/






































































































































































































































































































































































































Text
ВО.РЕЙХСФЕЛЬД
В.С.ШЕИН
В. И. ЕРМАКОВ
РЕАКЦИОННАЯ АППАРАТУРА
И МАШИНЫ ЗАВОДОВ
ОСНОВНОГО
ОРГАНИЧЕСКОГО
СИНТЕЗА
И СИНТЕТИЧЕСКОГО
КАУЧУКА
ХИМИЯ
В. О. РЕЙХСФЕЛЬД
В. С. ШЕИН
В. И. ЕРМАКОВ
РЕАКЦИОННАЯ АППАРАТУРА
И МАШИНЫ ЗАВОДОВ
ОСНОВНОГО
ОРГАНИЧЕСКОГО
СИНТЕЗА
И СИНТЕТИЧЕСКОГО
КАУЧУКА
Под общей редакцией
проф. В. О. Рейхсфельда
Допущено Минцстерством высшею и среднею специальною
образования СССР в качестве учебною пособия для студен-
тов химико-технологических специальностей вузов.
ИЗДАТЕЛЬСТВО ХИМИЯ
Ленинградское отделение•1975
Р35
УДК [661.7+678.7]: 66.02(075.8)
Рейхсфельд В. О., Шеин В. С., Ермаков В. И.
Р35 Реакционная аппаратура и машины заводов ос-
новного органического синтеза и синтетического ка-
учука. Л., «Химия», 1975.
В книге рассмотрены назначение, устройство и принцип действия
реакционной аппаратуры и машин заводов основного органического син-
теза и синтетического каучука. Особое внимание уделено вопросам мон-
тажа, эксплуатации и ремонта оборудования, а также методам его
расчета.
Книга является учебным пособием для студентов химико-технологи-
ческих специальностей вузов. Кроме того, она может сл'ужить практиче-
ским руководством для инженерно-технических работников химической,
нефтехимической, нефтеперерабатывающей и других отраслей промыш-
ленности.
392 стр., 288 рис., 8 табл., список литературы 29 ссылок.
Р
31402*124
050(01)-75
124-75
Рецензенты:
Кафедра машин и аппаратов химических производств
Тамбовского института химического машиностроения
Докт. техн. наук. А. М. Николаев
(Казанский химико-технологический институт им. С. М. Кирова)
© Издательство «Химия>, 1975
ОГЛАВЛЕНИЕ
Предисловие
Часть I
РЕАКЦИОННАЯ АППАРАТУРА ПРОИЗВОДСТВ ООС
Глава 1. Общая характеристика реакционной аппаратуры производств ООС 7
1.1. Особенности аппаратурного оформления процессов 1.2. Классификация химико-технологической аппаратуры 7 9
Глава 2. Реакторы на основе типовой аппаратуры 10
2.1. Аппараты с мешалками . 11
2.2. Трубчатые аппараты 45
2.3. Барботажные аппараты 50
2.4. Основы безопасной эксплуатации реакционной аппаратуры 66
Глава 3. Реакторы для контактно-каталитических процессов 67
3.1. Факторы, влияющие на ход контактно-каталитического процесса 67
3.2. Аппараты с неподвижным слоем катализатора . 69
3.3. Аппараты с псевдоожиженным слоем катализатора 94
3.4. Аппараты с движущимся слоем гранулированного катализатора 102
3.5. Основы расчета реакторов 105
3.6. Основы безопасной эксплуатации контактных аппаратов 113
Глава 4. Реакционные печи 114
4.1. Трубчатые печи............ 115
4.2. Аппараты окислительного пиролиза 121
4.3. Печь для получения сажи 122
4.4. Расчет трубчатой печи...................................... 123
4.5. Основы безопасной эксплуатации печей 125
Глава 5. Моделирование химических процессов и реакторов 126
5.1. Приближенное моделирование . 127
5.2. Математическое моделирование . . . 129
5.3. Макрокинетическая характеристика химических реакторов 131
5.4. Экспериментальное определение степени перемешивания 133
5.5. Методы определения параметра модели 142
5.6. Элементы химической кинетики . . ...............151
5.7. Совместное рассмотрение гидродинамики и химической кинетики 156
5.8. Математические модели реакторов с учетом тепловыделений 160
5.9. Оптимизация процессов и реакторов 164
1*
3
Часть II
РЕАКЦИОННАЯ АППАРАТУРА И МАШИНЫ ЗАВОДОВ СК
Глава 6. Закономерности переработки неньютоновских жидкостей 170 170 172 175
6.1. 6.2. б.З. Неньютоновские жидкости ... Течение неньютоновской жидкости Теплопередача к неньютоновским жидкостям
Глава 7. Реакторы для процессов полимеризации 178
7.1. Реакторы для полимеризации в эмульсии 178
7.2. Реакторы для полимеризации в растворе .... 180
7.3. Закономерности теплообмена в скребковых аппаратах 190
7.4. 'Расчет полимеризаторов . . 193
7.5. Основы безопасной эксплуатации реакторов для полимеризации 196
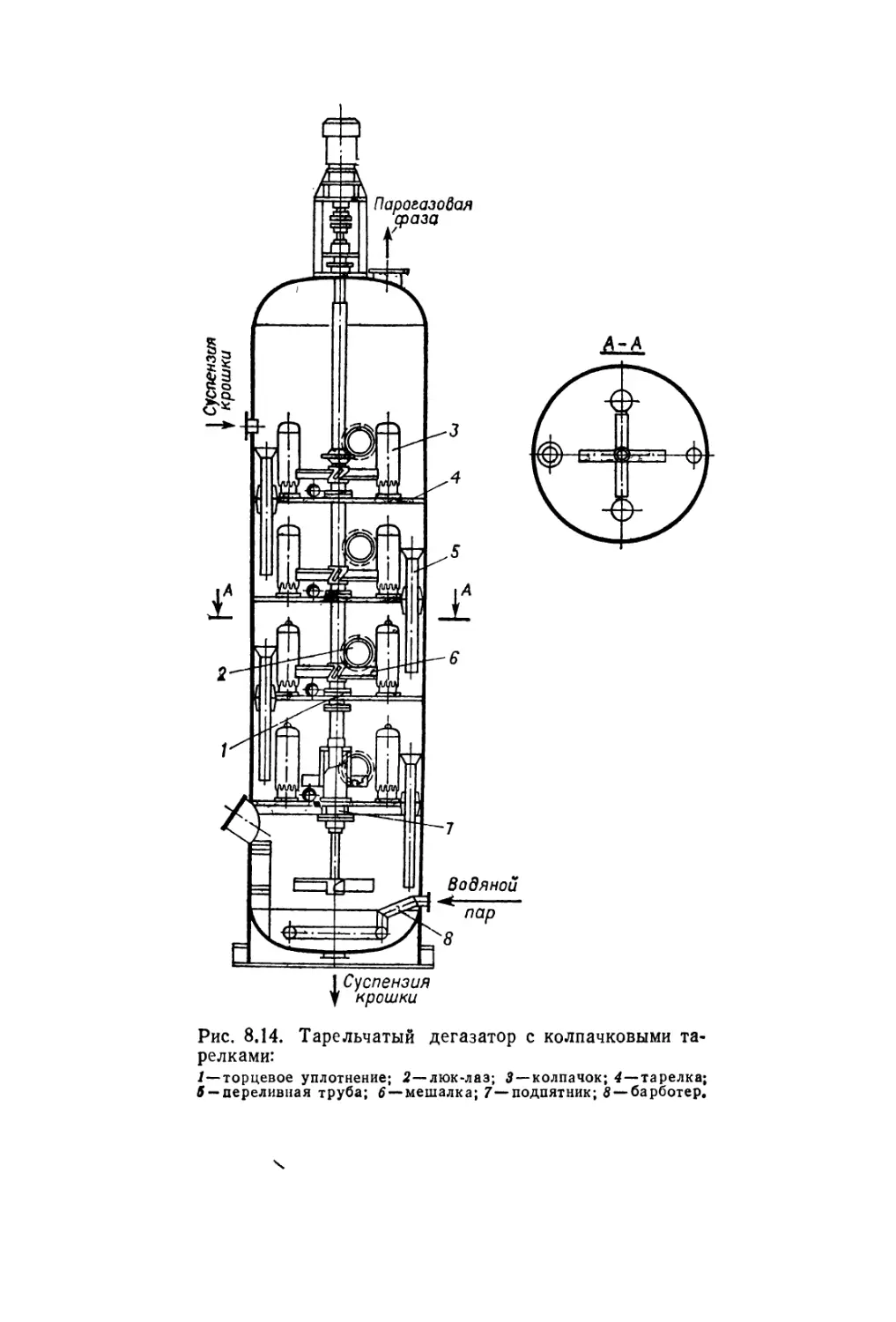
Глава 8. Оборудование процессов дегазации 197
8.1. Аппараты для дегазации каучуков, получаемых в массе 198
8.2. Аппараты для дегазации латексов . . 198
8.3. Аппараты для водной дегазации каучуков 205
8.4. Пленочные дегазаторы ... 221
8.5. 8.6. Машины для безводной дегазации стереорегулярных каучуков Основы безопасной эксплуатации оборудования для дегазации каучуков 229 236
Глава 9. Оборудование процессов выделения каучука 236
9.1. Схемы коагуляции латексов и выделения каучуков 237
9.2. Молотковая дробилка и вакуум-фильтр 239
9.3. Вымораживающий барабан 242
9.4. Оборудование для концентрирования латексов 248
9.5. Вибрационные машины 250
9.6. Сушилки . 265
9.7. 9.8. Червячные машины ...... . . Основы безопасной эксплуатации оборудования для выделения каучука 280 296
Глава 10. Машины для обработки каучука 298
10.1. Машины для формования >и упаковки каучука в кипы . 299
10.2. Машины для формования и упаковки каучука в брикеты 306
10.3. Валковые машины ... .... . . 314
10.4. Основы безопасной эксплуатации машин для обработки каучука 321
Часть III
МОНТАЖ И РЕМОНТ ОБОРУДОВАНИЯ
Глава 11. Трубопроводы и арматура 323
11.1. Трубопроводы . . . 323
11.2. Трубопроводная арматура . . ... . 328
11.3. Арматура сосудов, работающих под давлением 330
Глава 12. Монтаж оборудования 335
12.1. Организация монтажных работ 335
12.2. Способы монтажа . . 337
12.3. Оборудование для монтажных работ 338
12.4. Монтаж аппаратов с помощью мачт 343
12.5. Установка аппаратов на фундаменте 345
12.6. Контроль и испытание при монтаже 347
4
12.7. Особенности демонтажа аппаратов 351
12.8. Монтаж некоторых видов оборудования 352
12.9. Условия безопасности монтажных работ 358
Глава 13. Ремонт оборудования 359
13.1. Организация механической службы химического предприятия 359
13.2. Организация ремонта оборудования 361
13.3. Разборка и сборка машин и аппаратов 365
13.4. Восстановление деталей 367
13.5. Балансировка вращающихся деталей 372
13.6. Ремонт некоторых видов оборудования 375
13.7. Условия безопасности ремонтных работ 380
Литература 382
Предметный указатель 384
ПРЕДИСЛОВИЕ
Промышленность основного органического синтеза (ООС) и
синтетических каучуков (СК) оснащена разнообразными реакцион-
ными аппаратами и машинами, отличающимися от применяемых
в других производствах. Кроме того, на заводах ООС и СК исполь-
зуется типовое оборудование (тепло- и массообменная аппарату-
ра), устройство и принцип действия которого рассматриваются в
общих курсах процессов и аппаратов химической технологии.
Работа реакторов и машин определяет результаты производ-
ственного процесса. Поэтому знание теории проектирования и
практики эксплуатации этого оборудования является важнейшим
требованием к инженерам, работающим в промышленности ООС
и СК.
В настоящем учебном пособии рассматриваются принципы дей-
ствия, устройство, основы конструирования и расчета реакционной
аппаратуры и специального оборудования заводов ООС и СК, об-
щие вопросы его монтажа и ремонта. Книга предназначена для
студентов химико-технологических вузов, специализирующихся в
области эксплуатации, модернизации, проектирования и расчета
оборудования. Она может быть полезна студентам технологических
специальностей, а также инженерно-техническим работникам про-
ектных и промышленных предприятий.
Авторы выражают искреннюю благодарность за ценные советы
докт. техн, наук А. М. Николаеву, канд, техн, наук К. В. Лысенко
и коллективу кафедры машин и аппаратов химических производств
Тамбовского института химического машиностроения.
Все замечания и пожелания читателей будут приняты с благо-
дарностью.
ЧАСТЬ 1
РЕАКЦИОННАЯ АППАРАТУРА ПРОИЗВОДСТВ ООС
ГЛАВА 1
ОБЩАЯ ХАРАКТЕРИСТИКА
РЕАКЦИОННОЙ АППАРАТУРЫ
ПРОИЗВОДСТВ ООС
1.1. Особенности аппаратурного оформления процессов
Для заводов основного органического синтеза (ООС)
характерны крупнотоннажные производства наиболее распростра-
ненных органических веществ: мономеров, необходимых для полу-
чения синтетических каучуков, синтетических волокон и пластиче-
ских масс; органических полупродуктов, применяемых для синтеза
различных органических веществ; органических веществ, являю-
щихся конечными продуктами,— растворителей, антифризов, высо-
котемпературных органических теплоносителей, антидетонаторов,
моторных топлив, смазочных веществ и т. д.
С производствами ООС тесно связаны в технологическом отно-
шении и аппаратурном оформлении производства синтетических
каучуков (СК). Они включают разнообразные синтезы мономеров
и полимеризацию этих мономеров с получением товарных каучу-
ков. При этом, как правило, синтез мономеров и полимеризация
осуществляется на одном предприятии. Именно наличием произ-
водства полимеров и применением соответствующего оборудования
отличаются заводы СК.
В производствах ООС и СК широко используются такие хими-
ческие процессы, как окисление, гидратация и дегидратация, гидри-
рование и дегидрирование, галогенирование и дегалогенирование,
алкилирование, изомеризация, олигомеризация и полимеризация.
Любой из этих процессов может проводиться как в жидкой, так
и в газовой фазах с использованием твердого, жидкого, газообраз-
ного катализатора или без него, при низких и высоких температу-
рах и давлениях. Различные условия ведения процесса дают раз-
личный выход и качество продукта при сохранении той же схемы
основной химической реакции. Поэтому тип химического реактора
будет определяться не столько химической реакцией, сколько в ос-
новном условиями ее проведения (давлением, температурой, фазо-
вым состоянием реагентов, наличием катализатора и т. д.).
Химическое машиностроение призвано обеспечить химиче-
скую промышленность необходимым оборудованием. Основными
7
требованиями к оборудованию являются механическая надеж*
ность, конструктивное совершенство и эксплуатационные' достоин-
ства. Эти требования продиктованы как условиями работоспособ-
ности, так и техникой безопасности и экономикой процесса.
Задачи, стоящие перед химическим машиностроением по вы-
пуску оборудования, с учетом организационных вопросов можно
сформулировать следующим образом: создание новых автоматизи-
рованных конструкций машин и аппаратов и одновременно макси-
мальная интенсификация и модернизация существующих; укрупне-
ние агрегатов; переход на непрерывные процессы; использование
новых материалов; максимальная унификация сборочных единиц;
специализация заводов и совершенствование технологии изготов-
ления.
Автоматизация оборудования, а применительно к химической
промышленности и автоматизация технологических линий, требует
определенных затрат, но обычно они окупаются за один-два года.
Кроме того, автоматизация позволяет облегчить условия труда и
улучшить технику безопасности.
Укрупнение технологических установок дает экономию капи-
тальных и эксплуатационных затрат и позволяет совместить не-
сколько технологических операций на одной установке. Это укруп-
нение начинается с увеличения размеров основного аппарата
установки — химического реактора. Создание крупных аппаратов
требует правильного их моделирования и максимальной интенси-
фикации их работы, усиления научно-исследовательской и кон-
структорской базы химического машиностроения, применения та-
ких методов интенсификации, как кипящий слой, пульсирующие
и закрученные потоки, технологическое использование электриче-
ства, ультразвуковая техника, высокие давления и т. д.
Использование новых материалов предполагает применение не
только дорогостоящих химически стойких материалов (тантал, ти-
тан, медь, никель, графит, керамика), но и недорогих пластических
масс для изготовления узлов и деталей, неподверженных большим
температурам и нагрузкам.
Унификация сборочных единиц позволяет повысить рентабель-
ность химического машиностроения. Появляется возможность спе-
циализации цехов и заводов, что снижает стоимость и ускоряет
сроки изготовления оборудования, а также позволяет на одну треть
сократить проектно-конструкторские работы. Специализированные
заводы имеют возможность совершенствовать технологию.
Такие виды оборудования, как фильтры, центрифуги, компрес-
соры, теплообменники определенных типоразмеров изготовляются
специализированными заводами. При проектировании аппаратов
учитываются общесоюзные стандарты — ГОСТы и стандарты хи-
мического аппаратостроения — нормали, разработанные НИИХим-
машем. Например, для кожухотрубных теплообменников приме-
няется всего три размера трубок: 25 X 21, 38 X 34, 57 X 52 мм.
Длина труб и диаметр трубной решетки изменяются и имеют
определенный ряд размеров, обусловленный нормалями. Это
8
позволяет получить 800 различных типоразмеров стандартизован-
ных кожухотрубных теплообменников с поверхностью теплообмена
от 5 до 500 м2.
При проектировании химического оборудования кроме ГОСТов
и нормалей НИИХиммаша применяются нормали Гипрокаучука,
Гипронефтемаша, машиностроительные нормали (МН)< руководя-
щие технические материалы (РТМ), технические указания (ТУ),
всевозможные инструкции, нормы. Приходится также пользоваться
нормалями Гипроуглемаша, НИИТАвтопрома и т. д. Это значи-
тельно ускоряет разработку проектной документации для пред-
приятий химической промышленности.
При конструировании и эксплуатации оборудования произ-
. водств ООС и СК необходимо иметь в виду следующие особенности
перерабатываемых веществ и материалов: горючесть, взрывоопас-
ность многих индивидуальных веществ, их способность к образова-
нию взрывоопасных смесей с воздухом, агрессивность и токсич-
ность, способность к самопроизвольной полимеризации, возмож-
ность образования твердых продуктов (кокса) при термической
переработке. Эти особенности накладывают различные ограниче-
ния на конструкции реакторов и машин, выбор конструкционных
материалов и режимы эксплуатации.
1.2. Классификация химико-технологической аппаратуры
Все процессы химической технологии могут быть раз-
делены на химические, массообменные, теплообменные, гидромеха-
нические, механические, а также процессы переработки в изделия
(прессование, литье, формование, прядение и т. д.). Последняя
группа процессов применяется в промышленности полимерных ма-
териалов (пластических масс, резины, синтетических волокон).
В соответствии с классификацией процессов классифицируется и
аппаратура.
Дополнительно аппаратуру можно классифицировать по кон-
струкции (например, емкостная, колонная, с перемешивающими
устройствами), по роду применяемых материалов (например, чу-
гунная, из цветных металлов, графитовая, эмалированная), по
степени непрерывности процессов (периодического, непрерывного
и полунепрерывного действия) и т. д.
Важнейшие аппараты — химические реакторы. От реактора за-
висит экономичность всей технологической схемы производства.
Если химические процессы можно классифицировать по исходному
сырью или по получаемым продуктам, по отраслям промышленно-
сти и по агрегатному состоянию реагентов, то при классификации
химических реакторов во внимание принимаются условия проведе-
ния процесса (температура, давление, наличие катализатора), ко-
торые определяют конструкцию аппарата. В соответствии с ними
химические реакторы классифицируются следующим образом: ти-
повая реакционная аппаратура (давление Р < 5 МПа, темпера-
тура <600°C); контактно-каталитические аппараты; химические
?
печи (/> 600 °C); аппараты высокого давления (Р > 5 МПа).
В дальнейшем рассмотрение закономерностей работы реакторов
будет проводиться по этой классификации.
Кроме того, химические реакторы можно классифицировать по
другим признакам, так как любая особенность проведения про-
цесса может привести к изменению конструкции реактора.
Каждый аппарат должен иметь высокую эксплуатационную на-
дежность в пределах установленных сроков его службы, а также
малую себестоимость и высокую эксплуатационную экономичность.
Таким образом, требования, предъявляемые к оборудованию, яв-
ляются требованиями эксплуатационными, экономическими или
требованиями техники безопасности.
Эксплуатационные требования сводятся к следующему: необхо-
димая производительность аппарата при высоком коэффициенте
полезного действия (к. п.д.); надежность конструкции, т. е. доста-
точная механическая прочность, жесткость, устойчивость, герметич-
ность; простота эксплуатации, т. е. простота конструкции и ремонт-
ных операций, максимальная нормализация деталей и узлов.
Экономические требования обусловливают необходимость ма-
лой стоимости оборудования, минимальных эксплуатационных за-
трат, минимального количества обслуживающего персонала, низких
затрат дефицитных материалов.
Требования техники безопасности предполагают безопасность
эксплуатации аппарата, наличие защитных экранов, блокировоч-
ных и предохранительных устройств, а также плавность очертаний,
хорошую окраску и т. д.
Кроме разработки новых аппаратов указанные требования учи-
тываются при модернизации существующих аппаратов. Модерни-
зация— это повышение эффективности, производительности и экс-
плуатационной надежности аппаратов, повышение долговечности
деталей и изхуенение конструкции деталей с целью упрощения их
изготовления.
Классификация специального оборудования производств СК
будет дана во второй части книги. Вопросы ремонта и монтажа
оборудования, являющиеся общими как для реакционной аппара-
туры, так и для специального оборудования производств СК, рас-
сматриваются в третьей части книги.
ГЛАВА 2
РЕАКТОРЫ
НА ОСНОВЕ ТИПОВОЙ АППАРАТУРЫ
К типовой аппаратуре, наиболее широко используемой
для проведения процессов химического превращения при невысо-
ких температурах и небольших давлениях, относятся аппараты с
мешалками, реакционные камеры, трубчатые и барботажные агша-
10
раты. Изучение реакторов начнем с аппаратов с мешалками, на
примере которых удобнее всего рассмотреть макрокинетические
закономерности, характерные для всей группы типовой реакцион-
ной аппаратуры.
2.1. Аппараты с мешалками
Назначение перемешивания. Перемешивание приме-
няется для интенсификации процессов тепло- и массообмена и, со-
ответственно, химических процессов. Кроме того, перемешивание
используется для получения однородных смесей, эмульсий или
суспензий. В данном разделе рассматривается перемешивание
только в жидких средах применительно к процессам химического
взаимодействия.
Общая скорость химического взаимодействия в среде жидких
реагентов или в смеси реагентов и катализатора определяется со-
отношением скоростей диффузии и химической реакции. Подвод
реагентов друг к другу или к катализатору при перемешивании
значительно ускоряется. Следовательно, перемешивание снимает
диффузионное сопротивление, выравнивая концентрации реаген-*
тов во всем объеме аппаратов. Скорость химической реакции зави-
сит от концентрации, давления, температуры и т. д. Если считать,
что концентрация реагентов в реакционном объеме уже выравня-
лась при перемешивании, то дальнейшего влияния перемешивания
на химическую реакцию, казалось бы, не должно быть. Однако в
ходе химической реакции происходит поглощение или выделение
тепла. Отвод или подвод тепла и выравнивание температуры реак-
ционной массы при перемешивании значительно ускоряется. Таким
образом, перемешивание желательно при проведении обеих стадий
химического взаимодействия: диффузионного (массообменного)
процесса и собственно химической реакции.
Если химическое взаимодействие происходит в гетерогенной
среде, например между двумя несмешивающимися жидкостями,
одна из которых является катализатором, или между жидкостью и
твердыми частицами катализатора, то перемешивание^не только
снижает диффузионные сопротивления в гетерогенной среде, но и
способствует получению однородной эмульсии или суспензии и
предотвращает расслоение этой системы. Таким образом, роль пе-
ремешивания заключается в гомогенизации реакционной смеси,
уменьшении концентрационных и температурных градиентов и ин-
тенсификации процесса отвода тепла из реакционной смеси через
поверхности теплообмена.
В некоторых процессах проблема отвода тепла, выделяющегося
при реакции, настолько велика, что приходится искусственно за-
медлять скорость реакции для того, чтобы избежать чрезмерного
перегрева реакционной смеси. Отклонение от оптимальной темпе-
ратуры процесса приводит к изменению направления реакции, об-
разованию побочных и низкокачественных продуктов, осмолению
и т. д.
11
Способы перемешивания. В химической технологии используется механиче-
ское, циркуляционное и барботажное перемешивание.
Механическое перемешивание. Это основной способ перемеши-
вания жидких систем. Аппараты с механическим перемешиванием имеют вра-
щающийся рабочий орган — мешалку, поэтому они часто останавливаются на ре-
монт вследствие выхода из строя примыкающих к мешалке и валу узлов: уплот-
нения, подпятника, муфты, подшипниковых узлов. Достоинством механических
мешалок является их универсальность для процессов перемешивания. Мешалки
применяются для любых сред (жидкость—жидкость, жидкость—газ, жидкость—
твердое тело), для любых условий ведения процесса (давление, температура,
агрессивность среды) и в любом конструктивном исполнении.
Циркуляционное перемешивание. Схема циркуляционного пере-
мешивания представлена на рис. 2.1. Реакционная масса и катализатор подаются
в реакционную камеру 1. Туда же посту-
Рис. 2.1. Схема циркуляционного
перемешивания:
/ — реакционная камера; 2 —выносной
теплообменн ик; 3 — циркуляционный
насос.
пает готовый продукт, который забирается
на выходе из реакционной камеры и прока-
чивается насосом 3 через теплообменник 2.
Тепло, выделяющееся при реакции, идет
не только на нагрев вновь поступающей
смеси, но и на повышение температуры цир-
кулирующего продукта. Таким образом,
вследствие циркуляции части продукта
удается избежать перегрева реакционной
массы. Перемешивание реагентов в реак-
ционной камере достигается за счет боль-
ших скоростей движения. Поэтому крат-
ность циркуляции продукта должна быть вы-
сокой. Кратностью циркуляции называется^
отношение количества циркулирующего про-’
дукта к количеству вновь поступающей в
реакционную камеру смеси. Циркуляцион-
ное перемешивание целесообразно приме-
нять в том случае, когда имеется необходи-
мость отвода тепла через развитую поверх-
ность теплообмена, т. е через выносной
теплообменник.
Барботажное перемешива-
ние. Эффективное перемешивание жидких
реагентов может быть осуществлено в ре-
зультате барботажа инертного газа или
газообразных реагирующих веществ через
жидкость. Барботажное перемешивание целесообразно применять для про-
цессов перемешивания жидких реагентов, которые могут оказывать сильное кор-
розионное воздействие на механическую мешалку. Одновременно барботирую-
щий газ может служить теплоносителем. При барботажном перемешивании
важно, чтобы перемешиваемая среда имела низкую летучесть. Вследствие этого
оно редко применяется для перемешивания органических веществ.
Типы мешалок. Количество конструктивных разновидностей
мешалок очень велико. Целесообразно разделить их на следующие
три большие группы: тихоходные мешалки лопастного типа (ло-
пастные, рамные, листовые, якорные); быстроходные мешалки
(пропеллерные, турбинные); специальные мешалки (планетарные,
скребковые, дисковые, винтовые, шнековые и т. д.).
Тихоходные мешалки лопастного т и п а. Диаметр d
мешалок этой группы рекомендуется принимать в долях от диа-
метра аппарата D;
d = (0,5 ^0,7)D
12
Для якорных мешалок
0,9 D
(2.1)
Окружная скорость конца лопасти равна W = 2 4- 3 м/с. Для
жидкостей, имеющих вязкость ~1-10-3 Па-с (~1 сП), указанная
скорость соответствует пределу, выше которого потребляемая на
перемешивание мощность резко возрастает. При этом в случае про-
мышленных аппаратов частота вращения (число оборотов) ме-
Рис. 2.2. Конструкции тихоходных мешалок:
а —лопастная; б —рамная; в —якорная;
/ — вал; 2 — лопасть; 3 — втулка для соединения мешалки с валом.
шалки составляет и = 30 4- 80 об/мин. Для более вязких жидко-
стей величина п должна быть еще ниже. Основные конструкции
тихоходных мешалок изображены на рис. 2.2. Лопастные и рамные
мешалки находятся в центре перемешиваемого объема жидкости,
а якорная повторяет форму днища и стенок аппарата.
Быстрогодные мешалки. Для этой группы мешалок
d = (0,25 4- 0,33) £>, W = 3 4- 7 м/с и п = 100 4- 1000 об/мин.
Число лопастей в пропеллерных мешалках может быть равно 2—4
(рис. 2,3) и более, Однако наиболее распространены мешалки с
13
тремя лопастями, так как при этом происходит уравновешивание
сил, действующих на все лопасти и уменьшается вибрация вала.
Турбинные мешалки могут быть различных конструкций — от-
крытого и закрытого типа, типа центробежного колеса и т. д. От-
крытая турбинная мешалка, а также турбинная мешалка с наклон-
ными лопастями изображены на рис. 2.4.
Рис. 2.4. Турбин-
ные мешалки:
а—открытая; б —с
наклонными лопа-
стями.
Пропеллерные мешалки создают осевой поток жидкости, а тур-
бинные — радиальный (при вертикальных лопастях) или одновре-
менно радиальный и осевой потоки (при наклонных лопастях).
Рис. 2.5. Дисковая ме-
шалка.
Специальные мешалки. Эти типы мешалок применяются
для перемешивания жидкостей, обладающих специфическими свой-
ствами (например, высоковязких жидкостей; жидкостей, дающих
отложения на стенках аппарата; жидкостей, содержащих взвешен-
ные твердые частицы; барботируемых жидкостей и т. д.).
Конструкция дисковой мешалки, у которой на поверхности ди-
ска имеются отверстия треугольной формы, полученные путем про-
14
сечки, представлена на рис. 2.5. Применение такой мешалки
эффективно для процессов перемешивания жидкости, в которой
находятся во взвешенном состоянии твердые частицы и одновре-
менно происходит барботаж газа.
Гидродинамическая картина перемешиваемой жидкости. При
перемешивании возникает вращательное движение жидкости и об-
разуется воронка на верхней ее поверхности. Схема движения
жидкости в аппарате с пропеллерной мешалкой изображена на
рис. 2.6. Осевой поток около дна аппарата и у верхней границы
жидкости меняет направление на радиальное. Таким образом, в
Рис. 2.6. Схема-
дв иже ния жидко-
сти в аппарате с
пропеллерной ме-
шалкой.
движения жидко-
сти в аппарате с
турбинной мешал-
кой.
Рис. 2.8. Схема
движения жидко-
сти в аппарате с
лопастной мешал-
кой:
/—зона вынужден-
ного вихря; 2 —зона
свободного вихря.
объеме жидкости устанавливается организованная циркуляция.
Так как жидкость одновременно с движением в осевом и радиаль-
ном направлениях участвует во вращательном движении, то в пла-
не линии тока имеют вид спиралей. При этом частицы жидкости
проходят последовательно от центра к стенкам аппарата, а затем
от стенок аппарата к центру.
Скорость жидкой частицы, сходящей с лопасти пропеллерной
мешалки, может быть разложена на три составляющие: осевую Voc,
радиальную VR и тангенциальную Vt. Наименьшее значение имеет
Осевая составляющая превышает радиальную примерно
в 5 раз:
Иос/Рд « 5 (2.2)
Однако наибольшее значение имеет тангенциальная составляю-
щая, превышающая радиальную приблизительно в 50 раз. Таким
15
образом, пропеллерная мешалка создает в основном вращательное
движение и осевой поток.
Турбинная мешалка, в отличие от пропеллерной, образует две
зоны циркуляции (рис. 2.7). Жидкость, сходящая с лопаток тур-
бинной мешалки, имеет только радиальную и тангенциальную со-
ставляющие. При работе турбинной мешалки также образуется
воронка на верхней границе жидкости.
Более сложная картина потоков жидкости наблюдается при ра-
боте лопастной мешалки (рис. 2.8). В центральной части аппарата
образуется столб жидкости, вращающийся как твердое тело (зона
вынужденного вихря). В остальной части жидкости существует
циркуляционное движение, такое же как в аппарате с турбинной
мешалкой (зона свободного вихря).
Для характеристики гидродинамической картины перемешивае-
мой жидкости необходимо рассмотреть профиль скоростей жидко-
сти в объеме аппарата и связанную £ этим профилем форму верх-
ней поверхности жидкости. Рассматривать будем только танген-
циальную (окружную) скорость. Эта скорость имеет наибольшее
численное значение и определяет форму воронки, образующейся
на верхней границе жидкости.
В области вынужденного вихря окружная скорость увеличи-
вается при увеличении радиуса:
W = ©г (2.3)
где со — угловая скорость.
Если радиус вынужденного вихря обозначить гв, то максималь-
ная окружная скорость будет равна
^макс = ©f в (2.4)
Для того чтобы определить характер изменения скорости в об-
ласти свободного вихря, необходимо исходить из закона сохране-
ния механической энергии. Выражением этого закона для движу-
щейся жидкости является уравнение Бернулли:
Р IT2
Н + — + = const (2.5)
Y 2g v
Если рассматривать жидкость в каком-либо сечении слоя, для
всех частей которого Н — const, то уравнение Бернулли примет
вид
₽ + '?=aconst (2-6)
или в дифференциальной форме:
В то же время для вращательного движения возникающая цен-
тробежная сила пропорциональна изменению давления. Для уста-
новления зависимости между изменением давления и центробеж-
ной силой выделим в рассматриваемом сечении перемешиваемой
16
жидкости элемент объема со сторонами ds, dr и высотой dh
(рис. 2.9). Для этого объема имеем:
v W2
dP ds dh = — dr ds dh- (2.8)
g r
При совместном решении уравнений (2.7) и (2.8) получаем:
rdW + W dr = 0
или
d (rW) = 0 (2.9)
Интегрирование уравнения (2.9) дает:
Wr = const (2.10)
Уравнение (2.10) выражает закон изменения скорости в обла-
сти свободного вихря для
жидкости вследствие вли-
яния вязкости изменение
скорости будет несколько
иным, чем описываемое
уравнением (2.10), но ха-
рактер этого изменения
в целом сохраняется. Та-
ким образом, в области
свободного вихря зависи-
мость скорости от радиу-
са описывается уравне-
нием гиперболы:
идеальной жидкости. Для реальной
Рис. 2.9. Эпюра окружных скоростей пере-
мешиваемой жидкости.
Для всего объема ап-
парата эпюра окружных
скоростей будет иметь
вид, изображенный на
рис. 2.9. Эта эпюра ха-
рактеризует гидродина-
мику перемешиваемой
жидкости. Зная распреде-
ление скоростей во всем
объеме жидкости, можно было бы найти среднее значение скоро-
сти и, соответственно, среднее значение критерия Re, характеризую-
щего гидродинамический режим перемешивания жидкости. Однако
на практике для простоты скорость, входящая в критерий Re, бе-
рется равной скорости конца лопасти. Эта скорость будет не-
сколько меньше максимальной скорости №макс = согв, так как
радиус вынужденного вихря гв ~ 0,75 гм (где гм — радиус ме-
шалки). Значение критерия Re выражается следующим образом:
Re=JLprf = (2.12)
|Л |Л Н
п
Уравнение (2.10) для границы свободного и вынужденного вих-
рей с учетом выражения (2.4) запишется следующим образом
Wr => cor* (2.13)
Отсюда получаем значение постоянной в формуле (2.10), и вы-
ражение для скорости в области свободного вихря примет вид:
тгв
W = —(2.14)
В пристеночном слое окружная скорость резко падает до нуле-
вого значения.
Для описания формы воронки, образующейся на верхней гра-
нице жидкости, рассмотрим отдельно зону вынужденного вихря и
зону свободного вихря. Верхняя граница жидкости является экви-
потенциальной, т. е. энергия во всех точках поверхности имеет
постоянное значение. В частности, на верхней границе вращаю-
щейся жидкости сумма статического и динамического напоров
жидкости равна нулю.
В области вынужденного вихря сила тяжести и центробежная
сила находятся в равновесии:
mg dz = ты2г dr (2.15)
Выражение (2.15) может быть получено, если рассмотреть пере-
ход от точки Mi в точку М2 (рис. 2.10). Интегрирование уравнения
(2.15) в пределах от гмин до z и от 0 до г дает зависимость высоты
слоя жидкости от радиуса в области вынужденного вихря:
, С02Л2
2 я 2мин Ч
Уравнение (2.16) описывает форму поверхности жидкости (па-
раболоид вращения). На границе вынужденного вихря
2 2
©г;
2в = 2мин Ч-2g
В области свободного вихря, начиная от границы вынужденного
вихря, увеличение высоты слоя жидкости замедляется из-за пере-
хода потенциальной энергии в кинетическую. Для описания формы
поверхности жидкости в области свободного вихря вернемся к
уравнению Бернулли, записав его для двух сечений — для границы
вынужденного вихря и для любого сечения в области свободного
вихря:
(2.16)
(2.17)
Р, W2B Р2 W2
Z° + V + ^F = 2 + V + V
Так как на верхней границе во всех точках давление одинако-
во, то
(2.18)
W2B W2
гв + ^Га=г +V
(2.19)
18
Использовав формулы (2.14), получим:
zB +
<огГв
2gr2B
= г 4-
(2.20)
Рис. 2.10. Форма воронки, обра-
зующейся над перемешиваемой
жидкостью.
ш ' в
2gr2
Рис. 2.11. Общая конструктивная
схема аппарата с мешалкой:
/ — электродвигатель; 2 —редуктор; 5 —
муфта; 4 — стойка привода; 5—уплотнение;
6 — вал; 7 —мешалка; 8 — корпус; 9 —ру-
башка.
С учетом зависимости (2.17)
имеем:
,~.в <о2Гд <оМв
2“ИН + 2g "* 2g ~z+ 2gr2 (2.21)
Отсюда для области свободного вихря получаем уравнение фор-
мы поверхности:
<Л2В / г2
z — гмин + 2g V ~
(2.22)
19
Рассмотренная картина движения жидкости в аппарате с ло-
пастной мешалкой позволяет сделать следующие выводы: 1) уста-
новка дополнительного числа лопастей практически не сказывается
на степени перемешивания; 2) установка отражательных перегоро-
док будет способствовать уменьшению тангенциальной и увеличе-
нию осевой составляющей скорости; 3) так как окружные ско-
рости жидкости имеют различное значение в разных точках пере-
мешиваемого объема, то для количественной характеристики гидро-
динамического состояния перемешиваемой жидкости удобнее ис-
пользовать значение окружной скорости конца лопасти мешалки.
Конструкция аппаратов с мешалками. Общая схема аппарата
с мешалкой приведена на рис. 2.11. Кроме узлов, изображенных на
этом рисунке, в аппарате с мешалкой часто применяют концевой
подшипник, служащий опорой для нижнего конца вала. В стойке
привода могут быть также промежуточные подшипники, используе-
мые как опора для вала мешалки, а корпус аппарата с внутренней
стороны может иметь дополнительно отражательные перегородки.
Специфическими узлами^ аппарата с мешалкой являются при-
вод, концевой подшипник, уплотнения.
Привод. Чаще всего используется электрический привод, хотя
в некоторых случаях можно применять паровой или гидравличе-
ский привод (для больших реакторов, когда трудно подобрать дви-
гатель взрывобезопасного исполнения).
Электрический привод может быть групповым, индивидуальным
выносным и индивидуальным встроенным.
Наиболее распространен индивидуальный выносной привод с
вертикальным или горизонтальным расположением валов. Гори-
зонтальное расположение вала применяется в горизонтальных ап-
паратах или в аппаратах с боковым приводом.
Вертикальный вал может входить в аппарат через крышку или
днище. При наличии в аппарате взрывоопасных газов удобнее
осуществлять ввод вала через днище, что препятствует утечке
газов.
Приводы с вводом вала через крышку аппарата нормализованы
НИИХиммашем. Они одразделяются на три типа: тип А — со-
единение вала мешалки с валом редуктора продольно-разъемной
муфтой; тип Б — соединение вала мешалки с валом редуктора зуб-
чатой муфтой; тип В — с параллельным расположением вала ме-
шалки и вала редуктора.
Продольно-разъемная муфта жестко соединяет вал мешалки с
выходным валом редуктора, и подшипник редуктора становится
опорой вала. Вследствие этого в приводе типа А опорой для вала
является подшипник редуктора или подшипник редуктора и конце-
вой подшипник вала мешалки, устанавливаемый внутри аппарата
на днище.
Зубчатая муфта не соединяет жестко вал с выходным валом
редуктора, поэтому в стойке привода имеется стакан с двумя под-
шипниками, которые и служат опорой для вала мешалки,
20
В приводе типа В выходной вал редуктора соединяется с цилин-
дрическим редуктором, а выходной вал цилиндрического редукто-
ра с валом мешалки продольно-разъемной муфтой под крышкой
пппарата. Таким образом, привод типа В имеет два редуктора.
Привод типа А показан на рис. 2.12. При работе мешалки без
концевого подшипника возможно появление крутильных колебаний
консольного вала мешалки, являющихся следствием динамических
Рис. 2.12 Привод (тип А):
/ — редуктор; 2 — продольно-
рпэъемная муфта; 3 — стойка
Привода; 4 — уплотнение;
И - опора привода; 6 — масло-
уловитель; 7 —вал; 8 — кон-
цевой подшипник.
Рис. 2.13. Схе-
ма колебаний
вала.
нагрузок на вал от переме-
шиваемой среды, условий за-
крепления вала в опорах,
конструкции мешалки. При
неправильном учете в про-
цессе конструирования таких
важных критериев надежно-
сти, как жесткость и вибро-
устойчивость, эксплуатация
^аппаратов с мешалками
встречает ряд затруднений.
Если вал с мешалкой не от-
балансирован и в подшипни-
Рис. 2.14. Концевой подшипник:
1 — вал; 2 — вращающаяся втул$а;$—не
вращающаяся втулка; съёмная пли-
та; 5 —стойка.
новых опорах его имеется люфт 6, то возможно отклонение нижнего
конца вала на величину $. Схема отклонений вала с двумя подшип-
никовыми опорами изображена на рис. 2,13. Из подобия треуголь-
ников получаем соотношение:
$ _ Г + 0,5/
д/2 0,5/
(2.23)
21
или
s = д (у + 0,5 j (2.24)
т. e. колебания вала зависят от величины люфта д и отношения L/1.
Если люфт устранить полностью невозможно, то величину отноше-
ния L/1 можно ограничить. Для надежной работы консольного вала
мешалки рекомендуется L/1 4. Для уменьшения крутильных ко-
лебаний вала после крепления мешалки он должен быть статиче-
ски отбалансирован. При опасности возникновения крутильных ко-
лебаний, которые ведут к нарушению работы сальника, или при
Рис. 2.15. Концевой подшипник с шаровой обоймой:
/ — вал; 2—вращающаяся втулка; 3 — невращающаяся текстолитовая втулка; 4 — обойма.
больших значениях LII необходима установка концевого подшип-
(индекс «см» относится к аппарату идеального смешения).
Концевой подшипник. Крутильные колебания вызывают
разнос подшипников и воздействуют на сальник. Концевой подшип-
ник устраняет крутильные колебания, улучшая работу сальника и
подшипниковых опор. Хотя концевой подшипник работает в агрес-
сивной среде, применение его для нормальной работы аппарата
необходимо при большой длине или высокой частоте вращения
вала. Пара трения в концевом подшипнике (рис. 2.14) состоит из
двух втулок, одна из которых приваривается к валу или стопорится
на нем. Вторая втулка укрепляется в неподвижной плите подшип-
ника. Плита является съемной, что облегчает смену изношенной
втулки при ремонте. Втулка изготовляется из бронзы, текстолита,
капрона, резинографита, фторопласта.
22
Для обеспечения соосности обеих втулок может применяться
концевой подшипник (рис.2. 15), в котором обойма невращающейся
втулки имеет шаровую поверхность, что дает возможность уста-
навливать ось этой втулки в нужном направлении. Шаровая по-
верхность притирается по высокому классу чистоты (V8).
Для получения большей осевой скорости и большей кратности циркуляции
перемешиваемой жидкости применяются диффузоры, представляющие собой ци-
линдрические или конические обечайки, встроенные соосно в аппарат (рис. 2.16).
Диффузор обеспечивает организованную циркуляцию жидкости в объеме’ аппа-
рата (рис. 2.17) и может служить дополнительной поверхностью теплообмена.
Кроме диффузоров применяются направляющие аппараты, преобразующие вра-
щательное движение среды в осевое.
а
Рис. 2.16. Мешалки:
а —с диффузором; б — с диффузором и направляющим аппаратом.
Дополнительными устройствами в аппаратах с перемешиванием могут быть
люки-лазы, указатели уровня с трубчатыми и плоскими рифлеными стеклами,
смотровые окна.
Смотровые окна служат для наблюдения за состоянием реакционной смеси
и уровнем ее в аппарате. Стекла, применяемые для смотровых окон, изготов-
ипотся из сталинита, имеют большую толщину и способны выдерживать давле-
ние 0,6 МПа и температуру до 150 °C. Смотровое окно может устанавливаться
пл патрубке или на бобышке.
Подводящие трубопроводы снабжаются иногда смотровыми фонарями, со-
стоящими из двух смотровых окон или из отрезка стеклянной трубы.
Характерными элементами конструкции могут быть также приспособления
пли крепления мешалок и змеевиков. Мешалки устанавливаются на валу со
шпонкой и стопорятся винтом или поджимной гайкой.
Для крепления змеевиков на внутренней стенке аппарата на равных рас-
» юяниях устанавливаются два-три уголка, которые крепятся к корпусу с по-
мощью косынок. Трубы змеевика крепятся к этим уголкам с помощью хомутов.
Уплотнения вращающихся валов. Уплотнения слу-
щпт для создания герметичности между неподвижными и подвиж-
ными деталями машин. Для уплотнения вращающихся валов
применяются в основном следующие типы уплотняющих устройств:,
•ильники с мягкими и твердыми уплотняющими набивками; гор-
новые уплотнения; герметичный привод.
23
Сальниковое уплотнение. Сальник — ответственный узел аппа-
рата, требующий постоянного ухода и наблюдения. Он состоит из
корпуса, грундбуксы, нажимной втулки, сальниковой набивки и
стягивающих шпилек (рис. 2.18). Уплотнение достигается прижа-
тием сальниковой набивки к вращающемуся валу. Между валом и
грундбуксой остается зазор 0,5—0,75 мм, а между валом и на-
жимной втулкой — несколько больший зазор (1 —1,5 мм). Эти за-
зоры устраняют возможность износа вала в указанных местах.
Для изготовления грундбуксы и нажимной втулки используется
чугун. При отсутствии зазора между валом и грундбуксой послед-
няя должна изготовляться из бронзы.
Рис. 2.17. Схема цирку-
ляции жидкости в аппа-
рате с мешалкой при на-
личии диффузора:
/ — направляющий аппарат;
2 — диффузор.
Рис. 2.18. Сальник:
/ — корпус; 2 —нажимная втулка;
8 — набивка; 4 — упорное кольцо
(грундбукса).
В некоторых случаях сальниковое устройство одновременно яв-
ляется опорой для вала (подшипником скольжения). Тогда зазор
между валом и нажимной втулкой делается минимальным, т. е. на
посадке скольжения. Нажимная втулка снабжается устройствами
для подачи и распределения смазки и изготовляется из бронзы или
снабжается бронзовым вкладышем.
Нормализованный сальник, рекомендуемый к изготовлению
нормалями НИИХиммаша (рис. 2.19), в середине слоя сальнико-
вой набивки имеет смазочное кольцо. Это кольцо обеспечивает
равномерный подвод смазки по всему периметру вала в середину
набивки. Для отвода тепла сальник снабжается охлаждающей ру-
башкой.
В качестве сальниковых набивок чаще всего применяются хлоп-
чатобумажные, пеньковые и асбестовые материалы. Ниже приве-
24
дсны предельные температуры /, при которых могут использо-
ваться набивки:
t, °с
Асбестовая набивка:
маслобензостойкая 80
пропитанная 80
сухая..................................... 400
Асбестопроволочная набивка . . 400
Пеньковая просаленная набивка ... 80
Хлопчатобумажная просаленная набивка 80
Фторопласт 250
Перечисленные набивки могут применяться при давлениях
0,6—4 МПа в зависимости от температуры и используемого пропи-
тывающего состава. Пропитка служит для улучшения герметиза-
ции и снижения коэффициента трения набивки о вал. Для про-
питки набивок применяют сало, парафин, битум, графит, жидкое
стекло, тавот, вискозин и т. д.
Рис. 2.19. Нормализован- 8
ный сальник:
/ — корпус; 2 — рубашка; <g S
3 — нажимная втулка; 4 — на- §
бивка; 5 — смазочное кольцо; g §
в —упорное кольцо (грунд- £
букса).
Из указанных выше набивок следует отметить фторопласт. Он
имеет малый коэффициент трения, поэтому срок его службы в не-
сколько десятков раз больше, чем у остальных материалов. Этому
способствует также его хорошая химическая стойкость. Примене-
ние фоторопласта для некоторых агрессивных сред позволило рез-
ко сократить время на обслуживание сальников, связанное с их
псренабивкой, и уменьшило загазованность помещений.
Недостатки фторопласта — сравнительно высокая твердость
(что требует больших усилий при затяжке сальника) и высокая
стоимость. Эти недостатки устраняются в новых видах набивок,
например в набивке из асбестового шнура, пропитанного фторо-
пластовой суспензией.
При высоких температурах (/> 300 °C) используются сухие
набивки. Наиболее распространенная сухая набивка марки АГ-50
состоит из 50% графита, 45% длинноволокнистого асбеста и 5%
алюминиевой пудры. Утечка уплотняемой среды в сухих набив-
ках происходит вследствие их пористости. Даже при высоких
25
то осевое и радиальное усилия оыли оы
ее участках. Однако поскольку набивка
давлениях прессования набивки (30—60 МПа) она остается по-
ристой, так как составляющие ее компоненты — асбест и графит —
являются пористыми телами.
Для нормальной работы сальника необходимо, чтобы усилие
прижатия нижних слоев набивки к валу равнялось давлению
среды. Усилие прижатия набивки к валу действует в радиальном
направлении, тогда как поджим набивки нажимной втулкой произ-
водится в осевом направлении. Схема работы сальника изобра-
жена на рис. 2.20. Если бы набивкой служила идеальная жидкость,
равны (Рх = Ру) во всех
является деформируемым
твердым телом, то Рх =/=
=/=РУ){и, кроме того, сила
прижатия набивки к валу
будет изменяться по вы-
соте сальниковой камеры
вследствие трения набив-
ки о вал и корпус сальни-
ка при ее деформации,
т. е. при сжатии.
Связь осевого и ради-
ального усилий можно
выразить зависимостью:
Рх = Ру1т (2.25)
Рис. 2.20. Схема работы сальника:
/ — вал; 2 —нажимная втулка; 3—корпус.
Величина т зависит
от материала набивки,
давления и других факто-
ров и изменяется в пре-
делах от 1,5 до 5,0.
Закон изменения осевой силы по высоте сальника можно пред-
ставить следующим образом:
Р1,-Р.ехр(2/ f)
(2.26)
где s=(Z) — d)!2\ f= цтр — коэффициент трения набивки
о вал и корпус сальника.
В нижней части сальника при у — 0 справедливо равенство
Ру = PQf а в верхней при y = h — равенство Ру = PQ exp (2f -у).
Величина осевого усилия в верхней части сальника позволяет по
площади сечения набивки определить усилие затяга и рассчитать
стяжные шпильки.
При совместном решении уравнений (2.25) и (2.26) получим
закон изменения радиальной силы, т. е. силы прижатия набивки
к валу:
^ = 4-р°ехр(2/т) (2,27)
26
Эпюра изменения силы прижатия набивки к валу изображена
на рис. 2.20. При удалении от нажимной втулки эта сила умень-
шается. При большой высоте сальниковой набивки уменьшение
радиальной силы будет значительным. Эффективное перераспреде-
ление радиальной силы может быть достигнуто в конструкции
двойного сальника. Однако двойной сальник применения не на-
ходит, так как его эксплуатация очень сложна.
Бели бы набивка являлась абсолютно твердым телом, то в про-
тивоположность допущению об идеальной жидкости прижатие на-
бивки к валу должно полностью отсутствовать. Для деформируе-
мого твердого тела усилие прижатия набивки к валу будет состав-
лять некоторую часть от осевого усилия. Увеличения силы прижа-
тия можно достигнуть конструктивным приемом — изготовлением
колец уплотнительной набивки с конусными поверхностями. Для
реальных набивок этот прием широко используется.
Определим мощность, теряемую на трение в сальнике. Для эле-
мента набивки высотой dy сила трения равна
dT = dy (2.28)
После подстановки значения Рх из уравнения (2.27) и интегри-
рования в пределах от 0 до Л получаем:
т == -^- [ехр (г/ у) - 1] (2.29)
С учетом f = р,тр/т имеем:
Т = 0,5л dPas [exp (2f А) - 1] (2.30)
Мощность, теряемая на трение, будет равна
Г > “ Ж пЧ*пРй8 [exp (2/ А) _ 1] (2.31)
т. е.
Ntf - ЛГтр (л, d, Ро, з, f, у) (2.32)
Коэффициент трения f при вращении вала имеет меньшее зна-
чение, чем при неподвижном вале; кроме того, он изменяется при
изменении давления. Учесть все это для разнообразных набивок
при использовании для расчетов уравнения (2.31) сложно, поэтому
переходят к эмпирической зависимости (2.32), которая для прак-
тических расчетов принимает вид:
ЛГтр = O,O25nd2P0sK (2.33)
Коэффициент К зависит от величины h/s и имеет следующие
шачения:
Л/s 5 6 7 3 9 10 (2
К 0,65 0,83 1,02 1,24 1,58 1,70 2,34
27
Ширина сальниковой набивки s (в мм) определяется по диа-
метру вала: __
S « (1,6 -4- 2,5) (2.31)
Торцевое уплотнение. В этом уплотнении герметичность дости-
гается за счет плотного поджатия по торцевым плоскостям двух
деталей — вращающейся и неподвижной. Герметичность в таком
соединении может быть достигнута только при высоком качестве
обработки прилегающих поверхностей. Неровности >1 мкм нару-
шают нормальную работу торцевого уплотнения.
Рис. 2.21. Торцевое уплотнение:
/ — корпус; 2—вращающееся кольцо; $— шпилька; 4 — водило; 5—пружина;
5 —тяга; 7—неподвижное кольцо; 8 — Сильфон.
Поверхности трения подвергаются шлифовке и притирке и
имеют высокую чистоту обработки (V10 —V12); они могут быть
плоскими, сферическими или конусными. Плоские поверхности при-
меняются чаще. Для того чтобы при доводке легче получить хоро-
шую плоскостность поверхности трения, ширина кольцевой поверх-
ности трения не должна быть большой (<^ 6—8 мм). В химической
промышленности торцевые уплотнения применяются не только для
реакторов, но и для центробежных насосов. Торцевое уплотнение
для герметизации аппаратов представлено на рис. 2.21. Кольцо 2
получает вращение от вала через водило 4, состоящее из двух по-
ловинок, стягивающих вал, и через шпильки 3. Неподвижное коль-
цо 7 соединено с сильфоном. Тяги 6 с пружиной дают возможность
регулировать силу поджатия колец 2 и 7. Сильфон 8 позволяет
компенсировать биение вала.
Такое уплотнение работает при давлении 2-Ю3—1,6-10е Па,
температуре до 250 °C и частоте вращения до 500 об/мин. Достоин-
28
Рис. 2.22. Движение среды в за-
зоре между кольцами.
ства этого уплотнения: во-первых, меньшие утечки, чем в сальнике,
так как при работе под вакуумом подсос воздуха отсутствует;
во-вторых, потери мощности составляют десятые доли потерь мощ-
ности на трение в сальнике; в третьих, не требуется обслуживание,
что объясняется большой износостойкостью пары трения (а следо-
вательно, долговечностью) и хорошей работой при биениях вала.
Недостатки торцевого уплотнения — высокая стоимость и слож-
ность ремонта.
Основным узлом торцевого уплотнения является пара трения.
Материал, из которого она изготовлена, должен обладать износо-
стойкостью и малым коэффициентом трения. Используются сле-
дующие материалы: кислотостойкая
сталь — одно кольцо; углеграфит,
бронза или фторопласт — другое
кольцо. Фторопласт применяется
только в случае небольших давле-
ний и при невысоких скоростях па-
ры трения, так как он обладает
хладотекучестью.
По конструкции торцевое уплот-
нение может быть внутренним и
внешним, одинарным и двойным.
Уплотнение, изображенное на рис.
2.21, является внешним. У внутрен-
него уплотнения вращающееся коль-
цо и нажимные пружины располо-
жены внутри аппарата в рабочей
среде. Двойное уплотнение имеет
две пары трения и практически
представляет собой два последова-
тельных одинарных уплотнения. В
двумя парами трения помещается запирающая среда, предотвра-
щающая утечки и отводящая тепло трения.
Рассмотрим работу торцевого уплотнения. Движение среды в
зазоре между кольцами в цилиндрических координатах описы-
вается уравнением: I
дР , 1 дР , дР fd2V , I dV , daV , I d2V\
dr + r <9<p + dz “Ц ( dr2 + r dr + dz2 + r2 dq>2 ) (2 35)
двойном уплотнении между
Так как уплотнение имеет осевую симметрию, то дР/дц> = 0 и
i)V/dq> = 0, а поскольку в зазоре давление изменяется только в ра-
диальном направлении, то dPIdz = 0.
После упрощения уравнение примет вид:
дР fd2V , I dV , d2V\
dr = M I dr2 + r dr + dz2 )
(2.36)
Поскольку ширина поверхности соприкосновения колец в торце-
п"м уплотнении невелика, то можно принять dVjdr = 0. Теперь
29
уравнение движения среды запишется следующим образом:
дР _ дгУ
дг ** дг2
(2.37)
Схема движения среды в зазоре между кольцами изображена
на рис. 2.22.
Граничные условия для уравнения (2.37):
V = 0 при z = h )
> (2.38)
V = 0 при z = — h )
Интегрирование уравнения (2.37) дает:
F=v^z2+C,2+C2 (2'39)
Используя граничные условия, получаем для уравнения
1 дР
-±-^-h2 + c,h + Ct~Q (2.40)
V^A’“ClA + C2“0 (2,41)
из которых находим
1 дР
С, = 0; — (2.42)
С учетом постоянных С\ и С2 решение примет вид:
1 дР
V~W <243>
Величина утечки на единице длины уплотнения составит:
+й +Л
Г т. 1 дР Г , 2 2 А3 дР
) J {z~h}dz—тт’дГ (244)
На всем периметре уплотнения величина утечки будет равна:
~ 2 А3 дР п 4 nrh3 дР
G = — -х------ч- 2лг = — —-------х—
3 р дг 3 р дг
Преобразуем последнее уравнение:
дР д 3pG
дг 4лгА3
Граничные условия для уравнения (2.46):
Р = Р1 при r=*Ri |
Р = Р0 ПрИ Гаа/?2 J
После интегрирования получаем:
Pt Р° 4nh3 In Rt 4nh3
(245)
(2.46)
(2.47)
(2.48)
30
Отсюда найдем величину утечек среды в торцевом уплотнении:
(2.49)
4лй3(Р,-Р0)
Зц In (Ps/PJ
Таким образом, на величину утечки наиболее сильное влияние
оказывает величина зазора между кольцами торцевого уплотнения.
В уравнения (2.45) и (2.49) эта величина входит в третьей степени,
поэтому для нормальной работы уплотнения зазор между коль-
цами должен быть доведен до минимума. Этого удается достичь
шлифовкой и притиркой колец. Величина зазора составляет от до-
лей микрона до нескольких микрон.
В торцевом уплотнении одно из колец вращается, поэтому
кроме сил давления и трения на величину утечек оказывает влия-
ние сила инерции. Если угловую скорость вращения среды в зазоре
определять как среднюю арифметическую угловых скоростей вра-
щения колец, то уравнение (2.46) с учетом силы инерции примет
вид: '
дР Зцб , ,
дг = 4лгй3 PW'Г
(2.50)
После интегрирования и преобразования величина утечек опре-
делится выражением:
4Я/Р(Р.-Р0) 4лй3-£^-(^-^)
Зц In + Зц1п(Я2/Я,) ' '
Таким образом, повышение частоты вращения вала увеличивает
утечки при работе аппарата под давлением и уменьшает утечки
при работе аппарата под вакуумом.
Герметичный привод. При очень высоких давлениях (до
150 МПа) и для проведения реакций, требующих полной герметич-
ности оборудования (например, синтез алюминийорганических со-
единений) применяются аппараты с герметичным (бессальнико-
вым) приводом. Вал мешалки с насаженным на него ротором по-
мещается внутри гильзы из немагнитного материала и получает
вращение от статора через эту гильзу. Сплошная гильза полностью
устраняет утечки, поэтому такой привод и называется герметич-
ным. Немагнитными материалами являются хромоникелевые стали.
Для герметичного привода характерны следующие недостатки:
ротор и подшипники находятся в реакционной среде; давление на
гильзу такое же, как в аппарате, поэтому ротор приходится делать
малого диаметра, а пластины статора устанавливать на гильзу
с натягом, чтобы статор укреплял гильзу; значительные потери
мощности вследствие большого зазора между статором и ротором;
затрудненность смазки подшипников.
Применяется герметичный привод для аппаратов небольшого
объема.
Расчет мощности, потребляемой мешалкой. Из дифферен-
циального уравнения движения вязкой несжимаемой жидкости
31
(уравнение Навье — Стокса) может быть получена следующая
критериальная зависимость:
Eu = f (Re, Fr)
Где Eu = -^2— критерий Эйлера; Re = —критерий Рейнольдса;
IF2
Fr = -^j — критерий Фруда.
Давление лопасти мешалки на жидкость ДР определить трудно,
легче замерить мощность на валу мешалки. Поэтому выразим ДР
через мощность, расходуемую на перемешивание:
(2.52)
Следовательно
(2.53)
Ап N м
~ FW ~ d2 nd
С учетом этого критерия Ей примет вид *:
_ ДР _ W
р№2 pn’rfs
Аналогично модифицируем критерии Re и Fr:
ц
n2d
g ’
для Eu можно получить сле-
(2.54)
(2.55)
Методом анализа
дующие выражения:
Еи =
м-
_ F2
размерностей
(2.56)
(2.57)
_jv_ N --
pn3 d5 = цп2сР s pgd2 И Т‘ Д’
Каждое из этих выражений является комбинацией критериев
У N п W АГ D о
gn2d3 pn3ds Re“’ pd2g ~ pn3ds Re“Fr“ “ т-д-
Наиболее часто употребляются выражения:
р v N
“ р«3</5 “ pn2d3
С учетом симплексов геометрического подобия критериальная
зависимость принимает вид:
Eu = f(Reu,Fru, Г„Г2, ...) (2.61)
Для различных типов мешалок и различных гидродинамических
режимов имеются подобные критериальные зависимости, которые
используются для расчетов.
(2.58)
(2.59)
(2.60)
♦ В литературе критерий Эйлера для процессов перемешивания иногда на*
зывается критерием мощности и обозначается KN.
32
Общий расход мощности в аппарате с мешалкой составит:
К1К2К + wTp
Nобщ — 2 ~
(2.62)
где = HnJD — коэффициент, учитывающий степень заполнения
аппарата; /Q 2— коэффициент, учитывающий увеличение мощ-
ности при пуске; N — мощность, расходуемая непосредственно на
перемешивание: —мощность, затрачиваемая на трение в саль-
нике; т| = 0,85—0,90—коэффициент полезного действия привода;
— высота слоя жидкости.
Прочностной расчет лопастных мешалок. Выделим на лопастной мешалке
(рис. 2.23) элемент поверхности dF = hdx или dF' = h dx sin a — для наклонной
лопасти. По закону Ньютона сопротивление среды движущемуся в ней телу
равно количеству движения жидкости, вытесняемой телом, а количество движе-
ния — произведению массы т на скорость V:
р = = р (PV) У = cpFV2 (2.63)
где FV — объем жидкости, вытесняемой телом в
единицу времени; с — коэффициент лобового со-
противления.
Сила давления жидкости на элемент dF по
закону Ньютона равна:
dP = cph dx (wx)2 (2.64)
где V = сох— линейная скорость элемента dF.
Интегрируем уравнение (2.64) в пределах от
г до R:
Рис. 2.23. к расчету ло-
пастной мешалки.
R -
Р = срАсо2 х2 dx
^^-(tf3-r3) (2.65)
О
Точку приложения силы Р находим как центр тяжести сил dP:
R
xQP = х dP
г
Отсюда
Я Я
\ xdP \ xcphtfx2 dx
я /_______= _г_____________= 2 - г1
“ Р срвМ (/?3 _ 4 R3 - г3
3
(2.66)
(2.67)
В случае R г ймеем х0 = 3Д/?. При_ известных Р и Хо определяем изги-
бающий момент в опасном сечении Л4Иэг = Рх0, а по изгибающему моменту ве-
дем проверку прочности мешалки.
При расчете лопастных и рамных мешалок сложной формы вся поверхность
мешалки может быть разбита на участки и для каждого участка определены Р
и х.). Общий изгибающий момент будет равен сумме моментов для отдельных
участков.
Теплопередача в аппаратах с мешалкой. Конструктивно теплообменные эле-
менты могут быть выполнены в виде рубашки или змеевика. Теплоотдача от
рубашки к среде рассчитывается по уравнению
Nu = O,4Re°'66Pr0’33 ( (2:68)
2 Зак. 576
33
а в случае змеевика
Nu = 1,01 Re^Pr^f-H-Y''4
(2.69)
Здесь
aD
Nu = -7—;
л
nd2
Re = —;
Pr =
Рубашка и змеевик имеют свои достоинства и недостатки. Применение ру-
башки облегчает чистку поверхности аппарата и допускает использование якор-
ных мешалок. Однако рубашка имеет большую толщину стенок, обусловливает
большие потери4 тепла в окружающее пространство и малую теплоотдачу, осо-
бенно для эмалированных аппаратов (вследствие малой теплопроводности
эмали).
Тепловой расчет аппаратов с мешалкой состоит из решения уравнения тепло-
вого баланса и расчета поверхности теплообмена с применением ранее приведен-
ных критериальных уравнений.
Количество выделяемого или поглощаемого тепла:
Q = ^Gp.m (2.70)
где q — тепловой эффект реакции; GP. м — количество реакционной массы; х —
степень превращения.
Степень превращения х достигается за некоторый промежуток времени тр.
х
В среднем за единицу времени выделится Q/т или — qG^ м тепла. Эта интен-
сивность тепловыделения для реакции нулевого порядка является величиной по-
стоянной и принимается для расчета поверхности теплообмена. Для реакций,
порядок которых отличен от нулевого, наибольшее количество тепла выделяется
в первые моменты времени в соответствии с количеством прореагировавшего
сырья. Тепловая нагрузка аппарата определяется по начальному периоду Дт:
Дт = 0,05тр (2.71)
В случае каскада реакторов наибольшая степень превращения достигается
в первом аппарате, поэтому тепловой расчет каскада ведется по данному аппа-
рату. Однако изменение физических свойств реагентов в последних реакторах
(например, увеличение вязкости) может привести к тому, что наибольшая по-
верхность теплоотдачи должна быть обеспечена именно в них.
Для предотвращения перегрева реакционной массы в начальный период один
из реагентов можно вводить в первый реактор не полностью. После того, как
большая доля реагента прореагирует, вводится оставшаяся его часть. При не-
прерывном процессе реагент может вводиться по частям в различных участках
по длине реакционной зоны. Таким образом, тепловой режим реактора опреде-
ляется способом подачи реагентов.
На тепловой режим реактора периодического действия может оказывать
влияние отвод тепла при испарении части реагентов. Тепло при этом передается
хладагенту при конденсации в обратном холодильнике. Конденсат непрерывно
стекает обратно в реактор.
Влияние перемешивания на эффективность жидкофазных реак-
торов. Ниже будут рассмотрены как единичные реакторы, так и
каскады.
Коэффициент полезного действия химических
реакторов. Скорость необратимой химической реакции является
функцией концентрации:
= (2.72)
ат т
где С — концентрация; т — время; k — константа скорости реак-
ции; п — порядок реакции.
34
Уравнение кинетики может быть также выражено через степень
превращения:
Ср-С
Со
(2.73)
где Со, С — начальное и текущее значение концентрации реагента,
соответственно.
Степень превращения является относительной безразмерной
концентрацией и изменяется от 0 до 1.
Уравнения кинетики, выраженные через степень превращения,
принимают вид:
dx ,
= л0 — реакция нулевого порядка
ах
dx , /f .
= ki (I — х) — реакция первого порядка
= kz (1 — х)2 — реакция второго порядка
ах
(2.74)
Для аппаратов идеального смешения и аппаратов промежуточ-
ного типа т является условным временем контакта (т = Ур/Учас),
для аппаратов идеального вытеснения оно будет действительным
временем контакта.
Идеальным смешением называется такое, при котором концен-
трации в любой точке аппарата оказываются одинаковыми; анало-
гично, и температуры в любой точке аппарата должны быть одина-
ковы. Режим идеального смешения существует в проточных аппа-
ратах с мешалками, когда условное время реакции достаточно
большое. В этом случае поступление исходных продуктов мало, и
мешалка успевает усреднить концентрацию в аппарате.- Иными
словами, когда скорость прокачки среды через аппарат Учас, т. е.
внешняя циркуляция жидкости гораздо меньше внутренней цирку-
ляции жидкости в аппарате, создаваемой мешалкой, то режим
работы аппарата близок к режиму идеального смешения.
Идеальным вытеснением называется такой режим, когда суще-
ствует плавно изменяющееся поле концентраций. При этом переход
от больших концентраций к меньшим разграничен в пространстве
и во времени. Перемешивание соседних объемов среды отсутствует,
и время пребывания всех частиц одинаково. Непроточный аппарат
с мешалкой, т. е. аппарат периодического действия, в этом смысле
является аппаратом идеального вытеснения, так как осуществить
смешение среды с концентрацией, существующей в некоторый мо-
мент времени, с этой же средой, концентрация которой в следую-
щие моменты времени будет иной, нельзя.
Промышленные аппараты могут работать в режиме идеального
смешения, в промежуточном режиме и в режиме идеального
вытеснения. Наиболее эффективным является режим идеального
вытеснения. Степень приближения режима, существующего в ре-
альном аппарате, к режиму идеального вытеснения называется
2'
35
коэффициентом полезного действия (к. п. д.) аппарата и выра-
жается соотношением:
П = тв/Тр. а (2.75)
где тв — время, необходимое для достижения заданного превраще-
ния в аппарате идеального вытеснения; тр. а — время, необходимое
для достижения того же превращения в реальном аппарате.
Так как реакционные аппараты с мешалками работают в ре-
жиме идеального вытеснения при периодической работе и в ре-
жиме идеального смешения (тСм) при непрерывной работе, то к. п. д.
будет характеризовать эффективность перевода жидкофазного ре-
актора с периодической работы на непрерывную:
п = Тв/тСм (2,76)
Характер протекания химической реакции в аппаратах идеаль-
ного смешения и идеального вытеснения иллюстрирует рис. 2.24.
Рис. 2.24. Характер протекания химической реакции:
а —в аппарате идеального вытеснения; б —в аппарате идеального
смешения.
Движущая сила химического превращения Ах = 1 — х в аппа-
рате идеального вытеснения в любой момент времени больше, чем
в аппарате идеального смешения. Средняя движущая сила также
б^дет больше, а время реакции в аппарате идеального вытеснения
будет меньше, чем в аппарате идеального смешения:
Следовательно
Дхв >Дхсм
Лср Лср
(2.77)
(2.78)
(2.79)
Ч — тв/тсм < 1
Выясним влияние параметров химического превращения на
к. п. д.
Для аппарата идеального вытеснения время реакции определим
интегрированием уравнений кинетики в пределах
х = 0 при т = 0; х = хк при т = тв (2.80)
36
Получим:
dx . 1
_- = ^0; тв = — хк — реакция нулевого порядка
-g-=*i(l-x);
dx
I , 1
тв = ~£~ In I __ — реакция первого порядка
1
тв = V
«2
Хк
-j— -----реакция второго порядка
1 — хк
(2.81)
Для аппарата идеального смешения изменение концентрации в
дифференциальной форме записать нельзя, так как концентрация
скачком изменяется от ха до хк. Поэтому
dx хк —хя
dx т
(2.82)
Это же соотношение может быть получено из рассмотрения про-
цесса вымывания жидкости из аппарата идеального смешения объ-
емом- Vp:
Vp (хк - dx) = (Vp - dV) хк + dVxti (2.83)
(общее изменение (остаток) (посту-
концентрации) пление)
где V — объемная производительность аппарата.
Раскрывая скобки, сокращая и комбинируя члены уравнения
(2.83), имеем:
dx dV
= -и— (2.84) Хк “ Хн Кр
Так как
dr = K4acdT (2.85)
ТО
x-dX х = -у22- dr (2.86) ХК ХН Vр
Подставляя t = Vp/V4ac, находим
dx _ dx dx _ ХК — Тн (9 Я7\
хк — Хн X dx Т
т. е. получаем соотношение, аналогичное выражению (2.83).
С учетом соотношения (2.83) преобразуем уравнение кинетики
применительно к условиям идеального смешения и определим вре-
мя реакции, приняв хн = 0:
ЛК — ЛН » 1
--------= «0; тсм — ~г~ хк — реакция нулевого порядка
Т-------Kq
ХК -- Тд L. /1 \ 1 ХК
--------= fej (1 — хк); тсм = -г—j---------реакция первого порядка
Т Й| 1 — Хд
-Хк ~ Ха =k2(\- хк)2; Тем = -г- п Х“ V - реакция второго
т «2 U--W порядка
(2.88)
Поскольку в аппарате идеального смешения концентрация оста-
ется постоянной, то
d£ = Хк^£, = ; (хк) _ cQnst (2.89)
37
Вследствие этого в левой части кинетических уравнений (2.88)
вместо переменной концентрации х стоит постоянная концентра-
ция хк. Результаты сводим в таблицу 2.1.
Таблица 2.1
Порядок реакции Аппарат идеального вытеснения Аппарат идеального смешения к. П. Д.
1 1
0 Тв — -г- Хк «0 Тсм - k0 Хк П= 1
1 1 1 1 '•-К. 1 Хк = ±zij<In _> Xr 1 Хк
Тсм “ k, 1 - z.< П"
2 __ 1 Хк - 1 хк
в *2 1-хк см Т2(1-ХК)« Т] = 1 — хк
Зависимость к. п.д. аппарата идеального смешения от порядка
реакции и степени превращения хк представлена на рис. 2.25, из
Хк
Рис. 2.25. Зависимость к. п. д.
аппарата идеального сме-
шения от порядка реакции
и степени превращения.
Цифры, на кривых —порядок
реакции.
степенью превращения
которого следует, что к. п.д. уменьшается
при увеличении порядка реакции, близок
к единице при малых степенях превра-
щения и уменьшается с возрастанием
степени превращения (кроме реакции
нулевого порядка).
Аналогичная зависимость к. п. д. от
порядка реакции и степени превращения
может быть отмечена и для аппаратов
промежуточного типа.
Для реакционных аппаратов любых
типов можно отметить следующие ме-
тоды увеличения к. п. д.: 1) использо-
вание насадочных аппаратов, в которых
насадка препятствует смешению; 2) при-
менение аппаратов с большим отноше-
нием длины реакционной зоны к диа-
метру; 3) проведение процесса с низкой
(использование рециркуляционных схем
процесса); 4) секционирование реакционной зоны.
Из названных методов первый и второй используются широко,
и это объясняется не стремлением увеличить к. п. д., а чаще всего
другими причинами. Третий метод сложен в осуществлении, так
как перед рециркуляцией реагентов требует отделения от них про-
дуктов реакции.
Наиболее реальным конструктивным средством увеличения
к. п. д. остается секционирование реакционной зоны. Примерами
использования секционирования могут служить каскад последова-
тельно соединенных аппаратов с мешалками (батарея полимериза-
торов) или аппарат, разделенный перегородками на секции (кас-
38
кадный алкилатор). Смысл секционирования заключается в том,
что к. п. д. аппарата тем выше, чем меньше степень превращения,
т. е. чем меньше изменение концентраций в аппарате. Разделение
аппарата идеального смешения на ряд секций также с идеальным
смешением уменьшает изменение концентраций в пределах каждой
секции, что увеличивает к. п.д. отдельных секций, а следовательно,
к. п. д. всего аппарата.
Движущая сила в каскаде реакторов. При малом времени
реакции она может проводиться в реакционных трубчатках. Трубчатка обеспечи-
вает интенсивный теплоотвод в результате турбулентного движения смеси в ней и
идеальное вытеснение по концентрациям, так как l/d велико. При большом же
времени реакции длина трубчатки I оказывается недопустимо большой. В таком
случае применяется каскад (батарея) последовательно соединенных аппаратов
с мешалками. Хотя перемешивание для хода химической реакции, проводимой
в жидкой фазе, является вредным, поскольку уменьшает движущую силу про-
цесса, но для интенсификации отвода тепла реакции оно необходимо.
Рис. 2.26. Схема батареи реакторов.
Движущая сила химической реакции — это разность между равновесной и
текущей концентрациями продуктов реакции. Иногда движущую силу оказы-
вается удобней выразить через концентрации исходного продукта, особенно в тех
случаях, когда основная реакция сопровождается побочными или последователь-
ными реакциями. Для необратимых процессов равновесная концентрация продук-
тов реакции составляет 100%.
Предположим, что имеется.^ реакторов идеального смешения, соединенных
последовательно (рис. 2.26). Из уравнения
77 = /W (2.90)
находим Ть необходимое для достижения концентрации Xi в первом реакторе:
T1 Xi
О хв
dx
f(Xt)
(2.91)
Так как в аппарате непрерывного действия с идеальным смешением уста-
навливается постоянная концентрация Xi = const, то, следовательно, f(Xi)=const
и при интегрировании уравнения (2.91) f(x{) может быть вынесено за знак инте-
грала. Получаем:
xt — х0
1 f(X|)
39
Для второго реактора:
Для n-го реактора
х2 — X!
f(x2)
Хп — Хп-1
Цхп)
Общее время пребывания реагентов:
_ Xi — х0 х2 — xt
обш f(xt) + f(x2)
Xfi хП—\
f (xn)
(2.92)
Когда для осуществления реакции применяется один аппарат идеального
смешения, время реакции будет равно:
(2-93)
Если уравнение (2.93) разложить на слагаемые аналогично уравнению (2.92),
то получим:
_ _ Х1 Xq . Х2 Xi , । хп Xn-i q..
Тсм““П^)" + _Й^Г+ +"7(хп) ’ (2-94)
Все знаменатели в уравнении (2.92), за исключением последнего, больше со-
ответствующих знаменателей уравнения (2.94). Знаменатель каждого слагаемого
Рис. 2.27. Характер протекания химической реакции:
а —в одиночном реакторе идеального смешения; б—в батарее реак-
торов идеального смешения.
б
пропорционален скорости реакции, а в начале процесса при малых концентра-
циях продуктов скорость реакции выше, т. е.
H*i)>H*2)> >f(xn) (2.95)
В результате время реакции в каскаде реакторов тОбщ будет меньше, чем
время реакции в одном аппарате тСм, при достижении равной степени превра-
щения х.
Характер протекания химической реакции в одиночном реакторе идеального
смешения и в каскаде реакторов иллюстрируется рис. 2.27. Заштрихованные пло-
щади равны между собой (для реакции первого порядка):
п
= Хп~ х0
1
(2.96)
При бесконечно большом числе реакторов каскада течение процесса предста-
вится кривой идеального вытеснения. Для реакции нулевого порядка к. п. д. кас-
када из любого количества реакторов равен единице. Для реакций с порядком,
отличным от нулевого, к. п. д. приближается к единице при увеличении числа
40
реакторов в каскаде. Практически при числе реакторов 8—12 можно принимать
к. п. д. батареи равным единице.
С увеличением числа аппаратов в батарее возрастают, капитальные и экс-
плуатационные расходы, поэтому экономически целесообразным оказывается ис-
пользование в каскаде минимального числа аппаратов.
Объем отдельных реакторов каскада. При секционировании
реакционной зоны объемы отдельных зон могут быть одинаковыми или различ-
ными. При этом эффект секционирования может быть также различным. Оценим,
при каком соотношении объемов зон степень превращения будет максимальной,
если общий объем Ti Vi = const. Оценку осуществим на примере реакции первого
порядка. Для упрощения кинетическое уравнение напишем не для концентрации
продуктов реакции, а для исходных веществ.
Скорость реакции в ьм аппарате определяется кинетическим уравнением
dx 1
Так как имеем реакторы идеального смешения, в которых концентрация по-
стоянна (Ct = const) и изменяется скачком от реактора к реактору, то диффе-
ренциальное уравнение для описания хода процесса неприменимо и приходится
составлять уравнения в конечных разностях для каждого аппарата:
первый аппарат
-~С° =-kCt или = (2.97)
т х “Т” v 1
второй аппарат
Сг = 1 + *Т2 = (1 +fer1)(°l +fer2) (2,98)
n-й аппарат
Сп" 1 + kxn = (1 + fetj ..°. (1 + Лт„) (2-99)
Минимальное значение концентрации исходных продуктов в последнем аппа-
рате Сп будет тогда, когда дифференциал выражения (2.99) будет равен нулю,
т. е. dCn = 0.
Для случая дискретного изменения С
п
dCn = X^7dT‘-° (2100)
Производные берем по т, так как С зависит только от т, а константа ско-
рости реакции k для данного примера является величиной постоянной.
Частная производная по некоторому Тг имеет вид:
----------- (210D
дх( 1+ЙТ, (1----------------(1 +kxn)
Обозначим (1 + &Ti) ... (1 +£тп) = р. С учетом этого обозначения полный
дифференциал примет вид:
, _ п
— dx,
‘iC-~-rLET+^-° ,2JO2>
Ь=1
Поскольку
У т( = -S-^- = const
Z-J V час
TO
У dxt = 0 (2.103)
i— 1
41
Разложим му сумму на два слагаемых:
п-1
S + dtn = 0
1=1
(2.104)
Подставив dxn из уравнения (2.104) в уравнение (2.102) и разложив пред-
варительно уравнение (2.102) также на два слагаемых, получим:
dCn
(1Х;
~ ^0
р
dCn =
(2.105)
(2.106)
1 +
Из последнего выражения следует 1 + kxi 1 + kxn, т. е. I = п. Поэтому
Tj — т2 —
= =
(2.107)
Таким образом, для реакции первого порядка максимальная степень превра-
щения достигается в батарее реакторов одинакового объема. Для реакций вто-
рого и более высокого порядков максимальная степень превращения может быть
достигнута в батарее реакторов с различным объемом отдельных реакторов. Со-
отношение объемов реакторов будет зависеть от конечной степени превращения.
Однако на практике оказывается удобным применять для батареи реакторов
аппараты одинакового объема, так как при этом упрощаются технология изго-
товления и эксплуатация реакторов, запасные части становятся однотипными
для всех аппаратов, появляется возможность поддержания постоянного режима
при отключении попеременно каждого аппарата на чистку.
Расчет жидкофазных реакторов* Расчет реакторов заключается
в определении их производительности, геометрических размеров и
количества аппаратов в батарее.
Аппараты периодического действия. Часовая про-
изводительность Очас (в м3/ч) определяется по формуле:
Гр
С*час в Фзап "у ~ (2.108)
где фзап = 0,9 — коэффициент заполнения; Vp — объем реактора,
м3; Граб = Траб + тВСп — время рабочего цикла, ч; траб — рабочее
время процесса, ч; твсп— вспомогательное время процесса (загруз-
ка, выгрузка, чистка и т. д.), ч.
Годовая производительность определяется по часовой, но при
этом необходимо учесть годовой баланс времени. Поскольку аппа-
раты периодического действия применяются для проведения реак-
ций с большим рабочим временем процесса, когда относительная
доля вспомогательного времени невелика, то их остановка в ноч-
ные смены и воскресные дни оказывается нерентабельной. Поэтому
эти аппараты работают круглосуточно. Обычно в годовом балансе
времени 330 рабочих дней. Остальные дни уходят на^простои для
капитального ремонта, ремонта коммуникаций, зданий, сооружений
и. т. д.
42
Аппараты непрерывного действия. В аппаратах
периодического действия наряду с собственно химическим процес-
сом осуществляется разогрев и охлаждение реакционной массы,
поэтому для расчета приходится использовать эмпирическую вели-
чину Граб — время рабочего цикла. При использовании реакторов
непрерывного действия разогрев и охлаждение осуществляются в
специальных аппаратах технологической схемы, в реакционном же
аппарате химическое превращение хотя и сопровождается процес-
сами теплообмена, но они не оказывают определяющего влияния,
поэтому появляется возможность более строгого расчета реактора
с учетом кинетики химического превращения. Механизм большин-
ства химических реакций сложен, и определить порядок реакции
в некоторых случаях трудно, однако для расчетных целей ход ре-
акции должен быть описан уравнением общего вида:
d х.
= -х)л (2.109)
где п — порядок реакции, определяемый по опытным данным.
Для аппаратов, работающих в условиях идеального вытеснения
(трубчатки), интегрированием уравнения кинетики процесса нахо-
дится время реакции, необходимое для достижения заданной сте-
пени превращения. Для определения производительности необхо-
димо знать также геометрические размеры аппарата и скорость
среды. Эти параметры выбираются из условий достижения необ-
ходимой скорости теплообмена и допустимого гидравлического со-
противления.
Для аппаратов же, работающих в условиях идеального смеше-
ния (аппараты с мешалками), кинетику процесса нельзя описать
в дифференциальной форме, поэтому применяется следующая за-
пись:
*K~*« =fe(l -х)д (2.110)
Уравнение (2.110) позволяет определить время т, необходимое
для достижения требуемой степени превращения. Затем исполь-
зуется соотношение
т = 7Р/Гчас (2.111)
После подбора объема реактора с учетом нормалей опреде-
ляется производительность реактора.
Батарея реакторов. Расчет батареи последовательно
соединенных аппаратов идеального смешения проводится последо-
вательно от аппарата к аппарату, аналогично расчету одиночного
реактора непрерывного действия, по формулам:
х‘ Хн = fe (1 - X,)"
Т1
=fe(l -*2)"
(2.112)
43
Для расчета батареи реакторов может быть применен также
графический метод, сущность которого заключается в следующем.
Имеется кривая хода процесса, т. е. график х = /(т) (рис. 2.28).
Графическим дифференцированием эту кривую преобразуют в кри-
вую dx/dx = f(x), для чего разбивают ее на несколько участков и
для каждого участка определяют Дх/Дт ~ dx/dx. Вместо коорди-
наты т на новом графике откладывают х, так как х = /(т). В ре-
зультате получают график зависимости скорости процесса от кон-
центрации (рис. 2.29). Для аппарата идеального смешения
Рис. 2.29. Графический метод
расчета.
Рис. 2.28. Приближенное диф-
ференцирование.
Из уравнения (2.112) получается:
1 dx^dx
(2.114)
Так как в батарее объемы всех аппаратов и количества жидко-
сти, перерабатываемой в каждом аппарате, одинаковы, то вели-
чина
1/т« Гчас/Гр (2.115)
является постоянной для каждого аппарата.
Кроме того, тангенс угла наклона прямой, проведенной до точ-
ки М на дифференциальной кривой (рис. 2.29), равен
tga= dxXlldXx (2.116)
Xj хн
следовательно
tga= 1/т
Последовательным построением нескольких прямых, проведен-
ных под одним углом, до пересечения с ординатой хк = const по-
лучают число реакторов, необходимое для достижения степени
превращения, равной хк.
На практике кинетическая кривая и, соответственно, дифферен-
циальная кривая имеют несколько иной вид. Малая скорость реак-
ции в начале процесса объясняется различными причинами. Среди
44
них могут быть ингибирование реакции вредными примесями, ин-
дукционный период, недостаточный подвод тепла в первые мо-
менты. На точности графического расчета это не сказывается, так
как этот начальный участок невелик.
2.2. Трубчатые аппараты
Жидкофазные реакции могут проводиться в трубча-
тых реакторах. Приведем несколько примеров.
1. Альдолизация ацетальдегида. Реакция проводится при 20—
30 °C, продолжительность ее 2,5 ч. Для обеспечения такого времени
реакции смесь многократно циркулирует через трубчатку и только
небольшая часть циркулирующей смеси непрерывно выводится из
аппарата. Соответственно, такое же количество смеси непрерывно
вводится в аппарат. Тепло реакции отводится водой, циркулирую-
щей в рубашке.
2. Омыление хлоргидрина в производстве глицерина. Реакция
проводится в трубчатом аппарате в присутствии щелочей при тем-
пературе 150—160 °C и давлении 1,4 МПа. Продолжительность
реакции 10 мин.
3. Синтез 5-метил-2-этилпиридина (МЭП), используемого для
получения 5-метил-2-винилпиридина и далее дивинилметилвинил-
пиридиновых каучуков и латексов. МЭП синтезируется из параль-
дегида и аммиака при температуре 230 °C и давлении 10 МПа.
Продолжительность реакции 1,5 ч. Аппарат представляет собой
трубчатку, состоящую из 18 секций типа «труба в трубе» длиной
по 10 м. Реакционная смесь проходит по внутренней трубе диамет-
ром 325 X 15 мм. В межтрубном пространстве (диаметр наружной
трубы 426 X 8 мм) циркулирует хладагент — трансформаторное
масло.
Время пребывания. Приведенные примеры показывают, что в
трубчатом аппарате можно получить любое время пребывания
(контакта). Однако для достижения большого значения этого вре-
мени приходится применять циркуляцию реагентов.
Конструктивно трубчатые реакционные аппараты ничем не от-
личаются от аналогичных теплообменных аппаратов. Они могут
быть кожухотрубными, типа «труба в трубе» и т. д. Для интенси-
фикации теплоотдачи к теплоносителю в межтрубном простран-
стве устанавливаются сегментные или дисковые турбулизирующие
перегородки; для интенсификации теплоотдачи в трубном про-
странстве, по которому протекает реакционная смесь, необходимо
использовать высокие скорости движения смеси.
Для увеличения времени пребывания можно применять много-
ходовые трубчатые аппараты, причем реакционная смесь может
проходить в аппарате последовательно по всем трубам. Такая
многоходовая трубчатка изображена на рис. 2.30. Для соединения
отдельных трубок в трубной доске профрезерованы пазы, соеди-
няющие только две соседние трубки. В результате получается
многоходовой аппарат, в котором число ходов равно числу трубок.
45
Крышки аппарата служат для герметизации трубного простран-
ства и отдельных пазов друг от друга. Для того чтобы не происхо-
дил прогиб крышек от давления реакционной среды, их укрепляют
ребрами жесткости; можно центральную часть крышки притяги-
вать к трубной доске дополнительными шпильками. В том случае,
когда в ходе реакции могут образовываться газообразные продук-
ты, смесь проходит все трубки снизу вверх. Если возможно образо-
вание твердых кристаллов, смесь проходит по трубкам сверху вниз.
Наличие общей крышки для всех трубок позволяет легко осуще-
ствлять разборку аппарата и чистку трубок. Недостатком аппарата
является большое гидравлическое сопротивление.
Реакционная'
смесь
Рис. 2.30. Многоходовая трубчатка:
/ — крышка; 2—прокладка; 3 — трубная решетка; 4—корпус; 5—трубка.
Схема трубчатого аппарата с циркуляцией реагентов изображе-
на на рис. 2.31. Исходная смесь поступает в трубчатку со ско-
ростью Учас, имея концентрацию хн. Выходит смесь с такой же
скоростью Кае и концентрацией хк. Расчетное время пребывания
смеси определяется обычным способом:
т = Ур/КЧас
Таким образом, циркуляция жидкости в трубчатке, казалось
бы, не оказывает влияния на время пребывания. Ее можно уподо-
бить движению жидкости в аппарате с мешалкой. Однако цирку-
ляция необходима для получения требуемого режима движения
смеси, при котором отвод тепла достаточен для нормального веде-
ния процесса. Если бы не было циркуляции, смесь необходимо
было бы прокачивать через аппарат со скоростью V4ac + Уц (где
1/ц— скорость циркулирующей смеси, м3/ч) и время пребывания
определялось бы по формуле:
Е час + Ец
(2.Н7)
46
т. е. оно было бы гораздо меньше расчетного. Следовательно, цир-
куляция позволяет увеличить время пребывания при турбулентном
режиме движения смеси.
Однако циркуляция имеет и недостатки: во-первых, необходим
дополнительный насос; во-вторых, увеличивается вредное влияние
перемешивания реагентов. Характер протекания химической реак-
ции в трубчатом аппарате иллюстрируется рис. 2.32. Кривая ОВ
соответствует течению процесса в условиях идеального вытесне-
ния, т. е. в трубчатке без циркуляции и при турбулентном режиме
движения смеси. Как^будет показано далее, только при турбулент-
ном режиме трубчатку можно считать аппаратом идеального вы-
Рис. 2.31. Трубчатый аппарат с цир
куляцией реагентов:
/ — насос; 2 —трубка; 3— рубашка.
Рис. 2.32. Характер протекания
химической реакции в трубчатом
аппарате:
ОВ — без циркуляции продуктов:
OCD — при циркуляции части продук-
тов.
теснения. Кривая OCD соответствует течению процесса в труб-
чатке с циркуляцией. При циркуляции части продуктов концентра-
ция их на входе в аппарат скачком возрастает до значения
*0 = Х"^ + хкКц (2.118)
Г час “г Гц
Этот скачок соответствует участку ОС. Далее смесь проходит
трубчатку уже в условиях идеального вытеснения (участок CD).
Необходимо помнить, что кривые ОВ и OCD представлены в раз-
ных масштабах времени. Для кривой ОВ время определяется
уравнением (2.111), а для кривой OCD — уравнением (2.117).
Циркуляция реакционной смеси характеризуется величиной
кратности циркуляции пц:
Иц = Гц/Учас (2.119)
Во многих случаях кратность циркуляции может достигать
больших значений. Например для процесса альдолизации аце-
тальдегида пц = 20. Кратность циркуляции может быть вве-
дена а любые выражения, описывающие течение процесса. Так,
47
уравнение (2.118) при делении числителя и знаменателя на V4ac
может быть приведено к виду:
х __ Хн + /9 19т
х0 — (2.I2U)
i "f Иц
Влияние режима движения смеси в трубе на ход химической
реакции и теплообмен. В трубчатых аппаратах процесс может
проходить при ламинарном или турбулентном режимах движения
смеси. Наиболее неблагоприятным является ламинарный режим,
при котором коэффициент теплоотдачи минимальный, а профиль
скоростей (рис. 2.33) имеет наибольшую неравномерность (макси-
мальное отклонение от режима идеального вытеснения).
Рис. 2.33. Профили скоростей-жидкости в трубе:
а —поршневой режим (идеальное вытеснение); б —лами-
нарный режим; в —турбулентный режим.
Отклонение от режима идеального вытеснения может характе-
ризоваться коэффициентом обратного перемешивания DL, опреде-
ляемого по формулам:
ламинарный режим
W2d2
L~~ 192Dm
переходный режим
Dl = 1,2 • lO^lTd
турбулентный режим
0,28W
L~ Лс Re0,34
(2.121)
(2.122)
(2.123)
Здесь W — скорость движения среды; d — диаметр трубы;
I — длина трубы; DM — коэффициент молекулярной диффузии;
Ас = 0,316/Re0-25 — коэффициент сопротивления.
При турбулентном режиме существует интенсивное перемеши-
вание в поперечном сечении трубы, увеличивающее теплоотдачу
и обусловливающее незначительное перемешивание в продольном
направлении. Такой режим близок к идеальному вытеснению и
оказывается наиболее благоприятным для работы трубчатых
аппаратов.
Сравнение жидкофазных реакторов непрерывного действия по-
казывает следующие отличия трубчаток от реакционных аппара-
тов с мешалками:
1) трубчатки применяются при сравнительно небольшом вре-
мени пребывания, тогда как в аппаратах с мешалками может
быть получено любое время пребывания;
48
2) трубчатки имеют значительную длину, что ведет к необходи-
мости больших производственных площадей или монтажных пло-
щадок и обусловливает большое гидравлическое сопротивление си-
стемы;
3) трубчатки сложнее осматривать и чистить.
Достоинством трубчаток по сравнению с аппаратами, снабжен-
ными мешалками, является отсутствие утечек через сальник, воз-
можность применения более высоких давлений, близость режима
Рис. 2.35. Устройство для ввода ре-
агентов:
/ — трубный коллектор; 2 — форсунка;
3 — трубка; 4— медная облицовка; 5 —труб-
ная решетка.
Рис. 2.34. Трубчатый аппарат для
получения диметилдиоксана:
/ — перегородки; 2 —форсунки: 3— трубный
коллектор; 4— отстойные секции; 5 —труб-
ки; 6 — корпус.
движения смеси к режиму идеального вытеснения при турбулент-
ном характере движения смеси в трубах.
Помимо гомогенных жидкофазных реакций в трубчатках могут
проводиться и гетерогенные жидкофазные реакции. Для при-
мера рассмотрим кожухотрубный аппарат с противотоком жид-
ких фаз. Такой аппарат используется для производства диметил-
диоксана (из изобутилена и формальдегида)—промежуточного
продукта при синтезе изопрена, полимеризацией которого полу-
чают полиизопреновый каучук. Этот аппарат применяется для про-
цесса с большой скоростью превращения.
Аппарат (рис. 2.34) состоит из трубной части, верхней и ниж-
ней отстойных секций и устройств для подвода реагентов.
49
Реагирующие компоненты проходят по вертикальным трубкам
противотоком друг к другу. Их взаимодействие напоминает кон-
такт фаз при жидкостной экстракции. Углеводородная фаза (изо-
бутиленовая фракция) направляется снизу вверх, водная фаза
(раствор формальдегида) как более тяжелая — сверху вниз.
Вследствие значительного теплового эффекта реакции реактор
выполнен в .виде кожухотрубного аппарата, в межтрубном про-
странстве которого ^движется хладагент (вода), отводящий выде-
ляющееся тепло.
Такой аппарат работает при заполнении водной фазой; угле-
водородная фаза, подаваемая через форсунки (рис. 2.35), диспер-
гируется. Отстойные секции служат для расслаивания фаз.
Из верхней отстойной секции отводится углеводородная фаза,
содержащая целевой продукт — диметилдиоксан, а из нижней —
водная фаза.
Рабочие условия процесса: температура 98 °C, давление
1,9 МПа. Для предотвращения коррозии трубки изготовлены из
меди, а трубные решетки й внутренние поверхности отстойных
секций облицованы медью. Внутренний диаметр рабочих трубок
200 мм, длина 15 м. При диаметре корпуса аппарата 2 м количе-
ство рабочих трубок 37 шт.
2.3. Барботажные аппараты
Барботажные аппараты относятся к группе оборудо-
вания, предназначенного для взаимодействия жидкостей и газов.
Контакт жидкой и газовой фаз может быть осуществлен следую-
щими способами: 1) барботажем газа через жидкость (барбо-
тажные, пенные, эрлифтные аппараты, барботажные аппараты
с механическими мешалками); 2) распыливанием жидкости в газе
(механические и пневматические форсунки, центробежные диски);
3) взаимодействием газа с пленкой жидкости (насадочные и пле-
ночные аппараты).
Из трех указанных способов наибольшее распространение
получил первый как наиболее дешевый и достаточно эффектив-
ный. Второй способ требует создания распыливающих устройств,
а это влечет за собой увеличение капитальных и эксплуатацион-
ных затрат. Третий способ находит применение для осуществле-
ния химических реакций, однако аппараты этой группы по
конструкции аналогичны подобным же аппаратам, применяемым
для осуществления массообменных процессов. Поэтому наиболее
подробно будут рассмотрены аппараты, относящиеся к первому
способу взаимодействия жидкости и газа, т. е. аппараты барбо-
тажного типа.
В барботажных аппаратах газ диспергируется в жидкости и
проходит слой барботируемой жидкости в виде пузырей. Акт
химического взаимодействия сопровождается переходом вещества
из газовой фазы в жидкую или в обратной последовательности,
т. е. сопровождается процессом массопереноса. Общая скорость
50
химического взаимодействия в барботажном аппарате будет опре-
деляться соотношением скоростей химической реакции и массо-
переноса. Для медленных реакций общая скорость лимитируется
скоростью химической реакции -и определяется кинетикой химиче-
ской реакции. Для быстрых реакций общая скорость лимити-
руется скоростью массопереноса и аппарат должен рассчиты-
ваться как массообменный аппарат.
Соотношение скоростей химической реакции и массопереноса
оказывает влияние на выбор конструкции аппарата. Если лими-
тирует массоперенос, то необходима развитая поверхность вза-
имодействия. Для плохо растворимых газов, т. е. когда основным
является сопротивление массопереносу в жидкой фазе, необхо-
димо большое время контакта, которое можно обеспечить в бар-
ботажном аппарате. Для хорошо растворимых газов, когда сопро-
тивление сосредоточено в газовой фазе, время контакта может
быть небольшим и его можно обеспечить в распылительном аппа-
рате.
В барботажном аппарате взаимодействие может происходить
не только между жидкостью и газом, но и между смесью газов,
барботирующих через раствор жидкого катализатора или через
раствор готового продукта, содержащего катализатор. Например,
получение дихлорэтана по уравнению
С2Н4 + С12 —► С2Н4С12
проводится путем барботажа смеси газов — этилена С2Н4 и хлора
С12 — через жидкий дихлорэтан С2Н4С12 в присутствии железного
катализатора, имеющего форму колец Рашига.
К барботажным процессам относятся также жидкофазные, для
интенсификации которых применяется барботаж газа, не прини-
мающего участия в химическом взаимодействии, но служащего
для перемешивания жидких реагентов или для интенсификации
процессов теплоотвода.
Конструктивно барботажные реакторы оформляются в виде
полых или секционированных колонн либо в виде газлифтных и
кожухотрубных аппаратов. Колонный барботажный реактор со-
стоит из рабочей части (корпус) и верхней расширительной сек-
ции, служащей для уменьшения брызгоуноса. Барботирующий
газ выводится через патрубок на верхней секции аппарата, а ввод
его может осуществляться как в нижней части, так и в несколь-
ких точках по высоте аппарата. Ввод в нескольких точках по
высоте применяется для снятия тепла реакции при промежуточ-
ном вводе холодного газа. Подача газа осуществляется через гре-
бенку, выполненную из труб, имеющих отверстия диаметром
3—6 мм в нижней части. Возможна подача газа через патрубок
без каких-либо диспергирующих устройств, однако при этом
могут образовываться крупные пузыри, что нежелательно. Приме-
няется также подача газа под газораспределительную ситчатую
тарелку или подвод газа через эжектор.
51
При работе с коррозионными средами, когда требуется частая
разборка аппарата, ставятся один или несколько (при больших
диаметрах аппарата) трубных барботеров (рис. 2.36 и 2.37).
Секционированные аппараты имеют тарелки (ситчатые, кол-
пачковые и т. д.), делящие аппарат по высоте на ряд секций.
Рис. 2.37. Расположение труб-
ных барботеров по сечению
аппарата:
/ — корпус аппарата; 2—барботер.
Рис. 2.36. Трубный барботер:
1 —корпус аппарата; 2 —патрубок; 3 — бар-
ботер.
В отличие от аналогичных массообменных колонн, высота слоя
жидкости на тарелках большая, что позволяет встраивать над
каждой тарелкой теплообменные элементы, работающие при пол-
ном погружении в жидкость.
Рис. 2.38. Схема отвода тепла в вы-
носном теплообменнике:
/—барботажный аппарат;2—теплообменник.
Рис. 2.39. Устройство
для регулятора уров-
ня:
/ — бобышка для уста-
новки регулятора уров-
ня; 2 —успокоительный
карман.
Отвод тепла может осуществляться также через охлаждающие
рубашки, а в случае больших тепловыделений тепло можно отво-
дить в выносных теплообменниках при естественной циркуляции
жидкости (рис. 2.38). Если процесс ведется при температуре кипе-
ния реакционной смеси, то возможен отвод тепла с частью испа-
рившихся жидких продуктов.
52
При необходимости установки в аппарате регулятора уровня
па верхней крышке укрепляется успокоительный карман, изго-
ювляемый из отрезка трубы (рис. 2.39). Успокоительный карман
имеет отверстия в нижней и верхней частях для прохода жид-
кости и газа. Барботирующие пузыри в успокоительный карман
по попадают, в нем находится слой спокойной жидкости. Верхняя
граница жидкости в барботажном слое сильно колеблется из-за
всплесков жидкости. В успокоительном кармане таких всплесков
нет, и нормальная работа указателя или регулятора уровня не
нарушается
Время контакта чаще всего определяется временем пребыва-
ния жидкости в аппарате и легко регулируется изменением рас-
хода жидкости. Когда степень
превращения определяется вре-
менем пребывания газа в аппа-
рате, например при взаимодей-
ствии газов, барботирующих че-
рез раствор катализатора, время
пребывания будет определяться
скоростью движения газов через
слой жидкости и высотой слоя
жидкости. В этих случаях для
увеличения времени контакта не-
обходима большая высота барбо-
тажного слоя.
Для работы секционирован-
ных барботажных реакторов важ-
Рис. 2.40. Схема работы защищен-
ного перелива:
/ — защитная перегородка; 2 — сливная пе-
регородка.
ное значение имеют переливные
устройства. Перелив может быть защищенным и незащищенным.
К незащищенному переливу подводится газожидкостная смесь, и
в нем происходит расслоение этой смеси. Такой перелив позволяет
поддерживать постоянную высоту газожидкостного слоя на та-
релке, а также работать с жидкостями, содержащими взвешенные
твердые частицы.
Защищенный перелив (рис. 2.40) образуется при установке на
тарелке защитной перегородки /. При этом между сливной 2 и
защитной 1 перегородками должен отсутствовать барботаж газа,
чтобы в пространстве между ними сохранялся слой жидкости без
газовых пузырей. Защищенный перелив позволяет точно рассчи-
тать количество жидкости на тарелке, что важно для процессов,
чувствительных к колебаниям времени пребывания реагентов
и аппарате.
Для защищенного перелива высота слоя жидкости на тарелке
//ш равна высоте сливной перегородки Н и высоте превышения
жидцрсти над перегородкой h для создания напора (рис. 2.40):
Нж = Н + h (2.124)
Высота сливной перегородки при расчете аппарата подби-
рается конструктивно, исходя из условий проведения процесса.
53
Высота превышения жидкости над перегородкой h рассчитывается
следующим образом. Из уравнения Бернулли скорость истечения
жидкости под действием столба жидкости высотой h опреде-
ляется выражением:
V = (2.125)
Объемный расход жидкости через перелив шириной b со-
ставит:
h h
Vn=^Vbdx=^^b^2ghdx = jbh^2gh (2.126)
О о
В действительности при истечении жидкости имеет место сжа-
тие струи и потери напора на местные сопротивления. Эти откло-
нения учитываются коэффициентом расхода црасх, который обычно
равен 0,6:
PnG = 4 ИрасхМ лО (2.127)
о
Решая последнее уравнение относительно h при црасх = 0,6 и
g = 9,81 м/с2, получаем:
Л =3 0,68 ^77 (2.128)
где L — объемный расход жидкости на единицу периметра пере-
лива, м3/(м-с).
В реакционных аппаратах барботажного типа, в отличие от
массообменных, для перетока жидкости на расположенную ниже
тарелку чаще используется не сегментный, а трубчатый перелив.
Поэтому в качестве защитной перегородки также используется
отрезок трубы (рис. 2.41).
Гидравлический расчет переливной трубы сводится к определе-
нию высоты слоя жидкости в трубе, необходимого для обеспечения
перетока. Для переливной трубы, не доходящей до газожидкост-
ного слоя расположенной ниже тарелки (рис. 2.42, а), искомая вы-
сота находится по высоте столба жидкости над обрезом перелив-
ного стакана. Для тарелок с защищенным переливом она может
иметь максимальное значение, отсчитываемое от верхнего среза
нижележащей переливной трубы (2.42,6), если труба достаточно
глубоко погружена в газожидкостный слой.
Напор жидкости в трубе тратится на преодоление разности да-
влений газа над тарелкой и под тарелкой и на преодоление сопро-
тивлений при движении жидкости в переливном устройстве:
Ну = (Р, - Р2) + (1тр у + (2.129)
Сумма коэффициентов местных сопротивлений £ и сопротивле-
ний на трение Ктр для промышленных реакторов может быть при-
нята равной 3. Следовательно
Н=Р^ + ^ (2.130)
у 2g ' ’
54
На практике рекомендуется расстояние между тарелками при-
нимать таким, чтобы в трубе мог поместиться столб жидкости вы-
сотой 2Н.
Барботажные реакторы используются в промышленности ООС
и в производствах мономеров для многих важных процессов: алки-
лирования бензола этиленом и пропиленом, окисления ацетальде-
гида в уксусную кислоту, окисления изопропилбензола до гидро-
перекиси (в производстве фенола и ацетона), димеризации ацети-
лена в винилацетилен и гидрохлорирования^ винилацетилена
в производстве хлоропрена, гидроцианирования ацетилена в произ-
водстве нитрила акриловой кислоты, получения алкилсульфатов
при взаимодействии этилена и пропилена с серной кислотой в про-
Рис. 2.42. Напор жидкости в трубчатом пере-
ливе:
а —для переливной трубы, не доходящей до газо-
жидкостного слоя; б —для переливной трубы, погру-
женной в газожидкостной слой.
Рис. 2.41. Защищенный
трубчатый перелив:
/ — переливная труба; 2 — за-
щитная труба.
изводствах этилового и изопропилового спиртов косвенной гидра-
тацией соответствующих олефинов и в ряде других случаев.
Основные типы применяемых в промышленности барботажных
реакторов рассмотрим на следующих примерах.
Колонна для алкилирования. Барботажный аппарат представ-
ляет собой полую колонну, состоящую из нескольких секций
(рис. 2.43). В нижнюю секцию поступают реагенты — жидкие бен-
зол и раствор катализатора, а также газообразные этилен или про-
пилен (в виде соответствующих фракций, содержащих этан и про-
пан). Средние секции имеют рубашки, в которые подается вода
при получении изопропилбензола или водяной пар при получении
этилбензола.
Верхняя расширительная секция служит для уменьшения брыз-
гоуноса, вывода продуктов и установки арматуры (термопар, пре-
дохранительных клапанов и т. д.). Жидкие продукты — реакцион-
ная масса, непрореагировавший бензол и катализатор — выводятся
из второй сверху секции, что позволяет поддерживать постоянный
уровень жидкости в колонне.
55
Барботирующий газ обеспечивает хорошее перемешивание жид-
кости, поэтому нет необходимости в специальном перемешивании
реакционной массы (алкилата) с катализатором, несмотря на су-
щественную разность плотностей (0,86 и 1,25 кг/м3, соответ-
ственно) и несмешиваемость этих двух жидкостей.
Рабочая характеристика аппарата: диаметр 1,4 м; высота 10 м;
температура 100—105 °C; давление 0,1 —1,2 МПа. Давление необ-
Парогазодая
Рис. 2.43. Алкилатор:
/ — корпус; 2— рубашка.
Рис. 2.44. Тарельчатая бар-
ботажная колонна для окис-
ления изопропилбензола:
/ — корпус; 2 —переливная труба;
3 — тарелка; 4 — встроенный
теплообменн
ходимо для повышения /Кип жидкости в соответствии с режимной
температурой.
Алкилатор секционировать нецелесообразно, поскольку в ре-
зультате реакции образуется равновесная смесь алкилбензола и
полиалкилбензолов (побочные продукты). Секционирование в этом
случае не может оказать влияния на соотношение целевого и по-
бочных продуктов.
Колонна для получения уксусной кислоты. Для получения ук-
сусной кислоты применяется секционированная колонна, в которой
происходит окисление ацетальдегида. В каждой секции имеются
56
встроенные трехрядные змеевики, что обеспечивает развитую по-
верхность теплообмена. Рабочая характеристика колонны: диа-
метр 1 м; высота 12 м; температура 60—80 °C; давление 0,3—
0,4 МПа.
Подобные колонны применяются во многих производствах. Наи-
более часто их используют для процессов окисления, например
для окисления парафина кислородом воздуха в производстве выс-
ших карбоновых кислот, идущих на изготовление мыла, и для
окисления циклогексана кислородом воздуха в производстве цик-
логексанона, используемого затем при получении синтетических
волокон,
Рис. 2.45. Установка колпачка:
1 — колпачок; 2—шпилька; 3 — гайка;
4—втулка; 5 —ситчатый диск; 6—тарелка;
7, в—обечайки, 9 — диск; 10—полоска;
// — патрубок.
Рис. 2.46. Уста-
новка перелив-
ной трубы:
/ — конус; 2—тру-
ба; 3 — тарелка;
4 — стакан.
Колонна для окисления изопропилбензола. Колонна (рис. 2.44)
состоит из корпуса, тарелок с переливными трубами и тепло-
обменных элементов. Тарелки делят объем колонны на несколько
секций. Высота слоя жидкости на тарелках ~ 1 м. Жидкость по-
ступает в верхнюю секцию колонны и перетекает по сливным па-
трубкам в расположенные ниже секции. Из нижней секции отво-
дится смесь, содержащая гидроперекись изопропилбензола. Воз-
дух подается в нижнюю секцию, распределяется по колпачкам
тарелки и проходит слой жидкости в виде пузырьков. Для лучшего
распределения воздуха в жидкости над колпачком расположен сит-
чатый диск с отверстиями диаметром 3 мм (рис. 2.45).
Устройство колпачка обеспечивает стабильность работы ко-
лонны при снижении нагрузки по газу. При малых скоростях газа
возможен провал жидкости через отверстия ситчатого диска, но че-
рез колпачок провала не будет.
57
Для снижения прогиба тарелка снабжена ребрами жесткости.
Переливная труба (рис. 2.46) в верхней части имеет конусную
часть для увеличения периметра перелива, а в нижней части
к трубе крепится на хомутах стакан для создания гидрозатвора.
Каждая секция колонны имеет встроенный теплообменный эле-
мент для нагрева реакционной массы в пусковой период и отвода
тепла реакции во время работы.
Теплообменные элементы вынимаются из колонны для ремонта
и чистки через специальные люки, используемые одновременно для
Рис. 2.47. Эрлифтный
аппарат с соосной барбо-
тажной трубой:
/ — корпус аппарата; 2 — со-
осная труба; 3 — барботер.
внутреннего осмотра и ремонта колонны.
Рабочая характеристика колонны: диаметр
2 м; высота 10—15 м; температура ПО—
130 °C; давление 0,4—0,6 МПа.
Аналогично работает колонна для взаимодей-
ствия этилена с серной кислотой в производстве эти-
лового спирта методом сернокислотной гидратации
этилена, которая представляет собой секционирован-
ную барботажную колонну с 20 колпачковыми тарел-
ками. Расстояние между тарелками 1,1 м. Слой жид-
кости на тарелках достаточно высокий, чтобы разме-
стить трубчатый змеевиковый холодильник, служащий
для отвода тепла реакции. Температура реакции
80 °C, давление 2—3 МПа.
Для реактора окисления изопропилбен-
зола секционирование дает эффект, по-
скольку продукт реакции — гидроперекись
изопропилбензола неустойчива и скорость
разложения тем выше, чем больше концен-
трация гидроперекиси. Так как барботаж
воздуха способствует смешению сырья с
продуктами реакции, то с целью уменьше-
ния концентрации гидроперекиси в объеме
реактора его секционируют. В этом случае
высокие концентрации гидроперекиси имеют
мест'о только в последних секциях. В пер-
вых по ходу продукта секциях концентра-
ция гидроперекиси невелика и, значит,
мала скорость разложения. Таким обра-
зом, секционирование позволяет уменьшить разложение гидро-
перекиси в первых секциях и, следовательно, в общем по реак-
тору.
Реакторы типа эрлифта. Высокая степень контакта между газом
и жидкостью достигается в барботажных аппаратах, использую-
щих принцип эрлифта. Аппарат состоит из двух частей — барбо-
тажной и циркуляционной (рис. 2.47). Организованная циркуля-
ция жидкости в эрлифтных аппаратах объясняется разностью ста-
тических давлений столба жидкости в циркуляционной ДРЦ и в
барботажной ДРб частях:
ДР ® дрц — ДР$ в уЛ — уЛ (I — ф)в у^ф
(2.131)
58
Таким образом, движущая сила циркуляции ДР зависит от вы-
соты слоя жидкости h и объемной доли газовых пузырей (газосо-
держания) ф.
Сопротивление, возникающее при циркуляции жидкости, скла-
дывается из сопротивлений на трение и местных сопротивлений:
APc = (4^ + £t)^- (2.Т32)
В эрлифтных аппаратах устанавливается циркуляция жидко-
сти, скорость которой может быть определена из равенства:
Vftq=(xTp4 + X0'V’ (2J33)
При диаметре барботажной трубы <300 мм скорость циркуля-
ции будет больше, чем определяемая по уравнению (2.133), так
Рис. 2.48. Эрлифтный многосекционный аппарат:
/ — корпус аппарата; 2 —циркуляционная труба 3 — барботаж-
ная труба.
как в трубах малого диаметра на циркуляцию жидкости оказывает
влияние не только разность статических давлений жидкости в цир-
куляционной и барботажных частях, но и поршневой эффект, т. е.
увлечение пузырями газа близлежащих слоев жидкости. Чем
меньше диаметр барботажной трубы, тем выше скорость жидкости
в ней (приближается в пределе к скорости газа).
На выходе из барботажной трубы газ отделяется от жидкости.
Между барботажной и циркуляционной частями аппарата должна
осуществляться сепарация газа. Для соосного эрлифтного аппа-
рата (рис. 2.47) при скорости жидкости в циркуляционной трубе
> 25 см/с сепарация происходит не полностью, газовые пузыри за-
хватываются потоком жидкости и, попадая в циркуляционную
часть аппарата, создают дополнительное гидравлическое сопротив-
ление, в результате чего скорость циркуляции уменьшается.
Схема многосекционного эрлифтного аппарата изображена на
рис. 2.48. В каждой секции имеются циркуляционная и барботажная
59
трубы. Газ подводится в каждую секцию по отдельному трубо
проводу. Жидкость выводится из верхней части секции и подается
в нижнюю ее часть. Газ собирается в верхней части секционного
барабана и выводится по общему трубопроводу. Подобные аппа-
раты применяются для процессов жидкофазного окисления угле-
водородов.
Рис. 2.49. Барботажный ко-
жухотрубный реактор.
/—отверстия для входа газа;2—цир-
куляционная труба; 3 — барботаж-
ные трубки.
Рис. 2.50. Секциониро-
ванный кожухотруб-
ны'й газлифтный аппа-
рат:
/ — обводная жидкостная
линия; 2 —корпус;
3 — трубные решетки;
4 — обводная газовая ли-
ния; 5—циркуляционная
труба; 6 — барботажная
трубка.
Барботажный кожухотрубный реактор, использующий принцип
эрлифта, изображен на рис. 2.49. Он имеет общую рубашку для
теплоносителя, в то время как в рассмотренных аппаратах при не-
обходимости подвода или отвода тепла рубашку необходимо де-
лать около каждой циркуляционной и барботажной трубы.
Секционированный кожухотрубный газлифтный реактор пред-
ставлен на рис. 2.50. Каждая секция этого аппарата работает так
же, как реактор, изображенный на рис. 2.49. В целом же в аппа-
рате осуществлен противоток жидкости и газа. Газ проходит все
секции снизу вверх, а жидкость — сверху вниз,
60
Трубная часть таких аппаратов выполняется из трубок диамет-
ром 38 или 57 мм. Диаметр центральной циркуляционной трубы
100—300 мм в зависимости от диаметра аппарата, т. е. от количе-
ства барботажных трубок. Высота трубок подбирается в пределах
1,5—2,5 м.
Закономерности барботажных процессов. При работе барбо-
тажных аппаратов часть реакционного объема занята барботирую-
щими пузырями газа. Поэтому для расчета барботажных аппара-
тов необходимо знать объемную долю газовых пузырей в слое, или
газосодержание барботажного слоя ф.
Для аппаратов и трубопроводов диаметром <300 мм газосо-
держание определяется по формуле
(2.134)
а для аппаратов диаметром >300 мм
(2.135)
Здесь уг, Уж— удельный вес газа и жидкости, соответственно,
’Н/м3; — фиктивная скорость газа, м/с; а — поверхностное на-
тяжение, Н/м; g — ускорение свободного падения, м/с2; D — диа-
метр аппарата, м.
Давление газа, необходимое для барботажа, определяется ста-
тическим давлением столба жидкости:
др = yh = уН (1 — (f) (2.136)
где h — высота слоя чистой жидкости; Н — высота барботажного
слоя.
При большой высоте барботажного слоя пузыри газа, выходя-
щие из барботера, сохраняют свои размеры только на расстоянии
<300 мм. На расстоянии >300 мм от барботера в результате
дробления или слияния пузырей размер их будет определяться не
диаметром отверстий барботера, а физическими свойствами си-
стемы. Эта зависимость описывается эмпирической формулой:
<2j37<
где диаметр пузырей d выражается в мм, о — в Н/м, а уж и уг —
Н/м3.
Барбдтажный слой не является однородным. При большой вы-
соте слоя возникает организованная циркуляция жидкости, анало-
гичная той, какая имеет место в эрлифтных аппаратах (рис. 2.51).
В центральной части слоя жидкость движется вверх, а у стенок
аппарата — вниз, что связано с большим насыщением газом в цен-
тральной части, чем периферийной, в результате образования
крупных пузырей.
61
Подробные расчеты барботажных, в том числе и эрлифтных,
реакторов можно найти в литературе *.
Барботажные аппараты могут использоваться для процессов,
при которых в жидкой фазе протекает химическая реакция и одно
временно идет отгонка (или ректификация) образующегося про-
дукта. Барботаж через жидкость, в которой находится взвешенный
твердый катализатор, применяется для процессов гидрирования,
гидрогенизации, алкилирования.
Процессы барботажа при наличии взвешенного твердого катализатора яв-
ляются трехфазными. Описание таких процессов усложняется присутствием
в барботажном слое твердых частиц. Поэтому рассмотрим уравнения, описываю-
щие гидродинамику взвешенных твердых частиц и массообмен от взвешенных
твердых частиц.
Частица, находящаяся в среде, совершает движение под действием силы
тяжести 6, силы воздействия среды на частицу N (возникающей в результате
Рис. 2.51. Цирку-
ляция жидкости в
барботажном аппа-
рате.
Рис. 2.52. Схема сил,
действующих на твер-
дую частицу, взвешен-
ную в среде.
того, что частица отстает от движения среды из-за разности их плотностей) и
силы вязкого трения Т.
Если к этим силам добавить силу инерции частицы, равную произведению
массы m на ускорение частицы dWfdx, то сумма всех сил по второму закону
механики будет равна нулю:
//и?
G + + Т + m = 0 (2.138)
dx
Уравнение (2.138) записано в векторной форме, так как силы направлены
по разным направлениям в пространстве (рис. 2.52).
Спроектируем силы на оси координат:
m^ = Nx + T^
dx х
m^-=Ny + Ty
m^-=Nz + Tz + G
(2.139)
* См., например: Рейхсфельд В. О., Еркова Л. Н. Оборудование про-
изводств основного органического синтеза и синтетических каучуков. Л., «Химия»,
1974. 440 с.
62
Рассмотрим проекции всех сил на вертикальную ось. Для получения крите-
риального уравнения этого достаточно.
Сила G равна:
G = (V1 — Y2) = (Pi — Р2) g = "4g — "4g (2.140)
где m\g— сила тяжести; m2g —- подъемная сила, равная весу среды, вытесненной
частицей.
Сила воздействия на частицу определяется аналогичным выражением:
= (2Л41)'
Здесь вместо ускорения свободного падения g стрит ускорение среды dVzIdx.
Таким образом, имеем:
.. nd3 , . dVz
№ —(р,-р2)^г
Сила вязкого трения равна:
г дп
(2.142)
(2.143)
где nd2— поверхность частицы; ц —вязкость жидкости; dIF/dn — градиент ско-
рости в направлении, нормальном к поверхности частицы.
Для частиц неправильной формы необходимо учесть коэффициент формы.
Там, где используется объем, коэффициент формы будет иметь одно значение
(Ci), а в тех членах уравнения, в которых используется поверхность частицы,
коэффициент формы будет иметь другое значение ( С2).
С учетом всех выражений уравнение проекций сил на вертикальную ось
имеет вид:
r nd3 , . , _nd3, dlF r nd3 dWz
c‘~6~(P1 “ P2) 8 + Ci ~ (pi “ p2) 7т + Cind p ~ = C1 "F P1W
(2.144)
Необходимо, помнить, что в этом выражении dVztdx — ускорение среды;
dWzjdx — ускорение частицы.
В общем виде дифференциальное уравнение (2.144) не решается, но исполь-
зуется для получения критериальных выражений. При этом в зависимости от
условий процесса могут возникнуть следующие три случая.
1. Частица находится под действием всех сил (например, частицы твердого
катализатора в барботажном аппарате или в аппарате с мешалкой), вследствие
этого учитываются все члены уравнения.
2. Частица оседает в спокойной среде, поэтому второй член уравнения от-
сутствует.
3. Частица движется в поле центробежных сил центрифуги или циклона.
Центробежное ускорение среды dVjdx значительно больше ускорения свободного
падения (в центробежных аппаратах обычно на два порядка). В этом случае
можно пренебречь первым членом уравнения.
Критериальные уравнения, соответствующие этим случаям, получаются при
делении друг на друга членов дифференциального уравнения или комбинирова-
нием полученных критериев, так как любая их комбинация также является кри-
терием.
Делим все члены уравнения на последний. При делении первого члена урав-
нения (2.144) на последний и умножении на Re2 и отношение pi/p2 получаем
критерий Архимеда:
Аг =~ (2.145)
Р2 V2 ' '
Прн делении второго члена уравнения (2.144) на последний и умножении на
Re Р1/Р2 получаем критерий Аг':
АГ^Р--Р21^)< (2.146)
Ра V2 '
63
При этом ускорение dV/dx для вращательного движения среды заменено
центробежным ускорением Н72/г (где IF —окружная скорость среды).
В общем же случае ускорение среды может быть вызвано как изменением
величины, так и изменением направления скорости среды:
dV =0V dV
dx дх dl
Полная производная скорости среды равна производной по времени (локаль-
ная составляющая ускорения среды) и производной по направлению (конвектив
ная составляющая ускорения среды).
Если скорость изменяется во времени, то с учетом т = 1/V имеем:
dV V V2
Ж - ж
dx------х I
(2.147)
Если скорость изменяется по направлению, то
dV „ у dV - 72
dx V dl ~ I
(2.148)
т. е. в любом случае ускорение среды по порядку величины определяется квадра-
том скорости и первой степенью расстояния. Для вращательного движения этими
величинами являются квадрат окружной скорости и радиус вращения данной
точки среды (центробежное ускорение действительно равно W2/r).
При делении третьего члена уравнения (2.144) на последний получим кри-
терий Re и коэффициент формы частицы ф:
Ф
Re Wd/v
Определяемым критерием является Re, и общая критериальная зависимость
примет вид:
Re = f (ф Аг, ф Аг') (2.150)
В этой зависимости фАг характеризует движение частицы под действием
силы тяжести, а фАг' — под действием силы инерции.
При делении ф Аг' на ф Аг получаем критерий Фруда Fr;
ф Аг' W2 _
— = —у = Fr
ф Аг gd
Критерий Fr характеризует отношение сил инерции к силам тяжести. Кри-
териальная зависимость принимает вид:
Re = НФ Аг, Fr) (2.152)
Таким образом, для рассмотренных трех случаев критериальные зависимости
можно записать следующим образом:
движение
(2.149)
(2.151)
частицы
под действием обеих сил
частицы
частицы
1\V / V ip , 11/ 1 Re = А (ф Аг)п Fr™ J (2.153)
под действием силы тяжести
Re = А (ф Аг)я (2.154)
под действием силы инерции
Re = А (ф Ar Fr)n (2.155)
движение
движение
Зависимости (2.153) — (2.155) могут быть использованы также для описания
процессов массообмена. Для конвективного массообмена критериальная зависи-
мость имеет вид:
Nu = /(Re, Рг)
(2.156)
64
' Так как для взвешенной частицы
Re = НФ Аг, Fr) (2.157)
то массообмен от взвешенной частицы будет описываться уравнением
Nu = f(i|)Ar, Fr, Рг) (2.158)
Конкретный вид критериальных зависимостей, полученный по опытным дан-
ным, выражается в следующих уравнениях. Для гравитационного осаждения:
ламинарная область
Re =-73-ф Аг при фАг<33 (2.159)
1о
Переходная область
Re = 0,152 (ф Аг)0’715 при ф Аг = 33-ь 83 • 103 (2.160)
турбулентная область
Re = 1,74 (ф Аг)0,5 при фАг>83-103 (2.161)
Для движения частицы под действием центробежных (инерционных) сил:
ламинарная область
Re »-ух- ф Аг' при -ф Аг'< 33 (2.162)
10
переходная область
Re = 0,152 (ф At')0,715 при ф Аг' = 33 + 83 • 103 (2.163)
турбулентная область
Re — 1,74 (ф Аг')0,5 при ф Аг' > 83 • 10’ (2.164)
Здесь ф Аг' «= фАгРг. Для круглых частиц коэффициент формы ф = 1, для
смеси частиц различной формы этот коэффициент в среднем равен ф = 2,87.
Для описания движения взвешенных частиц под действием обеих сил нет
конкретных критериальных зависимостей. Для аппарата с мешалкой такая зави-
симость должна учитывать перемешивание среды мешалкой, для барботажного
аппарата — перемешивание среды барботирующим газом, а для дегазатора —
перемешивание среды как мешалкой, так и барботирующим паром.
Для описания движения взвешенной частицы используется еще один метод,
который описывает установившееся движение частицы в поле силы тяжести.
Сила сопротивления среды движению в ней частицы по закону Ньютона
ляется выражением:
G 4 2g
Где £— коэффициент сопротивления; ш/2/4 — площадь сечения частицы.
Приравняв силу сопротивления силе тяжести, получим выражение:
_ nd2’ yW2 nd3 . .
S — —g---------6“(Yi-Y2)
Для расчета коэффициента сопротивления £ используются зависимости, по-
лученные опытным путем:
ламинарный режим
£==24/Re при Re < 1,85 (2.167)
переходный режим
5 = 18,5/Re0,66 при Re — 1,85 + 500 (2.168)
турбулентный режим
£ ==0,44 при Re >500 (2.169)
Такой метод использовать сложнее, так как при расчете коэффициента со-
противления необходимо определить Re, т. е. знать скорость движения частицы.
опреде*
(2.165)
(2.166)
3 Лак. 57В
65
На практике этот метод применяется в тех случаях, когда неподвижная частица
или слой частиц обтекаются жидкостью, т. е. скорость относительного движения
частицы и жидкости уже известна.
При экспериментальном исследовании массоотдачи от взвешенных твердых
частиц в барботажном аппарате получено критериальное уравнение:
Nu = 0,1 (ф Аг)0’5 Fr0,25 Рг0,33 (2.170)
В качестве линейного размера, входящего в критерий Fr, был использован
диаметр газового пузыря (для системы вода — воздух d = 4 мм), а в качестве
скорости — приведенная скорость газа.
Уравнение (2.170) может быть преобразовано к виду:
Nu = 0,1 (ф Аг)0’25 (ф Аг')0’26 Рг0*33 (2.171)
2.4. Основы безопасной эксплуатации
реакционной аппаратуры
Технологические процессы, осуществляемые в реак-
ционных аппаратах, в пожароопасных и взрывоопасных производ-
ствах проводятся согласно утвержденным регламентам. При этом
обязательно предусматривается автоматизация контроля и управ-
ления этими процессами (по возможности с центрального пункта
управления).
Реакционная аппаратура, работающая без избыточного давле-
ния должна рассчитываться с учетом пневматического испытания
ее на герметичность давлением >110 кПа, а работающая под да-
влением <167 кПа и содержащая летучие и легковоспламеняю-
щиеся продукты — давлением, превышающим рабочее не менее
чем на 29,4 кПа.
Проектирование, изготовление и эксплуатация реакционных
аппаратов, работающих под давлением >167 кПа должны соот-
ветствовать требованиям «Правил устройства и безопасной экс-
плуатации сосудов, работающих под давлением». Аппаратура, в
которой происходит переработка сжиженных углеводородных га-
зов по возможности должна размещаться вне зданий и снабжаться
предохранительными клапанами, сигнализаторами предельного
верхнего уровня, регуляторами уровня, манометрами и т. д.
Между реактором и предохранительным клапаном не должно
быть запорного устройства. При установке на аппарате двух пре-
дохранительных клапанов с переключающим устройством каждый
клапан рассчитывается на полную пропускную способность. На ре-
акционных аппаратах должны быть предусмотрены штуцеры для
присоединения линий воды, пара или инертного газа, предназна-
ченные для подачи соответствующих веществ при промывке и про-
дувке. Для реакторов с механическим перемешиванием привод ме-
шалки рекомендуется осуществлять непосредственно от электро-
двигателя. Для передачи необходимо использовать механические и
гидравлические редукторы, исключив применение ременных пере*
дач и трансмиссий,
66
Реакционные аппараты, работающие под давлением, которое
создается в результате реакции, кроме инспекторских испытаний
подвергаются испытаниям на герметичность после каждого вскры-
тия аппарата. Эти испытания проводят давлением воздуха или
инертного газа.
ГЛАВА'З
РЕАКТОРЫ
ДЛЯ КОНТАКТНО-КАТАЛИТИЧЕСКИХ
ПРОЦЕССОВ
Контактно-каталитическими называются процессы,
при проведении которых химическое взаимодействие осуществ-
ляется в результате контакта реагентор с катализатором. Как ка-
тализатор, так и реагенты могут находиться в любой фазе — твер-
дой, жидкой, газообразной. Однако к данной группе будем
относить только процессы с участием твердого катализатора. При
этом реагенты чаще находятся в парообразном состоянии, а ино-
гда в виде двухфазной системы газ — жидкость.
По состоянию катализатора реакторы для контактно-каталити-
ческих процессов могут быть разделены на группы: аппараты с не-
подвижным слоем катализатора; аппараты с движущимся слоем
катализатора; аппараты с кипящим слоем катализатора.
Использование аппарата одной из перечисленных групп для
осуществления реакции определяется условиями ее проведения.
3.1 Факторы, влияющие на ход
контактно-каталитического процесса
Ход реакции, проводимой на катализаторе, зависит от
многих факторов. Наиболее важными являются температура и да-
вление, время контакта, скорость реагентов, состав исходной смеси,
состав катализатора и т. д. Многообразие факторов, влияющих на
процесс превращения, определяется тем, что катализаторы кроме
основной могут ускорять и другие реакции, параллельные и после-
довательные. В результате контактно-каталитического процесса
получается несколько веществ, поэтому выбор условий проведения
реакции всегда служит цели получения максимального количества
целевого продукта.
Влияние температуры проявляется в том, что скорость химиче-
ского превращения, согласно закону Аррениуса, с повышением
температуры увеличивается. Однако имеется оптимальная темпе-
ратура, выше которой скорость разложения или дальнейшего пре-
вращения продукта реакции превышает скорость его образования.
Поэтому несмотря на увеличение количества прореагировавшего
з* 67
сырья выход продукта и, следовательно, производительность ап-
парата по целевому продукту уменьшается.
На температурной зависимости хода контактного процесса
(рис. 3.1) нужно отметить интервал температур Д/ = /макс — /мип,
Рис. З.Г. Влияние температуры на
ход контактного процесса:
Л —количество прореагировавшего
сырья; В —выход целевого продукта;
С —производительность по целевому
продукту.
Рис. 3.2. Влияние времени кон-
такта на ход контактного про-
цесса.
Обозначения те же, что и на рис. 3.1.
в пределах которого достигается максимальный выход целевого
продукта. Величина этого интервала, называемого пЛато темпера-
тур, в значительной мере определяет конструкцию аппарата.
Рис. 3.3. Влияние давления на ход контактного процесса:
а —для реакций, идущих с увеличением объема; б—для реакций,
идущих с уменьшением объема.
Другие обозначения те же, что и на рис. 3.1.
Время контакта оказывает аналогичное влияние на выход це-
левого продукта (рис. 3.2). При времени контакта, превышающем
оптимальное, побочные реакции уменьшают выход целевого про-
дукта. Производительность единицы объема катализатора, опре-
деляемая из формулы
т = Ук/^час (3.1)
68
при увеличении т будет уменьшаться. Здесь VK — объем катализа-
тора; Учас — объемная производительность.
Однако при малых значениях т, как следует из рис. 3.2, воз-
можно некоторое увеличение производительности по целевому
продукту, связанное с большой скоростью реакции в начальные
моменты времени.
Влияние давления (рис. 3.3) определяется принципом Ле-Ша-
телье. Если реакция идет с уменьшением объема, достижению рав-
новесия благоприятствует давление; если реакция идет с увеличе-
пием объема, то по термодинамическим соображениям процесс
можно вести при атмосферном давлении или целесообразно под-
держивать в реакторе небольшое избыточное давление, чтобы не
было подсоса воздуха. Когда необходим вакуум, процесс можно
проводить и при атмосферном давлении для исключения подсоса
воздуха, но при разбавлении реагентов инертным газом, в качестве
которого чаще всего используется водяной пар.
Рассмотренные факторы и определяют в основном конструктив-
ные особенности реакторов. Другие факторы существенны при рас-
четах и ведении процессов в любых реакторах.
3.2. Аппараты с неподвижным слоем катализатора
Контактно-каталитические процессы сопровождаются
выделением или поглощением значительных количеств тепла.
Вследствие этого конструкция аппарата с неподвижным катализа-
тором определяется главным образом способом подвода или от-
вода тепла.
По конструкции такие аппараты можно разделить на следую-
щие группы.
1. Аппараты без теплообмена в ходе процесса, которые, таким
образом, являются адиабатическими. Конструктивно они выпол-
няются в виде шахтных (или емкостных) аппаратов.
2. Аппараты с делением слоя катализатора по сечению. Кон-
структивно они выполняются в виде трубчатых аппаратов с рас-
положением катализатора в трубном или межтрубном простран-
стве, а также в виде ретортных* печей.
3. Аппараты с делением слоя катализатора по высоте на от-
дельные зоны. Реакционная смесь проходит последовательно через
все зоны. Между зонами осуществляется нагрев или охлаждение
смеси через встроенные теплообменники или путем смешения с га-
зообразными теплоносителями. Конструктивно выполняются в виде
полочных аппаратов.
4. Комбинированные аппараты, представляющие собой сочета-
ние в общем корпусе аппаратов предыдущих групп.
Аппараты шахтного (емкостного) типа. В конструктивном от-
ношении эти аппараты наиболее просты и представляют собой обе-
чайку, засыпанную сплошным слоем катализатора. Такие аппара-
ты используются при небольшом тепловом эффекте реакции или
в том случае, когда имеется возможность снижения количества
69
выделяющегося тепла путем разбавления реагента инертным
газом.
Инертным разбавителем может быть любой газ, но так как по-
сле аппарата продукты реакции должны быть отделены от разба-
вителя, то наилучшим промышленным разбавителем является водя-
ной пар, отделение которого производится обычной конденсацией.
Шахтные аппараты применяются также в тех случаях, когда
есть возможность отвода реакционного тепла твердым инертным
разбавителем, смешанным с катализатором. Так, керамические
гранулы, перемешанные с катализатором, во время реакции акку-
мулируют реакционное тепло до предела, допускаемого режимной
температурой реакции. После цикла реагирования должен следо-
вать цикл охлаждения нагретых разбавителя и катализатора. Воз-
можен обратный случай, когда инертный разбавитель отдает свое
тепло реагентам и периодически должен нагреваться.
Использование разбавителей реагентов или катализаторов, если
это не связано с технологическими соображениями, снижает про-
изводительность аппарата и поэтому экономически нецелесо-
образно. Выгодней оказывается применить аппарат более слож-
ной конструкции, использовав один из методов отвода тепла из
слоя катализатора, но сохранив высокую производительность ап-
парата. Однако если реакция идет с увеличением объема и для
снижения парциального давления продуктов реакции реагенты
нужно разбавлять водяным паром, применение шахтных реакторов
оправдано. Иногда предварительный нагрев реагентов до темпера-
туры реакции в печах невозможен из-за термических превращений.
Тогда их смешивают с перегретым водяным паром. В этом случае
также можно использовать шахтные (емкостные) реакторы.
При отложении кокса на катализаторе необходима его регене-
рация путем выжигания кокса. Тепло реакции сгорания кокса ак-
кумулируется катализатором и инертным разбавителем, теплоем-
кость которого должна быть высокой. В процессе реагирования
это тепло идет на покрытие отрицательного теплового эффекта
реакции.
Примерами процессов, проводимых в аппаратах шахтного типа
являются дегидрирование этилбензола в стирол, прямая гидрата-
ция этилена и дегидрирование бутиленов в дивинил. Тепловые эф-
фекты при этом велики, но осуществляться такие реакции могут
в адиабатических условиях.
Дегидрирование этилбензола осуществляется при температуре
600 °C по уравнению
СбНБ-С2Нб сбН5-С2Н3 + Н2
Реакция идет с увеличением объема, поэтому проводить ее сле-
довало бы под вакуумом. Однако это обусловливает значительное
усложнение конструкций аппарата и затрудняет ведение процесса.
В результате вместо вакуума используется разбавление водяным
паром. При этом снижается парциальное давление реагента, т. е.
достигается тот же эффект, что и при применении вакуума.
70
Реагент
Реакционный газ
Рис. 3.4. Реактор для дегидриро-
вания этилбензола в стирол:
/ — инертная насадка; 2—смеситель
газов; 3 — распределитель газов по
сечению; 4 — корпус; 5 —футеровка;
6 — слой катализатора; 7—гильзы для
термопар; 8 — перфорированный эле-
мент.
Кроме того, разбавление водяным паром связано с тем, что на-
грев паров этилбензола до температуры реакции (600 °C) недопу-
стим, и эта температура достигается смешением с перегретым во-
дяным паром. Реакция идет е поглощением тепла в адиабатиче-
ских условиях, поэтому температура реагентов в ходе реакции
уменьшается. Если уменьшение температуры составляет 60 °C, то
смесь поступает в аппарат с пере-
гревом на 30 °C и рабочая темпера-
тура процесса равна /раб = /опт ±
±30 °C.
Аппарат (рис. 3.4) состоит из
корпуса 4 с внутренней футеров-
кой 5, устройства для смешения
этилбензола с водяным паром 2,
распределителя 3 реакционной сме-
си по сечению аппарата. Для изме-
рения температуры реагентов в слой
катализатора 6 введены термо-
пары 7. Для выравнивания потока
реагентов служат слои инертной на-
садки. Вывод продуктов произво-
дится через конусный перфориро-
ванный элемент <8.
При дегидрировании бутилена в.
дивинил в аппарат подобного типа
поступает смесь бутилена и водя-
ного пара. Водяной пар служит для
снижения парциального давления
бутилена и является теплоносите-
лем, как и в процессе дегидрирова-
ния этилбензола. Кроме того, ката-
лизатор может быть пересыпан
инертным носителем, что позволяет
аккумулировать тепло реакции в
самом слое при работе аппарата
в циклическом режиме.
По конструкции к аппаратам
шахтного типа можно отнести не-
которые реакторы, предназначенные для осуществления процессов
с промежуточным теплообменом между секциями, но при кон-
структивном оформлении отдельных секций в виде самостоятель-
ных реакторов. Например, процесс риформинга прямогонных бен-
зинов с целью повышения октанового числа проводится в трех по-
следовательно соединенных аппаратах. После каждого аппарата
охлажденная смесь нагревается в трубчатой печи. В целом про-
цесс осуществляется с промежуточным теплоподводом, но в преде-
лах каждого реактора процесс идет в адиабатических условиях.
Эти реакторы можно отнести к аппаратам шахтного типа, так как
распределение температур в каждом аппарате и его конструкция
71
определяются условиями, существующими в шахтных алия
ратах.
Реактор для гидратации этилена. Гидрататор изо
бражен на рис. 3.5. Этот .реактор, как и изображенный на рис. 3.14,
служит примером аппара-
тов, работающих под высо-
ким давлением. Их отличи-
тельной особенностью яв-
ляется большая толщина
стенок и малый диаметр
корпуса. Корпус выполнен
цельнокованным, верх и низ
Рис. 3.6. Реактор для гидрирования сер-
нистой нефти:
/ — корпус; 2 — футеровка; 3, 9 — люки для за-
грузки и выгрузки катализатора, соответ-
ственно; 4 — отбойник; 5 — распределительная
тарелка; 6— слой инертной насадки; 7 —слой
катализатора; <8 —перфорированный колпак
для вывода продуктов.
Рис. 3.5. Реактор для
гидратации этилена:
/ — корпус; 2 —облицовка;
3—слой катализатора;
4, 6 — люки для загрузки и
выгрузки катализатора,
соответственно; 5—слой
инертной насадки.
аппарата полукругло загнуты в горячем состоянии и затем отож*
жены. Аппарат рассчитан на работу под давлением, поэтому диа-
метр его невелик (1 —1,5 м), а толщина стенок составляет 70 мм.
Высота 10 м. В аппарат засыпан инертный носитель и кольца Ра-
шига для уменьшения уноса фосфорной кислоты, являющейся ка-
тализатором, и создания подпорного слоя. На этих подпорных
72
слоях располагается катализатор. Объем катализатора 8 м3. Так
как катализатором служит жидкая фосфорная кислота, то для
получения пористого слоя катализатора ею пропитывается пори-
стый алюмосиликатный шариковый носитель. Для защиты корпуса
от действия фосфорной кислоты аппарат облицован изнутри листо-
вой медью толщиной 3 мм. В штуцеры вставлены втулки из не-
ржавеющей стали. Герметичное соединение втулок с медной фу-
теровкой осуществляется серебряной пайкой в среде аргона. Таким
образом, вся внутренняя поверхность, соприкасающаяся с фосфор-
ной кислотой, оказывается футерованной. На отечественных за-
водах аппараты могут изготов-
ляться с верхней и нижней
крышками.
Возможность использования
шахтного аппарата для этого
процесса объясняется малой
степенью превращения эти-
лена за один проход (<5°/о)
и, соответственно, малым ко-
личеством выделяющегося
тепла.
Температура на входе в
аппарат 280 °C, на выходе
300—315 °C, т. е. нагрев смеси
небольшой. Давление 8 МПа.
Реактор для гидри-
рования сернистой не-
фти. Шахтные аппараты при-
Рис. 3.7. Распределительная тарелка.
меняются также для взаимо-
действия жидкости и газа на твердом катализаторе. При этом
смесь газа и жидкости может двигаться через слой катализатора
либо сверху вниз, либо снизу вверх. В контактном аппарате для
очистки сернистой нефти (рис. 3.6) газожидкостная смесь дви-
жется сверху вниз. Нагретая смесь сернистой нефти и водорода
поступает по трубе в верхнюю часть аппарата. Для предотвраще-
ния разрушения футеровки струей газожидкостной смеси установ-
лен отражатель 4. Равномерное распределение жидкости по сече-
нию аппарата достигается с помощью распределительной та-
релки 5. Тарелки для равномерного стекания жидкости снабжены
патрубками с глубокими прорезями (рис. 3.7). Газожидкостная
смесь, пройдя слой катализатора и перфорированный колпак S,
выводится из аппарата. В этом процессе сера, растворенная в не-
фти, реагирует с водородом с образованием сероводорода, и, таким
образом, нефть освобождается от серы.
Температура процесса 400 °C, давление 8 МПа. Диаметр аппа-
рата 2,6 м, высота 7 м.
Во всех аппаратам шахтного типа необходимо отметить нали-
чие слоя шаровой насадки или слоя кускового материала (в ниж-
ней части — под слоем катализатора, в верхней части — поверх
7?
него). Назначение инертной насадки заключается в выравнивании
потока газа перед входом в слой катализатора или уменьшс
нии гидравлического сопротивления перед входом в выводнон
патрубок.
Инертная насадка состоит из частиц большего размера, чем ча-
стицы катализатора, и поэтому обладает меньшим сопротивлением.
Люки для загрузки и выгрузки катализатора не связаны со вход-
ными и выходными патрубками. Это необходимо для того, чтобы
Реагенты.
Рис. 3.8. Контактный аппарат
для синтеза формальдегида:
/ — конусная часть, 2 —пусковая
электроспираль; 3 — катализатор;
4— инертная насадка (пемза);
5—сетка; 6— трубки; 7 —линзовый
компенсатор.
при загрузке-выгрузке катализатора
не отсоединять трубопроводы.
Контактный аппарат для
синтеза формальдегида. Фор-
мальдегид получают путем контакт-
ного окисления метилового спирта
кислородом воздуха:
2СН3ОН + О2 —> 2НСОН + 2Н2О
СН3ОН <=> НСОН + Н2
Катализатором процесса является
серебро, нанесенное на пемзу, размо-
лотую до частиц размером 3—5 мм.
Количество серебра на носителе со-
ставляет 35—40% от веса всей кон-
тактной массы. Смесь воздуха и паров
метилового спирта входит в верхнюю
часть контактного аппарата (рис. 3.8),
проходит конусную часть /, служа-
щую для выравнивания скоростей га-
зов по сечению аппарата, и поступает
в слой катализатора 3, расположенный
на инертной насадке 4, которая в свою
очередь укладывается на сетке 5.
Газы в аппарат подаются при
100—120°С. Температура в слое ката-
лизатора составляет 600—750 °C. По-
сле выхода из слоя катализатора кон-
тактные газы необходимо быстро охладить для прекращения
побочных реакций. Охлаждение контактных газов до 80—160 °C
достигается во встроенном теплообменнике. Для компенсации
температурных удлинений корпус теплообменника имеет линзовые
компенсаторы.
Из общей высоты аппарата, равной примерно 6 м, высота слоя
катализатора составляет всего 70 мм; высота слоя инертной пемзы,
в которой начинает нарушаться равномерный профиль скоростей,
так как газы далее должны попасть в отверстия перфорированной
плиты, равно 30 мм. Высота же трубок теплообменника составляет
2,5 м. Таким образом, конструкция этого аппарата тоже опреде-
ляется необходимостью отвода тепла, хотя сама реакция в слое
катализатора проходит в адиабатических условиях.
74
Рис. 3.9. Опорное устройство:
/ — колосник; 2 —разжимное кольцо;
3 — сетка; 4 — перфорированная пли-
та.
Диаметр аппарата равен 1,6 м. Давление в аппарате 66,6 кПа.
В начальный период для пуска аппарата включается электроспи-
раль 2. Реакция идет вначале только около нее. Постепенно от
тепла, выделяющегося при реакции, разогревается весь слой. По-
сле этого пусковая электроспираль выключается.
Конструктивной особенностью рассматриваемого аппарата яв-
ляется опорное устройство для укладки слоя катализатора
(рис. 3.9). Слой катализатора располагается на сетке с мелкой
ячейкой. Непосредственная укладка сетки на трубную решетку не-
возможна, так как необходимо отделить трубную часть аппарата,
имеющую низкую температуру охлаждающей воды, от слоя ката-
лизатора с очень высокой температурой. Кроме того, для выравни-
вания потока газа в слое катализатора и для исключения прогиба
сетка должна опираться на поверх-
ность с мелкой и частой перфора-
цией.
С этой целью на трубную решетку
помещается литой колосник /, на
который накладывается перфориро-
ванная плита 4, имеющая большое
количество мелких отверстий диамет-
ром 6—8 мм, и только затем уклады-
вается сетка 3. Колосник и перфори-
рованная плита могут быть не целыми,
а состоять из отдельных элементов.
Для исключения прорыва газа око-
ло стенок аппарата края сетки заги-
баются вверх и прижимаются к стен-
кам с помощью разжимного кольца.
Отличием этого аппарата от всех
ляется то, что он предназначен для проведения реакции в диффу-
зионной области. Поскольку химическая стадия процесса проходит
очень быстро, высота слоя катализатора оказывается очень малой.
Таким образом, внешним проявлением того, что реакция идет в
диффузионной области, может служить малая высота слоя катали-
затора. К процессам, идущим в диффузионной области, относятся
в основном процессы окисления, которые протекают с высокой ско-
ростью и с большим выделением тепла.
Трубчатые и ретортные аппараты. В аппаратах этого типа по-
верхности охлаждения расположены параллельно движению реа-
гентов и, таким образом, отвод или подвод тепла осуществляется
по мере его выделения или поглощения.
Конструктивно реакторы рассматриваемой группы могут быть
выполнены в виде трубчатого аппарата с охлаждающей рубашкой
около каждой трубки, трубчатого аппарата с общей охлаждающей
рубашкой (аппарат кожухотрубного типа с размещением катали-
затора в трубках или межтрубном пространстве), аппарата с двой-
ными трубками, когда слой катализатора имеет кольцевое сечение,
рассмотренных ранее яв-
75
Рис. 3.10. Секция многотруб-
ного аппарата типа „труба в
трубе":
/ — корпус; 2 —рубашка.
и аппарата ретортного типа, когда слой катализатора имеет при
моугольное сечение.
Реактор типа «труба в трубе». В качестве примера
рассмотрим аппарат для полимеризации пропанпропиленовоп
фракции, который состоит из отдельных секций (обычно 12), рабо-
тающих параллельно. Отдельная секция аппарата показана на
рис. 3.10. Условия проведения процесса: температура 260 °C, дав-
ление 7 МПа. В качестве хладагента применяется кипящая вода
под давлением, необходимым для получения требуемой темпера-
туры. Поэтому использовать общую
рубашку большого диаметра для всех
труб оказывается невозможным, так
как она должна быть значительной
толщины. При установке рубашек
около каждой трубы появляется воз-
можность использования рубашек
меньшей толщины. Этим и объяс-
няется применение аппаратов типа
«труба в трубе».
Внутренний диаметр реакционной
трубы составляет 150 мм. Высота от-
дельного элемента равна 14 м. Досто-
инство аппарата такого типа заклю-
чается в возможности применения
хладагента высокого давления. Недо-
статком является малая производи-
тельность аппарата, большая занима-
емая площадь, неудобства выгрузки
катализатора.
Трубчатый контактный
аппарат для дегидрирования
циклогексанола. Дегидрирование
циклогексанола является частью тех-
нологической схейы получения капрона: фенол -> циклогекса-
нол -> циклогексанон капролактам. Из капролактама получают
капрон. Аппарат для дегидрирования изображен на рис. 3.11.
Процесс проводится при температуре 450—460°C и давлении
0,1 МПа. Для поддержания требуемой температуры реакции
нельзя применять ни один из известных теплоносителей, поэтому
нагрев осуществляется дымовыми газами, требуемая температура
которых (500°C) достигается смешением топочных газов (1000—
1100°С) с отработанными газами.
Аппарат имеет концентрические перегородки, обеспечивающие
равномерный нагрев всех трубок, и сальник, выполняющий роль
компенсатора* температурных удлинений. Диаметр аппарата 1,8 м,
высота 6,5 м, диаметр трубок 57 мм.
Трубчатые аппараты применяются очень широко, в частности,
такие аппараты были использованы наряду с шахтными для дегид-
рирования этилбензрла. Особенностями трубчатых аппаратов яв-
76
лилось отсутствие обечайки и размещение трубчатки в топочной
камере, а также наличие дисковых перегородок, служащих, как и
в обычных кожухотрубных теплообменниках, для турбулизации
потока дымовых газов в межтрубном пространстве и смешения
А-А
Рис. 3.11. Трубчатый кон-
тактный аппарат для деги-
дрирования циклэгексанола:
/ — контактные трубки; 2 —кор-
пус; 3 — футеровка; 4—перего-
родка; 5 — сальник.
циркулирующих дымовых газов со свежими в целях достижения
требуемой температуры газов, обогревающих контактные трубы.
Безусловно, трубчатые аппараты дороже шахтных, поэтому в
производстве стирола они были вытеснены шахтными.
Ретортные аппараты. Такие аппараты применяют для
получения дивинила контактным разложением этилового спирта по
77
2>
Рис. 3.12. Ретортная печь для синтеза дивинила:
Z—реторта; 2—Сборный коллектор на выходе продуктов; 3— му-
фель; 4 — распределительный коллектор на входе реагентов; 5—фор-
сунка.
Катализатор
Контактный газ |
ф ф ф
ф"ф"ф"ф
ф-ф-ф-ф
ф-ф-ф-ф
ф-ф-ф-ф
фф-ф-ф
-ф-ф-ф-ф
Г
1 Ф-Ф-ф-7
Реагент
Катализатор
Рис. 3.13. Реторта:
/ — штуцер для гильзы тер-
мопары; 2— тяги.
способу академика С. В. Лебедева. Ретортная печь, в которой объ-
единены 24 реторты (имеются также печи на 16, 30 и более ре-
торт) изображена на рис. 3.12. Температура реакции 360—370 °C.
Диаметр и высота аппарата 6,5 м.
Основным элементом ретортной печи является реторта (рис. 3.13)
прямоугольного сечения 80 X 1000 мм (раньше 100X 1000 мм) и
высотой 5250 мм. Прямоугольное сечение реторты позволяет при
равной его площади получить меньший перепад температуры по
сечению слоя катализатора, чем в круглой трубе,
и компактно разместить реторты в печи. Особен-
ностью печи является размещение реторт в му-
феле, тепло от стенок которого передается
ретрртам лучеиспусканием, в результате чего
достигается более равномерный прогрев реторт,
чем при пламенном обогреве.
Для предотвращения деформации реторт че-
рез боковые стенки их пропущены металлические
прутки, которые приварены к наружной поверх-
ности стенок реторты.
В отечественной промышленности ретортные
печи работают с момента пуска первых заводов
и еще сохраняют свое значение, давая 50% всего
дивинила.
Газ перед попаданием в реторту ранее про-
пускался через змеевик, расположенный в печи.
Это позволяло использовать для нагрева газов
тепло отходящих дымовых газов. Однако прогар
змеевиков заставлял часто останавливать печь.
В настоящее время вместо этих змеевиков, число
которых равнялось числу реторт, нагрев газа
проводится в одном выносном перегревателе.
Аппараты полочного типа. Деление слоя ка-
тализатора по высоте позволяет осуществить
промежуточный подвод или отвод тепла по вы-
соте слоя катализатора, подводить дополнитель-
ные количества реагентов или отводить конденсирующиеся про-
дукты реакции.
Деление слоя катализатора по высоте приводит к усложнению
конструкции аппарата, но оно позволяет проводить реакцию в за-
данном интервале температур.
В качестве примера многочисленной группы полочных аппара-
тов рассмотрим реактор синтеза метилового спирта (рис. 3.14).
Реакция проводится под давлением 20—30 МПа при 400—420 °C.
Диаметр аппарата 0,8 м, высота 12 м.
Полки с катализатором, находятся внутри стакана, помещен-
ного в корпус. Поступающие газы движутся в кольцевом зазоре
между стаканом и корпусом, предохраняя таким образом послед-
ний от нагрева, а сами нагреваются до температуры реакции вна-
чале в кольцевом пространстве между корпусом и Стаканом, затем
байпасный
га^3 Реагент
Реакционный газ
Рис. 3.14. Полоч-
ный аппарат для
синтеза метилово-
го спирта:
1 — корпус; 2 — ста-
кан; 3 — полка с ката-
лизатором; 4— цен-
тральная труба.
79
во встроенном теплообменнике в нижней части аппарата (п.
рис. 3.14 не показан) и, наконец, в центральной трубе 4.
Кроме организации движения реагентов и использования тепла
отходящих газов для нагрева поступающей смеси особенностью
конструкции является также подвод байпасного газа между пол
ками с катализатором для охлаждения реагентов после каждого
слоя катализатора. Байпасный газ — это тот же самый реагент, но
имеющий более низкую температуру, чем реагенты, нагревшиеся
в слое катализатора от тепла, выделяемого при реакции. Ввод
байпасного газа позволяет поддерживать температуру реагентов в
необходимом интервале по всей высоте аппарата.
Реагент.
VYYXAA/VYXA/VYXXA
уххллух^тххлл
TXWYXXA^YXAm
Реакционный газ
Рис. 3.15. Контактный аппарат для синтеза углеводо-
родов из синтез-газа:
/—корпус; 2 — трубка 3 — пластина; 4— ситчатое дно; 5—ката-
лизатор.
Вода
1 Водяной пар
Аппараты комбинированного типа. Примером аппарата комби-
нированного типа является контактный аппарат (рис. 3.15) для
синтеза углеводородов из синтез-газа (СО + Н2). Аппарат имеет
прямоугольное сечение. Высота аппарата 2,5 м, размеры в плане
1,5 X 5,0 м. Слой катализатора пронизывают 600 горизонтальных
трубок диаметром 30 мм. В свою очередь трубы пропущены через
вертикальные пластины прямоугольного сечения и приварены к
ним. Толщина пластин 1,6 мм, расстояние между ними 7,4 мм.
В пространство между трубами и пластинами засыпается катали-
затор. Таким образом, слой катализатора оказывается поделенным
в сечении пластинами, а по высоте — трубами. Пластины и трубы
служат для отвода тепла, выделяющегося при реакции. Теплопро-
водность металлических пластин выше, чем теплопроводность слоя
катализатора, поэтому на больших удалениях от труб тепло от ка-
тализатора передается пластинами, а от пластин — трубам.
Процесс проводится при давлении ~0,1 МПа и температуре
170—210 °C. Тепло отводится водой, испаряющейся в трубках.
Тепловые процессы в слое катализатора. В слое катализатора
температура изменяется по сечению и по высоте. Общее уравнение
нестационарного теплового потока имеет вид:
dt _ (дЧ дЧ_ дЧ_\
дх \дх2 ду2 dz2 ) ~~ ср
(3.2)
Первый член уравнения (3.2) характеризует изменение темпе-
ратуры во времени, т. е. изменение внутренней энергии, второй —
скорость подвода тепла теплопроводностью по всем направлениям
в пространстве, третий — мощность внутренних источников тепла.
Внутренним источником тепла для химической реакции является
тепловой эффект реакции, который может быть как положитель-
Рис. 3.16. Формы сечения слоя катализатора:
а—круглое сечение слоя; б —прямоугольное сечение слоя; в —кольцевое сечение слоя;
г —сечение слоя, находящегося в межтрубном пространстве.
ным, так и отрицательным. Коэффициент температуропроводности
слоя катализатора:
а = —
ср
формулах: Хэ = Хт + + ^л — эквивалент-
слон катализатора, Вт/(м-°С); Хт — тепло-
скелета частиц катализатора, Вт/(м-°С);
за счет конвекции газа в пустотах слоя,
В двух последних
ная теплопроводность
проводность твердого
ZK — теплопроводность
Вт/(м-°С); лл — теплопроводность лучеиспусканием (может не
учитываться при /< 400°C), Вт/(м-°С); q — теплонапряженность
слоя катализатора по количеству выделяемого или поглощаемого
тепла, Дж/(м3-с); с — теплоемкость единицы объема катализа-
тора, Дж/(кг-°C); р — насыпная плотность слоя, кг/м3.
Для стационарного процесса1 dt/dx = 0. Следовательно, уравне-
ние теплопроводности слоя катализатора для стационарных (ра-
бочих) условий примет вид:
/ дЧ дЧ дЧ
а\дх2± ду2 + dz2
Уравнение (3.3) может быть решено для аппаратов с различной
геометрией слоя катализатора. Слой катализатора может иметь
круглую, прямоугольную, кольцевую форму сечения, а также фор-
му сечения межтрубного пространства (рис. 3.16). Геометрия слоя
будет оказывать влияние на профиль температуры в его сечении.
4
= 0
(3.3)
Рассмотрим профиль температур в слоях простейшей формы —
круглом и прямоугольном. Сравнение тепловых режимов в слоях
различной геометрии удобно вести по максимальному перепаду
температур.
Перепад температур в слое прямоугольного се-
чения. Рассмотрим профиль температур в каком-либо сечении
слоя катализатора. Так как мы рассматриваем одно сечение по вы-
соте, то
Для слоя прямоугольного сечения, когда одна сторона прямо-
угольника в несколько раз больше другой, можно принять
d2t!dy2 = 0, так как слой можно считать неогра-
ниченной пластиной.
Уравнение теплопередачи примет вид:
или
_ d2t q
а -т-х- Ч------ 0
dx2 ср
d2t д
dx2 Лэ
(3.5)
Профиль температур в слое катализатора
представлен на рис. 3.17. Вследствие симметрии
профиля температур можно рассматривать
только одну половину пластины. Напишем гра-
ничные условия для правой половины пла-
стины:
Рис. 3.17. Профиль dt
температур в слое “гт = 0 при х = 0 (3.6)
катализатора.
— Лэ « (/ст — /г) при х = b (3.7)
Условие (3.6) означает наличие максимума температуры при
х = 0. Условие (3.7) выражает равенство количеств тепла, подво-
димого к стенке теплопроводностью катализатора и отдаваемого
от стенки теплоотдачей к газу. Оно получается из равенства:
Q = — Лэ Ft = аГ (/ст — /г) т
Интегрируем дважды уравнение (3.5):
dx Лэ 1
t----~2^ + ClX + Ci
(3.8)
(3.9)
(3.10)
Из уравнения (3.9) и граничного условия (3.6) находим Ci =
= 0. Для определения Сг используем уравнение (3.9) и (3.10) и
граничное условие (3.7). Из уравнения (3.9) имеем;
dt qb „ dt qb
dx Лэ dx 1
(3.11)
82
Из уравнений (3.7) и (3.11) имеем:
<ст = /г + -^
Используя уравнение (3.10), с учетом выражения (3.12) полу-
чаем:
(3.12)
(3.13)
(3.14)
c.-<.+4+^
С учетом постоянных Cj и С2 общее решение примет вид:
/ —/ qb д(ь2 — х2)
tx <r+ a + 2ЛЭ
Из уравнения (3.14) следует, что температура зависит от рас-
стояния х в квадрате, т. е. профиль температур имеет параболиче-
ский вид, как это изображено на рис. 3.17. Для определения мак-
симального перепада температур найдем значения температуры в
двух крайних точках:
при х == 0
t — t j- qb д.
при х = b
/ст
Отсюда
дь
а
А/ --- to --- /ст ---
(3.15)
Перепад температур в слое круглого сечения.
Для трубчатого аппарата анализ распределения температур' удоб-
нее вести в цилиндрических координатах. Уравнение теплопровод-
ности в цилиндрических координатах примет вид:
d2t , 1 dt q
(3.16)
dr2 T r dr
Граничные условия:
dt n
dT° при
dt
_^ — = a(t„-tr)
Для интегрирования- уравнения
dt/dr = и. После этого уравнение (3.16) примет вид:
du . и q . , . qr dr
——|----= —или r du + и dr = —
dr Г Ag Ag
Так как rdu-\- и dr = d(ur), то после интегрирования имеем:
Z/Vg
г = 0
(3.17)
при г == Ь
(3.18)
(3.16) делаем подстановку
или
dt qr
dr 2ЛЭ
(3.19)
83
Второе интегрирование дает:
/=--^- + С11пг + С2 (3.2(И
Из уравнения (3.19) и граничного условия (3.17) находим
С] — 0. Для определения Сг используем уравнения (3.19) и (3.20)
и граничное условие (3.18). Из уравнения (3.19) при г — b имеем.
<3-2"
Из уравнений (3.18) и (3.21) находим:
t -/ 4--^
ZcT-'r+ 2а
Используя уравнение (3.20), с учетом (3.22) получаем:
с = t I qb I qb2
C* 2a + 4ЛЭ
(3.22)
С учетом постоянных Ci и C2 общее решение примет вид:
--- tr
(3.23)
, qb q(b2 — r2)
2a 4ЛЭ
Для определения максимального перепада температур найдем
значение температуры в крайних точках:
при г — 0 'о = /г+£ + 4г- (3.24) za ^Лэ
при г — b /ст = <г + -^ (3.25)
Отсюда д/ = /0_/ст = -^1 (3.26)
Сравнивая максимальный перепад температур в слоях с прямо-
угольным и круглым сечением, можно отметить, что на одном и
том же расстоянии I] перепад температур в слое круглого сечения
в два раза меньше, чем в слое прямоугольного сечения. Объяс-
няется это тем, что на единицу поверхности теплоотвода в слое
круглого сечения приходится в два раза меньший объем катализа-
тора, чем в слое прямоугольного сечения (рис. 3.18).
Слой кольцевого сечения по максимальному перепаду темпера-
тур при отводе тепла через наружную и внутреннюю поверхности
будет занимать промежуточное положение между слоями прямо-
угольного и круглого сечения. В первом предельном случае, когда
радиус внутренней поверхности стремится к нулю, получается слой
круглого сечения. Во втором предельном случае, когда оба ра-
диуса стремятся к бесконечности, получается слой прямоугольного
сечения.
84
При размещении катализатора в межтрубном пространство
максимальный перепад температур будет зависеть от расстояния
между трубами, т. е. от шага труб.
Однако практически всегда перепад температур в межтрубнохМ
пространстве будет выше,,чем в трубках, так как в конструкциях
типовых аппаратов площадь сечения межтрубного пространства
Рис. 3.18. Количество катализатора,
приходящееся на единицу поверхности
теплоотвода:
а—в слое прямоугольного сечения; б — в
слое круглого сечения.
Рис. 3.19. Максимальный
перепад температур:
/ — в слое круглого сечения;
2—в слое кольцевого сечения;
3 —в слое прямоугольного сече-
ния.
больше, чем трубного, и, следовательно, количество катализатора,
приходящееся на единицу поверхности теплоотвода, будет выше в
межтрубном пространстве, чем в трубном.
Зависимость максимального перепада температур от расстоя-
ния, на котором измеряется этот перепад, изображена на рис. 3.19.
Рис. 3.20. Изменения темпе-
ратуры и тепловой нагрузки
по длине слоя катализатора
в шахтном аппарате.
Цифры на кривых —порядок
реакции.
Наиболее широко в промышленности применяются трубчатые ап-
параты, имеющие круглое сечение слоя. Примером аппарата с пря-
моугольным сечением слоя является ретортная печь. Максималь-
ный перепад температур в реторте больше, чем в трубке, при рав-
ных расстояниях, на которых измеряется перепад температур.
Если сравнить реторту с трубкой, имеющей такую же площадь
поперечного сечения, что и реторта, то перепад температур в ре-
торте будет меньше. Кроме того, прямоугольные реторты легко
разместить в пространстве печи. Поэтому, несмотря на более
85
сложную конструкцию, прямоугольные реторты применяются
в промышленности длительное время.
Полученные соотношения характеризуют профиль температур
в определенном сечении слоя. При переходе от сечения к сечению
профиль будет изменяться, так как меняется теплонапряженность
катализаторного пространства.
Реагент
Рис. 3.21. Профиль темпера-
тур по длине слоя катали-
затора (экзотермический
процесс):
а — температура входящих га-
зов равна оптимальной темпе-
ратуре реакции; б —темпера-
тура входящих газов ниже оп-
тимальной температуры реак-
ции.
Изменение температуры по высоте слоя. Кривая
тепловыделений имеет такой же вид, как и кривая кинетики про-
цесса. Поэтому в шахтных аппаратах при адиабатическом режиме
профиль температур по высоте слоя будет зависеть от порядка
Рис. 3.22. Аппарат сменноцик-
лического действия:
tj—-время реакции; Tj —время реге-
нерации; Т —время; f —темпера-
тура.
Реагент
реакции. Поперечный градиент температур в шахтных аппаратах
при хорошей теплоизоляции корпуса отсутствует, вследствие чего
профиль температур по высоте слоя будет определять поле темпе-
ратур во всем объеме катализатора.
Газ в контактных аппаратах может проходить слой катализа-
тора не только в вертикальном направлении, но и в горизонталь-
ном, поэтому в дальнейшем будем говорить об изменении темпе-
ратуры не по высоте, а по длине слоя в направлении движения га-
зов.
86
Изменения температуры и тепловой нагрузки по длине слоя ка-
тализатора в шахтном аппарате представлены на рис. 3.20, из ко-
торого следует, что чем выше порядок реакции, тем больше будет
неравномерность тепловыделений по длине слоя. Максимальная
тепловая нагрузка имеет место в начале слоя и минимальная в
конце слоя.
Реакционный газ
Рис. 3.23. Тепловой режим в полочных аппаратах:
а—при равной толщине слоя катализатора на полках; б —при различ-
ной толщине слоя катализатора на полках;
/—температура; L — длина слоя; х —степень превращения.
В аппаратах с отводом тепла через стенку профиль температур
по длине слоя будет зависеть от соотношения скоростей тепловыде-
лений и теплоотвода. Интенсивность теплоотвода по длине слоя
остается приблизительно величиной постоянной. Поэтому в конце-
слоя, где тепловая нагрузка имеет минимальное значение, темпе-
ратура будет понижаться. Профиль температур по длине слоя бу-
дет иметь вид, изображенный на рис. 3.21. При этом во всех точ-
ках слря температура выше той, которая является оптимальной
§7
для данной реакции. Для приближения температуры слоя к оптп
мальной реагенты необходимо подавать в слой катализатора с пе
регревом для эндотермических реакций и с недогревом для экзо
термических реакций. Например, в ретортной печи реакция иде1
с поглощением тепла при оптимальной температуре 370 °C, а ис-
ходная смесь подается в реторту с перегревом на 5—10 °C.
При рассмотрении продольного профиля температур необхо
димо помнить, что в поперечном сечении слоя также имеется пере
пад температур, поэтому при построении продольного профиля
температур необходимо для каждого поперечного сечения выбрать
некоторую среднюю температуру.
Способы выравнивания температурного поля. Приближе-
ние к оптимальной температуре процесса в шахтных аппаратах возможно, когда
Реакционный газ
/ — температура;
х —степень превра-
щения.
они работают в сменноциклическом ре
жиме (рис. 3.22): цикл реагирования, со-
провождающийся поглощением тепла,
сменяется циклом регенерации катализа-
тора, идущим с выделением тепла. Про-
ведение процесса в рабочем интервале
температур возможно путем подбора
времени реагирования и времени регене-
рации. Поскольку в таком режиме необ-
ходимо выдержать рабочий интервал
температур и сбалансировать количество
поглощаемого при реакции и выделяе-
мого при регенерировании тепла, то для
осуществления этих условий приходится
реагенты или катализатор смешивать с
инертным газообразным или твердым
теплоносителем.
В полочных аппаратах температур-
ный режим процесса регулируется подо-
гревом или охлаждением реагентов
между полками (рис. 3.23). Объем катализатора на полках может быть одина-
ковым (рис. 3.23, а) или различным (рис. 3.23,6). Если объем катализатора на
всех полках одинаков, то максимальное падение температуры имеет место
на первой полке. При использовании различных объемов катализатора на
полках удается добиться более равномерного температурного режима на всех
полках.
При работе контактного аппарата по схемам, изображенным на рис. 3.23, в
общем корпусе необходимо устанавливать полки с катализатором и теплообмен-
ные устройства, что усложняет конструкцию и эксплуатацию аппарата. Поэтому
чаще используется регулирование температуры в полочных аппаратах путем сме-
шения реагентов с байпасным газом. Недостаток этого способа регулирования
температуры заключается в том, что концентрация продуктов реакции умень-
шается при каждом смешении с байпасным газом. Снижение степени превраще-
ния при одновременном понижении температуры графически изображено на
рис. 3.24.
В трубчатых аппаратах на продольный профиль температур оказывает влия-
ние направление движения теплоносителя. В случае прямоточного движения
теплоносителя и реагентов максимальная разность температур, а следовательно,
и максимальное количество отводимого тепла имеют место в начале слоя. Макси-
мальное количество тепла, выделяющегося или поглощаемого при реакции, также
характерно для начала слоя. Поэтому при прямоточном движении теплоносителя
и реагентов удается добиться более равномерного профиля температур по длине
слоя, чем в случае противоточного их движения, когда скорость тепловыделений
максимальна в начале слоя, а разность температур теплоносителя и реагентов
Максимальна в конце слоя. Продольные профили температур для эидоФермиче;
ской реакции изображены на рис. 3.25. Аналогичные профили могут быть полу-
чены для экзотермической реакции.
Гидродинамический режим движения реагентов в слое ката-
лизатора. В аппаратах с неподвижным слоем катализатора дви-
жение газообразных реагентов обычно осуществляется сверху вниз
для уменьшения уноса пыли.
Для многофазных процессов, т. е. для процессов взаимодей-
ствия жидкости и газа на поверхности твердого катализатора, на-
правление движения определяется временем пребывания реаген^
тов. При движении сверху вниз время пребывания жидкости в
слое катализатора мало вследствие гравитационного стекания жид-
кости внйз по частицам катализатора. При движении снизу вверх
Рис. 3.25. Профиль
температур в трубча-
том аппарате для эн-
дотермической реак-
ции:
а — противоток реаген-
тов и теплоносителя;
б — прямоток реагентов
и теплоносителя;
t—температура слоя;
^—температура тепло-
носителя; /р — темпера-
тура реагентов; L —дли-
на слоя.
время пребывания жидкости регулируется ее расходом. Время пре-
бывания газа в слое катализатора в обоих случаях регулируется
расходом газа.
Гидравлическое сопротивление слоя при прохождении через
него газообразных реагентов определяется по уравнению:'
ДР = Л
Н уГ2
(1Э 2g
(3.27)
Коэффициент сопротивления X зависит от режима
газа:
% s= 140/Re при Re <30 (ламинарная область)
= 16/Re0,2 при Re = 30 -ь 7000 (переходная область)
Л « 0,44 при Re >7000 (турбулентная область)
движения
*
► (3.28)
Эквивалентный диаметр частиц катализатора:
— 47св/оуД
(3.29)
Для расчетов по этой формуле необходимо знать объем пустот
между частицами катализатора, или свободный объем слоя, VCB
и удельную поверхность катализатора ауд. Свободный объем на-
зывается также порозностью слоя е и определяется как доля пу-
стот в общем объеме катализатора (в м3/м3):
Гсв = е = (Гсл- Гк)/Гсл
(3.30)
89
Порозность слоя для катализаторов различной формы измс
няется от 0,36 до 0,55. Если невозможно экспериментально изме
рить порозность с использованием уравнения (3.30), допустимо и
среднем принимать е = 0,4.
Удельная поверхность оуд (в м2/м3) может быть рассчитана по
известным значениям поверхности Fi и объема Vi отдельной ча-
стицы:
аУц = 4г(1-е) (3’3,)
Таким образом, величина (в м) будет равна:
= <3-32)
Действительная скорость газа в пустотах слоя W, которая ис-
пользуется при расчетах по уравнению (3.27), может быть опре-
делена по приведенной скорости газа ITq, т. е. по скорости газа, от-
несенной к полному сечению аппарата:
U7 = 1Г0/7св= ^о/в (3.33)
Это же значение скорости подставляется и в выражение кри-
терия Рейнольдса в уравнениях (3.28):
Rc^ Wpd9
V 8V
Поскольку для ламинарной области
Л = Л/Re
а для турбулентной области
Л = в = const
то выражение для коэффициента сопротивления, охватывающее ла-
минарную и турбулентную область, должно быть двучленным:
Л = -^- + В (3.37)
По результатам обработки опытных данных получен конкрет-
ный вид уравнения (3.37):
Л = + 2,33 (3.38)
(3.34)
(3.35)
Следовательно, гидравлическое сопротивление слоя катализа-
тора можно также рассчитать по уравнениям (3.27) и (3.38). Если
в уравнение (3.27) подставить выражения (3.32), (3.33) и (3.38),
то получим:
^P (1 - е)2
— — 150
уУ2о
gd4
(3.39)
1 — е
Диаметр частиц d4 для подстановки в уравнение (3.39) должен
быть определен как диаметр равнообъемного шара, т. е. шара,
90
имеющего такой же объем, как и частица катализатора. Уравне-
ние для определения диаметра частиц получается из следующего
выражения:
откуда
d4 = QVi/Fl (3.41)
Таким образом, в уравнение (3.39) подставляется совершенно
иное значение диаметра частиц, чем в выражения (3.27), (3.34),
(3.38).
Уравнение (3.39) считается удобным для расчетов, так как в
него входят определяемые или рассчитываемые величины е, d4, Wq
и оно применимо для всего интервала возможных скоростей газа.
Значение диаметра, определяемое по формуле (3.32), получено
из выражения для гидравлического диаметра канала:
4F 4FH/V • 47св
*э= П ПЯ/7 = ауд
(3.42)
Такое значение диаметра используется при рассмотрении вну-
тренней задачи, т. е. при движении потока внутри рассматривае-
мого канала (внутри трубы, по порам в слое катализатора и т. д.).
Оно соответствует эквивалентному диаметру пустот в слое ката-
лизатора.
Значение диаметра, определяемое по формуле (3.41), соответ-
ствует эквивалентному диаметру частицы, а не канала, по кото-
рому движется газ. Оно используется при рассмотрении внешней
задачи, т. е. при обтекании частицы внешним потоком. Хотя при
расчете гидравлического сопротивления (слоя катализатора) более
правильным является использование гидравлического диаметра,
однако в формуле (3.39) использован диаметр эквивалентного
шара, так как для частиц неправильной формы определить гидрав-
лический диаметр сложно. Диаметр равнообъемного шара опреде-
ляется легко: находят объем нескольких частиц, например пяти-
десяти, и рассчитывают объем одной частицы, а по нему опреде-
ляют диаметр, предполагая, что частица имеет шаровую форму:
(3.43)
Расчет гидравлического сопротивления особенно важен для ап-
паратов, работающих под вакуумом, так как при величине гидрав-
лического сопротивления слоя, превышающем 0,1 МПа, вакуума во
входном сечении аппарата не будет.
На эффективность работы аппарата влияет равномерность распределения по-
тока газа по сечению. Неравномерность может возникать из-за резких поворотов
и изменений проходного сечения (например, рис. 3.26). Поэтому требуется уста-
новка специальных распределительных и выравнивающих устройств. Хотя усло-
вия отвода потока оказывают меньшее влияние на равномерность поля скоростей,
однако на выходе газа из слоя катализатора тоже необходима установка вырав-
нивающих устройств.
91
Реагент
Рис. 3.26. Профили скоро-
стей газа в различных сече-
ниях слоя катализатора при
наличии струи газа на входе
в аппарат.
Рис. 3.27. Схемы смесителей:
а —смеситель типа „диск —кольцо", б—трубчатый
смеситель;
/— корпус; 2 — трубная решетка; 3 — трубка; 4 — кол-
пачок.
Реагент Водяной пар
Рис. 3.28. Распределитель
потока диффузорного
типа:
/ — патрубок; 2 — диффузор.
Рис. 3.29. Дисковый распредели-
тель потока:
/ — стяжная шпилька; 2—распорная
втулка; 3 — диск.
92
Наиболее частота л я выравнивания поля скоростей в верхней и нижней ча-
стях слоя катализатора укладываются слои инертной насадки. Кроме того, ис-
пользуются различные конструктивные приемы.
Для смешения газов в подводящем трубопроводе, например для смешения
углеводородного газа с водяным
на рис. 3.27. Смеситель типа
<диск — кольцо» (рис. 3.27, а)
прост по устройству, но обла-
дает невысокой эффективно-
стью. Действие его основано на
искривлении пути движения га-
за, образовании вихрей в по-
токе газа и, как следствие
вихревого движения, переме-
шивании газа.
Трубчатый смеситель (рис.
3.27, б) более сложен по кон-
струкции, но и более эффекти-
вен. Действие его основано на
том, что перемешиваемые газы
разделяются на множество па-
раллельных потоков. При этом
потоки одного газа направ-
ляются между потоками дру-
гого газа. Кроме того, потоки
газа, проходящие по межтруб-
ному пространству, получают в
колпачках направление, пер-
пендикулярное направлению по-
токов газа, движущихся по
трубному пространству. В ре-
зультате достигается очень эф-
фективное перемешивание.
Устройства, устанавливае-
мые на входе в аппарат, пока-
заны на рис. 3.28 и рис. 3.29.
Распределитель потока диффу-
зорного типа обеспечивает во
входном сечении аппарата дви-
жение потока не только в осе-
вом направлении, но и в ра-
диальном, в результате чего
профиль скоростей газа стано-
вится более равномерным. Ра-
бота дискового распределите-
ля потока также основана на
сообщении газу радиального
движения.
Для перемешивания бай-
пасного газа с основным пото-
ком между полками контакт-
ного аппарата используются
устройства, показанные на рис.
3.30. Байпасный газ подводится
паром, применяются устройства, изображенные
Рис. 3.30. Устройства для смешения байпас-
ного газа и реагентов:
а —в полочном аппарате; б —в аппаратах большого
диаметра;
/ — слой катализатора; 2— смеситель.
из распределительного устройства в виде струй,
к центру аппарата и выходит
пвправленных перпендикулярно потоку основного газа.
Помимо отмеченных применяются и другие способы выравнивания поля ско-
ростей. Общим для всех способов является или значительная отдаленность вход-
ного сечения от слоя катализатора и плавное изменение сечения аппарата, или
создание дополнительного гидравлического сопротивления для потока газа перед
। доем катализатора в виде засыпок, распределительных устройств и т. д.
93
Так, в трубчатых аппаратах скорости движения реагентов в разных трубках
будут равными только тогда, когда гидравлическое сопротивление всех трубок
будет одинаковым. Поэтому при засыпке катализатора в трубки проверяется
гидравлическое сопротивление каждой из них.
3.3. Аппараты с псевдоожиженным слоем катализатора
Аппараты с неподвижным слоем катализатора имеют
ряд недостатков: 1) большие градиенты температур в сечении и по
высоте слоя из-за малой теплопроводности неподвижного слоя ка-
тализатора; 2) высокое гидравлическое сопротивление слоя ката-
лизатора (гидравлическое сопротивление особенно возрастает,
если с целью получения большой поверхности контакта применять
мелкий катализатор с диаметром частиц 2—3 мм); 3) неустановив-
шийся выход в результате падения активности катализатора по
мере его дезактивации; 4) периодичность работы во многих слу-
чаях вследствие науглероживания катализатора и необходимости
переключения аппарата на регенерацию.
Указанных недостатков в значительной степени лишены аппа-
раты с псевдоожиженным слоем катализатора.
При продувании потока газа через слой мелкодисперсного ката-
лизатора, когда напор, теряемый газом при прохождении через
слой, станет равным весу слоя катализатора, частицы приподни-
маются потоком газа, доля пустот между ними увеличивается и
частицы получают возможность свободного хаотического переме-
щения в пределах слоя. Слой таких движущихся частиц напоми-
нает кипящую жидкость, поэтому он и называется кипящим, или
псевдоожиженным, слоем мелкодисперсных частиц.
Использование аппаратов с псевдоожиженным слоем рассмот-
рим на примере каталитического крекинга, применяемого для пе-
реработки керосиновых и соляровых дистиллятов прямой пере-
гонки нефти. Продуктами крекинга являются бензин, газ, газойле-
вые фракции. При крекинге образуется большое количество кок-
са— 5—8% от веса крекируемого сырья. Кокс откладывается на
поверхности катализатора, снижая его активность.
При осуществлении крекинга в неподвижном слое катализатора
крекинг и регенерация осуществляются в одном аппарате. Эти опе-
рации чередуются часто. Крекинг, регенерация и вспомогательные
операции длятся по 10 мин. Крекинг идет с поглощением, а регене-
рация— с выделением тепла. Поэтому в аппарате необходимо ус-
танавливать теплообменные поверхности двух видов — для под-
вода тепла при крекинге и для отвода тепла при регенерации. По
этим причинам установки с неподвижным слоем являются неэко
комичными и развитие получили установки с псевдоожиженным
или движущимся слоем катализатора.
Схемы установок с псевдоожиженным слоем катализатора.
Реактор и регенератор могут быть расположены параллельно, т. е
на одном уровне, оси их параллельны и необходим двухкратный
подъем катализатора — из реактора в регенератор и из регенера
тора в реактор. Возможно соосное расположение — регенератор
94
размещается над реактором, оси их совпадают и необходим одно-
кратный подъем катализатора из реактора в регенератор, а из ре-
генератора в реактор катализатор, поступает самотеком.
Кроме того, можно применять одноаппаратные схемы, когда ре-
акция и регенерация проводятся попеременно в одном и том же
аппарате, т. е. аппарат выполняет роль реактора и регенератора.
Такие схемы целесообразны, когда не требуется частая реге-
нерация катализатора, например для процессов окисления органи-
ческих веществ кислородом воздуха. В этом случае наряду с реак-
цией идет непрерывно частичная регенерация катализатора, так
как одним из реагентов является кислород воздуха.
Рис. 3.31. Расположение реактора и регенератора на
одном уровне:
/ — реактор; 2—циклоны; 3 —регенератор; 4—отпарные секции.
Схема установки для получения олефинов с расположением ре-
актора и регенератора на одном уровне изображена на рис. 3.3L
Катализатор, циркулирующий между реактором и регенератором,
подается в верхние части аппаратов по пневмотранспортным ли-
ниям, а выводится из нижних частей аппаратов. Для повышения
селективности процесса аппараты разделены по высоте на ряд
секций. Катализатор движется сверху вниз, проходя секции, об-
разованные секционирующими тарелками провального типа. Сырье
подается в нижнюю часть реактора. Часть сырья используется для
транспорта катализатора из регенератора в реактор. В нижнюю
часть регенератора поступает воздух. Часть воздуха используется
для транспорта катализатора из реактора в регенератор. В отпар-
ные секции подается перегретый водяной пар или дымовые газы,
служащие для отдувки из пор катализатора углеводородов или
кислорода.
Продукты и газы регенерации выводятся через систему двух*
или четырехступенчатых циклонов, служащих для улавливания ча*
сгиц катализатораА
95
Секционирование аппарата уменьшает вредное влияние про-
дольного перемешивания реагирующих газов, улучшает избира-
тельность процесса, устраняет вибрацию аппарата, которая имеет
место при высоких слоях катализатора из-за проскока крупных пу-
зырей газов. Секционирующие тарелки провального типа выпол-
няются в виде перфорированных листов или трубного колосника,
особо прочного, так как трубы обладают высокой жесткостью. Для
соединения труб в трубную решетку с фиксированным расстоянием
между трубами применяются планки, которые привариваются к
Рис. 3.32. Трубчатая решетка:
/ — труба; 2—планка.
Рис. 3.33. Нижняя часть несек-
ционированного реактора:
/ — перфорированная тарелка;
2 —кольцевой распределитель пара.
трубам (рис. 3.32). Перфорированные листы не имеют такой жест-
кости, как трубы, поэтому тарелки из них имеют форму конструк-
ций с поперечными ребрами, придающими жесткость.
При отсутствии секционирующих тарелок катализатор вводится
вместе с сырьем или воздухом по транспортной линии в нижнюю
часть аппарата (рис. 3.33). При такой подаче реагирующий газ
вначале выполняет роль транспортирующего агента, а затем про-
ходит слой псевдоожиженного катализатора снизу вверх. Если же
катализатор подается на верхнюю тарелку, то транспортирующий
его реагент проходит аппарат, минуя слои катализатора, находя-
щиеся на тарелках. В этом заключается недостаток подачи ката-
лизатора в верхнюю часть аппарата.
В реакторе установлен кольцевой распределитель пара
(рис4 3.33), позволяющий осуществлять отдувку катализатора вну-
96
три аппарата, а не в специальной выносной отпарной секции. Для
равномерного распределения пара по сечению отпарной секции или
реагентов по сечению контактного аппарата применяются трубча-
тые распределители (рис. 3.34). Отверстия в трубах для предот-
вращения забивания направлены вниз.
При соосном расположении реактора и регенератора (рис. 3.35)
вместо двух пневмотранспортных линий с криволинейными участ-
ками имеется одна прямая пневмотранспортная труба. Криволи-
нейные участки подвергаются более интенсивному эрозионному
износу, чем прямолинейные. Кроме того, труба проходит внутри
аппаратов, в результате чего отсутствуют потери тепла при транс-
порте катализатора. Расположение регенератора на большой вы-
соте усложняет его монтаж, обслуживание и ремонт.
а б
Реагент
Рис. 3.34. Трубчатые распределители:
а —с нижним подводом газов; б—с боковым подводом газов
(вид сверху).
Достоинства аппаратов с псевдоожиженным слоем катализа-
тора: малый градиент температур; высокий коэффициент теплоот-
дачи от теплообменных поверхностей; малое гидравлическое сопро-
тивление; подвижность слоя дает возможность организации непре-
рывного процесса с постоянной циркуляцией катализатора.
Однако имеются и существенные недостатки. Не считая не
очень высокую избирательность процессов, как главный недоста-
ток следует отметить существенную эрозию, которой подвергаются
элементы аппаратов от действия псевдоожиженных твердых ча-
стиц при высокой температуре. Наиболее подвержены износу зме-
евики для охлаждения газов, расположенные перед циклонами,
и сами циклоны. Эрозионный износ частиц катализатора также
очень велик. Постепенное истирание частиц катализатора вызы-
вает увеличение его потерь, необходимость установки пылеулавли-
вающих устройств и постепенную забивку пылью тепломассооб-
менной аппаратуры, стоящей после контактного аппарата. По этой
причине контактно-каталитические процессы в псевдоожиженном
слое катализатора удается проводить лишь при использовании ка-
тализаторов с достаточной механической прочностью,
4 Зак. 576
97
Закономерности псевдоожиженного состояния. В аппаратах
псевдоожиженным слоем используются частицы диаметром 50-
1500 мкм, т. е. слой является полидисперсным. Применение частиц
различного размера связано, во-первых, с трудностью изготовлс
ния частиц одинакового размера, во-вторых, с тем, что полидис-
персный слой имеет лучшее качество псевдоожижения, так как
Рис. 3.35. Совмещенный реакторно-
регенераторный блок:
/ — реактор; 2—отпарная секция;
8—пневмотранспортная труба; 4г— ре-
генератор; б— ЦИКЛОНЫ.
мелкие частицы заполняют про-
странство между крупными.
Частицы диаметром < 50 мкм
плохо ожижаются из-за слипания.
При диаметре >1500 мкм части-
цы имеют малую удельную поверх-
ность. Для расчетов используется
среднее гармоническое значение ди-
аметра, определяемое выражением:
1 гп х,
ср I
где Xi — весовая доля фракции,
имеющей среднеарифметический
диаметр
Для определения среднего диа-
метра частиц проводят рассев на
наборе сит порции катализатора.
Сита имеют размер отверстий
40 мкм и выше. После получения
нескольких (4—7) фракций с раз-
личным среднеарифметическим диа-
метром каждой фракции и опреде-
ления веса каждой фракции сред-
ний диаметр смеси частиц легко
определяется по уравнению (3.44).
Перепад температур по сечению
и высоте псевдоожиженного слоя,
если не считать небольшого участ-
ка в нижней части, на котором про-
исходит разогрев реагентов до тем
пёратуры слоя, невелик и состав
ляет 1—3°С. Поэтому в псевдоожи
женном слое катализатора процесс идет практически в изотерми-
ческом режиме. Высокое значение эффективного коэффициента
теплопроводности псевдоожиженного слоя объясняется конвенктив-
ным переносом тепла движущимися частицами.
Скорость газа, необходимая для перевода неподвижного слоя
частиц в псевдоожиженное состояние, зависит от физических
свойств газа и частиц. В критериальном виде эта зависимость
имеет вид:
Re =» / (Аг)
(3.45)
W
Здесь
ReKp
Для процесса гравитационного осаждения зависимость (3.45)
удалось представить в виде степенных уравнений для ламинарной,
переходной и турбулентной областей. Для процесса псевдоожиже-
ния получить простые степенные уравнения не удалось, и они
имеют следующий вид:
для расчета скорости начала псевдоожижения ТГкр
ReKp -=-----—= (3.46)
Р 1400 +5,2 VAr
для расчета скорости уноса частиц из слоя №ун
Аг
ReyH ----------= (3.47)
у 18 + 0,61VAr ’
РтВ - Рг
; ReyH ------; Аг -------------—
у v рг V2
Скорость газа рассчитывается на полное сечение аппарата, т. е.
для описания псевдоожиженного состояния используется не дей-
ствительная скорость газа в пустотах слоя, а приведенная ско-
рость, равная расходу газа, деленному на площадь сечения аппа-
рата. Скорость уноса соответствует выносу частиц из слоя, т. е.
режиму пневмотранспорта. Следовательно, рабочая скорость газа
должна находиться в пределах:
^Кр< ^раб< ^ун
Отношение №раб/№кр называется числом псевдоожижения. Мак-
симальное значение числа псевдоожижения равно ТГун/1Гкр и зави-
сит от величины критерия Архимеда:
Ц7ун/Ц7кр = 70 при Аг = 50
Ц7ун/й7Кр=Ю при Аг = 1 • 10е
Таким образом, для крупных и тяжелых частиц число псевдо-
ожижения может достигать 10, а для мелких 70. Уже при
1Граб/№Кр = 2 наступает практически полное перемешивание твер-
дых частиц в псевдоожиженном слое.
Гидравлическое сопротивление псевдоожиженного слоя с воз-
растанием скорости газа не увеличивается, как в неподвижном
слое^ а остается величиной постоянной (рис. 3.36) и равной во
всем интервале рабочих скоростей весу слоя твердых частиц, де-
ленному на площадь поперечного сечения аппарата. С ростом ско-
рости газа происходит лишь увеличение порозности слоя.
Тепловые процессы в псевдоожиженном слое могут быть под-
разделены на внешний теплообмен, т. е. теплоотдачу от теплооб-
менных поверхностей к псевдоожиженному слою, и внутренний теп-
лообмен, т. е. теплоотдачу от газа к твердым частицам.
Качественная зависимость коэффициента теплоотдачи при
внешнем теплообмене от скорости газа и величины критерия Архи-
меда показана на рис. 3.37. Уравнение для расчета скорости,
99
соответствующей максимальному значению коэффициента тепло-
отдачи, имеет вид:
Re = 0,12 Аг0,5 (3.48)
Для восходящей ветви кривых, изображенных на рис. 3.37, теп-
лообмен может быть описан уравнением:
Nu = 2 Re0’4 (3.49)
Подставляя сюда значение Re
максимально возможное значение
торое зависит только от физи-
ческих свойств частиц и газа:
NuMaKc = 0,86 Аг0’2 (3.50)
Коэффициент теплоотдачи
для псевдоожиженного слоя
из уравнения (3.48), получаем
коэффициента теплоотдачи, ко-
рне. 3.36. Гидравлическое
сопротивление слоя катали-
затора:
ОА — в режиме фильтрования
(неподвижный слой); АВ— в ре-
жиме псевдоожижения.
Рис. 3.37. Зависимость коэффи-
циента теплоотдачи от псевдо-
ожиженного слоя к поверхно-
сти теплоотдачи (Аг'>Аг">
> Аг'").
выше чем для чистого газа, примерно в 50 раз, так как твердые
частицы при движении около теплообменных поверхностей разру-
шают ламинарную пленку газа, которая оказывает основное сопро-
тивление передаче тепла. По сравнению с неподвижным слоем
коэффициент теплоотдачи к псевдоожиженному слою, примерно
в 10 раз выше, чем коэффициент теплоотдачи к газу, движущемуся
через неподвижный слой катализатора.
В псевдоожиженном слое внешний теплообмен может происхо-
дить со стенками аппарата или со встроенными теплообменными
поверхностями. Встроенные теплообменные элементы могут со-
стоять из вертикальных и горизонтальных труб или трубок Филь-
да, кольцевых поверхностей, змеевиков и т. д. Для горизонтальных
поверхностей коэффициент теплоотдачи имеет несколько меньшее
значение, чем для вертикальных, из-за ухудшения условий обте-
кания горизонтальных поверхностей теплообмена и образования
застойных зон в верхней части горизонтальных теплообменных
трубок.
Если скорость газа увеличивать выше значения, соответствую-
щего максимальному коэффициенту теплоотдачи, то порозность
100
слоя увеличивается, т. е. уменьшается концентрация твердых ча-
стиц в единице объема псевдоожиженного слоя, в результате чего
коэффициент теплоотдачи начинает уменьшаться, стремясь к зна-
чению коэффициента теплоотдачи для чистого газа.
Для описания внутреннего теплообмена, т. е. теплообмена ме-
жду газом и твердыми частицами, пригодно уравнение, описываю-
щее теплообмен между газом и одиночной частицей:
Nu = 2 + 0,37 Re0’6 Pr0’33 (3.51)
Это уравнение обычной конвективной диффузии, в котором в
правой части появилось слагаемое, соответствующее значению Nu
Рис. 3.38. Измене-
ние температуры
реагентов по вы-
соте псевдоожи-
женного слоя.
Рис. 3.39. Вероятность распреде-
ления скоростей газа а некоторой
точке псевдоожиженного слоя во
времени.
при Re = 0, т. е. слагаемое характеризующее теплоотдачу не за
счет конвективной диффузии, а за счет чистой теплопроводности
окружающей частицу среды при отсутствии конвекции.
На практике не возникает необходимости точного расчета вну-
треннего теплообмена, так как он имеет место лишь в нижней ча-
сти слоя, составляющей ~1 см (рис. 3.38). Теплоемкость газооб-
разных реагентов невелика, и это способствует быстрому достиже-
нию теплового равновесия.
На конверсию реагентов в псевдоожиженном слое катализатора
влияет перемешивание газообразных и твердых частиц. Однако
если последние интенсивно перемешиваются в слое за счет грави-
тационных сил, то компоненты газовой фазы перемешиваться та-
ким образом не могут. Здесь играет роль неравномерность поля
скоростей газа по сечению слоя и во времени (см. рис. 3.39), в ре-
зультате чего кажущаяся степень перемешивания оказывается до-
статочно высокой. При расчете аппаратов с псевдоожиженным
слоем режим можно принимать близким к идеальному смешению.
Качество псевдоожижения характеризуется распределением ча-
стиц катализатора в объеме слоя. Однородное псевдоожижение
101
и твердых частиц
8
Рис. 3.40. Зависимость
порозности от высоты
псевдоожиженного слоя
и скорости газа (1Г2)-
может быть получено при использовании жидкости как псевдоожи-
жающего агента. При псевдоожижении газом слой имеет неодно-
родную структуру, концентрация частиц по высоте слоя изменяется
и появляется проскок крупных пузырей газа. Эти явления объяс-
няются реологическими характеристиками псевдоожиженного слоя
обладает всеми свойствами, характерными
для жидкостей, в том числе и вязкостью.
Изменение порозности слоя по высоте пред-
ставлено на рис. 3.40.
В нижней части слоя порозность не-
сколько меньше, чем в средней. На этом
участке проявляется действие газовых
струй, выходящих из отверстий газораспре-
делительной тарелки, на которой находится
слой. В средней (основной) части слоя по-
розность остается постоянной, а в верхней
части слоя (в зоне сепарации) увеличивает-
ся до единицы, т. е. происходит полное от-
деление потока газа от твердых частиц.
Средняя порозность псевдоожиженного слоя
может быть рассчитана по уравнению:
/ 18 Re + 0,36 Re2 \°»21
Аг )
На практике е = 0,5 4- 0,8.
С учетом уравнения (3.52) для процесса внутреннего
мена могут быть рекомендованы уравнения:
Nu = 1,6 • 10-2 (Re/e)1,3 Рг0,33 при Re/e<200
Nu = 0,4 (Re/e)0,66 Рг°’33 при Re/e >200
(3.52)
теплооб-
(3.53)
(3.54)
3.4. Аппараты с движущимся слоем
гранулированного катализатора
Движущийся слой гранулированного катализатора
тоже позволяет осуществить непрерывный процесс. Катализатор
обычно имеет форму шариков. Для уменьшения истирания корпуса
аппарата скорость движения катализатора невелика и составляет
2—8 мм/с. Схема аппарата изображена на рис. 3.41.
Катализатор движется под действием силы тяжести сверху
вниз. Реагенты же могут двигаться как снизу вверх, так и сверху
вниз, т. е. возможен противоток или прямоток реагентов и ката-
лизаторов. Установки с движущимся катализатором, также как и
установки с псевдоожиженным слоем, состоят из реактора, регене-
ратора и катализаторопроводов. Применяются схемы с однократ-
ным и двухкратным подъемом катализатора. Подъем катализа-
тора осуществляется либо пневмотранспортом, либо механически
с помощью ковшового элеватора или скипового подъемника.
102
Закономерности работы аппаратов с движущимся слоем ката-
лизатора сходны с закономерностями работы аппаратов с непо-
движным катализатором. Можно лишь отметить, что порозность
движущегося слоя примерно на 10% выше, чем порозность непо-
движного слоя. В отечественной промышленности аппараты с дви-
жущимся катализатором получили распространение в основном в
^Пар
для от-
парки
катали-
затора
нефтеперерабатывающей про-
мышленности.
Циркуляция катализатора необходи-
ма для поддержания определенного
уровня его активности в реакторе с дви-
жущимся или псевдоожиженным слоем.
Количественной характеристикой
циркуляции катализатора является крат-
ность циркуляции п — отношение катали-
затора, поступающего в реактор GK (в
кг/ч), к расходу поступающего сырья
Gc (в кг/ч):
n = G^/Gq
Лары
сырья
Катализатор п
Рис. 3.41. Реактор с движу-
щимся слоем катализатора.
Рис. 3.42. Зависимость
выхода при каталитиче-
ском крекинге от крат-
ности циркуляции.
Чем выше кратность циркуляции п, тем выше равновесная активность ката-
лизатора в реакторе’и больше степень превращения сырья (рис. 3.42). Для раз-
личных процессов кратность циркуляции имеет различные значения и зависит
от скорости образования кокса. В процессе каталитического крекинга с псевдо-
ожиженным катализатором кратность циркуляции составляет п = 7 4- 14.
Работа установок зависит от способа транспорта катализатора (пневмотранс-
порт в разреженной фазе; пневмотранспорт в плотной фазе; транспорт механи-
ческими устройствами).
Наиболее распространен в промышленности транспорт в разреженной фазе.
Система транспорта состоит из дозатора, пневмотранспортной трубы и сепара-
тора (рис. 3.43). Дозатор (рис. 3.44) обеспечивает подхват потоком воздуха
твердых частиц. Условием подъема твердой частицы потоком газа должно быть
условие равенства силы тяжести частицы и силы сопротивления среды:
jvu4 Y^bht
g 4 (Ytb---Yr) ж £
4 2g
Отсюда получаем выражение для расчета скорости витания частицы Уват,
т. е. скорости, соответствующей началу подъема частицы потоком газа:
7ВНТ = а / 4(VrB - Vr)g^4 (3.55)
V °tYr
103
При пневмотранспорте скорость газа должна несколько превышать скороен.
витания частицы. Тогда условие осуществления пневмотранспорта принимает вид
Ц7г в КVвит == (1 2,0) Vвит (3.56)
Для расчета коэффициента сопротивления £ при обтекании частицы потоком
газа пользуются уравнениями:
ламинарный режим (Re < 2)
£ = 24/Re (3.57)
переходный режим (Re = 2 4- 5000)
Е = 18,6/Re0,66 (3.58)
турбулентный режим (Re > 5000)
£==0,48 = const (3.59)
Пневмотранспорт в разреженной фазе требует большого расхода транспор-
тирующего газа. Скорость газа при этом составляет 14—30 м/с при скорости
воздух
Рис. 3.43. Схема пневмо-
транспорта:
/ — сепаратор; 2 — пневмр-
транспортная труба; 3 —до-
затор.
твердых частиц 7—12 м/с. Перепад давления невелик (~10—20 кПа). Транспорт
является непрерывным и применяется для аппаратов с псевдоожиженным слоем
Транспорт в плотной фазе может применяться в установках с псевдоожи-
женным и с движущимся катализатором. При этом требуется периодическое
введение порции твердых частиц в систему транспорта. Твердые частицы в трубо-
проводе движутся в виде сплошных поршней, проталкиваемых давлением газа.
Для транспорта в сплошной фазе требуется большое давление (~0,7—0,8 МПа)
Скорость движения твердых частиц составляет 2—3 м/с. Она меньше, чем
при транспорте в разреженной фазе, поэтому и истирание транспортных линии
меньше.
104
При механическом транспорте применяются механические устройства
для периодического подъема порций катализатора. Для обеспечения непрерывно-
сти процесса в реакторном блоке необходимы бункеры в нижней и в верхней
частях установки с запасами катализатора.
3.5. Основы расчета реакторов
Расчет реакторов для контактно-каталитических про-
цессов заключается в определении основных размеров аппаратов
и оптимальных режимов их эксплуатации. Эти данные могут быть
получены приближенными и более точными методами, основан-
ными на составлении адекватной математической модели про-
цесса.
Независимо от избранного метода расчета прежде всего необ-
ходимо определить, какая стадия сложной поверхностной реакции
на катализаторе является определяющей, поскольку от этого зави-
сит характер расчетных формул.
Взаимодействие газообразных реагентов на поверхности твер-
дого катализатора состоит из следующих стадий: 1) подвод реа-
гентов из потока газа к поверхности катализатора конвективной
диффузией; 2) перенос реагентов внутри пор катализатора моле-
кулярной диффузией; 3) адсорбция реагентов на поверхности ка-
тализатора; 4) химическая реакция на поверхности катализатора;
5) десорбция продуктов реакции с поверхности катализатора;
6) перенос продуктов реакции внутри пор катализатора к его по-
верхности молекулярной диффузией; 7) отвод продуктов реакции
от поверхности катализатора в поток газа конвективной диффу-
зией.
При осуществлении различных химических процессов роль ка-
ждой стадии различна. Даже при осуществлении одной и той же
реакции, но при различных температурах возможно протекание
реакции в условиях, когда процесс лимитируют различные стадии.
Самая медленная стадия процесса является лимитирующей.
Если скорость диффузии (стадии 1, 2, 6 и 7) гораздо меньше,
чем скорость химической реакции (стадия 4), то общая скорость
процесса будет определяться скоростью диффузии, т. е. химиче-
ский процесс идет в диффузионной области. Если, наоборот, ско-
рость химической реакции гораздо меньше, чем скорость диффу-
зии, то общая скорость процесса будет определяться скоростью
химической реакции, т. е.-химический процесс идет в кинетической
области.
При осуществлении процесса в диффузионной области его мо-
гут лимитировать стадии 1 и 7, когда процесс идет во внешней диф-
фузионной области, или стадии 2 и 6, когда процесс идет во вну-
тренней диффузионной области. Процессы адсорбции (стадии 3 и
5) проходят быстро и не лимитируют скорости химического про-
цесса. Наиболее часто скорость химического превращения лими-
тируется скоростью химической реакции или скоростью подвода
реагентов к поверхности катализатора, когда реакция завершается
па поверхности катализатора.
JP5
При установившемся каталитическом процессе количество под-
водимого диффузией вещества в единицу времени №д равно коли-
честву вещества, вступающего в химическую реакцию №х, т. е. ско-
рости этих процессов равны между собой и, соответственно, равны
общей скорости химического превращения й^Общ;
= Н7Х = 1Гобщ (3.60)
Рассмотрим соотношение скоростей химической реакции и диф-
фузии на примере необратимой реакции первого порядка. При
этом
ЦРд=#д(Сг — £п)> ^Х = ^Х^П» ^общ^^общб’г
В этих выражениях для скорости диффузии, скорости химиче-
ской реакции и общей скорости химического превращения Сг обо-
значает концентрацию реагента в потоке газа, а Сц — концентра-
цию реагента на поверхности катализатора
С учетом равенства (3.60) получаем
(^Г — £п) = = &
или систему уравнений
^д (Сг — Сп) » kxCn
&Д (Сг — Сп) = &общСг
Из этой системы находим:
(3.61)
(3.62)
(3.63)
&обш £д ^х
Таким образом, общее сопротивление при химическом превра-
щении складывается из диффузионного сопротивления и сопротив-
ления протеканию химической реакции. Если кд kx, то 1/&Общ ~
« 1/Ад или АОбщ ~ и реакция протекает в диффузионной обла-
сти. Если же &д &х, то 1/^общ ~ 1/^х или £ОбЩ ~ kx и реакция
протекает в кинетической области.
В том случае, когда селективность процесса не зависит от тем-
пературы, для интенсификации процесса можно применять более
высокую температуру. При увеличении температуры возрастает
скорость диффузии и скорость химической реакции, но скорость
химической реакции растет быстрее, чем скорость диффузии, по-
этому один и тот же химический процесс при различных темпера-
турах может идти в различных областях: при низких — в кинети-
ческой области, при высоких — в диффузионной.
Большинство промышленных процессов, таких как дегидриро-
вание этилбензола в стирол, дегидрирование бутилена в дивинил
и т. д., проходит в кинетической области.
Примерами процессов, идущих в диффузионной области, яв-
ляются окисление метилового спирта в формальдегид, окисление
изопропанола в ацетон и т. д.
Область протекания реакции можно определять по температур-
ному коэффициенту, кажущемуся порядку реакции и зависимости
суммарной скорости реакции от гидродинамики.
Рассмотрим определение области протекания реакции по тем-
пературному коэффициенту. Зависимость константы химической
реакции от температуры выражается уравнением Аррениуса
kT = fto ехР (~ "£г) (3-64)
а температурный коэффициент
<3-65)
При увеличении температуры реакции на 10 °C скорость реак-
ции, а следовательно, и температурный коэффициент увеличивают-
ся в 2—3 раза. Меньшее значение относится к высоким темпера-
турам, большее — к низким температурам проведения контактного
процесса.
Скорость же диффузии в соответствии с уравнением
d2 = d1(-^)i,5+2?0 (3.66)
при повышении температуры на 10 °C увеличивается примерно в
1,3 раза. Поэтому численное значение температурного коэффи-
циента позволяет судить об области протекания реакции.
По кажущемуся порядку реакции область протекания реакции
определяется следующим образом. В кинетическом уравнении ре-
акции
_ kcn (3.67)
показатель степени при концентрации, соответствующий порядку
реакции, может иметь различное значение, тогда как процесс диф-
фузии является процессом первого порядка, для которого п = 1.
Таким образом, если п > 1, то определяющей стадией является
химическая реакция и процесс идет в кинетической области. Если
же п = 1, то это или реакция первого порядка, или химический
процесс, идущий в диффузионной области.
Определение области протекания реакции по зависимости сум-
марной скорости реакции от гидродинамики осуществляется так.
Скорость химической реакции не зависит от гидродинамики, а ско-
рость диффузии зависит от нее, поэтому, исходя из уравнения
~ = A Re" (3.68)
очевидно, что если п = 0, то процесс идет в кинетической области,
а если п > 0, то в диффузионной или в переходной области.
Помимо области протекания реакции при расчете контактных
аппаратов необходимо учитывать следующие факторы: большой
тепловой эффект и зависимость скорости реакции от температуры;
наличие побочных реакций; изменение объема реагентов и т. д.
107
Многообразие факторов, влияющих на реакцию, вызывает и
многообразие методов расчета контактных аппаратов. Мы рассмо
трим простейшие и вместе с тем важнейшие из них.
Расчет контактных аппаратов на основе удельной производи-
тельности катализатора. Удельной производительностью катали-
затора йкат [(в м3/(м3-ч)] называется объем газов или паров, про-
пускаемых за 1 ч через один объем катализатора. Объем газов
приведен к нормальным условиям (Р = 0,1 МПа, / = 0°С) и £-кат
имеет размерность (ед. времени)"1, т. е. она обратно пропорцио-
нальна времени контакта газов с катализатором.
Пользование величиной £Кат удобно в случае сложных процес-
сов (например, процессов нефтепереработки, когда в реакторы по-
даются сложные смеси углеводородов). При этом одновременно
протекает множество реакций и описать кинетику процесса не
Удельная производительность
катализатора
Рис. 3.45. Зависимость выхода
целевого продукта от удельной
прои^водителькости катализа-
тора.
удается, а изменение объема и темпе-
ратуры реагентов в ходе реакции не-
известно. Поэтому ход процесса и при-
ходится характеризовать удельной
производительностью катализатора по
объему исходной газовой смеси. На
рис. 3.45 изображена зависимость вы-
хода целевого продукта от удельной
производительности. Из нее следует,
что имеется оптимальная удельная
производительность, при которой до-
стигается максимальный выход. Так
как степень превращения при из-
вестна, то по уравнению
оопт = у /у
вкат у час/ у кат
(3.69)
при известном значении объемного расхода V4ac нетрудно найти
объем катализатора УКат при заданной производительности по це-
левому продукту. При известном объеме катализатора легко опре-
делить сечение и высоту слоя катализатора. Так как скорость реа-
гентов влияет только на ход реакций, идущих в диффузионной
области, а большинство реакций проходит в кинетической области,
то выбор сечения и высоты слоя является произвольным. Опреде-
ляющим фактором при этом могут быть давление процесса, гид-
равлическое сопротивление слоя, номенклатура выпускаемых ап-
паратов и т. д. Этот метод наиболее часто применяется для рас-
чета аппаратов шахтного типа.
Расчет адиабатических реакторов для реакций, протекающих
в кинетической области. В основе расчета может быть определение
времени контакта т, с помощью которого объем катализатора УКат
находят по простому уравнению УКат = УчасТ. В реакторах адиа-
батического типа отсутствует теплообмен через стенку аппарата,
поэтому температура реагентов по мере прохождения слоя катали-
затора изменяется. С изменением температуры меняется и скорость
реакции. Температурный интервал большинства реакций состав-
108
ляет 50 °C, т. ё.
^раб = ^опт 25 °C
Если для этого интервала определить эффективную температуру,
т. е. ту, при которой в изотермических условиях достигается такая
же степень превращения, что и в адиабатических условиях, то по
этой температуре время реакции находится решением уравнения
кинетики:
~ = kf(x) (3.70)
Если для расчета эффективной температуры нет данных, то ин-
тегрировать уравнение кинетики нельзя, так как k зависит от тем-
пературы. В этом случае определяют конечную температуру смеси
по уравнению:
^к = ^н+-72-(хк-Хн) (3.71)
СР
где С — концентрация реагирующего компонента; q — тепловой
эффект реакции; ср — теплоемкость см£си реагентов.
Ввиду малости изменения температуры (Д/ = 50°С) экспонен-
циальная зависимость скорости реакции от температуры
k = kQ exp (—)
может быть заменена линейной:
k =» а + bt
Постоянные а и b легко найти из системы
ki== а “I™ bt\ "I
kz = a + Ы2 )
(3.72)
(3.73)
для чего необходимо знать k при двух различных температурах.
Подставляя уравнение (3.71) в уравнение (3.72), получаем:
k = а + Ыя + b (хк - хн) (3.74)
СР
Используя значение k в уравнении кинетики и интегрируя его,
определяем время реакции при заданном хк.
Расчет адиабатических реакторов для реакций, протекающих
в диффузионной области. Так как определяющей стадией является
не химическая реакция, а диффузия, то и расчет аппарата ведется
по критериальным уравнениям, описывающим массообмен, но мо-
дифицированным применительно к контактным химическим реак-
циям. Процесс массопередачи описывается уравнением первого по-
рядка:
dx
"fa = 0 •*) (3.75)
где kv — коэффициент массопередачи, отнесенный к единице объ-
ема катализатора, ч~\
109
После интегрирования находим:
1 1 I
т = -г— In -j--
ky 1 х
ИЛИ
ft = 1 In -J-L- (3.76)
У т 1 — х ' ’
Подставляя = У™ , получаем:
<’-77>
Используя в уравнении (3.77) выражение ky = куоуя и
Учас/F = ^о, получаем:
^0
1 1 kn
In ------- р
1 — X
(3.78)
Коэффициент массопередачи kF может быть найден по крите-
риальным уравнениям:
ламинарный режим (Re < 30)
Nu == 0,725 Re0,47 Рг0'33
турбулентный режим (Re >• 30)
Nu =10,395 Re0,64 Рг0,33
Здесь
Nu = Re
(3.79)
(3.80)
р V.
v “ VcbV ’ D ’
где D — коэффициент диффузии реагирующего компонента через
слой газов, экранирующих катализатор; v — кинематический ко-
эффициент вязкости.
Расчет высоты слоя катализатора складывается из определения
коэффициента массопередачи kF по уравнениям (3.79) и (3.80), а
затем высоты слоя Н по уравнению (3.78).
Расчет реакторов с теплообменной поверхностью, имеющей по-
стоянную температуру. В этом случае расчет выполняется анало-
гично расчету адиабатического реактора для реакций, идущих в
кинетической области. Время реакции определяется интегрирова-
нием уравнения кинетики реакции (3.70) с учетом зависимости
константы скорости реакции от температуры (3.72). При наличии
теплоотвода через стенку на нагрев реагентов идет не все тепло
и температура реагентов становится ниже, чем в адиабатическом
аппарате. Для определения температуры реагентов напишем ба-
ланс тепла для элемента слоя высотой dH:
dx — CtPуд (/ ^ст) dH -|- Gqac^p
(3.81)
где а—коэффициент теплоотдачи от реагентов к стенке,
Вт/(м2-°С); Гуд — удельная поверхность теплопередачи, приходя-
щаяся на 1 м высоты слоя, м2/м, t — средняя температура реаген-
110
тов в пределах слоя высотой dH, °C; Д/— повышение температуры
реагентов в слое высотой dH, °C; /Ст — температура стенки, прак-
тически равная температуре кипящего или конденсирующегося теп-
лоносителя, °C.
Левая часть уравнения (3.81) обозначает количество тепла, вы-
делившегося в результате реакции. Первый член правой части
этого уравнения — количество тепла, отведенного через стенку, а
второй — количество тепла, пошедшего на нагрев реагентов.
По сравнению с количеством тепла, отведенным через стенку,
количество тепла, идущее на нагрев реагентов, мало, поэтому, пре-
небрегая им, из уравнения теплового баланса получим:
dx aFw
Решив это уравнение совместно с уравнением кинетики реак-
ции, найдем температуру реагентов. Кроме того, имеем:
dx = F dHjV^
dx __ ^час а^уд
“*ст)
^r=(a + bt)f(x)
Отсюда с учетом V4acP = Gx13lC получим:
(3.83)
(3.84)
(3.85)
(3.86)
aF д
pFq ^ст + af (х)
а^уд __
?Fq
bf(x)
Таким образом, если для адиабатического реактора темпера-
тура реагентов была выражена через степень превращения х, то
в данном случае она выражена не только через х, но и через а и
через постоянную tCT. Подставляя это значение температуры в ки-
нетическое уравнение реакции (3.85), после интегрирования опре-
делим время реакции т.
Расчет реактора с теплообменной поверхностью, имеющей пе-
ременную температуру. При отводе или подводе тепла движу-
щимся теплоносителем рассмотрим наиболее благоприятный слу-
чай прямоточного движения теплоносителя. Изменение темпера-
туры теплоносителя из уравнения теплового баланса, если прене-
бречь теплом, идущим на нагрев реагентов, имеет вид:
= + (387)
где /т, — температура теплоносителя при степени превращения
реагентов х и начальная температура теплоносителя, соответст-
венно.
Тепловой баланс для элемента слоя высотой dH:
G^Cq dx = KFyfl (t - /ст) dH (3.88)
Ш
При подстановке значения /т из уравнения (3.87) получаем:
dx KF qxG С
= г* (3-89)
Здесь К — коэффициент теплопередачи через стенку от реаген-
тов к теплоносителю.
Далее решение аналогично предыдущему случаю. При совмест-
ном решении уравнения (3.89) и уравнения кинетики реакции по-
лучаем выражения для определения температуры реагентов. В этом
выражении температура реагентов будет являться функцией сте-
пени превращения х и коэффициента теплопередачи Л, а также
постоянной начальной температуры реагентов /р. Выражение для
г
Рис. 3.46. Кинетические кри-
вые.
температуры реагентов подставляется в уравнение кинетики. По-
сле интегрирования уравнения кинетики определяем время реак-
ции т.
Расчет аппаратов с теплообменом через стенку ведется при
упрощающем допущении об отсутствии градиента температур в
сечении слоя.
Графический метод расчета. Графический метод применяется
в тех случаях, когда уравнение кинетики реакции неизвестно, но
имеются кинетические кривые х = /(т) при различных температу-
рах. Время реакции определяется графическим интегрированием
уравнения
(3.90)
откуда
Л“жт>: Нтет
Интеграл численно равен площади, ограниченной кривой f(x, t),
осью абсцисс и двумя ординатами.
Ш
Для построения функции f (х, /) кинетические кривые х = /(т)
(рис. 3.46) графическим дифференцированием преобразовывают в
графики dxldx = f(x) (рис. 3.47). Для того чтобы на полученном
графике построить функцию f(x, /), необходимо знать изменение
температуры реагентов с изменением степени превращения х. Для
изотермического режима t = const = f(x), для адиабатического
режима / = /н + Cqx, т. е. температура является линейной функ-
ср
цией х и может быть легко рассчитана для любого значения х. На-
нося на кривые рис. 3.47 точки, соответствующие рассчитанным
значениям / = f(x) и проводя по этим точкам кривую, получаем
f(x,t). Время реакции определяем по площади под кривой f(x,t),
ограниченной ординатами хн, хк.
Для реакции, протекающей с увеличением объема, уравнение
реакции примет .вид:
-^- = f(x)(l IX) (3.92)
где l = Vr/Vr —относительное увеличение объема газов при пол-
ном превращении.
Определение времени реакции при переменном объеме реаген-
тов проводится по графику
d т
(3.93)
Таким образом, графический способ расчета может быть при-
менен для изотермического или адиабатического процессов.
От графического метода расчета следует отличать графическое
интегрирование уравнения кинетики. В первом случае кинетиче-
ского уравнения нет, а есть графические данные, и графическое
интегрирование является единственным методом расчета. Во вто-
ром случае задача может быть решена аналитически, так как
имеется кинетическое уравнение. Однако из-за сложности этого
выражения применяется графическое интегрирование.
3.6. Основы безопасной эксплуатации
контактных аппаратов
Важным фактором бесперебойной и безопасной ра-
боты контактных аппаратов с неподвижным слоем катализатора
является строгое обеспечение устойчивости экзотермических (эн-
дотермических) процессов при любых гидродинамических усло-
виях. Во избежание нарушения режима фильтрования газа через
слой катализатора необходим определенный гранулометрический
состав катализатора. При регенерации и замене катализатора суще-
ствует опасность загораний, отравлений и термических ожогов. За-
грузка и выгрузка катализатора должна проводиться пневматиче-
ски через бункер и циклон или с помощью подъемных механизмов.
ИЗ
* В контактных аппаратах, работающих циклически, возможно
образование в рабочем пространстве взрывоопасной смеси реак-
ционных газов с кислородом воздуха, что при повышенной темпе-
ратуре может привести к взрыву.
В целях безопасности процесса принимается ряд мер. Реакцион-
ный, регенерационный и продувочный газ выводят из системы по
раздельным трубопроводам. Система снабжается блокировочными
устройствами, исключающими возможность совместного поступле-
ния органических продуктов и воздуха.
Для реакторов с движущимся и псевдоожиженным слоями
катализатора опасен прорыв паров продуктов реакции или регене-
рации в регенератор и реактор, соответственно, а также в бун-
керы. Для предотвращения этого между реактором и регенерато-
ром ставятся специальные затворы, о которых сказано выше. Что-
бы исключить попадание парогазовой смеси в бункеры в них или
подают непрерывно инертный газ или поддерживают строго опре-
деленный уровень катализатора.
Нарушение нормальной работы блока реактор-регенератор с
движущимся слоем катализатора может произойти, например, при
падении давления воздуха или азота и завышении давления в ре-
акторе вследствие остановки компрессора. Для предотвращения
аварии необходимо прекратить подачу исходных веществ в реактор
и стравить газ во всасывающую линию компрессора.
В реакторах и регенераторах с псевдоожиженным пылевидным
катализатором происходит истирание его и унос с отходящими га-
зами. Необходимо улавливать катализаторную пыль, для чего су-
ществуют системы электроочистки, а в последнее время предло-
жены установки мокрой очистки. Наконец, весьма опасным яв-
ляется подача пара или газа в транспортную линию, что вызывает
прекращение кипения катализатора и быстрое его оседание. В этом
случае пары органических веществ могут попасть в регенератор,
что приводит к их загоранию. Для предотвращения аварии необ-
ходима остановка всей системы.
Имея в виду взрыво- и пожароопасность реакторных установок,
их оборудуют системами газо-, пено- и паротушения.
ГЛАВА 4
РЕАКЦИОННЫЕ ПЕЧИ
В промышленности органического синтеза печи при-
меняются для осуществления различных химических процессов при
высокой температуре. Основными процессами, проводимыми в хи-
мических печах, являются пиролиз и термокрекинг нефтяных фрак-
ций, попутных газов нефтепереработки и природных газов с целью
^получения непредельных углеводородов, имеющих самостоятель-
ное значение или являющихся исходными продуктами для синтеза.
114
Аппараты для термических процессов могут быть разбиты на
следующие группы.
1. Аппараты с внутренним теплообменом: 1) регенеративные с
неподвижной насадкой; 2) с движущимся инертным теплоносите-
лем; 3) с псевдоожиженным инертным теплоносителем; 4) аппа-
раты гомогенного типа (смешение реагентов с перегретым водяным
паром или дымовыми газами).
2. Аппараты с внешним теплообменом (трубчатые печи).
3. Аппараты окислительного пиролиза.
4. Аппараты плазменного типа.
Важнейшие из них относятся к группам 2 и 3.
4.1. Трубчатые печи
Трубчатые печи широко применяются в качестве на-
гревательных устройств и термических реакторов.
При пиролизе температура в трубчатых печах зависит от при-
роды гидролизуемого сырья и задач процесса. Она может дости-
гать 1300—1400°С (например, при пи-
ролизе углеводородов до ацетилена).
Время реагирования в трубчатых
печах составляет 0,5—8,5 с. Оптималь-
ная массовая скорость газов состав-
ляет 130—160 кг/(м2-ч). При увеличе-
нии времени реагирования усиливается
образование кокса.
Так как процессы пиролиза идут с
увеличением объема, их желательно
проводить при малом давлении. На
практике давление на входе в печь
доходит до ~ 0,4 МПа (4 кгс/см2).
Скорость движения газов в конце
трубчатого змеевика может достигать
180—200 м/с. Такая высокая скорость
необходима для увеличения произво-
Рис. 4.1. Однокамерная трубча-
тая печь:
ДИТеЛЬНОСТИ, ДЛЯ улучшения теплоот- / — радиантная камера; 2 —конвек-
дачи При турбулентном движении га- ционная камера; 3 —дымовая труба,
зов и для уменьшения коксообразова-
ния, поскольку при турбулентном движении меньше ламинарный
слой газа у стенки, а следовательно, меньше объем, в котором
происходит интенсивное коксообразование.
Диаметр труб составляет 60—200 мм. Трубы изготовляются из
сталей с большим содержанием легирующих элементов — никеля,
хрома, марганца. В среднем в состав наиболее распространенных
мАрок входят 23—25% Сг, 18—20% Ni, 1—2% Мп. Чистка труб
проводится через 1—6 месяцев. Срок службы труб до двух лет.
Конструктивно трубчатая печь состоит из двух камер — ради-
антной и конвекционной. В конвекционной камере, служащей для
подогрева сырья, 65% всего тепла передается конвекцией и 35%
115
излучением от дымовых газов. Радиантная камера является прак-
тически реакционной частью печи. В ней 90% тепла передается из-
лучением и 10% конвекцией.
Однокамерная трубчатая печь одностороннего облучения изо-
бражена на рис. 4.1. Сырье проходит последовательно конвекцион-
ную и радиантную камеры. Противотоком движутся дымовые
газы. Факел имеет температуру 1300—1600 °C, дымовые газы на
входе в конвекционную камеру 700—900 °C, газ, выходящий из кон-
векционной камеры, 350—500 °C. Такая высокая температура отхо-
дящих газов необходима для поддержания высокого температур-
ного напора в конвекционной ка-
мере и для создания необходи-
мой тяги дымовой трубы.
Двухкамерная печь показана
на рис. 4.2. В настоящее время
эта печь наиболее распростране-
на и принята в качестве типовой.
т я - ?
Топливный [
? 9
оо
оо
оо
оо _ _
оо оо
оо оо
Топливный
газ
о о '2Дымовой
Реакционная,
смесь J
Сырье
'Реакционная
смесь
Рис. 4.3. Печь двухстороннего
облучения:
/ — радиантная камера; 2—конвекцион-
ная камера.
Рис. 4.2. Двухкамерная печь: \
/ — радиантные камеры; 2 —конвекционная
камера.
Печь имеет две радиантные камеры и общую конвекционную ка-
меру. Сырье движется двумя параллельными потоками.
Печи одностороннего облучения имеют потолочные, подовые и
боковые экраны. Одностороннее облучение труб вызывает неравно-
мерность прогрева их по окружности и, как следствие, выход труб
из строя в результате прогара. Этот недостаток частично преодо-
лен в печи двухстороннего облучения (рис. 4.3). В радиантной ка-
мере этой печи трубы расположены в шахматном порядке и полу-
чают тепло излучением с двух сторон.
Конструктивные элементы трубчатой печи. Основным элемен-
том печи является трубчатый змеевик. Он представляет собой от-
резки бесшовной цельнотянутой трубы длиной 6—12 м, соединен-
ные калачами или ретурбендами. Калачи могут привариваться к
трубам или соединяться фланцами (рис. 4.4). Приварной калач
можно применять в тех случаях, когда печь является нагреватель-
ной или когда не образуется кокса. Например, при нагреве нефте-
116
продуктов в водородной среде на установках каталитического ри-
форминга не образуется кокса, поэтому там применяются сварные
калачи.
Наибольшее распространение получили ретурбенды (рис. 4.5),
так как они позволяют легко осуществлять чистку труб от кокса.
Ретурбенды бывают кованые или литые. Для возможности валь-
цовки и чистки труб устанавливаются съемные пробки. Гнезда
для развальцовки труб имеют одну или две канавки для повыше-
ния плотности и прочности соединения ретурбенда с трубой. Га-
бариты ретурбенда зависят от диаметра соединяемых труб. Ответ-
ственным местом ретурбенда является поверхность прилегания
пробки к корпусу. Эту поверхность нужно предохранять от повре-
ждений. Она не должна иметь выбоин, рисок и т. д.
Трубные подвески (рис. 4.6) служат для предотвращения про-
висания труб потолочного экрана. Они находятся в более сложных
условиях работы, чем трубы, так как не охлаждаются потоком
среды и нагреваются до 1100 °C. Располагаются подвески в ра-
диантной камере печи. Трубы конвекционной камеры подвеши-
ваются на кронштейнах или трубных решетках. Аналогичные уст-
ройства применяются для крепления труб подовых и боковых эк-
ранов.
Сжигание топлива осуществляют в горелках двух типов — фа-
кельных и панельных. Последние обеспечивают передачу тепла из-
лучением не от факела, а от раскаленных панелей.
Горелки печи должны обеспечить: подвод требуемых количеств
газа, воздуха и их перемешивание; получение устойчивого пла-
мени; высокую эффективность сжигания, т. е. высокий к. п. д.
Смешение газов может происходить или в самой горелке или
после выхода струи топлива в топочное пространство. В горелке
имеется смесительная камера, в. которой для лучшего смешения га-
зов делается многотрубный подвод или тангенциальный ввод од-
ного из реагентов. Смешение может также происходить за счет
инжекции воздуха. При сжигании низкомолекулярных газов на
один их объем расходуется один объем воздуха, а при сжигании
высококалорийных газов — 4—10 объемов воздуха. Расход воздуха
оказывает влияние и на смешение газа с воздухом. Чем полнее сме-
шение, тем полнее сгорание и короче факел, меньше требуемый
избыток воздуха. При смешении в топке (подача в горелку только
горючего газа) сжигание наиболее неполно. Поэтому распростра-
нение получили горелки с предварительным смешением горючего
газа с воздухом в корпусе горелки. Такие горелки могут быть ин-
жекционного типа (когда воздух засасывается струей горючего
газа) или с принудительной подачей воздуха. Инжекционные фа-
кельные горелки требуют меньших затрат, очень просты по кон-
струкции (рис. 4.7) и находят широкое применение. Регулирование
расхода воздуха осуществляется специальной шайбой 2.
Беспламенные панельные горелки (рис. 4.8) также являются
инжекционными, но в них газовоздушная смесь сжигается не пол-
ным факелом, а в виде маленьких факелов, распределенных
117
Рис. 4.4. Соединение труб:
а — с помощью приварного калача; б—с помощью калача, соединяемого
на фланцах.
Рис. 4.5. Литой ретур-
бенд.
/ — корпус, 2—пробка;
3 — траверса; 4 —нажимной
болт.
Рис. 4.6. Трубные
подвески.
а —открытая; б —за-
крытая.
равномерно по площади панели горелки. Туннели для подвода смеси
имеют небольшой диаметр (d ж 20 мм) и длину (/=100-—
4- 150 мм). В результате образуется множество факелов длиной
30—50 мм. На фоне раскаленной панели эти факелы не видны.
Длина же их в факельных горелках составляет 1—3 м. Особен-
ность панельной горелки состоит в том, что тепло от панелей пере-
дается излучением, а не факелом, что выравнивает прогрев. Рас-
стояние от панелей до труб составляет 0,6—1,0 м. Горелки для
Рис. 4.7. Инжекционная го-
релка факельного типа:
/ — сопло; 2—регулировочная
шайба; 3— смеситель; 4—при-
соединительный фланец.
сжигания жидкого топлива обычно называются форсунками. В фор-
сунках для сжигания мазута расход его регулируется обычным
шпинделем. Воздух не эжектируется, а подается под давлением
3—6 кПа для форсунок низкого давления и под большим давле-
нием для форсунок среднего и высокого давления. Мазут вводится
Рис. 4.8. Беспламенная пд-«
нельная горелка:
/ — керамическая панель; 2—рае«
пределительное пространства
(смесительная камера); 3— ид*
жектор.
под давлением 150—250 кПа. Диаметр сопловых отверстий для.
впрыска мазута в среднем равен 2—6 мм.
Закономерности теплоотдачи в трубчатых печах. В радиантной камере печи,
тепло передается трубам в основном излучением, поэтому наибольший коэффи-
циент теплоотдачи будет в точке сечения трубы, обращенной к поверхности
излучения, т. е. к огневым факелам или к беспламенным панельным горелкам.
Кроме того, огнеупорная кладка печи будет отражать часть излучения, падаю-
щего на нее. В результате передача тепла будет осуществляться через всю по-
верхность трубы, но с различной интенсивностью на различных участках. При
одностороннем облучении максимальный тецдовой поток примерно в три раза
119
превышает минимальный (рис. 4.9). В печах двухстороннего облучения тепловая
нагрузка поверхности труб становится более равномерной, максимальный тепло-
вой поток превышает минимальный всего в 1,6 раза. Для работы реакционных
трубчатых печей равномерность передачи тепла имеет большое значение, так как
с улучшением равномерности теплового потока уменьшается прогар труб.
В конвекционной камере тепло передается трубам в основном конвекцией.
Неравномерность теплоотдачи по поверхности трубы отмечается и для конвек-
ционной камеры. Характер изменения коэффициента теплоотдачи для различных
участков трубы при поперечном обтекании дымовыми газами одиночной трубы
показан на рис. 4.10. Из него следует, ч!о для лобового участка трубы, на ко-
торый набегает поток, коэффициент теплоотдачи максимален. Минимальное зна-
чение коэффициента теплоотдачи характерно для боковых участков при угле
(£ = 90 4-100°. На этих участках можно было бы ожидать большого значения
° . 6
V/ Поверхность УЛ V/ Поверхность
V/ излучения я V/ излучения 'Л
Рис. 4.10. Изменение отно-
сительного коэффициента
теплоотдачи по окружности
трубы в конвекционной ка-
мере.
Рис. 4.9. Эпюры тепловых нагрузок поверх-
ности труб в радиантной камере:
а—при одностороннем облучении; б —при двух-
стороннем облучении.
Поверхность th
излучения /л
коэффициента теплоотдачи, так как скорость газов здесь наибольшая. Однако
в действительности, если на лобовой части поток изменяет направление и имеет
значительную турбулизацию, то на боковых участках успевает образоваться по-
граничный слой, уменьшающий теплоотдачу. При большом количестве труб
в конвекционной камере коэффициент теплоотдачи для всего пучка будет выше,
чем для одиночной трубы, в результате турбулизации потока газа первыми ря-
дами труб. При этом шахматное расположение труб дало бы большее значение
коэффициента теплоотдачи, чем коридорное, однако удобства монтажа застав-
ляют чаще применять именно коридорное расположение труб. Для конвекцион-
ной камеры неравномерность коэффициента теплоотдачи имеет меньшее значение,
так как температура конвекционных труб ниже радиантных и, соответственно,
меньше вероятность их прогара.
Трубчатые печи отличаются простотой конструкции, легкостью обслуживания
и контроля, малыми капитальными затратами. Их недостатками являются: ис-
пользование дорогих жаростойких и жаропрочных сталей (в том числе, на под-
вески); невысокие температуры процесса (/< 850°); частые прогары труб и
простои в ремонте из-за прогаров (10% всего времени); отложение кокса и ча-
стая регенерация (выжиг кокса осуществляется через 500—800 ч работы паро-
воздушной смесью при температуре 650—750 °C в течение 8—15 ч или кокс
удаляется механическим путем с помощью специальных устройств); малая про-
изводительность, ограниченная необходимостью подвода больших количеств тепла
при сохранении невысокого гидравлического сопротивления трубного змеевика.
130
4.2. Аппараты окислительного пиролиза
Окислительный пиролиз проводится в присутствии
кислорода, который служит для получения необходимой темпера-
туры (1400—1600 °C) за счет частичного сжигания углеводородов.
Пиролиз при таких температурах применяется для получения аце-
тиленсодержащих газов из метана. Аппарат для окислительного
пиролиза изображен на рис. 4.11. Он имеет зону смешения, в ко-
торой происходит смешение метана с кислородом, реакционную
зону и зону закалки .реакционных газов. Зона смешения отделена
от зоны реакции огнепреградительной ре-
шеткой толщиной 200—500 мм и с отверстия-
ми диаметром 8—10 мм. Длина реакцион-
ной зоны составляет всего 150 мм. В конце
ее продукты встречаются с потоками воды,
разбрызгиваемой форсунками. Вследствие
этого температура газов резко снижается
и дальнейший процесс прекращается.
Горение газа характеризуется следую-
щими условиями:
Рис. 4.11. Реактор оки-
слительного пиролиза:
/ — зона смешения; 2—огне-
преградительная решетка:
3 — форсунка.
где I — длина факела; W — скорость газов;
г — радиус горящего факела; U — скорость
распространения пламени.
Скорость распространения пламени со-
ставляет 15—30 м/с. Меньшее значение от-
носится к ламинарному режиму движения
газов, большее — к турбулентному. Ско-
рость газов должна быть > 30 м/с, иначе
пламя может переместиться в зону смеше-
ния, в результате чего произойдет взрыв.
На практике скорость газов составляет 30—100 м/с (в среднем
50 м/с), радиус горящего факела 10—35 мм, длина факела
50 мм.
При скорости газов 50 м/с и длине реакционной зоны 150 мм
время реакции составит
т = 0,15/50 = 0,003 с
Это оптимальное время контакта, так как с возрастанием т увели-
чивается распад ацетилена на водород и сажу.
Давление в аппарате 30—40 кПа. Температура реагентов на
входе в аппарат 600 °C, в зоне реакции 1500 °C. После закалки
газы имеют температуру 80 °C.
Такой реактор прост по конструкции и дает мало кокса, но
имеет ограниченную производительность из-за того, что предель-
ный его диаметр 1500 мм. С увеличением диаметра появляется не-
равномерность движения газа в отверстиях огнепреградительной
121
плиты, что может привести к проскоку пламени в зону смешения
Кроме того, теряется часть сырья, идущего на сжигание, и необ
-ходим ы затраты на получение кислорода.
4.3. Печь для получения сажи
Сажа применяется в резиновой (80%), лакокрасоч
йой, электротехнической, полиграфической и других областях про-
мышленности. & резиновой промышленности в среднем на 1 т кау-
чука расходуется 0,5 т сажи. Сырьем служат природные газы, про-
дукты переработки нефти, каменного угля, ацетилена.
Конструкция печи для получения сажи из жидких углеводоро-
дов нефти приведена на рис. 4.12. Температура, необходимая для
проведения процесса, создается сжиганием природного газа .в ка-
’Рис. 4.12. Печь для получения сажи:
J —форсунка для распыления сырья; 2 — форсунка для сжигания газа; 5—футе-
ровка; 4 — металлический корпус; 5 — форсунка для впрыска воды; 6—реак-
ционная труба; 7—камера реакции.
жгере горения. Сюда же впрыскивается подогретое сырье. Распы-
ленное сырье излучением получает тепло от горящего газа, испа-
ряется и воспламеняется, но не сгорает полностью. Пройдя уча-
сток диффузионного горения, оно разлагается в реакционной
камере. Диаметр-реакционной камеры 0,3—1,5 м, длина 3—15 м.
Процесс ведется при температуре 1300—1500 °C и давлении 30 кПа
в течение 0,05—5 с. Закалка газов осуществляется впрыскиванием
воды, в результате чего температура снижается до 700 °C и про-
цесс прекращается.
Горение — диффузионный процесс и для его интенсификации
необходима турбулизация потока, которая создается тангенциаль-
ным вводом газа. При подборе длины реакционной камеры расчет
ведется по кинетике испарения капель сырья. Их диаметр
~50 мкм. Испарение капель — наиболее медленная стадия. Горе-
ние, термическое разложение сырья и газификация сажи проте-
кают очень быстро. Правильное определение длины реакционной
камеры имеет большое значение, так как при малой длине в ^аже
остается большое количество неиспарившихся масел, а при боль-
шой длине происходит газификация полученной сажи парами воды
и двуокиси углерода с ухудшением структуры поверхности саже-
вых частиц.
122
4.4. Расчет трубчатой печи
Расчет печи начинают с выбора типа и конструктив-
ной схемы. Методика расчета зависит от назначения печи. Напри-
мер, печи для получения этилена и других олефиновых углеводо-
родов пиролизом газообразного сырья рассчитывают как аппараты
для газофазных процессов. Печи пиролиза жидкофазного сырья
используют для получения как жидких, так и газообразных про-
дуктов. Поэтому такие печи необходимо рассчитывать с учетом
сложности образующейся газожидкостной системы.
Рассмотрим для примера порядок приближенного расчета пи-
ролизной трубчатой печи.
1.' Определяется тепловая нагрузка печи Q (в Дж/,ч):
Q = Gq (4.2)
где G — производительность печи по сырью, кг/ч, q — тепловой
эффект процесса пиролиза, Дж/кг.
2. Рассчитывается необходимая поверхность нагрева F (в м2):
F=Q/^ (4.3)
где <7УД — удельный тепловой поток, Вт/м2.
Удельный тепловой поток является функцией диаметра труб,
поэтому при выборе ^уд (30000—40 000 Вт/м2) подбирается и диа-
метр труб.
3. Находится длина реакционного змеевика L:
где d — диаметр труб (d = 60 4- 200 мм); т — число параллель-
ных потоков (т = 1 4- 2).
Длину отдельных труб определяют конструктивно (LTp = 8 4-
4-12 м).
4. Определяется время контакта т:
t = WcP (4.5)
где №ср = (WH + WK)/2.
Скорость потока в начале змеевика 1Гй известна. Скорость в
конце змеевика будет зависеть от состава продуктов. Состав
продуктов зависит от времени контакта и может быть определен по
графикам, полученным при пиролизе различных видов сырья. По
таким графикам определяют состав продуктов при различном вре-
мени контакта. По составу и температуре продуктов определяют
Ц7К- Подбирают такое т, чтобы оно соответствовало расчету по фор-
муле (4.5). Скорость в конце змеевика И7К всегда будет больше,
чем скорость в начале змеевика ТГН, так как процесс пиролиза идет
с увеличением объема и с повышением температуры реагентов.
5. Сравнивают расчетное время контакта т с оптимальным вре-
менем Топт, которое обеспечивает получение необходимого состава
продуктов реакции. Если расчетное время сильно отклоняется от
123
оптимального, то расчет повторяется при новом значении диаметра
труб.
6. Выполняют тепловой расчет. После того, как закончен рас-
чет реакционной части змеевика (чаще всего, это часть змеевика,
расположенная в радиантной камере), рассчитывают подогрева-
тельную часть змеевика (это часть змеевика, расположенная в кон-
векционной камере). В результате расчета определяют длину
подогревательной части змеевика, обеспечивающую подогрев про-
дуктов до нужной температуры. Далее рассчитывают процесс горе-
ния, расход топлива по его теплоте сгорания, радиантную камеру.
В результате определяют среднюю теплонапряженность радиант-
ных труб, т. е. ту величину, которой задаются в начале расчета.
Если совпадения не получилось, то необходимо изменить при-
нятое значение температуры дымовых газов на перевале печи.
Тепловой расчет является основным при расчете нагревательных
печей. Он хорошо изложен в литературе *
7. Проводится гидравлический расчет печи. Перепад давления
определяется по формуле:
др—X L Ycp^cp
(4‘6)
гае V.p = (v, + vK)/2; \р-(Ла + К)/2; ^р = (1ртн+^)/2.
Коэффициент трения % определяется по формуле, применимой
для турбулентного режима движения реагентов:
Z = O,316/Re0’25 (4.7)
Ориентировочно % « 0,02 4- 0,03. Кроме потерь на трение труб-
чатый змеевик имеет потери на местные сопротивления (ретурбен-
ды или калачи). Перепад давлений в ретурбенде или калаче опре-
деляется по формуле (4.6), но вместо L вводится Аэ— длина от-
резка прямой трубы, обладающая таким же сопротивлением
трения, как и местное сопротивление, и зависящая от вида сопро-
тивления, диаметра труб и расстояния между трубами, т. е. от ра-
диуса закругления. Расстояние между осями труб обычно состав-
ляет s = (1,65 — 2,0)dHap-
Величину Ьэ выражают как функцию внутреннего диаметра
труб dBH:
£э =
где А = 40-7- 110.
Формула (4.6) с учетом местных сопротивлений примет вид:
где п — число местных сопротивлений.
* См., например: Рейхсфельд В. О., Еркова Л. Н. Оборудование про-
изводств основного органического синтеза и синтетических каучуков. Л., «Химия»,
1974. 440 с.
124
Целью гидравлического расчета является проверка принятых
значений давления на входе и выходе печи. На входе задаются
Рвх = 0,5 МПа, на выходе Рвых = 0,13 4-0,2 МПа. Перепад дав-
ления должен быть небольшим, так как процесс идет с увеличе-
нием объема. Давления Рвх и Рвых уже были использованы при
расчете №н, WKi ун, и т. д. Сейчас в результате расчета ДР опре-
деляется соответствие принятых значений давления на входе и вы-
ходе расчетным значениям.
8. Рассчитывается дымовая труба. Труба должна обеспечить
такую тягу, чтобы в радиантной камере было небольшое разряже-
ние, равное 20—30 Па.
Тяга, создаваемая трубой, определяется по формуле:
ДР = #(ув-уг) (4.9)
где Н — высота трубы, м; ув— удельный вес воздуха; уг—удель-
ный вес дымовых газов при средней температуре по длине трубы
(падение температуры на 1 м трубы принимается для кирпичных
труб 1 —1,5 °C, для железных труб 3—4 °C).
С помощью этой формулы вычисляется высота трубы. Мини-
мальная высота по санитарно-гигиеническим соображениям состав-
ляет 16 м. Она должна быть на 3 м выше коньков зданий в ра-
диусе 100 м.
Тяга, создаваемая трубой, ^должна быть равна сумме сопротив-
лений газоходов и трубы. Расчет проводится по обычным форму-
лам с учетом потерь на трение, местные сопротивления и преодо-
ление геометрического напора в трубе. Коэффициент трения %ср
принимается для металлических труб 0,015—0,03, для кирпичных
труб и газоходов 0,045—0,050. Диаметр выходного отверстия тру-
бы определяется из условия получения скорости газов на выходе
из трубы 2,5—3 м/с. Такая скорость на выходе необходима для
того, чтобы не было задувания газов ветром в трубу. Обычно ско-
рость газов в трубе составляет 4—8 м/с. Если сопротивление ды-
мового тракта превышает 200—300 Па, ставится дымосос. Ско-
рость газов в трубе при наличии дымососа равна 8—16 м/с.
4.5. Основы безопасной эксплуатации печей
Для всех видов рассмотренных выше печей харак-
терными опасностями являются возгорания, хлопки и взрывы, а
для обслуживающего персонала термические ожоги и отравления
продуктами сгорания. Для обеспечения безопасной работы особое
внимание необходимо уделить выбору огнеупорных и связующих
материалов для футеровки внутреннего рабочего пространства пе-
чей. В печах, работающих на жидком и газообразном топливе, при
неправильном розжиге или нарушении процесса горения возможны
выбросы пламени, хлопки и взрывы. Эти явления будут наблю-
даться в случае подачи топлива при пуске печи без запала или при
внезапном прекращении и возобновлении подачи топлива в печь.
Чтобы избежать взрывов, топка печи снабжается пусковым
125
запальным устройством, сблокированным с устройством подачи
топлива в печь. Для защиты печей от разрушений при небольших
взрывах в торцевых стенках предусматриваются выхлопные окна
или предохранительные легко разрушаемые панели.
Одним из важнейших условий безопасной эксплуатации печей
является наличие тяги, создаваемой дымососами или дымовыми
трубами. Для повышения безопасности труда рабочие отверстия
печей закрываются заслонками с запорными устройствами и тер
моизоляционными покрытиями. Открывание и закрывание засло-
нок должно быть механизировано. Во избежание ожогов и потер},
тепла в окружающее пространство наружная поверхность печей
покрывается теплоизоляционным материалом. Смотровые окна
должны быть закрыты синими стеклами для ограничения интен-
сивности излучения.
ГЛАВА 5
МОДЕЛИРОВАНИЕ
ХИМИЧЕСКИХ ПРОЦЕССОВ И РЕАКТОРОВ
Моделированием называется изучение процесса в ла-
бораторной модели и использование полученных результатов для
проектирования промышленных аппаратов. Изучение процесса в
лабораторной модели позволяет получить данные о ходе процесса
с меньшими затратами и в более широком диапазоне изменения
переменных величин.
Результаты изучения процесса в лабораторной модели могут
быть обработаны в критериальном виде или представлены в виде
таблиц, содержащих значения физико-химических величин при раз-
личных условиях ведения процесса. Табличные значения величин
используются в дальнейшем для расчета процесса в промышлен-
ном аппарате путем их подстановки в уравнения, описывающие
течение процесса в общем виде. Эти уравнения могут иметь
форму алгебраических, дифференциальных, интегральных, ин-
тегродифференциальных или статистико-вероятностных соот-
ношений.
Таким образом, моделирование может выполняться с использо-
ванием теории подобия (приближенное моделирование) или путем
решения математических уравнений, описывающих процесс (мате-
матическое моделирование). При использовании любого из этих
способов обязательным остается исследование самого химического
процесса в лабораторной модели. В более широком смысле моде-
лирование позволяет изучение явлений одного класса заменить
изучением явлений другого класса. Это — методы аналогий, когда
изучаемые процессы формально описываются одинаковыми диффе-
ренциальными уравнениями. К ним относятся методы электротеп
ловой, электрогидродинамической аналогии и другие.
126
Значение моделирования — в возможности распространения ре-
зультатов опытов на целую группу явлений, подобных изучаемому.
Для гидродинамических, тепло- и массообменных процессов это
действительно справедливо.
5.1. Приближенное моделирование
Моделирование с применением теории подобия пазы*
вается приближенным потому, что не все критерии, оказывающие
влияние на ход процесса, вводятся в критериальное уравнение.
Критерии, сильно влияющие на ход процесса, вводятся в уравне-
ние, а критерии, слабо влияющие на ход процесса, в уравнение не
вводятся.
Например, большинство промышленных процессов проводится,
в условиях вынужденной конвекции. Для таких процессов учиты-
вается критерий Re и не учитываются критерии Fr и Gr, характе-
ризующие движение под действием сил инерции и естественной
конвекции.
Теория подобия широко применяется*'для моделирования гид-
родинамических, тепло- и массообменных процессов. Для модели-
рования химических процессов она имеет меньшее применение.
Зпервые общие условия моделирования химических процессов
были сформулированы русским ученым Дьяконовым. До него по-
добные попытки делали американские исследователи Дамкелер и
Эджворт-Джонстон. Дамкелер учитывал ’только процессы движе-
ния, тепло- и массообмена, а Эджворт-Джонстон — только процесс
химического превращения. Дьяконов учитывал как процесс само-
го химического превращения, так и процессы движения, тепло- и
массообмена, сопровождающие химическое превращение.
Учет всех стадий химической реакции позволяет получить об-
щую критериальную зависимость.
Для процесса движения вещества получаем следующие крите-
рии: Re, Fr, Gr. В случае вынужденного движения из этих крите-
риев будем учитывать только критерий Re.
Для процессов тепло- и массообмена получаем критерии:
qCt
Рг, Ргд, (гДе q — тепловой эффект реакции; С\— концен-
трация реагентов; ср — теплоемкость; р — плотность; АГ — раз-
ность температур). Последний критерий характеризует соотноше-
ние материального и теплового потоков.
Для процесса химического превращения критерии подобия по-
лучаем из следующего уравнения:
^пер в ГПр — Гобр (5.1)1
Это уравнение характеризует равенство количеств вещества,,
подводимого диффузией и вступающего в химическое превраще-
ние. Скорость подвода вещества молекулярной и конвективной
диффузией №Пер. равна разности скоростей прямой /п₽ и обратной
127
гОбр реакций. При делении на гпр получаем!
где Ко = Гпр/Й^пер — критерий контакта.
Так как скорость прямой реакции обратно пропорциональни
времени распада сырья, а скорость подвода вещества диффузией
обратно пропорциональна времени контакта, то критерий контакта
может быть выражен через отношение времени контакта ко вре-
мени распада сырья. Величина Ра = гОбрЛпр— критерий превра-
щения.
Общая критериальная зависимость примет вид:
ра=/(к<’-Ке,Рг,Ргд,7^> Г,....) (5.3)
где Гь ... — симплексы геометрического подобия.
Для того чтобы общую критериальную зависимость применить
к конкретному химическому процессу, необходимо выдержать
условия однозначности, которые сводятся к следующему: 1) аппа-
раты должны быть геометрически подобны; 2) должны быть по-
добны начальные и граничные условия; 3) должно соблюдаться
подобие законов изменения физических свойств; 4) необходимо по-
добие формул превращения.
Поскольку каждая химическая реакция описывается своим ки-
нетическим уравнением, то последнее условие означает, что моде-
лировать методом подобия химические реакции вообще нельзя. Ис-
следовать в лабораторной модели приходится только ту реакцию,
для которой моделируется промышленный аппарат.
Различная форма кинетических уравнений для разных реакций
означает, что это процессы различных классов, и метод подобия
оказывается неприменимым для моделирования химических реак-
ций вообще, хотя он и может быть применен для моделирования
каждой химической реакции в отдельности. Это первое ограниче-
ние в использовании метода подобия.
Второе ограничение заключается в том, что даже в пределах
одного класса, т. е. для одной конкретной реакции, условия гидро-
динамического и химического подобия оказываются несовмести-
мыми. Для химического и гидродинамического подобия необхо-
димо подобие критериев Ко и Re. В критерий Ко входит время кон-
такта т = Vp/V4ac. Поэтому подобие критериев Ко и Re может
быть записано следующим образом:
т=Ур/Учас = const - (5.1)
Wd = const (5.5)
Например, при проектировании промышленного аппарата его
линейные размеры будут в п раз больше, чем размеры лаборатор
ной модели. Для сохранения постоянным критерия Re необходимо
уменьшить скорость среды W в п раз.
128
Однако критерий Ко при этом сохранить постоянным не удает-
ся, так как для сохранения геометрического подобия Ур увеличи-
вается в п3 раз, a V4ac в п раз, т. е. т, а следовательно, и критерий
Ко увеличится в п2 раз. Наоборот, если сохранить Ко = const, то
Re #= const. Таким образом, в общем случае моделировать хими-
ческие реакции методом подобия оказывается невозможным.
В частных случаях, когда можно исключить из рассмотрения
один из критериев Ко или Re, моделирование оказывается возмож-
ным.
1 случай. Скорость химического превращения мала, а скорость
процессов обмена велика. Реакция идет в кинетической области.
Учитываются только критерии химического подобия:
Pa=»f(Ko, ГО (5.6)
В данном случае определяющей величиной будет время кон-
такта и моделирование может быть выполнено без применения
$тих критериев, а с использованием кинетических кривых или ки-
нетического уравнения реакции, что и делается на практике.
2 случай. Скорость химического превращения велика, а ско-
рость процессов обмена мала. Реакция идет в диффузионной об-
ласти. Учитываются только критерии обмена и движения:
Р1-/(ц«,Рг.Рг„.7^. Г.......) (5.7)
Этот случай оказывается единственной возможностью примене-
ния метода подобия для моделирования химической реакции. При-
мер применения модифицированного критериального уравнения
для расчета химического процесса был рассмотрен в разделе, по-
священном расчету контактного аппарата для реакций, идущих в
диффузионной области (стр. 109). Приближенное моделирование
называется также физическим.
5.2. Математическое моделирование
Математической моделью процесса является система
расчетных уравнений, устанавливающих связь между параметрами
процесса. Физической моделью является сам процесс, исследуемый
в аппаратах того же или уменьшенного размера.
Система расчетных уравнений содержит большое количество
коэффициентов, которые могут быть получены только на физиче-
ских моделях при исследовании кинетики реакции, а также при
исследовании гидродинамики, тепло- и массообмена/Таким обра-
зом, математическое моделирование невозможно без физического
моделирования.
Для осуществления математического моделирования необхо-
димо иметь математическую модель процесса. Эта модель должна
нпиболее полно отражать характер потоков вещества и энергии.
Так, например, по характеру потоков вещества аппараты могут
быть описаны моделями с продольным и поперечным переносом
5 Зак, 576 129
вещества, с идеальным перемешиванием и вытеснением, с канал о
образованием, байпасированием, застойными зонами и т. д. Дан
ные о механизме реакций (особенно гетерогенных), а также о кп
нетике не всегда достаточны для составления надежной модели
Поэтому математическое моделирование в настоящее время при
менимо только к хорошо изученным химическим процессам.
Математическое моделирование является развитием метод.!
аналогий.
Химический процесс, всегда включает в себя следующие стадии
движение вещества (гидродинамика), перенос массы (массооб
мен), перенос тепла (теплообмен), химическое превращение. Си
стема дифференциальных уравнений, описывающих этот процесс ,
если не учитывать движение вещества, которое не определяет ра
боту химического реактора, имеет вид:
DV2C я + (с> Г) ч
W2T = ITcpVr - qWT (С, Г) J ( ,8)
Первые члены уравнений (6.8) характеризуют изменение кон
центрации в результате молекулярной диффузии и изменение
температуры в результате подвода тепла теплопроводностью, вто-
рые— изменение концентрации в результате конвективной диффу-
зии и изменение температуры в результате конвективного тепло
переноса, третьи — изменение концентрации в результате химиче-
ского превращения и изменение температуры в результате выделе-
ния тепла при химическом превращении.
Уравнения (5.8) применяются при моделировании контактно
каталитических процессов. Для других процессов они могут иметь
другую форму. Если идет несколько реакций, то соответственно
увеличивается и число уравнений.
Скорость реакции Wx зависит от концентрации С и темпера
туры Т:
В7Х - kf (С) = k0 exp (- 4) f(C) = f (С, Г) (5.9)
Вследствие этого поля концентраций и температур оказываются
взаимосвязанными и взаимовлияющими друг на друга. При рас-
чете химического процесса оба уравнения (5.8) должны решаться
совместно. Для решения на вычислительных машинах они приво
дятся к безразмерному виду и дополняются граничными усло-
виями.
Решение уравнений может осуществляться на цифровых (ЦВМ)
или на аналоговых (АВМ) вычислительных машинах. На ЦВМ
проводится численное решение уравнений, так как решить в общем
виде систему уравнений нельзя. Ответ получается достаточно том
ным. На АВМ математическое уравнение моделируется набором
электрических элементов (блоков), состоящих из емкостей, индук
тивностей, сопротивлений. Каждый блок моделирует математичс
скую операцию — суммирование, умножение, интегрирование
,т. д. Электрический ток, проходя схему, претерпевает изменение
130
соответствующие математическим операциям. Запись параметров
тока на выходе электрической цепи дает результат решения. Та-
ким образом, определяемый параметр, например степень превра-
щения, заменяется на АВМ силой тока. Результаты решения на
АВМ получаются быстро, но точность их невелика, пределы изме-
нения входных величин малы.
Результаты моделирования, сравниваемые на графиках или в
таблицах, позволяют видеть ход процесса при различных значе-
ниях параметров и выбрать оптимальные условия проведения про-
цесса или меры воздействия на процесс с целью его оптимизации.
Таким образом, математическое моделирование требует: иссле-
дования гидродинамики для учета перемешивания в проектируемом
аппарате; исследования кинетики реакции в широком интер-
вале температур и давлений; применения вычислительных машин.
Однако оно позволяет сократить промежуточные исследования на
пилотных и полупромышленных установках, т. е. промежуточные
стадии существующего сейчас экспериментального моделирования,
когда процесс исследуется вначале в лабораторной модели, затем
на пилотной (укрупненной лабораторной) и на полупромышленной
установках.
Математическое моделирование дает возможность выявить ха-
рактеристики работы аппарата, для получения которых потребо-
вался бы длительный опыт его эксплуатации, оптимальные усло-
вия проведения процесса, границы устойчивой работы и т. д.
5.3. Макрокинетическая характеристика
химических реакторов
Скорость химической реакции зависит от ряда факто-
ров: 1) кинетических закономерностей химического превращения;
2) скорости процессов тепло- и массообмена; 3) полей температур
и концентраций, которые определяются степенью перемешивания
продуктов реакции и реагентов, а также более нагретых масс с
холодными.
Первый фактор относится к микрокинетике, т. е. к собственно
химической кинетйке. Второй и третий факторы рассматриваются
прикладной химической кинетикой, или макрокинетикой. Процессы
тепло- и массообмена изучаются давно. Имеются критериальные
зависимости для расчета скоростей этих процессов при различных
условиях, поэтому мы ограничимся рассмотрением влияния только
перемешивания на ход химических реакций, осуществляемых по
непрерывной схеме.
Основные положения о влиянии перемешивания на ход химиче-
ских реакций разработаны Плановским в 1944 г. в теории непре-
рывных процессов. По степени перемешивания реакторы делятся
на аппараты идеального вытеснения, идеального смешения и про-
межуточного типа (с некоторой степенью перемешивания). Про-
мышленные аппараты, безусловно, имеют некоторую степень пе-
ремешивания и поэтому относятся к аппаратам промежуточного
5*
131
типа. Однако для упрощения расчетов многие аппараты могут быть
с определенной степенью точности отнесены к первым двум груп-
пам.
Трубчатые печи и аппараты с неподвижным слоем близки к ап-
паратам идеального вытеснения, аппараты с мешалками и аппа-
раты с кипящим слоем — к аппаратам идеального смешения.
Перемешивание способствует подводу компонентов реакцион-
ной смеси друг к другу. При реакциях с большим тепловым эффек-
том перемешивание выравнивает температуру, от которой может
зависеть избирательность процесса, качество продукта и т. д.
В случае периодических многофазных процессов перемешивание
улучшает гидродинамику взаимодействия фаз, интенсифицируя
протекание процессов диффузии. Однако в результате смешения
продуктов реакции с реагентами движущая сила процесса умень-
шается.
Даже в том случае, когда реактор работает как аппарат иде-
ального вытеснения, в целом процесс может проходить с некоторой
степенью перемешивания, например за счет рециркуляции продук-
тов реакции. Поэтому степень перемешивания может быть описана
следующими моделями: 1) идеального смешения; 2) идеального
вытеснения; 3) рециркуляции продуктов реакции; 4) рециркуляции
непрореагировавшего сырья; 5) полного или частичного смешения
в секциях секционированного аппарата; 6) полного смешения в
секциях с обменом между соседними секциями в секционирован-
ном аппарате; 7) многозонного подвода реагентов; 8) идеального
вытеснения с продольной и поперечной диффузией; 9) обмена ве-
ществом с потоком реагентов в аппарате с застойными зонами;
10) комбинацией предыдущих моделей.
Для правильного проектирования реакторов необходимо уметь
количественно описать степень перемешивания и учесть ее при рас-
чете реакторов. Степень перемешивания можно характеризовать
по-разному в зависимости от модели, принятой для описания про-
цесса.
Модель строится на основе физической картины движения пото-
ков и представляется в виде математического выражения, которое
учитывает перемешивание среды. Эти модели могут быть разными
для различных фаз, например на ситчатой тарелке принимается,
что газ проходит через слой жидкости в условиях идеального вы-
теснения, а жидкость имеет некоторую степень перемешивания,
для описания которой может быть применена ячеечная или диф-
фузионная модель.
Физическая картина движения потоков может быть выявлена
при визуальных наблюдениях или при проведении опытов с ме-
ченым веществом. Визуальные наблюдения позволяют зафиксиро-
вать канальный прорыв части реагентов или проскок крупных
пузырей газа через слой псевдоожиженного катализатора, возник-
новение организованной циркуляции жидкости в барботажных
аппаратах, образование застойных зон и т. д. Эти наблюдения
служат основой для построения модели.
132
Например, модель с застойными зонами может быть построена
на основе следующей картины движения потоков (рис. 5.1). Жид-
кость, движущаяся через слой насадки, задерживается в узких ме-
стах между элементами насадки, которые и образуют равномерно
распределенные застойные зоны. Застойные зоны могут быть так-
же сосредоточены около входных и выходных патрубков. Они об-
мениваются веществом с потоком реагентов, поэтому модель дол-
жна учитывать данный обмен.
Описание других моделей более сложно. Составление матема-
тической модели начинается с описания гидродинамики потоков
на основе уравнения материального баланса. При этом ценность
математической модели определяется тем, насколько правильно
отображена структура потоков: при неполном описании получается
Рис. 5.1. Образование застойных зон:
а —в проточном аппарате; б —между гранулами катализатора.
неточная математическая модель, при излишней подробности —
громоздкая. В практике гидродинамику описывают с некоторым
приближением, выбирая ту или иную типовую модель.
5.4. Экспериментальное определение
степени перемешивания
Для определения степени перемешивания в проточном
аппарате на входе создается возмущение, а на выходе из аппарата
замеряется реакция его на это возмущение. Чаще всего возмуще-
нию подвергается концентрация определенного меченого вещества
в потоке. Меченым веществом (или индикатором) может быть кис-
лота, щелочь, соль, краситель, радиоактивное и любое другое ве-
щество. Выбор меченого вещества определяет и метод анализа его
концентрации на выходе из аппарата. Меченое вещество должно
иметь небольшой коэффициент молекулярной диффузии с тем, что-
бы она не оказывала заметного влияния на перемешивание, так как
в опыте исследуется только конвективная диффузия. Поток реа-
гентов также заменяется модельной жидкостью (чаще всего во-
дой) или газом (воздухом), если опыты проводятся на модельной
или полупромышленной установке. Поскольку химические про-
цессы протекают при температурах, значительно отличающихся от
нормальной (комнатной), а опыты по определению степени пере-
мешивания ставятся именно прй этой температуре, то в качестве
модельной жидкости необходимо подбирать вещество, которое при
133
нормальной температуре имеет такие же физические свойства (осо-
бенно вязкость), что и поток реагентов при температуре реакции.
Возмущение на входе в аппарат может создаваться одним из
следующих способов (рис. 5.2): 1) ступенчатым изменением кон-
центрации; 2) импульсным вводом меченого вещества; 3) синусои-
дальным изменением концентрации. Наибольший интерес из-за
Рис. 5.2. Виды возмущающих воз-
действий:
а —ступенчатое; б —импульсное; в —сину-
соидальное.
простоты осуществления пред-
ставляют первые два способа.
При любом виде возмущения
на входе реакция аппарата на это
возмущение, т. е. изменение кон-
центрации на выходе, может про-
исходить с некоторым запаздыва-
нием, которое объясняется необ-
ходимостью затраты времени на
продвижение индикатора от входа
до выхода из аппарата. Это
время т называется временем
транспортного запаздывания. На
рис. 5.2 показано время транс-
портного запаздывания для всех
трех видов возмущения входной
концентрации и изменение вход-
ной концентрации от 0 до Свх-
При ступенчатом возмущении
концентрация индикатора на вхо-
де изменяется скачком от одного
значения до другого. При им-
пульсном возмущении порция ин-
дикатора мгновенно вводится во
входящий поток. При синусои-
дальном возмущении концентра-
ция индикатора на входе изме-
няется по синусоиде. Концентра-
ция индикатора на выходе также
изменяется по синусоиде, но с
другой амплитудой. Сдвиг фаз выходной и входной синусоид обо-
значен через ф.
В соответствии с описанными методиками могут быть состав-
лены основные гидродинамические модели потоков.
Модель идеального смешения- Материальный баланс по инди-
катору для модели идеального смешения рассмотрим для ступен-
чатого изменения входной концентрации (рис. 5.3). Массовый рас-
ход индикатора на входе
^вх39 час^вх
(5.10)
как следует из рис. 5.3, больше, чем расход индикатора на выходе
^аых — V i&qCqux
(5.11)
134
За период времени Ат в аппарате прибавится индикатора
AG = (GBX-
^вых) Дт
ИЛИ
Д(? = Кчас (СВх— Свых) Ат (5.12)
Это накопление массы индикатора может быть выражено через
изменение концентрации индикатора в объеме аппарата 1/р:
Д0 = 7рДСр (5.13)
Совместное рассмотрение уравнений (5.12) и (5.13) дает:
ДСр ^час 1
----(£вх £вых) -----(£вх £вых)
Так как для идеального смешения Ср = Съых, то при Дт—>0
Рис. 5.3. Аппарат идеального смешения (а) и распре-
деление концентраций в нем (б).
получаем дифференциальное уравнение потока в аппарате идеаль-
ного смешения
^Свых Я 1 п к
т '°вх — С» ВЫХ/
ИЛИ
Т^- + СВШ = СВ1 (5.14)
Модель идеального вытеснения. При идеальном вытеснении
продольное перемешивание отсутствует, а поперечное перемеши-
вание является полным. Поэтому в поперечном сечении потока
концентрация постоянна, а в продольном направлении изменяется.
Рассмотрим элемент длины трубчатого реактора (рис. 5.4) и со-
ставим для него материальный баланс по индикатору. Массовый
поток индикатора на входе в выделенный элемент
(5.15)
больше, чем массовый поток индикатора на выходе из этого эле-
мента:
(5.16)
135
Накопление индикатора в элементе аппарата за время Дт со-
ставит:
AG = ITF (C/-J - Ci) Дт (5.17)
Это накопление массы индикатора может быть выражено через
изменение концентрации индикатора в объеме выделенного эле-
мента:
bG=*FbxbCi (5.18)
Совместное рассмотрение уравнений (5.17) и (5.18) дает:
ДС, C/-J — Ci Ci — Ci-\
_L = г -------L = _ г—--
Дт Дх Дх
(5.19)
При Дх-*0 получаем дифференциальное уравнение потока в
аппарате идеального вытеснения:
= (5.20)
дт дх 7
Ячеечная модель. Ячеечная модель представляет собой модель
аппарата с перемешиванием. Ее можно представить как последова-
Рис. 5.4. Аппарат идеального вытеснения (а) и распределение концентраций
В нем (б).
тельное соединение ячеек идеального смешения, обратное переме-
шивание между которыми отсутствует (см. рис. 2.26). Среднее вре-
мя пребывания вещества в одной ячейке при общем количестве
ячеек, равном п, составит:
тп = т/п (5.21)
С учетом этого математическая запись ячеечной модели будет
состоять из п дифференциальных уравнений, описывающих поток
в аппаратах идеального смешения:
(/=1,2,3....п) (5.22)
ат тп
При п «= 1 из ячеечной модели получаем модель идеального
смешения, а при п = оо — модель идеального вытеснения.
Диффузионная модель. Диффузионная модель может быть по-
лучена из модели идеального вытеснения в предположении пере-
мешивания смежных слоев жидкости по диффузионному меха-
низму.
136
дх
I 1+1
Рис. 5.5, к выводу дифференциального
уравнения диффузионной модели.
Молекулярная диффузия описывается уравнением Фика
dG=>-D-^dFdx (5.23)
а конвективная диффузия — уравнением Щукарева:
dG = Р AC dF dr (5.24)
В движущейся жидкости молекулярная диффузия мала по сра-
внению с конвективной диффузией. Коэффициент обратного пере-
мешивания D учитывает поэтому конвективную диффузию.
Диффузионная модель перемешивания выводится при следую-
щих допущениях: градиент концентраций имеет место только по
длине аппарата, а в сечении его концентрация постоянна. Объемный
расход жидкости и коэф-
фициент диффузии постоян-
ны в любой точке аппарата.
Для составления мате-
риального баланса рассмот-
рим элемент длины аппа-
рата Дх (рис. 5.5). Средняя
скорость потока жидкости
равна разности скоростей
прямого и обратного по-
токов
= (5.25)
Чтобы определить накопление индикатора в выделенном эле-
менте, найдем расход индикатора в Z-м (входном) сечении эле-
мента и в (Z + 1)-м (выходном) сечении элемента.
Поток индикатора через единицу площади i-ro сечения
Gi = U^np^f—i — ^обрС/ (5.26)
или с учетом уравнения (5.25):
Gi = WCi—i + W\)6pC/-1 — ^o6PQ =
= WCi-1 - uzo6p (Ci - Cf-i) - WCi-1 - WoQp^Ci (5.27)
где AiCf — изменение концентрации индикатора в выделенном эле-
менте за счет обмена с предыдущим элементом через f-е сечение.
Поток индикатора через единицу площади (i + 1)-го сечения
Gf+i = — ^обрС/+1 (5.28)
или с учетом уравнения (5.25):
Gf+I s WCi + W06pCi — U706pCz+i = WCi — W06p (Cz+1 — Cl) =
= WCi - ^обрА2С/ (5.29)
где ДгСг — изменение концентрации индикатора в выделенном эле-
менте за счет обмена с последующим элементом через GJ^l)-e
сечение,
137
Накопление индикатора будет равно разности потоков через
f-e и (t + 1)-е сечения:
ДО “ (Gi — Gi+i) Дт
ИЛИ
™ WCt-1 — tToepAjCf — WCi + Я7ОбрД2С/“»
- Гобр (Д2С/ -Л,С() - W(C,- Ct-t) (5.30)
Общее изменение концентрации в выделенном элементе
ACZ = д2С/ —Д^г (^.31)
Следовательно
= Гобр LCt - ГД fil (5.32)
Кроме того, накопление массы индикатора в выделенном эле-
менте можно выразить через изменение концентрации:
ДО = F Дх ДС, =• Дх ДС; (F = 1) (5.33)
Совместное рассмотрение уравнений (5.32) и (5.33) дает:
<««>
При Дх —► 0 имеем: Дт -* 0, AiC, —► ДС<.
Произведение №ОбРД* = OL назовем коэффициентом обратного
(или продольного) перемешивания. Его размерность:
После предельного перехода получаем дифференциальное ура-
внение потока для диффузионной модели:
й£=п д*с ™ дС
дх Dl дх1 W дх (5,35)
Полученное дифференциальное уравнение должно быть допол-
нено граничными условиями, т. е. уравнениями изменения концен-
трации во входном и выходном сечениях аппарата.
/ Для получения граничного условия на входе в аппарат выде-
лим элемент длины аппарата Дх, непосредственно примыкающий
к входному сечению (рис. 5.6, а). Поток индикатора через единицу
площади сечения
GBX - (5.36)
Поток индикатора через единицу площади выходного сечения
выделенного элемента
^выхв ^прСо ^обр^*1 (5.37)
или с учетом уравнения (5.25):
Свых = + ЦГобрСо - ^обрС! = IFCo - №обр (Ci - Со) « 1ГС0 - IFo6pAiC =>
- - ^обр д* “ wco - DL (5'38)
138
При Дх -> О имеем: х О, GBX = GBbiX, так как способность эле-
мента накапливать индикатор стремится к нулю. При этом Д1С->-
-> ДСь В результате совместного рассмотрения уравнений (5.36)
и (5.38) и предельного перехода получаем граничное условие на
входе в аппарат:
(5-39)
Для получения граничного условия на входе из аппарата выде-
лим элемент длины аппарата Дх, непосредственно примыкающий
Рис. 5.6. К выводу граничных условий диффузионной модели:
а—на входе в аппарат; б —на выходе из аппарата.
к выходному сечению (рис. 5.6,6). Поток индикатора через еди-
ницу площади на входе в этот элемент
^вх= ^прС’п—1 ^обрСп (5.40)
или с учетом уравнения (5.26):
^вх s WCn—{ + ^0брСп-1 1ГобрСл — WCfi—i — IF06p (Сп — Cn—i) (5.41)
Поток индикатора на выходе:
^вых e WСп (5.42)
При Дх->0 имеем: х->/7, GBX = GBbiX, так как способность эле-
мента накапливать индикатор стремится к нулю. Из равенства
уравнений (5.42) и (5.41) получаем:
WCn-, - U7o6p (Сп - С*-,) = WCn
Отсюда
^обр (Сп Сп—i) = UZ (Сп — Сп—|) (5.43)
Последнее равенство может соблюдаться в двух случаях:
1) №обр = W, т. е. потока нет (в действительности это условие не
имеет места, поэтому данный случай отбрасывается как невоз-
можный); 2) Сп — Сп-\ = 0, т. е. нет приращения концентрации.
Таким образом, граничное условие на выходе аппарата прини-
мает вид:
de
d7=° (5.44)
139
Окончательно диффузионная модель описывается следующим
уравнением с граничными условиями:
= + (5.45)
дт дх L дх2
WCBx = WCq-Dl-^- пРи х = ° <5-46)
4^- = 0 при x = ff (5.47)
Комбинированные модели. Кроме рассмотренных основных
гидродинамических моделей потоков реальные процессы могут
Рис. 5.7. Модель идеального смешения с байпасированием:
а—схема потоков; б — выходная кривая; в — выходная кривая при транс*
портном запаздывании.
Описываться комбинированными моделями. Комбинированные мо-
дели представляют собой параллельное или последовательное со-
единение простейших моделей. Для составления комбинированных
моделей необходимо знать структуру потока из визуальных наблю-
дений или анализа потоков внутри аппарата. Помимо этого струк-
туру потока можно прогнозировать по характеру выходных кривых.
Рассмотрим несколько комбинированных моделей.
Модель идеального смешения с байпасирова-
нием части реагентов. Эта модель представлена на
рис. 5.7, а. Часть общего потока У'ас проходит через аппарат иде-
ального смешения, а другая часть потока V"ac проскакивает к вы-
ходу из аппарата без перемешивания. Вследствие того, что часть
140
потока обходит объем идеального смешения, на выходной кривой
появляется скачок концентрации (рис. 5.7,6). Если байпасный по-
ток имеет транспортное запаздывание т", то скачок концентрации
выходной кривой соответственно появляется через момент времени
Рис. 5.8. Последовательное соединение элементов с идеальным вытеснением и
идеальным смешением:
с —схемы потоков; б—выходные кривые.
т" (рис. 5.7,в). Среднее время пребывания в зоне идеального сме-
шения будет равно:
т = Кр//час (5.48)
W
+г
Рис. 5.9. Ка-
нальная модель.
Модель последовательного соединения зоны
идеального смешения и зоны идеального вытесне-
ния. Эта модель представлена на рис. 5.8. Выходные кривые
имеют одинаковый вид независимо от того, что стоит
впереди: зона идеального смешения или зона иде-
ального вытеснения. Для проведения же химиче-
ской реакции это имеет значение. Так как в начале
концентрация реагента изменяется сильнее, чем
в конце процесса, то зону идеального смешения
лучше иметь после зоны идеального вытеснения,
т. е. в конце процесса, где концентрация изме-
няется мало и соответственно незначительным
будет отрицательное влияние перемешивания.
Канальная модель. При наличии неравно-
мерного профиля скоростей реагентов по сечению
аппарата, например в слое катализатора неболь-
шой высоты (рис. 5.9), может использоваться ка-
нальная модель, которая представляет собой парал-
лельное соединение множества зон идеального вы-
теснения. Для получения выходной кривой общий
поток разбивается на ряд параллельных потоков
каждой зоны будет своя скорость движения и, следовательно, свое
время пребывания. Выходная концентрация в любой момент вре-
мени может быть определена как средневзвешенная для концент-
раций отдельных зон.
или зон. Для
141
5,5. Методы определения параметра модели
Параметром диффузионной модели является коэффи-
циент диффузии DL, а параметром ячеечной модели — число ячеек
п. При экспериментальном определении параметра необходимо по
выходной кривой определить числовое значение параметра. Суще-
ствует несколько способов определения параметра модели.
Определение параметра модели путем сравнения эксперимен-
тальной выходной кривой с теоретической. При этом способе для
нескольких значений параметра строятся теоретические выходные
кривые, с которыми затем будет сравниваться экспериментальная
кривая. Совпадение экспериментальной кривой с одной из теорети-
ческих дает числовое значение параметра. Рассмотрим построение
теоретических кривых для ячеечной модели при ступенчатом и
Рис. 5.10. Скачок концентрации:
с —от 1 до 0; б —от 0 до 1.
импульсном изменении входной концентрации. При ступенчатом
изменении концентрации кривая изменения на входе имеет вид,
представленный на рис. 5.10.
Й момент времени т концентрация скачком изменялась от Со
до Ст. Удобнее отсчет времени начать в момент т, в результате
чего скачок концентрации будет начинаться в момент т = 0.
Кроме того, концентрацию индикатора удобнее скачком изме-
нять от начального значения Со до нулевого значения (т. е. пол-
ностью прекращая подачу индикатора в аппарат) или, наоборот,
начинать вводить индикатор в аппарат от нулевой концентрации.
На рис. 5.10 показано ступенчатое изменение безразмерной кон-
центрации С/Со при ее уменьшении скачком от 1 до 0 (рис. 5.10, а)
и при увеличении от 0 до 1 (рис. 5.10,6). Используя для дальней-
ших выводов рис. 5.10,6, отметим, что функция, изменяющаяся
скачком от 0 до 1, называется единичным скачком
С/Со = 0 при т < 0 (5.49)
С/Со=1 при т>0 (5.50)
и обозначается С/(т).
Рассмотрим теперь импульсный ввод меченого вещества за ин-
тервал времени от т = 0 до т = е, при этом е -> 0 (рис. 5.11).
142
Полную величину импульса примем равной единице, т. е.
е т
F (т) dx = F (т) dx » 1 при т>8
о о
Тогда
С/Со = 1/8
С/Со = О
при
при
О<т<8
Т> 8
(5.51)
Рис. 5.11. Импульсный ввод
меченого вещества.
Так как е->0, тех С/Со = оо при т = 0 и С/Со = 0 при т > 0.
Импульсная функция называется также дельта-функцией и обо-
значается 6(т).
Функция единичного скачка и импульсная функция связаны
между собой. Импульсная функция является производной от функ-
ции единичного скачка:
д (т) = U' (т) (5.52)
Действительно, при х < 0, когда
С/Со = 0, при 'т 2> 0, когда С/Со=1,
производная равна нулю, а в точке еди-
ничного скачка при х = 0
. .. U (х) — U (0) 1-0
U (т) == lim -------= lim --------= оо
т->о х т->о т
(5.53)
Как и входные возмущения (импульс-
ная функция и функция единичного скач-
ка), выходные кривые тоже связаны между собой. При дифферен-
цировании выходной кривой, соответствующей единичному скачку,
получим кривую, которая имела бы место от импульсного ввода
меченого вещества.
Полученные в результате опытов выходные кривые изменения
концентрации меченого .вещества сравниваются с теоретическими
кривыми, построенными для некоторых значений коэффициента
продольного перемешивания или числа ячеек. Совпадение опытной
кривой с одной из теоретических дает значение числа ячеек или
коэффициента продольной диффузии.
Отличие формы опытной кривой от теоретической означает, что
принятая модель перемешивания не соответствует реальному ха-
рактеру движения потоков, поэтому модель должна быть изменена.
Опытное изучение степени перемешивания позволяет не только
определить количественные характеристики, но и выявить каче-
ственную картину перемешивания.
Теперь рассмотрим построение теоретических выходных кривых
для ячеечной модели при ступенчатом и импульсном изменении
входной концентрации индикатора.
Уравнение баланса индикатора в n-й ячейке имеет вид:
Ур dCf} и Vчас {Ca-^Ca)d%
(5.54)
143
Общее время пребывания:
Тобщ р/Учао Т. е. Vp/Vчас — ^общМ (5.55)
С учетом последнего выражения получаем дифференциальное
уравнение изменения концентрации индикатора:
или
dC„ п п
^общ
— с
общ
dCn । п п _ п п
~Иг' + ~т---Сп — ~х---Сп-1
ах ~общ общ
(5.56)
Неоднородное линейное уравнение (5.56) решаем методом ва-
риации произвольной постоянной. Соответствующее однородное
уравнение
^-|--ZL-Cn = O (5.57)
ах Тобщ
имеет решение
Сп = А ехр (- (5.58)
X Тобщ 7
Если произвольную постоянную А считать зависящей от Сп_\,
то общее решение будет иметь вид:
Сп = а «?„_,) ехр (- (5.59)
\ Тобщ Z
Подставляя это общее решение в исходное дифференциальное
уравнение, получаем:
А' (С„_,) ехр (~ + А (Сп-О (- ехр (- -2Ц +
X тобщ ✓ X тобщ / X ^общ /
+ -Г- A (Cn-i) ехр (- « -2L_ сп-, (5.60)
тобщ X тобщ / ~общ
ИЛИ
Л'(С„-,) = -^1-ехрГ-^-) (5.61)
^общ X Тобщ /
Отсюда
т
Общее решение окончательно примет вид:
X
144
Для одной ячейки Сп-\ = Со. Следовательно
или
Для двух ячеек
Cn-! = С] = Со р — ехр (5.66)
Таким образом
Для п ячеек получим:
(5.68)
Используя это уравнение, можно построить теоретические вы-
ходные кривые для любого числа ячеек при ступенчатом измене-
нии входной концентрации индикатора.
При импульсном вводе меченого вещества уравнение выходной
концентрации имеет вид:
С„ тп-1 / т \
—1L —----------- ехр I-----I
Со (п—1)!т”р V tcJ
(5.69)
В уравнении (5.69) Со означает среднюю концентрацию инди-
катора в объеме аппарата, которая имела бы место, если бы инди-
катор после введения равномерно и мгновенно распределился по
всему объему аппарата.
Теоретические кривые, построенные по уравнениям (5.68) и
(5.69), приведены на рис. 5.12.
Способ сравнения моментов импульсной кривой. При импульс-
ном вводе индикатора выходная кривая получается тем более раз-
мытой, чем выше степень перемешивания. По степени размытости
выходной кривой можно определить параметр модели. Для этого
необходимо количественно оценить степень размытости, которая
описывается с помощью моментов.
145
Рис. 5.12. Теоретические выходные кривые для
ячеечной модели:
а — при ступенчатом изменении входной концентрации
индикатора; б —при импульсном вводе индикатора;
ц —число ячеек,
Начальным моментом s-ro порядка выходной кривой называется
интеграл вида:
оо
Afs = TsC(T)dT (5.70)
о
где s = 0, 1, 2, 3, —порядок момента.
Нулевой начальный момент
оо
= т°С (т) dr = F (т) = 1 (5.71)
о
характеризует общую энергию импульса.
Первый начальный момент
оо
Л11 = тС(т)с?т (5.72)
о
характеризует среднее время пребывания и равен тСр.
Второй начальный момент
оо
М2 = х2С (т) dr (5.73)
о
характеризует степень размытости импульса (выходной кривой).
Третий начальный момент
оо
М3 = T3C(T) dT (5.74)
о
характеризует асимметрию выходной кривой и т. д.
Если энергия импульса не равна единице, то
оо
xsC (т) dx
^=4------------- (5.75)
J С (т) dx
о
Начальный момент рассчитывается относительно начала коор-
динат, т. е. относительно времени т = 0.
Центральным моментом s-ro порядка называется интеграл вида:
оо
Щ (т — Тер)* с (т) dx (5.76)
о
Таким образом, центральный момент рассчитывается относи-
тельно времени т = тС1Г. Если энергия импульса не равна единице,
147
то центральный момент
00
(т — Тер)'1 С (т) dt
о
Hs =----------»-----------------
С (т) dr
о
(5.77)
При обработке выходной кривой плавная кривая заменяется
ступенчатой, ограничивающей ту же площадь (рис. 5.13). Соответ -
Рис. 5.13. Представление плавной вы-
ходной кривой ступенчатым изменением
концентрации.
Для обработки выходных
кривых применяются формулы
(5.78) и (5.79). Среднее время
пребывания определяется как начальный момент первого порядка:
п
1-1
п
/=-1
(5.80)
Центральный момент второго порядка называется диспер-
сией D:
. Z(^-^cp)2C/
0 = -Ы—----------- (5.81)
1-1
Дисперсия имеет размерность квадрата единицы времени. Для
того чтобы размытость выходной кривой характеризовать величи-
ной, имеющей размерность времени, из дисперсии извлекается
квадратный корень. Полученная величина называется средним
квадратичным отклонением а:
а = д/ЁГ (5.82)
148
Для модели идеального вытеснения а2 = 0, модели идеального
смешения а2 = 1, ячеечной модели а2 = 1/п, диффузионной модели
2 2
а2в^~т^[1-ехр(""ре)] (5-83)
Здесь Ре = WL)Dl — критерий Пекле.
Определение коэффициента продольного перемешивания по
абсциссе максимума кривой отклика. Определение параметра мо-
дели по среднему квадратичному отклонению требует в опыте по-
лучить всю кривую, а точность анализа в конце кривой при малых
концентрациях становится небольшой.
Коэффициент продольного перемешивания легко может быть
определен по положению максимума кривой отклика, в результате
чего отпадает необходимость получения в опыте всей кривой от-
клика.
Положение максимума определяется абсциссой и ординатой.
Ордината (относительная концентрация С/Со) максимума имеет
достаточную чувствительность к изменению DL только при
Dr
<0,1, тогда как абсцисса положения максимума
Омаке = Тмакс/Тср (5.84)
имеет высокую чувствительность к изменению DL во всем диапа-
Г Л
зоне изменения параметра Здесь тМакс — время появления
максимума; тСр — среднее время пребывания. Связь с 0м8КС
получена расчетом на ЭВМ для ограниченного канала и частично
представлена ниже:
dl
75 42 18 1 0,24 0,10
Омаке 0,00981 0,01612 0,03324 0,28416 0,5902 0,7675
Определение коэффициента продольного перемешивания при
стационарном режиме. При стационарном режиме dCfdr == 0 и
уравнение диффузионной модели приобретает простой вид:
w ^г~ = 0 (5.85)
ь dx2 dx 4 7
Эксперимент проводится следующим образом. В аппарат на не-
котором расстоянии I от входа непрерывно вводится индикатор,
создающий в аппарате концентрацию Сь Через некоторое время
в аппарате установится профиль концентраций, изображенный на
рис. 5.14. На входе концентрация входящего потока Свх = Со, на
выходе С вых = Ci.
Граничное условие на входе в аппарат
<5-86>
149
для стационарного режима при Свх = 0 примет вид:«
W
-1TLC^
dC
dx
(5.871
Уравнения (5.85) интегрируем первый раз:
dC
dx
W
dl
C=A
(5.88)
где A — произвольная постоянная.
Сравнив полученное выражение с граничным условием (5.87)
видим, что А == 0. Интегрируем
уравнение (5.85) второй раз при
А =0:
Рис. 5.14. Профиль концентраций
по длине аппарата при стационар-
ном режиме.
1пС = 7Т-х + 1пВ (5.90)
D г
где В — произвольная постоянная.
Таким образом
С = Вехр(-^-хА (5.91)
Использовав второе граничное условие при z = I, имеем:
С,*=Вехр(-^() (5.92)
Отсюда находим В:
В = С,ехр(--^-^ (5.93)
Окончательно, решение принимает вид:
сх = ct ехр Г- (I - х)1 (5.91)
Оно используется для определения DL по опытным данным:
ln-^ = --^(/-x) (5.9.1
Cz uL
Измерив концентрацию на различных расстояниях от bxo;i;i
в аппарат в пределах участка от х = 0 до 'х = /, откладываем
Q
экспериментальные точки в координатах ln-7r- = f(/ — х) и н<»
тангенсу угла наклона находим W/DL и, следовательно, DL при
известном значении W.
150
5.6. Элементы химической кинетики
При моделировании реакторов кроме описания струк-
туры потоков необходимо дать правильное описание химической
кинетики реакции. Для описания кинетики реакции необходимо
знать механизм, порядок и константы скорости реакции. Все из-
вестные на практике химические реакции классифицируются сле-
дующим образом. По механизму реакции: прямые А->В,
А + В->С; обратимые А В, A-f-B^C; последовательные
л >в
А->В->С; параллельные А—|______По порядку реакции: первого
порядка А->В; второго порядка 2А->В; n-го порядка nA—>В. По
молекулярности: одномолекулярные А-*- В; бимолекулярные
2А->В; n-молекулярные пА->В. По режиму теплоотвода: изотер-
мические (отводится все тепло реакции); политропические (отво-
дится часть тепла реакции); адиабатические (тепло не отводится).
По фазовому состоянию реагентов: гомогенные и гетерогенные
(идущие в кинетической или диффузионной области).
Молекулярность и порядок реакции не всегда совпадают:
рА + ^В=гС (5.96)
Порядок и = р + q. Если брать вещество А в большом избытке,
то во время реакции концентрация вещества А практически не ме-
няется и кажется, что р = 0, и порядок реакции относительно всей
реакции равен:
« = р + р = 0 + = (5.97)
Скорость химической реакции
рА + qB + гС -> Продукт
выражается следующим образом:
ГХ = ИАГ [В]?[С]Г (5.98)
Имея в виду, что это скорость изменения концентрации реаген-
тов в единице объема реакционной массы, получаем:.
= (5-">
где М— число молей реагирующих веществ; V — объем реагентов.
Знак плюс указывает, что концентрация вещества в ходе реак-
ции повышается, а знак минус, что концентрация снижается. Так
как в дальнейшем скорость реакции будет выражаться через кон-
центрацию исходных веществ, то в уравнении (5.99) остается знак
минус.
Если
N = CV (5.100)
(где С — концентрация реагентов), то
d(CV) dC С dN
—Vdi--------TV Тй (бЛ01)
151
Когда V = const, т. е. dV)dx = О
Й7Х = - dC/dx
Прямые реакции. Для прямых реакций первого порядка
(А-*-В) кинетическое уравнение имеет вид;
dC.
---(5.102)
dx А
Разделяя переменные и интегрируй, получаем уравнение кине-
тической кривой:
СА — СЛо exp (— kx) (5.103)
где Сд,—начальная концентрация исходного вещества А.
Кинетическое уравнение может быть выражено через степень
превращения х (изменяется от 0 до 1):
С. ~ СА
х = —- (5.104)
СА,
Тогда
(5.105)
Подставляя выражение (5.105) в уравнение (5.102), имеем:
C.d(l-x) kCA^kCAa(l-x) (5.106)
ИЛИ
(5.107)
Для реакции n-го порядка пА->В
dC. й7~=кСА ах л (5.108)
ИЛИ СAd (1-х) п -~kCXV-x)n (5.109)
Отсюда получаем:
> = О-*)" (5.110)
или
^L = k'(\-x)n (5.111)
где k' = kCnA~l. Обратимые реакции. Для обратимой реакции (А В) кинетическое уравнение имеет вид: первого порядка
dC. ^- = k,C.-k9CB dx 1 4 2 -8 (5.412)
152
В случае обратимых реакций важен расчет равновесной степени
превращения. Равновесие достигается при = —cICaIAx = О,
т. е. при
^1^Л ^2^В (5.113)
Так как
(5.114)
СВ — СА>Х + СВо (5.115)
то
*1*4 (1 — х) — k2CB^ + k2CAx (5.116)
Отсюда
_ ^1^Л0 "" х (*> + *№ (5.117)
Равновесную степень превращения обозначим через хр, отноше-
ние констант скоростей прямой и обратной реакций — через £р:
(5.118)
Из уравнения (5.117) при Св, = 0 получим:
х₽=Х+т <5119>
Из этого выражения следует, что если k\ = &2, то хр = 0,5. При
ki < k2 и kp < 1 величина хр < 0,5, при ki > k2 и kp > 1 величина
хр > 0,5.
Рис. 5.15. Кинетические кривые для обратимой реакции пер-
вого порядка:
а—> kt\ 6 — k\ < k2.
Характер кинетических кривых для обратимой реакции первого
порядка представлен на рис. 5.15. Для любого момента времени
СЛ + СВ = СЛ (5.120)
Для реакций второго порядка вывод намного сложнее.
153
Параллельные реакции. Система кинетических уравнений для
° «А I---в*
простейших параллельных реакции А— будет иметь вид:
dCA dx = klCA + k2CA (5.121)
dx aklCA (5.122)
dCc dx =‘k2CA (5.123)
Для параллельных реакций важно знать соотношение продук-
тов В и С. Делим формулу (5.122) на выражение (5.123):
kx
dCc ^2
или
СВ СВЛ а
С С
(5.124)
При Свв = Ссо = О для любого момента времени соотношение
продуктов В и С будет равно отношению констант скоростей реак-
ций:
С в! С с s ^1/^2 (5.125)
Кинетические кривые для параллельных реакций представлены
на рис. 5.16. Для любого момента времени
' са + св + сс=яСАп (5.126)
Последовательные реакции. Система кинетических уравнений
для последовательных реакций первого порядка (А->В->С)
имеет вид:
dCA d_ = b C dx (5.127)
dCR tL =3 b c Ъ г dx 1 a *2bB (5.128)
dCr _, Q я ь r dx * в (5.129)
Характер кинетических кривых для последовательных реакций
показан на рис. 5.17. Если концентрация исходного продукта А не-
прерывно уменьшается, концентрация конечного продукта С непре-
рывно повышается, то концентрация промежуточного продукта В
проходит через максимум.
При последовательных реакциях наибольший интерес представ-
ляет случай, когда целевым является промежуточный продукт В.
Концентрация вещества В имеет максимальное значение при неко-
тором времени т. Необходимо определить это время и максималь-
ное значение концентрации вещества В.
154
Решая уравнение (5.127), получаем:
са = са„ ехР (~ kiт) (5.130)
Подставляя это значение Са в уравнение (5.128), имеем:
-^- = А1СЛвехр(-4:1т)-^Св (5.131)
ИЛИ
dCB
+ ехР (- М) (5.132)
Полученное линейное неоднородное (с правой частью) диффе-
ренциальное уравнение решается методом вариации произвольной
Рис. 5.16. Кинетические кри-
вые для параллельных реакций
первого порядка.
Рис. 5.17. Кинетические кри-
вые для последовательных ре-
акций первого порядка.
постоянной. Решаем вначале однородное уравнение (без правой
части):
dCB
-dr+k2CB-° (5.133)
Разделяем переменные и интегрируем:
In Св = — k2n + In А (5.134)
где А — произвольная постоянная. Таким образом
Св = А ехр (— &2т) (5.135)
В полученном решении однородного уравнения будем теперь
считать произвольную постоянную зависящей от правой части урав-
нения. Находим производную по т от выражения (5.135):
dCR
ехр (— k2x) + А (— k2) ехр (— k2x) (5.136)
Уравнения (5.135) и (5.136) подставляем в уравнение (5.132)
dCB
= А' ехр (— &2т) + А (— k2) ехр (— Ь2т) —
— Ak2 ехр (— £2т) = ехр (— kfi) (5.137)
155
или
А' =* k.CA^ exp (- k^) exp (fc2r)
Интегрируя последнее выражение, находим произвольную по-
стоянную Л:
Г k
А = \ Аг 1СЛо ехр (— kYx) ехр (&2Т) = ~ £ ^Ай [ехР (^2Т ~ ^1т) 1] (5-138)
о 2 1
При интегрировании было принято, что Сво = О при х = 0.
После этого общее решение (5.136) примет вид:
СВ = k2-kt СА» lexp (“ *‘Т) “ ехр М]
В точке максимального значения концентрации вещества В
dCB л
dx
(5.139)
следовательно
dCB
ki
— k2' ~ ki Са> k{ ехр + *2 ехр = °
Из равенства
£2 е^р (— k2x) = ki ехр (— k^x)
(5.140)
получаем значение времени, соответствующее максимальной кон-
центрации вещества В:
Подставив это значение х в уравнение (5.133) и проведя ал-
гебраические преобразования, получаем максимальное значение
концентрации вещества В:
(5.142)
Концентрация вещества С в любой момент времени может быть
определена из уравнения материального баланса.
Другие случаи более сложных реакций и реакций высших по-
рядков рассмотрены в специальной литературе.
5.7. Совместное рассмотрение гидродинамики
и химической кинетики
Математические модели химических процессов, учи-
тывающие гидродинамику и химическую кинетику, рассмотрим для
стационарного состояния, когда dC/dx = 0
Идеальное вытеснение. В этом случае
0 = — W^-= Гх (5.143)
1S6
Поскольку — WK = kCnA, dx[W = dx, to
dC.
___A_
dx
kC\
(5.144)
Таким образом, при идеальном вытеснении уравнения прини-
мают обычную форму кинетических уравнений, которые были рас-
смотрены в химической кинетике.
Идеальное смешение. Для идеального смешения кинетические
уравнения будут отличаться от ранее рассмотренных. Для прямых
реакций ° = |(Ч-Сл)+и7х (5.145)
или с с —- = kCnA (5.146)
Сравнивая эту форму с кинетическим уравнением для условий
идеального вытеснения видим, что при идеальном смешении dCldx
заменяется конечной разностью АС/Дт= (Сл* — Сд)/х.
Для параллельных реакций система кинетических уравнений
примет вид: С Л -сл Л° л =.(Ь -4- ъ \ Г (5.147)
т (й1 + сл
Cr —Cr — - = k,c. X 1 А (5.148)
Ср — Ср L в ъ г Т 2е д (5.149)
Из этой системы уравнений находим:
с 1+(й; + А>2)т г -с (5.150) (5.151)
в в« 1 1 + (*i 4- Л2) т Г =Г 1 CAtk2x
(5.152)
с С« 1 + (*i + k2) Т
Для последовательных реакций систему кинетических уравне-
ний можно записать следующим образом:
сА - сА t
^—^kxCA (5.153)
Св~Сва =kxCA-k2CB (5.154)
cr — cr
— T (5.155)
157
Отсюда находим СА, Св, Сс:
п _ сл.
G»- i + aiT
св = св. + (1 + й1Т)(1 +й2Т)
Сд /г^т2
Q-ce. + c,.M+|| + t;;)(1a+tii)
(5.156)
(5.157)
(5.158)
Для определения максимальной концентрации промежуточного
продукта приравниваем dCBld% = 0. Получим:
Т°пт=7^7: Св=Са"~№^ (5Л59)
Ячеечная модель. Для ячеечной модели расчет ведется после-
довательно от ячейки к ячейке с учетом
Тп = Тобщ/Л/ (5.160)
где N— число ячеек. Например, для реакции первого порядка
Отсюда п = kCn Ъп, р Сп-1 п 1 + krn (5.161) (5.162)
Для первой ячейки С — 1 1 + krn (5.163)
Для второй ячейки с2 _ Cl Со l+kxn (1+fcT,,)2 (5.164)
Для n-й ячейки Р CQ п (1 + krn)n (5.165)
Если объемы реакторов неодинаковы, то
с„ = —-------------------------------- (5.166)
Диффузионная модель. Расчет химического процесса по диф-
фузионной модели более сложен, чем для моделей идеального
смешения, идеального вытеснения и ячеечной. Например, для
реакции первого порядка математическая модель процесса имеет
вид:
0 = -Ц7-^- + £>д-—+1Г =-П7^ + kC (5.167)
dx L dx2 1 x dx L dx2 4 ’
158
В безразмерной
щим образом:
форме уравнение (5.167) запишется
dC D,
_________L_______L ЬТГ —
dl WL dl2 Т
Его решение
л ( \ WLX
СА 4аеХР(2Тг)
с а ,, М fa WL\ .. ,, ( a WL\
Л (1 + я)2ехр(у-р-)-(1-а)=ехр(--2- -g-j
следую-
щее)
(5.169)
где
a^A/i + 4kt4r (5Л7°)
Для реакции n-го порядка математическая модель процесса
имеет вид:
dC DT d2C
dF—iFTTp +‘lC" = ° 'W71>
Решение этого уравнения является более трудным, и конечная
зависимость имеет более сложную форму.
Гомогенные реакции в газовой фазе. Реакции в газовой фазе
почти всегда связаны с изменением объема реагирующих веществ.
Объем реагирующих веществ не меняется, если не происходит
выделения или поглощения тепла и если число молей реагирую-
щих веществ остается постоянным: иА->иВ.
Изменение объема газов учитывается коэффициентом измене-
ния объема:
где Vx«=o — объем газа при степени превращения х = 0; Vx=1 —
объем газа при степени превращения х = 1.
Скорость реакции с учетом изменения объема может быть
представлена при использовании уравнения изменения объема
7=70(1+ах) (5.173)
и уравнения изменения числа молей реагирующих веществ
(5.174)
Для реакции первого порядка
-^Г-ЬСа V dr А (5.175)
или
— Nod(l-x) VQ(i+ax)dx л (5.176)
Поскольку
— *) р 1 — X
Ио (1 4- ах) Ло 1 + ах (5.177)
159
кинетическое уравнение примет вид:
dx
±±- = fe(l-x) (5.178)
Таким образом, для реакции первого порядка, когда число
молей реагирующих веществ не изменяется, кинетическое уравне-
ние остается без изменений. Для реакции n-го порядка
___kcn
Vdx~
или
</[ЛГв(1-х)1 _ Г Na(l—x) Т
V0(l +ax)dr LVo(l+ax)J
Отсюда
Время реакции можно определить из уравнения
(l + a^-dx
* J (1-х)"
Интегрирование может быть выполнено графическим путем.
5.8. Математические модели реакторов
с учетом тепловыделений
Из общей математической модели химического процесса, при-
веденной в начале данной главы, следовало, что скорость про-
цесса зависит не только от гидродинамики потока реагентов и
химической кинетики, но и от теплового режима системы.
В изотермических реакторах все тепло, выделяющееся при
реакции, отводится, и температура реагентов поддерживается по-
стоянной. В неизотермических реакторах происходит изменение
температуры реагентов, а температура в свою очередь оказывает
влияние на скорость реакции.
Для адиабатического реактора уравнение теплового баланса
имеет вид:
при идеальном смешении
Учас (^к "" ^н) (— — VчасР^р (^к ^н) (5.182)
при идеальном вытеснении
7час (± q) dC =х УчасР^р dT (5.183)
Рассмотрим математическую модель адиабатического реактора
с диффузионным механизмом перемешивания реагентов. Для ре-
акции первого порядка математическая модель процесса будет
содержать два уравнения;
160
уравнение изменения концентрации
тт—“7-Й-+/>1-& + ‘.'’Р(-4)с <5|84>
уравнение изменения температуры
дТ дТ , д2Т , ( Е \ Cq /с 1QC.
-— = — W -=--h -------ехР I dt" I —~ (5.185)
от дх дх2 r \ RT / срр
где а = ——, — теплопроводность реагентов по длине реак-
срр
тора.
Граничные условия:
при х = 0, т > 0
д Т
— а = 7час (Го — Г) — для тепла
— = Ичас (Со — С) — для массы
при х = £, т > 0
ас аг
дх дх
Начальные условия при т = 0, 0 < х <£:
Г = Г (х) - для тепла
С=*С (х) = для массы
Решение этих уравнений с учетом начальных и граничных
условий отличается большой трудоемкостью и здесь не рассмат-
ривается.
Для адиабатических реакторов вместо введения второй пере-
менной (температуры) можно иметь зависимость концентрации
только от одной переменной (степени превращения х).
Повышение температуры при адиабатическом процессе может
быть выражено через изменение концентрации:
Гн - т = ?НСрН-“с.) (5Л8б)
Максимальное изменение температуры имеет место при пол-
ном превращении, когда С = 0:
Т Т —и Л т ( ~ н (5.187)
1 н 1 макс= а* макс Л _ срР
Если ср и q остаются постоянными, то
Тн-Г _ Сн-С (5.188) (5.189)
Отсюда ДГмакс Г = Тн ± ЛГмакс*
Зависимость (5.189) позволяет переменную Т выразить че-
рез х:
k = ky ехр (- -^г) = k, ехр [- £(Гн ± дГмаксХ] (5.190)
Q Зак. 576
161
Такая замена упрощает расчет адиабатических реакторов.
Для политропического реактора математическая модель может
быть получена аналогичным образом, но необходимо учесть коли-
чество отводимого тепла. Уравнение теплового баланса имеет вид:
при идеальном смешении
Ичас (Ск - Сн) (± q) = Учассрр (Тк - Тн) ± (Тк - Тт) (5.191)
при идеальном вытеснении
7час(± q) dC = Учасрср dT ±KF'(T -TT)dx (5.192)
где dx — элемент длины реактора, м; F'— удельная поверх-
ность, м2/м.
В случае политропического реактора наибольший интерес
представляет вопрос термической устойчивости процесса.
Количество выделяющегося тепла при реакции пропорцио-
нально степени превращения:
Q = (5.193)
Зависимость степени превращения х от температуры, напри-
мер для реакции первого порядка может быть выражена следую-
щим образом:
-g- = fe(l_x) = ^exp(--^)(l-x) (5.194)
Разделяя переменные и интегрируя, получаем:
Е
RT
При постоянных значениях k0, т, Е, R зависимость х от Т,
а следовательно, и Q от Т имеет S-образный вид. Для обратимых
реакций зависимость Q от Т может иметь вид кривой с мак-
симумом.
Выделяющееся тепло отводится продуктами реакции и тепло-
передачей через стенки. Количество тепла, отводимого продук-
тами реакции:
Р1 = Ичасерр(Г-Го) (5.196)
Количество тепла, отводимого через стенку теплоносителем:
’Q2^^(r-rT) (5.197)
Общее количество отводимого тепла:
Q = Ичассрр (Г - То) + КР (Т - Тт) (5.198)
Таким образом, количество отводимого тепла зависит от тем-
пературы реакции в первой степени. На графике в координатах
Q = f(T) эта зависимость изобразится прямой линией (рис. 5.Г8).
Пересечение прямой теплоотвода с S-образной кривой тепло-
х = 1 — ехр (— kx) = 1 —- ехр — &3т ехр
(5.195)
162
выделений возможно в трех точках а, Ь, с. Режим, существующий
в точке а, является неустойчивым. Небольшое повышение темпе-
ратуры приведет к тому, что количество выделяющегося тепла
будет больше, чем количество отводимого тепла. Температура
катализатора будет повышаться до тех пор, пока не достигнет
состояния, характеризуемого точкой в, в которой процесс будет
устойчивым, так как выше точки b количество отводимого тепла
будет превышать количество выделяющегося тепла. Аналогично
в точке d процесс является устойчивым.
Во втором случае для точки а небольшое снижение темпера-
туры приведет к тому, что количество отводимого тепла будет
превышать количество выделяющегося тепла. Температура ката-
лизатора будет снижаться до тех пор, пока не достигнет состоя-
ния, характеризуемого точкой с, в которой процесс будет устой-
чивым, поскольку ниже этой точки количество выделяющегося
тепла начинает превышать количество
отводимого тепла. Аналогично в точке
е процесс является устойчивым. Условие
устойчивости записывается следующим
образом:
d Фвыд d Qotb /г 1QQ4
~d^<~dT~ (5J99)
т. e. скорость выделения тепла при изме-
нении температуры должна быть меньше
скорости отвода тепла.
После этого можно сформулировать
определение устойчивости. Устойчивым
является такое состояние процесса, когда
малые отклонения температуры по устранению вызывающей их
причины постоянно исчезают и исходное стационарное состояние
процесса восстанавливается. Если же отклонения от стационарного
состояния увеличиваются во времени, то это состояние является
неустойчивым. Например, при осуществлении политропического про-
цесса в непрерывном реакторе идеального смешения процесс может
проходить в нижней или в верхней устойчивых точках. Необхо-
димо стремиться'вести процесс с большей степенью превращения,
т. е. в верхней устойчивой точке. Однако при пуске аппарата
возможно ведение процесса в нижней устойчивой точке. Для того
чтобы вести процесс в верхней устойчивой точке, необходимо при-
нять соответствующие меры в период пуска реактора. Это осу-
ществимо путем подачи в аппарат в начальный период разогре-
тых продуктов или путем перевода реактора в начальный период
на периодический режим с целью разогрева содержимого аппа-
рата до нужной температуры с обязательным выключением в это
время системы охлаждения реактора.
Исследование явлений устойчивости при математическом моде-
лировании позволяет заранее предсказать условия проведения
процесса, при которых процесс будет устойчивым.
Рис. 5.18. Устойчивость про-
цесса:
/ — кривая тепловыделений
2 — линии теплоотвода.
6*
163
5.9. Оптимизация процессов и реакторов
Задачей оптимизации является получение максимального ко-
личества продуктов данного качества при заданном расходе
сырья. Так как количественная и качественная характеристики
продукта определяют его стоимость, то общая задача оптимиза-
ции заключается в достижении максимального экономического
эффекта.
Оптимизацию реактора можно проводить по любому пара-
метру, характеризующему химический процесс: получение "опти-
мального температурного профиля, максимальный выход одного
или нескольких целевых продуктов, минимальные расходы элек-
троэнергии, пара, материалов, минимальные затраты на эксплуа-
тацию, оптимальные давления, количество секций, высота отдель-
ных секций и т. д. Провести оптимизацию одновременно по всем
параметрам нельзя, поэтому ее выполняют по каждому параметру
отдельно, имея в виду, что это возможно только в том случае,
если оптимизируемый параметр способен изменяться при измене-
нии управляющих воздействий.
Экономическая оценка эффективности процессов. Экономиче-
скими показателями конкретного процесса являются: производи-
тельность В (кг/ч, шт./год и т. д.); объем капиталовложений
Ф (руб.), эксплуатационные затраты Э (руб./год), качество про-
дукта К.
Критерий оптимальности процесса /?, в качестве которого мо-
гут служить себестоимость продукции, сумма прибыли и другие
экономические показатели, является функцией всех экономических
показателей:
R = f (В, Ф, Э, К) (5.200)
Определение критерия оптимальности требует получения част-
ных производных от общего выражения (5.200) путем приравни-
вания их нулю и совместного решения полученной системы урав-
нений. Если критерий оптимальности зависит от двух параметров,
то он выражается в виде поверхности с вершиной или впадиной.
Линии, вдоль которых целевая функция сохраняет постоянное зна-
чение, называются линиями уровня. Например, они дают зави-
симость выхода целевого продукта при различных температурах
и давлениях.
В большинстве случаев на кривой зависимости оптимизируе-
мого параметра от управляющих воздействий имеется максимум
или минимум. Таким образом, оптимальное значение параметра
получается при равенстве нулю производной от параметра по
управляющему воздействию. Далее будем рассматривать только
простейшие виды оптимизации, которые сводятся к отысканию
экстремума (максимума или минимума) в изменении определяе-
мой величины. При этом можно выделить два вида оптимизации:
1) оптимальное проектирование, 2) оптимальное управление.
Первый вид оптимизации является более эффективным, так
как оптимизация, проведенная на стадии проектирования, позво-
164
ляет разработать конструкцию, обеспечивающую выпуск продук*
ции с наиболее низкой стоимостью. Оптимальное управление при-
меняется при эксплуатации аппарата и позволяет при изменении
входных параметров так менять режим, чтобы критерий опти-
мальности принимал экстремальное значение. Однако оптималь-
ное управление не дает возможности устранить недостатки кон-
струкции аппарата. Эти вопросы относятся к области автоматиче-
ского регулирования и здесь не рассматриваются.
Чтобы произвести экономическую оценку эффективности про-
цесса, при любой оптимизации необходимо знать стоимость
сырья, материалов, оборудования и т. д. Однако конструктор
обычно не делает экономической оценки, а подбирает оптималь-
ные значения параметров по технологическим соображениям.
В ряде случаев кроме чистой экономии, выраженной в терминах
стоимости, приходится учитывать вопросы надежности конструк-
ции, эстетики, техники безопасности и другие.
Оптимальная производительность реактора. Критерием опти-
мизации химической реакции может быть максимальная произво-
дительность аппарата или максимальный выход целевого про-
дукта. Различие оптимизации по этим двум параметрам состоит
в том, что в первом случае стремятся получить минимальное
время реакции хр = min, а во втором — минимальный выход по-
бочных продуктов. Первый вид оптимизации целесообразно при-
менять тогда, когда капитальные затраты высоки, а стоимость
сырья невысокая, второй — при высокой стоимости сырья.
Напомним, что для реакции первого порядка (А->В) измене-
ние концентрации реагирующего вещества описывается уравне-
нием
СА = САо ехр (- kx) (5.20!)
из которого следует, что полное превращение будет иметь место
при х = 0, когда Сд = 0, Св = Св0, т. е. имеется 100%-й выход
продукта В.
Однако если х = оо, производительность реактора равна нулю.
Поэтому на практике приходится ограничиваться некоторой сте-
пенью превращения, при которой производительность реактора
сохраняется на приемлемом уровне.
Концентрация продукта В равна
С в ~ сло - са =* са0 П “ (- kx)] (5.202)
а производительность реактора по продукту
Vp
О = Са0 [1 - ехР (- ^)1 (5.203)
При постоянных значениях Vp, CAo,k графики изменения про-
изводительности и концентрации целевого продукта при измене-
нии времени реакции имеют вид, представленный на рис. 5.19.
Оптимальным будет такое время реакции, при котором дости-
гается высокая степень использования сырья и достаточная
165
производительность. Для каждого процесса имеется своя опти-
мальная степень использования сырья, которая зависит от стои-
мости сырья и продукта, характера кинетической кривой и множе-
ства других факторов.
Оптимальный профиль температур. Одним из наиболее важ-
ных параметров, оказывающим влияние на выход продукта,
является температура (см. стр. 67), от которой зависит не
только скорость реакции, но и константа равновесия. Например,
при гидратации этилена
• С2Н4 + Н2О С2Н5ОН
повышение температуры не только увеличивает скорость прямой
реакции, но и понижает константу равновесия, а следовательно,
Рис. 5.19. Зависимость концен-
трации продукта С в и произ-
водительности реактора G от
времени т.
Рис. 5.20. Схема расчета опти-
мального числа ступеней в реак-
торе:
/ — затраты на сырье; 2 —затраты на
изготовление и эксплуатацию; 3 —сум-
марные затраты.
уменьшает предельно достижимую степень превращения. Такую
реакцию выгодно в начале процесса проводить при высокой тем-
пературе, т. е. с высокой скоростью, а в конце процесса при низ-
кой температуре для того, чтобы получить более высокую конеч-
ную степень превращения. Поэтому для каждого момента вре-
мени и для каждого сечения реактора должна существовать опти-
мальная температура. Таким образом, для этой обратимой реак-
ции существует оптимальная последовательность температур.
Для простейших необратимых реакций существует одна опре-
деленная оптимальная температура.
Расчет оптимальной температуры и, особенно, последователь-
ности температур, как и решение любой задачи оптимизации, тре-
бует использования специальных численных методов решения и
привлечения вычислительной техники.
Оптимальное число ступеней в ступенчатом аппарате. При сек-
ционировании реактора режим движения реагентов приближается
к режиму идеального вытеснения, в связи с чем при одной и той же
производительности по целевому продукту затраты на сырье с увё-
166
личением числа ступеней Af уменьшаются (рис. 5.20). Затраты на
изготовление и ремонт аппарата в течение полного срока его
службы (например, в течение 10 лет) с повышением числа ступе-
ней увеличиваются. Суммарные затраты имеют минимальное зна-
чение при некотором оптимальном значении числа секций.
Оптимальный диаметр реактора шахтного типа по расходу ме-
талла. При постоянном значении реакционного объема минималь-
ный расход металла получается при шаровой форме реактора, а
для цилиндрической формы — при равных значениях высоты и
диаметра.
При секционировании реактора по высоте расход металла на
тарелки будет понижаться с уменьшением диаметра аппарата при
сохранении объема постоянным. При некотором значении диаметра
суммарный расход металла на изготовление будет минимальным.
Оптимальное значение диаметра должно быть получено с учетом
механического расчета толщины обечайки, днищ, тарелок на проч-
ность и жесткость.
Оптимизация при исследованиях. При разработке новых тех-
нологических процессов и аппаратов часто требуется найти опти-
мальные условия ведения процесса, зависящего от многих факто-
ров. Еще недавно влияние каждого фактора исследовали изолиро-
ванно, поддерживая (или принимая) все другие факторы постоян-
ными. Естественно, экспериментальное исследование всего набора
комбинаций факторов требует большого времени. Например, эф-
фективность различных контактных устройств зависит от множе-
ства геометрических, кинетических и физических факторов.
Оптимальное планирование эксперимента позволяет значи-
тельно сократить число опытов. При этом эффективность оптималь-
ного планирования тем выше, чем сложнее процесс, т. е. чем боль-
ше количество факторов влияет на процесс.
Если для неизученного процесса получить какую-либо теорети-
ческую или даже критериальную зависимость на основе анализа
процесса не удается, то функциональная связь определяемого па-
раметра с определяющими его факторами может быть выражена
в виде степенного многочлена, т. е. полинома
у=«J Е a‘xi+Е anxixi+2°»^ + • • • <5-204>
I «/
С увеличением степени полинома повышается и точность опи-
сания опытных данных. На практике обычно бывает достаточно
ограничиться квадратичными членами. Члены полинома имеют сле-
дующий смысл: у — определяемый параметр; хг- — факторы, влияю-
щие на определяемый параметр; ал— линейные члены полинома,
аах\ — квадратичные члены полинома; anXiXj— члены, учитываю-
щие парное взаимодействие: ац— коэффициенты полинома, или
коэффициенты регрессии.
При изменении факторов в небольшом интервале достаточно
бывает ограничиться только линейными членами полинома. При
более широком интервале изменения факторов необходимо
167
Использовать линейные и квадратичные члены или линейные члены
и члены, учитывающие парное взаимодействие, или все вместе.
Безусловно, полином имеет менее ясный физический смысл, чем,
например, критериальное уравнение вида
Nu = f (Re, Рг) (5.205)
однако и в полиноме влияние различных факторов может быть вы-
явлено по значению коэффициентов регрессии. Для полинома, со-
держащего только линейные члены, величина коэффициентов ре-
грессии свидетельствует о влиянии каждого фактора на опреде-
ляемый параметр. Коэффициенты регрессии, имеющие малое чис-
ленное значение по сравнению с остальными коэффициентами (не-
значимые), могут быть приняты равными нулю. От этого остальные
Коэффициенты почти не меняются. Таким образом, малое числен-
ное значение коэффициента регрессии свидетельствует о слабом
влиянии соответствующего фактора на определяемый параметр.
Стратегия оптимального планирования экспериментов заклю-
чается в том, что вначале проводится серия опытов в небольшой
части факторного пространства (в небольшом интервале изменения
факторов). Полученное в результате этой серии опытов описание
в виде полинома позволяет определить направление, на котором
происходит увеличение оптимизируемого параметра. Следующая
серия опытов проводится на этом направлении также в небольшой
части факторного пространства. В результате путем такого шаго-
вого продвижения в факторном пространстве достигается опти-
мальное значение определяемого параметра. При такой стратегии
исследования отпадает необходимость изучения всего факторного
пространства, т. е. всех возможных значений факторов.
Планирование экспериментов осуществляется следующим обра-
зом. Задается интервал изменения каждого параметра. При* этом
чаще всего в опытах каждый параметр принимает только два зна-
чения— максимальное и минимальное для принятого интервала.
Если число факторов равно k, то число возможных комбинаций
факторов составляет 2\ где 2 — число значений, принимаемых фак-
торами. Число комбинаций факторов дает число опытов, которое
может быть проведено при исследовании. Если проводить все 2*
опытов, то такое планирование называется полным факторным пла-
нированием.
Для определения коэффициентов регрессии необходимо выпол-
нить столько опытов, сколько коэффициентов необходимо опреде-
лить, т. е. число уравнений должно быть равно числу неизвестных.
Например, если определяемый параметр зависит от трех факторов
и для описания принимается линейная зависимость, то уравнение
регрессии принимает вид:
У =* ао + ai*i + а2х2 4- а3х3 (5.206)
Для определения коэффициентов регрессии необходимо выпол-
нить четыре опыта, тогда как при использовании только двух уров-
ней изменения каждого фактора может быть выполнено 23 = 8
168
опытов. Поэтому нет необходимости для получения описания про*
водить опыты при всех возможных комбинациях факторов. Плани-
рование опытов при их числе, меньшем, чем при полном факторном
планировании, называется дробной репликой полного факторного
планирования. Дробная реплика составляется не произвольно, а
в определенном плане, позволяющем легко определять коэффи-
циенты регрессии.
Все избыточные опыты могут быть использованы для проверки
правильности полученного описания, т. е. быть контрольными.
Несмотря на то, что факторы принимают только максимальное
и минимальное значения, по полученному полиному можно рассчи-
тать все промежуточные значения определяемого параметра в ин-
тервале изменения факторов.
Оптимальное планирование экспериментов позволяет учесть
парное взаимодействие различных факторов, дает описание про-
цесса с высокой точностью и позволяет значительно сократить
время при экспериментальном определении оптимального режима
нового технологического процесса.
ЧАСТЬ II
РЕАКЦИОННАЯ АППАРАТУРА И МАШИНЫ
ЗАВОДОВ СК
ГЛАВА 6
ЗАКОНОМЕРНОСТИ ПЕРЕРАБОТКИ
НЕНЬЮТОНОВСКИХ ЖИДКОСТЕЙ
6.1. Неньютоновские жидкости
Особенностью каучуков и их растворов является отличие их
свойств от свойств ньютоновской жидкости в процессах перера-
ботки. Поэтому при изучении закономерностей работы специаль-
ного оборудования заводов СК необходимо рассмотреть свойства
неньютоновских жидкостей.
В соответствии с законом Ньютона касательное напряжение тк,
приложенное к телу, движущемуся в жидкости, пропорционально
градиенту скорости dV/dl:
dV
<6-')
Коэффициент пропорциональности p характеризует свойство
жидкости, называемое вязкостью.
Обозначим градиент скорости через у. Зависимость у от т«
(рис. 6 1) для ньютоновской жидкости можно представить прямой
линией /, проходящей через начало координат с тангенсом угла
наклона 45° Возможны различные отклонения от ньютоновского
течения. Например, течению жидкости Шведова — Бингама (шлам)
соответствует кривая 2. Течение такой жидкости начинается лишь
после того, как касательное напряжение достигнет критической ве-
личины тР; называемой пределом текучести. Реологическое уравне-
ние жидкости Шведова — Бингама имеет вид:
тк " ТР = HY (6.2)
Выше предела текучести жидкость Шведова — Бингама обла-
дает ньютоновскими свойствами.
Кривая 3 на рис. 6.1 характеризует течение псевдопластичной
жидкости, а кривая 4 — дилатантной жидкости. Кривая течения
псевдопластичной жидкости может быть разбита на три участка
Участок Оа представляет собой прямую линию с максимальным
тангенсом угла наклона и, соответственно, с максимальным значе-
170
нием ji1==tgai. Величина называется наибольшей ньютонов-
ской вязкостью.
Участок ab (так называемая структурная ветвь) является кри-
волинейным. Для него зависимость у от тк может быть описана
уравнением любого вида, наиболее удовлетворяющего ходу кривой.
Вследствие своей простоты наибольшее распространение получило
степенное уравнение:
тк=/суП (6.3)
где к — показатель консистентности жидкости; п — индекс течения.
Минимальное значение тангенса угла наклона и, соответственно,
минимальное значение p2 = tga2 имеет участок Ьс
ния). Величина рг называется наи-
меньшей ньютоновской вязкостью.
Таким образом, при малых и
больших значениях градиента ско-
рости псевдопластичная жидкость
обладает свойствами ньютоновской
жидкости (и = 1).При средних зна-
чениях градиента скорости, которые
обычно имеют место в промышлен-
ном оборудовании, вязкость псевдо-
пластичной жидкости уменьшается
(прямая ли-
Рис. 6.1. Кривые течения:
1 — ньютоновская жидкость; 2 — жид-
кость Шведова —Бингама; 3 — псевдо-
пластичная жидкость; 4—дилатантная
жидкость.
с возрастанием градиента скорости
(п<1). Для дилатантной жидко-
сти вязкость с повышением гра-
диента скорости увеличивается
(п > 1). К дилатантным жидкостям
относятся концентрированные суспензии, а к псевдопластичным —
полимеры и их растворы.
Существуют жидкости, для которых вязкость будет зависеть от
времени действия касательного напряжения. К таким жидкостям
можно отнести тиксотропные и реопектические. Для тиксотропных
жидкостей вязкость уменьшается, а для реопектических увеличив
вается с течением времени при действии постоянного градиента
скорости.
КаучукопоДобные полимеры кроме пластичности обладают так-
же упругими свойствами, т. е. способностью восстанавливать пер-
воначальную форму после прекращения действия приложенного
напряжения. Поэтому в процессе переработки каучуки рассматри-
ваются как вязкоупругие жидкости.
Течение каучуков и их растворов удовлетворительно описы-
вается степенным законом, отражающим свойства жидкости в ши-
роком диапазоне изменения градиента скорости (102—103 раз).
Для того чтобы при инженерном расчете оборудования пользо-
ваться уравнениями, полученными для ньютоновских жидкостей,
вводится понятие эффективной вязкости, т. е. вязкости, которую
имела бы ньютоновская жидкость при таком же значении
171
Градиента скорости. При известных значениях реологических кон-
стант эффективная вязкость может быть получена из равенства
зависимостей (6.1) и (6.3):
.п
—;— = KV
Y
НЭф= уК
(6.4)
6.2. Течение неньютоновской жидкости
Поскольку вязкость неньютоновской жидкости не
остается величиной постоянной, а изменяется при изменении гра-
диента скорости, профиль скоростей жидкости в сечении канала,
по которому движется жидкость, будет отличаться от профиля ско-
ростей ньютоновской жидкости.
При движении жидкости в трубе возникающий перепад давле-
ния ДР, действующий в поперечном сечении трубы площадью
F = л/?2, должен быть равен касательному напряжению тк, дей-
ствующему на всю поверхность стенки трубы:
ДРлЯ2 = тк • 2nRL (6.5)
где R — радиус трубы; L — длина участка трубы, на котором воз-
никает перепад давления ДР.
Подставив в уравнение (6.5) значение касательного напряже-
ния из уравнения (6.3) и разделив переменные, получим диффе-
ренциальное уравнение
r^dr (6-6>
интегрирование которого при граничных условиях V = V при
г = г, V = 0 при г = R дает закон распределения скоростей жид-
кости по радиусу трубы:
п
Расход жидкости на элементе поверхности равен
dG = 2лг dr • V (6.8)
Если сюда подставить значение скорости V, то после интегри-
рования получим:
G = ^3 зш(^г)7 (6.9)
Выразив расход через среднюю скорость, имеем:
G = nWcp (6.10)
Из равенства выражений (6.9) и (6.10) получаем:
v = nR (bPR ,R. п
Иср Зл + 1 I 2kL ) )
172
Окончательное выражение для профиля скоростей можно полу-
чить при делении зависимости (6.7) на уравнение (6.11):
[п+1 ~|
’-(4-) п I (6- '2)
Профили скоростей для ньютоновской (п=1) и неньютонов-
ской (п з= 0,5 и 0,33) жидкостей приведены на рис. 6.2. Для ненью-
тоновской жидкости профиль
скоростей более равномерен, что
приводит к изменению гидравли-
ческого сопротивления и условий
теплообмена.
Рис. 6.2. Профиль скоростей
при течении жидкостей с раз-
личным значением индекса те-
чения п:
Рис. 6.3. Напряжения, действу-
ющие на грани элементарного
объема жидкости.
1— 1; 2 — 0,5; 5—0.33.
(6.13)
Выражение для расчета гидравлического сопротивления может
быть получено из уравнений (6.9) или (6.11):
2kL ( 7ср Зм + 1 \-
R к Я п )
В общем виде уравнение движения записывается следующим
образом:
DV
=-VP + |VTK| + pg
(6.14)
Уравнение (6.14) получено из второго закона Ньютона, соглас-
но которому изменение количества движения системы равно сумме
всех сил, действующих на систему.
Первый член этого уравнения, равный произведению массы на
ускорение, характеризует изменение количества движения. Проек-
ции ускорения на оси координат:
РУХ . Dx .^+Y,sp.+v,^+vz^. dx dx 1 y dy dz
DVy _ _ dVy dVy dVy dVy I,’+1'- <>’ (6.15)
Dx dx
DVZ _ dVz , .. dVz , dVz , l7 dVz
Dx dx 1 x dx y dy dz
173
ния:
Второй член уравнения (6.14) характеризует изменение давле-
VP =
дР , дР
дх ду
дР
дх
(6.16)
Третий член уравнения (6.14) характеризует изменение напря-
жений, действующих на выделенный элемент жидкости (рис. 6.3).
На каждую грань выделенного элемента жидкости действуют нор-
мальное напряжение и касательное, которое можно разложить на
две взаимно перпендикулярных составляющих (по координатным
осям). Таким образом для трех граней
тензор напряжений
имеем 9 напряжений. Тогда
Хух
Хху
ХУУ
TjCZ
Tf/z
Tzz
(6.17)
Тгх ^гу
+
В уравнении (6.17) первый индекс означает нормаль к той пло-
скости, в которой действует напряжение, а второй — направление
действия напряжения.
Четвертый член уравнения (6.14) характеризует массовые силы
(силу тяжести). Для проекций на оси координат уравнение дви-
жения примет вид:
DVx дР I (дх** , дхУ* ,
Р Dx дх + \ дх + ду + dz ) ^х
DV у дР (дхху дХуу дхгу\
Р Dr ~ ду + + ~д^~ + ~~д7~) + ^у
DVz дР ( d^xz dxyz dXzz \
р Dx dz дх + ду dz ) +
(6.18)
Пример 6.1. Уравнение движения ньютоновской жидкости имеет вид:
DV
= + + pg (6.19)
где оператор Лапласа
дх2 ду2 ф dz2
является условным обозначением суммы вторых производных по трем коорди-
натным осям, а дифференциальный набла-оператор
VP =
дР дР
дх "г ду
дР
dz
(6.21)
служит условным обозначением суммы первых производных по трем координат-
ным осям.
Пример 6.2. Уравнение установившегося движения неньютоновской жидкости
в круглой трубе без учета силы тяжести имеет вид:
дР 1 d(rxrz)
дх ‘ г дг
(6.22)
174
или
С учетом тк — к
п
получаем:
г dr
дР
дх • к
дУ
дг
дР-1
дх • 2к
(6.23)
(6.24)
d
Уравнение (6.24) при Ci == О аналогично уравнению (6.6), полученному из
рассмотрения баланса сил, действующих на жидкость.
6.3. Теплопередача к неньютоновским жидкостям
Процессы теплообмена описываются уравнением энер-
гии. Из первого закона термодинамики (закон сохранения энер-
гии) уравнение энергии в общем виде можно записать следующим
образом:
рс^ = ^-Лт(-|0рУЙ+Л|тк:7Й| (6.25)
Первый член уравнения (6.25) характеризует общее изменение
энергии элемента жидкости, которое происходит за счет подвода
тепла теплопроводностью (второй член уравнения), за счет изме-
нения внутренней энергии при сжатии или расширении жидкости
(третий член уравнения) и за счет превращения работы сил тре-
ния в тепловую энергию (четвертый член уравнения).
При переходе от векторной формы записи к скалярной уравне-
ние энергии примет вид:
(дТ , -л дТ । т/ дТ г т/ дТ
рСр Ьт+Vx + Vy ~df + Vz ~dF)=
_ (дЯх дЯу । дЯг * Гар \ (dVx dVy дУг
\ дх ду дг ) ‘ \ дТ )р \ дх ду дг )
Г dVx dVy дУг1
+ А + Хуу + ~дГ1 +
, J (dVx . дГг\1
+ 4 + $х ) + Ххг\ дг + дх ) + Хуг\ дг ду
(6.26)
где А —термический эквивалент работы.
Значение вектора теплового потока определяется законом теп-
лопроводности
<7 = -Л7Т = -л(-^ + -^- + -^-') (6.27)
\дх ду dz ) '
Последний член уравнения энергии характеризует диссипацию
энергии движения, т. е. переход энергии движения в тепловую
энергию.
17§
Процесс теплообмена при установившемся ламинарном потоке
ньютоновской жидкости в трубе описывается уравнением:
.. dt ( d2t , 1 dt
z dz a \ dr2 + r dr
(6.28)
С учетом профиля скоростей, определяемого по формуле (6.12)
Уг~2Кср(1--^-)
уравнение (6.28) можнр записать следующим образом:
Л г2 \ <Э0 /<э2о . 1 <эе\ .....
27ср( R2) dz ~а\дг2 + г dr) (6,2^
Здесь избыточная температура G = t—tCt введена для упроще-
ния решения. Граничные условия для уравнения (6.29) прини-
мают вид:
0 = 0 при г = /? )
Л Л ? (6.30)
0 = 0Э при г = 0 )
Интегрирование уравнения (6.29) при граничных условиях
(6.30) дает решение в виде ряда для безразмерной темпера-
туры:
бср --------- ^ср
Q) h — tCT
KRePrr)
(6.31)
По известным значениям начальной и конечной температуры
жидкости можно найти среднее значение коэффициента тепло-
отдачи а из равенства:
Q = Очасср (t — tQ) = ал dl
Таким образом
ОцасСр t — to
а =-----------г:—
л dl М
(6.32)
(6.33)
Перейдя от коэффициента теплоотдачи к критерию Нуссельта,
вместо уравнения (6.31) имеем:
Nu = f (Re Рг -р) (6.34)
Явный вид этой функции получен путем обработки экспери-
ментальных данных:
Nu = 0,5 (ре -у) при Ре у < 4,5 (6.35)
(d \о,зз d
Pe-y-J при Ре у->13 (6.36)
где критерий Пеклё
Pe«RePr (6.37)
На практике процесс обычно ведется при Ре у > 13, поэтому
для практических расчетов используется уравнение (6.36), кото-
176
рое с учетом направления теплового потока принимает вид:
(v \о,14 / d \о,зз
^) (Рет) (6 38>
Уравнение (6.38) дает возможность рассчитать среднее значе-
ние коэффициента теплоотдачи по всей длине трубы. Локальное
значение коэффициента теплоотдачи на начальных участках
трубы, когда профиль температур еще не установился, выше, чем
на участках, более удаленных от входа в трубу. Профиль темпе-
ратур устанавливается по мере удаления от входа в трубу. Мини-
мальное значение критерия Нуссельта для полностью установив-
шегося профиля температур составляет NuMHH = 3,66.
Для неньютоновской жидкости процесс теплообмена при уста-
новившемся ламинарном потоке в круглой трубе описывается
уравнением:
Зп+1Г р <Э0 р20 1 <Э01 / 39)
^p-^+tU-UJ ]-дГ~а№+ г dr J (6-39)
Решение (6.39) при граничных условиях (6.30) приводит
к уравнению:
/ V \0»14 / d \0.33 , \ т—0,33
х"-‘'55(—) От) От) (6Л»
где
т = 0,466---(6.41)
1
п
Вязкость среды v рассчитывается при средней температуре
среды, а вязкость vCT, соответствующая температуре стенки,—
при средней температуре стенки. При расчете соотношения вязко-
стей неньютоновской жидкости можно пользоваться величиной,
пропорциональной кажущейся вязкости жидкости
v = 86п-' (6.42)
Расчет оборудования может выполняться по уравнениям, полу-
ченным для ньютоновских жидкостей. В этом случае в уравнения
вводится эффективная вязкость, соответствующая среднему гра-
диенту скорости в рабочем объеме аппарата в предположении,
что индекс течения равен единице:
тк = kyn (6.43)
тк = .цэФ^ (6.44)
Из равенства выражений (6.43) и (6.44) получаем:
нэф = ^Y"-1 (6.45)
Поскольку градиент скорости в различных точках рабочего
объема аппарата (машины) имеет различное значение, то при
расчете эффективной вязкости необходимо использовать среднее
для всего рабочего объема аппарата значение градиента скорости.
177
Возможно также нахождение средней вязкости для всего объема.
Например, средняя вязкость в поперечном сечении трубы опреде-
ляется следующим образом:
О
ГЛАВА 7
РЕАКТОРЫ
ДЛЯ ПРОЦЕССОВ ПОЛИМЕРИЗАЦИИ
Процесс полимеризации — основной в производстве синтетиче-
ского каучука, поэтому соответствующее оборудование является
важнейшим для заводов СК. Следует отметить, что оно во мно-
гом аналогично полимеризационному оборудованию, применяе-
мому в других отраслях промышленности полимерных мате-
риалов.
Полимеризация может осуществляться следующими спосо-
бами: 1) в массе мономера; 2) из газовой фазы; 3) в эмульсии
мономера; 4) в растворе мономера. Для каждого способа приме-
няются полимеризаторы соответствующей конструкции.
Полимеризация в массе и из газовой фазы имеет весьма огра-
ниченное промышленное значение; эти процессы сохранились отча-
сти в производстве каучуков типа СКБ, выпуск которых прекра-
щается, и для некоторых видов каучуков специального назначе-
ния (например, силоксановых). Поэтому основное внимание будет
уделено аппаратам для полимеризации в эмульсии и в растворе.
7.1. Реакторы для полимеризации в эмульсии
При эмульгировании мономера в воде образующаяся при по-
лимеризации суспензия полимера в воде имеет невысокую вяз-
кость, мало отличающуюся от вязкости воды. Малая вязкость
эмульсии и суспензии позволяет легко осуществить отвод тепла,
выделяющегося при реакции.
Для того чтобы дисперсионной фазой всегда была вода, объем-
ная доля воды в эмульсии должна быть выше, чем доля моно-
мера. На один объем воды берется 0,4—0,8 объема мономера.
Для стабилизации* эмульсии используются специальные поверх-
ностно-активные вещества — эмульгаторы, а также применяется
непрерывное перемешивание эмульсии механическими мешал-
ками.
Процесс полимеризации в эмульсии ведется при температуре
5—50 °C и используется для производства бутадиен-стирольных,
бутадиен-нитрильных, хлоропреновых и других каучуков.
Полимеризатор для низкотемпературной полимеризации в
эмульсии представлен на рис. 7.1. Аппарат имеет мешалку и две
17$
теплообменные поверхности — охлаждаемый с помощью рубашки
корпус аппарата и встроенный змеевик. Змеевик состоит из ряда
вертикальных труб, собранных в круговую конструкцию, располо-
женную между стенкой аппарата и мешалкой. Все секции змее-
вика, имеющие по три трубы, соединяются с помощью фланцевых
соединений (рис. 7.2). Хладагент последовательно проходит все
секции. Для этой цели каждое второе фланцевое соединение
имеет глухой фланец. Вариант компоновки змеевика, при кото-
ром количество труб в каждой секции может быть больше трех,
показан на рис. 7.2. Для соединения труб в верхней и нижней
частях змеевика имеются коллекторные трубы.
Непрерывный процесс полимеризации осуществляется в батарее
полимеризаторов, имеющей 6—12 аппаратов, что обеспечивает
179
приближение режимов движения реагентов к режиму идеального
вытеснения и увеличивает к. п. д. аппаратов. Для того чтобы
иметь возможность отключить на чистку и ремонт любой аппарат
батареи, кроме рабочей линии движения реагентов имеются об-
водная и разгрузочная трубопроводные линии.
В качестве хладагентов при высокотемпературной полимери-
зации (50 °C) применяют воду, а при низкотемпературной
(5°С)—рассолы (водные растворы солей) с температурой — 5 °C.
Возможно также использование в качестве хладагента аммиака.
Полимеризаторы имеют объем 3; 6; 12 и 20 м3. Аппараты
малого объема используются в производстве хлоропренового кау-
Рис. 7.2. Змеевик полимеризатора.
чука, поскольку в этом процессе недопустимо использование змее-
виков из-за значительных отложений пленки полимера на поверх-
ности аппарата. При синтезе остальных типов каучуков отложе-
ний полимера при условии соблюдения режима не наблюдается,
поэтому возможно использование аппаратов объемом 12 и 20 м3,
снабженных змеевиками.
7.2. Реакторы для полимеризации в растворе
Полимеризация в растворе в настоящее время стала основным
вариантом процесса полимеризации в производстве синтетических
каучуков. Это связано с тем, что только в сухом неводном раство-
рителе возможно осуществление полимеризации под влиянием
комплексных катализаторов (катализаторы Циглера-Натта и по-
добные системы) с получением стереорегулярных каучуков типа
СКИ (полиизопреновый), СКД (полидивиниловый), а также эти-
ленпропиленовых сополимеров (СКЭП, ЭПТ). Кроме того, только
в неводных и неполярных растворах возможна полимеризация
в присутствии катионных катализаторов А1С13 и BF3, применяе-
мых, соответственно, в производствах бутилкаучука и полиизобу-
тилена. Следует отметить, что полимеризация в растворах может
проводиться не только при повышенных температурах, но и при
весьма низких (до —100°С в производстве полиизобутилена), что
полностью исключено для эмульсионных методов.
180
По аппаратурному оформлению полимеризация в растворе бо-
лее сложна и дорога, чем эмульсионная, требует применения боль-
шого количества растворителя, который необходимо сушить, реге-
нерировать и очищать. Вязкость растворов каучука, получаемых
при полимеризации, примерно на три порядка выше, чем вязкость
Рис. 7.3. Трубчатый полимериза-
тор:
/ — мешалка; 2 —корпус секции;
3 — трубки.
Рис. 7.4. Полимеризатор для
синтеза бутилкаучука:
/ — корпус; 2— центральная цирку-
ляционная труба; 3 — трубки; 4—осе-
вой насос; 5 — форсунка; 6—электро-
двигатель.
суспензии каучука, получаемой при эмульсионной полимеризации,
что вызывает затруднения в ведении процесса и, в первую оче-
редь, в отводе тепла от реакционной массы.
Для получения низкомолекулярных каучуков полимеризацией
в растворах можно использовать типовые аппараты с мешалками.
Для высокомолекулярных каучуков, вязкость растворов которых
высока, применяют более сложные аппараты.
Трубчатый полимеризатор, применяемый для систем со срав-
нительно невысокой вязкостью, показан на рис. 7.3. В верхней
181
части аппарата, являющейся форполимеризатором, имеется меха-
ническая мешалка. Далее раствор каучука, уже обладающий по-
вышенной вязкостью, проходит через ряд трубчатых секций,
в межтрубном пространстве которых циркулирует хладагент.
В трубках каждой секции раствор движется в ламинарном ре-
жиме, в результате чего по радиусу трубок устанавливается гра-
диент температур. При переходе в следующую секцию слои рас-
твора перемешиваются и температура усредняется.
Разновидностью трубчатого аппарата является полимеризатор
для синтеза бутилкаучука (рис. 7.4). Бутилкаучук получают сов-
местной полимеризацией изобутилена с изопреном (1,5—4,5%).
Так как скорости полимеризации изобутилена и изойрена раз-
личны, то при проведении процесса в реакторе периодического
действия реакционная смесь постепенно будет обедняться изобу-
тиленом, скорость полимеризации которого больше, чем скорость
полимеризации изопрена. В результате получаемый полимер бу-
дет представлять собой смесь частиц с различным содержанием
изопрена, что нежелательно. Для получения полимера с постоян-
ными свойствами процесс следовало бы вести в проточном реак-
торе идеального смешения, в котором поддерживается постоян-
ная концентрация реагентов. В полимеризаторе, показанном на
рис. 7.4, приближение к идеальному смешению обеспечивается тем,
что циркуляция ^реагентов внутри аппарата значительно превы-
шает внешнюю циркуляцию, т. е. объемную скорость прокачки
реагентов через аппарат. Для интенсивной внутренней циркуля-
ции реагентов предусмотрен осевой насос 4 (пропеллерная ме-
шалка). Для интенсивного отвода тепла, выделяющегося при про-
ведении реакции, аппарат имеет встроенный охлаждаемый труб-
ный пучок 3.
Верхнее и нижнее днища аппарата снабжены рубашками.
Хладагент (жидкий этилен с температурой —104 °C) проходит
последовательно рубашку нижнего днища, межтрубное простран-
ство корпуса и рубашку верхнего днища. Помимо основной функ-
ции— перемешивания системы и интенсификации теплообмена —
мешалка обеспечивает турбулентный режим движения, что спо-
собствует уменьшению налипания полимера на внутренние по-
верхности аппарата. Однако полностью избежать этого налипания
не удается и через 20—60 ч работы аппарат останавливают на
чистку от полимера путем растворения в чистом углеводородном
растворителе при работающей мешалке.
Циркуляционный контур состоит из центральной циркуляцион-
ной трубы 2 и периферийных контактных трубок 3. В периферий-
ных трубках смесь охлаждается, при естественной конвекции она
будет двигаться вниз. Направление вынужденной конвекции, соз-
даваемой мешалкой, совпадает с направлением естественной кон-
векции, и в центральной трубе смесь движется вверх, а в перифе-
рийных трубках — вниз.
Для более быстрого смешения катализатора с циркулирующей
реакционной массой катализатор подают в центральную цирку-
182
ляционную трубу непосредственно под мешалку, через форсунку 5,
позволяющую регулировать расход катализатора. Конструктивно
форсунка (рис. 7.5) напоминает обычный вентиль удлиненного
типа. Клапан форсунки снабжен иглой, с помощью которой про-
чищается сопло при забивке его полимером.
Наиболее распространенным типом аппарата для полимериза-
ции в растворе является аппарат скребкового типа, применяемый
в тех случаях, когда полимеризат получается со значительной
вязкостью.
Использование для перемешивания вязких жидкостей пропел-
лерных, лопастных и турбинных мешалок оказывается неэффек-
Рис. 7.5. Форсунка полимеризатора:
/ — сопло; 2—корпус; 3 — шток; 4 — фланец; 5—ниппель; 6— шкала; 7—маховик; 8—игольча-
тый клапан.
тивным, так как на стенке аппарата при этом остается слой жид-
кости достаточно большой толщины, неперемешиваемый мешал-
кой и затрудняющий теплообмен.
Применение дополнительных встроенных поверхностей тепло-
обмена также является неэффективным, поскольку при этом
уменьшается интенсивность перемешивания и образуются застой-
ные зоны.
Для обеспечения достаточного теплообмена от вязких жидко-
стей используют якорные и скребковые мешалки. Зазор между
стенкой аппарата и якорной мешалкой составляет 3—10 мм.
Скребковые мешалки прижимаются к внутренней поверхности и
снимают слой жидкости, прилипающий к стенке аппарата.
Скребковый полимеризатор (рис. 7.6), применяемый для син-
теза каучуков СКД и СКИ, имеет цилиндрический корпус 1
с охлаждающей рубашкой й днищем и крышку 5, на которой
смонтирован привод 6. Внутри корпуса на вертикальном валу 4
размещена рама 3, на которой закреплены несколько рядов
(2—8) скребков 2. На крышке имеется штуцер для подвода ис-
ходных компонентов. В нижней части корпуса расположен штуцер
для отвода реакционной смеси.
Если у типового аппарата с мешалкой при работе с
вязкими растворами коэффициент теплопередачи составляет
133
Рис* 7.6. Скребковый
полимеризатор:
/ — корпус; 2— скребок;
Э —рама; 4—вал; 5—крышка;
6—привод.
23—35 Вт/(м2-°С), io у скребкового аппарата он достигнет 140—
180 Вт/(м2-°С).
Основным конструктивным элементом скребкового аппарата
является скребковое устройство. Применение жестких скребков,
не имеющих упругих элементов, приводит к образованию зазора
между корпусом и скребками из-за невозможности выдержать
строго цилиндрическую форму аппарата. К группе жестко укреп-
ленных скребков относятся также шнековые скребки, однако они
могут быть использованы только для аппа-
ратов небольшого диаметра.
Не имеют упругих элементов шарнирные
скребки (рис. 7.7), поджимаемые к стенке
аппарата центробежной силой или силой
давления среды. Скребок, изображенный
на рис. 7.7, а, можно использовать только
для маловязких систем и при значительной
скорости вращения. Применяют его в основ-
ном в пленочных аппаратах. Представлен-
ный на рис. 7.7,6 скребок шарнирно соеди-
няется с рамой скребкового устройства и
может применяться как при вращательном,
так и при возвратно-поступательном дви-
жении скребкового устройства (рис.
7.8).
Наиболее распространены скребковые
устройства с упругими элементами. Такое
устройство состоит из собственно скребка,
несущей рамы и упругих элементов, соеди-
няющих скребок с рамой. В полимериза-
торах применяются скребки, имеющие в
качестве упругих элементов металлические
стержни из пружинной стали (рис. 7.9).
Соединение стержней с рамой и скребком
осуществляется с помощью цанговых зажи-
мов. Это позволяет легко выполнять раз-
борку-сборку скребкового устройства. Лезвие скребка изготов-
ляется из фторопласта.
Общим недостатком скребковых мешалок является интенсив-
ный износ скребка. Для уменьшения износа применяют мешалки
со скользящим скребком (рис. 7.10), прижимаемым к стенке
аппарата плоской пружиной. Ось скребка образует острый угол
ф с касательной к корпусу (направленной в сторону вращения),
что обеспечивает создание клина жидкости, гидродинамическое
давление которого противодействует упругой силе пружины.
Вследствие этого между скребком и стенкой аппарата остается
тонкий слой жидкости, уменьшающий износ скребка.
Скребки могут крепиться к валу мешалки в одной или несколь-
ких плоскостях (рис. 7.11) либо, в зависимости от конструкции ра-
мы скребкового устройства, любым произвольным образом. По
184
4
a
Рис. 7.7. Шарнирные
скребки:
а —скребок, поджимаемый к
стенке силой давления среды;
б —скребок, поджимаемый к
стенке центробежной силой.
Рис. 7.8. Скребковое устрой*
ство с шарнирными скребками
и возвратно-поступательным
движением:
/ — рама; 2 —стенка аппарата;
3 — скребок.
Рис. 7.9. Скребок с уп-
ругим элементом (а) и
крепление лезвия (б):
/ — цанговый зажим; 2—пру-
жина; 3 —планка; 4—лезвие
скребка.
Рис. 7.10. Скребок, Поджимае*
мый плоской пружиной:
/ — корпус аппарата; 2 —вал; 3—кар-
кас мешалки; 4 —плоская пружина;
5 — лезвие скребка.
Рис. 7.11. Расположение скреб-
ков на валу мешалки:
а—в одной-плоскости; б —в несколь-
ких плоскостях.
Рис. 7.12. Скребково-дисковый полимери-
затор:
/—диск; 2—скребок; 3 —вал.
Рис. 7.13. Крепление дисков скребково-дискового полиме-
ризатора:
/—обечайка; 2 — полый диск; 3 —болт; 4 —штуцер.
высоте ойи располагаются так, что поверхность, ометаемая одним
скребком, перекрывается поверхностями, ометаемыми соседними
скребками.
Скребково-дисковый полимеризатор, имеющий встроенные теп-
лообменные поверхности з виде горизонтальных дисков, ометае-
мых скребковыми мешалками с двух сторон, представлен на
рис. 7.12. Диски имеют такую форму, что половина из них обра-
зует кольцевой зазор с корпусом аппарата, а другая половина —
с валом перемешивающего устройства. Диски чередуются друг с
другом, вследствие чего реакционная смесь в аппарате движется
последовательно от центра к периферии и наоборот. Корпус аппа-
рата набирается из отдельных коротких обечаек, которые герме-
тично стягиваются вертикальными тягами. Крепление дисков в
корпусе аппарата пред-
ставлено на рис. 7.13.
Диски удерживаются с
помощью центрующих
болтов и двух штуцеров с
конической резьбой, слу-
жащих для подвода и от-
вода хладагента.
Применяется также
полимеризаторы с верти-
кальными теплообменны-
Рис. 7.14. Ленточный полимеризатор:
/ — барабан; 2—лента; 3 — корпус; 4 — нож; 5—ком-
пенсатор.
ми поверхностями, вы-
полненными в виде коак-
сиально встроенных ци-
линдров, имеющих двой-
ные стенки. В зазор между стенками цилиндров подается хлад-
агент. Внутренняя и наружная поверхности цилиндров ометаются
скребковыми мешалками.
Кроме рассмотренных трубчатых и скребковых аппаратов для
полимеризации в растворах находят применение ленточные и шне-
ковые полимеризаторы. Оба вида аппаратов используют в настоя-
щее время для синтеза полиизобутилена.
Ленточный полимеризатор (рис. 7.14), в качестве основного ра-
бочего органа имеет бесконечную стальную ленту, натянутую на
два барабана. Один барабан неподвижен и является приводным,
другой имеет возможность перемещаться вдоль оси полимериза-
тора с целью натяжения ленты. Толщина ленты 0,25 мм, ширина
350 мм. Общая длина полимеризатора 10 м. В средней части аппа-
рата между барабанами установлен на кронштейне лоток, вслед-
ствие чего верхняя ветвь ленты принимает лоткообразную форму,
в которой хорошо удерживается реакционная смесь.
Исходный мономер — изобутилен — подается на ленту полиме-
ризатора после смешения в трубопроводе с растворителем — эти-
леном в соотношении 1 1. Далее на ленту подается катализатор—
раствор BF3 в этилене. Реакция длится несколько секунд. Сте-
пень превращения достигает 90—94%. Тепло, выделяющееся при
187
Рис. 7.15. Червячный полимеризатор:
—корпус; 2 — рубашка ;3 — червяк; 4 — вакуумные камеры; 5 —подшипниковые опоры.
Пары
'проведении реакции, отводится испаряющимся этиленом. На ленте
откладывается слой полимера толщиной 2—3 см, затем этот слой
срезается ножом. Недостатком ленточного полимеризатора яв-
ляется частый обрыв ленты. При бурном начале реакции выде-
ляется много газообразного растворителя, который подхватывает
Рис. 7.16. Червячный крошкоуловитель:
/ — приемный патрубок; 2 — головка; 3 —червяк;
4—подшипниковая опора; 5—привод.
Рис. 7.17. Батарея полимеризаторов:
1 — обводная линия; 2 — рабочая линия; 3—разгрузочная линия.
крошку каучука. В результате такого разбрызгивания на стенках
полимеризатора нарастает слой полимера, затрудняющий движе-
ние ленты и способствующий выходу ее из строя.
В червячном полимеризаторе (рис. 7.15) удается избежать раз-
брызгивания крошки каучука. Мономер и катализатор поступают
в нарезку червяка через два отверстия в корпусе машины. Ввод
реагентов осуществляется на расстоянии примерно одной трети об-
щей длины нарезки червяка. Эта треть длины червяка использует-
ся для отвода газообразного растворителя и улавливания крошки
189
каучука. Глубина нарезки на этом участке может быть меньше,
чем на рабочем участке червяка.
При вращении червяка реакционная смесь, состоящая в основ-
ном из готового каучука и остатков мономера, движется вперед.
Реакция полимеризации при этом продолжается. Полимер попа-
дает затем в вакуумную коробку, из которой отводятся газообраз-
ные продукты. Окончательное удаление газообразных продуктов
(дегазация каучука) осуществляется в специальной дегазационной
машине, стоящей после полимеризатора.
Поскольку в вакуумной коробке вместе с газообразными про-
дуктами захватываются частицы каучука, для улавливания этих
частиц устанавливается специальный червячный крошкоуловитель
(рис. 7.16). Крошкоуловители других типов постепенно забивают-
ся, а червячный аппарат является самоочищающимся. Уловленную
крошку он возвращает в червячную машину.
Основным типом аппаратов для полимеризации в растворе яв-
ляются полимеризаторы скребкового типа. Как правило, их соеди-
няют в батареи (рис. 7.17), что позволяет обеспечить режим дви-
жения реагентов, близкий к идеальному вытеснению, и дифферен-
цированный тепловой режим. Для уменьшения тепловыделений в
начальных аппаратах батареи реагент (мономер) можно подавать
дробно, например, в первый, третий, пятый аппарат и в любых дру-
гих комбинациях.
- V
7.3. Закономерности теплообмена
в скребковых аппаратах
В аппаратах скребкового типа, предназначенных для обработки высоковяз-
ких жидкостей, конвекция практически отсутствует, поэтому передача тепла осу-
ществляется в основном теплопроводностью. Слой полимеризата, прилегающий
к стенке аппарата, за период между двумя последовательными прохождениями
скребка несколько охлаждается, а затем в результате перемешивающего действия
скребка температура пристеночного и центрального слоев усредняется и у стенки
аппарата опять оказывается нагретый слой полимеризата.
Так как толщина слоя полимеризата, охлаждаемого за период между двумя
последовательными прохождениями скребка, гораздо меньше, чем радиус аппа-
рата, то задачу отвода тепла можно рассматривать как охлаждение полуогра-
ниченного тела. Дифференциальное уравнение теплообмена в этом случае
вид:
dt _ d2t
дх а дх2
где а — коэффициент температуропроводности.
Граничные условия:
/(х, 0) =/0 (постоянная температура полимеризата в начальный
момент времени)
f(0, т) = ^ст (постоянная температура стенки аппарата в любой
момент времени)
dt (4- оо, т) л ,
——------:— = 0 (условие того, что тело является полуограни--
°х ченным)
имеет
(7.1)
(7.2)
190
Условиям (7.2) соответствует ломаная линия (рис. 7.18, а). Через некоторое
время слои полимера, прилегающие к стенке, будут иметь профиль температуры
с участком в виде плавной кривой, изображенной на рис 7.18, б.
Уравнение этой кривой, полученное в результате решения уравнения (7.1)
при условиях (7.2), запишется следующим образом:
t (х, т) — /ст
to — tCT
(7.3)
где
х
2 Vат:
Правая часть уравнения (7.3) не интегрируется и называется функцией оши*
бок Гаусса, или интегралом Гаусса:
и
du =erf (и)
о
(7.4)
Значение этой функции для различных величин’zz, т. е. для различных хит,
приводятся в таблицах, поэтому использование уравнения (7.3) не представляет
трудностей.
Рис. 7.18. Распределение температуры вблизи границы полуогра-
ниченного тела:
а—в начальный момент времени (т=0); б —в момент времени т=т.
Окончательно решение можно выразить гак:
11х- ^-'cT^erff * А
/0 — tCT \2VaT/
(7.5)
Поскольку тепло в пристеночных слоях передается теплопроводностью, а не
конвекцией, то коэффициент теплоотдачи а от полимеризата к стенке может
быть рассчитан теоретически.
Количество переданного стенке тепла:
dQ = — ZF (“^0^ dx = а (/0 — /Ст) Р dx
(7.6)
где % — коэффициент теплопроводности.
Отсюда
/о /ст
(7.7)
191
Производнук) dtjdx найдем из выражения (7.3)’
Г “1
^г = (<о — /ст) —е~“2 du = (/0 — /ст) —Т=- е~и’ du =
ох ох I л/л J I л/л
L 0 J v
/о — /ст
= 7~^- ехр
у пах
При х == О (стенка) значение производной будет равно
Следовательно ____
Л / Лер
а ------; или а = л / ——
у пах V ях
(7.8)
(7.9)
(7.10)
где с — удельная теплоемкость; р — плотность.
Так как коэффициент теплоотдачи а обратно пропорционален времени т, то
максимальное значение а будет иметь место при малом времени ометания т. При
т = 0 коэффициент теплоотдачи становится равным бесконечности. Это указы-
вает на то, что для увеличения а необходимо стремиться к уменьшению времени
ометания т, т. е. к возрастанию числа скребков или частоты вращения вала.
Так как при увеличении частоты вращения резко повышается расход мощности
на перемешивание, то приемлемым решением остается только увеличение числа
скребков.
Выражение (7.10) дает зависимость мгновенного значения коэффициента
теплоотдачи от времени ометания. Среднее значение коэффициента теплоотдачи
за период ометания:
«ср - 7 $а (т)dx=4 $ dx ~ (711}
о о
Это выражение может быть преобразовано к критериальному виду:
Nu==f(Reu, Рг)
(7.12)
где Re4— критерий Рейнольдса для процессов перемешивания (центробежный).
Умножив левую и правую части уравнения (7.11) на d/Л, имеем:
ad _ / cpd4
Л, = 2 У лтА.
(7.13)
где d — диаметр перемешивающего устройства.
Приняв Nu = A RefjPrm, получаем:
Vcpd2 л п1 (d2)1 утстрт
При подстановке х = 1/п из последнего равенства следует, что Z = 0,5;
m = 0,5, А = 2/Кл « 1,13.
Таким образом
Nu = 1,13 Re®’3 Рг0’3 (7.15)
Если число скребков на длине окружности равно Z, то T = (nZ)“1 и урав-
нение принимает вид:
Nu = 1,13 Re®’3 Ргол Z®’3 (7.16)
Значение коэффициента теплоотдачи, определяемое по уравнению (7.16), яв-
ляется теоретическим. На практике оно может быть меньше, так как скребок не
192
осуществляет полного перемешивания пристеночного слоя жидкости с ее ядром,
находящимся в центре аппарата. Поэтому в критериальных уравнениях, описы-
вающих теплоотдачу в скребковых аппаратах, кроме параметров, стоящих в пра-
вой части уравнения (7.16), появляется еще ряд членов, например относительная
ширина скребка и т. д.
Экспериментально полученное уравнение для скребковой мешалки имеет вид:
Nu = 0,19 Re®’5 Рг0’5 Z0,5 (-М°'8 (7.17)
Ц X Оо /
где b — ширина скребка; bQ— характерная ширина скребка (bQ = 1 м).
Для якорной мешалки экспериментально полученное уравнение имеет вид:
Nu = 0,072 Re®’65 Рг0’4 Z®’3 (у-) (у) °’3 (7.18)
где ц— вязкость жидкости; цСт — вязкость жидкости, соответствующая темпера-
туре t = /ст; 6 — зазор между стенкой и мешалкой; d — диаметр мешалки.
Если предположить, что жидкость в зазоре передает тепло только теплопро-
водностью, то эффективный коэффициент теплоотдачи для якорной
может быть найден из выражения:
_L=1+A
%ф « *
где а — коэффициент теплоотдачи, рассчитываемый как для скребковой
Уравнение (7.19) применимо также для мешалок со скользящим
При этом величина зазора между кромкой скребка и стенкой аппарата может
быть рассчитана по уравнению, полученному на основе гидродинамической тео-
рии омазки.
мешалки
(7.19)
мешалки,
скребком.
sin ф tg *ф £пр '
где №ск — линейная скорость перемещения скребка; цЭф — эффективная вязкость
среды; fcrip — суммарная жесткость пружин одного скребка, отнесенная к длине
скребка.
Вместо уравнения (7.19) для мешалки с плавающим скребком рекомендуются
уравнения, полученные экспериментальным путем
Nu = 0,0095 Re6,5 Рг0,5 ^-у-)0'45 (при D/d = 450 + 2000) (7.21)
Nu = 0,087 Re®*5 Рг0,5 (у )°’‘9 (при D/6 = 2 • 103 -t- 2 • 105) (7.22)
где D — диаметр аппарата.
7.4. Расчет полимеризаторов
Технологический расчет процесса полимеризации проводится либо
на основании эмпирических зависимостей, либо с использованием математической
модели процесса, содержащей уравнения, которые описывают скорость всех эле-
ментарных реакций (например, для эмульсионной полимеризации: распад ини-
циатора, инициирование, рост цепи полимера, обрыв цепи, передача цепи, повтор-
ное инициирование). Кроме того, в математическую модель входят уравнения,
описывающие тепло- и массообмен, а также граничные условия. Поэтому модель
получается достаточно сложной и решение ее возможно только на ЭЦВМ.
Столь же сложным оказывается описание процесса полимеризации в рас-
творе, скорость которого зависит от начальной концентрации катализатора, тем-
пературы и концентрации мономера.
7 Зак. 576
193
С использованием метода математического моделирования находят объем
реакторной батареи и число полимеризаторов в ней. Выбор типа полимеризато-
ров и их расчет осуществляется в следующего порядке: 1) предварительный рас-
чет, в результате которого осуществляется выбор типа полимеризатора; 2) тепло-
вой и гидродинамический расчеты; 3) расчет коэффициента теплоотдачи со сто-
роны хладагента; 4) расчет расхода хладагента.
Методика предварительного расчета и выбора типа полимеризатора. Исход-
ные данные, необходимые для расчета: М — производительность линии полиме-
ризаторов по сухому продукту, кг/с; См — концентрация мономера в исходном
продукте, масс, доли; kM, kM. в, &м. к — степени превращения мономера (полная,
на входе в полимеризатор и на выходе из него); т—время полимеризации, с;
гр — удельная теплота реакции, Дж/кг; /р — температура реакции (среды), °C;
/Р. вх — температура поступающих в полимеризатор компонентов, °C; /х, /х. вх,
/х. вых — температуры хладагента (средняя, на входе, на выходе), °C; t*—тем-
пература окружающего воздуха, °C; /нар —температура наружной поверхности
полимеризатора, °C; сР — удельная теплоемкость реакционной среды, Дж/(кг-°С);
Сх— удельная теплоемкость хладагента при /х, Дж/(кг-°С); 1Р — коэффициент
теплопроводности реакционной среды, Вт/(м-°С); 1х— коэффициент теплопро-
водности хладагента при /х, Вг/(м-°С); рр — плотность реакционной среды, кг/м3;
Рх — плотность хладагента при /х, кг/м3; — вязкость хладагента при /х, Па-с;
Rs — тепловая проводимость загрязненного слоя, м2-°С/Вт. Кроме того, нужно
знать зависимость приведенной динамической вязкости реакционной среды Цр
(в Па-с) от условной концентрации полимера в растворе (Су), скорости сдви-
га (у) и температуры среды (/Р)
Нр = ЧСу- Y. <Р)
а также кинетическую зависимость процесса полимеризации kM = <р(т).
Предварительный расчет. 1. Рабочий объем полимеризатора (в м3):
v^6=PcMk • (7-23)
Ррьм«м. к
2. Поток тепла, выделяющегося при проведении реакции (в Вт):
Фр “ МГр (/гм к — kM н) (7.24)
3. Тепловой поток, расходуемый на нагрев или охлаждение исходных про-
дуктов (в Вт):
Фз = -^-Ср«р-/р.вх) (7.25)
ь м
4. Мощность, затрачиваемая на перемешивание (в Вт):
Л/' » 0,2Фр (ориентировочно) (7.26)
5. Тепловой поток (в Вт), отводимый через теплопередающие поверхности
(ориентировочный):
Фэ = фр — Фз-{• Af7
6. Условный коэффициент Ф [в Вт/(м3-°С)]:
Ип(/р- /х)
Выбор типа полимеризатора. Тип полимеризатора выбирается в зависимости
от производительности, времени полимеризации, удельной теплоты реакции, рео-
логических и теплофизических свойств реакционной среды, температурного напора
на теплопередающих поверхностях полимеризатора, особенностей протекания
процесса полимеризации и требований, обеспечивающих получение конечного
продукта необходимого качества.
По конструктивному исполнению тип полимеризатора может быть ориенти-
ровочно определен с помощью условного коэффициента Ф. При Ф 900 реко-
194
мендуегся применять полимеризаторы с развитыми поверхностями теплообмена
(двухвалковый, шнековый, коаксиально-лабиринтный, многодисковый или трубча-
тый), при Т < 900 — полимеризатор с перемешивающим или со скребковым
устройством.
Уточненный расчет. Выбор типа мешалки и расчет мощности проводится
согласно РТМ 37—68 «Перемешивающие устройства механические. Выбор меша-
лок для перемешивания высоковязких и пеньютоновских сред». Динамическая
вязкость и плотность реакционной среды принимаются по конечной концентрации
полимера в данном аппарате.
При заданном времени гомогенизации тг частота вращения, перемешиваю-
щего устройства п определяется йз условия получения необходимого коэффи-
циента теплопередачи. Расчет полимеризатора выполняют в следующем порядке.
1. Количество полимеризаторов в каскаде Zn (определяется конструктивными
и технологическими требованиями).
2. Объем полимеризатора (в м3):
= Vpa6/Zn (7.29)
3. Внутренний диаметр аппарата (в м):
/) = (0,8== 1,1) (7.30)
4. Диаметр мешалки d находится по РТМ 37—68.
5. Поверхность теплообмена полимеризатора и толщину стенки принимают
конструктивно.
6. Тепловой поток, отводимый через теплопередающие поверхности (в Вт):
Фо = Фо/?п (7.31)
7. Коэффициент теплопередачи, необходимый для отвода
[в Вт/(м2-°С)]:
к Ф°
т ^(/p-Zx)
8. Скорость гомогенизации
тгп = Сг4 = У
9. Частота вращения перемешивающего устройства (в об/с):
п = К/тг
10. Центробежный критерий Рейнольдса:
Ppnd2
11. Критерий Прандтля:
рг-н СР^Р
Ар
12. Критерий Грасгофа:
ur- V2
13. Толщина налипшего слоя полимера на теплопередающей
принимается по эксплуатационным данным.
14. Коэффициент теплоотдачи от хладагента [в Вт/(м2-°С] к
ной поверхности: t
тепла реакции
(7.32)
(7.33)
(7.34)
(7.35)
(7.36)
(7.37)
поверхности sn
эксплуатацион-
7*
195
где
Nu = 0,15 Re3,33 Рг0ЛЗ Gr0J (при ₽ец < 2 • 103)
Nu = Ko PrO'43 (при Reu = 2 • 103 = IO4)
Nu = 0,021 Re®,8Pr0,43 (при Rey > 104)
Величина KQ выбирается по следующим соотношениям:
Re„-10-3 2,1 2,2 2,5 3,0 4,0 5,0 6,0 8,0 10,0
Ko 1,9 2,2 3,8 6,0 10,3 15,5 19,5 27,0 33,8
16. Температура внутренней стенки полимеризатора (в °C)
Ф_ / 1 1 S \
l7'39)
16. Коэффициент динамической вязкости реакционной среды (в Па-с) при
fct (ip = ter):
|Xp = f(/p) (7.40)
17. Коэффициент теплоотдачи от реакционной среды к теплопередающей по-
верхности а [в Вт/(м2-°С)] рассчитывается по уравнению (7.17).
18. Коэффициент теплопередачи:
1___I . $СТ . 1__|___1_
Qi Лп Лст 7?з $2
(7.41)
19. На основании полученной величины Кт и конструктивно принятой пло-
щади теплообмена с учетом тепловой нагрузки определяют параметры хладагента.
20. Критерий Эйлера (критерий мощности) находят по РТМ 37—68:
Eu = ^=/(Reu) (7.42)
21. Мощность, расходуемая на перемешивание (в Вт):
Af = Eu ррЛР (7.43)
7.5. Основы безопасной эксплуатации реакторов
для полимеризации
Отделение полимеризации по пожарной опасности от-
носится к категории А, по применению электрооборудования —
к классу В-la, исполнению электрооборудования — не ниже В2Б.
Полимеризаторы объединены в батарею, снабженную следую-
щими основными линиями: рабочая линия — служит для последо-
вательного перетока продукта из одного аппарата в другой; об-
водная, или резервная, линия — служит для отключения аппара-
тов из рабочей схемы на случай ремонта их или аварийного
вывода из работы; линия освобождения — служит для освобожде-
ния аппаратов батареи в аварийных случаях.
Батарея снабжена также вспомогательными линиями: линией
стравливания с предохранительных клапанов; линией стравлива-
ния газовой фазы на абсорберы; линией для отвода газовой фазы
к конденсаторам при пропарке полимеризатора во время подго-
товки его к ремонту; линиями вакуума и азота.
1Я6
Линия стравливания газовой фазы на абсорберы используется
при заполнении указанного оборудования толуолом при подготовке
к ремонту. Линии вакуума и азота применяются при подготовке
полимеризаторов и коммуникаций к ремонту.
Для определения срабатывания предохранительного клапана
предусмотрена световая сигнализация о разрыве мембран, защи-
щающих предохранительный клапан от забивки полимером.
При появлении неполадок, например завышении или заниже-
нии температуры и давления в полимеризаторе, остановке меша-
лок, пропуске продуктов в сальниках или во фланцевых соедине-
ниях и т. д. поступают в соответствии с действующими в цехе
инструкциями.
ГЛАВА 8
ОБОРУДОВАНИЕ ПРОЦЕССОВ ДЕГАЗАЦИИ
Дегазация — процесс отгонки незаполимеризовав-
шихся мономеров и растворителей из полимеризата. В соответ-
ствии с методами полимеризации могут быть выделены процессы
дегазации блочного полимера, латексов, а также каучуков, полу-
чаемых полимеризацией в растворе.
Процесс дегазации отличается от процесса десорбции незначи-
тельно. Физическая природа этих процессов одинакова. Однако
процесс дегазации имеет некоторые особенности. Например, в слу-
чае дегазации латексов отличие ее от десорбции состоит в том,
что мономеры не образуют раствора в одной фазе (жидкой или
твердой), а адсорбированы полимером (одной из фаз). Кроме
того, некоторая часть мономера может быть растворена в эмуль-
гаторе, который способен коллоидно растворять мономеры (до
17 объемн.%). Таким образом, мономер может находиться в твер-
дой, жидкой и паровой фазах.
Назначение дегазации сводится к следующему: 1) утилизация
мономеров; 2) обеспечение надлежащего качества изделий, так как
мономеры могут привести к образованию пузырей в изделиях;
3) предотвращение дальнейшей полимеризации с образованием
низкокачественного полимера; 4) улучшение условий труда при
выделении каучуков из латексов и растворов или при переработке
блочного полимера.
Для осуществления процесса дегазации к полимеру необходимо
подвести тепло. При дегазации латексов и каучуков из раствора
тепло может подводиться либо через стенку, либо при непосред-
ственном смешении с жидким или парообразным теплоносителем.
Дегазация может осуществляться и при двойном подводе тепла —
как через стенку, так и при непосредственном смешении. Для ус-
корения процесса при дегазации может применяться вакуум.
197
Рис. 8.1. Вакуум-смеситель для
периодической дегазации:
/ — корпус; 2 — лопасть; 3 —ру-
башка.
8.1. Аппараты для дегазации каучуков*
получаемых в массе
Поскольку полимер получается в виде твердого блока,
для дегазации применяют аппараты, известные как вакуум-смеси-
тели (рис. 8.1).
Корпус аппарата имеет рубашку для нагрева полимера паром.
Полимер непрерывно перемешивается двумя Z-образными лопа-
стями, вращающимися навстречу друг
другу.
В аппарат загружают 2 т каучука
и противоокислитель. Закрывают
крышку и аппарат подключают к ва-
куум-системе. Давление в аппарате
20 кПа. Продолжительность дегаза-
ции 20—40 мин. Перемешивание ме-
шалками способствует быстрому на-
греву полимера. Пузырьки выделив-
шегося мономера для их удаления
должны сообщиться с вакуумным про-
странством, что и осуществляется с
помощью мешалки-лопасти (рис. 8.2),
непрерывно разминающей массу кау-
чука и обновляющей поверхность по-
лимера. По окончании дегазации корпус вакуум-смесителя накло-
няется и полимер выгружается. Вакуум-смеситель является аппа-
ратом периодического действия. Выгрузка полимера — сложная и
трудоемкая операция, так как приходится выгружать полимер из
аппарата с лопастями сложной формы. Затраты мощности на при-
вод мешалок велики. Мощность электродвигателя составляет
75 кВт.
Для дегазации блочного полимера может быть применен аппа-
рат непрерывного действия. Такой аппарат, состоящий из несколь-
ких последовательно соединенных шнеков, позволяет совместить
процессы полимеризации и дегазации в одном непрерывнодей-
ствующем агрегате.
8.2. Аппараты для дегазации латексов >
Особенность дегазации латексов заключается в склон-
ности их к отложению коагулюма. При хранении латексов при ком-
натной температуре коагулюм образуется медленно. В процессе
198
дегазации латекс приходится нагревать, причем образование коа-
гулюма увеличивается. В связи с этим аппараты для дегазации че-
рез 20—30 дней приходится останавливать на чистку. Кроме того,
латексы склонны к ценообразованию. Они содержат в своем составе
эмульгатор, который и является причиной, вызывающей ценообра-
зование. При вспенивании латекса образование коагулюма увеличи-
вается (вероятно, из-за быстрого прогрева тонких пленок пены).
Вспениваемость латекса затрудняет осуществление процесса дега-
зации в условиях противотока фаз. Применение же прямотока фаз
при дегазации латексов резко снижает эффективность процесса.
Для понижения температуры кипения отгоняемых мономеров
процесс проводят под вакуумом (это же обусловливает и умень-
шение образования коагулюма). Подвод тепла к латексу осу-
ществляется острым паром, который выполняет двойную роль.
Во-первых, он является теплоносителем. Во-вторых, парциальное
давление мономера в смеси мономера с паром уменьшается, сле-
довательно, снижается и температура отгонки мономера.
Температура кипения /Кип (при 98 кПа) и теплота парообразо-
вания г некоторых основных мономеров, отгоняемых из латексов,
приведены в табл. 8.1.
Таблица 8.1
Мономер *кип’ °C г, кДж/кг
Акрилонитрил +78 615
Дивинил -4,5 335
Стирол + 145 418
Из табл. 8.1 следует, что отгонка лимитируется удалением не
основного мономера — дивинила, а вспомогательных мономеров —
сомономеров, имеющих более высокую температуру кипения и
большую теплоту парообразования.
Основными типами каучуков, получаемых полимеризацией в
эмульсии, являются стирольные, метилстирольные и нитрильные.
Колонна для дегазации латекса изображена па рис. 8.3. Ла-
текс и пар подаются в верхнюю часть колонны и движутся прямо-
током сверху вниз по насадке. Насадка состоит из чередующихся
дисков и колец (другие типы насадок из-за трудности их чистки
от коагулюма неприменимы). Колонна имеет увеличенный куб, что
уменьшает потери тепла в окружающее пространство. Для умень-
шения ценообразования при стекании латекса в нижней части ап-
парата имеется желобчатый лоток.
Диаметр колонны 1 — 1,2 м. Расстояние между элементами на-
садки 0,12 м (рис. 8.4).
Латекс содержит 20—25% каучука и 60—75% воды. Размер
частиц каучука ~0,1 мкм. Так как степень полимеризации обычно
~60%, то содержание непрореагировавших мономеров в каучуке
199
достигает 40%. Концентрация труднолетучего мономера доходит
до 10—15%. Легколетучий мономер (дивинил) отгоняется легко
при снижении давления до 98 кПа, и дегазация определяется от-
гонкой труднолетучего мономера (стирола, а-метилстирола, ак-
рилонитрила).
Рис. 8.3. Отгонная колонна для
дегазации латексов:
/—колонна; 2 — куб; 3 —кольцо;
4—диск; 5 —шибер; 6—лОток.
Рис. 8.4. Пакет насадки:
/ — диск; 2 —кольцо; 3 —штанга;
4—опорная планка.
Рис. 8.5. Двухколонный агрегат
для дегазации латексов:
/ — колонна первой ступени дегаза-
ции; 2 —колонна второй ступени де-
газации; 3 —куб; 4 —насос; 5—пере-
городка; 6 — паровая труба.
Для дегазации стирольных латексов применяют две-три таких
последовательно соединенных колонны либо совмещенный двух-
или трехколонный дегазационный агрегат, изображенный на
рис. 8.5. При использовании двух колонн появляется возможность
повысить эффективность агрегата путем организации противотока
200
латекса и пара. Латекс проходит последовательно колонны 1 и 2,
а пар — сначала колонну 2, а затем колонну /.
Таким образом, в пределах каждой колонны сохраняется пря-
моток латекса и пара, а в целом по агрегату латекс и пар дви-
жутся противотоком. Обе колонны установлены на горизонтально
расположенном кубе 3, разделенное перегородкой 5 на две по-
ловины. После колонны 2 пар поступает в колонну 1 по трубе 6.
Колонны работают под давлением 30—50 кПа. Скорость паров, от-
несенная к полному сечению колонны, составляет 0,2—0,8 м/с. От-
ношение объемных расходов пара и латекса 1 1. Латекс нахо-
дится на дисках и кольцах в виде тонкой жидкостной пленки и
частично стекает по стенкам аппарата, так как между насадкой и
стенками имеется зазор. Поэтому время пребывания латекса в ап-
парате невелико. Спектр времени пребывания отдельных частиц
латекса очень широк. Характер движения латекса далек от иде-
ального вытеснения. Это сказывается как на степени дегазации,
так и на отложении коагулюма. Частицы латекса, находящиеся в
аппарате большое время, имеют и большую вероятность отложе-
ния их в коагулюм.
Суммируя недостатки дегазатора полочного типа можно одно-
временно отметить пути, по которым ведется усовершенствование
его конструкции.
1. Использование противотока вместо прямотока. Помимо под-
бора химических средств — пеногасителей уменьшить пенообразо-
вание можно путем создания соответствующей гидродинамической
обстановки в аппарате, в первую очередь организовав безотрывное
течение латекса. В существующей конструкции стекание латекса
с кольца на диск и с диска на кольцо в виде капель и струй спо-
собствует образованию пены.
2. Доведение остаточного содержания мономера до 0,02%. В на -
стоящее время остаточное содержание мономеров составляет 0,2—
0,4%. Это приводит к большим потерям мономера. Однако для бо-
лее полной дегазации необходимо резкое увеличение расхода пара,
так как наиболее трудно удаляются последние порции мономера.
3. Уменьшение отложения коагулюма в аппарате. Это может
быть достигнуто сужением спектра времен пребывания частиц ла-
текса в аппарате, т. е. устранением мест застоя латекса, а также
использованием гладких поверхностей, к которым меньше прили-
пает коагулюм.
Кроме указанных осноцрых недостатков таких дегазаторов не-
обходимо отметить большое гидравлическое сопротивление аппа-
ратов и унос латекса в конденсаторы, что ведет к забивке их
коагулюмом.
Исключить перечисленные выше недостатки существующего
способа и аппаратурного оформления дегазации латексов возмож-
но с помощью противоточной системы дегазации.
Противоточная колонна для дегазации латекса (рис. 8.6) пред-
ставляет собой аппарат с наружным диаметром 2,8 м и высотой
~32 м. В нижней кубовой части расположены штуцеры для ввода
2Q1
Дегазированный л отеке
Рис. 8.6. Противоточная колонна
для дегазации латекса:
/ — глухая тарелка 2 —царга; 3 — сит-
чатая тарелка; 4— корпус; 5 —лоток-
6 — опора.
две части. Газы, выходящие
пара и вывода дегазированного ла-
текса. Пар, предварительно увлаж-
ненный, вводится через специаль-
ный штуцер под нижнюю барботаж-
ную тарелку. Выше кубовой части
на опорном кольце размещены три
пакета царг диаметром 2,4 м. В ме-
стах соединения пакетов против
монтажных люков установлено по
три зажима. В пакетах царги соеди-
нены между собой шестью зажима-
ми. В местах стыка царг размеще-
ны И барботажных тарелок ситча-
того типа с односторонними сливны-
ми стаканами. Живое сечение та-
релки 10%. Сливные карманы
имеют коническую форму. Расстоя-
ние между тарелками 800 мм.. Выше
барботажных тарелок на таком же
расстоянии установлена глухая та-
релка с переливным стаканом и
сегментным патрубком, направлен-
ным вверх с противоположной сто-
роны. Высота сливного порога на
«глухой» тарелке больше, чем на
ситчатых, и составляет 400 мм. Га-
зы, которые выделяются на барбо-
тажных тарелках, проходят вверх
через сегментный патрубок.
Выше глухой тарелки располо-
жена^ система отбойников для за-
держания брызг латекса и гашения
образовавшейся пены. Первый от-
бойник (вертикальный) установлен
над сливным порогом и препят-
ствует попаданию вспененной жид-
кости на верхнюю барботажную
тар^тку. Следующий отбойник (го-
ризонтальный) расположен над
сегментным патрубком и задержи-
вает брызги, уносимые с барботаж-
ных тарелок.
Ввод латекса осуществляется че-
рез штуцер, который расположен
по правую сторону от вертикальной
конусообразной перегородки, 'раз-
деляющей газовое пространство на
из-под глухой тарелки, проходят на-
встречу латексу, а дивинил движется по свободному пространству
£02
слева от конического отбойника, после чего смешивается с па-
рами стирола и выходит через верхний штуцер на конденсацию.
На пути движения газа после наклонного отбойника расположена
горизонтальная сегментная пластина для окончательного отбоя
капель латекса.
Технико-экономические исследования применения противоточ-
ной системы дегазации латекса показывают существенные преиму-
щества этого способа над прямоточным. Он отличается малыми
удельными расходами пара и электроэнергии, высокой степенью
отгонки мономеров, значительно меньшим гидравлическим сопро-
тивлением системы и увеличенным сроком рабочего пробега обо-
рудования.
Для расчета процесса дегазации необходимо рассмотреть зако-
номерности процесса отгонки мономеров. При больших концентра-
циях мономера идет обычная перегонка с водяным паром. Концен-
трация мономера в отходящих парах может быть определена по
уравнению:
Св лгврв . ..
GM
где GB— масса водяного пара; GM — масса пара мономера; Мв —
молекулярная масса воды; Мм — молекулярная масса мономера;
/Рв — парциальное давление водяного пара; Рм— парциальное дав-
ление пара мономера; <р —коэффициент насыщения, равный
Ю, 7—0,8.
Концентрация мономера в латексе не влияет при простой пере-
гонке на концентрацию мономера в отходящих парах. Это имеет
место только в том случае, если мономер в воде нерастворим. Ког-
да мономер растворим в воде, его концентрация в парах будет за-
висеть от концентрации в латексе. В этом случае необходимо иметь
равновесные данные для смеси мономер — вода, по которым мож-
но определить концентрацию мономера в парах, приняв к. п. д. од-
ной ступени контакта, которую мы имеем при простой перегонке,
равным 0,7.
На практике степень превращения при полимеризации дости-
гает таких величин, что фаза свободных мономеров исчезает, а
‘остаются только мономеры, растворенные в полимере.
Поэтому при дегазации имеет место не простая перегонка, а де-
сорбция мономера из фазы мономер — полимер.
Для процесса дегазации равновесные данные изображаются в
координатах PM = f(CM), где — парциальное давление паров
мономера, Па; См — концентрация мономера в фазе полимер —
мономер, масс.%.
Латекс представляет собой трехкомпонентную систему поли-
мер— мономер — вода, но состоящую из двух фаз —жидкой
(вода) и твердой (частицы каучука с растворенным в них моно-
мером) .
Общее давление паров над латексом РОбщ будет равно давле-
нию водяного пара Рв и давлению пара мономера Рм над фазой
203
полимер — мономер
= + (8.2)
Величина Рв легко находится для каждого значения давления
и температуры по справочным таблицам. Давление паров мономе-
ров является ^функцией концентрации мономера в фазе полимер —
мономер (без учета воды) См и температуры:
Рм = [а-М(/-Ч)К" (8.3)
где а, Ь, п — константы, различные для разных латексов; t. tQ —
расчетная и некоторая начальная температуры, °C.
Значения величин, входящих в уравнение (8.3) для двух марок
латекса даны в табл. 8.2.
Таблица 8.2
Марка латекса Ь п °C to, °C См, масс. %
CKG-30 2,55 0,17 0,3 30-47 30 0-7
5,45 0,61 0,3 47—60 47 0-11
СКН-26 17 0,97 0,65 30-60 30 0-7
Уравнение (8.3) позволяет определить парциальное давление
труднолетучего сомономера, независимо от содержания основного
мономера — дивинила и других примесей. По парциальному давле-
нию определяется равновесная концентрация мономера в паровой
фазе. Дальнейший расчет ведется аналогично расчету абсорберов.
Для достижения равной степени дегазации расход пара состав-
ляет 8—9 кг на 1 кг отгоняемого мономера для прямоточного и
3—4 кг на 1 кг мономера для противоточного движения фаз. Если
учесть, что основной статьей расходов на дегазацию являются рас-
ходы на пар, то становится ясным, насколько экономически эффек-
тивней осуществлять процесс дегазации при противотоке фаз, чем
при прямотоке.
Материальный баланс дегазационной колонны по отгоняемому
мономеру имеет вид:
G (г/< — г/н) = AL (хн — хк) (8.4)
где G — расход пара, кг/ч; г/и, ук — начальная и конечная концен-
трации мономера в паре, кг/кг; А — концентрация каучука в ла-
тексе, или сухой остаток, кг/кг; L — расход латекса, кг/ч; хн, *к—
начальная и конечная концентрации мономера в каучуке, кг/кг.
Для части колонны, ограниченной произвольным сечением и
днищем аппарата
G (у — г/н) = AL (х — хк) (8М5)
Из уравнения (8.5) получаем:
AL
У = Уя + -Q- (х - *к) (8.6)
где обычно уи = 0.
204
Зависимость (8.6) является уравнением рабочей линии про-
цесса. В координатах у = f(x) рабочая линия будет прямой.
Удельный расход пара G/L является величиной, обратной наклону
рабочей линии к оси абсцисс.
Задаваясь значениями L/G и х1{, строим на графике рабочую ли-
нию процесса и равновесную кривую. Число теоретических ступе-
ней контакта определяется построением ломаной кривой между ра-
бочей и равновесной линиями.
Для прямоточного процесса остаточное содержание мономера
определяется по уравнению (8.4) с учетом равновесного соотноше-
ния
(8.7)
8.3. Аппараты для водной дегазации каучуков
При дегазации каучуков, получаемых полимеризацией
в растворе, необходимо осуществить следующие процессы: разло-
жение и отмывку катализатора, отгонку мономера и растворителя.
Указанные процессы могут проводиться как в одном аппа-
рате— дегазаторе, так и в различных аппаратах. При совмещении
этих процессов в одном аппарате в каучуке могут оставаться ча-
стицы разложенного катализатора, которые ухудшают качество
продукта. Поэтому для некоторых видов катализатора применяется
операция отмывки растворителем. Так, для каучука СКИ, полу-
чаемого с использованием комплексного катализатора, отмывка
каучука от остатков катализатора проводится перед дегазацией
водой в специальном отмывном аппарате с мешалкой.
Процесс дегазации в настоящее время осуществляется в основ-
ном двумя способами: 1) водной дегазацией, когда нагрев рас-
твора каучука с целью отгонки мономера и растворителя прово-
дится путем смешения полимеризата с горячей водой, и 2) безвод-
ной дегазацией, когда нагрев полимеризата осуществляется через
поверхности теплообмена без непосредственного контакта полиме-
ризата с горячим теплоносителем.
Вода является низкостоящим и безвредным теплоносителем.
Отделение от воды растворителя и мономера происходит очень
легко, так как органические мономеры и растворители в воде прак-
тически нерастворимы. При непосредственном смешении полимери-
зата с теплоносителем — горячей водой — отсутствует термическое
сопротивление стенки и коэффициент теплопередачи имеет высо-
кое значение.
Процесс водной дегазации осуществляется путем диспергиро-
вания полимеризата в горячей воде. После отгонки растворителя
и мономера из капель полимеризата образуются пористые частицы
каучука — крошка, которая отделяется от воды и подается на
дальнейшую переработку. Тепло 'подводится к воде паром, ко-
торый барботирует через водную дисперсию крошки каучука.
Водная дегазация применяется для всех стереорегулярных каучу-
ков. Количество растворителя в полимеризате обычно намного
205
превышает количество оставшегося мономера. Кроме того, в боль-
шинстве случаев температура кипения растворителя выше темпе-
ратуры кипения мономера. Поэтому процесс дегазации стереоре-
гулярных каучуков лимитируется отгонкой растворителя.
Дегазация может проводиться в одном или нескольких после-
довательно работающих аппаратах, поэтому различают односту-
пенчатую и многоступенчатую дегазацию. При отгонке раствори-
теля и мономера, имеющих низкие температуры кипения и соот-
ветственно высокие давления паров при температуре дегазации, а
также при хорошем диспергировании полимеризата удается осуще-
ствить дегазацию до необходимого
остаточного содержания раствори-
теля в одноступенчатом аппарате.
Растворители, имеющие высо-
кую температуру кипения, отго-
няются с большим трудом, вслед-
ствие чего в этом случае исполь-
зуются многоступенчатые схемы, де-
газации. На рис. 8.7 представлена
схема двухступенчатой дегазации.
Водная дисперсия каучука из дега-
затора первой ступени поступает в
дегазатор второй ступени, тогда как
водяной пар последовательно про-
Рис. 8.7. Схема двухступенчатой ходит вначале через дегазатор вто-
дегазации: рой ступени, затем через дегазатор
/, 2—дегазаторы; 3-насос. перВОЙ СТупеНИ. ТаКИМ ОбраЗОМ,
осуществляется противоток пара и
водной дисперсии каучука, что значительно улучшает экономиче-
ские показатели процесса.
Рабочие параметры процесса дегазации — давление и темпера-
тура— определяются на основе технико-экономических соображе-
ний. С повышением температуры скорость дегазации увеличивает-
ся, однако для ведения процесса при температуре, превышающей
100 °C, процесс необходимо вести под давлением. Повышение тем-
пературы влияет и на качество каучука. При образовании пори-
стой крошки каучука имеет место некоторая деструкция полимер-
ных цепей с уменьшением молекулярной массы полимера. Это чи-
сто механическая деструкция, не изменяющая свойств полимера.
С повышением же температуры начинается термическая деструк-
ция, существенно влияющая на качество готового полимера. Крат-
ковременный перегрев каучука возможен, однако длительное пре-
бывание каучука в дегазаторе при повышенной температуре недо-
пустимо. Максимальная температура дегазации для каучука СКД
может составлять 140 °C, а для каучука СКИ — 170 °C.
Растворитель выводится из дегазатора в виде смеси его с во-
дяным паром. Если общее давление увеличивается, то давление во-
дяного пара возрастает быстрее, чем давление паров растворителя.
Это приводит к возрастанию расхода водяного пара. При исполь-
206
зовании многоступенчатых схем дегазации, когда давление по сту-
пеням возрастает и на первой ступени, с которой отводится смесь
паров растворителя и воды, давление наименьшее, удается избе-
жать повышенного расхода пара.
Конструктивно аппараты для водной дегазации выполняются
как аппараты с перемешивающими устройствами. Мешалка необ-
ходима для непрерывного переме-
шивания водной дисперсии каучука
во избежание всплывания легких
частиц каучука и образования слип-
шейся массы, которую сложно выво-
дить из аппарата. Дисперсия каучу-
ка легко транспортируется по аппа-
ратам технологической схемы.
С этой же целью в дегазатор
вводится поверхностно-активное ве-
щество — антиагломератор, адсор-
бирующийся на поверхности частиц
каучука и предотвращающий их
слипание. В качестве антиагломе-
раторов используются вещества, ко-
торые не ухудшают качество кау-
чука, не дают пены и осадков (соли
стеариновой и других жирных кис-
лот).
Емкостной дегазатор, обычно
применяемый в двухступенчатой
схеме дегазации, представлен на
рис. 8.8. Диаметр аппарата 3—4 м,
высота 10—12 м. Аппарат заполнен
примерно на одну треть, поэтому
мешалка находится в нижней части
и, соответственно, используется
нижний привод. Небольшой коэф-
фициент заполнения аппарата объ-
ясняется высокой скоростью паров
в дегазаторе и необходимостью
иметь большое сепарационное про-
странство. В аппарат непрерывно
Рис. 8.8. Ецкостной дегазатор:
/ — привод; 2—барботер; 3 — мешалка;
4 — подшипниковая опора.
поступает полимеризат и циркуляционная вода. Из аппарата вы-
водится взвесь частично продегазированной крошки каучука. Пар
подается в нижнюю часть аппарата и распределяется по его сече-
нию с помощью барботера, имеющего форму кольца или много-
угольника. Отверстия для выхода пара находятся в нижней части
барботера.
Аналогичную конструкцию может иметь дегазатор второй сту-
пени.
Интенсивное перемешивание крошки каучука мешалкой и
барботирующим паром приводит к тому, что режим работы
Ж
емкостного дегазатора близок к режиму идеального смешения, в
результате чего появляется возможность проскока через аппарат
частиц каучука, пробывших в дегазаторе малое время и непро-
дегазированных до нужной степени. Для устранения этого явления
Рис. 8.9. Двухступенчатый
дегазатор:
/—верхняя секция; 2 — мешалка;
3 — промежуточный подшипник;
4— нижняя секция; 5 —отража-
тельная перегородка; 6 — под-
пятник.
Рис. 8.10. Тарельчатый де-
газатор:
/ — опора; 2—мешалка; 3 — бар-
ботер; 4 — тарелка; 5—сливная
перегородка; 6 — вал; 7 —под-
пятник.
применяются секционированные или тарельчатые аппараты. Кон-
струкция двухступенчатого дегазатора, в котором крошка каучука
последовательно проходит верхнюю и нижнюю секции, приведена
на рис. 8.9. Перелив пульпы из верхней секции в нижнюю осу-
ществляется через переливную трубу. Обе секции имеют общий
208
на полное сечение дегаза-
Рис. 8.11. Схема тарельчатого
дегазатора с Паровыми патруб-
ками:
1—паровой патрубок; 2— барботер;
3 — переливная труба.
привод, который может быть как верхним, так и нижним. В днище
верхней секции имеется подшипник скольжения, являющийся про-
межуточной опорой вала, скользящего в текстолитовой втулке.
Утечки воды в этом месте не оказывают вредного влияния на ра-
боту дегазатора.
Если давление в первой ступени намного больше, чем во вто-
рой, то для обеспечения работы двухсекционного аппарата приме-
няется удлиненная переточная труба, выполняющая одновременно
роль гидрозатвора. Вместо нее возможно также использование
дроссельного устройства, поддерживающего необходимый пере-
пад давления при заданной производительности дегазатора. Ско-
рость барботирующих паров в расчете
тора составляет 0,3—0,6 м/с. Кроме
того, для диспергирования полимери-
зата в первую ступень подается пар
через форсунки. В результате этого
брызгоунос в первой секции бывает
значительным. Частицы каучука, уно-
симые с брызгами, забивают каплеот-
бойник, и для уменьшения брызгоуно-
са используется повышенное давление,
приводящее к уменьшению объема
проходящих паров.
Секционированные аппараты могут
состоять из двух, трех и четырех
секций, устанавливаемых друг на
друга.
Разновидностью секционированных
являются тарельчатые дегазаторы, ис-
пользуемые на второй ступени дегаза-
ции. Тарельчатый дегазатор с глухи-
ми тарелками показан на рис. 8.10. Водная дисперсия каучука
проходит последовательно по всем тарелкам сверху вниз, пере-
ливаясь через сливные перегородки. Пар подается отдельно на
каждую тарелку.
Применяется также конструкция с переливными трубами для
перетока пульпы и патрубками для прохода пара (рис. 8.11).
В этом варианте пар тоже подается на каждую тарелку и прохо-
дит по паровым патрубкам. Наибольшее количество пара прохо-
дит через два верхних патрубка, где соединяются все потоки пара,
подаваемого на отдельные тарелки. Возможен также отвод паров
с тарелок и по выносной трубе.
Кроме того, в промышленности находят применение аппараты
с глухими тарелками, в которых для перемешивания пульпы на
тарелках используются инжекторы (рис. 8.12). Мешалка сохра-
няется только в кубовой части. На каждой тарелке устанав-
ливается по два инжектора, вследствие чего создается вращатель-
ное движение жидкости. Благодаря установке инжекторов под
углом к горизонтали обеспечивается циркуляция жидкости и
209
в вертикальном направлении. Конструкция и принцип действия
инжектора ясны из рис. 8.13.
В дегазаторах с глухими тарелками на каждую тарелку по-
дается свежий пар, поэтому расход пара высок. Он значительно
меньше в дегазаторах с колпачковыми тарелками (рис. 8.14).
Рис. 8.12. Секционный дегазатор с инжекторами:
/ — тарелка; 2 —сливная перегородка; 3 — инжектор.
В этом случае пар подается только в куб и последовательно про-
ходит по всем тарелкам снизу вверх противотоком к пульпе. На
каждой тарелке смонтировано по два колпачка. Переток пульпы
с тарелки на тарелку осуществляется по переточным трубам. По-
скольку колпачки и переточные трубы выполняют роль отража-
тельных перегородок, они имеют большую высоту. Тарелки выпол-
21Q
нены сварными. Это позволяет избежать налипания полимера на
резьбу крепежных деталей. Ремонт тарелок проводится внутри ап-
парата, для чего на каждой тарелке имеется люк-лаз.
В месте прохода вала через тарелку должен устанавливаться
промежуточный подшипник, торцевое уплотнение, которое разби-
рается без снятия тарелки и вала. Нижнее
изготовленное из нержавеющей стали, со-
стоит из двух половинок и крепится к та-
релке дегазатора. Верхнее вращающееся
кольцо из текстолита также имеет две по-
ловинки. К неподвижному кольцу его при-
жимают плоские пружины. Герметичное со-
единение вращающегося кольца с валом
мешалки осуществляется с помощью сплош-
ного резинового диска.
Применение ситчатых тарелок нежела-
тельно из-за трудности точного поддержа-
ния расхода пара. При снижении нагрузки
по пару жидкость с тарелок сливается', а
крошка каучука, слипаясь, образует глыбу,
для удаления которой приходится останав-
ливать аппарат на чистку.
В двухступенчатых схемах первая сту-
пень дегазации с крошкообразователем вы-
полняет роль узла крошкообразования. Во
второй ступени идет диффузионный процесс
отгонки остатков растворителя уже
сформированных частиц каучука. Такое
разделение узла дегазации на две ступени
позволяет поддерживать в них различную
температуру. В первой ступени предпочти-
тельны невысокие давление и температура.
Крошкообразование от этого не затруд-
няется, а расход пара на отгонку раство-
рителя в виде азеотропной смеси с водяным
паром уменьшается. Во второй ступени для
интенсификации предпочтительны повышен-
ные давления и температура.
Аппарат, в котором обе ступени дегазации совмещены, изобра-
жен на рис. 8.15. Поскольку в процессе крошкообразования испа-
ряется основная масса растворителя, для уменьшения брызгоуноса
верхняя секция имеет больший диаметр, чем нижняя (тарельча-
тая) секция. Особенностью этого аппарата является проведение
процесса при 140 °C. Однако вывод из аппарата пульпы с темпера-
турой 140 °C мог бы привести к сильному парообразованию и по-
тере больших количеств тепла. Для утилизации тепла снижение
температуры путем сброса давления и испарения части воды про-
водится в самом дегазаторе. Из предпоследней секции пульпа
поступает в последнюю секцию по трубопроводу, на котором
неподвижное кольцо,
Рис. 8.13. Инжектор:
/ — смесительная камера;
2—ребро; 3 —сопло.
211
Рис. 8.14. Тарельчатый дегазатор с колпачковыми та-
релками:
/—торцевое уплотнение; 2—люк-лаз; S — колпачок; 4—тарелка;
5 —переливная труба; мешалка; 7—подпятник; 5 — барботер.
установлен дроссель. При снижении давления часть воды испа-
ряется и температура оставшейся воды снижается со 140 до 100 °C.
Образующийся пар присоединяется к вновь подаваемому пару и
проходит через весь дегазатор снизу
вверх. Для введения пара с низким
давлением в аппарат с более высоким
давлением установлен инжектор, по
которому подается свежий пар и ко-
торым осуществляется инжекция об-
разующегося пара.
Таким образом, циркулирующая
вода уходит из дегазатора с темпера-
турой 100 °C и входит в дегазатор с
температурой, ' несколько сниженной
в результате теплопотерь на линии
отделения крошки каучука от цирку-
ляционной воды. Циркуляция тепла,
связанная с перегревом воды, сосре-
доточена внутри дегазатора. В ниж-
ней секции выделяется тепло при сни-
жении температуры воды со 140 до
100 °C. В верхних секциях такое же
количество тепла расходуется на на-
грев циркуляционной воды от 100 до
140 °C.
На каждой тарелке имеется по од-
ному колпачку, насаженному на вал
и вместе с ним вращающемуся., На
колпачке укреплены лопасти мешалки.
Вследствие того, что жидкость от ме-
шалки движется вниз, пар увлекается
жидкостью и распределяется по всему
объему жидкости.
Основным узлом водных дегазато-
ров является крошкообразователь.
Дробление полимеризата в воде на
капли можно проводить различными
способами. Однако не каждый из них
Рис. 8.15. Совмещенный дега-
затор:
/ — верхний привод; 2 —верхняя-сек-
ция; 3 — колпачок; ^-нижняя сек-
ция; 5 —переливная труба; 6 — ниж-
ний привод; 7 —подпятник.
вода и пар. При подаче
дает возможность получить мелкую
однородную крошку. Дробление мо-
жет осуществляться при подаче поли-
меризата по трубе, подведенной под
мешалку, или непосредственно в тру-
бопроводе, в который поступают по-
лимеризат и вода или полимеризат,
полимеризата под мешалку испарившийся растворитель барботи-
рует через слой пульпы, тогда как при смешении полимеризата
с водой в трубопроводе испарившийся растворитель попадает в
паровое пространство дегазатора, минуя его рабочее пространство,
213
Вода
Полимеризат
Рис. 8.16. Форсунка для ввода полимеризата:
/ — головка с фильерами; 2— рубашка для охлаждения водой.
Рис» 8.17. Инжектор-крошкообразователь:
/—крошкообразователь; 2—труба; 3 —корпус аппарата»
Рис. 8.18. Схема двух-
ступенчатого инжектора-
крошкообразователя.
я в дегазатор
— фильерами
через фор-
(рис. 8.16).
Рис. 8.19. Крошкообразователь:
/ — дисперсионная камера; 2 —корпус
аппарата.
заполненное пульпой, и не затрудняя процесс дегазации в ра-
бочем пространстве аппарата. В этом преимущество смешения
полимеризата с водой в смесительной трубе, называемой пред-
дегазатором. В преддегазаторе идет отгонка от полимеризата
основной массы растворителя и образование крошки полимера.
Размер образующейся крошки в обоих случаях достаточно боль-
шой и колеблется от 1 до 20 мм. Крупные частицы образуются и
в том случае, если полимеризат ввс
сунку с мелкими отверстиями в гол
Для исключения дегазации в самой
трубе она может иметь охлаждаю-
щую рубашку.
Крупные частицы каучука дега-
зируются плохо и снижают среднюю
степень дегазации всей массы кау-
чука. Очень мелкие частицы также
нежелательны, так как теряются
при их отделении на ситах от воды
после дегазации. Крошкообразо-
ватель должен давать однородную
мелкую крошку диаметром 5—7 мм,
которая дегазируется быстро. Для
получения такой крошки исполь-
зуются специальные крошкообразо-
ватели более сложной, чем рассмот-
ренные ранее, конструкции.
Инжектор, применяемый в каче-
стве крошкообразователя, приведен
на рис. 8.17. Пар, проходящий че-
рез инжектор с большой скоростью,
дробит полимеризат на капли, пос-
ле чего смесь полимеризата и пара
ваемую в дегазаторе мешалками. Более эффективное дробление
полимеризата достигается в двухступенчатом инжекторе (рис. 8.18).
Смесь пара и полимеризата также поступает в перемешиваемую
воду.
Крошкообразователи, устанавливаемые в верхней части дега-
затора выше уровня перемешиваемой воды, имеют дополнительный
патрубок для подвода воды. Поток, выходящий из крошкообразо-
вателя, делится на две части — пары, уходящие из дегазатора, и
взвесь крошки в воде, поступающая в рабочий объем.
В крошкообразователе, изображенном на рис. 8.19, струи пара
ударяют в струи полимеризата под углом и дробят их. Существуют
более сложные конструкции с регулировкой расхода полимеризата
и пара. Расход полимеризата регулируется изменением зазора ме-
жду диафрагмой и штоком, а расход пара — изменением проход-
ных сечений. Работа форсунки основана на дроблении кольцевой
струи полимеризата паром, ударяющим как во внутреннюю, так и
В наружную поверхность струи. Производительность крошкообра-
поступает в воду, перемеши-
215
зователя с кольцевой струей полимеризата выше, чем производи-
тельность крошкообразователя с цилиндрической струей. В про-
мышленных условиях для обеспечения необходимой производи-
тельности на дегазаторе устанавливается несколько крошкообра-
зователей.
Инжекторы-крошкообразователи требуют использования пара
с давлением 0,6—1,2 МПа. Они являются распылительными уст-
ройствами с большой скоростью движения пара (100—150 м/с).
Несмотря на малое время пребывания полимеризата в инжек-
торе, испарение растворителя из капель полимеризата протекает
быстро и весь процесс крошкообразования является практически
кратковременным (т « 40 с.).
Полимеризат имеет высокую вязкость (20—50 Па-с). По кон-
систенции он напоминает резиновый клей, и распыление такой
вязкой жидкости представляет большую трудность. Для лучшего
распыления полимеризата его предварительно смешивают с не-
большим количеством воды, которая диспергируется в полимери-
зате. Одно из устройств для тонкого диспергирования воды в
полимеризате представляет собой ряд перфорированных дисков,
через отверстия которых проходит смесь воды и полимеризата. По-
ловина дисков неподвижна (укреплена в корпусе устройства), а
вторая половина вращается на валу с высокой скоростью. По-
движные и неподвижные диски чередуются друг с другом.
В качестве перемешивающего устройства для дегазаторов чаще
всего используются турбинные мешалки с углом наклона лопастей
к вертикали 45°. Такая мешалка сообщает жидкости не только
вращательное движение, но и движение в вертикальном направле-
нии, что способствует выравниванию концентрации крошки по
высоте дегазатора. При этом поток, отбрасываемый лопастями
мешалки, движется вниз. Это обеспечивает более равномерное
распределение крошки по высоте дегазатора, чем обратное на-
правление потока от мешалки (вверх). Каждая лопасть мешалки
крепится на ступице с помощью болтов, что позволяет легко раз-
бирать всю мешалку при ремонте.
В патрубках аппарата для люка-лаза перемешивание жидкости
не столь интенсивное, как в рабочем объеме дегазатора, где на
жидкость оказывает воздействие мешалка и барботирующий пар.
Поэтому в патрубках возможно накопление и слипание крошки
полимера. Для устранения этого нежелательного явления про-
странство патрубка отгораживается от рабочего пространства де-
газатора сплошным диском, укрепляемым на крышке люка с по-
мощью отрезков трубы необходимой длины.
Вал дегазатора изготовляют из отрезков трубы, имеющих при-
варные заглушки для исключения попадания воды внутрь трубы.
Отрезки трубы, являющиеся частями вала, соединяют друг с дру-
гом с помощью фланцев или муфт. Опорами вала служат два под-
шипника на верхнем и нижнем днищах дегазатора. Применяются
также промежуточные опоры, при наличии которых возможно уст-
ранение одной из концевых опор вала.
21$
Расход пара на дегазацию рассчитывается исходя из количе-
ства тепла, затрачиваемого на проведение процесса дегазации:
Q = Qi + Q2 + Q3 + Q4 (8.8)
Расход тепла на нагрев и испарение растворителя:
Qi + Q2 = GpCp (^к — ^н) 4“ гр (Gp GK) (8.9)
где Gp, GK — расход растворителя и каучука; /н, — начальная и
конечная температуры; ср— теплоемкость растворителя; гр — теп-
лота испарения растворителя.
Расход тепла на нагрев каучука и подогрев циркуляционной
воды:
Q3 + Q4 = GKcK (tK tH) + (?к G) (8.10)
где ti — температура циркуляционной воды на входе в дегазатор.
Эта часть тепла подводится при конденсации пара. Соответст-
венно, при теплоте конденсации водяного пара г расход его со-
ставит:
Gi = Q/r (8.11)
Кроме того, пар расходуется на образование азеотропной смеси
с растворителем:
'8J2>
где Рп, Рр—парциальное давление водяного пара и паров раство-
рителя при температуре кипения азеотропа; Мп, Л1Р— молекуляр-
ные массы воды и растворителя.
Общий расход пара с учетом теплопотерь (15%):
G=1,15(G1 + G2) (8.13)
Однако по ходу процесса дегазации парциальное давление па-
ров растворителя над смесью постоянно уменьшается.
Давление паров растворителя над раствором каучука может
быть оценено по уравнению Флори — Хаггинса, широко используе-
мому в теории растворов полимеров:
ln ^’sln(1 ~ ф2) + ф2 + Х1Ф2 (8.14)
где Р — давление паров растворителя над раствором каучука при
температуре t\ PQ — давление паров чистого растворителя при тем-
пературе t\ % — коэффициент взаимодействия полимера с раство-
рителем (параметр Флори); ф2 — объемная доля полимера в рас-
творе каучука.
Поскольку в узких пределах, соответствующих дегазации, отно-
шение Рп/Рр можно считать постоянной величиной, вместо Рр
можно подставить значение Р из уравнения Флори — Хаггинса и
решить его в интегральном виде в зависимости от изменения ф2«
Поэтому на практике расход пара примерно в 1,5—2,0 раза пре-
вышает теоретически необходимое количество, определяемое урав-
нением (8.13). При расчете расхода пара учитываются параметры
процесса дегазации. Полимеризат обычно содержит 10 масс. %
217
каучука. Концентрация крошки каучука в воде составляет 3—
5 масс.%. Температура циркуляционной воды снижается примерно
на 10 °C, т. е. t2 — Л = 10 °C.
Для описания движения частиц каучука в воде применяются
обычные зависимости, характеризующие движение твердых частиц
в жидкости под действием силы тяжести или силы инерции. Од-
нако частицы, каучука являются пористыми. Поры заполнены во-
дой, и при движении частиц вода, находящаяся в порах, движется
вместе с частицами. Поэтому объем частиц определяется как сум-
марный объехМ каучука и воды, находящейся в порах. Объем пор
соответствует влажности крошки каучука №вл> которая обычно со-
ставляет 40—55%. Плотность влажной крошки р определяется как
средневзвешенное значение плотностей каучука рк и воды рв:
Рк(Ю0 - ^Вл) + рВГвл /п 1К\
Р - (8.15)
Скорости всплывания частиц различного размера, образую-
щихся в дегазаторе:
Диаметр частиц, мм . . . 1—3 3—5 5—7 7—10 10—15
Скорость всплывания, м/с 0,03 0,06 0,08 0,10 0,12
При перемешивании пульпы в дегазаторе скорость нисходящего
потока воды должна быть больше, чем скорость всплывания наибо-
лее крупных частиц. Только при этом условии крошка равномерно
распределяется в объеме воды и не скапливается на поверхности.
Аналогично, скорость движения воды в переточных патрубках дол-
жна превышать скорость всплывания наиболее крупных частиц.
При расчетах скорость движения воды принимается в 1,5—2,0 раза
больше, чем скорость всплывания крупных частиц.
Изменение во времени остаточного содержания растворителя
в крошке каучука (кинетика процесса) является функцией раз-
мера образующейся крошки и температуры. На первой ступени де-
газации остаточное содержание растворителя зависит от условий
предварительной обработки раствора каучука. Как уже указыва-
лось, 90% всего растворителя испаряется на первой ступени. На
второй ступени дегазации, несмотря на низкую растворимость угле-
водородного растворителя в воде, процесс тормозится из-за слож-
ности отгонки малых количеств растворителя. Для отгонки раст-
воренного в воде растворителя аппараты второй ступени делаются
ступенчатыми. Тарельчатые аппараты позволяют исключить влия-
ние функции распределения времени пребывания и приблизить
режим движения крошки каучука в дегазаторе к режиму идеаль-
ного вытеснения.
Основным вопросом гидродинамики дегазаторов является вопрос о степени
перемешивания частиц каучука. Частицы каучука легче воды, они стремятся
всплыть, поэтому при недостаточном перемешивании концентрация частиц кау-
чука в верхней части водного слоя будет выше, чем в нижних частях. Неравно-
мерность концентрации частиц каучука по высоте оказывает влияние на функцию
распределения частиц по времени пребывания в дегазаторе. При слишком боль-
шой концентрации твердых частиц в верхней части возхможно их слипание, обра-
зование глыбы и прекращение работы аппарата. Вследствие этого вопрос о рас-
218
пределении твердых частиц по высоте дегазатора имеет большое значение для
оценки работоспособности дегазатора и характеристики функции распределения
частиц по времени пребывания.
В аппаратах с перемешиванием обычно создается организованная циркуля-
ция жидкости как в горизонтальном, так и в вертикальном направлении. Гори-
зонтальные потоки, естественно, не вызывают переноса твердых частиц по высоте
аппарата, который будет полностью зависеть от вертикальных потоков. Поэтому
при дальнейшем анализе учитываются только вертикальные потоки, создаваемые
мешалкой.
Ce+dCB
СА - ~W, се
w2+wT
При расположении мешалки по вертикальной оси и в центральной части ап
парата жидкость движется в направлении, сообщаемом ей мешалкой. В перифе-
рийной части аппарата жидкость движется в обратном направлении. Таким обра-
зом, в объеме аппарата возникает два потока — вос-
ходящий и нисходящий. Твердые частицы, находя- ________________________
щиеся в жидкости, увлекаются и, кроме того, дви-
жутся под действием силы тяжести вверх или вниз
в зависимости от того, легче они жидкости или тя-
желее.
В среднем в объеме жидкости устанавливается
профиль концентрации твердых частиц по высоте ап- _______Св+аСв__
парата. Рассмотрим влияние этого профиля на функ- G Св
цию распределения времени пребывания частиц в ап- . । :'
парате для случая, когда частицы легче жидкости. |
Схема потоков и распределение частиц каучука | I
в объеме дегазатора представлены на рис. 8.20. Нис- >>
ходящий поток жидкости имеет скорость Wi и про- H/Z-WT W2 + WT
ходит через площадь поперечного сечения аппара-
та Восходящий поток имеет скорость ТГ2 и про- ------------ -------------—L
ходит через площадь поперечного сечения аппарата
F2. Твердые частицы в любом потоке имеют скорость
всплывания №тв, направленную только вверх.
Для элемента слоя высотой dy поверхность со-
прикосновения потоков обозначим F3, а скорость об-
Рис. 8.20. Распределение
частиц каучука в объеме
дегазатора.
мена жидкостью восходящего и нисходящего пото-
ков через эту поверхность 1Г3 Скорости восходящего и нисходящего потоков
связаны уравнением неразрывности:
WXFX = W2F2
(8.16)
Для установившегося состояния материальный баланс по твердой фазе для
нисходящего потока будет иметь вид:
(сл + dCA) Ft (IF, - rTB) - CaF, (IF, - IFTB) - (CA - cs) F3W3 =0 (8.17)
Материальный баланс по твердой фазе восходящего потока при установив-
шемся состоянии можно записать следующим образом:
CbF2 + «\в) - (Св + dCJ F2(W2+ WrB) + (Сд - св) F3W3 = О (8.18)
Суммированием уравнений (8.17) и (8.18) получаем материальный баланс по
твердой фазе для элемента объема аппарата высотой dy:
- Гтв) р, dCA - (W2 + IFTB) F2 dCB = 0 (8.19)
Преобразуя зависимость (8.19) и используя уравнение (8.16), находим:
асл=' r,-!FTB 1F2 в (8’20)
После интегрирования уравнения (8.20), имеем:
с _ 1Г2 + 1ГТВ 1F,
СА 1F, _ Ц7ТВ IF2 СВ + Л1 <8-2,)
где М — произвольная постоянная.
219
Из условия пропорциональности скорости обмена между потоками разности
концентраций частиц в потоках следует, что Л4 = 0.
Подставляя зависимость (8.21) в уравнение (8.18) и преобразуя, получаем
с учетом
Г3 = nd dy (8.22)
следующее уравнение:
Р рО Г_________________(W1 -f- ТГг)
в ~ в р I (i^i - 1гтв) 1г2 (1г2 + 1гтв) г2
(8.23)
где d — диаметр нисходящего потока.
Аналогично при подстановке зависимости (8.21) в уравнение (8.17) полу-
С = С° ехо Г + Wt} А1 (8 24)
Если пренебречь скоростью №тв по сравнению с И7! и то уравнения
(8.23) и (8.24) с учетом
F « nd2/4 (8.25)
примут ВИД!
с _ о сдрГ4^з(^, + Гг) -I
Св—Свехр^ цг.ГгГгй Л] (8‘26)
С = С° ехо Г4В7з(Г1 + Я72) 1
Сл СА ехр L UZjUZ2rf "J (В-27)
Рассмотренная картина распределения твердых частиц по высоте аппарата,
построенная на правильных физических предпосылках, отражает только каче-
ственную картину. Из последних уравнений следует, что распределение частиц
по высоте описывается экспоненциальным законом.
Для количественного описания полученные уравнения неприменимы в связи
с трудностью определения скоростей w\t №2, W3. Поэтому следует использовать
диффузионную модель перемешивания частиц, в которой коэффициент диффу-
зии и будет учитывать перемешивающее действие мешалки. В диффузионной
модели принимается равенство потоков частиц, проходящих через поперечное
сечение аппарата за счет всплывания частиц и за счет диффузии:
ГтвСГт = D Fx (8.28)
Таким образом принимается постоянство концентрации частиц по сечению
аппарата, тогда как предыдущий анализ показал, что в центральной части аппа-
рата концентрация частиц всегда выше, чем в периферийной.
Из уравнения (8.28) получаем:
С = Со ехр = Со ехр Ре • z (8.29)
где Ре = W^H/D — критерий Пекле; z = hlH — относительная высока.
Из уравнения (8.29) следует, что диффузионная модель также дает экспо-
ненциальный закон распределения концентрации, твердых частиц по высоте аппа-
рата.
Средняя концентрация частиц в объеме аппарата:
Я
1 17твЛ ,, „ ехр Ре — 1 /о
Сер =“ j Со ехр jy dh"^ Сq - (8.30)
о
Если вывод частиц из аппарата осуществляется на высоте h, то выходная
концентрация частиц
Свых — Со ехр Ре • 2 (8.31)
220.
а с учетом уравнения (8.30)
о — г Ре ехр Ре • z
С вых — Сер --хрре_{
(8.32)
т. е. выходная концентрация при расположении выходного патрубка
высоте всегда является линейной функцией средней концентрации:
Свых = КССр
„ Ре ехр Ре «Z ..
где К = ехр рё'Ц""!----коэффициент неравномерности.
Функция распределения времени,- пребывания в ячейке полного
при сохранении профиля концентраций по высоте, т. е. с учетом
(8.33), примет вид:
на любой
(8.33)
смешения
уравнения
Для W ячеек
С
С
Сер
(8.34)
Сер (У-1)Ь
(8.35)
или после преобразований
С (N)^ ( х
Сср (N — 1)Цт'р
ЛГ-1
ср
(8.36)
Здесь
ср *ср/*
(8.37)
Коэффициент неравномерности К показывает, во сколько раз среднее время
пребывания частиц в аппарате с профилем концентраций по высоте меньше, чем
в аппарате идеального смешения с такими же геометрическими размерами. По-
этому если частицы отводятся с верхней границы слоя жидкости, на которой
концентрация частиц в К раз выше средней концентрации, то время пребывания
частиц будет в К раз меньше, чем в аппарате полного смешения. Для увеличе-
ния времени пребывания возможны два приема: 1) высокая интенсивность пере-
мешивания, при которой К = 1; 2) расположение выводного патрубка не на
верхней границе, а где-то в средней части слоя жидкости.
Расчет коэффициента диффузии проводится по эмпирическому уравнению:
D = 0,12nd2 Re9,09 (eu -2.)°’36 (8.38)
8.4. Пленочные дегазаторы
Пленочные дегазаторы применяются для дегазации
жидких каучуков, обладающих высокой вязкостью. Поэтому от-
гонка мономера в тонкой плёнке, полимера является наиболее эф-
фективным методом. В пленочном дегазаторе (рис. 8.21) пар под-
водится к контактным трубкам 2 по паровому коллектору 1. Рас-
твор каучука вводится в кольцевой канал, из которого перетекает
на трубную решетку и попадает в трубки 2. Стекая по стенкам
контактных трубок 2, каучук контактирует с паром и дегазируется.
Контактные трубки закреплены в двух трубных решетках. В меж-
трубное пространство подается пар. Аппарат работает под вакуу-
мом. Внутренний диаметр контактных трубок 100 мм, ^длина
2—3 м.
221
Пар
Рис. 8.22. Крепление контакт-
ных трубок:
/ — трубка; 2 —тарелка; 5 —фланец;
4—корпус аппарата.
Рис. 8.23. Гравита-
ционное течение
пленки жидкости.
Рис. 8.21. Пленочный дегазатор:
/— паровой коллектор; 2 —контактные
трубки; 3 — корпус; 4 — направляющий диф-
фузор; э — трубная решетка; 6 — обогревае-
мый куб.
Конструкция пленочного аппарата должна предусматривать
равномерное распределение раствора каучука по стенкам трубок,
для чего трубки устанавливаются строго вертикально. Верхний
срез трубок при этом оказывается в строго горизонтальном поло-
жений. Для равномерного подвода жидкости по всем трубкам жид-
кость проходит через ряд лабиринтовых ходов. Поскольку пленка
каучука движется в ламинарном режиме, диффузия растворителя
из нее затруднена. Поэтому контактные трубки имеют разрывы с
диффузорами 4, в которых достигается перемешивание каучука.
Затем на следующем ряду контактных трубок формируется новая
пленка каучука. По сравнению с длинными контактными трубками
три-четыре ряда коротких трубок позволяют значительно интенси-
фицировать процесс.
Крепление контактных трубок в трубных решетках показано на
рис. 8.22. Один конец трубок закреплен в сальнике, что позволяет
компенсировать температурные удлинения.
Толщина пленки жидкости в пленочном трубчатом аппарате го-
раздо меньше, чем радиус трубки, поэтому пленку можно рассма-
тривать как движущуюся по плоской вертикальной поверхности.
Дифференциальное уравнение движения плоской пленки (рис. 8.23),
полученное из уравнения Навье — Стокса, имеет вид:
Л2Т/
* + = ° (839)
Пленка находится под действием сил тяжести и вязкости. Гра-
диент давления равен нулю, так как рассматривается безнапорное
свободное движение пленки. Производные скорости по времени
тоже равны нулю, так как рассматривается установившееся дви-
жение.
Граничные условия:
при у = О Vх = О
X dV* п
при г/ = д ц-^- = 0
(8.40)
Второе условие получено из выражения Ньютона для силы тре-
ния:
dVr
(8,41)
Внутри жидкости эта сила влияет на движение, а на внешней
границе равна нулю.
Дважды интегрируя уравнение (8.39), получаем:
dV g
~ = _JLy + C{ (8.42)
V-—f-f+ <?!?+(8.43)
Из уравнения (8.42) при втором граничном условии (8.40)
имеем Ci = gb/v, а из уравнения (8.43) при первом граничном
223
условии (8.40) С2 = 0. Следовательно, решение примет вид:
^=v(6j/_4) (8-44)
Уравнение (8.44) описывает параболический профиль скоро-
стей в пленке, изображенный на рис. 8.23. Оно может быть исполь-
зовано для определения толщины пленки жидкости. Для этого
нужно определить среднюю скорость в сечении пленки
б
dy
Уср 6 vd ( 2 6 )" Зу <8,45>
Расход жидкости на единицу периметра трубки равен
£ = Гср.1.д = ^- (8.46)
откуда
д = V3vL/g (ЬА7)
Это выражение может быть использовано для расчета тол-
щины не только гравитационных пленок, но и для расчета тол-
щины пленок при наличии прямоточного или противоточного по-
тока газа. При противотоке скорость газа может достигнуть такого
значения, когда движение пленки прекращается. Эта скорость на-
зывается скоростью инверсии №Инв. При скорости газа Wr
0,9№инв уравнение (8.47) дает хорошие результаты и при нали-
чии встречного потока газа.
В том случае, когда жидкость и газ движутся прямотоком
сверху вниз, в газовой фазе возникает перепад давления ДР/Д/.
Давление в жидкости в данном сечении:
Рж = Рг +
где ДР0— скачок давления на границе раздела фаз.
Если в газовой фазе существует, перепад давления ДР = Pi —
— Р2, то в жидкости перепад будет равен
АР = (Pi + АРа) - (Р2 + ЬР0) Pi - Р2 (8.48)
т. е. в жидкости будет существовать такой же перепад давления,
как и в газе. Движение пленки будет происходить не только под
действием силы тяжести, но и под действием градиента давления,
и уравнение движения примет вид
или
d2Vx
ду2
l-^о
р дх
ду2
^ = 0
Д/
(8.49)
(8.50)
£ + V
y + h
Для воды и большинства жидкостей у« ЫО4 Н/м3. Третий
член уравнения (8.50) становится соизмеримым с силой тяжести
224
Рис. 8.24. Дегазатор с
закрученным газожид-
костным потоком:
/ — контактный элемент;
2 —тарелка; 3 — царга.
тогда, когда м^а > т- е- когда перепад равен 1-Ю4 Па
(1000 мм вод. ст.) на длине трубки, равной 1 м.
В пленочных аппаратах таких высоких перепадов практически
не возникает, поэтому членом уравнения (8.50) ДР/Д/ (т. е. влия-
нием градиента давления в жидкости) можно пренебречь.
КрЬме градиента давления на толщину пленки может оказать
влияние волновой характер ее движения. Волнообразованием объ-
ясняется и появление минимума давления на кривой давление —
скорость. Волновой режим существует при Re?K = 25 4- 1500. При
Re« 25 режим движения пленки лами-
нарный, а при Re« > 1500 — турбулентный.
Граница перехода от ламинарного режима
к волновому зависит от наличия возму-
щающих шероховатостей на стенках труб-
ки. Теоретический анализ волнового дви-
жения пленки в предположении синусои-
дальной формы волн позволяет получить
следующее выражение для определения
толщины пленки:
д = V2,4vL/g (8.51)
Сравнивая это выражение с формулой
(8.47), нетрудно установить, что при вол-
новом режиме толщина пленки лишь на
7% меньше, чем при ламинарном. Таким
образом, наличие потока газа и волнообра-
зование не оказывают существенного влия-
ния на толщину образующейся пленки, ко-
торая может рассчитываться по формуле
(8.47).
Интенсификация работы пленочных ап-
паратов может быть достигнута путем тур-
булизации газовой или жидкой фазы. Тур-
булизация газовой фазы может быть достигнута установкой по оси
трубки спиральных завихрителей, а турбулизация жидкой фазы —
путем создания на стенках трубки искусственной шероховатости
или путем перемешивания пленки вращающимся ротором. Искус-
ственная шероховатость турбулизует пленку, вызывая повышенное
волнообразование. При этом шероховатость может быть создана
не по всей длине трубки, а только на начальном участке, так как
волны, возникшие в тонкой пленке, сохраняются и на гладком
участке трубки. В этом заключается особенность пленочного дви-
жения жидкости, когда сила поверхностного натяжения стано-
вится соизмеримой с силой тяжести и силой вязкости. Высота греб-
ней шероховатости должна быть соизмерима с толщиной пленки
жидкости, т. е. не должна превышать 1 мм. Шероховатость может
быть нанесена в виде насечки или в виде проволочных колец и
спиралей. Турбулизация пленки жидкости закрученным потоком
8 Зак. 57b
225
Рис. 8.25. Роторный дегазатор:
/ — корпус; 2 — вал; 3 — лопасть ротора; 4 — распор-
ная планка; 5—верхняя секция; 6 — привод.
может быть проиллюстриро-
вана на примере аппарата,
успешно применяемого для
дегазации низкомолекуляр-
ных кремнийорганических
каучуков.
Основной рабочей де-
талью колонного аппарата
(рис. 8.24) с закрученным
газожидкостным потоком
является контактный эле-
мент (патрубок) /, пред-
ставляющий собой цилиндр
с тангенциальными щелями,
укрепленный в глухой та-
релке 2 царги 3. Удаление
летучих продуктов (напри-
мер, незаполимеризованных
циклосилоксанов) осуществ-
ляется испарением их горя-
чим воздухом или инертным
газом из турбулизованной
пленки жидкого полимера.
Газ и жидкость подаются в
верхнюю часть аппарата (на
тарелку первой ступени) и
поступают в контактный
патрубок, в котором потоку
газа придается вращатель-
ное, вихревое движение. Под
действием газового потока
аналогичный характер дви-
жения придается и жидко-
сти, которая образует на( по-
верхности контактного эле-
мента равномерно распреде-
ленную крутящуюся пленку.
В зоне контактного элемен-
та обеспечивается таким об-
разом интенсивное удаление
летучих веществ из вязкой
жидкости. Уже двухступен-
чатый аппарат обеспечивает
степень извлечения до 0,9.
Другой разновидностью
пленочного аппарата яв-
ляется роторный дегазатор,
применяемый также для де-
газации жидких каучуков.
226
Схема его представлена на рис. 8.25. Раствор каучука подается
в аппарат и размазывается по его стенкам ротором. Зазор между
корпусом и лопастями ротора составляет 1—3 мм. Необходимо
стремиться к минимальной величине зазора, однако сложность
центровки ротора и невозможность выдержать правильную цилин-
дрическую форму корпуса при его сварке и сборке заставляют
работать при сравнительно большой величине зазора. Частота
вращения ротора 200 об/мин. Диаметр аппарата 0,6 м, длина 6 м.
Нагрев каучука осуществляется не острым паром, а глухим — че-
рез стенку аппарата. Для ускорения
работает под вакуумом.
При вращении частично погру-
женного в жидкость ротора она во-
влекается во вращательное движе-
ние (рис. 8.26). Представляет инте-
рес рассмотреть движение той части
жидкости, которая остается в за-
зоре между ротором и корпусом. На
объем жидкости dVm
dV^ = (rdcp) dr dh (8.52)
(где ф — угол, рад) действует сила
тяжести dG, сила трения dS и ценг
тробежная сила dF\
dG = ydV>K
W2 dtn pW2dVn
dr =----=-------
dsi=»^~dr
процесса дегазации аппарат
> (8.53)
Для установившегося движения проекции сил на оси коорди-
нат дают:
dG + dSz rdq>dh = 0 (8.54)
dSx r dq> dh == 0 (8.55)
dF + dP = 0 (8.56)
Из уравнения (8.54) получаем обычное уравнение гравитацион-
ного стекания пленки:
y+p‘^'==0 (8-57>
Для случая, когда толщина пленки равна величине зазора ме-
жду ротором и корпусом, из уравнения (8.57) можно определить
среднюю скорость движения пленки:
Из уравнения (8.55) имеем:
д2Ух п
= 0 (8.58)
8*
227
Полученное уравнение должно решаться при граничных усло-
виях:
V* = О при у = О
V х = при у = б (считаем 2? — б ~ 2?)
□и
(8.59)
Интегрируем уравнение (8.58) дважды:
-^L = C,; КХ = С1У+С2 (8.60)
Подставляем граничные условия:
Отсюда
= (8.62)
т. е. скорость вращательного движения жидкости изменяется по
линейному закону, тогда как скорость гравитационного стекания
пленки — по параболическому закону.
Средняя скорость вращательного движения будет равна:
v
и*ср ” зо
(8.63)
Из уравнения (8.56) получаем равенство центробежной силы и
силы реакции стенки:
dP = - dF
Я?2 dm
(8.64)
Суммарная скорость движения жидкости в роторном аппарате
будет равна:
F = V(%>)2+(%>)2 <8-65)
Таким образом, по сравнению с чисто пленочным аппаратом
в этом случае скорость жидкости выше, т. е. гидродинамический
режим в роторном аппарате более интенсивный.
Траектория жидкости представляет винтовую линию с углом
наклона к вертикали г|) = arcsin уР- и шагом h = 2л/? ctg
К достоинствам роторных аппаратов следует отнести: возмож-
ность переработки высоковязких жидкостей в тонкой пленке бла-
годаря размазывающему действию ротора; возможность перера-
ботки нестойких в термическом отношении продуктов, так как вре-
мя пребывания продуктов в аппарате мало; большую интенсив-
ность теплообмена; малое гидравлическое сопротивление.
Недостатками являются: наличие вращающихся частей, что ус-
ложняет эксплуатацию; затраты мощности на привод ротора; не-
обходимость уплотнений (сальников).
228
8.5. Машины для безводной дегазации
стереорегулярных каучуков
При безводной дегазации уменьшается расход пара
по сравнению с водной дегазацией и отпадает необходимость в
процессах выделения каучука (отжим, сушка и т. д.). Уменьшают-
ся и потребные производственные площади. Поэтому безводная де-
газация является более экономичной, чем водная. Однако оборудо-
вание для безводной дегазации является малопроизводительным и
сложным в эксплуатации. Кроме того, для высококипящих раство-
рителей применение высоких температур и вакуума не дает воз-
можности достичь необходимого остаточного содержания раство-
рителя по условиям равновесия.
Для безводной дегазации применяются валковые и червячные
машины. Червячные машины будут рассмотрены в гл. 9.
Рис. 8.27. .Машины с параллельной работой валков:
а —двухвалковая; б —одновалковая;
/ — валок; 2 —нож.
Процесс дегазации на валковых дегазаторах осуществляется за
счет создания тонкой пленки полимеризата на поверхности вра-
щающихся валков. Вращение валков позволяет организовать не-
прерывный процесс. Подвод тепла осуществляется через внутрен-
ние полости пустотелых валков. Для ускорения процесса дегаза-
ции валки помещаются в герметичный кожух, внутри которого
создается вакуум.
Достоинствами валковых дегазаторов является отсутствие кон-
такта каучука и паров растворителя с теплоносителем и легкость
улавливания растворителя методом конденсации. Герметичность
вакуум-валковой машины предохраняет продукт от попадания гря-
зи, а обслуживающий персонал — от вредных паров.
Валковые машины могут быть одно- и двухвалковыми. Послед-
ние подразделяются на машины с параллельной и последователь-
ной работой валков.
При параллельной работе валков пленка каучука образуется
одновременно на обоих валках и с каждого валка каучук снимает-
ся ножом (рис. 8.27). Простейшей из таких машин является одно-
валковая. Необходимая толщина пленки создается путем регули-
рования зазора между валками в двухвалковой машине или зазора
229
между валком и стенкой бункера для полимеризата в одновалко-
вой машине.
Так как при параллельной работе валков возможно появление
распорных усилий между валками, то подобные машины целесооб-
разно применять для дегазации жидких каучуков, когда возникаю-
щие распорные усилия невелики. При последовательной работе
валков пленка полимеризата последовательно проходит два валка
(рис. 8.28).
Полимеризат, переходя с первого валка на второй, частично
остается на первом из них. Количество полимера, переходящего
на второй валок, может быть определено по уравнению:
где Gi и G2— количество полимера на первом и втором валках;
П1 и п2 — частота вращения первого и второго в,алков.
Рис. 8.28. Схемы движения пленки полимера при после-
довательной работе валков:
а —полимеризат наливается на валок; б —валок погружается
в полимеризат;
/ — валок; 2 —нож.
Если частоты вращения валков равны, то полимер разделяется
на два одинаковых по величине потока. Чем большую частоту вра-
щения имеет второй валок по сравнению с первым, тем большая
доля полимера переходит на него. На практике признано опти-
мальным соотношение = 2 или 3.
Уравнение (8.66) получено для валков одинакового диаметра.
Если диаметры валков разные, то на валок большего диаметра пе-
реходит больше жидкости, чем рассчитано по уравнению (8.66).
Поэтому для того чтобы на второй валок переходило больше жид-
кости, он должен иметь больший диаметр, чем первый. Однако на
нем возможно образование «лысины» т. е. жидкость на второй ва-
лок переходит не полностью. Такое явление наблюдается через не-
которое время после приведения в контакт ножа, снимающего
пленку полимера со второго валка. Кроме того, применение валков
230
различного диаметра увеличивает трудоемкость ремонта. Вслед-
ствие этого обычно используют валковые дегазаторы с валками
равного диаметра.
Соотношение (8.66) определяет и величину зазора между вал-
ками S. Максимальная величина зазора может быть равна тол-
щине слоя жидкости, подводимой к зазору первым валком. После
зазора поток разделяется на два, каждый толщиной Si и S2. Так
как .второй валок вращается быстрее первого, то в соответствии
с уравнением неразрывности потока
dotii = d xZZj + d2/z2 (8.67)
толщина пленки на нем должна уменьшаться во столько раз, во
сколько частота его вращения больше частоты вращения первого
валка:
во = б1+й2Т1=д1 + б2 (8-68)
Таким образом, на двухвалковом дегазаторе при последова-
тельной работе валков удается дополнительно уменьшить толщину
пленки на втором валке. Кроме того, переходя на второй валок,
пленка каучука переворачивается, что способствует ускорению про-
цесса дегазации.
Общая толщина слоя на выходе из зазора валков (б1 + Sj) дол-
жна определять минимальную величину зазора. Однако действи-
тельный зазор может быть еще меньше. Объясняется это тем, что
скорость жидкости в зазоре валков имеет большее значение, чем
окружная скорость валков. Распределение скоростей в зазоре вал-
ков будет рассматриваться далее в гидродинамической теории ра-
боты вальцев (стр. 318).
Толщина пленки, образующейся на первом вадке при выходе
полимеризата из питающего бункера, должна быть равна поло-
вине зазора между валком и стенкой питающего бункера. Однако
на практике толщина слоя составляет 60—80% от величины за-
зора.
Рассмотрим влияние толщины пленки каучука на валке на ско-
рость дегазации и, следовательно, на производительность валко-
вого дегазатора. Для достижения определенной степени дегазации
необходимо выдержать постоянным некоторое значение критерия
Fo = Dt/S2 = const. Производительность машины
GM = ЬдП7в (8.69)
здесь b — длина валка; 1FB— окружная скорость валка.
П7В « £в/т (8.70)
где Lp — длина рабочей части окружности валка (т. е. часть пол-
ной длины окружности валка, на которой находится пленка); т —
время дегазации на валке.
231
Подставив формулу (8.70) в уравнение (8.69), получаем:
b6LB
bbLBD const
const • d2 6
(8.71)
т. e. при 6 —► 0 величина G1M oo.
Однако максимальная производительность ограничена мини-
мально достижимой толщиной пленки и возможностью снятия ее
с валка. При увеличении частоты вращения валков центробежные
силы могут сорвать пленку. Поэтому величина
Ямакс = 48/2?в (8.72)
соответствует окружной скорости 4—5 м/с, при которой начинается
ртрыв пленки. Кроме того, с
Рис. 8.29. Двухвалковый вакуум-
дегазатор:
/ — кожух: 2 —нож; 3 — валок-, 4—чер-
вяк.
ростом производительности процесс
дегазации начинает тормозиться
скоростью подвода тепла.
При расчете валкового дегаза-
тора необходимо знать распорное
усилие и мощность двигателя.
Распорное усилие РраСп (в Н):
Ррасп = 0,665(хэфУ1£в-§- (8.73)
Мощность двигателя Л^дв (в Вт):
*дв=2(09Иэф^£вд/-^- (8.74)
Здесь рЭф выражено в Па-с,
Vi — в м/с, LB, RB и hQ — в м.
Мощность расходуется на нагрев
каучука, поэтому можно рассчи-
тать повышение температуры кау-
чука в зазоре валков.
Q = Gc(tK-tn) (8.75)
По этой причине второй валик иногда работает без нагрева. Выде-
ляемое тепло идет на нагрев каучука.
Двухвалковые машины для дегазации каучуков. Такая машина
используется для отгонки низкокипящих растворителей. Раствор
каучука подается под давлением 98 кПа в пространство между
валками (рис. 8.29). Давление в кожухе валков составляет 45 кПа,
что обеспечивает оптимальные условия отгонки растворителя при
умеренной температуре. Так как в пространстве между валками
создается некоторый запас полимеризата, соприкасающегося с го-
рячей поверхностью валков, то испарение растворителя начинается
уже в этом пространстве. По боковым поверхностям валков имеют-
ся ограничительные стрелы, препятствующие сливу полимеризата
через торцевые поверхности.
Зазор между валками составляет 0,2—0,5 мм. Валки вращают-
ся с равной скоростью, поэтому толщина пленки полимеризата, об-
232
разованного на каждом валке, равна 0,1—0,25 мм. По мере дегаза-
ции толщина пленки уменьшается.
В полости валков подается пар с давлением ~1,5 МПа и тем-
пературой 200 °C. Температура поверхности валков при этом со-
ставляет 170 °C, а температура каучука достигает 140 °C. Про-
дегазированная пленка каучука срезается ножом и подается на
шнек, с помощью которого осуществляется выгрузка каучука из
вакуумного пространства. При частоте вращения валков 6—
10 об/мин и диаметре их 0,8 м время дегазации будет равно 2—4 с.
Цапфы валков выходят за пределы кожуха. Это необходимо для
подачи в полость валков греющего пара и отвода конденсата. Для
Рис. 8.30. Валковый дегазатор с несплошным кожухом:
/ — подшипник; 2 —прижимной валок; 3 — валок.
уплотнения сальников в местах выхода цапф из кожуха исполь-
зуется сухая асбестовая набивка, что исключает попадание масла
в каучук. Длина валков 2 м, толщина стенок 30 мм. Для: съема
продукта используется металлический нож (из бронзы или не-
ржавеющей стали).
На рис. 8.30 показана двухвалковая машина, не имеющая
сплошного кожуха, окружающего валки. Эта машина имеет про-
дольные торцевые уплотнения в верхних точках валков и прижим-
ные валки, уплотняющие пленку каучука на боковой их поверхно-
сти. Между продольными торцевыми уплотнениями и прижимными
валками остается открытый участок поверхности рабочего валка,
находящийся не под вакуумом, а сообщающийся с окружающим
воздушным пространством. Пленка каучука после прохождения
зазора между рабочим и прижимным валками переходит на при-
жимной валок, с которого срезается ножом.
233
Двухвалковая машина, применяемая для дегазации жидких
каучуков, изображена на рис. 8.31. Машина имеет питающий бун-
кер Л два последовательно работающих валка 6 и нож 7 для срез-
Рис. 8.31. Двухвалковая машина для дегазации жидких кау-
чуков:
/ — бункер; 2 —патрубок; 3 — кожух; 4—фрикционные шестерни; 5 —рас«
пределительная головка; б —валок; 7—нож; S, 9—трубопроводы;
10—электродвигатель; // — приводные шестерни.
ки каучука. Привод первого валка осуществляется от электродви-
гателя 10 через пару приводных шестерен 11. Вращение с первого
на второй валок передается с помощью двух фрикционных шесте-
рен 4. Пары мономера и растворителя отводятся вакуум-системой
Рис. 8.32. Одновалковые машины:
а —с питающим бункером; б—с питающим необогреваемым
валком;
/ — корпус; 2 —питающий бункер; 3 — валок; необогревае-
мый валок.
через патрубок 2. Кожух 3 выполнен съемным для удобства прове-
дения ремонта и регулировки зазора между валками. Ввод грею-
щего пара в полости валков осуществляется по трубопроводу
S, а вывод конденсата — по трубопроводу 9. Распределительная го-
234
ловка 5 служит для ввода
пара и вывода конденсата
из валков и аналогична по
конструкции распредели-
тельным головкам, приме-
няемым в вакуум-фильтрах.
Продегазированный кау-
чук сливается в поддон ма-
шины, а из поддона перели-
вается в накопительную ем-
кость. После наполнения
накопительной емкости она
отключается от дегазатора
и давлением инертного газа
каучук передавливается в
тару для отправки потреби-
телям.
Одновалковые машины
для предварительной дега-
зации каучука. При безвод-
ной дегазации каучука в ап-
парат поступает жидкий по-
лимеризат, а продуктом яв-
ляется твердый каучук. Ор-
ганизовать переработку в
одной машине жидкости и
твердого полимера трудно,
поэтому целесообразно осу-
ществлять предварительную
отгонку растворителя на од-
новалковой машине, после
которой получается каучук
с небольшим содержанием
растворителя. Окончатель-
ная дегазация каучука мо-
жет проводиться на червяч-
ной машине.
В машину для предвари-
тельной дегазации (рис.
8.32) полимеризат подается
или через питающий бункер,
в котором уже начинается
испарение растворителя, или
через питающий необогре-
ваемый валок. Испарение
растворителя протекает на
обогреваемом валке. На
рис. 8.33 показана конструк-
ция этого валка и схема
Рис. 8.33. Валок:
1 — барабан; 2— подшипник.
235
подачи пара в его полость. Пар подается по центральной трубе
с отверстиями. Конденсат давлением греющего пара выводится по
кольцевому пространству. Герметичное соединение вращающе-
гося валка с неподвижной системой подвода теплоносителя и
неподвижным кожухом машины осуществляется с помощью саль-
ников.
8.6. Основы безопасной эксплуатации оборудования
для дегазации каучуков
Для предотвращения подсоса воздуха из атмосферы
цеха усреднительные емкости, в которые поступает полимеризат,
и водные дегазаторы находятся под избыточным давлением 127—
147 кПа. В усреднителях полимеризат находится под азотной по-
душкой с давлением 147—157 кПа, поддерживаемый системой двух
клапанов, установленных на коллекторе «дыхания» усреднителей.
Первая ступень дегазации, в которой идет образование крошки,
работает под избыточным давлением до 147 кПа, а вторая ступень,
в которой протекает диффузионный процесс удаления раствори-
теля,— под давлением 167 кПа.
Для предотвращения слипания крошки каучука и образования
агломератов в дегазатор первой ступени подается раствор анти-
агломератора.
Основными нарушениями в работе системы дегазации могут
быть следующие: большое содержание органических веществ в
циркуляционной воде и крошке; увеличение давления в системе де-
газации; завышение или занижение уровня и температуры в обеих
ступенях. Для ликвидации этих нарушений принимаются меры в
соответствии с действующими инструкциями в цехе. В случае ава-
рийного режима, т. е. при обнаружении в воздухе рабочих помеще-
ний концентрации органических продуктов ^0,4 объемн.% или
при пожаре в помещении, или при прекращении подачи охлаждаю-
щей воды, пара, электроэнергии и воздуха КИП, поступают в со-
ответствии с планом ликвидации аварии в цехе.
ГЛАВА 9
ОБОРУДОВАНИЕ
ПРОЦЕССОВ ВЫДЕЛЕНИЯ КАУЧУКА
В соответствии со способами полимеризации процессы
выделения существенно различны в производствах эмульсионных
и растворных каучуков. Если латекс является конечным продук-
том, то вместо выделения осуществляют процессы агломерации и
концентрирования.
Продегазированный латекс в отличие от водной дисперсии кау-
чука, получаемой при дегазации растворных каучуков, является
236
стабильной дисперсией очень мелких частиц каучука. Если укруп-
нить эти частицы, то дальнейшие стадии процесса выделения
эмульсионных и растворных каучуков ничем не будут отличаться.
9.1. Схемы коагуляции латексов и выделения каучуков
Укрупнение частиц каучука в латексе до размеров
крошки достигается путем коагуляции, которая может быть осу-
ществлена с применением специальных коагулирующих агентов —
растворов NaCl и H2SO4 или CaCU и СН3СООН. Размер частиц
Рис. 9.1. Схемы коагуляции:
а —батарея инжекторов (вверху схема инжектора); б —батарея аппаратов с мешалками.
каучука, получаемых при коагуляции, не должен превышать 2—
6 мм. Такие частицы легко отделяются от воды фильтрованием и
хорошо промываются.
Коагуляция проводится в три стадии. На первой стадии при до-
бавлении солей происходит агломерация частиц латекса (загуще-
ние). На второй стадии при добавлении кислот происходит собст-
венно коагуляция, т. е. образование крупных частиц. На третьей
стадии дисперсию разбавляют водой с целью получения легко-
транспортируемой по трубопроводам смеси. Концентрация крошки
каучука в результате разбавления снижается с 20 до 3%.
237
Коагуляция может проводиться по двум схемам (рис. 9.1):
1) в трех последовательно соединенных смесительных соплах (ин-
жекторах); 2) в трех последовательно соединенных аппаратах с
мешалками.
Рис. 9.2. Схема выделения каучука:
Вода
1, 3 — вибросита; 2 — промывная емкость; 4—шнековый пресс-, 5 —молотковая дробилка;
6 — ленточная сушилка; 7 —газодувка.
Рис. 9.3. Схема выделения каучука:
/ — насос для циркуляционной воды; 2 —емкость; 3 —вибросито; 4—отжимная червячная
машина; 5—червячная сушилка; 6 — вибросушилка; 7—вертикальный виброконвейер-охлади-
тель; 8 — транспортирующий шнек; 9—вентиляторы.
Крошка
каучука
Первая схема дает возможность расположить оборудование на
малых производственных площадях компактно, а вторая схема поз-
воляет обеспечить определенное время контакта латекса с электро-
литом, необходимое для созревания коагулюма (15—16 мин).
Дальнейшее выделение как эмульсйонных, так и растворных
каучуков осуществляется в промышленности по двум схемам
(рис. 9.2 и 9.3): 1) вибросито — отжимная червячная машина —
молотковая дробилка — конвективная ленточная сушилка; 2) ви-
238
бросито — отжимная червячная машина — червячная сушилка —
вибросушилка — виброподъемник.
Основное отличие этих схем заключается в способе сушки кау-
чука. В схеме, изображенной на рис. 9.2, используется способ
обычной конвективной сушки, а в схеме, представленной на
рис. 9.3, — сушка с перегревом каучука под давлением в червяч-
ной машине с последующей досушкой в конвективной вибросу-
шилке. В промышленности эти схемы применяются с заменой неко-
торых видов оборудования. Например вместо отжимной червячной
машины может использоваться вакуум-фильтр. При наличии гра-
нулирующего устройства в головке отжимной червячной машины
может отсутствовать молотковая дробилка и т. д.
9.2. Молотковая дробилка и вакуум-фильтр
Молотковая дробилка, или дезинтегратор, предназначена для пре-
вращения в крошку кусков каучука, поступающих после вакуум-фильтра или после
отжимной червячной машины, перед пневмотранспортом крошки каучука в кон-
вейерную сушилку. Дробилка (рис. 9.4) состоит из корпуса, ротора и привода.
Корпус дробилки представляет собой собранный на болтах комплект деталей из
высокопрочцого чугуна и стали со сменными внутренними вставками из хроми-
стой стали. На раме остова установлены измельчающие брусья из нержавеющей
стали. Верхняя часть корпуса имеет окно, к которому крепится сварной бункер
для приема кусков каучука.
Ротор дробилки представляет собой вал с четырьмя стальными дисками, на
каждом из которых крепятся три крошащих молотка. Каждый молоток имеет
6 рабочих поверхностей, которые меняются по мере износа (поворачиваются).
Недостаток дробилки состоит в том, что при дроблении не удается избежать
образования мелких частиц каучука, забивающих сетку конвейерной сушилки.
Барабанный вакуум-фильтр служит для фильтрования крошки каучука и от-
соса из нее воды. Этот аппарат (рис. 9.5) состоит из станины с опорными под-
шипниками, фильтрующего барабана, привода барабана, отжимного, разгрузоч-
ного, промывного и пропарного устройств.
Опорная станина вакуум-фильтра изготовлена из серого чугуна и состоит
из двух вертикальных фигурных опо<р, на которых установлены опорные под-
шипники фильтрующего барабана, выполненные из чугуна со сменными бронзо-
выми вкладышами.
Фильтрующий барабан вакуум-фильтра изготовлен из серого чугуна, плаки-
рованного нержавеющей сталью. К торцевым сторонам барабана прикреплены
направляющие кольца, изготовленные из нержавеющей стали. Цилиндрическая
поверхность барабана закрыта перфорированным экраном, на котором установ-
лены внутренняя и наружная сетки. Внутренняя фильтрующая сетка, изготовлен-
ная из нержавеющей стали, имеет 224 отверстия на 1 см2.
Барабан разделен на 24 секции развернуто-проходного типа. Каждая секция
имеет отдельный выход к автоматическому клапану при помощи выходных от-
верстий. Автоматический клапан представляет собой конструкцию из плакирован-
ного чугуна с отверстием для выхода фильтрата и вакуумного соединения с не-
сущей панелью из нержавеющей стали и сменной Планшайбой на неподвижном
клапане. Клапан установлен со стороны левой опоры вместе со сменной план-
шайбой и несущей плитой.
Клапан является исключительно важной деталью фильтра, осуществляющей
контроль над его работой. Все выводы фильтра собраны в виде круга на несу-
щей панели. Несущая панель вращается вместе с барабаном, плотно соприка-
саясь с планшайбой неподвижного клапана. Планшайба и тело клапана прочно
крепятся к его основанию. При вращении несущей панели относительно
планшайбы и тела клапана поддерживается необходимый рабочий вакуум,
239
Рис. 9.4. Молотковая дробилка:
/ — шкив; 2 — корпус; 3 — бункер для каучука; 4 —ротор; 5 —диски; 6 — измельчающие брусья; 7 —крошащие молотки.
Рис. 9.5. Барабанный вакуум-фильтр с верхним питанием.
/ — лоток; 2 — промывное устройство (разбрызгиватель); 3 — прижимные валки: 4—пневматические клапаны; 5—разгружающее устройство;
6— рама; 7 —пропарное устройство; 8— барабан; 9—привод.
в результате чего фильтрат отводится. Клапан фильтра имеет отвод фильтрата
через вакуумный канал.
Смазка внутренних и наружных поверхностей клапана осуществляется от
лубрикатора с постоянной подачей смазочного материала. Подшипники, втулки
и шариковый упорный подшипник смазываются от масляной камеры втулки
клапана. Фильтрующий барабан вращается в подшипниках скольжения, уста-
новленных на опорной станине и имеющих сменные бронзовые втулки. Для
смазки опорных подшипников применяется нигрол. Диаметр барабана 1830 мм,
ширина 915 мм.
Привод барабана осуществляется от электродвигателя мощностью 3,7 кВт,
п = 1440 об/мин через вариатор, цепную передачу и червячный редуктор. Чер-
вячное колесо изготовлено из чугуна и имеет бронзовый обод, червяк — стальной.
Привод обеспечивает вращение барабана с частотой от 0,5 до 3 об/мин.
Отжимное устройство предназначено для принудительного удаления влаги
из крошки каучука и представляет собой систему трех прижимных валков с
пневматическими мембранными клапанами, управляемыми с контрольной панели.
Диаметр валков 320 мм. Они изготовлены из чугуна и плакированы нержавею-
щей сталью. Прижимные валки вращаются в шарикоподшипниках, которые могут
перемещаться по направляющим. Подшипники жестко связаны с мембранами
пневматических клапанов штоком. Давление воздуха на мембрану через шток
передается на подвижный подшипник валка, в результате чего валок создает
давление на слой каучука в зависимости от его толщины. Под давлением трех
последовательно установленных валков происходит удаление влаги из крошки
каучука. Давление воздуха на мембраны клапанов прижимных валков:
1 валок 80—120 кПа
2 » 120—180 кПа
3 » ^280 цПа
Смазка подшипников валков и направляющих — периодическая (солидолом).
Разгружающее устройство располагается с передней стороны вакуум-фильтра
ниже третьего отжимного валка и представляет собой вал из ''нержавеющей
стали, несущий на себе четыре лопасти, расположенные под углом 90° друг
к другу. Две лопасти выполнены из твердой резины, а две из нержавеющей
стали и имеют вид пилы. Вал вращается в шарикоподшипниках, которые уста-
навливаются в подвесных опорах, что позволяет регулировать положение вала
и выдерживать необходимый зазор относительно поверхности барабана. Вал
вращается в направлении барабана, снимая пласт каучука с сетки барабана
и направляя его в молотковую дробилку. Привод разгрузочного вала осуществ-
ляется от электродвигателя мощностью 0,37 квт, п = 1400 об/мин через червяч-
ный редуктор, обеспечивающий вращение вала с частотой 50 об/мин.
Поомывное устройство служит для вторичной промывки крошки каучука до
подхода ее к отжимным валкам. Оно установлено над верхней частькг барабана
и имеет распыливающую трубу с восьмью бронзовыми распылителями.
Для очистки сеток от забившейся крошки каучука вакуум-фильтр оборудо-
ван скользящими форсунками парового душа, в которые подается пар под
давлением 0,7—1,0 МПа.
Питающий лоток изготовляется из нержавеющей стали с резиновыми на-
правляющими и козырьком. Он установлен между промывной емкостью и ва-
куум-фильтром и обеспечивает распределение пульпы по всей ширине барабана.
На нем укреплена гофрированная скатная доска, которая обеспечивает равно-
мерное распределение каучука по всей поверхности вакуум-фильтра с одинако-
вой толщиной слоя.
9.3, Вымораживающий барабан
Синтетические латексы могут выпускаться с низкой
(35%), средней (35—50%) и высокой (>50%) концентрацией
сухого остатка. Для большинства процессов получения изделий
из латекса желательно применение концентрированных латексов
242
с концентрацией сухого остатка 50—60%. Поэтому латексы необ-
ходимо концентрировать. Для обеспечения возможности получения
текучих латексов с содержанием сухого остатка 60% перед кон-
центрированием их следует подвергать агломерации — укрупнению
частиц. Средний размер частиц в результате агломерации увели-
чивается примерно в три раза. Одновременно значительно увели-
2
Рис. 9.6. Схема вымораживающего бара-
бана:
/ — камера оттаивания; 2—нож; 3 —барабан;
4—поддон.
чивается полидисперсность.
Агломерацию можно осуществлять тремя различными спосо-
бами.
1. Под влиянием химических агентов. По этому способу агло-
мерация осуществляется с помощью добавок растворов солей раз-
личной концентрации. Про-
цесс проводится в аппарате
с мешалкой. По конструк-
тивному оформлению этот
способ прост, но образую- л
щийся продукт не обла-
дает достаточной стабиль-
ностью.
2. Под влиянием давле-
ния. Этот способ сложен
тем, что требует использо-
вания высокого давления <=
-10 МПа. '
3. Путем заморажива-
ния-оттаивания. В этом слу- '
чае укрупнение частиц про-
исходит под действием меж-
кристаллитных сил при за-
мерзании водной фазы без
каких-либо химических до-
бавок, ухудшающих свой-
ства каучука. Образующийся
продукт обладает хорошей устой-
чивостью при хранении и транспортировке.
Третий способ осуществляется с помощью вымораживающих
барабанов. При замораживании латекса частицы коагулируют.
После оттаивания вновь получается латекс, но уже содержащий
более крупные частицы полимера.
Процесс агломерации зависит от времени и температуры: чем
ниже температура, тем быстрее он завершается. Поэтому на по-
верхности барабана корка льда охлаждается до минус 5°C. Для
создания такой температуры внутрь барабана подается рассол
с температурой минус 10 — минус 16°С.
Агломерация замораживанием применяется для стирольных
латексов. В случае хлоропреновых латексов коагуляция проходит
полностью, поэтому вымораживающий барабан используется для
выделения полимера. На поверхности барабана осаждается
пленка скоагулированного полимера, которая срезается и подается
па сушку. Полная коагуляция стирольных латексов возможна при
243
Рис. 9.7. Вымораживающий барабан (продольный разрез):
1 корпус; 2—форсунки; 3 — желоб для сбора и отвода хладагента; 4—привод.
Хладагент
более низких температурах, но такой способ выделения является
неэкономичным.
Схема работы барабана ясна из рис. 9.6. Барабан 3 частично
погружен в латекс, которым заполнен поддод 4. Уровень латекса
в поддоне поддерживается таким, что угол погружения барабана
составляет 90° (четверть всей поверхности барабана погружена в
латекс). Барабан вращается с частотой 0,5 4-2,5 об/мин. Слой
льда, образующийся на ёго поверхности, срезается ножом 2 и по-
ступает в камеру оттаивания 1.
Рис. 9.8. Схема движения хладагента в барабане:
/—распределитель; 2 — веерные трубы; 3—форсунка; 4— сбор-
ный желоб.
Устройство барабана показано на рис. 9.7. Барабан диаметром
2,75 м вращается в двух подшипниковых опорах, получая враще-
ние от электродвигателя через редуктор и вариатор. Торцевые
поверхности его имеют теплоизоляцию для предотвращения коагу-
ляции на них латекса. Поверхность барабана должна быть глад-
кой, так как малейшие неровности вызывают сильное прилипание
пленки замороженного латекса. Чистоту обработки барабана
(V7 — V9) получают шлифовкой. Для выполнения ежегодной пере-
шлифовки непосредственно на месте установки барабана на раме
агрегата предусмотрена установка суппорта токарного станка.
Охлаждающее устройство представляет собой систему труб,
соединенных фланцами. Посредине магистральной трубы в одном
245
/11
из фланцевых разъемов стоит заглушка, которая делит охлаж-
дающее устройство на две зоны: зону подачи хладагента и зону
его отвода. Подача хладагента на верхнюю часть барабана произ-
водится через распределитель и систему веерных труб (рис. 9.8), на
концах которых находятся форсунки. Форсунка состоит из отрезка
трубы с отверстием и отражательной пластины-лопатки, укреплен-
ной на горизонтальной трубе с помощью хомута. Хладагент
струей выходит из отверстия, отра-
жается от лопатки и попадает на
стенку барабана. Форсунки распо-
ложены по всей длине барабана,
поэтому вся верхняя его часть рав-
номерно орошается хладагентом.
В нижней части барабана рас-
положены два желоба для сбора
хладагента, выводимого с помощью
вакуум-системы.
Срезание замороженного латек-
са с поверхности барабана осу-
ществляется ножом. Конструкция
ножа представлена на рис. 9.9.
Оправка ножа 7 представляет собой
длинную толстостенную трубу с
приварными цапфами на концах
для того, чтобы оправка в опорах
могла вращаться вокруг собствен-
ной оси. К оправке ножа приварена
опорная планка 6. Лезвие ножа 4,
изготовленное из прочной пружин-
ной ленточной стали толщиной 0,4—
0,6 мм, зажимается между опор-
ной 6 и прижимной 5 планками.
Оно прилегает к поверхности бара-
бана по всей длине под определен-
ным углом, обеспечивающим отсут-
ствие зазора и самозатачивание при
небольших усилиях прижатия. Нож
прижимается к поверхности бара-
бана пружиной 10. Регулирование силы прижатия осуществ-
ляется штурвалом 9. Срок службы лезвия ножа не превышает
10 дней.
Рассмотрим закономерности процесса вымораживания. Производительность
вымораживающего барабана определяется скоростью отвода тепла от замора-
живаемого латекса.
Любая точка окружности барабана за время dx проходит путь dl, при этом
толщина слоя льда увеличивается на величину dh. Объем льда, намерзшего за
это время
dV л = L6 dl dh/2 (9.1)
Рис. 9.9. Нож:
/ — отжимной болт; 2—прижимной болт;
3 — барабан; 4—лезвие ножа; 5—при-
жимная планка; 6— опорная планка;
7 —оправка ножа; в—рычаг; Р—штур-
вал; 10—пружина; /Ь—тяга.
где to — длина барабана.
246
Выделившаяся при этом теплота фазового превращения равна
, ~ Аб dl dh
dQ = rp-±-^---- (9.2)
где г — удельная теплота фазового превращения.
Уравнение теплового баланса на поверхности намерзания:
4 («п - «ст) dl L6 dx = аж «ж - /п) £б dl dx 4- гр (9.3)
где к — коэффициент теплопроводности льда; — толщина слоя льда; 1ж, /п,
ter — температура латекса, поверхности льда и стенки аппарата, соответственно.
Преобразуем уравнение (9.3)
2 (^п ^ст) к, _ 2 (/ж /п) (Хж
грА гр
Интегрирование уравнений (9.4) дает:
Arp (1п £ст) fn А, (/п /ст)rph
^аж (^ж ^п) (^п ^ст) ажЛ (^ж ^п) 2аж (/ж — ^п)
Толщина намерзшего слоя латекса может быть найдена подбором по урав-
нению (9.5). Время намерзания определяется отношением длины окружности
погруженной части барабана I к окружной скорости барабана We
t = UW6 (9.6)
Здесь
I = л/)бф/360; Wъ — TcD^n/GO
где <р — угол погружения.
При расчете процессов теплообмена наибольшую трудность представляет
определение коэффициента теплоотдачи со стороны латекса. Этот коэффициент
рассчитывается с использованием теории пограничного слоя. От толщины по-
граничного слоя зависит местное значение коэффициента теплоотдачи. Среднее
значение коэффициента теплоотдачи по всей длине пластины I определяется как
среднеинтегральное:
«ср = у а (0 dl (9.7)
о
Поскольку толщина теплового пограничного слоя зависит от величины кри-
терия Рг, то и критериальные уравнения, полученные на основе решения уравне-
ния теплопроводности теплового пограничного слоя, имеют также различный
вид в зависимости от величины критерия Рг. Для воды при t = О °C, Рг > 1
уравнения теплоотдачи имеют вид:
ламинарный пограничный слой
Nucp = 0,7 Re°'5pA33 (9.8)
турбулентный пограничный слой
Nucp = 0,035 Re°'8Pr°'33 (9.9)
В критерии Re и NuCp в качестве линейного размера входит длина погра-
ничного слоя или длина пластины /:
Nucp = аср//Л; Re = Wl/v
Для вымораживающего барабана это будет длина окружности погруженной
части барабана. Если на поверхности пластины отсутствуют выступы или шеро-
ховатости, вызывающие турбулизацию, то ламинарный пограничный слой
247
сохраняется до Re = 5-105. Поскольку вымораживающий барабан имеет шлифо-
ванную поверхность, для него ReKp — 5-Ю5.
При частоте вращения барабана 0,5—2,5 об/мин слой намерзающего латекса
достигает 1 мм. Тепловая проводимость слоя льда:
1 9
— =-----—г 2,32 • 103 Вт/(м2 • °C)
h 1-10~3
Коэффициент теплоотдачи со стороны хладагента ах >2,32-10’ Вт/(м2-°С),
со стороны латекса ~2,32 102 Вт/(м2-°С) Интенсификация процесса могла бы
быть достигнута путем увеличения коэффициента теплоотдачи со стороны ла-
текса, однако этому препятствует вспениваемость латекса.
Толщина слоя намерзающего латекса определяется не только тем количе-
ством, которое намерзает на погруженной части барабана. После выхода бара-
бана из латекса на поверхности льда остается пленка жидкости, смачивающей
лед. Толщина извлекаемой барабаном пленки жидкости зависит от скорости
вращения барабана и плотности, поверхностного натяжения и вязкости латекса,
а также от геометрических размеров барабана. Эта пленка, уже находясь в
верхней непогруженной части барабана, замерзает и способствует увеличению
его производительности.
Недостатками вымораживающего барабана являются небольшая производи-
тельность, малый срок службы лезвия ножа, необходимость применения низких
температур. Для увеличения производительности предложен дисковый барабан,
в котором поверхность намерзания увеличивается таким же образо-м, как уве-
личивается рабочая поверхность в дисковом вакуум-фильтре по сравнению
с барабанным вакуум-фильтром.
9.4. Оборудование для концентрирования латексов
Концентрировать латексы можно с помощью сливко-
образования с последующим
Рис. 9.10. Схема установки для
концентрирования под вакуумом:
/ — колонна; 2— теплообменник; 3 — на-
сос.
чем в колонне, на величину
отделением, а также с помощью вы-
мораживания и упаривания. Наи-
большее применение нашел способ
термического упаривания, осуществ-
ляемый путем нагревания латекса
до кипения под атмосферным дав-
лением, в вакууме или в токе воз-
духа.
Схема установки для концентри-
рования латекса под вакуумом в ко-
лонном аппарате пленочного, рас-
пылительного или тарельчатого ти-
па представлена на рис. 9.10. Ла-
текс, подлежащий концентрирова-
нию, циркулирует между теплооб-
менником 2 и отгонной колонной 1
с помощью циркуляционного насо-
са 3. Насос и теплообменник рас-
положены значительно ниже колон-
ны, поэтому давление в них выше,
статического напора столба латекса.
В теплообменнике латекс нагревается, а при поступлении латекса
в колонну часть воды испаряется. При давлении в колонне 6 кПа
температура концентрирования составляет 40°C. Схема может ра-
ботать периодическим или непрерывным способом.
248
Латекс
Рис. 9.11. Горизонтальный концентратор для упаривания латекса
в токе воздуха:
1 — корпус; 2— штуцер для входа горячей воды; 3— штуцер для выхода воды;
4—стойка; 5 — опорная станция; 6—привод; 7 — зубчатое колесо; 8 — опорно-
упорная станция; 9 — штуцер для отбора проб, 10— рубашка.
При работе по непрерывному способу в установке циркулирует
концентрированный вязкий латекс. При работе по периодиче-
скому способу только в конце цикла упарки образуется вязкий
концентрированный латекс. Поэтому работа достаточно мощных
установок оказывается более эффективной при периодическом спо-
собе упарки.
Концентратор периодического действия для концентрирования
латекса под атмосферным давлением в токе горячего воздуха изо-
бражен на рис. 9.11. После загрузки латекса аппарат приводится
во вращение, а в рубашку аппарата подается горячая вода. Над
слоем латекса продувается горячий воздух. Для предотвращения
образования пленки на стенках концентратора внутрь барабана
вставляется свободно вращающийся металлический цилиндр, спо-
собствующий перемешиванию латекса и тем самым уменьшающий
образование коагулюма. Концентрация полимера в латексе не
оказывает влияния на скорость концентрирования. Однако ско-
рость процесса зависит от относительной скорости и температуры
латекса и воздуха. Особенность концентрирования заключается
в образовании на поверхности латекса пленки полимера. Переме-
шивание латекса уменьшает вероятность образования пленки, на
неподвижной же поверхности латекса пленка образуется очень
быстро, что препятствует контакту воздуха с латексом, и процесс
концентрирования прекращается. Для устранения возможности
образования пленки полимера необходимо, чтобы латекс непре-
рывно перемешивался и процесс проходил в мягких условиях.
Процесс массообмена при концентрировании описывается урав-
нением:
Nu'=0,83 Re?’5 (9.10)
Здесь
Nu' e kd9/D; Rer = Wrd9/vr
где k — коэффициент массопередачи; — эквивалентный диаметр
свободного сечения концентратора, не занятого латексом.
Коэффициент диффузии водяного пара в воздухе рассчиты-
вается по формуле:
где Do = 0,192-IO"8 м2/с (/ = 0°С, Р = 9,8-104 Па).
Для непрерывного концентрирования латексов под вакуумом
применяют турбулентно-пленочные концентраторы, напоминающие
по конструкции и принципу действия роторный дегазатор (см.
рис. 8.26).
9.5. Вибрационные машины
К числу вибрационных машин, используемых в про-
мышленности СК, относятся вибросито, вибротранспортирующий
лоток, виброподъемник, вибросушилка. Работа этих машин осно-
вана на перемещении сыпучего материала по вибрирующей по-
250
верхности, совершающей периодические колебания. В промышлен-
ности СК применение вибрационных машин особенно целесо-
образно, так как крошка каучука при транспорте сплошным
слоем слипается. Вибрационное перемещение является единствен-
ным эффективным способом транспорта.
Поступательное движение частицы при вибротранспорте воз-
можно вследствие того, что плоская поверхность вибротранспор-
тера совершает колебания под некоторым углом 0° < а < 90°
к горизонту (рис. 9.12). Вторым необходимым условием транс-
порта является наличие силы
трения частицы о плоскость.
Плоскость совершает пря-
молинейные поступательные
гармонические колебания с ам'
плитудой А и частотой со по
закону
S = Л sin сот (9.12)
На частицу действует сила
тяжести G, нормальная реак-
ция W, сила трения F и сила инерции J. Сила инерции равна про-
изведению массы частицы т на ускорение плоскости
. 9 = — Лео2 sin сот
dx*
(9.13)
В проекциях на оси координат уравнения движения частицы
примут вид:
d^x
tn тт = ^Л(о2 sin (от cos а + F
аХ
(9J4)
tn - г -г = mA sin (от sin а — G + АГ
ат2
Максимальное значение вертикальной составляющей силы
инерции myWsina должно превосходить силу тяжести частицы
G = mg. Только при этом "условии будет происходить подбрасы-
вание частиц.
Таким образом, условием подбрасывания частиц является не-
равенство
Л©2 sin ci/g = Kv > I (9.15)
где Kv — коэффициент режима работы вибротранспортной уста-
новки, обычно принимаемый при проектировании равным 1,5—3,5.
Вибротранспорт, основанный на сообщении плоскости гармо-
нических прямолинейных колебаний, направленных под острым
углом а, получил наибольшее распространение ввиду простоты
технического осуществления гармонических колебаний плоскости
от эксцентрика. Однако возможен вибротранспорт и за счет про-
дольных, но не гармонических колебаний. Гармонические колеба-
ния с подбросом частиц позволяют получить виброкипящий слой,
251
в котором интенсивно проходят процессы тепло- и массопере-
носа.
Обычно наибольшее ускорение колебаний вибрирующего ор-
гана
©макс = G Ю) S (9.16)
а частота колебаний
«кол == ЗОсо/зт = 200 ч- 3 600 ко л/мин
(9.17)
При слабой интенсивности вибраций слой твердых частиц на-
поминает спокойную жидкость и растекается по поверхности
(виброожижение). При увеличении интенсивности вибраций на-
ступает отрыв частиц от вибрирующей поверхности, начинается
виброкипение.
Для осуществления процессов тепло- и массообмена в вибро-
кипящем слое через слой частиц продувается газ. Скорость газа
в виброкипящем слое может быть ниже скорости псевдоожижения
частиц. В этом случае кроме сил, изображенных на рис. 9.12, на
частицы будет действовать дополнительно суммарная гидродина-
мическая сила давления потока газа Р и сопротивления частиц
при перемещении их в среде Рс:
Рэф = Р + Рс (9.18)
С учетом этой силы уравнения движения частицы примут вид:
d^x
т—7-п- = mA®2 cos fl sin сот ± F + cos а
аХ
d2ti
т = тЛео2 sin fl sin от — mg + Wp + Рэф sin а
(9.19)
Проанализируем влияние сил, входящих в уравнения движе-
ния, на процесс образования и движения вибрирующего слоя.
При некотором движении частицы вдоль решетки сила трения F
меняет знак и значение следующим образом:
при
при
при
(9.20)
где f — коэффициент трения скольжения; f0 — коэффициент тре-
ния покоя; а — множитель, равный ±1.
Сила трения при вибрации будет меняться в зависимости от
изменения силы Мр, причем если через слой движется газ или
жидкость, эта зависимость более сложна, чем в обычных задачах
по вибротранспорту.
Суммарная гидродинамическая сила РЭф складывается из гид-
родинамической силы потока Р и сопротивления среды Рс. Сила
Р всегда направлена в сторону потока и может быть определена,
если известна действительная скорость потока №д. Отметим, что
252
поток газа может создаваться не только компрессором, но и воз-
никать под влиянием самой вибрации. В этом случае рассматри-
ваемая сила с течением времени будет изменяться по величине и
направлению,.
В случае движения одиночной частицы сила Р зависит только
от скорости вынужденного потока и может быть найдена из выра-
жения:
nd2 рс1Г2
4 2
(9.21)
где рс — плотность среды; E,= C/Rem; Re = W^dQ/vc\ d3 — эквива-
лентный диаметр частицы; vc — кинематическая вязкость среды.
Для комплекса частиц или слоя суммарная гидродинамическая
сила равна сопротивлению слоя ДР.
Сила сопротивления Рс возникает в результате колебательного
движения частиц. Поэтому ее направление совпадает с направле-
нием оси вибрации, но в течение одного периода меняется на
180° Очевидно, что такое совпадение направлений возможно лишь
до тех пор, пока частица движется вместе с решеткой и скорость
скольжения ее по поверхности сравнительно невелика. При от-
рыве частиц от решетки их движение будет неупорядоченным.
Величина силы Рс во времени также не остается постоянной, по-
скольку она находится в сложной зависимости от частоты и уско-
рения вибрации, формы и размера частиц, высоты и плотности
насыпного слоя, плотности частиц, воздухопроницаемости слоя и
других факторов. Для упрощения задачи полагают, что тело при
вибрации в неподвижной среде испытывает такое же гидродина-
мическое сопротивление, какое оно испытывало бы при движении
с постоянной относительной скоростью
ГТ = ЛГ (9.22)
Тогда сопротивление среды движущемуся телу может быть
найдено, как и сила Р, по формуле (9.21), однако определяемую
скорость необходимо вычислять по уравнению (9.22). Некоторые
авторы считают, что сопротивление среды можно не учитывать
в том случае, когда оно не превышает 10% от силы трения частиц
о плоскость. При этом
следует:
условии из уравнений (9.20) и (9.22)
4 Г Or
Отсюда критический диаметр dKp, при котором еще
учитывать влияние сопротивления среды при вибрации:
. . 7- С Рс 1 (ЛГ)2
— у——
можно не
(9.24)
Действие двух гидродинамических сил учитывается в уравне-
нии (9.19) одной равнодействующей (эффективной) силой Р9$:
рэф = V Р'г + Р\ + 2РРС cos (у - р) (9.25)
253
Определить Рэ$ можно, если ввести понятие эффективной, или
результирующей, скорости потока:
1Гэф = Vw2a+(AW)2 + 2Й7Д41Г cos (у - ₽)
При использовании уравнений (9.25) и (9.26) необходимо учи-
тывать, что сила Рс может быть направлена под углом вибра-
ции р или под углом (180° +Р). По найденной из уравнения
(9.26) эффективной скорости потока определяем РЭф-
nd2 рХф
эф 5 эф 4 2
где &эф = С/Кеэф, Иеэф = .
Из уравнения (9.19) при условии /Vp = F — 0 можно получйть
уравнения движения частиц в полете после отрыва их от ре-
шетки:
d2x РЭ(Ь
—— = Д(О2 cos R cos сот; _]-cos а
dx2 r т
d2t/ РЭ(ь
—— = Дсо2 sin В sin сот Ч---— sin а — g'
ат2 tn
(9.26)
(9.27)
(9.28)
Тогда критическое ускорение вибрации, при котором начнется
образование виброкипящего слоя:
Дсо2 sin р > g-sin а (9.29)
Отсюда необходимым условием отрыва частиц от вибрирую-
щей поверхности будет
z р \ J
Дсо^ = ( g-— sin а ) . (9.30)
кр \ т / sin р v 7
Момент времени отрыва частицы от решетки определяется сле-
дующим образом:
т0 «1 arc sin [^L-(g - sin а)^] (931)
После отрыва от вибрирующей решетки частицы находятся
в полете до тех пор, пока не потеряют свою скорость. Затем они
падают на решетку, и процесс повторяется.
Опытные данные свидетельствуют о том, что при_ вибрации
пылевидных частиц продолжительность основных периодов их
движения так мала, а влияние гидродинамических факторов на-
столько сильно, что эти частицы находятся как бы во взвешен-
ном состоянии, почти не вступая в соприкосновение с решеткой.
Опыты также показывают, что вибрирующий слой мелкозерни-
стого материала может находиться в вибровязком, вибровзвешен-
ном (виброкипящем) и виброфонтанирующем состояниях. При
отсутствии вынужденного потока* газа в качестве критерия для
254
классификации вибрирующего слоя обычно принимается отноше-
ние (9.16).
Более общее выражение для критического параметра можно
получить из выражения (9.29) в следующем виде:
Л<о^.пр (932)
g----— sin а
s т
Критерий Kw можно выразить через обычно применяемый
в теории вибротранспортных перемещений критерий Kv и попра-
вочный коэффициент, учитывающий гидродинамический фактор.
Из уравнений (9.16) и (9.32) получим:
KW = KV-----г------ (9;33)
1 *эф .
1-----—sin а
mg
_ ^Эф sin« . ,
Здесь выражение —— = air имеет смысл удельной (от-
несенной к силе тяжести) гидродинамической силы, действующей
в направлении гравитационного поля. Используя уравнение (9.27),
это отношение можно определить:
(9-34)
Окончательно имеем:
<9-35)
W
Величина Kw может быть использована для характеристики
различных состояний вибрирующего слоя. В случае вертикальной
вибрации сдоя в неподвижной среде получаются: вибровязкий
слой при 0 < Kw 1; вибровзвешенный, или виброкипящий, слой
при 1 < Kw < 3; виброфонтанирующий слой при Kw > 3.
Вибромашины могут иметь приводы различных типов: 1) деба-
лансный; 2) кривошипно-шатунный; 3) электромагнитный; 4) пнев-
матический; 5) гидравлический.
Первый вид привода является инерционным, так как колеба-
ния возникают за счет инерционных сил, возникающих при враще-
нии неуравновешенных масс (дебалансов). Второй вид привода
относится к группе механических преобразователей вращательного
движения в колебательное. В эту группу входят кривошипно-
шатунные, кулачковые, эксцентриковые механизмы. Электромеха-
нические преобразователи преобразуют электрическую энергию
в энергию механических колебаний, и частота колебаний пропор-
циональна частоте электрического тока. Амплитуда этих колебаний
обычно невелика. Пневмо- и гидромеханические преобразователи
используют энергию сжатого воздуха или движения жидкости для
получения колебательного движения.
255
Из двух наиболее распространенных типов привода — инерци-
онного и эксцентрикового — гарантированную величину ампли-
туды колебаний рабочего органа создает только эксцентриковый
привод. Однако при работе такого привода возникают значитель-
ные инерционные силы, действующие на опоры и соединительные
детали. Поэтому эксцентриковый привод соединяется с вибрирую-
щей плоскостью через пакет резиновых колец или набор стальных
пружин, в результате чего уменьшаются нагрузки, действующие
на шатун и приводной вал, но амплитуда колебаний вибрирую-
щей плоскости становится функцией параметров системы (жест-
кость упругих элементов, скорость вращения приводного вала
и т. д.).
Вибромашины подразделяются на машины подвесной и опор-
ной конструкций, горизонтальные и вертикальные.
В подвесных вибромашинах (рис. 9.13, а) направленные коле-
бания создаются двумя дебалансными вибраторами, вращающи-
мися в разные стороны. Подвеска вибромашины осуществляется
Рис. 9.13. Вибромашины подвесной (а) и опорной (б) кон-
струкции.
на упругих элементах, что обеспечивает виброизоляцию несущих
конструкций. Вибромашины опорной конструкции (рис. 9.13,6)
опираются на плоские пружины и передают на несущие конструк-
ции большие динамические нагрузки, что является большим их
недостатком.
Конструкции, приведенные на рис. 9.13, являются одномасс-
ными— имеют одну колеблющуюся массу. В двухмассных кон-
струкциях используются две колеблющиеся в противоположных
направлениях массы (рис. 9.14). Средняя точка наклонных шату-
нов 4 при колебаниях остается неподвижной, так как массы 1 и 2
колеблются в противоположных направлениях. Следовательно,
двухмассные вибромашины уравновешенные. Они не передают
динамических нагрузок на несущую конструкцию. Транспортиро-
вание частиц может осуществляться как обоими виброконвейе-
рами, так и одним из них (например, верхним).
Рассмотренные конструкции относятся к горизонтальным ма-
шинам. Вертикальная вибромашина представляет собой верти-
кальную несущую трубу, к наружной стенке которой приварен
винтовой лоток с углом подъема 7—8°. На несущей трубе уста-
навливается дебалансный или кривошипно-шатунный привод, ко-
торый сообщает всей конструкции возвратно-поступательное дви-
жение по винтовой линии относительно оси несущей трубы с углом
подъема на среднем диаметре лотка 40—50°.
256
Специфичные элементы вибромашин — приводы и упругие эле-
менты, соединяющие подвижные и неподвижные части. В инер-
ционном приводе основным узлом является дебаланс, изготовляе-
мый в виде секторов или сегментов, которые укрепляются на вра-
щающемся валу. Раздвижные дебалансы позволяют регулировать
статический момент путем изменения угла поворота частей деба-
ланса относительно друг друга.
Рис. 9.14. Двухмассная вибромашина (виброконвейер):
1, 2 — колеблющиеся массы (лотки); 3 — вибропривод; 4 —шатун; 5 — плоские пружины.
Упругие элементы могут быть винтовыми цилиндрическими
пружинами, плоскими рессорными пружинами или резино-метал-
лическими элементами сжатия. Сплошной резиновый цилиндр ме-
нее устойчив в работе, чем набор коротких резиновых цилиндров,
разделенных металлическими кольцами. Резиновые цилиндры со-
единяются с металлическими дисками в процессе вулканизации
или с помощью буртиков на металлических дисках, предотвра-
щающих расширение торцовых частей резиновых цилиндров при
сжатии.
Для вибромашин применяются виброустойчивые подшипники
с монолитным сепаратором»
9 Зак. 576
257
Вертикальные вибромашины совершают возвратно-поступа-
тельное движение вдоль вертикальной оси и возвратно-враща-
тельное движение вокруг оси вибромашины. В качестве привода
для них используются инерционные мотор-вибраторы или электро-
магнитные вибраторы, устанавливаемые под углом к вертикаль-
ной оси симметрии машины. Как и электромагнитные вибраторы,
мотор-вибраторы устанавливаются попарно на диаметрально про-
тивоположных направлениях от вертикальной оси вибромашины.
Оси вращения мотор-вибраторов расположены под углом к гори-
зонтальной плоскости так, что при вращении дебалансных масс
мотор-вибраторов горизонтальные составляющие сил инерции соз-
дают момент, возбуждающий его крутильные колебания, а вер-
1
Рис. 9.15. Вибросито:
/ — шарнирная опора; 2 —сито; 3—рама сита;
4 —привод; 5—пружинная подвеска.
тикальные составляющие сил
инерции дебалансов образуют
вертикальную силу, переме-
щающую вибромашину вдоль
оси.
Вибросито. Вибросито (рис.
9.15) предназначено для от-
деления серума (при коагуля-
ции эмульсионных каучуков в
виде крошки) или циркуля-
ционной воды (при сушке рас-
творных каучуков) от крошки
каучуков. Оно состоит из ниж-
ней опорной рамы 3 с подвес-
ками 5, сита 2, эксцентриково-
го привода 4 и поддона. Осно-
ванием вибросита служит
сварная металлическая рама из швеллеров. Передний конец рамы
шарнирно закреплен на фундаменте, задний конец подвешивается
к металлоконструкции на амортизирующих подвесках 5. Рама 3
наклонена к горизонту под углом 10° К верхней части рамы кре-
пится металлический поддон с отверстием для отвода воды. Сито,
основная рабочая часть конструкции, состоит из металлического
каркаса, открытого с передней стороны для выброса крошки кау-
чука. К каркасу с помощью натяжных пластин прикрепляется
сетка из нержавеющей стали с мелкими отверстиями (1,6X1,6 мм).
Каркас сита с помощью пружин подвижно крепится к опорной
раме вибросита, но в то же время боковые стенки каркаса за-
креплены во фланцах эксцентриковой части приводного вала. При
вращении вала сито получает колебательные движения. Приводной
вал вращается в подшипниках качения — внутренних и внешних.
Внешние (основные) подшипники закреплены на раме, внутренние
(самоустанавливающиеся)—на боковых каркасах сита, где рас-
полагаются и эксцентриковые части вала. С двух сторон на вал
насажены маховики — дебалансы. Регулированием расположения
утяжеленной части дебаланса обеспечивается спокойная работа
агрегата, т. е. устраняется ненужная вибрация в горизонтальном
258
направлении. На выходной конец вала насаживается шкив при-
вода вибросита.
Привод вибросита состоит из электродвигателя мощностью
3,7 кВт, клиноременной передачи и вибратора. Та часть вала,
которая расположена внутри каркаса сита, защищена трубчатым
резиновым кожухом. Для предотвращения растекания пульпы по
бокам и по длине устанавливаются металлические козырьки.
Вибросушилка. Вибросушилка (рис. 9.16) предназначена для
досушки каучука после червячной сушилки и подачи каучука на
виброподъемник. В этой машине совмещаются операции вибро-
транспорта крошки каучука и сушки. Из общей длины виброкон-
вейера 8,9 м сушильная камера занимает 5,7 м. Виброконвейер
представляет собой лоток шириной 1,3 м, совершающий колебания
с частотой 465 кол/мин и амплитудой 25 мм. Направление колеба-
ний к горизонтальной плоскости составляет угол 30°. При этих
параметрах виброколебаний скорость движения крошки по кон-
вейеру равна 0,3 м/с.
Сушильная камера 5 комплектуется как приточными, так и
вытяжными вентиляторами, поскольку обеспечить полную герме-
тичность стыков между неподвижной сушильной камерой и виб-
рирующим конвейером не удается. Для подогрева воздуха, ис-
пользуемого для сушки каучука, сушильная камера снабжена
калориферами. Горячий воздух подается вентиляторами 2 и 4 со-
ответственно в сушильную камеру и в короб виброконвейера 6,
откуда он затем поступает в сушильную камеру через щели между
пластинами виброконвейера (рис. 9.17). Таким образом, воздух от
вентиляторов 2 проходит через слой виброкипящей крошки кау-
чука снизу вверх.
Вентилятор 7 (рис. 9.16) подает холодный воздух в хвостовую
часть сушилки для охлаждения частиц каучука. Соединение вен-
тилятора 2 и 7 с коробом виброконвейера осуществляется с по-
мощью рукава из мягкого прорезиненного материала, позволяю-
щего сохранять герметичность соединения.
Как следует из рис. 9.16, вибросушилка работает в комплекте
с червячной сушилкой и примыкает к ней вплотную. Через су-
шильную камеру проходит вал резательного устройства, с по-
мощью которого жгуты каучука, выходящие из фильер червячной
сушилки, режутся на гранулы. Привод и вал резательного устрой-
ства на рис. 9.16 изображены пунктиром.
Температура воздуха, подаваемого под виброконвейер, 120—
140 °C, а температура воздуха, подаваемого в сушильную камеру
верхним вентилятором 140—160 °C. Время пребывания крошки
в вибросушилке при скорости движения крошки 0,3 м/с соста-
вляет ~20 с.
Основными частями виброконвейера (рис. 9.18) являются не-
подвижное основание /, колеблющийся вибролоток 2, привод 3 и
опоры 4. Основание 1 анкерными болтами укреплено па массив-
ном фундаменте. Вибролоток 2 соединяется с основанием с по-
мощью восьми опор 4: по четыре с левой и правой стороны.
9*
259
Рис. 9.16. Вибросушилка;
/ — вал резательного устройства; 2, 4, 7, S—вентиляторы; 3—калорифер; 5—сушильная камера; 3—виброконвейер; 3 — привод виброконвейера;
10 — червячная сушилка.
Рис. 9.17. Лоток вибросушилки:
/ — короб; 2—пластина; 3 —привод с клиноременной передачей.
Рис. 9.18. Виброконвейер:
/ — неподвижное основание; 2 — вибролоток (подвижное основание); 3 — привод-вибратор;
4—опора.
Рис. 9.19. Опора виброконвейера:
( — пакет резиновых колец; 2 —соединительный стержень; 3 — шатун.
Конструкция опор приведена на рис. 9.19. Они собираются на
базе пластин, которые привариваются к основанию и вибролотку
виброконвейера. Пластины соединяются друг с другом с помощью
шатуна 3 и пакета резиновых колец 1. Соединительный стер-
жень 2 направлен под углом 30° к горизонту. Угол между осями
соединительного стержня и шатуна 90°
Пакет резиновых колец с помощью гаек, находящихся на
соединительном стержне, предварительно сжимается таким обра-
зом, чтобы резиновые цилиндры никогда не работали на растяже-
ние. Обычно величина натяга составляет 1,5—2 мм для каждого
цилиндра.
Привод виброконвейера осуществляется от электродвигателя
через клиноременную передачу (см. рис. 9.17). Конструкция виб-
Рис. 9.21. Вал вибропривода:
/ — шкивы; 2 — эксцентриковые втулки; 3 — опорные подшипники; 4—накладка.
ратора показана на рис. 9.20. Он состоит из эксцентрикового при-
вода с упругим звеном. Для уменьшения динамической нагрузки
на фундамент вал вибропривода имеет два дебалансных шкива 1
(рис. 9.21). Одна часть шкива облегчена тремя крупными отвер-
стиями, а противоположная часть утяжелена накладками 4. При
вращении шкивов возникает инерционная сила, направление кото-
рой противоположно силе инерции вибролотка. Эксцентриситет
достигается с помощью эксцентричных втулок 2 и составляет
16 мм.
Вертикальный виброподъемник. Виброподъемник предназначен
для транспортирования крошки каучука к вибропитателям и
охлаждения ее до температуры 35—40 °C. Вертикальный вибро-
подъемник представляет собой вибрационный конвейер (рис. 9.22),
состоящий из трубы диаметром 214 мм из нержавеющей стали,
к которой крепится грузонесущий орган — желоб шириной 355 мм,
навитый на трубу по спирали.
Привод виброподъемника осуществляется через дебалансный
вибратор от электродвигателя мощностью 7,36 квт (1500 об/мин).
Частота колебаний 445 кол/мин, вертикальная составляющая
263
'/////////////////////////У- >
Рис. 9.22. Вертикальный вибротранспортер:
1 — перекрытие; 2 — амортизирующие пружины; 3 — не-
сущая труба; 4—спиральный лоток; 5—вибратор.
амплитуды колебаний
8,7 мм, угол подъема спи-
рали 6°. Частота колеба-
ний виброподъемника из-
меняется в небольших
пределах. Вся конструк-
ция подвешивается к ме-
таллическим опорам или
перекрытию здания на
эластичных амортизато-
рах. Амортизаторы смон-
тированы также в нижней
опоре и служат для
уменьшения пускового
момента и для более бы-
строго и плавного выво-
да виброподъемника на
резонансный режим рабо-
ты. Виброподъемнйк мо-
жет быть левого и пра-
вого исполнения.
Производительность вибро-
конвейера G (в кг/ч) рассчиты-
вается по формуле
0 = 3 бОО/^УсрРнФ (9.16)
где F — площадь поперечного
сечения лотка, м2; Vcp — сред-
няя скорость перемещения ма-
териала по лотку, м/с; рн —
насыпная плотность материала,
кг/м3; ф — коэффициент запол-
нения поперечного сечения
лотка.
Для открытых лотков ф =
= 0,6 4- 0,8. Для тонкодис-
персных материалов ф = 0,6,
для зернистых частиц (частиц
каучука) ф = 0,8.
Скорость движения пото-
ка сыпучего материала легко
выводится теоретически для
одиночной частицы. Для мас-
сы частиц используется эмпи-
рическая формула:
(9Л7)
где К — коэффициент, завися-
щий от свойств материала (для
каучука К = 0,8); со — угло-
вая скорость приводного вала,
с"1; ₽ —угол наклона лотка к
горизонту.
264
Для вибросушилок необходимо также выдержать определенное время суш-
ки т. Поэтому по известной скорости движения частиц и необходимому времени
сушки определяют длину лотка вибросушилки (которая обычно не превышает
10 м) или количество последовательно работающих лотков.
9.6. Сушилки
Выбор оборудования для сушки химических продук-
тов определяется состоянием высушиваемого материала (сыпучий
продукт, паста, клей и т. п.), его поведением при повышенных
температурах, физико-химическими свойствами и т. д. Это осо-
бенно относится к каучукам, вследствие их специфических пласто-
эластических свойств, способности к термоокислительной деструк-
ции или структурированию при термообработке.
До последнего десятилетия основным способом сушки синтети-
ческих каучуков являлась конвективная сушка горячим воздухом
с применением одно- или многоходовых сушилок. Этот метод при-
менялся как для полимеров, полученных в виде ленты, так и в
виде крошки.
Начальная влажность каучука при сушке в ленте составляет
40—50%, и даже при использовании ‘ предварительного отжима
рыхлой ленты на валках этот метод сушки крайне неэффек-
тивен.
В настоящее время сушилки для каучука в ленте сохранили
свое значение лишь для некоторых специальных типов эмульсион-
ных каучуков, требующих выделения в виде ленты. Эти аппараты
повсеместно вытеснены конвейерными воздушными сушилками
для сушки каучука в виде крошки.
Определенные трудности в использовании конвейерных суши-
лок в одних случаях связаны с повышенной хладотекучестью
каучуков (например, полибутадиенового СКД), приводящей к за-
липанию транспортерной ленты, браку по влаге и структуриро-
ванию; в других — с сильно выраженными вязкопластическими
свойствами (например, высокостирольных сополимеров), также
вызывающими отрицательные явления.
Специальные методы сушки — инфракрасными лучамц и в поле
токов высокой частоты — не нашли до сих пор применения для
синтетических каучуков из-за высокой стоимости и сложности
аппаратурного оформления.
За последние 10—12 лет широко внедряются методы предва-
рительного обезвоживания каучуков с использованием шнековых
прессов различных конструкций, оказавшиеся наиболее экономич-
ными. Для каучуков, трудно поддающихся переработке в~шнеко-
вых агрегатах или недопускающих такой переработки, рекомен-
дуются воздушные сушилки. В связи с наличием на многих заво-
дах конвейерных воздушных сушилок каучука большое значение
приобрела интенсификация процесса сушки за счет комбинирова-
ния предварительного отжима в шнековых агрегатах, которые уста-
навливаются взамен вакуум-фильтров, и окончательной сушки воз-
духом. При обезвоживании с использованием вакуум-фильтра
2Q5
крошка каучука после дегазации поступает на вибросито, затем
направляется в промывную емкость и далее на вакуум-фильтр, на
поверхности барабана которого распределяется ровным слоем.
Крошка с вакуум-фильтра, содержащая 35—40% влаги, поступает
в молотковую дробилку и после этого пневмотранспортером по-
дается в сушилку.
Применение шнековой машины для предварительного обезвожи-
вания каучука позволило существенно уменьшить содержание
влаги в крошке, поступающей на верхний конвейер сушилки, улуч-
шило процесс сушки.
Схема сушки каучука с предварительным механическим отжи-
мом влаги изображена на рис. 9.2. С вибросита 3 крошка посту-
пает в загрузочную воронку шнекового пресса 4, имеющего на
выходе гранулирующее устройство. Крошка, отжатая до 8—12%,
с помощью пневмотранспортера подается на верхний конвейер
сушилки 6.
Применение при сушке каучука червячных машин для предва-
рительного обезвоживания крошки улучшило ее ситовой состав,
уменьшило забивку перфорации конвейеров и позволило получить
остаточное влагосодержание после первого (верхнего) конвейера
/^2,0%, после второго 0,4—0,7%, приближаясь к предусмотрен-
ной по ТУ норме влаги.
Трехходовая конвейерная сушилка. Трехъярусная (трехходо-
вая) конвейерная сушилка (рис. 9.23) состоит из следующих
основных сборочных единиц и агрегатов: корпуса с системой цир-
куляционных и вытяжных вентиляторов и соответствующих им
воздуховодов; трех пластинчатых конвейеров; приводов конвей-
еров; разгружающих и дробящих устройств; винтового собираю-
щего шнека; системы смачивания; системы пожаротушения.
Корпус сушилки представляет собой камеру прямоугольного
сечения, разделенную по высоте на три изолированных яруса,
в каждом из которых располагается ленточный конвейер. По ши-
рине каждый ярус, в свою очередь, разделен на два коридора, в
одном из которых расположены рециркуляционные вентиляторы, а
в другом — собственно конвейер. Корпус смонтирован из теплоизо-
ляционных панелей, располагающихся в каркасе из профильной
(угловой и швеллерной) стали. Панели — съемного типа изготов-
лены из листовой стали и выложены внутри минеральной ватой.
Места стыков панелей укреплены прокладками из пробковой
крошки, обернутой асбестом. Для внутреннего осмотра сушилки
предусмотрены дверцы (панели на петлях).
Каждый ярус сушилки условно разделяется на 12 секций,
объединенных в четыре зоны. Каждая секция имеет циркуляцион-
ный вентилятор. Всего установлено 36 вентиляторов. Каждая из
12 температурных зон имеет змеевиковый обогреватель для подо-
грёва циркулирующего воздуха. Обогреватели располагаются над
верхней стороной транспортерной ленты и представляют собой
систему гладких труб. Обогревательная система включает в себя
подводящие пар и отводящие конденсат трубопроводы, необхо-
266
Рис. 9.23. Трехходовая конвейерная сушилка для крошки каучука:
/ — верхняя ветвь конвейера; 2 — нижняя ветвь конвейера; 3 —центробежные вентиляторы; 4—перекрытие; 5—калорифер;
6 —щетка; 7—сбрасыватель; 8 — дробилка.
Дймое число контрольных клапанов и конденсационных горшков.
Боковые линии снабжены клапанами автоматического регулиро-
вания. В обогреватели подается пар с давлением 0,6 МПа.
Сушилка снабжена тремя вытяжными вентиляторами, уста-
новленными на крыше, и системой вытяжных воздуховодов с ши-
берами. Вентиляторы служат для создания в зонах сушки опре-
деленной постоянной влажности путем удаления излишней влаги.
Рис. 9.24. Пластинчатый конвейер:
/ — ролик; 2— ребро жесткости; 3 — борт; 4—пластина.
В каждой зоне сушилки имеется отверстие с заслонкой для
входа свежего воздуха. Каждая зона нижнего яруса и крайние
зоны верхних ярусов имеют смотровые люки и люки для освеще-
ния внутреннего пространства яруса.
Вдоль боковых внутренних сторон каждого яруса распола-
гаются направляющие для роликовых цепей транспортеров.
Основной рабочий* орган сушилки — движущийся пластинча-
тый конвейер (рис. 9.24). Тяговым органом служат ролико-вту-
лочные цепи, к которым крепятся пластины 4, изготовленные из
нержавеющей стали и имеющие отверстия продолговатой формы,
268
которые расположены в шахматном порядке. Живое сечение пла-
стины 25'%. С нижней стороны пластины усилены ребрами жест-
кости 2, а по бокам снабжены бортами 3. Высота бортов 102 мм
на первом и втором и 150 мм на нижнем ярусах. Между собой
пластины соединяются шарнирно.
Цепи конвейеров одеты на звездочки ведущего и ведомого
валов. Ролики цепей передвигаются по направляющим, проло-
женным вдоль корпуса сушилки. Входной конец конвейера (ведо-
мая звездочка) имеет приспособление для натяжения цепи путем
перемещения корпусов с подшипниками ведомого вала по на-
правляющим под действием упругих пружин. Внутри каждого
конвейера имеется металлический настил (перекрытие) для созда-
ния направления потока горячего воздуха и для предотвращения
попадания крошки каучука на обратную сторону конвейера.
Для смазки роликов цепи конвейеров предусмотрена подача
масла от лубрикатора, который приводится в действие за счет
колебания рычага поршня, соприкасающегося с роликами кон-
вейера. На каждом конвейере ведомый-конец является загрузоч-
ным, а ведущий — разгрузочным. Общая полезная площадь
конвейеров составляет 196,3 м2. Каждый конвейер имеет обособ-
ленный привод, располагающийся в левом коридоре корпуса су-
шилки. 'Привод (рис. 9.25) состоит из электродвигателя /, вариа-
тора 4 и редуктора 2. Связь электродвигателя с вариатором и
вариатора с редуктором осуществляется клиноременными переда-
чами, а передача вращения от выходного вала редуктора на веду-
щую звездочку приводного вала — цепью. В связи с наличием
в приводе вариатора возможно регулирование скорости движения
конвейера, что особенно необходимо для установления нормаль-
ного процесса сушки в зависимости от загрузки сушилки и
свойств каучука.
В сушилках отечественного производства в приводе конвейера
установлены два редуктора 2, 5, обеспечивающих скорость движе-
ния конвейера, равнозначную скоростям конвейеров импортных
сушилок.
На разгрузочном конце каждого конвейера имеется устройство
для очистки от каучука, включающее в себя сбрасыватель и
щетку. Сбрасыватель представляет собой вал, к которому прива-
рены штифты. Он располагается у места перегиба ленты транс-
портера и вращается в ту же сторону, что и ведущий вал кон-
вейера, захватывая и перебрасывая пласт каучука «через себя».
Щетка находится у нижней части транспортерной ленты и пред-
ставляет собой валок с 8 продольными гнездами, в которых
закрепляются резиновые пластины. Расположение гнезд трехсек-
ционное, с установкой каждой из них с некоторым смещением
относительно друг друга во избежание резких ударов о пластины
конвейера.
Валы сбрасывателя и щетки вращаются в качающихся опорах,
связанных системой рычагов с грузами, обеспечивающими по-
стоянное «сближение» сбрасывателя и щетки с пластинами
269
конвейера. На валу сбрасывателя установлены копировальные ко-
леса, которые, перекатываясь по восьмигранникам приводной
станции, обеспечивают необходимый постоянный зазор между
штифтами и поверхностью конвейера. Привод щетки и сбрасыва-
теля осуществляется от электродвигателя 1 (рис. 9.25) через ре-
дуктор 6, располагающийся в том же отсеке, что и привод кон-
Рис. 9.25. Привод конвейера:
1, 3—электродвигатели; 2, 5, 5—редукторы; 4 — вариатор.
вейера. Связь электродвигателя и редуктора — прямая через
муфту, а передача с выходящего вала редуктора на валы сбрасы-
вателя и щетки — через цепные передачи. Привод обеспечивает
вращение сбрасывателя с частотой 40 об/мин, щетки — с частотой
7 об/мин.
На разгрузочных концах конвейеров установлены межходовые
разрывные устройства (дробилки), представляющие собой си-
стему подвижных 3 и неподвижных ножей 4 (рис. 9.26). Непо-
движные ножи укрепляются на металлоконструкциях корпуса су-
270
Рис. 9.26. Дробилка:
/—электродвигатель; 2 — редуктор; 3—подвижные ножи; 4—неподвиж-
ные ножи; 5 —вал.
шилки, а подвижные — на полом вращающемся валу. Таким обра-
зом, при вращении вала они. проходят между неподвижными
ножами.
Вал дробилки 5 вращается в подшипниках качения. Вращение
его осуществляется от электродвигателя 1 через редуктор 2 и
цепную передачу, обеспечивающую п= 100 4- 120 об/мин.
В приводе дробилки после третьего яруса связь электродвига-
теля с редуктором выполняется через продольно-свертную муфту,
что предохраняет дробилку от механических повреждений в слу-
чае перегрузки.
На выгрузочном конце нижнего яруса ниже дробильного уст-
ройства установлен винтовой разгрузочный шнек для сбора ка-
учука после дробилки и подачи его к входному бункеру наклон-
ного шнекового транспортера. Разгрузочный шнек представляет
собой вал с укрепленной на нем винтовой навивкой правого и
левого направления, чем и достигается перемещение каучука
к середине шнека. Вал вращается в подшипниках качения. При-
вод его осуществляется от электродвигателя через редуктор и
цепную передачу.
Во избежание прилипания каучука к транспортерной ленте
последняя смачивается силиконовой эмульсией, для чего над за-
грузочным концом конвейера установлено по 5 форсунок, рабо-
тающих от сжатого воздуха. Сушилка оборудуется системой
пожаротушения. Над каждым конвейером проложены трубы, на
которых располагаются разбрызгиватели для воды, закрытые
легкоплавкой головкой, срабатывающей при загорании каучука
внутри сушилки и достижении температуры 204 °C. Водяная си-
стема пожаротушения дополняется паровой, состоящей из труб,
расположенных по осям конвейеров и снабженных по всей длине
отверстиями для выхода пара. Пуск пара осуществляется вруч-
ную.
Одноходовая конвейерная сушилка. Сушилка (рис. 9. 27) со-
стоит из следующих основных частей: корпуса, конвейера, при-
вода конвейера, разгрузочного устройства и собирающего шнека,
распределителя, ворошителя, системы смачивания эмульсией, цир-
куляционных вентиляторов, вытяжных вентиляторов, системы по-
жаротушения.
Корпус сушилки представляет собой камеру прямоугольного
сечения длиной 28,4 м, собранную из теплоизоляционных щитов
на металлической конструкции. По ширине камера разделена на
два коридора, в одном из которых расположены циркуляционные
вентиляторы, калориферы и фильтры, в другом — ленточный кон-
вейер.
Сушилка имеет 13 секций, условно разделенных на 5 зон. Пер-
вая, вторая и третья зоны включают в себя по три, четвертая и
пятая — по две секции. Каждая секция снабжена приточно-цирку-
ляционным вентилятором, расположенным в верхней части су-
шилки над калориферами. Вентиляторы находятся на одном валу
с электродвигателем,
273
Рис. 9.27. Одноходовая конвейерная сушилка:
I — корпус; 2 —загрузочное устройство; 3—конвейер; 4—вентилятор; 5 — приводная станция; 6 — распределитель крошки.
Влажный
каучук
Сухой
каучук
Калориферы (по одному на зону) представляют собой сварные
блоки из оребренных труб, соединенных коллекторами для под-
вода пара параллельно в каждый ряд труб и вывода конденсата.
Калорифер первой зоны насчитывает семь рядов, второй и третьей
зон — пять рядов, четвертой и пятой зон — три ряда (в ряду по
15 труб). В калориферы подается перегретый пар с давлением
1 МПа и температурой ~200°C. Под калориферами в перего-
родке расположены сетчатые фильтры для предотвращения попа-
дания крошки каучука. Воздух отсасывается из сушилки тремя
вентиляторами.
В каждой зоне сушилки имеются отверстия с заслонкой для
входа свежего воздуха, гнездо для установки термопары и иллю-
минатор.
На переднем конце корпуса имеется отделение для размеще-
ния приводной станции конвейера.’В верхней части сушилки рас-
полагается загрузочное устройство для крошки каучука, представ-
ляющее собой желоб из нержавеющей стали.
Конвейер изготовлен из перфорированных пластиЦ (нержавею-
щая сталь) размером 3230X200 мм, усиленных снизу ребрами
листовой стали и соединенных между собой шарнирно. С каждой
стороны пластины крепятся к массивной цепи с роликами, передви-
гающимися по боковым колеям, расположенным вдоль стен су-
шилки. Для смазки роликов цепи конвейера предусмотрена по-
дача масла от лубрикатора, который приводится в действие за
счет колебания рычага поршня, соприкасающегося с роликами
конвейера. С входной и выходной стороны цепь конвейера оде-
вается на звездочки ведущего и ведомого валов. Входная сторона
(ведомый вал) имеет приспособление для натягивания. Внутри
конвейера смонтирован металлический настил (перекрытие) для
предотвращения попадания крошки каучука на обратную сторону
конвейера и для создания направления потока горячего воз-
духа.
Главный привод состоит из электродвигателя, вариатора, ре-
дуктора и ведущего вала. Вращение электродвигателя через кли-
ноременную передачу передается на вариатор, преобразуется
в нем и опять через клиноременную передачу передается на
редуктор. Выходной вал редуктора через цепную передачу свя-
зан со звездочкой ведущего вэла конвейера. Скорость конвейера
регулируется маховиком вариатора. С входного вала вариатора
вращение передается на промежуточный вал. На нем распола-
гаются дополнительно две звездочки, с которых вращение через
цепную передачу передается на вал сбрасывателя и вал щетки.
У цепных передач на сбрасыватель и щетку имеются натяжные
звездочки.
Разгрузочное устройство предназначено для снятия сухой
крошки каучука с конвейера и транспортирования ее в шприц-
машину. Оно располагается на выходном конце конвейера и пред-
ставляет собой барабан, по всей ширине которого уложены 10 ко-
жаных продольных пластин. Барабан сбрасывателя вращается
274
в подшипниках качения, которые располагаются в подвижных
опорах.
Сбрасыватель работает по системе копирования поверхности
конвейера, для чего на ведущем валу конвейера установлен
восьмигранник, а на валу сбрасывателя — диск. Диск, перекаты-
ваясь по восьмиграннику, заставляет барабан сбрасывателя
описывать повороты конвейера. Привод сбрасывателя — от проме-
жуточного вала главного привода конвейера через цепную пере-
дачу. Снятый с конвейера каучук сбрасывается в собирающий
шнек. Винтовая часть шнека выполнена в двух противоположных
направлениях со схождением в середине. Шнек вращается в под-
шипниках качения и имеет обособленный привод через редуктор,
смонтированный в блоке с электродвигателем, и цепную передачу.
Привод обеспечивает частоту вращения шнека ~60 об/мин.
У нижней прямолинейной части конвейера (на выходном его
конце снизу) установлена щетка, представляющая собой барабан
с укрепленными на нем четырьмя резиновыми продольными пла-
стинами, располагающимися по всей ширине барабана. Щетка
вращается в подшипниках качения. Привод ее осуществляется от
промежуточного вала — главного привода через цепную передачу.
В связи с тем, что вращение сбрасывателя и щетки происходит
от главного привода конвейера, для них значения п не постоянны
и зависят от скорости движения конвейера. Смазка подшипников
сбрасывателя шнека и щетки — периодическая солидолом.
Шнековый распределитель (питатель) служит для равномер-
ного распределения крошки каучука по всей ширине конвейера
перед поступлением в сушилку. Распределитель представляет со-
бой шнек из нержавеющей стали. Вал шнека вращается в ша-
рикоподшипниках, которые могут перемещаться в вертикальном
направлении, что дает возможность получать равномерный слой
каучука на ленте и регулировать его толщину. Управление пита-
телем осуществляется вручную через маховики. Спираль распре-
делителя разделена на два участка, выполненных в противопо-
ложных направлениях со схождением к центру.
Для обеспечения равномерного процесса сушки по высоте во
второй и третьей зонах сушилки установлены ворошители — валы,
к которым приварено по три продольных ряда пальцев длиной
100 мм (по полуокружности). Вал ворошителя вращается в «по-
путную» сторону движения конвейера и делает ~30 об/мин.
Узел смачивания предназначен для обработки силиконовой
эмульсией поверхности конвейера во избежание прилипания
крошки каучука. Опрыскивание осуществляется бегающей форсун-
кой: вал ее имеет винтовую прямоугольную нарезку в двух проти-
воположных направлениях, что позволяет форсунке перемещаться
от одного конца вала к другому. Вращение вала — от привода рас-
пределителя через цепную передачу с частотой ~60 об/мпп
Сушилка оборудуется водяной и паровой системами пожаро-
тушения. Регулирование температуры по зонам сушилки автома-
тическое.
275
Сушильная установка монтируется на наклонном фундаменте
с подъемным механизмом на выходном конце. Угол подъема
-10°
Недостатками конвейерных сушилок являются значительная
забивка перфорации лент конвейеров каучуком и продуктами его
деструкции и структурирования, а также большие трудозатраты
на чистку и ремонт. В этом отношении- одноходовая сушилка,
обеспечивающая более легкий доступ ко всем частям, имеет зна-
чительные преимущества перед трехходовой.
Рассмотрим закономерности процесса сушки. Вследствие неоднородной ка-
пиллярно-пористой структуры каучука влага имеет различные формы связи с
ним. Анализ кривых скорости сушки ряда каучуков (полибутадиенового, поли-
изопренового, бутадиен-стирольных и т. д.) позволяет судить о близости их
к кривым коллоидных капиллярно-пористых материалов, содержащих капилляр-
ную и адсорбционносвязанную влагу. Величина адсорбционносвязанной влаги
для разных каучуков различна, зависит от степени предварительного отжатия
каучука и колеблется в пределах от 0 до 12%.
Равновесную влажность каучука №р можно определить по формуле
И7р = аф6 (9.38)
где (р — относительная влажность воздуха, %; а, b — постоянные, зависящие от
температуры воздуха и свойств материала (см., например, табл. 9.1).
Плотность крошки каучука зависит от влажности (см., например, табл. 9.2).
Кинетические кривые сушки каучуков основных марок приведены на
рис. 9.28.
Таблица 9.1
Температура десорбции, °C Бутадиен-стирольный каучук Бутадиен-стирольный сажемаслонаполненный каучук
а Ъ а Ъ
25 0,60 0,40 0,72 0,37
50 0,29 0,47 0,28 0,52
70 0,12 0,58 0,14 0,58
93 0,117 0,58 0,059 0,58
Таблица 9.2
Полибутадиеновый каучук (СКД) Бутадиен-стирольный каучук (СКС-30 АРКМ-15) Бутадиен-стирольный сажемаслонаполненный каучук
W, % р, КГ/мЗ W, % р, КГ/мЗ W, % р, КГ/мЗ
0,02 911 0,02 935 0,02 1145
0,5 916 14 950 13,0 1140
4,17 924 33 965 33 1138
13,7 936 55 975 55 1120
51,5 959 70 977 82 1115
62,0 971 82 980 100 1112
74,0 988 — — —- —
276
Наибольшее влияние на процесс сушки оказывает температура воздуха, от
которой зависит температура каучука. Однако в связи со значительной гигро-
термической инерцией каучука при высокой температуре воздуха на его поверх-
ности наступает пластикация и изменяются физико-механические свойства: воз-
растает пластичность, снижается вязкость, уменьшается твердость, увеличивается
Рис. 9.28. Кинетика сушки каучуков в виде крошки:
/ — каучук СКД после вибросита; 2—каучук СКД после предваритель-
ного обезвоживания; 3 — каучук CKC-3Q АРКМ-15.
Таблица 9.3
Тип каучука Температура воздуха, °C' Влажность каучука, % Скорость потока воздуха, м/с Толщина слоя крошки каучука, мм Продолжитель- ность сушки, мин
первый период второй период 1 начальная конечная
Полибутадиеновый СКД 95 85-90 10-12 о,3 1-2 30-40 45
Полиизопреновый ски-з 115 95 75 0,1 1-2 45 24
Полиизопреновый ски-л 120 100-110 95 0,2 1-2 45 36
Бутадиен-стирольный СКС-30 АР КМ-15 . 115 95-105 120 0,2 1-2 30-40 48
Бутадиен-стирольный сажемаслонапол- ненный (1—4 зоны) 140 (5—8 зоны) 80 (9—12 зоны) 105-115 150 0,1 1-2 30-40 37
Термоэластопласт — блоксополимер бу- тадиена со стиро- лом . . (1—4 зоны) 150 (5—8 зоны) 95 (9—12 зоны) 95—.Ю0 160 0,5 1,5-2 20-30 24
217
количество низкомолекулярных фракций. Поэтому для сохранения качества
каучуков необходимо строгое соблюдение температурного режима.
Рациональные режимные параметры сушки в конвейерных воздушных су-
шилках, подобранные с учетом технологических изменений каучуков в процессе
сушки и экономической целесообразности процесса, даны в табл. 9.3.
Неопределенность поверхности крошки каучука не позволяет получить на-
дежных экспериментальных данных о распределении температур и скоростей
воздуха в пограничном слое материала. Поэтому для получения расчетных фор-
мул обобщение экспериментальных данных выполняется в виде критериальных
зависимостей. Известно обобщенное критериальное уравнение применительно к
процессу сушки влажных материалов в первом и во втором периодах, получен-
ное методом подобия из системы дифференциальных уравнений двухфазного
потока при соответствующих начальных и граничных условиях:
Nu = f(Re, Рг, -р-, (9.39)
X 2 М 1 С И'кр/
При конвективной сушке воздухом критерий Рг = const, параметр Та/Тс,
характеризующий влияние радиационного излучения^ отпадает, а параметр
Гс/Гм, характеризующий увеличение коэффициента теплообмена за счет турбу-
лизации воздушного потока парами, образующимися у поверхности крошки кау-
чука, незначителен, так как средняя температура теплоносителя изменялась в
пределах от 80 до 150°C. Исходя из этого, зависимость (9.39) можно предста-
вить в следующем виде:
49.40)
(9.41)
(9.42)
Первый период сушки описывается уравнениями
Пид = A R^; NuT = At Ren
Для второго периода сушки можно получить зависимости
«л ( w
(ад)кр X /
д? w Y*1
(^т)кр \ ^кР1 /
Результаты обработки экспериментальных данных по уравнениям (9.41) —
(9.43) для ряда синтетических каучуков представлены в табл. 9.4.
Определив ад или ат из критериев Ь1ид и NuT, соответственно, можно рас-
считать интенсивность сушки, т. е. количество влаги, испаряющейся с 1 м2
поверхности крошки каучука за единицу времени.
Для определения продолжительности сушки синтетических каучуков можно
пользоваться методом Лыкова, позволяющим найти продолжительность сушки
материала от любой начальной влажности до любой конечной влажГностц
во втором периоде сушки при учете переменного режима. Расчет основан на
кривых сушки, полученных в лабораторных условиях.
Продолжительность первого периода определяется из выражения:
т1=у(г«-^р>) (9.44)
где N = IOO^t^/Gc. в*, —интенсивность сушки, кг/м2; F — поверхность испа-
рения, м2; Gc. в — масса абсолютного сухого вещества, кг.
Продолжительность второго периода определяется с помощью коэффи-
циента сушки:
_1 «ГкР1-1Гр
т" К " ГКр2 - Ц7р (9,45)
где K = f(t, V, <р, h); t, V, ф— температура, скорость и относительная влаж-
ность воздуха, соответственно; ft — толщина слоя крошки каучука.
278
Таблица 9.4
Тип каучука Ыид=Д г NUT=41Re”' (^)m'
А п т Re Д1 Ml mi Re
Полибутадиено- вый скд 0,067 0,8 1,0 427-1281 0,058 0,8 1,1 427-1281
Полиизопреновый ски-з . . . 0,067 0,95 0,45 165-496 0,061 0,95 0,56 165-496
Полиизопреновый ски-л .... 0,068 1,05 0,5 165-496 0,0625 1,05 0,68 165-496
Бутадиен-стироль- ный С КС-30 АРКМ-15 . 0,067 0,9 0,12 197-480 0,06 0,9 0,65 197— 480
Сажемаслонапол- ненный бута- диен-стироль- ный ...... 0,1 0,9 0,34 197—480^ 0,09 0,9 0,8 197-480
Саженаполненный, полибутадиено- вый ... 0,12 0,95 0,55 427-1281 0,095 0,95 0,75 196-480
Термоэласто- пласт —- блоксо- полимер бута- диена со стиро- лом 0,073 1,05 0,5 153-459 0,0678 1,05 0,68 153-459
Будиен-нитриль- ный СКН-26 . . 0,032 0,8 з,з 250-644 0,025 0,8 3,8 150-644
Величина коэффициента К для ряда каучуков приведена в табл. 9.5.
При расчете сушилок по заданной производительности и параметрам крошки
каучука определяется расход воздуха. Температура сушки по зонам сушилки
принимается исходя из пластоэластических свойств каучука, подвергаемого
сушке.
Таблица 9.5
Температура воздуха, °C Коэффициенты сушки, мин 1
Бутадиен-сти- рольный СКС-30 АРКМ-15 Полиизопреновый СКИ-Л Термоэластопласт— блоксополимер бутадиена со стиролом
90 0,107 0,129
95 0,081 — —
100 — 0,122 —
НО — 0,135 0,168
115 0,086 — —
130 0,093 0,21 0,216
140 0,098 — 0,265
Пр им е ч а н и е. Скорость потока воздуха 2 м/с, толщина слоя крошки
0,03 м.
279
9.7. Червячные машины
Червячные машины нашли широкое применение в пе-
реработке пластмасс, каучука и в резиновой промышленности.
В промышленности СК такие машины используются для процес-
сов полимеризации, дегазации, обезвоживания, сушки, пластика-
ции. Предварительное обезвоживание механическим путем в
червячной машине удешевляет конвективную сушку каучука.
В червячных машинах наиболее удобно вести дегазацию от низко-
кипящих мономеров и растворителей, являющихся при нормальной
температуре газами. Возможно совмещение в одной червячной
машине нескольких технологических операций, например полиме-
ризации и дегазации. Все это делает машины рассматриваемого
типа незаменимыми.
Движение материала в червячной машине происходит вслед-
ствие вращения червяка в неподвижном цилиндрическом корпусе.
При этом происходит перемешивание, разогрев и уплотнение ма-
териала. Машина способна работать непрерывно и обладает вы-
сокой производительностью.
Условием работы червячной машины является различие сил
трения материала о червяк и корпус. Если силы трения о червяк
меньше, чем о корпус, то осуществляется продвижение мате-
риала вдоль корпуса машины. Если же силы трения о червяк
больше, чем силы трения о корпус, то может происходить вра-
щение материала вместе с червяком без продвижения вдоль
корпуса.
Производительность червячной машины определяется наруж-
ным диаметром червяка, который в соответствии с нормалями
может составлять 20, 32, 45, 63, 90, 125, 160, 200, 250, 300,
400 мм.
Червячные машины делятся на одно- и многочервячные.
Последние имеют несколько червяков, чаще всего два. Двухчер-
вячные машины характеризуются более высокой производитель-
ностью, однако они имеют и существенные недостатки, к которым
относится трудность компоновки подшипников и приводных ше-
стерен ввиду малого расстояния между осями червяков и появле-
нием распорных усилий между червяками, в результате чего уве-
личивается износ их и корпуса.
По тепловому режиму червячные машины делятся на поли-
тропные и автогенные. В политропных машинах подвод тепла
к перерабатываемому материалу осуществляется через корпус
машины от теплоносителя, подаваемого в рубашку, или от элек-
тронагревателя. Часть выделяемого тепла обусловлена силами
трения при движении материала. В автогенных машинах все не-
обходимое тепло выделяется за счет превращения механической
энергии червяка в тепловую. Выделение тепла в червячных маши-
нах может быть настолько большим, что для поддержания тре-
буемой температуры процесса в некоторых случаях приходится
отводить выделяющееся тепло хладагентом,
Ж
Основные сборочные единицы червячных машин. Общая
схема одночервячной машины представлена на рис. 9.29. Привод
червяка во вращение осуществляется электродвигателем через
понижающий редуктор. Червяк вращается внутри цилиндра, снаб-
женного гильзой, изготовленной из износостойкой стали. Цилиндр
Рис. 9.29. Червячная машина:
/ — червяк; 2 —профилирующий инструмент;3 — головка; 4—цилиндр; 5— коллектор; 6— загру-
зочная воронка; 7 —стяжные шпильки; в — упорный подшипник; 9—приводной вал; /0 —привод-
ная шестерня; // — корпус редуктора; /2—система охлаждения червяка; 13 — муфта; 14 — эле-
ктродвигатель; /5—станина; 16 — гильза.
на участке, соответствующем началу нарезки червяка, имеет от-
верстие— загрузочную воронку, к которой крепится бункер.
По длине цилиндра (корпуса машины) имеется несколько участ-
ков для нагрева или охлаждения цилиндра. Они снабжаются
водяными или паровыми ру-
башками либо электронагрева-
телями. Выход материала осу-
ществляется через головку.
Червяк. Основным рабо-
чим органом рассматриваемых
машин является червяк. Кон-
струкция его определяет воз-
можность переработки опреде-
ленной группы полимеров,
производительность машины,
ее тепловой режим.
Основными параметрами ч
Рис. 9.30. Геометрические размеры чер-
вяка.
вяка (рис. 9.30) являются: диа-
метр, длина, профиль нарезки, зазор между червяком и цилинд-
ром, размеры зон червяка, степень сжатия. Длина червяка обычно
выражается в долях диаметра. Полная длина нарезки червяка ус-
ловно делится на три зоны: зону загрузки, зону сжатия и зону вы-
давливания.
Захват гранулированного полимера из питающего бункера
происходит в зоне загрузки. Материал в этой зоне находится в
межвитковом пространстве червяка с большими воздушными
281
промежутками. Поэтому в зоне загрузки глубина нарезки делается
наибольшей.
В зоне сжатия воздух, захваченный материалом, удаляется.
Сжатие материала обеспечивается уменьшением межвиткового
объема за счет уменьшения глубины или шага нарезки. Возможно
уменьшение межвиткового объема одновременно за счет того и
другого. Обычно .более предпочтительно уменьшение глубины на-
резки. Это упрощает технологию изготовления червяка и позво-
ляет улучшить теплопередачу, так как уменьшается толщина слоя
обрабатываемого материала.
Характеристикой зоны сжатия является степень сжатия, равная
отношению объема межвиткового пространства в зоне загрузки к
объему межвиткового пространства на выходе из зоны сжатия.
Степень сжатия обычно равна 3—4. Эффективная же степень сжа-
тия материала гораздо меньще, так как в зоне загрузки материал
гранулирован и обладает высокой пористостью (40—60%). После
зоны сжатия образуется монолитный расплав полимера без пор и
воздушных пузырей. Таким образом, эффективная-степень сжатия
равна 1,5—2,0. z
Назначение зоны выдавливания заключается в подаче мате-
риала в головку машины с постоянной объемной скоростью и дав-
лением. Шаг и глубина нарезки в этой зоне остаются постоянными.
Шаг нарезки червяка обычно составляет (0,5 4- 1,5)0. Ширина
гребня нарезки принимается равной е = (0,08-4-0,12)0. Зазор ме-
жду гребнем нарезки и корпусом машины б =0,15-4-0,25 мм.
Червяк подвержен кручению, а его поверхность — истиранию.
Поэтому червяк изготовляют из легированной стали с последую-
щей закалкой. Перед закалкой червяк подвергается азотированию,
износостойкому хромированию или никелированию.
Цилиндр. Он обычно состоит из двух элементов — сталь-
ного корпуса, способного выдерживать большое давление, и гиль-
зы, запрессованной в корпус и изготовленной из износоустойчивого
материала. Плотная запрессовка должна обеспечить неподвижное
соединение гильзы с корпусом и хорошую теплопроводность двух-
слойного цилиндра. От проворачивания гильза может также удер-
живаться шпонками. Для повышения коэффициента трения мате-
риала о корпус машины внутренняя поверхность гильзы может не
иметь хорошей чистоты обработки, однако гильзы изготовляют с
чистотой обработки V9 — V10. Для увеличения же указанного ко-
эффициента трения на внутренней поверхности гильзы делают про-
дольные канавки.
Цилиндр, как и червяк, делится на несколько зон, имеющих
самостоятельный нагрев, причем возможно его изготовление из
отдельных секций, соединенных фланцами. В загрузочной зоне
цилиндра имеется отверстие для подачи на червяк материала
(гранулированного или ленточного)—загрузочная воронка. Для
гранулированного материала наиболее подходящей является за-
грузочная воронка с вертикальными стенками, для ленточного —
с наклонными стенками (рис. 9.31),
282
Головка. Выход полимера из машины осуществляется через
головку, имеющую различную форму выходного отверстия в зави-
симости от конкретных условий. Если червячная машина исполь-
зуется в качестве дегазатора или сушилки, то головка снабжается
фильерами — перфорированными дисками с отверстиями диамет-
ром 3—8 мм. Из фильеры каучук выходит в виде нитей с большой
Рис. 9.31. Форма загрузочной воронки:
а—с двумя вертикальными стенками; б—с одной вертикальной и
одной наклонной стенками; в—с одной v вертикальной иодной
наклонной смещенной от червяка стенками.
поверхностью испарения, что способствует интенсификации процес-
сов дегазации и сушки Крепление головки к цилиндру осущест-
вляется с помощью фланцевого соединения или с помощью байо-
нетного затвора.
Система нагрева и охлаждения. Некоторая часть
тепла в червячной машине выделяется при механическом воздей-
ствии червяка на материал. Внешние нагреватели позволяют под-
вести дополнительное количество тепла, необходимого для ведения
Рис. 9.32. Одночервячная дегазационная машина:
/—червяк; 2 —цилиндр. 3 — головка.
процесса и компенсации потерь в окружающее пространство. Наи-
большее распространение для обогрева червячных машин полу-
чили электронагреватели сопротивления, индукционные электрона-
греватели и обогрев водяным паром.
При необходимости отвод тепла осуществляется водой. Вода
подается в рубашку цилиндра, а также в полость червяка. Охла-
ждение червяка обеспечивает уменьшение коэффициента трения
материала о червяк.
Устройство для дегазации. При осуществлении про-
цесса дегазации в червячной машине необходимо обеспечить отвод
283
паров растворителя. При этом возникают затруднения, связанные
с уносом мелкой крошки каучука, которая забивает трубопроводы.
Распространенной является такая конструкция, когда на червяке
имеется зона расширения, а в корпусе — отверстие для отвода па-
ров (рис. 9.32). Несколько таких дегазационных зон, расположен-
ных по длине машины, обеспечивают необходимую степень дегаза-
ции. Уносимая парами крошка каучука улавливается червячными
самоочищающимися уловителями, которые непрерывно выдавли-
вают уловленную крошку обратно в червячную машину.
Недег азиробанный-А
каучук |
^zzzzzzzz^zzzzzzzzzzzA
баку у му
б
Рис. 9.33. Дегазационные агрегаты:
а—с верхней подачей дегазируемой массы; б —с нижней или
боковой подачей дегазируемой массы.
На рис. 9.33 показаны двухчервячные дегазационные машины.
Первый червяк служит для нагрева материала и подачи его й сред-
нюю часть второго червяка, который в месте ввода материала де-
лится на две части — зону выдавливания материала и вакуумную
зону, служащую для отвода газов и паров и улавливания уноси-
мой крошки каучука. Дегазация материала происходит в месте по-
дачи его на второй червяк. Вакуумная зона второго червяка вы-
полняет роль крошкоуловителя и может иметь нарезку, отличную
от нарезки зоны выдавливания.
Движение материала в червячной машине. При описании ра-
боты червячной машины необходимо отдельно рассмотреть состоя-
ние материала во всех зонах: загрузки, сжатия и выдавливания.
В зоне загрузки материал остается гранулированным, в зоне
284
сжатия состояние переходное (от гранулированного — к вязкой
массе), в зоне выдавливания материал имеет свойства вязкой жид-
кости.
Движение материала в зоне загрузки напоминает движение
гайки на винте. За счет сцепления с поверхностью цилиндра гайка
(материал) удерживается от вращения вместе с червяком. В то же
время вращение червяка заставляет материал продвигаться впе-
ред по оси цилиндра. Перерабатываемый материал подвергается
силовому воздействию в основном в области поверхностных слоев
соприкосновения с цилиндром. В зоне сжатия материал сжи-
мается, деформации сдвига проникают на всю глубину и он пла-
стицируется, т. е. приобретает свойства вязкой пластичной жидко-
сти. В зоне выдавливания червяк с цилиндром выполняют роль
винтового насоса для высо-
ковязкой жидкости.
Математическое описа-
ние процесса движения ма-
териала в зоне загрузки и
в зоне сжатия сложно, и в
настоящее время сравни-
тельно полно разработано
только описание, движения
материала в зоне выдавли-
вания. Здесь существует три
потока: прямой поток, воз-
никающий как поступатель-
ное движение материала в
результате относительного
движения червяка цилинд-
ра; противоток, направленный противоположно прямому потоку и
возникающий в результате того, что в головке машины создается
высокое давление; утечки, характеризующие поток, проходящий
в зазоре между гребнем винтовой нарезки и стенкой цилиндра.
Утечки обычно невелики по сравнению с двумя другими потоками,
поэтому при анализе движения материала в межвитковом объеме
их не учитывают.
Если сделать развертку винтового канала и направить оси ко-
ординат как показано на рис. 9.34, обратив движение, т. е. рассма-
тривая не вращение червяка в неподвижном корпусе, а, наоборот,
вращение корпуса вокруг неподвижного червяка, то будем иметь
скорость движения корпуса относительно червяка W, которую
можно разложить на две составляющие: ITZ — вдоль винтовой
канавки и Wx— поперек винтовой канавки. Угол <р равен углу
подъема винтовой линии. Движение материала под воздействием
движения корпуса также можно разложить на две составляющие:
Wz и Wx.
Составляющая скорости Wx направлена перпендикулярно к вит-
кам нарезки, поэтому она не влияет на производительность ма-
шины, но приводит к возникновению циркуляционного течения
Рис. 9.34. Развертка винтового канала чер^
вяка.
285
в поперечном сечении винтового канала, которое улучшает пере-
мешивание материала.
При анализе процесса движения материала вдоль 'винтовой ка-
навки, пренебрегая влиянием боковых стенок нарезки червяка, бу-
дем рассматривать движение материала как перемещение между
двумя бесконечными пластинами, когда одна из них движется,
увлекая за собой материал. Это допущение справедливо для ка-
налов, у которых ширина много больше глубины.
Рис. 9.35. Распределение скоростей потоков жидкости в нарезке
червяка:
а—прямой поток; б —обратный поток; а —суммарный поток.
Уравнение движения материала:
dP _ д2У
dz ду2
Граничные условия:
V = 0 при у = о
V = W при y = h
Решение уравнения движения имеет вид:
v Wy Ay2-hy) dP
V----Г + "'2И ~~dT
(9.46)
(9.47)
(9.48)
(9.49)
Первый член правой части уравнения (9.49) дает закон распре-
деления скорости материала по глубине канала при его течении,
вызванном движением одной из пластин со скоростью W. Второй
член этого уравнения дает закон распределения скорости по
глубине канала, вызванной наличием градиента давления dPIdz.
Эпюры скоростей потоков представлены на рис. 9.35. Суммарный
поток будет определяться соотношением прямого и обратного по-
токов. При свободном выходе из червячной машины, когда отсут-
ствует градиент давления, профиль скоростей будет иметь такой
же вид, как для прямого потока. Реальный профиль скоростей яв-
ляется суммой профиля скоростей прямого и обратного потоков.
Объемный расход жидкости определяется как интеграл вида
h
G=^Vbdy (9.50)
о
где b — ширина винтового канала, т, е. расстояние между сосед-
ними витками.
286
После подстановки уравнения (9.49) в зависимость (9.50) и ин-
тегрирования получаем:
Если глубина нарезки соизмерима с шириной винтового канала,
влияние боковых стенок нарезки червяка проявляется в уменьше-
нии производительности, так как на боковых стенках скорость
равна нулю. Для учета влияния боковых стенок, проявляющегося
в уменьшении производительности прямого и обратного потоков,
вводят форм-факторы Fd и Fp\ тогда производительность червяка
определится следующим образом:
bh bh*\dP
G=w — Fd--[2--^FP (9-52)
Расход материала через головку машины зависит от давления
в головке. Таким образом, рабочий процесс в червячной машине
должен характеризоваться равенством производительности червяка
и расхода материала через головку. Максимальная производитель-
ность червяка соответствует нулевому сопротивлению головки.
С ростом сопротивления головки производительность червяка
уменьшается. Червяк с малой глубиной нарезки дает меньшую
производительность при нулевом сопротивлении головки, однако
для него увеличение давления в головке вызывает слабое сниже-
ние производительности. Объясняется это тем, что обратный поток
в червяке с глубокой нарезкой имеет большую величину, чем в
червяке с малой глубиной нарезки.
Производительность головки, наоборот, при нулевом давлении
равна нулю и с ростом давления возрастает. Головка, имеющая
большое сопротивление, соответственно обеспечивает меньший рас-
ход материала, чем головка с малым сопротивлением. Точки пере-
сечения характеристик червяка и головки дают возможность опре-
делить рабочий режим червячной машины при определённых кон-
струкциях червяка и головки.
Рабочей характеристикой головки является график зависи-
мости производительности от давления. Тангенс угла наклона ха-
рактеристики головки зависит от свойств материала и геометрии
головки, которая учитывается коэффициентом формы Л. Этот ко-
эффициент может быть найден из уравнения, связывающего про-
изводительность канала любой геометрии с давлением на входе
или с перепадом давления по длине. При течении неньютоновской
жидкости в круглой трубе ранее (см. стр. 172) было получено
уравнение:
° = nR3 Зп+ 1 (шГ)П (953)
Для ньютоновской жидкости (при п = 1) это уравнение имеет
вид;
°=^г4г=Л’Т’ (9-54)
287
где К—коэффициент формы, зависящий только от геометрических
размеров канала.
В координатах G = f(P) зависимость (9.54) изображается
прямой линией с тангенсом угла наклона, равным Л/ц.
Для неньютоновской жидкости из уравнения (9.53) имеем:
1
О = КЯ(ДР)Г1 (9.55)
где Кн — коэффициент формы, учитывающий не только геометри-
ческие размеры канала, но и реологические константы материала.
При переработке одной и той же жидкости при постоянной
температуре значение Кн остается постоянным. В этом случае в
логарифмических координатах lgG = f(lgAP) зависимость (9.55)
изображается прямой линией с тангенсом угла наклона, равным
I/п, а рабочая характеристика головки, т. е. линия в координатах
G = f(AP), изображается линией, кривизна которой будет зави-
сеть от индекса течения материала л
Мастикатор. Эта машина используется для дегазации полиизо-
бутилена, выходящего из полимеризатора с содержанием летучих
веществ (изобутилен, этилен) ~10%. Конечное содержание лету-
чих составляет ~ 1 %.
Мастикатор — двухчервячная машина (рис. 9.36). Основными
частями его являются корпус, два червяка, две подшипниковые и
приводная головки. Червяки имеют по две подшипниковые опоры.
Наличие второй подшипниковой опоры позволяет уменьшить про-
гиб червяка и, следовательно, износ корпуса и наружной поверх-
ности червяка от трения. В подшипниковых головках размещаются
подшипники качения, используемые как опоры червяков. В привод-
ной головке размещены две шестерни, обеспечивающие передачу
вращения от одного червяка к другому^ Корпус мастикатора име-
ет полости для подвода греющего пара, необходимого для разогре-
ва полиизобутилена до 200 °C. Для более быстрого прогрева поли-
мера червяки имеют небольшую глубину нарезки. Внутренняя по-
верхность корпуса для уменьшения износа наплавлена твердым
сплавом.
Загрузка и выгрузка полимера осуществляется через отверстия
в корпусе. Для того чтобы полимер не попадал в подшипниковую
головку, а выходил в отверстие для выгрузки, червяки в зоне вы-
грузки имеют участок с обратным направлением витков. Одновре-
менно в зоне выгрузки создается необходимое давление, благодаря
которому полимер выдавливается через отверстие для выгрузки.
Мастикатор не имеет специальной вакуумной коробки для от-
вода выделяющихся газов. Последние отводятся через загрузочное
отверстие, которое непосредственно соединяется с выходным от-
верстием полимеризатора. Газы отводятся из полимеризатора и
соответственно из мастикатора.
Червяк мастикатора имеет несколько зон с различным шагом
нарезки. Для удобства изготовления только одна зона делается
заодно с телом червяку, а остальные три зоны вытачиваются в
288
9Z9 ’MBg Ol7l
Рис. 9.36. Мастикатор:
/ — корпус; 2— головка привода; ^ — подшипниковая головка; 4—сальник; 5—червяк; о—полости для теплой
виде втулок с наружной нарезкой и крепятся на гладком валу
с помощью электрозаклепок (рис. 9.37).
Отжимные прессы. Пресс применяется для предварительного от-
жима влаги из крошки. Крошка каучука, поступающая из дегаза-
тора, содержит в среднем 45% влаги. В отжимном прессе влаж-
ность снижается до 5—15%. Помимо отжима влаги пресс в некото-
рых случаях служит для изготовления однородной крошки
каучука. В дегазаторе получается смесь частиц различного раз-
мера. Мелкие частицы забивают перфорацию сушилок, в резуль-
тате чего качество сушки падает. Гранулирующее устройство пресса
позволяет получать гранулы каучука одинакового размера.
Контур отжимного пресса (рис. 9.38) образуют две опорные
рамы 2, скрепленные четырьмя стяжными болтами 3. Вплотную к
Рис. 9.37. Червяк в разрезе.
задней опорной раме располагается редуктор привода, образуя
с рамой как бы одну общую станину. Основными рабочими узлами
пресса являются червячный вал (шнек) 6 и цилиндрическая ка-
мера 5, в которой вращается червячный вал.
Шнек пресса сборный (рис. 9.39). Основу его составляет ци-
линдрический ступенчатый вал, на который с помощью шпонок на-
саживаются сменные секции с червячной навивкой, разделенные
между собой дистанционными втулками. В связи с наборной кон-
струкцией шнековая навивка получается прерывистой. Вал шнека
полый. В полость подается охлаждающая вода. Шнек отжимного
пресса тоже имеет две опоры. Задний конец шнекового вала опи-
рается на подшипник скольжения, находящийся в задней опорной
раме, а передний конец вала — на подшипник качения, находя-
щийся в опорном устройстве, которое крепится к передней опор-
ной раме с помощью кронштейна. На переднем опорном устройстве
смонтирован механизм регулирования степени отжатия влаги. Кау-
чук выходит в зазор между мундштуком 7 и конической втулкой
8. Величина зазора может регулироваться путем перемещения
втулки 8 в осевом направлении с помощью штурвала 10. С умень-
шением величины зазора увеличивается степень сжатия каучука и
соответственно возрастает степень отжима влаги. Вместо регули-
ровочного механизма применяются также сменные фильеры—ди-
ски с отверстиями диаметром 3—8 мм, а также ножи, осущест-
вляющие при своем вращении резку выходящих из фильер прут-
ков на гранулы.
Цилиндрическая камера пресса (рис. 9.40) сборная и состоит
из двух частей — верхней и нижней, стягиваемых болтами 2. Ка-
ждая часть в свою очередь состоит из нескольких полуколец, со-
бранных в жесткую конструкцию продольными тягами. В полу-
.290
Рис. 9.38. Отжимной пресс:
/ — подшипник; 2 —опорные рамы; 3— стяжные болты; 4 — болты; 5-камера пресса; 6~ червяк; 7 —мундштук; 5—кони-
ческая втулка; 9 — кронштейн; 10— штурвал; // — опорное устройство; 12— сетка.
кольца между ровными планками помещают клиновые планки. Для
образования зазора между этими планками вставляют распорные
пластины. Следовательно, корпус камеры пресса набирается из
клиновых планок, которые испытывают нагрузку от давления кау-
чука. Полукольца же являются опорами для клиновых планок и
позволяют собрать из них цилиндрическую камеру. После уста-
новки клиновых планок и распорных пластин расстояния до рам-
ных планок заполняют при сборке прокладками. Таким образом,
собирают две половинки цилиндрической камеры пресса.
В этой конструкции пресса легче снять цилиндрическую камеру,
чем шнек. Через щели камеры просачивается не только вода, но и
каучук. Вода сливается в поддон, а каучук задерживается на сет-
ке, которая крепится к поддону. Поскольку ширина щелей состав-
Рис. 9.39. Червячный вал:
/ — вал; 2 —секции с червячной нарезкой; 3 —дистанционная втулка.
ляет доли миллиметра, количество проникающего через них кау-
чука очень мало.
Для обеспечения постепенного отжима влаги цилиндрическая
камера и шнек пресса выполняются с переменным диаметром. Ци-
линдрическая камера имеет один усц;уп (внутренний диаметр ка-
меры к выходному концу пресса уменьшается), а сердечник шне-
ка— два уступа с увеличением диаметра сердечника к выходному
концу пресса. Таким образом, кольцевой зазор для прохода кау-
чука уменьшается, в результате чего происходит сжатие юаучука и
отжим влаги.
На рис. 9.41 изображена конструкция отжимной червячной ма-
шины, в которой диаметр цилиндрической камеры и сердечника
шнека остаются постоянными, но отдельные секции шнека имеют
шаг нарезки, уменьшающийся к выходному концу пресса. Вслед-
ствие этого происходит подпрессовка каучука и отжим влаги.
Камера пресса также набирается из клиновых планок, зазоры
между которыми составляют: для первой секции пресса — 0,73 мм,
для второй — 0,53 мм, для третьей — 0,35 мм, для четвертой —
0,20 мм.
292
Регулирование степени от-
жима осуществляется с по-
мощью штоков. Штоки вдви-
гаются в кольцевой канал, по
которому движется каучук.
Создавая гидравлическое со-
противление, они изменяют
степень сжатия каучука и со-
ответственно степень отжима
влаги.
Четыре штока вдвигаются
в кольцевой канал вручную
перед пуском пресса в работу,
а остальные четыре — с по-
мощью индивидуальных при-
водов (гидроцилиндров) во
время работы пресса.
Каучук выходит из пресса
через фильеры в виде прут-
ков, которые режутся на гра-
нулы четырьмя ножами, смон-
тированными в головке, ук-
репленной на выходном конце
вала.
Червячная часть вала прес-
са имеет длину 1500 мм и на-
ружный диаметр нарезки
298 мм. Частота вращения
вала 30—120 об/мин, глубина
нарезки червяков (0,1 4-
4-0,25)0.
Червячная сушилка. В чер-
вячной машине возможен не
только механический отжим
влаги, но и испарение. Тепло
для нагрева каучука и испа-
рения влаги подводится через
паровую рубашку, а также
выделяется за счет превраще-
ния механической энергии
шнек^ в тепловую.
Одночервячная сушилка,
используемая для сушки кау-
чука, подвергнутого предвари-
тельному отжиму влаги на от-
жимном прессе, изображена
на рис. 9.42. Камера сушилки
представляет собой трубу диа-
метром 254 мм и длиной 3 м,
Ю Зак. 576
Рис. 9.40. Корпус отжимного пресса:
Z—скоба; 2 — болт; 3— планка.
293
Каучук
Рис. 9.41. Червячная отжимная машина:
/ — головка; 2-*- цилиндр; 5—червяк; 4—загрузочная воронка; 5 —подшипниковая опора
изготовленную из нержавеющей стали со специальной наплавкой
виз твердого сплава. Наружная поверхность витков червяка в ме-
стах соприкосновения со стенками камеры также наплавлена
твердым сплавом. У головки шнека смонтированы ножи-грануля-
торы, приводимые во вращение от отдельного привода. Длина
гранул каучука на выходе из сушилки регулируется изменением
количества ножей и частоты вращения ножевой головки. Отвер-
стия в сменных дисках головки (фильерах) имеют размер 5—8 мм.
Рис. 9.42. Червячная машина для термической сушки каучука (а) и ее
цилиндр (б):
/ — корпус; 2—загрузочный бункер; 3 —редуктор; 4— червяк; 5—перемешивающие
болты; 6 —рубашка.
Камера сушилки разделена по длине на три зоны: первая —
зона охлаждения, вторая и третья — зоны нагрева. Каждая зона
имеет рубашку для подачи охлаждающей воды или греющего пара.
В первой зоне происходит частичный отжим влаги.
Шнековым валом каучук перемещается по длине камеры к го-
ловке с фильерами. Шнек рассчитан таким образом, чтобы давле-
ние каучука всегда было больше давления насыщенных водяных
паров при данной температуре. При выходе каучука из фильер
перегретая вода мгновенно испаряется, образуя в каучуке большое
10*
295
количество пор с развитой поверхностью. Температура каучука пе-
ред фильерами 160 °C, влажность 5—10%. После фильер, т. е. по-
сле выкипания воды, ‘температура каучука снижается до 80°C,
а влажность уменьшается до 0,5%. Окончательная досушка гра-
нул каучука осуществляется горячим воздухом в вибрационной су-
шилке.
При высоких температурах каучук подвергается деструкции.
В червячной сушилке время пребывания каучука при высокой тем-
пературе незначительно (~2 мин), и процесс деструкции практи-
чески не проходит, поэтому допускается небольшой перегрев кау-
Рис. 9.43. Поперечный разрез корпуса
червячной машины:
/—корпус; 2—рубашка; 3-гильза; 4—планка;
5 —перемешивающий болт.
Шнековые витки выполнены как
мого каучука.
чука по сравнению с максимально
допустимой для него температу-
рой нагрева. Давление каучука
в головке шнековой сушилки до-
стигает 3 МПа, т. е. перегрев ка-
учука без испарения влаги воз-
можен до высокой температуры.
Для более быстрого и равномер-
ного прогрева каучука проводит-
ся дополнительное его переме-
шивание с помощью перемеши-
вающих болтов (рис. 9.43), кото-
рые вставлены в разрывы на-
резки червяка. Болты крепятся
в цилиндре сушилки и одновре-
менно с перемешиванием каучука
позволяют увеличить коэффи-
циент трения между каучуком и
цилиндром. Вал сушилки изго-
товлен из нержавеющей стали,
одно целое с валом. Применяются
также червяки сборной конструкции.
Привод вала сушилки осуществляется от электродвигателя
мощностью 500 кВт через гидромуфту и редуктор. Получение не-
обходимого крутящего момента на валу сушилки достигается плав-
ным изменением частоты вращения выходного вала гидромуфты.
Частоту вращения вала можно регулировать с помощью гидро-
муфты автоматически и вручную от 100 до 250 об/мин.
Рабочие температуры в сушилке, частота вращения вала и кон-
струкция фильер различны в зависимости от типа перерабатывае-
9.8. Основы безопасной эксплуатации оборудования
для выделения каучука
Каучук в виде крошки опасен в пожарном отношении,
при его загорании развивается высокая температура. Процесс вы-
деления и сушки каучука относится по пожароопасности к катего-
296
рии В (СН и ПП-М2—62). Класс помещения по пожароопасно-
сти II—Па (ПУЭ). Эксплуатация линии выделения связана с об-
служиванием разнообразных машин и механизмов, потребляющих
большие количества водяного пара, горячего воздуха и электро-
энергии.
Одной из крупных машин, опасных в пожарном отношении, яв-
ляется конвективная сушилка для каучука. Для удобства внутрен-
него осмотра часть ее панелей выполнена в виде откидных дверей.
Панели установлены в каркас на асбестовом уплотнении для
предотвращения пропуска газов из сушилки в атмосферу цеха. Су-
шилка снабжена автоматическим отсечным клапаном, предназна-
ченным для отсечения воздуха от общего коллектора загрязнен-
ного воздуха в случае загорания каучука в сушилке. В то же
время на этот случай сушилка оборудована системами водяного и
парового пожаротушения. Трубопроводы водяного пожаротушения,
постоянно находящиеся под давлением воды, расположены над
верхними ветвями конвейеров с вмонтированными спринклерными
головками, автоматически срабатывающими при температуре
182 QC. Трубопроводы парового пожаротушения расположены над
верхними ветвями конвейеров. Пар в них подается при открыва-
нии одного из двух запорных вентилей, расположенных у прием-
ного бункера сушилки и под площадкой привода конвейера. Вы-
ходя через отверстия в трубах, пар заполняет рабочий объем су-
шилки, тем самым препятствуя доступу кислорода в зону горения.
Для отсечки пламени в воздуховоде сушилки от общего коллектора
загрязненного воздуха паровым экраном имеется камера пожаро-
тушения, представляющая собой короб сечением 900 X 2000 мм,
в котором размещены трубки с отверстиями для выхода пара. Для
соединения сушилки с атмосферой при ремонтных работах имеется
отсечной клапан с ручным управлением. Дверца клапана закры-
вается под действием противовеса, а в открытом положении удер-
живается зафиксированным тросом. Для предотвращения пропуска
загрязненного воздуха в атмосферу на выбросных воздуховодах
имеются две герметичные крышки.
Автоматические отсечные клапаны, предназначенные для отсеч-
ки воздуховодов от общего коллектора загрязненного воздуха в
случае загорания каучука, имеются также в вибросушилке и в
виброподъемнике.
Клапаны представляют собой металлические коробу селением
800 X 800 мм, снабженные плотно закрывающимися дверьми. Под
действием подвешенного с одной стороны груза двери постоянно
стремятся к закрытию и при нормальной работе в открытом поло-
жении удерживаются защелкой. На клапане виброподъемника за-
щелка связана с сердечником электромагнита, на клапане вибро-
сушилки — со штоком пневмоцилиндра.
В случае загорания каучука при отключении соответствующих
вытяжных вентиляторов автоматически включается пневмоцилиндр
или электромагнит, который выдергивает защелку, освобождая
297
при этом дверь. Последняя под действием груза закрывается и ог-
раничивает распространение огня.
Камера пожаротушения вибросушилки и виброподъемника
предназначена для отсечки пламени в воздуховоде паровым экра-
ном. Она представляет собой короб такого же сечения, как и кла-
пан, в котором размещены трубки с отверстиями для выхода пара.
В камеру пожаротушения пар поступает одновременно с подачей
его на виброподъемник.
Для мгновенной остановки оборудования линий выделения кау-
чука при определенных неполадках в работе ее систем, а также
для исключения возможных загораний в червячной сушилке и
скопления каучука в загрузочных камерах при внезапных оста-
новках предусмотрена технологическая блокировка. Например,
превышение температуры 180 °C или нагрузки червячной сушилки
вызовет расцепление гидромуфты и отключение сушилки от элек-
тродвигателя, а следовательно, и остановку обеих червячных ма-
шин для предварительного обезвоживания, промежуточного шнека
и вибросита.
В редукторах червячных машин создается избыточное давление
воздуха с целью предотвращения попадания в них водяных паров
через неплотности.
ГЛАВА 10
МАШИНЫ ДЛЯ ОБРАБОТКИ КАУЧУКА
После выделения и сушки каучук подвергают обра-
ботке с целью придания ему товарного вида и упаковки. Характер
упаковки зависит от того, жидкий каучук или твердый. Жидкие
каучуки упаковываются в фанерные или металлические бочки,
в которые для исключения прилипания каучука вставляют поли-
этиленовые мешки. Вес упаковки должен учитывать возможность
погрузки и перемещения ее не только подъемно-транспортными ме-
ханизмами, но и рабочими, занятыми на переработке на заводах-
потребителях каучука. Поэтому наиболее распространены упа-
ковки весом — 300—500 Н (30—50 кгс).
Обработка твердых каучуков проводится по двум схемам.
1. Лента каучука, сходящая с листовальных вальцев, нарезает-
ся в пластины, которые складываются в кипу. Размеры кипы
660 X 350 X 120 мм, вес -300 И (30 кгс).
2. Крошка каучука взвешивается, а затем брикетируется на ги-
дравлических прессах. Брикет, имеющий размеры 650 X 350 X
X 180 мм и вес —315 И (32 кгс), упаковывается сначала в поли-
этиленовый, а затем в бумажный мешок.
В данной главе будут рассмотрены машины, входящие в линии
формования и упаковки каучука в кипы и брикеты,
298
10.1. Машины для формования
и упаковки каучука в кипы
Технологическая линия формования и упаковки кау-
чука в кипы включает следующие основные машины: шприц-ма-
шину, смесительные вальцы, охлаждающий конвейер, резательную
машину, автоматическую систему конвейеров, машину для упа-
ковки кип в полиэтиленовую пленку, машину для упаковки кип
в бумажные мешки, мешкозашивальную машину, контрольные
весы и маркирующую машину.
Шприц-машина. Шприц-машина (рис. 10. 1) служит для при-
ема высушенной крошки каучука, частичного досушивания, при-
дания однородности и формования ее в ленту (брусок).
Основу шприц-машины составляет цилиндр, в котором распо-
лагается рабочий орган машины — шпек. Цилиндр отлит из мелко-
зернистого чугуна и имеет рубашку для парового обогрева или во-
дяного охлаждения. Рубашка разделена на три зоны, в каждой из
которых имеется термопара. Датчик термопары смонтирован на
панели управления. Передняя часть цилиндра имеет внутреннюю
гильзу из высокопрочного материала, а задняя — окно для прием-
ного бункера.
Шнек изготовлен из литой стали. Длина его 1526 мм, наруж-
ный диаметр 254 мм. Винтовая часть шнека нарезана с перемен-
ным шагом от 280 хдо 230 мм в сторону выходного конца. Сечение
винтовой нарезки имеет вид прямоугольной трапеции с плавным
переходом к основному металлу. Высота нарезки 51 мм.
Камера водяного охлаждения шнека представляет собой сквоз-
ное осевое отверстие диаметром 51 мм, просверленное по центру
вала. В нем располагается труба для подвода охлаждающей воды.
Отвод воды осуществляется через полость между подводящей тру-
бой и стенками отверстия.
При работе шнека возникает большое осевое давление, которец
воспринимается упорным подшипником в редукторе привода. Пе-
редний конец шнека свободно вращается в гильзе цилиндра. Пе-
редняя часть цилиндра закрыта головкой (рис. 10.2), изготовлен-
ной из серого чугуна и снабженной сменной пластиной, внутрен-
нее отверстие которой определяет профиль выходящего из машины
каучука (лента, брусок, цилиндр, рассеченный по осям цилиндр и
т. д.). Для обеспечения доступа к пластине головка шприц-машины
выполнена откидной. Открытие и закрытие головки осуществляет-
ся с помощью гидроцилиндра и торцевых замков.
Привод шнека осуществляется от электродвигателя постоян-
ного тока с переменной частотой вращения через двухступенчатый
цилиндрический редуктор с передаточным числом 18,75. Постоян-
ный ток к двигателю подается от мотор-генератора. Подача по-
стоянного тока на двигатель шприц-машины обеспечивает возмож-
ность изменения частоты его вращения от 375 до 1500 об/мин, что
соответствует частоте вращения шнека от 20 до 80 об/мин.
299
Рис. 10.1. Шприц-машина:
/ — головка; 2 — цилиндр; 3 — загрузочная воронка; 4—редуктор; 5 —электродвигатель.
Вальцы. Вальцы предназначены для придания однородности
каучуку и формования его в ленту. Основу вальцев составляет
чугунная станина с двумя боковыми опорами для размещения под-
шипников рабочих валков и редуктора привода.
Рабочий орган машины — цилиндрические полые валки. Они от-
литы из чугуна, рабочая поверхность их полирована. Внутрь вал-
Рис. 10.2. Головка шприц-машины:
/ — фильера; 2 — профилирующее устройство; 5 — кронштейн; 4 — червяк.
ков для поддержания заданной температуры в период работы ма-
шины подается охлаждающая вода. Валки вращаются в бронзо-
вых подшипниках. Подшипники переднего валка подвижны, чем
и достигается установка зазора между валками и регулирование
толщины ленты каучука. Каждый подшипник переднего валка
имеет обособленный привод, состоящий из электродвигателя, чер-
вячного редуктора и толкателя. Редуктор и толкатель заключены
в общий корпус, который крепится к боковой опоре станины.
Привод валков осуществляется от электродвигателя через двух-
ступенчатый цилиндрический редуктор с помощью двух откры-
тых зубчатых передач на цапфах валков. Передаточное число
301
открытых передач равно 1,2, поэтому передний валок вращается в
1,2 раза быстрее заднего, что обеспечивает наслоение каучука
только на передний валок. Для экстренного останова вальцев в
приводе предусмотрен электромагнитный тормоз.
У переднего валка установлена система из двух дисковых от-
кидных ножей для снятия ленты каучука, приводимая в рабочее
положение с помощью пневмоцилиндра. Расстояние между но-
жами регулируемое, что и определяет ширину снимаемой ленты
каучука. •
Каучук подается на вальцы в форме стержней передвижным
наклонным транспортером от шприц-машины. Вращаясь навстречу
друг другу, валки захватывают каучук и увлекают его в зазор.
Вследствие различной частоты вращения валков каучук подвер-
гается сжатию, растиранию, перемешиванию и равномерным слоем
наматывается на передний валок, откуда непрерывной лентой сни-
мается и подается на охлаждающий конвейер. Общие вопросы ра-
боты вальцев будут рассмотрены отдельно (стр. 314—326).
Охлаждающий конвейер. Охлаждающий конвейер представляет
собой сборную металлоконструкцию длиной 31 800 мм, высотой
7442 мм и шириной 1930 мм. На металлоконструкции смонтиро-
ваны четыре ленточных транспортера, объединенных попарно:
1—3 и 2—4. Каждая такая пара снабжается общим приводом. Пер-
вый (верхний) транспортер имеет наклонную консольную часть
для приема ленты каучука с вальцев.
Лента транспортера (стальная оцинкованная сетка шириной
500 мм) охватывает ведущий и ведомый барабаны, изготовленные
из стали. Наружная поверхность барабанов покрыта резиной. По-
садка ленты на барабаны свободна^, передача движения проис-
ходит за счет трения ленты о ведущий барабан.
Привод смежных транспортеров осуществляется от электродви-
гателя через гидравлический вариатор, редуктор и цепные пере-
дачи. Каждый из приводов имеет тахометрический генератор, кото-
рый связан с ведущим валом вариатора. Скорости транспортеров
с помощью генератора фиксируются указательным прибором на
пульте управления агрегатом, а с пульта управления при помощи
вариатора производится изменение скорости транспортеров.
Лента каучука, снимаемая с вальцев, подхватывается верхним
транспортером и поочередно проходит остальные расположенные
ниже транспортеры. Времени движения любого участка ленты по
всем транспортерам достаточно для его охлаждения до необходи-
мой температуры.
Резательная машина. Машина для резки ленты каучука и фор-
мования брикетов представляет собой сварной остов из профиль-
ного железа, на котором монтируются основные узлы и меха-
низмы: главный привод, приемный стол, механизм привода ножей,
система зажимных планок, каретка с захватами, механизм спуска
и подъема привода транспортера и промежуточные транспортеры.
Главный привод резательной машины включает в себя электро-
двигатель, клиноременную передачу, вариатор и редуктор. Выход-
302
ной вал редуктора с помощью цепной передачи вращает главный
вал, который находится в кинематической связи с основным валом,
имеющим шесть кулачков. Посредством кулачков движение пере-
дается на механизм подъема и опускания стола, механизм при-
вода ножа, механизм зажимных планок и механизм захватов
каретки.
Приемный стол машины служит для приема ленты каучука с
охлаждающего конвейера. Он состоит из плоского стола с семью
легковращающимися роликами и двух направляющих планок, рас-
стояние между которыми можно изменять в зависимости от ши-
рины ленты.
Привод ножа осуществляется от главного вала через муфту,
систему тяг и кривошипов. Муфта состоит из основной полумуфты,
совершающей колебательные движения, и вспомогательной, кото-
рая приводит нож в движение, когда находится в зацеплении. Нож
представляет собой продольную горизонтальную плапку с заост-
ренной нижней кромкой, совершающую возвратно-поступательные
движения в вертикальной плоскости. Для обогрева ножа установ-
лен электрический элемент мощностью 1000 Вт. Длина хода ножа
регулируется стопорными винтами, которые ограничивают движе-
ние вспомогательной муфты.
Зажимные планки служат для зажима ленты каучука в момент
резки. Располагаются они перед ножом. Планки совершают пере-
мещение в вертикальной плоскости. Они приводятся в действие от
главного вала через кулачки системой тяг и кривошипов. Сила
сжатия планок регулируется двумя пружинами.
Каретка с захватами предназначена для формования брусков
необходимой толщины из отрезков ленты. Она представляет собой
подвижную сварную раму, установленную на ролики, перекаты-
вающиеся по направляющим. С передней стороны каретки имеется
продольный вал, на котором помещаются пластинчатые захваты
с рифлеными концами. Каретка совершает возвратно-поступатель-
ные движения и приводится в действие от главного вала криво-
шипно-шатунным механизмом с помощью Звездочек и цепной пере-
дачи. Длина хода каретки регулируется изменением положения
шатунов с помощью двух регулировочных винтов. Для предотвра-
щения-поломок каретки при перегрузках установлена предохрани-
тельная муфта с конечным выключателем.
Механизм спуска и подъема привода транспортера приводится
в движение от главного вала машины.. Он состоит из спирального
кулачка, шатуна (с помощью которого можно регулировать вы-
соту брикета), соленоида, конечного выключателя, зубчатой муф-
ты и храпового механизма.
Промежуточные транспортеры малой скорости приводятся в
движение от главного вала машины через цепные передачи.
Работа резательной машины осуществляется следующим обра-
зом. Охлажденная лента каучука поступает на приемный стол под
зажимные планки. В то время, когда каретка с GixBai.iMii дости-
гает ножа, прижимные планки поднимаются в среднее положение
303
Между открытыми захватами каретки. Затем захваты каретки сжи-
маются и захватывают ленту каучука вырезами зажимных пла-
нок. После того, как захваты полностью закроются, зажимные
планки разжимаются и каретка с захваченной лентой начинает
двигаться. Зажимные планки закрываются и захваты каретки раз-
жимаются одновременно, когда каретка не достигнет крайнего по-
ложения, а -стол опустится на величину, равную толщине ленты.
Эта операция повторяется 10 раз. После того, как кипа достигнет
установленной толщины, срабатывает концевой выключатель. Он
включает соленоид, который вводит в зацепление зубчатую муфту.
Муфта приводит в действие транспортер с кипой каучука, подаю-
щий ее на работающие транспортеры.
Автоматическая система конвейеров- Автоматическая система
конвейеров служит для транспортировки кип каучука и подачи их
к машине для обертки в полиэтиленовую пленку.
Система состоит из передающего конвейера первой резатель-
ной машины, поперечного конвейера, передающего конвейера вто-
рой резательной машины и накапливающего конвейера двух реза-
тельных машин (аккумуляторный конвейер).
Передающие конвейеры резательных машин представляют со-
бой транспортеры из текстропных ремней, натянутых на алюминие-
вые диски диаметром 200 мм.
Для приема кипы с резательной машины установлен угловой
рольганг, приводимый в действие пневматическим цилиндром. Ци-
линдр в свою очередь вводится в работу от соленоида; управляе-
мого автоматическим клапаном от концевого выключателя.
Поперечный и накапливающий конвейеры — цепные роликовые
транспортеры. Ролики перемещаются по направляющим — опор-
ным уголкам, покрытым резиной. Кипы каучука с работающих
транспортеров резательных машин поступают на передающие кон-
вейеры каждой линии упаковки. Затем следует объединение ли-
ний — кипы каучука с двух резательных машин направляются в
одну машину для упаковки в полиэтиленовую пленку. Кипы от
первой резательной машины передаются через поперечный кон-
вейер. Работа поперечного конвейера осуществляется таким обра-
зом, чтобы избежать столкновения кип, подаваемых от обеих реза-
тельных машин. Для этого на его разгрузочном конце распола-
гается «автостоп», препятствующий переходу кипы на передающий
конвейер второй резательной машины в момент прохождения
у разгрузочного конца кипы каучука с первой резательной ма-
шины.
Накапливающий конвейер получает кипы каучука от двух реза-
тельных машин и передает их на входной конвейер оберточной ма-
шины. Он также имеет «автостоп», препятствующий подаче очеред-
ной кипы в машину, если в ней находится предыдущая кипа.
Оберточная машина. Оберточная машина предназначена для
упаковки кип каучука в полиэтиленовую пленку. Она состоит из
входного и рабочего конвейеров, подвижных рам для склеивания
пленки, ножа с пневмоцилиндром, системы электро- и пневмокла-
304
панов с воздушными коммуникациями и пневматическими порш-
нями, механизма подъема и крепления рулонов полиэтиленовой
пленки.
Входной конвейер служит для приема кип каучука, транспорти-
рования и подачи их на рабочий конвейер. Он представляет собой
сварную металлоконструкцию с укрепленными на ней дисками, на
которые натянуты текстропные ремни. На входе и выходе кон-
вейера установлены конечные выключатели. Привод конвейера осу-
ществляется от электродвигателя через редуктор и цепную пере-
дачу.
Рабочий конвейер используется для подачи упакованной кипы
каучука в зону склеивания и выдачи. В момент склеивания и вы-
держки конвейер останавливается системой электро- и пневмокла-
панов. Рабочий орган конвейера — текстропные ремни, натянутые
на металлические диски. Привод такого конвейера осуществляется
аналогично приводу входного конвейера.
Верхняя и нижняя подвижные рамы имеют боковые и попереч-
ные пластины. Пластины верхней рамы изготовлены из текстолита
и покрыты слоем фторопласта. В этом слое располагается пластин-
чатый нихромовый нагреватель. 'Элементы нагревателя соединены
последовательно и разогреваются в течение 2—3 с при прохожде-
нии по ним тока. На пластинах нижней рамы установлены про-
кладки из силоксановой резины. На поперечной пластине имеется
щель для прохода ножа.
Нож, представляющий собой продольную планку с верхней ре-
жущей кромкой, приводится в действие пневмоцилиндром.
Система электро- и пневмоклапанов включает в себя: 1) со-
леноидный пневматический клапан, управляющий поршнем, кото-
рый осуществляет сближение (соединение) верхней и нижней
склеивающих рам; 2) соленоидный пневматический клапан, упра-
вляющий распределителями и держателями пленки; 3) соленоид-
ный пневматический клапан, управляющий ходом ножа для об-
резки пленки.
Кипа каучука, приблизившись к машине, включает конечный
выключатель. Начинает работать входной конвейер, и кипа входит
в машину. При прохождении по входному конвейеру кипа вклю-
чает второй конечный выключатель, приводящий в движение рабо-
чий конвейер, который подает кипу в зону склеивания. Через 0,5—
1 с после того, как кипа пройдет этот выключатель, оба конвейера
остановятся. Включается первый соленоидный клапан, и склеи-
вающие рамы начинают сдвигаться. Одновременно включается со-
леноидный клапан, и срабатывают пневматические выпрямители и
держатели пленки. Когда рамы полностью сдвинутся, включаются
нагреватели. По окончании разогрева приводится в действие соле-
ноидный клапан, и нож отрезает пленку. В то же время идет про-
цесс выдержки и охлаждения. Через 8—10 с после охлаждения на-
гревателей рамы раздвигаются и обтянутая пленкой кипа каучука
выводится рабочим транспортером из машины и подается на упа-
ковку в бумажный мешок.
305
10.2. Машины для формования
и упаковки каучука в брикеты
Прес с озан ие
Брикетировочный пресс. Пресс (рис. 10.3) предназна-
чен для прессования крошки каучука в брикеты. Он состоит из
станины 1 с верхней траверсой 2 и камерой прессования 5, гидра-
влического механизма прессования 6, крышки камеры прессования
3 с гидроприводом 4, гидравлической системы приводов, пневма-
тической системы, электрической системы управления и блоки-
ровки, разгружающего конвейера.
Станина пресса изготовляется из высоколегированной стали.
В верхней части станины (траверса) располагается загрузочный
бункер для отвешивания порции крошки каучука. Бункер соеди-
няется с камерой прессования при помощи передвижного желоба.
Под бункером размещена камера прессования, на одном уровне
с которой смонтирована консольная опора для привода подвижной
крышки камеры.
Внутри камеры прессования располагается стол с гидроприво-
дом, совершающий возвратно-поступательные движения в верти-
кальной плоскости за счет перемещения штока гидроцилиндра, к
которому он прикреплен посредством подпорных пластин. Стол из-
готовляется из горячекатанной стальной плиты большого сечения.
Он имеет углубление и снабжен нейлоновыми регулирующими
планками, движущимися по сторонам брикетной камеры. Во из-
бежание быстрого износа регулирующие планки смазываются.
Верхняя часть стола (из углеродистой стали) покрыта по рабочей
поверхности тщательно отшлифованными пластинами из нержа-
веющей стали.
Гидроцилиндр стола литой, каналы и шток его хромированы.
В качестве уплотнения используются резинотканевые шевронные
манжеты, которые расширяются внутренним давлением. На ка-
ждом конце цилиндра для амортизации поршня в конце хода смон-
тированы регулирующие клапаны-байпасы. Размеры камеры прес-
сования 350 X 650 X 762 мм. Вся рабочая поверхность камеры по-
крыта полированными пластинами из нержавеющей стали.
Запирающим органом камеры прессования является крышка,
выполненная из горячекатанной листовой стали. Нижняя сторона
крышки также покрыта полированными пластинами из нержавею-
щей стали. Крышка перемещается на направляющих, покрытых
нейлоном. Заклинивающее устройство обеспечивает эффективную
герметизацию брикетировочной камеры во время формования бри-
кета. Крышка совершает возвратно-поступательное движение с по-
мощью гидравлического устройства.
Цилиндр крышки литой, канал и поршневой шток хромированы.
Во избежание загрязнения поршневой шток заключен в резиновый
чехол. На каждом конце цилиндра размещены клапаны-байпасы.
Конец поршневого штока соединен с задней стороной крышки регу-
лирующим устройством плавающего типа.
306
К корпусу пресса, в верхней его части, крепится подвижный же-
лоб телескопического типа, приводимый в движение сжатым воз-
духом. Перед заполнением камеры прессования каучуком, желоб
опускается, предотвращая тем самым рассыпание крошки. После
заполнения камеры порцией каучука желоб поднимается.
Для предотвращения прилипания крошки каучука к поверх-
ности камеры прессования на каждый пресс установлено три
307
пульверизатора для распыления кремнийорганической эмульсии.
Два пульверизатора опрыскивают полость камеры, третий —
Днище. Пульверизаторы приводятся в действие сжатым воздухом
и сблокированы с электрической схемой пресса таким образом,
что опрыскивание камеры осуществляется перед ее загрузкой.
Помимо управления опрыскиванием кремнийорганической
эмульсией внутренней поверхности бункера (дозатора), камеры
прессования, нижней поверхности крышки и поверхности стола
Рис. 10.4. Принципиальная схема прессования крошки каучука:
а—загрузка крошки в камеру; б —закрывание камеры крышкой; в—прессование; г—откры-
вание камеры; б—приподнимание брикета; е — сталкивание брикета.
пневматическая система пресса служит также для открытия и за-
крытия дверцы дозировочного бункера, поднятия и опускания же-
лоба пресса, регулирования скорости движения штока главного
цилиндра и штока цилиндра крышки пресса.
Пневматическая система сблокирована с электрической и гид-
равлической системами управления прессом через конечные вы-
ключатели, клапаны и соленоиды.
Пресс имеет самостоятельную установку гидросистемы управ-
ления, включающую в себя электродвигатель мощностью 22 кВт
(и = 1460 об/мин), четыре гидравлических насоса, контрольные,
разгрузочные и электромагнитные клапаны. Все элементы смонти-
рованы на масляном баке объемом 1,091 м3. С цилиндром пресса
гидроагрегат связан трубопроводами.
308
Усилие, развиваемое прессом ~10 МН (105 тс), производи-
тельность 90 брикетов в 1 ч. Пресс имеет системы автоматического
и ручного управления.
Принципиальная схема прессования крошки показана на
рис. 10.4. Ковшовым элеватором или вибропитателем крошка кау-
чука подается на конвейер дозировочных автоматических весов, с
которого поступает в бункер-дозатор. При этом направляющий же-
лоб опущен. При достижении в бункере определенного веса
(~300 Н, точнее 30 ± 1 кгс) конвейер весов прекращает подачу
крошки, затвор бункера раскрывается и каучук сбрасывается в ка-
меру прессования (поз. а). Затем желоб поднимается и крошка
выдерживается некоторое время для оседания. Крышка камеры
прессования, находящаяся во время загрузки каучука в крайнем
заднем положении, подается вперед и плотно закрывает верхнее
окно камеры (поз. б). Посредством гидросистемы приводится в
действие поршень основного цилиндра, который снизу вверх давит
на каучук и спрессовывает его в брикет (поз. в). После некоторой
выдержки крышка отводится назад, открывает окно и поршень про-
должает движение вверх (поз. г). Брикет выталкивается из ка-
меры (поз. б), а затем при прямом ходе крышки сталкивается на
разгрузочный конвейер (поз. е), по которому движется до конеч-
ного выключателя и, пройдя его, попадает на передаточный стол.
Далее брикет поступает в механизм обертки брикетов в пленку.
Прохождением брикета через конечный выключатель заканчи-
вается цикл брикетирования.
Упаковка брикетов каучука
Схема линии упаковки представлена на рис. 10.5. Бри-
кет каучука с разгрузочного транспортера брикетировочного прес-
са 9 поступает на гравитационный роликовый конвейер передаточ-
ного стола S, находящегося в приподнятом положении, и движется
до конечного выключателя (упора). После срабатывания конеч-
ного выключателя конвейер с помощью пневмоцилиндра опускает-
ся, оставив брикет па приводных роликах, которые направляют
его под углом 90° на ленточный конвейер с металлодетектором 7.
Конечный выключатель, приводимый в действие ударом брикета,
возвращает роликовый конвейер вновь в исходное положение для
приема следующего брикета. Ленточный конвейер передвигает
брикет через головку металлодетектора. При наличии в брикете
металлических включений, детектор останавливает конвейер и по-
дает звуковой сигнал.
С ленточного конвейера брикет поступает на входной конвейер
оберточной машины 6 и продолжает двигаться по нему до тех
пор, пока не пересечет луч фотоэлемента. Если в это время
рамки машины закрыты, то конвейер с брикетом останавливается.
При открытии рамок конвейер пускается вновь, и брикет входит
в зону обертки полиэтиленовой пленкой. Пленка обволакивает бри-
кет сверху и енцзу. При входе в зону обертки брикет пересекает
309
луч второго фотоэлемента, контролирующего правильность поло-
жения брикета. При этом работают оба фотоэлемента. При даль-
нейшем удалении брикета и выхода его из зоны действия первого
фотоэлемента в машину поступает следующий брикет.
При выходе брикета из зоны действия второго фотоэлемента
входной и рабочий конвейеры останавливаются и включается
механизм выпрямления и сварки пленки. После некоторой вы-
держки, необходимой для такой операции и охлаждения места
сварки, включается пневматический нож для обрезания пленки.
Ограничительные рамки открываются, включается разгрузочный
конвейер и упакованный в пленку брикет поступает на ленточный
Рис. 10.5. Упаковка брикетов каучука:
1 —наклонный транспортер; 2 —контрольные весы; 3 — промежуточный конвейер;
4 — мешкозашивальчая Машина; 5—машина для упаковки в бумажные мешки; 6 — обер-
точная машина; 7 — конвейер с металлодетектором; 8 — передаточный стол; 9 — брике-
тировочный пресс.
конвейер машины для упаковки брикетов в бумажные мешки 5.
С ленточного конвейера брикет подается в приемный желоб, из ко-
торого с помощью плунжера заталкивается в подвешенный бумаж-
ный мешок. После этого плунжер возвращается в исходное поло-
жение, зажим отпускает мешок и упакованный брикет падает по
столу на пластинчатый конвейер мешкозашивальной машины 4.
Брикет движется в вертикальном положении, причем открытый ко-
нец бумажного мешка находится наверху. Мешок центрируется
с помощью боковых направляющих и подается в зашивальную го-
ловку, в которой кромка мешка сжимается и зашивается. Затем
брикет в зашитом бумажном мешке подается отражателем на про-
межуточный конвейер 3, транспортирующий его к контрольным ве-
сам 2 и маркирующей машине. Маркированный брикет поступает
на наклонный транспортер 1 и далее транспортируется на склад.
Передаточный стол. Стол предназначен для приема брикетов
каучука с разгрузочного конвейера брикетировочного пресса и пе-
31Q
редачи их на конвейер с металлодетектором. Он состоит из двух
роликовых конвейеров: одного с приводными роликами и одного
со свободно вращающимися (неприводными) роликами. Последние
располагаются между приводными роликами и смонтированы на
решетчатой раме, которая может подниматься из горизонтального
положения в наклонное с помощью пневмоцилиндра и образовы-
вать наклонный гравитационный конвейер. Оба конвейера соби-
раются на общих металлоконструкциях.
Ролики приводного конвейера выполнены из стальных труб диа-
метром 63 мм. Валы их устанавливаются в опорных шарикопод-
шипниках. Расстояние между роликами 230 мм. Привод конвейера
осуществляется от приводного вала конвейера с металлодетек-
тором через цепную передачу. Скорость конвейера 9,15 м/мин.
Подъем и опускание рамы конвейера со свободно вращающимися
роликами выполняются с помощью пневмоцилиндра. Задающим
органом работы пневмоцилиндра является конечный выключатель,
установленный на конце передаточного стола.
Ленточный конвейер с металлодетектором. Этот конвейер
служит для приема брикетов с передаточного стола и транспорти-
рования их через головку металлодетектора в машину для обертки.
Конвейер состоит из двух концевых и двух натяжных барабанов.
На барабаны натянуты бесконечные ремни. Валы барабанов вра-
щаются в шарикоподшипниках, установленных на металлической
раме. Расстояние между центрами концевых барабанов 3360 мм.
Высота подающего конца 1168 м, разгрузочного конца — 1448 мм.
Ширина ленты 757 мм. Привод конвейера осуществляется от элек-
тродвигателя 0,37 кВт через редуктор и ременную передачу. На
раме конвейера смонтированы электрическая панель управления,
металлодетектор и два блокировочных переключателя.
Металлодетектор состоит из поисковой головки, контрольного
устройства и блоков звуковой и световой сигнализаций.
Оберточная машина. Конструктивно машина для обертки бри-
кетов в пленку аналогична машине для упаковки кип каучука/
Упаковочная машина. Машина предназначена для упаковки
обернутых в полиэтиленовую пленку брикетов каучука в бумаж-
ные трехслойные мешки и представляет собой сварную конструк-
цию из стальных труб, на которой смонтированы:
1) ленточный конвейер с направляющими пластинами для
ввода брикета в машину (расстояние между осями барабанов
1830 мм, ширина ленты 457 мм, скорость движения ленты 11 м/мин);
2) пневмоцилиндр, закрепленный на верхней наклонной части
рамы под углом 30° и служащий для подачи брикета в бумажный
мешок (диаметр штока 76 мм, длина хода поршня 1575 мм);
3) загрузочный желоб с губками для насадки мешка (губки
закреплены шарнирно и с помощью ножной педали через систему
рычагов могут сближаться; установка пустого мешка на губки осу-
ществляется вручную);
4) зажимное приспособление, действующее от ппевмоцилипдра
(диаметр штока 34,5 мм, длина хода поршня 152 мм);
311
Рис. 10.6. Общий вид мешкозашивальной машины:
/ — направляющие; 2 —привод; 3 — швейная головка; 4—пластинчатый конвейер.
5) разгрузочный стол для передачи упаковочных брикетов па
мешкозашивальную машину.
Мешкозашивальная машина. Машина (рис. 10. 6.) имеет сле-
дующие основные узлы:
1) пластинчатый конвейер 4 для приема упакованных в бумаж-
ные мешки брикетов и подачи их к швейной головке 3 (он со-
стоит из двух цепей, насаженных на барабаны, расстояние между
центрами которых 2740 мм; высота конвейера 393 мм, скорость
10,7 м/мин);
2) вводящий блок — комплект шкивов с клиновыми ремнями
для выправления краев мешка и ввода их в швейную головку;
3) швейную головку 3 марки 150Е, установленную на крон-
штейне и приводимую в действие от электродвигателя 0,37 кВт с
п = 1440 об/мин (головка снабжена быстродействующим тормо-
зом и автоматическими ножницами для обрезки нитки);
4) отражатель мешков, представляющий собой плиту, приво-
димую в действие пневмоцилиндром (диаметр штока 63 мм,
длина хода поршня 300 мм) и предназначенный для перевода
мешка в горизонтальное положение и передачи его на промежуточ-
ный конвейер.
Транспортировка, укладка в контейнеры,
складирование и отгрузка каучука
Схема транспортировки, укладки, складирования и от-
грузки брикетов изображена на рис. 10.7. После контрольного
взвешивания брикеты каучука 15 поступают на наклонный транс-
портер 14 и далее на горизонтальный ленточный транспортер <8.
Рис. 10.7. Транспортировка, укладка, складирование и отгрузка каучука:
1— железнодорожный вагон; 2— откидной трап; 3, 5 —автопогрузчики; 4 — пустой контейнер;
б— брикетоукладочная машина; 7—загруженный контейнер; 8—горизонтальный транспортер;
9—откидной лоток; 10—приемный стол; 11— наклонный желоб; 12 — ппевмоцилиндр; 13—пере-
грузочное устройство; 14 — наклонный транспортер; 15 — брикет каучука; 16 — автомашина.
При обнаружении бракованных брикетов последние при помощи
перегрузочного устройства 13 по наклонному желобу 11 подаются
на приемный стол 10, откуда, в зависимости от степени брака, мо-
гут быть направлены на переработку или на склад. Перегрузочное
устройство представляет собой откидную секцию транспортера, ко-
торая при подаче брикетов на' стол опускается, а при транспорти-
ровании брикетов на склад находится в приподнятом состоянии.
Подъем и опускание секции транспортера обеспечиваются пневмо-
цилиндром 12. Перегрузка брикетов с наклонного транспортера на
горизонтальный осуществляется при помощи откидного лотка 9.
313
По горизонтальному транспортеру 8 брикеты каучука посту-
пают на склад в брикетоукладочную машину 6, с помощью кото-
рой автоматически укладываются в деревянные или металлические
контейнеры по 15 штук.
Пустые контейнеры 4 подаются в брикетоукладочную машину
при помощи автопогрузчика 5. Загруженные контейнеры 7 отво-
зятся автопогрузчиком на складирование.
Погрузка контейнеров в железнодорожные вагоны и автома-
шины осуществляется при помощи автопогрузчиков 3. Для въезда
автопогрузчика в железнодорожный вагон 1 и кузов автомашины
16 применяются откидные трапы 2.
10.3. Валковые машины
Вальцы. В промышленности СК валковые машины
применяются для рафинирования и пластикации каучуков, выпу-
Рис. 10.8. Вальцы:
/ — малая приводная шестерня; 2 — поперечина; 3 —масленки; 4—тяги аварий-
ного выключателя; 5 — задний валок; 6 — ограничительные стрелы; 7 —боль-
шая приводная шестерня, насаженная на шейку заднего валка; 8 — передний
валок; 9— регулировочные винты; 10 — подшипники переднего валка; 11 — фунда-
ментная плита; /2 —подшипники трансмиссионного вала; 13—станина; 14—транс-
миссионный вал.
ска листов. Вальцы используются также для промывки жидкого
каучука и его сушки.
Работа вальцев заключается в пропускании каучука в зазор
между двумя вращающимися валками. При втягивании в межвал-
ковый зазор материал деформируется, перемешивается, разогре-
вается. Для увеличения эффекта перемешивания валки имеют раз-
314
могут перемещаться в направляющих
личную частоту вращения и, соответственно, различную окружную
скорость. Отношение окружных скоростей валков
f=Vl/V2 (ЮЛ)
называется фрикцией. Для вальцев фрикция составляет f =
= 1,08—2,54.
Валки 5 и 8 (рис. 10.8) размещаются в станине 13. В верх-
ней части к ней крепятся траверсы. Между станиной и травер-
сами образуются поло-
сти, в которые устанав-
ливаются подшипники 10
валков. Подшипники зад-
него валка (по отноше-
нию к рабочему месту
обслуживающего х персо-
нала) укреплены в ста-
нине неподвижно, а под-
шипники переднего валка
станины.
Вращение первому валку сообщается от электродвигателя че-
рез редуктор и пару приводных шестерен 7. Второй валок полу-
Рис. 10.10. Механизм регулирования зазора:
/ — предохранительная шайба; 2 —матрица; 3 — корпус подшипника; 4 — пуан-
сон; 5 —корпус предохранительного устройства; 6 — разъемная шайба;
7 —нажимной винт; 8 — станина; 9 — маховик; 10 — гайка.
чает вращение от первого валка через пару фрикционных шесте-
рен 1. Для предотвращения выхода каучука на торцевые поверх-
ности имеются ограничительные стрелы 6, которые копируют по-
верхность валков и прилегают к валкам с небольшим зазором.
Валки (рис. 10.9) отливаются полыми. Внутренняя полость
валка служит для подвода теплоносителя. Рабочая его поверхность,
соприкасающаяся с каучуком, называется бочкой. Основными
315
размерами валка являются диаметр бочки и ее длина. По обе сто-
роны бочки расположены шейки (цапфы) валка, на которые осу-
ществляется посадка подшипников и шестерен.
Вальцы могут иметь подшипники скольжения и качения. Более
предпочтительны самоустанавливающиеся радиальные подшип-
ники качения.
Межвалковый зазор может регулироваться специальным меха-
низмом (рис. 10.10). Для этого подшипники одного из валков пере-
мещаются с помощью винтовой пары вручную или от электродви-
гателя. Механизм регулирования зазора включает в себя также
предохранительное устройство, которое позволяет избежать повре-
тор; 6 — шарнирная муфта.
ждения валков при попада-
нии крупных предметов в
зазор.
Корпус подшипника 3 пе-
ремещается относительно
станины 8. На корпусе под-
шипника укреплен предо-
хранительный механизм, а
на станине — винтовая пара
(гайка 10 и винт 7) с трапе-
цеидальной резьбой. Гайка
10. застопорена в станине.
Винт 7 на одной стороне
имеет маховик 9, служащий
для вращения винта, а вто-
рой стороной упирается в
предохранительный меха-
низм, состоящий из кор-
пуса 5, разъемной шайбы 6,
матрицы 2, пуансона 4 и
предохранительной шайбы
1. Последняя зажимается между пуансоном и матрицей. Если рас-
порное усилие превысит расчетное значение, предохранительная
шайба срезается, и валки раздвигаются. Таким образом, предот-
вращается поломка валков и всех деталей механизма регулирова-
ния зазора. Пуансон и матрица при этом выполняют роль штампа
(чтобы не происходило их деформации, они изготовляются из за-
каленной стали).
Расчет шайбы на срез ведется по допустимому распорному уси-
лию Р:
(10-2)
где тс. ш — напряжение среза материала шайбы; d — диаметр пу-
ансона, b — толщина шайбы.
Привод вальцев может быть индивидуальным, групповым (ког-
да от одного двигателя и редуктора получают вращение несколько
вальцев) и единичным (рис. 10.11). Зазор между валками может
достигать 10—15 мм. При изменении зазора меняется межцентро-
316
вое расстояние фрикционных шестерен. Для того чтобы фрикцион-
ные шестерни оставались в зацеплении при различном межцентро-
вом расстоянии, они имеют эвольвентное зацепление с увеличен-
ной высотой зуба. Единичный привод имеет блок-редуктор, в кото-
ром собраны все шестерни (как приводные, так и фрикционные).
Шарнирные муфты позволяют передавать вращение валкам при
изменении расстояния * между
ними.
Условия работы валь-
це в. Схема захвата каучука
валками представлена на
рис. 10.12. На перерабатывае-
мый материал действуют силы
трения о поверхность валков
Т1 и Т2 и реакция валков и
N2. Силой тяжести материала
ввиду его малости можно пре-
небречь. Силы приложены в
середине дуг захвата.
Проектируя силы на вер-
тикальную ось, получаем ус-
ловие равновесия материала:
Т j cos -у + Т 2 cos -у =
= У1 sin + N2 sin (10.3)
Условие втягивания мате-
риала будет выражено нера-
венством:
н
Т! cos -у + Т 2 cos -у- > Vj sin +
+ A/2sin-^- (10.4)
Поскольку обычно диаметры
Рис. 10.12. Схема захвата каучука вал-
ками.
валков одинаковы, то
dj == а2 = Уj = У2 =
(Ю.5)
Сила трения Г, в свою очередь, может быть выражена через
реакцию валка N и коэффициент трения fTp:
T = Nfa>, fTp~tg(p (10.6)
где ф — угол трения.
Из неравенства (10.4) после подстановки и деления на cos у
получим:
Wtg<p>Wtgy (10.7)
или
2<р>а
317
Таким образом, для втягивания материала в зазор угол захвата
должен быть меньше двойного угла трения. Угол трения для раз-
личных марок каучука составляет 10—45° Рассмотренная схема
характерна для установившегося режима работы вальцев. В на-
чальный период работы вальцев, когда материал только подведен
к вальцам, точка приложения сил будет выше (рис. 10.12). Усло-
вие равновесия в этом случае примет вид:
<Р>а (10.8)
Если ширина ленты каучука будет большой, в результате чего
угол захвата превысит угол трения, то захвата материала в меж-
валковый зазор не произойдет и материал будет скользить по
поверхности валков. Для проталкивания материала в зазор в
начальный период можно приложить добавочную силу. В дальней-
шем в процессе установившейся работы условие захвата изме-
нится, так как угол захвата в соотвествии с уравнением (10.7) мо-
жет быть увеличен вдвое. Это позволит вести переработку каучука
без применения проталкивающей силы.
Материал, выходящий из зазора валков, изгибается в сторону
валка, окружная скорость которого ниже. Это объясняется тем, что
слои материала, прилегающие к валку с малой окружной ско-
ростью, испытывают меньшую деформацию, поэтому они в мень-
шей мере подвержены пластической деформации, чем слои, имею-
щие высокую деформацию у поверхности валка с большей
окружной скоростью. Малодеформированные слои испытывают
высокоэласти^ескую деформацию и стремятся сохранить свою
форму, повторяющую форму поверхности валка.
Полная деформация'полимерного материала складывается из
трех составляющих:
8 = 8у + 8пл + 8эл (,0-9)
где еу — упругая деформация; епл — пластическая деформация;
еэл — высокоэластическая деформация.
Упругая деформация протекает мгновенно. После снятия напря-
жения первоначальная форма тела восстанавливается (деформа-
ция исчезает полностью).
Пластичная деформация представляет собой вязкое течение,
связанное с необратимым перемещением молекул. Эта деформа-
ция не будет мгновенной.
Высокоэластическая деформация характерна'в основном для
высокомолекулярных соединений, имеющих длинные полимерные
цепи. Под действием напряжения ориентация полимерных моле-
кул изменяется, но после устранения напряжения тело принимает
прежнюю геометрическую форму. Такая деформация является об-
ратимой, но протекает не мгновенно.
Гидродинамическая теория вальцевания. В гидродинамиче-
ской теории переработки каучука на валковых машинах его движение рассма-
тривается как движение материала, подвергаемого пластической деформации
(вязкая жидкость). В действительности в зазоре валков материал подвергается
318
в основном именно этому виду деформации. Анализ течения материала ведется
при следующих допущениях.
1. Режим движения материала в межвалковом зазоре вследствие высокой
вязкости полимера ламинарный.
2. Гравитационными и инерционными силами ввиду их малости по сравне-
нию с поверхностными силами можно пренебречь.
3. Давление не изменяется в плоскостях, параллельных осям валков:
дР __ дР
ду дг
(10.10)
4. Течение материала рассматривается как одномерное:
V2^0; Vy« Vx
(10.11)
'5. Материал прилипает к поверхности валков, т. е. скольжения слоев мате-
риала, прилегающих к валку, не наблюдается.
6. Материал обладает вязкостью ц, среднее значение которой для всей об-
ласти деформации, принимается величиной постоянной.
Система уравнений, описывающих движение материала в зазоре валков,
имеет вид:
дР
дх = И ду2
дР (10.12)
ду о
-^=0
дх "* ду '
Граничные условия имеют вид:
V = Vt при у = h/2
V = V2 — fV\ при У~~ h/2
(10.13)
РВХ РВЫХ 0
Проинтегрировав дважды первое уравнение системы (10.12) и определив
постоянные интегрирования, получим уравнение распределения скоростей мате-
риала в зазоре валков:
v = (у2 - -г) + Чг- v'y + Чг1(,0J4)
В уравнение (10.14) входит градиент давления. Для того чтобы получить
закон изменения давления в зазоре валков, определим величину удельного (на
единицу длины валков) расхода материала в зазоре:
+Л/2
G= J (10.15)
-ft/2
На входе и выходе области деформации давление равно нулю, а в области
максимального давления
дх
Величину зазора валков в области максимального давления обозначим Н\.
Для этого сечения
G—(10.16)
4
819
Так как расходы в двух сечениях одинаковы, то
l+LVlh'^»l+Lv,„t 2 2ц дх 6 2 (’10.17)
откуда 4^- = -Цр- 12gV, Я| ~Л (10.18) дх 2 h3 ' ' В левой части уравнения (10.18) имеем частную производную от давления по координате х, а в правой части переменной величиной является текущее значение зазора h. Для того чтобы проинтегрировать уравнение (10.18) необхо- димо х выразить через h. По радиусу валков R из геометрических соотношений находим текущее зна- чение зазора при различных значениях координаты х:
/z = /7o + 2(/?-V/?2-x2) где Но — минимальный зазор между валками. Дифференцируя уравнение (10.19), получаем: ,, 2х R dh = —:рг- dx или dx = —— a h R 2х Из геометрических соотношений (10.19) (10.20)
х=± л/ЩН-Н0) При этом значении * уравнение (10.15) дает: . .. dx = ± 7= d h 2^/h-HQ (10.21) (10.22)
В уравнении (10.22)
С учетом уравнения
дет иметь вид:
знак плюс соответствует х < 0, знак минус — х > 0.
(10.22) дифференциальное уравнение для давления бу-
дР
dh
h-Hx
6ц71 V/? --.
2 h?^h — На
В результате решения уравнения (10.23) получаем удельное распорное уси-
лие, т. е. усилие, действующее на единицу длины валка:
Р =-Ш-2,22-ф^
У 2 п о
(10.23)
(10.24)
Полное распорное усилие при длине валков L:
Р = Р/ (10.25)
При переработке твердых каучуков на вальцах удельное распорное усилие со-
ставляет ~4-103—1-Ю4 Н/см (400—1000 кгс/см).
Профили скоростей в различных сечениях межвалкового пространства пред-
ставлены на рис. 10.13. В верхней части имеет место как прямое движение ма-
териала у поверхности валков, так и обратное движение в центре зазора. Нали-
чие обратного потока объясняет процесс рафинирования каучука (очистки от
твердых включений). Крупные включения одной стороной касаются противотока,
поэтому они задерживаются в верхней части, не попадая в зазор валков.
В сечении минимального зазора в результате действия давления скорость
материала в межвалковом пространстве выше, чем скорость у поверхности вал-
ков. После этого сечения происходит перестройка профиля скоростей. Скорости
частиц стремятся выравняться. В действительности на профиль скоростей после
прохождения материалом минимального зазора оказывают влияние также вы-
сокоэластическая и упругая деформации каучука. В результате проявления этих
320
свойств толщина слоя каучука после выхода из зазора всегда оказывается
больше толщины, рассчитанной на основе гидродинамической теории, которая
учитывает только пластические свойства каучука
Рифайнер-вальцы (рафинировочные вальцы) применяют для
отделения жестких включений, имеющихся, например, в каучуке
блочной полимеризации. Для этой цели валки имеют бомбиров-
ку— утолщение в средней части. За счет обратного потока жест-
кие включения задерживаются в верхней части, а за счет бомби-
ровки передвигаются к краям валков. Лента каучука, снимаемая
со средней части валков, поступает на следующую операцию^ а
лента, снимаемая с боковых сторон и содержащая включения, до-
полнительно перерабаты-
вается.
Рифайнер-вальцы име-
ют два валка диаметра-
ми 480 и 610 мм. Длина
валков 800 мм, зазор ме-
жду ними ОД мм, фрик-
ция 1(4. Для отвода вы-
деляющегося тепла во
внутреннюю полость вал-
ков подается вода. Про-
изводительность рифай-
нер-вальцев рассчитыва-
ется по формуле
q а (Ю26) Рис- 10-13. Схема тече1ия материала в зазоре
60 Р м. в v • ) валков.
, t rend
где L и h — ширина и толщина ленты каучука; ----------окружная
скорость валка меньшего диаметра; р — плотность каучука;
ссм в — коэффициент использования машинного времени (0,85—
0,90).
10.4. Основы безопасной эксплуатации машин
для обработки каучука
При работе брикетировочных прессов требуется пе-
риодически контролировать давление маслонасосов гидросистем,
высокое давление прессования, следить за нормальным переходом
брикетов с разгрузочных рольгангов на горизонтальный роликовый
транспортер. Не менее двух раз в смену должно производиться
контрольное взвешивание брикетов. Необходимо своевременно очи-
щать бункер весов от налипшего каучука.
При возникновении аварийных ситуаций пресс останавливается
нажатием кнопки на пульте управления. Если брикетировочпый
пресс установлен в полуавтоматической линии выделения, то в ава-
рийной ситуации виброподъемник будет работать и поступающий
на вибропитатели каучук во избежание их забивки должен
быть вручную удален на площадку. При прекращении подачи
321
электроэнергии и остановке всего оборудования участка вибропи-
татели очищаются от каучука и с роликовых транспортеров сни-
маются брикеты.
В некоторых случаях при неполадках может возникнуть необ-
ходимость в работе пресса на ручном управлении. Перевод с авто-
матического управления на ручное осуществляется при любом по-
ложении рабочих органов пресса. Обратный перевод должен со-
вершаться после приведения пресса в исходное положение.
В пленкооберточной машине электрическая схема также позво-
ляет вести управление в ручном и автоматическом режимах. За-
жимы сварочного устройства во избежание попадания между ними
рук имеют откидные сетчатые дверцы, снабженные блокировкой,
которая отключает машину при открывании хотя бы одной дверцы.
В целях безопасности обслуживающего персонала перед вводом
рук в рабочую зону при заправке пленки пленкооберточная ма-
шина выключается кнопкой «аварийный останов». Во время входа
брикета в мешок последний не поддерживается во избежание при-
давливания руки прижимным роликом.
Опасными являются зоны у межвалкового зазора вальцев и за-
грузочной воронки червячной машины (шприц-машины). В них
возможно защемление концов одежды, захват рук и удар, что мо-
жет привести к тяжелым травмам. Для предотвращения несчаст-
ных случаев валковые и червячные машины имеют системы ава-
рийной остановки.
В современных скоростных машинах загрузка обрабатываемого
каучука во избежание несчастных случаев осуществляется меха-
низированным путем с помощью транспортеров или питающих вал-
ков. Для мгновенного останова с целью уменьшения тяжести травм
применяются аварийные выключатели и блокировочные устрой-
ства.
ЧАСТЬ III
МОНТАЖ И РЕМОНТ ОБОРУДОВАНИЯ
ГЛАВА 11
ТРУБОПРОВОДЫ И АРМАТУРА
11.1. Трубопроводы
На заводах ООС и СК, использующих преимущест-
венно газообразные и жидкие вещества, количество трубопрово-
дов очень велико, длина их может достигать десятков и даже со-
тен километров. Обилие трубопроводов приводит к тому, что в об-
щей стоимости строительства монтаж и ремонт трубопроводов
занимает большую долю. Стоимость монтажа технологических тру-
бопроводов составляет 45% от общей стоимости монтажных работ.
По назначению трубопроводы делятся на технологические, слу-
жащие для транспортирования различных химических веществ,
тепловые и газовые сети, используемые для подводки инертного
или горючего газа, горячей воды или пара, и сети водоснабжения
и канализации. В цехах и на технологических установках встре-
чаются трубопроводы всех трех типов. Классификация трубопро-
водов может быть проведена также по давлению — вакуумные,
безнапорные, низкого давления (Р < 9,8 МПа), высокого давления
(Р > 9,8 МПа) и по температуре — холодные (/<50°C), горячие
(/>50 °C).
При классификации технологических трубопроводов учиты-
ваются токсические и* коррозионные свойства веществ и рабочие
параметры среды (давление и температура). Технологические тру-
бопроводы делятся на пять категорий. Наиболее ответственной
является первая категория. Для продуктов с токсическими свой-
ствами применяют трубопроводы только первой и второй катего-
рии, для легковоспламеняющихся жидкостей и горючих газов —
трубопроводы первых четырех категорий, для негорючих жидко-
стей и паров — трубопроводы всех пяти категорий. Каждая кате-
гория трубопроводов характеризуется предельно допустимыми зна-
чениями давления и температуры, причем самыми низкими — пер-
вая категория. Трубопроводы окрашивают в стандартные цвета
в соответствии с характером транспортируемой среды.
Трубопровод можно охарактеризовать условным диаметром £>у
(номинальный внутренний диаметр трубопровода) и условным
323
давлением Ру (наибольшее рабочее давление при температуре
20°C). Так как с повышением температуры прочностные свойства
материала труб снижаются, соответственно должно уменьшаться
наибольшее допустимое рабочее давление. В основном трубопро-
воды изготовляются из углеродистых и легированных сталей.
Кроме того, находят применение медные и латунные трубы, обла-
дающие хорошей коррозионной стойкостью и высокой теплопровод-
ностью стенок, а также алюминиевые и свинцовые трубы, обла-
дающие высокой коррозионной стойкостью к отдельным группам
веществ»
Неметаллические трубопроводы менее прочны, чем металличе-
ские, однако в большинстве случаев коррозионная стойкость их
выше, а стоимость невелика. К неметаллическим относятся кера-
мические, фарфоровые, стеклянные, резиновые и пластмассовые
трубы. Вследствие хрупкости керамические, стеклянные и фарфо-
ровые трубопроводы используются при невысоких давлениях и
требуют специальных устройств для соединения гладких концов
труб. Резиновые трубы применяются в основном в виде резино-
тканевых шлангов (рукавов) для соединения труб, подверженных
вибрациям, и для сооружения гибких временных коммуникаций,
служащих для промывки и продувки аппаратов и засоренных тру-
бопроводов.
Пластмассовые трубы обладают малой теплостойкостью, по-
этому применяются в случае невысоких температур. Наибольшее
распространение получили трубы из винипласта, полиэтилена, фао-
лита, фторопласта. Находят применение также трубы из металла,
футерованные пластмассой или резиной.
Трубы из углеродистых и легированных сталей могут быть свар-
ными или бесшовными. Сварные трубы имеют продольный шов.
Бесшовные трубы — цельнотянутые или цельнокатанные в холод-
ном либо горячем состоянии. Сварные трубы дешевле бесшовных,
так как оборудование для их изготовления проще, но они менее
прочны (коэффициент прочности сварного шва <р = 0,8) и изготов-
ляются только из легкосвариваемых материалов.
Детали трубопроводов. Для соединения отдельных участков
трубопроводов применяются различные детали: фланцы, муфты,
переходы, отводы, тройники, заглушки и т. д. Материал этих дета-
лей должен соответствовать материалу труб. Соединение отдельных
участков труб чаще всего осуществляется следующими способами:
фланцевое соединение, резьбовое соединение, сварное соединение.
Сварное соединение применяется для трубопроводов высокого
давления, фланцы при этом используются только для установки
арматуры Для токсичных, взрывоопасных, легковоспламеняю-
щихся и горючих жидкостей также рекомендуются сварные соеди-
нения труб. Сварное соединение наиболее надежно, практически
полностью исключает возможность утечки продуктов, однако яв-
ляется неразборным, что создает трудности в эксплуатации.
Фланцевое соединение — разъемное — более дорогое и менее
надежное в эксплуатации, чем сварное, Вследствие простоты кон-
324
струкции оно наиболее распространено. Проектирование фланце-
вых соединений не представляет трудностей, так как на фланцы
разработаны ГОСТы. Для коммуникаций высокого давления при-
меняются специальные фланцы, наворачиваемые на трубопровод,
а соединение труб производится через линзу (рис. 11.1). Уплот-
няющая поверхность линзы имеет шаровую, а торцевые поверх-
ности трубопроводов — коническую форму. Все уплотняющие по-
верхности шлифованы.
Резьбовое соединение применяется в основном при соединении
газовых труб. Оно наименее надежно, но компактнее фланцевого.
Применяется резьбовое соединение для
невысоких давлений (Р < 59 кПа) и
для труб небольшого диаметра (dH <
<0,05 4-0,075 м). Для того чтобы ис-
ключить утечку среды, на резьбу нама-
тывается волокнистый материал (льня-
ная прядь), иногда с промазкой свин-
цовым суриком или свинцовыми бели-
Рмс. 11.1. Линзовое сое-
динение трубопроводов
высокого давления:
/ — линза; 2 —фланец.
Рис. 11.2. Резьбовое соединение труб:
/ — соединяемые трубы; 2—муфта; 3 — контргайка.
лами. Резьбовое соединение (рис. 11.2) осуществляется с по-
мощью муфт.
Чугунные трубы соединяются с помощью раструбов. Кольцевое
пространство в раструбном соединении заделывается пеньковой
или льняной прядью и замазывается мастикой. Этот вид соедине-
ния применим только для безнапорных трубопроводов. Керамиче-
ские, пластмассовые, стеклянные трубы соединяются специаль-
ными способами.
Соединение труб под различными углами производится обычно
с помощью гнутых отводов, с углом гиба 30°, 45°, 60°, 90°, изготов-
ляемыми в заводских условиях. Трубы большого диаметра соеди-
няются с помощью сварных отводов (рис. 11.3). Разветвление тру-
бопроводов осуществляется с помощью тройников, крестовин и
гребенок. Паропровод должен иметь в сгибах дренажные устрой-
ства, которые устанавливаются в среднем через 100—200 м.
Опоры трубопроводов. Внутрицеховые трубопроводы крепятся
к стенам, колоннам, балкам, перекрытиям. При прокладке тру-
бопроводов под землей или по поверхности земли также приме-
няются различные опоры. Межцеховые трубопроводы часто
325
укладываются на эстакадах. Все виды опор делятся на неподвиж-
ные и скользящие. Скользящие опоры выдерживают вес трубо-
провода и в то же время позволяют ему свободно перемещаться
в осевом направлении для компенсации температурных удлинений.
Направляющие опоры изображены на рис. 11.4. Основным эле-
ментом этих опор является хомут из круглого или полосового же-
Рис. 11.3. Отводы:
а—гнутый; б —сварной.
Рис. 11.4. Направляющие опоры:
а — горизонтальная; б —вертикальная.
/ — хомут; 2— гайка; 3 — болт; 4 — трубопровод.
леза, который с помощью гаек и болтов крепит трубопровод к эле-,
ментам здания или специальным поддерживающим устройствам.
На рис. 11.5 изображена подвеска, которая позволяет крепить
трубопровод к высоко расположенным элементам здания. Под-
веска состоит из двух полухомутов и тяги. Длина тяги подбирается
в зависимости от расстояния между трубопроводом и элементом
здания, к которому крепится трубопровод. Подвески могут также
применяться для крепления трубопроводов малого диаметра к
трубопроводам большого диаметра.
326
Крепление труб к стене осуществляется с помощью кронштейна
(рис. 11.6). К колоннам трубы крепятся с помощью балок. При-
меняются скользящие и катковые опоры. В катковых опорах па
опорную конструкцию приваривается плита, в которой может пе-
ремещаться каток.
Компенсация температурных удлинений. Температурное удлинение
AZ участка трубопровода длиной I определяется по формуле:
А/== а (fT —/в) / (11.1)
где а — коэффициент линейного расширения; /т, /в — температуры трубопровода
при работе и в период монтажа, соответственно (температура /в принимается
равной температуре окружающего воздуха).
Рис. 11.5. Подвеска
для труб:
/—полухомут; 2—тяга.
Рис. 11.6. Крепление труб к
стене на кронштейне:
/ — кронштейн; 2—опорный уголок;
3 — хомут.
Удлинение трубопровода вызывает появление напряжений сжатия о:
а = ЪЕ (11.2)
где б = М/1 — относительное удлинение; Е — модуль упругости.
При площади поперечного сечения стенок трубы F сила сжатия РСж будет
равна:
^сж = (11-3)
При совместном решении уравнений (11.1) и (11.2) получаем перепад темпе-
ратур, выше которого необходима компенсация температурных удлинений:
Полученное условие относится только к трубопроводам с неподвижными
опорами. Однако даже при неподвижных опорах многие трубопроводы выдер-
живают более высокие перепады температур из-за прогиба труб при их удлине-
нии, что снимает температурное напряжение. Таким образом, возможна само-
компенсация температурных удлинений. Самокомпенсация не требует применения
327
специальных устройств, поэтому более предпочтительна. Опа возможна для тру-
бопроводов, имеющих много пово*ротов (рис. 11.7). Когда самокомпенсации нет,
необходима установка специальных компенсирующих устройств.
К специальным компенсирующим устройствам относятся сальниковые, линзо-
вые и П-образные компенсаторы.
Сальниковые компенсаторы компактны и имеют большую компенсирующую
способность, но сложны и требуют непрерывного наблюдения при работе. Кроме
того, они не исключают полностью утечки среды. По этой причине сальниковые
компенсаторы не находят применения на технологических трубопроводах.
Линзовые компенсаторы тоже компактны, но имеют небольшую компенси-
рующую способность и малую прочность (Р < 70 кПа). Поэтому такие компен-
саторы находят применение для компенсации температурных удлинений в реак-
ционных аппаратах, а для компенсации удлинений трубопроводов не приме-
няются.
П-образные компенсаторы не обладают такой компактностью, как сальнико-
вые и линзовые, требуют значительной площади для размещения, увеличивают
примерно на 10% расход труб на прокладку системы, повышают гидравлическое
Рис. 11.7. Участки трубопровода с само- Рис. 11.8. П-образный компенсатор,
компенсацией:
а — Г-образный; б — Z-образный.
сопротивление трубопровода. Однако они являются наиболее распространенным
видом компенсаторов, так как имеют большую компенсирующую способность,
просты в изготовлении и не требуют ухода.
Компенсатор П-образного типа имеет вылет И и плечо Z (рис. 11.8). Ком-
пенсирующая способность в большей мере зависит от Н, чем от Z. Значение H/Z
характеризует относительную величину вылета и составляет 1,5—10. Таким обра-
зом, П-образные компенсаторы по величине отношения H/Z могут быть разде-
лены на компенсаторы с большим, средним и малым вылетом.
На компенсирующую способность оказывает также влияние радиус гиба
компенсатора R. Чем меньше /?, тем лучше компенсатор гнется. Обычно R = 4dH.
П-О'брдзные компенсаторы выбираются по справочнику, исходя из величины
компенсирующей способности, выраженной в миллиметрах.
Кроме П-образных компенсаторов можно применять S-, Z-, Г-образные и
другие типы компенсаторов.
11.2. Трубопроводная арматура
В соответствии с назначением трубопроводная арма-
тура классифицируется следующим образом:
1) запорная — краны, вентили, задвижки;
2) регулирующая — регулирующие вентили и клапаны, редук-
ционные клапаны, регуляторы уровня:
3) предохранительная — предохранительные клапаны и обрат-
ные клапаны;
328
4) контрольная — пробно-спускные краны, манометры и указа*
тели уровня.
Присоединение арматуры к трубопроводам осуществляется с по-
мощью фланцев или резьбовых соединений.
Для изготовления арматуры применяются в основном чугущ
сталь и цветные металлы.
Наиболее широкое применение имеет стальная арматура, вы-
держивающая высокие давления и температуры. На заводах ООС
и СК используется большое количество арматуры из кислотостой-
кой и нержавеющей стали. Чугунная арматура применяется при
Р<0,13 МПа и /< 300°С. Она не выдерживает изгибающих
усилий.
Арматуру из бронзы и латуни следует применять только для
продуктов, не допускающих применения черных металлов. Эта ар-
матура дорога и имеет малые проходы для продуктов. Для агрес-
сивных сред выпускается арматура из различных неметаллических
материалов.
Запорная арматура. Краны, так же как вентили и задвижки,
являются запорным видом арматуры, отключающим полностью по-
ток среды. Перекрытие проходного сечения в кранах достигается
поворотом конусной пробки со сквозным отверстием. Пробка
притирается к конусной поверхности корпуса крана. Уменьшение
утечек среды достигается установкой сальникового уплотне-
ния.
Кран обладает малым гидравлическим сопротивлением и бы-
стро закрывается. Он может хорошо работать на линиях, транс-
портирующих среды со взвешенными твердыми частицами. Бы-
строта закрывания крана может привести к гидравлическим уда-
рам, поэтому его рекомендуется применять на газовых линиях, но
не на паровых, так как при работе на паре возможно коробление
корпуса крана и прикипание пробки. Ввиду сложности притирки
конусной пробки и корпуса краны имеют D? < 80 мм.
Вентили, в отличие от кранов, позволяют регулировать рас-
ход среды, а иногда и давление (путем дросселирования). Регули-
ровка возможна вследствие того, что подъем запорного органа мо-
жет производиться на любую высоту с помощью передачи винт —
гайка.
Запирающей парой являются седло и клапан. Сопряжение
седла с клапаном может происходить по конической или по ци-
линдрической поверхности. Седло и клапан притираются друг к
другу. Седло в корпусе вентиля крепится на прессовой посадке
или на резьбе. В некоторых конструкциях вентилей седло изготов-
ляется заодно с корпусом вентиля. Для создания плотности запи-
рания необходимы высокие удельные давления на запирающих по-
верхностях, поэтому площадь соприкосновения клапана с седлом
должна быть небольшой. Конусное сопряжение клапана е седлом
увеличивает удельное давление в запирающих поверхностях вслед-
ствие разложения осевого усилия на тангенциальное ц нормальное
усилие по отношению к поверхности сопряжения»
11 Зак, 676
829
Вентили применяются на больший Z)y, чем краны. Они могут
устанавливаться на паропроводах. Направление среды предпочти-
тельней от седла на клапан, так как при этом после запирания
среды ее давление не будет передаваться на сальник вентиля. Вен-
тили обладают большим гидравлическим сопротивлением. Они не
могут использоваться для сред, содержащих взвешенные твердые
частицы.
Задвижки применяются на больший Z)y, чем вентили (Z)y
1500 мм). Они перекрывают проход вследствие перемещения
плоского диска перпендикулярно движению среды.
Для создания плотного прилегания клапана к седлу клапан
задвижки приходится изготовлять из двух половинок (из двух та-
релок) или клиновым. Клиновой клапан имеет угол клина 5—10°.
С помощью этого клина осуществляется поджатие клапана к сед-
лам. В задвижках приходится иметь два седла, и поджатие кла-
пана производится одновременно к двум седлам, которые при за-
крывании прохода оказываются с двух сторон клапана.
Ввиду такой конструкции задвижки дороги и сложны в ре-
монте. Применяются они в основном для трубопроводов пара и
воды, для магистральных трубопроводов. На технологических тру-
бопроводах химических цехов они применяются реже, чем вентили.
Регулирующая, предохранительная и контрольная арматура.
Такая арматура, как и запорная, подбирается по справочникам на
определенные Ру и Z)y. Регулирующая арматура служит для изме-
нения давления, расхода и температуры транспортируемой среды.
К ней относятся вентили со специальным устройством клапанов
(золотников), редукционные и дросселирующие вентили, регули-
рующие клапаны прямого действия с мембранным приводом,
предназначенные для изменения давления в трубопроводе. Кла-
паны последнего вида могут регулировать давление в трубопро-
воде до клапана (до себя) или в трубопроводе после клапана
(после себя).
Предохранительная арматура предназначена для автоматиче-
ского открытия или закрытия при изменении давления либо на-
правления движения среды. К предохранительной арматуре отно-
сятся предохранительные и обратные клапаны.
Контрольная арматура служит для проверки движения и опре-
деления уровня в трубопроводе или аппарате. К этой арматуре
относятся контрольные (пробно-спускные) краны, указатели
уровня, трехходовые краны и т. д. Кроме отмеченных видов арма-
туры встречается еще специальная арматура, служащая для уда-
ления конденсата (конденсатоотводчики), для отделения влаги и
масла (влагомаслоотделители) и вспомогательная арматура (смот-
ровые фонари, огнепреградители).
11.3. Арматура сосудов, работающих под давлением
Сосуды, работающие под давлением, обязательно снабжаются
манометром, предохранительным клапаном и запорными органами для отключе-
ния сосуда от всех трубопроводов. Кроме того, они могут иметь указатели
330
уровня в тех случаях, когда снижение уровня является опасным для работы
аппарата, и обратный клапан на подводящем трубопроводе, если среда в аппа-
рате взрывоопасная.
Манометры. Манометры подбираются с такой шкалой, чтобы при рабочем
давлении стрелка находилась в средней ее трети. На циферблате манометра
должна быть красная черта, соответствующая разрешенному давлению. Уста-
навливаются манометры в верхней части аппарата, однако установка маномет-
ров на высоте >5 м от уровня обслуживающей площадки запрещается. Про-
верка манометров с их опломбированием проводится не реже одного раза в
12 месяцев. Манометр не допускается к дальнейшему использованию, если его
стрелка не возвращается к нулевому делению па величину, превышающую поло-
вину допустимой погрешности прибора, если разбито стекло манометра или
имеются другие повреждения. При эксплуатации аппаратуры не разрешается
использовать манометры с просроченным сроком проверки, а также манометры,
не имеющие пломб или клейма.
Предохранительные клапаны. Такие клапаны предназначены для того, чтобы
не допустить превышения рабочего давления в аппарате.
Если манометр для удобства его ревизии подсоединяется к аппарату через
запорный вентиль, то предохранительный клапан соединяется с аппаратом на-
прямую, т. е. установка запорных устройств между аппаратом и предохрани-
тельным клапаном запрещена. Запрещена также установка каких-либо запорных
органов после предохранительного клапана на отводящем трубопроводе. Запор-
ная арматура между предохранительным клапаном и аппаратом возможна
только для контрольных клапанов, которые ставятся помимо рабочих пре-
дохранительных клапанов на емкостях, расположенных вблизи действующих
цехов.
В батарее аппаратов, соединенных трубопроводами без запорных устройств,
может быть установлен один предохранительный клапан на всю батарею. При
этом клапан устанавливается на аппарате, имеющем наибольшее давление из-за
гидравлического сопротивления системы.
Возможна установка на аппарате и двух предохранительных клапанов. Если
по расчету один предохранительный клапан не обеспечивает выброса содержи-
мого аппарата, то ставятся два независимо работающих предохранительных кла-
пана. Складские емкости для сжиженных газов в целях удобства ревизии кла-
панов имеют два предохранительных клапана, соединенных переключающим
устройством. При- любом положении переключающего устройства один из кла-
панов всегда соединен со средой в аппарате, а второй клапан, оставаясь в
исправном состоянии, всегда готов к немедленному включению. Такое устройство
с двумя клапанами позволяет осуществлять ревизию клапанов в рабочих усло-
виях.
Два клапана с аналогичным переключающим устройством ставятся и в
том случае, когда выход из строя предохранительного клапана грозит длитель-
ной остановкой целой технологической линии.
Аппарат, работающий под давлением, может и не иметь предохранитель-
ного клапана в том случае, когда исключена возможность повышения давления
в аппарате сверх допустимого за счет химической реакции и разогрева, а рас-
четное давление аппарата равно или больше давления питающего источника,
снабженного предохранительным устройством.
Установка предохранительного клапана на компрессоре при соблюдении пе-
речисленных условий более удобна, если в реакторе образуются сильноагрессив-
ные вещества. В большинстве случаев предохранительные клапаны устанавли-
ваются в верхней части аппарата с подсоединением к газовой фазе. Однако
иногда они ставятся и в нижней части аппарата. Так, в ректификационных
колоннах при возможности резкого повышения гидравлического сопротивления
колонны (при числе тарелок >40) предохранительный клапан необходимо ста-
вить на кубе колонны.
Сбросы от предохранительных клапанов могут отводиться в атмосферу, в ли-
нии стравливания или в специальные емкости.
Предохранительные клапаны общего назначения ‘бывают двух типов: пру-
жинные и грузовые. Грузовые клапаны допускается применять только для за-
11* 331
щиты аппаратов со сжатым воздухом или водяным паром, установленных вне
помещений. В этом случае выхлоп воздуха или пара осуществляется в атмо-
сферу. Во всех остальных случаях применяются пружинные клапаны, которые
позволяют организовать отвод газов после выхлопа в необходимое место. При
этом невзрывоопасные и нетоксичные газы выбрасываются непосредственно в ат-
мосферу, если аппарат стоит на открытой площадке. Выбросы от взрывоопасных
и горючих, а также токсичных газов направляются в атмосферу или на факел,
но через выхлопную трубу или общий стояк. Верхний срез выхлопной трубы
должен быть выше конька крыши цеха на 3 м. Если имеется необходимость
улавливания сбросных газов, то после предохранительного клапана ставится кон-
денсатор или какой-нибудь другой вид оборудования для улавливания. Сброс
нетоксичных, неядовитых, невзрывоопасных
жидкостей производится в канализацию, а
взрывоопасных и токсичных жидкостей — в
специальные аварийные емкости или в участки
технологической схемы с меньшим давлением.
Подбор предохранительного клапана про-
изводится в следующей последовательности^
1. Определяется количество газа или жид-
кости, подлежащих сбросу через предохрани-
тельный клапан. Для реакторов оно опреде-
ляется как количество подаваемой в аппарат
жидкости или газа плюс количество образую-
щихся в аппарате паров за счет разогрева
либо химической реакции. При подборе пре-
дохранительных клапанов, устанавливаемых на
нагнетательной линии компрессора или насоса,
это количество (в расчете на единицу времени)
равно производительности насоса или ком-
прессора. Таким образом, при определении ко-
личества сбрасываемого продукта предпола-
гается, что выходные штуцеры аппарата пере-
крыты и весь продукт сбрасывается через пре-
дохранительный клапан.
2. Определяется необходимая площадь
проходного сечения предохранительного кла-
пана F (в м2) по формулам:
для газов
F=w~'\/i (1,л)
для жидкостей
Рис. 11.9. Клапан предохрани- р 2,8G
дельный пружинный: u Vig v P
7—корпус; 2—пружина; 5-стержень; ® » и
4—седло. Л
где G — количество сбрасываемых газов или
жидкости, кг/ч; Р — абсолютное давление,
Па; Т — температура газа, К; М — молекулярная массачгаза или средняя моле-
кулярная масса смеси газов; ц— коэффициент расхода (принимается равным
0,85); g— ускорение свободного падения, м/с2; у — удельный вес жидкости,
Н/м3; Р9 — избыточное давление, Па.
3. Подбирается условный диаметр и количество предохранительных клапанов
по нормали Гипронефтемаша. В нормали приводятся условные диаметры клапа-
нов и соответствующие им площади проходных сечений, поэтому по известной
площади проходного сечения одновременно подбираются условный диаметр кла-
пана и их количество, если один клапан не обеспечивает полученной в расчете
необходимой площади проходного сечения.
Работа клапана. Пружина предохранительного клапана (рис. 11.9) должна
быть отрегулирована’ так, чтобы при достижении в аппарате рабочего давления
332
Рраб клапан начинал срабатывать. Однако при этом условии клапан будет не-
прерывно срабатывать при рабочем давлении, а при давлениях, близких к рабо-
чему, удельное давление на уплотнительные поверхности запорной пары клапан —
седло не обеспечит плотности соединения и в клапане будут иметь место утечки.
Для предотвращения утечек пружина клапана обычно настраивается на давле-
ние, превышающее рабочее на 5%. Превышение давления может быть и большим
для аппаратов с давлением до 294 кПа. Давление начала открытия Рн. о предо-
хранительного клапана, на которое настраивается пружина, определяется сле-
дующим образом:
Рн. о я= Ррасч ”1“ 19,6 кПа (при Ррасч 294 кПа)
Рц. о =s 1,05Ррасч (при Ррасч > 294 кПа)
Рабочим должно быть то давление, которое фактически поддерживается
в аппарате по условиям технологического процесса. Однако по правилам Госгор-
технадзора это давление называется режим-
ным. Рабочим же является то давление, на ко-
торое разрешена эксплуатация аппарата, т. о.
давление, на которое проведен расчет всех
элементов аппарата на прочность. Таким обра-
зом, Рраб = Ррасч. Расчетное давление по
ГОСТ берется из ряда давлений по соответ-
ствующим таблицам. Отрегулированный кла-
пан пломбируется. Для опломбирования на
клапане имеются ушки.
Особенно благоприятные условия работы
предохранительных клапанов в тех случаях,
когда расчетное давление Ррасч выше режим-
ного давления Рре». В этом случае срабаты-
вание предохранительного клапана будет ред-
ким.
Кроме давления, соответствующего началу
открытия клапана, установлено eiixe допусти-
мое давление Рдоп, т. е. давление, которое
допускается в аппарате при полностью откры-
том клапане. Допустимое давление выше дав-
ления, соответствующего началу открытия кла-
пана, и определяется следующим образом:
Рдоп в Ррасч + 49 кПа (при Ррасч < 294 кПа)
Рдоп в 1>15Ррасч (при Ррасч в
Рис. 11.10. Схема установки
предохранительного клапана на
полимеризаторе:
= 294- 103 + 5,9- 10е Па)
Рдоп в 1,1 Ррасч (при Ррасч > 5,9 МПа)
Если при открытом предохранительном
клапане давление в работающем аппарате под-
нимается выше Рдоп, это свидетельствует о
том, \то проходное сечение клапана рассчи-
тано неправильно и должно быть увеличено.
/—полимеризатор; 2 — предохрани-
тельная мембрана; 3 — предохрани-
тельный клапан; 4— выхлопная
труба; 5 —манометр; 6—контрольная
трубка.
Для защиты предохранительных клапанов от
коррозионной среды или от среды, способной забивать предохранительный кла-
пан, как, например, в полимеризаторах, клапаны устанавливаются с предохрани-
тельной взрывной мембраной или с предохранительной разрывной шпилькой.
Схема подключения клапана с взрывной мембраной показана на рис. 11.10. Уста-
новка манометра 5 с контрольной трубкой 6 в этом случае необходима для кон-
троля состояния предохранительной мембраны. Установка предохранительной
взрывной мембраны изображена на рис, 11.11. Изготовляется мембрана из чугуна
333
СЧ12-28. Толщина ее определяется по формуле!
(И.7)
где dM — диаметр мембраны, м; ав— предел прочности при разрыве, Па; Р —
давление разрыва, Па.
Так как чугунное литье не отличается полной однородностью, то по этой
формуле толщина мембраны определяется предварительно. Окончательно она
устанавливается после выборочных испытаний партии мембран на гидравличе-
ском прессе. Давление разрыва принимается равным давлению начала открытия
клапана.
Помимо взрывных мембран для защиты предохранительных клапанов при-
меняются устройства с разрывной шпилькой. Схема такого устройства изобра-
жена на рис. 11.12. Устройство располагается не на штуцере, чтобы избежать
образования в штуцере пробки по-
лимера, а на собственной неболь-
шой бобышке. Когда давление
превысит допустимую величину,
клапан 7 разрывает шпильку 6 и
поднимается вверх. После этого
разрывается эластичная проклад-
ка 1 и газовая среда через патру-
Рис. 11.11. Предохранитель-
ная взрывная мембрана и
ее установка:
/ — мембрана; 2— прокладка.
Рис. 11.12. Схема установки разрывной
шпильки:
/ — прокладка из эластичного полимера; 2—пат-
рубок для присоединения предохранительного
клапана; 3 — траверса; 4 — отверстие для присо-
единения манометра; 5 —гайки; 6—шпилька;
7 —клапан.
бок 2 устремляется к предохранительному клапану. Клапан 7 имеет П-образную
форму. Разрывная шпилька изготовляется из чугуна СЧ28-48. По сравнению
со взрывной мембраной это устройство сложнее, однако разрывные шпильки
легче изготовить на необходимое разрывное усилие. Диаметр шейки шпильки dm
рассчитывается по формуле: ____
(1L8)
F Ов
где Dc. к — диаметр седла клапана, м; ав — предел прочности при растяжении,
Па; Р — давление разрыва, Па.
334
ГЛАВА 12
МОНТАЖ ОБОРУДОВАНИЯ
12.1. Организация монтажных работ
Необходимость в монтаже оборудования возникает не
только на вновь строящихся и реконструируемых предприятиях, но
и на действующих предприятиях в процессе ремонта и модерниза-
ции. Наиболее ответственной операцией при монтаже является
транспортирование и подъем тяжеловесного оборудования. Кроме
того, монтажники выполняют слесарные и сварочные работы. Мно-
гие виды работ ведутся на большой высоте и на открытых площад-
ках. Из общего объема работ по созданию нового завода одна
треть приходится на монтажные работы.
Монтаж оборудования осуществляется специализированными
монтажными организациями. Однако одновременно приходится
выполнять ряд других работ, поэтому в строительстве участвуют
несколько организаций: строительная, монтажная, сантехмонтаж-
ная, электромонтажная и другие. Строительная организация
обычно является генеральным подрядчиком и координирует дея-
тельность всех организаций.* Она же несет ответственность за
сдачу в целом сооружаемого объекта в установленный срок. Ос-
тальные организации являются субподрядчиками и отвечают за
сдачу своих видов работ.
Строительная организация осуществляет строительство зданий,
сооружений, фундаментов для оборудования, дорог и траншей.
Сантехмонтажная организация монтирует сети водопровода, ка-
нализации, отопления и санитарно-технические устройства. Элект-
ромонтажная организация ведет прокладку электросетей и
подключение электрооборудования. Монтажная организация осу-
ществляет монтаж металлоконструкций, оборудования и трубо-
проводов.
Для нормальной работы монтажной организации должны быть
обеспечены: строительная готовность объекта, проект производства
работ, организация монтажной площадки, а также организация
доставки оборудования, материалов, инструментов, механизмов.
Строительная "готовность объекта обеспечивается строительной
организацией и заключается в завершении строительных работ,
предшествующих монтажу оборудования, с оформлением этой го-
товности в виде акта.
В принимаемом под монтаж здании должны быть закончены
работы по монтажу каркаса здания, кладке стен, устройству пе-
рекрытий и черных полов. Поскольку оборудование устанавли-
вается на фундаментах, в акте на прием каждого фундамента ука-
зываются его размеры, расположение осевых и высотных отметок,
качество бетона. Представитель монтажной организации прини-
мает участие в приемке фундаментов и подписывает акты сдачи
фундаментов строителями.
335
Осевые и высотные отметки необходимы для правильной уста-
новки оборудования в пространстве.
На фундаменте осевые и высотные отметки могут быть зафик-
сированы с помощью планок, забетонированных в тело фундамен-
та (рис. 12.1).
Проект производства работ (ППР) составляется монтажной
организацией на основе проекта организации строительства
(ПОС), определяющего состав и объем всех работ по строитель-
ству предприятия, сроки производства этих работ и организацию
работ.
Основой для составления ППР является проектно-техническая
документация — планы и разрезы зданий, планы фундаментов,
Рис. 12.1. Планки с осевыми и высотными отметками
фундамента:
1 —-фундамент; Я—пленки; 3 — высотная отметка; 4—осевая
отметка.
чертежи оборудования, паспорта, акты, технические условия и т. д.
ППР должен включать:
1) методы и способы производства монтажных работ (способ
монтажа должен быть экономически целесообразным и в то же
время соответствовать материально-техническим возможностям
монтажной организации);
2) графики-производства работ, поступления оборудования и
материалов;
3) графики движения рабочих по профессиям;
4) планы расположения сборочных площадок, основных гру-
зоподъемных механизмов, складов и других подсобных соору-
жений.
Монтажной площадкой называется комплекс производственных
и бытовых зданий с дорогами и коммуникациями. При организа-
ции монтажной площадки особое внимание уделяется вопросам
охраны труда — ограждению опасных зон, освещению монтажной
площадки, наличию пожарного инвентаря и аптечки. Часть вопро-
сов по охране труда, требующих проектной разработки, вклю-
чается в ППР. Вопросы охраны труда, не требующие расчетов и
проектирования, учитываются при организации монтажной пло-
щадки.
336
Основными подразделениями монтажной площадки являются
механические мастерские и площадка укрупнительной сборки.
В механических мастерских ведется изготовление металлокон-
струкций, изготовление монтажных заготовок (фланцы, отводы,
прокладки, приспособления и т. п.), ревизия оборудования и ар-
матуры, испытания оборудования. Механические мастерские могут
состоять из механического, трубозаготовительного, котельно-сва-
рочного и кузнечного участков.
Хотя доставка оборудования на монтажную площадку и не вхо-
дит в обязанности монтажной организации, однако имеет много
общих черт с такелажными работами, выполняемыми монтажной
организацией. Оборудование изготовляется на машиностроитель-
ных заводах и может доставляться на монтажную площадку же-
лезнодорожным транспортом, водным путем, автотранспортом, на
тракторных санях-волокушах. После поступления оборудования
к месту строительства предприятия и внешнего осмотра предста-
витель монтажной организации подписывает акт о приемке обо-
рудования в монтаж.
Габаритное оборудование поставляется в полностью собранном
виде, негабаритное — в виде узлов и блоков. Для предотвращения
повреждений принимаются специальные меры. Патрубки аппарата
закрываются заглушками, между трубами устанавливаются paQ-
порки-прокладки и т. д.
По способу хранения оборудование делится на четыре
группы:
1) оборудование, хранимое на открытых площадках (к этой
группе относится оборудование, не требующее защиты от атмо-
сферных осадков);
2) оборудование, хранимое под навесами (для этой группы обо-
рудования необходима защита от атмосферных осадков, но не
нужна защита от колебаний температуры);
3) оборудование, хранимое в неотапливаемых закрытых скла-
дах (чаще всего это мелкие детали, крепеж, арматура);
4) оборудование, хранимое в отапливаемых закрытых складах
(к этой группе относятся контрольно-измерительные приборы,
электроды и т. п.).
Для хранения оборудование укладывается на стеллажи или де-
ревянные подкладки. В случае длительного хранения не реже раза
в год оборудование подвергается переконсервации.
12.2. Способы монтажа
Оборудование может монтироваться следующими спо-
собами: 1) монтаж полностью собранного аппарата; 2) монтаж
аппарата укрупненными блоками; 3) монтаж по месту.
С экономической точки зрения наиболее целесообразен монтаж
оборудования, полностью собираемого на машиностроительных за-
водах и поставляемого на монтажную площадку в собранном виде.
Это позволяет значительно сократить сроки монтажа.
337
Монтаж полностью собранного аппарата выполняется для га-
баритного и части негабаритного оборудования, вес которого после
укрупненной сборки не превышает грузоподъемности имеющихся
механизмов.
Когда аппарат разделен на несколько соединяющихся в рабо-
чем положении частей, можно проводить монтаж укрупненными
блоками. Вес укрупненных блоков обусловлен грузоподъемностью
имеющихся механизмов. Расчленение аппарата на блоки осуществ-
ляется по фланцевым соединениям или по сварным стыкам.
Для мелкого оборудования, а также при капитальном ремонте
применяется монтаж по месту. Он характерен тем, что оборудова-
ние собирается на месте установки из отдельных деталей и узлов.
Кроме того, этот способ применяется при монтаже оборудования
из хрупких материалов (фарфор, графит, стекло).
Монтаж классифицируют также по времени совмещения всех
монтажных работ: 1) последовательный способ; 2) совмещенный
способ. Например, сборка машин чаще ведется последовательным
способом, когда вся машина последовательно собирается из узлов
или деталей. Этот способ монтажа выполняется одной и той же
бригадой от начала до конца. При монтаже оборудования целой
технологической схемы используется совмещенный способ, когда
параллельно проводится монтаж нескольких аппаратов, а также
одновременно с монтажными работами специализированными
бригадами ведутся сборочные работы.
12.3. Оборудование для монтажных работ
Рабочие монтажных организаций используют инстру-
менты, обычно применяемые в механических цехах химических за-
водов, т. е. инструменты для механической обработки металла, сле-
сарные, сварочные, измерительные и разметочные.
Кроме упомянутых типовых инструментов при монтаже приме-
няется специальное оборудование. К нему относится:
1) такелажное оборудование — канаты, домкраты, тали, ле-
бедки, блоки, полиспасты, инвентарные якоря, винтовые стяжки,
мачты;
2) приспособления для выверки положения оборудования —
приспособления для регулирования положения осевых струн,
клинья, регулировочные домкраты и т. д.;
3) оборудование для испытания — гидравлические прессы, ва-
куум-насосы, гелиевые течеискатели и т. д.
Рассмотрим некоторые виды монтажного оборудования.
Канаты используются для оснастки'грузоподъемных механиз-
мов, расчалки и строповки грузов, расчалки мачт. Изготовляются
канаты одинарной, двойной и тройной свивки. Канат одинарной
свивки состоит из отдельных проволок, двойной — из нескольких
одинарных свивок, а тройной — из нескольких двойных свивок. Ка-
наты двойной и тройной свивки называются тросами. Диаметр
проволок троса равен 0,5—3,5 мм. Чем меньше диаметр проволок,
33$
тем эластичнее трос. Диаметр троса, измеряемый штангенцирку-
лем по наружной окружности троса, составляет 11—75 мм.
Из тросов изготовляются стропы, служащие для захвата под-
нимаемого оборудования. При неответственных работах концы
троса соединяются с помощью сжимов (рис. 12.2). На каждом
Рис. 12.2. Сжимы:
а—с дужкой; б —с планками; в —с двумя изогнутыми болтами.
конце располагается несколько сжимов (расстояние между ними
100—250 мм). При ответственных работах концы троса соеди-
няются с помощью сплетки. Длина участка сплетки составляет
20—40 диаметров троса. В петле троса устанавливается штампо-
ванный из листовой стали коуш, служащий для предохранения
стропа от истирания (рис. 12.3).
Рис. 12.3. Стропы:
а —универсальный; б—облегченный»
/ — сплетка; 2—коуш.
Для равномерного распределения нагрузки от веса поднимае-
мого оборудования применяются траверсы (рис. 12.4). Исполь-
зование траверсы позволяет осуществить подвеску аппарата не
в одной точке, а в нескольких, вследствие чего уменьшается про-
гиб аппарата от собственного веса. Траверсы позволяют осуще-
ствить подъем длинных горизонтальных аппаратов и аппаратов
с большой площадью опоры.
Тали, блоки и полиспасты используются для подъема
или перемещения грузов. Грузоподъемность их составляет
~0,3—1,5 МН (30—150 тс). Для подъема малых грузов весом
339
^0,01—0,1 MH (1 —10 тс) применяются тали. Таль имеет полис
паст (тросовый или цепной), тяговый механизм и самотормозится,
чтобы груз не опускался. В качестве тяговых механизмов приме-
няют лебедки. Закрепление расчалок, оттяжек, лебедок осуще-
ствляется с помощью якорей —заглубленных (расположенных в
специально подготовленном котловане), полузаглубленных (ча-
стично зарытых в грунт) и наземных. Для любого типа якоря
должна обеспечиваться большая сила сцепления с грунтом.
Мачты используются для монтажа при отсутствии грузоподъ-
емных кранов. Мачта представляет собой трубчатую или решетча-
тую (из уголков) конструкцию с опорным устройством внизу и
оголовком вверху (рис. 12.5)., К оголовку крепится блок, и подъем
оборудования осуществляется тяговыми механизмами. В рабочем
положении мачта удерживается расчалками или растяжками (ван-
тами). Собирается мачта из отдельных секций, соединяемых бол-
тами. Для повышения грузоподъемности трубчатая мачта может
быть усилена накладными уголками, которые привариваются
к трубе, или изготовлена из трех связанных в единое целое труб.
Грузоподъемность мачт достигает ~0,6—1,0 МН (60—100 тс).
Решетчатые .мачты более грузоподъемны, чем .трубчатые.
В рабочее положение мачты устанавливаются с помощью стре-
ловых кранов (автомобильных или гусеничных), вспомогательной
неподвижной или «падающей» мачты меньшего размера.
Наиболее проста установка мачты с помощью автомобильного
или гусеничного крана. Расчалки и блоки (полиспасты) крепятся
340
к мачте на земле. После этого мачта стропится несколько выше
центра тяжести (на 1,0—1,5 м) и поднимается краном в рабочее
положение. Фиксация мачты в рабочем положении осуществляется
расчалками (4—6 шт.) с углом наклона к горизонту 20—45°
Установка мачт с помощью вспомогательной мачты меньшего
размера ведется в таком же
крана. Основная мачта укла-
дывается на земле и стропится
на 1,0—1,5 м выше ее центра
тяжести. Вспомогательная
мачта, установленная в рабо-
чее положение краном или
иным способом, размещается
на расстоянии 1,0—1,5 м от
точки установки основной мач-
ты. Основная мачта поднима-
ется с помощью вспомогатель-
ной мачты в наклонное поло-
жение, а затем тяговой систе-
мой, расположенной на одной
из расчалок, доводится до вер-
тикального положения. После
расчалки основной мачты
вспомогательная мачта демон-
тируется.
Вспомогательная «падаю-
щая» мачта используется при
установке мачт лебедкой или
трактором (рис. 12.6). Угол
между вспомогательной и ос-
новной мачтами на первом
этапе подъема остается по-
стоянным, при этом вспомога-
тельная мачта падает, а ос-
новная мачта поднимается.
Для устранения тяговой си-
стемы, доводящей мачту из
порядке, как и при использовании
Рис. 12.5. Монтажные мачты:
а —решетчатая; б —трубчатая;
/ — промежуточные секции мачты; 2—оголовок;
3 — расчалка; полиспаст; 5—опорная пятаж
наклонного положения в вер-
тикальное, трос лебедки пропускается через проушину оголовка
«падающей» мачты. Поэтому в вертикальное положение основная
мачта дотягивается той же лебедкой, а трос через проушину вспо-
могательной мачты скользит, как через блок.
Чтобы наклон вспомогательной мачты происходил в одной пло-
скости, боковые расчалки вспомогательной мачты должны кре-
питься к якорям, находящимся на линии, перпендикулярной пло-
скости падения и проходящей через ось вращения вспомогательной
мачты. Если в качестве вспомогательной использовать двуногую
мачту (шевр), представленную на рис. 12.7, необходимость в боко-
вых расчалках вспомогательной мачты устраняется.
341
При монтаже мелкого и среднего оборудования наибольшее
распространение получили самоходные автомобильные краны гру-
зоподъемностью ~0,03—0,25 МН (3—25 тс). Краны на гусенич-
Рис. 12.8. Устройства для строповки
аппаратов:
а —крюк; б —ушко; в —монтажный штуцер-
1 — стенка аппарата; 2 —отрезок трубы;
3~обойма; 4— фланец; 5—косынка; 6—ребра
жесткости.
ном ходу имеют грузоподъемность ~0,5 МН (50 тс). Находят при-
менение также башенные и козловые краны.
Строповка аппаратов производится непосредственно за корпус
либо за штуцер при небольшом весе или за специальные устрой-
342
ства, предназначенные только для монтажа. К этим устройствам
относятся крюки, ушки, ложные штуцеры, рымболты (рис. 12.8).
Ложный штуцер не имеет входного отверстия в аппарат и служйт
только для монтажа и демонтажа аппарата. Обойма 3 вращается
вместе со стропом, предохраняя его от истирания. Для лучшего
вращения обоймы под нее набивается солидол. Фланец 4 предо*
храняет строп от соскальзывания.
12.4. Монтаж аппаратов с помощью мачт
Небольшие аппараты могут легко монтироваться с по-
мощью кранов.
Колонные аппараты значительной высоты устанавливаются
с помощью мачт одним из следующих способов: 1) наращивание;
2) подращивание; 3) подъем скольже-
нием; 4) подъем поворотом.
При всех способах применяются две
мачты, полиспасты, лебедки или трак-
торы. Первый и второй способы приме-
няются при монтаже аппарата блоками,
а третий и четвертый — при монтаже
полностью собранного аппарата.
Первый способ (наращивание) за-
ключается в том, что монтаж аппарата
ведется блоками, начиная с нижнего
блока и кончая верхним. При этом тре-
буется устройство лесов и подмостей, так
как по мере монтажа блоков работы
приходится проводить на все большей И
большей высоте.
Способ подращивания (рис. 12.9) со-
стоит в том, что монтаж аппарата так-
же ведется блоками, но, в противопо-
ложность наращиванию, начиная с верх-
него блока и кончая нижним. Смонтиро-
ванная часть аппарата поднимается на
Рис. 12.9. Подъем аппарата
способом подращивания:
/—мачта; 2 —монтируемый аппа-
рат; 3 — царга.
высоту, достаточную ДЛЯ ТОГО, чтобы
под нее завести очередной блок, а затем опускается и стыкуется
с этим блоком. После монтажа всех блоков установка аппарата
считается законченной. Способ подращивания не требует устрой-
ства лесов, так как работы ведутся внизу, но требует применения
грузоподъемного механизма, способного выдержать вес полностью
собранного аппарата.
Подъем скольжением проводится таким образом, что нижняя
часть аппарата размещается на санях и скользит ио земле
(рис. 12.10,а). Из положения I в положение II аппарат перево-
дится тяговой системой. Перевод аппарата в положение/// осуще-
ствляется также тяговой системой, но с использованием оттяжки,
прикрепляемой к нижней части аппарата и предотвращающей
343
его раскачивание. Кроме того, перевод аппарата из положе-
ния II в положение III возможен путем подтаскивания к фунда-
менту саней. В случае высоких аппаратов может использоваться
перестроповка в положении II. Для этого аппарат опускают, под-
ложив под верхнюю его часть опору, и строп перемещают ближе
к центру тяжести аппарата. Перестроповка уменьшает нагрузку на
расчалки мачт и позволяет работать с короткими тросами.
При подъеме поворотом аппарат перемещается вокруг оси шар-
нира, прикрепленного к фундаменту и основанию аппарата. Воз-
Рис. 12.10. Подъем аппарата:
а—способом скольжения; б —способом поворота.
можны различные способы такого подъема. На рис. 12.10,6 изо-
бражен подъем из положения I в положение III в один прием.
Положение II является нейтральным, когда центр тяжести аппа-
рата находится над осью шарнира. Из положения II в положение
III аппарат переходит под действием собственного веса. В поло-
жении II начинает работать оттяжка или тормозная система, ко-
торая удерживает аппарат от резкого удара при падении.
Способы подъема поворотом в два приема, показаны на
рис. 12.11. Расположение мачт, приведенное на этом рисунке,
уменьшает нагрузку на расчалки. При подъеме поворотом с тяго-
вой системой (рис. 12.11, а) из положения I в положение // аппа-
рат поднимается с помощью мачты, а затем из положения II
844
в нейтральное — дополнительной тяговой системой, после чего
с помощью тормозной системы, начинающей работу в нейтральном
положении, аппарат устанавливается в положение III.
Схема подъема поворотом в два приема с наклоном мачты
представлена на рис. 12.11,6. Из положения I в положение II ап-
парат поднимается с помощью мачты, а затем из положения II
в нейтральное — дополнительной тяговой системой, прикрепляемой
не к аппарату, как в предыдущем случае, а к мачте. Вместе с на-
клоном мачты продолжается подъем аппарата. Из нейтрального
положения в положение III аппарат доводится тормозной систе-
мой.
Находит применение прогрессивный способ одновременного
монтажа двух аппаратов одной мачтой, монтаж эксплуатацион-
Рис. 12.11. Схема подъема поворотом:
а — с тяговой системой; б — с наклоном мачты;
/ — тяговая система; 2—тормозная система.
ными мостовыми кранами, монтаж подъемом горизонтального ап-
парата с разворотом его в воздухе в вертикальное положение. По-
скольку для подъема аппарата необходимо стропить его выше
центра тяжести, то используется также утяжеление нижней части
аппарата с целью смещения центра тяжести высоких аппаратов
вниз.
12.5. Установка аппаратов на фундаменте
Установка аппаратов на фундаменте заканчивается
выверкой положения аппарата, закреплением его и подливкой бе-
тонной смесью. Строители, учитывая необходимость выверки поло-
жения аппарата с помощью пакетов подкладок, располагают по-
верхность фундамента ниже проектной отметки. Возможна беспод-
ливочная и бесподкладочная установка машин и аппаратов, а
также установка их на подкладках.
Для бесподливочной установки необходима специальная под-
готовка фундамента, состоящая в том, что на опорной поверхности
фундамента укладывается дополнительный слой бетонной смеси
I
345
до проектной высотной отметки. Фундамент окружается опалуб-
кой. Горизонтальность опалубки проверяется длинной рейкой
с уровнем. Бетонная смесь заливается заподлицо с опалубкой и
тщательно выравнивается. Этим достигается хорошая горизонталь-
ность опорной поверхности фундамента. После установки аппарата
осуществляется закрепление фундаментных болтов без подливки
болт; 4 —подкладка; 5 —фундаментный болт.
бетонной смеси между фундаментом и опорной поверхностью ап-
парата. При окончательной выверке оборудования допускается
укладка в отдельных местах между опорой и фундаментом плоских
металлических подкладок толщиной до 10—15 мм. При бесподли-
вочной установке упрощается выверка аппарата на фундаменте и
Рис. 12.13. Уста-
новка аппаратов на
клиновых (а) и
плоских (б) под-
кладках:
/ — клиновые подклад»
ки; 2 —плоские под-
кладки.
ускоряется монтаж, однако связь опоры аппарата с фундаментом
ослаблена.
Бесподкладочная установка осуществляется с помощью регули-
ровочных болтов или инвентарных регулировочных домкратов. При
установке с помощью регулировочных болтов в основании аппа-
рата должно быть просверлено несколько отверстий с резьбой
либо приварена гайка или планка с резьбой (рис. 12.12). После
выверки регулировочные болты заливаются бетонной смесью и
остаются в бетоне. Допускаемая нагрузка на один болт при
346
диаметре резьбы болта 16—42 мм составляет 4,7—75 кН
(470—7500 кгс).
Регулировочные домкраты позволяют осуществить точную вы-
верку оборудования и могут быть клиновыми и винтовыми. Они
являются инвентарными, так как после выверки, подливки бетон-
ной смеси и закрепления аппарата вынимаются и сдаются на
склйд. Для этой цели домкраты перед подливкой окружаются до-
полнительной опалубкой и бетонной смесью не заливаются. После
затвердевания бетонной смеси домкраты вынимаются, а образо-
вавшиеся в подливке ниши дополнительно заливаются бетонной
смесью.
Установка оборудования на подкладках требует выравнивания
фундамента в местах установки подкладок. На рис. 12.13, а пока-
зана установка аппарата на пакетах клиновых подкладок. Плоская
подкладка устанавливается непосредственно на фундамент, а на
нее ставится пара клиновых подкладок. Регулирование положения
аппарата проводится путем подбивки верхней или нижней под-
кладки.
Плоские подкладки (рис. 12.13,6), как и клиновые, устанавли-
ваются на минимальном расстоянии с двух сторон фундаментного
болта. Проверка установки аппарата осуществляется только при
затянутых фундаментных болтах, поскольку при сжатии плоские
подкладки деформируются.
12.6. Контроль и испытание при монтаже
В процессе монтажа приходится проводить промежу-
точный (пооперационный) и окончательный (после окончания мон-
тажа) контроль. Иногда достаточно визуального контроля, в дру-
гих случаях приходится использовать измерительный инструмент.
Специальные методы контроля, используемые при монтаже, а
также при сборке оборудования после ремонта, охватывают про-
верку следующих видов геометрического расположения деталей
машины: 1) прямолинейность плоскостей и горизонтальность раз-
личных элементов; 2) параллельность осей и плоскостей; 3) пер-
пендикулярность осей и плоскостей; 4) соосность деталей с осевой
симметрией.
Для получения осевой линии, по которой измеряется взаимное
положение узлов и деталей, используется тонкая (диаметром
0,3—0,5 мм) натянутая стальная проволока, называемая струной.
Струна натягивается между двумя стойками грузами приблизи-
тельно по 100—200 Н (10—20 кгс). Блок, через который переки-
нута струна, с помощью суппортов может перемещаться в гори-
зонтальном и вертикальном направлениях.
Проверка плоскостности детали с помощью струны заклю-
чается в натяжении струны над деталью на расстояниях А = В
(рис. 12.14). Затем в любом месте измеряется промежуточный раз-
мер С. В случае удовлетворительной плоскостности все размеры
должны быть одинаковы. Для измерения используется штихмасс —
847
уровнем, устанавливаемым на
Тс
о о
Рис. 12.14. Проверка плоскостно-
сти детали.
измерительный прибор с микрометрической шкалой. Проверка
плоскостности и прямолинейности в двух перпендикулярных на-
правлениях позволяет определить прогиб деталей машины от соб-
ственного веса или качество обработки поверхностей.
При определении горизонтальности пользуются линейкой и
линейку, нивелиром или гидроста-
тическим уровнем. Работа гидро-
статического уровня (рис. 12.15)
основана на том, что в сообщаю-
щихся сосудах устанавливается
одинаковый уровень жидкости. Со-
судами являются стеклянные труб-
ки, на которые нанесены шкалы
с делениями. Они заполнены под-
крашенной жидкостью. Гидростатический уровень позволяет наме-
тить горизонтальную линию, определить различие в высоте двух
частей машины или двух половинок фундамента, наметить необ-
ходимый уклон трубопровода и т» д.
Рис. 12.16. Проверка па-
раллельности валов:
/ — стрелка; 2—струна»
Параллельность осей и плоскостей также проверяется с по-
мощью струны и штихмасса. При проверке параллельности валов
на свободных их концах устанавливают специальные стрелки, а
перпендикулярно осям валов натягивают струну (рис. 12.16). От-
мечают размер Ai и после поворота вала с укрепленной на нем
стрелкой на 180° устанавливают размер Л2 = Л1, изменяя положе-
ние струны. После этого измеряют размеры Bi и В2 на втором
валу. При равенстве этих размеров оси валов будут параллельны.
Перпендикулярность осей контролируется таким же способом.
Соосность двух валов измеряется тоже с помощью стрелок
(рис. 12.17). Радиально-осевые стрелки жестко укрепляются с по-
348
мощью хомутов на концах валов или чаще на полумуфтах, наса-
женных на валы. Вначале измеряются размеры Ai и а затем
после поворота валов на 180° — размеры Д2 и В2. При соосности
должно выполняться условие Д1 = А2, В\ = В2. Соосность валов
может также проверяться с использованием специальных индика-
торов.
Рис. 12.17. Проверка соосности валов по полумуфтам:
а—схема устройства; б.—схема измерений.
Менее точная проверка соосности ведется по наружной поверх-
ности полумуфт с помощью металлической линейки и щупа. При
соосности металлическая линейка должна ложиться без зазора на
обе полумуфты. Расстояния между торцевыми поверхностями по-
лумуфт в четырех точках, смещенных по окружности на 90°,
должны быть одинаковы.
Рис. 12.18. Проверка соосности отверстий.
Соосность двух отверстий проверяется с помощью струны и
штихмасса (рис. 12.18). Вначале струна устанавливается по оси
одного отверстия, для чего добиваются равенства четырех ради-
альных размеров от струны до внутренней поверхности отверстия
в двух плоскостях (а и Ь). После этого проводят измерение четы-
рех радиальных размеров в двух плоскостях второго отверстия
(с и d)
Монтаж оборудования обязательно заканчивается его испыта-
нием. Ёмкости и аппараты испытываются на прочность н плот-
ность. Машины и аппараты с приводом подвергаются испытанию
только в работе и под нагрузкой.
849
Испытание на прочность может быть гидравлическим или пнев-
матическим. Для аппаратов, работающих под средним давлением
(^490 кПа, т. е. 15*5 кгс/см2), величина испытательного давления
на прочность составляет 1,25 рабочего давления.
Аппараты, предназначенные для работы с горючими, взрыво-
опасными и токсичными продуктами, испытываются на плотность
воздухом или инертным газом. Испытательное давление при этом
равно рабочему давлению.
Работающие под атмосферным давлением аппараты испыты-
ваются на прочность наливом воды или керосином. Сварной шов
с одной стороны покрывают меловой обмазкой, а с другой — керо-
сином. Керосин обладает большой проникающей способностью, по-
этому при наличии неплотностей в сварном шве (свищ, поры, тре-
щины, шлаковые включения) на высушенной меловой обмазке
появится жирное керосиновое пятно. Время проведения испытания
составляет от 1 до 24 ч.
Аппараты, работающие под давлением до 166,5 кПа
(1,7 кгс/см2), испытываются давлением, указанным в чертежах.
Если рабочая температура стенки аппарата превышает 400 °C, он
подвергается гидравлическому испытанию при давлении, превы-
шающем рабочее не менее, чем в 1,5 раза. Работающие под вакуу-
мом аппараты испытываются гидравлически на прочность давле-
нием 294 кПа (3 кгс/см2) и на плотность пневматически давлением
196 кПа (2 кгс/см2).
Контроль утечек при испытании на плотность может быть вы-
полнен промазкой предполагаемых мест утечки мыльной пеной.
В дефектных местах при испытании возникают мыльные пузыри.
Мыльной пеной промазываются также фланцевые соединения.
Оборудование для проведения гидравлического испытания со-
стоит из опрессовочных агрегатов, манометра, воздушного крана,
запорной арматуры и инвентарных заглушек. Для опрессовки
применяются поршневые, плунжерные или шестеренчатые насосы.
При испытании аппарат заполняется водой, а воздушный кран,
находящийся в верхней точке аппарата, остается открытым до тех
пор, пока в нем не появится вода. Затем давление поднимается до
испытательного и аппарат выдерживается при нем в течение 5 мин,
после чего давление снижается до рабочего и проводится осмотр и
обстукивание сварных швов. Если на сварных и фланцевых соеди-
нениях и сальниках не обнаружено течи и отпотевания и не было
падения давления по манометру, испытание считается закончен-
ным.
При невозможности гидравлического испытания (большой
объем аппарата и, соответственно, большая нагрузка на опоры от
веса воды, внутренняя футеровка, отрицательная температура ок-
ружающего воздуха, отсутствие воды) разрешается проводить
пневматическое испытание на такое же пробное давление, как и
при гидравлическом испытании.
Вследствие большой опасности пневматического испытания при-
нимаются дополнительные меры безопасности: вентиль и мано-
350
метр, находящийся на трубопроводе, подводящем воздух от ком-
прессора, выносятся за пределы помещения, в котором находится
испытываемый аппарат, люди удаляются в безопасные места, зона
испытания ограждается постами.
Такие же меры предосторожности соблюдаются при испытании
на плотность. Техническими условиями на аппарат этот вид испы-
тания иногда предусматривается как дополнительный. Проводят
его^обязательно после испытания на прочность.
Ответственной операцией при монтаже является испытание
сварных швов. Сварные швы испытываются следующими мето-
дами: наружный осмотр, механические испытания, металлографи-
ческие исследования, просвечивание рентгеновскими или 'у-лу-
чами, проверка ультразвуком, пневматическое или гидравлическое
испытание. Если доступ к сварному шву возможен только с на-
ружной или только с внутренней стороны аппарата, проводится
испытание на плотность вакуумированием сварных швов. Это ис-
пытание состоит в следующем. Сварной шов смачивается мыль-
ным раствором. На исследуемый участок шва накладывается ко-
робка, имеющая по всему периметру уплотнение из губчатой ре-
зины. Коробка соединяется с вакуум-насосом, а через смотровое
стекло, смонтированное на коробке, или через стенки коробки, если
она изготовлена из органического стекла, ведется наблюдение за
сварным швом. Наличие мыльных пузырей указывает на дефекты
сварки. Этот способ проверки используется также при контроле
сварки отдельных лепестков крупных резервуаров.
Испытание машин вхолостую проводится в течение 2—24 ч
с целью проверки работы всех узлов. При этом проверяют общий
характер работы оборудования, отсутствие толчков, ударов, виб-
раций, действие систем смазки и охлаждения, а также темпера-
туру нагрева подшипников (обычно не должна превышать 60°C).
Для проверки работоспособности оборудования и параметров
его работы используется испытание под нагрузкой. Оно прово-
дится в течение нескольких смен. Дефекты, обнаруженные в про-
цессе испытаний, устраняются монтажниками.
Кроме индивидуального осуществляется комплексное испыта-
ние оборудования технологической цепочки. Его выполняет пред-
приятие при участии монтажной организации, которая обязана
ликвидировать выявленные дефекты.
12.7. Особенности демонтажа аппаратов
Необходимость демонтажа аппаратов наиболее часто
возникает на действующем предприятии при проведении ремонт-
ных работ. К демонтажу допускаются лица, прошедшие инструк-
таж по охране труда и пожарной безопасности. Огневые работы
проводятся с письменного разрешения главного инженера.
Например, при необходимости демонтажа аппаратов, работаю-
щих с огнеопасными продуктами, соблюдают такую очередность
операций: 1) перекрывают вентили на трубопроводах и аппарат
351
освобождают от продукта; 2) продувают аппарат паром; 3) про-
мывают аппарат водой для охлаждения; 4) открывают люки, на-
чиная с верхнего; 5) отсоединяют трубопроводы; 6) осуществляют
демонтаж аппарата.
Обычно демонтаж ведут в последовательности, обратной мон-
тажу, при соблюдении следующих условий. Проводится анализ
воздуха в аппарате на содержание горючих и токсичных веществ.
Для работы внутри аппарата необходимо использовать противо-
газ и осветительные приборы с напряжением <36 В. Демонтаж
осуществляется с помощью стреловых кранов или мачт. Для от-
рыва аппарата от фундамента применяются домкраты или клинья.
12.8. Монтаж некоторых видов оборудования
Оборудование заводов ООС и СК состоит из разнооб-
разных аппаратов и машин. К первым условно можно отнести все
устройства, не имеющие движущихся органов (массообменные ко-
лонные и теплообменные аппараты, большинство химических реак-
торов, резервуары, газгольдеры), ко вторым — насосы и компрес-
соры, различное оборудование синтеза, выделения и обработки
каучука и т. п.
Монтаж двух указанных групп оборудования существенно раз-
личается. Особенности имеет и монтаж коммуникаций.
В качестве примера рассмотрим особенности монтажа колон-
ной аппаратуры и компрессорных машин, а также монтаж трубо-
проводов.
Колонная аппаратура. К колонной аппаратуре относятся массо-
обменные, а также реакционные аппараты вертикального типа,
устанавливаемые в основном на открытых площадках. В соответ-
ствии с возможностями железнодорожного транспорта аппараты
с завода-изготовителя могут поступать при диаметре аппарата
<3,8 м и малой длине в полностью собранном виде, при большой
длине (препятствующей перевозке на железнодорожных платфор-
мах)— в виде крупных блоков, при диаметре аппарата >3,8 м —
в виде блоков или отдельных элементов блоков.
Монтаж аппаратов небольшого диаметра (<3,8м) состоит из
двух стадий: 1) сборка аппарата на земле в горизонтальном по-
ложении; 2) подъем аппарата в вертикальное положение. В слу-
чае аппаратов большого диаметра (>3,8м) монтаж ведется бло-
ками, которые собираются на земле. После сборки из блоков кор-
пуса аппарата в рабочем положении и установки на корпусе
обслуживающих площадок осуществляется монтаж внутренних
деталей (тарелок) через люки.
Сборка аппаратов малого диаметра проводится на специали-
зированных площадках, оборудованных сборочными стендами.
Полная сборка аппарата на земле в горизонтальном положении
заключается в стыковке отдельных блоков, установке тарелок, ис-
пытаний аппарата, приварке обслуживающих площадок и нанесе-
нии изоляции.
852
Стыковка блоков осуществляется на стеллажах из деревянных
брусьев либо на роликовых стендах с помощью тракторов или
трубоукладчиков. Для более точной стыковки на одном из блоков
приваривают направляющие планки (рис. 12.19, а). При смещении
кромок, превышающем допустимые нормы, их подгоняют с по-
мощью приварных струбцин (рис. 12.19,6). Выборку зазора
в стыке проводят с помощью болтового стяжного приспособления
(рис. 12.19, в).
После выверки по струне положения стыкуемых блоков осу-
ществляется прихватка — прерывистая сварка стыка. Длина при-
хваток 100 мм, расстояние между ними 300—500 мм. Далее сле-
дует окончательная выверка стыка и составление акта. Акт яв-
ляется разрешением на окончательную заварку стыка.
Рис. 12.19. Приспособления для подгонки стыков:
а—направляющие планки; б —приварная струбцина» в —болтовое стяжное приспособление.
Монтаж тарелок, проводимый на земле после испытания кор-
пуса аппарата на прочность и плотность, является очень ответ-
ственной операцией,, поскольку от точного положения тарелок
в значительной мере зависит эффективность работы аппарата.
Осуществляют монтаж, уложив аппарат на стенд строго горизон-
тально, так чтобы плоскость сливных перегородок (если они
имеются) была вертикальной. Затем размечают места установки
приварных (опорных) элементов тарелки и прихватывают их
к корпусу аппарата сваркой. В процессе разметки возникает не-
обходимость поворота корпуса аппарата на 90° Линия, проведен-
ная по отвесу до поворота колонны, и линии, проведенные от нее
также по отвесу после поворота колонны на 90°, позволяют до-
биться перпендикулярности плоскости тарелки к оси аппарата.
Окончательная заварка всех опорных элементов требует вы-
полнения следующих мер безопасности. Для удаления вредных
газов, выделяющихся при сварке, в отверстии ближайшего люка
устанавливается вентилятор. За сварщиком, работающим внутри
аппарата, должен наблюдать рабочий, который находится сна-
ружи аппарата, регулирует ток сварочного аппарата и подает
электроды.
Далее проводится сборка съемных элементов тарелок с соблю-
дением всех размеров и допусков на отклонения от размеров. Та*
релки собирают снцзу вверх поочередно, оформляют сдачу каждой
тарелки актом и закрывает лк?ки.
859
После укладки аппарата на тракторные сани, осуществляющие
транспортировку к месту монтажа, устанавливают и закрепляют
на корпусе аппарата обслуживающие площадки и обвязочные
трубопроводы с арматурой в тех местах, которые не закрыты са-
нями, изолируют корпус и трубопроводы. Затем транспортируют
аппарат к месту установки.
Монтаж аппаратов большого диаметра, выполняемый блоками,
во многом аналогичен монтажу в горизонтальном положении.
Укрупненные блоки собирают из отдельных элементов или из
малых блоков путем стыковки в горизонтальном положении в по-
рядке, описанном ранее. При сборке также используются различ-
ные монтажные приспособления: направляющие планки, струб-
цины, стяжные приспособления, ограничительные детали, сбороч-
ные кондукторы.
Установка отдельных блоков в рабочее положение ведется
в такой последовательности. Нижний блок до установки на фун-
дамент оснащается направляющими планками в месте стыка егр
со следующим блоком и кронштейнами для площадки, с которой
будут осуществляться подГонка и сварка монтажного стыка. Для
сборки стыка применяют монтажные приспособления, обеспечи-
вающие требуемый зазор в стыке и выравнивание стыкуемых кро-
мок. Аналогичным образом устанавливают все блоки. При подъеме
блоков траверсами во избежание смятия внутри блоков устанав-
ливают распорки из труб.
Монтаж тарелок начинают после окончательного монтажа об-
служивающих площадок и переходных стремянок. Детали таре-
лок поднимают укосиной, укрепляемой на верхнем днище, и по-
дают в аппарат через люки. Вначале размечают места установки
опорных элементов по всей высоте колонны, затем приваривают их
с соблюдением мер безопасности. Наконец, собирают съемные
элементы тарелок снизу вверх поочередно с проверкой каждой та-
релки на барботаж, для чего на тарелку наливают воду, а в ниж-
нюю. часть аппарата воздуходувкой подают воздух (при этом все
люки, расположенные ниже испытываемой тарелки, должны быть
закрыты). Равномерность барботажа по всей плоскости тарелки
свидетельствует о горизонтальном положении тарелки и правиль-
ной сборке.
Насосы и компрессоры. Насосные агрегаты обычно состоят из
насоса и электродвигателя, а компрессорные — из компрессора и
двигателя или из компрессора, редуктора и двигателя. Поэтому
монтаж насосно-компрессорного оборудования может заключаться
в монтажной сборке самого компрессора и установке на фунда-
менте всех узлов агрегата (компрессор, двигатель, редуктор) с вы-
веркой их взаимного положения.
Насосные агрегаты обычно поставляются в собранном виде,
т. е. насос и двигатель установлены на фундаментной плите. В этом
случае требуется только установка всего агрегата на фун-
дамент с соблюдением допусков на отклонение в плане и по вы-
соте.
354
Центробежные компрессоры, а также насосные агрегаты, по-
ставляемые в разобранном виде, собирают на месте установки,
при этом монтаж начинают с центрального узла. Если агрегат со-
стоит из компрессора, редуктора и двигателя, монтаж начинают
с редуктора, а затем по редуктору выверяют двигатель и компрес-
сор. В том случае, когда агрегат состоит из компрессора (насоса)
и двигателя, монтаж начинают с компрессора (насоса), и по нему
выверяют двигатель.
Положение редуктора или насоса на фундаменте регулируют
плоскими или клиновыми подкладками либо домкратами. После
выверки подкладки прихватывают сваркой. Установку редуктора
осуществляют с помощью струн,
натягиваемых по его осям. От- а б б
весы, опущенные со струн, долж-
ны совпадать с осями валов и
осевыми отметками на фунда-
менте. После выверки заливают
бетонной смесью анкерные ко-
Лодцы, но не на полную глубину.
Затем, когда бетон наберет 60%
проектной прочности, проводят
окончательную выверку, подтяж-
ку фундаментных болтов и под-
ливку основания бетонной смесью
Рис. 12.20. Детали трубопроводов:
а—отвод; б —калач; в —утка; а —скоба.
с дозаливкой анкерных колодцев.
Установку компрессора и электродвигателя ведут в такой же
последовательности, но выверка их осуществляется не по высот-
ным и осевым отметкам, а по редуктору. Соосность валов прове-
ряют по полумуфтам. Далее монтируют маслосистему и систему
охлаждения (если они имеются).
Трубопроводы. Прокладка трубопроводов осуществляется
внутри цехов — по стенам, балкам, на подвесках к перекрытию,
в закрытых каналах, вне цехов — на эстакадах и в траншеях.
Монтаж трубопроводов включает следующие операции: подготовку
деталей трубопроводов (монтажных заготовок), ревизию арма-
туры, сборку и испытание плетей трубопроводов, установку пле-
тей, испытание трубопровода.
При подготовке монтажных заготовок выполняется очистка,
разметка и резка труб, нарезание резьб, гнутье труб, изготовление
прокладок. Разметка труб проводится с использованием измери-
тельного инструмента и шаблонов, изготовленных из бумаги или
толи. Для резки труб используются труборезные станки, аппараты
газокислородной резки, дисковые пилы.
Основные гнутые детали трубопроводов (рис. 12.20) изготов-
ляют на машиностроительных заводах. При необходимости гибки
труб в процессе монтажа трубы диаметром <200 мм гнут в холод-
ном состоянии (на трубогибочных станках), а трубы диаметром
>200 мм — в горячем состоянии. Для сохранения формы в месте
гиба трубы диаметром >100 мм набивают сухим речным песком
355
с установкой деревянных пробок на концах труб. При засыпке
песка трубу простукивают для увеличения плотности засыпки.
Несмотря на то, что арматура не подлежит ревизии на мон-
тажной площадке, подготовка ее к монтажу может заключаться
в наружном осмотре, проверке уплотнительных поверхностей на
краску, масло или карандаш и испытании на плотность на гидрав-
лических стендах. В частности проверка на карандаш состоит в
том, что на один из элементов пары вентиля (седло) наносится
несколько рисок карандашом и после поджатия и проворачивания^
второго элемента (клапана) отмечается растирание рисок. Если
элементы пары прилегают неплотно, некоторые риски не будут
растертыми.
Для сборки узлов и плетей трубопроводов используют сбороч-
ные стенды, затем узлы» укрупняют в блоки на монтажной пло-
щадке или в непосредственной близости от нее. Перед монтажом
блоков необходимо разметить (разбивка трассы) место прокладки
трубопроводных линий по чертежам, которые выполняются обычно
в аксонометрической проекции, и установить опоры и подвески.
Разбивка трассы осуществляется обычным- путем с помощью
струн, отвеса, уровня, нивелира и рулеток. Межцеховые трубопро-
воды при надземной прокладке устанавливают на металлические
или железобетонные эстакады, столбы, подставки, а при подзем-
ной прокладке — на тумбы, столбики или на слой песка.
Эстакады должны строиться из несгораемых материалов и
иметь высоту ^4,25 м, а в местах пересечения железных дорог —
6 м. Трубопроводы следует укладывать без перегибов во избежа-
ние образования Тазовых мешков и застоев жидкости. Все трубо-
проводы, как правило, в самых нижних точках имеют отводные
линии для конденсата (дренаж), а в верхних — воздушки для
газа.
Трубопроводы должны прокладываться с уклоном в сторону
дренажных устройств. Величина уклона при транспортировке жид-
кости :>0,002, при транспортировке газа ^0,005 против хода
и 0,002 по ходу газа.
При групповой прокладке трубопроводов необходимо обеспе-
чить возможность их осмотра и ремонта. Для этого между отдель-
ными трубами и стеной должны быть расстояния, достаточные для
проведения монтажа и демонтажа. Трубопроводы для застываю-
щих веществ прокладывают в общем изоляционном кожухе с па-
ровым спутником — трубопроводом, транспортирующим пар.
Компенсаторы температурных удлинений перед монтажом сле-
дует растянуть или сжать на величину, равную температурному
удлинению компенсируемого участка трубопровода. Величина рас-
тяжки указывается в проекте. В этом случае при эксплуатации
трубопровода компенсатор примет первоначальное положение
и не будет испытывать напряжений. Растяжка компенсаторов осу-
ществляется с помощью специальных приспособлений, вместе с ко-
торыми компенсатор и монтируется. Эти приспособления могут
быть удалены только после закрепления концов трубопровода на
356
неподвижных опорах. Винтовое приспособление, применяемое для
растяжки П-образного компенсатора, представлено на рис. 12.21.
Собранный трубопровод испытывают на прочность и плотность.
Перед испытанием его промывают водой, отсоединяют арматуру,
которая уже испытывалась в трубозаготовительной мастерской,
и ставят вместо арматуры заглушки. Далее отдельные участки
трубопровода подвергают гидравлическому испытанию на проч-
ность. Давление испытания равно 1,25 рабочего давления Рраб,
Рис. 12.21. Винтовое приспособление для растяжки
П-образного компенсатора:
/ — хомут; 2— компенсатор; 3 —гайка; 4— винт; 5— труба; 6— тру-
ба-распорка.
а для некоторых видов трубопроводов 1,5 Рраб- После этого уча-
стки трубопровода снова собирают в общую схему и проводят ис-
пытание на плотность воздухом или инертным газом. Давление
испытания на плотность составляет 1,25 Рраб, однако падение дав-
ления измеряют при Рраб-
Прошедший испытание трубопровод изолируют и окрашивают.
Окраску подбирают в зависимости от назначения трубопровода:
белый — для пара, синий — для сжатого воздуха, зеленый — для
воды, черный — для канализации, красный — для материальных
линий, розовый — для кислот и т. д. Сдача цеховых трубопроводов
в эксплуатацию по акту осуществляется вместе со сдачей оборудо*
вания. Межцеховые трубопроводы сдаются по участкам.
«57
12.9. Условия безопасности монтажных работ
Монтаж технологического оборудования должен вы-
полняться по рабочим монтажным чертежам, техническим усло-
виям, специальным инструкциям на монтаж и испытание оборудо-
вания завода-изготовителя.
Для безопасности монтажных работ наиболее важное значе-
ние имеет правильная организация и последовательность сборки
и монтажа технологической аппаратуры и машин.
К наиболее ответственным монтажным работам относятся
строповка, подъем и установка машин и аппаратов на опоры, вы-
верка правильности положения монтируемого оборудования, за-
крепление на анкерных болтах и расстроповка.
С целью уменьшения объема работ на высоте монтаж аппа-
ратов, строительных или технологических конструкций макси-
мально выполняется в укрупненные блоки вйизу на стендах или
специальных стеллажах на высоте ^0,8 м.
Территория монтажной площадки в радиусе возможного паде-
ния поднимаемого оборудования относится к опасной зоне, кото-
рая ограждается хорошо видимыми в темноте предупредитель-
ными надписями и сигналами. Перед началом монтажа проводится
приемка фундаментов или конструкций, на которые будет уста-
новлено оборудование.
Оборудование, принятое для монтажа, складируется на
монтажной площадке, принимается монтажной организацией по
наружному осмотру и оформляется актом. При выполнении мон-
тажных работ на территории действующего предприятия или цеха
руководство монтажной организации совместно с руководством
предприятия или цеха разрабатывает мероприятия, обеспечиваю-
щие безопасное производство работ как монтажному, так и экс-
плуатационному персоналу. Для предотвращения аварий при вы-
полнении монтажных работ во взрывоопасных цехах применяются
инструменты из цветного металла или покрытые медью. В то же
время запрещается применять открытый огонь и использовать ме-
ханизмы, создающие возможность искрообразования. При мон-
таже колонной аппаратуры, поступающей на железнодорожной
платформе или трайлере, необходимо устраивать пандус. Пере-
мещение по пандусу должно осуществляться двумя лебедками
или тракторами. Один из указанных механизмов передвигает ко-
лонну по пандусу, другой является тормозным.
Подъем цельносварных колонн осуществляется средствами,
предусмотренными проектом производства работ или технологиче-
ской запиской. После подъема и установки колонны на фунда-
менте расстроповку осуществляют только после выверки и закреп-
ления анкерными болтами.
При сборке аппаратов из царг, состоящих из отдельных сваль-
цованных листов, после установки царги необходимо каждый лист
ее заваривать на участке не менее 20% общей длины горизон-
тального шва.
35а
ГЛАВА 13
РЕМОНТ ОБОРУДОВАНИЯ
13.1. Организация механической службы
химического предприятия
Механическая служба химического завода, возглав-
ляемая главным механиком, относится к инженерным службам
наряду со службами главного энергетика и главного прибориста:
Служба главного энергетика осуществляет надзор и ремонт
электрооборудования, паросиловых установок, водопроводных и
канализационных сетей, линий связи.
Отдел главного прибориста осуществляет надзор и ремонт
КИП, для чего имеется мастерская или цех КИП. Механическая
служба завода включает отдел главного механика (ОГМ), ре-
монтно-строительный (РСЦ) и ремонтно-механический (РМЦ)
цехи:
Отдел главного механика имеет бюро планово-предупредитель-
ного ремонта (ППР) и техбюро (службу технадзора). Бюро ППР
занимается всеми работами, связанными с проведением ППР,
а служба технадзора (СТН) составляет техническую документа-
цию на ремонтные работы и на модернизацию оборудования.
Служба технадзора призвана обеспечить контроль за поддержа-
нием оборудования всего завода в исправном состоянии. Для
этой цели механики СТН систематически проводят ревизию обо-
рудования, контролируют качество ремонтных работ, ведут тех-
ническую документацию.
359
Ремонтно-строительный цех занимается ремонтом производ-
ственных и бытовых зданий и,строительством новых помещений.
На небольших заводах РСЦ входит в состав ремонтно-механиче-
ского цеха.
Ремонтно-механический цех осуществляет централизованный
ремонт оборудования всего завода. Для этой цели РМЦ имеет
специализированные участки для выполнения ремонта отдельных
видов оборудования:
В каждом технологическом цехе завода имеется механик цеха
и подчиненные ему ремонтные бригады.
Цеховые ремонтные.бригады являются частью механической
службы завода. Механик цеха а административном отношении
360
подчиняется начальнику цеха, а в техническом отношении — глав-
ному механику.
Рассмотренные схемы организации механической службы дают
представление о качественном составе механической службы. Ко-
личественный состав всей службы и отдельных ее подразделений
зависит от категории завода, Т. е. от размеров производства.
13.2. Организация ремонта оборудования
По технологии выполнения ремонты могут быть
классифицированы следующим образом: 1) по месту работ—ре-
монт на месте установки машины, ремонт всей машины в РМЦ,
ремонт скелета машины на месте установки, а узлов в РМЦ; 2) по
объему ремонта — подетальный (замена изношенных деталей), по-
узловой (замена отдельных узлов), помашинный (замена всей ма-
шины резервной); 3) по времени работ — равномерно распреде-
ленный на весь год, сосредоточенный на период остановки всей
технологической схемы, сосредоточенный на часть года (сезон).
Каждый вид ремонта имеет свои достоинства. Ремонт в РМЦ
является более экономичным и более высококачественным, од-
нако часть работ приходится выполнять на месте установки ма-
шины. По объему ремонт может быть подготовительным, когда
запасная деталь или узел либо резервная машина подготавли-
ваются для замены изношенного элемента заранее до остановки
работающей машины на ремонт. Это позволяет значительно со-
кратить простой машины на ремонте.
Равномерно распределенный на год ремонт позволяет обеспе-
чить равномерную загрузку ремонтных цехов и бригад. Оборудо-
вание, связанное в единую технологическую схему, необходимо
останавливать на ремонт одновременно, поэтому возникает необ-
ходимость сосредоточенного ремонта. Ремонт, сосредоточенный на
определенную^часть года (сезон), необходим для оборудования,
размещенного вне здания.
Документальное оформление ремонта осуществляется следую-
щим образом: 1) составление дефектной ведомости механиком
цеха по согласованию с главным механиком и утверждение ее
главным инженером за 10 дней до ремонта; 2) уточнение дефект-
ной ведомости при разборке машины; 3) сдача оборудования в
ремонт по акту и последующий прием из ремонта также по акту.
Если оборудование вышло из строя вследствие износа основ-
ных деталей или в результате аварии, то для его списания орга-
низуется комиссия в составе механика цеха, начальника цеха,
главного механика, главного инженера, главного бухгалтера. Ко-
миссия составляет акт в трех экземплярах и отсылает его на
утверждение в вышестоящую организацию.
Система планово-предупредительных ремонтов (ППР). Эта
система предусматривает планирование на длительный период (на
год) сроков и категории ремонтов, но объем каждого ремонта
уточняется по результатам разборки и дефектации. При этом
12 Зак, 576 361
объем ремонта может быть уменьшен или даже снижена катего-
рия ремонта.
Система ППР призвана обеспечить поддержание оборудования
в исправном состоянии, т. е. путем плановых ремонтов она должна
обеспечить работоспособность оборудования при сохранении его
высокой производительности. Плановое проведение^ ремонтов поз-
воляет также создать равномерную загрузку ремонтных бригад,
повысить качество ремонтов и снизить расходы на ремонт.
Помимо плановых ремонтов механическая служба выполняет
внеплановые ремонты, вызванные авариями оборудования, и про-
водит работу по модернизации оборудования, совмещая ее по воз-
можности со временем проведения плановых ремонтов.
Кроме работ, проводимых на каждом предприятии по выпол-
нению плана ППР, осуществляется ряд мероприятий, связанных
с системой ППР и проводимых в централизованном порядке глав-
ками и министерствами. К таким мероприятиям относятся: 1) ор-
ганизация специализированных ремонтных предприятий или цехов;
2) «организация централизованного и кооперативного изготовления
запасных деталей и ремонтной оснастки; 3) организация центра-
лизованных мастерских по восстановлению деталей; 4) разработка
норм времени на ремонт и расхода материалов, распространение
передового опыта ремонта.
Непосредственные работы по проведению ремонта выполняет
механическая служба химических заводов, возглавляемая глав-
ным механиком завода. Отдел главного механика организует ре-
монт технологического и вспомогательного оборудования, оформ-
ляет заявки на новое оборудование и запчасти, осуществляет над-
зор за оборудованием и т. д.
Работы по ППР выполняются ремонтно-механическим цехом,
ремонтными бригадами технологических цехов, дежурными сле-
сарями.
Рассмотрим основные положения системы ППР. Системой
ППР называется совокупность организационных и технических
мероприятий по уходу, надзору, обслуживанию и ремонту оборудо-
вания, проводимых профилактически по заранее составленному
плану для обеспечения безотказной работы оборудования.
Цели ППР: 1) предупреждение преждевременного износа обо-
рудованйя и поддержание его в работоспособном состоянии;
2) предупреждение аварий оборудования; 3) возможность выпол-
нения ремонтных работ по плану, согласованному с планом произ-
водства; 4) своевременная подготовка запчастей, материалов и
рабочей силы и минимальный простой оборудования в ремонте.
Ремонт оборудования осуществляется в плановом порядке че-
рез определенное количество часов непрерывной работы. План
составляется на основе межремонтного цикла для данного вида
оборудования. Межремонтным циклом называется время работы
между двумя капитальными ремонтами. Его длительность зависит
от конструкции оборудования, условий его работы, нагрузки, фак-
тического срока службы и т. д.
362
Структура межремонтного цикла обозначается следующим об-
разом:
К—Т—Т —Т—С—Т—Т—т—к
где К — капитальный ремонт; С — средний ремонт; Т — текущий
ремонт.
Таким образом, имеются две характеристики: 1) периодичность
ремонтов, которая характеризуется межремонтным циклом;
2) объем ремонта — текущий, средний или капитальный.
Кроме ремонтного цикла используется понятие ремонтного пе-
риода. Ремонтный период — это время между двумя ремонтами
любой категории, например между двумя текущими ремонтами.
Структура и продолжительность межремонтных циклов и нормы
простоя при ремонте различны для различных видов оборудования.
Помимо капитального, среднего и текущего ремонтов плани-
руются профилактические работы: межремонтное обслуживание
и периодические осмотры (ревизии).
Межремонтное обслуживание. Межремонтным обслуживанием
называется уход за оборудованием на протяжении всего периода
между двумя плановыми ремонтами. В него входят: 1) мелкий ре-
монт оборудования — подтяжка креплений, сальников, зачеканка
свищей, наложение хомутов на трубопроводы и т. д.; 2) проверка
зазоров в местах сопряжения деталей; 3) наблюдение за состоя-
нием подшипников и смазка оборудования; 4) проверка действия
тормозов и механизмов аварийного выключения; 5) проверка со-
стояния фланцев, люков, патрубков, ограждений вращающихся
частей и других узлов оборудования.
Данный - вид обслуживания осуществляется без нарушения
производственного процесса дежурными слесарями и обслужи-
вающим персоналом (аппаратчик, машинист, оператор).
Периодические осмотры (ревизии). Осмотры проводятся ре-
монтными слесарями по графику с целью проверки состояния обо-
рудования и определения объема подготовительных работ к сред-
нему и капитальному ремонтам. Осмотры также осуществляются
без нарушения технологического процесса производства. В неко-
торых случаях при обнаружении серьезных дефектов, которые мо-
гут привести к аварии, оборудование останавливается на ремонт
до очередного планового ремонта.
Текущий ремонт. При текущем ремонте осуществляется ремонт
или замена износившихся деталей и узлов, позволяющие поддер-
живать оборудование в исправном состоянии.
Средний ремонт. При среднем ремонте проводится капиталь-
ный ремонт или замена узлов и агрегатов, позволяющие восстано-
вить производительность оборудования на срок до очередного
среднего ремонта.
Капитальный ремонт. При капитальном ремонте осуществ-
ляется полная разборка и замена всех износившихся деталей и
узлов, сборка и испытание, в результате чего восстанавливаются
первоначальные паспортные характеристики (производительность,
напор и т. д.).
12*
363
Для примера рассмотрим объем различных видов ремонта ко-
жухотрубчатого теплообменника и центробежного насоса.
Теплообменник кожухотрубчатый: 1) текущий ремонт — внут-
ренняя и наружная очистка трубок, подвальцовка трубок, заглу-
шение трубок пробками (до 10%), смена прокладок, опрессовка;
2) средний ремонт — этот вид ремонта для теплообменника не
проводится; 3) капитальный ремонт — смена трубного пучка, валь-
цовка всех трубок, ремонт корпуса, смена распределительной ко-
робки, опрессовка.
Центробежный насос: 1) текущий ремонт — проверка осевого
разбега и свободного вращения вала, ремонт подшипников, ре-
монт торцевого уплотнения или набивка сальника, проверка
муфты и всех креплений, центровка насоса с приводом, опробова-
ние; 2) средний ремонт—- смена подшипников, проверка ротора на
биение, смена всех колец и втулок, зачистка рисок и забоин на
всех деталях; 3) капитальный ремонт — балансировка ротора,
смена вала, рабочих колес, направляющих аппаратов, штифтов,
шпонок, шпилек, болтов, грундбуксы, обкатка, испытание, ок-
раска.
Нормативы для планирования ремонта. При планировании ре-
монтов устанавливают возможные затраты труда и средств. Для
этой цели на основе опыта эксплуатации оборудования установ-
лены нормы времени на выполнение ремонтных работ, нормы про-
стоя оборудования в ремонте, нормы расхода запчастей и материа-
лов на ремонт, разработаны ремонтные единицы и категории слож-
ности ремонта.
Например, время простоя на ремонте может складываться из
следующих этапов: 1) разборка и дефектация; 2) ремонт; 3) сборка,
наладка и обкатка. Необходимость каждого этапа и затраты вре-
мени на его проведение зависят от сложности машины и принятой
технологии ремонта.
Для оценки сложности ремонта вводится понятие ремонтной
единицы. В качестве ее принята сложность ремонта такого услов-
ного вида оборудования, трудоемкость капитального ремонта ко-
торого составляет 10 человеко-часов. Обозначается эта единица
через г. Общая затрата труда на ремонтную единицу складывается
из слесарных, станочных, сварочных и других работ. Для различ-
ных типов оборудования соотношение этих видов работ различно,
но общая затрата труда на ремонтную единицу по-прежнему со-
ставляет 10 человеко-часов.
Категория сложности ремонта оборудования выражается в ре-
монтных единицах. Чем выше категория сложности, тем больше
затраты труда на ремонт. Категории сложности ремонта некото-
рых типов оборудования:
Кожухотрубный теплообменник (диаметр 1200 мм) . 10
Червячный редуктор...................... . 2
Насадочные колонны всех размеров . 2
Центробежный насос 2К-6 2
364
Возможность выразить категорию сложности ремонта в ре-
монтных единицах позволяет рассчитать необходимое число рабо-
чих, станков, материалов.
Проведение ремонта. Остановка оборудования на ремонт осу-
ществляется в соответствии с графиком ППР, разрабатываемым
на год. Поскольку остановка оборудования связана с прекраще-
нием выпуска продукции, составление плана ППР производится
одновременно с составлением производственного плана пред-
приятия.
Остановке оборудования предшествует осмотр и составление
дефектной ведомости. Дефектная ведомость на текущий ремонт
составляется не позднее, чем за 10 дней, а на капитальный ре-
монт— не позднее, чем за 3 месяца до остановки на ремонт. Кроме
того, дефектная ведомость дополняется заявкой на материалы,
арматуру и запчасти, необходимые для ремонта.
Начало ремонта оформляется актом. Ответственным за про-
ведение ремонта является механик цеха, а за противопожарные
мероприятия во время ремонта — начальник цеха. Окончание ре-
монта также оформляется актом.
Контроль за выполнением плана ППР осуществляет служба
технического надзора. Она проводит осмотры и испытания обору-
дования, контролирует качество ремонтных работ, проверяет пра-
вильность эксплуатации оборудования, расследует причины аварии.
13.3. Разборка и сборка машин и аппаратов
Разборку машин на узлы и детали ведут в определен-
ной последовательности, причем взаимное положение деталей фик-
сируют нанесением рисок, полос краски или кернением. Это поз-
воляет при последующей сборке установить сопряженные детали
в первоначальное положение, соответствующее их взаимной при-
работке, и устранить пригоночные операции.
Сопряженные детали с неподвижными посадками необходимо
разъединять с помощью специальных съемников, прессов или в
исключительных случаях сбиванием, используя при этом про-
кладки из дерева или мягких металлов (медь). При помощи съем-
ников проводится разборка шпоночных, шлицевых, конусных со-
единений и гладких поверхностей, соединенных с натягом, а также
снятие муфт, зубчатых колес, шарикоподшипников и выпрессорка
вогулок.
Съемники могут быть универсальными, позволяющими снимать
любую деталь, или специальными, предназначенными для снятия
какой-либо определенной детали (рис. 13.1). Двойные заплечники
лап универсального съемника дают возможность снимать детали
за наружную и внутреннюю поверхности. Регулирование съемника
на требуемый размер детали осуществляется с помощью резьбо-
вых втулок, находящихся в средней части съемника.
Для выпрессовки, а также запрессовки деталей применяются
ручные винтовые, рычажно-реечные и гидравлические прессы.
Способ запрессовки втулок показан на рис, 13.2, а. Чтобы избежать
861
перекоса и деформации втулок при запрессовке применяются
оправки и направляющие кольца. Окончательная расточка внут-
Рис. 13.1. Съемники:
а — универсальный; б — специальный.
Рис. 13.2. Запрессовка втулки (а) л подшипника (б):
/ — оправка с накладкой; 2 —направляющее кольцо; 3 — втулка;
4 — оправка; 5 —шайба.
ренней или наружной поверхности втулки проводится после за-
прессовки.
Подшипники качения сопрягаются с валом и корпусом на по-
движных и неподвижных посадках. Если вращается вал, то по-
садка внутреннего кольца подшипника на вал должна быть не-
подвижной, а наружного кольца в корпус — подвижной. Наоборот,
при вращающемся корпусе неподвижная посадка применяется для
установки наружного кольца, а подвижная — для установки внут-
366
реннего кольца на валу. Подвижность одного из колец обеспечи-
вает легкую разборку соединений с подшипниками качения, устра-
няет перекосы колец, влияние прогиба вала и монтажных ошибок,
предупреждает защемление шариков или роликов в подшипнике.
Запрессовка подшипников качения осуществляется с помощью
кольцевой оправки, устанавливаемой на то кольцо подшипника,
которым он монтируется в узел. Если подшипник монтируется на
вал, то оправка ставится на внутреннее кольцо. В том случае,
когда подшипник монтируется в корпус, оправка устанавливается
на наружное кольцо. Если же подшипник одновременно запрес-
совывается на вал и в корпус, то используется широкая оправка,
которая опирается на оба кольца сразу или под оправку подкла-
дывают специальную шайбу, распределяющую усилие запрессовки
на эти кольца (рис. 13.2,6).
Разборка-сборка резьбовых соединений может привести к об-
рыву болта или шпильки. Оборванная часть болта или шпильки
может быть извлечена из отверстия одним из следующих способов:
1) в шпильке сверлят отверстие, которое нарезают метчиком с об-
ратной резьбой, и, завертывая в это отверстие специально изго-
товленный болт, удаляют отломившуюся часть шпильки; 2) в
шпильке сверлят отверстие, в которое забивают опиленный на
четыре грани стальной закаленный пруток, поворачивая который
удаляют отломившуюся часть шпильки; 3) в шпильке сверлят от-
верстие сверлом несколько меньшего диаметра, чем внутренний
диаметр резьбы шпильки, а затем метчиком вырезают резьбовую
часть шпильки; 4) если сломанный конец шпильки выступает над
поверхностью детали, то к нему приваривается металлический пру-
ток, которым вывертывают отломившуюся часть шпильки.
При сборке болтовых соединений, в которых сопрягаемые де-
тали соединяются с помощью большого количества болтов или
шпилек, необходимо выдерживать равномерность затяга. Для
этого рекомендуется сначала затягивать болты, находящиеся
ближе к центру детали (если они имеются), а затем накрест ле-
жащие. Затягивание болтов должно проводиться с равной силой.
Ограничение крутящего момента обеспечивается применением
гаечных ключей с рукояткой соответствующей длины, а в более
ответственных случаях — предельными ключами, которые регули-
руются на определенный крутящий момент.
Процесс разборки обычно сопровождается мойкой и сортиров-
кой деталей. При сборке машины осуществляется контроль взаим-
ного положения узлов и деталей. Способы контроля описаны в
разделе 12.6. Сборка машины заканчивается испытанием, окрас-
кой и сдачей.
13.4. Восстановление деталей
Устранение повреждений целостности деталей. Детали с пов-
реждениями целостности восстанавливаются методами заварки
или пайки, правки и применения ремонтных наделок, Заварка
367
й правка применяются в основном для валов, ремонтные надел-
ки—для исправления повреждений корпусных деталей аппаратов.
При ремонте поврежденных валов могут использоваться ме-
тоды сварки, приведенные на рис. 13.3. Однако часто валы пол-
ностью заменяют, так как их изготовление не представляет слож-
ности.
Рис. 13.3. Сварка поломанного
вала:
а —соединение частей вала шпиль-
кой; б —соединение частей вала
шпилькой и наставкой; в — соедине-
ние частей вала шпилькой и муфтой|
/ — шпилька; 2—наставка; 3 — муфта.
Рис. 13.4. Механическое соединение
частей поломанной детали:
/—части детали; 2—соединительные планки.
Рис. 13.5. Усиление корпусной
детали С помощью приварной
накладки:
/ — корпус; 2—накладка.
Для правки валов и других элементов конструкций применяются
винтовые скобы, домкраты, специальные рычажные захваты и дру-
гие приспособления. Винтовая скоба двумя концами захватывается
за вал, а винт, проходящий через центральную часть скобы, упи-
рается в выпуклую часть вала. Уси-
лие, направленное на выпуклую часть
вала, может быть создано домкратом,
однако при этом необходимо изготов-
ление специального оформляющего
стяжного приспосрбления из профиль-
ного проката или других элемен-
тов.
Применение ремонтных наделок
в виде соединительных планок для
восстановления поломанной детали показано на рис. 13.4. Такой
способ устранения повреждения особенно целесообразен для чу-
гунных деталей, сварка которых не всегда оказывается доста-
точно прочной. Целостность стальных деталей восстанавливается
обычно сваркой.
Повреждения целостности корпусных деталей устраняются при-
менением приварных накладок (рис. 13,5), Накладка в данном
368
случае является заплатой и применяется для заделки широких
трещин или усиления ослабленных мест. Возможна также вырезка
поврежденного участка корпуса с установкой на это место запод-
лицо заплаты с последующей ее заваркой. К повреждениям це-
лостности корпусных деталей относятся также вмятины корпуса,
которые устраняются путем правки после подогрева выпрямляе-
мого участка.
Обработка деталей на ремонтные размеры. Обработка на ре-
монтные размеры применяется для сопрягаемых деталей с целью
восстановления посадки в соединении деталей. При этом виде
ремонта одна из сопрягаемых деталей обрабатывается для устра-
нения следов износа, т. е. восстанавливается только качество или
форма поверхности, а размер детали изменяется. Вторая деталь
целиком изготовляется заново, но уже на новый размер, обеспечи-
вающий проектную посадку в соединении деталей.
В основном этот вид восстановления применяется для пары
вал — втулка. При увеличении зазора в сочленении вала с втул-
кой сопрягаемая с втулкой шейка вала протачивается для устра-
нения эллипсности вала и выведения следов износа, т. е. диаметр
вала уменьшается, а втулка изготовляется заново с меньшим,
чем первоначальное, значением диаметра отверстия втулки. Новые
размеры деталей соединения отличаются от проектных (номиналь-
ных) и называются ремонтными. Этот вид ремонта может исполь-
зоваться несколько раз при допустимом уменьшении диаметра
вала на 10% от его первоначального размера.
Цилиндры поршневых компрессоров» при ремонте посл$ рас-
точки и шлифовки получают новый ремонтный размер. Выборка
увеличенного значения диаметра цилиндра осуществляется порш-
невыми кольцами или применением поршня большого диаметра.
Допустимое увеличение диаметра цилиндра составляет 3—5% от
номинального (первоначального) значения диаметра. При дости-
жении этого предела применяется гильзовка цилиндра.
Разновидностью обработки на ремонтные размеры является
способ дополнительных деталей. При большом износе сопрягаемых
деталей между ними устанавливают дополнительную деталь, на-
пример гильзу, запрессованную в цилиндре компрессора или за-
крепленную на валу либо на детали, сопряженной с валом
(рис. 13.6).
Для обеспечения надежной работы соединения после ремонта
дополнительная деталь запрессовывается на посадке, привари-
вается или прикрепляется. Нащример, на шейке коленчатого вала
невозможно надеть целые втулки, поэтому втулка разрезается па
две половины, прикладывается к шейке и приваривается по ли-
ниям разреза. Удержать дополнительную деталь от смещения
можно также механическим путем с помощью стопорных винтов.
При износе резьбы в теле чугунных или алюминиевых деталей,
когда диаметр резьбы не может быть увеличен под ремонтный
размер, применяется установка ввертыша (резьбовой втулки), яв-
ляющегося дополнительной деталью.
369
Наплавка. Наплавка металла на изношенную поверхность ду-
говым или газокислородным способом осуществляется на цилинд-
рических, плоских и фасонных поверхностях. Износостойкость на-
плавленного слоя может быть выше износостойкости металла
детали, если электроды или присадочные прутки изготовлены из
твердых сплавов. Значительная толщина направляемого слоя до-
стигается многослойной наплавкой.
Недостатки наплавки — коробление деталей и локальные на-
пряжения вследствие местного нагрева. Для устранения этих не-
достатков деталь подогревают до 100—400 °C, подвергают термо-
обработке после наплавки либо накладывают сварочные валики
обратноступенчатым швом (на цилиндрической детали) или враз-
брос небольшими участками (на плоской детали).
Рис. 13.6. Восстановление способом дополнительных
деталей:
а—гильза в ступице шкива; б—втулка на валу; в —гильза
в цилиндре компрессора.
Метод восстановления наплавкой применяется для стальных,
чугунных, бронзовых, свинцовых деталей, а также для баббитовых
вкладышей подшипников скольжения.
Металлизация. Металлизацией называется процесс нанесения
расплавленного металла на поверхность изделий при помощи сжа-
того воздуха. После напыления первого слоя осуществляют даль-
нейшее наслаивание, в результате чего удается получить покрытие
толщиной до 10 мм.
Прочность сцепления напыленного металла с металлом детали
обусловливается молекулярно-механическим взаимодействием
слоев. Она гораздо ниже, чем при наплавке. Для увеличения проч-
ности сцепления при металлизации поверхности восстанавливае-
мой детали требуется специальная обработка с получением шеро-
ховатого профиля. Напыленный слой металла имеет пористость
10—15%, что способствует задержанию смазки в порах. Напылен-
ный слой обладает также большей твердостью, чем исходный ма-
териал электрода, за счет наклепа частиц металла при ударе их
о поверхность детали. Износостойкость металлизованного слоя
может быть повышена при использовании для напыления прово-
локи из высокоуглеродистых сталей,.
370
Металлизацию проводят с помощью специального приспособ-
ления (металлизатора) при давлении воздуха 490—590 кПа
(5—6 кгс/см2).
Электролитическое наращивание металла. При восстановлении
изношенных деталей находят применение хромирование и остали-
вание (электролитическое осаждение железа или стали). Толщина
покрытия при хромировании достигает 0,3—0,5 мм, а при остали-
вании 2—3 мм.
грязи и масла,
Рис. 13.7. Обжатие (а) и раздача (б)
втулки:
1 — пуансон; 2 — втулка; 3 — матрица.
Процесс нанесения покрытия складывается из следующих опе-
раций: 1) шлифовка изношенных поверхностей
получения правильной геометрической формы и
тоты поверхности; 2) очистка от
зине; 3) изоляция участков де-
тали, не подлежащих покрытию;
4) установка детали на подвес-
ных приспособлениях; 5) хими-
ческое (промывка щелочным рас-
твором) или электролитическое
обезжиривание; 6) промывка го-
рячей водой; 7) анодное декапи-
рование с целью удаления окис-
лов, снижающих прочность сцеп-
ления; 8) нанесение покрытия.
Хромирование повышает из-
носоустойчивость детали вслед-
ствие высокой твердости и изно-
соустойчивости хрома, а также
придает ей хорошие антикорро-
зионные свойства. Осталенные поверхности имеют меньшую твер-
дость, близкую к твердости среднеуглеродистых сталей.
Восстановление методом пластических деформаций. Восста-
детали с целью
небходимой чис-
промывка в бен-
новление деталей при помощи пластических деформаций основано
на способности деталей изменять свою геометрическую форму под
действием внешних сил без разрушения. Разумеется, этот вид вос-
становления применим только к мелким и тонкостенным деталям
из пластичных материалов — бронзы, латуни, малоуглеродистой
стали (при нагреве до 900—1100 СС).
Для осуществления пластических деформаций необходимы спе-
циальные приспособления и штампы. Приемы обжатия и раздачи
втулки показаны на рис. 13.7. Величина износа, которую удается
компенсировать пластической деформацией, ~0,2 мм.
Операция пластической деформации приводит к изменению
двух размеров втулки, тогда как для восстановления необходимо
изменение только одного размера. Поэтому после пластической
деформации второй размер необходимо нарастить гильзовкой, на-
плавкой, металлизацией или другим способом.
Возможно восстановление детали при использовании пластиче-
ской деформации и без дополнительных операций. Например,
внутренний диаметр втулки можно уменьшить не за счет
371
уменьшения наружного диаметра, а за счет укорочения длины
втулки. Уменьшение длины втулки на 10—15% не сказывается на
ее работоспособности, поэтому этот способ может быть применен
многократно. Наружная поверхность втулки ограничивается плотно
прилегающей оправкой или поверхностью той детали, в которой
она запрессована. Внутрь трубки вставляется стержень с неболь-
шим зазором, в который будет выдавливаться материал втулки.
После этого втулка подвергается действию осевого усилия, приво-
дящему к уменьшению длины и увеличению внутреннего диаметра.
Учитывая, что после пластической деформации внутренняя по-
верхность втулки должна быть обработана, диаметр ограничи-
-тельного стержня подбирается на 0,2 мм меньше диаметра окон-
чательно обработанного отверстия втулки.
Примером восстановления деформацией является также на-
катка деталей. При этом цилиндрическая поверхность изношенной
детали обкатывается закаленным роликом с насеченной поверх-
ностью, в результате чего образуются гребешки й углубления.
После шлифовки или обкатки гладким роликом наружный диаметр
детали за счет оставшихся углублений увеличивается по сравне-
нию с первоначальным. Разумеется, износостойкость поверхности,
восстановленной накаткой, ниже, чем у неизношенной детали, по-
этому этот способ применяется лишь при восстановлении зазора
в неподвижных соединениях, работающих в легких условиях.
13.5. Балансировка вращающихся деталей
Балансировкой восстанавливают не повреждение це-
лостности, размеры и форму, а динамическую или статическую
уравновешенность детали, утраченную ею вследствие износа или
в результате других восстановительных операций^ предшествовав-
ших балансировке. Нарушение балансировки может возникнуть
также при сборке вращающегося узла из отдельных деталей.
Неуравновешенные массы при вращении приводят к возникно-
вению центробежных сил, которые вызывают вибрацию машины
и ее повреждение.
Возможна неуравновешенность двух типов (рис. 13.8). Для де-
талей, приближающихся по форме к тонким дискам, характерна
статическая неуравновешенность, проявляющаяся в смещении
центра тяжести детали от оси вращения и появлении центробеж-
ной силы С (рис. 13.8,а). Для деталей, имеющих значительную
длину в осевом направлении, в различных сечениях могут возни-
кать неуравновешенные силы, имеющие различное направление и
величину. Эти силы могут быть приведены к паре сил А—Л и ре-
зультирующей силе К (рис. 13.8,6). Такая неуравновешенность на-
зывается динамической, поскольку обнаруживается только в ди-
намических условиях при вращении детали.
Следовательно, первым фактором, определяющим границы ис-
пользования статической или динамической балансировки' будет
относительная длина детали L/D, а вторым — частота вращения.
372
График, служащий для определения границ динамической и ста-
тической балансировки в зависимости от относительной длины
детали L/D и частоты вращения и, представлен на рис. 13.9. Об-
ласть /, соответствующая малым значениям L/D и п, является об-
ластью статической балансировки, а область III, соответствующая
большим значениям L/D и п,— областью динамической баланси-
ровки. Промежуточная область II может быть зоной как статиче-
ской, так и динамической балансировки. Для неответственных де-
талей в промежуточной области применяется статическая баланси-
ровка, а для ответственных — динамическая.
Статическая балансировка выполняется на призмах
(рис. 13.10, а) или вращающихся дисках (рис. 13.10, 6). Призмы
представляют собой приспособление, состоящее из рамы и двух
Рис. 13.8. Виды неуравновешен-
ности:
а—тонкого диска; б —длинного ротора.
п-кг3,мин4
Рис. 13.9. Границы ’статической и ди-
намической балансировки:
I— область статической балансировки;
/7 —промежуточная область; III-— область ди-
намической балансировки.
закаленных опорных ножей, установленных строго параллельно и
горизонтально в продольном направлении с помощью микромет-
рических винтов. Ширина верхней опорной части ножей 6 должна
быть такой, чтобы не образовывалось вмятин на шейках вала
балансируемой детали. Практически для деталей весом ~ 1—7,5 кН
(100—750 кгс) 6 = 2,54-10 мм. Рама приспособления прочно за-
крепляется на фундаменте или на полу для исключения сотря-
сений.
Диски, закрепленные в раме, способны вращаться вокруг осей
на шарикоподшипниках. Это приспособление дает большую по-
грешность, так как необходимо преодолеть трение качения детали
по дискам и трение качения шарикоподшипников. На призмах же
необходимо преодолеть только трение качения по ножам. Однако
диски позволяют балансировать детали с различным диаметром
шеек путем регулирования межосевого расстояния между дисками
или высоты их установки.
Техника статической балансировки заключается в следующем.
Балансируемую деталь (колесо центробежного насоса, шкив,
373
шестерня) надевают на ее рабочий вал или на специально изготов-
ленную оправку и устанавливают на балансировочное приспособ-
ление. Для преодоления трения покоя детали сообщается толчок,
вызывающий перекатывание ее на приспособлении. После затуха-
ния качаний деталь самоустанавливается в нижнем вертикальном
положении центра тяжести. Отмечая мелом направление центра
тяжести от оси детали и прикладывая на диаметрально противо-
положном направлении компенсирующие тарированные грузы (на-
магниченные куски железа), добиваются устранения дебаланса.
Рис. 13.10. Приспособления для ста-
тической балансировки:
а—призмы; б —диски; в —балансировочные
весы.
При достижении полной статической уравновешенности про-
черченный меловой луч будет останавливаться после толчка де-
тали в любом произвольном направлении. После этого следует ук-
репить необходимый груз (чаще всего с помощью сварки) в том
месте, которое было отмечено при балансировке'. Возможно также
снятие части металла на направлении той части луча, на которой
находится центр тяжести детали.
Для статической балансировки мелких деталей применяются
специальные весы (рис. 13.10,в). В этом случае при одном и том
же положении геометрической оси детали на чашке весов, но при
различном положении центра тяжести детали (при ее повороте)
возникает различный крутящий момент, который и определяет
положение и величину дебаланса.
Динамическая балансировка гораздо сложнее статической. Ее
выполняют на специальных приспособлениях или непосредственно
в подшипниковых опорах детали путем измерения колебаний вала.
Амплитуда колебаний вала тем выше, чем больше дебаланс.
374
В ремонтной практике динамическая балансировка проводится
в собственных опорах вала при рабочей частоте вращения. Для
этого подшипниковых опор выбирают открытые участки вала
(длиной 50—60 мм), которые покрывают меловой краской. Затем
по очереди балансируют левую и правую части машины.
Для определения прогиба к валу в горизонтальной плоскости
подносят металлическую чертилку, которая нанесет на меловую
поверхность риску, указывающую направление прогиба вала. Не-
сколько рядом расположенных рисок позволяют найти среднее
направление' прогиба вала. Однако оно не совпадаете направле-
нием центробежной силы, а отстает на 14—45° в зависимости от
частоты вращения. Поэтому при закреплении уравновешивающих
грузов это отставание учитывается. Балансировка считается удо-
влетворительной, если длина риски приближается к длине окруж-
ности шейки вала, т. е. риска приближается к круговой.
Аналогичная операция проводится со второй шейкой вала, но
балансировка второй половины изменяет амплитуду вибраций на
первой ранее отбалансированной половине, поэтому необходимо
снова балансировать первую половину. Последовательно балан-
сируя несколько ра-з обе половинки вала, добиваются получения
рисок, близких к круговым, на обеих шейках вала одновременно,
после чего следует закрепление грузов. Описанный способ балан-
сировки называется способом максимальных отметок.
Балансировка по способу максимальных отметок виброскопом
аналогична способу с использованием чертилки. С помощью вибро-
скопа измеряется амплитуда колебаний корпуса подшипника ма-
шины.
Балансировка по способу обхода грузом заключается в после-
довательном приложении груза на различных участках окружно-
сти вала и измерении амплитуды колебаний. Участок, соответст-
вующий минимальной амплитуде, далее снабжается грузами раз-
личной величины для определения веса груза, дающего минималь-
ную амплитуду. Эта операция осуществляется несколько раз
с левой и правой частями вала последовательно.
Динамическая балансировка может выполняться на специаль-
ных испытательных машинах. Они имеют подвижные опоры или
качающуюся раму, на которой установлены опоры. Опоры (или
рама) удерживаются в среднем положении пружинами. При де-
балансе опоры совершают колебания около среднего положения.
Балансировка считается законченной, когда в результате добав-
ления или удаления массы балансируемой детали колебания опор
балансировочной машины устраняются.
13.6. Ремонт некоторых видов оборудования
В качестве примеров организации и выполнения ремонта кон-
кретных видов оборудования рассмотрим ремонт поршневых компрессоров, аппа-
ратов с мешалками и трубопроводов. Эти виды оборудования чаще других вы-
ходят из строя, а приемы ремонта их могут быть легко распространены на лю-
бые другие машины и аппараты,
$75
Ремонт поршневых компрессоров. Все основные детали компрессора
(рис. 13.11) совершают вращательное или поступательное движение, поэтому под-
вержены интенсивному износу: коленчатый вал — изменение формы шатунных и
коренных шеек вала вследствие износа, трещины в местах перехода шеек к ще-
кам, прогиб вала; коренные подшипники — износ баббитовой заливки, коробление
вкладышей; шатун — износ вкладышей, вытягивание шатунных болтов; крейц-
копф— износ направляющих, износ крейцкопфного пальца; шток — износ в месте
прохода черёз сальник, изгиб штока, срыв резьбы; поршень — износ отверстий
для установки поршневых колец, износ колец; цилиндр — изменение формы ци-
линдра (овальность, конусность, бочкообразность); клапаны — износ пружин и
рабочих поверхностей седла клапана и тарелки клапана.
По сроку службы детали делятся на три группы: 1) быстроизнашивающиеся
сменные — по^невые кольца, набивка сальника, клапанные пластины и пру-
жины; 2) со средним сроком службы — вкладыши коренных подшипников и ша-
туна, пальцы шатуна и крейцкопфа; 3) с длительным сроком службы — коленча-
тый вал, шатун, крейцкопф, цилиндры, поршни.
7 8'
Рис. 13.11. Схема расположения
основных узлов поршневого ком-
прессора:
/ — коренной подшипник; 2 — коленчатый
вал; 3 — шатун; 4 — крейцкопф; 5 — шток;
6 — сальник; 7 —поршень; 8 — цилиндр;
9 — клапаны.
Соответственно этим группам Назначаются ремонты: текущий — замена де-
талей первой группы и регулирование зазоров в деталях второй группы (прово-
дится через 700—1500 ч работы при простое на ремонте 1—2 сут); средний —
замена деталей первой группы, замена или восстановление деталей второй группы
(проводится через 3000—5000 ч при простое на ремонте 3—6 сут); капиталь-
ный — замена и восстановление деталей всех трех групп (проводится через
18 000—30 000 ч при простое на ремонте 8—15 сут). >
Ремонтный цикл поршневого компрессора имеет вид:
К —Т-Т-Т—С—Т —Т—Т—С—Т—Т-Т-К
Далее рассматриваются способы ремонта основных деталей поршневого ком-
прессора.
Коленчатый вал. Проверка состояния коленчатого вала начинается
с проверки его соединения с коренными подшипниками с помощью щупа, про-
верки зазоров в соединении шатунных шеек с шатуном и проверки положения
оси вала по расхождению щек. Эти виды контроля могут указывать на взаимный
износ сопрягаемых поверхностей коленчатого вала, коренных подшипников, ша-
туна.
^Измерение износа коренных и шатунных шеек проводится на вынутом из
подшипников и установленном на специальной подставке вале с помощью микро-
метра или микрометрической скобы в нескольких сечениях и в нескольких точках
по окружности шейки. Эти замеры позволяют установить овальность, эллипсность
и конусность шеек. Если отклонения формы превышают допустимые пределы,
шейки шлифуют. Допускаемое уменьшение диаметра составляет 3% от перво-
начального значения. При большом износе вал протачивают и приваривают ру-
башки, состоящие из двух половинок. Сварные швы соединяют половинки ру-
башки между собой и с шейкой вала. Крутящий момент на шейке вала невелик,
и сварных швов достаточно для обеспечения прочности соединения.
Восстановление номинального значения диаметра шеек возможно также пу-
тем вибродуговой наплавки. Так как наплавка идет в среде 5% раствора каль-
цинированной соды при вращении наплавляемого вала и колебаниях проволоч-
ного электрода с частотой 50 с-1 и амплитудой 1—2 мм, она дает очень незна-
чительное коробление вала. После наплавки следует шлифовка. Трещины устра-
няются заваркой, прогиб вала — правкой механическим, термическим или термо-
механическим путем.
376
Коренные подшипники. Основной вид износа подшипников скольже-
ния— изменение размеров и формы антифрикционной заливки. При небольшом
увеличении зазора между заливкой и валом возможно уменьшение этого зазора
путем снятия прокладок между половинками вкладышей (рис. 13.12). Основным
же методом ремонта подшипников является перезаливка антифрикционного
сплава с последующей расточкой, шабрением и пригонкой по шейке вала. Под-
готовка к перезаливке состоит из следующих операций: очистка и промывка,
выплавка старого баббита, очистка поверхности от ржавчины, обезжиривание,
травление, лужение.
Заливка осуществляется вручную или центробежным способом. В первом
случае возможна одновременная заливка дву^ половинок подшипника в сборе или
каждой половинки отдельно. Приспособление для установки вкладыша подшип-
ника перед заливкой показано на рис.13.13. Вкладыш крепят хомутом, а внутри
его устанавливают оправку, изготовленную из листового железа. Поверхности
вкладыша, прилегающие к приспособлению, прокладывают листовым асбестом.
Рис. 13.12. Подшипник скольже-
ния:
/ — верхний вкладыш; 2-^вал; 3—про-
кладки; 4—нижний вкладыш.
Рис. 13.13. Приспособление для
заливки вкладыша подшипника:
/ — вкладыш; 2—оправка; 3 — хомут.
Перед заливкой вкладыш подогревают до 200—230 °C. Антифрикционный со-
став расплавляют в ковше с перегревом на 25—50 °C и быстро заливают непре-
рывной струей в зазор между вкладышем и оправкой. После заливки оба вкла-
дыша растачивают в сборе.
При центробежной заливке оба вкладыша в сборе устанавливают на токар-
ном станке и заливают антифрикционный сплав при вращении.
Шатун. Стержень шатуна и шатунные болты проверяют на наличие тре-
щин с помощью керосина. После смачивания в керосине и протирке насухо ша-
тун покрывают меловой обмазкой, на которой пр«и наличии трещин выступит ке-
росин. Трещины обнаруживают также методом дефектоскопии. При наличии тре-
щин шатун подлежит замене.
Прогиб стержня шатуна устраняют правкой в холодном состоянии или с по-
догревом. Параллельность осей отверстий кривошипной и мотылевой головок
шатуна проверяют после установки в отверстия оправок и выверки параллель-
ности их на специальном приспособлении. Непараллельность свидетельствует
о скрученности шатуна. Скрученные шатуны подлежат замене.
Вкладыши головок шатуна при значительной выработке заменяются. Криво-
шипная головка имеет разъем, и незначительная выработка вкладышей может
компенсироваться уменьшением толщины прокладок в разъеме. При значительной
выработке вкладыши и втулку заменяют. Это же относится и к мотылевой го-
ловке шатуна. Шатунные болты при наличии трещин, сорванной резьбы, а также
при вытяжке ремонту не подлежат и заменяются новыми.
377
Крейцкопф. Используемый в поршневом компрессоре крейцкопф состоит
из стального корпуса, чугунных башмаков с баббитовой заливкой, пальца для
крепления шатуна, гайки и муфты для крепления штока. Корпус и башмаки со-
единяются на прокладках, поэтому при износе баббитовой заливки зазор выби-
рается дополнительной установкой прокладок. При этом шток должен оставаться
на одной и той же высоте. Отверстие для пальца, соединяющего крейцкопф
с шатуном, в процессе работы разбивается. При ремонте отверстие протачивают,
а по нему изготовляют новый палец.
Шток? При изгибе штока или при дефектах резьбы шток подлежит замене.
Изменение формы (овальность, конусность) поверхности штока в местах ее со-
прикосновения с набивкой сальника устраняется шлифовкой. При значительном
износе возможно восстановление номинального диаметра штока вибродуговой
наплавкой с последующей проточкой и шлифовкой.
Поршень. При износе наружной цилиндрической поверхности поршня он
подлежит замене. Значительный износ наблюдается также на торцевых поверх-
ностях пазов для поршневых колец. При ремонте допускается однократная про-
точка поршневых канавок под новый (ремонтный) размер поршневых колец.
Для бескрейцкопфных компрессоров, в которых шатун соединяется непосред-
ственно с поршнем (такое устройство имеют также двигатели внутреннего сго-
рания), в случае выработки отверстия для поршневого пальца отверстие прота-
чивается на новый размер, после чего изготовляется новый поршневой палец.
Цилиндр. В процессе работы происходит увеличение диаметра цилиндра
по сравнению с его первоначальным значением и искажение правильной геоме-
трической формы. Замер износа цилиндра осуществляется в трех сечениях и
двух взаимно перпендикулярных направлениях для каждого сечения. В случае
небольшого износа используется расточка и шлифовка цилиндров. При этом до-
пускается увеличение диаметра цилиндра на 2%. Запасные поршни для этой
цели имеют больший диаметр.
При большой степени износа или при повторном ремонте необходима гиль-
зовка цилиндра. При наличии трещин на цилиндре могут применяться бандажи
на горячей посадке, электродуговая заварка трещин с дополнительными сталь-
ными связями в виде накладных пластин, которые приваривают по всему пери-
метру. Цилиндры с трещинами на внутренней поверхности (зеркало цилиндра)
подлежат замене.
Клапаны. Детали клапанов чистят, притирают или заменяют. Седло и
тарелки клацана очищают от нагара и притирают. Пружины заменяют. Замене
подлежат также седла и тарелки клапана при значительном износе. Пластины
прямоходных клапанов при потере рабочих свойств подлежат замене.
Кроме основных деталей компрессора ремонту в случае необходимости могут
подвергаться станины, а также детали систем смазки и охлаждения.
Сборка узлов и деталей компрессора при ремонте проводится так же, как
и при монтаже, с выполнением всех контрольных операций.
Ремонт аппаратов с мешалками. В аппаратах с мешалками изнашиваются
корпус, рубашка (или змеевик) и узлы перемешивающего устройства (муфта,
вал, сальник, мешалка, подшипниковые опоры).
Корпус и рубашка могут иметь повреждения целостности, которые исправ-
ляются описанными выше методами. Наиболее распространенным методом ре-
монта является подварка прокорродировавших участков и промывка поверхностей
для удаления отложений и накипи.
Наибольший износ характерен для деталей перемешивающего устройства.
Степенью износа вала мешалки определяется метод его ремонта. При незначи-
тельном износе (небольшие риски, незначительная овальность) вал исправляют
шлифовкой. При значительном износе вал обтачивают и шлифуют под ремонтный
размер или наращивают слой металла (наплавкой, металлизацией, хромированием
и т. д.) и при последующей обработке восстанавливают номинальный диаметр.
Возможна также напрессовка втулок.
Валы аппаратов с мешалками имеют два наиболее подверженных износу ме-
ста: место соприкосновения с сальниковой набивкой и место соприкосновения
с концевым подшипником. При ремонте наиболее целесообразна установка на
этих местах легкосменяемых втулок из износостойкого металла. Правку погну-
того или сварку сломанного вала осуществляют одним из способов, описанных
37$
При рассмотрении методов восстановления повреждений целостности (стр. 367—
369).
Посадка шпонки в пазу4 вала может быть ослаблена в результате износа
шпонки или паза. Шпонки не^ремонтируют, а изготовляют вновь. Шпоночный паз
можно заварить и затем отфрезеровать новый паз на диаметрально противопо-
ложной стороне шейки вала, возможна заварка только разбитой части паза
с последующей фрезеровкой под номинальный размер. Применяется также рас-
ширение изношенного паза с последующим изготовлением ступенчатой шпонки,
имеющей большую ширину при посадке на вал и малую ширину для соединения
с муфтой.
Подшипники качения, ремонту не подлежат. При наличии признаков уста-
лостного износа беговых дорожек и тел качения, ржавчины на рабочих местах,
деформации сепараторов подшипники заменяют.
Износ муфт зависит от их конструкции. В пальцевых муфтах происходит
износ резиновых колец, которые при ремонте подлежат замене. В том случае,
когда изнашиваются гнезда пальцев, муфту заменяют -новой. Возможна также
расточка гнезд и изготовление новых
пальцев на ремонтный размер или
изготовление новых разиновых колец
большого диаметра. Муфты других
конструкций практически мало изна-
шиваются.
Сборка аппаратов с перемеши-
вающими устройствами после ремон-
та ведется обычным путем с соблю-
дением следующих условий. Так как
при работе аппарата перемешиваю-
щее устройство недоступно для на-
блюдения, крепление мешалок долж-
но осуществляться особенно надежно.
Все болтовые соединения должны
иметь контргайки, шплинты или пре-
дохранительные гайки.
Вал должен быть установлен
строго вертикально, при этом со-
осность вала мешалки и выходного
Рис. 13.14. Устранение утечки с помощью
накладки:
/ — трубопровод; 2 —прокладка; 3 — н кладка;
4 — зажим.
вала редуктора должна быть выдержана в пределах допустимых норм, что
проверяют при установке полумуфт. Соосность вала и корпуса сальника контро-
лируют измерением зазоров между поверхностью вала и поверхностью сальнико-
вой камеры в четырех диаметрально противоположных точках. Соосности всех
валов достигают в следующей последовательности. Помещают вал мешалки со-
осно в корпусе аппарата. По нему устанавливают соосно редуктор, а по редук-
тору.— соосно двигатель. Центровку ведут по полумуфтам.
Сальник набивают с соблюдением следующих условий. Набивку набирают
отдельными кольцами с косым срезом концов и зазором в стыке 3—5 мм. Стык
каждого следующего кольца смещают относительно стыка предыдущего кольца
на 120°. Затяжку набивки проводят равномерно, таким образом, чтобы между
валом и нажимной втулкой сохранялся равномерный зазор по окружности.
При сборке аппаратов с эмалевыми и другими покрытиями запрещается
применять металлический инструмент во избежание повреждения покрытия. Пе-
ред сборкой эмалированного аппарата на его дно укладывают листовую резину
для предохранения эмали от ударов при возможных падениях инструмента и
деталей.
Ремонт трубопроводов. В процессе эксплуатации трубопроводов возможен
коррозионный износ труб, нарушение герметичности фланцевых соединений, вы-
ход из строя запорной арматуры. Износ труб может быть настолько значитель-
ным, что при капитальном ремонте заменяется 50% общей протяженноеги грубо-
проводных ЛИНИН.
При аварийном повреждении трубопровода наиболее опасна утечка токсич-
ной, агрессивной пли огнеопасной среды. Если невозможно немедленно oiключигь
участок трубопровода, утечку устраняют с помощью накладки, прижимаемой
379
к трубе двумя полухомута ми, струбцинами или зажимом (рис. 13.14). Под на-
кладку ставят прокладку -из резины, свинца, фибры или других прокладочных
материалов. После обварки накладки по всему периметру зажим снимают.
Если имеется возможность отключить участок трубопровода, то после соот-
ветствующей подготовки (опорожнение, пропарка, охлаждение, промывка) выре-
зается часть трубопровода длиной 0,5—0,8 м и вваривается новый участок такой
же длины.
Для опорожнения перед ремонтом трубопроводы проектируют с уклоном и
в низших точках ставят дренажные устройства (спускные штуцеры).
Наибольшему износу подвержены криволинейные участки трубопровода. Под-
готовку гнутых участков, а также все работы по резке труб, подготовке и сборке
узлов, напасовке фланцев проводят в таком же порядке, как и при выполнении
монтажных работ.
Ремонт трубопроводной арматуры может выполняться на месте ее установки,
но при отключенном участке трубопровода, на котором стоит арматура. При
этом осуществляют подтяжку ослабленных соединений, замену сальниковой на-
бивки и ремонтируют все детали, за исключением корпуса. Для ремонта арма-
туры в мастерской необходим демонтаж. При этом возможна проверка^ прочности
корпуса гидравлическим испытанием и проверка уплотнительной поверхности
седла. Трещины корпуса арматуры могут быть устранены вырубкой и заваркой.
При использовании предохранительных клапанов наибольшие требования
предъявляют к качеству уплотнительных поверхностей, которые при ремонте про-
тачивают на станке, а затем притирают. Пружины предохранительного клапана
проверяют керосином на наличие трещин и сжатием под статической нагрузкой.
Негодные пружины подлежат замене.
13.7. Условия безопасности ремонтных работ
При подготовке к проведению ремонтных работ со-
ставляют график и план, в котором предусматриваются необходи-
мые мероприятия по технике безопасности.
В зависимости от наличия опасных и вредных химических
продуктов ремонтные работы разделяют на несколько разрядов:
к первому разряду относят монтаж новых цехов и ремонтные ра-
боты в цехе после полного удаления всех опасных продуктов;
ко второму — ремонтные работы в остановленном химическом
производстве с выбором специальных способов и средств для вы-
полнения работ; к третьему — ремонтные работы в действующих
химических цехах, которые проводят с учетом специфики произ-
водства; к четвертому — работы, не предусмотренные графиком
ППР и проводимые в условиях повышенной опасности, вызван-
ной нарушением герметичности или целостности аппаратуры.
Номером разряда ремонта определяется метод его проведе-
ния, приспособления и инструменты, пожарно-предупредительные
меры и средства индивидуальной защиты. Так, при подготовке
оборудования к ремонту, т. е. при разборке аппаратуры и ком-
муникаций, имеется опасность пожаров и взрывов из-за наличия
в них огневзрывоопасных веществ. В этом случае необходимо
следить за безотказной работой общеобменных и местных вен-
тиляционных систем. Запрещается проведение сварочных и дру-
гих огневых работ в период разборки технологического оборудо-
вания, когда возможно выделение горючих и взрывоопасных га-
зов и паров,
380
При проведении ремонтов второго, третьего и четвертого раз-
рядов в цехах с легковоспламеняющимися веществами запре-
щается применение искрящего инструмента и проведение опера-
ций, способных вызвать нагрев инструмента или обрабатываемых
деталей до температуры вспышки.
Разрешение на огневые работы в действующих цехах и на
работы внутри аппаратов оформляются специальным нарядом-до-
пуском, в котором указываются объемы работы, фамилии ответ-
ственного лица и исполнителей, меры безопасности и срок дейст-
вия допуска.
ЛИТЕРАТУРА
К ЧАСТИ I
Аэров М. Э., Тодес О. М. Гидравлические и тепловые основы работы аппа-
ратов со стационарным и кипящим зернистым слоем. Л., «Химия», 1968. 510 с.
Балайка Б., Сикора К. Процессы теплообмена в аппаратах химической про-
мышленности, М., Машгиз, 1962. 351 с.
Вейлас С. Химическая кинетика и расчеты промышленных реакторов. Пер.
с англ. М., «Химия», 1967. 414 с.
Гельперин Н. И., Айнштейн В. Г., Кваша В. Б. Основы техники псевдоожи-
жения. М., «Химия», 1967. 664 с.
Исламов М. Ш. Печи химической промышленности. Л., «Химия», 1969. 175 с.
Кафаров В. В. Методы кибернетики в химии и химической технологии. М.,
«Химия», 1971. 496 с.
Крамере X., Вестертерп К. Химические реакторы. Пер. с англ. М., «Химия»,
1967. 264 с.
Лебедев Н. Н. Химия и технология основного органического и нефтехимиче-
ского синтеза. Изд. 2-е, М., «Химия», 1975. 840 с.
Левеншпилъ О. Инженерное оформление химических процессов. Пер. с англ.
М., «Химия», 1969. 621 с.
Макаров Г. В. Уплотнительные устройства. М. — Л., «Машиностроение», 1965.
200 с.
Манусов Е. Б. Реакционная аппаратура процессов с переменными пара-
метрами, М., «Машиностроение», 1969. 119 с.
Масальский К. E.t Годик В. М. Пиролизные установки. М., «Химия», 1968.
143 с.
Островский Г. М., Волин Ю. М. Методы оптимизации химических реакторов.
М., «Химия», 1967. 248 с.
Плановский А. Н., Гуревич Д. А. Аппаратура промышленности органических
полупродуктов и красителей. М., Госхимиздат, 1961. 504 с.
Рейхсфельд В. О., Еркова Л. Н. Оборудование производств основного орга-
нического синтеза и синтетических каучуков. Изд. 2-е, Л., «Химия», 1974. 440 с.
Стренк Ф., Перемешивание и аппараты с мешалками. Л., «Химия», 1975,
384 с.
Тоубчатые печи. М., «Химия», 1969. 312 с.
Юкельсон И. И. Технология основного органического синтеза. М., «Химия»,
1968. 846 с.
К ЧАСТИ II
Бекин Н. Г., Шанин Н. П. Оборудование заводов резиновой промышленно-
сти. Л., «Химия», 1969. 374 с.
Уилкинсон У. А. Неньютоновские жидкости. Пер. с англ. М., «Мир», 1964.
216 с.
Чернобыльский И. И., Хайтин Б. Ш. Полимерцзационные аппараты. Киев,
«Техшка», 1968. 190 с.
Шеин В. С. и др. Процессы выделения и обезвоживания синтетических кау-
чуков. М., ЦНИИТЭнефтехим, 1970. 63 с,
382
К ЧАСТИ III
Грузинов В. Е., Рябиков Б. А., Толчеев Т М. Монтаж технологического обо-
рудования химических заводов. М., Госсгройиздат, 1963. 232 с.
Демат М. П., Маршев В. 3., Элъяш М. Л. Монтаж оборудования предприя-
тий нефтяной и химической промышленности. М., «Высшая школа», 1969. 290 с.
Зубова А. Ф. Надежность машин и аппаратов химических производств. Л.,
«Машиностроение», 1971. 188 с.
Севастьянов М. И; Ремонт и эксплуатация технологических трубопроводов
в химической, нефтяной и газовой промышленности. М., «Химия», 1966. 244 с.
Фарамазов С. А. Ремонт и монтаж оборудования химических и нефтепере-
рабатывающих заводов. М., «Химия», 1971. 296 с.
Харас 3. Б. Монтаж аппаратов нефтяной и газовой промышленности. М.,
«Недра», 1974. 335 с.
Шапиро А. Я. Технология ремонта оборудования химических заводов. Л.»
Госхимиздат, 1958. 368 с.
ПРЕДМЕТНЫЙ УКАЗАТЕЛЬ
Абсорбер 196, 197
Адиабатические реакторы 108 сл., 160,
162
Адсорбция 105
Акриловая кислота 55
Акрилонитрил 47 сл., 199, 200
Алкилатор 38, 39, 56
Алкилирование 7, 55, 62
Алюминийорганические соединения 31
Антиагломератор 207
Антидетонатор 7
Аппарат(ы)
барботажные 10, 50 сл., 132
высокого давления 10, 67, 330 сл.
демонтаж 351, 352
для газофазных процессов 123
для дегазации 198 сл.
для дегидрирования циклогекса-
нола 76, 77
для синтеза
диметилдиоксана 49
метилового спирта 79
углеводородов из синтез-газа
80
формальдегида 74
для термических процессов 115 сл.
емкостные 69 сл.
кожухотрубные 45, 49, 50, 60, 75
колонный 226, 248
контактные 73, 74, 86, 88, 93, 97,
113 сл.
расчет 108
монтаж 343 сл.
насадочные 38, 50
окислительного пиролиза 115
пенные 50
плазменного типа 115
пленочные 50, 223, 248
полочные 69, 79
тепловой режим 87, 88
проточные 35, 133
распылительный 51
регенеративные 115
ремонт 361 сл.
с внутренним теплообменом 115
с герметичным приводом 31
384
Аппарат(ы)
с инертным теплоносителем 115
скребковые 183, 184, 187
теплообмен 190 сл.
сменноциклического действия 86
с мешалками 10 сл., 43, 65, 132,
181, 183
каскад 38, 39
конструкции 20 сл.,
теплопередача 33, 34
со слоем катализатора
движущимся 67, 69, 102 сл.
неподвижным 67, 89, 94
псевдоожиженным 67, 94, 104,
132
ступенчатый 166
тарельчатые 208, 218, 248
типа «труба в трубе» 45
трубчатые 10, 45 сл., 69, 75 сл.
время пребывания 45 сл.
профиль температур 89
с циркуляцией реагентов 46, 47
установка 345 сл.
устойчивость 10
центробежный 63
шахтные 69 сл., 85 сл.
эрлифтные 50, 58, 59, 61, 62
Аррениуса уравнение 107
Архимеда критерий 63, 99
Асбест 26
Ацетальдегид 45, 55
Ацетилен 55, 115, 121, 122
Ацетон 55, 106
Барабан
вымораживающий 243 сл.
фильтрующий 242
Барботаж 12, 50 сл.
Барботажные реакторы 51 сл.
Барботер 52, 61, 207
Бензин 94
Бензол 55
Бернулли уравнение 16, 18, 54
Битум 25
Брикетировочный пресс 306 сл,
Брызгоунос 51, 55
Бутадиен-нитрильные каучуки 178, 279
Бутадиен-стирольные каучуки 178, 276,
277, 279
Бутилен 70, 71, 106
Бутилкаучук 180 сл.
Вакуум-дегазатор 232
Вакуум-смеситель 198
Вакуум-фильтр 239, 241, 242, 265, 266
Валковые дегазаторы 229, 233
Вальцы 301, 314 сл.
листовальные.298
рафинировочные 321
регулирование межвалкового зазо-
ра 315, 316
условия работы 317, 318
Вентили 329
Взрывная мембрана 334
Вибраторы 256 сл.
Виброконвейер 257, 259 сл.
Виброожижение 252
Виброподъемник 239, 250, 263, 264
Вибросито 238, 239, 250, 258 сл.
Вибросушилка 239, 250, 259, 260
Вибротранспортные установки 251
Винилацетилен 55
Вискозин 25
Водная дегазация каучука 205
Время
дегазации на валке 231
контакта 49, 67 сл.
условное 35
ометания 192
пребывания 40, 45 сл.
Выход продукта 66 сл.
влияние температуры 166
зависимость от удельной произво-
дительности катализатора 108
Вязкость
динамическая 194, 195
кажущаяся 177
кинематическая 253
коэффициенты НО, 196
эффективная 171 сл.
Газ(ы)
байпасный 79,' 80, 88, 93
дымовые 76, 77, 79, 95, 116, 123
продувочный 114
реакционный 114, 121 сл.
топочные 76, 77
транспортирующий 104 сл.
-Газификация сажи 122
Газлифтный pr/iKiop 60
Газосодержлшк’ 59, 61
Галогенiipnii.iiiиг 7
Гаусса ин кч рил I *> I
Гидрата юр 72
Гидра!.'.и 7 !»!». 70, 72
Гидрирование 7, 02, 72, 73
Гидрогенизация 62
Гидрохлорировапие 55
Глицерин 45
Горелки 117, 119
Горение 121, 122
Грасгофа критерий 195
Графит 8, 25, 26
Дегазатор (ы) 65, 207 сЛ.
валковые 229, 233
двухступенчатый 208
емкостной 207
пленочные 221 сл.
распределение частиц в объеме 219
роторный 226, 227, 250
секционный 210
с закрученным газожидкостным nd-
током 225, 226
совмещенный 213
тарельчатые 208, 209, 212
Дегазация 197 сл.
каучуков 205 сл.
латексов 198 сл.
полимера, получаемого в массе 198
Дегалогенирование 7
Дегидрирование 7, 70, 71, 76 сл.
Дезинтегратор 239
Дельта-функция 143
Демонтаж аппаратов 351, 352
Десорбция 105, 197
Дивинил 70, 77 сл., 106, 199, 200, 204
Димеризация 55
Диметилдиоксан 49, 50
Дисковые мешалки 12, 14, 15
Диффузионная модель 136 сл., 158, 220
Диффузия 105 сл.
коэффициент 48, ПО, 133, 143, 220,
221
скорость 11 сл., 105 сл.
Диффузор 23 сл.
Дихлорэтан 51
Дозатор 103, 104
Дробилки 238 сл., 270 сЛ.
Дробная реплика 169
Емкостные аппараты 69 сл.
Естественная циркуляция 52
Жидкостные реакторы 34 сл.
Задвижки 330
Закон (ы)
Аррениуса 67
Ньютона 33, 65, 170, 173
сохранения энергии 16, 175
Изобутилен 49, 50, 182, 187
Изопрен 49, 182
Изопреновый каучук 49
Изопропилбензол 55 сл.
Изопропиловый спирт 55, 106
Изотермический реактор 160
886
Инертная насадка 73, 93
Инжектор-крошкообразователь 214 сл.
Инжекторы 209 сл.
Инициирование 193
Капролактам 76
Капрон 22, 76
Катализатор (ы) 7 сл., 51, 53, 55, 67 сл.
гидравлическое сопротивление слоя
100 сл.
жидкий 67
истирание 114
катионные 180
механическая прочность 97
порозность слоя 90, 99, 100, 102
псевдоожиженный 103 сл.
равновесная активность 103
распределение температур в слое
85, 86
регенерация 70, 88, 95
твердый 67, 73 сл.
удельная поверхность 89, 90
форма сечения слоя 81 сл.
Циглера — Натта 180
эквивалентный диаметр частиц
89 сл.
Каучук (и) 7, 9, 170 сл.
бутадиен-нитрильные 178, 279
бутадиен-стирольные 178, 276, 277,
279
выделение 236 сл.
дегазация 190, 197, 205 сл.
метилстирольный 199
нитрильные 199
обработка 298 сл.
пластикация 314
полибутадиеновый 265, 276, 277,
279
полиизопреновый 49, 180, 265,
276 сл.
прессование 306
промывка 314
рафинирование 314
силоксановый4178
стереорегулярные 205 сл.
сушка 265 сл.
Керамика 8
Кислота
акриловая 55
стеариновая 207
уксусная 55, 56
фосфорная 72, 73
Коагулюм 199, 201
Коаксиально-лабиринтный полимериза-
тор 195
Ковшовый элеватор 102
Кожухотрубные аппараты 45, 49, 50,
60, 75
Кокс 94, 115 сл.
Колонны 55 сл., 199 сл.
886
Колпачковая тарелка 52, 210, 212
Компенсаторы температурных удлине-
ний 74, 76
Конвейерная сушилка 239, 265 сл.
Конвективный массообмен 64 сл.
Конденсация 70
Константа (ы)
равновесия 116
реологические 172
скорости реакции 34, НО, 151 сл.
Контактные аппараты 73, 74, 86, 88, 93,
97, 113 сл.
Концентратор 249, 250
Коэффициент (ы)
взаимодействия полимера с рас-
творителем 217
вязкости
динамический 196
кинематический НО
диффузии 48, НО, 133, 143, 220, 221
заполнения 42
изменения объема 159
использования машинного времени
321
линейного расширения 327
массопередачи 109, НО, 250
насыщения 203
неравномерности 221
продольного перемешивания 48,
137, 138, 143, 149
расхода 54
регрессии 167 сл.
режима работы вибротранспортной
установки 251
сопротивления 48, 65, 89, 90, 104
лобового 33
местного 54
температурный 106, 107
температуропроводности 81, 190
теплопередачи 172, 183, 195, 196,
205
теплоотдачи 48, 97, 99 сл.
эффективный 193
теплопроводности 81, 161, 191, 194,
247
эффективный 98
трения 25 сл., 124, 125, 252
формы 63 сл., 287, 288
Краны 329
подъемные 343
Кратность циркуляции 12, 47, 102
Крекинг 94, 103
Кривая
кинетическая 153 сл.
отклика 149
Критерий
Архимеда 63, 99
Грасгофа 195
контакта 128
мощности 32, 196
Нуссельта 176, 177
Критерий
оптимальности процесса 164
Пекле 149, 176, 220
Прандтля 195
превращения 128
Рейнольдса 17, 32, 64, 65, 90, 192,
195
Фруда 32, 64
Эйлера 32, 196
Крошкообразователь 215
Крошкоуловитель 190
Лапласа оператор 174
Латексы 197 сл.
Ленточная сушилка 238
Ленточный полимеризатор 187, 189
Летучесть 12 сл.
Ле-Шателье принцип 69
Листовальные вальцы 298
Лопастные мешалки 12, 13, 15, 16
Манометры 66, 331
Массоотдача 66 сл.
Массопередача 109 сл.
Мастикатор 288, 289
Машин (ы)
валковые 314 сл.
вибрационные 250 сл.
для дегазации каучуков
двухвалковые 232 сл.
одновалковые 235
мешкозашивальная 312, 313
оберточная 304, 305, 31V, 312
резательная 302 сл.
упаковочная 311
червячные 280 сл.
движение материала 284 сл.
основные сборочные единицы
281
отжимные 238, 239, 292, 294
Метан 121
Метиловый спирт 74, 79, 106
а-Метилстирол 200
Метилстирольный каучук 199
Метод (ы)
анализа размерностей 32
аналогий 126, 130
вариации произвольной постоянной
144, 145
Лыкова 278
математического моделирования
194
подобия 128, 129
Меченос вещее i по 142, 143, 145
Мешалка (и)
быстроходные 12 сл.
винтовые 12
дисковые I? II, 15
кониевон п< Mi in иин нк 21 сл.
листовые 12
Мешалка(и)
лопастные 12, 13, 15, 16
прочностной расчет 33
планетарные 12
привод 20 сл.
пропеллерные 12 сл., 182
рамные 12, 13
с диффузором 23
скребковые 12, 183 сл.
специальные 12, 14, 15
турбинные 12, 14 сл., 216
шнековые 12
якорные 12, 13, 183, 193
Модель (и)
диффузионная 136 сл., 158, 220
граничные условия 139
идеального вытеснения 135, 149, 156
идеального смешения 134, 149, 157
с байпасированием части реа-
гентов 140
комбинированные 140 сл.
ячеечная 136, 143, 146
Монтаж аппаратов 343 сл.
Монтажные мачты 338, 340 сл.
Набивка сальника 25 сл.
Набла-оператор 174
Навье — Стокса уравнение 32, 223
Насадка
инертная 73, 93
пакет 200
шаровая 73
Насадочные аппараты 38, 50
Насосы 28 сл.
Нефть 72, 73
Нусселъта критерий 176, 177
Оберточная машина 304, 305, 311, 312
Окисление 7, 55, 74, 106
Олигомеризация 7
ОсаждеьГие 65, 99
Отжимной пресс 290 сл.
Пекле критерий Г49, 176, 220
Пемза 74
Пенные аппараты 50
Переливы 53, 54
Перемешивание 11, 65, 93, 99, 132 сл.
барботажное 12
влияние на эффективность жидко-
фазных реакторов 34 сл.
интенсивность 183
механическое 12, 66
модели 134 сл.
степень 11, 131 сл., 218
циркуляционное 12
Печь(и) 9, 10, 69 сл., 114 сл.
для получения сажи 122
для синтеза дивинила 78, 79
ретортная 69, 85, 88
387
Печь(и)
трубчатая 71, 115 сл.
двухкамерная 116
конструктивные элементы
116 сл
однокамерная 115, 116
расчет 123 сл.
теплообмен 119, 120
Пиролиз 114, 115, 123
Пластикация каучука 314
Пленочные дегазаторы 221 сл.
Пневмотранспорт 99, 102 сл.
Полибутадиеновый каучук 265, 276,
277, 279
Полиизобутилен 180, 187
Полиизопреновый каучук 49, 180, 265,
276 сл.
Полимеризатор (ы)
батарея 38, 179, 189, 196
выбор типа 194
для низкотемпературной полимери-
зации в эмульсии 178, 179
для синтеза бутилкаучука 181, .182
коаксиально-лабиринтный 195
ленточный 187, 189
многодисковый 195
расчет 193 сл.
скребково-дисковый 186, 187
скребковый 183, 184, 190
трубчатый 181, 195
червячный 187 сл.
Полимеризация 7, 76, 178 сл.
Полное факторное планирование 169
Поршневой эффект 59
Прандтля критерий 195
Предохранительные клапаны 66, 331
Пресс
брикетировочный 306 сл.
отжимной 290 сл.
Привод 23 сл.
герметичный 23, 31
к. п. д( 33
Пропеллерные мешалки 12 сл., 82
Пропилен 55 .
Проточные аппараты 35, 133
Процесс (ы)
адиабатический 113, 161
газофазные 123 сл.
контактно-каталитические 97, 105
критерий оптимальности 164
многофазные 89, 132
моделирование 126 сл.
политропический 163
стационарный 81
термические 115
устойчивость 163
экзотермический 113
экономическая оценка эффективно-
сти 164, 165
эндотермический 113
Псевдоожижение 98 сл.
383
Разрывная шпилька 334
Рамные мешалки 12, 13
Распределитель
дисковый 92, 93
диффузорного типа 92, 93
трубчатый 97
шнековый 275
Распределительная тарелка 73, 102
Распределительный аппарат 51
Рафинирование каучука 314
Раишга кольца 51, 72
Реактор (ы)
адиабатические 108 сл., 160, 162
барботажные
колонные 51 сл.
кожухотрубные 60 сл.
газлифтный 60
для гидратации этилена 72
для гидрирования сернистой нефти
72, 73
жидкофазные 34 сл.
идеального вытеснения 131, 132
идеального смешения 131, 132, 163
изотермический 160
каскад 34 сл.
контактные 109
к. п. д. 36 сл.
моделирование 7, 125 сл.
неизотермические 160
непрерывного действия 43, 48, 163
несекционированный 96
оптимальная производительность
165
политропический 162
расчет 42 сл., 105 сл., 160 сл.
секционированный 95
со слоем катализатора
движущимся 103 сл.
псевдоожиженным 94 сл.
термические 115
типа «труба в трубе» 76
шахтные (емкостные) 70
эрлифтный 58
Реакция(и)
адиабатические 151, 162
бимолекулярные 151
второго порядка 35, 37, 152, 153
гетерогенные 130, 151
гомогенные 151, 159
жидкофазные 49
изотермические 151
кинетика 151 сл.
механизм 152
нулевого порядка 34, 35, 37, 40
области протекания 106 сл.
обратимые 151 сл.
одномолекулярные 151
параллельные 67, 151, 154, 157
первого порядка 35, 37, 40, 106 сл.
политропические 51
порядок 34, 38 сл.
Реакция(и)
последовательные 67, 151, 154 сл.
прямые 151, 152
скорость 11, 34 сл., 106 сл., 130 сл,
зависимость от температуры
107
суммарная 106
тепловой эффект 34, 50, 81, 127,
132
экзотермические 88
эндотермические 88, 89, 109
Регенератор 94, 95, 97, 114
Регенерация катализатора 70, 88, 95
Регулятор уровня 52, 53, 66
Редукторы 66
Резательная машина 302 сл.
Резинографит 22
Рейнольдса критерий 17, 32, 64, 65, 90,
192, 195
Ректификация 62
Реторта 78, 79, 85, 86, 88
Ретортные аппараты 75 сл.
Ретурбенд 116 сл.
Рециркуляция 132
Рифайнер-вальцы 321
Риформинг 71, 117
Роторный дегазатор 226, 227, 250
Сажа 121 сл.
Сальник 23 сл., 76, 228
набивка 25 сл.
нормализованный 24, 25
схема работы 26
Секционированные аппараты 52, 60,
208, 209
Селективность 95, 106
Сепаратор 103, 104
Сепарация 102, 261
Сера 72, 73
Серебро 74
Сероводород 73, 189
Сжимы 339
Сигнализатор верхнего уровня 66
Сильфон 28
Симплекс геометрического подобия 32,
128
Синтез
алюминийогранических соединений
3!
бутилкаучука 181, 182
дивинила 78, 79
изопрснн 49
метиловою спирта 79
nojiiiii.iortyi плена 187
углеводородов из синтез-газа 80
форм.-и11./1егнд/| 74
Сита 98
Ситч/иам 1/1 ре Ik и 51, 52. 202
Скиповый под I.емипк 102
Скорость
всплывания 218
гомогенизации 195
дегазации 206
диффузии 11 сл., 105 сл.
истечения жидкости 54
превращения 67, 129
псевдоожижения 252
разложения 67
распространения пламени 121
реакции, 11, 34 сл., 106 сл., 130 сл.
циркуляции 59
Скребки 184 сл.
Скребково-дисковый полимеризатор 186,
187
Скребковые аппараты 183, 184, 187,
190 сл.
Смеситель(и)
схемы 92
типа «диск-кольцо» 93 сл.
трубчатый 92, 93
Сопротивление
гидравлическое 43, 46, 49, 59, 74,
89 сл.
диффузионное 11, 106
местное 54, 59
Сцирт
изопропиловый 55
метиловый 74, 79, 106
этиловый 55, 77
Среднее квадратичное отклонение 148,
149
Стеариновая кислота 207
Степень
перемешивания 11, 131 сл., 218
превращения 34 сл., 86, 88, 109,
111 сл.
равновесная 153
размытости выходной кривой 145
Стереорегулярные каучуки 205 сл.
Стирол 70, 71, 77, 106, 199, 200
Стропы 339
Суспензия 11, 25, 171, 177
Сушилка (и)
конвейерная 239, 265 сл.
одноходовая 272 сл.
трехходовая 266 сл.
ленточная 238
расчет 276 сл.
червячные 239, 293
Сушка 238 сл., 265 сл.
Тавот 25
Такелажное оборудование 338 сл.
Тарелка(и)
колпачковая 52, 210, 212
перфорированная 96
провального типа 95, 96
распределительная 73, 102
889
Тарелка(и)
секционирующие 95 сл.
ситчатая 51, 52, 202
Тарельчатые аппараты 208, 218, 248
Текстолит 22
Теория
вальцевания 318 сл.
вибротранспортных перемещений
255
непрерывных процессов 131
подобия 126, 127
смазки, гидродинамическая 193
Теплоносители 111 сл.
Теплообменник(и)
выносной 12, 52
кожухотрубные 8, 9, 77 сл.
Теплопроводность 101, 130, 190
Термокрекинг 114
Термоэластопласт 277, 279
Толуол 197
Топка 117
Торцевое уплотнение 23, 28
Траверсы 339, 340
Трубные подвески 117, 118
Трубопровод(ы)
арматура 328 сл.
компенсация температурных удли-
нений 327
монтаж 355 сл.
опоры 325 сл.
ремонт 379, 380
соединение 324, 325
Трубчатые аппараты 10, 45 сл., 69,
75 сл.
Турбинные мешалки 12, 14 сл., 216
Углеграфит 29
Уксусная кислота 55, 56
Упаковочная машина 311
Уплотнение
сальниковое 24 сл.
торцевое 23, 28 сл.
Уравнение
Аррениуса 107
Бернулли 16, 18, 54
диффузионной модели 137, 140, 149
конвективной диффузии 101 сл.
Навье — Стокса 32, 223
Фика 137
Флори — Хаггинса 217
Щукарева 137
Условия
адиабатические 74
моделирования 127
работы вальцев 317, 318
Установка(и)
вибротранспортные 251
для получения олефинов 95
концентрирования латекса под ва-
куумом 248
Установка(и)
со слоем катализатора
движущимся 104 сл.
псевдоожиженным 94 сл.
сушильная 276
Устройства
выравнивающие 89
для смешения байпасного газа и
реагентов 93
распределительные 93 сл.
скребковые 183 сл.
Фенол 55, 76
Фика уравнение 137
Фильтрование 100, 113, 237, 239
Флори параметр 217
Флори — Хаггинса уравнение 217
Формальдегид 49, 50, 77, 106
Форполимеризатор 182
Форсунки 119, 121, 122, 181, 183, 214,
215
Фосфорная кислота 72, 73
Фруда критерий 32, 64
Фторопласт 22, 25, 29, 184
Функция
единичного скачка 143
импульсная 143 сл.
ошибок Гаусса 191
распределения времени пребывания
218, 219
Футеровка 73, 125
Хладагенты 76, 179 сл.
Хладотекучесть 29
Хлор 51
Хлоргидрин глицерина, омыление 45
Центрифуга 8
Циглера — Натта катализатор 180
Циклогексанол 76, 77
Циклогексанон 76
Циклоны 95, 97, 113
Циркуляция 12, 15, 16, 23 сл., 46 сл.
внешняя 35 сл.
внутренняя 35
движущая сила 59, 60
естественная 52
кратность 12, 47, 102
скорость 59
Червячные машины 280 сл.
Число
местных сопротивлений 123
псевдоожижения 99
ячеек 143 сл.
Шаровая насадка 73
Шахтные аппараты 69 сл., 85 сл.
390
Шлам 170
Шприц-машина 299, 322
Щукарева уравнение 137
Эжектор 51
Эйлера критерий 32, 196
Экраны 10, 117 сл.
Экстракция 50
Эмульгаторы 178, 199
Эмульсия И, 179 сл.
Энергия импульса 147
Эрлифтные аппараты 50, 58, 59, 61, 62
Этилбензол 70, 71, 76, 106
Этилен 51, 55, 70, 72, 73, 187
Этиловый спирт 55, 77
Эффект
поршневой 59
реакции, тепловой 34, 50, 81, 127,
132
Якорные мешалки 12, 13, 183, 193
Ячеечная модель 136, 143, 146
Валерий Орландович Рейхсфелъд
Владимир Сергеевич Шеин
Владимир Иванович Ермаков
Реакционная аппаратура
и машины заводов
основного органического синтеза
н синтетического каучука
Редактор Ю. К. Кузнецов
Технический редактор Е. М. Соболева
Корректор Л. С. Александрова
Переплет художника В. Г. Ш мы г и на
М-18507. Сдано в наб. 6/1II 1975 г. Подп. в печ. 9/VII 1975 г.
Формат бумаги 60X90’/ie« Бумага тип. № 2. Усл. печ. л. 24,5.
Уч.-изд. л. 26,94. Тираж 4200 экз. Заказ 576. Изд. Хе 561
Цена 1 р. 10 к.
Издательство „Химия**, Ленинградское отделение
191186, Ленинград. Д-186. Невский пр., 28.
Ордена Трудового Красного Знамени Ленинградская типогра-
фия № 2 имени Еъгении Соколовой „Союзполиграфпрома** при
Государственном комитете Совета Министров СССР по делам
издательств, полиграфии и книжной торговли.
198052, Ленинград, Л-52, Измайловский проспект, 29.