/


















































































Similar




Text
КИРОВАКАНСКИИ ЗАВОД ПРЕЦИЗИОННЫХ СТАНКОВ
Станок токарно-винторезный
повышенной точности
модели 16Б05П
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
Chipmaker.ru
ж. Кжромкав
В связи с постоянной работой по совершенство-
ванию изделия, повышающей его надежность и
улучшающей условия эксплуатации, в конструкцию
могут быть внесены незначительные изменения, не
отраженные в настоящем издании.
Рас. I. Тоирно-мнторезный станок модели 16Б05П
Рис. 2 Расположение составлых частей станка
-2-
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
НАЗНАЧЕНИЕ
Токарно-вннторбзный станок повышенной
точности модели 16Б05П (рис- 1) предназначен
для выполнен ня различных токарных работ в
центрах, цанге, патроне и планшайбе, для на-
резания метрических, дюймовых и модульных
.резьб-
. Наибольший диаметр обработки над стани
поп—250 мм-
Станок применяется в точном машинострое-
нии, а также в приборостроительной, радио-
технической п инструментальной промышлен-
ности.
СОСТАВ ИЗДЕЛИЯ
Расположение составных частей станка показано на рис. 2 и приведено в табл- 1.
Таблица 1
Поз- (см- рис. 2) Наименование Обозначение Примечание
1 Станина 16Б05П.10-000
2 Тумба 16Б05П-15000
3 Бабка передняя 16Б05П.20.000
4 Гитара 16Б05П-25-000
6 Коробка подач 16Б05П-30.000
6 Вариатор 16Б05П-50.000
7 Агрегат смазочный 16Б05П-66.000
8 . Фартук 16Б05Г1-40-000
0 Суппорт 16Б05П.35.000
10 Бабка задняя 16Б05П-45-000
11 Охлаждение 16Б05Г1.60.000
12 Ограждение 16 Б05Г1.60-000
13 Электрооборудование 16Б05П.70000
Рис. 3. Расположение органов управлении и табличек с символами
Поз-
(см. рнс- 3)
Органы управления и их назначение
1
2
3
4
6
7
9
10
11
12
13
14
16
18
19
21
22
24
25
26
27
29
30
31
32
33
35
38
Кнопка «Стоп» в торможения шпинделя
Рукоятка перебора
Кнопка «Пуск» прямого вращения шпинделя
Кнопка «Пуск» обратного вращения шпинделя
Рукоятка звена увеличения шага резьбы
Рукоятка реверса привода подачи
Рукоятка переключения подач и резьб
Рукоятка .переключения подач н резьб
Рукоятка включения ходоного винта или ходового валика
Рукоятка переключения подач п резьб ,
Рукоятка переключения подач и резьб
Рукоятка переключения скоростей вариатора
Моховичок изменения чисел оборотов шпинделя
Рукоятка включения предохранительного устройства фартука
Маховичок настройки величины тягового усилия
Рукоятка включения маточной гайки '
Кнопка переключения продольной и поперечной подачи
суппорта
Маховичок перемещения пиноли задней бабки
Рукоятка зажима задней бабки
Рукоятка перемещения верхней каретки
Рукоятка зажима пнполя задней бабки
Включатель освещения
Рукоятка зажима резцедержателя
Рукоятка ручного поперечного перемещения
Маховичок ручного продольного перемещения
Кнопка включения маховичка и лимба продольной подачи
Выключатель охлаждения
Вводной автомат
ПЕРЕЧЕНЬ
графических символов, Указанных в таблице
Таблица 3
Поз- (см. рнс- 3) Символ Наименование
«Стоп» и торможение шпинделя
«Пуск» прямого вращения шпинделя
5 «Пуск» обратного вращения шпинделя
, Направление перемещения суппорта при пря-
мом вращении шпинделя
Продольная подача
8 Метрическая резьба
— ВДй Модульная резьба
15 И Указатели считывания шкал
17 Фн.тьтр магнитный
Положение рукоятки при выключенной муфте
20 -BD- предохранительного устройст ва
Положение рчкоялкн при включенной муфге предохранительного устройства
Положение рукоятки при выключенной маточ-
ной гайке. "
л Положение рукоятки при включенной
<\ маточной ганке-
Поз. Символ Наименование
X Положение р*кояткн при продольном переме- П11П суппорта
28 ‘Of Положение рукоятки при поперечном переме- ннн суппорта
34 Насос охлаждения
36 1 Включение- Пуск
37 $ Отключение. Стоп
39 ш Главный переключатель
. «О L f Опасно! Под напряжение
41 jl Заземление станка
Заполнение (па рис. 3 не показан)
43
СХЕМА КИНЕМАТИЧЕСКАЯ
Кинематическая схема станка (рис- 4) позволяет осуществлять следующие операции:
Главное движение — вращение шпинделя;
Движение подачи — перемещение резка;
-7—
Рис. 4. Киисматичесиан схема
Осевым перемещением шестерни—полумуф
ты 42 включается вращение ходового валика
XVI (через шестерни 43, 44, 45 и муфту , 47)
или ходового впита 71. Полумуфта, жесткосвя
ванная со скользящим блоком 34—41, служит
для прямого соединения ходового винта с. гита
рой- Это позволяет сократить кинематическую
цепь при нарезании .резьбы п повысить точнос-
ть нарезаемой резьбы. Настройка и шаги наре
заемых резьб в этом случае производится иод- <
бором колес гитары-
При включении .маточной гайки 72 вращение
ходового виита 71 преобразуется в продольном
перемещение суппорта, используемое для на
резания резьбы. ।
При точении вращение ходового валика
XVI плавающей муфтой 48 передается червяч-
ной паре 49. 50 и далее планетарному меча вне
му 54. 52. 53. 51 и шестерне 56.
Солнечное колесо 51 удерживается от враще
ния предохранительной муфтой 55.
Зубчатый блок 57, 58 служит для переключе
ния продольной и поперечной подачи. В пер-
вом случае зубчатое колесо 58 зацепляется е
колесом 59. на одном валу с которым сидит
шестерня 60. перекатывающаяся по рейке 61;
во втором случае зубчатое колесо 57 зацепля-
ется с колесом 62, приводящим во вращение
зг’.с поперечной подачи 73
Зубчатые колеса 64, 65 вращают лимб отсче*
-а продольного перемещения суппорта
Зуб сагые колеса 10.11, 1£. 13 образуют плане*
?арнуто*'1срсгачу, через которую при уиравле-
,.чн вариатором приводится во вращение лимб
отсчета скорости шпинделя-
Зубчатые колеса 67 м 68 передают вращение
от нала вариатора плунжерному насосу агрега
та смазгн
Перечень зубчатых и червячных колес,, вин-
тов н гаек к кинематической схеме приведены
в табл. 4.
вращение насоса смазки-
Электродвигатель 1 через зубчатую муфту
2 вращает ведущий шкив 3 вариатора с широ-
ким клиновым ремнем Ремень передает вра-
щение ведомому шкиву 4 вариатора-
Изменение скорости вращения ведомого
вала вариатора осуществляется оеевыы норе
мешением подвижного диска ведомого шкива.
Далее через одну из двух нар зубчатых колес
5 и 6 или 7 н 8 вращение передается шкиву 9
клиномерной подачв
Переключение здесь осуществляется осевым
перемещением блока зубчатых колес 5 и 7, ко-
торый попеременно входит в зацепление с зуб-
чатыми колесами 6 и 8 /
От шкива 9 клиновые рем ин передают вра-
щение шкиву 14, сидящему на втулке 1У. Отсю
да вращение сообщается шпинделю У1 непос-
редственно, при включении зубчатой муфты 19,
пли же через нереЪор, состоящий нз зубчатых
колес 15, 16, 17 и 18 с общим передаточным
отношением 1:8.
Движение подачи осуществляется непосред-
ственно от шпинделя VI или от втулки Со
ответственно этому зубчатое колесо 21. сколь
зящее по валу VII, зацепляется либо с зубча
тым колесом 20. либо 15- Последнее занепле
вне используется для нарезания резьб с круп
ным шагом при включенном иер.ебоге и дает
восьмикратное увеличение шага резьбы
От вала VII вращение передается через зуб
чзтые колеса трензеля 22, 23, 24 и зубчатые
колеса гитары а. б. г-иа валТл корббкц • гйТдач
Механизмы коробки подач—механизм смете
ния ряда (зубчатые колеса 25,.26. 27. 28), ме-
ханизм основного ряда резьб и подач (зуб :
тые колеса 28. 29. 26. 30. 33. 34. 31. 32). мн « «
тельный механизм (зубчатые колеса 35. -36. 37,
88, 39. 40. 4!)—позволяет при иеизехьной нас-
тройке гитары получить 28 ступеней подачи
(4 стувенп повторяется, или ряд стандартных!
шагов резьбы. ;
Куда входит Поз. (см- рис- 4) Число зубъев зубчатых колес или заходов Модуль пли
червяков. ходовых винтов шаг, мм
Вариатор 5 24 В
То же 6 72 2
—»— 7 32 2
1 -»_ 8 32 2
о 1
—»— 10 20 1
— п 68 1
—»— 12 12 1
13 100 1
Бабка передняя 15 30 2
»— 16 60 2
Таблица 4
Ширина обода вубчитого колеса Материал Показатели свойств материалов
10 Стиль 40Х ГОСТ 4543-71 Зубья 5.5 6 HRC 48—52
10 Сталь 40Х ГОСТ 4543-71 3v6bH 5.5 ... б HRC 48-52
27 Текстолит марки птк Сорт 1 ГОСТ 5-78
13 Сталь 40Х ГОСТ 4543-71 Зубья 0.6. 0.8 HRC 48.-52
12 Сталь 45 ГОСТ 1050-74 —
В Сталь 45 ГОСТ 1050-74 -
б Сталь 45 ГОСТ 1050-74 -
Б Сталь 45 ГОСТ 1050-74 -
10 Сталь 40Х ГОСТ 4543-71 Зубья 5,5 ... 6 HRC 48-52
10 Сталь 40Х ГОСТ 4543-71 Зубья 5.5 6 • HRC 48.-52
Число зуЛъсв
Куда входит Поз, (см. зубчатых колес
п или заходов Модуль пли
₽ис червяков, шаг. мм
ходовых винтов
Бабка передняя 17 18 2
То же 18 72 2
—»— 20 30 2
21 60 2
х
т •22 20 3
—»— 23 24 2
—.»— 24 25 2
Колеса зубчатые А 27 2
(сменные) б
в 35 2
То же а 36 2
Ю 3
Продолжение таблицы .4
Ширина обода зубчатого колеса Материал Показатели свойств материалов
14 Сталь 40Х ГОСТ 4543-71 Зубья 5.5 6 НРС 48..52
14 Сталь 40Х ГОСТ 4543-71 Зубья 5,5 ft HRC 48..-52
8 Сталь 40Х ГОСТ 4543-71 Зубья 5.5 6 HRC 4В..-52
8 Сталь 40Х ГОСТ 4543 - 71 Зубья 5.5 .• 6 HRC 48..-Б2
Я Сталь 40Х ГОСТ 4543 -71 Зубья 5-..б HRC 48...52
18 Сталь 40Х ГОСТ 4543-71 Зубья 5-..6 HRC 4S..-52
8 Сталь 40Х ГОСТ 4543-71 Зебья 5-..6 HRC 48..-52
8 Сталь 40Х ГОСТ 4543 -71 —
8 Сталь 40Х ГОСТ 4543-71 —
8 Сталь 40Х ГОСТ 4543- 71 -
8 Сталь 40Х ГОСТ 4543-71
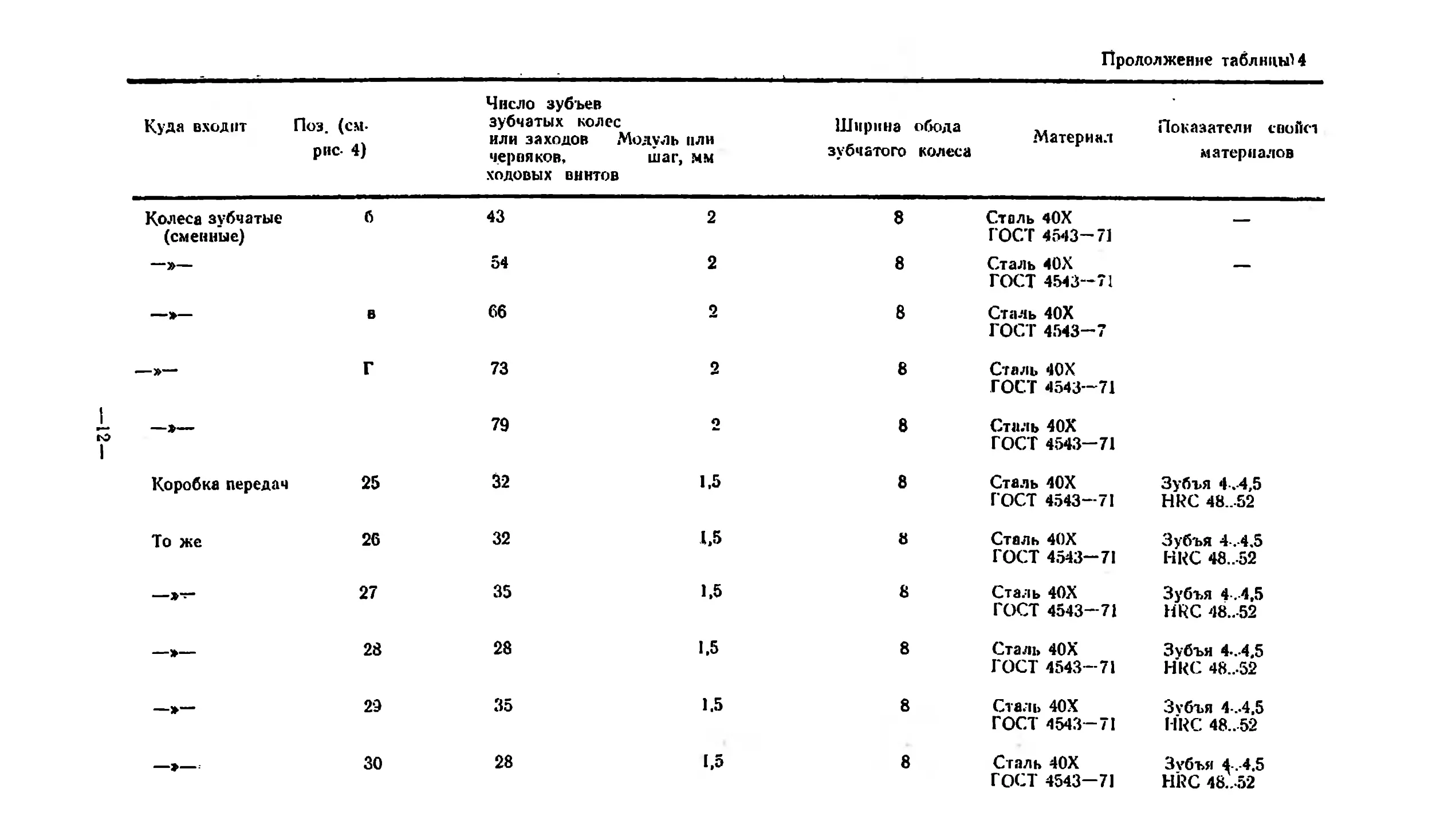
Куда входит Поз. (см- рис 4) Число зубъев зубчатых колес или заходов Модуль пли
червяков, ходовых винтов шаг, мм
Колеса зубчатые (сменные) б 43 2
—»— 54 2
—»— В 66 2
Г 73 2
1 — го 1 79 о
Коробка передач 25 32 1.5
То же 26 32 1,5
—*— 27 35 1.5
—»— 28 28 1.5
—»— 29 35 1.5
—»— 30 28 1.5
Продолжение таблицы! 4
Ширина обола
зубчатого колеса
Материал
Показатели cnoitci
материалов
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543-7
8 Сталь 40Х
ГОСТ 4543—71
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543-71
8 Сталь 40Х
ГОСТ 4543—71
8 Сталь 40Х
ГОСТ 4543-71
Зубъя 4-.-4,5
HRC 48-52
Зубъя 4.4.5
HRC 48-52
Зубъя 4-.4,5
HRC 48—52
Зубъя 4-.-4,5
ИКС 48-52
Зубъя 4-..4,5
I IRC 48-52
Зубъя 4.4.5
HRC 48-52
Куда входит Поз. (см рис. 4) Число зубьев зубчатых колес или заходов Модуль ил<
червяков, ходовых винтов шаг, мм
Коробка передач 31 36 1,5
—»— 32 30 1,5
33 28 2
—»— 34 20 2
f 35 21 1,5
—»— 36 42 1.5
—»— 37 42 1,5
— 38 21 1.5
—»— 39 42 1.5
—»— 40 32 Ь5
—>— 4J 32 1-5
Продолжение таблицы 4
Ширина зубчатого обода колеса Материал Показатели свойств материалов
8 Сталь 40Х ГОСТ 4543-71 Зубъя 4-4,5 HRC 48-52
8 Сталь 40Х ГОСТ 4543 -71 Зу6ъя 4-4,5 HRC 48—52
8 Сталь 40Х ГОСТ 4543-71 Зу6ъя 4-4,5 HRC 48-52
8 Сталь 40Х ГОСТ 4543 — 71 Згбъя 4-4,5 HkC 48.-52
6 Сталь 40Х ГОСТ 4543- 71 Зубъя 4-4,5 HRC 48-52
В Сталь 40Х ГОСТ 4543—71 Зубъя 4 .4,5 HRC 48.-52
8 Сталь 40Х ГОСТ 4543-71 Зубъя 4-4,5 HRC 48-52
8 Сталь 40Х ГОСТ 4543-71 Зубъя 4-4,5 HRC 48.. 52
8 Сталь 40Х ГОСТ 4543 -71 Зубъя 4-4,5 HRC 48-52
8 Сталь 40Х ГОСТ 4543—71 Зубъя 4-4,5 HRC 48-52
8 Сталь 40Х ГОСТ 4543-71 Зубъя 4-4,5 HRC 48-52
Кула входит Поз. (см- рис- 4) Число зубъев зубчатых колес или заходов Модуль или
червяков, ходовых винтов шаг, мм
Коробка подач 42 25 1,5
43 38 1.5
—»— 44 27 1,5
—»— 4Б 36 1.5
। Фартук 49 2 2
1 То же 50 27 2
—>— 51 15 1.5
52 15 1,5
—»— S3 15 1.5
—»— 54 45 1.5
—»— 56 40 1,5
Продолжение таблицы 4
Ширина обода зубчатого колеса Материал Показатели свойств матери а л он
8 Сталь 40Х ГОСТ 4643-71 HRC 48-52 Зубъя 4-. 4,5
8 Сталь 40Х ГОСТ 4543-71 HRC 48-52 Зубъя 4.. 4;5
8 Сталь 40Х ГОСТ 4543-71 HRC 48-52 Зубья 4,45
8 Сталь 40Х ГОСТ 4543-71 Зубья 5.5 6 НРС 48-52
30 Сталь 40Х ГОСТ 4543-71
18 Биметалл (Бронза Бр. 05Ц5С5) ГОСТ 613—79
10 Сталь 40Х ГОСТ 4543-71 —
8 Сталь 40Х ГОСТ 4543-71 —
8 Сталь 40Х ГОСТ 4543-71 -
8 Сталь 45 ГОСТ 1050-74 -
29 Сталь 45 ГОСТ 1050-74 -
Куда входит Пол. (см рис- 4) Число вубъев зубчатых колес или заходов Модуль нлн
червяков, ходовых винтов шаг. мм
Фартук 57 75 1,5
—»— 58 21 1,5
—»— 59 75 1,5
—»— 60 11 9
Станина 61 97 8
Суппорт 62 16 1,5
Фартук 63 17 1,9
То же 64 47 и
—»— 65 60 - 15
Агрегат смазочный 67 15 Т
То же 66 69 1
Продолжение таблицы 4
Ширима обода Показатели свойств Материал
ayбчитого колеся материалов
8 Сталь 45 — ГОСТ 1050-74
10 Сталь 45 ГОСТ 1050-74
8 Столь 45 ГОСТ 1050—74
18 Столь 46 ГОСТ 1050-74
18 Сталь 45 НВ 167.217 ГОСТ 1050-74
10 Сталь 45 " YOCT 1050-74
18 Сталь 45 — ГОСТ 1050-74
Б Сталь 45 • — ГОСТ 1050-74
8 Сталь 45 — ГОСТ 1050 — 74
6 Сталь 45 — ГОСТ 1050-74
8 Текстолит — ПТК 27 ГОСТ 5-78
Куда рходит Поз. 1см- рис- 4) Число зубьев зубчатых колее или заходов Модуль или
червяков. ходовых винтов шаг, мм
Станина 71 1 5
Фартук 72 1 5
Суппорт 73 1 2
То же 74 1 2
—»—• 7Б 1 2
—*— 76 1 2
Бабка задняя 77 J 2
То же 78 1 2
Вариатор 79 1 3
То же 80 1
Продолжение таблицы 4
Ширина обода зубчатого колеса .. Показатели свойств Материал материалов
— Сталь 45 Искус-1 венное ГОСТ 1050-74 старение
— Бронза ОФ 10 0,5 —
— Сталь 45 НВ 196...241 ГОСТ 1050-74
— Бронза Бр- 05Ц5С5 — ГОСТ 613-79
— Сталь 45 НВ 196...241 ГОСТ 1050-74-
— Бронза Бр. 05Ц5С5 ГОСТ 613-79
— Сталь 45 НВ 196...241 ГОСТ 1050-74
— Чугун СЧ 20 — ГОСТ 1414—79
— Сталь 45. ГОСТ 1050—74
— Сталь 40Х — ГОСТ 4543-71
СТАНИНА
Стопина станка (рис* 5) представляет собой
жесткую отлнвку с поперечными П-образными
ребрами- В средней части имеются окна для
высыпания стружки. Сверху на ста-
нине расположены две пары направляющих:
крайние (две призмы),— для суппорта и
средине (призма и плоскость)—для задней
бабки. Под полкой передней направляющей
закреплена рейка 1 продольного перемещения
суппорта-
Слева на верхней плоскости станины уста-
новлена передняя бабка, справа—задняя .баб-
ка
На передней стенке станины, слева, закреп-
лена коробка подач, справа—колодка 4 с опо-
рами для ходового винта 3 и ходового налика
2.
Под передней бабкой в станине имеется окно
для приводных ремней от вариатора. В задней
стенке станины—окно для монтажа маслопро-
вода бабки.
Станина крепится к тумбе шестью винтами-,
Рис. 5. Станина
-17—
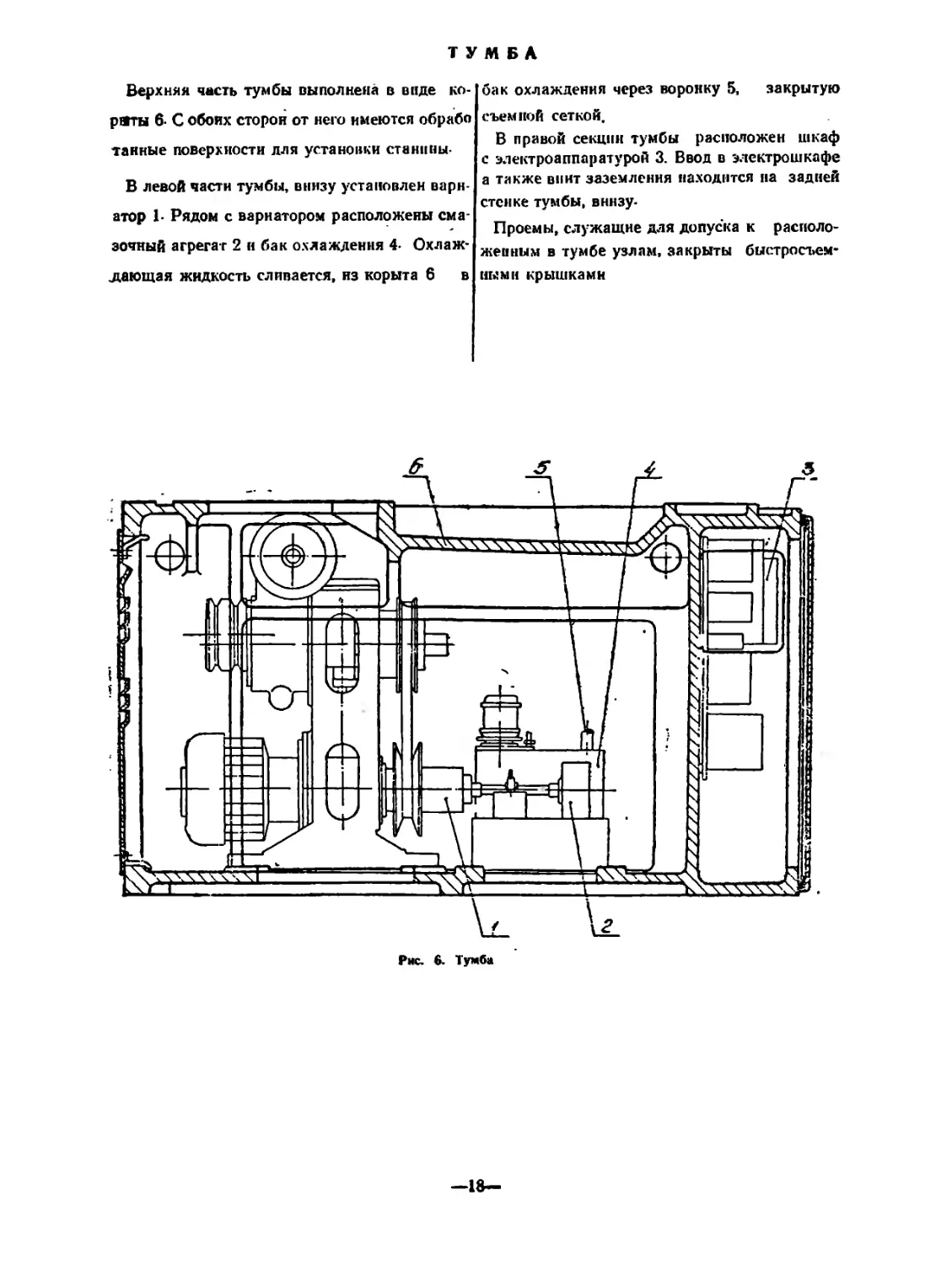
ТУМБА
Верхняя часть тумбы выполнена в виде ко-
раты 6- С обоих сторон от него имеются обрабо
тайные поверхности для установки станины
В левой части тумбы, внизу установлен вари-
атор 1- Рядом с вариатором расположены сма-
зочный агрегат 2 н бак охлаждения 4- Охлаж-
дающая жидкость слипается, нз корыта 6 в
бак охлаждения через воронку 5, закрытую
съемной сеткой.
В правой секции тумбы расположен шкаф
с электроаппаратурой 3. Ввод в электрошкафе
а также впит заземления находится на задней
стенке тумбы, вннзу-
Проемы, служащие для допуска к располо-
женным в тумбе узлам, закрыты быстросъем-
нымн крышками
Рис. 6. Тумба
ВАРИАТОР
Вариатор (рис- 7а, 76) состоит из собственно
го вариатора и двухступенчатой коробки ско-
ростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приво-
дится во вращение фланцевым электроднпгате
ле.ч через зубчатую полумуфту. Вторая полови
на муфты выполнена заодно с валом 2. на ко-
тором установлены неподвижный (в осевом на
правлении) диск 4 и подпружиненный скользя
ший диск 3. образующие ведущий шкив вариа-
тора. От этого шкива вращение посредством
широкого клинового ремня передается валу 7
через ведомый шкив вариатора, состоящий из
неподвижного диска 5 н управляемого скользя
шего диска 6-
Kpoxfe ведомого шкива, на валу 7 расположе
ны зубчатые колеса 8 и 9. Зубчатое колесо 9
снабжено наружным и внутренним зубчатым
веилом—лолумуфтон- Зубчатое колесо 8. пере
мещаясь по шляпам вдоль вала 7 переключа-
ет диапазоны скоростей выходного вала вариа
тора. На этом валу посажен ведущий шкив
клинорсмсиион передачи, связывающей вариа-
тор с передней бабкой. Для натяжения переда-
чи корпус 11 коробки скоростей вариатора ма-
жет поворачиваться на стакане 10, закреплен-
ном на корпусе I вариатора- Поворот корпуса
II производится при помощи стяжки 21,
после чего корпус закрепляется винтами на
стакане 10-
Механизм управления вариатором и короб
кон скоростей расположен сверху ид корпусе
вариатора. Маховичок 12 управляет перемете
пасм скользящего диска 6. рукоятка 16 служит
для переключения шестерен в коробке скорос-
тей. Планетарная передача 20—19—18 17
связывает маховичок 12 с диском 13, на кото-
ром установлено кольцо 14 с лимбом 15- На
лимбе нанесены две шкалы скорости вращения
шпинделя, вторая—для включения шпинделя
через перебор
Для отсчета показаний шкал служат дне па-
ры указательных штрихов, нанесенных на
прозрачном щитке, расположенном над дим*
бом. Прн переключении скоростей вариаторе
щиток перемешается с рукояткой 16. Для от-
счета следует пользоваться той парой указа-
тельных штрихов, которая в данный момент на
ходится в верхнем положении-
—19—
Рис. 7а Управление вариатора
-20—
Рис. 76. Вариатор
-21—
БАБКА ПЕРЕДНЯЯ
В корпусе передней бабки (рис- 8) собраны бора II па шпинделе ч ра.положено зубчатое
шпиндель, перебор, привод резьб и подач с тре[ колесо 3 привода резьб и подач. Зубчатое коле
нзелем и механизм управления. fco I. расположенное па валу 12 приво-
Прнемный шкив 8 передней бабки установлен да резьб и подач, может соединяться либо с
на втулке 11, соосной со шпинделем 4. Слева ----------------- - -
от шкива расположена муфта 10 прямого вк-
лючения шпинделя, справа—зубчатые колеса
перебора 2, 6, 7, 11.
Шпиндель станка вращается в прецизионных
подшипниках качения
В передней опоре шпинделя установлены
роликовый двухрядный и два шариковых ради
ально-унорных подшипников. А на задней оно
\ре один шариковый радиальный подшипник.
Задняя опора шпинделя н левая опора втул-
ки 11 шкива 8 расположены в стакане 9- При
замене приводных ремней этот стакан । нужно
снимать- ।
Передаточное отношение перебора передней
бабки равно I >'8- Управление* перебором 6,7
н муфтой 10 прямого включения осуществляет
ся одной рукояткой. Рядом с шестерней „нерс-
зубчатым колесом перебора 11, либо с зубча
тым колесом 3, сидящим па шпинделе. Это да-
ет возможность при включенном переборе полу
чнть увеличение шага резьб-
Изменение направления подачи нлн нарезае
мой резьбы осуществляется трензелем, состоя-
щее из двойного зубчатого колеса 15 и пара
знтного колеса 16- Колесо 15 посажен на,
шлицы выходного вала 14. на конец которого
надевается одно из сменных колес гитары.
Рукоятки управления механизмами передней
бабки расположены на передней стенке бабки
Спереди к корпусу бабки 5 прикреплен литой
кожух, в котором установлены кнопки уиравле
пня главным электродвигателем
Смазка механизмов передней бабки—центра
лязовапная, от смазочного агрегата-
-22-
БАБКА ЗАДНЯЯ
Задняя бабка (рис. 9) состоит из основаипя
6 и корпуса 3, в котором смонтированы меха-
низмы бабки.
Корпус бабки в поперечном направлении мо-
жет смещаться по выступу основания при помо
щн регулировочных винтов Ц н гайки 10
Закрепление бабки па направляющих стани-
ны производится рукояткой 13 при помощи
эксцентриковых зажимов 5, 8, 9.
В расточке корпуса бабки расположен пи
ноль 4 для уста Ловки упорного центра или дру-
гих инструментов-
Пиноль перемешается прн вращении винта
12 маховичком 1. Отсчет величины перемеще-
ния пиноли 4 производится по шкале, нанесен-
ной на пиноли, и по лимбу 2-
Положение рукоятки 13 эксцентрикового за-
жима регулируется па бабке, снятой с направ-
ляющих. путем поворота гайки 7 на одну грань
(до совмещения плоскостей гайки с пазом план
кн (8).
Рис. 9. Ьаби задняя
ГИТАРА
Гитара (рнс- 10) соединяет переднюю бабку, ней бабки, па промежуточной оси и на прием-
с коробкой передач. | ном ваЛу КОрОбки передач Устанавливаются
ПрикЛон 3 установлен па выходном ва-iv пе-1
родней бабки. В пазу лрнклопа закрепляется |сменные шестерни из комплекта, приложенно-
промежуточная ось 2- !1а выходном валу перед[го к станку-
i
I
—25-
КОРОБКА ПОДАЧ
Коробка подач станка (рис. 11) в сочетании
€ гитарой позволяет устанавливать требуемые
передаточные отношения для нарезания резьб
с различным шагом и получения различных
продольных и поперечных подач.
В коробке подач имеются следующие меха
ханизмы:
основного ряда (зубчатые колеса 3. 4, 1, 2. 5,
8. 6, 7)
множительный (зубчатые колеса 9, 1, 19, 15,
16, 17, 18);
смещения ряда (зубчатые колеса 21, 22,3,4)
переключения передач движения на ходовой
валик или на ходовой пинт (полумуфта 14);
прямого включения ходового винта (лолумуф
ты 12. 14. 18. 20):
переклЪ^Иия (на рисунке не доказаны)-
Механизм основного ряда дает возможность
—26-
Рис. 11 Коробка подач
получки* четыре передаточных от ношения, । ннзма (1:4. 1:2. 1:!, 2J) и ня передаточные
отношения механизма смещения ряда (1:1, 1:4)
пропорциональные четырем шагам мстрнчес* । можно нарезать метрические и модульные
кнх или модульных резьб. j Резьбы »Р" «осп»"»»» ««стройке гитары-
„ » Механизмы переключения расположены На -
Умножая -атп передаточные отношения на- пдите 1!од KpM,ftKofl коробки подач- Рукоятки
передаточные отношения множительного меха-1 переключения находятся на крышке спереди.
-27—
ФАРТУК
В механизме фартук» (рве. 12з: 126) движе-
ние от ходового валика передается через чер
вячиую пару 21, 20 планетарную передачу 19.
18, 17 н ряд зубчатых колес реечной шестерне
15 (при продольной подаче) или винту поперек
кого перемещения суппорта (при - поперечной
подаче) -
Переключение с продольной подачи на попе
речную производится осевым перемещением
блока зубчатых колес 16. В среднем положе-
нии этого-блока подач» отключена.
При нарезании резьб подача суппорту сооб-
щается от ходового винта через маточную гай-
ку 6—7- Встроенная в механизм фартука блоки
ровна исключает возможность одновременного
включения маточной гайки, а также движения
как продольной, так и поперечной подачи
Во избежание заедания гайки на ходовом
пинте сближение полугаек 6 и 7 ограничивает-
ся регулируемым упором 8.
Для предохранения механизмов фартука от
поломки при перегрузке служит рычаг 2, ролик
которого под действием подпружиненной за-
щелки 4 удерживает от вращения зубчатый
диск 5. а с ним и солнечное колесо 19 планетар,
ной передачи.-
При перегрузке ролик выходит из впадины
диска 5 и рычаг 2 поворачивается и фиксирует
ся защелкой 4 в отведенном положении Пода-
ча прекращается- Возврат предохрмицтельпого
устройства во включенное положение произво-
дится рукояткой 18 (поз. 3).
Предохранительное устройство может быть
использовано п для работы по*умору.
Величина предельного тягового'усилия регу-
лируется вращением кнопки 3-
Ручное перемещение суппорта осуществляет-
ся вращением маховичка 11 при среднем поло-
жении блока 16 п вытянутой кнопки 12- Отсчет,
перемещения производится по лимбу 10.
При механической подаче кнопку 12 следует
подать вперед, чтобы исключить вращение ма-
ховичка II к ’
Смазка механизмов фартука осуществляется
при помощи двух вспомогательных шестерен
22, погруженных в маслинную ванну корпуса 1
фартука.
-28-
Рис. 12а. Фартук.
Рис. 126. Фартук
-30-
СУППОРТ
Суппорт (рис- 13) станка крестового типа.
Нижние салазки I суппорта перемещаются в
продольном направлении по станине. Сверху,
на направляющих нижних салазок, уста нов ле
ны поперечные салазки 3 суппорта. На них зак
реплены поворотные салаэкн 9- По направляю-
щим поворотных салазок переметается (вруч-
ную) верхняя каретка 10, несущая резпедержа
тель 6.
"Резцедержатель — четырехпозинпониин,
с фиксацией в четырех положениях
Поворотные салазки 9 устанавливаются на
требуемый угол пр шкале- нанесенной на попе-
речных салазках, перемещение которых может
сыть уехапнческое (от фартука) или ’ ручное
(от рукоятки)
При поперечной обработке ннжние продоль-
ные салазки суппорта могут стопориться вин-
том 2. Н.ч чпнтах 5 и 7 перемещения верхней
каретки и поперечных салазок, расположены
лнмбы.4 и & точного отсчета величины переме-
щений
Рис. 15. Суппорт.
-31—
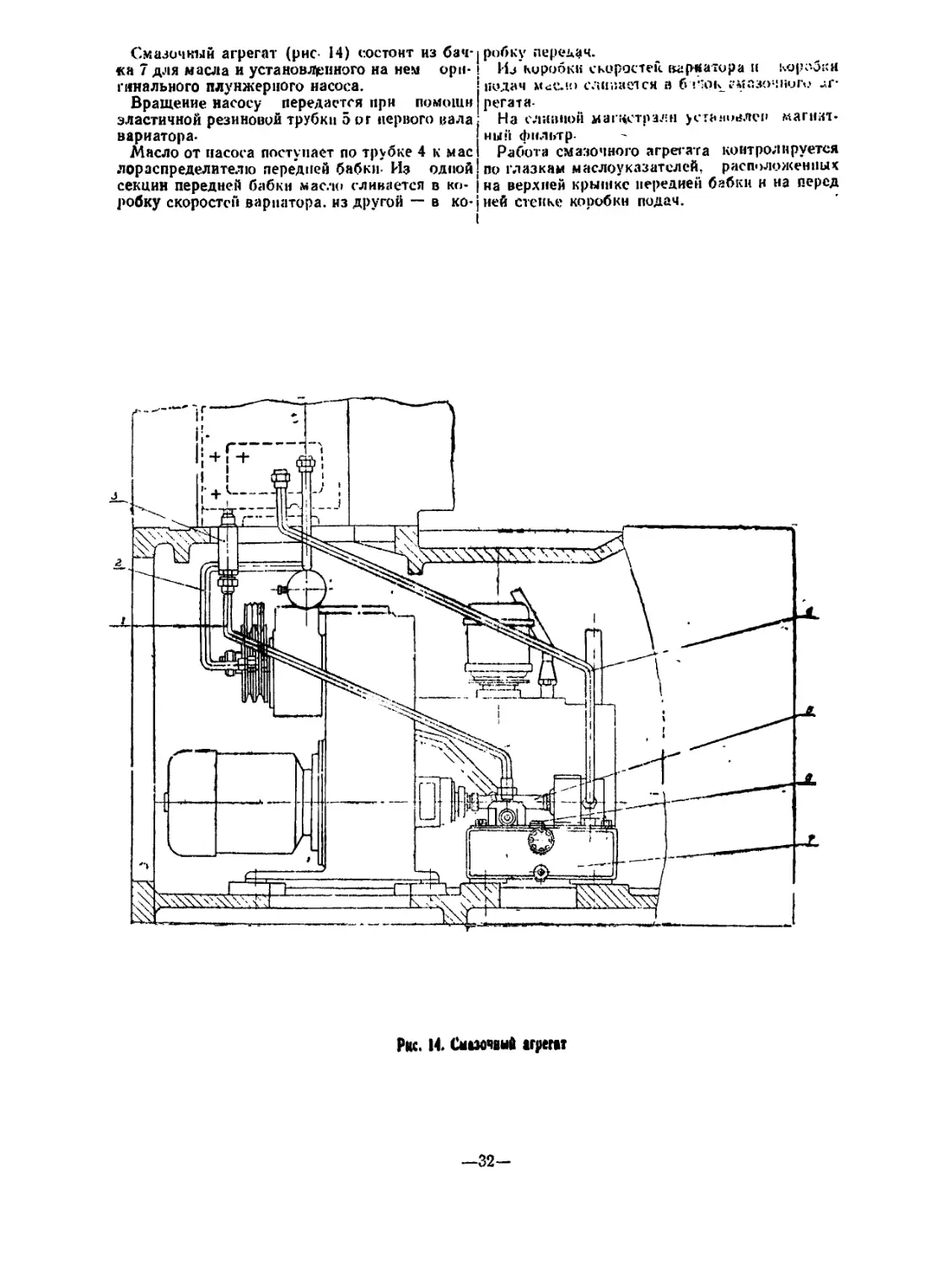
Смазочный агрегат (рис- 14) состоит из бач-|робку передач.
<са 7 для масла и установленного на нем ори- ! Из коробки скоростей вариатора н корс-бкя
синельного плунжерного насоса. |подач мсг..и> сливается а б йок смазочного дг-
Вращение насосу передастся при помощи регата-
эластичной резиновой трубки 5 ог первого нала На сливной магистрали установлен магнит-
вариатора. ный фильтр.
Масло от насоса поступает по трубке 4 к мас| Работа смазочного агрегата контролируется
лораспределнтелю передней бабки- Из одной! по глазкам маслоуказатслей. расположенных
секции передней бабки масло сливается в ко- j на верхней крышке передней бабки н на перед
робку скоростей вариатора, из другой — в ко* | ней стенке коробки подач.
Рис. It Смиочвый агрегат
—32—
СИСТЕМА ОХЛАЖДЕНИЯ
Система охлаждения (рис. 15) состоит из
бачка I с центробежным .электронзсосо'о
шлангов подач и эмульсин к сливу и трубки 3 е
колпачковым наконечником 2 для регулчеания
эмульсин в зону обработки-
1 рубка 3 при помощи клеммы 4 и ползуна 5
на нужной высоте зажимается па штанге огра
жденпя, закрепленной на суппорте- Эмульсия*
сливается из корыта тумбы через воронку с
сеткой в бачок 1.
Ркс. 15. Систем» охлаждения
ОГРАЖДЕНИЕ
Ограждение (рис- 16) представляет собой
откидной козырек 1.
Стекло вставлено в металлическую рамку 2,
затянутую и законтренную на осп 3. Ось рамкн
шарнирно закреплена в стержне 5 В свою оче
редь, стержень клеммным зажимом 4 па нуж-
ной высоте закрепляется па штанге 6. распило
женной па суппорте.
Ниже дано описание приспособлений и при-
надлежностей, которые входят в комплект и
стоимость станка.
—34—
ЗАЖИМ' ЦАНГОВЫЙ
В цанговом зажиме (рис- J7) имеется втул.ка Втулка устанавливается в конусном отверстии
1, в которую вставляются разные по размеру । шпинделя- Затяжка цанг производится uiomdut
цаиги для крепления обрабатываемых детялеп .;ог 2 при вращении маховичка 3-
I
Рис. 17. Зажим цанговый
-35-
ФЛАНЕЦ К ТРЕХ КУЛАЧКОВОМУ ПАТРОНУ
Флэ:геи 2 (рис. 18) с привернутым к iievy чу ла*гко»ым патроном 3 крепиться к '1 шпинделю
при помощи винтов I.
Рис. 18. Фланец к трсхкулачкокому патрону
УПОР МИКРОМЕТРИЧЕСКИЙ
Микрометрический продольный упор (рис- ; Вращением микрометрического винта 1 с ша
19) предназначен для обработки деталей по том резьбы 1 мм в корпусе 2 производится тон-
упору в направлении к передней бабке- Упор кая настройка упора-
крепится винтами 3 и планкой 5 к передней] Цена деления лимба—0.02 мм.
направляющей станины- * После настройки винт'контрится гайкой 4.
Рис. 19. Упор микрометрически
-36-
ЭЛЕКТРООБОРУДОВАНИЕ
Ob ЩИ Е СВЕДЕНИЯ
На станке установлены два трехфазных аснн
хронных электродвигателя IM; 2М; которые
работают под напряжением переменного тока;
силовая цепь—трехфазнос. 50 1ц, 360 в
цепь управления—110 в;
цепь местного освеигеиня- -24в
Органы управления станка расположены на ис
родней бабке. ’ •
Электроаппаратура станка размещается в
нише с правой стороны тумбы.
Рабочее место освещается светильником с
iябкой стойкой расположенный па передней
бабке станка. Ввод питающих проводов марки
:ПВЗ черного цвета сеченном 1.5 мм2 выполня-
ется снизу через угольник 1/2“-
С задней стороны тумбы па панели устапов-
лены тре.чфазный автоматический выключа-
тель для подключения станка к сети ii перек-
лючатель для управления электродвиг; телом
2М насоса охлаждения-
При уходе за электрооборудованием необхо-
димо периодически проверять состояние аппа-
ратуры, обращая особое внимание на надеж-
ное замыкание п размыкание контактных
мостиков.
ПЕРВОНАЧАЛЬНЫ ПУСК
Прч первоначальном пуске станка эе.лбх .ди- ет отключить провода питания лтектродзчга
мо прежде всего внешним « смотром арове- тслей и с помощью автомота ВА подь • оччгть
рит;> надежяоси. заземления и качество woerajстанок к цеховой сети С. помощью мно-
жа электрооборудования После осмотра ка пик н переключателей проверить меткость сра-
клеммных наборах в шкафу управления следу ння магнитных пускателей-
I
ОПИСАНИЕ FARQT
Напряжение па станок (рис 20) подается вк- обмоток электродвигателя 1М-при этом на две
лючернем вводного выключателя ВА. другие через выпрямитель ВК подается нанря-
Пуск электродвигателя 1М осуществляется жение 220 В (фаза — пуль). Осуществляется
кнопками ЗКУ (вправо) и 2КУ (влево). . индукционно-динамические торможение элек-
С помощью кнопки ЗКУ в точках 9, 11 в^лю- тродвнннсля 1М главного двпжеппя-
частся катушка пускателя КП. который срабо- После остановки шпинделя кнопку 1 КУ сле-
тав, переходит па самопнтание в точках 9. И, дует отпустить, н электросхема возвращается
а в точках 23. 25 подготавливает цепь срабаты j исходное положение-
влияя пускателя КО. С помощью кишки 2К.У, Зашита' электродвигателей главного л в иже*
в точках 15, 19 включается катушка пускателя;,!ЙЯ и электронасоса охлаждения оттоков ко»
КЛ который, сработав, переходит ча самоип-1 роткого замыкания осуществляется авючатц-
тапне в точках 15, 19. а в точках 23.25 подгогав| -еекпм выключателем.
линяет непь срабатывания пускателя КО- Та- । Защита цепей управления и освещения от ко-
кпм образом, при отключенном электроднигате• ротких замыканий производите»! пред - ракше
ле IM и включенном переключателе ВО сраба|лями JI IP и 2ПР.
тыкает пускатель КО. переходит на самопнта- Защита электродвигателей от - *те • иных
»ше и включает электродвигатель 2М насоса * перегрузок осуществляется кхымл реле
охлаждения. ' ‘ - 1IPT н 2РТ- '
При воздействии ча. кнопку 1 КУ ее размыка- Значение поминальных . свто.матпчсе-
югций контакт в гичках 5. 7 отключает пуска , ми выключателей претохрани-.елей и тепло-
тела КП и КЛ. а замыкающий контакт кнопки; вых реле даны в спецификация принципналь-
П<У в -и.-ках lfc 29 включает пускатель тэрмо | ной элсктрое.хемы (табл 5>.
ж^пвя КТ. Включение последнего возхгожж;-’ При установке ст люк должен быть надежно
толы.о прч огключенрп пускателей КП п КЛ.’заземлен п полк мочен к обшей системе зазем-
•»т<» контролируется розмыкаюшимн контакта- ления Для этой пели в электрошкафу управле
мн этих пускателей в точках 29. 31, 33. Вклю ння на тумбе станка установлены болты зазем
ч?;:ный пускатель КТ закорачивает одну из левни
—37—
ПЕРЕЧЕНЬ
элементов электрической принципиальной схемы (рис- 20)
Поз-
(см- рис.) Наименопание Кол-во Примечание
вк Диол Д-132 -50 1
ВД Выключатель автома- тический i Расцепитель 8А, отсечка 141 и
ВО Персключа1ель Г1Е—021УЗ иен. 2 1 Выключение привода охлаждения
Кнопки управления
1КУ КЕ—021 исп 2 Стоп я торможеяве
2КУ KE-01J исп 2 Вращение шпинделя вправо
ЗКУ КЕ—011 исп. 2 Вращение шпинделя влево
Л1 Светильник с выключа- телем НКСОШОО'поо—03 Лампа накаливания М024—50 1
1М Электродвигатель 4ЛМ80В4УЗ I 1.5 квт 1400 об/мин 22С 380 в (М-301)
2М Электронасос П—25 М 1 «Х14-22М)
1ПР Предохрззител» НРС—б—П с встаакс-й ПВД—2 1
2ПР Пре*- .рачитель ПРС- с П с вставь* й ПВД—2
1РТ Ге*-е ’еплозое ТРИ —10 с нагревателями 4Л 1
2РТ Реле тепловое ТРИ—ЮА с нагревателями 0 32А 1
КП; КЛ Пускатель магнитный ПМЕ- 113М 2 Напряжение катушки — НОв
ККО; КТ ПМЕ—111 Напряжение катушки — ПО в
ТрУП Трансформатор ОСМ—0,16 УЗ исп-1) 1 Напряжение 380/5—* . —22—110/24 в
Л2 Лампа МН6:3 с плафоном АС—О молочного цвета 1
—39—
ЛЛ. гл
с/
Рис. 21. Э.чектри»еская схема соединений панели
—40—
Номер провода Расцветка 1 Соединение данные S
марки ' сечен При- меча!
Cl черный КП; КТ; КО; КН1 _пв 1,5
Al; Bl • — КП; КО; КН1 —»— —»—
Bl; Cl красный ТУ;КН1 —>— —»—
CH; C12 черный КТ; ВК —*— —»—
All; C13 —*— ’ КП; КГ; 1Р1 —*— 2>
1311 —»— КП; КТ; КН1 Э—
. —»— КТ; КН1 —>— »
A12 —»— 1РТ; КН1 _ >— — >— -
C14 1РТ; КН1 ~~ ->— *
A21; C21 КО; 2РТ — 3 » '
B21 —»— КО; К HI
"A22; C22 —*—
0 —»— КТ; КН1 »— * _
a красный ТУ; 2ПР _»— >
3 ж/зеленый
в красный 2ПР: КН1 —>— »
_1 ТУ; 1РТ; КН1 —>—-
2 —»— ТУ;_!ПР —»—
3 !РТ;_2РТ —э— *
d —»— —*— »—
5 ’ —»— 2РТ; КН1 — » •
9 КП: КН1 —»—
11 КП; КЛ; КН1 »— —>—
_ 13 ' —>— КП; КЛ —»— —5>—
15 КЛ; КН1 —*Z“ >
19 КП; КЛ: КН1 »— —
21 —>— КП; КЛ а — >
23 —>— КО;-КП; КЛ; КН1 — » »—
25 —»— КО;_КП; КЛ —»—
29 —»— КЛ; КН] — —»—
3* —»— КЛ; КП —»— —»—
33 КТ;_КЛ » —»—
I
। | 1
-41—
Рис. 22, Электрическая схема соединений станка
Номер трасса Номер провода (маркировка цепи Расцветка длина провода К0Л1ГЧ- марка • сеч- мм2 Примечание
1. 1; 5; 9; 11; 15; 19: 2с 1 ' красный ПВ-3 1 8x1 {металлорукав ! РЗЦ-х-15 1
1- ж/зеленый ПВ-3 1x1,5 । _ । металлорукав | РЗЦ-x-io
2. В красный ПВ-3 1x1 металлорукав рзц-х-15 •;
2. ж/зеленый ПВ-3 1x1.5 металлорукав ' РЗЦх-15
3. Л23; В22; С23 черный ПВ-3 4x1 металлорукав РЗЦ-х-15
► ж/зелепый ПВ-3 1x1,5 металлорукав • РЗЦ-х-15
4. А12; В11; £’.2- С14 черный ' ПВ-3 3x1 металлорукав РЗЦ-х-15
V ж/зелепый ПВ-3 1x1,5 металлорукав РЗЦ-х-15
5. А; В: С; Al; Bl; С! черный 1 ПВ—3 6x1 жгут
5- 5: 23 красный ПВ—3 2x1 •жгут
5- ж/зеленый ПВ-3 1х|'5 жгут
—43—
Рис. 23. Схема расположения мектрооборудовалм
П'НТГ
*4 ~ '
—44—
СМАЗКА
Принциик<1лопал vxeMa смазки, показана на ряс. 24. Перечень элементов системы смазкн
приведен в табл 8. перечень точек смазки—в табл. 9
Рис. 24. Схема смазки
Таблица 8
Поз- (см рис. 24) Наименование Кол- .Примечание
1 16Б05П-66-11 Бак 1 V=3,3 л
2 С43-12 Уловитель магнитный 1
3 Заливное отверстие 1
4-. Слив масла в бак 1
5 Маслоуказатель 1—14
МН 176—63 1 Q=0,5 л/мии
6 16Б05П.66-13 Фильтр сетчатый
Насос для смазки
8 Слив масла из корпуса фартука 1
9 16Б05П40.11 Резервуар (корпус фартука) 1
10 Маслоуказатель
1—14 МН176—63 1
12 Пресс-масленка 3-2-2
ГОСТ 19853—74 1
15 То же - 1
18 —»—__ 1
19 —>— 1
21 1
22 Заливнвое отверстие 2
23 То же I
25 Пресс-масленка 3-2-2
ГОСТ 19853—74 1
27 Ручная масленка 1
28 Преес-маслеикя 3-2-2
ГОСТ 19853-74 1
30 Маслоуказатель
1—30 МН 176—74 1
31 16Б0511.20-38 Ванна распределительная 1
32 16Б05П.20.11 Резервуар (корпус
передней бабки) 1
34 Пресс-масленка 3.1-2.
ГОСТ 19853-74 1
36 Ручная масленка 1
38. 16Б05П-30-24 Пилоств опоры 1
40 16Б05П-30-11 Ванна фитилей 1
42 Маслоуказатель
1- Зо МН 176—63 1
43 16Б05П.30-11 Резервуар (корпус коробки
подач) 1
44 16Б05П.50.116 Маслоуказатель I
46 16Б05П-50-12 Резервуар (корпус коробки
скоростей 1
47—49 Пресс-масленка 1-2.
ГОСТ 19853-74 2
. 11-50 Точки смазки 17 см. табл. 9
—46—
Таблица 9
Лоз. (см рис. 24) Периодичность ।смазки Расход смазоч- ного матери ала
Смазываемая точяа ^уда Смазочный
входит материал
11 Опоры реечной шее- Фартук Масло «индустрн- Периодическая
J3 , терни алыюе—20» ГОСТ 20799-75 Направляющие era- Суппорт „ То же ежедневно То же
14 НИНЫ Задние опоры ходо-Сл нпорт —»— 1 —»—
16 пого винта п ходово го валика Пиноль и винтовая Бабка —»— —»—
17 . papa задняя Опоры винта 1о же —»— -»-
20 Опоры винта Суп пои г —»— —»—
'24 поворотных салазок Опоры Bilkra То же —»— —»—
26 поперечных салазок Направляющие про- То же — 9 —
29 дольных и попереч- ных салазок Опоры лимба Фартук —»— —»—
33 Подшипники капе; Бабка •нпя н скольжения, передняя —»— Непрерывная 0,5 л
35 шестерни Ось сменных шесте- Гитара Смазка «Солидол Перведическая
37 рен «С» ГОСТ 4366-76 Сменные шестерни То же То же ежедневно То же
39 Подшипники левой Коробка Смазка «ЦИАТИМ Периодическая
опоры входного вала передач —201» ГОС! 6267-74 •1 раз в 6 месяцев
41 Подшипники тестер, То же Масло «нпдуорн- Непрерывная 0.3 л/мин
45 ,11п альное—20» ГОСТ 20799-75 То же Вариатор То же То же 0,3 м/мин
-48—50 Поверхность’ сопря- То же Смазка «ЦИАТИЧ Периодически
ження вадов с под- —201» вижпыми дисками ГОСТ 6267-74 ежедневно
47
Механизмы передней бабки, коробки переда1;:
и коробки скоростей смазываются от циркуляр
мой системы смазки- Эта система включает и
себя бак I, уловитель магнитный 2, сетчатый
фильтр 6 и плунжерный насос 7.
От насоса масло, насасываемое через сетча-
тый фильтр 6, поступает по напорной магистра
ли в маслораспределнтель 31 передней бабки-
11 ронд я через смазываемые части передней
бабки, масло собирается на дне корпуса 32 пе- J
ре,шей бабки. Затем масло из пряного отсека
корпуса поступает в маслораспределнтель ' 4-1
коробки скоростей вариатора, а из левого отес-
ка—сливается в ванну 43 коробки передач.
При помошн фитилей, расположенных в ванне
43, осуществляется смазка механизмов короб-
ки передач.
Пройдя через смазываемые части- масло со-
: бнрастся на дне корпуса 43 коробки подач и
корпуса 46 коробки скоростей вариатора. От
корпусов 43. 46 по сливным трубопроводам
через магнитный фильтр 2 масло возвращает
ся в бак 1
Контроль за работой насоса производиться
по маслоуказателям 30 п 42, расположенным
па крышке передней бабки и передней крышке
коробки подач.
t Прн нормальной работе насоса смазка долж-
на непрсрыпно попадать на указательное стек-
ла маслоуказателей
Смазка механизмов фартука осуществляется
при помощи вспомогательных зубчатых колес,
погруженных в масляную ванну 9.
Смазка ходового впита, ходового валика и
их опор, направляющих станины и суппорта,
пиноли задней бабки и других деталей произ-
водится при помощи масленок.
УКАЗАНИЯ ПО МОНТАЖУ
ЭКСПЛУАТАЦИИ СИСТЕМЫ СМАЗКИ
Перед пуском станка необходимо:
промыть все масляные резервуары керосином*
заполнить бак 1 маслом И—20А в количестве
3,3 л. Контроль за уровнем масла производится
по маслоуказателю 5-
заполнить резервуар фартука 9 маслом
И—20А в количестве 0,5. л-
Коптроль за уровнем производится по масло-
указателю 10;
смазать все точки, указанные в табл- 9.
Перед началом работы, сразу после нажатия
кнопки «Пуск» проверить работу насосов и
поступление масла во все точки. При работе
станка контролировать: ' -
уровень масла по указателям 5, 10;
наличие масла в указателях 30 и 42
Периодически в узле «Агрегат смазки» ’ 1Щ
обходимо выворачивать пробку магнитного
фильтра и очищать от налипших металличес-
ких частиц
Смену масла в баке 1 следует производить
один раз в 6 месяцев, в корпусе 9—при ремон
те- Долннать масло нужно по мере’ необходи-
мости.
Возможные неисправности, причины и спосо
бы их устранения приведены в таблице 10. пе-
речень применяемых смазочных материалов и
их аналогов в табл- 11.
Таблица iO
Наименование Причина Способ устранения Примечание
Отсутствие потока масла Недостаточный чрозещ, Д..•полнить емкость
в маслоуказатсле масла в баке масла в баке до тре-
буемого уровня по
м а с. ioy к а ч ател ю
Засорение сетчатого фн.и.
тра Промыть фильтр
Выход из строя насоса Заменить насос
Таблица 11
Страна фирма Марка смазочного материала
СССР «Индус: ина тыюе 20» ГОСТ 20799—75 Смазка «ЦИЛТИ'i—201» ГОСТ 6267-74
То же ИС-20 •„ ГОСТ 20799-75
ВНР Т-20 MNSZ 527747 63
ГДР. Р -20 TGL 11871
Лиг.» ня, Shell глга оП 27 Rhodin 4303
США Shell Te'Itis nil 27 SKF-65, 06 H; -0.6M Texaco RCX 169
Японии Tolio S okaf ltd Limax 1, -2-, -3
-49-
ИНСТРУКЦИЯ по ЭКСПЛУАТАЦИИ
УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
При работе на станке необходимо соблюдать Периодически следует проверять исправность
общие правила техники безопасности. блокировочных устройств.
УСТАНОВКА
РАСПАКОВКА
При распаковке сначала снимают верхний. Необходимо следить за тем. чтобы не повре-
а затем боковые щиты упаковочного ящика. днть станок распаковочным, инструментом.
ТРАНСПОРТИРОВАНИЕ
Для транспортирования* распакованного
стайка (см- рис- 25) используют две стальные
штанги диаметром 30 мм* которые пропускают
через предусмотренные в тумбе отверстия, '
^рн захвате станка канатами за штанги не-
обходимо следить за тем, чтобы не повредить
облицовку и выступающие части станка (махо-
вички, рукоятки и др.)- Для этого суппорт нуж
во установить между канатами, а в соответству
юших местах под канаты подложить деревян-
ные прокладки.
Задняя бабка должна быть сдвинута в край-
нее правое положение, а перемещающиеся-
части станка надежно закреплены.*
При транспортировании к месту установки:
и при опускании на фундамент станок не дол-
жен подвергаться сильным толчкам-
•
Ход
D L Lt 1“2 ход
16Б05П 250 Н5 135 135 16 20 160
' Рис. 27. Основные размеры суппорте.
М'О Н Т АЖ
Перед установкой станок необходимо тща
тельно очистить от антикоррозионных покры-
тий нанесенных на его открытые и закрытые
кожухами поверхности, н во избежании корро
зии покрыть тонким слоем . масла И—ЗОА
ГОСТ 20799—75- Очистка производится снача-
ла деревянной лопаточной, а оставшаяся смаз-
ка удаляется чистыми салфетками, смоченны-
ми в бензине Б—70 ГОСТ 511—66.
Схема установки станка приведена на рис- 26-
Станок устанавливают на фундаменте. Глу-
бина залегания фундамента зависит от грунта,
но должно быть не меиее 150 мм- Станок кре-
пится к фундаменту шестью фундаментными
болтами диаметром Ml6. До затяжки фунда-
ментных болтов станок должен быть выверен
по уровню:
• Точность работы станка зависит от правиль-
пости его установки- Схема установки станка
приведена‘на рнс- 26-
Станок, установленный на фундамент, дол-
жен быть выверен по уровнкгв продольном и
поперечном направлениях-
Уровень устанавливается на верхнюю плос-
кость поперечных салазок суппорта, • вблизи
ее задней кромки (при выверке в продольном
направлении) или вблизи левой кромки (при
выверке в поперечном направлении; (см рис,
26). Суппорт должен находиться в среднем по-
ложении.
Отклонение ио уровню не должно превышать
О.О4Л000 мм в обоих направлениях-
Выверка производится яри незатянутых фун-
даментных болтах Подклинивание яри вывер-
ке производится с помощью клиньев нлп дом к
патов, расположенных под опорными планками
тумбы, в трех точках (см. рис- 26), возможно
ближе к фундаментным болтам
После выверки зазор между опорными план-
ками тумбы и фундаментом должен быть залит
жндкпм цементным раствором. После полного
-.дстывання раствора фундаментные болты еле
дует затянуть.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ
ПУСК5> И ПЕРВОМ ХЧАЛЬНЫЙ ПУСК
Заземлить станок (подключить к общей цехо
вой системе заземления).
Подключить станок к электросети, проверив
соответствие напряжения сети и электрообору-
довании. станка
Ознакомившись с назначением рукояток уп
равлепня (см рис- 3), следует* проверить их от
руки, работу всех механизмов станка»
Выполнить указания, изложенные в разделах
«Система смазки» и «Электрооборудованием
относящиеся к пуску. ;. .--- i
По; ле подключения станка к сел и .нсобходн
мо опробовать электродвигатели без ’ включе-
ния рабочих органо» стайка, обратив, особое
внимание на работу смазочной системы (рис.
24.’!!озк:!=:Г! 10. ’•О. 42)-
ПРИ ОТСУТСТВИИ МАСЛА В МАСЛО ты станка зубчатых передач в передней бабке
УКАЗАТЕЛЯХ 10, 30, 42 , и коробке скоростей вариатора (рукоятки 2 и
РАБОТА ИА СТАНКЕ НЕ ДОПУСКАЕТСЯ 14 рнс Переключение скорости вращения
. дисков вариатора допускается только во время
На малых оборотах шпинделя опробовать работы станка (мах0В11Ч0к 16 3)
на холостом ходу работу всех механизмов стан „ ' н '
ка. Убедившись в их нормальной.работе, .мож- “ремя остановки вращения'шпинделя после
но приступить к настройке станка- включения тормоза при всех способах и режн
Не допускается переключение во время рабо мах обработки не должно превышать 5 сек-
• НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ
Механизм главного движения станков приве-
ден в табл- 12-
Данные для настройки различных передач
при точении и нарезании резьб приведены в
табл- 13—17, а также в таблицах- укрепленных
на передней стенке коробки подач и па ввут
ренней стенке крышки гитары. Там же прнведе
ны формулы настройки.
УСТАНОВКА ЗАДНЕЙ БАБКИ
Смешение задней бабкн на требуемую вели-
чину (при обработке конусной поверхности в
центрах) производится винтами с внутренним
шестигранником (см. рис- 9), расположенными
с двух сторон основаиня бабки-
Замер величины смещения бабки отноентель
но основания осуществляется штанген-цнрку-
ле.м по боковым платнкам корпуса бабкн и ос-
нования-
Нулевое положение бабки устанавливается
совмещением боковых плотиков в- вертикаль-
ной плоскости.
Таблица 12
МЕХАНИЗМ ГЛАВНОГО ДВИЖЕНИЯ СТАНКА
Положение рукояток Число оборо- тов шпинделя Наиболь- ший лолус- тимый кру- тящий мо- мент на шпинделе, - кг ы Мощность на ШП1ШДСЛС, кит Коэффиии сит по- лезного kдействия Слабое лис-, ио (см рнс. 4)
Обозначение рукояток (см рус. 3) прямо- го вра- щения обр.ТГ- 1ЮГ0 вра- щения по при- воду ' по паи- . более слабому звену.
14 2 16
ь /> больше а? пеноше 30 ' 125 30 125 1050 1,03 • 0,9 0.324 1.37 0,8 0,76 Зубчатое колесо 17
- больше пеныие 90 90 710 0,96 0.68 0.76 Ремень вариатора
НС < 140" 1050 ’ 0,91 ‘ 1.5 0,47 Зубчатое колесо 17
375 375 870 1.05 1.5 0.53 Электродпитатель ’
W болоше пеньше 240 240 261 1.0 0.64 0,64 Клиновые ремни
600 600 242 1.03 Г.5 0.76
1000 1000 145. 0,97 1.5 0.76 Электродвигатель
с и бояошс пеним: 720 720 92 1,01 0.68 0.74 Ремень вариатора
/5-т 950 ' 950 122 0.97 1.5 0,73
- ' td 3000 3000 50 0,57 1,5 0,38 Электродвигатель
Продольные подачн
(мм/обо рот)
Табл- 13
Рукоятка । Эскиз гитары
Положение
рукоятки
1 1 0,02 0,025 0,025 0.03 0.031 0.035
2 1 0,04 0.05 0.05 0.06 0,062 0.07 0,076
1 2 0.08 0.1 0.1 0.12 0.125 0.14 0.15
2 2 0,16 0.2 0.2 0.24 0.25 0,28 0.3
0,044
0,088
0.175
0.35
Наибольшее усилие допускаемое механизмом подачи кГС
Продольное ' 140
Поперечное ’ 85
Примечание: Величина поперечной подачи ранка
1/2 иелнчини 11|>ол'»л>ж<>й подэчи.
.Схема органон настройки
Бабка, передняя Коробка подач ,
Примечание: Потиани по рис. 3 а тебаине 2.
—55-
МЕТРИЧЕСКАЯ РЕЗЬБА (шаги в мм)
Рукоятка
Эскиз гитары
Положение рукоятки 11 1 21 1 1 I ! । Т ' !' 2! 3j. Г 4! 1| 1 1 i 3 2 i 1 1 4i,2 Ч i
I1 Г , 0,2 1 0,25 0,25 0,3 J0.3I25 0.35 0,375 0,4375 1
1*1 ' 2.. 1 ! 0,4 I 0,5 0.5 0,6 0.625 0.7 0.75 0.875 !
! । 2 ’ 0.8 ! 1 1 . 1.2 1.25 1.4 1,5 1.75 i
I2 2 |’« ।2 2 2,4 2.5 2.8 3 3,5 i
। 1 1 '-6 2 2 2,4 2.5 2.8 i3 3.5 | I
8:1 2 1 3.2 4 4 4.8 5 5,6 : : 6 7 i i
1 2 ! 6.4 8 8 9.6 10 11.2 ! 1 12 14
2 2 I 12.8 !6 16 19.2 20 22.4 ' ’ 24 28
Формулы настройки
Тиар.
Тиар = 2 i г in; i г= —--------
2hi
где Тиар—шаг резьбы мм, Т—передаточное отношение гитары; Тп—передаточное отношение
коробки подач.
СХЕМА ОРГАНОВ НАСТРОЙКИ
Бабко передняя Коробка подач
Прхкгчанис:
Познани по рис. 3 а таблице 2.
Аал
-56-
Модульная резьба (модуль в мм)
Рукоятка
Эскиз гитары
Тг
Формула настройки
1 -ni 2. ir. in I
— • -. — • in —-----------------~ —
In я &
где in—модуль нарезаемой резьбы; i—передаточное отношение гитары; In передаточное отно
-шенне коробки подач.
СХЕМА ОРГАНОВ НАСТРОЙКИ
Бабка передняя
Коробка подач
I. Позиции по рис. 3 и таблице 2.
Примечание!
—57—
ДЮЙМОВАЯ РЕЗЬБА (нитки на I")
Рукоятка
1Н№яюявяюямяа1мщ
Положение рукоятки Н1!31 3 2 ’Г?!21 4 i 2 i 1 1 ’4 1 2
'' 1 1 1 i 1 96 80 i i 64 • 56 i 40 : 88 ; 72
2 1 1 46 40 32 . 2В 1 20 • 44 i 36
1 - 2 24 ‘ 20 16 14 J 10 1 22 i 18
2* 2 12 10 8 7 ! 5л i И ! 9
1 1 12 8 7 1’ П 1 1 9
8:1 2 1 6 5 ! * ' 37» 27: 57» I 47г
1 2 3 57s ' 2 P/4 1V-4 2V-> 2’A
2. 2 17s iv4 i Г • 7/8 5/8 l«/a | I Pte
Формула настройки
Бабка передня^
где к—чис-’о ниток на 1"
i—передаточное отношение гитары
Тп—передаточное отношение коробки подач
СХЕМА ОРГАНОВ НАСТРОЙКИ
Коробка подач
НАРЕЗАНИЕ РЕЗЬБ ПРИ ПРЯМОМ ВКЛЮЧЕНИЙ ХОДОВОГО ВИНТА Таблица 1|7
:g8SS,
РЕГУЛИРОВАНИЕ
В процессе .эксплуатации станка низ пикает
необходимость в регулировании отдельных его
частей с целью восстановления их нормальной
работы- -
Регулирование натяжения ремней привода
главного движения производится поворотом
корпуса 11 (см. рис- 7) коробки скоростей ва-
риатора при помощи стяжной ганки 21- Винты
зажима корпуса 11 должны быть при этом ос-
лаблены- После натяжения ремней корпус не-
обходимо зажать-
Для регулирования радиального зазора
двухрядного роликового подшипника передней
опоры шпинделя необходимо;
1. Утопить упорный винт 7 (рис. 28).
2- Освободить от крепления и сдвинуть впра
во фланец 5-
3- Сдвинуть вправо предохранительное коль-
цо 6.
4- Снять два полукольца 4.
5. Отшлифовать полукольца 4 на размер, опре
дел я ем ый по формуле А-В—бмм, где В—тол-
щина полуколец 4 до шлифовки, мм
б—величина необходимого смещения’ внутрен
него кольца подшипника относительно посадоч
ной шейки шпинделя 8, мм.
Величина смещения определяется по форму-
ле б=15(А°——-*-0,01),
где А° —начальный радиальный зазор (до регу
лнровкн). мм. Д—требуемый радиальный за-
зор подшипника, мм
Токарно-винторезный станок мод- 16Б05П по
ставляется с радиальным зазором А°=0,003 -f
0.005 мм.
6. Установить полукольца 4.
7. Вернуть в прежнее положение предохрани
тельное кольцо 6 и упорный винт 7-
8- Ганкой 2 сместить в осевом направлении
до упора внутреннее кольцо подшипника 3 от-
носительно посадочной цТейкн шпинделя 8*
9 - Гайку 2 после выбора зазора застопорить-
винтами 1.
10 . Установить н закрепить фланец 5-
11 Проверить действительно полученный ра-
диальный зазор.
В случае необходимости повторить регули*
ровку. Все размеры следует измерять с точнос-
тью до 0,001 мм-
Положение рукоятки 13 (см- рис. 9)- соответ
ствующее наибольшему усилию зажима задней
бабки на направляющих станины, регулирует-
ся последовательным поворотом ганки 3 на
1/6 часть оборота таким образом, чтобы проти-
воположные грани гайки вхолилн в паз планки
2.
Регулирование производится при бабке, сня-
той с направляющих станины.
Клинья поперечных 3 (см рис- 13) п поворот-
ных 9 салазок суппорта регулируется впнтами-
Зазор в ганках 11 и 13 винта 7 поперечных
салазок суппорта устраняется затяжкой клипа
12 впитом М6х16. '
Зазор в гайке 14 винта поворотных салазок
суппорта устраняется поджатием гайки стопор
ным винтом 15, расположенным на лицевой
стороне суппорта. После регулировки винт 15
следует законтрнть-
Зазор в гайках 6,7 (см. рис- 12) ходового
винта регулируется упором 6-
Предохранительные устройство фартука ре-
гулируется вращением лимба 3 до получения
тягового усилия (от ходового валика), равно-
го 140 кг.
Тяговое усилие измеряется динамометром,,
установленным между корпусом фартука и ко-
робкой передач- ч
Схема расположения подшипников приведе-
на па рис- 29 перечень подшипников качения в.
|табл. 18
—60—
Рис. 26. Шпиндель.
(Правая опора шпинделя и посадочные места)
-61 —
Рис. 29. Схема расположения подшипников.
—62 —
Таблица 18
Позиции (см. рис. 29) Тип подшипников Куда входит . Класс точ- ности Кол
1; 12 6-6102 ГОСТ 831-75 Фартук 6 2
24; 25 4—461 ПЛ ГОСТ 831—75 Бабка передняя 4 2
51 0-46111Л ГОСТ 831—75 Вариатор 0 2
59; 60 0—941/7 ГОСТ 4060-75 Фартук 0 2
9; 10 То же То же 0 2
16; 17 0—941/20 ГОСТ 4060—75 Коробка передач 0 2
5; 6 0—8101 ГОСТ 4060-75 Суппорт 0 2
15 0—8103 ГОСТ 6874—75 Бабка передняя 0 3
8; 11 Фартук
43 0—8104 ГОСТ 6874-7Й Коробка передач 0 2
54 Вариатор
33 8106 ГОСТ 6874—75 Зажим 0 1
13; 14 То же Фартук 0 2
22 4—3182111 ГОСТ 7634—75 Бабка передняя 4 1
56; 57 0—27 ГОСТ 8338—75 Агрегат смазочный 0 4
-61 Фартук
18; 21; 58 0-101-ОСТ 8338-75 Агрегат смазочный 0 5
2; 7 Фартук, коробка передач
35; 36 6-104 ГОСТ 8338-75 Бабка передняя 6 2
38 0—104 ГОСТ 8338—75 Коробка передач 0 1
44; 45; 47 0-105 ГОСТ 8338—75 - Вариатор 0 3
23; 26; 31; 34 - 6-202 ГОСТ 8338—75 Бабка передняя 6 4
29 6—203 ГОСТ 8338—75 То же 6 I
41 0—203 ГОСТ 8338—75 Коробка передач 0 1
46 0—204 ГОСТ 8338—75 - Вариатор 0 1
. 55 0—110 ГОСТ 8338—75 То же 0 2
32 4—308 ГОСТ 8338—75 Бабка передняя 4 1
48 0-1000906 ГОСТ 8338—75 Вариатор 0 2
52 0—46206 ГОСТ 831—75 Вариатор 0 1
28; 30 0-1000911 ГОСТ 8338—75 Бабка передняя 0 1
27 6—7000102 ГОСТ 8338—75 То же 6 1
39; 40; 42 0-7000102 ГОСТ 8338-75 Коробка передач 0 3
19; 26; 37 0—7000103 ГОСТ 8338—75 Коробка передач 0 я
3; 4 Фартук
50 6-70001 ПЛ ГОСТ 8338—75 Вариатор 0 1
-63-
ПАСПОРТ
Инвентарный номер
Завод
Цех
Дата пуска станка в эксплуатацию
-64—
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ
И ХАРАКТЕРИСТИКИ
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
(основные параметры согласно ГОСТ 440—31)
Класс точности по ГОСТ 8—82Е
Наибольший диаметр обрабатываемого изделия
лад станиной, мы
Наибольший диаметр обрабатываемого изделия
1 над суппортом, мм
Наибольшая длина обрабатываемого изделия, мм
Центр в шпинделе по ГОСТ 13214—79
Конец шпинделя по ГОСТ 12593—72
'Наибольший диаметр прутка, проходящего через
отверстие в шпинделе, мм
{Наибольший диаметр прутка устанавливаемого
в цанге, мм
Высота резца, установленного в резцедержателе, мм
Количество скоростей шпинделя
Пределы количества оборота шпинделя, мин.
Количество передач
продольных
поперечных
Пределы подач, мм/об
продольных
поперечных
Ulan: нарезаемых резьб
метрических, мм
модульных, мм
дюймовых, число ниток на дюйм
Габаритные размеры станка, мм
длина
ширина
высота
Масса станка, кг
Шпиндель
Диаметр отверстия в шпинделе, мм
Торможение шпинделя
П
250
145
500
7032—0029
Морзе 4
4К
26
16
16
бесступенчатое
30-3000
28
28
0,24-0,35
0,01-5-0,175
0,2-5-28
0,1-5-14
96-5-5
1510
725
1360
1010
26,5
имеется
-—65—
Суппорт
^пс.'ю резцов, устанавливаемых в резцедержателе
Наибольшее расстояние от осн центров до кромки
резцедержателя, мм
Резцовые салазки
Наибольшее перемещение, мм
Наибольшим угол поворота, град
Цена одного деления шкалы поворота, град
Цена одного деления лимба, мм
Задняя бабка
Центр пиноли по ГОСТ 13214—79
Наибольшее перемещение пиноли, мм
Цена одного деления лимба, мм
4
135
110
±45
1
0,02
7032-0013-
Морзе 3
85
0.02
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА
ЭЛЕКТРООБОРУДОВАНИЯ
Количество электродвигателей на станке (с
электронасосом)
Тип электродвигателя главного движения
Мощность электродвигателя главного движения, квт
Количество оборотов электродвигателя главного
движения, мин-
Тип электронасоса
Производительность насоса л/мнн
Мощность электродвигателя электронасоса, квт
Количество оборотов электродвигателя электронасоса мин
2
4ААМ80В4»Э
-1,5
1400
XI4—22М
22
0.12
2800
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СИСТЕМЫ СМАЗКИ
Марка магла
Марка смазки
Тип насоса
И ндустриальное-20
ГОСТ 20799-74
«ЦИАТИМ-201»
ГОСТ 20799-74
плунжерный
специальный
Уловитель магнитный
С43-12
ГОСТ 17429-72
Таблица 19
СВЕДЕНИЯ О РЕМОНТЕ
Наименование я обозначения составных час- тей станка Основание для сдачн в ремонт Дата Ремонт- ный цикл работы станка, ч Вид ре- | монта 1 Должность, фами- | лня и подпись ответ ственного лица
пос- тупле- ния в ре- монт выхо- да из ремон- та
пронзво- 1 лившего i ремонт 1 приняв шего ремонт
-67-
Таблица 20
СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ
Наименование н обозначение сос- тавных частей станка Основание (наименование документа) Дата про- веденных изменений Характеристика работы станка после проведе- ния изменений Должность фамилия и подпись ответствен ного лнп*
—68«
КОМПЛЕКТ ПОСТАВКИ
Обозначение Наименование Количеств ю Примечание
абБОэП.ОО.ООО Станок в сборе Входит в комплект и стоимость 1
станка
Сменные части
16Б05П.90-66 Колесо зубчатое 1 Z-27 уст. на ст-
16Б05П.9072 То же 1 Z=35l
16Б05П.9073 —»— 1 Z=36 — ч\
16Б05П.90-75 —»— 1 Z=4Q
16Б05П.9077 —»— 1 Z-43; —v-
16Б05П.9081, —»— 1 Z-54 уст. на ст-
46Б05П.90-87. —»— 1 Z-66 , уст. на ст-
16Б05П.9091; —>— 1 Z=7.*K
16Б05П.9093 —>— 1 Z=79i
16Б05П.90-27, Цанга 1 Ф 5 мм
16Б05П.90-28 То же I Ф 6 мм
16Б05П.903Ц —>— 1 Ф 8 мм
16Б05П.9032, —»— Ф 10 мм
16Б05П.90-34 —»— 1 Ф 12 мм.
16Б05П.90-36 :—»— 1 Ф 14 мм>
16Б05П.9038, —»— I Ф 16 мм
Инструмент Ключи ГОСТ 2839-ЯСЕ 7811-0003 НС1 Хим. Оке. при 1 8x10 мм
7811-0007 HCI Хим- Оке. при 1 12x13 мм.
8711-0023 НС1 Хим. Оке- при 1 17x19 мц,
7811-0025 НС1 Хим. Оке. при 1 22x24 мц
Ключи ГОСТ 11737-74 7812-0375 Хим. Оке- при 1
7812-0377 Хим. Оке- прм Ключи гбСТ 16984-79Е 7811-0316' 1 Хим. Оке. прм 1 38-42 мм
7811-0321 1 Хим. Оке- прм Ключ к электрошкафу 90-95 мм
СТП-22-76 1
Отверка ГОСТ 17199-71 7810-0911 Хим- Оке. прм 1 1=155 мм
СВ-3/ 7810-0935 Хим- Оке. прм Вибронзолирующие опоры 1 4 1=260 мм Входят в комплект поставки
16Б05П 90.006 Ключ торцевой 1
Продолжение табл. 21
Обозначение
Наименование
Количество Примечание
16Б05П90.001
16Б05П.90.005
Принадлежности
Зажим панговый 1
Патрон трехкулачковый
самоиентрирующий 7100-0027—П 1 D=160 уст. на ст-
Ремень клиновый широкий 2-В25—900ш ГОСТ 2484 81—81—24848-3-81 1
Центр А—1-3-НП ГОСТ 8742-75 1 Морзе 3
Центры упорные ГОСТ 13214—7S
7032—0023 ПТ , 1 Морзе 3
7032—0029 ПТ , Шприц 2 ГОСТ 3643—75 Приспособления 1 1 Морзе 4
Упор микрометрический про- дольный 1 Установлен на станке
Документация
16Б05П ООООООРЭ
Станок токарно-вннторезный
повышенной точности моде-
ли 16Б05П
Руководство по эксплуатации
Поставляются по требования заказчика эа отдельную плату
Сменные части
, 16Б05П.9061
62
63
64
6Sj
67»
6$
69.
70S
71.
74.
76
78
Колесо зубчатое I Z=2O
То же 1 Z=21
—»— 1 Z-22
—>— 1 Z=24
—>— 1 Z-26
—>— 1 Z—28
>— 1 Z=30
1 Z—32
1 • Z—33
—>— 1 Z=34
—»— 1 lZ==39>
—>— 1 Z=42
—>— 1 Z=45>
-70—
Продолжение табл. 21
Обозначение
16П05П.90 79
80
82
83
84
85
86
88
89.
90.
92
9А
95
96
16ПО5П.9026
29?
31/
33
35
37
3ft
Наименование
Количество Примечание
Колесо зубчатое
То же
Цанга
То же
Z=48
Z=52
Z=55
Z=56
Z~60
Z=63
Z=64
Z—67
Z=70
?=72
Z=78
Z=80
Z=88
Z=90
Ф 4 мм
Ф 7 мм
Ф 9 мм
Ф 11 .MM
Ф 13 мм
Ф 15 мм
Ф 17 мм
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок токарновннторезныт16Б05П повышенной точности.
Заводской номер-----C-LV-Q—------
ИСПЫТАНИЕ СТАНКА НА СООТВЕТСТВИЕ НОРМАМ ТОЧНОСТИ ПО
ГОСТ 18097-72
' Таблица 22
л---г~—-и-1----•'-.П- --.. .. —- -—---- -г— .-<•& -м-.
Фактическое
Номер Допуск, мкм отклонения,
проверки мкм.
1- Проверка точности станка ,
1-1. Прямолинейность продольного перемете 10—в сторону
ння суппорта в горизонтальной плоскости осн центров
12. Прямолинейность продольного перемете 16 (Z
ння суппорта в вертикальной плоскости Вогнутость не
и допускается
1.3- Одновысотность оси вращения шпинделя 20 lZ
передней бабки и осн отверстия пиноли Ось пниоли может
задней бабкн по отношению к направляю быть лишь выше
шпм станины в вертикальной плоскости осн шпинделя
1-4- Параллельность перемещения задней
бабки перемещению суппорта: ^2-0
в вертикальной плоскости 25 t у
в горизонтальной плоскости 16 IZ-~
1.5- Радиальное биение центрирующей иовер
нос(и шпинделя передней бабкн под Q
патрон 5 3
1.6 Осевое биение шпинделя передней бабки 5
1.7. Торцевое биение опорного буртика шпин-
деля передней бабкн 10 £
18. Радиальное биение конического отверг
тия шпинделя передней бабки, проверяе-
мое; ( (/
у торна 7 7
на длине 1~200 мм 10
1-9 Паралельность осн вращения шпинделя
передней бабкн продольному псрсмеще
пню суппорта f
в вертикальной плоскости 10 на длине 1= 150 мм э
в горизонтальной плоскости 4 па длине 1— 150 мм
Свободный конец
оправки может
ОТКЛОНЯТЬСЯ
вверх и в
направлений
к резцу
-72-
Таблица 22
Фактическое
Нойер Допуск, мкм отклонения,
проверки - мкм
1.10- Параллельность продольного перемете ння верхних салазок суппорта осн враще ння шпинделя передней бабки в верти- кальной плоскости 16 га
1-12- Параллельность перемещения пиноли иаправленню продольного перемещения суппорта: в вертикальной плоскости 6 на длине 1=30 мм г
в горизонтальной плоскости 4 на длине 1 =30 мм г
1.13- Параллельность осн конического отверс- тия пиноли задней бабки перемещению суппорта: При выдвижении коней пиноли может отклоняться вверх и в сторону резца
в вертикальной плоскости в горизонтальной плоскости 1.15. Осевое биение ходового впита 2. Проверка станка в работе 2.1- Точность геометрической формы цилин дрпческой поверхности*образца, обрабо - тайного на станке при закреплении об разна в отверстии шпинделя: постоянство диаметра в поперечном сече- нии постоянство диаметра в любом сеченни Образец с двумя поясками диаметром 40 мм. шириной 20 мм. расположенными по концам Образец предварительно обработан 2-2- ’ Плоскостность торцевой поверхности образца обработанной на станке Образен диск D=I25 мм Образец предварительно обработан 2-3- Точность шага резьбы, нарезанной на станке (равномерность) у образна без участия коробки подач (прямое включе ние) с участием коробки подач Образец-валик с резьбой Трапецеидальная резьба 30x3 1—250 мм Образец предварительно обработан 12 на длине 1 = 150 ыч J 12 на длине 1 = 150 мм J Отклонение свободного конца оправки допускается лишь вверх и в - сторону резка ? 2- 4 7 на длине 1 = 100 мм S'" г Ч (» на длине ' 100 мм Выпуклость ие допускается /6 на.длине 1=50 мм 20 на длине 1 = 50 мм /5
—73—
ЭЛЕКТРООБОРУДОВАНИЕ
Завод-изготовитель — Кпровакаиский завод прецизионных станков.
Элсктрошкаф (панель)
Заводской номер —
Питающая сеть Напряжение,?$) в переменный Частота
Цепи управления Напряжение ПО в Род тока Переменный Напряжение в Род тока г-х» Напряжение в Род тока «Ь
Местное ос- вещение Напряжение 24 в ч
Электрооборудо-
вание выполнено
по схеме элект-
рической принци-
пиальной (рис. 20)
ЭЛЕКТРОДВИГАТЕЛИ
Обоз на-' чем не по схеме Назначение i Мощ- Тип 1 ность квт Номи- наль- ток, а Ток, а .
Холостой Нагрузка ход
Ml
М2
Привод
главного
движения.
Привод
насоса
охлаж-.
деин я
4АМ80В4УЗ 1.5
$/2
Комп-
лектно
с иа- ]
сотом
охлаж-
дения ,
Х14-22М (П-25М)
—74-
Испытание повышенным напряженном промышленной частоты —---------—----В проведено'
Сопротивление изоляции прелюдов относительно земли:
Силовые цепи --------—---------МОм
Цепи управления:---------———-------МОм
Электрическое сопротивление между винтом заземления и металлическими частями, которые
могут оказаться иод напряжением св 42В, не превышает 0.10 м
Вывод: электродвигатели, аппараты, монтаж электрооборудования и его испытания соотвстст
«уют общим техническим требованиям и электрооборудованию станка-
Испытания провел:---———---------------Подпись-----——--------------—------
ИСПЫТАНИЕ СТАНКА НА
СООТВЕТСТВИЕ С ОСТАЛЬНЫМИ
ТЕХНИЧЕСКИМИ УСЛОВИЯМИ
Станок отвечает всем предъявленным к нему требованиям по ГОСТ 7599-82 н техническим
условиям ТУ2—024-5079—78 и ГОСТ 12-2-009.80
Допустимый уровень звука на рабочем месте не превышает — 77 ДБ.
ОБЩЕЕ ЗАКЛЮЧЕНИЕ ч
На основании осмотра и проведенных испытании станок признан годным для эксплуатаиин-
М- П.
Дата выпуска ——*>
Начальник ОТ К
Работник Государственной приемки
—75-
СВЕДЕНИЯ
о содержании драгметаллов в станке мод 16Б05П
Наименование составной части Обозначение составной части Сб. един. Кол-во Кол-во сб сос.т. час- един- в изд- тей Масса в изделий, г Масса » од- ной COCT-, части Номер Примечание акта
Диод Д132—50 с охладителем ТУ 16-729-227-79 Г 1 0.0752 0,0752
Переключатель ТУр 6-526-408-76 1 I 0,3402 0.34Q2
Кнопка KE—ОН ГОСТ 2492-70 3 1 1,4253 0.4751 .
Предохранитель ПРС—6 ' ТУ 16:522-112-74 2 I 0.01358 0.006757
Пускатель ПМЕ—111. ОСТ 160 536 001-74 2 L 5-8976 2,9488
ПМЕ—113 —»— 2 1 5,5772 5,5772
Выключатель АЕ2036 ТУ 10-522-064-75 X 1 1,8596 1,8596
Реле ТРН-10А МРТУ 16-523.004-65 2 1 1.2754404 0.637702
Микроне реключ ател ь ЛЛ1ЖУ* ТУ 16-526.008-69 1 1 0.8367 0,8367
Всего на станок: серебра 17.30078 г-
СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок токарно'вннторезный 16Б05П класс точности П, заводской цоме( под-
вергнут консервации согласно, установленным трсбоваппям-
1. Вариант временной защити ВЗ—I.
2. Вариант внутренней упаковки ВУ—4-
3- Срок защиты без переконсервации—3 года
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станек токарно-вннторезный 16Б05П класс точности П, заводской номер
упакован' согласно установленным требованиям.
S9.
Дата упаковки-----
Упаковку произвел
ГАРАНТИИ
Прсдпрнятне-нзготознтель гарантирует соот-
ветствие токарно-винторезного станка 16Б05П
установленным требованиям в обязуется без-
возмездно заменять нлн ремонтировать вышел
шнй из строя станок при соблюдении потреби
телем условий эксплуатации, транспортирова-
ния и хравении-
Срок гарантии—18 месяцев. Начало гаран-
тийного срока исчисляется со дня пуска станка*
в эксплуатацию* по не позднее & месяцев, для.
действующих и 9 месяцев для вновь, строящих,
ся предприятий с момента прибытия* станка нд
станцию назначения или с момента получения
его на складе предприятия-изготовителя-
Материалы по быстроизнашиваемым деталям
Рис. I 16Б05П10.25. Втулка. Неуказанные предельны*
отклонения размеров: HI4: 14: ±: --------
—79—
Рис. 3. 1€Б05П.-3060. Втулка. Неуказанные предельные
отклонения размеров: Н14; h 14; * Масса — 0,12 W.
Рис. •!. 16Б05П.30.61. Втулка. Неуказанные предельны»
отклонения размеров но |] 14:
1TJ4
НН;—----- . Масса - 0,1 кг.
— 83—
425/?
Рис. 5. 16Б05П.35.48. Втулка. Неуказанные лрелельяы.-
отклонення размеров НИ. h 14; t —-р^— Масса—0,05 кг.
- Рис. 6. 16Б05Г1.35.49. Втулка. Неуказанные предельные
отклонения размеров: Н14; h 14; И: -------------------Масса—0,16 кг.
Рве. 7.16Б05П.40.18. Втулка. Неуказанные предельны*
ITI4
отклонении размером HI 4; |i 14; ± Масса — 0.03 яг.
Рис. 8. 16Б05П. 40.20. Втулка. Неуказанные предельные
отклонения размероп: НМ: 11 14; ± - Масса - 0,14 кг.
-82—
ПЕРЕЧЕНЬ К ЬЫСТРОиЗНАШИВАЕМЫМ ДЕТАЛЯМ
Обозначение Рис. Наименование Ко л Куда входит Материал Прим-
16Б05П10-25 1 Втулка 2 Станина 1660511.10.00 Бронза Бр. 05Ц5С5 см- рис. 6 поз. 5
16Б05П.25-38 2 То же 1 Гитара . 16Б05П.25.00 То же см. рис. 10 поз 3’
16Б05П.30.60 3 —»— 1 Коробка подач 16Б05П.3000 см. рис- 11 —»— ' ПОЗ- 11
16Б05П.30.61 4 —»— I Коробка подач 16Б05П.30-00 см. рис. 11 —»— поз- 13
16Б05П-3548 5 —*— 1 Суппорт 1660511-35-00 см- рис. 13 —»— поз- 16
16Б05П-35-49 6 —»— 1 Суппорт 16Б0-5П3500 см- рис. 13 —»— поз. 17
16Б05П.4018 7 —»— 1 Фартук 16БО5П.4000 - • см- рис. 12 —э— поз. 9
16Б05П.4020 8: —— 1 Фартук БрО5Ц5С5 ' см- рис. 12 —»— поз. 14
СОДЕРЖАНИЕ
стр.
Техническое описание &
Назначение 3
Состав станка 3
Электрооборудование . 37
Смазка 45
Инструкция по эксплуатаций 50
Указания мер безопасности 50
Установка 50
Настройка, наладка и режим работы 53
Регулирование 60
Схема расположения подшипников 62
Паспорт 64
Основные технические данные 65
Снедения о ремонте 67
Сведения об (вменениях в станке 65
Комплект поставки 69
Свидетельство о приемке 69
Свидетельство о кож ерзании 76
Свидетельство сб упаковке 76
Гарантии 77
Материалы по быстроизнашиваемым
деталям 78-
г. Кнровакан. тип- № 5, зак- 99, тир. 3000/44