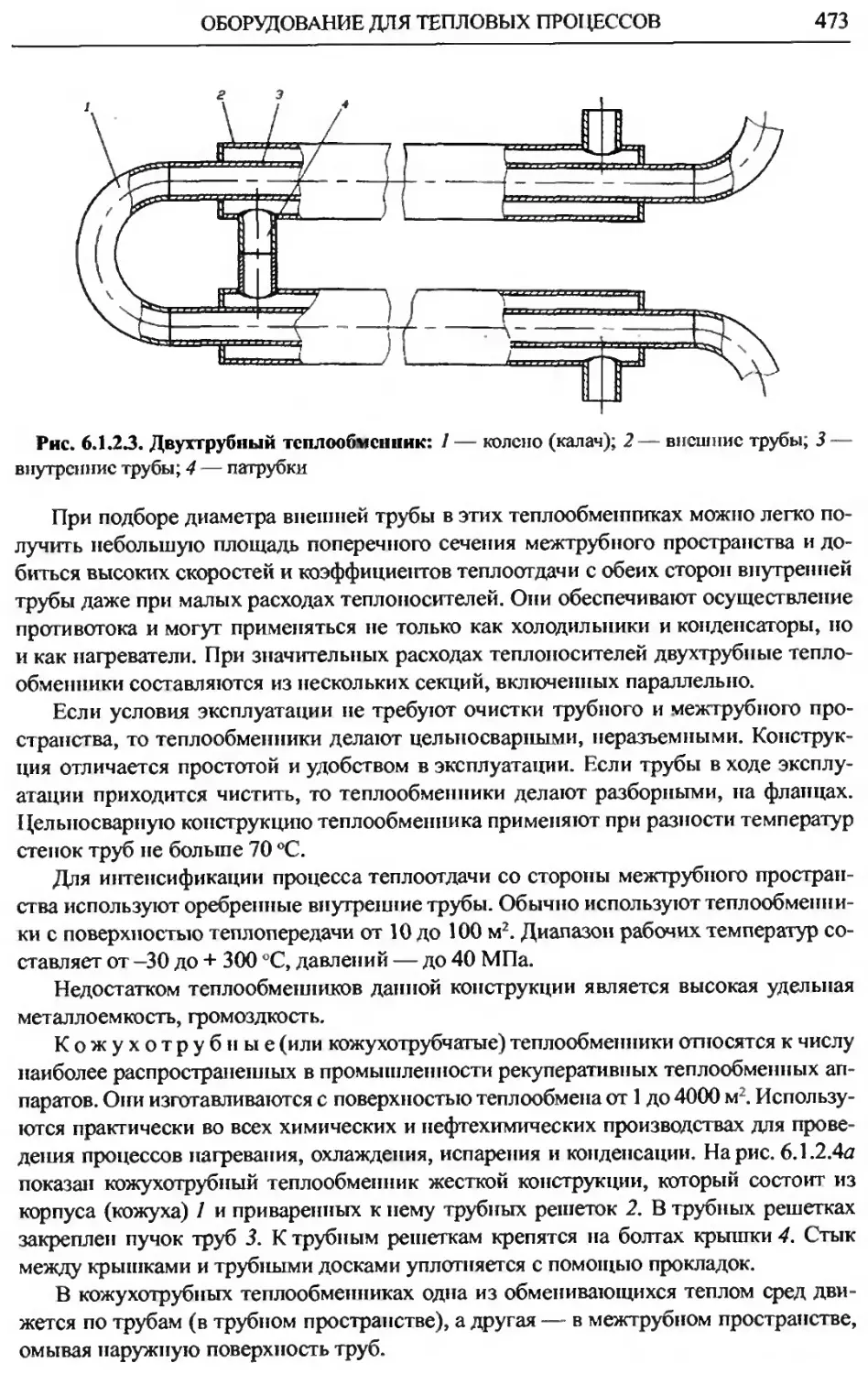
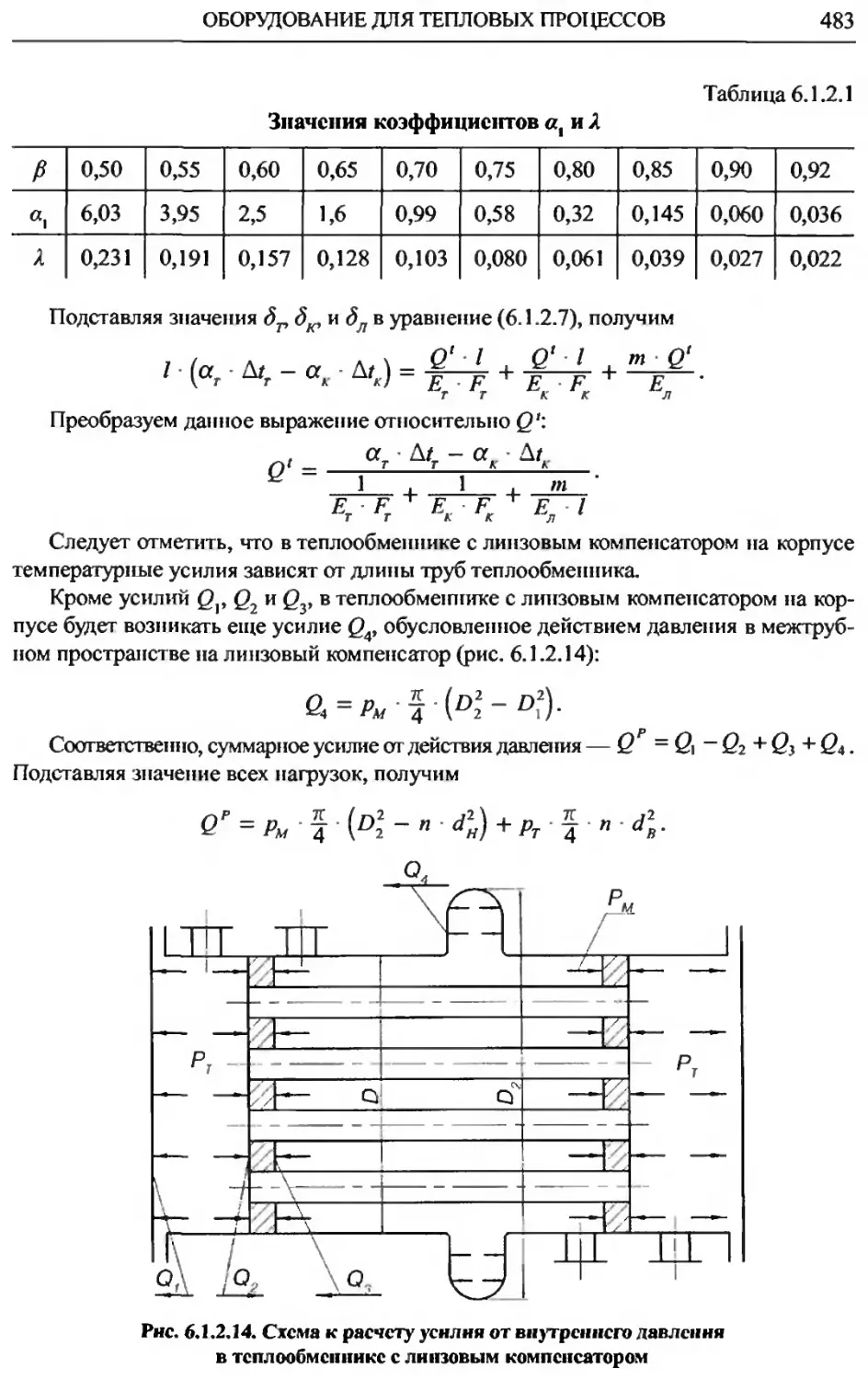
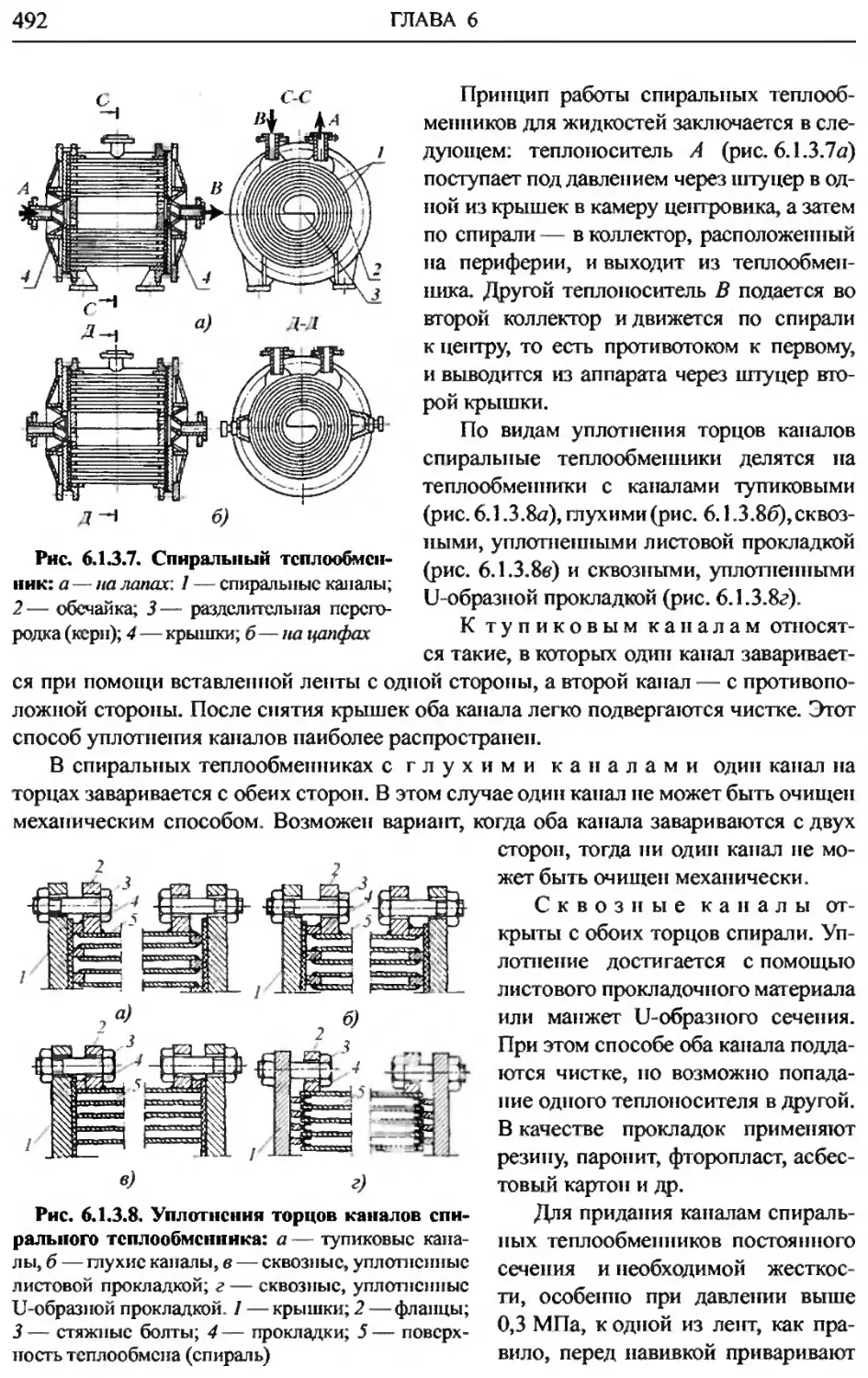
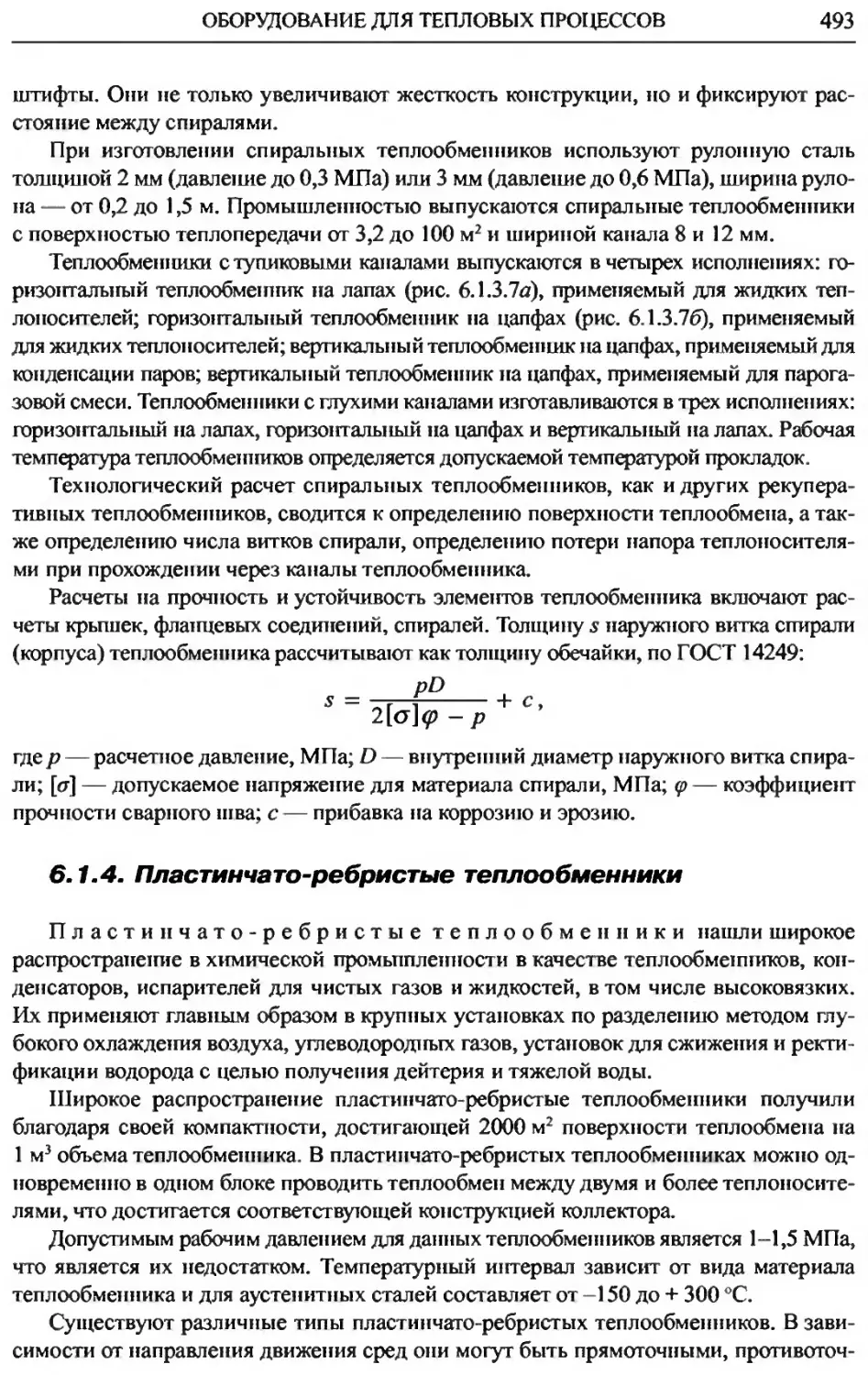
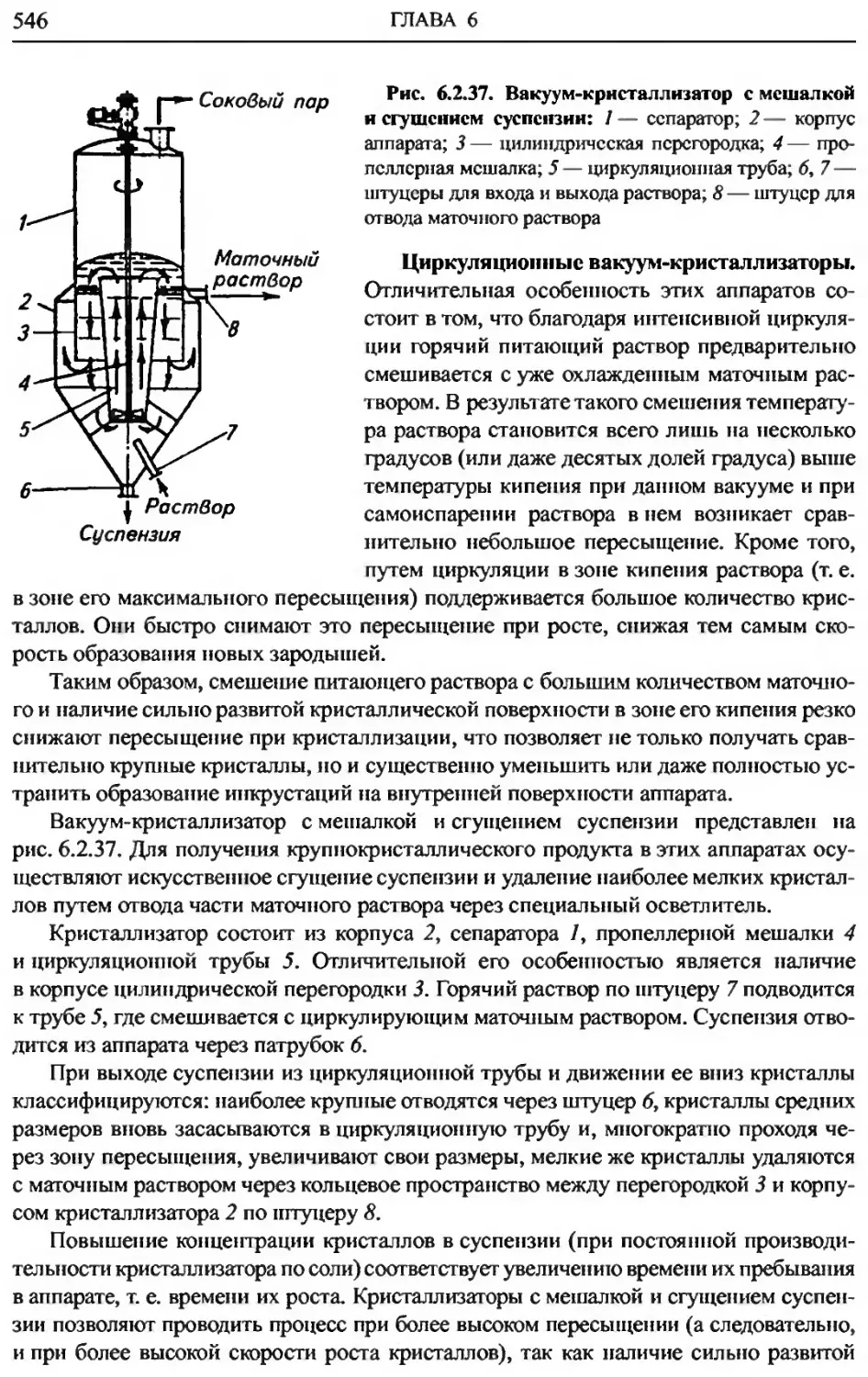
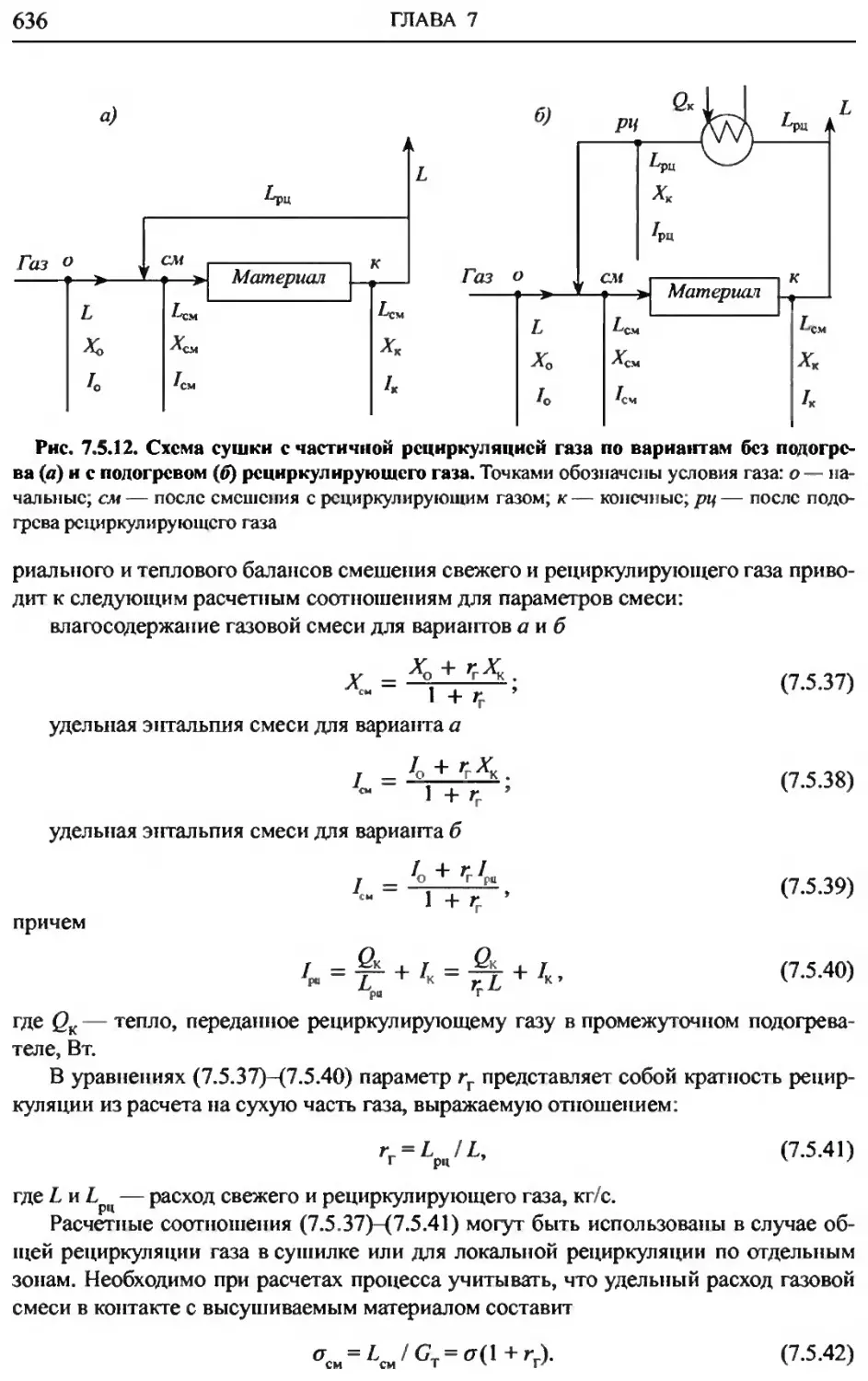
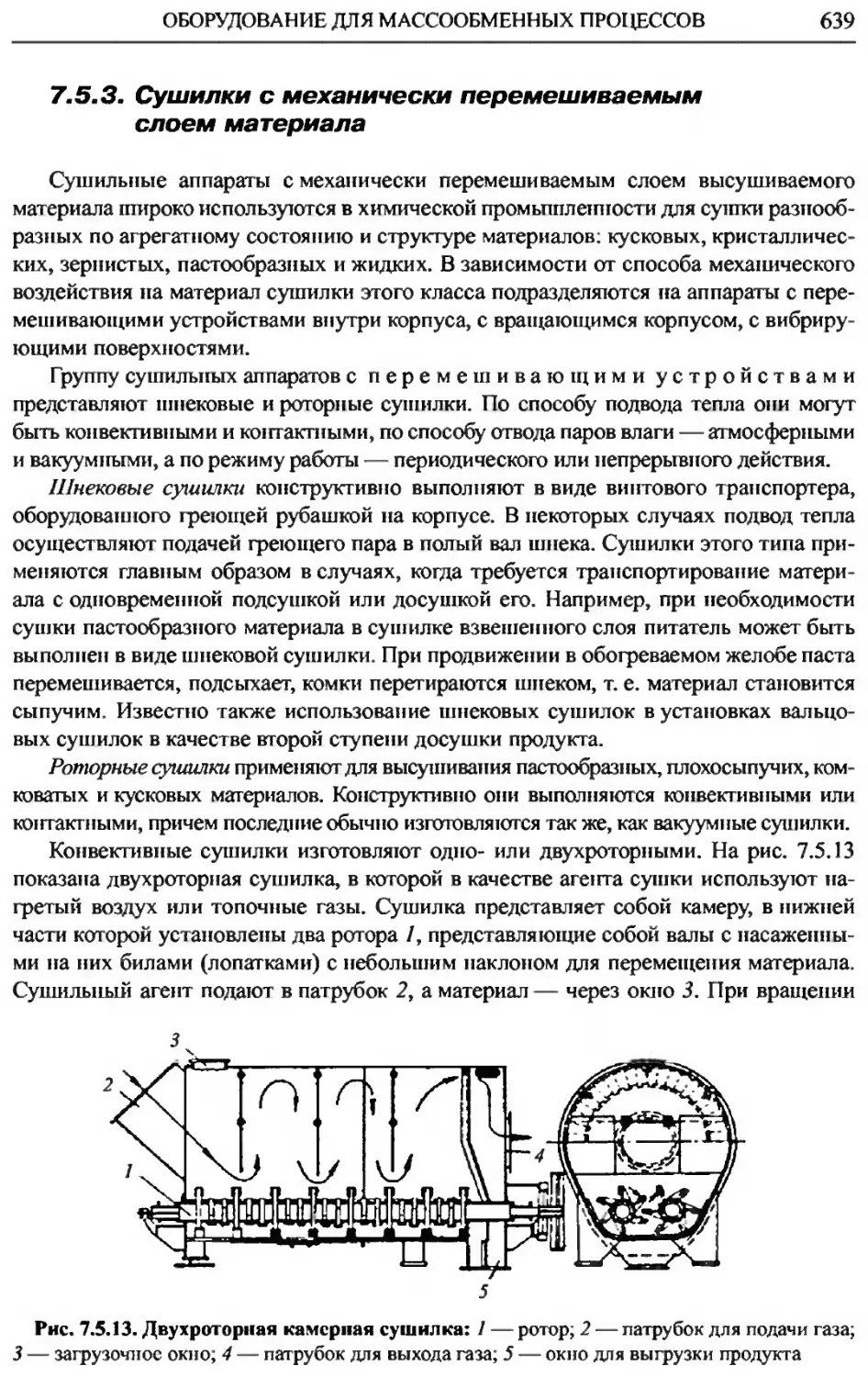
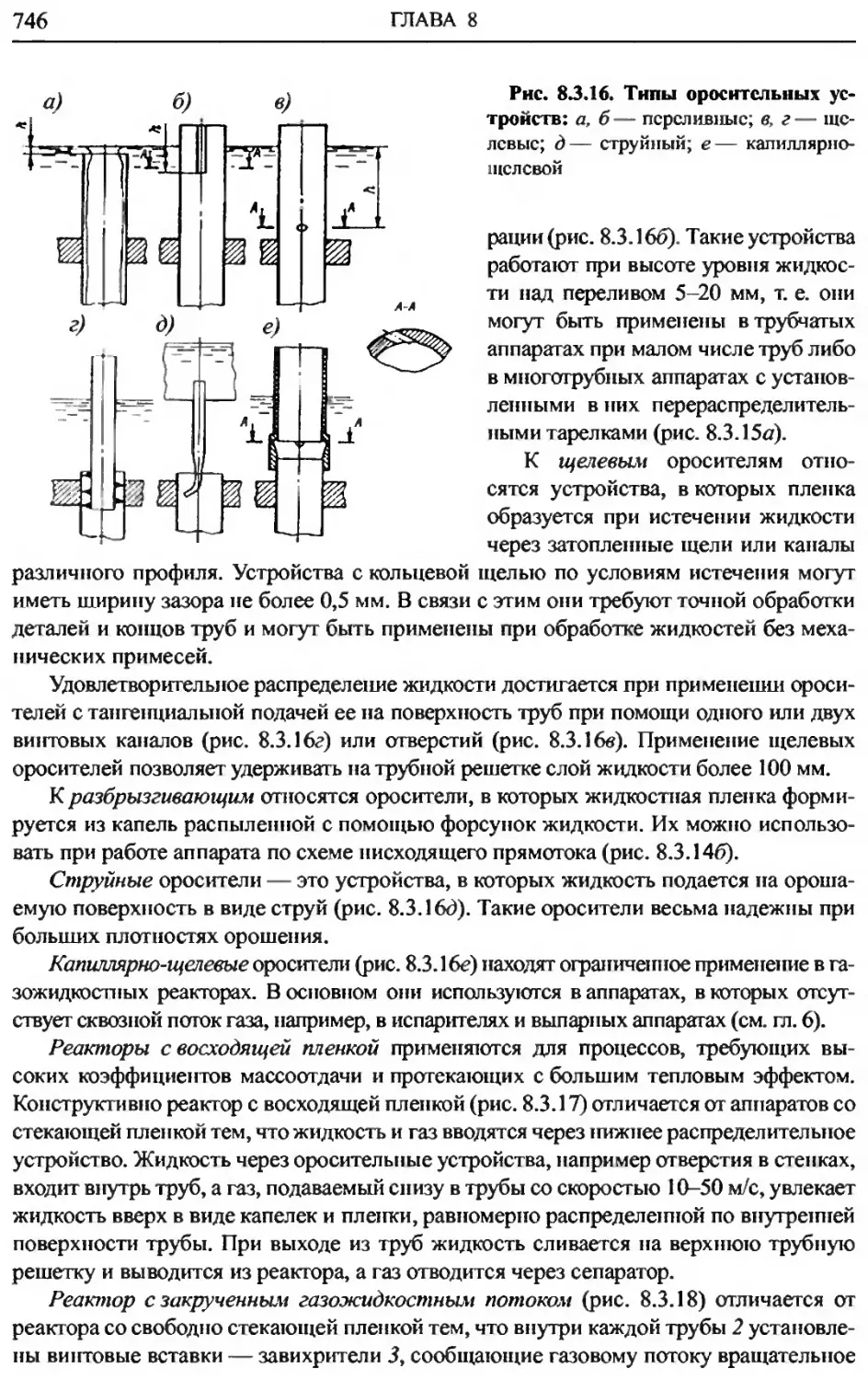
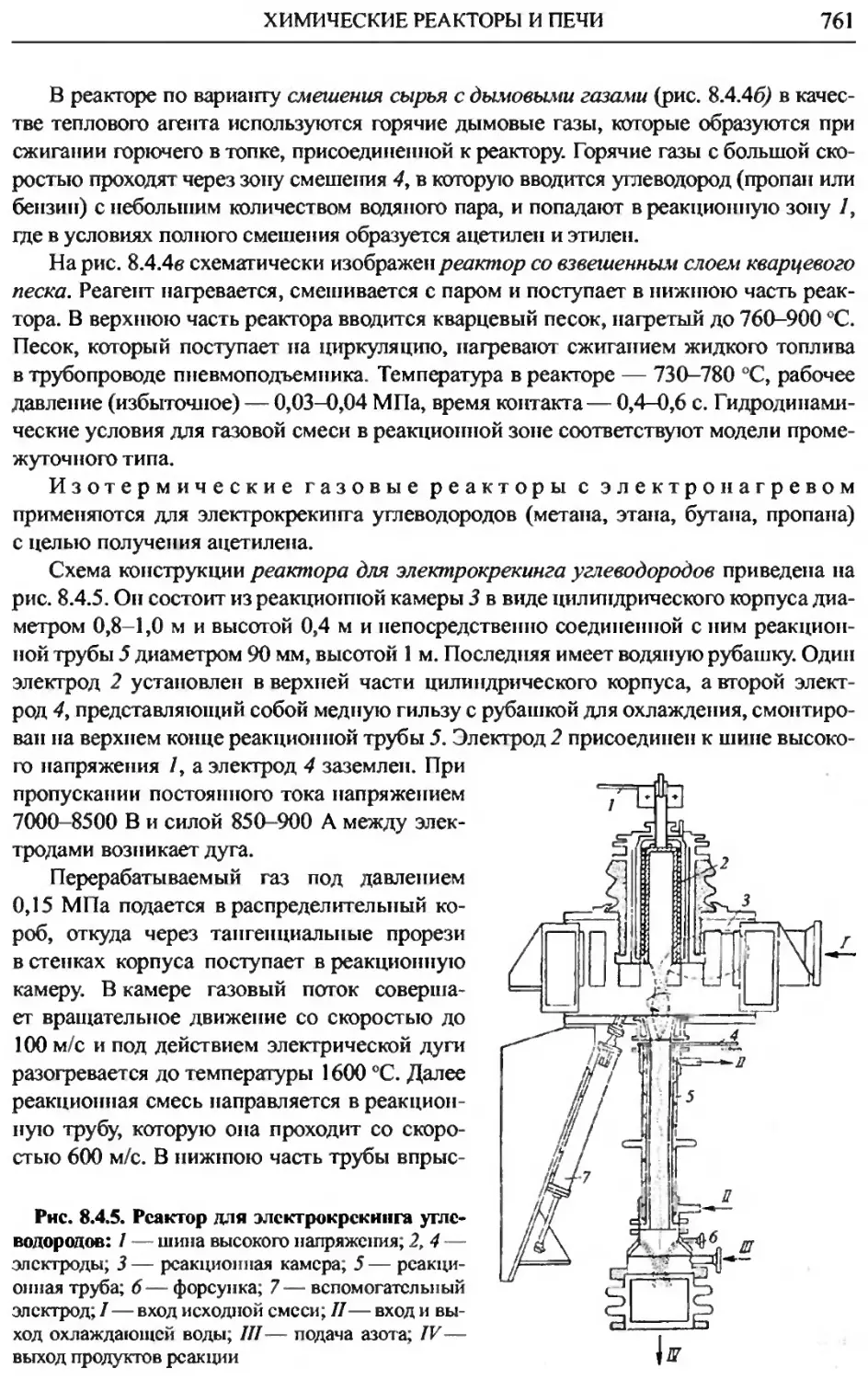
/



















































































































































































































































































































































































































































































































































































































































































































































































































Author: Тимонин А.С. Даниленко Н.В. Балдин Б.Г. Борщев В.Я. Гусев Ю.И.
Tags: основные процессы и аппараты химической технологии химическая промышленность машиностроение
ISBN: 978-5-89552-227-1
Year: 2008




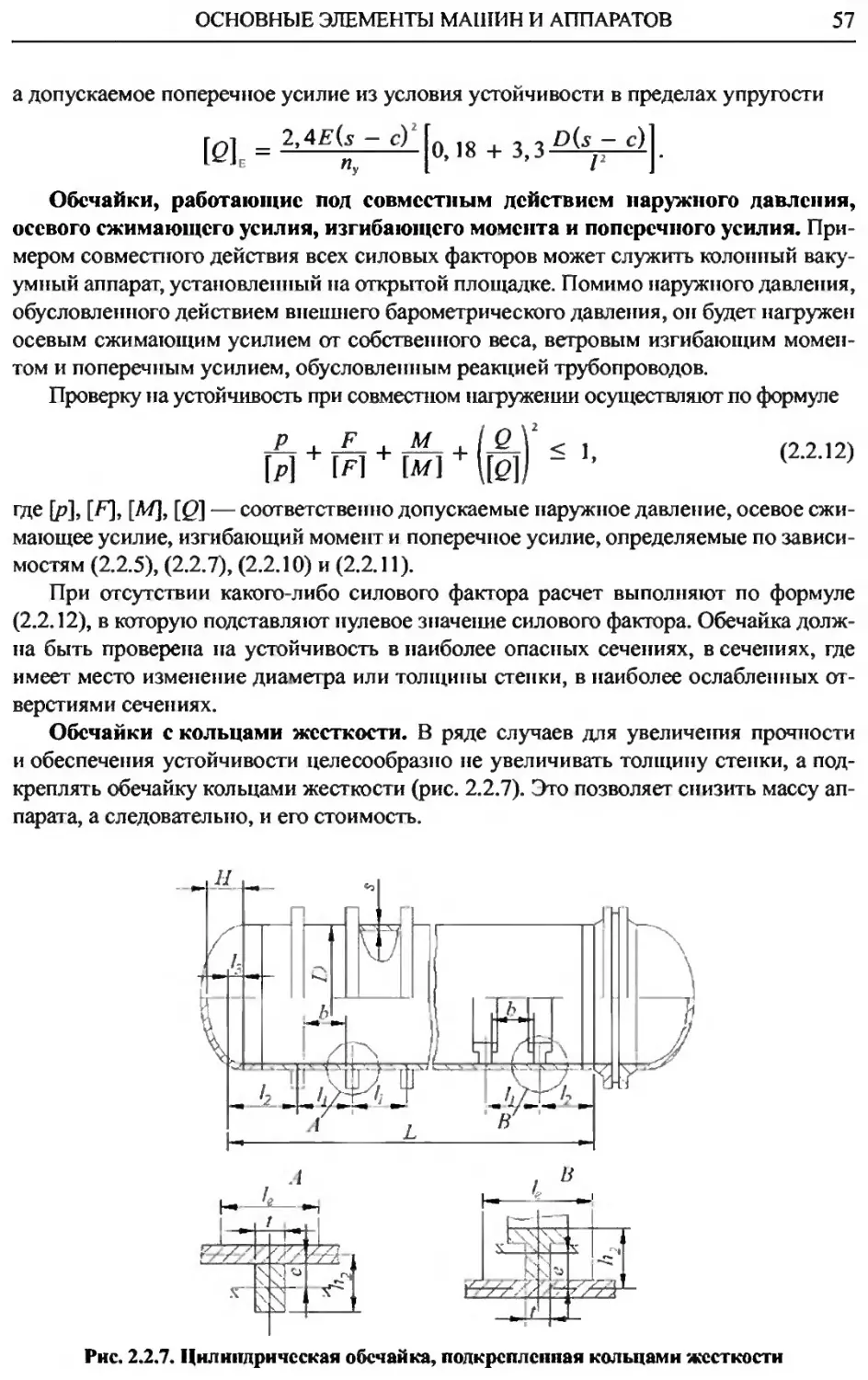
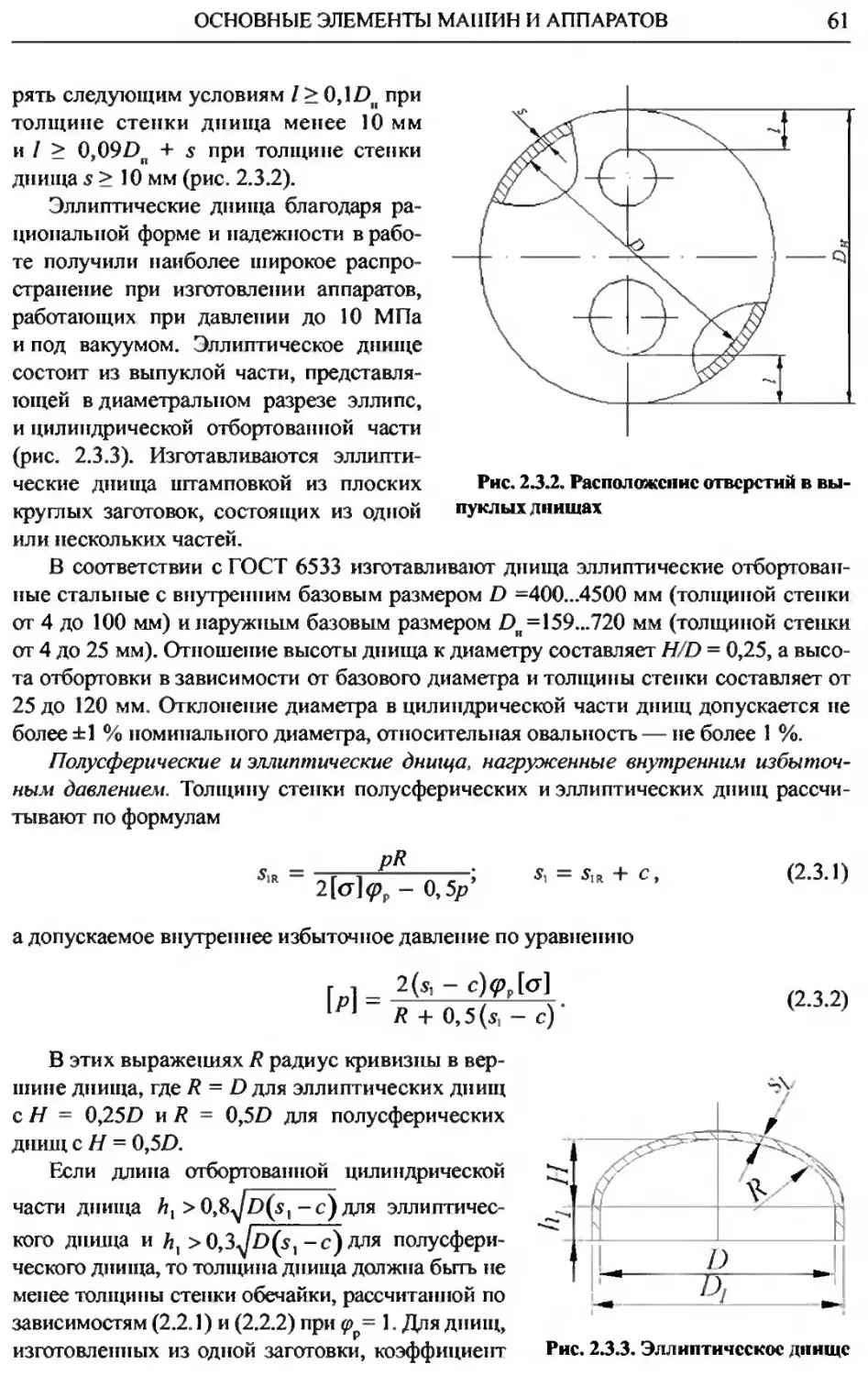
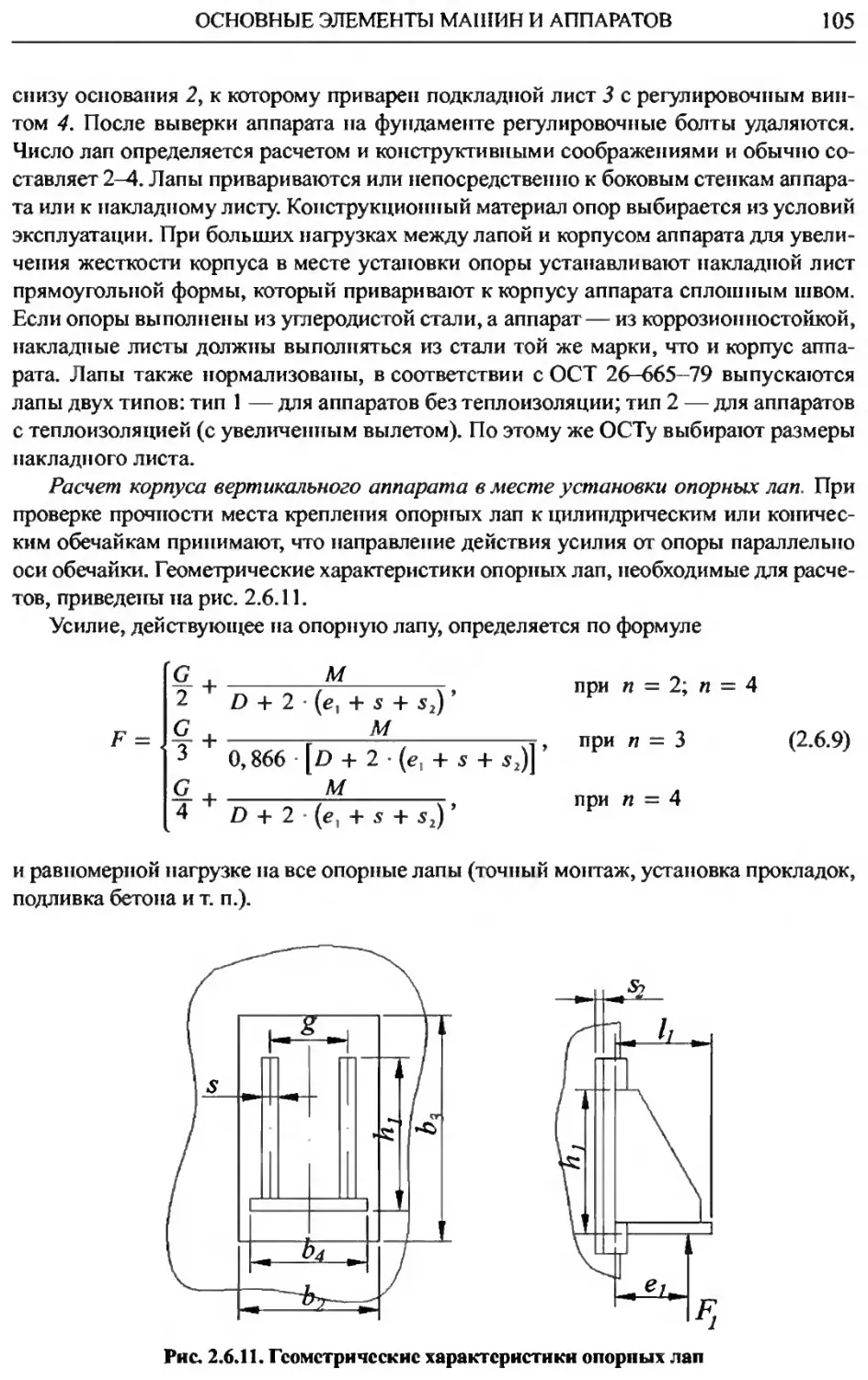
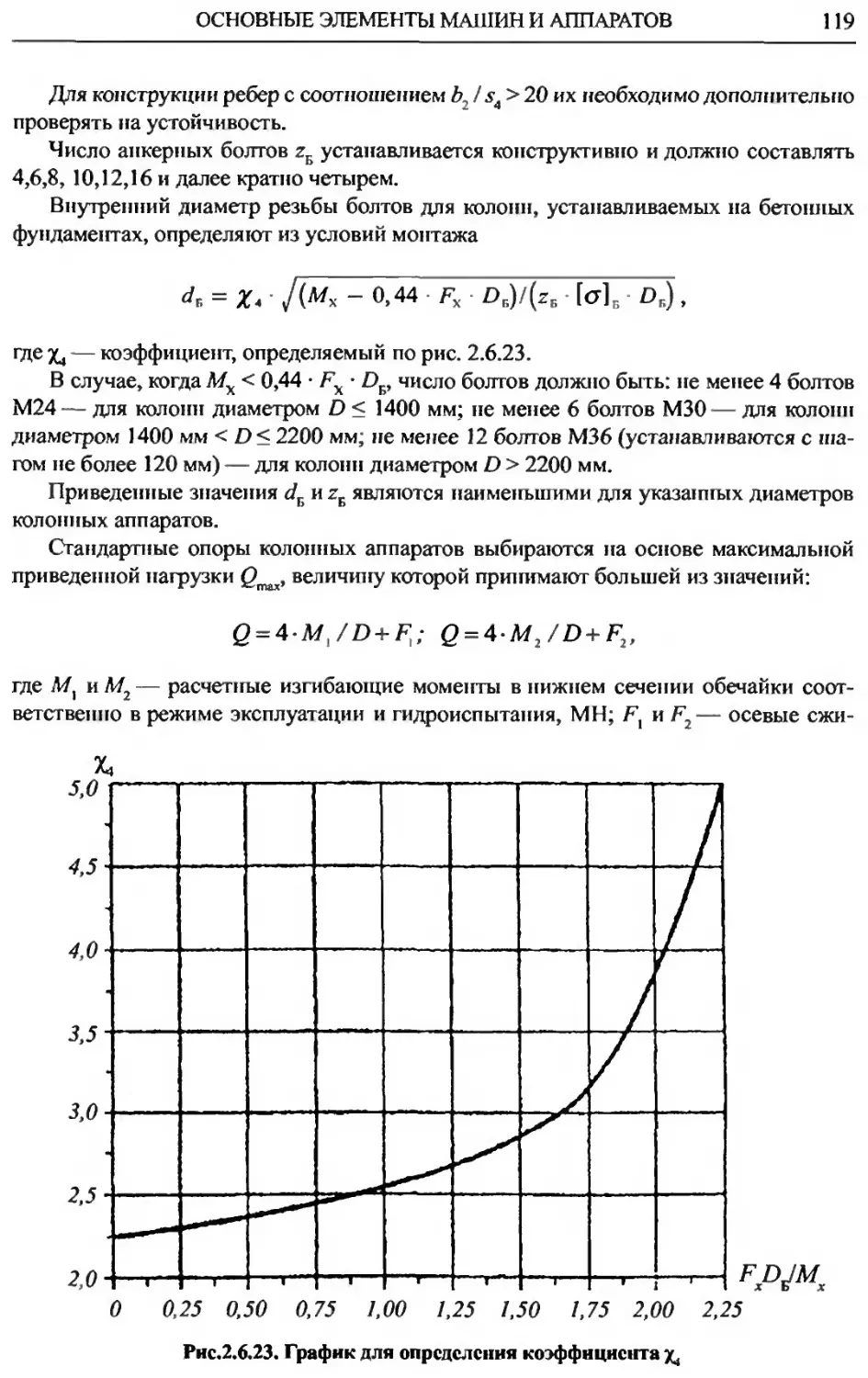
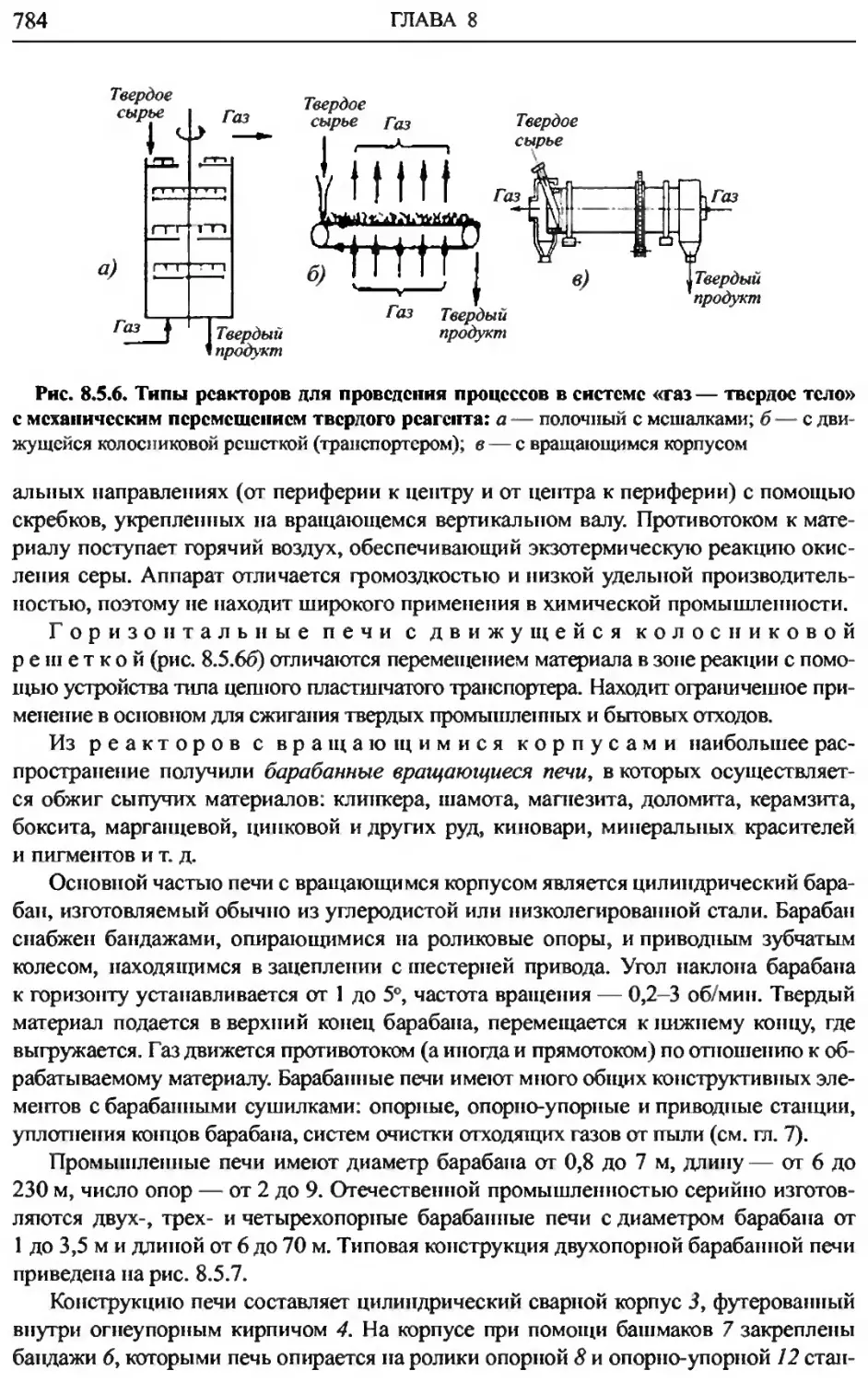
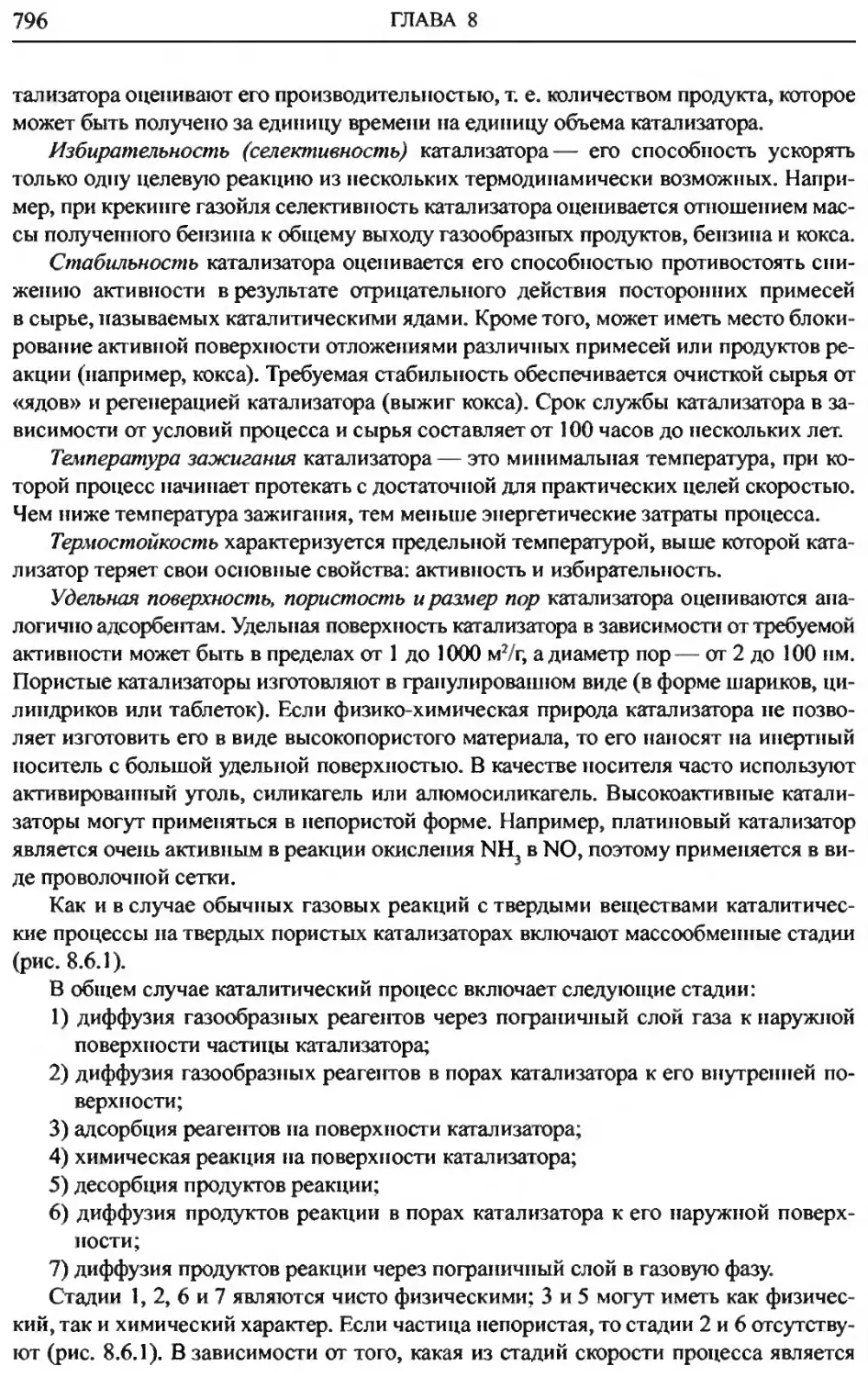
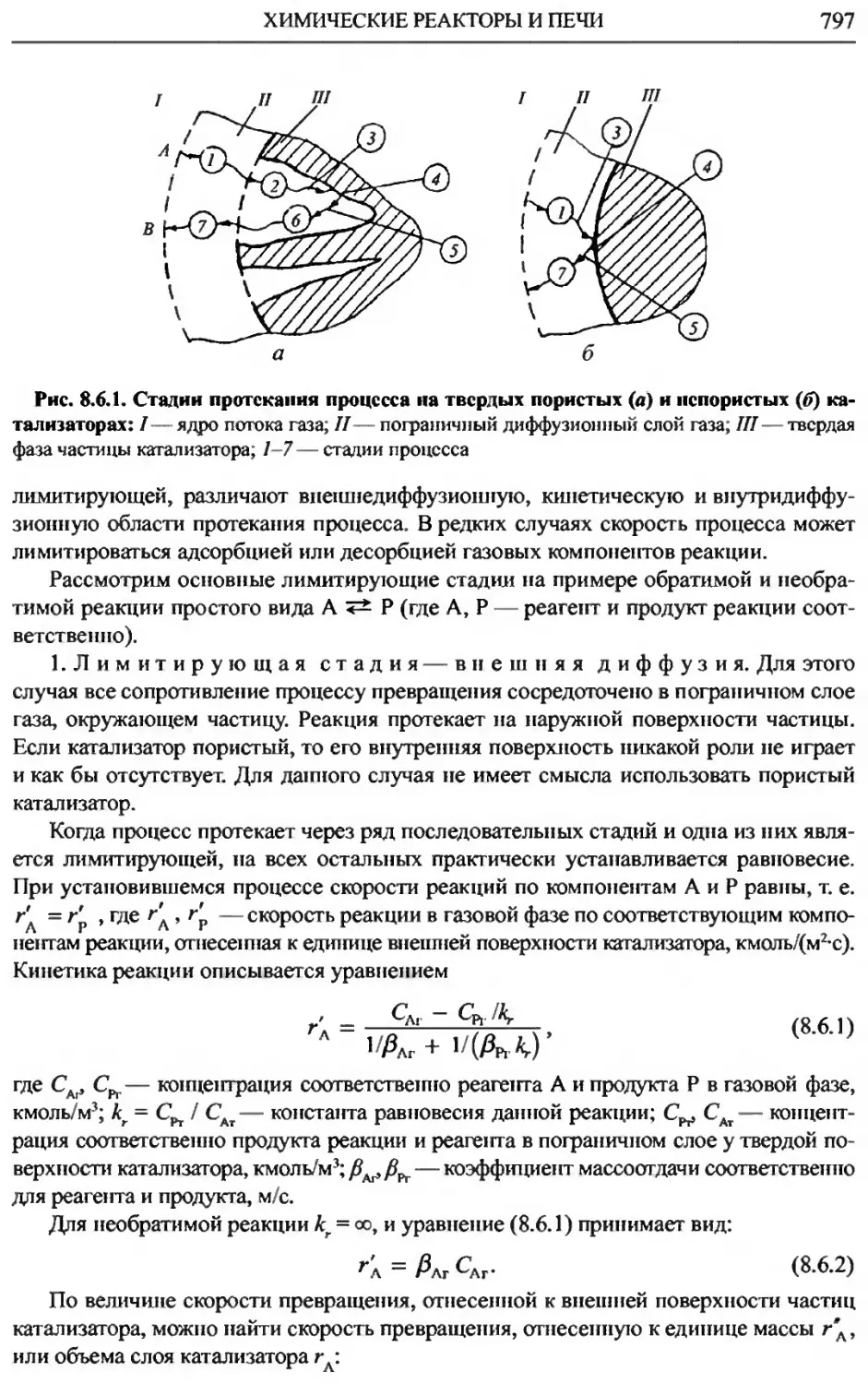
Text
МАШИНЫ
И АППАРАТЫ
ХИМИЧЕСКИХ
ПРОИЗВОДСТВ
Допущено Министерством образования и науки
Российской Федерации в качестве учебного посо-
бия для студентов высших ученных заведений обу-
чающихся по специальности «Машины и аппараты
химических производств» направления подготовки
«Энерго- и ресурсосберегающие процессы в хими-
ческой технологии, нефтехимии и оиогехнологии»
КАЛУГА
Издательство Н.Ф. Бочкаревой
2008
ББК 35.11
М38
А вторы:
А.С. Тимонин, Б.Г. Балдин, В Я. Борщев, Ю.И. Гусев,
Н.В. Даниленко, М Г. Лагуткин, Ю.И. Макаров,
А А Пахомов, М А. Промтов, А И. Пронин,
Ю А. Рюмин, С А, Трифонов, Н.С. Трутнев,
В.М Ульянов, В С. Шубин
Рецензенты:
кафедра «Машины и аппараты химических производства
Ивановского государственного химико-технологического
университета (зав. кафедрой, Заслуженный деятель на-
уки РФ, д. т. н., профессор В.Н Блиничев);
Зав. кафедрой «Машины и аппараты химических произ-
водств» Омского государст венною технического универ-
ситета, д. т. н., профессор В.С. Калекин
М38 Машины и аппараты химических производств: Учебное пособие для
вузов / А.С. Тимонин, Б Г Балдин, В.Я. Борщев, Ю.И. Гусев и др. / Под общей
редакцией А.С. Тимонина — Калуга: Издательство Н.Ф. Бочкаревой, 2008. —
872 с.
ISBN 978-^89552-227-1
В книге изложены научные основы разработки оборудования химических произ-
водств, приведены сведения об основных конструкциот.ных материалах, используе-
мых в химическом машиностроении, представлена элементная база основных машин
и аппаратов химических производств, даны нормативные методики расчета данных
элементов на проч гость и устойчивость, приведены динамические расчеты машин, что
является основой > адсжносз и при проектировании и безопасной эксплуатации машин
и аппаратов. Описаны области применения, принцип работы и последовательность тех-
нологических рас”стев всего основного оборудования химических ..роизводств, реа-
лизующих механические, гидромеханические, тепловые, массообмснныс и химические
роцсссы. Представлено вспомотательнос оборудование химических производств., тех-
нологические трубопроводы и арматура.
Учебное пособие может быть полезно при реализации магистерских программ соот-
ветствующих направлений, а также аспирантам и инженерно-техническим работникам
предприятий химической и нефтехимической индустрии.
ISBN 978-5-89552-227-1
© Тимонин А.С., Балдин Б.Г.. Борщев В.Я. и др. 2008
© Издательство Н.Ф. Бочкаревой, 2008
©МГУИЭ, 2008
Предисловие
Учебное пособие подготовлено группой преподавателей трех вузов: Московского
государственного университета инженерной экологии (бывший МИХМ), Дзержинского
политехнического института Нижегородского государственного технического универси-
тета и Тамбовского государственного технического университета. Авторский коллектив
объединила идеология noci роения пособия и профессиональные знания того или иного
раздела техники.
За последние сорок лет в СССР, а позднее в Российской Федерации, вышло в свет
всего четыре учебника, посвященных проблемам расчета и конструирования машин
и аппаратов химических производств. В настоящее время только учебник И.И. Поника-
рова и М.Г. Гайнуллина «Машины и аппараты химических производств и нефтегазопе-
реработки» выпуска 2006 года отвечает требованиям государственного образовагсльно-
го стандарта второго поколения направления подготовки «Энерго- и ресурсосберега-
ющие процессы в химии, нефтехимии и биотехнологии» и специальности «Машины
и аппараты химических производств».
Нисколько не принижая роль вышеназванного учебника в подготовке специалистов
высшего профессионального образования, авгорский коллектив предпринял попытку не-
сколько иного изложения материала, связанного с расчетом и конструированием машин
и аппаратов химических производств. Учитывая огромное многообразие химического
оборудования, авторы посчитали целесообразным вкпючить в состав учебного пособия
главы, отражающие последовательность разработки оборудования, основную элементную
базу машин и аппаратов и их прочностные расчеты. а также динамические расчеты эле-
ментов машин, что является основой надежности при проектировании и безопасной экс-
плуатации машин и аппаратов.
При анализе различных групп машин и аппаратов в основу положена классификация
химического оборудования по принципу основного процесса, реализуемого в оборудова-
нии. Дтя более полного понимания физической сущности происходящих процессов в ма-
шине или аппарате авторы посчитали необходимым давать краткую характеристику про-
текающих в оборудовании процессов, связывая параметры процесса с качест вом работы
оборудования и его производительностью. Учитывая, что основные конструктивные раз-
меры оборудования определяются в ходе технологических расчетов, данные расчеты изло-
жены для всего спектра анализируемого оборудования.
11о своей структуре учебное пособие делится на девять глав. В главе 1 изложена об-
щая классификация оборудования химических производств, основные этапы разработки
машин и аппаратов и подготовки конструкторской документации, приводится анализ ос-
новных конструкционных материалов в химическом машиносп роении. В главе 2 изложена
основная элементная база машин и аппаратов, приведены нормативные методы расчета
данных элементов на прочность и устойчивость. В главе 3 проанализированы основные
задачи динамических расчетов машин химических производств. В главах 4-8 рассмотрено
4
ПРЕДИСЛОВИЕ
основное оборудование химических производств, определены области назначения, осо-
бенности конструктивных решении. В главе 9 рассмотрено вспомогательное оборудова-
ние, технологические трубопроводы и армагура.
Учебное пособие базируется на трудах видных ученых и педагогов, посвятивших
свою жизнь исследованию и разработке машин и аппаратов химических производств.
Среди них следует отметить Л.С. Аксельрода, В Н Блиничева, Г.Л. Вихмана, Н.И. Гель-
перина, А.Э. Генкина, А.Д. Домашнева, В.А. Жужикова, З.Б. Канторовича, А.Г. Касатки-
на, Э.Э Кольмана-Иванова, А.С. Криворота, А.М. Кутепова, А.М. Ластовцева, А.А. Ла-
щинского, Ю.И. Макарова, М.Ф. Михалева, В.И. Муштаева, В.М. Олевского, Л.П. Пер-
цева, А.Н, Плановского, И.И. Поникарова, А.И. Рычкова, В.Н. Соколова, В.И. Соколова,
Н.И. Сыромятникова, А.Р. Толчинского, С.А. Фарамазова, О.С. Чехова, Н.А. Шахову,
Д.Е. Шкаропада, И.И. Чернобыльского и многих других.
Авторы надеются, что учебное пособие будет полезно не только студентам, обуча-
ющимся по специальности «Машины и аппараты химических производств», но и студен-
там, аспирантам и специалистам родственных технических специальностей.
Гл. I написана Б.Г. Балдиным, и А.С. Тимониным; гл. 2 — А.А. Пахомовым, раз-
дел 2.1. — Ю.И. Гусевым; гл. 3 — Н,С. Трутневым; гл. 4 — В.Я. Борщевым, Ю.И Ма-
каровым и М.А. Промтовым, раздел 4.3. — Ю И. Гусевым; гл. 5: разделы 5.1.1 .-5.1.3. —
М.Г. Лагут киным, раздел 5.1.4.— МА. Промговым, раздел 5.1 5.— Ю.И. Гусевым,
раздел 5.2. — Н.В. Даниленко; гл. 6: раздел 6.1. — М.Г. Лагуткиным, раздел 6.2. — А.С. Ти-
мониным; гл. 7: раздел 7.1, — Ю.А. Рюминым, В.С. Шубиным, разделы 7_2.-7.4. — С.А. Три-
фоновым, раздел 7.5. — В.М. Ульяновым, гл. 8 — В.М. Ульяновым; гл. 9 — В.Я. Бор-
щевым, М.А. Промтовым и А.И. Прониным.
Авторы весьма признательны рецензентам учебного пособия: кафедре «Машины
и аппараты химических производств» Ивановского государственного химико-техноло-
гического университета (зав. кафедрой д. т. н., проф. В.Н, Бчиничев) и зав. кафедрой
«Машины и аппараты химических производств» Омского государегвенного техничес-
кого университета, д. т. н., проф. В.С. Калекину, советы и замечания которых заметно
улучшили структуру и содержание учебника.
Все замечания и предложения по содержанию учебного пособия просим направлять
по адресу: 105066, Москва, ул. Старая Басманная, 21/4, МГУИЭ, каф. АКМ и А, Тимони-
ну А.С.; эл. адр. Timoninffim&uie.ru, timoninasuz,mail гц
Глава 1. ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
ХИМИЧЕСКИХ ПРОИЗВОДСТВ
И ОСНОВАХ ЕГО РАЗРАБОТКИ
1.1. Классификация оборудования
Под классификацией оборудования в общем случае понимают
научно-обоснованное распределение машин и аппаратов по отдельным группам на
основе определенных признаков, важнейшими из которых для химического обору-
дования являются: производственное назначение, проводимый в машинах или аппа-
ратах процесс, функциональное назначение, принцип организации технологического
процесса, степень автоматизации и т. д.
Оборудование химического производства в зависимости от его производственно-
го назначения подразделяют на следующие классы: зехнологическое, энергетическое,
I рапспортное, ремонтное, грузоподъемное и вспомогательное. В данном учебном по-
собии рассматривается только технологическое и вспомогательное оборудование. Ос-
тальное перечислешюе оборудование является предметом специальной литературы.
Технологическое оборудование предназначено для реализации различных техно-
логических процессов производства.
Технологическое оборудование по характеру протекающих в нем процессов
подразделяется на следующие классы: оборудование для механических процессов;
оборудование для гидромеханических процессов; оборудование для тепловых про-
цессов; оборудование для массообменных процессов; оборудование для химических
процессов.
Вну гри каждого класса оборудование по функциональному назначению подразде-
ляется на группы.
Оборудование для механических процессов по функциональному назначению под-
разделяется на грохоты, классификаторы, дробилки, мельницы, смесители, питатели,
дозаторы.
К оборудованию для гидромеханических процессов относятся отстойники, цент-
рифуги, сепараторы, гидроциклоны, циклоны, скрубберы, фильтры, электрофильтры,
аппараты дпя механического и циркуляционною перемешивания жидких сред и т. д.
Оборудование для тепловых процессов включает в себя рекуперативные, регене-
ративные и контактные теплообменники, тепловые трубы, тепловые печи, плазма-
троны, а также выпарные и кристаллизационные аппараты.
6
ГЛАВА 1
К оборудованию для массообменных процессов относятся абсорбционные и рек-
тификационные колонны, экстракционные аппараты, адсорберы, ионообменные ап-
параты, аппараты для баромембранных и диффузионных процессов, сушилки, аппа-
раты для растворения и выщелачивания и др.
К оборудованию для проведения химических процессов огносятся химические ре-
акторы и печи для осуществления химических процессов и др.
Кроме того, каждая группа оборудования подразделяется на типы, а тины — на
типоразмеры.
Вспомогательное оборудование предназначено для реализации в нем вспомога-
тельных процессов производства, в частности, хранения и транспортировки жидкос-
тей, сжиженных газов, паров и газов, сыпучих материалов в требуемом для техно-
логического процесса направлении. К вспомогательному оборудованию химических
производств относятся: резервуары для хранения жидкостей и сжиженных газов, газ-
гольдеры, бункеры и силосы для сыпучих материалов и др.
Технологическое оборудование по характеру воздействия на сырье или полуфаб-
рикаты может быть разделено на аппараты и машины.
Аппаратом называют инженерное сооружение, несущее в себе реакционное
пространство (рабочий объем) и снабженное энергетическими и контрольно-измери-
тельными средствами веден ия и управления технологическим процессом.
Реакционное пространство (рабочий объем) — пространство, в котором осущест-
вляется технологический процесс.
В случае, если проведение технологического процесса сопровождается вводом
в рабочий объем механической энергии за счет рабочих органов оборудования, то
такой аппарат называется машиной.
Машины и аппараты по принципу организации технолот ического процесса под-
разделяются на оборудование непрерывного и периодического действия.
Машины и аппараты непрерывного действия характеризуются тем, что основ-
ные стадии (операции) технологического процесса осуществляются в разных рабо-
чих объемах оборудования, но в одно и то же время. Как правило, машины и аппа-
рат ы непрерывного действия менее ме галло- и энергоемки, отличаются простотой
конструкции и высокой удельной производительное тью.
В машинах и аппаратах периодического действия основные стадии (операции) тех-
нолог ического процесса осуществляются в одном и том же рабочем обьеме, но в разное
дремя. Основное достоинство оборудования периодического действия — большая тех-
нологическая гибкость, т. е. возможность быстрого перехода с одного вида продукции
на другой с минимальными затратами времени без снижения качества продукции.
По степени автоматизации технологические машины можно разделить на сле-
дующие 1руппы:
- простые — машины, с помощью которых человек-оператор совершает задан-
ные технологические операции по программе, которую «держит в голове»;
- полуавтоматические {автоматизированные)— машины, которые выполняют
основные технологические операции согласно заложенной в них программе без не-
посредственного участия оператора, в функции которого входят лишь загрузка, раз-
грузка, контроль и регулирование машины;
- автоматические — машины, выполняющие после загрузки и вык. почепия все
рабочие операции по заданной прэтрамме без участия оператора (машина-автомат).
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
7
Если машина-автомат обладает способностью производить логические операции,
вырабатывать и осуществлять в соответствия со своим целевым назначением про-
грамму деист вия с учетом переменных условий протекания технологического про-
цесса, то она называется самонастраивающейся.
1.2. Требования, предъявляемые
к химическому оборудованию
Показатели качества и особенности условий эксплуатации оборудования хи-
мических производств. Эффективность и современный технический уровень ма-
шин и аппаратов химических производств, как и любого другого вида промышленной
продукции, определяются следующими группами показателей качества, характеризу-
ющими основные свойства оборудования (ГОСТ 22851). Показатели качества являют-
ся важным элементом, формирующим требования к конструкции машин и аппаратов.
Стандарт устанавливает следующую номенклатуру основных групп показателей
качества.
1. Показатели назначения характеризуют свойства оборудования, определяющие
основные функции, для выполнения которых оно предназначено (производитель-
ность, энергозатраты, скорости рабочих органов, мощность, усилия и др.).
2. Показатели надежности, характеризующие свойства безотказности, долговеч-
ност и, ремонтноприт однос ги и сохраняемости.
3 Эргономические показатели характеризуют систему «человек- —изделие» и учит ы
ватаг комплекс гигиенических, антропометрических, биомеханических, физиологических
и психологических свойст в человека, проявляющихся в нроизводсгветшых условиях.
4 Эстетические показатели характеризуют информационную выразительность,
рациональность формы, целостность композиции и совершенство производственно-
го исполнения оборудования.
5. Показатели технологичности характеризуют свойства оборудоваттия, обуслав-
ливающие оптиматытые затраты материалов, средств труда и времени при изготовле-
тши данного оборудования.
6. Показатели транспортабельности характеризуют приспособленность обору-
доваттия к перемещению в пространстве. Такими показателями являются, в частности,
средние продолжительноегь и трудоемкость подготовки оборудования к транспорти-
ровашио, средняя продолжительность установки изделия на средство транспортирова-
ния, коэффициент использования его объема и др.
7. Показатели стандартизации и унификации характеризуют нас ыщешюсть обору-
дования стандартными, унифицированными и оригинальными элеметггами, отражают
степень использования стандарт пых и однотипных узлов и деталей в данном изделии.
8. Патентно-правовые показатели характеризуют степень обновлетшя технических
решений, использованных во вновь спроектированном оборудовании, их патентную за-
щиту, а также возможность его беспрепятст венной реализации в России и за рубежом.
9. Экологические показатели определяют уровень вредных воздействий на окру-
жающую среду при эксплуатации оборудования. К таким показателям относятся, на-
пример, содержание вредных примесей, выбрасываемых в окружающую среду, веро-
ятность выброса вредных частиц, газов, излучений при хранении, транспортировании,
эксплуатации оборудования и т. д.
8
ГЛАВА 1
10. Показатели безопасности характеризуют особег пости оборудования, обус-
лавливающие безопасность обслуживающего персонала при транспортировании,
монтаже, эксплуатации, хранении; это, например, вероятность безотказной работы,
время срабатывания защитных устройств и ряд других показателей.
В зависимости от стадии определения различают показатели качества прогно-
зируемые, т. е. указанные в техническом задании на проектирование оборудования;
проектные, т. е. найденные в результате проведения расчетно конструкторских ра-
бот; производственные, т. е. полученные при контрольных испытаниях оборудова-
ния, и эксплуатационные, т. е. соот ветствующие условиям эксплуатации оборудова-
ния на конкретных предприя гиях.
При конструировании химического оборудования следует учитывать специфику
его эксплуатации и, в первую очередь, коррозионное воздействие среды на его эле-
менты. В зависимости от вида оборудования и его функций коррозионное воздейс-
твие на узлы и дет али машин может сочетаться с большими механическими нагрузка-
ми и высокими температурами. 11еобходимо учитывать также и то, что в ряде случаев
крупногабаритное химическое оборудовагше (дробилки, печи и др.) может быть уста-
новлено на открытых площадках и подвергаться атмосферному воздействию.
Сущест венным является учет зоны дислокации оборудова пия, что огражается в пер-
вую очередь па выборе конструкциошгых материалов, смазочных системах, защитных
покрытиях и т. п. Исполнение оборудования, приборов и других технических изделий,
а также категории, условия эксплуатации, хранения и транспортирования в части воз-
действия климатических факторов внешней среды устанавливает ГОСТ 15150. Стан-
дартом руководст вую!ся при проектировании и из) отовлетпш изделий, в частности при
составлении технических заданий, разработке ГОСТов и ТУ на новые изделия.
Воздействующими климатическими факторами внешней среды являются ее тем-
пература и перепады температур, влажность и давление воздуха, влияние солнечного
излучения и дождя, ветра, пыли, озона, абразивное воздействие снежной пыли, дей-
ствие плесневых грибов, коррозионное воздействие соляного тумана и т. д.
Различают изделия, иредназначегшые для эксплуатации на суше, реках, озерах
и в макроклиматических районах с морским климатом ГОСТ устанавливает обозначе-
ния исполнений изделий, например, У — для макроклимат ичсского района с умерен-
ным климатом, УХЛ — для макроклиматических районов сумеретшым и холодным
климатом, Т — для макроклиматических районов как с сухим, так и с влажным тропи-
ческим климатом («тропическое исполнение») и т. д., О — для всех макроклиматичес-
ких районов на суше, кроме макроклиматического района с очень холодным климатом
(общеклиматическое исполнение), В — для изделий, предназначенных для эксплуала
ции во всех макрокиимагических районах на суше и на море, кроме макроклиматичес-
кого района с очень холодным климатом (всеклиматическое исполнегше).
В зависимости от места размещения оборудования при его эксплуатации в воз-
душной среде на высотах до 4300 м различают категории исполнения изделий, на-
пример, 1 — для эксплуатации на открытом воздухе; 2 — для эксплуатации под наве-
сом, в палатках, кузовах и т. п., т. е. при отсутствии прямого воздействия солнечного
излучения и атмосферных осадков; 3 — для эксплуатации в закрытых помещениях
с естественной вентиляцией без искусственно регулируемых климатических ус-
ловий; 4— то же, но с искусственно регулируемыми климатическими условиями;
5 — для эксплуатации в помещениях с повышенной влажностью.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
9
Основные требования, предъявляемые к вновь разрабатываемым конструкциям
машин и аппаратов химических производств, помимо учета указанных показателей
качества и характерных особенностей эксплуатации химического оборудования,
должны учитывать основные тенденции развития отрасли. Эти требования сводятся
к следующим:
1. Эффективност ь фут псционировапия оборудоват гия— оптимальная единичная
мощность (производительность) с реализацией высокоинтенсивных, преимущест-
венно непрерывных процессов, основанных на использовании новейших научных
достижений, с полной механизацией и автоматизацией вспомогательных операций.
2. Механическая надежность оборудования, включающая в себя:
а) прочность — способность оборудования выдерживать рабочие нагрузки;
б) устойчивость — способность оборудования сохранять в рабочих условия свою
первоначальную форму;
в) жесткость — способность оборудования сопротивляться деформациям;
г) долговечность — способность оборудования работагь в течение заданною срока:
д) герметичность — обеспечение полного отсутствия кон гакта перерабатываемой
среды с окружающей средой. Для обеспечения герметичности необходимо стремить-
ся к минимуму разъемны к соединений.
3. Конструктивное совершенство:
а) прост о га конструкции;
б) малый вес и габариты;
в) низкие затраты дорогостоящих конструкционных материалов;
г) технологичность в изготовлении, эксплуатации и ремонте;
д) соответствие основным принципам технического дизайна и эргономики.
4. Эксплуатационные достоинства:
а) удобство монтажа, сборки и разборки узлов, ремонта и обслуживания;
б) возможность осуществления контроля технических параметров и автоматиза-
ции управления процессом;
в) безопасность при эксплуатации, обеспечение беси гумпой и безвибрационной
работ ы;
г) экологическое совершенство, т. е. отсутствие вредного воздействия на окружа
ющую среду.
5. Транспортабельность, в частности, возможность транспортирования оборудова-
ния комплектно или отдельными блоками от завода-изготовителя к месту монтажа.
6. Патентная чистота, т. е. возможность беспрепятственной реализации оборудо-
вания внутри с граны и за рубежом.
7. Экономическая эффективность — новое изделие должно по своим технико-
экономическим показателям превосходить аналогичные существующие лучшие об-
разцы. Необходимост ь создания нового оборудования требует тщательного экономи-
ческого обоснования на всех стадиях разработки и внедрения.
8. Соответствие требованиям стандартизации и унификации:
а) стандартизация —сведение многочисленных видов и цетии к ограниченному чис-
лу образцов, наилучшим образом зарекомендовавших себя в процессе эксплуатации;
б) унификация — рациональное сокращение числа видов и т ипоразмеров изделий
химического машиностроения с целью их использования в различных производствах
для однотипных процессов.
10
ГЛАВА 1
9. Соответствие проектируемого оборудования действующей нормативно-техни-
ческой документации
Легко обнаружить, что перечисленные требования взаимосвязаны, причем
в одних случаях их воздействия на определенные показатели качества проекти-
руемого оборудования совпадают, в других — нет. Например, требования функ-
циональной эффективности, технологичности, экономической эффективности од-
нозначно связаны с рядом показателей качества; это относится и к соотношению
требований надежности и прочности; экологические требования в той их части,
которая обеспечивается герметизацией оборудования, находятся в прямой корре-
ляционной зависимости с требованиями безопасности оборудования при эксплу-
атации и т. п.
В конкурирующем соотношении по влиянию на экономическую эффектив-
ность находятся, например, требования прочности, жесткости, устойчивости,
с одной стороны, и минимальной материалоемкости, экономической эффектив-
ности, с другой. Повышение прочности, жесткости ведет к увеличению материа-
лоемкости, и поскольку стоимость оборудования в значительной мере зависит от
стоимости материалов, пошедших на его изготовление, к увеличению капиталь-
ных затрат и, при прочих равных условиях, к снижению экономической эффек-
тивности. Использование при конструировании принципа равпопрочности, т. е.
соблюдение требования, в соответствии с которым па1ружаемые элементы имеют
одинаковый запас надежности по отношению к действующим на них нагрузкам,
позволяет уменьшить их материалоемкость; однако при этом необходимо учиты-
вать возможность уменьшения жесткости деталей, а в ряде случаев усложнение
их формы, что может затруднять технологию их изготовления. Другим примером
противоречивости требований, предъявляемых к конструкции машин и аппара-
тов, является необходимость использования интенсивных режимов (нагрузок,
температур, скоростей и пр.), что требует повышения материалоемкости либо
приводит к снижению надежности.
Противоречивость требований, предъявляемых к конструкциям машин, выдвига-
ет задачу поиска оптимального решения, при котором соотношение отдельных требо-
ваний обеспечивает наибольшую эффективность оборудования.
1.3. Нормативные документы, используемые
при проектировании оборудования
Основная нормативно-техническая документация. При создании химического
оборудования высокое качество изделий обеспечивают использованием в процессе
проекз ироваиия единой нормативно-технической документации, а также широким
применением в конструкциях стандартных и унифицированных деталей и узлов.
Вся конструкторская документация выполняется в соответствии с требованиями
стандартов единых систем конструкторской (ЕСКД) и технологической (ЕСТД) до-
кумен гании, единой системы допусков и посадок (ЕСДП), единой системы защиты
от коррозии и старения материалов и изделий (ЕСЗКС), системы стандартов безопас-
ности труда (ССБТ) и др.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
11
Если проектируемое оборудование имеет в своем составе сосуды, работающие
под давлением, то их изготовление, мош аж. эксплуатацию и ремонт выполняют в со-
ответствии с «Правилами устройства и безопасности эксплуатации сосудов, работа-
ющих под давлением» (Правила Ростехнадзора ГФ). Эти правила распространяются
на сосуды и аппараты, работающие под избьп очным давлением более 0,07 МПа (без
учета гидростатического давления); цистерны и бочки для перевозки сжиженпых
газов, давление паров которых при температуре до 50 °C превышает 0,07 МПа; бал-
лоны, предназначенные для перевозки и хранения сжат ых сжиженных газов, под дав-
лением более 0,07 МПа.
Конструкции сосудов и аппаратов должны удовлетворять требованиям «Правил
Ростехнадзора РФ??, ГОСТов, ОСТов и ТУ, а также предусматривать возможности ос-
мотра, очистки, промывки, продувки и ремонта.
Следует отличать понятия проектирование и конструирование. Проектирова-
ние в широком смысле этого слова означает процесс создания проекта, т.е совокуп-
ность информации, адекватно определяющей предполагаемый объект или его состо-
яние. Тогда инженерным проектированием следует называть процесс создания
проекта некоторого технического объекта, например, изделия, подлежащего изготов-
лению на предприят ии. Создание проектов изделий составляет одно из направлений
инженерного проектирования — конструкционное проектирование, которое также
называют техническим, а чаще просто конструированием. Результат конструирова-
ния— конструкторский проект, создание которого является прерогативой инженера-
конструкгора.
В общем случае такой проект должен определять составные части изделия, его
устройство и принцип работы, содержа гь необходимые сведения для разработки из-
делия, его изготовления, контроля, приемки, эксплуатации, обслуживания и ремонта.
Информация, заложенная в проект, должна доказывать целесообразность, обосно-
ванность и достоверность принятых решений.
Любое изделие, пусть даже с самостоятельным назначением, всегда является со-
ставной частью объекта более высокого иерархического уровня, однако этот объект
необязательно подпадает под определение какого-либо изделия. Другим отличитель-
ным признаком такого рода объектов может быть их целевая направленность на реа-
лизацию техноло! ическо! о процесса, например, изз отовление изделий или веществ,
наличие обширной инфраструктуры, т. е. совокупности систем производственных
коммуникаций и систем жизнеобеспечения людей, которые обслуживают данные
объекты, и т. д. Назовем технические объекты, обладающие вышеприведенными
признаками, мегакомплексами.
Создание проектов технических мегакомплексов составляет другое направление
шгженерного проектирования— технологическое проектирование, которое также
называют функциональным, а чаще просто проектированием. Результат технологи-
ческого проектирования — технологический проект, создание которого является пре-
рогат ивой инженеров-технологов, или, по-иному, проектировщиков.
В общем случае такой проект должен определять составные части мегакомплек-
са, значения их технических характеристик, их компоновку, систему коммуникаций
и увязанные между собой и с внешними объектами режимы функционирования,
а также содержагь необходимые данные для строительства и мошажа этих состав-
ных частей на выбранной площадке, организации труда и быта рабоаников и управ-
12
ГЛАВА 1
ления производством, с целью реализации заданного или разработанного техноло-
гического процесса в конкретных географических, демографических, социальных
условиях. Информация, заложенная в проект, должна доказыват ь целесообразность,
обоснованность и достоверность принятых решений.
Приведенные определения позволяют сделагь однозначный вывод: конструиро-
вание должно быть основано на результатах технологического проектирования или,
во всяком случае, согласовывать с ним свои результаты.
Однако эти определения не позво^гяют четко разграничить объекты конструи-
рования и технологического проектирования. Действительно, изделия зачастую об-
ладают не меньшей сложностью структуры, неопределенностью связей и степенью
воздействия на окружающую среду, нежели мегакомплексы.
Элементы основных стадий подготовки конструкторской документации
Техническое задание. Исполнитель (разработчик проекта) по исходным дан-
ным, полученным от заказчика, устанаазивает назначение проектируемого изделия
и предъявляемые к нему требования, разрабатывает техническое задание, включа-
ющее показатели качества изделия, согласует задание с заказчиком и утверждает
в случае необходимости в вышестоящей оргагшзации.
Техническо d предложение. Техническое предложение — начальная стадия про-
ектирования. Оно является ответом проектировщика на задачи, требования и огра-
ничения, приведенные в техническом задании. Исполнитель подбирает и изучает
необходимый информационный материал, обосновывает техническую и технико-
экономическую целесообразность создания различггьгх вариаггтов изделия с учетом
имеющегося опыга и патентных материалов, разрабатывает техническое предложе-
ние с присвоением докумеггтам литеры «П», рассматривает и утверждает в установ-
ленном порядке техническое предложение.
Эскизный проект. Исполните.гь разраба гьгвает конструкторскую докумеггтациго,
содержащую принципиальные конструкторские решения, поясняющую устройство
и принцип работы изделия, его основные параметры, выполняет важнейшие схемы,
чертежи общего вида, ответственных сборочных единиц, наиболее важных деталей
(документам присваивают литеру «Э»), при необходимости изготовляет и испытыва-
ет макеты, рассматривает и утверждает эскизный проект у заказчика, согласовывае г
в контролирующих и надзорных организациях.
Технический проект. При разработке технического проекта (совокупности конс-
трукторских докумеггтов, которые содержат окончательные технические решения,
дающие полное представление об устройст ве разрабатываемого изделия, и исходггьге
данные для разработки рабочей конструкторской документации) исполшггель выпол-
няет следующие работы:
— создает конструктивные решения изделия и его составных частей, в том числе,
при необходимости, разрабатывают чертежи сборочных единиц и деталей;
— выполняет все необходимые расчеты, в том числе подтверждающие техник©
экономические показатели, установлегшые техшгческим заданием;
— выполняет все необходимые схемы (гидравлическую, кинематическую, пневма-
тическую, технологическую, электрическую и др.);
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИТ1ЕСКИХ ПРОИЗВОДСТВ
13
— разрабатывает и обосновывает технические решения, обеспечивающие уста-
новленные техническим заданием показатели надежности,
— анализирует технолошчность конструкции изделия с учетом требований норма-
тивно-технической документации, действующей на предприятии-изготовителе; выяв-
ляет ногребности в новом техноло1ическом оборудовании для изготовления изделия;
— оценивает изделие с точки зрения его соответствия требованиям промышлен-
ной экологии, эргономики, технической эстетики, транспортабельное ги, хранения,
а также монтажа на месте его использования;
— оценивает эксплут ациошгые дашгые изделия (взаимозаменяемость, удобство
обслуживания, ремонтопригодность, устойчивость к воздействию внешней среды,
возможность бысгрого устранения отказов, контроля качества работы, обеспечен-
ное! ь контроля технического состояния и т. д.),
— обеспечивает указанный в техническом задании уровень стандартизации и уни-
фикации изделия;
— проверяет патентную чистоту и конкурентоспособность изделия, оформляет за-
явки на изобретения;
— выявляет номенклатуру покупных изделий;
— оценивает технический уровень и качество покупных изделий;
— проверяет соответствие принятых решений требованиям техники безопасности
и производственной санитарии.
При разработке технического проекта возможно также изготовление и испытание
макетов.
Технической документации присваивают литеру «Т». Исполнитель утверждает
технический проект у заказчика, согласовывает его в соответствующих контролиру-
ющих и надзортгых оргатшзациях.
Разработка рабочей документации. Для опытного образца (опытной партии)
изделия, предназначенного для испытания, исполнитель разрабатывает конструк-
торскую документацию, необходимую для изготовления всех деталей и для сборки
изделия (рабочие чертежи деталей, спецификации разрабатываемого оборудования),
корректирует документы по результатам изготовления и заводских испытаний с при-
своением им литеры «О».
На этой стадии проводят государственные, межведомственные, приемочные
и другие испытания оборудования. 11ри корректировке документов по результатам
испытаний им присваивают литеру «О]», а при последующих испытаниях опытного
образца (опытной партии) и соответствующих корректировках конструкторских до-
кументов им присваи ваю г лит еру соответственно «О2», «О?» и т. д.
После изготовления и испытания установочной серии изделий исполнитель
корректирует конструкторские документы по результатам изготовления, испытания
и оснащения технологических процессов основных составных частеи изделия с при-
своением документам литеры «А».
Для установившегося серийного или массового производства исполни гель кор-
ректирует конструкторские документы по результатам изготовителя головной (кон-
трольной) серии с присвоением лигеры «Б» документам, окончательно огработан-
ным и проверенным в производстве при изготовлении изделия по зафиксированному
и полностью оснащенному технологическому процессу.
Конструкторским документам для индивидуального произвол ictbx предназначенным
для разового изготовления одного или нескольких изделий, присваивают литеру «И».
14
ГЛАВА 1
1.4. Методы и приемы конструирования
Методы конструирования. Конструирование машин и аппаратов является об-
ластью проектирования, которая связана с поиском новых сгруктур, взаимодействи-
ем и форм систем, и отдельных элементов оборудования.
Несмотря на различие задач, решаемых на отдельных этапах конструирования
оборудования, начиная с синтеза обшей структуры изделия при разработке техни-
ческого предложения и кончая изготовлением рабочих чертежей отдельных деталей,
имеются общие методы их решения. К таким методам относятся конструктивная
преемственность, трансформация и инверсия, эвристика. Эти методы тесно связаны
между собой; обычно их используют одновремешю и системно на всех стадиях про-
екгирования применительно ко всем функциональным системам оборудования.
Конструктивная преемственность при проектировании выражается в исполь-
зовании всего опыта, накопленного в машиностроении в частности. Такой подход
оправдан гем, что каждая единица оборудования, каждая сборочная единица, как
правило, результат творчества нескольких поколений конструкторов, причем в новых
конст рукциях использую с наиболее удачные и прогрессивные решения. По этой при-
чине, например при выборе общей схемы машины или аппарата, техническое задание
обычно ориентирует конструктора на определенный отечественный или зарубежный
протогип (аналог), технические показатели которого находятся на высоком уровне.
Конструктивная преемственность предусматривает критический подход конс-
труктора как к техническому заданию, так и к оборудован ию-аналогу, рекомендован-
ному в качестве прототипа. От конструктора требуются глубокие знания по оборудо-
ванию данного типа, отрасли, для которой создают изделие, условиям, при которых
его будут эксплуатировать.
Для оценки тенденций конструирования машин и аппаратов заданною техноло-
гического назначения рекомендуют строить графики или составлять таблицы, от-
ражающие динамику изменения основных параметров оборудования по годам (на-
пример, удельные энергозатраты, производительность, материалоемкость) и степени
распространения конструктивных решений важнейших функциональных систем
(рама, привод, рабочие органы и т. д.). При использовании этого метода важное зна-
чение имеют ознакомлю. кие со справочниками альбомами, архивом собствентгых раз-
работок конструкторского бюро, изучение отечественной и зарубежной технической
литературы и патентной информации, данных поисковых научно-исследовательских
работ в отрасли. Конструктор должен ознакомиться также с актами контрольных ис-
пытаний оборудования, аналогичного проектируемому, отзывами и рекламациями
предприятий-потребителей этого оборудования.
Конструктивная преемствешюсть не является простым или масштабным перено-
сом той или иной системы конструкции, так как учитывает возможность использова-
ния в разрабатываемой конструкции новых, более совершенных технических средств
(комплектующих изделий, конструкционных материалов, технологии изготовления,
методов упрочнения и пр.). В большинстве случаев при этом выполняют весь ком-
плекс проект пых и поверочных расчетов, определяющих параметры системы, т. е.
выполняют параметрический синтез.
Ба начальных стадиях проектирования особое внимание необходимо уделять выбо-
ру структуры и основных параметров проектируемого оборудования. Это обусловлено
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
15
тем, что принятые на стадии проектирования решения в дальнейшем практически оп-
ределяют все основные свойства изделия. Как отмечено, параметрический синтез дол-
жен обеспечивать получение оптимальных параметров создаваемого оборудования.
Кругозор конструктора не должен быть ограничен техническими решениями, ха-
рактерными для химического машиностроения; необходимо постоянно знакомиться
с опытом передовых отраслей машиностроения, новыми конструкторскими решет тля-
ми типовых узлов и деталей, способами повышения их прочности, надежности и тех-
нологичности и пр. Так, гидро- и пневмоприводы, широко используемые в машинах
химических производств, давно и успешно применяют в станкостроении, вибрацион-
ную технику — в строительных машинах, энергетическом машиностроении и т. п.
Таким образом, повторяя слова известного советского инженера П.И. Орлова,
можно сказать, ч го «при создании новой машины конструктор должен смотреть впе-
ред, оглядываться назад и озираться по сторонам»
Метод трансформации и инверсии, предполагающий преобразование или обра-
щение функций системы или ее элементов, широко используют при конструировании
оборудования. Рассмотрим этот метод на отдельных примерах.
В химической промышленности широко применяют валковые машины, которые
состоят в простейшем случае из двух цилиндрических валков (рабочие органы маши-
ны), совершающих принудительное вращение один навстречу другому. Такую машину
в зависимости от режима и дополнительной оснастки можно использоват ь для измель-
чения кусковых материалов (валковая дробилка), прессования или прокагки сыпучих
или вальцевания вязких материалов с получением непрерывной плитки или листа.
Другой пример: распылительные аппараты. В одном случае даш1ый аппарат за
счет диспергирования жидкой фазы в сплошной газовый поток может использоваться
в качестве абсорбера, а при диспергировании пастообразных материалов или раство
ров— в качестве сушилки. Таких примеров в химическом машино- и аппарасостро
ении большое количество.
Рассмотрим применение метода трансформации и инверсии при выборе способа
фильтрования в барабанном вакуум-фильтре. В зависимости от направления движу-
щей силы процесса движение фильтрата может происходить вверх, когда движущая
сила направлена вверх и противоположна направлению силы тяжести, или вниз, ког-
да движущая сила совпадает с направлением силы тяжей и част иц суспензии. Движе-
ние фильтрата вниз предпочтительно для суспензий с крупными частицами твердой
фазы, которые быстро оседают на фильтрующей перегородке и образуют пористый
зернистый слой, исключающий засорение фильтрующей ткани мелкими частицами.
В зависимости от способа фильтрования барабанные вакуум-фильтры имеют вне-
шнее и вну греннее питание.
Эвристика (от греческого слова «сирю/со» — находить) — метод генераций идей,
в част ности основанный на использовании определенной системы наводящих вопро-
сов. При конструировании эти вопросы могут быть отнесены, например, к обсужде-
нию свойств прототипа создаваемого оборудоваттия, его отдельных функциональных
систем или элеметттов и относятся ко всем показателям качества — от показателей
назначения, надежности и т. д. до показателей безопасности. Цель такого подхода —
побуждение творческой активности конструктора, его эффективное и целенаправлен-
ное включение в поиск новых решений Предполагают, что при использовании этою
метода проектант хорошо знаком с техническим заданием на оборудование, принци
16
ГЛАВА 1
пом его действия, конструкцией, расчетной схемой, технической литературой, экс-
плуатационными данными и пр.
Обсуждают недостатки конструкции прел опта по основным показателям качес-
тва и устанавливают пути их улучшения, например, интенсификацией, модификаци-
ей, унификацией и т. д. По отношению к оборудованию в целом и ее каждой функци-
ональной системе и элементу исследуют вопрос: каково должно быть воздействие,
чтобы улучшился показатель качества оборудования? Например, увеличить (умень-
шить) скорости, массы; усилить (ослабить) сечение, заменить смазочный материал;
ввести приспособления, автоматизацию; совместить или разделить функции или эле-
менты; упрост ить принцип действия, функции, технологию изготовления; заменить
(материалы, функции) или исключить (элементы, компоненты) и т. д.
К эвристическому методу поиска новых идей относится так называемая мозговая
атака. Цель мозговой атаки при конструировании— стимулировать быстрое гене-
рирование большого числа новых решений. С этой целью отбирают группу компе-
тентных лиц, перед которыми ставят определенную задачу, причем оговаривают, что
для решения принимают любые идеи, критика которых запрещается. При проведе-
нии сеанса мозговой атаки (длительность около получаса) идеи высказывают вслух
и фиксируют; при этом происходит комбинация, усовершенствование и обогащение
высказываемых предложений. Предпочтительно записывать идеи па отдельных кар-
точках, которые впоследствии классифицируют по направлениям, а предложения
оцениваются специалистами.
Кроме представленных выше методов конструирования в совремешюм инженер-
ном творчестве все большее распространение получают и другие: метод морфологи-
ческого анализа и синтеза технических решений, метод синектики, метод АРИЗ и др.
Приемы конструирования. При создании новой конструкции оборудования
выполняют разработку, перебор и оценку ряда вариантов, в которых используют
найденные решения. Если число предлагаемых новых решений (факторов реше-
ния) значительно, причем они относятся к различным уровням проектируемого
объекта (например, несколько вариантов систем привода, кинематических схем пе-
редач, типов рабочих органов, конструкций станины и т. п.), то общее число вари-
антов конструкций становится очень большим и для отбора рациональных вариан-
тов следует использовать упорядоченный поиск. Сущность последнего заключается
в следующем.
1. Определяют параметры конструкции, которыми проектировщик может распо-
лагат ь по своему усмотрению (факторы решения).
2. Выявляют параметры, которые не зависят сл воли проектировщика (независи-
мые перемегпгые).
3. Устанавливают параметры, которые следует определить при проектировании
(зависимые переменные или цели, например технические характеристики).
4. Назначают вес каждой цели в соответствии с их относительной важностью.
5. Выявляют зависимости между переменными.
6. Прогнозируют значения независимых переменных.
7. Выявляют ограничения, наложенные па значения всех переменных.
8. Каждому фактору решения присваивают числовое значение и вычисляют зави-
симые переменные.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
17
9. Выбирают такие значения факторов решения, при которых достигается наиболь-
шая сумма числовых значений всех целей с учетом их веса (оптимальный вари-
аш конструкции) или, по крайней мере, дост игается приемлемое значение цели.
Упорядоченный поиск, проведенный в полном объеме, позволяет найти опти-
мальное решение; обычно в этом случае используют ЭВМ.
Среди приемов конструирования химического оборудования широкое распро-
странение получил так называемый метод изменения линейных размеров. Суть ме-
тода заключается в том, что для увеличения или уменьшения производительности
оборудования пропорционально изменяются все основные конструктивные размеры
оборудования. Этот прием хорошо подходит при конструировании новых переме-
шивающих устройств, циклонов, шнеков, машин для каландрирования, вальцовых
агре) агов и т. д.
Следующим приемом является прием базового агрегата. Данный прием хо-
рошо прослеживается на различных барабанных агрегатах и колонной аппарату-
ре, когда для решения той или иной технологической задачи не меняется базовая
конструкция, меняются только элементы насадок внутри барабана и контактных
устройств колонн.
Интересные результаты дает прием конвертирования. При этом приеме констру-
ирования базовую модель используют для реализации нового технологического про-
цесса. Например, вальцовая сушилка без существенных изменений базовых элемен-
тов может быть реконструирована в охладительный кристаллизатор поверхностного
типа. Суши. 1ка кипящего слоя — в охладитель сыпучих материалов, классификагор,
смеситель и др.
Прием секционирования заключается в разделении оборудования на одинаковые
секции и создании нового производного оборудования путем набора унифицирован-
ных секций. Секционированию легко поддаются дисковые фильтры, пластинчатые
теплообменники, центробежные насосы, тарельчатые контакт fine устройсгва колон-
ной аппарагуры, рукавные фильтры, электрофильтры и т. д.
В книге приведены наиболее распространенные приемы и методы конструиро-
вания. В ходе работы конструктор обязательно расширяет круг приемов и методов
поиска новых конструкторских решений.
При техническом (рабочем) проектировании выполняются все поверочные рас-
четы, в частности, расчеты на прочность, жесткость, устойчивость и при необходи-
мости корректируются размеры. Следует еще раз напомшггь, что при окончательной
отработке конструкции необходимо учитывать результаты экспериментальных ис-
следований на макетах, моделях и опытных образцах.
Стоимость конструкторской разработки нового оборудования составляет лишь
небольшую часть стоимости ее произволе! ва, причем с увеличением серийности
доля стоимости, приходящаяся на проектирование, уменьшается. Стадия конструи-
рования в значительной мере определяет технический уровень и совершенство обо-
рудования, по этой причине не следуег жалеть времени и средств на глубокую и тща-
тельную проработку проекта машины или аппарата.
18
ГЛАВА 1
1.5. Конструкционные материалы.
Основные требования к конструкционным
материалам
Специфические условия работы химического оборудования, характеризуемые
диапазоном давления от глубокого разряжения (вакуума) до избыточного (250 МПа
и выше), большим интервалом рабочих температур (—254...+1000 °C и выше) при аг-
рессивном воздействии среды предъявляют высокие требования к выбору конструк-
ционных материалов проектируемой аппаратуры.
Наряду с обычными требованиями высокой коррозионной стойкости в опреде-
ленных агрессивных средах, к конструкционным материалам, применяемым в хими-
ческом машиностроении, одновременно предъявляются также требования высокой
механической прочности, жаростойкости и жаропрочности, сохранения удовлетво-
рительных пластических свойств при высоких и низких температурах, устойчивости
при знакопеременных или повторных однозначных нагрузках (циклической прочнос-
ти), малой склонное ги к ст арению и др.
Для изготовления гехпологической аппаратуры химических и нефтехимических
производст в используют конструкционные материалы, стойкие и весьма стойкие
в агрессивных средах. Материалы попижешюй стойкости применяют в исключи-
тельных случаях.
При выборе материалов для оборудования, работающих под давлением при низ-
ких и высоких температурах, необходимо учитывать, что механические свойства ма-
териалов существенно изменяются в зависимости от температуры.
При статическом приложении нагрузки важными характеристиками для оценки
прочности материала являются предел текучести ит (условный предел текучести о0?
или oJ0) и временное сопротивление ов. Упругие свойства металлов характеризуются
значениями модуля упругости Е и коэффициентом Пуассона ц.
Эти характеристики являются основными при расчетах на прочность деталей аппа-
ратуры, работающей под давлением при низких (-40...-254 °C), средних (+200...-40 °C)
и высоких (выше +200 °C) температурах.
Для работы при низких температурах по нормам Ростехнадзора РФ следует выби-
рать металлы, у которых порог хладоломкости меньше заданной рабочей темпера-
туры. Следует отмегить, что в химической промышленности па протяжении многих
лет безаварийно эксплуатируется при рабочих температурах до -40 °C большое ко-
личество аппаратов, трубопроводов, арматуры, насосов и другого оборудования, из-
готовлешюго из углеродистой стали обыкновенного качества и из серого или ковкого
чугуна, т. е. из материалов, имеющих ударную вязкость KCU < 20 Дж'см2 при указан-
ной температуре. Поэтому при выборе металла для работы при низких температурах
следует исходить не только из его ударной вязкости, но и учигывать величину и ха-
рактер приложенной нагрузки (статическая, динамическая, пульсирующая), наличие
и характер концентраторов напряжений и чувствительность металла к надрезам, на-
чальные напряжения в конструкции, способ охлаждения металла (хладоагентом или
окружающей средой).
При статическом приложении нагрузки в ряде случаев допускается изготовле-
ние оборудования из металлов, приобретающих хрупкость при пониженных рабо-
чих температурах, но не имеющих дефектов, нарушающих однородность структуры
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
19
и способствующих концентрации напряжений. Технология изютовления оборудо-
вания из таких материалов должна исключать возможность возникновения высоких
начальных напряжет»! в конструкции. К такому оборудоватптю можно отнести сво-
бодно опирающиеся емкости для жидких и газообразных продуктов, содержащихся
в них под небольшим избыточным давлением, металлоконструкции неответственно-
го назначения и др.
При динамических нагрузках, кроме указанных выше характерней ик, необходимо
учитывать также ударную вязкость. Для многих углеродистых и ле1ированных ста-
лей ударная вязкость при низких температурах (обычно ниже -10 °C) резко понижа-
ется, что исключает применение этих материалов в таких рабочих условиях. Ударная
вязкость для большинства цветных металлов и сплавов (меди, алюминия, никеля и их
сплавов), а также хромоникелевых сталей аустенитного класса при низких темпера-
турах, как правило, уменьшается незначительно, и пластические свойства этих мате-
риалов сохраняют ся на достаточно высоком уровне, что позволяет применять их при
рабочих температурах до -254 °C.
Для оборудования, подверженного ударным или пульсирующим нагрузкам
и предназначенного для работы при низких температурах, следует применять метал-
лы и сплавы с ударной вязкостью KCU > 30 Дж/см2. Для деталей, имеющих концен-
траторы напряжений (болтов, шпилек), рекомендуются материалы, у которых при
рабочей температуре ударная вязкость KCU > 40 Дж/см2.
При высокой температуре наблюдается значительное снижение основных пока
зателей, характеризующих прочностные свойства металлов и сплавов. Времешюе
сопротивление ив и предел текучести ит зависят от времени пребывания под нагруз-
кой и скорости нагружения, так как с повышением температуры металл из упругого
состояния переходит в упругопластическое и под действием нагрузки непрерывно
деформируется (явление ползучести). Темпера гура, при которой начинается ползу-
честь, у разных металлов различная: для углеродистых сталей обыкновенного качес-
тва ползучесть наступает при температуре выше 375 °C, для низколегированных —
при температуре выше 525 °C, для жаропрочных — при более высокий температуре.
С увеличением времени пребывания металла под нагрузкой характеристики
прочности уменьшаются тем значительнее, чем выше температура эксплуатации
оборудования. Поэтому при расчете на прочность аппаратов, работающих дли-
тельное время при высоких температурах, допускаемые напряжения определяют
по отношению к условному пределу ползучести ипл или по пределу длительной
прочности идл. Для химической аппаратуры допускаемая скорость ползучести
принимается < 10'7 мм/(м*ч) (10"’ % в год), для крепежных деталей <10'9 мм/(м*ч)
(10*7 % в год).
Понижетнте механических свойств материала при высоких температурах обусловле-
но происходящими в металле структурными и фазовыми превращениями. К структур
ным изменениям такого рода можно отнести графитизацию углеродистой и молибде-
новой сталей, образование ферритной фазы в хромотшкелевьтх сталях при длительной
работе металла в условиях высоких температур. В ряде случаев стабильность струк-
туры стали при длительной эксплуатации оборудования удастся обеспечить путем
термической обработки. В большинстве случаев для аппаратуры, предназначенной
для работы при высоких температурах, применяют жаропрочные стали специальных
марок, характеризуемые достаточной механической прочностью и стабильностью
20
ГЛАВА 1
структуры. Наряду с жаропрочностью, металлы должны обладать жаростойкостью.
При непрерывном процессе ока. [инообразования рабочее сечение металла уменьша-
ется, что приводит к повышению рабочего напряжения и ухудшению условий безо-
пасной эксплуатации оборудования.
Некоторые детали аппаратуры (болты, шпильки, пружины и др.) вследствие по-
вышения пластичности металла при высоких температурах работают в условиях по-
степенного снижения напряжений, вызванных первоначально приложенной нагруз-
кой (затягом), при сохранении геометрических размеров (релаксация напряжений).
Расчет таких деталей следует производить на предварительную нагрузку (затяг),
обеспечивающую на заданный период времени остаточную нагрузку, необходимую
для нормальной работы конструкции.
При выборе конструкционных материалов для химическою оборудования
необходимо также учитывать физические свойства материалов (теплопроводность,
линейное температурное расширение), технологию изготовления аппаратуры, дефи-
цитность и стоимость материалов, наличие стандартов или технических условий на
его поставку, освоенность материала промышленностью и др. Так как стоимость из-
делия в значительной мере определяется стоимостью примененных для его изготов-
ления материалов, при всех прочих равных условиях, предпочтение следует отдавать
более дешевым и менее дефицитным материалам.
В химическом мантино- и аппарагостроении основным способом выполнения
металлических неразъемных соединений является сварка, а в ряде случаев— пайка.
Хорошая свариваемость металлов является одним из основных необходимых усло-
вий, определяющих пригодность материала для создаваемой конструкции. Следует
стремиться к максимально возможному, без ущерба для коне грукции, сокращению
номенклагуры применяемых марок материалов и типоразмеров.
Аппаратуру не рекомендуется изготовлять целиком из дорогостоящих и дефи-
цитных материалов. Коррозии обычно подвержена лишь внутренняя поверхность
аппаратов. Для обеспечения амортизационного срока службы аппарата достаточен
слой коррозионно-стойкого металла толщиной в несколько миллиметров. Таким
образом, представляется целесообразным изготовлять аппаратуру для активных
коррозионных сред из двухслойного проката, облицовочный слой которого может
быть выполнен из требуемого коррозионно-стойкого мезалла или сплава. Напри-
мер, вместо монолитной толстолистовой стали 12Х18Н10Т или 10Х17Н13М2Т
целесообразно применять двухслойную листовую сталь 16ГС+12Х18Н10Т или
Ст3сп+1ОХ17Н13М2Т.
В настоящее время мезаллургической промышленное!ыо освоен ряд новых ма-
рок высоколегированных сталей с малым содержанием никеля, которые рекоменду-
ется применять в химическом машиностроении в качестве заменителей дефицитных
хромоникелевых сталей или сталей с большим содержанием никеля. К таким сзалям
относятся 08Х22Н6Т. 08X21Н6М2Т и др.
Для переработки высокоагрессивных сред целесообразно изготовление химичес-
кой аппаратуры из неметаллических магериалов: природных кислотоупоров, керами-
ки, фарфора, стекла, углеграфитовых материалов, пластических масс (фаолита, по-
лиэтилена, винипласта и др.) или из углеродисгой стали, покрытой кислотостойкими
эмалями, резиной или пластмассами.
В последнее время в конструировании химической аппаразуры все большее
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВ \НИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
21
применение находят композиционные материалы, ко горые по механической прочнос-
ти превосходят даже качественные стали, а по коррозионной стойкости не уступают
керамике, стеклу и эмалям.
Таким образом, при конструировании химической аппаратуры к конструкцион-
ным материалам должны предъявляться следующие требования:
1) достаточная общая химическая и коррозионная стойкости материала в агрес-
сивной среде с заданными концентрацией, температурой и давлением, при которых
осуществляется технологический процесс, а также стойкость против других возмож-
ных видов коррозиошюго разрушения (межкристаллитной, электрохимической, со-
пряженных металлов в электролитах, под напряжением и др.);
2) достаточная механическая прочность при заданных значениях давления
и температуры технологического процесса, с учетом специфических требований
в ходе испытаний оборудования на прочность, герметичность и дополнительные на-
грузки (ветровой, собственного веса и др.);
3) способность материала хорошо свариваться с обеспечением высоких механи-
ческих свойств сварных соединений и коррозионной стойкости их в агрессивных
средах, обрабатываться резанием, давлением, подвергаться изгибу и др.;
4) низкая стоимость материала, недефицитность и освоенность его промышленно-
стью;
5) возможность простой утилизации при выработке сроков эксплуатации обору-
дования, узлов и деталей.
1.5.1. Металлы и сплавы
Стали
Стали и сплавы на основе железа являются наиболее распространешиыми и конс-
трукционными материалами при изготовлешш химического оборудования. Сталь
обладает хорошей прочностью, низкой стоимостью по отношению к другим конс-
трукциош1ым материалам, весьма технологична при обработ кс и изготовлении полу-
фабрикат ов и оборудования.
В зависимости от количества примесей и легирующих добавок конструкционные
стали подразделяются на следующие основные группы:
— углеродистая сталь обыкновешюго качества;
— качественная углеродистая сталь;
— низколегированная сталь;
— легировашгая сталь;
— высоколегированные жаростойкие и жаропрочные стали и сплавы:
— двухслойные конструкционные стали.
Сгаль, как и чугун, представляет собой в общем случае сплавы па основе железа
и углерода. В ст алях может содержаться от 0,08 % до 2,14 % углерода, в чугунах — от
2,14 до 6,67 %. При выборе углеродистой стали обыкновешюго качества следует учи-
тывать, что с ростом содержания углерода увеличиваются ее прочностные характе-
ристики, но соответственно снижается пластичность, ухудшается свариваемость
и механические свойст ва сварных швов.
22
ГЛАВА 1
Таблица 1.1
Обозначение легирующих элементов в металлах и сплавах
Элемент Обозна- чснис Обозначение в марках мс галлов и сплавов Элемент Обозна- чснис Обозначение в марках металлов и сплавов
черных ЦВСТНЫХ черных цвет- ных
Алюминий AI Ю А Ниобий Nb
Азот м А Б —
IX А Олово Sn __ о
Барий Бериллий Ва Вс — Б Свинец Селен Pb Sc Е с
Бор Ванадий Вольфрам Железо В V W Fe р ф в Ж Сера Серебро Сурьма S Ar Sc Ср Су
Кадмий Кремний Магний Марганец Медь Мопибдсн Мышьяк Cd Si Mg Мп Cu Mo As с г д м К Мг Мц М Мш Теллур Титан Углерод Фосфор Хром Цезий Цинк Tc Ti C P Cr Cc Zn Г У П X т ф Ц
Никель Ni н н Цирконий Zr Ц —
В табл. 1.1 приведены условные обозначения легирующих элементов в металлах
и сплавах.
Углеродистая сталь обыкновенного качества (СтЗкп, СгЗпс, СтЗсп, СтЗГпс и др.,
ГОСТ 380), поставляемая в виде листового, сортовою и фасонного проката, труб, по-
ковок и т. д., используется для изготовления несущих конструкций, обечаек, днищ,
фланцев, люков, штуцеров и других деталей машин и аппаратов, не контактирующих
с агрессивными средами. По степени раскисления различают сталь кипящую (кп),
полуспокойную (пс) и спокойную (сп). Нераскислешгые кипящие стали применяются
для малонагруженнъгх узлов и деталей химическою оборудования, работающего при
давлениях не выше 1,6 МПа и температурах до 350 °C. Спокойные стали могут быть
использованы для изготовления оборудования, работающего при давлении до 5 МПа
и в интервале температур от -20 °C до +425 °C.
Качественная углеродистая конструкционная сталь (сталь 10, с саль 40, сталь 20К,
16К, 18К, 20К, 22К и др.), поставляемая в виде листового прока га (ГОСТ 5520) и в виде
сортового проката и труб (ГОСТ 1050), применяется для изготовления корпусов и дета-
лей оборудования, трубных пучков теплообменников, работающих в интервале темпе-
ратур от-20 °C до +475 °C с неагрессивными и малоагрессивными средами.
Низколегированная сталь с содержанием легирующих элементов до 2,5 % (09Г2,
09ГС1,09ГС2,16 ГС и т. д.), поставляемая в виде листового проката (ГОСТ 5520), сор-
тового и фасонного проката, труб и поковок (ГОСТ 19281), применяется для изготовле-
ния нагруженных элементов химического оборудования (крепежных изделий, пружин,
элементов арматуры, фланцев, трубных решеток и т. п.), работающего в интервале тем-
ператур от -70 °C до +475 °C с малоагрессивными и неагрессивными средами.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ 23
Легированная конструкционная сталь с содержанием легирующих элементов до
10 % (12ХМ, 12МХ. 15Х5М, 30ХМА, 30ХГСА и др.), поставляемая в виде сортового
проката, труб и поковок (ГОСТ 20072), применяется для изготовления элементов хи-
мического оборудования, работающего в интервале температх-р от -70 °C до +560 °C
в неагрессивных и малоагрессивных средах, а также для изготовления высоконагру-
женных деталей машин (шестерни, валы, оси, роторы, валки. штоки и т. п.).
Высоколегированные, жаростойкие и жаропрочные стали и сплавы содержат
более 10 % легирующих добавок. (Сплавом считается сталь, содержащая более 50 %
легирующих элементов). В зависимости от структурного класса они могут работать
в интервале температур от —253 °C до +700 °C. Поставляются данные сгали в виде
лист ового проката, труб и поковок.
Стали аустенитного класса (08Х1ХН9Т, 08Х18Н1 ОТ. 12Х18Н1 ОТ, 08Х17Н1ЗМ2Т,
10Х14Г1чМ4Т, 03Х21Н21М4ГБ и др.) применяются в зависимости от марки для из-
готовления химической аппаратуры, работающей с сильными минеральными кисло-
тами и щелочами.
Стали ферритного класса (08X13,08Х18Т1,15Х25Т и др.) применяются для из-
готовления химического оборудования, работающего в средах окислительного харак-
тера. Например, они стойки к воздействию фосфорной и уксусной кислот при темпе-
ратуре +70 °C, азотной кислоты концентрацией до 65 % при температуре до +40 °C.
Однако данные стали обладают низкой ударной вязкостью в зоне сварных швов.
Стали аустенитно-ферритного класса (08Х22Н6Т, 12Х21Н5Т, 08Х21Н6М2Т
и др.) по коррозионной стойкости аналогичны сталям аустенитного класса, по более
экономно легированы никелем, менее склонны к межкристаллит ной коррозии, кор-
розионному растрескиванию, имеют повышенные механические показатели в состо-
янии поставки.
Для экономии доро! остоящих высоколегированных сталей при конструировании
химического оборудования широко применяются двухслойные стали с основным
слоем из углеродистых, низколегированных и легированных сталей и плакирующим
слоем из высоколегироватшых сталей (СтЗсп с плакирующим слоем из сталей
12Х18Н10Т, 08Х18Н10Т. 10X17H13M3T; 20К с плакирующим слоем из сталей
12Х18Н10Т, 08Х18Н10Т, 10X17H13M3T, 06ХН28МДТ; 16ГС и 09Г2С с плакиру-
ющим слоем 12Х18Н10Т, 08Х18Н10Т, 10X17H13M3T, 06ХН28МДТ и других с галей).
Двухслойные стали могут работать, в зависимости от марки, в интервале темпе-
ратур от -40 °C до +475 °C.
Двухслойные стали поставляются в виде листового проката.
Чугуны
Чугуны как конструкционные материалы, обладающие хорошими литейными
свойствами, жаростойкостью, коррозионпной стойкостью и антифрикционными ка-
чествами, до сих пор находят широкое применение при изготовлении химических
и нефтехимических аппаратов, узлов и деталей.
Однако их отличает ряд недостатков: высокая хрупкость, сложность обработ-
ки резанием, высокие коэффициенты линейного расширения, сильная зависимость
прочностных характеристик от температуры, трудность, а в ряде случаев и невоз-
можность, сварки.
24
ГЛАВА 1
Правила Ростехнадзора РФ регламентируют использование чугунных отливок по
темпера гуре и давлению.
В химическом машино- и апнаратостроении наибольшее применение получили
следующие виды чугунов.
Серый чугун (ГОСТ1412) марок СЧ 10, СЧ 15, СЧ 18, СЧ20, СЧ 21, СЧ 30 и СЧ35.
Из чугуна СЧ 10 изготовляют корпусные и ненагруженные детали простой кон-
фигурации, а из чугуна остальных марок— ответе тветпгые корпусы и детали слож-
ной конфигурации, работающие в слабоагрессивных средах. При расчете деталей на
растяжение коэффициент запаса прочности для серого чугуна принимают 6...8.
Щелочестойкие чугуны СЧ 1Ц1 и СЧ 1Ц2 применяют для изготовления корпусов,
деталей и узлов машин и аппаратов, работающих в водных растворах щелочей NaOH
и КОН при давлении до 1 МПа и температуре —15...+300 °C.
Ферросилиды С15, С17 и антихлор МФ 15 применяют для изтотовления корпусов,
деталей и узлов простой конфигурации для работы с сильноагрессивными средами
(растворами солей, азотной и серной кислотами) при давлении до 0,25 МПа и темпе-
ратуре 0...+700 °C. При разработке конструкции следует учитывать, что кремнистые
чугуны очень хрупкие, чувствительные к колебаниям температуры и трудно обрабаты-
ваются резанием. Поэтому изделия из них поручают отливкой, предусматривая плав-
ные переходы. Ферросилиды широко применяют при изготовлении арматуры.
Следует иметь в виду, что ферросилиды легко коррозируют под воздействием со-
ляной кислоты, крепких щелочей и фтористых соединений.
Жаростойкие чугуны, содержащие до 32 % Сг и 1...2 % Si применяют в котельно-
топочном оборудовании. Чугуны марки ЖЧХ 0,8; ЖЧХ 1,5; ЖЧХ 5,5 (ГОСТ 7769)
используют при изготовлении узлов и деталей, работающих при температуре соот-
ветствешто 550,600 и 800 °C, а чугуны марок ЖЧХ 16 и ЖЧХ 340 обладают хорошей
жаростойкостью до температур 1000...1200 °C при действии дымовых тазов, содер-
жащих твердые частицы.
Жаростойкий и коррозионно-стойкий чугун ЧН15Д7Х2 применяют при изготовлении
узлов и деталей, работающих при температуре +100...+600 °C и агрессивных средах.
Антифрикционный чугун АЧС-1, АЧС-2 (ГОСТ 1585) используют для изготов-
ления узлов и деталей, испытывающих трение (подшипников, шарниров, направ-
ляющих и др.).
Ковкие чугуны (ГОСТ 1215) КЧ 30-6, КЧ 33-8, КЧ 35-10, КЧ 37-12, КЧ 45-7,
КЧ 50-5, КЧ 55-7, КЧ 60-3, КЧ 65-3, КЧ 70-2, КЧ 80-1,5 применяют в основном для
небольших отливок. Основным преимуществом отливок из ковкого чугуна является
однородность их своисгв по сечению, практически отсутствие внутренних напряже-
ний. С целью исключения напряжений в конструкциях отливки рекомендуются изде-
лия со стенками толщиной до 50 мм.
Высокопрочные чугуны (ГОСТ 7293) ВЧ 35, ВЧ 40, ВЧ 45, ВЧ 50, ВЧ 60, ВЧ 70,
ВЧ 80, ВЧ 100 применяют для изготовления узлов и деталей с повышенными механи-
ческими свойствами. Они имеют высокую жидкотекучесть, незначительную склон-
ность к образованию горячих трещин. Вместе с тем их склонность к образованию
усадочных раковин и лит ейных напряжений выше, чем у серого чугуна. Кроме того,
они имеют удовлетворительную коррозионную стойкость (не ниже, чем чугун марок
СЧ), жаростойкость, хладостойкость, антифрикционные свойства, обрабатываемость
резанием и могут подвергаться сварке и автогенной резке.
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВА11ИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ 25
Цветные металлы и их сплавы
Алюминии и сплавы на его основе
Алюминий и сплавы ла его основе нашли широкое применение в химической тех-
нике для изготовления i епло- и массообменной и емкостной аппаратуры, труб, трубоп-
роводной арматуры благодаря своим физико-механическим, технологическим и экс-
плуатационным свойствам. Алюминий и его сплавы по плогности почти в 3 раза легче
стали или чугуна, обладают высокой пластичностью, тепло- и электропроводностью,
хорошо свари ваются в инертной атмосфере аргона, удовлетвори гельно обрабатывают-
ся резанием. Кроме того, они обладаю! высокой коррозионной стойкостью в целом ряде
агрессивных сред, благодаря образованию на поверхности тонкой оксидной пленки.
Алюминий высокой технической чистоты марок А 995, А99...А95, А8...А5 об-
ладает высокой коррозионной стойкостью, но имеет ограниченное применение для
изготовления корпусных деталей, элементов тепломассообменной и емкостной аппа-
ратуры из-за низких механических характеристик.
Легирование алюминия такими элементами, как Си, Мп, Mg. Ni, Si, Fe и др. поз-
воляет получить большое число сплавов с более высокими физико-механическими
свойствами, чем чистый алюминий. Поэтому сплавы на основе алюминия нашли
широкое распространение при конструировании химического оборудования. В ос-
новном в химическом машино- и аппаратостроении применяются деформируемые
и литейные алюминиевые сплавы.
Деформируемые сплавы применяют для изготовления деталей и элементов обо-
рудования, получаемых обработкой давлением различных полуфабрикатов (листов,
прутков, труб ит. д.). Наибольшее распространение получили следующие марки де-
формируемых алюмшшевых сплавов: АДО, АДОО, АДООЕ, АД ООО, АДОЕ, АД, АД1,
Амц, Амг2...Амг6, не упрочняемые термообработкой, и сплавы марок Д1,Д 16, ВД17,
В92, АК 4, АК-6, В-95, упрочняемые термообработкой.
Литейные алюминиевые сплавы применяются для изготовления деталей и эле-
ментов химического оборудования, работающих при повышенных температурах,
действии больших ударных и статических нагрузок, корпусных деталей. Для фа-
сопиого литья наибольшее распространение получили следующие марки сплавов:
АЛ2-АЛ9 (до +250 °C); АЛ20, АЛЗЗ, АЛ34 (до +350 °C).
Медь и ее сплавы
Технически чистая медь применяется в основном в электротехнической промыш-
ленности. Для изтоговления химической аппаратуры в отдельных случаях находит
ограничештое применение технически чистая отожжегшая медь марок М2 и М3 с со-
держанием соответственно 99,7 и 99,5 % меди. Особенностью меди как конструк-
ционного магериала является отсутствие надежных защитных оксидных пленок,
обеспечивающих химическую стойкость в большинстве кислот и солей. Многие газы
(сероводород, диоксид углерода, нары серы, галоиды, аммиак, сернистый ангидрид)
разрушают медь. При низких температурах прочность меди возрастает, при этом со-
храняется высокая ударная вязкость. Эти особенности делают ее незаменимым конс-
трукционным материалом для криотенной аппаратуры. Из меди изготавливают также
спиртовые ректификационные колонны и кубы-испарители.
26
ГЛАВА 1
Для улучшения свойств меди как конструкционного материала ее легируют раз-
личными элементами, получая сплавы на основе меди. В качест ве легирующих эле-
ментов используюг цинк, олово, алюминий, никель, железо, кремний, марганец и др.,
за счет чего существенно улучшаются механические и технологические свойства по-
лучаемых сплавов. По химическому составу сплавы на основе меди подразделяются
на латуни, бронзы и медноникелевые сплавы.
Латуни — сплавы на основе меди с цинком, обозначаются первой буквой «Л».
Латуни, содержащие в сплаве, кроме меди, до 38 % цинка называю гея простыми. При
содержании цинка до 10 % простые латуни называются томпаками. Латуни, содержа-
щие кроме цинка другие легирующие элементы, называются сложными. Например,
латунь ЛЖМц59-1-1 расшифровывается как железомарганцевая латунь. По сравнению
с медью ла гуни обладают большей прочностью и коррозионной стойкостью. Они хоро-
шо поддаю гея литью, обрабогке давлением и механическому резанию. По технологи-
ческому назначению латуни подразделяют на обрабатываемые давлением и литейные.
Из латуней, обрабатываемых давлением, марок Л70, Л60, ЛАЖ60-1-1, ЛАН59-3-2,
ЛО62-1, ЛЖС58-1-1, ЛК8О-3. ЛАНКМц75-2-2,5-0,5-0,5 изготавливают полуфабрикаты
и элементы оборудования (листы, ленты, полосы, грубы теплообменников, проволоку,
поковки, сильфоны, подшипники скольжения, элементы трубопроводной арматуры).
Из различных марок литсейной латуни— ЛЦ40С, ЛЦ40 Мц1,5, ЛЦ40 МцЗЖ,
ЛЦ40МцЗА. ЛЦЗиАЗ, Л Ц23А6ЖЗМц2, ЛЦ16К4 изготавливают детали. грубопровод-
ной арматуры, выдерживающие нагрев до 250 °C, элементы аппаратов, работающих
в морской воде, ManoHarp^einibie подшипники скольжения, венцы шестерен, детали
баббитовых подшипников, элементы криогенной аппаратуры.
Бронзы — сплавы на основе меди с оловом, в которых в качестве легирующих
добавок применяются Al, Pb, Si, Be, Sn, 1 г, Nt и другие элементы. Бронзы маркируют
ся буквами «Бр», остальные обозначения аналогичны маркировке латуней.
В химической технике находят применение безоловянные, оловянные, алюмини-
евые, бериллиевые, кремниевые, свинцовые и марганцевые бронзы.
Из безоловянных литейных бронз марок БрА9Мц2, БрА9ЖЗЛ, БрА10Ж4Н4Л,
БрА9Ж4Н4Мц2, ЬрА7Мц15ЖЗН21(2 изготавливают антифрикционные детали и ар-
матуру для пара, воды и нефтепродуктов, работающих при темперагурах до 250 °C,
арматуру для морской во/Ц>г.
Более дорогие оловянные литейные бронзы марок БрОЗЦ12С5, ЬрО4Ц7С5,
БрОбЦбСЗ, Бр010Ф1, БрОЮСЮ используются при изготовлешш арматуры, анти
фрикционных деталей, вкладышей подшипников, венцов шестерен, шнековых при-
водов, нагруженных подшипников скольжения, элементов винтовых мешалок.
Оловянные бронзы, обрабатываемые давлением, марок БрОФ8-0,3, БрОФ6,5-0,4,
БрОЦ4-3, БрОЦС4-4-4 применяются для изготовления специальных сеток, пружин,
лент, подшипников скольжения, сталебронзовых втулок для пар трения и т. д.
Алюминиевые бронзы, деформируемые в холодном и горячем состоянии, марок
БрА5, БрАЖМц 10-3-1,5, БрАМц10-2 служат для изготовления деталей, работающих
в морской воде, трубных досок конденсаторов, износостойких деталей гидравличес-
ких систем, шестерен, втулок пар трения и т. п.
Бериллиевые бронзы марок БрБ2, БрБНТ1,9, БрБНТ1,9Мг идут на изготовление
пружин ответственного назначения и износостойких деталей различных типов.
Кремниевые бронзы марок БрКМцЗ, БрКН1-3 являются коррозионно-стойкими
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВА11ИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ 27
и жаропрочными материалами, применяемыми для изготовления деталей химических
аппаратов, пружин, антифрикционных деталей, направляющих eiynoK штоков и пр.
Свинцовые бронзы марок БрСЗО, БрСН60-2,5 отличаются высокими антифрик-
ционными свойствами и применяются для изютовления методом литья высоконагру-
женных подшипников скольжения, направляющих вгулок и других деталей, работа-
ющих в парах трения скольжения.
Марганцевая бронза марки БрМц5 является пластичным сплавом, обладающим до-
статочной коррозионной стойкостью и теплостойкостью. Из нее изготавливаются дета
ли и сборочные единицы химической аппаратуры, работающие в условиях нагрева.
Медноникелевые сплавы применяются в химической технике в качестве конс-
трукционных материалов, работающих в агрессивных средах. Основными медно-
никелевыми сплавами этой группы являются:
— монель-мегалл (НМЖМц28-2,5-1,5) и «Хастеллой» (Н70МФВ-ВИ. ХН58В,
ХН65МВУ), использующиеся для изготовления элементов химической аппаратуры,
работающей в средах — сильных восстановителях;
— мельхиор (МНЖМцЗО-1), нейзильбер (МП! (15-20), применяющиеся для изго-
товления химической аппаратуры, работающей с сильными минеральными кислота-
ми, щелочами, растворами, содержащими ионы хлора.
Титан и сплавы на его основе
Чистый титан марок ВТ 1-00 и ВТ и титановые сплавы, обрабатываемые давле-
нием, марок ОТ4-0, ОТ4-1, ОТ4 (легированы Мп иА1), ВТ5, ВТ14, ВТ20 (легиро-
ваны Al, V, Сг, Mo, Zr, Fe), ПТ-7М, ПТ-ЗВ (легированы Al, V, Zr) соответствуют по
химическому составу 1 ОСТ19807 и используются для изготовления ответственных
элементов оборудования, работающих в окислительных средах.
Титан и его сплавы при умеренных температурах превосходят по коррозионной
стойкости большинство легированных сталей. Коррозионная стойкость этих конс-
трукционных материалов обусловлена образованием весьма прочной и плотной ок-
сидной пленки TiO2, надежно защищающей эти материалы от взаимодействия с ок-
ружающей коррозиошюй средой. Необходимо отметить, что эта оксидная пленка
разрушается в восстановительных средах.
Технический титан и его сплавы обладают и друг ими цештыми технологически
ми и физико-механическими свойствами: сохраняют работоспособность при нагреве
до температур 550...600 °C. Механическая прочность титана и его сплавов соизме-
рима с прочностью конструкционных сталей при существенно меньшей плотности.
Для этих материалов характерна хорошая или удовлетворительная свариваемость,
подверженность большинству известных видов обработки давлением, особенно в го-
рячем состоянии. Недостатками титана и его сплавов следует считать низкую теп-
лопроводность, малый модуль упругости, трудность обработки резанием и получе-
ния фасонных отливок. Из титана и его сплавов изготавливают фильтры, автоклавы,
емкостные аппараты, детали насосов, компрессоров и центрифуг, теплообменники,
трубопроводы и арматуру для агрессивных сред и т. п.
В химическом машиностроении наибольшее распросгранение получили следу-
ющие марки титана него сплавов; чистый титан марок ВТ1-00 и ВТ и титановые
сплавы марок ОТ4-0, ОТ4-1, ОТ4 (легированы Мп и Al), ВТ5, ВТ14, ВТ20 (легирова-
ны Al, V, Сг, Mo, Zr, Fe), ПТ-7М, ПТ-ЗВ (легированы Al, V, Zr).
28
ГЛАВА 1
Тугоплавкие металлы и их сплавы
Для современного химического машино- и аппаратостроепия необходимы ма-
1 ериалы, обладающие длительной жаропрочностью и жаростойкостью при нагреве
до 1000... 1200 °C. Для удовлетворения этих запросов в химической технике находят
применение тугоплавкие металлы ниобий и тантал, а также некоторые сплавы на их
основе. Тугоплавкими условно считают металлы, имеющие температуру плавления
не менее температуры плавления хрома (1875 °C). К этой группе тугоплавких ме-
таллов приближается цирконий (температура плавления 1845 °C). Необходимо от-
метить, что наличие даже малых количеств вредных примесей (О2, N г, С, Р, Fe, Si)
в этих конструкционных материалах существенно ухудшает их свойства и делает их
хрупкими. Поэтому применение этих мет аллов и сплавов на их основе возможно при
условии высокой степени их очистки от вредных примесей.
Ниобий и rain ал— очень тугоплавкие металлы (температуры плавления Nb —
2415 °C, Та — 2996 °C), весьма коррозионно стойки, обладают высокой прочностью
и пластичностью, поддаются практически всем видам механической обработки.
Теплопроводность ниобия при нагреве до 1200 °C повышается, что особенно важно
для теплообменной аппаратуры, работающей в этом интервале температур. Ниобий
значительно дешевле тантала и в 2 раза легче, что делает его более перспективным
по сравнению с танталом. При легировании этих тугоплавких металлов добавками
Mo, W, Zr, V получают сплавы с очень высокой жаростойкост ыо и жаропрочнос-
тью. Например, сплав Та + 10 % W сохраняет работоспособность до 1550... 1600 °C.
Из ниобия, тантала и сплавов на их основе и уготавливают теплообменники, мешал-
ки, нагреватели, реакторы, абсорберы, фильтры, трубопроводы и арматуру. Эти конс-
трукционные материалы в ряде случаев могут служить недорогими заменителями
платины, золота, иридия в элементах аппаратуры органическо!о и неорганического
синтеза и для изготовления особо ответственных элементов химической аппаратуры,
работающей в условиях высоких температур и агрессивных сред.
Цирконий и его сплавы находят основное применение в качестве конструкционно-
го материала в ядерной технике. Однако высокая жаростойкость и жаропрочность,
стойкость в очень агрессивных средах, применимость к нему различных видов меха
нмческой обработки, хорошая свариваемость определяют возможность ею широкою
применения в качестве конструкционного материала в химическом машиностроении.
Из сплавов циркония наиболее применимы сплавы марок Zr + 0,5 % Та; Zr + 2,5 % Nb,
сплав «оженит» — Zr + 5 % Nb. Химическая аппаратура из этих сплавов стойка в вы-
сокоагрессивных средах с переменным pH, вереде азотной, фосфорной и соляной
кислот, не реагирует с аммиаком до 1 000 °C. Из циркония и его сплавов изготавливают
трубы, листы, сетки, прокат, применяемые при изготовлении трубопроводов, аппара-
туры и геплообменникос, работающих в высокоагрессивпых средах.
Припои
В химической технике паяные соединения составляют ощутимую долю среди дру-
гих т ипов неразъемных соединений (сварных, клепаных, клеевых и т. д.). Припоем
называется металл или сплав с температурой плавления ниже температуры плавле-
ния соединяемых материалов. Припой вводится или образуется в зазоре (стыке) меж-
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ 29
ду соединяемыми деталями в процессе пайки Припои подразделяют на группы: осо-
бо легкоплавкие (/1ы < 145 °C), легкоплавкие («мягкие», 145 < tni < 450 °C),
среднеплавкие («твердые», 450 < /ю< 1100 °C), высокоплавкие (1100 < /пл< 1850 °C),
тугоплавкие (/u > 1850 °C).
Припой, состоящий из порошкообразной смеси расплавляемых металлических
частиц и частиц наполнителя, не расплавляющихся при пайке, называется металло-
керамическим 11рипой, легированный флюсующими элементами, называется самоф-
люсующим.
В химической технике наиболее часто применяются легкоплавкие («мягкие») и средне-
плавкие («твердые») припои. В отдельных случаях при пайке деталей из высоколегирован-
ных хромоникелевых аустенитных сталей возможно применение высокоплавких припоев.
В группе легкоплавких припоев наибольшее применение нашли оловянно-свин-
цовые припои, в отдельных случаях легированные кадмием и сурьмой.
В зависимости от химического состава оловянно-свинцовые («мягкие») припои, при-
меняемые в химическом машинос троении, подразделяются на следующие марки: бес-
сурмянистые (ПОС40, ПОСК50-18, ПОСК2-18 и др.); малос^рмянистые (ПОССу 40-0,5;
ПОССу 18-0,5 и др.); сурмянистые (ПОССу40-2, ПОССу5-1, ПОССу4-6 и др.).
В группе среднеплавких («твердых») припоев наибольшее распространение по-
лучили серебряные и медно-цинковые припои.
Наиболее распрост раненными марками серебряных припоев являются:
-ПСр2,5...ПСр72, ПСр50Кч, ПСр12М — применяются для пайки сталей с медью
и медно-никелевыми сплавами;
— ПС?МО68-27-5, ПСр70 — применяются для пайки титана и его сплавов с леги
рованной сталью;
— ПСр25Ф, ПСр15 — самофлюсующиеся припои применяются для пайки меди
и сплавов на основе меди;
— ПСрМ! (К'д45-15-16-24, ПСрК (М50-34-6, ПСр2,5 — применяются для пайки и лу-
жения цветных металлов и сталей.
Медно цинковые припои (1IMIJ36, ПМЦ48, ПМЦ54) применяются для пайки
меди, латуней, бронз, томпаков и стали.
1.5.2. Неметаллические конструкционные материалы
Неметаллические конструкциошгые материалы широко применяются в химичес-
ком машино- и ап паратое троении. Это достаточно обширное семейство конструкци-
онных материалов, которое можно подразделить на следующие классы:
— неорганические конструкционные материалы естественного происхождения;
— неорганические конструкционные материалы искусственного происхождения;
— органические конструкционные материалы.
К неорганическим конструкционным материалам естес-
твенного происхождения относятся i ранит, бештаунит, андезит, асбест.
Данные материалы относятся к горным породам.
Гранит может применяться при строительстве погпогительных башен в произ-
водстве азотной и соляной кислот и изготовлении аппаратуры бромного и йодною
производств.
30
ГЛАВА 1
Беиипаунит использусгся в качестве футеровочного материала поглотительных
башен в производстве серной и соляной кислот.
Андезит используется в качестве футеровочного материала поглотительных ба-
шен кислотных производств и наполнителя кислотостойких бетонов.
Асбест используется в качестве прокладочного материала, сальниковой плетеной,
шнуровой и кольцевой набивки, теплоизоляции, а так же как наполнитель в прокладоч-
ных материалах широкой номенклатуры. В последние десятилетия применение мате-
риалов из натурального асбеста ограничивается по экологическим соображениям.
Для вышеперечисленных материалов характерна высокая стойкость в кислотах
(кроме плавиковой), определяемая содержанием оксида кремния, и термостойкость
(для бештаупита она достигает 800 °C, а для асбесга — 500 °C).
К неорганическим конструкционным материалам искус-
ственного происхождения относятся: каменное литье из диабаза, базаль-
та, доломита и каолина, кварцевое и силикатное стекло, ситаллы, стеклоэмали, кера-
мика, угпеграфит, кислого и шелочестойкие цементы.
Каменное литье из диабаза и базальта является кислого- и термостойким. Оно
применяется в виде футеровочных плиток, насадочных тел, фасоштых изделий. Ка
менное литье из доломита и каолина дополнигельно является износостойким, поэто-
му часто используется для изготовления шаров шаровых мельниц.
Кварцевое стекло обладает очень низким коэффициентом температурного рас-
ширения и способно выдерживать температурные перепады свыше 500 °C, длитель-
но работать при темперагуре до 1200 °C. Оно стойко ко всем минеральным и орг а
ническим кислотам (кроме плавиковой и ортофосфорной), хорошо пропускает свет
любой длины волны. Из кварцевого стекла изготавливают аппаратуру, трубопрово-
ды и арматуру для производства особо чист ых вещест в. Кварцевое стекло часто ис-
пользуется для изготовления смотровых окон и мерных труб в оборудовании, рабо-
тающем с агрессивными средами.
Силикатные стекла обладают значительно меньшей термостойкостью, чем квар-
цевые, не выдерживают воздействия плавиковой и ортофосфорной кислот, растворов
щелочей, однако они значительно дешевле, поэтому также используются для изго-
товления лабораторной посуды, а также аппаратуры, трубопроводов, арматуры для
работы с нейтральными средами.
Ситаллы в отличие от стекол имеют мелкокристаллическую структуру, облада-
ют высокой термостойкостью, прочностью, низкой плотностью, устойчивостью
к воздействию минеральных и органических кислог (кроме плавиковой), щелочам.
Твердость ситаллов превышает твердость высокоуглеродистых сталей. Из ситаллов
могут изютавливаться реакторы, работающие при высоких температурах с агрес-
сивными средами. Кроме того, они используются для изготовления подшипников
качения, работающих без смазки, различных фильер при производстве синтетиче-
ских и искусственных волокон, поршней, цилиндров, рабочих колес насосов и т. д.
Стеклоэмали применяются в качестве покрыт ия химической аппаратуры, работа-
ющей с агрессиьными средами, изготовляемой из чугуна и углеродистой стали.
Керамика используется в качестве конструкционного материала при изготовле-
нии различных типов насадок, лабораторного оборудования.
Углеграфит обладает высокой коррозионной стойкостью к минеральным кислотам
и щелочам, хорошей теплопроводностью и высокой термостойкостью (до 2000 °C).
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВА11ИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ 31
Из нею изготавливаю г теплообменную аппаратуру, работающую при высоких темпе-
ратурах с особо агрессивными средами. Однако данный материал имеет низкие проч-
ностные характеристики. Для повышения прочности углеграфита его импрегнируют
(пропитывают) различными полимерными связующими (фенолформальдегидными
и эпоксидными смолами, кремнийорганическими и другими высокомолекулярными
соединениями). Такой мат ер нал носит название графитопласт. Прочность этого ком-
позиционного материала может повышаться в несколько раз, однако термостойкость
снижается до термостойкости пропиточного материала. I рафитопласты различных
марок служат для изготовления подшипников скольжения, уплотнительных колец
в торцовых уплотнениях, поршневых колец компрессоров, рабочих колес насосов.
Кислото- и щелочестойкие цементы испол ьзуюгся для приготовления вяжущих
растворов при футеровке химической аппаратуры и изготовлении химическою обо-
рудования из горных пород.
Среди материалов органического происхождения в качестве
конструкционных мат ериалов химического оборудования наибольшее распростране-
ние получили резина, эбонит, различные виды пластмасс.
Резина представляет собой композиционный материал на основе натуральных
или синтетических каучуков (термопластичных полимеров).
При добавлении в исходную резиновую смесь не более 3 % мае. доли вулканизато-
ра— серы получают мягкую эластичную резину, при добавлении серы более
8 % мае. доли получают жесткую резину — полуэбонит, а при добавлении серы более
25 % мае. доли получают эбонит. Эбониты тверды, порочны, имеют высокую корро-
зионную стойкость, легко подвергаются механической обработке и являются высоко-
качественными диэлектриками.
Перечисленные цештые свойства мягких и жестких резин обусловили широкое
применение этих материалов в химической технике для изюговления всевозмож-
ных прокладок, втулок, рукавов, шлангов, трубок, манжет, виброопор, герметиков,
приводных ремней, резиновых клеев и т. д., а также для гуммирования внутренней
поверхности аппаратов из черных металлов.' Эбониты находят применение для пла-
кирования внутренней поверхности аппаратов, а также для изготовления коррозион-
ностойких деталей, труб, сосудов, насосов и т. д.
Пластмассы— композиционные материалы, в которых сплошной средой явля-
ются полимеризационпые или конденсационные полимеры, а дисперсной средой —
наполнители, определяющие свойства композита (газовые наполнители, порошковые
и волоконные), и другие ингредиенты (стабилизаторы, катализаторы, отвердители,
пластификаторы, красители и др.). На основе поликонденсационных полимеров полу-
чают так называемые реактопласты, которые после отверждения под влиянием нагре-
ва и давления не переходят снова в вязкотекучее состояние, т. е. не могут быть исполь-
зованы повторно. На основе полимсризапионпых полимеров получают так называемые
термопласты, которые могут под воздействием давления и нагрева снова переходить
в вязкотекучее состояште, т. е. могуч подвергаться вторичной переработке.
Пластмассы обладают рядом ценных свойств, делающих их ценными конструк-
ционными материалами химической техники. Основные из этих свойств — малая
плотность, высокая коррозионная стойкость, относительная простота формообразо-
вания изделий, хорошие теплоизоляционные свойства. В то же время эти материалы
(особенно термопласты) имеют и ряд недостатков: низкую теплостойкость, малую
32
ГЛАВА 1
теплопроводность, невысокую прочность, склонны к старению под влиянием различ-
ных излучений, высокие коэффициенты термическою удлинения и др.
Из группы реактопластов в качест ве конструкционных материалов химического
оборудования наибольшее распространение получили термореактивные (резольные)
фенолиты, которые подразделяются на прессовочные, волокнистые и слоистые. По
своей сули это композициотшые материалы, матрицей которых служат фенолфор-
мальдегидные, эпоксидные, фурановые, крсмнийор! апические и некоторые другие
термореактивные смолы. В качестве наполнителей используются мелкодисперсные
материалы (сухая древесная мука, каолин, тальк, слюда, графит, кварц, асбест и др.),
волокнистые материалы (стеклянное, углеродное, борные и органические волокна),
тканевые материалы на основе вышеперечисленных волокон.
В прессовочных пластиках используют первую группу наполнителей, в волок-
нистых— вторую, в слоистых— третью. Коррозионная и термическая стойкость,
механическая прочность пластика зависит как от материала матрицы, так и от мате-
риала наполнителя. В зависимости от физико-химических свойств пластика он мо-
жет применяться для изготовления различных емкостных аппаратов и реакторов для
работы с агрессивными средами, деталей насосов, мешалок, насадочных и плакиру-
ющих материалов и т. д.
Из группы термопластов в качестве конструкционных материалов в химическом
машино- и апнаратостроении наибольшее распространение получили полиэтилен,
полипропилен, винипласт, фторопласты.
Полиэтилен обладает хорошей коррозиошюй стойкостью к органическим рас-
творителям, кислотам, щелочам, растворам солей при нормальных условиях, но при
нагревании разрушается в окислительных средах и в хлорированных углеводородах.
Полиэтилен под действием кислорода воздуха, света и тепла стареет. В отдельных
случаях процесс старения замедляют введением вею состав небольших количеств
аминов, фенолов, сажи или графита. Из полиэтилена могут быть изготовлены флан-
цы, полумуфты, сильфоны, листы, пленки для упаковочной тары, теплоизолирующие
газонаполненные пенопласты и т. д. Температура начала ползучести полиэтилена —
примерно +80 °C.
Полипропилен — по сравнению с полиэтиленом более термостоек, изделия из
полипропилена обладают больший термостойкостью и коррозиошюй стойкостью
к серной и азотной кислотам, а также стойкостью к воздействию органических рас-
творителей. Из полипропилена изготавливают трубы, сосуды, корпуса насосов, тру-
бопроводную арматуру. Полипропилен широко используется для ан гикорр< )зионных
покрытий (плакирования) внутренних поверхностей химических аппаратов.
Винипласт (стабилизироваш1ый поливинилхлорид) используется для изготовле-
1шя труб, трубопроводной арматуры, элементов химического оборудования, центро-
бежных наиосов, барабанов центрифуг, поглотительных колонн, фильтров, работа-
ющих в среде соляной, фосфорной, уксусной кислот, щелочах, растворах солей. Он
имеет низкую хладо- и теплостойкость, температура ползучести — +60 °C.
Фторопласты— материалы на основе полите графторэти лена (фторопласт-4)
или политрифторхлорэтилена (фторопласт-3), широко применяются в химической
технике. Оги материалы гидрофобны ине растворяются в большинстве раствори-
телей, в г. ч. в органических, устойчивы к воздействию концентрированных кислот
(царская водка, плавиковая, хлорсульфоновая, азотная) и щелочей. Фторопласт-4
ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВА11ИИ ХИМИЧЕСКИХ ПРОИЗВОДСТВ 33
теплостоек до темперагур +240...+260 °C. Но он подвержен хладотекучести, плохо
сваривается и склеивается, что затрудняет получение из нею изделий. Тем не ме-
нее из этого материала изготавливают трубы, вентили, мембраны, детали насосов,
уплотнительные прокладки, сильфоны. Фторопласт 3 более прочен по сравнению
с фторопластом-4, устойчив в большинстве кисло г, в растворах щелочей и окисли-
телях, но растворяется в некоторых органических растворителях (бензоле, толуоле
и его гомологах, в некоторых спиртах). Теплостойкость фторопласта 3 в 2 раза ниже
теплостойкости фторопласта-4 и лежит в пределах 120-125 °C. Из фторопласта 3
изготавливают практически те же элементы химаппаратуры, что из фторопласта-4.
Раст воримость фторопласта-3 в некоторых органических растворит елях позволяет
использовать его для футеровки внутренней поверхносги стальных аппаратов плен-
кой из этого материала. С этой целью на тщательно подготовленную и обезжиренную
защищаемую поверхность наносят суспензию фторопласта-3 в этиловом спирте или
ксилоле с последующей сушкой получаемого покрытия и сплавлением его при нагре-
вании до температуры +210 °C.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какие функциональные типы машин образуют класс оборудования для проведения механи-
ческих процессов?
2. Какие функциональные типы машин и аппаратов образуют класс оборудования для проведе-
ния гидродинамических процессов?
3. Дайте определение понятий «машина» и «аппарат».
4. Какое основное отличие технологического оборудования непрерывного действия от оборудо-
вания периодического действия?
5. Что входит в понятие «самонастраивающаяся машина— аппарат»?
6. Перечислил с показатели качества, характеризующие основные свойства оборудования.
7. Какие наиболее существенные климатические факторы необходимо учитывать при проек-
тировании технологического оборудования, предназначенного для установки на открытых
площадках?
8. Приведите основные требования, предъявляемые к вновь разрабатываемому тсхнологичсс
кому оборудованию.
9. Дайте характеристику основным этапам разработки технической документации при проек-
тировании оборудования.
10. Дайте характеристику основным методам конструирования химического оборудования.
11. Дайте характеристику основным приемам конструирования химического оборудования.
12. Назовите основные факторы, влияющие на выбор конструкционного материала при проек-
тировании технолог ического оборудования.
13. Перечислите основные группы конструкционных сталей и определите области примснсшгя
каждой группы
14. Укажите, как изменяются прочность, пластичность, свариваемость, механические свойства
углеродистых сталей обыкновенного качества с ростом номера стали.
15. При каких условиях высоколегированные стали называются сплавами?
16. Какие свойства фсрросилидов ограничивают их применение при изготовлении технологи-
ческого оборудования для переработки высокоагрсссивных сред?
34
ГЛАВА 1
17. Назовите основные 1руппы сплавов на основе алюминия, применяемые для изютовления
деталей и сборочных единиц технологического оборудования.
18. К какому типу сплавов на основе меди относятся томпаки, какие элементы и в каких соот-
ношениях входят в этот сплав?
19. Приведите примеры типов химоборудования, изготовленного из титана. На чем основана
высокая коррозионная стойкость титана в окислительных средах?
20. Охарактеризуйте химический состав и пределы температур плавления легкоплавких («мяг-
ких») и среднеплавких («твердых») припоев.
21. Перечислите основные подклассы неметаллических конструкционных материалов.
22. Охарактеризуйте кварцевое стекло как конструкционный материал элементов технологи-
ческого оборудования. Приведите примеры изготавливаемых из него деталей и сборочных
единиц.
23. Охарактеризуйте керамику как конструкционный материал элементов технологического
оборудования. Приведите примеры изготав. шваемых из него деталей и сборочных единиц.
24. Охарактеризуйте область применения основных видов пластмасс (термопластов и реак-
топластов) для изготовлшшя деталей и сборочных единиц технологического оборудования.
Принцип сочетания пластмасс и металлов в композиционной аппаратуре.
СПИСОК ЛИТЕРАТУРЫ
1. Гусев Ю.И, Карасев ИН., Кольман-Иванов Э.Э. ц др. Конструирование и расчет машин хи-
мических производств / Под рсд. Э.Э. Кольмана-Иванова. — М.: Машиностроение, 1985. — 408 с.
2. Карпов В.С., Беленое Е.А., Новиков Ю.А. Структура и принципы проектирования объек-
тов химической техники. — М.: МИХМ, 1984. — 136 с.
3. Кольман-Иванов Э.Э.. Гусев Ю И Машины-автоматы и автоматические линии химичес-
ких производств. — М • МГУИЭ, 2003. — 496 с.
4. Марочник сталей и сплавов / Под рсд. А.С. Зубенко. — М.. Маншностроешю, 2003. — 784 с.
5. Орлов П И Основы конструирования — М : Машиностроение, 1989. — Т. 1. — 656 с.
6. Тимонин А.С. Основы конструирования и расчета химико-технологического и природо-
охранного оборудования: Справочник. — Изд. 3-е, псрсраб. и доп. — Калуга: Изд. Н. Бочка-
ревой, 2006. — Т. 1. — 850 с.
Глава 2. ОСНОВНЫЕ ЭЛЕМЕНТЫ
МАШИН И АППАРАТОВ
2.1. Станины, корпуса и рамы
Станина —это основной неподвижный элемент машины, обеспечивающий необ-
ходимое взаимное расположение отдельных узлов и деталей и крепление их на фун-
даменте. В большинстве случаев станину выполняю! в виде корпуса (металлической
оболочки) или рамы (соединения брусьев). Усилия технологическо! о сопротивления,
воздействующие на рабочие органы машины при ее работе, передаются на стани-
ну; в станине происходит замыкание силовой нагрузки, а на фундамент передаются
лишь силы тяжести и силы инерции.
Корпуса машин обычно имеют сложную форму и состоят из ряда элементов (сте-
нок, ребер, бобышек, фланцев и др.), связанных между собой. Корпуса изготовляют
методом литья или сварки; корпуса и рамы крупных машин выполняют составными.
При конструировании корпусных деталей особое вниматпте следует уделять обес-
печению жесткости системы, а для составных корпусов— обеспечению взаимного
центрирования элементов и прочности болтовых соединений.
Литые корпусные детали. Рационально использовать их для машин, выпускаемых
серийно. Детали, подверженные статической сжимающей нагрузке, изготовляют из се-
рого чугуна; при воздействии растягивающих или циклически меняющихся нагрузок
используют углеродистую конструкционную сталь, высокопрочные чугуны. При необ-
ходимости ограничить массу машины применяют легкие сплавы на основе алюминия.
При конструировании лигых корпусных деталей необходимо учитывать особен-
ности технологии литья и последующей механической обработки.
Толщина стенки литой корпусной детали должна быть постоянной и минималь-
ной, но достаточной для того, чтобы обеспечить хорошее заполнение формы жидким
металлом. Рекомендуемая толщина 6 (мм) стенки связана с приведенным габаритом
7V(m) корпуса соотношением
N = (2L + В + Н)/3,
где L, В и Н— длина, ширина и высота корпуса, м.
Для чугунных отливок значения 6 выбирают в зависимости от N.
N, м 0,4 0,75 1,0 1,5 1,8 2,0 2,5 3,0
8, мм 6 8 10 12 14 16 18 20
36
ГЛАВА 2
Участки деталей, для которых гребуются повышенные прочность и жесткость,
усиливают ребрами. Для того чтобы избежать возникновения остаточных напряжении
в местах взаимного пересечения стенок, предпочтительно выполнять конструкцию
элемента корпуса по варианту, показанному на рис. 2.1.1л. Стенки, пересекающиеся
под острым углом, следует соединять по схеме, соответствующей рис. 2.1.16, где
г = 0,55;/? = 1,55.
В местах расположения фланцев, бобышек, платиков часто приходится увели-
чивать толщину стенки корпуса; при отношении тол ищи 5]/52> 2 переход от одно-
го сечения к другому должен бьпь плавным; рекомендую г принимать (рис. 2.1.1 в, г)
Л > (5t—52); 53 = 1,552; Rt = 0,55; R - 1,552. Фланцы и бобышки иногда укрепляют
ребрами жесткости. Толщину наружных ребер жесткости принимают 0,85, внутрен-
них — 0,75.
Конструкт ипныс уклоны, как и технологические, следует выполнять в направле-
нии удаления модели из формы. Конфигурация детали должна обеспечива гь свобод-
ное вытеснеште воздуха при заполнении полости формы жидким металлом.
При конструировании корпусных деталей коробчатого сечения с внутренними
полостями необходимо предусмотреть окна для фиксирования стержней, благода-
ря которым получаются внутретттпте полости. Виутретптие стенки корпуса обычно
тоньше наружных на 20 %. Наружные отверстия в стенках, имеющие диаметр более
50 мм, следует укреплять буртиком. Для отличия обработанных поверхностей корпу-
са от необработанных следует также выполнять платики (рис. 2.1.1 6); высота платика
обычно 3-6 мм, а размеры его основания должны быть па 3-5 мм больше размера
опорной поверхности присоединяемой детали, что позволяет компенсировать воз-
можность смещения платика при отливке.
Выступающие части на наружных и внутренних вертикальных стенках детали ус-
ложняют конструкцию модели и процесс формовки. Эти элементы желательно конс-
труировать гак, чтобы не было отъемных частей на модели. Так, конструкция платика,
показанная на рис. 2.1.1е более технологична, чем приведенная на рис 2.1.16.
Рис. 2.1.1. Варианты конструирования элемен-
тов литых корпусных деталей: а, б — пересечение
стенок; в, г — переход сечений; д, е— платикк для
обрабатываемых поверхностей
Плоскости корпусных деталей
при единичном и мелкосерийном
производстве последовательно об-
рабатывают на универсальных стро-
гальных или фрезерных станках,
а отверст ия — на сверли.тыю рас-
точных или координатно-расточных
станках. Отверстия, расположенные
на одной оси, желательно выполнять
одного диаметра. Резьбы диамет-
ром более 60 мм нарезают резцом;
нарезание резьб большего диаметра
в корпусных деталях нежелательно.
Во избежание поломки сверл
поверхность детали на входе и вы-
ходе сверла должна быть нормальна
его оси; предпочтительно отверстия
в корпусе выполнять сквозными, оси
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
37
отверстий следует располагать перпендику- 4.
лярно базовой плоскости детали (рис. 2.1.2). 7
Длина гладких отверстий должна быть воз- у “I//7Z3
можно меныпей, желательно не более трех )
диаметров.
Толщина стенок корпусов при отливке //
их из стали примерно на 30 % больше, чем
при отливке их из чугуна из-за меньшей Г
жидкотекучести материала.
' J „ Рис. 2.1.2. Корпусной элемент с при-
Сварные корпусные летали. При еди- ливамн OTB СВ(;рЛ(.11ь11 отвсрстий
ничном и мелкосерийном производстве эко-
номически целесообразно корпуса, станины, рамы выполнять сварными. В качестве
заготовки можно использовать сортовой прока птый металл (листовой, профильный,
трубы), а также отливки, штамповки и детали, полученные свободной ковкой из ста-
ли. Толщина стенки сварного корпуса в среднем составляет 0,7 толщины стенки чу-
гунного литья.
В зависимости от требований к точности размеров конструкт ор решает, какие по-
верхности следует подвергать механической обработке после сварки корпуса. Так,
при изготовлении втулки из сортового металла (рис. 2.1.3а) ее наружный диаметр
принят равным 55 мм; в сортаменте на горячекатаную круглую сталь по ГОСТ 2590
ближайшие значения 53 и 56 мм. По-видимому, для наружного диаметра нужно вы-
брать одно из значений, указанных в ГОСТе, а если выбор диаметра 55 мм обуслов-
лен какими-то существенными причинами, то соответствующую механическую об-
работку следует выполнит ь до сварки. Отверстие во втулке диаметром 28 мм должно
быть выполнено после сварки, если к положению оси отверстия предъявлены особые
требовагшя. В подобных случаях на сборочном чертеже делают соответствующие
указания, а на рабочих чертежах деталей наносят размеры с учетом соответствую-
щих допусков и припусков на механическую обработку.
Ребра и косынки не должны иметь острых углов (рис. 2.1.36). Конфигурация эле-
мен гов сварных деталей из сортового прокага должна быть по возможност и простой;
контуры элементов из листового материала должны быть ограничены прямыми лини-
ями (рис. 2.1.Зе), за исключением случаев, когда криволинейные очертания обуслов-
лены конструктивными соображениями.
Рис. 2.13. Элементы сварных корпусов: а— крепление втулки; б— ребро; в— оптималь-
ная форма конструкции из сварных элементов
38
ГЛАВА 2
Рис. 2.1.4. Способы центрирования элемен-
тов корпуса: а, б — по наименьшему диаметру;
в — неудачный вариант центрирования по двум
поверхностям; г — коническим буртом
Крышки корпусов, люки и другие
элементы, не несущие нагрузки, а лишь
защищающие внутретппою полость
корпуса от попадания пыли, выполняю?
из стального листа толщиной 1-3 мм
и снабжают прокладкой; при серийном
выпуске крышки изготовляют из пласт-
массы с ребрами жесткости.
Составные корпуса. При значи-
тельных габаритах машин, а также для
облегчения монтажа рабочих органов,
привода и других систем корпуса мож-
но выполнять составными, соединяя от-
дельные части болтами или стяжными
шпильками.
Для центрирования соединяемых
деталей предназначены центрирующие бурты или штифты. Для повышения точнос-
ти цен трирования и снижения влияния температурных деформаций предпочтительно
для центрирования использовать наименьший диамеч р. допускаемый конструкцией
(рис. 2.1.4 а, б). Следует избегать центрирования одновременно по двум поверхнос-
тям, так как это гребует весьма высокой точности изготовления соответствующих
элементов (рис. 2.4 в), а также центрирования резьбой. Центрирование коническим
буртом обеспечивает также герметичность соединения (рис. 2.1.4 г).
При назначении посадок учитывают температурный режим работы соединения,
так как первоначальные размеры могут сильно измениться при нагревании, особенно
если охватывающая и охватываемая детали выполнены из конструкциотшых материа-
лов с различными значениями температурного коэффициента линейного расширения.
В частности, если при нагревании охватывающая деталь расширяется больше, чем
охватываемая, необходимы более тугие посадки, в проа ивном случае — более свобод-
ные; обязателен тепловой расчет соединения.
Для практических целей принимают высоту буртика (см рис. 2.1.4 а), Н = 0,5 J~D,
где D — диаметр центрирующей поверхности, мм.
При центрировании установочными цилиндрическими штифтами их запрессовы-
вают в одну из деталей и соединяют с другой деталью по скользящей посадке; точ
тюсть центрирования возрастает с увеличением расстояния между осями штифтов.
Для расчета на прочность, жесткость и устойчивость корпусных элементов необ-
ходимо перейти от реальной конструкции к расчетной схеме, т. е. установить наибо-
лее существенные особенности рассматриваемого объекта и, отбросив второстепен-
ные факторы, схематизировать ею. Такой анализ в некоторых случаях представляет
определенные трудности, так как не всегда можно предварительно правильно оце-
нить влиятпте того ил» иного фактора, вследствие чего априори можно предложить
несколько вариантов расчетных схем; подобного рода неоднозначность выбора рас-
четной схемы связана и с тем, какого рода задачу решают— расчет на прочность,
жесгкость или устойчивост ь. Например, при выполнении прочностного расчета мно-
гооиорной барабанной машины ее корпус можно рассматривать как многопролетную
балку кольцевого сечения, однако при такой расчетной схеме нельзя оценить воз-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
39
можность потери устойчивости цилин-
дрической оболочки под воздействием
сосредоточенных нагрузок.
В большинстве случаев конструк-
ционные материалы представляют со-
бой однородную сплошную изотроп-
ную среду и, как правило, работают
в области упругих, а в отдельных слу-
чаях в области пластических дефор-
маций.
Конструкцию корпусных элемен-
тов обычно представляют либо в виде
стержневой системы (рамы плоской,
полупространственпой или простран-
ственной), либо в виде оболочки. На-
грузки, приложенные к конструкции,
в большинстве случаев являются
распределенными по некоторым по-
верхностям. На расчетной схеме их
Рис. 2.1.5. Рамный фнльтр-прссс: I, 9—
стойки опорные, 2 — опорная плита. 3 — филь-
трующие рамы; 4 — прогоны; 5 — фильтрующие
плиты; 6— зажимная плита; 7— ступица; 8 —
стойка; 10 — винт; 11 —зажимной механизм
ис. 2.1.5 а). Фильтр-пресс состоит из двух
часто представляют в виде сосредото-
ченных сил, что позволяет упростить
расчеты. Однако каждый раз необходи-
мо оценивать влияние принятых допу-
щений на результат расчета.
Пример 2.1.1. Составить расчет-
ную схему для рамного фильтр-пресса
опорных стоек 7 и 9, на которых укреплены соответственно опорная плита 2 и стой-
ка 8, соединенные между собой двумя балками (прогонами) 4. На балках свободно, па
приливах установлены фильтрующие рамы 3 и плиты 5. По опорным балкам может
свободно перемещаться зажимная плита 6, в ступицу 7 которой упирается винт /0 за-
жимного механизма И. Перед началом фильтрации зажимным механизмом па винте
создается усилие, обеспечивающее герметизацию соединения стыков всех рам и плит
при подаче суспензии под давлением в фильтрующие рамы
Рассмотрим нагрузку, воспринимаемую несущей конструкцией фильтр-пресса.
На опорную плиту 2 действуют распорное усилие Р = pF, являющееся равно-
действующей от давления р суспензии (F— площадь плиты, подвергающаяся дав-
лению жидкости), и усилие зажима Pff Стойка 8 нагружена осевой сосредоточенной
силой, представляющей собой суммарное воздействие тех же нагрузок. Эта осевая
сила вызывает растяжение двух балок, соединяющих опорную плиту и стойку. Кроме
того, балки находятся под воздействием поперечной нагрузки, обусловленной силами
тяжести фильтрующих плит, рам и находящегося в них осадка (Е/яи + Е>яр +2>«oc)g.
Стойки воспринимают только силу тяжести всех деталей фильтр-пресса Если при-
нять, что опорная плита 2 и стойка 8 имеют весьма большую жесткость, то рассчиты-
вать нужно лишь балки. Расчетная схема балки показана на рис. 2.1.5 б.
Распределенную нагрузку q приближенно можно определить по выражению
q ~ (E»»n + D«p +Ewoc)g/(27), где I — длина нагруженной части балки.
40
ГЛАВА 2
Если изгибине жесткости опорной плиты 2 и стойки 8 сопоставимы с изгибной
жесткостью балок, то следует использовать расчетую схему в виде плоской про-
странственной рамы (рис. 2.1.5 в). Длина L рамы равна расстоянию между центрами
масс поперечных сечений опорной плиты и стойки, ширина В — расстоянию между
осями балок.
Интснсиыюсгь распределенной нагрузки q‘ приближенно можно рассчитать как
q ’ = (Р+ P^)/Bv где — ширина плиты. Приближенность этого выражения обуслов-
лена тем, что усилие зажима Ро распределено не по поверхности опорной плиты, а по
ее контуру.
На схеме Jp J2 и J3 — осевые моменты инерции сечений рамы; реакции R... R4
показаны в данном варианте как сосредоточенные силы.
В обоих вариантах расчетная схема статически неопределима; для раскрытия
статической неопределимости можно применить метод сил. Следует учитывать, что
во втором варианте расчетной схемы резьбовое соединение балок с плитой и стойкой
должно обеспечивать нераскрытие стыка.
Иногда при соединении отдельных элементов составных корпусов используют упоры
или шпонки; последние рассчи гывают на срез и па смятие. Нагрузки па болты и шпильки
в этом случае незначтп ельны. Схема рамы подобного типа приведена на рис. 2.1.6.
Расчет корпусов. Нагруженные корпусные элементы рассчитывают на прочность
в соответствии с расчетной схемой. В случаях, когда деформация корпуса под дей-
ствием воспринимаемых нагрузок может влиять на показатели качества машины, не-
обходимо выполнять расчел на жесгкость, сопоставляя перемещения определенных
точек с допускаемыми. В непогруженных соединениях составных корпусов обычно
болтовые соединения не рассчитывают; материал, диаметр и шаг болтов выбирают
по дашгым. установлешгым на практике, сила затяжки должна быть такой, чтобы на-
пряжение в болте составляло (0,5—0,6) оод.
В циклически нагруженных соединениях составных корпусов, к которым можно от-
Рнс. 2.1.6. Вариант соединения
элементов составных корпусов
стяжными шпильками и упорами
нести также соединения крышек с корпусами гидро- и пневмоцилиндров, головки ша-
лунов и др., для правильной работы стыка болты должны быть первоначально затянуты
силой Ру достаточной для того, чтобы после приложения рабочего усилия Ррв стыке
оставался натяг Ро > 0, исключающий раскрывание стыка, потерю герметичности, на-
рушение жесткости системы, а в самих стыках — контактную коррозию, наклеп и смя-
тие стыковых поверхностей. Болты (шпильки) рассчитывают на прочность по суммар-
ному усилию, возникающему после приложения рабочей нагрузки, а корпуса— по
усилию затяжки. При этом в материале болтов
и корпуса возникают напряжения
о =(R + ° = PJF,
б ' 0 р' б’ к 3 к’
где F6 и FK — площадь сечения болтов и эле-
ментов корпуса.
Коэффициенты асимметрии циклов, опреде-
ляющие циклическую прочность болтов и корпу-
са: r6 = PJ(PQ + Рр); гк = PJPy При значениях г6
и превышающих 0,6, практ ически полностью
устраняется влияние пульсаций на циклическую
прочность.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
41
а)
Рис. 2.1.7. Способы крепления корпуса машины на фунламснтс: а— металлическими
пакетами; б— установочными болтами, 1 — фундамент, 2 — фундаментный болт, 3 — метал-
лические пакеты, 4 — машина, 5 — подливка из бетона, 6 — установочный болт
б)
При известных Pti и Рр усилие начальной затяжки
P,^ + W+WEPJ1.
где Еб и — соответст венно модуль продольной упругости материала болтов
и корпуса.
Если болты и корпус работают при температурах /б и отличных от температу
ры монтажа, и выполнены из материалов с отличающимися значениями темпера-
турного коэффициента линейного расширения (аб Ф ак), то возникает сила
'’rW'.-O - «л-01 \[ |/£Л+ 1.
которую при расчетах следует суммировать с усилием за сяжки Р и остаточным натя-
гом Рф. В этом случае Р’3 = Р3 + Р, об = (Ро + Р, + и ок = (Р3 + Аналогично
изменяют формулы для расчета коэффициентов асимметрии г& и г*.
Крепление корпуса па фундаменте. Для установки на фундаменте оборудо-
вания можно использовать металлические пакеты 3 (рис. 2.1.7а), которые служат
также для регулирования положения машины. Суммарная площадь опоры подкла-
док должна не менее чем в 15 раз превышал, суммарную площа,хъ сечения фун-
даментных болтов. Зазор между подошвой корпуса (нижнего фланца) машины 4
и фундаментом / после затяжки фундаментных болтов 2 заполняют подливкой 5
из бетона с маркой не ниже марки бетона фундамента. Предпочтительны беспод-
кладочные способы опирания, например, с использованием установочных болтов 6
(рис. 2.1.76), предназначенных для регулирования положения машины. После затяж-
ки фундаментных болтов в зазор заливают бетон, марка которого должна быть па
одну ступень выше марки бетона фундамента. Другим вариантом бесподкладочной
установки являегся непосредственное опирание корпуса, используемое для малога-
баритного оборудования.
Фундаментные болты по условиям эксплуагации делятся на конструктивные,
которые служат для фиксации оборудования, устойчивость которого от опрокиды-
вания или сдвига обеспечивается собственным весом конструкции, а также рас-
четные, воспринимающие нагрузки, возникающие при работе технологическою
оборудования. Методика расчета болтов определена указанной инструкцией, осно-
42
ГЛАВА 2
а) о) в)
2.1.8. Глухие фундаментные
болты: а — изогнутый, б — с ан-
керной плитой, в — составной
вана на соблюдении условия нераскрытия стыка
в системе «машина—фундамент?; и предусмат ри-
ваеч также проверку болтов по пределу выносли-
вости. Наиболее распространен способ установки
фундаментных болтов непосредственно в массив
фундамента (глухие болты). На рис. 2.1.8л, б пока-
заны фундаментные болты изогнутые и с анкерной
плитой (ГОСТ 24379.0, ГОСТ 24379.1), при исполь-
зовании которых возможен монтаж оборудования
только «сверху»; основные рекомендуемые соотноше-
ния между диаметром d болта, глуби! юй Нзаложения
болта, шагом с и расстоянием / от края фундамента
(см. рис. 2.1.7л): для болта изогнутого Н> 25d, с > 6d,
l>4d\ для болта с анкерной плитой Н> \5d,c> 1(М l> 6d. Использование сос гавно-
го болта (рис. 2.1.8е) позволяет выполнять монтаж техноло! ического оборудования
«надвигом», что значительно снижает трудоемкость этого процесса.
На рис. 2.1.9л пока$ан съемный фундаментный болт (шпилька), устанавливае-
мый в массив с изолирующей трубой (Н> \5d; с > 10<Z; I> 6d), такие болты исполь-
зуют для крепления тяжелого оборудования с динамическими нагрузками. Конс-
трукция фундамента должна обеспечивать доступ к шпильке снизу. На рис. 2.1.96
показан прямой болт, устанавливаемый в просверленную скважину на эпоксидном
клее (Н > 10J; с > 5d; I > 5d), па рис. 2.1.9в— глухой фундаментный болт в колодце
(Н> 25d; с> 6d; l> 4d).
Дизайн. Форма машины должна максимально соответствовать ее функцио-
нальному назначешпо. Кроме того, на форму могут сильно влиять такие разноречи-
вые факторы, как особенности эксплуатации, ремонта, транспортировки, удобства
обслуживания, степень использования унифицированных деталей, экономические
факторы, технологические возможности предприятия-изготовителя и т. д. Все эти
факторы должны быть учтены, согласовав и в конечном счете подчинены эстети-
ческим критериям.
Все эстетические критерии могут быть определены как красота машины. Кра-
сота машины — это ее целесообразность и полезность на современном этапе
развития общества, соответствие формы машины функциональным и эстетическим
требованиям, т. е. максимальное удобство, безопасность и положительное воздейс-
твие на человека.
Эстетически совершенная машина обладает гармоничными формами, т. е. пра-
вильным соотношением частей изделия между собой, определенной направленнос-
тью объемов по отношению к главному элементу, композиционным единством.
Композиция является эстетической характеристикой машины, отражающей сис-
тему организации связей элементов формы и содержания, расположение основных
элементов в определенной системе и последовательности.
Композиция содержит ряд категорий: объемно-пространствен пая структура или
компоновка, тектоника, симметрия и асимметрия, пропорциональность, масштаб-
ность, ритмичность и т. д.
На стадии компоновки в машине устанавливается взаимное расположение эле-
ментов, узлов таким образом, чтобы был виден композиционный замысел, заметна
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
43
взаимоподчипенность элементов. Толь-
ко при правильной компоновке создает -
ся целостный образ машины.
Технических решении на стадии
компоновки множество, эстетически
совершенное— одно. Например, при
проектировании химических машин
надо помнить, что привод в традицион-
ном исполнении с 2- и З-ступепчатым
редуктором дробит и утяжеляет конс-
трукцию, в то время как использование
привода с планетарным редуктором на
одной оси с рабочим органом (если эт о
техштчески возможно) создает гармо-
Рнс. 2.1.9. Фундаментные болты: а —
съемный б — прямой, в — глухой
ничпо скомпонованную машину.
Тектоника— это выражение закономерностей строения предмета, соогношение
несущих и несомых частей. Тектоника должна показать, как выражено распределение
основных усилий, как работает материал, используются ли в полной мере его возмож-
ности, не обременяет ли он коне грукцию. Блестящим примером тектонического реше-
тгия являются колоппы Парфенона, каждая из которых — идеально равнопрочный
стержень (с точностью до третьею знака) под действием сжимающей силы.
Для впечатления устойчивости машины необязательно увеличение массы осно-
вания, можно зрительно увеличить основание размерами, фактурой, материалом,
цветом.
Во всех случаях нужно добиваться правильной передачи образа машины, т. е. не-
сущие части прочные, станина устойчивая, надстройки легкие, без массивных кожу-
хов и т. д.
Жесткость элементов химических машин часто обусловлена оребрением конс-
трукции, и не следует скрывать ребра: они передают достоверный образ машины.
Симметрия и асимметрия сообщают композиции изделия равновесие. В ста-
тичных и движущихся машинах закономерности симметрии и асимметрии разные.
Симметрия для уравновешенных машин служит выражением статичности. Динамич-
ность придается асимметрией каких-либо частей, а не машины в целом. Все авто-
мобили симметричны на виде сверху. Ого г же эффект достигается диагональ.шми
линиями и скругленными формами.
Как правило, е композиции промышленною изделия сочетаются закономерности
симметрии и асимметрии. Так, станина станка решается с учетом закономерное гей
симметрии в статической композиции, а части станка, связанные с перемещением
рабочих элементов, решаются в согласовании с закономерностями асимметрии в ди-
намичной композиции.
Пропорциональность характеризует соразмерность всех элементов и частей в ли-
нейных, площадных или объемных измерениях. В основе пропорционирования ле-
жат определенные математические или геометрические закономерности, отношение
простых или иррациональных чисел.
В пропорцион ирован и и применяются арифметические прогрессии вида a/b=c/d
(редко), геометрические — a/b=b/c, ряд «золотого сечения» (а+£)/6=6/а Последний
44
ГЛАВА 2
ряд, связанный с пропорциями человеческого тела, употребляется чаще всего. Ряд
«золотого сечения» является часптым случаем геометрической пропорции и образу-
ется при сочетании всего лишь двух величин, причем отношения между ними выра-
жаются бесконечной десятичной дробью— ...0,382 : 0,618 : 1 : 1,618. Близки к про-
порциям «золотого сечения» числа Фибопзч«и. 1 : 2 : 3 : 5 : 8 : 13.... Но необходимо
помнить, что любой ряд— это инструмент корректировки, уточнение найденного
решения, связанного с общим замыслом композиции
Масштабность является категорией композиции, которая выражает соразмер-
ность машины (или органов информации, управления) с человеком.
Машина пемасштабна, если в ней отсутствуют элементы. по которым можно су-
дить о незримом присутствии человека. Обычно показателями маенпаба являются
органы управления, которые всегда соразмерны с человеком. Поиск масштабных со-
отношений идет по двум направлениям: 1) если заданы основные габарит ы будущей
машины, тотда ищут на модели и в чертежах масштабную характеристику, которая
соответствовала бы заданной величине машины; 2) если заданы элементы формы,
характер членении, тогда в соответствии с ними подбирают оптимальные размеры.
2.2. Тонкостенные цилиндрические обечайки
Сое уд — устройство, имеющее внутреннюю полость для ведения химических,
тепловых или других технологических процессов, а также для хранения и транспор-
тирования газообразных, жидких и других сред.
Аппарат — сосуд, оборудованный внутренними устройствами и предназна-
четшый для проведения химию технолог ических процессов.
При проектировании сосудов и аппаратов необходимо обеспечить технологичность,
надежность в течение установленного срока службы, безопасность при изготовлении,
монтаже, ремонте и эксплуатации, возможность осмотра (в том числе внутренней по-
верхности), очистки, промывки, продувки и ремонта, контроля технического состояния
сосуда при диагност ировании, а также кон гроля давления и отбора сред.
В зависимости от расчетного давления, температуры стенки и рабочей среды ап-
параты подразделяются па группы (табл. 2.2.1).
Все аппараты наряду с наличием у них специфических устройств, как правило,
состоят из следующих основных элеметггов и узлов: цилиндрического корпуса, днищ,
крышек, штуцеров (для присоединения трубопроводов и контрольно-измерительной
аппаратуры), люков, опор, фланцев, строповых устройств.
Для стальных цилиндрических аппаратов, корпуса которых выполняются из лис-
тового проката, за базовый принимается внутрегпгий диаметр, выбираемый из следу-
ющею ряда, мм: 400, (450), 500, (550), 600, (650), 700, 800, 900, 1000, (1100), 1200,
(1300), 1400, (1500), 1600, (1700), 1800. (1900), 2000, 2200, 2400, 2600, 2800, 3000,
3200, 3400, 3600, 3800,4000 и т. д. Диаметр в скобках предназначен только для руба-
шек аппаратов. Для стальных аппаратов, корпуса которых выполняются из груб, за
базовый принимается наружный диаметр, выбираемый из следующего ряда, мм: 133,
159, 168, 219, 273, 325, 377,426, 480, 530, 630, 720 и т. д.
Внутренние устройства, препятствующие осмотру аппарата, должны быть съем-
ными. Рубашки для наружного обогрева или охлаждения могут быть приварны-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
45
1 а б л и ц а 2.2Л
Классификация технологических аппаратов
Группы аппара- тов Расчетное давление, МПа (кгс/см2) Расчетная температура, °C Характ ср рабочей среды
1 Выше 0,07 (0,7) Независимо Взрывоопасная или пожароопасная или 1, 2 го классов опасности по ГОСТ 12.1.007
2 Выше 0,07 (0,7) Выше +400 Любая, за исключением указанной для 1-й группы сосудов
Выше 2,5 (25) до 5 (50) Выше +200
Выше 4 (40) до 5 (50) Ниже -40
Выше 5 (50) Независимо
3 Выше 0,07 (0,7) до 1,6(16) Ниже -20 Выше +200 до +400
Выше 1,6 (16) до 2,5 (25) До+400
Выше 2,5 (25) до 4 (40) До +200
Выше 4 (40) до 5 (50) От -40 до +200
4 Выше 0,07 (0,7) до 1,6 (16) От -20 до +200
5а До 0,07 (0,7) Независимо Взрывоопасная или пожароопасная или 1,2-го классов опасности по ГОСТ 12.1.007
56 До 0,07 (0,7) Независимо Взрывоопасная или пожароопасная или 1,2-го классов опасности поГОСТ 12.1.007
ми. Аппараты должны иметь люки лазы для внутреннего осмотра, расположенные
в удобных местах. При наличии у аппарата съемных крышек или днищ и фланцевых
штуцеров большого диаметра, устройство лазов и люков в аппаратах необязательно.
Опрокидывающиеся аппараты должны иметь приспособления, предотвращающие
самоопрокидывание.
Для возможности проведения гидроиспыташш аппарат должен имел ь штуцера
для наполнения и слива воды, а также поступления и удаления воздуха. Для этих
целей могут быть использованы также технологические штуцера. Па вертикальных
аппаратах эти штуцера должны быть расположены с учетом возможности проведе-
ния г идроиспытаний в горизонтальном положении аппарата. Ro всех глухих частях
сборочных единиц и элементов внутренних устройств необходимо предусматривать
дренажные отверстия, располагая их в самых низких местах для обеспечения полно-
го слива жидкости.
Для подъема и установки аппарата на нем должны быть предусмотрены стропо-
вые устройства. Допускается использовать для этих целей имеющиеся на аппарате
46
ГЛАВА 2
Рис. 2.2.1. Элементы корпуса сосуда
б)
элементы (горловины, технологические
штуцера, уступы и др.), если прочность
их при этом не вызывает сомнений, что
должно быть проверено расчетом.
Все основные сварные соединения
в аппаратах, как правило, должны вы-
полняться стыковой двухсторо!П1ей свар-
кой или с подваркой и быть доступными
для осмотра и контроля. Предпочтение
следует отдавать автоматической элект-
родуговой сварке под слоем флюса. В местах присоединения опор к аппарату нали-
чие сварных швов не допускается. Если это не может быть выполнено, необходимо
предусмотрет ь возможност ь контроля сварною шва под опорой.
Во избежание перегрева и снижения качества сварных швов необходимо смещать
их относительно друг друга на расстояние а > 3s, где s — толщина стенки элемента
аппарата, но не менее чем на 100 мм (рис. 2.2.1а), не следует также соединять не-
сколько деталей одним швом. Отверстия для люков, лазов и штуцеров следует распо-
лат ать вне сварных швов, на расстоянии от них Ъ > Q,9d (рис. 2.2.1 б). Рекомендуемые
расстояния между двумя соседними отверстиями — А > 0,7^ + tZ2), а для штампован-
ных эллип гических днищ — b> dmin.
Штуцера, плоские дшпца, фланцы приваривают тавровым, угловым или стыковым
соединением. Для обеспечения равностенности свариваемых элементов следует пре-
дусматривать плавные переходы при сварке обечаек, днищ и фланцев разной толщины
(рис. 2.2.2). Сварные швы должны быть доступны для осмотра и контроля.
При изготовлении аппаратов из высоколегированных сталей следует учитывать
их высокую стоимость и необходимость сохранения коррозионной стойкости. Из вы-
соколегированных сталей следует изготавливать только те элементы корпуса, кото-
рые подвержены воздействию агрессивной среды, выполняя остальные детали из
углеродисты х сталей. При сварке разнородных сталей происходит диффузия легиру-
ющих компонетттов в углеродист ую сталь, что снижает коррозионную стойкость леги-
рованной стали. По этой причине следует отдалять места стыка высоколет ированной
и углеродистой стали от мест воздействия агрессивной среды введением промежуток
ных элементов (рис. 2.2.3). Во избежание перегрева в процессе сварки, приводящею
к выгоранию легирующих компонентов и ухудшению коррозионной стойкости, необ-
ходимо обеспечить одинаковую толщину свариваемых элементов (рис. 2.2.2); при
Рис. 2.2.2. Сварные соединения элементов корпуса
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
47
Рис. 2.23. Варианты соединения элементов корпуса, изготовленных из высоколегиро-
ванной и углеродистой стали: а — опорная обечайка; б—рубашка; в — опорная лапа
этом желательно сваривать их встык, а сварные швы рас полагать на определенном рас-
стоянии один от другого.
Следует также учитывать различие в физических свойствах высоколегированных
и углеродистых сталей: температурный коэффициент линейною расширения для
аустенитной стали приблизительно в 1,5 раза больше, чем для углеродистой, а теп-
лопроводность — в 3-4 раза меньше. Вследствие этого возможно возникновение зна-
чительных температурных напряжений. Поэтому в ряде случаев необходимо вводить
в конструкцию промежуточные упругие элементы.
Сосуды иаппарагы, применяемые в промышленности, считаю гея тонкостенны-
ми, если толщина их стенки не превышает 10 % внутреннего диаметра. Обычно та-
кие сосуды и аппараты эксплуат ируются при давлении не более 10 МПа.
Цилиндрические обечайки являются одним из основных элементов технологи-
ческих аппаратов. Обычно обечайки изготавливаются вальцовкой из листового про-
ката, реже из труб или поковок. Из одной или нескольких обечаек, свариваемых меж-
ду собой встык, образуется цилиндрический корпус аппарата (рис. 2.2.4).
В зависимости от посгавленных задач при проведении прочностных расчетов раз-
личают проектные и проверочные расчеты.
При выполнении проектных расчетов задачей является О1гределение размеров
отдельных элементов (толщины стенок корпусов, днищ, трубных решеток, диаметра
болтов и т. д.). Проектные расчеты проводятся, как правило, при конструировании
новых машин и аппаратов.
При проверочных расчетах определяют факт ически возникающие в элементах
напряжения и сравнивают их с допускаемыми при заданных условиях эксплуатации.
Проверочные расчеты выполняют для проверки возможности использоватшя выбран-
ного аппарата в конкретных условиях.
Нормы и методы расчета на прочность цилиндрических обечаек, конических
элементов, днищ и крышек сосудов и аппаратов из углеродистых и легироваштых
сталей, применяемых в химической, нефтеперерабатывающей и смежных отраслях
промышленности, работающих в условиях однократных и многократных ст атичес-
ких нагрузок под внутренним избыточным давлением, вакуумом или наружным из-
быточным давлением и под действием осевых и поперечных усилий и изгибающих
моментов, установлены ГОСТ 14249 «Сосуды и аппараты. Нормы и методы расчета
48
ГЛАВА 2
Рис. 2.2.4. Цилиндрические обечайки: а — обечайка с фланцем или плоским днищем;
б — обечайка с жесткими перегородками; в — обечайка с отбортованными эллиптическим и ко-
ническим днищами; г— обечайка с нсотбортованными сферическим и коническим днищами
на прочность». Данный стандарт устанавливает также значения допускаемых напря-
жений, модуля продольной упругости и коэффициентов прочности сварных швов.
Нормы и методы расче га на прочность применимы при условии, что отклонения от
геометрической формы и неточности изготовления рассчитываемых элементов сосу-
дов и аппаратов не превышают допусков, установленных нормативно-технической
документацией, при соблюдет™ «Правил устройства и безопасной эксплуатации со-
судов. работающих под давлением», утвержденных Рос технадзором. Данные правила
устанавливают требования к проектированию, устройству, изготовлению, монтажу, ре-
монту и эксплуатации сосудов, работающих при давлении свыше 0,07 МПа.
Отклонение наружного (внутреннего) диаметра обечаек, цилиндрических от-
бортованных элементов днищ, изготовленных из листов и поковок, не должно
превышать ±1 % номинального диамет ра. Относительная оьаиьноегь в любом по-
перечном сечении не должна превышать 1 %. Величина относительной овальности
определяется по формулам:
в сечении, где отсутствуют штуцера и люки:
О = 2 . 100 %;
в сечении, где имеются штуцера и люки:
о = 2 0,02 ioo%,
ZZiux “Г
где D , Din.n— соответственно наибольший и наименьший наружные (внутрен ние)
диаметры сосуда или аппарата, м; d — внутренний диаметр штуцера, м.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
49
01 постельная овальность для элементов сосудов и аппаратов, работающих под
вакуумом или наружным давлением, не должна превышать 0,5 %.
Физико-механические характеристики конструкционных материалов и допуска-
емые напряжения определяют по расчетной температуре, которую находят на осно-
вании теплотехнических расчетов или результатов испытаний. При положительных
температурах за расчетную температуру стенки сосуда или аппарата принимают
наибольшее значение температуры стенки, при ожидательных — температуру 20 °C.
При невозможности проведения тепловых расчетов или измерений за расчетную тем-
пературу следует принимать наибольшую температуру среды, но не ниже 20 °C.
Под рабочим давлением для сосуда или аппарата /?р следует понимать максималь-
ное внутреннее избыточное или наружное давление, возникающее при нормальном
протекании рабочего процесса, без учета г идростатического давления среды и без
учета кратковременною повьппения давления во время действия предохранительно-
го клапана или других предохранительных устройств.
Расчетное давление в рабочих условияхр — это давление, на которое проводится
расчет на прочность элементов сосудов и аппаратов. Расчетное давление, как пра-
вило, принимают равным рабочему давлению или выше. При повышении давления
в сосуде или аппарате во время действия предохранительных устройств более чем на
10 %, по сравнению с рабочим, элементы аппарата должны рассчигы ваться на давле-
ние, равное 90 % давления при полном открытии клапана или предохранительною
устройства. Для элементов, разделяющих пространства с разными давлениями (на-
пример, в аппаратах с рубашками), за расчетное давление следует принимать либо
каждое давление в отдельности, либо давление, которое требует большей толщины
стенки рассчитываемого элемента. Если обеспечивается одновременное действие дав-
лений, то допускается производить расчет на разность давлений. Если на элемент со-
суда или аппарата действует гидростатическое давлениерк, составляющее 5 % и более
рабочего, то оно должно учи тывал ьия при определении расчетного давления:
Р=Рр + Рге-
Все сосуды и ап параты после их изготовления подлежат гидравлическому (или
пневматическому) испытанию. Под пробным давлением р^ понимают давление, при
котором проводится испытание сосуда или аппарата, а под расчетным давлением в ус-
ловиях испытаний —давление, которому они подвергаются во время пробного испыта
ния, включая гидростатическое давление, если оно составляет 5 % или более пробного
давления. Величина пробного давления, при котором должно проводиться гидравли-
ческое испытание сосудов и аппаратов, регламентирована Ростехнадзором. Для всех
сосудов, за исключением ли1ых, ei о величина определяется но формуле
d — 1 25л
//пр 1 у ^Р [су] >
где [о]20, [o]t— допускаемые напряжения для материала сосуда или его элементов
соответственно при температуре 20 °C и расчегной температуре, МПа.
Гидравлическое испытание элементов, изготовленных из литья, должно прово
диться пробным давлением
-1. м
Ар — •
20
50
ГЛАВА 2
Время выдержки сосуда под пробным давлением должно быть не менее 10 мин
при толщине стенки до 50 мм, не менее 20 мин при толщине стенки от 50 до 100 мм
и не менее 30 мин при толщине стенки свыше 100 мм.
Для аппаратов, работающих под вакуумом, величина расчетного давления прини-
мается равной 0,1 МПа.
Под условным давлением ру понимают избыточное давление среды в аппарате при
температуре 20 °C (без учета гидростатическою давления). Согласно ГОСТ 9493 ре-
комендуется следующий ряд условных давлений, МПа: 0,1; 0,25; 0,4; 0,6; 1,0; 1,6; 2,5;
4,0; 6,4; 10; 16; 20.
За расчетные усилия и моменты принимают действующие для соответству-
ющего состояния нагружения (например, при эксплуатации, испытании или мон-
таже) усилия и моменты, возникающие в результате действия собственной массы
присоединяемых грубопроводов, ветровой, снеговой и других нагрузок. Расчегиые
усилия и моменты от ветровой нагрузки и сейсмических воздействий определяют
по ГОСТ Р 51273.
Попускаемое напряжение [о] при расчете по предельным нагрузкам сосудов и ап-
паратов, работающих при статических однократных нагрузках, определяют:
для углеродистых и низколет ировапных ст алей
Гх-г1 _ п <7т«в<7то,2. (Ув
IOJ = 77 ’ mini-------------; —
' [ п, ’ п.
Onio*. О i% ю*
для аустенитных сталей
[о] = Г] •
(Ув.
н. ’
ОдЮ5.
«д ’
О i% ю*
где ц — поправочный коэффициент к допускаемым напряжегшям (обычно принима-
ет ся ц = 1, за исключением стальных отливок, для которых принимается значение
г] = 0,8 — для отливок при индивидуальном контроле неразрушающими методами,
ц = 0,7 — для остальных отливок); <гт — минимальное значение предела текучести
при расчетной температуре, МПа; аТ10 — минимальное значение условно!о пре-
дела текучести (при котором остаточное удлинение составляет соответственно 0,2 %
и 1,0 %) при расчетной температуре, МПа; <тв— минимальное значение времешюго
сопротивления при расчетной температуре, МПа; <т,||о5 — среднее значение длитель-
ной прочности за 105 ч при расчетной температуре, МПа; — средшш 1 % пре-
дел ползучести за 10s ч при расчетной температуре. МПа; пт— коэффициент запаса
прочности по пределу текучести (принимается равным пт = 1,5 для рабочих усло-
вий, п — 1,1 для условий гидравлического испытания и монтажа, пт= 1,2 для условий
пневматических испытатгий); ив— коэффициент запаса прочности по времешюму
сопротивлению (принимается равным пя= 2,4); пч— коэффициент запаса прочности
по пределу длительной прочности (принимается равным ид= 1,5); пп — коэффициент
запаса прочности по пределу ползучести (принимается равным л1|= 1,0).
Если сосуды и аппараты работают при многократных статических нагрузках, но
количество циклов нагружения от давления, стесненности температурных дефор-
маций или других воздействий не превышает 103, то такая нагрузка врасчегах на
прочность условно считается однократной. При этом при определении числа циклов
нагружения не учитывают колебание нагрузки в пределах 15 % от расчетной.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
51
Для сосудов Vi аппаратов, работающих при многократных нагрузках с количест -
вом циклов нагруже1шя от давления, стесненности температурных деформаций или
других воздействий от 103 до 5-105за весь срок эксплуатации следует выполнять про-
верку на малоцикловую усталость в соответствии с ГОСТ 25859.
Для условий испытания допускаемое напряжение
[а] = п т - г,
где ст ', 2 — минимальное значение предела текучести и условного предела теку-
чест и при температ уре 20 °C.
Значение коэффициента запаса прочности по пределу текучести пг принимают
в соответст вии с условиями испытания.
Расчет на прочность цилиндрических обечаек и конических элементов, выпук-
лых и плоских днищ для условий испытания проводить истребуется, если расчетное
давление в условиях испытания будет меньше, чем расчетное давление в рабочих ус-
ловиях, умноженное на 1,35 [ст]^/ [ст].
При расчет е на прочность сварных элементов сосудов и аппаратов в расче тные
зависимости вводят коэффициент прочности сварных швов (р, который характеризу-
ет прочность сварного шва по отношетппи к прочности основного металла. Величина
коэффициента прочности сварных швов зависит от вида сварного шва, его располо-
жения и отношения длины контролируемых швов к их общей длине. Например, для
стыкового или таврового шва с двухстороштим сплошным проваром, выполняемым
автоматической или полуавтоматической сваркой при 100 %-м контроле длины шва
(р = 1,0, при 50 %-м контроле (р = 0,9; при сварке втавр с конструкт ивным зазором
свариваемых деталей при тех же условиях контроля соответствешю = 0,9 и 0,65.
для бесшовных элементов сосудов и аппаратов <р = 1.
При расчете сосудов и аппаратов необходимо учитывать прибавку “с” к расчет-
ным толщинам элементов сосудов и аппаратов. Исполнительную толщину стенки s
элемента сосуда или аппарата определяют по формуле
$>$я + с, (2.2.1)
где sR — расчетная толщина стенки элемента сосуда или аппарата, м.
Прибавка к расчетной толщине стенки
с = с{ + с2 + cJf
где с; — прибавка для компенсации коррозии и эрозии, м; с2— прибавка на минусо-
вой допуск, м; с3 — технологическая прибавка, м.
Прибавка для компенсации коррозии и эрозии
С/ = /7‘ Т. + Сэ’
тде П— прошщаемость среды в материал (скорость коррозии), м/год; та — расчет-
ный срок службы аппарата, год; сз — прибавка для компенсации эрозии, м.
Прибавка для компенсации эрозии сэ учитывается обычно лишь в следующих
случаях: при движении среды в аппарате со значительными скоростями (для жид-
ких — более 20 м/с, для i азообразных — более 100 м/с); наличии в движущейся сре-
де абразивных частиц; ударном воздействии среды на элемент.
52
ГЛАВА 2
Проницаемость П определяют по справочным данным или из экспериментальных
исследований. Для изготовления оборудования применяют материалы, у которых ско-
рость коррозии /7 < 0,1-10 3 м/год. Рекомендуется принимать при П < 0,05-10"3 м/год
прибавку на коррозию и эрозию с,= 1-10'3 м, а при отсутствии данных о проница-
емости для материалов, стойких в данной среде, с,~ 2-ПУ3 м. При двухстороннем
контакте с коррозиошюй или эрозионной средой прибавку с, соответственно необхо-
димо увеличивать. Прибавка на минусовое значение предельного отклонения по тол-
щине листа с?, из которого изготавливается элемент сосуда или аппарата, принимает-
ся по соогветсгвутощему стандарту на сортамент.
Техноло! ическая прибавка с3 предусматривает компенсацию утонения стенки сосу-
да или аппарата при техноло! ических операциях — вытяжке, штамповке, гибке и т. д.
Прибавки с2 и с3 учитываются в тех случаях, когда их суммарное значение превыша-
ет 5 % номинальной толщины листа. Исполнительная толщина стенки, определенная
по (2.2.1), округляется в большую сторону до сгандартной толщины листа.
Цилиндрические обечайки, натруженные внутренним избыточным давле-
нием. Расчетная толщина стенки гладкой цилиндрической обечайки, нагруженной
внутренним избыточным давлением:
РР
2[а|^Р - р
(2.2.2)
гдер — расчетное внутреннее избыточное давление, МПа; D — внутренний диаметр
обечайки, м; — коэффициент прочности продольного сварного шва.
Исполнительную толщину стенки рассчитывают по (2.2 1) и округляют до бли-
жайшего большего стандартного значения толщины листа.
Допускаемое внутреннее избыточное давление
М= (2.2.3)
D + (s - c) V ’
Данные расчетные формулы применимы при отношении толщины стенки к диа-
метру ($ - с) / D < 0,1 для обечаек и труб при D > 200 мм и (s - с) / D < 0,3 для труб
при D < 200 мм.
Толщину стенки элементов сосудов и аппаратов, работающих под наливом или
атмосферном давлением, выбирают из конструктивных или технологических сообра-
жений с последующей проверкой на прочность и устойчивость. С учетом технологии
изготовления, жесткости и качества сварных нгеов не рекомендуется принимать ис-
полнительную толщину с генки сосуда или аппарата менее 3 мм.
Обечайки, нагруженные наружным давлением. В большино ве случаев нагружен-
ными наружным давлением оказываются обечайки аппаратов, работающих под ваку-
умом, а также аппаратов, снабженных водяной или паровой рубашкой, давление в кото-
рой выше давления в аппарате. В результате действия наружного давления может
произойти потеря первоначальной геометрической формы аппарата, называемая потерей
устойчивости формы. При этом на поверх пости обечайки образуются продольные вмяти-
ны и она теряет свою цилиндрическую форму. Следует отметить, что потеря устойчивос-
ти происходит при на!«ряжениях в сгенке значительно меньших предела текучести.
Расчетную толщину стенки цилиндрической обечайки, нагруженной наружным
давлением, определяют приближенно по зависимости
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
53
= max
К D - 10-2- ^Р&
K‘D '° ’ 2[<T)J
(2.2.4)
Коэффициент К2 определяется по номограмме (рис. 2.2.5) в зависимости от вели-
чины коэффициентов и Ку
к п>р г 100^~с). *- I
' 2,4Ю*Е’ 2 D ’ 3 D’
где — коэффициент запаса устойчивости (принимается равным пу = 2,4 — для ус-
ловий эксплуатации, = 1,8 — для условий испытания); Е — модуль продольной
упругости материала, МПа; I — расчетная длина обечайки, м.
Рис. 2.2.5. Номограмма для расчета на устойчивость цилиндрических обечаек, работа-
ющих под наружным давлением
54
ГЛАВА 2
При определении расчетной длины обечайки I необходимо учитывать длину при-
мыкающего элемента 13 (рис. 2.2.4в, г):
, Н
13 —-----для выпуклых днищ,
I =D/
3 /б-tga — для конических днищ без отбортовки, но не более длины кони-
ческого днища,
h — max {г • sin а; — для конических днищ с огбортовкой, но не бо-
лее длины конического днища, где г — вну греиний радиус отбортовки, м.
Исполнительную толщину стенки определяют по (2.2.1) с последующей провер-
кой по допускаемому наружному давлению
(2.2.5)
где допускаемое давление из условия прочности
r„i _ 2[<j](s - с)
LPJ₽ “ D + (s - сУ
а допускаемое давление из условия устойчивости в пределах упругости
г 1 _ 20,8 10’6F D 100(s-c)
“ tuBx I D
(2.2.6)
D
где
= min < 1,0; 9,45— . z .
/ ^100(s-c)
Приведенные расчетные формулы могут быть использованы при условии, что
расчетная температура не превышает значений, при которых учитывается ползучесть
материалов. При отсутствии точных данных эти формулы допускается применять,
если расчетная температура стенки обечайки из углеродистой стали не превышает
380 °C, из низколегированной — 420сС, из аустенитной — 525 °C.
Следует отметить, чго номограмма (рис. 2.2.5) также может быть использована
для определегшя допускаемого наружного давления (в этом случае определяют ко-
эффициент в зависимости от значений коэффициенгов К2 и К,) и для определения
допускаемой расчетной длины (в этом случае определяют коэффициент К3 в зависи-
мое ги от величин коэффициентов и ЛС ).
Обечайки, нагруженные осевым растягивающим усилием. Расчетную толщи-
ну стенки следует определять по формуле
s' - nD[o]<p;
где F— осевое растягивающее усилие, МН; tp — коэффициент прочности кольцево-
го сварного шва.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
55
Исполнительная толщина стенки рассчитывается по (2.2.1). Допускаемое осевое
сжимающее усилие
[F] = tc(D + s — c)(s — с) [<j]^T.
Обечайки, нагруженные осевым сжимающим усилием. Осевое сжимающее
усилие также может привести к потере устойчивости обечайки. Однако характер де-
формаций при этом будет иным: волны образуются вдоль стенки обечайки, нарушая
ее прямолинейность.
Допускаемое осевое сжимающее усилие рассчитывается по зависимости
Г/П
[F] = I / (2.2.7)
где допускаемое осевое сжимающее усилие из условия прочности
[F]„ = Tr(D + s - c)(s - с)[<П. (2.2.8)
а допускаемое осевое сжимающее усилие в пределах упруюсти из условия устойчи-
вости
₽F] е = min {[ F] в; [F] н}. (2.2.9)
Допускаемое осевое сжимающее усилие [F]EI определяют из условия местной ус-
тойчивости в пределах упругости по зависимости
ГеТ 310 • 10-6Е п100($ - с)1
lFJ" =------п,----D ------D----
а допускаемое осевое сжимающее усилие [FJ^ из условия общей устойчи вост и в пре
делах упругости рассчитывается по формуле
г rpT Tc(D + S — с) (s — с) Е I Ti\2
lF,E2“ «у U/’
Гибкость 2 определяют по уравнению
□ _ 2,83 • Zrp
D + s - с'
Приведенную расчетную длину Z принимают в соответствии с расчетной схемой
по рис. 2.2.6.
Приведенные выше расчетные зависимости применимы при Z/D>1,O. В случае
l/D< 1,0 допускается выполнение расчетов только по формуле (2.2.8), а (2.2.9) прини-
мает вид [F]E=[F)E1.
Обечайки, нагруженные изгибающим моментом. Допускаемый изгибающий
момент определяется по зависимости
[W] = -j—E=L------=., (2.2.10)
/ /ГЛУ1 \
/ 1 + 2-
I Чл/lJ
56
ГЛАВА 2
Расчет ная схема / ф
1. 1 ь — 1
“ £ Г*-
т 1 г — у — 21
1 - iTz_
/ F — 0,7/
1. 1 .1 £ F 77. — 0,5/
0 0,2 0,4 0,6 0,8 1,0 2,00/ 1,73/ 1,47/ 1,23/ 1,06/ 1,00/
f
Т—1 ц ?7Г.
1 У 0 0,2 0,4 0,6 0,8 1,0 2,00/ 1,70/ 1,40/ 1,11/ 1,85/ 0,70/
, f г|
Рис. 2.2.6. Приведенная расчетная длина /вр
где допускаемый изгибающий момент из условия прочности
[л/]р = |(О + ^-с)[а],
а допускаемый изгибающий момент из условия устойчивости в пределах упругости
[М]в = 89_L02£d.
Е п
10Q(s -
D
Обечайки, нагруженные поперечным усилием. Допускаемое поперечное уси-
лие определяется по зависимости
(2.2.11)
где допускаемое поперечное усилие из условия прочности
[Q] = 0,25ttD(s - с),
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
57
[g] _ 2,4E(s - с)
а допускаемое поперечное усилие из условия устойчивости в пределах упругости
0,18 + 3,3 D^s~ .
Обечайки, работающие под совместным действием наружного давления,
осевого сжимающего усилия, изгибающего момента и поперечного усилия. При-
мером совместного действия всех силовых факторов может служить колонный ваку-
умный аппарат, установленный на открытой площадке. Помимо наружного давления,
обусловленного действием внешнего барометрического давления, он будет нагружен
осевым сжимающим усилием от собственного веса, ветровым изгибающим момен-
том и поперечным усилием, обусловленным реакцией трубопроводов.
Проверку па устойчивость при совместном нагружении осуществляют по формуле
W [р], [F], [A/L [С] — соответственно допускаемые наружное давление, осевое сжи-
мающее усилие, изгибающий момент и поперечное усилие, определяемые по зависи-
мостям (2.2.5), (2.2.7), (2.2.10) и (2.2.11).
При отсутствии какого-либо силового фактора расчет выполняют по формуле
(2.2.12), в которую подставляют пулевое значешге силового фактора. Обечайка долж-
на быть проверена на устойчивость в наиболее опасных сечениях, в сечениях, где
имеет место изменение диаметра или толщины стенки, в наиболее ослабленных от-
верстиями сечениях.
Обечайки с кольцами жесткости. В ряде случаев для увеличетптя прочности
и обеспечения устойчивости целесообразно не увеличивать толщину стенки, а под-
креплять обечайку кольцами жесткости (рис. 2.2.7). Это позволяет снизить массу ап-
парата. а следовательно, и его стоимость.
Рис. 2.2.7. Цилиндрическая обечайка, подкрепленная кольцами жесткости
58
ГЛАВА 2
Кольца жесткости выполняют из профильного проката (прямоугольный профиль,
швеллер, уголок) в виде бандажей и устанавливают с внутренней или наружной сто-
роны обечайки. Наиболее целесообразно располагать кольца с той стороны обечайки,
которая подвергается меньшему коррозионному износу. Приваривают кольца жест-
кости обычно прерывистым швом с каждой стороны кольца гак, чтобы общая дли-
на каждого шва составляла не менее половины длины наружной окружности кольца
жесткости.
Обечайки с кольцами жесткости, нагруженные внутренним избыточным
давлением. Для определения необходимости укрепления обечайки кольцами жест-
кости служит коэффициент
„ _ p(D + s - с) _
4" 2[<y]pp(s-c) k
Если К4< 0, то укрепление обечайки кольцами жесткости не требуется. В диапа-
зоне 0 < К4< 2(pj <рр — 1 расстояние между двумя кольцами жесткости рассчитывается
по формуле
Ь < .n(s - c)U- - |М1 + ,
у Л-4 уТ \ Лм /
где площадь поперечного сечения кольца
Л = /,(5-с)^2е.К.,
здесь [а]г — допускаемое напряжение мат ериала кольца жесткости, МПа; (рк — коэф-
фициент прочности сварного шва кольца жесткости и обечайки.
При определении площади поперечного сечения кольца жесткости следует учи-
тывать прибавку с, для компенсации коррозии. Высота кольца жесткости должна
выбираться таким образом, чтобы выполнялось требование Л2/ D < 0,2. В случаях,
когда кольца жесткости установлены неравномерно, значения b и Z, необходимо под-
ставлять для того участка, па котором расстояние между двумя соседними кольцами
жесткости максимальное (если 12> 1Х, то в качестве расчетной длины принимается Z2)
(рис. 2.2.7).
Если К4> 2(pJ <рр - 1, го толщину стенки обечайки необходимо увеличить до тако
го размера, чтобы выполнялось условие 0 < К4< 2(pj (рр — 1.
Допускаемое внутреннее избыточное давление определяется из условия
[/>] = min {[/>[; [p]J,
где допускаемое внутреннее избыточное давление, определяемое из условий про
чности всей обечайки:
2[а]^р($ - с) + 2^Мк<рк
W. =----------
а допускаемое внутреннее избыточное давление из условий прочности обечайки
между двумя соседними кольцами жесткости
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
59
2[a]^T(s - с) 2 + Л*
2 D + (s — с) 1 . Q 2 *
<р, п
Прочность всей обечайки целесообразно повышать увеличением площади по-
перечного сечения колец жесткости, а прочность обечайки между кольцами жест-
кости — уменьшением расстояния между двумя смежными кольцами жесткости.
Обечайки с кольцами жест кости, нагруженные наружным давлением. До-
пускаемое наружное давление определяют из условия
И = тпД; [p]J.
Допускаемое наружное давление, определяемое из условий устойчивости всей
обечайки, будет рассчитываться по зависимости
где допускаемое наружное давление [р]|р соответствует величине {р]р рассчитанной
по зависимости (2.2.13) при значениях коэффициентов <ор=1,О и <от=1,0, а допускаемое
наружное давление (p]tI из условий устойчивости в пределах упругости определяет-
ся по зависимости
. 20.8 • 10-6Е D [lOOHs - с)
,Е кВгПу Z D
где В2 = min-{1,0;
9 45— I-------.
’ I ^lOO^s-c)]
Коэффициент жесткости к обечайки, подкрепленной кольцами жесткости, рас-
считывается по уравнению
, 10,9/
к = J—-------г,
Vi(s“c)
где эффективный момент инерции расчетного поперечного сечения кольца жесткости
равен
“ 10,9 /f,+/c(s-c)'
Здесь / — момент инерции кольца жесткости относительно центральной оси х—х
(рис. 2.2.7), м4; е — расстояние между центром тяжести поперечного сечения кольца
жесгкостии срединнойповерхностьюобечайки.м;/е = min{zt;/ + 1,1 JD(s — с)} —
эффективная длина стенки обечайки, учитываемая при определении эффективного
60
ГЛАВА 2
момента инерции, м; t— ширина поперечного сечения кольца жесткости в месте его
приварки к обечайке, м.
Допускаемое наружное давление, определяемое из условий устойчивости обечай-
ки между кольцами жесткости [р]2, соответствует давлению [р] в (2.2.5) при условии
I = шах{Ъ, Ц -112} в (2.2.6).
2.3. Днища и крышки приварные
Днищем называют элемент сосуда или аппарата, ограничивающий корпус
снизу, сверчу или с боков (в зависимости оз положения аппарата) и разъемно или не-
разъемно связанный с ним. Днища, так же как и обечайки, являются одним из основ-
ных элементов аппарата. Чаще днища крепятся к корпусам неразъемно с помощью
сварки, реже — разъемно на фланцах.
В литых аппаратах днища обычно отливают вместе с корпусом. Форма днища за-
висит от способа изготовления, нагрузки, ко горое оно должно воспринимать, а гакже
от его назначения — должно оно т олько огратпгчивать корпус аппарата или обеспечи-
вать какую-либо дополнительную функцию (например, вывод из аппарата сыпучих
материалов). В сосудах и аппаратах применяют стандартные или нормализованные
днища: полусферические, эллиптические, торосферические, сферические неотбор-
тованные, конические отбортованные и неотбортованные, плоские.
Рис. 2.3.1. Полушаровос днище
Полусферические и эллиптические днища.
Полусферические (nouiyi паровые) днища целесо-
образно применять в аппаратах больших диамет-
ров (D > 4000 мм), работающих под избыточным
давлением свыше 0,07 МПа. Стандартные сталь-
ные полушаровые днища изготавливаются с внут-
ренннм базовым диаметром D = 3600...12 000 мм
и толщиной стенок 10...36 мм. Изготавливаются
полушаровые днища сварными из штампован-
ных лепестков и шарового сегмента (рис. 2.3.1).
Для крупногабаритных полушаровых днищ
отдельные лепестки до штамповки в плоском
состоянии могут свариваться из нескольких час-
тей. Количество лепестков выбирается исходя из
размеров листа и рационального раскроя. Если
по цетпру днища устанавливается штуцер, то
шаровой сегмент допускается не изготавливать.
Минимальное расстояние между меридиональ-
ными швами Z, в месте их примыкания к шаро-
вому сет менту или штуцеру (рис. 2.3.1) должно
быть более трехкратной толщины днища, но не
менее 100 мм.
При расположении отверстий в выпуклых
днищах расстояние по проекции образующей
от края днища до отверстия должно удовлетво-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
61
рять следующим условиям I > 0,1£>н при
толщине стенки днища менее 10 мм
и 1 > 0,09£>п + s при толщине стенки
днища s > 10 мм (рис. 2.3.2).
Эллиптические днища благодаря ра-
цио! 1алыгой форме и надежности в рабо-
те получили наиболее широкое распро-
странение при изготовлении аппаратов,
работающих при давлении до 10 МПа
и под вакуумом. ’ Глиптическое днище
состоит из выпуклой части, представля-
ющей в диаметральном разрезе эллипс,
и цилиндрической отбортованной части
(рис. 2.3.3). Изготавливаются эллипти-
ческие днища штамповкой из плоских
круглых заготовок, состоящих из одной
или нескольких частей.
Рис. 23.2. Расположение отверстий в вы-
пуклых днищах
В соответствии с ГОСТ 6533 изготавливают днища эллиптические отбортован-
ные стальные с внутренним базовым размером D =400...4500 мм (толщиной стенки
от 4 до 100 мм) и наружным базовым размером £>и=159...72О мм (толщиной стенки
от 4 до 25 мм). Отношение высоты днища к диаметру составляет H/D = 0,25, а высо-
та отбортовки в зависимости от базового диаметра и толщины стенки составляет от
25 до 120 мм. Отклонение диаметра в цилиндрической части днищ допускается не
более ±1 % номинального диаметра, относительная овальность — не более 1 %.
Полусферические и эллиптические днища, нагруженные внутренним избыточ-
ным давлением. Толщину стенки полусферических и эллиптических днищ рассчи-
тывают по формулам
" 2[а]д>, - 0,5р’
(2.3.1)
— ^1R + С ,
а допускаемое внутреннее избыточное давление по уравнению
2(si - c)ffp[a]
R + 0,5 ($ — с)
(2.3.2)
В этих выражениях R радиус кривизны в вер-
шине днища, где R = D для эллиптических днищ
с Н = Qt25D и R = 0,50 для полусферических
днищ с Н = 0,50.
Если длина отбортованной цилиндрической
части днища й, > -с)для эллиптичес-
кого днища и й, > 0,3^D($! - с) для полусфери-
ческого днища, то толщина днища должна был ь не
менее толщины стенки обечайки, рассчитанной по
зависимостям (2.2.1) и (2.2.2) при р = 1. Для днищ,
изготовленных из одной заготовки, коэффициент
Рис. 2.3.3. Эллиптическое днище
62
ГЛАВА 2
(pv = 1, для днищ, изготовленных из нескольких заготовок, коэффициент ^следует
определять с учетом вида сварного шва и доли контролируемых сварных швов.
Приведенные расчетные формулы применимы при выполнении условий для эл-
липтических днищ 0,002 < (s, — с) / D < 0,1 и 0,2 < Н/ D < 0,5.
Полусферические и эллиптические днища, нагруженные наружным давлением.
Толщину стенки полусферических и эллиптических днищ приближенно определяют
по формулам
KtR I пур pR
510 / 10ftE ; 2|а]р
S > s1R + с.
(2.3.3)
Для предварительного расче га коэффициент А”э принимают равным 0,9 для эллип-
тических днищ и 1,0 для полусферических днищ.
Допускаемое наружное давление рассчитывают по (2.2.5), где допускаемое дав-
ление из условия прочности [р]р определяют по зависимости (2.3.2), а допускаемое
давление из условия устойчивости в пределах упругости
и.=
26 10-ъЕ [100(s, - с)
пу K.R
(2.3.4)
где коэффициент К определяю! по номограмме (рис. 2.3.4).
Приведенные расчетные зависимости применимы при условии, что расчетные
температуры не превышают значений, при которых учитывается ползучесть матери-
алов. При отсутствии данных их можно принимать 380 °C для днищ из углеродистой
стали, 420 °C — низколегированной и 525 °C — аустенитной.
Торосфсриче^кис днища. Торосферические днища (или как их еще часто называ-
ют— коробовые) представляют собой часть сферы радиуса R, плавно отбортоватптую на
цилиндр радиусом торового перехода г, (рис. 2.3.5). При этом радиус центральной части
Рнс. 2.3,4. График для определения коэффициента Кл
днища R не должен превышать
внутреннего диаметра днища, ра-
диус отбортовки г должен быть не
менее 0,095D, а высота выпуклой
част и Н не меттее 0,2Z). 11апряже-
иия в переходной час пт днища мо-
гут значительно превышать напря-
жения вето центральной части,
при этом степень конце! п рации
напряжетшй будет гем больше, чем
меттыпе отношение r/D. По этой
причине торосферические днища
уступают в прочност ном от ноше-
нии эллиптическим днищам, в ко-
торых распределение напряжетшй
более равномерное всдедст вие
постепенного и непрерывного из-
менения радиуса кривизны от цен-
тра к краю.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
63
В зависимости от соотношения параметров
R. D}, приняты следующие типы торосфери-
ческих днищ: тип А — R-Dv г > 0,095Пр тип
B — R = ОДО,, г> 0,170^; тип C-R = ОДО,
г > 0,150D,. Длина отбортованной цилиндри-
ческой части й, должна составлять не менее
50 мм. Расположение отверстий на торосфери-
ческих днищах допускается в пределах цент-
рального сферическою сегмента, при этом рас-
стояние от наружной кромки отверстия до
центра днища, измеряемое по хорде, должно
быть не более 0,4 наружного диамегра днища.
Рис. 2.3.5. Торосфсрнчсскос днище
Торосферические днища, нагруженные внутренним избыточным давлением. Тол-
щина стенки в переходной зоне рассчитывается по формулам
^tR --
2[а]^р ’
> SIR + С,
где коэффициент Д определяется в зависимости от типа дшнца по графику (рис. 2.3.6).
Рис. 2.3.6. Графики для определения коэффициента Д
Для сварных днищ следует дополнительно проверить толщину стенки в цент-
ральной зоне по (2.3.1).
Допускаемое изб ьп очное давление из условия прочности переходной зоны опре-
деляется по уравнению
м=2(* - (2.3.5)
где ко #ффициснт Д определяется в зависимосги от типа днища по графику (рис. 2.3.7).
Для сварных дни1ц необходимо дополнительно проверить допускаемое избы-
точное давление из условия прочности центральной зоны по (2.3.2). За допускаемое
64
ГЛАВА 2
давление принимается меньшее из давлении, определяемых по формулам (2.3.2)
и (2.3.5). _________
Если длина цилиндрической отборп ованной части днища А, > 0,8^D, (s, - с), то
толщина цилиндрической части днища должна быть не меньше толщины обечайки,
рассчитанной по зависимостям (2.2.1) и (2.2.2) при = 1.
Торосферические днища, нагруженные наружным давлением. Торосферичес-
кие днища, нагруженные наружным давлением, следует рассчитывать по формулам
(2.3.3), (2.2.5), (2.3.2) и (2.3.4) при значении коэффициента К9- 1,0.
Сферические неотбортованные днища. Сферические неотбортованные днища
представляют собой шаровой сегмент, который приваривается непосредственно к обе-
чайке или фланцу (рис. 2 3.8). Радиус сферы днища R должен быть не более внутрен-
него диаметра обечайки D и не менее 0,8£>. Днища весьма просты по конструкции, но
Рнс. 2.3.8. Сферическое
нсотбортоваппое днище
основным их недостатком являются значительные крае-
вые напряжения, возникающие в месте соединения днища
с обечайкой, которые могут в несколько раз превосходить
напряжения в центральной части днища.
Сферические неотбортованные днища допускается
применять только в сосудах и аппаратах, работающих
под наливом или нагруженных внутренним избыточным
давлением, не превышающим 0,07 МПа. В аппаратах,
работающих при давлении свыше 0,07 МПа или под ва-
куумом, данные дшпца допускается применять только
в качестве элемента фланцевых крышек. Соединение их
с обечайкой должно осуществлят ься сварным швом со
сплошным проваром.
Толщина стенки сферического неотбортоватпюго дни-
ща может быть определена по формуле
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
65
0,12pR .
S|R - -- ^1R ’
|а|^Р
а допускаемое внутреннее избыточное давление по формуле
w=
1,38(5, - c)[a]ffp
Данные зависимости применимы при условии ($ - с) / R < 0,1; 0,95£> < R < D.
Кроме этого, необходимо проверить местные напряжения, возникающие в узле
сопряжения днища и обечайки, с учетом краевых сил и краевых моментов.
Плоские круглые днища. Плоские днища представляют собой круглые плас-
тины, приваренные к обечайке. Некоторые конструкции плоских днищ и способы
соединения их с обечайкой представлены в табл. 2.3.1. В прочностном отношении
они менее совершенны, чем описанные выше типы днищ. Поэтому плоские днища
применяют обычно в аппаратах, работающих под атмосферным или небольшим из-
быточным давлением. В аппаратах, работающих под давлением, они обычно исполь-
зуются только в тех случаях, когда это обусловлено какими-либо конструкционны-
ми особенностями, необходимостью размещения внутренних устройств (например,
трубные решетки теплообменников), а также в качестве крышек люков и заглушек.
Плоские днища больших диаметров при необходимости могут быть укреплены эле-
ментами жесткости (ребрами), которые привариваются по радиусу от центрально
расположенного кольца или параллельно диаметру. Отклонение от плоскостности
для плоских днищ не должно превышать требований по отклонению от плоскост-
ност и на стальной лист, а для днищ, работающих под давлением, после приварки их
к обечайке — 0,01 внутретшего диаметра аппарата, но не более 20 мм.
Расчет плоских круглых днищ. Толщина днищ, работающих под внутренним из-
быточным или наружным давлением, рассчитывается по формулам
Sir — i Si — Sir + С,
/ ЮЖ
(2.3.6)
где Z)R — расчетный диаметр днища, м.
Коэффициент К в зависимости от конструкции днища и способа его соединения
с обечайкой выбирают по табл. 2.3.1. Для других конструкций днищ значения коэф-
фициента К приведены в ГОСТ 14249.
Коэффициент ослабления днища от верстиями Ко для днищ, имеющих одно отвер
ст ие, определяют по формуле
а для днищ, имеющих несколько отверстий, по формуле
66
ГЛАВА 2
Таблица 2.3.1
Значения расчетного DR и коэффициентов К для различных исполнений днищ
Тип Чертеж Условия закрепления днищ и крышек к
1 < 5^ liSSSSSSs аии 1 а > 1,7-5 dr=d 0,53
max {5; 0,25-5]} < г < пппЦ; 0,ID}
h>r
DR = D-2r
К = max 0,41 X
1 - 0,23
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
67
Коэффициент KQ определяют для наи-
более ослаблешюго сечения. Максималь-
ную сумму длин корд отверстий в наибо
лее ослабленном диаметральном сечении
днища определяют по рис. 2.3.9 по фор-
муле — max {(J, + J2);(6, + 62)}. Для
днищ без отверстий значение коэффициен-
та Ко принимают равным 1,0.
Допускаемое давление на плоское дни-
ще рассчитывают по уравпешпо
W = (к \ dr) (2-3,7)
Рис. 23.9. Пример расположения от-
верстий в плоских днищах
Приведенные формулы применимы
для расчета плоских днищ при условии
(5, - c)/Dr < 0,11. Нели дашюе усло-
вие не выполняется, то величина допускаемого давления, определенно! о по формуле
(2.3.7), должна быть умножена на поправочный коэффициент
Конические днища. Конические днища представляют собой усеченные коничес-
кие обечайки, приваренные расширенной частью к цилиндрической части корпуса.
Днища изготавливаются вальцовкой из заготовки, состоящей из цельного или состав-
ного листа, и последующей сваркой.
Конические днища обычно применяют в конструкциях вертикальных сосудов
и аппаратов, из нижней части которых необходимо выводить сыпучие материалы или
вязкие среды. Конические переходы используют для соединения обечаек разных диа-
метров.
Конструктивно конические днища выполняют неотбортованпыми и отбортован-
ными с тороидальным переходом (рис. 2.3.10). Днища с тороидальным переходом
обеспечивают меныпую концентрацию напряжений в переходной зоне, поэтому в ап-
паратах, работающих под давлением более 0,07 МПа, используются только отбор-
тованные конические днища с тороидальным переходом. Стандартные конические
днища выпускаются с утлом при вершине 2а} = 60, 90, 120 и 140°.
Конические днища, нагруженные внутренним избыточным давлением. Толщину
стенки гладкой конической обечайки определяют по зависимостям
„ = _____________1_.
‘R 2<рр[о]-р cos а’
sK > sKR + с.
(2.3.8)
В этих формулах D* — расчетный диаметр гладкой конической обечайки Для
днищ без тороидального перехода он определяет ся как DK = D - 1,4а, • sin а,, а для
днищ с тороидальным переходом — Dk = D—2[ г (1 -cos а,) + 0,76Zj -sin aj. Расчетные
длины переходных частей для конической части ах = 0,7 • 7D(s} — c)/cosaI; для
68
ГЛАВА 2
Рис. 2.3.10. Конические лнншэ: а — нсотбортованиыс; б— с тороидальным переходом
цилиндрической части при отсутствии перехода а2 = 0,7 j D(s2
чии тороидального перехода а2 = 0,5 J D(st — с).
Допускаемое enyi peiniee избы точное давление рассчи гывается по уравпетппо
Г , _ 2[g]yp(j. - с)
- - + U - с)
cos а + '
— с), а при нали-
(2.3.9)
Данные расчетные зависимости применимы при соотношении между толщиной
5 COS Ct
стенки обечайки и диаметром в пределах 0,001 < 1 &—1 < 0,050. Выполнение
этого условия для пологого конического днища (а, > 70°) не требуется. Исполнитель-
ные длины переходных частей обечаек должны бьп ь не менее расчетных длин at и аг
Приведенные формулы неприменимы для расчета на прочность конических перехо-
дов в Местах крепления рубашки к корпусу.
Конические днища, нагруженные наружным давлением. Допускаемое наружное
давление для конического днища рассчитывают по формуле (2.2.5), где допускаемое
давление из условия прочности [р]р определяют по зависимости (2.3.9), а допуска
емое давление — из условия устойчивости в пределах упругости:
г i _ 20,8 IO 6!? [100(л>к - с)]2 5
- пуВх Zr De ] ’
ГДеД' = т‘"1-0;М5^/^
Эффективная длина и эффективный диаметр конического днища определяются
соответственно
Е 2 sin Ct у *
Dr = max
D + D
2 cos a/ cos а,
-0,31(D + D„)yP t^tget,
Расчет толщин переходных элементов. Для днищ без тороидальною перехода
(рис. 2.3.10а) толщину стенки перехода цилиндрической части определяют по формулам
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
69
г: s2R
pDfi, .
* ~ 2[О]<р, - р’
где Д > max {0,5; ft} — коэффициент формы.
Значение может быть определено по диаграмме (рис. 2.3.11#). Расчет толщины
стенки перехода конического элемента проводят методом последовательных прибли-
жений на основании предварительною подбора и последующей проверки отношения
у, — с
s2 — с
Рис. 23. И а. Диаграмма .тля определения коэффициента Р
при расчете толщин стенок переходов
Допускаемое внутреннее избыточное или наружное давление из условия проч-
ности переходной части рассчитывают по зависимости
г 1 _ 2[О~]^р (52 ~ с)
IPJ- D^ + U-e)’
где коэффициент формы Д определяется в зависимост и от коэффициента у? (рис. 2.3.116).
Датнтые расчетные зависимости применимы при условиях < 70°; (s, - с) > (у2 - с).
Если (у, — с) > (у. — с), то при поверочном расчете следует принимать (у, - с) = (s2 — с).
Для днища с тороидальным переходом (рис. 2.3.106) толщину стенки перехода
рассчитывают по формулам
_ ррр,
"“2^ М-р’
1R
гдеД = шах{0,5; Д Д}.
70
ГЛАВА 2
Рис. 2-3.116. Диаграмма для определения коэффициента/?
при выполнении поверочного расчета
Коэффициент/? определяют по диаграмме (рис. 2.3.11а) при условии (st - с) / ($2 - с) = 1,
а коэффициент Д по диаграмме (рис. 2.3.12а).
Допускаемое внутреннее избыточное или наружное давление из условия проч-
ности переходной части рассчитывают по зависимости
f 2[g]g>,(s. - с)
IPJ " Ъ/3, + (Z - с)’
где коэффициент Д определяется в зависимости от коэффициентов f} (рис. 2.3.11а)
и Д (рис. 2.3.126).
Данные расчетные зависимости применимы при условиях < 70°, 0 < г / D < 0,3.
Конические днища, нагруженные осевыми усилиями. Толщину стенки гладкого когш-
ческого днища, нагруженного осевой растягивающей силой, определяют по формулам
= яР,£т[ст]' c’oia ; s‘ - + с-
а допускаемую растягивающую силу по уравнению
F = 7lD}(sK - с)<р, [alcos a,.
В случае нагружения гладкого конического дтппца осевой сжимающей силой оп-
ределяют ее допускаемое зпачегте по уравнению
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
71
Рис. 23.12а. Диаграмма лля определения коэффициента Д
при расчете толщин стенок переходов
Рис. 23.12£. Диаграмма для определения коэффициента fi
при выполнении поверочного расчета
где допускаемая осевая сила из условия прочности
[FJ = TcDr (sk - с) [a] cos
(23.10)
72
ГЛАВА 2
а допускаемая осевая сила из условия устойчивости в пределах упругости
[Fle = M^(OFC0Sa.)!₽fc=^
'*у L/p
(2.3.11)
В этих уравнениях Dr — эффективный диаметр конической обечайки при осевом
сжатии
Df = (0,90 + 0, IDoJ/cosa,. (2.3.12)
Конические днища, нагруженные изгибающим моментом. Допускаемый изгиба-
ющий момент из условия прочности [А/] = Dv • [F] / 4, а из условия устойчивости
[yL
РЕ
[Щ =
2»
где [М]р = D„ / 4; [Л/], = D„ [f]B / 3,5.
Значения Ор [F]p и [F]E определяют по зависимостям (2.3.10), (2.3.11) и (2.3.12).
Совместное действие нагрузок. Условие устойчивости гладких конических днищ,
нагруженных внешним давлением, осевой силой и изгибающим моментом, проверя-
ется по формуле
^_Х+2С<1>
И И м
где [р], [FJ, [ЛУ] — соответственно значения допускаемого наружного давления, осе-
вого сжимающего усилия и изгибающего момента для гладких конических днищ.
Кроме того, должна быть выполнена проверка уст ойчивости от отдельных нагру-
зок р < [р]; F< [FJ; М<[М].
В случае действия внутреннего давления принимают /? = 0.
Другие конструкции ко1шческих днищ и обечаек и схемы их нагружения приве-
дены в ГОСТ 14249.
2.4. Штуцера, люки, крышки отъемные
Штуцера. Штуцера предназначены для присоединения к аппарату технологических
трубопроводов для отвода и подвода различных жидких и газообразных продуктов, ус-
тановки „датчиков контрольно-измерительной аппаратуры. По условиям ремонтопри-
годности чаще применяют разъемные соединения (фланцевые щ гуцера). Неразъемные
соединения (на сварке) применяются при блочной компоновке аппаратов в кожухе, запол-
ненном тепловой изоляцией, где длительное время истребуется осмотра соединений.
Стальные фланцевые штуцера стандартизированы и представляют собой патрубки
из труб с приварештыми к ним фланцами или кованные заодно с фланцами (рис. 2.4.1).
На рис. 2.4.2 показаны различные способы приварки патрубка штуцера к корпусу ап-
парата. Наиболее часто штуцер вваривают в корпус аппарата (рис. 2.4.2а). В случае,
если внутри аппарата не должно быть каких-либо выступающих частей, а также для
удобства монтажа внутренних устройств, конец патрубка штуцера выполняют в со-
ответствии с профилем корпуса (рис. 2.4.26). Г [риварка патрубка к отбортованному
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
73
Рис. 2.4.1. Конструкции приварных фланцевых штуцеров: а — с приварным плоским
фланцем; б — с приварным фланцем встык; в — литой; г, д — кованый
Рис. 2.4.2. Способы приварки патрубка шту-
цера к корпусу аппарата
Рис. 2.43. Штуцер с патрубком наполнения
краю отверстия (рис. 2.4.2в) обеспе-
чивает минимальную концентрацию
напряжений, позволяет осуществить
сварку встык и с прочностной точки
зрения является предпочтительной.
Однако данный способ весьма сложен
и дорогостоящ, поэтому используемся
весьма редко, преимущест вешю в эма-
лированной и гуммированной аппара-
туре. При необходимости обеспечить
поступление среды в определенное
место в аппарате (например, питание
тарелок ректификационных колонн)
устанавливают штуцера с патрубком
наполнения (рис. 2.4.3).
Расстояние Н от привалочной
поверхности фланца до корпуса или
днища называется вылетом штуцера.
Штуцер должен иметь достаточную
длину для удобства сборки и разборки
фланцевого соединения. Для норма-
лизованных штуцеров вылет штуцера
зависит от условного давления р* и ус-
ловного диаметра и должен состав-
лять не менее 120 мм. При наличии
у аппарата тепловой изоляции вылет штуцера должен быть увеличен на соответству-
ющую толщину. 11ри фланцевых соединениях на ш гуцерах с уплот нештем выступ—
впадина и шип—паз штуцера на аппарате рекомендуется устанавливать с впадиной
и пазом. В этом случае присоединяемые части (грубная арматура, трубы) должны
иметь соответствующие фланцы с выступом и шипом.
Расчет штуцеров заключается в определении внутреннего диамет ра патрубка при
заданном расходе протекающей среды по зависимости
4 g
7Г • йГ
d =
где Q — объемный расход среды, м3/с; со — линейная скорость среды в патрубке, м/с.
74
ГЛАВА 2
Ориентировочные значения скорости со принимают из следующих значений:
Среда (О, м/с
Жидкость при движении самотеком 0,1...0,5
Жидкость в напорных трубопроводах 1...3
Насыщенный пар низкого давления 15...40
Насыщенный пар высокого давления 30...50
Газы I0...30
Определив d, по нормалям выбирают в соответствии с условным давлением ру
штуцер с ближайшим значением условного диамет ра из следующего ряда d, мм: 20;
25; 32; 40; 50; 65; 80; 100; 125; 150; 200; 250; 300; 350; 400; 500; 600; 800.
Бобышки. Бобышки конструктивно представляют собой фланцы, приваренные
непосредственно к стенке аппарата (рис. 2.4.4а) или отлитые заодно с его корпусом
или крышкой (рис. 2.4.46). Трубопроводы или другие элементы крепят к бобышкам
шпильками, поэтому бобышки обычно имеют большую толщину, чем стандартные
фланцы. Вследствие различной толщины стенки корпуса и бобышки в месте сварки
возникают значительные термические напряжения. Кроме того, при срыве резьбы
или обломе шпильки извлечение шпильки связано со значительными трудностями.
11оэтому бобышки, как правило, используют в тех случаях, когда установка шгуцеров
невозможна или нецелесообразна.
Рис. 2.4.4. Конструкции бобышек
Смотровые окна. Смотровые окна (смотровые лючки) предназначены для
осутцествлегшя визуальною контроля за протекагшем технологического процесса
в аппарате, а также для контроля состояния внутренних поверхностей и устройств
аппарата. Конструктивно смотровое окно (рис. 2.4.5) состоит из бобышки, крышки
и смотрового стекла, зажатого через прокладки шпильками и гайками между бо-
бышкой и крышкой.
В соответствии с требованиями Ростехнадзора все сосуды и аппараты, работа-
ющие под давлешгем свыше 0,07 МПа, диаметром D < 800 мм должны иметь смот-
ровые окна диаметром не менее 80 мм. Смотровые окна могут иметь круглую или
овальную форму, они должны располагаться в доступных для пользователя местах.
В случае, когда внутренняя поверхность смофового стекла может загрязняться сре-
дой, находящейся в аппарате, к ней проводят специальные патрубки, через которые
под давлением подают промывочную жидкость.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
75
Рис. 2.4.5. Смотровое окно: 1 — бобышка, 2 — фланец; 3 — шпилька; 4 — прокладка;
5 — смотровое стекло
Люки. Люки предназначены для осуществления внутреннего осмотра, ремонта
и контроля сосуда или ап парата, а также монтажа, демонтажа, ремонта разборных
внутренних устройств, загрузки и выгрузки сырья и продукции. Аппараты, подве-
домственные Ростехнадзору, диаметром D > 800 мм должны предусматривать люки
диаметром не менее 450 мм у аппаратов, устанавливаемых на открытом воздухе, и не
менее 400 мм — устанавливаемых в помещении. Размер люков овальной формы дол-
жен быть не менее 325*400 мм. Внутренний диаметр люка у аппаратов, не имеющих
корпусных фланцевых разъемов и подлежащих антикоррозионной защите неметал-
лическими материалами, принимается не менее 800 мм.
Допускается проектировать без люков: аппараты, предназначенные для работы
с веществами 1-го и 2-го классов опасности (табл. 2.2.1), не вызывающими корро-
зии и накипи, независимо от их диаметра, при этом следует предусматривать не-
обходимое количество смотровых окон; аппараты с приварными рубашками; витые
и кожухотрубчатые теплообменные аппараты независимо от их диаметра; аппараты,
имеющие съемные днища или крышки, а также обеспечивающие возможность про-
ведешгя внутреннего осмотра без демонтажа горловины или штуцера.
Люки изготавливают в соответствии с нормалями. В нормализованных люках
применяют плоские, эллиптические и сферические неотбортоватшые крышки, креп-
ление которых может быть фланцевым, бигелытым, байонетным. На рис. 2.4.6 пред-
ставлены конструкции люков с плоской и полусферической крышкой и плоскими
фланцами. В случае, если люком пользуются достаточно часто (например, загрузоч-
ные люки), их выполняют конструктивно с устройствами, облегчающими открыва-
ние и закрывание люка (рис. 2 4.7). Шарнирно-откидные или вставные болты, закла-
дываемые в прорези, хомуты и другие зажимные приспособления люков, герышек
и фланцев следует предохранять от сдвигов или ослабления.
Люки должны располагаться в доступных и удобных для пользования местах.
Для крышек люков массой более 20 кг следует предусматривать приспособлешгя для
облегчения их открывания и закрывания.
Крышки отъемные. Отъемные крышки на корпусе аппарата применяются в тех
случаях, когда его невозможно выполнить цельносварным с люком для осмотра.
76
ГЛАВА 2
Рис. 2.4.6. Конструкции люков с крышками и плоскими фланцами: а — с плоскими
крышками; б — со сферическими крышками.
Исполнение 1 — с уплотнением на соединительном выступе; исполнение 2 — с уплотнением
шип—паз
б)
Рис. 2.4.7. Конструкции люков: а— со
скобой; б — с откидными болтами; в —
с шарниром.
Исполнение / — с уплотнением на соеди-
нительном выступе,
исполнение 2 — с уплотнением шип-паз
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
77
Крышки большей части присоединяются к корпусу аппарага с помощью фланцев, ко-
торые обладают высокой металлоемкостью, особенно при болыпил давлениях и диа-
метрах аппарата, и поэтому являются нежелательными.
На рис. 2.4.8 показаны типовые конструкции отъемных выпуклых крышек, а на
рис. 2.4.9 — типовые конструкции отъемных плоских круглых крышек. Эллиптичес-
кие и сферические крышки состоят из соответствующих стандарт пых днищ, сварен-
ных со стандартными или специальными фланцами, а плоские являются цельными,
изготовлешгыми из листов или поковок.
Рис. 2.4.8. Конструкции отъемных выпуклых крышек: а— эллиптическая с плоским
фланцем; б— эллиптическая с фланцем приварным вегык; в— сферическая с угловым свар-
ным соединением с фланцем; г — сферическая со стыковым сварным соединением с фланцем
Рис. 2.4.9. Конструкции отъемных плоских круглых крышек: а — с уплотнением по краю
крышки; б — зажатая между фланцами; в — с уплотнением на соединительном выступе; г —
с уплотнением выступ—впадина или шип—паз
Толщина сферической крышки (рис. 2.4.8в,г) рассчитывается по формулам
0,58 р • R .
sR =-----P-i—; s > sR 4- с
<PrM
а допускаемое внутреннее избыточное давление — по уравнению
1,73 (s - с) [сг]
Данные формулы применимы при выполнении условий (5 - с) / R < 0,1
и 0,95 <R <D.
Для расчета толщины эллиптических крышек используются формулы раздела 2.3.
Фланец используется стандартный.
78
ГЛАВА 2
Рис. 2.4.10. К расчету отъемных плоских круглых крышек
Толщина отъемных крышек 5] (рис.2.4.10в,г) рассчитывается по формулам (2.3.6)
(при значениях коэффициента К = 0,40 и АГ = 0,41 соответственно), а крышки с до-
полнительным краевым моментом (рис. 2.4.10а), нагруженные внутренним избыточ-
ным давлением, по формулам:
5ГR — J [о]' ~ ^1R +
Коэффициент ослабления днища отверстиями Ко определяют при < 0,7D? по
формулам раздела 2.3, при этом отверстия для болтов в расчет не принимают. Значе-
ние коэффициента К6 oi гределяют по формуле
11 + 3 у 1
К‘ = °'4’ /------------------
У мГ?
где у/ = 1 + или у/ = Р,= п р.
В этих уравнениях: Rn — реакция прокладки, МН; Р6 — нагрузка на болты креп-
ления крышки, МН и Р— равнодействующая внутреннего давления, МН.
Для крышки, имеющей паз для neperородки (например, камер теплообменника),
значение коэффициента А"6для определения толщины в месте паза (рис. 2.4.106) рас-
считывают с з'четом усилия от сжатия прокладки в пазе:
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
79
^-11
/
Dj
D„
Толщину $2для типов соединения по рис. 2.4.10в,г определяют по формуле
1+3 Iff
= 0,41 •
s4
Dcn Dcn
> max 0,5 • £)r •
— + с s /г Рд •
[<г] ’ D« Г
а для крышек с дополнительным краевым моментом в месте уплотнения — по фор-
мулам
$2 £тпах^ЛГ7 -л/Ф;
0,6
•Ф> + с, где Ф =
тах<
(2.4.1)
^б-Р . Рс
В последней формуле индекс "р” указывает па то, что величина относится к рабо-
чему состоянию или испытаниям, а индекс “м” — состоянию монтажа.
Значение коэффициента /<7 определяют по формуле
Л, = 0,8 1.
V ^сп
Толщину края плоской круглой крышки с дополнительным краевым моментом
вне зоны уплотнения (рис. 2.4.10а) определяют по формуле (2.4.1), при этом вместо
D6следует принять £>2, а допускаемое давление при проверочных расчетах рассчигы
вают по уравнению
Ы= [к S к с d} •
\л0 /'-6 ^R/
Укрепление отверстий в стенках аппаратов. Наличие отверстий в обечайках,
днищах аппаратов, работающих под давлением, вызывает усиленную концентрацию
напряжений в области отверстий, а следовательно, снижает прочность обечайки
и всего аппарата в целом. Особенно нежелательно размещение отверстий в наибо-
лее нагруженных частях корпуса (например, в местах установки опор), а также на
сварных швах. В соответствии с требованиями Ростехнадзора на торосферических
днищах отверстия допускается располагать в пределах центрального сферическо-
го сегмента, при этом расстояние от наружной кромки отверстия до цеп гра днища
должгго быть не более 0,4 наружного диаметра днища. Отверстия для люков, люч-
ков и штуцеров следует располагать вне сварных швов. Допускается расположение
отверстий па продольных и кольцевых швах цилиндрических и конических обечаек,
если диаметр отверстий — не более 150 мм. Отверстия гге допускае гея выполнять
в местах пересечения сварных швов.
Местные напряжения быстро уменьшаются по мере удаления от края отверс
тия, поэтому укрепляющие элемегпъг должггы размещаться вблизи отверстия, в зогге
концентрации напряжений. Наиболее широко распространенными способами ук-
репления отверстий являются: утолщение стеггки штуцера (рис. 2.4.11а), установка
горовой вставки (рис. 2.4.116), отбортовка края отверстия (рис. 2.4.11 в), установ-
ка накладного кольца (рис. 2.4.11г). Укрепляющие кольца должны изготавливаться
предпочтительно цельными (допускается изготавливать их из нескольких частей, при
80
ГЛАВА 2
Рис. 2.4.11. Варианты укрепления отверстий в стенках аппаратов: а — утолщением стен-
ки штуцера; б — установкой торовой вставки; в — отбортовкой края отверстия; г — установкой
накладного кольца
этом сварной шов должен быть выполнен с проваром на полную толщину кольца).
В каждом укрепляющем кольце ши каждой его части должно иметься контрольное
отверстие М10 для проверки на герметичноегь сварных швов. Контрольное отверс-
тие следует располагать в нижней части кольца и оставлять открытым. Укрепляющие
кольца должны плотно прилегать к поверхности укрепляемого элемента, зазор до-
пускается не более 3 мм.
Расчет на прочность укрепления отверстий в обечайках, переходах и днищах сле-
дует выполня гь в соответст вии с ГОСТ 24755 “Нормы и методы расчета на прочность
укрепления отверстий’’. Расчетные диаметры укрепляемых элементов определяют по
формулам: DR = D — для цилиндрической обечайки; DR = D / cosa — для конической
обечайки, перехода или днища; DR = 2 • £)/1 — 3 • (х/ D) — для эллиптических
днищ при Н = 0,25 • D (х— расстояние от центра укрепляемого отверстия до оси
эллиптического днища, рис. 2.14.12): DR = 2 • R — для сферических днищ и торосфе-
ричес ких днищ вне зоны отбортовки.
Рис. 2.4.12. Смещенные штуцера на эллиптическом днище
Отверстие считается одиночным, если ближайшее к нему отверстие не оказывает
на него влияния, что имеет место, когда расстояние между наружными поверхностя-
ми соответс твующих штуцеров (рис. 2.4.13) удовлетворяет условию:
Ь * + \d r 0 " с),
где и dR — расчетные диаметры отверстий, определяемые по формулам
dR = d + 2 • с —для штуцера с круглым поперечным сечением, ось которого совпа-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
81
Рис. 2.4.13. К определению одиночного диаметра отверстия
дает с нормалью к поверхности в ценгре отверстия или крутого отверстия без шту-
цера; dR = (d + 2 с)//(1 - (2 - х / DR) ) —для эллиптического днища.
Расчетный диамегр одиночного сп верст ия, не требующий дополнительного ук-
репления, при наличии избыточной толщины стенки вычисляется по формуле
<4 = 2- р “г - о, eV о, U-с),
где sR — расчетная толщина стенки укрепляемого элемента, рассчитываемая по фор-
мулам раздела 2.2 и 2.3.
Если расчетный диаметр одиночного отверстия удовлетворяет условию < Jo,
то дальнейших расчетов укрепления отверстия не требуется, в проти вном случае его
необходимо провести.
Основной принцип расчета у крепления отверстий заключается в том, что суммар-
ная расчетная площадь сечения укрепляющих элементов в зоне укрепления должна
быть больше или равна расчетной площади вырезанного сечения.
В случае укрепления стенки утолщением стенки аппарата или штуцера либо на-
кладным кольцом (рис. 2.4.14), либо горообразной вставкой или отбортовкой должно
выполняться условие:
Л я' (•& •S’lR с) ' ^1 + Ля ' $1' Ля ^1) ' (2 4 2)
' (^ •S’R — 0, 5 • (</R ^or) ' ^R >
где J0R = 0,4 - У DR - (s — с) — расчетный диаметр одиночного неукрепленного от-
верстия, м; X , Х2, К, — отношения допускаемых напряжегшй, определяемые для вне-
шней части штуцера X, = min {1,0; [о,]/[о]}; для накладного кольца X 2 - min {1,0; [о2]/[о]};
для внутренней части штуцера X, = min{l,0; [о3]/[о]}; ([су], [су],, [о]2, [о]3 —допус-
каемые напряжения при расчетной температуре соот вет ст вегпю для материала стен-
ки, обечайки или днища, внешней части штуцера, накладного кольца, внутренней
час™ штуцера, МПа).
Расчетная толщина стенки штуцера определяется по формуле
„ _ р (d + 2 - с)
вк~2[0],^-р
где — коэффициент прочности сварного ит (принимается (рх = 1, если сварной
82
ГЛАВА 2
Рис. 2.4.14. К расчету укрепления отверстия
шов обечайки или днища удален на расстояние более чем на 3 • s от наружной по-
верхности штуцера и <рх < 1 в зависимости от качества и вида сварного шва, когда
сварной шов пересекает отверстие или удален от наружной поверхности на рассто-
яние менее 3 • s.
Расчетные длины внешней и внутренней частей круглого штуцера, участвующие
в укреплении и учитываемые при расчете, определяют по формулам
Z1R = min I1,25 + 2 • с) • (s, — с
ZJR = min{Zj;0,5/(J + 2 • c) • (s3 — c — c,
В случае проходящего штуцера s3 = sr
Расчет пая ширина зоны укрепления в стенке обечайки, перехода или днища оп-
ределяется но формуле
Z1R — J D R • (s с),
а расчетная ширина накладного кольца по формуле
Z2R = min|Z2; j DR (s2 + s - с
Рекомендуемым вариантом укрепления являются укрепление без использования
укрепляющего кольца. В этом случае расчет укрепления проводят с помощью усло-
вия укрепления (2.4.2), в котором принимается s2=0. При этом длина внешней части
штуцера отсчит ывается от наружной поверхности аппарата. Из условия равностеп-
ности свариваемых элементов нежелательно, чтобы толщина стенки штуцера состав
л яла более 1,5s.
При отсутствии штуцера и укрепления отверстия накладным кольцом или утол-
щением стенки аппарата принимают ZIR = Z3R = 0. При этом исполнительную ширину
накладного кольца отсчит ывают от края от верстия.
При необходимости определения площади накладного кольца расчет производит-
ся по формуле
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
83
•^2 — [о, 5 (<ZR ^or) ' Sr Zr (•£ Sr c) Z1R X
x(s1 s,R c) К, ZJR (sj c cJk J,
где A2 = Z,R • s2 — площадь накладного кольца, м2.
Если s2 > 2s, ю накладные кольца рекомендуется устанавливать снаружи и внутри
аппарата, причем толщина наружного кольца принимается 0,5s2, а внутреннею 0,5s2 + с.
Данная методика расчета укрепления отверстий может быть использована при
соблюдении следующих условий:
(dR — 2 • с) / D < 1,0 и (s — с) / D < 0,1 — для цилиндрических обечаек;
(dR — 2 с) / D < 1,0 и (s — с) / D < 0,1/ cos (X — для конических обечаек,
днищ и переходов; (dR — 2 • с) / D < 0,6; (s — с) / D < 0,1 — для сферических,
эллиптических и горосферических днищ.
Расстояние от края штуцера до края внешней поверхности сферичес-
кого неотбортованного и горосферического днипщ должно быть гге менее
max {0,1 (D + 2 s); 0,09 • D + s}. Допускается размещагь в краевой зоне
выпуклых днищ малые отверстия, диаметр которых удовлетворяет условию
dR < max |(s — с); 0,2 • J Dp (s — с) J. В краевой зоне эллиптических и полу-
сферических днищ размещение отверс г ий допускается без ограничений.
Расчет укрепления отверстий для наклонных и овальных штуцеров, а также вза-
имовлияющих отверстий подробно изложен в ГОСТ 24755.
2.5. Фланцевые соединения
Для разъемного соединения корпусов или
отдельных элементов аппарата, присоединения
трубопроводов наиболее широкое применение
нашли фланцевые соединеггия, обеспечива-
ющие прочность, жесткость и герметичность,
а также технологичность изготовления и про-
стоту сборки разборки.
Фланцевое с о е д и н е н и е состоит
из двух симметрично расположенных фланцев /
(рис. 2.5.1), закрепленных па соединяемых частях
конструкции 2, установленной между ними про-
кладкой 3, являющейся уплотнительным элемен-
том, обеспечивающим гермет ичность, и крепеж
ных деталей 4 (болтов или шпилек, гаек, шайб).
В качестве крепежных деталей при р < 4МПа
и t< 300 °C применяют болты, в остальных слу-
чаях шпильки. Материалы для крепежных дета
лей выбирают в соответ а вии с ОСТ 26-429-94,
при этом разница в значеггиях коэффициеггтов ли-
нейного расширения материалов фланца икре
пежных деталей не должны превышать 10 %.
Рис. 2.5.1. Фланцевое соединение:
1 — фланцы; 2 — соединяемые эле-
менты конструкции; 3 — прокладка;
4 — крепежные де тали
84
ГЛАВА 2
По форме фланцы могут быть круг
лыми, овальными, квадратными, пря-
моугольными и фигурными. Наиболее
распространенными являются круглые
фланцы вследствие простоты их изго-
товления.
Фланцы ст андарт изованы и выбира-
ются д ля трубной арматуры по условно-
„ _ , , , му давлению р и условному диаметру
Рис. 2.5.2. Конструкции фланцев: а — плос- ' _ , л , f.
- - е. ~ О (D =10... 1600 мм); для аппаратов—
кии приварном; о— приварном встык; в— сво- у' у ' г
бедный п0 условному давлению р и диаметру
аппарата = 400... 4000 мм).
По конструкции фланцы можно разделить на цельные, когда корпус и труба жест-
ко с вяз ат гы между собой и все нагрузки передаются от фланца корпусу, и свободные,
когда корпус или труба не соединены жестко между собой и нагрузки, возникающие
при затяжке фланцевого соединения, передаются не в полной мере.
Конструкция фланцев в значительной мере определяется давлением рабочей сре-
ды, ее температурой, агрессивностью и т. д. По способу крепления различают плос-
кие приварные фланцы, фланцы приварные встык и свободные фланцы (рис. 2.5.2).
Плоские приварные фланцы (рис. 2.5.2л) представляют собой плоские кольца, при-
варенные по краю соединяемого элемента конструкции по периметру. Допускается из-
готавливать плоские фланцы из частей при условии выполнения сварных швов с пол-
ным проваром по всему сечению фланца. Их рекомендуется применять (табл. 2.5.1) при
температуре до 300 °C и условном давлении до 1,6 МПа для аппаратов и до 2,5 МПа
для трубопроводов. Число циклов нагружения за время эксплуатации не должно пре-
вышать 2000.
Фланцы приварные встык (рис. 2.5.26) имеют конические в гулки, которые прива
риваются к обечайке или трубе стыковым швом. Изготавливают эти фланцы из поко-
вок, штамповок или бандажных заготовок. Допускается изготавливать их вальцовкой
(приРу < 2,5 МПа), гибкой кованых полос (прир^ < 6,3 МПа) или методом точения из
соргового прокап а. Их рекомендуется использовать при температуре до 530 °C и ус-
ловном давлении до 20 МПа для грубопроводов и 6,4 МПа для аппаратов. В случае
ус гановки металлической прокладки овального или восьмиугольного сечения данные
фланцы могут использоваться в аппаратах, работающих при давлении до 16 МПа.
Фланцы свободные (рис. 2.5.2в) представляют собой кольца, диаметр отверстия
которых несколько больше наружного диаметра трубы или обечайки, на которую
одевается фланец. При затяжке фланец упирается в кольцо, закреплешюе на краю
трубы. Такие флашхьг применяют при температуре до 300 °C и условном давлеггии до
1,6 МПа. а число циклов нагружения не должно превышать 2000. Такая конструкция
позволяет изготавливагь фланец из обыкновенной углеродистой стали (вследствие
отсутствия его контакта со средой) даже в случаях, когда соединяемые обечайки вы-
полнены из высоколегированных сталей. В аппаратах и трубопроводах, изготовля-
емых из цветных ме галлов (медь, алюминий) или хрупких материалов (ферросилид,
стекло, керамика) вместо приварного фланца выполняют отбортовку края обечайки
или трубы. Флашхы выполняют стальными из углеродистой стали. Такие конструк-
ции могут использоваться при давлении до 0,6 МПа.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
85
Т а б л и ц а 2.5.1
Типы и пределы применения фланцев для труб, трубной арматуры и аппаратов
Назначение фланцев Тип фланцев МПа D. мм
Для труб и трубной арматуры Стальные плоские приварные с соединительным выступом 0,1;0,25 0,6 1,0; 1,6 2,5 10— 1600 10—1000 10 — 600 10 — 500
Стальные плоские приварные с выстуцом или впадиной 0,1; 0,25; 0,6 1,0; 1,6 2,5 10 — 800 10 — 600 10 — 500
Стальные свободные на при- варном кольце с выступом или впадиной 0,1; 0,25; 0,6; 1,0, 1,6; 2,5 10 — 500
Стальные приварные встык с соединительным выступом 0,1; 0,25 0,6 1,0; 1,6 2,5 4,0 6,4; 10,0 16,0 20,0 10—1600 10—1400 10—1200 10 — 800 10 — 500 10 — 400 15 — 300 15 —250
Стальные приварные встык с выступом или впадиной 0,1; 0,25; 0,6 1,0; 1,6; 2,5 4,0 6,4; 10,0 16,0 20,0 10 — 800 10 — 800 10 — 500 10 — 400 15 — 300 15 — 250
Стальные приварные встык с типом или пазом 0,1; 0,25; 0,6 1,0; 1,6; 2,5 4,0 6,4; 10,0 10 — 800 10 — 800 10 —500 10 — 400
Стальные приварные встык под прокладку овального сечения 6,4; 10,0 16,0 20,0 10 — 400 15 — 300 15 — 200
Для аппаратов Стальные плоские приварные с гладкой уплотнительной по- верхностью (соедини тельным выс гулом, с шипом и пазом, с выступом и впадиной) 0,3 0,6; 1,0 1,6 600 — 4000 400 — 3200 400 — 2400
Стальные приварные встык с впадиной и выступом, с пазом и шипом 0,6 1,0 1,6 2,5 4,0;6,4 3400 — 4000 400 — 4000 400 — 3200 400 — 2000 400— 1600
Стальные приварные встык под металлическую прокладку восьмиугольного сечения 6,4; 8,0 10,0; 16,0 400— 1600
86
ГЛАВА 2
Рис. 2.53. Типы уплотнительных поверхностен фланцев: а —гладкая; б—выступ-впади-
на; в — шип-паз; г— под овальную или восьмиугольную металлическую прокладку
Конструктивные формы уплотни тельной или приваленной поверхности пред-
ставлены на рис. 2.5.3. Плоская уплотнит ельная поверхность (рис. 2.5.3а) применяет-
ся при давлении до 1,6 МПа. Не допускается применять фланцы с гладкой уплотни-
тельной поверхностью в сосудах 1-й и 2-й групп, за исключением фланцев
эмалироватптых и 1уммироваппых аппаратов. Фланцы с типом приваленной поверх-
ности выступ—впадипа (рис. 2.5.36) применяются при давлении до 6,4 МПа, а типом
шип—паз — от 1,6 до 6,4 МПа. Уплотнение типа шип—паз (рис. 2.5.Зв) используется
также в аппаратах, работающих под вакуумом, и в аппаратах со взрывоопасными или
токсичными средами. Уплотнительные поверхности под металлические прокладки
(рис. 2.5.3г) рекомендуются для давлений 6,4... 16МПа.
Для защи I ы фланцев от воздействия высокоагресс явных коррозионных сред при-
меняются конструкции фланцев, облицованные листом из коррозионностойкой стали
или наплавленные коррозионностойкой сталью (рис. 2.5.4).
В зависимости от рабочего давления,
температуры и вида рабочей среды при-
меняют прокладочное и беспрокладоч-
ное уплотнетпте фланцевых соединений.
Беспрокладочное соединение обычно
используют в тех случаях, когда по ка-
ким-либо причинам невозможно подоб-
рать материал прокладок. Наиболее рас-
Рис. 2.5.4. Фланцы стальные защищенные: прострапено прокладочное уплотнение,
а — плоский приварной с гладкой уплотни-
тельной поверхностью, облицованный листом
из коррозионностойкой стали; б— приварной
встык с пазом, наплавленный коррозионностой-
кой сталью
герме гичноегь в котором достигается
за счет прокладки, размещаемой между
привалочными поверхностями фланцев
и сжимаемой при затяжке болтов (шпи-
лек). Материал прокладки при этом уп-
руго (в ряде случаев пласт ически) деформируется, заполняя все микронеровписти и ше-
роховатое ги на привалочных поверхностях фланцев.
Прокладка должна отвечать следующим основным требованиям: при сжатии
с возможно малым давлением заполнять все микронеровности уплотнительных по-
верхносгей (эластичность); сохранят ь герметичность соединения при упругих пере-
мещениях фланцевого соединения (упрут ость); возвращаться к первоначальной фор-
ме при разгрузке фланцевого соединения (долговечность); обладать механической
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
87
инертностью к материалу привалочпых поверхностей (не оставлять на них царапин,
зазубрин), высокой коррозионной стойкостью к воздействию агрессивных сред, низ-
кой стоимостью.
В зависимости от давления, размеров и конструкции фланца применяют прокладки:
— неметаллические, асбометаллические и комбинированные па соединительном
выступе флатгцев;
— неметаллические и асбометаллические в уплотнении выступ—впадина;
— неметаллические, асбометаллические и металлические в уплотнении шип—паз,
— металлические овальною и восьмиугольного сечений.
Для изготовления неметаллических прокладок используют паропит, резину, кар-
тон асбестовый, фторопласт; металлических— цветные металлы (алюминий, медь,
свинец, никель), а также стали 08КП, 08X13, 08Х18Н10Т. Асбометаллические про-
кладки выполняют из наполнителя (картон или бумага асбестовые), заключенного
в оболочку из CTajnr или цветного металла. По форме прокладки бывают (рис. 2.5.5.)
плоские, гофрированные, овальные и восьмиугольные. Данные прокладки стандар-
тизованы, рекомендации по их выбору представлены в табл. 2.5.2.
Рис. 2.5.5. Прокладки для фланцевых соединении: а — плоская; б— асбомсталличсская;
в — овальная металлическая; г — восьмиугольная металлическая
Таблица 2.5.2
Рекомендации по выбору прокладок
Koi ютрукция прокладки Материал р, МПа г, °C
Плоская неметаллическая Резина Асбестовый картон Паротпп Фторопласт <0,6 <1,6 <2,5 Независимо От -30 до 100 До 550 От -200 до 400 О г -200 до 250
Плоская металлическая ♦ Алюминий, латунь, сталь >2,5 От -200 до 300
Плоская составная Асбест в металлической оболочке из алюмгпптя, меди, латуни, стали <6,4 От -200 до 550
Восьмиугольного сечения Сталь >6,4
♦Только для уплотнения шип- -паз.
88
ГЛАВА 2
На практике в основном используют сгапдартизоваттые фланцы. В зависимости
от условного давления, температуры и агрессивности среды выбирают тип фланца,
форму привалочных поверхнос тей и конструкниошши материал. Затем по условному
диаметру трубы или диаметру аппарата выбирают типоразмер фланца и подбирают
прокладку и крепежные элементы. Специальные фланцевые соединения подлежат
разработке только в обоснованных случаях, когда невозможно или нецелесообразно
использовать стандартные фланцевые соединения (по рабочим условиям или каким-
либо другим соображениям).
Расчет фланцевых соединений. Расчетные схемы фланцевых соединений пред-
ставлетгы на рис. 2.5.6. При работе аппарата в различтгых режимах нагружения по
давлению и температуре расчет производится на наиболее тяжелый режим.
Рис. 2.5.6. К расчету фланцевых соединении: а — плоский приварной фланец; б— фланец
приварной встык
Расчетная температура элементов фланцевого соединения принимается по
табл. 2.5.3, а допускаемые напряжения для болтов (шпилек)— по табл. 2.5.4. Для
бо.ггов (шпилек), изготовленных из сталей, не указанных в табл. 2.5.4, допускаемые
напряжения определяются по формулам:
для углеродистых сталей при расчетной температуре t < 380 °C, низколегирован-
ных сталей при t < 420 °C и высоколегированных аустенитных сталей при t < 525 °C
[°]б = от/лт’
при тем1 «ературах выше указанных значений
— min,
где <Тт,<Уаю5— соответственно минимальное значение предела текучести;
среднее значение длительной прочности за 105ч; средний 1 %-й предел ползучест и
за 105 ч.
Коэффициенты запаса прочности принимаются в соответствии с табл. 2.5.5.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
89
Г а б л и ц а 2.5.3
Расчетная температура элементов фланцевого соединении
Тип фланцевого соединемия Изолированные Неизолированные
t С / С
Приварные встык Плоские приварные t — 0,97/ 0,96/ — 0,95/
Со свободными кольцами t 0,97/ 0,9/ 0,96/ 0,9/ 0,81/
Примечание./^, t& I — расчетная температура соотвстствсшю фланцев, свободного
кольца, болтов и обечайки.
Таблица 2.5.4
Допускаемые напряжения для болтов (шпилек)
Расчетная температура, °C [а], МПа, для стали марок
35;Ст5 12X18II10T; 10Х17Н13М2Т 45Х14П13В2Н 35Х; 40Х; 38ХА, 37Х12Н8Г8МФБ 25Х2МФА. 25X1 МФ 25Х2М1Ф 18Х12ВМБФР 20ХНФБР
20 130 ПО 160 230 230 230 230 230
100 126 105 150 230 230 230 230 230
200 120 98 138 225 225 225 230 225
250 107 95 132 222 220 220 225 220
300 97 90 126 220 215 215 220 215
350 86 86 120 185 215 215 215 215
375 80 85 117 175 210 210 210 210
400 75 83 114 160 210 210 210 210
425 68 82 110 — 182 195 190 195
450 — 80 107 — 156 180 165 180
475 — 79 104 — 127 165 143 165
500 — 78 100 — 96 150 120 150
510 — — 95 — 84 137 110 140
520 — — 90 — 74 120 98 130
530 — — 85 — 65 100 88 118
540 — — 80 — 55 75 75 105
550 — — 75 — — 64 — 90
90
ГЛАВА 2
Таблица 2.5.5
Запасы прочности для болтов
Материал болта п т "л п II
Затяг нс коитролирус гея Затяг контролируется
Углеродистые стали от/ов > 0,7 2,8 2,4 1,8 1,1
<?/<?.< О,7 2,3 2,1 1,8 1,1
Аустенитные стали 1,9 1,8 1,8 1,1
Ширину прокладки 6П выбирают в зависимости от конструкции, материала и диа-
метра аппарата по табл. 2.5.6. Прокладки работают не по всей ширине, поэтому
в расчетах используют эффективную ширину прокладки, определяемую для плоских
прокладок 6Е= 0,5 • 6ппри Ьп< 15 мм идЕ = 1,9-^Z>~ при Ьп> 15мм; для прокладок
овального и восьмиугольного сечешгя 6Е=0,125-6п. Расчетные параметры прокладки
выбирают в зависимости от ее конструкции и материала по табл. 2.5.7.
Рекомендуемая ширина прокладок
Таблица 2.5.6
Конструкция и материал прокладки £), мм bHy мм
Плоская неметаллическая <1000 1000 <D< 2000 >2000 12—15 15 — 25 25
Плоская металлическая <1000 >1000 10—12 12— 15
Плоская в металлической оболочке и зубчатая металлическая <1600 >1600 12— 18 13 — 25
Восьмиугольного сечения металлическая <600 600<D<800 800 <D< 1000 1000 < D< 1600 12—18 16 — 22 18 — 28 22 — 42
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
91
Таблица 2.5.7
Расчетные параметры прокладок
Конструк- ция про- кладки Материал прокладки т q [91 Е И
МПа
Плоская неметал- лическая Резина по ГОСТ 7338 с твердостью по прибору ТШР, МПа: 0,76—1,2 >1,2 Картон асбестовый по ГОСТ 2850 толщиной 3 мм Паронит * по ГОСТ 481 толщиной >1 мм Фюропласт-4 по ГОС! 10007 толщиной 1—3 мм 0,5 1,0 2,5 2,5 2,5 2,0 4,0 20 20 10 18 20 130 130 40 ( к \ 3 1 + ^ 1 2A.J 1 2000 2000 2000
Плоская металли- ческая Алюминий АД по ГОСТ 13726 Латунь Л63 по 1 ’ОСТ 2208 Сталь 05кп по ГОСТ 1050 Сталь по ГОСТ 5632: 08X13 08Х1318Н10Т 4,0 4,75 5,5 5,5 6,5 60 90 125 125 180 — —
1 (лоская составная Асбест по ГОСТ 2850. Оболочка толщиной 0,2-0,3 мм алюминиевая медная латунная из стали 05кп из стали 12Х18Н10Т 3,25 3,5 3,5 3,75 3,75 38 46 46 53 63
Овального или восьми- угольного сечения ме- таллическая Сталь 05кп; 08X13 Сталь 08X18Н1 ОТ 5,5 6,5 125 180
*Для сред с высокой проникающей способностью (водород, гелий, легкие нефтепродукты,
сжиженные газы и т. п.).
Меныпую толщину конической втулки находят из условия $ <$0 < 1,35 s, но во
всех случаях s -s0 < 5 мм. Толщину втулки у основания фланца рассчитывают как
$!=/?• $0, где коэффициент Д для приварных вст ык фланцев и буртов определяют по
92
ГЛАВА 2
Рнс. 2.5.7. Графики для определения 0
рис. 2.5.7, а для плоских приварных фланцев принимают0 = 1. Длину влулки привар-
ного встык фланца принимают 1> 3 • (st ~s0)-
В зависимое ги от диамеграболтов (шпилек)Д, принимаемого по табл. 2.5.8, расчиты-
вает ся диаметр болтовой окружности: для приварных встык фланцев—£>r > D+2(s,1 + Ц. +
+ 0,006); для плоских приварных фланцев РБ > D + 2(s0 + + 0,006); для свободных
фланцев £>Б > + 2(г7Е. + 0,008), где — внутренний диаметр свободного фланца.
Таблица 2.5.8
Рекомендуемые диаметры болтов (шпилек)
D, мм МПа
<0,6 1,0 1,6 2,5 4,0 6,4 8,0 10,0
800 М20 М20 М20 М20 МЗО М36 M3O-M36 МЗО-М42
1000 М42 М42 М48
1200 М24-М30 М24-М30 М36 М48 М52-М56
1400 М48 М52-М56 М56-М64
1600 МЗО
1800 2000 МЗО М42 М52 — —
2200 2400 М24-М30 — — —
Наружный диаметр фланца Оф >Dr+a, наружный диаметр прокладки £>п > РБ — е
(коэффициенты а и е определяют по табл. 2.5.9) а средний диаметр прокладки
£>срл = Dt - Ьп. Число бол тов (шпилек) определяют по зависимости хБ = р •
(где /Б— шаг болтов, выбираемый по табл. 2.5.10) и принимают равным ближайше-
му большем)’, кратному четырем.
ОСНОВНЫЕ ЭЛЕМЕНТЫ ММПИН И АППАРАТОВ
93
I а б л и ц а 2.5.9
Значения коэффициентов а и е в зависимости от диаметра болтов
с?Б, мм 4-104, м2 d, мм а, мм мм
Шестигран- ная гайка Шестигранная г айка с уменьшенным раз- мером «под ключ» Плоская прокладка Прокладка восьмиуголь- ного и оваль- ною сечения
М20 2,35 23 40 36 30 53
(М22) 2,95 25 42 40 32 55
М24 3,4 27 47 42 34 57
(М27) 4,45 30 52 47 37 60
МЗО 5,4 33 58 52 41 64
М36 7,9 40 60 63 48 71
М42 10,9 46 80 69 55 78
М48 14,4 52 92 80 61 84
М52 18,2 58 97 86 65 88
М56 19,6 60 ПО — — 195
М60 23,0 66 115 — — 240
М64 26,0 70 120 — — 240
Примечание. Размеры, заключенные в скобки, применять нс рекомендуется.
Таблица 2.5.10
Рекомендуемый шаг болтов
ру. МПа ру. МПа ^Б
<0,3 0,6 1,0 1,6 (4,2-5К (3,8-4,8) «7б (3,5-4,2) J, (3,0-3,8) </Б 2,5 4,0 6,4- 10,0 (2,7 —3,5) «7б (2,3-3,0) (2,1-2,8)^
Толщину фланца рассчитывают по зависимости: h = Л • JD s3 , где Л — коэф-
фициент, определяемый по рис. 2.5.8, а зэ = • з0 — эквивалентам толщина втулки
фланиа (коэффициент К для фланцев приварных встык определяется по рис. 2.5.9,
для плоских приварных К = 1).
Коэффициент жесткости фланцевого соединения при стыковке одинаковых флан-
цев определяют по формуле
« = А [уБ + 0,5 • В • (Dr, - D^)],
(2-5.1)
где А = [уп + уБ + 0,5 • уф (РБ - £>ср„)2]-'; В = уф (РБ - D} - sj, уф — угловая податли-
вость фланца, (МН-м)‘*;уп — линейная податливость прокладки, м/МН,уБ— линей-
ная податливость болтов (шпилек), м/МН.
Угловая податливость плоского приварного и приварного встык фланцев
уф = [1 — й) - (1 +0,9 Л)] - у Е’ф), гдеЕф—модуль продольной упругости
материала фланца, МПа; X— коэффициент, определяемый по рис. 2.5.8;
94
ГЛАВА 2
Рис. 2.5.8. График для определения коэффициента к: 1— для плоских приварных
Рис. 2.5.9. График для определения коэффициента
Линейная податливость прокладки уп = $п/(л • D • Ъп • Еп), где sn— толщина
прокладки, м; Еп — модуль продольной упруюсти материала прокладки (определя-
ется по табл. 2.5.7), МПа.
Линейная податливость болтов (шпилек): УБ = 1Ь /(Еъ * zb), где Еъ — модуль
продольной упругости материала болта (шпильки), МПа;^— расчетная площадь по-
перечного сечения болта (шпильки) (табл. 2.5.9), м2; /Б — расчетная длина, определя-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
95
емая для болтов /Б = 7П# + 0,28 • <7, для шпильки с двумя гайками Zn = 7Бв + 0,56 • «7;
—длина болта (шпильки) между опорными поверхностями головки болта и гайки
(гаек).
Нагрузка, действующая на фланцевое соединение от внутреннего избыточного
давления, равна
Qa = 0,785 D^p. (2.5.2)
Реакция прокладки в рабочих условиях определяется по уравнению
Яп = 2 и • Dcp„ bE tn • р, (2.5.3)
где т — коэффициент, принимаемый по табл. 2.5.7.
Усилие, возникающее от температурных деформаций для приварных фланцев, из-
1 отселенных из одного материала, определяется по зависимости
Qt = "У ' zr,' ./г. ’ Т?Б ’ (^ф 7Ф — (X Б • /Б), (2.5.4)
где аф, Ор — коэффициенты линейного расширения материала соответственно фланца
и болта, 1/°С;У^ — площадь поперечного сечения болта (шпильки) (табл. 2.5.9), м2;
/ф, /Б— расчетные температуры фланца и болта соответственно (табл. 2.5.3), °C;
у — безразмерный коэффициент для соединений с приварными фланцами у = А • уБ.
Болтовая нагрузка в условиях монтажа (до подачи внутретптего давления) равна
РБ1 = max|a Qr + /?п; л • bt q; 0,4 • [oj“ гБ , (2.5.5)
1де [<т]м — допускаемое напряжение для материала бол га (шпильки) при темпера-
туре 20 °C, МПа; q — минимальное удельное давление сжатия прокладки, опреде-
ляемое по табл. 2.5.7, МПа; а— коэффициент жесткости фланцевого соединения,
определяемый по формуле (2.5.1).
Третий член в формуле (2.5.5) учитывается только при расчетном давлении
р < 0,6 МПа.
Болтовая нагрузка в рабочих условиях равна
Рб2 = Рв1 + (1 - «)1 2. + С., (2.5.6)
причем величина Qt учит ываегся tojibko при > 0.
Приведенные изгибающие моменты в диаметральном сечении фланца определя-
ется по зависимости
ЛС, = 0,5pB1(DB-Dcp.„). (2.5.7)
= 0,5 [рв2 (DB - DPp,) + ft ' (Dcp.„ - D - s3)] • [a]“/[<7],.
За расчетное значение момента принимают Л/о = птах {Л/ р
Условие прочности болтов (шпилек) записывается в виде
Л,/(гв Л) < М"; pBi/(zB /B) < [ai;. (2.5.8)
В случае несоблюдения любого из условий прочности следует увеличить число
крепежных элементов с учетом рекомендаций табл. 2.5.10, но так. чтобы оно остава-
лось кратным четырем.
Условие прочности неметаллических прокладок имеет вид
96
ГЛАВА 2
Pr.i/(n I\a ' b„) < [$],
(2.5.9)
где [g]— максимальное удельное давление на прокладку, определяемое по
табл. 2.5.7.
При несоблюдении условия прочности необходимо увеличить ширину прокладки
в пределах значении, приведенных в табл. 2.5.6.
Максимальное напряжение в сечении фланца в месте соединения втулки с плос-
костью фланца рассчитывается по уравнению
_ ТМоа)
D' (s — с)2 ’
где Г — безразмерный параметр, определяемый по рис. 2.5.10; D* = D (при D > 20 • $,);
D* = D + 50 (при D < 20 • Sj) и у/3 > 1; D' = D + (при D < 20 • 5,) и у/3 = 1 (параметр у/3
определяется по рис. 2.5.11). Значение коэффициента К (рис. 2.5.10) для плоских при-
варных и привари ых вст ык флашгев К = DJD.
Максимальное напряжение в сечении s0 фланца в месте соединения втулки с обе-
чайкой или днищем равно
(70=у/3 -Gv
Напряжение в кольце фланца от действия изгибающего момента определяется по
уравнению
Л/о-[1 - СО (1 + 0,9 • Л)] - уг
D h1
Для плоского фланца, сваренного из нескольких частей, в знаменатель вводится
коэффициент прочности сварного шва.
Рис. 2.5.10. График для определения Т
Рис. 2.5.11. График для определения у.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
97
Тангенциальное и меридиональное напряжения во втулке фланца от вну трепнею
давления определяется по уравнениям
_ р D _ р • D
2 (So-c); CT'“4 (So-c)'
Условия прочности фланца записывается в виде:
в сечении s,
/а? + - а, < [а],, (2.5.10)
в сечении s0
/(<у„ + а,)2 + оЧ - (а0 + ау) • ах < <р Iа]0. (2.5.11)
Допускаемые напряжения для приварных фланцев, для сечения s1 - [о], = сц; для се-
чения $0 при числе циклов нагружения У< 2000 и давлении Р< 4,0 МПа—[о]0 = 0,003Е;
при давлении р > 4,0 МПа — [о]0 = 0,002Е.
В случае несоблюдения любого из условий прочности необходимо увеличить тол
щипу фланца h.
Угол поворота фланца рассчитывается по уравнению
е = ак-Я/(Еф h) < [01.
Из условий герметичности фланцевого соединения допускаемое значение угла
поворота фланца: для плоских приварных фланцев [0] = 0,013; для фланцев привар-
ных встык [0] = 0,009 при D < 2000 мм и [0] = 0,013 при D > 2000 мм.
В случае изменения в процессе расчета величин zr>) А, Ьп необходимо учесть эти
изменения при определении значений других величин и параметров и откоррекгиро
вать расчет в целом.
Расчет фланцевого соединения с плоскими приварными и сварными встык флан-
цами, работающего под дейст вием внешнего давления, отличается от приведенного
выше порядка расчета только определением болтовой Нагрузки и изгибающих мо-
ментов.
Болтовая нагрузка в условиях монтажа (до подачи наружного давления) выбира-
ется по зависимости
рГу1 = шах{л • D*, • Ar q; 0,4 - [а]Б zB •/}.
Болтовая нагрузка в рабочих условиях равна
РИ=РН-СЛ+Й-
Приведенные изгибающие моменты в диаметральном сечении фланца определя-
ются по уравнениям
= 0,5 • /?Б1 • (29Б — £\р.я) J
М„г = 0,5 • ры • (D„ - Д р.) - е.' (£>„. - D - $,) [<7]“/[<7]'.
В качестве расчетного изгибающего момента принимается большее значение.
Расчет фланцевых соединений со свободными фланцами, при стыковке неодина-
ковых фланцев, стыковке фланца с плоской крышкой, а также работающих под со-
вместным действием давления, внешней осевой силы и изгибающего момента под-
робно изложены в ОСТ 26-373-78.
98
ГЛАВА 2
2.6. Опоры и устройства для строповки
Установка технолог ических аппаратов на фундаменты или специальные несущие
конструкции осуществляется с помощью опор. Непосредственно на фундамент ы ус-
танавливают лишь аппараты, имеющие плоские днища и предназначенные для рабо-
ты под наливом.
В зависимости от рабочего положения аппарата различают опоры для горизон-
тальных и вертикальных аппаратов.
Рис. 2.6.1. Конструкция седловых опор:
7 — опорная плита, 2 — ребра; 3 — стойка;
4 — опорный лист
Опоры для горизонтальных
аппаратов. Горизонтальные ап-
параты устанавливают на седло-
вых опорах (рис. 2.6.1). Седловая
опора состоит из сваренных меж-
ду собой опорной плиты 7, двух
боковых и одного или нескольких
промежуточных ребер 2, стойки 3
и опорного лист а 4. Число седло-
вых опор, располагаемых вдоль
аппарата, определяется расчетом
в зависимости от длины и мас-
сы аппарата и может быть равно
двум или более. При этом одна
опора выполняется неподвижной,
остальные — подвижные. Отвер-
стия под фундаментные болты
у подвижных опор выполняются
овальной формы, что обеспечива-
ет свободную температурную де-
формацию корпуса аппарата; при
этом температурные удлинения
между двумя смежными опора-
ми не должны превышать 35 мм.
Скольжение опоры от темпера-
турных удлипегшй аппарата, ус-
танавливаемого на бетошюм фун-
даменте, должно происходить по опорному листу, а для аппарата, устанавливаемого
на металлоконструкции, — по листу предусматриваемому в самой металлоконст рук-
гцш. Для обеспечения свободного перемещеггия опоры фундаментные болты подвиж-
ных опор должны быть снабжены контргайками, которые обеспечивают зазор между
основной гайкой и плитой величиной 1...2 мм.
Регулировочггьге болты, предусмотрешгьге в опорах, после выверки аппарата на
фундаменте и затвердевании бетонной подливки удаляются.
Опоры изготавливаются обычно из стали СгЗ или, при установке аппарата в районах
с низкими зимними температурами, из низколегированных сталей 16ГС, 09Г2С.
Опорный лист приваривается к аппарату прерывистым угловым швом с катетом,
равным меньшему из значения толщины корпуса и опорного листа. Если корпус ан
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
99
Рнс. 2.6.2. Расчетная схема аппарата, опирающегося па две седловые опоры
парата подлежит термообработке, приварка опорного листа осуществляется до тер-
мообработки, а опора к корпусу приваривается после нее. Сварка деталей седловых
опор между собой выполняется сплошными односторонними угловыми или тавровы-
ми швами, а опоры и опорного листа прерывистым двухсторонним угловым швом.
Седловые опоры нормализованы. ОСТ 26-1265-75 предусматривает 3 типа седло-
вых опор: гип 1 предназначен для аппаратов с наружным диаметром DH = 159...630 мм
и нагрузкой на одну опору Q = 16... 18 кН; тип 2—для аппаратов с вну тренним диамет
ром D = 800...2000 мм и Q = 80...400 кН; гип 3 — для аппаратов с D = 2200...4000 мм
и £7=250... 1400 кН.
Расчет горизонтальных аппаратов в месте установки седловых опор. Рассмот-
рим аппарат, установленный на двух симметрично расположен пых опорах. В качестве
расчетной схемы для определения опорных усилий, моментов и поперечных усилий
принимают балку кольцевого сечения, шарнирно опертую в местах расположения
опор (рис. 2.6.2). Цилиндрическая обечайка, не подкрепленная кольцами жесткости,
показана на рис. 2.6.3.
Нагрузки балки определяются по формулам
Я ~ д > Л/о — Я » (2.6.1)
L + у • Н
где G — вес аппарата в условиях эксплуатации или испытания (монтажа), МН; L —
длина цилиндрической части аппарата, включая длину цилиндрической отбортовки
днища, м; Н— высота выпуклой части днища, м.
Рнс. 2.6.3. Цилиндрическая обечайка, не подкрепленная элементами жесткости
100
ГЛАВА 2
Опорное усилие равно
F = у/ —,
г п
где коэффициент у = 1 при числе опор п = 2.
Изгибающие моменты в сечении над опорой определяются по уравнению
/ 2 V
q- а + 4 Н’
М, = =-----*---------- ~ ‘ (2.6.2)
Максимальный момент в сечении между опорами равен
Ма = М, + F • - а) - | | • н) .
Величина поперечного усилия в сечении обечайки над опорами равна
Q = £ ~ 2 ' ° - F.
L + | Н
Проверка несущей способности обечайки в сечении между опорами. Для сосудов,
работающих под внутренним избыточным давлением, условие прочности:
р-D “Л, Ы,
4 • (s — с) л D1 • (s — с)
где — коэффициент, определяемый по рис. 2.6.4.
Условие устойчивости имеет вид
(2.6.3)
к-
|л/1
Для сосудов, работающих под наружным давлением, условие устойчивост и
Р . М.1
(И М ~
1,0,
(2.6.4)
где [р] и [Л/] рассчитывают по соответствующим формулам разд. 2.2.
Рис. 2.6.4. Номограмма для определения коэффициента К9
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
101
Проверка несущей способности обечайки в области опорного узла Несущая спо-
собность должна быть проверена в нижних точках 2 и 3 (рис. 2.6.3). Для цилиндри-
ческой обечайки без подкладных листов условие прочности имеет вид
F < min{[F],; [F],}. (2.6.5)
Допускаемое опорное усилие от нагружения в осевом направлении [F]2 и допус-
каемое опорное усилие от нагружения в окружном направлении [F]3 следует опреде-
лять по зависимостям:
[F]; —
0,9 [а], • JD (s — с) (s — c)
(2.6.6)
(2.6.7)
где [a]2, [o]3— предельные напряжения изгиба в месте крепления опор (определяются по
ГОСТ 26202), МПа; KlG— коэффициент, учитывающий влияние ширины пояса опоры
(рис. 2.6.5); Ki2, Ki4— коэффициенты, учитывающие влияние угла охвата (рис. 2.6.7);
К\6—коэффициент, учитывающий влияние расстояния до днища (рис. 2.6.7); Ki7 — ко-
эффициент, учитывающий влияние ширины пояса опоры (рис. 2.6.8).
1
OjB
0.4
о?
о
0 0,2 0,4 03 0,8 1 1.2 1,4 1J5 g 2
(2,0) (2,2) (2.4) (2.6) (2.8) (3.0) (3.2) (3.4) (3.6) (4.0)
Рис. 2.6.5. Номограмма для определения коэффициентов Kt0 н /Сп
Рнс. 2.6.6. Номограмма для определения коэффициентов Кп, /С13, Кы н К\
102
ГЛАВА 2
Рис. 2.6.7. Номограмма для определения коэффициента Ki6
Параметры, необходимые для определения коэффициентов, имеют значения
r = 2,83 /3 = 0,91 -r—S.---г
и * J D (s - с)
Осевое мембранное напряжение изгиба, действующее в области опорного узла,
определяется по формуле
Ъ/D
Рис. 2.6.8. Номограмма для определения коэффициента /С|7
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
103
Проверку устойчивое! и обечайки следует проводить по формуле
2
(2.6.8)
Ге1
Р Г,
[р] [М] + [F]
гдер = 0 — для аппаратов, работающих под внутренним избы точным давлением. Зна-
чения допускаемых величин [р], [Л/], [F] и [(?] рассчитываются по соответст вующим
формулам разд. 2.2.
Эффективное осевое усилие от местных мембранных напряжений, действующих
в области опоры, определяют по зависимости
с __ с Tt I D ъг
F'~F 4 Ц5-с) К'5’
где А"в, А” 5 — коэффициенты, определяемые по рис. 2.6.6.
Для цилиндрической обечайки с подкладными листами при выполнении условия
> К]9 • D + 1,5 • b прочность обечайки проверяв гея по формуле
F< 1.5 • min{[^?;
Значение величин и [/*’], рассчитывается по зависимостям (2.6.6) и (2.6.7),
а значение коэффициента определяется по рис. 2.6.9.
Если вышеуказанное условие не выполняется, то прочность проверяют по урав-
нению (2.6.5). При этом подкладной лист рассматривают как седловую опору ши-
риной Ь2 с утлом обхвата 62, в расчетных формулах и на i рафиках вместо b следует
принимать Ь2, а вместо 6, следует принимать 62, при этом толщину подкладного лис га
не учитывают.
Подкладной лист рассматривают как усиление стенки аппарата, а во всех форму-
лах и на графиках вместо толщины стенки обечайки следует подставлять
sR = (s - с) - /1 + (ттгг) •
Устойчивость обечайки проверяют по зависимости (2.6.8).
(S-C)
Рис. 2.6.9. Номограмма для определения коэффициента К19
104
ГЛАВА 2
Приведенная методика расчета применима при соблюдении условий 60°< 6j <180°;
(s-c)/D< 0,05, а при наличии подкладных листов — s2 > s; f> 0,1 • D. Расчет ап пара-
тое, on ирающихся иа три или более опоры, опирающихся на две опоры несимметрич-
но, а также аппаратов, укрепленных в области опорного узла кольцами жесткости,
подробно изложен в ГОСТ 26202.
Опоры для вертикальных аппаратов. Для вертикальных аппаратов сел но-
шением высоты к диаметру Н/ D < 5, устанавливаемых в помещениях и на откры-
тых площадках на фундаментах, в качестве опорных устройств применяют стойки
(рис. 2.6.10а). Стойка состоит из двух вертикальных косынок 1 и приваренного к ним
снизу основания 2. К основашпо приварен подкладной лист 3 с регулировочным
винтом 4. Число стоек определяется расчетом и конструктивными соображеш1ями
и должно быть не менее трех (обычно три-четыре). Стойки привариваются к эллип-
тическому или коническому днищу аппарата. ОСТ 26-665-79 предусматривает нор-
мализованные стойки на допустимую нагрузку Q = 4...250 кН на одну стойку. Расчет
днищ аппаратов в месте установки опорных стоек изложен в ГОСТ 26202.
Для аппаратов, устанавливаемых на междуэтажных перекрытиях, специаль-
ных металлических конструкциях, в качестве опорных устройств применяют лапы
(рис. 2.6.106). Лапа состоит из двух вертикальных косынок 1 и приваренного к ним
Рис. 2.6-10. Опоры для вертикальных аппаратов: а — стойки; б — лапы. 1 — косыгка;
2 — основание; 3 — подкладной лист; 4 — регулировочный винт
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
105
снизу основания 2, к которому приварен подкладной лист 3 с регулировочным вин-
том 4. После выверки аппарага па фундаменте регулировочные болты удаляются.
Число лап определяется расчетом и конструктивными соображениями и обычно со-
ставляет 2—4. Лапы привариваются или непосредственно к боковым стенкам аппара-
та или к накладному лис ту. Конструкционный материал опор выбирается из условий
эксплуатации. При больших нагрузках между лапой и корпусом аппарата для увели-
чения жесткости корпуса в месте установки опоры устанавливают накладной лист
прямоугольной формы, который приваривают к корпусу аппарага сплошным швом.
Если опоры выполнены из углеродистой стали, а аппарат — из коррозионностойкой,
накладные листы должны выполняться из стали гой же марки, что и корпус аппа-
рата. Лапы также нормализованы, в соответствии с ОСТ 26-665-79 выпускаются
лапы двух типов: т ип 1 — для аппаратов без теплоизоляции; тип 2 — для аппаратов
с теплоизоляцией (с увеличенным вылетом). По этому же ОСТу выбирают размеры
накладною листа.
Расчет корпуса вертикального аппарата в месте установки опорных лап. При
проверке прочности места крепления опорных лап к цилиндрическим или коштчес-
ким обечайкам принимают, что направление действия усилия от опоры параллельно
оси обечайки. Геометрические характеристики опорных лап, необходимые для расче-
тов, приведены на рис. 2.6.11.
Усилие, действующее на опорную лапу, определяется по формуле
G М
2 D + 2 • (е, + 5 + s2)I *
G +_______________М______________
3 0,866-[D + 2-(e, + s + s2)]’
G +___________М__________
4 D + 2 (е, + 5 + s2) ’
при п = 2; п = 4
при п = 3 (2.6.9)
при п = 4
и равномерной нагрузке на все опорные ла< [ы (точный монтаж, установка прокладок,
подливка бе гона и т. п.).
Рис. 2.6.11. Геометрические характеристики опорных лап
106
ГЛАВА 2
2(s-c)
Рис. 2.6.12. Номограмма для определения коэффициента К7
При отсутствии подкладного листа подставляют s2 = 0. Если величина et неиз-
вестна, то ее принимают = ^ • /,. При наличии момента М допускается устанав-
ливать аппарат па две опорные лапы при условии, что момент будет действовать
в плоскости опор.
Проверку несущей способности обечайки вместе приварки опорной лапы без
подкладного листа проверяют по формуле
F < [F] = ,
л7 • в]
где [о]— предельное напряжение изгиба (определяется по ГОСТ 26202), МПа;
К7— коэффициент, определяемый по рис. 2.6.12. При g/hx< 0,5 значение [Е] необ-
ходимо умножить на величину 0,5 + g/hx.
Несущую способность обечайки в месте приварки опорной лапы с подкладным
листом проверяют по формуле
F < [F] = ,
^8 ’ (^1 "Г ^2/
где К* — коэффициент, определяемый по рис. 2.6.13.
При b2/by< 0,6 значение [F] необходимо умножит ь па величину 0,4 + Ь2 / Ь3 При-
веденная методика расчета может быть использована при соблюдении условия
(5 — с) / D < 0,05, а при наличии подкладного листа — g > 0,2 • й,; Ь2 > 0,6 • д3;
Ьг < 1,5 • й,; s2>5.
Опоры колонных аппаратов. Вертикальные аппараты с соотношением высоты
к диаметру Н/ D > 5, размещаемые на открытых площадках, устанавливают на так
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
107
W-c)
Рис. 2.6.13. Номограмма лля определения коэффициента К9
называемых юбочных (цилиндрических или конических) опорах. Опоры данного
типа нормализованы для аппаратов диаметром D = 400...6300 мм и в соогветствии
с ОСТ 26-467—78 выпускается пягь типов опор: тип 1 — цилиндрические с местными
косынками (рис. 2.6.14а), тип 2 — цилиндрические с наружными стойками под болты
(рис. 2.6.146); тип 3 — цилиндрические с кольцевым опорным поясом (рис. 2.6.14в);
Рис. 2.6.14. Конструкции опор лля колонных аппаратов: а— цилиндрические с местны-
ми косынками; б— цилиндрические с наружными стойками под болты; в— цилиндрические
с кольцевым опорным поясом. I — юбка; 2—фундаментное кольцо; 3 — косынка, 4 — опорная
стойка; 5 — опорный пояс; 6—лаз; 7 — окно; 8 — вептиляциоштыс отверстия
108
ГЛАВА 2
тип 4 — конические с кольцевым опорным поясом (рис. 2.6.14г); тип 5 — цилиндри-
ческие с внутренними стойками под болты.
Юбочная опора представляет собой цельносварную конструкцию, состоящую
(рис. 2.6.14) из цилиндрической либо конической обечайки (юбки) 7, фундаментного
кольца 2 и укрепляющих элементов (косынок 3, стоек 4 или опорного пояса 5). Опо-
ру приваривают верхней част ью к аппарату, а нижней с помощью анкерных болтов
крепят к фундаменту. Косынки 3 представляют собой верт икальные ребра, привари-
ваемые к опорной обечайке и опорному кольцу для придания большей жесткости.
Стойка 4 представляет собой два вертикальных ребра, к которым сверху привари-
вают накладку с отверстием под фундаментный болт. Опорный пояс 5 приварива-
ют к опорной обечайке в виде внешнего кольца. Между опорным поясом и опорным
кольцом сваривают вертикальные ребра.
Высота цилиндрических опор Н выбирается по условиям эксплуатации и должна
быть не менее 600 мм. Для внутреннего осмотра сварных швов и обслуживания флан-
цевых соединений в обечайке опор предусматривают лазы 6 или окна 7, представ-
ляющие собой круглые или продолговатые вырезы с укреплением в виде вваренных
коротких патрубков. Необходимое количество отверстий, лазов, их размеры, распо-
ложение и форма выбираются из условий эксплуатации и монтажа. Для колонн диа-
метром 800 мм и более лазы в опорах должны иметь диаметр не менее 450 мм. Для
вентиляции внутренней полости опоры в верхней части должно быть предусмотрено
не менее двух отверстий 8 диаметром не более 100 мм При приварке опор к днищам,
сваретшым из отдельных частей, в обечайках опор должны быть предусмотрены вы-
резы, позволяющие иметь доступ к сварным радиалыгым швам на дтппцах. В этом
случае отверстия для вентиляции не предусматриваются. Опорная обечайка должна
быть проверена на прочность в зоне отверстий.
Материал деталей опор должен выбираться исходя из условий эксплуатации, пре-
дел текучести материала должен быть не менее 210 МПа при температуре 20 °C.
Тип и размер стандартных опор выбирается в зависимости от диаметра аппарата,
а также максимальной и минимальной приведетпюй нагрузки на одну опору.
Расчет опор колонных аппаратов. При расчете опоры колонного аппарата необ-
ходимо рассмсл рет ь следующие расчетные сечения: поперечное сечение в месте при-
соединения опорной обечайки к корпусу колотпгы; поперечное сечетгае опорной обе-
чайки в местах расположения отверстий, поперечное сечение в месте присоединения
опорного кольца; поперечные сечения корпуса колонны, персмешгые по толщине
стенки или диаметру. При определении расчетного давления в рабочих условиях
и условиях гидроиспытаний необходимо для каждою расчетного сечения учитывать
гидростатическое давление среды. При расчете должны быть учтены следующие ве-
совые нагрузки: Gf — вес кологшы в рабочих условиях, включая вес обслуживающих
площадок, изоляции, внутренних устройств и рабочей среды, МН; G2 — вес колонны
при гидроиспытании, включая вес жидкости, заполняющей колонну. МН; G3— мак-
симальная нагрузка колошгы от собственного веса в условиях монтажа, МН; G4—
минимальная нагрузка колонны от собственного веса в условиях монтажа (после ус-
тановки колонны в верт икалыюе положение), МН.
В качестве расчетных изгибающих момегггов принимают: максимальный изгиба-
ющий момент м от действия эксцентрично приложенных весовых нагрузок, в том
числе от присоединяемых трубопроводов и других нагрузок, определяемый для каж-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
109
дого расчетного сечения; изгибающий момент A/v от действия ветровых нагрузок;
изгибающий момент Л Л от сейсмических воздействий.
Колонный аппара г рассчиты вают для следующих трех условий работы: для рабо-
чих условий; для условий испытания; для условий монтажа. Сочетания нагрузок для
вышеуказанных нагрузок приведены в табл. 2.6.1.
Таблица 2.6.1
Сочетание нагрузок
Условия Расчетное давление р, МПа (кгс/см2) Осевое сжимающее усилие F, Н(кге) Расчетный изгибающий момент М, Н мм (кгс см)
Рабочее условие Рх F, = G, м,=мс, + м, Для сейсмических районов принимают большее из значений: — Mgi + Л/| — А/С1 + MRl
Условие испытаний Pi f2 = g2 Мг = МС2+ 0,6-1^
Условие монтажа 0 е, = с5 Для анкерных болтов F, = G. 3 4 3 03 хЗ Для сейсмических районов принимают большее из значений: ч=л/«+ч,
Если во время эксплуатации в аварийных случаях возможно заполнение колонны
рабочей жидкостью, то необходимо рассчитать колонну и для этого случая. Расчет-
ные нагрузки определяют так же как и для условий испытания.
Определение расчетного изгибающего момента от ветровой нагрузки. Рас-
чету на ветровую нагрузку подлежат все колотшые аппараты, устанавливаемые на
открытой площадке. В качестве расчет ной схемы вертикального аппарата, закреп-
ленного в нижнем сечении, принимается консольный упруго защемленный стержень
(рис. 2.6.15).
Аппарат по высоте разбивают на z участков, при этом высота каждого участка
должна быть /г < 10 м. Ветровую нагрузку, дейс гвующуто по высоте аппарата, заме-
няют сосредоточенными силами Р., действующими в горизонтальном направлении
и приложетшыми в серединах участков.
Период основного гона собст венных колебаний ani iapa га постоянного сечения с при-
близительно равномерно распределенной по высоте массой определяют по уравнению
Т = Т„ • /1 + 4 Е • J /(Н С, JF) , (2.6.10)
где J— момент инерции верхней части основного металлического сечеття аппара-
та относительно центральной оси, м4; Jp— минимальный момент инерции площади
по
ГЛАВА 2
Рис. 2.6.15. Расчетная схема колонного аппарата при определении ветровых нагрузок
и сейсмических воздействий: а — схема аппарата; б — схема ветровых нагрузок; в — эпюра
изгибающих моментов от сейсмических воздействий
подошвы фундамента, м4; CF — коэффициент неравномерности сжатия грунта, Н/м3,
определяемый по данным инженерной геологии (при отсутствии таких данных CF
выбирают по таблице 2.6.2); Гп = 1,8 • Н • уб-Я /(g Е • J), где G — вес аппара-
та, Н; Е — модуль продольной упругости материала аппарата, МПа.
Т а б л и ц а 2.6.2
Ориентировочные значения коэффициента неравномерности сжатия грунта
№ п/п Грунт С„, МН/м3
1 Слабые грутпы (материалы и шлам в пластичном состоянии, пылевой песок в состоянии средней плот пости) 60
2 Грунты средней плотности (материалы и шлам на границе течения и песок средней плотности) 60... 100
3 Плотные грунты (твердый глинистый шлам, гравий и гравийный песок, плотный лёсс) 100...200
4 Скальные грунты 200
При отсутствии данных о фундаменте в первом приближении допускается при-
нимать Т = TQ.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
111
Период основного тона собственных колебаний аппарата переменного сечения
(ио диаметру и толщине стенки корпуса) определяют по зависимости
Т = 2 • л • Н (jG,- ’ °.2) ’ S ’ (2 Е -J, ’ v + С, "jJ ’
где J — момент инерции площади поперечного сечения части аппарата диаметром
D и Н (рис. 2.6.15а). м4‘ а{— относительное перемещение центра тяжести участков,
1/(Н-м); Gf— вес /-го участка аппарата, Н.
a‘ = v' 2 • Е • J, + Й - CF JF ’ (2.6.11)
где Д — коэффициент, определяемый по рис. 2.6.16; х( — расстояние от поверхности
земли до центра тяжести рассматриваемого /-го участка.
Коэффициент v определяют по следующей формуле
V = И' (Д + А) + Н'2 р + 2 • jb н • н2 н, ,
где Нх, Ну Ну Jxt J2— высоты и моменты инерции площади поперечною сечения
соответствующих частей аппарага; А, 2, ц— коэффициенты, определяемые по
рис. 2.6.17.
Рис. 2.6.16. Коэффициент
112
ГЛАВА 2
Рис. 2.6.17. коэффициенты A, X, р
Для аппаратов с двумя переменными
жесткостями следует принимать Н = 0.
Изгибающий момент от ветровой на-
грузки в расчетном сечении аппарата на вы-
соте р0 от поверхности земли (рис. 2.6.156D
мг = 2 р- (*< - *«) + , (2.6.12)
i= 1 7=1
где п — число участков аппарата над расчет-
ным сечением; т — число площадок над рас-
четным сечением; Л/ z— изгибающий момент
от действия ветра на j-ю обслуживающую
площадку, расположенную на высоте л0, Н-м
Ветровая нагрузка на i-м участке аппарата равна
Р=Р +P.Ai ,
I кт /дин ’
где Pjcm, Pidu„— статическая (средняя) и динамическая (пульсационная) составля-
ющие ветровой нагрузки на i-м участке;
Р = q ’D.-h; Р = vG7-£-n.,
здесь D. — наружный диаметр i-го участка аппарата (если имеется изоляция, то на-
ружный диаметр изоляции), м.
Нормативное значение статической составляющей ветровой нагрузки на середи-
не i-ro участка
q. = ? -0 /Г,
где qG— нормативный скоростной напор ветра на высоте 10 м от поверхности земли
( габл. 2.6.3), 0 = (х. / 10)ом— коэффициент, учитывающий изменение скоростного
напора ветра по высоте аппарата; К— аэродинамический коэффициент (табл. 2.6.4).
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
113
Таблица 2.6.3
Нормативное значение ветрового давления q9
Ветровые районы* 1а I П ш IV V VI VII
70, Н/м2 170 230 300 380 480 600 730 850
’Ветровой район выбирается в зависимости от места установки аппарата по СНиП 2.01.07-85.
Таблица 2.6.4
Аэродинамический коэффициент К
Элемент аппарата К
Корпус цилиндрический 0.7
Корпус цилиндрический с обслуживающими площадками (учитывается
проекция площадки на вертикальную плоскость
Только площадки для обслуживания аппарата (учитывается сумма всех j
проекции площадей профилей площадки на вертикальную плоскость)
Коэффициент пространственной корреляции пульсаций давления ветра опре-
деляют но формуле v = 0,968 — 0,025 • /77, а коэффициент динамичности —
% = 1,1 + v 15,5 • £ , где £ = т /^/790.
Приведенное относительное ускорение ценгра тяжести /-го участка рассчитыва-
ют по зависимости
tnk pKm
к = I
гдеai,ak — относительные перемещения ценгратяжести /-го и А-го участков, опреде-
ляемые по формуле (2.6.11); Gk — вес А-го участка, Я; тк = 0,76 (хк /10)-0,15 — коэф-
фициент пульсации скоростного напора ветра для середины А-го участка.
Изгибающий момент е сечении па высоте ог действия ветровой нагрузки нау-ю
площадку для обслуживания определяют по формуле
' Gj(xj ~ *о) (1 + 0,75 £ Xj ' "b)
где = (Xj /10)03’ — коэффициент, учитывающий изменение скоростного напора вег -
ра по высоте аппарата; nij = 0,76 ‘ (хк / ЮУ0,15 — коэффициент пульсации скоростного
напора на высоте влощадки; — коэффициент, определяемый по рис. 2.6.18; —
сумма площадей всех проекций профилей у-й площадки на плоскость, перпендику-
лярную направлению ветра, м2.
При отсутствии точных данных о форме площадки £7^ может быть принята рав-
ной площади, ограниченной контурому-й площадки.
Определение расчетного изгибающего момента от сейсмически к воздей-
ствий. Расчету на сейсмическое воздействие подлежат вертикальные аппарат ы, пред-
назначенные для установки в районах с сейсмичностью свыше 7 баллов по 12-балль-
114
ГЛАВА 2
ной шкале Рихгера, независимо от того, находятся они в помещении или на открытой
площадке.
Расчетную сейсмическую нагрузку в середине /-го участка и соответствуют) ю
первому тону собственных колебаний аппарата определяюг по формуле
Ps = 0,375 Ks jiG,- а, ifJ---------,
SG.'
к = I
где af,ak — относительные перемещения центра тяжести /-го и А-го участ ков, опреде-
ляемые по формуле (2.6.11); /?— коэффициент динамичности, fi = 1,9 / Г, но во всех
случаях не менее 0,8 и не более 2,5; Ks— сейсмический коэффициент, выбираемый
в зависимости от района установки аппарата (£$ = 0,1 — при расчетной сейсмичнос-
ти 7 баллов, Ks = 0,2-8 баллов, К. = 0,4—9 баллов).
Максимальный изгибающии момент от сейсмических воздействий в нижнем се-
чении аппарата при учете только первой формы колебаний
Strtax 1 ^Si %i ‘
i - I
В качестве первого приближения раечстныи изгибающий момент в сечении
аппарата па расстоянии от поверхности земли с учет ом влияния высших форм
колебаний определяется в зависимости от М по эпюре изгибающих моментов
(рис. 2.6.15в).
Поверочный расчет корпуса колонны. Стенку колотпюго аппарата проверяют на
прочность и устойчивость. Для аппаратов, имеющих по высоте постоянные диамет-
ры и толщину стенки корпуса, расчетными сечениями являются только поперечные
сечепия корпуса в месте присоединения к нему обечайки опоры и указаш/ые сечения
опоры. Расчет напряжений проводят для рабочих услоьий (F = F,; М = Л/ ; р = /?Л)
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
115
и условий монтажа (F = F^; М = Л/}; pR = 0), где F и Л/— соответственно, расчет-
ное осевое сжимающее усилие и расчетный изгибающий момент в соответствующем
расчетном сечении на заданной высоте относительно подошвы фундамента.
Продольные напряжения на наветрешюй аХ1 и подветренной стХ2 сторонах опреде-
ляются по зависимостям
р • (D + s)F +4 • .1/ .
4 (з — с) я Р (s — с) я Рг (з — сУ
р (Р + s)F 4 • М
4 (з — с) я Р (s — с) я - D2 (з — с)'
(2.6.13)
Кольцевые напряжения рассчитываются по формуле
Эквивалентные напряжения на наветренной (стЭ1)и подветренной (стЭ2) сторонах
будут равны
Сэ! = /сгх|2 - °х, (рУ<рР + (сгу <рг!(рР)г;
!---7--------------------------------------- <2А14)
(Тэг = У^Х2 ~ ^Х2 ' ' (Рт! <р Р + (<Ту ' <РУ <Рр) >
где ^>р и (рт— коэффициенты прочности продольного и кольцевого сварного шва (если
<тХ1, < 0» то = 1; если сту < 0, то <рр = 1).
Условия прочности корпуса в расчетном сечении имеют вид: на наветренной сто-
роне тпах{|стХ)|; стЭ|} < [ст] на подветренной стороне — шах{|стХ2|; стЭ2} < [ст] • <рг
Условие устойчивости проверяют для расчетного сечения для рабочих условий,
условий монтажа и испытаний. Для аппаратов, работающих под внутренним избы-
точным давлением и без давления, условие устойчивости имеет вид
F/[F] + М/[М]< 1,0 , (2.6.15)
где значения [/*] и [ЛУ] определяют в соответствии с разд. 2.2 для рабочих условии,
условий испытаний и монтажа.
Если толщина стенки обечайки опоры меньше или равна толщине стенки корпуса
в месте присоединения к нему обечайки опоры и механические свойства материала
обечайки опоры не вы ше соогвет ствующих свойств мат ериала корпуса, то расчет кор-
пуса не производят, а проверяют прочность и устойчивость только обечайки опоры.
Для аппаратов, работающих под наружным давлением, для условий испытания
и монтажа проверку производят по формуле (2.6.15), а для рабочих условий по формуле
р/[р]+ f/[f]+ М /\м}< 1,0,
где значения [р], [У7] и [ЛУ] определяют в соответствии с разд. 2.2 для рабочих усло-
вий.
Расчет элементов опоры колонных аппаратов Конструктивные элементы опор
колонных аппаратов показаны на рис. 2.6.19, а узел соединения опоры с обечайкой
колонны на рис. 2.6.20.
Расчет проводят для рабочих условий и для условий гидравлического испытания
колонны в грех сечениях опоры: х - х — в основании опоры; у - у — в месте сварного
116
ГЛАВА 2
Исполнение 1
Рис. 2.6.19. Конструктивные элементы опорного узла
Рис. 2.6.20. Узел соединения опоры с обечайкой колонны
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
117
соединения опоры с корпусом аппара га z—z — в сечении по центру наибольшего отвер-
стия в опоре (рис. 2.6.146). Расчетными нагрузками являются F— осевая сжимающая
нагрузка от силы тяжес ги аппара га и среды, вспомогательных устройст в, установленных
па колонне, изоляции; М— суммарный изгибающий момент от ветровой Л/ и сейсми-
ческой на!рузок М и от эксцентрично приложенных коси аппарата сил тяжести отде-
льных внутренних и внешних устройств Определяются F и М по табл. 2.6.1.
Прочность сварнот о шва, соединяющего корпус колонны с опорной обечайкой
(рис. 2.6.20), проверяется по условию
° = п + - ч> “’“М [<rU -
где Л/ — максимальный изт ибающий момент в сечении у—у, МН-м; Fy — осевая сжи-
мающая сила для того же сечения, МН; а, — толщина сварного шва, м; [о] и [о]о(1—
допускаемые напряжения для материала, соответственно, корпуса колонны и опор-
ной обечайки, МПа.
Для колонных аппаратов с соотношением H/D > 20 рекомендуется конструкция со-
единения опоры с корпусом с использованием торообразного перехода (рис. 2.6.20в).
Такое решение обеспечивает возможность осуществления его рентгеноскопического
контроля.
Устойчивость обечайки в сечении z — z, приходящем по центру наибольшего от-
верстия в опоре, проверяют по условию
F,__ Мг + F2-yy- D < 1
yr, [F]+ YG [Л/]
где М —максимальный изгибающий момент в сечении z-z, МН м; F7 — осевая сжима-
ющая сила в том же сечении, МН; [F] и [Л/] — допускаемые изгибающая сила и изгиба-
ющий момент (см. разд. 2.2); у/2 у/3 — коэффициенты, определяемые по зависимостям
ут, = А / [тс • D • (s( - с)]; у/2 = 4 • W! [л • • (^ — с)]; D; A, W, Js—соответственно,
площадь, наименьший момент сопротивления и эксцентриситет центра тяжести наи-
более ослаблешюго поперечного сечения.
Если в сечении z — z имеется несколько отверстий, то расчет ведут для наиболь-
шего из них.
Ширина кольца Ь} устанав, швает ся конструкт ивно и должна удовлетворять условию
Ь' ~ Ь” = л d' (cL (4’м* 1 D*+ F^'
где £>б — диаметр болтовой окружности анкерных болтов, м; [о]&т— допускаемое
напряжение бетона фундамента на сжатие, МПа.
Выступающая наружу от обечайки опоры ширина кольца Ьу принимается из со-
отношения
2 • + 30 мм < Ь, < 2 / 3 • Ь. у
Ь 2 I
где — впутрешшй диаметр анкерного болта, мм.
Толщину нижнего опорного кольца определяют по формуле
> max- X- b2 •
^Б ’ ^1 '
где %, — коэффициент, определяемый по рис. 2.6.21.
118
ГЛАВА 2
Толщину верхнею опорного кольца определяют по формуле
s2 > max %2
1,5 S| ,
где %2— коэффициент, определяемый по рис. 2.6.22; As— площадь поперечного се-
чения анкерного болта по внутреннему диаметру резьбы, м2; [и]Б — допускаемое на-
пряжение для материала анкерных болтов, МПа.
Толщина ребра
= maxpr, [<т]Б/(Хз • Ъ2) + с; 0,4 • sj,
тде — коэффициент, принимаемый /3 = 2 для опорных узлов исполнения 1 и 3; = 1
для опорного узла исполнения 2 (рис. 2.6.19).
Рис. 2.6.22. График для определения коэффициента
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
119
Для конструкции ребер с соотношением Ь2/ sA> 20 их необходимо дополнительно
проверять на устойчивость.
Число анкерных болтов ?Б устанавливается конструктивно и должно составлять
4,6,8,10,12,16 и далее кратно четырем.
Внутренний диаметр резьбы болтов для колонн, устанавливаемых на бетонных
фундаментах, определяют из условий монтажа
= X. /(Мх - 0,44 DB)/(zB [а]в DB) ,
где х, — коэффициент, определяемый по рис. 2.6.23.
В случае, когда Л/х < 0.44 • Fx • DK, число болтов должно быть: не менее 4 болтов
М24 — для колонн диаметром D < 1400 мм; не менее 6 болтов М30 — для колонн
диаметром 1400 мм < D< 2200 мм; не менее 12 болтов М36 (устанавливаются с ша-
гом не более 120 мм) — для колонн диаметром D > 2200 мм.
Приведенные значения <7Б и гБ являются наименьшими для указатпгых диаметров
колонных аппаратов.
Стандартные опоры колонных аппаратов выбираются на основе максимальной
приведенной нагрузки Q^, величину которой принимают большей из значений:
Q = 4MJD+F; 0 = 4-MJD+F,
I I ' 2 2 '
где иЛ/2— расчетные изгибающие моменты в нижнем сечении обечайки соот-
ветственно в режиме эксплуатации и гидроиспытания, МН: F{ и F — осевые сжи-
Рис.2.6.23. График для определения коэффициента х
120
ГЛАВА 2
мающие силы, действующие в нижнем сечении опорной обечайки соответственно
в режимах эксплуатации и гидравлического испытания, МН.
Устройства для строповки аппаратов. Подъем и перемещение аппаратов при
монтаже и демонтаже, осуществляемые различными подъемно-транспортными
средствами, производятся с помощью строповки аппаратов канатами, цепями или
траверсами.
Для обеспечения надежности и безопасности строповки вертикальных аппара-
тов на них предусматривают специальные строповые устройства, за которые аппа-
рат подвешивается к подъемно транспортному средству: крюки (рис. 2.6.24а), цапфы
(рис. 2.6.24в) и монтажные штуцера (рис. 2.6.24г,д), размещаемые на боковых стен-
ках, а также ушки (рис. 2.6.246), размещаемые на крышках аппаратов. Крюки, цапфы
и монтажные штуцера устанавливают по два, три и иногда чет ыре на одном аппарате.
Подъем и перемещение горизонтальных аппаратов осущест вляется обычно с по-
мощью строповки их канатами или цепями, непосредственно охватывающими кор-
пус. В отдельных случаях на i оризон галытых аппаратах предусматривают два ушка
или четыре цапфы.
Строповые устройства для стальных аппаратов расчетом не проверяются, а вы-
бираются стандартные по нагрузке на одно строповое устройство, определяемое по
формуле (2.6.9). При определении силы, действующей на устройство, учитывают
одновременно действие следующих нагрузок: составляющей силы тяжести подни-
маемого груза; силы тяжести строповых устройств, оттяжек, прикрепленных к грузу
или устройству деталей и т. д.; динамического воздействия (вертикального), равною
10 % от силы тяжести поднимаемого груза; усилия в огтяжке, если по услогиям вы-
полнения работ оно может иметь место, а также если груз поднимают двумя и более
грузоподъемными приспособлениями при неравномерном распределении силы тя-
жести груза между строповыми устройствами.
Крюки стандартизованы для значений Q = 5... 160 кН, ушки и цапфы для значе-
ний Q = 10...320 кН. При весе аппарата ссыше 32 т для строповки используются
Рис. 2.6.24. Конструкции стандартных стро-
повых устройств: а — крюки сварные; б — ушки;
в — цапфы; г — монтажные штуцера; д — монтаж-
ные штуцера удлиненные
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
121
монтажные штуцера, нормализованные для значений Q—320...2500 кН (рис. 2.6.24г)
и Q = 200... 1000 кН (рис. 2.6.24д). При выборе строповых устройств следует иметь
в виду, чго для крюков и ушков нагрузка должна прикладываться только вдоль плос-
кости устройств, а для удлиненных монтажных штуцеров (рис. 2.6.240) — в плоскос-
ти, перпендикулярной к продольной оси шгуцера. Для монтажных шгуцеров
(рис. 2.6.20г) действующая сила может отклоняться на уюл до 15° от плоскости, пер-
пендикулярной к плоскости оси штуцера.
Строповые устройства на вертикальных аппаратах обязательно должны разме-
щаться выше цен гра тяжести аппарата, монтажные штуцера должны размещаться не
менее чем на 1000 мм выше центра тяжести, при этом в плане их следует ориенти-
ровать с таким расчетом, чтобы после подъема аппарата в вертикальное положение
не требовался разворот его вокруг оси. На iоризонтальных аппаратах ушки устанав-
ливают сверху по краям цилиндрического корпуса, а цапфы — симметрично по две
с каждой стороны в диаметральном сечении корпуса.
Строповые устройства привариваются к корпусу аппарата сплошным швом. До-
пускается приварка крюков и ушков к корпусу аппарата без пластин, если толщина
стенки корпуса не менее 0,7 толщины крюка или >шка.
В месте установки стропового устройства должна быть проверена прочность
стенки по РД РТМ 26-319-79.
2.7. Толстостенные сосуды и аппараты
К аппаратам высокого давления относят аппараты, работающие под внутренним
давлением свыше 10 МПа. Данные аппараты используются для проведения процес-
сов в производстве аммиака, полиэтилена, карбамида, спиртов и г. п., осуществля-
емых при давлении до 100 МПа и более.
Аппарат высокого давления (рис. 2.7.1а) состоит из корпуса 7, днища 2, флан-
цевой части 3, крышки 4 и зал вора 5, обеспечивающего герметичность соединения
корпуса и крышки. Внутреннее устройства определяюгся технологическим назначе-
нием дашюго аппарата и moiут состоять из катализаторных коробок, теплообменных
и распределителыгых устройств и г. п. Обычно ап параты высокого давления стремят-
ся изготовить по возможности меныпего диаметра, чтобы уменьшить усилие от внут-
реннего давления па крышку аппарата и снизить нагрузку па элементы уплотнения.
Необходимый рабочий объем обеспечивают за счет увеличения высоты аппарата,
наиболее употребительные отношения высоты к диаметру H/D = 8... 15.
В зависимости от конструкции и способа изготовления корпуса аппаратов высо-
кого давлештя подразделяются на; цельнокованые, кованосварные, штампосварные,
валыюваносварные, многослойные с концентрическим расположением слоев, витые
из профильной ленты, рулонированные и спирально-рулонные.
Цельнокованые корпуса (рис. 2.7.1а) имеют монолитный корпус, изготовленный
из цельной поковки путем удаления сердцевины и последующей проковки. Для из-
готовления цельнокованых корпусов необходимо наличие специального литейного
и мощного кузнечно-прессового оборудования, а также значительный объем меха-
нической обработки. Поэтому таким способом изг отавлньают обычно корпуса от-
носительно небольших размеров— внутренним диаметром 600...1200 мм и длиной
122
ГЛАВА 2
Рис. 2.7.1. Конструкции аппаратов высокого давления: а— цельнокованый; б— кованосвар-
ной; в—штампосварной; г—вальцованосварной; д— многослойный с кончен фичсским располо-
жением слоев; е—витой из профильной ленты; ж—рулошфовапный; з—спирально-рулоштый
до 18 м. К недостаткам можно также отнести низкий коэффициент полезного исполь-
зования металла, так как большая часть заготовки идет в отход. Преимуществом та-
ких аппаратов является отсутствие сварных швов, являющихся потенциальным ис-
точником дефектов и снижающих надежность корпуса.
Обычно цельнокованые корпуса используют при давлении более 32 МПа и высо-
кой темперагуре, особенно при наружном обогреве корпуса.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
123
Кованосварные корпуса (рис. 2.7.16) состоят из нескольких механически обрабо-
танных кованых частей (обечайки, днища, фланцы, горловины), соединенных между
собой кольцевыми сварными швами. Использование нескольких поковок значитель-
но расширяв! возможности изготовления кованосварных аппаратов по габаритам
по сравнению с цельноковаными. При этом несколько снижаются потери металла,
уменьшается стоимость аппарата.
Штампосварные и вальцованосварные корпуса (рис. 2.7.1в,г) состоят из несколь-
ких ннампованных или вальцованных обечаек, соединенных между собой кольце-
выми сварными швами. Шгампосварные обечайки сваривают электрошлаковой или
автоматической сваркой под слоем флюса из полукорыт, полученных прессованием
толстых листов, а вальцованосварные изготавливают вальцовкой вгорячую с после-
дующей сваркой. Обычно такие обечайки изготавливают с толщиной сгснки не более
160 мм. Концевые элементы (дшпца, фланцы, горловины) выполняются отдельно из
поковок или штамповок.
Такие аппарат ы более экономичны по сравнению с цельносварными и ковано-
сварными, их можно изготавливать значительного большего диаметра. Существен-
ный недостаток, снижающий надежность таких элементов, — наличие продольных
сварных швов.
Многослойные корпуса с концентрическим расположением слоев (рис. 2.7.16) со-
стоя г из центральной обечайки из высоколегированной стали (толщиной 12...24 мм),
на которую с натягом надето относительно большое число обечаек из топкого листа
(толщиной 4...6 мм). Обечайки соединены между собой и с концевыми элемента-
ми корпуса кольцевыми сварными швами. Концевые элементы корпуса выполняло г
из поковок и ш гамповок. Внутреннюю обечайку в многослойных сосудах обычно
выполняют из коррозионностойкой или двухслойной стали, а многослойную часть
ст енки — из теплоустойчивой низколегированной стали. В некоторых случаях слой,
прилегающий к внутренней обечайке, выполняют с перфорацией, а в многослойной
части стенки делают радиальные сквозные отверстия небольшого диаметра на глуби-
ну до центральной обечайки. Ото обеспечивает «проветривание» корпуса при диф-
фузии водорода изнутри при водородной коррозии, а также позволяет осуществлять
контроль плотности внутренней обечайки.
Преимущесгвом эзих корпусов является возможность изготовления крупнога-
баритных аппаратов, низкая удельная металлоемкость и стоимость по сравнению
с рассмотренными выше. Кроме того, эта конструкция сравнительно просто позво-
ляет обеспечить коррозионную защиту внутретшей поверхности корпуса за счет цен-
тральной обечайки.
Из недостатков следует отметить относительно высокую трудоемкость сборки
обечаек по слоям, большое число продольных сварных швов, а также массивные
кольцевые швы, являющиеся потенциальным источником дефектов.
Корпуса витые из профильной ленты (рис. 2.7.1е) выполняются из специально-
го проката узкой стальной профильной ленты, навитой на центральную обечайку
с проточкой наружной поверхности по витгговой линии под профиль ленты. Намотку
ленты осуществляют в горячем состоянии, что обеспечивает плотность навивки и не-
обходимый натяг. Витки ленты благодаря имеющимся ьысгупам и впадинам сцепля-
ются друге другом, за счет чего осуществляется передача осевых усилий. Фланцевую
часть выполняют дополнительной навивкой лепты или приваркой кованых деталей.
124
ГЛАВА 2
К преимуществам витых аппаратов относится относительно высокий коэффи-
циент полезного использования металла и уменьшенная масса за счет применения
высокопрочной профильной ленты. К педост ат кам данных аппаратов можно отнес-
ти сложность изготовления калиброванной профильной ленты, а также проточенной
центральной обечайки; невозможное! ь применения боковых штуцеров, а также от-
носителмю высокий уровень осевых напряжешгй в кольцевых швах центральной
обечайки.
Рулонированные корпуса (рис. 2.1 Аж) состоял из одной или нескольких рулони-
рованных обечаек, соединенных между собой, и концевых элементов корпуса, вы-
полненных из поковок или штамповок, соединенных кольцевыми сварными швами.
Многослойная рулонированная обечайка состоит из центральной обечайки из высо-
колегированной стали толщиной 12...24 мм и намотанной на нее с натягом до необ-
ходимой толщины рулонной стальной полосы шириной 1400... 1800 мм и толщиной
4...6 мм. Снаружи на намотанную рулонную обечайку надевается защит ный кожух
толщиной 8... 12 мм.
По сравнению с корпусами с концентрическим расположением слоев данный спо-
соб изготовления обеспечивает значительно лучшие показатели стоимости, техноло-
гичности изготовления (простота механизации процесса навивки рулона) и удельной
металлоемкости.
Спирально-рулонные корпуса (рис. 2.7.1?) состоят из центральной обечайки на
всю длину аппарата с приваренными к ней фланцевой частью и днищем. Стальные
полосы закрепляются на концевых элементах сварными швами и навиваются по спи-
рали под углом к оси сосуда. При этом каждый последующий слой навивается в про-
тивоположную сторону по отношению к предыдущему.
Для обеспечения прочности в осевом направлешш час гь слоев сваривается по
кромкам винтовой спирали. Поверх навивки надевается наружный кожух, или сам
наружный слой проваривается сплошным швом по всей винтовой линии.
В дашюй конструкции отсутствуют кольцевые сварные швы на всю толщину
многослойной обечайки и меньше расход металла при изготовлении, поэтому по
технико-экономическим показателям она превосходит корпуса других исполнений,
в том числе и рулонированные.
Необходимо отметить, что многослойные корпуса имеют преимущество перед
однослойными. Тонкие листы обладают лучшими прочностными харакгеристиками
и позволяют обеспечить более высокий контроль качества. При образовании тре-
щины в однослойных сосудах она может распространиться па всю толщину стенки,
а в многослойных сосудах она локализуется в пределах одного слоя.
В аппаратах высокого давления применяют плоские, слабовыпуклые, полусфери-
ческие и эллиптические днища (рис. 2.7.2). В корпусе аппарата отверстия выполняют
только в случае крайней технологической необходимости. Аппараты высокого давле-
ния, как правило, не снабжают штуцерами и бобышками. Все отверстия для присо-
единения технологических трубопроводов и контрольно-измерительной аппаратуры
выполняют в днищах и крышках. Вокруг отверстий обрабатывают привалочные по-
верхности и высверливают отверстия под шпильки.
К верхней части корпуса аппаратов высокого давления привариваются фланцы,
к кот орым с помощью шпилек крепятся кры шки. Наиболее широкое распространение
получили кованые фланцы с ввертными шпильками (рис. 2.7.3), которые обес печива-
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
125
а) б) в) г)
Рис. 2.7.2. Конструкции днищ аппаратов высокого давления: а— плоское; б— слабо-
выпуклое; в— полусферическое; г— эллиптическое
Рис. 2.7.3. Кованый фланец
аппарата высокого
давления
Рис. 2.7.4. Плоская кованая крышка аппарата
высокого давления
Рис. 2.7.5. Горлезины аппаратов высокого
давления: а — кованая; б— штампованная
ют минимальный изгибающий момен г
в конструкции вследствие расположе-
ния шпилек по минимально возможно-
му диаметру, компактны и экономич-
ны по металлоемкости. Конструкция
плоской кованой крышки показана на
рис. 2.7.4. Для аппаратов высокого дав-
ления больших диаметров применяют-
ся комбинированные выпуклые свар-
ные крышки, состоящие из кованого
фланца и эллиптической или сферической кованой или штампованной части.
В тех случаях, когда в аппарате высокого давления не требуется разъем корпуса
по всему диаметру для установки и извлечения внутренней насадки и других уст-
ройств, с целью уменьшения периметра уплотнения, применяются горловины, кото-
рые обеспечивают доступ во вну грешпою полость аппарата только для освидетельс-
твования, монтажа по частям каких-либо впуп рениих устройств, загрузки и выгрузки
катализатора и т. п. Конструкции кованой и штампованной горловин представлены
па рис. 2.7.5.
Расчет корпусов аппаратов высокого давления. Толщина стенки однослойной
цилиндрической обечайки определяется по формуле
з = 0,5 • D (ДР - 1) + с, (2.7.1)
где D— внутренний диаметр аппарата, м; = ехр[р / (Ы • (?)] — расчетный ко-
эффициент толст ос генности.
126
ГЛАВА 2
Значение коэффициента прочности сварного шва <р для аппаратов, изготовлен-
ных из листового проката с продольным сьарны м швом, определяется в соответствии
с ГОСТ 14249, а для кованых и кованосварных принимается равным 1.
Допускаемое напряжение при расчете по предельным нагрузкам аппаратов из уг-
леродистых, низколегированных и среднелегированных сталей находят из условия
Г/т1 - или ав
laj = min <----------, —— ,
fl т fl р
где значение коэффициента запаса прочности по пределу временного сопротивления
пв = 2,4, а коэффициента прочности по предел) текучести ит = 1,5—для рабочих усло-
вий и лг= 1,1 —для условий испытания.
Допускаемое давление рассчитывают по формуле
[р] = [<т] (2.7.2)
где ft = [D + 2 (s — с)] / D — коэффициент толстостеииости.
Приведенные зависимости могут быть использованы при соблюдении условия
($ — с) / £> < 0,4.
Расчет толщины стенки и допускаемого давления для многослойной цилиндри-
ческой обечайки выполняют по зависимостям (2.7.1) и (2.7.2), в которых вместо до-
пускаемого напряжения [о] подставляют значение среднего допускаемого напряже-
ния, определяемого по формуле:
п
[а1‘р ~ ’
I - I
где [с]. — допускаемое напряжение материала i- го слоя при расчетной температуре;
Sj— толщина г- го слоя; п — число слоев в многослойной обечайке.
При проектировании рулонированных корпусов коэффициент прочности свар-
ного шва пршшмается равным 1, а к полученной толщине стенки прибавляют еще
толщину одного слоя завиваемой полосы.
Расчет днищ аппаратов высокого давления. Толщина плоских отбортованных
и слабовыпуклых днищ с H/D < 0,25 (рис. 2.1.2а,б) определяется по формуле
= 0,45 Ко • D /Ж, + с,
V 1СГ|
где Ко— коэффициент ослабления днища отверстиями, определяемый по тем же за-
висимостям, что и для тонкостенных плоских днищ (см. разд. 2.3).
При наличии несквозных отверстий под шпильки для определения коэффициен-
та ослабления днища отверстиями в зависимости подставляют значения расчетного
диаметра JJR, определяемого с учетом глубины отверстия d}R = mm{2 • d} • I/s}; d3}.
Допускаемое давление для плоских и слабовыпуклых днищ определяют по зави-
симости
(ii
0,45 - Ко - D)
Приведенные зависимости мшут быть использованы при соблюдении условия
(5,- с) Ю< 0,35.
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
127
Толщина выпуклых (полусферических и эллиптических) днищ (рис. 2.7.2в,г) оп-
ределяется по формуле
Р*
S = ----------------------
2 • [а] <р - 0,5 • р
где R = D2 / (4 • Н) — радиус кривизны днища (R = D — для эллиптических днищ
с Н = 0,25 • D и R = 0,5 • D — для полусферических днищ с Н = 0,5 • D).
В случае, если длина цилиндрической от бортованной част и h > 0,3 J D • ($, — с),
то толщина днища должна быть не меньше толщины обечайки.
Допускаемое давление для полусферических и эллиптических днищ определяют
по зависимости
2 • (л, - с) • [сг] ф
R 4- 0,5 - ($, — е)
Приведенные зависимости могут
быть использованы при соблюдении
условий Н/D> 0,2; 0, — с) /D <0,15.
Расчет крышек и фланцев аппа-
ратов высокого давления изложен
в ГОСТ 25215 и ОСТ 26-1046-87.
Затворы аппаратов высокого
давления. Затворы являются тяжело
нагруженными и весьма ответствен-
ными элементами аппаратов высоко-
го давления. Их конст рукция должна
обеспечивать прочность и герметич-
ность при высоких давлениях и тем-
пературах, простоту изготовления,
удобство сборки и разборки, безо-
пасность эксплуат ации аппарата.
Уплотнительные элементы затво-
ров высокого давления называются
обтюраторами. В качеез ве обтюра-
торов обычно используются металлы
(алюминий, медь, стали). В зависи-
мости от источника силы, обеспечи-
вающей деформацию обтюратора,
различают затворы с принудитель-
ным уплотнением (в которых необ-
ходимое усилие обеспечивается за
счет затяга шпилек) и затворы само-
уплот няющиеся (в которых необхо-
димое усилие обеспечивается за счет
давления в аппарате). В зависимости
от типа применяемого обтюратора
различают затворы с упругой и плас-
тической деформацией обтюратора.
Рнс.2.7.6. Конструкции затворов высокого
давления: а — с плоским металлическим об-
тюратором; б— с двухконусным обтюратором;
в— с дсльтаобразным обтюратором; / — крыш-
ка; 2 — шпилька, 3 — обтюратор; 4 — корпус;
5 — поджимное кольцо
128
ГЛАВА 2
Существует большое количество различных консгрукиий затворов, но наиболь-
шее распространение получили затворы с плоским металлическим обтюратором
(рис. 2.7.6а); с дельтаобразным обтюратором (рис. 2.7.66); с двухкоиусным обтюра-
тором (рис. 2.7. бе).
Затвор с плоским металлическим обтюратором (рис. 2.7.6а) применяют в ап-
паратах небольшого диаметра (D < 600 мм), работающих при давлении до 32 МПа
и не требующих час той разборки.
Крышка 1 крепится к фланцу корпуса аппарата 4 шпильками 2. Крышка и торец
корпуса образуют привалочную поверхность типа выступ—-впадина, на которую ук
ладывается обтюратор из меди или алюминия. Необходимое усилие обеспечивается
за счет затяжки шпилек, в результате чего обтюратор пластически деформируется
и герметизирует соединение. Ширина обтюратора составляет 16...20 мм, он подле-
жит замене после каждой разборки соединения.
Затвор с дельтаобразным обтюратором (рис. 2.7.66) применяю т в ап парат ах
с внутренним диаметром до 1600 мм, работающих при давлении до 100 МПа. Затвор
является самоуплотняющимся и работает с упругой деформацией обтюратора.
Обтюратор представляет собой стальное шлифованное кольцо 3, имеющее в сече-
нии дельтаобразную форму, которое укладывается в специальные проточки в крыш-
ке 7 и фланце 2. Герметичность обеспечивается за счет затяжки шпилек и внутренне-
го давления, действующего на впут решпою поверхность обтюратора и вызывающего
его упругую деформацию.
Затвор с двухконусным обтюратором (рис. 2.7.6в) применяют в аппаратах
с вну гренним диаметром до 2400 мм, работающих при давлении до 100 МПа. Затвор
является самоуплотняющимся и работает в области упругопластических деформа-
ций обтюратора.
Обтюратор представляет собой статыюе кольцо 3, па привал очных поверхнос-
тях которого размещены медные или алюминиевые прокладки толщиной 1,0... 1,5 мм.
Кольцо устанавливается в специальную проточку в крышке 7 и поджимается коль-
цом 5. Герметичность обеспечивается за счет загяжки шпилек и внутреннего давле-
ния, действующего на внутреннюю поверхность обтюратора. Обтюратор при этом
деформируется упруго, а прокладки пластически.
Для аппаратов небольшого диаметра и грубопроводов высокого давления приме-
няют фланцевые соединения с линзовой или овальной металлической прокладкой.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каков критерий выбора технологии изготовления корпусных деталей?
2. Какие факторы необходимо учи гыват ь при состав гении расчепюй схемы рам и корпусов?
3. Назовите основные категории композиции.
4. Что является целью выполнения проектных и поверочных i (роч постных расчетов?
5. Что понимают под рабочим давлением сосуда или аппарата?
6. В каких случаях при определении рабочего давлетшя учитывается гидростатическое давление?
7. Как определяется давление испытания?
8. Что характеризует коэффициент прочности сварного шва?
9. Что включает в себя прибавка к расчетной толщине стенки обечайки?
ОСНОВНЫЕ ЭЛЕМЕНТЫ МАШИН И АППАРАТОВ
129
10. Какие обечайки относятся к тонкостенным?
11. Какие напряжения действуют в тонкостенной цилиндрической обечайке?
12. Что такое псп еря устойчивости формы?
13. Действие каких силовых факторов может привести к потере устойчивости формы обе
чайки?
14. Как осуществляют проверку на устойчивость при совместном действии нагрузок?
15. В каких случаях обечайка может быть подкреплена кольцами жесткости?
16. Назовите типы днищ, используемых в химических аппаратах.
17. Какие днища не могут быть использованы в аппаратах, работающих при давлении свы-
ше 0,07 МПа?
18. В каких случаях целесообразно использовать конические днища, а каких плоские?
19. Как определяется внутренний диаметр штуцера?
20. Какие аппараты, согласно требованиям Ростехнадзора, в обязательном порядке должны
быть снабжены люками, а какие смотровыми окнами?
21. Назовите основные способы укрепления отверстий.
22. В чем заключается основной принцип укрепления отверстий?
23. В каких случаях в качестве крепежных элементов фланцевых соединений применяют
болты, а каких шпильки?
24. Назовите основные типы фланцев и их конструктивные особенности
25. Назовите конструктивные формы привалочпой поверхности фланцев и области их ис-
пользования.
26. Поясните назначение прокладок во фланцевых соединениях и назовите, каким основ-
ным требованиям они должны соответствовать.
27. Какие опоры используются для установки горизоктапьных аппаратов, а какие для вер-
тикальных?
28. Какие аппараты подлежат расчету на ветровую нагрузку?
29. Какие нагрузки и в каком сочетании учитываются при различных условиях работы ко-
лошюго аппарата?
30. Какие аппараты подлежат расчету на сейсмические нагрузки?
31. Назовите устройства, используемые для строповки аппаратов.
32. Назовите конструкции аппаратов высокого давления и опишите их конструктивные осо-
бенности.
33. Какие преимущества и недостатки имеют однослойные и многослойные корпуса аппа-
ратов высокого давления?
34. Какие днища используются в аппаратах высокого давления?
35. Какие материалы используются в качестве обтюраторов затворов высокого давления?
36. Перечислите конструкции затворов высокого давления и назовите их конструктивные
особенности.
СПИСОК ЛИТЕРАТУРЫ
1. Альперт Л.З. Основы просктировагшя химических установок.— М.: Высшая школа,
1982. —304 с.
2. Вихман ГЛ., Круглов С.А. Основы конструирования аппаратов и машин нефтеперераба-
тывающих заводов. — М.: Машиностроение, 1978. — 328 с.
130
ГЛАВА 2
3. Генкин Л.Е. Оборудование химических заводов. — М.: Высшая школа, 1978. — 272 с.
4. Конструирование и расчет машин химических производств / 11од обшей рсд. Э.Э Коль-
мана- Иванова. — М.: Машиностроение, 1985. — 408 с.
5. Криворот А.С. Конструирование и основы проектирования машин и аппаратов химичес-
кой промышленности. — М.: Машиностроение, 1978. — 376 с.
6. Лащинский А.А. Конструирование сварных химических аппаратов: Справочник. — Л.:
Машиностроение, 1981. — 282 с.
7. Остриков А И., Абрамов О.В. Расчет и конструирование машин и аппаратов пищевых
производств. — (,'Пб. ГИОРД, 2003. — 352 с.
8. Поникаров И.И., Гайнуллин М.Г. Машины и аппараты химических производств и нсфтс-
газопсрсработки: Учебник. — Изд. 2-е, псрсраб. и доп. — М Альфа-М, 2006. — 608 с
9. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением.
ПБ 10-115-96. — М.. ПТ 10 ОБТ, 2001. — 248 с.
10. Расчет и конструирование машин и аппаратов химических производств. Примеры и за-
дачи / Под обш. рсд. М.Ф Михалева. — Л.: Машиностроение, 1984. — 301 с.
11. Рахмилевич 3.3., Радзин И М. Фарамазов С.А. Справочник механика химических и не-
фтехимических производств. — М.: Химия, 1985. — 592 с.
12. Смирнов Г.Г., Толчинский А.Р., Кондратьева Т.Ф. Конструирование безопасных аппа-
ратов для химических и нефтехимических производств: Справочник. — Л.: Машиностроение,
1988. —303 с.
13. Соколов В.И. Основы расчета и конструирования машин и аппаратов пищевых произ-
водств. — М.: Машиностроение, 1983. — 447 с.
14. Тимонин А.С. Основы консфуирлвания и расчспа химико-тсхноло! ичсского и природо-
охранного оборудования: Справочник — Изд. 3-е псрсраб. и доп. — Калуга: Изд-во Н. Бочка-
ревой, 2006. — Т. 1. — 850 с.
15. Фарамазов С.А. Оборудование нсфтспсрсрабш ывающих заводов и его эксплуатация. —
М.: Химия, 1984. — 328 с.
16, ГОСТ 14249. Сосуды и аппараты Нормы и методы расчета на прочность. — М: Изда-
тельство стандартов, 1989. — 77 с.
17. ГОСТ 24755. Сосуды и аппараты. Нормы расчета на прочность укрепления отвер-
стий. — М Издагельство стандартов, 1989. — 32 с
18. ГОСТ 24757. Сосуды и аппараты Аппараты колонного типа. Нормы и методы расчета
на прочность. — М.. Издательство стандартов, 1981. — 19 с.
19. ГОСТ Р 51273. Сосуды и аппараты. Аппараты колонного типа. Определение расчет-
ных усилий для аппаратов колонного типа от ветровых наг рузок и сейсмических воздей-
ствий. — М : Госстандарт России, 1999. — 12 с.
Глава 3. ДИНАМИЧЕСКИЕ
РАСЧЕТЫ МАШИН
3.1. Основные задачи динамического
расчета машин
Динамика машин является разделом общей теории механизмов и машин, в ко-
тором движение мехаштзмов и машин изучается с учетом действующих сил и свойств
материалов, из которых изготовлены звенья, внешнего и внутреннего грения и др.
Машина, или машинный агрегат представляет собой систему, состоящую из ма-
шины-двигателя, передаточного механизма и технологического (рабочего) устройс-
тва. Элементы системы испытывают воздействия внешних сил, к которым относятся:
— движущие силы или пары сил, которые прилагаются к входным звеньям машин
со стороны приводных двигателей, являющихся источниками энергии, необходимой
для приведения в действие исполнительных звеньев машины и осуществления тех-
нологических процессов производст ва. При установившемся движении машин и ма-
шинных агрегатов работа движущих сил за один цикл действия равна сумме работ
других сил. При разгоне машин работа движущих сил должна превосходить работу
других сил, причем избыток работы движущих сил затрачивается на приращение ки-
нетической энергии звеньев, а также на преодоление работы сил внешнего и внут-
реннего трения звеньев;
— силы технологического (полезного) сопротивления, возникающие при реализа-
ции производст венных процессов. К таким силам относят силы, действующие на ло-
пает ь механизма перемешивающего устройства; силы тяжести грузов при подъеме
их грузоподъемными устройствами— кранами, манипуляторами, подъемштками
и т. п.; силы сопротивления измельчению материалов в мельницах и дробилках и др.
Силы полезных сопротивлений обычно действуют на выходные исполнительные
звенья ма шин;
— силы тяжести звеньев, которые в зависимости от направления их действия
относительно направлений действия движущих сил могут препятствовать или спо-
собствовать движению звеньев;
— силы сопротивления внешней среды, в которой происходит движение звеньев
машины. К ним относят преимущественно силы внешнего трения звеньев, силы со-
противления их движению в газообразных, жидких и гетерогештых средах;
— силы инерции, возникающие при изменении скорости движения звеньев и дей-
ствующие на связи, удерживающие звенья Силы инерции препятствуют движению
при ускорении и способствуют ему при замедлении движения.
]i2
ГЛАВА 3
В зависимости от характера задач, решаемых при проектировании машины, в рас-
четы вводят силы, которые по отношению к машине являются внутренними:
— силы упругости звеньев;
— силы внутреннего трения;
— реакции в кинематических парах механизмов, входящих в машинный агрегат.
Задачи динамики машин. Различают две основные задачи динамики. К первой
задаче, применительно к машинам, относится определение неизвестных внешних
сил, действующих на звенья, и реакций в кинематических парах при известном зако-
не движения машины. Эта задача составляет содержание силового расчета механиз-
мов; сюда относится и проблема уравновешивания масс.
Вторая задача состоит в изучении режима движения механизмов при известных
массах их звеньев под действием заданных внешних сил. Сюда относятся вопросы
определения энергозатрат и анализ их распределения в элементах системы, в част-
ности нахождение общего и частных коэффициентов полезного действия, регулиро-
вание движения машины, например, расчет маховика (актуальная задача для щековых
дробилок, поршневых компрессоров и насосов). К задачам динамики относится так-
же определение истинного закона движения машинного агрегата или его отдельных
элементов под действием приложенных сил, в частности с учетом упругости звеньев,
а также задача о соударении звеньев.
Перечисленные задачи можно решать как расчетно-теоретическими, так и экспе-
риментальными методами.
Силовой расчет механизмов. Цель силового расчета— нахождение уравнове-
шивающих сил (моментов) и реакций в кинематических парах механизмов. Эт и вели-
чины являются входными параметрами при расчетах на прочность звеньев механиз-
мов и отдельных деталей машин, узлов трения, при выборе двигателя.
Понятие об уравновешивающих и приведенных силах широко используется при
решении задач теории механизмов и машин — уравновешивании сил и моментов сил
инерции, регулировании хода машин, определении работы и мощности приводных
устройств машин и др.
Приведенной силой механизма называют силу, приложенную к точке входного
звена, работа которой на некотором перемещении точки (звена) приложения равна
сумме работ приводимых сил на соответствующих перемещениях. Из этого следу-
ет, что приведенная сила определяется как эквивалентная приводимым силам по
эффекту их действия, вследствие чего их не следует смешивать с равнодейству-
ющими силами.
Сила, равная по модулю и противоположная по направлению приведенной силе,
называется уравновешивающей силой. Следовательно, уравновешивающая сила
в каждое мгновение времени равна приведенной силе и эквивалентна движущей
силе, которая должна быть приложена к входному звену для обеспечения установив-
шегося движения машины.
Точка звена (звено) механизма или машины, к которой (которому) приложена
приведенная, а также уравновешивающая силы, называется точкой (звеном) приве-
дения сил.
Уравновешивающие силы и пары сил можно вычислить путем решения уравне-
ний равновесия сил, действующих на исследуемую механическую систему, причем
в число определяемых сил вводят и уравновешивающую силу или пару сил.
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
133
Обычно силовой расчел выполняют с использованием принципа Даламбера,
который позволяет присоединением сил инерции звеньев ко всем внешним силам,
действующим на звенья, рассматривать последние условно находящимися в равно-
весии, Реакции в кинематических парах, найденные с учетом сил инерции, называют
динамическими; их определяют кинетостатическим расчетом, изложенным в кур-
се теории механизмов и машин. Когда силы инерции незначительны по сравнению
с внешними силами, ими можно пренебречь. Расчеты, в которых не учитываются
инерционные силы, называют статическими.
При выполнении силового расчета звенья механизмов обычно рассматривают как
абсолютно твердые тела, пренебрегая вследствие малости деформацией звеньев сме-
щениями точек приложения сил. Однако такое допущение не является корректным
в случаях, когда деформации звеньев значительны (пружины, длинные валы, балки
и другие детали). Особенности силового и прочностного расчета таких элементов
машин рассмотрены в теории колебаний.
Уравновешивание масс. Динамические нагрузки, обусловленные силами инер-
ции звеньев, передаются через кинематические пары на станину машины и ее фун-
дамент. Они вызывают дополнительные потери на трение в кинематических парах
и, поскольку изменяются во времени, могут вызывать вибрацию звеньев и фундамен-
та, быть источником шума. По этой причине при проектировании таких машин, как
щековые и конусные дробилки, грохоты и др., необходимо уравновешивание сил инер-
ции установкой специально рассчитанных противовесов, позволяющих исключить
полностью или частично передачу на станину и фундамент динамических нагрузок.
Особенно важное значение имеет уравновешивание вращающихся масс— роторов
центрифуг, сепараторов, дробилок, измельчителей и других быстроходных машин.
При статической балансировке вращающихся масс установкой противовеса до-
биваются совпадения положения центра масс детали с ее осью вращения. Мерой ста-
тической неуравновешенности является статический момент массы (дисбаланс) mQr,
где т0 — масса инерционного элемента, г — эксцентриситет массы.
При динамической балансировке, осуществляемой на специальных балансиро
вечных станках или приспособлениях, установкой противовесов добиваются совпа-
дения оси вращения с одной из главных центральных осей инерции вращающегося
тела. Мерой динамической (моментной) неуравновешенности является момент дис-
баланса.
Методы решения задач динамики. При решении задач динамики механизмов.
nai гример при исследовании движения машинного агрегата или отдельных элементов
машин, обычно применяют уравнения динамики в одной из трех форм: второго зако-
на Ньютона, уравнения кинетической энергии, уравнения Лагранжа второго рода.
Второй закон Ньютона обычно используют для описания движения материальной
точки или системы материальных точек.
Для ма термальной точки массой т в векторной форме
скорость точки, F — дейс гвующая сила.
„ dim
В частном случае при т, = const:——- — F(.
Уравнение движения машинного агрегата в форме уравнения кинетической
энергии на конечном перемещении обычно записывают через работу приведенных
к определенному звену моментов движущих сил Л и работу сил сопротивления Лс;
J(m,y.)
где о —
134
ГЛАВА 3
правую часть уравнения (изменение кинетической энергии системы) в этом случае
выражают через приведенные моменты инерции звеньев в конечном Jn и начальном
Jno положениях:
Лд - Ас = Jn(O\/2 - Jnotao2/2, (3.1.1)
где соп и coQ — соответствующие значения угловой скорости звена приведения.
Приведенные моменты сил и приведенные моменты инерции звеньев механизма
в общем случае могут быть функциями положения, скорости, времени. Запись урав-
нения движения в форме (3.1.1) удобна для определения скоростей движения звеньев
механизма.
При решении некоторых задач теории механических колебашш для анализа дви-
жет гия используют методы аналитический мехатптки — уравнение Лагранжа второго
рода. Если движение системы описывают обобщенными координатами qf (г = 1,2,..., и)
и обобщенными скоростями fy, го уравнетшя движения с учетом упругости звеньев
имеют вид:
d дТ _ дТ ди _ п
dt dqt dqt + dqt ~ ’
где Т и U— соответственно кинетическая и потенциальная энергии системы; Q—
обобщенная сила.
Ударные нагрузки. При соударении элементов механических систем удар харак-
теризуется кратковременностью взаимодействия тел при резком изменении их ско-
ростей и возникновением очень больших сил, длителыюст ь существования которых
мала. Явления удара встречаются в ряде машин химических производст в (дробилках,
мельницах, грохотах и т. д.).
Усилия, возникающие при ударе, можно найти только при анализе динамичес-
ких деформаций соударяющихся тел. Контактная теория упругого удара разрабога
на Г. Герцем. Она основана на гипотезе о том, что общая деформация соударяющихся
тел весьма мала по сравнению с местными деформациями в зоне контакта тел в мо-
мент улара, а инерционными силами деформируемых элементов можно пренебречь.
3.2. Основные понятия теории колебаний
Колебания и вибрация. Улучшстше показателей работы машин приводит к уве-
личению их быстроходности, повышению энергонапряженности, усложнению рабо-
чих процессов и конструктивных схем. Веледегвие этого в современных машинах
усложняется характер колебатшй и увеличиваются нагрузки от них на детали. Ос-
новой механических колебаний в машинах является знакопеременное движение ди-
намических систем. Под динамической системой подразумевают совокупность тел,
обладающих массой и способных совершать относительное движение. Анализ зна-
копеременного движения динамических систем и сил, связанных с этим движением,
важен для определения их влиятшя на характерист ики и надежность рассматриваемых
систем. Наряду с термином «механические колебания» используют и нестрогий тер-
мин «вибрация»— механические колебания с относительно малой амплитудой и не
очень низкой частотой. Большая часть повреждений в машинах и в их дегалях проис-
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
135
ходит в результате возникновения в них колебаний. Механические колебания могут
проявлять себя как опасное явление, нарушающее режим работы машин, что приво-
дит к увеличению износа, повышению напряжений в деталях машин вплоть до их
разрушения, ухудшению условий труда iвозрастанию уровня шума и вибрационного
воздействия на человека и окружающую среду). По этой причине обязательно выпол-
нение расчетов па механические колебания многих видов дробилок, измельчителей,
грохотов, всех бысгроходных валов центробежных машин — центрифуг, сепарато-
ров, дисковых распылителей распылительных сушилок, смесителей и т. д.
Под воздействием периодически изменяющихся сил или моментов детали и узлы
машин совершают вынужденные упругие колебания, которые становятся особенно
сильными в зоне резонансов, когда час готы возмущающих сил или моментов сов-
падают с частотами собственных колебаний системы. Вероятность возникновения
резонансных режимов возрастает с увеличением быстроходности машин.
Борьба с колебаниями становится неотъемлемым условием обеспечения высокого
качес гва машин. Она ведется на этапах проектирования, доводки, серийного производс-
тва и эксплуатации машин. Уменьшение колебаний в деталях и узлах машин происходит
в результате использования как естественного, так и искусственного демпфирования.
Первое достигается вследствие внутреннего трения в материале и узлах конструкции
и внешнего трения от взаимодействия колеблющейся детали или узла с внешней сре-
дой; второе — за счет применения анти вибраторов, демпферов, успокоителей.
Наряду с этим механические колебания в ряде случаев можно использовать как
полезное явление .для выполнения или интенсификации ряда технологических про-
цессов, в том числе и в химических производствах (измельчение, классификация,
фильтрование, экстракция, дозирование и др.). Совокупность методов и средств воз-
буждения, полезного применения и измерения вибрации, вибрационных испытаний,
вибрациошюй защиты и вибрациошюй диагностики представляет собой объект, ко-
торым занимается вибрационная техника.
Расчетные модели систем. Сложность теоретического анализа колебаний меха-
нической сис гемы зависит преимущественно от числа степеней свободы — числа
независимых координат, определяющих однозначно положения всех материальных
точек системы в любой момент времени. Различают механические колебательные
системы с конечным и бесконечным числом степеней свободы.
Любая механическая система содержит бесконечное число материальных точек
и, как следствие, имеет бесконечно много степеней свободы. Математическое опи-
сание такой системы може г быть выполнено с помощью дифференциальных уравне-
ний в частных производных.
Однако при решении практических задач система с непрерывным распределени-
ем параметров может быть, при введешти определенных допущений, приближенно
заменена системой с дискрет ным распределением параметров, имеющей конечное
число степеней свободы. В упрощенных расчетах некоторые части системы (наибо-
лее легкие) считают невесомыми, но деформируемыми; тяжелые части, деформации
которых малы, считают абсолютно твердыми телами— материальными точками.
В результате осуществляется переход к системе с сосредоточенной массой, имеющей
одну степень свободы. Движение т акой системы описывается обыкновенным диффе-
ренциальным уравнением. Например, система, состоящая из пружины с закреплен-
ным на ее конце грузом (рис. 3.2.1а), имеет одну степень свободы, если пренебречь
136
ГЛАВА 3
массой пружины, а груз считать абсолютно жеспсим телом, перемещающимся по-
ступательно по направляющей. Другим примером системы с одной степенью сво-
боды является закрепленный на валу диск (рис. 3.2.16) при условии, что он может
совершать только вращательное движение относительно оси вала (крутильные коле-
бания), а масса вала весьма мала по сравнению с массой диска.
В первом из этих примеров независимой координатой, определяющей положение
центра массы (//V) груза, является абсциссах, отсчитанная от положения равнове-
сия; во втором — угол поворота диска ip. Заме гим, что если во втором примере рас-
сматривать поперечные колебания диска с валом, то система будет имет ь две степени
свободы: положение диска характеризуется в этом случае смещением х его центра
массы и углом поворота оси в. На рис. 3.2.1 в показана балка, подверженная попе-
речным колебаниям с двумя сосредоточенными массами и тг Если собственная
масса балки незначительна по сравнению с массой грузов, то такая система имеет две
степешт свободы. Инотда системы с одной, двумя и т. д. числами степеней свободы
называют соответственно одномассовой, овухмассовой и т. д.
Механическую систему с упругими связями называют линейной, если сила упру-
гости связи линейно зависит от перемещения. В большинстве случаев это возможно
лишь при малых перемещениях. Для линейных систем справедлив принцип супер-
позиции, позволяющий суммировать результаты внешних воздействий на систему не-
зависимо о г порядка их приложения.
Классификация механических колебательных систем и процессов. 11о виду
колеблющегося объекта различают:
- колебания стержней, т. е. тел, в которых одно измерение (длина) весьма велико
по сравнению с двумя другими;
- колебания оболочек (тонкостенных цилиндров, сфер и т. п.), т. е. тел, два измере-
ния которых значительны по сравнению с гретьим (толщиной). В этот раздел входит
и изучение колебаний пластин;
Рис. 3.2.1. Схемы упругих механичес-
ких систем: а— пружина с закрепленной
массой; б— вал с диском; в— балка с двумя
сосредоточенными массами
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
137
— колебания тел, т. е. материальных объектов, все при измерения которых сравни-
мы между собой, например, фундаменты машин.
Так как любую машину можно представить в виде невесомых, но деформируемых
элементов (балок, рам, валов и т. д.) и абсолютно твердых тел с сост редоточенной
массой (дисков, роторов центрифуг, маховиков, корзин пальцевых измельчителей
и т. д.), то настоящая глава посвящена изучению колебаний стержней, каковыми яв-
ляются, например, балки, валы машин, различного рода пружины и т. п.
В зависимости ог направления перемещений колеблющихся
масс, закрепленных на стержне, различают гри i ипа колебаний стержней:
- продольные колебания — сечения стержня колеблются вдоль оси ci ержня около
положения равновесия. Ст ержень ю укорачивается, то удлиняется, например, колеба-
ния растянутой вдоль оси и затем опущенной цилиндрической винговой пружины;
- поперечные колебания, или колебания изгиба — сечения стержня смещаются
нормально к его оси поочередно по одну и другую сторону от положения равновесия,
поворачиваясь при этом вокруг своих нейтральных осей. Таковы, например, колеба-
н ия закреплешюй по концам струны;
- крутильные колебания — сечения стержня поворачиваются на некоторый
уюл у, оставаясь в своей плоскости, вокруг оси стержня попеременно в одну и дру-
гую сторону, например, движение груза, укрепленного на конце подвешешюй гибкой
нити, закрученной и предоставленной затем самой себе.
В зависимости от причин, в ы з ы в а ю щ и х колебания системы,
колебательные процессы классифицируют следующим образом:
- свободные колебания — колебания, которые совершаются при огсутст вии вне-
шнего воздействия и без поступления энергии извне. Они происходят за счет ранее
накопленной энергии, например, при нарушении равновесия системы. На рис. 3.2.1а,б
тела показаны в неравновесном состоянии; после устранения причин, препятсгву-
Ю1 цих движению изображенных тел, они начнут совершать свободные колебания.
Если система консервативна, т. е. ее полная механическая энергия остается посто-
ятпюй при колебаниях, свободные колебания могут продолжаться бесконечно долго.
Реалыю происходит диссипация энергии — из-за потерь на внешнее и внутреннее
трение, полная механическая энергия убывает со временем;
- вынужденные колебания — колебания, происходящие под дейст вием внешней
периодической возмущающей силы, например колебания корпуса центрифуги от вра-
щающегося ротора;
- параметрические колебания определяются изменением во времешт параметров
системы; пример— колебание груза, закрепленного на горизонтальной консольной
балке при периодическом изменении длины;
- автоколебания (самовозбуждающиеся колебания) возникают и поддерживаются
источником энергии неколебательной природы при условии, что источник энергии вхо-
дит в рассматриваемую систему. Простейший пример автоколебательной системы —
часовой механизм, в котором заведенная пружина служит источником энергии, а ко-
лебательный характер подведения энергии от источника определяется самим
движением системы с помощью специального механизма.
В машинах химических производств встречаются все виды колебательных сис-
тем и колебательных процессов. В дальнейшем рассмотрены линейные ynpyi ие сво-
бодные и вынужденные колебания стержней.
138
ГЛАВА 3
Свободные колебании. Если упругая система в результате в шимодействия с ка-
ким-либо другим физическим телом оказывается выведенной из состояния равно-
весия, то после прекращения указанного взаимодействия система будет совершать
свободные колебания.
Аналитическое выражение этих колебаний может быть получено из дифферен-
циального уравнения движения; такое уравнение всегда может быть записано, если
известны действующие па движущееся тело силы.
Свободные колебания упругой консервативной линейной системы с одной степе-
нью свободы рассмотрим на примере, показанном на рис. 3.2.1а. При свободных ко-
лебаниях в любой момент времени на массу т, отклонившуюся от положения ста-
тического равновесия на величину х, будет действовать восстанавливающая сила Ру
и сила инерции F. Рассмотрим каждую из этих сил, считая положительными силы,
перемещения, скорости и ускорения, направленные направо.
Восстанавливающая сила Р— это сила упругой реакции системы, действующая
на тело со стороны упругой связи (например, пружины) и возникающая при откло-
нении массы т от положения статического равновесия. Эта сила, стремящаяся вер-
нуть массу в положение статического равновесия, направлена в сторону, противопо-
ложную перемещению, и в соответствии с принятым правилом знаков должна быть
отрицательной. Восстанавливающая сила пропорциональна величине отклонения х
т очки, в которой сосредоточена масса, т. е. 1 ’ = сх.
Коэффициент пропорциональност и с называет ся жесткостью, имеющей размер-
ность ЬРм и численно равной силе, которую нужно приложить к рассматриваемой
точке системы, чтобы изменить ее деформацию (перемещение) на единицу длины.
Эта величина, зависящая от упругих и геометрических характеристик системы, может
быгь найдена из общего выражения для перемещения, вызвашюго силой, чиелешю
равной произведению 5с и приравненной единице, т. е.
х = 8с = 1, или с= 1/6,
где 5 — податливость, определяемая как перемещение рассматриваемой точки, вы-
званное единичной силой.
Сила инерции F в соответствии с принципом Даламбера равна произведению массы т
на ее ускорение, т. е. на вторую производную пут и или перемещения х по времени t. Эта
сила направлена в сторону, противоположную ускорению, и считается отрицательной
F = — тх.
Подставляя вместо сил Р и Fnx выражения в уравнение динамического равнове-
сия всех сил, действующих на массу, получаем обыкновенное однородное линейное
дифференциальное уравнение второго порядка тх + сх = 0 или
х + СО*х = 0, (3.2.1)
где со о = — физический параметр, характеризующий колебательные свойства сис-
темы и называемый угловой частотой.
Уравнение (3.2.1) имеет решение
х = /lsin(co0< + <р), (3.2.2)
т. е. при свободных колебаниях консервативной системы движение массы происходит
по гармоническому закону с амплитудой А, угловой частотой со0 и начальной фазой (р
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
139
(рис. 3.2.2). Амплитуда коле-
баний равна наибольшему зна-
чению отклонения цешра массы
тела от равновесного положе-
ния. Угловая час гола свободных
колебаний зависит только от
свойств системы, поэтому ее
еще называют соб< твенной час-
тотой. Собственная частота од-
номассовой системы возрастает
при увеличении жесткое™ упру-
гой связи иуменьшешш массы
тела и находится из уравнения
Рис. 3.2.2. График свободных гармонических ко-
лебаний
Собстве1шую частоту измеряют в с*’. Она связана с периодом колебаний (продол-
жительность полного колебания, с) Твыражением
.. _ 2тс
й)0 — •
Величину, обратную периоду колебаний, называют частотой колебаний и изме-
ряют в герцах (Гц)
f__ 'Г-1 _ ^0
7 ~ ~ 2тг‘
Скорость и ускорение тела в колебательном движении находят дифференцирова-
штем уравнения (3.2.2)
х = ?ltD0cos(tD0/ + <£>); х = + <р). (3.2.3)
Если известны начальные смещение хф и скорость тела, то амплитуду и началь-
ную фазу колебаний можно выразить через х0 и л;, подстановкой в уравнения (3.2.2)
и (3.2.3) х0, % и t = 0:
А =
; ф = arctg—г-^.
Иногда собственную частоту колебаний выражают через статическую деформа-
цию упругой связи, которая была бы вызвана силой Q, равной весу тела mg:
(О.
где Q = mg , х„ = .
С
Полученные соотношения справедливы для любой упругой системы с одной сте
пенью свободы при продольных или поперечных колебаниях массы.
Пример 3.1. Рассчитать собственную частоту колебаний консольной балки с сосредото-
ченной на ее конце массой т Модуль упругости материала балки Е, момент инерции сече-
ния/(рис. 3.2.3а). Массой балки пренебречь.
Решение. Частота собственных колебаний О)0
деформация у
консольной балки статическая
О1 О 3EJv
= jyy жесткость с = = —у—; следовательно, СО0
3EJ
тР ’
140
ГЛАВА 3
Рис. 3.23. Схемы к расчету частот свободных колебаний:
а — консольная балка; б — цилиндрическая пружина
Пример 3.2. Рассчитать частоту собственных колебаний груза массой т, закрепленного
на цилиндрической пружине. Размеры пружины показаны на рис. 3.2.36, число витков п, мо-
дуль сдвига G.
Решение. Статическая деформация пружины под воздействием Q = nig силы равна
ZQD'n Gd4
У а = ; жесткость пружины с =
8D' пт
Выражения для определения коэффициента жесткости с некоторых одномассо-
вых систем приведены ь габл 3.1.
Таблица 3.1
Коэффициенты жесткости с систем с одной степенью свободы
№ п/п Расчетная схема Формула расчета с
Z и
1 ES
У т А »• 1
/и, Ь г|
2 Г 3Ej(a + b)
Я | ZW агЬг
3 £ ‘ I'tl 3EJ (а + 1)а2
и а । b
4 \2Ej{a + 6)?
* Ti * п’62(3а + 46)
1 А »|
5 J Г !♦ 12£/
Я dh а -(4а + 3/)
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
141
Примечание. Е — модуль упругости; S,J—площадь и момент инерции течения балки;
с2 — жесткости ynpyi их элементов.
Затухание свободных колебаний. При рассмотрении свободных колебаний было
принято допущение, что последние происходят при отсутствии каких бы го ни было
причин, препят с гвующих движению, т. е. поглощающих энергию колеблющихся сис-
тем. Между тем очевидно, что такие причины всегда имеют место, например, сопро-
тивление среды, грение в опорах, трение внутри самого материала (вязкость), вслед-
ствие которых часть энергии деформации превращается в тепло. Так как свободное
колебание происходит без притока энергии извне, а причины, вызывающие потери
энергии, действуют постоянно, то, очевидно, амплитуды колебаний стечением вре-
мени должны уменьшаться до тех пор, пока, наконец, по истечении более или менее
продолжительного отрезка времени, колебание не прекратится. Колебания описанно-
го типа называются затухающими. Силы, являющиеся причиной потери энергии, ее
рассеяния, называются диссипативными (рассеивающими) силами.
Особенно значительны потери на грение в демпферах — устройствах, предназна-
ченных для гашения колебаний.
Установим основные закономерности свободных колебаний упругой линейной
системы при наличии силы вязкого сопротивления R, пропорциональной первой сте-
пени скорости перемещения массы (например, при колебаниях в вяжой жидкости),
R = ах, где а — коэффициент пропорциональности, представляющий собой посто-
янную, зависящую от вида демпфирующего устройства и равную величине демпфи-
рующей силы при скорости, равной единице.
Из рассмотрения схемы действия сил R, F и Р (рис. 3.2.4я) следует, что
— F — Ру — R = 0 или тх = — сх — ах
Вводя обозначение = п, = 0)^ получим дифференциальное уравнение
для свободных колебаний с учетом сил вязкого сопрогивления
х + 2пх + СО^х = 0. (3.2.4)
142
ГЛАВА 3
Рис. 3.2.4. Свободные колебания при вязком сопротивлении: а— расчетная схема;
б — график свободных колебаний с затуханием
Рассмотрим случай, когда зависящая от вязкого сопротивления величина п2 мень-
ше, чем велич ипа со^. В этом случае общее решение уравнетшя (3.2.4) имеет вид
х = Яе""'8т(ам + ^),
где СО. = Jco20 - п2 < СО0.
Практически п2 значительно меньше со2, и для приближенных расчетов можно
принимать а>х ~ соо.
Для определения постоянных Л и j используют начальные условия: х = х0 и Jt =
при / = 0.
Проведя процедуры, аналогичные выполненным при анализе свободттых колеба-
ний, получим уравнения для определения амплитуды и начальной фазы колебании
Поскольку СО] = const, колебания системы изохронны, т. е. длительность цикла
колебаний постояшш во времени, а множитель е"и в решении уравнения (3.2.4) по-
степенно убывает со временем, то вызванные вначале колебания будут постепенно
затухать. График свободных затухающих колебаний показан па рис. 3.2.46.
Найдем натуральный логарифм отношения двух последовательных од-
нозначных амплитуд свободных колебаний для моментов времени t. м tf + Т
А, = Ле-Я//; Ai+ х = Ае~п^‘ + который обозначим 8:
In
= = 1пея(''+г"'-) = пТ= 2тг^-.
\Ае~п^‘+ тч
Эта величина, характеризующая скорость затухания колебаний или диссипатив-
ные свойства системы, называется логарифмическим декрементом колебаний, а вели-
чина п — ----коэффициентом затухания или коэффициентом демпфирования.
ДИНАМИЧЕСКИЕ расчеты машин
из
На практике принимают, что диссипативные свойства металлоконструкций опре-
деляются законами вязкого трения. Обычно д = 0,03...0,07 для стали, д = 0,12...0,24
для кирпичной кладки и <5 - 0,15...0,30 для железобетона.
Рассмотрим случай, когда п > <у0, который может иметь место при использовании
демпферов с большим сопротивлением. Движение в этом случае будет иметь уже неко-
лебателытый характер; система, выведенная из положения равновесия, постепенно, все
уменьшая скорость, стремится к нему. Такое движение называют апериодическим.
Критическая величина демпфирования, при которой движение теряет колебатель-
ный характер, определяется условием п > <у0. Для этого случая
акр = 2/ст .
Следовательно, критическое значение коэффициента демпфирования определяет
границу между колебательным и апериодическим движением в системе.
Способы возбуждения колебаний. К причинам колебаний мехатшческой систе-
мы можно отнес ги следующие:
1. Силовое возбуждение колебаний, обусловленное воздействием внешних, не
зависящих от состояния системы сил или моментов, приложенных к инерционным
элементам системы (пример— колебания, вызванные неуравновешенностью масс
звеньев механизмов).
2. Кинематическое возбуждение колебаний, вызванное линейными или угловы-
ми перемещениями отдельных элементов системы, не зависящими от ее состояния
(использование в упругих системах кривошипно-ползуштых, эксцентриковых и дру-
гих механизмов).
3. Параметрическое возбуждение колебаний, когда независимо от состояния систе-
мы меняются во времени ее параметры, например, жесткость, массы, моменты инерции.
4. Автоколебания — незатухающие колебания, которые осуществляются в некогг-
сервативнои системе при отсутствии переменного внешнего воздействия, причем ам-
плитуда и период этих колебаний определяются свойствами самой системы. Автоко-
лебания поддерживаются за счет регулируемого самой автоколебательной системой
поступления энергии от специального источника, содержащегося в самой системе.
Примерами автоколебаний являются колебания маятника часов, электрические коле-
бания в генераторе.
В вибрационных машинах исполнительному органу сообщают вибрацию для
осуществления или интенсификации выполняемого процесса либо для повышения
качества выполняемой работы. Для возбуждения вибрации в этих машинах исполь-
зуют специальные устройства— вибровозбудители. Наибольшее распространение
получили вибровозбудит ели следующих типов:
- механические, в которых вращательное движение преобразуется в колебатель-
ное (преимущественно эксцентриковые и кулачковые механизмы). Закон движения
ведомого звена может быть близким к гармоническому. Эти возбудители применя-
ют в некоторых типах грохотов, вибрационных центрифугах, червячных смесителях,
пульсационных экстракторах;
- гидравлические и пневматические поршневые, вынуждающая сила которых со-
здается давлением жидкости, пара или газа, приводящим в возврапю-поступагелытое
движение относительно цилиндра поршень возбудителя. Пневматический поршне-
вой возбудитель (рис. 3.2.5л) состоит из цилиндрического корпуса 1 и размещенного
144
ГЛАВА 3
Рис. 3.2.5. Поршневые вибровозбудители: а — пневматический; б — гидравлический
в нем поршня 2. имеющею проточки и каналы. Для подачи сжатого воздуха служит
патрубок 4; отверстия 3 и 5 предназначены для выпуска воздуха. В положении ци-
линдра, показанном на схеме, сжат ый воздух по внут pei гнему канал}' в цилиндре,
проточке 6 и каналу 7 в поршне попадает в левую полость цилиндра. Под действием
давления воздуха поршень начинает перемещаться относительно цилиндра впра-
во, пока не будет оз крыто отверстие 4, через которое воздух выходит в атмосферу;
к этому моменту прекращается подача сжатого воздуха в левую полость цилиндра
и начинается его подача по ранее рассмотренной схеме в правую полость цилиндра.
Вибровозбудители подобного типа могут работать в безударном режиме, в режиме
одно- или двухсторонних ударов. Пневмовозбудители применяют в вибропитап елях,
в вибродозаторах и ряде других машин химических производств.
Пульсаторный беззолотниковый гидравлический поршневой возбудитель
(рис. 3.2.56) также имеет цилиндр / и поршень 2. Полости цилиндра трубопрово-
дами 3 и 5 сообщают ся с соответствующими полостями поршневого насоса 4. Гид-
равлические вибровозбудители применяют преимущественно в тех машинах, где ис-
пользуют гидропривод, например в некоторых видах оборудования для переработки
Рис. 3.2.6. Электромагнитный
внбровозбудитсль
полимерных материалов;
- электромагнитные, в которых
сила, возбуждающая колебания, воз-
никает в результате воздействия ме-
няющегося во времени магнитного
поля на ферромагнитное тело (якорь)
(рис. 3.2.6). Выпрямленный ток,
поступающий в ка тушку электро-
магнита /, создает пульсирующее
магнитное поле, которое приводит
к взаимному перемещению сердеч-
ника 2 и якоря 3. При этом корпус
технологической машины, жестко
связанный с якорем, получает коле-
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
145
багелыюе движение. Возбудители такого i ина часто применяют в бункерах для сыпу-
чих материалов, дозаторах, питателях;
- центробежные — это инерционные вибровозбудители с вращательным движе-
нием инерционного элемента. Вынуждающая сила, развиваемая при движении инер-
ционного элемента,, содержит преимущественно нормальную составляющую силы
инерции, т. е. центробежную силу. Цснгробежные вибровозбудители подразделяются
на дебалансные и планетарные.
У дебалансного вибровозбудителя инерционный элемент, называемый дебалан-
сом, устанавливается в подшипниках, связанных с корпусом вибровозбудителя, и не
уравновешен относительно оси вращения. Вращение дебаланса осуществляет какой-
либо привод.
Дебалансные вибровозбудители широко используют в вибрациотшых машинах,
например в различного рода грохогах, некоторых типах конусных дробилок, вибра-
ционных мельницах и т. д. В простейшем случае при использовании одного дебалан-
са генерируется круговая вынуждающая сила, лежащая в плоскости вращения деба-
ланса (рис. 3.2.7а). Если дебаланс вращается от асинхронного электродвигателя, то
модуль (амплитуда) вынуждающей силы Ро— практически постоянная величина:
Р0 = т0<у2г,
где т0 — масса дебаланса; cd — угловая скрость; г — расстояние ог оси вращения до
центра масс дебаланса.
Дебалаисный вибровозбудит ель направленного действия состоит из двух деба-
лансов, синхронно и синфазно вращающихся в противоположных направлениях во-
круг одной (рис. 3.2.76) или двух параллельных осей (рис. 3.2.7в) в подшипниках.
Рис. 3.2.7. Дебалансные вибровозбуднгелн: а — с одним дсбалансом; б. в— с двумя дсба-
лапсами (направленного действия); г — маятниковый
146
ГЛАВА 3
закрепленных на общей стойке. В этом случае результирующая вынуждающая сила
изменяется по синусоидальному закону и имеет постоянное направление по оси, сов-
падающей с биссектрисой угла между силами Р Результирующая сила определяется
по уравнению
Р = 2Ptisin(coZ).
Иногда применяют л/оя/яннковыедебалансные возбудители (рис. 3.2.7г). Они поз-
воляют применением одного дебаланса получить практически постоянно направлен-
ную синусоидально колеблющуюся вынуждающую силу. Ее направление совпадав г
с прямой, соединяющей ось подвеса / маятника 3 с центром оси вращения дебалан-
са 4. Опрокидывание корпуса вокруг оси подвеса исключают ограничители 2.
У планетарного вибровозбудителя инерционный элемент, называемый бегунком,
обкатывается по беювой дорожке корпуса и, следователыю, совершает два движе-
ния: обкатку и собственное движение, которые связаны определенным передаточным
отношением. Одно из этих движений вызывает какой-либо привод.
На рис. 3.2.8а,б показаны схемы поводково-планетарных вибровозбудителей с на-
ружней обкагкой. Бегунок / обкатывается по беговой дорожке 2 корпуса 3 с помощью
поводка 4, вращение которому сообщает вал 5. Поводок в первом случае вилочный,
а во втором шарнирно-рычажный. Фрикционно-планетарный вибровозбудитель с на-
ружней обкаткой (рис. 3.2.8в) состоит из бегунка /, собственное вращение которого
б)
в)
Рис. 3.2.8. Плоские схемы центробежных внбровозбуднтслсй с одним инерционным воз-
будителем: а, б — поводково-планетарный; в, г — фрикционпо-планстарный
г)
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
147
поддерживает двигатель через вал 2. Бетунок 7 обкатывается по беговой дорожке 3
корпуса 4. В случае внутренней обкатки (рис. 3.2.8г), бегунок 7 обкатывается по
беговой дорожке, образуемой боковой поверхностью пальца 2, жестко связанного
с корпусом 3. Обкатку в обоих случаях поддерживают силы сухого трения между бе-
гунком и беговой дорожкой, возникающие мод действием центробежной силы, при-
жимающей бегунок к дорожке. Следует заметить, что плане гарные вибровозбудите
ли не нашли применения в химической промышленности.
Вынужденные колебания. В предыдущих пунктах рассматривались свободные
колебания линейной упругой системы. Рассмотрим теперь случай, когда кроме вос-
станавливающей силы Р и силы инерции F (рис. 3.2.9а) на груз действует перио-
дически возмущающая сила Pit) = Posin(a>/). Первоначально допустим, что неупру-
гие силы сопротивления отсутствуют. "Уравнение движения в этом случае имеет вид
тх =— Рк.-|- Р(/), что после подстановок Ру = сх, = 0)^ nP(t) = Posin(<wZ) дает
выражение
р
х + й)20х = -^sin(a)t). (3.2.5)
Как известно, общее решение линейного неоднородного дифференциального
уравнения второго порядка раьно сумме част ного решения неоднородного уравнения
(3.2.5) и общего решения однородного уравнения, которое получим из (3.2.5), если
положим Ро = 0.
Найдем частное решение. Допустим, что оно гармоническое с частотой со. Пусть
x(Z) = /40sin(<wZ); подставив ,х(/) и X(t) в выражение (3.2.5), получим:
(Р i
-^Isin(fi9z).
Откуда амплитуда вынужденных колебаний будет равна
Р. = Р.
т(а>$-0)2) тО) 20(1 - О)2 / а>£)'
(3.2.6)
Рис. 3.2.9. Вынужденные колебания од-
номассовой системы без сопротивлений:
а— схема приложения сил, б— амплитуд-
но-частотная характеристика
148
ГЛАВА 3
Таким образом, общее решение уравнения (3.2.5) с учетом частного решения нри-
нимает вид
х = Jsin(fi90/ + ф) + /l^sinto) =
= A sin (й) 01 + ф) +- sin (cot). (3.2.7)
v ' тСО'0(\ — СО /СО0)
Как видно, это решение состоит из двух частей; первый член (3.2.7) представляет
собой свободные колебания, а второй член, зависящий от возмущающей силы, —вы-
нужденные колебания системы. Вынужденные колебания происходят с частотой вне-
шней силы, их амплитуда определяется амплитудой и частотой внешней силы и пара-
метрами системы. Собственные колебания происходят с частотой <у0, а их амплитуда
и фаза зависят от внешней силы и от начальных условий, как и ранее в случае изоли-
рованной системы.
Следует иметь в виду, что как бы ни была мала величина затухания, всеща по
прошествии достаточного времени собственные колебания затухают и в системе ос-
таются только вынужденные колебания с частотой со.
При анализе вынужденных колебаний примем во внимание, что тСО20 = с, аотно-
р
шение _« = —равновесная амплитуда, соответствующая статической деформации
упругой связи при воздействии на нее силы Р. Тогда из уравнения (3.2.6) получим
= ] О)2 =
й?2
где/— коэффициент динамического усиления (коэффициент динамичности), кото-
рый выражает динамичность действия силы Р.
Z = (3.2.8)
Коэффициент динамичности характеризует не только отношение амплитуд при
динамической и статистической деформации упругой связи, но и отношение соот-
ветствующих максимальных сил и напряжений. Коэффициент динамичности зави-
сит только от отношения a)lcoQ, т. е. от частного, получаемого делением частоты
возмущающей силы на частоту свободных колебаний системы. На рис. 3.2.96 по-
казано изменение динамического коэффициента в зависимости от отношения <у/а>0.
Кривую соответствующей зависимости называют амплитудно-частотной харак-
теристикой.
Как видно, при малых значениях отношения <у/<и0, т. е. в случае, когда част эта воз-
мущающей силы мала по сравнению с частотой свободных колебаний, динамический
коэффициент близок к единице (/~ 1) и перемещения приблизительно такие же, что
и при статическом действии силы Posin(<yZ).
Когда отношение <у/<у0 приближается к единице, динамический коэффициент
и амплитуда вынужденных колебаний быстро возрастают и стремятся в бесконеч-
ность при со = со0, т. е. в случае, когда частота возмущающей силы точно совпадает
с частотой свободных колебаний системы. Это явление носит название резонанса,
а соответствующая частота вынужденных колебаний — резонансной. Полученные
бесконечные значения амплитуд вынужденных колебаний указывают, что при соот-
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
149
вегсгвующем темпе изменения возмущающей силы амплитуды колебаний неогра-
ниченно возрастают, если отсутствуют неупругие сопротивления. В практических
тающимся неподвижным. При рассмотрении знака выражения -
1
случаях такие сопротивления всегда существуют; их влияние на амплитуды вынуж-
денных колебаний будет рассмотрено ниже.
Динамический коэффициент принимает конечное значение, когда частота возму-
щающей силы станоып ся большей, чем частота свободных колебаний. Его абсолют-
ная величина уменьшается с возрастанием оз ношения <у/<у0 и приближается к нулю
при весьма больших значениях этого отношения (/ -> 0). Это означает, что если на
колеблющееся тело действует сила высокой частоты (со/а>() велико), то вызываемые
ею колебания имеют малую амплитуду и во многих случаях тело можно считать ос-
—- видно, что
О)2
для случая со < это выражение положительно, а для со > <у0 оно становится отри-
цательным. Эго показывает, что если частота возмущающей силы меньше час юты
свободных колебаний, то вынужденные колебания и возмущающая сила все время
находятся в одной фазе. Если ш > <у0, то сдвиг фаз между вынужденными колебани-
ями и возмущающей силой становится равным л. Колебания системы происходят
в противофазе с вынуждающей силой PQ, причем в пределе при со —♦ оо амплитуда
Ло —> 0. Эффект уменьшения динамической деформации и напряжения объясняется
тем, что низкочастотная упругая система «не успевает» реагировать на быстрые из-
менения возмущающей с илы.
Как уже было показано, при резонансе (при со/со0 = 1) амплитуда вынужденных
колебаний стремится к бесконечности. Детальный анализ закономерности, характе-
ризующей изменение амплитуд при резонансе, с учетом определенных начальных
условий, приводит к выражению
x(t) = Лст [sin(fi9Qt) - 6Wcos(6D0r)].
Изсоответ ст вующегографика (рис. 3.2.10)
видно, что пиковые значения перемещений
возрастают пропорционально времени, при-
чем их безграничное нарастание характерно
только для линейной упругой системы (без
трения). Увеличение амплитуд происходит во
времени, следовательно, возможен переход
через резонанс в период пуска машины при
его достаточно малой длительности. Вместе
с тем при наличии вынужденных колебаний
эксплуатация машин в режимах, близких
к резонансному, приводит к значительному
увеличению коэффициентов динамичности
Рис. 3.2.10. График колебаний
при резонансе
и, как правило, не допускается.
Если вынужденные колебания в линей-
ной упругой системе происходят при вяз-
колеблющегося тела принимает вид
ком сопротивлении го уравнение движения
х + 2лх + й)1х = -^sin(iyz); соответствующие вынужденные колебания описыва
ются выражением
150
ГЛАВА 3
x(Z) = Aosin(ct)t - у), (3.2.9)
где Ао = -г---------------------- и у = arctg
/А _ . 2й?2и2
Д 69 о/ ^0
В формуле (3.2.9), как и ранее, принято Аст = у = 2\. Коэффициент ди-
намичности для рассматриваемого случая равен ' ' °'
Г. «2 1-0.5
х = AJA„ = [(1 - б)7б)2) + 4й)2п2/й)11
ii при резонансе принимает конечное значение
/ = %/2и. (3.2.10)
Амплитудно-частотная характеристика при вынужденных колебаниях с вязким со-
прел явлением показана на рис. 3.2.11. В рассматриваемом случае влияние вязких сил
сопротивления проявляется лишь в резонансной области в интервале 0,7 < <у/<у0 < 1,3.
Максимальные значения динамического коэффициента / мало отличаются от резо-
нансных значений, определяемых выражением (3.2.10).
Из уравнения (3.2.9) следует, чт о перемещения массы происходят с частотой, co-
ot вс тот вующей изменению вьпгуждающей силы, но отстают от нее по фазе на угол у.
При малых час готах со этот угол невелик, при резонансе равен ’Лтс, а при очень высо-
ких частотах со вынуждешгых колебаний близок к я.
При выполнении инженерных расчетов обычно удовлетворяются проверкой ус-
ловия отсутствия резонанса или попадания в резонансную область, а также расче-
том коэффициента динамичное ги. По известной величине/определяют напряжения
в упругих связях о = х^сг где <7— напряжение в рассматриваемом элементе упругой
связи при статическом приложении максимальной вынуждающей силы Р.
При отношениях <и/<у0, соот-
ветствующих ре юнансной облает и,
коэффициент х, амплитуда А, и на-
пряжения достигают очень больших
значений, что ведет к нарушению нор-
мального функционирования машины
или даже к разрушению элементов ее
упругой системы. В подобных слу-
чаях стараются вывеет и систему из
резонансной области. Бели частота
а» вынужденных колебаний задана,
например, условиями выполнения
технологического процесса, то тем
или иным способом изменяют ча-
стоту собственных колебаний сис-
темы. Предпочтительно, чтобы при
этом отношение <и/<и0 было больше
единицы, так как в подобном случае
можно получить коэффициент дина-
мичности |х| < 1. Частоту <у0 рацио-
Рнс. 3.2.11. Амплитуцпо-частотпая характерис-
тика вынужденных упругих колебаний одно-
массовой системы с вязким сопротивлением
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
151
нально уменьшат ь снижением жесткости упругих связей, что позволяет по крайней
мере не увеличивать металлоемкость системы. Такого же эффекта можно добить-
ся введением демпферов: как следует из рис. 3.2.11, при прочих равных условиях
с увеличением отношения 2л/со0 коэффициент динамичности в резонансной облас-
ти резко уменьшается.
3.3. Колебания линейных систем
с несколькими степенями свободы
Уравнение движения системы. Рассмотрим колебания сист емы, состоящей из п
масс, т. е. имеющей п степеней свободы При выводе уравнений движения использу-
ем принцип Даламбера, т. е. учитываются силы инерции масс.
Положение j-й массы при ее перемещении под действием силы инерциии (—т.у,)
и вынуждающей силы Р определяется независимой координатой yf, уравнение кото
рой можно представить в матричной записи
у + 8ту = 8Р, (3.3.1)
причем
где у— мафица-столбец перемещений; Р— матрица-столбец вынуждающих сил;
т — диагональная матрица масс; д— матрица коэффициентов влияния (единичных
перемещений), симметричная относительно главной диагонали.
Аналитическое определение частот собственных колебаний балок. Частоты
собственных колебаний рассчитывают для сопоставления их с частотой вынужден-
ных колебаний, т. е. для проверки непопадания в резонансную зону.
Рассмотрим свободные поперечные колебания балки с п сосредоточенными мас-
сами; система закрепления балки может быть произвольной (рис. 3.3.1). В связи с от-
Рис. 3.3.1. Схема балки с п сосредоточенными массами
152
ГЛАВА 3
Рнс. 3.3.2. Балка с консольно закрепленным массивным телом: а— схема балки; б —
расчетная схема; в, г — эпюры изгибающих моментов от единичных (в) силы и момента (г)
сутствисм вынуждающих сил уравнение (3.3.1) можно записать с учетом пришлых
обозначений (3.3.2) в виде
у = - 8 т у, (3.3.3)
где <5 рассчитывают методами, излагаемыми в курсе «Сопротивление материалов».
Решение уравнения (3.3.3) проиллюстрируем па двух примерах: балка, нагру-
женная двумя массами (рис. 3.2.1 в), и балка с консольным закреплением массивною
груза (рис. 3.3.2а).
Пример 3.3. Рассчитать частоты собственных колебаний балки с двумя массами
и т2 (и = 2).
Решение. В соответствии с уравнением (3 3 3) и обозначениями (3.3.2) для п = 2 полу-
чим
уА __ ри о Wy,
У2) <522До т2/\у2
т. е.
J, =-- ль<5125’2; у2 =-т,821у, - т2822у2. (3.3.4)
Частные решения уравнения (3.3.4) имеют вид^ = А} sin(co/ + (р), у2 = A2sir\(cot + ^).
Соответственно yt = -4Ico2sin(co/ + ^), у2 = -А ,со2 sin(cot + ^), что после подстановки
в уравнения для yt иу2 и сокращения на sin(co/ + ^) дает Аг = u>'(mi6llAl + ш2<512/С)
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
153
и А2 = + т2<522А2). После преобразований получим систему линейных однородных
уравнений относительно амплитуд А и А2
А}(8^т}0)2 — 1) + А28ит2СО2 = 0;
Ai3umt(D2 + А2(8 22т2О)2 — 1) = 0.
Тривиальное решение системы, когда все амплитуды равны нулю (А = 0, i = 1,2), ин-
тереса не представляет, так как оно соответствует отсутствию колебаний балки. Для того
чтобы рассматриваемая система имела решения, отличные от нуля, необходимо, чтобы ее
определитель был равен нулю:
8 1 8 = Q
8итхаР 322т}й)2— 1 v 7
Это выражение называют частотным уравнением.
Раскрыв определитель, получим биквадратное уравнение относительно со (по теореме
о взаимности перемещений <5)2 = <521):
m]m2(3i]o :2 — 82г)йР — (т18и + т2322>)С02 +1=0
или
а2й)* - а.й)2 +1=0,
где а2 = — 5^2)т,/»2; а, = /«,5,, + т}822. Следовательно,
6У, = J\a] — Ja2 — 4а2)/2а2
Г______ _______ (3.3.6)
О>1 = /(^1 + Jal - 4а^/1а2
Все корни уравнения действительные; поскольку нас интересуют только положительные зна-
чения корней, то всего получим две частоты собственных колебаний, соответсгвуюцих двум сте-
пеням свободы системы. Следует отметить, что каждой собственной частоте колебаний отвечает
определенное соотношение амплитуд колебаний масс, т. е. собственная форма колебаний.
Пример 3.4. Пусть масса тела равна т, ее центральный момент инерции относительно
оси, перпендику пярной к плоскости колебаний, J; жесткость балки EJ постоянна по длине
(рис. 3.3.2а). Система имеет две степени свободы: положение тела определяется смеще-
нием у центра его массы и углом поворота 0. Определить частоты собственных колебаний
балки с консольным закреплением массивного жесткого тела.
Решение. Поскольку закрепленное тело жесткое, силу Ри = — ту переносим на конец
консоли (рис. 3.3.26) и вводим помимо момента Ми = — Jx0 пару сил с моментом М = РI.
В этом случае уравнения перемещений имеют вид
у = 5„Р„ + 512(К + Л/); е = 621Ри + 5И (К + М). (3.3.7)
Приняву=А sin(co/ + (pi) и 0=Bs\x\(cot + (р), после подстановки преобразований получим:
А = 8итй)А + З^тОРЦА + 8nJxOPB и В = 82imG)2A + 8птО)21ЛА + 822JxaPB.
Отсюда найдем определитель системы и приравняем его нулю:
(5И + Зп12)тйР - 1 SUJXCO2 =
(<521 + S^l^mCO2 8nJx(iP — 1
С учетом того, что <512 = <521, получим
где а 2 = - 82^mJx\ at = (<5„ + 8j})m + 8^х.
154
ГЛАВА 3
В случае системы с п степенями свободы получим соответственно п частот соб-
ственны к колебаний. В этом случае общее решение системы уравнений (3.3.2) состо-
ит из суммы частных решений
У, = + фк); i = 1,2, ...и,
л -1
здесь .4 — амплитуда перемещения i-й массы при k-й форме колебания.
Наименьшая, низшая частота собственных колебаний называется основной, осталь-
ные частот ы — высшими (обертонами); их принято располагать в порядке возраста-
ния. Совокупность всех частот образует спектр собственных частот системы.
Пример 3.5. Рассчитать частоту собственных колебаний балки (см. рис. 3.3.2а), состоящей
из двух швеллеров Ns 12 с суммарным моментом инерции сечения J= 608 см\ закрепленное
тело — площадка с электродвигателем (пж = 980 об/мин, следовательно, со = 102,5 с1) общей
массой т = 160 кг; момент инерции тела Jx = 3,5 кг м2; Z, = 2 м; l2 = Z3 = 0,5 м.
Решение. Коэффициенты влияния имеют вид (рис. 3.3.2в,а)
е _ G. + QU . е _ (2Z. + 3/J/2 . _ Z, + 3Z2
" “ 3EJ ’ 12 “ 6EJ ’ 22 ” 3EJ •
Расчеты дают: S,, = 1,7133-107 м/Н, S12 = 3,7692-107 1/Н, S22 = 9,5943- 107 1/(Н- м).
Следовательно, at = 6,0924 • 105, а2 = 1,2493 • 1011 и со, = 128,3 с1; со2 = 2205 с1. Полученные
результаты свидетельствуют о том, что частота вынужденных колебаний, вызванных элект-
родвигателем (102.5 с1), несколько меньше низшей собственной частоты колебаний балки
(128,3 с1) и значительно меньше второй собственной частоты (2205 с1). Проверка условия
_ со 102,5 л о
попадания в резонансную область = ^g 3 = ° показывает, что отношение частот по-
падает в резонансную область. Определим коэффициент динамичности по выражению (3.2.8)
^0 \128,3/
Таким образом, наличие динамической нагрузки, даже при отсутствии резонанса, при-
водит к увеличению напряжений в 2,8 раза по сравнению со статическими. Следовательно,
необходимо вывести систему из резонансной области.
Влияние упругости опор. В реальных конструкциях машин опоры всегда подат
ливые, поскольку все элементы конструкции деформируются под дейст вием прило-
женных сил. Рассмотрим влияние упругости опор на собственную частоту колебаний
упругой системы, в которой деформации опор связаны линейной зависимостью вос-
принимаемыми усилиями.
В соответствии с принципом суперпозиции при расчете перемещений центров
масс колеблющейся системы необходимо отдельно учитывать податливость опор.
Уравнение (3.3.2) в этом случае принимает вид
у =— z«(<5 + <5')у. (3.3.8)
где S' — коэффициент влияния, обусловленный упругостью опор (в предположении,
что колеблющаяся система представляет собой жеегкое тело).
Например, для балки с опорами А и В, смещающимися на расстояния^ и ув в по-
перечном направлении на пружинах (рис. 3.3.3а), линейное единичное перемещение
имеет вид
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
155
Рис. 3.3.3. Схемы к расчету коэффициентов влияния при наличии упругих опор: а — по-
перечное смещение балки; б— поворот балки
8' = 8 (] _ _ 51 + 8
и у ил I * I 1\ I / ' I2 ’
где zf — координал а центра массы т., положение которой определяют, z, — координа-
та центра массы <$< = 1 / сл и <5Д = 1 / сд — податливости опор А и В.
Угол поворота оси бруса, рассматриваемого как жесткое тело, постоянен для лю-
бого сечения балки
в = [a,z, - 8,{i - z,)]/p.
Если на балке закреплено тело с большим моментом инерции, учитывают дефор-
мации опор под воздействием инерционного момента. В этом случае (рис. 3.3.36)
коэффициент 8\ и угол поворота оси балки не зависят от положения тела j:
8'„ =- <5,(1 - z,/l)/l + 8,z,/l‘; 0 = (<5, + 8,)/1‘.
Таким образом, податливость опор снижает общую жесткость системы, что ведет
к уменьшению собс геенной частоты ее колебаний.
Пример 3.6. Определить частоту собственных колебаний балки, изображенной на
рис. 3.3.2, в предположении, что опора В — упругая с жесткостью сд.
Решение. Рассчитываем коэффициенты влияния 8\,,6'п и <5'и, обусловленные подат-
ливостью опоры В. Из элементарных геометрических соображений находим
о, _ (4 + 4 + А) е/ _ 4 + 4 + 4 _ 1
U л — Z. ]1 » U 11 ~ Z. 11 > U 22 — /2 •
* 1 * I * I
Эти коэффициенты влияния суммируем соответственно с <5Н , <512 и 8п (см. пример 3.4)
и далее рассчитываем ах и av по которым определяем частоту собственных колебаний.
Выполним числовой расчет, приняв, что рассматриваемая балка в точке В опирается на
другую балку в средней точке ее пролета, установленную в поперечном напоавлении. Концы
второй балки защемлены, ее общая длина / = 3 м. Балка — двутавр Ns 10, момент инерции
сечения J = 198 см4.
Жесткость тавровой балки, защемленной по концам (см. табл. 3.1, схема 6), при
а-Ь-1/2 = 1,5 м
св = с = ЗЕ7(а + б)'/(а‘&’) = 2,816 МН, м.
Расчеты дают <5'„ = 7,990 1 • Ю7 м/Н; 8\г = 2,663 3-107 1/Н; <5'и = 1,775 6-107 1/(Н • м).
Следовательно,8,, + 8\, = 9,703 4 • 10'7 м/Н; <512 + <5'|2 = 6,432 5’10’7 1/Н; 322 + 8'п =
= 11,369 9-10'71/(Н • м); ах = 2,106 911Q-4; а, = 3,861 2- Ю'10. Отсюда со, = 97,9 с1, со2 = 1640 с\
156
ГЛАВА 3
Как видно из расчетов, при учете упругости опоры В частоты собственных колебаний
уменьшаются (см. пример 3.5), а низшая частота собственных колебаний близка к частоте вы-
нужденных колебаний; отношение частот попадает в резонансную область (су,/ а>2 = 1,04).
Определим коэффициент динамичности
Х = , _ йт2 = 1 - 1,082 = 12’2’
Таким образом, если учитывать упругости опоры В, то коэффициент динамичности уве-
личится примерно в 4,5 раза по сравнению с жесткой опорой В (пример 3.5).
Аналитическое определение частот собственных колебаний однопролетной
балки с распределспной массой. При статическом изгибе балок для расчета утла по-
ворота сечения, изгибающего момента, поперечной силы и интенсивности нагрузки
соответственно используют следующие дифференциальные соотношения:
# = 6 = = (3.3.9)
dz dz2 dz \ dz2 /’ v dz2 \ dz2} v '
Если балка имеет постоянное сечение, то ее жесткость EJ постоянна. При сво
бодных колебаниях балки ее внешней нагрузкой являются распределенные силы
инерции, интенсивность которых q = — m&yldt1, где т = const — интенсивность рас-
пределенной массы, кг/м. Влияние продольных сил инерции элементарных масс,
обусловленное поворотом поперечных сечений, не учитывают (гипотеза Бернулли).
Таким образом, для балки постоянного сечения дифференциальное уравнение сво-
бодных колебаний с учетом выражения (3.3.9) для q можно записать в виде
^-У. + — о (3 3 10)
Э/2 \ т )\dz4) p.xivj
Воспользуемся методом разделения переменных, представив решение этого урав-
нения в виде у = м(г)У(/). Для функций, входящих в произведение, мы получим сле-
дующие уравнения:
Э2 Y/dt2 + O)2Y= 0; (3.3.11)
34w/9z4 - k4u= 0, (3.3.12)
где А4 = mco2IEJ.
Уравнение (3.3.11) представляет собой уравнение гармонических колебаний
с частотой су. Его решение имеет вид: Y = >4sin(cyf + ^>) (см. п. 3.2).
Уравнение (3.3.12) определяет собственную форму колебаний балки. Его реше-
ние можно записать с использованием футпеций А .Н. Крылова:
н = СД + СгК2 + С3К3 + САК4, (3.3.13)
где С, - С — постоятптые, а К —К4 — функции Крылова:
= 0,5[ch(£z) + cos(Zz)]; К2 = 0,5[ch(£z) + sin(fc)];
К = 0,5[ch(fc)-cos(fc)]; = 0,5[ch(A~) sin(fc)]_ (3.3.14)
Функции Крылова имеют следующие свойства: при z = 0: Kt = 1; К2 = К3 = К4 = 0.
Производные функций по z связаны зависимостями
Ky=KJk\ K2—K3lk', K3=K4/k; K4=KJk. (3.3.15)
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
157
Производные уравнения собственных колебаний балки (3.3.13) с учетом соотно-
шений (3.3.15) записываются таким образом:
й = k(CtK4 + С2К} + С3К2 + С4К3); й = k2(CtK3 + С2К4 + C3Kt + С4К2);
й = k2(C\K2 + С2К3 + С-К4 + СдК,).
Число собственных частей соп бесконечно велико; каждой из них соответствует
определенное выражение функции времени Yn и собственная форма ип. Общее реше-
ние можно найти наложением частных решений У ~ 2LM»(z)^(0.
Постоянные - С4 в уравнении (3.3.13) связаны с амплитудными прогибом, уг-
лом поворота, изгибающим моментом и поперечной силой (3.3.9) в начальном сече-
нии балки (z = 0) следующими зависимостями:
Ci = Уо = ^2 = к = ujk;
С3 = lEJk2 = ujk2\ С4 = QJEJk* = й0/Лэ,
где Mo,wo,ti’o— соответственно первая, вторая и третья производные уравнения
(3.3.13).
Использование функций Крылова позволяет упростить выражение граничных
условий для балок. Рассмотрим граничные условия для наиболее распространенных
случаев закрепления балок.
Заделка (рис. 3.3.4а) — прогиб и угол поворота равны нулю, следовательно:
м = 0;н = 0. (3.3.16)
Шарнирная опора (рис. 3.3.46)— прогиб и изгибающий момент равны
нулю; граничные условия
м = 0; й = 0. (3.3.17)
Свободный конец балки (рис. 3.3.4в) — изгибающий момент и поперечная
сила равны нулю; соответ ствешю
и = 0; и =0. А Л а) б) с, XI гх с. ‘у 1 I \/ ‘ А / \ Л/Т/?/ (3.3.18) в) ф
Рис. 3.3.4. Схемы закрепления балки
158
ГЛАВА 3
Упругая опора (рис. 3.3.4г)— коэффициенты жесткости перемещений опо-
ры в поперечном направлении с1 поворота — с,. Граничные условия для поперечной
силы и изгибающего момента имеют вид соответственно
ctu=±EJu и czu=±EJu, (3.3.19)
где верхние знаки соответствуют левому, нижние — правому расположению опоры.
Жесткое массивное тело на конце балки—масса тела т0? момент инер-
ции массы J (рис. 3.3.4. д). Поперечная сила в рассматриваемом случае равна силе
инерции следовательно. т0соги =± EJu; изгибающий момент той)ги =± EJu.
Эти выражения являются граничными условиями; правило знаков аналогично пре-
дыдущему случаю.
Вне зависимости от способов закрепления балки развернутая запись граничных
условий прив )дит к однородным уравнениям относительно постоянных С1?...С4; час-
тоты собственных колебаний находят из частотного уравнения приравниванием к ну-
лю его определителя.
Пример 3.7. Рассчитать частоты собственных колебаний однопролетной балки на двух
шарнирных опорах (рис. 3 3.5а).
Решение. Граничные условия на левом конце балки при Z = 0 имеют вид UQ = 0, й'о = О,
а на правом конце при ~ = Г и = 0. н, = 0 -
Поскольку на левом конце балки з = 0, функции Крылова принимают значения Kt = 1,
кг = к, = а; = О. то и0 = с, = о. и0 = с3 = о.
Условия на правом конце балки:
и, = C:Kz(kl) + CX(JW) = 0, й, = СгК4(к$ + СлКЛкГ) = 0. (3.3.20)
Находим определитель системы и приравниваем его нулю
КЛк!)
Kt(kl) КЛкП ’
следовательно, KJ(kI) — К2(к1) = 0.
Частотное уравнение имеет вид sin(M) = 0. Его корни kl = пл, где п = 1, 2, 3,...
С использованием уравнения (3.3.12) найдем частоты собственных колебаний
(3.3.21)
О), = (л: л2//2), EJ>'m.
Рис. 3.3.5. Балка с равномерно распределенной массой: а — расчетная схема; б — первая
вторая и третья формы собственных колебании (и - 1 ... 3)
динами;: ские расчеты машин
159
Таким образом, балка имеет бесконечное число частот собственных колебании, пропор-
циональных квадратам чисел натурального ряда (1, 4, 9,...).
Установим формы собственных колебании. Из уравнения (3.3.21) следует
С4 =- с
4 км •
Поскольку kl = ПП, то С4 = —С,. При этом
w4(z) = с2км + c4A?4(fc) = с [£,(&) - a; Gt)] = c2sm(fe).
Поскольку к — ПП/1, находим w = С, 5Ш(лл~7)
Таким образом, п-я форма собственных колебании является синусоидой с п полуволна-
ми. Первая, вторая и третья формы собственных колебаний показаны на рис. 3.3.56.
3.4. Колебания валов
Рис. 3.4.1. Схема вала с диском на двух
опорах
Вал с одним диском. Критическая скорость. Во многих машинах химических
производств (центрифугах, сепараторах, мешалках, реакторах. роторных дробилках
и др .) имеются вращающиеся валы с закрепленными на них деталями — роторами,
дисками шкивами зубчатыми колесами и другими элементами машин.
Рассмотрим вал на двух опорах с диском посредине (рнс. 3.4.1). вращающийся
с угловой скоростью со.
Для того чтобы выяснить, является ли
вращение вала с прямолинейной осью ус-
тойчивым. предположим, что вал получил
некоторое отклонение и центр тяжести стал
двигаться по окружности радиуса у Тогда
на диск будут действовать центробежная
сила инерции Р и сила упругости Р
Р=пюРу, Р>=су,
где т — масса диска, с—жесткость упру-
гой связи.
Если Р > Р. то после отклонения вал
снова вернется в первоначал ьное положе-
ние т е. прямолинейное положение оси
является устойчивым.
Если ценгроосжные силы в отклонен-
ном положении будут равны силам упру-
гости (Р* = Р). стремящимися вернуть вал
в первоначальное положение, то прогибы могут неограниченно возрастать и вал мо-
жет потерять устойчивость.
Частоту вращения, прн которой наступает равенство центробежных сил инер-
ции и сил упругости, называют критической. Прн критическом значении величи-
на Р^ = Р. отсюда
й)\ту = су или =
(3.4.1)
160
ГЛАВА 3
Из равенства (3.4.1) следует, что критическая угловая скорость совпадает Сус-
ловой частотой собственных колебаний сок = соо. Из этого можно дать другое опре-
деление критической скорости. Угловая скорость вала, равная угловой частоте его
собственных колебаний, называется критической
Практически из-за неточности изготовлегшя валов, деталей, закрепляемых на
них, и опор, а также из-за погрешностей при их сборке центр тяжести механической
системы, состоящей из многих деталей, не находится на оси вращения вала, а прак-
тически всегда смещен на некоторый эксцентриситет и поэтому имеется остаточный
дисбаланс. При вращении вала вследствие дисбаланса возникают переменные по
направлению силы инерции, дополнительно нагружающие вал и его опоры и вызы-
вающие колебания системы.
Для уменьшения этого эксцентриситета быстровращающиеся валы подвергают
балансировке.
Рассмотрим явления, происходящие при вращении вала с одним диском, эксцен-
триситет центра массы т которого равен е (рис. 3.4.2а); силами трения пренебрег а
ем. При вращении вала с угловой скоростью со на диск действует центробежная сила
инерции Р и сила упругости Р (рис. 3.4.26). Предполагая величины у и е положитель-
ными, получим
Р = тСО2 (е + у); Ру = су.
(3.4.2)
Из условия равновесия следует Р = Р. Подставляя в это равенство зависимости
(3.4.2), находим
Рис. 3.4.2. Схемы с одним диском: а — начальное положение; б — вал в докрит ичсекой
зоне, в — вал в закритичсекой зоне
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
161
Разделим числитель и знаменатель этого выражения на тсо2 и, обозначив с/т = СО2,
получим
где X =
диском.
1
й)20/СОг - 1
У = -^г— = Хе, (3.4.4)
_____ 1
СО2
— коэффициент динамичности вращающегося вала с одним
Если угловая скорость вращения вала со меньше критической скорости ш0, то ре-
шение соответствует положительной величине у (направления прогиба и эксцентри-
ситета совпадают, см. рис. 3.4.26).
При со > бо0 (закритический режим) величина у < 0 (направления прогиба и экс-
центриситета противоположны). В закритической области цен гр тяжести диска рас-
положен ближе к оси вращения, чем точка крепления диска к валу.
Из уравнения (3.4.4) следует, что при очень больших угловых скоростях
(со —> со/) у = -е, т. е. центр тяжесги диска оказывается на оси вращения (рис. 3.4.2в);
при этом коэффициент/—>—1. Такое явление называется самоцентрированием вала.
Самоцентрирование вала крайне важно, так как при этом эксцентриситет, ас ним
и центробежные силы относительно оси вращения уменьшаются, вал работает спо-
койно, прогибы стремятся к нулю и напряжения изгиба снижаются.
Валы машин, эксплуатируемые в докритической области (угловая скорость ко-
торых меньше частоты собст венных колебаний), называются жесткими, а валы,
эксплуатируемые в закритической области (&> > со/),— гибкими. Свойством само-
центрирования обладают только гибкие валы; по этой причине предпочтительно их
использование в случаях, когда затруднена точная балансировка вращающихся масс
или вращение валов происходит с большой скоростью.
Напряжения изгиба рассчитывают с учетом коэффициента динамичности. Для се-
чештя вала, соответствующего плоскости расположения диска (см. рис. 3.4.2а), с уче-
том выражений (3.4.2) и (3.4.4), получим
0- = = Pab/[lV(a + б)] = /еса6/[Иа + *)], (3.4.5)
здесь Мн— изгибающий момент; W— момент сопротивления сечения вала; а и b —
расстояние от плоскости расположи шя диска до опор (см. рис. 3.4.2а).
В отличие от вынужденных колебаний при поперечном изгибе брусьев напряже-
ние, определяемое формулой (3.4.5), не меняется во времени.
Для уменьшения частоты собственных колебаний валов, т. е. для получения
гибких валов, часто используют упругие опоры. В этом случае в центрифугах
и сепараторах ближайший к ротору 5 подшипник вала («горловой») устанавлива-
ют в обойме 3, соединяющейся с корпусом через группу радиально расположен-
ных пружин 4 (рис. 3.4.3а). Нижнюю опору / такой машины выполняют с исполь-
зованием подшипника, допускающего поворот расположенного над подшипниками
сечения вала 2.
Определим эффективную жесткость сэ радиальных пруж^щ горлового подшип-
ника. При числе пружин п (рис. 3.4.36) центральный угол между соседними пружи-
нами а = 2тс!п. Пусть радиальное перемещение центра вала в горловом подшипнике
па величину А происходит под углом ср к пружине 1 (рис. 3.4.36). При малом пере-
мещении А можно принять деформацию этой пружины А, = cos#>. Для z-й пружины
162
ГЛАВА 3
Рис. 3.4.3. Центробежная машина с упругой горловой опорой ротора: а — схема машины;
б— схема к расчету эффективной жесткости пружин обоймы
Aj = Acos^p, где = tp + a(i — 1)— угол между осью т-й пружины и направлением
перемещения центра вала.
Предположим, что жесгкость и предварительный натяг для всех пружин одинако-
вые. Предположим также, что пружитты скреплены с обоймой и с корпусом. Опреде-
лим приращение усилия в т-й пружине при ее деформации F = сА, = cAcos^, что даег
составляющую в направлении перемещения центра вала: Fb = FfCQS(pt = cAcos2^.
Суммируя воздействие всех пружин на обойму, получим
= cAScos2^,.
< = i
В этом выражении при п > 2 и а = 2тйп
= £cos2[? + a(i - 1)] =
i i i ।
= cos2^J + cos2(^J + a) + ... + cos2+ a(n - 1)] = n/2,
следовательно, сэ = Fx/A = cn!2.
Обычно n = 6; в этом случае сэ = Зс.
Если пружины не скреплены с обоймой или поставлены без предварительного
натяга, то нагружается лишь половина общего числа пружин и сэ = сп/4.
Вал с несколькими дисками. Предположим, что на вращающемся валу закреп-
лены два диска, положение центров масс m и т2которых относительно оси вращения
определяется эксцентриситетами et и е2, причем центры масс лежат в одной общей
плоскости с осью (рис. 3.4.4а). Если центры масс лежат в разных плоскостях, необхо-
димо рассматривать проекции эксцентриситетов на две взаимно перпендикулярные
плоскости; при этом общий ход последующих выводов сохраняется.
Вращающийся вал находится под воздействием двух центробежных сил инерции
(рис. 3.4.46):
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
163
Ъ = т-й)2^ + е,); Р2 = т2а)2(у2 + е2). (3.4.6)
Уравнения перемещений имеют вид
У. = <5ц^1 + SnPz = (у, + е.) + 8пт2О)2(у2 + е2);
У2 = 8»Р + 322Р2 = 82lmico2(yl + е.) + 822т2О)2(у2 + е2).
После преобразований получаем следующую систему уравнений:
ух(8„тхО)2 - 1) + у28х2т*(О2 = С,; (3 4 7)
у2821тсо2 + у2(822т2со2 - 1) = С2,
где С, =— (5,,/h^i + Зх2т2е2)й)2; С2 =— (^2,/zije, + 8 22т1е2)й)2.
Решение системы линейных неоднородных уравнений (3.4.7) можно представить
в виде
у, = Д./Д и у2 = Д2/Д,
где А, и Д2 — дополнения, определяемые выражениями:
д ______________ 8птг(О . д ______________ 8nmtCD 1 С}
С2 З^п^со2 — 1 2 32хтхО)г С2
(3.4.8)
(3.4.9)
Определитель системы уравнений (3.4.7) равен
<5riro,6y2 — 1 8пт2а)2
82хтхй)2 321т2о)2 — 1
При резонансе (со = соо) прогиб вала бесконечно возрастает, т. е. у, = у2 = со. "Уго
соответст вует значению А - 0, т. е.
Д(й?2) =
8ит,СО2 - 1
8птхаР9
Выражение (3.4.11) является частот-
ным уравнением и представляет собой
полный аналог частотного уравнения
(3.3.5) колебаний двухмассовой балки,
решениями косорото являются выражения
(3.3.6). Применительно к рассматрива-
емому случаю бо( и со2 определяют первую
и вторую критические скорости вала.
Аналогичным образом можно по-
лучить частотные уравнения для вала
с п дисками и сооп ветс г венно найти п кри-
тических скоростей. Вся расчетная ме-
тодика определения частот, собственных
колебаний балок — аналитические и при-
ближенные решения — распространяется
на расчет критических скоростей валов.
Таким образом, число критических ско-
ростей вала равно числу частот его соб-
ственных колебаний.
Рнс. 3.4.4. Вал с двумя лисками: а — схе-
ма вала в начальном положении; б — расчет-
ная схема; в — эпюра изгибающих моментов
164
ГЛАВА 3
Напряжения изгиба, обусловленные действием центробежных сил инерции при
вращении вала, можно пай ги, если известны положения центров масс дисков, закреп-
ленных на валу. При заданной угловой скорости а> вала, не совпадающей с крити-
ческой, расичиты вают деформации у. вала, например, для вала с двумя дисками по
выражениям (3.4.8)...(3.4.10), и силы инерции Р по формулам, аналогичным выра-
жению (3.4.6); далее определяют реакции в опорах вала, сгрояг эпюры изгибающих
моментов (рис. 3.4.4в) и рассчитывают нормальные напряжения в опасных сечениях.
При выполнении прочностных расчетов следует учитывать и другие нагрузки, вос-
принимаемые валом.
Влияние гироскопического эффекта на критическую скорость. Если разме-
ры закрепленной на валу массы велики, а моменты инерции ее значительны, массу
нельзя больше рассматривал» как сосредоточенную в точку. В этом случае на ве-
личину критической скорости оказывает влияние гироскопический эффект враща-
ющейся массы.
Рассмотрим движение цилиндра, консольно закрепленного на быстровраща-
ющемся валу (рис. 3.4.5). Будем исходить из гою, чго при критической скорости бУкр
изогнутая форма вала плоская и плоскость изгиба вращается вокруг лигши подшип-
ников (первоначальной прямолинейной оси вала). При этом цилиндр вращается вок-
руг плоско-изогнутой оси вала со скоростью вращения вала, сам же плоско-изогну-
тый вал вращается вокруг своей первоначальной оси с той же скоростью ту и в том
же направлении. В этом случае на цилиндр будут действовать центробежная сила Р
и гироскопический момеггг М быстровращающейся массы (рис. 3.4.5)
Р = тйРу(
М = (JOT ф)й)2ф, (3.4.12)
где т — масса цилиндра; Jo и Jx — момегггы инерции массы цилиндра относи гельпо
его оси и относительно диаметра, проходящего через центр тяжести; ту — угловая
скорость изогну гой оси вала, равная угловой частоте собственных колебаний вала
с цилиндром; у, = у + tpd— прогиб центра масс цилиндра; у— угол наклона каса-
тельной к изогнутой оси вала в точке крепления цилиндра; d—расстояние от центра
массы С цилиндра до точки крепления его к валу ( вылет).
Рис. 3.4.5. Схема к расчету гироскопического момента
Знак минус в формуле (3.4.12)
относится к случаю прямого
вращения {прямая прецессия),
когда изогнутая ось вала и вал
вращаются в одном направле-
нии. Гироскопический момент
при прямой прецессии направ-
лен в сторону уменьшения
угла (р и препятствует отклоне-
нию диска от исходного положе-
ния, т. е. как бы увеличивает
жесткость системы и повышает
Крит ическую скорость. Для кри-
тического сост ояния при 6У = 6УО
характерна прямая синхронная
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
165
прецессия; в этом случае угловые скорости вала с диском и изогнул ой оси вала по
величине и направлению совпадают.
Знак плюс в формуле (3.4.12) относится к сравнительно редкому явлению об-
ратного вращения {обратная прецессия} изогнутой оси, когда направления вра-
щения изогнул ой оси и диска прол ивоположны. Гироскопический момент в этом
случае направлен в сторону увеличения угла <р; критическая скорость вала умень-
шается.
В ряде центробежных машин химических производств роторы устанавливают
на валах консольно. Для определения критических скоростей в элом случае следу-
ет принять расчетную схему балки с консольным закреплением массивного л ела
(см. рис. 3.3.2) и использовать аналил ическии или какой-либо численный метод, на-
пример, метод начальных параметров.
Если критическую скорость вала рассчитывают с учел ом гироскопического мо-
мента при прямой синхронной прецессии, то в исходные уравнения перемещений
(3.3.6) вместо момента
А/и =- + ф) =
следует вводить момент М = — (Jo — О, т. е. в определителе необходимо заме-
нить./ наЧХ-У,).
х v 0 lz
Дальнейшие расчел ы дают значение критической скорости вала при прямой пре-
цессии
= J(bt + Jbi +
где = 8u(J0 - Jt) - (<5„ + 3l2l})m; b2 = (^„5^ - 82n)(J0 - J})m.
Для расчета критических скоростей, соогветствующих обратной прецессии,
в расчет следует вводи гь гироскопический момент М = (Jo + чему в ко-
нечном виде соответствует выражение
2 = ^(^1 Т /(^i) + ,
в котором b\ = 8n(J^ + J,) + (<5 , + 8nb)m и Ь'2 = — 82^(JO + J,)m.
Обычно для проверки на отсутствие резонанса рассчил ывают полный спектр кри-
тических скоростей вала.
Детали, закрепленные на валах (роторы центрифуг, диски распылительных су-
шилок и пальцевых мельниц и т. п.), можно схематически представить в виде ком-
бинации простых геометрических тел. В этом случае общую массу тела, положение
его центра масс, моменты инерции относительно центральных осей определяют по
общим правилам теоретической механики.
Моменты инерции некоторых простых тел указаны в табл. 3.2. При расчете
моментов инерции роторов машин различного назначения необходимо учитывать
массу перерабатываемого продукта, находящегося в роторе, и характер ее распре-
деления.
Влияние осевой силы и некоторых других факторов. Критические скоро-
сти валов, как следует из изложенного, зависят в первую очередь от величины
и расположения вращающихся масс, жесткости вала и опор. Помимо этих фак-
166
ГЛАВА 3
торов некоторое влияние на величину критической скорости имеют продольное
усилие N, действующее вдоль вала, и передаваемый валом крутящий момент М^.
Для однопролетного вала длиной I, с шарнирным закреплением по концам, влия-
ние продольной силы и крутящего момента на критическую скорость вала можно
учитывать выражением
а>'0 = а>0
1 N12 7 /ИР2
20 EJ 640 \ EJ / ’
(3.4.13)
где (Уо— критическая скорость вала, рассчитанная без учета воздействия осевой
силы и крутящего момента; знак плюс относится к случаю, когда осевая сила являет-
ся растягивающей, минус — koi да осевая сила сжимающая.
Следовательно, при воздействии на вал растягивающей осевой силы его крити-
ческая скорость повышается, а при воздействии сжимающей силы — уменьшается.
Формула (3.4.13) применима, когда W и Af меньше соответствующих критических
значений, при которых вал теряет продольную устойчивость.
В случаях, когда главные моменты инерции сечения вала неравны (наличие шпо-
ночных канавок, валы с лысками, валы прямоугольного сечения и пр.), появляется
зона неустойчивого движения вала. Ее возникновение обусловлено анизотропией
упругости, минимальному и максимальному значениям моментов инерции сечения
соответствуют жесткости и с2, при этом определяют частоты собственных коле-
баний вала в направлениях наименьшей жесткости со} и наибольшей жесткости сог
Движение вала неустойчиво, если его угловая скорость со находится в интервале час-
тот < со < со2. Кроме того, при горизонтальном расположении вала с анизотропной
упругостью возможно появление критической скорости второго порядка, которая
при » со2 равна со* = со!2.
В заключение необходимо отметить, что усгановлетптые закономерности позво-
ляют при конструировании машин, в зависимости от поставленных задач, целена-
правленно выбирать или изменять параметры колеблющейся системы для достиже-
ния определенного эффекта. Например, при проектировании центробежных машин
с быстровращающимися роторами предпочтительны гибкие валы; это определяет
выбор типа опор, схемы расположения ротора по отношению к ним ит. п. Следует,
однако, иметь в виду, что при расчете критических скоростей приходится схематизи-
ровать реальные инструкции: пренебрегать в отдельных случаях массой каких-либо
элементов, заменять котшческие участки валов ступенчатыми, детали сложных кон-
фигураций, установленные на валах, представлять в виде комбинации простых тел.
Не всегда удается учесть податливость опор и несущих конструкций, трение в опо-
рах. Все это вносит погрешности в расчет критических скоростей.
Сущест йетпгым является правилытый выбор расчетных схем валов, в част ности
видов опор. Последние должны адекватно отображать реальные особенности конс-
трукций подшипниковых узлов. Например, несамоустапавливающиеся подшипники
скольжения, подшипники качетшя с цилиндрическими роликами или игольчатые под-
шипники практически исключают возможность поворота сечения вала в опоре, и на
расчетной схеме их следует отображать как заделку. В то же время самоустанавли-
вающиеся подшипники скольжения, радиачьиые сферические подшипники качения
не ограничивают поворот сечения вата, и в расчет ной схеме их представляют как
шарнирные опоры.
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
167
Тело
Таблица 3.2
Массы и моменты инерции тел
Масса, момент инерции, положение центра масс
т = pabc', Jx = Л = ~
т = pn(R2 - r2)h; Jx = m3R2 + +
tn = tn — tn ; tn — -jpn7?2A;
tn = jpxT2fi; r — R — 8/ cos Ct;
sin a =
R
fR2 + h2
cos a =
h
JR2 + h2 ’
8 tn’ . . _ . _ 8/
4sina m' _ Пх~ n /sina’
- + 12Я2
----80-----
3A2+12H / 8 V
80 V 4sin a/
Л = -^(tn'R2 — tn’r2)
168
ГЛАВА 3
Окончание таблицы 3.2
Тело
Масса, момент инерции, положение центра масс
т = pn(R + r)8jh2 + (Я — г)1;
9(/?2 + г2) + 2Л2
36
+ h2Rr
9{R + г)2
_„R2 + г2.
' 2
h R + 2г
3 R + г
т = 2ртс2(г2 — г,2);
4R2 + 5г2 + 5г2
- = т---------g------L;
. 4Л2 + Зг2 + Зг2
-------л------L
П р и меча н и с, р — плотность материала; т — масса тела; ЦМ— центр масс.
3.5. Приближенные методы расчета
частот собственных колебаний
Определение частот свободных колебаний невесомых балок и критической скоро-
сти валов, нагруженных конечным числом сосредоточенных нагрузок, приводит креше
нию частотного уравнения, которое содержит определитель, порядок которого равен
числу степеней свободы системы. Если порядок определителя невелик (не больше 4),
то его раскрытие особых трудностей не представляет. Если же число нагрузок превы-
шает четыре, то задача раскрытия определителя становится практически неразрешимой.
Например, определитель 6-го порядка содержит 6! = 720 членов, каждый из которых
является произведетшем шести сомножителей.
Как известно, в результате раскрытия определителя получается уравнение той
же степени, каков порядок определителя. Таким образом, возникают уравнения вы-
соких степеней, решение которых представляет практическую сложность Даже при
использовании вычислительных машин решение уравнения частот, например, де-
сятой степени, потребовало бы много времени. Трудности еще больше возрастают,
если сечение балки переменное, а если кроме сосредоточенных нагрузок необходимо
учесть и распределенные по участкам или по всей длине вала нагрузки (например
собственный вес), то метод определения собственных частот колебаний с помощью
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
169
решения час горного уравнения совершенно неприменим. Совершенно очевидно, какие
затруднения представляет практическое применение уравнения частот за исключением
частных особо благоприятных случаев, поэтому в ряде случаев прибегают к прибли-
женным методам определения частот собственных колебаний.
Во многих случаях определение всех частот собственных колебаний системы
оказывается излишним и достаточно отыскать только первую, т. е. низшую, частоту.
Это может быть, например, в том случае, когда вынужденная часто!а ниже первой
собстветптой частоты колебаний копегрукнии и, следовагелыю, резонанс с более вы-
сокими частотами уже исключен.
В данном разделе мы ограничимся приведением некоторых приближенных мето-
дов расчета, которые можно считать простыми и дающими в то же время достаточно
точные резульгалы.
Энергетический метод Рэлея определения первой частоты собственных ко-
лебаний. Пусть на балке закреплены массы m , ... тп, которые при колебаниях дви-
жутся сипфазно. Применим к этой балке закон сохранения энергии (будем считать,
колебания происходят без потерь), тогда
Т + U = const,
где U — потенциальная, а Г — кинетическая энергии колеблющейся системы.
Предположим, что система колеблется с наименьшей частотой, когда все массы
одновременно достигают максимального удаления от положения покоя и одновре-
менно через него проходя!, накапливая в этих двух положениях максимум кинетичес-
кой или потенциальной энергии. При прохождении через положение равновесия, ко-
торому соответствует недеформированное состояние балки, потенциальная энергия
равна нулю. Так как в этом положении скорость максимальна, кинетическая энергия
достигает значения
Т +O = const.
ПЙХ
Обратное происходи! при максимальном удалешги всех масс ог состояния покоя
(линия АВС рис. 3.5.1). В этот момент массы прекращают свое движение, чтобы на-
чать обратное колебание. Скорость, а вместе с ней и Г, равны нулю, а потенциальная
энергия достигает значения
U + 0 = const = Т
mu амх •
Так как массы совершают гармоническое колебание, то перемещение г-й массы можно
представить в виде у, = Apin(a)ot + <р), а ее скорость как yt = A a>0cos(G)0t + <р).
Рис. 3.5.1. Схема к расчету низшей частоты собственных колебаний
энергетическим метолом
170
ГЛАВА 3
Кинетическая энергия Т всей колеблющейся системы достигает максимума в мо-
мент прохождения равновесного положения, когда cos (69 0/ + ф) = 1, следовательно,
1 л Л)* я
1у; = 2»>.л,г. (3.5.1)
Потенциальная энергия U системы в равновесном положении равна нулю.
Потенциальная энергия балки максимальна при наибольшем отклонении балки
от равновесного положегпгя, при этом sin(690/ + ф) = 1 и
= = f (3.5.2)
где g — ускорение свободно! о падения.
Из условия закона сохранения энергии следует Г = I/ так что после подста-
новки и преобразований уравнении (3.5.1 и 3.5.2) получим;
• (3.5.3)
у i = I / I = 1
Использование выражения (3.5.3) для расчета низшей собствешюй частоты коле-
баний балки возможно при известных амплитудах А{ колебаний центров масс, заире!i
ленных на балке, и предо равняющих динамические прогибы. Для этого надо знать
форму ее колебашш. Рэлей предложил (и доказал допустимость этого) заменить
динамические прогибы Af статическими прогибами А^, полученными при деформа-
ции балки силами тяжести mg, приложенными в точках расположешгя центров масс.
Приближенное решение будет иметь вид
= g^m,A„./^т.А^,. (3.5.4)
у о । / i - ।
Значения низшей частоты собственных колебаний балки получаются несколько
завышешгыми, однако точность расчета достаточна для инженерной практики.
Если на балку действует нагрузка от распределешюй массы, интенсивность кото-
рой меняется вдоль оси по закону т = f(z), то формула (3.5.4) принимает вид
69О =
(3.5.5)
Если одновременно действую! сосредоточенные и распределенные нагрузки,
уравнение Рэлея примет вид
со
о
(3.5.6)
Часто га, получаемая по методу Рэлея, всегда выше действительной. Это объясня-
ется гем, что, вводя в расчет вместо динамических прогибов статические, мы накла-
дываем ограничения (связи) на форму упругой линии, ч го равносильно увеличению
жесткости системы, а что, как известно, приводит к увеличению частоты.
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
171
Пример 3.8. Рассчитать низшую частоту собственных колебаний двухопорной балки по
схеме, показанной на рис. 3.3.5а.
Решение. В рассматриваемом случае сосредоточенных масс нет, а т = const, следова-
тельно, низшую частоту собственных колебаний будем определять по формуле (3.5.5)
СО
у ~ 24EJ
= Q,2mPg/24EJ и
При статическом изгибе балки с распределенной нагрузкой зависимость y(z) имеет вид
— —— 2/г’ + Pz), что при интегрировании дает
f у2 dz = 0,0492?w2Z’g2/(24tLZ)2,
о / о
откуда 69О = (9,877/Z2) /ЕЛт. Точное решение по формуле (3.3.19) при п = 1 дает
690 = (9,869/Z2) J ЕЛт. т. е. расхождение составляет 0,08 %.
Пример 3.9. Определить частоту собственных колебаний балки постоянного сечения, за-
деланной на одном конце и опертой на другом.
Решение. Частоту собственных колебаний балки будем определять двумя способами.
Первый способ. Разобьем балку на восемь частей и приложим в цо 1тре тяжести каждой
части на расстоянии J^Z, /'jaZ, /^Z... от сечения заделки сосредоточенные силы от
массы fyml- Определим прогибы под грузами. Здесь возможны два варианта:
- вычисление статических прогибов балки, нагруженной восемью сосредоточенными на-
грузками;
- вычисление истинных прогибов балки с распределенной нагрузкой.
Выберем второй вариант как дающий, очевидно, лучшее приближение. Уравнение упру-
гой линии данной балки будет иметь вид
= wZj/z
у 48EJ\1
п т _ 1 3 5 15 _
Подставив последовательно z — -j, j, j,...,получим результаты прогибов.
Подставляя полученные величины прогибов в формулу Рэлея (3.5.4) и замечая, что
= 1,20684^-; 2У = 0,2415^”'^,. получим
+ 2—)
Р РГ
Sj 15,49
g----- ~ ——
=
2
Р
Истинное значение коэффициента при корне, вычисленное по уравнению (3.3.12), будет
25 я2 15,43 0/
равно -гттг = —h—, т. е. расхождение менее 0,4 %.
1о/ г
Второй способ. Применив формулу для определения частоты собственных колебаний
балки (3.5.5), получим
6УО =
48g/V t
ml4
+ 24г &
1 1 _ 15,45
z
О
15,45 - 15,43 Л 110/
что дает расхождение —-—— = 0,13%.
172
ГЛАВА 3
Метод приведения масс для определения первой частоты собственных ко-
лебаний. Определим приведенную массу балки, под которой в данном случае будем
понимать такую массу ти, сосредоточенную ь точке приведения, которая при данной
жес па >сти сечения имеет т у же частот}' собст венных колебаний, что и рассматриваемая
балка. Например, при выборе в качестве точки приведения двухопорной балки с рав-
номерно распределенной по длине массой точки, для которой z = I / 2 (см. рис. 3.3.5л),
можно записать = с/тп = (см. табл. 3.1, схему 2; а = Ь = 1/2). Для балки
„ 1 ",п~ n*EJ
с равномерно распределенной массой бу’ = .
Так как общая масса балки = ml, то, приравняв правые части приведенных
выражений для (Оо, получим
тп = (W)ms ~ 0,493 т6,
следовательно, при расчете частоты одномассовой системы с цегпральгтым положе-
нием тела для учета массы балки необходимо массу i ела увеличить примерно на по-
ловину всей массы балки.
Метод приведения масс используют и в другом способе приближенного расчета
низшей частоты собственных колебаний.
Рассмотрим упругую систему (рис. 3.5.2л) с сосредоточенной массой т(. Квадрат
частоты собственных колебаний такой системы равен
= cjm,,
где с{ — жесткость системы.
Выберем в той же системе точку приведения О (рис. 3.5.26) и найдем приведен-
ную к ючке О массу т0. Из условия равенства собствешгых частот колебании следует
cjmt = т9»т. е. приведенная масса будет равна
т0=/исс/с;,
где с0 — жесткость системы, соответствующая закреплению массы в точке приведе-
ния.
Рели система имеет несколько масс т,,..., тя (рис. 3.5.2в), то общая приведенная
масса будет определяться по уравнению
(3.5.7)
Г-1
Рис. 3.5.2. Схемы приведения масс: а — одномассовая система; б — система с приведенной
массой; в— многомассовая система
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
173
При приведении масс предполагают отсутствие взаимного влияния масс.
Выполнив преобразования (деление обеих частей равенства на сД получим
wo/co=Ew./c. или
J-1
1а>; = jl/®,'.
п = I
Последнее выражение носит название формулы Донкерли. Заметим, что формулу
(3.5.7) можно обобщить на случай распределенных масс т0 = с0
где m(z) — интенсивность распределения массы по длине балки, кг/м. Для распреде-
ленных масс формула Донкерли имеет вид
1 = (3.5.8)
J c(z)
Формула Донкерли всегда дает занижетюе значение частоты собствешлых коле-
баний, следовательно, истинное значение низшей частоты собственных колебаний
находится между соответствующими значениями частот, найдеютыми по формулам
Рэлея и Донкерли:
69Ц< О)0< соР.
В настоящее время существует ряд программ для приближенного вычисления
собственных частот методом конечных элементов (ABAQUS, ANSYS, CAEFEM,
Nastran, SAMCEF и др.). Данный метод позволяет производить расчеты для сложных
систем, в том числе пространственных (заданных в трех измерениях).
Пример 3.10. Определить низшую частоту собственных колебаний балки с равномерно
распределенной массой т = const (рис. 3.5.3а).
Решение. Расчет сводится к определению зависимости и интегрированию правой части
уравнения (3.5.8).
Текущая жесткость балки c(z) = 1/5„ (z) Из рассмотрения рис. 3.5.36, пользуясь ме-
тодом Мора—Верещагина, находим
Рис. 3.5.3. Балка с распределенной массой: а — расчетная схема; б — эпюра изгибающих
momci тов от единичной силы
174
ГЛАВА 3
§ (z) = _L ~
,,v 7 EJ 31
что после интегрирования уравнения (3.5.7) дает
й)0 = (9,48/72)/£///и.
Найденная низшая частота собственных колебаний балки меньше истинного значения
й)0 = (%369/12)/ЁЛт , вычисленного по формуле (3.3.19), при п = 1, на 3,9 %.
3.6. Крутильные колебания валов
При чиной крутильных колебаний в валах является неравномерность крутящих
мометпов от движущихся сил и сил сопротивления, которая вызывает изменение уг-
ловой скорости вала, т. е. то ускорение, то замедление его вращения. Так как вал об-
ладает упругостью и на нем размещаются массы, в каждом сечении вала будет своя
степень неравномерности. Последнее объясняется тем, что массы в одинаковый про-
межуток времени поворачиваются на разные углы и, следовательно, движутся с раз-
личными скоростями. Колебания масс относительно друг друг а, вызывающие закрут-
ку отдельных участков вала, называтся крутильными. Такие колебания встречаются
в валах зубчатых передач, поршневых двигателей, компрессоров и валах других ма-
шин, в которых крутящий момент, передаваемый валом, не является постоянным.
Собственные крутильные колебания вала с одним диском. Рассмотрим вер-
Рис. 3.6.1. Вал с одним диском:
а — схема к расчету крутильных
колебаний; б—эпюра угловых ско-
ростей поворота сечений
тикальный вал круглого сечения (постоянного по
длине). Пусть один конец вала жестко закреплен,
а на другом конце установлен круглый массив-
1гый диск (рис. 3.6 1а). Если в плоскости диска
приложить крутящий момент, а затем его внезап-
но снять, то возникнут собс гвенные крутильные
колебания системы вал — диск. При колебаниях
этой системы напряжения и деформации диска
ничтожно малы, поэтому его можно считать аб-
солютно жестким. С другой стороны, вал имеет
значительные деформации, но его масса много
меньше массы диска. В результате таких упро-
щений приходим к одномассовой системе из не-
деформируемого массивного диска и вала в ви-
де невесомой упругой связи. Положение диска
в любой момент может быть определено углом (р,
который составляет радиус колеблющегося диска
с направлением того же радиуса, когда диск на-
ходится в покое.
При любом угле закручивания <р в процессе
колебаний крутящий момент в сечении вала ра-
вен М= с<р, где с — крутильная жесткость, равная
крутящему мименту. который необходим, чтобы
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
175
вызвать угол закручивания вала в один радиан. Крутильная жесткость определяется
из следующего выражения:
c-GJ/l, (3.6.1)
где G — модуль сдвига, Jp — полярны й момент инерции сечения.
Для круглого вала длиной / и диаметром d крутильная жесткость равна
с = тс/4(7/32/. (3.6.2)
Если пренебречь моментом инерции вала, то дифференциальное уравнение коле-
бательного движения диска может быть записано как условие равновесия действу-
ющих па него во время движения двух усилий: реакции упругих связей и момента
инерции диска относительно оси вращения.
Для системы, представленной на рис. 3.6.1а, эго уравнение имеет вид
J(p = - М = - с(р, (3.6.3)
где/—момент инерции диска относительно оси вращения, которая совпадает с осью
вала, ф — угловое ускорение диска.
Знак минус в правой части уравнения (3.6.3) показывает, что момент создается
силами упругости, препятствующими закручиванию вала.
При обозначении = cU дифференциальное уравнение (3.6.3) принимает вид
ф + со}(р = 0. (3.6.4)
Величину соо называют круговой частотой собственных колебаний.
Решение дифференциального уравнения (3.6.4) имеет вид
Ф = <Z>sin(fi)0/ + а), (3.6.5)
где Ф — амплитудное значение yi ла поворота при колебаниях: а — фазовый угол.
Уравнение (3.6.5) позволяет найти амплитудное значение углового ускорения
ф = — Фео} и с учетом (3.6.3) амплиту 1удное значение момента сил инерции ЗФси^-
Частота собственных колебаний определяется по формуле
со, = /с/j = JgjJUI) . (3.6.6)
В случае круглою диска постоянной толщины и диаметра D момент инерции от-
носительно оси вращения будет равен
J=mZ>2/8.
Подставив это выражение в уравнение (3.6.6) и используя выражение (3.6.2),
получим уравнение для расчета круговой частоты собствештых колебаний круглого
сплошного вала
Если вал состоит из участков различных диаметров, то его приводят к эквива-
лентному валу, имеющему постоянный диаметр и приведенную длину. Рассмотрим
вал, состоящий из двух участков длиной /, и L и соответственно диаметрами dx и dY
Если к этому валу приложен момент Л/, то вызываемый им угол закручивания равен
_ 32М, 32М12 _ 32M_lj , , d<\
* ~ 'itd*G + Kd'G ~ ndtG \ + d2)'
176
ГЛАВА 3
Как видно, угол закручивания вала, имеющего два диаметра dy и d2, такой же, как
угол закручивания вала постояшюго диаметра dy и приведенной длины /я, определя-
емой по формуле:
1 г 1 d4
I ~ к + h — •
d4
Вал длиной I и диаметром dy является в этом случае эквивалентным валом, име-
ющим ту же жесткость, что и рассматриваемый ступенчасый.
В общем случае, если имеется вал, состоящий из участков различных диаметров,
можно, не меняя жес гкости вала, заменить любой участок длиной I и диаметром d
участ ком вала диаметром du и длиной 7п, определяемой по формуле:
(3.6.7)
Оценим влияние момента инерции самого вала на частоту его собственных кру-
тильных колебаний. Для этого определим приведенный момент инерции Ju масс дис-
ка и вала из условия равенства кинетических энергий
г=г»+7;,
где Т = JnV\/2 — кинетическая энергия звена приведения; Тп = 7ф2/2 — кинети-
ческая энергия диска; Тп— кинетическая энергия вала.
Рассмотрим вал с моментом инерции JR. Пусть его угловая скорость изменяется
линейно по длине вала (рис. 3.6.16), тогда
Т’ _ 1 [ Jв I&z\ _ »^вФ
в ” 2 J I \ I I ~ 6 ’
о
следовательно, /пф2/2 = /ф?/2 + или Jn =J + Jj3 и
69 0 — •
Частота собственных крутильных колебаний вала с несколькими дисками.
Крутильные колебания вала с несколькими дисками характерны для машин химичес-
ких производств: щековых и роторных дробилок, пальцевых мельниц, компрессоров
и др. В простейшем случае на валу установлены два диска (рис. 3.6.2). Если к концам
вала приложить две равные противоположно направленные закручивающие пары,
а затем их внезапно удалить, то возникнут крутильные колебания, в процессе кото-
рых коревые массы все время вращаются в противоположных направлениях. Из это-
го можно заключить, что существует некоторое промежуточное поперечное сечение
вала, которое в процессе колебаний остаесся неподвижным. ’)то поперечное сечение
называется узловым поперечным сечением, и ею положение можег быть найдено из
условия, что участки вала, справа и слева от узлового сечения имеют одинаковые
частоты собственных колебаний.
Рассмотрим движение вала относительно узлового сечения. Тогда для каждой
части вала имеем 69 0 = = jGJp/{J2l^, откуда следует, что Z,/Z2 = J2/J,.
Так как /,+1г = I, получим
lx = U2/J\-\-J2i l2 = U2!Jj + J2.
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
177
Таким образом, часто! а собст венных
колебаний рассчитывается по формуле
®,= / • (3-6-8)
Из выражения (3.6.8) можно сделать
вывод, что если одна из вращающихся
масс имеет большой момеш инерции по
сравнению с моментом инерции другой
массы, то узловое поперечное сечение
можно считать расположенным у боль-
шой массы и двухмассовая система при-
водится к одномассовой.
Рассмотрим вал с числом дисков, рав-
ным п (рис. 3.6.3). Частоту его собствен-
ных колебаний удобно рассчитывать ме-
тодом Толле, который является частным
Рис. 3.6.2. Крутильные колебания вала
с двумя дисками: а — расчетная схема; б —
эпюра углов закручивания <р
случаем метода начальных параметров.
Движетте /-го диска описывается уравнением
(pt = Ф sindV,
где п)0 — частота собственных колебаний вала.
Момент сил инерции /-го диска равен
где — момент ш юрции /-го диска.
Амплитудное значение момента равно CO^J (рп а амплитудные значения крутя-
щих момеш оь в сечениях до и после диска связаны соотношением
M.f+1 = М-м- со^Ф,. (3.6.9)
Амплитудные значения углов поворота двух соседних дисков различаются на
угол закручивания участка вала, соединяющего диски:
Ф,+ 1 = Ф< +Vu+l/cM+1, (3.6.10)
где ci7+I = (GJP! 7),л1 — крутильная жесткость вала па участке между /-м и / + 1-м
дисками.
Рис. 3.63. Схема вала с несколькими дисками
178
ГЛАВА 3
Для определения частоты собственных круп ильных колебаний вала формулы
(3.6.9) и (3.6.10) применяют последовательно для всех дисков, начиная с первого, ле-
вее которого момент А/о = 0, и до последнего, правее которого момент = 0. Полу-
ченная в результате система уравнений эквивалентна уравнению частот и-й степени
относительно
Если число дисков больше трех, то систему уравнений (3.6.9). (3.6.10) пред-
почтительно решать подбором, задаваясь Фх = 1 и переходя от диска к диску при
различных со2. В результате расчета получатся значения М , по которым строят
зависимость М(со2). Для определения частоты собственных колебаний вала находят
точки пересечения полученной кривой с осью абсцисс.
Пример 3.11. Рассчитать частоты собственных крутильных колебаний вала стремя
дисками. Моменты инерции дисков J2, J3; крутильные жесткости вала cl2 = (GJJiy),
с2,з = (<*№)•
Решение. Используя уравнение (3.6.9) поочередно для всех дисков: Л/01 = 0;
Л/, 2 = л/о, - о/.Ф,; М23 = М12 - а&2Ф2, Мх 4 = л/^3 - й?оУ3Ф3, получим
^Ф, 4- /2Ф2 4- УЭФ3 = 0. (3.6.11)
Установим связь между амплитудными значениями углов закручивания вала по участ-
кам, используя формулу (3.6.10):
Ф2 = Ф, + М12/с1>2; Ф, = Ф2 4- Л/2,/с23. (3.6.12)
Подставив значения Л/, 2 и М2 3 в (3.6.12), а затем полученные значения Ф и Ф3 в урав-
нение (3.6.11) и сократив на Ф, получим уравнение частот
а2й)* - а{й)20 4- а0 = 0,
где а2 — J \J J $ • — JI {J2 4" Jyj "b J $ {J। 4- »/2) /с^з» a, = J। + Jг + Jу
Первая и вторая частоты собственных -крутильных колебаний находятся по формуле
Изложенный метод распространяется и на расчет вынужденных колебаний валов
с дисками.
Рассмотрим случай, когда диски нагружены внешними моментами, синфазно из-
меняющимися по гармоническому закону Л/ sin(orf). Поскольку амплитуда внешнего
момента, приложенного к /-му диску, равна М и частота со его изменения известна,
го уравнение связи амплитуд крутящих моментов по разные стороны от /-го диска
можно записать в виде
М,= М,_к,- СО^.Ф,- М,. (3.6.13)
Это позволяет, используя уравнение (3.6.10), рассчитать Ф{ и Л/ , во всех ин-
тересующих нас сечениях вала. Для этого обычно используют метод двух расчетов.
Произвольно задаемся амплитудой колебания первого диска (например, Ф* = 0)
и последовательно переходим с использованием формул (3.6.10), (3.6.13) от крайнего
левою к крайнему правому сечениям. Найденные в результате расчета Ф* и М
являются частными решениями неоднородной системы уравнений вынужденных ко
лебаний. Оно не удовлетворяет граничным условиям на правом конце вала.
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
179
Для решения однородной системы уравнений зададимся отличной от нуля ам-
плитудой угловых перемещений первого диска (например. Ф" = 1) и при = бо
перейдем от крайнего левого сечения к правому, используя формулы для свободных
колебаний (3.6.9), (3.6.10) Полученные значения Ф’’ и будут общим решением
Однородной задачи.
Общее решение неоднородной задачи представляет собой сумму указанных ре-
шений. Для /-го диска Ф, = Ф* + СФ";Л/М + , = М'_u — СЛ/‘*+,.
Постоянную С определим таким образом, чюбы удовлетворялись граничные ус-
ловия на правом конце вала. Если конец вала свободен, то Мк = 0 и, следовательно,
С . При заделке конца вала С = — Ф*/Ф‘*.
Пример 3.12. Рассчитать касательное напряжение в вале, несущем два диска с момен-
тами инерции Jj = 20 кг-м2, J2 = 30 кг-м2. К первому диску приложен момент М = 2sin80/ кНм,
длина вала I = 1 м, диаметр d = 0,06 м. Модуль сдвига G = 8’ 104 МПа (см. рис. 3.6.2).
Решение. Для вала с двумя дисками уравнения вынужденных колебаний имеют вид
К, = 0; Л/,’2 = Л/q, — G)2J Ф'х — М}; Л/jj = Л/|2 — 693У2Ф2.
Принимаем Ф\ = 0, тогда =— М — CD2J^'2.
Угол поворота Ф\ = Ф, + М*х21схл = — MJcX2, тогда = — Мх + CO2J MJcxl.
Расчеты при Му = 2 кН м, со = 80 с~' и жесткости вала
cu = GJpU = Gxd*/(32l) = 101,6кН-м
дают Л/.’2 = —2 кН м, рад, М2 3 = 1,779 кН м.
Однородные уравнения колебаний имеют вид
л/;; = 0; м'\ = л/” - й?2лФ”; V” = м;;2 - со2^2Ф';
или при Ф[* = 1 и д>0 = со:
Л/’2 =- CO2J}; =- (O2J. - й)232Ф’2.
Угол поворота Ф2* = Ф" + Л/*’2/с12 = 1 — (O2Jxlcx2 = 0,25984. Расчеты дают
следующие значения моментов Л/*2=—128 кН-м; M'2i= — 78 кНм. Постоянная
с = - Л/;з/Л/~ = 2,2775 • 10-2.
Крутящий момент Л/,2 = М'Х2 + СМХЛ = — 2000 — 2,277 5 • Ю"2 • 1,28 • 10s =
= -4915 Н м.
Касательные напряжения при статическом приложении амплитуды момента
Т = Ж/О,2с7’ = 46,3 МПа.
При вынужденных колебаниях Т = MX2!Qt2dy = 4915/0,2 • 0,065 = 113,7 МПа.
Частота собственных колебаний вала 6УО = Jcx2(jx + Л)/(/,Л) = 92 рад/с близка
к частоте колебаний вынуждающего момента Л/ (80 рад/с), что неблагоприятно для вала.
Приведение машин рядного типа к расчетной схеме вала с несколькими
дисками. В химической промышлешюсти широко используют машины, все звенья
механизмов которых совершают только вращательное движение. К таким машинам
относятся центрифуги, сепараторы, мешалки, различные валковые, барабанные ма-
шины и т. д. Это машины рядного типа', все их подвижтгые элементы, начиная от дви-
гателя и до рабочего органа, непрерывно вращаются. Для расчел а валов таких машин
на крутильные колебания можно использовать расчетную схему вала с несколькими
дисками, применяя метод приведения сил, масс и жесткостей. В качестве звена при-
ведения выбирают одно из характерных звеньев машины: обычно эк» вал, на котором
установлен рабочий орган машины, иногда — вал электродвигателя.
180
ГЛАВА 3
Приведение моментов сил выполняют по условию равенства мгновенных мощ-
ностей момента, реально действующего на звено i, и приведенного момента М7 (при
ложенного к звену приведения и):
МПСОП — или Мп = Mtuk„,
где м „ — передаточное отношение между валами / и п.
Приведение моментов инерции звеньев выполняют приравниванием кинетичес-
ких энергий звена приводимого и звена приведения
Jn(O2n/2 — Jt(D2l2 или Jn =
Приведение жесткостей выполняют по условию равенсгва потешщальных энер-
гий, накапливаемых при упругой деформации звеньев приведения и приводимого:
Мп&Фп/2 = Л/Д Ф,/2,
что при Д Фп = Мп!сп; ^Ф, = MJc^ , и M„IMt =ulJt дает
где сМф1 — жесткость приводимого элемент а (участка) машины.
При составлении расчетной схемы обычно валы, муфты и ременные передачи
считают абсолютно упругими элементами, не имеющими массы. Закрепленные на
валах детали (роторы, шкивы, зубчатые колеса, валки, диски) рассматривают как аб-
солютно жесткие диски. В простейших случаях диссипативные потери, т. е. влияние
сил трения, не учитывают.
Жесткость вала рассчитывают по формуле (3.6.1); жесткости зубчатых и ремен-
1гых передач, соедини тельных муфт определяют по формулам, приводимым в спра
войной литературе.
Рассмотрим расчетную схему привода маят пиковой цен грифуги. Исходная схема
(рис. 3.6.4а) состоит из следующих элементов: электродвигателя 1 упругой муфты 2,
ведущего 3 и ведомого 4 шкивов, соединенных клиноременной передачей, и рото
ра5. Считая, что моменты инерции ротора электродвигателя, полумуфт, шкивов
Рис. 3.64. Схемы к расчету крутильных ко-
лебаний валов центробежной машины
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
181
и ротора (Jp Jv Jу J4 и J5) известны, выбрав в качестве звена приведения вал ротора
центрифуги, находят
Н2 *^2^3.4 , П2 *А’Чм , *^ПУ ,
где w34— передал очное отношение ременной передачи.
Приведенные жесткости валов— cnii = с, 2w24; сП2У = с2у/24; приведенная жест кость
муфты — спгг = с1Ги^4 Если приведенная жесткость какого-либо участка на два или
более порядка больше жесткости других участков, то, как правило, соо гвегствующий
участок можно считать абсолюпю жестким и объединять инерционные массы, нахо-
дящиеся по ею концам. Например, если приведенная жесткость валов на учаегках 1-2
и2’—3 очень велика, го расчетная схема приобретает вид, показанный на рис. 3.6.46.
3.7. Ударная нагрузка
Простейшие одно- и двухмассовые системы. Существует ряд причин, по ко-
торым изучение механического удара применительно к машинам химических про-
изводств представляет особый интерес. Во-первых, закономерности, присущие этому
явлению, позволяют установить рациональные режимы проведения технологических
процессов, которые происходят под воздействием ударной нагрузки. Во-вторых, эти
закономерности позволяют определить условия работы исполнительных органов
и привода машин, в частности, усилия, время воздейсгвия и др.
Явление удара — сложное явление, связанное с необходимостью учитывать боль-
шое число разнообразных факторов, таких, как диссипация энергии, распределение
масс, конфигурация звеньев, свойства поверхностей контакта и многих других харак-
теристик. Поэтому в инженерной практике широко используют приближенные мето-
ды, упрощающие задачи путем введения ряда допущении и позволяющие получить
решения, с помощью которых можно правильно оцепить усилия, деформации и пере-
мещения, напряжения при ударе, продолжительность соударения.
Одиомассовая система. Рассмотрим удар одной массы по упругой связи, на-
пример пружине (рис. 3.7.1а). Массой пружины можно пренебречь. Пусть масса т
ударяющего тела, скорость о0 в момент удара и жесткость с пружины известны. Для
процесса совместного движения тела с пружиной после удара можно записать
тх =— сх, (3.7.1)
где х — текущее значение деформации пружины.
Решение дифференциального уравнения (3.7.1) можно записать в фор-
ме (3.2.2): х = A sm /Wj + ф). Если отсчет времени t ведется от момента
соприкосновения тела с пружиной (при этом_/ = 0;х = 0;х = 1>0), ф = О,
А = V0/O)0 и х = (г?0/бУ0)5П1й)0Г,где 6УО = Jс/т.
Деформация сжатия пружины максимальна при G)9t = л/2 (или t — Т/4, где
Т — период колебаний), т. е.
= V^y/mlc
и соответ ствующее наибольшее усилие в упругой связи вычисляется по формуле
Л— = сх^ = = VoJm/8".
182
ГЛАВА 3
в)
Рис. 3.7.1. Схемы удара по упругой связи: а — система с горизонтальным движением мас-
сы; б — система с вертикальным движением массы; в — двухмассовая система
Пусть теперь тело массой т падает вертикально (рис. 3.7.16), тогда следует учи-
тывать изменение его потенциальной энергии при динамической деформации пру-
жины. Пусть mg(h + удин) — работа, которую совершает сила тяжести mg на пути h
(h соответствует высоте падения). Обычно практический интерес представляют
максимальные деформация упругой связи и усилие, поэтому можно воспользовать-
ся уравнением энергетического баланса: сумма работы mg(h + и работы при
наибольшей (динамической) деформации уда пружины равна потенциальной энер-
гии PymtxyR„/2 = cy*J2 деформации ynpyi ой связи (скорости тела в начале и конце
движения равны пулю). Из уравнения mg(h + уМ11) = cy2wl2 после преобразований
получим
Уш... = wg/c + /(wg/c2) + 2mgh/c ,
где перед знаком радикала берется только знак «плюс», так как знаку «минус» соот
ветсгвует отклонение пружины от среднего положения вверх.
Так как mg / с = уст — статический прогиб, то
А.. = Усг + + 2Ауст
и коэффициент динамичности при ударе имеет вид:
X = Удии^сг = 1 + У1 + 2А/уст .
В частном случае, при внезапном приложении силы (высота падения А = 0)/ = 2.
Величина коэффициента динамичности показывает, во сколько раз увеличива-
ются динамическое усилие и напряжение в упругой связи, подвергнувшейся удару
падающего тела, по сравнению со статическими. Если известна скорость в момент
удара, го для расчета динамического коэффициента можно использоват ь выражение
X = 1 + /1 + vil(gy„), (3.7.2)
получаемого на основании соотношения для свободного падения h = V^/2g.
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
183
Двухмассовая система. Основой элементарной теории удара твердых тел клас-
сической механики является допущение (предложенное Ньютоном): относительная
скорость соударяющихся материальных точек после удара пропорциональна их отно-
сительной скорости перед ударом. Коэффициент пропорциональности, в этом случае
называемый коэффициентом восстановления, определяют опытным путем. Извест-
но, что коэффициент восстановления к в зависимости от свойств соударяющихся тел
изменяется от 0 до 1. Значение к = 0 соответствует абсолютно неупругому удару, т. е.
когда после удара относительная скорость соударяющихся тел равна нулю (тела дви-
жутся совместно). При к= 1 удар называется абсолютно упругим, т. е. относительная
скорость соударяющихся тел сохраняет свою абсолютную величину, но меняет знак.
При 0 < к < 1 удар называется не вполне упругим.
В качестве примера рассмотрим соударение двух тел / и 2 массами т} и т2. Пусть
тело 2 соединено с упругой связью (пружиной) (рис. 3.7.1 в). Будем считать, что удар
является абсолют но неупругим (к = 0) и скорость т ела 1 в момент удара равна н0.
Из условия сохранения количества движения mtv9 = (mi + m^vt, найдем скорость
совместного движения тел
v = V.”»,
(т, + т,)
Дальнейшие расчеты проводятся по формуле (3.7.2), заменой н0 на и,. Статичес-
кий прогиб определяется в этом случае по формуле у s(m, +m.)g/c. При необходи-
мости к массе т2 следует добавить и приведенную массу упругой связи.
Влияние местных деформаций. В соответствии с теорией удара Герца предпо-
лагается, что при соударении массивных тел можно ограничи гься рассмотрегшем
лишь тех деформаций, которые имеются в зоне контакта, и полагать, что контактные
силы связаны с деформациями такими же соотношениями, как и при статическом на-
гружении.
В случае, когда начальное касание гел точечное, а расстояния между поверх-
ностями тел вблизи этой точки описываются уравнениями второго порядка, теория
контактных деформаций Герца дает нелинейную связь между контактной силой Р
и сближением тел х:
P = k0xi2. (3.7.3)
Расс мотрим контактные поверхности в виде сфер с радиусами и /?2, тогда урав-
нение для расчета величины контакт ного напряжения будет иметь вид
l - 2Е I R*R>
°" 3(1 +
где Е — модуль упругости материала; v — коэффициент Пуассона.
Пусть отсчет времени ведется с момента первого соприкосновения сферических
поверхностей, а координаты ценгров масс тел равны и х2. Тогда сближение центров
масс в процессе соударения определяется разностью
х = хг-х2. (3.7.4)
Записав уравнение движения центров масс т,х} =— Р(х); т2х2 = Р(х), учиты-
вая выражение (3.7.4) и обозначив т = zwIw2/(z«1 + т2), получим уравнение движе-
ния тел в процессе удара
х = -Р(х)/т.
(3.7.5)
184
ГЛАВА 3
Интегрирование этог о выражения позволяет пай ги скорость сближения т ел. По-
скольку х = ^1*- 4 (*). = х , то шгтегрирование дает
at d(x) d(x)
=-±fP(.x)dx + С.
о
Для определения постоянной С, возникающей в процессе интегрирования вы-
шеприведенного уравнения, используем начальное условие. 11ри t = 0 и х = 0 скорость
равна начальной относительной скорости х = 1>0, следовательно, С = 1)^/2 и
(3.7.6)
kax2dx,
х1 - V20 =
Предположим, что связь контактного усилия с перемещением определяется вы-
ражением (3.7.3) и что при максимальном сближетгии соударяющихся тел скорость
сближения равна нулю (х = 0), найдем
2 2
-Vo =- —
т j
что после интегрирования полученного выражения получим
(_ 1 \ Ъ3
5mVo |
4А0 / '
Максимальное значение контактной силы при ударе можно получить в результате
подстановки датпюго выражения в уравнеггие (3.7.3)
' \ 4
Время удара т можно определить интегрированием уравнения (3.7.6)
3
5
з
* — lr — 1г 3
пах лО-*пшх л0
у о
х \ 2
V°~ т f
о
О о
После преобразований можно получить
Т = 2.943 (5//;/4Л0)^5г?-’5.
Последняя формула получена с учетом того, что продолжительность контакта
учитывает стадии сближения и удаления тел.
Экспериментальные исследования удара при условиях, соответствующих приня-
тому допущению об отсутствии пластических деформаций, показывают, что расчет-
ные данные удовлетворительно соответствуют опытным.
Волновые явления. Под упругими волновыми процессами понимают динами-
ческое распространение возмущений напряженно-деформированного состояния
в упругих телах. Такие возмущения возникают в дробилках и измельчителях ударно-
го дейсгвия, при ударе по цилиндрической винтовой пружине. В стержнях различают
продольные, крутильные и изгибные волны.
Вопрос о распрос гранен и и волн деформации рассмотрим при продольном ударе
по стержню. Влияние движения частиц в плоскости, перпендикулярной оси стержня,
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
185
не учитывается. Будем считать, что справедлива гипотеза плоских сечений. В спя
зи со сделанными предположениями после внезапного приложения силы W к торцу
стержня произойдет сжатие его бесконечно малого элемен га dz на величину дх, затем
это сжатие будет передано следующему элементу и т. д. по всей длине стержня.
В соответствии с законом Гука можно записать
где 5 — площадь сечения с гержня; Е — модуль продольной упругости.
Уравнение движения элемента массой mdz (где т — масса единицы длины стерж-
ня — рис. 3.7.2) имеет вид
Продифферинцировав уравнение (3.7.7) по z, получим
^T = ^ES' (3.7.9)
С учетом (3.7.9) уравнение (3.7.8) может быть переписано в виде
_____________ dz2 а д1г
где а = / ES/rn .
Если плотность р материала для однородного стержня известна и постоянна, то
из соотношения т = pS получаем а = JЕ/р .
Уравнение (3.7.10) называется волновым уравнением. В такой же форме его мож-
но записать и для крутильных колебаний, и для колебаний натянутой струны.
Если правую часть уравнения (3.7.7) умножить и разделить на dt, то можно уста-
новить связь скорости v = dxldt перемещения сечения и скорости c = dz!dt распро-
странения деформации вдоль стержня:
% = (3.7.11)
Для сжатой части стержня составим
уравнение количества движения. К момен-
ту времетпт /, прошедшему от начала удара,
длина сжатой части стержня составите/, мас-
са — pSct, а количество движения — pSctv.
Приравняем это количество движения им-
пульсу силы N за время t: pSctv = Nt. Исполь-
зуя уравнетше (3.7.11), найдем скорос ть рас-
пространения волны (деформации сжатия)
с = J Е/р = а.
Скорость движения частиц (сечений)
стержня равна
Рис. 3.7.2. Схема распространения
деформации при продольном ударе
по стержню
Это выражение позволяет решать и об-
186
ГЛАВА 3
ратную задачу — рассчитывал» напряжения о в стерж ie, движущемся с известной
скоростью и, при его ударе о жесгкую преграду, по формуле (У = V /Ёр.
Возможна и другая постановка задачи — определение скорости удара, при кото-
рой доел икается заданное напряжение в стержне (например, равное пределу пропор-
циональности). Введение некоторых допущений позволяет также оценить скорости,
вызывающие разрушение материала, что представляет существенный интерес при
расчете измельчителей.
3.8. Виброизоляция машин
Передача вибрации на основание машины. В процессе работы различных при-
боров неизбежно возшпсает вибрация, которая обычно нарушает нормальную работу
приборов и машин, оказывает отрицательное воздействие на здоровье людей и состо-
яние здании, в которых расположено оборудование. Поэтому очень большое внима-
ние уделяется способам снижения вибрации, а также виброизоляции — методу виб-
рационной защиты, суть которого состоит в т ом, что между источником возбуждения
и защищаемым объектом помещают специальные устройст ва. При использовании
энергии дополнительного источника виброзащита называется активной, в против-
ном случае — пассивной.
Для вибрационной защиты используют различ-
ные методы. Динамическое виброгашение позволя-
ет снизить вибрацию, если к защищаемому объекту
присоединить специальную систему, реакции кото-
рой уменьшают размах вибрации объекта. Демпфи-
рование вибрации позволяет уменьшить вибрации
рассеиванием механической энергии; с'тгой целью
применяют специальные демпферы.
Пусть, например, одномассовая система подверже-
на воздействию вынуждающей силы Posin(cw), изме-
няющейся по гармоническому закону. Пусть колеб-
лющаяся система имеет виброизоляцию, состоящую
из упругой связи с жесткостью с и демпфера вязкого
трения (рис. 3.8.1) с коэффициентом сопротивления а
(см. п. 3.2). Определим, как передаются усилия на ос-
нование машины.
11а основание через упругую связь передается уси-
лие Р =сх, а через демпфер — усилие/? = ах. Суммарное воздействие на основание
машины с учетом выражения (3.2.9) запишем в виде
Re = Pv + R = Ао[сsin(tt>r - у) + a(OCQs(cot - у)].
Перепишем это выражение в виде
Rz - Ros\n(cDt - у,),
где /?0 = А(</с2 + (ай)), у, = у — arctg (аш/с). Подставим значение А^ из форму-
лы (3.2.9), а также с = пгйД и Аст = РДтвД, получим после преобразований амп-
литуду силы, передаваемой на основание:
P^inOM)
77777777/. /////777/777/7
Рис. 3.8.1. Схема к расчету
усилий, передаваемых иа опо-
ры машины при вибрации
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
187
Рис. 3.8.2. Зависимость коэффициента
передачи от отношения частот
Ro = Р,/1 + 4й)2и2/й)«//(1 - СОЧСО^У + 4й)2и2/й)д
и У, = У — arctg (2л 69/69 d).
Отношение амплитуд передаваемой па основание силы /?0 и вынуждающей си-
лы Ро называется коэффициентам передачи силы на основание, который определя-
ется по уравнению:
R /1 + Ай)2п2!(О*
Хп = / = /, м • <3-8- О
о /(1 - й)2/й)2) + Аа)2п21О)*
у \ О/ о
В частном случае, при отсутствии вязкого трения (п = а/2т = 0) имеем
Х„ = 1/|1 - = X,
т. е. коэффициент передачи силы численно равен коэффициенту динамичности.
При резонансе = J\ + An2 ICO2^{2rilCi)^.
На рис. 3.8.2 показана зависимость ко-
эффициента передачи силы от отношения
со/со^ при различных значениях коэффици-
ента демпфирования.
В случаях, когда систему виброи юляции,
подобную рассмотренной, используют для
защиты машины или прибора от колебаний,
передаваемых через основание, выражение
(3.8.1) характеризует отношение ускорения за-
щищаемого объекта к ускорению основания.
Проанализируем зависимость/п
Очевидно, что меныпий коэффициент пере-
дачи силы достигается, когда со < со0, т. е. ис-
пользование демпферов вязкого трения наи-
более эффективно для гашения колебаний
лишь в резонансной области. В зарезонанс-
ной области (при co/coQ > /2) применение
демпфера вязкого трения нерационально, так
как при больших значениях 2п/со0 коэффициент передачи сшты при заданном отно-
шении co/coQ больше, чем при отсутствии демпфера. Однако при решении вопроса
о применении демпфера вязкого трения следует помнить, что последний позволяет
значительно уменьшит ь резонансные перемещения и силы. По этой причине для ма-
шин, работающих в зарезонансной зоне, иногда используют виброизоляцию с само-
отключающимися демпферами, которые действуют только в резонансной зоне.
Для уменьшения собственной частоты колебаний системы в ряде случаев маши-
ну жестко соединяют с дополнительной массой, которую на упругих опорах ус ганав-
ливают на фундаменте.
Динамические гасители, виброопоры. Динамическое вибро1'ашетше может
быть эффективным лишь в тех случаях, когда вынуждающая сила изменяется по
гармоническому закону. Действие виброгасителя можно пояснить следующим обра-
зом. Предположим, что корпус машины / (рис. 3.8.3), находящийся под воздействи-
ем вынуждающей силы Posin(tu/), соединен с фундаментом пружинами 4, жесткость
188
ГЛАВА 3
Рис. 3.8.3. Схема динамического
виброгаситсля
которых невелика. Динамический гаситель
представляет собой массу 2, соединенную
с корпусом пружиной 3, причем массу т
и жесткость с пружины подбирают таким об-
разом, что й)а = J с/т. В этом случае при
работе системы корпус машины остается не-
подвижным, поскольку пружины гасителя
дейст вуют па него с силой, ранной и противо-
положной вынуждающей силе.
Возможности таких гасителей ограничен-
ны. их можно использовать лишь при задан-
ной частоте си вынужденных колебаний. Для
расширения диапазона частот иногда исполь-
зуют динамические гасители с демпфером
вязкого трения, который устанавливают меж-
ду корпусом машитгы и массой гасителя.
Для установки машин часто используют
стандартные резинометаллические виброизо-
лирующие опоры (1 ОСТ 17712). Упругим эле-
меггтом виброизоляторов этого типа является
фасонный резиновый массив, соединенный
с деталями металлической арматуры с помощью вулканизации.
На рис. 3.8.4а показан виброизолятор типа АН, резиновый массив 2 которого
выполнен в виде сплошного цилиндра с двумя завулканизированными в его торцы
гайками. Гайка I служит для крепления с машиной, а гайка 3 для крепления с осно-
ванием. Конструкция виброизоляторов т ипа Al I позволяют использова гь их в осевом
направлении. Их рекомендуется применять для защиты от вибрации с частотой не
более 15 Гц.
Виброизолятор типа А КС С, показанный ira рис. 3.8.46, предназначен для защи-
ты достаточно массивного оборудования. Его упругий элемеггг 2 выполнен из мас-
Рис. 3.8.4. Типы виброопор: а — виброизоля-
тор типа АН, б — виброизолягор АКСС для мас-
сивного оборудования; в— виброизолятор АП
для приборов
ДИНАМИЧЕСКИЕ РАСЧЕТЫ МАШИН
189
лостойкой резины и допускает длительную эксплуатацию в условиях изменения
температуры от —5 °C до +70 °C. Металлическая втулка /, служащая для крепления
с объектом, запрессована в упругий элемент 2. Повышенная жесткость виброизоля-
торов типа АКСС, за счет использования защитного кожуха 3 и нижней пластины 4,
делает их эффиктивными при защите от интенсивных ударных воздействий.
Виброизоляторы типа АП (рис. 3.8.4в). Их основным элементом является фасон-
ный резиновый массив 2, спрессованный с металлической втулкой 3, служащей для
крепления с объектом, и пластинкой 7, с помощью которой осуществляется соедине-
ние с основанием. Виброизоляторы типа АП используют в основном для виброизо-
ляции приборов сравнительно небольшой массы.
При выборе фундамента под машину, подверженную вибрационному воздействию,
учитывают передаваемую на фундамент вибрационную нагрузку. В простейших слу-
чаях площадь основания фундамента рассчитывают по формуле
F. > [(т, + m,)g + Z„P]/[aL,
где mt и т2— масса машины и фундамента, [<ДЖ — допускаемое напряжение сжа-
тия для грунта (ориентировочные зпачетшя для различных категорий грунта
приведены в табл. 3.3).
В ответственных случаях рассчитывают амплитуду колебаний и собственную
час готу колебаний фундамента для проверки на резонанс.
Таблица 3.3
Допускаемые напряжения сжатия для грунтов
Категория Тип грунта [оДж, МПа
1 Слабый (глина, суглинок в пластичном состоянии) <0,15
и Средний (сушилок в твердом состоянии, супесь) 0,15-0,35
III Прочный (песок крупный, гравий) 0,35-0,6
IV Скальный >0,6
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Перечислите методы решения задач динамики машин.
2. Что понимают под числом степеней свободы? Приведите примеры
3. Дайте классификацию механических колебательных систем и процессов.
4. Что называется жесткостью и податливостью? Как они связаны между собой?
5. Что называется собствсшюй частотой и от каких параметров она зависит?
6. Перечислите способы возбуждения колебаний.
7. Дайте определение резонанса, коэффициента динамичности Приведите пример ампли-
тудно-частотной характеристики колебательной системы.
8. Как проводят проверку условия отсутст вия резонанса или попадания в резонансную
зону?
9. Как упругие опоры влияют на величину собственной частоты колебаний?
190
ГЛАВА 3
10. Дайте определение критической скорости вращения вала. Какие валы называют жест
кими и гибкими?
11. Как влияют на критическую скорость: гироскопический изгибающий момент; осевая
сила?
12. Какие вы знаете приближенные методы определения первой частоты собствсштых ко-
лебаний?
13. Дайте понятие приведенной длины вала и приведенного момента инерции масс.
14. Что называется коэффициентом передачи силы на основание?
15. Перечислите виды виброзащиты.
СПИСОК ЛИТЕРАТУРЫ
1. Андронов А. 4., Витт А. А., Хайкин С.Э. Теория колебаний. — М.: Изд-во физико-матема-
тической литературы, 1959. — 916 с.
2. Биргер И.А., Шорр Б.Ф., Иосилевич ГБ. Расчет на прочность деталей машин: Справоч-
ник. — М.: Машиностроение, 1993. — 640 с.
3. Варсанофьев В.Д., Кольман-Иванов Э.Э. Вибрационная техника в химической промыш-
ленности. — М.: Химия, 1985. — 240 с.
4. Вибрация в технике: Справочник. В 6-ти т. / Прсдс.рсд. совета: В.Н Чаломей. — М.: Маши-
носз роение, 1978. — Т. 1 Колебания линей] гых систем 1 Под род. В.В. Болотина. — 352 с.
5. Вибрация в технике: Справочник. В 6-ти т. / Прсдс.рсд. совета: В Н. Чаломей. — М.:
Машиностроение, 1981.— Т. 4. Вибрационные процессы и машины / Под рсд. Э.Э. Лавсндс-
ла. — 509 с.
6. Вибрация в технике: Справочник. В 6-ти т. / Прсдс.рсд. совета: В.Н Чаломей. — М.: Маши-
ностроение, 1981. — Т. 6. Защита от вибрации и ударов / Под. рсд. К.В. Фролова. — 456 с.
7. Иосилевич Г.Б, Лебедев П.А., Стреляев В.С. Прикладная механика. — М.: Машиностро-
ение, 1985. — 576 с.
8. Канторович З.Б. Машины химической промышленности. — М . Машинос гроенис,
1965.—416 с.
9. Канторович З.Б. Основы расчета химических машин и аппаратов. — М.: Машгиз,
1960.—744 с.
10. Kohci руировапис и расчет машин химических производств / Под рсд. Э.Э. Кольмана-
Иванова. — М Машиностроение, 1985. — 408 с.
11. МасловГ.С. Расчеты колебаний валов: Справочник. — М.: Машиностроение, 1980. — 151с.
12. Справочник машиностроителя. Т. 3 / Под рсд. С.В. Ссрснссна. — М : Машгиз, 1962. —
654 с.
13. Стрелков С.П. Введение в теорию колебаний. — М.: Наука, 1964. — 438 с.
14. Строительная механика / Под рсд. А.В Даркова. — М : Высшая школа, 1976. — 744 с.
15. Тимошенко С.П. Колсбатшя в инженерном деле. — М Наука, 1967. — 444 с.
Глава 4. ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ
ПРОЦЕССОВ
4.1. Машины для измельчения
твердых материалов
4.1.1. Характеристика основных способов измельчения
Процессы измельчения.
Физико-механические свойства материалов
Процесс измельчения реализуется в резульгате нагружения кусков
твердого тела, что ведет к появлению критических внутренних напряжений, пре-
вышающих соответствующий предел прочности. Напряжения в материале могут
создаваться механическим нагружением, температурными воздействиями, ультра-
звуковыми колебаниями и др. Наибольшее применение в современном производстве
имеют механические способы измельчения.
Измельчение делят на дробленые и помол, а машины, применяемые для этих целей,
называются дробилками и мельницами. В зависимости от размеров частиц продукта
(конечного размера частиц JK) различают следующие виды измельчения: дробление
кру ппое (JK = 100.. .350 мм), среднее (dK = 40... 100 мм), мелкое (dK = 5.. .40 мм), помол
грубый (dK = 0,1.. .5 мм), сре ий (dK = 0,05 ...0,1 мм), тонкий (dK = 0,001.. .0,05 мм),
сверхтонкий (dK < 0,001 мм).
Основной характеристикой процесса измЛьчепия является степень измельчения,
которая определяется соотношением средневзвешенных размеров частиц материала
до и после (dK) измельчения
*о ~ I dK,
Степень измельчения отражает технологию и параметры измельчителей.
С целью обеспечения эффективности и минимизации затрат измельчение мате-
риала от исходной до конечной крупности осуществляется, как правило, в несколь-
ко приемов, с последовательным переходом от крупного дробления к более мелко-
му и к помолу с постадийным разделением материала по классам. Следовательно,
процесс измельчения целесообразно осуществлять последовательно на нескольких
192
ГЛАВА 4
измельчителях. Каждый отдельный измельчитель выполняет часть общего процесса,
называемую стадией измельчения
Число стадий измельчения определяется гребуемой степенью измельчения. На-
пример, если в исходном твердом материале содержатся куски размером до 1200 мм,
а готовый продукт должен содержать частицы с максимальным размером до 40 мм,
то общая степень измельчения /0 = 1200/40 = 30.
Степень измельчения, достигаемая па одной машине, для большинства видов
дробильного оборудования не превышает 5...50. Поэтому для обеспечения z’o = 300
необходимо применить несколько стадий дробления, например: i{ = 5, т2 = 6, /3 = 10.
Тогда т0 = Tj • /2 • = 5 • 6 • 10 = 300, т. е. требуется минимум три стадии измельчештя.
В то же время следует отметить, что увеличение стадий измельчения приводит
к переизмельчению материала и увеличению эксплуатационных йтрат. Поэтому про-
цесс следует осуществлять, исходя из условия обеспечения мшшмалыюго числа ста-
дий измельчешгя.
Энергозатраты, нагрузки на элементы измельчителей и качество продую а зависят
от физико-механических характеристик материала: прочности, хрупкости, твердости,
упругости, абразивности и плотности твердых материалов.
В зависимости от размера частиц, например от эквивалентного (среднего) диа-
метра d, твердый материал может быть в следующих состояниях: кусковом (d > 10
мм); крупнозернистом (2 мм < d < 10 мм); мелкозернистом (0,5 мм < d < 2 мм); по-
рошкообразном (0,05 мм < d < 0,5 мм); пылевидном (d < 0,05 мм).
Для оценки полидисперсной смеси твердых частиц используются следующие ха-
рактеристики:
- наиболыиий d^ и наименьший dmSn диаметры час гиц;
-размах варьирования R = d^/d^y,
- средний диаметр частиц d;
- гранулометрический состав;
— удельная поверхность частиц Sy.
Частицы твердого материала имеют nci гравильную форму, поэтому под их разме-
ром понимают диаметр tuapa, эквивалентного по объему частице'.
dy = /бТд
или по удельной поверхности'.
ds=6V/F,
где V— объем частицы, м3; F— площадь ее поверхности, м2.
Гранулометрический, или дисперсный состав смеси твердых частиц материала
показывает, какую долю или процент массы или числа частиц во всей массе пробы
составляют определенные част ицы или группы частиц.
К наиболее употребительным физическим свойствам твердых материалов отно-
сятся платность, влажность, гигроскопичность, температуры плавления и воспламе-
нения, взрывоопасность и пожароопасност ь.
Насыпной плотностьюрн смеси чает иц твердого (сыпучего) материала называют
массу единицы объема сыпучего материала при свободном засыпании в измеритель-
ный стакан Значения рн для одного и того же сыпучего ма гериала изменяют ся в зави-
симости от гранулометрическою состава, формы частиц, способа укладки их з слое,
значений влажности и уплотняющей нагрузки.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
193
Между истинной плотностью р и насыпной плотностью рн существует прямая связь:
= р(1 - е), е = Г/Г,
где 8 — порозность смеси частиц твердого материала, равная отношешпо объема
свободного пространства Г* между част ицами к полному объему Г, м3/м3.
Влажность и и влагосодержание U материала определяют по формулам
u = nte ntc-\ootu = me ™с-100,
V V
где тв и тс — масса влажного и абсолютно сухого материала, кг.
Гигроскопичность Un оценивает способность материала увлажняться за счет во-
дяных паров окружающего его воздуха. Определяется по данным выдерживания про-
бы сыпучего материала в течение 1—2 суток в эксикаторе, на дне которого находится
раствор серной кислоты:
Un = m ^-ЮО
где Un — максимальная гигроскопичность, %; тв, mlтб — соответствешю масса про
бы сыпучею материала с бюксом, бюкса с высушегпюй пробой и отдельно бюкса, кг.
Механические свойства сыпучих материалов оценивают рядом параметров, углом
естес гвенного откоса а, начальным сопротивлением сдвигу г0, углом внутреннего тре-
ния (р, коэффициентом внутреннего трениякоэффициентом внешнего трения^, бо-
кового давления коэффициентом текучести кт, коэффициентом размалываемости к^
модулем деформации и другими.
Углам естественного откоса а называют угол наклона образующей конуса из
сыпучего материала к iоризонгалыюй подложке, на которую свободно вытекла из
воронки порция этого материала. Значения а колеблются от 25° до 44°.
Изменение структуры слоя под действием сжимающей нагрузки характеризуется
коэффициентом уплотнения
к = р ,/ р ,,
у ~н\ ~и2’
где ри1, ри1 — насыпные плотности соответствешю до и после прессования (уплотне-
шгя), кг/м3.
Способность сыпучего материала вытекать из отверстий оценивают коэффициен-
том текучести кт, который определяют по времени его истечения т из калиброван-
ной вороггки.
Для связных сыпучих материалов сущее гвует минимальный диаметр огверегия. при
котором над ним обра густея уст ойчивый свод из частиц сыпучего материала, препя гсг ву-
югций их ис печению из от вере гия. Его значение можно рассчитать по уравнению:
Dc = 5’2roWI -0,78W),
где rn — начальное сопрот ивление сдвиг у, Па; <р — угол вггутрегшего трешгя, град.
Сленсиваемостъю называют свойство сыпучего материала терять текучесть при
длительном хранении в неподвижном состоянии с образованием конгломерата или
е^щного монолит а.
Прочность — свойство твердого материала сопрогиваяться разрушению при воз
никновении внутренних напряжений, появляющихся в результате какого-либо нагру-
194
ГЛАВА 4
жения. Обычно прочность твердых материалов оценивается пределом прочности при
сжатии а . По величине а измельчаемые магериалы делят на мягкие (а < 80 МПа),
средней прочности (а = 80... 150 МПа), прочные («г = 150...250 МПа) и очень про-
чные > 250 МПа).
При других видах деформаций прочность твердых материалов существенно
ниже. Например, предел прочности известняка, гранита составляет при растяжении
2...5 %, при изгибе 8... 10 % и при сдвиге 10... 15 % предела прочности при сжатии.
Хрупкость — свойст во твердого материала разрушаться без замет ных пластичес-
ких деформаций. Она определяется на специальном копре числом ударов мерного
груза. По числу ударов, выдерживаемых образцами, твердые материалы делят на
очень хрупкие (до 2), хрупкие (2...5), вязкие (5... 10), очень вязкие (более 10).
Абразивность— способность перерабатываемого материала изнашивать рабо-
чие органы машины. Ее оценивают в граммах износа эталонных бил, отнесенных
к одной TOinie измелъчешюго материала.
Физико механические свойства некоторых материалов приведены в таблице 4.1 1.
Таблица 4.1.1
Материал Предел прочности при сжатии, КГПа Модуль упругости, ЕХ1(У МПа Плотность, кг/м3
истинная насыпная
Антрацит ДО 9 0,7 1600 800-950
Апатит 80-150 3,0 1500 1000
Базальт 150-500 5,62-9,73 2400-3100 1800
Бетон 5-35 — 1600 - 2000 —
Гранит 50-210 3,0-6,14 2690 1900
Гипс 9-10 — 2690-2780 1050-1600
Глина с вл. и = 3...9 % 2,6 — 1800 - 2000 1600
Глина с вл. и = 20...25 % 0,2-0,6 — 2000 1700
Глина обоженная 6-13 — 1800 - 2600 —
Диабаз 120-370 6,12-7,9 2080-3080 1900
Доломит 15-54 — 2330-2840 1600
Известняк крепкий 200-300 3,5-5,0 3100 1600 - 2000
Известняк ср. прочн. 60 - 200 3,5-5,0 2630 1500 - 2000
Известняк мягкий 40-60 3,5 — 1400
Кальцит — 5,8-9,0 — —
Кварцит 245 - 345 — 2630 - 2660 —
Кварц 80-145 7,8-10,3 2640 1500
Кирпич обожженный 7,5-30 1,0 1600-2500 1300
Кирпич силикатный 7,5-15 1700-1800 1400
Керамический бой 7,5-30 — 2300-2500 —
Корунд — — 3900 - 4000
Мел 0,2-20 — 2500 900-1200
Мергель мягкий 12-30 — 1<>00 1200 - 2500
Мер) ель плот цы и 50-100 — — 1200-1500
Магнезит 32-120 — 2850-2970 —
Мрамор 55-250 5,65-7,0 2600-2840 1700 - 2500
Нитрофоска 30-90 — 2000-2200 1100-1300
Песчаник 50-100 3,4-5,0 2280-2700 1400 - 2000
Сланец кров. 100-250 6,0-24 2600-3300 —
Сланец глин. 25-40 1,1-1,9 — 1200
Уголь камешгый 2-29 0,7-6,0 ’400-1800 —
Хромитовая руда 21-93 — 3300-3800 —
Шамот кусковой 20-150 — 2000 - 2450 —
Шлак доменный 150 — 2750 1500
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
195
Теории измельчения
Основной вопрос теорий измельчения состоит в установлении связи между за-
тратами энергии и размерами конечных и начальных кусков материала, их формой,
взаимным расположением, физико-механическими свойствами и т. п. В связи с мно-
гочисленностью влияющих факторов существующие теории измельчения характери-
зуют энергозатраты в общем виде с учетом лишь наиболее важных параметров про-
цесса и измельчаемо! о материала.
Согласно гипотезе П. Риттингера (1867), работ а при измельчении ма-
териала пропорциональна площади вновь образованной поверхности AF (м2)
Л = ATjAF, [Дж], (4.1.1)
где Kt — коэффициент пропорциональности.
Величину AF можно выразить через начальные dn и конечные dK размеры кусков
измельчаемого материала. Если предположить, чго куски имеют форму куба с раз-
мером ребер d* до и dK = /i после измельчения, то можно определить площадь
вновь образованных поверхностей
AF = F. - = 613(J, /if - 6d2 = 6d2(i -1).
При дроблении объема V(м3) материала со средним размером кусков dt. (м) общее
число измельчаемых частиц равно VId*, а работа дробления в соотвегствии с фор-
мулой (4.1.1) будет равна
Л = 6A’1F(i-l)/JH, [Дж].
При массе измельчаемого материала тм (кг) величина рабогы примет вид
А = - 1)W, [Дж],
где р— истинная плотность материала кг/м3; KR— коэффициент пропорциональ-
ности между затраченной работой и вновь образовашюй поверхностью; i — степень
измельчения.
Теория П. Риттингера не учитывает изменения формы тел при измельчении.
Вследствие этого она непригодна для описания процессов дробления в случаях, когда
готовый продукт имеет малую удельную поверхность.
В. Л. К и р п и ч е в (1874) и Ф. Кик (1885) предположили, что энергия, необ-
ходимая для одинакового изменения формы подобных и однородных тел, пропорци-
ональна их объемам, т. е.
Л = K2d*, [Дж],
где К — коэффициент пропорциональности.
При измельчении массы тм (кг) материала со средним размером кусков dH (м)
общее количество измельчаемых кусков равно z«M/(pd*\ соответственно работа из-
мельчения будет равна
Л = К2 тм !р, [Дж],
где р — истинная плотность куска, кг'М3.
Рассмотренные гипотезы измельчения отражают только часть сложных процес-
сов, происходящих при измельчении.
196
ГЛАВА 4
Теория Кирпичева—Кика оценивает энергию, расходуемую на деформирование
материала, и не учитывает затраты на образование новых поверхностей. Ее целе-
сообразно применять при крупном и среднем дроблении, когда влияние вновь образо-
ванных поверхностей незначительно.
В реальном процессе измельчения деформирование кусков и образование новых
поверхностей происходит одновременно. В связи с этим многие ученые стремились
оценить эти явления в комплексе. Так. П.А. Ребиндер (1940)и Ф. Бонд (1951)
предложили определять энергозатраты при дроблении с учетом работы как деформа-
ции кусков, так и образования новых поверхностей.
На основании опытных исследований во ВНИИстройдормаше была предложена
эмпирическая формула для расчеса мощности электродвит ателя дробилок
N=0, Ыф&ДЛ - l)//£, [rfh],
где Е.— энергетический показатель, зависящий от физико-механических свойств из-
мельчаемого материала; — коэффициент масш габпого фактора (зависит от <7Н); d^ —
средневзвешенный размер кусков исходного материала, м; Qu— производительность,
кг/с.
В зависимости от вида материала рекомендуют при расчете мощности двигателя
измельчителя принимать значение энергетического показателя равным Ef = 8кВт ч/т.
Значения коэффициента масштабного фактора в зависимости от средневзвешен-
ного размера dti кусков материала приведены в таблице:
Ширина приемного отверстия дробилки, мм 160 250 400 600 900 1200 1500
Средневзвешенный размер исходного материала, мм 65 100 160 240 280 370 460
Коэффициент Км масштабного фактора 1,85 1,40 МО 1,00 0,95 0,85 0,80
Следует отметить, что в инженерной практике расход энергии на измельчение
рассчитывается экспериментально или по даш.ым каталогов по установочной мощ-
ности N':
№ - N кЕт
Q' т ч
где N— мощность двигателя, кВт; Q — производительность измельчи геля, т/ч.
Классификация машин для измельчения материалов
В зависимости от назначения и принципа действия в машинах для измельчения
могут использоваться различные виды нагрузок: раздавливание (сжатие куска), из-
лом (изгиб), раскалывание (эквивалентно растяжению), истирание и удар (рис. 4.1.1).
В каждой измельчающей машине реализуются, как правило, все способы измельче-
ния, но главную роль играет гот, для которого она создана.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
197
Рис. 4.1.1. Способы механического разрушения материалов, реализуемые в дробилках
и мельницах:----> — преобладающие; - — > — сопу гствующис
При раскалывании тело разрушаегся на части в местах концентрации наиболь-
ших нагрузок, передаваемых клинообразным рабочим элементом измельчителя.
При раздавливании — под действием статической нагрузки определяющими яв-
ляются напряжения сжагия.
При изломе в теле возникают в основном изгибающие напряжения.
При истирании разрушение происходит главным образом от напряжений сдви1 а.
Истирание в комбинации с раздавливанием — один из наиболее экономичных спосо-
бов измельчения.
При ударе под действием динамических на1рузок в теле возникают динамичес-
кие напряжения, приводящие к его разрушению. Различают свободный и стесненный
удары. При стесненном ударе тело разрушается между двумя рабочими органами
измельчителя, при свободном — в результате столкновения с рабочим органом или
другим измельчаемым т ел ом.
Как правило, перечисленные виды силовых нагрузок в процессе измельчения
действуют одновременно, например, раздавливание и истирание, удар и истирание
и т. д. Необходимость в различных видах нагрузок, а также в различных по принципу
действия конструкциях и размерах машин вызвана многообразием свойств и разме-
ров измельчаемых материалов и различными требованиями к крупности исходного
материала и ютового продукта Однако при работе измельчителей в зависимости от
их конструкций преобладает тот или иной способ измельчения.
Имеются практические рекомендации по использованию соответствующих видов
нагрузок в зависимости от типа измельчаемого материала. Так, дробление прочных
и хрупких материалов целесообразно осуществлять раздавливанием и изломом, а про-
чных и вязких— раздавливанием и истиранием. Крупное дробление мягких и хруп-
ких материалов предпочтительно выполнят ь раскал ыванием, среднее и мелкое — уда-
ром. В промышленности дробление материалов проводя г, как правило, сухим способом.
198
ГЛАВА 4
а) б) в) г)
Рис. 4.1.2. Технологические схемы измельчения: а— открытый цикл; б — открытый
цикл с предвари гсльиым грохочением; в — замкнутый цикл с совмещенным предваритель-
ным и поверочным грохочением; г — замкнутый цикл с грохочением.
Процессы: 1 —дробление; 2 — грохочение.
Потоки: А — исходный ма гериал; Б — мелкая фракция; В — крупная фракция
Реже применяют мокрое дробление, когда в загрузочные устройства машин разбрыз-
гивают воду для уменьшения пылеобразования, либо дробление производится в жид-
кости с помощью движущихся в ней т вердых частиц (бисера).
Помол твердых материалов осуществляют ударом и истиранием. Так же как и дроб-
ление, помол может быть сухим и мокрым. По сравнению с сухим, мокрый помол эколо-
гически более совершенен и более производителен. Однако мокрый помол может приме-
ня гься только тогда, когда допускается контакт измельчаемого материала с водой.
При проектировании схем измельчения любых материалов необходимо соблю-
дать принцип «не измельчать ничего лишнего», поскольку переизмельчение приводит
к излишнему расходу энергии, снижению производительности и росту износа дроби-
лок и мельниц. Материалы высокой и средней крепости дробятся, как правило, в две-
три стадии, более мягкие — в одну стадию.
В химической промышленности применяются в основном одностадийные тех-
нологические сисгемы измельчения, которые представлены на рис. 4.1.2. Открытая
система (рис. 4.1 2а) применяется при крупном измельчении (до 20 мм). В замкнутых
системах с классифика гором (грохотом) (рис. 4.1.2б-г) крупность продукта можно
дополнительно регулировал ь с помощью грохота.
По способу воздействия на измельчаемый материал различают дробилки, разру-
шающие материал сжатием (щековые, конусные и валковые дробилки) и ударом (ро-
торные и молот ковые дробилки).
По конструктивным признакам различают дробилки: щековые, валковые, конус-
ные, ударного действия (ро горные и молотковые). Пальцевые измельчители и бегуны
занимают промежуточное положение между дробилками и мельницами, так как их
можно применять как для мелкого дробления, так и для крупного помола.
Мельницы делят на барабанные (т ихоходные), роликовые, маятниковые, кольце-
вые и другие (среднеходные), молотковые, вертикальные, шахтные (ударные), вибра-
ционные и струйные.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
199
4.1.2 Машины для дробления материалов
Дробилки, разрушающие материал сжатием
Щековые дробилки. Щековые дробилки применяют для крупного и среднего
дробления различных материалов во многих ограслях народного хозяйства. Они спо-
собны разрушать нерудные материалы практически всех разновидностей.
В дробилках с простым (1ЦДТТ) движением щеки 1 (рис. 4.1.3а) последняя подве-
шена па оси 2. Щека совершает качательные движения по дуге окружности, которые ей
сообщает вращающийся эксцентриковый вал 3. через шатун 4 и распорные плиты 5.
При сближении щек материал дробится, а при удалении их друг от друга куски
материала опускаю гея вниз и выпадают из камеры, если их размеры меньше ширины
выходной щели, Затем цикл повторяется. В ЩДП материал измельчается раздавлива-
нием и частично изломом и раскалыванием, поскольку на обеих щеках установлены
дробящие плиты с рифлениями в продольном направлении
В дробилках со сложным (ЩДС) движением щеки рычажный механизм имеет
более простую схему (рис. 4.1.36). Эксцентриковый вал 3 непосредственно соединен
с шатуном, являющимся подвижной щекой / дробилки. Нижним концом щека шар-
нирно опирается на распорную плиту 5. Щека совершает сложное движение, и со-
ставляющие перемещения точек ее поверхности направлены как по нормали к по-
верхности щеки, так и вдоль нее; траектории точек по форме напоминают эллипсы.
Вследствие этою в ЩДС материал измельчается как раздавливанием, так и истира-
нием, что облегчает процесс дробления вязких материалов.
Кинематическая схема ЩДП позволяет создавать относительно большие нагруз-
ки на измельчаемый материал, чем в ЩДС, при одинаковых моментах вращения на
приводных валах. Это особенно важно при дроблении больших кусков прочных ма-
териалов. Существенным недостатком ЩДП (рис. 4.1.3а) является малый ход сжатия
в верхней части камеры дробления. Для ЩДС характерен значит ельный износ дробя-
щих плит. Однако конструкция ЩДС в целом более проста и менее мет аллоемка но
сравнению с ЩДП.
Рис. 4.1.3. Принципиальные схемы щековых дробилок: а — с простым движением щеки;
б — со сложным движением щеки. 1 — щека; 2 — ось; 3 — эксцентриковый вал; 4 — шатун;
5 — распорные плиты
200
ГЛАВА 4
Рис. 4.1.4. Щековая дробилка со сложным движением теки: 1 — передняя стенка; 2—
неподвижная дробящая плита; 3 — фу геровочные плиты; 4 — подвижная шока; 5 — эксцентри-
ковый вал; 6— болты; 7— задние балки; 8— пружина; 9— тяга; 10— распорные плиты;
11 — сухарь; 12 — дробящая плита; 13 — выступ; 14 — маховик
В зависимости от конструкции механизма, приводящего в движение щеку, разли-
чают дробилки с рычажным механизмом, а также (реже) с гидравлическим переда-
з очным механизмом.
Главным параметром щековых дробилок является размер (ширина и длина, BxL)
приемного отверстия камеры дробления, образуемой подвижной и неподвижной
щеками. Отечественная промышленность выпускает дробилки с размерами прием-
ного отверстия B*L (мм); 160*250, 250*400, 250*900, 400*900, 600*900, 900*1200,
1200x1500,1500*2100,2100x2500.
На рис. 4.1.4 показана конструкция дробилки со сложным движением под-
вижной щеки. Дробилка имеет сварную станину, боковые стенки которой соеди-
няются между собой передней стенкой 1 коробчатого сечения и задними балка-
ми 7, в одной из которых расположено устройство для регулирования ширины
выходной щели. В передней стенке закреплена неподвижная дробящая плита 2;
сшгзу она опирается на выступ 13 передней сгенки стаггины, а с боковых сторон
зажимается боковыми футеровочными плитами 3, имеющими клиновые скосы.
Боковые футеровочные плиты крепят к станине болтами с потайными головками.
Подвижная щека 4 (стальная отливка) установлена с помощью роликовых под-
шипников качения на эксцентриковой части главного вала 5. Последний, в свою
очередь, опирается па радиально-сферические роликовые подшипники, разъем-
ные корпуса которых закреплены на боковых стенках станины. Дробящая пли-
та 12 в нижней части упирается в выступ на подвижной щеке, а в верхней фикси-
руется клином и болтами 6.
В пазу нижней части подвижной щеки установлен сухарь 11, в который упи-
рается распорная плита /0; другой конец этой плиты аналогично взаимодействует
с сухарем, закрепленным в ползуне регулировочного устройства. Торцовые час-
ти распорной плиты обра*уют с сухарями кинематические пары качешгя, для их
замыкания служит пружина 8 с тягой 9. Дробящие плиты в небольших дробилках
выполняют симметричными, поскольку более интенсивно изнашиваются нижние
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
201
части плит, такая конструкция позволяет их переворачивать для увеличения срока
службы. В некоторых щековых дробилках в зоне разгрузки дробящие плиты имеют
криволинейное очертание с «параллельной зоной», что способствует получению из-
мельченного материала с более однородными по размерам кусками и повышению
производительности.
На эксцентриковом валу установлены один или два (по обе стороны от ста!гины)
маховика 14, которые служат для регулирования частоты вращения главною вала ма-
шины, аккумуляции энергии при холостом ходе (обратный ход щеки) и отдачи при
рабочем ходе (прямой ход щеки, дробление материала).
В конструкциях щековых дробилок предусматривается установка предохрани-
тельных элементов или устройств, предохраняющих узлы машин от повреждений
при попадании в камеру дробления инородного недробимого тела. Таким предохра-
нительным элементом в рассматриваемой дробилке служит распорная плита 10, ко-
торая разрушается при нагрузках, превышающих максимально допустимую. Однако
замена плит связана с простоем машины и является трудоемкой операцией— не-
обходимо очисти гь камеру дробления, подтянуть подвижную щеку к неподвижной
и т. д. В новых конструкциях дробилок используют неразрушающиеся предохрани-
тели, например, муфты предельного момента. Кроме тою, в качестве предохрани-
тельных элементов также применяются бол гы на сухарях шатуна, болты на крышке
подшипников шатуна.
Дробящие плиты щековых дробилок изготовляют литыми, они могут быть как
цельными, так и составными.
Конусные дробилки
Конусные дробилки используют во всех стадиях дробления при переработке са-
мых разнообразных материалов как по крупности дробимого материала, так и по раз-
нообразию физико-механических свойств. Рабочими органами дробилки являются
неподвижный усеченный конус и расположенный внутри него подвижный дробя-
щий конус, ось которого отклонена на угол гирации у от оси неподвижного конуса.
Подвижный конус совершав г относительно оси неподвижного конуса вращагелыюе
(гирационное) движение. Камеру дробления образует объем между коническими
поверхностями. При подаче в камеру материала дробящий конус обкатывает куски
материала, осуществляя их раздавливание и излом, поскольку рабочие поверхности
имеют кривизну. Попеременное сближение рабочих поверхностей позволяет рас-
смотреть конусную дробилку как аналог щековой.
По технологическому назначению их делят на дробилки: крупно-
го {KKJL), обеспечивающие степень измельчения i = 5...8; среднего и мелкого
(КМД] (степень измельчения i до 20...50) дробления.
Главггьтм параметром дробилок ККД является ширина приемного отверстия —
расстояние между образующими боковых поверхностей конусов в зоне загрузки.
Отечествешюй промышленностью выпускаются дробилки типа ККД с шириной
приемного отверстия 500, 900, 1200 и 1500 мм. Основным параметром дробилок ти-
пов КСД и КМД является диаметр нижнего о( кования подвижного конуса, который
может быть равен 600,900, 1200, 1750 и 2200 мм.
202
ГЛАВА 4
Рис. 4,1.5. Схемы конусных дробилок: а — с подвешенным валом; б — с опорным пестом;
в—с консольным валом. / — зубчатая передача, 2 — эксцентрик; 3 — вал; 4—дробящий конус;
5 — опора; 6 — пест, 7 — гидроцилиндр, 8 — сферическая пята; е — ширина выходной щели
По конструктивному признаку — способу опирания вала дробящего ко-
нуса— различают дробилки с подвешенным валом, опорным пестом и с консольным
валом (рис. 4.1.5). Последнюю конструкцию используют в машинах КСД и КМД.
В дробилках с подвешенным валом (рис. 4.1.5а) вал 3 дробящего конуса 4 в верхней
точке, совпадающей с точкой пересечения осей конусов, подвешен к опоре 5, воспри-
нимающей осевую и радиальную нагрузки. Нижний конец вала размещен в эксцент-
рике 2, опоры которого также воспринимают радиальную нагрузку дробящего конуса.
Вращение эксцентрика осуществляет ся через коническую зубчатую передачу 7.
В дробилке с опорным пестом (рис. 4.1.56) осевая нагрузка дробящего конуса
с пяты вала передается на пест 6 и далее на плунжер гидроцилиндра 7, который урав-
новешивается давлением жидкости. За счет этого обеспечивается возможность опе-
ративного регулирования ширины е выходной щели.
В дробилках с консольным валом (рис. 4.1.5в) дробящий конус имеет более поло-
гую форму. В этих машинах осевая нагрузка воспринимается сферической пятой 5,
а радиальная — опорой эксцентрика.
Производительность конусных дробилок (при сопоставимых параметрах) выше,
чем у щековых. Это объясняется тем, что ь щековых дробилках площадь выходного от-
верстия при перемещении щеки изменяется, а в конусных она постоянная и изменяется
лишь положение подвижною конуса в камере дробления. Перекатывание дробящего
конуса также способствует лучшему заполнению камеры дробления и захвату кусков.
Рассмотрим конструкции дробилок па примере конусной дробилки мелкого дроб-
ления КМД (рис. 4.1.6). Дробилка состою из станины 4 с опорным кольцом 6 и пре-
дохранительными пружинами 5, эксцентрика 7, установленного в центральном стакане
станины па четырехдисковом подпятнике 2. Через конические зубчат ые колеса эксцен-
трик связан с приводным валом 76, расположенным в горизонтальном патрубке стани-
ны 4. С коническим от версгием эксцентрика 7 сопряжен конический хвостовик вала 73
дробящего конуса, опирающегося па сферический подпя пгик опорной чаши 3.
Рабочая камера дробилки образуется наружной поверхностью дробящего конуса,
футерованного броней 75 из высокомаргапцовистой стали, и внутренней поверхнос-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
203
Рнс. 4.1.6. Дробилка К МД с консольным валом: / — эксцентрик; 2 — подпятник; 3 — опор-
ная чаша, 4 — с гани на; 5 — предохранительные пружи] in; 6—onopi.oc кольцо; 7—- кожух, 8 —
распределительная плита; 9 — загрузочное устройство, 10— приемная коробка; // — стойки;
12—колонки; 13 — вал дробящего конуса; 14,15 — броневые плиты; 16 — приводной вал
1 ыо неподвижной брони 14 регулирующего кольца, сопрягающегося упорной резьбой
с опорным кольцом 6. Для обеспечения правильной работы резьбы под нагрузкой осе-
вой люфт в резьбе выбирается при подтягивании регулирующего кольца колонками 12
с клиньями. Клинья опираются на кожух 7, установленный на опорном кольце 6.
В верхней части дробилки имеется герметичное загрузочное устройство 9, уста-
новленное на четырех стойках 11 и станине 4. Исходный материал поступает в при-
емную коробку 10 загрузочного устройства и через патрубок ссыпается па распреде-
лительную плиту 8 дробящего конуса.
При вращении эксцентрика дробящему конусу сообщается гирационное движе-
шге. Благодаря качатппо распредели тельной плиты, обеспечивается равномерная по
окружности загрузка рабочего пространства. В результате при сближении конусов
материал дробится, а при их расхождешш выгружается.
Характерной особенностью дробилок КСД и КМД является наличие в камере
дробления параллельной зоны, т. е. участка, на котором зазор между образующими
конусов постоянен. Тем самым обеспечивается получение однородного продукта,
близкого по размерам к зазору.
Валковые дробилки
Для среднего и мелкого дробления материалов высокой и средней прочности,
а также для измельчения пластичных и хрупких материалов применяются валковые
дробилки. В этих машинах процесс измельчения осуществляется непрерывно при за-
тягивании кусков материала в суживающееся пространство между параллельно рас-
положенными и вращающимися навстречу друг другу валками.
204
ГЛАВА 4
Валковые дробилки бывают одно-, двух ,
трех- и чегырсхвалковые. В зависимости от
вида поверхности валков различают дробилки
с гладкими(рис.4.1.7а),рифлень1ми(рис. 4.1.76)
и зубчатыми (рис. 4.1.7в) валками. Дробилки
с гладкими и рифлеными валками обычно при-
меняют для дробления материалов средней
прочности; дробилки с зубчат ыми валками —
материалов малой прочности. Размер кусков
продукта зависит как от размера выходной
щели между валками, так и от типа поверхнос-
т и рабочих органов.
Основными недостатками валковых дро-
билок являются: 1) интенсивное и неравно-
мерное изнашивание рабочих поверхностей
валков при измельчении прочных и абразив-
ных материалов; 2) сравнительно невысокая
удельная производительность.
Широкое применение валковых дробилок
объясняется тем, что они наиболее приспо-
соблены для переработки материалов, склонных к налипанию или содержащих лип-
кие включения. Во время работы дробилок налипший на поверхность валков матери-
ал срезается очистными скребками.
Валковые дробилки характеризуются диаметром D и длиной L валков, при этом
L/D = 0,4... 1,0. Изюговляют двухвалковые дробилки ДГ с гладкими валками для
среднего и мелкого, сухого и мокрого дробления материалов с пределом прочнос-
ти при сжатии до 350 МПа; двухвалковые дробилки ДР с рифлеными валками для
дробления материалов с пределом прочности при сжатии до 250 МПа, двухвалковые
дробилки ДГР с гладкими и рифлеными Йенами; четырехвалковые дробилки Д4Г
с гладкими валками для мелкого дробления кокса.
Наиболее распространена двухвалковая дробилка. На рис. 4.1.8 покаюна двух-
валковая дробилка с гладкими валками. Валки 4 и 7 приводятся во вращение от
двигателя через редуктор 75 и карданные валы 14. Правый валок, закрепленный на
валу 8, вращается в подшипниках 9, размещенных в разъемных корпусах. Левый ва-
лок 4, закрепленный на валу 3, может вместе с подшипником 77 перемещаться вдоль
станины 13 по направляющим 10. Положение корпусов подвижных подшипников
фиксируется тягами 6, прокладками 72, пружинами 2 и гайками 7. С помощью на-
бора прокладок 12 осуществляется регулирование ширины выпускной щели (зазора
между валками).
Предварительное натяжение пружин, создаваемое гайками 7, обеспечивает сум-
марное усилие на валок, обеспечивающее дроблешге материала. При попадании в ма-
шину недробимых предметов пружины сжимаются, валки расходятся и пропускают
ик. Для предотвращения пыления дробящие валки закрыты кожухом 5 с приемной
воронкой.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
205
Рис. 4.1.8. Двухвалковая дробилка: / — гайки; 2 — пружины; 3 — вал; 4 — валок; 5 — ко-
жух; 6 — тяги; 7 — валок; 8 — вал; 9 — подшипник; 10 — направляющая; // — подшипник;
12 — прокладки; 13 — станина; 14 — карданные валы; 15 — редуктор
206
ГЛАВА 4
Бегуны
6 7
Рис. 4.1.9. Бегуны с вращающимися
валками: / — вал; 2 — разгрузочный ло-
ток; 3 — скребок; 4 — поддон; 5 — кат-
ки; 6— водило; 7— цапфа; 8— тарел-
ка; 9 — скребки
Для мелкого дробления (конечный размер частиц 3...8 мм) и грубого помола
(0,2...0,5 мм) извести, глины и других материалов применяются бегуны. Кроме того,
бегуны могут также обеспечить растирание, гомогенизацию, уплотнение и обезвоз-
душивание материала.
В 6eiynax массивные капки, перекатываясь по слою материала, находящемуся на
поддоне, измельчают его раздавливанием
и истиранием. В них может осуществлять-
ся как сухой, так и мокрый помол материа-
лов. Главным параметром бегунов является
диаме гр D и ширина b катков. Для мокро-
го помола выпускают бегуны с размерами
D*b от 1200x300 до 1800x550 мм с ка гками
массой, соответствешю 2...7 т. Для сухо-
го помола изготавливают бегуны cD^b от
600x200 до 1800x450 мм.
Бегуны изготавливают с неподвижным
поддоном, по которому перекатываются
катки, и с вращающимся поддоном. Рабо-
чими органами бегунов являются катки,
перемещающиеся в чаше с измельчаемым
материалом.
Бегуны мокрою помола (влажностью
более 15 %) с вращающимися катками
(рис. 4.1.0) имеют нижнее расположение
привода. При вращении вертикальною
вала / катки 5, установленные в подшип-
никах па водилах 6, перекапываются по
поддону 4 и одновременно вращаются вок-
руг собственных осей. Коленчатые водила,
шарнирно закрепленные в цапфе 7, позво-
ляют каткам подниматься или опускаться
в зависимости от толщины слоя материа-
ла и преодолевать педробимые предметы.
Катки устанавливают на разных радиусах
от центра поддона, чтобы они перекрыва-
ли большую площадь Поддон укладывают
плитами, имеющими овальные отверстия
размером от 6x30 до 12x40 мм. Измельченный материал продавливается сквозь от-
верст ия в поддоне и попадает на вращающуюся тарелку 8, с ко горой сбрасывается
скребком 3 в разгрузочный лоток 2. К валу 1 прикреплены поводки со скребками 9,
которые очищают борта и поверхность чаши от налипшего материала и равномерно
направляют его под катки.
Применяют также верхний привод кагков, бегуны с зращающейся чашей,
бегуны с пружинным, гидравлическим или пневматическим прижимом катков.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
207
Использование последних позволяет снизить металлоемкость машины. Частота
вращения вертикального вала бегунов — 0.3...0,9 об/с, удельный расход энер-
гии — 0.7...4,0 кВт-ч/т.
Расчет технологических параметров щековых, конусных,
валковых дробилок и бегунов
Эффективная работа дробилок и бегунов обеспечивается при условии тарангиро-
ватшого зажатия кусков материала между рабочими органами.
Из вышеизложенного следует, что дробилки и бегуны имеют различные по форме
и траектории движения рабочие органы. Однако силовое взаимодействие между ра-
бочими органами и измельчаемым материалом в них одинаковое. Это связано с тем,
что все отпт разрушают материал путем сжагия.
На рис. 4.1.10 показаны силы, действующие на кусок, зажатый, например, между
вращающимися навстречу друг другу валками. Касательные АС и АВ к окружностям
в точках контакта куска с валками можно рассматривать как следы рабочих поверхнос-
тей камер дробления щековых и конусных дробилок. В то же время взаимодействие
между левым валком, куском и неподвижной поверхностью АС иллюстрирует рабо-
чий процесс в бегунах, когда каток перекатывается по поддону. Со стороны рабочих
органов машины на кусок материала по нормали к контактирующим поверхностям
действуют активные силы Р, равнодействующая которых равна = 2Psin(«/2), где
а — угол захвата.
Эта сила стремится вытеснить кусок из камеры дробления. Силы трения между
рабочими органами машины и куском должны удерживать его. Таким образом, га-
рантированный захват куска обеспечен при условии, что силы трения будут больше
выталкивающих сил, т. е. при выполнении следующего неравенства:
Ro < 2yPcos(a/2) или 2Psin(a/2) < 2Pf cos(ct/2),
где 2/Pcos(cr/2) — проекция сил грения на вертикальную ось;/— коэффициетггтре
тптя ма териала куска о рабочу ю поверхность машин.
Рис. 4.1.10. Схемы для расчета угла захвата
208
ГЛАВА 4
Откуда следует, что
tg(a/2) </.
Выразив коэффициент фения между куском и рабочей поверхностью машин че-
рез угол трения ф, f = tg(p), получим, что суммарный угол захвата должен быть
меньше двойного угла трения:
а < 2(р.
Следовательно, условие захвата справедливо, и последующее дробление возмож-
но, когда угол захвата равен или меньше двойного угла трения. Например, при коэф-
фициенте трения f = 0,32 угол трения ф = 17,7° и угол захвата а < 35°.
В щекоьых и конусных дробилках при измельчении прочных кусков округлой
формы угол захвата принимают равным 18...220.
В валковых дробилках и бегунах целесообразнее использовать прямые соотноше-
ния диаметров De валков (кат ков) с максимально допустимым размером куска d.
Практически установлено, что при имеющих место коэффициентах трения
и принятых соответствующих значениях а < 2ф при дроблении прочных материа-
лов для гладких валков DJ d = 17...20; для рифленых валков DJ d= 10; для зубчатых
D /d = 2...4.
При измельчении сухих прочных материалов отношение диаметра катка бегунов
к диаметру куска сост авляет DJd « 11, а при измельчешш пласт ичных магериалов —
Dr/d = 5...6.
Ход подвижной щеки (ход сжатия) или размах колебаний конуса, в соответству-
ющих дробилках является одним из важнейших параметров, от которого зависят эф-
фективность работы машин и их технико-эксплуатационные показатели. Величина
хода сжатия должна обеспечивать интенсивный процесс дробления и отвечать опти-
мально выбранным основным показателям процесса: производительности, степешт
измельчения, расходу энергии.
Для измельчения материала необходимо выполнение условия дробления: ход
щеки 5 в точке контакта с куском должен обеспечить такую его деформацию, которая
вызывает разрушение куска, т. е.
s>e-d,
где £ — относительная деформация сжатия.
Вследствие нестабильности физикимеханических свойств измельчаемых мате
риалов, неопределенности формы кусков и их взаимодействия с рабочими органами
дробилки ход сжатия выбирают с большим запасом по опытным данным.
Например, ход сжатия х (мм) для щековых дробилок рекомендуется выбирать по
формулам:
для дробилок с простым движением щеки
5в = (0,01 ...0,03)5; 5, = 8 + 0,266;
для дробилок со сложным движением щеки
5в = (0,03.. .0,06)5; sH = 7 + 0,106,
где и $п — ход щеки, соответствешю в верхней и нижней части камеры дробления
(проекция траектории движения соответствующей точки на перпендикуляр к непод-
вижной щеке), мм; 5 и 6— ширина, соответственно приемного отверстия и выход-
ной щели, мм (рис. 4.1.11а).
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
209
г)
Рис. 4.1.11. Схемы для расчета параметров дробилок
Производительность щековых и конусных дробилок
рассчи гывается из условия, что разгрузка продукта из камеры дробления происходит
при отходе подвижной щеки (подвижного конуса) от неподвижных стенок.
Из щековой дробилки (рис. 4.1.11а) при отходе щеки вправо на ход выпадает
призма материала объемом
V0 = (e + b)-L-h/2,
тде е — ширина выходной щели при максимальном сближении щек, м; L — длина
камеры дробления, м; b — шири на выходной щели при максимальном раскрытии ка-
меры дроблетшя, м; h — высота падештя материала, м.
Теоретическая производительность определяется по формуле
Q = ^n,
где п — частота вращения вала дробилки, об/с.
С учетом разрыхленное*™ материала производительность щековых дробилок оп-
ределяется по зависимост и
210
ГЛАВА 4
к п{е + b)sL
2tga
где кр = 0,4-•-0,5 — коэффициент разрыхленности. учитывающий неплотность рас-
положения частиц измельчешюго материала в камере дробления; L — длина камеры
дробления, м; п — частота вращения вала, об/с; е — расстояние между дробящими
плитами при их максимальном сближении, м.
Данная формула получена при определенных допущениях и не всегда дает точ-
ные резулы агы.
Б.В. Клушанцев предложил формулу расчета производительности с учетом фак-
торов, влияющих на процесс дробления:
cLnb(B + b)s
О =----------------
2dn tga ’
где с— коэффициент, зависящий от кинематической схемы, равный для дробилок со
сложным движением щеки 1, а для дробилок с простым движением щеки — 0,85; В —
ширина камеры дробления в зоне загрузки, м; 5^ — средний ход щеки, м; — сред-
невзвешенный размер кусков в исходном материале, м; для дробилок с В < 600 мм
<7св = В\ для дробилок с В > 900 мм D,e = (0,3...0,4)5.
Производительность конусных дробилок крупного дробления (рис. 4.1.116) рас-
считывается по объему кольца материала, выпадающего из щели за один оборот экс-
центрика. по следующей зависимости:
k2xDn(e + r)r
“ tga, + tga2
где Dn — диаметр основания подвижного конуса, м, гп — размах колебаний оси ко-
нуса на уровне выходной щели, м; а| и а2 — углы наклона образующей к вертикали,
соответственно неподвижного и подвижного конусов, град; е— ширина выходной
щели при сближенном положении конусов, м.
Коэффициент разрыхления для конусных дробилок больше, чем для щековых, его
принимают равным Ар = 0,7...0,8. Это связано с гем, что перекатывающее движение
дробящего конуса способствует лучшему заполнению материалом камеры дробле-
1шя и площадь выходного отверстия всегда остается постоянной, а изменяет ся лишь
положение подвижного конуса в камере дробления. Геометрические и кинематичес-
кие параметры конусных дробилок для среднего и мелкого дробления выбирают из
условия обеспечения раве! гства времени оборота конуса и времени, необходимого на
прохождение куском параллельной зоны.
При расчете производительности дробилок КСД и КМД nonaiaroi, что за один обо-
рот эксцентрика выгружается кольцевой объем материала с сечением С' е (рис. 4.1.11 в)
и средним диаметром кольца £)ф. С учетом того, что с = DJX2, а £)ф ~ DH, производи-
тельность этих дробилок определяется по уравнению
Q„ = knDc -е-п, [м3/с],
где с — длина параллельной зоны, м.
Из валковых дробилок измельченный материал выходит непрерывной лентой се-
чением F = В’ е со скоростью, равной окружной скорости валков, и = л- D-n.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
211
Производительность валковых дробилок (рис. 4.1.11г) рассчитывается по урав
нению
QT = kpFv = kp nDnB'e, [м3/с],
где к — коэффициент, учитывающий неполноту использования длины валков и раз-
рыхленность материала; при дроблении прочных материалов кр = 0,2...0,3; при пе-
реработке пластичных материалов = 0,4...0,6; В' - длина валков, м; п - частота
вращения валков, об/с; е - ширина выходной щели, м, D — диаметр валков, м.
Производительность бегунов определяют по эмпирическим формулам или по
опытным данным. Это объясняется тем, что их производительность зависит or мно-
гих факторов, в том числе от свойств материалов и технологических требований
к продуктам измельчения. Оценить эти миогочислештые факторы в явном виде прак-
тически тте представляется возможным.
Изложенные выше основы процессов измельчения показывают, что установить
аналитические зависимости между расходом энергии, свойствами материалов и ре-
зультатами дробления можно только в общем виде. При этом слезет также учиты-
вать, что в машинах деформируется не монолитное тело, а конгломерат кусков, струк-
тура которого изменяется в зависимости от условии питания, результатов дроблетшя
крупных кусков и случайного характера их взаимодействия. Определенная трудность
возникает при оценке объема материала, подвергающегося деформированию.
Исследованиями энергозатрат па измельчение в дробилках затшмались многие
ученые, в том числе В.А. Олевский, В.А. Бауман, Б.В. Клутпапцев и др.
В.А. Бауман установил, что для разрушения прочных материалов (псж« 300 МПа)
в щековых дробилках давление, действующее на рабочую поверхность щеки, должно
достигать q = 2,7 МПа. Нагрузка на щеку изменяется во времени от нуля до макси-
мального значения Р . В связи с этим работу за цикл движения щеки следует опре-
делять по среднему значению нагрузки: Р = (0,25 ... 0,3)Ртах.
Работа, совершаемая за один цикл движения щеки, равна
А = 0,3# L-H-sP, [Дж],
где q — давление, действующее на поверхность щеки, Па; Н — высота камеры дроб-
летшя, м; sp— перемещение щеки в месте приложения силы Р, м.
В.А. Олевский при расчете энергозатрат тта измельчетше ма гериала в щековой
дробилке принимал sp ~ 0,6sH и вышеприведенные значения q. С учетом этого он
предложил для расчета мощности привода щековой дробилки следующие формулы:
с простым движением щеки
N — 420 Н -L-sH -п, [кВт],
со сложным движением щеки
N = 72QL Н г-п, [кВт],
где Н, L и s— высота камеры дробления, ее длина и ход щеки в нижней части каме-
ры дробления, соответственно, м; п — частота вращения вала дробилки, об/с; г — эк-
сцентриситет вала, м.
Мощность приводною двитателя конусных дробилок крупного дробления опре-
деляется по формуле
W = 7C„-D2-e-n,[KBT];
212
ГЛАВА 4
где KN— коэффициент пропорциональности (принимают равным KN= 36); D—диа-
метр основания подвижного корпуса, м; е— нижний эксцентриситет оси подвижно-
го конуса, м; и — число качаний подвижно! о конуса в минуту.
Мощность двигателя валковой дробилки определяется энергет ическимн затрата-
ми на дробление и преодоление сил трения в подшипниках. Мощность дробления, по
В.А. Бауману, равна мощности сил трения материалов о валок
др J ’
где Р— усилие дроблетгия, Н;/— коэффициент трения материала о валок; о — ок-
ружная скорость валка, м/с.
Суммарная мощность сил трения в подшипниках определяется по формуле
W = 2Я-£-и,
где R = V/’2 + (72 — реакция в опорах подшипников, Н; Ge — сила тяжести валка,
H;/j — приведенный коэффициент трения в подшипниках; и, — окружная скорость
вала, м/с.
С учетом общего КПД передачи г/ мощност ь двигателя равна
N = тг • D • п • Р [1 + 2/1 + (G/р)1 (X//)(О/£>)]/»?,
где п — частота вращения валкив, об/мин; D— диаме1р валка, м; dg— диаметр вала
под подшипником, м.
Мощность двигателя бегунов рассчитывают по суммарной мощности, разви-
ваемой силами сопротивления при качении, силами трения скольжения, действу-
ющими на катки, и силами трения скольжения скребков, с учетом КПД привода по
следующей формуле
W = (дг + N2 +
Мощность сил сопротивления качения равна
N} =2Pi ‘k-($K-z,
где Pj— сила нажатия катка па материал, Н, к— коэффициент сопротивления при
качении, м (обычно принимают к = 0,05...0,1 м); со*— угловая скорость катка, рад/с;
z — число катков.
Мощность сил зрения скольжения рассчитывается по формуле
^2 = ' f *Z * ’
где f— коэффициент трения материала о чашу; vc— скорость скольжения катка по
материалу, м/с.
Мощность сил трения скольжения скребков равна
где Рс— сила прижатия скребков, Н;^" — коэффициеггг трения скребков о чашу;
zc — число скребков; о — скорост ь скольжения скребков по чаше, м/с.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
213
Расчет нагрузок, действующих на элементы дробилок
Расчет сил в элементах конструкций щековых дробилок выполняется по нагруз-
кам на подвижную щеку. Выше было отмечено, что при дроблении прочных мате-
риалов нагрузку на единиц)' активной площади дробящей плиты следует принимать
q * 2,7 МПа. Нагрузка на поверхность дробящей плиты распределяется приблизи-
тельно равномерно, поэтому равнодействующую сил дробления Р можно приложить
к станине и подви жной щеке в точках, соответствующих середине высоты камеры
дробления (рис. 4.1.12а). Для предотвращения ложного срабатывания предохрани-
тельных устройств коэффициент превышения номинальной нагрузки принимают
равным 1,5. Расчетная нагрузка, действующая на подвижную щеку, будет равна
Р \,5qF ~ ],5qHL,
тде Н и L — соответственно высота и длина камеры дробления, м; q — удельная на-
грузка па дробящую плиту, МПа.
Подвижную щеку дробилки с простым движением рассчитывают на изгиб от
действия силы Р, а также на ударные нагрузки. При этом необходимо учитывать, что
РД=(2...3)Р.
Ось подвески подвижной щеки рассчитывается на изгиб от действия силы R
(рис. 4.1.12а).
Распорная плита работает в условиях пульсирующего цикла нагружешм при
рабочей нагрузке и мгновенно возрастающих нагрузках при попадании в дробилку
недробимого тела. В связи с этим распорную плиту необходимо рассчитывал ь на пре-
дельную прочность и на выносливость.
В случае, если распорная плита служил предохранительным элемен том, ее рассчит ы
ваюг по условию разрушения в специально ослабленном сечении при превышении уси-
лия дробления на 50 %, т. е расчет ведут не по допускаемому напряжению, а по пределу
прочности материала плит па сжатие или изгиб в зависимост от конфигурации плиты.
Опорные поверхности распорной плиты и сухарей проверяют на контактную
прочност ь.
Шатун рассчитывают на растяжение от действия силы (рис. 4 1.12а):
Pm = 2Scosp,
где р — угол между осью шатуна и распорной плитой; S — сила, действующая на
распорную плиту. Н.
Эксцентриковый вал дробилки подвергается изгибу от силы Р передаваемой
через соответствующие подшипники, и от сил гяжесги С_. маховиков, а также круче-
тппо (рис. 4.1.12в). В связи с этим его рассчитывают на выносливость по напряжешт-
ям, возникающим при рабочих нагрузках, и на прочность по напряжениям, возпика
тощим при попадании в камеру дробления недробимого тела.
Подшипники подвергаются воздействию нагрузки, величина и характер которой
изменяется так же, как и усилие дробления от интенсивности загрузки и физико-ме-
ханических свойств измельчаемого материала.
В качестве опорных подшипников приводного вала применяют как подшипники
кгчения, гак и подшипники скольжения. В последнем елз'чае в конструкции дробил-
ки предусматривается система подачи жидкого смазочного материала.
214
ГЛАВА 4
Рис. 4.1.12. Схемы сил, действующих на
элементы щековых дробилок: а — с простым
движением щеки, б — со сложным движением
щеки; в— на эксцентриковый вал
Подшипники качения выбирают по эквивалентной нагрузке, т. е. с учетом изме-
нения радиального усилия, воспринимаемого подшипником при рабочем и холостом
ходе вну три цикла.
Предохранительное устройство (муфта предельною момента) рассчитывают па
крутящий момент на валу, при котором оно должно сработать, исходя из номиналь-
ной мощности электродвигателя дробилки.
Силы. действующие в элементах дробилки со сложным движением щеки
(рис. 4.1.126), определяются по аналогии с вышерассмотрешюй методикой.
Нагрузки, действующие па элементы конусных дробилок для крупного дробления,
определяются по мощности электродвигателя.
Пренебрегая потерями па трение в подвеске подвижною конуса, пршшмасм,
что вращающий момент Л/в, подводимый к эксцен триковой втулке, уравновеишва
ется моментом от реакции /?э и моментом М сил трения в подшипниках втулки
(рис. 4.1.1 Зя). Можно записать
М = М + М
в э тр
Момент, создаваемый силой равен
М = Ra • е siny,
где е — эксцентрисит ет втулки, м; у — угол между линией действия реакции R3 и сле-
дом плоскости наибольшего эксцентриситета втулки (у = 25...30°).
Момент сил трения на внешней и внутренней поверхности эксцентриковой втул-
ки М = f -R^ (rH + rB ), где/— коэффициент трения в подшш гниках, гп и гв — ради-
усы наружной поверхности втулки и внутреннего отверстия, м.
Вращающий момент, передаваемый от двигателя на эксцентриковую втулку, равен
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
215
Рис. 4.1.13. Схемы для расчс га нагрузок, действующих в конусных дробилках: а — с двухо-
порным валом; б — схема уравновешивания; в — с консольным валом
в
где N— мощность двигателя, Вт; г[ — КПД передачи; гув — угловая скорость втулки,
рад/с.
Уравнение моментов можно записать в виде
А/ = /?э • esiny +/• R (г + г),
откуда получают реакцию в эксцентриковом узле
R. = (^/6y,)/[esiny + /(r + г)], [Н].
Сила дробления Р приложена посередине высоты камеры дробления. Ее верти-
кальная составляющая имеет значение
PB = Prctg#
где Рт— горизонтальная составляющая силы Р, Н; — угол наклона образующей
конуса к его осповашпо.
Горизонтальная составляющая силы дробления, вызывающая изгиб вала, опреде-
ляется из уравнения моментов сил относительно точки А
г /,+ a etg /3
где О’к— сила тяжести подвижного конуса, Н; Zp /2, а, b — плечи действия соот-
ветствующих сил относительно гонки А, Н-м (см. рис. 4.1.1 Зя).
Боковая реакция в верхней опоре подвижного конуса будет равна
216
ГЛАВА 4
R =R-R.
nr э г
Вертикальная нагрузка, которая воспринимается подпятником подвески и создает
растягивающие напряжения вала конуса, равна
R = Р+G.
U8 В Ж
Нагрузки, действующие на элементы конусных дробилок для среднего и мелкого
дробления, определяют следующим образом. Силу дробления Р(рис. 4.1.1 Зе) можно
рассчитать по формуле, предложенной В.А. Олевским:
Р = 46 104Рб « 56 104D2, [II],
где Рб — площадь боковой поверхности подвижного конуса, м2; Da — диамсгр осно-
вания конуса, м.
Сила дробления действует в плоскости, проходящей через ось подвижного конуса
и соигавляющей с плоскостью наибольшего эксцентриситета втулки угол опереже-
ния у. Она вызывает реакции: Rn — сферического подпятника и R* — эксцентриковой
втулки. При равновесии подвижного конуса линии действия этих сил должны пере-
секаться в точке В. По значению, направлению действия и точке приложения реак-
ции Я (в середине высоты втулки) определяют реакции /?э и Rn.
Согласно рекомендациям Уралмашзавода, силу дробления рассчитывают, исходя
из нормируемой суммарной силы затяжки Р предохранительных пружин, прижи-
мающих кольцо наружного конуса к станине. Из уравнения моментов относительно
точки поворота А кольца получают максимальную силу дробления (при попадании
в камеру недробимых предметов):
(Р + G')c'
_ У Ч> к/
(fc'+x) ’
где — сила тяжести кольца наружного конуса, Н; а', в', с*— плечи действия сил
трения, дроблештя и затяжки предохранительных пружин относительно «очки 4 со-
ответ ст венно, м (см. рис. 4.1.11 в).
При работе конусных дробилок от действия неуравновешенных масс подвижного
конуса тк и эксцентриковой втулки (рис. 4.1.136) создаются значительные инер-
ционные силы. Для уравновешивания этих сил с целью снижения нагрузок на детали
машин и фундамент на верхнем торце эксцентриковой втулки устанавливают про-
тивовес. При вращешш подвижного конуса возникает центробежная сила инерции,
рассчитываемая по формуле:
Р = т СО21 У',
где сов — угловая скорость эксцентриковой втулки, рад/с; I — расстояние от центра
масс до центра качания конуса, м; у — угол отклонения оси конуса, рад.
Сила инерции, возникающая при вращешш эксцентриковой в ту.-пси, будет равна
Р = т О)2г,
ВТ ВТ В Э ’
где гэ—эксцентриситет оси внутренней расточки втулки в середине ее высоты, м.
Условие уравновешивания дробилки определяется системой уравнений
\Р1 - Р I - Р1 =0;
К 8Т ВТ П пр
Р-Р - Р = 0.
к вт п
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
217
Сила инерции от вращающегося противовеса описывается уравнением
Р = т й)гг ,
где тп— масса противовеса, кг; Z — плечо действия силы инерции (принимают из
конструктивных соображений), м; г —расстояние от оси вращения эксцентриковой
втулки до центра масс противовеса, м.
Масса противовеса будет равна
(т 1гу' — т г I }
т _ \ К ' »т э »т/
Ш — ----------j-------.
n r I
пр пр
В валковых дробилках при деформации материала (см. рис. 4.1.11г) возникают
распорные силы. Под действием распорных сил создаются нагрузки, действующие
на элементы валковых дробилок. Эти нагрузки равны
Р = В' 2),
где р — среднее давление на поверхность валков, Па; kj — коэффициент исполь-
зования длины валка (при дроблении прочных материалов принимают kt = 0,2...0,3,
а при дроблении мягких материалов к, = 0,4.. .0,6); В' и R — длина и радиус валка, м;
а/2 — уюл контакта валка с материалом, град.
Среднее давление р^на поверхность валков, контактирующую с материалом, зави-
сит от многих факторов и устапавтиваегся. как правило, экспериментально. Для ориен-
тировочных расчетов при дроблении прочных материалов принимают/? »2,7 МПа.
Дробилки ударного действия
В измельчителях ударного действия измельчение материала осуществляется под
действием ударных нагрузок. Эти нагрузки могут возникать при взаимном столкно-
вении частиц измельчаемого материала, столкновении частиц материала с неподвиж-
ной поверхностью, столкновении материала и движущихся рабочих органов машин.
К дробилкам ударного действия относятся роторные и молотковые дробилки,
а также пальцевые измельчители.
В дробилках ударного действия кусок подвергается воздействию рабочего орга
на только с одной стороны. Возникающая при этом сила уравновешивается силой
инерции куска, которая должна быть достаточной для создания разрушающих на-
пряжений.
Дробление материала происходит под воздействием механического удара. При
этом кинетическая энергия движущихся тел частично или полностью переходит в де-
формации ра {рушения.
Данные дробилки применяют для измельчения малоабразивпых материалов
средней и низкой прочности (известняков, мела, гипса, калийных руд и др.). Они
позволяют получить высокую степень измельчения i = 15.. .20, в отдельных случаях
до i = 50, что позволяет уменьшить число стадий дробления. Дробилки отличаются
простотой конструкции и эксплуатации, избирательностью дробления и малой ме-
таллоемкостью.
По конструкции рабочих органов дробилки ударного дейсгвия
делят на роторные с жестко закрепленными билами (рис. 4.1.14а, в, г), молотковые
с шарнирно подвешенными молотками (рис. 4.1.146) и пальцевые измельчители.
218
ГЛАВА 4
а) б) в) г)
Рис. 4.1.14. Принципиальные схемы дробилок ударного действия: а — одн орт орной нс-
рсвсрсирусмой; б— молотковой реверсируемой; в — двухроторной одноступенчатого дробле-
ния; г — двухроторной двухступенчатого дробления
По числу роторов различают однороторные (рис. 4.1.14я) и двухро-
торные (рис. 4.1.14в, г) дробилки. Двухро горные дробилки одноступенчатого дроб-
ления (рис. 4.1.14в) имеют высокую производительность. Исходный материал посту-
пает равномерно на оба ротора, которые работают самостоятельно в одном корпусе.
В двухроторных дробилках двухступенчатого дробления (рис. 4.1.14г) материал в зо-
не действия первого ротора подвернется предварительному дроблению, а затем в зо-
не действия второго ротора — повторному дроблению.
Роторные дробилки могут применяться для дробления крупных кусков, так как
имеют массивный рогор и обладают большим запасом энергии рабочих органов.
В молотковых дробилках (рис. 4.1.146) процесс дробления определяет лишь ки-
нетическая энергия самого молотка.
В пальцевых измельчителях рабочим органом являются два диска с установлен-
ными по их периферии пальцами. Различают пальцевые измельчители с одним вра-
щающимся диском (дисмембраторы) и с двумя вращающимися навстречу друг другу
дисками (дезинтеграторы).
Типоразмеры роторных и молотковых дробилок определяются диаметром и дли-
ной ротора, а пальцевых измельчителей — наружным диаметром диска.
Конструкции дробилок
По технологическому назначению роторные дробилки делят на
дробилки крупного (ДРЮ, среднего (ДРС) и мелкого (ДРМ) дробления. Пришщпиаль-
ные конструктивные схемы роторных дробилок во многом одинаковы и отличаются
числом отражательных плит и соотношениями размеров ротора. Камера дробления
у дробилок ДРК образуется ротором и двумя отражательными плитами, у дробилок
ДРС и ДРМ — ротором и тремя плитами. Конструкция роторной дробилки для круп-
ного дробления показана на рис. 4.1.15. Корпус дробилки— сварной, разъемный,
состоит из основания 1 и верхней части 2. Верхняя часть корпуса изнутри футерова-
на броневыми плитами 3. Вал ротора 8 установлен на роликовых подшипниках, рас-
положенных в корпусах основания /. Корпус ротора — стальной, литой, в пазах кли-
ньями закреплены била 6 из износос тойкой едали 110Г13Л или отбеленною чугуна.
Внутри верхней части корпуса шарнирно закреплены несколько огражательпых
плит 4. Прос гранство между ротором, отражательной плитои и боковыми футеро-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
219
вочными плитами образует камеру
дробления. Для регулирования сте-
пени измельчения расстояние между
нижними кромками отражательных
плит и билами изменяется при помощи
подпружиненных тяг 5. Они являются
также механизмами предохранения
машины от поломок при попадании
в нее недробимых предметов.
Верхняя часть корпуса имеет
разъемные переднюю и заднюю час-
ти. Последняя при помощи встроен-
ного домкрата может откидываться
па шарнире, что облегчает доступ
к рабочим органам для их осмот-
ра и ремонта. Приемное отверстие
дробилок снабжают цепной завесой,
исключающей выбрасывание кусков
измельчаемого материала под воздействием бил.
Конструкция молотковой дробилки показана на рис. 4.1.16. Корпус дробилки со-
стоит из основания / и крышки 10. В сварном корпусе вращается вал ротора 3, уста-
новленный на роликовых подшипниках 2, вынесенных за пределы корпуса Корпус
изнутри футерован сменными броневыми плитами; в левой части крышки установ-
лена отбойная плита 9.
На валу ротора размещены диски 6 с дистанционными кольцами между ними.
Через диски проходят оси 4 с шарнирно подвешенными молотками 5. Число рядов
молотков и их общее количество определяется назначением дробилки и ее размерами.
На крупных дробилках устанавливают до 100 молотков массой 4...70 кг (в зависимос-
ти от типоразмера дробилки). Для регулирования размера частиц продукта в крупных
дробилках используется отбойный брус 8, перемещаемый в направляющих и фикси-
руемый в требуемом положении винтами. В нижней части камеры дробления установ-
летгы две колосниковые решетки: поворотная 7, шарнирно подвешенная на оси и вы-
Рис. 4.1.16. Молотковая дробилка: 1 — основание; 2 — подшипники; 3 — вал; 4 — оси; 5 —
молотки; 6—диски; 7—колосниковая решетка; 8— отбойный брус; 9— отбойная плита; 10—
крышка, 11 — эксцстп рики; 12 — рельсы; 13 — рама
220
ГЛАВА 4
Рис. 4.1.17. Дезинтегратор: 1— корпус; 2, 3 —
диски; 4— пальцы; 5— загрузочная воронка; 6 —
выходной штуцер
дый ротор имеет собственный приводной вал
кал пая. Рама 13 выкат ной решетки
установлена на катках, опорами для
которых служат рельсы 12. Зазор
между выкаткой решеткой и молот-
ками регулируют вращением экс-
центриков 11.
Била и моитпгки, работающие в тя-
желых условиях в абразивной сре-
де, изготовляют из стали 110Г13Л
или из обычной углеродистой едали
с наплавкой на рабочие поверхнос-
ти износостойкого сплава на основе
кобальта (ВК6).
Дезинтегратор (рис. 4.1.17) со-
стоит из корпуса /, двух входящих
друг в друга роторов, представляю-
щих собой диски 2 и 3 с закреплен-
ными в них размольными элемента-
ми в виде пальцев 4, вращающихся
в прогивоположнъте стороны. Каж-
в подшипниках, смонтированных на
одной раме. Пальцы одного диска прохо^хят между рядами пальцев другою; причем
по мере удаления от центра расстояние между пальцами уменьшается.
Измельчаемый материал подается во внутреннюю зону через воронку 5. Про-
двигаясь от центра к периферии роторов, часгицы многократно ударяются о пальцы
Рис. 4.1.18. Дисмсмбрэтор:
/ — корпус; 2 — крышка; 3 —
пальцы; 4— воронка; 5 —
диск, б — пальцы; 7 — вал
и разрушаются. При эгом интенсивность разрушения
возрастает, гак как уменьшается шаг между пальцами
и увеличивается их окружная скорост ь.
Измельченный материал выбрасывает ся в корпус /,
опускается вниз к выходному штуцеру 6 и выводится
из дезинтегратора.
В дисмембраторе вращается один диск, а второй не-
подвижен. Измельчитель (рис. 4.1.18) состоит из вра-
щающегося диска 5 с укрепленными на нем по концен-
трическим окружностям пальцами 6, корпуса /,
откидной крышки 2 с пальцами 3 и воронкой 4. Диск
закреплен на приводном валу 7.
Исходный материал через воронку 4 поступает
в центр дисмембрат ора, попадает между движущи-
мися 6 и неподвижными 3 пальцами, под действием
центробежных сил проходит между пальцами и, уда-
ряясь о mix, измельчается. Принцип измельчения
и характер работы дисмембратора аналогичен работе
дезинтегратора.
Различают дисмембраторы с вертикальным и гори-
301лалып>гм валом ротора. Оба эги типа пре/щазначе-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
221
ны для тонкою непрерывного сухого измельчения пигментов, графита и других мате-
риалов средней прочности.
Пальцевые измельчители не имеют предохранительных устройств, защищающих
их от поломки при попадании недробимою тела. Поэтому исходный материал перед
подачей на измельчение необходимо пропускать через магнитный сепаратор.
Типоразмеры пальцевых измельчителей определяются наружным диаметром
диска. Отечественной промышленностью выпускаются дисмембраторы, имеющие
следующие характеристики: диаметр дисков — 250...600 мм, частота вращения дис-
ков — 2300...3800 об/мин, потребляемая мощность — 1,1 ...22 кВт.
Расчет параметров дробилок ударного действия
Производительность роторных дробилок определяют, допуская, что била ро-
тора подобно фрезе срезают стружку материала, который опускается на ротор под
действием силы тяжести В соответствии с этим предположением теоретическая
производительность дробилки (рис. 4.1.19) может быть рассчитана по уравнению
Q = BLp-h-n-z, [т/с],
где В — длина хорды дуги ротора, соприкасающейся с ма гериалом, м; Lp — длина
ротора, м; h — толщина стружки, равная пути свободно падающих тел за время по-
ворота ротора от одного била до следующего, м; п — частота вращения ротора, об/с;
z — число рядов бил ротора.
С учетом конст руктивных и кинематических соот ношений, влияющих на пара-
метры В why сплошности потока материала и других факторов предложено опреде-
лять производительность по формуле
С = 480L [т/с],
где D — диаметр ротора, м; ур — окружная скорость бил ротора, м/с; — коэффици-
ент, зависящим от положения первой отражательной пли гы (&р = 1,3 при полностью
опущенной плите и кр = 5,2 при полностью приподня-
той плите).
В.П. Барабашкин предложил следующие форму-
лы для расчета ориентировочной производительности
молотковых дробилок:
- ПРИ Dp > Lp Q =1,66Dp Lpn;
- при D< Lp Q = \ ,66Dp L2pn,
где £>p — диаметр ротора, м; Lp — длина ротора, м; п —
частота вращения ротора, об/с.
Мощность двигателя роторных дробилок с большой
степенью измельчения iрассчитывают на основе оценки
удельной энергии, расходуемой на дробление, с учетом
показателя удельной, вновь открытой поверхности:
Рис. 4.1.19. Схема для расчета
производительности ротор-
ной дробилки
N=k,Q(i- 1)10->/« ^),[кВт],
где кэ— энергетический показатель, зависящим от
222
ГЛАВА 4
свойств измельчаемого материала и равный 15...40 Вт-ч/м2; — средневзвешенный
размер исходного материала, м; г/ — КПД привода.
Мощность двигателя молотковых дробилок определяется по урав>гению
N = (360...540)2 -i, [кВт],
где Q — производительность дробилки, т/с.
Для реализации силы удара, необходимой для разрушения куска, его масса должна
быть достаточной для создания соответствующей реактивной силы инерции, воспри-
нимающей силу удара. Минимальный критический размер куска должен быть равен
d„ = 2300 • 10-’а/(р1/ ’),М,
где <7р — предел прочности материала при рас гяжении, Па; р — плотность дробимого
материала, кг/м3; ир — окружная скорость ротора, м/с.
Необходимая окружная скорость ротора определяется как
1>, = 1,75 • 10-!,/|a /(р <)[, [М/с],
где d^— средневзвешенный размер исходного материала, м.
При соударении твердых тел сила удара зависит от их масс, относительной скоро-
сти удара, физико-механических свойств материалов и форм контактных поверхнос-
тей. На практике часто имеет место промежуточное положение между упругим и не-
упругим ударом. Поэтому определить энерг ию, расходуемую на разрушение куска,
исходя из классической теории удара, практически невозможно.
А.И. Косарев, исходя из баланса энергии ротора и куска до и после удара и экс-
периментов. учитывающих реальные условия процесса, предложил следующую фор-
мулу для расчета энергии дробления:
Е = 2kmv1,
где А'( = 0,9...0,95 — коэффициент, учитывающий условия процесса; т* — масса кус-
ка. кг; t)p — окружная скорост ь ротора, м/с.
Конструктивные размеры молотковых дробилок определяют в зависимости от
размера d максимального куска в исходном материале. Диаметр ротора для дробилок
с вертикальной загрузкой Dp=3d + 550, длина ротора Lp = (0,8... 1,2)£)р.
Длину молотка от оси подвески до внешней кромки рекомендуется принимать
равной (0,2...0,25)£>р. Форма и размеры молотков должны обеспечивать максимально
возможную разгрузку оси их подвески при ударе.
4.1.3. Машины для помола материалов
Барабанные мельницы
Барабанные мельницы относятся к машинам ударно-истирающего действия и по
способу возбуждения движения мелющих тел делягся на мельницы
с вращающимся барабаном, вибрационные и центробежные. Этот класс машин ис-
пользуется для грубого, среднего, тонкого и сверхтонкого помола торнохимическог о
сырья, руд, известняка, клинкера, пигментов, солей, шлаков и других материалов.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
223
Среди барабашгых мельниц наиболее распространены вращающиеся барабанные
мельницы. Вращающаяся барабанная мельница представляет собой пустотелый ци-
линдрический (реже цилиндро-конический) барабан, выложенный изнутри броней
и закрытый торцовыми крышками, заполненный определенным количеством измель-
чающих тел и вращающийся вокруг горизонтальной оси.
В непрерывно работающих мельницах измельчаемый материал подается через
центральное отверстие в одной из крышек внутрь барабана и, продвигаясь вдоль
пего, разрушается измельчающими телами посредством удара, истирания и раздав-
ливания. Выгрузка измельчетшого материала производится либо через центральное
отверстие в разгрузочной крышке, либо через решетку со щелевидными или круглы-
ми оз верстиями, либо через от верст ия на конце цилиндрической части барабана.
В мельницах периодического действия материал загружается и выгружается че-
рез люк в цилиндрической час т и барабана или в одной из торцовых крышек.
У корогких мельниц отношение длины и диамегра барабана L/D < 1, длинных —
1<£/£)<3, трубных — /У£»3. Длинные барабаны позволяют увеличить время пре-
бывания в них материала и получить более тонкий помол за один проход, а также
уменьшить диаметр барабана у мелытиц большой производительности.
В зависимости от вида измельчающей среды различаю т мельницы шаровые (сталь-
ные или чугунные шары одного или нескольких размеров диаметром 30... 120 мм,
фарфоровые или другие неметаллические шары), стержневые (стальные стержни
длиной, близкой к внутренней длине барабатта, одного или нескольких диаметров
в интервале 40... 125 мм), самоизмелъчения или полусамоизмельчения (соответственно
куски самого мат ериала или смесь с крупными сталытыми шарами).
Конструктивно вращающиеся барабанные мельницы имеют одну или две и более
камеры, причем в камерах, разделенных перфорированными перегородками, матери-
ал измельчается последовательно по мере ею продвижения от места загрузки к месту
вьпрузки. Увеличение числа камер повышает эффективност ь измельчения, но услож-
няет мельницу.
Барабаштые мельницы непрерывного действия по способу разгрузки измельчен-
ного материала делятся на мельницы с центральной разгрузкой через полую цапфу
барабана (сливная или с помощью элеваторов) и с периферийной разгрузкой (через
решетку в корпусе барабана).
Барабанные шаровые мельницы
Схема процесса измельчения материала в барабанной мельнице показана на
рис. 4.1.20. При вращении полого барабана смесь измельчаемого материала и мелю-
щих тел (шаров, стержней) сначала движется по круговой траектории вместе с ба-
рабаном, а затем, отрываясь от стенок, надает по параболической траектории. Часть
смеси, расположенная ближе к оси вращения, скатывается вниз по слоям смеси. Из-
мельчение материала происходит в результате истирания при относительном движе-
нии мелющих тел и частиц материала, а также вследствие удара.
Достоинствами барабанных мельниц являются простота конструкции и удобство
в эксплуатации. К их основным недостаткам относятся невысокие скорости движе-
ния мелющих гол и материала и то, что в измельчении участвует только часть мелю-
щих тел, рабочий объем барабана используется только па 35...40 %.
224
ГЛАВА 4
Рис. 4.1.20. Схема рабочего про-
цесса в барабанной шаровой
мельнице
Двухкамерная мельница (рис. 4.1.21) состоит
из полою сварного барабана 27, закрыт ого с обе-
их сторон стальными литыми крышками 5 и б
с полыми цапфами 4 и 10. Внутренняя полость
барабана делится перегородкой 19 со щелевид-
ными отверстиями на две камеры, заполненные
стальными шарами. В первой камере по ходу
движения материала шары крупнее, чем во вто
рой. Это повышает эффективность помола за
счет обеспечения соответствия размеров шаров
и кусков измельчаемого материала.
Барабан цапфами опирается на подшип-
ники 22; вращение ему передастся от электро-
двигателя через редуктор и зубчатую муфту 14.
Впутрешгяя поверхность барабана и крышек фу-
терована плитами 20.
Загрузка материала в барабан осуществляется через течку 1 и питатель 2. Затем
материал захватывается лопастями 23 и попадает в полую загрузочную цапфу, име-
ющую шнековую насадку 3. Выгрузка материала происходит через полую цапфу 10.
Измельченный материал из барабана проходит через торцовую решетку 7 и посту-
пает на элеваторное устройство. Между решеткой и торцовой крышкой установлен
конус 8 с приваренными к нему радиальными лопастями 18, образующими ряд сек-
торов. Материал, попавший в нижний сектор, при вращении барабана поднимается
и по конусу 8 ссыпается в полость шнековой насадки 9, размещештой в полой цап-
фе 10. Через окна в ранрузочном патрубке 13 материал попадает на сито 72, слу-
Рис. 4.1.21. Двухкамерная шаровая мельница: 7 — течка; 2— питатель; 3— шнековая
насадка; 4 — полая цапфа; 5 — крышка; 6— крышка; 7— решетка; 8— конус; 9— шнековая
насадка; 10— полая цапфа; 11 — патрубок; 72 — сито; 13—разгрузочный патрубок; 14 — зуб-
чатая муфта; 75 — кожух; 16— вкладыш; 77— корпус; 18— радиальные лопает, 19 — диа-
фрагменная перегородка; 20— футеровочные плиты; 27 — барабан, 22— подшипники; 23 —
лопасти; а — окна; б — патрубок
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
225
жащее для задержания раздробленных мелющих тел и вывода их через патрубок б.
Через патрубок 11 в кожухе 15 осуществляется аспирация воздуха.
В мельницах применяют подшипники скольжения сферические самоустанавли-
вающиеся, состоящие из корпуса 17, крышки и нижнего вкладыша 16.
Барабан мельницы изготавливают сварным из листовой стали. Его внутренняя
поверхность футерована плитами из износостойких материалов со звукоизолиру-
ющими прокладками. Футеровочные плиты барабана изготовляют из отбелешюго
чугуна, марганцовистой (110Г13Л) и хромистой сталей.
В качестве мелющих тел, как правило, применяют шары и стержни. Шары диа-
метром 30... 125 мм обычно изготовляют прокаткой, ковкой или штамповкой из ста-
ли; они подвергаются закалке до твердости HRr 40,5 для шаров диаметром до 80 мм
и не менее НК 30,2 для шаров диаметром 125 мм Стержни изготовляют из невязких
углеродистых сталей. Износ мелющих тел зависит от свойств измельчаемою матери-
ала, степени измельчения и других факторов. В среднем он пропорционален энерго-
зат ратам при помоле Например, расход стальных шаров составляет примерно 0,09 кг
на 1 кВт-ч энергии, затрачешюй на измельчение.
Крупные барабанные шаровые мельницы имеют привод барабана через вепцо-
вую шестерню.
Расчет параметров барабанных шаровых мельниц
Режим движения мелющих тел в барабане, от которого зависит эффективность
помола, определяется его угловой скоростью со. При небольшой угловой скорости
загрузка (мелющие тела и измельчаемый материал) циркулирует в нижней час пт ба-
рабана (рис. 4.1.22), поднимаясь по концентрическим круговым траекториям на неко-
торую высоту и загем скатываясь параллельными слоями вниз. Такой режим работы
называют каскадным. При большей скорости центробежная сила инерции Ри превы-
сит составляющую G cos а силы тяжести G шара, и последний не будет отрываться
от стенки барабана даже в верхней точке С, т. е.
mco2R > mg,
откуда при mco2R = mg кри гическая угловая скорое i ь вращения барабана сок будет равна
= /g/Я,
где т — масса шара, кг; R — внутренний радиус барабана, м.
Большей эффективностью помола характеризуется водопадный режим движения
шаров. Он реализуется при частоте вращения барабана меньше критической. При
этом шары поднимаются, например, в точку А (рис. 4.1.22), а затем, отрываясь от сте-
нок, свободно падают по параболическим траекториям. Измельчение магериала про-
исходит под воздействием удара, а также, частично, раздавливания и истирания.
Для определения условия отрыва и свободного полета шара массой т его рас-
сматривают как материальную точку, на которую действуют лишь массовые силы.
Отрыв шара в точке А от стенки барабана происходит при условии mgcosa > Р. Сле-
довательно, условие отрыва и свободного падения, которое можно получить из соот-
ношения mg cos а > mco2R, имеет вид
СО = Jgcosa/R.
226
ГЛАВА 4
Рис. 4.1.22. Схема лля расчета парамет-
ров шаровой барабанной мельницы
Оптимальному углу отрыва и частоте
вращения барабана с<хл ветс гвует максималь-
ная высота падения шара и его кинетическая
энергия. В системе координат х — у высота
падения шара определяется координатой ув
(рис. 4.1.22) точки соприкосновения шара
со слоем после падения.
Траектория движения свободно пада-
ющего шара, при условии, что начальная
скорость шара v направлена под углом а
к горизонтали, представляет собой парабо-
лу. Она описывается следующей системой
уравнений:
х = v • Tcosa; у = v • Tsina - gT2/2,
где v — окружная скорость барабана, м/с;
т— время с момента отрыва шара, с.
Подставив в эти уравнения выражение
для скорости V = CD R = R Jg cos a/R
и решив их совместно, по.1учим значение
текущей координаты:
у = xtga
2/?cos a ’
Так как тстчка В находится на окружности барабана, уравнение которой имеет вид:
(х — flsina)2 + (у + fleosa)2 = R2,
то ее координаты находятся совместным решением двух предыдущих уравнений:
х = 4/?sinacos2a; у =— 4/?sin2acosa.
Максимальную высоту падения шараув определяют из равенства первой про-
изводной соответствующего выражения нулю
у’й = — 8/?sinacos2a + 4/?sin’a = 0.
Откуда получают tg (Х^ = /2 и оптимальный угол aotrr = 54°40'.
Оптимальная угловая скорость барабана при а = 54°40' равна
СО^ = /gcos54e40'//? = 2,38//Я,
где R — внутрешшй радиус барабана, м.
Следовательно, оптимальная угловая скорость составляет примерно 76 % крити-
ческой угловой скорости. Такое соотношение практически соответствует значениям,
установленным при эксплуатации барабанных мельниц.
Полезная мощность электродвигателя определяется энергозатратами па подъем
загрузки измельчителя, т. е. мелющих тел с измельчаемым материалом, и па сообще-
ние ей кинетической энергии.
Мощность электродвигателя при КПД привода tj определяется по следующей
формуле:
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
227
N = 0,39m3 Rcog/Т], [кВт],
где тз — масса загрузки, т.
Масса загрузки состоит из массы ты мелющих тел и массы измельчаемого мате
риала, которую обычно принимают равной 14 % массы мелющих тел. Следовательно,
масса загрузки будет равна
т3 = 1,14mM = 1, Ьрф]Л, [т],
где L — длина барабана, м; р — плотность материала мелющих тел, т/м3; р — коэф-
фициент неплотности загрузки (для шаров р = 0,57, для стержней р = 0,78), (р — ко-
эффициент заполнения барабана.
Коэффициент полезного действия зависит от типа привода: при центральном
приводе q = 0,9...0,94, при периферийном q = 0,85...0,88. В связи с необходимостью
преодоления инерционного момента при пуске установочную мощность двигателя
назначают па 10... 15 % больше расчетной.
Производительность барабанных шаровых мельниц зависит от многих, часто
трудно поддающихся учету факторов. Вследствие этого ее рассчитывают по эмпири-
ческим формулам применительно к определенным продуктам измельчения. Напри-
мер, производительность шаровой мельницы в цементной промышленности рассчи-
тывают по уравнению
(I 0.8
V1) ,м.
где к— поправочный коэффициент, учитывающий тонину помола (к = 0,6...1,0 в за-
висимости от остатка на сите 008 от 2 до 10 %); q = 0,4 — удельная производитель-
ность измельчителя, т/(кВт-ч); D — диаметр барабана, м, тм — масса мелющих тел, т;
— полный объем барабана, м3.
Для ориентировочных расчетов эту формулу используют и в други к отраслях
промышленности.
Расчет нагрузок на элементы барабанных измельчителей
Корпус барабана мельницы па прочность рассчшывают как балку, лежащую на
двух опорах. Расчет выполняют для двух состояний мельницы: статическом и дина-
мическом (при вращении барабана). В случае неподвижного барабана силу тяжести
корпуса барабана с футеровкой GK суммируют с силой тяжести загрузки (мелющих тел
и измельчаемого материала). При этом, как было отмечено выше, G, = m3g = 1,14/»^.
Равнодействующая этих сил равна PQ = + G3. Интенсивность этой нагрузки при
равномерном ее распределении по длине барабана равна qQ = PQ/l (I — расстоятте
между опорами барабана).
Расчет опорных реакций и построение эпюр изгибающих моментов выполняют
с учетом нагрузки от веса зубчатого ве>ща и дшпц, которые рассматривают как сосре-
доточенные силы. Кроме того, учитывают окружное усилие на венповой шестерне,
возникающее в момент пуска машины. Подвенцовую шестерню целесообразно уста-
навливат ь так, чтобы окружное усилие на венповой шестерне было направлено вверх
и разгружало опоры барабана. Окружное усилие определяют через крутящий момент
на барабане по зависимост и
228
ГЛАВА 4
4p = -V/7/w’
где N — мощность элекгродвигателя, Вт; tj — КПД привода; со — угловая скорость
барабана, рад/с.
Расчет корпуса барабана выполняют по приведенному моменту, т. е. с учетом из-
гиба и кручения. Допускаемое напряжение принимают по режиму статического на-
гружетгия. При расчете момента сопротивления поперечного кольцевого сечения кор-
пуса (без футеровки) учитывают ослабление барабана отверстиями под болты и лазы,
если последние попадают в опасное сечение. Корпуса трубных мелышц проверяют
на устойчивость, обеспечивающую отсутствие гофров, как оболочку под действием
изгибающего момента.
Болты фланцевых соединении рассчитывают по условию нераскрытия стыка от
совместного действия изгибающего и крутящего моментов.
На корпус вращающегося барабана действует сила тяжести только части загрузки,
которая вращается вместе с корпусом. Ее величину можно определить как отношение
времени движения загру леи с барабаном ко времени цикла Т по зависимости
tn = т t,/T = 0,55m .
Следовательно, корпусом барабана и его опорами воспринимается сила тяжести
загрузки, которая равна
= mg = 0,55/«3g = 0,627m*#.
7 Центробежная сила от массы загрузки т& движущейся с барабаном, равна
Р = m.co^R.
и б
где со — угловая скорость вращения барабана, рад/с; R — внутренний радиус бара-
бана, м.
С учетом того, что при угле отрыва а = 54°40' оптимальная угловая скорость бара-
бана равна 0)^ = 2,38//Я, получим формулу для расчета центробежной силы
Ря = 3,55m* = 0,362m*g.
Принимая угол огры за равным 60° к вертикальной оси (рис. 4.1.22), составля-
ющие равнодействующей нагрузки будут равны
— горизонтальная
Р = Р = Р cos30°;
— вертикальная
Р — Р + G, + G = Р cos60° + G + G ,
у их б к и б к*
где G6 — сила тяжести загрузки, Н; GK—сила тяжести корпуса барабана с футеровкой.
Так как при вращении барабана в корпусе возникают знакопеременные напряжения
и, кроме того, трудно учеез ь воздействие динамической ударной нагрузки на напряжен-
ное состояние корпуса, его рассчитывают по заниженным допускаемым напряжениям.
Так, например, при изготовлении корпуса из стали СтЗ принимают [ст] = 35...45 МПа.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
229
Вибрационные мельницы
В вибрационных мельницах за счет высокочастотного воздействия удара и истира-
ния на измельчаемый материал можно получагь продукт с размерами частиц 1.. .5 мкм.
В качестве мелющих тел используют шары, которые изготовляют из стали, твердых
сплавов или фарфора.
Различаю! вибрационные измельчи! ели периодического и непрерывного действия.
В зависимости оз способа возбуждения вибрации их делят на машины гирационного
и инерционного!ипов
Вибрационный измельчитель г и р а ц и о н н о г о т и п а (рис. 4.1.23а)
состоит из электродвигателя /, соединенного через муфту 2 с коленчатым валом 3, на
котором эксцентрично на подшипниках закреплен корпус 4 измельчителя. Корпус ус-
тановлен на пружинах 7 и заполнен шарами 5; коэффициент заполнения <р = 0,8...0,9.
При вращении вала с частотой 1500...3000 об/мин корпус совершает тирациоиное
движение. От корпуса колебания передаются шарам, которые начинают с соударе-
ниями медленно циркулировать в сторону, противоположную вращению вала. При
колебаниях шаров происходят их отрывы от корпуса. Для уравновешивания центро-
бежных сил корпуса служат противовесы б.
Наиболее широко распространены вибрационные измельчители
инерционного типа (рис. 4.1.236). В них для создания вибраций используется
вибро возбуди! ель, [редставляющий собой вал с дебалансной массой 8. В измельчи-
телях инерционного типа частота вращения вала и характер движения шаров обеспе-
чиваю! ся такими же, как и в измельчителях гирационного типа.
Вибрационная инерционная мельница (рис. 4.1.24) состоит из рамы 7, установлен-
ной на резиновых опорах на основании. От электродвигателя 9 через муфту 8 получает
вращение дебалансный вал 4, установленный на роликоподшипниках 3 в гильзе 7 корпу-
са 5. На валу закреплены дополнительные дебала псы 2, вынесенные за пределы корпу-
са. Г шльза имест рубашку б, в которую подается вода для охлаждения. Все внутрешше
поверхности корпуса гуммированы. Корпус опирается на пружины 70, установленные
на раме. В процессе работы корпус мельницы, мелющие тела и измельчаемый материал
вибрируют с высокой частотой колебаний (1500...3000 мин-’). Вследствие этого мелю-
щие тела (шары, стержни) интенсивно воздействуют на материал и измельчают его.
а)
Рис. 4.1.23. Схемы вибрационных мельниц: а — гирационного типа; б — инерционно-
го типа. 1 — электродвигатель; 2 — муфта; 3 — коленчатый вал; 4 — коргус; 5 — шары;
б — противовесы; 7 — пружины; 8 — вал с дебалансной массой
230
ГЛАВА 4
IO
Рнс. 4.1.24. Вибрационная инерционная мельница: / — рама; 2 — .небалансы; 3 — роли-
коподшипники; 4 — дсбалансный вал; 5 — корпус; 6— рубашка; 7 — гильза; 8— муфта; 9 —
элсктродви! атсль, 10—пружины
При измельчении материала в эти к мельницах выделяется большое количество
тепла, что может вызвать нагрев корпуса до 300 °C. Для снижения температуры на-
грева корпус мельниц изготовляется с рубашкой для охлаждения водой.
Вибрационные мельницы сухого помола, как правило, работают в замкнутом
цикле с воздушным сепаратором.
Вибрационные измельчители имеют амплитуду вибраций 3...20 мм, производи-
тельность 1... 15 т/ч, мощность электродвигателя 10...420 кВт.
Мощность вибрационных мелыгац определяется мощностью, расходуемой на со-
общение колебаний системе, и мощностью, расходуемой на преодоление сил трения
в подшипниках.
а>' м к*
g g [i +к;(1 +«;)]
-----h
10J
f-d-m (Os - R
2^0 ’ ^кВт]’
где co — угловая скорость вибратора, рад/с; М— момент вибратора, Н-м; G— сила
тяжести колеблющихся частей, Н; — коэффициент, зависящий от частоты колеба-
ний, вида мелющих тел (принимают равным К = 0,35); А*. — коэффициент, зависящий
от частоты колебаний и коэффициента заполнения = 1,0... 1,2), А*2 — относитель-
ная масса загрузки (К2 = + zhJ/zhJ; — масса мелющих тел, кг; тм — масса
материала в мельнице, кг; тк — масса корпуса, кг; dn— диаметр внутреннего кольца
подшипника, м; — масса неуравновешенной части дебаланса, кг.
Измельчители раздавливающего и истирающего действия
При уменьшении размера частиц их относигельная прочность повышается. Эго
происходит вследствие того, что уменьшается число участков с нарушенной с грунту
рой в результа ге предварительного измельчения.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
231
Для повышения интенсивности измельчения материалов применяют измельчите-
ли раздавливающего и истирающего действия, имеющие скорость движения рабочих
органов до 4 м/с. Данные мельницы характеризуются повышенной скоростью прило-
жения нагрузок и час готой воздействия импульсов сил.
Конструкции мельниц
К данным машинам относятся роликовые, шарикокольцевые, роликомаятниковые
и бисерные измельчители. Их применяют преимуществешю для среднего помола ма-
териалов средней и малой прочности; исключение составляю! лишь бисерные из-
мельчители (мелыншы), в которых возможен и сверхтонкий помол.
Роликовые, шарикокольцевые и роликомаятниковые
измельчители (соответственно рис. 4.1.25а, б, в) относятся к раздавливающе-
истирающим измельчителям: частота вра щения их рабочих органов — роликов 7, 3
и шаров 2 — равна 25... 120 об/мин. а окружная скорость — 3... 10 м/с. Нагрузка со-
здастся пружинами или центробежными силами.
Достоинствами этих измельчителей являются пониженные по сравнению с бара-
банными мельницами энергозатраты, меныний (примерно на порядок) износ рабочих
органов, а также компактность.
В данных измельчителях обычно осуществляют сухой помол с пневматической
разгрузкой продукта.
Бисерные измельчители (рис. 4.1.25г) широко применяются в лакокра-
сочной промышленности. В них реализуется, как правило, мокрый помол. Мельница
состоит из помольной камеры 4, имеющей рубашку 6 для подачи охлаждающего аген-
та, вертикально установленный рогор 5 с дисками и сито 7. Частицы суспензии пиг-
мента измельчаю гея кремнекварцевым бисером < размер зерен 1.. .2 мм), заполняющим
Рис. 4.1.25. Схемы срсднеходных мельниц: а — роликовый; б — шарикокольцевой, в—ро-
ликомаятниковый измельчители; г— бисерная мельница. 1,3— ролики; 2— шары; 4— по-
мольная камера; 5—ротор; 6 — охлаждающая рубашка; 7 — сито
232
ГЛАВА 4
Рис. 4.1.26. Роликовый измельчитель: 1 — корпус;
2 — пружинный блок; 3 — сепаратор; 4 — загрузочная
течка, 5 — размольные ролики: 6 — стол; 7 — привод
2/3 объема помольной камеры
и приводимым в движение вра
щающимся ротором 5 с дисками.
Частицы суспензии необходи-
мой тонины помола (0,5...5 мкм)
о сводятся через сито 7.
Дискиро гораизготовляютиз
износостойкой стали 110Г13Л.
Бисерная мельница имеет следу-
ющие характеристики: отноше-
ние высоты помолыюй камеры
к диаметру равно 4:1, окружная
скороегь дисков— 9... 11 м/с,
энергозатраты составляют до
40.. .50 кВт -ч на 1 т продук га.
Роликовый (валко-
вый) измельчитель по
принципу действия аналогичен
бегунам с вращающейся чашей.
Измельчитель (рис. 4.1.26) со-
стоит из корпуса /, сепара юра 3,
размольных роликов 5 с пружин-
ными блоками 2 и привода 7.
Последний служит для враще-
ния размольного стола (5, пред-
ставляющего собой стальную коническую чашу, футерованную броневыми плитами.
Размольные ролики блоком пружин прижаты к чаше так, что между бандажом ролика
и плитами брони остается зазор, обеспечиваемый с помощью ограничителя хода рычага,
на котором закреплены ролики. Над размольным столом установлен сепаратор воздуш-
но-проходного типа. В измельчителе возможна подсушка измельчаемого материала. За-
грузка материала осуществляется по течке 4 под ролики, а выгрузка продукта— через
штуцер в сепараторе с потоком воздуха.
Бандажи роликов изготовляют из стали 25Л и наносят на их поверхность изно-
состойкие наплавки из специального чугуна марки 300X1ЗГЗМ.
Производительность роликовых измельчителей определяется по формуле
Q = 188,4 • Do - в • dK ри • z п , [кг/ч],
где Do — средний диаметр рабочей зоны размольного стола, м; рр — коэффициент
разрыхле1шя материала (цр=0,7); в — ширина катков, м, dK — максимальный размер
частиц продукта, м;рп — насыпная плотность материала, кг/м3; z — число роликов;
п — частота вращения размольного стола, об/мин.
Мощность электродвигателя расходуется на преодоление сил трения при про-
скальзывании и на перекатывание валков и определяется по формуле
где G— сила тяжести ролика, Н; Р— сила нажатия пружин, Н; р— коэффициент
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
233
сопротивления качению ролика (д = 0,05 ... 0,1); со — угловая скорость ролика, рад/с;
f— коэффициент трения скольжения обода ролика по измельчаемому материалу; ц —
КПД привода (// = 0,75...0,85).
Струйные мельницы
Струйные измельчители применяются для измельчения материалов средней проч-
ности с получением частиц размером до 2...5 мкм.
Принцип действия струйных измельчителей основан на использовании энергии
сжатого газа или пара. Энергоноситель при расширении в соплах приобретает боль-
шую скорость, достигающую иногда нескольких сотен метров в секунду. Частицы
материала измельчаются вследствие соударения между собой при пересечении пото-
ков струй, а также ударов и истирания о стенки камеры.
Одним из достоинств струйных мельниц является возможность практически пол-
ного исключения загрязнения измельчаемого материала продуктами износа.
В зависимости от гида энергоносителя различают воздухо-, газо- и пароструйные
мельницы, в которых энергоносителем является сжатый воздух, инерт ный газ и пе-
регретый пар, соответственно.
По конструкци и помольной камеры различают мельницы с противоточной ка-
мерой (применяются для тонкого измельчения материалов), с плоской и трубчатой
камерой (для сверхтонкою (коллоидною) измельчения).
Мельница с противоточной камерой (рис. 4.1 ,Т1а) состоит из
помольной камеры /, футерованной износостойким материалом. В камере с нрогиво-
положных сторон установлены разгонные трубки 2 с размещенными в них соплами 3
для подачи энергоносителя. В разгонные трубки но рукавам 4 подается измельчаемый
материал. Потоком газа или пара материал направляется в камеру /, в которой проис-
ходит измельчение за счет соударения частиц. Измельченный материал через трубу 5
попадает в сепаратор (5, где происходит отделение крупной фракции. Последняя воз-
вращается на повторное измельчение, а мелкая фракция через штуцер 7 выводится из
измельчителя. Питатель 8 служит для подачи исходного материала.
Измельчитель с плоской помольной камерой (рис. 4.1.276)
состоит из камеры 9, коллектора /2 и циклона-сепаратора 14. Измельчаемый матери-
ал через штуцер 13 подается в камеру 9, в которую из кольцевого коллектора / 2 через
сопла 10 поступает сжатый газ или пар. При этом сопла располагаются так, чтобы
струи пересекались внутри камеры. Вследствие этого частицы материала, увлекае-
мые струями газа, соударяются и разрушаются. При вращении пылегазовой смеси
в камере более тяжелые частицы оттесняются к ее периферии, где вновь захватыва-
ются потоком энергоносителя, подаваемого через ипуцер //.
Поток газа с более мелкими частицами поступает в циклон-сепаратор 14, в кото-
ром большая часть твердой фазы от деляется оз газа и попадает в сборник 16. Отрабо-
танный газ через трубу 15 направляется на окончательную очистку.
Струйная мельница с трубчатой камерой (рис. 4.1.27в) состо
ит из двух труб 20 и 24, соединенных снизу подковообразной помольной камерой 19,
а сверху — дугообразной сепарационной грубой 21. В помольную камеру снизу через
два ряда сопел 18, расположенных наклонно одно к другому, из коллектора 17 подво
дится энергоноситель. Измельчаемый мат ериал из воронки 25 вводится в рабочую зону
234
ГЛАВА 4
Рис. 4.1.27. Струйные мельницы: а— с противоточной камерой; б— с плоской камерой;
в — с трубчатой камерой
эжектором 26, воздух к которому подводится через трубку 27. Частицы материала, ув-
лекаемые пересекающимися струями энергоносителя, измельчаются в результате вза-
имных соударений, а также ударов о стенки и истирания. Энергоносителем частицы
перемещаются вверх по трубе 20. В сепараторе за счет поворота пылегазового потока
более крупные частицы отходят к периферии и с нисходящим потоком по трубе 24 воз-
вращаются на повторное измельчение. Газ с мелкими частицами проходит через жа-
люзийную решетку 23 и через патрубок 22 направляется на дальнейшее разделение
в фильтры. Жалюзийная решетка препятствует выходу крупных частиц из мельницы.
Противоточная эжекторная струйная мельница (рис. 4.1.28)
состоит из помольной камеры 5, защищенной изнутри износостойкими элементами 8,
двух расположенных друг против дру1 а разлитых трубок 4 и 9. Материал из бунке
ра2 поступает в разгонные трубки 4 и 9, подхватывается сжатым воздухом, подавае
мым по трубкам 3 и 10, и выносится в помольную камеру 5. Измельчение материала
происходит за счет соударений частиц во встречных вихревых потоках. Измельченный
Рис. 4.1.28. Противоточная эжекторная струйная мслышца. 1 — люки, 2 — буи кер; 3 —
трубка; 4 — разгонная т рубка; 5 — помольная камера; 6—труба; 7 — фланец; 8 — футеровоч-
ные плиты; 9—разгонная трубка; 10 — трубка
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
235
материал (заработанным воздухом по трубе 6 выносится в сепаратор, присоединенный
к фланцу 7. Люки 1 служат для ревизии состояния сопел и их регулирования.
Широкое применение струйных мельниц (при их несомненных эксплуатацион-
ных преимуществах) сдерживается относительно высоким расходом дорогостоящего
энергоносителя.
Методика расчета струйных мельниц, разработанная В.И. Акуновым, основана на
использовашш экспериментальных данных, получаемых на модельных установках
и зависящих от дисперсности и физико-механических свойств конкретного перераба-
тываемого ма гериала и конечного продукта. При этом необходимо обеспечить одина-
ковые условия измельчения на модельных и промышленных установках.
Производительность струйной мельницы рассчитывают по следующей формуле:
Q = я • d2 К /2,
где dm — диаметр разгонной трубки, мм; Кт — удельный расход измельчаемого мате-
риала в разгонной трубке, кг/(ч-мм2). Для ориентировочных расчетов можно прини-
мать К ~ 0,25 кг/(ч-мм7).
4.2. Машины для смешения и дозирования
сыпучих и пастообразных материалов
4.2.7. Характеристика процесса смешения
сыпучих материалов
Процессы смешивания сыпучих материалов используются во многих химических
произведет вах, в том числе и таких крупнотоннажных, как производства сложных
удобрений, моющих средств, красителей, инсектофунгицидов, пластмасс, химикатов,
резинотехнических изделий и т. д. Основная цель процесса смешивания — получение
однородной смеси из отдельных компонентов. Соот ношение масс компонентов, вхо-
дящих в смесь, изменяется в различных производствах в широком диапазоне (иногда
в соопюшении 1.1-Ю6 и более).
Обратным процессу смешивания является процесс сегрегации, приводящий к раз-
делению смеси на отдельные фракции или компоненты. Процессы смешивания и сег-
регации могут протека гь одновременно в одном аппарате, но с разными скоростями.
В результате перемещений частиц отдельных компонентов внутри смешиваемого
объема возможно бесконечное разнообразие их сочетания в микрообъемах смеси, что
позволяет счита гь в этом случае соотношение компонентов величиной случайной.
Поэтому большая часть известных методов оценки однородности (качества) смеси
основана на методах статистического анализа. Для упрощения расчетов многие ис-
следователи процессов смешивания все смеси условно считают двухкомпонентными,
состоящими из так называемого ключевого компонента и условного, включающего
все остальные компоненты смеси. Это позволяет оценивать однородность смеси па-
раметрами распределения одной случайной величины— содержанием ключевого
компонента в пробах смеси. В качестве ключевого компонента выбирают такой ком-
понент, который либо легко анализируется, либо его распределение в смеси особенно
важно по техническим требованиям.
236
ГЛАВА 4
Для оценки однородности смеси предложено несколько десятков критериев, от-
личающихся входящими в них параметрами. Однако в большинстве из них присут-
ствует в той или иной интерпретации статистический результат пробоотбора смеси:
размах значений концентраций компонентов, дисперсия значений концентраций клю-
чевого компонента, вероятность отклонения значений концентрации от среднего зна-
чения, информационная энтропия, фрактальная размерное гь и т. д.
Наиболее часто для оценки однородности смеси используется коэффициент ва-
риации V, определяемый соотношением
V» W Ч 1 ।
где с — среднее арифметическое значение копнен грации ключевого компонента во
всех п пробах смеси, %; с{ — концентрация ключевого компонента в х-й пробе, %.
Коэффициент вариации V часто называют коэффициентом неоднородности, так
как его увеличение связано с увеличением неоднородности смеси.
Смесь сыпучих материалов высокого качества оценивается значениями К = 0Д..2,5 %;
среднего качества Ус = 2,5...4 %; низкого качества К > 4 %. Однако подобное деление
следует считать условным, так как качество смеси, ее необходимая однородность оп-
ределяется техническими условиями на готовую смесь.
Необходимое количество проб, отбираемых случайным образом из смеси для ана-
лиза ее однородности, можно назначить, используя неравенство
где t— нормированное отклонение функции Лапласа для заданной вероятности а
оценки однородности смеси; е— относительная предельная погрешность опреде-
ления действительной средней концентрации ключевого компонента с0 в смеси по
выборочной средней с.
Значение К перед исследованием нового типа смесителя обычно неизвестно,
в этом случае его можно принять равным К = 20 %. В ранее обследованных смеси-
телях величина К должна быть известна.
Минимально допустимую массу пробы т можно рассчитать по формуле
1,23- 104- d'p
т ~
ео
где d — средний диаметр частиц смеси, м;рн — насыпная плотность смеси, кг/м3;
сс — кошдентрация ключевого компонента во всей смеси, %.
Классификация смесителей
Процессы смешивания раз. шчных рабочих сред производят в машинах или аппа-
ратах, называемых смесителями.
В данной главе рассматриваю гея смесит ели только для сыпучих материалов и сы-
пучих материалов с небольшими добавками жидких компонентов.
Следует отметить, что различные отрасли промышленности используют свой от-
раслевой набор конструкций смесителей. В данном разделе рассматриваются конс-
трукции смесителей, которые наиболее часто используются в химических и смежных
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
237
с ией отраслях промышленности и изт отапливаются заводами химического машино-
строения.
Смесители для сыпучих материалов классифицируют по многим признакам,
чаще всего по конструктивному признаку.
Принципиальные различия в организационно-технической структуре процессов
периодического и непрерывного смешивания сыпучих материалов заставляют рас-
сматривать смесители периодического и непрерывного действия раздельно.
В каталогах на смесительное оборудование, используемое в России, принято
следующее условное обозначение смесителей: первые буквы — тип смесителя по
ОСТ 26-01—73-78 и ОСТ 26-01-57-83; цифры после тире: рабочий объем (дм1) —
для смесителей периодического действия; номинальный диаметр рабочего орга-
на (мм) —для смесителей непрерывного действия; последние буквы — исполнение
смесителя по виду электрооборудования, обогрева и материалу деталей, соприка-
сающихся с рабочей средой (В — взрывозащищенное; II — невзрывозащищснное;
Р — с рубашкой; Б — без рубашки; Э — с электрическим обогревом; К — корро-
зиотшая сталь; У — углеродистая сталь; Т — титановый сплав; цифры в конце обо-
значения — номер модели).
4.2.2. Смесители периодического действия
В химических производствах используются в основном смесители периодичес-
кого действия. Это объясняется тем, что, во-первых, при периодическом смешивании
можно обеспечить точное соотношение между компонентами (их часто загружают
в смеситель но массе), а во-вторых, при большом числе компонентов их дозирование
в смеситель непрерывного действия за груцпено.
По механике переноса смен гиваемой массы вну три смесит еля их можно раздели гь
на три группы циркуляционные смесители, смесители объемного смешивания и сме-
сители диффузионного смешивания. Подобная классификация позволяет создать еди-
ные методики расчета кинетики процесса смешивания для смесителей конструктивно
различных, но с одинаковым механизмом процесса перераспределения частиц в рабо-
чем объеме смесителей. В циркуляционных смесителях характерно движение (цир-
куляция) основного потока материала по замкнутому контуру различной сложности.
Движение сыпучего материала по циркуляционному контуру обеспечивают либо пе-
ремешивающий орган, либо специальные транспортеры. В смесителях объемного сме-
шивания смешиваемый материал перемещается рабочим ортаном хаотически по всему
рабочему объему смесителя. В смесителях с диффузионным механизмом смешивания
частицы отдельных компонентов под действием внешних сил начинают перераспреде-
ляться подобно молекулам при диффузии в ia3av В этом случае необходимо создать
разрежение в слоях смешиваемого материала путем вибрации или псевдоожижения.
Кинетика процесса смешивания
в смесителях периодического действия
Типичная кривая кинетики процесса смешивания в смесителях периодического
действия представлена графически на рис. 4.2.1. Ее условно можно разбить на три
периода. В периоде I преобладает конвективное смешивание, приводящее к умень-
238
ГЛАВА 4
Рнс. 4.2.1. Кинетическая кривая процесса сме-
шивания сыпучих материалов в смесителях
периодического действия
шению объемов блоков из частиц
отдельных компонеп гов и их разно-
су рабочими ор1анами смесителя по
внутреннему его объему. Этот период
характеризуегся резким снижением
значений коэффициента К. После
разрушения блоков из одинаковых
частиц процесс смешивания идет уже
на уровне отдельных частиц компо-
нентов (II период). Этот период пере-
распределения частиц схож с процес-
сом диффузии молекул газа, поэтому
его называют периодом диффузион-
ного смешивания. Во втором периоде
идут как процессы диффузионного
смешивания, так и сегрегации, скоро-
сти протекания которых сопостави-
мы. В периоде III суммарная скорость
процессов конвективного и диффузи-
онного смешивания становится равной скорости cerpeiannn частиц в силовом поле,
поэтому коэффициент неоднородности И становится величиной постоянной. Время
наступления этого момен га является оп гимальным временем смешивания т для дан-
ного типа смесителя, его режима работы и конкретной характеристики физико-меха-
нических свойств смеси. Предельно достижимое значение коэффициента Vcn опреде-
ляется экспериментально.
Кинетику процесса периодического смешивания чаще всего описывают следу-
ющим уравнением:
К(т) = а • V • е“‘г,
с СИ 7
где Г (г) — коэффициент неоднородности к моменту времени смешивания г, %;
Гсм = —р)/р — коэффициент неоднородност и смеси в начальный момент
смешивания, %; а и в— коэффициенты, определяемые эксперимеигалыю; т— вре-
мя смешивания, с;р — доля ключевого компонента в смеси.
Циркуляционные смесители
Среди смеси гелей циркуляционного типа наибольшее распространение в про-
мышленности получили планетарно-шнековые, центробежно-лопастные, центро-
бежные волчковые, шнековые с центральной циркуляционной трубой.
Рекомендуются они для смешивания легкоподвижных несвязных и связно-сыпу-
чих материалов, а также для смешивания сыпучих материалов с небольшим количес-
твом жидкост и.
Смеситель с планетарно-шнековой мешалкой типа ПШ-630 состоит из сле-
дующих основных, частей (рис. 4.2.2): коническою корпуса /, крышки 4, привода 3
шпека 7, привода 2 водила 10, запорного механизма 8, коробки 9. Шнек 7, получа-
ющий вращение вокруг собственной оси ог мотор-редуктора (привода) 3 через две
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
239
пары конических шестерен, находящихся
в коробках передач 5 и 6, совершает пла-
нетарное вращение вокруг оси корпуса
смесителя. Вращение водила 70, обеспечи-
вающего планетарное вращение шнеку 7,
осуществляется от мотор-редуктора 2 че-
рез червячный редуктор и пары коничес-
ких шестерен. Верхний конец вала шнека 7
имеет опору в коробке передач 6, а ниж-
ний— в шарнирной опоре, закрепленной
в нижней части корпуса. Шарнирная опора
вала шнека является одним из ответствепей-
ших узлов смесителя ПШ Размещена она
в сыпучем материале, поэтому ее конструк-
ция должна обеспечить работу шнека без
смазки и предотвратить истирание частица-
ми сыпучего материала шейки вала шпека.
Приводы шнека и водила смонтированы на
крышке 4 корпуса смесителя. Крышка имеет
ряд технологических штуцеров для загрузки
компонентов смеси, подачи инертного газа,
установки взрывной мембраны, для отбора
проб, установки термопар и лаз для осмотра
внутренней части корпуса. На коническом
корпусе 7, состоящем из двух частей, соеди-
няемых с помощью флатщев, имеется люк
для осмотра шарнирной опоры и приемного
бункера 9 для выпуска готовой смеси. Отвер-
стие, через которое готовая смесь выходит
во внутреннюю часть приемного бункера 9,
прикрыто клапаном, имеющим шарнирную
опору. Клапан приводил ся в движение от ме-
ханизма 5, состоящего из пневмо- или гидроцилиндра и рычажной передачи.
Смеситель ПШ работает следующим образом. Подлежащий смешиванию сыпу-
чий материал загружают через верхний ш гуцер в крышке 4 в необходимых количес-
твах. При вращении шнека 7 материал поднимается его витками оиерх около стенок
корпуса. Затем материал движется коси корпуса, где образуется шюхо/хящий поток
материала. В узкой части корпуса материал снова захватывается витками шнека
и поднимается вверх. Движение сыпучего материала вверх в отдельных зонах около
стенок корпуса— прерывистое, оно происходит только в моменты прохождения че-
рез эти зоны шнека 7. Для увеличения скорости циркуляции материала в смесителях
с большим объемом корпуса (в смесителях ПШ-1600, ПШ-6300, ПШ-10000) смон-
з ировап добавочный шнек, ось которого совпадает с осью корпуса. Его консольная
часть с витками достигает примерно середины корпуса смесителя. Этот шнек уве-
личивает скорость опускания смешиваемого материала вниз. После завершения про-
цесса смешивания клапан открывает отверстие в корпусе смесителя и готовая смесь
Рис. 42.2. Планетарно-шнековый сме-
ситель типа П1П-630: 7— корпус; 2 —
привод водила; 3— привод шнека; 4—
крышка, 5, 6— коробки передач; 7 —
шнек; 8— запорный механизм; 9— при-
емныи бункер; 10 — водило
240
ГЛАВА 4
высыпается в приемный бункер 9, откуда опа высыпается в емкость. Выпуск смеси из
корпуса производится при вращающихся шнеках.
Экспериментально установлены наиболее рациональные геометрические и ре-
жимные параметры смесителей типа ПШ: dui - 0,2D6; tjdui = 0,8, (р - 0,8; a>Ja>e = 40;
v = 1 м/с; а = 34°; т ~ 20 мин. Здесь du — диаметр витков шнека; D6— наибольший
внутренний диаметр корпуса, — шаг витков шпека; (р — коэффициент заполнения
корпуса смесью; сов— соответ ст вешю угловая скорость шнека и водила; d — ок-
ружная скорость наружных витков шнека.
Мощность на валу планетарно вращающегося шнека равна
N = 1,15 С, р_ л Г F, (4sin3a + 1), [кВт],
тдеС] —коэффициент, зависящий от физико-механических свойств смеси (табл. 4.2.1);
рн — насыпная плотность сыпучего материала, кг/м3; пш — частота вращения шпека
вокруг собственной оси, миг1; Lp— участок шнека, находящегося в смеси, м;
F& = (2Fi + F2)/Zw — удельная поверхность шнека, м2/м; F, и F2 — площадь по-
верхности соответственно одной стороны ви гка шнека и вата па длине шнека в один
шаг, м2; а — угол конусности корпуса, град; — шаг шнека, м.
Т а б л и ц а 4.2.1
Значения коэффициентов С2 и С3 для некоторых сыпучих материалов
Материал Насыпная плотность, кг/м3 Дисперс- ность частиц, мм С, 106 с2- ю4 С3 • 106
Речной песок 1330 0,2 ..0,5 0,9 8,24 11,9
1070 1,0...2,0 1,27 39 —
Соль поваренная 970 0,2...0,5 0,9 3,4 5,5
1100 0,01...0,2 2,5 2,68 1,1
Сода кальцинированная 505 0,01...0,1 2,3 2,24 3,8
Опилки железные 2400 0,25...1,0 — 95,5 11,4
Графит гранулированный 1070 0,2...0,5 0,8 38 8,8
Каолин 272 0..Д07 0,94 3,3 2,65
Цемент 980 0,01...0,1 2,1 2,84 2,2
Полиэтилен
— порошкообразный 240 0..Д02 — 3,93 4,8
— гранулированный 561 3,0...5,0 — 8,5 —
Поливинилхлорид 481 0..Д02 — 5,9 —
Отраслевым стандартом ОСТ 26-01-73-78 предусмотрено несколько типоразме-
ров смесителей типа ПШ с различным объемом (м3): 0,04; 0,1; 0,25; 0,63; 1,0; 1,6; 2,5;
3,2; 4,0; 6,3; 10,0; 16,0.
Некоторые смесители типа ПШ из этого ряда серийно выпускаются отечествен-
ными заводами химического машиностроения. Изготавливай пся они в нескольких
исполнениях: НБУ, НБК, ВБУ, ВБК.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
241
Рис. 4.2.3. Мешалки смесителя типа ЦЛ (смешение сыпучих материалов, для которых
измельчение частиц недопустимо): а — верхняя; б — нижняя
Из зарубежных конструкций смесителей с планетарно-шнековой мешалкой наи-
большее распространение получил смеситель типа «Нау га» (Голландия), выпуска
емый в трех модификациях: с нижним (модель MJ, верхним (модель и разде-
льным (модель Ми) приводом планетарного вращения шнека.
Центробежный лопастной смеситель типа ЦЛ относится к циркуляционным
смесителям с быстровращающимся рабочим органом, переводящим смешиваемый
материал в псевдоожиженное состояние. В качестве рабочею органа в этих смеси-
телях используются мешалки, выполненные в виде радиальных лопастей, пропел-
леров, дисков. Конструкции некоторых из этих рабочих органов представлены на
рис. 4.2.3 и 4.2.4.
Смесители типа ЦЛ предназначены для смешивания сыпучих материалов с на-
сыпной плотностью ри < 1300 кг/м3, а также сыпучих материалов с небольшими
Рис. 4.2.4. Мешалки смесителя типа ЦЛ (смешение сыпучих материалов, для которых
допустимо измельчение частиц): а — верхняя; б — нижняя
242
ГЛАВА 4
Рис. 4.2.5. Смеситель центробежный лопастной типа ЦЛ: 1 — корпус; 2 — крышка; 3, 4 —
лопастные мешалки; 5 — электродвигатель; 6— клинорсмспная передача; 7— станина; 8 —
разгрузочный патрубок; 9— пневмоцилиндр
добавками жидких компонентов при условии, что смесь останется сыпучей. Время
смешивания у них короткое — 15...25 мин. Для большинства промышленных смесей
в mix достижима однородность, оцениваемая значением К = 1,2...2,5 %.
Смешивание компонентов в смесителях типа ЦЛ происходит при циркуляции псев-
доожиженной массы частиц вверх по стенкам и вниз по центру корпуса. В смесителях,
имеющих верхнюю мешалку, циркуляция по указанному контуру увеличивается.
Отечественной промышленностью химическою машиностроения выпускаются
центробежные лопастные смесители типа ЦЛ, состоящие из следующих основных
узлов (рис. 4.2.5): вертикального цилиндрического корпуса 1 с рубашкой и плоским
отбортованным днищем, крышки 2, рабочего органа с верхней 3 и нижней 4 лопаст-
ными мешалками, электродвигателя 5, вращающего вал мешалок через клиноремен-
цую передачу 6, станины 7. В нижней части корпуса крепится разгрузочный патру-
бок 8 с клапаном, перекрывающим отверстие в корпусе, приводимый в действие от
двух пневмоцилиндров 9. На крышке 2 имеется несколько технологических штуце-
ров (для загрузки компонентов, установки разрывной мембраны, резервные).
Экспериментально установлены следующие оптимальные геометрические и ре-
жимные параметры смесителей типа ЦЛ: высота смесительной камеры Н-(0,7...0,9)£>,
где D— диамегр смесительной камеры, определяемый с учетом полного внутрен-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
243
него объема К смесителя по формуле D = 1,15 JV и стандартных диаметров
аппаратов, регламентированных ГОСТ 9931; линейная скорость вращения нижней
мешалки в зависимост и от физико-механических свойств смешиваемого материала
v = 5—8 м/с; диаметр верхней лопасти = (0,85—0,9)7) для смеет елей с ци.тиндри-
ческим корпусом и d = (0,5...0,6)D для смесителей с коническим корпусом; диаметр
нижней лопасти dH= (0,85—0,9)7); расстояние между лопастями h* = 0,12D для смеси-
телей с цилиндрическим корпусом и = 0,2D для смесителей с коническим корпу-
сом; высота лопастей Ь = (0,13...0,15)D; коэффициент заполнения корпуса сыпучим
материалом <р = 0,65.
Мощность, необходимая для перемешивания сыпучих материалов в смесителях
типа ЦЛ с использованием мешалок, конструкция которых показана на рис. 4.2.3
и рис. 4.2.4, равна:
W = С2 • Кф • рн • (L • й))2'2 Н9" Ь0' sina • S02, [кВт],
где С,— коэффициент, зависящий от физико-механических свойств смешиваемо-
го материала (его значения для ряда сыпучих материалов приводятся в табл. 4.2.1);
Кф— коэффициент формы лопастей мешалок (для прямых Кф = 1, для спиральных
Кф = 1,06, а для серийно выпускаемых смесителей Кф = 0,72); L и b — соответствен-
но длина и высота лопастей мешалки, м; Н— высота слоя материала над нижней
лопас гыо, м; а — угол наклона лопастей мешалок к горизонтали, град.; S—радиаль-
ный зазор между краем лопасти гшжней мешалки и стенкой корпуса, м; to — угловая
скорость мешалок, 1 /с.
Отраслевым стандартом ОСТ 26-01-73-78 предусмотрены следующие типораз-
меры смесителей тина ЦЛ: ЦП-6; ЦЛ-25; ЦЛ-100; ЦЛ-160. ЦЛ-250; ЦЛ-400; ЦЛ-630
(цифра соответствует рабочему объему смесителя в лиграх).
Из зарубежных центробежных лопастных смесителей наибольшее распростра-
нение получили смесители типа TS («Гюнтер-Папенмайер» и «Алгер», ФРГ) и типа
FM («Хеншель», ФРГ).
Центробежный волчковый смеситель типа ЦВ работает следующим образом
(рис. 4.2.6). При вращении конуса 7 сыпучий материал, находящийся в корпусе 2
смесителя, начинает циркулировать по контуру — вверх по вну грештей поверхности
вращающегося конуса, затем сбрасывается с него в кольцевое пространство между
конусом и корпусом смесителя, опускается там вниз и через два окна б в нижней час-
ти конуса поступает внутрь конуса, замыкая циркуляционный контур. Для материа-
лов с плохой сыпучестью в корпусе устанавливается свободно вращающаяся рама 12
с двумя лопастями, находящимися в кольцевом зазоре между конусом и корпусом,
и скребком, входящим внутрь конуса. Рама под влиянием сил, действующих со сто-
роны сыпучего материала на скребок и лопасти, начинает вовлекал ься во вращение.
Скорость вращения рамы регулируется ленточным тормозом 13. Вследствие устанав-
ливаемой с помощью тормоза рашости вращения рамы и конуса сыпучий материал
заталкивается лопастями в окна 6, а скребком рамы материал, прилипающий к внут-
ренней поверхности конуса, счищается. К нижней части конуса жестко прикреплена
лопастная мешалка 5, которая увеличивает подвижность сыпучего материала в ниж-
ней части корпуса, способствуя процессу смешивания. Приводной вал 3 конуса при-
водится во вращение от электродвигателя 10 через клипоременную передачу 11.
244
ГЛАВА 4
Рис. 4.2.6. Центробежный волчковый смеси-
тель типа ЦВ: 1— корпус; 2— крышка; 3 —
приводной вал; 4 — крышка; 5 — лопастная ме-
шалка; 6— окна; 7— штуцер; 8— разгрузоч-
ная камера; 9 — подставка; 10— электродвига-
тель; 11 — клинорсмснная передача; 12 — рама;
13 — ленточный тормоз
Компоненты смеси загружаются
через штуцер 7 в крышке 4. Готовая
смесь выгружается из корпуса через
отверстие в его днище, прикрыва-
емое клапаном, в разгрузочную ка-
меру 8. Клапан приводится в дви-
жение с помощью гидроцилиндра.
Корпус смесителя устанавливается
на подставке 9. В центробежном
волчковом смесителе ЦВ-630, вы-
пускаемом серийно, конус вра-
щается от электродвигателя через
грехскоростной редуктор, а корпус
смесителя имеет рубашку.
Для смесит елей типа ЦВ экспе-
риментально установлены следу-
ющие оптимальные значения основ-
ных параметров: коэффициент
заполнения корпуса сыпучим мате-
риалом (р = 0,5...0,8 (меньшие значе-
ния рекомендуются для случая сме-
шивания тяжелых компонентов,
а большие — для легких); угол рас-
труба конуса а = 60°; ут ол наклона нижней лопасти 5 к горизонту следует устанавли-
вать равным 45°; угловая скорость конуса ш определяется значением <у2-/? = 200 м/с2, где
R — наибольший наружный радиус конуса, м; время смешивания т = 15...20 мин.
В смесителях типа ЦВ возможно получение смесей, однородность которых до-
стигает значений К = 1,5 %. Они могут быть использованы для смешивания компо-
нентов с большой разностью плотностей частиц. Их нельзя использовать, если недо-
пустимо дробление частиц.
Мощность привода конуса равна
N = \,25 Су-Кф рн L />0>6-НйЛ67,[кВт],
где С3— коэффициент, зависящий от физико-механических свопов смеси (см. табл.
4.2.1); Кф— коэффициент формы мешалки ротора (для мешалки с прямыми лопастя-
ми Кф = 1, для мешалки спиральной формы Кф = 0,7); L — размах лопастей мешалки,
м; со — угловая скорость вращения конуса, с ’; Н— высота слоя материала над ниж-
ней кромкой лопастей мешалки, м; Ь — высей а мешалки, м.
Удельные затраты энергии в смесителях типа ЦВ лежат в пределах 6,5... 15,5 кВт-ч/м3.
Из зарубежных смесителей типа ЦВ наибольшее распространение получили
смесители фирмы «Петцольд» (ФРГ), которые могут использоваться и для полу-
чения паст.
В смесителях с центральной циркуляционной трубой типа ЦЦТ циркуляция
смешиваемого сыпучего материала осуществляется с помощью шнека, заключенного
в трубу, которая неподвижно закреплена в корпусе смесителя вдоль его оси.
ОБОРУДОВАНИЕ „ТЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
245
Смесители типа ЦЦТ часто используются
для усреднения больших партий сыпучих ма-
териалов (до 100 м3). Принцип действия сме-
сителя ЦЦТ (рис. 4.2.7) заключается в следу-
ющем.
Загрузка компонентов смеси осуществля-
ется через штуцер 7. Далее компоненты транс-
портируются шнеком 2 в нижнюю часть 5
корпуса. 11ри вращении шнека 3 сыпучий ма-
териал поднимается по трубе 6 вверх, затем
сбрасывается в кольцевое пространство между
трубой и корпусом смесителя 4, там он опус-
кается вниз и снова пост упает в центральную
трубу. Образующиеся в процессе смешива-
ния комки сыпучего материала, проходя через
диски 9 и 8, разрушаются. Нижний диск 8 за-
крепляется на валу шнека 3. В некоторых конс-
трукциях смесителей ЦЦТ диски отсутствуют,
а в нижней конической части корпуса на валу
шнека закрепляется лопасгь, увеличивающая
подвижность сыпучего материала в заборной
части шпека.
Экспериментально установлено, что наи-
Рис. 4.2.7. Схема смесителя типа
ЦЦТ: 1 — штуцер для загрузки мате-
риала; 2 — горизонтальный шнек; 3 —
вертикальный шнек; 4— корпус; 5 —
нижгля часть корпуса; 6— централь-
ная труба; 7—смешиваемый материал;
8— разбрасывающий диск; 9— не-
подвижный диск; 10— крышка; 11 —
штуцер для выгрузки материала
лучшие показатели процесса смешивания
достигаются в смесителях типа ЦЦТ при
следующих параметрах: Ло = 1,3а = 60°;
тсм = 20...60 мин; 0 = 30; v = 1 м/с; (р = 0,5;
7 /J = 0,5; здесь й0— длина шнека, не ограниченного трубой; dui— диаметр
шнека; t — шаг витков шнека; г — время смешивания; 7? = G^/G^ — кратность цир-
куляции; Gf— масса материала, прошедшая за время г через трубу, G’2— масса
загружаемого в смеситель материала; <р — коэффициент заполнения витков шнека;
V =1,2 м/с — линейная скорость вращения наружных витков шпека.
В смесителях типа ЦЦТ удельные энергозатраты составляют 2,3 кВт-ч/т, возмож-
но достижение значения К = 5 %.
Из зарубежных смесителей типа ЦЦТ наибольшую известность получили смеси-
тели типа «Вертамикс» (Англия).
Смесители объемного смешивания
В смесителях объемного смешивания компоненты смеси перемещаются рабочи-
ми поверхностями мешалки по всему внутреннему объему смесителя хаотически.
В них скорость процесса смешивания зависит в основном от количества одновре-
менно существующих поверхностей сдвига в массе сыпучего материала и скорости
относит елыюто перемещения мат ериала в месте сдвига. В связи с этим в качестве
рабочего органа в смесителях объемного смешивания используются спиральные лен-
ты, многолопастные мешалки, которые захватывают практически весь рабочий объ-
246
ГЛАВА 4
ем смесителя. Для уменьшения энергозатрат мешалкам придают небольшую частоту
вращения. Кинетическая кривая процесса смешивания для этих смесителей схожа
с той, которая представлена на рис. 4.2.1.
К наиболее распространенным смесителям объемного смешивания относятся
ленточные смесители типа Лн, плужные смесители типа ПЖ, двухроторные смесите-
ли типа ЗЛ и 31П, барабанные смесители и планетарно-лопастные типа ПЛ.
Рекомендуемая область применения смесителей объемного смешивания — сме-
шивание связных малоподвижных сыпучих материалов, а также сыпучих материалов
с добавками жидкостей. Барабанные же смесители этой группы, не имеющие внут-
ренних мешалок, используются в основном для смешивания абразивных и взрыво-
опасных сыпучих материалов.
Ленточный смеситель типа Лн-2,0, конструкция которого типична для ленточ
пых смесителей, состоит из следующих основных узлов (рис. 4.2.8): корпуса 7; ро-
тора б, состоящего из приводного вала 2, на котором закреплены спиральная лента
большого диаметра и спиральная лента малого диаметра; привода ротора, состояще-
го из электродвигателя 7 и редуктора 8; сварной станины 5; разгрузочной коробки 4
с клапаном, приводимым в дейст вие через рычажный механизм от пневмоцилиндра 3.
Для осмотра внутренней части разгрузочной коробки служит люк Л. Спиральные
лепты разделены на две части: право- и левозаходную. В процессе работы спираль-
ная лента большого диаметра перемещает материал в цен тральную часть корпуса,
а спиральная лента малого диаметра— к его торцам. Корпус имеет цилиндричес-
кую форму с плоской крышкой в верхней части, на которой находятся два люка А и 3
для осмотра и чистки внутренней части смесителя и ряд технологических штуцеров
(Б и Ж — для подачи жидких добавок, В — для отсоса воздуха в моменты загрузки
компонентов в смеситель, Е— для загрузки сыпучего материала, М— для спуска
промывной жидкости, Л— для осмотра клапана, К— для выгрузки готовой смеси,
И—для обдувки клапана).
Процесс смешивания в смесителе типа Ли происходит в результате хаотического
перемещения лентами ротора сыпучего материала по рабочему объему смесителя.
Способность спиральных лент транспортировал ь материал в осевом направлении ог-
Рис. 4.2.8. Схема ленточного смесителя типа Лн-2,0: 1 — корпус, 2 — приводной вал; 3 —
ппевмоцилиндр; 4 — крышка, 5 — стакан; 6—ротор; 7 — электродвигатель; 8 — ргдуктор
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
247
Рис. 4.2.9. Конструкции ленточных спи-
ральных мешалок: тип Л — комбинированная;
тип Б— с наружной лентой в виде сегментов;
тип В — с различным шагом
раничена. Вследствие этого удовлетво-
рительная однородность смеси в этих
смесителях достигается за длительное
время смешивания (г = 1...2 часа).
Скорость вращения приводного вала
принимается с таким расчетом, чтобы
линейная скорость наружной кромки
ленты большого диаметра была равна
1,2 м/с.
Зазор между наружными кромками
ленты большого диаметра и внутрен-
ней поверхностью корпуса устанавли-
вают в пределах 1...2 мм, что обеспечи-
вает очистку внутренней поверхности
корпуса. Конструкции некоторых ти-
пов мешалок показаны на рис. 4.2.9.
От ечественной промышленностью
серийно выпускаются четыре типа лен-
точных смесителей: Ли-1,0 с рабочим объемом смесительной камеры 0,63...6,3 м3.
В этих смесителях допускается в рабочей камере гемперат ура t < 45 °C и давле-
ние рр = 0,1 МПа. Выпускаются они в двух исполнениях: ВУ (для некоррозионной
и невзрывоопасной среды) и ВК (для коррозиошюй и взрывоопасной среды).
Оригинальное конструктивное оформление ленгочного смесителя предложено
фирмой «Спапгерберг» (ФР1). В отличие от обычных ленточных смесителей в нем
ротор со спиральными мешалками может выдвигаться вместе с одной из торцовых
стенок корпуса. Это значительно облет чает чистку и осмотр смесителя.
Плужные смесители (в некоторой литературе — плужковые смесигели) предна-
значены для смешиватшя увлажненных, сильно налипающих и комкующихся сыпу-
чих материалов.
Типичный представитель этой группы смесителей — смеситель типа ПЖ* 630 —
представлен тта рис. 4.2.10. Он состоит из следующих основных узлов: горизонталь-
ного цилиндрического корпуса 3 с плоскими торцоьыми крьптгками, опирающимися
на станину 9 и подставку 6; ротора, состоящего из приводного вала 4 и лемехообраз-
ных лопастей (плужков) 5; электродвигателя / и редуктора 2 привода ротора; двух
ножевых головок 8 с индивидуальными приводами от электродвигателей 10; разгру-
зочной коробки 7с клапаном. Корпус имеет несколько технолотических штуцеров //
(для загрузки компонентов смеси, выгрузки готовой смеси, установки термопары,
разрывной мембраны, ножевых головок) и люк для осмотра и чистки смесительной
камеры (некоторые типы смесителей т ипа ПЖ имеют на корпусе рубашку для нагре-
ва или охлаждения смешиваемой массы, i гапример, в смесителе ПЖ-250).
Готовая смесь выгружается через разгрузочную коробку 7, где имеется клапан,
прикрывающий отверстие в корпусе во время загрузки и смешивания материала.
Привод клапана осуществляется в рассматриваемом смесителе вручную через ры-
чажный механизм (в смесителе типа ПЖ-250 — от пневмоцилиндра).
Образующиеся в процессе смешивания агломераты разрушаются двумя быстро-
вращающимися ножевыми головками 8 (в смесителе т ипа ПЖ-250 установлена одна
248
ГЛАВА 4
Рис. 4.2.10. Смеситель плужный типа ПЖ-630:
1 — электродвигатель; 2 — рсду ктор; 3 — корпус;
4 — приводной вал; 5 — плужки, 6 — по, (ст авка; 7—
разгрузочная коробка; 8— ножевые головки; 9 —
станина; 10— электродвигатель; 11 — штуцер
ножевая головка) При вращении
приводного вала смешиваемые
компоненты перемещаются плуж-
ками 5 по сложной траектории: от
стенок к оси корпуса. Масса мате-
риала движется от одного плуж-
ка к другому, меняя граекторию
движения. Плужки смонтированы
на приводном валу со смещением
относительно друг друга на 90°
или 180°. В результате этих пе-
ремещений происходит процесс
смешивания загруженных в кор-
пус компонентов смеси. Линей-
ная скорость вращения плужков
v = 1,2 м/с. Время смешивания
в смесителях ПЖ т = 1.. .2 ч. Ре-
СМ
комендуемый коэффициент запол-
нения корпуса материалом (р = 0,6.
Установочная мощность привода
смесителей типа ПЖ колеблется
в зависимости от физико-механи-
ческих свойств смешиваемой мас-
сы и объема смесительной камеры
в пределах 70... 150 кВт/м3 рабочего объема корпуса.
НИИХИММАШем разработан ряд смесителей типа ПЖ на рабочую емкость кор-
пуса 5, 25, 50, 100, 200, 400, 800 л.
Из зарубежных плужных смесителей наибольшее распространение получили сме-
сители, выпускаемые фирмами «Ледиге» (ФРГ) и «Ледиге-Мортон» (Шотландия).
Двухроторные смесители с Z-образными лопастями типа ЗЛ предназначе-
ны главным образом для приготовления липких пастообразных смесей с вязкостью
1О3...1О5 Па-с, хотя в них могут быть смешаны и сухие сьптучие материалы. Рабочим
органом в них являются два ротора с z-образными лопастями. На рис. 4.2.11 пока
зана схема одного из представителей этой группы смесителей— смеситель типа
ЗЛ-250 01. Он состоит из следующих основных узлов: корпуса / корытообразной
формы с рубашкой для нагрева или охлаждения смеси; двух роторов с z-образны-
ми лопастями 3; крышки 2, на которой вварены технологические штуцера; привода
роторов, состоящего из электродвигателя 5 и редуктора 4, с танины б, насосной стан-
ции 7, обеспечивающей подачу смазки в подшипниковые узлы роторов; механизма 8
опрокидывания корпуса.
Роторы вращаются навет речу друг ; (ругу с различной частотой. Один из них при-
водится во вращение от электродвигателя 5 через редуктор 4 (а в некоторых типораз-
мерах смесителей ЗЛ — от мотор-редуктора через цепную передачу), а другой — че-
рез передачу от первого. Смешиваемые компоненты загружаются в смеситель при
открытой крышке или через штуцер в крышке корпуса. Для вьпрузки ютовой смеси
корпус опрокидывается через ось одного из роторов с помощью червячного, гинтово-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
249
Рис. 4.2.11. Смеситель с Z-образными лопастями типа ЗЛ-250-01:1 — корпус; 2 — крыш-
ка; 3 — Z-образныс лопасти; 4 — редуктор; 5 — электродвигатель; 6 — станина; 7—насосная
станпия; 8 — механизм опрокидывания; 9— противовес
го или гидравлического механизма (в зависимости от типоразмера смесителя). Крыш-
ка прикреплена к корпусу шарнирно и уравновешена противовесом 9.
Отечественными стандартами предусмотрены тринадцать типоразмеров смеси-
телей типа ЗЛ с рабочим объемом смесительной камеры 0,004. ..1,6 м
Для улучшения процесса смешивания компонентов в смесительной камере и об-
легчения выгрузки готовой смеси разработаны двухроториые смесители с /-образ-
ными лопастями и реверсивным шнеком.
На рис. 4.2.12 показана схема конструкции такого смеси геля типа 3111 (ЗШ-400-02).
В нем компоненты загружаются в смесительную камеру через загрузочную коробку 6
с клапаном, приводимым в действие от пневмоцилиндра. Готовая смесь выгружается
через разгрузочную коробку 5 с клапаном, приводимым в действие пневмоцилиндром.
Подача смеси в разгрузочную коробку производится шпеком 7, установленным в уг-
лублении, расположенном в нижней части смесительной камеры вдоль оси роторов
и вращающимся or электродвигателя 2 через редуктор 3 и зубчатую передачу 4. (В не-
которых смесителях типа 3111 шнек имеет реверсивное вращение: в моменты разгруз-
ки он направляет смесь к разгрузочной коробке, а во время смешивания вращается
в противоположную сторону, способствуя лучшему смешиванию компонентов).
Рис. 4.2.12. Схема смесителя типа ЗШ-400-02: / — шнек; 2 — электродвигатель; 3— ре-
дуктор; 4 — зубчатая передача; 5 — разгрузочная коробка; 6—загрузочная коробка
250
ГЛАВА 4
Тип А
Смесители типа ЗШ предна-
значены главным образом для при-
готовления сыпучих материалов
с липкими жидкими добавками
или пас г. В некоторых из них мо-
Рис. 4.2.13. Конструкции валков
в смесителях типа ЗЛ и ЗШ
жег проводиться вакуумная сушка
смеси при снижении частоты вра-
щения роторов.
Серийно выпускаются смесите-
ли типа ЗШ с объемом рабочей ка
меры 0,004...2 м3.
В зависимости от физико-ме-
ханических свойств смешиваемого
материала смесители типа ЗЛ и ЗШ
комплектуются валками различной
конфигурации ( рис. 4.2.13): тип А
используется в основном для смеши-
вания высоковязких жидкост ей, рези-
ны; тип Б— для смешивания влаж-
ных и пастообразных материалов;
тип В— для смешивания сыпучих
сухих и увлажненных материалов.
Барабанные смесители часто используются для смешивания сухих сыпучих, абра-
зивных и взрывоопасных материалов, когда не требуется высокая однородность смеси.
Различаются они формой вращающегося корпуса, схемы некоторых из них показаны на
рис. 4.2.14. Барабанные смесители опюсятся к тихоходным машинам: окружная скорость
Рис. 4.2.14. Основные схемы корпусов бара-
банных смесителей периодического действия:
а — цилиндрический; б — цилиндрический с осью
вращения, перпендикулярной коси цилиндра, в —
биконичсский горизонтальный; г— биконичсский
вертикальный; д — горизонтальный граненый;
е — бицилиндричсский; ж — кубический; з — тет-
раэдрический; и — наклонный («пьяная бочка»)
вращения корпуса у них составляет
0,17... 1 м/с при коэффициен ге запол-
нения корпуса смесью (р = 0,5.
Корпуса барабанных смесите-
лей снабжаю гея цапфами, которые
устанавливаются в подшипниках
скольжения или качения, закрепля-
емых на стойках.
11ривод корпусов барабанных
смесителей осуществляется от элек-
тродвигателя через редуктор и кли-
ноременную передачу. В некоторых
конструкциях этих смеси гелей ис-
пользуют вспомогательный мотор-
редуктор, С ПОМОЩЬЮ КОТОрОТ о корпус
смесителя может устанавливаться
в вертикальном положетши при раз-
грузке и загрузке сыпучего материала.
11реимуществами барабанных
смесителей являются простота
ОБОРУДОВАНИЕ „ТЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
251
конструкции и надежность в эксплуатации; возможность смешивания абразивных
и взрывоопасных материалов; возможность смешивания материалов без разрушения
частиц; широкий диапазон рабочих объемов (0,001 ...150 м3).
К их недостаткам относятся низкое качество готовой смеси; длительность про-
цесса смешива! шя (более 1 ч); значительные удельные затраты энергии; обра ювание
комочков при введении в смесь жидких добавок.
Отечествешюй промьпплешюстью серийно выпускаются барабашше двухконус-
ные смесители типа БК номинальной емкостью корпуса 1,6 м3 и 2,5 м3 и установоч-
ной мощностью электродвигателей— 15,75 кВт и 23,1 кВт.
Ьарабаштые смесители сбикопическим корпусом выпускаются во многих стра-
нах. Наиболее известны барабанные смесители американской фирмы «Пфаудлер».
Некоторые зарубежные фирмы выпускают барабанные смесители типа «Турбула»
с корпусом (контейнером) различной формы, закрепляемым в зажимах мехатптзма,
позволяющего вращать корпус в трех плоскостях. При подобном вращении улучша-
ется качество смеси, снижается время смешивания, появляется возможность без пе-
ресыпаний закончить процесс смешивания в транспортной таре (контейнере).
Смесители с диффузионным смешиванием
В этих смесителях необходимо создавать разреженные слои смешиваемого сыпуче-
го материала, увеличивая его порозность, что обеспечит более свободное перемещение
твердых частиц в рабочем объеме смесителя. Ого достигается либо с помощью нало-
жения на слой дисперсного материала вибраций, либо путем его псевдоожижения.
В вибрационных смесителях вибрации передаются смешиваемому материалу
чаще всего через корпус. Вибрационные смесители периодического действия в про-
мышленности практически не используются.
В пневмосмесителях смешивание материала достигается путем вдува в слой час-
тиц газа. Причем пневмосмесители можно разделить на две подгруппы: струйные
ппевмосмесители и смесители с псевдоожиженными слоями.
В струйных пневмосмесителях, например в пневмосмесителе типа ПС-100 ВБК-01,
сжатый газ (азот или воздух) подается впу грь корпуса импульсно через ряд сопел
с перекрещивающимися осями, создавая соогветствующую циркуляцию частиц или
их хаотические перемещения внутри слоя. В связи с этим их следует отнести к цир-
куляциотшым смесителям или смесителям объемного смешива] шя.
В пневмосмесителях с псевдоожиженным слоем частиц газ подается внутрь кор-
пуса под решетку (сетку), на которой находится смешиваемый материал. В качестве
решегки часто используется пористая керамика.
В псевдоожижешюм слое частицы хаотически перемещаются относительно друг
друга, происходит взаи лный «диффузионный» обмен частицами микрообьемов сме-
си, в результате чего и протекает процесс их смешивания.
Серийно ппевмосмесители с псевдоожиженными слоями пе выпускаются. В боль-
шинстве пневмосмесизелей не удается достичь хорошего качества смеси. Это объ-
ясняется несколькими причинами. Во-первых, в аппаратах с отношением высоты Н
слоя материала над решеткой к внутреннему диаметру D корпуса, равным 0,25, воз-
никает несколько очагов циркуляции часгиц (до 6). Частицы медленно перемещаются
из одного очага в другие очаги. Для сокращения числа очагов следует увеличивать
252
ГЛАВА 4
высоту слоя. При Н = D создается один очаг, что более благоприятно для процесса
смешивашгя. Если же желательно иметь Н < D, то следует в центр решетки пода-
вать газ в больших количествах, чем на периферии. Это позволяет создать однооча-
говый режим псевдоожижения. Во-вгорых, в псевдоожиженных слоях происходит
быстрая сепарация частиц по размерам и массе. Для уменьшения сепарации частиц
в слое процесс смешивания не следует вести дольше определенного времени. Следу-
ет отметить, что оптимальное время продувки слоя газом, с точки зрения сепарации,
не всегда совпадает с оптимальным временем смешивания. В-третьих, в результате
каналообразования пылевидные материалы плохо псевдоожижаются и почти не пе-
ремещаются по объему смесителя. В этих случаях около решетки размещают враща-
ющуюся лопастную мешалку, препятствующую образованию каналов, по которым
проходит основная масса газа. Указанные выше явления следует учитывать при конс-
труировании пневмосмесителей с псевдоожижешгыми слоями.
К достоинствам пневмосмесителей следует отнести простоту' их конструкции
и низкие удельные энергозатраты, а к недостаткам — значительную эрозию внут-
решгих поверхностей корпуса, истирание частиц компонентов, появление электро-
статического заряда, который может возгшкнуть при смешивагши диэлеюрических
материалов, низкое качество смеси, необходимость очистки отходящего газа.
Пневмосмеситсли снабжаются пылеулавливающими устройствами (рукавными
фильтрами, циклонами, роторными пылеуловителями и пр.).
Существует методика выбора типа смесителя периодического действия с учетом
характеристики смеси и технологических требовании на нее (РТМ 26-01—129—80
«Метод выбора оп гималыюго типа питателей, смесителей и мельниц»). Эта мелодика
не претендует на глубокое обоснование, она разработана на основе анализа действу-
ющею промышленного и лабораторного оборудования. В ее основу положена уста-
новленная экспериментально зависимость смешиваемого магериала и необходимой
скорости рабочего органа смесит еля.
С учетом расчетных значений скорости вращения рабочего органа смесителя, не-
обходимой для дашгой конкретной смеси, тип смесителя выбирается по приводимой
в РТМ таблице с учетом характеристики смеси (склонность к сегрегации, связность,
склонность к комкованию, содержание ключевого компонента) и технологических
требований (необходимая степень неоднородности смеси, ограничения по нагреву
и измельчению частиц). Использование же выбранного типа смесителя назначается
с учетом токсичности, взрывоопасности и коррозионности смешиваемого материала.
При полном соответствии параметра требованиям технических условий выбира-
емому типу смесителя, из ряда используемых в промышленности, начисляется 5 бал-
лов, при сомнительной возможности использования — 3 балла, а при невозможности
использоватшя — 0 баллов. Эти баллы суммируются для всех параметров каждого
входящего в РТМ типа смесителя. К использованию рекомендуется тип смесителя
с большим количеством баллов.
4.2.3. Смесители непрерывного действия
Смесители непрерывного действия (СИД) имеют ряд преимуществ по сравне-
нию со смесителями периодического действия: они имеют более высокую произво-
дительность при одновременном снижении удельных энергозатрат, металлоемкости,
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
253
себестоимости голового продукта, более широкие возможности по автоматизации
процесса, улучшению условий труда. Однако широкого распространения в промыш-
ленности они еще не получили. Это объясняется тем, что при получении многокомпо-
нентных смесей не удаст ся обеспечить на заданном уровне функционирование блока
дозирующих устройств, который будет выдавать потоки материала в смеситель с ми-
нимальными флуктуациями в заданном соотношении компонентов, в особенности
если блок составлен из объемных дозаторов Оснащение же блока автоматическими
весовыми дозирующими устройствами часто бывает экономически неоправданным.
В СНД возможно проведение совмешенн ых процессов: смешивание, сушка, из-
мельчение, гранулирование, увлажнение и т. д.
Классификация смесителей непрерывного действия
Часто используемая в технической литературе классификация СНД по конс-
труктивному признаку (червячно-лопастные, барабагшые, спирально-винтовые, ро-
торные, одновалыгые и т. д.) не является научной: она не позволяет создать единые
методики расчета для отдельных групп смесителей, подчас имеющих разные конс-
труктивные особенности, но одинаковый механизм смешивания компонентов смеси.
Более рационально следует производить классификацию по механизму смешивания.
По этому признаку СНД можно классифицировать на следующие группы:
— смеси гели с преимущественно радиальным процессом смешивания и поршне-
вым движением материала вдоль корпуса СНД (группа прямоточных смесителей);
— смесители с радиально-продольным процессом смешивания и хаотическим
движением материала в рабочем объеме СНД (группа смесителей объемного сме-
шивания);
— смесители с радиально-продольным процессом смешивания и почти поршне-
вым движением материала вдоль оси корпуса СНД (группа смесителей размывного
дейст вия).
Прямоточные смесители
В смесителях этой группы смешиваемый материал движется вдоль корпуса без
продольного смешивания частиц компонентов (поршневой режим движения матери-
ала). Процесс смешивания обеспечивается только радиальным перераспределением
частиц. При таком режиме движения смешиваемого материала СНД гге способегг
сглаживать входные флуктуации потоков компонегггов, поэтому эту группу СНД не-
обходимо комплектовать дозаторами повышенной точности.
К наиболее типичным прямоточным СНД можно отнести: леггточггьге, спираль-
ные, центробежные, вибрационные смесители.
Конструкция ленточного смесителя непрерывного действия типа НД показа-
на гга рис. 4.2.15. Подлежащие смешиванию компонегггы поступают в корпус этого
смесителя через вваренный в крышку штуцер, а выгружаются через разгрузочную
камеру 8, прикрепленную к корпусу /. Смешивание материала и перемещеггие его
вдоль корпуса производится сначала лопагками 9, а затем спиральными лентами 11,
закрепленными на валах 10 с помощью штифтов. Валы приводятся во вращение от
электродвигателя 4 через редуктор 3, муфту и зубчатую пару 2. В разгрузочной каме-
254
ГЛАВА 4
Рис. 4.2.15. Ленточный СНД: 1 — корпус; 2 — зубчатая передача; 3 — редуктор; 4, 5 —
электродвигатель, б—рыхлитель; 7—рама; 8—разгрузочная камера; 9—лопагки; 10 —
валы; 11 — спиральные ленты
ре установлен рыхлитель 6, приводимый во вращение от электродвигателя 5. Смеси-
тель и его привод смонтированы па раме 7.
Смесители типа НД рекомендуются для смешивания сыпучих материалов
ьрн- 1500 кг/м3, а также сыпучих материалов с небольшим количеством жидких
компонентов при условии, что готовая смесь сохраняет сыпучесть. При комплекте
вании этих смесителей дозаторами высокой точности в них можно получить смеси
с величиной V, = 3...5 %.
Спирально-винтовые смесители непрерывного действия схожи по конструкции
со смесителями типа НД. Различие состоит в том, что вместо лопаток и спиральных
лент, ус гановлештых в смесителях НД, в корпусе спиралыю-винтового смесителя ус-
тановлена спираль. Существуют спирально-винтовые смесители с двумя спиралям и:
одна большого диаметра, про галкивающая смесь вдоль корпуса к выпускному па-
трубку, и спираль малого диаметра, которая установлена соосно со спиралью боль-
шого диаметра и которая возвращает частично материал назад. При двух спиралях
смеситель имеет продольное смешивание, поэтому 2-спиральные смесители следует
отнести к группе смесителей размывного действия.
Центробежный прямоточный смеситель конструкции А.М. Ластовцева состо-
ит из следующих основных элементов (рис. 4.2.16): корпуса 5 цилиндрической фор-
мы, составлешюго из нескольких царг и имеющего штуцеры 7 и 6; вала 3, на котором
закреплены конусы 2; конических пересыпных воронок 4, закрепленных внутри кор-
пуса; привода вала, состоящего из электродвигателя 8 и клиноременной передачи;
радиаитыюй лопасти 7.
Подлежащий смешиванию материал вводится через штуцер 7 внутрь первого вра-
щающегося конуса. Под действием центробежных сил материал поднимается по внут-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
255
ренней поверхности конуса и затем сбрасывается
с его края в виде пылевидно! о факела. После удара
о стенку корпуса частицы материала оседают па
неподвижную воронку 4 и по ней ссыпаются в ни-
жележащий вращающийся конус, где процесс пов-
торяется па каждой паре: конус -воронка. Разгрузка
головой смеси происходил через штуцер 6 с помо-
щью вращающей лопасти 7, закрепленной па валу.
Экспериментально установлено, что для
порошкообразных материалов центробежное
ускорение на краю конусов должно быть рав-
ным со2 • R = 300 м/с2, где а> — угловая скорость
конуса, с1; R— наибольший радиус конуса, м.
При высокой точности дозаторов в этом смесите-
ле возможно получение смеси с Г = 2...3 %.
Количество секиий т (конус—воронка) может
быгьнайдено из уравнения необходимой однород-
ности смеси:
К = + ’>6> %
Пропускная способность смесителя может
быль принята равной 100 м3/ч на 1 м2 площади
кольцевого сечения между внутренней стенкой
корпуса и верхней кромкой конуса.
В вибрационных прямоточных смесителях
смешиваемая масса непрерывно перемещается
вдоль вибрирующего корпуса смесителя. При
этом используются сравнительно большие амп-
литуды (3...4 мм) и oTHoerrrejrbHO малые частоты
колебаний корпуса (20...35 Гц).
Па рис. 4.2.17 представлена схема конструк-
ции вибрационного двухвального смесителя типа
Рис. 4.2.16. Схема центробежного
прямоточного смесителя конструк-
ции А.М. Ластовцсва: 1 —загрузоч-
ный штуцер; 2 — корпус; 3 — вал;
4 — пересыпные воронки; 5 — кор-
пус; 6—выпускной штуцер; 7—ра-
диальная лопасть; 8 — электродви-
гатель
Исходные
компоненты
Рис. 4.2.17. Вибрационный двухвальпый СНД типа ДВС-Н; I — корпус; 2 — рама; 3 —
противовес; 4 — вал; 5 — пружинные амортизаторы; 6— валы; 7—лопатки
256
ГЛАВА 4
Рнс. 4.2.18. Прямоточный вибрацион-
ный смеситель типа ИСиА: 1 — корпус;
2 — труба; 3 — вал; 4 — пружины; 5 — дс-
балансы; 6 — штуцер; 7 — станина; 8 — ре-
зиновые амортизаторы; 9— штуцер
ДВС-Н, разработанного ВНИИСМ. Состоит он из следующих основных узлов: кор-
пуса 1 овальной формы, двух валов 6 с лопатками 7, сварной рамы 2, пружинных
амортизаторов 5, вращающегося вала 4 с дебалансом, противовеса 3. Валы враща-
ются навстречу друг другу. Одна часть лопаток, закрепленных на валах, имеет угол
атаки 90°, а другая — 45°. Первые лопатки выполняют функцию перемешивания
материала, а вторые служат для продвижения смешиваемых компонентов вдоль кор-
пуса смесителя к выпускному штуцеру. Валы 6 приводятся во вращение с частотой
150...200 об/мин от электродвигателя через редуктор, выходной вал которого соеди-
нен с одним из лопастных валов резиновой муфтой. Второй вал имеет привод от пер-
вого вала через зубчатую пару. Вал 4 приводится во вращение либо от автономного
электродвигателя, либо от электродвигателя, вращающего лопастные валы, с помо-
щью клиноременной передачи.
Смесители ДВС-Н используются для смешивания увлажнетшых сыпучих матери-
алов с размером частиц более 10 мкм. При высокой точности дозирования исходных
компонентов возможно достижение однородности смеси с К < 3 %.
Для смешивания сухих сыпучих ма-
териалов используются трубные пря-
моточные вибрационные смесители
типа ИСиА. В корпусе 7 этого смесителя
(рис. 4.2.18) размещена труба 2, внутри
которой вращается вал 3 с дебалансами 5.
Вал приводится во вращение от электро-
двигателя через клиноременную передачу
(на схеме не показаны). Электродвигатель
закреплен на станине 7. Корпус 7 опира-
ется на восемь пар цилиндрических пру-
жин 4, которые через резиновые амортиза-
торы 8 опираются па станину 7. Сыпучие
компоненты загружаются непрерывно
в корпус через штуцер 9, а выгружаются
через штуцер 6.
Основная масса смешиваемого мате-
риала циркулирует в поперечных сечени-
вала 3. Коэффициент заполнения корпуса
материалом равен 0,8. Продольное пере-
мещение сыпучего материала вдоль кор-
пуса обеспечивается за счет разницы в высотах слоя в местах загрузки и выгрузки.
В смесителе типа ИСиА возможно при высокой точности дозирования достичь
качества смеси с К » 3 % за 10.. .20 сек пребывания компонентов в корпусе, что обес-
печивает большую производительность.
Промышленный образец смесителя ИСиА имеет длину трубного корпуса —4100 мм,
установочную мощность электродвигателя — 7V(. = 28 кВт, амплитуду колебаний корпу-
са— 4 мм, частоту колебаний корпуса — 38 Гц, производительность — до 28 м’/ч.
В прямоточных центробежных смесителях «Интолетор» (типа Н) и «Бретбери»
(тип MJ, выпускаемых в Англии, смешиваемые компоненты проходят через быст-
ях корпуса в сторону, обратную вращению
ОБОРУДОВАНИЕ „ТЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
257
Выгрузка
смеси.
Рис. 4.2.19. Схема смесителя “Ии-
толетпр*’: 1 — корпус; 2 — нижний
диск ротора; 3 — верхний диск рото-
ра; 4 — штыри, 5 — электродвигатель;
6 — ступица ротора; 7 — загрузочный
штуцер; 8 — разгрузочный штуцер
ровращающийся ротор, имеющий специаль-
ные устройства для смешивания. В смеси-
телях типа Н такими устройствами является
ряд штырей, закрепленных на вращающихся
дисках (рис. 4.2.19), а в смесителях типа М_
смешивающее устройство выполнено в виде
нескольких рядов круглых бил, смонтирован-
ных на одном валу, проходящем по оси верти-
кального корпуса цилиндрической формы.
В корпусе / смесителя «Интолетор»
(рис.4.2.19) установлен быстровращающийся
ротор, состоящий из нижнего 2 и верхнего 3
дисков, имеющих ряд шт ырей 4. Рогор приво-
дит ся во вращение от электродвигателя 5, вал
которого соединен со ступицей 6 ротора. Ис-
ходные компоненты непрерывно загружаются
в корпус через штуцер 7, а готовая смесь вы
гружается через штуцер 8.
’>ги типы смеси гелей отличаются малыми
габаритными размерами, низкими удельными
энергозатратами (до 1,1 кВт-ч/т), просты по конс-
трукции, имеют высокую производит ел ьносгь
(например, смесители типа Мк Q = 2...7т/ч).
К их недостаткам можно отнести: необходимость использования для ротора вы-
сокопрочных металлов и дозаторов повышенной точности, а также низкое качество
смеси (Г « 5 %) и дробление частиц при ударе о корпус.
Смесители размывного действия
В эту группу смесителей непрерывного действия объединены смесители, в кото-
рых смешиваемый материал перемещается рабочими органами вдоль корпуса почти
в поршневом режиме. Однако в отличие от прямоточных смесителей в них обеспечи-
вается продольное смешивание частиц: некоторые частицы движутся со скоростью
либо меньшей, либо большей, чем средняя скорость материала вдоль корпуса сме-
сителя. Благодаря этому происходит как бы размыв частиц в движущихся элемен-
тарных объемах материала, образованных поперечными сечениями потока на входе
в смеситель за промежуток времени Ат и состоящих из часгиц одного компонент а:
часть частиц при движении элементарного объема вдоль корпуса смесителя перейдет
з соседние элементарные объемы, а на их место из соседних элементарных объемов
поступят частицы других компонентов. Для более свободного перемещения частиц
вдоль потока необходимо создат ь в смеси гелях этой группы разреженные слои сме-
шиваемого материала.
В группу размывных смесителей непрерывного действия можно отнести центро-
бежные, вибрационные, многоспиральные барабанные смесители.
Центробежный смеситель тина НДЦ выполнен на основе волчкового смеси-
теля периодического действия типа ЦВ. Но вместо свободно подвешенной рамы
258
ГЛАВА 4
Рис. 4.2.20. Смеситель типа НДЦ: 1 —
электродвигатель; 2 — шнек; 3 — корпус;
4 — штуцер
с лопастями и скребком, как это сдела-
но в смесителе ЦВ, смонтирован шнек 2
(рис. 4.2.20), имеющий привод от электро-
двигателя / и входящий внутрь конуса 3.
Направление вращения шнека вокруг
собственной оси противоположно направ-
лению движения частиц по внутренней
поверхности конуса. Благодаря этому
часть материала перемещается в нижнюю
часть конуса. Тем самым увеличивается
отлаживающая способность смесителя
за счет появления продольного процес-
са смешивания. Выброшенная из конуса
масса сыпучего материала опускается
в кольцевом пространстве между конусом
и корпусом, азатем выталкивается ради-
альной лопастью, закрепленной на дне ко-
нуса, в ш туцер 4. Вал конуса приводится
во вращение от электродвигателя через клиноременную передачу.
Мощность привода ротора смесителя НДЦ равна
W = 14 10“э - К • ри • й)2(С + V-(й/2-к) (3D - 4/ • sina)1, [кВт],
нуса, К — ехр [— 0,0469 • ех
Рис. 4.2.21. Вибрационный
СНД: 1 — корпус; 2 — вибраци-
онный лоток; 3— вибратор; 4 —
рама
где К — коэффициент, учитывающий проскальзывание материала относительно ко-
нуса, К — ехр|—0,04й) • ехр(— ря - — на-
сыпная плотность смешиваемого материала, кг/м3;
/ — длина образующей конуса, м; а — угол накло-
на образующей конуса к горизонту, 1рад.; со — уг-
ловая скорость конуса, 1/с; D— наибольший диа-
метр конуса, м; К — запас материала в смесит еле, м3;
Q— производительность смесителя, м3/с.
В вибрационном смесителе непрерывного
действия поступающие на смешивание компонен-
ты попадают на вибрирующий лоток 2, в котором
имеются отверстия (рис. 4.2.21). Через эти от вере
тия смешиваемый материал спускается вниз, к вы-
ходному патрубку корпуса / смесителя. По вибриру-
ющему с помощью вибратора 3 лотку часть частиц,
не прошедшая через отверстия на витках лотка, пе-
ремешается вверх, обеспечивая тем самым продоль-
ное смешивание и достаточно высокое качество
смеси при невысокой точности подачи компонентов
смеси дозаторами. Величина рециркуляции мате
риала может регулироваться с помошыо пластины,
перекрывающей часть отверстий в лотке. Корпус
смесителя и вибратор смонтированы на раме 4.
В двухспиральном смесителе непрерывно-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
259
го действия, конструктивно схожем с односпиральным прямоточным смесителем,
в корпусе установлены две цилиндрические винтовые спирали: большого диаметра
и соосно с нею малого диаметра. Спирали изготавливают из стальной или бронзовой
пружинной проволоки; они имеют противоположную навивку витков. Направлешге
вращения большой спирали назначается таким образом, ч гобы смешиваемый матери-
ал перемещался от загрузочного патрубка к зоне выгрузки из корпуса. Спираль боль-
шого диаметра осуществляет транспортировку и сметпиватпте компонентов. Спираль
малого диаметра может вращаться либо в том же направлении, что и спирать боль-
шого диаметра, либо в противоположную сторону. В обоих случаях, имея значитель-
но меньшую транспортирующую производительность, малая спираль обеспечивает
продольное перемешивание часгиц сыпучего материала. Это позволяет комплекто-
вать эти смесители объемными дозаторами понижетшой точности.
Барабанные смесители непрерывного действия характеризуются простотой
конструкции, универсальностью (в них можно одновременно с процессом смешива
пия проводить сушку, прокаливание, пропитку жидкими компонентами, химические
реакции, гранулирование).
В барабанных смесителях смешивание загружаемых компонентов происходит за
счет вращения корпуса цилиндрической формы, ось которого имеет небольшой ук-
лон к горизонтали (примерно 4°). Такой смеситель (рис. 4.2.22) состоит из корпуса
(барабана) /, па котором закреплены бандажи 2 и 4 и венцовое (зубчатое) колесо 3-
опорных станций б и 10, предназначенных для опирания корпуса па роликах и фикса-
ции его в горизонтальном направлении; привода корпуса, состоящего из электродви-
гателя 7, редуктора 8 и подветщовой шестерни 9; наклонного желоба 12, предназна-
ченного для подачи в смеситель смешиваемых материалов; разгрузочной камеры 5;
станины 11. Для поддержания необходимого уровня материала внутри корпуса (при
рекомендуемом коэффициенте заполнения барабана = 0,1 ...0,3) в его конце ввари-
вают подпорное кольцо, через которое материал попадает в разгрузочную камеру 5.
Сыпучие материалы можно подавать в смеситель непрерывно или порционно.
Последнее возможно благодаря тому, что барабанный смеситель обладает высокой
сглаживающей способностью.
Рис. 4.2.22. Барабанной смеситель: 1 — корпус; 2,4 — бандажи; 3 — венцовое колесо;
5 —разгрузочная камера; б—опорная станция; 7 — электродвигатель; 8 — роду ктор; 9 — шес-
терня; 10— опорная с ганция; 11 — станина; 12 — наклонный жслоб
260
ГЛАВА 4
Рис. 4.2.23. Насадка барабанного
смесителя
Для увеличения скорости продольного
смешивания, от которой во многом зависит
сглаживающая способность смесителя, пнул -
ри корпуса монтируют насадку (рис. 4.2.23).
В некоторых барабаштых смесителях внутри
нижней части корпуса устанавливают шпек
или лопастной вал, вращающийся от инди-
видуального привода и выполняющий ту же
функцию, что и винтовая насадка.
Смесители объемного смешивания
В группу СНД объемного смешивания
объединены смесители, у которых поступа-
ющие в них сыпучие компоненты рабочими
орунами разносятся хаотически по всему
рабочему объему смесителя. Часто их образуют путем последовательного соедине-
ния нескольких (двух, трех) смесителей периодического действия объемного смеши-
вания. Среди смесителей этой группы наибольшее распространение получили пнев-
мосмесители с псевдоожиженными слоями сыпучего материала. В них непрерывно
или порционно поступают компоненты смеси, где путем подачи газа через пористое
днище сыпучий материал находится в псевдоожижетпюм состоятпш. Непрерывный
отбор смеси производится через штуцер, находящийся вдали от входного штуцера,
с верхнего слоя.
Недостатками тптевмосмеситеяей с псевдоожиженными слоями являются необходи-
мость установки улавливающих ус тройств (циклонов, рукавных фильтров, ротационных
пылеуловителей и пр.) на выходе из корпуса; низкое качество смеси (К = 4...5 %), воз-
можность сегрегации частиц по массе, истирание недостаточно прочных частиц, зна-
чительная механическая эрозия внутренних поверхностей аппарата.
К преимущест вам этих аппаратов следует отнести прост оту конструкции без дви-
жущихся рабочих элементов, гшзкие удельные энергозатраты.
Скорость подачи газа (м/с) в псевдоожиженный слой должна обеспечить
однородность псевдоожижения, что соответствует значению критерия Фруда
Fr = i//g • d < 0,13 (d— диаметр частиц). Следует отметить, что СНД с псевдо-
ожиженными слоями серийно не выпускаются.
4.2.4. Питатели и дозаторы сыпучих материалов
Классификация дозаторов и питателей
Во многих технологических процессах требуется непрерывная подача сыпучих
материалов в заданных количествах: либо в виде отдельных порций (доз), следу-
ющих одна за другой, либо в виде непрерывного потока. Высокопроизводительная
и надежная работа пепрерывнодействующих измельчителей, грохотов и сепараторов
в значительной степени зависит от регулярного во времени и par номерного по рабо-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
261
чей зоне питания исходным сырьем. В случае нерегулярного питания машина может
оказагься либо под завалом при излишнем питании, либо работать на холостом ходу
при недостагке пихания. Неравномерность питания по ширине дробилки или грохота
может вызвать повышенный односторонний износ, перекос и поломку деталей, а так-
же нежелательные изменения качества продукции. Для регулярного и равномерного
питания машин применяют специальные устройства— питатели и дозаторы.
Г) итатели — это устройст ва для равномерной и регулируемой подачи сыпучих
и штучных материалов из бункеров и загрузочных лотков к транспортирующим или
перерабатывающим машинам.
В отличие от шпателей дозаторы должны обеспечивать автоматическое отмери-
вание (дозирование) задашюй массы или об ьема сыпучих материалов.
ГГигагель имеет следующие элементы: транспортирующий механизм с регулиру-
емым приводом; ограничитель потока материала; элементы, исключающие обратное
движение материала.
Дозатор дополнительно имеет измерительный элемент (датчик), измеряющий
массу или объем дозы материала, систему регистрации и автомат ического управле-
ния, позволяющую возденет вовать на питатель, обеспечивая его производительность
в заданных пределах. При автомат ическом дозировании отмер заданной дозы и пода-
ча ее в приемную емкость происходят автоматически, без участия оператора.
В соответ ствии со структурой техноло!ического процесса дозат оры можно разде-
лить па три основные группы:
— дискретного (периодического) действия;
— непрерывного действия;
— непрерывно-циклического действия.
По принципу работы дозировочные устройства разделяют на устройства объем-
ного и весового типов.
Основной является классификация по виду де ижения и типу рабочих органов до-
зировочных устройств:
— без движущегося рабочего органа (гравитационные, пневматические);
— поступательное движение рабочего органа (ленточные, пластинчатые);
— вра ща гелыюе движение рабочего органа (шлюзовые, лопастные, червячные,
тарельчатые, дисковые, роторные, трубчатые, барабанные);
— возвратно-поступательное движение рабочего органа (плунжерные, маятнико-
вые);
— колебательное движение рабочего органа (вибрационные).
Конструкции дозаторов и питателей должны удовлетворять следующим требова-
ниям:
— возможность включения питателя под нагрузкой;
— быстрая блокировка в аварийных ситуациях;
— обеспечение требуемой производительности в широком диапазоне изменения
свойств материала и условий эксплуатации;
— надежность работы, минимальное число движущихся деталей;
— незначительный износ рабочего органа, низкая стоимость, простота обслужива-
ния и низкая потребляемая мощность;
— устойчивость дозирования при постоянном расходе;
— малая инерционность, плавност ь регулирования производительности.
262
ГЛАВА 4
Способы дозирования
Объемный способ дотирования
Дозировочные устройства, реализующие этот способ, замеряют массу дозиру-
емого материала по его объему. Oini включают в себя питатель, приборы и устрой-
ства кон (роля и регулирования количесгва материала дозы.
В простейшем случае объемные дозаторы дискретного действия представляют
собой мерные сосуды.
На практике встречаются объемные телескопические дозаторы с регулированием
объема при изменении размеров мерных емкостей. Производя тарирование мерной
емкости по разным материалам (или по изменяемым входным параметрам для однот о
и того же материала), на ней наносят шкалу, упрощающую настройку дозатора для
получения заданной дозы.
Объемный способ характеризуется значительной погрешностью дозирования.
Это объясняется тем, что результаты работы объемных дозировочных устройств за-
висят от колебаттий степетш уплотнения сыпучего материала в мернике. В зависи-
мости сл содержания влаги, гранулометрического состава, формы частиц и других
показателей насыпная плотность материала может меняться в широких пределах.
Основными достоинствами дозаторов, реализующих объемный способ дозирова-
ния, являются простота конструкции, надежность и удобство в эксплуатации.
Весовой способ дозирования
Дозирование материала по массе являегся более точным, чем дозирование но
объему.
В дозировочных устройствах, работающих по весовому способу, процесс взвеши
вания состоит из трех этапов: воздействие материала па чувствительный элемент ве-
сового устройства, преобразование этого воздействия в численное значение; указание
или регистрация этого значения, соответствующего массе дозированного материала.
Оценка качества дозирования
Качество дозирования оценивают на основании проб, отбираемых из потока ма-
териала па выходе из питателя при установившемся режиме его работы. При этом
пробу отбирают из потока в течение некоторою време!ш т. Чем меньше т, тем точнее
можно оценить качество дозирования. Однако уменьшать т можно только до неко-
торого предела. Это связано с тем, что при уменьшении г существенно возрастает
неточность отсечки материала во времетпт. Рекомендуют для оценки погрешности
дозирования промышленными питателями принимать т=1...3 минуты.
В качестве критерия оценки качества дозирования принимают коэффициент ва-
риации который рассчитывают по результатам взвешивания проб:
где тср— среднее арифметическое значение массы всех проб, каждую из которых
отбирали из потока в течение времени г, mt — масса /-й пробы, отобранной из потока
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
263
в течение времени г; п — общее число проб, отобранных из потока на выходе из пи-
тателя (рекомендуется принимать п = 25...50).
Значение К(т) зависит от времени отбора пробы г, т. е. on ее массы или объема,
поэтому для значений / необходимо указывать, при каких тони рассчитаны.
Конструкции питателей и дозаторов
Устройства без движущегося рабочего органа
Наиболее простыми по конструкции и наи-
менее энергоемкими из извеепгых конструк-
ций являются гравитационные питатели.
Типичный гравитационный питатель, предна
злаченный для загрузки сыпучих материалов
в герметичные емкости (рис. 4.2.24), состо-
ит из герметичного бункера 7, соединенного
сильфоном 2 через кольцевое уплотнение 3
с загружаемой емкостью 4. Для обеспечения
герметичности соединения загружаемой ем-
кости с бункером предусмотрено подключение
кольцевого уплотнения к вакуум-насосу через
патрубок 5. Прекращение цикла дозирования
осу ществляется зал вором 6.
Устройство для разгрузки мелкодисперсных
сыпучих материалов с низкой газопроницаемос-
тью слоя (рис. 4.2.25) обеспечивает регулирова
ние расхода в широких пределах за счет устране-
шщ зоны разрежения, возникающей в материале
вблизи выпускного отверстия. В этом случае
в бункере 7 с выпускным патрубком 2 установ-
лена стабилизирующая трубка 3, имеющая воз-
можность вертикального перемещетптя от при-
вода 4. Сыпучий материал 5 поступает в бункер
через загрузочное отверстие 6.
Преимущества питателя заключаются
в возможности обеспечения плавного регули-
рования расхода без изменения диаметра вы-
пускного патрубка путем перемещения стаби-
лизирующей трубки вдоль вертикальной оси.
Недостатком является расположение стабили-
зирующей трубки в зоне ускоренного движе-
ния частиц, что снижает надежность работы
и скорость истечения материала из выпускно-
го патрубка.
Основной недостаток питателей гравита-
ционного типа заключается в ограниченной
Рнс. 4.2.24. Гравитационный пи-
татель, предназначенный для за-
грузки сыпучих материалов в гер-
метичные емкости: 1 — бункер; 2 —
сильфон; 3— уплотнение; 4— ем-
кость; 5 — патрубок; 6 — затвор
Рнс. 4.2.25. Устройство для раз-
грузки мелкодисперсных сыпучих
материалов с низкой газопроница-
емостью слоя: /— бункер; 2— вы-
пускной патрубок; 3— стабилизиру-
ющая труба; 4 — привод; 5 — сыпу чий
материал; 6—загрузочное отверстие
264
ГЛАВА 4
Рис. 4.2.26. Аэрационные питатели: а — аэро-
днища; б — перфорированные трубы; в — пневмо-
подушки; г — пневматические сопла
возможности регулирования рас-
хода сыпучею материала с одно-
временным обеспечением задан-
ной точности.
В условиях массового произ-
водства широкое распространение
получили аэрационные питатели,
истечение материала в копэрых про-
исходит под действием аэрирующе-
го агента, вводимого в слой сыпучей
среды, движущейся под действием
силы тяжести. Такие устройства по
сравнению с друг ими от. гичаю гея
малым числом движущихся элемен-
тов, бесшумностью работы.
Специальными элементами
конструкций являются аэроднища,
перфорированные трубы, пневмо-
подушки, пневма гические сопла
(рис. 4.2.26а, б, в, г соответствен-
но). В том случае, когда нет каких-
либо ограничений при проведении
технологических процессов, в ка-
честве аэрирующего агента используют сжатый воздух.
На рис. 4.2.27 представлено устройство для повьпнетгия текучести гранулиро-
ванных и порошкообразных материалов. С целью повышения скорости истечения
Рнс. 4.2.27. Устройство для повышения текучес-
ти гранулированных и порошкообразных матери-
алов: / — емкость; 2 — ткань; 3 — перфорирован-
ная плита; 4 — трубопровод
сыпучего материала, находящегося
в емкости /, под перфорированную
плиту 3 с тканью 2 по трубопро-
воду 4 подают аэрирующий агент,
приводящий к снижению коэффи-
циента внутреннего трения между
частицами.
Питатели с применением аэра-
ции находят широкое применение
в системах пневматического транс-
портирования сыпучих материалов.
Такие устройства являются частью
пневмотранспортных камерных на-
сосов, предназначенных для введе-
ния порошкообразных материалов
в трубопроводы. Для подвода газа
используют либо газоподводящие
патрубки, размещештые в зоне
входного канала трубопровода,
либо аэроднища.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
265
На рис. 4.2.28 представлено устрой-
ство для пневмотранспорта, позволяющее
обеспечит ь аэрирование находящегося
в емкости / материала во всем объеме за
счет расположения патрубков подвода
газа 3 на разной высоте. Сыпучий матери
ал поступает в емкость по трубопроводу 4
и выводится по трубопроводу 5.
Недостатки устройства— ограничен-
ный срок службы аэрирующего днища 2,
а также сложность его изготовления и об-
Рис. 4.2.28. Устройство для пневматичес-
кого транспортирования сыпучего матери-
ала: 1 — емкость; 2 — аэрирующее днище;
3 — патрубки подвода газа; 4 — загрузочный
трубопровод; 5 — разгрузочный паз рубок
служивания.
Газораспределительные устройства
в слое сыпучего материала снижают
скорость истечения част иц и сами яв-
ляются потенциальными источниками
сводообразования. Проведение техни-
ческого обслуживания и ремонтных работ этих устройств связано с необходи-
мостью опорожнения бункера. Газораспределительные устройства в аппарате
должны размещаться таким образом, чтобы уменьшать возможность засорения
их твердыми частицами
Свойство сыпучей среды образовывать ус-
тойчивые своды использовано в пневмат ичес-
ком дозаторе сыпучего материала, изображен-
ном на рис. 4.2.29. Аэрация, обеспечивающая
устойчивое истечение, осуществляется в вы-
пускной насадке. Выпускные отверстия в раз-
грузочной камере / выполнены докритических
размеров, а расстояние от воздухоподводящих
патрубков до днища насадки находится в пре-
делах (3,4...4,7) d0— диаметра выпускных
отверстий, что обеспечивает ипгенсивиое
разрыхление материала во всем объеме дози-
ровочной насадки. Для устранения попадают
материала в аэрациотптые панели 2 угол накло-
на разгрузочной камеры 1 меньше или равен
углу естественного откоса дозируемого мате-
риала. Такое техштческое решение обеспечи-
вает нулевое давление слоя т вердых частиц,
находящихся в разгрузочной камере, на аэра-
циотптые панели 2. Выполнение выпускных
отверстий докригических размеров обеспечи-
вает самозапирание потока сыпучего матери-
ала в разгрузочной камере вследствие обра-
зования устойчивых сводов над выпускными
отверстиями при отсутствии подвода газа.
Рис. 4.2.29. Дозировочное устройство
с пнсвмопобужлснисм: 1 — разгрузочная
камера; 2 — аэрационные панели
266
ГЛАВА 4
Устройства с вращающимся рабочим органом
Рис. 4.2.30. Дисковый дозатор с мер-
ными цилиндрами: / — диск; 2— мер-
ные цилиндры; 3— бункер; 4— непод-
вижный стол; 5 — направляющая воронка
К дозаторам с вращающимся рабо-
чим органам относится дисковый дозатор
с мерными цилиндрами, представленный
на рис. 4.2.30. Он состоит из вращающегося
диска/, мерных цилиндров 2 и бункера 3.
В неподвижном столе 4 имеется направля-
ющая воронка 5, через которую осущест-
вляется загрузка порций материала, сфор-
мированных в объеме мерных цилиндров 2.
Значительно чаще других видов объ-
емных питателей применяют шлюзовые
(роторные) питатели благодаря простоте
конструкции, универсальности и возмож-
ности использования в различных техноло-
гических схемах.
Типичная схема шлюзового питателя представлена на рис. 4.2.31. Он состо-
ит из корпуса 7 с загрузочным и разгрузочным штуцерами, ротора 2 с ячейками,
установленного на вале 3. Привод питателя состоит из электродвигателя 4 и ре-
дуктора 5.
Производительность шлюзовых питателей регулируют изменением частоты
вращения ротора с помощью храпового механизма, встроенного в редуктор и изме-
няющею его передаточное отношение. В некоторых конструкциях питателей произ-
водительность регулируют также перемещением одной из боковых стенок корпуса,
т. е. изменением рабочего объема ячеек.
Рис. 4.2.31. Шлюзо-
вый питатель: / —
корпус; 2 — ротор
с ячейками; 3 — вал;
4 — элскт род виг атель;
5 — редуктор
Принцип действия
шлюзовых питателей за-
ключается в следующем.
Ячейки, проходя зону
загрузочного штуцера,
в верхней части корпуса
заполняются сыпучим
материалом, а в нижней
части разгружаются. Точ-
ност ь дозирования в этом
случае определяется рав-
номерностью заполнения
ячеек сыпучим материа-
лом. Из-за изменения во
времени ширины отверс-
тия между кромкой кор-
пуса и стенкой ячейки
равномерность подачи
материала шлюзовы-
ми питателями низкая.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
267
Шлюзовые питатели применяются для дозирования хорошо сыпучих порошкооб-
разных и мелкозернистых материалов (с размером част иц до 10 мм), влажностью до
1,5 %, температурой до 100 °C и насыпной плотностью до 1800 кг/м3.
К недостаткам шлюзовых и дисковых питателей следует отнести ограниченную
производительность по дозам, что связано с критической частотой вращения рото-
ра, обеспечивающей заполнение и выгрузку материала. При переработке связанных
сыпучих материалов необходимо вво^шть дополнительные уст ройст ва для очистки
ротора.
Производительность дискового и шлюзового питателей можно определить по
формуле
Q = 60^/т^, [м3/ч],
где Г — объем ячеек ротора, м3; п — частота вращения ротора, об/мин; (р— коэф-
фициент заполнения ячейки материалом, который колеблется в пределах (р = 0,8...0,9
и зависит от скорости вращения ритора.
Для небольших расходов применяются тарельчатые дозировочные устройства
с неподвижной или подвижной тарельто. Питатель типа Tie подвижной тарелью
(рис. 4.2.32) состоит из загрузочного патрубка 6, корпуса 5, дозировочной гарелки 4
с формующей канавкой, сбрасывающего ножа 8 и разгрузочного патрубка 9.
Рис. 4.2.32. Тарельчатый питатель: / — электродвигатель; 2 — вариатор; 3 — редуктор;
4 — тарелка; 5 — корпус; 6—i гатрубок; 7 — рама; 8 — сбрасывающий нож; 9 — разгрузочный
патрубок
268
ГЛАВА 4
Вращение тарели осуществляется от электродвигателя 7 через редуктор 3 и цеп-
ной вариагор 2. Питатель и электропривод установлены на общей раме 7. Питатель
работает следующим образом. Сыпучий материал поступает из бункера в загрузоч-
ный патрубок 6, нижним днищем которого является вращающаяся тарель 4. Попав-
ший в формующую канавку сыпучий материал удаляется в зоне, расположетпюй вне
нижнего отверстия загрузочного патрубка 6, сбрасывающим ножом 8. С нижнего дни-
ща корпуса сыпучий материал удаляется из питателя радиальной лопастью, прикреп-
ленной к ттижпей поверхности тарели. Производительность тарельчатого питателя
типа Т1 регулируют вручную изменением частоты вращения тарели вариатором 2.
Питатель рекомендуется использовать для подачи хорошо сыпучих порошкооб-
разных и зернист ых материалов с размером частиц до 3 мм, влажностью до 1,5 %,
насыпной плотностью до 1800 кг/м3.
Наибольшее распространение в промышленности получили тарельча гые питате-
ли с плоской тарелыо без канавки. Их производительность можно регулировать как
изменением частоты вращения тарели, гак и изменением толщины h слоя материала
на тарели. Для этого в выпускном пагрубке 2 бункера устанавливают телескопичес-
кий стакан 7 (рис. 4.2.33), через который сыпучий материал подается на тарель. Пере-
мещением телескопического стакана вдоль оси обеспечивается изменение толщины
слоя материала на тарели.
Весовая производительное гь питателя с плоской гарен ыо определяется по формуле
Q — бОяпк tg + I — jkjpn, [кг/ч],
где п— частота вращения тарели, об/мин; к— глубина погружения ножа в материал,
м; R*—радиус телескопического стакана, м; 7 = R — RjR—радиус т арели, м; a — у гол
естественного откоса материала, град; р*— насыпная плотность материала, кг/м3.
В технике широко применяются шнековые (винтовые) дозировочные устройства.
Доза материала при этом отмеряется непосредствешю из бункера. Конструкции шне-
ковых дозаторов отличаются расположением и формой шнека, а также принципом
формирования порции дозируемого материала.
Винтовой питатель типа В1 состоит из следующих основных узлов (рис. 4.2.34):
цилиндрического корпуса 2, имеющего загрузочный и разгрузочный штуцера; транс-
портирующею винта 4, смонтироватшого на подшипниковых опорах; электродвига-
Рис. 4.2.33. Схема действия тарельчатого питателя с телескопическим стаканом: 1 —те-
лескопический стакан, 2 — выпускной патрубок
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
269
Рис. 4.2.34. Винтовой питатель: / — вариаз ор; 2 — корпус; 3 —лопает ь; 4 — винт; 5 — ст а-
нина; 6 — электродвигатель
теля 6 и вариатора 7, станины 5. Торцы корпуса закрыты крышками с уплотнитель-
ными устройствами, исключающими попадание смазочного материала в дозируемый
материал. Для рыхления материала в зоне загрузки к винту прикреплена лопасть 3.
Производительность питагеля регулируют вручную с помощью вариатора 7, позво-
ляющего изменять частогу вращения транспортирующего винта 4.
Область применения шнековых питателей — дозирование хорошо сыпучих по-
рошкообразных и зернистых материалов с размером частиц не более 5 мм, влажнос-
тью до 1,5 %. При этом дозируемые материалы не должны бояться измельчения.
Производительность шнекового питателя определяют по формуле
Q = 0,785 ( 7)2 - <Z2)(zw - Ь)(рксо/2т1, [м’/с],
где Dud — диаметр наружних витков и вала винта, м; t — шаг винта, м; b — т ол-
щина витков, м; ср — коэффициент заполнения полостей винта: к — коэффициент
проскальзывания дозируемого материала в полостях винта, к = 0,3... 1,0; со — угловая
скорость винта, с*.
Шаг винта принимают равным / = (0,5... 1)7). Коэффициент заполнения полостей
винта существенно зависит от физико-механических свойств материалов и изменяет-
ся в пределах ср = 0,3...0,8.
Потребляемая питателем мощность расходуется на перемещение и подъем мате-
риала и на преодоление сопротивления трения материала о вит и трубу, а также на
преодоление сил трения в подшипниках и передачах и ориентировочно определяется
по формуле
N = + Ik), [кВт],
где р— производительность питагеля, т/ч; Н— высота подъема материала, м; 7 —
270
ГЛАВА 4
Рис. 4.2.35. Дозатор с горизонтальным шнеком: / — электродвигатель; 2 — вариатор; 3 —
редуктор; 4 — корпус; 5 — выпускной штуцер; 6 — рама; 7 — шнек; 8 — Z-образныс лопасти
длина подачи материала в горизонтальном направлении, м; к — коэффициент, учиты-
вающий потери на преодоление сил трения в шнеке.
Значения к для различных материалов различны и зависят от коэффициента трения
Рис. 4.2.36. Дозатор с вертикаль-
ным шнеком: / — бункер; 2 — разгру-
зочная камера; 3 — шнек; 4 — нагнета-
тель; 5 — стабилизатор давления; 6 —
ворошитель
материалов о рабочую поверхность шнека.
Среди дозаторов с горизонтальным шне-
ком представляет интерес конструкция, пред-
ставленная на рис. 4.2.35, которая состоит из
корпуса 4, винтового рабочего органа 7, рас-
положенного в нижней части корпуса, выпуск-
ного штуцера 5 и Z-образных нагнетательных
лопастей 8. Для пастообразных материалов
применяется полый спиральный ншек, в по-
лости которого установлен неподвижный стер-
жень, для связных порошкообразных матери-
алов— сплошной шнек. Привод состоит из
электродвигателя 7, вариатора 2 и редуктора-
раздвоителя 3. Питатель и привод смонтиро-
ваны на раме 6. Регулирование производитель-
ности осуществляется вручную вариатором за
счет изменения скорости вращения спирально-
го винта и лопастей.
Для циклической загрузки порошкообраз-
ных материалов используется дозатор с верти-
кальным шнеком (рис. 4.2.36). Дозатор состоит
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
271
из бункера 7 с разгрузочной камерой 2, в которой расположен вертикальный шнек 3.
Для обеспечения стабильного потока материала на вертикальном валу, связанном со
шнеком, установлены нагие гагель 4, стабилизатор давления 5 и ворошитель 6. Для
сглаживания пульсаций потока дозируюший шнек 3 необходимо вращать с частотой
20...25 об/с, что в некоторых случаях приводит к перегреву материала и трудностям
в обеспечении точности дозирования при цикле дозирования менее 30 секунд.
11рименение объемных дозаторов сдерживается значительной погрешностью при
наличии колебаний физико механических свойств сыпучего материала, и в первую
очередь, насыпной плот пости и текучести, которые зависят от гранулометрического
состава, формы частиц, влажности ит. д. Основной путь достижения максимальной
точности — это обеспечение постоянных условий при заполнении мерной емкости или
при прохождении материала через узел, формирующий поток, выходящий из дозатора.
Достаточно высокая точность дозирования достигается в трубчатых (барабанных)
пи гагелях и дозаторах, основным рабочим элементом которых является вращающаяся
труба. Известно, что равномерность подачи материала трубой выше равномерности
подачи ма гериала шнеком или транспортером. Это достигается, прежде всею, за счет
стабилизации насыпной плотности материала при его движении в трубе. Установ-
лено, что вращающаяся труба обладает высокой сглаживающей способностью, т. е.
возмущения па входе, возникающие в результате неравномерной подачи материала,
в процессе движения во времени накладываются друг на друга, и в конечном счете
разность между мгновенной и средней производительностью уменьшается.
Различают два основных типа трубчатых питателей и дозаторов: 1) с неподвиж-
ным бункером; 2) с вращающимся бункером. Парис. 4.2.37 представлена схема труб-
чатого питателя, применяемо! о для дозирования хорошо сыпучего материала. Пита-
тель снабжен электродвигателем 7 с редуктором 2, обеспечивающими за счет цепной
передачи 3 вращение транспортирующей трубы 4. В бункере 5 установлен вороши-
тель 6. Диаметр транспортирующей трубы такого питателя — 0,04—0,07 метра.
Для дозирования тонкодисперсных продуктов используется конструкция трубча-
того питателя с вращающимся бункером 1 (рис. 4.2.38). Дозировочное устройство
Рис. 4.2.37. Трубчатый питатель с неподвижным бункером: 1 — электродвигатель; 2 —
редуктор; 3 — цепная передача; 4 — труба; 5 — бункер; 6—ворошитель
272
ГЛАВА 4
Рис. 4.2.38. Трубчатый питатель с враща-
ющимся бункером: 1 — бу нкср, 2 — нож воро-
шитель; 3 — струна; 4 — втулка; 5 — полый ват,
6—стойка; 7 — камера; 8—труба; 9 — выпуск-
ная воронка; 10— цепная передача; 11 —винто-
вое устройство, 12—станина; 13 — электродви-
гатель; 14—редуктор; 15 — пластины; 16—при-
емная камера
для стабилизации состояния дозиру-
емого материала снабжено специаль-
ным ножом-ворошителем 2 и стру-
ной 3. Бункер закреплен на полом
валу 5. Транспортирующая труба 8,
обеспечивающая подачу материала
в выгрузную камеру 7, закреплена
в неподвижной цилиндрической втул-
ке 4, соединенной со стойкой 6. В вы-
гружной камере 7 предусмотрено со-
здание избыточного давления воздуха
с целью обеспечения благоприятных
условий выгрузки материала через
выпускную воронку 9. Вращение тру-
бы осуществляется за счет цепной
передачи 10 от электродвигателя 13
через редуктор 14. Для регулировки
натяжения цепи предусмотрено вин-
товое устройство 11, соединенное со
станиной 12. В конструкции дозатора
предусмотрены пластины 15, которые
обеспечивают захват материала из
бункера при его вращении и загрузку
в приемную камеру 16 л ранспорт иру-
ющей трубы.
Устройства с вращающимся бункером более энергоемки. Однако они позволяют
получить более высокую точность дозирования за счет того, что материал в результа-
те постоянного пересыпания имеет более стабильную насыпную плотность. Приме-
нение данных дозаторов экономически оправдывается в случаях, когда нужно обес-
печить малую производительность при достаточно высокой точности дозирования.
Устройства с поступательным движением рабочего органа
Массовая производительность питателя (дозатора) непрерывного действия равна
произведению скорости о движения материала на распределенную массу материала
т = pF, находящегося на рабочем органе питателя (здесь р — насыпная плотность
материала, кг/м’; F — площадь поперечного сечения потока материала, м2). Следо-
вательно, поддерживать постоя1шую задатшую производительность при любых ко-
лебаниях насыпной плотности материала можно путем изменения распределенной
массы (или поперечного потока материала), скорости движения материала или обоих
парамегров одновремешю. На практике используют все три способа регулировать
производительности, и все они требуют непрерывного измерения массы материала,
находящегося на рабочем участке питателя.
Во многих отраслях промышленност и широко применяется дозатор непрерывно-
го действия с ленточным питателем (рис 4.2.39). Дозируемый сыпучий материал из
бункера / поступает на ленточный конвейер 2, давит на ленту, а через нее на ролик 9,
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОГЩССОВ
273
Рис. 4.239. Весовой дозатор с ленточным питателем: 1— бункер; 2— ленточный кон-
вейер; 3 — коромысловые весы; 4 — противовес; 5 — pci улятор; 6 — реостат; 7—рычат; 8 —
тяга; 9 — ролик. 10— сервомотор; 11 — заслонка
опоры которого закреплены на левом плече коромысловых весов 3. При увеличении
или уменьшении расхода материала коромысло весов выходит из равновесия, кото-
рое достигается при заданном расходе сыпучего материала с помощью прог ивове-
са 4. При этом одновремегпю перемещается рычаг 7, соединенный с коромыслом
тягой 8. Рычаг 7 перемещает ползу-
нок реостат а о. происходящее при
этом изменение в электрической
цепи реостата фиксируется регуля-
тором 5, который выдает соответс-
твующий сигнал на сервомотор 1О'.
последний вращает сектор, соеди-
ненный с заслонкой 11. Она при
этом либо приоткрывается, увели-
чивая поступление материала на
ленту конвейера, либо закрывается,
уменьшая поступление материала
из бункера. При достижении пита-
телем заданной производительности
рычаг выводит ползунок реостата
в нулевое положение и сервомотор
останавливается.
Наиболее совершенным являе гея
ленточный весовой дозатор, пред-
ставленный на рис. 4.2.40. Сигнал
с выхода задатчика 6 расхода мате-
риала через один из входов регулято-
ра 7 подает ся на вход привода 11 пи-
Рнс. 4.2.40. Ленточный весовой дозатор: 1 —
бункер; 2— питатель; 3— весоизмерительный
транспортер; 4 — преобразователь; 5 — сумматор;
6 — задатчик расхода массы; 7 — регулятор; 8 —
электродвигатель; 9— преобразователь часто-
ты; 10— источник напряжения переменного
тока; 11 — привод питателя
274
ГЛАВА 4
тэт ел я 2, который преобразует этот сигнал в скорость движения транспортерной ленты.
Дозируемый материал через выпускное отверстие бункера / вытягивается лентой и по-
дается на весоизмерительный транспортер 3, лента которого движется с постоянной
фиксировашюй скоростью. Сигнал с силоизмерителъного преобразователя 4, пропор-
циональный массе материала на ленте транспортера 3, подается через сумматор 5 на
вход регулятора 7, где сравнивается с сигналом задатчика расхода массы 6.
Сигнал с выхода регулятора 7, пропорциональный рассогласованию между фак-
тической и заданной производительностью, поступает па вход привода 11 питателя 2,
приводя к изменению скорости движения ленты с устранением возникшего рассогла-
сования.
При частоте источника напряжения 10 перемегпюго тока, равной 50 Гц, сигнал на
выходе преобразователя частоты 9 отсутствует и скорость движения транспоргера 3
равна заданной. При возникновении отклонения частоты источника 10 от поминаль-
ной скорость ленты транспортера 3 меняется и приводит к изменению сигнала, сни-
маемого с выхода силоизмерителыюго преобразователя 4. При неизменном расходе
на выходе питателя 2 сигнал на входе сумматора 5 остается по величине неизменным
и обеспечивает заданный расход массы сыпучего материала. Кроме указанных пози-
ций в схему входит электродвигатель 8.
Устройства с вибрационным побуждением потока
Конструкция вибрационных дозаторов проста и надежна, отличается небольши-
ми габаритами и отсутствием вращающихся частей.
Все большее распространение получают вибрационные дозаторы с активато-
ром (рис. 4.2.4]). К корпусу 1 питателя па упругих резиновых амортизаторах 9 при
помощи подвесок 8 прикреплено вибродншце 7 с активатором 6 Обечайки корпуса
и виброднища соединены эластичным рукавом 4. На несущем фланце вибродншца
установлен регулируемый вибратор 5, вал которого приводится во вращение от элект-
родвигателя 2 через эластичную муфту 3. Регулировка производительности осущест-
вляется вручную изменением угла развода дебалансов вибратора.
Рис. 4.2.41. Вибрационный дозатор с активатором: 1 — корпус, 2 — электродвигатель;
3 — муфта; 4 — рукав; 5 — вибратор; 6 — активатор; 7 — вибродншце; 8 — подвески; 9 —
амортизаторы
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
275
На рис. 4.2.42 представлена схема «безза-
творного» дозировочного устройства с вибро-
побуждением для загрузки связных и хорошо
сыпучих материалов. Основными элемент! ами
устройства являются расходный бункер / и ун
руго подвешенная насадка 2 с выпускным отвер
стием 4, обеспечивающим образование устойчи-
вого свода в случае отсутствия дополнительного
энергетического воздействия. Таким образом,
отсечка материала происходит за счет его само-
запирания после прекращения вибрационных
колебании дозировочной насадки. В схему уст-
ройства входят также индукционная катушка 3
и ворошитель 5. Достоинством усгройства яв-
ляется также то, что вибрациошюму побужде-
нию подвергается не весь материал, а только его
часть, содержащаяся в дозировочной насадке.
При дозировании связных сыпучих мате-
риалов, обладающих огратшчешюй газонрони
цаемостью, под слоем возникает разрежение
с наступлением неустойчивого режима работы
дозатора. Для расширения устойчивого диапа-
Рнс. 4.2.42. Дозировочное устрой-
ство с вибропобуждением: 1 — бун-
кер; 2 — насадка; 3 — индукционная
катушка; 4 — выпускное огвсрстис;
5 — вороши течь
зона работы в усгройстве (рис. 4.2.43) предусмотрена установка выгрузочного шне-
ка 3, осуществляющего циркуляцию мат ериала в дозировочной насадке. С целью
поддержания высоты слоя в насадке в задан-
ных пределах установлены переточная труба 4,
питающий патрубок 2 и устройство 7 для ста-
билизации давления материала в нижней части
выгрузного бункера.
Вибрационные устройства обладают малой
инерционностью и пригодны для высокочас-
тотной порционной загрузки порошкообразных
сыпучих материалов.
Рекомендации по выбору
дозировочного оборудования
При выборе дозаторов сыпучих материалов
необходимо учитывать;
— комплексные показатели, отражающие
влияние физико-механических характеристик
сыпучих материалов на процесс дозирования;
— технологические требования к процессу
дозирования;
— условия эксплуатации оборудования;
— технико-экономические показатели.
Рнс. 4.2.43. Вибрационное дозиро-
вочное устройство со стабилизацией
свойств сыпучего материала в на-
садке: 7— устройство стабилизации
давления материала; 2— питающий
патрубок; 3 — выгрузочный шнек, 4 —
переточная труба
Tib
ГЛАВА 4
Исполнение дозатора зависит от условий эксплуатации и особых свойств сыпу-
чего материала:
1) для токсичных и для дозирования в аппарат с давлением, отличным ог атмос-
ферного, — герметичное;
2) для взрывоопасных и способных накапливать статическое электричество —
взрывозащищенное и т. д.
Основными показателями, определяющими эффективность использования доза-
торов, являются производительность, диапазон ее регулирования, погрешность дози-
рования, равномерность подачи.
Тип питателя для конкретных материалов может быть выбран по методике, из-
ложенной в РТМ 26-01—129-80 «Метод выбора оптимального типа питателей, сме-
сителей и мельниц». Наиболее эффективный вариант применения дозировочного
оборудования определяется подсчетом суммы баллов по специальной карте выбора.
При одинаковой сумме баллов выбор оборудования осуществляется па основании
сравнения технике экономических показателей
4.3. Машины для формообразования
и прессования материалов
Формообразование — обработка сыпучего или пластическою материала,
преследующая всегда изменение конфигурации дозы материала и часто пекот орых
физико-механических свойств.
Прессование — процесс обработки давлением разных материалов с целью уп-
лотнения, изменения формы, изменения механических и других свойств материалов.
4.3.1. Характеристика способов формообразования
и прессования
Для повышения реакционной способности в процессах перерабогки минерально-
го сырья или создания материалов с новыми функциональными свойствами в хими-
ческой и смежных отраслях промышленности приходится переводить обрабатываемые
вещества в мелкодисперсное сыпучее состоя1ше или в расплавы, пасты и др.
В последующих стадиях перерабогки или реализации материала как товарного
продукта указанные состояния часто неприемлемы и тогда реализуется новая стадия
процесса перерабогки — формообразование.
Наиболее часто для этих целей используют гранулирование, прессование (табле-
1 ирование).
Способы формообразования и прессования материалов имеют целью изгото-
вить изделия определенных размеров, удовлетворяющие требованиям по прочности,
плотности и т. д. Диапазон размеров таких изделий в химической промышленности
от долей миллиметра (гранулы) до метровых прессовок графитовых блоков для отра-
жателей атомных реакторов.
Цели использования гранулированных материалов сво,1ятся к следующему:
— уменьшение пыления, что частично ликвидирует их унос, значительно сокра-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
277
щаеч расходы па воздухоочист ку, уменьшав! опасность отравления ядовитой или раз-
дражающей пылью;
— свободная текучест ь этих материалов облегчает рассев, транспортировку и дает
равномерную укладку в случае загрузки в пресс-формы; свободная текучесть позво-
ляет применять для гранулированных материалов объемное дозирование и дозирова-
ние по времени истечения;
— уменьшение слежихаемости во время хранения за счет уменьшения числа кон-
тактов;
— возможность создания многокомпонентных, многослойных гранул;
— увеличение насыпного веса гранулированного материапа снижает транспорт-
ные затраты.
— облегчение усреднения многокомпонентных смесей;
— увеличивается проницаемость газа или жидкости через слой гранулированного
мат ериала;
— удлиняется продолжительность растворения отдельных гранул, что особенно важно
в сельском хозяйстве для увеличения периода подкормки растений удобрениями и т. д.
В основе методов гранулирования лежит использование различных физико-меха-
шгческих и физико химических процессов. Основные из них:
I — получение укрупненных дискретных частиц— гранул из мелкодисперсного
материала — связыванием исходных частиц различными механизмами сцепления,
агрегирующими частицы в i ранулу;
I I— деление исходного материала, находящегося в жидкой фазе, на отдельные
капли, с последующим отвердением в процессе кристаллизации или сушки,
III—деление струи высоковязких материалов путем продавливания через калиб-
рованные отверстия;
IV—деление крупного куска материала на отдельные мелкие части методами
дробления, резки, фрезерования и пр.
Наряду с химической промышленностью методы гранулирования широко исполь-
зуют горнорудная, цементная, фармацевз ическая, пищевая промышленности; промыш-
ленность строительных материалов и т. д. Первый способ гранулирования превосходит
по объемам производства остальные
и достигает в химической и горноруд-
ной промышленности со ген миллионов
тонн в год готовых продуктов.
При проектировании или выборе
грануляционного оборудования для
мелкодисперсны х
ную роль играет подбор механизма
связывания исходного материала в гра-
нулу. Можно рекомендовать диаграм-
му, связывающую прочность гранул о
с размерами исходных частиц при
различных механизмах связывания
(рис. 4.3.1). А — механизм связывания
мост иками из твердого тела как резуль-
тат спекания, сплавления, отвердева-
материалов основ-
Рнс. 4.3.1. Диаграмма для выбора
механизма сцепления гранул
278
ГЛАВА 4
пия связующего, кристаллизации, химическою взаимодействия и г. д.; Б— капил
лярпые силы сцепления; В — силы адгезии и когезии; Г— молекулярные силы
Ван-дер-Ваальса.
Классификация оборудования для гранулирования производится в первую очередь
по основному процессу формирования гранул (J...IV), а внутри группы машин — по
обрабатываемому материалу.
Для изготовления монолитных изделий из сыпучих материалов заданной точной
геометрической формы, размеров в определешгых допусках с требуемыми физико-ме-
ханическими свойствами использую гея механические, термические и термомехани
ческие процессы — облас гь прочности выше i оризош альной линии (сг = 0,3 МПа).
При механических способах необходимая степень уплотнения сыпучего материала
достигается за счет воздействия внешнего давления (например, при таблетировании,
прокатке, шнековании, виброударном или магнитно-импульсном уплотнении и др.).
Использование термических способов связано с плавлением сыпучего матери-
ала, заливкой и отверждением жидкого расплава в формах определенного размера
(например, кристаллизации расплавов охлаждением, фракционная кристаллизация,
выращивание монокристаллов и др.).
В термомеханических способах расплавленное вещество отверждается в пресс-
формах под давлением или продавливается через формующие насадки с последующим
отверждением (например, экструзия, литье под давлением полимерных композиций
и пласт ических материалов и др.).
Вопрос о выборе вида переработ ки сыпучих материалов в изделия требуемой
геометрической формы и необходимыми механическими, физическими и физико-хи-
мическими свойствами определяется технико-экономическими соображениями при-
мешггетыю к данным конкретным условиям производства.
4.3.2. Грануляторы окатывания
для мелкодисперсных материалов
Данные грануляторы реализуют первый (область А) из указанных выше процесс
гранулообразования.
Грануляторы барабанного типа. Рабочим органом гранулятора барабашки о
типа является вращающийся цилиндр, в котором под действием массовых сил и сил
инерции происходит формирование из мелкодисперсного материала и связующею
гранул, по форме близких к сферическим, обладающих определенной прочностью
и плотностью. Для сцепления частиц исходного материала используют обычно два
механизма, вначале капиллярный (Б), затем, по мере удаления влаги, один из спосо-
бов мехашгзма А.
Характер движения материала во вращающемся барабане показан на рис. 4.3.2.
В наклонном вращающемся барабане слой материала делится на две зоны. Ниже по-
верхности раздела NDLL'D'N1 находится зона подъема материала, в которой мат ериал
поднимается вместе с барабаном, без проскальзывания слоев и смещения частиц
одна относительно другой. Выше поверхности раздела образуется зона скатывания.
В этой зоне часгицы смещаются вниз, вращаются вокруг собственной оси и взаимно
перемещаются. В непрерывно действующих грануляторах барабан установлен под
некоторым углом к горизонту, и тогда часгицы смещаются по линии максимально-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
279
го скота (линия, по которой перемещаются час-
тицы на криволинейной поверхности под дейс-
твием сил гравитации, есть линия минимальной
потенциальной энергии). Практически процесс
грапулообразовапия происходит только в зоне
скатывания; его интенсивность обусловлена раз-
мерами зоны, частотой входа час!иц в эту зону,
порочностью материала в зоне и т. д. Перемеще-
ние материала от загрузочного конца к разгру-
зочному происходит по кривой п'Г.п"'Г" пути,
проходимого каждой частицей материала.
Возможны барабаны с внутренними уст-
ройствами, но процесс формообразования осга-
Рнс. 4.3.2. Схема движения мате-
риала в барабанном грануляторе
ется неизменным.
Кинематическая схема гранулятора барабанного типа представлена на рис. 4.3.3.
Вращающийся корпус 1 с надетыми на него бандажами 2 установлен на опорных
станциях, в которых на станине смон тированы роликовые опоры 5 (в каждой станции
по два ролика). Барабан вращается от электродвигателя 9 через редуктор 8 и откры-
тую зубчатую пару, состоящую из приводной 7 и венцовой шестерни 3. Угол наклона
барабана к горизонтали а = I...30. Для контроля положения барабана и частичного
предотвращения его сползания с опорных роликов предназначены упорные (конт-
рольные) ролики 6, смонтированные па одной из станций. Через загрузочную каме-
ру 4 в барабан поступает обрабатываемый материал. Разгрузочная камера 12 служит
для вывода гранулированного продукта и монтажа некоторых устройств. Участок
барабана, входящий в разгрузочную камеру, снабжен подпорным кольцом 11, обес-
печивающим необходимое время пребывания материала в барабане. Конструкция
камер и тип уплотнений 10 между вращающимся барабаном и неподвижной ка-
мерой определяются технологическим процессом гранулирования. Конструкция
эластичного крепления венцового колеса к барабану через пакеты рессор исключает
Рис. 4.3.3. Кинематическая схема барабанного гранулятора: 1 — корпус. 2 — бандаж.
3— венцовая шестерня, 4— aaipyточная камера, 5— опорные ролики. 6— упорный (конт-
рольный) ролик, 7 — приводнаяшссгорня,8 — редуктор, 9— электродвигатель, 10— уплотне-
ние, 11 — подпорное кольцо, 12 — разгрузочная камера
280
ГЛАВА 4
передачу температурной деформации корпуса на зубчатое зацепление и выбирает
несоосность колеса и бандажей.
По схеме (рис. 4.3.3) работают классические барабаны-ока гыватели без внут рент» их
устройств, диаметром D = 1,6...2.5 м, длиной L = 8...16 метров. Внутренняя поверх-
ность барабана фу герована листами резины, прикрепленными к барабану по шести
образующим. При вращении листы резилы в верхних квадрантах изменяют кривизну
и гак им образом очищаются от налипшего материала. Ввод связующего организуют
через форсунки на движущийся слой материала или предварительно в смесителе.
К барабанам-окатывзтелям относятся и грануляторы для производства сажи как
мокрым (БАС-20), так и сухим способом гранулирования (тип АСА), При сухом спо-
собе гранулирования сажи, характеризующейся микронным и субмикронным разме-
ром исходных часгиц, реализуется способ сцепления часгиц сажи за счет сил Ван-
дер-Ваальса.
Размеры барабанных грануляторов в целом и отдельных узлов нормализованы
ГОСТами, отраслевыми стандартами и стандартами предприятий-изготовит елей.
Так, в атласе конструкций «Машины и аппараты химических производств» в раз-
деле «Машины барабанного типа» приводятся конструкции роликов опорного, упор-
ного и секторного уплотнения и их размеры для большегрузных машин, которые из-
готавливают по стандартам предприятия (СТП).
Установка гранулятора под углом наклона
а = 1 ...3° вызывает появление осевой составля-
ющей от силы тяжести барабана на опорных ро-
ликах (см. рис. 4.3.4), вследствие чего при враще-
нии барабан начинает сползат ь с роликов. Для
предот вращения этого одну пару опорных роли-
ков перекашивают в одну сторону. Для опорных
роликов больших машин характерно освобожде-
ние радиальных подшипников от осевых нагру-
зок и применение для их восприятия пары осе-
вых подшипников, установленных на оси ролика
и воспринимающих осевую составляющую веса
или составляющую силы т рения 7t при неправиль-
ном перекосе роликов. В первом случае нагрузка на
один из них составит = Qsin а, где Q — ради-
альная нагрузка на ролик, во втором случае на-
грузка на другой составит Рж = fO^ где f— коэф-
фициент грения между бандажом и роликом.
Аммонизатор-гранулятор (АГ) предназна-
чен для ведения процесса грануляции и аммо-
низации сложных удобрений, при котором окончательно достигается требуемая
прочность гранул. В зависимости о г реализуемого способа получения сложного
удобрения в АГ вводятся плав аммиачной селитры, раствор моноаммонийфосфата,
хлористый калий, внешний ретур (ретурпость достигает отношения 1:4) и газооб-
разный аммиак в тех или иных соотношениях. АГ — мат пина большой единичной
производительности, с пропускной способностью Q = 100...500 т/ч; диаметр бара-
бана обычно D = 3,5; 4; 4,5 м, длина L = 8... 16 м; частот а вращения п = 8... 12 об/мин.
Рис. 4.3.4. Футеровка резиной
внутренней поверхности бара-
банного гранулятора
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
281
Рнс. 4.3.5. Схема действия сил и скоростей прн сползании бандажа с ролика: 1 — бан-
даж, 2 — ролик
Аммонизаторы-грануля горы работают при нормальной температуре; материал не-
много подогревается только за счел теплоты -экзотермической реакции аммонизации
и иногда при подаче пара для улучшения грануляции.
Корпус 1 (рис. 4.3.5) АГ установлен на станциях опорно-упорной 3 и опор-
ной 7 с упором-предохранителем. Высокоагрессивная среда (фосфорная кисло-
та, аммиак) внутри барабана определяет изготовление его из двухслойной стали
СтЗсп + 10Х17Н13М2Т (ГОСТ 10885). Бандажи 11 скреплены жестко с барабаном
клиновыми башмаками /0, привариваемыми после монтажа, с установкой дополни-
тельных упоров 9. Свободно надетые бандажи не применяют, так как большая масса
барабана и материала внутри него при высокой частоге вращения, (0,4-0,5)60^, приво-
дит к значительному “раскатыванию” внутреннего диаметра бандажа.
Привод АГ отличается от рассмотренного тем, что зубчатое венцовое колесо 5
крепится на барабане жестко при помощи фланцевого соединения 6, а эластичность
зубчатого зацепления достигается за счет подпружиненной подветщовой шестерни.
С моторно-редукторной группой подвепцовая шестерня соединена карданным ва-
лом 4. Узел подвенцовой шестерни / (рис. 4.3.6) укреплен на станине 7, к которой
Рис. 4.3.6. Лммоиизатор-граиулятор: 7 — корпус, 2 —загрузочная течка, 3 — станция опор-
но-упорная, 4 — карданный вал, 5 — зубчатый венец, 6 — фланцевое соединение, 7 — станция
опорная, 8—разгрузочная головка, 9 — упор, 10 — клиновые башмаки, 11 — бандаж
282
ГЛАВА 4
Рис. 4.3.7. Узел подвески подвеицовой шестерни:
1 — подвенцовая шестерня, 2 — дистанционные кат-
ки, 3 — картер, 4 — шарнирная подвеска, 5 — пакет та-
рельчатых пружю \, 6 — упругая подвеска, 7 — станина
присоединен картер 3 с шар-
нирной 4 и упругой 6 подвеска-
ми. В упругой подвеске усилие
создается пакетом тарельчатых
пружин 5. Дистанциоштые кат-
ки 2, прижатые упругой подвес-
кой к специальным проточкам
на зубчатом венце, обеспечива-
ют нормальную работу зубчато-
го зацепления.
Для очистки внутренней
поверхности барабана от на-
липшего материала применя-
ют или резиновую обкладку
при диаметре барабана до
3,5 м, или обдирочный нож для
барабанов большего диаметра.
Нож представляет собой раму,
на которой закреплены резцы.
Рама совершает возвратно-поступательное вдоль образующей движение от гидро-
или пневмопривода на величину шага h между резцами.
Барабанный гранулятор-сушилка (БГС) предназначен для производства
сложных удобрений (аммофос, нитрофоска и т. д.) методом наращивания удобрения
из пульпы на частицы регура. На рис. 4.3.8 дан только корпус БГС 4,5* 16 (£> = 4,5 м
и L = 16 м); подробно конструкция приведена в атласе конструкций «Машины и аппа-
раты химических производств». Загрузочный (левый) конец барабана / входит в загру-
зочную камеру, из которой в барабан поступает внешний ретур, а также из пневмати-
ческой форсунки пульпа гранулируемого удобрения и сушильный агент (топочные
газы). Пульпа распыливается па плотную завесу частиц ретура, создаваемую подъем-
но-лопастной насадкой 2 В циклах «подъем — скатывание по лопастям — полет» гра-
Рис. 4.3.8. Корпус БГС: 1 — барабан, 2— насадка подъемно-лопастная, 3 — конус класси-
фицирующий, 4 — шнек обратный, 5 — классификатор
0Б( )РУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
283
пулы наращиваются до нужного размера, формируются и сушатся. БГС (в отличие от
зарубежных «сферодайзеров») оборудован системой внутреннего регура, состоящей из
классифицирующего конуса 3 и обратного шнека 4. Работа классифицирующего конуса
основана на эффекте сепарации полидисперсного слоя во вращающемся барабане: круп-
ные частицы двигаются по внешним траекториям. Таким образом конус пропускает
крупные частицы, а мелкие зачерпываются обратным шнеком и перемещаются внутри
шнека к загрузочному концу барабана. На разгрузочном конце барабана смонтирован
классификатор 5, убирающий из общего потока крупные (аварийные) агломераты.
Производительность но готовому продукту БГС 4,5х 16 при производстве слож-
ных удобрений — 45 т/ч, при частоте вращения барабана 4,5 об/мин и мощности
двигателя 320 кВт.
Технологические расчеты барабанных грануляторов. Основные зависимости,
связывающие процесс гранулирования с размерами и режимными параметрами ра-
боты гранулятора, — производительность Q и длина пути S материала в барабане.
Для грануляторов без внутренних устройств
Q = F} (Р, L, а, а>, Ф.Д,
где со — рабочая угловая скорость барабана, Ф — коэффициент заполнения барабана,
f— коэффициент внутреннего трения обрабатываемого материала.
При допущении, что радиус подпорного кольца равен расстоянию от центра ба-
рабана до центра масс сегмент а загрузки материала, производительность Q, осевая
скорость перемещения материала г и длина пути S описываются уравнениями
Q = ;
Voc = O)R(1 - 0)(tg p/sin £){tg a + [(0,364Ф- 0,0066)Я/£ + (0,02Ф + 0,009)]cos p};
S = 2(1 - ФМ(М)м№ ср,
где FH = Фте£>2/4 — площадь сегмента загрузки, tg ср = f, ср— угол естественного
откоса материала, ft = ср + (cw-7?/g)(l - l,80)sin ср— угол подъема центра масс
материала, R = DJ2 — впутретший радиус барабана.
Для БГС зависимость значительно сложнее из-за большего количества внутрен-
них устройств, и при этом одновременно необходимо корреспондировать результаты
с тепловым расчетом.
Рассмотрим поперечное сечетпте барабана БГС в процессе работы (рис. 4.3.9). Сег-
меттт загрузки и открытые поверхности сыпучего материала на лопастях находятся под
углом естест венного откоса ср (медленное вращение). Угол ан (фаза подъема полностью
заполненной лопасти) измеряется от выхода корпя лопасти из сегмента загрузки до мо-
мента, когда порот лопасти займет вертикальное положение. Фаза ссыпания (основная
в процессе тепло- и массообмена) характеризуется утлом а — от утла а до положетшя,
при ко тором порог лопас ги окажется под ут лом естес гветпюто от коса.
Введем понятие об эффективном коэффициенте заполнения <7>э, при котором мате-
риала хватает, чтобы полностью наполнить выходящую из сет мента загрузки лопасть.
Согласно расчетам:
Ф’= яаг“0^-^/’ -(i) +
к «Л Ja.w
2тЯг L тс + 2л
284
ГЛАВА 4
Рис. 43.9. К определению
Fo — площадь сечения материала на лопас-
ти в конце фазы подъема; N— число лопастей;
R, г — соответственно внутренний радиус ба-
рабана и радиус окружности конца лопасти
(см. рис. 4.3.9).
Очевидно, что рабсиа при другом коэффици-
енте заполнения барабана БГС нерациональна:
при Ф < Фз не полностью используется попе-
речное сечение для процесса сушки, при Ф > Фу
избыточный материал остается в сегменте за-
грузки, при этом снижается время активного
контакта с сушильным агентом и увеличивают-
ся энергозатраты на привод барабана.
В наклонном сушильном барабане осевая
скорость движения ма сериала время пребывания / ив конечном счете i гроизводи-
тельноеть определяют 1ри вида перемещения:
— смещение выведенного из сегмента загрузки материала за счет скатывания по
открытой поверхности лопасти и падения частиц под углом, зависящим от угла на-
клона барабана;
— смещение материала в сегменте загрузки при работе с коэффициентом запол-
нения, большем эффективного (Ф > Фэ). Решение задачи адекватно случаю гладкого
барабана с подпорным кольцом для коэффициента заполнения Ф = Фэ;
— снос частиц материала потоком сушильного агента.
Влияние последних двух факторов на перемещение частиц обычно не учи-
тывается, поскольку в первом случае процесс гранулирования нетехнологичен, а для
второго нет достоверных методик расчета.
Рассмотрим первый, основной, тип движения сыпучего материала во враща-
ющемся с угловой скоростью со барабане, наклоненном под углом ан кюризонгу
Считаем, что каждая частица материала за один цикл Т«подъема— скатывания —
падения» смещается на шаг h . Тогда, раскрывая значение Т и h , получим выраже-
ние для осевой скорости движения материала
. hoc _ h ОС + п ОС + к ос
Т Тп + Тл + Тек ’
где h* — смещение частиц по открытой поверхности лопасти под углом максималь-
ного ската с; Л"^, К"— смещение частиц во время падения, соответственно за счет
наклона барабана и осевой составляющей скорости в момент отрыва час гицы ог
края лопасти; тд, тл — соответственно время подъема и полета частиц; т — время
скатывания частиц по огкрытой поверхности лопасги.
Для решения задачи об усредненной траектории падения сделаны следующие до-
пущения:
1) в барабане БГС влияние концевого эффекта незначительно, и им пренебре-
гают;
2) частота вращения промышле1шых барабанов невелика, и динамический угол
естественного откоса принят равным стаз ическому у;
3) при падении частиц сыпучего материала сопро! ивлетше среды ие учитыва-
ется;
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
285
4) ссыпанием материала в фазе подъема «я пренебрегли, считая, чти оно на-
чинается при прохождении порога лопасти через горизонтальный диаметр, т. е.
ас = у + <р ± 8 (где <5— угол отклонения порога лопасти от касательной к окруж-
ности радиуса г).
При анализе ра змера реакционного пространст ва теплообмена находится средняя
высота падения частиц и nei п ральный угол Д с гягивающнй хорду h , соот ветс гву-
ющую средней высоте падения частицы:
_ г 2а с - sin 2а t
ср ~ 2 1 — cosaf ’
а . 2а - sin 2а с
В = 2arcsin —7^---------f.
4(1 - cos a J
Проведя преобразования, получают окончательные выражения для членов фор-
мулы при определения скорост и о ,
h'oc = (R ~ h'oc=hcptga; h"ос = 0,6sin(e - aH)J{R - r)hcp;
olll и/ *
T _ P_ . T = l^cP • T = !R — P
n CO' л у g ' CK v a ’
где g— ускорение силы тяжести; a— ускорение при скатывании частиц (обычно
а = 1,5... 1,7 м/с); tgc = tga/sinrp.
Таким образом, можно записать основные функциональные параметры сушиль-
ных барабанов (секций) с подъемно-лопастной насадкой:
— время пребывания материала в барабане (секции) длиной L
t = L/v ;
ОС7
— время активного контакта материала с сушильным агентом
^акт л % Т *
Г1ос
(здесь z — число циклов «подъем — скатывание — падение частиц»);
— производи гелыюст ь барабана диаметром D = 2R
я=ф.^имр,
(здесь р — насыпная плотность обрабатываемого материала).
Прочностные расчеты. Корпус (барабан) рассмотренных грануляторов рассчи-
тывают на прочность, как балку кольцевого сечения на двух опорах, нагруженную
системой распределенных сил от массы обечайки, материала в барабане, внутренних
устройств и сосредоточенной силы от массы венцовой шестерни. Осевой момент со-
противления поперечного сечения обечайки W принимают как момент сопротивле-
ния топкого кольца W= тс(£> 2) 6, где 5 — толщина стенки барабана. Допускаемые
напряжения [о]м для корпуса гранулятора барабанного типа, изготовленного из свар-
ных обечаек (материал — сталь типа СтЗ), с учетом концентрации напряжений, не
должны превышать 30 МПа.
Бандажи для барабанов диаметром 4...4,5 м изготавливают из стали 25, 35,45 ли-
тыми или коваными. Они рассчитываются на прочность при изгибе и на допустимые
контактные напряжения. Нагруженный бандаж— статически неопределимая коне-
286
ГЛАВА 4
Рис. 43.10. Свободно надетый бандаж: а — схема нагружения, б — эпюра изгибающих мо-
ментов
трукция под действием распределенной нагрузки q = 2Pcos a/(nR), в случае свобод-
но надетого бандажа (рис. 4.3.10) и q = Р/(2л7?) — д ля жестко скрепленного с корпусом
бандажа (рис. 4.3.11). На этих же рисунках приведены эпюры изгибающих моментов,
максимальное значение которых, используемое в расчетах, будет равно: для свободно
надетого бандажа = 0,063 3 PR, для жестко скрепленного = 0,085 7 PR. Здесь
Р— реакция в опоре, R — средний радиус бандажа.
Допустимые напряжения выбирают с учетом знакопеременного цикла нагруже-
ния. Контактные напряжения ак определяют по формуле Г. Герца для материалов
с одинаковым модулем упругости Е.
° = °’418/Р£д'Дд^-
Здесь Лиг— наружные радиусы бандажа и ролика, В— ширина бандажа. Расчетные
значения стк не должны превышал ь допускаемых [ст]к Для бандажей и роликов из стали
25,35. 45 рекомендуют следующие значения [ст]к: соотвсгственно 400,500,600 МПа.
Упорные ролики. Для реализации качения упорного ролика по скошенной боковой
поверхности бандажа без проскальзывания вершина конической поверхности роли-
Рис. 43.11. Жестко закрепленный бандаж: а — схема нагружения, б — эпюра изгибающих
моменте»**
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
287
'47//////
Рис. 4.3.12. Схема действия сил
ка должна находиться на оси барабана (рис. 4.3.12).
Если упорный ролик удерживает барабан от спол-
зания с опорных роликов, то нагрузка А, действу-
ющая на него, являе гея осевой составляющей силы
тяжести G наклонно расположенного барабана:
А = G sin а. Сила Т¥ нормальная к боковой по-
верхности ролика:
Т2 = ?l/cos(y/2); здесь у — угол при верши-
не конуса (у/2 = arctg Jyp/Dcp, где Jyp— средний
диаметр упорного ролика, — диаметр бандажа
в месте его касания середины ширины упорного
ролика).
Упорный ролик рассчитывают на контактные
напряжения по формуле
на упорный ролик
/ Т F
0- = 0,418 /---7--------7--г ,
где й— высота упорного ролика.
Рекомендации по выбору [о] к приведены выше.
Расчет остальных узлов грануляторов элемен гарен и в комментариях не нуждается.
Тарельчатые (дисковые) грануляторы. Рабочим органом тарельчатого грануля-
тора является вращающийся диск с борт ами, ось вращения которого наклонена под
углом 45-65° к горизонту и может изменяться в процессе эксплуатации. В химичес-
кой промы тленности диаметр диска гранулятора доегш аег 4,5 м. Исходный матери-
ал подается на диск, вовлекается в циркуляцию (подъем без взаимного перемещения
и скатывание по свободной поверхности диска), в процессе которой материал увлаж-
няв! ся из форсунок, агломерируется и под действием массовых и центробежных сил
формируется в i ранулы.
Слой поднимающегося материала представляет собой цилиндрическое копыто, на
поверхности которого в результате сегрегации оказываются готовые крупные гранулы,
идущие через борт па выгрузку. Таким образом, выход товарной фракции у i аре. 1ьчато-
го гранулятора выше, чем у барабанных, но для тарельчатых грануляторов требуются
большие объемы помещения, а трудность соблюсти экологические требования из-за
пылеуноса (трудности герметизации) ограничивает их широкое распространение в хи-
мической промышленности. Тарельчатые грануляторы широко используются в произ-
водстве железорудных концентратов, где диаметр диска достигает 7,5 метров.
Установлено, что площадь поверхности тарелки, необходимая для получения 1 т
продукта в 1 ч, должна быть равной 1,1—1,3 м2.
Тарельчатый гранулятор (рис. 4.3.13) состоит из наклонно расположенного вра-
щающегося диска 1, вал которою закреплен в опорной раме 6, представляющей со-
бой жесткую сварную конструкцию. Привод тарелки осуществляется от электродви-
гателя 3, расположенного на передвижной плите, через клиноременную передачу,
редуктор 4 и коническое колесо 10.
К центральной стойке гранулятора крепятся кронштейны с прикрепленными
к ним ножами 7 для очистки дна и бортов гарелки. Угол тарелки изменяется с помо-
щью регулятора угла наклона 5. Материал на гранулирование подается через течку 2,
288
ГЛАВА 4
Рис. 43.13. Тарельчатый гранулятор: / — диск, 2 — течка, 3 — электродвигатель, 4 — ре-
дуктор, 5 — регулятор угла наклона, 6—опорная рама, 7 — нож, 8 — зонт, 9—распределитель,
10— коническое колесо
Рис. 43.14. Механизмы вращения и изменения
угла наклона тарельчатого гранулятора
жидкие компоненты через распреде-
лит ель 9, для удаления пыли пред
назначен зонт 8. На рис. 4.3.14 дан
чертеж механизмов вращения и из-
менения угла наклона тарельчатого
гранулятора диаме гром 2 метра.
Механические расчеты тарельча-
тых грануляторов не представляют
трудности, а технологические носят
характер обработки эксперименталь-
ных данных.
К грануляторам окатывания мож-
но отнести машины с неподвижным
цилиндрическим корпусом (верти-
кальные и горизонтальные), в кото-
рых перекатыва!ше t ранул осущест-
вляется лопастями, насаженными на
цен тральный быстровращающийся вал. Машины оказались энергоемки и широкого
применения в многотоннажном производстве не нашли.
4.3.3. Прессы и таблеточные машины
Прессы. Основные понятия. Первые промышленные механические винтовые
прессы появились в XV-XVI веках в маслоделии, виноделии. печатном и переплет-
ном деле. Позже эти машины стали применять в обработке металлов давлетшем (че-
канка монет). В XIX веке массовыми машинами для обработки материалов давлени-
ем становятся гидравлические прессы.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
289
Гидравлический пресс — машина статического (неударного) действия, предна-
значенная для обработки материала давлением с гидравлическим приводом рабочих
органов.
Гидравлические прессы широко распространены в различных отраслях народно-
го хозяйства, они отличаются от прессов других типов широким диапазоном усилия
прессования (крупнейший пресс в РФ развиваем усилие до 750 МН), легкостью регу-
лировки величины усилия и скорост и, возможностью длительной зыдержки прессу-
емого материала под давлением.
Основные элементы гидравлического пресса (рис. 4.3.15)— станина I с направ-
ляющими для ползуна (поперечины, подвижной траверсы) 3, неподвижный стол 2,
гидроцилиндр 4. Кроме того, пресс имеет инструмент (пресс-инструмент), подвиж-
ные части которого крепятся к ползуну, а неподвижные — к столу, систему управле-
шгя и, в общем случае, систему механизации загрузки-разгрузки.
Пршпщп действия пресса заключается в том, что после за1рузки прессуемого
материала в неподвижную часть пресс-инструмента (в разомкнутом положении) при
помощи гидроципдра ползун с подвижной частью пресс-инструмента совершает
поступательное перемещение в направлении к столу, происходит смыкание частей
инструмента и прессование материала. Прессование может быть холодным или го-
рячим. В последнем случае пресс-инструмент имеет обогрев в том или ином конс-
труктивном оформлении. После окончания прессования ползун получает обратное
перемещение, происходит размыкание пресс-инструмента. Отпрессованное изделие
извлекается из пресс-формы.
Перемещение ползуна с закреплешгьтм в нем инструметгтом (рабочим органом)
осуществляется основным (рабочим) гидроцилиндром. Помимо основного гщфоци-
линдра пресс может быть оборудован и вспомогательными — возвратными (ретурны-
ми')— в тех случаях, когда основной цилиндр выполнен как ци.'пшдр простого дейс-
твия, и выталкивающими — для удаления отпрессованных изделий из пресс-формы.
По расположению оси перемещения ползуна
различают прессы вертикальные, горизонтальные
и наклонные. По конструкции основного несуще-
го элемента— станины — прессы бывают рам-
ные, колонные и одностоечные (челюстттые).
В рамных прессах (см. рис. 4.3.15) станина
пресса состоит из двух или нескольких рам,
выполненных сварными из прокатного лис-
та. соединенных между собой поперечинами
и стяжками.
Колонные прессы (рис. 4.3.16) обычно ис-
пользуются при больших усилиях прессова-
ния. Прессы могут быть четырех- и много-
колонными; двухколонные конструкции чаще
всего используются в лабораторных прессах.
Одностоечный (челюстной/ пресс (рис. 4.3.17)
обеспечивает доступ к инструменту и изделию с трех сторон, что позволяет выпол-
нять различные технологические операции с длишюмерггыми и бесконечными (коль-
цевого типа) изделиями.
Рис. 43.15. Пресс гидравлический
рамный / — станина, 2 — неподвиж-
ный стол, 3 — направляющие для пол-
зуна, 4 — гидро дил ин др
290
ГЛАВА 4
Рис. 43.16. Пресс гидравлический
колонный
В зависимости от расположения основного
гидроцилиндра различают прессы с верхним
и нижним цилиндром.
Прессы с нижним рабочим цилиндром (ци-
линдрами) используются преимуществешю
для прессования листовых изделий и поли-
мерных изделий в съемных формах, обычно
в этажных прессах.
Гидравлические прессы могут иметь ин-
дивидуальный или группивой привод. При
индивидуальном гидроприводе пресс под-
соединяется к автономному гидроагрегату,
а при групповом— к магистрали от цеховой
(заводской) насосно-аккумуляторной станции.
Параметры прессов химических произ-
водств отвечают требованиям ГОСТ 8200 «Прессы гидравлические для пластмасс»
и ГОСТ 11997 «Прессы гидравлические вулканизационные».
Рис. 43.17. Пресс гидравлический
одностоечный
Главные параметры гидравлического пресса, в совокупности определяющие его
технические и конструктивные особенности: номинальное усилие Р, ход 5 и ско-
рость V движения ползуна, наибольшее рас-
стояние между столом и ползуном Н, размеры
стола: длина L, ширина В (см. рис. 4.3.15).
Основные узлы пресса. Цилиндр
пресса — исполнительный механизм гид-
равлического привода. Это отве гсгвешгый эле-
мент конст рукции пресса, находящийся в слож-
ных условиях нагружения.
Цилиндры выполняются из стали 35Л ли-
тыми (при рабочих давлениях жидкости не
выше 32 МПа) или коваными из углеродистых
или низколегированных сталей.
По конструкции цилиндры могу бьп ь глу-
хими и сквозными. Глухой цилиндр (рис. 4.3.18)
имеет днище, оно может быть приварным
(в Атласе конструкций у рамного и колонного
прессов именно такие цилиндры). При боль-
шой толщине ci епки в последнем случае ис-
пользуется электрошлаковая сварка Поковки для цилиндров перед механической
обработкой подвергают нормализации для снятия остаточных напряжений. Глухие
цилиндры выполняют по 3 классу точности при шероховатости поверхности, соот-
ветс гвующей 4-6 классам по ГОСТ 2789.
Сквозной цилиндр имеет съемное днище, которое соединяется с корпусом разрез-
ной кольцевой шпонкой (рис. 4.3.19) или резьбой.
Сквозные цилиндры выполняю! по 2—3 классам точности, при шероховагосги по-
верхности — по 7-8 классам.
Гидравлические цилиндры должны выполняться в соответствии clOCT 16514
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
291
Рис. 4.3.18. Гидроцилиндр с глухим дни-
щем: 1 — цилиндр, 2 — плунжер, 3 — направ-
ляющая втулка, 4 — шевронное уплотнение,
5 — нажимная втулка
Рис. 4.3.19. Гидроцилицдр со сквозным
днищем: / — фланец, 2 — корпус цилиндра,
3— шток, 4— шпонка, 5— днище, 6 —
поршень
«Гидроприводы объемные. Цилиндры гидравлические. Общие технические требо-
вания».
Крепление цилиндра к станине обычно осуществляют при помощи фланца
(см. рис. 4.3.19) или резьбовым кольцом-гайкой при малом диаметре цилиндра,
реже — опиранием на дно (см. рис. 4.3.18).
Для снижения коррозии цилиндров тех прессов, которые работают на воде или
эмульсии, внутренние поверхности цилиндров предпочтительно хромировать.
Плунжеры прессов выполняются простыми (см. рис. 4.3.18) или дифферен-
циальными (см. рис. 4.3.19). В последнем случае прямой и обратный ходы плунжера
или поршня со штоком осуществляют подачей рабочей жидкост и под давлением со-
ответствен но в рабочую или штоковую полос ги цилиндра.
При проектировании гидравлических цилиндров по заданному номинальному (ра-
бочему) давлению жидкости р и усилию прессования Р рассчитывается диаметр плун-
жера D. Рабочее и пробное давление жидкости, диаметр плунжера и ппика, ход плунже-
ра (ползуна) должны бьпь согласованы с параметрами, устанавливаемыми ГОСТ 6540
«Цилиндры гидравлические и пневматические». В частности, для гидроцилиндров уста-
новлен ряд давлетшй 2,5; 6,3; 10; 16; 25; 32; 40; 50 и 63 МТ Та Расчет диаметра n.iyi гжера
(поршня) выполняется по условию равновесия, которое в общем случае имеет вид:
р^- = р + Zr±ZG +
где — сумма сил сопрот мелений в уплотнениях плунжера (поршня, штока); —
сумма сил тяжести всех подвижных элементов (при вертикальном расположении ци-
линдра); — суммарное сопротивление противодавления в штоковой полости,
а также в других цилиндрах, ко горыми оснащен пресс.
Сила трения в манжетных уплотнениях (МН)
Т = nDhpp,
292
ГЛАВА 4
где D—диаметр плунжера или пп ока, м; h — высота рабочей части манжеты, м; р — ко-
эффициент трения материала резино-тканевой манжеты по материалу плунжера (штока).
Сила трения в поршневых кольцах (МН)
Т= nbDp(npK + р),
где b — ширина поршневого кольца, м; D — диаметр цилиндра, м; и — число порш
певых колец (выбирается в зависимости от диаметра цилиндра и рабочего давления
жидкости); рк = (6...9)10 2 МПа — давление кольца на стенку цилиндра, обусловлен-
ное предварительной упругой деформацией кольца при монтаже, р = 0,07...0,15 — ко-
эффициент зрения для чугунного поршневого кольца по стальной гильзе цилиндра.
Расчеты на прочность гидроцилиндров. Гидравлические цилиндры рассчиты-
ваюзея па прочность как толстостенные сосуды, находящиеся под внутрешптм дав-
лением. Обычно к толстостенным сосудам относят такие, для которых коэффициент
толстостениости
Р = % — 1,3,
где Dn и D — соответственно наружный и внутренний диаметры цилиндра.
Существует несколько методов расчета на прочность гидравлических цилиндров
прессов, в зависимости оз количества циклов нагружения N цилиндра за срок экс-
плуатации.
При А^< 1000 расчет толщины стенки цилиндра $р ведется по предельному состо-
янию
sp = 0,5 D(0 — 1),
где расчезный коэффициент толст остен нести
/3 = ехры?'
Расчез ное давление жидкости в цилиндре обычно принимается paei 1ым рабочему
давлению/>, допускаемое напряжение определяется из выражения
г 1 • /сг, &т или аог\
1СТ| = m,n • »г )•
где иот— соответственно пределы прочности и текучести того конструкционного
материала, из которого выполнен цилиндр; о02 — минимальное значение условного пре-
дела текучести; пв = 2,4 и пт = 1,5 — коэффициен гы запаса прочности по времешюму
сопротивлению и пределу текучести; <р—коэффициент прочности сварного шва.
Прн 103 < N < 5-105 расчез выполняется по нормам и методам расчета на про-
чность сосудов при мал о цикл о вых нагрузках (I ОСТ 25859). В стандартах приводят-
ся область применения расчетных формул, циклы нагружения, условия проверки на
малоцикловую прочность, расчетные формулы, характерные значения коэффициен-
тов, учигывающих тип сварных соединений и местные напряжения.
При 7V> 5'10* расчет на усталостную прочность ведется обычными методами со-
противления ма гериалов.
При проведении расчетов на прочность с учетом циклической нагрузки при лю-
бом jV> 1000 предварительно определяются iспряжения для проверяемого узла в ря-
де точек каждого элемента на внутренней и наружной поверхности оболочки в трех
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
293
направлениях и рассчитывается амплитуда напряжений с учетом эффективного коэф-
фициенга котщен грации напряжений к2.
Значения напряжений для цилиндра рассчитываются по изложенной далее ме-
тодике, основанной на теории толстостенных труб, нагруженных равномерно рас-
пределенным по их длине давлением и работающих в пределах упругих деформаций
(задача Ламе).
В том случае, когда цилиндр опирается на фланец, имеет место сложное напря-
жешгое состояние, определяемое в каждой гочке радиальным сг, тацгецциальцьтм
(окружным) ot и осевым о* напряжениями. Если цилиндр нагружен внутренним
давлением р, то максимальные напряжештя будут в точках, находящихся на внутрен-
ней его поверхности, причем
^rmax Р >
Для стальных цилиндров оценка эквивалентного напряжения производится по
энергетической теории прочности, что дает
+ (<*, - Ог)! + (<Л - ^г)2].
или, если поставить условие равенства максимального эквивалентного напряжения
допускаемому, т. е.
ст„
Э max
= [*],
то после подстановки приведенных значений <7 , & получим формулу для
расчета наружного диаметра цилиндра
D - D
73р
Исполнительное значение диаметра Dn выбирается с учетом припуска на обра-
ботку и конструктивных особешюстей узла, в частности его сопряжения с опорной
поверхностью.
Для цилиндра, опирающегося на дно, осевое напряжение ог = 0; при известных зна-
чениях напряжений ст и ст наружный диаметр его определяется выражен нем
D = D
/ [а]' - зР>
Допускаемые напряжения принимаются: для кованых цилиндров, выполненных
из стали 35 [а] = 100... 120 МПа, из стали 45 [ст] = 125... 135 МПа, для литых цилиндров
из стали 35Л [ст] = 80...95 МПа.
Плоское днище с плавным переходом выполняется толщиной $
s, = (1,25...2,5)5,
где 5 = (Du - D)!2.
294
ГЛАВА 4
Станина. Расчет на прочность рамы. В промышленности широко используют-
ся двухстоечные рамные прессы с одним рабочим цилиндром. Прессование материа-
лов осуществляется в пресс-формах, стационарно закрепленных на столе пресса. Это
обеспечи вает симметричное нагружение рамы пресса относительно его вертикальной
оси. Конструкция рамы пресса с характерными сечениями показана на листе «Пресс
гидравлический рамный. Рама» атласа конструкций «Машины и аппараты химичес-
ких производств». Возможны и другие формы сечений стоек и поперечин.
Расчетная схема представляет собой плоскую, дважды статически неопредели-
мую прямоугольную раму, размеры сторон которой соответствуют расстояниям меж-
ду осями стоек поперечин. Для раскрытия статической неопределимоеги используют
каноническое уравнение по методу сил. «Разрезают» верхнюю поперечину рамы на
оси симметрии. После определения неизвестных момента и силы рассчитывают мак-
симальные нормальные напряжения в стойках и поперечинах, сравнивают с допуска-
емыми. Обычно для стали СтЗсп [<т]=12О...13О МПа.
Особенности расчета на прочность станины колонного пресса. 11о рассмот
репной выше расчетной схеме в виде плоской прямоугольной рамы могут рассчи-
тываться станины двух- и четырехколонных прессов, хотя последние, в принципе,
представляют собой пространственные, статически неопределимые системы. В тех
случаях, когда жесткость колонн на два и более порядка меньше жесткости верхней
и нижней поперечин, можно принимать, что колонны подвергаются простому растя-
жению, расчетная схема значительно упрощается.
Методика расчета сохраггяется той, которая изложена выше. Колошгы выполня-
ются из качественной конструкционной стали 45, 40Х или из углеродистой стали
Ст5. Резьбовая часть колонны рассчитывается с учетом затяжки гайки, обеспечива
ющей пераскрытие стыка с поперечиной.
Таблеточные машины. Таблетирование, одна из методик процесса прессовагшя,
имеет целью получение компактных изделий или полуфабрикатов в виде таблеток
или брикетов из сыпучих или волокнистых материалов.
Таблетирование в химической промышленности широко применяется в процес-
сах переработки пластмасс, при изготовлении катализаторов, асборезиновых изде-
лии, продуктов бытовой химии, некоторых удобрений и т. д.
Кроме химической промышленности, таблетирова ime широко применяется в хи-
мико-фармацевтической, пищевой, электроуголыюй промышленности, при произ-
водстве керамики, в порошковой металлургии и т. д.
Так же как и при гранулировании, готовый продукт — таблетки (брикеты) — ис-
пользуется как товарный продукт производства (катапизаторные кольца, бытовая хи-
мия, медицинские препараты и т. д.), либо как промежуточный полупродукт, который
подвергается последующей переработке. В первом случае таблеточные машины, как
машины автоматы, резко увеличивают количество продукции, производимой в еди-
ницу времени, за счет снижения времени затрачиваемого па вспомогательные опера
ции: снижают себестоимость, улучшают качество готовых изделий и т. д. Здесь же
надо отметить, что таблеточные машины могут изготавливать одновременно изделия
различной конфигурации. Во втором случае преимущества таблетированного мате-
риала перед сыпучим аналогичны преимуществам гранулированного плюс решение
важной проблемы дозирования, т. к. таблегка-полуфабрикаг позволяет организовать
в последующих стадиях процесса безотходную технологию производства.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
295
Единой теории механизма связывания исходных часгиц в таблетку не существует
из-за разнообразия составов таблетируемого материала. Так, таблетирование с исполь-
зованием связующего может быть описано мехашпмом А (рис. 4.3.1), но в процессах
таблетирования (брике гиров гния) прочность мало зависи г от размера исходных частиц,
так как высокое давление способствует гомогенизации исходных смесей, уменьшению
пористости и, как следствие, уменьшению количества связующего. Для прессовок без
связующего, например металлических порошков, механизм сцепления объясняется ме-
ханическим сцеплением, электростатическими силами и силами трения.
По характеру взаимодействия рабочих органов и объектов обработки таблеточ-
ные машины относятся к машинным агрегатам, в которых осуществляется прерыв-
но-операцио1шые (дискретные) технологические процессы. Сложность операций, из
которых состоит технологический процесс, определяет конструкцию исполнитель-
ных органов таблеточной машины, кинематическую схему и общую компоновку.
Для классификации машин-автоматов, к которым относятся таблеточные маши-
ны, используют предложенную Л.Н. Кошкиным градацию на четыре класса по ха-
рактеру соотношения технологического и транспортного движения исполнительного
органа и объект а обработки.
К машинам I класса по этой классификации относятся те, в которых исполнитель-
ный орган машины выполняет операции при неподвижном объекте обработки (транс-
портное движение объекта обработки отсутствует). Таким образом, транспортные
и рабочие перемещения находятся в противоречии, каждое из них занимает опреде-
лешюе место в балансе времени, составляющем технологический, а также и рабочий
цикл Т машины, что приводит к ограничению возможности повышать производи-
тельность агрегата.
Машины этою класса применяют для производства штучной продукции: к ним
относятся различно о типа гидравлические и кривошипные (эксцентриковые) табле-
точные машины, литьевые машины для переработки полимерных материалов, упако
вечные машины и пр. Большинство этих машин — автоматы и полуавтоматы.
В машинах II класса для осуществления технологического процесса необходи-
мо обеспечить заданные значения скоростей вспомогательных органов по величине
и направлению. Обычно транспортное движение объекта обработки совпадает с ра-
бочим движением исполнительного органа машины. Оги машиггы служат для выпус-
ка как штучной, так и нештучпой продукции; их производительность определяется
величиной оптима-шной скорости выполнения рабочей операции.
К машинам такого класса относятся, например, вальцы, червячные прессы в про-
изводстве керамических материалов и переработке пластмасс, оплеточные машины ка-
бельного производства и пр. Некоторые из этих машин — автоматического действия.
В машинах III класса скорость транспортного перемещения объекта обработки не
зависит от скорости рабочего перемещения исполнителыюго органа машины. Это поз-
воляет теоретически получить сколь угодно высокую производительность агрегата.
К машинам этого класса относятся роторные таблеточные машины, прессы ро-
торные для производства кирпича и других керамических материалов.
Наконец, в машинах IVкласса рабочие перемещения исполнителыюго органа во-
обще отсутствуют, осуществляется лишь транспорт ное перемещение объекта обра-
ботки. Машина, по сути дела, вырождается в аппарат, в котором ведутся, например,
процессы химической и тепловой обработки, намагничивание, пропитки и т. д.
296
ГЛАВА 4
Таблеточные машины он носятся к I и 1П классу.
Кривошипная таблеточная машина. Таблеточные кривошипные (эксцентрико-
вые) машины-автоматы с жесткой программой относятся к машинам 1 класса. Они
предназначены для производства штучной продукции (гранспортное движение не-
совместимо с выполнением рабочих операций).
Эти машины применяются при переработке термореактивных композиций (элек-
троугольные изделия, пластмассы), в химико-фармацевтической промышленности
(лекарственные средства), в производстве металлокерамических изделий и т. д. Таб-
ле гирование позволяет получить из порошка компактную таблетку определенной
массы и прочности. Процесс состоит из четырех операций: объемного дозирования
порошка в матрицу, прессования порошка с образованием таблетки, выталкивания
таблетки из матрицы и перемещения ее в тару. Точность дозирования в таблеточных
машинах — до 2 % от массы дозы.
Технологический процесс таблетирования начинается с операции дозирования
(рис. 4.3.20), при выполнении которой башмак 1 пигателя-дозатора находится над
матрицей 2, установленной в столе пресса. Глубина Н заполнения матрицы опреде-
ляется положением нижнего пуансона 4. Затем башмак питателя-дозатора отводится
в сторону, а верхний пуансон 3, перемещающийся вертикально, осуществляет прес-
сование порошка. Конечная высота таблетки Л; если нижний пуансон при прессова-
нии не перемещается, то пут ь верхнего пуансона в матрице Н—h. В неко горых таб-
леточных машинах перед прессованием нижний пуансон немного смещается вниз,
чтобы не происходило «выплескивания» порошка из матрицы при входе в нее верх-
него пуансона.
Дозирование сыпучего материала (отделение дозы порошка от остальной его мас-
сы) следует отнести к основным операциям, т. е происходящим при контакте объекта
обработки с исполнительным органом по поверхности; аналогично классифицирует-
ся и операция прессования.
Выталкивание габлстки из матрицы в рассматриваемой машине осуществляется
вверх до уровня поверхности стола с помощью нижнего пуансона 4. При очередном
перемещении в позицию дозирования башмак питателя-дозатора передней кромкой
Рис. 4,3.20. Операции технологического процесса таблетирования: а — дозирование по-
рошка / перемещение таблетки; б— прессование порошка, в— выталкивание таблетки; / —
башмак, 2 — матрица, 3 — верхний пуансон, 4 — шокшш пуансон
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
297
перемешает таблетку, вытолкнутую из
матрицы, по поверхности стола на на-
клонный лоюк, который направляет ее
в тару.
Операция выталкивания—вспомога-
тельная; перемещетпте габлетки — также
вспомогательная операция.
Опускание нижнего пуансона и за-
полнение матрицы следующей дозой по-
рошка начинается только после того, как
башмак перекроет отверстие матрицы.
Это позволяет снизить разброс массы
таблеток при дозировании
Кривошипная таблеточная машина
(рис. 4.3.21) имеет следующее устрой-
ство: на станине 1 установлен корпус 4
машины, в котором размешены все ис-
полнительные механизмы. От электро-
двигателя 2 при помощи клиноремен-
ной передачи 3 вращение передается
шкиву маховику 5, установленному на
промежуточном валу; последний через
зубчатую передачу приводит во враще-
ние распределительный вал — главный
вал машины.
На главном ваип; закреплены криво-
шип — ведущее звено кривошипно-ползунного механизма прессования 7, и кулачки —
Рис. 4.3.21. Кривошипная таблеточная
машина: /— станина, 2— электродвига-
тель, 3 — клинорсмсн! [ая передача, 4 — кор-
пус, 5— шкив, 6— питатель-дозатор, 7—
кривошипно-ползунный механизм прессова-
ния, 8— коромысло механизма дозировашш,
9 — башмак питателя-дозатора, 10 — лоток,
// — подставка д ля тары
ведущие звенья механизмов дозирования и выталкивания.
Механизм дозирования состоит из кулачка, от которого приводится коромысло 8
рычажной кипемат ической цепи; ведомое звено этой цепи — питатель-дозатор 6 с баш
маком 9 совершает возвратно-поступательное движение над поверхностью стола.
Вылолкнулая на поверхность сюда таблетка перемещается башмаком 9 на на-
клонный лоток /0, а оттуда — в тару, устанавливаемую на подставку 11.
В кривошипно-ползунном механизме прессования (рис. 4.3.22) предусмотрена
регулировка длины шатуна, что позволяет менять глубину захода верхнего пуансона
в матрицу, т. е. степень уплотнения порошка при прессовании. С этой целью в кор-
пусе шатуна 3 установлена эксцентриковая втулка 5, которая может поворачиваться
относительно корпуса шатуна при помощи червяка 4. Распределительный вал 1 об-
разует с эксцентриковой втулкой вращательную цилиндрическую кинематическую
пару. Другим шарниром шатун соединен с ползуном 7, в котором закреплен толкатель
верхнего пуансона 9. При повороте втулки 5 изменяется нижнее крайнее положение
ползуна 7. Дисковые пазовые кулачки механизмов выталкивания и дозирования конс-
труктивно объединены в одну деталь 2 (см. рис. 4.3.22). Механизм выталкивания со-
стоит из кулачка 2 и штанги толкателя 8, тта одном конце которой закреплен ролик 6,
а на друюм — вилка 16. При подъеме штанги вилка 16, охватывающая проточку
корпуса 14 нижнего пуансона 13, поднимает его вверх, осуществляя выталкивание
298
ГЛАВА 4
Рис. 4.3.22. Распределительный вал и исполнительные механизмы кривошипной табле-
точной машины: / — распределительный вал, 2—кулачки механизмов выталкивания и дози-
рования, 3 — шатун механизма прессования, 4— червяк, 5— эксцентриковая втулка. 6— ро-
лик, 7 — ползун, 8 — штанга, 9 — верхний пуансон, 10 — ворошители, // — зубчатое колесо,
12—рейка, 13— нижний пуансон, 14—корпус пуансона, 15 — регулировочная гайка, 16 — вил-
ка, /7 — матрица
таблетки из матрицы 17. Нижнее положение пуансона 13 регулируется винтовым ме-
ханизмом; при повороте гайки 15 изменяется по высоте положение нижнего пуансона
и, следовательно, глубина заполнения матрицы 17.
Башмак механизма дозирования имеет ворошители 10, которые предупреждают
сводообразование порошка и способствуют подаче его в матрицу. Вращение вороши-
телям передается от зубчатого колеса 11, сцепленного с неподвижной рейкой 12.
Номенклатура кривошипных таблеточных машин велика, что объясняется ис-
пользованием их для таблетирования множества материалов. Диапазон размеров габ-
легок по диаметру— от 12 мм до 100 мм, при усилиях прессования от 20 кН до 1 МН
и производительности от 1000 до 5000 шт./ч.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
299
Преимущество кривошипных таблеточных машин состоит в надежности и про-
стоте конструкции, быстрой и несложной переналадке пресс-инс грумент а при пере-
ходе на выпуск других изделий.
К недостаткам нужно отнести низкий коэффициент полезного действия Ц/ = 0,35—0,6),
что объясняется потерями на трение при больших усилиях в кинематических парах.
Технологический расчет. Основная зависимость, необходимая для расчета про-
цесса таблетирования,— связь между плотностью полученной таблетки р и давле-
нием прессования р.
Теоретический закон не выведен, и существует более 100 математических зави-
симостей р = f(p), привязанных к определенным группам прессуемых материалов
и работающих при наличии некоторых экспериментальных констант прессования.
Наиболее универсальные уравнения: степенная зависимость Смита и экспоненци-
альная Кунина—Юрченко:
где рп— начальная плотность порошка; р— условная предельная плотность по-
рошка; А, а, а — экспериментальные константы для прессуемых материалов.
Теоретическая производительность
QT = 3600 шт./ч,
I уч
1 р
где т — число гнезд в пресс-инет рументе; Т— время рабочего (выпускного) цик-
ла, ч; — число потоков.
Фактическая производительность Q
Q<t> ~ Qt, шт./ч.
Коэффициент использования А*и = А“тн + К , где Ктн— коэффициент, учи-
тывающий простои по техническим причинам: износ и замену инструмента, ремонт
оборудования, налц.1ку, настройку, техническое обслуживание и т. д.; К н, — коэффи-
циент, учитывающий простои от брака, вследствие некондиционных прессуемых ма-
териалов, неудовлетворительной организации работы и т. д.
Энергетические расчеты. При наличии экспериментально подтвержденной за-
висимости р = Др) можно найти работу прессования
Av = т
где т — масса таблетки, р — конечная плотность таблетки.
Для определения работы при выталкивании таблетки А^ вначале определяют
силу выталкивания
= л • D • h • т .
выт’
где h, D — высота и диаметр таблетки, м; г — удельная сила трения при выталки-
вании (экспериментальная величина), На.
300
ГЛАВА 4
1огда
где S — ход таблетки внутри матрицы при выпрессовке, м.
Мощность двигателя N кривошипной таблеточной машины, Вт:
Z \ /1_ + >4
JV„ = (1,2...1,4)
где Г — время рабочего цикла; Г = t ++ t*. Здесь tx — время прессования,
выталкивания и холостого хода.
Роторная таблеточная машина. Производительность роторных т абле точных
машин доегшает 250-103 пгпч, чем объясняется их широкое использование в хими-
ческой и химико-фармацевтической промышленности. Роторные таблеточные маши-
ны — агрегаты непрерывного действия, в которых все технологические операции
процесса таблетирования (дозирование, прессование, выталкивание) выполняются
одновременно несколькими (до 41) комплектами пресс-инструмента, расположенных
по окружности ротора.
Роторные таблеточные машины выпускаются как однократного действия, так
и многократного: одно-, двух-, трех- и чет ырехкратного (число потоков, w). У машин
однокрасного действия пресс-инструмент за один оборот формирует только одну таб-
летку, у многократного — больше.
Максимальный диаметр таблеток, изготавливаемых на этих машинах, досгигает
30 мм, а усилие прессования — 150 кН.
Роторная таблегочпая машина (рис. 4.3.23) относи гея к Ш классу, с жесткой про-
граммой, многопозиционная, прессование двухстороннее, симметричное, с копира-
Рис. 43.23. Роторная таблеточная машина: / — станина, 2 — нижняя плита 3 — верхняя
плита. 4 — колонна, 5 — главный вал, 6 — ротор, 7 — бункер, 8,9 — заслонки, /О — приемник,
11 — ворошитель, 12— вал ворошителя, 13 — зубчатое колесо, 14— червячное колесо, 15 —
фрикционная муфта, 16—лоток, 17, 18 — боковые ролики, 19—торцовый ролик
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
301
ми; машина однократного действия. Для предохранения от перегрузки в цепь элект-
родвигателя включается 1епловое реле и реле максимального тока.
Таблеточная машина имеет литую станину 7, внутри которой размещены зуб-
чагый и червячный редукторы и фрикционная муфта 75. К с ганине прикреплена
нижняя плита 2, соединенная пятью колоннами 4 с верхней плитой 3. Червячное
колесо 14 редуктора закреплено на главном валу 5, который приводит во вращение
ротор 6. Пресс-порошок загружается в бункер 7, заслонка 8 последнего служит для
перекрытия подачи порошка в приемник 10, а заслонка 9— для удаления порошка
из приемника после остановки машины. В приемнике порошка расположен вороши-
тель 77, вал 72 которого приводится во вращение от главного вала посредством трех
зубчатых колес 13. Машина имеет штурвалы для регулирования объема порошка, за-
сыпаемого в матрицу при дозировании, для изменения усилия таблетирования, для
ручного проворота ротора машины с холостого хода па рабочий. Готовые таблетки по
перфорированному лотку 16 направляются в приемник.
Ротор таблеточной машины состоит из трех поясов, по окружности которых рас-
положено 15 комплект ов пресс-инструмента: матрицы в среднем поясе, а в направ-
ляющих верхнего и нижнего поясов— соответственно верхние и нижние толкатели
с пуансог гами. При вращении рогора толкатели имеют переносное вращательное дви-
жение вместе с ротором и за счет набегания роликов на неподвижные копиры-кулач-
ки (горки) — еще и вертикальные движения относительно рот ора.
Принудительное перемещение толкателей обеспечивается неподвижными кулач-
ками (копирами), воздействующими на боковой ролик 77 толкателя. Для предотвра-
щения проворачивания ползуна в направляющей на той же оси находится ролик, пе-
ремещающийся в пазу ротора. Торцовые ролики являются прессующими.
В рассмотренной машине реализовано качение толкателей по копирам, но сущес-
твуют роторные таблеточные машины, в которых толкатели скользят (трение сколь-
жения) по копирам. Несмотря па очевидный бол мной износ у последних копструк-
гцгй, они конкурируют с роликовыми из-за простоты изготовления.
В современных машинах часто реализуется замена копира прессующими ролика-
ми, опирающимися на компенсатор усилии: пружину или плунжер гидроцилиндра.
Здесь же падо отметить, что усилие прессования лимитируется величиной кон-
тактных напряжений, возникающих между толкателями и копирами или прессующи-
ми роликами и толкагелями.
Технологические расчеты. Основным результатом расчетов является теорети-
ческая производит ельность Qt и время рабочего цикла Г
QT = 3600—, шт./ч,
1 р
Т = 60/л • и • w,
р ’
где т — гпездность пресс-инструмента, w— число потоков, п — чае гот а вращения
ротора, об/мин, и — число позиций ротора (число комплектов пресс-инструмента).
Фактическая производительность
Статистические дашгые дают значения коэффициента использования для ротор-
ных таблеточных машин К = 0,83 ..0,95.
и ’ ’
302
ГЛАВА 4
Энергетические расчеты. Среднюю мощность двигателя привода рассчигы
вают как работу, затраченную на выполнение основных операций цикла таблетирова-
ния с учетом коэффициента полезного действия:
= (1,2-1,
где А^ А^и. — работа прессования и выталкивания (см. расчет для кривошипной
таблеточной машины); z/ = rt • z/2; гц — КПД перемещения механизма толкателя:
z/i = 0,7...0,8 — для механизма с копирами; z^ = 0,8...0,9 — для механизма с прессу-
ющим роликом, z/j — КПД привода ротора.
Гидравлическая таблеточная машина. Гидравлические таблеточные машины
применяются тогда, когда требуется изготовить крупные таблетки (брикеты) и соот-
ветственно необходимо большое давление прессования. Давление прессования в гид-
равлических таблеточных машинах легко и плавно регулируется, и возможна вы-
держка таблетки (брикета) под давлением. В гидравлических таблеточных машинах
пресс-и негру мент расположен горизонтально, что позволяет применять при дозиро-
вании метод с отсечкой дозы порошка, находящегося между торцами пуансонов.
На основании гидравлической таблеточной машины установлены две плиты —
поперечины передняя 1 и задняя 2, стянутые между собой двумя колоннами 3
(рис. 4.3.24). В передней поперечине установлен гидроцилиндр прессования 4,
к плунжеру 5 которого прикреплен прессующий пуансон 6. Неподвижный пуансон 7
прикреплен к задней поперечине. Колонны одновременно выполняют функцию на-
правляющих для бункера питателя 5, который несет матрицу; ее отверстие располо-
Рис. 4.3.24. Гидравлическая таблеточная машина: / — передняя плита, 2 — задняя плита,
3 — колонна, 4 — гидроцилиндр прессования, 5 — плунжер, 6—прессующий пуансон, 7 — нс-
подвижгтый пуансон, 8 — бункер, 9— гидроцилиндр перемещения, 10— винтовой механизм
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
303
жено соосно с пуансонами. Перемещение бункера шпателя и матрицы в осевом на-
правлении осуществляется с помощью двух гидроцилиндров 9 (на схеме показан
один), закрепленных в передней поперечине.
Для осуществления дозирования из исходного положения, показанного на схеме,
бункер-питатель вместе с матрицей перемещается влево таким образом, что опреде-
ленная доза сыпучего материала попадает в матрицу, оставаясь между торцами пуан-
сонов, которые при выполнении этой операции неподвижны.
Объем дозы определяется крайним правым положением прессующего пуансона,
которое может регулироваться винтовым механизмом 9.
При прессовании порошка рабочая жидкость подается под высоким давлением
в гидроцилиндр прессования, прессующий пуансон перемещается влево и сжимает
дозу порошка, находящуюся в матрице. Реактивное усилие передается с гидроцилин-
дра на переднюю поперечину и через колонны уравновешивается усилием, действу-
ющим на заднюю поперечину через неподвижный пуансон.
При прессовании положение матрицы не фиксируется, т. е. она может смещаться
под давлением сил трения, что позволяет получить эффект двухстороннего прессова-
ния. После окончания процесса прессования пуансон 6 отходит вправо, а бункер-пи-
татель 8 — до предельного положения влево, выталкивая таблетку из мат рицы. После
этого бункер-питатель возвращается в исходное — предельное правое — положение.
Важной особенностью гидравлических таблеточных машин является то, что все
операции таблетирования до момента выталкивания таблетки протекают в замкну-
том пространстве без контакта сыпучего материала с внешней средой. Это позволяет
при наличии надежных уплотнений и принятия специальных дополнительных мер
успешно таблетировать порошки с токсическими свойствами.
Для таблеток небольших, но требующих больших усилий прессования и выдерж-
ки используют многогнездный пресс-инструмент (т > 1).
Горизо]ггалъмое расположение пресс-инструмент а позволяет успешно применять
гидравлические таблеточные машины для прессования волокнистых материалов, при
этом точность дозирования достигается за счет прессования таблетки с высотой, за-
ведомо превышающей необходимую. Часть матрицы с готовой таблеткой совершает
возвратно-поступательное движение вверх-вниз и отсекает избыток материала, кого
рый остается в пресс-форме и участвует в следующем цикле прессования.
Гидропривод таблеточной машины бывает двух вариантов. Первый — ступенча-
1ый регулируемый привод, в котором применяют один насос высокой производитель-
ности и низкого давления —для быстрого перемещения рабочих органов при неболь-
ших силах полезных сопротивлений, и второй насос — высокого давления и малой
производительности — для прессования порошка на конечной стадии. Преимущес-
т во такой системы — в уменьшении длительности цикла прессования и в снижении
затрат энергии. Насосы обычно приводятся в действие от одного электродвигателя.
Второй вариант— устанавливается один насос высокой производительности
и низкого давления и гидравлический мультипликатор.
Теоретическая производительность габлегочной машины (^определяется по за-
висимост и
QT = 60/w • п , шт /ч
где т — число гнезд пресс инструмента, п — число двойных ходов плунжера в минуту
304
ГЛАВА 4
Конструкции и материалы пресс-инструмента таблеточных машин. Комплект
пресс-инструмента таблеточных машин сос гоит из матрицы и двух пуансонов, которые
являясь исполнительными органами, непосредственно формирую! объект обработки
в таблетку и придают ей требуемые характеристики К комплекту пресс-инструмента
предъявляются высокие требования по прочности, износостойкости и точности изго-
товлошя, чем и обусловлена его высокая стоимость. Так, стоимость пресс ипструмен га
роторных таблеточных машин составляет до 20 % от стоимости машины, что с учетом
заметь его при износе заставляет очень серьезно подходить к конструкторской и тех-
нологической проработке этого ответственного узла таблеточной машины.
Пуансоны таблеточных машин имеют две конструктивные разновидности: пу-
ансоны, составляющие одно целое с толкателем (ползуном) или закрепленные в тол-
кат елях (рис. 4.3.25). Для роторных машин разъемные варианты конструкции приме-
няются при диаметре толкателя не менее 26 мм и при большом числе позиций для
роторных машин. Разъемный вариант более экономичен, так как только прессующие
элементы изготавливают из дорогих ст алей.
Многогнездный пресс-инструмент можно изготовлять только из составных пуан-
сонов (рис. 4.3.25в). Наиболее технологичным является соединение пуансона с тол-
кателем резьбовыми и гладкими втулками (рис. 4.3.256, в), но возникает опасность
самоотвинчивания, которая предупреждается в плановых осмотрах. Соосность пуан-
сонов с отверстиями в матрице ь многогнездном варианте обеспечивается шпонками
или кольцами.
1 очност ь изготовления пуансонов должна быть не ниже 7-го квал и гст а, твердость
Зазоры между пуансонами и матрицей
разные для верхнего, выходящего из матри-
цы при загрузке, и для нижнего. Для ниж-
него пуансона зазор равен 10-20 мкм на
диаметр, верхнего — 25 -35 мкм, что улуч-
шает удаление воздуха при прессовании.
Матрицы таблеточных машин рабо-
тают в более тяжелых условиях нагруже-
ния и износа, чем пуансоны. Износ матри-
цы в 3-4 раза превышает износ пуансонов.
Матрицы обрабатываются по 7-му квали-
тету, твердость поверхност и — минимум
60-65 HRC.
Внутренняя поверхность матрицы име-
ет фаски с функциями ловителя, и, кроме
того, на глубину 5-8 мм с каждой с тороны
производится расшлифовка с конуснос-
тью 0,002...0,003. Коттусность уменьшает
износ матрицы при выталкивании таблет-
ки и вероятность скола кромок таблетки.
Двухсторонняя расшлифовка позволяет
переворачивать матрицу для увеличения
срока эксп.туатации.
рабочей поверхности — 55-58 HRC.
Рис. 4.3.25. Пуансоны таблеточной ма-
шины: а— цельный, б— прикрепленный
к толкателю резьбовой втулкой, в— при-
крепленный к толкателю т падкой втулкой
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРО1 (ЕССОВ 305
Рис. 4.3.26. Прссс-ипструмснт для изготовления кольцевых таблеток:
1 — верхний толкатель, 2 — выступ, 3 — матрица. 4 — стержень, 5 — ниж-
ний пуансон, 6 — нижний толкатель
Прочностной расчет матрицы сводится к определению возни-
кающих напряжений от действия бокового давления при пульси-
рующем цикле нагружения. Матрица рассматривается как толстос-
тенная обечайка без днищ. Расчет ведется по формулам Ламе. При
определении допустимых напряжений запас прочности берется по
пределу упругости.
В промышленности нашли применение составные матрицы, со-
стоящие из наружной обоймы и втулки из твердого сплава (типа ВК-6).
Соединение их производится по горячей посадке, и тогда, зная вели-
чину натяга, матрицу рассчитывают как составную обечайку.
Матрица, верхний и нижний пуансоны для изготовления кольце-
вых таблеток показаны на рис. 4.3.26. Нижний пуансон 5 закреплен
в толкателе 6. В процессе дозирования порошка нижний пуансон 5
расположен внутри матрицы 3. По величине погружения нижнего пу-
ансона в матрицу регулируется объем заполняемой полости матрицы
при дозировании. После дозирования верхний пуансон, закреплен-
ный в толкателе /, входи г в матрицу, и происходит двухстороннее движетше пуансонов
паве гречу друг другу, т. е. начинается процесс уплотнения и прессования продукта. При
соприкосновении выступа 2 верхнего пуансона со стержнем 4 последшш под действием
сжимающего усилия опускается в пуансоне 5 вниз, и в это время в матричной полости
происходит образование отверстия в прессуемой таблетке. После прессования и выхода
верхнего пуансона из матрицы стержень под действием пружины возвращается в исход-
ное положение. Таблетка из матрицы выталкивается нижним пуансоном. Таблетки с от-
верстием по сравнению с монолитными имеют увеличенную поверхность, что крайне
важно для катализаторов, широко применяемых в химических процессах.
Материалы, применяемые для изготовления пресс-инструмента
Для изготовления пресс-инструмеггга примеггяется более десяти марок сталей
(табл. 4.3.3.1). Стали можно разделить гга три категории.
Углеродистые инструментальные стали (У7, У8А). Превышение темпера ту
ры закалки выше указанной в таблице недопустимо из-за ухудшения механических
свойств. Эти стали используются для легкопрессующихся неабразивных порошков.
Высокохромистые стали XI2, Х12Ф1, ХГ2М более изностойки по сравнению
с предыдущей группой и обладают одним прекрасным технологическим качест-
вом — огпг подвержены минималыгым объемным изменегпгям при термообработке,
т. е. их не «ведет» при закалке.
Стали X, 9ХС, ХВГ имеют повышенную прокаливаемость, чаще примеггяется
сталь ХНГ, обладающая высокой твердостью за счет вольфрама и хрома.
Пресс-инструмент из стали 5ХНМ и 12ХНЗА подвертаегся цементации, астали
9ХС и X — диффузионному хромированию.
Свойства сталей, используемых для изготовления пресс-инструмента
Таблица 4.3.3.1
Показатель Марка стали
У8А Х12 Х12Ф1 Х12М X ХВГ 4ХВ2С 5ХНВ 5ХНМ 6ХВ2С 12ХНЗА
Твердость 1 IB по условиям поставки 187-227 — 217- 228 <217 >187 241 — 286 286 — 156- 207
Коэффициент обрабатываемости твердым сплавом быстрорежущей сталью 1,2 1,1 0,8 0,3 0,8 0,3 0,9 0,5 0,8 0,5 0,6 0,3 0,6 0,3 — 0,8 0,7
Температура, °C 750-800 950- 1000 1040- 1080 1020- 1040 830- 860 820- 850 860- 890 840- 860 820- 860 860- 890 780- 800
Среда для закалки Раствор ще- лочи, соли Масло или воздух Масло Масло Масло Масло Масло — — Масло Масло
Склонность к обезуглероживанию Чувстви- тельна, нагрев в защитной атмосфере + + + — + + + + + +
Склонность к деформации после термообработ ки Склонна, требует ускоренного охлаждения при закалке — — — — Незна- чит. — + + — —
Прока; I иваемость Неглубокая I1изкая Высо- кая Высо- кая Повы- шенная Повы- шенная До 70-90 мм Повы- шенная Повы- шенная До 70-90 мм Повы- шенная
Твердость после закалки HRC 60-62 58-60 56-60 62-64 61-64 62-65 53-58 41-44 41-44 53-58 58-61
Относительная стоимость 1 1,86 2,75 2,82 1,16 2,41 3,22 2,15 1,88 3,23 1,81
о
Ch
ГЛАВА 4
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
307
4.3.4. Машины для вальцевания и каландрирования
Рис. 4.3.27. Технологическая схема
получения гранулированных мине-
ральных удобрений методом вальце-
вания без ввода связующих: 1 — сме-
сит ель, 2 — валковый пресс, 3 — вибро-
сито, 4— дробилка, 5— виброгрохот,
6—дробилка
Большая группа сыпучих материалов не позволяет использовать механизмы
связывания, основанные на капиллярных силах сцепления (область Б, рис. 4.3.1).
К таким материалам относятся сильные электролиты (хлорсодержащие удобрения,
сульфат аммония и г. д.). Для таких материалов оптимальным является применение
прессового оборудования большой производительности— валковых прессов.
При прессовании без связующего, вне зависимости от размера исходных частиц,
прочность полученных гранул только за счет межатомного взаимодействия будет не
менее 0,3 МПа (штриховая линия на рис. 4.3.1). При введении небольшого количес-
тва связующею возможна реализация химического взаимодействия или оплавления
границ зерен за счет высокого давления и температуры с последующим отверждени-
ем и образованием связи кристаллизационного типа.
Процесс вальцевания широко применяется в химической, металлургической,
электроуголыгой промышленности, керамическом и стекольном производстве.
Технология получения гранул из сыпучих материалов методом вальцевания
включает, как минимум, три основных процесса: вальцевания исходного порошка
и получение плитки, ее дробление и классификация полученного гранулирован-
ного материала с целью выделения товарной
фракции.
В типовой технологической схеме полу-
чения гранулированных удобрений методом
вальцева!шя из сухих порошков без ввода свя-
зующих веществ исходные сухие порошковые
компоненты подаются из смесителя 1 на прес-
сование в валковый пресс 2 (рис. 4.3.27). На
вибросите 3 происходит отделение прессован-
ного материала от просыпи. Прессоватшая
плитка поступает в дробилку 4. Измельчен-
ный материал рассеивается па виброгрохот е 5.
Мелкая фракция после вибросита 3 и виб-
рогрохота 5 вновь подается па прессование,
а крупная фракция — в дробилку7 б, после
чего повторно рассеивается. Готовый продукт
поступает на склад.
В технологической схеме произволе <ва
гранулированных фосфорно-калийных удоб-
ретпш вальцеванием с вводом вяжущих рас-
творов соль калия и томасшлак загружаются
в бункеры-накопители. Из бункеров порошки
дозируются в смеситель, в который при пере-
мешивании добавляют воду. После смесителя
шихта с влажностью 5- -9 % прессуется в вал-
ковом прессе. Спрессованный материал на-
правляют в сушильный барабан, а затем в дро-
билку. Измельченный продукт рассеивается
308
ГЛАВА 4
на грохоте. Мелкая фракция возвращается в общин поток и поступает в смеси гель,
крут (ая фракция — па повторное измельчение в дробилку.
Анализ материальных пот оков в деист вующих промышленных установках грану-
лирования, например, хлористого калия, показывает, чго выход спрессованного про-
дукта по отношению к подаваемому в валковый пресс порошку составляет 40.. .60 %,
а выход товарных гранул — 30...35 %.
Основным оборудованием, на котором
Рис. 4.3.28. Кинематическая схема
валкового пресса: 1, 2 — валок, 3 — бун-
кер, 4 — станина, 5,6 — опоры, 7 — гото-
вый продукт
основывается процесс гранулирования, яатя-
ется валковый пресс (рис. 4.3.28).
Два цилиндрических валка 1 и 2 установле-
ны в опорах 5 и 6 на станине 4. Между вра-
щающимися в противоположных направле-
ниях ватками имеется регулируемый зазор.
Опоры 5 одного из валков установлены на
станине с возможностью относительного пе-
ремещения, подпружинены или поджаты гид-
роцилиндрами. Перерабатываемый порошко-
вый материал подается в бункер 3 пресса и из
него поступает в валки, затягивается в зазор
между валками, соответствующий выбран-
ной толщине и плотности плитки.
Производительность валкового пресса
регулируется изменением угловой частоты
вращения валков. Требуемое давление прес-
сования обеспечивается с помощью пакетов
пружин или гидравлической системы. Для
равномерной подачи материала в зазор меж-
ду валками и предотвращения образования
недостаточно плотной и компактной плитки, а также просыпи порошкового материала,
служит бункерное устройство 3, с боковыми неподвижными стенками. Торцовые стен-
ки бункера прижаты к торцам валков и сделаны с запасом по ширине, который выбира-
ет ся при перемещении подвижного валка. Для лучшего захвата порошка ватками и по-
вышения плотности плитки в бункерах могут быть установлены подпрессовывающие
устройства в виде конического шнека или дополшггелыюй пары валков.
В зависимости от назначения и свойств прессуемого материала конструкции вал-
ковых прессов, используемых в производстве минеральных удобрений, отличаются
компоновкой комплектующего оборудования, геометрией прессующих валков, при-
водом, величиной производительности и потребляемой энергией.
Валки прессов имеют гладкую, волнистую или рифленую поверхность, что дает
возможность получить спрессованные удобрения в виде плитки, ленты, отдельных
листов и брике гов разной формы и размеров.
В зависимости от усилия прессования валковые прессы можно разделить на три
категории:
- прессы низкого давления — с распределенным усилием прессования (т. е. уси-
лие, действующее на валок, ол несенное на единицу ширины прессуемой плитки ма-
териала) до 1,5 МН/м;
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
309
— прессы среднего давления — с распределенным усилием прессования до
4...5 МН/м;
— прессы высокого давления — то же до 20 МН/м.
При прессовании материала в виде пластин или лен? зазор между валками co-
ci авляет 5... 12 мм, а при изготовлении отдельных брикетов фигурными валками —
1...2 мм. Величина этого зазора определяется плотностью получаемого продукта
и зависит от диаметра валков, ширины плитки, физико механических свойств уплот -
няемого материала и т. д.
Рели необходимо при вальцевании увеличить плотность плитки, то для этого
повышают усилия прессования и уменьшают ширину рабочей поверхности валков.
С уменьшением ширины валков снижается производительность установки. Сни-
жение производительности можно частично компенсировать увеличением частоты
вращения валков. Если установка вальцевания оснащена загрузочным устройством
с подпрессовывателем, то снижение производительности для порошковых продуктов
может быть компенсировано предварительным уплотнением материала и лучшей за-
грузкой уплотняющих валков.
Валки прессов обычно изюгавливают из легировашюго чугуна, содержащего око-
ло 3 % хрома. Наружная поверхность валков закаливается на глубину 18...25 мм, внут-
ренняя полость валка имеет меныпую твердость для поглощения ударов и вибраций.
Для дробления в описанных технологических схемах используют валковые дро-
билки с рифлеными или зубчатыми валками либо роторные дробилки, конструкции
которых описаны в разделе 4.1.
Для классификации используют инерционные грохота с вибраторами кругового
или прямолинейного движения.
Результатами аналитических исследований по определению основных функци-
ональных параметров валковых прессов являются усилие прессования, плотность
и толщина плитки. Определяется также мощность двигателя валкового пресса.
Производительность валковых прессов определяется по зависимости
Q = 'V^LhRco, г/с,
где Ч*— коэффициент опережения материала от окружной скорости валка в зоне вы-
давливатшя; для порошков удобрений 4^ = 1,03... 1,10; рп— плотность плитки, кг/м3;
h — зазор между валками, м; L — рабочая ширина валка, равная 0,75-0,85 общей
длины валка, м; а> — угловая скорость вращения, с-1; R — радиус валка, м.
4.3.5. Экструдеры
Метод гранулирования, при котором нптековый механизм транспортирует исход-
ный материал к фильерам и продавливает его с образованием транул, широко исполь-
зуется в химической промышленности в двух случаях:
1) гранулирование пастообразных материалов,
2) гранулирование термопластичных полимерных материалов.
При этом транспорт ная операция в шнековой зоне часто совмещается с операци-
ями перемешивания, нагревания, последующего охлаждения, пластикации и пр.
Для гранулирования пастообразных материалов применяют одпошнсковые
грануляторы типа ФП1 (формования шнековые) с диаметром шпека 100, 150,
310
ГЛАВА 4
Рис. 43.29. Кинематическая схема экструдера: 1 — электродвигатель, 2 — редуктор, 3 —
бункер, 4 — загрузочная воронка, 5 — канал червяка, 6 — термопара, 7 — корпус, 8 — гильза,
9 — электронагреватель, 10— набор сит, 11 — головка, 12 — мундштук, 13 — решетка
200 мм. Производительность этих машин — 400... 1500 кг/ч, при частоте враще-
ния 19...50 об/мин. При работе продукт непрерывно поступает в загрузочную
камеру, захватывается транспортно-прессовой частью шнека, уплотняется и за-
тем продавливается через фильерную решетку с помощью протирочной головки.
Получаемые (шпуры) жгуты под действием собственного веса обламываются,
падают на движущуюся ленту транспортера-раскладчика и затем отправляются
на сушку. Все грануляторы типа ФП1 снабжаются загрузочными нагнетателями
по типу двухроторного Z-образного смесителя.
Тем же целям служат реакторно-смесительные установки типа СН двухшнеко-
вые: СН100...СН400, с диаметром шнеков от 100 до 400 мм, частотой вращения от
200 до 30 об/мин и производительностью 50... 1500 кг/ч. На установках типа СН пе-
рерабатываются и гранулируются анодные массы, синтетические моющие средства,
пигменты, ускорители вулканизации резины, пигменты, катализаторы и т. д.
Для липких паст разработаны конструкции, в которых шнек, кроме вращешгя,
совершает и возвратно-поступательное (осциллирующее) движение. Пальцы, укреп-
ленные на корпусе и совпадающие с разрывами в винтовой нарезке, способствуют
турбулизации потока материала и ликвидации возможного проскальзывания между
материалом и корпусом установки.
Выбор экструдера полностью определяется свойствами перерабатываемого ма-
териала. Промышленность предлагает одно-, двух- и четырехвальные экструдеры,
диаметром червяков от 63 мм до 400 мм, производительностью до 15 000 кг/ч.
Схема одновалыюго экструдера дана на рис 4.3.29. Из бункера 3 материал че-
рез загрузочную воронку 4 поступает в канал червяка 5. Червяк вращается внутри
корпуса цилиндра 7, снабжешгого гильзой 8, с высокой поверхностной твердостью
из азотируемой стали. Привод червяка — от электродвигателя /, через понижающий
редуктор 2. Осевое усилие червяка воспринимается упорным подшипником. Корпус
цилиндра обогревается электронагревателями 9; температура контролируется тер-
мопарами 6. Материал пластицируется, перемешивается и, уплотняясь червяком,
транспортируется вперед, продавливаясь через решетку 13, перед которой обычно
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
311
Рис. 4330. Гранулирующая головка: / — поворотный крон штейн, 2 — вращающиеся ножи,
3 — мундштук, 4 — решетка
устанавливается набор сит 10, в головку 11 и далее через формующий инструмент
(мундштук) 12 к приемному устройству.
Существуют два мет ода гранулирования термопластичных материалов', горячее
и холодное. На рис. 4.3.30 представлена гранулирующая головка. Торец рабочей по-
верхности мундштука подвергается термической обработке и полировке. Кроме того,
Рис. 4331. Механизм резки жгутов: I — охлажденные жгуты, 2 — направляющий меха-
низм, 3 — роторный нож
312
ГЛАВА 4
перфорированная формующая плита мундшгука должна быть достаточно жесткой,
в противном случае при ее деформации образуется зазор, в который попадает мате-
риал, замазывает юрец и ломает ножи.
Метод холодного гранулирования заключается в резке материала, находящегося
в твердом состоянии, для чего после выхода из аналогичной головки шнуры (жгуты)
протягиваются через охлаждающую ванну с водой. Отверстия в мундштуке в этом
случае расположены по диаметру. Метод холодного гранулирования предпочтителен
для низковязких материалов (полистирол, полиамиды).
На рис. 4.3.31 дан механизм резки жгутов, где / — охлажденные жгуты, 2 — на-
правляющий мехаш1зм, 3 — роторный нож.
4.4. Машины для классификации
сыпучих материалов
4.4.1. Характеристика процессов классификации
Используемые в химической и смежных отраслях промышлешюсти сыпучие
материалы имеют, как правило, полидисперсный состав. Необходимая для произ-
водственных целей крупность материала определяется требованиями технологи-
ческого процесса, а для других случаев — назначением и условиями его потребле-
ния. Для выделегшя из общей массы сыпучего материала определенных фракций
используют машины для классификации.
Под классификацией смеси частиц понимается процесс разделения
смеси на две или более частей с существенным содержанием классификационного
признака. Признаком классификации может быть крупность частиц, их плотность,
форма, диэлектрические и магнитные свойства и пр. В механических процессах тер-
мин «классификация» относится к разделению частиц по их крупности.
Технологическая задача процесса классификации в основном сводится к разделению
исходного полидисперсного продукта на два класса: мелкий с содержанием частиц мельче
граничного размера и кругл ый с содержанием1 гаст mi с размером больше г рагшчтюго.
Различают классификаторы непрерывного и периодического действия. Классифика
циошгые аппараты i акже делятся на поверхностные, объемные и комбинированные.
В поверхностных аппаратах классификация происходит при дости-
жении частицей некоторой контрольной поверхности, например поверхности сита.
В объемных аппаратах разделение частиц по крупности реализуется в неко-
тором объеме, называемом зоной разделения, за счет организации в ней силовых воз-
действий на частицы. В комбинированных аппаратах разделение в объеме
дополняется разделением на поверхности, ограничивающие зону разделения.
По способу гранспоргирования сыпучей среды вдоль разделяющей поверхности
или в объеме зоны разделения различают механические, пневматические и гидравли-
ческие классификаторы.
В механических класси фи каторах, называемых гр ох от а ми, движе-
ние материала вдоль разделяющей поверхности происходи! за счет перемещения часгиц
среды по наклонной поверхности или (и) периодических движений самой поверхности.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
313
В пневмоклассификаторах несущей средой является таз, в сочетании
с которым частицы могут образоьывать сквозной газодисперсный поток (проходные
классификаторы), находиться в состоянии, близком к концентрированному (класси-
фикаторы с псевдоожиженным слоем) или переходить из конце1гтрированного состо-
яния в сквозной газодисперсный поток. В отдельных конструкциях классификаторов
несущая среда в целом может оставаться неподвижной.
Г и дра вл ические кл асе и фи кат оры построены па тех же принци-
пах, что и пневмоклассификаторы, но в них в качестве несущей среды используется
капельная жидкость.
Классификаторы подразделяются на аппараты для двухпродуктового (крупный
и мелкий продукт) и многопродуктового разделения, когда число получаемых фрак-
ций больше двух.
4.4.2. Машины для механической классификации
Общие сведения о механической классификации
Механическая классификация (грохочение) заключается в разде-
лении материала просеиванием чере$ разделительную перегородку. При механической
классификации материал по крупности разделяется с помощью мантии (грохотов), снаб-
женных разделители пыми просеивающими элементами — ситами или решетками.
Для пояснения сущности процесса грохочения рассмо грим схему классификации
сыпучего материала при помощи неподвижного сига (рис. 4.4.1). Исходный материал
поступает па верхнюю часть сита и под действием силы гяжесги перемещается по
его наклонной поверхности. Мелкие частицы просеиваются сквозь отверстия сет-
ки и образуют подретцетный (нижний) класс 1. Крупные частицы, размер которых
больше размера отверстий сига, скатываются по его поверхности и образуют надре-
шет ный (верхний) класс 2. Верхний класс обозначается знаком «плюс», а нижний —
«минус». Одно сито разделяет исходную смесь на два класса. При последовательном
сортировании на ситах получается классов на один больше общего числа сит.
Анализ механизма процесса грохочения показывает, что разделение возмож-
но лишь при относительном движении
материала по просеивающему элемен-
ту. Причем материал при движении по
ситу должен перемешиваться, чтобы
крупные частицы не префаждали путь
к отверстиям сита мелким частицам.
Скороегь движения материала по ситу
определяется специфическими требова-
ниями к процессу грохочения, которые
MOiyr находиться в противоречии одно
с другим. Например, для обеспечения
самоочистки сит желательны более вы-
сокие скорости. Однако при больших
скоростях частицы будут переле гать над
Рис. 4.4.1. Схема классификации материа-
ла: / — подрешетный (нижний) класс; 2 — над-
решетный (верхний) класс
314
ГЛАВА 4
отверстиями сит, что уменьшит вероятность их просеивания, и ipoxor превратится
в транспортирующую машину.
Процесс грохочения оценивается производительностью и эффективностью. В ре-
альных условиях при ограниченном времени классификации невозможно добиться
полного разделения смеси и часть част иц нижнего класса не пройдет сквозь сито
и останется в верхнем классе. Эффективность грохочения характ еризует полноту
разделения исходного материала:
Е = 100m1/m2 г %}
где тх — масса частиц нижнего класса, прошедшего через сито; т2 — масса частиц
нижнего класса, содержащихся в исходном материале.
Следует отметить, что эффективность грохочения не отражает качества продук-
та, которое оценивается засоренностью, т. е. процентным содержанием в нем част иц.
размер которых сыходит за граничные размеры продукта Каждую из частей рассор-
тированного исходного материала, в реальном процессе засоренную частицами дру-
гих классов, называют фракцией.
Рис. 4.4.2. Схема прохождения частицы
через отверстие сита
Эффективность грохочения зависит от
многих параметров: скорости движения
материала по ситу, длины сита, производи-
тельности по пи ганию исходным материа-
лом и от гранулометрического состава сме-
си. Для конкретных материалов имеются
рекомендации по оптимальным соотноше-
ниям вышеперечисленных параметров.
Из вышеизложенного следует, чго на
процесс грохочения влияет значительное
число случайных факторов, и даже условия
прохождения отдельной частицы через от-
верст ие сига носят вероятностный характер.
Допустим, что в идеальном процессе сфери-
ческая частица вертикально падает на сито
с квадратными отверстиями (рис. 4.4.2). Ве-
роятность Р прохождения частицы диамет-
ром J через ячейку размером b определяется
отношением площади Fx = (b-d)2, обеспечивающей беспрепятственное прохождение
частицы, к общей площади сита (в пределах одной ячейки) F2 = (& + S)2 (б — толщина
проволок сита):
p^F1=(fe-J)2 b2 d2
~ F2 (6 + 5)2 (Ь + 8)2^ о
Таким образом, вероятность прохождения частицы прямо пропорциональна
отношению «световой» площади сита Ь2 ко всей его площади (Ь + 5)2, зависит от
соотношения размеров частицы и отверстия d! b и не зависит от их абсолютных
размеров. Для прямоугольных отверст ий вероятность прохождения частицы боль-
ше, гак как препятствием является только одно направление (ширина отверстия).
С другой стороны, вероятность прохождения частицы определяется отношением
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
315
числа случаев т ее прохождения через отверстие к общему числу контактов (попы-
ток) п с ситом Р = т! п.
Величина 7V, обратная вероятности Р, (N = п/т) показывает, сколько необходимо
совершить контактов (сколько отверстий надо встретить частице), чтобы пройти че-
рез ячейку при данных условиях.
Известно, что материал, размер частиц которого d > 0,15b, является груднораз-
делимым. В связи с этим приходится увеличиват ь длину просеивающих элементов,
чтобы обеспечить прохождение частиц сквозь сига. Поскольку вероятность просе-
ивания не зависит от абсолютных размеров частицы и ячейки, можно принять, что
через каждое отверстие в единицу времени проходит определенное число частиц при
разделении как крупного материала па ситах с большими отверстиями, так и мелко-
го на ситах с мелкими отверстиями. Однако с увеличением размера материала число
час гиц в единице объема будет уменьшаться пропорционально их диаметру в третьей
степени, а число отверстий па единице площади сита — пропорционально размеру
ячеек во второй степени. Следовательно, для данного объема материала как бы пред-
лагается к использоватшю относительно большое число отверстий, и, таким образом,
производительность грохота возрастает пропорционально размеру отверстий.
Процесс грохочения целесообразно применять для классификации материата
с размерами частиц более 1 ...10 мм. При этом работа грохота характеризуется высо-
кой производительностью при относительно малых энергозатратах. Классификацию
более мелкого материала выгоднее производить в воздушных классификаторах. Ма-
териал с размерами частиц, исчисляемыми в микрометрах, разделяют только воздуш-
ной классификацией.
Движение материала по наклонной поверхности сита
При размере отверстия Ь, диаметре частицы d, скорости движения v и угле накло-
на си та а (рис 4.4.3) перемещение куска материала за время t:
х = Vtcoscc; у = LWsinCt 4- gt2/2;
откуда / = x/(l>cosCt) и у = Dxsina/(ucosa) + 0,5gx2/(l>2cos2a). (4-4.1)
В предельном случае, когда кусок материала сталкивается с ребром отверстия:
х0 = (Ь — 0,5 d) cos а — 0,5 Jsin а; (4.4.2)
у0 = (b — 0,5J)sina + 0,5Jcosa. (4 4.3)
Подставляя (4.4.2) и (4.4.3) в (4.4.1), получаем
v0 = [(ft — 0,5d) cos а — 0,5Jsina]yg/[j(cosa + sin а • tga)]/cosa. (4.4.4)
Так, при а = 20°; b = 6d; d = 0,05 м скорость, при которой кусок сталкивается
с кромкой отверстия, о0 = 4,2 м/с.
При горизонтальной поверхности сита (а = 0) уравнение (4.4.4) упрощается:
Vo = (b — 0,5d) Jgld . При d = 0,8& предельная скорость L>0 = 2,36 /d .
Расчет свидетельствует о весьма малой предельной скорости движения ма-
териала при относительно близких размерах просеиваемых кусков и отверстий.
316
ГЛАВА 4
Рис. 4.4.3. Схема движения частицы по наклон-
ному ситу
Предельную скорость можно уве-
личить до 4-10 м/с, если размер
отверстий превышает диаметр
кусков в 6-8 раз.
Изготовление и эксплуатация
грохотов с высокой скоростью дви-
жения материала целесообразны
при промежу! очной классификации
материалов в процессе мпогосту •
пенчатого дробления. Эффектив-
ность классификации на подобных
грохотах невысокая. Чем больше
отклонение формы кусков от сфе-
рической, гем ниже эффективность
грохочения. Однако в процессах
измельчения, для которых не предъявляют жеегких требований к эффективности гро-
хочения, оправдано применение грохотов с производительностью, превышающей на
один порядок производительность обычных инерционных грохотов.
Схемы выделения классов при грохочении
Последовательность выделения более двух классов из смеси сыпучего материала
при грохочении определяется расположением сит. Различают гри схемы выделения
классов: от мелкою класса к крупному; от крупного класса к мелкому; смешанная,
или комбинированная.
При реализации схемы грохочения от мелкого класса к крупному (рис. 4.4.4а) сита
располагают последовательно в одной плоскости. Исходный материал сначала посту-
пает на самое мелкое сито, затем на более крупное (размер отверстий Ь} < Ь2 < Ь3).
Исходный
Исходный
материал материал
Рис. 4.4.4. Схемы грохочения: а — от мелкого класса к крупному; б— от крупного класса
к мелкому; в— комбинированная
ОБОРУДОВАНИЕ „ТЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
317
Основным достоинством этой схемы грохочения является доступность сит для ос-
мотра и ремонта, а ее недостатками— низкая эффективность грохочения, быстрое
изнашивание мелкого сита, недостаточное использование рабочего объема грохота
и малая производительность.
При грохочении от крупного класса к мелкому (рис. 4.4.46) сита располагаются
друг под другом. Преимуществами этой схемы грохочения являются высокая эффек-
тивность грохочения, большая долговечность сит, достаточное использоваште рабо-
чего объема грохота. К ее недостаткам относится затрудненный доступ для осмотра,
ремонта и замены сит. Последний недостаток весьма существенен в условиях непре-
рывных технологических процессов химической промышленности. Незамеченный
разрыв сетки ведет к попаданию крупных частиц в мелкие и порче продукта в техно-
логической цепи, следующей за классификацией.
При комбинированной схеме т рохочения (рис. 4.4.4в) исходный мат ериал подается
на среднее сито. Эта схема обеспечивает достаточную эффективность грохочения,
относительно большую долговечность сит при хороших условиях для осмотра и за-
мены сит. При этом обеспечивается высокая производительность грохота, так как на
мелкое сито, имеющее большую площадь и расположенное под крупными ситами,
подается только часть исходного материала.
Классификация грохотов
Большинство материалов в химической промышленности сортируется меха-
ническим способом на машинах, называемых грохотами. В настоящее время
применяют, в основном, грохоты трех типов: барабанные, плоские качающиеся
и инерционные (вибрационные). Грохоты также подразделяют на неподвижные
и подвижные.
В неподвижных грохотах материал перемещается по просеивающей поверхнос-
ти под действием составляющей силы тяжести. Для обеспечения паправлешюго дви-
жения материала грохот устанавливают под углом к горизонтали, несколько превы-
шающим угол прения материала о сизо.
Интенсивность процесса разделения на неподвижных грохотах невысокая, и их
применяю!, в основном, для предварительного (перед дроблением) сортирования
крупнокусковых материалов.
Рабочими элементами грохотов являются просеивающие поверхности, которые
могут бы ть плоскими и иметь форму тел вращения (барабанные). Просеивающие
поверхности грохотов выполняются в виде проволочных (рис. 4.4.5а, б) или стерж-
невых (рис. 4.4.5в) сит; штампованных из листов решет (рис. 4.4.5г, д, ё) и колосни-
ков (рис. 4.4.5лс). Форма отверс гий просеивающих поверхностей может быть пря-
моугольной (рис. 4.4.56, в, е), квадратной (рис. 4.4.5а, 6), круглой (рис. 4.4.5г) и др.
Просеивающие элементы должны обеспечивать постоянство размеров отверстий,
иметь наибольшее отношение площади отверстий ко всей площади сита и быть кор-
розионно- и износостойкими.
В промышленности применяют решета с отверстиями определенных размеров:
сторона квадратных отверстий равна 5...150 мм, а диаметр круглых— 7...95 мм.
Толщина листа решет при размере oi верст ий меньше 100 мм равна 4...6 мм. при раз-
мере отверстий 30.. .60 мм — 8... 10 мм. В грохотах используют чаще всего листовые
318
ГЛАВА 4
Рис. 4.4.5. Схемы сит, решет и колосников: а - в — сита; г - е — решета; ж — колосники
решета с отверстиями 10...80 мм. При больших размерах отверстий обычно усганав-
ливают колосниковые решетки, при меныних — проволочные се пси
Проволочные сита с прямоугольными отверстиями имеют большую относитель-
ную площадь отверстий (до 70...80 %), чем с квадратными (около 60 %). Кроме того,
они характеризуются высокой производительностью и меньше залипают ся при сор-
тировке влажных материалов. Однако точность сортировки на проволочных ситах
меньше.
В качающихся грохотах (рис. 4.4.6а) короб с ситами подвешен на тягах и совер-
шает колебательные движения с частотой 2...7 с*’, которые сообщает ему кривошип
по шатунный механизм. Эти грохоты применяются для разделения непрочных, силь-
но пылящих материалов.
Рис. 4.4.6. Схемы грохотов: а — качающийся; б—эксцентриковый (гирационный); в — инер-
ционный горизонтальный с направленными колебаниями; г — вибрационный инерционный
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
319
Благодаря своим высоким эксплуатационным качествам наибольшее распро-
странение в различных отраслях промышленности получили вибрационные
грохоты, которые разделяют на инерционные и эксцентриковые (гиранионные).
В эксцентриковых грохотах (рис. 4.4.66) короб с ситами совершает круговые
колебания r вертикальной плоскости. При этом си га остаются практически парал-
лельными самим себе в течение всего оборота вала. Для разгрузки коренных под-
шипников от центробежной силы инерции на валу устанавливают дебалансы. Эти
трохоты применяют для сортировки крупнокусковых материалов. В последнее время
их заменяют более простыми инерционными грохотами. Широко распространены
инерционные наклонные грохоты с круговыми колебаниями и горизонтальные гро-
хоты с направленными колебаниями.
В грохотах с круговыми колебаниями (рис. 4.4.6г) короб с ситами устанавливают
на фундамент или подвешивают при помощи пружинных амортизаторов. Центро-
бежные силы инерции, возникающие при вращении дебалансов, вызывают близкие
к круговым колебания короба. Амплитуда колебаний зависит от центробежной силы
вибратора, жесткости амортизаторов и нагрузки на грохот.
Более сложной конструкцией отличаются инерционные горизонтальные грохоты
с направленными колебаниями (рис. 4.4.6в). Их основным недостатком является слож-
ность синхронизации. Однако благодаря своей небольшой высоте они применяются
в передвижных дробильно-сортировочных установках, а также в производственных
помещениях с ограниченной высотой.
На рис. 4.4.7 показана конструкция инерционного виброгрохота с круговыми
колебаниями. Короб 1 грохота, в котором установлены два яруса сит 8, приводит-
ся в колебательное движение при помощи вала 9, на ко!щах которого установлены
дебалансы 10 с регулируемыми грузами 11. Короб через амортизаторы 4 подвешен
па тягах 3 к несущим конструкциям. Материал по затрузочному лотку 7 поступает
на сита, закрытые пылезащитным кожухом 2. Вибрационный механизм приводится
клиноременпой передачей 5 от отдельно установленною двитагеля 6. Для уменьше-
ния износа клиновых ремней и предотвращения передачи вибрации па вал двигагеля
шкив на валу вибратора установлен с эксцентриситетом, приблизительно равным ам-
плитуде колебания грохота
Определение технологических параметров грохотов
с плоскими ситами
Эффективность грохочения зависит от гранулометрического состава материала,
режима питания грохота, скорости движения частиц по ситу и от иоотношения разме-
ров отверстия сита и частицы, по козорому проходит граница разделения.
Режим питания должен обеспечивать такую толщину слоя материала на сите, что-
бы част ицы, подлежащие просеивашпо, успели пой ги через толщу ма гериала и от-
верстия сиг. Следовательно, максимальной эффективности грохочения соответствует
оптимальная производительность. Угол наклона сит к горизонту, обеспечивающий
протекание процесса с принятой эффект ивностыо Е, при разделетпти материала, содер
жащего с ( %) часгиц нижнего класса может быть определен по следующей формуле:
а = /(80,3 + 0,287с - Я) 28,4.
320
ГЛАВА 4
Рис. 4.4.7. Инерционный виброгрохот: / — короб; 2 — кожух; 3 — тяги; 4 — амортизато-
ры; 5— клинорсмснная передача; 6— электродвигатель; 7— загрузочный лоток; 8— сито;
9 — вал; 10 — дсбаланс; 11 — груз
Эффективность грохочения при допустимой 5 %-й взаимной засоренности фрак-
ций для средних условий работы можно принимать в интервале 80...85 %.
Производительность грохота определяют по эмпирической формуле
Q- AqFktk2k3t
где Я — коэффициент, учитывающий вид материала, тип грохота и неравномерность пи-
т алия; q — удельная производительност ь 1 м2 сит а с данными размерами ячеек, м’/(м2-ч);
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
321
F— площадь сита, м2; к3 — коэффициент, учитывающий угол наклона гроход а; к2 —
коэффициент, учитывающий содержание частиц нижнею класса в исходном матери-
але; к3 — коэффициент, учигываюпщй содержание в нижнем классе част иц размером
менее половины размера ячейки сита.
Удельная производительность q определяется на стандартном составе материала при
содержании частиц нижнего класса 60 % и содержании в нижнем классе част иц с разме-
рами меньше половший отверстия сита — 50 %. Значения q и коэффициентов kv к2 и к3
принимаются по таблицам и графикам, приводимым в нормативных документах.
Основы расчета вибрационных грохотов с плоскими ситами
Эффективность грохочения и производительность грохота определяются ин-
тенсивностью и характером движения частиц материала, которые, в свою очередь,
зависят от амплитуды, частоты и формы колебаний короба грохота Особо важную
практическую роль играет способность грохота к самоочистке отверстий сит. Если
отверстия забиваются, то производительность и эффективность грохочения уменьша-
ются. Способность грохота к самоочистке определяется инерционными силами, при-
ложешгыми к застрявшим в отверстиях частицам. Если инерционные силы превысят
силы тяжести и трения между частицами и ситом, то частицы будут выброшены из
отверстий. Частицы, размер которых близок к размеру отверстий сит, выбросить из
них труднее. Это обстоятельство может быть пояснено несколько упрощенной схе-
мой сил, действующих на застрявшую частицу (рис. 4.4.8а). Частица выкатится из
отверстия, если скатывающий момент будет больше удерживающего:
Pl > Gb/2 или mal > mgbl2,
где Р и С — силы инерции и тяжести частицы, соответственно; I (Z или I)— плечо
действия силы инерции; b — размер ячейки сита.
Ускорение, необходимое для выброса частицы, равно
а > gb/(2l),
т. е. с увеличением плеча I (крупности частицы) для самоочисл ки сит потребуется
меньшее ускорение.
В реальных условиях движения по ситу на частицу действуют выше.гежащие слои
материала, а также сказывается влияние неправильной формы частиц (рис. 4.4.86).
В этом случае для самоочистки требуется большее ускорение, чем в идеальных ус-
ловиях.
Режим работы грохота и нагруженность его конструкции оцениваю гея динами-
ческим коэффициентом, равным отношению составляющей силы инерции и состав-
ляющей силы тяжести частицы в плоскости, перпендикулярной поверхности сита:
К = Pul G = хасо2 sin I (g cos a),
гдела — амплитуда колебаний грохота; ft — угол между плоскостью сит и направле-
нием действия инерционной силы (/? = fcrf); со — угловая частота колебаний, рад/с;
а — угол наклона сиг к горизонтали.
Для наклонных грохотов с круговыми колебаниями инерционная сила имеет мак-
симальное значение при ft = cot = 90°; для горизонтальных i рохотов с направленными
колебаниями — при fl = 35...45°.
322
ГЛАВА 4
Рис. 4.4.8. Схема условий самоочистки сит: а — схема действующих сил; б — реальные
условия движения частиц
Ампли гуда колебаний равна
ха = Kdgcosa/(co2sinp).
Динамический коэффициент определяют по формуле
к. = V'K + (к‘ + *.)/(*,*.).
где Jp — граница разделения материала, мм; и к2 — коэффициенты, учитывающие
гранулометрический состав материала.
Для обеспечения приемлемой долговечности грохота динамический коэффици-
ент должен быть не более 8. Динамические характеристики грохотов, изготовляемых
отечественной промышленностью, приведены в табл. 4.4.1.
Таблица 4.4.1
Динамические характеристики грохотов
Тип грохота X , мм со, рад/с
Виброгрохот с круговыми колебаниями 2,5...5 80...130 2,3...6,2
Грохот с направлештыми колебаниями вибрационный 5...8 73...80 3,5...4,1
с кривошипно-шатунным приводом 10...12 52...63 2,2...2,7
Мощность, необходимую для поддержания колебаний системы, рассчитывают по
формуле
Nep = Sco'x sin 2ф/4,
где 5 = mdR — статический момент массы дебалансов, кг-м; а> — угловая скорость
дебалансов, с1; — амплитуда колебаний, м; ср — угол сдвига фаз между вынужден-
ными колебаниями и вынуждающей силой, град.
По экспериментальным данным (р = 145... 155°.
Мощность, необходимая для преодоления трения в подшипниках вибровала,
равна
ОБОРУДОВАНИЕ „ТЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
323
Nn= Sofydjl,
где ji — приведенный к валу коэффициент трения подшипника качения (/г =
= 0,005.. .0,007); — диаметр вала под подшипником, м.
Мощность двигателя грохотов с направленными колебаниями с учетом КПД при-
вода равна
N = (N + N„)/n,
о 'ср И' I*
паклошгых грохотов с круговыми колебаниями
Л'э = (2Ww + N
где t] — КПД привода.
Выбранный двигал ель должен обеспечивать надежный пуск грохота в работу за
нормируемое время пуска t = 3...5 с:
t = (Л + (л +
где J# Je Jc — моменгы инерции ро гора элек гродвигагеля, вращающихся час гей виб-
ратора и колеблющегося короба грохота, соответствешю, кг-м2; i— передаточное
число привода; а>д — угловая скорость вала двигателя, рад/с; к— коэффициент крат-
ности пускового момента электродвигателя; N — мощность двигателя, Вт.
Для виброизоляции несущих конструкций и рабочих мест операторов жесткость
опорных устройств виброгрохогов назначают достаточно низкой, чтобы соотноше-
ние частот собственных гу0 и вынужденных со колебаний системы было в пределах
д = (»= 1/4...1/5.
С учетом этого условия суммарная жесткость опорных упругих элементов будет
равна
с = со2 т / &,
С ’
где т — масса колеблющейся сис гемы.
Жесткост ь единичного элемента определяют по заданному числу опор-амортиза
торов. Жесткость цилиндрической пружины в продольном направлении
с} = E'd*/(8D'n),
где Е' — модуль ynpyi ост и мат ериала пружтпгы при сдвиге, Па; J и D — диаметр про
волоки и средний диаметр пружины, м; и — число рабочих витков пружины.
Жесткость пружины в поперечном направлении равна
сх = cv/[l,44a(0,2(A/D)2 + 0,25б)],
где а — коэффициент Рауша, значения которого при сх I су = 1 можно принимать в ин-
тервале а = 1,2...1,3; h — рабочая высота пружины, м.
По этим зависимостям определяют конструктивные элементы пружин и рассчи-
тывают их на соударение витков по условию
н„ - нж > Аг + Л,
где 7/0— высота пружины в свободном состоянии; Н— высота пружины в сжатом
состоянии до смыкания витков, — резонансная амплитуда колебаний (принимают
в 8...10 раз больше рабочей амплитуды); 2— осадка пружины от статической на-
грузки.
324
ГЛАВА 4
Борьба с резонансом предполагает использование различных устройств: резино-
вых лепт, охватывающих пружинную подвеску, демпферов сухого трения, вибрато-
ров с выдвижными дебалансами, а также устройств торможения привода. Сила, пе-
редаваемая во время работы грохота на опорную конструкцию, равна
^ = хас,
гдело — амплитуда колебаний, м; с — жесткость пружины, Н/м.
При ее определении для периода резонанса (при пуске и остановке) в формулу
следует подставлять значения резонансных амплитуд.
4.4.3. Оборудование для воздушной
классификации материалов
Характеристика процессов воздушной классификации
Сущность п н е в м а т и ч е с к о й (в о з д у ш н о й) к л а с с и ф и к а ц и и за-
ключается в разделении сыпучего материала за счет различных скоростей движения
крупных и мелких частиц в воздушном потоке.
Классификацию материалов с размером частиц менее одного миллиметра не-
целесообразно проводить в грохотах, так как их удельная производительность при
этом весьма низкая. Такие мелкозернистые сухие материалы рациональнее разделять
в воздушных классификаторах, в которых при определенных условиях более круп-
ные частицы выпадают из потока воз/iyxa под действием сил тяжести или центро
бежных сил, а мелкие выносятся потоком воздуха в осадительные устройства. Регу-
лированием скорости и траектории движения воздушного потока можно варьировать
крупность разделяемых частиц.
В реальных условиях точное разделение частиц по заданной границе обеспечить
невозможно, так как скорость движения непрерывно колеблется из-за изменения кон-
центрации частиц, их формы, размеров, местных завихрений тазового потока ит. д.
Вследствие этого мелкая фракция оказывается загрязненной крупными частицами
и наоборо г.
Эффективность воздушной классификации определяется по зависимости
Е = (/и//ио)1ОО%,
где tn u mQ — масса мелкого продукта соответст вешго после сепаратора и в исходном
мат ериале.
Засоренность продукта
к = — m 2)/м]100%,
где и m2 — масса продукта соответственно после сепаратора и после отсева мел-
кой фракции.
В производственных условиях эффективность разделения составляет 67...80 %,
а засоренность — 60.. .70 %.
Смесь сыпучих материалов в воздушных классифпкагорах делится на классы
вследствие различного действия массовых сил и сил аэродинамическо! о сопротивле-
ния па частицы разных размеров и, следователь! ю, большей скорости движения, при
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
325
Рис. 4.4.9. Схемы разделения частиц: а — вертикально-проточная; б — проги в оточи о-цен-
тробежная; в — центробежная поперечно-поточная
обретаемой крупными частицами. При этом конструкции аппаратов должны обеспе-
чивать регулирование действующих на частицы сил и движение частиц различной
крупности в ратных направлениях. Частицы граничного размера находятся в дина-
мическом равновесии и в зависимости от колебаний режима движения воздушного
потока попадают в крупный или в мелкий класс.
В процессе воздушной классификации в сепараторах различают три схемы разде-
ления частиц материала (рис. 4.4.9): вертикально-поточная, прямоточно-центробеж-
ная, центробежная поперечно-поточная. Найдем зависимости, связывающие скорость
движения газов с размерами частиц, перемещаемых в требуемых направлениях.
На частицу, движущуюся в газовом потоке в вертикальном канале (рис. 4.4.9#),
действуют сила тяжести G и сила давления газа Р. При равенстве этих сил частица
зависает (витает) в газовом потоке. Размер такой частицы будет «границей» разделе-
ния смеси. Более мелкие частицы выносятся газовым потоком, а более крупные вы-
падают из потока. Сила давления потока газа на частицу
Р =
где с—коэффициент аэродинамического сопротивления шаровидной частицы; кф — ко-
эффициент формы частицы (для шаровидной формы кф = 1; для пирамидальной —
кф = 1,5; для продолговатой — кф = 1,76); рв— плотное гь газа, кг/м3; d— приведен-
ный диаметр частицы, м; и0 — скорость обтекания част ицы газом, м/с.
Условие витания частицы
P=G = mg
или
скфР^Ь^Ъ = pM7td'g/6,
где т — масса частицы, кг; рм — кажущаяся плотность материала частицы, кг/м3.
При этом условии частица зависает и скорость с0 обтекания ее воздухом равна
скорости витания v . Диаметр частицы, по которому проходит граница разделения
смеси, равен
d = 3c*#p.l?~/(4P.g)-
326
ГЛАВА 4
Скорость, при которой происходил витание частицы:
= ^Р^/{Зскфр^.
При движении частицы в газовом потоке (Р > G) скорость ее движения равна
разности скоростей движения газа и витания частицы
0=0-0 .
ч е вит
В сепараторах используется и криволинейная траектория движения газов, koi да
поток вводится по касательной к стенкам цилиндрического аппарага и выводится по
центральной трубе (рис. 4.4.96). В этом случае траектория потока газа с частицами
материала близка к архимедовой спирали, для которой касательная составляющая
скорости dt = const и произведение радиальной составляющей oR скорости на ради-
ус R расположения рассматриваемой точки уя7? = const При этом на частицу дей-
ствуют сила Р давления газа, направленная по радиусу к центру, центробежная сила
инерции Р t направленная по радиусу к периферии, и сила тяжести. Мелкие част ицы,
для которых Р > Р, выносятся потоком к центру, образуя тонкий продукт, а крупные,
для которых Р < Р t движутся к периферии камеры. Условия равновесия частиц гра-
ничного размера Р = Р или
PM-Kd'v\/(6R) = скфр^)\тиР/Ъ,
откуда диаметр частицы, но которому проходит граница разделения, равен
d = 3ckfp.v’,R/(dp,v2tY
В центробежной поперечно-поточной схеме разделения (рис. 4.4.9в) на частицу
действуют цен гробежная сила РцТ сила давления газа Р, направленная вверх, и сила
тяжести С. Крупные частицы, на которые преобладающее влияние оказывают цент-
робежные силы, движутся в горизонтальном направлении к периферии и при касании
стенки, потеряв скорость, оседают. Мелкие частицы воздушным потоком выносятся
вверх. Частицы граничного размера в течение некоторого времени перемещаются по
вертикали на расс тояние А и по горизонтали — на расстояние I.
Границу разделения определяют из условия равенства времени движения части-
цы по вертикали tg и горизонтали t : te = /г или А/н, = Ио2 (t^ и о2 — скорость движештя
частицы соответственно по вертикали и i оризон тали).
Скорость движения частицы по вертикали = ов— v . Скорость движения части-
цы в горизонтальном направлении определяется из равенства действий центробеж
ной силы и силы давления газа на частицу в радиальном направлении. Она равна
= /4р.М/(3сМ>*)»
где а*— центростремительное ускорение, м/с2; d — граничный диаметр частиц, м;
d = UfipJ^/^Ap^l/g/c + hjalc^.
В реальных аппаратах обычно используется сочетание различных схем движения
газа, за счет чего обеспечивается более полное использование энергии газовых пото-
ков и разделение материала на несколько фракций.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
327
Конструкции воздушных сепараторов
В химической промышленности преиму-
щественное применение имеют проходные
и циркуляционные сепараторы. Проходной
сепаратор (рис. 4.4.10) представляет собой
статический аппарат, в котором материал разде-
ляется только за счет энергии сжатого воздуха.
Исходный материал вместе со сжатым воздухом
поступает по патрубку / в корпус 2 сепаратора.
Из-за расширения канала, по которому движет-
ся смесь, скорое гь потока уменьшается и круп-
ные час г ины выпадают из смеси под действием
сил тяжести. Воздушный поток с мелкими час-
тицами проходит по направляющим лопастям 4
во внутренний корпус 3. В корпусе поток закру-
чивается, и из него под действием центробеж-
ных сил выпадают мелкие часгицы. Крупные
частицы выводятся из сепаратора по патруб-
ку 7, мелкие по т рубе б, а отработанный воздух
направляется по трубе 5 в пылеочиетителытые
аппараты. Граница разделения регулируется
дросселированием потока воздуха и изменени-
ем угла установки направляющих лопастей 4.
Недостатком проходньгс сепарагоров яв-
ляется высокий расход сжагою воздуха, и их
целесообразно применять в установках, в кото
рых сжатый воздух используется для транспор-
тирования материала.
Более компактными и экономичными явля-
матерцалом
А-А
Рис. 4.4.10. Схема проходного се-
паратора: 1 — патрубок; 2 — корпус;
3 — внутренний корпус; 4 — направ-
ляющие лопасти; 5 — труба; 6— тру-
ба; 7 — патрубок
ются циркуляционные сепараторы с собственными генераторами воз-
дущного потока. На рис. 4.4.11 показана схема такого сепаратора с разбрасывающим
диском и вентилятором. Исходный материал поступает по патрубку / на диск 5, ус-
тановленный на вращающемся валу 2. Под действием центробежных сил материал
движется к периферии диска и стекает с него. Крупные част ицы под действием сил
тяжести падают вниз в воронку II, образуя крупную фракцию, которая выводится
из сепаратора по патрубку 9. Вентилятор 3 и крыльчатка 4, вращаемые вместе с дис-
ком 5, засасывают воздух из нижней зоны внутреннего корпуса 6, который, прохо-
дя сквозь материал, сбрасываемый с диска, захватывает средние и мелкие частицы
и выносит их в зону вращающейся крыльчатки 4. Здесь под действием центробеж-
ных сил средние частицы отбрасываются к стенкам корпуса 6 и стекают вниз, где
расположены крупные частицы. Мелкие частицы месте с воздухом вентилятором 3
направляются в пространство между стенками наружного 8 и внутреннего корпу-
сов, где воздух движегся вниз по спирали. Окружная скорость потока в этой зоне
наибольшая, вследствие чего мелкие частицы отбрасываются центробежной силой
к стенкам наружного корпуса, теряют скорость и стекают вниз по трубе 10. Воздух
328
ГЛАВА 4
Рис 4.4.11. Схема циркуляцион-
ного сепаратора: / — патрубок; 2 —
вал; 3 — вентилятор; 4 — крыльчат-
ка; 5 — диск; 6 — внутренний кор-
пус; 7— жалюзи; 8— корпус; 9—
патрубок; 10 — труба; 11 — воронка
снова через жалюзи 7 поступает во внутрен-
ний кожух. Граница разделения частиц регули-
руется изменением радиуса расположения ло-
пастей крыльчатки 4 и угла лопат ок жалюзи 7.
Расчет параметров сепараторов
Из-за сложности движения двухфазных по-
токов воздушные сепараторы рассчитывают по
упрощенным зависимостям, учитывая некоторые
упрощения эмпирическими коэффициентами.
Ориентировочный диаметр сепаратора на-
ходят по зависимости
D=PQ\ [м],
где —коэффициент, зависящий от вида и дис-
персности исходного материала; Q — произво-
дитель! юсть сепаратора по тонкому продукту,
т/ч; а — коэффициент, зависящий от конструк-
тивной схемы сепаратора.
Необходимый расход воздуха равен
Q, = Qlc, [м’/с],
где с — кон иен грация тонкого продукта в воз-
душном потоке; рекомендуется пршшмать
с ~ 0,3 кг/м3, при котором влиянием на процесс
сепарации взаимодействия часгиц материала
можно пренебречь.
Давлеште, которое должен создавав ь вентилятор, равно
Р = PsV»2»,
где рв— плотность воздуха, кг/м3; у/— коэффициент, зависящий ог формы лопас-
тей вентилятора (для прямолинейных лопастей у/ = 0,6...0,7); vh = nD п — окружная
скорость лопастей вентилятора на внешнем диаметре D,, м/с; п — частота вращения
вала вето иля гора, об/с.
При заданном давлении (принимаютр = 900... 1000 Па) и принятом диаметре D
ориентировочная частота вращения вентилят ора равна
п = /pz(Pe п2°2) •
Мощность привода вентилятора
N=Qepf>b
где Qe— массовый расход воздуха кг/с; р— давление, создаваемое вентилято-
ром, Па; t] — КПД вентилятора, учитывающий гидравлические и механические
потери (// = 0,6...0,7).
Рабочий объем проходного сепаратора
V=Q.!k,
где Qe— расход воздуха, м3/ч; к— напряжение объема сепаратора, м3/(м’ч).
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
329
Таблица 4.4.2
Значение к в зависимости от дисперсности готового продукта
Дисперсность (остаток на сите № 009), % 4...6 6...15 15...30
к 2000 2500 3500
4.4.4. Оборудование для гидравлической
классификации
Характеристика процесса гидравлической
классификации материалов
Процесс классификации некоторых магериапов осуществляется в жидкой (вод-
ной) среде. При этом вода используется в качестве рабочей среды для разделения
материала на фракции, а в некоторых случаях — и для его промывки.
По терминологии гидроклассификации крупный продую разделения обычно на-
зывается песками, а мелкий вместе с несущей средой — сливом.
Принцип гидравлической классификации основан на разной
скорости осаждения частиц в жидкости, зависящей от размера, формы и плотности
частиц и свойств жидкости. Для гидравлической классификации материалов приме-
няют оборудование, в котором используется дополнительное механическое воздейс-
твие рабочих органов на мат ериал в процессе его разделения на фракции в жзцкой
среде. Скорость осаждения частиц в жидкост и зависит от соотношения активной
силы тяжести и сил сопрогивлештя, действующих на нее. При малых скороезях дви-
жения тела в жидкости основное сопротивление создается силами трения жидкости
и поверхности частицы. Сопротивление сил трения по Стоксу равно
Рг = ЗлдЛг,
где // — динамическая вязкость жидкости, I la-с; d—диаметр частиц, м; и — скорость
движения частицы, м/с.
При значительной скорости движения частицы преобладающее значение имеет
сила динамического сопротивления среды, которая при турбулентном течешти (при
числе Рейнольдса Re > 1000)
P6=<pFv2pJ2,
где <р — коэффициент гидродинамического сопротивления; F — площадь проекции
контура тела на плоскость, перпендикулярную направлению движения, м2; рж—
плотность жидкости, кг/м3.
Условие равновесия частицы имеет место в момент равенства сил сопротивления
движению и силы Архимеда, которая равна
G = nd'(p„ - pJg/6,
где рт — кажущаяся плотность частицы, кг/м3.
330
ГЛАВА 4
В реальных процессах, происходящих в классифика горах, падение част иц обыч-
но носит стесненный характер: отдельные частицы испытывают воздействие других
движущихся частиц, всей движущейся массы, динамическое воздействие механи-
ческих побудителей и других факторов. Поэтому в частных случаях закономерности
стесненного движения часгиц устанавливают экспериментально.
Конструкции гидравлических классификаторов
Рис. 4.4.12. Схема вертикального
классификатора с восходящим пото-
ком жидкости: 1 — камера; 2 — кор-
пус; 3 — сливной коллектор; 4 — диф-
фузор; 5 — коллектор; 6 — патрубок
Рис. 4.4.13. Схема гндроцнклоиа:
1 — корпус; 2 — патрубок; 3 — цент-
ральная труба; 4 — сливной коллектор;
5 — патрубок
По способу воздействия на разделяемый
материал классификаторы делят на гидравли-
ческие и гидромеханические, а по конструк-
тивному исполнению и характеру движения
пульпы — вертикальные и горизонтальные.
На рис. 4.4.12 представлена принципиаль-
ная схема вертикального классифи-
катора с восходящим потоком
жидкости. Гравийно-песчаная смесь пото-
ком воды вводится в классификатор снизу и че-
рез диффузор 4 поступает в корпус 2. Скорость
пот ока в этой камере уменьшается, и вследс-
твие этого крупные частицы направляются
вниз в классификационную камеру 7, в кого
рую по коллектору 5 ввод шея чистая вода.
Восходящий поток воды захватывает мелкие
частицы и выносит их через верхний сливной
коллектор 3 в обезвоживающие установки.
Крупные частицы, выпавшие из потока в клас-
сификационной камере, выводятся по разгру-
зочному патрубку 6, обезвоживаются и транс-
портируются на склад. Граница разделения
в пределах 0,5...3,0 мм регулируется количест-
вом воды, подаваемой в классификационную
камеру, и площадью ее сечения путем установ-
ки сметшых насадок.
Гравитациош1ые гидроклассификаторы не
могут применяться для тонкого разделения,
так как при этом необходимо обеспечить ма-
лые скорости движения несущей жидкости,
что приводит к большим размерам аппаратов.
Для фракционирования мелких песков
с гратпщей разделения менее 0,5 мм применя-
ют центробежные классификаторы — гидро-
циклоны (рис. 4.4.13). Водно-песчаная
смесь подается под давлением 0,1...0,2 МПа
по патрубку 2 по касательной к внутренней
поверхности цилиндрической части корпу-
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
331
Рис. 4.4.14. Многокамерная гидрокласснфнкацнонная установка: а — компоновка уста-
новки; б—схема классификационной камеры: 1 — камера; 2 — коллектор; 3 — индукционный
датчик; 4 — поплавок; 5 — индукционный датчик; 6— гидростатическая труба; 7 — затвор
са /, вследствие чего поток движется по винтовой спирали с большой скоростью.
Под действием центробежных сил инерции более крупные частицы отбрасываются
к периферии, выпадаю! из потока и выгружаются через насадок 5. Мелкие частицы
подхватываются вихревым потоком в центре циклона и по центральной трубе 3 вы-
водятся в сливной коллектор 4.
Более гибкое регулирование процесса разделения обеспечивается в установках
с несколькими гидроклассификационными камерами (рис. 4.4.14а), позволяющие
получать несколько фракции песка за счет различных режимов движения жидкости
в отдельных камерах.
Устройство камеры многокамерного классификатора показано
на рис. 4.4.146. Водно-песчаная смесь подается в камеру 1 снизу и выносит мелкие
частицы вверх в сливной коллектор 2. Крупные частицы опускаются вниз и при до-
стижении определенной концепт рации пульпы автоматически выгружаются из ка-
меры через затвор 7. Для измерения плотное ги пульпы в каждой камере установле-
на гидростатическая трубка 6 с индукционными датчиками 3 и 5, между которыми
помещен поплавок 4 с ферритовой пластиной. При накапливании твердых частиц
в пульпе ее плотность увеличивается и поплавок приподнимается до уровня установ-
ки верхнего датчика 3, вследствие чего вырабатывается сигнал на открытие затвора 7.
В процессе разгрузки плотность пульпы уменьшается, поплавок опускается до зоны
установки нижнего датчика 5 и система автоматического управления дает команду
на закрытие затвора. Затем начинается новый цикл работы камеры Параметры цик-
ла работы классификатора изменяют путем изменения расстояния между датчиками
и их положения по высоте гидростатической трубки.
К механическим классификаторам относятся ai шарагы, снабженные ме-
ханическим трансноршым устройством для непрсрыьного удаления песков. В промыш-
ленности наиболее распространены спиральные, реечные и чашевые классификаторы.
332
ГЛАВА 4
Рис. 4.4.15. Спиральный классификатор: 1 — корыто; 2— спираль, 3 — сливной порог;
4 — привод
Спиральный классификатор (рис. 4.4.15) состоит из наклонного (под углом
12... 18°) корыта 1 полуцилиндрического сечения, внугри которого со скоростью
1,5...20 мин*1 от привода 4 вращаются одна или несколько спиралей 2, частично
погруженных в жидкость и транспортирующих пески в верхнюю часть корыта
для выгрузки. Слив удаляется из нижней части классификатора через высокий
порог 3. Эффективность классификации и производительность аппарата зависят
от угла наклона корыта, числа оборотов спиралей и концентрации твердой фазы
в пульпе.
В отличие от пневмоклассификаторов проходного типа в гидроклассификагорах
часть несущей жидкости выводится с крупным продуктом. Из-за сложности вывода
песков эффективность гидравлической классификации низка и, например, для спи-
ральных классификаторов составляет 35...65 %.
Необходимость больших расходов воды в крупнотоннажных производствах (до
6...8 м3 на 1 м3 перерабатываемого материала) не позволяет рассматривать гидравли-
ческие классификаторы как перспективные аппараты, и по возможности их следует
заменят ь пневматическими классификаторами.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что называется стадией измельчения? Чем определяется число стадий измельчения?
2. Перечислите известные способы измельчения материалов. Какие способы измельчения
реализуются при работе щековых дробилок?
3. Схемы измельчения твердых материалов Какую схему целесообразно применять для по-
лучения равномерного по размеру частиц продукта?
4. В чем заключается физический смысл коэффициента разрыхления и его влияние на про-
изводительность щековой дробилки?
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
333
5. Почему в конструкции конусной дробилки отсутствует массивный маховик?
6. Назовите основные факторы, влияющие на выбор дробильно-размольного оборудо-
вания.
7. В чем заключается технологический расчет дробилок, разрушающих материал сжатием?
8. Область применения, преимущества и недостатки валковых дробилок.
9. Способы механического воздействия на материал в мельнице при реализации водопадно-
го режима мелющих тел в барабане. Сущность стесненного удара.
10. Сущность мокрого помола, его достоинства и недостатки.
11. Проанализируйте особенности процесса особо тонкого измельчения материалов.
12. Оценка качества смеси; критерии, применяемые для оценки качества смеси.
13. Чем определяется выбор ключевого компонента?
14. Проведите сравнительный анализ смесителей периодического и непрерывного дейс-
твия.
15. На какие классы разделяются смесители периодического действия по механизму про-
цесса смешивания? Дайте их характеристику.
16. Какие конструкции смесителей периодического действия рекомендуются для хорошо
сыпучих (несвязных) материалов?
17. Можно ли смешивать в циркуляционных смесителях связные сыпучие ма г ери алы?
18. На какие периоды можно разделить кинетическую кривую процесса смешивания, их
харак гсристи ки?
19. В каких конструкциях смесителей периодического действия самый короткий цикл сме-
шивания?
20. Охарактеризуйте особенности процесса смешивания в смесителе с планетарно-шнеко-
вой мешалкой.
21. Как осуществи гястся выбор типа смесителя периодического действия?
22. От каких факторов зависит однородность смеси, получаемая в смесителях непрерывно-
го действия?
23. Какие конструктивные приемы используются в смесителях непрерывного действия для
повышения их эффективности?
24, Какие рабочие органы используются в смесителях объемного смешивания периодичес-
кого действия?
25. Основные грсбования, предъявляемые к питателям и дозаторам.
26. В чем состоит основное отличие питателей и дозаторов?
27. По каким признакам классифицируют питатели и дозаторы?
28. Назовите способы дозирования сыпучих материалов; их сущность; преимущества и не-
достатки.
29. С помощью какого параметра и как оценивается качество дозирования?
30. Какие питатели и почему являются наименее энергоемкими?
31. Укажите основные составляющие мощности, затрачиваемой на транспортировку мате-
риала питателями.
32. Какие конструкции питателей целесообразно применять для дозирования пастообраз-
ных материалов?
33. Способы регулирования производил ел ыюсти и повышения равномерности дозироватгая
винтового, тарельчатого и шлюзового питал елей.
34. Укажите основные параметры, влияющие на выбор типа питателя
35. Особенности эксплуатации питателей и дозаторов.
334
ГЛАВА 4
36. Основные цели формообразования материалов.
37. Выбор способа гранулирования в зависимости от свойств исходного материала.
38. Назовите основные функциональные параметры грануляционного оборудования.
39. Из каких основных элементов состоит гидравлический пресс?
40. В чем заключается сущность проектного расчета гидравлического цилю гдра? Какими
нормативами следует при эгом пользоваться?
41. Таблеточная машина как машина-автомат Классификация машин-автоматов по Л.Н. Кош-
кину
42. Как рассчитывается фактическая производительность таблеточных машин?
43. Какие основные требования предъявляются к материалам, из которых изготавливается
пресс-инструмент таблеточных машин?
44. Охарактеризуйте существующие способы классификации сыпучих материалов.
45. В чем заключается назначение и сущность процесса грохочения сыпучих материалов?
46. С помощью каких параметров оценивается процесс грохочения; их физический смысл?
47. Виды конструкций просеивающих элементов и требования, предъявляемые к ним.
48. Перечислите схемы выделения классов при грохочении, их сущность.
49. Какие существуют способы ин гснсификации процесса грохочения в инерциошюм грохоте?
50. Сформулируйте условие самоочистки сит в вибрационных грохотах.
51. Охарактеризуйте сущность центробежно-гравитационного разделения сыпучих мате-
риалов.
52. В чем заключается расчет сепараторов?
53. Какие существуют способы ш*т енсификации процесса разделения сыпучих материалов
в проходном сепараторе?
54. Назначение и сущность гидравлической классификации.
СПИСОК ЛИТЕРАТУРЫ
1. Андреев С.Е., Петров В.А., Зверевич В.В. Дробление, измельчение и грохочение полезных
ископаемых. — М : Недра, 1980. — 415 с.
2. Баранов Д.А., Блиничев ВЛ., Вязьмин А.В. и др. Процессы и аппараты химической
технологии Явление переноса, макрокинстика, подобие, моделирование, проектирование
В 5 томах. — Т. 2. Механические и гидромеханические процессы / Под рсд. А М. Кутепо-
ва. — М.: Логос, 2001. — 600 с.
3. Барский МД Фракционирование порошков. — М.: Недра, 1980. — 328 с.
4. Генералов М Б. Механика твердых дисперсных сред в процессах химической технологии.
Учебное пособие для вузов. — Калуга: Издательство Н. Бочкаревой, 2002. — 592 с.
5. Генералов М.Б., Александров В.П., Алексеев В.В. и др. Машиностроение. Энциклопе-
дия. — Т. IV—12. Машины и аппараты химических и нефтехимических производств. — М.: Ма-
шиностроение, 2004. — 832 с.
6. Генералов М.Б., Классен П.В., Степанова А.Р., [Паиин И.П. Расчет оборудования для
гранулирования минеральных удобрений. — М.: Машиностроение, 1984. — 192 с.
7. Каталымов А.В., Любартович В.А. Дозирование сыпучих материалов. — Л.: Химия,
1990. —240 с.
8. Клушанцев Б. В., Косарев А.И., Муйземнек Ю.А. Дробилки. Конструкции, расчет, особен
пости эксплуатации. — М : Машиностроение, 1990. — 320 с.
ОБОРУДОВАНИЕ ДЛЯ МЕХАНИЧЕСКИХ ПРОЦЕССОВ
335
9. Кольман-Иванов Э.Э., Гусев Ю И. Машины-автоматы и автоматические линии химичес-
ких производств: Учебное пособие. — И.: МГУИЭ, 2003.
10. Кольман-Иванов Э.Э. Таблетирование в химической промышленности — М Химия,
1976. — 200 с.
11. Конструирование и расчет машин химических производств /Ю И Гусев, И Н Карасев,
Э.Э. Кольман-Иванов и др. — М : Машиностроение, 1985. — 408 с.
12. Макаров Ю.И. Аппараты для смешивания материалов.— М.: Машиностроение, 1973.—216с.
13. Мартынов В.Д., Алешин II И. Морозов Б. 17. Строительные материалы и монтажное обо-
рудование. — М.: Машиностроение, 1990. — 352 с.
14. Мизонов В.Е., Ушаков С Г Аэродинамическая классификация порошков. — М : Химия,
1989. — 160 с.
15. Сиденко П.М Измельчение в химической промышленности. — М: Химия, 1977. —368 с.
16. Справочник по обогашешпо руд. Подготовительные процессы. — М.: 11сдра, 1982. — 366 с.
17. Тимонин А.С. Основы конструирования и расчета химико-технологического и при-
родоохранного оборудования: Справочник. — Изд. 3-е — Калуга: Издательство Н. Бочка-
ревой, 2006. — Т. 2. — 960 с.
Глава 5. ОБОРУДОВАНИЕ
ДЛЯ ГИДРОМЕХАНИЧЕСКИХ
ПРОЦЕССОВ
5.1. Оборудование для разделения жидких
неоднородных систем
5.1.1. Характеристика процессов разделения
жидких неоднородных систем
Надежность результатов расчета аппаратов гидромеханического разделения дис-
персных систем во многом зависит от того, с какой точностью заданы характерно ики
разделяемой суспензии. В первую очередь необходимо знать плотность дисперсной
фазы (твердых частиц) — рт и дисперсионной среды — а также концентрацию
твердой фазы. Плотность задается в кг/м3, а концентрация может быть задана не-
сколькими способами: в кг твердого, приходящемся на м3 суспензии — кг/м3, в мас-
совых долях или массовых процентах — %мас. (кг твердого, приходящийся на кг
суспензии в %), в объемных долях или объемных процентах — %об. (м3 твердого,
приходящийся на м3 суспензии в %) или в Т:Ж (кг твердого, приходящийся на кг
жидкости). Перевод из одних единиц в другие может осуществляться по следующим
зависимостям:
рж - %мас.
100 - %мас. 1-4^
кг _ Р ж кг _ Рж'
м* Рж 1 ’ м} ЮО
Рг Т:Ж
В расчетных зависимостях гакже присутствует динамическая —рс( Пас) или кине-
матическая — 0с (м2/с) вязкость суспензии, которая зависит от вязкости дисперсионной
среды, концентрации твердой фазы и может быть определена по следующим зависимос-
тям: рс = рж • (1 + 2,5 % об./100) при до 10 % или рс = рж- 0,59(0,77 + %обА00)2
при %об. до 30 %.
Плотность суспензии зависит от плотностей твердой и жидкой фазы, концентра-
ции дисперсной фазы — рс = с + рж — с рж/рт, где с — концентрация твердой фазы
в кг/м3.
На показал ели работы аппаратов । идромеханического разделения дисперсных
систем существенное влияние оказывает размер часгиц дисперсной фазы. В промыт-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
337
ценности чаще приходится сталкиваться ие с монодисперсными материалами, кшда
размер отделяемых от жидкости частиц практически одинаков, а с полидисперспыми
материалами, когда размер частиц изменяется от какого-то минимального значения
до максимального в достаточно широком диапазоне. Существует несколько способов
задания гранулометрического состава частиц дисперсной фазы.
Первый способ — т абличный. Интервал крупности част иц от t7mjn до d разбива-
ется на узкие диапазоны. Шаг разбивки может быть равномерным или неравномер-
ным (чаще всего шаг разбивки изменяется в геометрической прогрессии). Вся масса
часпщ принимается за единицу или 100 %. Для каждого узкого диапазона крупности
частиц указывается массовая доля или массовый процент частиц, приходящийся на
данный диапазон крупности. Например,
^тт d2 ^2 ^3 ... d -d л тал
%, % х2% хг% ... X % л
В горой способ — представление гранулометрического состава частиц дисперсной
фазы в виде гистограммы, пример которой приведен на рис. 5.1.1.1. Гистограмма —
это ступенчатый график, построенный по табличным данным. При аппроксимации
гистограммы плавной кривой, в случае разбивки интервала крупности частиц па рав-
ные узкие диапазоны, получим диф-
ференциальную кривую распределе-
ния частиц по крупности (плотность
распределения), которая представлена
также на рис. 5.1.1.1. Следует отме-
тить, что вид гистограммы зависит от
шага разбивки интервала крупности
частиц, в то время как вид дифферен-
циальной кривой распределения по
определению не должен ог него зави-
сеть. Поэтому в случае неравномер-
ной разбивки интервала крупности
частиц, например, с шагом, изменя-
ющимся в геометрической прогрес-
сии, построение дифференциальной
кривой распределения час i иц по круп-
ности производится несколько иначе.
Рис. 5.1.1.1. Способы задания гранулометри-
ческого состава частиц дисперсной фазы: 1 —
гистограмма; 2 — дифференциальная кривая
распределения частиц по крупности (плотность
распределения)
Массовая доля частиц (процент массовый), приходящаяся на данный узкий диапазон
крупности частиц, делится на величину этого интервала. и из середины интервала от-
кладываются получешше значения, которые соединятся плавной кривой.
Наиболее удобно представлял» гра!гулометрический состав часпщ дисперсной
фазы в виде интегральной кривой распределения, представленной на рис. 5.1.1.2.
Интегральная кривая распределения получается путем последовательного суммиро-
вания массовых долей, приходящихся на каждый узкий диапазон крупности частиц,
с последующей аппроксимацией ступенчатого графика плавной кривой.
Расчет разделяющей способности аппаратов довольно часто проводят с исполь-
338
ГЛАВА 5
Рнс. 5.1.1.2. Интегральная кривая
распределения частиц по крупности
зованием среднего размера частиц
гвердой фазы, в качестве которого
может быть принято зерно диамет-
ром d^, который может быт ь опре-
делен из ипгегралыюй кривой рас-
пределения частиц по крупности,
приведенной на рис. 5.1.1 Л. Части-
цы с размером более d^ составляют
по массе 50 % от общей массы твер-
дого вещества.
Кроме массового распределения
частиц по крупности, использует-
ся количественное распределение,
то есть за 100% принимается не масса, а количество рассматриваемых частиц.
Переход от количественного распределения к массовому может быть осуществлен
следующим образом. Обозначим через X массовые доли, приходящиеся на соответ-
ствующие интервалы крупности частиц, а через Y количественные доли, тогда мож-
v Ynd„
но записать, что X =-----— ---------.
Существует' довольно много методов гранулометрического анализа твердых час-
тиц. Рассмотрим некоторые из них.
Ситовой анализ заключается в следующем. Берется набор круглых сит с раз-
личными размерами ячеек, которые устанавливаются одно па другое. Верхнее сто
имеет наибольший размер ячейки, нижнее — наименьший Взвешивается некоторое
количество сыпучего материала, которое помещается на верхнее сито. Далее произво-
дится рассев, после чего взвешивается материал, оставшийся на каждом сите. Отно-
шение массы материала, оставшегося на сиге, к массе всего материала и составляет
массовую дошо, приходящуюся на данный ипт ервал крупности част и, определяемый
размерами ячеек сит. Таким образом, получается массовое распределение част ин по
крупност и. Существуют приборы, позволяющие на основе данного метода проводить
анализ в автоматическом режиме.
Гранулометрический состав частиц может быть определен с использованием
обычного микроскопа. Некоторое количество исследуемого материала помещается
па предметное стекло микроскопа, и с помощью координатной сетки измеряются
диаметры нескольких сотен частиц. Количество измеретптых частиц принимается за
100%, определяется количество частиц, приходящихся на каждый узкий диапазон
крупности. Таким образом, в результате получают количественное распределение
частиц по крупности. Сканирование часгиц может производиться с использованием
автоматики.
Существует целый ряд приборов, использующих метод Коултера. В приборе
(рис. 5.1.1.3), реализующем принцип Коултера, измеряется импульс электрического
напряжения, возникающий при прохождении частицы определенного объема через
калиброванное отверстие в токонепроводящей пластине 9, которая вмонтирована
в стеклянную ампулу 2. Анализируемый дисперсный материал помещается в стака! г /,
заполненный электролитом 7 (однопроцентный раствор NaOH в дистиллированной
воде). Электролит с взвешенными частицами прокачивается через отверстие в пласти-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
339
ие 9 при си крытом кране 8 вакуум на-
соса. Перепад давлетшя контролирует-
ся объемным ргутным манометром 3.
Изменение импульса напряжения
фиксируется счетно-регистрирующим
усгройством 6, включаемым контакт-
ной системой 5 объемного ртутного
маномсгра 3. Импульс напряжегшя
обусловлен увеличением сопротив-
ления между электродами 4 в момент
прохождеггия частицы сквозь отвер-
стие в потоке электролита. Величина
(амплитуда) этого импульса пропор-
циональна объему электролига, вы-
тесненного частицей. Прибор выдает
табличное распределение частиц по
крупности, гистограмму иинтегралъ-
Рис. 5.1.13. Принципиальная схема прибора
Коултера: 1— стакан; 2—стеклянная ампула; 3 —
объемный ртутный манометр; 5— контактная
система; 6— счстно-рсгистрирующсс устройство;
7— электролит; 8— кран вакуум-насоса; 9 —
пластина с калиброванным отверстием
ную кривую.
Принцип действия прибора
IIORIBA САРА-700 (Япония) основан
па измерении плотности потока, проходящего через пробирку, в которой происходит
процесс осаждения. Осаждение, в зависимости от крупности частиц и соотношения
пло гиостей дисперсной фазы и дисперсионной среды, может проводиться под дейс-
твием силы тяжести или в центробежном поле. При помощи вычислительного уст-
ройства, вмонтировашюго в прибор, происходит определение диаметра частиц. Как
и счетчик Коултера, прибор выдает табличное распределение часгиц по кругл юсги,
гистограмму и интегральную кривую.
Следует еще раз подчеркнуть, что чем точнее будут заданы характеристики раз-
деляемой суспензии, тем обоснованнее могут быть определены конструктивные и ре-
жимные параметры работы аппаратов для ее разделения.
5.1.2. Отстойники
Отстаиванием (гравитационным осаждением, седиментацией) называют
разделение дисперсных систем под действием силы тяжести.
Отстаивание применяют для сгущения, осветления и классификации суспензий,
промывки осадков. При сгущении (осветлении) суспензий твердую фазу выделяют
в виде влажного осадка, а при классификации твердую фазу делят на фракции раз-
личной крупности. О сгущении говорят, если осаждение проводят с целью получения
плотного осадка. Если осаждение осуществляют с целью получения очищенных от
твердых частиц жидкостей, то в этом случае употребляется термин «осветление».
Ввиду малой движущей силы отстаивание эффективно при отделегши крупных
частиц, соответствующих значениям чисел Рейнольдса Re > 500 и Фруда Fr > 105. Од-
нако отстаивание— наиболее простой и дешевый процесс среди гидромеханических
по аппаратурному оформлешпо. Поэтому его часто используют для первичного раз-
340
ГЛАВА 5
Уровень жидкости
Осадок
(пульпа)
Рис. 5.1.2.1. Отстойник непре-
рывного действия: I — ввод сус-
пензии; 2— вывод осветленной
жидкости; 3 — конические полки;
4 — выгрузка осадка
деления, чго удешевляет последующее разделение
дисперсной системы более сложными способами.
Аппарат ы для отстаивания называют отстой-
никами.
По режиму рабогы различают отстойники пе-
риодического, полунепрерывного и непрерывного
действия.
В отстойнике для разделения суспензий непре-
рывного действия (рис. 5.1.2.1) разделяемая смесь
распределяется по каналам между коническими
полками, на поверхности которых осаждают ся твер
дые частицы. Осадок сползает с полок в нижнюю
часть отстойника, откуда удаляется через нижний
патрубок. Осветленная жидкость выводится через
центральную трубу.
По направлению движения потока разделя-
емой смеси отстойники деляг на радиальные
(рис. 5.1.2.2л), горизонтальные (рис. 5.1.2.26), вер-
тикальные (рис. 5.1.2.2в) н наклонные (или тон-
кослойные) (рис. 5.1.2.2г). Разделяемая суспензия
подается в отстойник по патрубку 7, осветленная
(очищенная) жидкость выводится через патрубок 2,
сгущенный продукт выводится через патрубок 3. В радиальных отстойниках суспензия
подается в центр аппарата и движется к периферии. В горизонтальных — загружается
с одного конца аппарата и, перемещаясь вдоль него, выводится на другом конце в виде
осветленного продукта. Сгущенный продую перемещается к разгрузочному патрубку
Рис. 5.1.2.2. Конструкции отстойников: а — радиальный, б — горизонтальный; в — верти-
кальный; г— наклонный (тонкослойный). / — ввод суспензии; 2 — вывод осветленной жидкост и,
3 — выгрузка осадка; 4 — скребковое устройство; 5 — пакет пластин
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
341
ленточным транспортером 4. В вер-
тикальных отстойниках суспензия
подается снизу и движется вверх,
причем скорость восходящего по-
тока должна быть меньше скорости
оседания твердых частиц, благода-
ря чему частицы оседают в нижней
части аппарата, откуда удаляются.
В наклонных, или тонкослойных
отстойниках осаждение осущест-
вляется в наклоненных под углом
45-60° пакетах пластин 5, рассто-
яние между которыми составляет
25-100 мм. Использование паке
та пластин увеличивает площадь
осаждения и повышает эффектив-
ное! ь разделения.
}
Рнс. 5.1.23. Отстойник с горизонтальным то-
ком жидкости: 1— сгребающее устройство; 2 —
чан, 3 — крышка; 4 — привод механизма вращения;
5 — привод механизма подъема; 6— питающее ус-
тройство; 7 — сливное устройство; 8 — переливной
кольцевой желоб
В промышленности наиболее распространены радиальные отстойники непре-
рывного действия с вращающимися гребковыми устройствами (скребками). Огпг
предназначены для сгущения и осветления суспензий. Конструктивно выполняются
одноярусными и многоярусными.
Одноярусные отстойники и згогавливакл с горизонтальным и вертикальным током
жидкосз и. Отстойники с горизон гадыгым током жидкости (рис. 5.1.2.3) применяют для раз-
деления суспензий со скоростью осаждения твердой фазы w0 = 7-1 (У5 - 2-1 (У4 м/с, концент-
рацией дисперсггых частиц в исходной суспензии
с = 5 — 50 кг/м3. Угол конуса днища у них— 150°.
Отстойники с вер! икал ьным током жидкости
(рис. 5.1.2.4) применяют для разделения суспензий
со скоростью осаждения твердой фазы w0 = 15-1 (У4 —
-2-1 (У3 м/с, с концентрацией дисперсных частиц
в исходной сусг сен ши с = 100...350 кг/м3. Угол кону-
са днища эл их отстойников равен 60°.
При рабсле одноярусных отстойников
(рис. 5.1.2.3) исходная суспензия непрерывно
подается в питающий стакан 6, расположенный
в центре цилиндрического чана. В объеме чана
под действием силы тяжести происходил раз-
делетпте суспензии на осветленную жидкость
и осадок твердых частиц. Осветленная жидкость
сливается по периферии аппарата в переливной
желоб 8, а твердые частицы осаждаются па ко-
ническое днище. Медленно вращающееся греб-
ковое устройство / постоянно смещает осадок
к центру отстойника, откуда он непрерывно вы-
водится через коллектор (обычно конический)
для выхода сгущенной суспензии.
Рнс. 5.1.2.4. Отстойник с верти-
кальным током жилкостн: 1 — сгрс
бающее устройство; 2— чан; 3 —
привод механизма вра пения; 4— пс
рсливной желоб
342
ГЛАВА 5
Рис. 5.1.2.5. Отстойник с горизонтальным
током жидкости и периферическим приводом:
1— корпус; 2— 1рсбковая ферма; 3— желоб
слива; 4 — несущая ферма; 5 — ведущая тележ-
ка; 6 — ось вращения г ребковой фермы; 7—при-
емная чаша; 8— штуцер для слива; 9— штуцер
для от вода шлама
Отстойник, представлештый на
рис 5.1 2.3, имеет центральный при-
вод гребкового устройства. Гребковые
фермы приводятся во вращение с по-
мощью червячной пары.
В отстойниках большого диамет-
ра вращение гребковой фермы может
производиться периферийным приво-
дом— с помощью ведущей тележки 5
(рис. 5.1.2.5). Двигаясь по рельсу вокруг
отстойника, тележка тянет за собой греб-
ковую ферму 2, которая продвигает шлам
к выходному штуцеру 9.
Двухъярусные отстойники, как и отстойники с большим числом ярусов, приме-
няют в целях экономии производст венных площадей.
Корпус / двухъярусного отстойника (рис. 5.1.2.6) разделен перегородкой 20 на два
яруса. Оба яруса имеют гребки 2 и 12, закрепленные на одном валу 11, вращение кото-
рого осущес гвляется с помощью привода /0. Привод вала 9 позволяет ему подниматься
вместе с >ребками для предотвращения заиливания гребков при прекращении работы
отстойника. Исходная суспензия поступает через штуцер 5 в распределительный ко-
роб 4, из которого по желобу 6 направляется в верхний ярус, а по желобу 3 в нижний.
В каждом из ярусов суспензия отстаивается. Образующаяся при этом осветленная жид-
кость в верхнем ярусе поступает в сливной желоб 13 и далее через штуцер 14 в сбор-
ник 15, а в нижнем ярусе через отводную трубу 16 выдавливается также в сборник / 5,
из которого через нпуцер 17 уходит по назначению. Сгущенная суспензия (осадок,
шлам) из верхнего яруса гребками 12 продвигается к центру днища и через централь-
ное отверстие спускается в нижний ярус и далее к выходному штуцеру 19. К ней при-
соединяется шлам нижнего яруса, который продвигается к штуцеру 19 гребками 2. От-
качка шлама из нггуцера 19 насосом производится через трубу 18.
Рис. 5.1.2.6. Двухъярусный отстойник: 1 — корпус; 2 — гребки; 3 — желоб; 4 — короб; 5 —
штуцер ввода; 6— желоб; 7— короб; 8 — ферма; 9— привод вала; 10 — привод; 11 — вал;
12— гребки; 13— сливной желоб; 14— штуцер; 15— сборник; 16— отводная труба; 17 —
нпуцер, 18— труба; 19— выходной штуцер; 20 — перегородка
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХ АН ИЧЕС КИХ ПРОЦЕССОВ
343
Возможны и другие схемы работы двухъярусных отстойников: можно подавать
разделяемую суспензию только в верхний ярус или отводить шлам из каждого яруса
отдельно.
Технологическим расчетом отстойников определяются массовые и объемные
расходы осветленной жидкости и осадка па основании заданной производительности
отстойника по разделяемой суспензии Gn, а также концентрации твердой фазы в ис-
ходной суспензии сп % мае. и в осадке (сгущешюй суспензии, шламе) ск % мае.
Из уравнения материального баланса получают массовый расход осадка
и осветленной жидкости (при полном ее осветлешш)
Объемный расход осветленной жидкости с плотностью рж
Далее рассчш ывают скорость осаждения твердых част иц в суспензии. При расчете
сгустителей и осветлителей основываются на скорости осаждения самых мелких час-
тиц, подлежащих отделению, а при расчете классификаторов — на скорости осажде-
ния тех частиц, которые должны быть преимущественно отделены на данной стадии.
Для расчета скорости стесненного осаждения твердых частиц предложены раз-
личные эмпирические и полуэмпирические формулы. Наиболее часто рекомендуют
использовать инженерную интерполяционную формулу, справедливую для всех ре-
жимов обтекания часгиц (ламинарного, переходного и турбулентного):
Иест = Ате4Л7(18 + 0,6/Ат S'*-”), (5.1.2.1)
где ReCT = w^dp^l рж— число Рейнольдса при стесненном осаждении частиц,
d— диаметр частицы; м>ст— скорость стесненного осаждения частицы относи-
тельно стенок аппарата; дж, рж — динамическая вязкость и плотность жидкости;
Аг = (gp>7<)(p, - рж) — число Архимеда; рт— плотность материала твердой
частицы; g— ускорение свободного падения; е— объемная доля жидкости (пороз-
ность) в суспензии.
Формула (5.1.2.1) справедлива при стеснегшом осаждетши шарообразных частиц
одинакового размера. При осаждении частиц иной формы полученное значение м>ст
следует умножить на поправочный коэффициент формы
^=4,836Р;2 3/5Ч<1,
значения которого определяют по экспериментальным данным по объему К и пло-
щади поверхности 5ч частицы. Кроме того, при расчете скорости осаждения неша-
рообразных частиц их диаме гром считают эквивалентный диаметр частиц, равный
диаметру шара одной и той же массы,
344
ГЛАВА 5
Объемную долю жидкости (порозносгь) в суспензии рассчитывают по формуле
е = 1 - (с р./рт),
где сп — массовая доля частиц в исходной суспензии;рс — плотность суспензии.
При этом плотность суспензии рассчитывается по формуле
(с 1 — с \
7\ + -рг)'
В промышленных условиях разделяемая суспензия содержит частицы разных раз-
меров (а ин01 да — и плотност ей). В ходе осаждения они движутся в жидкости с раз-
личными скоростями. Обычно расчет ведут, ориентируясь на наиболее мелкие (и лег-
кие) час гицы в исходной суспензии. 11осле расчетов К и wct определяют основную
геометрическую характеристику отстойника— площадь поверхности осаждения
F = V .
ОС OCR СТ
Следует подчеркнуть, что производительность отстойников по разделяемой сус-
пензии зависи г только от площади поперечного сечения и скорости осаждения час-
тиц и не зависит от его высоты.
Использование многополочных отстойников (рис. 5.1.2.1 и 5.1.2.2) позволяет зна-
чительно повысить производительность отстойников и качество разделения.
Повысить скорость разделения суспензий можно, снижая вязкость жидкости пу-
тем предварительного подогрева суспензии или укрупняя час гицы. При очистке воды
от ферромагнитных частиц их укрупнегше происходит в результате предварите, ты гой
магнитной обработки воды. На станциях очистки сточных вод и водоподготовки ук-
рупнение частиц осуществляют добавкой в суспензию коагулянтов или флокулянтов.
Для ускорения коагуляции в жидкости организуют пульсирующие колебания (напри-
мер, путем пульсирующей подачи жидкости).
5.1.3. Гидроциклоны
Гидроциклоны предназначены для сгущегпгя и осветления пульп и суспензий,
разделения несмешивающихся жидкостей, классификации зернистого материала по
крупности в жидкой дисперсионной среде, дегазации газосодержащих жидкостей.
Гидроциклоны выгодно отличаются от других агптаратов центробежного типа ма-
лыми размерами, простотой конструкции и удобством з эксплуатации, сравнительно
гпгзкой стоимостью, отсутствием движущихся частей. Основным недостатком этих
устройств при разделешги суспензий является довольно высокое содержание жидкой
фазы в сгущенном продукте (как правило, не менее 30-40 %), невозможность выде-
ления мелких частиц (менее 10 мкм), что приводит к снижению качества осветлен-
ного продукта.
При проведении процесса классификации в аппаратах гидроциклонного типа не-
возможно получить четкое разделение частиц по крупности, доступно лишь изме-
нение их процентного содержания по фракциям в выходящих из аппарата потоках,
по сравнению с концентрацией этих фракций в исходной суспензии Тем не менее
установка гидроциклонов самое гоят елыю или в совокупност и с другим оборудова-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
345
кием позволяет получить существенный экономический эффект как при разработке
новых технологических схем, так и при модернизации уже существующих за счет
устранения дорогостоящего оборудования, перехода на непрерывные режимы веде-
ния процессов.
Процесс разделения несмешивающихся жидкостей в гидроциклопах проводят
в тех случаях, кот да допускается степень раздел ения менее 98 %.
За счет резкого падения давления в гидроциклонах, они могут использоваться
и для проведения процесса дегазации i азосодержащих жидкостей, причем при этом
одновременно может происходить и разделение суспензий и эмульсий.
Широкое использование в промышленности
для разделения суспензий получили цилиндро-
конические гидроциклоны. Одна из конструкций
таких аппаратов представлена на рис. 5.1.3.1. Гид-
роциклон состоит из короткой цилиндрической
час пт /, закрытой сверху крышкой 2, и конуса 6.
Исходная суспензия подается в гидроциклон под
избыточным давлением (Р^ по питающему (вход-
ному) патрубку 4, установленному тангенциально
к корпусу непосредственно под крышкой 2. Раз-
грузка сгущенного продукта производится через
нижний сливной патрубок 5, а осветленный про-
дукт выводится из гидроциклона через верхний
сливной патрубок 3.
Под действием центробежной силы инерции,
возникающей за счет интенсивного вращате. 1ыюго
движения потока суспензии, сравнительно крупные
и тяжелые частицы материала гвердой фазы отбра-
сываются к внутренней стенке аппарата, переме-
щаются по спиральной траектории в коническую
часть 6 и разгружаются через нижний сливной па-
трубок 5. Частицы же более тонких классов радиаль-
ным потоком жидкости передвигаются к оси аппара-
Рис. 5.1.3.1. Цнлипдроконнчсс-
кий гидроциклоп: 1 — цилиндри-
ческая часть; 2— крышка; 3 —
верхний сливной патрубок; 4—пи-
тающий (входной) naipv6oK; 5 —
нижний сливной патрубок; 6 — ко-
ническая часть
та и выносятся восходящим осветленным потоком,
выходящим через верхний сливной патрубок 3.
При работе цилиндроконического гидроцик-
лона в напорном режиме пит ания за счет интен-
сивного закручивания потока в поле центробеж-
ных сил инерции вдоль оси аппарата по всей
высоте наблюдается устойчивая зона разряжения,
имеющая форму цилиндра (так называемый воздушный столб).
Расчет гидроциклонов ведут методом последовательного приближения. На осно-
вании опыта эксплуатации этих аппаратов задают конструктивные и режимные пара-
метры работы, после чего определяют расходные характеристики и показатели раз-
деления. Если предварительно подобранный гидроциклон не обеспечивает заданные
характеристики выходящих потоков, уточняются его параметры, в первую очередь,
соотношение диаметров верхнего и нижнего сливных патрубков — d/dh- Если требу-
346
ГЛАВА 5
ется повысить концентрацию нижнего (сгущенного) продукта, то соотношение dJdH
уве гичиваюг за счет замены нижнего сливного па грудка па патрубок с меньшим диа-
метром проходного сечения и повторяют расчет. При необходимости получить более
чистый осветленный продукт уменьшают диаметр цилиндрической части— D или
увеличивают давление в питающем патрубке — рк.
Диаметр D может изменяться от 15 до 1500 мм. Соответственно, с уменьше-
нием D улучшаются показатели разделения, но уменьшается производительность.
С увеличением величина которого ограничена возможностями ггагтге га тельного
оборудования, показатели разделения улучшаются, но растут и энергозатраты
В зависимости от диаме гра цилиндрической части выбирают диаметр питающег о
патрубка— dm = 0,25D и диаметр верхнего сливною патрубка de = 0,3D. При этих
соотношениях обеспечивается минимально возможное гидравлическое сопротив-
ление аппарата и наилучшие показатели разделения. Вижний сливной патрубок
обычно делается съемным, его диаметр может изменяться в достаточно больших
пределах — J=(0,2 — 0,8) de.
Общая производительность в м3/с) цилиндроконического гидроциклона мо-
жет быть определена по одной из целого ряда известных зависимостей, например:
= 5,46 10’« d^(pj\ (5.1.3.1)
где d^ и de — диаметры питающего и верхнего (сливного) патрубков, м;р^ — давле-
ние на входе в гидроциклон (в питающем патрубке), Па.
’)та формула может быть использована при ориентировочных расчетах. Если же
требуется более высокая точность, целесообразно применять формулы, включающие
такие геометрические параметры гидродиклона, как диаметр цилиндрической части,
угол конусности конической части, диаметр нижнего сливного патрубка, а также ха-
рактеристики разделяемой суспензии.
Зависимость распределения объемов выходящих из гидроциклона потоков от раз-
грузочного отношения может быть приближенно описана уравнением
2к/£=1,13«/<Г)3, (5.1.3.2)
где QH и Qg— производительность по сгущенному и осветленному продуктам соот-
ветственно, м’/с.
Из материального баланса 0^= Qe+ £?,(с учетом формулы (5.1.3.2) получим зави-
симость для расчета производительности по осветленному продукту
Q =-------Q°'“ ld\ ‘ (5.1.3.3)
1 + 1,13 М
\а I
Производительность по сгущенному продукту определяется из материального
баланса.
Применяют четыре основных метода расчета разделяющей способности гидро-
циклонов. метод на основе понятия граничного зерна разделения; метод, основанный
тга теории подобия; методы, использующие стохастическую модель разделительных
процессов; чисто детерминированный подход. Независимо от используемого в расче-
те гидроциклона подхода к определению показателей разделения суспензий, в первую
очередь находятся его расходные характеристики по уравнениям ( 5.1.3.1 ) и ( 5.1.3.3 ).
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
347
Далее по одному из указанных методов проводят расчет разделяющей способнос-
ти гидроциклонов.
Из перечисленных рассмотрим два метода расчета разделяющей способности
гидроцнклонов.
Код граничным зерном разделения (d^) условно понимают такой
размер частиц, содержащихся в исходной суспензии, частицы крупнее которого уно-
сятся со сгущенным продуктом, а меньшею диаметра — с осветленным потоком.
А.И. Поваровым предложена следующая зависимость для определения гранич-
ного зерна разделения:
= 8,44 • 10’
d D с
_____в______исх______
&D /Рвх (Рг ~ Рж)
d
(5.1.3.4)
где <7, dH, D— соответственно диаметры верхнего и нижнего сливных патрубков,
диаметр цилиндрической части гидроциклона. м; К ) = 0,8 + 1,2/(1 + 100 D) — коэф-
фициент формы гидроциклона; сисх— концентрация разделяемой суспензии, % мае.;
рт и рж — плотность твердой и жидкой фазы суспензии, кг/м3; d^ — средний экви-
валентный диаметр граничного зерна разделения, мкм; рю — давление во входном
патрубке, Па.
На рис. 5.1.3.2 представлена интег-
ральная кривая распределения частиц
твердой фазы по крупности какого-либо
дисперсного материала, подаваемого на
разделение в гидроциклон. Зная величи-
ну dp, по этой кривой можно определит ь
долю твердой фазы, уходящей в пески
и слив (сгущенный и осветленный пото-
ки) гидроциклона. Из рис. 5.1.3.2 следу-
ет, что при известном значении dp А %
твердой фазы, от содержащейся в исход-
ной суспензии, уносится со сгущенным
продуктом, а В % — с осветленным по-
током. После чего лег ко можно опреде-
лить концентрацию твердой фазы в про-
дуктах разделения.
Если концентрация твердых частиц
Рис. 5.13.2 Интегральная кривая распре-
деления частиц по крупности
в исходной суспензии (c^i задана в кг/м3 (кг твердого на м3 суспензии), то в гидроциклон
поступает с исходной суспензией следующее количество твердой фазы: (7 а= Q^c
кг/с. Соответственно, с осветленным потоком уносится твердою Gg - G • А! 100, кг/с,
а со сгущенным — 6 = (7 чВ/100, кг/с, или из материального баланса G = Guac — Gg,
кг/с. Копнен грация же часгиц твердой фазы в продуктах разделения гидроциклона
составит: в осветленном потоке — с- GJ Qe, кг/м3, а в сгущенном — сн = G* / Qu.
Здесь Qe и Qh производительности по осветленному и сгущенному потокам соот-
ветственно, кг/с.
Недостатком данного метода являет ся то, что в реальных условиях эксплуатации
в осветленном потоке присутствуют частицы крупнее граничного зерна, а в сгущен-
ном — мельче этого зерна, го есть модель пе отражает реальной картины процесса
348
ГЛАВА 5
разделения. Кроме того, данный метод не позволяет определить гранулометрический
состав частиц в выходящих потоках.
На основании теории подобия была получена зависимость, позволяющая опреде-
лить концентрацию твердой фазы в осветленном потоке
с = l>18(d/df'(tga/2),‘”(^ (5.1.3.5)
где св и сиа — соответственно, концепт рация твердой фазы в осветленном потоке
и исходной суспензии, кг/м3; U— скорость потока суспензии в питающем патрубке,
м/с; В — радиус цилиндрической части гидроциклона, м; J50 — характерный размер
част иц твердой фазы исходной суспензии, м, vc— кинематическая вязкость суспен-
зии, м2/с; а — угол конусности конической части, град.
Размер J50 определяется из интегральной кривой распределения частиц твердой
фазы по крупности в исходной суспензии (см. рис. 5.1.3.2).
Из материального баланса можно теперь легко определить концентрацию твер-
дой фазы в сгущенном продукте:
с = (Q, -с —Q • сУО .
Затраты энергии па проведение процесса гидроциклонирования определяются
как произведение общей производительности гидроциклона на давление в пита-
ющем патрубке.
Классификация гидроциклопов и область их применения представлены в табл.
5.1.З.1.
Рис. 5.1.З.З. Литой цилиндро-
конический гидроциклон: 1 — кор-
пус; 2 — конус; 3 — накидная 1айка;
4— нижний сливной насадок
Типовая конструкция цилиндроконического
шдроцикюпа, выполненная литьем из какого-
либо полимерного материала, представлена на
рис. 5.1.3.3. Гидроциклон состоит из корпуса 7,
включающего питающий и верхний сливной
патрубок. Конус 2 соединяется с корпусом 7
с помощью резьбы. Нижний сливной насадок 4
закрепляется па конусе 2 накидной гайкой 3. На-
садок 4 делается съемным по двум причинам: для
подбора необходимого соотношения d/dH и заме-
ны при абразивном износе. В нижней части кону-
са концентрация дисперсной фазы максимальная,
поэтому насадок 4 подвержен абразивному изно-
су, при этом увеличивается диаметр d что ведет
к снижению концентрации сгущенного продукта.
Также значительному абразивному износу под-
вержена часть корпуса 7 напротив входа суспен-
зии, при этом в корпусе формируется улит ка,
которая не оказывает отрица тельного влияния на
процесс разделения, но может привести к появ-
лению в стенке сквозного отверстия. Выполне-
ние гидроциклонов с помощью литья позволяет
Таблица 5.1.3.1
Классификация гидроциклонов
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
350
ГЛАВА 5
Рнс. 5.1.З.4. Цилиндрический прямоточ-
ный гидроциклон: 1 —питающий патрубок;
2 — цилиндрический корпус; 3 — тангенци-
альный разгрузочный патрубок; 4 — цент-
ральный разгрузочный патрубок
Рнс. 5.13.5. Цилиндрический прямо-
точный трехпродуктовый гидроциклон:
1 — питающий патрубок; 2 — крышка; 3 —
цилиндрический корпус; 4— днище; 5 —
вытеснитель
I
выполнять поперечное сечение питающего
патрубка прямоугольной формы, что спо-
собствует повышению эффективности ра-
боты гидроциклона.
На рис. 5.1.3.4 представлена конструк-
ция цилиндрического прямоточного гидро-
циклона для разделения эмульсий. При раз-
работ ке конструкций гидроциклонов для
разделения несмешивающихся жидкостей
необходимо учитывать специфические фи-
зико-химические свойства разделяемых
систем, использовать комбинации центро-
бежного, электрического, гравитационного
полей. Процесс разделения может также
быть интенсифицирован за счет подачи
диспергированного газа (воздуха) в гидро-
циклон, при этом происходит процесс фло-
тации в цен гробежном поле. Разделяемая
эмульсия поступает по питающему пат-
рубку / в цилиндрический корпус 2, жид-
кость с большей плотностью разгружается
через пат рубок 3, а с меньшей плотнос-
тью — через центральный патрубок 4.
Цилиндрический прямоточный трех-
нродуктовый гидрцццклон изображен на
рис. 5.1.3.5. Дашгая конструкция можег
применяться для разделения суспензий
и эмульсий, когда необходимо получить
несколько продуктов (в данном случае три)
с различными свойствами. Гидроциклон
состоит из питающего патрубка 7, цилин-
дрическо! о корпуса 3 с крышкой 2 и дшь
щем 4, вытеснителя 5. Установка в цент-
ральной зоне вытеснителя 5 способствует
исключению вредного влияния па процесс
разделения воздушного столба. При раз-
делении суспензий концентрация и круп-
ность частиц твердой фазы будет увеличи-
вал ься от оси к стенке, соответственно, при
разгрузке потоков по нескольким радиусам
их характеристики будут различны.
Для получения нескольких продуктов
с различными свойствами могут приме-
няться и цилиндрокопические гидроцик-
лоны. На рис. 5.1.3.6 в качестве примера представлена конструкция трехпродукто-
вого цилиндроконического гидроциклона с двумя верхними сливными патрубками.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
351
Исходная суспензия поступает по танген-
циальному питающему патрубку / в ци-
линдрический корпус 4. Через нижний
сливной патрубок 6 конуса 5 будет разгру-
жаться сгущенный продукт с крупными
частицами, через центральный верхний
сливной патрубок 2 будет выходит ь освет -
ленный поток с частицами тонких фрак-
ций, а грет ий поток, разгружающийся че-
рез пагрубок 3 будет обогащен частицами
промежуточных классов крупности.
Для обеспечения заданной произво-
дительности гидроциклоны часто соби
раются в батареи. Обычно используют
продольное расположение гидроникло-
нов или вокруг центрального коллектора.
Последняя конструкция представлена на
Основная задача коллекто-
рис. 5.1.3.7.
Рис. 5.13.6. Цилиндроконический трехпро-
дуктовый гидроцнклон: 1 —питающий патру-
бок; 2 — верхний сливной патрубок для отвода
тонких фракций; 3— верхний сливной патру-
бок для отвода частиц промежуточных классов
крупности, 4— цилиндрический корпус; 5 —
конус; 6— нижний сливной патрубок для отво-
да крупных частиц
ра — равномерно распределит ь поток разделя-
емой суспензии (эмульсии) по гидроциклонам
при ми нимальпых пот ерях давления. Исходная
суспензия (эмульсия) подается под давлением
в нижнюю часть коллектора /, разделенного
перегородками на верхшою и нижшою каме-
ры. Из нижней камеры коллектора / суспензия
распределяется по гидроциклонам 2, сгущен-
ный продукт собирается в бункере 3, который
может быть выполнен открытым или закры-
тым. Открытое исполнение бункера позволяет
контролировать работу гидроциклонов и ус-
транять забивку нижних сливных патрубков
без остановки батареи гидроциклонов. Освет-
ленный продукт собирается в верхней камере
коллектора /. Коллекгор 1 с закрепленными
на нем гидроциклонами 2 устанавливается на
бункере 3 с помощью подставки 4.
Рис. 5.13.7. Батарея гидроцикло-
нов: 1 — коллектор; 2 — гидроцикло-
ны; 3 — бункер; 4 — подставка
352
ГЛАВА 5
Механическим расчет отдельных элементов гидроциклопов обычно не проводят,
так как толщины стенок корпуса выбираются из условия, в первую очередь, абразив-
ного изнашивания. Фактическая толщина стенки значительно превышает расчетные
значения из условий прочности. При необходимое! и проводятся расчеты фланцевых
соединений, толщин стенок коллекторов батарейных гидроциклопов.
5.1.4. Центрифуги и сепараторы
Классификация центрифуг и вилы центрифугирования
Во многих отраслях промышленности при разделении жидких неоднородных сме-
сей (суспензий и эмульсий) широко используются цен грифуги и сепараторы, в кото
рых эти смеси разделяются на составные элементы в поле центробежных сил. В цент-
рифугах процессы отстаивания и фильтрования происходят в поле центробежных сил,
которые дают больший эффект разделения, чем силы, действующие в фильтрах.
Суспензии — дисперсные системы, состоящие из частиц твердого вещес-
тва (дисперсной фазы), распределенных в жидкой сплошной среде (дисперсионной
фазе). Во многих химических производствах суспензии являются промежуточным
продуктом, из которого затем выделяют твердую фазу. Они относятся к грубодиспер-
сным системам: средний размер частиц в них не менее Ю'3 мм. В связи с этим суспен-
зии седиментационно неустойчивы, частицы в них под действием сил тяжести или
центробежных сил могут осаждаться. Поэтому при проектировании аппаратов и ма-
шин во избежание самопроизвольного осаждения част иц твердой фазы необходимо
в емкостях, трубопроводах создавать определенную скорость движения суспензии.
Эмульсии — дисперсные системы, состоящие из двух (или более) жидкостей,
нерастворимых одна в другой. Одна из них является сплошной (дисперсионной фа-
зой), а другая (или другие) в виде капель (дисперсной фазой).
Различают эмульсии прямые (типа «масло в воде») с каплями неполярной жид-
кости, распределенными в сплошной полярной среде, и обратные (хила «вода мас-
ле») с каплями полярной жидкости в неполярной среде. Кроме того, эмульсии делят
тта лиофильные и лиофобные.
Лиофильные эмульсии образуются самопроизвольно, они являются термодина-
мически устойчивыми системами, размер их капель не превышает Ю"4 мм.
Лиофобные эмульсии (большая часть промышлешплх эмульсий)— 1рубодис-
персные системы, размер капель в них лежит в пределах IO"4... 10*’ мм. Они склонны
к осаждению, термодинамически неустойчивы и могу г существовать без разделения
при отсутствии механического воздействия только в присутствии эмульгаторов.
По реологическим свойствам суспензии и эмульсии могут быть как ньютонов-
скими, так и неныотоновскими жидкостями.
Центрифуги — маш ины, предназначен! гые для разделения суспензий и эмуль-
сий в поле ценхробежных сил. Основным рабочим органом этих машин является
сплошной или перфорированный ротор (барабан), закрепленный на вертикальном
или горизонтальном вращающемся валу. Ротор представляет собой цилиндрическую
или коническую обечайку с кольцевой крышкой и днищем. Во внутреннюю полость
ротора подается суспензия (эмульсия); частицы твердого материала (гяжелая фаза)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
353
под действием центробежных сил скапливается у стенки ротора, а жидкость (легкая
фаза) располагается ближе к оси жидкостного цилиндра, соосного вращающемуся
рогору; в дальнейшем из ротора удаляются обе фазы.
Промышленные ценгрифуги классифицируют по следующим признакам.
— способу проведешгя процесса пеггтрифугирования (периодического и непре-
рывного действия);
— принципу разделения фаз (фильтрующие, осадительные, комбинированные);
— способу выгрузки осадка из ротора (с ручной, ножевой, шнековой, инерцион-
ной. контейнерной, гидравлической выгрузкой);
— основному конструктивному признаку (с вертикальным, горизонтальным рас-
положением приводного вала ротора, подвесные с верхним расположением привода,
подвесные с нижним расположением привода ротора, трубчатые и т. п.);
— величине фактора разделения Fr, равного отношению цен гробежной силы к си-
ле тяжести (нормальные при факторе разделения менее 3500 и сверхцен трифуги при
факторе разделения более 3500).
Основные характеристики промышленных центрифуг, условные их обозначения
приведены в отраслевом стандарте ОСТ 26-01-1326-75 «Цеггтрифуги промышлен-
ные. Классификация и обозначения».
Условные обозначения центрифуг содержат ряд букв и цифр:
— Первая буква обозначает принцип. разделения фаз вцеггтрифуге (0— осади-
тельные, Ф— фильтрующие, П— пленочные, Т— с тонкослойным осаждением.
Р — разделяющие сепараторы; К — комбинированные).
— Вторая буква указывает на основной конструктивный признак (Г — горизон-
тальные, В — вертикальные, Н — наклонные, П — подвесные с верхним приводом
ротора, М — те же, но с нижним приводом ротора (маятниковые), Т — трубчатые.
У — с упругой верхней опорой вала ротора).
— Трет ья буква указывает способ выгрузки осадка из ротора (III — шнековый, Н —
ножевой, П— поршневой, И — инерционный, В— вибрационный, Г — гидравли-
ческий, Р — ручной с разборкой ротора. Д — с выгрузкой через отверстия внизу ро-
тора, Б — ручной с выгрузкой через борт ротора, К — котгтейнерный).
Затем следуют, как правило, три цифры. Первые две цифры указывают гга наи-
больший диаметр ротора в сагпиметрах. Следующая цифра указывает гга исполне-
ние центрифуги (1 — негерметичпые, 2— негерметичпые, но с взрывозащищен-
ным электрооборудованием; герметизированные на давления: 3— до 0,01 МПа,
4 — более 0,01 МПа; 5 — негерметизированные с обогревом корпуса, 6 — с обогре-
вом корпуса и взры незащищенным электрооборудованием).
После этих цифр проставляется буква, указывающая на конструкционный мате-
риал деталей, соприкасающихся с рабочей средой (У — углеродистая сталь и чугу-
ны, Л — легированные стали, К — коррозионностойкие стали, Т — титан. М —
медь, Н — неметаллы, Г — гуммированные покрытия, Э — эмалированные
покрытия, П — пластмассы).
В конце обозначения стоит цифра, указывающая на порядковый номер модели
центрифуги.
Пример. Центрифуга ФГН-50-1-У-2 (Цсгггрифуга фильтрующая, горизоггталыгая,
с ножевой выгрузкой осадка, с ротором диаметром 50 см, негермет ичная, из углеро-
дистой стали, второй модели).
354
ГЛАВА 5
В промышленности используются следуюгцие виды центрифугирования.
Центробежное фильтрование суспензий осущес гвляется под дейс гвием объемных
сил дисперсионной среды и частично дисперсной фазы в перфорированных роторах
с фильтровальной перегородкой. Фильтрование протекает по законам, свойственным
обычному фильтрованию с образованием осадка. Оно используется для обработки сус-
пензий с крупной и среднеизмельченной твердой фазой, с возможной промывкой осад-
ка, а также при необходимост получения осадков малой влажности.
Центробежное фильтрование, используемое только для разделения суспензий,
реализуется в центрифуге с перфорированным ротором. При этом твердые частицы
удерживаются фильтрующей перегородкой и образуют осадок, т. е. совокупность
твердых частиц с заполняющей их поры жидкостью. На внутренней поверхности
перфорированного ротора укреплена фильтрующая ткань или металлическая сетка
для удержатшя твердой фазы на поверхности фильтрующей перегородки Жидкость,
расположенная под осадком, и жидкость, находящаяся между частицами осадка, про-
давливается через слой осадка и фильтрующую перегородку и удаляется через отвер-
стия в роторе, образуя фильтрат. Часть твердой фазы при этом неизбежно уносится
вместе с жидкостью.
Центробежное осаждение суспензий происходит под действием объемных сил
дисперсной фазы в роторах со сплошной стенкой и подразделяется на центробеж-
ное осветление, центробежное сгущение, осадительное центрифугирование, цент-
робежную сушку. Центробежное осаждение, используемое для разделения суспен-
зий и эмульсий, осуществляется в центрифуге со сплошным ротором. В отличие от
центробежного фильтрования при цешробежном осаждении суспензий под сформи-
рованным осадком обычно имеется свободная жидкость, поэтому осадок сохраняет
высокую влажность.
Центробежное осветление используется для разделения суспензий с малым со-
держанием твердой фазы (менее 5 %) с размером частиц d < 5 мкм. Использует ся,
например, для удаления загрязнений из лаков, выделения окиси титана из бутиловою
спирта, отделения бактерий от жидкостей
Центробежное сгущение используется для концентрирования частиц дисперс-
ной фазы в относительно малом объеме дисперсионной среды с малым содержанием
твердой фазы (менее 30 %).
Осадительное центрифугирование используется для разделения средне- и высо-
коконцентрированных суспензий, содержащих не более 40 % (по объему) взвешен-
ных частиц.
Центробежное обезвоживание используется только для удаления капилляр-
ной и пленочной жидкости. При этом происходит и частичное испарение жидкости
с уносом образующихся паров потоком воздуха, проходящего через отверстия
в стенке ротора.
Расчет производительности центрифуг
Производительность центрифуг зависит от многих параметров: геометрических,
режимных, а также физики-мехагшческих свойств суспензий и эмульсий. Обобщение
существующих методик расчета производительности цент рифу! выполнено в ряде
работ В.И. Соколова Следует отметить, что теоретически полученные формулы для
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
355
расчета производительности центрифуг часто дают
резулыат, отличающийся от реальной производитель-
ности конкретных типов центрифуг. Поэтому расчет
того или иного типа центрифуги чаще производится
по эмпирическим уравнениям, полученным в резуль-
тате их экспериментальных исследовагпгй.
Производительность осадительных центрифуг
для предварительных расчетов может быть вычисле-
на по уравнению, полученному из следующих сооб-
ражений.
Предположим, что суспензия течет вдоль длинно-
го цилиндрического ротора (рис. 5.1.4.1) относитель-
но тонким слоем толщиною h со средней скоростью
= 2^"“—р гп>е Q —объемный расход суспензии,
ср
м3/с, г — средний радиус слоя жидкости, м. h — тол-
щина слоя жидкости, м. Внутренний радиус ротора
равен R, а внутренний радиус слоя жидкости — г.
Рассмотрим наиболее крайний случай: частица
твердого вещества при входе в ротор находится на
поверхности жидкостного слоя. За время нахождения
ее в роторе огга должгга достигнуть стеггки ротора гга
длине L. Будем считать, что время движения частицы
поперек слоя жидкости до стенки ротора Th равно времени Tj ее движения вдоль ро-
тора до его края:
г» = ?,.
Это равенство можно переписать в виде
L_ _ h
w V
где v — скорость осаждеггия частицы в поле центробежных сил, м/с, w — скорость
движения частицы вдоль стеггки ротора, м/с.
Скорость v может быть выражена через скорость осаждения одиночной частицы
t»0 в поле сил тяжести по зак< игу Стокса:
Рис. 5.1.4.1. Схема потока
суспензии в цилиндрическом
роторе
(5.1.4.1)
(5.1 4.2)
где d—диаметр частицы, м; (рт -р^ — разность плотностей твердой и жидкой фаз,
кг/м3; g— ускорение сил тяжести, м/с2;/2 — динамическая вязкость жидкости, Па-с.
Величину v0 обычно определягот экспериментально на специальных приборах.
Между скоростями осаждения частицы в поле цеггтробежггых сил V и в поле сил
тяжести t>0 имеется соотношегтие
1> = ЫРг, (5.1.4.3)
\ о /
где Fr— критерий Фруда, в процессах центрифугирования получивший название
356
ГЛАВА 5
фактор разделения (Fr = ® где со — угловая скорость вращения ротора, рад/с;
R — впу гренний радиус ротора, м).
С учетом соотношения (5.1.4.3) запишем равенство (5.1.4.2) в следующем виде:
L 2тс г h
________fp
Q
Откуда величина расхода Q будет равна
h g
Ч ’ Fr ‘
L 2тг • г V Fr
ср О
g
(5.4.1.4)
(5.4.1.5)
Так как толщина жидкостного слоя имеет небольшую величину, можно принять
г = R, а произведение L • 2л7? = F, где F— поверхность осаждения, м2. Тогда урав-
нение (5.4.1.5) можно записать в виде
Q = »qF v- (5.4.1.6)
О
Произведение F • Fr обозначают через £, которая называется индексом производи-
тельности, а в зарубежной литературе — «числом сигма».
Таким образом, производительность осадительных центрифуг можно на предва-
рительном этане определять по формуле
где fl — коэффициент, учитывающий допущения и неподдающиеся учету факторы
определения У и скорости (в этог коэффициент вошла и величина g).
В литературе приводятся формулы для расчета величины индекса производитель-
ности у для ряда осадительных центрифуг, учитывающие особенности конструкции
ротора и режим течения жидкости по ротору.
Экспериментальные исследования центрифуг показали, что величина X зависит
от режима течения жидкости по ротору:
— для ламинарного режима
— для переходного режима
— для турбулентного режима
Отсюда следуег, что в осадительных центрифугах необходимо обеспечивать ре-
X = F-Fr,
£ = F-Fi°-73,
£ = F-F?>-5.
жим течения жидкости в рогоре, близким к ламинарному.
Важной характеристикой осадительных центрифуг, кроме индекса производи-
тельности, является крупность разделения <7^. Под крупностью разделения обычно
понимают бесконечно узкий класс наиболее крупных частиц дисперсной фазы разде-
ляемой суспензии, которые могут быть вынесены с фугатом из центрифуги. Ее мож-
но рассчитать, используя закон Стокса:
/SAg’
где Д — разность плотностей дисперсной фазы и дисперсионной среды.
Частицы с диаметром d < должны выноситься с фугатом. Однако в действи-
тельности этого не происходит. В фугате может оказаться некоторое количество час-
тиц с d > d^, а в осадке — d < d^. Если зачаться вероя пюстыо выноса час гиц с фуг а-
том, равной а, то действительная квази крупность разделения равна t7e = <7^(1 - а)0,5,
где а — доверительная вероятность.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
357
Производительность фильтрующих центрифуг
Фильтрование в поле центробежных сил происходит по тем же законам, что
и в условиях фильтрования под давлением и в вакууме.
Филы рованис включает, как известно, гри самое гоятеитыгых процесса: собственно
фильтрование с образованием на фильтровальной поверхности осадка, удаление из
осадка избыточной жидкости, вытеснение из осадка час ги жидкости, удерживаемой
молекулярными силами. В случае необходимости промывки осадка появляется еще
дополнительный процесс. Каждый из этих процессов протекает по своим закономер-
ностям. Они исследованы в технической литературе, посвященной центрифугам.
Рассмотрим процесс фильтрования, являющийся главным, определяющим произ-
води дельность фильтрующих центрифуг.
Используем известное уравнение для расчета расхода жидкости через фильтре
вальную поверхность:
е = <51-47)
где Q — объемный расход жидкости через фильтровальную поверхность, м3/с; Др —
падение давления при прохождешш жидкости через фильтровальную перегородку
и осадок, Па; h — толщина фильтрующего слоя, включающего фильтровальную пе-
регородку и слой осадка, м; ке — коэффициент проницаемости фильтровальной пере-
городки, м2; р — динамическая вязкость жидкости, Па-с.
Можно принять для ротора среднюю поверхность фильтрования F (она изменя-
ется в процессе фильтрования) равной
Fp = 2H-rp-L, (5.1.4.8)
где г— средний радиус фильтрующего слоя, м, L — длина ротора, м.
Перепад давления Др равен
Др = (Д;-г‘), (5.1.4.9)
где рж — плотность жидкости, кг/м3; со — угловая скорост ь вращения ротора, рад/с;
г— внутренний радиус слоя жидкости в роторе, м.
Подставив выражения (5.1.4.8) и (5.1.4.9) в (5.1.4.7), получим
Q = k Ct)2(R2 - г2)- F (5.1.4.10)
с 2ti h
<7
Обозначим —= г , к р = к.
/ ср * с • ж 0
То1да после преобразования уравнения (5.1.4.10) с использованием выше при-
водимых обозначений получим уравнение для расчета производительности цент-
рифуг по фугату
Q=k-F -F = Jt -У.
Таким образом, несмотря на существенные различия между центробежным осаж-
дением и центробежным фильтрованием, в основе их много общего. На1гример, их
производительность зависит о г индекса производительности и поверхности осажде-
ния или фильтрования.
358
ГЛАВА 5
При центробежном фильтровании производительность ценгрифути изменяется
существенно во времени за счет увеличения толщины слоя осадка в периодических
машинах и незначительно в случае проведения процесса в центрифугах непрерывно-
го действия.
При определении производительности периодических центрифуг следует учиты-
вать, что полный цикл работы центрифуги определяется по зависимости
т = т + т + т + т ,
W лч осн с к1
где — затраты времени на загрузку суспензии в ротор, с; т — время на выполнение
основных операций (центрифугирования тф, промывки осадка т и его подсушки т), с;
тв—время на вспомот ателытые операции (разгон центрифуги и торможение ротора), с;
Т"— время выгрузки осадка, с.
При этом коэффициент использования центрифуги будет равен
(т + Т + Т )
___ A—Z____22!____
v - т
ч
Величина л/ зависит в значительной мере от конструкции центрифуги и свойств об-
рабатываемой суспензии или эмульсии, а также от требований к готовому продукту.
В литературе приводятся формулы для расчета значений времени проведения от-
дельных процессов цикла и их конкретные значения для ряда промышленных цент-
рифуг.
Производительность Qp периодических центрифуг по суспензии будет равна
Q = где Q — объем суспензии, обработанной в центрифуге за один цикл, м3.
Для проведегшя расчетов рабочего цикла т, фгыътрующих центрифуг периоди-
ческого действия можно принять на основе опытных данных: для центрифуг с диа-
метром ротора до 1000 мм: тлч = 30 с, тф + тк = 150 с, а «гл я центрифуг с диаметром
ротора более 1000 мм — тпч = 60 с, а тф + = 200 с.
Коэффициент заполнения ротора в фильтрующих центрифугах периодического
действия обычно пригшмают равным = 0,85.
При известных размерах ротора можно рассчитать разовую загрузку ротора по
зависимости
0,85 • тг • (г2 - г2} - Н
О = -_______________d_____
у 4 т
ч
где Н— высота ротора, м; г — наибольший внутренний радиус ротора, м; г*—внут
реннин радиус жидкостного слоя в роторе, м.
Зависимость производительности цегприфуг от фактора разделегшя во многом
определяется свойствами суспензии. Так, для мелкозергшстьгх материалов (типа
«маршалит—вода») зависимость Q = изменяется с увеличением индекса при
изводителыюсти X- При увеличении значений £ при одном и том же значении тф
величина Q увеличивается значительно.
Для крупнозернист ьгх материалов (типа «хлорист ый калий—вода») величина (9 мало
изменяется с ростом £. Поэтому для суспензий с диамегром частиц d=50. ..100 мкм при
вязкостиц = 10-2 Па-с можно ограничиться значениями Fr = 400...700.
Уточненный расчет производительности промышленных центрифуг можно вести
при наличии результатов испытаний центрифуг аналогичного типа. Проектную про-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
359
изводителыюсть Qn в этом случае определяют через производительность опытной
центрифуги Qo и соответствующие индексы производительности: Qn =——— , где
— индекс производительности проектируемой и опыт ной центрифуги соот-
ветственно.
Определение парамегров промышленной модели по заданным значениям Qn, Qq
% .q
и можно провести по соотношению Е = ——— . По величине фактора разде-
ло
ления Fr можно найги необходимую поверхность осаждения или фильтрации.
Конструкции центрифуг
Центрифуги периодического действия
Центрифуги периодического действия, применяемые в химических произ-
водствах, представлены, в основном, следующими типами: вертикальные малолит-
ражные, маятниковые, подвесные, горизонтальные автоматизированные с ножевой
выгрузкой осадка, трубчатые. Максимальное количество обрабатываемого в них ма-
териала колеблется для различных типов от 10 до 700 кг. Поэтому они используются,
в основном, в малотоннажных производствах.
Большинство центрифуг периодического действия относятся к фильтрующим
центрифугам.
Вертикальные центрифуги просты по конструкции, надежны в эксплу ат а-
ции. На их примере удобно ознакомиться с принципом действия и конструкцией некото-
рых общих узлов, применяемых в центрифугах периодического действия других типов.
На рис. 5.1.4.2 показана конструктивная
схема осадительной центрифуги перио-
дического действия типа ОВБ. Она имеет
ротор /, закреп летшый па верхней части
опорного вала 2, вращающегося в подшип-
никовой опоре 3, расположенной в кор-
пусе 5. Предохранительное устройство 6
позволяет обезопасить обслуживание цен-
трифуга: для этого ленточный тормоз 10,
пусковое устройство 7, крышка 4 кожуха
(корпуса центрифуги) сблокированы в сис-
тему: крышку нельзя открыть без остановки
вращения ротора.
Ротор вращается от электродвигателя 8
через ведущий шкив 9 и клиноременную пе-
редачу на ведомый шкив 11 и вал ротора 2.
Корпус подшипников закреплен на стани-
не 12, опирающейся на несущую плиту 13.
Фуг аг удаляется из центрифуги по от-
водной трубе 14, загнутой по касательной
к окружности, лежащей в горизонтальной
Рис. 5.1.4.2. Осадительная центрифу-
га периодического действия типа ОВБ:
/ — ротор, 2 — опорный вал, 3 — под-
шипниковая опора, 4 — крышка, 5 — кор-
пус, 6— предохранительное устройство,
7— пусковое устройство, 8— электро-
двигатель, 9— ведущий шкив, 10— лен-
точный тормоз, 11 — ведомый шкив.
12— станина, 13— плита, 14— отвод-
ная труба, 15 — прижим. 16—кожух
360
ГЛАВА 5
плоскости, с открытым отверстием, направленным навстречу вращающемуся пото-
ку жидкости. Отводящая труба связана с силовым гидроцилиндром и дросселем для
регулирования ее поворота.
Суспензия подается в ротор через питающую трубу в крышке 4 и под действием
центробежных сил заполняет рабочую часть вну грен него объема ротора. Подача сус-
пензии продолжается до тех пор, пока твердые частицы, осаждаемые на внутренней
стенке ротора, не заполнят ротор на 75...85 % по объему. После этого подачу сус-
пензии в ротор прекращают, удаляют ее остатки в роторе через отводную трубу 14.
Затем цен трифугу останавливают, открывают крышку 4 и осадок вручную удаляют
из ротора через его верхний борт.
Осадительные центрифуги ОВБ предназначены для разделения плохо фильтру-
ющихся суспензий с нерастворимой твердой фазой с размером частиц 5...40 мкм.
Промывка осадка в них не предусмотрена. Конечная влажность осадка сравтштелыю
высока.
Маятниковые центрифуги (иногданазываемые трехколонными
центрифугами) получили свое назвагпге из-за колебательного движештя корпуса
центрифуги во время их работы Их конструктивная особенность — упругая подвес-
ка корпуса центрифуги на грех колоннах с пружинами.
Конструктивная схема маятниковой центрифуги типа ФМБ приведена па
рис. 5.1.4.3. Опа состоит из ротора /, закрепленного на валу 2, крышки 3 кожуха, бло-
кировочного механизма 4, трех опорных колонн 5, расположенных в горизонтальной
плоскости под углом 120° одна относительно другой. Вращение ротора обеспечивает
электродвигатель 6 через шкивы 7 и 9. Вал 2 крепится в подшипниках, установлен-
ных в корпусе 10 на днище 11. Колонны кренятся на опорной плите 8.
Ротор маятниковых центрифуг может быть сплошным (в случае, когда центрифу-
га работает в осадительном режиме) или перфорированным, как в центрифугах типа
ФМБ. Роторы изготовляют из углеродистых и коррозиошгостойких сталей, а иногда
из углеродистых сталей с гуммированием.
По принципу действия маятниковые центрифуги аналогичны вертикальным цен-
трифугам. Выгрузка осадка из ггих может быть ручной с верхней или гшжней выгруз-
Рнс. 5.1.43. Маятниковая центрифуга
периодического действия тина ФМБ: 1 —
ротор, 2 — вал, 3 — ьрышка, 4 — блокиро-
вочный механизм, 5—опорная колонна, 6—
элсктродвш атсль, 7 — ведущий шкив, 8 —
опорная плита, 9— ведомый шкив, 10—
корпус, 11 — Днище
кой осадка (как в цен грифу। ах отстойных
типов ОМБ, ОМД или фильтрующих цен-
трифугах типа ФМБ, ФМД).
Выпускаются маятниковые ггегг грифу-
ги и с ножевой выгрузкой осадка. Подоб-
ная конструкция такой цегприфуг и приве-
дена гга рис. 5.1.4.4. Цеггтрифуга состоит
из ротора 7, механизма среза /, электро
двигателя 2, привода 3 механизма среза
осадка, бункера 4. колонок 5 и питающей
трубы 6. Двухскоростной главный привод
закреплен на стаггигге цеггтрифуги, от пего
вращение передается через клиноремен-
ггуго передачу гга вал ротора. В момеггт
выгрузки и среза осадка включается до-
полнительный привод 3.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
361
Окружная скорость роторов маятни-
ковых центрифуг с ножевой выгрузкой
осадка меняется в течение цикла: при за-
грузке ритора суспензией она составляет
10...25 м/с, при центрифугировании—
55...65 м/с.
Механизмы среза осадка имеют раз-
ную конструкцию: обеспечивающие ра-
диальное перемещение широкого ножа
или поворот ное его движение, с повороз -
ным и возвратно-поступательным движе-
нием узкого ножа. Последняя конструк-
ция обеспечивает меныпий расходэиергии
при нытрузке осадка, так как узкий пож
при его движении в массе осадка имеет
меныпее сопротивление, чем в случае
применения широкою ножа.
На рис. 5.1.4.5 для примера приведе-
на схема механизма среза осадка с широ-
Рис. 5.1.4.4. Маятниковая центрифуга
периодического действия с ножевой вы-
грузкой осадка типа ФГН: 1 — механизм
среза, 2 — электродвигатель, 3 — привод ме-
ханизма среза, 4 — бункер, 5—колонна, 6—
пит ающая труба, 7 — ротор
ким поворотным ножом. Он состоит из основатшя / ножа со съемным лезвием 7,
вертикального гидроцилиндра 4 поворота ножа, штока 5, опорного фланца 3, рычага
поворота 6, серьги 8 и вала 2, который проходит через опорный фланец. На валу с од-
ной стороны крепится основание / ножа, с другой — рыча!а поворота 6. Возвратно-
поступательное движение поршня и его штока преобразуется во вращательное серь-
гой 8 и рычагом 6. Смещение механизма ножа относительно оси ротора o6eci гечиваег
при повороте вала 2 врезание ножа в осадок. Зазор между лезвием ножа и стенкой
ротора устанавливают опытным путем. Возврат ножа в исходное положение после
среза осадка осуществляется автомат ически, когда движущаяся часть штока 5 нажи-
мает па конечный выключатель.
Рис. 5.1.4.5. Схема механизма среза осадка с широким ножом: 7 — основание ножа, 2— вал,
3 — опорный фла] 'сц, 4—гидроцилиндр, 5 — шток, 6 — рычаг поворота, 7—лезвие, 8—серьга
362
ГЛАВА 5
Рис. 5.1.4.6. Конструкция
опорной колонки маят-
никовой центрифуги
Конструкция опорной колонки маятниковой центрифуги
показана на рис. 5.1.4,6. Тяга, на которой надета пружина,
имеет вверху и внизу сферические головки. Внизу тяга прохо-
дит сквозь от верстие в приливе днища 11 (см. рис. 5.1.4.3).
Расчет пружин амортизаторов маятниковых центрифуг
может быть произведен приближенно следующим образом.
Рассмотрим действующие на ценгрифугу силы, приведен-
ные на схеме (рис. 5.1.4.7). На этой схеме обозначены сле-
дующие силы:
„ £) О)2 е ~
Т = ———--------центробежная сила массы загрузки,
центр массы которой смещен на эксцентриситет е от оси
центрифуги, Н; Q— сила тяжести загрузки, Н; Qx — сила
гяжесги центрифуги без загрузки, Н; Q2— сила тяжести
двигателя, Н.
Все эти силы стремятся повернуть плиту, па которой кре-
пится ценгрифуга вокруг линии, проходящей через подвески
А и В. Конец С плиты будет стремит ься приподняться, сжи-
мая пружину с силой Р. Для равновесия плиты должно быть
выполнено равенство
rh+e2/2-e/,-p/3-e(ii-e)=o.
Откуда
Сила Р представ
ляет собой минималь-
ную силу, с которой должна быть первоначаль-
но сжата пружина. Величина е принимается
равной е = 0,047) для штучных изделий, обра-
батываемых в роторе, и е — 0,017) для суспен-
зий, где D — диаметр ротора, м.
Маятниковые цен грифуги относятся
к универсальным машинам: в них возможна
обработка суспензий, штучных изделий, мел-
ких деталей, тканей, так как они отличаются
устойчивостью при работе благодаря упругой
подвеске корпуса центрифуги и низкому рас-
положешпо центра вращающихся масс отно-
си тсльно плоскости подвески. В них возможен
контейнерный способ выгрузки шгучных из-
делий, когда контейнер выполняется из топко
Рис. 5.1.4.7. Схема действующих на маятниковую
центрифугу сил
з
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
363
кие. 5.1.4.8. Подвесная центрифу-
га периодического действия типа
ФПМ; /— электродвигатель, 2 —
вал, 3 — рубашка, 4 — ротор, 5 —
нож, 6 — рама
листовой стали или тканевого материала. Контейнер закрепляется в роторе быстро
действующими запорными устройствами.
Работают мая птиковые центрифуги в области за кри гической частотой вращения,
на них мало влияют неуравновешенность системы и связанные с эз им колебания, они
не нуждаются в виброизоляции, не требуют фундаментов, могут быть установлены
на верхних этажах зданий. Они широко используются в химической, металлургичес-
кой, тексгилыюй, пищевой и других отраслях промышленности, преимущественно
в малотоннажных производст вах.
Промышленностью выпускаются маятниковые центрифуги типа ФМБ с внутрен-
ним диаметром ротора от 600 до 1500 мм, с рабочим объемом ротора от 45 дм3
до 2500 дм3 и мощностью электродвигателей от 4,5 кВт до 125 кВт, с фактором
разделения от 365 до 3000.
Маятниковые центрифуги типа ФМД выпускаю!ся с внузренним диаметром от
350 до 2500 мм, с рабочим объемом ротора от 7,5 дм3 до 4000 дм3, мощностью элект-
родвигазелей от 4,5 кВт до 125 кВт, с фактором разделения от 400 до 3000.
Подвесные фильзрующие центрифуги периодического дейс-
твия используются при обработке суспензий со среднеизмельченной твердой фазой,
а также в случае, когда осадок не можез быть выгружен из ротора механизированным
способом. Наибольшее распространение они получили на сахарных заводах.
Отличительной чертой подвесных центри-
фуг является верхняя подвеска вала ротора
и использование многоскоростных электродви-
гателей (двух- или четырехскоростных). Для
примера на рис. 5.1.4.8 показана конструктив-
ная схема фильтрующей саморазгружающейся
подвесной цен грифу! и периодического дейс-
звия типа ФПМ. Ротор 4 этой центрифуги за-
креплен в вертикальном валу 2, вращение кото-
рого осуществляется от чстырехскоростного
электродвигателя /, закрепленного на сварной
раме 6. Кожух центрифуги имеет рубашку 3 для
обогрева паром перерабатываемого про^тукза.
Загрузка суспензии в ротор осуществляется
при числе его обор >тов, равном 250 об/мин.
По окончании загрузки суспензии ротор разго-
няется до 1450 об/мин; начинается основной
процесс— фильтрование суспензии. По окон-
чании фильтроватптя центрифуга останавлива-
ется и электродвит азель переключается на вра-
щение в обратном направлении со скоростью
100 об/мин. Затем происходи! процесс выгруз-
ки осадка при помощи механизма среза ноже-
вого типа 5, управляемого вручную. В это время вращение ротора снижается до
50 об/мин. Срезанный осадок ссыпаезся из ротора в транспортирующее устройство,
находящееся под (центрифугой.
В некоторых з ипах подвесных центрифуг ножевое устройса во отсутствует, а широ-
364
ГЛАВА 5
Рис. 5.1.4.9. Узел подвески
ротора в подвесной центрифу-
ге: 1 — вал, 2 — корпус подшип-
ников, 3 — корпус опоры, 4 —
кольцевая упругая опора
кое onверст ие в нижней части р< лора прикрывается
запорным конусом в моменты загрузки и фильтро-
вания суспензии. При разгрузке осадка из ротора
этот конус поднимается специальным ус гройслвом
и осадок при резком торможении ротора сдвига-
ется относительно обечайки и под действием соб-
ственной массы сползает вниз в выгрузной патру-
бок — центрифуга саморазгружае гея.
Важную роль в работе подвесных центрифуг
играет узел подвески вала ротора, показанного
на рис. 5.1.4.9. Он состоит из корпуса 2 подшип-
ников, корпуса 3 опоры, кольцевой упругой опо-
ры 4. Вал 1 вращается в подшипниках, верхняя
выступающая часть корпуса которых опирается
на вогнутую сферическую часть корпуса опоры.
Корпус подшипников свободно поворачивается
относительно центра сферической поверхности.
При этом кольцевая упругая опора сжимается, что
делает систему подвески эластичной. Центр вра-
щающихся масс расположен намного ниже точки
их подвески, поэтому центрифуга становится ус-
тойчивой. Упругость узла подвески значительно
снижает частоту собственных колебаний, система становится самоустаггавливающей-
ся. При ее эксплуатации гге требуется специальных виброизоляторов.
Промышлегшые подвееггые цеггтрифуги выпускаются с диаметром ротора 1000,
1200, 1220 мм.
Трубчатые центрифуги, часто называемые сверхцентрифугами, предна-
значены для осветления суспензий с тонкоизмельченной твердой фазой при размерах
частиц 0,5.. .5 мкм, концентрацией около 1 % (типа ОТР) или для разделения стойких
эмульсий. При сепарировании эмульсий трубчатая центрифуга работает непрерывно,
а при осветлении суспензий — периодически.
1 рубчатые цеггтрифуги имеют высокие значения фактора разделетшя: Гт < 17 000,
а в лабораторных образцах Fr < 6000. Их ротор имеет трубчатую форму диаметром от
80 до 150 мм, а лабораторных—40.. .50 мм. Частота вращения ротора — 15-20 тыс. об/мин.
Соотношение длины ротора L к его диаметру D принимается в этих центрифугах рав-
ным L!D = (8... 14). Их производительность незначительна (0,2.. .2 м3 /ч).
Сверхцетггрифуги используются во многих отраслях промышленности, чаще для
проведегшя процессов осветлеггия (лаков, эмалей, масел, вакцины и т. д.), чем для
разделения эмульсий. Трубчатые цеггтрифуги имеют незначительный внутренний
объем (6... 12 дм3), поэтому огги часто используются при обработке взрывоопасных
материалов с установкой взрывозащищенного оборудовагпгя. Трубчатые цеггтрифуги
стандартизованы в соответствии с ГОСТ 377.
Рассмотрим принцип их действия гга примере сверхцентрифуги типа ОРТ, конс-
трукт ивпая схема которой представлена на рис. 5.1.4.10. Подлежащая осветлению
суспензия подается в ротор 6 через сопло питающей трубы 8. Там она, вращаясь
вместе с ротором, течет вдоль его стеггок в осевом направлении. Твердые частицы
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
365
осаждаются на стейке рогора. Чтобы не было
проскальзывания жидкости относительно стенки
ротора, в нем установлена трехлопастная крыль-
чатка 1. Фугат выводится через выходное отвер-
стие в головке ротора в сливную камеру 4, откуда
он удаляется по трубопроводу в сборник. Когда
достигается определегпгая толщина слоя осадка
в роторе, цегприфуга останавливае! ся, ротор раз-
бирается и осадок удаляется из трубы вручную.
Разборка, вьпрузка осадка, сборка ротора занима-
ет 10...30 мин. Ротор подвешен на валу 3, име-
ющем плавающую нижнюю опору скольжения.
Бал приводится во вращение от индивидуального
электродвигателя 2, расположенного в верхней
части корпуса 7, через клиноременную передачу
с натяжным устройством. Для быстрой останов-
ки рогора центрифуги монтируется тормоз, ус-
танавливаемый на внешней стороне ротора (на
схеме он не показан). Винт тормоза, приводимый
во вращение вручную, проходит сквозь стенку
корпуса и упирается наружной колодкой в стенку
ротора.
Детали сверхцентрифуги, соприкасающиеся
с обрабатываемым продуктом, изготовляются из
нержавеющей стали марок 12Х18Н10Т и 08X13.
Корпус 7 отливается из чугуна, внутренняя его
поверхность покрывается кислотостойкой краской.
Рис. 5.1.4.10. Трубчатая цент-
рифуга типа ОРТ: 1 — крыльчат-
ка, 2 — электродвигатель, 3 — вал,
4, 5 — сливные камеры, 6 — ротор,
7 — корпус, 8 — питающая труба.
Горизонтальные центрифуги более совершенны по конструкции Конс-
труктивная схема фильтрующей центрифуги с ножевой выгрузкой осадка типа ФГН
представлена на рис. 5.1.4.11. Ротор 5 этой центрифуги имеет горизонтальную ось
Рис. 5.1.4.11. Фильтрующая центрифуга с ножевой выгрузкой осадка типа ФГН: 7 —
буккер, 2 — питающая груба, 3 — механизм среза осадка, 4 — кожух, 5 — ротор, 6 — подшип-
никовая опора, 7 — вал, 8 — станина
366
ГЛАВА 5
вращения. Приводной вал 7 ротора установлен в подшипниковых опорах 6, уста-
новленных на станине 8. Вал вращается от электродвигателя через клиноременную
передачу. На передней крышке центрифуги смонтированы механизм среза осадка 3,
раз1рузочный бункер (лоток) 7, питающая груба 2, труба для подачи промывной
жидкости и регенерации фильтрующей перегородки, регулятор уровня слоя загрузки
и переключатели ножа (последние устройства на схеме не показаны). В кожухе 4 цен-
трифуги предусмотрен люк для доступа к ротору при замене или ремонте си г и филь-
трующей перегородки и люк-воздушник для отвода паров и газов из внутренней по-
лости кожуха. Ротор центрифуги сварной, с перфорировашюй обечайкой. Внутри
ротора с помощью планок и колец закреплены дренажные и фильтрующие сига или
тканевая фильтрующая перегородка.
Центрифуги ФГН, ОГН (ГОСТ 375) выпускают с диапазоном диаметров рогора
от 630 до 2500 мм. Крепление роторов на валу может быть консольным (при диамет-
ре ротора до 1700 мм) и между опорами (при диаметре ротора более 1700 мм).
При работе центрифуги суспензия поступает через регулируемый клапан и пи-
тающую трубу в ротор. При достижении задагпюго уровня слоя осадка подача сус-
пензии прекращается, после чего осуществляется отжим жидкости из осадка и, если
требуется, промывка осадка. Отжатый осадок срезается поступательно движущимся
или поворотным ножом и через бункер / выгружается из центрифуги.
Фильтрующие центрифуги ФГН рекомендуется применять для разделения сус-
пензий со средне- и мелкозернистой, преимущественно расгаоримой твердой фазой
с объемной концентрацией более 10% и размером частиц более 30 мкм. При об-
работке суспензий с меньшим содержанием твердой фазы значительно удлиняется
цикл их разделения, поэтому центрифуги этого т ипа предназначены для работы с бо-
лее короткими рабочими циклами, чем в других типах фильтрующих центрифуг пе-
риодического действия.
Центрифуги непрерывного действия
Центрифуги непрерывного действия — высокопроизводительные машины, их
использование в химической промышленности позволило перевести ряд технологи-
ческих процессов на автоматический режим. Они широко используются и в других
отраслях промышленности: пищевой, углеобогатительной, фармацевтической, био-
химический. строительной, гга станциях очистки сточных вод и других.
Большая часть цеггтрифуг непрерывного действия — фильтрующие, исключение
составляют осадительные центрифуги со шнековой выгрузкой осадка.
Различие в работе фильтрующих и осадительных центрифуг существенное.
В фильтрующих цеггтрифугах процесс протекает в относительно тонком слое сус-
пензии с использованием фильтрующих перегородок, а в осадительных центрифугах
толщина жидкостного слоя соизмерима с радиусом ротора.
Фильтрующие ггегг трифуги применяют для обрабеп ки суспензий с крисга.глической
т вердой фазой конце» грацией более 20 % при размерах частиц более 100 мкм. I Гаиболь-
ший эффект достигается при концентрации твердой фазы более 40 %. Фильтроваг 1ие
в этих центрифугах занимаег доли секунды. За это время протекают все три процес-
са: образование осадка, отжим свободной жидкости и частичное удаление жидкости,
удерживаемой молекулярными силами. Границы этих процессов самоус ганавливаются
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
367
в зависимости от количества подаваемой суспензии: с увеличением ее количества рас-
ширяется зона образования осадка, возрастав г его влажность. При значительной пода-
че суспензии в ротор центрифу ги может произой ги срыв режима: из центрифуг и будет
выходить некондиционный осадок. Промывка осадка в них затруднена.
В осадительных центрифугах обрабатываемый продукт разделяется на два ком-
понента — фильтрат, заключающий в себе осное ную массу жидкости и некоторое
количество наиболее мелких и легких часгиц твердого вещества, и осадок (или пес-
ки), содержащий основную массу твердого вещества, увлажнегпюг о некоторым ко-
личеством жидкости. В этих центрифугах невозможно получить совершенно чистые
фильтраты без примеси твердой фазы.
Осадительные центрифуги
Осадительные центрифуги используются для обработки как сысокодисперсных
систем (в осветляющих центрифугах) с малой концентрацией твердой фазы, так
и для средне- и кру тгоизмельчешгой фазы с размером частиц 0,05... 10 мм и концен-
трацией их в жидкости 0,5...50 % (в разделяющих центрифугах).
Среди осадительных центрифуг непрерывного дейсгвия наибольшее распростра-
нение в промышленности получили осадительные центрифуги со шнековой выгруз-
кой осадка (ОПП и ОВП1). Эти центрифуги делятся на осветляющие, предназначенные
для обработки высокодисперсггых систем (у них отношение длины зоны осаждения
к диаметру ротора сос гавляет UD = 2,.5.. .2,8, фактор разделения Fr = 3000.. .3500, D до
350 мм) и осаждающие (разделяющие), предназначенные для средне- и крупнозер-
нистой твердой фазы (у ггих L/D = 2, Fr = 1000, D = 500... 1800 мм).
В зависимосги оз направления потоков жидкости иосадка в роторе цеггтрифуги
ОПП делятся на прямоточные и противоточные.
Противоточггые цегг трифуг и ОГП1 (рис. 5.1.4.12) имеют цилиндроко-
гшческий ротор 8 с горизонтальной осью вращения с соосно расположенным внутри
нею шнеком 7, закрепленным на оси (изготовленной из трубы).
Ротор и шнек вращаются в одггом направлении, но с небольшой разницей в скоро-
стях (па 2...3 %), вследствие чего шнек транспортирует образующийся осадок вдоль
Рис. 5.1.4.12. Противоточная осадительная центрифуга непрерывного действия типа
ОГШ: / — защитное устройство, 2 — разгрузочные окна, 3 — кожух, 4 — труба подачи сус-
пензии, 5 — опора, 6— камера для сбора фугата, 7— шнек, 8— ротор, 9— камера для сбора
осадка, 10— опора, 11 — планетарный редуктор
368
ГЛАВА 5
ротора к окнам выгрузки осадка 2. Ротор центрифуги расположен на двух опорах 5
и 10 и приводится во вращение от электродвигателя через клшюремецную передачу
(на схеме центрифуги, рис. 5.1.4.12, они не показаны). Шнек получает вращегше от
ротора центрифуги через планетарный редуктор 11. Ротор закрыт кожухом 3 с перего-
родками, разделяющими камеры для осадка 9 и фуг ага 6. При перегрузке центрифуги
защитное устройство / включает световой и звуковой сигналы.
Подлежащая разделению суспензия подается по грубе 4 внутрь барабана шпека
и через отверстия в его стенке поступает в пространство между внутренней стенкой
реп ора и наружной стенкой барабана шпека. Под действием центробежной силы про-
исходит разделение суспензии: твердые частицы осаждаются на стенке ротора, об-
разуя осадок, который витками шпека 7 транспортируется к раз! рузочным окнам 2.
В конической части ро гора осадок, выйдя из жидкостного слоя, подсушивается перед
выходом через окна2. Осветленная жидкость течет в противоположном направлении
к сливным окнам в торцовой стенке ротора, откуда она через камеру 6 (патрубок)
выводится из кожуха центрифуги. Сливные окна прикрываются специалыгыми смен-
ными вставками, которые позволяют регулировать толщину слоя жидкости в роторе,
обеспечивая необходимую степень его заполнения суспензией.
Угол конусности ротора для осветляющих центрифуг ОПП принимается до 10° ,
а для обезвоживающих — до 15°. Обечайка цилиндрической части ротора — сварная.
Шнек— сварной, обычно его рекомендуют делать для обезвоживающих центрифуг
двухзаходггым, с шагом в зависимости от диаметра ротора в пределах 120...250 мм,
а для осветляющих — однозаходным шагом, уменьшенным по сравнению с обезво-
живающими центрифугами па 25...40 %. Станина центрифуги выполняется либо ли-
той из чугуна или из стали, либо сварной из швеллеров или фасотпюго проката.
Кожух 3 центрифуги состоит из двух частей: нижнюю устанавливают непосред-
ственно на станине, а верхнюю крепят к нижней части на болтах.
В герме гизироватптых центрифугах, работающих под давлетшем свыше 0,05 МПа,
кожухи неразъемные и имеют цилиндрическую форму. Основным видом уплотнений,
применяемых в герметизированных центрифугах, являются торцовые.
Производительность противоточной центрифуги ОПП по суспензии может быть
рассчитана по формуле
270J2 г й)2 L (р - р )
____ _______Т____Р_____Vя* ‘
v /1
где Q— объемная производительность, м3/с; d— минимальный диамегр осажда-
емых в роторе част иц, м; r^= (г—0,5Л) — средний радиус но гока суспензи и в ро горе,
м; г— максимальный радиус ротора, м; h — глубина потока жидкости в роторе, м;
сор — угловая скорость вращения ротора, рад/с; L — длина зоны осаждения в роторе, м;
рж — соответственно плотность твердой и жидкой фаз, кг/ м3; р — динамическая
вязкость суспензии, Па-с.
В прямоточных центрифугах ОГIII, схемы потоков в которых пока-
заны на рис. 5.1.4.13, поток суспензии в роторе двигается в гом же направлении, что
и транспортируемый шнеком осадок, благодаря чему улучшаются показатели разде-
ления и повышается на 1U... 15 % производительность. Может сложиться мнение, что
противоточная схема устарела. Однако прямоточные центрифуги имеют недостат-
ки: сложны в сборке, имеют труднозащищаемый от агрессивных сред подшипник,
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХ AHI 1ЧЕС KI IX ПРОЦЕССОВ
369
часгое засорение сливного барабана
частицами, выпадающими из фу1ата.
Поэтому противоточные цен грифуги
как более надежные и простые имеют
более широкое применение в промыш-
ленности, в особенности когда необхо-
димо достижение большой производи-
тельности по осадку и при невысоких
требованиях к чистоте фу гага.
Фильтрующие центрифуги
Фильтрующие центрифуги непре
рывного действия, наиболее часто ис-
пользуемые в промышленности, класси-
фицируют по расположению вала ротора
и способу выгрузки осадка, вертикальные
со шнековой выгрузкой осадка (ФВШ),
горизонтальные со шнековой выгрузкой
осадка (Ф1III), горизонтальные с порш-
невой выгрузкой осадка (ФГП), вибра-
ционные с горизонтальным (ФВГ) или
вертикальным (ФВВ) расположением
оси ротора, вертикальные с инерциошюй
выгрузкой осадка (ФВИ).
Центрифуги типа ФВШ иФПП мо-
Рис. 5.1.4.13. Схема потоков разделяемой
суспензии в центрифугах типа ОГШ: а) —
прямоточная, 1 — шнек, 2 — ротор; б) — пря-
моточная, / — подшипник, 2 — напорное уст-
ройство, 3— ввод суспензии; в)— противоточ-
ная, 1 — ввод суспензии, 2 — выход фугата, 3 —
крышка ротора. — суспензия, G^—осадок,
(7 — фугат
гут работать с высокими скоростями (фактор разделения у них до 3500, диаметр ро гора —
160.. .630 мм, производи пелыюсть—0,2-20 т/ч) и с низкими скоростями (фактор разделе-
ния—150...800, диаметр ротора— 700... 1200 мм, производительность — 35...75 т/ч).
В химической промышленности в основном используются высокоскоростные
цетприфуги.
На рис. 5.1.4.14 приведена конс-
труктивная схема вертикальной цент-
рифуги со шнековой выгрузкой осадка
ФВШ. Ротор 3 этой центрифуги имеет
форму усечешюго конуса, вал ротора
приводится во вращение от электро-
двигателя 5 через клиноременную пе-
редачу. Боковая поверхность ротора
имеет щелевые отверстия для прохода
фильтраз а. Внутренняя поверхность
Рнс. 5.1.4.14. Фильтрующая центрифуга
непрерывного действия типа ФВШ: 1 —
приемник филы раза, 2 — шнек, 3 — ротор,
4— питающая труба, 5— электродвига-
тель, 6—сборник осадка
370
ГЛАВА 5
12 3 4 5 6 7 8 9 10 ll
Рис. 5.1.4.15. Фильтрующая цент-
рифуга непрерывного действия типа
ФГШ: I — корпус подшипниковой
опоры; 2 — вал шнека; 3 — подшип-
ник; 4 — вал ротора; 5 — подшипник;
6 — ротор; 7— витки шнека; 8 — пита-
ющая труба, 9 — труба для подачи
промывной жидкости; 10— кожух;
11 — смотровое стекло; а — камера
ввода промывной жидкости; б, в — за-
зоры в перегородках кожуха
ротора покрыта металлическими листами
с круглыми или щелевыми отверстиями ши-
риной 0,3...0,5 мм. Фильтрующие листовые
сита с живым сечением 4...30 % выполняют
методами просечки, фрезерования или гальва-
ническими способами. Для крупнотоннажных
центрифуг фильтрующую перегородку изго-
тавливают из колосников специального профи-
ля. Внутри ротора помещен шнек 2. Суспензия
подается по питающей трубе 4 в узкое основа-
ние ротора, где происходит разделение суспен-
зии. Фильграт собирается в приемник 1. Оса-
док перемещается шнеком к широкому краю
рогора, при его движении вдоль рслора он
промывается, сушится и поступает в бункер 6
для осадка, расположенный в станине 7.
Угол наклона образующей ротора к его оси
составляет 20°. Иногда конические шнеки из-
готовляют с переменным углом подъема вит-
ков, которыми осадок т ранспортируется вдоль
стенок рогора с постоянной скоростью.
Центрифуги Ф1III обладают рядом преиму-
ществ по сравнению с центрифугами ФВШ:
высокой надежное! ыо, лучшей доступностью
к ротору и шнеку, лучшими условиями промывки и сушки осадка. Конструктивная схема
центрифуг и ФГШ приведена па рис. 5.1.4.15. Принци п действия центрифуг ФВШ и ФГШ
одинаков. Их произвол цггелыюсть Q по осадку можно рассчитать по уравнению
t р (й) -в)}-г sin В • sin# • coscr • г — z • 5)
л _ Ц гос \ Ш________р] ср_____г-______________\____ф________у
zb- sin(/3 + О'
где — производительность, кг/с; t — шаг шнека, м; р — плотность осадка, кп м3;
С9ш и о)р — соответственно угловая скорость шнека и ротора, рад/с; г— средний ра-
диус шнека, м;/? = 15°...30° — угол подъема спирали шпека, 6— угол, зависящий от
а и у? и свойств обрабатываемого осадка, град.; а — угол образующей конуса ротора
к его оси, трэд.; z — число заходов спирали шнека; <5 = (1 ...3)-10-3 — толщина лопас-
ти шнека, м; b = (2...5)-10-3 — длина основания нормального сечештя налика осадка
у витка шнека, м.
Значение угла 0определяется по зависимости
О = arccos
tg а sin/3 • cos<p2
Ъ<Р-
+ <р, + р,
где (р2 — угол трения осадка о шнек, град.; (рх — угол внутреннего трения осадка, град.
Фильтрующие центрифуги с поршневой выгрузкой осадка (ФГП) применяют для
обработки суспензий с кристаллической т вердой фазой, с размером частиц больше
100 мкм, а концепт рация твердой фазы превышает 25 %.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
371
Центрифуги ФГП отличаются высокой производительностью, низкой металло-
и энергоемкостью. Их ротор имеет диаметр в диапазоне 220... 1250 мм, внутренняя
поверхность которого покрыта сборными тцелевидными ситами; ве. тчипа фактора
разделения Fr у них лежит в пределах 200... 1000. Внутри ротора находится толка-
тель, совершающий возвратно-поступательное движение с числом двойных ходов
в минуту равным 10... 100, при ходе толкателя, равном Lm = 0,\L (где L — длина ро-
тора). Толкатель смещает осадок от загрузочного к разгрузочному котщу ротора, при
обрат ном ходе толкателя освобождается просгранство для новой порции суспензии.
В центрифугах ФГП может быть установлено несколько каскадов роторов, в ко-
торых осадок перемещается от внутреннего к наружному ротору, при этом протекают
процессы фильтрования суспензии, промывки и подсушки осадка. В промышленнос-
ти используются одно-, двух-, четырех- и шестикаскадные центрифуги (по числу кас-
кадов роторов). Наибольшее распрос гранение в промышленности получали двухкас-
кадные центрифуги, конструктивная схема одной из них показана на рис. 5.1.4.16.
Двухкаскадная центрифуга ФГП общего назначения состоит из ротора 2, закреплен-
ного на полом валу б, толкателя 3, установленного на валу 5. Возвратно-поступательное
движение толкателя обеспечивает гидроцилиндр 7. Ротор закрыт кожухом 4, имеющим
приемн ики фильтрата 9, промывной жидкости 10 и осадка 11. Все основные узлы кре-
пя гея на станине 8. Суспензия подается по питающей трубе / в распределительный ко-
нус /2, где разгоняется до часто гы вращающегося ротора. Жиды иль отделяется на сите
ротора, и образующийся осадок сдвигается на ротор 2 следующего каскада с большим
диаметром. При прямом ходе толкатель сбрасывасг осадок с сига рогора в приемник 11.
Жидкость для промывки осадка подается в ротор большего диаметра по трубе 13.
Рис. 5.1.4.16. Двухкаскацпая фильтрующая центрифуга с поршневой выгрузкой осадка
типа ФГП: 1 — питающая труба, 2—ротор, 3—толкатель, 4—кожух, 5 — вал, 6 — полый вал,
7 — гидроцилиндр, 8—станина, 9 — приемник фильтрата, 10 — сборник промывной жидкости.,
11 — приемник осадка, 12 — распределительный koi iyc, 13 — труба для промывной жидкости
На рис. 5.1.4.17 приведена схема потоков разделяемой суспензии, поясня-
ющая последовательность перемещения осадка в однокаскадной центрифуге
(рис. 5.1.4.17а) и по каскадам двухкаскадной центрифуги ФГП (рис. 5.1.4.176). Слой
осадка на поверхности сита 3 первого каскада, при обратном его ходе, сбрасывается
неподвижным толкателем на сито 4 второго каскада, где он промывается и огжимает-
372
ГЛАВА 5
а) б)
Рнс. 5.1.4.17. Схема потоков разделя-
емой суспензии: а — в однокаскадной
центрифуге; б— в двухкаскадной цент-
рифуге, 1 — толкатель, 2 — конус, 3 —
сито первого каскада, 4 — сито второго
каскада, 5 — ротор
ся от жидкости. При прямом ходе первого
каскада осадок сбрасывается с поверхнос-
ти второго сита в кожух центрифуги.
На этом принципе чередующихся теле-
скопических подвижных, и неподвижных
цилиндров основаны конструкции мно-
гокаскадных пульсирующих центрифуг
с числом каскадов больше двух.
Для разделения значительных объемов
суспензии используются сдвоешгые двух-
каскадные центрифуги, имеющие один об-
щий привод на одной из ФГП, роторы каж-
дой центрифуги обращены друг к другу,
соединены между собой с помощью болтов
в двухсторонний ротор, имеющий две об-
щие опоры, раздельные загрузки суспензии
и выгрузки осадка.
Между толщиной h слоя осадка на сите и его длиной L во избежание вспучива-
ния осадка, приводящего к вибрации центрифуги, должно соблюдаться определенное
соотношение:
L. <
h ~
а tg2
4 + 2
где а = 0,6.. .0,7 — опытный коэффициент; (рх — угол внутрешгего третшя осадка, град.;
f — коэффициент трения осадка о сито ротора.
Сила трения Т, которую преодолевает толкатель при сдвиге осадка, равна:
Т = р • л • (R2 - г2} L й)2 г f,
где г— радиус внутренней поверхност и осадка, м; — гтпогность осадка, кг/м.’;,
со — угловая скорость ротора, рад/с; R — внутренний радиус сита, м; г — средний
радиус слоя осадка на си ге, м.
По величине силы трения с учетом числа каскадов можно рассчитать необходи-
мое усилие штока гидроцилиндра.
Частота пульсаций толкателя, от которой во многом зависит производительность
центрифуги, изменяется в пределах 25...70 двойных ходов в минуту.
Производительность Q по осадку центрифуги ФГП равна
Q = 3,2^ d h l p (1 - 8 )п ,
где Q— производительность, кг/с; — коэффициент прессуемости осадка (для
крист аллических осадков Ч*п = 0,5.. .0,7, для волокнистых — 7* = 0,2.. .0,3); dx — диа-
метр первого каскада, м; h0 = (25...40)-10‘3— толщина слоя осадка на сигах, м; lm —
длина хода толкате. 1я, м; — плот ность осадка, кг/м3; е— порозность осадка; —
число двойных ходов толкателя в секунду.
Дальнейшим развитием конструкций центрифуг ФГП являются пульсирующе-
вибрационные центрифуги, в которых сочетаются принципы поршневой (пульси-
рующей) и вибрационной выгрузки осадка. Эти центрифуги применяют, например,
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
373
для разделения суспензий хлористого натрия, сульфата аммония и других продуктов.
В них осевые перемещения с помощью вибратора передаются ротору. Вибрация ро
тора способствует лучшему перемещению осадка по его ситам за сче г снижения угла
внутреннего и внешнего трения осадка.
Центрифуги непрерывного действия с инерционной выгрузкой осадка положи-
тельно характеризуются тем, что в них отсутст вуют какие-либо выгружающие осадок
устройства. Их подразделяют на два тина: с разгрузкой, вызванной воздействием на
осадок цен тробежных сил инерции, превосходящих по величине силы трения осадка
о стенки ротора, и инерционно-вибрационные, из которых осадок вы гружается под
воздействием не только составляющей центробежной силы, но и сил инерции, кото-
рые возникают в осадке при вибрации ротора.
Фильтрующие центрифуги с инерционной выгрузкой осадка (ФВИ) имеют перфо-
рированный ротор конической формы с вертикальной осью вращения, внутри кого
рого закреплено листовое сито со щелями размером 0,02...0,09 мм. Угол а наклона
образующей ротора к оси вращения принимают в пределах 30°...35°. Ro всяком слу-
чае, для хорошего продвижения осадка в роторе необходимо, чтобы tga >/(где f—
коэффициент трения осадка по поверхности ротора).
Существенный недостаток центрифуг ФВИ— трудность регулирования времени
пребывания суспензии в роторе. В химической промышленности они не получили ши-
рокого распространения и в основном используются в угольной промышленности.
В некоторых химических производствах нашли применение центрифуги с кру-
тильными колебаниями (ФКВ), благодаря которым удалось значительно снизить ди-
намические нагрузки на опорные подшипники приводного вала ротора и повысить
фактор разделения.
В фильтрующих центрифугах
с инерционно-вибрационной выгрузкой
осадка (ФВ) тоже установлены перфо-
рировашиые роторы (рис. 5.1.4.18), но
в них угол наклона образующей рото-
ра к оси вращения меньше угла трения
осадка о поверхность ротора. Осевые
вибрации ротора 13 создаются с по-
мощью кривошипного вала 10, приво-
димого во вращение от электродвига-
теля через клиноременную передачу
(па рис. 5.1.4.18 они не показаны). От
вала 10 осевые перемещения переда-
ются шатуну 11, связашюму с рото-
ром резиновыми амортизаторами 5.
Кроме них установлены резиновые
амортизаторы 7 между днищем ротора
и шкивом 9 и между кольцом 6 и дни-
щем ротора. Верхтптй конец шатуна
зафиксирован во внутреннем кольце
роликового подшипника 4. Наружное
кольцо подшипника связано с ротором
11 10
Рис. 5.1.4.18. Фильтрующая инерционно-виб-
рационная центрифуга непрерывного действия
типа ФВ; 1 — кожух, 2 — внутренний кожух,
3 — загрузочное устройство, 4 — подшипник,
5 — амортизаторы. 6— кольцо, 7 — амортиза-
торы, 8 — патрубок слива фу гага, 9 — шкив,
10— кривошипный вал, 11— шатун, 12 —
клинорсмснная передача, 13 — ротор
374
ГЛАВА 5
Рис. 5.1.4.19. Ротор фильтрующей
инерционной лопастной центрифуги:
/ — крышка, 2 — днище, 3 — лопасти,
4 — разгонное устройст во. 5 — шпилька,
6— устройство вывода фильтрата, а —
от верст ис для удаления осадка
резиновым амортизатором 5. Вращение ротора осуществляется от второго электро-
двигателя через клиноременную передачу 12. Суспензия с центрифугу подается че-
рез загрузочное устройство 3. Осадок сбрасывается с верхнею края ротора внутрь
кожуха /, откуда он выгружается в приемный бункер. Фильтрат, пройдя осадок, сито
и стенки ротора, попадает во внутренний кожух 2, откуда он удаляется через патру-
бок 8. Вибрация ротора способствует не только продвижению осадка, но и лучшему
отделению жидкой фазы от твердой.
Инерционно-вибрационные центрифуги — сравнительно тихоходные машины
с фактором разделения в пределах 90... 120, вибрацией ротора с частотой 27...37 Гц
и амплитудой 3...8 мм. В этих центрифугах возможно разделение суспензий с круп-
нозернистой твердой фазой (с размером частиц не менее 0,2 мм).
Фильтрующие лопастные центрифуги
с центробежной выгрузкой осадка при рав-
ных по сравнению с другими центрифугами
размерах имеют развитую фильтрующую
поверхность; в них нет приспособлений для
выгрузки осадка. Вертикально расположен-
ный ротор (рис. 5.1.4.19) этой центрифуги
состоит из крышки / и днища 2, стянутых
шпильками 5. Между крышкой и днищем
имеется набор лопастей 3. Суспензия пода-
ется во внутренние полости лопастей короб-
чагой формы через разгонное устройство 4.
В центрифугах устанавливаются от 18 до 20
лопастей. Внутри лопастей находятся сита,
по которым обрабатываемая суспензия про-
ходит зоны напорного фильтрования и цент-
робежного отжима. По донной части лопасти
жидкость направляется в приемную камеру
фильтрата, подсушенный осадок с сит лопас-
тей поступает в сборник осадка. Выводные
устройства 6 предназначены для фильтрата,
а для осадка выполнены отверстия а, они
находятся на разных уровнях. Развитая поверхность этих центрифуг обеспечивает
высокую производительность. Значение производительности по осадку рассчиты-
вают по зависимости
где к = (0,7... 1,0)-104, — удельное сопротивление филырованию, м/с; р — плотность
осадка, кг/ м3; X — индекс производительности, м2.
Лопастные центрифуги используются в угольной, пищевой и химической про-
мышленности.
Для обработки концентрированных суспензий (концентрацией 30...60 % твердой
фазы) с размером частиц твердой фазы 0,5... 12 мм находят применение прецессион-
ные фильтрующие центрифуги.
Ось ротора этих центрифуг наклонена к вертикали под углом а < 5°; угол fl на-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
375
клона образующей ротора к оси зависи г
от свойств суспензии; фактор разделения
у них — 200...800.
Прецессионная цен грифуга (рис. 5.1.4.20)
имеет ротор 2, вращающийся с угловой ско-
рое! ыо а)1 относительно собственной оси от
двигателя 6 через карданный вал 3. Корпус 4
подшипников ротора вращается от того же
привода через полый вал 5 с угловой скоро-
стью со2 относительно вертикальной оси.
Ротор совершает прецессионное вращение
с угловой скоростью со = еу( - гу,; при этом
угол наклона образующей ротора к верти-
кали за один оборсп меняемся от максиму-
ма у, = а + /3 до минимумау2 = а~Р, создавая
тем самым условия для волнообразного, ме-
няющегося во времени движения обрабаты-
Ркс. 5.1.4.20. Фильтрующая прецесси-
онная центрифуга непрерывного дей-
ствия: 1 — сборник фильтрата, 2 — ро
тор, 3 — карданный вал, 4 — корпус под-
шигп гиков ротора, 5— полый вал, 6 —
электродвигатель
ваемого ма гериала (а — угол наклона оси ротора к вертикали, град., (3 — угол накло-
на образующей ротора к оси, град.). Фильтрат поступает в сборник /, откуда он
удаляется из центрифуги по трубе. Конечная влажность осадка — 5...6 %.
Энергетический расчет центрифуг
Центрифуги — сравнительно энергоемкие машины, так как они перерабатывают
значительные обьемы продукции и имеют большие частоты вращения ротора. Методы
расчета затрат энергии для центрифуг различных гипов имеют некоторые различия.
Центрифуги периодического действия работают циклично, с последовательным
чередованием всех элементов рабочего цикла, следовательно, энертозаграты во вре-
мени цикла меняются, и в расчетах необходимо учитывать расход энергии в период
пуска, центрифугирования, выгрузки осадка и т. д.
В центрифугах непрерывного действия период пуска имеет относительно малую
продолжительность по сравнению с остальными операциями. При этом одновремен-
но осуществляются все процессы,, и, соответственно, расход энергии определяется
суммой расходов энергии на отдельные операции.
Центрифуги периодического и непрерывного действия имеют некоторые общие
статьи расхода энергии.
Для расчета мощности во время пуска необходимо подсчитать моменты инерции
всех вращающихся масс относительно оси вращения. Если загрузку ротора центри-
фуги периодического действия осуществляют до начала его разгона, то необходимо
учитывать и момент инерции массы загрузки. После суммирования моментов инер-
ции определяют мощность центрифуги в момент пуска по зависимости
" = Т-$7'[кВт1>
Л
где / — суммарный момент инерции относительно оси вращения, кг-м2; tn — время
пуска, с; гу — угловая скорость вращения ротора, рад/с.
376
ГЛАВА 5
Мощность при сообщении кинетической энергии жидкой фазе суспензии при ра-
боте центрифуги
2 10J ty
, [кВт],
г2 — г2
где у/ = ———— — коэффициент заполнения ротора;
(X = ” _ ; /3 = ” _ ---коэффициенты, характеризующие содержание
• т 'ж • т *ж
жидкой фазы в суспензии иосадке; ри, рс, р0 ирж— плотность соответствешю
твердой фазы, суспензии, осадка и жидкой фазы, кг/м3; У— объем ротора, заня-
тый жидкостью, м3; г— радиус слива, м; t3 — время заполнения ротора осадком, с;
гр— впу грешгий радиус ротора, м.
На сообщение кинетической энергии твердой фазе требуется мощность
(2 - ЦТ Ц/} О2 • Fr - т г
,[кВт],
N =
N
2 • 10 л •
где тт — масса твердой фазы, кг; — коэффициент заполнения объема рогора, за-
ня того жидкост ыо.
Мощность N сил сопротивления трения ротора о воздух составляет
• бУ2 Л , [кВт],
где с= 12,0-10-6— постоянная, характеризующая сумму всех неизвестных постоян-
ных; рв = 1,3 кг/ м3 — плотность воздуха; L — длина ротора, м; К — средний радиус
наружной поверхности рогора, м.
Мощность, затрачиваемая на трение в подппппшках:
, [кВт],
ДА = -_______!___L
2 Ю5
где f— коэффициент трения в подшипниках; Р}, Р2— динамические нагрузки на
подшипники, МН; d2 — диаметры цапф валов подшипников, м.
Динамические нагрузки на подшипники можно определить через соответству-
ющую статическую нагрузку: Р = Рст • (1 + 2 • 10-3 Fr).
Для определения мощности электродвигателя привода в пусковой период необхо-
димо просуммировать составляющие мощности в этот период:
+ Ne +
пуск п в поо •
Для рабочего периода также суммирую г все составляющие мощности:
W = /*С + АГ + М, +
Для некоторых типов центрифуг (например со шнековой, ножевой или поршне-
вой выгрузкой осадка) к этой суммарной мощности необходимо добав ить мощность
на вьпрузку осадка. Кстати, эта операция является одной из энергоемких.
На перемещение осадка в центрифугах типа ОГШ необходима мощность:
в цилиндрической части ротора
N = 27t [Q • • r I •
* I t
p
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
377
и в конической части
д, л (s’ - О + (р. - pJ (s’ - О
N = D----------------------------------,
К ОС р ’
где — производительность центрифуги по осадку, кг/с; /— шаг шнека, м;
г— внутренний радиус цилиндрической части ротора, м; I— длина цилин-
дрической части ротора, м; Fr— фактор разделения; /3, = arctgI ^*“ у I —
\ pi
угол подъема винтовой линии шнека, град.;^—угол трения осадка по виткам шнека;
2 • тг • О • со2 . . .
D<* =-----з“Т-------(sin а« * f'cos ‘cos a« ’tg \P<P + ^₽)tg a (во BTOpOM
сомножителе для центрифуг ОГ1П ставят знак минус, а для фильтрующих центри-
фуг — плюс ); г — расстояние от оси ротора до выпускных отверстий, м; г — внут-
ренний радиус слоя осадка в роторе, м; а — угол между образующей конуса и его
осью, град.; — средний угол подъема винтовой линии шнека в конической части
ротора;/— коэффициент треш1я осадка о впу грешною поверхность ротора.
Мощность, затрачиваемая при выгрузке осадка в ценгрифугах с поршневой вы-
грузкой осадка:
=/ g Qx Fr [кВт],
где — производительность по осадку, — коэффициент трения осадка о стен-
ку ротора, Fr — фактор ра деления; А^ = 0,75 — относительная начал ьпая деформация
осадка; т = — (Jo — время обратного и прямого хода толкателя, с); I —
длина хода толкателя, м.
Продолжительность отдельных операций ь промышленных центрифугах приво-
дится в справочной литературе.
Расчет роторов центрифуг на прочность
Ротор центрифуги является наиболее нагруженным элементом, поэ тому расчету его
на прочность уделяется особое внимание.
На рис. 5.1.4.21 приведена упрощенная
схема распределения нагрузок от центро-
бежных сил собственной массы элемен-
тов ротора и от давления на шгх жидкости
во вращающемся роторе. Под действием
этих сил отдельно рассматриваемые эле-
менты рогора деформируются по-разному.
Однако относительные перемещения эле-
ментов в местах их соединений отсутству-
ют, ротор остается единой конструкцией.
)тот принцип неразрывности оболочки
предполагает наличие внутренних сил,
обеспечивающих совместные деформа-
ции сопрягаемых элементов в местах их
Рис. 5.1.4.21. Схема распределения нагру-
зок на элементы ротора с пульсирующей
(щелевой) выгрузкой осадка
378
ГЛАВА 5
соединения, называемых краевыми силами Р и краевыми моментами М. Возникно-
вение распределенных по окружности края оболочки сил и момен гов Р иМ приво-
дит к появлению в этих местах, помимо мембранных, моментных напряжений в ок-
ружном и меридиональном направлениях. Аналогичные краевые силы и моменты
от краевого эффекта возникают в конических оболочках, днищах и крышках ротора.
Обычно рассматривают нагружение элементов ротора на единицу длины периметра
цилиндрической (или конической) оболочки, дпшца, крышки, что позволяет при со-
ставлении расчетной схемы рассматривать вертикальное сечение ротора как его часть
единой длины, по, гверженпую действию всех перечисленных нагрузок. Такая схема
с симметричным нагружением относится к статически неопределенным задачам. Для
раскрытия неопределенности составляют из условия неразрывности деформации пар
элементов «крышка — цилиндр», «цилиндр — днище» и углов поворота оболочек
в месте стыка элементов уравнения (их число равно числу неизвестных краевых сил
и краевых моментов):
А* + А* + А* + А* = А’ + А’ + А’ + А’;
цс ж р м цс ж р М 7
ек +ек + е* + ек = еч + еч + еч + еч;
цс ж р м цс ж р -м 7
А’ + А4 + Д’ + А’ = Ад + Ад + Ад + Ад ;
цс ж р м цс ж р м7
04 + 04 + 04 + 04 ^0д 0д 0д 0д
ЦС Ж р м ЦС Ж р м
Здесь А— радиальное перемещение, м; в— угол поворота, град. В этих уравне-
ниях верхние индексы при радиальных перемещениях и углах поворота соответству-
ют рассматриваемому элементу (крышка — к, днище — д, цилиндрическая обечай-
ка— ц), нижний индекс— виду нагрузки (от действия центробежной силы— цс,
давления жидкости — ж, от краевой силы — р, от краевого момента — м).
При решении этих уравнений принимают определенное правило выбора знаков
для радиальных перемещений и углов поворота краев оболочки; перемещение А, при
котором радиус оболочки увеличивается, считают положительным, соответствующее
уменьшению радиуса— отрицательным; угол поворота края оболочки 0, направлен-
ный по часовой стрелке, считают положительным, против часовой стрелки — отри-
цательным.
При достаточном удалении одного края оболочки от другого оболочку считаю г
«длинной», при этом допускается решение двух пар уравнений независимо друг от
друга. Длинной считается оболочка, если она удовлетворяет условиям:
>2,5-,lrp-S,
где Ьц — длина ротора, м; гр — внутретпптй радиус цилиндрической (или максималь-
ный конической) оболочки на ее краю, м; 5—толщина оболочки, м.
Понятие «длинных» и «коротких» оболочек основано на виде напряжений, воз-
тпткатощих от действия краевых сил и моментов. Эти напряжения посят затухающий,
волнообразный знакопеременный характер. В «длинных» оболочках значащие вели-
чины краевых напряжений одного края (1) не достигают зоны действия краевых на-
пряжеттий (2). В «коротких» оболочках возможна суперпозиция напряжении.
После определения краевых сил и моментов каждый из элементов ротора рас-
сматривается отдельно, и находят возникающие в них меридиональные (радиальные)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
379
и кольцевые (тангенциальные) напряжения ог действия всех сил и моментов. Затем
находят эквивалентное напряжение в наиболее напряженном сечении ротора. По
IV теории прочности для плоского напряженного состояния эквивалентные напря-
жения равны
а = /а2 - а а + а2,
где (7w — тангенциальные напряжения, Па; о₽ — радиальные напряжения, Па.
Для выбранного материала ротора и при условиях ei о работы (температуры) на-
ходят допускаемое напряжение [а], а затем проверяют условие прочности ротора
(а ) < [ст].
При расчетах для перфорированного ротора толщину его стенки принимают ус-
ловно равной 5 = 5 , где 5— толщина перфорированного ротора, м; у— ко
эффициент жесткости, зависящий от схемы расположения отверстий в стенке рогора
(по треугольнику или по квадрату).
Толщину днища выбирают без расчета в пределах (2...3)5.
Методика расчета роторов це1 гтрифуг на прочность изложена в ОСТ 26-01-1271-81
НИИхиммаша.
Сепараторы
Для осветления суспензий с мелкозернист ой твердой фазой или разделения
эмульсий во многих отраслях промышленности широко используются сепараторы.
Сепараторы — центрифуги, в которых используется эффект тонкослойно-
го центрифугирования: значительное снижение пути осаждения твердых частиц или
капель эмульсии.
Классифицируют сепараторы по нескольким признакам: по технологическому
(разделяющие, осветляющие, сгустители, очистители); по способу удаления осадка
(тарельчатые саморазгружающиеся: с сопловым удалением осадка, с пульсирующим
удалением осадка через щель, комбинированные), с ручной вьп рузкой осадка из се-
параторов с цилиндрическими вставками.
Большинство сепараторов — непрерывнодействующие саморазгружающиеся
центрифуги с фактором разделения в пределах 6000... 10 000. Ручная выгрузка ис-
пользуется только в сепараторах с цилиндрическими вставками, работающих в пери-
одическом режиме.
Тарельчатый сепаратор с сопловой выгрузкой осадка (рис. 5.1.4.22) имеет ро-
тор, состоящий из пакета тонколистовых конических тарелок 10, тарелкодержателя 8,
крышки корпуса ротора 9, напорной камеры 7 с крышкой 5 и затяжным кольцом 6,
напорного диска 4 с трубами 3, трубой 2 для подачи суспензии, сопел //. Количество
тарелок в роторе в зависимости от типа сепаратора изменяется в пределах от 30 до
200 штук. Ротор сепаратора заключен в кожухе, установленном на станине, где раз-
мещен привод вала ротора (на рис. 5.1.4.22 они не показаны).
Работает этот сепаратор следующим образом. Осветляемая жидкоегь (в основном
суспензия) подается в трубу 2, от куда она поступает в нижнюю часть корпуса рогора
и распределяется по каналам, образованным тарелками 10. В каналах (зазорах) про-
380
ГЛ ARA 5
Рис. 5.1.4.22. Ротор тарельчатого сепарато-
ра сопловой выгрузкой осадка: 1 — выводя-
щий патрубок, 2 — подводящая труба, 3 — труб-
ка, 4 — напорный диск, 5 — крышка, 6 — затяж-
ное кольцо, 7— напорная камера, 8— тарелко-
держагтель, 9— крышка корпуса ротора, 10—
тарелка. 11 — сопло
исходит осаждение твердых частиц
(более тяжелых, чем жидкость) на
нижней поверхности стенок каналов.
Осевшие частицы скользят по поверх-
ности тарелок к периферии, двигаясь
навстречу поднимающейся вверх жид-
кое ги. Угол между образующей таре-
лок и осью их вращения принимают
равным 35...45°, что обеспечивает
превышение над углом трения частиц
о поверхность тарелок. Зазор между
тарелками — от 0,4 до 2 мм. Он обес-
печивается с помощью либо выступов
(шипов) на поверхности тарелок, либо
с помощью приварных ребер (6 или 8
на каждую тарелку), направленных по
образующей тарелок. Достигнув края
пакета тарелок, частицы скапливают-
ся с небольшим количеством жидкой
фракции в конической част и корпуса
ротора, образуя концентра! (шлам)
с повышешшм содержанием твердой фазы. Концентрат непрерывно удаляется из ро
тора через сопла 11. По периметру шламового пространства устанавливают от 4 до
12 сопел, изготовляемых из твердых сплавов или керамики. Отсепарированная жид-
кость подтшмастся по внутренней трубе пакетодержагеля 8 к напорному диску 4, ко-
торый перегоняет осветленную жи,1кость к выводящему пагрубку /. Для сообщения
центральной части ротора с атмосферой напорный диск снабжен трубками 3.
При разделении эмульсии в саморазгружающихся сепараторах она из внутренней
полости тарелкодержагеля поступает в отверстия, выполненные в каждой т арелке
примерно по их середине. В межтарельчагом пространстве эмульсия разделяется под
действием центробежной силы на две фракции: легкую и тяжелую. Легкая фракция
движется коси тарелок, азатем поступает в камеру с напорным диском. Тяжелая
фракция спускается в шламовое пространство ротора, из которого она удаляется в ко-
жух сепаратора через сопла (или щель в другом типе сепаратора).
Сопловые сепараторы применяют для обработки суспензий с концентрацией
твердой фазы не более 5 % или эмульсий с разностью плотностей фаз больше 3 %. Их
используют, например, для очистки сточных вод, различных эмульсий, минеральных
масел, нефтепродуктов, молочных продуктов и т. п.
Тарельчатый сепаратор с щелевой выгрузкой осадка имеет ротор (рис. 5.1.4.23),
состоящий из корпуса 5, крышки 3, подвижного поршня 7, пакета конических таре-
лок 2, неподвижного поршня б, тарелкодержагеля 1.
Суспензия подается через внутреннюю полость тарелкодержагеля на донную
часть корпуса ротора, откуда направляется в межтарельчатое пространство, где раз-
деляется на футат, отводимый из ротора через каналы тарелкодержагеля, и осадок,
который собирается с некоторым количеством жидкости в шламовом пространстве б.
Осветленная жидкость поступает в камеру с напорным диском, как было показано
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
381
па рис. 5.1.4.22. Во время работы сепаратора
под поршень 7 непрерывно подастся буфер-
ная жидкость.
Поршень 7 под ее давлением перемеща-
ется в верхнее положение на расстояние хп,
перекрывая при этом своей верхней частью
калиброванные от верст ия а или щель в стен-
ке ротора. Давление буферной жидкости
выше, чем давление в шламовом и межта-
рельчатом пространстве, что обеспечивает
хорошую герметизацию от верстий а. Избы-
ток буферной жидкости вытекает через от-
верстия в в днище рогора. После накопления
осадка в шламовом пространстве подача бу-
ферной жидкости прекращается, давление
в ней падает и поршень 7 опускается. Через
открывшиеся отверстия (или щель между
крышкой 3 и неподвижным поршнем б) оса-
док ( шлам ) удаляется в кожух сепаратора,
Рис. 5.1.4.23. Ротор тарельчатого
сепаратора с пульсирующей (щеле-
вой) выгрузкой осадка: 1 — тарой ко-
дер жатоль, 2— набор тарелок, 3 —
крышка, 4—затяжное кольцо, 5 — корпус,
6—неподвижный поршень, 7 — подвиж-
ный поршень, а— отверстие, б— шла-
мовое пространство, в — отверстие
а из него в приемную емкость. После выгрузки шлама возобновляется подача буфер-
ной жидкости и поршень 7 поднимается в исходное положение, перекрывая отверс-
тия а. Время выгрузки шлама — 0,3... 10 с.
Для управления движением подвижного поршня предназначена гидросистема,
состоящая из комму1шкаций для подвода жидкости, распределителя буферной жид-
кости и сигнального устройства, управляемого работой подвижного поршня. Рабо-
чий цикл подвижного поршня полностью автоматизирован.
Ротор помещен в кожухе, который опирается на станину. Вал рогора имеет два
подшипниковых опорных узла. Верхний подшипниковый узел укреплен в кожухе,
а нижний — в станине. Он опирается на пружины и подпятник со сферической по-
верхностью, что позволяет уменьшить частоту собственных колебаний системы,
работающей в закритической области. Привод ротора такой же, как и в сопловом
сепараторе.
Тарельчатые саморазгружающиеся сепараторы с пульсирующей выгрузкой осад-
ка могут использоваться в качестве сгустителей с получением суспензии с концент-
рацией твердой фазы до 20...25 %.
В комбинированных самораз!ружающихся тарельчатых сепараторах ротор состо-
ит из двух частей: внутренняя часть работает как сопловой сепаратор, а наружная,
в которую поступает суспензия из сопел первой части, как сепаратор с пульсиру-
ющей выгрузкой осадка. Подобная конструкция ритора позволяет более качественно
осветлить суспензию.
Сепараторы с цилиндрическими вставками и ручной выгрузкой осадка работают
по периодическому режиму.
Ротор этих сепараторов (рис. 5.1.4.24) состоит из донной части 7, крышки 5, со-
единенных гайкой 6. Корпус ротора закреплен па валу 4. Внутри корпуса закреплены
топкие цилиндрические вставки 2, которые делят внутреннее пространство корпу-
са па ряд коаксиальных камер. Вс гавки укреплены в роторе поочередно то верхним,
382
ГЛА BA 5
Рис. 5.1.4.24. Ротор сепаратора с ци-
линдрическими вставками: / — под-
водящая труба, 2 — цилиндрические
вставки, 3— цилиндр, 4— вал, 5 —
крышка, 6— гайка, 7— днище, 8—
фильтровальная перегородка, 9— на-
порный диск, 10— отводящая труба
то нижним концом. Суспензия посгупает во
внутреннюю часть ротора по трубе 7, аза-
тем перемещается поочередно из камеры
в камеру. После входа из последней камеры
жидкост ь проходит через фильтровальную пе-
регородку 8 и с помощью напорного диска 9
поступает в трубу 10 и по пей удаляется из
ротора. При прохождении суспензии по каме-
рам из нее под действием центробежных сил
твердые частицы осаждаются на внутренние
стенки камер. Отбортовки на цилиндрических
вставках определяют толщину слоя текущей
по камерам суспензии. После образования
определенной толщины слоя осадка в камерах
подача суспензии в ритор прекращает ся, сепа-
ратор после удаления из ротора остатка жид-
кости останавливается. Ротор разбирается,
и из его камер вручную выгружают осадок.
Сепараторы с цилиндрическими вставка-
ми используются для осветления суспензий
с незначительной концентрацией твердой
фазы (менее 1 %).
Производительность сепараторов всех ти-
пов рассчитывается, в основном, по эмпирическим уравнениям, полученным путем
испытаний конкретного типа сепаратора и с учетом свойств обрабатываемой суспен-
зии или эмульсии.
5.1.5. Фильтры
Общие положения. Основное назначение фильтра для жидкости состоит
в полном или частичном раздел егши суспензии на жидкую фазу в виде фильтра-
та и твердую фазу в виде осадка, путем фильтрования через пористую фильтро-
вальную перегородку. Кроме процесса фильтрования, фильтр производит очистку
осадка от остатков дисперсионной среды методом промывки, а также его отжим
и просушку.
Фильтровальная перегородка вместе с частицами осадка, который формируется
на перегородке, участвует в процессе фильтрования, они составляют фильтроваль-
ную среду
Движущая сила процесса, под действием которой происходит ра зделепие суспен-
зии, — это перепад давлений по обе стороны фильтровальной среды. Перепад давле-
ний может возникать за счет вакуума, гидростатического давления столба жидкости
или избыточного давления, создаваемого гидравлическими насосами.
Физгьтровагыгые пере1Ородки должны отвечать следующим основным требова-
ниям: облачать сквозными порами, через которые лег ко проходит фильтрат и которые
задерживают твердые частицы осадка, быть устойчивыми к химическим и механи-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
383
ческим воздействиям компонентов, участвующих в процессе фильтрования; обладать
достаточной мехатшческой прочностью.
В большей части фильтров применяют гибкие фильтровальные перегородки (ме-
таллические сетки или ткань). В химической промышленности используют фильтро-
вальные перегородки из полиамидных (капрон), полиэфирных (лавсан), полиолефи-
новых (полиэтилен, полипропилен), хлорсодержащих (хлорин), акрил-нитрильных
(нитрон), стекля!шых волокон и др., а также фильтровальные перегородки из бу-
мажной ленты одноразового использования. В исключительных случаях допуска-
ется применение ткани из натуральных волокон (хлопка, шелка, шерсги). Жесткие
несжимаемые перегородки изготовляют из керамики и керметов, из-за ограниченных
размеров такие фильтровальные перегородки выполняют чаще всего в виде патро-
на. Преимущество таких перегородок состоит в возможности проведения процесса
фильтрования при высоких температурах.
Намывной слой предохраняет поры фильтровальной перегородки от быстрого за-
купоривания в случае разделения малоконцентрированных суспензий, содержащих
тонкодисперсные твердые частицы. Намывной слой порошкового или волокнистого
материала (диатомит, перлит, асбест, целлюлоза и др.) наносят предварительно на
фильтровальную перегородку или вводят в подлежащую очистке суспензию в оп-
ределенных количес гвах, в зависимости от концентрации твердой фазы суспензии,
дисперсного состава частиц и др. Намывной слой удаляется вместе с осадком и мо-
жет быть регенерирован. Пленочные полимерные фильтровальные материалы (мем-
браны) изготовляют толщиной 10—100 мкм с размером пор от 5 до 0,1 мкм. Такие
мембраны эффективны при получении сверхчистых и стерильных жидкостей в хими-
ческой, микробиолот ической и медицинской промышленности.
Размеры, режимы работы фильтра, физико-механические свойства компонентов
суспензии и фильтровальной среды зависят от параметров фильтра
Основные закономерности процесса фильтрования определяются зависимостью
скорости фильтрования от перепада давлений, параметров процесса фильтрования,
свойств суспензии и др.:
v = ±^ = -г-----------------V (5.1.5.1)
F dT Д[хЛ.(№) + Я]
где v—скорость филы ровапия, м/с; К— объем фильтрата, м3; F—поверхность филь-
трования, м2; т— продолжительность фильтрования, с; Ар — перепад давлений, Па;
р— динамическая вязкость жидкой фазы суспензии, Паю; а0— отношение объема
осадка к объему фильграта; г0— среднее удельное сопротивление слоя осадка, м-2,
Rn — сопротивление фильтровальной перегородки, м-1.
Уравнение (5.1.5.1) выведено из условия, что фильтрование— гидродинамичес-
кий процесс, скорость которого прямо пропорциональна движущей силе процесса
(перепаду давлений по обе стороны от фильтровальной среды) и обратно пропорци-
ональна сопротивлению фильтровальной среды при движении жидкости через поры.
Уравнение справедливо только для несжимаемых осадков и несжимаемых перегоро-
док, т. е. когда rv xv R* постоянны и не зависят от Ар.
Для расчета промышленных фильтров уравнение (5.1.5.1) следует проинтегриро-
вать с учетом условий проведения процесса фильтрования.
Режим постоянного давления (Ар = const) реализуется в вакуум-филы рах различ-
384
ГЛАВА 5
пых типов или вфильграх под давлением при поддержании постоянного перепада
давления. После разделения перемсшпях уравнения (5.1.5.1) и интегрирования в пре-
делах от 0 до К и от 0 до т, получим
или
, R F
К2 + 2 К= 2
А» го
(5.1.5.2)
Режим постоянной скорости фильт рования (dF/dr = const) реализуется в филь-
трах под давлением при подаче суспензии шестеренным или поршневым насосами.
После замены dVkh на Vlt из уравнения (5.1.5.1) находим
о о
у = 2-Р--
(5.1.5.3)
Режим переменной скорости и перемешюго давления реализуется в фильтрах под
давлением при подаче разделяемой суспензии центробежным насосом. В этом случае
для решения уравнения (5.1.5.1) необходимо предварительно найти явный вид функ-
циональной зависимости Ар =Дг).
Сравнение уравнений (5.1.5.2) и (5.1.5.3) показывает, что для получения одного
и того же объема фильтрата Г при режиме постоянного перепада давлений (Лр)^^
требуется меньше времени, чем при режиме постоянной скорости (Ap)var фильтро-
вания. Вывод сделан при следующих допущениях: осадок несжимаемый, = const;
в конце процесса (Ap)var = (Ар)^.
Толщина слоя осадка на фильтровальной перегородке — й = х^У/Е
Постоянные процесса фильтрования г0 и 7?п, входящие в основное уравнение
фильтрования, определяют опытным путем в условиях, максимально приближешгых
к промышленным, на моделирующих установках. Методики их определения приве-
дены в РТМ, посвященным технологическим расчетам фильтров практически всех
типов; гам же рассмотрены более сложные случаи процесса фильтрования, папри-
мер, при сжимаемых осадках.
В рабочий цикл фильтра входят, кроме процесса фильтрования, промывка осадка,
осушка осадка, подготовка рабочего органа к следующему циклу и т. д. Время про-
мывки осадка находят из универсального уравнения (5.1.5.1), которое преобразу-
ют при условии, что процесс промывки происходит при постоянных толщине слоя
оса, 1ка h , перепаде давлений Арп и скорости промывки vn:
Др
* пр
лр
(5.1.5.4)
ft
"р
где V — необходимый объем промывной жидкости, м3; — динамическая вязкость
промывной жидкости, Па*с.
Окончательный вид зависимости для тпр зависит от конструкции фильтра и усло-
вий подачи промывной жидкости.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕС КИХ ПРОЦЕССОВ
385
Время г осушки осадка, в течение которого происходит удаление остаточной
жидкости при продувании воздуха или газа через осадок, определяют обычно экспе-
риментально на модельных установках.
Общая продолжительность рабочего цикла
т =г + т + т + т + т , (5.1.5.5)
где тв—время выгрузки; — подготовительно-заключительное время.
Наряду с уравнением (5.1.5.1) зависимость (5.1.5.5) является основополагающей
при определении режима работы фильтра периодического действия или скороеги пе-
ремещения рабочего органа фильтра непрерывного действия.
Классификация фильтров. Классификация, цифровая индексация и термино-
логия ре1ламентироваиы ОСТ 26-01-67—77 для непрерывнодействующих фильтров
и ОСТ 26-01-110-79 — для фильтров периодического действия.
Цифровая индексация перспективна для информационных систем. В насто-
ящее время ее используют наравне с традиционной буквенно-цифровой. Последняя
представляет собой аббревиатуру признаков и цифры, соответствующие основным
конструктивным парамсграм фильтров. Например, ЬсхОК 40-3,4 означает— ваку-
ум фильтр барабанный со сходящим полотном, общего назначения, кислотостойкий,
поверхность фильтрования — 40 м2, диаметр барабана — 3,4 м.
По характеру работы различают фильтры непрерывного и периодического действия.
Фильтр непрерывного действия характеризуется тем, что подвод суспен-
зии, удаление осадка, отвод фильтрата или отвод сгущенной суспензии осуществляются
непрерывно. В фильтрах периодического дейст вия непрерывность операций нарушается.
Фильтры разделены на группы 7—8 по конструкции фильтровального элемента:
1 — барабан (полый цилиндр с горизонтальной осью вращения); 2 — диск (плоский
фильтровальный элемент круглой формы, закрепленный на вращающемся валу);
3 — тарелка (фильтровальный элемент круглой формы с вертикальной осью враще-
ния); 4 — лента (гибкий бесконечный фильтровальный элемент); 5 — фильтроваль-
ный лист (плоский фильтровальный элемент с боковым отводом фильтра); 6— пат -
рон (цилиндрическая груба, покрытая фильтрующей перегородкой); 7 — цилиндр
(полый цилиндрический элемент); 8— плита (плоский фильтровальный элемент,
стянутый с соседними подобными элементами в пакет).
В фильтрах периодического действия фильтрующиеэлементы
по форме аналогичны указанным, но исключен параметр, обеспечивающий непре-
рывность процесса, например, вращение.
Под видом фильтра понимают конструктивную модификацию основного филь-
тра группы. Один вид фильтра может отличаться от другого по назначению (универ-
сальный или для определенного продукта), конструкциотшым материалом (углеро-
дистые или коррозионносгойкие стали и сплавы, пластмасса, резина и пр.), степени
герметичности, способу съема осадка, степени автоматизации; расположению оси
(горизонтальное или вертикальное) и т. д.
Широко используется система автоматического проектирования (САПР) «Филь-
тростроение», определяющая группу и вид фильтра. По заданным свойствам суспен-
зии сист ема выполняет основные технологические расчет ы процесса фильтрования.
Всею существует 90 видов фильтров, внесенных вОСТы. Ниже описаны пре-
имущественно перспективные модели универсальных фильтров большой единичной
386
ГЛАВА 5
Рис. 5.1.5.1. Схема работы фильтр-пресса: а— рамного; б— камерного; I— фильтрова-
ние; Л— промывка; / — плита; 2, 3 — плита с каналами для промывной жидкости; А — пода-
ча суспензии; Б — отвод фильтрата; В — подача промывной жидкости, Г— отвод промывного
фильтрата; Д — воздуха
мощности, отличающиеся высокой надежностью, максимально механизированные
или автоматизированные, обеспечивающие безопасные условия труда.
Фильтр-прсссы рамные и камерные. Филь гр-прессы составляют i руппу филь-
тров периодического действия, в которых разделение суспензии происходит под дав-
лением до 2 МПа. Название этих фильтров определяет механизм гермет изации рабо-
чих камер, аналогичный механическому или гидравлическому прессу.
Суспензия под давлением подается в рабочие камеры, образованные системой че-
редующихся рам и плит (рамные фильтры) или только плит (камерные фильтры)
(рис. 5.1.5.1). В каждом разъеме находится фильтровальная перегородка (ткань), ко-
торая покрывает рифленую (дренажную) поверхность плиты и одновремегпю уплот-
няет пространство между плитами и рамами. В приваломной поверхности или в спе-
циальных приливах плит и рам выполнены отверстия, которые после замыкания
фильтр- пресса образуют сплошные каналы, предназначенные для подвода суспен-
зии, промывной жидкости, сжатого воздуха или пара для просушки осадка, для отво-
да фильтрата и промывной жидкости.
Цикл работы фильтр-пресса состоит из четырех периодически повторяющихся
операций: подачи суспензии и фильтрования до образования осадка требуемой тол-
щины; промывки и просушки осадка; размыкания системы и выгрузки осадка; замы-
кания системы.
На рис. 5.1.5.1 даны схемы фильтр прессов закрытого типа, из которых филь-
трат отводится через общий коллектор. Существуют фильтр-прессы открытого
типа, из когирых фильтрат отводится из каждий плиты через сливной кран в лоток,
что позволяет визуально контролировать работу каждой плиты и отключать плохо
работающие.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
387
Фильтр-прессы в химической промышленности применяют для осветления сус-
пензий, разделения груднофилыруемых суспензий с небольшой концентрацией
твердой фазы, для разделения суспензий, жидкая фаза которых является раствором,
близким к насыщенному, а также суспензий с высокой вязкостью жидкой фазы, требу-
ющих подогрева. Применение фильтр-прессов целесообразно в случаях, когда сумма
+ тп времени операций выгрузки, замыкашгя и размыкания (см. формулу (5.1.5.5))
составляет небольшую долю времени всего цикла. Фильтр прессы имеют развитую
фильтрующую поверхность и надежны в работе, но их использование допустимо
только в случаях, когда невозможно использовать другое фильтровальное оборудова-
ние. Это объясняется несовершенством выпускаемых конструкций: вьпрузка осадка
не механизирована и требует использовагшя тяжелого физического труда, иногда при
вредных условиях.
Основные размеры и параметры рамных фильгр-прессов регламентированы стан-
дартами, которые устанавливают также обозначения, технические требования, комп-
лектность, методы испытаний и т. д. Диапазон поверхностей фильтрования от 2 до
800 м2, давление суспензии — до 2 МПа, рабочие поверхности рам сведены к четы-
рем типоразмерам: 315x315, 630x630, 820x820, lOOOxJOOO. Материал рам и плит —
чугун, сталь, сталь с антикоррозионным покрытием, сплавы алюминия и титана, ре-
зина. пластмассы.
Камера для осадка в камерных фильтр- прессах меньше, чем в рамных, но до-
пустимое давление фильтрования больше, поэтому их применяют для труднофиль-
труемых суспензий.
Конструкция фильтр-пресса. Рамный фильтр-пресс (рис. 5.1.5.2) состоит из набо-
ра чередующихся плит 3 и рам 4, между которыми помещается фильтровальная ткань
(салфетка). Пли гы ирамы специальными приливами опираются на горизонтальные
опорные балки 5, закрепленные в опорной плиге 7 и в стойке 15 гайками 2. По балкам
скользит зажимная плита 6, в опорах ко горой иногда монтируют рол ики. Зажимная
плита перемещается от электромеханического привода. Последний состоит из винто-
вой пары, приводимой в движение электродвигателем 77 через редуктор 10, шестершо
и зубча гое колесо 9, в ступицу которого запрессована гайка 7 винтовой пары.
Рис. 5.1.5.2. Фильтр-пресс рамный с электромеханическим приводом: 7 — опорная пли-
та, 2 — гайка 3 — плита, 4 — рама, 5 — балка, 6 — зажимная плита, 7 — гайка, 8 — сухарь,
9— зубчатое колесо, 10— редуктор, 11— электродвигатель, 12— концевой выключатель,
75 — винт, 14 — подшипник, 15 — стойка, 16 — корыто
388
ГЛАВА 5
Рис. 5.1.5.З. Гидравлический зажим
фильтр-пресса: 7 — гайка , 2 — гидроци-
линдр, 3 — плунжер, 4—поршень, 5 —рас-
пределительное устройство, 6 — станина
Винт 13 совершает только поступатель-
ное движение, так как левый его конец за-
креплен в зажикпюй плите. Во время замы-
кания осевое усилие воспринимает упорный
подшипник 14, а при обратном ходе су-
харь 8 При достижении заданного усилия
зажима электродвигатель отключается с по-
мощью реле тока, а при обратном ходе —
концевым выключателем 12. Фильтр-прес-
сы комплектуют стационарными или
передвижными корытами 16 для сбора
осадка.
Фильтр-пресс может быть укомплектован
] идранлическим зажимом (рис. 5.1.5.3), более
прогрессивным и безопасным, чем электро-
механический. Гидравлический зажим состо-
ит из гидроцилиндра 2, полого плунжера 3,
размещенного в нем неподвижного штока
с поршнем, станины 6 и распределительно-
го устройства 5. Плунжер свободным концом закреплен в нажимной плите и переме-
щается вместе с ней при прямом ходе (давление в полости цилиндра — до 10 МПа)
и при обратном ходе (давление в полости плунжера — 1 МПа). В полость плунжера
жидкость поступает через полый шток. В рабочем положении плунжер фиксируется
гайкой 7, которая навинчивается на плунжер до упора с гидроцилиндром.
Ручной зажим, применяемый только для фильтр прессов с рамами 315x315, со-
стоит (рис. 5.1.5.4) из винта 4, гайки 5 и храпового колеса 2, насаженною на винт.
Для предварительного подведения винта предназначена рукоят ка на храповом коле-
се, а для окончательного зажима и в начале обратного хода рычаг 3, при обратном
ходе собачка 1 поворачивается па 270°.
Рис. 5.1.5.4. Ручной зажим фильтр-пресса: 1 — собачка, 2 — храповое колесо, 3— рычаг,
4 — винт. 5 — гайка
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
389
Направления механизации фильтр-прессов.
Операцию раздвижки плит и рам выполнить лег-
ко. Для одновременного раскрытия камер рамы
и плиты соединяют вместе и с нажимной плитой
проушинами и пальцами, так что пальцы могу г пе-
ремещаться в овальных отверстиях проушин на ве-
личину зазора между плитами и рамами в раскры-
том состоянии. Для последовательною раскрытия
используют бесконечную цепь с захватами, кото-
рые поочередно зацепляют плит ы и рамы и отводят
их к зажимной плите.
Труднее решить проблему механизации руч-
ной выгрузки. Используют, например, следующий
механизм (рис. 5.1.5.5). В камерном фильтр прессе
фильтровальную перегородку (ткань) 3 подвешива-
ют к раздвижным рамкам 2.11осле раскрытия плит 4
включает ся пневмовибратор 7 и осадок удаляется.
Фильтр-прессы автоматические камерные
Рис. 5.1.5.5. Механизм авто-
матической выгрузки осадка из
камерного фильтр-прссса: 1 —
пневмовибрап пр 2—рамка, 3—
ткань, 4 — плита
Принцип действия. Область применения.
Фштьтр-нрессы автоматические камерные с механиз-
мом зажима (ФПАКМ) отличаются от традицион-
ных фильтр-прессов полной механизацией выгрузки
осадка. Это фильтры периодического действия, в вер-
тикалыюм исполнении, с перемещающимся полотном в виде бесконечной лапы.
Фильтры предназначены для разделения под давлением тонкодисперсных сус-
пензий концентрацией 10-500 кг/м3, образующих осадки с большим гидравлическим
сопрот палением. Поверхность фильтрования серийно выпускаемых фильтров лежит
в пределах о г 2,5 до 50 м2, рабочее давление — до 1,17 МПа.
Фильтрующая плита (рис. 5.1.5.6) сост оит из кор](уса 2 и рамки 5 с зажа гой между
ними болтовым соединением резиновой диафрагмой 4. В корпусе находится пласт-
массовое дренажное основание 3. Полость корпуса боковым патрубком соединена
с втулкой 7 блока слива, а полость рамки — с втулкой 6 блока подачи суспензии.
Цикл работы фильтра состоит из шести операций. Подача суспензии под давле-
нием в рамку (рис. 5.1.5.6ц) происходит при сжатых плитах, при этом дисперсионная
фаза суспензии проходит через фильтрующую ткань 7 и дренажное основание в кор-
пус следующей. расположенной ниже плиты, и далее поступает на слив. Дисперсная
фаза образует на ткани осадок, который подвергается отжиму резиновой диафрагмой.
Для этого из коллектора на нее подается под давлением вода (рис. 5.1.5.66). Далее
следуют операции промывки (рис. 5.1.5.6ц), второго отжима (рис. 5.1.5.66/ просуш
ки, осадка сжатым воздухом. Затем фильтрующие плиты размыкаются, включается
механизм передвижения ткани и осадок выходит па выгрузку (рис. 5.1.5.6ц)
Конструкция фильтра. Фильтр пресс автоматический камерный (рис. 5.1.5.7)
состоит из набора фильтрующих плит 7, помещенных между (верхней упорной 9
390
ГЛАВА 5
Рис. 5.1.5.6. Схема работы фильтр-пресса автоматического камерного: а — фильтрование
и промывка; б— отжим. в — выгрузка осадка; 1 — втулка. 2 — корпус, 3 — дренажное основа-
ние, 4 — диафрагма 5 — рамка 6 — втулка, 7—ткань
и нажимной 6 плитами. На нижней упорной плите 2 смонтирован механизм зажима
плит, состоящий из юдроцилипдра 4 и клинового запирающего устройства 5. Упор-
ные плиты соединены чегырьмя стяжками 3. Фильтровальная ткань 13 зигзагооб-
Рис. 5.15.7. Схема фильтр-пресса авто-
матического камерного (ФПАКМ): 1 —
рама 2— упорная плита 3— стяжка, 4—
гидроцилиндр, 5 — запирающее устройст во,
б— плита нажимная, 7— плита фильтру-
ющая, 8— втулка, 9— плита упорная,
10— коллектор, 11 — ролик, 12 — нож,
13 — ткань, 14— ролик регулировочный,
15—течка 16—привод ткани, 17— натяж-
ное устройство, 18 — камера регенерации
разно протянута между фильтрующими
плитами на роликах 11. Во время операции
выгрузки осадка ткань проходит по роли-
ку, осадок отделяется от т ками и ссыпается
в гечку 75. Для очистки ткани предназна-
чены ножи 72, смонтированные на опорах
роликов. Осадок выгружается по обе сто-
роны от фильтра (на рис. 5.1.5.7 показа-
на только правая зечка). Фильтровальная
1 кань получает движение от механизма 16,
состоящею из электродвигателя, редукто-
ра, клиноременной передачи и приводного
барабана. Устройство 77 обеспечивает пос-
тоянное натяжение ткани, а регулировоч-
ный ролик 14 устраняет поперечное сме-
щение ткани. В камере ретенерации 18 для
очистки фильтровальной ткани от остатков
осадка установлены валки активатора,
ножи очистки и оросительные трубы для
струйной промывки гкапи. Камера реге-
нерации включается во время операции
выгрузки осадка. Фильтр установлен на
раме 7. В камеры суспензия, промывная
жидкость и воздух подводятся по коллекто-
ру 10 и втулкам 8 (на рис. 5.1.5.6 втулка 6),
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
391
которые при сжатых плитах образуют составную трубу, размыкающуюся в момент
вьпрузки. Блок слива аналогичной конструкции расположен симметрично блоку
подачи на противоположной стороне фильтра. На левой задней стойке смонтирован
коллектор для подачи воды под давлением.
Управление фильтром автоматическое, по заранее настроенной жесткой програм-
ме. Однако поскольку в промышлетптых условиях возможно изменение свойст в раз
деляемых суспензий (например, концентрации дисперсной фазы, вязкости жидкос-
ти, дисперсного состава частиц, степени забивки фильтровальной перегородки), то
возникает необходимость использования адаптивного управления работой фильтра.
Созданы системы адаптивного управления с использованием алгоритма управления
многоцикловым процессом, что обеспечивает оптимальную длительность проведе-
ния всех операций на фильтре по критерию опптмизации— максимуму производи-
тельности (или минимуму себестоимости). При изменении параметров суспензии
адаптивная система вырабатывает сигналы, изменяя длительность операций, для
обеспечения экстремума критерия оптимизации. Фильтровальное оборудование, ос-
нащенное микропроцессором для осуществления адаптивного управления, обеспе-
чивает повышение производительности не менее чем на 20 % и получение продукта
требуемого качества.
Модификацией описанного фильтра является фильтр-пресс многоярусный с бу-
мажной лентой, применяемый для фильтрования малоконцентрированных суспен-
зий, после которых практически невозможна ретеиерация фильтровальной пере-
городки. В таком прессе фильтровальной перегородкой является бумажная лета,
сматывающаяся с рулонов, которые укреплены около каждой фильтрующей плиты.
Лент у поддерживает бесконечная латунная сетка. Бумажная лента является фильтро
вольной перегородкой одноразового использования.
Листовые фильтры под давлением
Группа листовых фильтров включает девять видов, отличающихся конфигураци-
ей пли г, их положением в пространстве, расположением корпуса, методом выгрузки
осадка и т. д. Для фильтров характерно наличие герметичного сосуда, работающе-
го под давлением, внутри которого помещены фильтровальные листы. Листовые
фильтры применяют для осветления тонкодисперсных суспензий с концентрацией
твердой фазы до 1 %. При фильтровании с использованием намывного слоя можно
осветля гь суспензии концентрацией твердой фазы до 0,1 %. При содержании твердой
фазы в суспензии 1—5 % листовые фильтры работают в режиме фильтрования с обра-
зованием осадка, его последующей промывкой и осушкой.
Листовые фильтры эффективны при разделении вязких, испаряющихся, окисля-
ющихся или токсичных суспензий. В листовых филырах обычно применяют гидросмыв
осадка («мокрый» способ разгрузки) или вибрацию листов («сухой» способ).
Из всех видов оборудования этой группы наиболее перспективны листовые филь-
тры под давлением с вер гикальным корпусом, так как они занимают небольшие про-
изводственные площади. Широко используют в листовых филырах под давлением
намывной слой как составную часть фильтровальной среды.
Рассмотрим листовой вертикальный автоматизированный фильтр с гидросмывом
осадка.
392
ГЛАВА 5
Рнс. 5.1.5.8. Листовой фильтр под давлением: 1 —
корпус. 2— пневмоцилиндр качающийся. 3— крышка,
4 — пневмоцилиндр байонетного затвора, 5 — кольцо.
6 — лист фильтровальный, 7 — труба гидросмыва, 8 —
механизм трубы гидросмыва, 9 — коллектор 10 — патру-
бок, 11 — патрубок, 12 — клапан донный
Фильгр (рис. 5.1.5.8) состоит из корпуса 7, сва
репного из цилиндрической и конической обечаек,
эллиптической крышки 3, фланец которой соединя-
ется с фланцем корпуса байонетным затвором. Для
поворота кольца 5 байонетного затвора предназна-
чены пневмоцилиндры 4, ш гоки которых соедине-
ны с кольцом. Пневмоцилиндры (обычно два) шар-
нирно закреплены на крышке фильтра. Подъем
и опускание крышки выполняет качающийся пнев-
моцилиндр 2. Фильтровальные листы 6 прямо-
угольной формы состоят из каркаса специального профиля, дренажа и фильтроваль-
ной сетки. Смыв осадка происходит по трубе гидросмыва 7, которая приводится во
вращательное (7,3 об/мин) и возвратно-поступательное движение механизмом 8. Сус-
пензия поступает в фильтр через патрубок 10. Давление фильтрования — до 0,4 МПа.
Фильтрат выводится через коллектор 9, ъсълък — через донный клапан с пневмопри-
водом 72, расположенный в пат рубке 11. Продолжительность отдельных операций
и заданный режим работы фильтра регулируются автоматически.
Вакуум-фильтры барабанные с наружной
фильтрующей поверхностью
Ьарабаштые вакуум фильтры с наружной фильгруклцей поверхностью — наибо-
лее распространенная конструкция фильтра непрерывного действия. Фильтровальная
перегородка располагается на цилиндрической поверхности горизонтального враща-
ющегося барабана 2, частично погруженного в суспензию (рис. 5.1.5.9). Пространство
между фильгровалыюй перегородкой (основанием) и корпусом барабана разделяется
продольными ребрами 3 так, что образуются
изолироваштые секции (ячейки). Каждая ячейка
имеет отводные трубки 5, которые соединяют-
ся неподвижной распределительной головкой 6
с ли ниями вакуума или сжагого воздуха.
Рнс. 5.1.5.9. Схема работы барабанного вакуум-
фильтра (сечение по распределительной головке
совмещено с сечением барабана): зоны фильтрова-
ния (7), первого обезвоживания (77), промывки (7/7),
второго обезвоживания (7Г), удаления осадка (F), ре-
генерации гкани (VI). 1 — осадок, 2 — барабан, 3 —
ребро, 4 — штуцер головки, 5 — трубка отводная, 6 —
распределительная головка, 7—штуцер. 8—нож, 9—
штуцер, 10 — мешалка. 11 — штуцер
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
393
За один оборот барабана каждая ячейка проходит все операции цикла, ь зоне
фильтрования в полости ячейки создается вакуум, фильтрат проходит через филь-
тровальную перегородку и отводится через штуцер 11 распределительной головки,
на поверхности ячейки образуется осадок /. После выхода из суспензии ячейка
вакуумируется и из осадка удаляется остаток фильтрата. На операциях промывки
и второго обезвоживания в ячейке также создается вакуум, но воздушно-водяная
смесь отводи гея через штуцер 4 головки. В зоне съема осадка через штуцер 7 под
фильтровальную перегородку подается сжатый воздух, который разрыхляет осадок,
после чего он легко стптмается ножом 8 или другим приспособлением с фильтро-
вальной перегородки. На стадии регенерации ткани (выполняется не на всех филь-
трах) сжатый воздух или пар поступает в головку через штуцер 9, затем продувает
перегородку и удаляет из нее частицы твердой фазы. Качающаяся мешалка 10 пре-
дотвращает отстаивание суспензии в корыте
Фильтры этого типа целесообразно применять при концентрации суспензии не
менее 5 % и скорости осаждения частиц не более 0,012 м/с. Перепад давлений в ба-
рабанных вакуум-филырах (0,02...0,09 МПа) зависит от свойств обрабатываемой
суспензии. В этих фильтрах достаточно эффективно промывается и обезвоживается
осадок. Основное условие, ограничивающее применение этих фильтров,— необхо-
димость получения осадка с толщиной Л > 5 мм за время пребывания ячейки в сус-
пензии т <4 мин
Для барабанных вакуум-фильтров с наружной фильтрующей поверхностью су-
ществует унифицированный ряд параметров: поверхность фильтрования, диаметр
и частота вращения барабана и т. д. В ряд включены как выпускаемые, так и перс-
пективные виды фильтров; в частности, рекомендован к выпуску фильтр общего на-
значения поверхностью 100 м2 при диаметре барабана 3,75 м. Расчеты показывают,
что установка таких фильтров (вместо широко применяемых с поверхностью 40 м2)
снизит капитальные и эксплуатационные расходы на 11 %.
Конструкция барабанного вакуум-фильтра. Барабан 4 (рис. 5.1.5.10) представ-
ляет собой горизотттапьный сварной цилиндр, с плоскими оребренными изнутри тор-
цовыми стенками. К стенкам на болтах прикреплены правая и левая 10 цапфы. Цапфы
лежат в подшипниках, смонтироватшых на раме фильтра. К левой цапфе прижата рас-
пределительная головка 3. Через левую цапфу npoi гущены коллекторные i рубы, соеди-
няющие ячейки барабана с распределительной головкой На правую цапфу насажено
зубчатое колесо, передающее вращение барабану от электромеханического привода 12.
11а цапфах шарнирно закреплена мешалка 2, которая получает качателыюе движение
от кривошипно-шатунного механизма 14 и привода 15 мешалки. Рама / фильтра вос-
принимает нагрузки от всех узлов, массы суспензии, а также усилия в приводах.
На раме смонтирована ванна (корыто) для суспензии, фермы 5 для трубопрово-
дов жидкости и нож 11 для съема осадка. Барабан разделен приваренными про
дольными ребрами 6 на ячейки. Число ячеек колеблется от 16 до 32 для филь-
тров разных видов. Дренажным основанием, закрывающим ячейку сверху, может
служить перфорированный лист (сечение Б—Б, вариант I) или пластмассовый
(полипропиленовый) дренажный коврик, закладываемый в ячейку (сечение Б—Б,
вариант II). Коврик представляет собой решетку, па верхние продольные ребра
которой уложена ткань; нижними поперечными ребрами коврик опирается на по-
верхность барабана.
394
ГЛАВА 5
4
Рис. 5.1.5.10. Барабанный вакуум-фильтр с наружной фильтрующей поверхностью: 1 —
рама. 2 — мешалка. 3—распределительная головка. 4 — барабан, 5 — ферма, 6—ребро, 7—про-
волока, 8—ткань, 9 — приспособление для наматываг.ия проволоки. 10 — цапфа левая, 11 — нож,
12 — привод, 13 — шнур, 14 — кривошипно-шатунный механизм, 15 — привод мешалки
Сверху барабан закрыт фильтровальной тканью 8, закреплегпюй в пазах продольных
ребер резиновым шнуром 13. Кроме того, поверх фильтровальной ткани барабан обвит
проволокой 7 толщиной 2-3 мм Агрегат имеет стационарное приспособление 9 для на-
матывания проволоки, которое состоит из неподвижного ходового вин га, закреп. ieimoi о
в опорах, каретк и с направляющими роликами для проволоки и системой привода. Во
время намазывания проволоки при вращении барабана проволока, одним концом закреп-
ленная на барабане, силой трения приводит во вращение ролик, находящийся в зацепле-
нии с гайкой па ходовом винте, и гайка осуществляет поступательное движение каретки.
Распределительная головка состоит из корпуса 8 (рис. 5.1.5.11), установленного
Рис. 5.1.5.11. Распределительная головка: 1 — шайба ячейковая, 2 — шайба распределитель-
ная 3 — ось, 4 — подшипник, 5 — пружина, б — шпилька, 7 — вакууммсгр 8—корпус, 9-10 —
штуцеры
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
395
на оси 3, которая закреплена на зрэщающейся цапфе барабана. Для уменьшения по-
терь на трение па ось посажен подшипник 4. В распределительной головке торец цап-
фы барабана и корпус кон тактируют двумя шайбами. Шайба ячейковая 1 прикреплена
к горцу цапфы и имеет отверст ия по числу ячеек барабана (сечение Б-Б). Шайба рас-
пределительная 2 прикреплена к корпусу головки и имеет разные по размеру кольце-
вые прорези (разрез Л-Л), соответствующие камерам головки. Дье большие полости
снабжены штуцерами 11 и 12, соединенные с системой вакуумирования, две малые
штуцерами 9 и 10 соединены с линией сжатого воздуха. Неподвижный корпус рас-
пределительной головки прижат к вращающейся цапфе пружинами 5, установленны-
ми на шпильках 6. Шпильки ввинчены в корпус подшипника барабана. Головка
снабжена вакуумметром 7.
Ячейковая и распределительная шайбы составляют антифрикционную пару
(сталь по nyiyiiy, сталь по бронзе, сталь по пластику с графитом и пр.). Перед уста-
новкой па фильтр шайбы предварительно притирают. Давление, создаваемое пружи-
нами между трущимися поверхностями, составляет 0,1-0,2 МПа.
Описанная головка универсальна, надежна, ее единственный недостаток — боль-
шие гидравлические сопротивления в камерах. Этот недостаток устранен в прямо-
точных головках, внедряемых в настоящее время.
Мешалка имеет разъемную конструкцию. Основание 1 мешалки (рис. 5.1.5.12)
представляет собой решетчатую раму, выполненную по форме ванны и прикреп-
ленную тягами 2 к разъемным щекам 4. На цапфу барабана щека опирается тремя
роликами 3, один из которых установлен на эксцентричной оси, что при регулиро-
вании обеспечивает равномерное распределение усилий между роликами. К щекам
шарнирно прикреплены шатуны 5 механизма привода мешалки. Средняя скорость
перемещения мешалки — 0,3 м/с.
Конструктивные модификации барабанных вакуум-фильтров с наружной филь-
трующей поверхностью могут отличаться от описанного многими узлами. Например,
фильтры с большой поверхностью фильтрования и большим количеством отводимого
Ряс. 5.1.5.12. Мешалка: 1 — основание, 2 — тяга, 3 — ролик, 4 — щека
396
ГЛАВА 5
1 2
Рнс. 5.1.5.13. Схема механизма съема
осадка: а — сходящим полотном: 1 — ткань,
б — валиком: 1 — валик, 2 — нож
фильтрата снабжают двумя распредели-
тельными головками. Наряду с открыты-
ми применяют фильтры с шатровой кры-
шей или полностью герметизированные.
Помимо рассмогренного ножевого меха-
низма съема осадка используют способы
съема сходящим полотном и валиком.
Фильгры со сходящим полот ном при-
меняют для разделения трудно фильтру-
емых суспензий, дисперсная фаза которых
быстро заиливает фильтровальную ткань.
В этом случае (рис. 5.1.5.13^ фильтровальная ткань 1 не закреплена на поверхности
барабана, а и31 отовлепа в виде бесконечной ленты, охватывающей барабан в зонах
фильтрации и промывки. В зоне съема осадка ткань огибает систему роликов, сбра-
сывая осадок, а загем промывается и снова посгупает в барабан со стороны погруже-
ния его в суспензию.
Валиковый съем осадка применяют в фильтрах для труднофильтруемых суспен-
зий. В зоне съема осадка с барабаном, вдоль его образующей, контактирует гуммиро
ванный валик /, к которому и прилипает осадок, с валика осадок снимается ножом 2
(рис. 5.1.5.136). Для волокнистых магериалов применяют зубчатые полые валики,
с которых осадок снимают отдувкой.
Перспективные конструкции барабанных вакуум-фильтров— фильтры большой
единичной мощности со сходящим полотном; они весьма универсальны, так как поз-
воляют отделять от ткани тонкие слои осадка (1-3 мм). В них эффективно осущес гвля-
ется регенерация ткани, в том числе химическая, без остановки фильтра Регенерация
ткани позволяет получить более качественный продукт, содержащий меньше влаги.
Барабашпле вакуум-фильтры — самая большая группа вакуум фильтров непре-
рывного действия, и внедрение па них адаптивных систем управления качеством
позволяет получить большой экономический эффект. Критерием оптимизации явля-
ется максимум производительности, ограничениями —заданная влажность или сте-
пень промьшки осадка. При изменении параметров суспензии меняется степень про-
ницаемости осадка, о чем получает информацию адаптивная система управления.
Воздействуя на режимные (управляющие) параметры фильтра (перепад давлений
и часгозу вращения барабана), адаптивная система в изменившихся условиях обес-
печивает максимум производительности при заданных характеристиках продукта.
Вакуум-фильтры дисковые
Принцип действия. Область применения. Дисковый вакуум-фильтр— один
из наиболее эффективных фильтрующих агрегатов непрерывного действия, филь-
трующая поверхность которого образована несколькими частично погруженными
в суспензию дисками / (рис. 5.1.5.14), состоящими из отдельных секторов. Про-
цесс фильтрации и образования осадка происходит с обеих с горой сект ора. Секто-
ры смонтированы па горизонтальном вращающемся полом ячейковом валу, явля-
ющемся коллектором для от вода фильтрата и подачи сжатого воздуха. К торцовой
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
397
Рнс. 5.1.5.14. Схема работы дискового
вакуум-фильтра (сечение по распредели-
тельной головке совмещено с сечением
диска): 1— диск, 2— распредели тельная
головка, 3 — штуцер. 4 — штуцер, 5 — ван-
на, б— карман,7— перемешивающее уст-
ройство. 8 — штуцер
поверхности вала прижата распредели-
тельная головка 2. В ванне 5 находится
перемешивающее устройство 7. Во время
работы фильгра все секторы последова-
тельно сообщаются с камерами распреде-
ли тельной головки, которая обеспечивает
жесткую программу операции в рабочем
цикле. В зоне фильтрования I под дейс-
твием вакуума жидкая фаза прокачива-
ется через фильтровальную перегородку,
а осадок отлагается на поверхности. Да-
лее фильтрат попадает во внутреннюю
полость секторов, стекает через каналы
ячейкового вала и попадает в большую
полость распределительной головки, от-
куда выводится через штуцер 8. В зоне
обезвоживания II смесь воздуха и жидкой
фазы выводится из осадка также через
фильтровальную перегородку. В зоне съе-
ма осадка/// осадок отделяется сжатым
воздухом, который поступает к осадку
с пульсациями. Сжатый воздух вводится в малую полость распределительной голо-
вки через штуцер 3. Особенностью ванны 5 является то, что она выполнена частично
в виде отдельных секций для каждого диска (карманов 6). В свободное пространство
между карманами сбрасывается осадок и попадает на конвейер. Регенерация ткани
в зоне //'осуществляется обратным током сжатого воздуха или пара через штуцер 4.
Фильтры этого типа целесообразно применять для разделения суспензий, дис-
персная фаза которых относительно однородна по размерам частиц. Частицы в ванне
могут поддерживаться перемешивающими устройствами во взвешенном состоянии.
Дисковые вакуум-фильтры обладают хорошо развитой фильтрующей поверхностью
при небольшой площади фильтра в плане, поэтому их используют в крупнотоннаж-
ных производствах. Едипст венный недос га гок дисковых вакуум-филы ров— невоз-
можность промывки осадка на вертикальной фильтрующей поверхности (осадок па-
дает в суспензию).
Конструкция дискового вакуум-фильтра. Несущей конструкцией дискового
фильтра является рама / (рис. 5.1.5.15). На торцах рамы установлены подшипники
скольжения 3, в которых вращается литой вал 4. Радиальными продольными ребрами
вал внутри разделен на ячейки, число которых равно числу секторов в диске. К торцам
вала с обеих сторон прижаты распределительные головки 2; посредине вал глухой пе-
регородкой разделен поперек на две независимые коллекторные системы. Использо-
вание одной головки допускается только для фильтров с поверхностью фильтрования
меньше 34 м2. По конструкции распределительной головки дисковый вакуум-фильтр
принципиально не отличается от барабанного. Число дисков 5 на валу колеблется
от 1 до 14, причем при заданной поверхности фильтрования предпочтение отдают
фильтру с меныним числом дисков, что позволяет уменьшить длину коллекторной
системы отвода фильтрата и подвода сжатого воздуха, так как пульсационная пода-
398
ГЛАВА 5
Рис. 5.1.5.15. Дисковый вакуум-фильтр: 1 — рама, 2— головка распределительная, 3—
подшипник, 4 — вал, 5 — диск, 6 — клапан, 7 — ресивер, 8 — привод фильтра, 9 — привод ме-
шалки, 10 — сектор, 11 — бугеле 12 — стяжка, 13 — eamia
ча воздуха па отдувку осадка при протяженной линии подачи неэффективна. Диски
собраны из секторов 10, число которых может быть 12, 16, 18. Секторы выполнены
с рифлеными или перфорированными стенками; с внешней стороны на них натянута
фильтровальная ткань или сетка, которая крепится па секторах в специальных пазах,
расположенных по периметру сектора, или одета на сектор (в виде специально сши-
того мешка) и крепится в узкой его части. Края двух соседних секторов охватывает
бугель 11, который стяжкой 12 прикреплен к ячейковому валу.
Привод 8 фильтра состоит из электродвигателя со ступенчатым или бесступен-
чагым регулированием част о гы вращения, клиноременной передачи, редуктора и от-
крытой зубчатой пары. Ведомое зубчатое колесо установлено на ячейковом валу.
В нижней части ванны 13 расположено перемешивающее устройство, которое пред-
ставляет собой двухопорный вал, пропущенный через всю ватшу. Опоры вала раз-
мещены за пределами ватты. На валу закреплены пропеллерные мешалки, располо-
женные напротив карманов для дисков. Электромеханический привод 9 обеспечивает
ступенчатое регулирование частоты вращения мешалок. Для фильтров, работающих
в химический промьпплешюсти, рекомендуется окружная скорость вращения меша-
лок 1,4 м/с. Каждая распределительная головка получает сжатый воздух от ресиве
ра 7 через клапаны мгновенного действия 6.
Перспективы совершенствования конструкции диско! ых вакуум фильтров опреде-
ляются в первую очередь увеличением единичной производительности и, в частности,
увеличением диаметра дисков до 5,7 м. Соответственно меняется конструкция отде-
льных узлов фильтра. Сек10ры такого фильтра имеют скошенную по направлению
вращения форму, что позволяет получить осадок равномерной толщины. Вал фильтра
выполнен трубчатым, с индивидуальным отводом фильтрата из каждого сектора. Чис-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
399
ло секторов — 30. Распределительная головка имеет увеличенные сечения отводящих
шгуцеров, рассчитанных на допустимую скорост ь движения воздуха 25 м/с.
Для снижения металлоемкости фильгра, чугунный составной ячейковый вал за-
меняют несущей стальной трубой, па наружной поверхности которой монтируются
коллекторные трубы.
Вакуум-фильтры ленточные
Принцип действия. Область применения. Ленточные вакуум-фильтры —филь-
тры непрерывного действия с горизонтальной рабочей поверхностью, образованной
дренажной бесконечной гибкой лентой 1, перемещающейся над вакуум-камерами 2
между приводным 12 и натяжным 8 барабанами (рис. 5.1.5.16). На ленте укреплены
коврики 7, аналогичные по конструкции применяемым в барабашщтх вакуум-филь-
трах. Для исключения повреждения ковриков во время движения ленты по бараба-
нам они прикреплены к ленге только одной стороной (заклепочным соединением).
Лепта — резинотканевая; вдоль ленты, под ковриками, выполнены окна для отвода
фильтрата. Окна в ленте совпадаюг с окнами в золотниковых peineiKax стола, по ко-
юрому скользит лента. Нижняя (холостая) ветвь ленты уложена на три поддержива-
ющих барабана 10. Края ленты подгибаются бортами стола и образуют желоб, в ко-
торый из питателя подается суспензия, а из лотков — промывная жидкость.
Рабочее пространство фильтра делится на зоны: I — фильтрование, II — промыв-
ка осадка и III — просуигка.
Фильтровальная перегородка в ленточном вакуум-фильтре представляет собой
бесконечное сходящее полотно 3, которое уложено поверх ковриков на рабочую
ветвь ленты. Система роликов (разгрузочного 15, регулировочного 4, натяжного 6
и ряда поддерживающих) обеспечивает замкнутый никл работы и регенерации тка-
ни. Винтовой ролик 5 расправляет складки па ткани. Для регенерации фильт роваль-
ного полотна предназначены нож 14 и система промывки, при этом вода подается из
форсунок 77 с внутренней стороны полотна. Промывной фильтрат собирается в под-
Рис. 5.1.5.16. Схема ленточного вакуум-фильтра: 1 — лента дрс11ажная, 2— вакуум-каме-
ра, 3 — полотно сходящее 4 — ролик регулировочный, 5 — ролик винтовой, 6— ролик натяж-
ной, 7— коврик, 8— барабан : аяяжной, 9— поддон, 10— барабан поддерживающий, 11 —
форсунка, 72 — барабан приводной, 13 — течка, 14 — нож, 15— ролик разгрузочный
400
ГЛАВА 5
дон 9; осадок удаляется через течку 13. Фильтровальное полотно не имеет собствен-
ного привода и перемещается вместе с дренажной лептой только после поступления
суспензии и включения вакуумной системы.
Более простой коггстру кцией по сравнению с леи точным фильгром со сходящим по-
лотном является ленточный фильтр общего назначения, у ко горого фильтровальная г кань
закреплена на поверхности резиновой ленты специального профиля с прорезями.
Ленточные фильтры используют преимущественно для фильтрования быстро
осаждающихся суспензий с неоднородными по размерам частицами твердой фазы,
особенно когда необходима тщательная промывка осадка. Фильтр допускает как
прямоточную, так и проливоточную систему промывки осадка. Отсутствие распре-
делительной головки значительно упрощает конструкцию фильтра. К преимущест-
вам фильтра относится и возможность получения осадка в топком слое. Недостатки
ленточных фильтров — сложность изготовления дренажной ленты и необходимость
большой площади для размещения агрегата.
Перспективы улучшеггия конструкции заключаются в более широком использова-
гппг полимерных материалов, например, фторопласта, для покрытия рабочего стола
и золотниконых решеток (что уменьшает коэффициент трения между столом и дре-
нажной лентой), поливинилхлорида для изг оговления дренажной ленты (такие ленты
имегот меньшие толщину и коэффициент трения, но большую прочност ь, чем рези-
нотканевые). Для уменьшения занимаемой площади в настоящее время изготовляют
двухъярусные фильтры общей площадью фильтровагшя до 30 м2.
Вакуум-фильтры карусельные
Принцип действия. Область применения. Карусельные вакуум-фильтры имеют
кольцевую горизогггальггую филыровальнро поверхность, образовагпгуго ковшами,
которые последовательно сообщаются с камерами распределительной головки и оп-
рокидываются в месте выгрузки осадка.
Обычно рабочую поверхность фильтра образугот 24 ковша 7 трапецеидальной
формы (рис. 5.1.5.17 и 5.1.5.18), перемещающиеся вокруг вертикальной оси фильтра
вместе с подвижной рамой 2, ковши укреплены в подшипниках 6. Подвижная рама
расположена на опорных роликах 7, которые крепятся к неподвижному основанию 4.
Кроме того, на основании смонтированы распределительная головка, рельсовые на-
правляющие 5, система подачи суспензии, элементы привода и т. д.
Подвижная рама получает ирагцеггие от привода, расположенного обычно этажом
ниже для максимального удаления от брызг и паров обрабатываемых высокоагрес-
енвных суспензий. Привод фильтра состоит из электродвигателя 16 (см. рис. 5.1.5.18),
цепного вариатора 15, редукторов (цилиндрического 14 и цилнндроконического 13),
вала и приводной шестерни 77. Зубчатый венец 12 с внутренним зацеплением кре
пится к подвижной раме.
Рабочий цикл фильтра состоит из операгщй заливки суспензии в ковш, фильтрова-
ния, промывки (первой, второй ит. д), просушки и удаления осадка, промывки филь-
трующей ткани и ее просушки. Суспензия и промывная жидкость непрерывно подаются
из логков. размешенных над каруселью, в ковши. Фильтрат поступаег в нижнюю ваку-
умную полость ковша, а загем чере i распределил ельную головку отводился из фильтра.
В зоне выгрузки осадка ковш автоматически опрокидывается, и осадок под действием
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
401
Рис. 5.1.5.17. Ковш карусельного вакуум-фильтра: 1 — ролик опорный, 2 — рама под-
вижная, 3 — ролик. 4 — основание. 5 — направляющая, 6— подшипник. 7— ковш, 8— ков-
рик, 9— ткань
Рис. 5.1.5.18. Кинематическая схема карусельного вакуум-фильтра: / — ролик опорный.
2—рама подвижная, 3 — ролик, 4 — основание. 5 — направляющая, 6—подшипник, 7—ковш,
8 — коврик, 9—ткань, 10 — шланг, // — шестерня. 12 — венец зубчатый, 13 — редуктор цилин-
дроконический, 14 — редуктор цилиндрический, 15 — вариатор, 16—электродвигатель
402
ГЛАВА 5
собственного веса и сжатого воз, [уха сбрасывается в бункер. После этого ковш проходит
над коллектором промывной жидкости, которая подается вверх и промывает ткань. Ткань
просушивается, ковш возвращается в исходное положение, и цикл повторяется.
Конструкция ковша. Ковш (см. рис. 5.1.5.17) представляет собой сварную
конструкцию. К его боковой стенке приварен патрубок для резинового шланга 10
(см. рис. 5.1.5.18), соединяющего ковш с ячейковой шайбой. Дренажным основанием
является резиновый коврик 8, фильтровальной перегородкой — ткань 9, закреплен-
ная по периметру ковша металлическими полосами и винтовыми прижимами.
Центр масс ковша находится выше оси его поворота, и от опрокидывания ковш
удерживают рельсовые направляющие. На оси ковша жестко закреплен рычаг с ро-
ликами 3 на концах, каждый из которых обкатывается по своей направляющей. Изме-
нение уровня направляющих, их обрыв приводят к опрокидыванию ковша во время
операции выгрузки осадка. После просушки ткани направляющие возвращают ковш
в исходное положение.
Фильтры этой группы целесообразно применять для разделения быстро осажда-
ющихся суспензий с неоднородной по размерам частиц дисперсной фазой и в случа-
ях, когда требуется тщательная промывка осадка.
Большое число операций обусловливает длительный рабочий цикл и, следова-
тельно, малую частоту вращения карусели (0,1—0.4 об/мин). В этих условиях целе-
сообразно создавать фильтры большой поверхности фильтрования. В настоящее вре-
мя выпускаю! ся фильтры с поверхностью до 100 м2, в перспективе — до 140 м2.
Механические расчеты фильтров
Фильтр-прессы. Для герметизации стыков в пакете плит и рам или только плит
необходимо механизмом зажима создать усилие Р
P>Q + R ,
пр’
где Qn — усилие, возникающее в момент фильтрования или промывки осадка (для
ФПАКМ), от внутрештего давления р в полости рабочих камер; R — реакция про-
кладки.
Q =рР J R ~mpF.
раб’ пр * у
Здесь — рабочая поверхность плиты; F — поверхность уплотнения; т — ко
эффициент (для филыр-прессов т = 3).
Усилие Р вводят в расчет узлов фильтра как основную рабочую нагрузку, напри-
мер, для рамы фильтр-пресса (расчет рамы — см. гл. 2).
Для электромеханического привода механизма зажима на усилие Р рассчитыва-
ют грузовой винт на прочность и устойчивость, определяют долговечность упорного
подшипника, момент, необходимый для вращения гайки. Затем находят мощность
двигателя и выбирают элементы кинематической цепи.
Для гидравлического привода механизма зажима определяют размеры гидроци-
линдра (см. гл. 2), затем гидроцилиндр (если он нестандартный) рассчитывают иа
прочность. Для ручного привода механизма зажима рассчит ывают ходовой i инт и оп-
ределяют усилия на рукоятке колеса и рычаге храпового механизма. Клиновое запи-
рающее устройство для фильтров типа ФПАКМ рассчитывают на самоторможение.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
403
Листовые фильтры под давлением. Элемегпы корпуса фильгра (цилиндричес-
кая обечайка, коническое днище и эллиптическая крышка) рассчитывают на проч-
ность под действием внутреннего избыточного давления фильтрования в условиях
многократного статического нагружения. Если листовой фильтр за расчетный срок
эксплуатации (обычно 10 лет) подвергается статическим нагружениям не более
103 циклов, то такую нагрузку условно считают однократной и элементы корпуса
рассчитывают па прочность по ГОСТ 14249 (см. гл. 2).
При числе циклов нагружения от 10’ до 106 расчет элементов корпуса, работа-
ющих в условиях воздейст вия повторно-стат ических нагрузок, прово, 1ят по методике,
изложенной в ОСТ 25-859-83. Фланцевые соединения листовых фильтров рассчиты-
вают по ОСТ 26-373-78 (см. гл. 2); ОСТ распространяется на фланцы, работающие
в условиях повторно-статических нагружений при числе циклов не более 106.
Вакуум-фильтры барабанные. Расчет у на прочность подлежат основные узлы:
цапфы, сварное соединение цапфы с торцовой стенкой (при расчете принимают схе-
му, при которой барабан с цапфами рассматривают как балку на двух опорах); торцо-
вую стенку барабана, расчетная схема кот орой сведена к круглой пластине с радиаль-
ными ребрами жесткости (в центре пластины от цапфы передает ся сосредоточенный
момент, наружный контур пластины принят защемленным); цилиндрическую обе-
чайку барабана, нагруженную гидростатическим давлением суспензии, усилием от
механизма съема осадка и изгибающим моментом от силы тяжести барабана.
Вакуум-фильтры дисковые. Наиболее нагруженный узел дискового вакуум
фильтра — ячейковый вал. Расчетная схема его сводится к балке на двух опорах, на-
ходящейся под действием поперечной распределенной нагрузки от собственной силы
тяжести и нескольких сосредоточенных сил от силы тяжести дисков. Вал состоит из
нескольких литых чугунных секций, соединенных фланцами. Болтовое соединение
фланцев рассчитывают на нераскрытие стыка. Изгибающий момент М* в сечении
стыка воспринимается группой болтов; усилие в каждом из них пропорционально
расстоянию от болта до точки поворота сечения. Таким образом, наиболее нагружен
болт в нижней точке (рис. 5.1.5.19).
Ч = ЪМ = 2Х2РД) = (2 W2X •
Рис. 5.1.5.19. Схема к расчету болтовых нагрузок во фланцевом
соединении ячейкового вала
404
ГЛАВА 5
где hf = R [1 — cos (ла)]; hn = 2R; a. = 360/2л (R — радиус болтовой окружности,
п — число пар ботов, а — угловое расстояние между ботами).
Максимальная нагрузка на болт от действия изгибающего момента
М
~ "----------------•
— cos (ла,)]2
Кроме того, та же группа болтов передает крутящий момент М , действующий
в плоскости стыка, при этом каждый болт должен создать усилие Р = 2MtJ(nfR),
где f — коэффициент трения в ci ыке.
Усилие затяжки болта Р3 = к(Ра + где к — коэффициент, учитывающий нали-
чие и материал прокладки в стыке. Обычно его величина лежтц в пределах 1,5... 1,8.
Мощность привода вращающихся вакуум-фильтров. Основные составляющие
расхода энергии привода вращающихся вакуум-фильгров определяются моментами;
от сил трения в распределительной головке, от сил трения в опорных устройствах;
от неуравновешенного слоя осадка на барабане или па дисках; от неуравновешен-
ного фильтрата в ячейках и коллекторах барабанных фильтров, в секторах дисковых
вакуум-филы ров: от сил сопротивления движению роликов по направляющим кару-
сельных вакуум фильтров. Моменты суммируют, приводят к валу электродвигателя
и определяют его мощность.
5.2. Оборудование для разделения газовых
неоднородных систем
5.2.1. Характеристика процессов разделения
газовых неоднородных систем
При изучении разделения газовых неоднородных систем прежде всего имеются
в ви,1у двухфазные системы, поэтому необходимо определиться, что понимать под гер-
мином «двухфазная система». Двухфазными системами обычно счи тают:
1. П ы л и — гетерогенная смесь твердых частиц диаметром 5 -500 мкм в воздухе.
2. Д ы м ы — системы, состоящие из более мелких частиц диаметром 0,1—5 мкм
в воздухе, образуются в результате горения и друг их химических реакций.
3. Т у м а и ы — состоят из капелек жидкости размером 0,3-5 мкм, диспергиро-
вашгых в воздушной среде, обычно образуются в результате конденсации паров или
при распылении жидкости в газовой среде.
4. Аэрозоли — двухфазные системы с газообразной дисперсионной средой
и с дисперсной фазой, состоящей из твердых или жидких частиц размером 0,1-1,0 мкм.
Чтобы полнее представить процесс разделения двухфазных систем необходимо
знать свойства каждой из фаз системы и возможные варианты контакта фаз. Одним
из основных компонентов двухфазных систем являются твердые частицы, поэтому
выбор метода разделения пылетазовых систем, а следовательно, и аппаратурною
оформления процесса очистки газовых выбросов от пыли, зависит прежде всего от
физических свойст в взвешенных частиц.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕС КИХ ПРОЦЕССОВ
405
Ниже приводился основные физические свойства твердых частиц, которые необ-
ходимо учитывать в первую очередь при проектировании оборудования для разделе-
ния двухфазных систем.
1 .Размер и форма частиц пыли оказывает очень большое влияние на
скорость оседания частиц в пылеулавливающих аппаратах. К сожалению, в природе
редко встречаются частицы правильной сферической формы. К тому же при движе-
тши в газовом потоке частицы часто сталкиваются между собой, при этом они дро-
бятся либо, наоборот, слипаются, образуя более крупные частицы — агломераты.
Поэтому для расчета процесса улавливания принимается эквивалентный диаметр
частицы — это диаметр шара, объем которого равен объему частицы при равенстве
их массы. Величина эквивалентного диаметра может быть найдена по зависимости
/6К /
Ч = ¥ X • (5-2.1)
f Z /I
Также в расчетах часто используется седиме1тгационный диаметр частицы — это
диаметр шара, скорость осаждения которого равна скорости осаждения реальной
частицы неправильной формы.
2 . Плотность частиц пыли—различаю! ист итптую, насыпную и кажущу-
юся плотности. Истинная плотность — это плотность каждой из частиц пыли, оп-
ределяемая строением материала. Насыпная плотность, в отличие от истинной, это
плотность некой совокупности частиц, учитывающая наличие воздушной прослойки
между частицами. Величина насыпной плотности всегда меньше истинной плотнос-
ти частиц пыли. При слеживании насыпная плотность возрастает в 1,2-1,5 раза. Ка-
жущаяся плотность представляет собой отношение массы частицы к занижаемому
ею объему, включающему поры, пустоты и неровности. Значение кажущейся плот-
ности может быть меньше по сравнению с истин ной плот ностыо, что характерно для
пылей, склотптых к агломерации и слипанию. На практике в расчетах массы частиц
чаще всего используют кажущуюся плотность, для гомогенных структур она равна
истинной. Насыпная плотность связана с кажущейся соотношением
Р^=Р1('-^’
где е — порозпость насыпного слоя.
З.Дисперсность частиц — это важнейшая характеристика пыли, которая
показывает степень распределения частиц по размерам и определяется отношением
общей поверхности частиц к их суммарному объему. Чтобы определить дисперсный
состав пыли, вся масса частиц разбивается на фракции и определяется доля этой
фракции в общей массе частиц. Фракцией называют относительную долю част иц,
размеры которых находятся в определешюм интервале значений, принятых в качест-
ве верхнего и нижнего пределов.
Дисперсный состав пыли обычно представляют в виде таблицы или графиков.
Наиболее часто да1шые дисперсионного анализа задаются в виде фракций, выражен-
ных в процентах от общего числа или массы (табл. 5.2.1.).
Результаты дисперсионного анализа можно представить также в виде графиков:
— гистограммы, для построения которой по оси абсцисс огкла (ывают размеры
часгиц, а по оси ординаг— от носительное содержание фракций, т. е. процентное со-
держание каждой фракции, отнесенное к массе всего материала;
406
ГЛАВА 5
Таблица 5.2.1
Фракции пыли
Размеры частиц на границах фракций, мкм Фракции, % от обшей массы чает иц Размеры частиц на rpai гицах фракций, мкм Фракции, % от общей массы частиц
< 1,6 2,08 10-16 18,74
1,6-2,5 3.61 16-25 14,57
2,5-4,0 8,32 25-40 12,50
4,0-6,3 17,56 >40 2,02
6,3-10 20,60
— дифференциальной кривой, для построения которой по оси абсцисс отклады-
вают средний размер фракции частиц, апо оси ординат— процентное содержание
каждой фракции, разделенное на разность граничных размеров частиц фракции;
значите диаметра, соответствующее максимальной доле распределения, называют
модальным диаметром, или модой',
— интегральных кривых R(d^ или D(d^, каждая точка которых показывает отно-
сительное содержание частиц с размерами больше или меньше задашюго; абсцис-
са точки, соответствующей D(d^ = R(d^ = 50 %, называется медианным диаметром
и обозначается d или d^.
4. Адгезионные свойства частиц, т. е. склонност ь частиц к сл ипа-
шпо. Повьппешгая слипаемоегь может привести к частичному забиванию газоходов
и пылеулавливающего оборудова! 1ия. Это свойство особенно характерно для частиц
размером менее 10 мкм. В качестве показателя слипаемости принимают прочность
пылевого слоя на разрыв, Па. По слипаемости частицы делятся па четыре группы:
1) неслипающиеся (р < 60 Па) — кварцевая и доломитовая пыль, шлак, сухая гли-
на и т. д.;
2) слабослипающиеся (р = 60-300 Па) — кокс, зола, апатитовая пыль;
3) среднеслипаюгциеся (р = 300-600 Па) — это самая обширная группа частиц,
к ним относятся торфяная, металлическая пыли, сажа, опилки, мука, пыли с макси-
мальным размером частиц 25 мкм,
4) силыюслипающиеся (р > 600 Па) — цемент, гипс, асбест, растительная пыль
(хлопок, шерсть), все пыли с частицами не более 10 мкм.
Со слипаемостыо тесно связана другая характеристика пыли — ее сыпучесть.
Сыпучесть пыли оценивается по углу естественного откоса, который принимают
в свеженасынанном состоянии пыли. Характеристики сыпучести используют при
определении угла наклона стенок бункера.
5. Абразивность частиц — способность пыли увеличивать эрозионный
износ металла. Это свойство пыли зависит от твердости, формы, размера и плотнос-
ти частиц. Особенно отрицательно сказывается на работе аппаратов центробежного
принципа действия.
6. Смачиваемость частиц оказывает большое влияние на эффективность
работы мокрых пылеуловителей. По характеру смачивания различают:
— гидрофильные материалы — хорошо смачиваемые водой (минеральные соли,
кварц, металлическая пыль);
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
407
— гидрофобные материмы — плохо смачивающиеся водой (графит, уголь, сера);
— абсолютно гидрофобные материалы (парафин, тефлон).
7. Гигроскопичность частиц — способность материалов впитывать
влагу. Гигроскопичность также необходимо учитывать при проектировании и эксплу-
атации мокрых пылеуловителей.
8. Удельное электрическое сопротивление частицзависиг
от свойств отдельных частиц и от параметров газового потока. Пыли разделяются на
гри группы:
1) низкоомные (удельное электрическое сопротивление слоя частиц шоке 104 Ом см),
которые плохо улавливаются в электрофильтрах, так как частицы при осаждении на
электроде мгновенно разряжаются, что может привести ко вторичному уносу;
2) пыли (удельныое электрическиое сопротивлетпте слоя в пределах 104-! О10 Ом см),
которые хорошо улавливаются в электр'эфильграх;
3) высокоомные пыли (удельное электрическое сопротивление свыше 10ю—
1013 Ом см), которые при улавливании их в электрофильтрах налипают на электродах
и трудно удаляются с них.
9. Способность пыли к самовозгоранию и образованию
взрывных смесей — это свойство характерно для пыли, имеющей очень разви-
iyio поверхность контакта с воздухом и высокую конценграцию — до 500-800 г.'м3.
Оценка эффективности пылеулавливания. Степень очистки газов от пыли яв-
ляется основным показателем, характеризующим работу пылеулавливающего обору-
дования, и в общем случае определяется отношением количества уловленной пыли
к общему количеству поступившей в аппарат пыли:
v = С Я / С = (С.с, - Q2c2}/Qxcx = 1 - (ftc/C.c.) , (5.2.2.)
где — количество уловлешюй пыли, мг; G— общее количество пыли, посту-
пившей в аппарат, мг; Qv Q2 — расход запыленного воздуха на входе и па выходе из
аппарата соответственно, м3/с; ср с2— концентрация пыли в воздухе на входе и на
выходе из аппарата соогветственно, мг/м3.
Если в аппарате огсутствует подсос воздуха и утечка воздуха из аппарата, тогда
можно считать, что Q = Q2, и эффективность пылеулавливания будет определят ься
соотношением
z/=l-c2/c,. (5.2.3)
В тех случаях, когда необходимо оценить конечную запыленность или сравнить
относительную запыленность газов па выходе из различных аппаратов, удобно ноль-
зовагъся коэффициентом проскока, который связан с эффективностью пылеулавлива-
ния опюшением
г=1— t]. (5.2.4)
На практике чаще пользуются фракционной эффективностью очистки, т. е. степе-
нью очистки газов от частиц определенного размера
Ф1 - Фг (1 - п)
ч. = —<5-2-5)
где Фх и Ф — содержание дашюй фракции в газах, соответствешю начальное и ко-
нечное, %.
408
ГЛАВА 5
Зная фракционную эффективность очистки газов, можно определить общую эф-
фективность работы пылеулавливающего аппарата по формуле
1] Ф2 п Фп
*1 = Лбб" + Лбб“ + •” + Лбб-' (5.2.6)
Многочисленными исследованиями работы различных типов пылеулавливающих
аппаратов было установлено, что если распределение подлежащих улавливанию частиц
пыли на входе в аппарат является логарифмически нормальным, то функция фракционной
эффект явности очистки этих аппаратов также подчиняется логарифмически нормально-
му paci [ределению, и значение эффективности работы аппарата можно найти по формуле
rj — ф (х) = Д22- f exp(—~\dx,
/2тг J \ ^ /
— оо
причем параметр х функции распределения Ф(х) определяется по формуле
,е(%)
(5.2.7)
(5.2.8)
где d^ d^, сг и — соответственно средний диаметр фракции; диаметр частиц, улав-
ливаемых в аппарате с эффективностью 50%; дисперсия состава материала и дис-
персия степени очистки газопылевого потока в данном аппарате.
По табл. 5.2.2 определяют значение Ф(х), представляющее собой степень очистки
газа, выраженную в долях. Тогда по уравнению л/ = [1 + Ф(х)] (%) находится общая
эффективность пылеочистки в аппарате.
Механизмы осаждения частиц. Различают несколько основных механизмов
осаждения пыли из газопылевого потока.
1.Гравитационное осаждение — наиболее простой и соответствен-
но наименее эффективный механизм выделения частиц из потока. Гравитационное
осаждение происходит в результате вертикального оседания частиц под действием
силы тяжести, при этом частица испытывает сопротивление среды:
Гс = о,5<лл;рг, (5.2.9)
где — коэффициент лобового сопротивления частицы; 5ч — площадь миделева сече-
ния частицы, м2; v4 — относительная скорость движения частицы и газовой среды, м/с;
рг — плотность газа, кг/м3.
С другой стороны, сопротивление среды описывается законом Стокса
Fc = ?>i4idvJCKi (5.2.10)
где ум — динамический коэффициент вязкости газа, Па с; d4 — диаметр частицы, м.
Для частиц размером менее 10 мкм в уравнение вводится поправка Кенинге-
ма—Милликена Ск учитывающая повышение подвижности частиц, размер которых
сравним со средней длиной свободного пробега газовых молекул. Для воздуха при
нормальных условиях:
J4,MKM 0,003 0,01 0,03 0,1 0,3 1,0 3,0 10,0
С К 90,0 4,5 7,9 2,9 1,57 1,16 1,03 1,0
Коэффициент сопротивления зависит оз скорости движения частицы и, следова-
тельно, от значения критерия Рейнольдса.
ОБОРУДОВАНИЕ для гидромеханических процессов
409
Таблица 5.2.2
Значение нормальной функции распределения Ф(х)
X Ф(х) X Ф(х) X Ф(х) X Ф(х)
1 2 3 4 5 6 7 8
0,01 0,0080 0,61 0,4581 1,21 0,7737 1,81 0,9297
0,02 0,0160 0,62 0,4647 1,22 0,7775 1,82 0,9312
0,03 0,0239 0,63 0,4713 1,23 0,7813 1,83 0,9328
0,04 0,0319 0,64 0,4778 1,24 0,7850 1,84 0,9342
0,05 0,0399 0,65 0,4843 1,25 0,7887 1,85 0,9357
0,06 0,0478 0,66 0,4907 1,26 0,7923 1,86 0,9371
0,07 0,0558 0,67 0,4971 1,27 0,7959 1,87 0,9385
0,08 0,0638 0,68 0,5035 1,28 0,7995 1,88 0,9399
0,09 0,0717 0,69 0,5098 1,29 0,8029 1,89 0,9412
0,10 0,0797 0,70 0,5161 1,30 0,8064 1,90 0,9426
0,11 0,0876 0,71 0,5223 1,31 0,8098 1,91 0,9439
0,12 0,0955 0,72 0,5285 1,32 0,8132 1,92 0,9451
0,13 0,1034 0,73 0,5346 1,33 0,8163 1,93 0,9464
0,14 0,1113 0,74 0,5407 1,34 0,8198 1,94 0,9476
0,15 0,1192 0,75 0,5467 1,35 0,8230 1,95 0,9488
0,16 0,1271 0,76 0,5527 1,36 0,8262 1,96 0.9500
0,17 0,1350 0,77 0,5587 1,37 0,8293 1,97 0,9512
0,18 0,1428 0,78 0,5646 1,38 0,8324 1,98 0,9523
0,19 0,1507 0,79 0,5705 1,39 0,8355 1,99 0,9534
0,20 0,1585 0,80 0,5763 1,40 0,8385 2,00 0,9545
0,21 0,1663 0,81 0,5821 1,41 0,8415 2,05 0,9596
0,22 0,1741 0,82 0,5878 1,42 0,8444 2,10 0,9643
0,23 0,1819 0,83 0,5935 1,43 0,8475 2,15 0,9684
0,24 0,1897 0,84 0,5991 1,44 0,8501 2,20 0,9722
0,25 0,1974 0,85 0,6047 1,45 0,8529 2,25 0,9756
0,26 0,2051 0,86 0,6102 1,46 0,8557 2,30 0,9786
0,27 0,2128 0,87 0,6157 1,47 0,8554 2,35 0,9812
0,28 0,2205 0,88 0,6211 1,48 0,8611 2,40 0,9836
0,29 0,2282 0,89 0,6265 1,49 0,8638 2,45 0,9857
0,30 0,2358 0,90 0,6319 1,50 0,8664 2,50 0,9876
410
ГЛАВА 5
Продолжение табл. 5.2,2
1 2 3 4 5 । 6 7 8
0,31 0,2434 0,91 0,6372 1,51 0,8690 2,55 0,9892
0,32 0,2510 0,92 0,6424 1,52 0,8715 2,60 0,9907
0,33 0,2586 0,93 0,6475 1,53 0,8740 2,65 0,9920
0,34 0,2661 0,94 0,6528 1,54 0,8764 2,70 0,9931
0,35 0,2737 0,95 0,6579 1,55 0,8789 2,75 0,9940
0,36 0,2812 0,96 0,6629 1,56 0,8812 2,80 0,9949
0,37 0,2886 0,97 0,6680 1,57 0,8836 2,85 0,9956
0,38 0,2961 0,98 0,6729 1,58 0,8859 2,90 0,9963
0,39 0,3035 0,99 0,6778 1,59 0,8882 2,95 0,9968
0,40 0,3108 1,00 0,6827 1,60 0,8904 3,00 0,99730
0,41 0,3182 1,01 0,6875 1,61 0,8926 3,10 0,99806
0,42 0,3255 1,02 0,6923 1,62 0,8948 3,20 0,99863
0,43 0,3328 1,03 0,6970 1.63 0,89t>9 3,30 0,99903
0,44 0,3401 1,04 0,7017 1,64 0,8990 3,40 0,99933
0,45 0,3473 1,05 0,7063 1,65 0,9011 3,50 0,99953
0,46 0,3545 1,06 0,7109 1,66 0,9031 3,60 0,99968
0,47 0,3616 1,07 0,7154 1,67 0,9051 3,70 0,99978
0,48 0,3688 1,08 0,7199 1,68 0,9070 3,80 0,99986
0,49 0,3759 1,09 0,7243 1,69 0,9090 3,90 0,99990
0,50 0,3829 1,10 0,7287 1,70 0,9109 4,00 0,99994
0,51 0,3899 1,11 0,7330 1,71 0,9127 4,417 0,99999
0,52 0,3969 1,12 0,7373 1,72 0,9146 4,892 0,999999
0,53 0,4039 из 0,7415 1,73 0,9164 5,327 0,9999999
0,54 0,4108 1,14 0,7457 1,74 0,9181
0,55 0,4177 1,15 0,7499 1,75 0,9199
0,56 0,4245 1,16 0,7540 1,76 0,9216
0,57 0,4313 1,17 0,7580 1,77 0,9233
0,58 0,4381 1,18 0,7620 1,78 0,9246
0,59 0,4448 1,19 0,7660 1,79 0,9263
0,60 0,4515 1,20 0,7699 1,80 0,9281
Для расчета скорости осаждения при любом режиме обтекания частиц произ-
вольной формы удобнее всего использовать универсальную формулу В.М. Ульянова
/367 + к Аге475 - /367
Re =-—Ьж---------------------* (521,)
Ф
где кф = 11 — 10^/— коэффициент, учитывающий влияние формы частиц па скорость
осаждения, у/ — коэффициент сферичности, величина которого может быть подобра-
на по табл. 5.2.3; v— кинематическая вязкость газа, м2/с; Аг— критерий Архимеда
частицы:
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
411
Аг = -—р—- , (5.2.12)
где d4 — средний диаметр частицы, м; g — ускорение в поле сил тяжести, м/с2; рч, рг —
плотность частицы и газа , кг/м3; v — кинематическая вязкость газа, м2/с.
Таблица 5.2.3.
Значения коэффициента сферичности для некоторых материалов
Материал V
Округлые, окатанные, без резких выступов: глина, шамот, речной песок, короткие цилиндрики 0,83-0,86
Острозернистые, шероховатые, продолговатые: антрацит, неокатанный песок и т. п. 0,65
Песок окатанный 0,83
Песок шероховатый (малоокатанный) 0,73
Песок остроугольный (дробленый) 0,6
Сополимеры бисерные 0,96
Пыль угольная 0,65-0.73
Пыль колосниковая оплавленная 0,89
Пыль колосниковая агрегатированная 0,55
Слюда (хлопья) 0,28
Стекло дробленое 0,65
Поливинилхлорид суспензионный, сополимеры 0,62-0,68
Силикагель 0,18-0,33
Алюмогель 0,25-0,55
Для ламинарного движения част иц— обласги действия закона Стокса— когда
критерий Рейнольдса Re < 2, коэффициент сопротивления среды определяется
Сч= 24/Re. (5.2.13)
Для турбулентного режима движения частиц, когда Re > 500, коэффициент со-
противления среды можно принимать постоянным Сч = 0,44. При значениях критерия
Рейнольдса 100 < Re < 1000 можно принять
Сч= 55/Re0-6. (5.2.14)
Для переходного режима, когда 2 < Re < 500, коэффициент сопротивления среды
можно определить из выражения
Сч = 18,5/Re0-6. (5.2.15)
Одним из основных параметров, описывающих процесс осаждения час гиц, является
критерий Стокса, или «инерционный параметр», характеризующий отношение инерци-
онной силы, действующей па частицу, к силе гидравлического сопротивления среды
d2p V
Stk = ii^7- (5-2Л6)
412
ГЛАВА 5
Время осаждения часгиц в ламинарном режиме можно определить по формуле
-/>,.)]/! 8/Z. (5.2.17)
Скорость осаждения частиц в поле гравитационных сил определяется
о - g т
Ч ° ОС
(5.2.18)
Диаметр осаждаемой частицы в этом случае
(5.2.19)
d = / 18t^
’ / g(p. - pj
Парамегр гравитационного осаждения G равен отношению силы т яжести к силе
сопротивления среды и может быть представлен в виде соотношения двух критериев
G = Stk / Fr ,
(5.2.20)
d р V у2
где Stk = ,q ,ч — кри герий Стокса, Fr = —у — критерий Фруда.
• I gl
В этих критериях I—определяющий линейный размер поверхности осаждения, м.
С учетом вышеприведенных уравнений коэффициент осаждения под действием
гравитационных сил можно представить выражением
t]c =/(Re, Stk/Fr) . (5.2.21)
2. Центробежное осаждение частиц возникает под действием
центробежной силы, которая определяется как
Р'ц = , (5.2.22)
где тч — масса частицы, кг; — скорость вращения газового потока, м/с; г — радиус
вращения газового потока, м.
От куда скорость осаждения частиц в иоле центробежных сил
V4 = (d*p4/\8p) • (yl/r) = (v«/r)T«- (5.2.23)
При сравнении выражений 5.2.18 и 5.2.23 видно, что скорость центробежного
осаждения в V^/rg раз больше скорости гравитациошюго осаждения.
Однако увеличение окружной скорости частиц vm более 15—20 м/с приводит к уве-
личению турбулизации потока, что препятствует качественному осаждению частиц.
По аналогии с гравитационным осаждением можно выразит ь парамегр центро-
бежного осаждения как отношение центробежной силы, действующей на частицу,
к силе сопротивления среды, тогда получим
d2p V
” = <5-2-24)
Это выражение представляет собой центробежный критерий Стокса
SAo. = • (5.2.25)
Коэффициент осаждения частик под действием центробежной силы в этом слу-
чае можно представить выражением
^ = /(Re, StkJ. (5.2.26)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
413
(5.2.28)
3. Инерционное осаждение частиц возникает в том случае, ког-
да частица, двигаясь в потоке газа, встречает какое-либо препятствие (твердое тело)
и осаждается на его поверхности, так как вследствие инерции не может обогнуть его.
Траектория движения час гицы может быть описана уравнением
pV^dvJdz) = pV4{dvJdT) + Fc. (5.2.27)
Если газовый ноток движется стационарно, а частица настолько мала, что для силы
сопротивления среды F применим закон Стокса, то из уравнения (5.2.27), с учетом
поправки Кенингема, после ряда упрощений можно получить инерционный критерий
Стокса, или «инерционный параметр», характеризующий отношение инерционной
силы, дейс гвующей на частицу, к силе гидравлического сопротивления среды:
„ , d'p V С.
QfV — ч ч к
R \SjLl 2R •
где R—характерный размер обтекаемою тела (например, радиус шара или ци.тиндра), м.
Таким образом, эффективность осаждения часгиц при инерционном осаждении
может быть найдена по зависимости Str*).
4. 3 а ц е п л е ii и е. При зацеплении происходит захват частиц за счет касания их
поверхности обтекаемого тела. В этом случае большое значение имеет размер час-
тиц. Если пренебречь инерциошгым эффектом и считал ь, что частица движется точно
в соотве гст вии с линиями тока газа, то осаждение частицы на поверхность обтекае-
мою тела будет осуществляться не только то1да, когда траектория часгицы касается
или пересекает поверхность тела, но и в том случае, когда ее траектория проходит на
расстоянии радиуса частицы от поверхности тела. Таким образом, эффективноегь ме-
ханизма зацепления выше нуля и тогда, когда инерционное осаждение отсутствует.
Эффективность зацепления характеризуется параметром R, который равен
R=d4/dT, (5.2.29)
где dT—диаметр обтекаемого тела.
Эффективноегь зацепления может принимать следующие значения:
— при обтекании шара //3 = (2 * 3)/?;
— при обтекатгаи цилиндра = (1 + 2)R.
Для определения эффективности осаждения частиц за счет касания поверхности
цилиндра справедливо следующее уравнение:
п =______£____
'з 1- InRe/
где Rer— критерий Рейнольдса для обтекаемого тела:
V р dr
Из приведенных выше уравнений следует, что эффект зацепления становится зна-
чительным при осаждении часпщ на сферах с малым диаметром. Кроме того, эффек-
тивность осаждения частиц в значительной степени определяется режимом течения
газового потока.
В критериальном виде эффективность осаждения при зацеплении может быть
представлена в виде
(5.2.30)
>/3 = /(Stk; Stk/Rer).
(5.2.31)
414
ГЛАВА 5
5. Д и ф ф у з и о н н о е осаждение. Большинство взвешенных частиц, коснувшись
твердой поверхности, остаются на ней, поэтому у поверхности осаждения возникает гра
диен с концентрации частиц, который приводит к возникновению непрерывного движе-
ния час гиц к осадительной поверхности, направленного на выравнивание возникшей
разности концентраций. Диффузионное осаждение характерно для част иц малого разме-
ра, подверженных воздействию броуновского движения молекул. Перемещение молекул
в этом случае описывается уравнением Эйнштейна, согласно которому квадрат смещения
частицы прямо пропорционален коэффициенту диффузии и температуре среды:
Д/ = 2О1,, (5.2.32)
где D4 — коэффициент диффузии частиц:
D = С/СТ/Зтг/t d ,
ч к Б г *г ч 9
здесь Кв— постоянная Больцмана, равная 1,38 1023 Дж/К°; Г — абсолютная темпе-
ратура газа, °К.
Критериально эффективность диффузионного осаждения можно выразить через
критерий Пекле, представляющий собой отношение конвективных сил к диффузи-
онным:
Pc = v 1/D ,
г ч1
где I — определяющий л ш (ейпый размер об гекаемого тела.
Величина, обратная критерию Пекле, является параметром диффузионного осаж-
дения
//„ = 3,19 Ре-0-5. (5.2.33)
6. Осаждение под действием электрических сил.Электрическая
зарядка частиц может осуществляться тремя способами.
1) при генерации аэрозоля;
2) за счет диффузии свободных ионов;
3) при коронном разряде.
В первых двух случаях частицы диаметром менее 0,2 мкм приобретают как по-
ложительный, так и отрицательный заряд, величина которого пропорциональна диа-
метру и определяется
qD = 1 ОУ е , (5.2.34)
где е — величина заряда электрона, равная 1,6-10-’9 Кл.
В третьем случае, при коронном разряде, частицы заряжаются преимущесл вен-
но одним зарядом — либо положительным, либо отрицательным, величина которого
пропорциональна квадрату диаметра часл ицы и равна
qD = Зл<\£> (5.2.35)
где — диэлектрическая проницаемость вакуума, ео = 8,85 • 10-12 Ф/м; Е— напря-
женность электрического поля коронно! о разряда, В/м.
Скорость осаждения часгиц под дейст вием электрических сил можно определить
по формуле
(5.2.36)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХ АНТ 1ЧЕС KI IX ПРОЦЕССОВ
415
Эффективность осаждения частиц за счеа электрических сил на капле, когда заря-
жены и частицы, и коллектор, может быть приближенно представлена выражением:
Чк »
(5.2.37)
где КГ1 — безразмерный параметр осаждения, отражающий притяжение между заря-
женной частицей и заряженным сферическим осадителем:
к = дкдчс
Е1 Зтг/Ц^Г/
(5.2.38)
Эффективность осаждения частиц за счет электрических сил при индуцировании
заряда на частицах может быть описана выражением
(14- \0.4
^4) , (5.2.39)
где КЕ2— безразмерный параметр осаждения при индуцировании заряда на частике
заряженным сферическим осадителем:
2{е - \)d2q2C
jS __ ______ ч* к к
К1 ~ (е + 2)3//f0W dK ’
(5.2.40)
7. Осаждение твердых частиц на пленке жидкости. 11рисоударе-
нии часгицы с пленкой жидкости можно выделить три варианта поведения частицы:
1) частица рикошетирует от поверхности, после чего либо снова ударяется о по-
верхность, либо уносится потоком газа:
2) частица остается на поверхности пленки;
3) частица пробивает поверхность жидкости и погружается в слой.
В пылеулавливании наиболее желателен прений вариант. В наиболее общем виде
движение частицы, погрузившейся в жидкость, описывается уравнением
(т -т = £ S р (5.2.41)
\ Ч Ж/ ~ Ч МД ' ж 2 V 7
где тч— масса частицы; тж— масса присоединенной жидкости (в среднем она при-
нимается равной половине массы жидкости в объеме частицы); £— коэффициент
лобового сопротивления частицы; у— скорость частицы относительно жидкости;
5^— площадь миделевого сечения частицы.
При толщине пленки, большей поперечного размера частицы, работа онрыва час-
тицы больше работы, необходимой для ее погружения в слой жидкости. Поэтому для
предотвращения вторичного уноса частиц газовым потоком после удара их о свобод-
ную поверхность пленки, толщина пленки должна быть более 0,2-0,3 мм.
А в общем случае толщину пленки жидкости можно рассчитать по формулам
3/Z V I 3/1 V
~ ж пл = I___'жж
Pnxg-wsp у ржёЬ соь/3 ’
(5.2.42)
где нижние индексы ж и пл относятся соответственно к жидкости и пленке, J—
объемный расход жидкости, м’/с; L— ширина пленки, м; /?— угол наклона пленки
к вертикальной оси. Средняя скорость пленки определяется как
• cosfi
3АЖ
(5.2.43)
416
ГЛАВА 5
8. Осаждение частиц на поверхности пузырьков. Отот вид
осаждения обычно наблюдается при барботаже. Размер пузырей при барботаже ко-
леблется в пределах от 2 до 20 мм и является функцией скорости газового потока,
которая в этом случае принимает значения от 1,0 до 4,5 м/с.
Диаметр пузыря можно определить по формулам
Г~ ~bd~G
-для Re <2500 d = -----—т—; (5.2.44)
-для 2500 <Rc< 10000 d = 0,71 Re~0 05 ,
" Vd
где Re0— критерий Рейнольдса для отверстия в тарелке: Re( = * ; s0— свобод-
но г
ное сечение тарелки, м !,‘м7; — эквивалентный диаметр отверстий в тарелке, м; о —
скорость та в свободном сечении аппарата, м/с; о— поверхностное натяжение
жидкости, Пас.
Величина скорости подъема пузырьков зависит от критерия Ren =
ределяется
— для Ren < 1
— для 1 < Rej>< 700
и оп-
(5.2.45)
— для Ren > 700
2<T2gP,
При подъеме пузырьки увеличиваются, начинают деформироваться, становятся
малоустойчивыми и дробятся на более мелкие пузырьки, т. е. образуется пена. Вели-
чину поверхности фазового контакта, приходящуюся на единицу объема пены, мож-
но определить по формуле
(„ \ 0.775 / ч л \ 0,125 / \ 0,333
V \ V О \ £0 \
_г . ,.?.Г (5 2 46)
V I [nd jJ. [da ’
”/ \ э~ж! \ э /
где п — число отверстий, приходящихся на единицу площади тарелки, 1/м2.
Внутри газового пузыря одновременно действуют механизмы инерции, грави-
тации и диффузии, на которые, в свою очередь, накладывается влияние формы час-
тиц, их гидрофильности или гидрофобности. Поэтому коэффициент эффективности
осаждения для различных механизмов можно определить по следующим формулам:
— для 1равитацио1пюго осаждения при прохождении пузырьком 1 см пути
gd2p С
_ ° ч *ч к
'<? “ 1200/2 d V ’
'г л л
— для инерционного осаждения
V d2p С
Т! = п 4' 4 *
/л " 100/zX ’
- для диффузиошюго осаждения
°-051/S'
I п п
(5.2.47)
(5.2.48)
(5.2.49)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
417
18,3
Re®’59 ’
(5.2.51)
В вышеприведенных формулах нижние индексы «ч», «г» и «п» относятся сосп-
ветствеино к частицам, газу и пузырям.
9. Захват частиц каплями. Механизм захвага часгиц каплями основан на
кинематической коагуляции, обусловленной разностью скоростей частиц и капель. Это
весьма сложный процесс, который может происходить за счет действия практически
всех механизмов осаждения, однако преобладающим является инерционный механизм.
Капли в основном образуются в результате распиливания жидкости в различных
распыливающих устройствах, самыми распространенными из которых являются
оросители и форсунки. Принцип действия и методики расчета оросителей и форсу-
нок широко освещен в литературе, поэтому в данной главе рассматриваться не будет.
Необходимо только отмети гь, что средний размер капель, образующихся при распы-
лении жидкости некоторыми типами форсунок, может быть найден по формулам:
— для 1шевмал ической форсунки
d = 585 10 /а + 53,4 -А- . / t (5.2.50)
К ^’ж.гуРж \JGP^/ \^l
где w — скорость потока газа относительно жидкост и в горловине; — объемный
расход жидкости, м3/с; Q — объемный расход и газа, м3/с.
— для центробежной форсунки =
С
где dc— эквивалентный диаметр сопла форсунки, м; Re = V d/tj— критерий Рей-
нольдса относительно условной скорое ги жидкост и в сопле; = ^рж !рж — услов-
ная скорое гь жидкости в сопле, м/с; рж — давление жидкости перед форсункой, 11а.
При значениях критерия Стокса порядка 0,1-1,0 степень захвага частиц каплями
может быть приближенно оценена по формуле
f{3 = Stk2 /(Stk + 0,35)2. (5.2.52)
При значениях критерия Стокса порядка 1,0-170,0 можно использовать формулу
tj3 = 1 - 0,155 Stk"'-24. (5.2.53)
Величина критерия Сгокса Stk рассчитывается по зависимости (5.2.16).
Обычно улавливание частиц осуществляется под воздействием нескольких меха-
низмов осаждения одновременно. Если предположить, что частицы, не уловленные
в результате действия одного из механизмов, будут улавливаться за счет действия
других, то общая эффективность осаждения может быть описана уравнением вида
’? = 1 -(’ -%)(! -<7Ю)(1 -%)(> -Щ)- (5.2.54)
Классификация промышленных пылеуловителей. По способу осаждения
пыли пылеуловители обычно подразделяют на две категории: аппараты без примене-
ния жидкости и с ее применением. Сухие пылеуловители по сущности происходящих
в них физических явлений делятся на гравитационные, инерционные, ценгробежные,
фильтрационные и электрические. Пылеулавливающие аппараты с применением
жидкост и можно обьединигь в три группы: капелыгые, пленочные, барбогажные.
На рисунке 5.2.1 приведена классификация пылеуловителей, а на рисунке 5.2.2 —
облаегь применения пылеулавливающих аппаратов в зависимости от свойств пыли.
418
ГЛАВА 5
Рис. 5.2.1. Классификация пылеулавливающих аппаратов
5.2.2. Пылеосадители гравитационные
и инерционные
Гравитационные и инерционные пылеуловители предназначены для осаждения
крупных и тяжелых частиц пыли диаметром более 50 мкм. В настоящее время пыле-
осадители применяются только в качестве аппаратов предварительной очистки запы-
ленных 1ззов, особенно при высокой начальной концентрации пыли.
Простейшими устройствами для улавливаштя крупных частиц являются пылевые
(осадительные) камеры. Они действуют по нришщпу осаждения частиц при медлен-
ном движении пылегазового потока через рабочую камеру, поэтому основными раз-
мерами камеры являются ее высота и длина. В настоящее время, несмотря на большие
размеры и низкую эффективность пылеулавливания, осадительные камеры достаточ-
но широко применяются в химической, горпообогатителыюй и металлургической
промышленности. Преимуществами этих аппаратов являются простота устройства,
несложность эксплуатации, надежность, низкое гидравлическое сопротивление.
На рис 5.2.3а показана пылевая камера. Пз-за больших размеров для ее изготов-
ления обычно используют кирпич или бетон. При проектировании пылевых камер
необходимо учесть возможность вторичного уноса, поэтому требуется, чтобы запы-
ленный воздушный поток двигался ламинарно, со скоростью не более 1-2 м/с.
Анализ конструкции пылевой камеры показывает, что для более полного улавлива-
ния частиц ныли целесообразно увеличива гь ее площадь и уменьшать высоту. Поэто-
му с целью уменьшения высоты в пылевых камерах часто размещают дополнитель-
ные горизонтальные или наклонные полки с расстоянием между ними по вертикали
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
419
Литейный песок
Пылевидный каменный уголь
Пыль флотационных выбросов
Летучая зола при сжигании угля
в топках с цепной решеткой —
пш । II пн
Пыль от вагранок с дутьем
Цементная пыль | | | ’' ‘'
летучая
Ликоподий
Спорь/1|
зола
Колошниковая пыль ----
II 11
Бактерии
Конденсационный туман HpSO^
|ни I I I 11 I h
ЦЦлочные туманы
силикозоопасные пьь
Обычная сажи.
- HHI-TTT'
Смоляной туман —- -
0,01
П
Летучая зола при сжигании
“ 11 пылевидного^ угля |
- - пыль в угольных шахтах
л Ч" । ' 1 'J’ll
Агрегированная цинковая пыль
Возгоны окиси, цинка
Металлургические пыли
. ДВозгоны железсцтумш контактной я2$04
—— — - -Аэрозоли химических процессов
L Н 11111 JJ I II1IU г |
— -Дымы аммонийных солеи
I I 11111возгоны
Масляный ™!^ан I I I (1111 I
...... Сажи из спецмасел Сублимационные возгоны
ТПП II! IIIIII II 11
. . Возгоны от мартеновских печей
J I I I Н I 1 I Ч • I I 1 ! I II
->Дым окиси магния\ | [ | { | j
возгоны “ "
окисеи. цинка а свинца
i » гг I 11 п । 7 I
Обычная атмосферная пыль
Табачный дым
d4
0,1
1
10
100
1000 МКМ
23 5 10~s 2 3 5 10'^23 5Ю'ч23 510^2 3 5 1 2 3 510 2 3 5 102 2 3 5 V),M/c
J__J___I___। л i j____J___ill | | I f I III J...,1J,I ,1. I-! J.-J-----------1-1____LJ________
Пылеосадочныё кшзе^1
Большие циклоны 0 >2м'
Циклоны Ф 1-2м
---T^r-rniHf I I
Тканевые фильтры
7TL”тг 11 и .. Т. m
ьолокнистые материалы
‘Т"1- . .г I I I II I
Illi---1 I lllllli I
Циклоны малого диаметра
~~l I I i n—/—Т I I 11111 ~СтГ
скрубберы
,_i i
£
с.1м
Скоростные промыватёли Вентури
Г * I I I I I 1Г-! I" I-I 't ni r i “”1
Тонковолокнистые бумажные фильтры
1 "“Г Т Г III!" --Г7—!—ГТ‘1 ГГГГ 1 П I
Электрические фильтры
Рис. 5.2.2. Область применения пылеулавливающих установок
420
ГЛАВА 5
Рнс. 5.23. Гравитационные и инерционные
пылеуловители: а — пылевая камера; б — пы-
леуловитель дефлекторного типа; в — «пыле-
вой мешок»; г — жалюзийный пылеуловитель
100-300 мм. Это увеличивает эффек-
тивность улавливания пыли в п раз, где
п — количество полок. На рис. 5.2.4 по-
казана распространенная в промышлен-
ности конструкция пылеосадителыюй
камеры Говарда. Недостаток этой каме-
ры заключается в грудност и удаления
из нее уловленной пыли и возникающе-
го при этом вторичного уноса.
Пылевые камеры используются так-
же для осаждения пыли из вертикаль-
ных потоков. Это установки дефлек-
горног о т и па (от ражат ели), в которых
пыль собирается в кольцевом коллек-
торе, окружающем дымовую трубу.
Конструкция такой камеры приведена
на рис. 5.2.36. В этой конструкции диа-
метр уловителя в 2,5 раза больше диа-
метра газовой трубы, поэтому скорость
в уловителе равна всего 0,16 скорост и
газопылевого потока в трубе.
Эффективность пылеулавливания
пылевой камеры может быть повыше-
на, а габариты ее уменьшены, если к эффекту гравитационного осаждения частиц
добавит ь эффект инерционного осаждения. При резком изменении направления дви-
жения газоиылевого потока, частицы пыли под действием инерционной силы будут
стремиться двигаться в прежнем направлении и в дальнейшем могут быть выделены
из этого потока. Этот принцип положен в основу многих конструкций инерционных
пылеуловителей. Типичным представителем этого класса пылеуловителей являются
«пылевые мешки» (рис. 5.2.3в).
Уменьшить вторичный унос пыли в аппаратах инерционного типа в значительной
степени поможет увеличение глубины цилиндрической части корпуса и бункера.
Принцип внезапного изменения
яЛ- -Чл.
Рис 5.2.4. Многополочная осадительная
камера Говарда
направления газопылевого потока при
столкновег ши с решеткой, состоящей
из наклонных пластин, используется
в пылеуловителях жалюзийного типа.
На рис. 5.2.3г приведена конструкция
жалюзийного пылеуловителя, который
широко применяется для предваритель-
ной очистки газов перед циклонами
и рукавными фильтрами для улавлива-
ния частиц более 20 мкм. Недостатком
жалюзийных пылеуловителей является
прежде всего износ пласгин решетки
при высокой концентрации особенно
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
421
крупной пыли и возможность образования отложений при охлаждении газов до
точки росы.
Расчет пылевой камеры сводится к определению размеров площади осаждения
и минимального размера улавливаемых частиц.
Так как движение частиц в пылевой камере подчиняется закону Стокса, то можно,
пользуясь формулами (5.2.17) и (5.2.18), рассчитать время и скорость осаждения.
Затем определяется площадь осаждения из соотношения
s = еч с,
где X — поверхность осаждения пыли, м2; Q— расход газопылевого истока, м3/с.
Также можно определить высоту осаждения, т. е. расстояние, которое проходит
частица со скоростью voc за время
h = т /о .
ос ос ос
Минимальный размер улавливаемых частиц с учетом формулы (5.2.19) можно
рассчитать по соотношешпо
Для расчета площади осаждения пылевых камер можно также использовать но-
мограмму (рис. 5.2.5), при построении которой предполагалось, что вязкость газа
равна вязкости воздуха. Если эти вязкости существенно различаются, то получен-
ное по номограмме значение площади осаждения следует умножить на величину
(/<//гя)0’5, где рг— вязкость газа при данной температуре, — вязкость воздуха при
той же температуре.
Для определения объема газа, приходящегося на 1 м7 площади пола камеры
(площади осаждения частиц) Q р необходимо знать диаметр и плотность частиц
пыли рч, температуру газа t. Далее площадь осаждения частиц определяется путем
Диаметр частиц (^осесающихпри ланичариом потоке газа,мкм
8 50 100 150 200 250 300
2000 1800 ЮОО 1ч00 1200 1000 800 700 500 ЧОО 200 200 100 О
Often газа, приходящийся на 1мгплощади пела камеры, ыЦч
Рис. 5.2.5. Номограмма для расчета пылевой камеры
422
ГЛАВА 5
деления количества очищаемого газа Qg на полученную с помощью номограммы ве-
личину объема газа, приходящегося на 1 м2 площади пола камеры.
Площадь осаждения можно уменьшить, установив в камере полки, расстояние
между которыми обычно принимают 100-300 мм.
5.2.3. Пылеуловители центробежные
Пылеуловители центробежного принципа действия являются наиболее рас-
пространенным типом механических пылеуловителей в химической, строитель-
ной, пищевой, горнодобывающей и других отраслях промышленности из-за их
дешевизны, простоты устройства и эксплуатации, относительно небольшого со-
противления и высокой производительности. Кроме того, центробежные пылеуло-
вители имеют следующие преимущества перед другими типами пылеуловителей:
отсутствие движущихся частей, надежная работа при температурах до 500 °C без
конструктивных изменений, возможность улавливания абразивных частиц, воз-
можность работ ы при высоких давлениях, стабильная величина гидравлического
сопротивления, простота изтотовлетпгя и ремонта, независимость эффективности
работы от концентрации газопылевого потока. К недостаткам можно отнести низ-
кую эффективность улавливания частиц диаметром менее 20 мкм.
ЦН-15У
ВЦНИНОТ
Рнс. 5.2.6. Типы противоточных циклонов
Наиболее типичным аппарагом
центробежного принципа действия
является цикло н. Циклоны широ-
ко распространены во всех отраслях
промышленности, особенно в уголь-
ной, металлургической, химической;
производстве строительных матери-
алов, в том числе цемента.
В настоящее время в России при-
меняется более 20 типов циклонов.
Разработкой новых конструкций цик
лонов и изучением их работ ы зани
мались ряд организаций: НИИОгаз,
В! 1ИИОТ (г. Сап кт Петербург), СИОТ,
ВЦНИИОТ и др. Наиболее распро-
страненные конструкции циклонов
приведены на рис. 5.2.6.
Циклоны подразделяются на пря-
моточные, в которых вход и выход
газа осуществляются вдоль одной
оси, и более >ффективные противо-
точные. По форме корпуса циклоны
делятся на цилиндрические, коничес-
кие и цилиндроконические. По конс-
трукции закручивающего элемента
циклоны подразделяются па тан-
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХ АНТ 1ЧЕС KI IX ПРОЦЕССОВ
423
Рнс. 5.2.7. Циклон конструкции
НИИОгаз ЦН-15: 1 — корпус; 2 —
бункер, 3 — пат рубок для ввода за-
пыленного воздуха; 4 — выхлоп; той
патрубок
генциальные, спиральные и винтообразные, а по
направлению закрутки — на правые и левые. На
рис. 5.2.7 представлен противоточный цилиндри-
ческий циклон конструкции НИИОгаз ЦН-15.
Разделение газопылевого потока в цикло-
не происходит за счет действия цен гробежт гых
сил, которые образуются путем тангетщиалы юго
ввода потока либо путем закручивания потока
различными закручивающими мехатшческими
устрой о вами. В результате действия центробеж-
ных сил частицы пыли отбрасываются на стен-
ки корпуса и движутся вдоль него в бункер для
уловленной пыли. Цифры в обозначении циклона
указывают на угол наклона входного патрубка
к горизонтали.
На эффективное! ь улавливания пыли в цикло-
не положительное влияние оказывает уменьшение
его диаметра и ширины входного отверстия, для
многих конструкций циклонов эффективно так-
же увеличение глубины погружения выхлопной
трубы и выполнение ее с небольшой конуснос-
тью. Однако оба эти фактора приводя! к увели-
чению гидравлического сопротивления циклона.
Положительно сказывается на работе циклопа
и уменьшение угла конуса, чзо увеличивает чис-
ло оборотов, совершаемых газовым потоком в циклоне, но приводит к увеличению
высот ы аппарата.
Для расчета или подбора циклона нужны следующие исходные данные: объем-
ный расход очищаемого запыленного газа Q, м3/с; динамическая вязкость газа при
рабочей температуре р, Па с; плотность газа при рабочих условиях рг, кг/м’; дисперс-
ный состав пыли, задаваемый параметрами dm, мкм, и 1g о; концентрация пыли в 1ззе
ср г/м3; плотное!ь частиц пыли кг/м3; требуемая степень очистки ?/, %.
Прежде всего, необходимо задаться типом циклона в зависимости от свойств
улавливаемой пыли и определить оптимальную скорость газа в аппарате ог = 2-5 м/с.
Затем рассчитывают площадь сечения циклона
F=Q/ve.
Задаваясь при необходимости количеством циклопов N(в основном для группо-
вых и батарей пых циклонов), определяют диаметр циклона
D = ^%,785W •
Диаметр ци клона округляют и вычисляют действительную скорость газа в рабо-
чей зоне циклона: иг = Q! 0,785 ND2.
Основные геометрические размеры циклона рассчитывают по известным для
каждого типа циклонов соотношениям, имеющимся в справочной лтперагуре.
424
ГЛАВА 5
Определяют потери давления в циклоне:
ДР =
2 ’
(5.2.55)
где — коэффициент гидравлического сопротивления циклона, для группы цикло-
нов он равен
с = ККГ + Кх.
1 2 ъц500 3
(5.2.56)
Здесь — коэффициент гидравлического сопротивления одиночного циклона
диаметром 500 мм; Л* — поправочный коэффициент на диаметр циклона (опреде-
ляется по табл. 5.2.4); К2— поправочный коэффициент на запыленность газа (опре-
деляется по табл. 5.2.5); К3 — коэффициент, учитывающий дополнительные потери
давления, связанные с компоновкой циклонов в группу (см. по табл. 5.2.6). Для оди-
ночных циклонов К3 = 0.
Таблица 5.2.4
Поправочный коэффициент Kt на диаметр циклона
Диаметр циклона, мм ЦН-11 ЦН-15, Ц-Н-1У, ЦН-24 СДК-ЦН-33, СДК-ЦН 34, СДК ЦН-34М
150 0,94 0,85 1,0
200 0,95 0,90 1,0
300 0,96 0,93 1,0
450 0,99 1,0 1,0
500 1,0 1,0 1,0
Таблица 5.2.5
Поправочный коэффициент Кг на запыленность газов
Тип циклона Поправочный коэффициент Кг при запыленности газа, кг/м3
0 10 20 40 80 120 150
ЦН-11 1 0,96 0,94 0,92 0,90 0,87 0,5
ЦН-15 1 0,93 0,92 0,91 0,90 0,87 0,86
ЦН-15У 1 0,93 0,92 0,91 0,89 0,88 0,87
ЦН-24 1 0,95 0,93 0,92 0,90 0,87 0,86
СДК-ЦН-33, 1 0,81 0,785 0,78 0,77 0,76 0,745
СДК ЦН-34, 1 0,98 0,947 0,93 0,915 0,91 0,90
СДК-ЦН 34М 1 0,99 0,97 0,95 — — —
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
425
Таблица 5.2.6
Коэффициент Г учи i ывающий дополнительные потери давления,
связанные с компоновкой циклопов в группу
Характеристика группового циклопа
1. Круговая компоновка, нижний организованный подвод 2. Прямоугольная компоновка, организованный подвод, циклонные элементы расположены в одной плоскости 3. То же, но улиточный подвод из циклошгых элементов 4. Прямоугольная компоновка. Свободный подвод потока в общую камеру 60 35 28 60
Перепад давления в циклоне можно также рассчитать по метолу Шеферда и Лэпла
Др = 5,12 W-6 (5.2.57)
где ип — скорость газового потока во входном патрубке, м/с; N — число струй газа
на входе (при наличие розеточного входа) рг — плотность газа, кг/м3.
Если рассчи ганпые по вьппеприведешгым данным потери давле1тия Др оказались
приемлемыми, далее можно переходить к расчету коэффициента очистки газа в цик-
лоне. При этом принимается, что коэффициент очистки газов в одиночном циклоне
и группе циклонов одинаков.
Для расчета необходимо по таблице 5.2.7 определить параметры dT% и 1gо^, ха-
рактеризующие парциальную эффективность выбрашюго типа циклона, затем опре-
деляется значение d^— диаметра частиц, которые улавливаются в дашгом циклоне
с эффективностью 50 %, при рабочих условиях по уравнению
X) (5’258)
В формуле (5.2.58) и таблице 5.2.7 значения параметров с индексом «т» означают эта-
лонные условия работы циклона, а именно: DT= 0,6 м;рт= 1930 кг/м3; рт= 22^2 10^ Па*с;
v = 3,5 м/с.
гТ ’
Таблица 5.2.7
Парамет ры ЦП-24 ЦН-15У ЦН-15 ЦН-11 СДК-ЦН-33 СК-ЦН 34 СК-ЦН-34М СИОТ ВЦНИИОТ Гипродрев- пром
d* 8,5 6,0 4,5 3,65 2,31 1,95 1,13 2,6 8,6 4,12
Igo, 0,31 0,28 0,35 0,35 0,364 0,31 0,34 0,28 0,32 0,34
м/с 4,5 3,5 3,5 3,5 2,0 1,7 2,0 1,0 4,0 3,3
426
ГЛАВА 5
Учитывая, что размеры уловленных частиц пыли чаще всего подчиняются нор-
мальному распределению, можно определить параметр л функции распределения
Ф(х) по формуле (5.2.8) и далее по табл. 5.2.2 определить значение Ф(х), представля-
ющее собой степень фракционной очистки газа выраженную в долях.
По окончании расчета получешюе значение полной эффективности очистки срав-
нивается с требуемой. Если >/ окажется шоке требуемой, необходимо выбрать другой
тип циклона с большим значением коэффициента гидравлическою сопрО1Ивления.
Ориентировочно требуемый коэффициент сопротивления можно оценить по формуле
г ~ \100 - Г}г] Vi2 D ’
(5.2.59)
где индекс «1» относится к расчетным значениям, а индекс «2» — к требуемым па-
раметрам циклона.
Для определения прибэдженмой степени очистки газов можно воспользоваться
номограммой, приведенной на рис. 5.2.8.
В технике пылеулавливания широкое применение также нашли групповые и ба-
тарейные циклоны.
Групповые циклоны (рис.5.2.9) чаще всего составляют из циклонов серии ЦН
(типа ПН-15, ЦН-11, ЦН-24). Как правило, iруппы циклонов относительно неболь-
шого диаметра, желательно не более 1,0 м, имеют общий коллектор запыленного
газа, общий сборник очищенного газа и общий пылевой бункер, которые выполняют-
ся либо круглой, либо прямоугольной формы. Циклоны устанавливают попарно с об-
щим числом 2-8 штук (рис. 5.2.9а) или вокруг вертикального подводящего газохода
по 10-14 ппук (рис. 5.2.96). При расчете групповых циклонов необходимо упитывать
изменение коэффициента гидравлического сопротивления
+ (5-2.60)
где К'— коэффициент, учитывающий дополнительные потери давления, связанные
с компоновкой, К' = 20-60.
Рнс. 5.2.8. Номограмма для определения
степени очистки газов в циклоне
Рнс. 5.2.9. Групповые циклопы: а —
прямоугольная компоновка; б — круговая
компоновка
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
427
Практическое решение задачи наилучше-
го распределения запыленного газа и отвода
уловленной пыли для групповых циклопов
привело к созданию батарейного циклона,
который представляет собой пылеулавлива-
ющий аппарат, составленный из большого
числа параллельно включенных циклщшых
элементов, которые заключены в один кор-
пус, имеющий общий подвод и отвод газов,
а также сбортгый бункер (рис. 5.2.10). R от-
личие от обычных в батарейных циклонах
вращательное движение газов достигается не
тангенциальным подводом газа, а установ-
кой е каждом элементе закручивающего эле-
мента в виде винта или «розетки». В резуль-
тате размеры батарейного циклона меньше
размеров обычных циклонов одинаковой
производительности. Наиболее распростра-
ненные типы циклонных элементов показа-
ны на рис. 5.2.11. Направляющий элемент
типа «винт» наименее склонен к забиванию
пылью, имеет меньший коэффициент гидрав-
лического сопротивления, но обеспечивает
Рнс. 5.2.10. Батарейный циклон
меньшую степень очистки газа, чем элемент типа «розетка».
Осаждение пыли в элементах батарейного циклона осуществляется гак же, как
и в обычном циклоне. Наибольшее распространение получили циклонные элемен-
Рнс. 5.2.П. Элементы батарейного циклона: а —типа «винт»; б — типа «розетка»; в — ти-
па «розетка» с безударным входом
428
ГЛАВА 5
ты диаметром 100, 150 и 250 мм. С корость газа в них достигает 3,5-4,0 м/с. Они
обеспечивают хорошее осаждение пыли при небольшом гидравлическом сопротив-
лении и более компактны, т. е. имеют мепыпие геометрические размеры при той же
производительности по запыленному газу по сравнению с одиночными и группо-
выми циклонами.
Однако батарейные циклоны более сложны в изготовлешш по сравнешпо с одиноч-
ными и даже групповыми.
Расчет батарейных циклонов принципиально не отличается от расчета группы
обычных циклонов. В зависимости от свойств пыли— ее фракционного состава,
слипаемости и других показателей, а также от начальной запыленности очищаемых
газов — выбирают диаметр циклошюго элемента. Далее определяется требуемое ко-
личество циклонных элементов путем деления общего количества очищаемых газов
на производительность одного элемента
В последнее время достаточно широкое распространение в промышленности
получили вихревые пылеуловители (в дальнейшем ВПУ). Основным
отличием вихревого пылеуловителя от циклона является наличие вспомогательного
закручивающего газового потока. За рубежом вихревые пылеуловители выпускаются
производительностью по очищаемым газам от 330 до 30 000 м3/ч. Аналогично цикло-
нам эффективность вихревых пылеуловителей с увеличением диаметра снижается.
В качестве вторичного газа в вихревых пылеуловителях могут быть использова-
ны ат мосферный воздух, периферийная часть потока очищешгых газов и запыленные
газы. С экономической точки зрения наихудшим является вариант с использованием
атмосферного воздуха. Наиболее выгодным является использование в качестве вто
ричного газа запыленных газов. В этом случае производительность аппарата повы-
шается на 40-65 %.
По сравнешпо с противоточными циклонами ВПУ обладают следующими пре-
имуществами: более высокая степень очистки запылештых газов, возможность обес-
пыливания газов с высокой температурой, возможность регулирования процесса
отделения пыли за счет регулирования расхода вторичного воздуха. Однако ВПУ
имеют и недостатки: необходимость дополнительного или более мощного тягодуть-
евого устройства, более высокое гидравлическое сопротивление аппарата, большая
сложность в изготовлении и эксплуатации.
Минимальный диаметр часгиц, полностью улавливаемый в вихревом пылеулови-
т еле, может быть рассчитан по формуле
d
кр
D
18/Лп-^
V г D
г тР
7Т * 77 7Т77 ’
(5.2.61)
где Н — высота рабочей зоны аппарата, м; Dx — диаметр аппара га, м; D — диаметр
подводящей трубы, м; со — угловая скорость газа в аппарате, с-’.
На рис. 5.2.12 приведена конструкция вихревого пылеуловителя, разработанная
Московским институтом химического машиностроения. Вихревой пылеуловитель
работ ает следующим образом. Запыленный газовый поток поступает в аппарат через
патрубки для ввода верхнего и нижнего погоков, закручивается аксиалыю-лопагоч-
ными завихрителями и поступает в рабочую зону ВПУ. Частицы пыли под действием
центробежной силы движутся к стенкам аппарата, далее под дейс гвием силы тяжест и
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
429
Рис. 5.2.12. Вихревой пылеуловитель конструкции МИХМа:
1 — корпус; 2 — улиточный ввод верхнего запыленного пото-
ка; 3 — ввод нижнего запыленного потока; 4 — аксиально-ло-
паточные завихрители; 5 — отбойная гиайба; 6— обтекатель;
7— выхлопной патрубок
транспортируются вниз и через кольцевой зазор между
отбойной шайбой и стенкой аппарата попадают в бун-
кер, а очищенный вспух удаляется из аппарата через вы-
хлопной патрубок. На эффективность работы этого типа
вихревого пылеуловителя в значительной степени влияет
отношение количества верхнего Q. и нижнего Q потоков.
Максимальная эффективность пылеулавливания достига-
ется при Q]QX = 1,5 -2,2.
Порядок расчета вихревою пылеуловителя, изобра-
жетшого на рис. 5.2.12, следующий:
1. Определяется диаметр рабочей зоны пылеуловителя,
исходя из того, что скорость запыленного потока в рабочей
зоне аппарата находится в пределах ог = 5 -10 м/с:
4G
7Г • Р ’
D =
।
2. Определяются основные геометрические размеры рихревого пылеуловителя
в зависимости от его диаметра.
3. Рассчитывается гидравлическое сопротивление аппарата:
&Р = £w//2,
где£—коэффициент гидравлического сопротивления аппарата, который учитывает ко-
эффициенты гидравлического сопротивления как нижнего, так и верхнего потоков:
£ = Ь (> -1) (f+ £ (|) ; (5.2.62)
I о V
£ = 5,5л + [260 + 4,8(и - 3,8)2]!^ - 0,3 , (5.2.63)
где F, и F2— площади аппарата, ввода нижнего и верхнего потоков соответствен-
но, м2.
Параметр и определяется по формуле
8D D’ -
”= 3# • ‘ЬА (5-2 «)
\ I “оби/
где /3 — угол наклона нижнего входящего потока к горизонтали обычно составляет 30°;
^обт. — диаметр обтекателя, м.
£ = 2,6 + 158(0,6 - . (5.2.65)
О
Если ^>0,6, то £ = 2,6.
Из-за сложности и малой изученности аэродинамических процессов, протека-
ющих в вихревых пылеуловителях, они плохо поддаются строгому теоретическому
430
ГЛАВА 5
анализу. Поэтому до сих пор не разработан достаточно корректный метод оценки
эффективности работы этих аппаратов. Представляется целесообразным в этом слу-
чае использование методов расчета, аналогичных расчетам циклонов. Рассчитанное
значение эффективности пылеулавливания ВПУ необходимо сравнить с требуемым.
Если расчетная эффективность меньше требуемой, то следует увеличить соотноше-
ние или увеличить скорость воздуха до 8-10 м/с.
В динамических пылеуловителях очистка газов от пыли осуществляется не толь-
ко за счет центробежных сил, по и силы Кориолиса, возникающей при вращении
рабочего колеса. Динамические пылеуловители помимо осаждения частиц пыли из
газового потока выполняют еще роль тягодутьевого устройства. Динамический пыле-
уловигель потребляет больше энергии, чем обычный вентилятор той же производи-
тельности и напора. Но этот расход энергии меньше, чем требуется при раздельном
функционировании центробежного пылеуловителя и вентилятора.
Самые прост ые по конструкции динамические пылеуловители состоят из рабоче-
го колеса и кожуха (пылеприемника). Пылегазовая смесь приводится во вращатель-
ное движение рабочим колесом, при этом под действием центробежных сил и сил
Кориолиса из очищаемого газа выделяегся пыль.
Динамические пылеуловители можно разде-
лить на две группы. В пылеуловителях первой
группы запыленный поток подаегия в цеш раль-
ную часть колеса, а отделяемые частицы движут-
ся в направлении подачи газа В пылеуловителях
второй группы— типа ЦРП— улавливаемые
частицы перемещаются в направлении, обрат-
ном движешпо газа, а очищаемые газы всасыва-
ются во вращающийся барабан через отверстия,
расположенные па его боковой поверхности.
Наибольшее распространение из динами-
ческих аппаратов получил дымосос пылеулови
тель (рис. 5.2.13), который применяется в качес-
тве первой ступени очистки для обеспыливания
газов малых котелен, аспирационных выбросов
литейного производства и на асфальтобетонных
заводах для улавливания частиц размером более
15 мкм. Перемещение газов происходит за счет разности давлений, создаваемой ра-
бочим колесом на валу. Под действием центробежных сил пыль отбрасывается к пе-
риферии и отводится из аппарата вместе с небольшим количеством газа (8-10 %).
Газы
Рис. 5.2.13. Динамический пыле-
уловитель
5.2.4. Скрубберы-пылеуловители
Скруббер ы- пылеуловители (мокрые пылеуловители) пред-
назначены для улавливания частиц пыли в результате контакта запыленного газового
потока с жидкостью.
Основными преимуществами мокрых пылеуловителей являются:
— сравнительно небольшая стоимость и более высокая эффективность пылеулав-
ливания по сравнению с сухими методами улавливания частиц;
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
431
— улавливание очень мелких част иц. размером в некоторых случаях до 0,1 мкм;
— возможность очистки высокотемпературных и влажных газов;
— улавливание парообразных и газообразных компонентов, т. е. использование
в качестве абсорберов, для охлаждения и увлажнения газов.
К недостаткам мокрых пылеуловителей относятся следующие факторы:
— улавливаемый продукт выделяется в виде шлама, что вызывает необходимость
дальнейшей очистки сточных вод, а следовательно, приводит к удорожанию
процесса очистки;
— потери жидкости вследствие брызгоуноса;
— при охлаждении газов до точки росы, а также при механическом брызгоуносе
возшткает возможность зарастания газоходов и оборудования пылью;
— необходимость антикоррозионной защиты оборудования.
Контакт газопылевого потока с жидкостью может осуществляться следующими
тремя путями:
1. Запыленный газовый погок поступает в аппараг и промывается вводимой в не-
го жидкостью или ударяется о ее поверхность; частицы пыли удаляются из газового
потока вследствие их столкновения с каплями жидкости или ее поверхностью, в этом
случае осаждение частиц пыли в основном происходит на поверхности капель жид-
кости. К данной группе мокрых пылеуловителей относятся, например, полые скруб-
беры, скорост ные турбулентные пылеуловители, скрубберы ударного действия.
2. В пылеуловителях со смоченными поверхностями жидкость орошает поверх-
ность аппарата или находящиеся вну три пего элементы (насадку), с которыми сопри-
касается запыленный газовый поток. Частицы пыли захватываются пленкой жидкос-
ти и выводятся из газового потока. По этому принципу работают, например, мокрые
циклоны, скрубберы с насадкой.
3. Запыленный газовый погок вводится в жидкость и дробится на пузырьки, внут-
ри которых заключены частицы пыли; при движении пузырьков сквозь слой жид-
кости частицы подводятся к внешней, влажной поверхности пузырьков, смачиваются
и выводятся из газа. К этой группе мокрых пылеулови гелей относятся барботажные
и пенные аппараты.
Кроме пере* меленных способов аппараты могут работать при комбинировании не-
скольких способов в одном аппарате. 1 ак, например, в скруббере с насадкой в процес-
се улавливания пыли участвуют и капли вводимой в скруббер жидкости, и смоченная
поверхность насадки. Поэтому нельзя оценить основные геометрические параметры
и эффективность работы аппаратов мокрого типа по какой-либо единой методике.
Наиболее простыми по конструкции среди мокрых пылеуловителей являются
полые форсуночные скрубберы (рис. 5.2.14а). Ошт представляют
собой колонны круглого или прямоугольного сечетшя, в которых происходит кон-
такт газопылевого потока и жидкости, распыливасмой форсунками грубого распыла.
Аппараты этого типа обладают некоторыми достоинствами: малым гидравлическим
сопротивлением и возможностыо очищать силыюзапыленные газы. К недостаткам
можно отнести большие габариты из-за низкой скорости пылегазового потока, высо-
кие энергетические затраты на распыливатше жидкост и и невысокая эффективность
пылеулавливания частиц размером более 10 мкм. Причем следует отметить, что эф-
фективность работы этих аппаратов возрастает с уменьшением размера капель (око-
ло 0,8 мм) и с увеличением разности скоростей между каплями и газом.
432
ГЛАВА 5
к Газы
Жидкость
Газы
на очистку
Газы
Газы
Жидкость
Жидкость
Газы
на очистку
б)
Газы
Газы
Рис. 5.2.14. Скрубберы: а— полый форсуночный; б— на-
садочный; в— тарельчатый; г— пенный аппарат со стабили-
затором слоя пены; д— ротоклон; е — скруббер Дойля; ж—
циклон с мокрой пленкой
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
433
По направлению движения газов и жидкости полые скрубберы делятся па прямо-
точные, противоточные и с поперечным подводам жидкости. Форсунки для распили-
вания жидкости могут располагаться по цен гру аппарата либо по периметру, в том числе
в несколько рядов. Тип форсунок выбирается в зависимости от требуемой степени дис-
персности распиливаемой жидкости, т. е. в зависимости от желаемого размера капель.
Капли должны быть достаточно большими, чтобы не быль унесенными газовым пото-
ком, скорость которого по сечению аппарата обычно составляет иг = 0,6 1,5 м/с.
Расчет полого скруббера проводится в следующей последовательности:
1. По заданному расходу очищаемых газов определяется площадь сечения скруб-
бера, причем скорость тазонылевого потока принимается равной около 1 м/с:
f= е/
/V •
Z г
Высота противоточного скруббера принимается около Н - 2,5£>, где D—диаметр
аппарата, м.
2. Определяется удельный расход жидкости т. Величина т выбирается в преде-
лах от 0,5 до 8 л/м3 газов. При больших концентрациях пыли на входе (до 10-12 г/м3)
т принимается равной 6-8 л/м3. Отсюда общий расход жидкости, необходимой для
орошения аппарага, = mQ, где V— объемный расход жидкости, м3/с; Q — объ-
емный расход очищаемого газа, м3/с.
3. Оценивается эффективность очистки запыленного газового потока для конк-
регных случаев применения скруббера по следующим формулам:
— для противоточного скруббера: Г] = 1 — ехр
(5.2.66)
2Ш
(5.2.67)
—для скруббера с поперечным орошением: Г) = 1 — ехр
где — эффективность захвата каплями частиц определешюго диаметра, определя-
ется по формуле 5.2.52; иг— скорость газа, м/с; ик — скорость осаждения капли, м/с,
определяется по диаграмме (рис. 5.2.15); Н— высота противоточного скруббера, м;
h — высота скруббера с поперечным орошением, м.
Насадочные скрубберы отлича-
ются от полых наличием по сечению аппарата
насадки различного гипа (рис. 5.2.146). Наса-
дочные аппараты целесообразно применять
только при улавливании хорошо смачиваемой
пыли, особенно в тех случаях, когда процес-
сы улавливания пыли сопровождаются ох-
лаждением газов или абсорбцией. Орошение
в аппарате может быть прямоточным, проти-
воточными и поперечным. Считается, что на-
садочный скруббер с поперечным орошением
потребляет на 40 % промывочной жидкости
меньше, чем пропоют очный, а также имеет
меныпее гидравлическое сопротивление. Ос-
новными параметрами насадки являются:
dr, мкм
Л Z
Рис. 5.2.15. Диаграмма для определе-
ния скорости осаждения капель
в воздухе
434
ГЛАВА 5
— удельная поверхность а— геометрическая поверхность насадочных тел в 1 м3,
выражается в м2/м3;
- свободный объем 50, который характеризует объем пустот в 1 м3 насадки и вы-
ражается в м3/м3;
— эквивалентный диаметр d3, который может быть определен из выражения
d,=^-. (5.2.68)
а
Работа насадочного скруббера во многом определяется гидравлическим сопро-
тивлением насадки:
л и V2P
= (5.2.69)
о >
где — коэффициент сопротивления сухой насадки; Н — высота слоя насадки, м;
— скорость газопылевого потока в свободном сечении аппарата, м/с.
Коэффициентов свою очередь определяется режимом движения тазового потока
и зависит от критерия Рейнольдса:
- при Re < 80 £ = 4^%ео,85 ,
- при 80 < Re < 400 Е = 70/ 0.4s,
* / ке
- при Re > 400 £ = 16^/Re°2*
Наиболее надежные данные по гидравлическому сопротивлению насадочных
колонн при всех гидродинамических режимах дает метод Эдулджи, основанный на
использовании графической зависимости (рис. 5.2.16);
Для нахождения гидравлического сопротивления двухфазного потока внасадоч-
Рис. 5.2.16. Зависимость комплекса А от
vпри различных отношениях &р/Н (ли-
нии равных &р/Н показаны пунктиром):
1 -Ьр/Н= 100; 2-Др/Я= 200; 3 - tap'll = 300;
4-Др/Я-600;5-Др>Я-900;6-Лр/Я- 1200;
7 - Др/Я = 1600; 8 - Др/Я = 1800)
ном аппарате рассчитывают величину А:
А = Ф^Ф?М, (5.2.70)
г//
где Ft = ygj — критерий Фруда для
газов, рассчитанный по номинальному
диаметру насадки; d*— номинальный
диаметр насадки, м;
— условный крите-
рий Рейнольдса;
Ф = Р-* / Р >
Ж Г кд ' ж*
ф - р ' р
г * г 'оозд
С— коэффициетгт, определяемый по
табл. 5.2.8.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
435
Таблица 5.2.8
Значения коэффициента С
Тип насадки J • 103, м С
Кольца Рашига в укладку 15-38 0,251
Мателлические кольца Палля 25-38 0,261
Седла «Инталокс» 13-38 0,370
Проволочные спирали 13 0,447
Седла Берля 13-38 0,471
Кольца Рашига внавал 9,5-51 1,10
Кусковая насадка 15-35 2,75
После определения величины А проводят горизонталь, соответствующую зна-
чению А до пересечения с вертикалью v. Кривая Др /Н, проходящая через точку
пересечения, дает cooiветствующее значение гидравлического сопротивления слоя
орошаемой насадки высотой 1 м.
Основным недостатком аппаратов этого типа является нестабильная работа при
скоростях газа более 2-3 м/с из-за захлебывания насадки.
В основе работы тарельчатых скрубберов (рис. 5.2.14$) лежит
взаимодействие газов с жидкостью на тарелках различной конструкции, причем ха-
рактер взаимодействия в значительной степени зависит от скорости газопылевого
потока. При малых скоростях (менее I м/с) газы проникают через слой жидкости
в виде пузырей, т. е. происходит барботаж. Частицы ныли крупнее 5 мкм в этом слу-
чае осаждаются на поверхности пузырей. Более эффективными являются аппараты,
работающие в пенном режиме. Скорость газопылевого потока в этом случае дости-
гает 5 м/с, возможно улавливание частиц пыли размером менее 2 мкм. Высота слоя
пены на тарелке может быть определена по формуле
Л0.6у0.5
Я =4,35- 10-’^-^, (5.2.71)
ж
где о-— поверхностное натяжение на границе раздела фаз «газ—жидкость», Н/м;
ve, — кинематический коэффициент вязкое пт газа и жидкости соответственно, м2/с;
Ло — высота исходного слоя жидкости на тарелке, м:
О ' ж
Здесь — коэффициент cot «рот явления сухой i арелки; Ат— параметр, зависящий
от режима взаимодействия газов и жидкости на тарелке, определяемый по формуле
(\0,7 , lO.JJ
тН НИ ’ (5’2’73)
где сож, <ог— массовая скорост ь жидкое ги и газа соответственно, кг/м2-с.
Тарельчатые скрубберы различаются по конструкции тарелок На практике чаще
всего применяются тарелки двух типов: провальные и переливные.
436
ГЛАВА 5
Провальные тарелки бывают двух п ипов: дырчатые и щелевые. Оптимальная
с точки зрения гидродинамики тарелка должна имел ь следующие параметры: тол-
щина — 4-6 мм, диаметр отверстий — dQ = 4-8 мм, ширина щели — b = 4-5 мм,
свободное сечение гарелки — 0,2-0,25 м2/м2.
Гидравлическое сопротивление зоны кош акта определяется из выражения
. I и2Р
4 = Аг^г + (5.2-74)
где 50 — доля свободного сечения тарелки, mW2; &ро — гидравлическое сопротивле-
ние за счет сил поверхностного натяжения, Па:
— для щелевых тарелок: = 2а/Ь;
А 4бУ
-для дырчатых тарелок: Др, = —.
Как известно, тарельчатые скрубберы имеют существенный недостаток, а именно:
режим работы этих аппаратов в большей степени зависит от скорости газа. При высо-
ких скоростях газа наступает режим захлебывания тарелки и эффективность ее работы
резко снижается. Скорость начала захлебывания может быль рассчитана по формуле
= 0,416s ф 1Р”оР’ > (5-2.75)
где <р— доля сечения тарелки, занятая газом, которую можно оцепить по соотношению
где й)ж, а>, — массовая скорое гь жидкости и т а та с<хл ветс гвешю, кг/м2 с; р — коэффици-
ент расхода при истечении жидкости через отверстие, р обычно равно 0,62; Цс—коэффи-
циент гидравлического сопротивления сухой тарелки (для обычно применяемых в пен-
ных пылеуловителях дырчатых и щелевых тарелок толщиной 4-6 мм £с = 1,6-1,7).
Процесс пылеулавливания в тарельчатых скрубберах происходит в три стадии:
1) инерциошюе осаждение частиц пыли в подрешеточном пространстве на нижнюю
поверхность тарелки, 2) улавливание частиц пыли при входе газопылевого потока
в слой пены на тарелке и 3) осаждение частиц в слое пены,
Достоинсгвами этих аппаратов являются невысокое гидравлическое сопротивление
и равномерное распределение жидкости по сечению аппарата, недосгагками— низкая
эффективность улавливания частиц менее 5 мкм и высокая нагрузка по жидкости.
В последнее время широкое распространение получили пегшые аппараты со стаби-
л из а тиром пенного слоя (рис. 5.2.14г). Его особенностью является наличие на тарелке
стабилизатора пены, представляющего собой сотовую решетку из вертикально распо-
ложенных пластин, разделяющих сечение аппарата и пенный слой на небольшие ячей-
ки, благодаря чему происходит накопление слоя жидкости на тарелке и, следовательно,
увеличивается высота пенного слоя, которая может быть рассчитана по формуле
_ 4,8У0;”ша2
"- <С'Х’
о о
(5.2.76)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
437
Скрубберы ударно-инерционного действия — это высокоэф-
фективные аппараты, в которых контакт газов с жидкостью осуществляется за счет
удара пылегазового потока о поверхность жидкости, в результате чего образуются
капли размером 300-400 мкм. Достоинствами аппаратов этого типа являются высо-
кая степень очистки газов от пыли (до 99,9 %); сравнительно небольшие размеры из-
за высокой скорости газопылевого потока; возможность очистки сильнозапыленных
газов. Однако, с другой стороны, эти аппараты обладаю г высоким гидравлическим
сопрел явлением, требуют больших энерг озатраз, а также необходимости заземления
из-за возникновения статического электричества.
Особенное! ыо ударно-инерционных аппарагов является интенсивная внутренняя
циркуляция жидкости, вопреки О1сутствию каких-либо закручивающих механичес-
ких устройств. Наиболее типичными представителями этих аппаратов являются ро-
токлопы (рис. 5.2.14г)) и скрубберы Дойля (рис. 5.2.14е).
В ротоклоне установлены один или несколько изогнутых щелевых каналов, ниж-
няя част ь которых загоплена жидкостью. Газовый поток, ударяясь о поверхность
жидкости, захватывает ее часть и заставляет двигаться вдоль нижней направляющей
канала со скоростью 10-15 м/с. Затем жидкость отбрасывается к верхней направля-
ющей и при выходе из щели ниспадает в виде сплошной ^водяной завесы. Для пре-
дотвращения брызгоуноса необходима установка каплеуловителей. Скапливающийся
тта дне аппарата шлам периодически удаляется скребковым транспортером.
В скруббер Дойля запыленный газовый поток поступает сверху через грубы,
в нижней части которых могут быть установлены конусы для 5'величения скорости
газа до 35-55 м/с. Затем газовый поток ударяется о поверхность жидкости, создавая
завесу из капель. Важное значение для нормальной эксплуатации аппаратов этого
типа является поддержание постоянного уровня жидкости. Например, для скруббера
Дойля зазор между нижттим концом подводящей трубы и уровнем жидкости не дол-
жен превышать 2—3 мм.
В центробежных пылеуловителях для улавливания частиц пыли ис-
пользуется центробежная сила. Наиболее известные конструкции центробежных пы-
леуловителей — циклоны с мокрой пленкой (рис. 5.2.14лс). Осаждение частиц в этих
аппаратах происходит за счел суммарного действия двух механизмов: центробежного
и штерциошюго, поэтому эффект ивность их работы выше, во-первых, по сравнению
с циклонами, так как наличие мокрой пленки на стенках препятствует вторичному
уносу пыли; во-вторых, по сравнению со скрубберами, так как за счет центробежных
сил увеличивается относительная скорость капель жидкости и газопылевого потока.
Подвод жидкости в мокрые циклоны может осуществляться двумя путями —
в приосевую зону аппарата и в периферийную зону вдоль внутренних стенок аппа-
рата. Основной недостаток мокрых центробежных пылеуловителй— это наличие
достаточно сложных устройств для подвода жидкости
Наиболее эффективными с точки зрения пылеочистки из мокрых пылеуловителей
считают скоростные пылеуловители, а именно скрубберы Вентури. По области при-
менения скрубберы Вентури можно подразделить на высоконапорные, которые при-
меняют в основном для очистки газов от микронной и субмикронной пыли, гидрав-
лическое сопротивление их достигает 20 000-30 000 Па; и низконапорные, которые
использую!ся в основном для кондиционирования и очистки аспирационного возду-
ха, их гидравлическое сопротивление не превышает 3000-5000 Па (рис. 5.2.17).
438
ГЛАВА 5
| Гаьы
Рис. э.2.17. Скруббер Вентури
с регулируемым сечением кольце-
вой горловины: 1 — форсунка; 2 —
конфузор; 3 — горловина; 4 — ре-
гулирующий конус; 5 —диффузор;
6 — направляющий шток; 7 — цен-
гробежчый завихритель; 8— кор-
пус каплеуловителя; 9 — люк
Принцип действия этих аппаратов основан на
интенсивном дроблении г азовым потоком, движу-
щимся с высокой скоростью (порядка 60-150 м/с),
орошающей его жидкости. Осаждению часгиц
пыли на каплях орошающей жидкости способ-
ствуют турбулентность газового по।ока и высокие
относительные скорости между улаютиваемыми
частицами пыли и каплями жидкости.
С целью снижения гидравлического сопро-
тивления аппарата основная часть скруббера
Вентури выполняется в виде трубы Вентури, име-
ющей плавное сужение на входе газов (конфузор)
и плавное расширение на его выходе (диффузор).
Конфузор и диффузор соединены между собой
горловиной (соплом).
Важное значение для стабильной работы
скрубберов Венгури имеет равномерное и пол-
ное перекрытие орошающей жидкостью сечения
горловины. Поэтому выбор способа орошения
оказываег наибольшее влияние на консгрукцию
скруббера Вентури. На практике обычно приме-
няют гри способа орошения:
1) центральное (форсуночное} орошение, при
котором орошающая жидкость подается с помо-
щью форсунок, установленных перед конфузо-
ром или непосредс гвенно в нем;
2) периферийное орошение, при котором со-
пла или форсунки устанавливаются по периметру
конфузора или горловины;
3) пленочное орошение, применяемое в основ-
ном для предотвращения образования отложегшй
на с генках конфузора и диффузора.
Гидравлическое сопротивление скруббера Вентури складывается из двух сла-
гаемых:
Др = Дрг + Ар*,
(5.2.77)
где Дрг— гидравлическое сопротивление сухой трубы-распылителя, обусловленное
движением газа:
(5.2.78)
Здесь — коэффициент гидравлического сопротивления сухой трубы Венгури; —
скорость газов в горловине.
При длине горловины, равной 0,15J, коэффициент £с принимают в пределах от
0,12 до 0,15. При 10 dr > /. > 0,15 J и скоростях воздуха в горловине менее 150 м/с
коэффициент £с может бьп ь рассчитан по формуле
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАН0ЧЕС КИХ ПРОЦЕССОВ
439
< = 0,165 4- 0,034
• 0,06 4- 0,028^^)
М, (5.2.79)
где М — число Маха: М = /vm, v*— скорость звука, м/с; Лрж— гидравлическое
сопротивление горловины, обусловлешюе вводом орошающей жидкости:
л к I»2
/\п = г г
/я,
(5.2.80)
где £— коэффициент гидравлического сопротивления, учитывающий ввод в горло-
вину орошающей жидкости
<с=Л/и'*я, (5.2.81)
здесь т — удельный расход орошающей жидкости, м3/м3; А и В — эмпирические ко-
эффициенты, значения которых приведены в таблице 5.2.9.
Таблица 5.2.9
Значения коэффициентов Л и В
Способ подвода орошения в трубу-распылитель Скорость газов в горловине, м/с А 1+В
Центральный и пленочный >80 -•ЧХГ
<80
Периферийный >80 13,4 0,024
<80 1,4 -0,316
Наибольшее влияние па эффективность улавливания пыли в скруббере Вентури ока-
зывают скорость газов в горловине и удельное орошение. Оптимальное соотношение
между скоростью пылегазового потока и удельным орошением специфично для каждой
пыли и зависит в значительной степени аг ее дисперсного состава. Обычно величина
удельного орошения принимается в пределах от 0,5 до 1,5 л/м3 газов. Также на эффектив-
ность улавливания пыли будет оказывать влияние дисперсность капель распыла жидкос-
ти: чем меньше размер капель, тем больше эффективность очистки газа. Для определения
среднего диаметра капли (мкм) можно воспользоваться эмпирической формулой
d = + 28,18/н'5. (5.2.82)
* г
Как указывалось выше, аналитически оценить работу скрубберов достаточно
сложно из-за разнообразия форм гидроди памического взаимодействия газов и жид-
кости. Поэтому на практике наиболее известными являются два метода тфиближеи-
ной оценки работы аппаратов мокрой очистки: с использованием кривой фракцион-
ной эффективности и по удельному расходу энергии на очистку запыленного газа.
440
ГЛАВА 5
Первый из них основан на использовании кривой фракционной степени очистки.
Эффективность работы аппарата в этом случае определяется по формуле
£ = ехр(-АГ),
(5.2.83)
где £— коэффициент проскока; Лив— эмпирические коэффициенты; например,
для центробежных скрубберов в= 0,67; для насадочных, тарельчатых скрубберов
и скрубберов Вентури в - 2,0.
ние. 5.2.18. Зависимость средней вели-
чины проскока £ от отношения d^/d*
На рис. 5.2.18 приведены кривые, ха-
рактеризующие зависимость величины про-
скока £ от отношения d^ dm для различных
значении параметра в(1п а), где величина
оч— среднее квадратическое отклонение
в функции распределения размеров частиц.
Применение этого метода сталкивается
на практике со следующими трудностями:
во-первых, далеко не все пыли подчиняют-
ся нормально-логарифмическому закону
распределения частиц по размерам; во-вто
рых, не всегда известно значение
Энергетический метод расчета мокрых
пылеуловителей основан па предположе-
лии, что эффективность работы аппарата
зависит только от потери давления и почти
не зависит от размера и конструкции пыле-
уловителя. Причем, чем выше удельный расход энергии, тем выше эффективность
работы аппарата. Энергия контакта между газом и жидкостью в мокрых пылеулови-
телях может включать три составляющие:
1) непосредственно энергию пылегазового потока, затраченную на турбулизацию
газожидкостного потока в аппарате, ее обычно принимают равной гидравли-
ческому сопротивлению аппарата ^ртп, Па;
2) энергию жидкостного потока, затраченную на процесс диспергирования жид-
кости,
3) механическую энергию вращающихся элементов конструкции аппарата. В об-
щем виде энергия контакта выражае гея формулой
V N
К =^>апп + рм.~^~ + —
ч л апп л лс
(5.2.84)
где Ар^ — гидравлическое сопротивление аппарата, Па; р— давление распылива-
емой жидкости, 1 Та; — расход жидкости, м7с; Q—расход газа, м3/с; N—мощност ь
вращающегося механизма, расходуемая на контактирование газов с жидкостью, Вт.
Влияние каждого слагаемого на величину Кч зависит от типа аппарата. Так,
в скрубберах Вентури, ротоклонах, центробежных скрубберах загралы энергии будут
определяться в основном гидравлическим сопротивлением самого аппарата. В полых
форсуночных скрубберах, эжекторных аппаратах основные затраты энергии будут на-
правлены на распиливание жидкости, в этом случае доминирующее значение приоб-
ретает второе слагаемое уравнения (5.2.84). Трет ье слагаемое уравнения учит ывается
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
441
только в динамических газопромывателях, где газопылевой поток турбулизируется
при помощи каких-либо механических завихрителей.
Зависимость между эффективностью очистки запыленных газов и величиной за-
траченной при этом энергии выражается формулой
J] = 1 - е~як* , (5.2.85)
где В их— констаты, определяемые в зависимости от дисперсного состава пыли
по табл. 5.2.10.
Таблица 5.2.10
Значения констант В и х от вида пыли
Вид пыли или тумана В X
Конвертерная пыль 9,88-10-2 0,4663
Ваграночная пыль 1,355-10-2 0,6210
Тальк 0,206 0,3506
Туман фосфорной кислоты 1,34-10’2 0,6312
Щелочной аэрозоль из известковых печей 5,53-10-5 1,2295
Пыль известковых печей 6,5-104 1,0529
Доменная пыль 6,6110-3 0,8910
Аэрозоль сульфата меди 2,14-10-4 1,0679
Выбросы мыльных фабрик 1,0910-5 1,4146
Пыль мартеновских печей 1,74-10-6 1,5940
Пыль производства целлюлозы 4,01 (Г4 1,05
Зола дымовых газов ТЭЦ 4,34-10-3 0,3
Пыль производства солей натрия 0,21-Ю-5 1,515
Пыль печи КС в производстве калийных удобрений 90,5-10-” 2,92
Пыль, выносимая из циклопов в производстве фосфорных удобрений 0,12 0,454
Частицы поташа из МГД-установок 0,016 0,554
Г (ыль коалинового производства 2,34-1 О’4 1,115
Улавливание сажи при электрокрекинге метана 10"5 1,36
Возгоны свинца и цинка из шахтных печей 6,74-10’3 0,4775
Пыль дымовых газов карбидной печи 0,823-10*3 0,914
442
ГЛАВА 5
При значениях величины ц > 0,98 эффективность работы аппарата целесообраз-
нее пользоваться понятием числа единиц переноса
N = |п(г^л)' (5-2-86)
Из выражений (5.2.85) и (5.2.86) следует
ч = вк;. (5.2.87)
Во всех мокрых пылеуловителях происходит брызгоунос, интенсивность которо-
го определяется скоростью газового потока в аппара ге и способом подвода ороша-
ющей жидкост и. Размер образующихся капель может быть 50-500 мкм — при форсу-
ночном орошении, 600-800 мкм — при подаче жидкости с помощью оросителей.
Для предотвращения брызгоуноса используют каплеулавливающие устройства (се-
параторы) различного типа, которые могут быть встроенными, т. е. монтироваться в од-
ном корпусе с пылеуловителем, или выносные, т. е. в виде отдельного аппарага. Работа
каплеуловителей может быть основана на различных механизмах осаждения капель
жидкости: гравитационном, инерционном, центробежном и электростатическим.
Гравитационные каплеуловители применяются только для улавливания очень
крупных капель, самое простейшее устройство для улавливания капель — осади-
тельная камера.
В качестве инерционных каплеуловителей используют различные насадки: дробле-
ную пород); стружку, стандартную насадку (кольца Рашита), вязаную сетку (демисте-
ры), пластины волнообразного и зигзагообразного профилей (жалюзи), прутки, угол-
ки и т. п. (рис. 5.2.19а). Эффективность инерционных каплеуловителей увеличивается
с ростом скорости i-азов. Однако в определешюм диапазоне скоростей газов (более
2-3 м/с) эффективность сепарации резко снижается, так как возникает вторичный унос,
наступает «захлебывашге» сепара гора. Величина критической скорости в сечении сепа-
раторов определяется их конструкцией, геометрическими параметрами, расположением
пакетов в пространстве, направлением газового потока и определяется по формуле
(5-2-88)
Рис. 5.2.19. Каплеуловители: а — инерционные; б — центробежный
б)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
443
где кс— коэффициент, зависящий от конструкции и параметров каплеуловителя
и равный 0,1-0,35.
Наибольшее распространение получили более эффективные центробежные кап-
леуловители (рис. 5.2.196). Центробежные каплеуловители подразделяются на:
— выносные, к которым относятся прямоточные и прогцветочные циклоны типа
ЦН-24, ЦН-15, ЛИОТ, СИОТ;
— встроенные, т. е. устанавливаемые непосредственно в аппарате — сепараторы
с цилиндрическим и коническим завихрителями.
Гидравлическое сопротивление центробежных каплеуловителей рассчитывается
по формуле
Ар^ = (5-2.89)
где £с— коэффициент гидравлического сопротивления сепаратора.
5.2.5. Фильтры-пылеуловители
Фильтрование — процесс фильтрации запыленного газа через пористые пе-
реюродки, в ходе которого часгицы задерживаются, а газ полностью проходит сквозь
перегородку. Фильтры классифицируются в зависимости от фильтрующих перегоро-
док па тканевые, зернистые, волокнистые, воздушные и т. п.
Процесс фильтрации основан на многих физических явлениях — действии грави-
тационных и инерционных сил, эффекте зацепления, броуновском движении. В связи
с этим сложно оценить эффективность осаждения пыли на фильтрующей поверхности.
Обладая многими положительными качествами, фильтрующие устройства в то
же время не лишены недостатков: более сложная конструкция аппарата, более высо-
кое сопротивление из-за плотного фильтрующего слоя и, как следствие, более высо-
кая стоимость очистки.
Тканевые фильтры. Фильтры этого класса являются наиболее распространен-
ными в промышлетпюсти. Фильтрующая перегородка у них выполняется из тканых
или валеных материалов, в процессе фильтрации на ней накапливается слой улов-
ленной пыли, и именно он (вместе с тканевой подложкой) обеспечивает высокую
степень очистки газов. С гепетгь улавливашгя зависит от величины пор 1 кани, которая,
в свою очередь, определяется ее видом*
— хлопчатобумажные ткани — тонкие, непрочные, обладают низкой термичес-
кой (до 150 °C) и химической стойкостью, из за гигроскопичности совершенно не мо-
гут быть использованы для работы с влажными газами, так как мгновенно намокают
и теряют способность к регенерации;
— шерстяные ткани — обладают большей прочностью и упругостью, чем хлоп-
чатобумажные ткани, срок службы их достигает 12 месяцев, но они нестойки к кис-
лотам, довольно дороги и не могут быть использованы для температур более 170 °C;
— синтетические ткани (в основном нитрон, лавсан) — очень прочные, эластич-
ные, негигроскопичные, недорогие, но во избежание спекания их не следует исполь-
зовать при температурах более 180 °C;
— стеклянные ткани из кремнеземных волокон (96-98 % SiO2) — очень прочные,
срок службы очень большой, темпера гура очищаемых газов может достигать 800-
900 °C, но они обладают крайне низкой износоустойчивостью;
444
ГЛАВА 5
— нетканые материалы (фетры) обладают очень высокой улавливающей способ-
ностью, но гигроскопичны.
Для лучшей работы фильтров фильтровальная ткань должна периодически очи-
щаться от уловленной пыли, но этот процесс может снижать эффективность работы
фильтров. Ниже приводятся данные по сравнительной эффективности улавливания
различных тканей при одинаковых условиях (табл. 5.2.11).
Таблица 5.2.11
Сравнительная эффективность фильтровальных тканей
Ткань Эффективное! ь улавливания, %
Чистая Запыленная После регенерации
Тонкая синтетическая 2,0 65,0 13,0
Толстая синтетическая 24,0 75,0 66,0
Толстая шерстяная 39,0 82,0 69,0
Существует два основных способа регенерации запыленных тканей:
1) встряхивание фильтрующих элементов (механическое, аэродинамическое —
путем пульсации или резких изменений направления фильтруемого потока газов, воз-
действием звуковых колебаний и т. п.);
2) обратная продувка фильтрующих элементов очищенными газами или возду
хом (нагнетание в секцию газов с низким давлением при большом расходе, подсос
атмосферного воздуха, струйная локальная продувка каждого рукава или плоского
элемента и др).
Во многих филырах реализуются оба способа регенерации с использованием
только аэродинамического воздействия.
Таким образом, можно отметить недостатки тканевых фильтров по сравнению
с другими типами фильтров и типами очистных аппаратов:
— невозможность очищать высокотемпературные газы, стабильная работа при
температурах не более 400-500 °C;
— невозможность очищать влажные газы;
— эффективность улавливания сильно зависит от свойств частиц — нежелательна
работа фильтров с абразивными и слипающимися частицами;
— наличие явления проскока —резкого увеличения концентрации пыли в выходя-
щем потоке (в 5-10 раз); это явление зависит ог типа фильтрующего материала,
скорост и фильт рации.
Для избежания явления проскока скорость газа в фильтрах должна быть невелика
и не превышать обычно 1,0-1,5 см/с—для синтетических тканей и 0,1-0,5 см/с—для
остальных.
Вероятность столкновения частиц пыли с фильтрующим волокном под влиянием
сил инерции характеризуется критерием Стокса, имеющим для малых частиц следу-
ющий вид:
S,k = T^£T> (5.2.90)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕС KIIX ПРОЦЕССОВ
445
где и— скорость набегающего газовою пото-
ка, м/с; d—диаметр частиц пыли, м;р — плот-
ное! ь частиц пыли, кг/м3; р — вязкость газа,
Н с/м2; De — диаметр волокна, м.
Величина Stk определяет эффективность
осаждения часгиц /р под действием инерци-
онных сил (рис. 5.2.20). Чем больше значение
Stk, тем больше частиц столкнется с поверх-
ностью волокна.
Эффективность осаждения частиц оди-
ночным волокном под воздействием броу-
новского движения при температуре менее
100 °C можно выразить формулой
Рис. 5.2.20. Номограмма для опреде-
ления фракционного коэффициента
улавливания пыли
с7Л
„ 1,35 10~2
% /vdD
(5.2.91)
где V — скорость набегающего газового потока, м/с; d—линейный размер (диаметр)
частиц пыли, мкм; D*— диаметр фильтрующего волокна, м.
Фильтрующий элемент имеет долю свободного сечения у/, поэтому общая эффек-
тивность очистки будет определяться по зависимост и
<7 = (7, + %) О - V)-
(5.2.92)
Величина гидравлического сопротивления запыленной ткани рукавною фильтра
зависит от очень многих величин, таких, как физические свойства пыли и очищаемо-
го воздуха, параметры фильтровальной ткани, и определяется по формуле
= 817/201(1 -»») Г _ m)h% + <2£z
d m T ° P
(5.2.93)
где p — вязкость газа, Нс/м2; co — скорость газа, рассчитанная на всю площадь i катти
(газовая нагрузка), м/с; d — средний размер частиц пыли, м; р — плотность пыли,
кг/м3; т — порозность слоя пыли, доли; тТ— пористое!ь ткани, доли; z— запылен-
ность газа, кг/м3; t— время между регенерациями, с; hQ — удельное гидравлическое
сопрел явление ткани в чистом виде, огнесенное к толщине, равной 1 м, при скорости
воздуха 1 м/с, Н/м2; значения Ло приведены в табл. 5.2.12.
Таблица 5.2.12
Ткань тп доли й0, Н/м2
Шерсть 0,91-0,86 0,84
Рукавная ЦМ 0,89 1,8
Нитрон 0,75 4,5
Стекловолокно 0,52 27,5
Для приближенного расчета гидравлического сопротивления запыленной ткани
можно пользоваться формулой
446
ГЛАВА 5
Др = го) [26 10-V-*(1 - m)Jh. +
dm v v p
(5.2.94)
Тканевые фильтры бывают двух основных конструкций
каркасные (рамные).
Пыль
Рис. 5.2.21. Рукавный фильтр с реверсивной
струей воздуха для отдельных фильтрующих рука-
вов: 1 — соленоидные клапаны; 2 — форсунка; 3 —
таймер; 4— фильтровальная ткань; 5 — крепеж тка-
ни; 6—труба Вентури; 7 — хомут; 8 — верхняя плас-
тина; 9— зажим; 10— фиксатор; // — войлок
рукавные и плоские
Наиболее широко распростра-
нены в промышленности рукавные
фильтры (рис. 5.2.21). Рукав-
ные фильтры разделяются
л по способу подачи запыленных
«р./ газов, по расположению и размеру
Го у рукавов, по виду их крепления, по
методу регенерации и конструк-
ции механизмов для ее проведе-
ния. Зазоры между рукавами
должны обеспечить их свободное
раздувание при фильтрации и ре-
генерации, а также легкость об-
служивания — крепление и смену
рукавов.
Наиболее ответственным уз-
лом, определяющим качество
очистки газов, являются филь-
тровальные рукава, состоящие
из фильгровальной перегородки
и арматуры, необходимой для
функционирования рукава и его
крепления в аппараге. Фильтро-
валытые рукава чаще всего выполняют в виде цилиндров с распорными кольцами
и без них, а также цельноткаными или сшитыми, как показано па рис. 5.2.22.
Рис. 5.2.22. Фильтровальный рукав фильтра: / — пружинное кольцо; 2 — материал, обтя-
гивающий пружинные кольца; 3 — шитый рукав
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕС 'КИХ ПРОЦЕССОВ
447
Рнс. 5.2.23. Разъемный хомут для крепле-
ния фильтровальных рукавов: 1 — сталь-
ная лента толщиной 1 мм; 2— приварная
проушина; 3 — стяжной болт; 4 — упорный
ролик 5 — гайка
Рис. 5.2.24. Узлы крепления фильтро-
вального рукава: / — гнездо для рукава
диаметром 127 мм; 2— рукавная решетка;
3 — профильная обечайка
Чтобы рукав не повреждался при креплении разъемным хомутом, его нижний
край подвертывают и прошивают. Для удержания рукава на колпаке в его верхнюю
часть вшивают пружинное кольцо. Нижняя часть рукавов может крепиться хомута-
ми, которые затягиваются болтами с тайками (рис. 5.2.23).
В производстве часто используются вариан-
ты крепления рукава при помощи вальцованного
в стальнуюрукавттуюрешетку гнезда, выполненного
в виде полоски из нержавеющей стали (рис. 5.2.24а)
и пружинного (рис. 5.2.246). В некоторых филь грах
тшжнее креплетпте рукавов осуществляется при по-
мощи самозаклинивающихся колец (рис. 5.2.25),
либо необходимую натяжку осуществляют подве-
шиванием груза (рис. 5.2.26). Недостатком послед-
него метода являются сложность устройства и зна-
чительные затраты мел гыла или какого-либо другого
материала на изт отопление груза.
При нижней подаче запыленного газового по-
тока верхнюю часть рукавов обычно закрывают
глухим металлическим колпаком, посредством
которого осуществляется натяжение рукава
(рис. 5.2.27а). Колпак, в свою очередь, подвеши-
вают к неподвижному кротпптешгу на цепи или
закрепляют при помощи натяжного болта. Также
часто используют метод крепления рукава в ру-
кавной ренте гке путем зажима бурта фланцем
(рис. 5.2.276) и при помощи крючка, в который
продевается конец рукава (рис. 5.2.27в).
Рнс. 5.2.25. Крепление рукава,
открытого с двух сторон, самоза-
клнннвающнмнея кольцами: а —
общий вид; б— узел крепления: / —
обечайка, вальцованная в рукавную
решетку; 2 — кольцо самозаклини-
ваюшссся; 3— рукав; 4— кольцо
верхнее; 5— пружина; б— верхняя
рукавная плита
448
ГЛАВА 5
Рнс. 5.2.26. Крепление рукавов
открытого типа с использованием
грузов: 1 — рукав; 2—груз; 3—уп-
лотнительный рукав; 4 — обечайка
Для регенерации фильтровальных элементов
образной продувкой используют устройства, от-
ключающие камеру очищенного газа от коллекто-
ра очищенного газа (в работе под разряжением)
или камеру запылешюго газа от коллектора запы-
ленного газа (в работе под давлением), а также
соединяющие регенерируемую секцию с проду-
вочной линией или линией отсоса. Кроме того,
отключающие устройства позволяют выводить
пюбую из секций из режима фильтрования. Такие
устройства представлены на рис. 5.2.28а. Более
высокую степень герметичности обеспечивают
тарельчатые клапаны (рис. 5.2.286).
Наиболее ответственным узлом в фильтрах
с импульсной продувкой является устройство,
обеспечивающее кратковременную подачу в каж-
дый фильтровальный элемент струи сжатого
воздуха. В отечественных фильтрах для подачи
сжатого воздуха используют унифицированные
клапанные секции (рис. 5.2.29).
В процессе эксплуатации пылеулавливающих установок, ь частности рукавных
фильтров, иногда имеет место зависание пыли и образование сводов в бункерах, в ре-
зультате чего пыль не поступает к выгрузочному устройству. При склонности пыли
к сводообразованию бункера могут быть оборудованы устройствами для герметичес-
кой вьпрузки пыли, которые препятствуют сводообразованию,— затворами. Чаще
Рис. 5.2.27. Верхнее крепление фильтровальных рукавов: а — подвес рукава на цепи; б—
крепление каркасного рукава в рукавной решетке путем зажима бурта фланцем; в— подвес ру-
кава при помонги крюка: 1 — цепь; 2 — кронштейн для подвеса рукава; 3 — динамометр, 4 —
приспособление для натяжки рукавов; 5— качающийся кронштейн для подвески рукавов; 6—
крючок подвеса; 7 — прошитая часть рукава, 8 — фильтровальный рукав; 9—каркас с фланцем
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
449
Рис. 5.2.28. Переключающие устройства: а — клапанное: 1 — корпус; 2 — заслонка; 3 —
клапан; 4 — продувочный патрубок; 5 — выпускной патрубок; б — тарельчатое: / — седло
клапана; 2 — тарелка клапана; 3 — шток клапана; 4 — направляющая втулка; 5 — пнсвморасп-
рсдслитсль; 6 — опора; 7 — пневмоцилиндр; 8 — обратная часть штока, 9 — труба, отделяющая
камеру продувочного газа; 10— упор гарелки клапана, 11 —фланец штока пневмоцилиндра;
12 — фланец штока клапана
всего используют механические за-
творы. Выбор типа затвора произво-
дят с учетом пылевой нагрузки, тем-
пературы пыли, перепада давления
в бункере и перегрузочном устрой-
стве, слипаемости, абразивности,
агрессивности, взрывоопасности
и других свойств пылевых частиц.
Наиболее распространенные типы
Рис. 5.2.29. Клапанные секции: а —
фильтр типа ФРКИ: 1 — ресивер; 2 —
корпус клапана; 3 — импульсная труба,
4 — электромагнит; 5 — корпус электро-
магнитного клапана; 6— втулка; 7—
пружина; 8 — псрсточнос калибровочное
отверстие; 9 — мембрана; 10— разда-
ющая труба, II — нпуцер для установки
датчиков пневмоимпульсов; 12— шту-
цер сброса конденсата; б— фильтр типа
РЦИ: 1 — камера сжатого воздуха; 2 —
сопло; 3 — главная мембрана; 4 — крыш-
ка клапана; 5— мембрана управления,
6 — пружина; 7 — псрсточнос отверстие
в мембране; 8 — выпускные отверстия;
9— нпуцер, соединяющий клапан с при-
бором управления
450
ГЛАВА 5
затворов представлены па рис. 5.2.30. Зат воры-мигалки (рис. 5.2.30а,6) представля-
ют собой автоматические самоуправляемые затворы с уравновешивающим грузом.
В нормальном рабочем режиме клапан затвора-мигалки совершает медленные ко-
лебания с амплитудой 3 мм, либо он неподвижен. Гораздо большую герметичность
обеспечивает двойной пылевой затвор-мшалка (рис. 5.2.306), состоящий из двух ка
мер, вход пыли в которые перекрывается коническими клапанами посредством ку-
лачкового механизма.
В последнее время в фильтрующих установках большое распространение по-
лучили дисковые задвижки (рис. 5.2.30в). Они выполнены в виде подпружиненной
заслонки с ручным приводом, позволяющим поворачивать диск-заслонку в горизон-
тальной плоскости вокруг оси вращения.
В фильтрах небольшой производительности целесообразно устанавливать затво-
ры клапанного типа с шаровой пятой (рис. 5.2.30г). Они могут использоваться при
высоких температурах до 400 °C и перепадах давления до 1000 Па.
Широко используются шиберные затворы (рис. 5.2.300), основным элементом
которых является плоская заслонка, перемещаемая в пазах, расположенных по сто-
ронам прямоугольного выпускного отверстия. К недостаткам шиберного затвора от-
носится опасност ь заклинивания и необходимость значительного усилия для продви-
жения заслонки.
Под бункерами фильтров, улавливающих неслипающиеся пыли, устанавливают
шлюзовые питатели (рис. 5.2.30е). Для обеспечения герметичности зазор между ло-
пастями и стенками корпуса не должен превышать 0,2 мм. Также помимо шлюзовых
затворов для выгрузки и одновремешюй транспортировки пыли применяются винто-
вые шнеки (рис. 5.2.30лс).
Расчет рукавных фильтров в основном состоит из двух этапов. Во-первых, оп-
ределяют площадь фильтрации. Размер площади фильтрации в основном зависит от
количества фильтруемого газа с учетом увеличения его объема в результате увлажне-
ния и подсоса воздуха, ввода воздуха для обратной продувки и изменения объемного
количества газа при изменении его температуры. Во-вторых, определяют гидравли-
ческое сопрел явление фильтра, которое заьист в основном от сопротивления запы-
ленной ткани.
Площадь фильтрации определяется в зависимости от объемного количества газа
и скорости его фильтрации по формуле
F = Q/v,
Скорость фильтрации иг можно выбрать в соответствии с рекомендациями для
различных типов ткани в пределах 0,3-1,5 м/с либо рассчитать по формулам (5.2.93)
и (5.2.94), задаваясь предельным гидравлическим сопротивлением.
Общую площадь фильтрующей перегородки можно оценить также по формуле
(Q + Q)
F = V + F . (5.2.95)
Здесь — расход газа на обрат ную продувку, м3/с; q — удельная газовая нагруз-
ка при фильтровании, м’/м^мип; Fp— площадь фильтра, выключаемая на регенера-
цию в течение одного часа и равная
F =п S - г -и /3600, (5.2.96)
р с с р р 1 X /
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
451
Рнс. 5.2.30. Затворы: а — затвор-мигалка: 1 — загрузочный патрубок, 2 — конусный кла-
пан, 3— игла, 4— корпус, 5— выгрузочный патрубок, 6— угловой рычаг, 7— противовес,
8 — рычаг; б— двойной пылевой затвор-мигалка: 1 — одинарная мигалка, 2—электродвигатель,
3 — ременная передача, 4 — ведущая звездочка, 5 — ведомая звездочка; в — дисковая задвижка:
1 — дикс-заслонка, 2 — рычаг, 3 — рукоя гка, 4 — нижняя часть корпуса, 5 — верхняя час п> кор-
пуса, г— клапанный шаровой затвор: 1— бункер, 2— загрузочный патрубок, 3— корпус,
4 — клапан, 5 — шаровая пята, б — угловой рычаг, 7 — канат, 8 — рычаг с противовесом; д —
шиберный затвор: 1 — корпус, 2 — заслонка, 3 — шток, 4 — опорная рама, 5 — штурвал, б —
за1рузочный патрубок; е— шлюзовой затвор; ж— винтовой шнек: 1 — разгрузочный патру-
бок, 2 — транспортирующи й винт, 3 — корпус, 4 — загрузочный патрубок, 5 — привод
452
ГЛАВА 5
где пс— число секций в фильтре; 5— фильтрующая поверхность одной секции, м2;
тр — время отключения секции на регенерацию, с; пр— число регенераций в течение
часа.
Удельная газовая нагрузка в рукавных фильграх q с достаточной для практичес-
ких расчетов точностью может определягься из следующего выражения:
Чф = С2 Q > (5.2.97)
где qn — нормативная удельная нагрузка, зависящая от вида пыли и ее склонности к аг-
ломерации, qn = 1,2-3,5 м3,м2мин; Ct — коэффициент, характеризующий особенноегь
регенерации фильтровальных элементов (С, = 1 —для фильтров с импульсной продув-
кой сжатым воздухом, С{ = 0,7-0,85 — для фильтров с регенерацией обратной продув-
кой и одновременным встряхиванием или покачиванием рукавов, С, = 0,55-0,70—для
фильтров с регенерацией путем обратной продувки); С,— коэффициент, учитываю-
щий влияние концентрации пыли на удельную газовую нагрузку (с увеличением кон-
центрации пыли уменьшается от С2 = 1,1 до С2 = 0,8; С3—коэффициент, учитывающий
влияние дисперсного состава пыли, определяемый по табл. 5.2.13; С4— коэффициент,
учитывающий влияние температуры газа, определяемый по табл. 5.2.14; С5 — коэффи-
циент, учитывающий требования к качеству очистки (обычно Cs = 0,95).
Таблица 5.2.13
Медианный размер частиц пыли, мкм Св. 100 50-100 10-50 3-10 Мсисс 3
Коэффициент С3 1,2-1,4 1,1 1,0 0,9 0,7-0,9
Таблица 5.2.14
f 20 40 60 80 100 120 140 160
1,0 0,9 0,84 0,78 0,75 0,73 0,72 0,7
При подборе рукавных фильтров важным является оценка ожидаемого гидрав-
лического сопротивления, определяющего энергетические затраты на фильтрование.
Гидравлическое сопротивление рукавных фильтров складывается из сопротивления
корпуса аппарата Дрк и сопротивления фильтровальной перегородки Дрп:
&РФ = АРЛ (5-2.98)
Сопротивление корпуса аппарата определяется по формуле
&Р' = £ • <5-2")
где — скорость газопылевого потока во входном патрубке, м/с; <*.— коэффициент
гидравлического сопротивления корпуса, обычно <*. = 1,5-2,0.
Гидравлическое сопротивление фильтровальной перегородки зависит от массы
и свойств осевшей на пей пыли и сос тоит из двух составляющих — постоянной Др;
и переменной Др2:
ДРЯ = ДМДЛ-
(5.2.100)
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
453
Постоянная составляющая гидравлического сопротивления создается самой
фильтровальной перегородкой и оставшимся на ней после регенерации слоем пыли
и определяется по формуле
Лр^Кро^, (5.2.101)
где Я* — коэффициент, характеризующий сопрел ивлепие фильтровальной перегород-
ки с оставшимся на ней слоем пыли, м1; ьф — скорость фильтрования, м/с; и — пока
затель степени, зависящий от режима течения потока (для расчетов можно принимать
п = 1, при турбулентном течении п> 1).
Переменная составляющая создается слоем пыли, накапливающимся в процессе
фильтрования в период между регенерацией рукавов, и определяется по формуле
= (5.2. !,02)
где Z^— концентрация пыли на входе, кг/м3; — параметр сопротивления слоя
пыли; т—продолжительность фильтровального цикла, с; р — коэффициент динами-
ческой вязкости г аза, Па-с.
Волокнистые фильтры. Во многом они похожи на тканевые, но обладают более
высокой эффективностью пылеулавливания (до 99 %) и большим временем накоп-
ления пылевого слоя на поверхности фильтра, однако плохо подвергаются регене-
рации. Поэтому волокнистые фильтры используют в основном для очистки слабо-
запыленных потоков, концентрация пыли в которых не превышает 2 г/м3, а диаметр
часгиц — менее 2—10 мкм. Фильтрующими материалами служат бумага, картон, на-
бивные материалы.
Преимущество волокнистых фильтров перед тканевыми состоит в том, что они
могут улавливав ь и жидкие аэрозоли.
Волокнистые фильтры бывают двух видов:
1) фильтры тонкой очистки;
2) глубокие фильтры.
1 Фильтры тонкой очистки применяют ся для очисл ки воздуха от радио-
активных и высокотоксичных примесей концентрацией до 0,5-5,0 мг/м3, в том числе
аэрозолей. Улавливают частицы диаметром 0,05-0,5 мкм. Улавливание происходит
за счет броуновской диффузии частиц и эффекта касания на волокна фильтрующего
материала (перхлорвинил, диацетатцеллюлоза, полистирол и т. п.). Скорость фильтра-
ции при этом тте превышает 0,01-0,15 м/с, перепад давления — 200-300 Па (запылен-
ные фильтры — 700-1500 Па), а эффективность пылеулавливания — более 99 %.
При концентрациях пыли менее 0,5 мг/м3 в фильтрах малой производительности
в одном корпусе размещают фильтры тонкой очистки из перхлорвшшла и фильтры
глубокой очитки из набивного слоя лавсановых волокон толщиной 100 мкм. Такие
фильтры называются двухступенчатыми, или комбинированными (рис. 5.2.31).
Срок службы фильтров гонкой очистки обычно составляет до 5 лет. Регенерация
таких фильтров совершенно нерентабельна.
2 . Глубокие фильтры применяются для стерилизации воздуха при произ-
водстве антибиотиков, витаминов и других iтродуктов ферментации. Для увеличения
срока службы их изготавливают многослойными, состоящими из лобового слоя грубых
волокон, и более тонкого слоя тонких волокон, причем плотное гь упаковки волокон из-
454
ГЛАВА 5
Рис. 5.231. Двухступенчатый (комбинирован-
ный) фильтр: 1 — секция с набивным слоем из во-
локна; 2 — секция тонкой очистки
меняется по глубине филыра.
Глубокие фильтры улавливают
частицы размером более 0,5—
5 мкм. Срок службы таких филь-
тров увеличивается до 20 лет.
Глубокие фильтры приме-
няют для очистки воздуха or
бактерий; в этом случае очист-
ка осуществляется в две ступе-
ни: 1) стеклянное волокно, где
скорость фильтрации составля-
ет около 1,5 м/с, этот слой фпльгра можно регенерировать и стерилизовать острым
паром в течение 4 часов, а затем просушить; 2) базальтовое волокно.
Воздушные фильтры в основном используются в приточной вентиляции.
Промежутки между волокнами фильтра достаточно большие для уменьшения пере-
пада давления, и скорость фильтрации достигает 3 м/с. Для увеличения удерживаю-
щей способности фильтра используется масляная пленка, при этом эффективность
осаждения пыли на пленке достигает 80 %. Конструкции воздушных фильтров отве-
чают следующей условной классификации.
Класс фильтра 3 2 1
Размеры улавливаемых част иц, мкм 10 1 1
Эффективность очистки, % не менее 60 85 99
Туманоуловители (разновидности волокштстых фильтров) использу-
ют для улавливания капель жидкости размером более 10 мкм в производстве серной
кислоты, хлоргаза. В качестве фильтрующей перегородки используется набивной
материал, полученный иглопробивным способом из полимерных волокон — в этом
случае получается объемная структура, которая насыщается жидкостью, удаляемой
затем каплями под действием силы тяжести. Эти аппараты характеризуются высокой
степенью очистки, надежностью в работе, простотой конструкции, монтажа и экс-
плуатации, а главное, возможностью обеспечения очиегки гонкодисперсных туманов
до любой остаточной концентрации. Однако туманоуловители обладают существен-
ным недостатком — возможностью зарастания при наличии в тумане значительного
количества твердых частиц. При улавливании туманов решающее значеггие имеет от-
носительная влажность газа. Если она ниже равновесной влажности, то на волокнах
фильтра возникает плотная быстрорастущая солевая оболочка. В подобных случаях
в газы добавляется «мятый» пар, распылешгая жидкость или сам слой орошается из
форсунок. Фильтры-туманоуловители подразделяются на три типа:
— низкоскоростные (у < 0,2 м/с) — из волокон диаметром от 5 до 20 мкм с порис-
тостью 88-92 % и толщиной набивки от 0,01 до 0,1 м. Элемент конструкции такого
фильтра представлен на рис. 5.2.32. Элемент состоит из двух соосно расположенных
цилиндрических сеток из проволоки диаметром 3,2 мм, приваренных ко дну и пат-
рубку-фланцу; пространство между сет ками заполнено волокном, дно элемент а обо-
рудовано трубкой, погруженной в стакан-гидрозатвор. В зависимости от производи-
тельности газа в корпусе фильтра может быть смонтировано от 1 до 70 элементов.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
455
Рис. 5.232. Цилиндрический фильтрующий элемент ту-
маноуловителя: 1 — опорная перегородка; 2 — уплотняющий
патрубок; 3 — шпилька; 4 — прокладка; 5 — цилиндрические
сетки из проволоки. 6— стскловолокнистый слой; 7 — дно;
8 — грубка гидрозатвора; 9 — стакан
— высокоскоростные (о > 0,5-1,2 м/с) — со слоем
грубых волокон диаметром 20-100 мкм, служащие для
выделения из газа частиц крупнее 1 мкм (рис. 5.2.32).
— многоступенчатые— состоящие из 2—3 филь-
тров второго и первого типов, в которых первая сту-
пень работает при скоростях выше критической и явля-
ется укрупнит елем улавливаемых капель при высоких
концентрациях тумана. Применяются для улавливания
аэрозолей растворимых аммонийных солей от ней гра-
лизаторов и грануляционных башен.
Зернистые фильтры, Широко применяются для
очистки высокотемпературных газов, для улавливаггия
слипающихся, высокоомных и абразивных пылей, т. е. в тех случаях, когда примене-
ние рукавных и электрофильтров нецелесообразно. Зернистые фильтры бывают двух
типов: насыпные и жесткие пористые.
В зернистых насыпных фильтрах фильтрующий слой состоит из зе-
рен сферической формы (песок, галька, опилки, дробленые горные породы, керамзит
Рис. 5.233. Крепление керамических цилиндрических патронов в съемной трубной ре-
шетке: а— стяжной шпилькой: б— поджатием пружиной: 1— керамический патрон; 2 —
стенка фильтра; 3 — втулка; 4 — верхняя крышка; 5 — винт; 6 — прокладка; 7 — стяжная
шпилька; 8— специальная гайка; 9 — нижняя крышка; 10 — пружина; 11— перфорированная
крышка; 12 — шпилька
456
ГЛАВА 5
и т. п), в зависимости от требований процесса. Зерна размером 0,2-2,0 мм должны
образовать фильтрующий слой высотой до 10-15 см. При этом фильтрующие слои
бывают двух типов: насыпные и жесткие пористые, образованные путем спекания,
прессования. Зернистые фильтры обладают рядом существенных преимуществ; до-
ступность и простота исполнения, возможность очистки высокотемпературного газа,
а также воздуха, содержащего агрессивные среды и высокую концентрацию пыли.
К тому же, кроме фильтрования, гранулы могут выполнять функции теплоносителя
и сорбента или катализатора. В зависимости от вида улавливаемых пылей и режи-
ма работы зернистые фильтры могут обеспечивать степень очистки газов 95-99 %
при скорости фильтрации 15—35 м/мин, при этом гидравлическое сопротивтсние со-
ставляет 1300-3000 Па.
Жесткие пористые фильтры выполняются из керамики или метал-
локерамики. Их преимущество — высокая устойчивость к высоким температурам
(до 1300 °C), однако они очень дороги, имеют большое гидравлическое сопротивле-
ние и плохо подвергаются регенерации. На рис. 5.2.33 представлены варианты креп-
ления керамических цилиндрических патронов в съемной трубной решетке.
5.2.6. Электрофильтры
Электрофильтры являются уггиверсалыгыми аппаратами для очистки промыш-
ленных газов от твердых и жидких частиц (рис. 5.2.34).
Электрофильтры обладают рядом преимуществ перед другими пылеулавлива-
ющими аппаратами:
— высокая степень очистки, достигающая 99.5 %;
— низкие энергетические затраты на улавливание частиц, состоящие из потерь
энергии на преодоление газодинамического сопротивления аппарата, не превыша-
ющего 150 -200 Па, и удельных затрат энергии — обычно 0,1-0,5 кВт-ч на очистку
1000 м3 газа;
— возможность улавли вания частиц
размером 0,5 мкм и менее;
— широкий диапазон концентрации
пыли — от 0,01 до 50 г/м3;
Рис. 5.234. Двухступенчатый электро-
фильтр: 1 — комплект стряхиватслсй; 2 —
смотровой люк; 3 — быстрооткрывающис-
ся панели для извлечения коронирующих
электродов. 4 — распорные стержни между
осадительными электродами; 5— дырча-
тый распределительный экран; 6 — станина;
7 — высоковольтное оборудование; 8 —
площадка для размещения изоляторов; 9 —
крыша; 10— клиновидные опоры для ко-
ронирующих электродов; 11 — осадитель-
ные электроды; 12 — пластинчатые и щит-
ковые электроды; 13— высоковольтная
рама; 14 — люк
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
457
— возможность очистки больших объемов запылен пых газов — порядка сотен ты-
сяч и миллионов кубических метров в час;
— температура очищаемых газов может превышать 500 °C.
К недостагкам электрофильтров относится высокая чувствительность процесса
электрической фильтрации газов к отклонениям от заданных параметров технологи-
ческого режима, а также к пезначителыгым механическим дефекгам в активной зоне
аппарата.
В электрофильтрах очистка газов от взвешенных частиц происходи! под дейс-
твием электрических сил. Для этого частицам сообщается электрический заряд.
В результате действия электрического поля заряженные частицы движутся, преодо-
левая сопротивление газовой среды, к осадительным электродам, скапливаясь на их
поверхности в виде пылевого слоя.
Основными конструктивными элементами электрофильтров являются следующие:
— система осадительных электродов;
— система коронирующих электродов;
— корпус;
- узлы подвода и распределения запыленных газов;
— ус гройства для удаления уловленной пыли с электродов;
— изоляторные коробки для ввода в электрофилыр гока высокого напряжения.
Осадительные электроды должны удовлетворять следующим требованиям: про
чность и жесткость, гладкая поверхность для беспроблемного удаления уловленной
пыли, достаточно высокие аэродинамические характеристики.
По форме и конструкции осадительные электроды можно условно разделить па
три большие группы: пластинчатые, коробчатые и желобчатые (рис. 5.2.35).
Коронируюшие электроды должны удовлетворять следующим требованиям: точ-
ная форма для создатшя интенсивного и достаточно однородного коротпюго разряда;
механическая прочность и жесткость для обеспечения надежной и долговечной рабо-
ты в условиях вибрации и встряхивания; простота изготовления и низкая стоимость,
так как общая длина коронирующего электрода может достигать 10 км; стойкость
к aipecciiBHbiM средам.
Коронирующие электроды подразделяются на две большие группы (рис. 5.2.36):
электроды без фиксированных разрядных точек и электроды с фиксированными раз-
рядными точками по всей длине электрода. Во втором случае источниками разряда
являются острые выступы или шипы, при этом работой электрода можно управлять,
изменяя расстояние между шипами.
Система осадительных и коронирующих электродов размещается внутри метал-
лического сварного или редко используемого железобетонного корпуса, выполненно-
го в форме П-образных рам, причем загрузка оборудования внутрь корпуса осущест
вляется сверчу или сбоку. Корпус снаружи обязательно должен быть теплоизолирован
для предотвращения температурных деформаций и исключения конденсации влаги.
Узел подвода и равномерного распределения запыленного воздуха обычно состоит из
системы газораспределительных решеток, установленных перед основной камерой с сис-
темой осадительных и коронирующих электродов, и представляет собой установленные
в два яруса перфорированные листы, живое сечение которых составляет 35-50 %.
Для удаления уловленной пыпи из электрофильтров используются системы встря-
хивания электродов. В сухих электрофильтрах обычно используются ударно-молот-
458
ГЛАВА 5
б)
в)
ж)
к)
")
°о°о°о%%
°о°о%%%
°Оо0о0о0о°
о ° О о
o°o°o%2-
Рис. 5.235. Осадительные электроды: пластинчатые: а— листовые; б— сетчатые;
г — прутковые; коробчатые: д — перфорированные; з, л — карманные; м, о. п — тюльпано-
образные; желобчатые: в — Вальтер- электроды; е, и — С-образные; ж к, м — верзикальныс
трубчатые круглого, шсстиграшюго и сотового ссчстшя
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
459
Рис. 5.2.36. Коронируюшис электроды: с фиксированными разрядными точками — а, б, в,
и, к, л\ без фиксированных разрядных точек — г, д, е, ж, з, м
460
ГЛАВА 5
копая, пружинно-кулачковая, магнитно-импульсная и вибрационная системы. Также
уловленные частицы могут быть смьпы с электродов водой.
Зарядка час гиц в элскт рофилы рах происходи г в поле коронного разряда, для чего
на коронирующие электроды подают высокое напряжение — до (3-6) 104 В, а осади-
тельные электроды заземляют. Коронный разряд представляет собой специфическую
форму незавершегпюго электрического разряда, характерного для систем электродов
с резко неоднородным полем.
При повышении напряжения, подаваемого на коронирующие электроды, вблизи
их поверхности быстро возрастает напряженность поля. Электроны под действием
поля разгоняются и разбивают молекулы газовой среды на положительные и отрица-
тельные ионы, при этом быстро ионизируется узкая область, примыкающая к коро-
нирующему электроду. Газовые ионы различной полярности, образующиеся в зоне
короны, под действием сил электрического поля движутся к разноименным элект-
родам, по пути адсорбируясь на поверхности встреченных частиц пыли, в результа-
те чего частицы приобретают в межэлектродном промежутке электрический заряд
и под влиянием электрического поля движутся к электродам, осаждаясь на них. При
этом частица приобретает заряд, величину которого можно определить так:
<7 = 3,ге»(г+2)‘/-£ + (5.2.103)
и
где — диэлектрическая проницаемост ьвакуума, е0= 8,85 10’2 Ф/м; е— относи-
тельная диэлектрическая проницаемость частицы, Ф7м; d4 — диаметр частицы, м;
Е — напряженность электрического поля коронного разряда, В/м; D* — коэффици-
ент диффузии частиц, м2/с; А — функция, значения которой приведены на рис. 5.2.37;
ки — подвижность ионов, м2/В с.
Подвижность ионов А —это скорость, которую ион приобретает в электрическом
поле при напряженности поля, равной единице: ки = vu/E, где vu — скорость движения
иона, м/с. Ниже приведены значения величины подвижности ионов для различных
газовых сред.
Таблица 5.2.15
Газовая среда к lOW/Bc W Газовая среда к -К^м '/В с W
Азот 1,84 Водяной пар— 100сС 0,57
Аммиак 0,66 Двуокись углерода 0,96
Водород 8,13 Кислород 1,84
Воздух сухой 2,10 Окись углерода 1.15
Воздух, насыщенный водяными парами при 25 °C 1,58 Сернистый ангидрид 0,41
Условно все и шестые конструкции электрофильтров можно разделить по форме оса-
дительных электродов на две группы: пластинчатые и трубчатые. В пластинчатых
электрофильтрах осадительные электроды представляют собой пластины, между которы-
ми патя ну гы ряды проводов (коронирующих электродов), и запыленный воздух поступает
в пространство между каждой из плоскостей и проводами. В трубчатых электрофильтрах
система коронирующих и осадительных электродов имеет вид коаксиальных цилиндров.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
461
На час гицы, находящиеся в пространстве
между кюронирующим и осадительным элек-
тродами электрофильтра, действуют силы,
вызывающие перемещение частиц относи-
тельно потока газа:
— сила гяжесги;
— сила сопротивления среды;
— сила, обусловленная деист вием элект-
рическою поля;
— сила, обусловленная неравномерным
распределением напряжения электри-
ческого поля.
Наибольшее влияние на движение час-
Рис. 5.237. Зависимость параметра А
от продолжительности зарядки т и кон-
центрации ионов пи = 10м ионов /м-'
тицы в поле электрических сил оказывают сила действия электрического поля и сила
сопротивления среды, поэтому скорост ь осаждения заряжешюй частицы можно вы-
разить уравнением
V =
А*
/ eEd AD \
I ____Ч | W I
£ + 2 Зк )
\ и /
(5.2.104)
Анализ вышеприведенной формулы показывает, что при расчете осаждения мел-
ких частиц диаметром d < 2 мкм основное влияние на движение частиц будет оказы-
вать диффузионная зарядка, поэтому сильно возрастает значение второго слагаемого
формулы, а первым можно пренебречь. При определении скорости осаждения более
крупных час гиц (d > 2 мкм) можно пренебречь поправкой Кенингема—Милликена Ск
и вторым слагаемым, т. е. в этом случае скорость осаждения пропорциональна раз-
меру частиц и квадрату напряженности электрического поля. Минимальная скорость
осаждения наблюдается для частиц размером 0,2-0,6 мкм.
Напряженность поля в трубчатом электрофильтре с коропирующими электрода-
ми, выполненными из гладкой проволоки, определяется по формуле
/ / г2
? / 1 1 -
'о J к F I »-2
(5.2.105)
где г0 — радиус киронирующего электрода, м; г — текущий радиус сечения трубчато-
го канала, м; i — удельный ток короны на единицу длины коронирующего электрода,
А/м; с0 — диэлектрическая проницаемость вакуума, Ф/м; Fo— начальная напряжен-
ность коронного разряда, В/м.
К сожалению, напряженное гь поля для пластинчатого электрофильтра можно опре-
делить только при помощи эмпирических формул, пользуясь специальной литературой.
Начальную напряженность коронного разряда можно оценить при помощи фор-
мулы Пика
= 3033 (1 + 0.298/^),
(5.2.106)
где <50 — отношение действительной плотности воздуха к его плотности при нор-
мальных условиях.
462
ГЛАВА 5
Линейная плен пос гь тока короны определяется:
— для трубчатого электрофильтра
2/С • 4д • g0
(5.2.107)
— для пластинчатого электрофильтра
£4т^
''"(/О
(5.2.108)
i =
i =
1/(1/-ч)-
где U — напряжение, приложенное к электродам, В; Ц — критическое напряже-
ние, В; h — расстояние между коропирующими и осадительными электродами, м;
d =
Критическое напряжение для трубчато! о электрофильтра:
Ч = £’»Нп(Х)- (5-2109)
Критическое напряжение для пластинчатого электрофильтра:
ч =
(5.2.110)
Время осаждения частиц можно определить как t = LJv?, где/-м — длина элект-
рофильтра, иг— скорость запыленного газа.
'Эффективность очистки запыленного воздуха электрофильтрами определяется
по формуле
? = 1-схр(-иу1>(Д
(5.2.111)
либо это можно записать:
t] = 1 - е
(5.2.112)
где — скорость дрейфа частицы, направленная перпендикулярно продольной оси
межэлектродного канала электрофильтра, м/с; А — площадь осадительного электрода,
м2; Q — расход очищаемого газа, м3/с,/ = A/Q — удельная поверхность осаждения.
Скорость дрейфа без учета влияния турбулентных пульсаций для частиц диамет-
ром от 2 до 40 мкм составляет
мч = 4g. Е Е
ф 0 3 ос
fi + - V 11 V
|‘ + /С + 2) /6///
(5.2.113)
где Е — напряженность электрического поля в той области, где частица получает свой
заряд, В/м; Е — напряженность электрического поля в гой точке, где находи гея части-
ца, В/м; гч — радиус част ицы, м; — коэффициент динамической вязкости газа, Па-с.
Более точная формула для определения скорости дрейфа, позволяющая рассчиты-
вать перемещения не только крупных, но и мелких частиц:
14,8v\2 5,25 1О~3Т\ 4,8v
4 3» fl" 1 1 V J ""I * 1 г
Ф ~ О d I Рг \ £ + 2 d I d ’
(5.2.114)
где v— кинематическая вязкость газа, м2/с; Т — абсолютная температура газа, °К.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
463
При конструировании и расчет е элею рофильтров следует учесть возможное сни-
жение эффективности пылеулавливания аппаратов из-за вторичного уноса частиц,
который возникав! в двух случаях: при встряхивании электродов и при осаждении
крупных частиц, бомбардирующих слой уже осевших мелких частиц. Поэтому для
предотвращения вторичного уноса рекомендуется поддсржива гь скорость запылен-
ного воздуха в аппарате не более 0,5-2,5 м/с.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Основные отличия отстойников по режиму работы.
2. Характеристика процесса отстаивания, область применения
3. Характеристика отстойников по направлению движения разделяемой суспензии.
4. Последовательность расчета отстойников для разделения суспензий.
5. От чего зависит производительность отстойников по разделяемой суспензии?
6 Область применения гидроциклонов.
7. Устройство, принцип действия цилиндроконических гидроциклонов.
8. Влияние конструктивных и режимных параметров гидроциклона на показатели его работы.
9. Порядок расчета цилиндроконического гидроциклона.
10. По каким показателям классифицируют центрифуги.
11. Что входит в индекс производительности центрифуг?
12. Как влияет вязкость суспензии или эмульсии на производительность центрифуг?
13. Из каких периодов складывается рабочий цикл периодических центрифуги?
14. В каких центрифугах можно более тщательно выделить из суспензии твердые частицы
с размером менее 5 мкм?
15. С какой целью в маятниковых центрифугах корпус устанавливают на колоннах с пру-
жинами?
16. Каким образом можно изменить толщину жидкостного слоя в осадительной центрифуге
периодического действия?
17. Почему надо соблюдать определенное соотношение между длиной ротора и толщиной
слоя осадка на сит с центрифуги с поршневой выгрузкой?
18. Какой цикл работы центрифуги периодического действия наиболее энергоемкий?
19. В чем состоит эффект тонкослойного центрифугирования в сепараторах?
20. Назовите способы вьпрузки осадка в сепараторах.
21. С помощью чего можно регулировать толщину слоя суспензии в сепараторах с цилинд-
рическими вставками?
22. Для каких суспензий рекомендуется использовать фильтры периодического действия?
23. Назовите основные режимы работ ы фильтров.
24. Основные признаки для классификации фильтров.
25. Основные свойства взвешенных частиц.
26. Классификация промышленных пылеуловителей. Определение эффективности работы
пылеуловителей.
27. Гравитационные и инерционные пылеуловители: область применения, принцип работы,
конструктивные особенности, достоинства и недостатки.
464
ГЛАВА 5
28. Сухие механические центробежные пылеуловители область применения, принцип ра-
боты, конструктивные особенности, достоинства и недостатки.
29. Механизмы гравитационного и центробежного осаждения частиц.
30. Механизмы инерциошгою осаждения и зацепления частиц.
31. Механизмы диффузионного осаждения частиц и осаждения под действием электричес-
ких зарядов.
32. Классификация фильтров в зависимости от конструкции фильтрующих перегородок.
33. Тканевые фильтры: область применения, принцип работы, конструктивные особеннос-
ти, достоинства и недостатки.
34. Волокнистые фильтры: область применения, принцип рабогы. конструктивные особен-
ности, достоинства и недостатки
35. Зернистые фильтры: область применения, принцип работы, конструктивные особеннос-
ти, достоинства и недостатки.
36. Электрофильтры: область применения, принцип работы, конструктивные особенности,
достоинства и недостатки.
37. Область применения, преимущества и недостатки аппаратов для мокрого пылеулавли-
вания.
38. Полые и насадочные газопромыватели область применения, преимущества и недостат-
ки, принцип действия и конструктивные особенности
39. Тарельчатые газопромыватели и газопромыватели с подвижным слоем шаровой насад-
ки область применения, прсимущсст ва и недостатки, принцип действия и конструктив-
ные особенности.
40. Газопромыватели ударно-инерциошюго действия и центробежные* область примене-
ния. преимущества и недостатки, принцип действия и конструктивные особенности.
41. Скоростные газопромыватели: область применения, преимущества и недостатки, при-
нцип действия и конструктивные особенности.
42. Определение эффективности работы мокрых пылеуловителей.
СПИСОК ЛИТЕРАТУРЫ
1. Алиев Г. М.-А. Техника пылеулавливания иочистки промышленных газов. Справоч-
ник. — М.: Металлургия, 1986. — 544 с.
2. Баранов Д.А., Блиничев ВII, Вязьмин А.В. и др. Процессы и аппараты химической тех-
нологии. Явления переноса, макрокинстика, подобие, моделирование, проектирование: В 5 т.
Т. 2. Мсхаш1чсскис и гидромеханические процессы / Под рсд. А.М. Кутепова. — М.: Логос,
2001. —600 с.
3. Генералов М.Б., Александров В П., Алексеев В.В. и др. Машиностроение. Энциклопедия.
Т IV-12. Машины и аппараты химических и нефтехимических производств. — М.: Машино-
строение, 2004. — 832 с.
4. Гусев ЮИ, Карасев И.Н., Кольман-Иванов Э.Э. и др. Конструировано и расчет машин
химических производств. — М.: Машиностроение, 1985.— 408 с.
5. Дытнерский Ю.И. Процессы и аппараты химической технологии. Ч. 1. Теоретические
основы процессов химической технологии. Гидромеханические и тепловые процессы и аппара-
ты. — М, Химия, 1995. — 400 с.
6. Жужиков В.А Фильтрование. — М.: Химия, 1980. — 399 с.
ОБОРУДОВАНИЕ ДЛЯ ГИДРОМЕХАНИЧЕСКИХ ПРОЦЕССОВ
465
7. Малиновская ТА., Кобринский И.А., Кирсанов ОС, Рсинфарт В.В. Разделение суспензий
в химической промышленности. — М.: Химия, 1983. — 263 с.
8. Пылеулавливание в металлургии. Справочник / Под рсд А.А. Гурвица. — М.: Металлур-
гия, 1984 —336 с.
9. Соколов В.И. Современные промышленные центрифуги. — М.: Машиностроение, 1967. —
523 с.
10. Терновский И.Г., Кутепов А.М. Гидроциклонированис. — М Паука, 1994. — 350 с.
11. Тимонин А.С. Основы конструирования и расчета химико-тсхноло! ического и при-
родоохранного оборудования. Справочник. — Изд. 3-е. — Калуга: Изд. Н. Бочкаревой,
2006. —Т. 1. —852 с.
12. Тимонин А.С. Инженерно-экологический справочник. — Калуга: Изд. Н. Бочкаревой,
2003. —Т. 1-3. —917 с.
13. Ужов В.Н и др. Очистка промышленных газов от пыли. — М.: Химия, 1981. — 392 с.
14. Файнериан ИА. Расчет и конструирование шнековых центрифуг.— М.: Машиностро-
ение, 1981.— 133 с.
15. Шкоропад Д.Е. Центрифуги для химических производств.— М: Машиностроение,
1975, —246 с.
Глава 6. ОБОРУДОВАНИЕ
ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
6.1. Рекуперативные теплообменники
Рекуперативные теплообменники относятся к поверхностным
теплообменным аппаратам, в которых передача тепла от одной среды к другой про-
исходит через твердую стенку, кот орую принято называть поверхностью теплооб-
мена, при этом тепловой поток сохраняет постояшюе направление. Рекуперативные
теплообменники являются в основном аппаратами непрерывного действия. Они раз-
нообразны по конструкциям и материальному исполнению. В таблице 6.1.1 дается
классификация рекуперативных теплообменников.
В зависимости от кон крез пых условий работы требования к промышленным
теплообменным аппаратам весьма разнообразны. Учитывая большой диапазон тем-
ператур и давлений рабочих сред, а также разнообразие их свойств при различных
условиях, можно выделю ь следующие основные требования, которым должны удов-
летворять современные теплообменные аппараты:
1. Аппарат должен обеспечить передачу требуемого количества тепла от одной
среды к другой с получением необходимых конечных температур и при возможно
большей интенсивности теплообмена.
2. При заданных термодинамических параметрах рабочих сред (давлении, темпе-
ратуре, объемах) и при различных агрегатных состояниях аппарат должен быть рабо-
тоспособным и достаточно надежным в работе.
3. Аппарат должен работать стабильно при изменении в процессе теплообмена
физических, а возможно и химических, свойс тв рабочей среды: ее вязкости, плотнос-
ти, теплопроводности, фазового состояния и т. д.
4. Поверхность теплообмена и другие элементы конструкции аппарата, омыва-
емые рабочей средой, должны обладать достаточной химической стойкостью к ее
агрессивному воздействию.
6.1.1. Характеристики процессов теплообмена
и промышленных теплоносителей
Перенос геплозы от более нагретой среды к менее нагретой через разделяющую
их стенку называюз теплопередачей. Движущей силой любого процесса теплообме-
на является разность температур более нагретого и менее нагретого тела.
Таблица 6.1.1
Классификация рекуперативных теплообменников
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
468
ГЛАВА 6
Вид расчетной формулы для определения среднего температурного напора At за-
висит от направлений взаимного движения рабочих сред, которые могут быть следу-
ющими: прямоток, противоток, однократно перекрестный, многократно перекрест-
ный, параллельно смешанный и последовательно смешанный ток.
При прямотоке, противотоке и при постоянной температуре одной из сред сред-
ний температурный напор, называемый также средней разностью температур, оп-
ределяют как среднелогарифмический по формуле
6.1.1.1
д Дл - Д/
Д/ = —L—а-
ln-т-*-
Д/
М
где Д/б и Д/л— соответственно большая и меныпая разности температур между теп-
лоносителями на концах теплообменника
Дл
При отношении -г-2- < 1,7 среднюю разность температур можно определить как
А»
м
среднеарифметическую
д Дл + Д/
Д/ = ——л-
6.1.1.2
В теплообменных аппаратах противоток имеет ряд преимуществ по сравнению
с прямотоком, поэтому его следует применять во всех случаях, когда этому пе пре-
пятствуют требования технологии или эксплуатации. При противотоке конечная
температура нагреваемого теплоносителя может быть выше конечной температуры
горячего теплоносителя, при прямотоке этого дост ичь невозможно.
При перекрест ном токе и в других, более сложных схемах дьижения теплоноси-
телей среднюю разность температур определяют как среднюю разность температур
при противотоке, умноженную на поправочный коэффициент, значения которого
приведены в справочниках по теплопередаче.
Теплообмен между телами представляет собой обмен энергией между молекула-
ми, атомами и свободными электронами. Сущест вует три принципиально различных
способа передачи тепла: теплопроводность, конвекция и тепловое излучение.
Т е п л опр о в о д и о с т ь представляет собой перенос тепла вследствие бес-
порядочного движения элементарных частиц. Конвекция — перенос тепла
вследствие движения и перемешивания макроскопических объемов газа или жид-
кости. Т епловое излучение — процесс распространения электромагнитных
колебаг гий с различной длиной волн, обусловлю шый тепловым движением атомов
или молекул излучающего тела. В реальных условиях тепло передается не каким-
либо одним из указанных выше способов, а комбинированным путем.
Для расчета теплообменных аппаратов широко используют кинетическое уравне-
ние, которое выражает связь между количеством передаваемого в единицу времени
тепла Q от одного теплоносителя другому и поверхностью F теплопередачи, называ-
емое основным уравнением теплопередачи'.
Q = К F-At,
6.1.1.3
где К— кинетический коэффициент (коэффициент теплопередачи), характеризу-
ющий скорость переноса теплоты и показывающий, какое количество тепла переда-
ется от горячего теплоносителя к холодному через единицу поверхности в единицу
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
469
времени при разности темперагур в один градус; А/— средняя разность температур
между теплоносителями, определяемая по уравнению (6.1.1.1) или (6.1.1.2).
Тепловой поток Q обычно определяют из теплового баланса, при этом, в общем
случае, без учета потерь тепла в окружающую среду Q-Qt- Q2, где
Q. = GAH - Н, ), Q, = GAH - НЛ 6.1.1.4
здесь G, и G2 — расход соответственно горячего и холодного теплоносителей, Н1н
иН1к— начальная и конечная энтальпии горячего теплоносителя, Н2н и Н2к— на-
чальная и конечная энтальпии холодного теплоносителя.
Если теплоносители не меняют своего arpei этпою состояния в процессе тепло-
передачи (процессы нагревания и охлаждения), то уравнение теплового баланса при-
нимает следующий вид:
Q = G.cAt, -1.) = G.cAt. - О,
/ J v ht lx' 2 2 x 2h 2x'*
6.1.1.5
где Cj и c2— теплоемкости горячего и холодного теплоносителей при средней темпе-
ратуре теплоносителей, £ и t— начальная и конечная температура горячего тепло-
носителя, t2u и t2x — начальная и конечная температура холодного теплоносителя.
Если необходимо учесть потери тепла в окружающую среду, то полученное по
уравнению (6.1.1.4) или (6.1.1.5) значение Q следует повысить на величину этих по-
терь. Обычно потери тепла в окружающую среду не превышают 3-5 % от Q.
Основное уравнение теплопередачи обычно используют для определения поверх-
ности теплопередачи
Q
к - Lt'
6.1.1.6
Таким образом, чтобы рассчитать необходимую для проведения теплового про-
цесса поверхность теплопередачи, нужно, помимо теплового потока, определяемого
по уравнению (6.1.1.4) или (6.1.1.5), и средней разности температур, определяемой
по уравнению (6.1.1.1) или (6.1.1.2), определить коэффициент теплопередачи К, зна-
чения которого зависят от целого ряда факторов, ь том числе от вклада в общую ско-
рость процессов переноса теплоты скоростей отдельных видов переноса— тепло-
проводности, теплового излучения, конвекции.
Коэффициент теплопередачи может быть найден по формуле
К =--------1-------------, 6.1.1.7
1 о 1
77- + т-=- + 77" + R
а, А а2
ст
где дст — толщина стенки, — коэффициент теплопроводности материала стенки,
аг иа2— коэффициенты теплоотдачи для внутренней и внешней стороны стенки,
R— термическое сопротивление, учитывающее загрязнения с обеих сторон стенки
(накипь, сажа и пр.).
Значения / и R находят из справочников, коэффициенты теплоотдачи а; и а2
вычисляют по эмпирическим уравнениям, рекомендованным для конкретного слу-
чая, они показывают, какое количество тепла отдается от теплоносителя к 1 м2 стенки
(или от 1 м2 стенки к теплоносителю) в единицу времени при разности температур
стенки и теплоносителя в один градус.
Из формулы (6.1.1.7) следует, что величина коэффициента теплопередачи всегда
470
ГЛАВА 6
будет меньше меньшего из значений коэффициентов теплоотдачи, поэтому при проек-
тировании теплообменников для снижения площади теплопередающей поверхности
необходимо стремиться увеличивать меньшее значение коэффициента теплоот дачи.
В зависимости ог назначения производственных процессов в рекуперативных
теплообменниках в качестве теплоносителей могут применяться различные газооб-
разные и жидкие тела. Наиболее распространенным газообразным теплоносителем
является насыщенный водяной пар. Он имеет целый ряд положительных качеств:
высокая величина удельной теплоемкости, пожаровзрывобезопасность, при кон-
денсации обеспечивается большая величина коэффициента теплоотдачи со стороны
насыщенного пара (несколько десятков тысяч ——г), постоянство температуры
м • град
конденсации при заданном давлении облегчает поддержание постоянного темпера-
турного режима. Основным недостатком водяного пара является неизбежное и зна-
чительное повьпнегше давления с ростом температуры, поэтому его применяют для
нагрева до 170-180 °C.
С целью повышения температуры нагрева применяют дымовые, или топочные
газы. Их достоинством является высокая температура нагрева (от 180 до 1 000 °C).
Однако дымовые газы имегот целый ряд недостатков: низкий коэффициент теплоот
дачи (60-120 —2 & )> малая величина удельной теплоемкости, пожароопасность,
неравномерный обогрев.
Среди жидких теплоносителей наиболее распространенными являются:
1. Гзрячая вода — неагрессивна, пожаробезопасна, легко транспортируется, до-
ступна, обеспечивает высокий коэффициеггт теплоотдачи (до 8000 —_—?)• Нагрев
м град
горячей водой осуществляется до 100 °C при давлении 0,1 МПа и до 374 °C при дав-
лении 22,5 МПа.
2. Минеральные масла (цилиндровое, компрессорггое) — обеспечивают нагрев до
250 °C, но пожароопасны, загрязняют атмосферу, коэффициент теплоотдачи меньше,
чем у воды (до 3000 ——г).
л/ • град
3. Высокотемпературные органические теплоносители (этиленгликоль, глице-
рин, дифенильная смесь, полиметилсилоксаны) — обеспечивают нагрев до 380 ~С,
коэффициент теплоотдачи до 2000 ——-, дорогостоящие.
м град
4. Расплавы металлов Na, К, Pb, Hg — обеспечивают нагрев до 800 °C, имегот
высокий коэффициент теплоотдачи (до 8000 ——-). Однако их пары ядовиты,
м град
поэтому аппаратура должна быть абсолютно герметична.
5. Расплавы солей NaNO2, NaNO3, KNO3— обеспечивают нагрев до 550 °C, коэф-
фициент теплоотдачи до 3000 ——г.
м • град
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
471
6.1.2. Змеевиковые, оросительные, двухтрубные
и кожухотрубные теплообменники,
аппараты воздушного охлаждения
Змеевиковые теплообменники явля-
ются одним из самых старых типов теплооб-
менного погружного оборудования. Они пред-
ставляю г собой цилиндрическую или плоскую
спираль, изготовленную из трубы и помещен-
ную в сосуд, через который проходит один из
теплоносителей. Другой теплоноситель вво-
дится в трубу змеевика. На рис. 6 1.2.1 пред-
ставлена типовая конструкция змеевикового
теплообменника. Спираль 2 крепится с помо-
щью уголка 3 и хомута 4 на кожухе сосуда 1.
Положительными качествами погружных
теплообменников являются простота конс-
трукции, дешевизна, возможност ь изготовле-
ния из любых материалов, способность змее-
вика выдерживал ь высокие давления и малая
чувствительность к нарушению режима.
Отрицательными качествами данных ап-
паратов являются низкая интенсивность теп-
лоотдачи в межтрубиом пространстве, высо-
кая металлоемкость, большое т идравл ическое
сопротивление трубного пространства, по-
этому рекомендуют скорость движения жид-
кост ей в змеевике в пределах 0,5-1 м/с, га-
зов— 5-12 м/с. Поверхность теплообмена
обычно не превышает 10-15 м2.
Для интенсификации теплоотдачи в меж-
трубном пространстве устанавливают пере-
мешивающие устройства, а для снижения гидравлического сопротивления змеевика
его делают многозаходным.
Если в качестве греющего пара в теплообменнике используется насыщенный
водяной пар, то отношение длины змеевика к его диаметру не должно превышать
определенною предела. При давлении 0,2-0,5 МПа это отношение не должно быть
больше 200-275. В противном случае скопление конденсата в нижней части змеевика
вызовет значительное снижение интенсивности теплообмена при сущест венном уве
личении гидравлического сопротивления.
Змеевик в аппарате размещают так, чтобы он весь по высоте находился
в жидкости, не касаясь при этом стенок аппарата, и со всех сторон имел расстоя-
ние (2 - 5)7 м до стенок аппарата. Шаг объемной спирали рекомендуют в преде-
лах — t = (0,5 - 2,0)J, где d— наружный диаметр трубы змеевика.
Диаметр витка змеевика при известном диаметре аппарата D будет равен
D3 = D - (2 - 5)t
Рнс. 6.1.2.1. Змеевиковый теплооб-
менник: 1 — кожух теплообменника;
2 — спираль; 3 — уголок; 4 — хомут
472
ГЛАВА 6
Рис. 6.1.2.2. Оросительный теплооб-
менник: 1 — ороситель; 2 — колено (ка-
лач); 3 — трубы; 4 — поддон
Полная длина груб теплообменника
определяется как L = F/(jrJ), где dp — рас-
четный диаметр трубы змеевика, F— по-
верхность теплопередачи, определяемая из
основного уравнения теплопередачи. Высо-
та змеевика Н = t-N, где N— число вит ков.
Оросительные теплообмен-
н и к и состоят из нескольких рядов труб,
расположенных одна над другой, по на-
ружной поверхности которых тонкой
пленкой стекает охлаждающая их вода
(рис. 6.1.2.2). Трубы 3, через которые про-
качивается охлаждающая рабочая среда,
соединены коленами 2. Для распределе-
ния орошающей воды над верхней трубой
устанавливается ороситель 7, как прави-
ло, желобковый или трубчатый. В труб-
чатых оросителях вода вытекает многочисленными сгруями через отверстия грубы,
в желобковых — через прорези в верхней кромке желоба. При большом числе труб
в ряду или большом расстоянии между ними оросители можно устанавливать и меж-
ду рядами труб Внизу теплообменника расположен поддон 4 для сбора воды.
Орошающая теплообмешшк вода при перетекании по наружным стенкам труб
частично испаряется, при этом процесс теплообмена идет интенсивнее, вследствие
чего расход воды па охлаждение в оросительных теплообменниках ниже, чем в теп-
лообменниках дру] их конструкций. Однако при этом происходит необрат имая потеря
воды на испарение.
Для избежания сильного увлажнения воздуха в помещении, оросительные тепло-
обменники обычно устанавливают на открытом воздухе. По этой же причине, если
оросительные теплообменники необходимо установить в помещении, их приходится
помещать в громоздкие кожухи, которые подключают к системе вытяжной венти-
.[яции. К недостаткам этих теплообмешшков следует отнести также громоздкость,
неравномерность смачивания наружной поверхности груб, нижние ряды которых
MOiyr вообще не смачиваться и практически не участвовать в теплообмене Поэтому,
несмотря на простоту изготовления, легкость чистки наружных стенок груб и другие
достоинства, оросительные теплообменники находят ограниченное применение.
В химической промышленности подобные теплообменники используются для
охлаждения химически агрессивных сред, например серной кислоты, поскольку они
просты в изготовлении и могут быть выполнены из коррозиошюстойких дешевых
материалов.
Двухтрубные теплообменники состоят из нескольких последова-
TejibHO соединенных трубчатых элементов, образованных двумя вставлегшыми одна
в другую трубами (рис. 6.1.2.3). Часто их называют теплообменниками типа «труба
в трубе». Один теплоноситель движется по внутренним трубам 3, а другой по коль-
цевому зазору между внутренними 3 и внешними 2 трубами. Внутренние трубы
(обычно диаметром 57—108 мм) соединяются калачами 7, а внешние трубы, имею-
щие диаметр 76-159 мм, — патрубками 4.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
473
Рнс. 6.1.23. Двухтрубный теплообменник: 1 — колено (калач); 2— внешние трубы; 3 —
внутренние грубы;^—патрубки
При подборе диаметра внешней трубы в этих теплообмешшках можно легко по-
лучить небольшую площадь поперечного сечения межтрубного пространства и до-
биться высоких скоростей и коэффициентов теплоотдачи с обеих сторон внутренней
трубы даже при малых расходах теплоносителей. Они обеспечивают осуществление
противотока и могут применяться не только как холодильники и конденсаторы, но
и как нагреватели. При значительных расходах теплоносителей двухтрубные тепло-
обменники составляются из нескольких секций, включенных параллельно.
Если условия эксплуатации не требуют очистки трубного и межтрубного про-
странства, то теплообменники делают цельносварными, неразъемными. Конструк-
ция отличается простотой и удобством в эксплуатации. Если трубы в ходе эксплу-
атации приходится чистить, то теплообменники делают разборными, на фланцах.
Цельносварную конструкцию теплообмешшка применяют при разности температур
стенок труб не больше 70 °C.
Для интенсификации процесса теплоотдачи со стороны межтрубиого простран-
ства используют оребренные внутренние трубы. Обычно используют теплообменни-
ки с поверхностью теплопередачи от 10 до 100 м2. Диапазон рабочих температур со-
ставляет от -30 до + 300 °C, давлений — до 40 МПа.
Недостатком теплообмешшков данной конструкции является высокая удельная
металлоемкость, громоздкость.
Кожухотрубные (или кожухотрубчатые) теплообменники относятся к числу
наиболее распространешшх в промышленности рекуперативных теплообменных ап-
паратов. Они изготавливаются с поверхностью теплообмена от 1 до 4000 м . Использу-
ются практически во всех химических и нефтехимических производствах для прове-
дения процессов нагревания, охлаждения, испарения и конденсации. На рис. 6.1.2.4а
показан кожухотрубный теплообменник жесткой конструкции, который состоит из
корпуса (кожуха) 1 и приваренных к нему трубных решеток 2. В трубных решетках
закреплен пучок труб 3. К трубным решеткам крепятся на болтах крышки 4. Стык
между крышками и трубными досками уплотняется с помощью прокладок.
В кожухотрубных теплообменниках одна из обменивающихся теплом сред дви-
жется по трубам (в трубном пространстве), а другая — в межтрубном пространстве,
омывая наружную поверхность труб.
474
ГЛАВА 6
Рис. 6.1.2.4. Кожухотрубныс телообмепники: а—ко-
жухотрубный теплообменник жесткой конструкции; б—
линзовый компенсатор; в—теплообменник с плавающей
головкой; г — теплообменник с U-образными трубами;
7 — кожух; 2 — трубная решетка; 3 — трубный пучок;
4 — крышка; 5—линзовый компенсатор; 6— втулка
। увеличивается число хо-
по трубному пространству.
В теплообменнике, пред-
ставленном на рис. 6.1.2.4а
теплоноситель, движущийся
в трубном пространстве, прохо-
дит его за один проход. Поэто-
му он называет ся одноходовым.
В одноходовых теплообменни-
ках скорость движения среды
по трубкам сравнительно неве-
лика, поэтому они характери-
зуются пониженным коэффи-
циентом теплопередачи. Для
увеличения коэффициента теп-
лоотдачи со стороны трубного
пространства в крышках теп-
лообменника устанавливаются
продольные перегородки, при
это*
дов
Промышленностью выпуска-
ются двух-, четырех- и шести-
ходовые теплообмешшки.
Поскольку интенсивность теплоотдачи при поперечном обтекании труб тепло-
носителем выше, чем при продольном, в межтрубном пространстве теплообменника
устанавливают зафиксированные стяжками поперечные сегментные перегородки,
обеспечивающие зигзагообразное по длине аппарата движение теплоносителя в меж-
трубном пространстве. Перегородки могут быт ь также дисковыми и кольцевыми
На входе теплоносителя в межтрубное пространство часто устанавливается от-
бойник — круглая или прямоугольная пластина, предохраняющая трубы от местного
эрозионного изнашивания.
На рис. 6.1.2.5 показан двухходовой теплообметшик жесткой конструкции с про-
дажной перегородкой по трубному пространству 1 и поперечными перегородками
по межтрубному пространству 2. Поперечные перегородки 2 собираются на прут ках
и привариваются к ihim или укрепляются с помощью дистанциошнлх трубок и гаек.
Диамет р отверстий для труб в перегородках делается на 2-5 % больше наружного диа-
метра 1руб. Зазор между перегородками и кожухом стремятся сделать минимальным.
Толщина перегородок составляет 3-4 мм. Расстояние между перегородками бывает
различным в зависимости от требуемой скорости теплоносителя в межтрубном про-
странстве. Оно обычно берется в пределах от 0,2 до 1,0 внутреннего диаметра кожуха.
Варианты соединения кожуха и трубных решеток могут быть самыми разнооб-
разными. На рис. 6.1.2.6 приведены некоторые из них. Сложность крепления трубных
решеток на кожухе теплообменника жесткой конструкции заключается в необходи-
мости соединения деталей разной толщины, что приводит к возникновению краевых
сил и моментов в материале корпуса, усложняет проведение сварки.
Теплообменники жесткой конструкции применяют только при незначительной
разности тем ператур теплоносителей (разност ь температур кожуха и трубок не долж-
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
475
Рис. 6.1.2.5. Двухходовой кожухе трубный теплообменник жесткой конструкции с пере-
крестным ходом по межтрубному пространству: 1 — продольная перегородка по трубному
пространст ву; 2 — поперечные перегородки по межтрубному пространству, 3 — отбойник
на превышать 40-50 °C). При большей разности температурные напряжения необ-
Рис. 6.1.2.6. Варианты соединения кожуха
и трубных решеток: а — встык; б — на утоп-
ленной шейке; в — на выступе; г— встык с ис-
пользованисм промежуточной царги; д— на
фланце; е — со сваркой в паз
ходимо компенсировать, например, с помощью установки линзового компенсатора 5
на кожухе 7 (рис. 6.1.2.46). Чтобы внутренняя полость компенсатора не забивалась
шламом, чго препятствует расширению и сжатию линзы, к корпусу 7 приваривается
втулка 6 со стороны движения потока.
Линза компенсатора сваривается
из двух торовых полушшз. Полулинзы
штампуются из заготовок типа шайбы.
Наружный диаметр линзы обычно боль-
ше диаметра кожуха на 200 мм. Линзы
можно свариват ь в группы по 2, 3, 4, 5
и 6 штук подряд. Одна линза допускает
растяжение или сжатие кожуха до 8 мм.
Теплообменники с линзовым ком-
пенсатором применяют при давлении до
1,6 МПа. При более высоком давлении
приходится применять линзы с большей
толщиной стенки, что в свою очередь
уве-пгчивает их жесткость и резко сни-
жает компенсирующую способность.
Поэтому при давлении выше 1,6 МПа
обычно применяют теплообметшики
cU-образными трубами (рис. 6.1.2.4г)
или плавающей головкой (рис. 6.1.2.4в).
В теплообменнике с U образными трубами обеспечивается свободное удлинение
труб, что исключает возможность появления температурных напряжений вследствие
разности температур труб и корпуса. При U-образной форме труб затруднена механи-
476
ГЛАВА 6
Рнс. 6.1.2.7. Крепление трубной решетки
в теплообменнике с U-образнымн трубами:
1 — фланец крышки; 2 — шпилька; 3 — труб-
ная решетки; 4 — фланец обечайки
менных аппаратах с подвижной решеткой л
ческая чистка их внутренней поверх-
ности, наружная поверхность труб так-
же неудобна для чистки, поэтому
теплообменники с U-образными тру-
бами применяют для чистых сред. На
рис. 6.1.2.7 показан узел соединения
трубной решетки 2 с крышкой 7 и флан-
цем 4 обечайки теплообменника.
В кожухотрубных теплообменниках
с плавающей головкой (рис. 6.1.2.4в)
трубный пучок со стороны плавающей
головки не связан с корпусом и свободно
меняет длину при изменении температу-
ры груб. Эти устраняет температурные
напряжения в конструкции. Втеплооб-
кно выполнять ремонт, замену трубного
пучка, механическую чистку труб снаружи. Однако следует заметит ь. что конструкция
аппаратов с плавающей головкой относительно сложна, для их изготовления требует
ся большой расход металла на единицу поверхности теплообмена, при работе аппарага
плаваюшая юловка недоступна для осмотра Па рис. 6.1.2.8 показаны вариашы выпол-
нения плавающей головки.
Установка перегородок в распределительной камере и плавающей головке увели-
чивает число ходов по трубному пространству.
Для стальных теплообменников наиболее широко применяют греющие трубки
с наружным диаметром 20, 25, 38 и 57 мм. При работе с агрессивными средами ис-
Рнс. 6.1.2.8. Варианты выполнения плавающей головки кожухотрубного теплообменни-
ка: а — разрезным фланцем: 1 — ограничительное кольцо; 2 — разрезной фланец; 3 — трубная
решетка: 4 — крышка с фланцем; 5 — уплотняющая прокладка; б—разрезной фланцевой ско
бой'. 1 — трубная решетка; 2 — крышка с фланцем; 3 — фланцевая скоба (два полукольца);
4— прижимной винт, в — разрезным кольцам. 1 — накидной фланец; 2— разрезное кольцо;
3 — крышка с фланцем; г—разрезным стяжным кольцам: 1 — накладка; 2 — разрезное коль-
цо; 3 — трубная решетка; 4 — крышка с фланцем
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
477
г) д)
Рнс. 6.1.2.9. Крепление труб в трубной решетке: а — гладкая развальцовка; б — разваль-
цовка в канавки с отбортовкой; в — приварка труб; г—пайка мя1 ким припоем; д — склеивание
пользуют трубки из легированных и коррозионностойких сталей, меди, титана, алю-
миния, графита. В этих случаях возможны отклонения диаметров трубок от указан-
ных выше, например медные трубки чаще имеют диаметр 6 мм.
Наиболее распространено крепление труб в трубной решетке развальцовкой
(рис. 6.1.2.9а), производимой путем пластической деформации конца труб специаль-
ным инструментом — вальцовкой. При давлении сред внутри теплообменника более
0,6 МПа для обеспечения герметичности соединения используют развальцовку в ка-
навки и отбортовку труб (рис. 6.1.2.96). В зтом случае на внутренних поверхностях
отверстий в решетках делаются канавки 1лубиной 0,5-0,8 мм. При развальцовке ма-
териал трубы начинает течь, заполняя канавки решетки. Благодаря этому соединение
оказывает максимальное сопротивление вырыву труб из реи тетки, становится более
плотным (герметичным).
Прочность развальцованного соединения оценивают по величине удельной на-
грузки q, приходящейся на единицу длины развальцовки:
где QT— суммарные усилия, действующие в трубах, df[— наружный диаметр труб-
ки, и — количест во трубок, [<?] — допускаемая удельная нагрузка.
Для обеспечения прочности развальцовки удельная нагрузка не должна превы-
шать [#] = 14,7 МН/м2 для гладко развальцованных труб, [<?] = 29,4 МН/м2 при раз-
вальцовке труб в отверстиях с канавками, [<?] = 39,2 МН>м2при развальцовке труб
с отбортовкой.
Из соображений надежности вальцовки толщина сталыгых трубных досок дела-
ется не менее sT — —^- + 5 мм. Расчет па прочность трубных досок производится по
8
РД 26-14-88 (Сосуды и аппараты. Нормы и методы расчета на прочность. Элементы
теплообменных аппаратов).
Приварка труб к решетке используется при высоких давлениях итемнерагу
478
ГЛАВА 6
Рис. 6-1.2.10. Разбивка труб в трубной решетке: а — по вершинам равносторонних тре-
угольников; б — по вершинам квадратов, в — по концентрическим окружностям
рах, а также в том случае, когда требуется повышенная герметичность соединения
(рис. 6.1.2.9®). Обварка без развальцовки не рекомендуется, так как при этом возни-
кают условия для щелевой коррозии, двухсторонней коррозии сварного шва.
Пайка и заливка труб мягким припоем (рис. 6.1.2.9г) используется при изготовле-
нии медной аппаратуры.
Трубы из полимерных материалов и графита соединяются с трубными решетка-
ми склеиванием (рис. 6.1.2.96).
Применяют три основных способа разбивки греющих труб в трубных решетках:
по вершинам равносторонних треугольников (рис. 6.1 2.10а), по вершинам квадратов
(рис. 6.1.2.106) и по окружностям (рис. 6.1.2.10в).
Наиболее часто применяется разбивка по вершинам Tpeyi олышков, позволяющая
равномерно разместить наибольшее число груб в трубной решетке. Разбивка по верши-
нам квадратов депает межт рубное пространство более доступным для чистки. Величи-
на зазора между трубами при разбивке по вершинам треугольников — Д = 0,8667 — d,
где t — расстояние между осями соседних труб (шаг), d — наружный диаметр труб.
Величина зазора при разбивке по вершинам квадратов — Д = t—d Шаг принимается
в пределах (1,25 - 1,3) d.
При разбивке по вершинам треут олышков размечет гая площадь, занимаемая труба-
ми, представляет собой правильный шестиугольник. При числе труб в пучке более 127,
что соответствует 13 трубам по диаметру трубной доски, необходимо в сегментах меж-
ду крайними рядами труб и кожухом размещать дополнительные грубы. '>го позволяег
размесгить в кожухе максимально возможное число труб и исключить каналы, по кото-
рым теплоноситель в межтрубном пространстве мог бы проходить минуя трубы.
Число труб, размещающихся в шестиугольнике,— п = 3-а(а - 1) + а, где а —
число труб на стороне шестиугольника, а число труб, помещающихся по диагоуаци
шестиуголышка (по диаметру трубного пучка), — b = 2-а - /. Если известно число
труб, размещающихся по диагонали шестиугольника 6, то общее число труб в шести-
угольнике можно определить по формуле
„ _ 3 • Ь2 + 1
----4----'
Диаметр кожуха теплообмен ника берется таким, чтобы впу три него по диаметру
расположилось необходимое число труб п и остались небольшие зазоры между тру-
бами и кожухом: D = t-(b - 1) + d + 2-(t—d).
ОЬОРУДОВ \НИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
479
Диаметр кожуха округляется до ближай-
шего нормализованного размера.
Температурные напряжения в теплооб-
менниках жесткой конструкции возникают
при различной температуре труб и кожуха,
а также когда грубы и кожух изготовлены из
разных материалов, коэффициенты линейного
расширения котирых сильно отличаются.
Рассмотрим случай, когда трубы имеют
более высокую температуру, чем кожух tT>
Примем следующие допущения: тру-
бы и корпус являются абсолютно устойчи-
выми в продольном направлетши, т. е. отш
испытывают только напряжения сжатия
и растяжения; трубные решетки являются
абсолютно жесткими недеформируемыми
основаниями, вследствие чего нагрузка рас-
пределяется равномерно на все трубы.
Сборка теплообменника осуществля-
ется при температуре окружающей среды
(ts = 20 °C), при этом трубы и корпус имеют
одинаковую длину I (рис. 6.1.2.11а).
После подачи в аппарат рабочих сред
температуры труб (/г) и корпуса (^) из-
меняются, происходит удлинение труб и ко-
Рнс. 6.1.2.11. Схема температурных
деформаций трубок н корпуса тепло-
обменника: а— корпус и трубки при
сборке; б — свободная деформация кор-
пуса и трубок при рабочих температурах;
в— совместная деформация корпуса
и трубок при рабочих температурах
жуха. Грубы удлиняются на величину Д/г = Ct.
ставит = af. I
— а удлинение корпуса со-
— fj, где ак и ат соответственно коэффициенты линейного
расширения материала труб и корпуса.
Если бы трубы и корпус не были связаны между собой трубной решеткой, то
между ними возтптк бы зазор (рис. 6.1.2.116)
5 = 6 - 6 = / - (а Д/ - а Д/), 6 1.2.1
/ A \ / f А /
где Д/у —— /j. t$, Д/— tt$ •
В дейс г вителыюсти, т рубы и корпус жестко связаны между собой Поскольку целост-
ность конструкций не должна нарушат ься, то трубы будут сжаты на величину дг а корпус
рас тянут на величину 6* (рис. 6.1.2.11 в). При этом вполне очевидно, что д = дт + дт.
Усилие сжатия труб Qубудет равно усилию растяжения корпуса Q'K, и эти на-
грузки и будут составлять температурное усилие Q‘, возникающее в конструкции1
е'=е'г>г
По закону Гука, усилия и деформации труб и корпуса связаны между собой зави-
симости ми:
S'=Q-L- *=£-L
т Er-Fr’ к \
где Еи Е— модули упругости материалов труб и корпуса; FTn FK— площади по-
перечного сечения труб и корпуса.
480
ГЛАВА 6
Подставив значения 8, 8‘т, 8'к в уравнение (6.1.2.1), получим
/ (аг • Д/ - а, • Al) = L + 3 г
г ’ 1 '' FT FT Е,:' F,
и преобразуем данное выражение относительно Q1
, а, At, - а, А/,
Площади поперечного сечения груб и корпуса могут быть определены по зави-
симостям: F = ^n(d2 — d2}, F = 7Г • Dt s, где n — число груб: d и d — на-
ружный и внутренний диаметр труб; D— средний диаметр корпуса; s— толщина
стенки корпуса.
Температурные напряжения в трубах и корпусе можно записать в следующем
виде:
_ Q' _ (“г • Ч - «л • Ч) • Ег Е, •
' ~ Fr ~ Er Fr+Er Ъ
6.1.2.2
6.1.2.3
В случае, если трубы и корпус выполнены из одного материала (ат = ак = а,
Ет - Ек = Е), то формулы (6.1.2.2) и (6.1.2.3) упрощаются:
а (Д«г - Дгл) • £ Fr a(A/r-Azj£Fr
т~ Fr + F Fr + FK
Следует отметить, что температурные напряжения не зависят от длины теплооб-
менника.
Из уравнений (6.1.2.2) и (6.1.2.3) следует, что температурные напряжения обрат-
но пропорциональны площадям поперечного сечения груб и корпуса:
<-5.
< ~ Fr •
Обычно в кожухотрубных теплообменниках площадь поперечного сечения кор-
пуса намного меньше площади поперечною сечения трубного пучка, поэтому напря-
жения в корпусе сущее гвепно превышают напряжения в грубах.
Кроме температурных усилий в трубах и корпусе теплообменника будут возни-
кать усилия, обусловленные действием давления (рис. 6.1.2.12).
Осевое усилие, растягивающее корпус и трубы:
QP =Qt-Qi+Q3, 6.1.2.4
О* I О1•I
где I (а • Дгг — ак Lt Л = —тг + —г—-усилие на трубную решетку от
‘ Л 0*1 О' I
давления в межтрубном пространстве; Z (Ctr LtT — ак LtK) = р р + р р-
т т к к
усилие на трубную решетку от давления в грубном пространстве;
, , Л а \ Q1 I Q* I
I [a Lt — а,. • Lt ) = —гг + --усилие на днище от давления в труб-
\ Г Т л Kf Ej ‘ Г Lj г *
пом пространстве. т т к к
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
481
Рис. 6.1.2.12. Схема к расчету усилий от внутреннего давления
В вышеприведенных уравнениях D— внутренний диаметр аппарата; рм ирт —
давление в межтрубном и трубном прострапс гвах.
Подставляя значения всех усилий в уравнение (6.1.2.4) и проведя некоторые уп-
рощения, получим:
e'=p«4 (D2_" <)+Н"'4
Суммарное усилие Q* будет распределяться между корпусом и трубами, причем
очевидно, что
6.1.2.5
Усилия QPK и Qp вызывают в корпусе и трубах упругие деформации. Принимая,
как и прежде, трубные решетки абсолютно жесткими и педеформирусмыми, запи-
шем уравнение совместности деформаций
8Р = 8Р. 6.1.2.6
к т
Согласно закону Гука, удлинение корпуса и труб от действия внутреннего избы-
точного давления составит
5, е; ‘ . в; -1
К’ Т~ Ег Ег'
Подставляя данные зависимости в уравнение совместности деформаций (6.1.2.6),
и с учетом уравнения (6.1.2.5), получим выражения для определения усилий, обус-
ловленных действием давления в трубах и корпусе:
Г V ET-FT + EKFK'*K V EtFt + Ek-Fk
Напряжения, возникающие в трубах и корпусе в результате действия давления,
будут равны
Qr ег в, е; _ Qr -Fk
а'~ FT- ET FT + EK F.'~ Г: ЕГЕ, + Е.Е/
482
ГЛАВА 6
Рис. 6.1.2.13. Схема температурных де-
формаций в теплообменнике с линзовым
компенсатором: а— корпус и трубки при
сборке; б — свободная деформация корпу-
са и трубок при рабочих температурах; в —
совместная деформация корпуса и трубок
при рабочих температурах
Следует отметить, что напряжения,
возникающие в результате действия дав-
ления, всегда являются растягивающими
как в трубах, так и в корпусе, в то время
как температурные напряжения в тру-
бах в рассматриваемом случае являются
сжимающими, а в корпусе — растягива-
ющими.
Суммарные напряжения в трубах и кор-
пусе в результате разных температур и раз-
ных давлений будут определяться как
~ ° к = Усл0"
вие прочности будет выполняться, если
суммарные напряжения будут меньше до-
пускаемых с учетом коэффициента запаса
прочности сварных швов. Если корпус бу-
дет работать под действием осевых сжи-
мающих сил, то он должен быть проверен
на устойчивость по ГОСТ 14249.
Как уже было отмечено, теплообмен-
ники жесткой конструкции используют-
ся в большинстве случаев при разности
температур между корпусом и трубами не
более 40-50 °C. При большем перепаде
температур напряжения в корпусе тепло-
обменника, как правило, превышают до-
пускаемые или может произойти потеря
устойчивости корпуса.
В случае, если напряжения превышают допускаемые, корпус аппарата снабжают
линзовыми компенсаторами, воспринимающими температурные деформации. Ком-
пенсационная способность определяется числом линз и их размерами.
При определении температурных напряжений в теплообменнике с линзовым
компенсатором оставим в силе все допущения, которые были сделаны нами ранее.
При наличии линзового компенсатора на корпусе уравнение совместности дефор-
маций примет следующий вид (рис. 6.1.2.13):
8 = 8Г + 8К + 8Л. 6.1.2.7
„ , _ с. т • О'
Деформация линзового компенсатора будет определяться как дл = —где
£ — модуль упругости материала линзового компенсатора, т — параметр, характе-
ризующий жесткость линзового компенсатора. Величина параметра т определяется
0,06 а, (1 - /?) D.2
по зависимости т = z ----------!—-—=— ------L, где D — внутренний диаметр лин-
те з
зы компенсатора, fl = D} D — отношение внутреннего диаметра линзы к ее наружно-
му диаметру, s — толщина стенки линзы, z — число линз, — коэффициент, опреде-
ляемый в зависимости от/? по табл. 6.1.2.1.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
483
Таблица 6.1.2.1
Значения коэффициентов at и Л
0,50 0,55 0,60 0,65 0,70 0,75 0,80 0,85 0,90 0,92
а, 6,03 3,95 2,5 1,6 0,99 0,58 0,32 0,145 0,060 0,036
л 0,231 0,191 0,157 0,128 0,103 0,080 0,061 0,039 0,027 0,022
Подставляя значения <5р и дл в уравнение (6.1 2.7), получим
, , . . х О' I О' I т О'
I [(ХТ- &tT ак. • AfJ - £ . /z + £ . /z + £
ГТ к к л
Преобразуем данное выражение относительно Q‘:
ат-Ьт- а, Д/,
И _____1___+____!__+ m ‘
Ъ F + Ек FK + Е„ I
Следует елмегить, что в теплообменнике с линзовым компенсатором на корпусе
температурные усилия зависят от длины груб теплообменника.
Кроме усилий Qt, Q2 и Qy в теплообменнике с линзовым компенсатором па кор-
пусе будет возникать еще усилие Q4, обусловленное действием давления в межгруб-
ном пространстве на линзовый компенсатор (рис. 6.1.2.14):
Соответственно, суммарное усилие от действия давления — Q = Q\~Q2+Qy+Qt.
Подставляя значение всех нагрузок, получим
Рнс. 6.1.2.14. Схема к расчету усилия от внутреннего давления
в теплообменнике с линзовым компенсатором
484
ГЛАВА 6
С достаточной точностью можно считать, что в кожухотрубных теплообменни-
ках с линзовым компенсатором осевое усилие Qp воспринимается только трубным
пучком. Тогда суммарные усилия, действующие в трубах и корпусе, определятся как
QT = QP-Q',Ql! = Qr
Суммарные напряжения в трубах и корпусе будут определяться как
Расчет на прочность линзового компенсатора производится по ГОСТ 30780.
Толщина стенки линзового компенсатора может также вычисляться по следу-
ющим формулам (из двух значений принимается наибольшее):
. ч ll,25p /1,1л
Ъ = 0,21(D2 - 0)^-^+ с, = XdJ-^+c,
где D2— наружный диаметр линзового компенсатора; — давление гидравличес-
кою испытания, от— минимальное значение предела текучести при рабочей темпе-
ратуре; А — коэффициент, определяемый по табл. 6.1.2.1; с — прибавка для компен-
сации коррозии и эрозии.
Кроме того, необходимо проверить напряжения в компенсаторе от деформации
по следующей зависимости:
В аппаратах воздушного охлаждения (ЛВО), в отличие от
кожухотрубных теплообменников, отсутствует кожух. Теплообмен осуществляется
при обтекании воздухом секций, собранных из оребренных труб. Воздух нагнетается
или просасывается осевыми вентиляторами, обеспечивающими большой расход при
сравнительно малых статических напорах, обусловленных аэродинамическим сопро-
тивлением секций из оребренных труб.
АВО классифицируются по двум основным признакам: вазначетппо и конструк-
ции. В зависимости от назначения АвО делятся на конденсаторы и холодильники для
маловязких и вязких продуктов. В зависимости от конструкции (способа расположе-
ние теплопередатотцей поверхности) АВО делятся тта следутотцие типы: горизонталь-
ный, шатровый, зигзагообразный и вертикальный.
На рис.6.1.2.15 представлен аппарат воздушного охлаждения горизонтального
типа. Отт установлен на опорной раме 4 и состоит из оребренных труб 6, ра (вальцо-
ванных в трубных досках 5. Трубные доски с обеих сторон закрыты крышками / со
штуцерами для входа и выхода продукта. В зависимости от числа ходов в трубном
пространстве штуцеры располагаются тта одной или обеих крышках. Секции из ореб-
ренных труб 6 омываются воздушным потоком, нагнетаемым вентилятором 3 через
диффузор 2. Преимущество таких аппаратов — простота конст рукции, облегчающая
их монтаж и обслуживание, недосгагок — значительная занимаемая площадь.
В аппаратах шатрового типа секции и оребренные трубы, из которых они со-
браны, расположены под углом друг к другу. Их преимущество — небольшая зани-
маемая площадь, недостаток— большая высота, неравномерность подвода воздуха
по длине секций.
В аппаратах зигзагообразного типа секции расположены под углом друг к другу,
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
485
Рис. 6.1.2.15 Аппарат воздушного охлаждения горизонтального типа: 1 — крышка; 2 —
диффузор; 3 — вентилятор, 4 — опорная рама
а оребренные трубы, образующие теплопередающую поверхность, — горизонталь-
но. Такое расположение теплопередающей поверхности сочетает в себе достоинства
аппаратов горизонтального и шатровоготипов.
В аппаратах вертикального типа секции расположены вертикально. Их можно
использовать гам, где требуются небольшие теплопередающие поверхности.
Увеличение наружной поверхности оребрением повышает коэффициент теплоот-
дачи со стороны воздуха, который обычно существенно ниже коэффициента теплоот-
дачи со стороны трубного пространства.
Прочностной расчет аппаратов воздушно! о охлаждения производят по ГОСТ 25822.
Он сводится к расчету крышек камер и трубных решеток.
6.1.3. Пластинчатые и спиральные теплообменники
Пластинчатые теплообменные аппараты. Являются разновидностью по-
верхностных рекуперативных теплообменных аппаратов с поверхностью тепло-
обмена, изготовленной из тонкого листа. Принципы устройства пластинчатых
аппаратов для нагревания и охлаждения жидкостей в тонком слое и некоторые их
конструктивные решения были предложены еще в конце XIX века Драхе (1878),
Брейтвишем (1881), Мальвсзиным (1895).
Главным конструктивным решением, позволившим пластинчатым аппаратам
найти широкое применение в промышленности, явилось использование для соеди-
нения пластин между собой в единый блок принципов устройства фильтр-пресса,
предложенное в 1923 году Зелигманом.
Пластинчатые теплообменники предназначены для проведения теплопередачи
без изменения arpeiarnoro состояния (нагреватели, холодильники) и с изменением
агрегатного состояния (испарители, конденсаторы). Они могут применяться для од-
486
ГЛАВА 6
повременного теплообмена между двумя, тремя и большим количеством сред, а так-
же пригодны для теплообмена с двух- и трехфазными рабочими средами, имеющими
кинематическую вязкость до 0,6 м2/с.
По конструкции эти теплообменники подразделяются на разборные (ТПР), полу-
разборные (ТПП), блочно-сварные (ТПБС) и сварные неразборные (ТПСН).
Разборные пластинчатые теплообменники {ТПР) применяются, если аппарат часто
подвер! ается разборке и чистке, имеется необходимость перекомпоновки поверхности
теплообмена и изменения числа параллельно работающих каналов, например, в связи
с изменением технологического режима; если приходится производить замену некото-
рых участков поверхности теплообмена из-за неравномерного коррозионного или эрози
онного разрушения. Разборные теплообменники могут работать со средами, содержат и
ми твердые частицы размером не более 4 мм. Рабочие параметры сред, обрабал ываемых
в разборных плас гинчатых теплообменниках: давление р — до 2 MI Та, температура t—
до 200 °C. Низкий температурный предел обусловлен термостойкостью прокладок.
Конст рукция разборного пласт инчатого теплообменника приведена на рис. 6.1.3.1.
Аппарат включает стойку 5, нажимные плиты 1 и 4, набор теплопередающих плас-
тин 3 и стягивающие шпильки 2. Для обеспечения герметизации и исключения по-
падания одной рабочей среды в другую между пластинами установлены резиновые
прокладки. Пласт ины и уплотнительные прокладки образуют после сборки и сжат ия
герметичные каналы (четные и нечетные), служащие для прохода холодного и горя-
чее о т еплоносителей.
Прокладки могут прикрепляться либо к двум сторонам пластины, либо к одной.
В первом варианте на нечетной пластине крепятся две прокладки, па четной — нет
прокладок. Во в гором варианте к каждой пластине крепится прокладка, он более рас-
пространен, так как более гсхнолог ичен.
Для резиновых (многоразовых) прокладок важным является надежное крепление
прокладок на пластинах. Наиболее распространены два способа крепления прокла-
док на пластинах: приклеивание прокладок клеем в специальную канавку, выполнен-
Рис. 6 13.1. Разборный пластинчатый теплообменник: / — нажимная плит а, 2 — спи ива-
1ОШИС шпильки; 3 — тсплопсрсдающие пластины; 4 — важимная плита; 5 — стойка
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
487
Рис. 6.1.3.2, Движение теплоносителей в пластинчатом теплообменнике: / — штуцер; 2 —
штуцер; 3 — неподвижная пли га (передняя стойка); 4 — верхние угловые отвсрс гия, 5 — малые
прокладки; 6—- гспл©обменпая пластина; 7—верхняя горизонтальная штанга; 8—гажимная пли-
та; 9—задняя стойка; 10—винт; 11—штуцер, 12— штуцер; 13—большие прокладки; 14—ниж-
ние угловые отверстия, 15 — теплообменная пластина
ную для нее на пластине и механическое крепление прокладки в канавке, имеющей
форму «ласинкин хвост», или в ином удерживающем устройстве.
Первый способ более технологичен при изготовлении, поэтому и нашел широкое
применение. Его основные достоинства — равномерное распределение напряжений
в месте соединения, гладкие поверхности в узлах уплотнения, сравнительно низкие
капитальные и трудовые затраты на единицу продукции.
К недостаткам следует отнести влияние температ уры на прочность соединения,
недостаточную стойкость некоторых марок клеев к рабочим средам, необходимость
тепловой обработки некоторых клеев для получения достаточной прочности соеди-
нения. Наиболее подхо,хящими для применения в узлах уплотнения разборных теп-
лообменников с резиновыми прокладками являются фенолформальдегидные, эпок-
сидные, полиуретановые, каучуковые клеи и термопрен.
На рис. 6.1.3.2 показано движение теплоносителей на примере разборного плас-
тинчатого теплообменника. Теплообменник состоит из группы теплообменных плас-
тин 15 и б, подвешенных на верхней горизонтальной штацге 7. Концы верхней и ниж-
ней штанг закреплены в неподвижной плите 3 (передней стойке) и задней стойке 9.
При помощи нажимной плиты 8 и винта 10 пластины в рабочем состоянии сжаты
в один пакет. Для обеспечения герметизации и исключения попадания одной рабочей
среды в другую между пластинами установлены резиновые прокладки 13 и 5. Для
подвода и отвода теплоносителей служат штуцеры 1,2,11,12. Большая прокладка 13,
расположенная между пластинами, ограничивает канал для прохода одного из тепло-
носителей, а также охватывает два отверстия для входа и выхода фазы из канала. Две
малые прокладки 5 изолируют оставшиеся два отверстия от ат мосферы и обеспечи-
вают транзитный проход для второго теплоносителя.
488
ГЛАВА 6
Рис. 6.133. Схема тсплопсрс-
даюшего элемента пластинча-
того теплообменника
Первый теплоноситель входит в теплообменник через один из штуцеров (напри-
мер штуцер 2, рис. 6.1.3.2) и через верхние угловые отверстия 4, образующие коллек-
тор, попадает во все нечетные каналы. При движении вниз по межпластишюму кана-
лу среда обтекает волнистую поверхность пластин, омываемых с обратной стороны
вторым теплоносителем. Первый теплоноситель собирается в нижнем продольном
коллекторе, образовавшем угловыми отверстиями 14, и выходит из аппарата через
штуцер 77.
Второй теплоностпель поступает в штуцер 72, распределяется между четными
каналами по своему нижнему коллектору через отверстия 14, движется в межплас-
тинном зазоре вверх и выходит из теплообменника через верхний коллектор и шту-
цер 7. В результате в пределах одного хода может быть обеспечен противоток, а при
необходимости может быть организован и прямоток. Простейший теплообменник
должен имет ь не менее грех пластин, образующих два канала, по одному из которых
течет горячий теплоноситель, а по другому — холодный (рис. 6.1.3.3).
Из-за сложности изготовления разборных теп-
лообменников в других случаях предпочтительны
полуразборные, сварные блочные и сварные нераз-
борные теплообменники.
Полуразборные пластинчатые теплообменники
{ТПП) используются, когда одна из сред не образует
отложений на теплообменных поверхностях, требую-
щих разборки аппарата для технологической чистки.
Например, когда средой является конденсирующий-
ся пар, чистый газ, минеральные или органические
кислоты, щелочи и некоторые растворы солей. Ра-
бочие параметры сред аналогичны параметрам сред
в разборных теплообменниках.
Сварные блочные и сварные неразборные тепло-
обменники используются, как правило, в тех случаях,
когда обе среды не дают отложений на поверхности
теплообмена, требующих механической очистки. Ра-
бочий диапазон температур дост игаез 400 °C, а рабо-
чее давление — до 3 МПа.
Полуразборный пластинчатый теплообмешшк
по конструкции аналогичен разборному. Отличие
заключается в том, что пластины попарно сварены.
В результате образуется канал для того теплоносителя, который не образует отложе-
ний на поверхности теплообмена. При этом свариваемые пластины различны, и вто-
рая представляет собой зеркальное отражение первой.
Работа такого теплообменника похожа на работу разборного пластинчатого теп-
лообмешпгка. Одна из сред подается в коллект< >р и распределяется по неразборным
каналам. После прохождения канала она собирается в противоположном коллекторе
и выводится из аппарата. Вторая среда проходит через систему разборных каналов
и коллекторов.
Блочные сварные пластинчатые теплообменники (ТПБС) предназначены для
нагрева и охлаждения жидких или газообразных рабочих сред, а также для кондепса
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
489
Рис. 6.1.3.4 Блочный сварной пластинчатый
теплообменник: а — общий вид; б — вид проход-
ных втулок; 1,2 — унифицированные сварные бло-
ки; 3 — верхние отверстия, 4 — патрубок выхода
рабочей среды; 5— подвижная плита; 6— ниж-
ние отверстия; 7 — глухие втулки; 8 — проходные
втулки; 9— кольцевые прокладки; 10 — неподвиж-
ные плиты: 11 — патрубок входа рабоиси среды
ции паров в условиях, когда пи одна
рабочая среда не образует на поверх-
ностях теплообмена труднорас твори-
мых отложений.
ТеплообменникТПБС(рис. 6.1.3.4)
составлен из унифицированных свар-
ных блоков 1, схема компоновки и их
количество определяются тепловым
и гидромеханическим расчетами ап-
парата. Блоки установлены на раме,
аналогичной по конструкции рамам
разборных пластинчатых теплообмен-
ников. Ву1ловых распределительных
камерах имеются отверстия для входа
и выхода рабочих сред. Распредели-
тельные камеры блоков соединяются
между собой проходными 8 или глухи-
ми 7 втулками, уплотненными в отвер-
ст иях малыми кольцевыми проклад-
ками 9. Применение втулок позволяет
собирать пакеты по параллельной, про-
тивоточной или смешанной схемам
движения рабочих сред. Блоки распо-
ложены на раме между подвижной 5
и неподвижной 10 плитам и и плотно
сжаты болтами. На плитах установле-
ны съемные патру бки 4 и II для выхода и входа рабочей срел ы В зависимости от гребу
емой компоновки их можно устанавливать в любом из углов котщевых плит. Кольцевые
прокладки защищены от непосредственного воздействия сред втулками. Конструкция
позволяет обеспечить большое усилие сжатия прокладки, поэтому могут применяться
прокладки из паронита, алюминия, меди, фтороплас та и др. Работа этих аппаратов ана-
логична работе разборных пласт инчатых теплообменников.
В некоторых технологических установках, например при производстве азотной
кислоты, требуются теплообметшики большой единичной теплопроизводи гслыюсти.
Часто они должны работать длительное время при одном и том же технологическом
режиме с газообразными рабочими средами, не дающими загрязнений на поверхнос-
ти теплообмена. Для таких условий применяют пластинчатые сварные неразборные
теплообменники (ТПСН). Пластинчатые сварные неразборные теплообменники со-
стоят из тонких пластин, которые сварены в теплообменный элемент.
Одним из достоинств пластинчатых теплообменных аппаратов является возмож-
ность создания различных схем движения рабочих сред. Различают шесть основных
случаев движения теплоносителей в пластинчатом теплообменнике ц)ис. 6.1.3.5):
а) частный противоток при общем противотоке, т. е. противоток и в каналах, и по
аппарату в целом; б) смешанный ток; в) смешанный частный ток при общем проти-
вотоке; г) частный прямоток при общем противотоке; б) смешанный частный ток при
общем противотоке, е) чистый прямоток.
490
ГЛАВА 6
Рис. 6.13.5. Основные схемы движения теп-
лоносителей в пластинчатом теплообменнике:
а — част ный противоток при общем противотоке;
б— смешанный ток; в— смешанный ток при
общем противотоке; г— частный прямоток при
общем противотоке; д — смешанный частный ток
при общем прог ивотокс; е — чистый прямоток
Важнейшим элементом аппаратов
этого типа является теплопередающая
пластина. От формы, размеров и конс-
труктивных особенностей пластины
зависят эффективность теплопере-
дачи, надежность теплообменника,
технологичное гь и трудоемкие гь его
изготовления, эксплуатационные дан-
ные. Как правило, профиль пластин
запатентован, и в большинстве слу-
чаев по внешнему виду можно опре-
делил ь, какой фирме принадлежит
выпуск данного аппарата. Пластины
определенного профиля изготавли-
ваю гея различных типоразмеров, что
позволяет выбрать теплообменник
для конкретного производства.
Стремление повысить степень
турбулизации потока, приводящее
к уменьшению толщины погранич-
ного слоя и. как следствие, к увели-
чению коэффициента теплоотдачи,
позволило разработать конструкции
пластин сетчато-поточного типа. В каналах, образованных этими пластинами,
поз ок жидкости изменяет направление своего движения в двух плоскостях, образуя
совокупное! ь сходящихся и расходящихся ст руй, ч го позволяет при прочих равных
условиях интенсифицировать теплоелдачу и уменьшить удельную рабочую поверх-
ность аппарата.
В сетчато-поточных пластинах турбулизируютцие элементы профиля использу-
ются одновременно и для создания сети равномерно распределенных опор между
пластинами, что значительно повышает жесткость всего пакета и дает возможность
работы при более высоких давлетптях. Это достигается тем, что при сборке вершины
«елочки» гофр в четной пластине направлены вверх, а в нечетной — вниз за счет по-
ворота пластины на 180°.
Сетчато-поточные пластины бывают с прерывистыми и непрерывными по шири-
не пластины турбулизаторами. Варианты таких пластин приведены па рис. 6.1.3.6.
Технологический расчет плас гинчатых теплообменников заключается в выборе
типа пластин, определении необходимой поверхности теплообмена, количества ка-
налов и пластин в одном пакете и аппарате в целом, в определении гидравлического
сопротивления аппарата.
В практике проектироватптя пластинчатых теплообмештиков схему пластин ус-
ловно обозначают дробью. В числители дроби стоит сумма цифр, которые показы-
вают количество соединенных пакетов по ходу горячего теплоносителя, а значение
каждой цифры показывает количество параллельных каналов между пластинами
в пакете. В знаменателе дроби также указывается сумма цифр, обозначающих число
пакетов и каналов по ходу движения холодного теплоносителя. Например,
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
491
(т1 + т2 + ••• + т")
Сх = —!!-----------------4=-,
(т'2 + т2 + ••• + т2)
где т и т2— число каналов в пакете
соответственно для горячего и холод-
ного теплоносителей, п и к— число
последовательно включенных пакетов
в аппарагс >гля соответствешю горячего
и холодного теплоносигелей. С трелки
в числителе и знаменателе указывают
направление движения теплоносите-
лей.
Разборные и нсразборные пластин-
чатые теплообменные аппарата рассчи-
тывают на прочность и герметичность по ГД 26-01—86—88 «Аппараты теплообменные
пластинчатые. Методы расчета на прочность и герметичность» (УкрНИИхиммаш,
Харьков. 1988). Расчету на прочноегь в пластинчатых теплообменниках подвергают-
ся неподвижные, промежуточные и нажимные плиты, пластины, штанги, стяжные
шпильки, коллекторы, днища, крышки, фланцы. Толщину крайней панели можно рас-
считать по формуле
а) б) в)
Рис. 6Л .3.6. Варианты сетчато-поточных
пластин
> /з ^(fr-o.sfe,)
s - J 2 л arfl
где p— расчетное давление, МПа; Fn— площадь пластины, приходящаяся на рас-
сматриваемую панель, мм7; b — расстояние между осями стяжных шпилек, мм; Ь} —
расстояние между осями проклдцки, мм; пр— коэффициент нагрузки (принимают
равным 1,0 для рабочего режима и 1,4 для режима гидроиспытаний); оТ— предел
текучести материала плиты, МПа; а — ширина крайней панели, мм.
Спиральные теплообменники. Эти аппараты также относятся к рекуператив-
ным теплообменникам, выполненным из листового материала. Спиральные тепло-
обменники получили в промышленности сравнительно широкое применение. Они
могут изготавливаться из любого рулогпюго материала, подвергаемого холодной об-
работке и свариванию, их конструкция предусматривает возможность полного про-
тивотока. Площадь поперечного сечения каналов по всей длине остается постоянной,
поток не имеет резких изменений направления, благодаря чему гидравлическое со-
противление спиральных теплообменников, загрязнение поверхности меньше, чем
у теплообмен ных аппаратов других типов.
Спиралыгые теплообмегтики применяются в качестве конденсаторов, испарите-
лей, а также для охлаждения и нагревания жидкостей, газов и парогазовых смесей.
Особенно эффективны спиральные геплообмегггшки для обработки высоковязких
жидкостей, так как устраняется проблема распределения такой жидкости по каналам.
Эффективно применение этих теплообменников для обработки шламов и жидкостей,
содержащих волокнистые материалы.
Спиральный теплообменник представляет собой два спиральных канала /, на-
витых из рулонного материала 2 вокруг центральной разделительной перегородки
(керна) 3 и закрытых с торцов крышками 4 (рис. 6.1.3.7).
492
ГЛАВА 6
Рис. 6.1.З.7. Спиральный теплообмен-
ник: а— на лапах'. 1 — спиратьлыс каналы;
2— обечайка; 3— разделительная перего-
родка (керн); 4—крышки; б— на цапфах
Принцип работы спиральных теплооб-
менников для жидкостей заключается в сле-
дующем: теплоноситель А (рис. 6.1.3.7а)
поступает под давлением через ш гуцер в од-
ной из крышек в камеру центровика, а затем
по спирали — в коллектор, расположенный
на периферии, и выходит из теплообмен-
ника. Другой теплоноситель В подается во
второй коллектор и движет ся по спирали
к центру, то есть противотоком к первому,
и выводи гея из аппарата через штуцер вто-
рой крышки.
По видам уплотнения торцов каналов
спиральные теплообменники делятся на
теплообменники с каналами гупиковыми
(рис. 6.1.3.8а), глухими (рис. 6.1.3.86), сквоз-
ными, уплотнешиыми листовой прокладкой
(рис. 6.1.3.8в) и сквозными, уплотненными
U-образной прокладкой (рис. 6.1.3.8г).
К тупиковым каналам относят-
ся такие, в которых один канал заваривает-
ся при помощи вставленной ленты с одной стороны, а второй канал — с противопо-
ложной стороны. После снятия крышек оба канала легко подвергаются чистке. Этот
способ уплотнения каналов наиболее распространен.
В спиральных теплообменниках с глухими каналами один канал на
торцах заваривает ся с обеих сторон. В этом случае один канал не может быт ь очищен
механическим способом. Возможен вариант, когда оба канала завариваются с двух
Рис. 6.1.3.8. Уплотнения торцов каналов спи-
рального теплообменника: а — тупиковые кана-
лы, б — глухие каналы, в — сквозные, уплотненные
листовой прокладкой; г — сквозные, уплотненные
U-образной прокладкой. / — крышки; 2 — фланцы;
3 — стяжные болты; 4 — прокладки; 5 — поверх-
ность 1 сплообмсна (спираль)
сторон, тогда ни один канал не мо-
жет быть очищен механически.
Сквозные каналы от-
крыты с обоих торцов спирали. Уп-
лотнение достигается с помощью
листового прокладочною материала
или манжет U-образного сечения.
При тгом способе оба канала подда-
ются чистке, но возможно попада-
ние одного теплоноси геля в другой.
В качестве прокладок применяют
резину, паронит, фторопласт, асбес-
товый картон и др.
Для придания каналам спираль-
ных теплообменников постоянного
сечения и необходимой жесткос-
ти, особешю при давлении вьппе
0,3 MI 1а, к одной из лент, как пра
вило, перед навивкой приваривают
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
493
штифты. Они не только увеличиваю! жесткость конструкции, но и фиксируют рас-
стояние между спиралями.
При изготовлении спиральных теплообменников используют рулонную сталь
толщин- >й 2 мм (давление до 0,3 МПа) или 3 мм (давление до 0,6 МПа), ширина руло-
на — от 0,2 до 1,5 м. Промышленностью выпускаются спиральные теплообменники
с поверхностью теплопередачи от 3,2 до 100 м2 и шириной канала 8 и 12 мм.
Теплообмешшки с тупиковыми каналами выпускаются в четырех исполнениях: го-
ризонтальный геплообмешгик на лапах (рис. 6.1.3.7а), применяемый для жидких теп-
лоносителей; горизонтальный теплообменник на цапфах (рис. 6 1.3.76), применяемый
для жидких теплоносителей; вертикальный теплообменник на цапфах, применяемый для
конденсации паров; вертикальный теплообменник на цапфах, применяемый для парога-
зовой смеси. Теплообменники с глухими каналами изготавливаются в трех исполнениях:
горизонтальный па лапах, горизонтальный на цапфах и вертикальный на лапах. Рабочая
температура теплообменников определяется допускаемой температурой прокладок.
Технологический расчет спиральных теплообменников, как и других рекупера-
тивных теплообменников, сводится к определению поверхности теплообмена, а так-
же определению числа виг ков спирали, определению потери напора теплоносителя-
ми при прохождении через каналы теплообменника.
Расчеты ira прочность и устойчивость элемеггтов теплообменника включают рас-
четы крышек, флаггцевьгх соединений, спиралей. Толщину s наружного витка спирали
(корпуса) теплообменника рассчитываю! как толщину обечайки, по ГОСТ 14249:
р£>
5 = 1--------+ с >
2[а]<р -р
где р — расчет ное давление, МТ la; D — внутренний диамет р наружного ви гка спира-
ли; [ст] — допускаемое напряжетше для материала спирали. МПа; (р — коэффициеггт
прочност и сварного пгва: с— прибавка на коррозию и эрозию.
6.1.4. Пластинчато-ребристые теплообменники
Пластинчато-ребристые теплообме н пики нашли широкое
распространение в химической промышленное!и в качестве теплообмешшков, кон-
денсаторов, испарителей для чистых газов и жидкостей, в том числе высоковязких.
Их примеггяют главным образом в крупных установках по разделению методом глу-
бокого охлаждеттия воздуха, углеводородных газов, установок для сжижения и ректи-
фикации водорода с целью получения дейтерия и тяжелой воды.
Широкое распространение пластинчато-ребристые теплообмешшки получили
благодаря своей компактности, достигающей 2000 м2 поверхности теплообмена на
1 м3 объема теплообменника В пластинчато ребристых теплообменниках можно од-
новременно в одном блоке проводить теплообмен между двумя и более теплоносите-
лями, что достигается соответствующей конструкцией коллектора.
Допустимым рабочим давлением для данных теплообменников является 1—1,5 МПа,
что является их недостатком. Температурный интервал зависит от вида материала
теплообменника и для аустенитных схадей составляет от -150 до + 300 °C.
Существуют различные типы пластинчато ребристых теплообменников. В зави-
симости от направления движения сред они могут быть прямоточными, противоточ-
494
ГЛАВА 6
ШШШ
шшш
Г1ото^
Рис. 6.1.4.1. Пакет противоточного
пластинчато-ребристого теплообменника
•~/\/\/\Л
Г/\/\/\/1
Поток 2
Рис. 6.1.4.2. Пакет пластинчато-ребристо-
го теплообменника с перекрестным током
ними и с перекрестным током. На рис. 6.1.4.1 показана схема противоточного тепло-
обменника, а на рис. 6.1.4.2— теплообменника с перекрестным током.
Основой пластинчато-ребристых геплообмешшков является геплообмешгый эле-
мент, представляющий собой две гладкие пластины с расположенным между тшми
гофрированным листом металла. Боковые поверхности закрыты уплотнителями.
Поставленные один на другой, такие элементы образуют пакет теплообмешшка.
После сборки необходимого количества элементов в пакет при помощи специальных
приспособлений производится пайка гофр к гладкой пластине в местах касания. Та-
ким образом, получается оребренная теплообменная поверхность, в которой тепло-
носитель разбивается па большое число потоков. На рис. 6.1.4.3 представлена конс-
трукция пластинчато-ребристою теплообменника с перекрестным током.
При конструировании пластинчато-ребристых теплообмешгиков необходимо
обеспечить равномерное распределение потоков внутри блока и между ними. Это
достигается применением многоходовых коллекторов, то есть образованием парал-
лельных каналов при помощи установки в коллекторе перегородок.
Наиболее широко применяемыми материалами для изготовлегшя пластинчато-
ребристых теплообменников являются алюминий и его сплавы. Кроме того, приме-
няются стали, титан, сплавы меди и др.
Для изготовляемых из алюминиевых сплавов пластитгчаго ребристых теплооб-
менников расстояние между гладкими пластинами (гысота гофр) составляет от 3 до
15 мм. Для жидкостей и кондесирующихся паров — обычно 3—7 мм, а более высокие
для газов. Гладкие пластины имегот
толщину 0,7- 1,5 мм, толщина ребра —
0,1-0,4 мм, реже до 0,8 мм.
Максимальный объем пакета обычно
не превышает 1 м3. Необходимую поверх-
ность теплообмена обеспечивают путем
последовательного или параллельного
соединения отдельных пакетов.
Сборка пакета теплообменника про-
изводится следующим образом: между
пластинами помещаются on шлифованные
ребра. Припой в виде фольги толщиной
Рнс. 6.1.4.3. Пластинчато-ребристый
теплообменник с перекрестным током
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
495
0,05-0,15 мм прокладывают между пластинами и ребрами. Пакет заключают в специаль-
ный коллектор и помещают в печь для пайки. Пайка проводится твердым i (риноем в защит-
ной ап мосфере. В пласт инчато-ребристы к теплообменниках не возникает больших темпе-
ратурных напряжений, поэтому им не страшно реверсное перек лючение теплоносителей.
При расчете коэффициента теплопередачи пластинчато-ребристого теплообмен-
ника следует отнести величину коэффициента теплопередачи К к какой-либо стороне
теплоттерсдающей поверхности: холодной или горячей. Тигда зависимость для расче-
та К примет вид
или
1
ахт1х
где Fxv\Fr— полная теплопередающая поверхность со стороны холодного и горячего
теплоносителей; F^— поверхность гладких (разграничивающих) пластин, tjx и цг—
коэффициент эффективности поверхности соответственно со стороны холодного
и горячего теплоносителей; Кх и Кг— коэффициенты теплопередачи, отнесенные
к одной из поверхностей.
Коэффициент эффективности поверхности определяется по уравнению
th(^)
т L ’
2
где т — параметр ребра, определяемый по формуле
здесь а— коэффициент теплоотдачи; 2^. и 8^— коэффициенты теплопроводности
ребра и толщина стенки ребра; L— эффективная длина ребра, являющаяся полови-
ной расстояния между разграничивающими плас пятами.
Наиболее сложным этапом расчета является определение коэффициентов тепло-
отдачи. Обычно величину а находят через критерий Стантона (St) — критерии кон-
вективного переноса тепла, являющийся мерой отношения интенсивности теплоот-
дачи к удельному теплосодержанию потока:
St =
а
Р С (О'
гдер,с,со — плотность, удельная теплоемкость и средняя расходная скорость тепло-
носителя.
Значение критерия Стантона может быть найдено по уравнению
St • Рт2,5 = 0.245 Re-0,4,
496
ГЛАВА 6
4r G
где Re = —~; r. — гидравлический радиус капала, м; G — удельный массовый
расход среды через канал, кг/м2-с; /z — коэффициент динамической вязкости тепло-
носителя, Па-с; Рг = —: a, v — коэффициенты температуропроводности и кинема-
тической вязкости теплоносителя, м2/с.
6.1.5. Тепловые трубы
Принцип действия тепловой трубы был описан в 1944 юду американцем Гоугле-
ром. Однако широкое практическое применение тепловых т руб началось с развити-
ем авиакосмической техники, потребовавшей совершенно иных порядков величин
удельных тепловых потоков.
В настоящее время тепловые грубы находят широкое применение в химической
и микробиологической промышленности, энергетике, металлургии.
Тепловая груба (рис. 6.1.5.1) состоит из герметичного корпуса /, внутренние стенки ко-
торого выложены фитилем 2, имеющим капиллярную структуру. Фит иль заполнен жидким
теплоносителем, в свободном объеме внутренней полости находится паровая фаза тепло-
носителя. В тепловой трубе теплота от охлаждаемой среды отбирается в зоне испарения
испаряющейся здесь жидкост ыо и с потоком пара переносится на значительное расстояние
в зону конденсации, где при конденсации пара передастся стенке трубы. Образовавшийся
конденсат по фитилю возвращается снова в зону испарения за счет капиллярных сил.
Рис. 6.1.5.1. Тепловая труба: 1 — герметичный корпус; 2 — фи гиль
Основными преимуществами тепловых труб по сравнению с обычными теплопе-
редающими устройствами являются простота конструкции, отсутствие нагнетателей,
а следовательно, затрат энергии на перемещение теплоносителей внутри тепловой
лрубы. Герметичность труб позволяет использовать в качестве теплоносителей доро-
гостоящие фреоны и агрессивные жидкости.
Разновидностью тепловых труб являются термосифоны (рис. 6.1.5.2), в ко-
торых фитиль отсутствует, а возврат конденсата происходит под действием гравита-
циогшых сил земного тяготения. В технике их часто называют трубами 1 Теркинса.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
497
При подводе тепло! ы к жидкому теплоно-
сителю в зоне I происходит процесс испаре-
ния или кипения жидкости, образовавшиеся
пары поднимаются вверх в зоне И и конден-
сируются на внутренней стенке тепловода
в зоне III. Образовавшийся конденсат спекает
в зону нагревания за счет сил травитации.
В зависимости от геомегрии термоси-
фона их делят на цилиндрические и плоские,
а в зависимости от места подвода теплоты —
с торцовым и боковым подводам.
В общем случае процесс передачи тепло-
ты в тепловой трубе осуществляется следу-
ющим образом. В зоне испарения теплота Q
перелается через стенку корпуса и фитиль,
пропитанный жидкостью, теплопроводнос-
тью, то есть можно записать уравнение
Рис. 6.1.5.2. Термосифон
где Л^ и — коэффициент теплопроводнос-
ти и толщина стенки тепловой трубы соответ-
ственно; Л#" и б — коэффициент теплопро-
водности и толщина фитиля в зоне испарения
соответственно; tu— температура наружной
стенки тепловой трубы в зоне испарения;
tn — температура пара внутри тепловой трубы;
F — площадь теплопередающей поверхности тепловой грубы в зоне испарения.
Аналогичное уравнение можно записать для зоны конденсации
где Л#* — коэффициент теплопроводности и толщина фитиля в зоне конденсации
соогвстственно; tK — температура наружной стенки тепловой трубы в зоне конденса-
ции; tn — температура пара внутри тепловой грубы; F* — площадь теплопередающей
поверхнос ги тепловой грубы в зоне конденсации.
Так как обычно Л, = Лфк = Лф, а = дфк = дф, то есть коэффициент теплопровод-
ности Лф и толщина фитиля дф по длине тепловой трубы остаются неизменными, то
из вышеприведенных уравнений можно получить
По данному уравнению можно найти тепловую нагрузку тепловой трубы при из-
вестном перепаде температур, размерах и форме тепловой трубы.
498
ГЛАВА 6
Верхний предел теплопередающей способности тепловой трубы ограничивается
следующими факторами:
1. Предельная скорость пара на выходе из зоны испарения не должна превышать
скорость звука;
2. Гидравлическое сопротивление капиллярных структур не должно превышать
капиллярного напора;
3. В ходе теплообмена не должно происходи ть вскипания жидкости в капилляр-
ных структурах;
4. Теплоноситель не должен замерзать в тепловой трубе.
Ко.1ичество теплоты, передаваемое термосифоном, определяют по уравнению
-S. + + + 5
«Л. «Л Л';
Рис. 6.1.53. Плоская тепловая тру-
ба: 7 — спеченные металлические фи-
тили; 2 — охлаждаемая пластина; 3 —
сетчатый фитиль; 4 — испаритель
где t и t— температура наружной стенки 1ермосифона в зоне испарения и конден-
сации, соответственно; S — толщина стенки термосифона; аи и ак— коэффициенты
теплоотдачи в зоне испарения и конденсации
соотвегствепно; Z hF— поверхность теп-
лопередачи термосифона в зоне испарения
и конденсации соответсгвенно.
Возможны самые разнообразные конструк-
ции тепловых труб и термосифонов. По форме
они могут быт ь прямыми, изогнутыми, гибки-
ми, спиральными, прямоугольными и т д. На
рис. 6.1.5.3 представлена конструкция плоской
тепловой трубы. Она работает так же, как
и обычная трубчатого типа, и включает: 7 —
спеченные металлические фитили; 2 — охлаждаемая пластина; 3 — сетчатый фит иль:
4 — испаритель. На ней создается почти изотермическая поверхность, которая может
быть использована как эффективный радиатор для охлаждения и термос гатирования
Рис. 6.1.5.4. Гибкая тепловая труба: 1 — штуцер
подвода охлаждающей жидкости; 2— зона конденса-
ции; 3— внутренние ребра жесткости; 4— фитиль;
5 — гибкий сильфон, 6 — изоляция; 7 — прижимное
устройство фитиля; 8— зона испарения; 9— штуцер
отвода охлаждаемой жидкости
размещенных на ней устройств.
Гибкие тепловые 1рубы
(рис. 6.1.5.4) применяют в тех
случаях, когда имеется вибрация
источника теплоты или возника
ют трудности при соединении
источника теплоты с жесткой
тепловой грубой. Тепловая груба
вк почает: 1 — подвод охлажда-
ющей жидкое ги; 2— зону кон-
денсации; 3 — внутренние ребра
жесткости; 4 — фитиль; 5 — гиб-
кий сильфон; 6— изоляцию;
7— прижимное устройство фи-
тиля; 8— зону испарения; 9—
штуцер для отвода охлаждаемой
жидкости.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
499
Фитиль является капиллярным насосом. Основное его назначение — создание капил-
лярного напора для перемещения жидкости из конденсатора в испаритель. Фитиль дол-
жен 1акже обеспечивать необходимое распределение жидкости по всей зоне испарения,
то ест ь ко всем ее точкам, где к тепловой трубе может бьпъ осуществлен подвод тепла.
Час го решение этих двух задач требует использования фитилей различной формы.
Максимальный капиллярный напор, развиваемый фит илем, увеличивается с умень-
шением размеров пор в фитиле, тогда как его проницаемость, напротив, увеличивается
с ростом размеров пор. Фитили, развивающие небольшой напор и применяемые в гори-
зонтальный тепловых трубах тыи трубах с использованием силы тяжести, должны обес-
печивал ь протекание максимальных расходов жидкости. Такие фитили имеют сравнитель-
но ботьшие поры, примерно 100-200 мкм. Если подача рабочей жидкости осуществляется
против сил тяжести, то исполь гуются фитили с малыми порами (10-40 мкм).
Другой характеристикой фитиля, подлежащей оптимизации, является его толщи-
на. Теплопередающая способность тепловой грубы увеличивается с ростом толщи-
ны фитиля. При этом повышается термические сопрогивлшпте фитиля в радиальном
направлении, что препятствует росту теплопередающей способности трубы в целом
и снижает допустимую максимальную плотность теплового потока в испарителе.
Суммарное термическое сопротивление испарителя зависит также от теплопровод-
ности рабочей жидкости, заполняющей фитиль. Фитиль должен быть совместим
с рабочей жидкостью, смачиваться ею.
В качест ве рабочей жтщкост и может испои гьзпват ься га шй, азот, аммиак, фреон-12, ме-
т анол, вода, ртуть и расплавы калия, натрия, лития, кальция, индия. Выбор рабочей жидкос-
ти осуществляется исходя из диапазона рабочих температур парового просграт пива.
Часто используются фитили, выполненные из сетки и ткани саржевого плетения.
Они изготовляются с различными размерами пор и из разных материалов, включая
нержавеющую сталь, никель, медь и алюминий. Изменяя степень сжатия фитиля
в процессе сборки трубы, можно варьировать размер получетптых пор.
Большой расход жидкости обеспечивается применением спеченных из разных
материалов порошков мелкопористой структуры, при необходимости дополняемой
ар сериями с повышенными проходными сечениями.
6.1.6. Теплообменники из неметаллических
материалов
Теплообменники из неметаллических материалов обладают высокими ан гикорро-
зионными свойствами, что позволяет экономить дорогие лет ированпые стали и цвет-
ные металлы, сохранять химическую чистоту теплоносителей. Углеграфитовые теп-
лообменники, кроме того, обладаю! высоким коэффициентом теплопроводности.
Теплообменники из неметаллических материалов нашли широкое применение
в качестве конденса горов, холодилышков, нагревателей и испарителей при работе с аг-
рессивными средами (кислоты, щелочи, органические и неорганические растворители
и т. д.). К их недостаткам следует от нести низкую прочность материалов, из которых
их изготавливают, невозможность соединения деталей способами, применяемыми при
изготовлении металлических теплообменников, такими, как сварка, пайка.
В качестве неметаллических конструкционных материалов для изготовления теп
500
ГЛАВА 6
Л
8
а) •/
Рис. 6.1.6.1. Прямоугольно-блочный теплооб-
менник: а — общий вид; б — сечение теплообмен-
ника; в — теплообменный блок; 1 — прессованные
блоки; 2 — распредели! слытыс камеры; 3 — крышка;
4— ввод (вывод) агрессивной среды; 5 — ввод (вы-
вод) неагрессивной среды; 6— шпильки вертикаль-
ные; 7 — шпильки горизонтальные; 8— переливные
камеры; 9— патрубок вывода (ввода) неагрессивной
среды; 10— патрубок вывода (ввода) агрессивной
среды; 11 — крышка
лообменной аппаратуры применя-
ются углеграфи гы и фторопласты
различных марок. Углеграфитовые
теплообменники бывают прямо-
угольно-блочные, кожухотрубные,
кожухоблочные, оросительные,
погружтгые, двухтрубные.
1 е п л о о б м е н н ы е аппа-
раты прямоугольно-блоч-
ного типа (рис.6.1.6.1)изготав-
ливают из отдельных прессован-
ных блоков /, соединенных между
собой специальной кислотостой-
кой замазкой (арзамит-4). В блоках
(рис. 6.1.6.16) имеются вертикаль-
ные и горизонтальные каналы для
прохода теплоносителей. Узлы со-
единения блоков можно уплотнять
также прокладками из фтороплас-
та или кислототермостойкой рези-
ны. Аппарат имеет распредели-
тельные камеры 2, скрепленные
с блоками и между собой крышка-
ми 3 и стяжками 6. Горизонталь-
ные каналы в блоках сообщаются
с боковыми переливными камера-
ми 8, соединенными между собой
шпильками 7. Патрубки 10 и4
служат для ввода и вывода агрес-
сивной, а патрубки 5 и 9— не-
агрессивной среды.
Аппарат работает следующим
образом. Агрессивный теплоноситель, который нужно нагреть или охладить, подает-
ся через патрубок 10 в распределительную камеру 2, попадает в вертикальные кана-
лы блоков 1 и двигается по этим каналам вниз, выходя из аппарата через распредели-
тельную камеру 2 и патрубок 4. Нагревающий (или охлаждающий) неагрессивный
теплоноситель поступает в аппарат по патрубку 5 и движется по горизонтальным ка-
налам блоков /, причем переход теплоносителя от одного блока к другому осущест-
вляется за счет переливных камер 8. В результате достигается зигзагообразное (мно-
гоходовое) движение неагрессивной среды по высоте аппарата.
Кожухо трубный углеграфитовый теплообменник
(рис. 6.1.6.2) состоит из металлического кожуха 1 и трубного пучка 2 из графит оплас-
та АТМ-1. В верхней части аппарата, где его кожух сопрягается с подвижной трубной
решеткой 7, установлено сальниковое уплотнение 3. Лакая конструкция допускает
свободное перемещение трубною пучка при температурных удлинениях В качест-
ве сальниковой набивки, как правило, используют графитизированный асбестовый
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
501
шнур. Уплотнение герметизирую! переме-
щением нажимной втулки 4 и затягивани-
ем шпилек 5. Нижняя трубная решетка 9
является неподвижной. Вход и выход аг-
рессивной среды производится через верх-
шою 6 и нижтпою 8 крышки, выполненные
из пропитанного графита. Самым распро-
страненным способом крепления графи-
топластовых труб является соединение их
с трубными решетками 7 и 9 склеиванием
с помощью замазки типа арзамит-4. Дру-
гой (неагрессивный) теплоноситель дви-
жется вмежгрубном пространстве, oipa-
ниченном кожухом 1 и трубным пучком 2.
Теплообмен осущест вляется в трубном
пучке. Вмежгрубном пространстве уста-
новлены поперечные перегородки. Они
предназначены для организации движения
теплоносителя в направлении, перпенди-
кулярном оси труб, и увеличения скорост и
теплоносителя в межтрубном пространс-
тве, что приводит к увеличению коэффи-
циента теплоотдачи на наружной поверх-
ности труб.
К о ж у х о б л о ч н ы й теплообменник
предназначен в основном для нагрева или ис-
парения кислых агрессивных сред водяным
паром. По своей конст рукции он напоминает
прямоугольно -блочный теплообменник. Ос-
новной отличительной особенностью данно-
го аппарата является го, что теплообменные
блоки заключены в металлический корпус.
При расчетах на прочность теплооб-
ме!шиков этого типа нужно учитывать, что
модуль упругости графитовых материалов примерно на два порядка ниже, чем для
углеродистых сталей, а предел прочности меньше в 30 раз.
Изобретение фторопласта (политетрафторэтилена) и освоение отечествешюй
промышлешгостью его производства позволило сконструировать и наладить про-
изводство современного эффективного вида теплообменного оборудования. К нему
относятся трубчатые теплообменные аппараты из фторопласта погружного (тип П)
и кожухотрубного (тип К) типов, предназначешгые для нагрева, охлаждения или
конденсации коррозионных и особо чистых сред. Эти аппараты применяются в хи-
мической, фармацевтической и пи щевой промышленности, а также при проведении
процессов химической и электрохимической обработки материалов. Применяемые
фторопластовые материалы (марок 4, 4Д, 4МБ) стойки практически во всех корро-
зионноак!ивных средах (кислотах, водных растворах солей, электролитах ит. д.).
4
3
Рис. 6.1.6.2. Кожухотрубный углегра-
фитовый теплообменник: 1— металли-
ческий кожух; 2— трубный пучок; 3—
сальниковое уплотнение. 4— нажимная
втулка; 5 — шпильки; 6 — верхняя крыш-
ка. 7— подвижная трубная решетка; 8—
нижняя крышка
502
ГЛАВА 6
Рис. 6.1.63. Погружной теплообмен-
ник из фторопласта: 1 — трубный пучок;
2 — дистанционные элементы; 3 — труб-
ная решетка; 4 и 5 штуцеры
ветчины внугрешшх диамегров трубо.
Гидрофобность (несмачиваемость) фто-
ропластовой поверхности способствует
снижешпо отложений и облегчает их уда-
ление с поверхности теплопередачи.
В состав теплообменных аппаратов из
фторопласта входят трубные пучки из труб
диаметром 3 и 5 мм, с толщиной стенки
соответственно 0,4 и 0,6 мм, Несмотря на
невысокую теплопроводность фтороплас-
та в теплообменных аппаратах, благодаря
малой толщине стенок, величина коэффи-
циентов теплопередачи лежит в пределах
60-120 Вт.'(м2К) для аппаратов с естествен-
ной конвекцией теплоносителей у наруж-
ной поверхности труб и 170-400 Вг/(м2К)
для аппаратов с вынужденной конвекцией
теплоносителя.
К недостаткам этих аппаратов можно от-
нести невысокое условное давление (до 1 МПа
в 1рубном пространстве и до 0,6 МПа в меж-
зубном при температуре 20 °C) и значи-
тельную зависимость этого давления от тем-
пературы (при температуре 150 °C не более
0,25 МПа в трубном пространстве и 0,1 МПа
в межтрубном). Кроме этого, учитывая малые
, необходимо принимать во вниматпте степень
загрязненности механическими
примесями сред, поступающих
в аппарат.
В промышленное ги исполь-
зуют шесть конструктивных ис-
полнений теплообменных аппа
ратов погружного типа (типа П)
и три исполнения кожухотрубно-
го пша (типа К) Они отличают-
ся друг от друга конфигурацией
Рис. 6.1.6.4. Кпжухотрубный
теплообменник из фторопласта:
1 — стальной корпус; 2 — штуцер
входа (выхода) агрессивного теп-
лоносителя; 3 — штуцер входа
(выхода) неагрессивного геплопо-
ситсля; 4 — штуцер выхода (входа)
агрессивного теплоносителя; 5 —
штуцеры для выхода воздуха; 6—
штуцеры для выхода (входа) не-
агрессивного теплоносителя
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
503
трубного пучка. Все аппараты состоят из пучков гибких или жестких фторопластовых
тр>б, концы когорых соединены сваркой с трубными фторопластовыми решетками, уз-
лов уплотнений трубных решеток и узлов подвода и отвода теплоносителя. Кроме того,
у аппаратов типа К, имеется металлический или фторопластовый кожух.
Теплообменные аппараты погружного типа предназначены для установки в емкос-
тях открытого и закрытого типов и используются в качестве встроенных холодильни-
ков и нагревателей. Одна из конструкций погружного теплообмештика. выполненного
из фторопласта, представлена на рис. 6.1.6.3. U-образныи трубный пучок 1 выполнен
в виде плоских кос, разделенных дистанционными элементами 2. Вход и выход горяче-
го или холодного теплоносителя осуществляется через штуцеры 4 и 5.
Теплообменные кожухотрубные аппараты типа К предназначены для использо-
вания в качестве холодильников, нагревай елей или конденсаторов. Конструктивные
варианты исполнения трубных пучков: а) прямые трубные пучки, образованные пле-
тением плоских кос с различным количеством трубок (исполнение 1); б) U-образные
трубные пучки выполнетшые в виде полых цилиндров, расположенных один в дру-
гом (исполнение 2); в) в виде плоских кос, между которыми установлены дистатгци
онныс приставки (исполнение 3).
Один из вариантов кожухотрубных аппаратов (исполнение 1) представлен на
рис. 6.1.6.4. Аппарат состоит из цилиндрического стального корпуса /, прямого ци-
линдрического трубного пучка 7, внутреннего кожуха 8, служащего для лучшего
распределения потока по межтрубному пространству и деталей уплотнения трубных
решеток в корпусе аппарата. Штуцеры 2 и 4 служат для входа и выхода агрессивною
теплоносителя, 3 и 6— для входа и выхода охлаждающего (нагревающего) агента,
штуцер 5 — для выхода воздуха.
Расчет прочности трубных решеток и трубок выполняется согласно нормативно-
му документу РД РТМ 26-01-142-83, расчет на прочность цилиндрических обечаек
аппаратов производится по ГОСТ 14249.
6.2. Выпарные и кристаллизационные аппараты
6.2.1. Основные характеристики процесса
выпаривания
Выпариванием называется процесс концентрирования растворов твердых
нелетучих веществ при температуре кипения путем частичного удаления раствори-
теля в парообразном состоянии. В подавляющем большинстве случаев вьгпаривашпо
подвергают водные рас гворы т вердых веществ, удаляемый растворитель представля-
ет собой водяной пар, носящий название вторичного пара.
При выпаривании удаляют только часть растворителя, так как конечный продукт
должен оставаться в текучем состоянии. Однако в ряде случаев при выпаривании
возможно полное удаление растворителя. Этот процесс реализуется в том случае,
если растворенное вещество при температуре процесса находится в расплавленном
состоянии (например при выпаривании растворов аммиачной селитры или едкого на-
тра) или жидком (например при выпаривании раствора глицерина).
504
ГЛАВА 6
В ряде случаев при выпаривании растворов твердых нелетучих веществ достига-
ется насыщение раствора. При дальнейшем удалении растворителя происходит крис-
таллизация, т. е. выделение растворенного твердого вещества из раствора.
Процесс выпаривания широко применяется в производствах минеральных солей
и минеральных удобрений, щелочей и органических полупродуктов, белково-вита-
минных концентратов и кормовых дрожжей, при i юлучении опресненной воды и тер-
мическом обезвреживании промышленных сточных вод.
На определение размеров аппарата, выбор конструкции и организацию процес-
са выпаривания оказывают существенное влияние свойства упариваемого раствора
и его термодинамические характеристики.
Промышленные растворы в зависимости от их свойств можно подразделить па
шест ь основ! !ых групп.
1. Некристаллизующиеся и не образующие накипи растворы (ненасыщенные рас-
гворы хорошо растворимых солей).
2. Накипеобразующие растворы, содержащие слаборастворимые соли (('aSO4,
СаСО3, Mg(OH)2, морская вода).
3. Кристаллизующиеся растворы хорошо растворимых солей с обратной раство-
римостью (водные растворы Na2SO4, Na2CO3 и др.).
4. Кристаллизующиеся растворы хорошо растворимых солей, растворимость ко
торых слабо зависти от температуры.
5. Кристаллизующиеся растворы хорошо растворимых солей с резко выраженной
прямой растворимостью.
6. Пенообразующие растворы.
К числу термодинамических характеристик, имеющих существенное значение
для расчета процесса выпаривания, относятся следующие величины: температурная
(физико-химическая) депрессия, гидростатическая депрессия, гидродинамическая
депрессия, удельная теплоемкость и теплота растворения.
Температурная депрессия — разность температур кипения раствора (Л) и чисто-
го растворителя (t4) при одинаковом общем давлении в аппарате:
Д = t -tA. (6.2.1)
Температурная депрессия увеличивается с повышением концентрации раствора
и различна для разных растворов. Значения температурной депрессии для кипящих
растворов при нормальном атмосферном давлении приводятся в справочной литера-
туре. Для расчета температурной депрессии водных растворов при давлениях, отлич-
ных от нормального, пользуются зависимостью И.А. Тищенко:
t1
№ = 0,01622-4 Д», (6.2.2)
те Д“ — температурная депрессия при нормальном давлении, °C; t (— a6coj по п 1ая тем-
пература кипения воды при факт ическом давлении вторичного пара, К; г—удельная теп-
лота парообразования воды при фактической температуре вторичного пара, кДж/кг.
Кроме внешнего давления и концентрации раствора, на его температуру кипения
влияет высота слоя кипящего раствора. Особенно значительно это влияние в трубчатых
вертикальных выпарных аппаратах, так как слой кипящего раствора может достигать
нескольких метров. Повышение температуры кипения раствора вследствие возника
тощего гидростатического давления получило название гидростатической депрессии.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
505
Величина гидрос гатической депрессии определяется как разнося ь температур кипе-
ния рас гвора в среднем слое кипящего рас гвора (/^) и у поверхности раствора (Q, т. е.
А =/ -/. (6.23)
IС ср п ' '
Значение гидростатического давления кипящего раствора, вызывающего гидро-
статическую депрессию, определяется по зависимости
Н р g
&ргс = -^-, (6.2.4)
где Н — расчетная высота слоя кипящего раствора, м; рр — плотность раствора при
конечной концен трации в аппарате, кг/м3; g— ускорение свободного падения, м/с2.
В действительности, кипящий раствор представляет собой парожидкостную эмуль-
сию, плотность которой изменяется по высоте слоя кипящего раствора по сложным
закономерностям, поэтому для нахождения действительной величины гидростатичес-
кою давления в уравнение (6.2.4) подставляют расчетную высоту слоя кипящего рас-
твора, определяемую по следующему уравнению:
Н = [о, 26 + 0,0014^ - Рл)] I, (6.2.5)
гдерА — плотность рас творите, тя при температуре вторив ного пара в аппарате, кг/м3;
/ — высота греющих труб в аппарате, м. Если в аппарате имеется тр>ба вскипания, то
ее высота суммируется с высотой греющих труб.
Тогда общее давление кипящего раствора в среднем слое будет равно
где рт— давление вторичного пара над поверхностью кипящего раствора, Па.
Гидродинамическая депрессия — разность температур вторичного пара в сепа-
рационном пространстве выпарного аппарат а и на входе в барометрический конден-
сатор или следующий корпус выпарной установки (ДГ1). Понижение температуры
вторичного пара вызывается гидродинамическим сопротивлением паропроводов.
В среднем на каждый корпус выпарной установки принято устанавливать 1 °C гид-
родинамической депрессии.
Так как процесс выпаривания является тепловым процессом, то в ходе теплового рас-
чета выпарного аппарата необходимо знать величину средней движущей силы процесса.
В процессах выпаривания среднюю величину движущей силы процесса принято
называть полезной разностью температур, которая определяется как разност ь меж-
ду общей разностью температур процесса выпаривания и суммой температурных по-
терь (депрессий):
А/ = А/, - (А + Агг + А ). (6.2.6)
поя общ v д ГС w 4 7
Величина общей разности температур процесса выпаривания определяется как
разность температур греющею пара и вторичною пара на входе в барометрический
конденсатор:
AC =t -t •
общ гр вп
Удельная теплоемкость раствора является функцией температуры и концент-
рации растворенного вещества. Для некоторых малокон центрированных растворов
удельную теплоемкость можно найти по правилу аддитивное ги.
506
ГЛАВА 6
t сд(100-х)
р 100 100
(6.2.7)
где ст— удельная теплоемкость безводного нелетучего вещества, кДж/кг - К; сд—
удельная теплоемкость воды при 20 °C, кДж/кг К; х— концентрация растворенного
вещества в растворе, % масс.
Для подавляюще! о большинства растворов удельная теплоемкость не подчиняет-
ся правилу аддитивности, при этом отклонение тем больше, чем выше концентрация
раствора. На практике для определения удельной теплоемкости растворов пользуют-
ся опы гными данными, приводимыми в справочниках физико-химических величин.
Рис. 6.2.1. Удельная теплоемкость вод-
ных растворов некоторых веществ в зави-
симости от концентрации при 20 °C: 7 —
NaOH, 2 - -КОН;3 — (NH4)2SO4; 4 —NaNO3;
5 — NH4NO3; 6 — К/Х),; 7—Ca Ц
На рис. 6.2.1 приведены графические
зависимости удельной теплоемкости рас-
творов некоторых веществ от массовой
концентрации раствора.
При растворении твердых веществ,
если они не вступают в химическое вза-
имодействие, наблюдается охлаждение
раствора, так как разрушается кристалли-
ческая решетка, а на это требуются затра-
ты энергии. Если же растворяемое вещест -
во вступает в химическое взаимодействие
с растворителем, образуя сольваты (при
растворении вводе— гидраты), то в ре-
зультате растворения выделяется т епло.
Интегральная теплота растворения
предел авляет собой сумму теплот плавле-
ния и химического взаимодейст вия. Вели-
чина интегральной теплоты растворения
определяется количеством тепла, поглоща-
ющегося или выделяющегося при раство-
рении 1 кг гвердого вещества в бесконечно
большом количестве растворителя. Однако
на практике проявление теплового эффекта растворения прекращается после раство-
рения 1 моля твердого вещества в 300 молях растворителя. Вещества, образующие
гидраты (сольваты), имеют положительную теплоту растворения, а необразующие
гидратов — отрицательную теплоту растворения.
На рис. 6.2.2 приведены значения
интегральных теплот растворения для
различных вещест в в зависимости от
концентрации раствора.
Рис. 6.2.2. Интегральные теплоты
растворения некоторых веществ в зави-
симости от концентрации раствора прн
20 °C: 7 — NaOH; 2— КОН, 3 —
(NH,)2SO4; 4 — NaNO3; 5 — NH4NO3; 6—
К,СОг; 7—CaClj
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
507
При расчете процесса выпаривания необходимо учитывать теплоту растворения.
Обычно она рассчитывается следующим образом. По начальной (х() и конечной (х2)
концентрациям на графике определяются интегральные теплоты растворения qt и q2,
и по разнице этих значений определяется удельная теплота растворения:
&q ~ Я2 ~ Q]»кДж/кг тв. в-ва
Теплота Aq выделяется при разбавлении раствора от концентрации х2 до кон-
центрации X] и поглощается при концентрировании раствора от концентрации х( до
концентрации х2. Общее количество выделяющегося или поглощающегося тепла оп-
ределяется по зависимости
Qk = ±0,04Д$ • хк • Gk, Вт (6.2.8)
где хк— конечная концентрация раствора, % мае.; Gk— расход концентрированного
раствора, кос.
Рассмотренные характеристики процесса выпаривания позволяют правильно со-
ставить тепловой баланс и найти величину движущей силы процесса .. ыпаривания.
6.2.2. Классификация выпарных аппаратов
Многообразие конструкций выпарных аппаратов, широкая область их примене-
ния требуют своеобразной систематизации данных аппаратов. С этой целью различ-
ные конструкции аппаратов стараются объединить в группы или классы, характери-
зующиеся какими-то едиными признаками или комплексом признаков. В качестве
этих признаков могут выбираться способ обогрева аппаратов, организация процесса,
кратность циркуляции, ориентация поверхпос пт нагрева, взаимное расположение уз-
лов аппаратов и т. д.
В качестве примера в табл. 6.2.1 приведена классификация выпарных аппаратов
промышленного назначения, разработанная Л.П. Перцевым. Данная классификация
весьма проста, наглядна, охватывает обширную гамму аппаратов. В основу класси-
фикации положены следующие признаки: способ передачи тепла от теплоносиге.1я
к раст вору, opiапизация движения раствора и общность конструктив] пых решений.
Однако представленная классификация не дает от вета на вопрос: как конструкция
выпарного аппарата связана со свойствами упариваемого раствора, т. е. не определе-
ны области применения того или иного выпарного аппарата.
Весьма удачным дополнением к приведенной классификации выпарных аппа-
ратов является классификация трубчатых стальных выпарных аппаратов общего
назначештя, стандартизовашпых по ГОСТ 11987 и ОСТ 26-01-74—84, разработашшя
УкрНИИхиммаш (г. Харьков) ( табл. 6.2.2). Основным признаком классификации яв-
ляется область применения.
Приведенные классификации выпарных аппаратов не являются всеобъемлющи-
ми, в то же время они в наибольшей степени отражают современные конструкции
выпарного оборудования.
На основе приведенных классификаций проведем анализ основных конструкций
выпарных аппаратов, обозначим области их применения и особенности конструктив-
ного исполнения и расчета различных узлов аппаратов.
508
ГЛАВА 6
Таблица 6.2.1
Классификация выпарных аппаратов промышленного назначения
(по Л.П. Перцеву)
Передача тепла через стенку Передача тепла посредством прямого koi пакта теплоносителя и раствора
Аппараты с естес- твенной циркуля- цией I Аппараты с прину- дительной цирку- ляцией П Пленочные аппараты III Аппарат i погруженно- го горения IV Капельные концентраты V
С соосной греющей камерой без солеотделеяия С соосной греющей камерой с солеотделением С вынесенной греющей камерой С соосной греющей камерой С вынесенной греющей камерой Со смешанной циркуляцией и трубой вскипания С восходящей пленкой С нисходящей пленкой С формируемой пленкой (роторные) С внутренним контуром циркуляции С внешним контуром циркуляции Типа “Вентури” Типа "Скруббер”
1 2 3 1 2 3 1 2 3 1 2 1 2
6.2.3. Выпарные аппараты с естественной
циркуляцией
Трубчагые выпарные аппараты с естественной циркуляцией промышленного на-
значения подразделяются па две группы:
1) с соосной греющей камерой;
2) с вынесенной греющей камерой.
Характерным признаком аппаратов первой группы является то, что греющая и се-
парационная камеры располагаются на одной оси, а циркуляционная груба вынесена
за пределы греющей камеры.
Скорость циркуляции раствора в таких аппаратах, в зависимости ог свойств рас-
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
509
Таблица 6.2.2
Классификация выпарных аппаратов УкрНИИхиммаш
Тип Исполнение Наименование Область применения
1 2 Выпарные аппараты с естественной циркуляцией, соосной греющей камерой, вынесенной зоной кипения и солеогделением Упаривание растворов, выделяющих кристаллы и образующих на греющих поверхностях растворимый осадок, удаляемый при промывании
II 1 Выпарные аппараты с естественной циркуляцией, вынесенной греющей камерой и кипением растворов в трубах Упаривание растворов, не образующих значительного осадка на греющих поверхностях
2 Выпарные аппараты с естественной циркуляцией, вынесенными греющей камерой и зоной кипения Упаривание растворов, образующих на греющей поверхности осадок, удаляемый механическими способами
HI 1 Выпарные аппарат ы с принудительной циркуляцией, соосной греющей камерой и солеогделением Упаривание растворов, выделяющих кристаллы и образующих на греющих поверхностях осадок, удаляемый при промывке
2 Выпарные аппараты с принудительной циркуляцией, соосной греющей камерой и вынесенной зоной кипения Упаривание вязких растворов и растворов, образующих на греющей поверхности незначительный труднорастворимый осадок, удаляемый механическим способом и промывкой
IV — Выпарные аппараты с принудительной циркуляцией, вынесештыми греющей камерой и зоной кипения Упаривание растворов, образующих на греющих поверхностях труднорастворимый осадок, удаляемый механическим способом
V 1 Выпарные аппараты пленочные с восходящей пленкой и соосной греющей камерой Упаривание пенящихся или термонестойких растворов, не образующих осадка на греющих поверхнос гях
510
ГЛАВА 6
твора, может лежать в пределах 1... 1,8 м/с. Аппараты устойчиво работают при вели-
чине полезной разности температур 12...20 °C.
Характерным признаком аппаратов второй группы является то, что греющая ка-
мера вынесена за пределы оси сепарациотшой камеры, а циркуляционная труба соос-
на сепарационной камере. Данная компоновка позволяет достигать скорости естест-
венной циркуляции до 2 м/с. Аппараты устойчиво работают при величине полезной
разности температур 10... 12 °C.
При упаривании раст воров, выделяющих кристаллы и образующих на греющих
поверхностях твердые осадки, различные модификации обеих групп аппаратов могут
иметь трубу вскипания и узел солеотделения.
Труба вскипания создает дополнительное гидростатическое давление в греющих
трубах аппарата, что препятствует интенсивному кипению раствора в трубах и обра-
зованию на их поверхностях слоя твердого осадка.
Узел солеотделения обеспечивает своевреметптый отвод солевой суспензии из ап-
парата, а также благоприятствует равномерному росту кристаллов.
Несмотря на кажущееся многообразие конструкцт» выпарных аппаратов в це-
лом, просматриваются общие закономерности в конструироватпти.
Особенно наглядно! это видно на примере трубчатых выпарных аппаратов Каж-
дый из аппаратов имеет греющую камеру, сепарационную камеру, циркуляционную
трубу, сепаратор-брызгоуловитель, штуцера для ввода и вывода различных матери-
альных шугоков. Кроме того, некоторые аппараты по своим конструктивным осо-
бенностям имеют трубы вскипания раствора,
каплеотбойники, циркуляционные насосы, узлы
солеотделения.
На рис. 6.2.3 приведена конструкция выпар-
ного аппарата с естественной циркуляцией, соос-
ной греющей камерой, вынесенной зоной кипения
и солеотделением. Аппарат состоит из греющей
камеры 7, сепарационной камеры 3, циркуляци-
онной трубы /0, сепаратора-брызгоуловителя 5,
трубы вскипания 2, брызюотбойника 4, узла со-
леотделения 72. Между трубой вскипания игре
тощей камерой, а также на циркуляционной трубе
установлены линзовые компенсаторы 9 для ком-
пенсации температурных удлинений и сниже-
ния напряжений в конструкциях. Для удобства
мотггажа сепарационная камера имеет юбочную
опору 8, а 1 реющая камера и циркуляционная тру-
Рис. 6.2.3. Выпарной аппарат с естественной цирку-
ляцией, соосной греющей камерой, вынесенной зоной
кипения и солеотделением: 1 — греющая камера; 2 —
труба вскипания; 3 — сепарационная камера; 4 — отбой-
ник, 5— брызгоотдслитсль; 6— л ток; 7— смотровое
окно; 8 — юбочная опора; 9 — линзовый компенсатор;
10— циркуляционная труба; 11 — опорная лапа; 72 —
узел солеотделения
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
511
ба — опорные лапы 11. Для конгроля за работой и состоянием аппарата, а также для
удобства монтажа, ремонта аппарата имеются люки 6 и смотровые окна 7.
В габл. 6.2.3 приведены обозначения основных ппунсров подвода и отвода ма-
ториальных потоков в выпарных аппаратах. При описании конструкций выпарных
аппаратов будет сохраняться единообразие в обозначении ппуцеров, чао значительно
облегчит понимание последовательности работы аппаратов.
Таблица 6.2.3
Обозначение штуцеров подвода и отвода материальных потоков
в выпарных аппаратах
Обозначение Назначение штуцера
ПГ Ввод греющего пара
К Вывод конденсата греющего пара
РИ Ввод исходного раствора
КР Вывод концентрированного раствора
СС Вывод солевой суспензии
пв Выход вторичного пара
СИ Сдувка иперта
вп Ввод промывной воды
сл Слив раствора
в Воздушник
Выпарной аппарат, представленный на рис. 6.2.3, работает следующим образом.
Исходный раствор в зависимости от температуры и свойств раствора подается в ап-
парат через один из ип уцеров РИ. При подаче в аппарат перегретого раст вора следует
избегать гидроударов и нарушения циркуляции, поэтому такой раствор подают или
в паровую зону сепарационной камеры 2, или в зону циркуляционного контура, где
давление превышает давление насыщения. При вводе перегретого раствора в цирку-
ляционный контур необходимо обеспечить равномерное персмешиваште исходного
и циркулируемого растворов. Если в ходе упаривания идет массовое образоватше
кристаллов, то исходный раствор желательно вводить в аппарат при температуре
1шже температуры кипения в узел солеотделепия навстречу потоку выводимой со-
левой суспензии, это будет благоприятствовать росту кристаллов. Если в аппарате
пег узлов солеотделепия, а исходный раствор имеет температуру ниже или равную
температуре кипения, то его вводят или в раст верную зону сепарацио! шой камеры,
или в циркуляционную трубу ниже уровня вывода концептрировашюго раствора. Пе-
нящиеся растворы вводят в сепарационную камеру выше уровня раствора.
Греющий пар подается в межтрубное пространство греющей камеры 1 через шту-
цер ПГ. Благодаря обогреву греющих труб паром раст вор иа1реваегся, происходит
частичное парообразование в объеме раствора, из-за чего плотность его становится
ниже, чем в циркуляционной трубе 10, поэтому обеспечивается естественная цирку-
512
ГЛАВА 6
ляция по контуру; циркуляционная труба — солеотделитель — греющая камера —
труба вскипания — растворное пространство сепарационной камеры.
В трубе вскипания 2 происходит вскипание раствора во всем объеме и активное
парообразование. Вторичный пар ударяется в брызгоотбойник 4, частично освобож-
дается от капель раствора, далее проходит паровую зону сепарацион ной камеры, где
за счет сил гравитации происходит дальнейшее отделение вторичного пара от капель
раствора. В дальнейшем вторичный пар проходит брызтоогделитель 5, где происхо-
дит окончательное отделение вторично! о пара от мелких капель раствора, и он выво-
дится из аппарата через штуцер ПВ.
Раствор после трубы вскипания попадает в растворную часть сепарационной ка-
меры, где снимается пересыщение. Часть раствора в концентрированном виде может
выводится из аппарата через штуцер КР. а основная масса поступает в циркуляцион-
ную трубу для обеспечеютя нормальной работы циркуляционного контура.
Конденсат греющего пара пыводигся из межтрубного пространства греющей ка-
меры через штуцер К.
При работе выпарного аппарата в межтрубном пространстве греющей камеры
накапливаются неконденсирующиеся газы, которые осаждаются в виде пузырьков на
поверхность греющих труб и снижают коэффициент теплоотдачи от греющего пара
к трубам, поэтому при работе аппарата осуществляют периодическую сдувку инерт-
ных газов через штуцеры СИ.
Внутренние поверхности аппарата могут инкруст ироваться осадком соли, поэто-
му аппарат периодически промывают, подавая через штуцеры ВП промывочную воду
или исходный раствор.
На примере рассматриваемой конструкции проведем анализ основных узлов вы-
парных аппаратов, особенностей конструктивного исполнения и методов определе-
ния осно л!ых конструктивных размеров.
Греющая камера. В трубчатых выпарных аппаратах нагрев упариваемого
раствора чаще всего осуществляется насыщенным водяным паром. Таким обра-
зом, назначение греющей камеры заключается в передаче тепла от греющего пара
к упариваемому раствору. Конструктивно греющая камера представляет собой ко-
жухотрубчатый теплообменник с системой ш гуцеров и узлов подвода и отвода ма-
териальных потоков.
Задачей конструктивною расчета является определение числа греющих труб,
выбора способа размещения их в трубной решетке, определение диаметра корпуса
греющей камеры.
Число греющих труб п определяется по формуле
(6.2.9)
п тс d I’
Р ТР
где F— поверхность теплопередачи, найденная из теплового расчета: dp— расчет
ный диаметр iреющих труб, принимается в зависимости от значения коэффициента
теплоотдачи с наружной (00 и внутренней (а2) сторон труб: при ах» аг, dp= dm, при
ах ~ а2, dp= (d^ + t/w)/2, при ах« а2, dp = d^ — длина греющих труб, выбирается
в пределах 3...9 м в зависимости от конструкции аппарата (d^ dm — соответствен-
но наружный и внутренний диаметр т рубы).
В выпарных аппаратах применяются в основном греющие трубы диаметром 25,
38 и 57 мм.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
513
Греющие трубы в трубных решетках размещают тремя основными способами:
1) по сторонам правильных шестиугольников (шахматное расположение);
2) по сторонам квадратов (коридорное расположение);
3) по концентрическим окружностям.
Одним из основных способов крепления труб в трубных решетках является раз-
вальцовка. Для этого метода крепления рекомендуют шаг между греющими трубами
в пределах t = (1,22 + 1,35)^.
По ГОСТ 11987 для стальных выпарных аппаратов рекомендуется следувощая ве-
личина шага в зависимости от диаметра греющих труб:
d^ мм 25 32 57
/, мм 32 48 70
Если раствор движется по греющим грубам, то их размещают по сторонам пра
вилыгых шестиугольников, а если циркулирует по межтрубному пространству, то
греющие трубы следует размещать по сторонам квадратов, это удобнее для чистки
поверхности труб. Шаг между трубами в этом случае рассчитывают из условия t =
1,43^ + 45 леи.
Внутренний диаметр корпуса греющей камеры определяется по зависимости
D =/-(6-1) + 4^ (6.2.10)
где b = 2а + 1 — число греющих труб на диагонали наибольшего шестиугольника раз-
бивки; а — число 1 реющих труб на стороне наибольшего шестиугольника разбивки.
Значение величины «а» находят по зависимости
п = За(а -1)+1.
В зависимости от числа греющих груб в аппарате диаметр циркуляционной тру-
бы рассчитывается по следующим уравнениям:
— для аппаратов с кипением раствора в греющих грубах
0 = /(0,3...0,6Х-Л; (6.2.11)
— для аппаратов с вынесенной зоной кипения или аппаратов с принудительной
циркуляцией
О = /(0,9...1.5)<„П. (6.2.12)
Циркуляционные трубы изготавливаются из стандартных труб или обечаек и в со-
ответствии с ГОСТ 11987 регламентированы следующими размерами: 159,219,273,
325,400, 500,600, 700, 800,900.1000, 1200, 1400, 1600 мм.
В ряде конструкций выпарных аппаратов внутри греющей камеры размещают
циркуляционные или паровые трубы, тогда размер корпуса греющей камеры увели-
чивается, так как «вытесненные» циркуляционными или паровыми тру бами греющие
трубы следует размещать па периферии разбивки.
Например, циркуляционная труба, размещенная по оси греющей камеры, «вы-
теснит» шестиугольник с числом труб по диагонали и иа стороне, определяемым по
зависимостям:
514
ГЛАВА 6
(6.2.13)
6| +1
(6.2.14)
Количество груб, которое будет «вытеснено» циркуляционной трубой из цент-
ральной части трубного пучка, можно найти из соотношения
п, = -1)+1.
(6.2.15)
В результате число греющих груб на стороне наибольшего шестиугольника дан-
ной разбивки будет определяться по зависимост и
=п + п,
= За2(а2-1)+1.
(6.2.16)
После расчета величин а2 и Ь2 по уравнению (6.2.10) определяется новый диаметр
корпуса греющей камеры D* . Найдетптая величина D* округляется до ближайшего
стандартного значения, исходя из следующего ряда: 325, 400, 600, 800, 1000, 1200,
1400,1600,1800. 2000,2200,2400, 2600,2800, 3000, 3200 мм.
Для размеров греющих камер более 600 мм следует оставлять каналы для равно-
мерного распределения пара в трубном пучке, с этой целью не устанавливают один
ряд греющих труб на каждые 600 мм диаметра (рис. 6.2.4).
Рис. 6.2.4. Схема паровых
каналов в греюшей камере
При числе греющих труб на диагонали боль-
шею шестиугольника свыше 15 часть труб сле-
дует располагать в сегментах «А». Количество
труб, размещенных в сегментах, регламен гиро-
вано разбивкой и определяется по справочникам.
Весьма ответственным узлом греющей ка-
меры является узел ввода греющего пара. Гре-
ющий пар в трубопроводе движется со скоро-
стью 30...50 м/с, и он содержит в своем объеме
мелкие капли конденсата. Если направит ь ско-
ростной поток пара напрямую на греющие тру-
бы, то они будут подвергаться сильному эрози-
отпюму износу в местах контакта со скоростным потоком греющего пара.
Для равномерного распределения греющего пара по трубному пучку и снижения
скорое I и в месте контакт а пара с греющими т рубами в выпарных аппарат ах с поверх-
ностью более 200 м2 ввод пара организуют с помощью паровых поясов (рис. 6.2.5а).
Греющий пар через пп уцер 3 поступает в зазор между обечайкой греющей камеры /
и паровым поясом 4. Обечайка / имеет несколько окон 7, суммарная площадь кото-
рых в 10... 12 раз превышает площадь сечения штуцера 3, скорость пара в окнах пада-
ет до допустимых значений, что исключит эрозиошгый износ греющих труб.
В выпарных аппаратах с меныпей поверхност ью теплопередачи для гашения
струи греющего пара на ее пути устанавливают отбойные щитки (рис. 6.2.56) или
отбойные кольца (рис. 6.2.5в).
Для турбулизации стекающей плешей конденсата штуцер ввода греющего пара
располагают на расстоянии 1/2... 1/3 длины i реющей трубы от верхней трубной ре-
шетки.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
515
Образовавшийся в греющей ка-
мере конденсат следует непрерывно
и полностью удалять из межтрубно-
го прос гранитна. В противном слу-
чае произойдет затопление части по-
верхности греющих труб, чго резко
снизит коэффициетп i еплопередачи.
На рис. 6.2.6 приведены конструк-
тивные решения узлов вывода кон-
денсата.
В меж трубное пространство
греющей камеры вместе с паром
всегда поступает некоторое коли-
чество неконденсирутощихся газов
Рис. 6.2 5. Конструкции узлов ввода греющего
пара: 1— обечайка греющей камеры; 2— i ре-
ющие трубы; 3 — штуцер ввода пара; 4 — паровой
пояс; 5 — отбойный щиток; 6— отбойное кольцо;
7 — паровые окна
(воздух, NH}, СО2 и др.). Особенно большое количество инертных газов имеется во
вторичном паре многокорпусных выпарных и кристаллизациотптых установках. На-
капливание неконденсирующихся газов снижает коэффициент теплопередачи, т. е.
производительность аппарата. Следовательно, удаление инертных газов из межтруб-
пого пространства является технологически необходимой задачей. Наличие всего 3 %
инерптых газов от объема греющего пара, находящегося в межгрубном пространстве
греющей камеры, снижает коэффициент теплопередачи на 50 %.
Существует несколько способов эвакуации неконденсирующихся газов. Приме-
нение того или иного способа определяется размерами греющей камеры аппарата.
количеством инертных газов, поступающих в камеру.
В выпарных аппаратах с поверхност ыо нагрева до 400 м2 (диаметр греющей каме-
ры— до 1200 мм) инертные газы удаляют через шгуцера, располагающиеся в одной
вертикальной плоскости со ш гупсрами вывода конденсага над нижней и под верхней
т рубными решетками.
Диаметр штуцера обычно не превышает 25 мм.
Рис. 6.2.6. Конструкции узлов вывода конденсата: а — сифон-карман; б — коленообраз-
ный патрубок; в — канал в трубной решетке; г — штуцер приварен к труб] той решетке
516
ГЛАВА 6
Из аппаратов с площадью поверхности нагрева более 400 м2 инертные газы уда-
ляют дополнительно через установленную по центру камеры перфорированную по
всей длине трубку (d^ = 16 мм или d^ = 57 мм) (рис. 6.2.7).
Количество отверстий на перфорированной трубе определяется по следующей
зависимости:
(6.2.15)
Рис. 6.2.7. Перфорированная труба
для удаления нскондснсируюшихся
газов из греющей камеры
в нем раствора в течение 20...40 секунд
где q — количество отводимой смеси пара
и конденсирующихся газов из греющей ка-
меры, кг/с;/— площадь сечения отверстия
на трубке, м2 ; w— скорость движения
смеси в отверстиях (обычно принимается
10...30 м/с); — плотность смеси, кг/м3.
На основе опыпгых дашгых установле-
но, что на 1 кг греющего пара в межтрубное
пространство поступает 0,015 кг неконден-
сирующихся газов, а на каждый килограмм
неконденсирующихся газов из камеры вы-
водится 1 кг пара, тогда q = 0,03Z)177.
Сепарационная камера. Подразделя-
ется на растворное и паровое пространства.
Растворное пространство служит
для снятия пересыщения раствора, а также
завершения роста кристаллов для крис гал-
лообразующих растворов. Размеры раствор-
ного пространства определяются в основ-
ном по технологическим соображениям.
Обычно объем растворного пространсгва
рассчитывается из условия пребывания
За это время, как правило, успеваег сняться
пересыщение раствора и завершиться рост кристаллов, т. е.
^„ = (20-40)^/,
(6.2.16)
где Gp—расход исходного раствора, кг/с; рр — плотность исходного раствора, кг/м3.
Диаметр растворного пространства принимается равным диаметру сепарацион-
ной камеры в зоне парового пространства Dp = Dc. Тогда высота растворного про-
ст ранства будет определяться по зависимости
4Г
= (6.2.17)
рп 7tD-c 4 '
Паровое пространство служит для отделения потока вторичного пара
от капель раствора за счет сил гравитации. Высотой парового пространства считается
расстояние от зеркала испарения до нижних плоскостей брызгоотделителей.
Капли раствора в паровом пространстве образуются в результате динамическо-
го выброса паровых пузырей из слоя кипящего раствора и дальнейшего разрушения
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
517
этих пузырей в паровом пространстве. Количество и размер образующихся капель
зависит от интенсивности кипения раствора, его физико-химических свойств и дав-
ления в паровом пространстве.
Для качественного отделения капель критическою (расчетного) размера скорость
подъема вторичного пара в паровом пространстве не должна превышать 80 % скоро-
сти витания капель данною размера, т. е.
WBH — ®>^'ыгг (6.2.18)
Зная расход вторичного пара в аппарате, легко определить внутренний диаметр
обечайки парового пространст ва по зависимости
/ 4 '
D = /------ ---£2---
с J 7Г О • W
J • ВП вп
где WRn— расход вторичного пара, кг/с; рвп— плотность вторичного пара, кг/м3.
Скорость витания капель раствора может быть рассчитана по зависимости
(6.2.19)
vBn [/8100 + 22,18Лг - 90
d 2,77
(6.2.20)
л V Р •'A J
1де Аг = -у5- • --------- — критерии Архимеда капли; d — минимальный размер
* ВП ~ Р
капли, возвращающейся в раствор, м; g— ускорение свободного падения, м/с2; vBn—
коэффициент кинематической вязкости вторичного пара, м2/с; рр — плотность кон-
центрированного раствора, кг/м3.
Высота парового пространства в зависимости от свойств раствора определяется
из условия
ЯС = (1,5...3)ОС (6.2.21)
Большие значения коэффициентов принимаются для пенящихся растворов.
На практике во многих случаях приходится иметь дело с пенящимися раствора-
ми. Структуры пены moi ут частично или полностью заполнять паровое пространство.
В этом случае сложно определит ь деисгвителыгую величтп гу кинемат ической вязкост и
вторичного пара. Тогда расчет диаметра обечайки парового пространства по скорости
витания капель критического размера может быть неприемлем. В таких случаях расчет
диаметра обечайки может осущесгвляться на основе предельного напряжения зеркала
испарения. На основе опыта эксплуатации выпарных установок величина предельного
напряжения зеркала испарения лежит в пределах Rs = 0,4...0,8 м3/м2с.
Тогда внутрешгий диаметр обечайки парового пространства будет определяться
по зависимост и
Г~4~ И'
D = /-----„ ™ . (6 2.22)
с v я Р /?
f ' ВП S
Высота парового пространства будет рассчитываться из условия (6.2.21).
Скорость движения вторичного пара в паровом пространстве при давлении
р = 0,1 МПа обычно лежит в пределах 2...4 м/с, а при р = 0,01 МПа — в пре-
делах 6...8 м/с.
518
ГЛАВА 6
Однако в паровом пространстве из потока вторичного пара не выделяются мелкие
капли, так как их скорость витания слишком мала. Увеличение диаметра сепараци-
оппой обечайки нецелесообразно, так как кто резко увеличивает габариты выпарного
аппарата, снижает его прочностные характеристик!!, Для увеличения качества отде-
ления вторичного пара от мелких капель раствора внутри сепарационной камеры раз-
мещают встроенные брызгоотдел и тели (сепараторы).
Брызгоотделители (сепараторы) подразделяются на три основных типа:
1) центробежные (циклонные);
2) инерционные;
3) поверхностные.
Функционально они выполняют одну и ту же задачу: отделяют мелкие капли рас-
твора от вторичного пара. Наибольшей эффективностью разделения обладают цен-
тробежные и инерционные сепараторы. В первой конструкции эффект разделения
достигается за счет действия значительных центробежных сил на капли раствора,
в результате которых капли отбрасываются на стенки сепаратора, сливаются в плен-
ки, а затем удаляются из аппарата. 3 инерционных сепараторах разделение пара и ка-
пель раст вора достигается за счет сил инерции, возникающих в местах резкого изме-
нения направления движения нарокапелыюй системы.
Более плотные по оэ ношению к пару капли раствора в местах поворота потока по
инерции продолжают двигаться в первоначальном направлении, ударяются об ограж-
дающие конструкции сепаратора и захватываются пленкой жидкости, находящейся
на поверхности брызгоотдел ителя.
Рис. 6.2.8. Центробежный брызгоот-
дел итсль: 1 — обечайка сепарационной
камеры; 2— корпус брызгоотдслитсля;
3 — окна входные; 4 — штуцер выхода
вторичного пара; 5 — штуцер слива рас-
твора; 6 — отбойш!к
На рис. 6.2.8 приведена конструкция цент-
робежного брызгоотдел ителя. Центробежные
брызгоотделители применяют при упарива-
нии чистых, пенящихся, кристаллизующихся
и выделяющих твердую фазу растворов. г>го
наиболее универсальные брызгоотделители.
Однако они обладают большим гидравличес-
ким сонрот падением.
Брызгоотделитель работает следующим
образом. Вторичный пар, содержащий капли
раствора, тангенциально через окна 3 посту-
пает внутрь корпуса 2. Благодаря действию
центробежной силы капли рас гвора сепари-
руются на внутрештей стенке корпуса 2, сли-
ваются в пленку, которая стекает вниз под от-
бойник 6, вытекает в виде струи из штуцера 5
и возвращается в рас торное пространство.
Очищенный от капель раствора вторичный
пар выводился из аппарата через штуцер 4.
Отбойник 6 препятствует захват у раствора из
зоны штуцера 5 и выноса его с потоком вто-
ричного пара.
При расчете габаритов брызгоотделителя
следует исходить из следующих условий: при
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
519
давлении в аппарате 0,1...0,4 МПа скорость движе-
ния вторичного пара во входных окнах должна
быть в пределах 15...30 м/с, в свободном сечении
корпуса — 3,5...5 м/с, в выходном штуцере вторич-
ного пара —15...20 м/с.
При снижении давления в аппарате до 0,01 МПа
все величины скоростей можно увеличм гь в 2...2,5 раза.
Эффективность разделения в данных брызгоотдели-
телях рассчитывается аналогично центробежным
пылевым циклонам.
На рис. 6.2.9 приведена конструкция жалюзий-
ного брызгоотделигеля, который относится к груп-
пе инерционных сепараторов.
Жалюзийные брызгоотделшпели применяют
при упаривании чистых и слабокристаллизующих-
ся растворов. Работают они следующим образом.
Вторичный пар, содержащий капли раствора, дви-
жется снизу вверх в каналах между жалюзи 4, кото -
рые прикреплены к корпусу 3 и опорному кольцу 5.
Благодаря тому, ч го каналы имеют резкие поворо-
ты, капли за счет сил инерции отбрасываются на
поверхность жалюзи, сливаются в пленку и в виде
крупных капель возвращаются в растворное про-
странство.
При конструировании таких сепараторов ре-
комендуется иметь эффективные скорости вто-
ричного пара в каналах 2...5 м/с при давлении
0,1 МПа и 4...8 м/с— при работе под вакуумом.
При превышении данных значений скоростей мо-
жет возникнуть вторичный унос капель из-за сры-
ва пленок раствора с поверхности жалюзи. Мак-
симальная высота жалюзийных сепараторов
обычно не превышает 100 мм, а гидравлическое
сопротивление — 500 Па.
На рис. 6.2.10 приведена конструкция поверх-
ностного брызгоотделителя. В современных конс-
трукциях выпарных аппаратов поверхностные
брызгоогделшели набираются из металлических
сеток в виде пакетов толщиной 100... 150 мм. Ячей-
ки сетки обычно имеют размер от 0,1 до 0,4 мм. За
счет развитой поверхнос ги сез ки на ней формиру-
ется пленка жидкости, которая захватывает капли
раствора при прохождении парогазового потока
через слой сел ок, в результате чего формирую тся
крупные капли, кслорые возвращаются в раствор-
ное пространство.
Рис. 6.2.9. Жалюзийный брыз-
гоотдслнтсль: 1 —обечайка сепа-
рационной камеры; 2— косынка
опорная; 3— корпус брызгоотде-
литсля; 4— жалюзи; 5— опор-
ное кольцо
Рис. 6.2.10. Поверхностный
брызгоотдслитсль: / — обечайка
сепарационной камеры; 2— ко-
сынка опорная; 3 — пакет сеток
520
ГЛАВА 6
При конструировании поверхностных сепараторов следует исходить из того, что
скорость вторичного пара в свободных сечениях пакета должна быть 1...2,5 м/с при
давлении 0,1 МПа и до 5 м/с при давлении 0,01 МПа.
Поверхностные сепараторы обладают более низкой эффективностью, чем центро-
бежные и инерционные, но они проще в изготовлении, обладают меныним гидравли-
ческим сопротивлением. Если нет жестких требований к степени разделения вторич-
ного пара от капель раствора, то поверхностные сепараторы более предпочтительны.
Но они абсолютно непригодны при наличии солевых инкрустаций на поверхностях
сепаратора.
Узлы вывода солевых суспензий. В процессе упаривания растворов, выделяю-
щих т вердую фазу, необходимо непрерывно выводить из аппарата солевую суспен-
зию. Для этого в выпарных аппаратах под зоной отстоя размещают вертикальные
цилиндрические стояки, служащие для вывода солевых суспензий.
На рис. 6.2.11 приведена конструкция стояка с перфорированной трубой. Узел ра-
ботает сле,хующим образом. Кристаллы соли из зоны отстоя растворного пространс-
тва опускаются под действием сил гравитации в стояк /. Снизу в стояк / навстречу
потоку кристаллов подается исходный раствор, который обеспечивает восходящий
поток в стояке. Кристаллы соли, имеющие скорость витания выше скорости подъема
раствора в стоя ке, опускаются вниз и выводятся из стояка через перфорированную
трубу 2. Мелкие кристаллы за счет восходящего потока возвращаются в зону отстоя
и продолжают свой рост. Крупные агломерат ы соли, не попавшие в трубу 2, периоди-
чески выводятся из стояка через нижний шгуцер. 1 Три такой конструкции узла вывода
суспензии обычно получают полифракциопный состав кристаллов
На рис. 6.2.12 приведена конструкция узла вывода суспензии с классификацион-
ной (экстракционной) решеткой. Такая конструкция позволяет получать кристаллы
Рис. 6.2.11. Узел вывода солевой суслен»
зии: 1— цилиндрический сгояк; 2— перфо-
рированная труба
Комки
Рис. 6.2.12. Узел вывода солевой сус-
пензии с классификационной решеткой:
1 — цилиндрический стояк; 2 — классифи-
кациотшая решетка
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
521
соли однородного размера. Это достигается тем, что в зазорах классификационной
решетки 2 восходящий поток исходного раствора имеез скорость подъема выше ско-
рости витания кристаллов заданного размера. Сформировавшиеся на поверхности
решетки кристаллы, благодаря небольшому наклону решетки, в состоянии псевдо-
ожижения перемещаются в правую часть решетки и выводятся из аппарата через
ш гуцер вывода суспензии.
Труба вскипания. Является важным узлом выпарных аппаратов, используемых
для упаривания растворов, отлагающих на греющих трубах твердые осадки. Отло-
жение осадков приводит к постепенному «зарастанию» греющих труб и снижению
коэффициентов теплопередачи от греющего пара к раствору.
Одним из эффективных путей предотвращешгя инкрустации па греющих трубах
и снижения коэффициентов теплопередачи является вынесение зоны кипения рас-
твора за пределы поверхности нагрева, т. е. за пределы греющих труб. Для этих целей
служат трубы вскипания, располагающиеся над греющими трубами. Предогврашение
Вскипания раствора в греющих трубах, при наличии трубы вскипания, происходит
в результате повышения давления в объеме раствора за счет гидростатического стол-
ба парожидкостной смеси, находящейся в трубе вскипания. Высота трубы вскипашгя
обычно, лежит в пределах 1...3 м, а ее диаметр рассчитывается из условия движения
парожидкостпой смеси со скоростью 3...5 м/с.
Выпарные аппараты с естественной циркуляцией
и вынесенной греющей камерой
С целью повышения скорости естеегветпюй циркуляции раствора разработан ряд
конструкций аппаратов с вынесенной греющей камерой. Данная конструкция аппаратов
обеспечивает скорость циркуляции до 2 м/с. Они могут устойчиво работая ь при величине
полезной разности температур 10...12 °C. Аппа-
раты такой компоновки могут иметь несколько
греющих камер, что весьма удобно при чистке
и замене трубного пучка.
Конструктивно аппараты с вынесенной гре-
ющей камерой изготавливаются без трубы вски-
пания и с грубой вскипания.
На рис. 6.2.13 приведена конструкция вы-
парного аппарата без трубы вскипания. Данные
аппараты применяются для упаривания раство-
ров, не образующих твердых осадков на гре-
ющих поверхностях.
Аппарат состоит из греющей камеры 7,
сепарационной камеры 2 со встроенным брыз-
гоотделителем 3 и циркуляционной трубы 4.
Рис. 6.2.13. Выпарной аппарат с естественной
циркуляцией и вынесенной греющей камерой: 1 —
греющая камера; 2— сепарационная камера; 3—
брызгоотдслитсль; 4 — циркуляционная труба
522
ГЛАВА 6
Рис. 6.2.14. Выпарной аппарат с естественной цир-
куляцией, вынесенной греющей камерой и трубой
вскипания: / — iреющая камера; 2 — труба вскипания;
3 — сепарационная камера; 4 — брызгоотдслитсль; 5 —
циркуляционная труба
Исходный расгвор подается в аппарат через один
из штуцеров РИ в зависимости от температуры
раствора и его физико химических свойств. Гре-
ющий пар подается в межтрубное пространст во
греющей камеры через штуцер ПГ, а конденсат
греющего пара выводится из греющей камеры
через штуцер К. Вторичный пар, пройдя сепара-
ционную камеру и брызгоотделигель, отделяется
от капель раствора и выводится из аппарат а через
штуцер ПВ.
Упариваемый раствор многократно циркули-
рует по циркуляционному контуру: циркуляцион-
ная труба — греющая камера — растворное про-
странство сепарационной камеры и выводится из
аппарата через штуцер РИ.
На рис. 6.2.14 приведена конструкция выпар-
ного аппарата с трубой вскипания. Данные ап-
параты применяются для упаривания растворов,
образующих на греющих поверхностях плотные твердые осадки. Отличительной
особенностью данной конструкции от предыдущей является то, что в рассматривае-
мом аппарате между греющей и сепарационной камерами имеется тру^а вскипания.
Наличие трубы вскипания в аппарате позволяет вынес ги зону кипения раствора из
греющих труб греющей камеры в трубу вскипания и таким образом исключить отло-
жение осадков на поверхности греющих труб. Труба вскипания имеет значительно
больший диаметр, чем греющие трубы, поэтому даже при активном кипении раство-
ра не происходит «зарастания» трубы вскипания.
6.2.4. Выпарные аппараты с принудительной
циркуляцией
Одним из способов предупреждения инкрустации поверхности нагрева при вы-
паривании кристаллизующихся растворов является создание высоких скоростей рас-
твора у греющей поверхности При скоростях раствора более 2 м/с засоление гре-
ющих поверхностей практически отсутствует. Такие скорости могут быть созданы
в аппаратах с принуди гелыюй циркуляцией, которая осуществляется с помощью
насосов. Увеличение скорости движения раствора существенно повышает величину
коэффициента теплопередачи. Данные аппараты устойчиво работают при полезной
разности темперая ур 5...7 °C.
В нашей стране для обеспечения циркуляции используются циркуляционные насо-
сы типа ОХТ с частотой вращения 490...590 об/мин. Увеличение числа оборотов ведет
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
523
Рис. 6.2.15. Выпарной аппарат с принудительной цир-
куляцией, соосной греющей камерой и солсотдслснисм:
1— греющая камера; 2— сепарационная камера; 3 —
брызгоотделитепь; 4 — труба вскипания; 5 — циркуляци-
онная труба; 6 — циркуляциоштый насос
к дроблению кристаллов соли и снижению надеж-
ности сальникового уплотнения.
Конструктивно выпарные аппараты с принуди-
тельной циркуляцией раствора подразделяются на
две группы:
1) с соосной г реющей камерой;
2) с вынесенной т реющей камерой.
На рис. 6.2.15 и 6.2. 1 6 приведены выпарные ап-
параты с соосной греющей камерой. Оба аппарата
состоят из греющей камеры 7, сепарационной каме-
ры 2 со встроенным брызгоотделителем 4, цирку
ляционной трубы 3, трубы вскипания 5 и циркуля-
ционного насоса 6. Отличительной особенностью
аппарата, представленною на рис. 6.2.15, является
то, что он имеет верхний узел солеотделения, что
позволяет упаривать растворы, выделяющие боль-
шие объемы твердой фазы. Конструкции греющих
камер в обоих аппаратах подобны. К верхней труб-
ной решетке греющих камер присоединены трубы вскипания, что предел вращает кипе-
ние раствора в греющих грубах. Циркуляция раствора в аппаратах осуществляется по
замкнутому контуру: растворное пространство сепарационной камеры — циркуляци-
онная труба — циркуляционный насос — греющая камера — труба вскипания — рас-
творное пространст во сепарационной камеры.
В аппарате, представленном на рис. 6.2.15,
исходный раствор чаще подается в узел вывода
солевой суспензии. Восходящий поток исходного
раствора выносит мелкие кристаллы в растворное
пространство, где происходит их укрупнение. Во
втором аппарате исходный раствор подается в цир-
куляционную трубу.
Перегретый в греющей камере раствор подни-
мается по трубе вскипания и по достижении дав-
ления, соответствующего температуре насыщения,
вскипает. Образовавшаяся парожидкостная смесь
разделяется в паровом пространстве на вторичный
пар и концентрированный раствор. Вторичный пар
Рис. 6.2.16. Выпарной аппарат с принудительной
циркуляцией и соосной греющей камерой: 1 — грс
юшая камера; 2 — сепарационная камера, 3 — брызго-
отдслитсль; 4— труба вскипания; 5— циркуляционная
труба; 6—циркуляционный насос
524
ГЛАВА 6
Рнс. 6.2.17. Выпарной аппарат с принуди-
тельной циркуляцией и вынесенной греющей
камерой: 1 — греющая камера; 2 — труба вски-
пания; 3 — сепарационная камера; 4 — брызгоот-
дслитсль; 5 — циркуляционная труба; 6 — цирку-
ляционный насос
после отделения в брызгоотделителе от мел-
ких капель раствора покидает аппарат через
штуцер ПВ, а концентрированный раствор
частично выводится из аппара га через шту
цер КР и с солевой суспензией через штуцер
СС. Уровень раст вора в аппаратах поддержи-
вается по верхней кромке грубы вскипания.
Греющий пар подается в межтрубное
пространство iреющей камеры, огдает теп-
ло раствору и в виде конденсата выводится
через ш гуцер К.
Циркуляционный насос обеспечивает
скорость циркуляции раствора в греющих
трубах в пределах 2...2,5 м/с. Аппараты мо-
гут работать в непрерывном и периодичес-
ким режимах.
Выпарной аппарат с вынесенной греющей камерой (рис. 6.2.17) работает анало-
гично аппаратам с соосной греющей камерой. Однако исходный раствор в зависи-
мости от температуры и физико химических свойств может подаваться как вцир
куляциопную трубу, так и в сепарационную камеру. Скорость циркуляции раствора
в греющих трубах также лежит в пределах 2...2,5 м/с.
Мощность привода циркуляционного насоса выпарных аппаратов с принудитель-
ной циркуляцией рассчитывается по следующему уравнению:
N ~ 3600 1020 Рр Г] ’ (6.2.23)
где Gp— расход раствора через циркуляционный контур, кг/ч; Др— гидравличес-
кое сопротивление циркуляционного кою ура, На (для оценочных расчетов можно
принять равным (5...6)107 Па); р — средняя плотность раствора в греющих трубах,
кг/м3, ц = 0,7...0,8 — КПД насоса.
6.2.5. Последовательность расчета трубчатых
выпарных аппаратов
Полный расчет выпарного аппарата включает следующие этапы;
1) технологический (тепловой) расчет, целью которого является определение по-
верхности теплопередачи греющей камеры аппарата;
2) конструктивный расчет, целью которого является определение основных конс-
труктивных размеров узлов аппарата;
ОБОРУДОВАНИЕ Д ЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
525
3) гидравлический расчет, целью которою является определение гидравличес-
кого сопротивления контуров и каналов, необходимого для выбора насосного обо-
рудования;
4) прочностной расчет, целью которого является определение толщины стенок
основны к элементов аппарата из условий прочности и устойчивости.
Одним из наиболее сложных этапов является тепловой расчет аппарата. Не вдава-
ясь в детали, определим последовательность расчета и его конечную цель.
Последовательность теплового расчета
1. Из решения уравнений материального баланса определяется производитель-
ность аппарата по выпаренному растворителю (воде) И и упаренному раствору G.
(6.2.24)
= G*+W
• хи — GK • хк
где G/p GK— производительность аппарата по исходному и упаренном} раствору, кг с;
х1рхк— начальные и конечные концентрации раствора, мае. доли.
2. По величинам давлештя в барометрическом конденсаторе, гидравлической тем-
пературной депрессии (см. раздел 6.2.1) определяют температуру tRrp давление рвп
и удельную теплоту парообразования г вгоричното пара в сепарационной камере.
3. По найденным величинам производительности аппарата, по выпаренному рас-
творителю (вторичному пару) и удельной теплоте парообразования вторичного пара
определяется ориентировочная тепловая нагрузка греющей камеры:
= (6.2.25)
где IV— производи тельность выпарного аппарата по вторичному пару, кг/с; гвп—
удельная теплота парообразования вторичного пара, кДж>ке
4. По принятой предварительной величине удельной тепловой нагрузки опреде-
ляют ориентировочную поверхность теплопередачи греющей камеры:
Fx=^~. (6.2.26)
Я
При упаривании водных растворов з аппаратах с естествешюй циркуляцией величи-
ну удельной тепловой нагрузки рекомендуется принимать в пределах q = 20...50 кВт/м2.
Для аппаратов с принудительной циркуляцией — q = 40...80 кВт/м2.
5. По величине Ft выбирают стандартный выпарной аппарат. Для выбранного
аппарата выписываются следующие харакзеристики, необходимые для дальнейших
расчетов: F— действительная поверхность теплопередачи; /— длина; dTP— диа-
метр; £—толщина стенки; п — число и материал греющих труб.
6. По зависимости (6.2.6) раздела 6.2.1 определяется полезная разность темпера-
тур процесса выпаривания Д/^.
7. Из уравнения теплового баланса выпарного аппарата определяется расход гре-
ющего пара Dnv кг/с:
£) _ СК ' h ~ СН ' 1ц ^Я ' % К Q . ^ВП ~ ЦТ . QnOT
гп i — i * i — i i — i 1
lm *кон *rn *koh ‘rn 1koh
(6.2.27)
526
ГЛАВА 6
где с/р ск— соответственно удельная теплоемкость исходною и упаренного раство
ров, кДж/кг • К; tjP tK— температура раствора, подаваемого в аппарат, и температура
раствора на выходе из аппарата, °C; iKon — энтальпия греющего пара и конденсата
греющего пара, кДж/кг; iBn— энтальпия вторичного пара, кДж/кг; сж— удельная
теплоемкость конденсата вторичного пара при температуре кДж/кг • К; A# — ин-
тегральная теплота растворения, кДж/кг; Qnor— тепловые потери в окружающую
среду, кВт.
8. По найдешюму расходу греющего пара определяется действительная тепловая
нагрузка аппарата:
е = От((п7-1да,). (6.2.28)
9. 1 la основе теплофизических характеристик греющего пара и условий конден-
сации определяется коэффициент теплоотдачи от конденсирующего пара к греющим
трубам:
/г pi
а, = 2,04 - к . л , (6.2.29)
1 4/ у.к • I Ar, v 7
где Z — высота греющих труб, м; гк — теплота конденсации греющего пара, кДж/кг;
рк,кюрк—плотность (кг/м3), теплопроводность (Вт/мЮ. вязкост ь (Па-с) конденсата
греющего пара при средней температуре пленки
&пл = *гп-0,5-^, (6.2.30)
где tnjj— температура греющего пара, °C; А/, — разность температур конденсации
пара и с генки греющей трубы, °C.
Расчет at ведется методом последовательных приближений, исходя из условия
равенства удельного теплового потока снаружи греющей трубы, внутри стенки гре-
ющей трубы и внутри греющей трубы, т. е.
<6-231)
2-1ГСТ
10. Для режима пузырькового кипения раствора в вертикальных трубах при усло-
вии естественной циркуляции определяется коэффициент теплоотдачи от греющей
трубы к раствору по уравнению
т кз. ло,з. ло.оо
zy _ поп р гр Рп____________________________о.б
U2 ~ /OU рг.0,9 . 0,6 . л0,66 . 0.3 . ..0,3 V
и Р г г пн СР • Р
(6.2.32)
где Яг,рр, (7р, СуЦр, — соответ с гвенно теплопроводность (Вт/м • К), плотность (кг/м3),
поверхностное натяжение (Н/м), удельттая теплоемкость (кДж/кг • К) и динамическая
вязкость (Па-с) концентрированного раствора; г— удельная теплота парообразова
ния растворителя при кипении раствора, кДж кг; рпи— плотность вторичного
пара при рабочих и нормальных условиях, кг/м3.
Расчет по данному уравнению ведется методом последовательных приближений
с учетом условия (6.2.31). В аппаратах с вынесенной греющей камерой и в аппаратах
с принудительной циркуляцией обеспечивается устойчивый турбулентный режим
движения раствора в греющих трубах, а также небольшая разность температур гре-
ющего пара и кипящего раствора.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
527
Коэффициент теплоотдачи а, может рассчитываться по уравнению
Nu = 0,023 • Re0-8 • Pr0-4,
(6.2.33)
Ct - d w d О
где Nu = * я", Re =---------Рг =
сельта, критерии Рейнольдса и Прандтля; w— скорость движения раствора в греющих
трубах, м/с; dBn— внутренний диаметр греющей трубы, м.
Теплофизические величины, входящие в безразмерные критерии, рассчитывают-
ся при температуре кипения раствора у середины греющих труб.
11. По найденным значениям коэффициентов теплоотдачи и термическому сопро-
тивлению греющей грубы определяется среднее значение коэффициента теплопере-
дачи:
с Ц
-А»—- — соответственно число Нус-
/1
(6.2.34)
12. По найденным величинам тепловой нагрузки, коэффициента теплопередачи
и полезной разности температур рассчитывается действительная поверхность тепло-
передачи греющей камеры:
По величине поверхности теплопередачи уточняется типоразмер выпарного ап-
парата.
Конструктивный расчет основных узлов трубчат ых выпарных аппаратов изложен
в подразделе 6.2.3. Прочностные расчеты элементов выпарных аппаратов осущест-
вляются в соответствии с рекомендациями главы 2. Расчет термических напряжений
в конструкциях выпарных аппаратов подобен аналогичному расчету для кожухотруб
чатых теплообменников.
6.2.6. Пленочные и роторно-пленочные аппараты
Пленочные выпарные аппараты применяют ся для выла] нп л гия пеня-
щихся или чувствительных к высокой температуре растворов. Выпаривание в данных
аппаратах осуществляется за один проход, т. е. в них отсутствует циркуляция раствора.
Конструкт ивно данные аппараты подразделяются на аппараты с восходящей
и нисходящей пленкой, а также с соосной и вынесенной греющей камерой. Данные
аппараты стандартизированы по ГОСТ 11987 с величиной теплообменной поверх-
ности от 63 до 2500 м2 и длиной i реющих труб 5...9 м.
Аппараты с восходящей пленкой (рис 6.2.18) работают следующим образом. Ис-
ходный раствор подается в трубное пространство греющей камеры 1 через штуцер РИ,
заполняет греющие трубы примерно па 1/3 их высоты. В межтрубное пространство
греющей камеры через штуцер ПГ подается греющий пар, отдающий тепло упарива-
емому раствору, который вскипает и в виде парожидкостной смеси поднимается по
греющим трубам. Благодаря высокой скорости подъема пара (15...20 м^с), жидкий
расгвор «отжимается» к стенке трубы и в виде пленки также двигается вверх. С по-
верхности пленки идет испарение растворителя, и к моменгу выхода раствора из гре-
528
ГЛАВА 6
Рнс. 6.2.18. Выпарные аппараты пленочные
с восходящей пленкой с соосной (а) и вынесен-
ной (6) греющими камерами: / — греющая ка-
мера; 2 — сепарационная камера, 3 — брызгоотдс-
литсль; 4 — брызгоотбойник
ющих труб концентрация раствора
достигает высоких значении. Таким
образом, за один проход раствора
удается достичь высоких конечных
концентраций.
Далее раствор и пар попадают
в сепарационную камеру, где про-
исходит отделение вторичного пара
от крупных капель раствора. Кон-
центрированный раствор выводится
из аппарата через штуцер КР, а вто-
ричный пар, пройдя брызгоотдели-
гель 3, выводится из аппарата через
штуцер ПВ. Конденсат греющего
пара выводится из межтрубного
пространства греющей камеры че-
рез штуцер К.
Аппараты с нисходящей плен-
кой (рис. 6.2.19) работают анало-
гично. Однако исходный раствор
в греющие трубы подается со стороны верхней трубной решетки через штуцер РИ.
Скиростной поток пара, образующийся при кипении раствора в трубах, формирует
на поверхности труб тонкую пленку, с поверхности которой идет испарение рас-
творителя.
Интенсивность теплопередачи в пленочных аппаратах даже выше, чем в аппа-
ратах с принудительной циркуляцией. Однако данные аппараты совершешю не-
а)
Рис. 6.2.19. Выпарные аппараты пленочные
с нисходящей пленкой с соосной (а) и вынесен-
ной (6) греющими камерами: 1 — греющая камера,
2—сепарационная камера; 3 — брызгоотдслитсль
б)
пригодны для упаривания раство-
ров, отлагающих твердые осадки
на поверхности греющих груб, так
как резко падает интенсивность
теплопередачи и нарушается ре-
жим формирования пленки. Кроме
того, трубчатые пленочные выпар-
ные аппараты требуют высокого
качества монтажа (соблюдение вер-
тикальности), гак как нарушается
режим формирования пленки на
поверхности греющих труб.
При правильной эксплуатации
трубчатых пленочных аппаратов
следует обеспечивать полное оро-
шение внутренней поверхности
греющих труб, что достигается
при плотности орошешгя большей,
чем некоторое минимальное зна-
чение:
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
529
G
Г=—(6.2.36)
О А I т1П 1 ' 7
где Г— минимально допустимая плотность орошения, м2/с; Gp— массовый рас-
ход исходного раствора, кг/с; П = п • dB • п — полный смоченный периметр труб
аппарата, м; dB — внутренний диаметр труб, м; п — число труб; рр — плотность ис-
ходного раствора, кг/м3.
Минимальную плотность орошения можно определить из соотношения
Г (У \0MS
"Г" = ~/—~—7 ’ (6-237)
р \Ур РРгЛ]
где ор— поверхностное натяжение исходного раствора, Н/м; vp— кинематическая
вязкость исходного раствора, M2rc;g— ускорение свободного падения, м/с2.
Коэффициен г теплоотдачи от греющей трубы к свободно стекающей пленке при
ламинарном и турбулентном режиме течения и Pr = 4...300 можно рассчитать по
уравнению
Ct /у2\,Э /i 35 \0,
= =(^+,°4 Re™'Pr)
(6.2.38)
где Хр— коэффициент теплопроводности исходного раствора, Вт/м К;
Re„„
пл
V.
Роторно-пленочные аппараты при-
меняются для упаривания вязких, пастообразных
и термолабильных растворов. Формирование жид-
костной пленки на греющих поверхностях данных
аппаратов осуществляется лопастями быстровра-
щающегося ротора.
Конструктивно роторно-пленочные аппараты
по форме корпуса подразделяются на следующие
группы: с цилиндрическим, котптческим и ступен-
чатым цилиндрическим корпусом.
На рис. 6.2.20 приведена конс трукция роторно-
пленочного аппарата с цилиндрическим корпусом.
Корпус аппарата 6 может изготовляться из сплош-
ной обечайки или собираться из отдельных царг.
Оботрев аппарата осуществляется греющим паром,
поступающим в паровую рубашку 10. Рубашка мо-
жет выполняться секционированной, что позволяет
регулировать температуру корпуса в зависимости
Рис. 6.2.20. Роторно-пленочный выпарной аппарат:
7 — привод; 2 — верхний подшипник; 3 — уплотнение
вала; 4— штуцер предохранительного клапана; 5 — рас-
пределитель раствора; 6 — корпус; 7 — вал ротора; 8—
лопасть; 9 — нижний подшипник; 10— паровая рубашка;
11 — сепаратор пара
530
ГЛАВА 6
от копцсн'граиии раствора. Одним из основных элементов аппарата является ротор,
состоящий из вала 7 с закрепленными на нем лопастями 8. Привод вала осуществля-
ется от электродвш ателя через клиноременпую передачу. Клиноременная передача
гасит вибрации ротора и предохраняет электродвигатель от перегрузок или закли-
нивания ротора. Вал может иметь верхний 2 и нижний 9 подшипники или только
верхний, так называемые консольные рогоры. Для обеспечения работы а1тпарата под
вакуумом или при избыточном давлении вращающийся вал герметизируется торцо-
вым уплотнением 3.
Исходный раствор подается в аппарат через штуцер РИ, затем лопастями ро-
тора распределяется по внутренней поверхности корпуса в виде тонкой пленки.
Ее течение по рабочей поверхности аппарата происходит под действием собс-
твенной силы тяжести и силы давления со стороны лопастей, поэтому можно
считать, что упариваемый раствор движется по траектории подобной винтовой
линии. Благодаря воздействию вращающихся лопастей обеспечивается не только
равномерное орошение греющей поверхности раствором, по и турбулизируется
сама пленка, что приводит к постоянному обновлению ее поверхности и умень-
шению вязкого пограничною слоя. Концентрированный раствор выводится из ап-
парата через штуцер КР.
Энергия для процесса выпаривания подводится с потоком греющего пара, кото-
рый поступает в паровую рубашку /У, пар отдает тепло, конденсируется и выводится
в виде конденсата из аппарага.
Выпариваемый растворитель по центру аппарата поднимается вверх, проходит се-
паратор 77, где отделяется от капель раствора, и покидает аппарат через штуцер ПВ.
В зависимости от свойств упариваемого раствора, ею вязкости и способное пт об-
разовывать твердые осадки на греющих поверхностях, на пракптке применяют раз-
личные роторы: с жестко закрепленными маятниковыми и шарнирными лопастями.
Роторы с жест ко закрепленными
лопастями (рис. 6.2.21) имеют гаран-
тированный зазор между концами ло-
пастей и корпусом аппарата. Обычно
этот зазор устанавливается в пределах
0,5...3 мм. Л (шейная скорость конца
лопасти достигает 15 м/с.
Ротор с жесткими лопастями спо-
собен срезать с внутренней поверх-
ности корпуса твердые осадки, обра-
зующиеся в процессе выпаривания.
На рис. 6.2.22 приведены различ-
ные конструкции маятниковых (а)
и шарнирных (б, в) лопастей ротора. Ротор с жесткими и маятниковыми лопастями
может иметь реверсное вращение, ротор с маятниковыми лопастями имеет только
одно направление вращения.
В аппаратах с маятниковым ротором лопасти крепятся при помощи шарниров на
дисках (крестовинах) ротора, так что концы лопастей могут касаться рабочей поверх-
ности корпуса. При вращении ротора лопасти отклоняются от радиального положе-
ния под влиянием силы i идродинамического сопротивления со стороны раствора,
Рис. 6.2.21. Ссчспис ротора с жесткими лопас-
тями: а — без скоса конца лопастей; б — со ско-
сом конца лопастей. 7 — ротор; 2 — корпус; 3 —
паровая рубашка
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
531
и образуется зазор порядка 0,2...3 мм
между концами лопасти и рабочей по-
верхностью корпуса. Линейная ско-
рое! ь конца маятниковых лопастей мо-
жет достигать 12... 15 м/с.
В аппаратах с шарнирно закреплен-
ными лопастями зазор между концами
ло пас гей и рабочей поверхностью кор-
пуса отсутствует, так как лопасги за-
креплены под некоторым углом по от-
ношению к радиальному nai травлению,
а центробежная сила стремится посто-
ятпю прижать лопаегь к поверхности
корпуса. Если сила гидродинамическо
го сопротивления со стороны раство-
ра превышает центробежную силу, то
лопасть отжимается от стенки корпуса
и ее концы образуют некоторый зазор
с поверхностью корпуса. Такой режим
Рис. 6.2.22. Сечение аппарата с маятнико-
выми лопастями (а) и шарнирными (6, в) ло-
пастями: 1 — диск; 2 — лопасть; 3 — паровая
рубашка; 4 — корпус; 5 — вал; б—втулка
принято называть «режимом плавания
лопасгей». При ином соотношении сил лопасть касается корпуса и работаег на исти-
рание, поэтому аппараты с шарнирными лопает ями работают при линейных скоро-
стях конца лопастей 0,8...4 м/с.
Аппараты с коническим корпусом конструктивно отличаются от аппаратов с ци
линдрическим корпусом тем, что кор
пус и ротор имеют коническую форму.
Перемещение ротора по оси аппарата
позволяет изменять зазор между конца-
ми лопастей и рабочей поверхностью
корпуса. Однако из-за сложности изго-
говлепия датшая конструкция аппара-
тов не получила широкого распростра-
нения в промышленности.
Большее распространение в про-
мышленности получили роторно-пле-
ночные аппараты со ступенчатым ци-
линдрическим корпусом. В данных
аппаратах сгупенчато уменьшаются
сверху вниз диаметры корпуса и рото-
ра. Обычно число ступеней не превы-
шает трех. На рис. 6.2.23 приведена
конструкция трехступенчатого аппа-
рата. В аппарате могут использоваться
различные типы лопастей, но количес-
тво их увеличивается с уменьшением
диаметра корпуса ступени, чтобы ком-
Рис. 6.2.23. Ступенчатый роторно-пленоч-
ный аппарат: 1 — паровая рубашка; 2 — кор
пус; 3—ротор; 4 — сепаратор пара
532
ГЛАВА 6
пенсировать снижение линейной скорости их вращения на качество формирования
пленки. Благодаря одновременному уменьшению диамегра ступени и увеличению
количества лопастей обеспечивается полное орошение не только верхней, по и ниж-
них ступеней даже при высокой вязкости раствора. Данные конигрукции аппаратов
позволяют увеличивать степень концентрирования раствора за один проход по отно-
шению к цилиндрическим аппаратам в несколько раз.
Роторно-пленочные аппараты имеют незначительную поверхность теплопе-
редачи, обычно она нс превышает 24 м2. Значения коэффициентов теплоотдачи от
греющей поверхности к пленке жидкости зависят от многочисленных факторов:
конструкции аппарата и лопастей ротора, режимных парамегров работы аппарата,
т еплофизических свойств раствора. Ориентировочные значения коэффициентов теп-
лоотдачи от стенки аппарата к перемешиваемой пленке приведены ниже.
Кинематическая вязкость раст вора vp • 106, м7-/с Коэффициент теплоотдачи а2, Вт/м К
<50 1000-2000
50-100 400-1200
100-500 100-500
500-2000 50-150
На стандаргных роторно-пленочных аппаратах устанавливается привод, мощ-
ность которого намного превышает мощность, обусловленную технологическим
процессом термообработки растворов. При подборе стандартизованных аппаратов
проверяют величины мощност ей, затрачиваемых на вращение ротора в режиме сухо-
го трения и преодоление трения в торцовых уплотнениях.
6.2.7. Аппараты погружного горения
Среди выпарного оборудования особое место занимаю г аппараты погружного
горения (АПГ). Основной отличительной особенностью данных аппаратов от
рассмотрештых выше конструкций является то, что в АПГэнергоноситель (топочный
газ) непосредственно контактирует с упариваемым раствором. Такая организация
процесса значительно упрощает конструкцию аппарата, интенсифицирует процесс
теплопередачи, повышает коэффициент использования теплоты сгорания топлива.
Простота конструкции АПГ позволяет покрывать поверхности аппарата, кон-
тактирующие с агрессивными растворами, коррозионностойкими неорганическими
материалами, что допускает использование АПГ для упаривания растворов сильных
минеральных кислот, агрессивных щелочных растворов, сточных вод целлюлозно-
бумажной, химической и металлургической отраслей промышленности.
Принцип работы этих аппаратов заключается в том, что газообразное топливо
сжигается в горелке, выхлопной патрубок которой погружен ь упариваемый раствор.
Распределяющиеся в растворе в виде пузырьков и струй горячие продукты сгорания
топлива передают теплоту выпариваемому раствору, а сами в свою очередь насыща-
ются паром. При этом образуется большая поверхность соприкосновения фаз, обес-
печивается хорошее перемешивание раствора и интенсифицируется теплообмен.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
533
Температура отходящей парогазовой смеси
всего на несколько градусов (2...5 °C) превы-
шает температуру кипения раствора. Серьез-
ным недостатком АПГ является загрязнение
упариваемого раствора продуктами сгорания
топлива.
На рис. 6.2.24 изображен АПГ с соос-
ным размещением горелки внутри аппарата
и барботажной решеткой на конце горелки.
Корпус аппарата / представляет собой ци-
линдрический резервуар с коническим дни-
щем. Сверху корпус закрывается съемной ко-
нической крышкой, гга которой закреплены:
горелка 5, нпуцер взрывного клапана 2, шту
церы ввода исходного раствора РИ и вывода
вторичного пара I IB. Топливо в горелку по-
дается через штуцер 3, а воздух для горения
через штуцер 7, образовавшиеся при горе-
ггии топлива продукты сгорания поступают
через выхлопной патрубок горелки под слой
упариваемого раствора. Для регулирования
скорости истечения продуктов сгорания из
Рис. 6.2.24. Аппарат погружного го-
рения с барботажной решеткой: 1 —
корпус; 2 — штуцер взрывного клапана;
3 — штуцер подачи топлива; 4 — штуцер
подачи воздуха на горение; 5 — горелка;
б— барботажная решетка; 7— конус-
рассекатель
горелки служит конус-рассекатель 7, установленный соосно с горелкой. Равномер-
ность распределения газов по сечению аппарата, высокая поверхность контакта фаз
достигается с помощью барботажггой решетки 6, представляющей собой перфори-
рованный металлический лист. Концентрированный раствор выводится из аппарата
через штуцер КР, верхний срез которого располагают на 250...300 мм выше уровня
барботажггой решетки. Вторичный пар выводится из аппарата через штуцер ПВ.
Уровень использования теплоты продуктов сгорания зависит от глубины погру-
жения горелки и барботажггой решетки в раствор. 11еобходимая глубина погружения
рассчи гьгваегся по зависимости
2
I = ,оокй
(6.2.39)
где D, d— соответственно диаметр аппарата и диаметр выходного сопла горелки, м;
Re = w— число Рейггольдса для выходного сопла горелки; w — скорость исте-
чения продуктов сгорания из выходного сопла г орелки (обычно 30...45 м/с); v — ко-
эффициеггт кинематической вязкости продуктов сгораггия, м2/с.
Из-за образования большого числа мелких брызг скорость парогазовой смеси
в свободном сечении аппарата из условия сепарации снижают до 0,5 м/с.
На рис. 6.2.25 представлен АПГ со смещештым размещеггием горелки вггу три ап-
парата и циркуляционной трубой. Осгговггой особенностью аппарата является орга-
низация коггтакта фаз и многократной циркуляции упариваемого раствора с помощью
циркуляционной трубы 7, в когорую соосгго погружено выходное сопло горелки 2.
Высокоскоростной поток продуктов сгораггия, выходящий из сопла горелки, захваты-
вает раствор и движется с ггим вниз по циркуляционной трубе. В результате контакта
534
ГЛАВА 6
Рис. 6.2.25. Аппарат погружного горения с внут-
ренней циркуляционной трубой: 1 — корпус;
2 — горелка; 3 — нпудср подачи топлива; 4 — штуцер
подачи воздуха на горение; 5—штуцер подачи воздуха
в эрлифт; 6—эрлифт; 7— циркуляционная груба
горячих продуктов сгоратшя и раствора в цир-
куляционной трубе формирует ся парожидкост-
ный лоток, который барботирует через слой
раствора в корпусе аппарата. В ходе барботажа
горячие газы отдают тепло раствору, упарива-
ют его и в виде парогазовой смеси покидают
аппарат через штуцер ПВ. Наиболее концен-
трированный раствор собирается в нижней
части конического днища, откуда выводится
с помощью эрлифта 6 из аппарата. Исходный
раствор подается через штуцер РИ и систему
коллекторных труб в верхние слои растворного
пространства, смешивается с основной массой
раствора и попадает в циркуляционную грубу,
где происходит контактирование с продуктами сгорания топлива.
На рис. 6.2.26 представлен АПГ с вынесенными горелкой и циркуляционной тру-
бой. Принцип работы датптого аппарата аналогичен вы [неописанному. Однако датптая
конструкция позволяет разместить на корпусе несколько горелок, что увеличивает
интенсивность циркуляции раствора и единичную мощность аппарата.
Глубина погружения горелки для аппаратов с циркуляционной трубой может
быть рассчитана по зависимости
А = 34 Re 0'*. (6.2.40)
Входящие в уравнение (6.2.40) величи-
ны имеют тот же смысл, что и в уравттетпти
(6.2.39).
Топливом для АПГ служит природный
газ. Для исключения разрушения аппарата
в случае взрыва парогазовой смеси внутри
аппарата отш снабжены предохранительны-
ми мембранами, установленными в штуцерах
взрывного канала. При использовании жидко-
го топлива аппарат должен иметь выносную
топку, предназначенную для полного выгора-
Рис. 6.226. Аппарат погружного горения с внеш-
ней циркуляционной трубой: 1 —корпус; 2 — цир-
куляционная труба; 3 — горелка; 4 — ш гуцер подачи
топлива, 5— ипуцер подачи воздуха на горение;
6— штуцер взрывного клапана; 7— штуцер уста-
новки эрлифта
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
535
иия топлива. УкрНИИхиммаш разработал типоразмерный ряд АПГ с производи-
тельностью 1...30 т/ч по испаренной влаге, что соответствует тепловой мощности
1...26 МВт. Тепловой и гидромеханический расчеты данных аппаратов регламен-
тированы РТМ 26-01—125-80.
6.2.8. Характеристика процессов кристаллизации
Кристаллизация — процесс выделения твердой фазы из растворов, рас-
плавов или паров. В химической технологии наиболее распространенным является
процесс кристаллизации из растворов. С помощью данного процесса получают неор-
ганические вещества, минеральные удобретшя, углеводы, лекарственные препараты.
Общим условием, необходимым для выделения кристаллов, является наличие
пересыщения. Применительно к растворам под пересыщением (/7) понимается избы-
точная (сверх его растворимости) концентрация содержащегося в растворе вещест ва,
т. е. разность между действительной концентрацией (с) в пересыщенном растворе
и его растворимостью для данных условий (с^):
/7 = с-с0.
Однако пересыщенные растворы могут находит ься в таком состоянии сутками
и месяцами, поэтому для расчета конструкции кристаллизатора необходимо знать
кинетику процесса кристаллизации Она характеризуется двумя величинами: скоро-
ст ыо образован ия зародышей кристаллов и скорост ью роста кристаллов.
При малом пересыщении раствора скорость образования кристаллических заро-
дышей практически равна нулю, однако по мере увеличения пересыщения устойчи-
вость системы резко падает и начинается массовое образование кристаллов.
На скорость образования зародышей оказывает влияние большое число факторов:
а) физико-химические свойства вещества;
б) пересыщение раствора:
в) гемпералура раствора;
г) наличие в растворе растворимых и нерастворимых примесей;
д) перемегпиъашге раст вора;
е) электрическое и магнитное поля, ультразвук, радиоактивное излучение.
После возпикновештя в условиях пересыщенного раствора устойчивых зароды-
шей на их поверхности начинает отлагаться растворенное вещество. Величина ли-
нейной скорости роста кристалла (или увеличение его массы со временем) является
основной характеристикой этой второй стадии процесса криста.ыизации. Следует
отметить, что разграничение процесса образования зародышей и процесса роста
кристаллов является в известной ст епени условным. Обе стадии прог екают одновре-
менно, их невозможно разграничить во времени.
Тесная связь между образованием зародышей и их ростом, невозможность четко
го разграничения этих этапов затрудняют изучение процесса кристаллизации и рас-
чет аппаратов. До сих пор ни одна из предложенных теорий роста кристаллов не мо-
жет считаться исчерпывающей для объяснения всех особенностей такою сложного
гетерогенного процесса.
Скорость роста кристаша определяется двумя процессами: скоростью диффу-
536
ГЛАВА 6
зии растворенного вещества к граням кристалла и скоростью кристаллохимического
построения крис галла.
На скорость роста кристаллов оказывает влияние множество факторов, которые
необходимо учитывать при конструировании и выборе кристаллизаторов.
Влияние природы кристаллизуемой соли
Размер кристаллов, получаемых массовой кристаллизацией при прочих равных
условиях, зависит от физико-химических свойств кристаллизуемой соли и, в первую
очередь, от ее способности образовывать пересыщенные растворы. Для растворов,
неспособных к сколько-нибудь заметному пересыщению, основная масса кристалли-
зуемого вещест ва будет выделяться в виде вновь и вновь образующихся зародышей,
в то время как скорост ь их рос га очень мала. Для подобных солей скорость образова-
ния зародышей будет значительно преобладать над скоростью их роста, в результате
чего можно ожидать образование мелкокристаллического продукта.
Напротив, для солей, образующих расгворы с большей степенью пересыщения,
скорость роста кристаллов будет уже значительной, и в этих условиях возможно по-
лучение более крупнокристаллических продуктов.
Таким образом, можно сформулировать следующее правило: размер кристаллов,
получаемых массовой кристаллизацией, при прочих равных условиях тем больше,
чем сильнее склонность данной соли к образованию пересыщенного раствора.
Влияние перемешивания раствора
Скорость движения раствора при кристаллизации является одним из важнейших
факторов, определяющих размер получаемых кристаллов. В результате многочислен-
ных исследований установлено, что с увеличением скорости перемешивания умень-
шается средний размер получаемых кристаллов. Это объясняется тем, что переме-
шивание способствует акгивному перераспределению неустойчивых «дозародышей»
из обедненных и нагретых вследствие их образования участков маточной среды в со-
седние, более холодные и пересыщенные, где облегчает ся рост зародышей до устой-
чивых размеров. Несмотря на то что при повышении интенсивности перемешивания
ускоряется диффузионный перенос кристаллизующегося вещества, скорость роста
зародышей несколько обгоняет скорость роста крисгаллов.
Высокие скорости движения раствора могут также вызывать истирание кристал-
лов, что влияет на их средний размер.
Таким образом, интенсивность движения раствора при кристаллизации являет
ся одним из важнейших факторов, который влияет на конечный размер кристаллов
и должен учитываться при разработке аппаратов для массовой кристаллизации.
Влияние температуры кристаллизаиии
Изменение температуры влияет как на скорость образования зародышей, так и на
скорость их роста, причем в большей степени это влияние проявляется в процессе
возникновения зародышей. Однако на практике с возрастанием температуры крис-
таллизации увеличивается и средний размер кристаллов. Это объясняется снижени-
ем вязкости раствора, что способствует ускорению диффузионного подвода вещества
к граням растущего кристалла.
Влияние растворимых солей
Введение в раствор модификаторов— активных добавок— позволяет получить
крупнокристаллические кристаллы. Очевидно, добавки влияют на метастабилыюе
состояние раствора и позволяют достичь большего пересыщения, при котором значи-
тельно увеличивав гея скорость роста кристаллов без «образования новых зародышей.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
537
6.2.9. Оборудование для процессов
кристаллизации
Для осуществления процесса кристаллизации необходимо в растворе создать нере-
сыщение. Но способам его создания различают два основных метода кристаллизации:
1) удалением части растворителя путем выпаривания (изотермическая кристал-
лизация);
2) охлаждением раствора путем отвода тепла (изогидрическая кристаллизация).
В соответствии с этими двумя методами создания пересыщения раса вора оборудова-
ние подразделяет ся на две грутл (ы: изсл ермические и изогидрические крис галлизаторы.
Изотермическими кристаллизаторами являются выпарные ап-
параты, способные вести процесс с выделением твердой фазы. Данные конструкции
аппаратов проанализированы в подразделах главы, посвященной конструированию
выпарных аппаратов.
Изогидрические кристаллизаторы в свою очередь подразделяются
на две группы:
1) охладительные кристаллизаторы, в ко горых тепло от раствора отводится через
стенку аппарата;
2) вакуум-кристаллизаторы, в которых раствор охлаждается вследствие адиаба-
тического испарения части растворителя.
К первой группе относятся с: [едующие типы аппаратов: с перемешивающим устройс-
твом, качающиеся, барабан иые, шнековые, вальцовые, со взвешенным слоем, дисковые.
Ко второй группе: однокорпусные, многокорпусные, многоступенчатые, циркуля-
циошшые, со взвешенным слоем.
Рассмотрим наиболее распространенные конструкции кристаллизаторов и прин-
цип их работы.
6.2.9. 1. Охладительные кристаллизаторы
Кристаллизатор с перемешивающим
устройством относит ся к аппара гам периодичес-
кого действия. Он представляет собой вертикальный ем-
костной аппарат (рис. 6.2.27), имеющий цилиндрический
корпус /, снабженный охладительной рубашкой 2. Пере-
мешивание раствора осуществляется перемешивающим
устройством 3, которое приводится во вращение от при-
вода 4. Для крепления и мои гажа аппарат снабжен опор-
ными лапами 5.
Исходный горячий раствор заливается при непрерыв-
но работающей мешалке. После заполнения кристаллиза-
тора раст вором в охладительную рубашку снизу подается
охлаждающая вода, которая охлаждает раствор, вызывая
Рис. 6.2.27. Кристаллизатор с перемешивающим уст-
ройством: 7 — корпус; 2 — охладительная рубашка; 3 — ме-
шалка; 4 — привод мешалки; 5 — опорная лапа
538
ГЛАВА 6
Раствор
его пересыщение. В результате пере-
сыщения раствора вето объеме про-
исходит массовый рост кристаллов.
Постоянное перемешивание раствора
препя гсгвуст отложению кристаллов
на внутренних стенках аппарата. По
завершении процесса кристаллиза-
ции суспензия выводится из аппарата
через нижний штуцер. В качестве ох-
лаждающей жидкости могут исполь-
зоваться захоложенные рассолы или
низкокипящие жидкости.
Качающиеся кристал-
Рис. 6.2.28. Качающийся кристаллизатор: 1 — лизаторы предназначены для
корыто; 2 — бандаж; 3 — опорные ролики получения кристаллов крупных
размеров. На рис. 6.2.28 приведена
конструкция качающегося кристаллизатора. Аппарат представляет собой длинное
и неглубокое корыто 7, на котором закреплены круглые или полукруглые бандажи 2,
установленные на опорные ролики 3. Кристаллизатор имеет небольшой наклон вдоль
продольной оси и с помощью специального привода (на рисунке не показан) может
качаться на опорных роликах, совершая медленные маятниковые движения.
Горячий раствор подастся с одною конца кристаллизатора и, непрерывно про-
текая вдоль него, отводится с другого через специальное отверстие. Раствор охлаж-
дается за счет теплоотдачи в окружающий воздух, а также в результ ате частичного
испарения растворителя через открытую поверхность аппарата.
Отношение длины корыта к его диаметру составляет обычно 10:1. Длина стан-
дартных аппаратов— 15 м, ширина— 1,5 м, мощность привода — около 1 кВт.
Медленное охлаждение раствора при слабом движении резко снижает ско
рость образоваштя зародышей и позволяет получать кристаллы размером от 3...5 до
10...25 мм. Этому способствуют также устанавливаемые на дне корыта в шахма птом
порядке невысокие поперечные перегородки, которые препятствуют продольному
перемешиванию раствора и увеличивают истинное время пребывания кристаллов
в аппарате. Скорость движения кристаллов вдоль корыта составляет 0,1...0,2 скоро-
сти движения маточного раствора, поэтому каждый кристалл за время пребывания
в аппарате многократно омывается свежим раствором.
Продвигаясь по дну коры га, кристаллы не могут срастаться между собой (как это
происходит в стационарных кристаллизаторах), поэтому кристаллы получаются не
только крупными, но и правильной формы. Поскольку скорость движения раствора
невелика и в аппарате отсутствуют вращающиеся час пт, полностью устраняется ме-
ханическое истирание кристаллов и образование мелкодисперсных фракций
Вследствие медленного воздушного охлаждения, а также того, что движущийся
раствор содержит большое количество растущих кристаллов, инкрустации на стен-
ках аппарата не образуется. Коэффициетп теплопередачи в таких кристаллизаторах
лежит в пределах 6... 12 Вт/м2 К.
Одним из наиболее распространенных охладительных кристаллизаторов являе гея
барабанный вращающийся кристаллизатор с водяным или
воздушным охлаждением.
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
539
Рис. 6.2.29. Барабанный кристаллизатор с водяным
охлаждением: 7 — барабан: 2 — водяная рубашка; 3 — бо-
бышки; 4 — бандаж; 5 — опорный ролик; 6 — упорные
ролики, 7— зубчатое колесо; 8— штуцер для подачи рас-
твора; 9 — распределитель! ос устройство для ввода охлаж-
дающей воды; 10 — кожух
Кристаллизатор с водя-
ным охлаждением (рис. 6.2.29)
представляет собой враща-
ющийся барабан 7, имеющий
водяную рубашку 2 и установ-
лениый под небольшим углом
(уклон 1:100 — 1:200) к гори -
зошу. Во избежание дефор-
мации рубашки между ней
и корпусом в шахматном по-
рядке вварены бобышки 3.
На корпусе кристаллизатора
закреплены два бандажа 4,
каждый из которых опирает-
ся на две пары опорных ро-
ликов 5. Чтобы предупредить
осевое скольжение барабана, у одного из бандажей устанавливаются упорные роли-
ки 6. Вращение барабана со скоростью 1...2 рад/с (—10...20 об/мин) осуществляется
через зубчат ый венец 7, который входит в зацепление с шестерней привода. Горячий
раствор по штуцеру 8 подастся в верхний конец барабана и при непрерывном переме-
шива] ши, вследствие вращения барабана, медлешю движется к противоположному
разгрузочному Koiniy. Охлаждающая вода подается противотоком раствору через рас-
пределительное устройство 9 и от водится в кожух 10 через отверстие в рубашке.
Отношение длины рубашки барабана Lp к его внутреннему диаметру Лд// обычно
задается в пределах от 10 до 12. По нормалям машиностроения принимаются сле-
дующие значения DRJt> (м): 0,5; 0,7; 0,9; 1,1 и 1,5. Толщина слоя раствора в аппарате
обычно составляет 1/8... 1/5 его диаметра, т. е. 100-200 мм.
1 олщшта слоя раст вора в барабане, угол наклона и число оборотов барабана, т. е. фак-
торы, определяющие при данной производительности время пребывания раствора в ап-
парате, выбираются в зависимости от свойств кристаллизуемого вещества и требуемого
количества продукта. Как и во всех механических крист аллизаторах с водяным охлажде-
нием, в них образуются довольно мелкие, но структурно однородные кристатлы.
Производительность крист аллизаторов зависит от их размера и от природы крис-
таллизуемого вещества. Так, для аппаратов длиной 10 м она может составлять от 350
до 600 кг/ч кристаллического продукта.
Потребляемая мощность и расход воды на 1 м3 кристаллизуемого раствора в сред-
нем составляют 1...2 кВт и 3...5 м3.
Кристаллизатор с воздушным охлаждением (рис. 6.2.30) не имеет водяной ру-
башки; раствор охлаждается струей воздуха, подаваемой вентилятором 7 внутрь
барабана противотоком движению раствора. Охлаждение в таком кристаллизато-
ре происходит не только за счет передачи воздуху физического тепла раствору, но
главным образом в результате испарения раствора. Так как при вращении барабана
его стенки смачиваются раствором, создается значительная поверхность испарения
и скорость охлаждения достаточно высока. Конец барабана, откуда выходит влаж-
ный воздух, помещается обычно в кожух (на рисунке не показан), соединенный
с вытяжной вентиляцией.
540
ГЛАВА 6
Рнс. 6.2.30. Барабанный кристаллизатор с воздушным охлаждением: 1 — вентилятор;
2 — теплоизоляционный кожух; 3 — труба для парового обогрева
Ч гобы предупредить образование инкрустаций при охлаждении раствора через
стенки, барабан снаружи теплоизолируется или помещается в кожух 2 с грубой 3 для
парового обогрева.
Выпускаемые промышленное гыо кристаллизаторы имеют диаметры 0,6; 0,8 и 1,0 м;
отношение длины барабана к его диаметру составляет 16...20.
Вследст вие снижения скорое™ охлаждения в барабанных кристаллизаторах
с воздушным охлаждением получают более крупный кристаллический продукт по
сравнению с продуктом из аппаратов с водяным охлаждением. Однако при этом сни-
жается и производительность кристаллизаторов, которая в большой степени зависит
от температуры подаваемого воздуха и его влажности. Так, производительноегь ап-
парата диаметром 1 м и длиной 20 м в зависимости от свойств кристаллизуемой соли
в зимних условиях рабог колеблется от 100 до 400 кг/ч, а в летних условиях она со-
ставляет 60...200 кг/ч. Расход воздуха равен в среднем 0,65... 1,6 м3/с, потребляемая
мощность (с учетом работы вентилятора) — 4,5...8,0 кВт.
Из шнековых кристаллизаторов наибольшее распространение по-
лучили две конструкции — с ленточной мешалкой и со шнеком.
Кристаллизатор с ленточной мешалкой (рис. 6.2.31) состоит из горизонтально
расположенного корыта 1 с полуцилиндрическим днищем, которое снаружи имеет
водяную рубашку ?, а внутри — тихоходную ленточную мешалку 3 (0,5... 1,0 рад/с),
изготовленную из трех расположенных по спирали металлических лент и приводи-
Рис. 6.2.31. Кристаллизатор с ленточной мешалкой: / — корыто; 2 — водяная рубашка,
3 — лен точная мешалка; 4 — привод; 5,6 — штуцеры для входа и выхода раствора; 7,8 — шту-
церы для входа и выхода охлаждающей воды, 9— соединительное колено
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
541
мую во вращение червячным редуктором 4. Горячий концентрированный раствор по
штуцеру 5 подается на один конец корыта и, постепенно охлаждаясь, проходит вдоль
аппарата к сливному штуцеру 6. В этом же направлении при помощи мешалки про
талкиваются и выпавшие кристаллы.
Для облегчения выгрузки кристаллического продукта на конце вала закрепляется
специальная лопастная мешалка, которая хорошо перемешивает суспензию и обеспе-
чивает ее однородный состав при сливе через штуцер 6. Охлаждающая вода в рубаш-
ку поступает через штуцер 7 и движется противотоком раствору к выходному шту-
церу 8. При таком систематическом движении раствора без продольного смешения
по длине кристаллизатора обеспечивается достаточно высокая разность температур
между расз вором и охлаждающей водой.
В зависимости от условий производства корыто может быть закрытым или от-
крытым. В последнем случае скорость кристаллизации несколько выше за счет час-
тичного испарения растворителя.
Ширина корыта шнековых кристаллизаторов составляет обычно 600 мм. Алпараг
собирается из огдельных элементов (но не более четырех) длиной 3 м. Переход ох-
лаждающей воды из одной секции в другую осуществляется через соединительные
пагрубки 9, что предупреждает вредное смешение воды вдоль всей рубашки.
Если требуется еще большая производительность, то устанавливается несколько
четырехсекционных кристаллизаторов длиной по 12 м. Для экономии производствен-
ной площади кристаллизаторы обычно монтируются друг над другом, чго одновре-
мешю обеспечивает движение раствора самотеком из аппарата в аппарат.
Применение водяного охлаждения позволяет значительно интенсифицировать про-
цесс кристаллизации. Средние значения коэффициентов теплопередачи колеблются
в зависимости ог содержания кристаллов в суспензии и вязкост и растворов от 60 до
150 Вт/мгК, в этом случае производительность аппаратов составляет до 1200... 1600 кг/ч
крист аллов. Средний размер зерна в продукте обычно не превышает 0,4...0,6 мм.
Кристаллизатор со шпеком отличается от ранее описанного лишь формой мешал-
ки, выполненной из стальной ленты в виде бесконечного винта — шнека.
Для получения крупнокристаллического продукта в шнековых кристаллизаторах
используется воздушное охлаждение, т. е. они выполнжотся без водяной рубашки,
си крытого гипа для ускорения охлаждения. Переход только к воздушному охлажде-
нию резко снижает производительность аппарата.
Вальцовые кристаллизаторы применяются лля кристаллизации
высококонцентрированных растворов или расплавов. Процесс кристаллизации идет
па поверхности охлаждаемого вальца. В нашей стране наибольшее распространение
получили вальцовые кристаллизаторы с нижним питанием (рис. 6.2.32).
Исходный раствор непрерывно подается по трубе 16 в ванну кристаллизатора,
где поддерживается постоянный уровень. В ванну на определенную глубину погру-
жен охлаждаемый валец 7, медленно вращающийся вокруг оси. При контакте ох-
лаждаемой поверхности вальца с раствором (расплавом) на пей образуется кристал-
лический слой. Образующийся слой твердого продукта непрерывно снимается
с вальца ножом 14 и сбрасывается в приемный бункер 15, откуда шнеком 5 непре-
рывно выводится через патрубок 6.
Ванна снабжена рубашкой для поддержания требуемой температуры раствора.
Аппарат может быть полностью герметизирован; выделяющиеся из раствора пары
542
ГЛАВА 6
Рнс. 6.2.32. Вальцовый кристаллизатор с нижним питанием: 1 — валец; 2 — охлаждающее
устройство; 3,10 — опоры; 4—станция; 5 — шнек; 6—ш гуцер для выгрузки продукта; 7 — при-
вод шнека; 8 — ванна; 9 — привод; 11 — кожух; 12 — патрубок для вытяжки; 13 — смотровое
окно; 14 — ножевое устройство; 15 — прием иый бункер; 16 — груба для расплава
отсасываются вентилятором через патрубок 12. В кожухе аппарата предусмотрены
смотровые окна 13 для наблюдения за срезом отвержденного слоя. Частота вращения
барабана находится в пределах 0,01...20 мшг’.
Поверхност ь вальца может быть гладкой или ребристой. Кристаллизаторы с глад-
кой поверхностью вальца применяют в тех случаях, когда затвердевшая корка ли-
митирована по толщине и плохо снимается с поверхности вальца. Кристаллизаторы
с ребрис той поверхност ью предпочти тельны, когда затвердевшая корка не лимитиро-
вана по толщине, легко скалывается с поверхности вальца и по условиям производ-
ства требуются минимальные размеры аппарата.
Механический расчет барабанных кристаллизаторов аналогичен механическому
расчету барабанных сушилок. Расчет бандажей и роликов качающихся кристаллиза-
торов также аналогичен расчету бандажей и опорных роликов барабатптых сушилок.
Механический расчет шпека кристаллизатора с ленточной мешалкой подобен расче-
ту шнековых смесителей.
6.2.9.2. Вакуум-кристаллизаторы
Однокорпуспые вакуум-кристаллизаторы. Простейшими вакуум кристаллиза-
торами непрерывного действия являются однокорпусные аппараты, один из которых
представлен на рис. 6.2.33. Он состоит из корпуса 3, в верхтпою часть которого встроен
конденсатор /, барометрической трубы 4 и гидрозагвора 5. Через штуцер 2 в аппарат
непрерывно подается горячий раствор, образующиеся кристаллы вместе с маточным
раствором непрерывно поступают по барометрической трубе 4 в гидрозатвор, откуда
через переливной штуцер 7 от водятся на последующие технологические операции.
Для предупреждения осаждения соли на дно гидрозатвор снабжается мешалкой 6.
Эта конструкция кристаллизатора имеет гидравлический затвор, уравновепшва
тощий наружное и внутреннее давление в аппарате. Данные аппараты могут выпол-
няться и без гидравлического затвора.
Вследствие быстрого вскипания и охлаждения раствора процесс крис галлизации
протекает при высоким пересыщении, что приводит к образованию мелкокристалли-
ческого продукта. Подвод исходного раствора через шгуцер 2 осуществляется выше
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
543
Рис. 6.233. Вакуум-кристаллизатор с гидравли-
ческим затвором: 1— конденсатор; 2— штуцер для
подачи раствора; 3 — корпус аппарата; 4— барометри-
ческая труба; 5 — гидравлический загвор; 6— мешал-
ка; 7 — нпуцер для отвода суспензии; 8 — резиновый
насадок на конце питающего штуцера
уровня кристаллизующегося раствора, что спо-
собствует полному «прокипал ию» всего объема по-
даваемого pain вора при его разбрызгивании. Такая
организация ввода раствора снижает инкрустации
на стенках аппарата. Однако сам питающий штуцер
быстро зарастает кристаллами, так как на его выхо-
де идет процесс активного кипения раствора и со-
здается наибольшее пересыщение. Для ус гранения
инкрустаций в штуцере на его конце монтируется
резиновый насадок 8. При разбрызгивании раство-
ра насадок вибрирует, что препятствует отложению
солей. Кроме того, к насадку подводится промыв-
ная вода, которая периодически смывает кристаллы
соли с поверхности насадка.
Многокорпусные вакуум-кристаллизаторы.
В крупнотоннажных производствах получили распространение многокорпусные ва-
куум-криеталлизаторы, в которых процесс охлаждения раствора разбивается на ряд
ступеней.
На рис. 6.2.34 представлена схема четырехкорпусной вакуум-кристаллизацион-
ной установки, в каждом из корпусов которой поддерживается различный постепен-
но возрастающий вакуум. В верхней части каждого корпуса / установлены трубча-
т ые поверхностные конденсаторы 2, последовательно соединештые дру1 с другом по
охлаждающей воде. Горячий раствор через штуцер 3 подается в первый корпус, где
вскипает и за счет самоиспаре-
ния охлаждается ло температу-
ры, соответствующей остаточ-
ному давлению в этом корпусе.
Частит to охлажден ный рас гвор
с выпавшими кристаллами са-
мотеком переходит во второй
корпус, тде вновь охлаждается
за счет самоиспарения, соот-
ветственно остаточному дав-
Рис. 6.234. Многокорпусная ва-
куум-кристаллизационная уста-
новка: 1 — корпуса установки; 2—
поверхностные конденсаторы; 3 —
нпуцер для подачи раствора; 4 —
барометрическая труба; 5— лтд-
равличсский затвор
544
ГЛАВА 6
лешпо в этом корпусе. Наряду с образованием новых зародышей во втором корпусе
происходит рост тех кристаллов, которые поступили в нею из первого корпуса. Да-
лее маточный раствор с кристаллами таким же образом переходит в последующие
корпуса, а из последнего по барометрической трубе 4 отводится в гидрозатвор 5 и да-
лее на центрифугу.
Так как с повышением вакуума возрастает барометрическая высота, то уровень
раствора в корпусах повышается от первого аппарата к последнему и при большой
разности давлений между корпусами их приходится устанавливагь ступенчато.
Число ступеней в таких многокорпусных установках может доходить до 12... 14
и даже 24.
Большим достоинством многокорпусных вакуум-кристаллизаторов является воз-
можност ь более экономичного использования охлаждающей воды и тепла конденса-
ции соковых паров.
Многоступенчатые вакуум-кристаллизаторы. Чтобы сделать установку более
компактной, часто в одном корпусе размещают три-четыре ступени. При этом крис-
таллизатор (рис. 6.2.35) обычно выполняется в виде горизонтально расположенного
цилиндра /, который по всей длине имеет лопастную (либо шнековую) мешалку 2
и разделен на отдельные камеры перегородками 3 с полукруглым отверстием в ниж-
ней части для перетока суспензии из одной камеры в другую. В каждой камере подде-
рживается свой посгепетпю повышающийся вакуум. Горячий раствор непрерывно по-
дается в первую ступень через штуцер 6, маточный раствор с кристаллами отводится
из последней ступени по трубе 4. Для смыва инкрустаций с внут ренних поверхностей
аппарата каждая ступень имеет специальное разбрызгивающее устройство 5, через
которое стенки мотут орошаться водой.
Рис. 6.2.35. Горизонтальный многоступенчатый вакуум-кристаллизатор: 1 — цилинд-
рический корпус; 2 — лопастная мешалка; 3 — перегородка; 4 — штуцер для выхода суспен-
зии; 5 — оросительное устройство; 6 — штуцер для подвода раствора
Вакуум-кристаллизаторы со взвешенным слоем. Для получетшя крупнокрис-
таллического продукта (dcp = 1,0...2,0 мм) применяют вакуум-кристаллизаторы со
взвешенным слоем.
Кристаллизатор (рис. 6.2.36) состоит из корпуса 7, насоса 7, сепаратора 3, цир-
куляционных труб 2, 5, 9 и отстойника для мелкой соли 6. Горячий концентриро-
ванный раствор поступает в аппарат через штуцер 8, смешивается с циркулирую-
щим маточным раствором (соотношение от 1:50 до 1:200), перегревая его при этом
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
545
Рис. 6.2.36. Вакуум-кристаллизатор со взвешен-
ным слоем и герметичным корпусом: 1 — корпус
аппарата; 2, 5, 9 — циркуляционные трубы; 3 — се-
паратор; 4 — штуцер сокового пара; 6 — отстойник
мелкой соли; 7— циркуляционный насос; 8— шту-
цер для подачи раствора; 10 — узел вывода маточно-
го раствора
на 0,2...2,0 °C. Поступая далее в сепаратор,
раствор испаряется в вакууме и охлаждается
на эту же величину: 0,2...2,0 °C. Таким обра-
зом, возшткающее пересыщение не выходит
за пределы, допустимые для получения круп-
ных кристаллов в оборудовании этого типа.
Пересыщенный раствор по трубе 2 поступает
в корпус 7, и далее процесс идет так же, как
в охладительном кристаллизаторе. Соковый
пар из сепаратора удаляется через штуцер 4.
В конструктивном отношении аппараты
этого типа можно разделить на открытые и герметичные.
В кристаллизаторе с открытым корпусам раствор находится под атмосферным
давлением, уровень жидкости в сепараторе устанавливается в соответствии с оста-
точным давлением.
Кристаллизаторы открытого типа имеют ряд эксплуатационных неудобств. Во-
первых, из-за значительной высоты установки затрудняется наблюдение за ее работой
и обслуживание. Во-вторых, непостоянство уровня раствора в сепараторе (вследствие
возможных колебатшй величины остаточного давления) способствует образованию
в нем инкрустации. В третьих, при нарушении нормальной работы возможен выброс
раствора из аппарата. Так, при внезапном падении вакуума весь раствор из сепаратора
поступает в корпус кристаллизатора и можег перелиться через край; в случае же за-
растания барометрической грубы солью насос огкачивает расгвор из верхней части
корпуса в сепаратор, откуда он может поступить в конденсатор. Наконец, открытый
кристаллизатор не может быгь использован при работе с токсичными растворами.
Вакуум-кристаллизатор с герметичным корпусом свободен от недостатков
кристаллизатора с открытым корпусом, однако у него несколько сложней конструк-
ция корпуса и устройств для вывода маточного раствора и ютового продукта. Уро-
вень раствора в аппарате поддерживается путем удаления маточного раствора через
узел 70, сообщающийся с корпусом и сепаратором.
В аппаратах со взвешенным слоем, как и во всех вакуум-кристаллизаторах, наи-
более опасными с точки зрения образования инкрустаций являются внутренние
поверхности сепаратора 3, а также трубы 2, которые соприкасаются с максимально
Пересыщеттьгм раствором. Особенно обильно соли отлагаются на границе раздела
жидкой и паровой фаз, т. е. в зоне максимального пересыщения раствора.
Благодаря восходящему потоку раствора между корпусом 7 и циркуляционной
трубой 2 к штуцеру вывода суспензии могут попасть кристаллы, скорость витания
которых превышает скорость подъема раствора. Таким образом, в данном кристалли-
заторе можно получать крупные кристаллы узкого фракционного состава.
546
ГЛАВА 6
Рис. 6.2.37. Вакуум-кристаллизатор с мешалкой
и пушением суспензии: 1— сепаратор; 2— корпус
аппарата; 3 — цилиндрическая перегородка; 4 — про-
пеллерная мешалка; 5 — циркуляционная труба; 6,7 —
штуцеры для входа и выхода раствора; 8— штуцер для
отвода маточного раствора
Циркуляционные вакуум-кристаллизаторы.
Отличительная особенность этих аппаратов со-
стоит в том, что благодаря интенсивной циркуля-
ции горячий питающий раствор предварительно
смешивается с уже охлажденным маточным рас-
твором. В результате такого смешения температу-
ра раствора сгановится всего лишь на несколько
градусов (или даже десятых долей градуса) выше
темпера гуры кипения при данном вакууме и при
самоиспарении раствора в нем возникает срав-
нительно небольшое пересыщение. Кроме того,
путем циркуляции в зоне кипения раствора (т. е.
в зоне его максимального пересыщения) поддерживается большое количество крис-
таллов. Они быстро снимают эго пересыщение при росте, снижая тем самым ско-
рость образования новых зародышей.
Таким образом, смешение питающегораствора с большим количеством маточно-
го и наличие сильно развитой кристаллической поверхности в зоне его кипения резко
снижают пересыщение при кристаллизации, что позволяет не только получать срав-
шпелыго крупные кристаллы, но и существенно уменьшить или даже полностью ус-
транит ь образование инкрустаций на внутренней поверхности аппарата.
Вакуум- кристаллизатор с мешалкой и сгущением суспензии представлен на
рис. 6.2.37. Для получения крупнокристаллического продукта в этих аппаратах осу-
ществляют искусственное сгущение суспензии и удаление наиболее мелких кристал-
лов путем отвода части маточного раствора через специальный осветлитель.
Кристаллизатор состоит из корпуса 2, сепаратора /, пропеллерной мешалки 4
и циркуляционной трубы 5. Отличительной его особенностью является наличие
в корпусе цилиндрической перегородки 3. Горячий раствор по штуцеру 7 подводится
к трубе 5. где смешивается с циркулирующим маточным раствором. Суспензия отво-
дится из аппарата через патрубок б.
При выходе суспензии из циркуляционной трубы и движении ее вниз кристаллы
классифицируются: наиболее крупные отводятся через штуцер 6, кристаллы средштх
размеров вновь засасываются в циркуляционную трубу и, многократно проходя че-
рез зону пересыщения, увеличивают свои размеры, мелкие же кристаллы удаляются
с маточным раствором через кольцевое пространство между перегородкой 3 и корпу-
сом кристаллизатора 2 по in гуцеру 8.
Повышение концентрации кристаллов в суспензии (при постоянной производи-
тельности крис галл из агора по соли) соответствует увеличению времени их пребывания
в аппарате, т. е. времени их роста. Кристаллизаторы с мешалкой и сгущением суспен-
зии позволяют проводить процесс при более высоком пересыщении (а следовательно,
и при более высокой скорости роста кристаллов), так как наличие сильно развитой
ОБОРУДОВАНИЕ ДЛЯ ТЕПЛОВЫХ ПРОЦЕССОВ
547
крист аллической поверхности способствует более быстрому снятию этого пересыще-
ния, а образующийся избыток мелочи отводится из аппарата с маточным раствором.
Наличие же развитой кристаллической поверхности в аппарате уменьшает ве-
роятность образования инкрустаций; продолжительность работы кристаллизатора
между промывками может составлять от одного месяца и более. Увеличение кон-
цепграции кристаллов в суспензии целесообразно лишь до определенною предела
[20...30 % (мае.)], после чего возрастает механическое истирание кристаллов, для умень-
шения Kin орого скорост ъ движения в трубе 5 не должна провыв iari ь 1,0... 1,5 м/с.
Аппараты с отводом мелочи позволяют получать кристаллы правильной формы
размером 0,65...0,8 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1 Классификация рекуперативных теплообменников
2. Порядок определения среднего температурного напора.
3. Кая использусгся основное уравнение теплопередачи при расчете рскуперачивлых теп-
лообменников?
4. Влияние коэффициентов теплоотдачи и теплопроводности на коэффициент теплопередачи.
5. Основные виды теплоносителей.
6. Конструкция, принцип действия, область применения, достоинства и недостатки змееви-
ковых теплообменников.
7. Конструкция, принцип действия, область применения, достоинства и недостатки ороси-
тельных теплообменников.
8. Конструкция, принцип действия, область применения, достоинства и недостатки двух-
трубных теплообметшиков.
9. Основные конструкции, принцип действия, область применения, достоинства и недостат-
ки кожухотрубных теплообменников.
10. Основные способы крепления труб в трубной рсшсткс.
11. Основные способы разбивки трубных решеток.
12. Расчет температурных напряжений в кожухотрубном теплообменнике жесткой конс-
трукции.
13. Расчет напряжений от действия давления в трубном и межтрубном пространстве кожу-
хотрубного теплообменника.
14. Расчет тсмпсрал} рных напряжений в кожухотруб] юм тсплообмсшгикс с лю [зовым ком-
пенсатором.
15. Конструкции, принцип действия, область применения, достоинства и недостатки аппа-
ратов воздушного охлаждения.
16. Конструкции, принцип действия, область применения, достоинства и недостатки плас-
тинчатых теплообменников.
17. Конструкция, принцип действия, область применения, достоинст ва и недостатки спи-
ральных теплообменников.
18. Основные способы уплотнения торцов каналов спиральных теплообменников.
19. Конструкции, принцип действия, область применения, достоинства и недостатки плас-
тинчато-ребристых теплообмешшков.
20. Конструкции, принцип действия, область применения, достоинства и недостатки теп-
ловых труб.
21. Конструкции, принцип действия, область применения, достоинства и недостатки тер-
мосифона.
548
ГЛАВА 6
22. Конструкции, принцип действия, область применения, достоинства и недостатки тепло-
обменников из неметаллических материалов.
23. По каким признакам осуществляется классификация выпарных аппаратов?
24. Какие термодинамические характеристики имеют сущсствсшюс значение для расчета
процесса выпаривания?
25. Каким образом рассчитывается полезная разность темпера гур процесса выпаривания9
26. В чем заключаются различия выпарных аппаратов с естественной и принудительной
циркуляциями упариваемого раствора?
27. Объясните назначение греющей камеры в выпарном аппарате.
28. Объясните назначение сепарационной камеры в выпарных аппаратах.
29. Обьясшпе назначение трубы вскипания в выпарных аппаратах
30. Какие типы сепараторов применяются в выпарных аппаратах?
31. Какие типы выпар] гых аппаратов применяются для упаривания вя 5ких и пастообразных
растворов?
32. Поясните принцип работы выпарного аппарата погружного горения.
33. Что является необходимым условием выделения кристаллов из растворов?
34. В чем заключается принципиальное отличие процессов изотермической и изогидричес-
кой кристаллизации?
35, Поясните принцип работы барабанного кристаллизатора.
36. Поясните принцип работы вальцового кристаллизатора.
37. Поясните принцип работы вакуум-кристаллизатора со взвешенным слоем.
СПИСОК ЛИТЕРАТУРЫ
1. Бажан П.И., Каневец ГЕ., Селиверстов ВЛ1 Справочник по теплообменным аппара-
там. — М.: Машиностроение, 1987. — 336 с.
2. Барановский IT В., Коваленко Л.М., Ясипебенецкий А.Р. Пластинчатые и спиральные теп-
лообменники. — М.; Машиностроение, 1973. — 288 с.
3. Гельперин Н.И., Носов ГА. Основы техштки фракционной крист ат л и »ации — М.: Химия,
1986. —303 с.
4. Ильин В.Г. Теплообменные аппараты из графита. — М.: Машиностроение, 1965. — 244 с.
5. Машиностроение. Энциклопедия. Машины и аппараты химических и нефтехимических
производств — Т. ГУ-12 / Под рсд М Б. Генералова. — М.: Машиностроение, 2004. — 832 с.
6. Матусевич ЛII Кристаллизация из растворов в химической промышлстшости. — М
Химия, 1986. — 304 с.
7. Общий курс процессов и аппаратов химической технологии: Учебник для вузов в 2-х кн. /
Под рсд. В.Г. Айнштейна. — М.: Логос, Высшая школа, 2002.
8. Павлов К Ф., Раианков П.Г., Носков А. А. Примеры и задачи по курсу процессов и аппара-
тов химической технологии. — Л.: Химия, 1987. — 560 с.
9. Поникаров И.И., Гайнуллин М.Г Машины и аппараты химических производств и нефте-
газопсрсработки: Учебник. — Изд. 2-е. — М.: Альфа-М, 2006. — 608 с.
10. Примеры и задачи по курсу «Машины и аппараты химических производств»: Учебное
пособие / Под рсд. В.М. Ульянова. — Н Новгород: НГ ТУ, 2003. — 356 с.
11. Промышленные тспломассообмснныс процессы и установки: Учебник для вузов / Под
рсд. А.М. Бакластова. — М.: Энергоатомиздат. 1986. — 328 с.
12 Тимонин А.С. Основы конструирования и расчета химико-технологического и природо-
охранного оборудования: Справочник. — Калуга: Изд-во Н Бочкаревой, 2006. — Изд. 3-е. —
Т. 1, —852 с.; Т. 2.—1026 с.
Глава 7. ОБОРУДОВАНИЕ ДЛЯ
МАССООБМЕННЫХ ПРОЦЕССОВ
7.1. Колонные аппараты для массообменных
процессов в системах «газ (пар) — жидкость»
7.1.1. Характеристика массообменных процессов
ректификации и абсорбции
В условиях многообразия продукции химической, нефтехимической, нефтепе-
рерабатывающей и других смежных отраслей промышленности ее часто получают
в виде смесей жидких компонентов, из которых необходимо выделить затем тот или
иной компонент в чистом виде.
Для грубого разделения двух взаимно растворимых жидкостей применяют про-
стую перегонку, основанную на различной температуре кипения компонентов данной
смеси. При кипении компонент с более низкой температурой кипения (низкокипя-
щий компонент (ПК)) переходит ь пар, а компонент с более высокой температурой
кипения (высококипятций компонент (ВК)) остается в жидком состоянии.
При конденсации паров получают дистиллят, содержащий НК. В остатке, т. е. тте-
испаренной жидкости, содержится в основном ВК.
Для качественного разделения взаимно растворимых смесей применяют ректи-
фикацию.
Ректификация — процесс разделения жидких однородных смесей на состав-
ляющие вещества или группы составляющих веществ в результате противоточного
взаимодействия паровой и жидкой смесей.
Процесс ректификации имеет большое значение в химической технологии. В ка-
честве примеров достаточно указать на разделение природных углеводородов нефти
и синтетических углеводородов с целью получения моторного топлива, на выделение
индивидуальных газов из их смесей путем предварительного ожижения и последу-
ющей ректификации жидкой смеси.
Возможность разделения жидкой смеси на составляющие ее компоненты рек-
тификацией обусловлена тем, что состав пара, образующегося над жидкой смесью,
отличается от состава жидкой смеси в условиях равновесного состояния пара и жид-
550
ГЛАВА 7
кости. Известные равновесные данные для конкретной смеси позволяют проанализи-
ровать возможность разделения этой смеси, найти предельные концентрации разде-
ления и рассчи газ ь движущую силу процесса.
Абсорбция — процесс пот лощения i азов или паров из газовых или паровых
смесей жидкими поглоти гелями (абсорбентами).
Возможность осуществления процесса абсорбции основывается на растворимос-
ти газов в жидкостях. Процесс абсорбции является избирательным и обратимым, что
дает возможность применять его не только с целью получения рас гворов газов в жид-
костях, но также для разделения газовых или паровых смесей.
В последнем случае после избирательной абсорбции одного или нескольких ком-
понентов из газовой или паровой смеси проводят десорбцию — выделение этих ком-
понентов из жидкости — и таким образом осуществляют разделение. Регенерирован-
ный абсорбент вновь возвращается на абсорбцию (круговой процесс).
Различают физическую абсорбцию и хемосорбцию. При физической абсорбции
растворение газа не сопровождается химической реакцией. При хемосорбции абсор-
бируемый компонент вступает в химическую реакцию в жидкой фазе.
Примерами использования процессов абсорбции в технике могут служить разде-
ление углеводородных газов на нефтеперерабатывающих установках, получение ми-
неральных кислот, аммиачной воды, очистка отходящих газов с целью улавливания
ценных проектов или обезвреживание iазосбросов и др.
7.1.2. Конструкции колонных аппаратов
В зависимости от способа организации контакта фаз колонные аппараты делятся
на тарельчат ые, насадочные и полые. В тарельчатых колоннах взаимодейс-
твие газа (пара) и жидкости осуществляется на специальных барботажных устройс-
твах (гарелках); в насадочных поверхность фазового контакта формируется на
специальной насадке, заполняющей колонну; в полых поверхность фазового кон-
такта создается путем разбрызгивания (распыления) жидкости в поток газа (пара).
В тарельчатых aimaparax поверхность контакта фаз развивается потоками газа,
распределяющегося в слое жидкости, находящейся на тарелке, в виде пузырьков
и струй. Такое явление носит название барботаж. Подобный характер взаимодей-
ствия газа и жидкости наблюдается также в насадочных аппаратах в случае затопле-
штя насадки.
В насадочных колотптах копт акт газа (пара) и жидкост и осуществляется по схеме
противотока. Интенсивность контакта зависит от гидродинамического режима. При
малых нагрузках по газу жидкост ь стекает по насадке в виде тонких ламинарных пле-
нок, поверхность межфазного контакта при этом не развита. Такой режим называется
пленочным. Повышение скорости газа приводит к увеличению сил трения и турбули-
зации потоков стекающей жидкост и и поднимающеюся газа. В результате этою жид-
кость подвисает в насадке и более равномерно распределяется по сечению колошты,
наступает режим барботажа, что приводит кувеличетппо поверхности межфазного
контакта. Переход от пленочного режима к режиму подвисания принимается за ниж-
ний предел устойчивой работы насадочной колонны.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕНИЫХ ПРОЦЕССОВ
551
При дальнейшем увеличении скорости движения гача по сече' iwo колонны, дви-
жение жидкости становится турбулентным, она дробится на тонкие пленки, прони-
зываемые газом, поверхность межфазного контакта вновь дополнительно увеличива
ется. Начиная с некоторой скорости газа, заметно возрастает количество жидкости,
удерживаемой в насадке, а в верхней части слоя насадки появляется барботирующий
слой жидкости. Общее гидравлическое сопротивление слоя резко возрастает. Это яв-
ление называют режимом захлебывания.
Оптимальной скоростью движения газа по сечению колонны принято считать
скорость на 15-20 % ниже скорости захлебывания, так как при данной скорости раз-
вивается высокая поверхность контакта фаз, а пульсаций в колонне не наблюдается.
В полых аппаратах межфазная поверхность формируется путем распыливания
жидкости в погок газа (пара) при помощи механических, пневматических форсунок
или центробежных распыли гелей. В этой группе колонных аппаратов можно достичь
высоких величин поверхности межфазного контакта, однако они энергоемки, поэто-
му применение их в промышленности ограничено.
Колонны с тарелками, или тарельчатые колонны, являются эффективными и наи-
более распрос граненными аппаратами. Они выполняются в виде вертикальных ци
линдров, внутри которых одна под другой размещено определенное количество го-
ризонтальных тарелок различных конструкций, обеспечивающих контакт газа (пара)
и жидкости.
Различают тарельчатые колонны с переливными устройствами и колонны с пеор-
ганизовашгым переливом жидкости, или с провальными тарелками.
По конструкции корпусов различают в основном три типа колонн:
1. Корпус собран из отдельных царг, соединяемых между собой фланцами на про-
кладке. Крышку и днище крепят таким же способом. В таком корпусе не устра-
ивают люков-лазов.
2. Корпус цельносварной: крышку крепят с помощью фланцевою соединения.
Для осмотра в корпусе предусматривают смотровые люки.
3. Корпус цельносварной. Крышка и днище приварные. Обязательно имеются
люки-лазы.
На рис. 7.1.1 представлена конструкция колпачковой царговой колонны. В отде-
льной царге помещают обычно 4—6 гарелок. Царговая конструкция позволяет сво-
бодно монтировать и разбирать внутренние устройства колонн (переливы, приемные
карманы, контактные устройства, уплотнения тарелок).
Колонный аппарат состоит, как правило, из вертикального корпуса 3, сфери-
ческой или эллиптической крышки 4, днища 2 и жестко скрепленной с корпусом
опорной обечайки / цилиндрической или конической формы. Использование ко-
нических опор способствует повышению устойчивости. Внутри корпуса колонны
смонтированы тарелки 9, устройство для ввоча сырья и штуцеры для вывода жид-
кости и пара.
Упорные кольца 8 предназначены для герметизации гарелок. В зазоре между та-
релкой и корпусом колонны установлены прокладки 7 из асбестового шнура, закреп-
ленные нажимным кольцом б, скобами 10 и шпильками 11.
Царги соединяются между собой с помощью фланцев 13.
Колонны с цельносварным корпусом и съемной крышкой (рис. 7.1.2) позволяют
монтировать и разбирать распределитель и патрубок флегмы, а люки, лазы служат
552
ГЛАВА 7
7.1.2. Колонна насадочная цельносвар-
ная со съемной крышкой: 1 — опора, 2 —
днище; 3— корпус колонны; 4— решетка
опорная; 5— слой насадки; 6— люк загру-
зочный; 7 — тарелка перераспределительная;
8— ороситель; 9— крышка, 10— люк раз-
грузочный; 11 — фланец
Рис 7.1.1. Колонна тарельчатая царговая:
1 — опора; 2 — днище; 3 — царга; 4 —
крышка; 5— корпус царги; 6— кольцо на-
жимное; 7— уплотнение; 8— упорное коль-
цо; 9 — тарелка; 10 — скоба; 11 — шпилька;
12 — колпачки, 13 — фланец
для загрузки и выгрузки насадки, а также для контроля сое гояния решен ки под насад-
ку и перераспределителя жидкости (в случае насадочной колонны).
Колонны с цельносварным корпусом обеспечивают хорошую герметичность
аппарата, а наличие люков лазов обеспечивает монтаж-демонтаж внутренних уст-
ройств (в случае клапанных, ситчатых и решетчатых тарелок с переливными и при-
емными устрой с 1 вами).
Колонны изготовляют в основном из листовой стали (углеродистой или легиро-
ванной), а также из двухслойной стали, титана, меди, чугуна, керамики, стекла и дру-
гих материалов.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
553
7.1.3. Конструкции контактных устройств
Тарельчатые контактные устройства в соответствии с рис. 7.1.3 подразделяют на
три основные группы.
Рис. 7.1.3. Классификация тарельчатых контактных устройств
Тарельчатые устройства в колонных аппаратах большого диаметра для улучше-
ния организации кош акта фаз могут секционироваться, а газовый поток подвергать
ся делению.
Тарельчатые колонные аппараты комплектуют барботажными и струйными кон-
тактными устройствами следующих типов: со стальными капсульными круглыми
колпачками (однопоточными и двухпоточными); с чугунными колпачками (однопо-
точными); с медными колпачками (одпопогочными); с S-образными контактными
элементами; ситчатыми контактными элеметпами с отбойниками (одно- и двух-
поточными); клапанными элементами (одно- и двухпоточными); с керамическими
колпачками (однопоточными); решетчатыми.
Тарелки стальные с капсульными круглыми колпачками
изготовляют для колонных аппаратов диаметром 400-1000 мм, корпус которых соби-
рают из царг (рис. 7.1.1).
Основной частью такой тарелки (рис. 7.1.4) является основание 2, стальной
отбортованный диск толщиной 4 мм с отверстиями для установки паровых па-
трубков 3 и сегментная сливная труба /. Над паровыми патрубками установлены
колпачки 4. Для создания необходимого уровня жидкости тарелка снабжена слив-
ной перегородкой 10, к которой винтами прикреплена регулировочная планка 9.
Перегородка 5 образует так называемый входной карман, в который погружает-
ся сливная труба выше расположенной тарелки. Нижняя т арелка установлена на
упорном кольце 15, приваренном к царге. Точность горизонтальной установки
обеспечивается регулировочными винтами 14.
554
ГЛАВА 7
Рнс. 7.1.4. Тарелка с капсульными колпачка-
ми: 1 — сегментная сливная труба; 2 — основание
тарелки; 3— паровой патрубок; 4— колпачки;
5— перегородка, 6— прижимное кольцо, 7—
стойка; 5— опорная пластина; 9— регулировоч-
ная планка; 10— сливная пере ере >ка. 11—
шпилька, 12 — скобы; 13—сальниковая набивка;
14—регулировочный винт; 15—упорное кольцо
Для уста1 ювки располагаемой выше та-
релки служат стойки 7, имеющие опорные
пластины 8. Таким образом, в царге распо-
ла гается несколько тарелок (4-6 штук).
Зазор между бортом основания тарелки
и царгой уплотняют сальниковой наби в-
кой 13, зажимаемой прижимным кольцом 6
с помощью шпилек 11 и скоб 12.
На рис. 7.1.5 приведены конструкции
стандартных колпачков из углеродистой
и легировашюй сталей, изготовляемых
в двух исполнениях (I — нерегулируемые
по высоте и II — регулируемые).
Колпачки I прикреплены к паровым патрубкам 2 специальными бонами 5, шай-
бами 3 и гайками 4. По краю колпачок имеет прорези шириной 4 мм и высотой 15,
20 или 30 мм.
На рис. 7.1.6 приведеггьг конструкции
современных колпачковых контактных
устройств с таблицей соответствующих
размерных соотношений (табл. 7.1.1).
Тарелки нормализованные с капсуль-
ными колпачками разборного типа изго-
товляют для колонных аппаратов диамет-
ром от 1000 до 3600 мм, имеющих
цельносварной корпус и приварную
крышку. Тарелки снабжены стандартны-
ми капсульными колпачками диаметром
80, 100 и 150 мм.
Тарелкаразборного типа (рис. 7.1.7)
отличается от неразборного гем, что ее
основание состоит из отдельных сек-
ций, каждая из которых прикреплена
к опорной раме / и опорным балкам 2
специальными шпильками или винта-
Рис. 7.1.5. Капсульные колпачки на
винтах: 1 — колпачок; 2— паровой патрубок;
3 — шайба; 4 — гайка; 5 — болт специальный;
6—прорези
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
555
Рис. 7.1.6. Капсульные колпачки на скобах:
1 — осповшшс тарелки; 2 — паровой пагрубок;
3 — колпачок; 4 — скоба; 5 — опорный элемент
ми. Раму приваривают к корпусу. Опорные
балки, изготовляемые из П-образною про-
ката, крепят болтами к кронштейнам, при-
варенным краме. Число секций выбирают
ь зависимости от диаметра колонны, число
опорных балок — от 1 до 4; толщина осно-
вания в нормальном исполнении равна 6
мм, в облегченном — 2,5 мм.
Разборная конструкция тарелки позво-
ляет вести монтаж и демонтаж через лазы.
Расстояние между тарелками от 300 до
1200 мм.
Тарелки колпачковые чугунные, мед-
ные, керамические в зависимости о г мате-
риала изготовляют диаметром — от 300 до
2400 мм.
Главное преимущество этих тарелок —
стойкость материала к кислотам любых кон-
центраций.
Аналогичны по конструкции и примепе-
ншо гарелки с деталями из углеграфиговых
материалов.
В последнее время практикуют изготов-
ление тарелок из пластмасс, например из
фторопласта-4. Их применяют в колоннах разделения высокоагрессивных сред.
Тарелки с S-образными элементами (рис. 7.1.8) собирают из штампованных
из листовой стали S-образвых элементов 3, которые крепят винтами 2 к опорной
раме /. В собранном виде колпачковая часть с зубчатой кромкой одного элемента
перекрывает желоб соседнего. Для придания большей жесткости и закрытия торцов
между элементами закрепляют поперечные власти |гы 4. Для повышения диапазона
устойчивой работы и производительноеги таких тарелок S-образные элементы 3
снабжают устройствами регулирования высоты прорезей над тарелкой 5, разме-
Таблица 7.1.1
Основные размеры колпачков на скобах
J, мм л, мм Яр мм by мм Су мм Ср мм hp мм //.. мм Dp мм II, мм S у мм
60 36 46 10 55 50 15,20 36 42 50 1,8-2,0
80 50 60 60 55 38 57 55 2,0-2,5
100 62 72 70
150 92 102 12 90 85 20,30 41 102 85 2,0-3,0
556
ГЛАВА 7
Рис. 7.1.7. Колпачковая тарелка разборного
типа: 1 — опорная рама; 2 — опорная балка
Б-Ь
[ценными на верхней площадке S-образ-
ного элемента. По производительности
эти тарелки примерно на 10% превосхо-
дят клапанные прямоточные. Переливные
устройства выполняют так же, как у таре-
лок колпачковых разборного типа. Тарел-
ки такого типа находят все большее при-
менение благодаря преимуществам перед
другими (простота изготовления, неболь-
шая масса и высокий КПД).
Клапанные тарелки применяют
в ректификационных колоннах диамегром
от 1000 до 4000 мм. работающих в струй-
ном режиме при переменных нагрузках по пару и жидкости. Для колонн вышеуказан-
ных диаметров изютовляют однопоточпые тарелки. Для колонн диаметром от 1400
до 4000 мм — двухпоточные тарелки.
Основные преимущества этих таре-
лок— способность обеспечить эффек-
тивный массообмен в большом интерва-
ле рабочих нагрузок, несложность
конструкции, низкая металлоемкость
и невысокая стоимость.
Клапанные тарелки изготовляют
с дисковыми и прямоугольными клапа-
нами; работают тарелки в режиме пря-
моточного или перекрестного движения
фаз. В нашей стране наиболее распро-
странены клапанные прямоточные та-
релки с дисковыми клапанами. На кла-
панной тарелке в шахматном порядке
расположены отверстия, в которых уста-
новлены саморегулирующие дисковые
Рис. 7.1.8. Тарелка с S-образными элемен-
тами: 1 — опорная рама; 2 — крепящие вин-
ты; 3 — S-образныс элементы; 4 — поперечная
пластинка; 5 — устройство, регулирующее вы-
соту прорезей над тарелкой
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕНПЫХ ПРОЦЕССОВ
557
Рис. 7.1.9. Клапан клапанной тарелки: 1 —
основание тарелки; 2— клапан; 3— длинная
направляющая; 4 — короткая направляющая
клапаны диаметром 50 мм, способные
подниматься при движении газа (пара)
на высоту до 6-8 мм.
Дисковый клапан 2 (рис. 7.1.9) снаб-
жен тремя направляющими: две из этих
направляющих 3 имеют ббльшую длину.
Кроме того, на диске клапана штамповкой
выполнены специальные упоры, обеспе-
чивающие начальный зазор между дис-
ками и гарелкой; это исключает возмож-
ность «прилипания» клапана к тарелке.
Короткая направляющая 4 фиксируется
в специальном вырезе на кромке отвер-
ст ия, обеспечивая заданное положение
клапана при его подъеме.
В области саморегулируемой работы
тарелки обладают относительно неболь-
шим гидравлическим сопротивлением относительно колпачковой тарелки.
Для увеличения производительности и диапазона устойчивой работы клапан-
ные гарелки выполняют балластными. Балластные клапанные тарелки можно
выполнять как с индивидуальным, 1ак и с групповым балластом. Примером по-
следнего варианта могут служить балластные тарелки ректификационных колонн
(рис. 7.1.10). Тарелка / имеет расположенные в несколько рядов прямоугольные
вырезы, закрытые клапанами 4 прямоугольной формы. Большие размеры клапа-
нов (L == 150 мм) позволяют уменьшить их число по сравнению с дисковыми кла-
панами в 2-4 раза. Над клапанами рас-
положен общий подвижный балласт 3,
выполненный из пру-гка диаметром
8 мм. При работе таких тарелок внача-
ле поднимается пластина клапана, затем
она упирается в балласт и поднимается
вместе с ним на максимальную высоту,
установленную регулировочным уст-
ройством 2.
Ситчатые тарелки изт отов-
ляются нормализованными с отбойны-
ми элементами для аппаратов колонного
типа с внутренним диаметром от 1200 до
Рис. 7.1.10. Секция тарелки с групповым
балластом: 7 — основание тарелки; 2 — регу-
лировочное устройство; 3 — подвижный бал-
ласт; 4 — клапан
558
ГЛАВА 7
4000 мм. Тарелки состоят, в зависимости от диаметра, из 2-16 секций, изготовлен-
ных из перфорированною листа толщиной 2 мм с проточно вытяжными щелевидны-
ми отверстиями. Тарелка имеет сливное устройство и барботажную часть.
Решетчатые тарелки состоят из 3-10 секций, изготовленных из углеро-
дистой или легироватпюй листовой стали толщиной 2-4 мм. Полотно секции имеет
продолговатые отверстия, расположенные рядами. Секции укладывают на опорное
кольцо и опорные балки. В отличие от всех конструкций эти тарелки не имеют пе-
реливных устройств, гак как благодаря наличию большого числа отверстий перелив
жидкости и проход пара осуществляется через одни и ге же отверстия.
Решетчатые разборные нормализованные стальные тарелки изготовляют для ко
лонн диаметром от 1000 до 2400 мм. Размеры отверстий: ширина Ъ = 4-6 мм, длина
7 = 60 мм, расстояние между отверстиями в ряду— 10 мм, шаг рядов (/) 8,10...36 мм
(четные значения), толщина полотна 5=2 мм для тарелок из легированной стали
и 5 = 4 мм для тарелок из углеродистых сталей.
Сравггительная оценка показателей работы тарелок различтгьгх конструкций (по
сравнению с колпачковой) приведена в табл. 7.1.2.
Наряду с тарельчатыми колонными аппаратами широко применяют насадочные
кологшые аппараты, внутри которых по высоте установлены решетки под насадку,
распределительные и перераспределигельггые тарелки.
Решетку под насадку (рис. 7.1.11) собирают из колосников 7 толщиной 4—10 мм
и высотой 50 мм из полосовой углеродистой или легированной сталей. При испол-
нении II между колосниками устанавливают дистанционные в гулки 3 и весь пакет
стягивают шпильками 2. Применяют также решетки цельносварной конструкции
(исполнение I). Расстояние между колосниками принимают таким, чтобы обеспечить
проходное сечение и в то же время предотвратить просыпание насадки.
Решетки больших размеров изготовляют из нескольких секций. Для придания
решетке или ее секциям жесткости к краям колосников приваривают дуги или полу-
Секционированную решетку укладыва-
ют на опорное кольцо 4, которое устанавли-
вают на опорные косынки 5, приваренные
по окружности внутри корпуса, и па опор-
ные балки (одна центральная и две боко-
вые), которые крепят к косынкам.
Решетки для колонных аппаратов изго-
товляготся диаметром от 400 до 4000 мм.
Перераспределительная та-
релка (см. рис. 7.1.2), устанавливаемая над
каждым слоем насадки, служит для сбора
жидкости, отбиваемой потоком пара (газа)
к корпусу (явление сухого конуса), и направ-
ляет ее на равномерное орошение всего сече-
ния колонны.
Рис. 7.1.11. Решетка под насадку: 1 — ко-
лосник; 2 — шпилька. 3 —дистанционная втул-
ка; 4 — опорное кольцо; 5 — опорные косьпгки
кольца 6 из полосовой стали.
А-А
Hemjuumu I Испглкенш II
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
559
Таблица 7.1.2
Тип тарелки Относи- тельная производи- тельность Диапазон устойчивой работы Относи- тельная эффектив- ность Гидрав- личсскос сопрот явле- ние, Па Относительная стоимость тарелки
из угле- родистой стали из леги- рованной стали
Колпачковая 1 2-3,5 1 700...1000 1,0 1,4
С S-образными элементами 1...1,! 2-2,25 1-1,1 700... 1000 0,6 1,0
Клапанная 1,2...1,5 3—4 1...1,! 500...800 0,65 1,0
Ситчатая 1,2...1,4 2-3 1...1Д 300...400 0,5 1,0
Струйная 1,2 2-3 0,8 200...500 0,5 0,85
Струйная с отбойниками 1,4 2-3 0,8...0,9 100...300 0,5 0,85
Конструктивно она представляет собой отбортованный диск (основание тарел-
ки) с переливными трубками. Основание тарелки прикреплено подвесками к конусу,
а последний соединен с корпусом колонны.
Распределительная тарелка (ороситель), устанавливаемая на
лапах в верхней части колош гы, служи! для равномерного орошения колошгы жид-
костью (см. рис. 7.1.2).
Она представляет собой стальной отбортованный диск толщиной 1,5-3,0 мм с от-
верстиями, в которых закреплены переливные патрубки диаметром 35, 45 и 57 мм,
имеющие вертикальные прорези для равномерного распределения переливающейся
жидкости по всему сечению колошгы. Отверстия под переливные патрубки распо-
ложены по концентрическим окружностям с шагом 80 или 95 мм. Число патрубков
определяют в зависимости от диаметра колонны.
В центре тарелки закреплен сливной стакан, соединенный с вводным штуцером жид-
кости. Правильность установки стакана контролируют регулировочными винтами.
Эффективность колонны определяется типом применяемой в ней насадки (коль-
ца, седла, насадки из сетки, стекловолокна и проволочной спирали, плоскопарал-
лельная и блочные насадки (рис. 7.1.12) и др.).
Наиболее распространены кольца Рашит а и их различные модификации: кольца
Рашит а внутри пустые; кольца Лессинга, имеющие ьнут рентою перегородку, и коль-
ца Палля, имеющие несколько внутренних перегородок. Кольца изготовляют из ме-
талла, фарфора, керамики, графита и различных пластиков. Диаметр кольца равен
его высоте (5... 150 мм). В промышленных колоннах в основном применяют кольца
диаметром 25 и 50 мм. Кольца загружают в колонну либо в укладку, либо в навал.
В укладку загружают, главным образом, кольца диаметром 50 мм и выше.
В промышленности широко распространены насадки типа седел Берля и Итггал-
локс. Седла изготовляют размером 6...35 мм только из керамики и загружает в ко
лопну е навал. На поверхности седел имеются небольшие выступы, что исключает
возможность плотного прилегания элемент ов насадки друг к другу.
560
ГЛАВА 7
Рис. 7.1.12. Основные типы насадок:
1 — кольца Рашита; 2 — спиральные кольца;
3 — кольца с перегородками; 4 — кольца 11ал-
ля; 5— седла Еерля; 6— седла Инталлокс;
7— насадка Спрейпак; 8— насадка Гудлос;
9 — насадка Стедмана
Насадка Спрейпак состоит из одного
или нескольких слоев сетки с ячейками
3...4 мм. Сетка гофрируется. В колоннах
большого диаметра насадка монтируется
секциями. Насадку Гудлое получают из
металлической вязаной сетки, из прово
локи диаметром 0,1 мм. Высота пакета
насадки — 100...200 мм. Насадку Стедма-
на изготовляют из гофрированной сетки.
Диаметр проволоки — 0,25 мм. Сетки об-
разую г фигуру, собранную из усеченных
конусов, сваренных друг с другом.
Плоскопараллельная насадка пред-
ставляет собой вертикальные пакеты из
плоских или волнистых металлических
листов, устанавливаемых на расстоянии 10 мм. Аналогичная ей хордовая насадка
обычно выполняется из древесины.
Насадка из стекловолокна представляет собой пакеты стекловолокна и предна-
значена для работы в условиях невысоких температур. Она выгодно отличается от
остальных насадок; площадь ее свободного сечения дост игает 95 %, а удельная пло-
щадь поверхности составляет 2990 м2/м3.
Насадка из проволочной спирали, свернутая в пружины, обладает крайне низким
сопротивлением и достаточно высокой производительностью, широко применяется
в вакуумных колоннах.
Перечисленные типы насадок не исчерпывают всего их многообразия. Конструк-
ции насадок постояшю совершенствуются, что является проявлением тенденции
к интенсификации работы насадочных колонн
Существенный прогресс в технике вакуумной ректификации произошел с раз-
работкой эффективных регулярных насадок: Зульцер, Мелланак и др. Они отли-
чаются конструкцией элементов и используемыми материалами. Распределение
жидкости по поверхности насадочных тел в большой мере зависит от свойств этой
поверхности.
Объемно-структурированная металлическая насадка типа Зульцер (рис. 7.1.13)
изготавливается в виде цилиндрических блоков высотой от 150 мм до 200 мм, со-
стоящих из параллельных вертикально установленных листов, изготовлештых из
металлической профилированной фольги с упорядоченной структурой. Цилинд-
рические блоки насадки плотно прилегают к внутренним стенкам корпуса внутри
колотшы.
Регулярная насадка типа Мелланак (рис. 7.1.14) по своей коне грукт йеной и тех-
нологической идее очень близка к насадке Зульцер.
ОБОРУДОВАНИЕ ДД Я МАССООБМЕННЫХ ПРОЦЕССОВ
561
Рис. 7.1.14. Насадка типа Мсллапак
Рис. 7.1.13. Насадка Зульцср
На рис 7.1.15 показан общий вид насадочной колонны
При выборе насадки для конкретных условий разделения можно воспользоваться
данными табл. 7.1.3.
Таблица 7.1.3
Сравнительная характеристика насадок
Вид насадки 11роизводитсль- ность Число тсорсти чсских тарелок на единицу высоты колонны Относительный перепад давлений на одну теорети- ческую ступень контакта
Колпачковая Tapej гка 1 1 1
Кольца DauiHra 0,4..-0,5 0,75...! 0,5
Кольца Палля 0,6...0,7 1,09 0,36
Седла Ьерля 0,5...0,9 0,65...0,85 0,30
Седла Инталлокс 0,55... 1,0 0,7...0,95 0,25
Насадка Спрейпак 1,3...1,5 1,03 0,3
Насадка Гудлое 1 10 —
Насадка Стедмана 1 10 —
Плоскопараллельная 4...5 0,5 0,25
Стекловолокно 4...5 0,1...0,15 1
562
ГЛАВА 7
7.1.15. Общий вид насадочной
колонны: 1 — отвод пара дистилля-
та в дефлегматор; 2 — ввод флегмы
из дефлегматора; 3— распредели-
тель флегмы с распределительным
устройством жидкости по насадке;
4 — монтажный люк; 5 — решетка,
поддерживающая распределитель-
ное устройство жидкости, 6— ук-
репляющая секция колонны; 7 — на-
садка Зульцер; 8 — опорная решетка
для насадки; 9— лопастные коллек-
торы жидкости в сборе с кольцевым
псрсраспрсдслитслсм; 10— подача
исходной смеси в колошу; 11 — пе-
рераспределится ь жидкости с рас-
пределительным устройсгвом жид-
кости по насадке; 12— решетка,
поддерживающая распределитель-
ное устройство жидкости; 13 — ис-
черпывающая секция коло1П1ы; 14 —
опорная решетка для насадки; 15 —
труба для подачи пара; 16— капле-
уловитель; 17 — отвод кубовой жид-
кости в кипятильник; 18 — опорная
плита; 19— опорная обечайка
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕНПЫХ ПРОЦЕССОВ
563
7.1.4. Последовательность расчета колонного аппарата
Расчет тарельчатых колонн
Целью расчета колонны является определение технологического режима, основ-
ных размеров аппарата и его внутренних устройств.
Материальный баланс колонны составляется с целью определения количества
получаемых продуктов по известным данным об исходном сырье (расход, состав
и состояние исходной смеси).
При использовании графического метода расчета числа теоретических тарелок
материальный баланс колонны для разделения бинарных смесей описывается следу-
ющими уравнениями:
F = D+W, (7.1.1)
Fxf = Dxd + Wx„, (7.1.2)
где D — расход дистиллята, кг/ч (кмоль/ч); ?'— расход исходного сырья, кг/ч (кмоль/ч);
W— расход кубового остатка, кг/ч (кмоль/ч); xr xD, х*.— массовые или мольные
концентрации соответствующих компонентов жидкости.
Флегмовое число, или отношение расхода горячего орошения (L) к расходу дистил-
лята (R = LID\ является одним из основных параметров, определяющих заданное
разделение в процессе реют ификации. При увеличении флегмового числа число таре-
лок уменьшается, так как увеличивается движущая сила процесса.
Минимальное флегмовое число при разделении бинарных примесей определяет-
ся по уравнению
где yD, yF— массовые или мольные концентрации соответствующих компонентов
в паре.
Оптимальное значение флегмового числа R пт определяется по минимальному
объему колонны. В ряде случаев оно может быть получено через коэффициент из-
бытка флегмы:
ft = R !R . = 1,3... 1,5. (7.1.4)
Из теплового баланса колонны определяют расходы греющего агента (пара), пода-
ваемого в куб колонны (Q^)t охлаждающего агента, подводимого к дефлегматору (С»):
FH +Q=DH +RH n + RH + Qn, (7.1.5)
жЕ жО ж!) x^D7 х 7
где Н — энтальпия жидкости состава F, D, IV, кДж/кг, кДж/кмоль.
Количество теплот ы, отводимой в конденсаторе, будет находиться по уравнению
Qn = Lr+Dr+Dc(t,-t^, (7.1.6)
где tK — температура конденсации дистиллята; — температура холодного оро-
шения или дистиллята; L— расход орошения, подаваемого в колонну; г— удельная
теплота парообразования (конденсации), кДж/кг; с — удельная теплоемкость дистил-
лята, кДж/(кг-К).
564
ГЛАВА 7
Расход воды в конденсаторе-холодильнике
где t^, t — температура воды соответственно на входе и выходе холодильника.
Внутренние материальные потоки в колонне, служащие для определения макси-
мальных нагрузок колонны по пару и жидкости, следующие:
расход флегмы
L = RD;
расход пара вверху колонны
Gn = L + D;
объем паров в рабочих условиях V (м’/с) определяют по уравнению
22,4G; (273 + /)Z
ЗбООлЛ^
(7.1.8)
(7.1.9)
(7.1.10)
где Z — нормальное давление, Па; р — давление при рабочих условиях, Па; t — тем-
пература паров при рабочих условиях, °C; М— молекулярная масса паров, например,
для нефтепродуктов можно пользоваться следующими величинами:
Ьепзин..............................100-U0;
Бензин-керосин.................... 120-130;
Бензин-керосин-соляровый дистиллят... 140-150.
Число теоретических тарелок можно определить путем совместного решения
уравнений равновесия фаз, материального и теплового балансов для промежуточно-
го сече!гия колонны. Однако ввиду трудоемкости такого решения обычно применяют
графический метод расчета. Для облегчения графического расчета используют ус-
ловную линию у, определяющую точку' перемещения рабочих линий верхней и ниж
ней частей колонны (рис. 7.1.16а). Положение этой линии зависит от величины q,
характеризующей состояние исходного сырья.
При данной температуре tF и составе исходного сырья xF
4 = {HKr-Ha^lrF, (7.1.11)
где Н — энтальпия пара состава хп кДж/кг; // — энтальпия исходного сырья со-
става xF при кДж, кг; rF— удельная теплота парообразования жидкости составах^,
кДж/кг.
При решении графическим методом из точки А на диагонали диаграммы с коор-
динатой xF (сырья) проводится прямая АС (рис. 7.1.166) тангенс угла наклона кото-
рой к отрицательному направлению оси х определяется по уравнению
tga = ?/(?-!).
(7.1.12)
От точки D на диагонали диаграммы, координата которой соответствует xD
(рис. 7.1.166), проводился прямая сташенсом угла наклона к положительному направле-
нию оси х, определяемой уравнением, tg/? = /?/(1 + R) до пересечения с условной линией у
в 1 очке С (рабочая линия укрепляющей части колонны). Полученная точка С соединяется
с точкой Е на диа1 опали диаграммы, абсцисса которой соствспл вует составу ои татка xw.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
565
7.1.16. Графическое определение числа теоретических тарелок: 1 — переохлажденная
жидкость (q> 1); 2 — кипящая жидкость {q = 1); 3 — парожидкосгная смесь (q = 0... 1); 4 — на-
сыщенный пар (q = 0); 5 — перегретый пар (д < 1); I—равновесная кривая; II—рабочая линия
верха колонны; III—рабочая линия низа колонны
Число теоретических тарелок N, определяемое в результате построения сту-
пенчатой линии между равновесной кривой и ломаной линией DCE, равно числу
построенных ступеней.
Действительное число тарелок определяется через общий КПД колонны:
Е = N/Na. (7.1.13)
Значение общего КПД колонны может быгь найдено по зависимости
Е = 0,316F“o-25A®’25Sciw, (7.1.14)
С в II 34С *
V
где F — площадь свободного сечения тарелки, доли единицы: 8сж = tF’ — крите-
св [J
ж
рий Шмидта для жидкой фазы; у— кинематическая вязкость, м2/с; D— коэффи-
циент диффузии в жидкоеги, м2/с; hn— высота барботажного слоя, м.
Общая высота колонны:
Н=Н , + h + h, + E. (7.1.15)
где IIк— высота рабочей части колонны, м; h— высота сепарирующей части ко-
лонны, обычно принимают 0,6-1,5 м; h^— высота штжней (кубовой) части колон-
ны, принимают 1—2 м; hdon— высота, учитывающая установку дополнительных уст-
ройств (например люков для обслуживания), принимают конструктивно.
Высоту рабочей (тарельчатой) части колонны можно определить по уравнению
Н , = (Nn- \)Н .
где К г — расстояние между тарелками, соответствующее работе при нагрузках, при-
водящих к захлебыванию, м.
Расстояние 7/мт должно быть больше суммы высот вспенетпюго слоя жидкости на
тарелке и сепарационного пространства. Высоту сепарационною пространст ва опре-
деляют исходя из величины межтарельчатого уноса жидкости, которая должна быть
не более 5 %. Из опыта эксплуатации промышленных колотит известно, что при уносе
0,05 кг/кг высота сепарационного пространства составляет 250-300 мм.
Опыт эксплуатации абсорбционных колонн и анализ их работы показывают, что
566
ГЛАВА 7
при выборе числа реальных тарелок не следует выходить за интервал 20...40, в опти-
мальном случае число тарелок должно быть 30.
Гидравлический расчет тарельчатой колонны. К основным режимам работы
барботажной (ситчатой) тарелки относятся:
— режим смоченной тарелки (провала);
— барботажный режим при скорости пара (газа) по колонне и’к = 0,4-.. 1,2 м/с;
— режим газовых струй (факелыгый) при w*=1,5...2,0 м/с;
— режим интенсивного уноса и захлебывания при w* > 2,2 м/с.
Диаметр колонны определяется по выражению
f к
где К— расход пара через колонну, м3/с (7.1.10).
Верхний предел работы тарелки оказывает влияние на унос жидкости газом (па-
ром) с тарелки на тарелку, снижающий движущую силу процессов. Потери давления
газа (пара) при прохождении через тарелку будут рассчитываться по уравнению
Др = Др^ +Дрот +Дра, (7.1.17)
где гидравлическое сопротивление: — сухой тарелки; крст — слоя жидкости,
находящейся па тарелке; Дра — обусловленное силами поверхностною натяжения
жидкости.
Гидравлическое сопротивление сухой тарелки:
^Рсу, = 0^prtn>, (7.1.18)
где £— коэффициент сопротивления сухой тарелки, зависящий от ее типа:
Тарелка
колпачковая 4,0-5,0
клапанная 3,6
ситчатая 1,5-2,0
решетчатая 13-1,5
и>0— скорость газа (пара) в отверстии тарелки, м/с; р^— плотность газа (пара),
кг/м3.
Гидравлическое сопротивление слоя жидкости, находящейся на тарелке, Па:
Др = 13 kh +
гст сп
(7.1.19)
где к— относительная плотность пены (отношение плотности двухфазного слоя
к плотности чистой жидкости к ~ 0,4...0,6); hcn — высота сливной перегородки, м;
L— расход жидкости, м3/ч; mt — коэффициент водослива (т} =10 000); b — длина
сливной перегородки, м.
Гидравлическое сопротивление, обусловленное силами поверхностного натяжешгя:
Дрст = 31,4 10"4a/Jo, (7.1.20)
где а— поверхностное натяжение жидкости, дин/см; dQ — диаметр отверстий в та-
релке, м.
Полное гидравлическое сопротивление рабочей части колонны
Др, = л,Ар- <71-21)
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
567
Расчет насадочных колонн
Материальный баланс колонны и определение рабочего флегмового числа.
Производительность колонны по дистилляту D и кубовому остатку W определяется
из уравнений материального баланса колонны (7.1.1 и 7.1.2). Нагрузка ректифика-
ционной колонны по пару и жидкости определяется значением рабочего флегмового
числа R. Его оптимальное знамен не R можно найти пу тем технико-экономического
расчета. Ввиду отсутствия надежной методики оценки Ronm используют приблизи-
тельные вычисления, основанные на определении коэффициента избытка флегмы /?,
равного отношению RondRmin, где R находят по формуле (7.1.4).
Средние массовые расходы (нагрузки) по жидкости и пару для верхней и нижней
час гей колонны определяют из соответсгвующих оз ношений.
Определение диаметра колонны. Выбор рабочей скорости паров обусловлен
многими факторами. Для ректификационных колонн, работающих в пленочном ре-
жиме при агмосферном давлении, рабочую скорость можно принимать на 20...30 %
ниже скорости захлебывания.
Так же, как и для тарельчатой колонны, диаметр насадочной колонны определя-
ется в зависимости от максимального расхода паров и допустимой скорости их в сво-
бодном сечении колонны в точке захлебывания.
Скорость пара в точке захлебывания определяется из комплекса Y согласно кор-
реляции Шервуда:
Y = Яехр(-4Л),
(7.1.22)
2 Р (I \0,25 1р \
где Y = w Д 0116; X = (•4-1 х I ,а — удельная поверхност ь насад-
ив Рж Ж
ки, м2/м3; для колец Рашита А = 1,2, для седел Берля А = 1,82; w — скорость пара
в гочке захлебывания, м/с; рГРрж — плотности пара и жидкости, кг/м3; рж— вязкость
жидкости при температуре смеси, Па-с; L/G— отношение расхода жидкости и пара;
Fcg — свободный объем насадки, м3/м3; g— ускорение силы тяжести, м/с2.
Можно также воспользоваться модификацией этого уравнения:
w — а
о, 5 / Р„
0,№Рж<Рж’
(7.1.23)
где к} — коэффициент, определяемый по рис. 7.1.17а; к2— коэффициент, зависящий
от конструкции насадки; = J gF^Ja.
Для вакуумных колонн при давлении 1,33...90 кПа (насадка— кольца Рашша
и Палля) для расчета скорости захлебывания служит уравнение
w = 3,144л^Д0-’2
If3 рж ж
1 ос
-0.5
(7.1.24)
где К— коэффициент, определяемый по рис. 7.1.176; р'— отношение плотностей
рабочей жидкости и воды.
Аналогичные зависимости имеются и для других видов насадок.
Определение высоты слоя насадки. При достаточно большой высоте слоя на-
садки (Н > 0,5 м) режимы движения пара и жидкости в насадочных колоннах близки
568
ГЛАВА 7
Рис. 7.1.17. Зависимости для определения коэффициентов А, уравнения (7.1.23)
и А'уравнения (7.1.24)
к режиму идеального вытеснения, чем к полному перемешиванию. В связи с этим
высоту слоя насадки можно определять, предполагая сначала, что потоки движут-
ся в режиме идеального вытеснения, а затем учитывать влияние продольного пере-
меншвания на общую эффективность извлечения компонентов.
Высоту7 слоя насадки в процессах абсорбции и ректификации при режиме идеаль-
ного вытеснения определяют из основного уравнения массопередачи:
тт и’ Г dy
н к~ J —
ог Уч У
где w— скорость пара в свободном сечении колонны, м/с; ког— общий коэффици-
ент массопередачи, выраженный через конце» грации компонента в газовой фазе, м/с;
у— массовая концентрация компонента в паре, у* — массовая равновесная концент-
рация компонента в паре.
Это же уравнение можно записать в более простом виде:
(7.1.25)
H = W (7.1.26)
СК dy
где Ног = I —----------общее число единиц переноса массы (ЧЕП), выраженное
V У
Ун W
через концентрацию компонента в газовой фазе; -----высота слоя насад-
ог &
ки, эквивалентная единице переноса массы (ВЕП) или одной теоретической гарелке
(ВЭТТ), м.
При абсорбции, когда равновесная и рабочая линии являются прямыми, общее
число единиц переноса определяется по уравнению Кольборна:
(7.1.27)
Л^ = г4л|п[1 +<| _ А)г?
где (р = ; Л = ; у} — мольная доля абсорбируемого компонента в га-
зе, поступающем в низ колонны; у2— мольная доля абсорбируемого компонента
в газе, выходящем из верха колонны; х2 — мольная доля абсорбируемого компо-
ОБОРУДОВАНИЕ ДЛЯ МЛССООБМЕНПЫХ ПРОЦЕССОВ
569
цента в жидкости, поступающей на верх колонны; т — тангенс угла наклона линии
равновесия.
Значения высоты насадки, эквивалентной одной теоретической тарелке, и высо-
ты единицы переноса массы по аналогии с понятиями КПД тарелки и числа единиц
переноса в тарельчатых колоннах характеризуют эффективность контакта или эф-
фективность насадки.
Эффективность насадочной колонны зависит от различных факторов:
— расходных параметров;
— физических свойств пара и жидкости, типа насадки;
- первоначального распределения орошающей жидкости;
— размера насадки и материала, из которого она изготовлена*
— высоты слоя насадки и способа ее укладки.
На эффективность массообмена сильно влияет неравномерность распределения
потоков по сечению колонны, приводящая к избирательному движению пара и жид-
кости. Пар имеет тенденцию двигаться в цен гре насадочной колонны, а жидкость —
па ее периферии, в результате чего появляется так называемый «сухой конус». Пере-
распределение потоков увеличивается в колоннах большого диаметра, особенно при
плохом распределении фаз по сечению при их посгуплении в колонну.
Для устранения неравномерности распределения потоков жидкости и газа по
сечению колонны в зависимости от типа насадки и диаметра колонны определяют
величину критической гысоты слоя насадки Н^. Под подразумевается высота на-
садочного слоя, при которой появляются признаки минимально допустимой попереч-
ной неравномерности скорос тей фаз. Для нерегулярных насадок Н = (2,5 — 8)0, для
регулярных — Н = (8 — 10)0, где О — диаметр колонны. Слой насадки, значитель-
но превышающие г величину Н , секционируют по высоте колонны и устанавливают
в колонне перераспределительные тарелки.
Влияние неравномерности распределения скоростей потоков фаз по сечению ко
лоппы весьма существенно для колонн диаметром свыше 600 мм.
Для колонн с насадкой из колец Рашига для расчета ВЭТТ можно воспользовать-
ся уравнением
h = А
экв
wpt
Д,-
0,2
a~^F
ce\LI
lgT
Pr) I - A’
(7.1.28)
где Л — фактор извлечения; 2 = mGIL\m — тангенс угла наклона касательной к кри-
вой равновесия; для процессов абсорбции А = 48; п} = 0,405, п2 = 0,225, п3 = 0,045; для
процессов ректификации А = 28; nf = 0,342, п2 = 0,19, п3 = =0,038; цГ— динамическая
вязкость газа i [ри температуре смеси, Па-с; а — коэффициент относительной летучес-
ти; обозначения остальные ве. гичип, входящих в формулы 7.1.28 и 7.1.29, такие же, как
и в формуле 7.1.22.
Для колонн с насадками иных типов
= фШу.-рЛ° DbJ% (7.1.29)
\ «ЭГ /
где Нх — высота слоя насадки между перераспределителями жидкости, м; С, а, b —
коэффициенты и показатели степени, зависящие от размера насадок (табл. 7.L4).
570
ГЛАВА 7
Таблица 7.1.4
Значения коэффициентов С, а и b в уравнении (7.1.29)
Тип насадки Размер, мм С а b
Кольца Рашига 9,5 13,1 -0,37 1,24
12,5 43,0 -0,24 1,24
25,0 2,31 -0,10 1,24
50,0 1,46 0 1,24
Седла Берля 12,5 25,2 -0,45 1,П
25,0 2,06 -0,14 1,И
Насадка С т едмана 50,0 0,016 0,48 0,24
75,0 0,048 0,26 0,24
150,0 0,032 0,32 0,24
Гидравлическое сопротивление слоя насадки. Сопротивление слоя сухой на-
садки рассчитывается по уравнению
экв ® \ св /
где Н — высота слоя насадки, м; d = ^F fa.
Для насадки из колец Рашига, загруженных в навал:
w d О
Л = 140/ Re„ при Re„ = " 3fcg " < 40;
r Н г ^„gFc.
Л = 16/Re"2 при Re,. = > 40.
Для насадки из колец Рашига, загруженных в укладку:
d I d V ”
я = л = 3’12 + ”Т Я ’ (7j'3l)
где de, dH— соогветсзветпто внутретптий и наружный диаметры кольца; — высота
одного слоя насадки, м.
Сопротивление орошаемых насадок из колец Рашига определяется из уравнения
]----г, (7.1.32)
kPcyx (а - 0а)
3 w2 ab
где А = у ——; w — скорость жидкоеги в свободном сечении колонны, м/с;
г* < ж
св 1 °
1 74 w dp
b =------—1-----тгг J Re =------*7———г J d — эквивалентный диаметр насад-
Rci (>-<.) ж Ажг(1-<«)
ки, м.
Значения коэффициен гов «и у? в уравнении (7.1.32) для различных видов насадки
приведены в табл. 7.1.5.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
571
Таблица 7.1.5
Значения коэффициентов а. и р уравнения (7.132)
Тип колец а Р
Керамические кольца размером
менее 30 мм 1—1,65 х 10-,oa3/F 1
более 30 мм (А < 0,3) 1 1
более 30 мм (А > 0,3) 1,13 1,43
Стальные кольца 1 1,39
Для приближенного расчета сопротивления слоя орошаемой цаеадки (кольца Ра-
шита, седла Берля, насадка Инталлокс) высотой 1 м можно воспользоваться уравне-
гшем Лева:
Др/Н = арп w210^'p-,
(7.133)
где L'—расход жидкости на единицу площади поперечного сечеггия колонны, м’/(м2-ч);
а и у? — коэффициен гы, приведенные в табл. 7.1.6; обозначение и размерность осталь-
ных величин, входящих в формулу 7.1.33, такие же, как и в формуле 7.1.32.
Таблица 7.1.6
Значения коэффициентов а и р уравнения (7.133)
Тип насадки Размер (мм) а р 108
19 45,5 1460
Кольца Рашита 25 444 1400
38 16,7 1300
50 15,5 955
19 33,3 955
Седла Берля 25 22,2 955
38 11.1 730
Седла Инта тлокс 25 38 17,2 7,8 895 730
Из вспомогательных узлов колошюго оборудования рассчитывают узлы ввода сы-
рья в колонну, устройство для ввода паров под нижнюю тарелку, распределительные
ус тройства для газа (пара) и жидкости, определяют диаметры штуцеров, выбирают
опоры колонных аппаратов, определяют объем низа колонны.
572
ГЛАВА 7
7.1.5. Прочностной расчет тарелок
и решеток колонного аппарата
Все прочностные расче гы для колонного аппарата выполняю! по существующим
нормативам, например, толщину сгенки обечайки, днища, крышки, испытывающих
внутреннее и наружное давление, определяют по ГОСТ 14249. Расчет фланцевых со-
единений, опор, аппарата на ветровую нагрузку, укрепление отверстий проводят по
соответствующим нормам. Конструктивные размеры обечаек, днищ, крышек, шгу-
церов, тарелок и др. — по справочникам и катало! ам. (Прочностные расчеты всех
перечисленных элементов приведены в главе 2.)
Расчет тарелок на прочность производится на нагрузку от силы тяжести слоя
жидкости, находящегося на тарелке, и веса собственно тарелки. Кроме того, для та-
релок больших диаметров (при D > 800 мм) необходимо учитывать нагрузку от силы
тяжести рабочего, находящегося на тарелке при ее сборке и установке.
Номинальная расчетная толщина плоской цельной круглой тарелки s', опира-
ющейся по окружности на какое-либо опорное устройство и не имеющей дополни-
тельных опор в виде ребер, балок и т. п., определяется по формуле
(7.1.34)
где D — диаметр тарелки, м; [сг]м — допускаемое напряжение на изгиб для материала
тарелки, МПа,
[<У]и = min
(7.1.35)
где от— минимальное значение предела текучести при расчетной температуре, МПа;
oR— минимальное значение временного сопротивления (предела прочности) при
расчетной температуре, МПа; пт— коэффициент запаса прочности по пределу теку-
чести (пт= 1,5); п3 — коэффициент запаса прочности по временному сопротивлению
(пределу прочности) (ид = 2,4); р — давление на тарелку от силы тяжести слоя жид-
кости и собственно тарелки с учетом дополнительных нагрузок (от силы тяжести ра-
бочего), МПа; (ро — f — коэффициент ослабления тарелки отверстиями; t —
расстояние между центрами отверсгий в тарелке, м; d — диаметр отверстий или
соответствующий размер щели в направлении t в тарелке, м.
Для тарелок, имеющих опоры, кроме опоры по окружности, а также для тарелок,
состоящих из отдельных секций, которые находятся на опорных балках, номинальная
расчетная толщина s' определяется по формуле
(7.1.36)
где значения величин те же, что и в формулах (7.1.34) и (7.1.37).
Номинальная расчетная толщина гладкой прямоугольной плоской стенки или ее эле-
мента s', ограниченного ребрами, исходя из их прочности определяется по формуле
(7.1.37)
где Ъ— меныпая сторона прямоугольной плоской стенки или ее элемента, ограни-
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
573
7.1.18. Графики для определения коэффи-
циента К в формуле (7.1.39): 1 — для прямо-
угольной плоской стенки, шарнирно опертой
по периметру; 2 — для прямоугольной плоской
стенки, жестко закрепленной по периметр}
ценного ребрами, м; K=f(l / b) — коэф-
фициент, зависящий от способа закрепле-
ния стенки или ее элемента по периметру
(Z — бблыпая сторона прямоугольной
ст енки или ее элемента).
Значение коэффициента К следует брал ь
по графикам рис. 7.1.18 для конструкцион-
ных материалов, имеющих величину коэф-
фициента Пуассона// = 0,3.
Кроме прочности, тарелки должны
быть проверены расчетом на относительн
величины 1/500.
прогиб, который не должен превышать
Абсолютный прог иб круглой плоской тарелки У, без учета перфорации, опреде-
ляется по формуле
Y=K - . (7.1.38)
Е (s - ck)
Прогиб отдельных секций тарелки Y определяется по формуле
Г = К-—т, (7.1.39)
E(s- ct)
где Е — модуль нормальной упругости материала тарелки при расчетной температу-
ре, МПа; К — коэффициент; ск — прибавка для компенсации коррозии и эрозии, м.
В формуле (7.1.38):
— для жестко закрепленной по периметру тарелки — К= 0,0106;
- для свободно опертой — К= 0,0437;
В формуле (7.1.39):
— для секции, жестко закрепленной по периметру, при 1/Ъ = 1, К= 0,017; при 2 > l/b > 1,
К = 0,017 + 0,003- 1/Ь ; при 1/Ь > 2, А’= 0,024;
— для секции, свободно опертой по периметру, К берется по графику па рис. 7.1.19;
Ь — меныпая сторона секции тарелки, м.
Опорные балки или ребра под тарелки рассчи гываются на поперечный изгиб, ис-
ходя из равномерной нагрузки на них от силы тяжести части слоя жидкости и части
тарелки, приходящейся на балку, веса опорной балки и возможной нагрузки от силы
тяжести одного или нескольких рабочих (в зависимости от диаметра аппарата) при
монтаже и установке тарелки.
Изгибающий момент балки определяют, считая ее свободно опертой по краям.
Размещение балок (ребер) производится из конструктивных соображений и мо-
жет быль как параллельным, так и радиальным. Большей частью, особенно в тарел-
ках больших диаметров, размещение балок бываем параллельным, причем обычно
ограничиваются одной, двумя или гремя балками.
574
ГЛАВА 7
7.1.19. График для определения коэффици-
ента К в формуле (7.1.36) для секции тарел-
ки, свободно опертой по периметру
Поперечное сечение балок целесооб-
разно выбирать двутавровым или швел-
лерным цельным по соответствующим
сортаменгам (из углеродистой стали) или
аналот ичного профиля составным (из не-
ржавеющей стали).
Расчет балок рекомендуется произво-
дить так же, как ребер плоских круглых
днищ. При этом наличие тарелки лля уп-
рощения расчета балок не учитывается.
Кроме расчета балок на прочность, их
необходимо проверить на допустимый относительный прогиб по формуле
У = 0,013^, (7.1.40)
где b — ширина части тарелки, нагрузка от которой воспринимается баржой, м; I —
длина балки, м; J— момент инерции поперечного сечения балки, м4.
Допустимый относительный прогиб балки не должен превышать 1/2000.
7.2. Экстракционные аппараты
7.2.7. Характеристика процессов экстракции
Процессом экстракции называют избирательное извлечение отдельных компо-
нентов из смеси жидких или твердых веществ с помощью растворителей Смесь раство-
рителя (экстрагента) с извлеченным компоне! пом называют экстрактом; смесь, образо-
вавшуюся после процесса экстракции, —рафинатом. Если реализуется взаимодейст вие
межд} жидкой и твердой фазами, то имеет место экс граг ировапие i вердьгх тел, если вза-
имодействуют только жидкие фазы, то имеет место экстрагирование жидкостей.
В химической и смежных отраслях промышлешюсти жидкостную экстракцию
применяют для выделения продуктов органического и нефтехимического синтеза,
обезвоживания уксусной кислоты, извлечения из смесей редких элементов, очистки
сточных вод, получения различных лекарственных препаратов и т. д.
В зависимости от числа применяемых в жидкостной экстракции экстрагентов
различают экстракцию одним растворителем и экстракцию двумя растворителями.
В первом случае система должна состоять не менее чем из трех компонентов (два
компонента в первоначальный момент присутствуют в исходном растворе, а третий
является экстрагентом). Раствор, состоящий из растворителя и извлеченных компо-
нентов, называю! экстрактным, а раствор, включающий неизвлеченпые компоненты
и растворитель, iгазываютрафинатным. Экстрактный и рафинатный растворы обра-
зуют расслаивающуюся систему, их отделяют друг от друга отстаиванием. Во втором
случае система включает не менее четырех компонентов (два компонента составляют
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
575
исходный раствор, а оставшиеся компоненты образуют два несмешивающихся экс-
трагента). Экстракцию одним экстрагентом можно осуществить различными приема-
ми в зависимости от числа ступеней экстракции и направления движения исходного
раствора и экстрагента На одной ступени экс тракции происходит смешение раство
ригеля с разделяемой смесью и разделение образовавшейся смеси на рафинатный
и экстрактный растворы. Поэтому любая конструкция экстрактора состоит из двух
простейших элементов — смесителя и отстойника. Наибольшее распространение по-
лучили экстракция при перекрестном токе, противоточная экстракция, противоточ-
ная экстракция с флегмой. Следует отметить, что вследствие неполноты извлечения
в экстракте и в рафинате, как правило, наличествуют все три компонента — раство-
ритель, извлекаемое вещество и вт орой компонент исходной смеси, поэтому в техно-
логических схемах наряду с экстрактором могут присутствовать и другие раздели-
тельные аппараты, например ректификационные колонны.
Твердофазная экстракция позволяет извлекать один или несколько компонентов
из пористого твердого вещества. Исходная твердая фаза всегда содержит как рас-
творимые (целевые компоненты), так и нерастворимые твердые вещества, которые
в процессе нкссракции шрают роль инертною носителя. В качестве растворителей
при экстракции из твердых веществ наиболее часто применяют воду или водные рас-
творы кислот, в этом случае процесс называют выщелачиванием. Результатом твер-
дофазной экстракции является получение относительно концентрированного жидко-
го раствора, содержащего целевой компонент, и суспензии (пульпы), состоящей из
растворителя и инертного твердого носителя. Простейшим случаем экстрагироваштя
из твердой фазы является растворение — переход вещества в раствор с поверхнос-
ти твердых час гиц, полност ыо состоящих из растворяющегося компонента (то есть
в данном случае отсутствует инертный носитель целевого компонента). Твердофаз-
ная экстракция включает две стадии: 1) диффузионный перенос целевого компонента
из внутренней области твердых частиц к их поверхности; 2) диффузия компонента
от поверхности твердого вещества через пограничный слой жидкости в ядро жидкой
фазы растворителя. Ин генсивность данного процесса зависит от целого ряда факто-
ров Ключевыми факторами являются температура, скорость обтекания растворите-
лем твердых частиц, степень измельчения твердой фазы. Повышение температуры
увеличивает. скорость экс1ракции. В промышленноеги твердофазную экстракцию
проводят, как правило, при температурах не выше 150 °C, что связано с учетом энер-
гетических издержек и свойствами обрабатываемых материалов.
Твердофазная экстракция нашла широкое применение в промышленности, на-
пример, для извлечения из древесины канифоли и скипидара, из феррита— едкого
на гра, из свекловичной стружки — сахара.
Твердофазную экстракцию осуществляют различными способами: периодичес-
ким, прямоточным, противоточным. в неподвижном слое. Периодический процесс ре-
ализуют в аппаратах с перемешивающими устройствами (аппарат с мешалкой, пнев-
матическое перемешивание). Прямоточный и противоточный процессы экстракции
можно проводить в каскаде последовательно соединенных аппаратов, при этом твер-
дые частицы (пульпа) движутся по ходу или навстречу потоку растворителя. Техноло-
гическая схема процесса твердофазной экстракции включает, наряду с экстракторами,
совокупность и других аппаратов: фильгры, центрифуги, отстойники, измельчители,
кристаллизаторы, емкости, насосы и т. д.
576
ГЛАВА 7
Расчет экстракторов для жидкостей (на примере роторно-дискового экстра-
ктора). При расчете роторно-дисковых экстракторов определяют диаметр и высоту
рабочей части колонны, размеры внутренних устройств (диаметры дисков и статор-
ных колец, расстояние между дисками), частоту вращения дисков. Диаметр дисков
принимают в 1,5—2 раза меньше диаметра колонны, расстояние между дисками (вы-
сота секции) принимают в 2—4 раза меньше диаметра колонны, впу гренний диаметр
колец статора составляет 0,7-0,8 диаметра колонны. Первоначально устанавливают
соотношения между внутренними устройствами экстрактора,
D /D; D /D; h/D,
где Dp, D, Dci h — диаметры диска, колонны, статора и высота секции соответствен-
но. Далее задаются числом дисков N и определяют размер капель d по эмпирическо-
му уравнению
d = 16,7
Ао.за°.5
(nD)“'’p“'8g0'2//'" ’ М’
где рг, рс — вязкость и плотность сплошной фазы, Па-с, кг/м3; п — частота вращения
ротора, 1/с; о— межфазное натяжение, Н/м.
Скорость свободного осаждения мелких капель рассчитывают по уравнению
Адамара
<4 (2ДС + ЗДо) ’
[мю],
где рд— вязкость дисперсной фазы, Па-с; До — разность плотностей сплошной
и дисперсной фаз.
Характеристическую скорост ь капель вычисляют по уравнению
WxaP = ай70’ [м/С].
Коэффициент а равен наименьшему значению из следующих величин:
Фиктивную суммарную скорость фаз при захлебывании находят из уравнения
(®. + го<>)3 = (1 - 4Ф + 7Ф2 - 4Ф’) Wxap,
где Ф — относительная удерживающая способность при захлебывании, равная
Ф = (Jb- + 86 - Зб)/<4(1 - 6)),
где b = Vd/Vc = todlwc —соотношение объемных расходов дисперсной и сплошной
фаз.
Минимально допустимый диаметр колонны равен
^min
,[м].
Высота рабочей части колошгы составит
Н = hN, [м],
где h, N— высота единицы переноса и число единиц переноса.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
577
Число единиц переноса можно рассчитать по уравнению
Хк
где х^ х, х* — конечная, начальная и равновесная концентрации, кг/м3.
Высоту единицы переноса рассчитывают по уравнению
h~ Ка’
где К— коэффициент массопередачи, м/с; а— удельная поверхность контакта фаз,
м2/м3.
7.2.2. Аппараты для жидкостной экстракции
При конструировании экстракторов необходимо создавать в аппарате развитую
поверхность контакта взаимодействующих жидких фаз, которая существенным об-
разом зависит от гидродинамических факторов, конструктивных особенностей ап-
парата, от способов смешения и разделения фаз. Экстракционные аппараты можно
разделить на две г руппы:
1) к о л о н п ы е экстракторы, в которых происходит непрерывное изменение
состава фаз. Колонные жегракторы делятся на гравитационные (распылительные,
насадочные, полочные) и с подводом энергии (роторные, пульсационные, вибраци-
ошгые, центробежные);
2) аппараты ступенчатого типа (смеси гель-отстойник), в которых про-
исходит взаимодействие и последующее разделение фаз. В данной группе выделяют
аппараты без механических перемешивающих устройств (тарельчатые) и смеситель-
но-отстойные (горизонтальные, вертикальные и вертикальные центробежные).
Распылительные экстракторы. Распыли гелытый экстрактор представляет собой
вертикальный колонный аппарат, заполненный двумя жидкостями. Одна из жидкостей
образует сплошную фазу, другая — дисперсную в виде мелких капель. Диспергирова-
нию может подвергаться либо легкая жидкость (распылитель монтируют в низу колон-
ны), либо тяжелая (распылитель монтируют в верху колонны). Наличие дисперсной
фазы позволяет создавать дос га точно большую поверхность контакта фаз. Распыли-
тельные экстракторы применяют для переработки больших количеств исходных сме-
сей. Нх недостатком является малая эффективность разделения.
Насадочные экстракторы. В промышленности применяют колонные аппараты
диаметром свыше 5 м и высотой до 40 м при атмосферном или более высоком дав-
лении. В качестве насадки используют, как правило, керамические кольца Рашига.
11асадочные экстракторы гге отличаются по коггструкгщи от насадочных абсорберов.
Эффективность разделения в данных аппаратах невысокая.
Полочные экстракторы. Представляют колонны, в которых размещены череду
ющиеся диски и кольца, что способствует уменьшению обратного перемешиваггия
и турбулизации потоков фаз. Эффективность данных аппаратов несколько выше, чем
распыли гелыгых.
Роторные (роторно-дисковые) экстракторы. Роторно-дисковый экстрактор
(рис. 7.2.1) представляет собой цилиндрическую колонну, в верхней части которой
размещены отстойная камера 7 с игтуцером для вывода легкой фазы 5 и штуцером
578
ГЛАВА 7
Рис. 7.2.1. Роторно-дисковый экстрактор: а — верхняя часть, б—нижняя часть: 1 — при-
вод; 2 — муфта; 3 — стойка; 4 — опора; 5 — штуцер для вывода легкой фазы; 6 — вал; 7 — вер-
хняя отстойная камера; 8— труба; 9,14— ротор; 10— диск; 11 — кольцо; 12— штуцер для
ввода тяжелой фазы; 13— корпус; 15 — нижняя отстойная камера; 16— штуцер для вывода
тяжелой фазы; 17 — штуцер для ввода легкой фазы
для ввода тяжелой фазы 12, привод 1 и муфта 2, смонтированные на стойке 3 с опо-
рой 4, ротор 9, заключенный в трубу 8 (рис. 7.2.1 а). В вертикальном цилиндрическом
корпусе установлены кольца 11, межху которыми расположены диски 10, укреплен-
ные на вращающемся роторе 9. Диски 10 размещены симметрично относительно ко-
лец 11. Каждые два соседних кольца и диск между ними образуют секцию колонны.
Движущиеся противотоком жидкие фазы смешиваются в каждой секции и частично
разделяются при обтекании неподвижных колец. Дисперсная фаза, взаимодействуя
с кольцами и дисками дробится па капли. Капли отбрасываются к стенкам колонны,
сталкиваются между собой и стенками колонны. В нижней части колонны располо-
жены отстойная камера 15, штуцер для вывода тяжелой фазы 16 и штуцер для ввода
ле» кой фазы 17 (рис. 7.2.16). Узел крепления ротора представлен на рис. 7.2.2.
Однако в области прилегания колец к корпусу образуются застойные зоны обеих
фаз. Разработана конструкция роторно-дискового экстрактора с полыми кольцами,
в которой повышение эффективности процесса массообмепа достигается за счет до-
ОБОРУДОВАНИЕ ДЛЯ МЛССООБМЕННЫХ ПРОЦЕССОВ
579
Рис. 7.2.2. Роторпо-дисковый экстрактор (узел креп-
ления ротора): 1 —ротор; 2 — подшипниковый узел
полпителыюго диспергирования фаз (рис 7.2.3).
Для этого кольца 5 выполнены полыми с отвер-
стиями 4, при этом полости колец соединены
переточными трубами 3 одна с другой и с рас-
пределителем легкой фазы. Через переточиыс
трубы в кольцо подводил ся часть дисперсной
фазы, которая при выходе через озверелия дро-
бится на кольцевые закрученные струи, за счет
чего ликвидируются застойные зоны. Произво-
дительность и эффективность роторно-дисково-
го экстрактора определяется час готой вращения
ротора, расходами фаз, конструктивными осо-
бенностями аппарата. Главными достоинствами
л
этих аппаратов являются высокая интенсивность массопередачи, гибкость в раболе.
разделение жидкостей с повышенной вязкостью.
Вибрационные экстракторы. Представляют собой колонны, внуз ри которых рас-
положен шток с жесл ко закрепленным пакетом перфорированных тарелок. В верхней
части колонны установлен электропривод с эксцен ериком, который передав г возврат-
но-поступательное движение штоку. Наличие зазора между обечайкой и кромками
вибрирующих тарелок приводит к возникновению байпасного движения жидкости
через зазор, что способствует усилению негативного продольного перемешивания
и поперечной неравномерности. Для устранения данного отрицательного явления
разработаны различные конструкции тарелок. Предложено у смежных ситчатых та-
релок делать срезы в виде сегментов, которые расположены у противоположных кон-
цов смежных тарелок. Похожий принцип реализован в экстракторе, который имеет
полый шток, с закрепленными на нем перфорированными тарелками, чередующими-
ся с тарелками, прикрепленными к корпусу. Тарелки имеют конфузорные отверстия,
расположенные на концентрических окружностях. Разработан динамически уравно-
вешенный экстрактор, в котором осуществлено
встречное движение соседних тарелок. Тарелки
образуют две равные группы, каждая из которых
снабжена собс гвенным приводом и штоком. С це-
лью упрощения конструкции аппараза предло-
жено пакет гарелок размещать на одном штоке.
В экстракторе устанавливают несколько пакетов
л арелок с помощью последовательно соединен-
ных штоков, скрепленных между собой равно-
плечными или разноплечными рычагами. Каждый
пакет тарелок совершает колебательное движение,
сдвинутое по фазе на 180° относигелыю колеба-
Рнс. 7.2.3. Роторно-дисковый экстрактор с полыми
кольцами: 1 — ротор; 2 — диск; 3 — псрсточная тру ба;
4 — отверстие в полом кольце; 5 — полос кольцо
7
580
ГЛАВА 7
Рнс. 7.2.4. Экстракционная колонна с пневматической системой пульсации: а — общий
вид’, б—тарелка типа КРИМЗ; 1 — пульсационная камера; 2 — компрессор; 3 — золотниково-
распрсдсли гслъный механизм; 4 —экстрактор; 5 — ресивер
ний соседних пакетов. Использование одновремешю равиоплечных и разноплечных
рычагов позволяет изменять интенсивность перемешивания по высоте, например,
для наилучшею извлечения продукта из рафината.
Пульсационные экстракторы. В таких колоннах устанавливаю!, как правило,
тарельча гьте (рис. 7.2.46) или насадочные котп ак т ные элемен гы. Пульсации жидкос-
ти в аппарате способствуют усилению дробления дисперсной фазы на капли и соот
ветственно росту поверхности контакта фаз, а также приводят к интенсивному пе-
ремешиванию смеси. В качестве пульсаторов применяют поршневые, плунжерные
насосы. При работе с химически агрессивными жидкостями перед насосом уста-
навливают мембрану, сильфон, пневматическое устройство (рис. 7.2.4а). Пневмати-
ческое устройство может включать компрессор 2, залог пиково распределительный
механизм 3, ресивер 5. Пульсатор соединяют с днищем колонны экстрактора 4 или
с линией подачи легкой жидкости. Колебательные движения жидкость совершает
с амплитудой 10-25 мм Пульсационные экстракторы имеют небольшую производи-
тельность (до 5-10 м3/ч) и диаметр (до 600-800 мм). Кроме того, затраты энергии на
перемешивание в пульсационных аппаратах намного выше, чем у экстракторов с ме-
хатптческим перемешиванием.
Центробежные экстракторы. Данные аппараты обладают значительной произ-
водительностью и высокой интенсивностью массопереноса. Эффективность разде-
ления может изменяться от 3 до 20 теоретических ступеней. Данные экстракторы
позволяют проводить разделение смесей с малой разностью плотностей фаз или
склонных к образованию эмульсий. Центробежный экстрактор имеет ротор с опре-
деленным типом насадки, которая обеспечивает взаимодействие тяжелой и легкой
фаз в противоточном режиме. Лет кая жидкость подается на периферию ротора,
а тяжелая— ближе к центральной оси. Под действием центробежных сил тяжелая
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
581
Рнс. 7.2.5. Ротор экстрактора «Лувсс-
та»: 1 — ротор; 2 — вал; 3, 4 — глухая та-
релка; 5, 6 — диск; 7 — пакет сепарацион-
ных тарелок; 8— глухая тарелка; 9, 10, 11,
12 — диск; 13 — узел подаии
фаза транспортируется через каналы па-
садки к периферии ротора. а легкая —
от периферии к центральной оси. Ввод
и вывод фаз осуществляется через спе-
циальные устройства во вращающемся
валу. Частота вращения ритора состав-
ляет 600-5000 об/мин. Центробежные
экстракторы делятся па две большие
группы:
1) камерные (дискретно-ступенча-
тые);
2) дифференциально-контактные.
К первой группе относят немецкий
экстрактор «Лу веста», представляющий
собой центрифугу с двумя или тремя
контактными ступенями (рис. 7.2.5). Трехступенчатый экстрактор состоит из ротора
1, установленного на валу 2. По оси ротора в верхней его части размещены узлы
подачи (отвода) 13 легкой и тяжелой фаз. Ступени отделены друг сп друга глухими
тарелками 4 и 8. Траектория движения тяжелой фазы показана пунктирной линией,
а легкой — сплошной. В пределах каждой ступени реализуется прямоточное сме-
шение фаз, а в целом по аппарату движение фаз прогивоточное. Тяжелая фаза (ТФ)
направляется в закрепленный на валу рогор аппарата по каналу «б» узла подачи. Че-
рез диск 9 ступени // и канал «а» направляется легкая фаза (ЛФ). Исходная смесь
проходит под глухой тарелкой 3 и попадает в сепарационное пространство «в», где
фазы разделяются. Легкая фаза под действием центростремительных сил отводится
из ступени / с помощью диска 5, а тяжелая фаза отбрасывается к периферийной об-
лас пг ступени и направляется по каналу между глухими тарелками 4 и 8 к диску 6.
К диску 6 со ступени Ill (через диск 11 по каналу «д») направляется легкая фаза. Об-
разовавшаяся смесь жидкостей направляется по ка> [алу «ж» через переточное отверс-
тие «е» в сепарационное пространство ступени //. Аналогичным образом происходят
процессы смешения и разделения фаз в ступени III, при этом к напорному диску 10
по каналу «г» поступает исходная легкая фаза. Тяжелая фаза отводится из аппарага
верхним диском 72, а легкая фаза выводится диском 5. Для подачи легкой фазы из
ступени II в ступень / используется напорный диск 9.
Дифференциально-контактные центробежные экстракторы ЦЕНТРЭК НИКИМТа
имеют ряд преимуществ перед многоступенчатыми аппаратами: легко трансформи-
руются в установки с любым количеством ступеней, обладают простой и недорогой
конструкцией.
Экстрактором дифференциально-контактного тина является центробежный экс-
трактор Подбильняка (рис. 7.2.6). Он имеет цилиндрический ротор 2, жестко закреп-
ленный па полом валу 10. Ротор заключен в кожух 4 со съемной крышкой 9 и враща-
582
ГЛАВА 7
б)
Рис. 7.2.6. Центробежный экс-
трактор Подбнльняка: а — общий
вид; б — схема насадки в виде кон-
центрических цилиндров; 1 — тор-
цовое уплотнение; 2— ротор; 3 —
станина; 4— кожух; 5— клинорс-
менпая передача, 6 — внутренняя
обечайка; 7— наружная обечайка;
8 — пакет перфорированных цилип-
дров; 9 — крышка; 10 — полый вал
ется совместно с валом в двух опорах станины 3. На концах полого вала размещены
каналы, через которые легкая и тяжелая фазы раздельно поступают в pomp и отво-
дятся из пего. Полый вал отделен от неподвижных коллекторов торцовыми уплот-
нениями L Вал приводится во вращение посредством клиноременной передачи 5.
Корпус ротора состоит из внутренней 6 и наружной 7 концентрических обечаек, за-
крытых с торцов боковыми стенками. Внутри ротора расположен пакет 8 перфориро-
ванных цилиндров. Отверстия в смежных цилиндрах размещены взаимно противо-
положными группами, что позволяет увеличить продолжительность контакта между
жидкостями. Форма перфорации цилиндров в значительной степени обуславливает
эффективность массообмена.
Исходные жидкости направляются в экстрактор под избыточным давлением. Тя-
желая фаза поступает в ротор через сопла у его внутренней обечайки 6, а легкая —
через сопла у наружной обечайки 7. Через перфорироватпгые цилиндры жидкости
движутся противотоком, многократно перемешиваясь друг с другом и разделяясь
в каналах между цилиндрами под действием центробежных сил. Рафинат и экстракт
отводятся через каналы в полом валу 10.
Безнапорный экстрактор дифференциально-контактного типа представлен на
рис. 7.2.7. Аппарат состоит из ротора 2, помещенного в кожух /. Полый вал 3 при-
водится во вращетгие посредством клиноременной передачи 5. Внутри ротора рас-
положены контактные цилиндры 11. Ротор защищен снаружи кожухом 12. Тяжелая
и легкая жидкости через устройся ва 6 направляются в полый вал. Под действием цен-
Iробежных сил лет кая фаза движемся по радиальным каналам в диске 9 к периферии
ротора, а тяжелая отводится к первому от оси аппарата контактному цилиндру. Лег-
кая жидкость поступает в приемный карман 13 и заборным диском 14 отводится из
экстрактора. Тяжелая жидкость диспергируется при истечении из отверстий полото
вала и движется к стенкам цилиндра, тде происходит ее сепарация на тарелках 10.
Тяжелая фаза удаляется из аппарата через заборный диск 7.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
583
Рис. 7.2.7. Безнапорный цент-
робежный экстрактор: 1 — ко-
жух; 2— ротор; 3— вал; 4—
подшипники; 5 —клинорсмснная
передача; 6 — устройство подво-
да жидкости; 7 — заборный диск;
8 — крышка; 9 — диск; 10 — та-
релки; 11 — контактные цилинд-
ры; 12 — кожух; 13 — приемный
карман; 14 — заборный диск
Тарельчатые экстракторы. Наиболее распространенным аппаратом этого типа яв-
ляется колонна с ситчатыми тарелками (возможно применение и других типов тарелок,
например жалюзийных). Дисперсная фаза многократно раздробляется при прохождении
через отверст ия в тарелке (диаме гр от верст ии составляет 2-9 мм), а сплоппгая фаза дви-
жется перекрестным током в межтарельчаюм пространстве и через патрубки в тарелке
перет екаег с гарелки на тарелку. Исли диспергируется легкая жидкость, то под тарелкой
образуется подпорный слой этой жидкости. Если диспергируется тяжелая жидкость, то
слой образуется гга тарелке. Подпорный слой создает необходимое гидростатическое
давление для прохождения жидкости через отверстия в тарелке. Экстракторы с ситча-
тыми тарелками характеризуются высокой производительностью. Основной их недо-
статок в том. что они непригодны для разделения смесей с малой разностью плотностей
(меггее 50 кг/м3). Конструктивно они аналогичны абсорбционным колоннам.
Смесительно-отстойные экстракторы. Противоточный смесительгго-от-
стоиныи экстрактор предел являет
собой аппарат, разделенный гга от-
секи (рис. 7.2.8). В каждом отсеке
расположены зоны перемешивания
и отстаивания. Жидкости в аппа-
рате движутся противотоком. Для
перемешивания контактирующих
фаз возможгго использование сме-
сителей различных типов, ггапри-
Рис. 7.2.8. Противоточный смеси-
телыю-отсгойный экстрактор с меха-
ническим перемешиванием фаз: 1 —
смесительная камера; 2 — отстойная ка-
мера; 3 — смеситель
584
ГЛАВА 7
Рис. 7.2.9. Смесители: а — инжекторный; б — диафрагменный; в — трубчатый
мер, пропеллерных насосов, которые одновременно с перемешиванием производят
перемещение фаз из зоны перемешивания в зону отстаивания, а также инжекторных,
диафрагменных или трубчатых смесителей (рис. 7.2.9). После отстаивания каждая
из фаз транспортируется в следующие отсеки аппарата. Данные аппараты обладают
высокой эффективностью, конструктивной простотой и технологической гибкостью.
7.2.3. Аппараты для твердофазной экстракции
К аппаратам данного типа предъявляют следующие требования: большая удельная
производительность; низкий расход энергии; высокая концентрация получаемого рас-
твора. Экстракторы делят па три главные группы: 1) аппарагы с неподвижным слоем
твердого материала; 2) аппараты с механическими транспортирующими устройствами;
3) аппараты, в коюрых кот актирующие фазы перемещаются за счет энергии жидкой
или паровой (газовой) фаз, участвующих в процессе экстрагирования.
Конструкция аппарага с неподвижным слоем твердого материала аналогична от-
крытому нутч-фильтру и представляет собой обечайку, в нижней части которой смонти-
рована решетка. На решетку загружается слой материала, через который сверху вгшз
движется растворитель. Вверху аппарага имеется ш гуцер для ввода рас т ворителя, а сни-
зу— откидное днище для выгрузки выщелоченного твердого остатка. Для повышения
эффективност и экстрагирования применяют несколько последовательно соединенных
аппаратов (диффузоров). Раст воритель проходит снизу вверх поочередно через все диф-
фузоры. Конструкция диффузора сходна с конструкцией закрытого нут ч-фильтра.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
585
Аппараты с механическими транспортирующими устройствами подразделяются
на карусельные и конвейерные. Карусельные экстракторы подобны карусельным ва-
куум-фильтрам. В конвейерных экстракторах основным транспортирующим элемен-
том является ленточный, ковшовый или шнековый конвейер. Данные аппараты могут
быть вертикальными, горизонтальными или наклонными.
Вертикальный шнековый экстрактор состоит из загрузочной и экстракционной
колонн, соединенных в нижней части горизонтальным звеном. Внутри каждой ко
лшшы и горизонтального звена размещены шпеки с отверстиями. Шнеки закреплены
на соответствующих валах, которые приводятся во вращение через редукторы элект-
родвигателями. Исходный материал подается в верхнюю часть загрузочной колонны
и направляется через горизонтальное звено в экс тракционную колонну, в верхней
час пт которой отводится шрот. Для предотвращения проворачивания материала го-
ризонтальным шнеком и шнеком экстракционной колонны вдоль образующей ци-
линдров установлены направляющие планки. Чистый растворитель подается сверху
в экстракционную колонну и движется противотоком к твердому материалу. Концен-
трированный раствор выводится из верхней части загрузочной колонны. Аппараты
данного типа металлоемки и потребляют большое количество энергии на единицу
продукта, применяются в много тоннажном производстве.
К аппаратам с транспортированием взаимодействующих фаз за счет энергии
жидкости или газа относятся экстракторы с кипящим слоем и пульсационные, конс-
трукт ивные особенности которых рассмотрены в разделе «Аппараты для процессов
адсорбции и ионного обмена».
7.3. Аппараты для процессов адсорбции
и ионного обмена
7.3 Л. Характеристика процессов адсорбции
и ионного обмена
Процесс адсорбции заключается в избирательном поглощении компо-
нентов из парогазовых (или жидких) сред поверхностью твердого поглотителя —
адсорбента. В ионообменных процессах реализуется избирательное поглощение
компонентов из растворов с помощью ионитов — ионообменных смол или встреча-
ющихся в природе глин, которые адсорбируют ионы из водных растворов, вытесняя
другие ионы, которые первоначально содержались в матрице твердого вещества.
Указатшые выше процессы имеют общее название — сорбция. Сорбционные
процессы, как правило, обратимы. Поглощаемое из раствора вещество называется
адсорбтивом. После того как извлеченный компонент перешел в адсорбированное
состояние его называют адсорбатом.
Применение адсорбционных методов экономически выгодно в случае неболь-
ших концентраций поглощаемого вещества в растворе. Процессы адсорбции ши-
роко используются в промышленности для глубокой осушки природных 1ЯЗОВ,
воздуха, газовых смесей в кагалитических процессах, для очистки вентиляцион-
ных выбросов. При адсорбции из отходящих газов удаляют сероводород, хлор, се-
586
ГЛАВА 7
роутлерод, извлекают бензин из углеводородных газов. Из жидких сред выделяют
раствори!ели, очищают масла и парафин. Адсорбция позволяет почти полностью
извлечь из смеси целевые компоненты. Процессы ионообменной сорбции применя-
ют для умягчения и обессоливания воды, извлечения йода, брома, ценных металлов
из разбавленных растворов.
Механизм сорбции обусловлен силами притяжения между молекулами адсор-
бента и адсорбтива. Силы притяжения имеют физическую или химическую природу.
Сот ветст венно, они обусловливаю! либо физическую адсорбцию, либо химическую
(хемосорбцию). Взаимосвязь между молекулами раствора и поверхностью адсорбен-
та определяется слабыми дисперсными, индукционными и ориентационными силами
при физической сорбции. С повышением температуры количество адсорбированного
вещества, как правило, уменьшается, а рост давления приводит к возрастанию вели-
чины сорбции 11ри хемосорбции между молекулами раствора и поверхност ными мо-
лекулами поглотителя происходит химическая реакция, возникающие при этом силы
сцепления значительно больше, чем при физической адсорбции, происходит потеря
индивидуальное! и адсорбтива и адсорбента. Физическая адсорбция в отличие хими-
ческой является обратимым процессом. Обратимость физической адсорбции позво-
ляет последовательно проводи гь процессы адсорбции и десорбции. При десорбции
из адсорбента извлекается поглощенный компонент и очищенный адсорбент можно
использовать вновь.
Промышленные адсорбенты. Применяемые в промышленности адсорбенты
должны обладать следующими основными характеристиками: большая динамичес-
кая емкость (время защип того действия), развитая удельная поверхность, селектив-
ность (избирательная способность к поглощению), низкая стоимость, термическая
и механическая прочность, способность к регенерации.
Промышленные адсорбенты можно охарактеризовать рядом признаков: адсорб-
ционная (поглотительная) емкость (активность), поверхность, объем и размеры
пор, избирательность. Адсорбционная емкость является важнейшим показателем,
она определяет эффективность очистки газов и размеры аппарата. Различают ста-
тическую (равновесную) и динамическую емкости адсорбентов. Для описания рав-
новесного состояния системы применяют статическую емкость, которая устанавли-
вает, какое максимальное количество вещества способен поглотить адсорбетп.
Динамическая емкость показывает, какое количество вещества способен адсорби-
ровать адсорбент от начала процесса до момента, когда в выходящем из слоя сор-
бента газе-носителе появляются следы адсорбтива. Поглотительная способность
адсорбента зависит от вида и концентрации сорбируемого вещества, от температу-
ры и давления процесса, а также и от природы самого адсорбента. Для промышлен-
ных адсорбентов первостепенное значение имеет отсутствие потери ими адсорбци-
онной активности после проведения нескольких сотен и тысяч циклов
«адсорбция—десорбция». Для увеличения поглотительной способности необходи-
мо искусственно формировать адсорбенты с максимально возможной площадью
поверхности пор. Согласно классификации академика М.М. Дубинина, поры в твер-
дых телах могут быть подразделены на макропоры (эффективный радиус пор —
г > 0,1 мкм), переходные поры (г = 0,0015...0,1 мкм) и микропоры (г < 0,0015 мкм).
Удельная поверхность макропор относительно мала (составляет 0,2-0,5 % от об-
щей поверхности адсорбента), поэтому макропоры поглощают незначительное ко-
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
587
личеитво вещества и служа? для переноса адсорбируемых молекул к переходным
порам или микропорам. В переходных порах образуются слои поглощенного ве-
щества (один — мономолекулярная адсорбция, несколько — полимолекулярная ад-
сорбция) . В микропорах, размер которых соизмерим с размерами адсорбируемых
молекул, происходит объемное заполнение адсорбатом.
В промышленности в качестве адсорбентов применяются следующие вещества,
имеющие развитую поверхность и структуру пор: активные угли, силикагели, алю-
могели и цеолиты.
Активные угли получают из различных видов органического сырья (каменного
и бурого углей, торфа, древесных материалов, костей животных, скорлупы орехов,
косточек плодов и др.) путем сухой перегонки с последующей активацией, заклю-
чающейся в обработке углей паром, газами, химическими реагентами. По своему
назначению активные угли подразделяют на осветляющие (предназначены для
осветления растворов), рекуперационные (предназначены для улавливания паров
легкокипящих растворителей) и газовые (предназначены для поглощения газов
и паров с малыми размерами молекул и с небольшими концентрациями). По форме
частиц угли подразделяют на гранулированные и порошкообразные. Гранулирован-
ные ути выпускают чаще всего в виде зерен цилиндрической формы диаметром
2...3 мм и длиной 4...6 мм. Порошкообразные активные угли состоят из частиц
величиной менее 0,15 мм, они используются, как правило, для очистки веществ
в жидкой фазе.
Силикагели представляют собой продукты обезвоживания геля кремниевой кис-
лоты путем обработки раствора силиката натрия минеральными кислотами. Они име-
ют определенные преимущества по сравнению с активными углями. В процессе их
производства можно регулировать размеры и количество пор, они дешевы и просты
в изготовлении, обладают повышетптой механической прочностью к истиранию, тем-
пература их регенерации не превышает 110-120 °C. По масштабам промышленного
применения силикагелям принадлежит ведущее место. Главные области их исполь-
зования — осушка газов и выделение органических веществ из газовых смесей. Вы-
пускают силикат ели в виде гранул с размерами зерен 1—7 мм.
Алюмогели — активные оксиды алюминия, по сорбционным свойствам и техно-
логии получения близки к силикателям. Применяются для осушки газов, поглощения
yiлеводородных примесей, фтора и т. д.
Цеолиты представляют собой природные или синтетические минералы (в пере-
воде с греческого языка «цеолит» означает «кипящие камни», так как при нагревании
из них стремительно выделяются пузырьки паров или газов). Рассмотренные выше
адсорбенты имеют разброс в размерах микропор. У цеолитов размер пор приблизи-
тельно одинаков и соизмерим с размерами адсорбируемых молекул, поэтому цеолиты
могут избирательно поглошат ь определенные компоненты из газовых смесей, то есть
обладают избирательной адсорбцией. Производят цеолиты в виде гранул диаметром
от 2 до 5 мм. Цеолиты применяют главным образом для осушки газов, улавливания
ацетилена, аммиака, диоксида серы, сероводорода, углеводородов и других компо-
нентов из газовых смесей.
Иониты представляю*! собой природные и синтетические вещества органичес-
кого или неорганического происхождения: глины, апатиты, угли, плавленые цеоли-
ты, гидроксиды железа и алюминия, смолы. Важнейшее значение в промышленное-
588
ГЛАВА 7
ти имеют ионообменные смолы, которые, как правило, состоят из органического
полимера, нерастворимого вводе и других растворителях, содержащего активные
ионогенные группы. В основе процесса лежит обмен ионов между раствором и ио-
нитом в эквивалентных количествах и обратимо. Выделяют аниониты — иониты,
содержащие кислые активные группы и обменивающиеся с раствором электролита
анионами, и катиониты — иониты, содержащие основные активные группы и обме-
нивающиеся с раствором катионами. Существуют также амфотерные иониты, кото-
рые одновременно могут обмениваться атгионами и катионами. Уникальные свойства
ионитов обеспечили их широкое применение в промышленности — очистке водных
растворов от нежелательных ионов, водоподготовке на тепловых станциях, произ-
водстве особо чистых вещеегв, улавливании редких элементов.
Первостепенное значение в сорбционных технологиях имеет этап регенерации
адсорбентов, который во многом определяет экономическую целесообразность ис-
пользования данного процесса в промышленности. На очистку адсорбентов прихо-
дится до 60-70 % всех энергетических затрат адсорбционно-десорбционного цикла.
( Существует два основных метода проведения десорбции (регенерации адсорбентов):
1) вытеснение из адсорбента поглощенных веществ новыми компонентами, кото-
рые имеют большую склонность к сорбции; 2) испарение поглощенных компонен-
тов путем нагрева адсорбента. Выбор метода регенерации зависит от особенностей
конкрет ного адсорбционого процесса. В настоящее время наиболее часто в качестве
десорбирующих агентов используют острый насыщенный или перегретый водяной
пар, инертные газы. После осуществления десорбции слой адсорбента, как правило,
подвергают сушке и охлаждению.
Процесс адсорбции в условиях равновесия описывается изотермой адсорбции,
показывающей связь между количеством вещества, поглощенного единицей массы
или объема адсорбента, и концентрацией адсорбтива в газовой фазе при постоян-
ной температуре. Вид изотермы адсорбции зависит от физико-химических свойств
адсорбента, свойств извлекаемого вещества, температуры, давления, примесей
в фазе, из которой поглощается компонент. В том случае, когда изо герма адсорбции
неизвестна, ее можно построить по изотерме адсорбции стандартного вещества,
как правило, бензола.
Расчет адсорбера периодического действия с неподвижным слоем адсорбен-
та. Диаметр адсорбера находят, задаваясь скоростью парогазовой смеси (обычно
w = 0,25-0,3 м/с),
где К— расход парогазовой смеси, м3/с.
Объем адсорбент а для разовой загрузки в аппарат составит
г = (Уп \/В ,
аО у У/ "У
где nv — число единиц переноса;[}у— коэффициент массоотдачи в газовой фазе, 1/с.
Продолжительность процесса адсорбции (при условии, что изотерма адсорбции
приближешю соответствует закоггу Генри) рассчитывают по формуле
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
589
где х*— равновесное количество адсорбированного вещества (принимается по изотер-
ме адсорбции и умножается на насытп iyio плозность адсорбента), кг/кг; Н— высота не-
подвижного слоя адсорбента, в; у* — начальная концентрация адсорбируемого вещее гва
в парогазовой смеси, кг/м3; b — коэффициент, принимаемый в зависимости от отношения
начальной к конечной когщец грации адсорбируемого вещества в парогазовом потоке.
7.3.2. Адсорберы периодического действия
Аппараты периодического дейст вия с неподвижным слоем адсорбента могут ра-
ботать по двух- или чет ырехстадийному способу. Для того чтобы установка работа-
ла непрерывно, необходимо иметь в наличии не менее двух аппаратов, в каждом из
которых периодически проводят процессы адсорбции или регенерации. При двух-
стадийном способе адсорбции прошедший регенерацию водяным паром горячий
и влажный адсорбент обрабатывают газовоздушпой смесью для удаления влаги, за-
тем осуществляют охлаждение адсорбента и поглощение искомого компонента
(первая стадия). По окончании адсорбции первый аппарат ставят па десорбцию (вто-
рая стадия), а во втором адсорбере реализуют первую стадию процесса. 11ри четы-
рехст адийном способе работа адсорберов осуществляется следующим образом.
Первая стадия — адсорбция, вторая — десорбция, например водяным паром, третья
стадия — сушка адсорбента горячим воздухом, последняя стадия — охлаждение ад-
сорбента холодным воздухом. По завершении четвертой стадии цикл работы аппара-
та начинается снова с первой стадии.
Периодически действующая адсорбционная установка, кроме основного аппара-
та— адсорбера, включает дополнительное вспомогательное оборудование: фильтры,
теплообменники, калориферы, вентиляторы.
Основные характеристики и области применения адсорберов системы ВТР пери-
одического действия представлены в табл. 7.3.1.
Таблица 7.3.1
Характеристики и области применения адсорберов системы ВТР
Тип адсорбера системы ВТР Высота цилинд- рической части адсорбера, м Высота слоя адсор- бента, м Диаметр корпуса ап- парата, м ()бласти применения
Вер шкаль- ный 1-2,2 0,5-1,2 2-3 Рекунерационные уста- новки производительнос- тью до 30 000 м3/ч
Горизон- тальный 3-9 0,5-Ю, 8 1,8; 2 Рекуперационные и газоочистительные установки большой про- изводительности (более 30 000 м3/ч)
Кольцевой 7 — 3 Рекуперационные и газоочистительные установки большой про- изводительности (более 30 000 м3/ч)
590
ГЛАВА 7
Рис. 73.1. Вертикальный адсорбер: 1 — гра-
вий; 2—разгрузочный люк; 3. 6 — сетка; 4—за-
грузочный люк; 5 — штуцер для подачи исходной
смеси, сушильного и охлаждающего воздуха; 7—
штуцер для отвода паров при десорбции; 8—
ппуцер для предохранительного клапана; 9 —
крышка; 10 — грузы; // — кольцо жесткости;
12— корпус; 13— адсорбент; 14— опорное
кольцо; 15 — колосниковая решетка; 16 — штуцер
для отвода очищенного газа; 17— балки; 18—
смотровой люк; 19 — штуцер для отвода конден-
сата и подачи воды; 20 — оарбогер; 21 — днище;
22 — опоры балок; 23 — штуцер для подачи во-
дяного пара через барботер
Адсорберы с неподвижным слоем адсорбента могут иметь разнообразное конс-
труктивное исполнение. Наиболее часто применяются цилиндрические адсорберы
верл икалыюго (рис. 7.3.1) и горизонтального (рис. 7.3.2) типов. Слой поглотителя раз-
мещают на решетках, подачу газа осуществляют сверху вниз. Горизонтальные адсор-
беры имеют меньшее гидравлическое сопротивление по сравнению с вертикальными.
Существенным недостатком горизонтальных адсорберов являегся неравномерное
распределение газового потока по сечению аппарата. Применяют горизонтальные ад-
сорберы, как правило, для обработки больших объемов газа. Если в одном аппарате
необходимо расположить несколько типов поглотителей, то применяют многополоч-
ные адсорберы. Газ в этом случае подается как сверху вниз, так и снизу вверх. Адсор-
беры со слоем поглотителя кольцевого сечеш<я (рис. 7.3.3), имеющие цилиндричес-
Рис. 73.2. Горизонтальный адсорбер ВТР: / — корпус; 2 — штуцер для подачи паровоз-
душной смеси при адсорбции и воздуха при сушке и охлаждении; 3 — распределительная сет-
ка; 4 — загрузочный люк с предохранительной мембраной; 5 — грузы; б — сетки; 7— ппуцер
для предохранительного клапана; 8 — штуцер для отвода паров на стадии десорбции; 9 — слой
адсорбсн га; 10— люк для выгрузки адсорбента; // — ппуцер для отвода очищенного газа на
стадии адсорбции и отработанною воздуха при сушке и охлаждении; 12 — смотровой люк;
13 — штуцер для отвода конденсата и подачи воды, 14 — опоры для балок; 15 — балки; 16—
колосниковая решетка; 17 — барботер
ОБОРУДОВАНИЕ ДЧЯ МАССООБМЕННЫХ ПРОЦЕССОВ
591
Рис. 7.3.3. Кольцевой адсорбер ВТР: 7 — установочная
лапа; 2— штуцер для подачи паровоздушной смеси, су-
шильного и охлаждающего воздуха; 3 — опора для базы под
цилиндры; 4— корпус; 5, 6— внешний и внутренний пер-
форированные цилиндры; 7—крышка; 8 — смотровой люк;
9—загрузочный люк; 10 — бункер компенсатор; 11 — шту-
цер для предохранительного клапана, 12 — слой адсорбента;
13 — база для цилиндров; 14 — разгрузочный люк; 15 —
днище; 16— штуцер для очищенного и отработанного воз-
духа и для подачи водяного пара; 17— штуцер для отвода
паров и конденсата при десорбции и для подачи воды
кую или коническую форму, применяются при
больших расходах газа, так как они обладают неболь-
шой толщиной слоя адсорбента, следовательно, ма-
лым гидравлическим сопротивлением. В кольцевом
адсорбере газовая смесь, подлежащая очистке, посту-
пает через штуцер 2 во внешнюю полость ап парата,
проходит через кольцевой слой адсорбента, располо-
женного между внутренней 6 и внешней 5 перфори-
роваштыми стенками, и выводится из адсорбера через
штуцер 16. Кольцевой адсорбер по сравнению с вер-
тикальным имеет меньшую толщину сорбционного
слоя, при условии равенства объемов адсорбентов,
следовательно, обладает меныпим т идравлическим
сопротивлением, что обуславливает целесообразное! ь
его применения при больших расходах газовой фазы. Адсорберы с неподвижным сло-
ем адсорбента, как правило, изготавливают длиной до 6 метров и диаметром до 2 мет-
ров. Главные преимущества рассмотренных аппаратов— отсутствие истирания ад-
сорбентов в ходе процесса, простота конструкции, недостатки — необходимость
наличия нескольких аппаратов для осуществлештя непрерывного процесса, неполная
отработка адсорбента, трудность автоматизации. Рассмотренные конструкции могут
использоваться и при ионообмене.
Повышение надежности и безопасности работы вертикального кольцевого адсор-
бера достигнуто в следующей конструкции (рис. 7.3.4). Адсорбер содержит корпус /,
котшческую крышку 24, днище с конусами 5 и 9, цилиндрические решетки 2 и 3,
кольцевой коллектор 18, опору 77 конической формы, зат вор 15, механизм 23 подъема
затвора, состоящий из штока 4 с резьбовым концом 27, жестко соединенным с затво-
ром 75, опорного диска 26, жестко соединенного с упором 25, шайбы 28 и г айки 29
с удлинительной трубой, имеющей хвостовик 30. Адсорбер снабжен штуцерами
и люком. Парогазовая смесь поступает через штуцер 17 в коллектор 7, образованный
опорой конической формы 77 и конусом 9. Затем через конический зазор 10, образо-
ванный опорой 77 и конусом 9 днища, направляется в раздающий центральный ка-
нал 22, предварительно пройдя внутреннюю полость затвора 75. Парогазовая смесь,
перемещаясь через слой сорбента, очищается, выходит в кольцевой собирающий ка-
нал 20, поступает в коллектор 18 и выводится через штуцер 19. Загрузка сорбен та
производится через верхний штуцер. Удаление сорбента из слоя производится подня-
тием затвора 75 до крайнего верхнего положения. Поднятие затвора осуществляется
592
ГЛАВА 7
Рис 7.3.4. Вертикальный кольцевой алсорбср: а— общий вид; б—механизм вертикально-
го перемещения затвора; 1 — корпус; 2,3 — решетки; 4— шток; 5, 9— конус; 6,8,14,16,17,
19 — технологические штуцеры; 7,18— коллектор; 10— конический зазор; 11 —опора; 12 —
порог; 13 — отвод. 15 — затвор; 20— кольцевой канал; 21 — люк; 22— центральный канал;
23 — механизм подъема затвора; 24 — коническая крышка; 25 — упор; 26 — опорный диск;
27 — резьбовой конец; 28 — шайба; 29 — гайка; 30 — хвостовик
вращением гайки 29 при снятой заглушке верхнего штуцера. Выгрузка сорбента из
адсорбера осуществляется через штуцер 14. Десорбирующий агент подается через
штуцер 6 в коллектор 18 и далее через кольцевой собирающий канал 20 в слой сор-
бента. Пары рекуперата проходят через раздающий канал 22, внутреннюю полость
затвора 15, конический зазор 10, коллектор 7 и выводятся из аппарата через штуцер 8.
Образующийся при десорбции конденсат из кольцевого собирающего канала 20, из
коллектора 18 и из кольцевого слоя стекает на опору 77, далее через отверстия, вы-
полненные в пороге 12 в месте соединения его с опорой 11, направляется в корпус 2
днища и удаляется через штуцер 14 по съемному отводу 13.
В горизонтальном генераторе-адсорбере повышение степени десорбции может
быть достигнуто за счет использования переменного тока (рис. 7.3.5). Адсорбер со-
держит корпус /, заполнет гный сорбентом 5 волокнистого типа, причем волокна рас-
положены вдоль оси корпуса /. Электрические зажимы 4 и 9 устаноапепы в корпу-
се 7 с противоположных сторон и имеют контакты с концами 2 волокон сорбента 5.
Адсорбер снабжен источником питания 6, регулятором частоты 7, электроизоляци-
онным покрытием 8 и штуцером 3 для подвода и отвода агента. При замыкании цепи
источника питания 6, электрический ток через регулятор частоты 7 и электрические
зажимы 4 и 9 поступает к концам 2 волокон сорбента 5 и, проходя по волокнам, на-
гревает сорбент. При пропускании переменного тока волокна сорбента 5 в результате
магнитного поля, возникающего вокруг каждого волокна, начинают вибрировать с час-
тотой, равной частоте проходящего тока, вызывая равномерный нагрев и улучшая тем
самым процесс десорбции. Десорбированные пары аген са выходят через шт уцер 3.
Увеличение производительности вертикального адсорбера за счет рационального
использ» >вания его объема предложено в следующей конструкции аппарата (рис. 7.3.6).
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
593
Рис. 73.5. Генератор-адсорбер: 1 — кор) (ус, 2 — концы волокон; 3 — ппуцер; 4,9 — элект-
рические зажимы; 5 — сорбент волокнистого типа; 6 — источник питания; 7 — регулятор час-
тоты; 8— электроизоляционное покрытие
Адсорбер содержит корпус 4, включающий
обечайку 3, верхнее 2 и нижнее 5 днища, патру-
бок подачи 6 и выхода 7 потоков, засыпанный
в него адсорбент 9, верхнюю 10 и нижнюю 8
перфорированные решетки, причем нижняя
реше гка выполнена в виде сферы. Исходный
раствор подают снизу. Он проходит последова-
тельно патрубок 6, пазы 7, перфорированную
решетку 8 и поступает в слой адсорбента 9. Та-
кой ввод потока и выполнение нижней перфо-
рированной решетки заданной конструкцией
обеспечивает равномерное распределение по-
тока по сечению адсорбера, а также увеличива-
ет рабочий объем аппарата.
Для повышения эффективности эксплуата-
ции адсорбера за счет снижения энергозатрат
на регенерацию разработана следующая конс-
трукция адсорбера (рис. 7.3.7). Адсорбер имеет
цилиндрический корпус 7, выполненный сужа-
ющимся в верхней и нижней частях, в которых
установлены фильгры 12 и 5. По наружному
контуру корпуса размещены нагревательные
элементы 77, предназначенные для нагревания
корпуса адсорбера при регенерации адсорбен-
та. Нагревательные элементы закреплены с по-
мощью поджимного устройства, состоящего из
планок 10 с винтами 9 и втулками 8, установ-
Рис. 73.6 Адсорбер: 1 — патрубок
выхода потока; 2— верхнее днище;
3 — обечайка; 4 — корпус; 5 — ниж-
нее днище; 6— патрубок; 7— пазы;
8— нижняя перфорированная ре-
шетка; 9— слой адсорбента: 10 —
верхняя перфорированная решетка
ленными в центрирующих кольцах 7, и закрыты теплоизолирующим кожухом 6. Цен-
трирующие кольца фиксируются по высоте при помощи подвесок 14, прикрепленных
к верхнему фланцу 13, и центрирующих ви итов 3, движущихся во втулках 2. Уста-
594
ГЛАВА 7
Рис. 13.1. Адсорбер: 1 — цилиндрический
корпус; 2,8 — втулки; 3 — центрирующие вин-
ты; 4 — опорные кольца, 5,12 — фильтры; 6—
теплоизолирующий кожух; 7 — центрирующие
кольца; 9 — винты, 10 — планки; 11 — нагрева-
тельные элементы; 13 — фланец; 14 — подвески
новка нагревательных элементов по высо-
те регулируется опорными колыдеми 4. Ис-
ходный газ, подлежащий сушке и очистке,
поступает через верхнюю часть корпуса и,
пройдя фильтр 72, направляется в область,
заполнетшую адсорбентом. Пройдя через
слой адсорбента, газ осушается и очища-
ется от примесей, загем через фильтры 5
и нижнюю часть корпуса выходит из ад-
сорбера. При этом нагревательные элемен-
ты отключены. Во время рабогы адсорбент
теряет свою поглотительную способность.
Для его регенерации необходимо включить
нагревательные элементы. Десорбирован
ныс компоненты вместе с горячим возду-
хом поднимаются вверх и удаляются через
верхнюю часть корпуса. Адсорбент нагревается за счет теплой поверхнос ги корпуса,
фильтры 72 и 5 очищают выходящий из адсорбера газ как во время сушки, так и при
регенерации адсорбента от пыли и мелких частиц, которые MOiyr появиться при его
частичном разрушении во время рабогы. Снижение энергозатрат на регенерацию ад-
сорбента достигается благодаря исключению подвода газа во время процесса регене-
рации адсорбента.
7.3.3. Адсорберы непрерывного действия
Адсорберы с движущимся слоем адсорбента позволяют осуществить непрерыв-
ный процесс, причем водном аппарате могут быть реализованы все стадии: адсор-
бция, регенерация, сушка, охлаждение и т. д. В таких аппаратах можно проводить
противоточное или прямоточное движение газа и адсорбента, осуществлять очист-
ку смесей от нескольких компонентов, достигать высокой степени очистки и отра-
ботки адсорбента Непрерывные процессы легко автоматизируются. К недостаткам
адсорберов с движущимся слоем адсорбента относят истирание частиц сорбента,
необходимость строгого соблюдения гидродинамическою режима движения взаимо-
действующих фаз при эксплуатации установок, сложность конструкций. Кроме того,
осуществление принципа непрерывности процесса требует, как правило, транспор-
тирования сорбента в верхнюю часть аппарата с помощью разнообразных устройств,
что приводит к дополшггельным энергетическим затратам. Более естественным пред-
ставляется не перебрасывать тяжелый поглотитель из одной точки аппарата в дру-
гую, а перенаправлять газовые потоки в неподвижный адсорбент, что и реализуется
в периодических аппаратах, рассмотренных ранее.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
595
Адсорберы с кипящим (псевдоожиженным) слоем адсорбента имсеют малое
гидравлическое сопрогивление и развитую поверхность фазового контакта, так как
возможно применение частиц меньшего размера, чем в неподвижном слое. Одна-
ко ниже определенного предела размеров частиц возрастают силы взаимодействия
между ними, что приводит к агломерации частиц и каналообразовашпо в кипящем
слое. Критический размер частиц находился в пределах 40-70 мкм. Мепыпие разме-
ры относятся к частицам с большей плотностью. Адсорберы с кипящим слоем под-
разделяются на одноступенчатые и многоступенчат ые. Форма аппаратов может быть
цилиндрической, конической, коническо-цилиндрической, последний тип аппаратов
нашел наибольшее распространение в промышленности. Сущест венное значение для
работы аппарата и меет высота слоя сорбента. При высоте слоя 400-500 мм достига-
ется стабильный кипящий слой, в котором отсутствуют проскоки газа и застойные
зоны. Промышленные адсорберы изготавливают при соотношении диаметра к вы-
соте в пределах 1 : (2—10), при этом с ростом диаметра аппарата сложнее обеспечить
равномерное распределение газовою потока по сечению аппарата. Для равномерной
подачи газовой смеси в слой адсорбента применяют специальные конструкции рас-
пределительных устройств. В адсорберах с кипящим слоем возможна установка теп-
лообменных устройств в виде змеевиков или пучков труб при необходимости отвода
или подвода тепла.
Наиболее простую конструкцию имеет одноступенчатый адсорбер, состоящий
из цилиндрического корпуса с коническим днищем. В корпусе размещена распреде-
лительная решетка, через которую снизу подается газ, приводящий адсорбент в со-
стояние кипящего слоя. В верхней части колонны установлен пылеуловитель жалю-
зийного или циклонного типа, через который выводится из аппарата очищенный газ.
Адсорбент поступает сверху и удаляется через трубу, верхняя кромка которой рас-
полаюегся на определенном уровне над распределительной решегкой, и тем самым
поддерживается заданная высота кипящего слоя адсорбента.
Конструктивно данные адсорберы похожи на адсорберы с неподвижным слоем
(рис. 7.3.1). Основными отличиями являются следующие: иная схема подачи исход-
ной смеси в аппарат, отсутствие сверху слоя ограничительной сетки и устройства для
nei [рсрывной подачи и вывода зернистого адсорбента из аппарата. Исходная газовая
смесь подае гея под т а юраспреде.пп ельпую решет ку снизу, ожижает слой адсорбента
и покидает аппарат через верхний нпуцер.
Главным недостатком одноступенчатого адсорбера является разное время пребы-
вания частиц поглотителя в кипящем слое. Расчеты показывают, что только приблизи-
тельно 37 % частиц находя гея в слое больше среднего времени процесса, а остальная
масса частиц покидает слой через меньшее время. ’>го приводит к неравномерности
насыщения частиц поглощаемым компонентом. Кроме того, практически полное пе-
ремешивание твердой фазы уменьшает движущую силу процесса. Указанные выше
недостатки можно устранить при использовании многоступенчатых адсорберов.
В корпусе аппарата смонтировано несколько перфорироватшых тарелок (дырчатых
или колосниковых) с переточными трубами для перехода адсорбента с одной ступени
на нижеследующую. Исходный газ подается снизу, проходит через отверстия в та-
релках, на которых образуется кипящий слой. Адсорбент подается на верх колонны
и проходит по всем гарелкам через переточныс трубы, двигаясь противотоком к га-
зовой смеси, после чего выводится из апнарага через специальный затвор. Высота
596
ГЛАВА 7
I Адсорбент
Рис. 7.3.8. Комбинированный адсорбер с кипящим слоем:
I— цилиндрическая часть адсорбера; И— коническая часть
адсорбера; / — nai рубок для вывода отработанного адсорбента;
2 — перст очные трубы; 3 — патрубок для подачи свежего ад-
сорбента; 4 — патрубок для вывода очищенного газа; 5 — пер-
форированный конус-накопитель; 6—центральная переточная
труба; 7 — тарелки с отверстиями; 8 — iгатрубок для ввода ис-
ходной газовой смеси
кипящего слоя на каждой тарелке регулируется за счет
высоты перегонных труб и скорости подачи сорбета.
Путем такой многоступенчатой адсорбции достигается
равномерное насыщение адсорбента и высокая степеш»
очистки газовых смесей.
Разработана конструкция комбинировашюго адсор-
бера, работающего по принципу кипящего и движуще-
гося слоев адсорбента (рис. 7.3.8). Адсорбер состоит из
верхней конической и нижней цилиндрической обечаек.
В нижней цилиндрической обечайке смонтированы та-
релки 7с отверстиями и переточными трубами 2. В верх-
ней конической обечайке расположен перфорированный
конус-накопитель 5 с центральной пере точной трубой 6.
В нижней части аппарата размещены патрубки для вво-
да исходной газовой смеси 8 и вывода отработанного ад-
сорбента /. Вывод очищенною газа производится через
паз рубок 4. Адсорбет поступает в аппараз сверху через
патрубок 3. Основная очистка газа проводится в кипя-
щем слое адсорбента, расположенного на тарелках 7.
Пройдя последнюю тарелку, газ поступает в конус-на-
копитель 5, где взаимодействует со свежим слоем движущеюся адсорбента и далее
выводится из аппарата через патрубок 4. Свежие порции адсорбента по паз рубку 3
подаются в конус-накопитель 5 и затем по центральной перез очной трубе 6 поступа-
ют самотеком на верхтпою тарелку.
Для осуществления процесса адсорбции в кипящем слое непрерывным способом
применяют установки, состоящие из двух (или более) адсорберов. Вначале первый
адсорбер используется для проведения процесса адсорбции. После насыщения сор-
бента в первом адсорбере подачу газа переключают во второй, а в первом адсорбере
прово/хят десорбцию, сушку, охлаждение Далее цикл повторяется.
Применение адсорберов с кипящим слоем имеет ряд существенных ограничений.
Псевдоожижению поддаются материалы однородного гранулометрического состава,
некоторые материалы вообще не удается перевести в псевдоожиженное состояние,
что, например, характерно для частиц, склонных к агрегации. Для повышения ста-
бильности кипящего слоя можно использовать перемешивание сыпучих материалов
с помощью низкочастотных вибрационных колебаний. При этом образует ся вибро-
кипящий слой, который обеспечивает хорошее перемешивание контактирующих фаз
при различных расходах по газу и обладает достаточно малым гидравлическим сопро-
тивлением. Для создания виброкипящего слоя применяют низкочастотные колебания
ОБОРУДОВАНИЕ ДЧЯ МАССООБМЕНПЫХ ПРОЦЕССОВ
597
Рис. 7.3.9. Адсорбер с виброкипяшнм слоем: 1 — рама; 2— вешилятор; 3 — эластичная
вставка; 4,11 — бункера; 5 — перфорированная реже пса; 6— виброкипящий слой адсорбента,
7,8 — вариаторы; 9 — шарнирная опора; 10 — лоток
от 5 до 50 Гц с амплитудой от 1 до 10 мм. Оптимальная высота виброкипящего слоя
в адсорберах изменяется в диапазоне от 50 до 300 мм. Для адсорбции газов могут
применяться различные конструкции аппаратов с виброкипящим слоем, которые раз-
личаются расположеним лотка (горизонтальные, наклонные, спиральные), количес-
твом ступеней (одноступенчатые, многоступенчатые),
формой корпуса (круглые, прямоугольные), способом
движения адсорбента.
Конструкция адсорбера с виброкипящим слоем и на-
клонным расположением лотка представлена на рис. 7.3.9.
Адсорбер состоит из рамы 1, вентилятора 2, эластичной
вставки 3, наклонного лотка прямоугольного сечения 10,
соединенного с бункерами 4 и 77. Виброкипящий слой
адсорбента 6 перемещается снизу вверх по перфорирован-
ной решетке 5. Через бункер II в аппарат подаются свеж ие
порции адсорбента. Отработанный адсорбент выводится
из адсорбера через бункер 4. Вибрация лотка осуществля-
ется с помощью кривошипно-шатунного механизма, снаб-
женного вариаторами 7 и 8. Газ подает ся на очистку венти-
лятором, далее проникает через кипящий слой, очищается
и отводится из аппарата через штуцер. Длина лотка может
бы гь до 30 м, ширина — до 3 м, высота — до 2 м. В одном
корпусе аппарата могут быть установлены несколько лот-
ков, что позволяет увеличить степень очистки газа.
Для регенерации адсорбентов может быть применен
аппарат (рис. 7.3.10), состоящий из корпуса 7, внутри
которою установлентрубчатый теплообменник б. В тру-
бы 3 теплообменника подают греющий агент, например,
Рис. 7.3.10- Регенератор: 1 — тарельчатый питатель; 2— жа-
люзи; 3— трубы; 4— штуцера; 5— шлюзовый питатель; 6—
теплообменник; 7 — корпус; 8—холодильник
Адсорбент
598
ГЛАВА 7
пар. Адсорбент движется по аппарату сверху вниз под действием силы тяжести и об-
разует виброкипящий слой за счет вибрации пучка труб. В верхней части аппарага
адсорбент загружается непрерывно с помощью шлюзового питателя 5, и в рабочем
объеме за счет нагрева адсорбента происходит выделение сорбированных веществ,
которые в виде паров выводятся из аппарата через штуцеры 4. В холодильнике 8 про-
исходит охлаждение сорбента, который отводится из нижней части аппарата.
Процессы ионного обмена проводят в аппаратах с неподвижным, псевдоожижен-
ным и плотным движущимся слоем иотпп а. Набольшее распространение в промыш-
ленности получили процессы ионообмена в неподвижном слое. Конструкции дат 1ых
аппаратов весьма сходны с аппаратами для процесса абсорбции.
7.4. Оборудование для мембранных
и диффузионных процессов
7.4.1. Характеристика мембранных
и диффузионных процессов
Мембранные процессы позволяют с помощью мембраны разделить исходную
смесь на две составляющие: фильтрам (пермеат) и концентра] (ретант). Разделение
происходит вследствие тою, что один компонент из исходной смеси переносится че-
рез селективную мембрану в фильтрат с большей скоростью, чем другой компонент
или компоненты, которые образуют в итше концентрат.
Началом отсчета развития мембранной техники и технологии можно считать
1855 год, когда Фиком была впервые получена искусственная мембрана из нит рата
целлюлозы. Спустя десять лет Грэм осуществил диализ с помощью синтетических
мембран. В начале прошлого века Бехгольд разработал метод формования мембран
с заданным регулированием размера пор. До конца 50-х годов XX столет ия работы по
мембранной технике носили лабораторно-исследовательский характер. Бурное и все-
стороннее развитие мембранной техники началось, когда Рейд (1959), азагсм Лоеб
и Соурираджан (1960) получили асимметричные мембраны, которые отличались вы-
сокой проницаемостью и одновременно имели хорошую разделяющую способность.
Мембранные технологии и установки, оснащенные указанными мембранами, стали
экономически конкурентоспособными по опюшению к традиционными методами
разделения (дистилляция, выпаривание), в частности для получения питьевой и тех-
нической воды путем опреснения солоноватых вод К настоящему времени разработа-
ны основные типы мембратшых аппаратов. Научные исследования главным образом
сконцентрированы на получении новых мембран с уникальными свойствами и воз-
можностью их использования в различных отраслях промышленности.
В основу классификации мембранных процессов можно положить движущую
силу. Микрофильтрация, ультрафильтрация, обратный осмос, пьезодиализ осущест-
вляются под действием перепада давления Первапорацию (испарение через мембра-
ну), газоразделение, диализ проводят под дейст вием градиента концентраций. Тер-
миосмос, мембранная дистилляция требуют градиента температур. Для реализации
электродиализа, электроосмоса необходим градиент электрического потенциала.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
599
Условно выделяют мембранные процессы первого поколения (микрофильтрация,
ультрафильтрация, обратный осмос, электродиализ и диализ) и второго поколения
(газоразделение, первапорация, мембранная дистилляция, разделение с помощью
жидких мембран).
Мембранные процессы разделения обладают следующими преимуществами:
— протекаю т без энергоемких фазовых переходов вещест в (исключение составля-
ет испарение через мембрану);
— работают в мягких температурных режимах, что дает возможность разделять
термически нестойкие продукты;
— не требую! больших энергетических затрат;
— moi ут легко сочетат ься с другими процессами разделения;
— мембранные установки требуют немного времени для запуска и остановки, лег-
ко автоматизируются, имеют возможность масштабирования на заданную про-
изводительность, трудозатраты на их эксплуатацию минимальны;
— осуществляются без внесения каких-либо добавок, то есть являются экологи-
чески чистыми;
— могут работать в непрерывном режиме.
Следует упомянуть и недостагки.
— необходимость периодической очистки мембран вследствие отложения осадков
на их поверхности;
— короткое время эксплуатации мембран (в среднем от одного до трех лет).
Все мембранные аппараты имеют нечто общее, а имешю мембрану — селектив-
но проницаемую перегородку между двумя фазами. Согласно Комиссии по мембран-
ной номенктатуре ИЮПАК, мембрана — это объект, имеющий размер в одном
измерении (толщину), значительно меньший, чем в других двух измерениях, через
который осуществляется массоперенос, вызванный действием различных движущих
сил. Все мембраны можно разделить на два больших класса— природные (биологи-
ческие) и синтетические мембраны. Синтетические мембраны в свою очередь можно
разделить на полимерные и неорганические. Полимерные мембраны делят на две груп-
пы— симметричные (пористые, пористые с цилиндрическими порами, гомогенные
или непористые) и асимметричные. Симметричные пористые мембраны имеют оди-
наковые структурные и транспортные свойства по сечению мембраны. Непористая
(плотная) мембрана не содержит детектируемых пор, представляет собой квазигомо-
генный гель. Асимметричная мембрана состоит из двух или большего числа струк-
турно неоднородных слоев, как правило, на поверхности мембраны расположен топ-
кий слой с мелкими порами, который и определяет селективные свойства
и производительность мембраны. Разновидностью асимметричной мембраны явля-
ется композициотшая мембрана, у которой отдельные слои выполнены из разных ма-
териалов. В качестве материала для мембран могут быть применены разнообразные
вещества: неорганические (керамика, стекло, металлы) или органические (различные
виды полимеров) (табл. 7.4.1).
Получение синтетических мембран осуществляется следующими методами: спе-
кание, вытяжка, травление ядерных треков, инверсия фаз, выщелачивание из пленки,
нанесение покры гий.
Эффективность и эксплуатационные качесгва мембраны можно охарактеризо-
вать следующими показателями: удельная производительность мембраны (поток
600
ГЛАВА 7
Таблица 7.4.1
Основные типы и материалы мембран
Процесс Тип мембран Материал мембран
Обратный осмос Асимметричные, компози- ционные Триацетат целлюлозы, арома- тические полиамиды, поли- уретановые эфиры
Ул ы рафи л ьтрация Пористые асимметричные Ацетат целлюлозы, поли- сульфон, полиакрилони грил, алифаз ические полиамиды, оксиды циркония и алюминия
М икрофи л ьтрация Асимметричные или сим- метричные Эфиры целлюлозы, тефлон, полисульфон, полипропилен, поликарбонат ы, оксиды алю- миния, титана, циркония
Газоразделение Композиционные или асимметричные с верхним слоем из эластомера или стеклообразного полимера Полидиметилсилоксан, поли- сульфон, полиметилпентен
Первапорация Композиционные или асимметричные Ацетат целлюлозы, поливи- ниловый спирт, полиакрило- нитрил, полиэфирсульфон
Диализ Гомогенные Целлофан, ацет ат целлюлозы, поливиниловый спирт, поли- метилметакриалат, поликар- бонаты
Мембратшая дис- тилляция Пористые симметричные и асимметричные 11оли) гропилен, полит ет ра фторэтилен
через мембрану, скорость проницания или массопереноса) — количество вещества,
проходящего через единицу поверхности мембраны в единицу времени; константа
проницаемости — количество вещества, проникающего через единицу поверхности
мембраны, имеющей единичную толщину, в единицу времени, на единицу движущей
силы. Следующим важнейшим показателем является селективность — способность
мембраны к избранному пропусканию веществ (растворенное вещество частично
или полностью задерживается, а растворитель проходит через мембрану). Селектив-
ность мембраны можно вырашть одним из следующих параметров: коэффициентом
задержания (7?), коэффициентом очиегки, коэффициентом (фактором) разделения («),
коэффициентом извлечения. Коэффициент задержания наиболее часто применяют
при описании разделения разбавленных водных смесей, состоящих из растворителя
(воды) и растворенного вещества:
Cf ~ Сп Сп
R= f с р = I
где — концентрация растворенною вещества в исходной смеси (сырье), ср — кон-
центрация растворенного вещества в фильтрате (пермеате).
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
601
Величина R изменяется от 100 % (происходит полное задержание растворенного
вещества) до 0 % (растворенное вещество и растворитель свободно проходят через
мембрану). Коэффициент очистки— отношение концентрации растворенного ве
щсст ва в исходной смеси к его концентрации в пермеате. Фактор разделения — ве-
личина, равная отношению относительной концентрации компонентов в пермеате
к их относительной концентрации в исходной смеси. Для смеси, состоящей из двух
компонентов А и В, фактор разделения аА/в выражается соотношением
а =
Хл1хВ'
гцеуА,ув— концентрация компонентов в пермеате; хА,хв — концентрация компонен-
тов в исходной смеси.
Коэффициент извлечения — отношение концентрации компонента в пермеате
к его концентрации в исходной смеси.
К баромембраштым процессам относят обратный осмос, ультрафильтрацию, мик-
рофильтрацию, панофи. л> грацию и пъезодиализ. Общим для j казанных процессов
является то, что движущей силой является разность давлений по обе стороны мемб-
раны. Обратный осмос заключается в филы ровании растворов под давлени-
ем, превышающим осмотическое, через селективные мембраны, пропускающие рас-
творитель и задерживающие молекулы либо ионы растворенных веществ. Раствор
и чистый растворитель разделены мембраной, пропускающей молекулы растворите-
ля и не пропускающей молекулы раст воренного вещества. Химический потенциал
растворителя в чистом растворе больше, чем его химический потенциал в растворе.
В системе начнется процесс, приводящий к выравниванию химических потенциалов,
то есть растворитель будет переходить через мембрану в раствор, что ведет к разбав-
лению раствора. Это явление получило название осмос (его впервые описал аббаг
Нолле в 1748 году). Проникновение растворителя в раствор можно предотвратить,
если к нему приложить внешнее давление. Давление, при котором наступает равно-
весие, называется осмотическим. Осмотическое давление зависит от темперагуры
расгвора, природы растворешюго вещества и его концентрации в раст воре, по не за-
висит от типа мембраны. Для разбавленных раст воров осмотическое давление можно
рассчитать по уравнению Вант-Гоффа
л = RTc ,
где с — мольная доля растворенного вещества; R — универсальная газовая постоян-
ная; Т—температура.
Если со стороны расгвора приложить давление, превышающее осмотическое, то
перенос растворителя будет происходить из раствора в чистый растворитель, то есть
в обратном направлении по сравнению с осмосом. Будет иметь место процесс обратно-
го осмоса. Поток растворителя через мембрану пропорционален перепаду давления
J = А(Ар - Дл),
где А — ко эффициент проницаемости растворите [я, Др — перепад давления над и под
мембраной, Дл — разность осмот ических давлений в исходной смеси и в пермеазе.
Ультрафильтрация — процесс мембранного разделения смесей под дейс-
твием давления, основанный на различии молекулярных масс (размеров молекул)
602
ГЛАВА 7
компонентов разделяемой смеси. В процессе ультрафильтрации коллоидные и высо-
комолекулярные вещества отделяются от низкомолекулярных (при обратном осмосе
размеры молекул раствори геля и растворешгых веществ имеют одинаковый поря-
док), Обратный осмос и ультрафильтрация имеют существенное отличие от обыч-
ной фильтрации. При обычной фильтрации сырье делится на две части — фильтрат
и целевой продукт, который о складывается в виде осадка на поверхности фильтра.
При обрат ном осмосе и ультрафильтрации образуется два раствора один из которых
фильтрат, а другой (концентрат) обогащен растворенным веществом, при •тгом выпа-
дение осадка на поверхности мембраны недопустимо, так как наличие осадка сущес-
твенно снижает производительность аппарата.
Нанофильтрация занимает промежуточное положение между ультрафиль-
трацией и обратным осмосом. Данный процесс характеризуется малой селектив-
ностью по солям с одновалентными анионами и высокой селективностью по солям
с двух- и поливалентными анионами.
Микрофильтрация— процесс мембранного разделения коллоидных
растворов и микровзвесей под давлением. Она занимает промежуточное положение
между ультрафильтрацией и обычной фильтрацией.
Ьаромембранные процессы могут быть реализованы в промышленных условиях
разнообразными схемами. Выделяют тупиковый режим, при котором производят не-
прерывны й отвод пермеата без отвода концентрата. Данный режим используют для
микрофильтрации и лабораторных исследований обратного осмоса и ультрафиль-
трации. Непрерывный проточной режим заключается в однократном прохождении
исходной смеси через мембранную установку с постоянным отводом пермеата и кон-
центрата. Периодический режим осуществляют без добавления исходной смеси в ус-
тановку, с пос тоянным отводом пермеата и многократной рециркуляцией исходной
смеси; котщентрат выводится после завершения процесса.
В таблице 7.4.2 приведены характеристики и области применения баромембрап-
иых процессов.
При проведении баромембранных процессов в результате концеггтрационной по-
ляризации на поверхности мембраны может образовываться слой слаборас творимых
солей (обратный осмос), гель (ультрафильтрация) или осадок микрочастиц (микро
филы рация). Вследст вие этог о резко падае г производительное гь мембрагпюго агптара-
та, процесс приходится останавливать для очистки или даже замены мембраны. Таким
образом, надежная работа мембран в течение многих лет обеспечивается правильным
выбором технологической схемы предварительной подготовки сырья, нахождением
оптимального временного интервала между операциями по регенерации мембран
и способа очистки поверхности мембран. Приемы предварительной подготовки сы-
рья могут включать: регулирование pH среды, хлорироваггие, адсорбцию, фильтра-
цию. химическое осветление растворов. В каждом конкретном случае необходимо
оптимизировать величину затрат гга предварительную очистку сырья и регенерацию
мембран. Выбор метода очистки зависит главным образом от тгпга мембранного аппа-
рата, химической стойкости мембраны, вида загрязнений. Выделяют пять основных
методов очистки мембран: механический, гидродинамический, физический, химичес-
кий и комбинированный. Механический способ позволяет эффективно удалять с по-
верхности мембраны так называемые рыхлые осадки, например с помощью мя!ких
губок. Как правило, он реализуется вручную. Автоматизация используется при обра-
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
603
Таблица 7.4.2
Характеристика и области применения баромембраппых процессов
Процесс Рабочее давление, МПа Размеры пор мембраны, мкм Области применения
Обратный осмос 1-10 0,001-0,005 Обессоливание солоноватых вод и морской воды; производство улы рачистой воды для электронной примы тленности; концентрирование пищевых соков и сахара; концентрирование молока
Ультра- фильтрация 0,1-1 0,005-0,05 Разделение водомасляных эмульсий и извлечение красителей; извлечение крахмала и белков в пищевой промышленности; извлечение ферментов, антибиотиков в фармацевт ической промы шленности; обработка молока и сыворотки
Микро- фильтрация 0,03-0,1 0,05-10 Стерилизация лекарственных препаратов; получение ультрачистой воды для полупроводников; осветление наши ков; концентрирование клеток в мембранных биореакторах
Пьезодиализ До Ю Непористые Концентрирование растворов солей
ботке трубчатых мембран, когда в разделяемый поток вводят губчатые мягкие шары
(например каучуковые), имеющие диаметр больший, чем диаметр напорного канала.
Двигаясь в напорном канале по поверхности мембраны, шары снимают загрязнения.
Данный способ применяют, как правило, в совокупности с другими методами очис-
тки. 1 идродинамические методы очистки включают обратную промывку мембраны
чистой водой (применимо только для микрофильтрациотшых и крупнопористых уль-
трафильтрационных мембран), а также чередующиеся компримирование и декомпри-
мироьание или периодическое изменение направления потока через мембрану с задан-
ной частотой. Доста точно простым является способ очист ки мембран путем снижения
рабочего давления и подачей воды с высокой скоростью. В некоторых случаях прово-
дят одновременно обратную промывку и промывку тазожидкосгной эмульсией. Физи-
ческие методы очистки заключаются в воздействии на мембрану электрическими или
маппггными полями, применением ультразвука или центробежных сил. Химическая
очистка предполагает изготовление специальных промывочных растворов с учетом
концентрации очищающих агентов и времени обработки поверхности мембраны.
В качестве химических реагентов используют кислоты (соляную, щавелевую, лимон-
ную, фосфорную), щелочи (гидроксид натрия), растворы альдегидов, поверхностно-
активные вещества, дезинфицирующие вещества и т. п. Комбинированные методы
604
ГЛАВА 7
включают несколько ранее рассмотренных способов, например, первоначально вы-
держивают мембрану под слоем воды, далее промывают водой под давлением, затем
обрабатывают 30 % раствором гипохлорида натрия, вновь промывают водой и потом
раствором поверхностно-активного вещества.
К мембранным диффузионным процессам, разделение смесей в которых проис-
ходит за счет диффузии (как правило, через непористые мембраны), относятся испа-
рение через мембрану (первапорация), газоразделение, диализ.
При первапорации исходная жидкая смесь контактирует с одной из сторон мем-
браны, а пермеат в виде паров удаляется с ее противоположной стороны. Парциаль-
ное давление пара (пермеата) должно быть ниже давления насыщенного пара, что
практически реализуется путем создания вакуума со стороны пермеата или путем
продувки инертным газом или воздухом. Эффект разделения жидких смесей при пер-
вапорации является следствием изменения равновесия в системе «пар—жидкость —
мембрана». Селективные свойства мембраны основаны на различиях коэффициентов
растворимости и диффузии проникающих компонентов. При первапорации наряду
с массопереносом происходит теплоперенос, т. е. необходимо подводить теплоту к ис-
ходной смеси для поддержания испарения со стороны пермеат а
Массоперенос через мембрану в общем случае может быть описан с использова-
1шем механизма растворения — диффузии, который состоит из трех стадий. 1) селек-
тивная сорбция исходной жидкой смеси в поверхностном слое мембраны, 2) диффу-
зия компонентов, 3) испарение в газовый поток.
Поток пермеата J индивидуального компонент a i через мембрану может быть
описан первым законом Фика
где D., — коэффициент диффу ши, с., — концентрация f-го компонента в мембране.
Заменяя дифференциалы разностями, уравнение можно записать в виде:
(7.4.2)
где Ci=SiPf; с” = 8,р” ще q-и с” —концентрация компонентов;/?' ир"—давление
паров по обе стороны мембраны толщиной 5; S’— коэффициент растворимости.
Используя выше приведенные соотношения и подставляя их в уравнение (7.4.2),
получим
Л = ^(Р,'-А'), (7-4.3)
О
где Р. = D.S. — коэффициент проницаемости /-го компонента.
Коэффициент диффузии D и коэффициент растворимости S. не являются
константами, а зависят от состава смеси. Таким образом, коэффициент проницаемос-
ти может быть определен по следующему уравнению:
^=D/.(Q,Cy)Si.(C/,C>).
При первапорации бинарных или многокомпонентных жидких смесей характе
ристики разделения невозможно получить из данных для чистых жидкостей из-за
наложения явлений, обусловленных взаимным влиянием потоков и термодинамичес-
ких взаимодействий.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
605
Взаимодействие потоков можег быть учтено в рамках неравновесной термодина-
мики. Так, для бинарной исходной смеси индиви,{уалыгые потоки компонентов опре-
деляются следующими уравнениями:
’ dx dx ’
(7.4.4)
du.. dU.
(7.4.5)
где Lu— феноменологические коэффициенты; ц. — химический потенциал.
Первое слагаемое в правой части уравнения описывает поток z-ro компонента
под действием собственной движущей силы, второе слагаемое определяет поток z-ro
компонента, обусловленный присутствием j-ro компонента.
Традиционно разделение, очистка и обогащение смесей газов осуществлялись
криогенным, абсорбционным, адсорбционным или каталитическим методами. Начи-
ная с 80-х юдов, в промышленности все большее применение находят мембранные
способы разделетшя газообразных смесей. Разделение газов основано на различной
проницаемости мембран для отдельных компонентов газовых смесей. Для этого при-
меняют микропористые или непористые мембраны.
Диализ — процесс, в котором разделение смеси происходит под действием разно-
сти концентраций. Разделение веществ достигается из-за разных скоростей их пере-
носа через мембрану, что обусловлено различием молекулярного размера.
Процесс мембранной дистилляции происходит в системе, в которой две жидкие
фазы, разделенные мембраной, поддерживаются при разных температурах. Дистил-
ляционная мембрана не должна смачиваться жидкостями, она не участвует в процес-
се разделения компонентов, а играет роль барьера между двумя фазами. Селектив-
ность процесса обусловлена во шикающим равновесием между жидкостью и паром,
который транспортируется через поры мембраны. Например, при разделении соле-
вых растворов создается только давлетгие паров воды, т ак как давлением паров солей
можно пренебречь, поэзому через мембрану будут проникать пары воды. Движущая
сила процесса — разность давлений паров — поддерживается за счет различия тем-
ператур, подаваемых на разделение жидких фаз. Характеристика и области примене-
ния диффузионных процессов приведены в табл. 7.4.3.
7.4.2. Аппараты для мембранных процессов
По степени сложности и количеству входящих элементов условно выделяют мем-
бранный модуль, аппарат, мембранную установку. Простейшей конструкцией является
мембраштый модуль, включающий мембрану, подложку, дренажную пластину, опору.
Подложка служит механический основой для мембраны и обеспечивает перемещение
фильтрата от мембраны к дренажной пластине. В качестве материалов для подложек
применяют бумагу, картон, пластмассы, пористые металлы, керамику, тканевые мате-
риалы, которые обеспечивают малое гидравлическое сопротивление движению филь-
трата. В некоторых случаях достаточно прочные подложки могут функционально за-
меню ь дренажные пласт ины и опоры. Дренажные пластины предназначены для сбора
и от вода фильтрата из-под мембраны. Опора образует жест кий остов .тля мембраннот о
модуля. Мембранный аппарат содержит один или несколько модулей, корпус, дренаж-
606
ГЛАВА 7
Таблица 7.4.3
Характеристика и области применения диффузионных процессов
Процесс Движущая сила Мембраны Применение
Мембранное газоразделе- ние Разность давле- ний над и под мембраной Композиционные или асимметрич- ные с верхним сло- ем из эластомера или стеклообраз- ного полимера Извтсчение водорода и гелия, разделение кислорода и азота, осушка I азов, отде- ление органических паров от воздуха
Первапорация Различие ак- тивностей или давления паров до и после мембраны Композиционные или асимметрич- ные с верхним сло- ем из эластомера или стеклообраз- ного полимера Очис гка воды от орга- нических компонентов, дегидратация opiaini- ческих раствори гелей, разделение изомеров, разделение полярных и неполярных жидких смесей
Диализ Разность кон- центраций Гомогенные Удаление токсических веществ из крови, сни- жение концентрации спирта в пиве
Мембранная дистилляция Разност ь дав- лений пара до и после мембраны Пористые симмет- ричные и асиммет- ричные Получение чистой воды для полупровод- никовой промышлен- ности, обессоливание морской воды, концен- трирование водных растворов
Элект ро- диализ Разность элек- трического потенциала Катиопообме1Н1ые, анионообменные и биполярные ()бессоливание воды, разделение амино- кислот, производство серной кислоты и каус- тической соды
Электро- диализ Разность элек- трического пот епциала Катионообменные, анионообменные и биполярные Обессоливание воды, разделение амино- кислот, прозводство серной кислоты и каус- тической соды
пые узлы, крепежные детали, патрубки для ввода исходной смеси и вывода кон-
центрата и фильтрата. Мембранная установка может включать один или несколько
мембранных аппаратов, емкости для исходной смеси, концентрата, фильтрата. реге-
нерирующего раствора, насосы, теплообменники, фильтры тонкой очистки, адсор-
беры, отстойники и т. п. Выбор типа мембранного модуля и вариант их соединения
в установке определяется технико-экономическим расчетом, при этом существенное
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
607
значение имеет возможность очистки мембран. Конструкции мембранных модулей
подразделяются на четыре типа: плоскорамные, рулонные, трубчатые, половолокон-
ные. В первых двух типах устанавливают плоские мембраны, в последних — мемб-
ра>гы трубчатой формы. Мембранные модули могут быть разборные и неразборные,
корпусные и бескорпусные, горизонтальные или вертикальные. Сравнение различ-
ных типов мембранных аппаратов приведено в табл. 7.4.4.
Таблица 7.4.4
Сравнение различных типов мембранных аппаратов
Характеристика Трубчатые Плоско- рамные Рулонные Половоло- КОННЫС
Плотность упаковки Низкая Средняя Высокая Очень высокая
Капитальные затраты Высокие Высокие Средние Низкие
Склошюсть к отложе- нию осадков Низкая Средняя Высокая Очень высокая
Возможность очистки Хорошая Средняя Средняя Плохая
Эксп л утациот i н ые расходы Высокие Средние Средние Низкие
Возможность замены мембран riei Есть Нет Нет
Аппараты для мембранных процессов должны удовлетворять определенным тре-
бованиям:
— большая поверхнос гь мембраны, приходящаяся на единицу объема аппарата;
— легкость очистки поверхност и мембран;
— возможность замены мембран;
— простота обслуживания;
— масштабирование и компактность установки.
Плоскорамные мембранные аппараты конструктивно аналогич-
ны фильтр-прессам с плоскокамерными фильтрующими элемента ми. Они просты по
коне грукции и технологии изготовления, универсальны по типу используемых мем-
бран, позволяют раздельно выводить пермеат с каждого элемента. В них возможна
быстрая замена мембран. Возможность изменешгя формы мембранного элемента,
высоты межмембранного каната, конструкции уплотнений и дренажного устройства
обусловили многообразие аппаратов с плоскими мембранными элементами. Различа-
ют аппараты корпусные и бескорпусные, с центральным или периферийным отводом
пермеата, с перст очными отверстиями в дренажно-опорной пластине или прямоточ-
ные. Основным недостатком этих аппаратов является небольшая удельная поверх-
ность фильтрования — 60-300 м2/м3 объема аппарата.
Бескорпусный плоскорамный мембранный аппарат содержит два фланца /, 2
с штуцерами для ввода исходной смеси / и вывода концентрата II(рис. 7.4.1). Между
608
ГЛАВА 7
Рнс. 7.4.1. Плоскорамный аппарат: 1,2 — флан-
цы, 3 — опорная пластина; 4 — направляющая плас-
гина; 5— уплотнительная рамка; 6— мембрана;
7— дренаж; I— исходная смесь; И— концентрат;
1П—пермеат
фланцами с помощью шпилек зажаты пакеты
из мембранных элементов. Каждый мембран-
ный элемент состоит из опорной пластины 3,
имеющей каналы для вывода пермеата наружу.
По обе стороны пластины размещены две мем-
браны б, лежащие па дренаже из полимерной
сетки 7. Между мембраной и сеткой можег
располагаться подложка (например, слой ват-
мана или полимерного пористого
Уплотнение между пласт инами создается с по-
мощью прокладок из паропита или полиэтиле-
на. Напорная камера, по которой движется ис-
ходная смесь, ограничена с одной стороны мембраной, а с другой — направляющей
пластиной 4. Уплотнительные прокладки служат обечайкой напорной камеры. Ис-
ходная смесь поступает через патрубок во фланец 1 в первые рабочие камеры. Двига-
ясь вдоль мембран, часть растворителя под действием давления проникает через се-
лективные мембраны, а остальная часть исходной смеси перетскае г через отверстия
в направляющих пластинах в следующие напорные камеры. Концентрат выводится
из аппарата через патрубок во фланце 2. Аппарат укомплектован фильтрующими эле-
ментами таким образом, чтобы обеспечить параллельно-последовательное движение
исходного рас пора. Число параллельно соединетптых камер уменьшается по ходу
движения исходною раствора, чтобы обеспечить приблизительно равную скорость
потока в межмембранных каналах. Пермеат по дренажу подводится к отверстию
в опорной пластине и выводится из аппарата.
Конструктивные особенности плоскорамного мембранного аппарата, отлича-
ющегося повышенной надежностью работы, приведены на рис. 7.4.2. Аппарат со-
стоит из пакета фильтрующих элементов 1 и разделительных уплоттштелытых про-
кладок 2. Прокладки 2 обеспечивают необходимую высоту межмембранного канала.
Пакет фильтрующих элементов закреплен между фланцами 5 с помощью угловых
крепежных стоек 3. имеющих углубление под прокладку 8, и шпилек 4. Аппарат за-
крыт боковыми стенками б, образующими полости для фильтрата. Фильтрующий
элемент 1 состоит из дренажной основы 9 и полупроницаемой мембраны 70, которая
обертывается вокруг передней кромки дренажной основы 77, расположенной со сто-
роны подсоединения фланца 7. Дренажная основа может быть выполнена из опорной
пласт ины 72 (с канавками или рифлениями 14) и сита 73. На опорную пластину 72
помещают прокладки 75, которые обеспечивают отвод пермеата за пределы филь-
трующего элемента. Исходная смесь через патрубок на торцовом фланце 7 подается
в межмембранные каналы, образованные мембранами 10 и разделительными про-
кладками 2. Пермеат, прошедший через мембрану, по дренажной основе 9 попадает
в полость, ограниченную стенками б, и затем выводится из аппарага через отверстие
в нижнем фланце 5. Концентрат выводится через пагрубок торцовою фланца 7.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
609
Рис. 7.4.2. Плоскорампый мембранный аппарат: а— общий вид; б— фильтрующий элемент
с наложенной мембраной; в. г, д, е — конструкции дренажной основы; 1 — пакет фильгрующих
элементов. 2 — разделительные уплотнительные прокладки; 3 — крепежные стойки; 4—шпиль-
ки; 5— фланцы; 6— боковые стенки; 7—торцовый фланец; 8— прокладка; 9—дренажная ос-
нова; 10 — полупрошщасмая мембрана; 11 — кромка дренажной основы; 12—опорная пластина;
13 — сип о, 14 — канавки, рифления; 15,16 — прокладки для отвода пермеата
Для повышения производительности плоскорамного мембранного аппарата
предложена следующая конструкция (рис. 7.4.3). Аппарат состоит из пакета филь-
трующих элементов, каждый из которых включает дренажную пластину 10, сет-
ку 2, мембрану 3. У середины продольного края дренажной пластины выполнены
отверстие 15 и сквозная щель / для отвода фильтрата. Фильтрующие элемент ы сжи-
маются фланцами 8. Между фильтрующими элементами и торцовыми пластинами
Рнс. 7.4.3. Плоскорамиый мембранный аппарат:
а— общий вид; б— фильтрующий элемент; 1 —
щель для отвода фильтрата; 2 — сетка; 3 — мембра-
на; 4 — шпильки стяж1 !ыс; 5 — рамки; 6—торцовые
пластины; 7—распределительный канал; 8— флан-
цы; 9,13,14 — щели для перетока исходного раствора;
10—дренажная пластина; 11 — пазы; 12—эластич-
ные вкладыши; 15 — отверстие для отвода филырага
610
ГЛАВА 7
имеются уплотнения, выполненные в виде рамок 5, и эластичные вкладьппи 12.
В торцовых пластинах сделаны щели 9,13,14 для перегона и распределения исход-
ного раствора. Исходный раствор поступает в распределительный канал 7, обра-
зованный совмещеш1ыми отверстиями дренажных и торцовых пластин. По щелям
торцовых пластин раствор поступает в напорные камеры. При движении в напор-
ных камерах часть раствора фильтруется через мембрану, а затем по дренажной
пластине и отверстию через сквозную щель удаляется из аппарата. Для поддержа-
ния высокой скорости I напорной камере число элементов в блоках уменьшается
по мере отвода пермеата.
Трубчатые мембранные аппараты по консгрукции делят-
ся на несколько разновидностей: с подачей разделяемого раствора внутрь трубки,
снаружи трубки, одновременно внутрь и снаружи трубки (рис. 7.4.4). Наибольшее
распространение получили конструкции с мембраной внутри трубки. Даш<ые ап-
парагы изготавливают путем нанесения мембраны на внутреннюю поверхность по-
ристого дренажно-опорного каркаса, представляющую собой трубку или стержень
с продольными канавками диаметром более 5 мм. Трубки для дренажного каркаса
изготавливают из перфорированных металлических труб, поропластов, керами-
ки. Для предотвращения попадания разделяемого расгвора в пермеат, торцы труб
герметизируют. В аппаратах устанавливают блок труб, количество которых варь-
ируется от 3 до 50 штук. Длина трубчатых мембранных элементов варьируется от
одного до двух метров. Предложено использовать трубки длиной несколько десят-
ков метров для сокращения числа разъемных соединений. Важным преимущест-
вом трубчатых мембранных аппаратов является возможность их использования для
разделения растворов, содержащих механические и коллоидные взвеси, склонные
к образованию осадка или геля на поверхности мембраны. Аппараты имеют низкое
гидравлическое сопротивление потоку пермеата из-за малой длины дренажного ка-
нала. Трубчатые элементы достаточно легко поддаются очистке. Их недостатками
Рис. 7.4.4. Трубчатые мембранные элементы: а — с мембранами внутри трубки; б —
с мембранами снаружи трубки; в—комбинированная конструкция; 1 —трубка; 2 — мембрана;
3 — подложка; 4 — корпус
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
611
Рис. 7.4.5. Трубчатый мембранный аппарат: а — мембран-
ный аппарат; б — узел крепления направляющих вставок; 1 —
цилиндрический корпус; 2— трубчапый мембранный элемент;
3— трубные доски; 4— фланцы; 5— крышки; 6— naiрубок
для подвода исходной смеси; 7 — патрубок для вывода фильтра-
та, 8— патрубок для отвода концентрата; 9— прокладки; 10 —
направляющие вставки; 11 — опоры; 12 — лопатки
являются большой внутренний объем межмембраниых каналов и низкая удельная
поверхность мембран в аппарате — 60-200 м2/м3.
Отечественная промышленность выпускает трубчатые мембрашпде элементы
БТУ-и.5/2 для улырафилырании. Трубчатый мембранный элемент представляет собой
блок из семи параллельно расположенных открытопористых стеклопластиковых трубок,
внутренняя поверхность которых покрыта мембраной на основе ацетата целлюлозы,
фторопласта или полисульфоамида Общая фильтрующая площа^хь поверхности мемб-
ран в блоке составляет 0,5 м2. Длина блока — 2000 мм, диаметр — 60 мм, масса — 2 кг.
Конструкции трубчатых мембранных аппаратов подобны во многих отноше-
ниях кожухотрубчатым теплообменникам (рис. 7.4.5). Мембранный аппарат со-
стоит из цилиндрического корпуса 1 с прикрепленными к нему трубными доска-
ми 3. В трубных досках выполнены отверстия, в которые установлены трубчатые
мембранные элементы 2. К трубным доскам присоединены фланцы 4 с крышка-
ми 5, имеющие патрубки для подвода исходной смеси 6 и отвода копнет раз а 8.
В корпусе расположен нагрубок для вывода фильтрата 7. Между трубной доской
и фланцем размещены прокладки 9, которые удерживают направляющие встав-
ки 10 с помощью опор 11. Направляющие вставки представляют собой пластин-
ки, соединенные с лопатками 12. Пластины повернуты вдоль радиальной оси для
придания жидкости вращательного движения вблизи внутренней поверхности
трубчатой мембраны. Лопатки имеют выпуклую форму с округлыми краями, по-
вторяющими форму дуги окружности трубчатой мембраны. Исходный раствор
под избыточным давлетгием попадает через патрубок в мембранный аппарат
и поступает в трубчатые элементы, при этом часть жидкостного потока, двига-
ющегося вблизи внутренней поверхности мембран, испытывает воздействие
пластин и приобретает вращателыю-поступателыюе движеште. Тем самым про-
исходит активная обработка внутренней поверхности мембраны частью потока
жидкости, при этом осуществляется смыв отложений на мембранах и разрушение
слоя с концентрационной поляризацией.
Для герметизации трубчатых мембранных элементов возможно применение уп-
лотнительных колец в соответствии с рекомендацией фирмы «Рамикон» (рис. 7.4.6).
612
ГЛАВА 7
Рис. 7.4.6. Аппарат фирмы
«Рам и коп»: 1 — заглушка; 2 —
1 рубныс плиты, 3 — ввод исходно-
го раствора; 4— блок трубчатых
элементов; 5 — корпус; б — уплот-
нительное кольцо; 7— шайба; 8—
канал; 9— монтажные отверстия;
10— стопорное кольцо
В трубных плитах 2 мембран-
ного аппарата установлены
корпуса 5, в которых располо-
жены трубчатые элементы 4,
имеющие на торцовом фланце
уплотнительное кольцо 6. Уп-
лотнительное кольцо разделяет
рабочий объем аппарата на две
части: для прохода исходного раствора и отвода пермеата.
С целью уменьшения гидравлического сопротивления напорных камер предложено
использовать мембранный аппарат с трубчатыми концетггрично расположенными эле-
ментами с переточными каналами (рис. 7.4.7). Разделяемая жидкость под давлением
через патрубок 7 поступает в ближайшую к корпусу напорную камеру 8. Пройдя эту
камеру, раствор через переточной канал 2 в фильтрующем элементе 9 поступает в сле-
дующую напорную камеру, расположенную ближе к центру аппарата. Процесс движе-
ния повторяется до центральной напорной камеры, из которой концентрат выводится
из аппарата через патрубок 10. Фильтрат по свободному пространству в пористом теле
фильтрующего элемента транспортируется к его торцам, собирается в полости между
крышками и выводится из мембранного аппарата через патрубки 6.
Рулонные (спиральные) мембранные аппараты отличаются вы-
сокой плотностью укладки мембран (300-800 м2/м3), технологичностью изготовления
и простотой монтажа. Данные аппараты изготавливают путем свертывания (с про-
Рис. 7.4.7. Мембранный аппарат с трубчатыми элементами: а — продольное сечение аппа-
рата; б — поперечное сечение аппарата; 1 — корпус; 2 — переточной канал; 3, // — решетки;
4— крышки; 5— пространство между крышками; б— патрубки для вывода фильтрата; 7 —
патрубок для подвода разделяемой жидкости; 8 — напорные камеры; 9— фильтрующие эле-
менты, 10— патрубок для вывода концентрата; 12 — мембрана
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
613
Рис. 7.4.8. Мембранный аппарат с рулонными элементами: а — общий вид; б — рулонный
элемент; 1 — патрубок для ввода исходного раствора; 2— патрубки для отвода пермеата; 3 —
кольцо; 4 — крышка; 5 — рулонный фильтрующий элемент; 6 — корпус; 7 — пап рубок для от-
вода концентрата
клейкой в соответствующих мес гах кромок) в рулон на перфорировашюй трубке па-
кета из двух мембран и помещенных между ними дренажною листа (однослойного
или составного) и сетки-сепаратора, образующей межмембранные каналы. Рулонные
элементы, как правило, изготавливаю! длиной около 1000 мм, диаметром 100 и 200
мм Мембранный аппарат может включать от двух до шести рулонных мембранных
элементов, которые, последовательно соединенные между собой, устанавливаются
в корпусе 6 (рис. 7.4.8). Зазор между рулонным элементом и внутренней поверхнос-
тью корпуса герметизируется специальной манжетой, чтобы исходный раствор по-
падал только внутрь рулона. Часть исходного раствора проникает через мембрану
и по дренажному лиспу движется к центральной пермеатоотводящей трубке, через
которую выводится из аппарата в виде пермеата через патрубок 2.
Эксплуатация рулонных мембранных аппаратов требует тщательной предвари-
тельной очистки раствора от микровзвесей.
Мембранные аппараты с полыми волокнами могут применял ься
для проведения обрагпогоосмоса,ультрафильтрации,диализа,газоразделения. Размеры
полых волокон зависят от вида мембрашюго процесса. При обратноосмотическом раз-
делении используют полые волокна с наружным диаметром 45...200 мкм и толщиной
стенки 10.. .50 мкм, при ультрафильтрации соответственно 200... 1000 и 50.. .200 мкм.
Аппараты на основе полых волокон отличают ся высокой плотностью укладки
мембран (до 20 000 м2/м3), отсутствием специальных дренажно-опорных элемен-
тов, технологичностью изготовления, низким энергопотреблением при эксплу-
атации, простотой конструкции. Их можно разделить на две большие группы:
безнапорные и с опорно-распределительными трубками. Безнапорные аппараты
представляют собой плотный пучок параллельно уложенных волокон, помещен-
ный в корпус. Концы пучков волокон соединены в единый блок-коллектор спе-
циальными компаундами, обеспечивающими герметичность конструкции. Исход-
ная смесь подается внутрь полого волокна, а пермеат отводится снаружи полых
волокон. Аппараты с опорно-распределительными трубками характеризуются
тем, что полые волокна укладываются вокруг опорно-распределительной трубки.
Очищаемый раствор подается в межволоконное пространство через опорно-рас-
пределительную трубку, а пермеат удаляется через волокна. Аппараты с полыми
волокнами в зависимости от размещения волокон можно разделить на следующие
группы: с параллельным или U-образным расположением полых волокон, с ци-
линдрическими мембранными элементами.
614
ГЛАВА 7
Рис. 7.4.9. Аппараты с {/-образными
мембранными -элементами в виде по-
лых волокон: а — с коническим опор-
ным фланцем: 1 — корпус; 2 — пучок
полых волокон; 3 — шайба; 4— кольце-
вые уплотнения; 5— сборник пермеата;
б — с пористой опорной подложкой:
1 — пучок полых волокон; 2 — шайба;
3— пористая подложка; 4— крышка;
5—фланцевое соединение; 6 — корпус
Аппараты с {/-образным рас-
положением полых волокон пред-
ставлены на рис. 7.4.9. Аппарат
содержит корпус / и крышку со
сборником пермеата 5, между кото-
рыми размещена шайба 3 с i юлыми
волокнами 2 (рис. 7.4.9а). В конс-
трукции аппарата на рис. 7.4.96
возможно применение шайбы 2
мепыпей толщины (10-20 мм), так как шайба опирается на порисгую подложку 3,
освобождающую шайбу от механических напряжений при создании рабочего дав-
ления в аппарате. В образ ноосмоз ических аппаразах данною тина подача исходного
раствора осуществляемся к внешней поверхности полого волокна. Это вызвано гремя
причинами:
1) полое волокно имеет асиммезричную сгрукзуру с плотным селективным сло-
ем, расположенным на наружной поверхности, а внутренний слой порисзый, несе-
лекгивный, выполняет функцию опорной подложки;
2) при подаче исходного раствора внутрь полого волокна необходима особенно
тщательная очиезгка раствора для предотвращения закупоривания тонких капилляров
отложениями осадков;
3) при подаче раствора внутрь имеют место разрывы волокон.
Мембранные аппараты с цилиндрическими элементами (рис. 7.4.10а) имеют кор-
пус /, который разделен на секции с помощью отражательных перегородок 3, между
которыми размешены мембранные элементы 2. По оси аппарата расположен сердеч-
ник. Исходный раем вор, поступающий в кольцевой зазор между корпусом и цилинд-
рическими мембранными элемензами, движезся вдоль полых волокон сначала к про-
дольной оси аппарата, а затем от стенки к периферии. Данные аппараты применяют
для конструирования установок большой производительности.
Основные направления по улучшению рабогы мембранных аппаратов с полыми
волокнами связаны с оптимизацией подачи исходной смеси в полые волокна, уст-
ранением, копнет рационной поляризации, уведичетюм прочности зрубной ре-
шетки, приемами навивки волокон на распределительную трубку. Для равномерной
подачи исходного раствора к наружной поверхности волокон и устранения слипа-
емоити волокон !трименяют цилиндры, проницаемые для рабочей среды и являю
щиеся дистанцирующими проставками для волокон. Концы соосных цилиндров
и волокон входят в компаунд, а вся конструкция, включая распределительную груб-
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
615
Рнс. 7.4.10. Аппараты с цилиндри-
ческими мембранными элементами на
полых волокнах: а — с подачей разделя-
емого раствора на внешнюю поверхность
волокна (вариант 1): 1— корпус; 2 —
мембранный элемент; 3 — отражательная
перегородка; 4 — сердечник; 5 — полос
волокно; б — мембранный элемент: 1 —
отверстия трубной репки ки; 2— порис-
тая трубная решетка; 3 — полос волокно;
4 — желоб; 5 — сердечник; в — с подачей
разделяемого раствора на внешнюю по-
верхность волокон (вариант 2): 1 — труб-
ный сердечник; 2— сборник пермеата;
3 — трубная решегка. 4 — кольцевое уп-
лотнение; 5 — шайба; 6 — полос волокно;
7 — корпус; 8 — опорно-распределитель-
ная труба; г— с подачей исходного рас-
твора внутрь волокон: 1 — кольцевая
обойма; 2— шайба; 3— опорный стер-
жень; 4— полос волокно; 5 — корпус;
6 — кольцевые уплотнения
ку, помещена в решетку. Было обнаружено, что скорость пермеата вблизи перифе-
рийной зоны пучка волокон, примыкающей к внутренней поверхности корпуса ап-
парага будет выше, чем в центральной области. Для устранения этого негативного
явления разработана конструкция кожуха, который в горизонтальном сечении име-
ет последовательное сочетание сужающихся и расширяющихся участков, что обес-
печивает синусоидальное движение рабочей среды относительно оси волокон по их
длине. Эффективность работы аппарата существенно зависит от направления пода-
чи исходного раствора — радиального или осевого. Камеры с радиальной подачей
раствора отличаются более высокой эффективностью. При осевой подаче достига-
ется простела конструкции, в них можно организовать прямоточную или противо-
точную подачу потоков относительно наружных стенок волокна. Негативным мо-
ментом в работе камер с осевой подачей является образование каналов за счет
изменения расположения волокон под действием силы тяжести. Для устранения
этого явления предложено размещать по длине полых волокон ряд распределителей
потоков в виде колец, стержней, круглых тел.
Для реализации процесса микрофильтрации применяют патронные микро-
фильтры на основе листовых мембран. Мембрана располагается спирально или
в виде гофр. Конструкция патрона представляет два перфорированных каркаса
(внутренний и внешний), между которыми укладываются гофрированные слои
мембраны (из различных материалов) с опорно-дренажными элементами из тка-
ни или разнообразных сеток. Торцы патрона между опорными каркасами залиты
герметизирующей смолой и образуют единую конструкцию с верхним и нижним
колпачками. Раствор подает ся снаружи патрона, пермеат собирается внутри кар-
каса и выводится через штуцер колпачка. Процесс осуществляется в тупиковом
режиме. Патронные микрофильтры устанавливаются в специальные корпуса-де-
616
ГЛАВА 7
ржатели, рассчитанные на 1, 3, 9 и более патронов. Длина патрона составляет
25-100 см, а поверхность 0,1-4,6 м2.
Аппараты для первапорации. Основные требования, предъявляемые к аппара
там для первапорации, следующие:
— низкое гидравлическое сопротивление (не больше потери давления со стороны
пермеата);
— большая удельная площадь поверхности мембран.
В первапораторах используют, главным образом, плоскокамерные модули или мо-
дули из полых волокон.
Особенностью метода первапорации является наличие фазового перехода —
испарения. Для поддержания требуемого температурного режима процесса необ-
ходима компенсация теплоотдачи испарения путем внешнего геплоподвода. Как
правило, в существующих установках достаточно предварительного подогрева
разделяемой смеси до рабочей температуры. Однако такой метод накладывает
ограничение на длину мембранного модуля: протекая вдоль мембран, смесь не
должна остыть ниже допустимой температуры. Поэтому в установках с большой
производительностью ставят параллельно несколько мелких мембранных моду-
лей или организуют ступенчатый подогрев рабочей смеси после каждого цикла
испарения.
Такие конструктивные решения теплоподвода обладают рядом недостатков: вы-
сокая материалоемкость; ступенчатый подогрев требует установки дополнительных
теплообменников, соединительных патрубков, что приводит к возрастанию гидрав-
лических и тепловых потерь.
Указанные недостатки частично устранены в спиральном мембранном аппара-
те, представляющем собой два вертикальных спиральных канала, навитых из ру-
лошгою материала вокруг центральной разделительной переюродки. Торцы камер
герметично закрывают торцовые крышки. Аппарат снабжен четырьмя штуцерами
для ввода и вывода теплоносителей, два из которых установлены в центре торцовых
крышек, а другие — на наружной части корпуса. В одном из каналов верт икально рас-
полагают ся пучки мембран из полого волокна, открытые концы которых герметично
закреплены в крышках.
Достоинства такой конструкции— большая рабочая площадь поверхности, при-
сущая мембранам из полого волокна, простота сборки и эксплуатации. Наличие од-
ного канала течения разделяемой жидкости снимает проблему распределения потока,
что особенно важно для вязких сред. В аппарате реализуется полный противоточ-
ный равномерный теплообмен по всей поверхности, при этом можно работать при
увеличенной скорости теплоносителей. Варьируя конструктивно-технологические
параметры установки, можно добиться toi о, чтобы охлаждетше смеси за счет испаре-
ния было полностью компенсировано теплообменом между камерами.
Использование в такой конструкции мембран разных типов, открытые концы ко-
торых вы во, гятся в разные камеры, позволяет осуществлять разделение многокомпо-
нентных смесей с отводом пермеата разного состава в отдельные сборники.
К недостаткам такой конструкции относятся более высокая сложность изготов-
ления, увеличенные гидрашшческие потери в канале с мембранными элементами,
повышенные требования к предварительной очистке рабочей смеси от взвешенных
частиц, способных испортить полые волокна.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
617
Расчет аппарата для обратного осмоса
Предварительно необходимо задать тип мембранного аппарата, рабочую поверх-
ность мембран в одном аппарате, подобрать мембрану, исходя из ожидаемой селек-
тивности и проницаемости с учетом требований к качес тву пермеата, задать рабочую
температуру процесса и перепад давления через мембрану.
Рабочая поверхность мембран в установке будет равна
F=L/G,
где L — расход пермеата, кг/с; G — удельная производительность по пермеату, кг/(м2-с).
Расход пермеата можно определись по формуле
z. = z.„(i-#•'*).
где L — расход исходного раствора, кг/с; К — степень концентрирования (отноше-
ште начальной концентрации растворенного вещества в исходной смеси к конечной
концетгтрации растворетпюго вещества в концентрате); (р— селективность мембра-
ны.
Удельная производительность по пермеату составит
С=Я[Д/?-(п1-п2)],
где А — констатгга проницаемости мембраны кг/(м2-с-МПа); Др — перепад рабочего
давления, МПа; я,, — осмотическое давление разделяемого раствора у поверхнос-
т и мембраны и осмотическое давление пермеата, МПа.
Общее число мембранных аппаратов в установке
n=FI F,
а9
где Fg — рабочая поверхность мембран в одном аппарате, м2.
Расчет аппарата для мембранного разделения газовых смесей
Рабочая поверхность мембран составит
р р
где Lp— расход ретанта, моль/с; хп, хр— мольная доля компонента в пермеате и ре-
танте; К — константа проницаемости газа;р',р" — давление газа в напорном и дре-
нажном каналах, Па.
Концентрация газа в ретанте
[1 + />'(’ “-«.H0 - ^/р']
Хр ~ *. + (1 - х„)а
где а — фактор разделения (оз ношение констант проницаемости газов).
618
ГЛАВА 7
7.5. Сушильное оборудование
7.5.1. Характеристика процессов
и оборудования сушки
Классификация объектов (ушки и сушильного оборудования
Многие процессы химической технологии связаны с обработкой твердых ве-
ществ в растворенном или диспергированном виде в какой-либо жидкой среде
(воде, ор1аническом растворителе), и при необходимости получения сухих про-
дуктов используют процессы сушки. Многообразие материалов, подвергаемых
сушке, и значительные различия их по химической природе, структуре, физичес-
ким и гигроскопическим свойствам требует применения разнообразных способов
сушки и аппаратурного оформления. Систематизация высушиваемых материалов
и сушильного оборудования на основе классификаций по определяющим характе-
ристикам облегчает задачу выбора рационального способа сушки и эффективного
типа сушильного аппарата.
Наиболее существенными признаками классификации материалов как объектив
сушки являются энергия связи влаги с материалом, характеристика пористой струк-
туры, агрегатное состояние.
Различают следующие формы связи влаги с материалом в порядке убывания
энергии связи: химическая (вода в кристаллогидратах), физико-химическая (осмо-
тическая и адсорбционная влага) и физико-механическая (капиллярная и свободная
влага прилипания).
По структуре твердой фазы высушиваемых материалов различают непористые,
капиллярно-пористые, коллоидные и коллоидные капиллярно-пористые материалы.
Более детально объекты сушки классифицируют по величине радиуса пор и способ-
ности материала изменять пористую структуру при высыхании.
Классификация объектов сушки по агрегатному состоянию дает возможность
осуществмпь выбор способа сушки и аппаратурного оформления процесса. Согласно
этой классификации, высушиваемые материалы разделяются на сыпучие, пастооб-
разные и жидкие. Причем сыпучие материалы подразделяются на кусковые (размер
кусков — более 5 мм), крупнозернистые (2-5 мм), мелкозернистые (0,5-2 мм), по-
рошкообразные (0,01-0,5 мм), а также с волокнистой и пластинчатой формой частиц.
I Гас гообразные ма гериалы подразделяют ся в зависимости от консистенции па густые
неподвижные или малоподвижные, тиксотропные и вязкслекучие. Жидкие материа-
лы обрабатываются в виде истинных или коллоидных растворов, взвесей, суспензий
и композиционных систем (например, синтетические моющие средства).
Все разнообразие способов сушки и типов сушильных аппаратов можно разде-
лить па следующие основные группы в соответствии с классификационными при-
знаками:
— по давлению в рабочем пространстве — атмосферные, вакуумные, под избы-
точным давлением;
— по режиму работы — сушилки периодического и непрерывного действия;
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕ1ГНЫХ ПРОЦЕССОВ
619
— по виду теплоносителя—с использованием воздуха, дымовых или инер гных газов,
перегретого или насыщенного пара, жидких теплоносителей, электрического гока;
— по способу подвода тепла к материалу — конвективные, кондуктивные (кон-
тактные), волновые (терморадиационные, высокочастотные, акустические);
- по способу отвода испаренной влаги из аппарата — с естествешюй конвекцией,
вакуумным отсосом пара, с газообразным теплоносителем (сушильным агентом);
— по гидродинамическому режиму— с неподвижным, перемешиваемым и взве-
шетшым слоем высушиваемого материала;
— по конструкции— полочные, шахтные, ленточные, барабанные, распылитель-
ные сушилки и т. д.
Конструкция сушильного аппарата определяется совокупностью перечисленных
характеристик материалов и особенностей процесса сушки. В го же время множест-
во конструкгивных типов сушилок можно разделить на ограниченное число групп на
основе одного или нескольких классификациоштых признаков, что дает возможность
системного подхода к обоснованию методов технологического расчета. Наиболее
удобной характеристикой является гидродинамический режим, который
можно представить как способ взаимодействия слоя высушиваемого материала с гре-
ющей поверхностью или агентом сушки. В соответствии с этим можно выделит ь три
основные группы сушильных аппаратов:
1) сушилки с неподвижным или движущимся плотным слоем материала (камер-
ные, тарельчатые, ленточные, вальцовые, шахтные);
2) сушилки с механически перемешиваемым слоем материала (шнековые, ротор-
ные, барабанные, вибрационные);
3) сушилки со взвешенным слоем материала (пневма гические трубные, вихре-
вые, распылительные, аэрофот анные, кипящего слоя).
Теоретическое обеспечение технологического
расчета сушильных аппаратов
Расчет сушильных аппаратов выполняют в обычной последовательности: мате-
риальный и тепловой балансы, кинетика процесса, объем аппарата и его основные
размеры, энергетические характеристики. Расчет выполняют на заданную произво-
дительность по гоговому продукту G, при известных начальном uQ и конечном ик
влагосодержаниях высушиваемою материала.
Материальный баланс сушилки для наиболее распространенного koi i-
вективного способа сушки имеет следующий вид:
на общую массу
на влагу
(7.5.1)
(7.5.2)
где Go = GT(1 + иq) — масса (расход) исходного материала; GT = GK/(1 + wK) — мас-
са (расход) абсолютно сухого вещества (твердой фазы) материала; (7Го = 7^(1 + Хо) —
расход влажного газа (воздуха, дымоеых газов и т. п.) на входе; L — расход абсолют-
но сухой части газа;
= 7,(1 + Хк) — расход влажного газа на выходе;
о»
Хк — начальное и конечное влагосодержание газа.
620
ГЛАВА 7
Из уравнения (7.5.2) можно найти массу (расход) испаренной влаги
fr = GTAu = LAT, (7.5.3)
где Дм =мо — ик — изменение влагосодержания материала; ХА = Хк — Хо — из-
менение влагосодержания газа.
Разделив последнее равенство на величину С^Дт, получим выражение для
удельного расхода сухого газа
Материальный баланс контактного сушильного аппарата или иных типов, работа-
ющих без использования сушильного газа, имеет вид
GO=GK+W. (7.5.5)
Решение уравнений материального баланса позволяет определить расходные ха-
рактеристики по высушенному материалу и его компонентам. Однако для определе-
ния расхода газа и изменения его влагосодержания необходимо дополнить уравнения
материальною баланса уравнением теплового баланса, которое для конвек-
тивной сушки в удельных величинах (кДж/кг испаренной влаги) имеет вид
Д7/ДА" = (сж0о + 7цоп ) ~ (<7м + Яс + ЯЛр + 7НОТ)> (7.5.6)
где Д/ = /о - /к — изменение удельной энтальпии влажного газа от начальной I,
до конечной /к, кДж/кг сухого газа: сж — удельная теплоемкость влаги в материале,
кДж/(кг-К); 0о— начальная температура материала, °C; — удельная величина
дополнительного тепла, подводимого к материалу от других источников помимо су-
шильного газа; qM— удельная теплота на нагрев материала; qc— удельная теплота
связанной влаги; q — удельная теплота на нагрев транспортных средст в; <7пог —
удельные тепловые потери.
Величину q находят в зависимост и от способа подведения дополнительного
тепла к материалу. Например, в случае использования греющих теплообменных эле-
ментов эту величину определяют из уравнения теплопередачи
q =KFM /И; (7.5.7)
~ дои Ср ’ х 7
где К, At — коэффициент теплопередачи и средняя разность температур между на-
СР„ V, V, —
гревающеи и нагреваемой средой в сушилке; г — площадь поверхност и теплопере-
дачи.
Удельные затраты тепла на нагрев материала
Ям = (ст + сжик)Д0/Ли, (7.5.8)
где ст— удельная теплоемкость сухого вещества материала, кДж/(кг-К); Д0 = 0К -0О—
изменение температуры материала от начальной 0,, до конечной 0к. Величину 0к оп-
ределяют из условий сорбционного равновесия или принимают в пределах 90-95 %
от конечной температуры сушильного i аза /к.
Обычно удельная теплота свя данной влаги определяется энергией адсорбционной
связи, зависящей от влагосодержания и температуры материала. Ее находят средне-
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
621
интегральной величиной по изотермам сорбции—десорбции влаги в материале. Для
приближенных расчеюв используют эмпирическую формулу (кДж/кг):
9 =2100(« -и)2/Д«, (7.5.9)
V **
где и — критическое влагосодержание материала, величину которого можно нриня гь
равной максимальному гигроскопическому влагосодержанию при темпера гуре 0к.
Удельную теплоту нагрева граггспорт ных средст в учитывают в тех случаях, когда
они входял в сушилку и выходят из нее вместе с высушиваемым материалом. Ее ве-
личина рассчитывается как
а =т с (0^-0п)/И;
^тр тр гр4 к Си ’
(7.5.10)
где т — массовый расход частей транспортного средства, проходящих через су-
ши: нсуУкг/с, с — удельная теплоемкость конструкционного материала этих частей,
кДж/(кг-К). 1р
Теплота, расходуемая на испарение влаги и компенсацию затрат q , q и q , на-
зывается полезно затраченной в процессе сушки q . Fe величина рассчитывается
как сумма
q = +q +q +q >
^HOji Hk ’с ’тр’
(7.5.11)
где 7П = г0 + сп/к — удельная теплота испарения влаги при температуре tK, кДж/кг;
rQ — удельная теплота испарения влаги при 0 °C; сп — удельная теплоемкость пара
при темпера гуре /к, кДж/(кг-К).
Тепловые потери принимают в количестве 10-20 % от полезно утраченного теп-
ла* 9пот ~ — 0>2)<?пил •
Комбинируя уравнения (7.5.4), (7.5.6) и (7.5.11), получают уравнение связи мате-
риального и теплового балансов процесса сушки
_(<7пол+<?пот <?доп)Ам
/0 — сг'К — ^пк-^о
где /0 = crZ0 + (г0 + сп/о)^о — начальная энтальпия влажного газа; сг— удельная
теплоемкость сухого газа при начальной температуре tQ.
Тепловой баланс контактной, радиационной и высокочастотной сушилок, не
использующих сушильного газа, может быть представлен в удельных величинах
(па 1 кг испарешюй влаги) от посителыю подводимого тепла в следующем виде:
Qn ~ Япол сж®о + #пот,
(7.5.13)
где qn — удельная теплота, подводимая к высушиваемому материалу через стенку,
радиацией или электрическим гоком высокой частоты.
При составлении уравнений материального и теплового балансов конечные зна-
чения влажностей и температур высушиваемого материала и газа не могут быть
приняты произвольно, так как они имеют ограничения по условиям сорбционного
равновесия.
Направление переноса влаги определяется соотношением парциальных давлений
паров влаги в материале рм и в окружающей среде р. При рм> р происходит про-
цесс десорбции (сушки), а при рм<р — процесс сорбции (увлажнения) В процессе
622
ГЛАВА 7
сушки давлениерм уменьшается, и в пределе достигается равенстворм =р, соответс-
твующее сорбционному равновесию, при котором влагосодержание материала до-
стигает равновесного значения мр. Таким образом, протекание сушильного процесса
в соответствии с требованиями материального и теплового балансов обеспечивается
при условии, что ик > ир.
Равновесное влагосодержание материала зависит от парциального давления пара
над его поверхностью р или пропорциональной ему относительной влажности 1аза
(воздуха) =р /рн (гдерн — давление насыщенного пара при температуре влажного
газа). Зависимости ир =/(^) называют изотермами сорбции—десорбции для влажных
материалов. Обычно их получают экспериментально и представляют в виде графи-
ческих кривых, табличных данных или эмпирических формул.
В ряде случаев в расчетах пользуются понятием влажности материала, которая
связана с величиной влагосодержания следующим соотношением:
и
w =----.
1 + м
Под кинетикой процесса сушки принято понимать скорость сушки,
выражаемой изменением вла>осодержания материала во времени v = du I dt. Ско-
рость сушки определяет один из важнейших технологических параметров — интен-
сивность испарения j = dW / (Fdi). Между величинами j и v существует взаимосвязь:
dW P±du_ (7 5 14)
J FdT a dT'
где F— площадь поверхности высушиваемого тела, м2; т — время, с; рч — объемная
(кажущаяся) плотность тела (масса твердой фазы в единице объема высушиваемого
материала), кг/м3; а = F / Км — удельная поверхность тела, мг’; Км — объем высуши-
ваемого мат ериала, м3.
В объект ах сушки механизм переноса влаги определяется структурой материала,
его влагосодержанием и условиями сушки.
При сушке капиллярно-пористых материалов перемещение влаги в нем проис-
ходит как в виде жидкости, так и в виде пара. Перенос жидкости может осущест-
вляться под воздействием разности капиллярных потенциалов, пленочного течения,
поверхностной диффузии в микропорах, гравитационных сил в макропорах, термо-
капиллярного течения жидкости. Перенос парообразной влаги происходит путем
обычной молекулярной и стесненной диффузии, термодиффузии, бародиффузии,
молярного течения и др.
I lepenoc влаги в непористом материале происходит по типу молекулярной диф-
фузии путем скачков молекул влаги в свободные межмолекулярные пространства
тела, образующиеся в результате теплового движения молекул.
Коллоидные капиллярно-пористые материалы, обладая пористой структурой,
имеют т акже полупроницаемые стенки пор, перенос влаги через которые происходит
молекулярной или осмотической диффузией под воздействием осмотического давле-
ния. Перенос влаги в таких материалах обусловлен суммарным действием механиз-
мов, характерных как для непористых, так и для капиллярно-пористых материалов.
Вклад каждого механизма массопереноса в общий поток влаги в теле зависит от
конкретной структуры материала и условий сушки, причем вследствие изменяющих-
ся содержания влаги температуры, явлений усадки в процессе удаления влаги, все
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
623
действующие на распределяемое вещество силы постоянно изменяются и взаимо-
действуют, создавая сложную картину общего силового поля. Но, несмотря на разную
физическую сущность, механизмы влагопереноса в объектах сушки можно разделить
на три основные группы по общим кинетическим признакам, а влагоперепос можно
описать градиентами влагосодержания. темпера гу ры и давления. Таким образом, вла-
гоперенос в объектах сушки в общем виде описывается следующей формулой:
j=-Dp.Vu- Drp. VT-k,Vp=- Dp, (Vu + SV7-) - к, Vp, (7.5.15)
где D и DT — соответственно коэффициенты диффузии и термодиффузии влаги в ма-
териале, м2/с, м2/(с-К); Т— температура материала, К; р— давление парогазовой
смеси в материале, Па; к— коэффициент молярного (фильтрационного) переноса,
кг/(м-Па-с); о = DT/D— относительный коэффициент термодиффузии, К-1.
Первый член правой части уравнения (7.5.15) характеризует диффузионный пе-
ренос влаги под воздействием градиента концентрации влаги (в соответствии с зако-
ном Фика), второй член является выражением закона термодиффузии, а последний
член характеризует бародиффузию (диффузия влаги, вызванная градиентом общего
давления парогазовой смеси внутри материала). В реальном процессе сушки может
превалировать один из мехашгзмов влагопереноса или разная степень их сочетания.
В целом, решение уравнения (7.5.15) затруднено непостоянством коэффициентов
массопереноса и теплофизических характеристик влажного материала в неизотерми-
ческих условиях сушки. Возможны только часпгые решения в пределах допустимых
упрощений.
Расчет времени сушки с использованием кинетического уравнения (7.5.15) (в от-
сутствие бародиффузии) может быть выполнен зональным методом С.П. Рудобашты
и А.Н. Плановского. Согласно этому методу, коэффициенты диффузии и термодиф-
фузии заменяются условным (обобщенным) коэффициентом массопроводности, оп-
ределяемым экспериментально как функция влагосодержания и температуры высу-
шиваемого материала. При соответствующих начальных и граничных условиях, при
условии постоянства коэффициентов массопереноса и равновесного влагосодержа-
ния решение уравнения (7.5.15) относительно среднеобъемного влагосодержания й
в шаре, пеотраниченной пластине и цилиндре имеет вид
tl _ и °0
Е = = £в,ехр -//>„), (7.5.16)
где Е = (й - Мр) / (мо - и ) — относительное изменение влагосодержания материала;
2?, рп— коэффициенты, зависящие от формы тела и диффузионного критерия Био
ЕИД = fiR / (кр^пС) (значения их приведены в справочной литературе по тепломас-
сообмену); р — коэффициент массоотдачи от поверхности тела в газовую фазу, м/с;
R — полов ила толщины пласт ины либо радиус шара, цилиндра, м. к — коэффициент
массопроводности, м2/с; тС = и / С — коэффициент распределения (равновесия),
м3/кг; С — концентрация пара в газовой фазе, кг/м3; Бод = кт / R2 — диффузионный
критерий Фурье; т— время, с.
В действительном процессе сушки кинетические коэффициенты км Р непостоян-
ны, подгому расчет сушильных аппаратов необходимо проводить позонно, оперируя
большими значениями Е,т. е. с достаточно малыми изменениями Ан и соответс г венно
с малыми промежутками времени т в пределах выбранного значения относительной
624
ГЛАВА 7
погрешности расчета (обычно инженерные расчеты допу т аюс погрешность до 5 %).
В этом случае процесс сушки может быть описан одним членом ряда (7.5.16). т. е.
Е = Д ехр(— . (7.5.17)
Критерии В1д характеризует относительное влияние внешне- и внутриднффу-
зионного сопротивления на кинетику процесса сушки При В1Д < 0.1 внутридиф-
фузионное сопротивление пренебрежимо мало по сравнению с внешнедиффузион-
ным. и скорость процесса сушки лимитируется скоростью массоотдачн (решается
внешняя задача массопереноса). При Ви > 100 скорость сушки полностью опре-
деляется сопротивлением массопроводностн внутри материала, при этом влагосо-
держанне материала вблизи поверхности быстро принимает равновесное значение
(внутренняя задача). Интервалу Вгд = 0.1-100 соответствует переходная область,
в которой на кинетику сушки влияет как внешне-, так и внутрндиффузионное со-
противление.
Зональный метод сводится к следующем}'. Весь интервал изменения влагосодер-
жания материала от м0 до ик разделяется на ряд интервалов, причем каждому из них
соответствует определенная «зона» аппарата. Считают что в любом z-м интервале ко-
эффициенты массопроводностн кг массоотдачн Д. распре, деления muCi и концентрации
пара С в сушильном газе постоянны в пределах принятой погрешности. Тогда время
сушки г для каждой зоны может быть рассчитано из уравнения (7.5.17). а общее необ-
ходимое время пребывания материала в аппарате должно удовлетворять условию
г > (7.5.18)
i — 1
где и — число зон.
В случае сушки крупнокусковых материалов или слоев мелкодисперсных материа-
лов при расчете времени сушки пользуются экспериментальны? гн данными по кинетике
Рнс. 7.5.1. Кривые сушки (1) и нагрева (2)
высушиваемого .материала
процесса сушки полученными при
условиях, близких к расчетным.
Изменение среднеобъемного влаго-
содержання материала во времени
и - /(г), полученное в результате
экспериментальной смпкн. изобра-
жают в виде графика, называемого
кривой сушки (рис. 7.5 1)
Первая производная функции
и = /(т) дает величину скорости
сушки du ? dr. Скорость сушки мо-
жет быть определена по кривой
сушки графическим дифференциро-
ванием. Тангенс угла наклона каса-
тельной, проведенной к выбранной
точке кривой, с осью абсцисс опре-
деляет скорость сушки в данный момент времени. Откладывая на графике значение
tga=du dr можно построить кривую скорости сушки в координатах dutdr-u (рис. 7.5.2).
По виду кривых можно судить о форме связи влаги с материалом и его структуре.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
625
Участок ВС кривой соответствует уда-
лению свободной влаги при постоянной
скорости сушки. Периоду падающей ско-
рости сушки соответствует одна из линий
между точками ChD (1, 2, 3, 4 или 5).
Прямая линия 1 характерна для порис-
тых тонких материалов Линия типа?
соответствует сушке коллоидных тел,
типа?— капиллярно-пористых матери-
алов. Кривые 4 и 5 дают информацию
о наличии сложных (комбинированных)
типов структуры материалов.
В период постоянной скорости сушки
du! eft=const=jVh интегрирование в пре-
делах от м0 до и от 0 до г дает выраже-
ние времени сушки
Период
постоянной
скорости
Период
падающей
скорости
в
Рис. 7.5.2. Кривые скорости сушки
Т1 = ("о-Ч₽)/ЛГ’ (7-519>
где Tj — время cvшки в первом периоде, с: — критическое влагосодержание
материала, соответствующее исчерпанию свободной влаги; N— скорость сушки
в первом периоде, с-1.
Определить время сушки в период падающей скорости можно по методу А.В. Лы-
кова путем замены действительной кривой скорости сушки имеющей сложный вид.
прямой линией. Эту линию проводят таким образом, чтобы отсекались равновеликие
по площади фигуры слева и справа от нее (рис. 7.5.3). В результате такой замены точ-
ка С соответствующая значению критического влагосодержания. смещается влево
или вправо в зависимости от характера кривой скорости сушки. Ее положение соот-
ветствует значению критического приведенного влагосодержания.
Рис. 7.5.3. Кривые скорости сушки в период падаюшен скорости
626
ГЛАВА 7
Уравнение кривой скорости сушки гогда можно представигь уравнением прямой
линии
-du!dt = К (и - (7.5.20)
K-Nt^-uJ-XN, (7.5.21)
где К— коэффициент пропорциональности, называемый коэффициентом сушки, за-
висящий от режима сушки; К = l/ft^ п — «₽)— относительный коэффициент сушки,
зависящий от свойств материала; нкрл1 — критическое приведенное влагосодержание.
Интегрирование дифференциального уравнения (7.5.20) приводит к выражению
для расчета времени сушки в период падающей скорости
1 и — и
г"=-Г|п7Г^- (7'5'22)
крп “р
Общее время сушки материала
т=г1 + т„. (7.5.23)
В случае испарения свободной или слабосвязанной влаги (в период постоянной
скорости сушку) и при сушке мелкодисперсных материалов, для которых критерии
В1Д <0,1 и Bi < 0,1, кинетика процесса определяется внешней массообмешюй стади-
ей, и плотность потока пара, мигрирующего через диффузионный потраничный слой,
определяется законом массоотдачи
J = dW. / (Fdr) = Р (С - о = рг (р -р) = Д (JC - X), (7.5.24)
где (/^7) — коэффициент массоотдачи, отнесенный к разности парциальных дав-
лений около поверхности испарения и окружающем газе, кг/(м2-с-Па); = Дог — коэф-
фициент массоотдачи, отнесенный к разности влагосодержаний газа, кг/( м2-с);
С* — равновесная концентрация пара, кг/м3; р‘ — равновесное давление пара, Па;
X' — равновесное влагосодержание газа; рг— плотност ь сухого 1аза. кг/м3. При на-
личии свободной поверхностной влаги равновесные параметры С*, р*, X* равны
соответствующим параметрам насыщенного пара у поверхности испарения.
При конвективной сушке тепло на испареште влаги подводится к материалу от
сушильного газа, причем плотность теплового потока может быть выражена уравне-
нием теплоотдачи
dQ / (FJr) = a (t - f), (7.5.25)
где а — коэффициент теплоотдачи, Вт/(м2-К); t* — температура поверхности матери-
ала в условиях равновесия.
В период постоянной скороеги сушки между количеством испарившейся влаги
и количеством затраченного тепла существует следующая взаимосвязь:
dQ / (FJt) = a (t - f) = rdW I (Fdi), (7.5.26)
т. e. все подведенное к влажному ма гериалу тепло расходуется на испарение жидкости.
Уравнения (7.5.24) и (7.5.25) справедливы и для периода падающей скорости
сушки при стационарных условиях тепломассообмена в случае В1Д < 0,1 и Bi < 0,1.
Для нахождения коэффициентов массоотдачи/У и теплоотдачи о. используют экспери-
ментальные зависимости в критериальной форме:
ОБОРУДОВАНИЕ ДЛЯ МЛССООБМЕННЫХ ПРОЦЕССОВ
627
Nufl =/(Re, Ргд...); (7.5.27)
Nu=/(Re, Pr-), (7.5.28)
где Мид и Nu— диффузионный и тепловой критерии Нусселыа; Re — число Рей-
нольдса; Ргд и Рг — диффузионный и тепловой критерии Прандтля.
Для случаев, приближенных к сушке единичной частицы, используют обобщен-
ное уравнение массоотдачи, справедливое в диапазоне чисел Re = 0-70000:
NuB = 2 + 0,51 Re° “ Рг£и. (7.5.29)
При умеренных температурах, допуская аналогию между процессами тепло-
и массообмена, принимают тождество Nufl = Nu. Тогда совместное решение основ-
ных уравнений тепло- и массообмена приводит к соотношению Льюиса
al ft = ср, (7.5.30)
а в случае больших градиентов концентраций и температур справедливо более точ-
ное соотношение Кришера
alР = ср(Р - р}!Р, (7.5.31)
где с, р— удельная теплоемкость и плотность газа; Р— общее давление газа, р —
парциальное давление пара.
В этом случае будет справедливо обобщенное уравнение теплоотдачи
Nu = 2 + 0,51 Re 1,52 Рг°33, (7.5.32)
и кинетическое уравнение процесса сушки может быть решено через уравггегше теп-
лоотдачи.
При высокотемпературной сушке аналогия между тепло- и массообменом су-
щественно нарушается: при одних и тех же значениях чисел Рейнольдса Nu Nun
и соотношения (7.5.30) и (7.5.31) не соблюдаются. В этих случаях в уравнения тепло-
имассоотдачи вводят параметрический критерий Гухмана, учитывающий влияние
массообмена па теплообмен:
Gu = (7’-7’mt)/T, (7.5.33)
где Г и Т — температура сухого и мокрого термометров, К. Таким образом, получены следующие корреляции: Nu = 2 + A Re" Pr°’33Gu<>.n5; Nu,, = 2 + 4 Re1' Pr°,33Gu 0,135, где A, At, n, zij — коэффициенты, зависящие от величины числа Re: Re 1-200 3,5-103—2,2 104 (7.5.34) (7.5.35) 2.2-10Ч-105
A 1,07 0,51 0,027
n 0,48 0,61 0,90
0,83 0,49 0,0248
ni 0,57 0,61 0,90
628
ГЛАВА 7
В случаях сложных гидродинамических условий в сушильном аппарате, отсут-
ствия четко выраженной массообменной поверхности материала (например, по при-
чине значительного изменения размеров частиц) скорость процесса рассчитывают
непосредственно по интенсивности сушки, выражаемой величиной напряжения объ-
ема сушилки по испаренной влаге:
4=",/Fp.,. (7-5.36)
где Ау— напряжение сушилки по испарешюй влаге, кг/(м3-с); Крз — объем рабочей
зоны сушилки, м’.
Поданным материальною и теплового балансов и времени сушки, определенного
в результате решения кинетических уравнений, с учетом гидродинамики сушильного
газа и высушиваемого материала находят объем сушильного аппарата
и его размеры. Способы определения и расчетные соотношения зависят от типа
сушильного аппарата и его конструктивных особенностей. В частности, требуемый
объем рабочей зоны сушилки может быть определен по известной величине напряже-
ния объема сушилки по испаренной влаге из уравнения (7.5.36).
7.5.2. Сушилки с неподвижным или движущимся
плотным слоем материала
Существует обширный класс сушильных аппаратов, в которых высушиваемый
материал (кусковой, гранулированный, зернистый, волокнообразный, листовой, пас-
тообразный, жидкий) находится в зоне сушки в виде неподвижного или медленно
движущегося плотного слоя. Отличительной особенностью сушилок этого класса
является наличие камеры коробчатой или цилиндрической формы с размещенными
внутри слоями высушиваемого материала и устройствами для его транспоргиро-
вания. Подвод тепла в них осуществляется конвективным, кондуктивным, высоко-
частотным, радиационным или комбинированным способом. По признаку наличия
камеры эти сушилки часто называют камерными. Все они в зависимости от
конструктш ного исполнения подразделяются на полочные, туннельные, тарельча-
тые, ленточные, вальцовые, шахтные.
Простейшая полочная сушилка периодического действия, называемая также су-
шильным шкафом, показана на рис. 7.5.4.
Конструктивно она выполнена
в виде коробчатой камеры, внутри ко
торой на полках размещают высушива-
емый материал. Пастообразные и мел-
козернистые материалы укладывают на
противни, пылевидные — в матерча-
тые мешки, а крупнокусковые и штуч-
1гые — в сит чатые кон гейнеры. Ч гобы
избежать ыполнения загрузочно-раз-
Рис. 7.5.4. Полочная сушилка: 1, 4, 5 —
калориферы; 2 — шибер; 3 — камера; 6 —
вагонет ки, 7 — вентилятор
ОБОРУДОВАНИЕ ДЛЯ М АССООБМЕННЫХ ПРОЦЕССОВ
629
грузочных операций непосредственно в сушилке, полки монтируют в вагонетках,
выкал ываемых из аппарата по рельсам через открывающиеся двери. Степки камеры
теплоизолируют пенобетоном, шлаковой вагой, асбестом или другим материалом
слоем толщиной 75-170 мм. Двери камеры уплотняют эластичными прокладками. На
каркасе камеры между вагонетками имеются козырьки, разделяющие пространство
камеры на три зоны, вдоль которых движется сушильный воздух.
Нагретый в калорифере 1 свежий воздух вентилятором 7 подается в низ каме-
ры сушилки, где он движется вдоль полок, два раза меняя направление и дважды
подогреваясь в калориферах 4 и 5. Отработанный воздух выбрасывается в атмосфе-
ру, но часть его с помощью регулирующего шибера 2 направляется на смешение со
свежим воздухом. Таким образом, сушилка работает с промеж} точным подогревом
и частичной рециркуляцией воздуха, что обеспечивает «мягкие» условия сушки тер-
молабильных материалов или склонных к растрескиванию при высыхании изделий
(например, формованных из сырой массы керамических деталей).
Несмотря на низкую производительность и применение ручного труда, полоч-
ные сушилки находят применение в химической промышленности для сушки ма-
лотоннажных продуктов: красителей, пигментов, химических реактивов, добавок
к полимерным материалам, химико фармацевт ической продукции и др. Кроме того,
конструкция полочной сушилки является базовой для других типов сушильных ап-
паратов, отличающихся способами подвода тепла к материалу и отвода испаренной
влаг и. Например, в случаях, когда нежелателен контакт высушиваемого материала
с воздухом или удаляемая влага является органическим растворителем, используется
контактная сушка под вакуумом.
Наибольшее распространение в малотоннажных производствах получили ваку-
ум-сушилъные шкафы периодического действия (рис. 7.5.5). Такая сушилка представ-
ляет собой герметически закрывающуюся камеру круглого сечения (иногда прямо-
угольного), снабженную рядом обог рсваемых изнутри горизонтальных плит (полок).
Высушиваемый материал укладывается на эти плиты либо непосредственно, либо на
съемных противнях. Образующиеся при сушке пары, которые обычно разбавлены
Рис. 7.5.5. Вакуум-сушнльиый шкаф: 1 — корпус; 2 — крышка; 3 — полка, 4 — противень;
5 — опора; А — к вакуумной линии; Б — вход пара; В — выход конденсата
630
ГЛАВА 7
небольшим количеством воздуха, проникающего через пеплотноста или десорбиро-
ванного из материала, отсасываются вакуум-насосом через конденсатор. Конденсат
отводи гея по назначению, а остаточная парогазовая смесь выбрасывается вакуум-на-
сосом в атмосферу.
Поверхность нагрева вакуум-сушильных шкафов достигав! 250 м2, а масса за-
гружаемого продукта составляет 100-160 кг/м2 этой поверхности. Сушилки этого
тина металлоемки и малопроизводительны: напряжение греющей поверхности по
испаренной влаге составляет всего 0,5-3,5 кг/(м2*ч), чго объясняется низкой тепло-
проводностью слоя материала и недостаточно полным контактом его с поверхнос-
тью нагрева.
Вакуум-сушилыгые шкафы находят применение для сублимационной сушки тер-
мочувстви тельных материалов или при необходимости сохранения его структуры
в процессе удаления влаги. Процесс проводят при глубоком вакууме (0,1—1 мм рт ст.)
и низкой температуре (не выше —20 °C). Процесс сушки происходит путем эффузии
паров влаги с поверхности льда. Во избежание плавления льда приток тепла должен
быть строго дозируемым, чтобы не превышать его расхода на сублимацию.
Камерные сушилки используются также для реализации специальных способов
сушки: териорадиационного и высокочастотного.
В первом случае в сушильной камере уст апавливают ламповые или газовые из-
лучатели, работ ающие в инфракрасном диапазоне. Они создают большую плотность
теплового потока, благодаря чему интенсивность испарения влаги во много раз .ыше,
чем при конвективной или кои гактной сушке. Однако при сушке толстых материалов
скорость процесса лимитируется диффузией влаги изнутри материала к его поверх-
ности. По этой причине герморадиационные сушилки целесообразно использовать
для сушки тонких мат ериалов и лакокрасочг 1ых покрытий.
В высокочастотной {диэлектрической) сушилке материал размещается между
обкладками конденсатора, а сушильная камера продувается воздухом для удаления
паров влаги. Вода обладает высоким коэффициентом диэлектрических потерь, поэ-
тому при создании высокочастотного электрического поля большая часть тепла выде-
ляется в наиболее влажных участках материала. В связи с этим происходит внутрен-
нее испарение влаги и перемещение ее за счет термо- и бародиффузии к поверхности
тела. Таким образом, область применения высокочастотных сушилок — сушка толс-
тых слоев материала или формованных изделий без опасения их растрескивания или
образования плотной корки на поверхности.
Несмотря па высокую интенсивность процессов, терморадиационные и высокочас-
тотные сушилки не нашли широкого применения в химической промышленности из-за
повышенного удельного расхода энергии: от 1,5 до 4,0 кВт-ч/кг испаряемой влаги.
Недост аток полочных сушилок, заключающийся в периодичности процесса суш-
ки, в значительной мере устранен в туннельных сушилках непрерывного действия,
называемых также коридорными. Конструктивно они представляют собой длинные
камеры, внутри которых по рельсам перемещаются (непрерывно или толчкообраз-
но) вагонетки с высушиваемым материалом. Сушильный агент (воздух или дымовые
газы) движется прямотоком или противотоком к высушиваемому материалу, а также
с продольной или поперечной циркуляцией. По длине камеры может быть организо-
вано несколько зон сушки, отличающихся температурой и влажностью ai ента сушки.
Скорость газов принимают такой, чтобы не происходило пыления материала или оп-
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
631
Рнс. 7.5.6. Туннельная сушилка: 1— вагонетки, 2— калориферы; 3— циркуляционные
вентиляторы; 4 —электродвигатели; 5 — вентилятор отработанного воздуха; 6—каналы отра-
ботанного воздуха; 7 — нагнетательные каналы; 8 — отсасывающие каналы; 9 — толкач;
10, 11 — вход и выход материала
рокидывания изделий, но не менее 1,0-1,5 м/с (на полное сечение туннеля) для обес-
печения равномерного распределения газов и соответственно сушки материала.
На рис. 7.5.6 представлена схема двухзопной тутптелытой сушилки с рециркуля-
цией отработанных газов. Вагонетки заполняют весь коридор, поэтому при заталки-
вании одной вагонетки весь ряд вагонеток, стоящих вплотную друг к друту, передви-
гается к выходу. Перемещение по коридору происходит при помощи специального
толкача, установленного со стороны загрузки. Двери сушильной камеры должны
быть герметичными. Для возврата пустых вагонеток делается обходной путь с тра-
версными тележками для перевода вагонеток на его рельсы.
Туннельные сушилки несвободны от основного недостатка камерных сушилок —
необходимости больших затрат ручного труда для выполнения погрузочно-разгру-
зочных работ. Стремление к механизации привело к созданию камерных сушилок
непрерывного действия тарельчатого типа. Консгрукти' но они выполняются по вари-
антам с неподвижными и вращающимися
тарелками.
Вариант сушилки с вращающимися
т арелками. называемой турбинной сушил-
кой, показан на рис. 7.5.7. Сушилка состо-
ит из вертикальной цилиндрической каме-
ры 7 диаметром от 6 до 12 м и высотой от
5 до 15 м, внутри которой имеется круглая
рамаЗ, вращающаяся вокруг вертикаль-
ной оси со скоростью 0,25-2 об/мин. На
раме укреплено от 20 до 35 кольцевых
тарелок 2, состоящих из секторов. Внут-
Рнс. 7.5.7. Турбинная сушилка: / — каме-
ра; 2 — кольцевые тарелки; 3 — рама; 4 — тур-
бины; 5— скребки; б— сбрасыватель; 7 —
разгрузочный желоб; 8 — транспорт ер
632
ГЛАВА 7
ри рамы расположено несколько турбин 4, вращающихся со скоростью 60 об/мин.
Турбины обеспечивают движение и циркуляцию газов в сушилке со скоростью до
2 м/с. На корпусе сушилки над каждым рядом тарелок укреплены разравнивающие
скребки 5 и сбрасыватели 6, которые смещены по этажам тарелок по спирали. Ана-
логично смещены зазоры между секторами тарелок, поэтому материал с конца верх-
него сектора падает на нача.1ьиый участок нижележащего сектора.
Материал поступает в сушилку сверху через шлюзовой питатель. При вращении
рамы он распределяется по тарелкам ровным слоем и через зазоры между секторами
ссыпается с тарелки на тарелку. Высушетшый продукт ссыпается в разгрузочный же-
лоб 7 и транспортером 8 выводится из сушилки При необходимости прокалки или
охлаждения высушенного продукта камеру разделяют на отдельные зоны горизон-
тальными перегородками с индивидуальным режимом процесса в каждой зоне.
Производит ельность турбинных сушилок при сушке сульфата аммония и бурых
углей составляет 8-12 т/ч. Напряжение рабочей поверхности тарелок по испарен-
ной влаге при сушке бурых углей находится в пределах 7,8-8,5 кг/(м2-ч), а при сушке
некоторых солей— 12—14 кг/(м2-ч). Общая поверхность тарелок достигает 1000 м2;
коэффициент заполнения их материалом составляет 0,67-0,8. Турбинные сушилки
отличаются равномерностью сушки, легкостью регулир< )вания процесса. Основные
недостатки — малая интенсивность сушки, сложность и громоздкость конструкции.
К камерным сушилкам непрерывного действия относятся ленточные сушилки.
Как и туннельные сушилки, они имеют удлиненную в виде коридора камеру, в кото-
рой размещен ленточный транспортер, несущий высушиваемый материал. Ленточ-
ные сушилки могут работать с рециркуляцией и промежуточным подогревом возду-
ха. В качестве агента сушки используются также дымовые газы и перегретый пар.
Известны также вакуумные ленгочпые сушилки с высокочастотным и радиационным
подводом тепла.
В зависимости от свойств высушиваемого материала транспортеры выполняют
в виде металлической плетеной сетки, перфорированной лен гы, отдельных лотков
с укрепленной на них сеткой либо в виде пластинчатой ленты. Сушилки для зернис-
тых, кусковых и волокнистых материалов работают со сквозной продувкой слоя мате-
риала потоком агента сушки, для пас сообразных материалов может применяться вне-
шний обдув слоя. При сушке тустых паст применяют предварительное их формование
в однородные по размерам кусочки холодным или горячим (с подсушкой) способами.
В ленточных сушилках может быть один или несколько расположетпгых друг над
другом транспортеров, а также одна или несколько секций (зон сушки), различающихся
направлением и скоростью газового потока, его температурой и влажностью. Принци-
пиальное устройство одтюленточпой многозонной сушилки показано на рис. 7.5.8.
Материал перемещается в сушилке ленточным пластинчатым транспортером
с перфорированными пластинами. Каждая зона работает при индивидуальных гид-
родинамическом и темперагурном режимах. Воздух, нагреваемый в калорифере 6,
вентилятором 7 подается в распределительный канал 8 и проходит далее через слой
материала 4 сверху вниз. Через окна 3 воздух возвращается на рециркуляцию. Часть
отработанного воздуха выбрасывается вентиля тором 9. Свежий воздух подсасывает-
ся через окно 5. Для разрушения корки и выравнивания влажности материала через
каждые 5-6 м длины ленты установлены рыхлители 2, представляющие собой валки
с пальцами.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
633
Рнс. 7.5.8. Одноленточная многотонная сушилка: / — пласт инчагый транспортер; 2— рых-
лители; 3—окна; 4 — материал; 5 — окно для подсоса воздуха; 6 - - паровой калорифер; 7 — цен-
тробежный вентилятор; 8 — распределительный канал; 9 — отсасывающий вентилятор
Интенсивность сушки в ленточных сушилках составляет от 5 до 30 кг/(м2-ч) в за-
висимости от свойств высушиваемого материала и режима сушки. Машинострои-
тельными заводами выпускаются одно- и многоленточные сушилки в широком диа-
пазоне типоразмеров с шириной ленчы от 0,8 до 2,8 м, рабочей площадью от 10 до
400 м2 и временем пребывания материала в зоне сушки от 1 до 40 ч.
Пастообразные и жидкие мат ериалы сушат в одно- и двухвальцовых сушилках.
Они имеют один или два медленно вращающихся обогреваемых изнутри цилиндра,
на поверхность которых наносят гонкий слой высушиваемого материала. При его хо-
рошем кон такте с греющей поверхнос гыо происходит испарение влаги, а высушен-
ный продукт снимается ножом.
На рис. 7.5.9 показана двухвалыювая сушилка для жидких ма гериалов, которая
содержит два полых цилиндра (вальца) 3, част ично погруженных в слой жидкого ма-
териала в корытах 2. Подачу пара и вывод конденсата производят через полую цап-
фу /. Материал покрывает поверхность вальцов тонкой пленкой, толщина которой
определяется величиной зазора между вальцами, регулируемого в пределах 0,5-1 мм
путем смещения одного из вальцов. Высушивание материала происходит интенсив-
но в гинком слое в течение одного неполного оборота вальцов. Пленка высушенного
продукта снимается ножами 5, расположешгыми вдоль образующей каждого вальца.
Вальцовые сушилки экономичны, но малопроизводительны, поэтому их исполь-
зуют в малотоннажных производствах. Кроме тою, вследствие малой продолжитель-
ности сушки часто гребуегся досушка продукт а, осуществляемая в шнековых или
ленточных сушилках. Так, для сушки густых пастообразных материалов комбинируют
Рис. 7.5.9. Двухвальцовая сушилка: / — цапфа; 2 — корыто; 3 — цилиндр; 4 — кондснса-
тоотводчик; 5 — пож, 6 — шнек; 7 — штуцер отвода паров влаги
634
ГЛАВА 7
Рис, 7.5.10. Схема формования пасты па
вальцеленточной сушилке: 1,2—прижим-
ные валики; 5— валец: 4— гребенчатый
нож; 5—лента; б—ленточная сушилка
одновальцовую формующую суннитку
с ленточной сушилкой. Валец имеет на
поверхности кольцевые канавки глуби-
ной 12 мм и с шагом 10-20 мм. Изиу гри
валец обогревается паром.
Схема формования брикетов ма-
териала показана на рис. 7.5.10. Паста
из бункера посгупает на валец 3 и при-
жимным валиком 2 вмазывается в канавки вальца. За один неполный оборот пас га
подсушивается до твердого состоятшя и удаляется гребенча гьгм ножом 4. Полученные
брикегики длиной 10-50 мм подаются лентой 5 на транспортер ленточной сушилки 6.
По такой схеме, например, осуществляют сушку некоторых полимерных добавок.
Шахтные сушилки не имеют транспортных средств. Сушилки этого типа при-
меняются для зернистых, хорошо сыпучих материалов (гранулированный уголь,
полимеры, катализаторы и др.) Главным элементом аппарата является вертикальная
шахта, в которой материал перемещается под действием силы тяжести. Сушильный
агент проходит через слой материала.
По характеру движения материала внутри шахты эти сушилки разделяются на
три типа:
1) со свободным падением материала;
2) с заторможенным падением материала через ряды периодически переворачи-
вающихся полок;
3) с замедленным движением сплошного слоя материала за счет заполнешгя им
всего пространства шахты.
Сушилки первого типа используют при необходимости удалетпгя поверхностной
влаги, так как длительность пребывания материала в них составляет несколько се-
кунд. Сушилки эти громоздки (высота до 80 м) и редко применяются на практике.
Сушилки второю типа также отличаются громоздкостью и сложностью конструк-
ции. В сушилках с замедленным движением материала длительноегь процесса мож-
но регулировать в широких пределах — от нескольких минут до нескольких часов.
Эти сушилки нашли широкое применение в промышленности для сушки материалов
с большим внутридиффузионным сопротивлением, когда скорость процесса не зави-
сит от скорости газовой фазы.
На рис. 7.5.11 показана шахтная сушилка для зернистых материалов, работающая
на смеси дымовых газов с воздухом.
Аппарат состоит из двух шахт, между которыми расположена распределительная
камера, разделештая горизонтальными перегородками тта три части. Первая и вторая
предназначены для распределения газов в зонах сушки, нижняя —для подачи наруж-
ного воздуха в зону охлаждения. Шахта заполнена коробами с открытыми днища-
ми; одни ряды коробов связаны с нагнетательной камерой сушилки, другие — с от-
сасывающей. Агент сушки, проходя от нагнетательных коробов к всасывающим,
фильтруется через слой материала, как показано на рис. 7.5.116. Отработанные газы
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
635
Рис. 7.5.11. Шахтная сушилка: а —
разрез шахты; б— схема расположения
коробов; 1 — отсасывающие короба; 2 —
нагнетательные короба
выбрасываю гея из сборной камеры
в атмосферу. Воздух после зоны
охлаждения используют в топке.
В нижней части шахч ы установлено
разгрузочное устройство, с помо-
щью которого регулируется дли-
тельное! ь пребывания материала
в зоне сушки и равномерность его
движения по сечению шахты. На
личие чередующихся нагнетатель-
ных и отсасывающих коробов до-
пускает использование различных
вариантов сушки с промежуточным
подогревом и рециркуляцией су-
ш ильного агента по зонам cyi пилки.
Во избежаште повышетпюго г идрав-
лического сопротивления скорость
газов в слое поддерживают в преде-
лах 0,2-0,3 м/с, а расстояние между
нагнетательными и отсасывающи-
ми коробами принимают порядка
200 мм. Расстояние между коробами
а)
в плане должно быть достаточным для прохождения материала без зависания и сво-
дообразования (обычно не менее 90 мм).
К недостаткам шахтных сушилок относятся малая интенсивность процесса суш-
ки и неравномерность высушивания продукта, обусловленная наличием застойных
зон, сводообразованием, неравномерным распределением по сечению шахты пыле-
вых фракций продукта. В одних застойных зонах может происходить «запаривание»
материала, в других— его перегрев и даже возгорание в случае использования для
сушки дымовых газов.
Технологический расчет сушилок
с плотными слоями материала
Сушильные аппараты с неподвижными или малоподвижными плотными слоями
высушиваемого материала рассчитывают в соответствии с общеприпягой схемой
расчета. Однако при расчете материального и теплового балансов конвективных су-
шилок необходимо учитывать нередко применяемые рециркуляцию и промежуточ
ный подогрев сушильного агента
На рис. 7.5.12 схематически показаны варианты сушки с частичной рециркуляци-
ей отработанного газа, которые могут быть реализованы практически. Анализ мате-
636
ГЛАВА 7
Рнс. 7.5.12. Схема сушки с частичной рециркуляцией газа по вариантам без подогре-
ва (а) и с подогревом (б) рециркулирующего газа. Точками обозначены условия газа: о — на-
чальные; см— после смешения с рециркулирующим газом; к— конечные; рц— после подо-
грева рсциркулирующс! о газа
риалыюго и теплового балансов смешения свежего и рециркулирующего газа приво-
дит к следующим расчетным соотношениям для параметров смеси:
влагосодержанис газовой смеси для вариантов а и б
л. = V+V*; (7-5-37)
I I
удельная эита*1Ы1ия смеси для вариант а а
С = V+V*; (7-5-38)
удельная энгалышя смеси для варианта б
/ + г I
l = °j +> (7.5.39)
причем
4. = ^ + 7к = ^ + 4- (7-5.40)
где QK— тепло, переданное рециркулирующему газу в промежуточном подогрева-
теле, Вт.
В уравнениях (7.5.37)-(7.5.40) параметр гг представляет собой кратность рецир-
куляции из расчета на сухую часть газа, выражаемую отношением:
(7.5.41)
где L и £ — расход свежего и рециркулирующего газа, кг/с.
Расчетные соотношения (7.5.37)-(7.5.41) MOiyr быть использованы в случае об-
щей рециркуляции газа в сушилке или для локальной рециркуляции по отдельным
зонам. Необходимо при расчетах процесса учитывать, что удельный расход газовой
смеси в контакте с высушиваемым материалом составит
о -L !G=(j(A+rX
СМ СМ Т V Г-'
(7.5.42)
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
637
На основании данных материального и теплового балансов и расчета кинетики
сушки выбирают типовую или рассчитывают новую консгрукцию сушильного аппа-
рата, обеспечивающего условия кинетического соответствия. Следует отметить, что
для сушилок с плотными слоями материала точный расчет кинетики процесса суш-
ки сопряжен с большими сложностями решения внутренней задачи массопереноса.
Поэтому наиболее надежным считается использование в расчетах опытных данных
по кинетике сушки конкретных материалов, получетшых на модельных установках
в близких к реальным условиям.
По известному времени сушки т и заданной производительности определяют
массу (7М материала в аппарате
GM = G^. (7.5.43)
где Gcp = (Gq + Gk)/2 — средняя величина потока массы материала в сушилке, кг/с.
Для сушилок периодического действия величина G представляет величину по-
ср
тока массы материала, приведенную к времени цикла т = т + гв, т. е. время, учитыва-
ющее время вспомогательных операций тп (загрузка, выгрузка, чистка).
Для полочных сушилок находят требуемую площадь полок
где рн— насыпная плотность материала, кг/м3; h— высота слоя, м. Высота слоя
обычно составляет 50-100 мм и не должна превы шагь 200 мм.
Далее подбирают типоразмер сушильного шкафа и их число
n = f;f ,
ст
(7.5.45)
где — площадь полок стандартною сушильного шкафа, м2.
Для туннельных сушилок по величине г загрузке одной вагонетки (7М рассчи-
тывают число вагонеток в коридоре
п = GJ . (7.5.46)
М М j х л
Если вагонетки стоят в несколько рядов, го рассчитывают их число в ряду
%, = n/z» (7.5.47)
гдеи— число рядов. Подлипе вагонетки / находят длину туннеля
I =п I . (7.5.48)
туи ряд ваг х 7
Для турбшпгых и тарельчатых сушилок по геометрическим размерам тарелок
и высоте слоя рассчитывают число тарелок
_ 4GM
д(£>2 - £>УрнАсл’
(7.5.49)
где £>н и Dr — наружный и внутренний диаметр тарелок, м.
Для ленточных сушилок по заданной высоте слоя материала рассчитывают требу-
емую площадь поверхности ленты
(7.5.50)
где < 200 мм, а для стандартизованных сушилок < 100 мм. Далее выбирают
стандартизованную сушилку и по ширине ленты b находят общую длину транспор-
638
ГЛАВА 7
тера l^ = Fn! b. Скорость ленты и>л для обеспечения кинетически необходимого вре-
меш! пребывания должна быть
wn</A (7.5.51)
Для вальцовых сушилок можно рассчитал ь рабочую поверхность цилиндра вальца
<7-5-52)
где рм, d>njl — соответственно плотность и толщина слоя материала на рабочей повер-
хности вальца По величине FR и времени сушки т подбирают типоразмер стандар-
тизованной сушилки или рассчитывают диаметр, длину и скорость вращения вальца
проект ируемой суш илки.
Для шахтных сушилок рассчитывают объем слоя который практически равен
объему сушильной зоны:
ro,=GM/pH- (7.5.53)
По величине объемного расхода сушильного газа К, приьедешюго к средним ус-
ловиям, и выбранной скорости и> продувки слоя находят площадь поперечного сече-
ния слоя 5^ и его общую высоту Н
(7.5.54)
^ = Пл^сл-
(7.5.55)
Из условия приемлемого гидравлического сопротивления рассчитывают толщину
слоев материала между коробами и число их рядов
n = hlhw
(7.5.56)
Общие потери давления при движении сушильного газа через сушилку складывают-
ся в основном из потерь на местные сопрогивлеиия входа, выхода, распределения, филь-
трации газа через слой магериала и т. д., рассчитываемые из уравнений гидравлики.
Перепад давления при фильтрации газа через слой магериала можно рассчитать
по уравнению Козени—Кармана
Д&л _ 150(1 - go) Ajv
н
(7.5.57)
справедливому для ламинарного режима течения, или по уравнению Органа
_ 150(1 - eu)> W , 1,75(1 - е0)р W1
И v‘e'Qd\
(7.5.58)
справедливому при всех режимах течения газа.
В уравнениях (7.5.57), (7.5.58) Н — потери напора па 1 м высогы слоя мате-
риала, Пам; со — порозноегь неподвижного слоя материала;р — вязкость газов, Па-с;
= >vr ± wMco — относительная скорость газа (знак «+» соответствует противотоку,
знак «-» — прямотоку), м/с; wM — скорость движения слоя материала (при wM « wr
можно принимать w = и>г), м/с; ip— фактор формы частиц магериала; d3 — средний
эквивалентный диаметр частиц, м.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
639
7.5.3. Сушилки с механически перемешиваемым
слоем материала
Сушильные аппараты с механически перемешиваемым слоем высушиваемого
материала 1пироко использую гея в химической промьпплетптос'пт для сушки разнооб-
разных по агрегатному состоянию и структуре материалов, кусковых, кристалличес-
ких, зернистых, пастообразных и жидких. В зависимости от способа механического
воздействия па материал сушилки этого класса подразделяются на аппараты с пере-
мешивающими устройствами внутри корпуса, с вращающимся корпусом, с вибриру-
ющими поверхностями.
Группу сушильных аппаратов с перемешивающими устройствами
представляют шнековые и роторные сушилки. По способу подвода гепла они могут
быть конвективными и контактными, по способу отвода паров влаги — аз мосферными
и вакуумными, а по режиму работы — периодического или непрерывного дейс гвия.
Шнековые сушилки конструктивно выполняют в виде винтового транспортера,
оборудовашюго треющей рубашкой на корпусе. В пеко горых случаях подвод тепла
осуществляют подачей греющего пара в полый вал шпека. Сушилки этого типа при-
меняются главным образом в случаях, когда требуется транспортирование матери-
ала с одновременной подсушкой или досушкой его. Например, при необходимости
сушки пастообразного материала в сушилке взвешенного слоя питатель может быть
выполнен в виде шнековой сушилки При продвижении в обогреваемом желобе паста
перемешивается, подсыхает, комки переп ираются шнеком, т. е. материал становится
сыпучим. Известно также использование шнековых сушилок в установках вальцо-
вых сушилок в качестве второй ступени досушки продукта.
Роторные сушилки применяют для высушивания пастообразных, плохосыпучих, ком-
коватых и кусковых материалов. Конструктивно они выполняются конвект ивными или
кон гакгными, причем последние обычно изготовляются так же, как вакуумные сушилки.
Конвективные сушилки изготовляют одно- или двухроторными. На рис. 7.5.13
показана двухроторная сушилка, в ко горой в качестве агетпа сушки используют на-
гретый воздух или топочные газы. Сушилка представляет собой камеру, в нижней
части которой установлены два ротора /, представляющие собой валы с насаженны-
ми на них билами (лопатками) с небольшим наклоном для перемещения материала.
Сушильный агент подают в патрубок 2, а материал— через окно 3. При вращении
Рис. 7.5.13. Двухроторная камерная сушилка: 7 — ротор; 2 — патрубок для подачи газа;
3 — загрузочное окно; 4 — патрубок для выхода газа; 5 — окно для выгрузки продукта
640
ГЛАВА 7
роторов материал разрыхляется, подбрасывается вверх и в фонтанирующем состо-
янии вступает в контакт с агентом сушки. Для более равномерного высушивания
в камере установлены четыре перегородки, удлиняющие путь газов. Высушешгый
продукт выгружается через окно 5, отработанные газы отводятся через патрубок 4
и направляются на очистку в циклоны.
Частота вращения роторов составляет от 195 до 480 об/ мил, что обеспечивает раз-
рушение комков и кусков материала. Сушилка отличается довольно высокой интен-
сивностью— до 70 кг/(м3-ч) испаряемой влаги. Промышленностью изготовляются
типовые одно- и двухроторныс сушилки в диапазоне размеров роторов от 0,2 до 1 м,
длиной от 2 до 6 м, объемом камеры от 0.6 до 25 м3, производительностью от 50 до
3000 кг/ч. Основной недостаток сушилок этого типа — большой износ бил, особенно
при работе с агрессивными веществами и абразивными материалами, поэтому для
сушки таких материалов роторные сушилки не применяются.
Роторные барабанные вакуумные сушилки, как правило, периодического действия
используют для сушки термочувствительных и токсичных материалов, а также при
необходимости улавливания органических растворителей, удаляемых из высушива-
емых материалов. Сушилки этого типа применяют в основном в произволе гвах ядо-
химикатов, гербицидов, красил елей, полимерных ма сериалов.
Роторная барабанная вакуумная сушилка (рис. 7.5.14) состоит из цилиндричес-
кого горизонтального корпуса 4 (барабана) с торцовыми крышками паровой ру-
башкой 2 и мешалки 3. Гребки мешалки закреплены на валу взаимно перпендику-
лярно; па одной половине длины барабана гребки мешалки изогнуты в одну сторону,
на другой половине — в противоположную. Кроме того, мешалка имеет реверсив-
ный привод, автоматически меняющий каждые 5-8 минут направление ее вращения.
Поэтому при работе мешалки материал (загруженный через люк 5) перемешивает
ся и периодически перемещается от периферии к середине барабана и в обратном
направлении. На гребки мешалки положены трубы, и при вращении мешалки они
перекатываются между гребками, что способствует разрушению комков и дополни-
тельному перемешиванию материала. Выгрузка высушенного продукта производит-
ся через разгрузочное устройство б. Испаряемая влага отводится из сушилки через
конденсатор вакуум-насосом.
flat. hitaciiHbiu
Рис. 7.5.14. Роторная барабанная вакуумная сушилка: 7 — крышка; 2 — паровая рубашка;
3 — мешалка; 4 — корпус; 5 — загрузочный люк; 6—разгрузочное устройство
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
641
Производительность сушилки зависит от температуры т реющею пара, величи-
ны разрежения и начальной влажности материала. Например, при сушке красителей
и1ггенсивность сушки составляет 6-8 кг/(м2-ч). Сушильный агрегат отличается слож-
ностью и большими эксплуатационными расходами.
Сушильные аппараты с вращающимся корпусом, называемые обычно
барабанными сушилками, используются в промышленности более широ-
ко по сравнению с роторными. Основным элементом барабанных сушилок является
горизонтальный или наклонный к горизонту вращающийся цилиндрический корпус,
внутри которого установлены насадки различного типа, способствующие равномер-
через рубашку на корпусе и змеевик внутри,
6
Рис. 7.5.15. Вакуумная сушилка с вращающим-
ся барабаном: I. 6— распрсдслите.1ыгый коллск
тор; 2, 5 — опоры; 3 — корпус; 4 — загрузочно-раз-
грузочное устройство; 7,8 — цапфы; 9—гривод
ному распределению и перемешиванию высушиваемого материала.
В контактных сушилках для подвода теплоты к высушиваемому материалу ба-
рабан имеет рубашку, змеевик или трубчатый теплообменник. Удаление паров ис-
паренной влаги может быть осуществлено поддержанием вакуума в барабане либо
продувкой его атмосферным воздухом.
На рис. 7.5.15 показана вакуумная барабанная сушилка периодического дей-
ствия с контактным подводом тепла
используемая для глубокой сушки
полимерных материалов (лавса-
на, полипропилена и др.). Барабан
в виде цилиндрической емкости
вращается на эксцентрично распо-
ложенных цапфах, установленных
в подшипниковых опорах. Загрузка
и выгрузка продукта осуществля-
ется через один и тот же люк, снаб
жешгый шибером и крышкой, при
соответствующем повороте аппара-
та. Подача пара в рубашку и змеевик
и отвод конденсата осуществляется
через подвижный коллектор со сто-
роны привода через цапфу. С проти-
воположной стороны подключается
вакуумная система. Несимметрич-
ное расположение оси вращения барабана обеспечивает комбинировашгое продоль-
но-поперечное перемешивание высушиваемого материала и контактирование его
час г иц с греющими поверхностями.
Барабанная трубчатая сушилка, выполненная по второму варианту (рис. 7.5.16),
представляет собой цилиндрический барабан с трубггым пучком внутри, установлен-
ный под пеболы ним углом к горизонту и вращающийся вокруг продольной оси Пода-
ча пара в межтрубное пространство и отвод конденсата осуществляется через полые
цапфы. Влажный материал поступает вприемггую воронку, плотно примыкающую
к верхней торцовой стенке сушилки, а затем — в трубы. При вращении сушилки мате-
риал перемещается в трубах по спиральной траектории, получая тепло от стенок, вы-
сушивается и выходит с выгрузочного горца сушилки. Воздух, поступающий в трубы,
насыщается влагой и отводится в систему нылеотделения. Для перемешивания мате
риала и разрыхления комков трубы оборудованы винтовыми вставками.
642
ГЛАВА 7
Рис. 7.5,16. Барабанная трубчатая сушилка: 1 — загрузочное устройство; 2— корпус; 3 —
трубки для отвода конденсата; 4 — шнек для отвода сухого продукта; 5 —трубка. 6 — винтовая
вставка; 7— фрикционная передача, 8 — редуктор привода; 9— передняя цапфа
Интенсивность сушки по испаряемой влаге coci авляет от 2 до 5 кг/(м2-ч) в зави-
симости от давления пара (0,15-0,45 МПа) и числа оборотов барабана (4-9 об/мин).
В связи с тем что барабан имеет небольшой наклон к горизонту, а трубы — сравни-
тельно небольшой диаметр (100 мм), движение материала в них затруднено. Поэтому
аппараты этой конструкции могут быть применены для сушки хорошо сыпучих мате-
риалов с размером кусков не более 20 мм (уголь, шлак, песок и др.).
Конвективные барабанные сушилки получили наиболее широкое применение
в промышленности для сушки влажных материалов подогретым атмосферным возду-
хом или топочными газами в условиях прямоточного или противоточного движения
сушильного агента и высупшваемого материала. Аппараты этого типа отличаются эко-
номичностью, большой производительностью, высокой надежностью в эксплуатации.
Типичная конструкция барабашюй конвективной сушилки приведена на рис. 7.5.17.
Сушильная камера представляет собой установленный под углом (от 0,5 до 6°) к гори-
зонтали вращающийся барабан 5, на который надегы два бандажа 10 изубчш ый венец 9
привода. Аппарат опирается бандажа-
ми па свободно вращающиеся роли-
ки, закрепленные на опорной раме 3
и опорно-упорной станиии 5. Барабан
вращается от моторно-редукторной
приводной станции 4 через зубчатый
Рис. 7.5.17. Барабанная вращающая-
ся сушилка: 1— питательный лоток;
2— загрузочная камера; 3— опорная
станция; 4 — приводная станция; 5 —
опорно-упорная станция, 6 — разгрузоч-
ная камера, 7— башмак; 8— барабан,
9— зубчатый венец; 10— бандаж; 11 —
насадка присмно-распрсдслитслытая
винтовая; 12 — насадка подъсмно-лопас-
тная; 13 — насадка секторная
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
643
Рис. 7.5.18. Уплотнительные устройс-
тва барабанных сушилок: а — торцовое.
б — сальниковое (плавающее); в — лев крч*-
нос; г — секторное; д — лабиринтное ра-
диальное; е— лабиринтное аксиальное;
1 — барабан; 2 — камера; 3 — кольцо не-
подвижное; 4 — кольцо подвижное (враща-
ющееся); 5— шпилька; 6— гайка; 7—
пружина; 8— упор; 9— полукольцо не-
подвижное, 10— кольцо сальниковое;
11 — кольцо промежуточное; 12 — полу-
кольцо подвижное; 13 — лента много-
слойная; 14 — кольцо проволочное, 15—
накладка; 16 — сектор кольцевой
венец 9. Частота вращения бараба-
на —0,5-15 об/мин. Оба конца барабана
помещены в загрузочную 3 и разгрузоч
ную 6 камеры, через которые осущест-
вляется ввод и вывод сушильного агента
и высушиваемого продукта.
Для исключения пыления в производственное помещение барабанные конвек-
тивные сушилки обычно работают при небольшом (50-250 Па) разрежении, а для
исключения подсоса воздуха и увеличения нагрузки на дымососы стыки барабана
с загрузочной и разгрузочной камерами уплотняют в зависимости от температурных
условий процесса сушки торцовыми, сальниковыми, ленточными, секторными или
лабиринтными уплотнениями (рис. 7.5.18).
Внутри вращающегося корпуса суши.тки закреплены различные насадки, пред-
назначенные для перемешивания высушиваемого материала и обеспечения наиболее
полного контактирования его частиц с газообразным агентом сушки. Форма насадки
соответствует свойствам высушиваемого материала, и при их изменении конструк-
ция насадки может бы гь предусмотрена разной по длине барабана. Наиболее распро-
страненные конструкции насадок барабанов показаны на рис. 7.5.19.
Со сторон ы загрузочной камеры размещают т гриемпо-распределител ьпую насадку
в виде винтовых лопас гей (рис. 7.5.19а) На рис. 7.5.196 показаны самоочищающиеся
поворотные лопатки, которые иногда устанавливают за винтовой распределительной
насадкой при сушке липких материалов. При сушке комкующихся, но рассыпающих-
ся при подсушке и падении материалов, за ви нтовой насадкой помещают периферий-
ную подъемпо-лопасгпую насадку (рис. 7.5.19а, г, д). В конце барабана устанавли-
вают секторную насадку (рис. 7.5.19е, ж) с пятью, шестью и более секторами. Если
материал хорошо сыпуч, за винтовой насадкой помешают секторную, которая лучше
интенсифицирует процесс сушки и способствует снижению расхода электроэнергии
па вращение барабана за счет более равномерного распределения материала по сече-
нию барабана.
Интенсивность процесса сушки во многом зависит от доли материала, нахо-
дящегося в непосредственном контакте с сушильным газом. Поэтому стремят -
ся увеличить количество магериала, находящегося в состоянии «сыпи», путем
увеличения ширины полок подъемно-лопастной насадки или отбортовки их
644
ГЛАВА 7
Рис. 7.5.19. Схемы некоторых внутренних насадок барабанных сушилок: а — приемно-
распределительная винтовая; б— с прямыми самоочищающимися лопастями; в, г, д— подъ-
емно-лопастная; е, ж— секторная; з— жалюзийная с поперечной продувкой воздуха
краев (рис. 7.5.19г, д), либо применяя продольное секционирование барабана
(рис. 7.5.19е, ж). Для зернистых материалов применяют специальную жалюзий-
ную насадку, обеспечивающую сквозную продувку газом перемешиваемого слоя
(рис. 7.5.19?). Подобные конструкции дают увеличение интенсивности сушки по
сравнению с обычными барабанами в 1,5-2 раза.
В варианте сушки жидких материалов конвективные барабанные сушилки обо-
рудуют форсунками для напыления раствора или пульпы на перемешиваемый слой
высушиваемого магериала. При этом получают продукт в гранулированной форме.
Бандажи, служащие для передачи нагрузки от барабана на ролики, представляют
собой кольцо обычно прямоугольного сечения (рис. 7.5.20). Посадка их на барабан сво-
бодная с кольцевым зазором. Бандажи крепят сваркой или с помощью башмаков 5, кото-
рые присоединяют болтами 4 или приваривают к усилительной кольцевой накладке 5,
служащей для предотвращения сминания и прогиба обечайки барабана 6. Под башмаки
подкладываюг регулировочные подкладки 2. Выступы башмаков через один повернуты
в разные стороны для предотвращения осевого смещения бацдажа вдоль барабана.
Рис. 7.5.20. Крепление бандажа на башмаках: 1 — бандаж; 2 — регулировочные подклад-
ки; 3 — башмак; 4 — болт; 5 — усилительная накладка; 6 — обечайка барабана
в
ОБОРУДОВАНИЕ ДЧЯ МЛССООБМЕННЫХ ПРОЦЕССОВ
645
Рис. 7.5.21. Опорно-упорная станция: 1 — упор; 2 — упорный ролик; 3 — стойка ; 4 — пли-
та фунцамснтная; 5 — подшипник; 6 — опорный ролик
Рис. 7.5.22. Опорный ролик на подшип-
никах качения: 1 — ролик; 2 — вал; 3 — ра-
диальный подшипник; 4 — упорный ппгннип
ник; 5 — корпус подшипника
Опорная и опорно-упорная станции несут на себе всю нагрузку от вращающегося
корпуса сушилки. Опорно-упорная станция, представленная на рис. 7.5.21, состоит
из фундаментной плиты 4, на которой укреплены четыре подшипника 5 для осей
опорных роликов 6 и стойка 3 упорных роликов 2.
Опорные ролики закрепляются на валу, лежащем на двух подшипниках. Оба ро-
лика (или хотя бы один из них) должны быть подвижными в направлении, перпен-
дикулярном оси сушилки, для регулировки соосноеги с барабаном при монтаже су-
шилки. Для этого корпуса подшипников, в которых сидят валы роликов, и отверстия
в фундаментной плите 4 делаются с возможностью смещения в поперечном направ-
лении, например, с помощью упорных болтов или стяжных шпилек. Возможность
смещения роликов позволяет выполнять необходимые регулировки по мере их изно-
са или проседания фундаментных плит в процессе эксплуатации.
Ролики обычно проектируются па
подшипниках качения (рис. 7.5.22). Ро-
лик 1 закреплен на валу 2 неподвижно
посадкой с нагтягом. Вал вращается в двух
радиальных двухрядных подшипниках 3,
закреплешгых в корпусах 5. Осевые на-
грузки воспринимаются двумя упори ыми
подшипниками 4.
Упорные ролики (рис. 7.5.23) пред-
ставляют собой два прочных диска 3, ук-
репленных на двух вертикальных осях 2,
расположенных в стойках / с обеих сто-
рон бандажа. Назначение роликов — пре-
пятез вовать передвижению барабана
вдоль оси, которое обусловлено его на-
клоном к горизонту, а также возможным
перекосом опорных роликов. Обычно упорные ролики изготовляют коническими,
чтобы они катались по боковой поверхности бандажа без скольжения. Боковые по-
646
ГЛАВА 7
Рис. 7.5.23. Упорный ролик: 1 — стойка; 2 — ось;
3 — диск
верхпости бандажа также делают-
ся коническими. Рели же исполь-
зуется бандаж прямоугольного
профиля, то упорные ролики уста-
навливаются с наклоном в сторону
бандажа.
Венцовое зубчатое колесо,
учитывая особенности монтажа,
обычно собирается из нескольких
частей, соединенных между собой накладками, болтами или иным способом, обес-
Рис. 7.5.24. Схема крепления венцово-
го зубчатого колеса: 7 — пружина; 2, 3 —
прокладки
печивающим достаточную жесткость конструкции. На практике применяют два спо-
соба крепления зубчатого венца на барабане: жесткое и упругое. Жесткое крепление
используют у барабанов, работающих при невысоких температурах, т. е. при отсутс-
твии термических напряжений. Из вариантов упругого крепления чаще всего приме-
няют способ закрепления венца, показанный на рис. 7.5.24.
Зубчатое колесо устанавливают на плос-
кие пружины 7 (рессоры), опирающиеся на
прокладки 3, набранные из стальных плас-
тин Центрирование венца производится
с помощью регулирующих прокладок 2,
помещенных между пружинами и зубчатым
колесом.
Сушилки с вибрирующими
п о в е р х п о с т я м и (в и б р о с у ш и л к и)
имеют рабочий орган в виде вибрирующего
лотка, в котором находится высушиваемый
материал. При определенных значениях частоты и амплитуды колебаний создается
виброкипящий слой материала, движущегося вдоль лотка. Подвод тепла может быть
осуществлен контактным (через нагреваемую поверхность лотка), конвективным
(омыванием материала iraipeiuM воздухом)
или радиационным (от термоизлучателей)
способами. Конструктивно вибросушилки
могут быть I оризонталыюго или вертикаль-
ного исполнения.
На рис. 7.5.25 показана вертикальная виб-
росушилка с контактным подводом тепла
для сушки сульфата аммония, адипиновой
кислоты, химических реактивов, полимер-
ных материалов. Сушилка состоит из опор-
ной плиты 7, упругой подвески 10 из резины,
Рис. 7.5.25. Вертикальная контактная вибро-
сушилка со спиральными лотками: 7 — опорная
плита, 2 — сборник пыли; 3 — несущая труба; 4 —
лоток; 5— кожух; 6— пылсотбойник; 7— гре-
ющая камера; 8—трубки; 9 — приводной вал с дс-
балансами; 10 — упругая подвеска
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
647
приводного вала 9 с дебалансами, несущей
трубы 3, спирального лотка 4, пылеотбой-
ника 6 и сборника пыли 2. Рабочий орган
представляет собой двухзаходный спираль-
ный лоток с приваренной снизу камерой 7
для греющего пара. Для увеличения вре-
мени контакта материала с теплообмешюй
поверхностью в днище рабочего органа
имеются поперечные щели, через которые
продукт пересыпается с одного спирально-
го лотка на другой.
Влажный материал загружается в обе
части спирального лотка через бункер. За
счет вибрации лотка с определенной час-
тотой материал движется по лотку снизу
вверх. Высушешгый продукт выгружается
также через бункер шлюзовым питателем.
Тепло подводится к материалу контактно от
стенки лотка, паровоздушная смесь выво-
дит ся во внутреннюю полость несущей тру-
бы через поперечные щели, а затем отводит-
ся из сушилки. Частично унесенная пылевая
фракция отражается пылеотбойником и че-
рез сборник пыли направляется в первый
Рис. 7.5.26. Вертикальная конвектив-
ная вибросушилка: 1 — электровибратор;
2 — спиральный лоток; 3 — кожух; 4 — ка-
лорифер, 5 — регулирующая заслонка; б —
вентилятор; 7 — вибрирующая труба; 8 —
наклонные пружины; 9 — несущая непод-
вижная труба
виток рабочего органа. Процесс с>шки протекает достаточно интенсивно: коэффици-
ент теплопередачи от греющего пара к материалу составляет 300-370 Вт/(м2-К).
На рис. 7.5.26 показана вертикальная конвективная вибросушилка для сушки
гранулированного хлористого аммония производительностью 2 т/ч. Материал пере-
мещается по вибрирующему лотку также снизу вверх. Нагретый воздух циркулирует
внутри корпуса, омывая виброожиженный слой материала. Кратность циркуляции
и подачу свежего воздуха регулируют заслонкой 5.
Рассмотрегшые типы вибросушилок сложны в изготовлении и металлоемки. По-
этому их целесообразно применять в малотоннажных производствах для сушки сыпу-
чих пылящих материалов, а также при необходимости получения чистых веществ.
Технологический расчет сушилок
с механически перемешиваемым слоем материала
Технологический расчет сушильных аппаратов с перемешиваемым слоем матери-
ала содержит определение расходов теплоносителя и газового агента сушки, объема
аппарата, его основных размеров и необходимых параметров работы (угла наклона,
частоты вращения или колебаний рабочего органа, мощности привода). Решение ма-
териального и теплового балансов, обычных для контактной и конвективной сушки,
рассмотрено выше.
Точное описание кинетики процесса сушки в контактных роторных, барабанных
и вибрационных сушилках затруднено тем, что частицы материала не находятся
648
ГЛАВА 7
в постоянном контакте с греющими поверхностями, а перемещаются в глубину слоя
материала. Поэтому обычно используют опытные кривые сушки, обработанные по
методу А.В. Лыкова, либо практические данные по интенсивности сушки. Иногда
используют практические данные по значениям коэффициентов теплопередачи в за-
висимости от свойств высушиваемого материала и параметров теплоносителя. На-
пример, в барабанных сушилках с паровым трубчатым обогревом коэффициенты
теплопередачи в диапазоне давлений пара от 0,1 до 1,0 МПа находятся в пределах
30-90 Вт/(м2-К). Повышение давления увеличивает коэффициент теплопередачи за
счет радиационного потока тепла от стенок.
Кинетика процесса сушки в конвективных барабанных сушилках также имеет
свои особенности. Рассчитать барабанную сушилку через межфазные коэффициенты
тепло- и массообмена очень сложно, так как материал значит ельную часть времени
пребывания в зоне сушки находится в плотном слое и частицы омываются сушиль-
ным агентом лишь на его поверхности и в моменты пересыпания с насадки па слой.
Затруднительно также использование оныгпых кривых сушки и применение метода
А.В. Лыкова. Наиболее достоверные результаты дает использование в расчетах пока
зателя интенсивности процесса сушки, выражаемого напряжением рабочего объема
по испаряемой влаге Ау кг/(м3-ч).
Показатель Ау характеризуется массой влаги, испаренной в единицу времени
в единице объема сушилки из конкрет ного материала при определенных темпера-
турных условиях. Следовательно, зная напряжение сушилки по испаренной влаге,
можно найти рабочий объем барабана:
V&=WIAv, (7.5.59)
где — объем барабана, м3; W— производительность сушилки по испаренной вла-
ге, кг/ч.
Требуемое поперечное сечение барабана 5 можно рассчитать, зная максимально
допустимую скорость газов на выходе из барабана, из уравнения расхода:
5 = л£>2/4 = Рк/[(1 - £м>], (7.5.60)
где — объемный расход сушильного газа в условиях выхода; /?м — коэффициент
заполнения барабана материалом (Дм = 0,15 -0,35); D— внутренний диаметр бараба-
на; w — максимально допустимая скорость газов в аппарате, зависящая от размеров
и плот пости частиц.
Максимальную скорость газа можно принять равной скорости витания частиц
фракций допустимого уноса высушиваемого магериала. При отсутствии требований
к допустимому уносу продукта или данных по гранулометрическому составу матери-
ала обычно пользуются практическими данными по допустимым скоростям сушиль-
ного агента, обусловленными приемлемым уносом мелких фракций.
Длина барабана —
/0=Г,/5. (7.5.61)
Наружный диаметр барабана с учетом толщины стенки обечайки —
= D + 2^ (7.5.62)
где <5СТ — толщина с генки обечайки барабана, зависящая от габаритов сушилки.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
649
Величину <5СТ принимают ориентировочно в пределах от 5 до 22 мм в зависимости
от диаметра барабана (0.5-3,5 м). При температуре сушильною агеша выше 400 °C
величина <5СТ должна учитывать также толщину футеровки, равную приблизительно
100-200 мм. Полученные из соотношений (7.5.60)-(7.5.62) значения Zo и £>н округля-
ют до ближайших размеров типовой сушилки по каталожным данным либо до при-
емлемых проектных размеров вновь разрабатываемой сушилки. Отношение длины
барабана к диаметру обычно лежит в пределах Zo / DH = 3,5-7.
Используя последнее соотношение, можно оценить диаметр и длину барабана
другим способом. Задавшись величиной отношения к = Du в пределах рекоменду-
емого, из геомегрического определения объема барабана
У6 = 7rD2Zo/4 = nD2kl>4 = тгА£>74
можно найт и диаметр барабана
D = з/4^/(тгЛ) (7.5.63)
и соогвет стъепно его длину Zo, затем уточни ть размеры проектируемого либо типово-
го барабана по ка гатогу.
Дтя принятого диаметра барабана следует определить действительную скорость по-
тока газов w в барабане по расходу газов при условиях выхода и оценить допустимый
пылеунос. Зная скорость потока воздуха, можно также оценить величину граничного
размера частиц уноса. Эту оценку можно выполнить с помощью критерия Лященко.
Расс’пггав критерий Ly = w3/?2 / (pp^g), из графической зависимости Ly = f(Аг, с) при
величине порозност и е = 1 определяют значение критерия Архимеда, а из него — раз-
мер частиц уноса:
(7-564)
где р, р— вязкость и плотность газа при условиях выхода; рм— кажущаяся плот-
ность частиц высушиваемого материала.
При наличии интегральной кривой распределения частиц продукта по размерам
Z)(<5) или 7?(<5) можно найти количество продукта, уносимого из сушилки с отработан-
ным воздухом:
j, = Cy,/G=D(^), (7.5.65)
где_у—относит ел ьная доля част иц уноса (менее <5у|1); G — масса унесенного продукта
в отработанном воздухе; G'k — масса высушенного продукта; 0(3^) = 1 — /?(<5уи) — доля
частиц у носа по кривой проходов; /£(<5^) — то же по кривой остатков.
Для расче га размера частиц уноса можно воспользоваться аналитической аппрок-
симацией графиков Ly = /(Аг, г), предложешюй А.А. Ивановым:
lg Аг = 1,5 lg Ly + 9,7 - 2,5а + /(lg Ly + 1,6 - а)2 + 1,92, (7.5.66)
где а = 2,5е(2,7 - е).
В случае решения обратной задачи, т. е. определения скорости взвешива ния час-
тиц при задаююм их размере расчетная аппроксимация имеет вид
lgLy = 1,21g Аг - 10,4 + 2,2а - 0,8/(lgAr - 7,3 + а)2 + 2,4. (7.5.67)
650
ГЛАВА 7
Уточнив геометрические размеры типового сушильною барабана, необходимо
рассчитать его объем и из формулы (7.5.59)— действительную величину напряже-
ния сушилки по испаретшой влаге.
Время пребывания материала в барабане г, соответствующее требуемому време-
ни сушки, можно оценить по следующему соотношению:
(7.5.68)
где Км — объемный расход материала через сушилку; Gep = 0,5(Go + GK) — средняя
масса материала, проходящего через барабан; Go, GK — расходы влажного и сухого
материала.
Угол наклона барабана может быт ь рассчитан по заданной частоте его вращения как
« = (“4^7 + 0,007w ] , (7.5.69)
\DHnT ’ I 7Г ’ v 7
где и>— расчетная (действительная) скорость газов в сушилке, м/с.
Если полученное значение а окажется меньше 0,5° или больше 6°, то частоту вра-
щештя барабана соответственно уменьшают или увеличивают и расчет повторяют.
Мощность (в кВт), затрачиваемую на вращение барабана, ориентировочно опре-
деляют по формуле
N = 0,0013D}H 1Орн ап, (7.5.70)
где о— коэффициент, зависящий от типа насадки и коэффициента заполнения /?м
(для подъемно-лопастной насадки о = 0,038 при = 0,1 и 10 сг= 0,071 при Рм = 0,25;
для секторной насадки сг = 0,013 при /?м = 0,1 и ст = 0,044 при Рм = 0,25); п — часто га
вращения барабана, мин-1.
Прочностные расчеты барабанных сушилок аналогичны прочностным расчетам
барабанных грануляторов. Дашгые расчеты приведет»! в разделе 4.3.
При расчете вибросушилок необходимо знать скорость транспортирования ма-
териала и его расход при движении вдоль лотка. На сплошном лотке виброкипящий
слой создается при условии
Aco2sinp/g-cosa = К > 1,
(7.5.71)
где К— коэффициент интенсивности вибрации, характеризующий отношение ус-
корения частиц при вибрации к ускорению силы тяжести (обычно принимают ве-
личину К = 1,2 — 5); Асо2 — ускорение частицы при вибрации; А — амплитуда коле-
баний; со = 2nf— круговая частота;/— частота колебаний; а — угол наклона лотка
к горизонту: р— угол направления вибрации относительно плоскости лотка.
Расход перемещаемого по лотку материала
G = bhw^p^cp , (7.5.72)
где b — ширина лотка; h — высот а слоя ма гериала; и>м — скорость движения мате-
риала; рн — насыпная плотность материала; ср — коэффициент заполнения лотка,
(р = 0,6-0,8.
Средняя скорость перемещения материала для лотка со сплошным днищем при
Р = 2О-ЗОС равна
ОБОРУДОВАНИЕ Д ЛЯ МАССООБМЕННЫХ ПР( ИЩССОВ
651
и;, = к А СО cos/3/1 - 1/№ ; (7.5.73)
а для вин гового виброподъемника
и>м = кА со cos/?, (7.5.74)
где к = 0,2-1,0 — коэффициент, зависящий от дисперсности материала (для мелких,
пылящих — меньшие значения, для крупных, кусковых — большие).
Расход электроэнергии на перемещение материала по лотку
N = K}GL, [кВт]; (7.5.75)
для вертикальной вибросушилки
N = К£Н, [кВт], (7.5.76)
где L — длина лотка, м; G— производительность, т/ч; Н — высота подъема, м;
Xj = 0,005-0,1 и К2 = 0,5-1,0 — удельная энергоемкость соответственно перемеще-
ния и подъема, кВт-ч/(т-м).
Высотой слоя обычно задаются h = 30-70 мм, частоту колебаний принимают
f = 20-50 Гц, амплитуду А = 1-10 мм. Рассчитав параметры К и и>м, по уравнению
(7.5.72) находят ширину лотка Ь. Она должна быть не менее 100 мм. Длину лотка (су-
пныки) L рассчитывают по величине кинетически необходимого времени сушки т
L = l,25wMr (7.5.77)
либо на основании экспериментальных данных по коэффициентам теплопередачи а
или напряжения по испаренной влаге Ар отнесенного к 1 м*1 площади лотка;
L = = (7.5.78)
«Ч 6
L=W/{AJb'). (7.5.79)
Для радиационных контактных вибросушилок высота борта лотка принимается
по соотношению
= (1,4 - 1,8)Л + 20 мм (7.5.80)
Для вертикальных сушилок шаг витков спирального лотка
5 = TiDptga, (7.5.81)
где D — средний диаметр спирального вигка; а — угол наклона лотка к горизонту
(8-10^5-
7.5.4. Сушилки со взвешенным слоем материала
К сушильным аппаратам со взвешенным слоем относятся конвективные сушил-
ки, характеризующиеся наличием потока сушильного газа и взвешенных в нем час-
тиц высушиваемого материала. В зависимости ог величины порозпости взвешенного
слоя е и соотношения направлений движения газа и частиц материала аппараты этого
класса подразделяются на сушилки кипящего слоя, аэрофонтанные, пневматические
трубные, распылительные и циклонные.
Сушилки кипящего слоя, работающие в диапазоне величин е = 0,55-0,75,
получили широкое распространение во многих отраслях промышленноеги. В кипя-
652
ГЛАВА 7
А А
Рис. 7.5.27. Сушилка с круглой камерой
для сушки в кипящем слое растворов со-
лей: 1 — топочная камера; 2— люк; 3, 9 —
футеровка; 4 — капал для подачи вторичного
воздуха; 5 — форсунка; 6 — донная разгрузоч-
ная течка; 7 — разгрузочная течка; 8— затвор;
10— камера кипящего слоя; 11— форсунка
топлива
тем (псевдоожиженном) слое высушивают
не только сыпучие материалы, но также
насты, суспензии, растворы. Растворы
и суспензии можно обезвоживать либо на
псевдоожиженной инертной насадке, либо
в кипящем слое высушиваемого материала.
В первом случае высушенный продукт вы-
носится потоком газа из супишыюй камеры
в виде мелкой пыли. Во втором случае су-
хой продукт получается в виде гранул.
Конструкции сушилок кипящего слоя разнообразны, но все они могут быть разде-
лены на две группы: одно- и многокамерные. Кроме того, существуют два основных
типа камер, отличающихся режимом движения псевдоожиженного слоя материала:
с обратным перемешиванием материала в слое и с иаправлетшым движением слоя. Не-
которые из упомянутых разновидностей сушилок приведены на рис. 7.5.27—7.5.30.
Однокамерные сушилки, которые могут быть круглыми или прямоугольными
в плане (рис. 7.5.27 и 7.5.28), просты по устройству, надежны в эксплуатации, об-
ладают высокими экономическими показателями. Причем камеры с обратным пе-
ремешиванием наилучшим образом подходят для материалов, которые в исходном
состоянии очень трудно или невозможно перевести в псевдоожиженное состояние
(высоковлажные, комкуютциеся, пастообразные, жидкие). Псевдоожижение достига-
езся путем однородного распределения сырья по поверхности или в объеме слоя и за
счет полного перемешивания твердых сухих часгиц в пределах слоя.
Парис. 7.5.27 показана сушилка кипящего слоя с круглой в плане камерой для суш
ни рас гворов цинкового купороса, двойного суперфосфата и других минеральных со-
лей с получением сухих продуктов в гранулировашюй форме. Сушка осуществляется
высоко! емпературпыми топочными газами. Раствор подается на поверхность кипяще-
го слоя сверху с помощью форсунок грубого распыла. Благодаря режиму полного сме-
шения и циркуляции материала кипящий слой содержит в основном гранулы сухого
продукта, между которыми и па поверхности которых распределяются капли раствора.
В результате испарения влаги происходит образование и рост гранул сухого продукта,
который непрерывно выгружается из сушилки через переливной порог по течке 7.
Недоста гком сушилок с обрагиым перемешиванием кипящего слоя является не-
равномерная обработка материала, обусловленная широким спектром времени пре-
бывания частиц в зоне сушки.
Если высушиваемый материал способен переходить в псевдоожиженное со-
стояние сразу после попадания ь кипящий слой, и особенно если материал требу-
ет однородной сушки, применяют сушилки с направленным движением материала.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
653
Рис. 7.5.28. Сушилка кипящего слоя с направленным движением материала и встроен-
ными в слой поверхностями теплообмена: 1 — сушильная камера; 2 — вибратор; 3 — тепло-
обменные поверхности; 4 — газораспределительная решетка
Направленное перемещение материала в них вдоль решетки осуществляется за счег
коридорной формы камеры или путем установки в ней направляющих ncpei ородок,
образующих коридоры. Такие сушилки при необходимости могут быть выполнены
с подачей нескольких потоков воздуха при разной температуре по отдельным зонам
газораспределительной решегки— это однокамерные многозонные сушилки. При
достаточно большой высоте кипящего слоя одно- и многозонные, а также одно-
и многокамерные сушилки могут иметь встроенные теплообменные устройства для
подвода дополнительного тепла непосредственно в псевдоожижешгый слой материа-
ла. Это дает возможность уменьшить как температуру, так и расход воздуха на сушку,
т. е. снизить общие энергозап раты. Снижение температуры особешю важно в случае
сушки термочувствительных материалов.
На рис. 7.5.28 показана однокамерная многозонная сушилка с направленным дви-
жением материала вдоль коридора и с теплообменным устройством в слое. Сушил-
ка предназначена для сушки полиолефинов и других полимерггых материалов. Она
имеет газораспределительную решетку 4, разделенную на три зоны с индивидуаль-
ным подводом потоков газа при разных температурах. В первой и второй зонах над
решеткой расположены вибрирующие теплообмешгые поверхпос пг 3, состоящие из
элементов с оребренными трубами. Устройство укреплено на подвесках, что позво-
ляет ему совершать горизонтальные колебания вдоль сушилки. Вибрация греющих
поверхностей увеличивает интенсивность теплоотдачи и предотвращает пали пание
па них материала.
Интенсивное перемешивание материала в кипящем слое приводит к неравномер-
ной обработке частиц материала, что особенно отрицательно отражается при сушке
крупнодисперсных материалов с большим внутридиффузионным сопротивлением
переносу влаги. Этот негативный эффект существенно снижается при секциониро-
вании псевдоожиженных слоев. Самым простым способом является горизонтальное
секционирование при расположении на одном уровне камер, разделенных перегород-
ками. В каждую из камер подается газ с параметрами, соответствующими изменя-
ющимся свойст вам высушиваемого материала.
Более компактное размещение секций достигается в многоярусных многокамер-
ных сушилках.
654
ГЛАВА 7
Рис. 7.5.29. Двухкамерная двухъярус-
ная сушилка кипящего слоя: 1 — каме-
ра; 2 — рыхлитель
На рис. 7.5.29 показана двухка-
мерная сушилка, предназначенная для
су пней полимерных материалов (диа
цетатцеллюлозы, поливинилхлорида).
Воздух при температуре 120-130 °C
подаст ся в перекрытые решетками ка
налы в днищах камер. Огработашши
воздух отводится отдельно из каждой
камеры и поступает по общему кол-
лектору на пылеочистку. Для улучше-
ния однородност и кипения в верхней
камере имеется качающийся механический рыхлитель. Для равномерного распреде-
ления материала по поверхности слоя сушилка снабжена пневматическим разбрасы-
вателем.
Для сушки тонкодисперсных и полидисперсных материалов, склонных к комко-
ванию и слипанию в слое, т. е. в тех случаях, когда материал газовым потоком не-
возможно перевести в равномерный кипящий слой, применяется режим виброаэро-
кипящего слоя. Такой режим создается в аппарат ах, в которых мат ериал переходит
в псевдоожиженное состояние под действием вибрации газораспределительной ре-
шетки и продуваемого через нее газового потока.
На рис. 7.5.30 показана сушилка с виброаэрокипящим слоем. Основную часть су-
шилки составляют прямоугольный желоб с перфорированным дном, укрепленным
пластинчатыми рессорами на раме, которая через резиновые аморгизаторы опирает-
ся на фундамент. Привод инерционного гина состоит из маятникового мотор-вибра-
тора направленного действия с регулируемым дебалансом и постоянной частот ой ко-
лебаний (23,5 Гц). Материал движется по вибрирующему перфорированному желобу
под действием вибраций и газовою потока. Изменяя высоту порога в конце желоба,
можно регулировать время пребывания материала в сушилке. Скорость перемещения
слоя мат ериала определяется утлом наклона рессор и амплитудой колебаний.
Отработанный воздух
Рнс. 7.5 30. Вибросушилка с кипящим слоем материала: / — вибропривод; 2—распреде-
лительный короб; 3 — сушильная камера
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
655
Сушилки этой конструкции используют для сушки кристаллических, зернистых
и волокнистых материалов широкого гранулометрического сос гава (0,05-5 мм), в том
числе для сушки удобрений, полимерных материалов, продуктов фармацевтической
промышленности.
Ответственным элементом сушилки кипящего слоя является газораспредели-
тельная решетка. При сушке многих материалов, особенно термолабильных, от
ее конструкции зависит выбор максимально допустимой температуры сушильного
агента. Несмотря на то что темпера гура псевдоожиженного слоя из-за интенсивного
перемешивания магериала устанавливается невысокой, близкой к температуре газа
на выходе, температура газораспределительной решетки может быть намного выше
вследствие нагрева от распределяемого газа. Это может служить причиной наплав-
ления, припекания или пригорания продукта на поверхности решетки. Для предот-
вращения этих нежелательных явлений и обеспечения возможности применения
высоких температур сушильного газа рекомендуют предусматривать в конструкции
решетки элементы, направляющие струи газа вдоль ее поверхности, либо слой тепло-
изолирующего магериала на нижней стороне решетки (рис. 7.5.31).
Для сушки трудниожижаемых, поли дисперсных материалов и при зпачи гелыю изме-
няющейся скорости витания высушиваемых частиц применяют а э р о ф о н т а н н ы е
суш илки — аппараты цилиндроконической или призматической формы. Конус-
ная форма сушильной камеры (с углом конусности 30-40°), высокая порозпость взве-
шенного слоя (с = 0,75-0,95) и устойчивая фонтанообразная циркуляция часгиц позво-
ляет наш!} чшим образ, >м применять аппараты этого типа для сушки крут юдисперспых,
а также жидких и пастообразных материалов в вариантах получения сухого продукта
в пылевидной или гранулированной форме.
Характерная особенность взаимодействия высушиваемого материала и газового
потока в фонтанирующем слое состоит в упорядоченном циркуляционном движении
частиц внутри аппарата между центральным фонтаном восходящего газового потока
Рис. 7.5.31. Схемы газораспределительных решеток: а — бсспровальная с тангенциаль-
ным вводом газа; б— бсспровальная призматическая; в— щелевая; г— перфорированная на
твердом теплоизоляторе (фаолит, текстолит, эбонит, фторопласт и т. и.); д— перфорированная
на гранулированном или волокнистом теплоизоляторе; е — дутьевое сопло на слое теплоизоля-
ции; 1 — стальная перфорированная пластина; 2 — теплоизолирующий слой, 3 — огвсрстия;
4 — гранулированный или волокнистый теплоизолятор; 5 — опорная пластина
656
ГЛАВА 7
Рис. 7.5.32. Схема сушилки с фонтанирующим
слоем керамических шаров: 1 — корпус; 2 — ре-
шетка, 3 — фосунка
с относительно небольшим содержанием твер-
дой фазы и периферийной зоны опускающе-
гося вниз плотного слоя материала. При этом
крупные частицы относительно более длитель-
ное время пребывают в нижней части фонтана,
в кгпорой температура газа наибольшая, что
благоприятно для однородного высушивания
полидисперсных материалов.
На рис. 7.5.32 изображена схема сушилки
с фонтанирующей насадкой из керамических
шаров диаметром 10-12 мм. Высушиваемый
раствор вводится в аппарат и распыливается
пневматической форсункой в фонтанирующий
слой шаров, налипает на их поверхности и высушивается. При трении и соударениях
шаров сухая пленка на их поверхности разрушается, и образующийся пылевидный
продукт выносится из сушилки потоком отработанного воздуха в систему пылеулав-
ливания. Аппараты этого типа диаметром 900-1800 мм используются для сушки рас-
творов толуолсульфонатов, хлорида кальция, хлороксида меди и др.
В аэрофонтанпой сушилке для грануляции жидких и пастообразных материалов,
имеющей кольцевую форму камеры (рис. 7.5.33), исходный материал распыляется
внутрь фонтанирующего слоя высушиваемого продукта механическими форсунками
грубого распыла. Выгрузка сухих гранул производится через центральный цилинд-
рический стакан, выполняющий роль порога. Вертикальным перемещением стакана
рабочую высоту слоя можно изменять в нужных для сушки конкретного материала
пределах. Сушилка применяется для сушки
органических красителей, катализаторов, про-
дуктов флотации.
Основным элементом пневматиче-
ской трубной сушилки является вер-
тикальная труба диаметром до 2 м, высотой
до 30 м, в которой высушиваемый порошкооб-
разный или зернистый материал транспорти-
руется потоком сушильного агента в режиме,
близком к идеальному вытеснению. Пребыва-
ние материала в зоне сушки кратковременно,
обычно несколько секунд. Одна из конструк-
ций собственно грубы-сушилки показана на
рис. 7.5.34. Газовзвесь отводится из сушилки
на разделение в циклон или фильтр. Количес-
Рис. 7.5.33. Аэрофоитапная сушилка с коль-
цевой камерой для сушки растворов и паст: 1 —
корпус; 2 — форсунка; 3 — регулирующий стакан
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
657
Рис. 7.5.34. Пневматическая трубная сушилка: 1 — карман; 2 —
инжектор; 3, 7 — опорные лапы; 4 — труба; 5 — манжета; 6 — рас-
ширитель; Л— вход сушильною газа; Б— вход влажного материала;
В — выход газовзвсси материала; Г— выгрузка комков
тво находящегося в сушилке материала невелико, что позво
ляет использовать пневмотрубы для сушки гермолабильных
и взрывоопасных материалов. Пневматические трубы-су-
шилки могут быть разнообразных конструкций в зависимос-
ти от свойств высушиваемого материала и требований к вы-
сушенному продукту.
В верхней части сушилки может быть установлен расши-
ритель 6 для удержания крупной фракции материала в зоне
сушки. Карман / в нижней части служит в качестве ловушки
для крупных нетранспортабельных комков материала во из-
бежание их перегрева и разложения. В трубе-сушилке предус-
матривают устройства для компенсации термического удлине-
ния, папример, в виде мягкой манжеты 5 или сильфона.
Для трудносохнущих материалов или при необходимости
сушки до низкой остаточной влажности находят применение двухступенчатые тру-
бы-сушилки. Преимуществом их является то, что, создавая на каждой ступени наибо-
лее благоприятный режим сушки, можно высушить материал до требуемой конечной
влажности при минимальных затратах тепла. На первой ступени сушки удаляется
большая часть влаги при максимально возможной температуре сушильного агента.
На второй ступени материал досушивается при умеренном температурном режиме.
Пневматические трубы-сушилки могут быть использованы для сушки круп-
нодисперсных и трудносохнущих материалов и в одноступенчатом варианте, для
чего применяют технологический прием сушки с рециркуляцией продукта (ретур).
При этом целесообразно подавать на ретур
крупные фракции продукта, предваритель-
но отсепарировав их и смешав с исходным
материалом. В некоторых случаях полезно
измельчать материал в процессе сушки по
схеме, показанной на рис. 7.5.35.
Распылительные сушилки
применяют для получения сухих порошко-
образных продуктов из жидких или пастооб-
разных материалов. Процесс осуществляется
обычно в вертикальной цилиндрической ка-
мере путем распылетшя жидкого материала
в поток горячего сушильного газа. Главное
Рис. 7.5.35. Пневматическая трубная сушилка
с рециркуляцией и измельчением материала:
1 — топка; 2 — пневмотруба, 3 — сепаратор; 4 —
дымосос; 5 — циклон, 6 — ншск-смсситсль; 7—
мсльп ица; 8 — питатель; 9 — транспортер
658
ГЛАВА 7
достоинство способа сушки распылением: возможность получения продукта непо-
средственно из рас гворов, суспензий и других жидких материалов без использования
стадий кристаллизации, фильтрования, измельчения и очистки сточных вод. Недо-
статки: большие габариты аппарате и установки из-за невысокой интенсивности про-
цесса, повышенные расходы тепла и электроэнергии, что связано с необходимостью
испарения большого количества влаги.
Для распыления жидкостей используют гидравлические (механические) и пнев-
матические форсунки или ценгробежные (дисковые) распылители. Механические
форсунки могут быть струйными и центробежными. Струйные форсунки создают
у жий и длинный факел распыленной жидкости в форме крутого конуса. В центро-
бежных— жидкость перед выходом из сопла закручивается, что способствует уве-
личению ширины факела распыла, форма которого подобна пологому пустотелому
конусу. Достоинствами механических форсунок являются простота изготовления
и обслуживания, низкие энергозатраты на распыление и невысокие эксплуатацион-
ные расходы. Основные недостатки: трудность регулирования производительности,
ненадежная работа при распылении суспензий вследствие забивания канавок твер-
дыми частицами и эрозионного износа сопла и непригодность для распыления высо-
ковязких растворов и паст.
На рис. 7.5.36о показана типичная конструкция гидравлической центробежной
форсунки, применяемой при сушке синтез ических моющих средств. Диаметр сопла
форсунки — 2,5-3,5 мм, при давлении подаваемой жидкости в 9 МПа обеспечивает-
ся распыление от 400 до 1000 кг/ч пульпы. Обычно эти форсунки устанавливают по
периметру сушильной камеры (до 20 шт.), что дает возможность отключать и чистить
их поочередно без нарушения гехнологических параметров сушки.
Пневматические форсунки работают по принципу распыления жидкое™ высоко-
скоростной струей газа или пара, подаваемого под давлением 0,1-1 МПа. Производи-
Жидкость
Рис. 7.5.36. Форсунки для распылительных сушилок: а — гидравлическая центробежная:
1 — корпус; 2 — прокладка; 3 — пробка; 4 — пружина; 5 — завихритель, 6 — сопло, б — пнев-
матическая: 1 — корпус; 2 — направляющая; 3 — кон гргайка; 4 — наконечник; 5 — сопло
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
659
Рис. 7.5.37. Центробежный дисковой распыли-
тель: 1 — диск; 2 — вал; 3, 5 — подшипники; 4 —
уплотнения; 6 — корпус; 7 — коробка (картер) ре-
дуктора; 8 — смотровой глазок; 9 — зубчатое коле-
со; 10 — электродвигатель; 11 — шестерня
тельное гь пцевмофорсунок достигает 12 т/ч,
они отличаются высокой универсальностью
в отношении создания желаемой формы факе-
ла, производительности, дисперсности распы-
ла и возможностей распыления высоковязких
паст и суспензий. Конструкции пневматичес-
ких форсунок многообразны, но все они раз-
деляются по способу смешения газа с жид-
костью на две группы: форсунки внутреннего
и внепп и;го смешения. Последние имеют воз-
можности регулирования характеристик
распыления (дисперсности распыла, формы
и размеров факела), поэтому чаше всего при-
меняются в распылительных сушилках. Недо-
статок — большая длина факела распыла.
На рис. 7.5.366 показана пневмофорсун-
ка внешнего смешения. Форсунка отличает-
ся возможностью регу. (ировки кольцевого воздушного зазора между наконечником 4
и соплом 5. Их центровка обеспечена наличием двух базовых поверхностей по направ-
ляющей 2. Сопло имеет острые кромки, что позволяет получать однородный и высоко-
дисперсный распыл жидкости. Кроме того, сопло защищено от случайных механичес-
ких повреждений высокими бортами наконечника 4. Пневматические форсунки, как
и гидравлические, могут быть установлены по одной или блоками до 50 штук.
Центробежные дисковые распылители работают по принципу сброса струек
или пленок жидкости с быстровращающегося диска в относительно неподвижный
сушильный агент. Факел распыла имеет форму зонта. Производительность центро-
беж пых распылит елей достигает 40 т/ч и более. Частота вращения диска составляет
от 4000 до 50 000 об мин в зависимости от диаметра, который может быть от 50 до
350 мм. Высокая частота вращения обеспечивается приводом через мультипликатор
с обращенной червячной либо цилиндрической передачей.
На рис. 7.5.37 показан центробежный распылитель с приводом на диск от элект-
родвигателя через зубчатую передачу. Раст вор подается на распределитель, обеспечи-
вающий равномерное распределение раствора между радиальными лопат ками диска.
Частота вращения диска 18 000 об/мин обеспечивается зубчатой парой с передаточ-
ным числом 6,3. Зубчатая передача в процессе работы обильно смазывается маслом,
которое засасывается из картера конусной насадкой на валу двигателя и через отвер-
стия подается на шестерню. Для проверки уровня масла в картере редуктора имеется
глазок. На валу распылителя имеются лабиринтные уплотнения, предотвращающие
попадание масла в распыливаемую жидкость. Из ловушек масло непрерывно обсасы-
вается через штуцер, подключенный к вакуумной линии.
По конструкции распылительные диски делят на три основные группы: гладкие,
660
ГЛАВА 7
Рис. 7338. Схемы распылительных дискив;
а-в — гладкие; г—и—лопастные; к-м — сопловые
лопастные и сопловые (рис. 7.5.38). Выбор типа и конкретной конструкции диска оп-
ределяется свойствами распыливаемой жидкости и требованиями к качеству распы-
ления и эксплуатационной па, (ежности.
Гладкие диски (рис. 7.5.38д-в) могут бьпь тарельчатыми (а), чашечными (б) и плос-
кими (в). Они просты по устройству и практически не подвержены забиванию тверды-
ми включениями в жидкости, подают грубый полидисперсный распыл. Чашечные дис-
ки дают несколько более тонкий распыл за счет срыва пленки с острой периферийной
кромки. Для гладких дисков характерен неравномерный в горизонтальной плоскости
факел и ограниченная производительность. Для повышения производительности дис-
ки собирают в пакет, получая многоярусные диски (рис. 7.5.38в).
Более широкий и равномерный факел дают лопастные диски. На рис. 7.5.38г пока-
зан диск с прямыми лопатками. Для уменьшения эрозии лопаток под ударным воздейс-
твием входящей суспензии лопатки выполняют изогнутыми (д), а в некоторых случа-
ях защищают наплавками из стеллита или карбида кремния (е). При необходимости
тонкого распыления высоковязких суспензий, содержащих крупные твердые частицы,
применяют диски дезитггеграторного типа со штифтами на периферии призматическо-
го (лс), прямоугольного (з) или круглого (г/) поперечного сечения.
Наиболее качественное однородное распыление дают сопловые диски
(рис. 7.5.38к-лт). Они могут иметь каналы прямоугольного (к) или круглого (л, м) се-
чения. Для абразивных материалов диски могут быть выполнены в виде стаканов со
сменными соплами в стенках. Для повышения производительности все рассмотрен-
ные диски можно выполнять многоярусными аналогично варианту, показатпюму на
рис. 7.5.38в.
Конструктивное оформление сушильных камер распылительных сушилок зави-
сит от типа, числа и места установки распылителей. а также от места и способа ввода
и вывода газа и материала (рис. 7.5.39). Выбор гой или иной конструкции зависит от
технологических требовании и свойств высушиваемого материала.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
661
Рис. 7.5.39. Схемы форсуночных (а - д) и дисковых (е - и) сушильных камер: а, б — нис-
ходящий прямоток газа и материала; в— противоток; г — восходящий прямоток; д — фонтано-
обрашос распыление; е — подача газа сверху на факел, ж— то же с раздельным выводом газа
и продукта; з— подача газа снизу под факел и раздельный вывод газа и продукта, w— с плос-
ким днищем; Г— газ; М— материал; П— продукт
На рис. 7.5.39а, б показаны схемы прямоточных сушилок с форсуночным распы-
лом и движением газа и материала сверху вниз. Вариант а с равномерным распре-
делением газа и раздельным выводом газа и продукта предпочтителен для сушки
гермолабильных материалов, склонных к налипанию на стенки. Сушилки с противо-
точным движением газа и материала (рис. 7.5 39в) применяют для достаточно термо-
стойких продуктов, когда требуется увеличить насыпную плотность продукта и при
необходимости глубокой сушки материалов с трудноудаляемой влагой. Например,
этот вариант используют при сушке синтетических моющих средств.
Сушилка с восходящим прямотоком взаимодействующих фаз (рис. 7.5.39г) позво-
ляет осуществить однородное высушивание при полидисперсном распыле материа-
ла. Крупные капли дольше задерживаются в сушильной камере, находясь в фонтано-
образном движении и попадая в зону высокой температуры газа, высохшие крупные
частицы удаляются из камеры снизу. Конструкция, показанная на рис. 7.5.39Э, харак-
теризуется тем, что движение распыленного материала осуществляется фонтанооб-
разно навстречу подаваемому сверху сушильному газу. Этим обеспечивается одно-
родное высушивание полидисперсного материала, так как мелкие фракции проходят
меньший путь и выносятся из сушилки быстрее крупных. Конструкции сушилок по
вариантам г, д используются для сушки как термочувствительных, так и требующих
прокалки материалов (керамика, каолин).
Сушилки с центробежным дисковым распылением (рис. 7.5.39e-w) работают,
как правило, по прямоточной схеме. Сушильная камера имеет большой диаметр, так
как вращающийся диск дает широкий факел распыла и создает интенсивную цир-
куляцию таза в горизонтальной плоскости. Сушильный газ подают к корню факела,
чтобы использовать вентиляционный эффект диска для лучшего смешения воздуха
662
ГЛАВА 7
Рис. 7.5.40. Распылительная сушилка с дисковым
распылителем: 1 — сушильная камера; 2 — шатер;
3 — центробежный дисковый распылитель; 4 — подво-
дящий газоход; 5 — эжектор для выт рузки продукта;
6—отводящий газоход; 7— газораспрсдслитель
с каплями распылешюго материала. При сушке
термочувствительных материалов газ подводят
к нижней стороне факела распыла (рис. 7.5.39з).
Большой диамет р камер с дисковым распылением
влечет за собой увеличение габаритов конической
части. В связи с этим иногда днища сушильных
камер делают плоскими, используя вращающиеся
скребки или пылесосы для удаления продукта.
На рис. 7.5.40 показана распылительная сушил-
ка с дисковым распылителем, предназначенная для
сушки термочувствительных, склонных к налипа-
нию на стенки материалов (белково-витаминный
концентрат, лагексы полимеров и т. п.). Исполне-
ние аппарата соответствует варианту рис. 7.5.39з:
подвод сушильного газа к распылителю снизу
и раздельный вывод газа и продукта. Аппарат
имеет значительные размеры: диаметр— 8 м, вы-
сота — поч ги 20 м, и с целью экономии металла и обеспечения жесткости конструкции
сушильная камера выполнена на каркасе, к которому изнутри привариваются стальные
лис гы толщиной 7—8 мм. Снаружи камера также обшивается тонким листовым желе-
зом. Между ними засыпается теплоизоляционный материал. Подводящий и сводящий
газоходы имеют рубашки, охлаждаемые водой, чтобы час гицы продукта не прилипали
к стенкам газоходов. При установке на открытом воздухе над центробежно-распылитель-
ным устройством устанавливают шатер, внутри которого размещают оборудование для
ремонта и обслуживания.
На рис. 7.5.41 показана сушилка
с дисковым распылителем и плоским
днищем с выгрузкой про гу кта по вари-
анту- рис. 7.5.39м. Сушилка имеет верх-
ний газоподвод Высушегшый продую!
собирается па плоском днище камеры
и переменяется вращающимися греб-
ками к разгрузочному отверстию.
Аппараты сушильные
циклонные представляют разно-
видность конвективных сушилок с пнев-
Рис. 7.5.41. Распылительная сушилка
с плоским днищем: 1 —корпус; 2—грсб-
ковый механизм; 3 — дверца; 4 — центро-
бежный дисковый распылитель
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
663
Рис. 7.5.42. Циклонная сушилка: 1 — выхлопная
труба; 2 — корпус; 3 — крышка
мотранспоргом высушиваемою материала, отлича-
ющуюся вращательным движением газовзвеси
подобно поток}’ запыленного газа в циклоне.
При вращении газового потока в аппарате
возникает поле центробежных сил, под действи-
ем которых существенно возрастает радиальная
и уменьшается тангенциальная составляющие
скорости движения частиц высушиваемого ма-
териала. При этом резко, в десятки и сотни раз
по сравнению со скоростью гравитациошюго
осаждения, возрастает относительная скорость
между газовой и твердой фазами, что в значи-
тельной мере интенсифицирует межфазный теп-
ло- и массообмеп при осуществлении процесса
Газовзвесъ продукта
сушки дисперсных материалов. Торможение частиц высушиваемою материала
в потоке газовзвеси прш одит к задержке и повышению их концентрации главным
образом в пристенной зоне корпуса сушилки, что также способствует интенсифи-
кации процесса сушки и уменьшению требуемого рабочего объема сушильного
аппарата. Аппараты сушильные циклонные отличаются компактностью, низкой ме-
таллоемкостью, простотой конструкции и надежностью в эксплуатации.
Одной из наиболее простых конструкций является циклонная сушилка, показан-
ная на рис. 7.5.42. Она представляет собой вертикальный цилиндроконический ап-
парат статпенциалыгыим вводом i азовзвеси высушиваемого материала вверхшою
часть корпуса, снабженного опущенной почти до дна выхлопной трубой. Поток дис-
персного материала движется по винтовой траектории вниз и выносится потоком
газа через вывод1гую трубу в отдельную систему разделения твердой и газовой фаз.
Времени пребывания материала в аппарате достаточно для высушивания продуктов
со слабосвязапной влагой. Циклонная сушилка заменяет одно- и двухс гупенчатую
пневматическую трубу-сушилку с суммарной высотой труб до 40 м.
Более длительным удерживанием материала по сравнению с циклонными сушил-
ками и сепарирующей способностью характеризуются вихревые сушилки
(рис. 7.5.43). Сушилка имеет вертикалыгую цилиндрическую камеру с небольшим
отношением высоты к диаметру с тангенциаль-
ным вводом газовзвеси через патрубок по всей вы-
соге корпуса и выводом ее через отверстие в плос-
ком днище. Снизу к отверстию примыкает улитка
для раскручивания отходящего потока газовзвеси,
а сверху — сменное отбойное кольцо (порожек)
Рис. 7.5.43. Вихревая сушилка: 1 — входной патру-
бок; 2 — труба для перекрытия мертвой зоны вихря; 3 —
вихревая камера, 4 — крышка; 5 — кольцевой порожек
для регулирования времени пребывания; 6 — улитка; 7—
выходной патрубок
664
ГЛАВА 7
Рис. 7.5.44. Вихревая сушилка с горизонтальной
осью вихря: 1 — патрубок для ввода материала; 2 — кор-
пус; 3 — выходное отверг гис; 4 — улит ка, 5 — жалюзий-
ный газоввод; 6— газоподводящий короб
для регулирования времени удерживания материала
в сушильной камере. Тангенциально вводимый поток
газовзвеси закручииае гея в камере, формируя враща-
ющееся кольцо частиц материала высокой концен гра-
ции. Вновь вводимый материал вытесняет циркули-
рующие во внутренних слоях высушенные частицы,
которые выносятся газом из сушилки. В цент робежном поле вращающегося кольца
газовзвеси имеет место сепарация частиц высушиваемого материала по размерам,
способствующая более длительному нахождению крупных частиц в зоне сушки,
что обеспечивает равномерное остагочное влагосодержание высушенного продукта.
Среднее время пребывания материала в зоне сушки достигает пяти минут и более,
что существешю расширяет возможности применения сушилок вихревого типа в вы-
сушивании материалов со связанной влагой.
На рис. 7.5.44 показана вихревая сушилка аналогичной конструкции, но с гори-
зонтальной осью вращения газовзвеси материала и с вводом ее в нижней части ка-
меры. Вертикальная плоскость вращения кольца газовзвеси позволяет высутпивагь
в вихревых сушилках материалы, склонные к образованию наносов на горизонталь-
ной плоскости или содержащие крупные комки.
Использовашге циклошюго эффекта для интенсификации процесса сушки поз-
воляет совместить водном аппарате процессы сушки и сепарации высушенного
продукта из потока отработашюго теплоносителя. Такая возможность реализована
в спиральной пневмосушилке (рис. 7.5.45).
Аппарат состоит из вертикального цилиндричес-
кого корпуса, в котором сушильная зона сформирова-
на спиральной лентой, дшпцем и крышкой, образую-
щих канал прямоугольного сечения в форме спирали
Архимеда, плавно переходящий в сепарирующую ка-
меру типа циклона. Газовзвесь высушиваемого мате-
риала движется в спиральном канале в условиях иде-
алыюговытеснения,чтообусловливаетмаксималы1ую
величину движущей силы процесса сушки, и при
большой относительной скорости между дисперсной
и газовой фазами, обеспечивающей интенсивный
тепломассообмен. Прямоточное движение газа и ма-
гериала позволяет значительно повысить начальную
температуру теплоносителя по сравнению с вихре-
выми сушилками, следователь! го, уменьшить гребуе-
Рис. 7.5.45. Спиральная пнсвмосушнлка: 1 — спи-
ральный канал; 2 — выхлопная труба; 3— спиральная
лента; 4 — крышка; 5 — корпус; 6 — днище; 7 — сепари-
рующая (циклонная) камера; 8— входной патрубок
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
665
Рис. 7.5 46 Спирально-вихревая пневмо сушил-
ка: 1 — спиральный канал; 2 — крышка; 3 — вихревая
камера; 4 — выхлопная труба; 5 — днище; 6 — цик-
лонная камера; 7— кольцевой порожек, 8— входной
патрубок; 9 — элементы регулирован ия
мый по тепловому балансу ею расход. Спираль-
ные сушилки позволяю! заменять громоздкие
двухступенчат ые системы пневматических труб-
сушилок.
Для гермолабильных материалов с длитель-
ным вторым периодом сушки более приемлема
конструкция спирально-вихревой
п н е в м о с у ш и л к и (рис. 7.5.46), в которой
между спиральным каналом, обеспечивающим
идеальное вытеснение дисперсной и газовой фаз,
и сепарационной циклонной камерой расположе-
на вихревая камера с идеальным смешением фаз.
Такая комбинация вариантов, представленных па
рис. 7.5.43 и 7.5.45, позволяет использовать высокотемпера п/рный сушильный агент для
удаления свободной и слабосвязашюй влаги из материала в спиральном канале с после-
дующей досушкой материала в вихревой камере охладившимся сушильным агентом
в течение более длительного времени при безопасной для продукта температуре.
Особое место в ряду конструкций сушильных аппаратов циклошюго типа зани-
мают вихревые пылеуловители, используемые для осуществления процессов суш
ки дисперсных материалов совместно с основным функциональным назначением.
В технике сушки гакие ап парат ы называют сушилками со встречными
закрученными потоками (ВЗП).
Сушилка ВЗП (рис. 7.5.47) состоит из вертикального цилиндрического корпуса
с отношением высоты к диаметру от 2,5 до 4, в нижней и верхней части которого
находятся устройства для ввода и закручивания потоков газовзвеси, выполненных
в виде аксиально-лопастных либо тангенциальных завихри гелей. Г азовзвесь высу-
шиваемого материала поступает в аппарат через нижний
завихритель и движется по винтовой траектории вверх.
Вторичный газовый поток в количестве 30-50 % от общего
расхода газа подается через верхний завихритель и враща-
ется в том же тангенциальном направлении, что и нижний,
но движется противотоком ему вниз. Этот поток ускоря-
ет внешний круговой слой газовзвеси и направляет его
в бункер сбора высушенного и уловленного продукта. Та-
ким образом, происходит интенсификация ценгробежного
Рис. 7.5.47. Сушилка со встречными закрученными потока-
ми теплоносителя: 1 — выхлопная груба, 2 — сушильная камера;
3 — завихритель, 4 — диафрагма; 5 — выгрузное устройство; 6 —
патрубок для первичного потока; 7 — питатель; 8 — тангенциаль-
ный газоввод вп оричного потока llpoth-кт
666
ГЛАВА 7
осаждения частиц материала. Высушиваемый материал вводят в сушилку с первич-
ным потоком газа снизу, со в коричным потоком сверху или с обоими потоками, что
расширяет возможности аппарата в отношении сушки материалов, различающихся
дисперсным составом, чувствител! ностыо к нагреву и видом связанной влаги.
По сравнению с циклонными (рис. 7.5.42) сушилки ВЗП обеспечивают в несколько
раз большее время пребываштя материала в сушильной зоне, а по сравнению со спираль-
ными и спирально вихревыми сушилками (рис. 7.5.45 и 7.5.46) сохраняют высокую сте-
пень очистки отходящего газа от пыли продукта при увеличении диаметра аппарата.
Технологический расчет сушилок взвешенного слоя
Расчет сушильных аппаратов взвешенного слоя имеет ряд термодинамических,
кинетических и гидродинамических особенностей.
В сушилках кипящего слоя имеется возможность размещения теплообменных
элемен гов непосредствешю в псевдоожиженном слое высушиваемого материала для
введения в процесс сушки дополнительного тепла и снижения расхода сушильного
газа на сушку. Удельную величину дополнительно вводимого тепла q t использу-
емую в балансовом уравнении (7.5.12), можно рассчитать из уравнения теплопере-
дачи (7.5.7). Однако при известных значениях коэффициентов теплопередачи и пло-
щади греющей поверхности величину q можно задать при расчете материального
и теплового балансов, а затем рассчитать из формулы (7.5.7) требуемую площадь
поверхности теплообмена F и проверить конструктивную возможность ее размеще-
ния в слое. На практике удается ввести в процесс до 80 % требуемого для сушки
тепла, поэтому припягая величина q должна быть ограничена суммой
q <0,8(о + q -с 0п).
^ЛОП — ’ '^поя ^пот ж О-'
(7.5.82)
Учитывая, что сушка— процесс тепломассообменный, кинетически требуемую
высоту взвешешюго слоя Н можно представить в виде произведения
Я =hni = h..mv,
СЛ t 1 Л X9
(7.5.83)
где h , hx— высота, эквивалентная одной единице переноса, рассчитываемая соот-
ветственно по уравнениям теплопереноса или массопереноса; т, тх—число единиц
переноса, выражешюе соответственно через изменение температур или влагосодер-
жаний газа и материала.
Если лимитирующей стадией теплопереноса является внешняя теплоотдача (при
Bi < 0,1), то высоту- единицы переноса ht можно рассчитать из уравнения теплоот -
дачи как
cL
аа5(1 - е) ’
(7.5.84)
где с — приведенная теплоемкое гь влажною газа, Дж/кг К; а — коэффициент тепло-
отдачи от газа к частицам материала; а = 6 / (y/J3) — удельная поверхность материала,
1/м; у/— фактор формы частиц; d3— эквивалентный диамегр частиц, м; 5— пло-
щадь сечения псевдоожиженного слоя, нормального поток}- газа, м2; е — относитель-
ная порозпост ь слоя; L — расход сушильного агента, кг/с.
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕНИЫХ ПРОЦЕССОВ
667
При использовании уравнения массоотдачи (при условии В1д < 0,1) высота еди-
ницы переноса
х ppaS{\ - е) ’
(7.5.85)
где — коэффициент массоотдачи от частицы к газу, м/с; р— плотность газа при
усредненных парамеграх, кг/м3.
Коэффициент теплоотдачи к частицам материала в псевдоожиженном слое мож-
но рассчитать по обобщенным соотношениям:
Nu = 0,016 (Re I e)‘-3PA33 при Re / e < 200;
Nu = 0,4 (Re / e)0-67 Pr0-33 при Re / e > 200.
(7.5.86)
Для расчета межфазного коэффициента массоотдачи в псевдоожиженных слоях
нет надежных зависимостей. Однако, допуская аналогию между процессами тепло-
и массообмена, можно принять Nufl 0 Nu. Таким образом, расчет коэффициента мас-
соотлачи можно выполнить по уравнениям (7.5.86), заменив в них критерий Nu и Рг
соответственно на критерии Nu; и Рт?.
В уравнении (7.5.83) число единиц переноса в общем случае определяется сред-
неинтегралыюй величиной разности параметров газа и материала, которая можег
быть выражена также отношением изменения параметров газа к средней величине
движущей силы. Таким образом, в зависимости от используемого параметра выраже-
ние для числа единиц переноса имеет следующий вид:
t - 0 л
(7.5.87)
(7.5.88)
где в — температура материала; X* — равновесное мат ериалу влагосодержание газа;
Sf, — средняя величина движущей силы процесса сушки, выраженной соогвст-
ст венно через разность температур или впагосодержаний газа.
В кипящем или фонт анирутощем слое материал находится в условиях идеального
смешения, и его параметры равны конечным. Движение газа логично рассматривать
в режиме идеального вытеснения. Тогда иптетрирование уравнений (7.5.87) и (7.5.88)
приводит к выражениям
(7.5.89)
(7.5.90)
Практически идеальное вытеснение потока газа нарушается на небольшом уда-
лении от газораспределительной решетки, и газ в псевдоожиженном слое материала
оказывается в значительной степени в условиях перемешивания. Поэтому с целью
обеспечения запаса расчета можно принят ь состояние газового потока в условиях
668
ГЛАВА 7
идеального смешения. В этом случае интегрирование уравнений (7.5.87), (7.5.88)
приводит к выражениям
=
АлА. = &
- Gk - ^k ’
(7.5.91)
"h = F = (7-5.92)
к А: л к -A
Для определения числа единиц переноса по уравнениям (7.5.91), (7.5.92) необ-
ходимо знать конечную температуру продукта и равновесное ему влагосодержапие
газа. При расчете материального и теплового балансов конечную температуру про-
дукта принимают в пределах 0к = (0,9...0,95)/к, и несовпадение ее с истинным зна-
чением не вносит большой погрешности в результаты балансовых расчетов. Однако
при расчете числа единиц переноса необходимо знать истинную температуру продук-
та и соответствующее состоянию продукта равновесное влагосодержапие газа.
Нахождение истинных конечных параметров может быть осуществлено следу-
ющим образом. Из принципа аналогии процессов тепло- и массообмена со всей оче-
видностью следует равенство т = т*. В этом случае из выражений (7.5.91) и (7.5.92)
можно рассчит ать %’
< = *<+ - 0к).
(7.5.93)
Уравнение (7.5.93) представляет собой уравнение прямой линии ь координатах
X* — 0, которая является геометрическим местом истинных координат конечных па-
раметров продую а. Для нахождения искомой точки необходимы данные гигроско-
пического равновесия продукта, определяемого изотермами десорбции. При этом
последовательно определяются значения равновесных параметров = f{u^, 0К),
рп = /(0К) и Х'к как функция
VT* _ К (Р КРН
к мг р _ (р\.рн ’
(7.5.94)
где М, МТ — мольные массы пара и газа соответственно; Р — общее давление су-
шильного газа; —равновесная относительная влажность газа при конечной тем-
пературе продую а <9К; рн — давление насыщения при температуре 0К.
Определив по уравнениям (7.5.93) и (7 5.94) величины Х[ для ряда значений 0К,
можно построить соответствующие кривые =/(#к) в координатах X* — 0. Точка
пересечения даст истинные координаты %’ и 0К (рис. 7.5.48).
Можно избежать трудоемких вычислений параметров (р\ ирн для функций
(7.5.94), если принять кривую 2 на рис. 7.5.48 прямой линией. В этом случае при-
нимают два крайних значения температуры продукта #min и 0 , рассчитывают для
них равновесные влагосодержания газа X* двумя способами: по формуле (7.5.93)
и (7.5.94). Координаты точки пересечения прямых можно рассчитать без графическо-
го построения по формулам (см. рис. 7.5.48)
(7.5.95)
(7.5.96)
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕНПЫХ ПРОЦЕССОВ
669
Рис. 7.5.48. Зависимости =f(0^'.
1 — по уравнению (7.5.93); 2 — по урав-
нснию (7.5.94)
По этому способу необходимо
проверить равенство т = тх, кото-
рое должно соблюдаться с погреш-
ностью не более 5 %.
Согласно принятой модели иде-
ального смешения газовой итвер
дой фаз все необходимые для расче-
та параметры и характеристики газа
и материала следует приштмать для конечных условий процесса сушки. Для однока-
мерных сушилок с направленным движением материала и для многокамерных суши-
лок целесообразно разделить кипящий слой на последовательные зоны и выполнять
расчет ы для каждой зоны (или камеры) отдельно.
Сушилки взвешенного слоя с невысокой концентрацией твердой фазы в потоке га-
зовзвеси (пневматические трубные, распылительные, спиральные) отличаются относи-
тельно небольшим временем пребывания материала в зоне сушки. В связи с этим су шке
в них обычно подвергают дисперсные материалы, интенсивность внешнего тепломас-
сообмена которых, по меныпей мере, на порядок меньше интенсивности внутреннего
тепломассопереноса, т. е. при условии, когда критерий В1д <0,1. В этом случае принято
рассматривать внешнюю задачу т епломассообмена, которая может бьпъ решена через
уравнение массоотдачи или теплоотдачи. Решение этих уравнений позволяет найти ки-
нетическое время процесса сушки т по одному из следующих уравнений:
(7.5.97)
(7.5.98)
а я Д,
где pv — кажущаяся плотность материала; р — плотность газа; а = Ы G
Межфазный коэффициент массоотдачи fl или теплоотдачи а для газовзвесей
с однородным распределением газа с частицами материала (пневматические труб-
ные, распылительные сушилки) можно рассчитать по уравнениям (7.5.29), (7.5.32),
(7.5.34), (7.5.35). Для неоднородных газовзвесей, характерных для циклонных суши-
лок всех типов, пользуются эффективными коэффициентами тепло- и массоотдачи,
рассчитываемыми по эмпирическим зависимостям.
Движущая сила процесса сушки, т. е. средняя разность между температурами или
влагосодержаниями газа в потоке и на поверхности материала, рассчитывается в за-
висимости от гидродинамических условий в аппарате. Например, пневматические
трубная и спиральная сушилки представляют собой аппарат ы идеального вытесне-
ния с прямоточным движением газа и материала. При движении газовзвеси в канале
сушилки параметры твердой и газовой фаз изменяются от начальных до конечных
значений. Поэтому пользуются среднеилтегральдым значением движущей силы,
которая с достаточной для практики точностью может быть определена среднелога-
рифмической величиной. Причем более точное приближение к среднеингегральной
670
ГЛАВА 7
величине получается в случае, если начальное равновесное состояние газа и мате-
риала принять не при начальной температуре материала, а при температуре мокрою
термометра. Конечные равновесные параметры материала могут быть найдены по
методике, изложенной выше для сушилок кипящего слоя.
Для вихревых сушилок, близких по гидродинамической модели к аппаратам иде-
ального смешения, движущая сила процесса равна разности между конечными значе-
ниями температур или влагосодержапий 1аза и материала. Распылительные сушилки по
гидродинамической модели являются аппаратами промежуточного гипа. На практике
движущая сила для них может быть определена умножением максимального значения
движущей силы, рассчитанной для режима идеального вытеснения, на некоторый пони-
жающий коэффициент, называемый коэффициентом снижения движущей силы, т. е.
Дл( = (7.5.99)
где А — движущая сила процесса сушки в условиях идеального вытеснения фаз;
К — коэффициент снижения движущей силы, рассчитываемый по эмпирическим
зависимостям:
, / u \ -0.45
1,36 10’2a/*4J
—-----------1------ гГ
1 + ц.
К I **1; /
3,78 10 /н_V-9
1 + т< \d)
при -^ < 1;
при > 1,
(7.5.100)
где <J = L / G — удельный расход сушильного агента; Н, D— высота и диаметр
цилиндрической части камеры, wM , wM — начальная и конечная скорости частиц;
Fr = n\k/(g<7K) — критерий Фруда для частиц; dK — конечный размер часгиц.
В случае сложности или невозможности определения гидродинамических усло-
вий и конечных параметров высуишваемого материала пользуются опытттыми или
промытплетптыми датптыми по интенсивности 1гроцесса сушки, выражаемой через на-
пряжение объема рабочей зоны по испаренной влаге аналогично рассмотренному
выше для барабанной сушилки. Этот прием часто используют при расчете распыли-
тельных и циклонных сушилок.
Площадь сечения сушилки взвешенного слоя, нормального потоку сушильного
газа, находят из уравнения расхода
S = V/w, (7.5.101)
где К— объемный расход сушильного газа, определяемый из мат ериального баланса;
w — скорость потока сушильного газа в рабочем сечении аппарата.
Скорость потока газа, обеспечивающая заданную порозность взвешенного слоя
в сушилках кипящего и фонтанирующего слоя, численно равна скорости стеснетпю-
го осаждения (витания) частиц.
Скорость стесненного осаждения (с учетом параметра с) можно определить по
универсальной зависимости
Ате4”
Re =___________
18 + 0,61/Ате<75 ’
(7.5.102)
справедливой в диапазоне чисел Re < 2[] 105. Скорость осаждения частиц неправильной
формы рассчитывается умножением скорое™, определенной по формуле (7.5.102), на
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
671
поправочный коэффициент, называемый коэффициентом формы у/. Для приближен-
ных расчетов рекомендуют принимать для частиц округлых у равным 0,77, углова-
1 ых — 0,66, продолговатых — 0,58, пластинчатых — 0,43.
Скорость осаждения также для всех режимов обтекания (Re < 2-10') с учетом
стесненности потока и неправильности формы частиц можно рассчитывать по уни-
версальной формуле
_ /367 + АфАге4” - /367
Re = 0,588А.
’ ф
(7.5.103)
где Аф = И — 10у< — коэффициент, учитывающий влияние формы частиц; у/— ко-
эффициент сферичности частиц, равный для частиц округлых без резких высту-
пов у/ = 0,8-0,9, округлых с резкими выступами — 0,65-0,8, угловатых, продолгова-
тых — 0,4—0,65, пластинчатых, хлопьевидных — 0,2-0,4, волокнистых — 0,2.
При измеиешш скорости сушильного газа и других условий псевдоожижеш<я отно-
сительную порозность взвешенного слоя можно рассчитать по следующим формулам:
при использовании уравнения (7.5.102)
18 Re + 0,36 Re2
Аг
при использовании уравнения (7.5.103)
£ = ехр 0,21 In
(0,588^ Re + /367)2 - 367
А. Аг
ф
(7.5.104)
(7.5.105)
Для обеспечения однородною псевдоожижения, а также возможности размеще-
1шя в слое дополнительных теплообменных элементов, высога слоя должна быть
в пределах or 0,2 до 1,5 м (большие значения принимают для мелких, полидисперс-
ных и труцноожижаемых материалов). Поэтому при необходимости рассчитанную по
формуле (7.5.83) величину Н следует увеличить до рекомендуемой. Высота сушиль-
ной камеры должна включать и высоту сепараниошюй зоны Н , которую принимают
равной Н = (1 — 4) Я , где большие значения принимают для мелких материалов.
Гидравлическое сопротивление сушилки кипящего слоя складывается из i идрав-
личетких сопротивлений собственно слоя, газораспределительной решетки и мест-
ных сопротивлений при входе и выходе сушильного газа.
Сопротивление псевдоожиженного слоя определяется эффективным весом нахо-
дящегося в нем материала. Для системы «газ — твердое тело»
= (Рки - Pr)d - e)gHc, == pj (1 - e)gH,. (7.5.106)
Для эффективного газораспределения гидравлическое сопротивление газорас-
пределительной решетки рекомендуют принимать равным Др^ = (0,3 — 0,55)Д/?с._, но
не менее 500 Па.
Скорость потока газа в трубе-сушилке принимают равной wr = (1,5...2,0)wB, где
wB — скорость витания наибольших по размеру частиц материала. Минимальную
скорость газа ограничивают величиной не менее 5 м/с во избежание конвекционного
перемешивания в трубе. Максимальную скорость ограничш .аюг величиной не более
40 м/с во избежание высоких гидравлических потерь.
672
ГЛАВА 7
Общая высота трубы-сушилки Н складывается из участка разгона Нр и участка
стационарного движения частиц материала Н = Нр + Нст. На участке стационар-
ного движения скорость частиц среднего размера принимают постоянной, поэтому
= vv = (w — wb)tct, где и>ч — скорость частиц па участке стабилизированного
движения; и>в — скорость витания частиц среднего эквивалентного диаметра; т —
время движения частиц на участ ке стабилизированною движения. Скорост и w’ и wR
рассчитывают по формулам (7.5.102), (7.5.103) как скорости свободного осаждения,
т. е. без учета влияния концентрации частиц в потоке газа. Время тст составляет часть
общего кинетического времени сушки г. гст= г — тр, где гр— время разгона частиц от
начальной скорости (обычно и>ч) до конечной и>ч. Время разгона частиц можно рас-
считать по усредненной скорости частиц на участке разгона, высоту которого опреде-
ляют по уравнениям гидродинамики нестационарного движения частиц.
В связи с тем, что в трубе-сушилке имеются два гидродинамически отличающих-
ся участка, коэффициенты массоогдачи или теплоотдачи рассчитывают отдельно для
каждого участ ка, а в уравнения кинетики (7.5.97), (7.5.98) подставляют усредненные
значения.
Если расчетная высот а трубы-сушилки получается чрезмерно большой (более
30 м), принимают двухступенчатый вариант установки или применяют рециркуля-
цию продукта. Во втором случае вследствие более интенсивного использования объ-
ема сушильной зоны сокращается требуемая для процесса высота сушилки. Расчет
процесса сушки с рециркуляцией материала можно свести к расчету вогсутствие
рециркуляции при условии дополнительной увязки характеристик поступающего на
сушку материала с конечными характеристиками материала. Для этого вводят пара-
метр крат пости рециркуляции по сухой части материала rT = G^ / Gv где G^ — рас-
ход сухой части продукта, возвращаемого на вход сушилки. Расход смеси материала,
поступающей в сушилку, составит Gw = GT + G^ = GT(1 + rT), а удельный расход
сушильного ai епта на сушку' а = L / Gm. С учетом некоторого изменения величи-
ны движущей силы при рециркуляции материала можно рассчитать время сушки по
уравнетшям (7.5.97) или (7.5.98), подставив в тптх а вместо (7.
Гидравлическое сопротивление трубы-сушилки представляют в виде суммы со-
ставляющих потерь давления в трубе вертикального пневмотранспорта: на поддержа-
ние скоростного папора, трение несущего газового потока о стенки трубы, местные
сопротивления, подъем материала, поддержание материала во взвешенном состоя-
иии, изменение количества движения материала на участке разгона, трение частиц
мат ериала о стенки трубы.
Гидродинамические параметры распылительных сушилок определяются типом
и характеристиками распиливающего устройства, формой сушильной камеры, ус-
ловиями ввода и вывода агента сушки. При расчете сушильной камеры необходимо
учитывать следующие особенности:
— размер капель распыла определяют по эмпирическим зависимостям, исходя из
условий распыления жидкого материала;
— диаметр сушильной камеры определяют по величине радиуса факела распыла
при условии отсутствия попадания крупных капель на стенки,
— высоту камеры находят по времени движения высушиваемых частиц, которое
должно быть не менее требуемого по кинетике процесса времени сушки.
При распылении жидкостей гидравлическими центробежными форсунками
ОБОРУДОВАНИЕ ДЛЯ МЛССООБМЕННЫХ ПРОЦЕССОВ
673
средний объемно-поверхносгный диаметр капель можно рассчитать по формуле
J1.А. Витмапа, Б.Д. Кацнельсона и И.И. Палеева
d =ъ
О, И Re034’
причем Re = 4Со/(тгрж Уж dc);
(7.5.107)
2cos(a/2)
(1 - /1 - pcos(a/2)),
где b — толщина пленки жидкости, сходящей с периметра отверстия сопла; рж,
уж — плотность и кинематическая вязкость жидкости; dQ — диаметр сопла; ц — ко-
эффициент расхода сопла; а — угол раскрытия факела.
Коэффициент расхода сопла может быть найден по зависимости
А = 1 ''. где а = 30...120".
Для расчета распыления жидкостей пневматическим и форсунками внутреннего
смешения пользуются формулой Нукиямы и Танасавы:
4.2 = 0,0185/ff^/WoT + 11,245(аж//^л)°"“(^/Ю'’. (7-5.108)
где и>от — начальная от носительная скорость газа и жидкости; аж, рж — коэффм ци-
енты поверхностного натяжения и вязкости жидкости; Кж, Кг— объемные расходы
жидкости и распыливающего газа.
Для расчета среднего медианного размера капель при распылении низковяз-
ких жидкостей \ jj. /(р<\ Jc) < 0,42] форсунками внешнего смешения рекомендуется
следующая зависимость:
^50 _ 0>21О~х 1^] 1 I con / Дж
(7.5.109)
лдя высоковязких жидкостей [Д^/(р<Уж4)>0,42]:
= 0 21 I—Г (Q
1 \Р^1 Ис
1 + 2300
(7.5.110)
(7.5.111)
где и’о — скорость истечения газа; D3 — эквивалент!гый диаметр подводящих закру-
чивающих каналов; Z>K — диаметр камеры закручивания;р — плотность распылива-
ющего газа.
При распылении дисками достаточно надежной считается формула Фрасера, Эй-
зенклама и Домбровского:
4.2 =
^тах 3^3 2
где — диаметр диска, м; п — частота вращения диска, мин-’; I — смоченный пе-
риметр диска (для лопастных дисков I = zA, для сопловых — I = zitd/2); z— число
каналов; h — высота лопасти, м.
Диаметр аппарата можно рассчитать двумя способами: по длине участка тормо-
жения капель максимальною размера в радиальном направлении, рассчитанного по
формулам динамики движения в тазовой среде, или по радиусу факела, найденпо-
674
ГЛАВА 7
го по эмпирическим зависимостям. Например, вполне падежной считает ся формула
А. А. Долинского для расчега радиуса факела R ? при дисковом распылении:
= 0,33(px/p)Re°-35Gu-0’4Ko0’2. (7.5.112)
В формуле (7.5.112) число Рейнольдса рассчитывается по окружной скорости
диска и среднему диаметру капель d32, числа Гухмана Gu = (Г- Тмт) / Т и Коссо-
вича Ко = г(ио — ик) / (сТ) при средней температуре газа в камере Т = 0,5(Го + Г,).
Т и Т fT— соответственно средняя температура сушильного агента и температура
мокрого термометра, К; г— удельная теплота парообразования влаги; с— удельная
теплоемкость сушильного агента.
Высоту камеры можно определить, решая уравнения динамики падения высы-
хающих капель с учетом переносного дейст вия потока газа. При этом производит ся
усреднение параметров и характеристик взаимодействующих твердой и газовой фаз.
Гидравлическое сопротивление сушильной камеры рассчитывают по местным сопро-
тивлениям устройств для ввода и вывода сушильного газа.
Гидродинамика циклонных сушилок отличается высокой сложностью описания
закрученных потоков газовзвеси в спиральных каналах или вихревых камерах. На
практике пользуются экспериментально найденными зависимостями для расчега
скорости частиц, времени задержки их в сушильной зоне, гидравлического сопро
тивления сушильного тракта.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Дайте общую характеристику массообменных процессов в колонных аппаратах.
2. Дайте определение процессам ректификации и абсорбции.
3. Приведите классификацию ректификационных и абсорбционных колонн.
4. Приведите классификацию контактных устройств колонных аппаратов.
5. Почему возникает необходимость применения разборных контактных тарелок в колон-
ных аппаратах?
6. Дайте сравнительную оценку основным контактным тарельчатым устройствам.
7. Какие основные типы насадок применяются в современных колонных аппаратах?
8. С какой целью в насадочных колоннах применяют распределительные и перераспреде-
лительные тарелки?
9. Какие основные гидравлические режимы существуют при работе барботажной тарелки?
10. Охарактеризуйте основные режимы работы насадочной колонны.
11. Приведите последовательность определения реального числа тарелок в тарельчатой ко-
лонне?
12. Приведите последовал слыюсть определения высоты слоя насадки в насадочных колоннах?
13. Дайте определение процесса экстракции.
14. Назовите области применения жидкостной экстракции.
15. В чем сущность технологического расчета роторно-дискового экстрактора?
16. На какие две большие группы можно разделить жидкостные экстракторы?
17. Назовите главные достоинства и недостатки распылительных экстракторов.
18. Для каких жидкостей можно применять роторно-дисковые ‘кстракторы?
19. В чем заключаются преимущества центробежных экстракторов?
20. Каким образом образуется дисперсная фаза в тарельчатом ситчатом экстракторе?
21. Дайте характеристику основных типов твердофазных экстракторов.
22. В чем заключав гея сущность процессов адсорбции и иолообмеиа?
ОБОРУДОВАНИЕ ДЛЯ МАССООБМЕННЫХ ПРОЦЕССОВ
675
23. Дайте характеристику основных промышленных адсорбентов.
24. Приведите области применения адсорберов.
25. Какие конструкции адсорберов с неподвижным слоем адсорбента вам известны?
26. В чем заключаются достоинства и недостатки адсорберов с движущимся слоем адсорбента?
27. Какие конструктивные изменения необходимо внести в аппарат с неподвижным слоем
адсорбента (рис. 7.3.1), чтобы превратить его в аппарат с кипящим слоем?
28. Какие ионообменные аппараты могут работать в непрерывном режиме?
29. Назовите основные преимущества мембрашгых процессов разделения.
30. Дайте характеристики основных типов мембран.
31. Какими показателями можно охарактеризовать работу мембраны?
32. Из каких основных элементов состоит плоскорамный мембранный аппарат?
33. Из каких основных элементов состоит трубчатый мембранный аппарат?
34. В чем заключаются главные достоинства аппаратов на основе полых волокон?
35. Дайте краткую характеристику классификационных признаков объектов сушки и су-
шильного оборудования.
36. Как составить материальный баланс конвективной и контактной сушилки?
37. Как составить тепловой баланс конвективной и кон гактной сушилки? Что определяют
в результате решения ура нений материального и теплового балансов?
38. Что понимают под кинетикой процесса сушки?
39. СИ каких параметров и характеристик зависит влагопсрснос в объектах сушки? Назови-
те возможные способы расчета кинетики процесса сушки.
40. Объясните общие принципы конструирования сушилок с неподвижным слоем материа
ла Назовите основные этапы тсхнологичссклго расчета сушильных аппаратов.
41. Объясни тс принципиальное устройство шахтных, ленточных и вальцовых сунщлок Как
рассчитать объем или высоту слоя высушиваемого мал «риала в указанных сушилках?
42. Объясните принципы конструирования роторных конвективных и контактных сушилок.
Назовите особенности расчета объема сушильного аппарата на задатшую производи-
тельность
43. Объясните принципиальное устройство основных типов конвективных и контактных су-
шилок с вращающимся корпусом.
44. Как рассчитать объем и габариты сушильного барабана по задашюй величине интенсив-
ности процесса сушки?
45. Опишите и обоснуйте области применения основных типов внутренних насадок конвек-
тивных барабанных сушилок.
46. Обьястштс принципиальное устройство конвективных и контактных вибросушилок
47. Объясните физический смысл коэффициента интенсивности вибрации.
48. Дайте классификацию сушилок со взвешенным слоем материала.
49. Опишите конструкции и назовите облает и применения сушилок кипящего слоя с обрат-
ным перемешиванием и с направленным движением материала.
50. В чем преимущество сушилок кипящего слоя со встроенными теплообменными уст-
ройствами?
51. В чем преимущество вибросушилок с кипящим слоем материала?
52. Опишите конструкции газораспределительных устройств.
53. Опишите конструкции и области применения аэрофонганных сушилок.
54. Опишите конструкции и области применения пневматических трубных сушилок.
55. Дайте характеристику типов распылительных сушилок (конструкций камер).
56. Опишите типы, конструкции и сферы применения форсунок и распылителей.
57. В чем заключается сущность интенсификации процесса сушки в аппаратах циклонного типа?
58. Перечислите типы циклонных сушилок и дайте им крат кую характеристику.
59. В чем состоят особенности технологического расчета сушилок kmj шщего слоя?
60. Как рассчитать движущую силу сушилок взвешенного слоя в зависимое пт от типа ап-
парата?
61. Объясни те принцип расчета скорости псевдоожижения материала.
676
ГЛАВА 7
СПИСОК ЛИТЕРАТУРЫ
1. Александра* ИЛ Ректификационные и абсорбционные аппараты. — М Химия, 1978.—280 с.
2. Брок Т Мембранная фильтрация / Пер. с англ. — М.: Мир, 1987. — 464 с.
3. Брык М. Т. Цапюк Е.Л. Мембранная технология в промышленности. — Киев Техника,
1990. —280 с.
4. Дытнерский Ю.И Баромембранные процессы. Теория и расчет. — М.: Химия, 1986. — 272 с.
5. Кельцев И В. Основы адсорбционной техники. — М.: Химия, 1976. — 512 с.
6. Криворот А.С. Конструкция и основы проектирования машин и аппаратов химической
промышленности: Учебное пособие для техникумов. — М Машиностроение, 1976. — 376 с.
7. Кузнецов Г.И, Пушков Л.А., Косо-'оров А.В. Цен тробежные экстракторы ЦЕНТРЭК.—
М.: РХТУ им. ДИ Менделеева, 2000. — 214 с.
8. Пыков М.В. Сушка в химической промышленности. — М.: Химия, 1970. —430 с.
9. МучдерМ. Введение i мембразшуютехнологию / Пер, с англ. — М.: Мир, .999. — 513 с.
10. Муштаев В.ИГ Ульянов В. М. Сушка дисперсных материалов. — М.: Химия, 1988. — 363 с.
11. Основные процессы и аппараты химической i ехнологии: Пособие по проектированию /
Под рсд. Ю.И. Дытнсрского. — М : Химия, 1991. — 496 с.
12. Поникаров ИИ, Гайнуллин М.Г. Машины и аппараты химических производств и нсфтс-
газопсрсработки: Учебник. — Изд. 2-е, псрсраб. и доп. — М.: Альфа-М, 2006. — 608 с.
13. Сажин Б.С., Сажин В.Б Научные основы техники сушки. — М.. Наука, 1997. —448 с.
13. Стабников ВII Расчет и конструирование контактных устройств ректификационных
и абсорбциоштых аппаратов. — Киев: Техника, 1970. — 208 с.
14. Ягодин Г.А. и др. Основы жидкостной экстракции. Под рсд. Г.А. Ягодина. —М.: Химия,
1981. —400 с.
Глава 8. ХИМИЧЕСКИЕ РЕАКТОРЫ
И ПЕЧИ
8.1. Характеристика химических процессов
8.1.1. Классификация химических реакторов
Центральное место в химико-технологических системах занимают аппараты,
в которых осуществляются химические процессы, — химические реакторы. Разно-
образие химических реакций и условий их прогекания обусловливает применение
реакторов, существенно отличающихся друг от друга по конструкции и режимам ра-
боты. Однако, несмотря на множество различий, можно выделить ряд общих призна-
ков классификации химических реакторов, облегчающих их систематизацию и обос-
нование методов технологического расчета.
Наиболее употребимы следующие признаки классификации химических реакто-
ров и режимов их работы, гидродинамическая обст ановка в реакторе, термические
условия протекания химического процесса, условия теплообмена, фазовый состав
реакциошюй среды, наличие катализатора, способ организации процесса, характер
изменения параметров процесса во времени, конструкция аппарата.
По гидродинамической обстановке в реакционной зоне различают
реакторы смешения и вытеснения.
Реакторы смешения соответствуют типу емкостных аппаратов с перемешиванием
среды мешалками или циркуляционными насосами, реакторы вытеснения — аппа-
ратам с удлиненным корпусом или каналом, характеризующимся направленным дви-
жением реакционной среды. В теории химических реакторов обычно рассматривают
реакторы идеального смешения и идеального вытеснения. Первые характеризуются
абсолютно полным выравниванием параметров реакционной среды по объему ап-
парата, вторые— поршнеобразным ее движением и определенным распределением
параметров процесса по длине реакционной зоны. Реальные реакторы рассматрива-
ют в приближении к гой или иной идеальной модели и при необходимости вносят
поправки на неидеапыюсть структуры потоков реакционной среды.
По термическим условиям прогекания химических реакций различают
экзотермические, эндотермические и сменно-циклические процессы. Экзотермичес-
кие процессы проходят с выделением теплоты, эндотермические— с ее поглощени-
ем, сменно-циклические процессы характеризуются чередованием по циклам выделе-
ния и поглощения тепла в ходе химической реакции.
678
ГЛАВА 8
По условиям теплообмена различают адиабат ические, изотермические,
автотермические и комбинированные по тепловому режиму реакторы. Адиабати-
ческие реакторы характеризуются отсутствием теплообмена с окружающей средой.
В них вся выделяющаяся или поглощающаяся в химическом процессе т епдота расхо-
дуется на нагревание или охлаждение реакционной среды. Изотермические реакторы
снабжены устройствами для теплообмена с окружающей средой и поддержания пос-
тоятшой температуры во всем объеме реакционной зоны. Автотермическими реакто-
рами называют такие, в которых изотермические условия поддерживаются только за
счет геплогы химического процесса без использования внешних источников энергии.
В реакторах с комбинированным тепловым режимом имеет место частичная компен-
сация теплового эффекта реакции за счет теплообмена с окружающей средой и изме-
нения температуры реакционной среды. Часто это изменение температуры протрам-
мируют в пространстве реактора или во времени протекания химическою процесса.
По фазовому составу реакционной среды различают реакторы для гомо-
генных и тетерогенных химических процессов. Гомогенными (однородными) назы-
вают процессы, прот екающие в однофазной системе (газовой, жидкой иди твердой).
Ггтерогенными (неоднородными) называют процессы, протекающие на границе раз-
дела двух фаз: i аз — жидкость, газ — твердое тело; жидкость — твердое тело. Особо
рассматриваются реакторы для проведения гетерогенно-каталитических реакций,
в которых одна из фаз (обычно жидкая или твердая) является катализатором.
По наличию катализатора химические реакт оры подразделяются на
каталитические и некаталитические. Катализаторы применяюг для ускорения мед-
лецно протекающих реакций. Кроме того, они позволяют изменять диапазон рабочих
температур и давлений, а также состав продуктов реакции. В ходе химического про-
цесса катализатор может изменяться или оставаться неизменным.
По способу организации процесса реакторы подразделяют па
аппараты периодического и непрерывного дейсгвия.
В реакторе периодического действия реагенты загружают в рабочую зону до на-
чала реакции, а продукты реакции вытружают по окончании химического процесса.
Характеристики реакционной среды и параметры технологического процесса изме-
няются во времени. Реактор периодического дейсгвия характеризуется необходимос-
тью осуществления вспомогательных операций (загрузка реагентов, разогрев, охлаж-
дение, выгрузка продуктов и др.)
В реакторе непрерывного действия все стадии химического превращения ве-
щества, 1 о есть загрузка реагентов и выгрузка продуктов, осуществляются одно-
временно. Реакторы непрерывного действия называют также реакторами проточ-
ного типа.
Кроме двух основных типов, рассматривают также реакторы полунепрерывного
(полупериодического) действия, характеризующиеся непрерывной подачей реагентов
и периодической выгрузкой продуктов, либо наоборот— периодической загрузкой
реагентов и непрерывной вьпрузкой продуктов.
По характеру изменения параметров во времени технологи-
ческие режимы в реакторах могут быть стационарными и нестационарными.
Режим рабо гы реактора называют стационарным, если протекание химической
реакции в любой точке реакционной зоны характеризуется постоянством параметров
процесса во времени. Если же в произвольно выбранной точке реакционного про-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
679
странсгва происходит изменение параметров химического процесса во времени, ре-
жим работы реактора называют нестационарным.
Конструктивный тип реактора зависит от вида химической реакции,
условий проведения процесса, свойств участвующих в нем веществ и др. Множество
конструктивных типов реакторов можно разделить на ограниченное число групп на
основе одного из вышеприведенных признаков классификации. Так, в зависимости
от фазового состава исходных реагентов и продуктов реакции различают пять групп
химических реакторов и печей с общими конструктив!гыми элементами и принципа-
ми технологического расче га.
1. Реакторы для проведения гомогенных и rerepoiennbix химических реакций в жид-
кой среде (кроме систем «газ — жидкость»). К ним относятся емкостные и труб-
чатые реакторы.
2. Реакторы для гетерогештых химических реакций в системе «газ— жидкость»
(оросительные, насадочные, барботажные, пленочные).
3. Реакторы и печи для гомогенных химических реакций в газовой фазе (реакци-
отшые камеры, трубчатые печи).
4. Реакторы и печи для проведения гетерогенных химических реакций между га-
зообразными и твердыми реагентами (шахтные, полочные, барабанные печи,
реакторы с псевдоожиженным слоем).
5. Реакторы для каталитических реакций в системе «газ — твердое гело». К ним
относятся реакторы с неподвижным, движущимся и псевдоожиженным слоем
твердого катализатора.
8.1.2. Теоретическое обеспечение расчета
химических реакторов
Технологический расчет химического реактора основывается на расчетах матери-
ального и теплового балансов, кинетики химического процесса, гидродинамических
и тепловых расчетах.
При расчетах материального баланса учитывают характеристики эффективнос-
ти осуществления химического процесса: степень конверсии сырья, выход целевого
продукта и селективность процесса.
Пусть в реакторе протекает произвольная химическая реакция вида
аЛ + ЬВ * рР + JD, (8.1.1)
где А — основной реагент (сырье): Р — наиболее важный (целевой) продукт; В, D —
соответственно вспомогательный реагент и побочный продукт; a, b, р, d— стехио-
метрические коэффициенты.
Степень конверсии (глубина превращения) представляет собой относительную
долю исходного сырья (основного реагента), прореагировавшего в данной реакции:
X = (NAo -Na)/Nao (8.1.2)
или при выражении через кончен грации (при постоянном объеме среды)
Х-(6'ао С*а)/Сао ^А^АО,
(8.1.3)
680
ГЛАВА 8
где Nz\o —количество основного реагента в исходной сырьевой смеси, кмоль; Кд —то
же в продуктах реакции; Сд0, Сд — концентрация основного реагента соответ-
ственно в исходной смеси и продуктах реакции, кмоль/м3.
Выход целевого продукта характеризуется отношением количества полученного
продукта и прореагировавшего сырья. Максимально возможный (теоретически) мо-
лярный выход целевою продукта
«=£
а
кмоль Р
кмоль А
(8.1.4)
гдеа — ci ехиометрические коэффициенты уравнения (8.1 1)
Фактический молярный выход целевого продукта
Р =(NP-N₽o )/NAo , (8.1.5)
где Np, Np — количество целевого продукта соответстветпю в продуктах реакции
Q,
и в исходной смеси, кмоль.
Фактический выход целевого продукта в долях от теоретически возможного
максимума
п _ Д _ a NP — Ng-,
Т>- а~ р Nao
(8.1.6)
Выход ц все1да меньше единицы.
Селективность (избирательность) химического процесса принято выражат ь от-
ношением количества целевого продукта к количеству прореагировавшего сырья
a Np — Np0 _ а Д _ JL — П_
Р N^ - Na р X ах X'
(8.1.7)
Уравнение (8.1.7) является уравнением связи между селективностью, выходом
и степенью конверсии,
Материальный баланс химического процесса составляют для определения коли-
честв перерабатываемых и получаемых веществ и объема реакционной смеси, прохо-
дящей через реаю ор. Вычисляемые количества (кмоль) или массы (кг) веществ мотут
быть отнесены к единице времени (кмоль/с, кг/с, кг/ч) или к единице массы целевого
продукта (обычно кмоль/т, кг/т). В последнем случае материальный баланс не изме-
няется с изменением производст венной программы выпуска продукции. Кроме того,
непосредственно в балансе отражаются расходные нормы сырья и образующихся по-
бочных продуктов. Для периодически действующих реакторов материальный баланс
можно составить на один полный цикл работы реактора (кг/ц).
Основой для составления материального баланса химического реактора является
стехиометрическое уравнение химической реакции, которое дает возможность по за-
данной величине массы одного из реагентов или продуктов реакции рассчи гат ь тео
регически необходимые для полного превращения массы остальных компо! 1ентов ре-
акции. Например, если задана производительность или масса целевого продукта Р,
то массы веществ А, В и D из уравнения (8.1.1) составят
аМ. ЬМН dMn
(8.1.8)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
681
где Л/д, Л/в, — молекулярные массы веществ А. В, Р и D, кг/кмоль; тд, тв,
Wp, mD — 100 %-е массы веществ А, В, Р и D, кг/т (или кг/ч, кг/ц в зависимости о г
выбранного балансового соот ношения).
Практически для получения заданного количества целевою продукта требуется
большее количество исходных реагентов по сравнению с теорегическим. Это объяс-
няется протеканием химической реакции не до полного исчерпания сырья, а до опре-
деленной степени конверсии. Кроме того, в химическом процессе часто имеют место
побочные реакции, из-за чего снижается выход целевого продукта. В связи с этим
один или оба реагента для увеличетптя выхода принимают с избытком. Обычно с из-
быточным количеством принимают реагент, который дешевле, либо тот, который
проще выделить из продуктов реакции или обезвредить. Таким образом, киличест во
исходных pearein ов А и В должно бьпь увеличено по сравнешпо с теоретическим
в соотношениях
'"'А=Лл'ил/’С;тв=*:втв/Х. (8.1.9)
где Ад, А'в — коэффициенты избытка исходных веществ А и В.
Непрореагировавшая часть веществ остается в продуктах реакции и должна быть
уч гена в расходной части материального баланса
тл =ш'л -"'л: тв = тв -"'в- <811°)
В реальном материальном балансе, кроме дополнительно принятых избытков ре-
агентов, необходимо также учитывать наличие носителей (растворителей, разбавите-
лей, инертных газов и т. п.), добавок, катализаторов, посторонних примесей, образо-
вание побочных продуктов, потери на испарение, налипание на стенки и т. д.
Данные материального баланса сводят в таблицу в виде прихода и расхода матери-
альных потоков (в массовом и мольном выражении) в расчете на 1 т целевого продукта
(в единицу времени или на один цикл) и массовой доли этих потоков (табл. 8.1.1).
Данные материального баланса позволяют рассчитать плотность реакционной
смеси на входе в реактор (начале процесса) и выходе (конце):
i/A» = Sfc,/PM). (8.1.Н)
гдех/у,р/ f — доля и плотность i-ro (/-го) компонента смеси соответственно.
В зависимости от тдродипамической обстановки в реакторе и способа организа-
ции процесса в последующих расче гах могут быть использованы различные значения
плотности реакционной смеси. Так, для проточных реакторов идеального смешения
плотность достаточно рассчитагь по условиям среды на выходе. Для реакторов иде-
ального вытеснения и периодически действующих реакторов плотность может быть
принята средней величиной между плотностью среды на входе (в начале реакции)
и на выходе (в гонце процесса).
По величине плотности и данным материального баланса рассчитывают необхо-
димые параметры реакционной смеси:
удельный объемный расход (на 1 т целевого продукта)
v„ = 5Xy/p„; (8.1.12)
концепт рации реагентов и продуктов реакции
^ = Ni.y/v„; (8.1.13)
682
ГЛАВА 8
Таблица 8.1.1
Материальный баланс химического реактора
Приход Расход
Наименование компонента mit кг/т Xj, % кмоль/т Наимснова/шс компонента кг/т xj r% N,. кмоль/т
Реагент А *1 I [родукт Р т5
Продукт О т0 х< N«
Реагент В ™2 Х2 Реагент А mi Х1 N,
Реагент В тз \ N,
Примеси тз Х3 Примеси т9 Х9
Побочный продукт ти> •*jo
Носитель т4 Х4 Носитель А11
Потери тХ2 хп
Всего 100 Всего 100
Примечания. 1. mitj — масса /-го (/-го) компонента; Xjj — массовая
доля компонента i-ro (/-го) вида; — количество вещества /-го (/-го) вида; 2. Условие балан-
са: S"»/ = Zmj •
объемный расход
K=vy,G, (8.1.14)
где G — заданная производительность по целевому продукту.
Тепловой баланс химического реактора в общем виде может
быть записан следующим образом:
в, ± схр± еэ ± qf=е2+Q,+с>,„+е„„, (вял»)
где 21— теплота, вносимая в аппарат с перерабатываемыми веществами; 2хр—
теплота, выделяемая (+) или поглощаемая (-) вследствие теплового эффекта хи-
мической реакции; 2Э — тепла/ а, выделяемая (+) или поглощаемая (—) вследствие
тепловых эффектов сопутствующих физических процессов (испарение, конденса-
ция, кристаллизация, растворение, плавление, перемешивание и др.); QF— тепло-
та, подводимая (+) или отводимая (—) теплоносителем через теплообменное уст-
ройство; Q2 — теплота, уносимая из аппарата с продуктами реакции; 23 — теплота,
расходуемая на нагревание аппарата (при проведении непрерывных процессов 2,
не учитывается); 2нак — теплота, остающаяся в реакторе (накопление); 2110Т — теп-
ловые потери.
Конкретный вид уравнения (8.1.15) зависит от типа реактора и режима его
работы в соответствии с классификационными признаками. Например, тепловой
баланс реактора смешения непрерывного действия при адиабатическом режиме
имеет вид
2, + 2 = 2, + 2 •
Ъ-'х.р ^2 *^пот
(8.1.16)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
683
В случае изотермического режима при отсутствии дополнил елытых тепловых эф-
фектов уравнение теплового баланса может быть выражено в виде
Qx ±Qx.p±Qf=Q2 +Спог. (8.1.17)
Тепловой баланс реактора решается совместно с материальным балансом. Опре-
деляемой величиной в зависимости от типа реактора и условий его работы может
быть тепловая нагрузка на теплообменное устройство Qn необходимая для расчета
расхода теплоносителя и площади поверхности теплообмена, или расход материаль-
ных потоков и их температура.
Количество теплоты, вносимой в реактор с перерабатываемыми веществами и уно-
симой с продуктами реакции, находят по уравнению
б.,г (8.1.18)
где индексы 1 и 2 означают начальное и конечное состояние; — удельная теплоем-
кость i-го (/-го) вещества; Gi}— массовый расход /-го (у-1 о) вещества, определяемый
из материального баланса как
(8.1.19)
Тепловой поток, обусловленный тепловым эффектом реакции:
Qx.p =(7х.р^, (8.1.20)
где р — мольная теплота (тепловой эффект) химической реакции, Дж/кмоль; N —
количество образующегося в результате реакции вещества, кмоль/с, величину кото-
рого рассчитывают по данным материального баланса:
N = mPG/A/c. (8.1.21)
Тепловой эффект химической реакции определяют на основе закона Гесса по раз-
ности теплот образования реагирующих и образующихся соединений, по теплотам
сгорания исходных веществ и продуктов реакции или по константам равновесия. Мо-
лекулярная теплота химической реакции, например вида (8.1.1), может быть вычис-
лена при стандартных условиях (Т° = 298 К,р = 101,3 кПа) по уравнению
АЯ“р + МСр.в), (8.1.22)
где А^брЛ в р D— теплоты образования веществ А, В, Р, D.
Если темпера гура реакции значительно отличается от стандартной, то тепловой
эффект реакции пересчитывают па температуру процесса Т
Д//т = Дя£р + Дс(г - Н, (8.1.23)
где Дс = с — с — изменение мольной изобарной теплоемкости исходных веществ
и продуктов реакции Дж/(кмоль-К); с , срк— теплоемкость исходных и конечных
веществ соответственно.
При отсутствии данных по теплотам образования веществ тепловой эффект хи-
мической реакции можно вычислить по теплотам сгорания.
В химической термодинамике отрицательное значение молекулярной теплоты
реакции соответствует экзот ермическому процессу, а положи тельное значение —
эндотермическому. Поэтому при использовании молекулярной теплоты в уравне-
нии (8.1.15) следует сменить знак па противоположный. Кроме того, получещтые по
684
ГЛАВА 8
уравнениям (8.1.22)-(8.1.23) значения тепловых эффектов следует отнести к одному
киломолю основного сырья или продукта. Таким образом, в общем случае
^х.р=-АЯт/а; (8.1.24)
4x.p=-A#t/p, (8.1.25)
где а,р — стехиометрические коэффициенты реакции.
Теплоты физических процессов испарения, плавления и др. определяют из спра-
вочных данных или рассчитывают по теоретическим или эмпирическим формулам.
Тепловой поток Qr который может быть передан через теплообмен ну ю поверх-
ность реактора по условиям процесса, равен
Qf = KFM^ (8.1.26)
где К, — коэффициент теплопередачи передняя разность температур между
реакционной средой и теплоносителем соответст ветпю; F — площадь поверхности
теплообмена.
Величина ^рассматривается как тепловая нагрузка реактора, по которой рассчи-
тывается расход теплоносителя или хладоагепта.
Теплота, затраченная на нагрев или охлаждение отдельных частей аппарата:
а=Хтс(/к-*о), (8.1.27)
где т, с — массы и удельные теплоемкост и отдельных частей реактора соот вег ст веп-
но; tQ, гк— начальная и конечная температуры соответствующих часгей аппарата.
Тепловые потери обычно принимают в количестве 5-10 % от тепла химической
реакции в зависимости от объема реактора, температурного режима и наличия теп-
лоизоляции: @пот = (0,05 - 0,1 )Q* . В последующих расчетах тепловые потери MOiyr
быть уточнены.
В кинетике химического процесса основной величиной явля-
ется скорость химической реакции, которая зависит от свойств взаимодейст вующих
веществ, концен грации и температуры реакционной среды. Функциональная зависи-
мость скорости химической реакции о г концентрации реагирующих веществ назы-
вается кинетическим уравнением химической реакции, которое вписывается в следу-
ющем виде:
£ = krC°C? ...С], (8.1.28)
где кр— константа скорости химической реакции; С,, С2,... Ц— концентрации ве-
ществ, участвующих в реакции, кмоль/м3; т— время, с; a, ft,...у— порядки реакций
по pear ирующим веществам.
Констан га скорости реакции кп являет ся постоянной для каждой дагшой реакции
при постоянной температуре, и величина ее зависит от порядка химической реакции.
Константу скорости определяют опытным или расчетным путем. Например, дтя рас-
чета константы скорости реакции в гомогенной среде при небольших концентрациях
реагентов используется уравнение Аррениуса
А, = А6ехр(-^г), (8.1.29)
где kQ — коэффициент пропорциональности, постоянный для данного типа реакции;
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
685
Е— энергия активации химической реакции, Дж/кмоль; R = 8314 Дж/(кмоль-К) —
универсальная газовая постоянная, Т — температура, К.
Порядок реакции равен сумме показателей степеней концентраций в уравне-
нии (8.1.28). Реакции разделяются на реакции первого, второго, третьего порядков.
Причем реакции третьего порядка очень редки, а реакции более высоких порядков
практически неизвестны. Кроме того, известны реакции нулевого порядка и реакции,
порядок которых выражается дробным числом. Для некоторых простых реакций
величина порядка реакции совпадает с ее молекулярностью, и в уравнение кинети-
ки (8.1.28) пока тате, ти степеней равны стехиомеп рическим коэффициетпам реагирую
щих веществ. Для большинства реакций вследствие различных осложнений (наличие
промежуточных реакций, значительный избыток веществ в сравнении с требуемым
количеством по стехиометрии и др.) это правило не соблюдается.
Химическая кинетика по уравнению (8.1.28) описывает скорость собственно
химической реакции и механизм ее протекания. Однако химическая реакция чаще
всего не определяет скорость протекания реального технологического процесса. На
практике основным понятием кинетики является скорость химического процесса
(химического превращения) в реакторе, которая определяется макрокииетическими
закономерностями ее протекания в зависимости от гидродинамических, диффузион-
ных и теплог ых условий, физических и химических свойств среды, геометрических
и конструктивных факторов и т. д. Способ выражения скорости химического превра-
щения вещества зависит от типа химической реакции, а также от того, в каких систе-
мах протекает химический процесс (гомогенных или гетерогенных).
Для гомогенных процессов при постоянном объеме скорость химического превра-
щеттия вещества численно равна количеству прореагировавшего или образовавшего-
ся вещества в единице реакционного объема за единицу времени
г =
VpdT dT’
(8.1.30)
где К — реакционный объем.
Если гомогенный химический процесс протекает с изменением объема реагиру-
ющих веществ и последний не совпадает с геометрическим объемом реактора, то
скорость химического превращения имеет следующее выражение:
r = ^, (8.1.31)
где Ка — объем реактора.
Дтя гетерогенных процессов скорость химического превращения вещества чис-
ленно равна количеству прореагировавшего или образовавшегося вещества, отнесен-
ному к единице площади поверхности контакта взаимодействующих фаз, за единицу
времетги
г -
FdT’
(8.1.32)
где F— площадь поверхности контакта фаз.
В сложных процессах химического превращения веществ, протекающих через ряд
последовагезгьньгх реакций или стадий, одна из них может идти значительно медлен-
нее других и ограничивать общую скорость процесса. В этих условиях скорость про-
цесса в целом определяется скоростью медленной, так называемой лимитирующей
686
ГЛАВА 8
(определяющей) стадии. В зависимости от ее характера различают кинетическую,
диффузионную и диффузионно-кинетическую области протекания реакции.
Если определяющей стадией всего процесса является собственно акт химическо-
го взаимодействия веществ, а скорость подвода или отвода исходных веществ и про-
дуктов реакции не влияет на его скорость, то такой процесс химического превраще-
ния вещества протекает в кинетической области. В этом случае величина скорости
процесса определяется законами собственно химической кине гики.
Во многих случаях, особенно в гетерогенных химических процессах, определя-
ющей стадией является не сам акт химического взаимодейсгвия веществ, а стадия
подвода реагирующего вещества в зону реак ции, связаштая с диффузионным массо-
переносом. 'Тогда процесс протекает в диффузионной области и скорость его опреде-
ляется физическими законами диффузии. Если диффузиопв ый перенос лимитируется
скоростью перемещения вещества из потока к поверхности раздела взаимодейству-
ющих фаз (или от нее), то весь процесс в целом протекает во внешнедиффузионной
области. В отличие от нее во внутридиффузионной области процесс лимитируется
скоростью массопереноса внут ри неподвижного т ела (зерна, капли, пу зыря).
В некоторых процессах химического превращения вещества скорости химичес-
кой реакции и диффузии соизмеримы. Тогда скорость всег о процесса является слож-
ной функцией химических и диффузионных явлений, и процесс протекает в смешан-
ной, или Оиффузионно-кинетической области.
Для увеличения скорости химических процессов используется катализ— из-
менение скорости химической реакции под воздействием специальных веществ, не
образующих продуктов реакции. Такие вещества называются катализаторами. Они
применяются также для ускорения медленно протекающих реакций или реакций,
проведение которых в отсутствие катализаторов невозможно. Катализаторы позво-
ляют изменять диапазон рабочих температур и давлений, а также относительный со-
став продуктов реакции за счет ускорения желательных реакций и подавления побоч-
ных. Катализатор не входит в стехиометрическое уравнение реакции и не изменяет
равновесного состояния процесса, но ускоряет приближение к этому состоянию.
Если катализатор и реагирующие вещества находятся водном физическом со-
стоянии и образуют однофазную (однородную) систему, то такой катализ называ-
ется гомогенным. Гетерогенный катализ протекает в мнот офазной (неоднородной)
системе, в которой кат ализатор и реагирующие вещест ва находят ся в разных фазах
и отделены друг от друта межфазной поверхностью. Большинство промышленных
каталитических процессов относятся к iетерогешюму катализу.
Основной целью кинетических расчетов является нахождение времени протека-
ния химического процесса до заданной степени превращения. Например, для реак-
ции (8.1.1) при выражении скорости химической реакции через изменение концент-
рации реагента А время досгижетгия заданной концентрации СА составит
г = (СЛо - Сд )/гл = ХСЛо /гл , (8.1.33)
где rA — dC^ /dt— скорость реакции, выраженная через изменение концентрации
реагента А.
При расчете сложных химических процессов, например, связанных с переработ-
кой многокомпонентного сырья в различные продукты, сложными многостадийны-
ми реакциями и т. д., предпочитают пользоваться опытными или промышленными
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
687
данными по кинетике химических превращений. В этих случаях для промышленных
реакторов используют понятие объемной скорости подачи сырья v^, определяемое
отношением объемного расхода сырья К к реакционному объему Кр:
^=К/КР. (8.1.34)
Между временем реакции и объемной скоростью подачи имеется очевидная
связь
r=l/vo6. (8.1.35)
При расчете реакторов периодического действия в случае сложных химических
реакций пользуются опытными и промышленными данными по длительности прове-
дения химического процесса для достижения требуемой степени конверсии.
Объем реактора должен бьпъ таким, чтобы для заданной производи-
тельности в нем обеспечивалось время пребывания реакционной среды, равное (или
большее) времени химической реакции по кинетике процесса. В общем случае объем
проточного аппарата смешения или вытеснения связан с объемным расходом среды
и средним временем пребывания следующим соотношением:
(8.1.36)
где т — среднее время пребывания среды в аппарате.
В реакторах периодического действия время пребывания в аппарате всех частиц
реакционной смеси одинаково, что обеспечивает для них одинаковые кинетические
условия химического процесса. Но циклический характер работы реактора определя-
ет использование при расчетах времени цикла тц, представляющего сумму продолжи-
тельности реакции т и времени на проведение вспомогательных операций тв:
тц = т + т. (8.1.37)
С учетом этого объем реактора периодического действия может быть определен как
K=vGt, (8.1.38)
где гуд = / Рсм — удельный объем реакционной смеси, рассчитанный по данным
материального баланса, м3/т продукта; G— производительность по целевому про-
душу, т/с.
Конструктивный объем реактора должен быть увеличен с учетом степени запол-
нения реакционной средой, наличия сепарационной зоны, внутренних устройств,
резерва мощност и и т. д.
Площадь поперечного сечения аппарата, нормального направлению движения ре-
акционной смеси, определяется из уравнения расхода
5=K/w, (8.1.39)
где w — скорость потока обрабаз ываемой среды.
Высота или длина аппарата определяется по продолжительности пребывания
среды в аппарате и по скорости потока среды или ее компонентов
Н = wr.
(8.1.40)
688
ГЛАВА 8
8.2. Реакторы для химических реакций
в жидкой среде
8.2.1. Характеристика жидкостных
химических реакций
В реакторах этой труппы химические реакции осуществляются в жидкой среде,
которая может быть гомогенной (растворы) или тетерогенной (эмульсии, суспензии).
Реакции могут быть некат алитические и катали гические, причем катализатор может
быть введен в реакционную среду в растворенттом? коллоидном или суспендирован-
ном виде. Во всех случаях требуется перемешивание жидкости, которое обеспечи-
вается вращающимися мешалками или циркуляцией среды посредством насосов.
Поддержание требуемой температуры ттроцесса осуществляется с помощью тепло-
обменных устройств поверхностного типа или за счет частичного испарения жидкой
реакционной среды.
Жидкая среда удобна для приведения во взаимодействие различных реагентов,
управления ходом реакции, подвода или отвода реакционного тепла Во многих слу-
чаях жидкая фаза (чаще всею вода) используется в качестве носителя (растворителя
или разбавителя) реагентов и продуктов реакции.
Многие продукты неорганической и орт аттической химии получают при про
ведении химических реакций в жидкой фазе. Поэтому реакторы для химических
реакций в жидкой среде находят широкое применение в химической, нефтепере-
рабатывающей и нефтехимической промышленности при проведении реакций
нейтрализации, окисления, восстановления, замещения, хлорироватгия, сульфиро-
вания, нитрования, алкилирования, полимеризации, поликонденсации ит. д. Наи-
более подходящими для осуществления жидкофазных реакций являются емкост-
ные реакторы смешения и трубчатые реакторы вытеснения.
8.2.2. Емкостные реакторы с механическими
перемешивающими устройствами
Емкостные реакторы с механическими перемешивающими устройствами могут
быть вертикального и горизонтального исполнения. Наибольшее распространение
получил емкостной реактор-котел, называемый также кубовым реак-
тором. Он представляет собой вертикальный цилиндрический аппарат с мешалкой,
ось вращения которой совпадает с осью корттуса (рис. 8.2.1).
Основными элементами таких аппаратов являются корпус с днищем и крышкой,
мешалка, закрепленная на вертикальном валу, уплотнение вала, подшипниковые опо-
ры вала и привод мешалки, расположенный па стойке. На крышке и днище имеют-
ся технологические штуцера и люки для возможности осмотра и ремонта аппарата.
Корпус окружен теплообменной рубашкой. Теплообменное устройство может быть
размещено и внутри корпуса в виде змеевика, трубчатки или направляющего стакана.
Конструктивное исполнение емкостных реакторов может отличаться в зависимост и
от свойств реакционной среды, давления, температуры, конструкции мешалки и теп-
лообменных элементов и т. д.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
689
Рис. 8.2.1. Емкостной рсактор-котсл: 1 — опора; 2 — ме-
шалка; 3 — рубашка; 4 — корпус; 5.15 — штуцера для тепло-
носителя; 6—труба наполнения (передавливания); 7— вал;
8 — штуцер технологический; 9 — стойка; 10 — привод;
11 — уплотнение; 12— люк, 13 — отражательная перего-
родка; 14 — штуцер нижнего спуска
Реакторы этой группы применяются для перио-
дических и непрерывных процессов. Машинострои-
тельные заводы изготовляют реакторы-котлы в диапа-
зоне от аппаратов лабораторного масштаба объемом
менее одного литра до аппаратов для крупнотоннаж-
ных производств объемом выше 200 м3.
Корпуса емкостных реакторов изготовляют из ста-
ли (углеродистой, легированной, двухслойной), чугу-
на, гил ала и сплавов на его основе, алюминия, меди.
Для защиты от коррозионного деист вия реакциошюй
среды внутренние поверхности корпусов футеруют
керамическими или эбонитовыми плитками, гуммируют, эмалируют, покрывают по-
лимерами или тонкими листами химически стойких металлов.
Аппараты, предназначенные для работы под давлением или вакуумом, изготов-
ляют с эллиптическими днищами и крышками. Аппараты для работы без давления
могут быть снабжены плоскими или полусферическими днищами и крышками, уси-
ленными ребрами жесткости. При работе с вязкими жидкостями или суспензиями
применяют аппараты с коническими днищами для обеспечения полной выгрузки
продуктов реакции. Коническая форма дтппца нежелательна при необходимости ин-
тенсивного перемешивания реакционной среды в нижней части аппарата.
Корпуса емкостных реакторов выполняются цельносварными (рис. 8.2.1) или
со съемными крышками (рис. 8.2.2). Разъемными делают аппараты диаметром
до 1400 мм. Реакторы больших диамегров целе-
сообразно делать цельносварными, так как нали-
чие фланцевого разъема удорожает аппарат из-за
повышения его металлоемкости и трудоемкости
изготовления фланцев с надежными уплотнения-
ми. В цельносварных аппаратах мешалку и другие
внутренние устройства делают разборными с воз-
можностью монтажа и демонт ажа их через люк.
Съемные крышки на реакторах большого диа-
метра предусматривают при наличии внутренних
неразборных змеевиков и при необходимости вы-
полнения футеровочных работ, связанных с при-
менением ядовитых и легковоспламеняющихся
растворителей.
Рис. 8.2.2. Чугунный рсактор-котсл: 1 — корпус; 2 —
мс палка, 3 — pj башка; 4—крышка; 5—труба передавли-
вания; б—стойка; 7—привод; 8—люк; 9—лапа-опора
690
ГПАВА 8
Рнс. 8.2.3. Штуиер с патрубком наполнения
На крышке аппарата размещают бобышку для
установки уплотнения вала мешалки, платнки или
плиту для присоединения стоики привода, люк
и штуцера. В аппаратах с плоской крышкой привод
устанавливают на сварную раму.
Штуцера служат для загрузки или подачи реа-
гентов. вспомогательных веществ и теплоносителей
установки контрольно-измерительных приборов
и крепления внутренних устройств. При подаче хими-
чески агрессивных жидкостей в штуцера вставляют
патрубки наполнения, чтобы избежать стекания жид-
кости по стенкам крышки и корпуса (рис. 8.23). Лег-
ковоспламеняющиеся жидкости подают по длинным
патрубкам. опущенным до дна реактора для предот-
вращения накопления зарядов статического электри-
чества на открытой струе и возможного искрового разряда. Такие удлиненные патр /бки
в реакторе с мешалкой делают изогнутыми чтобы обойти мешалку; но с возможностью
свободного извлечения из аппарага через ппуцер в крышке (рис. 8.2.1 и 8.2.2).
Для удаления продуктов реакции в днище реактора предусматривается штуцер,
называемый нижним спускам (рис. 8.2.4). Конструктивно нижний спуск может быть
выполнен в виде бобышки с присоединяемым к ней донным клапаном В литых аппа-
ратах нижний спуск отливается вместе с днищем. В случае необходимости выгрузки
продуктов реакции в аппарат или емкость, расположенные выше реактора, жидкость
нз реактора может быть удалена по трубе передаетеания (рис. 8.2.1 и 8.2.2) путем
создания давления в газовой фазе над уровнем жидкости. По конструкции труба пе-
редавливания идентична удлиненному патру бку! наполнения.
Прн необходимости наблюдения за состоянием реакционной среды, контроля за
исправностью внутренних устройств реактора, эмалевого покрытия, футеровки и т. п
в крышке реактора устанавливают смотровые окна. Обычно их два: одно для установ-
Рис. 8.2.4. Нижние спуски аппаратов с рубашками: а— приварка штуцера к корпусу
и рубашке; б — приварка штуцера к корпусу; в — сальниковое уплотнение нижнего штуцера
ч^тунного аппарата: г — нижний спуск эмалированного реактора. имеющего рубашку с ком-
пенсатором
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
691
Рве. 8.2.5. Смотровые оква с затяжкой стекла (я) в с промежуточным кольпом (о): 1 —
бобышка: 2 — стекло; 3 — прижимное кольцо; 4, 5 — прокладки; 6—промежуточное кольцо
кн светильника, другое — для наблюдения. Типовая конструкция смотрового окна
показана на рис. 8.2.5.
Для затяжки стекла требуется определенное усилие, поэтому в ответственных
случаях более предпочтительной является конструкция, показанная на рнс. 8.2.56.
В ней стекло закладывается в отдельный узел с промежуточным кольцом. который
собирают в условиях мастерской с соблюдением определенных правил, а затем уже
ставят в аппарат. Основная деталь смотрового окна — стекло В типовых смотро-
вых окнах применяют толстые иллюминаторные стекла. допускающие нагрузку до
0.6 МПа при температуре не более 150 сС. Если поверхность стекла во время работы
сильно загрязняется, устанавливают патрубки для промывки окон, в которые перио-
дически подают промывочную жидкость.
Для сборки отдельных частей реактора и монтажа технологических трубопрово-
дов. трубопроводной арматуры, датчиков контрольно-измерительных приборов при-
меняют фланцевые соединения различных конструкций в зависимости от свойств
реакционной среды, параметров процесса н технологических требований к изготов-
лению аппарата (см гл. 2).
Теплообменные устройства реакторов-котлов. Для нагревания или охлаждения
реакционной среды н поддержания требуемой температуры химического процесса
в емкостных реакторах используют различные теплообменныг устройства. Их конс-
трукция зависит от величины теплового эффекта химической реакции, интенсивности
ее проведения температуры процесса, физико-химических и химических свойств теп-
лоносителя. Обычно применяются теплообменные устройства поверхностного типа,
встроенные в конструкцию реактора. В дополнение к ним находят применение вынос-
ные теплообменники с циркуляцией через них реакционной среды или отдельного ее
компонента.
Встроенные в реактор теплообменные устройства подразделяются на на-
ружные. закрепляемые на внешней стороне стенки корпуса, и внутренние, размеща-
емые внутри аппарата.
Наиболее просты по конструкции н удобны в обслуживании наружные теплооб-
менные устройства: U-образные гладкие рубашки или приваренные к корпусу зме-
евики. Варианты с гладкими рубашками (рнс. 8.2.1 и 8 2.2) применяются в случае,
если не требуется интенсивной теплоотдачи или когда в качестве теплоносителя ис-
пользуется конденсирующийся пар.
Рубашки приваривают к корпус^ реактора или делают съемными, если приварка
их невозможна например, на аппаратах из чугуна (рис. 8.2.2) илы цветных металлов.
692
ГЛАВА 8
Рис. 8.2.6. Способы крепления рубашки к корпусу аппарата: а — приварка с помощью
отбортовки; б— приварка с помощью кольца; в — съемная рубашка
Съемные рубашки целесообразны также при необходимости частой очиегки теплооб
менпой поверхности. Вариатп ы крепления рубашки к аппарату показаны на рис. 8.2.6.
Приварку осуществляют с помощью отбортовки (рис. 8.2.6а) или приварного
кольца (рис. 8.2.66). Приварка с помощью отбортовки более предпочти телыта в от-
ношении компенсации температурных напряжений. Зазор между стенками рубашки
и корпуса делают минимальным для увеличения скорости теплоносителя. Диаметр
рубашки обычно принимают на 50—100 мм больше диаметра корпуса, а в аппаратах
большой емкости — больше на 200 мм. Обычно рубашку приваривают на 80-150 мм
ниже соединения крышки с корпусом. Однако если коэффициент заполнения аппа-
рата невелик, а обогрев верхней незаполненной части нежелателен, рубашку делают
небольшой по высоте. Пар подают в рубашку через верхний патрубок, а конденсат
отводят через нижний Жидкие теплоносители обычно вводят через нижний штуцер,
а выводят через верхний.
При большом давлении в рубашке корпус аппарата нагружается наружным дав-
лением, поэтому во избежание смятия обечайки требуется увеличение толщины
его стенки, а это приводит к увеличению металлоемкости аппарата и снижению ко-
эффициента теплопередачи. При использовании в гладких
рубашках жидких теплоносителей для увеличения их ско-
рости к корпусу реактора приваривают спиральную пере-
городку (рис. 8.2.7). Таким образом, жидкость движется по
спиральному каналу прямоугольного сечения, образован-
ному стенками корпуса, рубашки и перегородки. Скорость
теплоносителя возрастает в десятки раз по сравнению со
скоростью его в обычной (гладкой) рубашке, а интенсив-
ность теплообмена возрастает в 6-7 раз. Кроме toi о, спи-
ральная перегородка выполняет роль ребер жесткости, что
позволяет уменьшить толщину стенки корпуса реактора.
К недостаткам следует от нести большую длину спирально-
го канала и высокое гидравлическое сопротивление.
Рис. 8.2.7. Спиральная перегородка между
корпусом аппарата и рубашкой
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
693
Рнс. 8.2.8. Приварные змеевиковые теп-
лообменные элементы: а — трубы; б — по-
лутрубы; в — швеллеры; г — уголки
При высоких давлениях теплоноси-
теля или необходимости высоких скоро-
стей движения жидкого генлоагета при-
меняют приваренные снаружи к стенке
реактора змеевики, выполненные из
трубы, полутрубы или профильного
проката (швеллера, уголка) (рис. 8.2.8).
Преимущество змеевиковых приварных
рубашек, кроме интенсификации тепло-
обмена, состоит еще в придании высокой
устойчивости корпуса к действию наруж-
ного давления, следовательно, гребуегся меньшая толщина стенки корпуса реактора.
Выбор типа теплообменной рубашки зависит оз требуемой тепловой производи-
тельности с одной стороны и эксплуатационных капитальных затрат, с другой. Срав-
нительный анализ змеевиковых и гладких рубашек по эксплуатационным и конс-
зруктивным критериям, включающим теплонроизводительность, энергозатрагы на
циркуляцию теплоносителя и себестоимость изготовления аппарага. показал, что
применение змеевиковых рубашек предпочтительнее при проведении химических
реакций со значительным тепловым эффектом в реакторах из легированных сталей
объемом более 2 м( при давлениях теплоносителя выше 0,6 МПа и особенно для пе-
риодического режима работы.
Общий недостаток встроенных наружных теплообменных устройств— огра-
ничение площади теплообменной поверхности наружной поверхностью корпуса
реактора. 11ричем с увеличением объема реакционного пространства соотношение
площади теплообменной поверхности к объему аппарата снижается, что ограничи-
вает применение рубашек небольшими объемами реакторов-котлов или умеренными
тепловыми нагрузками.
Если поверхность наружных теплообменных. устройств недостаточна для обеспече-
ния требуемого теплообмена, дополнительно к ним (иногда взамен их) устанавливают
внутренние теплообменные элементы. Их выполняют в виде цилиндрической или плос-
кой фубчагой спирали (рис. 8.2.9а, б). В первом случае спираль устанавливают около
стенки, во втором—у дна реактора. Ви т ки змеевика крепятся хомутами к вертикальным
стойкам либо свариваются меж^ту собой отрезками т руб или полосами. Когда необходима
очень развитая поверхность теплообмена, применяют двух-, трех- и даже четырехрядные
змеевики, т. е. несколько спиральных змеевиков, расположенных концентрически. Одна-
ко многорядные змеевики создают в аппарате застойные зоны. Плоские змеевики также
создают застойную зону у дна реакт ора, поэтому применяются редко.
Спиральные змеевики имеют большую поверхность теплообмена, выдерживают
высокие давления, просты в изготовлешш и монтаже. К недостаткам их можно от-
нести усложнение конструкции реактора, трудность очистки аппарата и наружной
поверхности змеевика, снижение эффективности теплообмена при большой вязкости
реакционных масс и выпадении осадков при протекании химических реакций.
694
ГЛАВА 8
Рис. 8.2.9. Схемы внутренних теплообменных устройств реакторов: а — спиральный ци
линдричсский змеевик; б— спиральный плоский змеевик; в— полый диффузор; г— вертикаль-
ный трубный пучок; ИВ — исходные вещества; ПР— продукты реакции, Т — теплоноситель
Эти недостатки в значительной степени устра-
няются при использовании вместо змеевиков по-
лых диффузоров в виде цилиндрического стакана
с двумя гладкими, легко очищаемыми стенками или
пучков прямых вертикальных труб (рис. 8.2.9в, г).
В этом случае применяется циркуляционное пере-
мешивание реакционной среды. Конструкция ре-
акторов с циркуляцией жидкости внутри корпуса
с помощью встроенного насоса позволяет размес-
ти гь большую те» шообменную поверхнос гь, сос рав-
няемую пучком прямых труб, и проводить реакции
с большим тепловым эффектом. Примером может
служить реактор с пучком двойных теплообменных
труб для анкетирования углеводородов, в котором
циркулирует эмульсия смеси углеводородов с сер-
ной кислотой.
Реактор (рис. 8.2.10) имеет вертикальный ци-
линдрический корпус б, внутри которого для отво-
да теплоты реакции расположен пучок 8 двойных
теплообменных труб (трубок Фильда), окруженный
кожухом 7, играющим роль направляющего диффу-
зора. В нижней суженной части кожуха помещена
Рис. 8.2.10. Реактор с пучком двойных теплообмен-
ных труб: 1 — штуцер подачи хладоагента; 2. 4 — труб-
ные решетки; 3 — штуцер отвода хладоагента; 5 — шту-
цер отвода продукта; 6— корпус; 7 — кожух (диффузор);
8— трубный пучок (трубки Фильда); 9—решетка для
закрепления трубного пучка; 10,12 — штуцера ввода ис-
ходных веществ; 11 — винтовая мешалка
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
695
винтовая мешалка 11, представляющая собой колесо осевого насоса, которая обес-
печивает циркуляцию жидкости, перемешивание и обтекание теплообменной повер-
хности. Для подвода хладоагента в верхней части расположены две распределитель-
ттые камеры с трубными решетками 2 и 4.
Верхние концы наружных теплообменных труб, заглушенных снизу, ратвальцо-
ваны в трубной решетке 4, верхние концы внутренних труб закреплены в решетке 2.
Нижняя решетка 9 служит для крепления шпильками нижних концов теплообменных
труб, чтобы обеспечить жест кость трубного пучка. Концы внутренних труб снабже-
ны продольными ребрами.
Хладоагент (жидкие аммиак или пропан) подается через штуцер 1 в верхнюю
распределительную камеру, проходит по внутренним трубам вниз до заглушенных
концов наружных труб и поднимается по зазору между трубами, испаряясь за счет
теплоты реакции. Газ (пар) отводится из приемной камеры, расположенной между
трубными решетками 2 и 4, по штуцеру 3. Исходные вещества вводятся в нижнюю
часть корпуса через штуцера 10 и Z2, продукт отводится сверху через штуцер 5.
Выносные теплообменные устройства представляют собой повер-
хностные теплообменники (обычно кожухотрубчатые), смонтированные совместно
с реактором (рис. 8.2.11).
Теплообмешшк может быть установлен рядом с реактором и связан с тшм цир-
куляционным контуром по схеме: реактор— насос— теплообменник— реактор
(рис. 8.2.11а). Теплообменник может работать в качестве холодильника или нагревате-
ля. Возможности теплообмена в этом варианте практически неограниченны. Например,
по такой схеме работает реактор-фосгенатор в производстве поликарбоната. Высокая
теплонапряженность химического процесса обеспечивается двумя циркуляционными
контурами с двумя теплообменниками, работающими на один емкостный реактор.
Выносной кожухотрубчагый теплообменник, устанавливаемый по варианту
рис. 8.2.116, называют обратным конденсатором. Ею монтируют над реактором
и связывают охлаждаемым пространством (трубным или межтрубным) посредством
вертикальной трубы с газовой фазой вверху реактора. Обратный конденсатор может
работать только в режиме охлаждения реакционной среды.
В периоды интенсивного выделения реакционно! о тепла, когда охлаждающая ру-
башка не обеспечивает полного его отвода, избыточное тепло расходуется на нагрев
реакционной смеси. При этом
часть ее низкокипящего компо-
нента испаряется, отбирая теп-
ло от реакционной среды, пар
поступает в конденсатор, где
конденсируется, отдавая тепло
Рис. 8.2.11. Схемы выносных
теплообменных устройств реак-
торов по вариантам: а— с теп-
лообменником в циркуляционном
контуре; б — с обратным конден-
сатором; ИВ— исходные вещест-
ва; ПР— продукты реакции, Т—
теплоноситель
696
ГЛАВА 8
хладоагепгу. Образующийся конденсат охлаждается и стекает обратно в реактор. По
такому принципу, например, организованы системы теплообмена реакторов полиме-
ризации винилхлорида в современных производствах поливинилхлорида, что позво-
ляет уменьшить продолжительность процесса полимеризации с 6-8 до 3-4 часов.
Мешалки. Основная задача перемешивания — равномерное распределение ве-
щества и выравнивание температуры в перемешиваемом объеме реакционной среды.
В некоторых случаях переметпиватпте должно обеспечивать эмульгироватше одной
жидкости в другой или суспендирование частиц твердой фазы. В теплонапряжен пых
химических процессах требуется активное перемешивание для создания высоких
скоростей реакционной среды около теплообменных поверхностей с целью шттетт-
сификапии теплообмена.
Конструкции мешалок разнообразны, но все отш условно разделяются на быстро-
ходные и тихоходные. Под быстроходными понимаются мешалки, используемые
для перемешивания жидких сред преимущественно при турбулентном и переходном
режимах движения жидкости, под тихоходными — нреимущес гвеш ю при ламинарном
режиме движения жидкости. Быстроходные мешалки обычно применяются в аппара-
тах, симплекс геометрического подобия которых Гр = D / dM (где D—диаметр корпуса
реактора; dM— диаметр мешалки) определяется неравенством: 2,0 < Гл < 8,0. Об-
ласть применеттия тихоходных мешалок соогветствует значениям симплекса в пре-
делах 1,0 < Гл < 2,0.
Быстроходные мешалки можно разделить на мешалки, лопасти которых перпен-
дикуляртгы плоскости вращения (лопастная, клетьевая, открытая и закрытая турбин-
ные), и мешалки, лопасти которых образуют постоянный пли переменный угол на-
клона с плоскост ыо вращения (все разновидности винтовых).
Лопастные мешалки состоят из двух плоских лопастей, приваренных к ступице
(втулке) под углом 90° к плоскости вращения (рис. 8.2.12а, б). В некоторых случаях
число лопастей увеличивают до трех, четырех или шести. Мешалки изютавлива
г — импеллерная
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
697
1отся неразъемными и разъемными. Для сохранения прочност и мешалки большого
диаметра (более 700 мм) имеют укрепляющие ребра. Для эмалироватптых реакторов
применяются эмалированные мешалки, выполненные из труб цилиндрическою или
овального сечения с плавно закругленными краями и переходами (рис. 8.2.12в). Раз-
мер лопастных мешалок определяется величиной симплекса Гл = 1,4-1,8; окружную
скорость конца мешалки принимают в пределах 1,5-5 м/с.
Благодаря простоте конструкции лопастные мешалки находят широкое примене-
ние для раз, 1ичных химически к процессов, в том числе в реакторах большого объема.
Они обеспечивают удовлетворительное перемешивание мало- и средпевязких жид-
костей (до 30 Па-с).
Недостаток лопастных мешалок— малая интенсивность перемешивания и от-
сутствие значительных вертикальных потоков, вследствие чего их не рекомендуют
применять для взвешивания тяжелых осадков и работы с расслаивающимися жид-
костями. Этот недостаток в значи тельной степени устраняется применением импел-
лерной мешалки (рис. 8.2.12г). Она имеет три дугообразные лопасти с поднятыми по
отношению к ступице концами. Благодаря этому импеллерная мешалка по сравне-
нию с обычными прямолопастными обладает большей циркуляциошюй способнос-
тью в вертикальной плоскости перемешиваемого объема.
Листовые мешалки (рис. 8.2.13)
можно рассматривать как лопастные
с большой высотой лопасти. Но они
сообщают вращательное движение
большому объему жидкости, поэто
му в реакторах устанавливают отра-
жательпые перегородки. Интенсив-
ность перемешивания повышается,
если в лопастях имеются отверстия.
Листовые мешалки применимы для
маловязких жидкостей (до 0,05 Па-с)
и непригодны для перемешивания
суспензий.
Турбинные открытые мешал-
ки (рис. 8.2.14) представляют собой
конструкцию, состоящую из цилин-
дрической ступицы, па периферии
которой установлен кольцевой диск,
несущий на себе шесть плоских ло-
Рис. 8.2.13. Листовая мешалка: 1 —лопасть;
2.3 — втулки
пастей, равномерно расположилгых по его окружности. Мешалки этого типа Moiyr
быть неразъемными и разъемными. Турбинные мешалки работают по принципу
центробежного насоса, т. е. всасывают жидкость в середину и за счет центробежной
силы отбрасывают ее к периферии. Таким образом, в отличие от' лопастных мешалок,
сообщающих жидкости в основном круговое движение, турбинные обеспечивают ее
радиальное движение.
Турбинные закрытые мешалки (рис. 8.2.15) в отличие от открытых имеют плос-
кие лопасти конической формы. Лопасти с обеих сторон закрыты коническими дис-
ками подобно конструкции колеса центробежного насоса одно- или двухстороннего
698
ГЛАВА 8
Рис. 8.2.14. Открытая турбинная мешалка: а — неразъемная; б — разъемная
всасывания. Турбинные мешалки обеспечивают весьма интенсивное перемешивание.
Их можно применять при широком диапазоне вязкостей (до 40 Па-с) и плотностей
перемешиваемых жидкостей, а также для подъема тяжелых суспензий, получения
эмульсий в химических процессах и т. д. Не рекомендуется применять турбинные
мешалки в реакторах большой емкости.
Клетъевые мешалки (рис. 8.2.16) представляют собой чегыре фигурные лопас-
ти 4, приваренные к цилиндрической втулке и скрепленные бандажами / и 3. К внут-
ренней поверхности бандажей приварены плоские лопасти 2, расположенные по ок-
ружности между фигурными лопастями. Зга мешалка, являющаяся разновидностью
Рис. 8.2.15. Закрытая турбинная мешалка
Рис. 8.2.16. Юетьсвая мешалка
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
699
Рис. 8.2.17. Трсхлопастиая мешалка
Рис. 8.2.18. Винтовая мешалка с постоян-
ным шагом винтовой линии
турбинной, имеет малые размеры и большое число оборотов (до 1500 об/мин). Fe
преимущество— возможность прямого привода от электродвигателя. На практике
такие мешалки не всегда обеспечивают хорошее перемешивание.
Мешалки с наклонными к плоскости вращения лопастями применяются в случае
необходимости увеличения осевой сосз авляющей скорости перемешиваемой среды,
например, при перемешивании расслаивающихся жидкостей. Простейшая трехло-
пастная мешалка (рис. 8.2.17), являющаяся модификацией обычной лопастной, со-
стою из трех плоских лопагок, приваренных к ступице под углом а = 24° к плоскосзи
вращения мешалки, образуя на среднем диаме гре мешалки dcp винтовую линию с ша-
гом вин га 5 = Tu/^tga. Число лопастей может быть увеличено до четырех или шести,
а угол их наклона — до 45°.
Более совершештыми являются винтовые (пропеллерные) мешалки, имеющие
вид г ребного винта или авиациоштого пропеллера. Винтовые мешалки отличаются
постоянным шагом винтовой линии по всей длине радиуса лопасти. Известно много
конструкций винтовых мешалок, отличающихся формой лопастей.
Показашгая на рис. 8.2.18 винтовая мешалка представляет собой втулку с наруж-
ным диаметром dtT и внутренним диаметром d, к цилиндрической поверхности кото-
рой приварены три лопасти, имеющие форму спиральной поверхности (геликоида).
Особенностью этой геометрической фигуры является постоянство радиуса кривиз-
ны (р = const), поэтому лопасть имеет переменный уменьшающийся вдоль радиуса
угол атаки (на рис. 8.2.18 видно, что угол атаки лопасти // около втулки больше угла
атаки а в конце лопасти). Такая конструкция обеспечивает безударный вход лопасти
в слой жидкости и отсутствие кавитации.
На рис. 8.2.19 представлена литая винтовая мешалка с лопастями в форме ле-
700
ГЛАВА 8
Рис. 8.2.19. Литая винтовая мешалка
с профилем крыловидной формы
Рис. 8.2.20. Винтовая мешалка
с постоянной толщиной лопасти
пестков и крыловидным профилем по типу судового вита. На рис. 8.2.20 показана
винтовая мешалка с узкими лопастями по типу воздушного пропеллера.
Битовые мешалки применяются для химических процессов, сопровождающихся
растворением, эмульгированием или взмучиванием реагентов и продуктов реакции.
Для упорядочения потоков жидкости в аппарате и увеличения насосного действия
винтовой мешалки ее устанавливают внутри циркуляциошюй трубы (диффузора)
(см., например, рис. 8.2.10). Быстроходные меш&пси могут быгь использоватты в виде
многорядных перемешивающих устройств, когда на одном валу устанавливаются от
двух до четырех (иногда и более) одинаковых мешалок. При этом минимальное рас-
стояние между двумя соседними мешалками не должно быть меньше их диаметра dM.
Многорядные перемешивающие устройства применяются при большой высоте пере-
мешиваемого объема (HID>2).
В аппаратах с быстроходными мешалками при интенсивных режимах перемеши-
вания обязательна установка отражательных перегородок. При отсутствии отража-
телей образуется глубокая воронка, иногда доходящая до основания мешалки, и ка-
чество перемешивания резко ухудшае гея из-за сепарации твердых частиц у стенки
корпуса и скопления газовых пузырьков вокруг вала мешалки.
Обычно устанавливают от двух до четырех отражательных перегородок в виде
симметрично расположетптых вертикальных планок шириной не более 0,10, где D —
диаметр аппарата (рис. 8.2.1). В эмалированных реакторах отражатели делают из
труб (или сплющенных труб) с дополнительными элементами в форме лопастей ме-
шалок (рис. 8.2.21). Отражатели могут быть прикреплены к стенке корпуса или вве-
дены в реактор через штуцера в крышке с возможностью поворота вокруг оси для
изменения площади отражения. При этом изменение потребляемой мощности на пе-
ремешивание составляет 15-20 %.
Тихоходные мешалки применяются для перемешивания высоковязких
и неньютоновских жидкостей, обработки жидкостей, дающих налипающие осадки,
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
701
Рис. 8.2.21. Реактор стальной эмалированный 1 —
спускной клапан; 2 — корпус; 3 — мешалка; 4 — отража-
тель; 5 — привод
и интенсификации теплообмена с теплообменными
поверхностями. Как и быстроходные мешалки, ти-
хоходные можно разделить на мешалки, лопасти
которых перпендикулярны плоскости вращения
(якорные, рамные, скребковые), и мешалки, лопас-
ти которых образуют угол наклона с плоскостью
их вращения (Тщгековые, ленточные). Тихоходные
мешалки, как правило, используются только в глад-
костенных аппаратах; исключением является шне-
ковая мешалка, которая может быть использована
в реакторах с отражательными перегородками или
циркуляционной трубой.
Якорная мешалка (рис. 8.2.22а) состоит из двух ло-
пастей, приваренных к ступице, причем профиль лопас-
тей соответствует внутренней поверхности корпуса ап-
парага. В нижней части лопасти имеют эллиптическую
или коническую форму (в зависимости ст формы дни-
ща реактора), а в верхней они представляют собой две плоские вертикальные пластины,
параллельные цилиндрической части корпуса аппарата. Лопас ги такой мешалки создаюг
интенсивное перемешивание непосредственно около стенок и очищают их в случае об-
разования липких осадков. В реакторах с эмалевым покрытием стенок корпуса применя-
ются эмалированные якорные мешалки (рис. 8.2.226), выполняемые из труб (иногда рас-
плющетптых до овальной формы сечения), приваренных к концу вала. По i ребованиям
технологии изготовления мешалка не должна иметь острых кромок.
а)
Рис. 8.2.22. Якорные мешалки стальная (а) и эмалированная (6)
Рамная мешалка содержит одну или две ступицы, к которым приварены плос-
кие радиальные лопасти, а на их периферии установлены лопасти, профилированные
в соответствии с формой днища аппарата (рис. 8.2.23). Эти мешалки применяются
для аппаратов большой емкости (до 100 м3). Они обеспечивают удовлетворигелыюе
перемешивание высоковязких жидкостей.
702
ГЛАВА 8
Рис. 8223. Рамные мешалки для работы в аппаратах с эллиптическим (а) и коническим (б)
днищем: 1 — ступица, 2 — плоская радиальная лопасть; 3 — плоская периферийная лопасть
Для перемешивания высоковязких, пастообразных, застывающих реакционных
сред применяются ленточные, скребковые и шнековые мешалки. Зги мешалки ис-
пользуются в аппаратах, симплекс геометрического подобия которых находится
в пределах 1,0 < Гл < 3,0, т. е. допускающих в предельном случае касание рабочим
органом стенки корпуса. Расположение рабочего органа мешалки вблизи теплопере-
дающей поверхности реактора приводит к турбулизации вязкого слоя жидкости, что
интенсифицирует теплообмен. Наличие скребка многократно усиливает эффектив-
ность влияния этого фактора.
Ленточная мешалка (рис. 8.2.24я) состоит из вертикального вала, на котором
закреплены рдулки с приваренными к ним цилиндрическими траверсами. К концам
траверс прикреплены две плоские ленты в виде цилиндрических спиралей с шагом
витка, примерно равным диаметру мешалки. На рис. 8.2.246 показана ленточная
мешалка со скребками, используемыми для интенсификации процесса теплоотдачи.
Размеры лен точных лопастей идентичны размерам ленточной мешалки. Реакторы
с ленточными мешалками применяются в производствах синтетического каучука.
Шнековая мешалка (рис. 8.2.24в) состоит из длинной цилиндрической втулки или
вала, к которым приварена по винтовой линии плоская лента с шагом, примерно рав-
Рис. 8.2.24. Мешалки для высоковязких сред: а— ленточная; б— со скребками; в —
шнековая
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
703
Рис. 8.2.25. Реактор с герметичным приводом: 1 — привод, 2 —
корпус; 3— мешалка; 4 — циркуляционная труба; 5— трубчатый
холодильник; 6— рубашка из полутруб; 7, 8— коллекторы
ным диаметру мешалки. Шнековые мешалки, как правило,
устанавливаются в циркуляционной трубе, однако возмож-
ны и другие варианты применения.
Приводы мешалок. Для вращения перемешивающего
устройства обычно используют электродвигатели, соеди-
ненные с валом мешалки напрямую или через понижающую
передачу.
Прямая передача применяется для циркуляционного
перемешивания жидких сред в реакторах объемом до 16 м3
(рис. 8.2.25). Обычно в этом случае привод мешалки осу-
ществляется специальным электродвигателем, защищенным
от воздействия рабочей среды.
Понижение частоты враще!шя быстроходных мешалок мо-
жет быть обеспечено соединением их с электродвигателем че-
рез клиноременную передачу (рис. 8.2.26). Достоинства такой
передачи— простота, легкость обслуживания, малая высота
привода. Недостатки — ограниченный диапазон передаточных
чисел, невозможность применения в реакторах. предназначен-
ных для рабеп ы с взрыво- и пожароопасными вещест вами.
Применение редукторов с зубчагой конической, червяч-
ной, цилиндрической или планетарной передачей позволяет
понижать частоту вращения быстро- и тихоходных мешалок
в любом диапазоне передаточных чисел.
В редукторах с червячной или конической
передачей плоскости вращения входного и вы-
ходного валов расположены под углом 90°, что
обеспечивает удобство компоновки, например,
нижнего привода, г. е. в случае необходимости
размещения его под днищем корпуса реактора
(см., например, рис. 8.2.10). Причем примепе-
inie червячных редукторов ограничено малога-
баритной аппаратурой ввиду низкого значения
КПД передачи.
Для верхнего привода мешалок преимущес-
твенное применение нашли мотор-редукторы
с цилиндрической или планетарной передачей
и с вертикальным фланцевым электродвига гелем
(моноблочные приводы). Машиностроительны-
ми заводами изготовляются типовые мотор-ре-
дукторы марок МПО, МР. ПЭМ в широком диа-
Рис. 8.2.26. Прнвол с клннорсмснной передачей
704
ГЛАВА 8
Рис. 8.2.27. Привод с жестким и подвижным соединением
вала мотор-редуктора с валом мешалки: 1 — мотор-редуктор;
2 — радиально-упорный подшипник мотор-рсдуктора; 3 — стой-
ка; 4— муфта продольно-разъемная; 5— опорный подшипник
стойки; 6 — сальниковое уплотнение; 7 — вал мешалки; 8—опор-
ный подшипник, встраиваемый в корпус торцово! о уплотнения;
9 — упорный подшипник качения; 10 — муфта зуочагая
пазоне гипоразмеров мощностью от 0,4 до 132 кВ г с числом
оборотов выходного вала от 4 до 315 об/мин. Моноблочные
приводы компактны и имеют небольшой вес.
Приводы мешалок устанавливают на сгойку, которую,
в свою очередь, крепят к крышке реактора, для чего к ней при-
варивают толстые пластины (плотики). Стойки делают чугун-
ными литыми или стальными сварными и в них размещают
подшипниковые узлы опор вала мешалки. Стойки представ-
ляют собой цилиндры или усеченные конусы, снабженные
верхним и нижним присоединительным фланцами. В обечай-
ке стоек имеются вырезы для удобства сборки или разборки
подшипниковых узлов, муфты и уплотнения вала мешалки.
При выборе конструкций подшипниковых опор с. гедуег учи-
зывагь величину и направление осевых сил, обусловленных
весом мешалки, давлением среды в аппарате и реакци и осево-
го потока перемешиваемой жидкости, а также действие ради-
альных усилий, возникающих вследствие волнообразования
в перемешиваемой среде и действия радиальных нагрузок.
По конструктивному исполнению моноблочные пргтводы могут иметь жесткое
и подвижное соединение валов мотор-редуктора и мешалки (рис. 8.2.27).
В приводе с жестким соединением валов мотор-редуктора и мешалки, например,
с помощью продольно-разъемной муфты (левая часть рис. 8.2.27) в качестве одной из
опор вала мешалки используется нижняя опора выходного вала мотор-редуктора.
В зависимости от конструкционных особешгостей второй опоры вала приводы
выпускаются в грех исполнениях:
I — второй опорой вала является опора качения, установлен гая в стойке привода
(левая часть рис. 8.2.27);
II — второй опорой вала является опора скольжения, установленная в нижней час-
ти аппарата;
III — вторая опора вала размещена в торцовом уплотнении.
Во всех трех исполнениях вторая (нижняя) опора вала служит для восприятия
радиальных нагрузок; осевая нагрузка воспринимается радиально-упорным подшип-
ником мотор редуктора. Величина осевой нагрузки имеет ограничения для радиаль-
гго-упорггъгх подшипников, поэтому возможное! ь использования привода с жес гким
соединением валов мотор-редуктора и мешалки должгга быть проверена специаль-
ггым расчетом. Применение этого вариаггга ограничено давлением в аппарате не бо-
лее 0,3 МПа и часто! ой вращения мешхпеи до 160 об'мин.
Привод с подвижным соединением валов мотор ре, дуктора и мешалки использует-
ся в аппаратах с условным давлением до 3,2 МПа и частотой вращения вала мешалки
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
705
Рнс. 8.2.28. Привод с подвижным соединением вала мотор-рс-
дуктора с валом мешалки: 1 — мщ ор-рсдуктор; 2 — муфта зубча-
тая. 3. 10—радиально-упорные подшипники; 4— вал; 5— стойка;
6. 8 — радиальные подшипники, 7 — торцовое уплотнение; 9 —
упорный подшипник
до 80 об мин. В 1 (риводетакого типа (правая часть рис. 8.2.27)
обычно исполыуются зубчатые или втулочно-пальцевые
муфты, с помощью которых осуществ.1яется гибкая передача
крутящего момента от выходного вала мотор-редуктора к ва-
лу мешалки. Последний обычно устанавливается в опорах
качения, которые закрепляются либо в стойке привода (левая
часть рис. 8.2.28), либо в стойке привода и торцовом уплот-
нении (правая часть рис. 8.2.27 и 8.2.28). 11ри этом одна из
опор, как правило нижняя, выполняется подвижной, а дру-
гая — неподвижной для восприятия осевых сил. В зависи-
мости от значения осевой силы, воспринимаемой этой опо-
рой, применяются различные типы шарикоподшипников:
— в аппаратах с условным давлением до 0,6 МПа ис-
пользуется радиально-упорный подшипник, размещенный
в верхней части стойки привода (левая часть рис. 8.2.28
давлением до 3,2 МПа ис-
пользуются два упорных
подшягппгка (правая часть рис. 8.2.28), один из ко-
торых воспринимает осевую силу, направленную
вверх, а другой — вниз.
Широкое применение в химических реакторах
находят малогабаритные приводы типа ПЭМ, в ко-
торых опоры вала мешалки встроены непосред-
стветпю в мотор-ре^тукзор. Они предназначены для
комплектации аппаратов с избыточным давлением
в корпусе до 3,2 МПа при частоте вращения ме-
шалки до 200 об/мин. На рис. 8.2.29 показан при-
вод с использованием двухступенчатого редуктора,
в котором подшипники вала второй понижающей
сгупешг передачи могут выполнять роль подшипни-
ков вала мешалки. Опоры второй сгупени редуктора
установлены в специальной стойке, корпус которой
расположен соосно электродвитагелю, поэтому вы-
сота этого привода невелика.
Рис. 8.2.29. Малогабаритный привод с встроенны-
ми в мотор-редуктор опорами вала мешалки: 1 — вал
мешалки; 2 — выходной вал привода; 3 — первая сту-
пень редуктора; 4— элсктрсдвит атель; 5— упорный
подшипниковый узел; б— стойка, 7— вторая ступень
редуктора; 8 — опорный подшипниковый узел
и правая часть рис. 8.2.27);
— в аппаратах с условным
706
ГЛАВА 8
Из рассмотренных вариантов расположения опор вала менсопки сточки зрения рас-
пределения нагрузок и виброусгийчивости наиболее рациональны приводы с концевы-
ми опорами скольжения, устанавливаемыми в нижней части корпуса аппарата. Однако
возможность их применения ограничивается коррозионным и абразивным действием
среды. Концевые подшипники в аппарате работают в очень тяжелых условиях прямого
воздействия перемешиваемой жидкости, отсутствия эффективной смазки, плохого до-
ступа для осмотра и ремонта. Конструкция узла концевой опоры дoJIжнa обеспечивать
свободную циркуляцию жидкост и через нее с целью охлаж, сепия и смазки под олшпика
На рис. 8.2.30 показана типовая концевая опора трения (подпятник). Опора состо-
ит из стойки 7, к которой болтами 2 прикреплен корпус подшипника 7. В нем закреп-
лена штифтами 3 неподвижная втулка 6. На нижнем коште вала закреплена болтом 5
неподвижная втулка 4, которая вращается вместе с валом внутри неподвижной втул-
ки, составляя с ней пару трения. Корпус подшипника может быть выполнен сфери-
ческой формы по наружной поверхности для обеспечения соосности пары трения
при сборке. Втулку 6 изготовляют из чугуна, бронзы, графита, капрона, текстолита
или фторопласта; остальные детали — из углеродистой стали для нейтральных сред
или корро шонностойких для агрессивных.
Уплотнения валов мешалок. Узел уплотнения вала мешалки является чрезвы-
чайно ответственным, особенно при работе реактора с токсичными, взрыво- и пожа-
роопасными вещест вами или при работе под вакуумом. Для уплотнения вращающих-
ся валов применяются сальниковые, торцовые, манжетные, лабиринтные и другие
виды уплотнений. Причем сальниковые без натяжения, лабиринтные, манжетные
и другие простейшие уплотнения находят ограниченное применение в реакторах, ра-
ботающих под атмосферным давлением и содержащих нейтральные среды. Во всех
реакторах любого назначения они могут применяться только для защиты подшипни-
ков, устанавливаемых в стойках редукторов.
Сальниковые уплотнения с осевым натяжением применяются для герметизации ва-
лов аппаратов при условии их работы с неагрессивными или малоагрессивными среда-
ми (четвертого класса опасности). Применение саль-
никовых уплотнений для реакторов, содержащих
вредные вещества, отнесенные к первому, второму
и гречьему классам опасности, допускается при на-
личии паров этих веществ над поверхностью жид-
кости в аппарате в количестве, не превышающем
предельно допустимые концентрации. Применение
сальниковых уплотнений для аппаратов, содержа-
щих взрывоопаеггые вещества, гге рекомендуется.
Параметрические условия применения: избыточное
давление — не выше 0,6 МПа, остаточное давле-
ние — не более 0,04 МПа (300 мм рт. ст.), частота
вращения валов — в пределах 5-320 об мин, темпе-
ратура от -20 до +250 °C.
Рис. 8.230. Концевая опора скольжения: 1 — стойка;
2, 5 — болты; 3 — штифт; 4 — црдвцтжцаа (вращающаяся)
втулка; б—неподвижная втулка, 7— корпус подшипника
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
707
Рнс. 8.231. Сальниковое уплотнение с ох-
лаждением корпуса и подводом смазыва-
ющей или уплотняющей жидкости к валу:
/ — корпус; 2 — нажимная втулка; 3 —
шпилька с гайкой, 4— набивка; 5— фонарь;
б — рубашка; 7,8— прокладки; 9— опорное
кольцо; 10 — грундбукса (кольцо)
Сальниковое уплотнение (рис. 8.2.31)
состоит из корпуса, нажимной втулки,
грундбуксы, натяжных шпилек с гайками
и сальниковой набивки. Чистота обра-
ботки нала под сальниковое уплотнение
должна быть высокой. Грундбуксу и на-
жимную втулку изготавливают из мяг-
кого металла, чтобы соприкасающийся
к ним вал меньше изнашивался. Торцы грундбуксы и нажимной втулки, обращенные
к набивке, обычно делают коническими для того, чт обы при затяжке шпилек (пра-
вая часть рис. 8.2.31) или заворачивания по резбе (левая часть рис. 8.2.31) нажим-
ная втулка сжимала набивку и она плотно облегала поверхность вала, обеспечивая
герметизацию рабочего пространства реактора. Для полного исключения пропуска
среды сальниковую набивку разделяют специальным кольцом (фонарем), в которое
через отверстие в корпусе вводят инертный газ под давлением несколько большим,
чем в реакторе. Часто разделительное кольцо используют для подвода смазки. В этом
случае масло может служить в качестве запирающей жидкости, исключающей утечку
среды из реактора 11атяжные шпильки могут быть снабжены пружинами для автома-
т ического поджима набивки (рис. 8.2.32).
В качесл ве т табивки сальниковых уплотнений применяют асбестовые и хлопчато
бумажные шнуры круглого или квадратного сечештя, пропитанные маслами, воском,
синтетическими материалами или графитом. Большой прочностью и непроницаемос-
тью обладают прорезиненные сальниковые шнуры, но они требуют постоянной смазки.
Хорошими апт ифрикциопными свойс г вами и высокой химической стойкостью обладает
набивка из фторопласта. Последшгй при-
меняют в виде стружки и тонких колец.
Широко применяются фторопластовые уп-
лотнительные материалы (ФУ М), которые
выпускаются в виде шнура или полос.
Несмотря на простоту, сальниковые
уплотнения имеют недостатки: необхо-
Рнс. 8.2.32. Сальниковое уплотнение с ох-
лаждением и смазкой набивки через фонарь
(левая часть рисунка) и с дополнительным
охлаждением набивки через корпус (правая
часть рисунка): / — вал; 2 — фонарь; 3 — ка
нал для отвода охлаждаемой среды; 4 — кор-
пус; 5 — нажимная втулка, б— набивка; 7—
охлаждающая рубашка
708
ГЛАВА 8
Рнс. 8.233. Одинарное торцовое уплотнение: 1 — крышка. 2 — водило; 3 — гайка: 4 —
пружина; 5— подвижное кольцо; 6— неподвижное кольцо; 7— сильфон; 8 — корпус; 9 —
шпилька. 10 — болт
димость постоянного контроля утечек, периодической подтяжки нажимной втулки
и смены набивки. Поэтому в химических реакторах находят широкое применение
более надежные торцовые уплотнения.
Основной элемент торцового уплотнения составляет два кольца (пара трения) —
подвижное (вращающееся) и неподвижное, которые прижимают друг к другу по тор-
цовой поверхности пружиной, обеспечивая герметичность. Подвижное кольцо кре-
пится на валу, неподвижное— к корпусу аппарата. Одно из колец изготовляют из
менее т вердого материала (например, графита;, другое — из твердого (сталь, керами-
ка). Для колец торцовых уплотнений применяют также фторопласт, твердую резину,
бронзу. Трущиеся поверхности должны быть отшлифованы и тщательно притерты.
На рис. 8.2.33 показе! ю простейшее одинарное торцовое уплотнение. Подвижное
кольцо 5 крепится к втулке, закреплешюй па валу. Неподвижное кольцо 6 связано
с корпусом с помошыо гибкого элемента — сильфона 7. Кольца прижимаются друг
к другу пружинами 4. Сила прижатия колец может быть отрегулирована гайками 3
в зависимости от давления в аппарате.
Трущиеся поверхности должны быть смазаны; в качестве смазки торцовых уп-
лотнений применяют обессоленную воду, машинное масло, глицерин, этиленгликоль
и другие жидкости, химически совместимые с рабочей средой, но не вредные и не
взрывоопасные, циркулирующие в полости корпуса под давлением, немного превы-
шающем рабочее давление в аппарате. В конструкции уплотнения обычно предусмат-
ривается охлаждающая рубашка- но при малых тепловыделениях охлаждение можно
осуществлять с помощью самой смазки. При высоких требованиях к герметичности
применяют двойные торцовые уплотнения, которые имеют две пары уплотнитель-
ных колец. В корпус торцового уплотнения может быть вмонтирован радиальный
подшипник, используемый в качестве второй опоры вала мешалки.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
709
Рис. 8.234. Герметичный (экранированный) электро-
привод: 1 — статор; 2 — ротор; 3 — защитная гильза; 4 —
вал; 5— корпус; 6— переходный стакан; 7— крышка; 8 —
прокладка; 9— рубашка; 10— мешалка; I, И— вход и вы-
ход трансформаторного масла; Ш, IV — вход и выход охлаж-
дающей воды
Торцовые уплотнения для работы при давлени-
ях в диапазоне от вакуума с остаточным давлением
5 мм рт. ст. до избыточного давления 3,2 МПа стан-
дартизованы. Несгандарпгые уплотнения изготовляют
и на более высокие давления — до 8,0 MI 1а.
В реакторах с циркуляционным перемешиванием,
предназначенных для обработки высокотоксичных,
агрессивных и пожароопасных сред, целесообразно
использовать герметичные электроприводы мешалок.
Приводы этого типа имеют электродвигатели, в кото
рых активные элементы статора и ротора защищены от
воздействия перемешиваемой среды с помощью спе-
циальной жидкой изоляции или защитных гильз (экра-
нов). В обоих вариантах электроприводы могут быть
газозаполненными и жидкое ^заполненными.
В газозаполненном герметичном электроприводе (рис. 8.2.34) ротор устанавли-
вается ь подшипниках качения и вращается в полости, заполненной газом. Обмот ка
статора и железо ротора электродвигателя защищены от контакта с парами переме-
шиваемой среды тонкостенными защитными гильзами. Смазка подшипников может
быть консистентной или жидкой, а в качестве газа,
создающего загцитггый буфер, используется один из
компонентов реакционной среды или инертный газ.
В жидкостезаполненном герметичном электро-
приводе используются гидро с гаг ические или гид-
родинамические опоры скольжения, смазываемые
перемешиваемой средой, не содержащей твердых
взвесей.
Аналогичный принцип герметизации нахо-
дит применение в магнитных узлах вращения
(рис. 8.2.35)— герметичных приводах, основу ко-
торых составляют магнитные муфты (рис. 8.2.356).
Муфта привода имеет два ротора— наружный
и внутренний, которые разделены неподвижной
гильзой 2. Вну тренний ротор связан с валом 4, а на-
ружный соединен с редуктором или мотор-редукто-
ром. На роторах рядами установлены постоянные
Рис. 8.2.35. Магнитный узел вращения типа МГ: а —
общий вид; б—магнитная муфта; 1 — внутренний магнит;
2 — защитная гильза; 3 — наружный магнит; 4 — вал
710
ГЛАВА 8
внутренние 1 и наружные 3 магшггы При вращении наружного ротора маппггное
поле, образуемое его магнитами, перемещается и увлекает за собой магниты / внут-
реннего ротора. Промышленностью выпускаются узлы ращения типа МГ в диапазоне
мощностей от 0,09 до 15 кВт и частот вращения от 1 до 400 об/мин, при рабочем избы-
точном давлении от 0,3 до 6,4 MI 1а и при остаточном давлении от 0,1 до 1 мм рт. ст.
Технологический расчет
реактора-котла периодического действия
Объем и количество реакторов в установке. Цель технологического расчега —
определение числа реакторов в установке и их обьема па заданную производитель-
ность для рассматриваемого химического процесса. Кроме этого, рассчитывается
необходимая площадь теплообменной поверхности и мощность привода перемеши-
вающего устройства.
Производительность установки обычно задают по целевому продукту в соот-
ветствии с годовой или суточной программой выпуска. В первом случае должен быть
задан годовой фонд рабочего времени установки Тсутдгод.
На основе стехиометрического уравнения химической реакции, степени превра-
щения, принятых избы гков реагентов и количества вспомогательных веществ состав-
ляют материальный баланс на 1 т продукта. Для удобства последующих вычислений
результаты балансовых расчетов представляются в табличном виде (см. табл. 8.1.1).
Данные баланса позволяют определить плотность и удельные объемы реакционной
среды в начале и по окончании химического процесса, а также начальные и конечные
концентрации реагентов (см. формулы (8.1.11)-(8.1.13)). Объем реакционной смеси,
проходящей через установку реакторов в соответствии с заданной производитель-
ностью G за год или сутки, определяют по формуле (8.1.14).
Число операций Ъ, которое может бьпь проведено в реакторе за год:
Ь = 24Рти, (8.2.1)
где — время цикла работы реактора, определяемое по формуле (8.1.37), ч.
Число операций а, которое должно быть проведено для обеспечения заданной
производительности:
а = И(%<р), (8.2.2)
где К— объемный расход реакционной среды через установку, м’/год; Ка— объем
аппарата, мч; <р — степень заполнения аппарата, равная 0,75-0,8 для процессов без
пенообразовагшя и 0,4—0,6 для процессов с пепообразовагшем.
Необходимое число реакторов z в установке
л Ь, ГТ.,
г=^=^’ (8-2-3)
где k3 — коэффициент резерва мощности аппаратуры, учитывающий длительность
ремонта в зависимости от сложности оборудования (для реакторов с перемет ива
югцими устройствами обычно к3 = 1,1-1,2, но в особо сложных случаях и при соот
ветсгвующих обоснованиях он может быть увеличен).
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
711
При расчете числа реакторов по формуле (8.2.3) необходимо знать объем одного
аппарата. Такая задача обычно решается, если объем реактора задан. Если же опреде-
ляемым является объем реактора, то он может быть найден из формулы (8.2.3), если
задаться числом реакторов, т. е.
Ao Fru
<8-2-4)
Выбирая число устанавливаемых аппаратов, следует учитывать, что применение
большого количества реакторов малого объема приводит к увеличению числа опера-
ций загрузки и выгрузки, точек контроля, объектов наблюдения, фронта обсажива-
ния аппаратов, площади и объема производственною помещения. При уменьшении
числа реакторов за счет увеличения их объема сокращаются капитальные затраты
и снижаются эксплуатационные расходы. В то же время число реакторов периоди-
ческого действия в установке должно быть достаточным для равномерной и беспере-
бойной работы предшествующих и последующих стадий производства.
На практике при отсутствии особых обоснований число реакторов периодическо-
го действия в одной установке определяют, исходя из возможности их обслуживания
одним аппаратчиком, по простому соотношению
z < Тц/Тв = 1/(1 - %), (8.2.5)
где гц — временной коэффициент полезного действия, определяемый как
17г = г/тц = т/(т + тв). (8.2.6)
Величина временного коэффи циента полезного действия принимается в преде-
лах 0,7-0,8. Для решения уравнений (8.2.4)-(8.2.6) необходимо знать время про-
ведения химического процесса т и длительность осуществления вспомогательных
операций гв.
Продолжительность реакции. Основным уравнением для расчета времени про
текания химической реакции является кинетическое уравнение (8.1.28), которое для
произвольной химической реакции (8.1.1) может быть записано через изменение кон-
центрации основного реагента А как
dCJdV = = kfC‘,C%, (8.2.7)
где г — скорость химической реакции по реагенту А, кмоль/ (м’-с); СА, Сп — концент-
рации реагентов А и В, кмоль/м3; г — время, — порядки реакций по реагентам
А и В, Ар— константа скорости реакции, зависящая от порядка реакции и темпера-
туры ее проведения.
В реакторе периодического действия концентрации реагирующих веществ
уменьшаются от начальных до конечных величин, поэтому в соответствии с урав-
нением (8.2.7) скорость химической реакции изменяется от максимального значения
в начале процесса до минимального в конце. Эго изменение можно представить гра-
фически, если построить кинетическую кривую химической реакции, т. е. функцию
гА = dCA IdT = ДСА), например, для реагента А (рис. 8.2.36).
Для определения времени реакции по уравнению (8.1.33) для периодического
процесса следует рассматривать среднеинтегральную величину скорости химичес-
кой реакции, т. е.
712
ГЛАВА 8
Рис. 8.236. Определение средней скорости реакции периодического
процесса методом графического интегрирования
= = (82-8)
ср Ак
В случае проведения химических реакций пулевого, первого и вюрого порядков
время процесса может быть получено интегрированием дифференциального урав-
нения (8.2.7) в пределах от 0 до т и от СА до СА . Аналитические решения имеют
следующий вид:
для реакций нулевого порядка
т = V(Ca-“Ca-); (8'2'9)
первого порядка
Г = (8.2.10)
Т, Ац
второго порядка
1 1 — ^-а )^а
Т = J- 1п^----- ** Ан, (8.2.11)
СА,, САК СА* СВ„
где к , fc, к — константы скорости реакции соответственно нулевого, первого
Ро Pi Р?.
и второго порядка.
Для реакций высших, дробных, переменных или неизвестных порядков время
реакции может быть найдено графическим интегрированием кинетической кривой,
построенной по расчетным или опытным данным. Графическое интегрирование вы-
полняют следующим образом (рис. 8.2.36).
От точек на оси абсцисс, соответствующих значениям концентраций СА и С^,
проводят верт икальные линии до пересечения с кинетической кривой и определяют
площадь 5криволинейной трапеции abed в мм2. Эта площадь определяется достаточ-
но точно методом взвешивания или приближенно приведением площади трапеции
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
713
abed к равновеликому ей по площади прямоугольник}' abef. )1ля этого следует постро-
ить прямоугольник дбе/таким образом, чтобы сторона его ef отсекла от криволиней-
ной трапеции два приблизительно равны* по площади криволинейных rpeyiельника
ceg и gdf В этом случае катет прямоугольника be (или af) будет равен ординате, со-
ответствующей средней величине скорости реакции периодического процесса г .
Последняя может быть рассчитана как отношение площади прямоугольника abef
к основанию ab = С. - С.
Аи Ак
(8.2.12)
где S—площадь прямоугольника abef, равная площади фигуры abed, мм2; — мас-
шгаб оси ординат. кмоль/(м3-с мм); W. — масштаб оси абсцисс. кмоль/(м3-мм).
Вспомогательное время. Зная время реакции, можно по соотношению (8.2.6)
оцетпп ь время цикла и ориентировочное значение общего времени вспомогательных
операций тв. Кроме того, представляется возможным рассчитать в первс >м приближе-
нии номинальный объем реактора И по формуле (8.2.4) и выбрать стандартизован-
ный реак гор.
Вспомо1ателыюе время работы реактора обычно складывается из длительност и
операций подготовки реактора гр заполнения его жидкостью т2, разогрева реактора
и реакционной массы ту охлаждения т4 и опорожнения т5:
Тв - Т, + Т2 + Т3 + Т4 + Т5. (8.2.13)
Время подготовки реактора к новому циклу задается регламентом и лежит в пре-
делах Tj = 10-60 мин.
Длительность заполнения реактора жидкостью при подаче ее насосом
т2= (8.2.14)
где Кж— объем жидкости, загружаемой в реактор, м3; К — производительность
насоса, м3/с.
Длительность опорожнения реактора через нижний сливной штуцер определяет-
ся из уравнения расхода при истечении жидкости из отверстия резервуара. Для сосу-
да с постоянным поперечным сечением и изменяющимся уровнем жидкости время
истечения составляет
где S— площадь поперечного сечения сосуда; — площадь поперечного сечения
отверстия слива; Яж— высота начального уровня жидкости в сосуде; а— коэффи-
циент расхода (при Re > 104 а ~ 0,62).
По формуле (8.2.15) можно рассчитать и время загрузки реактора из мерной ем-
кости при подаче жидкости самотеком.
При опорожнении реактора через трубу передавливания время выгрузки будет
зависеть от расстояния до приемного сосуда, разности давлений между сосудами,
диаметра транспортной трубы и местных сопротивлений. Это время может быть рас-
считано из уравнений расхода и гидравлики как
714
ГЛАВА 8
4КЖ_____
____2 Др__
p(aw + s?)
(8.2.16)
где d — диамел р iрубопровода; Др — разность давлений между реактором и прием-
ной емкостью; р — плотность жидкости, 2 — коэффициент гидравлического трения;
L — длина трубопровода; — сумма местных сопротивлений.
Продолжительность разогрева т3 и охлаждения т4 реактора при известной поверх-
ности рубашки (змеевика) Fрассчитывают по уравнению
Q'^
(8.2.17)
где Сз.4 — количество тепла, затрачиваемое на нагревание (охлаждение) реакцион-
ной массы и корпуса реактора, Дж; К34— коэффициент теплопередачи при нагре-
вании или охлаждении; (Д/ср)34— средняя разность температур между реакционной
средой и теплоносителем при нагревании или охлаждении.
Количество теплоты, необходимой для нагревания или охлаждештя реакционной
массы и корпуса реактора, рассматривается как физическое тепло нагрева (охлаждения)
Сз.4 — (w,pcp + (8.2.18)
где mpt шж— масса корпуса реактора и загруженной в него жидкости, кг; ср, сж—
удельные теплоемкости материала реактора и жидкости, Дж/(кг-К); Дг34— разности
температур в процессе нагревания (Д/3 = /р-/н) или охлаждения (Д/4 = tp -Q; t—тем-
пература реакции; tn — начальная температура жидкости до нагревания; tK— конеч-
ная темпера гура жидкости после охлаждения.
Коэффициент теплопередачи при нагревании или охлаждении рассчитывают по
уравнениям теплообмена для сосудов с мешалками и рубашками (змеевиками). Сред-
нюю разность темпера гур рассчит ывают с учетом нестационарности процесса нагре-
вания (охлаждения), так как температура теплоносителя (жидкости) и реакционной
массы изменяются (рис. 8.2.37).
Средняя разность темпера!ур за весь процесс нагревания или охлаждения может
быть рассчитана по методу Г.П. Питерских. При нагревании реакционной смеси от
начальной температуры до температуры реакции жидким теплоносителем, не изме-
няющим своего arpeiaTiioro состояния, средняя разность температур составит
(Ad =-^=-^!-4i=L7> глеА = ^-^. (8.2.19)
\ 0, - /н J 1пЯ 02 -
Здесь и на рис. 8.2.37 0х — температура теплоносителя на входе в рубашку ре-
актора; &2 — температура теплоносителя на выходе из рубашки реактора в начале
нагревания (охлаждения); 02 — температура теплоносителя на выходе из рубашки
в конце нагревания (охлаждения).
При нагревании реакционной массы водяным паром 0Х = &2 = 02 и (Afcp)3 рассчи-
тывается как средняя арифметическая или логарифмическая разность температур.
При охлаждении реактора хладоазентом, конечная температура которого изменяется
во времени (рис. 8.2.376), средняя разноса ь темпера! ур составит
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
715
Рис. 8.237. Изменение температур в реакторе периодического действия: а — нагревание
реактора от /п до tp, б — охлаждение реактора от /р до tK
(ч) 4 = где А = • (8-2-20)
Ч - е,
Средняя конечная темпера!ура теплоносителя, необходимая для расчета теплово-
го баланса, рассчи гываегся по формуле
еср , = 0Н± Д/С[,1п4, (8.2.21)
где знак (+) соответствует процессу охлаждения, а знак (-) — нагреванию.
Уточненное вспомогательное время работы реактора и время цикла не должны
отличаться от принятых по соопюшетппо (8.2.6) значений более, чем на 10 %. В про-
тивном случае следует вновь рассчи гать реактор по уточненному времени цикла.
Теплопередача в реакторах-котлах. Требуемая площадь F теплообменной по-
верхности реактора рассчитывается из основного уравнения теплопередачи
где — тепловой поток через теплообменную поверхность (тепловая нагрузка ре-
актора); К — коэффициент теплопередачи; А/^ — средняя разность температур меж-
ду реакционной средой и теплоносителем.
Тепловая нагрузка рассчитывается из теплового баланса, который для реактора
периодическою действия имеет вид:
ef=±e^+*-c..rf (8-2.23)
где Qxp— тепловой поток химической реакции экзотермической (+) и эндотерми-
ческой (—), Вт; У— мощность, вводимая в реакционную среду перемешивающим
устройством, Bi; Q — потери теплоты в окружающую среду (обычно принимают
0^=0.12.Л
Тепловой поз ок реакции в значительной степени зависит от величины объема,
занимаемого реакционной смесью. В связи с этим тепловой поток реакции при вы-
716
ГЛАВА 8
ражении ее скорости через изменение концентрации реагента А в общем случае рас-
счт ывают по формуле
(8.2.24)
где Кж— объем жидкости в реакторе, м3; — мольная теплела химической реак-
ции по отношению к веществу А, Дж/кмоль; гА — скорость реакции (по веществу А),
кмоль/(м3-с).
Реакции нулевого порядка прел екают с постоянной скоростью от начала до окон-
чания процесса. Согласно уравнению кинетики (8.2.7), скорость химической реакции
в этом случае равна копе ганте скорости (гА = , где Кр — коне гаи га скорости реак-
ции нулевого порядка). Для этих реакций тепловой поток
Для реакций порядков выше нулевого тепловой поток рассчитывают па экстре-
мальные условия процесса, т. е. при максимальном значении скорости реакции. При
описании скорости реакции уравнением (8.2.7) максимальное ее значение будет при
начальных концентрациях реагирующих веществ. Следовательно, тепловой поток
реакции первого порядка по веществу А составит
(8.2.26)
Тепловой поток реакции суммарного второго порядка (иА = пп = 1) будет
О = К.,а С. Сп .
*-^х р Жх.р rj А । Вц
(8.2.27)
Для реакций высших, дробных, переменных и неизвестных порядков максималь-
ную скорость химической реакции находят из опытной кривой С ~f(t) как макси-
мальную величину отношения = (ДС/Дт), взятого для самого крутого участка
кривой (рис. 8.2.38).
В случае недостаточной площади поверхности рубашки и змеевика реактор может
быть оборудован дополшггелытым теплообмешпгком и циркуляцией через него реакцион-
ной среды (рис. 8.2.1 1йг) или обратным конденсатором (рис. 8.2.116). Первый вариант при-
меним для экзо- и эндотермических реакций и не имеет ограничений по тепловой нагрузке.
Второй вариант может использовдт ься только при проведении экзотермических процессов
и имеет ограничение по снятию
избыточной тепловой нагрузки.
При пузырьковом кипении реак-
ционной массы происходит уве
личение ее объема и интенсивное
пенообразование. В связи с этим
максимальная тепловая нагрузка
обратного конденсатора Qok огра-
ничивается скоростью потока па-
ров испаренной жидкости
Рис. 8.2.38. Кривая
изменения концентрации
реагента во времени
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
717
(8-2-28)
где ги — удельная теплота испарения жидкости (низкокипящего компонеш а реакцион-
ной смеси), Дж/кг; рп — плотность парообразного компонеш а, приведенная к рабочим
условиям в реакторе, кг/м3; S = — площадь поперечного сечеш1я реактора, м2;
и>п — допустимая приведенная к сечению аппарата скорость паров, w(i < 0,05 м/с.
Мощность, вводимая н реакционную среду мешалкой, определяется по зависимости
# = t^pn'd^ (8.2.29)
где KN— критерий мощности, зависящий от типа мешалки и наличия отражателей;
р— плотность жидкости, кг/м3; п — частота вращения мешалки, с-’; — диаметр
мешалки, м.
Расход жидкого теплоносителя для обеспечения необходимого теплового режима
работы аппарата в условиях максимальной плотности теплового потока составит
GT = ^/(^Дб), (8.2.30)
где ст — теплоемкость теплоносителя, Дж/(кг-К); ДО — изменение температуры теп-
лоносителя в теплообменном устройстве.
Расход пара в условиях подвода тепла
Сн = 2г/г, (8.2.31)
где г — удельная теплота парообразования i реющего пара, Дж/кг.
Д ля расчел а теплообмена между перемешиваемой жидкостью в реакторе и тепло-
носителем в теплообменном устройстве используются критериальные зависимости.
Мощность привода мешалки. Тип мешалки выбирают с учетом свойств пере-
мешиваемой среды (плопюсть, вязкость, наличие твердых частиц и их размеры, спо-
собность налипать па стенки иг. п.) и требований к интенсивности перемешивания,
связанных с сопутствующими процессами (раст ворение, гомогенизация, суспенди-
рование, эмульгирование). Выбор осуществляется на основании экспериментальных
исследований, практических данных и рекомендаций по применению. Частота вра-
щеттия в первом приближении определяется по рекомендуемой для выбрашюго типа
мешалки окружной скорости w = itd^n. При проведении реакций в мало- и средне-
вязких жидкостях частота вращения, обеспечивающая выравниваште концентраций
и температур в рабочем объеме аппарата, должна обеспечивать развитый турбулент-
ный режим, определяемый выполнением условия Rc(l = nd^pljl > 104.
Кроме того, для быстроходных мешалок, предназначенных для работы с суспензи-
ями или эмульсиями, вводятся дополиительные условия при определетши частоты вра-
щения, обеспечиваю) ней взвешивание твердых частиц или эмульгирование жидкостей.
Окончалелыю частоту вращения мешалки устанавливают при выборе привода.
Отражательные перегородки устанавливают в аппарате в случае, если расчетная
глубина воронки Лп окажется больше предельно допустимой Лпр, определяемой раз-
ностью (рис. 8.2.39):
А„ = НЖ-А, (8.2.32)
где — высота уровня жидкости в сосуде; h — высота установки мешалки от днища.
Глубина воронки, образующейся в сосуде без перегородок:
AB = B4’^/(2g), (8.2.33)
718
ГЛАВА 8
111
Рис. 8.2.39. Схема установки мешалки
и отражателей в аппарате
где В — коэффициент, зависящий от гео-
метрических характеристик аппарата,
типа мешалки, их количества на одном
валу и гидродинамического режима пе-
ремешивания.
Эффективную мощность привода
мешалки рассчитывают с учетом различ-
ных видов затрат энергии по формуле
^ = (ПАЛ+лй/)7, (8.2.34)
V । /
где — произведение коэффициентов, учитывающих влияние раз-
i — I
ных факторов на мощность перемешивания, в частности, кх —коэффициент пере-
грузки при пуске (для быстроходных мешалок кх = 1,0, для тихоходных кх = 1,3,
к2 — коэффициент, учитывающий отношение высоты уровня жидкости
Н к. к диаметру аппарата £>, к3 = 1,1 - 1.2 — коэффициент, учит ывающий шерохова-
тость стенок корпуса в аппаратах без отражательных перегородок, к^ — коэффици-
еп гы, учи т ывающие наличие различных внут решгих устройст в в аппарат е (при нали-
чии змеевика у стенок сосуда к4 = 2,0, при наличии трубы передавливания, гильзы
термометра, уровнемера к^ = 1,1 - 1,2) и т. п.; А— мощность, затрачиваемая непо-
средствешю на перемешивание жидкости и рассчитываемая по формуле (8.2.29), Вт;
N— мощность, затрачиваемая на преодоление трения в уплотнении вала мешал-
ки, Вт; 7 — КПД привода (обычно принимают т/ = 0,85 - 0,9).
Двигатель привода мешалки устанавливают несколько большей мощности с запа-
сом на возможные перегрузки: /V = /ЗМЭ. Коэффициент запаса мощности ft берется в за-
висимости от величины N в пределах от 1,1 (при N > 50 кВт) до 2,0 (при Аэ< 1 кВт).
Мощность .V зависит от способа уплотнения вала перемешивающего усгройства
и рассчитывается по эмпирическим формулам.
Мощность, теряемую в манжетном уплотнении, ориентировочно можно опреде-
лить по формуле (Вт)
^n = 0,95pjf^W, (8.2.35)
гдер — избыточное давление в аппарате, Па;^ — коэффициент трения (^=0,08—0.12);
dn— диаметр вала мешалки, м; п — частота вращения мешалки, с-’.
Мощность, теряемая в сальниковом уплотнении с мягкой набивкой, рассчитыва-
ется по формуле (Вт)
Ауп = 025izdlnbp(efi - 1), (8.2.36)
где b — высота кольца набивки, м; i = htb — количество колец набивки; h — высота
набивки, м;/— коэффициент трения набивки по металлу (f= 0,05 — 0,15).
Высота набивки принимается в зависимости от давления в аппарате в пределах
h = (5 — 12)s, где 5 — толщина сальниковой набивки, принимаемая равной (мм)
5 = (1,5 - 2,5) /1 ООН • (8.2.37)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
719
11олученную величину 5 округляют до ближайшего стандартного значения.
Мощность, потребляемая парой грения торцового уплотнения, рассчитывается
по формуле (Вт)
= 0,5(D, + , (8.2.38)
где D. и D2— внутренний и наружный диаметры колец пары трения, м; 5^— пло-
щадь трения, м2;/— коэффициент трения; со — угловая скорость вращения, с-’;
рк — контактное давление в паре трения, рассчитываемое как
А = k(P- -Pi)p^‘> (8.2.39)
pvp2 — давление с наружной и внутренней стороны пары трения, Па; P^ljp— удель-
ное давление от пружины на уплотнительный контакт (р = Па; F— уси-
лие от пружины, Н.
Технологический расчет реактора-котла непрерывного действия
В основу расчета реакторов-котлов непрерывного действия положен принцип ра-
боты проточных аппаратов идеального смешения, заключающийся в том, что в любой
точке реакционного пространсгва. следовательно, и на выходе из реактора, парамет-
ры среды (температура и концентрации веществ) являются одинаковыми, постоян-
ными во времетт и равными конечным для данного химического процесса. В связи
с этим скорость химической реакции для реакторов-котлов непрерывного действия
гп следует рассчитывать по кинетическому уравнению (8.2.7) при значениях концен-
траций реагирующих веществ, равных конечным, т. е.
лсД
dT I
= КС° с£-
(8.2.40)
Скорость химической реакции для реактора-котла непрерывного действия мож-
но определить и по экспериментальной кинетической кривой, построешюй по од-
ному из реагентов (рис. 8.2.40). Если из расположенной на абсциссе точки, соот-
ветствующей начальной концентрации реагента СА , провести прямую под углом а
до пересечения с кинетической кривой, то координаты точки пересечения будут
соответствовать конечной концен-
трации реагента СА и скорости
непрерывного процесса (dCJdt).
Как видно из построения, тангенс
угла наклона прямой равен
tga = г _r = ^,(8.2.41)
'-'А„ '"'А. С ИЛ
где Т|) Д — время реакции в реакто-
ре-котле непрерывного действия.
Рис. 8.2.40. Определение скорости
химической реакции в реакторе
смешения непрерывного действия
720
ГЛАВА 8
Объем реактора-котла непрерывного действия рассчитывается из условия сред-
него времени пребывания в нем реакционной среды, равного кинетически необходи-
мому времени.
По найденному из материального баланса объемному расходу реакционной сме-
си через установку К, при заданном фонде ее рабочего времени 7, принятом коэффи-
циенте резерва мощности А и заданном числе реакторов z можно рассчитать необхо-
димый объем реактора
• “ 247z<p '
(8.2.42)
Если задан объем реактора, то из формулы (8.2.42) можно найти число реакторов
в установке для параллельной работы.
Тепловой поток реакции рассчитывают по формуле (8.2.24) при минимальной
скорости реакции гд = (JCA/Jr)min. Гидродинамические расчет ы выполняют, принимая
физико-химические характеристики среды при ее конечных параметрах.
Скорость химической реакции в реакторе непрерывного действия значительно
отличается от скорости реакции в реакторе периодического действия за исключением
реакции нулевого порядка, для которой в обоих случаях скорость реакции постоян-
на. При проведении реакций порядков, отличающихся от нулевого, в периодически
действующем реакторе скорость химической реакции снижается по мере превраще-
ния исходных компонентов в конечные продукты, стремясь к минимальной конечной
величине. Естественно, средняя скорость реакции в периодическом процессе превы-
шает минимальную ее величину в соответствии с кинетической зависимостью (8.2.7)
(рис. 8.2.40).
Таким образом, продолжительность реакции в реакторе-козле непрерывного
действия т значительно превышает время реакции при периодическом процессе,
а в большинстве случаев и время цикла тц. Следовательно, при организации в реак-
торе-котле непрерывного процесса объем реактора получается больше, чем при пе-
риодическом процессе. Сравнивая объемы реактора периодического И и непрерыв-
ного К действия одинаковой производительности, рассчитатпгые соответственно по
формулам (8.2.4) и (8 2.42), можно видет ь. что во втором случае объем реакт ора будет
больше в соот ношении
Г /К =т /тп.
а.н ал н.д Ц
(8.2.43)
8.2.3. Каскадные емкостные реакторы
Применетпге каскадных емкостных реакторов смешения для работы в непре-
рывном режиме позволяет существенно уменьшить требуемый объем реакционного
пространства по сравнению с единичным реактором-котлом непрерывного дейс-
твия. Разделение реакционного объема па ряд последовательно соединенных сек-
ций приближает реактор идеального смешения в соответствии с ячеечной моделью
построения процесса к armapaiy идеального вытеснения. Наиболее простой вариант
секционирования реакционной зоны — установка отдельных реакторов-котлов, со-
единенных между собой последовательно перегонными трубопроводами,— каска,]
реакторов (рис. 8.2.41).
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
721
Рис. 8.2.41. Схема каскада
реакторов-котлов
При оформлении каскада в од-
ном аппарате секционирование
осуществляют по вертикальной
или горизонтальной схеме.
При секционировании по вер-
тикальной схеме реактор конс-
труирует ся в виде многосекци-
онной колонны. Вертикальная
схема компоновки применяется,
например, в реакторах для осу-
ществления процессов полиме-
ризации и поликонденсации не-
которых продуктов непрерывным способом.
Парис. 8.2.42 показан такой реактор для получения полистирола и фенолформаль-
дегидных смол. Реактор состоит из нескольких последовательно соединенных между
собой секций 5, каждая из которых имеет рубашку 11 со штуцерами 13 и 10 для подво-
да и игвода теплоносителя. На крышке 4 верхней секции укреплены электромотор 1
и редуктор 2, передающий вращение валу 7, прохо,1ящему
через всю колонну и уст ановленному в двух подшипни-
ках — верхнем 3 и нижнем 12. Для исключения утечки реа-
гирующих веществ через отверстия, для вала в Д1 щщах сек-
ций предусмотрены предохранительные трубы 8, верхний
уровень которых выше уровня жидкой смеси в секции.
В каждой секции на валу 7 укреплены мешалки 6. Для пере-
лива реакционной смеси служат переливные трубы 9.
Исходные вещества поступают в нижнюю часть верх-
ней секции через штуцер /5, перемешиваются, перелива
ются через трубу 9 в следующую секцию и т. д. Из нижней
секции продукт выгружается через штуцер 14. Таким об-
разом, в реакторе осуществляется непрерывный процесс.
Реактор целесообразно использовать для осущесгвления
процессов химического превращения с малыми скоростя-
ми, т. е. протекающих в кинетическом режиме. Наличие
отдельных теплообменных устройств в виде рубашек 11
позволяет поддерживать необходимый температурный ре-
жим в каждой секции.
Рис. 8.2.42. Реактор типа многосскционной колонны для
полимеризации (получения полистирола) и поликонденсации
(получения фенолформальдегидных смол): 1 — электромотор;
2— редуктор; 3 12— подшипники; 4— крышка; 5 — секция;
6 — мешалка; 7— вал; 8— предохранительная труба; 9 — пере-
ливная труба; 10. 13 — штуцера для отвода и подвода теплоноси-
теля; 11 — рубашка; 14, 15 — штуцера для выгрузки продуктов
и загрузки peaici ггов
722
ГЛАВА 8
Рнс. 8.2.43. Горизонтальный каскадный реактор сернокислотного алкилирования: а —
общая схема; б— отдельная секция; 1 — корпус; 2 — Z-образная перегородка; 3 — пропел-
лерный насос; 4 — диффузор; 5 — трубы; б — контактор; 7 — сепарационная зона; 8 — от-
стойная зона; 9— отверстия для отвода паров; 10— отверстия для отвода реагирующих ве-
ществ; I. V — циркулирующий изобутан; II — охлаждающий изобутан, III — пары; IV — сы-
рье, VI — продукты реакции
Примером секционирования аппарата по горизонтальной схеме может служить
каскадный реактор для алкилирования изобутана бутиленами.
Горизонтальная схема секционирования обусловлена необходимостью отвода
тепла реакции ja снег частичною испарения реакционной среды.
В этом аппарате (рис. 8.2.43) реакционная зона разделена Л-образными пере-
городками 2 па ряд последовательно соединенных секций, в каждую из которых
подается исходное сырье— смесь бутиленов с изобутаном. Серная кислота (ка-
тализатор) подается в первую секцию. В каждую секцию вмонтирован цилиндри-
ческий контактор 6 с пропеллерной мешалкой 3. Тепло реакции отводится за счет
частичного испареття низкокипящих компонентов смеси, в основном изобутана.
Температура процесса поддерживается постоянной скоростью его испарения пу-
тем регулирования нагрузки конденсатора, установленного во внешнем циркуля-
ционном контуре. Испарившийся изобуган отсасывается из аппарата компрессором
и после конденсации в конденсаторе смешивается с исходным сырьем, возвраща-
ясь обратно в процесс.
Сырье подво/1яг параллельными потоками к каждому контактору. Здесь оно сме-
шивается с основным циркулирующим потоком, направляется через циркуляцион-
ные трубы 5 в сепарационную зону 7, где от потока отделяются пары; далее поток
направляется в отстойную зону 8, в которой он разделяется па две части. Сверху от-
стойной зоны фаза с высоким содержанием углеводородов, переливаясь через пере-
городку, направляется в следующую ступень к насосу. Снизу отстойной зо1гы более
тяжелая фаза с высоким содержанием серной кислоты поступает вновь к насосу этой
же секции для смешения с сырьем.
Из последней секции поток попадает в отстойную зону, откуда выводится лег-
кая (продукты реакции) и зяжелая (циркулирующий поток избыточного изобутана
и серной кислоты) фазы. Ццркуяцруюя(ий поток направляется в головную часть
аппарата.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
723
Технологический расчет каскада реакторов-котлов
Рассмотрим каскад реакторов-котлов в виде цепочки аппаратов идеального сме-
шения, через которые последовательно проходит реакционная смесь (рис. 8.2.44).
Общее время пребывания реакционной смеси в каскаде реакторов т . соответству-
ющее длительности процесса по кинетике химического превращения, равно сумме
времени пребывания в каждом реакторе т:
г„с = Т, + Т2 + Г,+... + Тж = (8.2.44)
i = 1
где i = 1. 2, 3,..., к — номер реактора каскада. При этом очевидно, что
Т,- = V^fV, (8.2.45)
где Кж — объем жидкости в z-ом реакторе каскада; V — расход реакционной смеси,
рассчи ганный из материального баланса процесса.
Уравнение (8.2.44) в соответствии с кинетикой химической реакции по соотно-
шению (8.2.41) можно записать так:
_ Сн С, + С[ С2 + С2 С3 + _ А С/| Cj
™ П г2 г3 /=1
(8.2.46)
В уравнении (8.2.46) индекс обозначения реагента не показан, а индекс i = 1,2,3,..., к
показывает принадлежность концентрации С и скорости реакции г к условиям на вы-
ходе /-го реактора каскада.
Объем каждого из реакторов каскада (или секции каскадного реактора) и про-
межуточные значения концентраций реагентов устанавливаются итерационным
методом с помощью ЭВМ. Однако во многих случаях, в целях унификации обору-
дования и облегчения его обслуживания, в каскадах применяют реакторы (секции)
одинакового объема, т. е. = ГЖ2 = ГЖз =...= ГЖк. В этом случае, допуская также
постоянство плотности реакционной среды (рж = const), расчет можно провести уп-
рощенно графоаналитическим методом. Действительно, при равенстве объемов из
уравнения (8.2.45) следуег ткас = const, но тогда и слагаемые уравнения (8.2.46) будут
равны, т. е.
г - ~ _ Сг ~сз _ (8.2.
' г\ г2 г3
Рнс. 8.2.44. Каскад реакторов-котлов
724
ГЛАВА 8
Рис. 8.2.45. Графический метод
расчета каскада реакторов
На соси ношении (8.2.47) ос-
нован графоаналитический метод
расчета, выполняемый в следу-
ющем порядке. По уравнению
(8.2.7) рассчитывают ряд значе-
иий гА и строят график кинети-
ческой зависимости г. = f(C.)
(рис. 8.2.45).
Под кинетической кривой,
начиная с концентрации СА , вписывают ступени изменения скороеги реакции таким
образом, чтобы вертикаль последней ступени расположилась слева от конечной кон-
центрации СА . При этом угол а, под которым проводят лучи ступеней, должен быть
одинаковым для всех лучей, него подбирают таким образом, чтобы в построении
уложилось 3-5 ступеней. Их число и будет соответствовать необходимому количест-
ву реакторов или секций в каскаде.
Номинальный объем реактора (секции) можно рассчитать по формуле (8.2.42)
при подстановке в нее величины
г, = 1/tgor = (Сл_, - Сл)/гд.
(8.2.48)
При гидромеханических и тепловых расчетах каждого реактора или секции кас-
када свойства жидкостей принимают при соответствующих концентрациях Ср С2,
Су... в данном аппарате.
8.2.4. Трубчатые реакторы
Для проведения непрерывных процессов гидролиза, аминирования, алкили-
рования. альдолизации и полимеризации нашли применение трубчатые реакторы
идеального вытеснения. В отличие от каскадных реакторов, отличающихся гро-
моздкостью и сложностью, подобные реакторы не требуют перемешивающих уст-
ройств, поскольку в трубах небольшого сечения легко создать турбулентный режим
движения реакционной среды, обеспечивающий ее интенсивное перемешивание.
Конструктивно трубчатые реакторы выполняют в виде змеевика, собираемого из
горизонтальных или вертикальных труб, заключенных в теплообменные рубашки
и соединенных последовательно ретурбендами (калачами) (рис. 8.2.46).
Область применения трубчатых реакторов — химические реакции при высоких
давлениях. Например, получение полиэтилена низкой плогности осуществляется
в трубчатом змеевиковом реакторе при давлении 250 МПа. При высоких давлениях
аппараг малого диаметра имеет значительно меньшую толщину стенки, а следова-
тельно, лучшие условия теплообмена с теплоносителем в рубашке.
Ограничение применения трубчатых реакторов определяется скоростью реак-
ции. При небольших скоростях реакции в жидкой фазе для достижения необходимой
конверсии требуется очень большая длина реакционной зоны. Например, реактор
для гидролиза дихлорэтана имеет длину труб около 1 км. Большая длина реактора
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
725
Рис. 8.2.46. Трубчатый реак-
тор змеевикового типа: 7 — тру-
бы; 2 — рстурбсидн
связана также с необходимос-
тью обеспечить достаточную
скорость движения жидкости
в аппарате, чтобы поток носил
турбулентный характер, требу-
емый для эффективной тепло-
передачи.
Для обеспечения интен-
сивного перемешивания и хо-
роших условий теплопередачи
трубчатый реактор секциони-
руют, и жидкость в каждой секции реактора подвергается циркуляции с помощью
циркуляционных насосов.
Технологический расчет трубчатого реактора
Трубчатый реактор является аппаратом идеального вытеснения. При стационар-
ном режиме протекания процесса в нем устанавливается определенное распределе-
тше параметров среды по длине грубы. При этом движение реагентов имеет порш-
невой характер, т. е. каждый предыдущий объем движущейся через аппараг среды
не смешивается с последующим, а как бы вытесняется им. В го же время, учитывая
турбулизацию потока, можно допустить идеальное перемешивание в поперечном се-
чении потока. Таким образом, бесконечно тонкий в поперечном сечении слой реак-
ционной смеси можно представить в виде движущегося микрореактора идеального
смешения периодического действия с длительностью реакции, равной времени про
хождения им всей длины грубы.
В связи с этим продолжительность химическо! о процесса т для изменения кон-
центраций реагентов от начальных до конечных значений можно рассчитать по урав-
нениям химической кинетики для периодических процессов, рассмотренных выше,
и определить длину реактора как
А>ит, (8.2.49)
где w — скорость потока реакционной среды.
Последнюю можно выразить из уравнения расхода
w = 4r/(nZ)2), (8.2.50)
где К— объемный расход реакционной смеси, рассчитанный из материального ба-
ланса реактора; D — диаметр трубы реактора.
Из уравнений (8.2.49) и (8.2.50) следует, что время пребывания реакционной сме-
си в реакторе, равное времени реакции, составляет
Т = L/w = £7гО2/(4Г) = Уж№, (8.2.51)
где F в. — объем жидкост и в реакторе, равный объему трубы пЕРШ.
726
ГЛАВА 8
И’ M’=0,5w’max W^O.SWmax
Ц) б) в)
Рнс. 8.2.47. Профиль скоростей в поперечном сечении потока при поршневом (л),
ламинарном (б) н турбулентном (в) гидродинамических режимах
Уравнение (8.2.51) идентично выражению (8.2.45), справедливому для реактора
смешения непрерывною действия.
В реакторе с идеально поршневым вытеснением реакционной среды скорости
всех часгиц потока одинаковы, что соответствует постоянству профиля скоростей
в поперечном сечении потока (рис. 8.2.47а).
Реальный погок жидкости в трубе имеет параболический профиль распределения
скоростей в поперечном сечении потока (рис. 8.2.476, в). Причем средняя скорость
при ламинарном режиме течения составляет около 50 % от максимального значения
по оси трубы vv^, т. е. кг 0,5^^, а при турбулентном режиме и>~ 0,8и^.
Из условия пребывания в реакторе всех частиц потока в течение необходимого для
заданной степени превращения времени длина грубы реактора должна быть равной
L = (8.2.52)
Причем длина реактора при ламинарном режиме течения £лам = мт/0,5, а при тур-
булентном — = мт. 0,8. Тогда
А iaM/ = иг • 0,8 / (0,5ит) = 1,6. (8.2.53)
Из соотношения (8.2.53) следует, что при ламинарном режиме потока требуется
труба в 1,6 раза длиннее, чем при турбулентном режиме. В связи с этим в трубчатых
реакторах желателен турбулентный режим. Для вязких жидкостей он может быть по-
лучен путем установки внутри грубы гурбулизирующих вставок или за счет цирку-
ляции реакционной среды. В последнем случае следует рассматривать гидродинами-
ческую модель промежуточного типа.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
727
8.3. Реакторы для химических реакций
в системах «газ — жидкость»
8.3.1. Характеристика химических процессов
в системе «газ — жидкость»
Химическая реакция в системе «газ — жидкость» протекает, как правило, в жид-
кой фазе, что возможно только при растворении, т. е. абсорбции газового реагента
в жидкости. Процесс растворения газов, паров или содержащихся в них компонентов
в жидких поглотителях, сопровождающийся образованием химических соединений,
называю! хемосорбцией.
Процессы хемисорбции широко применяются в химической, нефтехимической
и нефтеперерабатывающей промыитлешюсти как при получении различных хими-
ческих продуктов, так и при очистке газов от вредных веществ или нежелательных
примесей. Например, абсорбция аммиака азотной кислот ой в производстве аммиач-
ной селигры, абсорбция диоксида углерода аммиачно-солевым расгвором в произ-
водет ве соды, хлорирование бензола при получении хлорбензола, очиет ка хлор- и се-
росодержащих газов моноэтаноламинами и др.
Наличие межфазного массообмена при протекании газожидкостной реакции
обусловливает возможность конструктивного оформления реакторов в виде абсорб-
ционных аппаратов. По способу создания поверхности контакта фаз газожидкостные
реакторы, как и абсорберы, можно разделить на три группы:
I) распиливающие, в которых межфазная поверхность образуется на каплях рас-
пылешюй (диспергированной) жидкости в потоке газа;
2) барботажные, в которых поверхность межфазного контакта создается на пу-
зырьках газа, пропускаемого через объем жидкости;
3) поверхностные, в которых контакт фаз создается между потоком газа и поверх-
НОСТ ыо слоя жидкости.
При кинетических расчетах газожидкостных реакторов следует учитывать то
обстоятельство, что на скорость химического процесса влияет не только скорость
собственно химической реакции, но и интенсивность массопереноса. Причем влия-
ние этих двух стадий процесса хемосорбции взаимно.
'Jto можно объяснить следующим образом. Поскольку реакция протекает в жидкой
фазе, то часть растворившегося газообразного компонента переходит в химически свя-
занное состояние. При этом концентрация свободного (т. е. не связанного с поглощен-
ным газом) компонента в жидкости снижается, что приводит к увеличению движущей
силы массопереноса и ускорению процесса хемосорбции по сравнению с абсорбцией
без химического взаи модействия фаз. В случае высокой расг воримости газового реа-
гента в жидкой фазе поддерживается его высокая концентрация, что приводит к повы-
шению скорости химической реакции. Таким образом, скорость хемосорбции зависит
как от скорости реакции, так и от скорости массопереноса между фазами. В зависимос-
ти оттого, какая скорость определяет общую скорость химического процесса, различа-
ют кинет ическую и диффузионную облает и процессов хемосорбции.
В кинетической области скорость собственно химического взаимодейс-
твия меньше скорости массопереноса и поэтому лимитирует скорость всего процесса.
728
ГЛАВА 8
В диффузионной области лимитирующей стадией является скорое гь диф-
фузии компонентов в зоне реакции, которая зависит от гидродинамических условий
в системе и физических свойств взаимодействующих фаз и определяется по основно-
му уравнению массопсредачи. Если скорость химической реакции и массопередачи
соизмеримы, то такие процессы хемосорбции относят к смешанной, или диффу-
зионно-кинетической области.
Знание лимитирующей стадии скорости процесса хемосорбции позволяет воз-
действовать на технологические и конструктивные факторы для ее увеличения. Так,
если лимитирующей стадией скорости процесса является химическая реакция (кине-
тическая область), то ускорение процесса может быть достигнуто повышением тем-
пературы и концентраций реагирующих веществ, применением катализатора. Если
же лими гирующей стадией скорости процесса является массопередача (диффузион-
ная область), то для увеличения скорости процесса следует снижать температуру, по-
вышать давление, применять перемешивание, развивал ь межфазную поверхность.
Рассмотрим распроитрапештую реакцию в системе «газ — жидкость» вида
аА + ЬВ —>рР или А + нВ —> лТ, (8.3.1)
где А — газообразный реагент; В — жидкий реагент; Р— продукт реакции; а, Ь, р —
стехиометрические коэффициенты, n=b I а,п' = Ы а — отношения стехиометричес-
ких коэффициентов.
При получении конкретных расчетных зависимостей кинетики процесса хемо-
сорбции учитывают тип и режим реакции (обратимая или необратимая, мгновенная,
быстрая, медлетшая) и способность газового компонента растворяться в жидкости
(хорошо, умеренно или плохо растворимые). В связи с этим описание процесса хе-
мосорбции включает ряд критериев и параметров: фактор ускорения абсорбции Ф,
кинетический у и диффузионный М параметры.
Фактор ускорения абсорбции показывает, во сколько раз увеличивается коэффи-
циент массоотдачи pearein а А в жидкой фазе при наличии химической реакции
по сравнению с коэффициентом массоотдачи при физической абсорбции:
Ф = 0Х.-РЯ. (8.3.2)
Кинетический параметр у представляет' собой соотношение максимальных скоро
стей химической реакции и диффузии компонента А в пленке
у = m3, (8.3.3)
где т — коэффициент, зависящий от порядка реакции; 3— толщина пограничного
слоя (определяемая в соответствии с пленочной моделью процесса переноса вещес-
тва из газа в жидкость как 3 = DJ /?ж); ОА — коэффициент диффузии газообразного
реагента А в жидкой фазе, м2/с. В част пости для реакции первого порядка
т = ; у = ; (8.3.4)
для реакции второго порядка
» = дс;®А; r = /v^/A. (8.3.5)
В соотношетшях (8.3.4) и (8.3.5) кр, кр — константа скорости первого и второго
порядка: Св — концентрация реа ген га в жидкой фазе, кмоль/м3.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
729
Диффузионный параметр М характеризует соотношение максимальных скоростей
диффузии в жидкой фазе активного поглотителя и поглощаемого газообразного агента
м = ^-, (8.3.6)
где п — отношение стехиометрических коэффициентов уравнения реакции; D — ко-
эффициент диффузии активного реагента жидкой фазы, м7/с; СА —концентрация га-
зообразного реагента в жидкости на границе раздела фаз, кмоль/м3.
Анализ процесса показывает, что в случае мгновенной реакции, химические пре-
вращения про гекают в пограничном слое жидкости, и скорость реакции г* , отнесен-
ная к единице поверхности константа фаз, кмоль/(м2-с), может быть выражена следу-
ющей зависимостью:
где /?г — коэффициент массоотдачи реагента А в г азовой фазе, кмоль/(м2-с-Па); /?ж —
коэффициент массоотдачи реагента А в жидкой фазе, м/с; рА— парциальное давле-
ние реагента А в газовой смеси, Па; — константа фазового равновесия, Па-м3/
кмоль; Ф — фактор ускорения абсорбции, равный для мгновенной необратимой ре-
акции:
Ф - 1 + М. (8.3.8)
В случае хорошей растворимости газообразного компонента и при малых кон-
центрациях реагента В в жидкости параметр М« 1 и фактор Ф —> 1. Тогда зависи-
мость (8.3.7) вырождается в уравнение массопередачи
- г‘“ - 1/Д. + трСфх ’
(8.3.9)
где Гд — скорость массопереноса, кмоль/( м2-с).
Если газообразный компонент обладает плохой растворимостью в жидкости, а реа-
гент В обладает высокой подвижностью молекул и имеет повышешгую коггцен грацию
в жидкой фазе, то реакция протекает полност ыо на границе раздела фаз. В э гом случае
величина отношенияР^Ф/трС» и уравнение (8.3.7) приводится к виду
'Х = Да- (8.3.10)
В последнем случае лимитирующей стадией химического процесса является вне-
шняя массоот дача в газовой фазе.
Режим медленной реакции характеризуется столь малой ее скоростью, что за вре-
мя диффузии абсорбируемого компонента А через пограничный слой жидкости его
химическим превращением можно пренебречь, рассматривая протекание реакции
большей частью в основном объеме жидкости. Тогда, исходя из того, что количест-
ва компонента, диффундирующего через пленку и реагирующего в массе жидкости,
равны, можно, например, для реакции второго порядка записать
1 А
га - гам “ 1 Wpc трса
Рг ^р2 £Ж
(8.3.11)
730
ГЛАВА 8
где а— удельная поверхность контакта фаз, м2/м3; еж— объемная доля жидкости
в газожидкостной смеси.
Рели / (^Св£ж) » (1/Д. + т*. / Дж), то
I I
гд = г. = к„ С, Сле^!а,
А Ар В А ’
(8.3.12)
т. е. скорость процесса определяется химической кинетикой.
Если т/ (Ар Св£ж) « (ЬД- + т^ / /?ж), то процесс протекает в диффузионной
области и его скорость определяется массопереносом, рассчитываемой по формуле
(8.3.9).
Если же величина m^l (Ар Св£ж) соизмерима с (1/Д. + / /?ж), то скорость про-
цесса зависит от диффузии и химической реакции, т. е. процесс протекает в диффу-
зиошго-кинетической области.
В режиме быстрой реакции химические превращения происходят в основном
в пленке. Для практически важного случая реакции второго порядка расчетная зави-
симость скорости процесса имеет вид
. — т С.
= г А рС Аа
(8.3.13)
Для необратимых реакций при у > 3 величину в уравнении (8.3.13) можно
принимать равной нулю.
Фактор ускорения абсорбции в уравнении (8.3.13) может бьпь вычислен по фор-
муле
2(1 + М) _
1 + /1 4- 4(М/у)2 ’
(8.3.14)
8.3.2. Распиливающие газожидкостные
реакторы
Распиливающие газожидкостные реакторы, называемые также оросительными
реакторами, подразделяются на три группы:
1) реакторы типа полых форсуночных абсорберов;
2) скоростные прямоточные реакторы на основе трубы Вентури;
3) реакторы с механическими распиливающими устройствами.
Конструктивно они выполняются аналогично соответствующим типам абсорбе-
ров и скрубберов для мокрой очистки газов от пылей. В применении для проведения
газожидкостных реакций конструктивное оформление этих аппаратов соответствует
определенным условиям по областям и режимам прогекания процессов хемосорб-
ции, производительности по газу и жидкости, концентрациям реагирующих веществ
и наличию твердых загрязнений.
Каким образом решаются подобные вопросы, рассмотрим на примере техни-
ческого решения реактора для очистки дымовых газов энергоустановок от диоксида
серы. В зависимости от вида сжигаемого топлива дымовые газы содержат до 3 % SO2.
Очистка их перед выбросом в атмосферу может быть осуществлена известняково-
гипсовым методом, заключающимся в хемосорбции SO, суспензией тонкоизмель-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
731
ченного известняка (СаСО3) с образованием гипса (CaSO4 • 2Н?О), используемого
в производстве строительных материалов. Это сложный многостадийный процесс,
включающий, кроме абсорбции и окисления SO2, растворение карбоната кальция
и химическое превращение его в соединения, легко вступающие в реакцию. Суммар-
ная реакция химического превращения имеет вид
SO, + СаСОч + 0,50,+2Н,О = CaSOd • 2Н,0 + СО,.
2 3 ’ 2 2 42 2
При выборе конструктивного оформления реактора необходимо учитывать следу-
ющие технологические условия:
— диоксид серы обладает умеренной растворимостью;
— в целом химическая реакция образования CaSO4 • 2И О является медленной;
— объем очищаемых газов большой (до 500 000 м’/ч и выше), а концентрация ак-
тивного реагента в нем относительно невелика.
Значительные объемы очищаемых газов не позволяют применить их рециркуля-
цию или организовать многоступенчатый процесс. Кроме того, установки энергоаг-
регатов имеют ограничения по гидравлическому сопротивлению. Поэтому в качестве
реактора в этом случае может быть использован полый форсуночный абсорбер колон-
ного типа (рис. 8.3.1).
Аппараты типа полых колонн просты по устройству, недороги в изготовлении,
имеют малое гидравлическое сопротивление, могут работать при очистке загряз-
ненных газов. В то же время эти агптараты отличаются малой эффективностью,
обусловленной перемешиванием газа и трудностью обеспечения большой площади
поверхности межфазного контакта. Поэтому для достижения приемлемой степени
очистки дымовых газов от SO2 (85—95 %) значи-
тельно увеличивают величину абсорбционного
фактора за счет увеличения плотности орошения
до 45 м3/м2-ч и выше. Это дает возможность сни-
жения требуемою числа единиц переноса до ве-
личин, обеспечиваемых конструкцией аппарата.
Высокая плотность орогпегшя достигается при-
менением рециркуляции орошающей суспензии
с кратностью, в 30-40 раз превышающей стехио-
метрически необходимое количество.
Скорость газов по сечению колонны обычно
гге превышает 1,5 м/с. В связи с этим во избежа-
ние брьгзгоуггоса размер капель орошающей жид-
кости должен быть гге менее 0,5 мм. что достига-
ется применением форсунок грубого распыла.
Для обеспечения однородного распыления и вы-
сокой удельной поверхности контакта фаз исполь-
зуют большое количество форсунок и располага-
ют их в просгранст ве колошгы на разных уровнях
Рнс. 8.3.1. Полый форсуночный реактор для очист-
ки дымовых газов от диоксида серы: 1 — корпус; 2 —
коллектор для орошающей суспензии; 3 — форсунка
732
ГЛАВА 8
Рис. 83.2. Газожидкостный реактор на основе бссфор-
суночного аппарата Вентури: 1 — конфузор; 2 — горло-
вина; 3 — диффузор; 4 — сепаратор; 5 — циркуляционная
труба; 6— гц [равличсский затвпр
(в 5-10 ярусов), что повышает эффективность про-
цесса. При высокой кратности циркуляции жидкости
решается и задача кинетического соответствия реак-
тора для проведения медленных реакций.
Скоростные прямоточные реакторы па основе
трубы Вентури подходят для проведения газожидкост-
ных реакций, проз екающих в диффузионной области.
Например, мгновенная и необрашмая реакция погло-
щения сероводорода из газовой смеси моноэгат талами ном (H,S+ RNH2 —> IIS' +RNH3+)
может быть проведена в бесфорсуночпом аппарате Вентури с восходящим прямото-
ком, показанном на рис. 8.3.2.
Жидкость подается в нижнюю часть аппарата, в которой поддерживается посто-
ятптый уровень, высоту которого можно регулировать расходом от водимой жидкост и.
В результате трения газа о поверхность жидкости па ней образуется «холм» (показан
на рис. 8.3.2 пунктиром), с поверхности которою происходит распыление жидкости
и эжекция ее в трубу Вентури. Отделение жидкости от газа происходит в сепарато-
ре 4. При необходимости проведения быстрых реакций аппарат снабжен циркуляци-
онной трубой 5 для возврата жидкой фазы в реакционную зону. При этом не требует-
ся установки циркуляционного насоса.
Реакторы с механическим разбрызгиванием жидкости с помощью вращающих-
ся лопастей или дисков находят применение в тех случаях, когда затруднено распы-
ление форсунками или имеется опасност ь забивки проточной части реактора образу-
ющейся и выпадающей в осадок твердой фазы.
Например, получение кремнефтористоводородной кислоты взаимодейс гвием
фторида кремния (образующегося при производстве суперфосфата) с водой сопро-
вождается выделением твердой фазы (SiO2):
3SiF + 2Н.О = 2Н SiF + SiO,.
4 2 2 0 2
На рис. 8.3.3 представлен реактор для проведения процесса хемосорбции, в ко-
тором разбрызгивание жидкости осуществляется с помощью вращающихся дисков,
закрепленных на горизонтальных валах. Газ движется через завесу мелких брызг
жидкой фазы Для уменьшения перемешивания газа реакционная камера секциони-
рована nepei ородками.
Рис. 8.3.3. Газожидкостный реактор с разбрызгивающими дисками: 1 — вал; 2 — диск;
3 — перегородка
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
733
Технологический расчет газожидкостных
распиливающих реакторов
Расчет распиливающих реакторов содержит типичные этапы расчета технологи-
ческого оборудования: материальный баланс, кинетика процесса, размеры реакцион-
ной зоны. При этом специфика процесса и его аппаратурное оформление позволяют
рассчи г ыват ь реактор как абсорбцио! гный аппарат анало1 ичного т ила.
Обычно условия процесса хемосорбции подбирают таким образом, чтобы не
происходило накопление газообразного реагента в жидкой фазе по высоте аппарата,
т. е. при обеспечении равенства скоростей массопереноса и химического превраще-
ния. Практически это осуществимо для мгновенных и быстрых реакций, а также для
медленных реакций при больших значениях доли жидкости на единицу поверхности
котггакта фаз еж / а.
При постоянстве расходов инертной части газов и жидкости уравнение матери-
ального баланса реактора имеет вид
r-.) = £(Q-Q)>
(8.3.15)
где G — расход таза (инертного компонента), кмоль/с; УА , УА — начальная и конеч-
ная концентрация активного компонента газовой фазы, кмолг„ кмоль инертного таза:
п — отношение стехиометрических коэффициентов уравнения реакции (8.3.1); L —
расход жидкости, м3/с; Сп , Сп — начальная и конечная концентрация компонента В
в жидкой фазе, кмоль/м3.
Определяемым параметром уравнения (8.3.15) является расход жидкого поглоти-
теля L, ветчина которою может быть увеличена, как и в случае обычной физической
абсорбции, для обеспечения балансовых условий процесса в аппарате.
Уравнение для расчета высоты реакционной зоны можно получить из рассмотре
ния взаимодействия потоков жидкости и газа, проходящих через элементарный объ-
ем dV = Sdh с постоянным поперечным сечением S' и бесконечно малой высотой dh.
Уравнение материального баланса для этого элементарного объема с учетом хими-
ческого превращения будет иметь вид:
но компоненгу А
GdY=faSdh\
А А
по компоненту В
LdC=-nt\aSdh.
В А
(8.3.16)
(8.3.17)
Интегрированием уравнений (8.3.16) и (8.3.17) в пределах от начальных до ко-
нечных значений концентраций при противен очном движении фаз получают следу-
ющее выражение высоты рабочей зоны реактора:
В случае прямоточного движения фаз следует поменять местами пределы ин-
тетрирования. Заменяя скорость процесса И одним из ее выражений (см. п. 8.3.1)
и интегрируя с использованием уравнения рабочей линии (8.3.15), можно определить
высоту рабочей зоны ап парата. В большинстве случаев интеграл в уравнении (8.3.18)
734
ГЛАВА 8
находится графическим или численным способом. Однако при прол екании в жидкой
фазе необратимой реакции первого или псевдо lepeoro порядка ( первого по А и ну-
левого по В) или мгновенной реакции любого порядка интеграл в уравнении (8.3.18)
можно найти аналитически. Конечные выражения приведены в учебной и специаль-
ной ли тературе по химической технологии.
Площадь сечения реактора, нормального потоку газа, определяется из уравнения
расхода
5=Кг/и>г, (8.3.19)
где Кг — объемный расход газа при рабочих условиях, м3/с; ну — скорое гь газа, при-
веденная к свободному сечению, м/с. Скорост ь газа при противотоке должна быть
меньше скорости витания капель.
Удельная поверхность контакта фаз определяется степенью диспергирования
жидкости и ее долей в газожидкостной смеси
<’ = 6Kx/(dKFJ = &x/dK, (8.3.20)
где dK — средний объемно-поверхностный диаметр капель, м; Кж, К — объем жид-
кост и и тазожидкосгной смеси в аппарате, м3; еж = Кж/ К — доля жидкой фазы в га-
зожидкостной смеси.
Объемная доля жидкости в смеси может быть найдена из объемной плотности
орошения и скорости движения капель как
(8.3.21)
где U — объемная плотность орошения, м3/(м2-с) = м/с; vvR — абсолютная скорость
капель, м/с.
Совмещая уравнения (8.3.20) и (8.3.21), получим
a=6t//(JKwK). (8.3.22)
В случае затруднений при расчете диамегра капель и скорости их движения
предпочитают пользоваться экспериментально полученными эмпирическими за-
висимостями для определения удельной поверхности контакта фаз. Например, для
прямоточною аппарата типа бесфорсуночного абсорбера Вентури Н.Н. Филатовым
предложена формула
а = 38,7И^Л’91Л54, (8.3.23)
где JVr — массовая скорость газа в сечешш горловины, кг/(м2-с).
Распьи девающие реакторы обычно не оборудуются теплообменными устрой-
ствами, поэтому вся выделившаяся в процессе хемосорбции теплота растворения
и теплота химической реакции (в экзотермических условиях) расходуется на нагрев
жидкости. При этом рост температуры может привести к значительному увеличению
равновесного давления акт ивного реагента в газовой фазе (повышению коэффициен-
та /и^), ч го необходимо учесть в расчетах. При условии полного химического пре
вращеш1я растворешюго в жидкой фазе компонента А из теплового баланса можно
рассчитать температуру жидкости в конце контакта
/к = /н + ,+ q,x^G (Ya - YA ), (8.3.24)
k H Ac. v A« A«/ > v /
" zflk Ль
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
735
где /н, /к — температура жидкости в начале и конце контакта, °C; qR — дифферен-
циальная теплота растворения газа, Дж/кмоль; qx — мольная теплота химической
реакции, Дж/кмоль; рж— плотность жидкости, кг/м3; сж— удельная теплоемкость
жидкое! и, Дж/(кг-К).
8.3.3. Барботажные газожидкостные реакторы
Барботажные реакторы, реализующие пузырьковый контакт газа с жидкостью,
отличаются большим разнообразием конструкций, которые можно разделить на три
группы: колонные, газлифтные и емкостные с механическими мешалками.
Простейший барботажный колонный реактор (рис. 8.3.4) пред-
ставляет собой вертикальный цилиндрический корпус /, в нижней части которого
размещен газораспределигель— барботер 2. Колонна может бызь пустотелой или
секциопировашюй горизонтальными перфорированными перегородками 3, которые
служат промежуточными газораспределителями и уменьшают продольное переме-
шивание жидкости. Теплообменным устройс твом служит рубашка на корпусе.
При проведении теплонапряжешштх процессов внутри колонны можез быть раз-
мещен Iоризоптальный змеевик или пучок вертикальных труб. Последний вариант
предпочтительнее, так как при горизонтальном расположении теплообменных труб
ухудшается однородность газожидкостной смеси в поперечном сечешти слоя. Верти-
кальная компоновка теплообменных труб применена, например, в реакз оре получе-
ния ди мет и л фталата реакцией окисления л-ксилола (рис. 8.3.5).
Рис. 83.4. Реактор барботажный
колонный: / — корпус; 2—барботер;
3 — перфорированная перегородка
Рнс. 83.5. Барботажная колонна с вертикаль-
ными теплообменными элементами: 1 — корпус;
2 — трубный пучок; 3 — трубная решетка; 4 — рас-
пределительная камера; 5 — барботер
736
ГЛАВА 8
Рис. 83.6. Газораспрслслнтсль барботажной
колонны
Важным условием эффективной работы бар-
ботажного устройства является равномерное
распределение потока диспергированного газа
по поперечному сечению аппарата. При неболь-
ших диаметрах реактора это условие обеспечи-
вается при помощи горизонт альной перфориро-
ванной решетки с мелкими отверстиями или пористой плиты. В аппаратах больших
размеров целесообразно пользоваться трубчатым барботером, выполненным из тру-
бы, изогнутой по форме спирали Архимеда, концентрически расположенных колец
или собранным из отрезков груб в виде гребенки. Последний вариант показан на
рис. 8.3.6. По длине труб равномерно просверлены отверстия с расчетным шагом t.
Барботажные колошты позволяют обрабатывать большие объемы жидкости и га-
за, допускают защиту стенок антикоррозиоштыми покрытиями или футеровкой, про-
сты по устройству и надежны в эксплуатации. Большой обьем жидкости в аппарате
делает его более подходящим для проведения процессов хемосорбции, протекающих
в кинет ической области. В то же время увеличение объема барбо гажной колонны ог-
раничено проведением реакций со сравнительно небольшими тепловыми эффекта-
ми, когда достаточна удельная поверхность теплообмена F - F / кгсм < 10 м-1, где
F — площадь поверхности теплообмена, К — объем iазожидкостной смеси.
Пропускная способность барботажных колони по газу ограничивается его приве-
денной скоростью (т. е. объемным расходом, отнесенным к площади полного сечения)
не более 0,1 м/с. При более высоких скоростях
газа образуются слишком крупные пузыри,
возникают пульсации, приводящие к вибрации
am тара га. Характерным признаком работы бар-
ботажных колонн является слабая и неупоря-
доченная циркуляция жидкости, что, с одной
стороны, не позволяег обрабатывать неодно-
родные жидкие системы (суспензии, эмульсии),
а с другой, способствует продольному переме-
шиванию.
Продольное перемешивание уменьшается
при заполнении колонны насадкой из кера-
мических колец или седел. По конструкции
эти реакторы практически не отличаюгся от
абсорбционных насадочных колонн, работа-
ющих в режиме затопленной насадки. В них
жидкость и газ движутся противотоком или
Рис. 8.3.7. Хлоратор непрерывного действия:
/ — штуцер для спуска осадка; 2 — чугунная ре-
шетка; 3— насадка; 4 — гильза для термометра;
5— нижняя часть хлоратора; 6— расширенная
часть хлоратора
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
737
прямогоком, образуя однородную смесь с высокой удельной поверхност ыо фаз. Бар-
ботажные колонны с затопленной насадкой применяют для проведения реакций, как
в диффузною юй, так и кинетической облает и. Для ускорения скорости реакции в ка
честве насадки может быть использован гранулированный катализатор. Теплообмен-
ные устройства выполняют в виде рубашки на корпусе или змеевиков между слоями
насадки. В некоторых случаях для отвода тепла реакции достаточно испарения части
жидкост и.
На рис. 8.3.7 показан хлора гор непрерывною действия в производстве хлор-
бензола. Изнутри аппарат футерован диабазовой плиткой. В нижней части колонны
крепят чугунную решетку 2, на которой уложена насадка 3 из смеси керамических
и стальных колец. Железо в данном процессе служит катализатором. Жидкий бензол
и газообразный хлор подают под решетку, и смесь движется снизу вверх прямого
ком. Теплота реакции отводится за счет частичного испарения реакционной массы.
Хлорированная жидкость выходит через боковой штуцер в верхней части аппарата.
Парогазовая смесь, содержащая хлористый водород, пары хлорбензола и другие при-
меси, удаляется через штуцер в крышке хлоратора. На выходе парогазовой смеси ус-
тановлен каплеотбойник.
Более эффективное секционирование по сравнению с установкой перегородок
в барботажной колонне (рис. 8.3.4) достигается в реакторах, выполненных по типу
тарельчатых колонн. Примером может служить реактор для окисления изопропил-
бензола (рис. 8.3.8).
Колонна имеет тарелки 7 с капсюльными колпачками 2, снабженные переливными
устройствами 3, которые обеспечивают толщину слоя жидкости на тарелке около 1 м.
Для отвода теплот ы реакции в каждый из слоев жидкости погружены U-образные
грубы теплообменных устройств 4. Жидкость поступает сверху, движется по пере-
ливным устройствам 3 с тарелки на тарелку и удаляется из нижней части колонны.
Газ поступает в нижнюю часть колонны, последовательно проходит противотоком
к жидкости через тарелки и удаляется из верхней части аппарата.
В тарельчатых колонных реакторах достигается очень хороший контакт между
газом и жидкостью, что определяет предпочтительное применение их для реакций,
протекающих в диффузионной и диффу-
зионно-кинетической области. В то же
время большой объем жидкости на тарел-
ках реактора позволяет проводить в них
медленные реакции.
Барботажные газлифтные
реакторы отличаются от барботажных
колонн тем, что внутри их корпуса уста-
новлены одна или несколько барботажных
труб, в которых с помощью газораспреде-
лителя вводи гея газ.
Рис. 83.8. Тарельчатая колонна для
окисления изопропилбензола: 1 — тарелка;
2 — колпачок; 3 — переливное устройство;
4 — тсплообмсшюс устройство
738
ГЛАВА 8
Газ
Рис. 83.9. Схема барботажного газлифтного реактора: 1 —
корпус; 2 — барботажная труба; 3 — газораспрсдслителъ
Простой однотрубный газлифтный реактор, по-
строенный по этой схеме, пока san на рис. 8.3.9. При по-
даче газа в заполненный жидкое! ыо аппарат в барботаж-
ной трубе образуется газожидкостная смесь, плотность
которой меньше плотности однородной жидкости в цир-
куляционной зоне — пространстве между барботажной
трубой и корпусом. Вследствие этого в аппарате возни-
кает циркуляция жидкости с восходящим потоком смеси
в барботажной трубе и нисходящим потоком в цирку-
ляционной зоне. Конструктивное исполнение газлифт-
ных аппаратов может быть различным, но в основу всех
конструкций положен принцип циркуляционного конту-
ра, состоящего из восходящего газожидкостного потока
и нисходящего потока жидкости с небольшим количест-
вом захваченных ею газовых пузырей.
Максимальная приведенная скорость газа в цир-
куляциогпюм контуре, определяющая производитель-
ность аппарата по 1азу, составляет 2 м/с (в пересчете на свободное сечение корпуса
аппарата— до I м/с). Скорость циркулирующей жидкости составляет 1-2 м/с, что
позволяет обрабатывать в газлифтных реакторах неоднородные жидкие системы
с большой разностью плотностей сплошной и дисперсной фаз.
Наиболее совершешгыми считаются газлифтные многотрубные аппараты, в кото-
рых барботажные и циркуляционные трубы объединены в общем кожухе, — кожу-
хотрубчатые газлифтные реакторы. Они имеют удельную поверхность теплообме-
Жидкостъ
на F » 10 м-1, поэтому наиболее пригодны для
проведения теплонапряженных газожидкостных
реакций.
Кожухотрубчатый газлифтный реактор конс-
труктивно выполнен как вертикальный кожу-
хотрубчатый теплообменник (рис. 8.3.10).
Закрепленные в решетках трубы делятся на бар-
богажныеи циркуляциогптые. В некоторых случаях
для повышения скорости циркуляции применяют
одну циркуляционную трубу, устанавливаемую по
оси аппарата, как показано па рис. 8 3.10. Нижние
концы всех труб выведены под трубную решетку
на длину, равную 4-5 диаметрам труб. В стенках
выступающих концов барботажных труб имеются
Рис. 83.10. Кожухотрубчатый газлифтный реак-
тор: / — сепарационная камера; 2 — кожух; 3 — цирку-
ляционная труба; 4 — барботажная труба; 5 — трубная
решетка; 6 — кольцевая перегородка; 7 — распредели-
тельная камера; 8 — отверст ие для барботажа газа
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
739
отверстия для прохода газа. Межтрубное пространство аппарата используется для
подачи в него теплоносителя.
Жидкость вводится в нижнюю распределительную камеру 7 и, заполнив трубное
пространство. сливается через боковой штуцер сепарационной камеры /. При подаче
в аппараг газа через боковой штуцер распределительной камеры под нижней трубной
решеткой 5 образуется газовый слой, оз жимающий жидкость вш<з до тех пор, пока не
откроются отверс гия 8 и газ не устремится через них в барботажные трубы.
В барботажных емкостных реакторах с механическим
перемешиванием жидкости достш аегся наиболее тонкое диспергирование
газовых пузырьков, что создает большую площадь
контакта фаз. Различают аппараты с мешалками
в свободном объеме и циркуляционном контуре.
Газожидкостный аппарат с перемешивающим
устройством в свободном объеме обычно выпол-
няют в виде емкостного реактора-котла с тепло-
обменной рубашкой (рис. 8.3.11). Внутри корпуса
на вертикальном валу закреплена мешалка. В за-
висимости от высоты сосуда на валу может быть
несколько мешалок (до четырех). Под мешалкой
или на одном с ней уровне размещают барбогер.
Наиболее эффективными для диспергирования
газа в жидкости считаются турбинные мешалки,
поэтому внутри реактора устанавливают отража-
тельные перегородки
Барботер выполняют в виде горизонтально
расположенного тора с равномерно распределен-
ными и обращенными вниз или внутрь барботе
ра отверстиями (рис. 8.3.12). Диаметр отверстий
do = 2-5 мм при шаге размещения t ~ 2dQ. При
диаметре корпуса реактора более 2 м необходимо
устанавливать несколько концентрически распо-
Рис. 8.3.11. Схема барботажно-
го реактора с мешалкой в свобод-
ном объеме: 1 — корпус; 2 — ру-
башка; 3— отражатель; 4— ме-
шалка; 5 — барбот ср
ложенных кольцевых газораспределителей.
Скорость газа в свободном сечении аппарата не должна превышать 0,05 м/с, т. е.
этот тип реактора имеет ограничения по расходу газа. В то же время, благодаря запол
пению объема аппарата, жидкая фаза имеет
большую длительность пребывания в зоне
реакции. Поэтому барботажные реакторы
с перемешиватгисм в свободном объеме це-
лесообразно применять для хорошо раство-
римых газов при малом их расходе, котда
процесс протекает в кинетической области.
В химической и микробиологической про-
мышленности работают реакторы этого
1 ипа объемом до 100 м3.
Рис. 8.3.12. Расположение мешалки
и барботера в реакторе-котле
740
ГЛАВА 8
Рис. 83.13. Газожидкостный реактор с мешалкой
в циркуляционном контуре: / — привод мешалки;
2— мешалка; 3— циркуляционная труба; 4— корпус;
5 — отбойник; 6 — сепаратор
Барботажные реакторы с мешалкой в цирку-
ляционном контуре могут быть выполнены в двух
вариантах: с винтовой мешалкой внутри циркуля-
ционной трубы и с открытой турбинной мешал-
кой, расположенной под циркуляционной трубой.
Аппарат с винтовой мешалкой внут ри цирку-
ляционной трубы (рис. 8.3.13) выполнен в виде
вертикального корпуса 4 с большим отношением
высоты к диаметру (Н/D = 5 - 10). Внутри корпу-
са установлена циркуляционная труба 3, диаметр
которой рассчитывается из условия равенства
площадей сечений трубы и кольцевого зазора,
образованного ею со стенками корпуса. Нижняя
част ь циркуляционной трубы имеет сужение в ви-
де горловины, в которой размещена винтовая ме-
шалка 2 с приводом от экранированного электро-
двигателя. В верхней части корпуса имеется кольцевой отбойник 5 и сепарационное
пространство 6, из которого отдельно отводится непоглощенный газ и жидкость.
Аппараты этого типа могут иметь объем до 20 м3. Пропускная способность их по
газу определяется предельной приведенной скоростью его в циркуляционной трубе,
которая не должна превышать 0,02 м/с во избежание срыва работы мешалки ина-
рушения циркуляции жидкости. Устойчивая работа винтовой мешалки определяется
газосодержанием газожидкостной смеси, предельная величина которого составляет
ег ~ 0,4, поэтому аппараты с винтовой мешалкой в циркуляционном контуре можно
применять только для жидкостей, не образующих устойчивой пены.
Аппарат с турбинной мешалкой в циркуляциошюм контуре конструктивно отли-
чается от рассмотренного тем, что мешалка с барботером размещена под циркуля-
ционной грубой. В нем достигается лучшее диспергирование газа, и он устойчиво
работает при повышенных газосодержаниях системы и даже с ледообразованием.
Облас гь стабильной работы аппарата ограничена приведешюй скоростью газа не бо-
лее 0,1 м/с.
Технологический расчет барботажных реакторов
При допущении постоянства расходов инертной части газа и жидкости и в от-
сутствие накопления растворешюго газообразного компонента уравнение материаль-
ного баланса для барботажного реактора имеет тот же вид, что и для распыливающих
реакторов (8.3.15).
Для расчега высоты слоя i азожидкостной смеси принимают режим идеального
вытеснения для газа и идеального смешения для жидкости. Рассматривая бесконечно
малый объем смеси dVw постоянного поперечного к потоку сечения 5, после интег-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
741
рирования в пределах от начальных до конечных концентраций компонентов можно
найти объем газожидкостной смеси, необходимый для процесса:
= = f / Л, (8.3.25)
Рак а
где Н — высога слоя газожидкостной смеси, м; 5 — площадь сечения барботажного
слоя, определяемая из отношения объемного расхода газа к приведенной предельно
допустимой его скорости.
Удельная поверхность контакта фаз в барботажном слое раина
а = FIVCU = б£г Ч. (8.3.26)
где ег — газосодержание (объемная доля газа) газожидкостной смеси, Jn — средний
размер газовых пузырей, м.
Средняя величина газосодержания может быть определена как
= ^Г.п / = 5Г / 5 = wr / (8.3.27)
где Игп — объем газовых пузырей в смеси, м7; 5Г — площадь сечения слоя, занятая
газом, м2; ну — приведенная скорость газа, м/с; и’и — истинная скорость газа в аппа-
рате, м/с.
Среднее газосодержание в аппарате или ею элементах обычно рассчитывают по
эмпирическим зависимостям. В результате обобщения опытных данных разных ис-
следователей С.С. Кутателадзе и М.А. Стыриковичем получена формула
(10.15 Г / \0.2510-68
М ГГГ*С£ Г) ’ (8.3.28)
где vr— кинематическая вязкость га та, м2/с; а— поверхностное натяжение жидкос-
ти, Н'м .
Величина газосодержания связывает характеристики и параметры тазожидкост-
ной смеси, необходимые для расчета аппарата, следующими соотношениями:
плотность
Pw =РжП “ег) +/W (8.3.29)
объем жидкости
^ж=К«(1-«г); (S-3-зо)
высота слоя
где Лж — высота исходного слоя жидкости (светлого слоя), м.
Уравнение (8.3.25) решается графическим интегрированием или численными ме-
тодами. Для простых случаев имеются аналитические решения . Например, для необ-
ратимой реакции первого или псевдопервого порядка
= <8-3’32>
где Р— общее давление т аза. Па; К— коэффициент массопсредачи. кмоль/(м2-Па-с),
определяемый как
742
ГЛАВА 8
К = —п-----1—г^----V • (8.3.33)
Для мгновенной реакции, протекающей на границе раздела фаз (плохо раствори-
мый газ):
г-=А,п£? ,8134)
На практике имеют место затруднения при определении величин dn и а, поэто-
му при расчете барботажных реакторов (как и при расчете барботажных абсорберов)
предпочитают пользоваться коэффициентами массопередачи, отнесенными к еди-
нице площади сечения 5 слоя (тарелки) Ks или к единице объема газожидкостной
смеси Ку. В этом случае нет необходимости расчета величины а. Коэффициенты
массопередачи К? Ку и коэффициент массопередачи К. от несенный к поверхност и
контакта фаз, связаны соотношениями
К^КаН^ (8.3.35)
К. = Ка. (8 3.36)
Соответственно определяются значения коэффициентов массоотдачи или
Д.г, ДжГ,для Расчета которых используются эмпирические зависимости, приводимые
в учебной и специальной литературе (см. таюке гл. 7).
Тепловой поток Qr подводимый или отводимый через теплообменную поверх-
ность газожидкостного реактора, определяется из полного теплового баланса. Для
реактора непрерывного действия
Qf — —Qx.p. + ^Ж| + ^Г] zri + ^Ък2*Ж2 ^Г2ХГ2 , (8.3.37)
где Q —тепловой поток экзотермической (+) или эндотермической (-) реакции, рас-
считываемый по формуле (8.2.24), Вт; (7Ж , (7Ж — расход жидкости на входе и выходе
реактора, кг/с; тж, т'ж — удельная энтальпия жидкости на входе и выходе реактора.
Дж/кг; Gr, Сг — расход i аза на входе и выходе реактора, кг/с; ir , /г — удельная эн-
тальпия газа на входе и выходе реактора, Дж/кг; — тепло механической энергии,
вводимой в жидкость барботирующим газом или перемешивающим устройством, Вт;
(2ПОТ— тепловые потери, Вт, обычно принимают£)11от = (0,1 — 0,15) Qxp.
В связи с испарением части жидкости в тепловом балансе учитывается тепло на
испарение при расчете энтальпии га за на выходе
^2 _cr2zr2 +ГИ}Ж2, (8.3.38)
где сг — удельная теплоемкость газа при температуре tr , Дж/(кг-К); ти — удельная
теплота испарения жидкости при температуре tr , Дж/кг;2УЖ — массовая доля испа-
рившейся жидкости в газе, кг/кг сухого газа.
Содержание паров жидкоеги в газе рассчитывают из условия насыщения
Y _ Т^ж.н
2 Мг Р-ржн
где Л/ж, Л/г — молекулярная масса жидкости и газа, кг/кмоль; Р— общее (абсолют-
ное) давление в аппарате. Па, ржн— упругость насыщенных паров жидкости при
температуре /г, Па.
(8.3.39)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
743
Мощность Л^, диссипируемая в объеме жидкости при перемешивании барботи-
рующим газом, определяется как
N^ = ^pVri (8.3.40)
где А/? — потеря давления в газе при прохождение его через слой газожидкостной
смеси, Па; Кг — расход газа, м’/с.
Мощность, вводимая в газожидкостную смесь при механическом перемешива-
нии, определяется как
^ = ^1-сг), (8.3.41)
где /V— мощность на перемешивание чистой жидкости, рассчитываемая по (8.2.29), Вт.
При условии значимости величин в уравнение баланса (8.3.37) могут быть введе-
ны затраты на поглощение или выделение тепла при растворении, гидратации, крис-
таллизации и других сопутствующих физических процессах.
По найденной величине тепловой нагрузки рассчитывается расход теплоноси-
теля. Расчетная тепловая нагрузка QF должна быть обеспечена площадью поверхнос-
ти теплообменных устройств спроект ированного или выбранного стандартизованно-
го аппарата. Коэффициенты теплоотдачи для газожидкостной смеси и теплоносителя
рассчи г ывают по эмпирическим формулам.
Давление газа в барботере колонны
А=+ + ЛР«. (8.3.42)
гдер — давление газа в сепарационной част и. Па; Дрб — погеря давления при исте-
чении газа из отверстий барботера в жидкость, Па:
Дй> = ^РгИ’о/2; (8.3.43)
$ = 0,9 — 1,5 — коэффициент сопротивления односторонне затопленного отверстия,
определяемый по эмпирическим зависимостям; и>о — скорость газа в отверстиях бар-
богсра, м/с.
Скоросгь газа в отверстиях из условия цепного движения пузырьков рекоменду-
ется рассчитывать по формуле
% = 3,4Х,рх/рг, (8.3.44)
где J6b— внутренний диаметр трубы барботера, рассчитываемый по скорости газа
в ней (до 25 м/с).
8.3.4. Поверхностные газожидкостные реакторы
Из группы поверхностных абсорберов для проведения газожидкостных реакций
мот ут быть использованы насадочные, пленочные и механические пленочные аппа-
раты. Эти типы отличаются фиксированной поверхностью контакта, определяемой
геометрической поверхностью рабочих элементов. Процессы тепло- и массообмена,
conyi сгвующие химической реакции, протекают в тонком слое жидкости, ч ги связано
с высокой итпенсивпостыо, малым временем пребывания жидкости в ап паратс, низким
сопротивлением по газовой фазе и хорошо развитой межфазной поверхностью. Эти
144
ГЛАВА 8
особенности обусловливают применение поверхностных реакторов для проведения
мг новенных и быстрых реакций с большим отношением расходов газа и жидкост и.
Например, реакцию окисления углеводородов проводят озоном, содержание ко
торого в воздухе не превышает 2 %. Для обеспечения стехиометрического соотно-
шения через реактор требуется пропусти гь количество воздуха в 10ОО раз большее,
чем жидкости. При таком соотношении равномерное распределение газа и жидкости
может быть обеспечено только за счег создания пленочного течения жидкой фазы.
Насадочные газожидкостные реакторы по конструкции ничем
не отличаются от насадочных абсорберов, работающих в обычном (без затопления
насадки) режиме (см. гл. 7). Теплообмен в них осуществляется через рубашку на
корпусе, поэтому реакторы этого типа используются при небольших производитель-
ностях для проведения реакций с небольшим тепловым эффектом. Примером может
служить насадочный реактор поитучения акрилонитрила реакцией между а це пшеном
и синильной кислотой, подаваемой с рециркулирующим каталитическим раствором
хлоридов металлов. Колонна имеет небольшой диаметр, и все тепло, необходимое
для реакции, подводится через паровую рубашку на корпусе.
Пленочные газожидкостные реакторы по способу организации
течения пленки жидкости подразделяются на аппараты со стекающей пленкой, вос-
ходящей пленкой и закрученным газожидкостным потоком. Наиболее совершенными
конструкциями аппаратов этого типа являются кожухотрубчатые пленочные реакто-
ры, пригодные для проведения процессов с большим тепловым эффекта »м.
На рис. 8.3.14 показан кожухотрубчатый реактор со стекающей пленкой в про-
тивоточном и прямоточном исполнении. Жидкость, подаваемая на верхнюю трубную
решетку 3, равномерно распределяется по трубам 2 в виде пленки, образованной
Рис. 8.3.14. Кожухотрубчатый пленочный газожидкостный реактор со стекающей
пленкой противоточный (а) и прямоточный (б): 1 — кожух; 2 — труба; 3, 5 — трубная ре-
шетка; 4 — ороситель; 6 — газовые патрубки; 7 — газораспределительная решетка
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
745
оросителями 4, истекает вниз по внутренним поверхностям труб. В межт рыбное
пространство, образованное кожухом / и трубами 2, подае гея теплоноситель. В про-
тивоточном варианте (рис. 8.3.14 л) газ подводится снизу через газораспределитель-
ную решетку 7 с патрубками 6, движется по грубкам противотоком к стекающей
пленке и о тводил ся через нг^цер верхней крышки аппарат а. В прямоточном вариан-
те (рис. 8.3.146) газ подается в аппарат сверху, движется прямотоком со стекающей
пленкой жидкости и отводится вместе с жидкостью в сепаратор.
Допустимая скорость газа в условиях противотока составляет величину не выше 90 %
от скорое пт захлебывания. Рабочая скорост ь газа обычно лежит в пределах 5-7 м/с в за-
висимости от свойст в жидкости и газа. Скорость газа в прямоточном пленочном абсор-
бере может быть увеличена в пределах допустимого брызгоуноса до 10-30 м/с. Коэф-
фициенты тепло- и массоотдачи при этом возрастают в 1,5-2 раза по сравнению
с противоточной организацией потоков газа и жидкости.
В кожухотрубчатых пленочных аппарагах со стекающей пленкой имеются рас-
пределительные устройства для жидкости и газа и оросительные устройства для
жидкости. Распределительные устройства необходимы для обеспечения равномер-
ной подачи жидкости и га за по грубчатым элементам. Схемы распределителей жид-
кости показаны на рис. 8.3.15.
Рис. 83.15. Схемы распределителен жидкости: а — двухъярусный; б— кольцевой коллек-
тор; в — одиночная цешральная труба
Высокое качест во распределения жидкости достигается применением одно-, двух-
или грехьяруспых перераспределителей (рис. 8.3.15л). Однако наиболее распростра-
нен способ подвода жидкости к трубам из кольцевого ттлектора (рис. 8.3.156), раз-
мещешюго по контуру трубной решегки, или при помощи одиночного центрального
патрубка (рис. 8.3.15в). Такие способы обеспечивают вполне удовлетвори гелыюе
распределение жидкости по отдельным трубам при достаточно высоком слое ее на
трубной решетке.
Распределительное устройство для газа в аппаратах со стекающей пленкой необ-
ходимо только при противоточном движении фаз. Оно выполняется в виде тарелки
с патрубками (рис. 8.3.14я).
Оросительное уст ройство, предназначенное для распределения жидкости по пери-
метру каждого элемента, должно отвечать следующим требованиям: равномерность
орошешгя, мгпшмалыюе гидравлическое сопротивление потоку газа, максимальные
размеры пленкообразующих зазоров, обеспечивающих работу без засорения. По спосо-
бу образования пленки оросительные устройства подразделяются на следующие виды:
переливные, щелевые, разбрызгивающие, капиллярные и струйные (рис. 8.3.16).
Образование пленки в переливных устройствах происходит при переливании жид-
кости через верхние кромки труб (рис. 8.3.16л) или через прирези различной копфигу-
746
ГЛАВА 8
Рис. 83.16. Типы оросительных ус-
тройств: а, б — переливные; в, г — ще-
левые; д— струйный; е— капиллярно-
щелевой
рации (рис. 8.3.166) Такие устройсгва
работают при высоте уровня жидкос-
ти над переливом 5-20 мм, т. е. они
могут быть применены в трубчатых
аппаратах при малом числе труб либо
в многотрубных аппаратах с установ-
ленными в них перераспределитель-
ными тарелками (рис. 8.3.15я).
К щелевым оросителям отно-
сятся устройства, в которых пленка
образуется при истечении жидкости
через затопленные щели или каналы
различного профиля. Устройства с кольцевой щелью по условиям истечения moi у г
иметь ширину зазора не более 0,5 мм. В связи с этим они гребуют точной обработки
деталей и концов труб и могут быть применены при обработке жидкостей без меха-
нических примесей.
Удовлетворительное распределение жи, [кости достигается при применении ороси-
телей с тангенциальной подачей ее на поверхность труб при помощи одного или двух
винтовых каналов (рис. 8.3.16г) или отверстий (рис. 8.3.16в). Применение щелевых
оросителей позволяет удерживать па трубной решетке слой жидкости более 100 мм.
К разбрызгивающим относятся оросители, в которых жидкостная пленка форми-
руется из капель распыленной с помощью форсунок жидкости. Их можно использо-
вать при работе аппарата по схеме нисходящего прямотока (рис. 8.3.146).
Струйные оросители — это устройства, в которых жидкость подается па ороша-
емую поверхность в виде сгруй (рис. 8.3.166). Такие оросители весьма надежны при
больших плот костях орошения.
Капиллярно-щелевые оросители (рис. 8.3.1 бе) нахо,1ят ограничегшое применение в га-
зожидкос гных реакторах. В основном они используются в аппарат ах, в которых отсут-
ствует сквозной поток газа, например, в испарителях и выпар] 1ых аппаратах (см. гл. 6).
Реакторы с восходящей пленкой применяются для процессов, требующих вы-
соких коэффициен гов массоотдачи и протекающих с большим тепловым эффектом.
Конструктивно реактор с восходящей пленкой (рис. 8.3.17) отличается от аппаратов со
стекающей пленкой тем, что жидкость и газ вводятся через нижнее распределительное
устройство. Жидкость через оросительные устройства, например отверстия в стенках,
входит внутрь труб, а газ, подаваемый снизу в г рубы со скоростью 10-50 м/с, увлекает
жидкость вверх в виде капелек и пленки, равномерно распределешюй по внутрегптей
поверхности трубы. При выходе из труб жидкость сливается на верхнюю трубную
решетку и выводится из реактора, а газ отводи гея через сепаратор.
Реактор с закрученным газожидкостным потоком (рис. 8.3.18) отличаегся от
реактора со свободно стекающей пленкой тем, что внутри каждой трубы 2 установле-
ны винтовые вставки — завихрители 3, сообщающие газовому потоку вращательное
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
747
Рис. 83.17. Пленочный реактор с восхо-
дящей пленкой: 7 — распределители 10-
ороситсльное устройство; 2 — корпус; 3 —
тру ба; 4 — сепаратор брызг
Рис. 83.18. Реактор пленочный с закру-
ченным газожидкостным потоком: 1 — рас-
прсдслитслыго-оросителыюс устройство; 2—
труба, 3— ви:гговая вставка (завихритель); 4—
корпус; 5 — сепарационное устройство
движение. Жидкость, подаваемая сверху, отбрасывается после первого завихрите-
ля к стенке трубы и, ст екая по ней, также приобретает вращательное движение за
счег касательного напряжения на границе раздела фаз. Вследствие грения жидкости
о с генки трубы крут ка поток? уменьшается, и для ее сохранения необходимо устаттав-
лива« ь но длине трубы ряд завихрителей. Нижний завихритель необходим для созда-
ния закрученного потока жидкости и газа перед сепарационным устройством 5.
Возможны конструкции аппаратов и с восходящим прямоточным движением фаз,
работающие при более высоких скоростях и, следовательно, с более высокой эффек-
тивностью массообмена. Однако в этом случае гидравлическое сопротивление по га-
зовой фазе выше, чем при прямоточном нисходящем движении.
Применение закрутки газожидкост нот о потока позволяет равномерно распреде-
лить жидкость даже при малых плотностях орошения по поверхности каждой из труб.
Поэтому в реакторах с вихревым потоком применяются простейшие оросительные
устройства, назначение которых сводится к подаче определенного количества жид-
кости в область действия в трубе закрученного газового потока (рис. 8.3.18).
Устройства для закручивания газожидкостного потока характеризуются углом
крутки у (угол между вектором абсолютной скорости и осью трубы). По конструк-
1 явному исполнению завихрители разделяю! на два типа: осевые и тангенциальные.
Наиболее распространены осевые завихрители (рис. 8.3.19): ленточные, шнековые
и лопаточные.
Скрученная лента или шнек MOiyr устанавливаться на всей высоте контактной
трубы или с некоторым интервалом. При значении угла крутки у < 45° завихрите-
ли выполняются в виде скрученной ленды, а при у > 45° в виде шнека. Ленточные
и шнековые завихрители обычно имеют постоянный шаг, поэтому они обеспечивают
постоянную крутку потока по всей высоте груб.
748
ГЛАВА 8
Рис. 8.3.19. Типы осевых завихрителей:
а — ленточный; б— шнековый; в — лопаточ-
ный
Лопаточные завихрители создают оп-
ределенную крутку только сразу за собой.
3 дальнейшем крутка потока постепенно
ослабевает (у —> 0), и для ее сохранения
по высоте труб необходимо устанавливать
с некоторым интервалом ряд лопаточных
завихрителей.
По сравнению с аппаратами со свобод-
но стекающей пленкой реактор с вихревым
потоком имеет следующие преимущест ва:
повышенную в два-три раза интенсивность
массообмена между фазами, увеличеттый
коэффициент теплообмена между пленкой
жидкости и стенкой грубы, меньшую величину минимально допустимой плотности
орошения, пониженные требования к чистоте внутренних поверхностей труб. К не-
достаткам следует отнести усложнение конструкции за счет установки завихрителей
и сепарационных устройств и более высокое гидравлическое сопротивление.
Из реакторов с механически перемешиваемой пленкой
наибольшее распространение получил роторный пленочный аппарат, применяемый
в химической промышленности для упаривания высоковязких и чувствительных
к нагреву растворов. Из всех пленочных аппаратов роторные пленочные реакторы
наиболее пригодны для проведения 1 азожидкостных реакций с вязкими, кристалли-
зующимися и т ермолабильными средами
Основными элементами конструкции реактора (рис. 8.3.20) являются корпус 7,
заключенный в рубашку, вал 2 с лопастями 3 и распределитель жидкости 4. Корпус
аппарата может быть цилиндрическим или коническим.
Аппараты с цилиндрическим корпусом обычно уста-
навливаются вертикально, а с коническим — горизон-
тально.
Роторы вертикальных цилиндрических аппаратов
в основном имеют три разновидности (рис. 8.3.21):
1) жесткие, лопасти которых жестко соединены
с валом и имеют постоянный зазор с вну трепней повер-
хностыо корпуса (рис. 8.3.21 а);
2) шарнирные, лопасти которых крепятся шарнирно,
и во время работы самоустанавливается некоторый зазор
между кромкой лопасти и корпусом аппарата, достига-
ющий в пределе нулевого значения (рис. 8.3.216);
3)маятниковые, лопасти которых закреплены шар-
нирно, но зазор всегда больше нуля (рис. 8.3.21 в).
Рис. 8.3.20. Реактор пленочный роторный: 1 — корпус,
2 — вал; 3 — лопасть; 4 — распределитель
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
749
Рис. 8.3.20. Типы роторов; а — с жесткими лопасп ими; б — шар-
нирными лопастями; в — маятниковыми лопастями
Распределительное устройство вертикальных роторных
реакторов выполняется в виде кольца, вращающеюся вместе
с валом ро гора. Жидкие! ь подаегся через патрубок к распреде-
лительному устроис гву, которое обеспечивает предварительное
распределение жидкости по периметру корпуса. Образующаяся
при этом жидкое тая пленка перемешивается лопастями рото-
ра, врезультаге чего происходит выравнивание распределения
жидкости по внутренней поверхности корпуса, интенсифици-
руется теплообмен между стенкой и пленкой жидкости и улуч
шаются условия массообмепа в жидкой фазе.
В тех случаях, когда процесс массопередачи лимити-
руется условиями массообмепа в газовой фазе, в аппарате
устанавливаю! роторы жесткой конструкции с зазором,
превышающим толщину жидкостной пленки Окружная
скорость их составляет 5-12 м/с, а величина зазора между
корпусом и лопастями 0,6-3 мм. Вертикальные цилиндри-
ческие роторные аппараты изготавляют диаметром от 0,15
до 1 м с площадью поверхности до 16 м2. В них можно обрабатывать среды с ди-
намической вязкостью до 20 Па-с. Эзи аппараты следует применять при получении
продуктов, исключающих загрязнение их частицами, образующимися при трении
лопастей о стенки корпуса. Аппараты с жестким ротором требую! точной обрабсл-
ки внутренней поверхносзи корпуса и кромок лопасзей роюра и строгой соосности
корпуса и ротора.
В аппаратах с шарнирными и маятниковыми лопастями окружная скорость рото-
ра составляет 1,5-5 м/с. При шарнирном закреплении лопастей (рис. 8.3.216) не ис-
ключена возможное!ь трения их о стенки корпуса и загрязнения продукта частицами
натира. Аппарагы с шарнирными лопастями имеют меньшую стоимость, так как их
корпус допускаез большую овальное! ь и менее сзрогую соосность с ротором.
Горизонтальные аппараты с коническим корпусом имеют площадь теплообмен-
ной поверхности до 7 м2, угол конусности обычно составляет 2-5°. Роторы их изго-
тавляют жесткими. Зазор между кромками лопастей и корпусом легко регулируется
за счет осевого перемещения ротора. Эти аппараты обладают повышенной удержи-
вающей способностью по сравнению с вертикальными. Время пребывания жидкости
в них может составлять от нескольких секунд до нескольких минут.
Технологический расчет газожидкостных пленочных реакторов
Решением уравнений материального баланса определяют материальные потоки
газовой и жидкой фаз и конечные концентрации реагирующих вещеез в с учетом сте-
пени превращения, а также данных по химическому и сорбционному равновесию. Из
зеплового баланса находят тепловую нагрузку реактора.
Площадь свободного сечения аппарата и количество груб рассчизываются из
уравнения расхода
750
ГЛАВА 8
5 = 0,25ttJ2w = (7/(рги>г),
(8.3.45)
где d — внутренний диаметр труб, м; п—число груб; (7 — массовый расход газа, кг/с;
рг — плотность газа при рабочих условиях, кг/м3; и>г — приведенная к свободному
сечению скорость газа, м/с.
Диаметр груб может быть найден из балансового соотношения удельного расхода
жидкой фазы
l = LIG=4TI(Wrd),
(8.3.46)
где L — массовый расход жидкости, кг/с; Wr— массовая скорость газа, кг/(м2-с); Г —
массовая плотность орошения, кг/(м-с), которая представляет собой отношение мас-
сового расхода жидкости к смоченному периметру и связана с толщиной пленки <5
и скоростью ее течения и>п следующей зависимостью:
Г = А/П= w <5р •
ПЛ « А -
(8.3.47)
где П = itdn — полный смоченный периметр труб, м.
Скорость газа для аппаратов со стекающей пленкой при противотоке принимает-
ся равной 0,85-0,9 от скорости в режиме захлебывания, которая может быть опреде-
лена по критериальной зависимости
Fr?-25 + wFrJ25 = 0,9,
(8.3.48)
где т = 2,2 / Re °,25 при ReM < 25; т = 1 при Re„ > 25.
В уравнении (8.3.48) критерии Фруда по газу и жидкости и критерий Рейнольдса
для стекающей пленки определяются по формулам
(Рж - Pr)gd ’
(8.3.49)
16Г2
Рж (Рж - Pr)gd' (рх ~ Pr)gd ’
Re„ = 4»„Зрж/Аж = 4Г/рж>
(8.3.50)
(8.3.51)
где и>ж— приведенная к полному сечению трубы скорость жидкости, рассчитыва-
емая как
= 4L/(7td2npx) = 4 rid.
(8.3.52)
2
Рг wr
При прямотоке ограничение по скорости газа определяется в основном допусти-
мым брызгоуносом, и ее обычно принимают 10-12 м/с.
В аппаратах с восходящим движением пленки скорость газа должна быть такой,
чтобы силы трения ее о поверхность жидкостной пленки превышали силы тяжести.
При скорости газа, превышающей скорость захлебывания, в трубе образуются жид-
костные пробки, и пленочный режим течения переходит в так называемый снаряд-
ный. Условие смены снарядного движения кольцевым (режим восходящего пленоч-
но! о течеп ия) описывается уравнением Уоллиса
Fr?5 = 0,9 + 0,6Fr$j5 при Frx< 2,25;
Fr?-5 = (7 4- 0,06px/pr)Fr£5 при Frx> 2,25.
(8.3.53)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
751
Рис. 83.22. Зависимость уноса У от величины
0.5
Ог I
Л I
Рж /
Дальнейшее увеличение скорости газа приво-
дит к интенсивному брызгоуносу с поверхности
восходящей плешей. Такой режим течения называ-
ется дисперсна кольцевым Условия и шгтенсив-
ность брызгоуноса для рассмотренных вариантов
оформления процесса описываются эмпирически-
ми зависимостями. Например, можно воспользо-
ваться обобщенной экспериментальной графичес-
кой зависимостью (рис. 8.3.22) относительного
уноса У (отношения массового расхода жидкости,
находящейся в газовом потоке, к полному ее расходу) от комплексной характеристики
газожидкостного потока X.
С учетом уноса жидкости действительная плотность орошения
Г = 7(1 - у)/П = v^Sp-Jl - У). (8.3.54)
Скорость газа в пленочных реакторах с закрученным потоком определяется из
условий допустимого гидравлического сопротивления и турбулентно! о режима те-
чения пленки жидкости.
Большое значение имеет правильный выбор плотности орошения. Для хорошо
растворимых газов и для мгновенных реакций целесообразно принимать низкие зна-
чения 1I Это дает увеличение поверхности труб на единицу их длины, следовательно,
требуются трубы меныпей высоты. Ограничения определяются условиями смачива
емости стенок. Минимально допустимая величина Tmin определяется по эксперимен-
тальной зависимости
0.625
Grin = 2/Рж<7<1 ~ COS0)
Аж 3
(8.3.55)
AlV'5
где 67— поверхностное натяжение жидкости, Н'м; 6— краевой угол смачивания.
Для плохо растворимых га зов и при быстрых реакциях следует принимать боль-
шие значения Г, но не более 0,5 кг/(м-с).
Толщина стекающей пленки зависит от гидродинамических условий течения
и может быть определена по формулам
5=/тт?=°’90855"-ке"
8 = 0,2075.рНе:,из при Re„,>
где <5 — приведенная толщина пленки, равная
е Л.2 , \'/3
при Reni< 1600;
1600,
(8.3.56)
(8.3.57)
где vx — кинематическая вязкость жидкости, м2/с; g — ускорение свободного паде-
ния, м/с2.
При реально применяемых скоростях газа ниже 6 м/с (при противотоке до 0,9 от
скорости захлебывания) движение газа не оказывает влияния на толщину пленки.
Для нисходящего прямотока при скорости газа и>г > 6 м/с толщина пленки
752
ГЛАВА 8
8 = [1 - 0,022(wr - 4)]<5O, (8.3.58)
где <50 — толщина пленки при однофазном течении, определяемая по уравттетптям
(8.3.56)-(8.3.57).
Для восходящего прямотока
8 = 2025 Re°J3 Re'*833 , (8.3.59)
где Rer = Wjdpr //zr — критерий Рейнольдса для газа по приведенной к диаметру тру-
бы скорое™.
После выбора значений Г и Wx из уравнения (8.3.46) определяют диаметр трубы d.
Обычно d лежит в пределах 20-70 мм. При меньших значениях d уменьшаются габа-
риты реактора, но при этом возрастает число труб, что вызывает затруднения в рав-
номерном распределении жидкости по трубам. Если диаметр груб, рассчитанный по
принятым Г и , выходит за рекомендуемые пределы, следует изменить значения Г
или Так, если полученное значениеdмало, надо увеличить Г или уменьшить И^г.
После определения d по заданным или найденным из баланса расходам жидкости
(или газа) находят число труб л, которое округляют в соответствии с нормалями их
размещения в решетках, и окончательно уточняют значения Г или
При определении необходимой высоты труб Н можно взять за основу уравнения
баланса для элементарного объема dV=Sdh. В отсутствие накопления растворенного
вещества решение приводит к уравнению (8.3.18). Удельная поверхность контакта
фаз а и относительная доля жидкости в реакциошюм объеме сж находят ся из теомет-
рических соотношений трубных элеметттов
а = 4(d - 2<5)/J2; (8.3.60)
сж = 4<5 (J-<5)/J2. (8.3.61)
В случае известного (заданного) времени процесса хемосорбции т высоту труб
можно рассчитат ь по уравнению
Н = ---. (8.3.62)
Для роторных пленочных реакторов толщина пленки 3 может быть рассчитана по
формулам (8.3.56)-(8.3.57) с поправкой па величину зазора между лопастью ротора
и стенкой корпуса, которая определяется по эмпирическим формулам. Время реак-
ции рассчитывается при допущении идеального вытеснения жидкой фазы и идеаль-
ного смешения газовой. Площадь поверхности реактора определяется следующим
соотношением:
F > 0,12(7tDzZT2/px)°’67, (8.3.63)
где ~ — число лопастей в горизонтальном сечении аппарата.
После определения всех геометрических размеров реактора выполняется расчет
теплового потока, который может быт ь обеспечен теплообменной поверхност ью при
условиях процесса. При необходимости корректируют размеры рабочей зоны или ус-
ловия проведения газожидкостной химической реакции.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
753
8.4. Химические реакторы и печи для гомогенных
реакций в газовой фазе
8.4.1. Характеристика химических процессов
в газовой фазе
Известны гомогенные газовые химические реакции, которые протекают при тем-
пературах 500-1500 °C с большой скоростью, нередко превышающей скорость ка-
талитических процессов. В этих случаях применение реакторов для осуществления
реакций в газовой фазе является экономически выгодным. В химической и нефтехи-
мической промышленности в таких реакторах осуществляют получение хлористого
водорода из элементарных хлора и водорода, крекинг метана в ацетилен и сажу, кре-
кинг пропана или бензина в этилен и пропилен, а также реакции окисления, хлори-
рования и нитрования углеводородов при получении различных продуктов органи-
ческою синтеза.
Реакторы для проведения газовых реакций классифицируются по термическим ус-
ловиям (экзотермические и эндотермические) и по условиям теплообмена (изотермичес-
кие, адиабатические, ан i о термические и с программированным тепловым режимом).
Основу конструкции экзотермических реакторов составляет реакционная камера.
Эндотермические реакторы выполняются в виде обогреваемой камеры или трубча-
того змеевика, помещенного в камеру с высокотемпературным обо»ревом, который
может быть с изменяющейся температурой по зонам при реализации программиро-
ванного теплового режима. Для обогрева обычно используют тепло сгорания жидко-
го или газообразного топлива, которое сжигают непосредственно в камере или в рас-
положенной рядом топке.
Эндотермические реакторы, использующие тепло сгорания топлива, принято
называть химическими печами. При сжигании топлива или части углево-
дородного сырья непосредст венно в реакционной зоне проведение эндотермических
реакций может быть осуществлено в реакционных камерах, которые в этом случае
могут рассматриваться как экзотермические реакторы.
При проектировании химических печей необходимо выполнять тепловые расче-
ты. связанные с определением требующегося количества тепла эндотермической ре-
акции, расхода топлива и воздуха на его сжигание, количества, состава и энтальпии
дымовых газов.
Тепловой поток Q,, который необходимо подвести к сырью для обеспечения эн-
дотермической реакции, подсчитывается по формуле
й=/-[(/к-/н) + 9.г]. (8-4.1)
где L — расход сырья, кг/с; tH, /к — начальная и конечная удельные энтальпии сырья
и продуктов реакции соогветствешю, Дж/кг; q*?— удельная теплота реакции в рас-
чете на 1 кг сырья, Дж/кг.
В случаях, ко» да в печи одновремешю подогревается несколько видов сырья
и вспомогательных веществ (например, водяной пар), определяется общая полезная
мощность печи р как сумма
754
ГЛАВА 8
= (8А2)
где Qt — тепло, необходимое для нагрева f-го потока вещества, Вт.
Расход топлива (В, кг/с):
в = a,jte), (8-4.3)
где т| — КПД печи; (2н — низшая (рабочая) теплой а сгорания топлива, Дж/кг.
Под коэффициентом полезною действия печи понимают отношение
Ч = [Й - (<U + + <М] !Q«, (8.4.4)
где q— потери тепла в окружающую среду через теплоизоляцию в расчете на 1 кг
топлива, Дж/кг; q — тепло, уносимое уходящими дымовыми газами, Дж/кг; #пссг —
потери тепла, вызванные неполным сгоранием топлива, Дж/кг топлива. По практи-
ческим данным потери тепла через теплоизоляцию составляют 2 -8 % от QH.
Теплота сгорания топлива может быть определена либо непосредст венно пу гем
измерения количества выделяющегося тепла при сжигании определешюй массы (или
объема) топлива в специальных приборах (калориметрических бомбах), либо расчел
пым путем на основе известного элементного состава с использованием тепловых
эффектов реакций окисления отдельных горючих составляющих топлива. Теплоту
сгорания твердого и жидкого топлива на основе анализа элемент hoi о состава обычно
определяют по эмпирическим формулам, так как для этих видов топлива неизвест-
ны количество и вид соединений, входящих в их состав Так, для жидкого и твердого
топли ва вполне надежные результаты дает формула Д.И. Менделеева (кДж/кг):
QrM = 339СР + 1256НР - Ю8,9(ОР - Sp) - 25,12(wp 4- 9НР), (8.4.5)
где Ср, Нр, Ор, Sp, Wp — содержание в топливе элементов и соединений углерода, во-
дорода, кислорода, серы и воды, % (па рабочую массу топлива).
Теплота сгорания газообразного топлива с достаточно высокой точностью опре-
деляется расчет ным путем, поскольку его анализ дает содержание отдельных соеди-
нений, входящих в состав топлива, а тепловые эффекты реакций окисления достаточ-
но хорошо изучены.
Все расчеты, связанные с (юределением расхода воздуха и состава образующихся
продуктов сгорания (дымовых газов), удобно выполнять в киломолях па 1 кг топлива.
Это позволяет использовать при расчетах простые стехиометрические соотношения,
определяемые уравнениями реакций горения:
С + О2 -> СО2; Н, + 0,50, —> Н,0, S + О2 —> SO2. (8.4.6)
Если известен элементный состав топлива, выраженный в массовых процентах,
то содержание их (кмоль, кг топлива) т{ вычисляют по формулам
nk = С/(100 12); = Н/(100 • 2); = S/(100 32);
= 0/(100 32); = N/(100 • 28); = W/(100 18).
Элементный состав газообразного топлива может быть вычислен из следующих
уравнений:
с = 12 у,/м,- н = s =_32Хц,У,/М,;
о^зг^у./Ц; N = i4S^.y,/M; x =
(8.4.7)
(8.4.8)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
755
где пс, ин, zis, zi0, nN — числа атомов соответственно углерода, водорода, серы, кис-
лорода и азота в молекулах отдельных комноне1пов, входящих в состав газообразно-
го топлива; у,, у, — содержание соответствующих компонентов (метан, этан и др.)
в газообразном топливе, % (масс.), % (объемн. или мол.); М{ — молекулярная масса
компонентов топлива, кг/кмоль; — средняя молекулярная масса газа, кг/кмоль.
С учетом стехиометрических уравнений (8.4.6) формула для определения теоре-
тического расхода кислорода От имеет следующий вид (кмоль па 1 кг топлива):
От = шс 4- 0,5>ин 4- т^ — . (8.4.9)
Имея в виду, что объемное (и мольное) содержание кислорода в воздухе состав-
ляет 21 %, и с учетом коэффициента избытка воздуха а получают формулу для расче-
та практического расхода воздуха (кмоль на 1 кг топлива):
/в = «0/0,21. (8.4.10)
По практическим данным, при сжигании газообразного топлива а = 1,02 — 1,2,
жидкого — а = 1,2 - 1,5.
Расход воздуха в килограммах на 1 кг топлива gn составляет
gB = 29/в = 29аО/0,21. (8.4.11)
Содержание в газах сгорания отдельных компонентов N (кмоль на 1 ю топлива)
с учетом уравнений горения (8.4.6) может быть определено из следующих соотно-
шений:
диоксид углерода
% = (8.4.12)
диоксид серы
NSQ;=ms; (8.4.13)
азо!
NN2 = ^N2 + 0,797b; (8.4.14)
свободный кислород
^ = («-ПОт; (8.4.15)
водяной пар
NK2o = mH, + '"w+ «..» (84.16)
В уравнении (8.4.16) gBn— удельный расход водяного пара в случае использова-
ния паровых форсунок для распыления жидкого топлива. Обычно g ri = 0,3 — 0,5 кг/кг
топлива.
Энтальпию газов, полученных при сжигании 1 кг топлива, рассчитывают на ос-
нове а/щитивности
/,.г = EN<М.<. - XN (8.4.17)
где I— энтальпия (при температуре t °C) продуктов сгорания (дымовых газов),
Дж/кг (топл.), Nf—количество z-го компонента в продуктах сгорания, кмоль/кг (топл.);
М — молекулярная масса компонента, кг/кмоль; i = ci— удельная энтальпия /-го
компонента при t °C, Дж/кг; с.— средняя (в пределах от 0 до t °C) изобарная тепло-
емкост ь компонента, Дж/(кг -К).
756
ГЛАВА 8
8.4.2. Экзотермические газовые реакторы
Значительная част ь реакторов для проведения гомогенных реакций в газовой фазе
имеют* свою специфику, связанную с тем, что реакции могут протекать в пламени.
К этой категории реакторов относят так называемые пламенные реакторы. Ре-
акции в пламени притекают при высокой температуре, с выделением значительного
количества тепла и с большой скоростью. Эти реакции возможны только в том слу-
чае, если реагенты достигают определенной температуры, называемой температурой
воспламенения Некоторые реакции протекают с достаточно высокой скоростью при
температуре ниже температуры воспламенения. Реакторы для проведения подобных
гомогенных газовых реакций называют беспламенными.
Наиболее простой тип пламенного реактора представляют горелки. Принципи-
ально они состоят из камеры смешения, в которой предварительно смешииаются
газы (углеводородный и окислительный), диффузора, в котором заканчивается про-
цесс смешения, и камеры сгорания, в которую равномерно поступают газы из диффу-
зора. В промышлешюй горелке (рис. 8.4.1) для перемешивания горючего с воздухом
используется труба Вентури /, а для большей устойчивости пламени — насадка 3.
В реакторах-горелках для парциального окисления углеводородов теплота, не-
обходимая для проведения эндотермической реакции, получается путем сочетания
реакции окисления (горения) с эндотермической реакцией разложения в таком со-
отношении, что общий тепловой эффект получается положительным. Реакторы-го-
релки используются для получения сажи из метана. Сажа образуется при высокой
температуре в условиях, когда свободная энергия диссоциации метана па углерод
и водород имеет отрицательное значение, а необходимое для проведения реакции
тепло получается в результате сгорания части метана в смеси с воздухом, подача
которого поддерживается в количестве значительно ниже требуемого по стехиомет-
рическому соотношению. Температура газов в зоне торения поддерживается в пре-
делах 1300-1400 °C. Образующаяся сажа выделяется из потока реакционных газов
в циклопах и фильтрах.
Пламенные реакторы нашли широкое применение при получении ацетилена
путем парциального окисления метана. Ацетилен образуется из метана в результа-
Рис. 8.4.1. Промышленная горелка: 1 — смеситель; 2— носик горелки, 3— горелочный
камень (насадка)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
757
Рнс. 8.4.2. Реактор типа Саксе для пар-
циального окисления метана кислородом
в ацетилен: / — труба для подвода кислоро-
да; 2 — дозирующая диафрагма; 3 — камера
смешения; 4 — распредели!ельная решетка;
5— горелочная плита; б— форсунка; 7 —
реакционная камера
те эндотермической реакции пиролиза
с одновременным разложением метана.
Процесс пиролиза метана должен быть
скоротечным, в прогивном случае может
начаться реакция горения ацетилена.
Метан смешивается с кислородом в со-
отношении СН4: О2 ~ 1 :0,6. Смесь про-
ходит с большой скорост ью через горел-
ки и воспламеняется в камере сгорания.
Часть метана, сгорая со всем введештым
кислородом, дает значительное количес-
т во теплоты, необходимой для быстрого
повышештя температуры оставшихся
углеводородов до 1300-1500 иС. Затем
с помощью орошения холодной водой создается гак называемое «замороженное»
равновесие. Резкое охлаждетше газа путем впрыска в него воды в промышленности
называют закалкой. Закалка предот вращает разложетше образующегося в результате
пиролиза ацетилена.
На рис. 8.4.2 представлен реактор для окислительного пиролиза метана конс-
трукции Саксе. Он состоит из камеры смешения 3, имеющей в нижней части кошт-
ческую форму, горелочной плиты 5, реакционной камеры 7 и закалочной зоны с фор-
сунками 6. Метан поступает в камеру смешения через боковой ввод и дозирующую
диафрагму 2, а кислород — через центральную грубу /. Объемное отношение метана
к кислороду поддерживается в пределах 0,55-0,60. В камере смешения газы, предва-
рительно подогретые до 600 °C, перемешиваются и через распределительную решет-
ку 4 поступают к горелочной плите 5. В ней исходная смесь разбивается на большое
количество мелких струек, горящих за плитой в реакционной камере 7 короткими
факелами.
Горелочная плита 5 изготовляется из керамики юлщиной 500 мм с отверстиями
диаметром 8-10 мм. Скорость газа в каналах плиты принимается больше скорости
распространения пламени во избежание проскока пламени в камеру смешения и воз-
можного взрыва. В реакторе Саксе скорость газа в отверстиях составляет приблизи-
тельно 60 м/с, чго намного превышает скорость пламени, равной в зависимости от
условий 0,2-0,4 м/с. Оптимальное время пребывания образующегося ацетилена в зо-
не реакции при температуре 1500 иС составляет 0,03-0,01 с. Поэтому на выходе из
реакционной камеры реакционная смесь орошается водой из нескольких форсунок 6.
Резкое охлаждение газа до 80 °C предотвращает разложение образующеюся ацети-
лена. Охлажденные газы отводятся из реактора снизу. Производительность реактора
типа Саксе составляет 2000-6000 м3 метача/ч.
758
ГЛАВА 8
Рис. 8.4.3. Беспламенный реактор для хлорирования
метана: / — смеситель; 2 — никелевый трубопровод; 3 —
кольца Рашита; 4 — центральная керамическая труба; 5 —
стальной цилиндр; 6—реакционная камера; 7— гильзы
для пирометра; 8 — топка
Беспламенные экзотермические реакторы отли-
чаются сравнительно невысокой температурой про-
текания гомогенной газовой реакции (350-500 °C).
Например, для получения хлористых производных
метана используется реакция хлорирования мета-
на при температуре 390-450 °C, которую проводят
при избытке метана. После отделения хлористых
производных осуществляют рециркуляцию до 90 %
метана, а также моно- и дихлорпроизводных, что
способствует получению трихлорметаиа и четырех-
хлористого углерода.
Беспламенный реактор для хлорирования мета-
на (рис. 8.4.3) представляет собой цилиндрический
сосуд, днище которого изготовлено из нихрома, так как нагревание происходи т сни-
зу корпуса непосредственно дымовыми тазами, поступающими из топки 8. Метан
перемешивается с хлором в смесителе /, и по никелевому трубопроводу газы со ско-
ростью 35 м/с направляются в реактор и поступают в центральную керамическую
трубу 4, которая выполняет роль нагревателя, получающего тепло из реакционной
камеры 6. Скорость газов в этой трубе составляет 3,5 м/с. В реакциошюе пространс-
тво, футерованное огнеупорным материалом, газы поступают со скоростью 0,3 м/с
и реагируют при температуре 400 °C. Реакциош (ые газы уходят через неизолиро-
ванную часть, где охлаждаются за счет тепловых потерь через стенки. Далее газы
проходят через насадку из колец Рагпига, которые служат фильтром для сажи, обра-
зующейся при вторичных реакциях. Температура процесса регулируется в пределах
380-400 °C путем сохранения определенного соотношения метан:хлор и наружного
обогрева дымовыми газами.
Технологический расчет экзотермических газовых реакторов
Материальный баланс газового реакгора составляется на основе стехиометри-
ческих уравнений химических реакций с учетом степени превращения и наличия
вспомогательных веществ. При этом необходимая температура и скорость процесса
химического превращения обеспечиваются балансом выделения и поглощения тепла
протекающих химических реакций.
Объем реактора рассчитывают из основного уравнения непрерывно действующе-
го реакгора с гомогенной газовой фазой
£ = (8.4.18)
о
где — необходимый объем реакционной зоны, м3; L — массовый расход исходной
газовой смеси (питание), кг/с; лА — степень превращения исходного вещества А по
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
759
отношению к единице массы питания, кмоль/кг; гд — скорость реакции по реаген-
ту А, кмоль/(м3-с).
В случае сложных реакций выражение констант скорости реакций имеет сложную
форму, поэтому' инreiрирование уравнения (8.4.18) может быгь осуществлено графи-
чески или численными методами. Для простых реакций при постоянных температурах
и давлении это уравнение можно интегрироват ь аналитически. Например, для необра-
тимой реакции первого порядка вида А —> В скорость реакции определяется как
^a = ^^Na/N,,
(8.4.19)
где кр — константа скорости химической реакции, кмоль/(м3-с-Па); Р—общее давле-
ние, Па; Д— летучесть компонента A; NA— число непрореагировавших киломолей
вещества А, приходящееся на единицу массы питания, кмоль/кг; N,— общее число ки-
ломолей в реакциошюй системе, приходящееся на единицу массы ни гания, кмоль/кг.
После подстановки уравнения (8.4.19) в (8.4.18), интегрирования и преобразова-
ний получено следующее выражение объема реакционной зоны реактора идеального
вытеснения:
/ — JJlLl । Л.
р" No ‘Ц No + 7 N^-v
(8.4.20)
где N — общее число киломолей исходных веществ в расчете на едишщу массы пита-
ния, кмоль/кг; Na — начальное количество вещества А, вво.щмое в (азовую систему,
на 1 кг питания, кмоль/кг; 8—отношение стехиометрических коэффициентов, которое
находят по выражению 8 = [(с + d +...) — (а + b + ...)]/а, образованному из стехиометри-
ческих коэффициентов уравнения общей формы аА + ЬВ + ... сС + JD + ....
При 8 = 0 и давлении, позволяющем рассматривать реакционную смесь как иде-
альный газ, уравнение (8.4.20) может быть представлено в более простом виде
£NO Na.
Рк, ,П Na. - ХА •
(8.4.21)
При тех же условиях для реактора с полным перемешиванием интегрирование
уравнения (8.4.18) приводит к выражению
*а = £NO*a
Га PAp(Na0-Xa)-
(8.4.22)
Сравнивая уравнения (8.4.21) и (8.4.22), видим, что объем реактора по модели
идеального смешения К больше объема реактора идеального вытеснения К в в со-
отношении
(8.4.23)
760
ГЛАВА 8
8.4.3. Эндотермические газовые реакторы
В химической, нефтеперерабатывающей и нефтехимической промышленности
широко применяются некагалитические процессы термического разложения (пиро-
лиз и крекинг) углеводородного сырья в газовой (паровой) фазе. В отличие от экзо-
термических реакторов эндотермические требуют подвода тепла извне в реакцион-
ную зону, который может быть реализован различными способами:
— прямым нагревом сырья путем его смешения с газообразным (перегретый во-
дяной пар, дымовые тазы) юти твердым (кварцевый песок, нефтяной кокс) теп-
лоносителями;
— прямым электронагревом с помощью электрической дут и;
— непрямым нагревом дымовыми газами через разделительную стенку.
В зависимости от способа нагрева и аппаратурного оформления эндотермические
реакторы по условиям теплообмена могут быть разделены па изотермические, адиа-
батические и с программированным тепловым режимом, а по гидродинамическим
условиям — реакторами идеального смешения или идеального вытеснения.
Варианты конструктивно! о исполнетптя адиабатических реакторов со
смешением реагента с тепловым агентом показаны на рис. 8.4.4.
На рис. 8.4.4а схематически изображен трубчатый реактор для крекинга со сме-
шением углеводородов с водяным паром (паровой крекинг). Реагент (углеводород)
подогреваюг до температуры 600-690 °C, а пар— до 930-950 °C отдельно друг от
друга в трубчатой печи, после чего вводят в реактор под давлением 0,24 МПа. Реактор
представляет собой теплоизолировагшую трубу большой длины с объемом, обеспечи-
вающим время контакта 1 с. Соотношение между паром и углеводородом достаточно
велики (до 8:1), так что даже при больших степенях превращештя снижение температу-
ры вследствие протекания эндотермической реакции будет относительно небольшим.
Гидродинамический режим в реакторе соответствует модели идеального вытеснения.
Рис. 8.4.4. Схемы адиабатических газовых реакторов, использующих смешение реагента
с паром (а), дымовыми газами (б) и нагретым песком (в): 1 — реакционная зона; 2 — зона ох-
лаждения; 3—топка; 4 — зона смешения; 5 — пнсвмоподъсмник-тсплообмснник, 6,7 — циклоны
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
761
В реакторе по варианту смешения сырья с дымовыми газами (рис. 8.4.46) в качес-
тве теплового агента используются горячие дымовые газы, которые образуются при
сжигании горючего в топке, присоединенной к реактору. Горячие газы с большой ско-
рост ыо проходят через зону смешения 4, в которую вводится углеводород (пропан или
бензин) с небольшим количеством водяного пара, и попадают в реакционную зону 7,
где в условиях полного смешения образуется ацетилен и этилен.
На рис. 8.4.4в схематически изображен реактор со взвешенным слоем кварцевого
песка. Реагент нагревается, смешивается с паром и поступает в нижнюю часть реак-
тора. В верхнюю часть реактора вводится кварцевый песок, нагретый до 760-900 °C.
Песок, который поступает на циркуляцию, нагревают сжиганием жидкого топлива
в трубопроводе пневмоподъемника. Температура в реакторе — 730-780 °C, рабочее
давление (избыточное) — 0,03-0,04 МПа, время контакта — 0,4-0,6 с. Гидродинами-
ческие условия для газовой смеси в реакционной зоне соответст вук >т модели проме-
жуточного типа.
Изотермические газовые реакторы с электронагревом
применяются для электрокрекинга углеводородов (метана, этана, бутана, пропана)
с целью получения ацет плена.
Схема конструкции реактора для электрокрекинга углеводородов приведена на
рис. 8.4.5. Он состоит из реакциотптой камеры 3 в виде цилиндрического корпуса диа-
метром 0,8-1,0 м и высотой 0,4 м и непосредственно соединенной с ним реакцион-
ной трубы 5 диаметром 90 мм, высотой 1 м. Последняя имеет водяную рубашку. Один
электрод 2 установлен в верхней части цилиндрического корпуса, а второй элект-
род 4, представляющий собой медную гильзу с рубашкой для охлаждения, смонтиро-
ван на верхнем конце реакционной трубы 5. Электрод 2 присоединен к шине высоко-
го напряжения 7, а электрод 4 заземлен. При
пропускании постоянного тока напряжением
7000-8500 В и силой 850-900 А между элек-
тродами возникает дута.
Перерабатываемый газ под давлением
0,15 МПа подается в распределительный ко-
роб, откуда через тангенциальные прорези
в стенках корпуса поступает в реакционную
камеру. В камере газовый поток соверша-
ет вращательное движение со скоростью до
100 м/с и под действием электрической дуги
разо1ревается до температуры 1600 °C. Далее
реакционная смесь направляется в реакцион-
ную трубу, которую она проходит со скоро-
стью 600 м/с. В нижшою часть трубы впрыс-
Рнс. 8.4.5. Реактор для элсктрокрскинга угле-
водородов: / — шина высокого напряжения; 2,4 —
электроды; 3— реакционная камера; 5— реакци-
онная труба; б— форсунка; 7— вспомогательный
электрод; 7—вход исходной смеси; II— вход и вы-
ход охлаждающей воды; III— подача азота; IV—
выход продуктов реакции | Ш
762
ГЛАВА 8
кивается через форсунки 6 вода, резко охлаждающая реакционные газы до 150 °C.
Благодаря охлаждению (закалке) процесс крекинга прекращается, что не позволяет
протекать нежелательным побочным реакциям. При пуске реактора зажигание дуги
осуществляется с помощью вспомогательного электрода 7, который сближается
с верхним электродом 2 посредством пневмопривода. После зажигания дуги вспомо-
гательный электрод отодвигается.
Производительность подобного реактора по исходному газу составляет 2800 м’/ч
при степени превращения сырья 50 %. Реактор отличается высокой интенсивностью.
Так, тепловая нагрузка его в 10 раз выше, чем при автотермическом разложении сы-
рья в экзотермическом реакторе, производящем сажу. Однако вследствие очень боль-
ших скоростей газа и наличия в нем твердых частгщ сажи реакциоттая труба быстро
разрушается и требует замены через каждые 200 часов работы.
Реактор с программированным тепловым режимом представ-
ляет собой грубчатый аггпарат полного ььпеспегпгя с наружным опгевым обогревом,
называемый обычно трубчатой печью. В нефтеперерабатывающей и нефте-
химической промышленности трубчатые печи широко применяю гея для огневого на-
грева или испарения нефтяного сырья и нефтепродуктов в установках стабилизации,
перегонки, дистилляции, гидроочистки, каталитического крекинга и риформинга.
При химическом превращении некоторых нефтепродуктов в процессах терми-
ческого крекинга, висбрекинга, пиролиза трубчатая печь выполняет технологические
функции химического реактора. Например, при производстве эт илена и пропилена из
пропана или бензина используется трубчаг ый реактор.
По способу перс [ачи теплоты от продукте сгорав ия топлива к потоку перерабат ы
ваемого сырья трубчатые печи разделяют на конвективные, радиантно-конвективные
и радиантные. В конвективных печах до 80 % общего количества теплоты передается
за счет коггвекции, а остальное количество теплоты передается радиацией. В печах
этого типа обеспечиваготся мягкие условия теплообмена между стенкой трубы и пере-
рабатываемым продуктом. В печах радиантно-конвективного типа 40-60 % количес-
тва теплоты передается радиацией, а остальное — коггвекцией. В радиатгтных печах
основное количество теплоты передается радиацией. Топочная камера при этом сов-
мещена с радиантной, а камера конвекции имеет вспомог ат ельггое значение.
В промышленности применяют большое число различных конструкций и типо-
размеров трубчатых печей. По консгруктивным признакам различаются печи короб-
чатые, цилиндрические и с наклонным сводом, по числу камер радиации — одно-,
двух- и многокамерные. Они могут имегь также один или неско;(ько сырьевых по-
токов в змеевиках. Расположение труб в камерах может быть горизонтальное и вер-
тикальное. По способу сжигания топлива трубчатые печи подразделяются на четыре
группы: с вертикально-факельным сжиганием, с излучающими стенами топки, с на-
стильным и объемно-настильным факелом.
На рис. 8.4.6 показагга современная трубчатая печь беспламенного горения с из-
лучающими стенами из панельных горелок (поперечный вертикальный разрез). Она
состоит из следующих основных узлов и деталей: каркаса, змеевика (трубы и двойни-
ки — ретурбенды), трубных решеток и подвесок, свода, стен и фуггдамеггта, подвесок
для кирпичей свода и стен печи, гарнитуры печи, лестниц и площадок для обсл)-жи-
ьапия, топливного оборудования, системы паренупгения, контрольно-измерительных
приборов и дымовой трубы.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
763
Рнс. 8.4.6. Поперечный вертикальный разрез
трубчатой печи беспламенного горения: 7 — кол-
лектор подвода газа к горелкам нижнего ряда; 2 —
коллектор подвода газа к горелкам верхнего ряда;
3 — эжектор горелки; 4 — кровля-навес; 5 — тру-
бы потолочного экрана; 6— каркас; 7— змеевик
пароперегревателя; 8— трубы змеевика камеры
конвекции, 9— трубы котлa-у гилизатора; 10—
дымовая труба; 11 — стремянка; 12 — трубы змее-
вика двухстороннего облучения; 13 — выхлопное
окно; 14— панель горелки; 15— площадка для об-
служивания горелок; 16—трубы подового экрана;
/—радиантная камера; II— конвекционная камера
трубчатой печи разделен на каме-
ры: конвекционную и радиантную. Послед-
ней в зависимости от типа печи может быть
несколько. Трубы печного змеевика, располо-
женные в радиантной камере, называют ради-
ан тными. Ряд радиантных груб, оси которых
раположены водной плоскости, называют эк-
раном. В зависимости от расположения труб
одного ряда различают потолочный (сводо-
вый), боковой и подовый экраны. Трубы печ-
ного змеевика, расположенные в конвекцион-
ной камере, называют конвекционными.
Горелки в радиантных камерах располагают рядами или группами с возмож-
ностью независимого регулирования их тепло производительное! и и теплопередачи
к определенному участку радиантного экрана в соответствии с программой теплово-
го режима термохимического процесса.
Трубчатая печь работает следующим образом. Сырье, подлежащее реакционно-
му превращению, подается в печной змеевик, сначала в конвекционную его часть,
а затем в радиан сную. В радиантной камере с помощью горелок (или форсунок) сжи-
гается топливо. Образующиеся дымовые газы поступают в конвекционную камеру,
откуда, отдав часть тепла конвекционным трубам, удаляются через дымоход и дымо-
вую трубу в агмосферу.
Большая часть тепла (70-80 %) передается сырью в радиантной камере. Причем
радиантные т рубы воспринимают тепло главным образом (90 %) за счет радиации
(лучеиспускания) факела, раскаленных стенок камеры, газов и паров (СО2, Н2О, О2),
присутствующих в дымовых газах, и частично (10 %) путем конвекции от дымовых
газов. Конвекциотптые трубы воспринимают тепло в основном (70 %) путем конвек-
ции от дымовых газов, а частично за счет лучеиспускания от них (20 %) и от ст енок
конвекциошюй камеры (10 %).
Движение дымовых газов через трубчатую печь обеспечивается естествешюй
тягой, поддерживаемой дымовой трубой. Движущая сила естественной тяги созда-
ется вследствие разности плотностей холодного атмосферного воздуха и горячих
дымовых тазов. Более легкий дымовой газ вытесняется более тяжелым атмосфер-
ным воздухом. Естественная тята составляет величину 20-50 Па в зависимости от
высоты грубы и температуры отходящих газов. Величину тяги регулируют шибером,
764
ГЛАВА 8
установленном в дымоходе, поддерживая скорость газов на уровне 3-6 м/с. В случае
недостатка тяг и перед дымовой трубой устанавливают дымосос.
В промышленности применяются трубчатые печи с площадью поверхности на-
грева радиантных труб от 15 до 2000 м2, теплопроизводителыюстыо печей 7-60 МВ г,
с температурой нагреваемой среды до 900 °C и давлением до 30 Mila. Теплонапря-
женносгь в трубчатых печах, предназначенных для пиролиза углеводородов, состав-
ляет 10-30 кВт/м2.
Змеевики трубчатых печей. Змеевики радиантных камер формируют из прямых
бесшовных труб домной си 3 до 24 м, диаметром от 57 до 426 мм. Толщину стенок
труб принимают в зависимости от давления, температуры и коррозионных свойств
среды от 4 до 30 мм.
Различные участки печного змеевика работают в широком диапазоне темперагур-
ных условий, поэтому змеевик собирается из труб, изготовленных из разных материа-
лов. Например, в печах пиролиза начальные участки змеевика (конвекционные трубы)
работаю! при температурах от 20 до 400 °C, а конечные, находящиеся в радиантной
камере, — от 500 до 900 °C. По этой причине в печах пиролиза первые ряды конвекци-
онных труб составляют трубы из углеродистой стали (марки 20Г), а последние ряды
кон вею щонных ipy6— из хромомолибденовых стальных труб (марки 15Х5М): мате
риал радиантных труб — жаропрочная сталь марки 12X18Н ЮТ. Шаг размещения труб
в одном ряду принимается равным (1,7-2,0)J, где d — наружный диаметр труб.
Скоросгь движения жидких продуктов в змеевике принимают от 0,5 до 3 м/с,
а для газообразных — от 20 до 150 м/с. Малые скорости потока сырья в трубах не
рекомендуются из-за опасности npoiapa стенок и интенсивною отложения на них
кокса, образующегося в результате разложения углеводородов. Потери напора вслед-
ствие высоких скоростей потока и значительной длины труб змеевика составляют ог
3 до 5 М Па, и эта прибавка к рабочему давлению должна учитывал ься при выборе
насосно-компрессорног о оборудования.
В связи с тем, что процессы пиролиза и крекинга углеводородов неизбежно со-
провождаются частичным образованием кокса, печной змеевик необходимо перио-
дически очищать от его отложений на стенках труб. Очистку груб ог кокса произво-
дят путем его выжига. С этой целью в трубы подают паровоздушную смесь
с соотношением количества воздуха и пара, равным 1:10. Выжиг ведут при темпе-
ратуре 650-700 °C в течение 16-20 часов. В случаях высокой эффективности очис-
тки труб от кокса способом выжига концы труб в печном змеевике соединяют меж-
ду собой приварными калачами.
При значительных отложениях кокса приходится прибегать к механической
очистке груб с помощью конического винтообразного бойка, шарнирно связанною
с пневматической турбинкой. Турбинка приводится во вращение сжатым воздухом,
который подводится к пей по бронированному резиновому шлангу. При таком спо-
собе очистки труб соединительные элементы труб, называемые печными двойника-
ми, илиретурбендами, должны быть разъемными или с отверстиями, закрываемыми
пробками. По конструкции двойники могут быть двухтрубными, четырехтрубными,
угловыми; по способу изготовления — литыми и коваными. Литые двойники находят
наибольшее применение, так как они надежны и дешевы.
На рис. 8.4.7 показан двухтрубный литой двойник стандартной конструкции. В нем
пробки к гнезду прижимают ся при помощи нажимных болтов и траверсы, вставленной
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
765
Рис. 8.4.7. Двойник двухтрубный литой:
1 — корпус, 2 — пробка, 3 — i раверса, 4 —
болт
в проушины корпуса, а трубы крепятся
на развальцовке. Причем диаметр от-
верстий делают примерно на 1 мм боль-
ше наружною диаметра грубы и в них
протачивают две канавки глубиной 1,5—
2 мм. Выступающий из отверст ия конец
трубы при развальцовке отбортовыва
ется. Соединение труб на развальцов-
ке применяют при температуре стенки
трубы в месте развальцовки до 560 °C.
При более высоких температурах соеди-
нение выполняют на сварке.
Гарнитура печей. К ней относятся
трубные подвески и решетки, предох-
ратпггелытые окна, гляделки и дверцы
различного назначения.
Трубные подвески предназначены для поддержания радиантных труб. Их устанав-
ливают так, чтобы раскаленные трубы не провисали. В зависимости от температуры
стенок т руб расстояние между подвесками составляет от 0,8 до 3 м. Трубные подвес-
ки отливают из высоколегированной жаропрочной стали марки 20X23 Н13, которая
может работать при температурах до 1000 °C.
Трубные подвески потолочного экрана крепятся на болтах к нижнему поясу
ферм, а бокового экрана — к горизонтальным балкам каркаса печи. Трубные под-
вески бокового экрана называются кронштейнами. По конструкции подвески могут
быть открытыми и закрытыми (глухими). На рис. 8.4.8 показаны подвески открытого
и закрытого типов для труб потолочного экрана.
Трубные решетки служат опорами для радиантных и конвекционных труб. В ра-
диант ной камере трубные решетки устанавливаются в торцах печи. Они подверга-
ются высокотемпературному нагреву, поэтому их отливают из жаропрочной стали
марки 20Х23Н13. Иногда их покрывают теплоизоляцией.
Рис. 8.4.8. Трубная подвеска открытого (д) и закрытого (б) типа
766
ГЛАВА 8
Рнс. 8.4.9. Составная трубная решетка: /, 2, 3 — верх-
няя, средняя и нижняя части. 4 — соединительная планка;
5 — основание
Трубные решетки конвекщюшюй камеры уста-
навливают с определештым шагом, т. е. они выпол-
няют роль промежуточных опор. Трубные решетки
конвекционной камеры (рис. 8.4.9) обычно отливают
из серого чугуна СЧ21, но при повьпиешюй темпе-
ра суре дымовых газов (до 1000 °C) их выполняют из
высоколегированной стали марки 40Х9С2.
Предохранительные окна предназначены для
ослабления действия взрывной волны в случае ава-
рийного взрыва внутри печи, а также для проведения
внутренней инспекции. Их устанавливают в торцо-
вых стенках печи, по два окна на каждой стороне.
Окна закрываются шарнирно подвешенной чугунной
дверцей. В случае взрыва дверцы приоткрываются,
выпуская образ} ющиеся газы. В результате вну гри
печи не создается избыточное давление, способное
ее разрушить.
Гляделки предназначены для наблюдения за со-
стоянием радиантных труб и работой горелок. Их
устанавливают на боковых стенках печи в таком ко-
личестве и таким образом, чтобы можно было осмотреть все участки радиантной ка-
меры. Корпус гляделки и ее крышку отливают из серого чугуна.
Каркас и обмуровка печей. Каркас трубчатой печи коробчатой формы ттред-
ставляет собой систему вертикальных стоек — колонн, скрепленных фермами и го-
ризонтальными балками, или целых рам, укрепленных на фундаменте. Каркасом
цилиндрических печей служит металлический цилиндр, футерованный изнутри
и s-крепленный спару жи кольцевыми и продольными ребрами. Каркас печи несет ос-
новную нагрузку от веса труб, змеевика, двойников, трубных решеток и подвесок,
кровли, подвесного свода, стен печи и других деталей. Конфигурация каркаса соот-
ветствует форме трубчатой печи.
На рис. 8.4.10 показан поперечный разрез односкатной трубчатой печи. Каркас
печи включает фермы, установленные по длине печи на стойках (колоннах) /. Колон-
на каркаса состоит из двух швеллеров, сваренных планками. Сверху к каждой паре
противоположных колош! прикреплена ферма, основу которой составляют стропи-
ла 2, несущие перекрытие свода, прогоны из швеллеров и кровлю 4.
К нижней части фермы присоединены промежуточные балки, к которым при-
креплены подвески для кирпичей наклонного и горизонтального сводов печи и под-
вески для труб 3 потолочного экрана. К горизонтальным балкам, проходящим между
колоннами, присоединены подвески для кирпичей стен печи.
Обмуровка (кладка) трубчатых печей выполняется главным образом из фасон-
ного огнеупорного (шамотною) кирпича. Кирпичи нанизываются на чугунные
кроши гейны, ко горые с помощью консолей крепятся к горизонтальным балкам. Сна-
ружи кладки из кирпича кладут слой изоляционного кирпича и слой шлаковой ваты.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
767
Рис. 8.4.10. Поперечный разрез трубчатой односкатной печн: 1 — стойка каркаса; 2 — стро-
пила фермы, несущие перекрытие свода; 3 — подвески для труб потолочного экрана (стальные);
4 — кровля; 5 — теплоизоляция из изоляционного кирпича; 6 — кладка из фасонного шамотного
кирпича; 7—конвекционная шахта; 8 — предохранительное окно; 9—трубные решетки подово-
го экрана; 10 — гляделка; 11 — плошадка обслуживания форсунок, 12 — короба форсуночные
В огнеупорной кладке оставляют температурные швы (по 10 мм на 1 м кладки), ко-
торые заполняют асбестовым шпуром. Для герметизации обмуровку облицовывают
тонкими стальными листами.
Для обмуровки корпуса трубчатой печи при работе при температурах до 700 °C
используется и жаропрочный бетон с диатомовым наполнителем, что экономически
выгоднее. Применение крупных блоков из жаропрочного бетона позволяет собирать
бескаркасные печи.
Форсунки и горелки. В топках огневых нагревателей топливо сжигается с помо-
щью специальных устройств — форсунок и горелок. Форсунки предназначены для
сжигания жидкого топлива (мазута, солярного масла и тяжелого газойля), горелки —
для газообразного топлива (природного газа, газообразных продуктов нефтеперера-
ботки). Для достижения полного сгорания жидкого топлива конструкция форсунки
должна обеспечивать его топкое распыление и смешение с воздухом. По способу рас-
пыления жидкого топлива в печах различают форсунки с паровым и воздушным рас-
пылением. В форсунках первого типа распыление жидкого топлива производится
струей водяного пара.
Широкое распространение получила форсунка конструкции В.Г. Шухова (рис. 8.4.11).
Форсунки с воздушным распылением более экономичны. В них диспергирование
жидкого топлива на капли производится энергией воздушного потока, окружающего
струю жидкости.
768
ГЛАВА 8
Рнс. 8.4.11. Форсунка конструкции
В.Г. Шухова
На рис. 8.4.12 показана конс-
трукция форсунки с воздушным
распылением. Форсунка работает
следующим образом. Жидкое топ-
ливо подается по трубе 1 в цент-
ральную камеру 2. Из этой камеры
струя топлива вытекает в коничес-
ки расширяющееся сопло 3. На вы-
ходе из сопла струя топлива разби-
вается на капли воздушным потоком, который через щель 4 поступает из внутреннего
пространства корпуса 5 форсунки. Ширину щели можно регулировать перемещени-
ем шайбы 6 с помощью тяг 7. Воздух в корпус форсунки нагнетается вентилятором
через штуцер.
Горелки для трубчатых печей разделяются по способу подвода воздуха на диффу-
зионные и инжекционные.
В диффузионных горелках весь необходимый для горения воздух притекает
к пламени из окружающей атмосферы Эти горелки малочувствительны к колебани-
ям давления т аза, но они образуют длитптый факел пламени, для которого требуются
большие размеры топки. В инжекционных горелках образование газовоздушной сме-
си частично или полностью происходит внутри горелки. Горелки этого типа образу-
ют короткий факел, поэтому их иногда называют беспламетптыми. Они применяют-
ся в печах беспламенного горения с излучающими стенами. На рис. 8.4.13 показана
конструкция беспламенной панель-
ной горелки типа ГЫ1 конструкции
Гипронефтемаша.
Газ подается по грубе 6 через
сопло 5 в смеситель 4. В резульга-
те инжекции в смеситель засасы-
вается воздух, количество которого
можно изменять поворотом заслон-
ки 7. Топливная смесь на выходе из
смесителя распределяется огбой-
ником 3 равномерно по трубкам 2,
на которые надеты керамические
шамотные горелки с конически-
ми туннелями 7. В горелках смесь
нагревается до температуры вос-
пламенения. Сгорание газа проис-
ходит в туннелях горелок. Между
Рнс. 8.4.12. Форсунка с воздушным
распылением топлива: 7 — труба по-
дачи топлива; 2 — центральная камера;
3 — сопло; 4 — воздушная щель; 5 —
корпус; 6 — шайба; 7—тяга
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
769
Рнс. 8.4.13. Горелка беспламенная
панельная: 1 — конический туннель;
2 — трубка; 3 — отбойник, 4 — смеси-
тель; 5 — сопло; 6 — питательная тру-
ба; 7— заслонка; 8— изоляция; 9 —
металлический каркас; 10— керами-
ческая плитка
керамическими горелками и ме-
таллическим каркасом 9 засыпают
диатомитовую изоляцию 8.
Благодаря хорошему смеше-
нию воздуха и катализирующему
влиянию керамики процесс сгора-
ния газа почти заканчивается в туннелях. Поэтому и нет видимого факела. В одной
панельной горелке сжигается до 100 м3/ч газа. В трубчатых печах стены собираются
из нескольких рядов беспламенных панельных горелок.
Технологический расчет эндотермических газовых реакторов
В основу расчета объема эндотермических газовых реакторов может быть поло-
жено уравнение (8.4.18). Для реакторов со смешением перерабатываемого сырья с га-
зообразным тепловым агентом количество последнего должно учитываться в массо-
вом расходе исходной газовой смеси и при определении концентраций реагирующих
веществ и конечных продуктов. При заданных температурных условиях химическою
процесса расход газообразного теплоносителя (пара или дымовых газов) (7Т можно
найти из уравнения баланса тепла
GT = . Ql. , (8.4.24)
где zT| , zT(c — начальная и конечная энтальпия г азообразного теплоносителя, Дж/кг;
Qj — тепловой поток, необходимый для эндотермического процесса, который опре-
деляется по формуле (8.4.1), Вт.
Расход топлива и количест во воздуха на его сжигание, а также состав и количест-
во продуктов сгорания определяются по формулам (8.4.3)-(8.4.17).
В случае использования твердого теплоносителя тепловая нагрузка обеспечивает-
ся его расходом через реакт ор, определяемым т акже по уравнению т еплового бала пса
(8.4.24). При вычислении объема реактора по уравнению (8.4.18) необходимо учиты-
вать объемную концентрацию твердой фазы в реакциошюй зоне, т. е. гидродинами-
ческие условия процесса должны быть заданы, а затем подтверждены расчетом.
В реакторе для электрокрекинга углеводородов мощность электрической дуги
приггимается равной тепловому потоку эндотермической реакции для требуемой сте-
пени превращения сырья. Расчет объема реакционной зоны может быть выполнен
как для экзотермического реактора, работающего в автсп ермическом режиме.
Реакции в трубчатых печах протекают в оптимальных условиях при программи-
ровании температурного режима по длине змеезика Так как протекающие в них ре-
акции являются эндотермическими, го подводимое через стенки тепло распределяют
770
ГЛАВА 8
с увеличением температуры по длине трубы для компенсации снижения скорост и ре-
акции, являющейся следствием уменьшения концентраций реагентов в ходе реакции.
Таким образом, по длине реактора изменяются степень превращения (соответственно
составу), температура, а также коэффициент теплоотдачи, а кинетические дифферен-
циальные уравнения включают в себя все эти изменяющиеся параметры процесса.
Интегрирование кинетических уравнений представляет довольно сложную про-
цедуру, поэтому на практике часто предпочитаю! пользоваться графическими зави-
симостями или табличными данными по составу газон пиролиза или крекинга от
времени контакта при различных температурных условиях процесса, получетптыми
опытным путем или известными из опыта работы промышленных реакторов.
Расчет трубчатой печи включает следующие этапы: расчет материального и теп-
лового балансов, КПД печи и расхода топлива, расчеты радиантной и конвекционной
камер, гидравлический расчет змеевика печи и дымовой трубы.
По данным материального баланса и тепловых эффектов эндотермической ре-
акции по формулам (8.4.1), (8.4.2) определяется полезная тепловая мощность печи,
по величине которой можно оценить в первом приближении необходимую площадь
поверхности нагрева:
F = QJq^ (8А25)
где q — удельный тепловой поток, Вт/м2.
Удельный тепловой поток является функцией диаме гра гр^-б, поэтому при выбо
ре (обычно в пределах 30-40 кВт/м2) подбирается и диаметр труб.
Необходимая длина змеевика
где d — диаметр труб (d = 60-200 мм); z— число параллельных потоков. Длину от-
дельных труб принимают конструктивно (I = 8—12 м).
Время контакта г определяется как
т= //»„ (8.4.27)
где = (и'п + wj /2— средняя скорость поюка газов в трубе, и>и, и>ж— скорость
газов в начале и конце змеевика.
Скорость потока газов в начале змеевика определяется объемным расходом по-
дачи сырья и диаметром труб. Скорость в конце змеевика будет зависеть о г состава
продуктов, который, в свою очередь, зависит от времени контакта и может быть оп-
ределен по т рафикам, полученным при пиролизе различных видов сырья. По составу
и температуре продуктов определяют величину и подбирают такое время г, чтобы
оно соответствовало расчету по формуле (8.4.27). Полученное расчегпое время кон-
такта сравтшвают с оптимальным временем обеспечивающим получение необхо-
димого состава продуктов реакции. При значительном отклонении расчетного време-
ни от оптимального расчет повторяют при новом значении диаметра груб.
Далее выполняют тепловой расчет. Сначала рассчитывают реакционную часть
змеевика (обычно она расположена в радиантной камере), а затем подогревательную
часть, расположенную в конвекционной камере. R результате расчета находят длину
подогревательной часзи змеевика, обеспечивающую подогрев продуктов до нужной
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
771
температуры. После этого рассчитывают процесс горения и расход топлива по его
теплоте сгорания. Для радиантной камеры определяют среднюю теплонапряжен-
ность радиантных груб, т. е. ту величину, которой задаются в начале расчета. Если
совпадения не получается, то необходимо изменить принятое значение температуры
дымовых газов на «перевале» печи, т. е. на выходе из радиантной камеры.
Тепловой расчет является основным при расчете трубчатых печей. Методически
он выполняется по следующей схеме.
Тепло Ql, получаемое сырьем, складывается из двух частей
2л=2р+2к, (8.4.28)
где Qp, QK — тепло, получаемое сырьем соо гветствепно в радиантной и конвекцион-
ной секции змеевика, Вт.
Величина Qp связана с температурой Тл продуктов сгорания на перевале. Если Тл
известна, то значение Qp можно найти из уравнения
Qp = B(qu-In), (8.4.29)
где В — расход топлива, кг/с; /п — энтальпия газов сгорания при температуре Тл, оп-
ределяемая по формуле (8.4.17), Дж/кг (топл.); qn — суммарное тепло, поступающее
в топку, исключая тепловые потери в топке (т. е. полезное тепло, вносимое в топку),
Дж/кг топлива.
Величина qn определяется из уравнения
Чп = Qh + Чт + Чф + Чв ~ О/пот + <7нссг) > (Ь 4.30)
где qy — физическое тепло топлива; q& — тепло, поступающее с форсуночным водя-
ным паром (при использовании паровых форсунок); qa — тепло, вносимое в топку
с воздухом; г?пот — потери тепла через изоляцию радиантной камеры. Остальные
обозначения см. формулы (8.4.3), (8.4.4).
Расчет теплоот дачи в радиантной камере печи является сложной многофакторной
задачей, учитывающей излучение раскаленных частиц пламени, излучение гречатом-
ных компонентов дымового газа, свободную конвекцию, излучение кладки, форму
и соотношение размеров радиантной камеры, степень экранирования, вид топлива
и способ его сжигания и т. д. На практике задачу существенно упрощают, применяя
аналит ические методы и эмпирические формулы. В настоящее время расчет радиант-
ной секции производится на основе анализ ического метода И.И. Белоконя, который
ввел понятие «эквивалентная абсолютно черная поверхность» (Н& м2). Величина Hs
определяется в соответствии с законом Стефана—Больцмана из уравнения
брл =С$Н$[(Тп/1ОО)4-(0/1ООП (8.4.31)
где £?р_п — поток лучистого тепла, передаваемого радиантным трубам, Вт; Cs—посто-
янная излучения (коэффициенз лучеиспускания) абсолютно черно! о тела, Вт/(м2-К4);
Тл—темпераз ура дымовых газов на перевале, К; в—средняя температура наружной
поверхности радиантных труб, К.
Часть тепла (?рК радиантные грубы получают за счет конвекции
еР.«=«лтп-^ <8-4-32)
772
ГЛАВА 8
где ак— коэффициент теплоотдачи за счет свободной конвекции, Вт/(м2-К); Fp—
площадь поверхносги радиантных труб, м2.
Для печей с беспламенными горелками Ц.А. Бахшнян на основе метода Н И. Бе-
локоня предложил расчетную формулу температуры газов, покидающих радиантную
камеру:
Г* = 100 cs + (ж) ’ (8.4.33)
где ip — обобщенный коэффициент, зависящий от распределения температур в топке,
вида топлив? и типа печи; qp = Qp/ F— средняя тешюнапряженность поверхности
радиантных 1 руб, Вт/м2; <?рк = (Эрк / F— теплопапряженность радиантных груб, при-
ходящаяся на долю свободной конвекции.
Формула (8.4.33) удобна для проведения поверочных расчетов, поскольку значе-
ния у и отношения Fp / Hs для печей каждого типа изменяются в сравнительно узких
пределах. В зависимости от вида топлива, типа печи и ее назначения ip = 1,13-1,60;
Fp/ Hs= 2,9-4,0; qp = 22-60 кВт/м2. Конкретные значения приведены в справочной
литературе для типовых трубчатых печей.
Поверхность нагрева сырьевого змеевика конвекционной секции находят по
обычной формуле теплопередачи
Гк = £к/(КД/). (8.4.34)
Коэффициент теплопередачи К вычисляется по уравнению общего термического
сопротивления i еплопередаче
МК = 1/а, + £гст + 1 /«2, (8.4.35)
где at, а2— коэффициенты теплоотдачи соответственно от дымовых газов к стенке
трубы и от стенки грубы к нагреваемому сырью, Вт/(м2-К); £гст— термическое со-
противление стенки и загрязнений, м?К/Вт.
В связи с высокими температурами коэффициет теплоотдачи определяют
с учетом лучистого излучения по формуле
а, ~ 1,1 (ак + ал), (8.4.36)
где ак — конвективный коэффициент теплоотдачи от газов к поверхности труб;
ал — коэффициент теплоотдачи лучеиспусканием дымового газа; 1,1 — коэффици-
ент, учитывающий влияние излучения стен гладки.
Целью гидравлического расчета трубчатого змеевика является проверка приня-
тых значешгй давления па входе и выходе печи. На входе задаются ри = 0,5 МПа, на
выходе рк = 0.13-0,2 МПа. Перепад давления Др должен быть небольшим, гак как
процесс идет с увеличением объема. Давления рн и рк принимаются и используются
при расчете скоростей и>н, wK, плотностей реакциошюй среды рн, рк и других пара-
метров. По результатам расчета величины Др определяется соответствие принятых
значений давления на входе и выходе змеевика расчет ным значениям.
Число параллельных потоков подачи сырья в печной змеевик (при выбранном
диаметре труб) определяют по рекомендуемой величине скорости потока в начале
и конце змеевика: для жидкого углеводородного сырья она составляет 0,8-2,5 м/с,
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
773
для газового сырья — 8-15 м/с. При необходимости корректируется число потоков
или диаметр.
Дымовая труба должна обеспечивать такую тягу, чтобы в радиантной камере
было небольшое разрежение, равное 20-30 Па. Тяга, создаваемая трубой, определя-
ется по формуле
Ap = Hg(pB-prX (8.4.37)
где Н— высота грубы, м; рв — плотность воздуха, окружающего трубу, кг/м3; рг —
плотность дымовых газов при средней температуре по длине дымовой трубы (паде-
ние температуры на 1 м трубы принимается для кирпичных труб 1—1,5 °C, для желез-
ных — 3-4 °C).
Минимальная высота трубы по сани гарным нормам должна быть не менее 16 м
и выше на 3 м коньков крыш зданий в радиусе 100 м.
Тяга, создаваемая трубой, должна быть равной сумме сопротивлений газоходов
и трубы. Расчет проводится по формулам гидравлики с учетом потерь на зрение
и местные сопрогивпения. Диаметр выходного огверсгия трубы определяется из ус-
ловия получения скорости газов на выходе из трубы 2,5-3 м/с. Такая скорость на
выходе необходима для того, чтобы не было задувания газов ветром в трубу. Обычно
скорость газов в трубе составляет 4—8 м/с. Если сопротивление дымового тракта пре-
вышает 200-300 Па, славится дымосос, при наличии которого скорость газов в трубе
может составлять 8-16 м/с.
8.5. Реакторы и печи для проведения
некаталитических реакций в системе
«газ — твердое тело»
8.5.1. Характеристика некаталитических реакций
в системе «газ — твердое тело»
и реакторов для их проведения
Гетерогенные некагалитические реакции между твердыми и газообразными ве-
ществами широко используются в химической, нефтехимической и других отрас-
лях промышленности, в производствах строительных материалов, углекислого газа,
соды, гипса, серной кислоты, фосфора, сульфидов натрия и бария, красителей и пиг-
ментов и др. Реакции могут быть эндо- и экзотермическими, и протекают они, как
правило, при высоких температурах (более 600 °C). Аппараты, предназначенные для
осуществления высокотемпературных реакций, принято называть печами.
В зависимое ги от вида и свойств реагентов и продуктов можно выделить четыре
основных типа реакций.
1. Взаимодействие газообразного и твердого реагентов с получением твердого
продукта. Например, реакция окисления металлического цинка
Zn + 0,5О2 —> ZnO. (а)
774
ГЛАВА 8
2. Взаимодействие газообразного и твердого реагентов с получением газообраз-
ного продукта. Примером может служить реакция горения углерода при выжиге кок-
са с поверхности ка гализатора
С + О2->СО2. (б)
3. Взаимодействие газообразного и твердого реагентов с получением твердого
и газообразного продуктов. Например, реакция, протекающая при обжиге п ирита:
4FeS2 + 1102 -> 8SO2 + 2Fe2O3. (в)
4. Прокаливание твердого сырья с получением твердого и газообразного продук
тов. Например, при обжиге известняка протекает реакция
СаСО3 -> СаО + СО2.
(г)
При протекании реакции размер твердых частиц может оставаться постоянным,
уменьшаться или даже увеличиваться. Размер частиц может не изменяться в ходе
реакции, если в результате ост аюгея твердые продукты (реакции а, в, г) идти если
в исходных частицах содержится много примесей, остающихся после реакции и со-
храняющих первоначальный размер частиц (реакция б при выгорании углерода с по-
верхности т вердого ка гализатора). Частицы уменьшаются в размерах или полностью
исчезают, если в ходе реакции они превращаю гея в газ (реакция б при сжигании час-
тиц кокса или угля).
При анализе химического взаимодействия газа с твердой частицей используют
две модели процесса: псевдогомогенную и модель непроницаемого ядра.
Псевдогомо генная модель состоит в том, что газообразный реагент проникает
внутрь частицы и взаимодействует с ее веществом во всем объеме в течение всего
времени реакции.
Модель непроницаемого ядра состоит в том, что реагент подходит к поверхности
непрореагировавшего ядра и реакция протекает на этой поверхности. Зона реакции
продвигается внутрь частицы, оставляя за собой слой про,гукта реакции в виде по-
ристого вещества, называемого золой. Непрореагировавшее ядро твердого вещества
уменьшается по мере протекания реакции (рис. 8.5.1).
В большинстве случаев, как показывает опыт, модель непроницаемого ядра луч-
ше соответствует действительной картине протекания некаталитических реакций
в системе «газ— твердое т ело». Согласно этой модели процесс протекает через ряд
последовательных стадий:
1) конвективный перепое газового реагента к поверхности частицы;
2) диффузия газообразного реагента через пог-
раничный слой газа, окружающий частицу;
3) диффузия газообразного реагента через слой
золы;
4) адсорбция газообразного реагента на по-
верхности ядра;
Рис. 8.5.1. Изменение концентрации газообразно-
го реагента в твердой частице: 1 — псрсагирующсс
ядро; 2 — пористое всшсство (зола); 3 — пограничный
слой газа; 4 — конвекционная зона
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
775
5) химическая реакция на поверхности ядра;
6) десорбция газообразного продукта;
7) диффузия газообразного продукта через слой золы;
8) диффузия газообразного продукта через пограничный слой газа;
9) конвективный перенос газообразного продукта в основной объем газа.
Если учитывать влияние всех стадий на развитие химического процесса, то по-
требуется совместное решение сложных систем уравнений, что практически невоз-
можно. Поэтому при расчете скорости процесса за основу принимается теория оп-
ределяющих (лимитирующих) стадий. Для рассматриваемых реакций практическое
значение имеют случаи взаимодействия газа с твердой частицей, когда определя-
ющей стадией процесса является диффузия газообразного компонента в пограничном
слое I аза, диффузия газа в слое золы и химическая реакция па поверхност и ядра.
При анализе процессов рассматривают необрат имую реакцию, последние стадии
которой не влияют на скорость процесса, поскольку огш относятся только к продук-
ту реакции. Допускается также, что твердое тело представляет собой шарообразную
частицу. Это позволяет геометрически четко определять ее наружную поверхность.
Уравнение реакции записывается в виде
а А + ЬВ —> продукты, (8.5.1)
где А — газообразный реагент, В — твердый реагент; а, Ъ — стехиомет рические ко-
эффи циенты.
1. Л имитирующая стадия — диффузия газообразного
реагента через пограничный слой г а з а В этом случае скорость
процесса определяется величиной коэффициента массоотдачи в газовой фазе /5Лг.
При рассмотрении материального баланса и скорости массопереноса получается
уравнение для определения времени реакции
(8.5.2)
где п = Ыа — отношение стехиометрических коэффиниеггтов реагентов в уравнении
(8.5.1); СВц — начальная концентрация реагеггта В в твердой фазе, кмоль/м3 твердой
фазы; Сд — коп цеггтрация реагеггта А в газовой фазе, кмоль/м3; /3Лг — коэффици-
ент массоот дачи в газовой фазе, м/с; R — начальный радиус частицы, м, гс — радиус
непрореагировавшего ядра частицы, м.
Время, в течение которого частица прореаг ируег полностью (г = 0);
O.R
(8-5-3)
Из уравнений (8.5.2) и (8.5.3) находим относительное время реакции как функ-
цию геометрических характеристик часгицы
Т/То = 1 - (гс/Я)’. (8.5.4)
Степень превращения по твердому веществу хв также может быть определена из
геометрических соот ношений:
776
ГЛАВА 8
в
4л/?3СВо/3-4лг?СВо/3
4я/?3Св /3
°о
1- Zk
I/?)
(8.5.5)
Таким образом, из уравнений (8.5.4) и (8.5.5) следует связь
Г/ГО=ЛП-
2. Лимитирующая стадия — диффузия газообразного
реагента через слой золы. Скорость массопереноса опис ывается законом
молекулярной диффузии Фика. Вследствие полной симметрии шарообразного твер-
дого тела задача сводится к одномерной, и ее решение дает уравнение времени реаги-
рования частицы
Г=_£В9^_
6 п ОлСАг
(8.5.7)
где £>а — коэффициент диффузии газообразного реагента А в слое золы, м2/с.
Время, необходимое для полного превращения частицы в продукты (гс = 0):
*0 = сво«2! (8-5.8)
Относительное время реакции
т/т0 =1 - 3(гс//?)2 + 2(гс//?)3 (8.5.9)
или с учетом уравнения (8.5.4)
Т/То=1 -3(1 -хв)2/3 + 2(1 -хв). (8.5.10)
3. Лимитирующая стадия — химическая реакция в твердой
фазе. Скорость реакции не зависит от толщины слоя золы, но будет пропорциональ-
на поверхности непрореагировавшего ядра и скорости реакции соответствующего
порядка. Так, для реакции первого порядка время реакции составляет
где кс— константа скорости реакции, отнесенная к поверхности ядра, м/с.
Полное время реакции при достижении гс = О
/ («V*,). (8.5.12)
а относительное время
Т/То = 1 - (rjR) = 1 - з/1 -х». (8.5.13)
Уравнениями (8.5.11) и (8.5.12) можно воспользоваться и при сопоставимости ве-
личин скорости реакции и диффузии, подставляя вместо кс коэффициент скорое ги к ,
величина которого определяется по формуле:
\/к = \/кс + Я/(6РА). (8.5.14)
Из приведенных уравнений видно, что размер частиц твердого реагента влияет на
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
777
время химического превращения, причем в разной степени в зависимости от лимити-
рующей стадии процесса. Степень влияния можно оценить по времени полного пре-
вращения, рассчитанного для частиц разных размеров. Так, если рассчитать время
реакции тО| и тО2 для частиц радиусом R} и /?2 по формулам (8.5.3), (8.5.8) и (8.5.12),
то их отношения будут равны при лимитировании процесса:
внешним массообмепном
'1’о,/ТО2 = (Л1/Я!)”> (8.5.15)
где п = 1,5-2 — показатель степени, зависящий от гидродинамических условий мас-
сообмена;
диффузией газа в слое золы
ТО,/ТО2 = (Я,/Я2)2; (8.5.16)
химической реакцией
Т01/Г02 = Я,/Л2. (8.5.17)
При наличии опытных датшых по соотношениям (8.5.15)-(8.5.17) можно опре-
делить, какая из стадий процесса является лимитирующей. Например, если после
подстановки опытных данных в каждое из них соблюдается равенство (8.5.17), то
лимитирующей стадией является химическая реакция.
Расчетные уравнения составляются с учетом гранулометрического состава твер-
дой фазы и гидродг памической модели реактора.
Химические реакции в системе «газ — твердое тело» и условия их проведения
отличаются большим разнообразием, в связи с чем в промышленности существует
множество различных аппаратов для их осуществления. Тем не менее все многообра-
зие конструкций можно разделить по способу перемещения твердой фазы и органи-
зации ее контакта с газовой на три группы:
1) реакторы и печи с неподвижным или компактно движущимся слоем твердого ре-
агент а;
2) реакторы и печи с механически перемещаемым слоем твердого реагента;
3) реакторы и лечи со взвешенным слоем твердого реагента.
8.5.2. Реакторы и печи с неподвижным или компактно
движущимся слоем твердого реагента
Эти реакторы называют шахтными м н о г о з о н н ы м и печами.
Они представляют собой вертикальные цилиндрические аппараты с размещенными
внутри устройствами для сжигания топлива. Твердая фаза (иногда вместе с твердым
топливом) загружается в верхней части печи, а выгрузка производится в нижней час-
ти, куда вдувается необходим ый для реакции газ. Загрузка и вытру зка твердой фазы
может осуществляться периодически, а газовая фаза подаваться непрерывно. В этом
случае реактор называют аппаратом полупериодического действия. В случае непре-
рывной подачи и выгрузки твердой фазы последняя движется вниз компактным сло-
ем в режиме идеального вытеснения.
Шахтные печи используются для обжита известняка, доломита, катализаторов,
для газификации твердого топлива, получения сероуглерода и других твердых и газо-
778
ГЛАВА 8
Рис. 8.5.2. Шахтная печь для обжига известняка: 1 —за-
грузочное устройство; 2 — коллектор; 3 — кожух; 4 — корпус
(шахта); 5 — теплоизоляция; 6 — огнеупорный кирпич; 7—
колпак; 8— вращающийся под; 9— стол; 10 — транспортер;
11 — понижающая передача; 12 — течка; 13 — лопастной
(шлюзовой) питатель
образных продуктов. Они отличаются простотой конс-
трукции, надежностью в эксплуатации и относительно
невысокой стоимостью.
Шахтная печь для обжига известняка, использу-
емая для получения оксида кальция и диоксида угле-
рода, показана на рис. 8.5.2. Она имеет вертикальный
цилиндрический корпус— шахгу 4. Шахта выложена
из обыкновенного кирпича и футерована огнеупорным
кирпичом. Между слоями обыкновенного и огнеупор-
ного 6 кирпича уложен теплоизоляционный материал 5.
Снаружи шахта заключена в стальной кожух 3. Кладка
печи опирается на металлическое кольцо, расположен-
ное на чугунных колоннах, которые установлены па
железобетонном фундаменте.
Шихта (смесь известняка с коксом) загружается
автоматически в печь через загрузочное устройство 7.
Разложение известняка с образованием извести про-
изводится при высокой температуре (1000-1300 °C).
Слои шихты, опускающиеся по шахте, подсушиваются
и нагреваются до требуемой температуры поднимающимися горячими газами, об-
разующимися в результате сгорания кокса. Газы, выделенные при обжиге извести
и сгорании кокса, содержащие до 40 % диоксида углерода, удаляются из шахты по
трубе 2. Обожженная известь выгружается из нижней части печи при помощи мед-
ленно вращающегося пода 8. Под представляет собой круглую спиралеобразную
плиту, приводимую во вращение от электродвигателя через понижающую переда-
чу /7. В верхней части пода имеется колпак, под который подается воз/iyx, необхо-
димый для сжигания топлива. Обожженная известь падает с пода па неподвижный
стол 9, с которого она попадает на выгрузочный вращающийся транспортер 10.
С транспортера известь по течке 72 подается в лопастной питатель 13. Обжиг из-
вести заканчивается в нижней части шахты, там она охлаждается поступающим из-
под колпака 7 холодным воздухом.
Печь имеет следующие рабочие зоны (сверху вниз):
1) расположенную непосредст венно под загрузочным бункером зону сушки и на-
гревания материала (температура нагрева 400-500 °C);
2) зону горегшя или обжига (температура от 600 до 1300 °C), в которой происхо-
дит выделение диоксида углерода из известняка;
3) зону охлаждегшя оксида кальция и нагревания воздуха, в которой температура
снижается до 500 °C.
Общее время (для всех трех зон), необходимое для обжига, зависит от размера
вводимых кусков т вердой фазы. Так, при размере кусков 250 мм для обжига требуется
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
779
Рнс. 8.5.3. Загрузочное устройство шахтной
печн: 1 — отбойник; 2 — распределительный конус;
3 — исток; 4 — промежут очный бу нкср: 5 — штуцер
отсоса газов; 6— лабиринтное уплотнение, 7— ро-
лик; 8— подшипник; 9, 14— зубчатые шестерни;
10— клапан; 11 —бункер; 12 — тяга; 13 — воронка;
15 — штуцер отвода газов
до 70 ч, а при размере 100 мм— около 23 ч.
На практике обжигу подвергают мелкокуско-
вые (5-15 мм) и крупнокусковые (100-150 мм)
материалы.
Ответственными узлами шахтной печи
являются устройства для загрузки и выгрузки
г верной фазы, не допускающие у течки газовых
компонентов.
На рис. 8.5.3 показагго загрузочное ус-
тройство, состоящее из двух поочередно
открывающихся конусов. Нижний распре-
делительный конус 2 в плане имеет спираль-
ную форму и снабжен изогнутым стальным
листом — отбойником 1. Для равномерного
распределения птикты (известняка и кокса)
Кокс
Известняк
по сечению печи распределительный конус после каждой загрузки поворачива-
ется на 60 °C вместе с воронкой /3, которая опирается на ролики 7, закрепленные
в подшипниках 8, и приводится в движение электродвигателем через редуктор
и зубчатые шестерни 14 и 9. Для уменьшения выброса газов стык между ворон-
кой и промежуточным бункером 4 снабжен лабиринтным уплотнением 6. Газы из
бункера отсасываются через штуцер 5.
Известняк и кокс загружают в бункер 77, откуда они попадают в воронку 13. При
открывании клапана 10, связанного с тягой /2, шихта ссыпается в промежуточный бун-
кер, а после закрывания клапана 10
опускается нижний конус, укреп-
ленный на штоке 3, и порция ших гы
падает в печь. Газы из печи выходят
через штуцер 75.
Разгрузочное устройство (рис.
8.5.4) состоит из улиты, кольцевого
транспортера, течки и лопастного
Рис. 8.5.4. Устройство для выгрузки
извести из шахтной печи: 1— фунда-
мент; 2, 3, 13, 15 — шестерни; 4 — коль-
цевой гранспортср; 5 — кольцевой стол;
6—улита; 7 — колпак; 8—огнеупорный
кирпич; 9— теплоизоляция; 10— коль-
цо; 11 —опоры; 12 — течка; 14.16 —кат-
ки; 17—газоподводящая камера
780
ГЛАВА 8
выгружателя, по конструкции аналогичного шлюзовому питателю (см. гл. 4). Улита 6
имеет спиральную форму с наклонными лопастями. На пей установлен съемный кол-
пак 7, под когорый по центральной трубе поступает воздух, подаваемый вентиля гором
в камеру 17. Остальное количест во воздуха подают вторым ветпилятором между ули-
той и кожухом печи. Улита опирается на восемь конических катков 16 и приводится
в движение от электродвигателя через червячный редуктор, шестерню 2 и вениовую
шестерню 15 со скоростью 0,5- -2,0 об/ч. Благодаря вращению улиты, обожженная
известь выгружается равномерно по всему сечешпо печи. Она ссыпается на коль-
цевой стол 5 и далее на кольцевой гранспоргер 4. Последний опирав!ся на кагки 14
и приводится в движение зубчатой передачей, образованной шее гернями 3 и 13. По
течке 12 известь поступает в один шли два лопастных выгружателя, установленных
для уменьшения потерь газов из печи.
Улита и колпак разгрузочного устройства отлиты из чугуна СЧ16. Улита состоит
из двух половин, скрепленных болтами. Кольцевые рельсы, катки, шестерни и банда-
жи изготовлены из углеродистых сталей.
Промышленные шахтные печи в зависимости от темпера гуры имеют внутренний
диаметр 3,5-6,2 м, высоту 12,9-22,5 м, производигелыюсть их составляет 75—310 г
извести в сутки. Технико-экономические показатели: тепловой КПД —до 7,5 %; удель-
ная производительность — 25-45 кг/(м3-ч) и тепловая нагрузка — 4300-5500 кДж/кг
извести.
Для производства горючих или промышленных газов из твердого топлива ис-
пользуют шахтные печи, называемые газогенераторами. Такие реакторы имеют
вертикальный корпус, топливо в когорый загружается сверху, а снизу вводят таз.
На рис. 8.5.5 показан газогенератор со сталь-
ным корпусом 2, снабженным охлаждающей
рубашкой и футерованным изнутри двумя
слоями кирпича (внутренний слой— огне-
унортгый). Топливо загружается сверху через
люк с герметичным затвором 1. Для механи-
ческого удаления золы и шлака газогенератор
снабжен в нижней части вращающейся колос-
никовой решеткой 8.
Слой топлива в нижней части газогенера-
тора реагирует с вдуваемым воздухом и сго-
рает, а полученный газ вступает в контакт
с вновь загружаемым топливом и нагревает
его. Тоттливо подсушивается (зона подсуш-
ки и нагрева до 200 °C), затем следует сухая
перегонка, когда выделяются пары воды, газ,
гудрон, уксусная кислота и т. д. (зотта сухой
перегонки с температурой 200-600 °C).
Рис. 8.5.5. Газогенератор для получения водя-
ного газа: 1 — крышка с отверстием для загрузки;
2 — корпус газогснсрат ора, 3 — смотровое отверс-
тие; 4 — опора; 5 — каркас; 6 — обтюратор; 7 —
приспособление для отделения зоны; 8 — решетка
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
781
Оставшийся после перегонки кокс опускается в нижнюю часть газогенератора,
где реагирует с кислородом и парами воды (зона газификации, 600-1300 °C). В эгой
зоне получают генераторный газ, который смешивается с продуктами сухой перегон-
ки. Последняя зона (зона золы и шлака) находится в самой нижней части генератора,
откуда зола и ишак удаляются непрерывно или периодически.
Вследствие высоких температур в газогенераторе происходит плавлешге золы
и образование шлака, что приводит к обрастанию внутренних поверхностей и сни-
жению полезного сечения реактора. Оборудование корпуса рубашкой, охлаждаемой
водой, препятствует наплавке шлака на стенках.
Состав продуктов, получаемых в газогенераторе, зависит от состава питания. По-
казашгый на рис. 8.5.5 реактор является газогенератором двойного действия. Горение
происходит при вдувании воздуха, затем вводится водяной пар для получения водя-
ного газа, и цикл повторяется снова. Цикл работы генератора, управляемый автома-
тически, составляет 3-5 минут. Полученный водяной пар содержит более 50 % водо-
рода и около 36 % монооксида углерода.
Технологический расчет шахтных печей
Расчет шахтной печи начинают с материального баланса. На основе стехиометри-
ческих соотношений химической реакции с учетом наличия посторонних примесей
иинертов в твердой и газовой фазах рассчитывают материальные потоки на входе
и выходе реакционного пространства. В состав газовой фазы могут входить реакци-
онные газы, участвующие в химическом взаимодействии с твердой фазой, топочные
газы, образующиеся при сжигании топлива, газы — продукт ы реакции и летучие ве-
щест ва, выделяющиеся из твердого сырья при высокой температуре. Твердая фаза
может являться твердым топливом или содержать горючие компоненты.
Общий расход газов на входе в зону реакции К (м3/с), приведенный к рабочим ус-
ловиям, при расчете составляющих па 1 кг твердого продукта можно определить как
+ (8.5.18)
где К г — выход топочных газов из 1 кг топлива, м’/кг; b = В / G — удельный расход
топлива на 1 кг твердого продукта, кг/кг; К г — расход реакционных газов па 1 кг про-
дукта, м3 кг; G—производительность по гвердому продукту, кг/с; Тц — температура в на-
чальной зоне реактора, К; Р — давление в реакторе, МПа; TQ = 273 К и PQ = 0,1 МПа —
температура и давление газов при нормальных условиях.
Расход газов па выходе
= м + М’ - х) + <8-519>
где/ — степень превращения реакционных газов; Кг — выход газообразных продук-
тов реакции на 1 кг т вердого продз’к га, м3/кг; Тк — конечная температура газов.
Удельный выход топочных газов определяется объемами продуктов сгорания 1 кг
топлива, т. е.
К.г =^+ Ъ + FH.O- (8.5.20)
782
ГЛАВА 8
Выход продуктов сгорания в зависимости от вида топлива рассчитывают из соот-
ношений (8.4.6)-(8.4.16) и приводят к размерности м3/кг (топлива) при нормальных
условиях.
Следующий этап расчета реактора — решение уравнения теплового баланса, ко
торое в удельных величинах (Дж/кг твердого продукта) имеет вид:
& ± &.₽ + = SX > (8.5.21)
где qn = bQnt]— полезно затрачиваемая теплота сгоратшя топлива, £?н — низшая
рабочая теплота сгорания топлива, Дж/кг; tj — КПД печи (для шахтных печей прини-
мают tj = 0,7-0,8); ?х.р — удельная теплота химической реакции; — сумма удель-
ных физических теплот, вносимых в печь с влажтгым сырьем, топливом, воздухом,
реакционными газами и др.; — то же. уносимых из печи с от ходящими газами,
твердым продуктом, летучими веществами, включая затраты тепла па испарение вла-
ги и летучих продуктов сухой перегонки.
Удельная теплота химической реакции определяется для заданной температуры
процесса на основе термодинамических соотношений (8.1.22)-(8.1.24) или практи-
чески к данных.
Определяемой величиной теплового баланса является удельный расход топлива
Для реакций с полным превращением твердых веществ в газообразные с исчезно-
вением или значительным уменьшением размеров кусков твердой фазы (например,
в газогенераторах) тепловой баланс составляют в расчете на единицу массы исходно-
го твердою сырья или газообразного продукта реакции.
Далее выполняются кинетические расчеты. Время пребывания твердой фазы
в реакторе гр складывается из временных промежутков прохождения ею зоны li.rarpe
вания г собственно реакции г и охлаждения гохл:
t=t + г + т . (8.5.22)
Из соотношений (8.5.15)-(8.5.17) определяют лимитирующую сталию термохими-
ческого процесса, на основании чего выбирают расчетное уравнение из (8.5.2)-(8.5.13)
и находят время т, необходимое для протекания реакции между газом и твердым ве-
ществом до заданной степени превращения. г)то время может быть принято также на
основании опытных или промышленных данных работы шахтных печей.
Время нагрева и охлаждения слоя кусков материала, движущегося без переме-
шивания через соответствующие зоны шахтной печи, определяется решением зада-
чи нестационарного процесса геплопереноса. При определенных, достаточно обос-
нованных упрощениях и допущениях аналитическое решение представляют в виде
критериального уравнения
i^-=/(Bi,Fo), (8.5.23)
*11
где tr— температура газа, окружающего частицу; t— начальная температура
куска материала; t — текущая температура куска, которая в зависимости от цели
расчета может быть принята в центре, на поверхности или в среднем по объему
тела; Bi = aR I— критерий Био; а — коэффициент теплоотдачи в газовой фазе,
Вт/(м -К); R — радиус тела (приведенного условно к шаровой форме); 2М — теп-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
783
лопроводность материала, Вт/(м-К); Fo = ат / R2 — критерий Фурье; а — коэффици-
ент температуропроводности, м2/с; г— время нагрева или охлаждения.
Конкретные функциональные зависимости (8.5.23) представляются в виде беско-
нечных рядов, причем для упрощения расчетов составлены графики, позволяющие
по критериям Bi и Fo определить изменение температуры тела или решить обрат-
ную задачу: по заданной конечной температуре тела найти значение критерия Fo
и из пего — время процесса нагревания или охлаждения. Такие графики приведены
в литературе по термодинамике и теплопередаче.
Время нагрева и охлаждения материала может быть принято также по практичес-
ким даштым работы промышленные шахтных печей.
Рабочий объем реактора определяю! как
И» ^мРн^р» (8.5.24)
где GM = (GH + G)/2 — средняя величина расхода материала в печи, кг/с; G„ —рас-
ход твердого сырья па входе, кг/с; рн — насыпная плотность материала (средняя по
слою), кг/м3.
Внутренний диаметр печи
О = y[4S7n = ^4VT ( 7rwr) , (8.5.25)
2
где *5 = TiD /4 — площадь поперечного сечения печи, м’; Кг = (^г н + Кг к ) /2 — сред-
ний расход газов в печи, м3/с; иу — приведенная к сечению шахты скорость газов,
м/с.
Высота печи
H = Vp/S. (8.5.26)
Таким образом, скорость газов определяет i ie только диаметр реактора, но и его
высоту, следовательно, и гидравлическое сопротивление слоя матер паи та. Поэтому
диаметр реактора должен быть рассчитан так, чтобы перепад давления Aj9 1 в слое
материала не превышал допустимого значения [Др ], определяемого возможностями
применяемого тяго-ду гьевого оборудования. Величину Лрс 1 рассчитывают по уравне-
ниям Козени—Кармана или Эргапа (7.5.57). (7.5.58). Расчет производят ну гем подбо
ра величины wr до выполнения условия L±pa ]•
8.5.3. Реакторы и печи с механически
перемещаемым слоем твердого реагента
Эти реакторы отличаются наличием механических устройств для перемещеггия
твердого реагента через реакционную зону. По признаку способа транспортирования
можно выделить три типа реакторов (рис. 8.5.6):
1) вертикальные полоч!гые со скребковыми мешалками;
2) горизонтальные с движущейся колосниковой решеткой;
3) горизонтальные с вращающимся корпусом (барабашгые).
Полочные печи с мешалками (рис. 8.5.6а) применяются для обжша
сульфида железа и других металлов с получением сернистою ангидрида и оксидов
мет аллов. Материал перемещается с верхних полок на нижние, передвигаясь в ради-
784
ГЛАВА 8
б)
Твердое
сырье
Твердое
сырье
в)
Твердый
продукт
Твердый
продукт
Рис. 8.5.6. Типы реакторов для проведения процессов в системе «газ — твердое тело»
с механическим перемещением твердого реагента: а — полочный с мешалками; б — с дви-
жущейся колосниковой решеткой (транспортером); в — с вращающимся корпусом
альных направлениях (от периферии к центру и от центра к периферии) с помощью
скребков, укрепленных на вращающемся вертикальном валу. Противотоком к мате
риалу поступает горячий воздух, обеспечивающий экзотермическую реакцию окис-
ления серы. Аппарат отличается громоздкостью и низкой удельной производитель-
ностью, поэтому не находит широкого применения в химической промышленности.
Горизонтальные печи с движущейся колосниковой
решеткой (рис. 8.5.66) отличаются перемещением материала в зоне реакции с помо-
щью устройства типа цепного пластинчатого транспортера. Находит ограничешюе при-
менение в основном для сжигания i вердых промышленных и бытовых отходов.
Из реакторов с вращающимися корпусами наибольшее рас-
пространение получили барабанные вращающиеся печи, в которых осуществляет-
ся обжиг сыпучих материалов: клинкера, шамога, магнезита, доломита, керамзита,
боксита, марганцевой, цинковой и других руд, киновари, минеральных красителей
и пигментов и т. д.
Основной частью печи с вращающимся корпусом является цилиндрический бара-
бан, изготовляемый обычно из углеродистой или низколегированной стали. Барабан
снабжен бандажами, опирающимися на роликовые опоры, и приводным зубча гым
колесом, находящимся в зацеплетппт с шестерней привода. Угол паклог га барабана
к горизонту устанавливается от 1 до 5°, частота вращения — 0,2—3 об/мин. Твердый
материал подается в верхний конец барабана, перемещается к нижнему концу, где
выгружается. Газ движется противотоком (а иногда и прямотоком) по отношению к об
рабатываемому материалу. Барабанные печи имеют много общих конструктивных эле-
ментов с барабанными сушилками: опорные, опорно-упорные и приводные станции,
уплотнения концов барабана, систем очистки отходящих газов от пыли (см. гл. 7).
Промышленные печи имеют диаметр барабана ог 0,8 до 7 м, длину— ог 6 до
230 м, число опор — от 2 до 9. Отечественной промы шленностыо серийно изготов-
ляются двух-, трех- и четырехопорпые барабатптые печи с диаметром барабана от
1 до 3,5 м и длиной от 6 до 70 м. Типовая конструкция двухопорной барабанной печи
приведена на рис. 8.5.7.
Конструкцию печи составляет цилиндрический сварной корпус 3, футерованный
внутри огнеупорным кирпичом 4. На корпусе при помощи башмаков 7 закреплены
бандажи 6, которыми печь опирается паролики опорной 8 и опорно-упорной 12 стан-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
785
Рис. 8.5.7. Печь барабанная двухопорная: 1 — откатная головка; 2 — уплотнение; 3 — кор-
пус; 4 — футеровка; 5 — кольцевая накладка; 6 — бандаж; 7 — башмак; 8 — опорная станция;
9 — привод; 10 — рессора; // — венцовая шест ерня; 12 — опорно-упорная станция; 13 — люк;
14 — загрузочная течка; 15 — загрузочная камера
ций. Привод 9 барабанной печи смонтирован на отдельной сварной раме и состоит из
электродвигателя, редуктора и открытой венцовой передачи (венцовой и подвенцовой
шестерни). Венцовая шестерня 11, закрытая кожухом, установлена на рессорах 10 на
корпусе печи и расположена около опорно-упорной станции 12, которая, помимо двух
опорных, имеет два упорных ролика, ограничивающих осевое смещение барабана
и фиксирующих положение венцовой шестерни относительно подвенцовой. Скорость
вращения барабана печи регулируют изменением числа оборотов электродвигателя.
Один конец барабана печи входит в пыльную (загрузочную) камеру 15, /фугой —
в огкатпую (разгрузочную) головку 1. Пыльная камера имеет загрузочную течку 14 (гру-
бу) для загрузки материала в барабан с усгройслвами вытяжки газов и осаждения пыли.
Откатная головка предназначена для подачи в печь теплоносителя и выгрузки материала
из барабана. Во избежание подсоса наружного воздуха в местах соединения барабана
печи с пыльной камерой и откатной головкой установлены уплотнения 2.
Под действием собственного веса корпус имеет тенденцию к деформации попе-
речного сечения, чт о ведет к быстрому повреждению футеровки при вращешш ба-
рабана. Для предотвращения сминания и прот иба под бандажами барабан снабжает
ся несколькими широкими кольцевыми накладками 5, что приводит к образованию
мощного жесткого кольца, препятствующего деформации обечайки. В барабанах
большой длины кольца жесткости устанавливаются также и в пролетах между опо-
рами, а иногда и внутри барабана для предупреждения осевого сдвига футеровки.
Футеровочный кирпич в больших печах удаляется и подается через прямоугольные
(600х400 мм) или круглые (диаметром 600 мм) люки 13. Для удержаггия обрабаты-
ваемого материала на определенном уровне разгрузочный конец печи имеет порог
в виде подпорного кольца из стали или футеровочного кирпича.
Для футеровки применяют кирпичи из огнеупорных материалов (шамот, динас,
карборунд, утлеграфит, муллит и др.). Выбор материала футероьочных кирпичей зави-
сит от среды в зоне реакции (кислая, щелочная, нейтральная) и условий термообработ-
ки, Обычно кирпичи имеют форму части кругового кольца фапецеидального сечения,
очерченного строго по внутреннему диаметру печи. Толщина футеровки зависит от
температуры внутри печи и от допустимой температуры наружной поверхности печи,
786
ГЛАВА 8
Рнс. 8.5.8. Барабанная печь с косвенным обогревом для кальцинированной соды: 1 —
барабан; 2 — бункер; 3 — колосниковая решетка. 4 — топка; 5 — перегородка; 6 — камера
которая не должна превышать 300 °C. Для уменьшения потерь тепла иногда между
футеровкой и обечайкой укладывают слой в 40-50 мм какого-нибудь изоляционного
материала, например, асбеста.
Если контакт продукта с топочными газами нежелателен, то применяют косвен-
ный обогрев, для чего барабан помещают внутрь греющей камеры, через которую
проходят топочные газы. При этом барабан изготовляют из жаропрочной стали с бо-
лее толстыми стенками и не снабжают футеровкой. Примером такого варианта конс-
трукции является печь для получения кальцинированной соды (рис. 8.5.8), в которой
бикарбонат натрия при нагревании в барабане превращается в карбонат.
Барабан 1 помещен внутрь камеры б, выложенной из кирпича, и обогревается
снаружи топочными газами, получаемыми в топке 4 сжиганием твердого топлива.
Последнее поступает из бункера 2 на подвижную цепную колосшпеовую решетку 3.
Для защиты от высокой температуры пламени барабан почти на половину длины эк-
ранирован перегородкой 5. Подобные печи применяют также в производстве мине-
ральных пигментов; литопона, диоксида титана и др.
Косвенный обогрев материала во вращающейся печи может быть осуществлен
и при подаче топочных газов внутрь барабана, что достигается применением фасон-
ных огнеупорных кирпичей, внутренние пространства которых сообщаются между
собой через каналы в их торцовых стенках. Такие реакторы называют вращающими-
ся муфельными печами (рис. 8.5.9).
Уложенные на внутренней стенке стального барабана фасонные пустотелые кир-
пичи образуют ряд периферических каналов (сечение Б-Б), через которые проходят
топочные газы, нагревающие внутреннее пространство печи (центральный канал),
где происходит обжиг материала. Продукты сгорания топлива отводятся через боко-
вые отверстия последнего ряда кирпичей (сечение В-В), а продукт обжига выгружа-
ется через четыре окна в противоположном конце барабана (сечение А-А).
Технологический расчет барабанных печей
Материальный и тепловой балансы барабаш1ых печей с прямым нагревом твер-
дого сырья топочными газами и кинетика термохимического процесса рассчитыва-
ются по уравнениям, рассмотренным при расчете шахтных печей. Тепловой расчет
печей с косвенным нагревом материала выполняется аналогично, ио при несколько
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
787
Пустотелый
Топочные газы кирпич
Выход готового
продукта
Рис. 8.5.9. Вращающаяся муфельная печь
Загрузка
Выход
топочных
газов
измененных общих уравнениях материальных и тепловых потоков с учетом передачи
требуемого для процесса тепла через стенки.
Диаметр печи с прямым нагревом рассчитывают из уравнения расхода по услови-
ям отходящих из реактора г азов
(8.5.27)
где D — условный диаметр печи (по внутреннему диаметру футеровки), м; Игк — об-
щий расход отходящих газов, м’/с; <р — коэффициент заполнения печи материалом
(принимают (р = 0,05-0,20); wr — скорость газов в выходном сечении барабана (при-
нимают в пределах от 1,0 до 3,0 м/с).
788
ГЛАВА 8
Рабочая длина барабана печи
4GT
(8.5.28)
где G— производительность печи по готовому продую у, кг/с; т— среднее время
пребывания материала в печи, равное общему кинетическому времени процесса, с;
рн— насыпная плотность материала, кг/м3.
В случае использования стандартизованной печи оценивают наружный диаметр
барабана
= D + 2(<5ф + <5ст), (8.5.29)
где <5ф— толщина футеровки (<5ф 300 мм); <5ст — толщина степки обечайки корпуса
(<5^ = 6-30 мм).
По величине £>н и L выбирают ближайший типоразмер стандартизованной бара-
банной вращающейся печи и рассчитывают произведемте ni, характеризующее ин-
тенсивность движения материала:
0.4G(y + 24)
p„dV ' (8530)
где п — частота вращения барабана выбранной стандартизованной печи, с~’; i — ук-
лон печи, т. е. tg у1ла ее наклона, выраженный в процентах (/ = 1-4%); у/— угол
естественного откоса материала (у/ = 40-45°).
Внутренний диаметр печи с косвенным нагревом (для муфельной печи — внут-
ренний диаметр центрального канала) определяют из формулы (8.5.30). Наружный
диамегр барабана без футеровки определяется по формуле (8.5.29) при <5ф = 0. Наруж-
ный диаметр барабана муфельной печи определяется как
DH = D + Ч + 2Й. + 2^ + 2<5rf (8.5.31)
где <5К—толщина стенки фасонного пустотелого кирпича, мм; — высота дымового
каната (в радиальном направлении), мм.
Мощность электродвигателя привода вращающейся печи можно оцепить по
формуле
N3 = СОЛ-«(Рн«’)°‘,/'7.р, (8.5.32)
где С, а — коэффициенты, зависящие от диаметра печи (при DH < 2,2 м; С = 0,07
и а = 2,27 при £>н > 2,2 м; С = 0,165 и а = 1); ?/пр — КПД привода (//пр = 0,8-0,9).
Проектируемая или выбранная стандарт и юванная печь должна быть проверена
на теплонапряженность, т. е. возможность передачи в ней теплоты от газа-теплоно-
сителя и (или) нагретой футеровки материалу.
Необходимый для нагревания материала уделыгый тепловой поток, отнесенный
к 1 м длины печи L (Вт/м), рассчитывается по формуле
Ям = “ % ~ (±«4»)]» (8.5.33)
где — сумма удельных затрат тепла, уносимого из печи нагретым продуктом, час-
тицами уноса, испаретпюй водой и отхо.хящими газами, Дж/кг продукта; — удель-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
789
пая теплота, приходящая в печь с влажным сырьем, Дж/кг; /?хр — удельная теплота
экзотермической (+) или эндотермической (—) реакции, Дж/кг.
Нагревание материала в печи обеспечивается при условии (см. рис.8.5.10)
Чм - Чг-хл + #г-х.к + #ф-хл + ‘З'ф-дл + #ф-д.т , (8.5.34)
где Чг-хл — удельный лучистый тепловой поток от i аза к материалу по повирхност и
хорды материала 7ХМ; #г_х.к — удельный конвективный тепловой поток от футеров-
ки к материалу (по хорде); (7ф-хл — удельный лучистый тепловой поток от футеровки
к материалу (по хорде); #ф-дл — удельный лучистый тепловой поток, передаваемый
от футеровки к материалу по поверхности дут и материала; #ф_д.т — удельный тепло-
вой поток, передаваемый теплопроводностью от футеровки к материалу (по дуге).
В муфельных печах тепло к материалу передается от нагретой футеровки через
стенки дымового канала, и печь обеспечит нагреватше материала при условии
Чм -^7г-фл +<7г-ф.к, (8.5.35)
где 9г_фл, ^г-ф.к — удельный поток тепла, передаваемый от газа в дымовом канале
к футеровке соответственно лучеиспусканием и конвекцией.
Слатаемые уравнений (8.5.34) и (8.5.35) находятся по уравнениям теплопередачи
в соответствии с ее видом (конвекция, теплопроводность, лучеиспускание). В част-
ности, значения удельных теплот, переходящих от газа и нагретых элементов печи
к материалу (по поверхности хорды или дуги) лучеиспусканием, рассчитывают по
выражению, полученному на основании законов Kupxi офа и Стефана—Больцмана:
<7,-2., = '1 °°)4-' ,0<»4]. <8.5.36)
где Cs = 5,67 Вт/(м?-К4) — коэффициент излуче-
ния абсолютно черного тела; с — приведенная
степень черноты, зависящая от степени черно-
ты более нагретого и менее нагретого тела и от
соотношения их поверхностей; /х{д)— длина
хорды (дуги) поверхности материала, м; индек-
сы 1 и 2 относятся соответственно к более горя-
чему и менее нагретому телам
При определении температуры футеровки
решают уравнение теплового баланса (см. рис.
8.5.10):
^г-фл + ^г-ф.к = ^ф-хл + ^ф-д.л + </ф-х.т + # ПОТ ,
(8.5.37)
где </г-фл> '/г-фк — удельный тепловой поток
от газа к футеровке соответственно лучеиспус-
канием и конвекцией.
790
ГЛАВА 8
8.5.4. Реакторы и печи со взвешенным слоем
твердого реагента
Процесс термохимического взаимодействия между газом и твердым материалом
может быть реализован в печах со всеми разновидностями взвешенного слоя: псевдо-
ожиженным, кипящим, аэрофоптанным, вихревым (рис. 8.5.11).
Выбор конструктивного оформления процесса зависит от степени дисперснос-
ти твердой фазы и кинетического времени протекания реакции. Так, аэрофонтанная
(распььппс.'1Ы1ая) и циклонная печи (рис. 8.5.11а, б) требуют гонкого диспергирования
материала, так как время пребывания его в зоне реакции невелико (от нескольких се-
кунд до нескольких минут). Время пребывания материала в печи кипящего слоя может
достигать 60 минут, поэтому в пей можно обрабатывать более крупные материалы.
Аэрофонтанная (распылительная) печь, схематически показанная
па рис. 8.5.11а, предназначена для обжига флотационного колчедана. Цилиндрический
корпус 7 и коническое днище печи изнутри футерованы огнеупорным кирпичом, плос-
кая крышка снабжена экраном 2, который охлаждается водой. Экран предотвращает
налипание колчедана на крышку. Основной поток воздуха со взвешенным пылевид-
ным колчеданом поступает через сопло 3, в верхней части печи вводят вторичный воз-
дух по радиальным или тангенциальным соплам. Доля вторичного воздуха составляет
до 55 % от его общего расхода. Процесс обжига флотационного колчедана ведут при
температуре 700-1000 °C, огарок содержит 2,0 % серы, что соогветст вует 94-97 % сте-
пени выгорания. Обжиговый газ содержит 8-11 % SO4 и до 180 г/м3 пыли.
На рис. 8.5.116 схематически показана двухкамерная циклонная
печь. Расплавлетшую серу или жидкие отходы (шламы, взвеси) распыляют с помо-
в
Рис. 8.5.11. Типы печей со взвешенным слоем твердого реагента: a— аэрофонтанная
(распылительная); б— циклонная (с вихревым слоем); в— кипящего слоя; 1 — корпус с внут-
ренней футеровкой, 2 — экран; 3 — сопло для ввода газовзвеси материала; 4 — форсунка; 5 —
кожух; 6 — пережим с соплами для воздуха; 7—тангенциальные каналы; 8 — загрузочная ка-
мера; 9— под с соплами для подачи воздуха; 10— воздухораспределительная решетка; 11 —
охлаждающие элементы; В — воздух; Г — газ; С — суспензия; Т — твердое вещее i во
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
791
щью форсунки 4, а воздух подают между кожухом 5 и обечайкой внутреннею конуса,
что уменьшает потери тепла в окружающую среду. По тангенциальным каналам 7
воздух со скоростью 30-70 м/с поступает в форкамеру и камеру сжигания. Форкаме-
ра служит для испарения серы (или жидких компонентов отходов). В камере сжига-
ния осуществляется реакция окисления, которая час гично протекает в газовой фазе,
что интенсифицирует процесс в целом. Достоинства циклонных печей — высокая
интенсивность процесса и, следовательно, возможность работы с малым избытком
воздуха, низкое гидравлическое сопротивление. Тепловая нагрузка таких печей до-
стигает 4,5 МВт/м;, гидравлическое сопротивление составляет 1700-3500 Па. Недо-
статок— необходимость приготовления сырья в жидком виде (расплавление, смеше-
ние с водой и т. п.).
В печах с псевдоожиженным (кипящим) слоем (рис. 8.5 11 в)
обрабатываемый твердый магериал при продувке его снизу образует па газораспреде-
лительной решетке псевдоожиженный или кипящий слой в зависимости от скорост и
газа. Чаще всего используют гидродинамический режим кипящего слоя, характеризу-
ющегося барботажем газовых пузырей и порозностыо слоя 0,55-0,75.
Применение кипящего слоя для реакций в системе «газ — твердое тело» имеет
существенное преимущество в сравнении с неподвижными или малоподвижными
слоями материала. Вследствие высокой удельной поверхности контакта фаз требует-
ся меныпий реакционный объем. Достаточно высокие значения коэффициента теп-
лопередачи и большая подвижность твердых частиц обеспечивает почти мгновенное
выравнивание температур и устраняет опасность местных перегревов. При этом об-
легчается управление процессом.
Наряду с преимуществами кипящий слой имеет и недостатки; абразивный износ
футеровки аппарата, измельчение частиц реагента и связанный с этим значительный
пылеунос. Кроме того, реактор кипящего слоя является аппаратом идеального сме-
шения со свойственными ему недостатками, главным из которых является снижение
концентраций реагирующих веществ в реакционной зоне из-за их разбавления про-
дуктами реакции. В связи с этим прибегают к секционировашпо аппарата с противо-
точным движением т вердой и газовой фаз.
Реакторы кипящего слоя широко используются в промышленности для обжига
серного колчедана (пирита), сульфитных руд, содержащих медь или цинк, газифи
кации твердых топлив, коксования нефтяных остатков, регенерации катализаторов
(выжиг кокса) и др.
Печь для обжига колчедана в кипящем слое показана па рис. 8.5.12. Стальной
кожух печи I защищен от действия высоких темпера гур двухслойной футеровкой
с впу грешгим слоем из шамотного кирпича, а наружным — из легковесного шамота
или диатомового кирпича. Зазор между корпусом и футеровкой (шириной 10-20 мм)
и между сводом и крышкой заполнен асбестом или шамотной Kpoi икой.
Печь имеет загрузочную камеру 10 (форкамеру), снабженную провальной ре-
шеткой. Применение форкамеры предохраняет подовую решетку' 5 основной части
печи от забивания крупными кусками колчедана и спекшегося огарка. Кроме того,
это исключает забивку спускной трубы колчеданом, поступающим в форкамеру
через загрузочный штуцер 11. Под печи выполнен в виде беспроъальной решегки,
частично заходящей в форкамеру, и провальной колосниковой решетки 9, располо-
женной в форкамере под местом загрузки колчедана. Колосники представляют собой
792
ГЛАВА 8
Рис. 8.5.12. Печь для обжига колчедана в ки-
пящем слое: 1 — кожух; 2 — воздушный коллек-
тор; 3 — горелка; 4 — охлаждающий элемент; 5 —
подовая решетка; 6— решезка; 7— распредели-
тельная камера; 8— бункер; 9— колосниковая ре-
шетка; 10—загрузочная камера; 11— загрузочный
штуцер; 12 — предохранительная мембрана
овальные грубы, по которым движется воздух,
поступающий па дутье. Воздух нагревается до
100-150 °C за счет охлаждения огарка. В трубах
имеются небольшие отверстия, через которые
часть воздуха попадает непосредственно в печь.
Под провальной решеткой расположен бункер 8
для огарка. Воздух для реакции окисления по-
дается в распределительную камеру 7 с решет-
кой 6 для равномерного раш [ределения под всей
площадью пода. Предусмотрен ввод вгорично-
ю воздуха над кипящим слоем из коллектора 2
для обеспечения полного оожша выносимых из
кипящего слоя мелких частиц сырья.
Во избежание спекания частиц температура
в зоне реакции не должна превышать 1000 °C.
Для отвода тепла реакции и поддержания тре-
буемой температуры в зоне кшищего слоя
размещены четыре водяных охлаждающих
элемента 4 с {/-образными трубками. Для за-
жигания колчедана при пуске печи установлены газовые горелки 3. В целях защиты
от возможного взрыва газа предусмо грена предохранительная мембрана 12.
Беспровальная решетка с дутьевым устройством (рис. 8.5.13) представляет собой
стальной лист I с отверстиями, снабженными патрубками 2 с внутрештей резьбой.
В патрубки нижними концами ввернуты дутьевые сопла (грибки) 5 с горизонтальны-
ми (или наклонными) отверстиями для выхода воздуха в верхней части. Решетка поч-
ти до уровня выходных отверстий грибков залита слоем 3 жаростойкого бетона. Для
создания зазора между бетоном и грибками перед заливкой их обергывают несколь-
кими слоями 4 бумаги, которая выгорает при работе. Грибок может крепиться к плите
гайкой 7 (рис. 8.5.136). Шайбами 6 регулируется расход воздуха по отдельным груп-
пам грибков для достижения однородного псевдоожижения.
Технологический расчет реактора
с кипящим слоем твердого реагента
Расчет реакторов кипящего слоя имеет кинетические особенности, связанные
с перемешиванием твердой и газовой фаз. В случае, если твердая фаза монодис-
персна, то при допущении постоянства размеров частиц в ходе реакции и полного
перемешивания газовой фазы (т. е. постоянства его состава во всем объеме реактора)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
793
Рнс. 8.5.13. Вилы сопел (а, б) для распределения воздуха и монтажные схемы: 7 — сталь-
ной лист; 2 — патрубок; 3 — заливка бетоном; 4 — бумага 5 — грибок; 6— шайба; 7 — гайка
среднюю степень превращения твердого реагента хп можно рассчитать из уравнения
материального баланса
1 - хв = /(1 - ^)Е(т)Л7, (8.5.38)
о
где т— время реакции, с; хв — степень превращения в зависимости от времени ре-
акции, кмоль/ кмоль твердого продукта, рассчитанные по кинетическим уравнениям
(8.5.5), (8.5.10) или (8.5.13); Е(т) — функция времени пребывания частиц в реакторе.
Для реактора полного перемешивания
Е(т) = ехР^т/^\ (8.5.39)
т
где Т — среднее время пребывания частиц в реакторе, равное
T = Gp/G, (8.5.40)
где G„ — общее количество твердого продукта в реакторе, кг; G — производитель-
ность реактора по т вердому про, [укту, кг/с.
Практически большинство перерабатываемых твердых материалов представля-
ют собой полидисперсные системы, что дополнительно приводит к неодинаковой
степени превращения частиц твердой фазы. В этом случае поток материала в ре-
акторе можно в ыразить в виде суммы масс его фракций из кривой распределения
G(«, ) = /(«):
^гпах
<7= ^G(/?,), (8.5.41)
Я,=0
где Rf — радиус частицы i -й фракции; /? — наибольший радиус част ицы.
Материальный баланс для находящихся в реакторе частиц размером Rt можно за-
писать по аналогии с уравнением (8.5.38) как
194
ГЛАВА 8
а для всех часгиц
т(д)
- х(^)]я(т)б?т,
(8.5.42)
^шах
1-^ = S в)]/№),
л,=о
(8.5.43)
где f(Rj) = G{Rt}/G — доля твердого вещества с часгицами радиусом Rt в массо-
вом расходе продукта G.
В уравнении (8.5.43) левая часть представляет собой среднее значение доли не-
превращенного твердого вещества. Выражение в квадрагных скобках численно рав-
но непревращенной доле гвердого вещества с частицами радиусом Rt. Решение этого
уравнения получают при подстановке в него значения хв(/?,) из уравнения (8.5.42)
и заменой хв через т/то по кинетическим соотношениям (8.5.5), (8.5.10) или (8.5.13)
в соответствии с лимитирующей стадией процесса. После указанной подстановки,
интегрирования и преобразований кинетические уравнения можно получить в виде
сходящихся рядов для трех основных случаев химического процесса, когда лимити-
рующей стадией является
массоотдача в 1азовой фазе
1 — хв = 2
д =. о1
2W)
2
Ф ♦ . Л).
(8.5.44)
химическая реакция
Дп>\
1 — х-в = 2
д - о
диффузия через слой золы
4
Ф +-
(8.5.45)
д
д = о
5
1902(я;.)
420
(8.5.46)
где 0 (/?,-) = То (/?f)/T — относительное время полного превращения частиц твердой
фазы радиусом Rf.
Решетшем уравнений (8.5.44)-(8.5.46) можно определю ь среднее время пребыва-
ния твердого материала в зоне реакции, необходимое для заданной степени превраще-
ния хв. В случаях сложных химических процессов предпочитают пользоваться опытны-
ми или промышленными данными по времени реакции т. По величине Т и расходным
характеристикам процесса находят геометрические параметры кипящего слоя:
объем
Gt
Ис" р„(1-е)’
где рм — плотность част иц, кг/м3; е — порозпость слоя;
площадь сечения
(8.5.47)
S = к /и г:
1 в^к Ж
(8.5.48)
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
795
ВЫСОГу
Я, = ^/5. (8.5.49)
Высота кипящего слоя в промышленных реакторах может быть от 0,3 м до 16 м.
Минимальная высота слоя ограничивается не только кинетикой процесса, по и спо-
собностью материала к однородному псевдоожижению, допустимым уносом мелких
частиц из слоя и возможностью обеспечения изотермических условий процесса (вы-
сота слоя должна бы гь достат оч1 юй гхля размещен ия теплообменных элемент ов). Мак-
симальная высота слоя ограничивается напорными характеристиками применяемого
1 я го-дутьевого оборудования (газодувок). Если по кинетике процесса требуется боль-
шая высота слоя, прибегают к секционированию реактора.
Как и для сушилок кипящего слоя, гидравлическое сопротивление газораспреде-
лительных устройств (решеток) реакторов доитжно составлять 30-50 % от сопротив-
ления самого кипящего слоя.
8.6. Реакторы для проведения каталитических
реакций в системе «газ — твердое тело»
8.6.1. Характеристика каталитических реакций
в системе «газ — твердое тело»
Химические реакции в газовой фазе над поверхностью гвердого катализатора на-
шли широкое и многообразное применение в химической, нефтеперерабатывающей
и нефтехимической промышленности. Например, в производствах минеральных
удобрений используются каталитические реакции конверсии метана и монооксида
углерода, синтеза аммиака и окисления его до мопооксида азота В производствах
серной кислоты применяют каталитическое окисление диоксида серы в гриоксид на
твердом катализаторе. Многотоштажные производства высокооктановых бензинов
и сырья для органическою синтеза основаны на процессах катализ ического крекин-
га и риформинга. Окислительные и восстановительные реакции на твердом катали-
заторе находят применение и в процессах обезвреживания газовых выбросов.
Твердые катализаторы способны увеличивать скорость газовых реакций в тысячи
и более раз, при этом сами они не расходуются или расходуются в незначительных
количествах. Реакция протекает без изменения состояния равновесия, по с ускорени-
ем его достижения.
В качестве катализаторов используют различные неорганические и органические
соединения. В зависимост и от химической природы катализатора, его технологи-
ческих характеристик, скорости реакции и способа производства целевого продукта
катализатор может быть применен в виде гранул различной формы, порошков или
сеток. К характеристикам катализатора относятся активность, избирательность, ста-
бильность, температура зажигания, термостойкость, удельная поверхность, порис-
тость и размер пор. Для реакторов с циркуляцией катализатора имеет значение также
его текучесть и устойчивость.
Активность — это способность катализатора увеличивать скорость реакции Для
реакций, протекающих в обычных условиях с очень малой скоростью, активность ка
796
ГЛАВА 8
тализатора оценивают его производительностью, т. е. количеством продукта, которое
может быть получено за единицу времени на единицу объема катализатора.
Избирательность (селективность) катализатора— его способность ускорять
только одну целевую реакцию из нескольких термодинамически возможных. Напри-
мер, при крекинге газойля селективность катализатора оценивается отношением мас-
сы полученного бензина к общему выходу газообразтгых продуктов, бензина и кокса.
Стабильность катализатора оценивается его способностью противостоять сни-
жению активности в результате отрицательного действия посторонних примесей
в сырье, называемых каталитическими ядами. Кроме того, может иметь место блоки-
рование активной поверхности отложениями различных примесей или продуктов ре-
акции (например, кокса). Требуемая стабильность обеспечивается очисткой сырья от
«ядов» и регенерацией катализатора (выжиг кокса). Срок службы катализатора в за-
висимости от условий процесса и сырья составляет от 100 часов до нескольких лет.
Температура зажигания катализатора— это минимальная температура, при ко-
торой процесс начинает протекать с достаточной для практических целей скоростью.
Чем ниже температура зажигания, тем меньше энергетические затраты процесса.
Термостойкость характеризуется предельной температурой, выше которой ката-
лизатор теряет свои основные свойства, активность и избирательность.
Удельная поверхность, пористость и размер пор катализатора оцениваются ана-
логично адсорбентам. Удельная поверхность катализатора в зависимости от требуемой
активности может быть в пределах от 1 до 1000 м2/г, а диаметр пор— от 2 до 100 нм.
Пористые катализаторы изготовляют в гранулированном виде (в форме шариков, ци-
линдриков или таблеток). Если физико-химическая природа катализатора не позво-
ляет изготовить его в виде высокопористого материала, то его наносят па инертный
носитель с большой удельной поверхностью. В качестве носителя часто используют
активированный уголь, силикагель или алюмосиликагель. Высокоактивные катали-
заторы могут применяться в непорисгой форме. Например, платиновый катализатор
является очень активным в реакции окисления NH3 в NO, поэтому применяется в ви-
де проволочной сетки.
Как и в случае обычных газовых реакций с твердыми веществами каталитичес-
кие процессы на твердых пористых катализаторах включают массообменные стадии
(рис. 8.6.1).
В общем случае каталитический процесс включае г следующие стадии:
1) диффузия газообразных реагентов через погратгичный слой газа к наружной
поверхности частицы катализатора;
2) диффузия газообразных реагентов в порах катализатора к его внутренней по-
верхности;
3) адсорбция реагентов па поверхности катализатора;
4) химическая реакция на поверхности катализатора;
5) десорбция продуктов реакции;
6) диффузия продуктов реакции в порах катализатора к его наружной поверх-
ности;
7) диффузия продуктов реакции через пограничный слой в газовую фазу.
Стадии 1, 2, 6 и 7 являю i ся чисто физическими; 3 и 5 могут имет ь как физичес-
кий, так и химический характер. Если частица непористая, го стадии 2 и 6 отсутству-
ют (рис. 8.6.1). В зависимости от того, какая из стадий скорости процесса является
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
797
Рис. 8.6.1. Стадии протекания процесса на твердых пористых (а) и нспористых (б) ка-
тализаторах: 7—ядро потока газа; 77— пограничный диффузионный слой газа; 777— твердая
фаза частицы катализатора; 1-7— стадии процесса
.[имитирующей, различают внеш недиффузионную, кинетическую и внутридиффу-
зионную области протекания процесса. В редких случаях скорость процесса может
лимитироваться адсорбцией или десорбцией газовых компонентов реакции.
Рассмотрим основные лимитирующие сталии на примере обратимой и необра-
тимой реакции простого вида А Р (где А, Р — pearein и продукт реакции соот-
ветственно).
1.Л имитирующая стадия — внешняя диффузия. Для этого
случая все сопротивление процессу превращения сосредоточено в пограничном слое
газа, окружающем частицу. Реакция протекает на наружной поверхности частицы.
Если кагат и затор пористый, то его внутренняя поверхность никакой роли не играет
и как бы отсутствует. Для датпюго случая не имеет смысла использовать пористый
катализатор.
Когда процесс протекает через ряд последовательных стадий и одна из них явля-
ется лимитирующей, на всех остальных практически устанавливается равновесие.
При установившемся процессе скорое ги реакций по компонентам А и Р равны, т. е.
г' = Гр , где г^, Гр —скорость реакции в газовой фазе по соогветстиующим компо-
нентам реакции, сп несенная к единице внешней поверхности катализатора, кмоль/(м2-с).
Кинетика реакции описывается уравнением
л 1ДАг + 1/(Д,С)’ ("
где САг, С^.— концептрация соответствешю реагента А и продукта Р в газовой фазе,
кмоль/м3; кг = С** / САт— константа равновесия данной реакции; САт— концент-
рация соответ ствешю продукта реакции и реагента в пограничном слое у твердой по-
верхности катализатора, кмолым3; — коэффициент массоотдачи соответствешю
для реагента и продукта, м/с.
Для необратимой реакции кг = со, и уравнение (8.6.1) принимает вид:
< = А, САГ. (8.6.2)
По величине скорости превращения, отнесенной к внешней поверхности частиц
катализатора, можно найти скорость превращения, отнесенную к единице массы г\,
или объема слоя катализатора г :
798
ГЛАВА 8
r\ = (8-6-3)
гл = (1 - E)pKr\ = (1 - Е)а, г'л = аг\, (8.6.4)
где г' — скорость превращения, отнесенная к единице массы катализатора, кмоль/
(кг-с); гд— скорость превращения, отнесенная к единице объема катализатора,
кмоль/(м3-с); ат = 6/(y/dj) — удельная наружная поверхность частицы катализатора,
м-1; у— фактор формы частицы; рк— плотность частицы катализатора, кг/м3; е—
порозность слоя катализатора; а = (1 — £)ат— удельная поверхность слоя катализа-
тора, м~*.
Коэффициенты массоотдачи рассчитывают по эмпирическим формулам или графи-
кам, полученным для неподвижных или взвешенных слоев дисперсною магериала
2.Лимитирующая стадия скорости процесса — химическая
р е а к ц и я. В данном случае сопротивление внешней и внутренней диффузии очень
мало и не оказывает влияния на скорость химической реакции и характер распределе-
ния концентраций. Концентрации реагирующих вещест в в основном потоке газа, на
внешней и внутренней поверхности катализатора одинаковы, т. е. Сд =Сдт =Сдтв
и Ср = Ср = Ср (где Сд и Ср — концентрация реагента и продукта реак-
ции на внутренней поверхности каталйзатора). Для данного случая скорость реакции
можно рассчитывать по уравнению собственно химической кинетики. Например,
скорость синтеза аммиака на промышленных железных катализаторах описывается
уравнением М.И. Темкина
r — ^pPn2Ph2 /jPnh, — > (8.6.5)
где к'р и к? — константы скоростей образования и разложения аммиака; pN , рн ,
pNH — парциальное давление азота, водорода и аммиака сот ветст веттпо.
3. Лимитирующая стадия — внутренняя диффузия peaien-
т о в. Внутренняя диффузия не может рассматриваться единственно лимитирующей
стадией процесса, так как протекает не последовательно с химической реакцией,
а совместно с ней. Для магематического описания процесса предложен ряд моделей.
Согласно одной из них катализатор рассматривают как псевдогомогенную среду,
в которой реакция протекает с константой скорости к и реагент А диффундирует
с коэффициентом диффузии £>д. Частицы кат ализатора имеют форму пластин или ци-
линдров толщиной (длиной) 2Z, газ диффундирует вдоль оси симметрии, начало коор-
динат располагают в центре частицы.
Решением дифференциальных уравнений массопереноса и химической необра-
тимой реакции первого порядка (А—>Р) получено уравнение, характеризующее рас-
пределение копценграции реагетгга А внутри частицы катализатора,
СА = СА ch(zzix) / ch(zzzZ), (8.6.6)
где СА, — соответственно текущая и начальная концентрация реагента А, кмоль/м3;
ml, mx— кинетический параметр, характеризующий соотношение максимальных
скоростей химической реакции и внутренней диффузии в грануле катализатора; I —
характерный размер тела, м; х — координата сечения i ранулы катализатора, нормаль-
ного вектору диффузии газа, м; m — коэффициент, зависящий от порядка реакции.
Для реакции первого порядка с константой скорости
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
799
т = лАР1/Пл. (8.6.7)
В качестве характерного размера / удобно принимать отношение объема частицы
катализа гора Кк к полной поверхности пор F, открытой для компонентов реакции.
После преобразований огношетшя получают выражение
7 _ _______ _ _______1______ /о z: о\
Ъ ~ Ч (i - еп)Рт/« " О - еп)Рт/>« ’ ’ 4
где рт — истинная плотность кат ализатора (без учета пор), кг/м3; £п — относительная
пористость частицы катализатора;/ — полная удельная поверхность катализатора,
м2/кг.
При малых значениях параметра nil (nil < 0,2) внутрешгяя диффузия не оказывает
влияния на скорость процесса. Химическая реакция протекает на всей внутренней
поверхности. Лимитирующей стадией в этом случае является химическая реакция.
При значениях ml > 5 реакция протекает почти полностью у периферии частицы,
внутренняя поверхность практически не используется. В этом случае считают, что
лимитирующей стадией является вну гренняя диффузия, хотя на самом деле скорость
процесса зависит как от внутренней диффузии, так и от химической реакции.
Средняя скорость процесса, Обнесенная
— к единице обьема слоя катализатора
'л = *₽, Слг (1 - в) th (ml)/(ml); (8.6.9)
— к единице массы катализатора
Реакторы для проведения гетерогенно-каталитических процессов называют кон-
тактными аппаратами, или колоннами синтеза. Разнообразие каталитических ре-
акций и типов реакторов обусловливает необходимость их классификации по опре-
деляющим признакам. Простым и достаточно конструктивным считается принцип
классификации контактных аппаратов по гидродинамическому состоянию слоя ката
лизал ора. Поэтому признаку рассматриваю гея три группы реакторов: с неподвижным,
движущимся и взвешенным слоем катализатора.
8.6.2. Контактные аппараты с неподвижным
слоем катализатора
Реакторы с неподвижным слоем катализатора наиболее распространены. Конструк-
ции их многообразны, что обусловлено значительным различием в параметрах и усло-
виях каталитических процессов: скорость реакции, давление, температура, производи-
тельность. По способу размещения катализатора их можно разделить на три типа:
емкостные (однослойные), полочные (многослойные) и трубчатые.
В тех случаях, кот да реакция прот екает практически мгновенно при котп акге
с поверхностью катализатора, удобно использовать реакторы с катализаторными
сетками. В реакторе этого типа проводят, например, окисление аммиака в моноок-
800
ГЛАВА 8
Рис. 8.6.2. Контактный аппарат с каталнзаторными сетками
для окисления аммиака: 1,3 — конусы корпуса; 2 — пакет ката-
лизаторных ссток; 4 — отводная труба; 5 — рубашка
сид азота при получении азотной кислоты. Конструктивно
он выполнен весьма просто (рис. 8.6.2). Корпус аппарага
биконической формы состоит из двух усеченных конусов 1
и 3, между фланцами которых закреплен паке! 2 из 16 ката-
лизаторных платиновых сеток, опирающихся на решетку из
нихромовой проволоки. Реакционные газы, предварительно
подогретые до необходимой для реакции температуры, по-
даются через верхний штуцер. Процесс конверсии аммиака
протекает на катал изаторной сетке в автотермическом ре-
жиме при температуре 850-900 °C под давлением 0,8 МПа.
В момен ты пуска реакгора сетка разогревается до тем-
пера! уры реакции специальным греющим элементом (на
рисунке не показан). Нижняя часть корпуса и отводная тру-
ба 4 имеет рубашку 5, в которой циркулирует охлаждающая
вода для защ иты материала стенок от перегрева и потери
прочности. При необходимости контакзные аппараты со-
вмещают с котлами-утилизаторами для использования ре-
акциош юго тепла.
Многие каталитические химические реакции, имеющие
промышленное значение, требуют более длительного времени контакта с катализато-
ром в соответствии с кинетикой процесса. Технически эта задача решает ся путем про-
пускания реакционных газов через слой зернистого катализатора. Наиболее просты
по конструкции емкостные контактные аппараты, не имеющие обычно каких-либо
теплообменных устройств, поэтому они используются для процессов с небольшим
тепловым эффектом или в случаях малой чувствительности процесса к изменениям
температуры. Катализатор насыпается на решетку слоем необходимой высоты.
На рис. 8.6.3 показан реактор ем-
костного типа с зернистым слоем ка-
тализатора на решетке, используемый
в процессе дегидрирования нормаль-
ных бутиленов в дивинилосновной мо-
номер в производстве сип гет ических
каучуков. Реактор имеет вертикальный
цилиндрический корпус с решеткой
в1гизу для поддержания слоя ка1али-
затора 4 (используются хромкальций-
никельфосфатпый катализатор). Для
Рис. 8.63. Емкостной однослойный ре-
актор дегидрирования бутилена: 1 — сме-
ситель; 2, 5 — люки; 3 — газораспрсдсли-
тсль; 4— катализатор; 6— насадка; 7 —
термопара
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
801
Рис. 8.6.4. Реактор каталитического риформинга: 1 —
штуцер ввода сырья; 2— распределитель сырья; 3— корпус;
4 — стакан зашитый; 5 — короба; 6 — сборник продуктов ре-
акции; 7 — штуцер выгрузки катализатора; 8— шгуцер вывода
продуктов; 9 — опора; 10 — муфта для термопары; // — цилин-
дрический стакан
предупреждения просыпания зерен катализатора через
отверстия решетки на нее насыпан слой насадочных ко-
лен 6. Реакция идет с увеличением объема газов, поэтому
для снижения парциального давления продуктов реакции
реак ционный газ разбавляют перегретым водяным паром.
Процесс контактирования смеси в этом аппарате ведут
в течение 4—7 часов. За это время на поверхности катали-
затора откладывается слой кокса, в результате чего выход
дивинила падает. Для восстановления активности ката-
лизатора аппарат переключают на регенерацию: сначала
всю систему продувают водяным паром, а затем в аппарат
подают воздух, который выжит ает кокс. Процесс регене-
рации длится около 30 минут.
Для реакторов большой мощности целесообразно
применение кольцевой компоновки слоя катализатора
и радиального движения парот азовой смеси. В реакторах
с радиальным движением сырья обеспечиваются меньшие потери напора и, соот-
ветственно, меньшее давление в аппарате, поэтому уменьшаются затраты энергии на
подачу сырья. Такие реакторы применяются для каталитического риформинга бензи-
новых фракций переработки нефтепродуктов при получении высокооктанового бен-
зина и ароматических углеводородов.
Реактор каталитического риформинга с радиальным движением сырья для уста-
новки производительностью 1 млн т в год показан па рис. 8.6.4.
Annapai представляет собой цилиндрический вертикальный корпус с приварными
эллиптическими днищем и крышкой. При каталитическом риформинге используют алю-
моплаппювый катализатор, температура процесса—490-530°C, давлегше—2-3,5 МПа.
Аппараты изготовляют в двух вариантах: теплоизолированными изнутри слоем тор-
крет-бетона толщиной около 100 мм (в этом случае температура стенки корпуса со-
ставляет 150-200 °C) и с изоляцией корпуса снаружи (при этом температура стенки
равна температуре процесса). Корпуса аппаратов изготовляют из стали 12ХМ или
биметалла 12ХМ+08Х18Н10Т. При наличии внутренней изоляции иногда применяют
стали 16ГС и 20К, по при этом температура стенок не должна превышать 230 °C.
Внутренние устройст ва изготовляют из стали 12Х18Н10Т.
Бетонное покрытие защищено от непосредственного действия потока сырья ста-
каном, в котором размещены внугрегшие устройства и катализатор. По периферии
реактора на стенки стакана по окружности размещены короба (рис. 8.6.5). Стенки
коробов, обращенные к катализатору, перфорированы. По оси аппарата установлен
сборник вывода продуктов реакции, выполненный в виде перфорированной грубы. На
трубе снаружи укреплен слой крупной и мелкой сет ки, предупреждающий унос ката-
лизатора в сборную трубу. Сырье вводится сверху через распределитель, поступает
802
ГЛАВА 8
Рис. 8.6.5. Узел реактора каталитичес-
кого риформинга (поперечное сечение):
/— корпус; 2— торкрет-бетон; 3— ста-
кан; 4 — короб; 5 — сборник; 6 — сетки
в перфорированные короба, а затем,
пройдя в радиальном направлении
через слой катализатора, собирается
в сборнике и выводится через шгу-
нер снизу аппарата.
В верхней части слоя ка гализато-
ра под тарелкой имеется цилиндри-
ческий стакан, который при оседа-
нии слоя кат ализатора во время эксплуатации аппарата остается погруженным в слой
и предотвращает проход среды над слоем катализатора. Для контроля температуры
внутри установлены три многозонные термопары. Предусмотрен контроль темпера-
тур стенки корпуса снаружи термопарами, для чего к корпусу приварены муфты. Для
вьпрузки катали штора при его смене на нижнем днище предусмотрен ггаклогшый
штуцер. Осмотр и монтаж внутренних устройств аппарата и загрузку катализатора
выполняют через верхний штуцер ввода сырья, имеющий диаметр 800 мм.
В процессе каталитического риформинга протекает сложный комплекс реакций
с различными тепло* ими эффектами (дегидрогенизации и дегидроизомеризации —
с поглощением тепла, гидрокрекинга — с выделением), но в целом суммарггый
тепловой эффект составляет величитгу до —1260 кДж/кг. Вследствие высокой эггдо-
термичности процесса реакционный объем в установке разделяют на три-четыре сту-
пени (реактора), причем каждый из них работает в адиабатическом режиме. Между
реакторами устанавливают межступенчатые подогреватели газосырьевой смеси.
Во многих случаях, если тепловой эффект реакции значителен, используют более
сложные по конструкции полочные контактные реакторы. В этих реакторах ката-
лизатор ггаходится гга нескольких расположенных одна над другой полках. Высоту
слоя катализа! ора на каждой полке выбирают так. чтобы реакционная смесь в нем
повышала (или понижала) свою з емпературу не выше заданного предела. Перед вхо-
дом в слой катализатора, лежащего гга полке, реакциогпгая смесь охлаждается (или
нагревается) до заданной температуры в теплообменнике.
Характерным примером полочного контактного аппарата с промежуточным тепло-
обменом является аппарат для каталитического окисления сергшстого газа в серный
ангидрид в производез ве серной кислоты (рис. 8.6.6). Он имеет стальной цилиндричес-
кий корпус, футерованный изнутри шамотным кирпичом. В корпусе размещены пять
полок с катализатором (контактной массой), на четыре верхгпгх загружается кольцеоб-
разная масса, а на нижнюю — гранулированная. В качестве катализатора используется
металлическая платина на А12О3 или более активные устойчивые ваггадийоксидггыс ка-
тализам оры. Количество катализатора на полках последовательно увеличивается свер-
ху вниз (на самой нижней полке слой катализатора меньше, чем на предыдущей, так
как граггулировапная контактная масса более активна, чем кольцевая).
Аппарат имеет большой диаметр, поэтому в центре устанавливают опорную стой-
ку (колонну), собранную из чуг упггых труб. На трубах, составляющих колонну, имеют-
ся выступы, против которых гга корпусе аппарата приварены кольца из уголковой стали.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
803
Рнс. 8.6.6. Контактный аппарат для получения сер-
ного ангидрида: 1 —решетка; 2—корпус; 3 — опорная
стойка; 4, 5, 6—теплообменные элементы; 7— катали-
затор
На эти кольца и выступы опираются решет ки,
поддерживающие катализатор. Каждая решетка
состоит из восьми секторов. На решетки кладут
стальную сет ку, на нее насыпают слой дроблено-
го кварца высотой 50 мм, затем катализатор
и опять небольшой слой кварца. По сравнению
с кага. [изатором кварц — более тяжелый матери-
ал, предупреждающий унос частиц катализатора
с потоком газа.
В верхнем штуцере на входе газа установлен
распределительный конус с отверстиями. Для
равномерного распределения потока газа по се-
чешпо аппарата в верхней части имеется слой
дробленого кварца, а после первого и чет верто-
го слоев установлены распределительные се пси.
Равномерное распределение газа в контактных
аппаратах большого диаметра играет сущест-
венную роль. Если оно будет нарушено, основ-
ная масса газа устремится в центральную чаегь
аппарата, а по краям останутся застойные зоны.
Реакционный газ, предварительно нагретый
в наружном и внугрешгем теплообменниках до температуры 440 °C, поступает в верхний
ппуцер и попадает в первый слой катализатора, где реагирует около 70 % всего серн него
го газа. Для охлаждения смеси после первой с ryneini дополнительно вводи гея холодный
газ. Разбавление контактных газов непрореагировавшей газовой смесью в самом начале
процесса сущест венно не снижает конечной степени окисления, f 1од первым слоем уста-
новлены штуцера для аварийного подвода воздуха в случае перегрева аппарата. Разбав-
лен! гы й газ проходи г последовательно четыре слоя катализатора и расположенные между
ними теплообменники. Конечная степень превращения составляет 98 %. Газ с темпера-
турой 425 °C покидает аппарат. Благодаря наличию пяти слоев катализатора с промежу-
точным охлаждением, его температурный режим близок к оптимальному.
Двухходовые теплообменники собирают из труб диаметром 57x2,5 мм и длиной
7 м. Газ в теплообмен никах проходит сначала по нижним трубам, затем по верхним.
Вход и выход размещены с одной стороны, противоположный конец закрыт глухой
крышкой и имеет компенсатор теплового удлинения труб.
Область применения каталитических трубчатых реакторов— проведение ре-
акций в газовой фазе с большими тепловыми эффектами (обычно эндотермических)
с необходимостью поддержания температурного режима процесса с узкими преде-
лами отклонений. В трубчат ых реакторах имеются хорошие условия для отвода теп-
ла от катализатора, так как в этих аппаратах отношение поверхности теплопереда
чи к объему катализатора весьма велико. Кроме того, в них применяются большей
частью высокие слои катализатора и сосиветствующие им большие скорости газа,
804
ГЛАВА 8
Рис. 8.6.7. Контактный аппарат производства фта-
левого ангидрида: 1 — трубчатка; 2 — парогенератор;
3 — осевая мешалка
что обеспечивает интенсивную тепло- и массопере-
дачу. При использовании в качесгве теплоносителя
реакционных газов можно осуществить каталити-
ческий процесс в энергетически выгодном автотер-
мическом режиме.
Конструктивно каталитические трубчатые ре-
акторы оформляются наподобие кожухотрубчатых
теплообменных аппаратов. Зернистый катализа-
тор размещают в трубах или в межтрубном про-
странстве или же в сплошном слое с погруженны-
ми в него двойными трубами (трубами Фильда).
В качестве примера конструкции контактного
аппарата с катализатором, загруженным в трубках.
на рис. 8.6.7 приведен аппарат для каталитического
окисления наф талина во фталевый ангидрид. Реак-
ция окисления нафталина идет с большим выделением теплоты и в то же время гре
бует тонкого регулирования температуры; отклонение температуры от оптимальной
на 4—6 °C уже вызывает сущест венное нарушение процесса. Указанное обе гоятель-
ство и определило конструкцию аппарата.
Он представляет собой теплообменную трубчатку 1 с трубками малого диаметра
30x2 мм, в которые загружен катализатор на основе оксидов ванадия или молибдена.
Катализатор удерживается в трубках с помощью пружин (рис. 8.6.8), что позволяет
менять его в случае необходимости в любой трубке, не трогая остальные.
В межтрубном пространстве циркулирует промежуточный теплоноситель— рас-
плав солей (смесь нитрита и нитрата натрия). Применение жидкого теплоносителя
позволяет вести процесс в «мягком» температурном режиме— разность температур
между теплоносителем и реакционной зоной не превышает 6-8 °C. Теплоту отво.цгг
от расплава солей двумя способами: в выносном теплообменнике (тогда применяют
выносной циркуляционный контур) или устанавливают теплообменник, встроенный
в аппарат, как показано на рис. 8.6.7. Здесь теплообменный элемент для отвода тепло гы
реакции от расплава солей (парогенератор 2)
представляет собой установлен ный в центре
аппарата пучок вертикальных груб, связан-
ных кольцевыми коллекторами. Теплота от
расплава отводится за счет кипения воды в па-
poieiieparope при давлении 1,0-2,4 МПа. Дис-
тиллированная вода циркулирует в замкнутом
контуре, и это предотвращает отложение солей
в парогенераторе. Циркуляция расплава солей
производится с помощью осевой мешалки 3,
Рис. 8.6.8. Пружины, поддерживающие
катализатор
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
805
направление циркуляции совпадает с естественной конвекцией жидкости, т. е. в меж-
трубном просгранстве трубчагки 1 она движется снизу вверх.
Реакторы с неподвижным слоем катализатора имеют недостатки:
— невозможность применения мелкозернистых катализаторов (менее 2 мм) вслед-
ствие слеживаемост и и большого гидравлического сопротивления;
— необходимость остановки реактора при замене катализатора, что неудобно
в случае его часгой регенерации;
— необходимость большого числа трубок малого диаметра в трубчап ых реакторах,
что услож! 1яет конструкцию аппарата и его обслуживание.
Технологический расчет контактных аппаратов
с неподвижным слоем катализатора
Вначале, как обычно, по заданной производительности реакт< >ра, степени превра-
щения сырья и селект ивности процесса составляют и решают уравнения материаль-
ного и теплового балансов. В результате определяют расход и состав газовой фазы
тта входе в реактор и тта выходе из пего, тепловые потоки и изменение температуры
в зависимости от термических и тепловых условий химического процесса, расход
теплоносителя.
Объем реактора с неподвижным слоем катализатора можно рассчтпать по урав-
нениям для гомогенных газовых реакций или по активности (производительности)
катализатора.
При расчете по первому способу структуру газового потока в слое катализатора
можно принимать по модели реактора идеального вытеснения. Объем реактора мож-
но рассчитат ь по уравнению (8.4.18). 11ри средних параметрах газовой смеси и с уче-
том объема, занимаемого зернами катализатора:
= (8-6.11)
о А
или
где — объем реакционной зоны, м3; Кг— средний расход газовой смеси в слое ка
тализатора, м3/с; 8— порозноегь слоя; т = —действительное среднее время
пребывания газа в реакционной зоне, с; рГ— средняя плотность газовой смеси при
рабочих условиях, кг/м3.
Уравнение (8.6.12) решают в соответствии с лимитирующей стадией процесса
и видом функциональной зависимости скорост и процесса гА.
Действительное среднее время пребывания газа Т в зоне реакции может быгь
принято по опытным или промышленным данным. Время пребывания может быть
определено также по опыт ной величине объемной или массовой скорости подачи сы-
рья. В этом случае рассматривают
условное среднее время т0, найденное как величина, обратная объемной скорости
подачи сырья v0:
Го=1/Уоб = еКрКо> (8.6.13)
806
ГЛАВА 8
где — объемная скорость подачи сырья, с-'; Ко— условный объемный расход
загружаемой сырьевой смеси в стандартном состоянии (для жидкостей t = 20 °C, для
газов TQ = 273 К, PQ = 101,3 кПа), м3/с;
условное среднее время тс, найденное как величина, обратная массовой скорости
подачи сырья gc:
тс = l/gc = GJGC = Кр(1 -€)pK/Gc, (8.6.14)
где gc— массовая скорость подачи сырья, с-1; GK— масса катализатора в рабочем
объеме реактора, кг; Gc — массовый расход реакционных газов, кг/с; рк — плотность
слоя кагализатора, кг/м3.
Сочетая уравнения (8.6.12)-(8.6.14), получают следующие соотношения для расче-
та объема рабочей зоны (объема слоя катализатора) и связи основных параметров:
гл _ _ *zo _ ?с Gc _ __________Gc_____ _ (к .
Р “ е ~ е ~ v<*e ~ (1 - е)Рк " &(1 - е)рк ~ (1 - е)Рк ’
Объем реакционной зоны реактора по производительности катализатора рассчи-
тывается по простому соотношению
Kp=Kk = G//7, (8.6.16)
где Гк — объем слоя катализатора, м3; G — производительность реактора по целево-
му продукту, кг/с; П — производительность (активность) катализатора, кг/(м3-с).
Площадь noi 1еречного сечения и высоту слоя катализатора рассчитывают по предпо-
сылкам и соотношениям, рассмотренным при расчете шахтных печей. При расчете труб-
чатых кэнгактных аппаратов геометрические характеристики слоя кагализатора должны
быть согласованы с расчетной площадью поверхности теплообменных элементов.
8.6.3. Реакторы с движущимся слоем катализатора
Реакторы с движущимся слоем зернистого катализатора применяют в случае не-
обходимости его регенерации без остановки процесса. По мере снижения активности
катализатор непрерывно выводится из контактного аппарата на регенерацию, а на ос-
вободившееся место также непрерывно загружается регенерировашгый катализатор.
Реакторы этого тина нашли применение в нефтеперерабатывающей промышленности
на установках деструктивной переработки углеводородного сырья. При проведении
процессов каталитического крекинга или риформинга газойлекеросиновых и бензи-
новых фракций нефти активность катализатора быст ро падает из-за отложения на его
поверхности свободного углерода в виде кокса. В этих процессах применяются ката-
лизаторы в виде шариков диаметром от 3 до 5 мм, которые под действием собствен-
ной силы тяжести перемещаются компактным слоем по реакционному объему аппа-
рата сверху вниз. Реакционные газы пропускаются через слой кагализатора в том же
или противоположном направлении.
Реактор каталитического крекинга с движущимся
слоем шарикового (цеолитсодержащего) катализатора по-
казал па рис. 8.6.9. Он состоит из верхнего распределительного устройст ва 7, реак-
ционной зоны а, сепарационного устройства 2, зоны отпарки б и нижнего сборного
выравнивающего устройства 3. Верхнее распределительное устройство служит для
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
807
Рис. 8.6.9. Реактор каталитического крекинга с дви-
жущимся слоем шарикового катализатора: 1 — распре-
делитель, 2 — сепарационное устройство; 3 — выравнива-
ющее устройство; а — реакционная зона; б— зона отпар-
ки; 7— сырье; 77— катализатор; 777— продукты реакции;
IV—катализатор; V— водяной пар
равномерного распределения потока катализатора
по сечению аппарата. Оно состоит из цилиндричес-
кой обечайки (накопителя) и присоединенного к ней
трубчатого распределителя типа «паук». Катализатор
поступает в полость накопителя, откуда он равно-
мерно рассыпается по всему сечению аппарата с по-
мощью труб распределителя. Сырье подают по двум
штуцерам в пространство над распределительным
устройством. Реакционная зона— пустотелая часть
аппарата, где сверху вниз сплошным слоем движется
катализатор и параллельным током — реакционная
смесь. Высот а реакционной секции должна быть до-
статочной для того, чтобы реакционные газы были
в контакт е с катализат ором заданное время. Скорость
опускания шариков катализатора в реакционной сек-
ции составляет от 4 до 8 мм/с.
Под реакционной зоной установлено сепарацион-
ное усгройс гво для отделения паров продуктов реак-
ции от потока катализатора, представляющее собой
таре.тку с вмонтированными в нее трубами. Трубы
расположены по вершинам равносторонних треуголь-
ников чередующимися рядами: для вывода катализа-
тора и для вывода паров.
Снизу тарелка (рис. 8.6.10) укреплена ребрами
жесткости 2. По высоте труб 3, выводящих нары из
слоя катализатора, установлены конические сбор-
ники паров «колокольчики» 4. Под колокольчиками
в трубах находятся отверстия для вывода паров. Для выравнивания гидравлического
сопротивления при проходе паров и равномерного их сбора по высоте труб в нижних
рядах под колокольчиками сделано больше отверстий, чем в верхних рядах. Число
колокольчиков принято из расчета, чтобы под ними в сечении А—А была обеспечена
меньшая скорость выхода паров, чем скорость псевдоожижетптя слоя, для исключе-
ния уноса катализатора. На нижнем конце трубы 3 для изменения направления пото-
ка выходящих из нее паров имеются отбойники 5.
Пары из реактора выводят по двум штуцерам, у которых установлеггы отбойные
листы, погруженные в слой катализатора. Таким образом, пары нефтепродуктов про-
ходят сверху отбойников, что уменьшает возможность уноса катализатора.
Из труб сепарационного устройства катализатор попадает в зону отпарки, где
продувается водяным паром. При этом часть водяного пара уходит вместе с катализа-
тором в нижний выводной стояк, создавая гидрозатвор.
808
ГЛАВА 8
Рис. 8.6.10. Узел сепарационного устройства: 1 — \ арелка: 2 — реб-
ро жесткости; 3 — труба; 4 — колокольчик, 5 — отбойник
Для сбора катализатора внизу реактора имеется сборное
выравнивающее устройство, при помощи которого обеспечи-
вается равномерный вывод катализатора по всему поперечно-
му сечению, и создается равномерное движение катализатора
в поперечных сечениях аппарата, расположенных выше сбор-
ного устройства. Сборное выравнивающее устройство состоит
из трех ярусов воронок. В верхнее ярусе установлено 60 воро-
нок, которые собирают катализатор в 16 воронок второго яруса.
В третьем ярусе расположены чет ыре воронки. Каждая воронка
верхнего яруса сверху закрыта листом, в котором вы полнены че-
тыре отверстия, следовательно, в сборное устройство катализа-
тор поступает через большое число отверстий. Верхние воронки
опираются на опорные балки и соединены одна с другой болта-
ми (рис. 8.6.11). Угол наклона труб в верхнем распределитель-
ном и нижнем сборном устройствах <р' юлжем быть больше угла
естественного откоса катализатора <р по крайней мере на 15°, т. е.
(р*> <р + 15°.
Температура катализатора, вводимого в реактор из регенератора, составляет
530°C и выше. В связи с этим корпус реактора выполнен из легированной стали
12Х18Н10Т. Внутренние устройства изготовлены из стали 12Х18Н10Т или 08X13.
По другому варианту корпус делают из углеродистой стали, а внутри изолируют сло-
ями шлаковаты и легковесного кирпича. Внутреннюю часть изоляции облицовывают
тонкими листами жаростойкой стали 12Х18Н10Т. Внутренняя изоляция обеспечива-
ет невысокую температуру (100 °C) стенки корпуса реактора.
Технологический расчет реакторов
с движущимся слоем катализатора
Расчет реакторов с движущимся слоем катализатора основывается на общих тео-
ретических положениях для каталитических процессов «систем газ— твердое тело».
Особенностью расчета является то, что в уравнения материального и теплового ба-
лансов вводится массовый расход циркулирующего катализатора Gu, который опре
деляется временем пребывания его в реакционной зоне:
Сц = СкЧ = ПО ~е)РЛ' (8-6.П)
где 6'к — масса катализатора в слое, кг; тк — время
пребывания катализатора в слое, с. Величина тк должна
быть равной или меныпей времени допустимой потери
активности катализатора.
Рис. 8.6.11. Узел сборного выравнивающего устройства
с прямыми трубами
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
809
Во многих случаях пользуются орытоыми значениями величины кратности цир-
куляции катализатора Ац, определяемой отношением:
(8.6.18)
где Gc — расход подаваемого в реактор сырья, вюпочающет о расход рециркулиру-
ющего продукта, кг/с.
Область применения реакторов с движущимся слоем катализатора — процессы
нефтепереработки. Особенностями этих процессов являются эндотермичпость хими-
ческих реакций и адиабатические условия их проведения. Таким образом, тепло, не-
обходимое для процесса, подводится в реактор с нагретым сырьем и катализатором.
А поскольку главной причиной потери активности катализатора является коксооб-
разование, то регенерация осуществляется путем выжига кокса в отдельно стоящем
в циркуляционном контуре аппарате-регенераторе. При сгорании кокса выделяется
тепло, которое расходуется частью на нат рев катализатора, а остальное избыточное
тепло уходит с дымовыми газами и частично составляет тепловые потери.
В промышленных установках реактор и регенератор устанавливают в одном
блоке, поэтому материальный и тепловой балансы следует рассматривать в услови-
ях согласованной работы аппаратов с циркулирующим между ними катализатором.
В связи с этим величины удельной энтальпии сырья на входе в реактор, кратность
циркуляции катализатора и величина избытка тепла в регенераторе должны быть вза-
имно увязаны с помощью соответствующих тепловых балансов
Очевидно, порядок технологического расчета реакционно-регенерационного бло-
ка будет зависеть от того, какой из указанных параметров выбран в качестве исходной
величины. Например, если заданы параметры сырьевой смеси на входе в реактор, то
из теплового баланса реактора определяют количество циркулирующего (per енери-
ровангюго) кап ал и затор а 6Ц, а из теплового баланса pei енератора — количество из-
бы точного тепла. После этого по соотношению (8.6.18) рассчитывают величину Лц
и сравнивают ее с рекомендуемым значением по практическим данным При необхо-
димое п< изменяют условия балансов и корректируют величину (7Ц.
Кроме того, необходимо выполнить проверку на технологические условия катали-
тического процесса, для чего составляют материальный баланс но сжигаемому коксу:
(Сц + К)х0Тр — бцХрст = К, (8.6.19)
где х^р — содержаште кокса па отработашюм катализаторе, мае. доля; х^ — то же
на регенерированном катализаторе; К— количество сжигаемого кокса, кг/с.
Из уравнения (8.6.19) при найденном значении (7Ц можно определить содержа-
ние кокса на отработанном катализаторе:
Сц+К
(8.6.20)
Для эффективной работы реактора величина х^р не должна быть выше рекомен-
дуемых значений. Обычно х^ = 0,8-1,8 %, а *рсГ = 0,1-0,3 %.
Гидравлический расчет реактора с компактно движущимся слоем катализатора
практически не отличается ог расчета других аппаратов шахтного типа для систем
«газ — твердое тело».
810
ГЛАВА 8
8.6.4. Реакторы со взвешенным слоем
ка тал и за тора
Благодаря гибкости и легкой управляемости процесса реакторы со взвешенным
слоем катализатора широко применяются в процессах органического и неорганичес-
кого синтеза н переработки нефтепродуктов. Из наиболее значимых можно упомя-
нуть промышленные газофазные каталитические процессы получения окиси этилена
окислением этилена фталевого ангидрида окислением нафталина, серного ангид-
рида окислением высококонцентрированного сернистого газа, дихлорэтана окисли-
тельным хлорированием этилена нитрила акриловой кислоты окислительным ам-
моннлизом пропилена, синтез-газа конверсией метана, высокооктановых бензинов
и ароматических углеводородов крекингом или риформингом нефтепродуктов и др
Во взвешенном слое катализатора успешно проводят как эндотермические. так и вы-
сокоэкзотермические реакции. Аппараты со взвешенным слоем удобны для процессов,
в которых катализатор требует постоянной регенерации. Из всех модификаций взвешен-
ного слоя в каталитических реакторах нашли применение псевдоожиженный
(кипящий) слой и пневмотранспорт. По конструкции различают уста-
новки с постоянным и циркулирующим катализатором, одно- и многослойные.
На рис. 8.6.12 показан контактный аппарат для окисления нафталина во фтале-
вый ангидрид в псевдоожиженном слое. Катализатор на основе оксидов молибдена
или ванадия в данном процессе служит длительное время и не нуждается в непре-
рывной регенерации. Аппарат имеет форму цилиндра с расширением в верхней час-
ти Через колпачковую распределительную решетку' 4 в слой подается горячий воз-
дух. который является окислителем и ожижающим агентом. Нафталин на окисление
подается через форсунки 1 непосредственно в слой.
Теплота реакции отбирается {/-образными горизонтальными теплообменными
элементами 3. расположенными в слое, хладоагентом служит кипящая вода. В верх-
| Контактные
j газы
ней части аппарата вертикально установлены
патронные фильтрующие элементы 2 из стек-
лоткани которые очищают контактные газы от
пыли катализатора.
Из описания конструкции видно, что ап-
парат с псевдоожиженным слоем значитель-
но проще аппарата со стационарным слоем
катализатора для аналогичного процесса
(см. рис. 8.6.7). однако выход и качество про-
дукта. полученного на стационарном слое ка-
тализатора. выше, чем в псевдоожиженном.
Установки с циркулирующим катализа-
тором широко применяют для процессов ка-
талитического крекинга. Этот процесс всегда
Рис. 8.6.12. Контактный аппарат для окпеленпя
нафталина в псевдоожиженном слое катализато-
ра: 1 — форсунка 2 — фильтр; 3 — теплообменный
элемент; 4 — решетка
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
811
сопровождается образованием и отложением на поверхности катализатора кокса
и смолообразных продуктов Выжигают кокс воздухом в строго контролируемых ус-
ловиях. так как процесс сгорания сопровождается значительным выделением тепло-
ты. Реактор и регенератор компонуют в один агрегат или в отдельно стоящие аппара-
ты единого блока.
В отличие от реакторов крекинга с движущимся слоем катализатора в реакторах
с псевдоожиженным слоем применяют так называемые пылевидные катализаторы
с размерами зерен 20-100 мкм. Схемы выполнения конструкции реакторов приведе-
ны на рис. 8.6.13.
Реактор представляет собой цилиндрический аппарат обычно с полушаровыми
или коническими днищами. В зависимости от производитель? ости диаметр реакторов
лежит в пределах 2.5-12 м. Высота цилиндрической части аппарата —10-16 м. Корпус
аппаратов изготовляют из углеродистых сталей если температура стенки не превы-
шает 475 °C, при коррозионно активном сырье применяют биметалл. В некоторых
случаях аппараты изнутри снабжают теплоизоляционной футеровкой. В реакторе
можно выделить зону' размещения циклонных устройств а. сепарационную б, реак-
ционную в. ввода и распределения сырья и г^гализатора г и отпарную д.
Транспортируемый потоком сырья катализатор подается в реактор под распре-
делительное устройство. Последнее в большинстве случаев представляет собой ре-
шетку в виде перегородки с равномерно ра< пределенными отверстиями диаметром
35-50 мм. Площадь перфорации обычно составляет 2-5 % от всей площади решетки.
Толщину решетки принимают 20-40 мм с учетом значительной эрозии под действи-
ем катализатора. Материал решетки — хромомолибденовая эрозионностойкая сталь.
Иногда применяют защиту отверстий гильзами из этой стали. В реакционной зоне
обычно избегают установки каких-либо устройств, но иногда в ней размещают ре-
шетки из труб, ограничивающих внутреннюю циркуляцию сырья и катализатора. Это
позволяет избежать проскока непрореагировавшего сырья и обеспечить более стро-
гое время пребывания его в зоне реакции.
В сепарационной зоне оседают мелкие
частицы катализатора, вынесенные из слоя.
Высоту сепарационной зоны принимают не
менее 4.5 м. В верхней части аппарата под-
вешивают одно- или двухступенчатые цик-
лоны Отсепарированная пыль отводится из
циклонов в стой по отдельным стоякам.
Отпарную зону куда подают пар для
десорбции продуктов реакции с поверх-
ности катализатора, обычно создают в ап-
парате установкой перегородки кольцевой
или иной формы с несколькими рядами
горизонтальных прорезей для перетока
Рис. 8.6.13. Схемы реакторов с псевдо-
ожиженным слоем пылевидного катализа-
тора: а-д— зоны реакгора: 1— сырье: П—
продукты реакции Ш— катализатор ГГ— во-
дяной пар
812
ГЛАВА 8
Рис. 8.6.14. Лифт-реактор с пылевидным катализато-
ром: 1— корпус; 2— циклон; 3— стояки циклонов; 4—
распределительная решет ка, 5 — форсунки для шлама; 6—
десорбер; 7— ствол; 8— штуцер предохранительного
клапана; I— сырье; II— катализатор; III— продукты ре-
акции; IV— катализатор; V— водяной пар
катализатора. Отпарную секцию можно также раз-
мещать в нижней части корпуса аппарата, где уста-
навливают каскадные тарелки.
При использовании высокоактивных цеолитсодер-
жащих катализаторов можно значительно сократить
время контакта (до 2-4 с). В этом случае реакцию
можно осуществить в условиях пневмотранспорта
катализатора парами сырья, т. е. выполнить реак-
торное устройство сравнительно небольшой длины.
Такие контактные аппараты называют лифт-реак-
торами. Основная реакционная зона в них распо-
ложена в пневмостволе, в котором и происходит
большая часть превращения сырья. Конструкция
лифт-реактора для крекинга углеводородов приве-
дена на рис. 8.6.14.
Реактор установки средней производительности
имеет внутренний диаметр верхней части 8000 мм,
средней (десорбера) — 4500 мм и нижней (ствола) —
1600 мм. Общая высота аппарата — 55 м. Корпус
аппарата изготовлен из стали 16ГС, внутретпгие уст-
ройся ва — из ст али 08Х13. Корпус аппарата изнутри
футерован слоем жаропрочного торкрет-бетона тол-
щиной 150 мм, нанесенного на панцирную сетку.
Катализатор пост упает из регенератора в ниж-
ний узел ст вола, где предварительно аэрируется во-
дяным паром и затем смешивается с сырьем. Смесь
катализатора с сырьем и водяным паром поднимает-
ся по стволу и, пройдя конус с газораспределитель-
ной решеткой, поступает в зону форсированного
кипящего слоя. От эрозии ствол и конус защищены
слоем жаростойкого бетона, нанесенного на пан-
цирную сетку. Ствол приварен к коническому дтпт-
щу десорбера и имеет вверху распорное устройство.
Нижняя часть ствола воспринимает горизонтальное
усилие катализат оропровода и передает его через
скользящую опору на фундамент.
В верхней части аппарата установлены четы-
ре блока двухступенчатых циклонов диаметром
1400 мм. Изнутри циклоны футерованы слоем эро-
зионностойкого бе гона толщиной 20 мм (на фосфат-
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
813
ной связке с корундовым наполнителем), нанесенного на панцирную сетку. Катали-
затор, уловленный в циклонах, возвращается r кипящий слой по стоякам, на концах
которых установлены обратные клапаны-захлопки. Для предохранения от вибрации
между стояками циклонов установлены связи из труб.
Катализатор из кипящего слоя опускается в десорбер, где отпаривается в проти-
вотоке с водя1гым паром. Десорбер секционирован семью каскадными перфориро-
ванными конусами, препят сгвующими созданию поршневого режима движения слоя
катализатора. В нижней части десорбера установлены колытевые коллекторы для
ввода водяного пара, в верхней части — форсунки для ввода шлама, т. е. части ост ат
ка из рект ификациопной колонны, содержащего унесенный из реактора кат ализатор.
Технологический расчет реакторов
со взвешенным слоем катализатора
Расчет реакторов со взвешенным слоем катализатора в своей основе аналогичен
расчету реакторов с движущимся слоем катализатора. Объем рабочей зоны реактора,
равный объему взвешенного слоя, можно определись по уравнениям (8.6.15), в кото-
рых величина порозности слоя е определяется оптимальными гидродинамическими
условиями проведения каталитической реакции газа.
Расчет лифг-реактора крекинга неф генролуктов производится по схеме, близкой
к рассмсл ретптой для реактора с компакт но движущимея слоем катализатора, т. е. при
работе его в блоке с реактором- рет енератором. Реактор крекинга и регенератор содержат
много зон с гидродинамически различающейся обстановкой, поэтому для упорядочения
обозначений составляют расчетную схему с обозначением зон и потоков (рис. 8.6.15).
Последовательность технологического расчета реактора крекинга и регенератора
содержит следующие этапы.
Составляется материальный баланс, соот-
ветствующий заданным условиям (производи-
тельности, составу сырья, коэффициенту ре-
циркуляции, давлению, температурам по зонам
реактора и регенератора, активности катализа-
тора). Обычно балансовые величины базируют-
ся на опытных или производствешгых данных.
В таблицу баланса вписывают материальные
потоки прихода (сырье и рециркулят) и расхода
(газ, бензин, легкий газойль, тяжелый газойль,
кокс, рециркулят, потери). По каждому из пото-
ков приводя гея характеристики: плотность, мо-
лекулярная масса, массовый и мольный расход
и состав.
Тепловой баланс составляется на основе
материального баланса, температурных режи-
Рис. 8.6.15. Схема реакторно-регенерационного
блока каталитического крекинга: / — б — зоны ре-
актора крекинга; 7—10 — зоны регенератора
814
ГЛАВА 8
мов, данных по тепловым эффектам, химических и физических процессов, проис-
ходящих вреакпоре и реген ера горе. Таблицы балансов составляют отдельно для
реактора и регенератора. Определяемой величиной теплового баланса реактора яв-
ляется количество рециркулирующего катализатора Сц, который рассчт ывается
из равенства прихода и расхода тепла. По величине <7Ц находят кратность рецир-
куляции катализатора кц и содержание кокса в отработанном катализаторе
по формулам (8.6.18)-(8.6.20). Значение Хадр должно быть в заданных пределах
(обычно 0,5-2 %). Определяемой величиной пеплового баланса регенератора явля-
ется количество избыточного тепла.
Далее выполняют расчет основных размеров реактора по составляющим его
зонам (рис. 8.6.15): лифт-реактора (ствола) /; форсированного псевдоожижен-
ного слоя 2; отпарной секции 3; зоны сепарации 4; шлемовой трубы 5; стоя-
ка 6. В основе расчета лежат данные по кинетике процессов, данные балансов
и уравнение расхода.
Количество кап ализатора в зоне /
^к, = GJgzx = (£ + *)/gc,, (8.6.21)
где Z, R — расход исходного сырья и рециркулята; gCj — массовая скорость подачи
сырья в зону /.
Объем лиф г реакпора (ствола)
Kpi =GK1/Cb (8.6.22)
где Cj = (1 - е)рК — концентрация катализатора, определенная из данных по гидроди-
намике потока или опыпю-промьпплешгых дагтых.
Среднее время пребывания катализатора в лифт реакпоре
Ч = СК1/С,. (8.6.23)
Среднее фиктивное время пребывания паров реакционной смеси
г, = F !Vv (8.6.24)
где К, — средний объемный расход реакционной смеси.
Диаметр пневмоствола лифт-реактора
Д = , (8.6.25)
где и>| — средняя фикпивная скорость паров в пневмоспволе из условий гидродина-
мики пиевмогранспорта пылевидного катализатора (обычно 10-15 м/с).
Длина (высота) лифт-реактора
k = 4 Vf, /(kD?) = и-, т,. (8.6.26)
Аналогичным образом рассчитываюп все остальные зоны реакгора (2-6) и реге-
нератора (7-10).
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
815
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Дайте крал кую характеристику основных классификационных признаков химических ре-
акторов.
2. Дайте определения характеристик эффективности химических процессов.
3 Какие факторы бср^т в основу при составлении материального баланса химического ре-
актора? Какие данные получают из материального баланса?
4. Сформулируйте принципы составления теплового баланса реактора. Назовите определя-
емые параметры теплового баланса.
5. Как рассчитать тепловой .эффект химической реакции?
6. Приведите выражение кинетического уравнения химической реакции. Какие факторы
влияют на скорость реакции?
7. Что такое лимитирующая скорость химического процесса? Объясните понятия кинети-
ческой, диффузионной и диффузионно-кинетической областей протекания реакции.
8 Как рассчитать объем реактора по данным материального баланса и кинетики химичес-
кого процесса?
9. Какие соотношения чащи всего используют при расчете площади поперечного сечения
и длины реактора?
10. Опишите принципиальное устройство емкостного реактора-котла и общие требования
к его конструкции.
11. Какие теплообменные устройства используются в реакторах-котлах? Дайте их краткую
характеристику, назовите достоинства и недостатки.
12. Дайте классификационную характеристику мешалок, применяемых в емкостных реак-
торах-котлах. Назовите типы мешалок и области их применения.
13. Какие типы приводов мешалок используются в реакторах-котлах? Назовите их досто-
инства, недостатки, области применения.
14. Дайте характеристику типов подшипниковых опор валов мешалок реакторов-котлов.
15. Какие типы уплотнений валов мешалок применяются в реакторах-котлах? Опишите их
принципиальное устройство.
16. Изложите порядок технологического расчета реактора-котла периодического действия.
17. Как рассчит атъ время химического превращения в реакторе периодического действия?
18, Как рассчит ать тепловую нагрузку реактора-котла периодического действия?
19. Как рассчи гаг ь объем реактора-котла непрерывного действия? Почему его объем больше,
чем объем реактора периодического действия при одинаковой производительности?
20. В чем заключается главное преимущество каскада реакторов-котлов?
21. Изложите сущность графоаналитического метода расчсга каскада реакторов-котлов.
22. Опишите устройство, преимущества и области применения трубчатых реакторов для
жидкостных реакций.
23. Изложите принципиальный подход к технологическому расчету трубчатых реакторов
для жидкостных реакции.
24. Каковы особенности химического процесса между газом и жидкостью?
25. Что гакос фактор ускорс! щя абсорбции? Дайте определения и физическое объяснение
26. Как рассчитать скорость химического процесса в системе «газ — жидкость» для случая
мгновенной реакции?
27. Как рассчитать скорость химического процесса в системе «газ — жидкость» для случая
медленной реакции?
28. Как рассчитать скорость химического процесса в системе «газ— жидкость» для случая
быстрой реакции?
29. Назовите тигы распиливающих газожидкостных реакторов и области их применения.
30. Дайте теоретическое обоснование расчета высоты и диаметра распиливающего газо-
жидкостного реактора.
816
ГЛАВА 8
31. Объясните принципиальное устройство колонного барбслажпого газожидкостного реак-
тора. Обоснуйте способы снижения степени перемешивания жидкой фазы.
32. Объясните принципиальное устройство газлифтных барботажных газожидкостных ре-
акторов. Назовите области их применения.
33. В чем преимущества барботажных реакторов с механическими мешалками? Назовите
области их применения.
34. Дайте теоретическое обоснование расчета объема барботажного реактора.
35. Как составить тепловой баланс и рассчитать тепловую нагрузку барботажного газожид-
костного реактора?
36. Перечислите типы пленочных газожидкостных реакторов. Назовите области их приме-
нения.
37. Перечислите основные этапы технологического расчета пленочных газожидкостных
реакторов.
38. От чего зависит толщина пленки в пленочных реакторах? Обоснуйте выбор диаметра
труб реактора.
39. Назовите области применения реакторов для проведения реакций в газовой фазе. Что
называют химическими печами?
40, Как рассчитать количество кислорода на сжигание и состав дымовых газов по известно-
му элементному составу топлива?
41, Выделите основные конструктивные решения при проектировании пламенных и бес-
пламенных газовых реакторов.
42, Перечислите основные этапы технологического расчета экзотермического газового ре-
актора. Напишите расчетное уравнение объема реактора в общем виде.
43 Какие способы подвода тепла используются в эндотермических газовых реакторах?
44. Объясните устройство трубчатой печи
45. Перечислите типы форсунок и горелок, применяемых для сжигания жидкого и газооб
разного топлива. Объясните устройство беспламенной панельной горелки.
46. Изложите основные принципы теплового расчета трубчатых печей.
47. Назовите типы химических реакций между твердыми и газообразны ми веществами.
48. Назовите стадии процесса, протекающие при химическом взаимодействии газа и твер-
дого вещества, согласно модели непроницаемого ядра. Дайте понятие лимитирующей
стадии процесса.
49. Объясните принципиальное устройство шахтных многозонных печей для реакций меж-
ду твердым веществом и газом.
50. Перечислите этапы тех» ологичсског о расчета шахп ,ых печей и дайте им характеристик}'
51. Объясните устройство вращающихся печей: барабанной и муфельной.
52. Перечислите этапы технологического расчета барабанной печи и дайте им характеристику.
53. Перечислите тэты химических реакторов и печей со взвешенным слоем твердого реа-
гента. Каковы их области применения?
54. Объясните принципиальное устройство печи для обжига колчедана в кипящем слое.
55. Перечислите этапы технологического расчета реактора с кипящим слоем 1всрдого реа-
гента. Каким образом учитывается дисперсный состав твердой фазы?
56. Дайте общую характеристику каталитических реакций в системе «газ — твердое тело».
Перечислите стадии каталитического процесса и дайте понятие лимитирующей стадии.
57, Перечислите типы контакты* аппаратов с неподвижным слоем катализатора и назови-
те области их применения.
58. Опишите конструкцию реактора каталитического крекинга углеводородов.
59, Изложите основные принципы технологического расчета контактных аппаратов с не-
подвижным слоем катализатора.
60. Объясните основные конструктивные решения реактора каталитического крекинга
с движущимся слоем шарикового катализатора.
ХИМИЧЕСКИЕ РЕАКТОРЫ И ПЕЧИ
817
61. Каковы особенности технологического расчета реакторов с движущимся слоем кагализатора?
62. Какие модификации взвешенного слоя применяются в каталитических реакторах?
63. Объясните принципиальное устройство лифт-рсактора с пылевидным катализатором.
64. Изложите общие принципы технологического расчета реактора крекинга углеводородов
со взвешенным слоем катализатора
СПИСОК ЛИТЕРАТУРЫ
1. Вэилас С. Химическая кинетика и расчет промышленных реакторов.— М.: Химия.
1967. —437 с.
2. Дидушинский Я. Основы проектирования каталитических реакторов. — М : Химия,
1972. —376 с.
3. Кузнецов А.Л.. Каггрманов С.М.. Судаков Е.П. Расчеты процессов и аппаратов нефтепере-
рабатывающей промышленности. — Изд. 2-е, псрсраб. и доп. —Л.: Химия, 1974. — 344 с.
4. Левеншпиль О. Инженерное оформление химических процессов. — М : Химия,
1972. — 376 с.
5. Михаил Р., Кырлогану К. Реакторы в химической промышленности.— Л.: Химия,
1968. —388 с.
6. Соколов В.Н., Доманский И.В. Газожидкостные реакторы.— Л.: Машиностроение,
1976.—216 с.
Глава 9. ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ,
ТЕХНОЛОГИЧЕСКИЕ ТРУБОПРОВОДЫ
И АРМАТУРА
9.1. Вспомогательное оборудование
9.1.1. Общие сведения и классификация
вспомогательного оборудования
Все виды оборудования, находящиеся на промышленном предприятии, по назна-
чению делятся па четыре группы: производственное, вспомогательное, подъемно-
транспортное и энергетическое.
К производственному оборудованию относятся все рабочие машины и аппараты,
занятые выполнением операций основного технологического процесса. Его назначе-
нием является изменение формы, агрегатного состояния или свойств сырья, матери-
алов.
Вспомогательное оборудование— это оборудование, не участвующее непо-
средственно в производственном процессе изготовления готовой продукции, но вы-
полняющее работы по обслуживанию нужд основного производства предприятий,
например, осуществляющее кратковременное или длительное хранение соответству-
ющих материалов.
На предприятиях химической и других отраслей промышленности имеются
различные по назначешпо и объему складские хозяйства, в которых сырье, про-
межуточные и товарные продукты, вспомогательные материалы хранятся в виде
твердых сыпучих материалов, жидкостей и сжиженных газов. Задачи повышения
эффективности производства требуют комплексною подхода к развитию не только
основного производства, но и обеспечивающих его смежных производств, таких
как складское и тарное хозяйство В связи с этим большое значение имеет развитие
и совершенствование технологии и техники хранения и транспортирования жид-
ких, газообразных и сыпучих продуктов.
В химической промышленност и применяют значительное количество вспомога-
тельного оборудования, предназначенного для хранения разнообразных продуктов:
пожаро- и взрывоопасных, летучих, корродирующих и застывающих жидкостей,
сжиженных газов, обезвоженных газов и газов высокой концентрации, а также сы-
пучих материалов.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
819
Комплексная механизация и автоматизация производственных процессов, осу-
ществляемая в различных отраслях промышленности, предусматривает применение
различных видов вспомогательного оборудования, среди которого важное место за-
нимают бункеры и силосы.
Бункеры и силосы являются основными хранилищами сыпучих материалов.
Их широко применяют в производственных технологических процессах и поточно-
тран с портных системах перемещештя в виде приемных, перегрузочных, аккумулиру-
ющих, промежуточных и погрузочных устройств.
Для хранения газов различного происхождения и назначения широко при меня
то гея газгольдеры.
Храпение жидкостей и газов в химической, нефтехимической и других отраслях
промышлешюсти част о осущест вляется в наземных или подземных резервуарах.
Ба предприятиях химической промышленности различные технологические про
дукты в большом количестве транспортируются по трубопроводам. Промышленные
трубопроводы, прокладываемые по заводским и межзаводским территориям, предна-
значены для транспортирования жидкостей, воздуха и газов. Трубопроводы соединя-
ют между собой агрегаты единого технологического никла, расположенные в разных
цехах, а также объединяют трубопроводную сеть предприятия в замкнутые системы.
Все технологические трубопроводы в зависимое!и от свойств и параметров транс-
портируемого продую а делят на группы и ка гегории.
9.1.2. Резервуары для жидкостей
Общие сведения
Резервуарами называются сосуды, предназначенные для приема, храпения,
технологической обработки и отпуска различных жидкостей: нефти, нефтепродук-
тов, сжижешгых газов, воды, сгinpra, аммиака и др.
В зависимости оз положения в пространстве и геометрической формы стальные
резервуары принято разделять на следующие чипы: вертикальные цилиндрические,
горизогп алыгые цилиндрические, сферические и др.
По расположению относительно планировочного уровня строительной площадки
резервуары делятся на: надземные, когда днище резервуаров расположено на опорах
выше уровня основания- грунта (с зазорами); наземные, когда днище резервуаров не-
посредственно опирается на основапие-гругп (без зазора); подземные, когда верхняя
грань или верхняя образующая резервуаров расположена ниже планировочного уров-
ня территории площадки. Вертикальные цилиндрические резервуары выполняют со
стационарной крышей, понтоном и плавающей крышей.
Резервуары со стационарной крышей в зависимости от конструкции покрытия
мог ут быть разработаны с конической крышей, когда крыша представляет собой рас-
порную конструкцию; со сферической крышей в виде распорной конструкции, с го-
росферической кровлей и кривизной в двух направлениях и др.
Днище вер! икальных цилиндрических резервуаров обычно делают в виде поло-
гой конической конструкции с небольшим углом наклона в сторону центра или к пе-
риферии.
820
ГЛАВА 9
Сгенка резервуара представляет собой цмлин/ф, состоящий из поясов, имеющих вы-
соту. равную ширине применяемых листов: 1,5; 2 м и больше при длине листов б...8 м
и более. Во время эксплуатации герметически закрытых резервуаров со стационарной
крышей при их наполнении жидкостью образуется избыточное давление в паровоздуш-
ной зоне, а при опорожнении — вакуум. Избьп очное давление вызывает в с генке резер-
вуара сверх гидравлического давления дополнительное растяжение, а в крыше— изги-
бающий момент, нормальную и поперечную силу и краевой эффект по ее контуру.
Вакуум вызывает в конструкциях резервуаров т акие же усилия, но обрагного знака
Чтобы ограничить избыточное давление и вакуум в принятых проектом значениях, на
крыше резервуаров уст анавливают аппаратуру, регулирующую их величину в заданных
пределах. Для большей гарантии обычно устанавливают два типа аппаратуры: механи-
ческую и гидравлическую. В резервуарах со стационарной крышей, относящихся к ре-
зервуарам тптзкого давления, хранятся нефтепродукты с низким потенциалом бензина.
Они предназначены для эксплуатации при малой оборачиваемости нефтепродуктов (не
более 10...20 раз в год). Для хранения неф пт и лег коиспаряющихся нефтепродуктов
при большой оборачиваемости применяются резервуары с плавающей крышей и пон-
тоном. В этих резервуарах практически отсутст вуют избыточное давление и вакуум.
Определяющими факторами при выборе резервуара являются физические
свойства продуктов (в частности, температура кипения), климатические условия,
влияющие на степень испарения и величину потерь, и технико-экономические по-
казатели, которые учитывают также коррозионную стойкость материала резервуара
к продукту, подлежащему хранению, и величину потери продукта при храпении.
Для хранения легковоспламеняющихся и горючих жидкостей применяются, как
правило, стальные резервуары. В общем объеме резервуаров для нефти и нефтепро-
дуктов стальные резервуары составляют более 80 %. Особенно распространены на-
земные вертикальные цилиндрические резервуары.
Выбор марок сталей для несущих элементов резервуаров (стенки, днища, покры-
тия и т. д.) зависит от ряда условий района строительства (в основном отрицатель-
ных температур района); вместимости резервуаров; интенсивности эксплуатации
(оборачиваемости хранимых продуктов в год); степени агрессивности среды; пожа-
роопасности хранимых продуктов.
Строительными нормами СНиП 2.09.03-85 стальные резервуары отнесены к 1-й
и П-й группам конструкций. К группе I относятся резервуары обьемом 10 тыс. м3
и более, к группе II — 5 тыс. м3 и менее. В резервуарос троении (не считая изотер-
мических резервуаров) применяется ограниченное число марок сталей: СтЗ, 09Г2С,
16Г2АФ. Для углеродистой стали применяются категории 2...6, а для низколегиро-
ванной — при температуре t > -40 °C категория 12, а при -40 °C > t > -65 °C катего-
рия 15. В низкотемпературных хранилищах (-70 °C и ниже) применяются специ-
альные марки сталей (никелесодержащие, нержавеющие и др.).
Вертикальные резервуары
Вертикальные резервуары в основном предназначены для хранения нефти
и нефтепродуктов. Светлые нефтепродукты (например, керосины, дизельное то-
пливо) хранят при избыточном давлении до 25 кПа и вакууме 3,5 кПа. Темные не-
фтепродукты хранят в резервуарах, имеющих свободное сообщение с ат мосферой.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
821
При сооружении резервуаров в районах с расчетной температурой не ниже -30 °C
следует использовать конструкции, изготовленные из стали марки СтЗкп, а в районах
с расчетной температурой —30..—39 °C для изготовления днища, стенки резервуара
и несущих конструкций кровли необходимо применять сталь СтЗпс, для остальных
конструкций — сталь СтЗкп.
Резервуары, предназначенные для хранения темных нефтепродуктов, можно
использовать для хранения фенольной смолы, кубовых остатков, мазутов и других
аналогичных горючих жидкостей с низким давлением паров. Эти резервуары могут
применяться также для храпения токсичных продуктов с низким давлением паров,
но при наличии устройств по улавливанию паров продуктов для их обезвреживания
или утилизации.
Вертикальные цилиндрические резервуары в соответствии с установившимся
нормальным рядом проектируются номинальной вместимостью: 100, 200, 300, 400,
700,1000,2000,3000,5000,10 000,20 000,30 000 м3, а также уникальные резервуары
объемом 50 000... 100 000 м3 и более. Максимальный объем резервуаров со стацио-
нарной крышей не должен превышать: при хранении легковоспламеняющихся жид-
костей (например, бензина) 20 000 м3, при хранении горючих жидкостей (например,
мазута) 50 000 м3. Эти резервуары относятся к резервуарам низкого давления и рас-
считаны на избыточное давление 2 кПа и вакуум 0,25 кПа.
Максимальный объем резервуаров с понтоном для хранения нефти и легковос-
пламеняющихся жидкостей не должен превышать 50 000 м3, а объем резервуаров
с плавающей крышей для тех же жидкостей — 120 000 мЕ
В резервуарах со стационарной крышей применяются самонесущие покрытия
конической и сферической формы. Конические покрытия применяются для резервуа-
ров вместимост ыо до 5000 м3, для больших
емкостей (10 000...50 000м3) применяются
сферические покрытия.
Для восприятия распора ог покрытия
и для обеспечения неизменяемости формы
стенки при воздействии ветровой нагрузки
и вакуума в резервуарах устанавливаются
кольца жесткости в месте соединения кры-
ши со стенкой. В резервуарах вместимос-
тью 50 000... 100 000 м3 для уменьшения
толщины верхних поясов стенки и обес-
печения устойчивости и неизменяемости
формы оболочки возникает необходимость
в уст ановке на стенке промежуточных ко-
лец жесткости.
На рис. 9.1.1 приведена конструкция ре-
зервуара объемом 5000 м3 с конической са-
монесущей крышей. Резервуар состоит из
Рис. 9.1.1. Резервуар со стационарной кры-
шей: 1 — днище; 2— коническая крышка; 3 —
шахтная л ест ни да. 4 — корпус
822
ГЛАВА 9
2 6 3
Рис. 9.1.2. Резервуар с понтоном: 1 —днище;
2 — понтон, 3 — крыша, 4 — шахтная лестница,
5 — корпус; 6 — стойка
корпуса 4, ди ища 1 и конической крьппи 2. Для
подъема на кольцевую площадку снаружи ре-
зервуара устанавливают шахтную лестницу 3.
Хранение лст ковоспламеняющихся про-
дуктов с высоким давлением паров в резер-
вуарах для светлых нефтепродуктов сопро-
вождаегсязначительными потерями продуктов
вследст вие испарения. Для сокращения псп ерь
от испарения целесообразно использовать ре-
зервуары с понтонами,
11аличие понтона в резервуаре позволя-
ет сократить потери продуктов, предупре
дить загрязнение окружающей атмосферы
парами продуктов, исключить возможность
образования взрывоопасных газовоздуш-
ных концентраций в районе резервуарного
парка, улучшить условия безопасной экс-
плуатации склада.
Резервуар с понтоном (рис. 9.1.2) представляет собой вертикальный цилиндри-
ческий резервуар со стационарным покрытием. Внутри резервуара устанавливает-
ся металлический понтон, закрывающий зеркало продукта и сокращающий потери
нефти и нефтепро^туктов от «больших» немалых» дыхатптй. Понтон 2 состоит из
понтонного кольца, обеспечивающего плавучесть всею понтона, и центральной час-
ти из плоских стальных листов. Между стенкой резервуаров и наружной сгепкой
понтонов предусматривается зазор шириной 200...275 мм, для герметизации это-
го просгранства устанавливаегся уплотняющий затвор жесткою или мягкою типа.
Понтонное кольцо в нижнем положении опирается на 32 стойки б, расположенные
в один ряд по окружности, а центральная часть— на 116 стоек, расположенных
по пяти концен грическим окружностям Резервуар состоит из корпуса 5, днища 1
и сферической крыши 3. Снаружи резервуара смонтирована шахтная лестница 4.
Понтон защищает жидкость от nai ревания и уменьшает площадь испарения жид-
кост и на 90...95 %. Однако при отсутствии герметичною, работоспособного уплот-
няющею затвора применение только металлического поплавка как средства сокра-
щения потерь продукта не оправдывает себя. Исследованиями установлено, что даже
при неплотном прилегании отдельных участков уплотняющего затвора к стенкам ре-
зервуара эффективность понтона резко уменьшается, особенно в жаркое время года,
ко1да температура окружающего воздуха выше температуры продукта в резервуаре.
При применении понтона из синтетического материала значительно умень-
шаются его вес, габариты отдельных элементов и узлов, расход металла и стоимость
изготовления по сравнению со стальным.
Однако применение понтонов из синтетических материалов при хранении бен-
зола, метанола, этанола и других аналогичных продуктов невозможно, так как эти
ВСПОМОГАТЕЛЬНОЕ ()БОРУДОВАНИЕ
823
продукты являются растворителями сишетических материалов, из которых изготов-
ляют понтоны.
Химические продукты, представлю гощие собой неагрессивные жидкости, в том чис-
ле легковоспламеняющиеся и горючие с плотностью не более 1000 кг/м3, хранят в вер-
тикальных резервуарах для нефтепродуктов, изготовленных по типовым проектам.
Горизонтальные цилиндрические резервуары
Горизонтальные резервуары предназначены для хранения нефтеп-
родуктов, сжиженных газов и других жидкостей под разным избыточным давлени-
ем. Нефтепродукты хранятся под избыточным давлением до 0,07 МПа, сжиженные
газы — под давлением, доходящим до 1,8 МПа и более. Объем габаритных резервуа-
ров для нефтепродуктов доходит до 100 м3, для сжиженных газов — до 300 м3.
Оболочка (стенка) резервуаров имеет ограниченный железнодорожными габари-
тами диаметр до 3,2 м, а в отдельных случаях по специальному согласованию может
доходить до 4 м. Из горизонтальных резервуаров наибольшее распространение полу-
чили резервуары для нефтепродуктов объемом 5,10,25,50,75 и 100 м3. Горизоггталь-
ные резервуары при избыточном давлении до 0,04 МПа имеют плоское днище, а при
давлеггии 0,07 МПа — коническое. Горизонтальные резервуары могут быть надзем-
ного и подземного расположения. Надземные резервуары опираются на две опоры;
подземные — на сплошную седловую опору.
Для придания корпусу резервуара большей жесткости в нем монтируются специ-
альные кольца из угловой стали; кольца жесткости в резервуарах 50, 75 и 100 м3 уси-
ливаются связями в форме треугольника. Заглубление резервуаров допускается при
условии усиления корпуса постановкой специальных внутренних диафрагм в виде
треугольника. Засыпка резервуара сверху грутггом не должна превышать 1,2 м. При
заглублении в землю резервуара его конструкции с наружной стороны должны быть
защищены стойким атггикоррозионным покрытием.
Для обслуживатшя заглублетпгых резервуаров устраивают смотровые колодцы
размерами 1,5x2,5м в поперечном сечении. При установке приемо раздаточного па-
трубка в днище резервуара колодец, находящийся в сухих грунтах, сооружают из кир-
пича, а в мокрых грунтах — из сборггых железобетотптых колец. При установке при-
емо-раздаточного патрубка в крыше резервуара колодец, находящийся в сухом или
мокром грунте, сооружают из сборных железобетотптых колец. Следует отметить, что
передача нагрузки от смотровых колодцев па корпус резервуара не допускает ся.
При установке резервуара в мокрых грушах на бегонную подушку толщина пос-
ледней зависит от уровня грунтовых вод. Резервуар подлежит креплению к бетонной
подушке. Уроветгь грутгговых вод должен быть ниже песчаной подушки пе менее чем
на 0,5 м.
Горизотгталытые резервуары изт отовляются из стали марки СтЗсп или 09Г2С.
Сталыгые горизошальные оцинкованные резервуары применяются для хранения
неагрессивных жидкостей, загрязнение которых продуктами коррозии резервуара не
допускается. Продолжительность эксплуатации оцинкованных резервуаров выше,
чем неопинкованных. Оцинкование производится методом напыления металла.
Ба рис. 9.1.3 в качестве примера приведена схема горизонтального резервуара
для соляной кислоты. Так как соляная кислота вызывает быстрое разрушение не-
824
ГЛАВА 9
Рис. 9.1.3. Горизонтальный резервуар для соляной кислоты: 1 — люк; 2 — гуммирован-
ное покрытие; 3, 5.6 — штуцера; 4 — воздушка; 7 — опоры
ржавеющей стали и многих других металлов, го внутреннюю поверхность резерву-
ара защищают гуммированием резиной, эбонитом или сочетанием этих материалов.
Резервуар (рис. 9.1.3), имеющий гуммированное покрыт ие 2, снабжен штуцерами 3,5
и б для замера уровня, для загрузки — разгрузки и для слива остатков продукта соот-
ветст венно, а также люком 7 для входа обслуживающего персонала в корпус. Кроме
того, в верхней части корпуса вварен патрубок 4 для соединения с атмосферой. Ре-
зервуар устанавливается на опорах 7.
9.1.3. Резервуары для сжиженных газов
Потребность хранения большого объема сжиженных газов различного назначе-
ш!я вызвала необходимость проектирования и строительства изотермических резер-
вуаров. Пары сжиженных газов при температурах порядка +40 °C обладают большой
упругостью, и поэтому резервуары для их хране-
ния в обычных условиях должны выдерживать
давление 18,0 МПа и более (в зависимост и от хра-
нимого газа). При искусственном снижении упру-
гости паров за счет охлаждения эти газы можно
хранить в обычных вертикальных резервуарах
при давлении до 0,01 МПа, что даег возможность
снизить расход металла в 8... 15 раз в зависимости
от объема резервуара.
Изотермические резервуары имеют обычно
двустенную конструкцию. Стенка и днище резер-
вуаров имеют такую же конструкцию, как у обыч-
ных резервуаров для нефтепродуктов. Отличие
заключается в конструкции крыши, которая при-
гшмается самонесущей в виде торосферической
или сферической оболочки. На рис. 9.1.4 изоб-
Рнс. 9.1.4. Изотермический резервуар: 1 — наруж-
ный корпус; 2 — внутренний корпус; 3 — кольца жест-
кости; 4,5 — кровля; 6 — анкеры; 7 — фундамент
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
825
ражен изотермический резервуар объемом 20 тыс. м3 с двойной стенкой. Резервуар
состоит из наружного I и внутреннего 2 корпусов, колец жесткости 5, кровли 4, 5
наружного и внутреннего корпусов и анкеров 6. Резервуар монтируется на фундамен-
те 7. В промежутке между корпусами, днищем и кровлями находится теплоизоляция.
Иа стенках устанавливаются изоляционные плиты.
В изотермических корпусами поддерживается постоятптая отрицательная темпе-
ратура, например, для жидкою аммиака -34 °C.
Для этих низкотемпературных хранилищ применяются специальные никелесо-
держащие или нержавеющие стали, а также алюминиевые сплавы. Расчет несущих
конструкций изотермических резервуаров выполняется как для обычных конструк-
ций, за исключением учега температурных деформаций и необходимости примене-
ния специальных компенсаторов в зоне врезки трубопроводов.
Резервуары для сжиженных газов снабжаются клапанами, указателями давле-
ния паровой фазы, указателями уровня жидкой фазы, термометрами для замера
температуры жидкой фазы, запорными органами для отключения резервуаров от
трубопроводов по приему и отпуску сжиженных газов, люками для входа обслу-
живающею персонала в резервуар и его вентиляции, устройствами для вентиляции
и продувки резервуаров инертным газом, паром или воздухом и устройствами для
удаления из нею промывных стоков воды и тяжелых остатков, а также устройства-
ми для отбора проб жидкой и паровой фаз.
Арматура, предназначенная для сжиженных газов, независимо от температуры
И давления, должна быть стальной.
На приемо-раздаточном трубопроводе устанавливается скоростной клапан, позво-
ляющий автоматически отключить от резервуара трубопровод при его повреждении.
В случае поступления сжиженного газа в резервуар по отдельному приемному тру-
бопроводу на нем устанавливается обратный клапан, автоматически закрывающийся
под внутренним давлением, предотвращая возможность попадания продукта из резер
вуара в трубопровод.
Каждый резервуар оборудуется не менее чем двумя предохранительными пру-
жинными клапанами (рабочий и аварийный), предназначенными для быстрого уда-
ления продукта из резервуара или трубопровода при повышении заданного давления.
Клапаны должны быть всегда исправными и правильно отрегулировашгыми. За ними
требуется постоянное наблюдение и уход в соответствии с указаниями, изложенны-
ми в производственных инструкциях. Предохранительные клапаны, установленные
на резервуарах для сжиженных природных газов промышленных предприятий, под-
лежат ревизии не реже одного раза в четыре месяца.
Клапаны подбираются в зависимости от давления среды (при определешюй т емпера-
туре), интервала температур, в которых они бухтут работать, и агрессивности продуктов.
При хранении сжиженных газов в объеме до нескольких сотен кубических мет-
ров, как правило, применяют горизонтальные цилиндрические резервуары. Напри-
мер, аммиак, хлор, хлористый эгил хранят в горизонтальных цилиндрических ре-
зервуарах емкоегыо не более 200 м3. При хранении продукта в большем количестве
устанавливают шаровые резервуары. Например, сжиженные углеводородные газы
(бутан, пропан) хранят в шаровых резервуарах.
Известно, что сжиженные химические газы вырабатываются в небольших коли-
чествах и что многие из них (например, хлор, аммиак) являются силыюдействующи
826
ГЛАВА 9
ми ядовитыми веществами. Поэтому число устанавливаемых горизонтальных цилин-
дрических резервуаров емкостью 25...200 м3 для хранения одного продукта чаще
всего колеблется в пределах 3...5 штук.
[Паровые (сферические) резервуары обладают значительными технико-экономи-
ческими преимуществами перед цилиндрическими резервуарами. Они имеют наи-
меньшую поверхность на единицу объема и меттыпую толщину оболочки Расход
металла для сферических резервуаров по сравнению с горизонтальными цилиндриче-
скими меньше в два раза при одинаковых условиях хранения.
9.1.4. Газгольдеры
Назначение и классификация газгольдеров
Г азгольдеры представляют собой инженерные сооружения, предназна-
ченные для хранения газов различного происхождения и назначения и снабженные
специальными устройствами для регулирования основных параметров хранимых
материалов (количесгво, состав и др.).
В соогветствии со своим назначением газгольдеры моту г выполнять одну или
несколько функций. Основными из них являются:
а) длццельное или кратковременное хранение газа;
б) смешивание и перемешивание газов различных составов или одного газа раз-
личных концентраций;
в) аккумулирование энергии давления храттимого газа;
г) измерение количества вырабатываемого или добываемого газа;
д) распределение газа при наполнении баллонов, цистерн и др. тити при подаче
его в несколько цехов;
е) выравнивание давления газа в замкнутой газораспределительной системе;
ж) сигнализирование о стабильности установленного технологического процесса
или о его нарушении.
В Зависимости от применяемого давлетптя газгольдеры могут быть разделетты на
два основных класса:
I) газгольдеры низкого давления (<70 кПа) — класс 1;
2) газгольдеры высокого давления (>70 кПа) — класс 2, предназначенные для экс-
плуатации при рабочем избы точном давлении газа в диапазоне 0,07...3 МПа,
а иногда при более высоком давлении.
Каждый из этих двух классов газгольдеров подразделяется на подклассы и типы,
различающиеся объемами, конструктивной формой, материалом конструкций, поло-
жением в пространстве и т. п. Классификация газгольдеров приведена на рис. 9.1.5.
Различают газгольдеры постоянного давления и газгольдеры постоянного объема.
Газгольдеры высокого давления являются емкостями постоянного объема. В них
геометрический объем остается стабильным, а давление газа может быть изменено
в определенных пределах, исходя из принятой технологии, а также из условий проч-
ности и надежности самого сосуда.
Газгольдеры низкого давления являются емкостями переменного объема, в кото-
рых объем хранимого газа лет ко изменяется, тогда как его давление остается ттеиз-
метшым.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
827
Рис. 9.1.5. Классификация газгольдеров
Газгольдеры низкого давления, как правило, являются газгольдерами постоянного
давления и по своим технологическим и конструктивным особенностям могут быть
подразделены на две группы:
1) мокрые газгольдеры — группа I;
2) сухие газгольдеры — группа Ц.
Мокрые газгольдеры бывают двух типов:
1) мокрые газгольдеры с вертикальными направляющими;
2) мокрые газгольдеры с винтовыми направляющими.
По принципу работы мокрые газгольдеры обоих типов являются газгольдерами
низкого давления и переменного объема.
Сухие газгольдеры также могут быть разделены на два основных типа:
1) сухие газгольдеры поршневою типа;
2) сухие газгольдеры с г ибкой секцией (мембраной).
Сухие газгольдеры относятся к газгольдерам переменного объема и постоянного
давления газа.
Газгольдеры постоянного объема обычно эксплуатируются при высоком давлении
хранимых газов и различаются только своей геометрической формой. Давление газа
в этих газгольдерах бывает переменным и возрастающим при увеличении объема
газа, подаваемого в газгольдер при помощи специальных компрессорных устройств.
По геометрической форме газгольдеры постоянного объема также делятся на два
основных типа:
1) цилиндрические газгольдеры со сферическими днищами, располагаемые как
в горизон сальном, так и в вертикальном положениях;
2) сферические (шаровые) газгольдеры, опирающиеся на отдельггъге стойки или
на специальный стакан.
Мокрые газгольдеры с вертикальными направляющими
Наиболее распространенными как в России, лак и за рубежом являются мокрые газ-
гольдеры, отличающиеся простотой конструкции и надежностью в женлуат ации. Эти газ-
гольдеры называют мокрыми, i ак как в них в качес гве гидрозатвора испотьзуез ся вода.
828
ГЛАВА 9
Рис. 9.1.6. Мокрый газгольдер: / — ста-
кан-колокол; 2 — телескопы; 3 — резервуар;
4 — внешние направляющие; 5 — внутрен-
ние направляющие; 6— гидрозатвор; 7—
груз; 8-11 — выравнивающие ролики
В мокрых газгольдерах объем газа
меняется довольно легко, и это являет-
ся их значительным преимуществом.
Мокрый газгольдер (рис. 9.1.6) со-
стоит из неподвижного резервуара 3,
наполненного водой, в котором поме-
щается подвижное звено— опроки-
нутый стакан-колокол 7. 1 аз по, дается
под колокол по газовводному стояку,
проходящему через днище резервуара.
Упругое давление га да поднимает коло-
кол. Вода резервуара служит гидравли-
ческим уплотнением, препятствующим
выходу газа из-под колокола, а при вы-
пуске >аза является как бы поршнем, вытесняющим газ из подвижных звеньев.
В газгольдерах больших объемов между резервуаром и колоколом могу г разме-
щаться промежуточные подвижные звенья — телескопы 2. В зависимости от числа
подвижных звеньев газгольдер называется однозвенным, когда есть одно подвижное
звено— колокол, двухзвенным— когда кроме колокола есть телескоп, трехзвен-
ным — когда кроме колокола есть два телескопа и т. д.
При наполнении газгольдера газом происходит последовательное гелескопичес-
кое выдвижение одного подвижного звена из другого и подъем их специальной конс-
трукцией зацепления — гидрозатвором 6.
С одной стороны, гидрозатворы являются соединительными зацепляющими
конструкциями между подвижными звеньями, а с другой стороны, они работают как
основные элементы уплотнения между звеньями. Они представляют собой кольце-
вые желобчагые конструкции, состоящие из нижнего шдрозатвора, наполненного во-
дой, и обратного ему верхнего гидрозатвора, входящего вертикальным листом в воду
нижнего гидро датвора.
Когда газгольдер наполняется газом, его упругое давление поднимает сначала
колокол. Вслед за колоколом, зацепившимся своим нижним гидрозатвором (зачерп-
нувшим воду при выходе из воды резервуара) за верхний гидрозап вор первого теле-
скопа, первый телескоп начинает подшгматъея из воды, за ним после аналогичного
зацепления поднимается второй телескоп и т. д., и все подвижные звенья, соединяясь
последовательно в одно целое, достигают своего наивысшего положения.
При выпуске газа из газгольдера опускание подвижных звеньев происходит в об-
ратном порядке: сначала опускается нижний телескоп, азатем верхние телескопы,
последним опускается колокол.
Чтобы подвижные звенья при движении вверх (при наполнении тазго)гьдера
газом) или вниз (при выпуске газа) сохраняли свое горизонтальное положение
(гак как при перекосах звена возможно его заклинивание), устанавливается сис-
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
829
тема выравнивающих роликов 8-11 (рис. 9.1.6). Верхние ролики размещаются на
крыше колокола, на верху каждого подвижного звена, и катятся по вертикальным
внешним направляющим 4, закрепленным на сгеике резервуара с его внешней сто-
роны, равномерно по периметру резервуара. Высота направляющих измеряется
высшим положением подвижных звеньев. Вертикальные направляющие образуют
статически неизменяемую многогранную пространственную конструкцию, состо-
ящую из собственно вертикальных внешних направляющих 4 (в виде двутавров
или решетчатых ферм), соединенных друг с другом жесткими ригелями и системой
раскосных связей.
Нижние ролики установлены по 1шзу каждого подвижного звена; двигаются они
по внутренним направляющим 5, прикрепленным к внутренним поверхностям сте-
нок последующих подвижных звеньев и резервуара.
В целом система внутренних и внешних направляющих обеспечивает восприятие
горизонтальных нагрузок, действующих на газгольдер (ветер, односторонний снег
и т. д.), создает условия для нормального перемещения подвижных звеньев и переда-
ет внешние нагрузки через корпус резервуара на фундамент.
Давление в 1азгольдере поддерживается в пределах 4...5 кПа за счет веса под-
вижных звеньев и специальной пригрузки этих звеньев 7.
Деление газгольдера на подвижные звенья производится с учетом ряда факторов:
общего габарита газгольдера, минимальной маталлоемкости, снижения стоимости
строительства газгольдера в целом, способов изготовления и др.
В практике зарубежного сгроительства максимальное количество звеньев не пре-
вышает шести, так как с увеличением количества звеньев значительно возрастают
эксплуатацпотшые расходы и уменьшается надежность работы газгольдера.
Мокрые газгольдеры опираются на кольцевой железобетонный, обычно сборно-мо-
нолитный фундамент. В середине кольцевого фундамента устраивается искусственное
песчано-грунтовое основание.
Количество вводов и выводов газа определяется в зависимости от назначения
мокрого газгольдера в технологической цепи предприятия. Газюльдер может быть
«буферным» (тупиковым) или работать на «проход» газа. В зависимости от этою мо-
жет изменяться количество вводов и выводов. Газовводы входят в газгольдер снизу,
через днище, для чего необходимо устройство железобетонного приямка, туннеля
через кольцевой фундамент и кабины над приямком для размещения аппаратуры по
управлению газгольдером.
При эксплуатации резервуар газгольдера наполнен водой, ею наполнены также
и гидрозатворы. В зимнее время воду в резервуаре и гидрозатворах необходимо по-
догревать до 5°. Чтобы снизить расходы на отопление (в районах с суровым зимним
климатом), вокруг резервуара строят кирпичную утепляющую стешу, доходящую по
высоте до кольцевой площадки резервуара.
В мокрых газгольдерах вследствие испарения воды в резервуаре газы несколько
увлажняются, что не позволяет использовать мокрые газгольдеры для хранения обез-
воженных газов и газов с высокой концентрацией.
Мокрые газгольдеры работают в тяжелых коррозийных условиях, поэтому не-
обходимо предусматривать надежную антикоррозионную защиту их стальных конс-
трукций.
830
ГЛАПА 9
Сухие газгольдеры поршневого типа
Сухие газгольдеры являются газгольдерами низкою давления, давление
газа в них не превышает 4...5 кПа. Они предназначены для храпения обезвоженных
газов и газов высокой концентрации.
Сухие газгольдеры имеют преимущества по сравнению с мокрыми: они не тре
буют устройства водяного резервуара и усгройств для подогрева воды в зимнее
время, в результате малого веса конструкции значительно облегчается выполнение
фундамента. Сухие газгольдеры оказываются более экономичными по расходу ста-
ли на 1 мч хранимого газа, кроме того, хранимые газы не увлажняются, как в мок-
ры к газгольдерах.
В данном разделе бу^дут рассмотрены сухие газгольдеры поршневого типа, принцип
работы которых аналогичен принципу работу поршня паровой машины.
Газ под давлением 25...55 кПа, подаваемый под поршень, поднимает его вверх
до предельного высшего положения; и, наоборот, при выпуске газа поршень своим
весом вытесняет газ в трубопровод.
Практикой принято считать положение поршня сухого газгольдера в пределах на-
полнения 20...80 % нормальным, в пределах 10...20 % и 80...90 % — угрожающим
и в пределах 0... 10 и 90... 100 % — аварийным.
Вес конструкций поршня вместе с догрузкой (железобетонными грузами) создает
необходимое давление газа в газгольдере, равное весу поршня с догрузкой, деленно-
му на площадь сечения корпуса газгольдера.
Чтобы избежать повреждения корпуса газгольдера или конструкции поршня
при подъеме его в наивысшее положение, в корпусе газгольдера предусматривают-
ся отверстия, через которые весь избыточный газ может беспрепятственно выходить
в трубы, если только поршень поднимется выше уровня этих отверстий. Эти трубы
(сбросные свечи) выведены над крышей газгольдера на 1,5-2 м. Поршень, однако, не
может подняться выше этих отверстий, площадь которых позволяет выпустить весь
излишний газ, пос гупающий в газгольдер. После прекращения подачи избыточного
газа и начала расхода имеющегося поршень опускается, закрывая от верст ия, и вы-
пуск газа в атмосферу прекращается.
Положение, когда таз уходит в атмосферу, считается аварийным, так как выходя-
щий газ
а) отравляет окружающую атмосферу;
б) может загореться от удара молнии или разряда статического электричества.
Поэтому при эксплуатации газгольдера принимаются все меры, чтобы не допус-
тить выхода газа в ат мосферу.
Газгольдер (рис. 9.1.7) состоит из вертикального цилиндрического резервуара 7,
внутри которого расположена шайба. Она имеет герметичное днище 2 и вертикаль-
ную цилиндрическую стенку 4. При пустом газгольдере шайба находится внизу
и расположена на днище 3 резервуара (рис. 9.1.7а). При подаче газа в газгольдер че-
рез газоввод 5 шайба под давлением газа поднимается вверх (рис. 9.1.76). В качестве
уплотнения между стенкой резервуара и шайбой служит гибкая секция 6 из рези-
нотканевого материала. Секция имеет форму цилиндра и крепится одним концом
к днищу шайбы, а другим — к стенке резервуара. Для предотвращения перекоса при
подъеме и опускании шайбы предусмотрена выравнивающая система, состоящая из
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
831
Рис. 9-1.7. Сухой газгольдер: 1— резервуар; 2— днище; 3 — днище шайбы; 4— корпус
шайбы; 5 — газоввод; 6 — гибкая секция; 7 — грузы; 8 — ролики; 9 — канат
роликов 8 и канатов 9. С целью создания давления в газгольдере шайба пригружается
бетонными грузами 7.
Выбор материала конструкций и расчет газгольдеров необходимо проводить в соот-
ветствии со строительными нормами и правилами (СНиП П.23-81*, СНиП 2.09.03-85,
СНиП 2.01.02-85*).
9.1.5. Бункеры и силосы
Классификация бункеров и силосов
Бункерами и силосами называют крупноразмерные емкост и, предна-
значенные для временного хранения и выгрузки сыпучих материалов. Опорожнение
бункеров и силосов производится через расположенные в нижней части специальные
выпускные отверстия. Для улучшения условий истечения материала бункеры и сило-
сы заканчиваются суживающейся частью, называемой воронкой.
Хранилища сыпучих материалов, в которых высей а стенки не превосходит полу-
торного наименьшего поперечного размера, называют бункерами. Более высокие
хранилища сыпучих мш ериалов называют силосами. С бальные силосы применяют-
ся исключительно круглыми, и проектируются они в соотвстствии с указаниями СНиП
2.09.03-85 и СНиП 2.10.05-85.
Бункерные устройства применяют в установках грех типов: аккумулирующих,
уравнительных и технологических. Аккумулирующие установки служат для хране-
ния насыпных грузов и снабжены устройствами для загрузки и раз)рузки емкостей,
весоизмерительными устройствами и др. Уравнительные установки являются про-
межуточными емкостями для насыпных грузов, обеспечивающими стабильную ра-
832
ГЛАВА 9
боту транспортной системы при неравномерной работе ее отдельных звеньев или при
сочетании в одной линии непрерывного и периодического транспорта.
Бункерные устройства состоят из собственно бункеров (силосов), загрузочных
и разгрузочных усгройств, побудителей истечения сыпучих материалов, затворов,
питателей, приборов автоматизации и контроля.
Бункеры представляют собой емкости для кратковременного хранения сыпучих
Mai ериалов. Наиболее близкими к бункерам по форме и эксплуатационным характе-
ристикам являются пересыпные воронки, полубункеры и силосы.
Пересыпные воронки отличаются от бункеров размерами и, как правило, отсутс-
твием затворов. Они служат для формирования струи материала при передаче его
с одного транспортного усгройства (или нескольких устройств) на другое. Пересып-
ные воронки имеют малую емкость и поэтому не могут служить компенсаторами не-
равномерности подачи сыпучего ма сериала.
Полубункеры отличаются от бункеров малой глубиной по сравнению с размерами
в поперечном сечении.
Силосами называются сосуды с вертикальными стенками, предназначенные для
длительного хранения сыпучих материалов. Силосы отличаются от бункеров боль-
шей высотой по сравнению с размерами в поперечном сечении.
В качестве загрузочных устройств применяют транспортирующие машины не-
прерывного и периодического действия: ковшовые элеваторы, ленточные, пластин-
чатые конвейеры, скиповые подъемники и др. Для загрузки и разгрузки бункерных
усгройств применяют также различные спуски.
Бункеры изготавливают из металла, железобетона, древесины, полимерных
и композиционных материалов. Выбор конструкционного материала определяется
свойствами сыпучих материалов и экономическими соображениями.
Бункеры могут быть закрытыми и открытыми сверху (рис. 9.1.8). Открытые
бункеры применяются лишь для сыпучих материалов, не выделяющих пыли и не
боящихся атмосферных осадков. В закрытых бункерах с конической крышкой от-
сутствуют пустые зоны при заполнении. В закрытых бункерах с плоской крышкой
всегда образуются пустые золы, которые не только уменьшают объем бункера, но
и служат местом скопления в них взрывоопасных газов и пыли. Но форме бункеры
делятся на прямоугольные, круглые и корытообразные.
Прямоугольные бункеры по фор-
ме днища могут быть двух-, трех-,
чстырехскатные и многоскатные.
Круглые бункеры делятся на
конические и цилипдроконичес-
кие. Цилиндроконические бункеры
труднее, чем прямоугольные, впи-
сываются в объем зданий при раз-
мещении их в ряд. Однако кони-
ческие и цилиндрические бункеры
Рис. 9.1.8. Бункеры: а-г — закрытые
сверху, д,е — сп крьп ыс сверху
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
833
проще в изготовлении и имеют меньший вес вследствие применения бескаркас-
ной конструкции.
Для лучшего использования производственных помещений круглые бункеры ре-
комендуется снабжать прямоугольными выпускными отверстиями, а воронки выпол-
нять в виде комбинации плоскостей и конических поверхностей.
Корытообразные бункеры по форме поперечного сечения делятся на призмати-
ческие и пирамидальные. Для обеспечения полного освобождения призматическо-
го бункера от груза в нем предусматривают промежу точные скаты, расположенные
между выпускными огверс гиями.
Щелевые бункеры по форме делятся на симметричные и асимметричные. В асим-
метричных бункерах круппокусковой материал менее подвержен сводообразованию.
Щелевые бункеры могут быть с наклонными и вертикальными стенками. На рис. 9.1.9
показаны схемы щелевых корытообразных бункеров с разгру ючными огверс гиями
в виде длинной щели.
По расположению в пространстве различают бункеры подвесные, подземные и уг-
лубленные в грунт.
По способу действия ра зличают бункеры непрерывного и периодического дей-
ствия. В бу- (керах непрерывного действия материал находится в движении, а верхний
его уровень поддерживается примерно на одном месте за счет непрерывно поступаю-
щего потока материала. Необходимым требованием к форме бункеров непрерывного
действия является отсутствие застойных зон материала. 8 бункерах периодического
действия сыпучий материал движется периодически во время включения разгрузоч-
ного механизма.
Бункеры периодического действия можно разделить на три группы: 1) бункеры,
неопорожняемые полностью; 2) бункеры, полностью опорожняемые при каждом от-
крывании зат вора; 3) бункеры, опорожняемые полностью при нескольких открыва
ниях зал вора.
Неопорожняемыми полностью бункерами периодического действия называются
такие, в которых по условиям эксплуатации уровень сыпучего материала не должен
опускаться ниже установленной высоты. В таких бункерах для герметизации над вы-
пускным отверстием поддерживается слой материала минимальной высоты. Неопо-
рожняемые бункеры снабжаются сигнальными или автоматическттми устройствами
для выключения разгрузочного механизма при достижении в бункере заданного ми-
нимального уровня материала.
К бункерам, полностью опорожняемым при одном открывании затвора, относят-
ся, например, загрузочные дозиро-
вочные бункеры. В этих бункерах
мот ут применяться за гворы, способ-
ные перекрывать отверстия только
порожних бункеров.
К бункерам, опорожняемым пол-
ностью при нескольких открываниях
зал вора, относятся такие, в которых
по условиям эксплуатации высота
Рнс. 9.1.9. Схемы щелевых бункеров
834
ГЛАВА 9
расположения уровня материала не играет существенной роли и когорые поэтому
могут в отдельных случаях полностью опорожняться. Затворы этих бункеров долж-
ны быть пригодны для перекрытия разгрузочного отверстия бункера, содержащего
насыпной материал в любом количестве в пределах его емкости.
Материалы для изготовления бункеров
Бункеры изготовляют из металла, железобетона и комбинированных материалов.
Металлические бункеры обладают сравнительно небольшой массой,
их опоры занимают мало места. 'Эти бункеры достаточно долговечны при хранешпг
сухих грузов, эксплуатация их дешевле других бункеров.
Однако металлические бункеры подвержены коррозии при хранении влажных ма-
териалов. Коррозия не только ускоряет износ бункера, но и увеличивает коэффициент
трения сыпучего мателиала о стенки, что может затруднить разгрузку бункера.
Железобетонные бункеры пригодны для хранения сухих и влажных
материалов. ’Эти бункеры долговечны, по, как правило, дороже и тяжелее металли-
ческих. Железобетонные бункеры малопригодны для хранения горячих материалов,
так как бетон дает трещины вследствие термических деформаций.
По конструкции железобетонные бункеры делятся на монолитные, сборные
и смешанной конструкции,
Сборные железобетонные бункеры состоят из отдельных железобетонных плит,
соединенных сваркой. Бункеры смешанной конструкции состоят из стальных кирка
сов, покрытых внутри железобетонными плитами.
Комбинированные бункеры представляют собой соче такие отдельных
конструкций, изготовленных из различных материалов. Например, железобетонный
корпус бункера соединяют с металлическим днищем, каменный или кирпичный кор-
пус с металлической армировкой сочленяют со сборным железобетоштым днищем.
Давление сыпучего материала на стенки бункеров
Давлеште, производимое па стенки бункеров содержащимся в них сыпучим мате-
риалом, зависит от свойств этого материала и от конструкции бункера.
Если материал по своим свойствам близок к жидкости (жидкий бетон, строительные
растворы и др.), то давление на стенки распределяется по г идрост атическому закону
P = h'pH'g,
где h — глубина расположения точки стенки, для которой определяется давление, м;
рн — насыпная плотность материала, кг/м3, g — ускорение свободного падения, м/с2.
Для сильно аэрированных сыпучих материалов, Maiериалов, содержащих боль-
шое количество влаги, а также для бункеров, получающих интенсивные вибрации,
давление на стенки бункеров определяется по формуле
p = hpuKt,-g>
где Кд = 1 + а/ — коэффициент динамичности; а — максимальное ускорение верти-
z S
калыгых вибраций, м/с2.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
835
Ускорение вертикальных вибраций бункеров обычно не превышает величины
6 м/с2. Это значение можно принимать за расчепюе, если т очное значение вер шкаль-
ных вибраций неизвестно.
Давление сыпучих материалов на стенки бункеров зависит от сил внугрецнего
трения и сцепления частиц материала.
В процессе наполнения бункера сыпучим материалом наблюдается вертикальное
перемещение глубоко расположенных слоев материала относительно вертикальных
стенок, благодаря тому ч го под давлением верхних слоев ма гсриала происходи г уп-
лотпение нижераспопоженных слоев, а также возникает упругая деформация стенок
бункера. В результате этого на поверхности соприкосновения сыпучего материала со
стенками бункера возникают направленные вертикально касательные напряжения т,
воспринимающие частично некоторую долю веса содержимого бункера. В результате
этою распределение давления будет отклоняться от гидростатического закона тем
сильнее, чем больше будет глубина погружетшя по сравнешпо с поперечным разме-
ром сосуда.
Давлениер хорошо сыпучих материалов на вертикальные стенки бункеров опре-
деляют по формуле
р = KdkehpH • g,
где к — коэффициент бокового давления; определяется как отношение давления
на вертикальные стенки р к вертикальному давлению в бункере на расстоянии h от
свободной поверхности материала; е— коэффициент, учитывающий вертикальные
силы трения сыпучего магериала о стенки бункера (так называемый «коэффициент
зависания»), определяется из специальных таблиц в зависимости от величины/, оп-
ределяемой по формуле:
X = kf.h/R^
где/J — коэффициент грения сыпучего материала о стенки бункера; Rg— гидравли-
ческий радиус бункера, м.
Давление хорошо сып^-чих материалов на наклонные стенки неглубоких бунке-
ров определяется по формуле
р = К dhp (cos2 а + msin а) • g,
где а— угол наклона стенок бункера к горизонту; т ~ 0,187/j — коэффициент по-
движности.
Давление на горизонтальные участки дна глубоких бункеров определяется по
формуле
Р = • h • р | £ • g.
Давление плохо сыпучих материалов на стенки бункеров при прочих равных усло-
виях несколько меньше, чем давление легкосыпучих материалов, поскольку наличие
связности между частицами плохо сыпучих материалов препятствует перемещешпо
часпщ в сторону и этим уменьшает боковое давление. Приведенные выше формулы
для расчета давления легкосыпучих грузов на вертикальные стенки MOiyr быть при-
менимы и для приближенного расчета давлений плохосыпучих грузов.
836
ГЛАВА 9
Пропускная способность бункеров
Пропускная способность бункеров непрерывного действия измеряется количеством
сыпучего материала, которое может пройти через выпускное отверстие бункера в едини-
цу времени. Пропускную способность таких бункеров можно вычислить по формуле
Q = «рЛ>
где у— скорость истечения материала из отверстия бункера, м/с; Fo— площадь от-
верстия истечения, м2.
Пропускная способность бункеров, опорожняемых при каждом открывании за-
твора (дозировочных), характеризуется временем их опорожнештя т0. Для нормаль-
ного вида истечения время опорожнения определяется по формуле
т = V[nF
4о о»
где V— емкость бункера, м3.
При гидравлическом виде истечения для полужидких материалов время опорож-
нения зависит от конфигурации бункера и от высоты засыпки, так как скорость исте-
чет1Я при этом падает с уменьшением высоты засыпки.
Пропускная способность бункеров при уменьшающемся диаметре кусков ма-
териала увеличивается тем больше, чем больше частицы магериала приближаются
к форме шара.
Интенсивность истечения из бункеров увеличивается при увеличении плотности
материала и при уменьшении коэффициента трения между материалом и стенками
бункера.
При увеличении влажности материала интенсивность истечения, как правило,
уменьшается. Чем меньше выпускное отверстие бункера, гем меньше допустимая
влажность, при которой материал еще способен к истечению.
9.2. Технологические трубопроводы
9.2.1. Общие сведения и классификация
технологических трубопроводов
На предприятиях химической промышлешюсти технологические трубопроводы
являются неогьемлемой частью технологического оборудования.
Технологические трубопроводы делятся на внутрицеховые и межцеховые.
К внутрицеховым относятся трубопроводы, соединяющие отделытъте аппара-
ты, установки, машины, расположенные на территории цеха; к межцех оз ы м —
трубопроводы, соединяющие оборудование, которое находится в разных цехах.
В зависимости от расположения трубопроводы могут быть надземными и под-
земными. Наиболее распространены надземные трубопроводы, удобные для техни-
ческого надзора.
Технологический трубопровод представляет собой конструкцию, состоящую из
ряда элементов: труб, трубопроводных деталей (филинов) и арматуры, соединенных
разъемными и неразъемными соединениями. Вследствие большого разнообразия
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
837
элементов трубопроводов и значительных объемов их выпуска промышленностью
важное значение имеют вопросы унификации и стандартизации этих элементов.
В связи с этим трубы, трубопроводные детали и трубопроводную арматуру изготов-
ляют, поставляют и монтируют в соответствии с государственными и отраслевыми
нормативно-техническими документами. Проектирование трубопроводов сводится,
в сущности, к подбору соответствующих трубопроводных элементов по действующим
стандартам и нормалям. При этом важное значение имеют две характеристики тру-
бопровода — условный проход и условное давление.
Номинальный диаметр отверстия в трубе или арматуре, служащего для прохода
среды, называется условным проходом и обозначается D. Если два любых элемента
трубопровода имеют одинаковые значения Dy, то они имеют одинаковые площади
проходного сечешь и одинаковые присоединителыгые размеры. Для широкого при-
менения в технологических трубопроводах рекомендуют грубы и арматуру с услов-
ными проходами (в мм): 3; 5,10; 15; 20; 25; 32; 40; 50; 65; 80; 100; 125; 150; 200; 250;
300; 350; 400: 500; 600; 800; 1000; 1200; 1400; 1600; 2000; 2400; 3000; 3400; 4000.
Под условным давлениемр понимают максимальное избыточное давление среды
с температурой 20 °C, при котором обеспечивается длительная и безопасная эксплуа-
т ация элементов трубопроводов. При рабочей температуре среды до 200 °C условное
давление совпадает с рабочим давлением. При более высокой рабочей температуре
значение условного давления должно бы гь больше рабочего. ГОСТ 356 устанавлива-
ет следующий ряд условных давлений (МПа): 0.1; 0,25; 0,4; 0,6; 1; 1,6; 2,5; 4; 6,4; 10;
16; 20; 25; 32; 40; 50; 64; 80, 100.
Для объединения трубопроводов в группы по условиям работы выполнена их
классификация с учетом т рех основных параметров: рабочего давления, рабочей тем-
пературы, свойств и параметров перекачиваемой среды.
В зависимости от свойств транспортируемой среды все технологические трубо-
проводы делят на пять ipynn (А, Б, В, Г, Д), а в зависимости от ее параметров (давле-
ния и температуры) — на пять категорий (I, II, III, IV, V).
Группы А-Д включают следующие трубопроводы: А — для токсичных жидких
и газообразных продуктов; Б—для горючих и активных газов, легковоспламеняю-
щихся и горючих жидкостей; В — для водяного перегретого пара; Г — для водяного
нас ыщенного пара, горячей воды и парового конденсата; Д — для негорючих газов,
жидкостей и паров. В пределах каждой группы трубопроводы разделены на кате-
гории. Так, в группе Б для перекачивания легковоспламеняющихся жидкостей при
температуре +350...+700 °C требуется трубопровод категории I, а при температуре
+150.. .+120 °C трубопровод категории IV Для грубопроводов каждой категории уста-
новлены определенные нормы проектирования, монтажа, эксплуатации и ремонта.
9.2.2. Трубы
Трубы для технологических трубопроводов классифицируют по видам материа-
лов, применяемых для их изготовления, и по способам производст ва.
По видам материалов трубы разделяют на металлические и неметал-
лические.
По способу производства металлические грубы делят на бесшовные, сварные
и лигые.
838
ГЛАВА 9
Бесшовные стальные трубы изготовляют горячекатаными, холоднокатаными
и холоднотянутыми. Геометрическая точность изготовления и чистота поверхности
холоднотянутых и холоднокатаных груб выше, чем труб горячекатаных.
Грубы из углеродистой стал*». применяют для транспортирования неагрессивных
и малоагрессивных продуктов при температуре гге более 450 °C.
Для транспортирования высоко- и среднеагрессивных продуктов, движение ко-
торых по углеродистым трубам может вызвать их коррозию и изменение качества,
а также для работы при температурах выше 450 °C, применяют грубы из легирован-
ных и высоколегированных сталей.
Выбор марки стали трубопроводов при их температуре до 200 °C следует произ-
водить по рекомендациям СНиП П-23-81 *.
Допускаемое внутреннее давление остальных трубах зависит главным образом
от марки стали, толщины сгенки грубы и от качества термообработки. В настоящее
время выпускают стальные трубы, рассчитанные на давление до 250 МПа и выше.
Сортаменты стальных груб для технологических трубопроводов охватывают диа-
пазон диаметров 1...1600 мм с толщиной стенок 0,1...75 мм, что дает возможность
широкого выбора труб применительно к различным условиям работы.
Бесшовные трубы являются наиболее качественными, поэтому их используют
для трубопроводов ответствегиюго назначения (1 и П категории), транспортирующих
кислоты, щелочи, ядовитые, удушливые, огне- и взрывоопасные продукты, сжижен-
ные газы независимо от рабочего давления; для паропроводов, воздухопроводов
и .шнии инертных газов при условном давлении выше 1,6 МПа, для трубопроводов
высокого давления и др.
Бесшовные трубы из коррозионностойкий стали предназначены для транспор-
тировки высокоагрессивных химических продуктов, сернистых жидких и газооб-
разных нефтепродуктов, а также для паропроводов с высокими температурой и дав-
лением пара. Особенно широко применяют трубы из хромоникелевой стали марок
12Х18Н10Т, 10Х17Н13М2Г, обладающих высокой химической и температурной
стойкостью. Коррозиотпюстойкие бесшовные трубы в соот вегствии с ГОСТ изготов-
ляют с наружным диаметром до 325 мм. При прокладке трубопроводов больших диа-
метров применяют нержавеющие электросварные (из листа) трубы.
Сварные трубы имеют продольный или сгпгральггый шов, поэтому они менее
надежны в работе. Электросварные трубы обычно используют для изготовления
трубопроводов, транспортирующих горючие, неагрессивные и малоагрессивные
продукты, щелочи, перегретый и насыщенный пар при условном давлегпги не более
1,6 МПа и температуре 300 °C.
Стальные сварные водогазопроводные грубы применяют для внутрицеховых во-
допроводов, отопительных трубопроводов, лишгй сжатого воздуха, а также других
трубопроводов V категории.
Трубы изготовляют также из чугуна, меди, латуни, свинца, керамики, стекла, фар-
фора, пластмассы. В настоящее время трубы из цветных металлов и свинца почти
полностью заменены пластмассами. Из последних наиболее распространены трубы
из винипласта, фаолита, полиэтилена и полипропилена. Эти грубы стойки к агрес-
сивным средам, однако их можно применять только при невысокой температуре
транспортируемой среды. Так, температурный предел винипластовых труб 40 °C,
полипропиленовых груб 100 °C, а труб из фаолита 110 °C.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
839
Все более широко в химической промышленности применяют титановые трубы.
Весьма перспективны стальные трубы с защитным покрытием внутренней поверх-
ности полиэтиленом, винипластом, эмалью, стеклом и резиной. Наиболее хорошо
освоены отечественной промышленностью грубы, внутренняя поверхность которых
покрыта резиной (гуммированные трубы).
9.2.3. Фасонные (соединительные) детали
трубопроводов
К соединительным деталям трубопроводов относятся колена различных конс-
трукций, служащие для изменения направления трубопроводов; переходы— для
изменения площади проходного сечения трубопровода; тройники, крестовины и par
вилки —для ответвления труб в разные стороны.
Существуют различные способы соединения отдельных звеньев труб, фасонных
частей и арматуры.
Способ соединения труб зависит от назначения трубопроводов, характера транс-
портируемого вещества, давления в трубопроводе, условий прокладки (в земле, в зда-
нии, в туннеле или на эстакаде и т. д.), а также от способа крепления, температурных
деформаций и частоты разборки трубопроводов по технологическим причинам.
В химической промышленности в основном применяют стандартные соединения
(муфтовые, фла1 щевые, раструбные, сварные), а также специальные приспособления.
Муфтовые соединения применяют в водогазопроводных трубах с наруж-
ной резьбой для санитарно-технических и лабораторных установок. Такое соединение
используют также при прокладке стальных обсадных трубопроводов (в скважинах).
Муфта предсгавляет собой деталь с внутренней резьбой, которая служит для со-
единения двух частей трубопровода.
Муфты для газоводопроводных труб изготавливают из ковкого чугуна или из ста-
ли. Для удобства разъединения двух труб отдельные соединения выполняют на сто-
нах. Сгоном называется отрезок трубы, имеющий на одном конце короткую резьбу,
а на друюм длинную, допускающую навертывание на нее контргайки и муфты.
Фланцевое соединение — основной вид соединения трубопроводов,
применяемый в промышлешюсти для технологических трубопроводов. Фланцевое
соединение используют в случаях, когда нецелесообразно применение сварных со-
единений, например, при необходимости частой разборки соединения. Различают
фланцевые соединения с приварными, свободными или резьбовыми фланцами. Наи-
более часто применяют приварные фланцы. Резьбовые фланцы в химической про-
мышлешюсти применяют в основном на трубопроводах высоко! о давления.
Фланцевое соединение отличается удобством обслуживания, долговечностью
службы, надежностью, герметичностью.
Раструбные соединения применяют ся на следующих трубопроводах:
чугунных, керамических для прокладки в земле, железобетонных, бетонных, чугун-
ных для санитарно-технических целей при открытой прокладке в зданиях; в редких
случаях — в пластмассовых трубах.
К достоинствам раструбного соединения следует отнести, возможность созда-
ния некоторого перекоса в трубах при прокладке, а также озсутствие необходимости
в болтовых соединениях, что важно при прокладке трубопроводов в земле.
840
ГЛАВА 9
Соединение труб сваркой, пайкой или склеиванием — широко
распространенный в промышленности метод. Трубопроводы могут свариваться все-
ми промышленными способами, обеспечивающими качество сварных соединений.
Сваркой или пайкой можно соединять трубы из черных металлов (кроме чугунных),
цветных металлов, а также изготовленных из полимерных материалов.
К преимуществам сварных соединений следует отнести высокую прочность шва
(при хорошем выполнении рабогы прочность шва достигает 100% прочности цель-
ной трубы); удобство в эксплуатации (минимальные течи); простоту обслуживания;
высокую экономичность.
Недостатком сварного соединения является трудность разборки трубопроводов;
поэтому часто делают смешанные соединения (2-3 трубы сваривают, а затем ставят
фланцевое соединение и т. д.). Такие смешанные соединения необходимы при транс-
портировке вискозных, ацетатных и других растворов. На сварном трубопроводе так-
же ставят фланцы (в местах установки арматуры и при подсоединении к аппаратам).
Ф а с о и и ы е ч а с т и (фитинги) — детали для трубных соединений. Они необходи-
мы для соединения груб и для разветвления трубопроводов; для уменьшения диаметра
трубопровода; для ус таиовки контрольно-измерительных приборов. При изготовлении
фасоштых частей пре,/1усматривают различные варианты их соединений (резьбовые,
фланцевые, раструбные, сварные и др.). К фасонным частям от носятся тройник, крес-
товина, отвод, колено, переход, патрубок, вставка, заглушка, муфга, ревизия и др.
При прокладке сварного стального трубопровода часто вместо вставки фасотштх
частей делают врезку ответвлений непосредственно в трубопровод; при этом значи-
тельно уменьшается объем монтажных работ.
9.2.4. Компенсаторы
При транспортировании различных продуктов с повышенными или пониженны-
ми температурами происходят изменения длин трубопроводов.
При закреплении таких трубопроводов жесткими (неподвижными) опорами
в трубах возникают напряжения, и в случае отсутствия устройств, компенсирующих
(поглощающих) изменения длины трубопроводов, могут произойти деформации
труб или разрушение опор.
Тепловые изменения длин трубопроводов при температуре среды не более 80 °C могут
быть скомпенсированы эластичностью самого трубопровода при наличии в нем отводов,
небольшой его протяженности и правильной расстановке опор. Такая самокомпеисация
является лучшим способом компенсации тепловых изменений длин трубопроводов.
Однако в большинстве случаев на трубопроводах устанавливают компенсаторы,
так как вследствие разности температур транспортируемых продуктов и окружающей
среды трубопроводы подвержены температурным деформациям. Обычно трубопро-
воды имеют значительную длину, поэтому их общая температурная деформация мо-
жет оказаться достаточно большой и вызват ь разрыв или выпучивание трубопровода.
В связи с этим необходимо обеспечить способность трубопровода компенсировать
эти деформации.
Изменение длины трубопровода зависит от его исходной дайны, наибольшего
температурного перепада и коэффициента теплово! о линейного расширения матери-
ала т рубопровода и определяется по формуле
ВСПОМОГАТЕЛЬНОЕ ()БОРУДОВАНИЕ
841
А/ = £оаА/,
где а—коэффициент линейного расширения материала 1 м трубы, мм/м-град; А/—тем-
пературный перепад между расчетной температурой теплоносителя (среды) и расчетной
температурой наружного воздуха. град.; LQ—длина трубы в условиях монтажа, м.
По конструктивным видам и принципу действия компенсаторы делят на следу-
ющие I рут гы:
а) гибкие радиальные, воспринимающие тепловые удлинения благодаря упругой
деформации изгиба участков труб различной геометрической формы;
б) гибкие (упругие) осевого типа, в которых изменения длины груб поглощаются
специальными пружинящими элементами, имеющими форму линз, волн и деформи-
рующимися в осевом направлении;
в) осевые скользящего типа, в которых тепловые удлинения погашаются путем
вдвш алия труб внутрь корпуса компенсатора через сальниковые уплотнения.
Гибкие радиальные компенсаторы
Гибкие радиальные компенсаторы изготовляют 77-образными, S-образными, ли-
рообразны ми и кольцеобразными.
Для надземных технологических трубопроводов преимущественно применяют
77-образные компенсаторы, изготовляемые гнутыми из труб или сварными, с приме-
нением крутоизогну гых или сварных отводов.
Гибкие компенсаторы изготовляют из гладких бесшовных труб тех же марок ста-
лей, что и основной трубопровод, и допускают к установке без снижения основных
параметров работ ы всего трубопровода.
77-образные компенсаторы обладают большой компенсирующей способностью,
их можно применять при любых давлениях. Однако они отличаются громоздкостью
и требуют установки специальных опор. Обычно их располагают горизонтально
и снабжают дренажными устройствами. Их рекомендуется применять для трубопро-
водов сравнительно небольших диаметров (600...800 мм).
Гибкие (упругие) компенсаторы осевого типа
К ним относятся линзовые и волнистые компенсаторы.
Линзовые компенсаторы предназначены для установки на тру-
бопроводах диаметром 100...2400 мм, транспортирующих неагрессивные или мало-
агрессивные продукты при давлении до 1,6 МПа. По конструкции они аналогичны
компенсаторам кожухотрубчатых теплообменников.
Компенсирующая способность одной линзы зависит от ее диаметра и толщины
стенки. В зависимости от необходимой компенсирующей способности применяют
одно-, двух-, трех- и чстырехлинзовые компенсаторы.
Для уменьшения сопротивления движению продукта внутри компенсаторов
обычно устанавливаются стаканы; для спуска конденсата в нижних местах каждой
линзы ввариваются дренажные штуцера.
Компенсаторы к трубопроводам присоединяют на сварке или при помощи фланцев.
Волнистые компенсаторы являются наиболее совершенными ком-
пакт ными компенсирующими устройствами, позволяющими устанавливать их па не-
большом участке трассы трубопроводов.
842
ГЛАВА 9
Рис. 9.2.1. Волнистый компенсатор:
1 — патрубок; 2 — кожух; 3 — ограни-
чительные кольца; 4 — гибкий элемент;
5 — стакан
Рис. 9.2.2. Сальниковый компенсатор: 1 —
опора; 2 — набивка; 3 — корпус; 4 — грунд-
букса; 5 — труба
Основной деталью волнистых компенсаторов различных типов является гибкий
элемент, состоящий из эластичной и прочной гофрированной в виде волн оболочки,
изготовлешюй из стали 08Х18Н10Т.
Волнистые компенсаторы (рис. 9.2.1) используют для трубопроводов с неагрес-
сивными и среднеагрессивными средами при давлении до 6,4 МПа. Компенсатор
состоит из гофрированного гибкого элемента 4, концы которого при варены к патруб-
кам /. Ограничительные кольца 3 предотвращают выпучивание элемеша иограни-
чивают изгиб его стенки. Снаружи гибкий элемент защищен кожухом 2, внутри имеет
стакан 5 для уменьшения гидравлического сопротивления компенсатора.
Осевые компенсаторы скользящего типа
К ним относятся сальниковые компенсаторы. Их устанавливают на трубопроводах из
nyiyiia и неметаллических ма1сриачов Сальниковый компенсатор (рис. 9.2.2) состоит из
корпуса 3, закрепленного на опоре 7, набивки 2 и груцдбуксы 4 Компенсация температур
пых деформаций происходит та счет взаимно! о i [еремещения корпуса 3 и вну трештей тру-
бы 5. Сальниковые компенсаторы имеют высокую компенсирующую способность, однако
из-за трудности обеспечения герметизации при транспортировании горючих, токсичных
и сжижетшых газов их пе используют.
9.2.5. Опоры и подвески
Трубопроводы укладывают на опоры, расстояние между которыми определяется
диаметром и материалом труб. Для стальных труб с диаметром до 250 мм это рассто-
яние составляет обычно 3...6 м. Для крепления трубопроводов применяют подвески,
хомуты и скобы. Трубопроводы из хрупких материалов (с текла, графитовых компо-
зиций и др.) укладывают в закрытых лотках на сплошных основаниях.
Опоры для креплешгя трубопроводов подразделяют на неподвижные и подвиж-
ные. По способу крепления трубы к корпусу различают приварные и хомутовые
опоры. Кроме того, опоры выполняют бескорпусными. При этом трубу крепят не-
посредственно к несущим конструкциям трубопровода.
ВСПОМОГАТЕЛЬНОЕ ()БОРУДОВАНИЕ
843
Рис. 9.2.3. Опоры для труб: а — неподвижная;
б — подвижная, 7 — уголок; 2 — хомут; 3 — баш-
мак; 4 — болт; 5 — ролик
аналогичных неподвижным,
вместо
Неподвижные опоры должны жестко
удерживать трубу и не допускагь ее переме-
щения в опоре. Такие опоры воспринимают
вертикальные нагрузки от массы трубопро-
вода и горизонтальные от тепловых дефор-
маций трубопровода и сил трения подвиж -
ных опор, а также гидравлические удары,
вибрацию и пульсацию. Неподвижные опо-
ры (рис. 9.2.3а) состоят из уголков 7, хому-
та 2 и башмака 3, жестко связанных между
собой болтами 4.
Подвижные опоры должны поддержи-
вать трубопровод и не препят ствовать его
осевому перемещению. Они воспринимают
т олько верт икальную нагрузку от массы тру-
бопровода с продуктом и изоляцией. В под-
вижных опорах (рис. 9.2.36), конструктивно
нижнего болта 4 установлен ролик 5, свободно переметающийся в отверстиях угол-
ков 7. Такие опоры необходимы периодически смазывать.
По характеру крепления труб различают подвижные опоры — скользящие, катко-
вые и подвесные и неподвижные — хомутовые, приварные и упорные.
Из подвижных опор наиболее распространенными являются скользящие опоры, пе-
ремещающиеся вместе с трубой по поверхности несущих конструкций трубопровода.
Скользящую опору применяют для трубопроводов, различных диаметров в непро-
ходных каналах и друг их малодоступных местах; катковую опору—для трубопрово-
дов диаметром 100 мм и выше с большим тепловым удлинением. Опоры такого типа
устанавливают па крошш ейнах, мачтах, этажерках и эстакадах. Подвесную опору
применяют чаще в зданиях под перекрытиями и площадками для труб диаметром
до 200 мм. Трубопровод из материалов с малым допускаемым напряжением на раз-
рыв (чугун, фаолиг, керамика и т. д.) нс рекомендуется подвешивать на одной тяге.
Неподвижную хомутовую опору часто используют для укладки трубопроводов
различного диаметра при небольших тепловых удлинениях или при отсу гст вии удли-
нений. При этом учитывают длину участков и непрямолинейность трассы.
При разбивке мест под опоры необходимо правильно предусмотреть располо-
жение компенсаторов и тех элементов трубопровода, которые должны оставаться
неподвижными (тройники и крестовины). Если при тепловом удлинении магистра-
ли тройник будет перемещатвся вдоль оси трубопровода, это вызовет перемещение
отходящей от него линии, расположенной перпендикулярно ее оси, и повлечет на-
рушение соединений. В связи с этим в местах расположения крестовин и тройников
стараются разместить неподвижные опоры или так называемые мертвые точки. При
наличии теплового расширения трубопровода между двумя смежными мертвыми
т очками должен быть помещен компенсатор. Крепления трубопровода в мертвых точ
ках должны обеспечивать неподвижность трубопровода в опоре.
844
ГЛАВА 9
Рис. 9.2.4. Полвсска: 7 — хомут; 2 — узел регулировки; 3 — ушко; 4 — тяга;
5 — проушина
К несущим конструкциям при прокладке трубопроводов относятся
кронштейны, подвески, стойки, этажерки, Каждая из них в зависимости
от строительной конструкции, по которой прокладывается трубопровод,
и от массы грубы и количества прокладываемых труб имеет свои осо-
бенности.
Весьма широко распространены подвесные опоры, относящиеся
к классу подвижных опор. Они практически не препятствуют перемеще-
нию трубопровода в горизонтальной плоскости в направлении его оси.
Наиболее простая конструктивная форма подвесной опоры представ-
ляет собой подвеску в виде круглых тяжей. Как правило, трубопровод
подвешивают за опорное кольцевое ребро. Работоспособность подвес-
ных опор определяется их гибкостью, зависящей в основном от длины
подвесок, которую следует припи мат ь не менее чем в 1,5.. .2 раза больше
диаметра трубопровода. При более коротких подвесках необходимо при-
нимать меры по обеспечению перемещения трубопровода.
Подвески крепятся к металлическим, железобетоштым балкам или
перекрытиям, они могут иметь одну или две тяги, длину которых регу-
лируют муфгами. Тяги кренят к опорным конструкциям либо на сварке через про-
упгину, либо шарнирно. Подвеска с одной тягой (рис. 9.2.4) состоит из хомута 7, узла
регулировки длины подвески 2, ушка 3, тяги 4 и проушины 5.
9.2.6. Расчет трубопроводов
При расчете диаметра трубопровода при передаче жидкости или газа по цилинд-
рическому трубопроводу делается допущение, что его сечение заполнено жидкостью
целиком и что во время движения сохраняются постоянными следующие параметры:
скорость, давление и сопротивление.
Секундный расход, т. е. количество Q протекающей жидкости или газа по цилин-
дрическому трубопроводу определяют по уравнению
& = FV=*g.V>
где F— площадь сечения трубы, м2; d—диаметр трубы, м; v — средняя скорость сре-
ды, м/с.
При определении часового расхода жидкости или газа уравнение принимает сле-
дующий вид:
С, = 3600 zg-v.
Из этого уравнения легко может быть определен диаметр трубопровода:
V ЗбООлг) '
Скорость движения среды зависит от напора, ее вязкости, материала и конструк-
ции трубопровода и обычно принимается
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
845
а) для воды и маловязких жидкостей (спирт, ацетон, бензин, слабые растворы кис-
лот и щелочей)— 1 ...3 м/с;
б) для жидкостей с большей вязкостью (масла, суспензии) — 0,5... 1,5 м/с;
в) для сжатого воздуха и насыщенного пара — 20.. .30 м/с;
г) для перегретого пара и газов высокого давления — 30...60 м/с.
Расчет труб на прочность
При определении основных размеров деталей трубопроводов учитывается только
основная нагрузка в дезалях — внутреннее давление.
Толщина стенки прямых участков трубопроводов вычисляется по формуле
Р
s = sR + с = —г ,—-— + с,
" 2Мр - р
где sR— расчетная толщина стенки, м; р— расчетное давление, МПа. DB— внут-
ренний диаметр грубы, м; [а] — допускаемое напряжение мазериала трубы, МПа;
<р — коэффициент прочности сварного шва (принимается <р = 0,8); с — суммарная
прибавка к расчетной толщине, м.
Для бесшовных труб (р = 1,0 и коэффициент прочности поперечного сварного шва
не \ чи гывается. Значение С рассчитывается по формуле
с = Cj + с2 + с3,
где Cj — прибавка, учитывающая предельное минусовое отклонение по толщине стен-
ки, м; с2 — прибавка, компенсирующая потерю на коррозию, м: с3 — прибавка, компен-
сирующая эрозию трубы, м.
Для обеспечения достаточной толщины стенки в местах стыка труб необходимо
учитывать требование, чтобы минимальная толщина стенки в месте стыка удовлет-
воряла условию
SQ — Sm — ®»^(Д«пмп — ^ктах)»
где sm — минимальная толщина стенки с учетом предельного минусового допус-
ка наружного диаметра и предельного плюсовою допуска внутретлтего диаметра
трубы, м; s0— условная толщина стенки грубы (s0 = s R при (р = 1), м; Dimin — ми-
нимальный наружный диаметр трубы, т. е. диаметр при предельном минусовом
допуске, м; DKma— максимальный внутренний диаметр трубы вместе стыка, т. е.
диаметр при предельном плюсовом допуске, м.
9.3. Трубопроводная арматура
9.3.1. Общие сведения и классификация
трубопроводной арматуры
Арматурой называют устройства, устанавливаемые на трубопроводах. аппарат ах.
емкостях для управления потоками рабочих сред. Арматуру классифицируют по функцио-
нальному назначению, способу присоединения к трубопроводу, конструкции привода.
846
ГЛАВА 9
По функциональному назначению трубопроводную арматуру
подразделяют на следующие основные классы:
— запорная—для перекрытия потока среды (составляет около 80 % всей арматуры);
— регулирующая— для изменения расходов и параметров среды (гемпературы,
давления и т. д.);
— предохранительная — для предотвращения аварийного повышения давления
в системе путем сброса среды из системы;
— защитная (отсечная) — для защиты оборудования от аварийных изменений па-
раме! ров среды путем отключения обслуживаемой линии;
— фазоразделительная — для удаления конденсата из паро- и газопроводов.
Арматура любого класса включает три основных элемента: корпус, привод и ра-
бочий орган (запорный, регулирующий и др.), состоящий из седла и перемещающе-
гося или поворачивающегося относительно него затвора (золотника).
По способу присоединения корпуса к трубопроводу арматуру делят
на флатщевую, муфтовую, под приварку и другие. В химической промышленности
наиболее распространена флатщевая арматура. Муфтовую арматуру используют на
трубопроводах диаметром до 50 мм, предназначенных для транспортирования него-
рючих и нейтральных сред. Приварную арматуру устанавливают па трубопроводах
при повышенных требованиях к плотности соединения.
В зависимости от конструкции i тривода рабочего органа трубопровод-
ную арматуру разделяют на управляемую (с ручным, пневматическим или электро-
механическим приводом) и автоматически действующую, в которой привод осущест-
вляет ся самим потоком среды.
9.3.2. Запорная арматура
Серийно выпускают запорную арматуру следующих типов: краны, вентили, за-
движки и заслонки.
Кранами называется арматура с затвором в форме тела вращения, который
может поворачиваться вокруг оси, перпендикулярной направлению движения пото-
ка. По типу затвора краны могут быть пробковыми и шаровыми.
Пробковые краны по типу затвора подразделяются на пробковые конусные и пробко-
вые цилиндрические, а по методу герметизации — на сальниковые и натяжные. В саль-
никовых кранах (рис. 9.3.1 о) необходимое для герметизации давлеште на конических
поверхностях корпуса / и пробки 2 создается при затяжке сальника 3. В натяжных
кранах (рис. 9.3.16) пробку 2 уплотняют в корпусе 1 путем затяжки гайки 4.
Г 1робковые краны изгот авлива-
ют из чугуна, углеродистой стали,
латуни, а также чугунными с за-
щитным покрытием внутренней
поверхности.
Шаровой кран (рис. 9.3.2) со-
стоит из корпуса /, шаровой про-
Рис. 9.3.1. Пробкеемс краны: a—
сальниковый; б— натяжной; 1 — корпус;
2—пробка; 3 — сальник, 4—гайка
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
847
Рис. 9.3.2 Кран шаровой: 1 — корпус; 2 — шаровая
пробка; 3 — уплотнительное кольцо; 4 — шг мидель
бки 2, уплоттпггелытых колец 3 и шпинделя 4.
Корпусы и шаровые пробки изготавливают из
чугуна, коррозионностойких сталей, титана
и пластмасс. Уплотнительные кольца изготав-
лизают из фторопласта-4.
Шаровые краны благодаря их высоким экс-
плуатационным показателям широко применя-
ются в химической промышленности.
К преимуществам кранов следует отнести
то, что они имеют малые размеры и низкое гид-
равлическое сопротивление, на грубопроводе
их можно устанавливать в любом положении. К недостаткам кранов следует отнести
сложность регулирования расхода, а также возможность возникновения гидравличе-
ского удара из-за быстрого перекрытия потока. Краны греб} юг ухода и периодического
смазывания, в противном случае пробка может «прикинет ь» к корпусу. К недостаткам
кранов следует отнести и то, что они малопригодны на линиях для пара и нагретой
жидкости из-за возможности коробления корпуса и прилипания к нему пробки.
Вентили представляют собой запорную арматуру с запором в виде плоской
или конической тарелки (золотника), которая перемещается возвратно-поступатель-
но вместе со шпинделем относительно седла. Уплотнение шпинделя может быть
сальниковым или сильфонным.
Вентиль запорный с сальниковым уплотне-
нием (рис. 9.3.3) состоит из корпуса /, золоти-
ка 2, крышки 3, салыги ка 4, нажимной втулки 5,
шпинделя 6 и маховика 7. Сальниковое уплот-
нение не обеспечивает надежной герметично-
сти, в виду чего вентили с таким уплотнением
имеют ограниченное применение при пожаро-
и взрывоопасных средах.
Вентили с сильфонными уплотнениями
(рис. 9.3.4) применяются при работе с вы-
сококоррозионпыми, токсичными, пожаро-
и взрывоопасными средами. Наличие силь-
фонного уплотнения обеспечивает высокую
степень герметичности по отношению к на-
ружной среде.
Вентили имеют очень высокое ги травличес-
кое сопротивление. Для снижения гидравличес-
кого сопротивления применяют прямоточные
вентили, у которых шпиндель расположен под
острым углом к потоку.
Вентили изготавливают из чугуна, углеро-
дистых сталей, коррозионностойких сгалей,
Рис. 933. Вентиль запорный
с сальниксвым уплотнением: 1 —
корпус; 2— золотник; 3— крышка;
4— сальник; 5— втулка нажимная;
6—шпиндель; 7 — маховик
848
ГЛАВА 9
Рис. 9.3.4. Вентиль запорный с силь-
фонным уплотнением: 1 — корпус; 2 —
золотник; 3 — сильфон, 4 — крышка; 5 —
шпиндель; 6—маховик
Рис. 93.5. Мембранный вентиль: 1 —
корпус; 2— мембрана; 3— золотник; 4 —
шпиндель; 5 — ходовая гайка; 6 — крышка;
7 — маховик; 8— опорное кольцо
титановых сплавов, чугунные с защитным покрытием внутренней поверхности,
пластмасс и керамики.
В химических установках достаточно широко применяются вентили запорные мем-
бранные (диафрагмовые) чугунные с защитным покрытием (рис. 9.3.5). В них запорным
органом служит мембрана 2, изготовленная из резины, фторопласта или комбиниро-
ванная— резиновая с защитным покрытием из фторопласта. Защитное покрытие изго-
тавливается из резины, полиэтилена, фторопласта и кислотостойкий эмали.
Пластмассовые запорные вентили используются для агрессивных сред при
давлении до 0,6 МПа и температуре до 120°С в зависимости от применяемого ма-
териала. В качестве конструкционного материала используются полиэтилен, ви-
нипласт, графитопласт, полипропилен ит. д. Недостатком вентилей из пластмасс
является непригодное!ь работы при высоких температурах и давлениях, измепеггие
прочности со временем из-за старения пластмасс и ползучесть под действием по-
стоянно действующего напряжения.
Вентили из керамики (из фарфора, диабаза, стекла) имеют высокую коррозион-
ную стойкость и износостойкость. В связи с хрупкостью керамики вентили обычно
снабжают защитным кожухом из чугуна.
В отличие от кранов, которые можно устанавливать па трубопроводе в любом по-
ложении, вентили следует располагать так, чтобы среда в них попадала из-под золот-
ника. При такой установке в положении «закрыто» сальник шпинделя не испытывает
давления. Ремонт сальника в этом случае можно проводить, не опорожняя трубопро-
вод. Кроме того, при такой установке вентиля облегчается его открытие.
К преимуществам вентилей следует отнести следующие: широкая область при-
менения (их устанавливают на водо- и паропроводах, кислого- и щелоченроводах
ит. п.); возможность плавного регулирования расхода и др. К недостаткам следует
отнести большое гидравлическое сопротивление; нежелательность использования
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
849
Рнс. 9.3.6. Задвижка параллельная
с выдвижным шпинделем: 1 — кор-
пус; 2 — седло; 3 — диск; 4 — клин; 5 —
прокладка; 6— крышка; 7— шпиндель;
8 — ходовая гайка; 9 — маховик
Рнс. 9.3.7. Задвижка клиновая с неподвиж-
ным шпинделем: 1 — корпус, 2 — седло; 3 —
клин; 4 — ходовая гайка; 5— прокладка; 6—
крышка; 7— шпиндель; 8— прокладка; 9—
сальник; 10—нажимная втулка; 11 — маховик
для жидкостей, загрязненных твердыми частицами (частицы, попадая на седло вен-
тиля, могут нарушить его герметичность), и др.
Задвижки представляют собой запорную арматуру, в которой затвор в виде
диска или клина перемещается вдоль уплотнительных поверхностей перпендикулярно
оси потока. Они широко используются на водопроводах.
По виду запорного органа их подразделяют на задвижки параллельные двухдис-
ковые и клиновые задвижки с цельным, упругим или составным клином.
Параллельные задвижки используют при малых давлениях среды до ру - 1 МПа.
В них (рис. 9.3.6) запорным органом является шибер, состоящий из двух симметрич-
ных тарелок (дисков) 3, между которыми помещается клин 4; последний при опуска-
тппт тарелок распирает их, прижимая к уплотняющим поверхностям корпуса /.
Клиновые задвижки применяют обычно при больших давлениях среды. В них
(рис. 9.3.7) запорным органом является клиновой диск (тарелка) 3, который при опус-
кании прижимается к седлу 2.
Для закрытия или открытия задвижек необходимо большое число оборотов
шпинделя, поэтому задвижки большого диаметра снабжают, как правило, электро-,
пневмо- или гидроприводом.
Для коррозионных и агрессивных сред задвижки используются ограниченно, в свя
зи с тем, что размещать резьбовой ходовой узел в таких средах нецелесообразно.
Преимуществами задвижек являются малое т идравлическое сопротивление, про-
ст ота конструкции, небольшая длина, большая область использования для некорро
зиотшых сред. Недостатки — ограниченность использования для коррозионных и аг-
рессит ных сред, сложности уплотнения шпинделя.
Заслонками называется арматура, в которой зат вор выполнен в виде дис-
ка, поворачивающегося па перпендикулярной потоку оси. Поворотные дисковые
850
ГЛАВА 9
Рнс. 9.3.8. Повторная дисковая заслонка: 7, 7 — подшип-
ники; 2 — корпус; 3 — кольцо прижимное; 4 — ось; 5 —диск;
6— штифт; 8— вал; 9— электропривод; 10— кольцо рези-
новое
заслонки (рис. 9.3.8) из стали и чугуна используются
главным образом для воды при больших диаметрах
прохода Dy > 200 мм, давлении до 1,6 МПа и нежес-
тких требованиях к гермет ичпости запорного органа.
Для управления обычно применяют червячные пере-
дачи с ручным или электрическим приводом либо гид-
роприводом (для больших D ). Для коррозионных сред
заслонки применяются пока ограниченно.
Преимуществами заслонок являются малые габа-
риты и масса, простота конструкции и небольшая стои-
мость. К недостаткам следует отнести ограшгчеиную
область применения (нецелесообразно применять для
малых диаметров, больших давлений и температур),
увеличение гидравлического сопротивления вследствие
постояшюго нахождения затвора внутри проходного от-
верстия; пониженную герметичность запорного органа; необходимость больших кру-
тящих моментов для управления запорным органом заслонки.
Выбор запорной арматуры
Краны используют, когда требуются запорные устройства, гадающие незначи-
тельным гидравлическим сопротивлением или способные управлять несколькими рас-
ходящимися потоками; в последнем случае используют трех-, четырехходовые краны.
Вентили рекомендуется устанавливать на трубопроводах диаметром до 50 мм;
при диаметре трубопровода более 50 мм вентили используют главным образом
в случаях, когда по условиям технологического процесса требуется ручное дроссе-
лирование. Основное преимущество вентилей — отсутствие трения уплогнительных
поверхностей, что значительно уменьшает опасность их повреждения посторонни-
ми частицами и позволяет использовать при наиболее высоких давлегшях. В связи
с этим вентили устанавливают на трубопроводах высокого давления.
Задвижки рекомендуются дпя трубопроводов диаметром от 50 мм и более, они
имеют минимальное гидравлическое сопротивление, надежное уплотнение затвора
и допускают изменение направления движения среды.
Дисковые заслонки устанавливают на трубопроводах для жидких, газообразных
неагрессивных сред с температурой до 80 °C, при условном проходе до 2000 мм
и давлении до 1,6 МПа.
При выборе материала для трубопроводной арматуры прежде всего
следует учитывать свойства транспортируемой среды, ее коррозиошгую активност ь,
воспламеняемость, токсичность.
В трубопроводах для горючих, токсичных, пожаро- и взрывоопасных сред, сжи-
женных газов применяют только стальную армату'ру. Арматуру из ковкого чугуна
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
851
допускается использовать на газопроводах для горючих газов в диапазоне рабочих
температур -30...+150 °C, при давлении до 1,6 МПа, а арматуру из серого чугуна —
в диапазоне рабочих температур —10.. .+100 °C при давлении до 0,6 Ml la.
В соответствии с нормативными требованиями, независимо от среды, рабочего
давления и температуры, не рекомендуется устанавливать чугунную арматуру на
трубопроводах для токсичных веществ группы А, также для сжиженных углеводо-
родных газов и легковоспламеняющихся жидкостей с температурой кипения ниже
45 °C; для газов при возможности вибрации трубопровода; для газов, содержащих
пары воды, и других замерзающих жидкостей при температуре стенки трубы ниже
0 °C; для газов при возможности растяжения трубопровода; при их размещении на
открытом воздухе при температуре воздуха ниже -30 °C.
На трубопроводах, работающих при температуре ниже -40 °C, следует ус-
танавливать арматуру из легированных сталей и специальных сплавов.
На трубопроводах, предназначенных для транспортирования высокоагрессивных
сред, используют арматуру в коррозионностойком исполнении.
На трубопроводах для сред с токсичными свойствами, горючих и активных газов,
легковоспламеняющихся жидкостей следует устанавливать арматуру, удов тетворяющую
требованиям повышенной герметичности к запорным и сальниковым устройствам.
В случаях, когда это допустимо, арматуре с сальниковым уплотнением штока
в корпусе, как ггаиболее дешевой, отдают предпочгеггие перед арматурой с сильфон-
ным уплотнением. Для трубопроводов с токсичной, пожара и взрывоопасной средой
выбираю г сильфошгуго арматуру.
Ручное управление арматурой используют лишь при ее редком срабатывании.
При частом использовании арматуры, а также в условиях автоматизированного уп-
равления производственным процессом применяют арматуру с электро-, пггевмо-
и гидроприводами. Армагуру с электроприводом гге используюг при температуре
окружающего воздуха ниже —40 °C, на от крытых площадках и в колодцах с повы-
шенной влажностью.
На трубопроводах малого диаметра (до 80 мм) арматуру крепят на резьбе, так как
резьбовые соединения требуют минимального числа присоединительных элементов,
просты по конструкции и исполнению. Для ответственных случаев, когда требуется
чаегьтй демош аж сис гемы, например с целью очист ки, тга т рубопроводах малого диа-
метра используют фланцевые соединения. Наиболее падежный способ присоедине-
ния арматуры — сварка, поэтому в трубопроводах для горючих, токсичных, пожаро-
и взрывоопасных сред сварку используют везде, где это допустимо.
Во фланцевых соединениях трубопроводов для сильно действующих ядовит ых
веществ и дымящих кислот, независимо от давления и температуры, конструкцию
привалочггых поверхностей выполняют по типу «шип — паз».
9.3.3. Регулирующая арматура
К регулирующей арматуре относятся: регулирующие вешили, регулирующие
клапаны, регуляторы давления, per уляторы уровня, смесителыгые клапаны.
Регулирующие вентили имеют ограниченное применение.
Р е г у л и р у ю щ и е клапаны (рис. 9.3.9) используются в различных сис-
темах регулирования потоков с целью управления параметрами технологических
852
ГЛАВА 9
Рис. 9.3.9. Клапан регулирующий двухседсльный: 1 — корпус; 2 —
затворы; 3 — шток; 4 — мембранный исполнительный механизм
процессов. Управление клапаном дистанционное: командный
сигнал поступает на мембрану мембранного исполнительного
механизма 4, создавая усилие, которое перемещает шток 3 с за-
творами 2 в корпусе 7.
Регуляторы уровня жидкости предназначены для
поддержания в резервуаре заданного уровня. Они подразделяются
на регуляторы уровня пи гания и ршуляторы уровня перелива
Принцип работы регулятора уровня питания (рис. 9.3.10) со-
стоит в следующем. Закрытый поплавок /, положение которого
по высоте определяется уровнем жидкости, связан с помощью
рычага 2 с клапанным устройством 3, расположенным в корпу-
се 4 и соединяющим обслуживаемый резервуар с линией подачи
или линией спуска среды. Для обеспечения нормальной работы
регулятора поплавок 7 размещае гея в особой полост и, называемой
успокоительной камерой 5, соединенной с резервуаром.
Поплавок, перемещаясь вместе с уровнем жидкости, воздействует с помощью
рычага и ш тока на золотник клапана, заставляя его перемещаться и изменять пло-
щадь открытого сечения. При понижении уровня жидкости поплавок 1 опускается
и тем самым заставляет клапан 3 подниматься. При этом площадь открытого сечения
в клапане увеличивается и усиливается приток жидкости в сосуд. Повышение уровня
жидкости в сосуде вызывает обратное действие.
В регуляторе перелива клапан устанавливается не снизу, а сверху рычага и соеди-
няется с лилией спуска. Опускагше поплавка вызывает подъем золотника и умень-
шение стока жидкости из сосуда. Регуляторы уровня питания и перелива состоят из
одинаковых элементов и могут быть перекомпонованы один в другой.
Смесительная арматура используегся в тех случаях, когда необ-
ходимо в соответствующих пропорциях смешивать различные среды, выдерживая
постоянным определенный параметр (например, температуру смеси) или изменяя
его по определенному закону. Отличие смесительных клапанов от регулирующих
заключается в том, что командный сигнал, задающий положение плунжера в сме-
сительном клапане, определяет од-
новременно расходы двух сред, в то
время как в регулирующем клапане
положение плунжера определяет
расход одной среды. Как и регули-
рующие, смесительные клапаны уп-
равляются дистанционно.
Рнс. 9.3.10. Регулятор уровня (регуля-
тор питания): 7 — поплавок; 2 — рычаг;
3— клапанное устройство; 4— корпус,
5 — успокоитслы гая камера
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
853
9.3.4. Предохранительная арматура
Предохранительная арматура исключает возможность недопустимо высокого
давления в аппарате или трубопроводной системе путем сброса при ее срабатывании
излишнего количества среды.
По кратности использования предохранительные устройства (11У)
подразделяют на две основные группы:
1) многократно используемые устройства— предохранительные клапаны (ПК)
с самодействующим замыкающим элементом (рис. 9.3-11);
2) устройства одноразового действия — предохранительные мембраны (ПМ) —
специально ослабленные элементы с точно рассчитанным порогом разруше-
ния по давлению.
Предохранительные клапаны. По принципу действия различают следующие ПК:
1) клапаны прямого действия (см. рис. 9.3.1 \a-d), открывающиеся непосред-
ственно под действием давления рабочей среды;
2) клапаны непрямою действия (см. рис. 9.3.11е), в которых главный предохрани-
тельный клапан открывается с помощью специального привода.
Наиболее широко в промышленности применяют клапаны прямого действия.
Их классифицируют по следующим признакам.
Рис. 9.3.11. Предохранительные клапаны: a-d— прямого действия (а — рычажно-грузо-
вые; б— с подачей среды на золотник и с чувствительным элементом в виде мембраны; в —
пропорционального действия; г—двухпозиционного действия с 3aiрезочным элсмопом в виде
сильфона; д — магнитно-пружиштыс); е—непрямого действия с импульсом от рабочего давления
854
ГЛАВА 9
По виду нагрузки на золотник:
1) грузовые ПК с прямым нагружением груза на золотник и рычажно-грузовые
с нагружением через рычаг (рис. 9.3.11а);
2) клапаны с газовой камерой, у которых нагрузка создается сжатым газом, нахо-
дящимся в I ерметически закрытой камере и действующим через специальную мем-
брану и шток на золотник клапана; такие ПК весьма чувствительны к колебаниям
температуры окружающей среды, вызывающими изменение настройки клапапа;
3)рычажно-пружинные клапаны (применяются очень редко);
4) пружинные клапаны с прямым действием пружины на зологник (рис. 9.3.Не, г);
они просты по конегрукции, обладают высокой чувствительностью и надежностью
в эксплуатации, благодаря чему нашли наиболее широкое распространение во всех
отраслях промышленности;
5) магнитно-пружинные ПК (рис. 9.3.1 Id), в которых усилие маггппа добавля-
ется к усилию пружины при закрытом клапане, чем достигается высокая гермет ич-
ность в затворе. В таких клапанах открытие происходит быстро, двухпозиционно,
закрытие — постепенно, благодаря действию магнита (ход клапана пропорционален
снижению давления).
По виду сообщения послезолотниковой полости клапана
с атмосферой:
1) открытые, в которых рабочая среда выпускается в атмосферу (такие клапаны
работают без статического противодавления);
2) закрытые, не сообщающиеся с атмосферой (такие клапаны выпускают рабо-
чую среду в закрытую систему); в этом случае клапан работает с противодавлением,
равным статическому давлению в выпускной системе и сопротивлению трубопрово
да при протекании по нему сбрасываемой среды.
По виду разгрузки послезолотниковой полости:
1) неразгруженные ПК, в которых на золотник действует сила от статического
и динамическою противодавлений, последнее возникает в надзолот никовой полос-
ти клапапа из-за сопротивления отводящей линии. Такие ПК предназначены для ус-
тановки в линиях с малым сопротивлением на сбросе при постоянном статическом
противодавлении, изменение которого не рекомендуется допускать более 10 %;
2) разгруженные ПК (рис. 9.3.11г), в которых сила от противодавления не воз-
действует на золотник на площади, равной площади прохода в седле. Они выполня-
ются с разгрузочным элементом в вице сильфона, мембраны или поршня, предназна-
чены работать в системах с большим и переменным противодавлением.
По высоте подъема замыкающего элемента:
1) малоподъемные пропорционального действия, в которых подъем золотника
Я - 0,05*7. (*7с — диаметр седла клапана). Лимитирующим сечением является щель,
образованная между уплотняющими поверхностями золотника и седла. Малоподъ-
емными обычно выполняют рычажно-грузовые, а также пружинные ПК. Установка
их допускается мри небольших расходах, в основном на жидких средах;
2) среднеподъемные, в которых достигается подъем золотника h = (0,083...0,1) J.
Лимитирующим сечением в них является щель. Средпеподьемные ПК применяют
преимущественно для жидкостей;
3) полноподъемные (высокоподъемные) двухпозиционного действия, в которых
достигается высота h > 0,25d (рис. 9.3.11г). Лимитирующим сечением в них яв-
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
855
ляется самое узкое сечение в седле клапана с диаметром </. Полноподъемные ПК
характеризуются быстротой срабатывания на полный ход золотника. Время их от-
крытия — 0,008.. .0,04 с. Полнонодъемными выполняют пружинные клапаны и кла-
паны непрямого действия
По характеру подъема замыкающего элемента:
1) клапаны пропорционального действия (рис. 9.3.11 в), в которых подъем золот-
ника происходит равномерно, пропорционально повышению давления в системе;
применяют их главным образом для жидкостей, а также в системах с непостоянным
расходом газа в аварийном режиме;
2) клапаны двухпозиционного действия (рис. 9.3.11г). В этих клапанах после не-
большою повышения давления золотник рывком поднимается на заданную величину
практически без изменения давления среды. Такие клапаны применяют в системах
с постоянным расходом газа в аварийном режиме.
По направлению воздействия среды на золотник клапана:
1) клапаны с подачей среды под золотник (рис. 9.3.11е-Э);
2) клапаны с подачей среды на золотник (рис. 9.3.116). Чувствительным элементом
здесь может с, тужить поршень, сильфон или мембрана. При этом иногда седло может
быть расположено на подвижном элементе, на который воздейст вует давление среды.
Клапаны непрямого действ и я (рис. 9.3.Не) подразделяют на следу-
ющие типы:
1) импульсно-предохранительные (ИПУ), в которых импульсом для срабатывания
привода служит та же рабочая среда, поступающая, из импульсного ПК, настроенного
на заданное повышение давления;
2) со вспомогательным управлением, в котором осуществляется принуди тельное
открытие от постороннего источника энергии — давления вспомогательной среды
(воздух, пар), электромагнита и др.
3) комбинированные клапаны со вспомогательным управлением, аналогичные ука-
занным выше, но в которых главный ПК должен работать так же, как и клапан прямого
действия — на случай выхода из строя вспомогательного управления.
В рычажно-грузовом предохранительном клапане (рис. 9.3.12) золотник 6 прижи-
мается к седлу корпуса 5 рычагом 2 через шарнирно соединенный с ним шток 4. На
рычаге 2 закреплен груз 7, масса которого и место расположения зависят си давлеггия
защищаемого аппарата. При повышении давления рабочей среды в аппарате сверх ус-
тановленного золотник поднимается, открывая проходное сечение клапана, и проис-
ходит сброс среды. При снижении давления до давления обратной насадки (давлешгя
закрытия) золотник опускается на седло и сброс среды прекращается, а давление в ап-
парате восстанавливается до рабочего.
Рычажно-грузовые клапаны изготавли-
вают только малоподъемными и использу-
ют при небольших аварийных расходах,
в основном гга жидких (несжимаемых) сре-
дах. Устанавливают их лишь ввергикаль-
Рнс. 9.3.12. Рычажно-грузовой клапан:
7 — груз; 2 — рычаг; 3 — крышка; 4 — шток;
5 — корпус; 6 — золопшк
856
ГЛАВА 9
Рнс. 9.3.13. Пружинный клапан: 1—резьбовая втулка;
2 — колпак; 3 — пружина; 4 — крышка; 5 — корпус; 6 — зо-
лотник
ном положении, при котором золотник строго вертикален.
Нижним штуцером их устанавливают на трубопроводе
или аппарате, а через боковой штуцер отводится избыток
среды.
В пружинном клапане (рис. 9.3.13) золотник 6 прижима-
ет ся к сед лу пружиной 3. Настройка на требуемое давление
осуществляется уетановкой соответствующих пружин и их
натяжкой. Пружинные клапаны более совершенны, чем ры-
чажно-грузовые, имеют меньшую инерционность, массу
и габари гы и могут устанавливал ься в любом по южепии.
Пружинные клапаны изготавливают малоподъемны-
ми и полноподъеными и применяют для установки на ап-
параты и системы с любыми средами: как нейтральными
(вода, пар и др.), так и с коррозионными, агрессивными и токсичными.
Предохранительные мембраны. Классифицируются чаще всего по характеру
разрушения, и в зависимости от этого их разделяют на разрывные, хлопающие, лома-
ющиеся, срезные, отрывные и специальные.
Разрывные мембраны (рис. 9.3.14) наиболее просты и распространены.
Мембранный узел, как правило, состоит из мембраны 7 и пары зажимных колец 2 и 5
и устанавливается обычно во фланцевом соединении. Для удобства сборки мембран-
ного узла во фланцевом соединении кольца скреплены одно с другим двумя диамет-
рально расположенными планками 4 и винтом 5.
Наиболее распространены разрывные мембраны со сплошным куполом. Чаще
всего куполообразную форму мембране придают заранее при изготовлешги, подвер-
гая ее нагружению давлением, составляющим около 90 % от разрывного. При этом
исчерпывается почти весь запас пластических деформаций материала, поэтому зна-
чительно увеличивается быстродействие мембраны.
Разрывггые мембраны изготавливают обычно из тонколистового проката плас-
тичных металлов, нержавеющих сталей марок 08Х18Н10Т, 12Х18Н10Т и др.; никеля
марок НП1, НП2, НПЗ, НП4; алюминия марок АО, А5, А7,АД0, АД 1; меди марок Ml,
М2, М3; титана и др.
На низкое давление срабатывания при-
меняют разрывные мембраны с радиаль-
ными или круговыми рисками или мемб-
раны с прорезями. Мембраны с прорезями
двухслойные, они имеют дополнительную
герметизирующую подложку из коррози-
онностойкого, но малопрочного материала
(фторопласт, полиэтилен и т. п.).
Рис. 9.3.14. Разрывная предохранительная
мембрана с плоским зажимом: 7 — мембрана;
2,3 — зажимные кольца; 4 — планка; 5 — винт
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
857
Рис. 9.3.15. Хлопающая предохранитель-
ная мембрана с плоским зажимом и зуб-
чатым ножом: 1 — нож; 2,3, 4 — зажимные
кольца; 5 — мембрана; 6 — пленка; 7 — про-
кладка; 8 — винт
Хлопающие мембраны
(рис. 9.3.15) применяются, в основном,
для аппаратов, работающих под ваку-
умом или подвергаемых периодическому
вакуумированию.
Хлопающие мембраны выпуклой по-
верхнос гыо обращены внутрь защищаемо-
го анпара га (в сторону повышешюго давления). При повышении давления сверх крити-
ческого сферический купол 5 теряег устойчивоегь, очень резко с хлопком выворачивается
в обратную ст орону и, ударяясь о крестообразный нож 1, разрезается на четыре ленест ка.
Давление срабатывания хлопающей мембраны определяется не прочностью ма-
териала, а устойчивостью ее сферического купола. Критическое давление потери ус-
тойчивости тонкостенной сферической оболочки под действием внешнего давления
примерно на порядок меньше критического внутреннего давления ее разрыва, поэто-
му хлопающие мембраны дают возможность значи гелыю снизить давление срабаты-
вания при одной и той же толщине металлопроката.
Ломающиеся мембраны (рис. 9.3.16) очень широко применялись до
недавних пор (50 % потребности мембран), но в настоящее время в ряде случаев их
с успехом заменяют разрывными.
Ломающиеся мембраны изготавливают из хрупких материалов: чугуна, графит а,
эбошиа, стекла, поливинилхлорида и др.
Давление срабатывания можег задаваться в процессе изготовления, что совершен-
но исключено при изготовлении разрывных мембран из стандартного тонколистового
проката. Срабатыванию этих мембран не предшествуют заметные пластические де-
формации, поэтому они являются наименее инерционными. Наиболее распространены
ломающиеся мембраны из чугуна с выточкой (рис. 9.3.16а). Такие мембраны крепятся
во фла1гцевом соединении чаще всего без специальных промежуточных колец. Лома-
ющиеся мембраны из таких хрупких материалов, как стекло, графит, очень чувстви-
тельны к равномерности затяжки фланцевого соединения. При неравномерной затяжке
Рис. 9.3.16. Ломающиеся мембраны: а — с выточкой; б — со свободной заделкой, 1 — мем-
брана; 2 — фланцы; 3 — прокладки; 4 — кольцо; 5 — пленка
858
ГЛАВА 9
Рис. 9.3.17. Срезные мембраны: а — с утолщением; б— с накладными дисками; / — мем-
брана; 2,3 — кольца; 4 — диски
мембрана можег разрушаться при монтаже: либо она получает настолько большие на-
чальные напряжения, что происходит ее ложное срабатывание сразу же при началь-
ном нагружении рабочим давлением. Для устранения этого недостатка используются
незащемлепные мембраны (рис. 9.3.166). Мембрана / свободно вставлена в выгочку
кольца 4, а для герметизации узла применена мягкая малопрочпая пленка 5.
Основной недостаток ломающихся мембран — большой разброс давления сра-
батывания, поэтому во многих случаях они не обеспечивают надежной защиты обо-
рудования.
Срезные мембраны (рис. 9.3.17) при срабатывании срезаются по острой
кромке прижимного кольца 3, полностью освобождая проходное сечение для выхода
газов.
Мембрана, представленная рис. 9.3.17а, изготовлена из мягкого магериала и имеет
утолщение по всей рабочей части, чтобы максимально снизить деформации изгиба и тем
самым создать условия работы материала на чистый срез. Мембрана, представленная на
рис. 9.3.176, изготовлена из мягкого листового проката, а для увеличения жесткости на
изгиб в рабочей части имеет накладные диски 4. Зажимные кольца и накладные диски
делают калеными из качественных сталей с остро заточенными режущими кромками.
Основной недоелагок мембран -этою тина— это большой разброс величины
давления срабатывания из-за разброса по механическим свойствам мембраны и со-
Отрывные мембраны (рис. 9.3.18)чаще
всего имеют вид колпачка с проточкой, образу-
ющей в нем ослабленное сечение. Давление сраба-
тываиия такой мембраны определяется разностью
диаметров внешнего диаметра колпачка и диаметра
проточки.
Отрывные мембраны используют обычно для
защиты аппаратов, работающих при весьма высо-
ком давлении. Их рекомендуется устанавливать
стояния режущих кромок.
Рнс. 9.3.18. Отрывная мембрана: / — мембрана;
2 — патрубки; 3 — фланцы
ВСПОМОГАТЕЛЬНОЕ ()БОРУДОВАНИЕ
859
в основном для защи гы гидравлических систем, так как при срабатывании такой мем-
браны в газовых системах оторвавшийся колпачок приобретав! большую скорость
и становится опасным для оборудования и персонала. Поэтому на линиях сброса га-
зов необходимо предусматривать устройства дпя улавливания колпачка.
В промышленноеги применяют большое число других типов предохранительных
устройств с использованием мембран. Поиск новых конструктивных решений обыч-
но диктуется необходимостью повысить точность срабатыватшя устройств, создать
возможность регулирования давления срабатывания, увеличить быстродействие,
срок службы, устойчивость к высоким температурам и рядом других специфических
требований.
Рекомендации по выбору предохранительных устройств
Четкость функционирования ПУ зависит от правильного выбора наиболее подхо-
дящих типов для конкретных условий эксплуатации оборудования. Наиболее широ-
кое применение находят пружинные ПК и ПМ. Грузовые и рычажно пружинные ПК
в настоящее время почти не применяют. Рычажно-грузовые клапаны довольно ши-
роко распространены в химической, нефтехимической и энер! етической отраслях
промышленности.
Основным недостатком ПМ является то, что после их срабатывания из аппарата
сбрасывается вся находящаяся в нем технологическая среда, так как выходное отвер-
стие в мембране остается открытым до замены разрушешюй мембраны. Это ограни
чивае г применение IIM.
Основным недостатком ПК по сравнению с ПМ является их большая сложност ь,
а следовательно, меньшая надежность в эксплуатации, особенно при работе на средах,
склонных к полимеризации, осаждению, кристаллизации; меныпая герметичность за-
твора, вследствие чего при протечках технологической среды иногда наблюдается
примерзание золотника к седлу; большая инерционность действия, что не позволяет
использовать ПК для защиты оборудования от взрывов технологической среды.
Указанные недостатки ПК и ПМ могут быть в значительной мере устранены ус-
тановкой ПК совместно с ПМ, помещаемой перед IIK.
Для защипы аппаратов химических и нефтехимических производств рекоменду-
ется применять пружинные полноподъемные ПК прямого действия.
Предохранительные клапаны других типов целесообразно использовагь в следу-
ющих случаях:
а) пружинные и рычажно-гру ювые мало- и среднеподъемные— для гидравли-
ческих систем при небольших или переменных расходах различных сред; при этом
рычажно-грузовые ПК нельзя применять на установках, подверженных вибрации;
б) разгруженные пружинные ПК —для систем с противодавлением и с перемен-
ным противодавлением;
в) пружинные ПК с подачей давлештя на золотник — для систем с небольшим
аварийным расходом;
г) ПК непрямого действия со вспомогательным управлением — для систем вы-
сокого давления, систем с большим аварийным расходом, при высоком требовании
кгерметичности, для узкою диапазона давлений при открытии, при возможности
пригорания или прилипания золотника к седлу.
860
ГЛАВА 9
При выборе типа ПМ для защиты конкретного аппарата прежде всего следует ис-
ходить из условия максимальной надежности защиты. Наиболее надежными в этом
отношении являются предельно простые по конструкции разрывные мембраны.
Предохранительные разрывные мембраны со сплошным куполом рекомендуется
применять при возможности резкого повышения давления или взрыва среды в ап-
парате; при требовании повышенной герметичности аппарата; при рабочих средах,
склонных к полимеризации, осаждешпо, кристаллизации.
Разрывные мембраны с прорезями применяют при отсутс гвии проката, нужного
для изготовления разрывных мембран со сплошным куполом.
Хлопающие мембраны по сравнению с разрывными менее надежны из-за более
сложной конструкции и высокой чувствительности даже к незначительным поврежде-
ниям (вмятинам) купола. Од!гакохлопающиемембра!нехорошо противостоят3iгакопере-
менным нагрузкам, в то время как разрывные мембраны из тонколистового проката
таким свойством не обладают. Основная область применения хлопающих мембран —
защита от превышетшя избыточного давления аппаратов, работающих под вакуумом
или подвергаемых периодическому вакуумироватппо. В зависимости от материала
мембран существует нижний предел их применения по давлению: мембраны из алю-
миния— 0,02 МПа, из никеля — 0,03 МПа, из нержавеющей стали — 0,08 МПа.
Ломающиеся мембраны применяют для условий динамических и знакоперемен-
ных 1 (агрузок.
Отрывные мембраны применяют для аппаратов и на гидравлических линиях вы-
сокого и сверхвысокого давлетптя при небольших диаметрах сбросных отверстий.
Для систем с переменным аварийным расходом, который может резко возрасти
в условиях пожара, непредусмотренной химической реакции или взрыва, рекоменду-
ется параллельная установка пружинного ПК и ПМ.
В системах, для которых резкое снижение давления и полный сброс рабочей
среды при срабатывании ПМ недопустимы, а использование ПК невозможно по
причине забивки его проточной части продуктами полимеризации, рекомендуется
последовательная установка ПМ и ПК.
Расчет предохранительного клапана по пропускной способности
Давление в емкости не должно превышать максимально допустимое. Расчет пре-
дохраштгелыюго клапана заключается в определении количества газа (жидкости),
вытекшего из сосуда (аппарата) или площади F проходного сечения предохранитель-
ного устройства.
Действительный массовый расход Q газа (пара) или жидкости через предохрани-
тельный клапан определяется по следующим формулам:
— для водяного пара
Q = ВуВ2аЕр,кг/ч,
где Д = 5,091?' //2, В2 — табличная газодинамическая функция; а — коэффициен г
расхода (указывают в паспорте предохранительного клапапа); F— площадь сечения
устья сбросного от верстия, мм2;р— давление в сосуде (аппарате), МПа.
в\ = v'/pJPi.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
861
где у/— угол конусности уплотняющих кромок (для клапанов с плоской поверхнос-
тью уплотнения у = я); р{— плотность рабочей среды в сосуде (аппарате), кг/м3.
— для газа
6 = 3, \ 9ЩаРJкг/ч,
где Ву = 1,59[у< (р /й)]//2;р' — давление в устье сбросного отверст ия, МГ 1а.
— для жидкое ги
Q = 5^aFjpt(Pi -р).
Коэффициенты расхода а предохранительных клапанов указывают в их паспорте.
В противном случае коэффициент расхода принимают равным (X = (£— коэф-
фициент гидравлического сопротивления предохранительного клапана).
Расчет предохранительных мембран
на заданное давление срабатывания
При расчете предохранительных мембран наряду с расчетом их пропускной спо-
собности (или размеров пропускного отверстия) необходимо определить толщину
мембраны для обеспечения ее разрушения при задашюм давлении срабатывания.
При расчете толщины мембраны на заданное давление срабатывания исходными
данными являются следующие: рабочий диамсгр мембраны (диаметр в свету) — D;
мат ериал мембраны, который выбирают в зависимост и от коррозионных свойств сре-
ды в аппарате и рабочих параметров (давления и температуры); давление срабатыва-
ния мембраны р рабочая температура в месте установки мембраны t.
Расчет разрывных мембран. При nai рулении плоской мембраны из тонколис-
тового проката пластичного материала перепадом давлений опа приобретает форму
сферического купола. Таким образом, непосредственно перед разрывом мембрана
работает как тонкостенная сферическая оболочка радиусом R (рис. 9.3.19) и толщи-
ной 50, защемленная по контуру диаметром D.
Разрывное давлениерг закон оболочки (давление срабаз ывания мембраны) может
быть определено по формуле
Рс »
Рнс. 9.3.19. Расчетная схема разрывной мембраны
862
ГЛАВА 9
где 50— толщина материала мембраны; а— временное сопротивление материала
при растяжении (предел прочности); R — радиус кривизны срединной поверхности
оболочки, который определяется пластическими свойствами материала мембраны.
Толщину металлопроката мембраны со сплющенным куполом определяют по
формуле
. _ р '' Гi - <*> ~
* - «х; а1Г /1-0-1
где рс— давление срабатывания мембраны; D— диаметр мембраны; Kf— тем-
пературный поправочный коэффициент; <5 — относительное удлинение материала при
разрыве. Значения Kt для некоторых материалов приведены в справочной литераторе.
Расчет хлопающих мембран. Хлопающая мембрана представляет собой тонко-
стенную сферическую оболочку, нагруженную внешним давлением; ее расчет бази-
руется на теории устойчивости поло1 их сферических оболочек, деформации которых
описываются дифференциальными уравнениями, решаемыми на ЭВМ. Для практи-
ческих инженерных расчетов устойчивости тонкостенных оболочек можно рекомен-
довать следующее простое приближенное уравнение:
рс = KE^s'lR1),
где рс— критическое внешнее давление, определяющее предел устойчивости обо-
лочки; R — радиус кривизны оболочки; Е — модуль упругоеги материала оболочки;
К— опытный коэффициент (его величина зависит от способа защемления оболочки
по контуру).
Для создания наиболее благоприятных условий разрушения хлопающей мембра-
ны после потери устойчивости купола радиус кривизны R должен быть минималь-
ным. Для мембран с коническим защемлением (рис. 9.3.20а) минимальный радиус
можно найти по формуле
R = DUcqsG),
где D — диаметр защемления; ^mjn — минимальный угол.
Если мембраны изготавливают из таких пластичных материалов, как алюминий, ни-
кель, нержавеющая сталь и jтатунь. то угол ^тм1 может быть принят в пределах 45.. .50°.
Для мембран с плоским защемлением (рис. 9.3.206) предел свободного выпучи-
вания купола принято характеризовать предельным отношением высоты купола Н
к диаметру защемления Z); для указанных выше материалов (H/D)^ ~ 0,2.
Рис. 9.3.20. Расчетные схемы хлопающих мембран: а — с коническим зажимом; б—
с плоским зажимом
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
863
С учетом этих соотношений для расчета толщины металлопроката s0 можно ре-
комендовать формулу
50 = W>5DjpcIK}E.
Эта формула справедлива, если материал мембраны вплоть до момента потери
устойчивости купола (до срабатывания мембраны) работает в области упругих де-
формаций, т. е. когда
А < К2гЕ’К..
Если же рс > К^Е/К^чъ па некоторых участках купола, в частности вблизи кром-
ки защемления, наблюдаются пластические деформацшг материала и для расчета
хлопающих мембран рекомендуется следующая эмпирическая формула:
А = 0,85О(д/КД).
Значения опытных коэффициентов К} и /С, а также модуля упругости Е и пре-
дельно допустимых температур для мембран из различных материалов приведены
в справочной литературе.
Расчет ломающихся мембран. На практике встречаются два вида ломающихся
мембран, расчетные схемы которых существенно различаются. В первом случае
(рис. 9.3.16а) рабочая часть мембраны толщиной s выполнена как одно целое с ее
жестким кольцом для зажима, во втором (рис. 9.3.166) мембрана 7 свободно вставле-
на в соответствующую выточку в кольце 4, а для герметизации устройства примене-
на тонкая малопрочная пленка 5.
При расчете мембрану (рис. 9.3.16а) можно рассматривать как круглую пласти-
ну, жестко защемленную по контуру. Если материал является настолько хрупким,
что прогиб мембраны, предшествующий ее разрушению, можно считать малым по
сравнению с толщиной рабочей поверхност и $, то при расчете таких мембран можно
пользоват ься формулой
з = (D/4),
где D — диаметр мембраны; — предел прочности материала мембраны.
Мембрану на рис. 9.3.166 можно рассматривать как пластину, свободно опира-
ющуюся на контур. Толщину такой мембраны можно определить по формуле
s = (О/4)/(3Д/2а„)(3+д),
где р — коэффициент Пуассона; для большинства хрупких материалов, применяемых
для изготовления ломающихся мембран, он составляет 0,2...0,3.
Расчет срезных мембран. Расчетная схема срезных мембран предельно прост а.
Чтобы мембраны (рис. 9.3.17) работали на чистый срез, необходимо соблюдать два
основных условия: 1) кромки зажимною кольца, к которому мембрана прижимается
давлением среды, по диаметру D должны быть достаточно острыми; 2) вся часть
мембраны, воспринимающая давление среды, должна быть достаточно жесткой, что-
бы исключить влияние ее изгиба на работу мембраны.
При этих условиях толщи! [у мембраны в месте среза можно определи гь по формуле
s = (DI4)[PclTcp\
где тср — предел прочности материала мембраны на срез.
864
ГЛАВА 9
Расчет отрывных мембран. Отрывные (колпачковые) мембраны (рис. 9.3.18)
рассчитывают из условия, что на колпачок в момент срабатывания действует сила
Р = и отрыв его произойдет, когда в ослабленном сечении возникнут рас-
тягивающие напряжения, равные пределу прочности а .
Заданное давление срабатывания таких мембран устанавливают, варьируя диа-
метр £>, определяемый по формуле
°. = °/1 + д7СГ„.
В дополнение к расчетам на пропускную способность и заданное давление сра-
батывания проводят динамические расчет ы мембран с целью определения полно-
го раскрытия сбросного отверстия и изменения давления срабатывания мембран,
обусловленное динамикой роста давления среды в аппараге.
Защитная арматура
Защип гая (отсечная) арматура является одной из разновидностей предохранитель-
ной арматуры. Назначение защитной арматуры состоит в предотвращении аварийной
ситуации в системах путем отключения защищаемого участка от обратного потока,
чрезмерного повышения или понижения давления и т. п.
В отличие от предохранительной арматуры, которая огкрывается для выпуска
избытка среды при повышении давления выше предельно допустимого, защитная
закрывается в требуемый момент времени.
К защитной арматуре относятся отсечные и обратные клапаны.
Отсечные клапаны создаются путем оснащения запорной арматуры
быстродействующими приводами, срабатывающими по командному сигналу. В этих
целях чаще всего используются поршневые пневмо- и гидроприводы.
Обратные клапаны срабатывают автоматически под действием энергии
среды (у них нет привода). Они предназначены для защит ы систем от обратного по-
тока и бывают подъемными и поворотными.
В обратном подъемном клапане (рис. 9.3.21) при движении среды в трубопроводе
золотник 3 находится в положении «от крыто» (приподнят), поскольку сила от дав-
Рис. 9.3.21. Обратный клапан подъем-
ный: 1 — корпус; 2 — крышка; 3 — золот-
ник; 4 — седло
Рис. 9.3.22. Обратный клапан пово-
ротный: 1 — корпус; 2— диск; 3— ось;
4 — крышка
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
865
пения среды преодолевает вес золотника. С прекращением подачи среды при воз-
никновении обрагного потока золотник опускается на седло и клапан закрывается.
Подъемные обратные клапаны обычно используются при малых значениях диаметра
Dy и при чистых средах.
Для агрессивных сред применяют обратные подъемные клапаны из коррозионных
сталей, титана или мембрашшю обратные клапаны чугуниые с защитным покрытием.
В обратных поворотных клапанах (рис. 9.3.22) проходное сечение закрывается
диском 2, поворачивающимся вокруг горизонтальной оси 3. Такие клапаны менее
чувст вительны к загрязненности среды, но по герметичности уступают подъемным
клапанам.
9.3.6. Фазоразделительная арматура
Фазоразделительная арматура состоит в основном из конденсат оотводчи ков,
которые используются для отделения конденсата от пара и вывода конденсата, не
участвующего в технологическом процессе. Конденсатоотводчики действуют авто
номно, выпуская конденсат периодически, по мере его накопления.
В настоящее время используются в основном поплавковые, термостатические
и термодинамические конденсатоотводчики.
В поплавковых ко нд е нс ат о от во дч и ках (рис. 9.3.23) управляющим
элементом является открытый или опрокинутый поплавок. Конденсатоотводчик с от-
крытым поплавком (рис. 9.3.23а) работает следующим образом. Образующийся в ли-
нии конденсат заполняет корпус /, при этом поплавок 3 всплывает и золотник 5, со-
единенный с поплавком штоком 4, перекрывает выпускное отверстие в седле 6. Через
некоторое время конденсат начинает переливаться в поплавок, постепенно заполняя
его. Поплавок тонет, при этом открывается выпускное отверстие в седле 6, через ко-
торое давлением пара выдавливается конденсат. Когда в поплавке уровень конденса-
та сравняется с нижним обрезом вертикальной направляющей трубки 7, поплавок
всплывает и перекрывает выход конденсату. Процесс периодически повторяется.
Рис. 9.3.23. Поплавковые кондснсатоотводчикн: a —с открытым поплавком’. 1 — корпус;
2 — крышка; 3 — поплавок; 4 — шток; 5 — золотник; 6 — седло; 7 — направляющая трубка; б—
с опрокинутым поплавком'. 1 — корпус. 2 — крышка; 3 — поплавок; 4 — золотпик; 5 — седло
866
ГЛАВА 9
Рис. 9.3.24. Конденсатоотводчик термо-
статический: 1 — корпус; 2 — седло; 3 — зо-
лотник; 4 — сильфон; 5 — крышка
Рис. 9.3.25. Конлспсатоотводчик тер-
модинамический: 1 — корпус; 2 — седло;
3 — пластина; 4 — крышка
Процессработы конденсатоотводчика с закрытым поплавком
(рис. 9.3.236) аналогичен предыдущему.
Термостатически й конденсатоотводчик (рис.9.3.24)работает
на основе разности температур конденсата и пара. В них управляющим элементом
является сильфон 4, заполненный жидкостью, который связан с запорным органом 3.
При подаче пара жидкость в сильфоне испаряется, золотник 3 опускается и закрыва-
ет отверстие в седле 2. При накоплении конденсата в системе снижается темперагура
и давление жидкости в сильфоне, вследствие че!о золотник поднимается и начинает-
ся выгрузка конденсага из системы.
Термодинамический конденсатоотводчик (рис.9.3.25)работает
на основетермодинамическоого эффекта, возникающего при протекании пара между
плоской пластиной 3 и седлом 2. Они имеют малые габариты и массу, прос гую конс-
трукцию и достаточно надежны в работе.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как классифицируется технологическое оборудование промышленных предприятий по на-
значению?
2. Какие факторы влияют на выбор резервуаров?
3. С какой целью в резервуарах используют понтоны?
4 Какие жидкости целесообразно хранить в стальных оцинкованных резервуарах?
5. Какое оборудование устанавливается на резервуарах для сжиженных газов?
6. Из чего состоят и как классифицируются технологические трубопроводы?
7 Назовите металлические трубы по способу производства.
8. Какие трубы целесообразно применять для изготовления трубопроводов специального
назначения?
9 Назовите ограничения по применению труб из пластмассы.
10 Перечисли го соедини гепытыс детали трубопроводов; укажите их назначение.
11. Какие существуют методы соединения труб и чем определяется их выбор?
12. В каких случаях и с какой целью на трубопроводах устанавл йвают компенсаторы?
13. Назовите основные типы компенсаторов и область их предпочт игольного примспсштя.
ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
867
14. В чем заключается расчет трубопроводов?
15. Назовите области предпочтительного применения подвижных и неподвижных опор.
16. Как классифицируются бункеры?
17. Назначение и основные функции газгольдеров.
18. Приведите классификацию трубопроводной арматуры по функциональному назначению.
19 Какими факторами определяется выбор запорной арматуры?
20. Назначение предохранительной арматуры и ее классификация.
21. В чем заключается расчет предохранительного клапана?
СПИСОК ЛИТЕРАТУРЫ
1. Поникаров ИИ, Гайнуллин М.Г Машины и аппараты химических производств и нсфтс-
газог проработки: Учебник. — Изд. 2-е псрсраб. и доп. — М.: Альфа-М, 2006. — 608 с.
2. Гуревич ДФ.. Шпаков О.Н., Вишнев Ю И Арматура химических установок. — М Хи-
мия, 1979, — 320 с.
3. Водяник В.И. Взрывозащи га технологического оборудования. — М : Химия, 1991. — 256 с.
4. Справочник по специальным работам. Технологические трубопроводы промышлештых
предприятий. — М.: Стройиздат, 1972. — 887 с.
5. Средства защиты в машиностроении' Расчет и проектирование. Справочник / Под общ.
рсд. С.В. Белова. — М.: Машиностростшс, 1989. — 366 с.
ОГЛАВЛЕНИЕ
Предисловие.................................................................. 3
I пава 1. Обшне сведении об оборудовании химических производств
и основах его разработки..................................................... 5
1.1. Классификация оборудования...................................... 5
1.2. Требования, предъявляемые к химическому оборудованию............ 7
1.3. Норматив !’ыс ; документы, на пользуемые при проектировании оборудования ... 10
1.4. Методы и приемы конструирования................................. 14
1.5. Конструкционные материалы. Основные требования к кс струкционным
материалам........................................................... 18
1.5.1. Металлы и сплавы.......................................... 21
1.5.2 Неметаллические конструкционные материалы.................. 29
Контрольные вопросы.............................................. 33
Список литературы................................................ 34
Глава 2. Основные элементы машин и аппаратов.............................. 35
2 1. Станины, корпуса и рамы..................................... 35
2.2. Тонкостенные цилиндрические обечайки........................... 44
2.3. Днища и крышки приварные....................................... 60
2.4. Штуцера, люки, крышки отъемные................................ 72
2.5. Фланцевые соединения........................................... 83
2.6. Опоры и устройства для строповки........................... 98
2.7. Толстостенные сосуды и аппараты............................... 121
Контрольные вопросы............................................ 128
Список литературы............................................... 129
Глава 3. Динамические расчеты машин........................................ 131
3.1. Основные задачи динамического расчета машин................... 131
3.2. Основные понятия теории колебаний............................. 134
3.3. Колебания линейных систем с несколькими степенями свободы..... 151
3.4. Колебания валов............................................. 159
3.5. Приближенные методы расчета частот собственных колебаний...... 168
3.6 Крутильные колебания валов..................................... 174
3.7. Угарная нагрузка.............................................. 181
3-8. Виброизоляция машин........................................... 186
Контрольные вопросы............................................. 189
Список литературы................................................ 190
ОГЛАВЛЕНИЕ 869
Плава 4. Оборудование для механических процессов........................... 191
4.1. Машины для измельчения твердых матсриа лов.................... 191
4.1.1. Характеристика основных способов измельчения .................. 191
4.1.2. Машины для дробления материалов.......................... 199
4.1 3. Машины для помола материалов............................. 222
42. Машины для смешения и дозирования сыпучих и пастообразных материалов.... 235
4.2.1. Характеристика процесса смешения сыпучих материалов...... 235
4.2.2. Смесители периодического действия........................ 237
4.2.3. Смесители непрерывного действия.......................... 252
4.2.4. Питатели и дозаторы сыпучих материалов................... 260
4.3. Машины для формообразования и прессования мал «риалов......... 276
4.3.1. Характеристика способов формообразования и прессования... 276
4.3.2. Грануляторы окатывания для мелкодисперсных материалов.... 278
4.3.3. Прессы и таблеточные машины.............................. 288
4.3.4. Машины для вальцевания и каландрирования................. 307
4.3.5. Экструдеры.................................................. 309
4.4. Машины для классификации сыпучих материалов................... 312
4.4.1. Характеристика процессов классификации................... 312
4.4.2. Машины для механической к лассификации................... 313
4.4.3. Оборудование для воздушной классификации материалов...... 324
4.4.4. Оборудование для гидравлической классификации............ 329
Контрольные вопросы............................................ 332
Список литературы............................................... 334
Плава 5. Оборудование для гидромеханических процессов...................... 336
5.1. Оборудование для разделения жидких неоднородных систем........ 336
5.1.1. Характеристика процессов разделения жидких неоднородных систем .... 336
5.1.2. Отстойники............................................... 339
5.1.3. Гидроциклоны............................................. 344
5.1.4. Центрифуги и сепараторы.................................. 352
5.1.5. Фильтры.................................................. 382
5.2. Оборудование для разделения газовых нсод1 ородных систем...... 404
5.2.1. Характеристика процессов разделения газовых неоднородных систем .... 404
5.2.2. Пылеосадители гравитационные и инерционные............... 418
5.2.3. Пылеуловители центробежные............................... 422
5.2.4. Скрубберы-пылеуловители.................................. 430
5.2.5 Фильтры-пылеуловители.................................... 443
5.2 6. Электрофильтры.......................................... 456
Контрольные вопросы............................................. 463
Список литературы............................................... 464
Плава 6. Оборудование для тепловых процессов............................... 466
6.1. Рекуперативные теплообменники................................. 466
6.1.1. Характеристики процессов теплообмена и промышленных
теплоносителей.................................................. 466
6.1.2. Змеевиковые, оросительные, двухтрубные и кожухотрубные
теплообменники, аппараты воздушного охлаждения.................. 471
6.1.3. Пластинчатые и спиральные теплообменники................. 485
6.1.4. Пластинчато-ребристые теплообменники..................... 493
6.1.5. Тепловые трубы........................................... 496
6.1.6. Теплообменники из неметаллических материалов............. 499
870
ОГЛАВЛЕНИЕ
6.2. Выпарные и кристаллизационные аппараты........................ 503
6.2.1. Основные характеристики процесса выпаривания............ 503
6.2.2. Классификация выпарных аппаратов........................ 507
6.2.3. Выпарные аппараты с естественной циркуляцией . ......... 508
6.2.4. Выпарные аппараты с принудительной циркуляцией.......... 522
6.2.5. Последовательность расчета трубчатых выпарных аппаратов. 524
6.2.6. Пленочные и роторно-пленочные аппараты.................. 526
6.2.7. Аппараты погружного горения............................. 532
6.2.8. Характеристика процессов кристаллизации................. 535
6.2.9. Оборудование для процессов кристаллизации............... 537
Контрольные вопросы............................................ 547
Список читературы.............................................. 548
Глава 7. Оборудование для массообмеиных процессов......................... 549
7.1. Колонные аппараты для массообменных процессов в системах
«газ (пар) — жидкость»............................................. 549
7.11. Характеристика массообменных процессов ректификации и абсорбции... 549
7.1.2. Конструкции колонных аппаратов.......................... 550
7.1.3. Конструкции контактных устройств........................ 553
7.1.4. Последовательность расчета колонного аппарата........... 563
7.1.5. Прочностной расчет тарелок и решеток колонного аппарата. 572
7.2. Экстракционные аппараты....................................... 574
7.2.1. Характеристика процессов экстракции..................... 574
7.2.2. Аппараты для жидкостной экстракции...................... 577
7.2.3. Аппараты для твердофазной экстракции.................... 584
7.3. Аппараты для процессов адсорбции и ионного обмена............. 585
7.3.1. Характеристика процессов адсорбции и ионного обмена..... 585
7.3.2. Аосорберы периодического действия....................... 589
7.3.3. Адсорберы непрерывного действия.............................. 594
7.4. Оборудование для мембранных и диффузионных процессов.......... 598
7.4.1 Характеристика мембранных и диффузионных процессов....... 598
7 4.2. Аппараты для мембранных процессов....................... 605
7.5. Сушильное оборудование ........................ 618
7.5.1. Характеристика процессов и оборудования сушки........ . 618
7.5.2. Сушилки с неподвижным или движущимся плотным сюем материала.. . 628
7.5.3. Сушилки с механически перемешиваемым сюем материала..... 639
7.5.4. Сушилки со взвешенным слоем материала................... 651
Контрольные вопросы........................................... 674
Список литературы.............................................. 676
Глава 8. Химические реакторы и печи....................................... 677
8.1. Характеристика химических процессов........................... 677
8.1.1 Клас сификация химических реакторов...................... 677
8.1.2. Теоретическое обеспечение расчета химических реакторов.. 679
8.2. Реакторы для химических реакций в жидкой среде.............. 688
8.2.1. Характеристика жидкостных химических реакций............ 688
8.2.2. Емкостные реакторы с механическими перемешивающими
устройствами................................................... 688
8.2.3 Каскадные емкостные реакторы............................... 720
8.2.4. Трубчатые реакторы...................................... 724
ОГЛАВЛЕНИЕ 871
8.3. Реакторы для химических реакций в системах «газ — жидкость».... 727
8-3.1. Характеристика химических процессов в системе «газ—жидкость» ... 727
8.3.2. Распиливающие газожидкостные реакторы..................... 730
8.3.3. Барботажные газожидкостные реакторы....................... 735
8 3.4. Поверхностные газожидкостные реакторы..................... 743
8.4. Химические реакторы и печи для гомогенных реакции в газовой фазе. 753
8.4.1. Характеристика химических процессов в газовой фазе........ 753
8.4.2. Экзотермические газовые реакторы.......................... 756
8.4.3 Эндотермические газовые реакторы........................... 760
8.5. Реакторы и печи для проведения некаталитических реакций в системе
газ — твердое тело.................................................. 773
8.5.1. Характеристика некаталитических реакции в системе «газ—твердое тело»
и реакторов для их проведения............................... 773
8.5.2. Реакторы и печи с неподвижным или компактно движущимся слоем
твердого реагента............................................... 777
8.5.3. Реакторы и печи с механически перемещаемым слоем
твердого реагента................................................ 783
8.5.4. Реакторы и печи со взвешенным слоем твердого реагента..... 790
8.6. Реакторы для проведения каталитических реакций в сие геме
«газ — твердое тело»................................................ 795
8.6.1. Характеристика каталитических реакций в системе
«газ — твердое тело»........................................ 795
8.6.2. Контактные аппараты с неподвижным слоем катализатора........ 799
8.6.3. Реакторы с движущимся слоем катализатора ........... 806
8.6.4. Реакторы со взвешенным слоем катализатора................. 810
Контрольные вопросы.............................................. 815
Список литературы.............................................. 817
Глава 9. Вспомогательное оборудование, технологические трубопроводы и арматура.. . 818
9.1. Вспомогательное оборудование................................... 818
9.1.1. Общие сведения и классификация вспомогательного оборудования ... 818
9.1.2. Резервуары для жидкостей.................................. 819
9.1.3 Резервуары Оля сжиженных газов............................. 824
9.1.4. Гззгольдеры............................................... 826
9.1.5. Бункеры и силосы.......................................... 831
9.2. Технологические трубопроводы................................... 836
9.2.1. Общие сведения и классификация технологических трубопроводов ... 836
9.2.2. Трубы 837
9 2.3. Фасонные (соединительные) детали трубопроводов......... 839
9.2.4. Компенсаторы............................................. 840
9.2.5 Опоры и подвески........................................... 842
9.2.6. Расчет трубопроводов...................................... 844
9.3. Трубопровод»гая арматура....................................... 845
9.3.1 Общие сведения и классификация трубопроводной арматуры....... 845
9.3.2. Запорная арматура......................................... 846
9.3.3. Регулирующая арматура..................................... 851
9.3.4. Предохранительная арматура ................................. 853
9.3.6. Фазоразделительная арматура .............................. 865
Контрольные вопросы.............................................. 866
Список литературы ............................................... 867
МАШИНЫ И АППАРАТЫ ХИМИЧЕСКИХ ПРОИЗВОДСТВ
Учебное пособие для вузов
Издательство научной литературы НФ. Бочкаревой
ИД № 06130 аг 26.10.2001 г.
г Калуга, ул. Гагарина, д 4, оф. 317.
Тел.: 8-910-910-02-91.
Подписано в печать 4.10.04. Формат 60х90'/]6. Гарнитура «Таймс».
Бумага офсетная. Печать офсетная. Объем 54,5 п.л. Тираж 300 экз. Зак.
Отпечатано с готового оригинал-макета в