/















































































Tags: руководство по эксплуатации токарные станки
Year: 1978




Text
к
СТАНОК
ТОКАРНО-ВИНТОРЕЗНЫЙ
16Б25ПСп
'< 1 . . - ?
-
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ТОКАРНО-ВИНТОРЕЗНЫЙ
ПОВЫШЕННОЙ точности
16Б25ПСп
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
16Б25ПСп. 00.000 РЭ
1978 г.
ВНИМАНИЕ!
Только тщательное ознакомление с конструкцией станка позволит
полностью использовать все его возможности, получать наибольшую
производительность, обеспечивать правильные условия эксплуатации,
гарантирующие длительное сох а е точности станка.
«В связи с постоянной работой по совершенствованию станка, по-
вышающей его надежность и улучшающей условия эксплуатации, в кон-
струкцию могут быть внесены незначительные изменения, не отражен-
ные в настоящем издании».
При заказе запасных чаете .та та необходимо указать следующие
данные:
1) Модель и заводской номщ : ка;
2) Расстояние между цент] а и
3) Номер рисунка, наименова ла и порядковые номера дета-
лей по чертежам общих видов осью: х узлов.
На чертежах общих видов въ" ками обозначены только детали,
изготовление или восстановление ых вне заводских условий за-
труднительно и может повлият эксплуатационные показатели
станка.
Перед пуском станка проверить натяжение плоскозубчатого ремня.
Рекомендуемое удельное натяжение ремня 2S01 — 6 кг/см.
В станке мод. 16Б25ПСп в привозе главного движения использует-
ся плоскозубчатый ремень по нормали ОН-6-07-5-63,
z —112: m = 7—1 шт.
с: о д г р ж л 11 । i г
I. Техническое описание.
1.1 Назначение п область применения . .
1.2. Техническая характеристика............ . .
1.3. Комплект поставки.................
1.4. Устройство станка.................
2. Инструкция по эксплуатации
2.1. Указание мер безопасности яри работе станка .
2.2. Подготовка станка к работе...................Я
2.3. Техническое обслуживание.....................41
2.4. Смазка .......................................... 17
2.5. Характерные неисправности н .методы пх.устране-
ния . ... 52
2.6. Быстроизнашиваемые детали....................53
2.7. Указание о проведении контроля точности . . . 61
3. Паспорт
3.1. Общие, сведения.................................. 63
3.2. Свидетельство о приемке...........................64
3.3. Электрооборудование.............................. 66
3.1. Сведения о ремонте . . .................67
3.3. Сведения об изменениях в станке..................6.S
3.6. Свидетельство о консервации.......................69
3.7. Свидетельство об упаковке.........................69
3.3. Лист регистрации изменений....................... 70
ТЕХНИЧЕСКОЕ ОПИСАНИЕ
1.1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
жарно-винторезный станок повышенной точ-
и 16Б25ПСп предназначен для выполнения
окого круга токарных работ па чистовых и
-чистовых режимах.
-анок обеспечивает нарезание метрической,
мовой, модульной и питчсвой резьб, а при со-
цеппой кинематической цепи (прямое вклю-
е ходового винта без коробки подач), дает
южность производить нарезание нестан-
ных резьб при соответствующей настройке
гитары. Автоматическое управление скоростями
вращения шпинделя позволяет производить пе-
реключение скоростей на ходу и тем самым
уменьшает непроизводительные потери времени.
На станке возможна обточка конусов без при-
менения конусной линейки путем механического
перемещения верхнего суппорта.
Не рекомендуется использовать станок при
черновой обработке.
1.2. ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
1.2.1. Техническая характеристика (Основные параметры и размеры) Скорость быстрого перемещения сушюр-
та. м/мин продольш эго .хода 4,0
Наибольший диаметр обрабатываемого поперечного хода 2,0
изделия над станиной, мм 500
Наибольший диаметр обрабатываемого Верхний суппорт
изделия над суппортом, мм 260 гткш '.~--шее 1 перемещение верхнего суп-
Наибольший диаметр прутка, проходя- rrupja. мм i 140
щего через отверстие в шпинделе, мм 65 Це - деления шкалы поворота,
Наибольшая длина обрабатываемого из- 1°
делия, мм 1000; иоед+жч; — Це; Шч деления лимба, мм эворота, град. 0,05 ±90°
Размер конического отверстия в шпин-
деле передней бабки ио конус метрический Задняя бабка
ГОСТ 12595-72* 80 Цент о ГОСТ 13211-67* 7032- 0039
Конец шпинделя фланцевого по (Морзе 5)
ГОСТ 12593-72 8М На- ' .-. ремещенпс пиноли, мм 200
Высота резца, установленного в резце- Цен я линейки, мм □
держателе, мм 32 Количество скоростей шпинделя; Цена -е я лимба, мм 0,5
прямого вращения 21 1.2.3. Механика станка
обратного вращения 9
Пределы частоты вращения шпинделя, об/мин: Механизм главного движения (табл. I)
прямого 6,3 1250
#—Ш
обратного 32—1250 -Ш~_3£00 1 . е н ческая характеристика электрооборудования
Количество продольных и поперечных подач од Род т переменный трехфазиын
Пределы по гач, мм/об: Частот 50
продольных 0,03 -10,6 I !апря т . 220, 380
поперечных 0,025 - 5.3 К оль- .КШЬКЬ В4 CTSH-
Количество нарезаемых резьб: хе । - -.щ- 3
метрических 30 Тип ЭДс,— ПИЯ А? ’ - = ~Г Ас -е- 4AI32M- 4
модульных 30 Форм M10I
дюймовых ’ 26 Мот . - с ~ “7 ~ ’ - " _ । । "
иптчевых 26 5 • - 11
Пределы шагов нарезаемых резьб: Частот АЖ»с iCWSTTno -
метрических, мм 0,5- 112 . * г V’HTf 1500
модульных, мм 0,5—112 ’ОХ.—Г . «иных хо- \O5IC2-11-1.C2
дюймовых, число ниток на 1" 56—0.25 ф . ' М301
иптчевых, питчи 56 —0,25 Мос.:-...т -
ав тателя ускоренных
Габаритные размеры станка, мм: чЗт 0.6
мина 2860; 3360; э л о кт р о дв ига тел я
3860; 4360 1ЛОСТЫХ ходов, об/мпп 1300
ширина 1300 1 ~ =7.'с - l.iCOCa ПА-22
высота 1345 Мак д гателя электронасоса, кВт 0,125
Масса станка, кг 3200 (для станка _ >та вращения двигателя электро засоса об мни 2800
с длиной обра- ботки 1400 мм) водптельпость электронасоса. л, мин 22
1.2.2. Основные данные Суммарная телец, кВт мощность всех электродвпга- 11,725
Шпиндель (рис. 1)
Диаметр отверстия в шпинделе, мм 66
"1 орможеине имеется
Суппорт (рис. 2)
Число резцов, установленных в резцо-
вой головке 4
Наибольшее расстояние от осн центров
до кромки резцедержателя, мм 259
1.2.5. Техническая характеристика
системы смазки станка
Марка масла для смазки
Тип фильтра — пластинчатого
Тин насоса —- шестеренного
Производительность насоса, л/мни
«Ипдустриаль-
ное-20»
ГОСТ 20799-75
012Г41-11
1'11-11А
5
Рис. 1. Шпиндель.
Рис. 2. Суппорт.
Таблица 1
НАИБОЛЬШИЙ ДОПУСТИМЫЙ КРУТЯЩИЙ МОМЕНТ НА ШПИНДЕЛЕ И
НАИБОЛЬШАЯ ДОПУСТИМАЯ МОЩНОСТЬ
«воротов = - деля з -чин. 11аиболь- ший допус- тимый кру- тящий мо- мент па шпинделе в кгм. Наиболь- шая допус- тимая мощ- ность в КВТ. Число оборотов шпинделя в мин. Наиболь- ший допус- тимый кру- тящий мо- мент на шпинделе в кгм. Наиболь- шая допус- тимая мощность в КВТ. Примечание
1250 9 11 1600 7 11
1000 11 11 1250 9 11
800 13 11 1000 И 11
630 17 11 800 13 11
500 21 И 630 17 И
400 27 11 500 21 и
315 34 И 400 27 11
250 43 11 315 34 и
200 54 и 250 43 11
160 67 11 200 54 11
125 86 11 160 67 11
100 107 и 125 87 11
80 134 и 100 107 и
63 158 10,2 .80 134 и
50 158 8,1 63 158 10,2
40 158 6,5 50 158 8,1
31,5 158 5,1 40 158 6,5
25 158 4,05 31,5 158 5,1
16 158 2,6 20 158 3,2
10 158 1,62 12,5 158 2,02
6,3 158 1,02 8 158 1,3
9
Таблица 2
ТАБЛИЦА ПОДАЧ И РЕЗЬБ
1 Г: в Су mln Ф ® ас 4ow access ' - - - ” — — -.
SSSEi^w^^i^BKi1
6 а 3354 6 а се бе ш/и । 1! ш IV 1 II III IV | II ш IV 1 ii I iiij IV_j
< fji /25077 7/5-25' 80-67 АЛА 075 О,/9 076 асе о,?с 0,95 0,08 079 1,1ч 0,09 070 /73 070 078 ir52 о, /г 078 i9 О,/0 077 8.73 о./з 0,63 2,56 O79 075 375 076 0,95 3.8 079 /39 673 071 /75 573 078 /72 6,08 07/8 iO 37 '07s 277 979 Wj 276 /0,66
№50-6.3 НН» AW 0,5 0,25 —. — — ~7" /75 '/.5' 6 '24 ^75 2 2r5~ ~3' ~35_ /9 56' IV "J 6 cc СГ _6__ 3 28 1/2 ’’
□йЬ VjL 1 Н1и 3/5-25 ВО-6,3 ЛАЛ 2 х. /О 3 7 2 3.5 /9' 6 /о" 5 20 ~ 26 5 32 Ю 40' '/2^ 28 /6 69 20 80
А А. А? , ь_ /250-6,3 i ЖЛ 32 Со 96 56 58 'од 26 D <?' Cd 8 ~7o~ /Г г иГ r. 5 f J
. 1 ЕМШ 3/_-25 80-6.3 М АЛЛ О 1. 9._.J /о~ 2,5 /2 С. /9 7 О d.fj /л 1 - - - 5 /75 6 j ? /, 5 j / 35 2 0,5 2.5 3 075 5.5_ г 0.25 {87 ’//J
Таблица 3
ТАБЛИЦА НЕСТАНДАРТНЫХ РЕЗЬБ
т.//
6
Л 2dpU4£d4a£
зозоба
ас _ 4 с ?з_
' 64
ч
J
)
я Z. -- 4JL . 36.
Cd 3 64
Вид
тт
резьба
а'.11—10 86
о сГ ?з зб
~~Ц орг
fk/w/е^ая
36
tr L а‘ б*'! „ , ®~'г/;- 0,1 tr ! ? Off Ж. с> S «'' G С, с ' d Bi/d\ / id. il 6 d' G C 5 '~d~ Bi/B tr t/J а c c • d
и ti
а с #езь&1 с’ d"i pest'5 t
8?& .4S. 44. trjr £25 fW'TT d/r> 16 64 5 4 Q5T 38 |3 80$
3 £.75 StJSi '^. —Лх?5>— - А Ад \з „ - 3J Ж -5 [75'л£ 1 /n w is 4^ 4G 78 5d 66 Аде 98 44 88 80 44 73
№ 3,75 40 65 Hf 4L 64 "б 0 /тт/ 3^5 3,?5 65 * "~ZT“T~ G& 74 32 f ‘/0 86 64 65 32 86 50 39'73
38, 75 3 & 73 60 81 H \ 6d 7$ 6C 86 72 ~54 73
6 4, S 40 54 &4 "ЗЙ 6 4,5 83 off 40° 73 29 13 40 72 64 ’ 34 29 18 22 86.80 36 73 86 80 44° 73
5,5 6.5 40 66 64 7S QtFJp 64 S3 5,5 6,5 S3 S 8 73 ' 3S 22 1 40 78 64 66
SS 65 36 ?J \ 40 60 64 65 26 86 SO 39° 73
?,5 V0 75 64 $0 7,5 86 75 36 73 30 40 60 04 75 30 86 72 54'73
12 9 /г 9 OS 50 48'75 JO 3 40 78 64° 54 /2 9 86 80 3S ' 73
/Г 40 66 64 76 // 55 86 73 ° 38 // 40 72 64 66 1/ 44'73
13 40 65 64 60 13 86. 65 36'73 /J 40 60 64 °65 /3 46 60 39’ 73
15 40 75 64 60 15 86.75 36 73 /5 ^0 60 6O‘ 76 /5 86 72 54'73
29 1В dl.54. 64 73 29 18 86 SO 40° 73 b Qj 70 22 s4"4g 6 4i 86 80 Зб' 73
26 40 66 64' ?& 99 S3 86 73 ‘ 36 4'?. 40 ?2 64 ‘ 66 Si 6A ~44'73
вв 8'6 £JL 64 60 26 86 65 36‘73 6i 40 SO 6 4'65 Bi 86 so_ 39 ’ 23
30 4$ 75 64 60 30 86 75_ 36 73 7i 43 50 64" 75 7i 86 72 54'73
9В 36 4J2.&6L 64 72 98 36 Bl. s0 40 73 Q (J 0 1 z ❖ 4Q 77 6 4 54 3 29 $6 80 36 ~t3
44 40 6_5_ 6ч"?2 44 S6 86 73"36 Л J г о 4J> 72_ ~6'4 66 29 86 80 44 73
52 40 65 6 4'60 5ё B6 65 36 73 0 4 40 60 64 65 3i 86 60 31'73
60 40 75 84 60 60 66 75 3 6 73 у 54.8£\ 64 75 0 у 86 72 54 ' 73
96 ?2 S6 64 72 40 68 64 72 96 ?2 И.Л 40 73 15 / 4 t e, 4 -0 72 64 54 l.U ts 86 BQ. '36° 73
as 55 86 73 36 / 7 ' л 40 72 6d 66 1s 86 80 44° 73
104 4Q 66 64' 6Q 10U 86 65 36’ 73 1 i 40 60 d> J 5 .86 60 T9"'^
190 40 ?£ 64 60 120 86 76 36 73 /Г 40. "60 64 P5 1§ 86 42 54° 73
11
Таблица 4
ПЕРЕЧЕНЬ ГРАФИЧЕСКИХ СИМВОЛОВ
&-О
--Ф -
<?
4>-
© -
У?езср резьба с
з/азс/ъ
далс/^с/ з^а^е^с/
с^/7/yqo.ma
с' аза г о /эеЗы5.
В<^7ю^е^</е ззссс^сзо З^/яа <^зз
из/7*з
'-rCCfa*,
/зез^За с
° ал а а
Тасз7зу<а г/уауел'С'С
/7&&1 у Cy/7/7Cp/77Q
Та&х/уха /7з^£/сз7/су&^иЗ/
Сза/зсзс/узЗ’ ^craa/ewp
_______аззт^Зе^тр______________
резьба.
/^Cu/VC&aP с/ /7и/77зе^аз
резеда
лежаче/.
Спазха ъсг^а&ур'Кщс/аг
суппо/з/7?а
f^op/vae с/оаи^е/7’аз>
^-/?^ /yctesip.
/^ср/^оз з с^с>а/77/зое
о^аауЗ/узз аз/7с//з^зз737.
/та/жрж&тязе /7сс&/ус>
/^асос езтзга рзсде/ш#.
Tb'/JWCC&r/d' С/ /7'32^732^3/7'3/С/
Таблица 5
L3. КОМПЛЕКТ ПОСТАВКИ
Обозначение 1 ^именование Коли- чество Примечание
16Б25ПСп Станок в сборе
Входят в комплект и стоимость станка
Запасные части
муфта электромагнитная ЭТМ 114—1Н5 Приложено отдельным местом
в общей упаковке
Сменные части
16Б25ПСп—080—402 Колесо зубчатое сменное z = 73 m = 2,25 1 установлено на станке
16Б25ПСп—080—403 Колесо зубчатое сменное z = 64 ш —2,25 1 то же
16Б25ПСп—080— 406 Колесо зубчатое сменное z —40 гл = 2,25 1 -—»—
16Б25ПСП—080—404 Колесо зубчатое сменное z = 60 ш = 2,25 1 приложено отдельным местом
в общей упаковке
16Б25ПСп- 080—405А Колесо зубчатое сменное z=55 гл = 2,25 1 то же
1бБ25ПСп-080 -407А Колесо зубчатое сменное z = 39 ш = 2,25 1 —»—
1бБ25ПСн—080—408 Колесо зубчатое сменное z = 36 m = 2.25 1 —»—
16Б25ПСп—080—409А Колесо зубчатое сменное z = 65 m = 2.25 1 —»-—
16Б25ПСп—080- -410 Колесо зубчатое сменное z = 75 m = 2,25 1 —»—
16Б25ПСп—080—411 Колесо зубчатое сменное z = 80 m = 2,25 1 —»—
16Б25ПСп- -080—412 Колесо зубчатое сменное z = 44 m = 2,25 1 —»—
16Б25ПСп 080 -413 Колесо зубчатое сменное z = 50 m=2,25 1 —»—
16Б25ПСп—080—414 Колесо зубчатое сменное z=72 m = 2,25 1 —»—
1бБ25ПСн—080—415 Колесо зубчатое сменное z=66 ш = 2,25 1 —»—
1бБ25ПСн 080 -416 Колесо зубчатое сменное z = 54 m = 2,25 1 —»—
16Б25ПСп—080—401 Колесо зубчатое сменное z = 86 rn = 2,25 1 —»—
Инструмент приложено отдельным местом
в общей упаковке
16Б25ПСп -180—408 Ключ для замка элсктрошкафа 1 то же
Ключ 7811—002 1Д2. Хим. оке'ГОСТ 2839-71 1 -—»—
Ключ 7811—002 ЗД2 Хим. оке. ГОСТ 2839-71 1 —»—
Ключ 7811- 002 5Д2. Хим. оке ГОСТ 2839-71 1 —»—
Ключ 8 ГОСТ 11737-66 1 —»—
Ключ 10 ГОСТ 11737-66 1 —»—
Ключ 12 ГОСТ 11737-66 1 —»—
Ключ 14 ГОСТ 11737-66 1 .—»—
Принадлежности
ГОСТ 2640 -44* Электронасос охлаждения ПА-22 1 установлен на станке
ГОСТ 2675—71* Патрон 7100—0012 1 приложено отдельным местом
в общей упаковке
1йБ25ПСп—090—001 Патрон поводковый 1 то же
1Ь525ПСп—090—002 Планшайба переходная (к патрону 7100 - 1 —»—.
00012 ГОСТ 2675-71*)
•У
: Б 25ПСп—020—475 Втулка переходная 1 .—»—
Обозначение Наименование Коли- чество Примечание
ГОСТ 13214—67* Центр 7032—0035 ПТ 1 устанавливается на станке
ГОСТ 13214- 67* Центр 7032—0036 ПТ сормайт 1 то же
ГОСТ 8742-7$: Центр 1—5—НП 1 —»—
ГОСТ 1284—68** Ремень Б 1600Т 4 —»—
ОН-6-07-5-63 Ремень зубчатый z—112 m=7 1 —»—
ГОСТ 1284—68** Ремень А-800 1 —»—
Документы
16Б25ПС11.00.000РЭ Станок токарно-винторезный повышенной точности. Руководство по эксплуатации 1 приложено отдельным местом в общей упаковке
16Б25ПСп.00.000РЭ1* Станок токарно-винторезный повышенной точности. то же
Руководство по эксплуатации оборудова- ния.
Входит в комплект, но поставляется за отдельную плату
Реле промежуточное па герконах РПГ-010421УЗ па 24В. 1 приложено отдельным местом в общей упаковке
Переключатель П2Т-1 1 то же
Микропереключатель МПЗ-1 —»—
Лампа коммутаторная КМ24-35 4 —»—
Кнопка малогабаритная К.М2-1 2 —»—
Управляемый диод КУ202Л 1 —»—
Управляемый диод КУ-201 Е I —»—
Диод кремниевый Д226Е 5 —»—
Транзистор МП37А 1 —»—
Конденсатор К50-76—160В—200мкф 1 —»—
Резистор МЛТ 0,5—130+10% 2 —»—
Резистор МЛТ—0,5—510+5% 1 —»—
Резистор .МЛТ- 0,5— 1 к ± 10 % 1 —»—
Резистор МЛТ -0,5—2,2к+10% 1 —»—
Резистор МЛТ—0,5—Зк+10 % 1 —»—
Резистор МЛТ—2 - -470+5 % 1 —»—
Поставляется по особому заказу за отдельную плату
16Б25ПСп—100 Люнет подвижный (диаметр зажима от 30 до 120 мм) 1 установлен па станке
16Б25ПСп—101 Люнет неподвижный (диаметр зажима о г 30 до 150 мм). 1 то же
16Б25ПСп—101 Люнет неподвижный (диаметр зажима от 120 до 300 мм) 1 —»—
16Б25ПСп—-230 Липецка конусная 1 —»_.
ГОСТ 3890—72* 16Б25ПС11—090—004А Патрон 7103-0049 Планшайба переходная (к патрону 7103-0049' ГОСТ 3890-72) 1 1 приложено отдельным местом в общей упаковке то же
14
1.4. УСТРОЙСТВО СТАНКА
1.4.1. ОРГАНЫ УПРАВЛЕНИЯ СТАНКОМ
Позиция
см. рис. 4
1
2
3,14
4
3
i
8
9
10
И
12
13
15
16
17
18
19
20, 22
21
Наименование и назначение
Рукоятка включения нормального и увеличенного шага левой или правой резьбы.
Рукоятка переключения диапазонов.
Рукоятка для выключения и реверсирования вращения шпинделя.
Рукоятка для поперечной подачи суппорта.
Рукоятка для включения продольной и поперечной подачи.
Кнопка включения ускоренных ходов.
Рукоятка зажима пиноли.
Рукоятка быстродействующего зажима задней бабки
Маховик для перемещения пиноли.
Гайка для зажима задней бабки.
Гайка для зажима задней бабки.
Пульт управления.
Рукоятка включения маточной ганки.
Кнопка для смазки верхних направляющих каретки, пара винт-гайка.
Кнопка для включения механической подачи верхнего суппорта.
Кнопка тля выведения реечной шестерни из зацепления при нарезании резьбы.
Маховик для ручного перемещения суппорта.
Пульт управления на шпиндельной бабке (пост, толчок, охлаждение, реверс шпинделя).
Рукоятка для настройки шага резьбы и подачи.
Рукоятка включения подач, резьб метрической и дюймовой и прямое включение ходо-
вого винта (без коробки подач).
/3 rf/7 /3
1.4.2. СХЕМА КИНЕМАТИЧЕСКАЯ
(рис. 5)
г ~ широкой известности кинематической
ап _ станка описание ее не приводится.
1.4.3. СХЕМА РАСПОЛОЖЕНИЯ
ПОДШИПНИКОВ
(рис. 6)
В таблице 6 указан перечень к схеме располо-
- : ния подшипников.
1.4.4. СТАНИНА
(рис. 3)
Станина станка жесткой конструкции с диаго-
нальными ребрами и с двумя призматическими и
двумя плоскими направляющими. Направляю-
щие подвергнуты термообработке с последую-
щей шлифовкой. Передняя и задняя направляю-
щие служат для перемещения каретки и защи-
щены от воздействия внешней среды телескопи-
ческими щитками. Средние направляющие слу-
жат для перемещения задней бабки. Станина ус-
танавливается на тумбах, между которыми рас-
положено корыто для сбора стружки.
1.4.5. КОРОБКА СКОРОСТЕЙ
(рис. 7)
Коробка скоростей имеет 9 прямых и 3 обрат-
ных ступеней чисел оборотов. Переключение ско-
ростей осуществляется с помощью 7 электромаг-
нитных муфт. Коробка скоростей крепится на
плите, закрепленной на задней стенке, левой тум-
бы. Движение на входной вал коробки скоростей
с электродвигателя осуществляется клиноремен-
ной передачей, а с выходного вала АКС на
шпиндельную бабку передается с помощью плос-
козубчатого ремня.
1.4.6. ШПИНДЕЛЬНАЯ БАБКА
(рис. 8, 9, 10, И, 12)
Шпиндельная бабка представляет собой ре-
дуктор, позволяющий получать три диапазона
скоростей шпинделя со следующим кинематиче-
ским соотношением входного числа оборотов к
выходному: 1:1; 1:4; 1 : 16.
Развертка шпиндельной бабки дана на рис. 8.
Шпиндель 1 разгружен от действия радиальных
сил ременной передачи и смонтирован па высо-
коточных цилиндрических роликоподшипниках и
радиалыю-упорных шарикоподшипниках. Он по-
лучает вращение от автоматической коробки
скоростей (АКС) через зубчатую ременную пе-
редачу.
В положении диапазона 1 : 1 (вращение напря-
мую АКС) шпиндель получает со шкива 2, же-
стко соединенного с шестерней-муфтой 3 и через
включенную в нее шестерню 4.
Включение диапазона 1 : 4 происходит с по-
мощью: шестерен 3, 5, 6 и 7; а диапазона 1:16
3. 5, 6, 8, 10, 9, 11 и 12 (положение показано на
рис. 8).
Включение всех трех диапазонов осуществля-
ется рукояткой 13 (рис. 10), ступица 14 которой
соединена с валиком 15, на котором закреплен
кулачок 16, имеющий два специальных паза 16а
и 166. В эти пазы входят ролики рычагов 17 и 18.
Рычаг 17 жестко связан с валиком 19, на кото-
ром так же жестко закреплен рычаг 20. Получая
определенное вращение от паза 16а, через рычаг
17 и валик 19, рычаг 20 с помощью переводки21
(рис. 10 и 12), кулачка 22 и вилок 23 и 24, пере-
ключает шестерни 6 и 11. Согласованно с рыча-
гом 17, рычаг 18, свободно сидящий на валике 19,
от паза 166 получает определенное вращение и
через тягу 25 (рис. 10 и 11) поворачивает рычаг
26, с которым связаны вилка 27 и сухарь 28 (рис.
9 и 12, переключающие шестерни 5 и 4.
Для указания нужного включенного диапазона
служит электросигнализация, работающая от
контактов 29 и 30 (рис. 10), находящихся под
ступицей 14 рукоятки 13.
Привод от шпинделя к гитаре станка осущест-
вляется с помощью шестерен 31, 32, 33, 34 (рис.
8.) Включение нормального или увеличенного
шага правой или левой резьб производится руко-
яткой 35, закрепленной с кулачком 36 (рис. 9,
И). Кулачок 36 управляет одновременно двумя
сборными рычагами 37 и 38, которые через вил-
ку 39 и сухарь 40 переключают в соответствую-
щее положение шестерни 31 и 33.
1.4.7. ЗАДНЯЯ БАБКА
(рис. 13)
Задняя бабка закрепляется эксцентриковым за-
жимом с помощью рукоятки 26 при легких рабо-
тах и дополнительно винтами 13 и 50 при тяже-
лых работах. Если рукоятка 26, отведенная в
крайнее положение, не обеспечивает достаточный
прижим, то нужно посредством регулирования
гайки 37. изменить положение прижимной план-
ки 35 и установить необходимое усилие прижима.
Для облегчения перемещения и предотвраще-
ния износа, направляющих задняя бабка снаб-
жена пневмооборудованием. Сжатый воздух от
сети через фильт (влагоотделитель), маслорас-
пылитсль, трехходовой клапан и систему отвер-
стий и канавок, подается между сподком задней
бабки и направляющими станины, образуя воз-
душную подушку.
Ежедневно перед началом работы необходимо
спустить влагу из фильтра, повернув вороток,
установленный в его нижней части. Один раз в
2—3 месяца фильтр снимать для очистки и про-
мывки. В маслораспылитсль, по мере израсходо-
вания, заливать масло «Индустриальное-20»
ГОСТ 20799-75.
1.4.8. КОРОБКА ПОДАЧ
(рис. 14, 15, 16)
Коробка подач станка позволяет получать ве-
личины и диапазон подач суппорта, шагов мет-
рических, дюймовых, модульных и питчевых
резьб. В таблице 2, помещенной на передней
стенке шпиндельной бабки, указаны все возмож-
ные величины продольных и поперечных подач,
а также шаги резьб нормальной точности, полу-
ченные при помощи механизма коробки подач и
соответствующих настроек гитары.
17
На кожухе, закрывающем гитару, помещена
таблица 3 настроек на резьбы повышенной точ-
ности.
Резьбы повышенной точности нарезаются при
более короткой кинематической цепи — напря-
мую (без коробки нодач), т. е. путем настройки
гитары па каждый шаг резьбы.
Для выбора вида обработки: 1) подача; 2) ме-
трическая или модульная резьба; 3) дюймовая
пли питчевая резьба; 4) прямое включение ходо-
вого винта—служит средняя рукоятка коробки
подач, имеющая в положениях особые символы
(таб. 4).
1.4.9. ФАРТУК
(рис. 17, 18, 19)
.Механизмы фартука обеспечивают получение
подач каретки и суппорта в четырех направлени-
ях в ускоренном и рабочем режимах. Для обеспе"
чепия продольной иодачи включается муфта 1
или 2, для обеспечения поперечной подачи вклю-
чается муфта 3 или муфта 4. Для предотвраще-
ния самопроизвольного включения поперечной
подачи при выключенной продольной и наоборот,
на тяге рукоятки 5 устанавливается палец 6, ко-
торый входит поочередно при включении рукоят-
ки 7 в. кольцевой или шпоночный паз фланца 8.
В фартуке имеется так же блокировочное устрой-
ство для предотвращения одновременного вклю-
чения подачи рукояткой 7 п маточной гайки ру-
кояткой 9.
Это устройство состоит из шарика 10 и специ-
альных отверстий в гильзе 11 маточной гайки и в
кулачке 12 механизма включения подачи.
Регулировка положения полугаек маточной
гайки обеспечивается специальными винтами 13
через штифты, установленные во внутренней
гильзе 14 маточной гайки. Регулировка зазора
между четырьмя зубчатыми муфтами в нейтраль-
ном положении обеспечивается поворотом соот-
ветствующих эксцентриков 15 с последующим
фиксированием их специальными шайбами 16.
На тяге 5 рукоятки управления устанавливается
кулачок 17, который обеспечивает отключение ру-
коятки ручной поперечной подачи суппорта при
механической подаче через толкатель 18.
Фартук снабжен предохранительной шарико-
вой муфтой 19, которая срабатывает в случае
превышения допустимой осевой нагрузки. Вели-
чину предельного усилия можно регулировать
гайкой 20.
1.4.10. КАРЕТКА, ВЕРХНИЙ СУППОРТ
(рис. 20, 21, 22, 23)
Механизмы каретки и верхнего суппорта обес-
печивают подачу инструмента в поперечном на-
правлении. Механическая подача верхнего суп-
порта осуществляется при выдвинутом положе-
нии кнопки I, и зафиксированном от вращения
винте. Обработка конических поверхностей с при-
менением механической подачи верхнего суппор-
та возможна при установке верхней части суп-
порта па соответствующий угол и закрепление
его специальными винтами. На чертеже обозна-
чено положение кнопки 1 при включенном винте
поперечной подачи. Для повышения безопаснос-
ти работы предусмотрено отключение вращения
рукоятки 2 ручного перемещения суппорта 3.
На каретке расположены рукоятки 4 для
включения и реверсирования вращения шпинде-
ля. Шпиндель начнет вращаться только при од-
новременном перемещении рукояток 4 и нажа-
тии одной из кнопки 5, которые служат для бло-
кировки произвольного включения шпинделя.
Каретка снабжена дифференциальным лимбом
поперечной подачи 6, который позволяет вести
непосредственный отсчет перемещений суппорта
относительно оси центров станка.
Регулирование зазора в винтовой паре попе-
речной подачи осуществляется поворотом червя-
ка 7 и последующим фиксированием его двумя
винтами 8.
Регулирование зазоров в направляющих «ла-
сточкин хвост» каретки и верхнего суппорта про-
изводится смещение соответствующих клиньев 9
относительно направляющих регулировочными
винтами 10, которые расположены с обоих тор-
цов клиньев.
Для предотвращения смещения каретки при
торцевой обработке предусмотрено закрепление
се относительно станины специальным винтом
через планку И.
При механической подаче недопустимы пере-
мещения верхнего суппорта до крайних положе-
ний (перемещения верхнего суппорта ограниче-
ны рисками).
1.4.11. резцедержатель
(рис. 24)
Корпус резцедержателя 4 фиксируется па
зубьях плоского кольца 1, закрепленного па
верхнем суппорте.
Разжим, поворот и фиксация резцедержателя
осуществляется поворотом рукоятки 12, сначала
против часовой стрелки, а после выбора нужной
позиции зажим производится поворотом рукоят-
ки по часовой стрелке.
Конструкция резцедержателя обеспечивает на-
дежную защиту встроенных детален от попада-
ния грязи и эмульсии.
1.4.12. ГИТАРА
(рис. 5)
Для обеспечения продольных и поперечных но-
дач суппорта, указанных в таблице 2, а также
для получения табличных значений шагов метри-
ческих и дюймовых резьб на станке установлены
сменные шестерни с числом зубьев а = 40, с=73,
, г. а с 10 73 „ ' „
а = 64—--И”:~7Т"бГ' этого рукояткой 21
(рис. 4) надо установить необходимый тип наре-
заемой резьбы, а рукояткой 20 и 22 (рис. 4) вы-
брать требуемый шаг.
Для нарезания модульных и питчевых резьб,
указанных в таблице 2 устанавливают комбина-
цию входящих в основной набор сменных шесте-
реи а =86, b=36, с=60, d =73 -п-----
d в 73 36
Для нарезания резьб, не указанных в основной
таблице с использованием кинематической цепи
коробки подач необходимо настроить гитару,
18
tn
86 шп
36 шт
86 Рт
зб ' р„
пользуясь в общем виде следующими соотноше-
ниями:
а с 5
для метрической —--------д-
„ ас 5
для дюймовой -— —т---—г-
в d S
а с 60
модульной —------~~ДТ
„ а с 60
2 " питчевои —
в а 73
где 1и — шаг нарезаемой резьбы в мм;
яп — нарезаемое число ниток па 1 дюйм;
тн—модуль нарезаемой резьбы;
Рп — шаг нарезаемой резьбы в питчах;
т— табличная резьба;
и — нарезаемая резьба.
С целью упрощения расчетов гитары имеется
специальная таблица 3, установленная на внут-
ренней стороне кожуха коробки подач.
Нарезание резьб повышенной точности при не-
посредственном соединении ходового винта со
шпинделем через сменные шестерни с отключе-
нием механизма коробки подач.
Рукояткой 21 (рис. 4) установить соответству-
ющий вид резьбы, а рукоятку 22 (рис. 4) поста-
вить в нейтральное положение, обозначенное
стрелкой (для исключения холостого вращения
механизма коробки подач). Подбор сменных ше-
стерен для нарезания определенного шага резь-
бы повышенной точности производится по фор-
Парезапис миогозаходпых резьб производится
следующим образом: (рис. 4).
1. Рукоятки 3, 14 и 5 должны находиться в
среднем положении.
2. Рукояткой 13 включить гайку ходового
винта.
3. Рукоятками 20 и 22 установить необходимое
значение хода нарезаемой .резьбы.
4. Проворачивая вручную шпиндель совме-
стить одно из делений па кольце 41 с риской за-
щитного станка 42 (рис. 8).
5. Расцепление шпинделя с кинематической
цепью стайка для деления на число заходов про-
изводить посредством установки рукоятки 1 в
нейтральное положение (одна из диагоналей ру-
коятки расположена вертикально).
6. Деление па число заходов производить пу-
тем поворота вручную шпинделя на число доле-
пи, соответствующее число заходов нарезаемой
резьбы (при двух заходах — на 30 рисок, при
трех на 20, при четырех—на 15 и т. д.).
7. Рукоятку 1 установить в исходное положе-
ние.
8. Прорезать, нитку резьбы.
9. При последующем делении операции, изло-
женные в пунктах 5- -8, повторить подобным об-
разом.
1.4.13. ОСОБЕННОСТИ РАЗБОРКИ И
СБОРКИ НЕКОТОРЫХ УЗЛОВ СТАНКА
1. При разборке коробки скоростей (рис. 7)
необходимо вначале отсоединить провода, пи-
тающие электромагнитные муфты 1. 2. 3, 4, 5, 6,
7. Снять шкивы 8 и 9, отвернуть винты на всех
боковых крышках, сиять штифты, скрепляющие
обе части корпуса коробки.
После этого валы вместе с муфтами’и шестер-
нями могут быть легко вынуты из корпуса. При
разборке следует соблюдать осторожность во из-
бежание порчи питающих проводов и муфт.
Сборку производить в обратном порядке.
2. При разборке шпиндельной бабки нужно
пользоваться рис. 8. 9. .11, 12. При демонтаже
механизма управления трензелем необходимо
вначале сиять ручку 35 (рис. 9), а затем, отвер-
нув винты, можно вынуть фланец вместе с рыча-
гами. После сборки механизма управления пере-
борной группы нужно отрегулировать правиль-
ное положение шестерен перебора посредством
специальных регулировочных тяг, скрепленных с
вилка ми управления.
3. При разборке коробки подач (рис. 14, 15,
16) нужно вначале снять лицевую и заднюю
крышки, а штем плит\ со всеми элементами уп-
равления.
Дальнейшая разборка и сборка особых труд-
ностей не вызывает.
4. При разборке фартука (рис. 17, 18, 19)
нужно соблюдать следующую последователь-
ность.
Вначале спять фартук со станка, отсоединив
предварительно провода в каретке, спять ниж-
нюю крышку 21 и приступить к разборке меха-
низма управления. Вынув палец 22, можно
спять рукоятку 7 вместе с проводами. Через па-
зы в ступице 23 нужно вывернуть винты, скреп-
ляющие фланец 8 с корпусом и после удаления,
штифта 24, можно демонтировать фланец вместе
со ступицей и осью.
Разборку остальных элементов производить
согласно чертежам.
5. Для разборки механизма каретки и суппор-
та (рис. 20, 21, 22. 23) нужно спять каретку со
станка, отсоединив предварительно передние
(IH и задние (13) прижимы.
ПЕРЕЧЕНЬ ПОДШИПНИКОВ КАЧЕНИЯ Таблица 6
№ под- № Габариты в мм Узел, в котором установлены №
о
шипника по ГОСТу ГОСТа d D в <ла Г0Ч1 ги подшипники ио схеме станок
Подшипники однорядные радиальные.
1000099 8338—75 9 20 6 Каретка 75 2
1000901 тп 12 24 6 Каретка 67; 70; 72 6
1000904 20 37 9 Каретка, верхний суппорт 68; 74 4
1000905 » 25 42 9 Каретка 2
1000909 45 б-'' 12 Фартук 55 2
104 20 42 12 Коробка скоростей 41; 42; 44 4
106 у? 30 55 13 Фартук 1
107 35 62 14 5 Шпиндельная бабка 1 1
108 40 68 15 Фартук 60 1
109 45 75 16 Коробка скоростей 32; 34; 35; 36; 39; 43; 81; 20
45; 46; 48
ИЗ 65 100 18 Коробка скоростей 33; 47 4
114 « 70 110 18 Фартук 52 2
124 И 120 150 28 5 Шпиндельная бабка 3 2
203 » 17 40 12 Каретка, фартук 58; 61; 59; 62; 63; 54; 76 8
204 20 47 14 Каретка 73 1
205 > 25 52 15 Фартук 64 1
206 И 30 62 16 Привод быстрого хода 80 2
303 17 47 14 Фартук 56 1
304 » 20 52 15 6 Шпиндельная бабка 11; 12 2
305 35 62 17 6 Шпиндельная бабка 2; 13 3
306 30 72 19 Коробка скоростей 37; 40 2
306 yf 30 72 19 6 Шпиндельная бабка 6 1
307 ft 35 80 21 Коробка скоростей 38; 50 2
307 35 80 21 6 Шпиндельная бабка 8 1
309 » 45 100 25 Коробка скоростей 31; 49 о
Подшипники роликовые конические однорядные.
7206 333—71 30 62 16 6 Шпиндельная бабка 4 1
7306 я 30 72 19 6 Шпиндельная бабка 7 2
7607 35 80 31 6 Шпиндельная бабка 9 1
Подшипники роликовые двухрядные с короткими цилиндрическими роликами.
3182124 7634-75 120 180 46 2 Шпиндельная бабка 10 1
3182120 100 150 37 2 Шпиндельная бабка 5 1
Подшипники шариковые радиально-упорные однорядные.
46124 831-75 120 180 28 2 Шпиндельная бабка Ч 2
Подшипники качения.
1 150210 2893—73 50 90 20 Фартук 51; 53 о
Подшипники шариковые упорные однорядные
8101 6871 -75* 20 35 10 Верхний суппорт, фартук 65; 71 3
8105 25 42 11 Задняя бабка 78 1
8106 30 47 11 Верхний суппорт 69 2
8108 ' » . 40 60 13 Фартук 57 1
8110 50 70 14 Резцедержатель 1
8201 » 20 40 14 Каретка 66 2
8305 Я 25 52 18 Задняя бабка 77 1
Г5 S5
Рис. 5. Кинематическая схема станка.
JO
1Ю
INO
Рис. 6. Схема установки подшипников
2 У
Рис. 7. Коробка скоростей.
Рис. 8. Развертка шпиндельной бабки.
Рис. 9. Шпиндельная бабка. Управление станком.
Рис. 10. Шпиндельная бабка. Управление переборной группой.
Рис. 11. Шпиндельная бабка. Механизмы управления.
Рис. 12. Шпиндельная бабка, Механизмы управления
Рис. 13. Задняя бабка:
29
Рис. 14. Коробка подач.
Рис. 16. Коробка подач.
Рлс, 17. Фартук. Развертка по осям.
Ос
Рис. 18. Фартук. Предохранительный механизм.
ел-
Рис. 19. Фартук. Механизм управления.
CO
.о
Рис. 20. Каретка. Верхний суппорт.
Рис, 21. Каретка
Рис. 22. Каретка
Рис. 23. Верхний суппорт.
Рис. 24. Резцедержатель.
40
2. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
2.1. УКАЗАНИЯ МЕР БЕЗОПАСНОСТИ
ПРИ РАБОТЕ СТАНКА
2.1.1 Перед началом работы станок должен
быть надежно заземлен и подключен к общей
системе заземления в цехе.
2.1.2. При работе на станке необходимо со-
блюдать правила предосторожности в соответ-
ствии с действующими положениями по технике
безопасности при работе па металлорежущих
станках.
2.2. ПОДГОТОВКА СТАНКА К РАБОТЕ
2.2.1. РАСПАКОВКА И ТРАНСПОРТИРОВКА
СТАНКА
При погрузке или выгрузке ящика со станком
не следует наклонять ящик в стороны и допу-
скать удары дном или боками.
При распаковке станка необходимо следить за
тем, чтобы станок не был поврежден распако-
вочным инструментом, для этого рекомендуется
снимать вначале верхний щит упаковочного
ящика, а затем — боковые. После вскрытия
упаковки станка следует проверить наружное со-
стояние станка и наличие всех принадлежностей,
руководствуясь при этом сведениями, приведен-
ными в разделе «Комплект поставки».
Транспортировку станка в распакованном ви-
де следует производить согласно схеме, приве-
денной на рис. 25. При этом необходимо следить
за тем, чтобы канатом не помялись кожухи,
крышки и другие детали. Для этой цели реко-
мендуется под канат в соответствующих местах
установить деревянные прокладки. Перед транс-
портированием стайка в распакованном виде не-
обходимо убедиться в том, что перемещающиеся
узлы надежно закреплены па станине.
2.2.2. РАСКОНСЕРВАЦИЯ СТАНКА
Перед установкой станок необходимо тщатель-
но очистить от антикоррозийного покрытия, на-
несенного па открытые и закрытые кожухами
или щитками обработанные неокрашенные по-
верхности, авиационным бензином, уайтспири-
том или керосином. Затем во избежание корро-
зии покрыть тонким слоем масла «Индустри-
альное 30» ГОСТ 20799-75.
2.2.3. ФУНДАМЕНТ СТАНКА, МОНТАЖ
И УСТАНОВКА
Станок может устанавливаться как па вибро-
опорах. так и на фундаменте с закреплением
фундаментными болтами.
Установочные размеры станка и план фунда-
мента приведены па рис. 26. Глубина заложения
фундамента принимается в зависимости от типа
грунта. Установку станка следует производить
по уровню посредством специальных клиньев.
Точность установки в продольном и попереч-
ном направлении 0,02 мм па 1000 мм длины.
Схема выверки приведена на рис. 27.
2.2.4. ПРОБНЫЙ ПУСК
Перед пуском нужно продержать станок не ме-
нее 3-х суток в сухом помещении, чтобы из изо-
ляции обмоток электродвигателей и проводов
удалить влагу, воспринятую во время транспор-
тировки.
Перед пуском станка в работу нужно запол-
нить маслом все смазочные места, руководству-
ясь указаниями, приведенными в разделе «Смаз-
ка станка».
Предварительно ознакомившись с назначени-
ем рукояток по схеме, приведенной в разделе
«Органы управления», проверить от руки работу
всех механизмов управления.
После заземления и подключения станка к се-
ти необходимо вначале проверить работу всех
его механизмов на холостом ходу.
2.3. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
2.3.1. Регулирование некоторых элементов
станка.
Натяжение ремней 1 осуществляется переме-
щением электродвигателя в горизонтальном на-
правлении винтом позиция 2. Второй ремень на-
тягивается перемещением в горизонтальном на-
правлении АКС по подредукторной плите
интами позиция 3, при ослабленных болтах по-
зиция 4 (рис. 28).
2.3.2. Регулирование натяжения ремня быст-
рых перемещений суппорта производится гайка-
ми на тяге 1 (рис. 29), выведенной па заднюю
стенку станины.
2.3.3. Регулирование остальных элементов
станка (половинок маточной гайки фартука, гай-
ки винта поперечной подачи, смещение оси зад-
ней бабки) осуществляется согласно чертежам
общих видов узлов и ряда пояснений, изложен-
ных в разделе «Устройство станка».
41
ю
Рис. 25. Схема транспортировки станка.
у
I
/77/77&/2>7>/
( ^27/^77^77/77J
323
7<р7////7а/727//777/72//^
<$а/7/77/7гЗ 7^277
36/
Ч)1
ПТГ^^/77^7 7777
Ч
22
2S0
£)
S’
л
Л
[/?W (7500/ 2000 232/6/ (3000/
/4 2Я6С> 5260 3360 3660 V660 0660
5 2650 3//5O 3/50 36S0 0050 ^656
2650 3250 33^) J 3350 0650 0350
Рис. 26. Установочный чертеж станка.
Рис. 27. Схема выверки.
44
\/
Рис 28. Схема регулирования ременных передач привода главного движения.
45
Рис. 29. Схема регулирования ременной передачи..
2.4. СМАЗКА
2АЛ. СХЕМА СМАЗКИ ПРИНЦИПИАЛЬНАЯ
(рис. 30)
В таблице 7 и 8 указан перечень элементов си-
стемы смазки точек смазки станка.
2.4.2. ОПИСАНИЕ РАБОТЫ
(рис. 30)
Смазка станка осуществляется следующими
системами:
— циркуляционной непрерывной системой
смазки шпиндельной бабки, коробки подач, на-
правляющих станины и механизмов каретки. Эта
система включает в себя резервуар 1, фильтр
всасывающий 4, насос шестеренный 3 (1),
фильтр тонкой очистки 5 (1), распределители
регулируемые 9, 8 (1), распределитель дискрет-
ный с ручным кнопочным управлением 15, рас-
пределитель 7, сливные фильтры 6 (1) и 6 (2).
Подаваемое насосом масло из всасывающего
фильтра проходит через фильтр топкой очистки
и поступает на регулируемый двухпоточный рас-
пределитель.
По одной линии масло поступает через распре-
делитель шпиндельной бабки на смазку опорного
станка шкива, шестерни, заднюю и переднюю
опору шпинделя, в маслоуказатель и на заполне-
ние распределительной ванны для смазки меха-
низмов вала управления. Пройдя через смазы-
ваемые части масло собирается па дне шпин-
дельной бабки, откуда поступает в распредели-
тельную ванну коробки подач для смазки зубча-
тых колес, муфт и подшипников коробки подач.
Пройдя через смазываемые, части масло соби-
рается на дне коробки подач, откуда через
сливной фильтр возвращается в резервуар 1.
По другой линии масло подводится к каретке,
откуда поступает на смазку направляющих ста-
нины и подводится к дискретному распределите-
лю ручного и кнопочного управления. При нажа-
тии па кнопку, масло поступает на смазку на-
правляющих верхнего суппорта и смазку винта
и гайки поперечного суппорта. Пройдя через
смазываемые части масло собирается на направ-
ляющих станины, откуда по сливным магистра
лям через сливной фильтр возвращается в ре-
зервуар 1.
Контроль за подачей масла и его уровнем в
резервуаре осуществляется визуально при помо-
щи маслоуказатслей 10 (1) и 10 (2);
- циркуляционной непрерывной системой
смазки автоматической коробки скоростей.
Эта система включает резервуар 2, шестерен-
чатый насос 3 (2), фильтр тонкой очистки 5 (2),
распределитель регулируемый 8 (2) и сливной
фильтр 6 (3). Масло подастся через фильтр тон-
кой очистки в распределитель, откуда по трубам
поступает на смазку зубчатых колес, муфт и под-
шипников АКС. Пройдя через смазываемые ча-
сти, масло собирается на дне АКС, откуда через
сливной фильтр возвращается в резервуар 2;
— фитильной смазкой механизма маточной
гайки в фартуке — из резервуара 13 в правой
верхней части фартука. Уровень масла в резер-
вуаре 13 контролируется маслоуказателем 10
io);
— смазка разбрызгиванием механизмов фар-
тука— маслом из резервуара 14 (картер фарту-
ка). Уровень масла в резервуаре контролирует-
ся маслоуказателем 10 (4);
- периодической смазкой наливом пиноли,
эксцентрикового вала задней бабки. Смазка про-
изводится вручную с помощью лейки. Залив
масла производится через отверстие 19, закрытое
пробкой и расположенное в верхней части корпу-
са задней бабки.
Кроме того, производится периодическая смаз-
ка следующих деталей:
направляющие станины под заднюю бабку —
смазываются вручную при помощи лейки; ше-
стерни гитары, трущиеся поверхности поворот-
ного резцедержателя — смазываются консистент-
ной смазкой с помощью ручного шприца;
смазка правых опор ходового винта и вала —
консистентной смазкой, заливка которой произ-
водится при ремонте.
2.4.3. УКАЗАНИЕ ПО МОНТАЖУ
И ЭКСПЛУАТАЦИИ СИСТЕМЫ СМАЗКИ
Перед пуском станка необходимо: заполнить
резервуар 1 через заливное отверстие 17 (1) ма-
слоуказателя 10 (1) предварительно отфильтро-
ванным маслом «Индустриальное 20» в количе-
стве 20 л. Контроль за уровнем масла произво-
дится по маслоуказателю 10 (1). Заполнить ре-
зервуар 2 через заливное отверстие 17 (2), мас-
лоуказатель 10 (3) предварительно отфильтро-
ванного масла «Индустриальное 20» в количест-
ве 15 л, контролируется уровень масла по масло-
указателю 16 (3).
Заполнить через крышку фитильную ванну 13
в правой верхней части фартука предварительно
отфильтрованное масло «Индустриальное 20» в
количестве около 0,2 л. Контроль за уровнем
масла по маслоуказателю 10 (5).
Заполнить резервуар 14 фартука через выд-
вижную трубку предварительно отфильтрован-
ным маслом «Индустриальное 20» в количестве
около 2-х литров, контролируется уровень масла
по маслоуказателю 10 (4) в нижней части кор-
пуса фартука.
Через отверстие 19 в верхней части корпуса
задней бабки смазать механизм задней бабки
маслом «Индустриальное 20» в количестве около
0,03 л.
Смазать вручную с помощью лейки направ-
ляющие станины под заднюю бабку маслом «Ин-
дустриальное 20» в количестве 0,05 л.
Смазать сменные шестерни гитары солидолом
марки «Солидол С».
Снять разцедержатель н смазать трущиеся по
верхпрсти солидолом марки «Солидол С».
Пробки заливных отверстий после заполнения
завернуть до упора.
После пуска станка смазать механизм карет-
ки: втулку винта каретки поперечного суппорта,
направляющие верхнего суппорта, винт и гайку
поперечного суппорта, для чего неоднократно
нажимать на кнопку дискретного распределите-
ля 15.
2.4.5. ПРИ РАБОТЕ СТАНКА
КОНТРОЛИРОВАТЬ
Уровень масла по указателям 10 (1); 10 (.3);
10 (4); 10 (5);
наличие масла в указателе 10 (2) на станке
шпиндельной бабки:
Наличие масла в указателях расцепителя
8 (2). расположенного на крышке АКО.
2.4.6. Смену масла производить:
В резервуаре 1 — 1 раз в 3 месяца.
В резервуаре 2—1 раз в 3 месяца.
В резервуара.х 13, 14—при ремонте.
~ пивать по мере необходимости.
ВНИМАНИЕ! Першую замену масла в резер-
вуарах 1 и 2 произвести через месяц после пуска
станка в эксплуатацию.
Ручную смазку производить:
.Механизмы каретки при помощи кнопки диск-
ретного распределителя 15— кратковременным
нажатием на кнопку несколько раз в смену (в за-
висимости от интенсивности работы на попереч-
ных подачах, по не реже 2-х раз в смену.
Механизм задней бабки—1 раз в смену.
Сменные шестерни гитары — 1 раз в смену.
Направляющие станины под заднюю бабку —
1 раз в смену.
Трущиеся поверхности поворотного резцедер-
жателя— 1 раз в месяц.
2.4.7. Перечень возможных нарушений в рабо-
те указан в табл. 9.
2.4.8. Перечень применяемых смазочных мате-
риалов и их аналогов указан в табл. 10.
Перечень к схеме смазки принципиальной
Таблица 7
Позиция Обозначение Наименование Колич. Примечание
] Резервуар 1 7=36,6 л.
2 Резервуар 1 7=18,6 л.
3(1)... 3(2) Насос шестеренчатый Г11-11Л о Q —5 л/мин. Р = 6 кг/см2
4 Фильтр всасывающий 1
5(1)... 5(2) Фил ьтр п л а ст 11 пч аты й 0,12Г41—НАШ 4650 2 Q=5 л/мин. 8=0,12 мм.
6(1)... 6(3) Фильтр сливной 3
7 Распределитель масла 1
3(1)... 8(2) Распределитель м асла С32-43 2
9 Расп р ед сл итсл ь м г) с л а 1
10(1)... 10(5) Маслоуказатсль 1-20 МН 175-63 5
11 Ванна распределительная 1
12 Вайна распределительная 1
13 Вайна для фитилей фартука 1 7=0,2 л.
14 Ванна масляная фартука 1 V=2 л.
15 Клапан ручной 1
16(1)... 16(2) Слив .масла 2
17(1)... 17(2) Заливное отверстие 2
18 Масленка V-2 ГОСТ 20905-75 1
19 ^Масленка колпачковая 1
20... 49 Точки смазки 29 -
48
IlI PILHI lIb 1041 к СМАЗКИ
I ollJIHH |
Поз. обоз- начение (рис. 30) Рас'ход смазочного материала П е р и о д и ч 11 о с т ь с м а з к и Смазываемая точка Куда входит Смазочный материал
20 0,3 л/мин. Централизованная непрерывная Опорный стакан шкива Шпиндельная бабка Масло «Индустриальное 20» ГОСТ 20799-75
21 0,3 л/мин. —»— Шестерни и подшипники шпиндельной бабки То же То же
22 0,5 л/мин. —»— Задняя опора шпинделя —»— —»—
23 1 л/ми и. —»— Заполнение распределительной ванны 12 —»— —»—
24 0,3 л/мин. —» — Маслоуказатель —"»— —»—
25 1 л/мин. —»— Передняя опора шпинделя —»— —»—
26 —»— Механизмы вала управления —»• - —»—
27 3 л/мин. —»— Заполнение распределительной ванны 11 Коробка подач —»—
28 —»— Зубчатые колеса, подшипники и коробки подач То же —»—
29 0,001 л/ми и. —»— Опора ходового винта левая Привод быстрого хода —»—
30 0,3 л/мин. —»— Передняя направляющая станины Станина .—»—
31 0,3 л/мип. —»— Задняя направляющая станины То же —»—
32 2 раза в смену Втулка винта каретки поперечной подачи Каретка —»—
33, 34 То же Направляющие верхнего суппорта То же —»—
35 —»— Винт и гайка поперечного суппорта —-»— —»—
36 Непрерывная Маточная гайка —» — —»—
37, 38 0,03 л. 1 раз в смену Пиноль задней бабки, эксцентриковый вал зад- ней бабки Задняя бабка —»—
39... 45 4 л/мин. Централизованная непрерывная Подшипники, зубчатые колеса, муфты АКС Автоматическая коробка скоростей —»—
46 20 г 1 раз в смену Шестерни гитары сменные Коробка подач Солидол «С» ГОСТ 4366-76
47 0,05 л 1 раз в смену Направляющие задней бабки Задняя бабка Масло «Индустриальное 20» ГОСТ 20799-75
48 100 г Непрерывная Опора правая ходового винта и вала Привод быстрого хода Солидол «С» ГОСТ 4366-76
49 100 г 1 раз в смену Механизм поворотного резцедержателя Резцедержатель Солидол «С» ГОСТ 4-366-76
3
Перечень возможных нарушений в работе системы смазки
Таблица 9
Возможное нарушение Вероятная причина Метод устранения Примечание
Отсутствие потока масла в масло- указателе 10(1) Выход из строя насоса. Засорение фильтров 4,5(2) Заменить насос Промыть фильтры
Выплескивание масла из направ- ляющих станины, либо недостаточна толщина масляной ванны в направ- ляющих станины Разрегулирован механизм распределителя 9 Отрегулировать подачу масла
Перегревание или переполнение маслом коробки подач Засорение сливного фильтра С(1) Промыть фильтр 6(1)
Перегревание пли переполнение маслом АКС Засорение сливного фильтра 6(3) Промыть фильтр 0(3)
ПЕРЕЧЕНЬ ПРИМЕНЯЕМЫХ СМАЗОЧНЫХ МАТЕРИАЛОВ И ИХ АНАЛОГОВ
Таблица 10
Страна, фирма Марка смазочного материала
СССР Масло «Индустриальное 20» ГОСТ 20799-75 Солидол «С» ГОСТ 4366-76
То же ИС-20 ГОСТ 20799-75
ЧССР OL©/-2 CSN 6566-10
ГДР R-20T GL 11871
ПНР 3Z PN-55/с-96071 . • - —
ВНР Т-20 MNSZ 7747-63
СРР ТВ 5003 Stas 742-49
США, АНГЛИЯ «Shell» Shell Vitreo Oil 27 Shell Axinus, Traktor Grease Biameta
ч Англия «Mobil ОН» Vac HLP 161 Mobil DTE 24
Югославия Cirkon 30
•
50
2.5. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
2.5.1. В станке могут быть различного рода не-
исправности. Многие из них возникают из-за не-
соблюдения инструкций по уходу и обслужива-
нию.
В любом случае, прежде чем приступить к уст-
ранению неисправности, нужно ознакомиться
с перечнем основных возможных неисправности
(см. п. 13), а также с соответствующим пункте
раздела 4.
При идентичности характера возникшей н_
исправности с описанной нужно воспользоватьс?
предлагаемыми методами устранения.
2.5.2. ПЕРЕЧЕНЬ ОСНОВНЫХ ВОЗМОЖНЫХ НЕИСПРАВНОСТЕЙ
Таблица 11
Наименование неисправности,
внешнее проявление и
дополнительные признаки
I. Не подается масло
Вероятная причина
Недостаток масла
Метод устранения
Долить
Примечание
2. Станок вибрирует
Неправильная ус т а но в к а
станка на фундаменте по уров-
ню
Слабо затянуты смыки на-
правляющих суппорта
Неправильно выбраны режи-
мы резания, неправильно зато
чей резец
Выверить станок
Подтянуть прижимные план-
ки и клинья
Изменить скорость резания,
подачу, заточку резца
3. Станок не обеспечивает
точность обработки
Деталь закрепленная в пат-
роне, имеет большой вылет
Нежесткое крепление резце-
держателя
Нежесткое крепление патро-
на на шпинделе
Деталь поддержать люнетом
или поджать центром
Подтянуть рукоятку резце-
держателя
Подтянуть крепежные винты
патрона
52
2.В. БЫСТРОИЗНАШИВАЕМЫЕ ДЕТАЛИ
ПЕРЕЧЕНЬ К БЫСТРОИЗНАШИВАЕМЫМ ДЕТАЛЯМ
Обозначение Наименование Коли- чество Куда входят Материал Примечание
гайка-шестерня 1 верхний суппорт Бр ОЦС 5- 5-5
гайка-шестерня 1 каретка Бр ОФ 10—1 Бр ОЦС 5—5—5 допускается
гайка 1 то же то же то же
шестерня червячная 1 фартук —»— —»—
полугайка 1 то же Бр ОЦС 5—5—5 —:ф—
полугайка 1 —»— Бр ОЦС 6-6-3 —»—
втулка 1 гитара Бр ОЦС 6-6-3 —»—
сл
Pile. 31. Гайка-шестерня верхнего суппорта.
54
лика-шестерня.
□5
Cl
о
Рис.
/тыс-
яеш?язз/уерс^ a^^pc^c/с/
£ал>о^ /~ю 0с/7?&^б//&/;т' C7v,r
^г /Сяес//%//?>& О77С,
/Va/ve^a^: Sb.O^'f
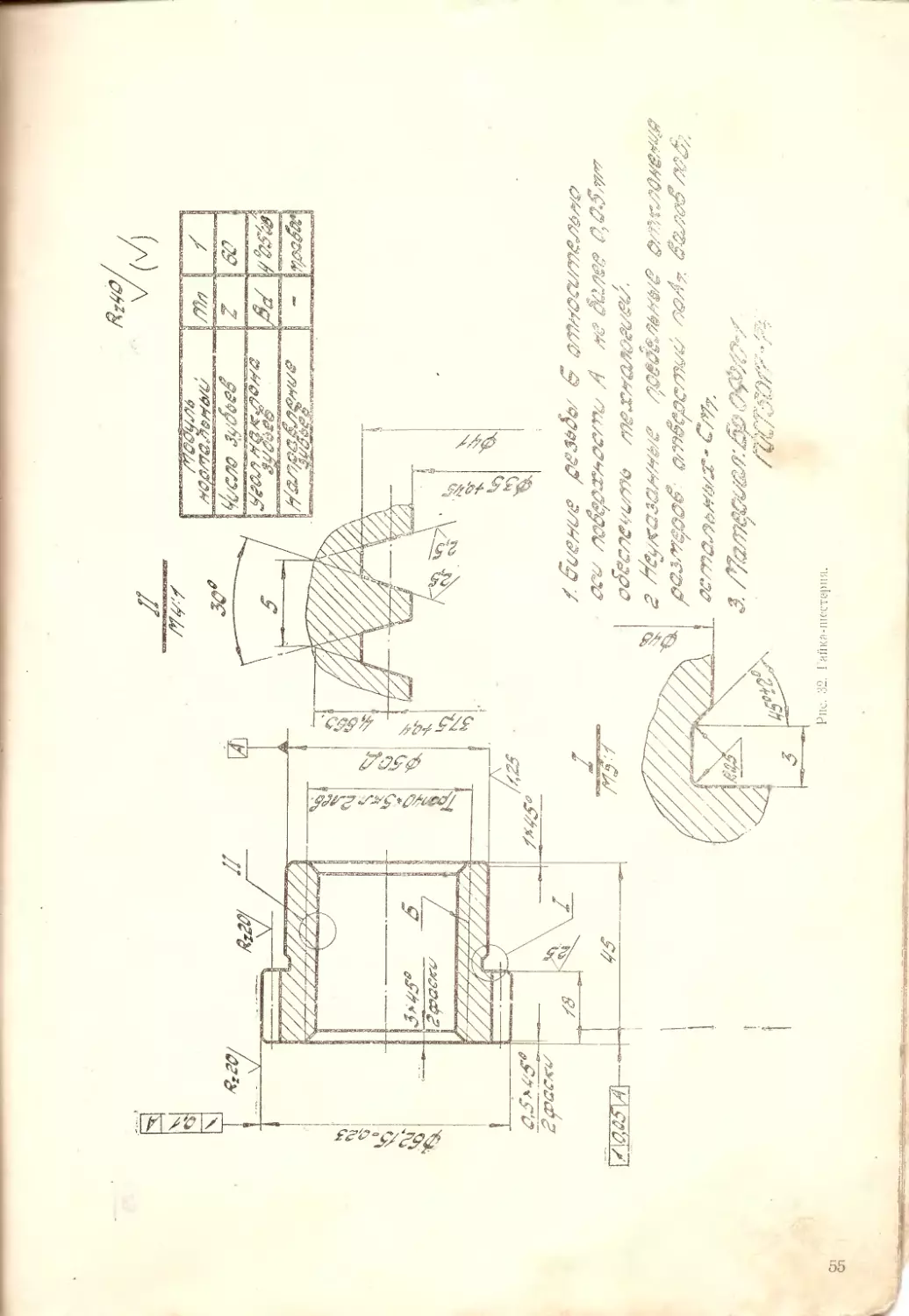
33. Гайка.
о/т>/с^/уелг/^
/0аз/7&£>с&' 'С/т?^ерс/тус/с/ /уо/!^ &z/7&if/?0
Оат7^^^/л’ - <3т>
<? /%/7хрмы:ф 0^/Z7-7 /~0C/^/3-&S
Рис. 34. Шестерня червячная фартука.
Рис. 35. Полугайка маточная фартука.
58
Pl
:с. 36. Полугайка маточная фартука.
Рис. 3/. Втулка гитары.
60
2.7. УКАЗАНИЯ О ПРОВЕДЕНИИ КОНТРОЛЯ ТОЧНОСТИ
2.7.1. ПРОВЕРКА СТАНКА В РАБОТЕ
Наименование проверок
Метод проверок
Допуск, мм
по ГОСТ 18097— 72
Проверка 2.1.
Точность геометрической формы ци-
линдрической поверхности образца
обработанного па станке при закреп-
лении образца в патроне (в отвер-
стие шпинделя):
а) постоянного диаметра в поперек
ком сечении;
б) постоянного диаметра в любом
сечении
Проверка 2.2.
Плоскость торцевой поверхности
образца, обработанной на станке
Образец — валик с тремя поясками. располо-
женными по концам п в середине
Образец предварительно обработан
Па станке в патроне или в отверстии шпинделя,
закрепляют образец н производят обработку его
наружной цилиндрической поверхности (поясков)
Проверку постоянства диаметра обработанной
поверхности производят прибором для измерения
дна метров валов
Отклонение определяют но разности диаметров
обработанных поверхностей: для проверки 2.1.а —
в любом сечении; для проверки 2.1.6 в любых
двух п более поперечных сечениях
Образец — диск. Торцевая поверхность может
иметь кольцевые пояски (у периферии, в середине
п в центре)
Образец предварительно обработан. Образец
закрепляют на станке в патроне пли шпинделе,
например, в отверстие, и производят обработку
торцовой поверхности
Проверку плоскостности обработанной поверх-
ности производят одним из следующих методов
2.2.1. Проверка при помощи индикатора на стаи
ке
Проверку производят не снимая образна со
станка
Индикатор укрепляют на суппорте так, чтобы
его измерительный наконечник касался проверяе-
мой поверхности п был ей перпендикулярен
а) /
б) 20
па длине 300 мм
16
па длине 300 мм
выпуклость не
допускается
61
Наименование проверок
Мето 1. проверок’
Допуск, мкм
ко ГОСТ 18097
Верхнюю часть суппорта перемещают в попереч-
ном направлении па длину, равную пли несколько
больше 250 мм
Отклонение определяют как половину наиболь-
шей алгебраической разности показаний пдпка-
тора
2.2.2. Проверка при помощи контрольной линей-
ки п индикатора (или концевых мер длины, или
ток пли щупа)
На проверяемой поверхности устанавливают ли-
нейку поочередно в осевых н других различных
сечениях
Индикатор устанавливают рядом и касаются из-
мерительным наконечником линейки
Отклонение определяют как наибольшую алгеб-
раическую разность показаний индикатора при его
перемещении. Допускается проверка с помощью
щупа
Проверка 2.3
Точность шага резьбы нарезанной
па станке (равномерность) у образца
на длине 50 мм
25
па длине 100 мм
30
па длине 300 мм
Образец валик с резьбой.
Образец предварительно обработай. Образец
закрепляют в центрах станка, после чего нареза-
ют трапецеидальную резьбу. При этом ходовой
винт непосредственно соединяют со шпинделем че-
рез сменные зубчатые колеса с отключением меха-
низма коробки подач. После чистовой обработки
проверяют равномерность резьбы с помощью соот
ветствующнх приборов п методов проверки. По
результатам измерений определяют накопленную
погрешность шага резьбы разность между фак
тнческпм п заданным расстоянием между любыми
одноименными не соседними профилями витка
резьбы в осевом сечении по линии, параллельно;!
осн впита
3. ПАСПОРТ
3.1. ОБЩИЕ СВЕДЕНИЯ
Тип станка: токарно-винторезный повышенной точпосли.
Модель: 16Б25ПСн.
3авод изготовитель:
Заводской №
/’АП''................
Год .....
Завод:
Цех ........................
Место установки: .............
Инвентарный ...
Дата пуска в эксплуатацию: , .....................
3.2. СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Станок токарно-винторезный 16Б25НСн класс, точности II, заводской номер
3.2.1. Испытание станка на соответствие нормам точности по ГОСТ 18097-72 (Таблица 12)
Таблица J
Номер проверки Допуск, •л км
Что проверяется по ГОСТ 18097-72 Фактические отклонения, мкм
1 1 1. Проверка точности станка Прямолинейность продольного перемещения суп- порта в горизонтальной плоскости 12 па1 м хода суппорта 16 на всей длине хода (в сторону осп центров) -
1.2. Прямолинейность про толыюго перемещения суп- порта в вертикальной плоскости 20 па! м хода суппорта па всей длине хода (вогнутость не допускается) //
1.3. Одповысотпость оси вращения шпинделя перед- ней бабки и оси отверстия пиноли задней бабки по отношению к направляющим станины в верти- кальной плоскости 25 (ОСЬ ПИНОЛ:.' может быть лишь выше осп шпинделя)
1.1. Параллельность перемещения задней бабки пе- ремещению суппорта проверяемая: а) в вертикальной плоскости, б) в горизонтальной плоскости О" 16 40
1.5. Радиальное, биение центрирующей поверхности шпинделя передней бабки иод патрон
1.6. Осевое биение шпинделя передней бабки /
1.7. Торцевое бпеппе опорного буртика шпинделя пе- редней бабки 12
1.3. Радиальное биение конического отверстия шпин- деля передней бабки, проверяемое: а) у торца. 12 / сп\
б) на длине 300 мм 12
1.9. Параллельность' осп вращения шпинделя перед- ней бабки продольному перемещению суппорта: а.) в вертикальной плоскости, 12
1.10 б) в горизонта ibuoii плоскости Параллельность продольного перемещения верх- них салазок суппорта оси вращения шпинделя пе- редней бабки в вертикальной плоскости па длине 300 мм 8 (свободный копен оправки может отклоняться вверх и в направлении к резну переднего суппорта) 16 на длине 150 мм 3 (
1.12. Параллельность перемещения пиноли направле- нию продольного перемещения суппорта: а) вертикальной плоскости, б) в горизонтальной плоскости 20 на длине 100 мм 6 на’ длине 100 мм (при выдвижении конец пиноли может отклоняться вверх ч в сторону резца переднего суппорта) 7
1.13. Параллельность осп конического отверстия пи- ноли задней бабки перемещению суппорта: а) в вертикальной плоскости, б) в горизонтальной плоскости. 20 па длине 300 мм 20 на длине 300 мм (отклонение свободного конца оправки допускается лишь вверх п в сторон)' резца переднего суппорта) 7
64
' 4омер —•13=эк и Что проверяется Допуск, мкм Фактические отклонения, мкм
I 14. Точность кинематической цепи от шпинделя пе- редней бабки до суппорта 12 па длине 50 мм 25 на длине 300 мм * //
1.15. Осевое биение ходового винта У
Примечание. При проверке 1.14- не проверяется.
2, Проверка станка в работе
2.1. Точность геометрической формы цилиндрической поверхности образца, обработанного па станке при закреплении образца в патроне:
а) постоянство диаметра в поперечном сечении, б) постоянство диаметра в любом сечении 7 па длине 300 мм 20 на длине 300 мм 7
2.2. Плоскость торцевой поверхности образца, об- работанной на станке ’6 па длине 300 мм (выпуклость не допускается) 9 р
2.3. Точность шага резьбы, нарезанной на стайке, у образца 16 на длине 50 мм 25 па длине 100 мм 30 на длине 300 мм О /л /л/
3. Проверка станка на жесткость
3.1. Относительное перемещение под нагрузкой рез- цедержателя и оправки, установленной:
а) в шпинделе передней бабки, б) в пиноли задней бабки 180 220 у,// /1/
3.2.2. Испытание станка на соответствие с остальными техническими условиями и особыми ус-
ловиями и особыми условиями поставки.
Станок отвечает всем предъявленным требованиям по ГОСТ 7599-73 и техническим условиям на
тапок.
3.3.3 Общее заключение.
Па основании осмотра и проведенных испытаний станок признан годным для эксплуатации.
? Начальник ОТК
Дата выпуска
------ ----—’-----Д-----
подпись
65
3.3. ЭЛЕКТРООБОРУДОВАНИЕ
Электрошкаф (панель)
Завод-изготовитель Заводской номер
Питающая сеть Напряжение 380 В; род тока переменный; частота 50 Гц.
Цепи управления Напряжение НО В; род тока переменный;
Напряжение 24 В; род тока постоянный.;
Местное освещение Напряжение 24 В;
Электрооборудование выполнено по:
Принципиальной схеме Схеме соединения шкафа управления Схеме соединения станка
Рис. Iй Рис. 3“ Рис. 2й
Электродвигатели
Обозна- чение 11апменованпс Тип Мощность кв г 1 (омин. ток, А Ток, А
холостой ход нагрузка
Ml Эл. двигатель главного привода . . А 02 61- 4 С1 13 25 1 2
М2 Электронасос охлаждения I1A22 0,125 0,3
М3 Эл. двигатель ускор. перемещений . АОЛС2—11— 1 0,6 1,8
1. При ненагруженном станке___________________________ ____________________________
2. При максимальной нагрузке . ..
Испытание напряжением В проведено
Сопротивление изоляции проводов относительно земли:
С иловые цепи МОЛ I Це п и у п р а в ле и и я М ОЛ1
Электрическое сопротивление между винтом заземления и металлическими частями, могу-
щими оказаться под напряжением 50 В, и выше, не превышает 0,1 ом.
Выводы: Электродвигатели, аппараты, монтаж электрооборудования и его испытания соответ-
ствуют общим техническим требованиям к электрооборудованию станков (меха-
низмов).
Испытание провел Подпись Дата Кол. листов:
* Руководство по эксплуатации электрооборудования 16Б25ПСп 00.000 РЭ1.
66
3.4. СВЕДЕНИЯ О РЕМОНТЕ СТАНКА
№№ И. II. 1Ешмепованне составной части станка подлежащей ремонту Основание сда- чи в ремонт Дата Наименование ремонтного органа Кол-во часов работы до ре- монта Вид ремонта (средний, капи- тальный и др.) Наименование ремонтных работ Фамилия, ДОЛЖНОСТЬ II ИОИНЦ'Ь ответственного лица
иоступл. в ремонт выхода из ре- монта производившего ремонт припявпичо из ремонта
« /
ПРИМЕЧАНИЕ: ферму заполняют во время эксплуатации ремонта станка.
3.5. СВЕДЕНИЯ ОБ ИЗМЕНЕНИЯХ В СТАНКЕ
Наименование и обозначение составных частей станка Основание (наимено- вание документа) Дата проведен- ных изменений Характеристики* работы станка после проведения изменений J 1ол ж пос т ь, ф а м и л и я и подпись ответственного лица
3.6. СВИДЕТЕЛЬСТВО О КОНСЕРВАЦИИ
Станок универсальный токарно-винторезный модели 16Б25ПСп за-
водской номер
t/ТУ
подвергнут консервации согласно требо-
ваниям, предусмотренным ОСТ 211 89—30—71. «Консервация. Техниче-
ские требования».
Дата консервации
Срок консервации
Консервацию произвел
Станок после консервации принял
3.7. СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
Станок универсальный токарно-винторезный модели 16Б25ПСп за-
водской номер
упакован согласно требованиям, преду-
смотренным техническими условиями
3.8. ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
Номер листов (страниц) Bcei о листов (страниц) в докум. № док ум. Входящий № сопро- водитель- ного доку- мента Поди НС 1. Дата
изме- ненных заме- ненных новых изъятых
1 *•>
Заказ -507 Тираж 2500
w.«2; 2Q>2 2 с
С ТА H • К
текАене-винт^ЕЗНыи
16Б25ПСп
?укемдств« П« ЭКСПЛУАТАЦИИ
16В25ПСп — ••.ШРЭ1
(элЕктрвеБерудевАниЕ)
СТАНОК
ТОКАРНОуВИНТОРЕЗНЫЙ
ПОВЫШЕННОЙ точности
16Б25ПСп
РУКОВОДСТВО по эксплуатации
16Б25ПСп—00.000РЭ1
(электрооборудование)
ВНИМАНИЕ!
Дальнейшая работа над усовершенствованием принци-
пиальной электрической схемы станка проводится непрерыв-
но, поэтому завод оставляет за собой право не отражать в на-
стоящем руководстве незначительные схемные и конструктив-
ные изменения, а также заменять номиналы и типы комплек-
тующих.
СОДЕРЖАНИЕ
СИ СП СП
Описание работы электросхемы
Общие сведения.....................................................3
Пуск и останов электродвигателей главного привода ускоренного
перемещения суппортной группы и насоса охлаждения ... 4
Пуск и останов шпинделя........................................... 4
Толчковый пуск шпинделя ......................... ...
Общий стоп................................................
Защита и блокировка .......................* . - •
Указания по монтажу и эксплуатации электрооборудования станка
Характерные неисправности и методы их устранения ....
Спецификация электрооборудования . ' .... 8
Схема электрическая принципиальная . . ....
Схема электрическая внешних соединений . .
Схема электрическая соединений электрошкафа ....
Схема электрическая соединений блока дешифратора ....
Схема электрическая соединений блока питания и управления
Схема электрическая соединений блока реле и разъемов ....
Схема электрическая соединений пульта управления
Схема расположения электрооборудования ... ...
Пульт управления „ ................. . ,
1. ОПИСАНИЕ РАБОТЫ ЭЛЕКТРОСХЕМЫ
1.1. Общие сведения
На станке установлено следующее электро-
оборудование (см. рис. 8):
- электродвигатель главного привода Ml;
— электродвигатель насоса охлаждения М2;
— электродвигатель ускоренного перемеще-
ния суппортной группы М3;
— па задней стороне шпиндельной бабки
установлен электрошкаф, в котором располо-
жены силовой блок, блок дешифратора, блок
питания и управления, блок реле и разъемов.
Разводка проводов осуществляется *iepeo
штепсельные разъемы, расположенные на бо-
ковой стенке и дне электрошкафа. На правую
стенку его выведена рукоятка трехфазного ав-
томатического выключателя ввода питания —
F4.
Над суппортной группой па кронштейне ус-
тановлен ульт управления, в который вмон-
тированы (см. рис. 9):
- — кнопки «Пуск» S11 и «Стоп» S10 главно-
го привода;
— девять кнопок выбора скоростей враще-
ния шпинделя S1 . . . S9;
— сигнальные лампы Н1 ... Н9. указы-
вающие на выбранную скорость;
— сигнальные лампы Н1 ... Н9, указы-
вающие на выбранный диапазон скорости.
На панели передней бабки расположены
следующие органы управления (см. рис. 8):
— тумблер управления двигателем насоса
охлаждения S21;
тумблер управления обратным враще-
нием шпинделя S22;
— кнопка «Общий стоп» S13;
— кнопка «Толчок» S14;
— сигнальная лампа 1113, сигнализирующая
о наличии напряжения.
На лицевой стороне шпиндельной бабки
расположен указатель нагрузки главного при-
вода — РА.
В рукоятке фартука встроена кнопка управ-
ления электродвигателем ускоренного переме-
щения — S12.
В нише каретки установлен переключатель
S23,' осуществляющий подготовку к включе-
нию прямого и обратного направлений враще-
ния шпинделя, а также его торможение.
В рукоятки управления вращением шпинде-
ля вмонтированы микрозыключатсли SIS, S19,
осуществляющие его включение.
В ступицу рукоятки переборной группы
вмонтированы контакты S24 . . . S26 пере-
ключателя выбора диапазона скорости, кото-
рые соответственно замыкают цепи сигналь-
ных ламп НЮ . . . Н12.
Силовые цепи станка питаются трехфазным
переменным током частоты 50 или 60 Гц на-
пряжением 220, 380, 400, 415, 440В (выбор ве-
личины напряжения и частоты тока произво-
дит заказчик).
Цепи управления питаются пониженным на-
пряжением от вторичных обмоток трансфор-
маторов Т1 и Т2 (см. схему электрическую
принципиальную — рис. 1) следующих значе-
ний:
Наименова- ние цепей га । п: о Род тока Гс0 б о s со Е а Частота тока, Гц Примеча- ние
Цепь унрав- ле шя Цепь мест- ного осве- щения Цепь сигна- лизации переменный НО постоянный 24 переменный 24 постоянный 24 50 или 60 50 иди 60 Выбор час- тоты тока произво- дит заказ- чик
От трансформатора Т2 питаются цени уп-
равления двигателями станка. От трансформа-
тора Т1 питаются цепи грех выпрямительных
мостов, с которых снимаются следующие зна-
чок и я н а п р я ж е н и я:
— с диодно-тиристорного моста ВФ, питаю-
щего электромагнитные муфты коробки ско-
ростей в режиме форсировки — 68 . . . 72В;
— с диодно-тиристорного моста ВП, питаю-
щего электромагнитные муфты в длительном
режиме — 24 В.
Цепи управления Электромагнитными муф-
тами собраны на промежуточных реле с маг-
нитоуправляемыми контактами — герконами
и питаются отфильтрованным напряжением
24В, снимаемым с выпрямительного моста ВУ.
Для получения замыкающих контактов в
схеме применены двухкатушечные роте на гер-
конах, в которых одна из катушек замыкает
контакты непосредственно при включении ав-
томата Е-1 и срабатывании пускателя К12, а
вторая, встречно включенная катушка, размы-
кает их при подаче сигнала из схемы управле-
ния.
1.2. Пуск и останов электродвигателей
главного, привода, ускоренного перемещения
суппортной группы и насоса охлаждения
Включение станка производится автоматом
F4 после включения всех защитных автомати-
ческих выключателей и закрытия защитных
кожухов.
Включение электродвигателя главного' прш
вода осуществляется воздействием на' кнопку
SI 1, при этом подается напряжение на катуш-
ку пускателя-К. 12 и реле времени К13.
Пускатель К12 замыкающими контактами
включает электродвигатель Ml и подготавли-
вает цепь включения шпинделя (зона 7).
Реле времени К13 настроено на 2—-Змии.
Если по истечении этого времени шпиндель не
будет включен, то контакт реле К13 разом-
кнется и пускатель К.12 отключит электродви-
гатель Ml от сети. Для повторного включения
электродвигателя необходимо вновь нажать
па кнопку SI 1. Отключение электродвигателя
главного привода осуществляется воздейст-
вием на кнопку S10.
Включение электродвигателя ускоренного
перемещения суппортной группы М3 произво-
дится воздействием на кнопку S12, а электро-
двигателя насоса охлаждения М2 —- посредст-
вом тумблера S21.
1. 3. Пуск и останов шпинделя.
Прямое вращение
Выбор скорости вращения шпинделя осу-
ществляется кнопками пульта управления и
установкой рукоятки выбора диапазона в одно
из'трех положений:
I диапазон — 400 . . . 1250 об/мин (загора-
ется Лампа НЮ).
II диапазон—100 , . . 315 об/мин (загора-
ется лампа Н1 Г).
III диапазон — 6,3 ... 80 об/мин (загора-
ется лампа Н12).
Для примера пуск шпинделя осуществляет-
ся на второй скорости первого диапазона.
Рукоятку управления вращением шпинделя
установить в нейтральное положение, а руко-
ятку переборной группы — в положение пер-
вого диапазона (двигатель Ml включен).
Транзисторы V67 . . . V70 (зоны 8, 11, 29,
31) одновибраторов находятся в открытом со-
стоянии. Транзисторы V64 . . . V66, V71 за-
перты отрицательным потенциалом, поданным
на их базы. Реле К1, КЗ, КП, К16, стоящие в
их коллекторных цепях, обесточены.
Тиристоры VI . . . V20 закрыты. Электро-
магнитные муфты отключены.
При воздействии на кнопку выбора скорости
S2 нижняя цепь последовательно включенных
контактов 112—113 (зона 11) кнопок управле-
ния размыкается, вызывая процесс . заряда
конденсатора СЮ. Положительным потенциа-
лом, поданным па базу, транзистор V65 от-
крывается (зона 10) и включает реле КЗ, ко-
торое своим размыкающим контактом преры-
вает анодную цепь управляющих тиристоров
VII . . . V19 и цепь катушек реле К2 • (зона
8). Указанное переключение контакта КЗ не-
обходимо для снятия ранее поданных команд
(если таковые имели место) и приведения схе-
мы в исходное состояние.
Другой размыкающий контакт реле КЗ пре-
рывает цепь 120—124 (зона 11), исключая воз-
можность воздействия последующих сигналов
с пульта управления до окончания переходно-
го процесса.
По окончании заряда конденсатора СЮ ре-
ле КЗ отключается, приводя свои контакты в
исходное состояние.
При нажатии кнопки S2 и после срабатыва-
ния ее размыкающих контактов замыкается
цепь управляющего электрода тиристора V12,
в результате чего он открывается и через рас-
пределительные диоды V27 и V41 на силовые
тиристоры VI и V6 поступает управляющий
сигнал, который подготавливает их к включе-
нию.
Одновременно с этим па пульте управления
загорается сигнальная лампа П2 и включают-
ся две другие катушки реле К2. Размыкающим
контактом j еле К2 отключает кнопки пульта
управления от источника питания, обеспечи-
вая электрическую блокировку, исключающую
включение других тиристоров управления при
нажатии двух и более кнопок одновременно.
Реле К2, срабатывая, замыкает цепь управ-
ляющих электродов тиристоров V10, V20 (зо-
на 5), диодно-тиристорный мост ВП питания
эл. магнитных муфт подготавливается к вклю-
чению.
При переводе рукоятки управления враще-
нием шпинделя вниз, которая воздействует на
переключатель S23, и нажатии на микровы-
ключатель S18-или S19 срабатывают реле К9
и 1\ 10 (зоны 25, 26).
Реле КЮ размыкает контакты в цепи ка-
тушек 1\4, 1\5, КП, К13 (зоны 19, 20, 27, 16) и
в цепи базы транзистора V70, вызывая про-
цесс заряда конденсатора С12 и срабатывание
реле К16 (зона 32). Своим размыкающим кон-
тактом реле К16 прерывает цепь управляющих
электродов тиристоров V10, V20 диодно-тирис-
торного моста ВП на промежуток времени, не-
обходимый для полного отключения тормоз-
ных муфт.
Реле К9 замыкает контакты в цепи базы
транзистора V69 (зона 28), в цепи управля-
ющих электродов тиристоров V10, V20 (зо-
на 5) и тиристоров VI, V3, V4, V7 (зона 4).
Диодно-тиристорный мост ВП подготавли-
вается к включению, а по окончании времени
заряда конденсатора С12 и замыкании кон-
такта реле К16 (зона 4) он приходит в состоя-
ние проводимости. Включаются электромаг-
нитные муфты Y1 и Y6, шпиндель приходит во
вращение.
Остапов шпинделя осуществляется перево-
дом рукоятки управления вращением шпинде-
ля в нейтральное положение — катушки реле
К9, КЮ обесточиваете^. Рёле К10 замыкает
свои контакты в‘ цепях катушек К13, К4, К5,
КН и в цепи базы транзистора V70. Реле К9
размыкает цепь управляющих электродов
тиристоров диодно-тиристорных мостов ВФ и
ВП и цепь базы транзистора V69. При размы-
кании контакта К9 (зона 28) начинается за-
ряд конденсатора СИ, транзистор V66 откры-
вается и включает реле КН, которое в' ре-
зультате переключения своих контактов в зо-
не 5, 7 включает электромагнитные муфты
¥5 и Y6 тормоза шпинделя. По окончании вре-
мени заряда конденсатора СП эти муфты от-
ключаются, шпиндель растормаживается.
В случае, если рукоятка управления враще-
нием шпинделя пройдет нейтральное положе-
ние, то включится реле КН по цепи
34-159-160-70, шпиндель установится па посто-
янный тормоз.
Включение и останов шпинделя на других
скоростях осуществляется аналогично.
Схемой предусмотрено переключение ско-
ростей па холостом ходу и под нагрузкой
с форсированным включением муфт. Для этой
цели служит реле форсировки К1 (зона 7).
Командой для включения реле’Ki служит сра-
батывание реле К2, которое размыкающим
контактом прерывает цепь 127-63 (зона 9),
вызывая заряд конденсатора С9, в результа-
те чего на время его заряда (время форсиров-
ки) включается реле КД- Размыкающим кон-
тактом реле К1 замкнет цепи управления ти-
ристоров V8, V9 моста форсировки муфт, в ре-
зультате чего мост приходит в состояние про-
водимости и на .электромагнитные муфты по-
дается напряжение форсировки.
По окончании режима форсировки п пере-
хода моста ВФ в непроводящее состояние
электромагнитные муфты получают питание
от моста ВП с номинальным напряжением
24 В.
При нажатии следующей кнопки происхо-
дит повторение вышеописанного цикла пере-
ключений.
Обратное вращение шпинделя.
Обратное вращение шпинделя осуществля-
ется включением тумблера S22 и переводом
рукоятки управления вращением шпинделя в
положение «Вверх». После включения микро-
переключателей S18 и SJ9 подается напряже-
ние на катушки реле К9, 1\10. К7. К8 (зона
25. 26, 2 й, 22, 23).
При этом происходят следующие переклю-
чения: размыкают контакты в цени управля-
t ющих электродов тиристоров VI, V3, V4.— ре-
ле 1<7 и V5, V6, V7— реле К8; роле Кб замы-
кающими контактами включает цепи управ-
ляющих электродов тиристоров V2, V5, V6, V7
(зоны 3, 4), подготавливая их к включению.
Каждый из диапазонов имеет три обратные
скорости, поэтому для получения какой-либо
из них достаточно нажать на любую из трех
кнопок выбора скорости в группе S1 ... S3.
S4 . S6, S7 . . . S9 (см. таблицу оборо-
тов шпинделя на рис. 1). При этом происхо-
дит процесс включения шпинделя аналогич-
ный включению шпинделя при его прямом
вращении.
1.4. Толчковый пуск шпинделя-.
Вращение шпинделя может осущестляться
в толчковом режиме. Толчковый режим воз-
можен только при прямом вращении шпинде-
ля на первой скорости любого диапазона и
при установке рукоятки управления враще-
нием шпинделя в нейтральное положение.
При нажатии на кнопку «Толчок» — S14 за-
мыкаются цепи катушек реле К4 и Кб (з-бца
19. 20). -
> Реле 1\5 размыкает контакты в цепи уп-
равляющих электродов тиристоров V5, V6 и в
/цепи базы транзистора V70, вызывая процесс
заряда конденсатора С12 и срабатывание ре-
ле К16.
Реле К4 замыкает цепь управляющих элек-
тродов тиристооов VI, V7 (зона 7) и тиристо-
ров V10. V20.
По окончании времени заряда конденсатора
С12 и замыкании контакта реле 1\16 (зона 4)
диодно-тиристорный мост ВП открывается.
Включаются электромагнитные муфты Y1 и
Y7. Вращение шпинделя длится до тех пор, по-
ка кнопка S14 находится под воздействием.
1.5. Общий стоп.
В* аварийных. случаях отключение электро-
двигателей и торможение шпинделя осущест-
вляется воздействием на кнопку S13. При
этом отключаются двигатели станка и вклю-
чается реле КП- Контакты реле К И замыка-
ют цепи управляющих электродов тиристоров
V5, V6 и тиристоров выпрямительного моста
ВП. Муфты Y5 и Y6 включаются, шпиндель
з а то р м а ж и в а етс я.
2. ЗАЩИТА И БЛОКИРОВКА
Защита эл. оборудования станка от токов
К-3. обеспечивается автоматическими выклю-
чателями Fl, F2, F3, F4, F5, F6.
Защита эл. двигателя охлаждения от пере-
грузок - - тепловым реле F7. ’
Пулевая защита — катушками магнитных
пускателей и реле.
Электрическая схема станка предусматри-
вает следующие виды блокировок:
блокировку, исключающую возможность
включения двигателя главного привода при
открытом кожухе гитары;
— блокировку, исключающую возможность
включения шпинделя при открытом экране.
Указанные блокировки осуществляются со-
ответственно конечными выключателями S16,
S17.
3. УКАЗАНИЯ ПО МОНТАЖУ
И ЭКСПЛУАТАЦИИ
ЭЛЕКТРООБОРУДОВАНИЯ
При монтаже станка электрошкаф и стани-
на должны быть надежно заземлены и под-
ключены к общей системе заземления. Болты
заземления расположены сбоку электрошка-
фа и на наружном торце правой тумбы стан-
ка.
Питающие провода подвести к вводным
клеммам через уголы-шк, закрепленный снизу
шкафа. Ввод должен быть осуществлен про-
водом сечением:
— 4 мм2 при напряжении до 380 В;
— 2.5 мм2 при 380 В и выше.
Перед подключением станка к сети убе-
диться :
— в соответствии электрооборудования
станка роду тока и напряжению силовой сети
па месте установки;
—- в целостности электроаппаратов и элек-
тропроводки;
в надежности электроконтактных соеди-
нений и крепления электпоаппаратуры;.
— в надежности, контактов между корпу-
са?^ и электрооборудования и станиной станка.
При помощи вводного автомата F4 подклю-
чить ставок к цеховой электросети.
Проверить действие блокировочных’ уст-
ройств и .сигнальных ламп. ’
Поочередным включением электродвигате-
лей главного привода, ускоренного перемеще-
ния суппортной группы и насоса охлаждения
проверить правильность их вращения.
Правильное подключение электронасоса ох-
лаждения сопровождается обильным поступ-
лением жидкости в систему охлаждения. Дви-
гатели главного привода и ускоренного пере-
мещения должны вращаться по часовой стрел-
ке (смотреть со стороны вала двигателя).
При помощи органов управления станка
проверить четкость срабатывания электроап-
паратуры. а также соответствие включения
электроаппаратов поданным командам.
Эксплуатация электрооборудования станка
должна производиться в соответствии с тре-
бованиями «Правил технической эксплуата-
ции электроустановок потребителей» и «Пра-
вил техники безопасности при эксплуатации
электроустановок потребителей».
Работа станка при открытой двери электро-
шкафа категорически запрещается!
4. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
с Наименование неисправ- ности, внешнее проявле- ние и дополнительные признаки Вероятная причина Метод устранения Примечание
1 2 3 4 5
1 2 ' 3 4 5 6 7 При включении вводного автомата F4 и воздействии на кнопку «Пуск» — S11 электродвигатель главного привода Ml не включается. Сигнальная лампа Н13 па панели передней бабки го- рит При воздействии на тумб- лер S2I не включается электродвигатель насоса охлаждения М2. Электро- двигатель главного привода Ml включен При воздействии па кноп- ку S12 не включается элек- тр одви г атель ускоренного перемещения суппортной группы М3 При воздействии на одну из кнопок выбора скорости S1 ... S9 и подаче коман- ды па включение шпинделя последний не приходит во вращение и остается на по- стоянном тормозе. На пуль- те управления горит сиг- нальная лампа выбранной скорости При воздействии на одну из кнопок выбора скорости SI... S9 па пульте уп- равления загораются 'две или три сигнальные лампы одновременно При переводе рукоятки управления вращением шпинделя S23 из рабочего положения в нейтральное положение не срабатывает кратковременный тормоз шпинделя (последний имеет выбег более 3,5 сек.) При переключении скоро- стей шпинделя отсутствует форсировка муфт а) Отсутствует напряже- ние па трансформаторе Т2 б) Обрыв катушки или цепи питания катушки пус- кателя KI2 в) Открыт кожух гитары (разомкнут контакт выклю- чателя S16) а) Обрыв катушки или цепи питания катушки пус- кателя К14 в) Сработала тепловая защита электродв и гател я насоса охлаждения (разом- кнут контакт теплового ре- ле— F7) а) Обрыв катушки или цепи питания катушки пус- кателя К15 б) Открыт кожух гитары (разомкнут контакт выклю- чателя — S16) Не подается напряжение в схему управления враще- нием шпинделя: а) Открыт защитный эк- ран шпинделя (контакт вы- ключателя S17 разомкнут); б) При переводе рукоят- ки реверса в одно из трех положений нет четкого включения-отключения кон- тактов переключателя S23; в) Неисправен переклю- чатель S23; Пробиты один пли не- сколько диодов ИЗ ГОУППЫ V25 ... V51 Не включаются тормоз- ные муфты Y5 и Y6: а) Отсутствует напряже- ние в цепи 8-34 (зона 1 ... 3) электромагнитных муфт Y1 ... Y7 б) Обрыв цепи управляю- щих электродов тиристоров Y5 и Y6 (не включена ка- тушка 1 — 15 реле Ко; Вследствие обрыва выво- да конденсатора СП или выхода из строя транзисто- ра V69 не срабатывает реле КП) а) Неисправен диодно- тиристорный мост ВФ; б) Вследствие обрыва вы- вода конденсатора С9 или выхода из строя транзисто- ра V67 не срабатывает реле К1 а) Установить причину отсутствия напряжения на трансформаторе и устра- нить се б) Заменить катушку пускателя. Восстановить цепь питания катушки пус- кателя в) Закрыть кожух гита- ры а) Заменить катушку или устранить обрыв цепи пита- ния катушки б) Включить тепловое ре- ле F7 а) Заменить катушку или устранить обрыв цепи пита- ния катушки б) Закрыть кожух а) Опустить защитный экран шпинделя ) Регулировкой механиз- ма переключения добиться четкого срабатывания пере- ключателя S23 Заменить переключатель S23 Заменить неисправный диод а) Найти и устранять не- исправность цепей диодно- тиристорного моста ВП; б) Устранить обрыв цепи питания катушки реле Ко, конденсатора СП. замелить транзистор V69 а) Найти и устранить не- исправность цепей дцодно- тиристорного моста ВФ; б) Устранить обрыв цепи конденсатора С9 или заме- нить транзистор V67 При повторном сраба- тывании тепловой защи- ты найти и устранить причину перегрузки элек- тродвигателя насоса ох- лаждения । * Напряжение замерять между цепями 34 кон- тактного разъема XI и 8 автоматического выклю- чателя F1
т
5. СПЕЦИФИКАЦИЯ ЭЛЕКТРООБОРУДОВАНИЯ
Зона Позиционное обозначение Наименование Коли- чество Примечание
1 С1 ... С7 Конденсатор электролитический К50-7б-160В-200мкф 7
7 С8 Конденсатор электролитический К50-36-50В-2000мкф 1
8, 10.31 CIO, С9, С12 К о 11 ден с а тор электр ол ит ически й К50-6-1-50В-20мкф-Б14 3
29 СИ 1 Конденсатор электролитический К50-6-П-50В-200мкф-БИ 1
17 Е1 Лампа накаливания МО 24-40 1 ’ Светильник СГС1-1В
1 F1 Автомат А63-М; . постоянного тока НОВ. 1 и == 8.ОА, с отсечкой 21и, с креплением на панели 1
3 1-2 Автомат А63-М, переменного тока х20В. 1и = 4А, с. отсечкой 21н, с креплением на панели 1
6 1?3 Автомат А63-М, постоянного тока 110В. 1н = 2А, с отсечкой 21 н, с креплением на панели 1
14 F4 Выключатель автоматический трехполюсный ти- 1
па АЕ-2036-10РУЗ переменного тока. 1н = 25А. с регулировкой номинального тока тепловых расце- пителей и температурной компенсацией. 1отс’=121н
15 F5, F6 Автомат А63-М, переменного тока 220В. 1н = 2А, с отсечкой 51н, с креплением на панели 9
16 F7 Реле тепловое двухполюсное типа ТРН-10А с . тепловыми нагревателями на ток: 1
при Uh до 380 В 1н—0,63А при Uh > 380 В 1н=0,32А
9, 12 Ш ... Н12 Лампа коммутаторная КМ 24-35 12 Ламподержатель ДКЛ.
Линза для
коммутаторных ламп
Арматура сигнальная КМЕ-325 зеленая
3 Н13 1
7 К1 Реле типа РПГ-010212 на напряжение 24 В 1
8 К2 Реле типа РПГ-010222 на напряжение _ В •)
9, 32 КЗ, К16
27 КН ч Реле РМУГ РС4.523.402 1
20 К5 Реле РПГ-010421 на напряжение 24 В 4
22 К7
24 ' К8
25 К Ю
19 К4 Реле типа РПГ-010411 па напряжение 24 В -?
21 Кб
25 К9 Реле типа РПГ-011011 на напряжение 24 В 1
15 К12 Пускатель магнитный с катушкой на ПО В. 1 Гн согласно заказ-
частота Гн, тип: при Uh до 380 В — ПАЕ-311 наряду
при Un > 380 В — ПМЕ-211
16 К13 Реле времени пневматическое типа РВП 22-3121 1 Гн согласно заказ-
с катушкой на ПО В, частота Гн наряду
17 КН Пускатель магнитный типа ПМЕ-011 с катуш- 9 Гн согласно заказ-
К15 кой на ПО В, частота Гн наряду
18 Ml Электродвигатель типа 4А132М4УЗ исп. М101, 1 Un согласно заказ-
Рн=П кВт, по—1500 об/мин. Гн — 50 Гц наряду
Электродвигатель типа 4А132М4УЗ исп. М101. Рн~ 11 кВт, пн—1700 об/мин, Гн = 60 Гн 1 ’
8
Зона Позиционное обозначение Наименование Коли- чество Примечание
• Электронасос центробежный, вертикальный ПА-22. Рн = 0,12 кВт, пи = 2800 об/мин. Гп = 50 Гц Етп согласно заказ- наряду
18 512 Электронасос центробежный вертикальный ПЛ-22, Рн = 0,12 кВт, пн = 3400 об/мин, Гп = 60Гц Электродвигатель типа АОЛС2-11-4-С2 исп. 51301. Рп = 0.6 кВт, пн =1300 об/мин, Гн = 50 Гц 1 Uh согласно заказ- паряду
18 513 Электродвигатель типа АОЛС2-11-4-С2 исп. М301. Рн = 0,6 кВт, пн =1680 об/мин, Гн = 60 Гц
17 РА i Амперметр переменного тока типа Э8022: при Un до 380 В — шкала на 50 А при Uh >- 380 В — шкала на 30 А 1
2 R1 ... R7 Резистор МЛТ-2-470+5% 7
8, 10, 31 R8, R9, R48 Резистор МЛТ — 0,5-1к+10% 3
1.., 5, 8 R11 ... R34, R50 Резистор МЛТ — 0,5—130+10% 25
1, 2, 30, 9,11,28 R18, R21, R 16 R36 ... R38 Резистор МЛТ — 0,5—510+5% 6
8,10,31 R39, R40, R49 Резистор МЛТ — 0,5—Зк+10% 3
9, 11,28, 29, 30 R41 ... R44. R47- Резистор МЛТ — 0,5—2,2,к±10% 5
29 R45 Резистор МЛТ — 0,5—9,1к+5% 1
11, 15 S1 ... S11 Кнопка малогабаритная серии КМ2-1 11
18 S12 Кнопки серии КУОЗ 1
18 S13 Кнопка серии КЕ021, исп. 2, красная 1
19 S14 Кнопка серии КЕО 11 исп. 2, черная 1
20 S17 Микропереключатель типа МП1203 исп. 1 1
18 S16 Микропереключатель типа МП 1203 исп. 3 1
26 S18 S19 Микропереключатель 51ПЗ-1 2
17 21 S21 S22 Переключатель ТЗ 2
23 S23 Переключатель типа П2Т-1 1
12 S2I ... S26 Переключатель диапазонов 1 заводского изготовления
4 Т1 Трансформатор однофазный серии ОСМ-0,4 Uh/1 10/29/24 1 Ен согласно заказ- пар яду
14 Т2 Трансформатор однофазный серии ОСМ-0,16 Uн/5-22-110/24 1 Uh согласно заказ- наряду
о 5 VI ... V9 V10, 5'20 Диод управляемый КУ-202Л 11
8 VII ... V19 Диод управляемый КУ-201Е 9
1,3,5. 6, 24 571 ... 5’55 Диод Д226Е 35
2, 5 V56 ... 5’59 Диод Д243 4
6 V60 ... V63 Диод Д243Б 4
7,40,30 " 32 V64 ... 5'66, V71 Транзистор П701А 4
8, 11,29 31 V67 ... 5'69, 570 Транзистор Ml 1-37А 4
4 XI ... Х4 Разъем прямоугольный РПЗ-ЗО (вставка) 4 см. рис. 3, 4, 5
Разъем прямоугольный РПЗ-ЗО (колодка) 4 см. рис. 6
.9
Зона Позиционное обозначение Наименование Коли- чество Примечание
XF) Разъем штепсельный ШР 55У30ЭГ1 (вставка) 1 • см. рис. 2
Разъем штепсельный ШР 55П30ЭГ1 (колодка) 1 см. рис. 6
Х() Разъем штепсельный ШР 32У1ЭГ1 (вставка) 1 см. рис. 2
Разъем штепсельный ШР 32Ш2ЭГ1 (колодка) 1 см. рис. 6
Х7 Разъем штепсельный ШР 32У8ЭГЗ (вставка) 1 см. рис. 2
Разъем штепсельный ШР 32П8ЭГЗ (колодка) I см. рис. 2, 6
Х8 Разъем штепсельный ШР 32У10ЭГ1 (вставка) 1 см. рис. 2
Разъем штепсельный ШР 32Ш0ЭГ1 (колодка) 1 см. рис. 3
ХЮ Разъем штепсельный ШР 20УЗЭГ6 (вставка) 1 см. рис. 2
Разъем штепсельный ШР 20ПЗЭГ6 (колодка) 1 см. рис. 6
Х12 Клеммный набор БЗН19 25.312.05ЖООУ2 1 см. рис. 3
Х13 Плата соединительная НБТЗ.656.006 1 см. рис. 2
Х16, Х17 Плата соединительная НБТЗ.656.005 2 см. рис. 2
Х18 Плата соединительная НБТЗ.656.008 1 см. рис. 2
1 У1 ... Y7 хЧуфта электромагнитная ЭТМ.-114-1115 с ка- 7
тушкой на 24 В
’Тираж 1300