (поршня) 2, отлитые из чугуна. Барабаны
закреплены на параллельных валах. При вращении валов
барабаны обкатываются один по другому: они плотно
прилегают не только один к другому, но и к стенкам
кожуха. В результате образуются две разобщенные
камеры — нагнетания и всасывания.
Газ, захваченный барабанами в камере всасывания,
транспортируется ими без изменения давления до ка-
меры нагнетания. Там сходящиеся барабаны сжимают
газ и выталкивают его
через нагнетательный пат-
рубок. Валы имеют оди-
наковые частоты враще-
ния. Один из них полу-
чает вращение от при-
вода, а другой — от пер-
вого вала через зубчатую
пару.
Барабаны в местах
соприкосновения снаб-
жены уплотняющими на-
кладками. Однако и в
этом случае достигнуть
хорошего уплотнения не
удается, поэтому ротаци-
онные воздуходувки со-
здают давление в нагне-
тательном патрубке не
более 0,18 МН/м2. Выпу-
скаются они на произво-
дительность по газу от
120 до 50 000 м3/ч.
Рис. 234. Ротационная воздухо-
дувка
Ротационные воздуходувки отличаются простотой
конструкции и возможностью широкого изменения
их производительности путем увеличения или умень-
шения частоты вращения барабанов. Недостаток —
сложность изготовления барабанов и их монтажа в
корпусе.
В воздуходувках все тепло, Образующееся при сжатии
газа, полностью (не считая потерь в окружающую среду)
остается внутри газа, повышая его температуру. Такой
процесс сжатия называется адиабатическим.
306
§ 54. Компрессоры
Компрессоры относятся к важнейшим машинам мно-
гих химических процессов, где требуется сжатие газа
выше 0,4 МН/м2 (4 кгс/см2). По принципу действия их
подразделяют на поршневые, ротационные и центробеж-
ные (турбокомпрессоры).
Компрессоры воздушные поршневые создают избы-
точное давление сжатия 0,88 МПа. Они изготовляются
следующих типов: ВУ — бескрейцкопфные с V-образным
расположением цилиндров; ВП — крейцкопфные с пря-
Рис. 235. Схема одноступенчатого порш-
невого компрессора простого действия:
/ — цилиндр; 2 — поршень; 3 — всасывающий
клапан; 4 — нагнетательный клапан; 5 —кри-
вошипно-шатунный механизм
моугольным расположением цилиндров; ВМ — крейц-
копфные с горизонтальным оппозитным расположением
цилиндров.
Компрессоры типа ВУ должны изготавливаться с во-
дяным или воздушным, а компрессоры типа ВП и ВМ —
с водяным охлаждением цилиндров и промежуточными
воздухоохладителями.
Поршневые компрессоры по принципу действия схожи
с поршневыми насосами. В них совершающий возвратно-
поступательное движение поршень в цилиндре сжимает
газ вследствие уменьшения объема рабочей камеры.
По числу ступеней сжатия их делят на одно-, двух- и
многоступенчатые; по расположению цилиндра — на гори-
зонтальные, вертикальные и наклонные; по характеру
действия — на компрессоры простого и двойного действия.
В одноступенчатом компрессоре простого действия
(рис. 235) цилиндр 1 с одной стороны открыт, а с другой
закрыт крышкой. В крышке расположены всасывающий 3
и нагнетательный 4 клапаны. При движении поршня 2
вправо (по чертежу) производится наполнение рабочей
камеры газом (всасывание), а при движении влево —
20* 307
сжатие газа и выброс его через нагнетательный клапан.
Компрессор отличается простотой устройства: нет саль-
ников и ползуна.
В одноступенчатом компрессоре двойного действия
каждый ход поршня является рабочим: сжатие газа про-
изводится по обе стороны поршня. При движении поршня
вправо газ сжимается в правой камере, а в левой в это
время газ всасывается. При обратном движении поршня —
сжатие газа в левой камере, а всасывание — в правой.
Подобные компрессоры по конструкции сложнее, чем
компрессоры одинарного действия, но по производитель-
ности вдвое выше их.
Для охлаждения сжатого газа цилиндр и крышку
компрессора снабжают водяными рубашками.
Одноцилиндровые компрессоры изготовляют на давле-
ния не выше 1 МН/м2. Более высокие давления достижимы
в многоступенчатых компрессорах.
Многоступенчатые компрессоры изготовляют с после-
довательным расположением цилиндров (система тандем)
и посадкой поршней на один вал, параллельным распо-
ложением цилиндров (система компаунд), /С расположе-
нием цилиндров под углом один относительно другого
(угловые компрессоры). Так как объем газа после каждой
ступени сжатия уменьшается, каждый последующий ци-
линдр в многоступенчатом компрессоре уменьшается в диа-
метре. Газ охлаждается в холодильниках между ступе-
нями сжатия.
Многоступенчатые горизонтальные компрессоры с рас-
положением цилиндров по одну сторону коленчатого
вала (рис. 236, а) из-за больших неуравновешенных сил
инерции тихоходны (п = 800-н300 об/мин). Для пога-
шения неуравновешенных сил инерции в этих машинах
приходится устанавливать на приводной вал мощные
маховики, что удорожает стоимость компрессора.
С недавнего времени отечественной промышленностью
выпускаются крупные компрессоры с взаимно противо-
положным движением поршней относительно коленчатого
вала, так называемые оппозитные компрессоры. В этих
компрессорах (рис. 236, б) благодаря их хорошей динами-
ческой уравновешенности частота вращения вала может
быть увеличена в 2—2,5 раза по сравнению со скоростью
обычных горизонтальных машин. В результате этого
они легче последних на 50—60%.
308
Для установки оппозитных компрессоров требуется
меньшая площадь машинного зала и небольшие фунда-
менты. Благодаря этим преимуществам для давлений
газа выше 20 МН/м2 рекомендуется использовать компрес-
соры в оппозитном исполнении.
Основные узлы оппозитных компрессоров, составляю-
щих так называемую оппозитную базу, нормализованы.
Оппозитная база состоит из фундаментной рамы, направ-
ляющих крейцкопфа, коленчатого вала, шатунов, крейц-
копфов, узлов системы смазки, валоповоротного меха-
Рис. 236. Схемы многоступенчатых
поршневых компрессоров:’
а — компрессор с расположением цилинд-
ров по одну сторону коленчатого вала;
б — оппозитный компрессор; в — угловой
компрессор; / — цилиндр ступени I; 2 —
цилиндр ступени II; 3 — коленчатый вал;
4 — маховик; 5 — промежуточный холо-
дильник
низма. Различаются оппозитные базы по основному
параметру — допускаемой максимальной поршневой силе
одного ряда компрессора.
Каждая оппозитная база имеет компрессоры несколь-
ких модификаций, отличающихся числом рядов поршней
в компрессоре. В пределах одной оппозитной базы ком-
прессоры всех модификаций имеют одинаковые размеры
шатунов, крейцкопфов, направляющих крейцкопфов, ко-
ренных подшипников, валоповоротного механизма и си-
стемы смазки.
Горизонтальные оппозитные компрессоры имеют сле-
дующие нормализованные оппозитные базы: М10 (моди-
фикации компрессоров: 2М10, 4М10, 6М10); М16 (модифи-
309
кации компрессоров: 2М16, 4М16, 6М16, 8М16); М25 (мо-
дификации компрессоров: 4М25, 6М25, 8М25); М40 (моди-
фикации компрессоров: 4М40,.6М40, 8М40). Цифра в обоз-
начении нормализованной базы — допускаемая макси-
мальная поршневая сила в тыс. кгс одного ряда компрес-
сора.
\ В угловых компрессорах (рис. 237) оси цилиндров рас-
положены под углом одна к другой (чаще под углом 90°).
При этом, как правило, более массивный вертикальный
цилиндр предназначен для первой ступени сжатия, а го-
ризонтальный — для второй ступени сжатия. Угловые
компрессоры с точки зрения уравновешенности инер-
ционных сил выгоднее, чем горизонтальные. Угловые
компрессоры тоже имеют нормализованные угловые базы,
т. е. унификацию основных узлов. Различают базы сле-
дующих типов: 2П, ЗП, 5П и 7П (цифра соответствует
допустимой максимальной поршневьй силе в тысячах
килограмм-сил).
Для некоторых производств (например, хлорных) тре-
буется вертикальное расположение цилиндров, при кото-
ром исключается попадание смазки внутрь поршня.
Компрессоры с таким расположением цилиндров назы-
310
вают вертикальными. Базы вертикальных компрессоров,
состоящие также из унифицированных узлов, имеют
следующие типоразмеры: 1; 1,5; 2; 3.
Для установки вертикальных компрессоров требуется
наименьшая площадь машинного зала по сравнению
с поршневыми компрессорами других типов.
Сжатый газ подается поршневыми компрессорами
неравномерно, толчками, поэтому для смягчения пульса-
ции давления газа его направляют в газосборник (ресивер).
Из ресивера газ направляется по мере надобности потре-
бителю.
Рис. 238. Схема установки поршневого компрессора
На рис. 238 показана схема установки поршневого
компрессора. Компрессор 1 устанавливают в специальном
помещении, а ресивер 2 чаще монтируется вне помещения.
Сжатый газ из компрессора в ресивер подается по нагне-
тательному трубопроводу, имеющему обратный клапан 6.
Этот клапан предотвращает опорожнение ресивера 2
при неожиданной остановке компрессора. Ресивер снаб-
жают предохранительным клапаном 4, манометром 5
и спускным краном 3. Если давление в ресивере подни-
мается выше нормы, например при уменьшении получе-
ния газа потребителем, излишек газа сбрасывается через
предохранительный клапан 4 в атмосферу или в специаль-
ную сбросную линию. Влагу и масло, оседающие в реси-
вере, удаляют через кран 3. Давление газа в ресивере
контролируют по манометру 5, выведенному в компрес-
сорное отделение.
311
Ротационные компрессоры характеризуются непрерыв-
ным вращением ротора и принудительным сжатием газа.
Они получили большое распространение в химической
промышленности.
В пластинчатом ротационном компрессоре (рис. 239)
ротор 1 выполнен в виде цилиндра, в радиальных пазах
которого свободно скользят пластины 3 толщиной 0,8—
2,5 мм. Ротор 1 эксцентрично установлен внутри кор-
пуса 2, снабженного водяной рубашкой. При вращении
ротора пластины под действием центробежных сил выдви-
гаются из пазов и скользят по внутренней поверхности
стенки 6 корпуса компрессора. Каждая пара соседних
Рис. 239. Схема рота-
ционного пластинчатого
компрессора
пластин образует замкнутую камеру, ограниченную с тор-
цов поверхностью боковых крышек корпусов, плотно
примыкающих к пластинам. Объем камеры при вращении
ротора в левой части корпуса увеличивается, а в правой —
уменьшается. Благодаря этому газ засасывается через
патрубок 4, транспортируется в правую часть корпуса,
где вследствие уменьшения объема камер он сжимается,
а затем выбрасывается через патрубок 5.
В одной ступени подобного компрессора можно сжать
газ до 0,5 МН/м2, а при последовательной установке двух
компрессоров — до 1,5 МН/м2.
Отечественные заводы выпускают ротационные пла-
стинчатые компрессоры производительностью от 120 до
4200 м3/ч. Компрессоры малой производительности имеют
непосредственный привод от электродвигателя; у крупных
машин производительностью выше 25 м3/мин невысокая
частота вращения ротора (400—600 об/мин), поэтому
312
они имеют привод от электродвигателя через понижающий
редуктор.
Центробежные компрессоры (турбокомпрессоры) по
принципу действия и конструкции очень близки к турбо-
воздуходувкам. В турбокомпрессоре на валу смонтиро-
вано значительно большее количество рабочих колес,
которые разделены к тому же по размерам на несколько
серий. В пределах одной серии рабочие колеса имеют один
и тот же диаметр и одинаковую ширину.
Рис. 240. Многоступенчатый турбокомпрессор:
/ — корпус; 2—5 — рабочие колеса; 6 — неподвижные направляющие аппа-
раты; 7 — подвижный направляющий аппарат; 8 — разгрузочный поршень;
9 — нагнетательный патрубок; 10 — всасывающий патрубок; 11 — промежу-
точный холодильник
На рис. 240 показан многоступенчатый турбокомпрес-
сор (в разрезе). В этом компрессоре четыре ступени сжа-
тия. Каждая ступень сжатия образована серией рабочих
колес одинакового размера. Между сериями рабочих
колес расположены промежуточные холодильники, в ко-
торых газ перед поступлением в очередную ступень
охлаждается.
Отечественной промышленностью выпускаются турбо-
компрессоры производительностью до 40 000 м3/ч и с чис-
313
лом ступеней до 12. Частота вращения ротора турбоком-
прессора 3500—6000 об/мин. Выбор типа компрессора
определяется экономическими соображениями.
§ 55. Вакуум-насосы
Вакуум-насосы предназначены для отсасывания газа
из аппаратов с целью создания в них разрежения. По кон-
Рис. 241. Водокольцевой рота-
ционный вакуум-насос
струкции различают порш-
невые, ротационные и струй-
ные вакуум-насосы.
Поршневые вакуум-на-
сосы немногим отличаются
от поршневых компрессоров:
в них вместо клапанов вмон-
тирован золотник, при по-
мощи которого производится
попеременно всасывание и
выпуск газа. Поршневые
вакуум-насосы создают раз-
режение, равное 80—85 %.
В водокольцевом ротаци-
онном вакуум-насосе ротор
снабжен неподвижными пла-
стинами (рис. 241). Изменение
объема камер, аналогичных камерам ротационного пла-
стинчатого компрессора, в нем осуществляется следующим
образом. Корпус 1 вакуум-насоса заливается приблизи-
Рис. 242. Схема одноступенчатого пароструйного вакуум-
насоса:
1 — корпус камеры; 2 —• всасывающий патрубок; 3 — паровое
сопло; 4 — смеситель; 5 — диффузор; 6 — горло диффузора
тельно наполовину водой. При вращении ротора 2 она
отбрасывается пластинами к внутренним стенкам корпуса,
образуя вращающееся жидкостное кольцо. Вследствие
эксцентричного размещения ротора в корпусе простран-
314
ство камер, не заполненных жидкостью, различно: в верх-
ней части компрессора камеры почти целиком заполнены
жидкостью, а в нижней, наоборот, заполнены лишь
частично. Разреженный газ засасывается в насос через
отверстие а, сжимается в камерах до атмосферного давле-
ния и выбрасывается через отверстие б. Патрубки для
входа и выхода газа располагают на торцовых крышках
насоса.
Вакуум-насосы подобного типа ввиду отсутствия рас-
пределительных механизмов и клапанов мало засоряются,
газ отсасывают равномерно, имеют непосредственное
соединение с электродвигателем. Благодаря этим дос-
тоинствам ротационные водокольцевые вакуум-насосы
получили широкое распространение в химической про-
мышленности. Они способны создать разрежение до
90—95%.
Струйные вакуум-насосы, называемые эжекторами,
представляют собой трубу Вентури с паровым соплом.
На рис. 242 показана схема такого пароструйного одно-
ступенчатого насоса. Он состоит из цилиндрической ка-
меры 1 с всасывающим патрубком 2. В камеру введено
паровое сопло 3. К камере на фланцах присоединена
труба, имеющая суживающуюся 4 (смеситель) и расши-
ряющуюся 5 (диффузор) части. Пар, подаваемый к соплу,
адиабатически расширяется в нем и выходит в камеру
с большой скоростью (1000—1400 м/с). Струя пара вслед-
ствие поверхностного трения увлекает в движение газ,
находящийся в камере. На место захваченного газа через
всасывающий патрубок 2 непрерывно подсасываются
новые порции газа. Пар в смесителе 4 смешивается с газом.
Смесь поступает в диффузор 5, где кинетическая энергия
потока частично преобразуется в потенциальную энергию*
давления. В результате этого разреженный газ сжи-
мается в насосе до атмосферного давления и выбрасы-
вается из него в нагнетательный трубопровод.
Вакуум, создаваемый одноступенчатым насосом, не-
превышает 90%, поэтому если требуется более глубокий
вакуум, соединяют последовательно в ряд два—четыре
струйных насоса. В этом случае между насосами устанав-
ливают конденсаторы, в которых газ отделяется от пара,
путем конденсации последнего охлаждающей водой. Бла-
годаря этому в каждой последующей ступени насоса
не затрачивается лишняя энергия на сжатие отработав-
шего в предыдущей ступени пара.
315,
На рис. 243 представлена схема установки многосту-
пенчатого пароструйного вакуум-насоса. Газ засасы-
вается эжектором 1 первой ступени и вместе с паром
выбрасывается в конденсатор 2 первой ступени. В кон-
денсаторе отработанный пар конденсируется водой, кон-
пенчатого пароструйного вакуум-насоса
(эжектора)
денсат вместе с водой стекает по барометрической трубе
в нижний сборник, газ же поступает на сжатие в эжектор
второй ступени, где процесс повторяется.
Число ступеней, а следовательно, и эжекторов зави-
сит от величины потребного вакуума: для остаточного
давления 30 мм рт. ст. надо иметь три эжектора, а для
остаточного давления 10 мм рт. ст. — четыре эжектора.
Многоступенчатые пароструйные вакуум-насосы способны
создать разрежение до 95—98%.
Глава XVIII. ДРОБИЛЬНО-РАЗМОЛЬНОЕ
ОБОРУДОВАНИЕ
§ 56. Классификация машин для измельчения
Процессы измельчения играют существенную роль
в химической технологии, а также в промышленности
строительных материалов, в металлургии, горнодобываю-
щей промышленности и т. д.
Результат измельчения характеризуется степенью из-
мельчения, равной отношению среднего размера куска
материала до измельчения к среднему размеру куска
после измельчения.
В зависимости от размеров кусков исходного и измель-
ченного материала ориентировочно различают виды из-
мельчения (табл. 4).
Таблица 4
Виды измельчений твердых материалов
Вид измельчения Размер кусков до измельчения, мм Размер кусков после измель- чения, мм Степень измель- чения
Крупное дробление . . . Среднее дробление . . . Мелкое дробление . . . Тонкое измельчение . . Сверхтонкое измельчение 1500—300 300—100 50—10 10—2 10—7,5х Х10-2 300—100 50—10 10—2 2—7,5- IO’2 7,5.10-24- Ю'4 2—6 5—10 10—50 100
Машины для крупного, среднего и мелкого дробления
называют дробильными, а для тонкого и сверхтонкого
измельчения — мельницами.
По принципу действия и конструктивным особенно-
стям измельчающие машины делят на следующие типы:
1) щековые дробилки; 2) конусные (гирационные) дро-
билки; 3) валковые дробилки; 4) бегуны; 5) ударные
317
измельчающие машины (молотковые дробилки, дисмем-
браторы и дезинтеграторы); 6) роликовые мельницы;
7) вибрационные мельницы; 8) воздушные мельницы;
9) песочные мельницы.
а — раздавливание; б — удар; в —
раскалывание; г — истирание
В зависимости от свойств материала, размера кусков
и конструкции машины измельчение производится путем
раздавливания куска материала, раскалывания, удара
Рис. 245. Схемы
измельчения:
а — по открытому
циклу; б — по зам-
кнутому циклу; в—в
два приема; / — гро-
хот; 2 — щековая
дробилка; 3 — вал-
ковая дробилка
или истирания (рис. 244). При тонком измельчении пре-
обладают процессы истирания. Элементами, произво-
дящими дробление, могут быть детали самой машины
(щеки, конусы, валки и т. д.) или специальные мелющие
тела, например шары в шаровых мельницах. В воздушных
мельницах измельчение происходит в результате соударе-
318
ния частиц материала между собой в потоке воздуха.
Тонкое измельчение часто проводят мокрым способом
(с использованием воды).
На измельчение затрачивается большое количество
энергии, поэтому необходимо стремиться к уменьшению
количества измельчаемого материала, для чего из него
выделяют «мелочь», т. е. куски, меньшие того размера,
до которого производится измельчение. Для выделения
мелочи применяют обычно ситовую классификацию, т. е.
просеивание материала через одно или несколько сит.
Измельчение выполняют в открытом (рис. 245, а) или
замкнутом циклах (рис. 245, б). Когда требуется большая
степень измельчения, его проводят в несколько стадий,
сначала на машинах крупного, а потом мелкого измель-
чения (рис. 245, в). Иногда последовательно устанавли-
вают несколько машин с промежуточной классификацией
материала.
§ 57. Дробилки
Щековые дробилки. Дробление материала в щековых
дробилках производится раздавливанием в сочетании
с раскалыванием между двумя щеками — подвижной и
неподвижной. По характеру движения подвижной щеки
различают дробилки с простым и сложным движением;
в зависимости от точки подвеса различают дробилки
с верхним и нижним подвесом подвижной щеки.
На рис. 246 показана щековая дробилка с верхним
подвесом щеки. Работает она следующим образом. Глав-
ный вал 9, проходящий через корпус 1 дробилки, приво-
дится от электродвигателя через понижающую клиноре-
менную передачу (на рисунке они не показаны). На глав-
ном валу имеется эксцентриковое утолщение, с помощью
которого приводится в колебательное движение шатун 10.
Шатун связан с подвижной щекой 7 через левую опорную
плиту 14. Подвижная щека 7 подвешена на оси 6. Клино-
видная щель, где происходит дробление кускового мате-
риала, образуется неподвижной плитой 2, боковыми пли-
тами 3 и подвижной щекой 7. Для выравнивания крутя-
щего момента на главный вал 9 насажен массивный махо-
вик 8. Для предохранения рабочих частей дробилки от
поломок при случайном попадании в нее кусков металла
или материала повышенной твердости одна из распорных
плит делается менее прочной или состоит из двух частей,
319
соединенных болтами или заклепками, которые разру-
шаются при перегрузках и легко могут быть заменены
новыми. Для удержания щеки при разрушении распор-
ной плиты служит тяга 15 с пружиной 16. Ширина выход-
ного отверстия, а следовательно, и степень измельчения
регулируется с помощью клиньев 11 и 12.
Щеки дробилки защищаются сменными плитами из
износоустойчивой марганцовистой стали.
При сложном движении щеки наряду с раздавлива-
нием и раскалыванием происходит истирание материала.
Рис. 246. Щековая дробилка
Дробилки с нижней подвеской щеки обеспечивают
более равномерный выход раздробленного материала.
Достоинствами щековых дробилок являются простота
и надежность конструкции, возможность дробления ку-
сков в широком диапазоне размеров. Недостатком их
является неуравновешенность движущихся масс.
В конусных (гирационных) дробилках материал измель-
чается раздавливанием при сближении наружного по-
движного и внутреннего неподвижного конусов.
По расположению конусов различают дробилки с кру-
тым конусом, применяемые для крупного и среднего
дробления, и дробилки с пологим конусом для среднего и
мелкого дробления. В дробилках с крутым конусом вер-
шины конусов направлены в противоположные стороны,
что увеличивает угол захвата, а в дробилках с пологим
320
конусом — в одну сторону. Дробилки с крутым конусом
обычно имеют неподвижную ось, на которую эксцентрично
насажен конус (рис. 247).
Дробилки с пологим конусом имеют наклонную ось.
К достоинствам конусных дробилок относятся большая
производительность вследствие непрерывности дробления,
спокойная работа и отсутствие динамических нагрузок.
Рис. 247. Конусная дробилка для крупного
дробления:
I — корпус; 2 — дробящая головка; 3 — вертикаль-
ный вал; 4 — крестовина; 5 — стакан-эксцентрик;
б — коническая втулка; 7 — гайка; 8 — броневая
плита
Недостатки конусных дробилок: большая высота машины,
сложность и дороговизна изготовления.
Валковые дробилки (рис. 248) состоят из двух парал-
лельно расположенных валков, вращающихся навстречу
один другому. Валки могут быть гладкими, рифлеными
и зубчатыми.
21 Ю. И. Макаров
321
Для того чтобы избежать поломок при попадании ку-
сков большой твердости, один валок делают подвижным,
т. е. устанавливают в подшипниках, которые могут сколь-
зить по направляющим при прохождении недробимого
предмета между валками. Чтобы увеличить истирающее
действие валков, при измельчении мягких и влажных ма-
териалов применяют валки с разностью окружных ско-
ростей до 20%. Валки имеют ступицу 1, на которой стяж-
ными болтами 4 крепятся бандажи 3. Бандажи изготов-
ляют из марганцовистой стали или отбеленного чугуна.
Рис. 248. Валковая дробилка
1 — ступицы валков; 2 — вал; 3 — бандаж; 4 — стяжной болт; 5 — пружина;
6 — подвижная опора
Достоинством валковых дробилок является простота и
компактность конструкции, к недостаткам их следует от-
нести возможность дробления только материалов невысо-
кой прочности и небольшую производительность.
§ 58. Мельницы
Бегуны. Бегуны состоят обычно из двух тяжелых
катков, которые обкатываются по дну чаши; материал
измельчается под действием массы катков, а также вслед-
ствие истирания при скольжении. Бегуны выполняют
с неподвижной чашей и подвижными катками (рис. 249)
322
или, наоборот, с вращающейся чашей и неподвижными
осями катков (рис. 250). Во всех конструкциях катки
имеют подвижные оси, позволяющие каткам подниматься
при увеличении толщины слоя материала или при попа-
дании недробимого предмета.
Ударные мельницы. Молотковая мельница (рис. 251)
имеет корпус 1, футерованный броневыми плитами 7.
Внутри мельницы с большой частотой вращается ротор,
Рис.: 249. Схема бегунов Рис. 250. Бегуны е подвижной чашей:
1 с^неподвижной чашей: , _ катки. 2 _ чаша. 3 _ скребок
/ — вал; 2 — чаша; 3 —ось;
4 — кривошип; 5 — каток
на котором шарнирно закреплены молотки 6. Исходный
материал поступает через воронку и измельчается вслед-
ствие ударов молотков и ударов о броневые плиты. Измель-
ченный материал просеивается через щели колосниковой
решетки 9.
Молотковые дробилки изготовляют с количеством мо-
лотков от 3 до 300 шт., частота вращения ротора 300—
2800 об/мин. Молотки, броневые плиты и колосники изго-
товляют из износостойкой марганцовистой стали или угле-
родистой стали, наплавленной твердым сплавом. Ввиду
быстроходности и большого веса вращающихся частей
изготовление, монтаж и ремонт ротора должны быть
особенно точными. Ротор должен быть статически и ди-
намически сбалансированным.
21
323
Дезинтеграторы и дисмембраторы. В дезинтеграторе
два диска вращаются в противоположные стороны
(рис. 252). Надисках закреплены пальцы, расположенные
по концентрическим окружностям таким образом, что
каждый ряд пальцев одного ротора входит между паль-
цами другого ротора. Окружная скорость пальцев на
внешней окружности составляет 20—40 м/с. Исходный
материал подается через загрузочную воронку к центру
ротора и центробежной силой отбрасывается к периферии,
9 6
Рис. 251. Молотковая мельница:
1 — корпус; 2 — крышка: 3 — воронка; 4 — подшипник; 5 — диск; 6 — моло-
ток; 7 — броневая плнта; 8 — шарнир; 9 — колосниковая решетка
причем материал многократно дробится при ударах
о пальцы роторов. Измельченный продукт выгружается
через нижний штуцер.
Дисмембратор имеет тот же принцип действия, но
один диск его неподвижен.
Пальцы дезинтеграторов и дисмембраторов изготов-
ляют круглыми или многогранными. Производительность
и степень измельчения дезинтеграторов и дисмембраторов
зависят от числа рядов пальцев и частоты вращения ро-
тора. С увеличением частоты вращения увеличивается
степень измельчения, но уменьшается производительность,
так как затрудняется прохождение материала через ряды
пальцев.
Барабанные мельницы — это машины, в которых мате-
риал измельчается внутри вращающегося корпуса под
324
325
действием мелющих тел, которыми служат металлические
и фарфоровые шары, стержни и т. д.
При вращении барабана мелющие тела увлекаются под
действием центробежной силы на определенную высоту,
а затем падают и измельчают материал. По принципу
действия различают мельницы периодического и непре-
рывного действия с измельчением материала сухим и
мокрым способом. В зависимости от формы барабана раз-
личают мельницы цилиндрические, трубчатые и кониче-
ские (рис. 253).
По методу загрузки и выгрузки готового продукта
различают мельницы с периодической загрузкой и вы-
грузкой через боковой люк в барабане (см. рис. 253,
Рис. 253. Типы шаровых мельниц:
I—IV — цилиндрические; V — конические; VI, VII — трубчатые
тип /); с выходом продукта через пустотелую цапфу или
через открытую торцовую стенку (см. рис. 253, типы 11,
IV, VI, VII) и с выгрузкой по всей длине барабана через
цилиндрическое сито (см. рис. 253, тип Ill). Цилиндриче-
ские мельницы изготовляют с диаметром барабана 1—
2,4 м с отношением HID = 1,5-? 6. Чем больше диаметр
кусков исходного материала, тем больше должен быть
диаметр барабана.
На рис. 254 показана так называемая шаровая диафраг-
менная мельница. Она состоит из корпуса и двух днищ
с полыми цапфами, с помощью которых она монтируется
на подшипниках. Внутри барабан футеруется броневыми
плитами и на 25—40% заполняется мелющими телами.
Измельченный продукт проходит через решетку и выгру-
жается через правую цапфу.
326
Барабанные мельницы большой длины разделяют по-
перечными решетками на ряд секций, в каждую из кото-
рых загружают шары разного диаметра: размер шаров
уменьшается от входа к выходу.
Частота вращения барабана определяется из следую-
щих условий: при малой частоте высота подъема шаров
будет недостаточна, а при большой — шары будут при-
жиматься к стенке центробежной силой и мелющее дей-
Рис. 254. Шаровая диафрагменная мельница:
1 — корпус (барабан); 2 н 3 — торцовые крышки; 4 —
подшипник; 5 — зубчатый венец; 6 — плиты; 7 — за-
грузочная цапфа; -8 — разгрузочная цапфа; 9 — диаф-
рагма; 10 — ковшн; 11 — шары
ствие их также будет ухудшаться. Практикой установ-
лено, что наивыгоднейшая частота вращения барабана
32
п — об/мин,
где D — диаметр барабана, м.
Вибрационная мельница (рис. 255) имеет цилиндриче-
ский или корытообразный корпус, заполненный на 75—
80% объема шарами или стержнями. Корпус установлен
на раме с помощью пружин; при вращении вала с деба-
лансами корпус колеблется с амплитудой 2—4 мм. Эти дви-
жения передаются мелющим телам, которые измельчают
материал. Дебалансовый вал приводится непосредственно
от электродвигателя. Частота колебаний вибромельниц,
327
Рис. 255. Схема вибрационной мельницы:
1 — электродвигатель; 2 — муфта; 3 — корпус; 4 — вал вибратора; 5 — деба-
ланс; 6 — подшипник; 7 — пружина
Рис. 256. Схема струйной
мельницы:
7 — трубный контур; 2 — соп-
ла; 3 — инжектор; 4 и 5 — ко-
лена трубы; 6 — жалюзийный
пылеразделнтель; 7 — выхлоп-
ная труба
Рис. 257. Коллоидная (пес-
чаная) мельница
328
выпускаемых отечественными заводами, 1500—3000 1/мин.
Вибромельницы дают очень тонкий продукт измельчения,
однако имеют низкую производительность.
Вследствие того что в вибрационных мельницах имеют
место значительные тепловыделения, они не применимы
для измельчения продуктов с низкими температурами
плавления.
Струйные мельницы. В струйных мельницах энергия,
необходимая для измельчения материала, сообщается
струей воздуха или инертного газа, движущегося со зву-
ковой или сверхзвуковой скоростью. Мельница с верти-
кальной трубчатой помольной камерой (рис. 256) пред-
ставляет собой замкнутый трубчатый контур, в который
через сопла поступает воздух. Материал на измельчение
подается через инжектор. Для обеспечения циркуляции
сопла устанавливают наклонно. Разделение частиц по
крупности производится в верхней части мельницы при
повороте потока в колене. Крупные частицы центробеж-
ной силой отбрасываются к периферии, а мелкие засасы-
ваются потоком воздуха.
Струйные мельницы как весьма энергоемкие аппараты
применяют в основном дчя сверхтонкого измельчения
дорогостоящих продуктов.
Коллоидные мельницы. Коллоидные мельницы и дис-
пергаторы применяют для сверхтонкого измельчения мате-
риала. Измельчение производится обычно мокрым спосо-
бом. Жидкость со взвешенными частицами твердого мате-
риала протекает через отверстия между статором и рото-
ром, вращающимся с окружной скоростью до 125 м/с.
Для этой же цели применяют так называемые песочные
или жемчужные мельницы, в которых зубчатый диск вра-
щается с большой скоростью в суспензированном про-
дукте, смешанном с песком (рис. 257).
Глава XIX. ОБОРУДОВАНИЕ И СООРУЖЕНИЯ
ОЧИСТКИ И ОБЕЗВРЕЖИВАНИЯ
ПРОМЫШЛЕННЫХ СТОЧНЫХ ВОД
§ 59. Классификация производственных сточных вод
и основные методы их очистки
В ходе технологических процессов большинства хими-
ческих и нефтехимических производств образуются зна-
чительные количества сточных вод, содержащих те или
иные вещества-загрязнители. Спуск таких стоков в есте-
ственные водоемы (моря, реки, озера) без предварительной
очистки запрещен постановлением Верховного Совета
СССР от 20 сентября 1972 г. «О мерах по дальнейшему
улучшению охраны природы и рациональному использо-
ванию природных ресурсов». Наличие надежных очистных
сооружений на линии стока промышленных и бытовых
вод, содержащих вещества-загрязнители, является не-
пременным условием пуска и эксплуатации любого пред-
приятия.
Вещества-загрязнители могут быть растворимыми и
нерастворимыми в воде, органического и неорганического
происхождения, токсичными и нетоксичными. Характер
их воздействия различен: в водоемах может изменяться
вкус, цвет, запах, прозрачность, содержание кислорода,
щелочность и жесткость воды. Некоторые вещества, со-
держащиеся в стоках, делают воду в водоемах непригод-
ной для питья и хозяйственно-бытовых нужд населения,
приводят к нарушению биологических процессов в во-
доемах и к гибели рыбы.
Научными учреждениями Министерства здравоохране-
ния СССР разработаны требования к составу и свойствам
сточных вод, сбрасываемых в водоемы. Этими требова-
ниями установлены предельно допустимые концентрации
вредных веществ в водоемах в пунктах сброса стоков.
К наиболее токсичным веществам можно отнести фенол
(его предельно допустимая концентрация в воде Кп =
= 0,001 мг/л), тиофос (7(п = 0,003 мг/л), диметилдиоксан
330
(Кг = 0,005 мг/л), изопрен (Кп = 0,005 мг/л), сульфиды,
тетраэтилсвинец, свободный хлор (должны отсутствовать
полностью).
Косвенным показателем степени загрязненности воды
органическими веществами является количество милли-
граммов кислорода, затрачиваемое при определенных
условиях и длительности воздействия на окисление этих
веществ в 1 л воды. Называют этот показатель биохими-
ческой потребностью в кислороде, в сокращенном виде
ВПК- Различают BFIKt (однодневное воздействие кисло-
родом), БПК2 (двухдневное), БПК3 (трехдневное), БПК4
(четырехдневное) и БПК5 (пятидневное). Считается, что
распад органических веществ в воде заканчивается, когда
БПК5 воды снижается до 2 мг кислорода на 1 л воды.
Во многих химических и нефтехимических производ-
ствах содержание веществ-загрязнителей в сточных водах
чрезвычайно велико. Например, один крупный коксохи-
мический завод ежедневно сбрасывает со сточными водами
до 6,5 т взвешенных веществ, до 10,5 т фенолов, около
0,2 т аммиака, до 5 т сульфидов, до 9 т хлоридов и много
смолистых веществ.
Сточные воды в зависимости от химического состава
веществ-загрязнителей и их действия на водоемы и вод-
ные организмы подразделяют на несколько основных
групп с содержанием:
1) неорганических примесей со специфическими ток-
сичными свойствами (стоки содовых, сернокислотных,
азотно-туковых заводов);
2) неорганических примесей без специфических ток-
сических свойств (стоки углеобогатительных и рудообо-
гатительных фабрик);
3) органических примесей без специфических токсиче-
ских свойств (стоки дрожжевых, пивоваренных, сахарных
заводов);
4) органических примесей со специфическими токсиче-
скими свойствами (стоки химических, коксохимических,
газосланцевых, нефтеперерабатывающих заводов).
В зависимости от физико-химических свойств веществ-
загрязнителей, содержащихся в промышленных стоках,
и их количества используют следующие методы их очистки
и обезвреживания:
1) механический — выделение нерастворимых осадков
процеживанием через решетки, сита; отстаивание, филь-
трование через зернистые материалы или тканевые сетки;
331
2) биохимический — использование жизнедеятельности
аэробных, анаэробных бактерий и других простейших
организмов;
3) термический — окисление веществ при высоких тем-
пературах с получением безвредных продуктов (сжигание
стоков в печах);
4) физико-химический — пропускание через слои гра-
нулированной ионообменной смолы, активированного
угля, силикагеля или других веществ; экстракция раз-
личными растворителями;
5) химический — химическое превращение веществ-за-
грязнителей в безвредные вещества с помощью различных
реактивов или электролиза.
Производственные стоки большинства химических и
нефтехимических производств содержат вещества-загряз-
нители различной физико-химической природы: в виде
нерастворимых в воде взвесей и эмульсий, низкоконцен-
трированных растворов. По этой причине для их очистки
приходится использовать комбинированные методы; на-
пример, механический метод часто используют в сочета-
нии с биохимическим или физико-химическим методом.
Очистка значительных количеств промышленных сто-
ков до степени чистоты, необходимой по санитарным нор-
мам для их сбрасывания в естественные водоемы, является
дорогостоящим процессом. Наиболее эффективным сред-
ством, позволяющим значительно сократить сброс сточ-
ных вод в водоемы, является организация повторного
использования сточных вод в системе водоснабжения
производственных процессов. Вода, идущая на повторное
использование, может либо частично очищаться, либо
совсем не очищаться. Это зависит от химического состава
веществ-загрязнителей и места использования оборотной
воды. В химических производствах нашел широкое ис-
пользование так называемый местный оборот воды, при
котором вода многократно циркулирует в пределах одной
промышленной установки (или группы установок). Мест-
ный оборот воды особенно целесообразен в тех случаях,
когда наибольшее загрязнение сточных вод происходит
в отдельных установках производственного процесса.
Например, применение местного оборотного водоснабже-
ния без промежуточной очистки в отделении пиролиза
газов на заводах синтетического каучука позволило со-
кратить количество сточных вод, сбрасываемых в водоемы,
с 1000 до 10 м3/ч, т. е. в 100 раз.
332
§ 60. Оборудование и сооружения для очистки
сточных вод механическим методом
Песколовки. Сточные воды в первую очередь очищаются
от песка и тяжелых минеральных примесей, так как они
затрудняют удаление из сточных вод мутей и растворен-
ных в них веществ-загрязнителей. Выделение из сточных
вод грубых взвесей с размером частиц более 0,1 мм произ-
водится в песколовках, которые предшествуют основным
очистным сооружениям.
Рис. 258. Схема горизонтальной песколовки
Песколовка — это сооружение непрерывного действия,
работающее по принципу гравитационного осаждения.
Она состоит из нескольких последовательно соединенных
бассейнов, имеющих устройства для улавливания и уда-
ления грубых взвесей. Наибольшее распространение по-
лучили горизонтальные песколовки (рис. 258). Подлежа-
щие очистке сточные воды по лотку 1 поступают в железо-
бетонный бассейн 5 с плоским днищем. В средней части
бассейна смонтирована решетка 4 с механическими граб-
лями. Процеживание сточных вод через решетку с про-
зорами 10—12 мм обеспечивает задержание крупных
частиц. Эти частицы удаляются с решетки механическими
граблями и сбрасываются на ленточный транспортер,
доставляющий их в специальный бункер.
333
При больших расходах сточных вод устанавливают
несколько параллельно работающих бассейнов, образую-
щих единый блок. Каждый из бассейнов блока может быть
отключен от притока сточных вод с помощью щитовых
затворов 3 и 7. Блок в большинстве случаев устанавли-
вают в специальном здании 2. Из бассейна с решеткой
сточные воды попадают в песколовку, представляющую
собой железобетонный бассейн 5 с плоским днищем и
приямком 10. Скорость течения воды в песколовке при-
нимается в зависимости от размера частиц песка, которые
необходимо в ней задержать, от 0,1 до 0,3 м/с. Глубина
проточной части песколовки устанавливается с помощью
водослива 9 от 0,6 до 1,2 м. Ширину песколовки в зави-
симости от числа параллельно работающих песколовок и
общего расхода сточных вод назначают от 2,8 до 5,8 м при
длине 15 или 18 м. Осаждаемый на днище песколовки
песок скребковым транспортером 8 сбрасывается в при-
ямок 10, откуда он отсасывается по трубе 11 насосом 6.
Отделение песка из отсасываемой из приямка воды произ-
водится в специальных накопителях (овраги, балки, ста-
рые русла рек и т. п.).
Отстойники. Грубодисперсные взвеси и часть органи-
ческих загрязнителей выделяют из сточных вод в отстой-
никах. В зависимости от направления потока жидкости
внутри отстойников их делят на следующие типы: верти-
кальные, горизонтальные и радиальные.
Вертикальные отстойники имеют цилиндрическую или
прямоугольную форму. Как правило, их изготовляют
из сборного железобетона. На рис. 259 показана кон-
струкция одного из вертикальных отстойников, приме-
няемого в промышленности. Сточная-вода, подлежащая
осветлению, подается по лотку / в центральную трубу 2,
откуда она с помощью отражательного щита направляется
в нижнюю часть корпуса отстойника. Внутри отстойника
вода поднимается по направлению к водосборному же-
лобу 3. Благодаря малой скорости подъема воды (не выше
0,7 мм/с) грубые взвеси и органические примеси хлопьевид-
ного типа осаждаются в коническую часть корпуса от-
стойника. Осветленная вода, перелившись через боковую
стенку водосборного желоба 3, выводится из отстойника
по отводящему лотку 4, соединенному непосредственно
с проточной частью водосборного желоба. Концентриро- •
ванная взвесь осажденных частиц, называемая шламом
или илом, выводится из конической части корпуса по
334
4200
Рис. 259. Вертикальный отстойник
335
трубе 5 с помощью насоса. Образующаяся на поверхности
жидкости корка периодически удаляется путем поднятия
свободного уровня жидкости в отстойнике. Для этого
отверстие, соединяющее водосборный желоб с отводящим
лотком, перекрывается шибером. Свободный уровень жид-
кости в отстойнике при этом поднимается, и вода, несущая
куски крошки, поступает уже не в водосборный желоб 3,
а в кольцевой сборник 6. Из него вода сливается в отводя-
щую трубу 7.
Горизонтальные отстойники имеют коробчатую форму;
строят их из сборного железобетона. Корпус горизонталь-
ного отстойника в зависимости от состава и количества
сточных вод может иметь длину до 36 м, ширину от 6
до 18 м, глубину проточной части в пределах 1,5—4 м.
Конструктивно горизонтальные отстойники весьма схожи
с песколовками. Они тоже имеют приямок в передней
части корпуса и скребковый механизм, сдвигающий ил
к приямку. Ил удаляется из приямка с помощью плун-
жерного насоса. Горизонтальные отстойники, предназна-
ченные для осветления сточных вод, несущих всплываю-
щие примеси (масла, нефть, полиэтиленовую крошку
и т. п.), снабжаются специальными устройствами для
сбора и удаления этих примесей. Устройство для удале-
ния всплывающих осадков монтируется в выпускной
части горизонтального отстойника. Оно может быть
выполнено в виде вращающихся труб, через кото-
рые удаляются примеси, либо в виде труб с прорезями,
закрепляемых у свободного уровня жидкости в отстой-
нике.
К горизонтальным отстойникам можно отнести нефте-
ловушки и смолоотстойники.
Радиальные отстойники имеют корпус цилиндрической
формы диаметром от 18 до 54 м. Сточные воды в них дви-
жутся от центра к периферии по радиусу. На рис. 260
показана конструкция одного из радиальных отстойников.
Сточные воды подаются в него подводящей трубе /,
имеющей на конце конический раструб. За время движе-
ния сточных вод от прорезей в верхней части раструба
до отводящего лотка 3 из них успевают выпасть твердые
примеси. Выпавший на днище радиального отстойника
осадок сдвигается скребками, закрепленными.на вращаю-
щейся ферме 2, к приямку 4. Осадок из приямка удаляется
периодически с помощью плунжерного насоса, включае-
мого и выключаемого автоматически.
336
Ферма со скребками в
радиальных отстойниках
небольшого диаметра имеет
привод через понижающий
редуктор от электродвига-
теля, закрепленного на
стойке в центральной части
корпуса (см. рис. 260).
В радиальных отстойни-
ках большого диаметра
ферма со скребками вра-
щается с помощью те-
лежки, движущейся по
рельсам, уложенным на
торцовой части стенок
корпуса отстойника.
Флотаторы. Для очи-
стки сточных вод от мель-
чайших жидких частиц
загрязнителей широко ис-
пользутся метод воздуш-
ной флотации. Метод за-
ключается в пропускании
через осветляемую сточ-
ную воду тонкодисперс-
ных пузырьков воздуха,
которые при всплытии под
действием молекулярных
сил (сил поверхностного
натяжения) присоединяют
к себе частицы флотируе-
мых веществ.
Поверхностное натяже-
ние сточных вод, подле-
жащих флотационной очи-
стке, не должно превы-
шать 60—65 МН/м, в про-
тивном случае в сточные
воды приходится добав-
лять поверхностно-актив-
ные вещества.
Аппараты, в которых
использован метод воз-
душной флотации, полу-
Рис.* 260. ' Радиальный отстойник
из сборного железобетона
22 ю. И. Макаров
чили название флотаторов. В зависимости от способа ди-
спергирования воздуха флотаторы делят на флотаторы
с турбинками и флотаторы с напорной флотацией.
Флотатор с турбинкой (рис. 261) имеет резервуар 1,
чаще квадратной формы, изготовленный из железобетона.
Около днища резервуара смонтирована турбинка 2 насос-
ного типа. Вал 3 турбинки проходит внутри трубы 4,
соединенной со статором 5. Вал турбинки приводится
от электродвигателя, смонтированного на специальной
раме во флотационной камере. Уровень воды в резервуаре
устанавливается 1,5—3 м. В трубе 4 выше свободного
уровня жидкости в резервуаре имеются отверстия, через
которые при вращении турбинки вследствие создающегося
в камере статора разрежения засасывается из окружающей
атмосферы воздух. Очищаемая вода поступает в резервуар
флотатора через приемный карман 6. В резервуаре она
опускается сверху вниз. Лопатки турбинки распыляют
поступивший в трубу 4 воздух на мельчайшие пузырьки,
которые при всплывании сталкиваются с частицами ве-
ществ-загрязнителей, задерживают их около себя и увле-
338
кают на поверхность. Образующаяся на поверхности
пена, содержащая вещества-загрязнители, сгоняется пено-
снимателем 7 в сборный лоток 8. Ротор пеноснимателя
приводится от самостоятельного электродвигателя через
понижающий редуктор. При падении пены в сборный
лоток она разрушается и в виде смеси воды и флотируе-
мого вещества поступает в пеносборный резервуар. Очи-
щенная вода через гидравлический затвор 9 поступает
в выпускную камеру 10, откуда она сливается в отводя-
щий лоток 11. По лотку вода попадает либо в буферный
пруд, либо в систему оборотного водоснабжения.
Флотационная установка большей производительности
включает несколько параллельно работающих флотаторов
с турбинками, приемный резервуар, пеносборный резер-
вуар и насосную станцию для откачки воды и уловленных
веществ (нефти, нефтепродуктов и т. п.).
Во флотаторы с напорной флотацией сточная вода
поступает уже насыщенной воздухом. Аэрирование (на-
сыщение воздухом) сточной воды производится при по-
вышенном давлении в напорных резервуарах. Воздух
(в количестве до 5% расхода очищаемой воды) подается
в воду через всасывающий или напорный трубопровод
перекачиваемого насоса. В первом случае для подачи воз-
духа вместо компрессора можно использовать эжектор.
Для повышения эффекта очистки в'воду добавляют не-
большие количества глинозема и активного кремнезема.
Аэрированная сточная вода из напорного резервуара
через дисковый клапан выпускается во флотационную
отстойную камеру. При этом давление воды понижается
до атмосферного и в ней возникает большое количество
мелких пузырьков воздуха.
В большинстве случаев флотационная отстойная ка-
мера представляет собой цилиндрический резервуар из же-
лезобетона, в котором смонтированы устройства для рас-
пределения аэрированной воды и сбора пены.
На рис. 262 показана конструкция наиболее распро-
страненного в промышленности радиального напорного
флотатора с вращающимся водораспределением. Аэриро-
ванная сточная вода поступает в отстойную камеру по
трубе 5 и затем попадает во вращающийся водораспреде-
литель 6, состоящий из нескольких перфорированных
труб, закрепленных на вращающемся патрубке. После
выхода сточной воды из отверстий вращающихся труб
в отстойную камеру начинается процесс флотации: под-
22* 339
340
нимающиеся пузырьки воздуха захватывают частицы ве-
ществ-загрязнителей. На поверхности воды в отстойной
камере появляется пена, содержащая вещества-загрязни-
тели. Эта пена сгребается лопастями пеносборного устрой-
ства 2, приводимого во вращение от электродвигателя 1,
в пеносборный лоток 3.
Пена удаляется из лотка по трубе 4. Очищенная вода
через гидрозатвор попадает в лоток 8 осветленной воды,
из которого она поступает в систему оборотного водо-
снабжения или буферный пруд. Образующиеся в нижней
части отстойной камеры осадки выводятся по трубе 7.
Фильтры. Для очистки сточных вод от тонкодисперсных
загрязнителей (смол, нефти, масел, волокон и т. п.) при-
меняют фильтры. В качестве фильтрующего материала
в них используют насыпные зернистые слои кварцевого
песка, кокса, древесного угля или тканевые сетки.
Кварцевые фильтры представляют собой резервуары
из железобетона, чаще прямоугольной формы, на днище
которых насыпан сначала слой высотой 0,5 м из гравия
крупностью 30—80 мм (поддерживающий слой), а затем
слой кварцевого песка высотой 0,8—2,0 м (фильтрующий
слой). Глубина воды в резервуаре 4—10 м. Сточная вода
поступает в кварцевый фильтр через распределительный
лоток сверху; очищенная вода, прошедшая фильтрующий
слой, постепенно забивается осадком, его сопротивление
увеличивается, что приводит к снижению количества от-
фильтрованной воды. Поэтому через определенный про-
межуток времени фильтр переводят на режим регенера-
ции. С этой целью прекращают подачу сточной воды в ре-
зервуар, а снизу подают горячую воду. Иногда дополни-
тельно подают воздух, что интенсифицирует процесс ре-
генерации фильтрующего слоя. Промывные воды направ-
ляют для отстаивания в специальный резервуар. Момент
переключения фильтра на регенерацию определяется по
потере напора или по ухудшению качества фильтрата.
Коксовые фильтры конструктивно не отличаются от
кварцевых фильтров. В них фильтрующий слой состоит
из частиц кокса крупностью 5—15 мм. Коксовые фильтры
применяют для очистки сточных вод, содержащих смо-
листые вещества.
Древесноугольные фильтры имеют фильтрующий слой,
состоящий из частиц неактивированного угля крупностью
5—8 мм. Высота фильтрующего слоя у них 1 м. Эти филь-
тры используют для очистки некоторых химически загряз-
341
ненных сточных вод, например сточных вод латексных
производств.
Фильтры с сетками (микрофильтры) используют для
окончательной очистки слабо загрязненных сточных вод
либо для предварительной очистки сильно загрязненных
сточных вод.
Конструктивное оформление одного из микрофильтров
показано на рис. 263. Основным элементом этого микро-
фильтра является барабан /, приводимый во вращение
от индивидуального привода 4. Боковая стенка барабана
состоит из двух поддерживающих сеток из коррозионно-
стойкой стали с квадратными ячейками размером 2 мм,
между которыми зажата фильтрующая металлическая тка-
ная сетка с квадратными ячейками размером 40 мкм.
Сетки натянуты на каркас барабана. Ось 2 барабана изго-
товлена из перфорированной трубы и имеет две опоры 6.
Барабан установлен в железобетонной камере 5 с двумя
боковыми каналами: канал а для исходной смеси и канал б
для очищенной воды. Внутри барабана установлен метал-
лический желоб, закрепленный на оси 2. Над барабаном
смонтировано промывное устройство 3 для подачи на
верхнюю часть барабана чистой воды.
Работает микрофильтр следующим образом. Подлежа-
щая очистке сточная вода подается в боковой канал а,
разводящий сточную воду по отдельным микрофильтрам
(их может быть несколько в одном блоке). Из бокового
канала а сточная вода поступает в перфорированную ось
барабана, откуда она выливается во внутреннюю полость
барабана. Далее сточная вода проходит через фильтрую-
щую сетку барабана, освобождается от микровключений
и поступает в камеру 5 микрофильтра. Очищенная вода
удаляется из камеры 5 через водосливное окно в в боковой
канал б. Барабан погружен в воду, находящуюся в ка-
мере, примерно на 2/3 его диаметра. На внутренней по-
верхности фильтрующей сетки в погруженной части бара-
бана образуется осадок. При медленном вращении бара-
бана загрязненная часть фильтрующей сетки выходит
из воды и попадает под струи промывной воды, поступаю-
щей из промывного устройства 3. Промывное устройство 3
огорожено от брызг колпаком 7 из органического стекла.
Промывные воды собираются желобом 2 и поступают по
трубе 8 в сборный резервуар. Очищенная от осадка
фильтрующая сетка погружается снова в воду камеры 5,
где процесс фильтрации повторяется.
342
343
В промышленности эксплуатируются микрофильтры
с диаметром барабана от 1 до 3 м при длине от 1 до 4,5 м.
В зависимости от диаметра барабана и его длины микро-
фильтры имеют суточную производительность по очищен-
ной воде от 1100 до 30 000 м3.
Сооружения для обработки осадка. Образующиеся
в результате механической очистки шламы или илообраз-
ные осадки накапливаются в так называемых шламонако-
пителях или иловых площадках.
Шламонакопители представляют собой открытые зем-
ляные емкости: естественные (овраги, балки, старые русла
рек и т. д.) и искусственные, созданные путем насыпания
земляного рва. Чтобы обеспечить равномерное распре-
деление шлама по всей поверхности шламонакопителя, его
разбивают с помощью земляных перемычек на ряд сек-
ций, заполняемых последовательно.
Иловые площадки представляют собой железобетонные
емкости, разделенные внутренними перегородками на ряд
секций.
Обезвоженные в шламонакопителях или иловых пло-
щадках шламы и осадки в зависимости от их состава ис-
пользуются в промышленности, строительстве и сельском
хозяйстве.
Технологические схемы очистки сточных вод механиче-
ским методом в зависимости от состава нерастворимых
примесей в сточных водах содержат те или иные сооруже-
ния и аппараты, о конструкциях которых сказано выше.
Однако последовательность установки очистных сооруже-
ний и аппаратов в этих технологических схемах примерно
одинакова. На рис. 264 показана типичная для механиче-
ского метода очистки технологическая схема обезврежива-
ния сточных вод предприятий вискозного волокна. Сточ-
ная вода поступает с завода в распределительную камеру /,
откуда она направляется на решетки 2 для задержания
крупных нерастворимых примесей. За решетками нахо-
дятся смесительные камеры 3, в которых к сточным водам
для их нейтрализации примешивается известковое мо-
локо. Из смесительной камеры сточные воды поступают
в песколовку 4, где удерживается песок и другие тяжелые
минеральные частицы. Из песколовки сточные воды по-
ступают самотеком в горизонтальный отстойник 5, раз-
деленный на две попеременно работающие секции.
В то время как одна из секций отстойника работает
на осветление стоков, другая секция очищается от шлама.
344
Через некоторое время функции секций меняются: теперь
уже первая секция очищается от шлама, а вторая работает
на осветление стоков. Частично осветленные в отстойнике 5
сточные воды перекачиваются насосами станции 6 в ра-
диальный отстойник (или флотатор) 7, а шламовые
осадки — в приемник шлама 8. Из этого приемника шламы
Рис. 264. Технологическая схема очистки
завода
сточных вод вискозного
поступают на шламовые площадки 9 для их обезвожива-
ния. В радиальном отстойнике 7 происходит дальнейшее
осветление сточных вод.
За время пребывания в радиальном отстойнике (3—4 ч)
из сточных вод осаждается до 90% взвешенных в них
веществ. Иловый осадок из радиального отстойника 7
перекачивается на шламовые площадки. Окончательная
очистка сточных вод происходит в прудах-осветлителях 10
и фильтровальных бассейнах 11.
345
§ 61. Сооружения для очистки сточных вод
биохимическим методом
Окончательное обезвреживание сточных вод, прошед-
ших механическую или физико-химическую очистку, це-
лесообразно производить биохимическим методом. Он за-
ключается в переводе веществ-загрязнителей в безвредные
продукты окисления с помощью бактерий и простейших
микроорганизмов. Биохимический метод используется в ос-
новном для очистки сточных вод от органических веществ-
загрязнителей. В промышленности известны два способа
биохимической очистки сточных вод: аэробный и ана-
эробный.
Аэробный процесс биохимической очистки сточных вод
протекает в присутствии кислорода под воздействием ком-
плекса определенных видов бактерий и микроорганизмов
(биоценоза), развивающихся в сооружениях. Для нор-
мальной жизнедеятельности бактерий и микроорганизмов
при этом способе в сточных водах кроме кислорода и орга-
нических веществ должны содержаться биогенные эле-
менты (азот, фосфор, калий). В случае недостатка этих
элементов они вводятся в сточные производственные воды
искусственно. Наиболее дешевый источник биогенных
элементов — бытовые сточные воды, поэтому во многих
химических производствах на очистку подают смесь произ-
водственных и бытовых сточных вод.
Анаэробный процесс биохимической очистки сточных
вод протекает под воздействием бактерий и микроорганиз-
мов при отсутствии притока кислорода. Используется
он в промышленности редко, в основном для предвари-
тельной очистки сточных производственных вод, содер-
жащих большие количества органических веществ-загряз-
нителей.
Аэробную биохимическую очистку сточных вод про-
водят в следующих сооружениях: полях орошения, полях
фильтрации, биологических прудах, биофильтрах и аэро-
тенках.
Поля орошения — специально подготовленные и спла-
нированные ровные земельные участки, предназначенные
для биохимической очистки сточных вод с одновременным
выращиванием сельскохозяйственных культур. На полях
фильтрации производят только биохимическую очистку
сточных вод. Грунт на земельных участках полей ороше-
ния и фильтрации должен хорошо фильтроваться. Вблизи
346
водоносных горизонтов, используемых для питьевого во-
доснабжения, планировать поля орошения и фильтрации
запрещено. Нагрузка на эти поля составляет 1 м3 сточных
вод на 1 га площади земельного участка в сутки.
Биологические пруды представляют собой каскад из
3—5 искусственно созданных водоемов, предназначенных
для биохимической очистки сточных вод, основанной на
процессах самоочищения водоемов. Глубина жидкости
в них не превышает 1 м, что обеспечивает хорошее осве-
щение и прогрев всей массы воды.
Рис. 265. Принципиальная схема биофильтра
Поля орошения, поля фильтрации и биологические
пруды для очистки производственных сточных вод ис-
пользуются редко из-за их высокой стоимости, необходи-
мости иметь большие земельные участки и малой эффек-
тивности в зимнее время.
Для очистки производственных сточных вод биохими-
ческим методом используют в основном биофильтры и
аэротенки.
Биофильтры (рис. 265) представляют собой железо-
бетонные резервуары с решетчатым днищем 2, на которое
насыпается слой кускового материала 3 (галька, щебень,
кусковой керамзит, пластмассовые решетчатые блоки).
Подлежащая очистке сточная вода по трубе 5 подается
во вращающийся ороситель /, с помощью которого она
равномерно распределяется по всей поверхности загрузки
фильтрующего слоя. На поверхности кусков загрузки
образуется биологическая пленка, в которой находятся
микроорганизмы. При контакте сточной воды с этой плен-
кой микроорганизмы потребляют из нее органические
вещества-загрязнители.
Вследствие этого происходит прирост толщины биоло-
гической пленки. Необходимый для жизнедеятельности
347
микроорганизмов воздух подается вентилятором под ре-
шетчатое днище. Очищенная вода собирается под решет-
чатым днищем в лоток 4, откуда она поступает во вторич-
ный отстойник. Необходимость последнего обусловлена
тем, что по мере увеличения толщины биологической
пленки в ее нижних слоях микроорганизмы из-за недо-
статка питательных веществ и кислорода отмирают.
Это приводит к значительному снижению сцепляемости
пленки с поверхностью кусков засыпки. Отдельные части
пленки срываются с поверхности кусков и выносятся по-
током сточных вод из фильтрующего слоя. Эти куски
пленки улавливаются во вторичном отстойнике.
Высота загрузки в биофильтрах принимается равной
1,5—2 м (в низких биофильтрах), 2—4 м (в высоких био-
фильтрах) и 10—20 м (в башенных биофильтрах). Диаметр
биофильтра назначают в зависимости от его производи-
тельности 6, 12, 18, 24 и 30 м. В биофильтрах большой
мощности можно очистить до 40 000 м3 сточных вод в сутки.
Аэротенки представляют собой железобетонные коры-
тообразные резервуары длиной 30—100 м, шириной 3—
10 м и глубиной 3—5 м. В жидкости, заполняющей аэро-
тенк, находится определенное количество (до 3 кг/м3) ак-
тивного ила, представляющего собой скопление бактерий.
В результате жизнедеятельности этих бактерий происхо-
дит очистка сточных вод от различных органических ве-
ществ-загрязнителей. Для обеспечения нормальной жизне-
деятельности бактерий в нижние слои жидкости, находя-
щейся в аэротенке, равномерно по всей длине аэротенка
подается по перфорированным трубам воздух. В некото-
рых аэротенках для подачи воздуха используют механи-
ческие аэраторы турбинного типа. Смесь очищенной сточ-
ной воды и активного ила, выходящая из аэротенка, по-
ступает на вторичные отстойники, где происходит их раз-
деление. Основное количество активного ила возвращается
в аэротенк для повторного использования.
На рис. 266 приведена принципиальная схема трехко-
ридорного аэротенка со ступенчатым выпуском сточных
вод, собранного из сборного железобетона. Аэротенк со-
стоит из четырех однотипных секций 1—4. Каждая сек-
ция разделена двумя перегородками на три коридора.
Сточная вода, подлежащая очистке, поступает из подво-
дящего капала 6 в распределительные лотки 7 каждой
секции. Из распределительных лотков сточная вода через
отверстия а подается во второй коридор каждой секции.
348
Активный ил из лотка 5 через выпуски 8 поступает в пер-
вые коридоры каждой секции. Смесь активного ила и
сточной воды проходит третий коридор каждой секции и
поступает в отводящий канал 9. Сжатый воздух подается
через перфорированные трубы 10, уложенные по днищу
аэротенка, в первый и третий коридоры каждой секции.
Рис. 266. Принципиальная схема трехкоридорного аэротенка
Технологические схемы биохимической очистки сточных
вод содержат, как правило, сооружения, работающие к)ак
по механическому, так и по чисто биохимическому методу.
Практически во всех этих технологических схемах пред-
варительная очистка сточных вод от нерастворимых при-
месей производится в очистных сооружениях механиче-
ского принципа действия.
На рис. 267 приведена типичная технологическая
схема биохимической очистки сточных вод. В этой схеме
349
очистки предусмотрено разбавление промышленных сто-
ков бытовыми сточными водами. Работает она следующим
образом. Промышленные стоки последовательно проходят
песколовку 1, первичные отстойники 2, усреднитель 3,
Рис. 267. Технологическая схема очистки
сточных вод биохимическим методом
где очищаются от крупных частичек, и поступают в сме-
ситель 4. В этот же смеситель подаются в определенном
соотношении и бытовые сточные воды, прошедшие очистку
от крупных взвесей в решетке 5, песколовке 6 и первичных
350
радиальных отстойниках 7. Смесь промышленных и бы-
товых сточных вод из смесителя 4 подается в аэротенки 8.
После них стоки поступают для выделения активного ила
во вторичные радиальные отстойники 9, а затем в контакт-
ные резервуары 10, где очищенная вода контактирует
с хлором. После контактных резервуаров очищенная хло-
рированная вода сбрасывается в водоем. Избыточный ил
из вторичных отстойников 9 и первичных отстойников 7
иловыми насосами подается на иловую площадку 11.
Осадок из первичных отстойников 2 подается в шламо-
накопитель 12.
По разобранной выше схеме производится очистка
сточных вод на заводах синтетического каучука, нефте-
перерабатывающих и нефтехимических заводах.
§ 62. Оборудование для термического обезвреживания
сточных вод
Для ряда промышленных сточных вод наиболее на-
дежным и целесообразным является термический способ
их обезвреживания, заключающийся в их сжигании при
высокой температуре с получением нетоксичных газооб-
разных продуктов горения и твердых веществ (золы).
Промышленные стоки, обезвреживаемые термическим
способом, в зависимости от их состава можно разделить
на три группы, для каждой из которых требуется свое
оборудование.
К первой группе относят промышленные стоки, со-
держащие значительные количества нелетучих органиче-
ских веществ, т. е. таких веществ, которые при 100° С
практически не испаряются, и неорганические соли.
Ко второй группе относят промышленные стоки, со-
держащие в основном неорганические соединения и не-
большие количества органических веществ.
К третьей группе относят промышленные стоки с раз-
личным содержанием летучих и нелетучих органических
веществ, а также неорганических примесей.
Промышленные стоки первой группы с малой золь-
ностью могут быть использованы как энергетическое топ-
ливо. Для повышения калорийности они перед сжиганием
упариваются в многокорпусных выпарных установках
до содержания в них сухих остатков, равного 45%.
Упаривание агрессивных сточных вод чаще производят
в аппаратах с погружной горелкой. Основным узлом этого
351
аппарата является (рис. 268) погружная горелка 1, ра-
ботающая на газовом топливе. Смесь газа и воздуха по-
ступает в вертикальный канал этой горелки, где воспла-
меняется и сгорает. Продукты сгорания барботируют через
раствор, нагревая его до 95° С, сами охлаждаясь при этом
от 1400—1500 до 100° С. Горелка выполняется из шамот-
ных колец, помещенных в трубу из коррозионностойкой
стали. Исходные стоки подаются на упаривание через
нижний боковой штуцер, а упаренные стоки удаляются
Рис. 268. Схема выпарного аппа-
рата с погружной горелкой
из аппарата через ряд
боковых штуцеров, вварен-
ных в верхнюю часть
его корпуса. Корпус 2 ап-
парата с погружной горел-
кой выполняется из кор-
розионностойкой стали;
с наружной стороны кор-
пус аппарата имеет изо-
ляцию. Упаренные сточ-
ные воды могут гореть.
Сжигают их в камерных
топках. Одна из конструк-
ций таких топок показана
на рис. 269.
Топка имеет две ка-
меры: камеру А для сжи-
гания упаренных стоков
и камеру Б для осажде-
ния летучей золы. Упа-
ренные стоки форсункой 2
распыляются в камере А.
Размеры камеры сжигания должны быть такими, чтобы
капли распыленных стоков не попадали на ее стенки.
Необходимое количество топлива (мазута) вводится в ка-
меру А через форсунку 1. При сжигании топлива в ка-
мере А температура повышается до 1200° С. При такой
высокой температуре органические вещества, содержа-
щиеся в стоках, сгорают. Образующаяся при сгорании
топлива и стоков зола частично осаждается в камере А,
а частично выносится дымовыми газами в камеру Б.
Зола из камеры А удаляется через летку 3. В камере Б
догорают стоки и осаждается так называемая летучая,
т. е. унесенная дымовыми газами, зола. Дымовые газы
с целью утилизации из них тепла направляются в котел-
352
утилизатор, представляющий собой кожухотрубный тепло-
обменник. В котле-утилизаторе дымовые газы охла-
ждаются до 200° С и через дымовую трубу выбрасываются
в атмосферу.
Топка имеет цилиндрическую форму, внутренний диа-
метр камер 2,5—3 м, высоту 5—10 м. Внутренняя кладка
топки выполняется из шамотного кирпича в перевязку
с наружной основной кладкой из обычного красного
кирпича.
В тех случаях, когда содержание минеральных солей
в сухом остатке промышленных стоков первой группы
Рис. 269. Схема кон-
струкции топки для
сжигания промышлен-
ных стоков
повышается до 40—60%, утилизация тепла дымовых га-
зов в котельных установках становится экономически
невыгодной. Это объясняется тем, что трубки котла-ути-
лизатора быстро загрязняются легкоплавкой золой, вы-
несенной дымовыми газами из камеры Б, в результате
чего коэффициент полезного действия котла-утилизатора
резко снижается.
В подобных случаях более выгодно использовать так
называемую скрубберную схему термической очистки
стоков (рис. 270).
Скрубберная установка термического обезвреживания
стоков состоит из полого скруббера (абсорбера) /, камер-
ной топки 2, емкостей 3 исходных стоков, емкости 4 упа-
ренных стоков и перекачивающих насосов 5—9. Исход-
ные промышленные стоки из емкостей 3 перекачиваются
насосами 5 и 9 на верх скруббера /.Там стоки механиче-
скими форсунками 13 распыляются на мелкие капли,
падающие навстречу поднимающимся горячим дымовым
газам. При этом частично испаряются капельки жидко-
сти. Смесь водяных паров и дымовых газов удаляется
23 Ю. И. Макаров
353
из скруббера через короб 10 в атмосферу (через трубу 12
естественной тяги или дымососом 11). Дымовые газы
за счет испарения капелек жидкости охлаждаются от 800
до 75—85° С. Упаренная до содержания сухого остатка
40—45% жидкость собирается из нижней части скруббера
в емкость 4. Из этой емкости она насосом 6 перекачивается
в форсунки 15 с водяным охлаждением, установленные
в камере сжигания 2 топки. При сжигании в топке 2
топлива, подаваемого насосом 7 в форсунку 16, происхо-
дит интенсивный выжиг органических веществ, содержа-
щихся в каплях упаренных стоков. Минеральные соли
(зола) удаляются из камеры 2 топки в жидком виде. Неко-
торая часть унесенной с дымовыми газами золы осаждается
в осадительной камере 17. Дымовые газы с температурой
800—1000° С из этой камеры поступают в нижнюю часть
скруббера. В моменты отключения форсунок 13 вклю-
чаются форсунки 14, в которые насосом 8 подается чистая
вода. Это необходимо делать, во-первых, при чистке скруб-
бера 1, а во-вторых, во всех случаях отключения или за-
354
сорения форсунок 13, распыляющих исходную смесь,
во избежание перегрева стенок скруббера. Из скруббера 1
упаренная жидкость может быть направлена в емкости 3.
При этом ее можно отфильтровать в фильтре 18.
Скруббер сваривается из стальных листов, толщина
которых уменьшается снизу вверх. В месте входа дымовых
газов царгу рекомендуется выполнять из жароупорной
стали 20Х25Н20С2. Если стоки содержат агрессивные ве-
щества, то корпус скруббера сваривается из коррозионно-
стойкой стали 12Х18Н10Т. Тепловая изоляция скруббера
выполняется из диатомового кирпича К-1 марки 600 в ме-
таллическом каркасе, опирающемся на колонны. Между
наружной стенкой корпуса скруббера имеется зазор от
20 мм в верхней части и до 50 мм в нижней, что позволяет
легко обнаружить течь при неплотности швов скруббера.
Наружная обшивка изоляции выполняется из листовой
стали толщиной 1—2 мм. Диаметр корпуса скруббера
в зависимости от производительности установки назна-
чают 3,5—4,5 м, высота 10—30 м. На скруббере устанав-
ливают 4—8 форсунок.
Многозольные сточные воды второй группы даже и
после упаривания требуют при непосредственном сжига-
нии значительных количеств топлива, поэтому экономиче-
ски более выгодно сначала выделить из них вещества-
загрязнители, а затем подвергнуть последние термической
обработке. Выделение веществ-загрязнителей производят
в распылительных сушилках (рис. 271). Высушивание
капелек распыленных упаренных стоков производится
в распылительной сушилке 1 с помощью дымовых газов.
Высушенный продукт, содержащий минеральные соли и
органические вещества, удаляется из сушилки и по пнев-
мостволу подается в циклонную топку 2, где происходит
выжиг из него органических веществ. Дымовые газы
циклонной топки используются в качестве теплоносителя
в распылительной сушилке. После прохождения камеры
сушилки дымовые газы очищаются от пыли в циклоне 3,
мокром абсорбере 4, а затем выбрасываются в атмосферу.
Расплавленные соли, так называемый расплав, из циклон-
ной топки поступают в охладитель 5, а затем либо выбра-
сываются в отвал, либо используются как химическое
сырье.
Циклонные топки в зависимости от расположения их
корпуса делят на вертикальные и горизонтальные, хотя
существенного различия в их конструкциях нет. Рас-
23* # 355
смотрим принцип действия циклонных топок на примере
конструкции вертикальной циклонной топки (рис. 272).
Необходимое для сжигания порошка соли количество
мазута подается шестеренчатым насосом в механическую
форсунку 1, установленную в центральной части пред-
топки 2. Распыленные форсункой капли мазута сгорают
в закрученном потоке первичного воздуха, подаваемого
по трубе 3. Порошкообразная соль вместе с вторичным
Рис. 271. Технологическая Рис. 272. Схема вертикальной
схема очистки многозольных циклонной топки
сточных вод
воздухом вводится во внутреннюю часть топки 4 через
тангенциальный ввод 5. Закрученный поток воздуха вме-
сте с частичками пыли и дымовыми газами опускается.
При этом происходит выжиг органических веществ из ча-
стичек соли. Дополнительное количество воздуха, так
называемый третичный воздух, вдувается в камеру через
тангенциальный ввод 6. Дымовые газы вместе с частицами
соли, из которых произведен выжиг органических веществ,
выходят из камеры через диафрагму 7. Корпус топочной
камеры может быть выполнен из котельной стали с вну-
тренней футеровкой огнеупорным кирпичом 8. В некото-
рых конструкциях циклонных топок корпус топочной
камеры имеет наружную рубашку 9 для водяного охла-
356
ждения, как это показано на рис. 272. В этом случае
внутренняя часть корпуса ошиповывается и обмазывается
замазкой, состоящей из шамотного порошка, огнеупорной
глины и портланд-цемента.
Стоки третьей группы, содержащие летучие органиче-
ские вещества, предварительно подогревают в выпарном
аппарате при атмосферном давлении до температуры вы-
деления летучих, которые затем вместе с небольшим ко-
личеством паров удаляются из выпарного аппарата и
направляются для сжигания в топку. Стоки после от-
гонки летучих обезвреживают по скрубберной схеме,
описанной выше.
§ 63. Оборудование для обезвреживания сточных
промышленных вод физико-химическим
и химическим методами
Как физико-химический, так и химический методы
очистки промышленных стоков отличаются большим раз-
нообразием используемого оборудования и компоновки
их в технологические схемы.
Наиболее распространенными типами оборудования
при физико-химическом методе очистки являются экстрак-
торы и адсорберы.
Жидкостная экстракция является наиболее распро-
страненным способом извлечения из сточных вод фенолов,
жирных кислот и некоторых других органических ве-
ществ. В промышленности этот процесс проводят в ко-
лонных, смесительно-отстойных, роторно-дисковых и цен-
тробежных экстракторах, конструкции которых рассмо-
трены в гл. VIII.
В качестве растворителей (экстрагентов) для извлече-
ния фенолов из сточных вод используют сырой бензол,
обесфеноленное легкое масло, бутилацетат, резорцин и
некоторые смеси спиртов. Отработанный растворитель
перекачивается в отгонную колонну, в которой путем
нагрева примерно до 85° С из него выделяются фенол и
пары растворителя. Пары растворителя после их конден-
сации снова направляют на экстракцию.
Полностью извлечь фенолы из сточных вод не удается,
поэтому для окончательной их очистки в промышленности
используют биохимический метод.
Адсорбционный метод извлечения наиболее целесооб-
разен при очистке сточных вод с низкой концентрацией
357
в них веществ-загрязнителей. В качестве адсорбента
в этом случае чаще других используется активированный
уголь. В последние годы для этой цели стали широко ис-
пользовать ионообменные смолы.
Аппаратура, используемая при адсорбционном способе
очистки сточных вод, зависит от состояния в ней зерен
активированного угля: стационарный слой, псевдоожи-
женный слой. На рис. 273 приведена технологическая
схема адсорбционной очистки сточных вод в адсорберах
со стационарным слоем катализатора. Сточная вода про-
качивается сначала через кварцевый фильтр 1 для извле-
чения из нее нерастворимых взвесей. В смесителе 2 к сточ-
Рис. 273. Технологическая схема блока адсорбционных
фильтров:
сплошные линии — сточная и очищенная вода; штриховые линии —
растворитель
ной воде добавляется по линии I небольшое количество
реагента для регулирования ее pH (кислотности). Затем
сточная вода поступает в адсорберы 3, в которых зерна
активированного угля размером 2—5 мм уложены на
беспровальную решетку слоем высотой 400—500 мм.
При прохождении этого слоя из сточных вод извлекаются
вещества-загрязнители. После насыщения адсорбента по-
дачу сточных вод в колонны 3 прекращают, колонны осво-
бождаются от находящейся в них воды, а затем адсорбент
подвергают регенерации. Для этого по линии II в ко-
лонны подается растворитель (хлористый метил, дихлор-
этан, метанол, этанол, ацетон, бензол и т. п.), который
извлекает из зерен активированного угля поглощенные
им из воды вещества-загрязнители. Загрязненный рас-
358
в
смеситель 1, куда
Рис. 274. Технологическая схема
очистки сточных вод в аппа-
рате псевдоожиженным слоем
зерен активированного угля
творитель по линии III направляется на регенерацию.
Блок адсорберов 3 монтируется чаще всего из трех колонн,
соединенных таким образом, что две из них могут в любом
сочетании работать на очистку, а третья — на регенера-
цию. Подобные блоки обычно применяют при очистке
цеховых стоков. Для очистки сточных вод в больших
количествах чаще используют аппараты с псевдоожижен-
ным слоем активированного угля.
Технологическая схема очистки сточных вод в аппарате
с псевдоожиженным слоем адсорбента показана на
рис. 274. Сточная вода пос
дозатором непрерывно за-
гружается сухой активиро-
ванный уголь (АУ). Образу-
ющаяся суспензия перека-
чивается в колонну 2, где
образуется псевдоожижен-
ный слой зерен активиро-
ванного угля некоторой
высоты. В верхней части
колонны очищенная вода
осветляется. Некоторая часть
воды с взвешенным в ней
адсорбентом выводится из
середины колонны (примерно
из верхней части псевдо-
ожиженного слоя) в отстойник 3. Сгущенная суспензия
активированного угля из нижней части этого аппарата
удаляется на регенерацию, а осветленная вода направ-
ляется из верхней его части в линию очищенной воды.
Среди химических методов очистки сточных вод наи-
большее распространение получил так называемый паро-
циркуляционный метод. Он основан на отгонке летучих
загрязнений циркулирующим водяным паром с после-
дующей его очисткой от загрязнений раствором щелочи.
Используется он для обесфеноливания сточных вод коксо-
химических заводов. Основным аппаратом при этом методе
является скруббер, разделенный на две части сплошной
перегородкой. Верхняя часть скруббера заполнена дере-
вянной хордовой насадкой, а нижняя — металлической
спиральной насадкой, уложенной в несколько рядов.
Во внутренней перегородке скруббера имеется патрубок
для пропуска паров из нижней части в верхнюю. Нагре-
тая до кипения (100—102° С) сточная вода, содержащая
359
фенол, перекачивается насосем на верх скруббера. Сте-
кающая по деревянной хордовой насадке горячая вода
встречается с поднимающимся циркулирующим паром.
При этом значительная часть фенолов переходит из стоков
в паровую фазу. Обесфеноленная сточная вода удаляется
из скруббера чуть выше перегородки и направляется для
дальнейшей очистки от солей аммиака в аммиачную ко-
лонну. Фенолсодержащий пар отсасывается вентилятором
из верхней части скруббера и подается в нижнюю часть
скруббера. Периодически в верхний ярус нижней части
скруббера подается насосом 10%-ный раствор щелочи.
Раствор щелочи, стекая навстречу циркулирующему пару,
извлекает из него фенолы, в результате образуются фено-
ляты. Для увеличения орошения насадки феноляты пере-
качиваются насосом из нижней части скруббера на верх-
ний ярус нижней его части. Часть фенолят непрерывно
удаляется самотеком в сборник, откуда они перекачи-
ваются периодически на склад.
На пароциркуляционных установках степень обесфено-
ливания достигает 92—93%, поэтому окончательная очи-
стка сточных вод производится биохимическим методом.
В заключение этой главы следует отметить, что при
выборе метода очистки сточных промышленных вод пред-
почтение следует отдавать тем методам, которые позво-
ляют выделить из них необходимые для дальнейшего
использования вещества.
СПИСОК ЛИТЕРАТУРЫ
К главам I—IX
1. Касаткин А. Г. Основные процессы и аппараты химической
технологии. Изд. 9-е. М., «Химия», 1973, 784 с.
2. Плановский А. Н., Николаев П. И. Процессы и аппараты хими-
ческой технологии. Изд. 2-е. М., «Химия», 1972, 493 с.
3. Домашнее А. Д. Конструирование и расчет химических аппа-
ратов. М., «Машиностроение», 1961, 623 с.
4. Бабицкий И. Ф., Вихман Г. Л., Вальфсон С. М. Расчет и кон-
струирование аппаратуры нефтеперерабатывающих заводов. Изд. 2-е.
М., «Недра», 1965, 903 с.
5. Лащинский А. А., Толчинский А. Р. Основы конструирования
и расчета химической аппаратуры. Справочник. Изд. 2-е. Л., «Маши-
ностроение», 1970, 752 с.
6. Генкии А. Э. Оборудование химических заводов. Изд. 2-е.
М., «Высшая школа», 1970, 352 с.
7. Правила устройства и безопасной эксплуатации сосудов,
работающих под давлением. М., «Металлургия», 1975.
8. Жужиков В. А. Фильтрование. Теория и практика разделения
суспензий. Изд. 3-е. М., «Химия», 1971, 440 с.
9. Батурав В. И., Лейбовский М. Г. Гидроциклоны. Конструкции
и применение. М., ЦИНТИХИМНЕФТЕМАШ, 1973, 59 с.
10. Лукьяненко В. М. Таранец А. В. Промышленные центрифуги.
М., «Химия», 1974, 375 с.
11. Зинватулин Н. X., Антонов В. В. Методы и аппараты разделе-
ния газовых неоднородных систем. Изд. КХТИ. Казань, 1972, 47 с.
12. Ужов В. Н., Мягков Б. И. Очистка промышленных газов филь-
трами. М., «Химия», 1970, 319 с.
13. Ужов В. Н., Вальдберг А. Ю. Очистка газов мокрыми фильтрами.
М., «Химия», 1972, 247 с.
14. Лебедев Н. Д. Теплообменные, сушильные и холодильные
установки. Изд. 2-е. М., «Энергетика», 1972, 320 с.
15. Барановский Н. В., Коваленко Л. М., Ястребеиецкий А. Р.
Пластинчатые и спиральные теплообменники. М., «Машиностроение»,
1973, 288 с.
16. Чернобыльский Н. Н. Выпарные установки. Изд. Киевского
университета, 1960, 462 с.
17. Попов Н. П. Выпарные аппараты в производстве минеральных
удобрений. М., «Химия», 1974, 128 с.
18. Лебедко Ю. П. Кристаллизация из растворов в химической
промышленности. Л., «Химия», 1973, 48 с.
36i
19. Лыков М. В. Сушка в химической промышленности. М.,
«Химия», 1970, 432 с.
20. Романков П. Г., Рашковская Н. Б. Сушка во взвешенном состоя-
нии. Изд. 2-е, Л., «Химия», 1968.
21. Александров И. А. Ректификационные н абсорбционные аппа-
раты. Методы расчета и основы конструирования. Изд. 2-е. М.,
«Химия», 1971, 296 с.
22. Головачевский Ю. А. Оросители и форсунки скрубберов
химической промышленности. М., «Машиностроение», 1974, 271 с.
23. Гриншпун В. Я. Экстракторы для системы твердое тело —
жидкость. ЦИНТИХИМНЕФТЕМАШ. М„ 1972, 53 с.
24. Лукин В. Д. Адсорбционные процессы в химической промыш-
ленности. Л., «Химия», 1973, 64 с.
К главам X—XIV
1. Смирнов Н. Н. Реакторы в химической промышленности. Л.,
«Химия», 1972, 56 с.
2. Иоффе И. И., Письмен Л. М. Инженерная химия гетерогенного
катализа. Изд. 2-е. Л., «Химия», 1972, 462 с.
3. Печи химических производств под ред. Локшина Ю. Э. Л.,
«Машиностроение», 1971, 130 с.
4. Катализ в кипящем слое. Под ред. И. П. Мухленова. М., «Химия»
1971, 312 с.
5. Румянцев О. В. Оборудование цехов синтеза высокого давления
в азотной промышленности. М., «Химия», 1970, 376 с.
6. Амелин А. Г. Производство серной кислоты. М., «Химия», 1967.
7. Масальский К. Е., Годик В. М., Пиролизные уетановки. М.,
«Химия», 1968, 144 с.
8. Холланд Ф. А., Чапман Ф. С. Химические реакторы и смесители
для жидкофазных процессов М., «Химия», 1974, 208 с.
9. Позин М. Е. Технология минеральных удобрений. М., «Химия»,
974.
К главам XV— XVI
1. Шерстюк А. Н. Насосы, вентиляторы, компрессоры. М., «Выс-
шая школа», 1972, 342 с.
2. Бакланов Н. А. Насосы в химической промышленности. Л.,
«Химия», 1970, 63 с.
3. Бобровский С. А., Соколовский С. М. Гидравлика, насосы н
компрессоры. М., «Недра», 1972, 296 с.
4. Спасский К. Н., Шаумян В. В. Новые насосы для малых подач
и высоких давлений. М., «Машиностроение», 1973, 160 с.
К главе XVI11
1. Щупляк И. А. Измельчение твердых материалов в химической
промышленности. Л., «Химия», 1972, 61 с.
2. Барабашкин В. П. Молотковые и роторные дробилки. Изд. 2-е.
М., «Наука», 1973, 143 с.
3. Утеуш 3. В., Утеуш Э. Ф. Управление нзмельчительными
агрегатами. М., «Машиностроение», 1973, 280 с.
362
К главе XIX
1. Батуров В. И., Лейбовский М. Г. Современные отстойники для
систем водоочистки. М., ЦИНТИХИМНЕФТЕМАШ, 1974, 48 с.
2. Карелии Я- А., Репин В. Н. Биохимическая очистка сточных
вод предприятий пищевой промышленности. М., «Пищевая промышлен-
ность», 1974, 163 с.
3. Фашман Г. И., Литвак А. А. Водоснабжение и очистка сточных
вод предприятий химических волокон. М., «Химия», 1971, 161 с.
4. Яшиовский А. А. Оборудование термического обезвреживания
промышленных стоков. М., «Машиностроение», 1972, 135 с.
ОГЛАВЛЕНИЕ
Введение . 3
Глава I. Основные сведения о процессах химической и
нефтехимической технологии............................... 5
§ 1. Классификация оборудования и процессов
химической и нефтехимической технологии
§ 2. Характеристика основных производств хи-
мической и нефтехимической технологии . . 9
§ 3. Общие методы расчета химической аппара-
туры . . . . ................... 12
Глава II. Основы конструирования химического и нефте-
химического оборудования ............................... 15
§ 4. Основные принципы конструирования хими-
ческой и нефтехимической аппаратуры . . 15
§ 5. Требования техники безопасности .... 17
§ 6. Конструкционные материалы химического
и нефтехимического машиностроения ... 22
§ 7. Основные узлы и детали химической и нефте-
химической аппаратуры......................... 29
Глава III. Аппараты для разделения суспензий ... 42
§ 8. Отстойники X/ 42
§ 9. Фильтры 45
§ 10. Центрифуги . 55
Глава IV. Аппараты для очистки газов................ 63
§ 11. Классификация способов очистки газов . . 63
§ 12. Инерционные и фильтрующие газоочистители 64
| 13. Мокрые газоочистители ... 70
§ 14. Электрофильтры .......................... 73
§ 15. Прочие способы очистки газов............. 76
364
Глава V. Аппараты для нагрева, охлаждения и конденса-
ции .................................................... 78
§ 16. Методы нагрева и охлаждения. Теплоноси-
тели и хладагенты ............................. 78
§ 17. Поверхностные теплообменные аппараты . . 80
§ 18. Теплообменники смешения, конденсаторы 99
Глава VI. Аппараты для выпаривания и кристаллизации 105
§ 19. Выпарные установки 105
§ 20. Кристаллизаторы 112
Глава VII. Сушильные установки . . 120
§ 21. Способы сушки и классификация сушилок . . 120
§ 22. Камерные, ленточные, вальцовые, гребковые
и петлевые сушилки .......................... 123
§ 23. Распылительные сушилки, сушилки с псев-
доожиженным слоем и аэрофонтанные сушил-
ки ........................................... 129
§ 24. Барабанные сушилки ..................... 132
Глава VIII. Аппараты для разделения жидкостей . . 138
§ 25. Основы процесса ректификации 138
§ 26. Устройство тарелок ректификационных.ко-
лонн ...................................... 142
§ 27. Вспомогательная аппаратура ректификацион-
ных установок ................................ 150
§ 28. Прочие типы ректификационных колонн.
Колонны специальных типов . . 151
§ 29. Опоры колонных аппаратов . 153
§ 30. Экстракторы . ............ . . - 154
Глава IX. Аппараты для разделения газовых смесей 163
§ 31. Абсорбционные установки 163
§ 32. Конструкции абсорберов 165
§ 33. Адсорберы . . 175
Глава X. Общие сведения о реакционных процессах и
оборудовании........................................... 181
§ 34. Классификация химических процессов . . . 181
§ 35. Классификация реакторов и факторы, влия-
ющие на нх конструкцию 184
Глава XI. Реакторы каталитических газофазных про-
цессов ................................................ 187
§ 36. Классификация и общие сведения о катали-
заторах ...................................... 187
365
§37. Реакторы с неподвижным слоем катализатора 189
§ 38. Реакторы с компактным движущимся слоем
шарикового катализатора ...................... 198
§ 39. Реакторы с псевдоожиженным слоем зерни-
стого или пылевидного катализатора . . . 203
§ 40. Реакторы, работающие под высоким давле-
нием ......................................... 209
Глава XII. Реакторы некаталитических газофазных про-
цессов ................................................ 221
§ 41. Реакторы с газовыми горелками ... 221
§ 42. Электродуговые реакторы................ 225
§ 43. Трубчатые реакторы с огневым обогревом
(трубчатые печи)............................. 226
Глава XIII. Реакторы для жидкофазных процессов . 250
§ 44. Конструкции аппаратов с мешалками . 250
§ 45. Приводы мешалок и уплотнения враща-
ющихся валов ................................ 262
Глава XIV. Реакторы для химического превращения
твердых веществ ....................................... 269
• § 46. Конструкции реакторов, в которых один из
реагентов находится в твердом состоянии . . 269
Глава XV. Резервуары и вспомогательная емкостная
аппаратура............................................. 275
§ 47. Устройство емкостных аппаратов....... 275
Глава XVI. Оборудование для повышения давления и
перемещения жидкостей.................................. 283
§ 48. Основные рабочие параметры и виды насосов 283
§ 49. Возвратно-поступательные насосы.... 285
§ 50. Центробежные насосы............... 290
§ 51. Насосы специальных типов ....... 296
Глава XVII. Оборудование для перемещения и сжатия
газов ........................................ 300
§ 52. Вентиляторы ....................... . 300
§ 53. Воздуходувки и газодувки 303
§ 54. Компрессоры . . 307
§ 55. Вакуум-насосы 314
Глава XVIII. Дробильно-размольное оборудование . . 317
§ 56. Классификация машин для измельчения . . 317
§ 57. Дробилки . . . 319
§ 58. Мельницы .............................. 322
366
Глава XIX. Оборудование и сооружения очистки и обез-
вреживания промышленных сточных вод . 330
§ 59. Классификация производственных сточных
вод и основные методы их очистки .... 330
§ 60. Оборудование и сооружения для очистки
сточных вод механическим методом .... 333
§ 61. Сооружения для очистки сточных вод биохи-
мическим методом............................. 346
§ 62. Оборудование для термического обезврежи-
вания сточных вод............................ 351
§ 63. Оборудование для обезвреживания сточных
промышленных вод физико-химическим и
химическим методами.......................... 357
Список литературы...................................... 361
Юрий Иванович Макаров,
Август Эммануилович Генкин
ТЕХНОЛОГИЧЕСКОЕ ОБОРУДОВАНИЕ ХИМИЧЕСКИХ
И НЕФТЕГАЗОПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ
Редактор издательства И. П. Ошерова
Технический редактор Н. В. Тимофеенко
Корректор Ж- Л. Суходолова
Переплет художника В. П. Сопина
-Сдано в набор 22/IV 1975 г.
Подписано к печати 15/1 1976 г. Т-03304
Формат 84Х IO8V32 Бумага типографская № 2
Усл. печ. л. 19,3. Уч.-изд. л. 18,0
Тираж 6500 экз. Заказ 282
Цена 75 коп.
Издательство «Машиностроение», 107885, Москва, Б-78,
1-й Басманный пер., 3
Ленинградская типография № 6 Союзполиграфпрома
при Государственном комитете Совета Министров СССР
по делам издательств, полиграфии и книжной торговли
193144, Ленинград, С-144, ул. Моисеенко, 10