/


















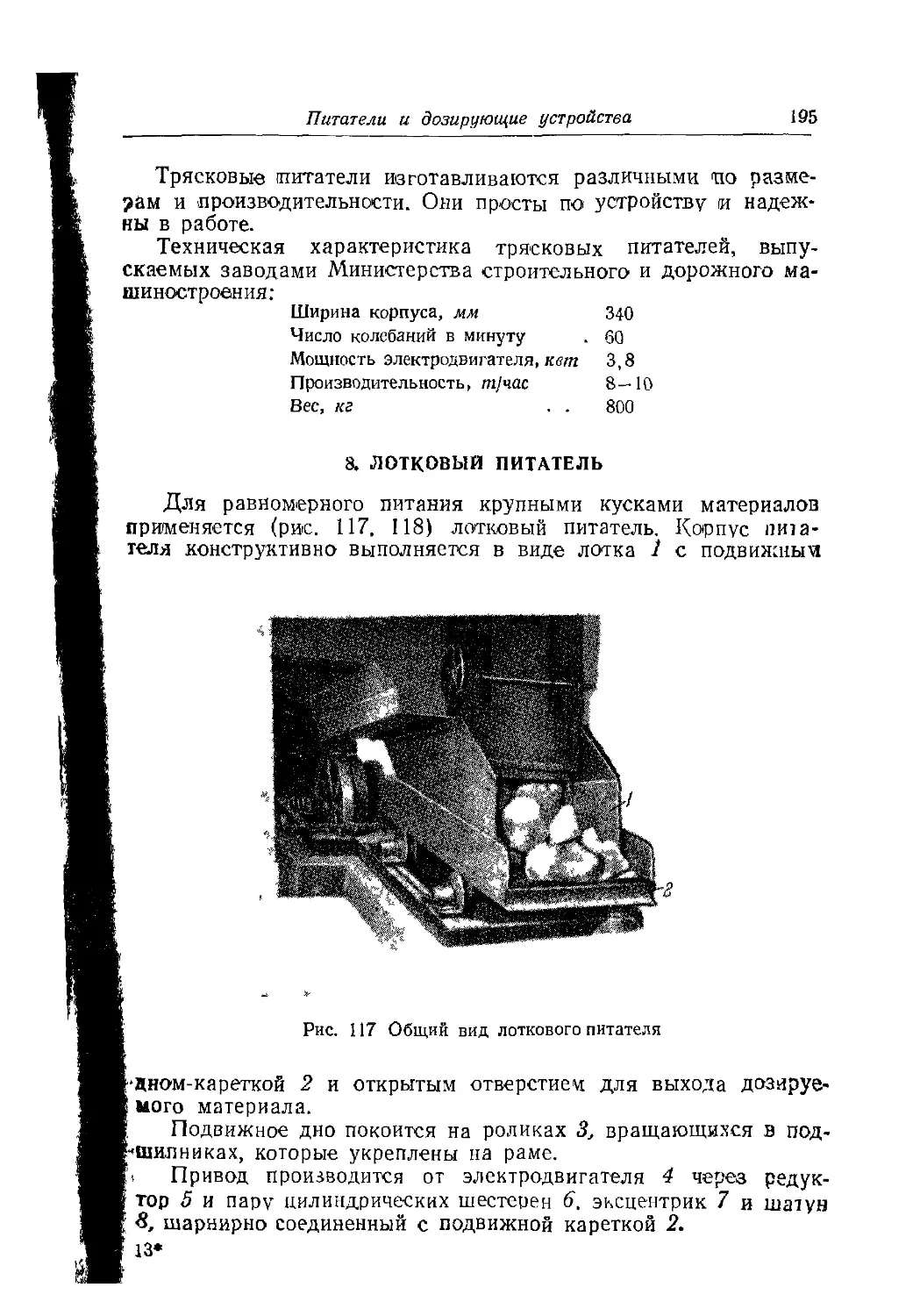
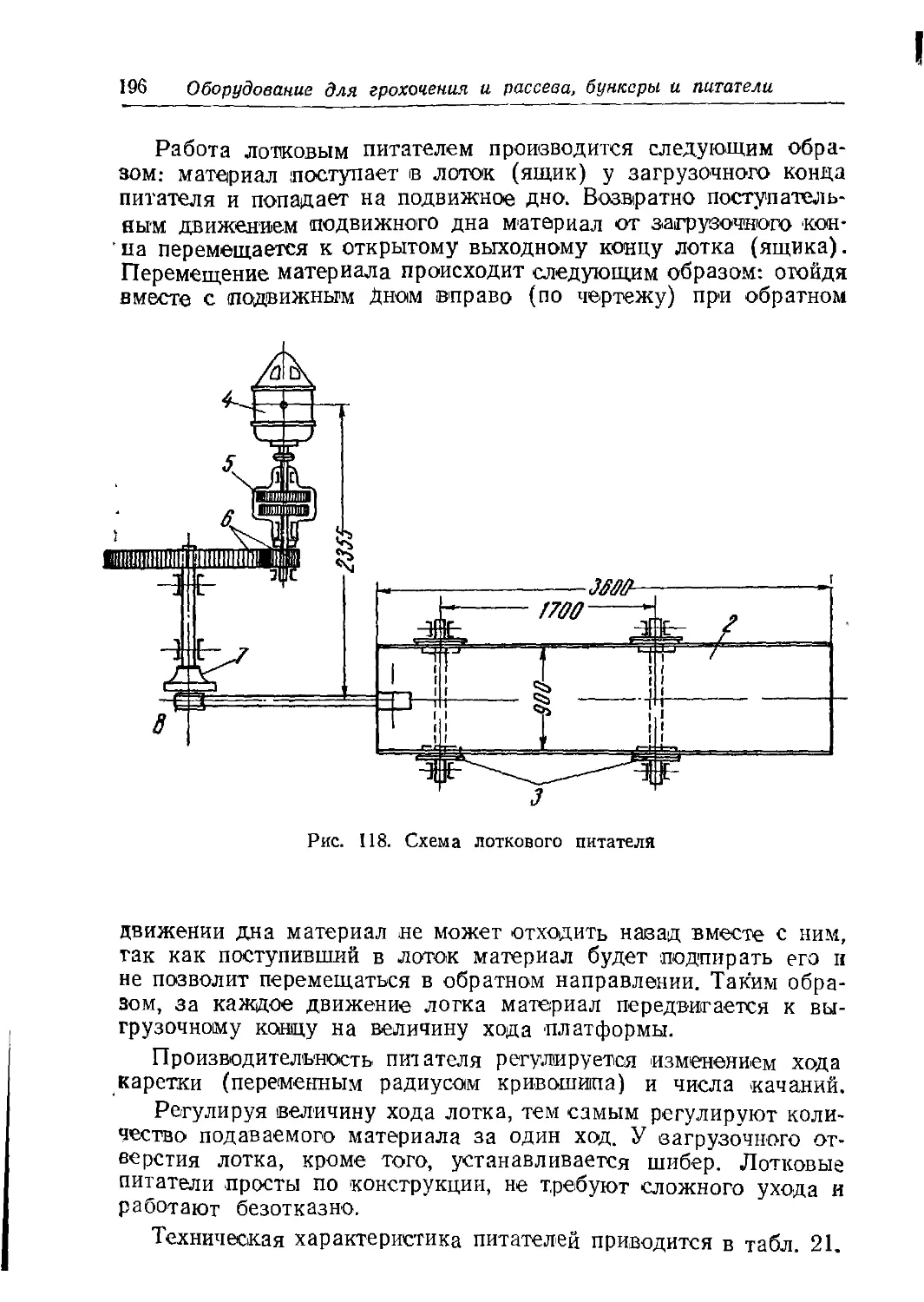
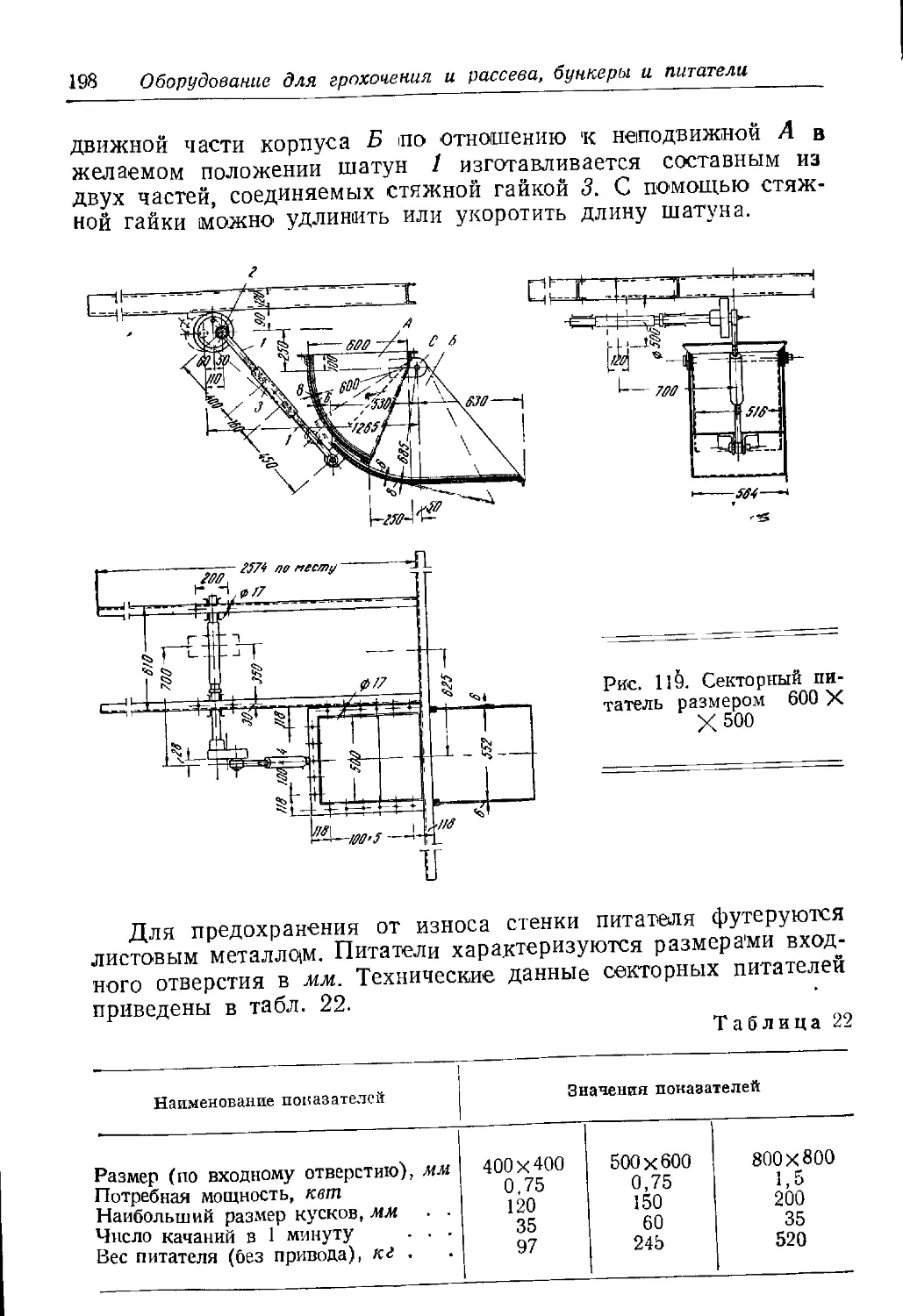


































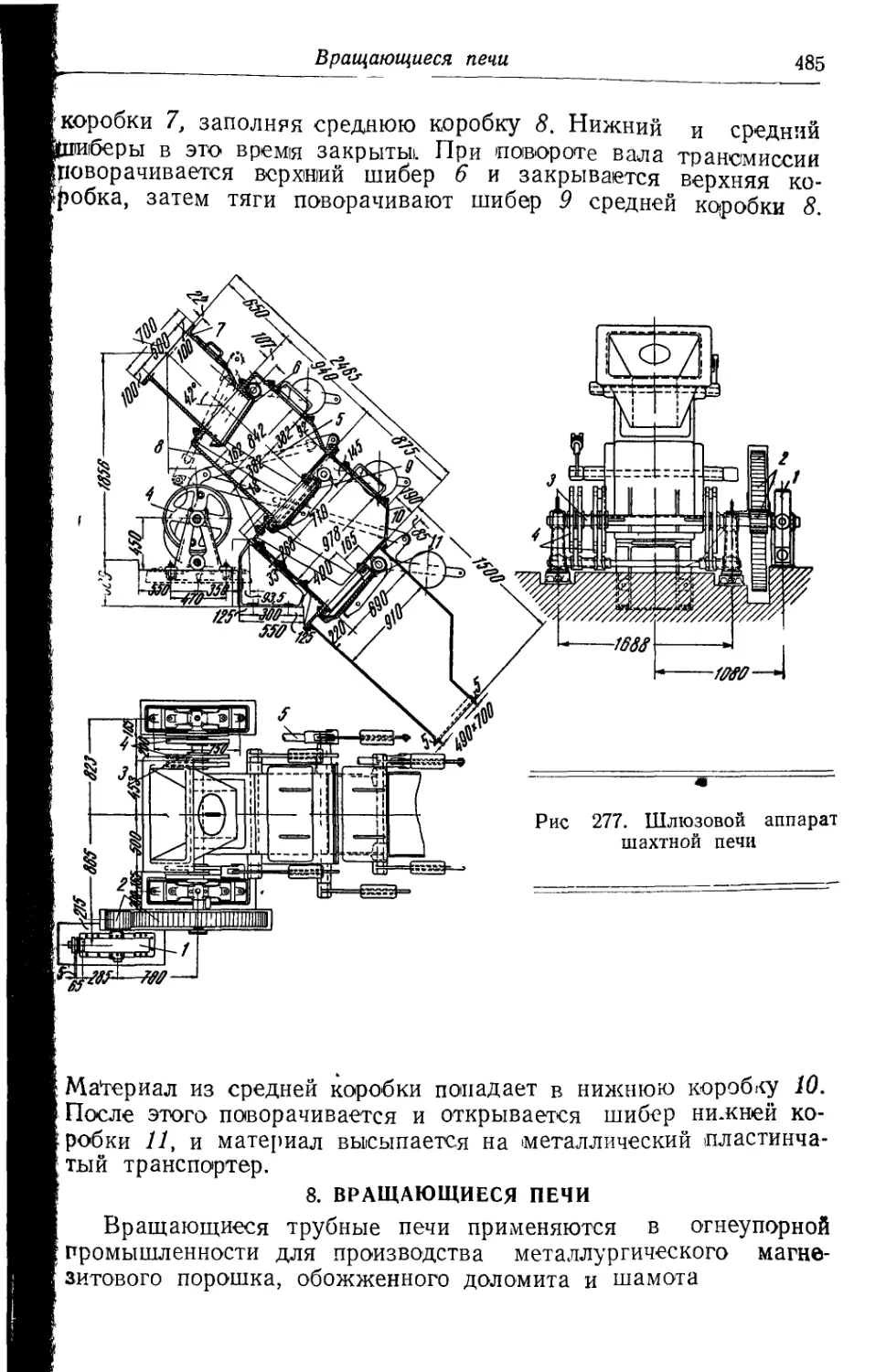
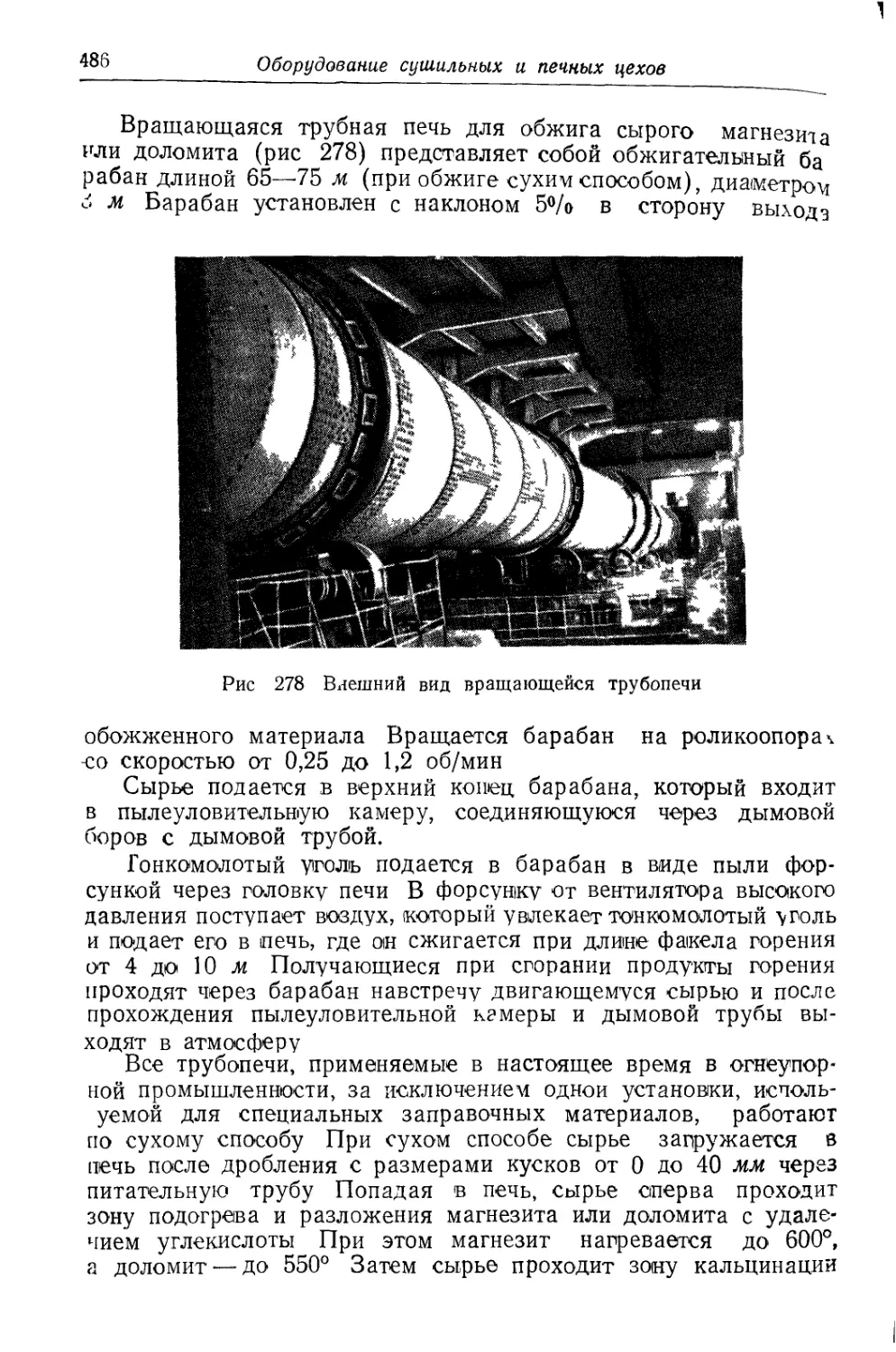


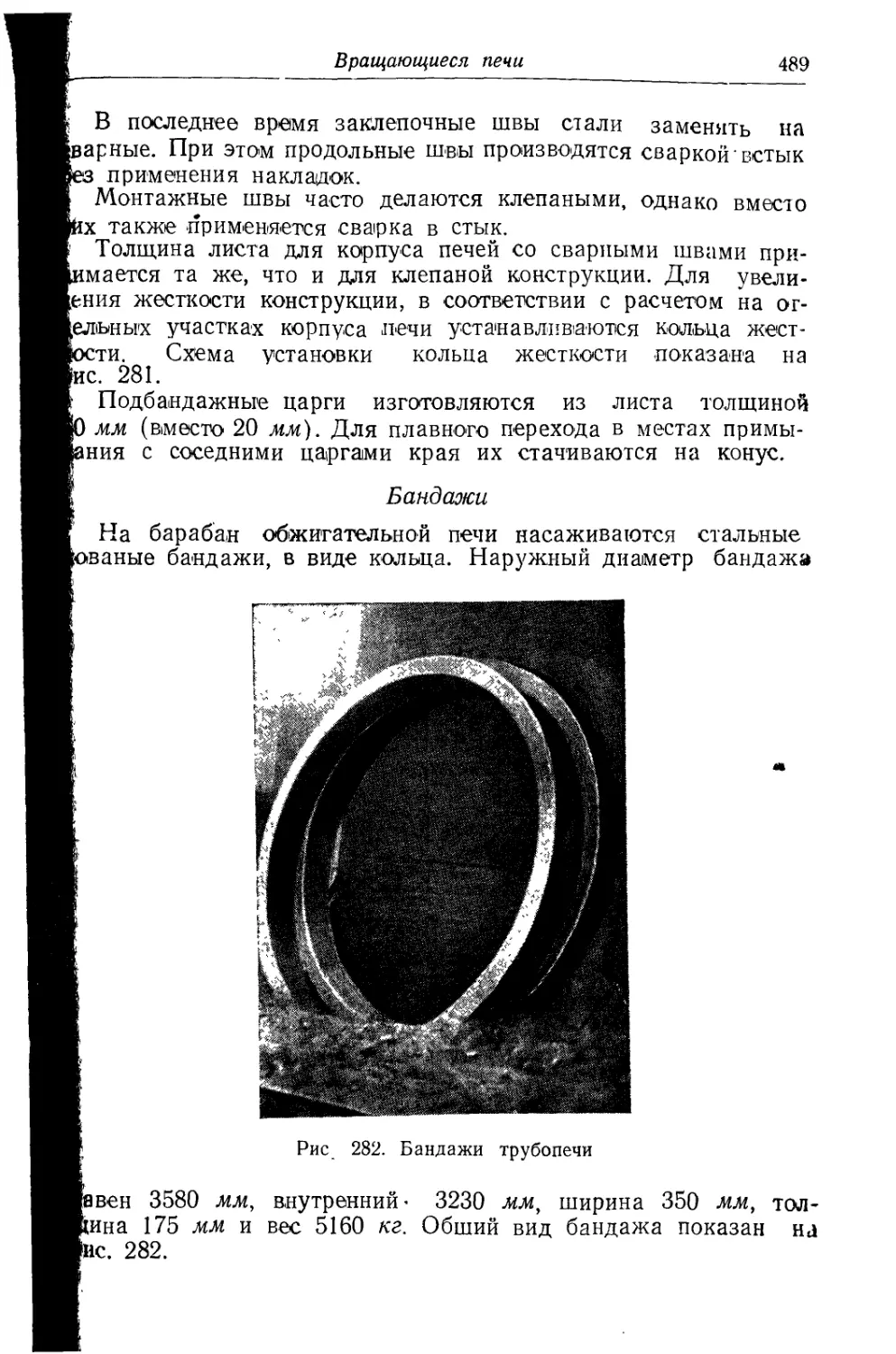
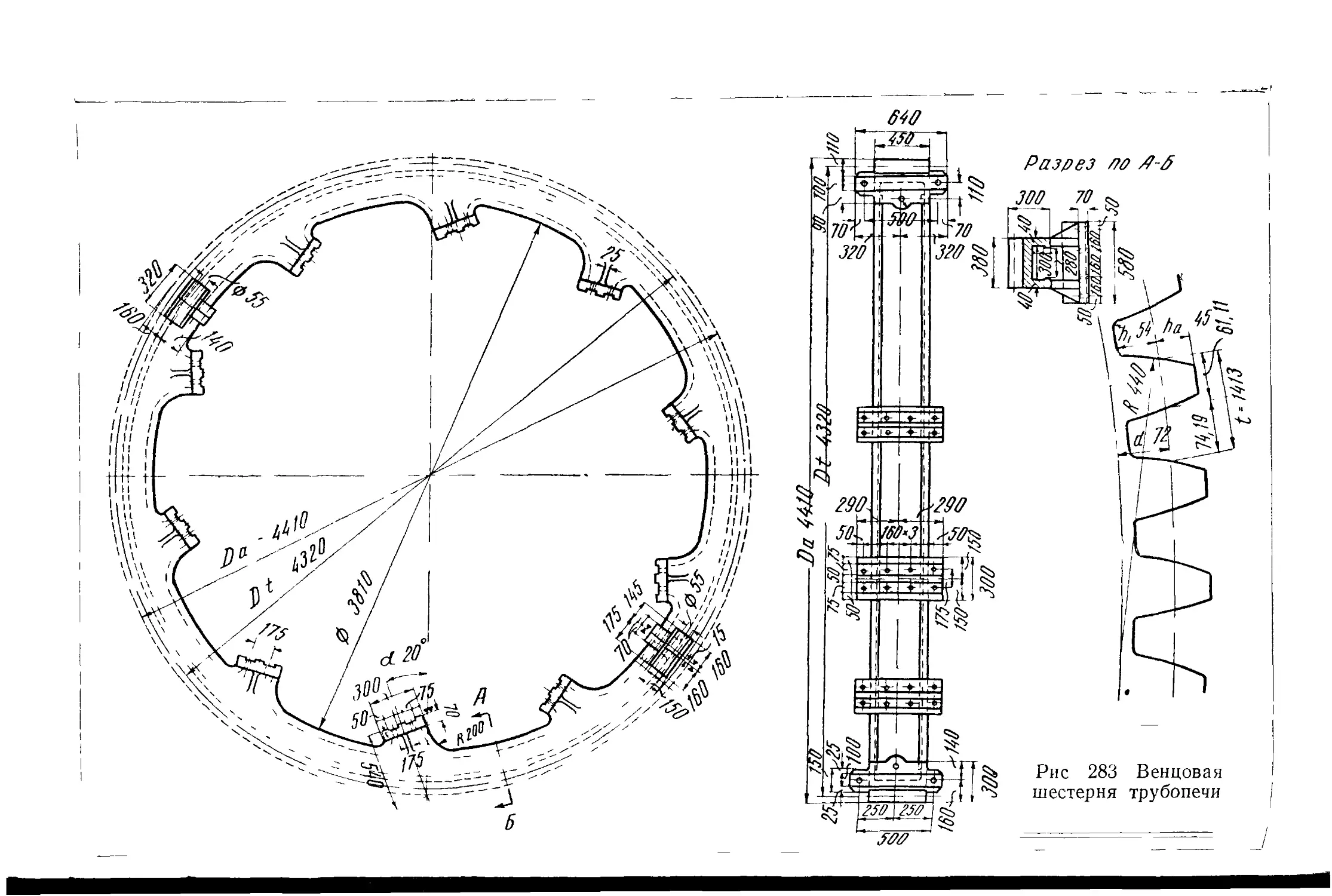


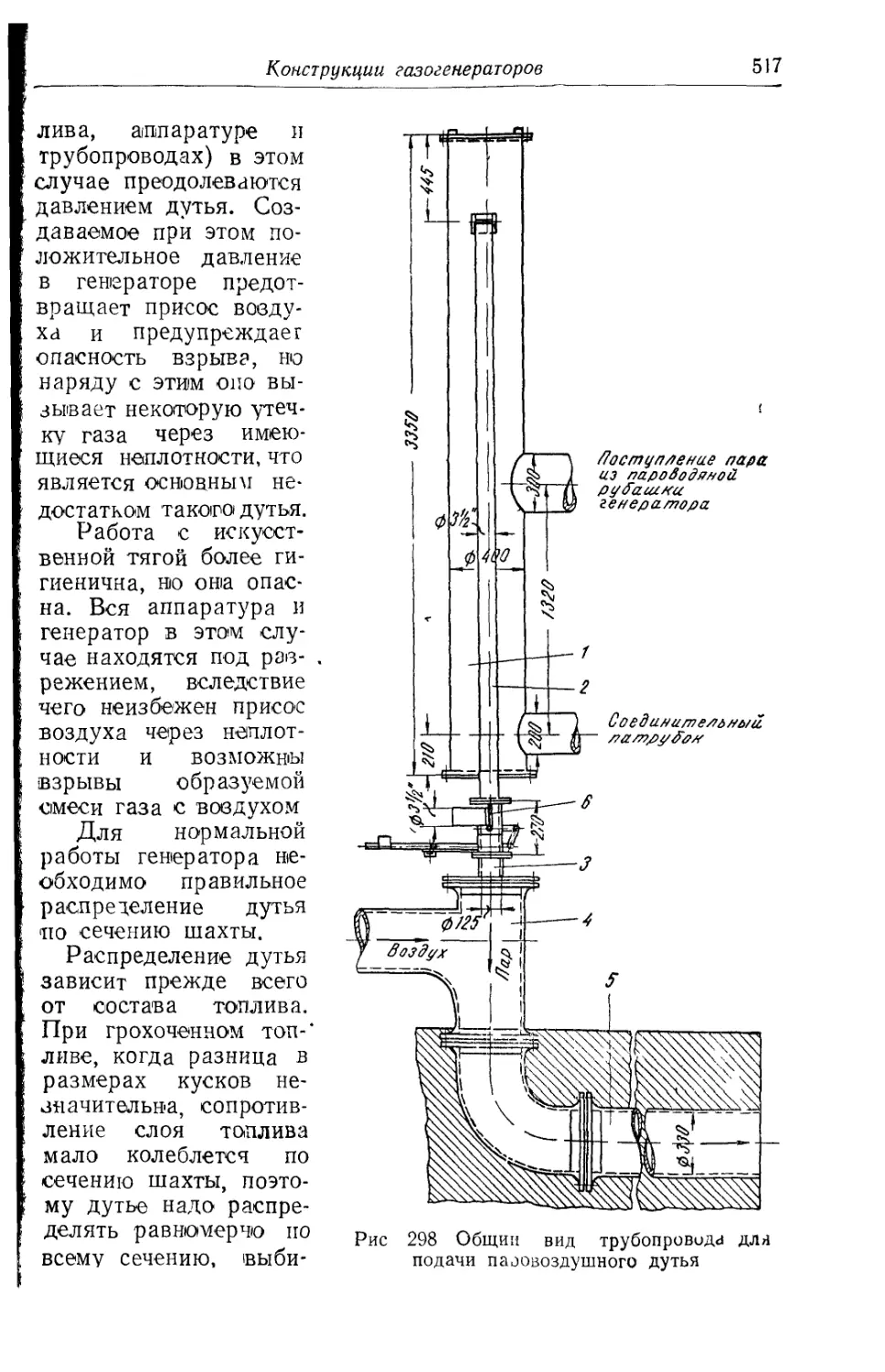













Text
В. Г. БАЙСОГОЛОВ и П. И. ГАЛКИН
МЕХАНИЧЕСКОЕ
ОБОРУДОВАНИЕ
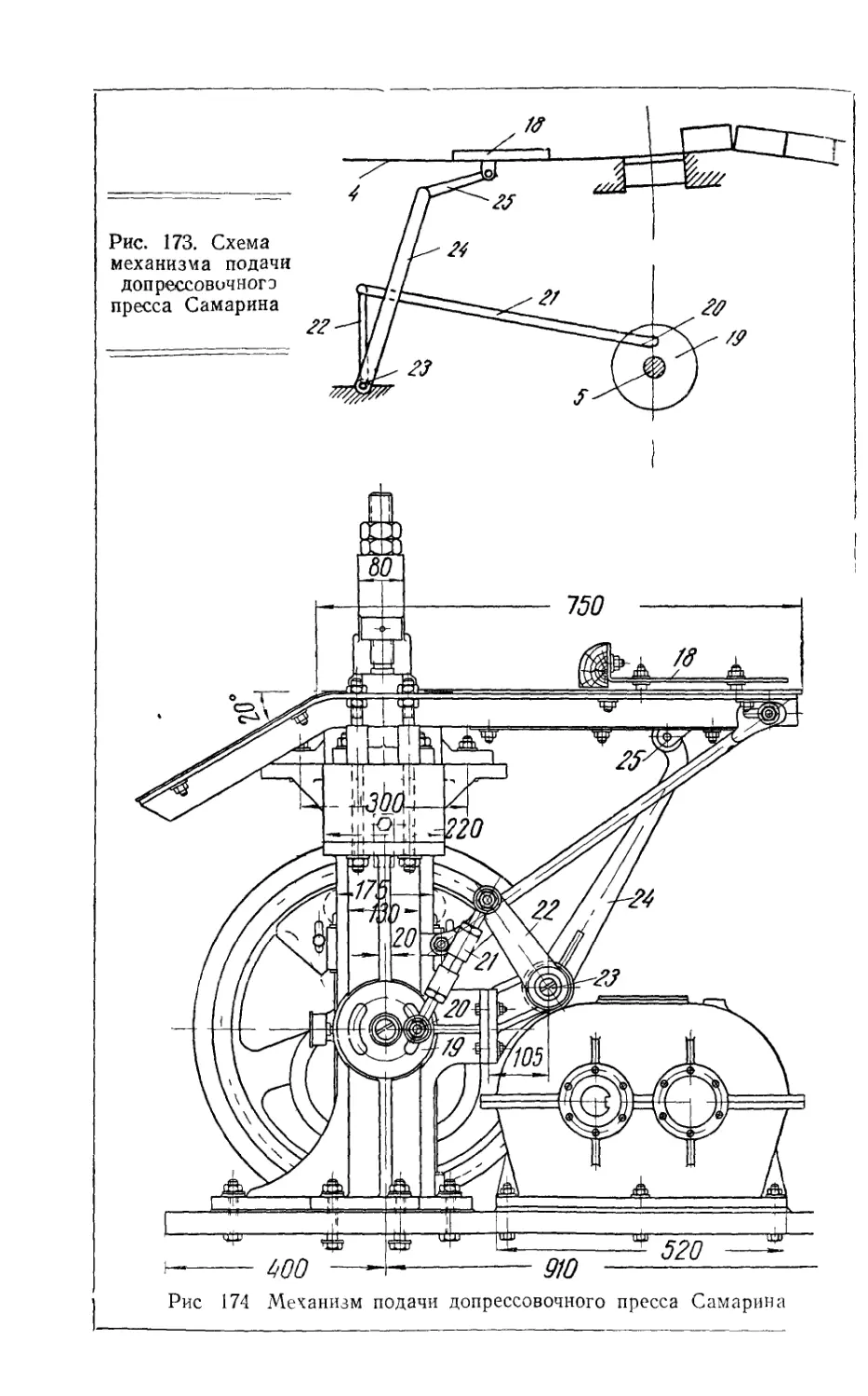
ЗАВОДОВ ОГНЕУПОРНОЙ
П РОМЫШЛ ЕН НОСТИ
Утверждено
Управлением учебных заведений
Министерства черной металлургии
в качестве учебного пособия для техникумов
ГОСУДАРСТВЕННОЕ
НАУЧНО-ТЕХНИЧЕСКОЕ ИЗДАТЕЛЬСТВО
ЛИТЕРАТУРЫ ПО ЧЕРНОЙ И ЦВЕТНОЙ МЕТАЛЛУРГИИ
Москва 1952
АННОТАЦИЯ
Книга содержит описание, расчеты и
основные сведения о конструкциях ма-
шин и механизмов, применяемых в ог-
неупорной промышленности, а также
основные данные по уходу и эксплуата-
ции.
Книга предназначается в качестве
учебного пособия для техникумов и мо-
жет быть использована учащимися
втузов и инженерно-техническим персо-
налом при проектировании и эксплуата-
ции оборудования заводов огнеупорной
промышленности.
Отдельные разделы и главы книги распределены
между авторами следующим образом:
Инж. В. Г. БАИСОГОЛОВ:
I раздел; II раздел, глава 1; III раздел, глава 1; V раздел, § 1—5
второй главы; VI, VIII и IX разделы.
Инж. П. И. ГАЛКИН:
II раздел, глава 2; III раздел, главы 2 и 3; IV раздел; V раздел,
глава 1 и § 6 и 7 второй главы; VII раздел.
ОГЛАВЛЕНИЕ
Стр.
Введение ......................................................... 9
РАЗДЕЛ I
ОБОРУДОВАНИЕ ДЛЯ ВСКРЫШНЫХ РАБОТ И ДОБЫЧИ СЫРЬЯ
Основные сведения о разработке месторождений ........... 12
Глава 1. Экскаваторы ............................................ 13
1. Одноковшовые экскаваторы.................................. 13
2. Экскаваторы, оборудованные механической лопатой .......... 16
3. Шагающие экскаваторы ..................................... 20
4. Экскаватор СЭ-3 .......................................... 21
5. Канатно-скребковый экскаватор ............................ 26
6. Силовое оборудование ..................................... 28
* 7.‘ Производительность одноковщовых экскаваторов ........... 29
8. Многочерпаковые экскаваторы .............................. 31
9. Многочерпаковые цепные экскаваторы ....................... 33
10. Производительность многочерпаковых экскаваторов .......... 34
11. Лопастно-колесные (роторные) экскаваторы ................. 35
Глава 2. Гидромеханизация открытых горных работ ................ 37
1. Гидромонитор .............................................. 37
2. Дефлектор.................................................. 38
3. Основные показатели гидромеханизации ...................... 39
Глава 3. Оборудование для буровых работ......................... 41
1. Бурильные молотки (перфораторы) ........................... 41
2. Электросверла ............................................. 43
3. Буры ...................................................... 43
* 4. Станки канатно-ударного бурения ........................... 44
РАЗДЕЛ II
ОБОРУДОВАНИЕ ДРОБИЛЬНЫХ И ПОМОЛЬНЫХ ЦЕХОВ
Глава 1. Оборудование дробильных цехов.......................... 48
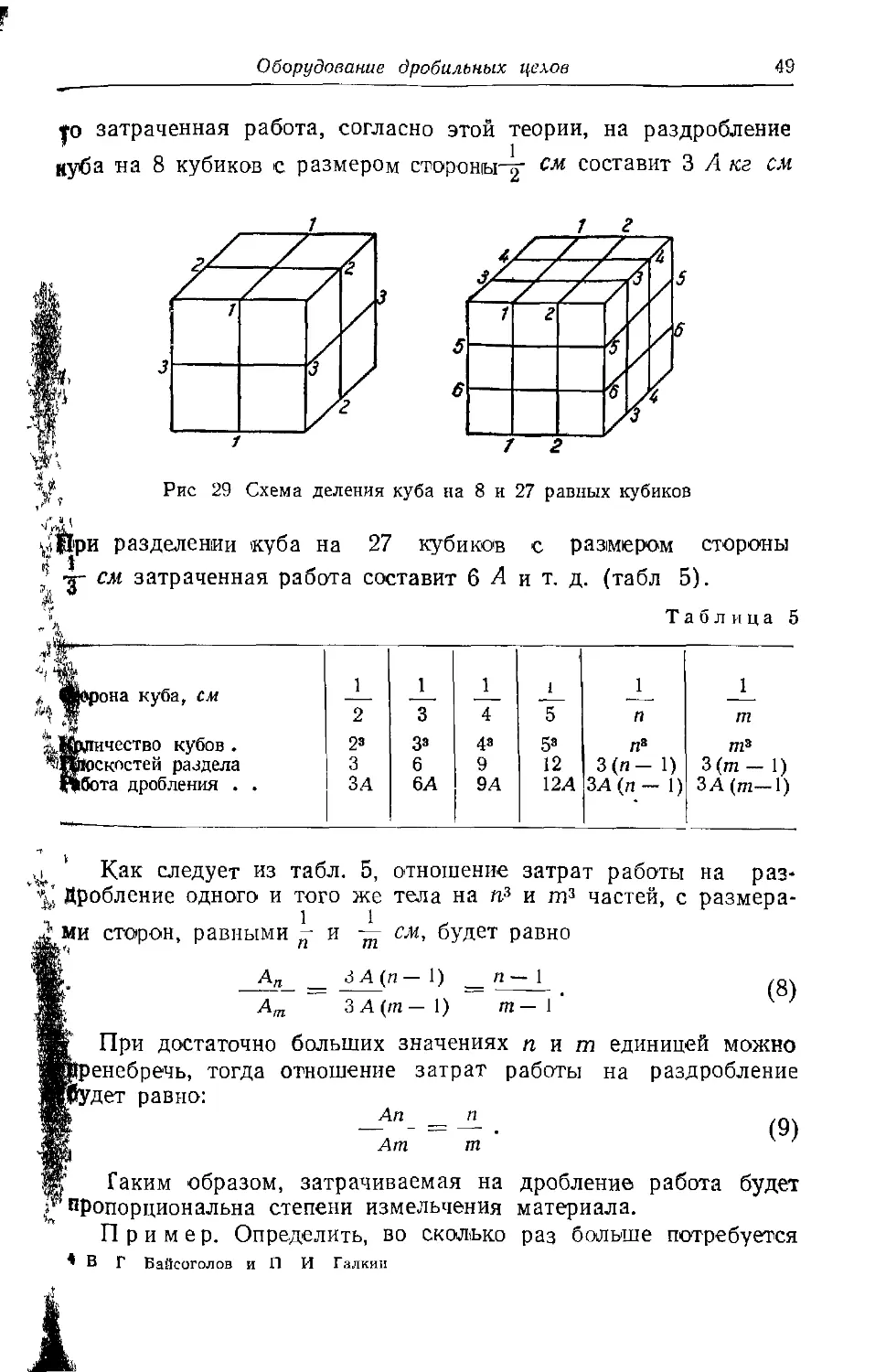
jl • 1. Дробление сырых материалов ................................ 48
, Поверхностная теория ................................. 48
Объемная теория ..................................... 50
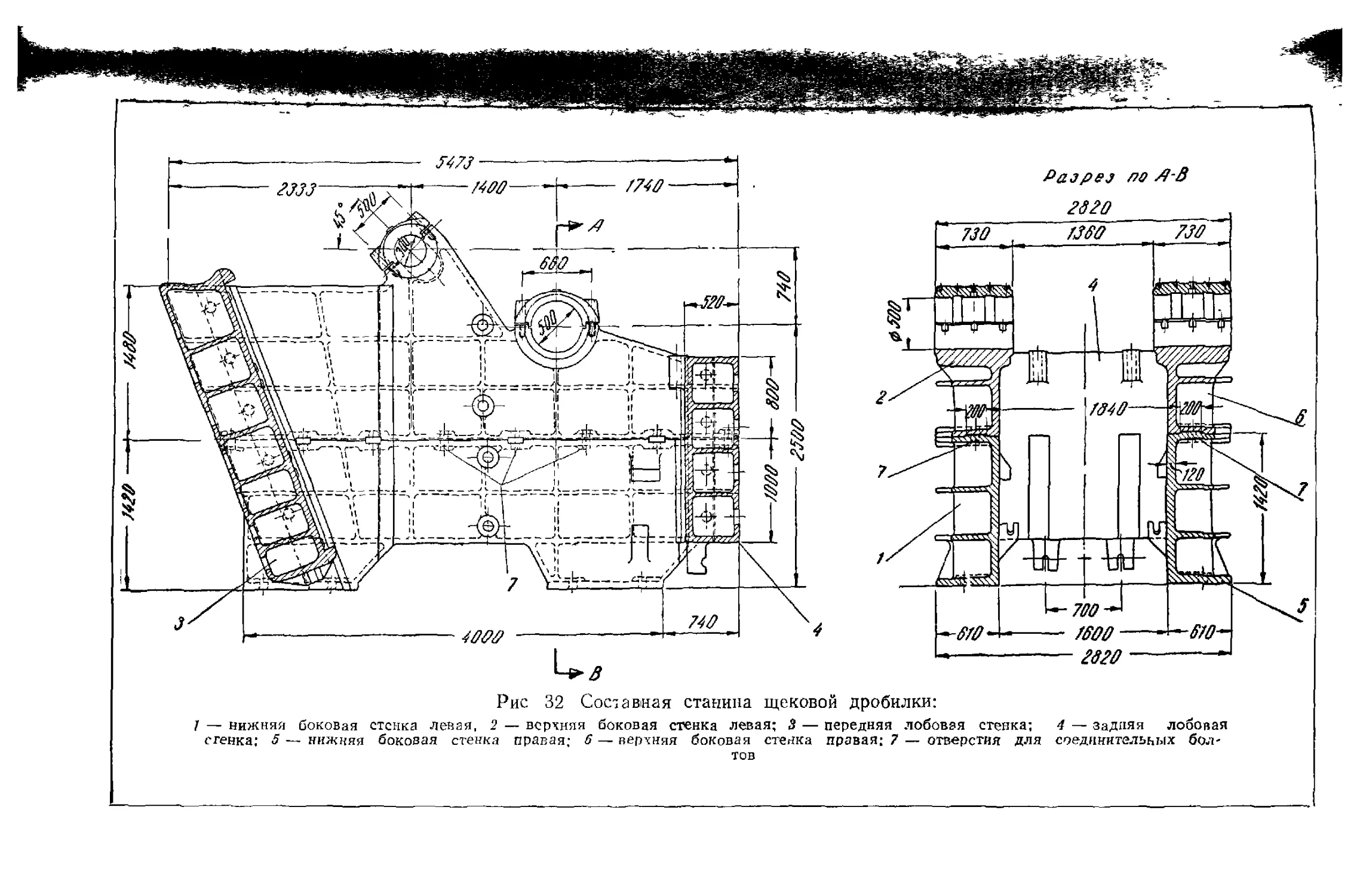
.( 2. Щековые дробилки .......................................... 51
Основные узлы и детали дробилки ........................ 54
f, Станина .............................................. 54
Подвижная щека ...................................... 54
Эксцентриковый вал .................................. 56
Шатун ............................................... 57
Распорные плиты ..................................... 57
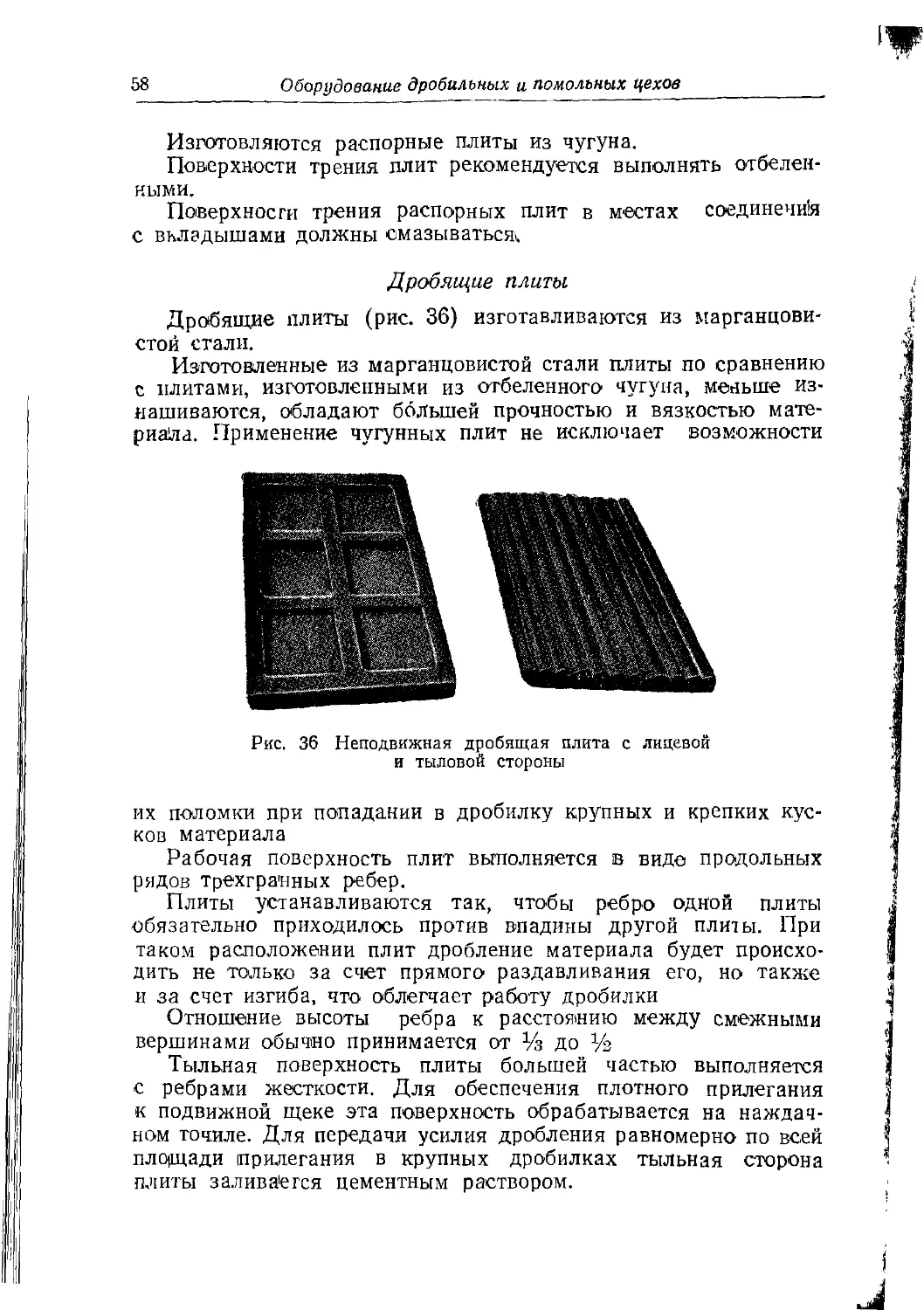
Дробящие плиты .................................... 58
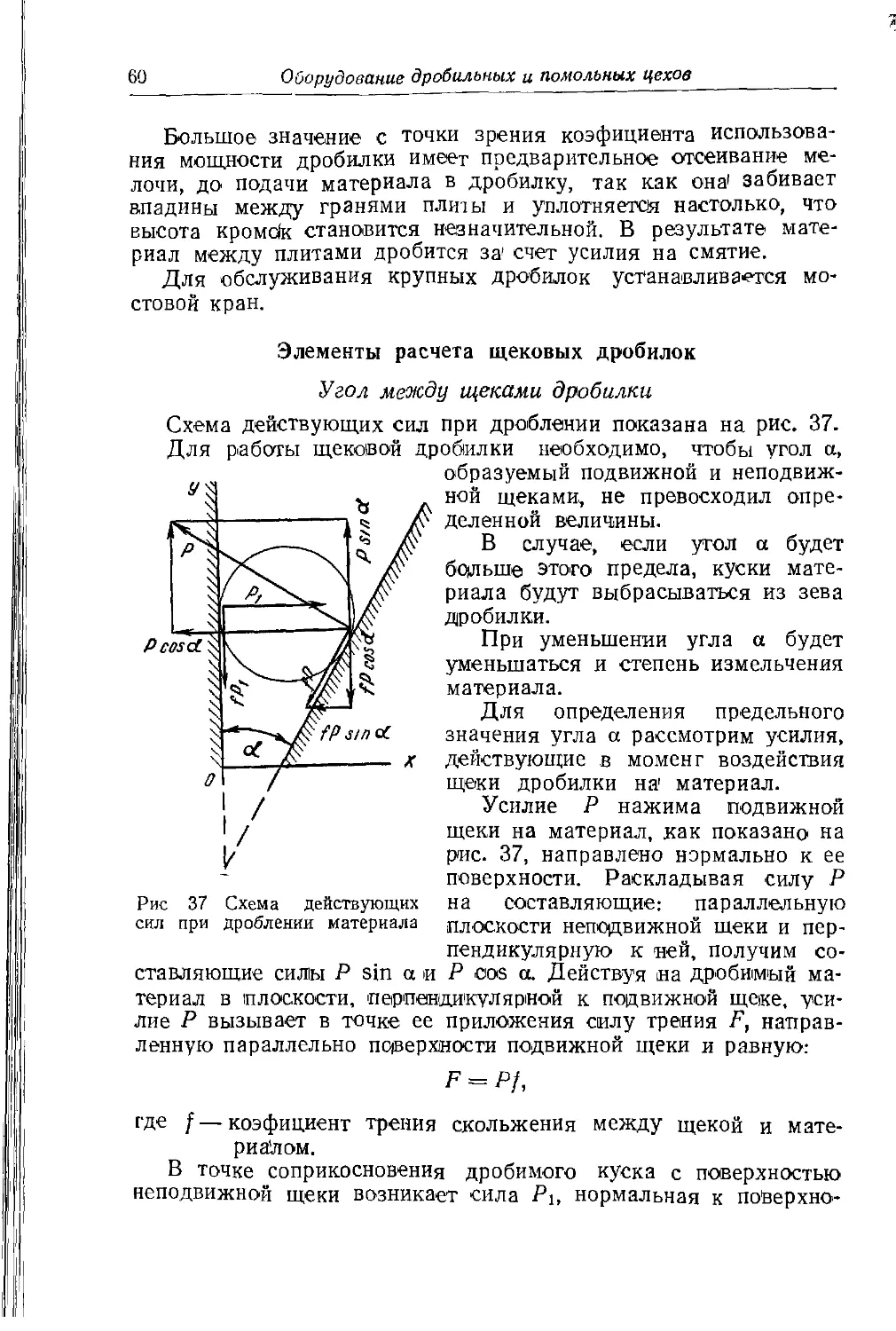
Элементы расчета щековых дробилок ...................... 60
Угол между щеками дробилки .......................... 60
Расчет числа оборотов эксцентрикового вала .......... 62
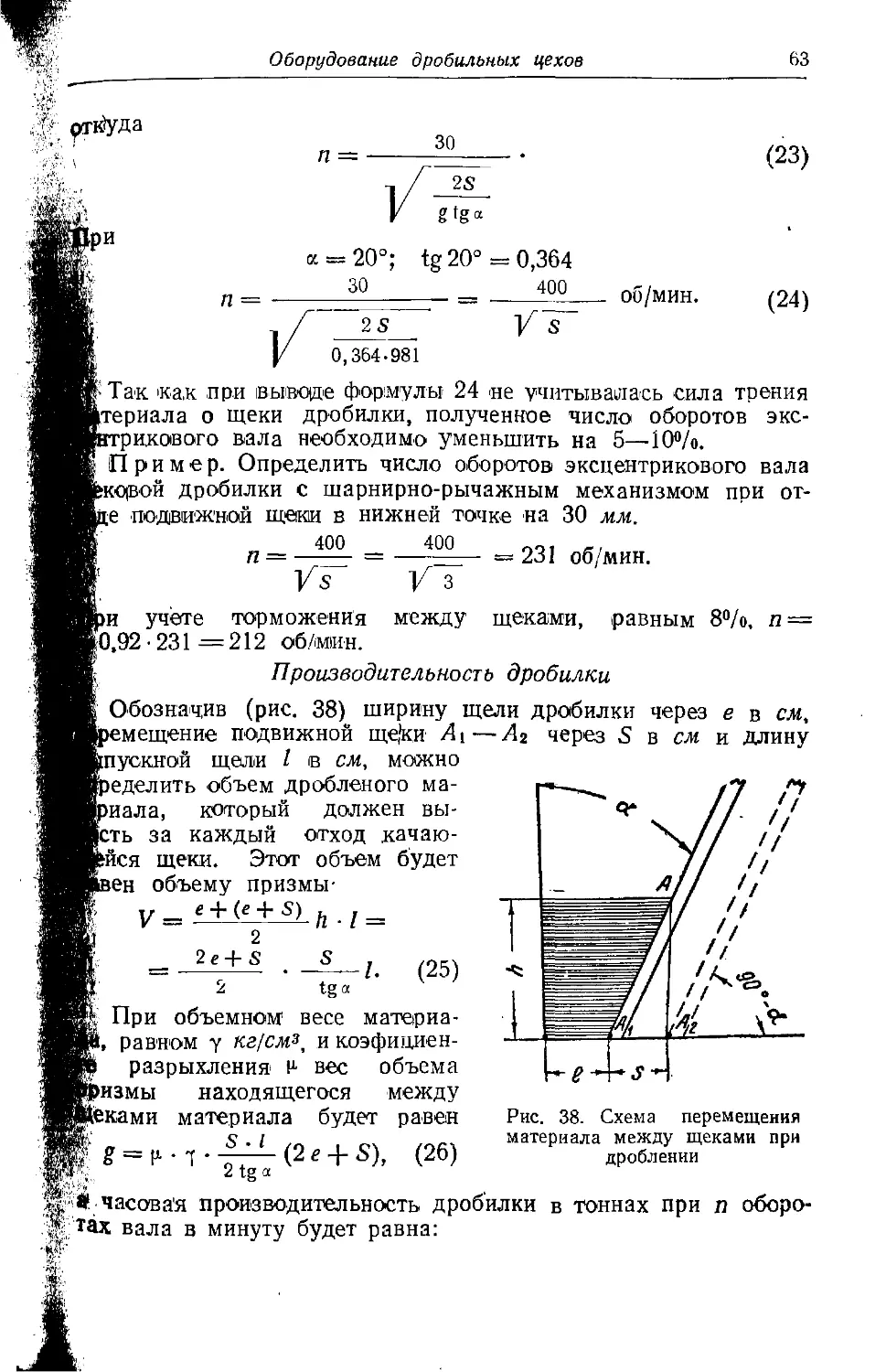
Производительность дробилки ......................... 63
4
Оглавление
Потребляемая мощность ................................ 64
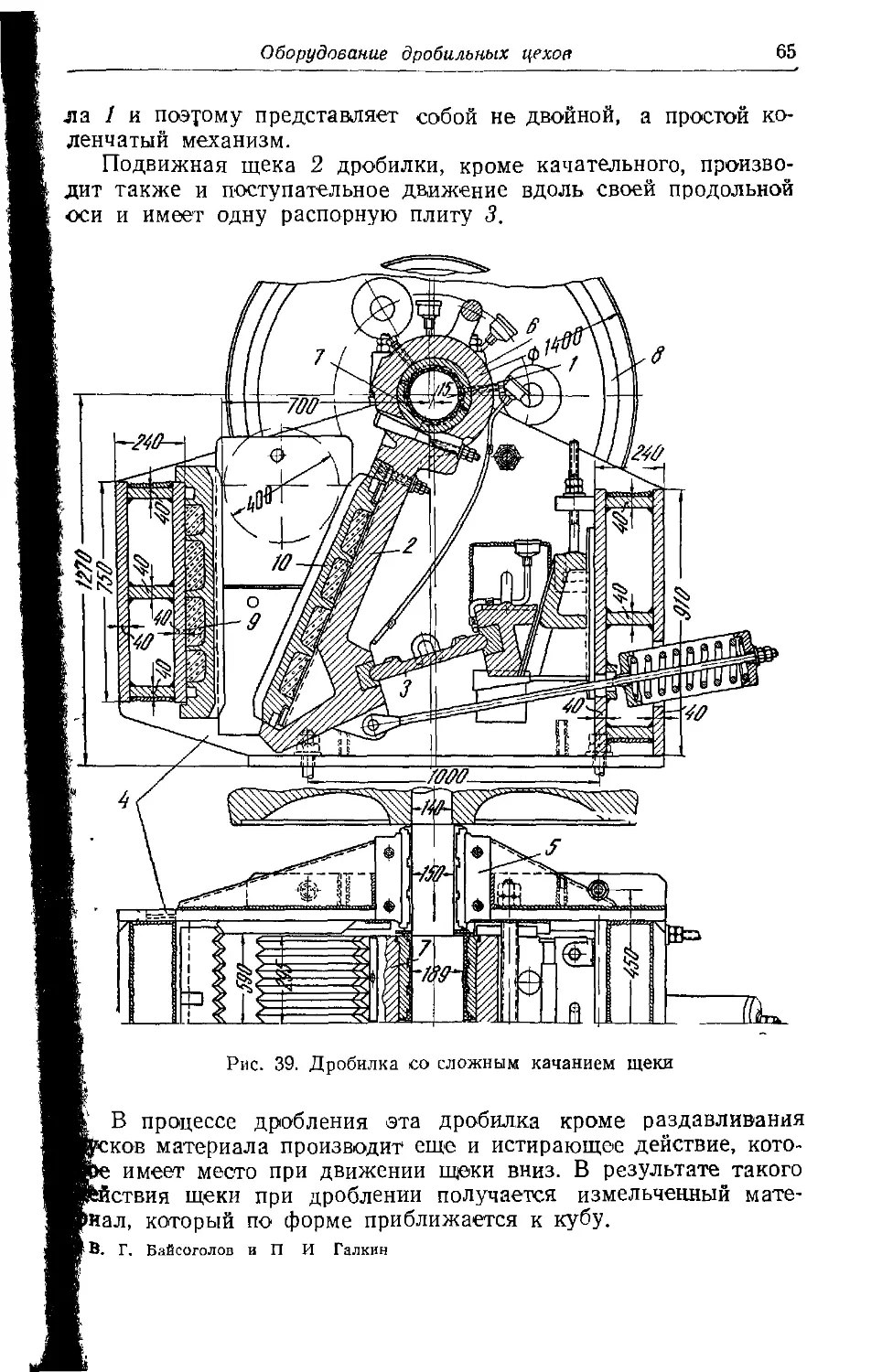
Дробилка со сложным качанием щеки .................... 64
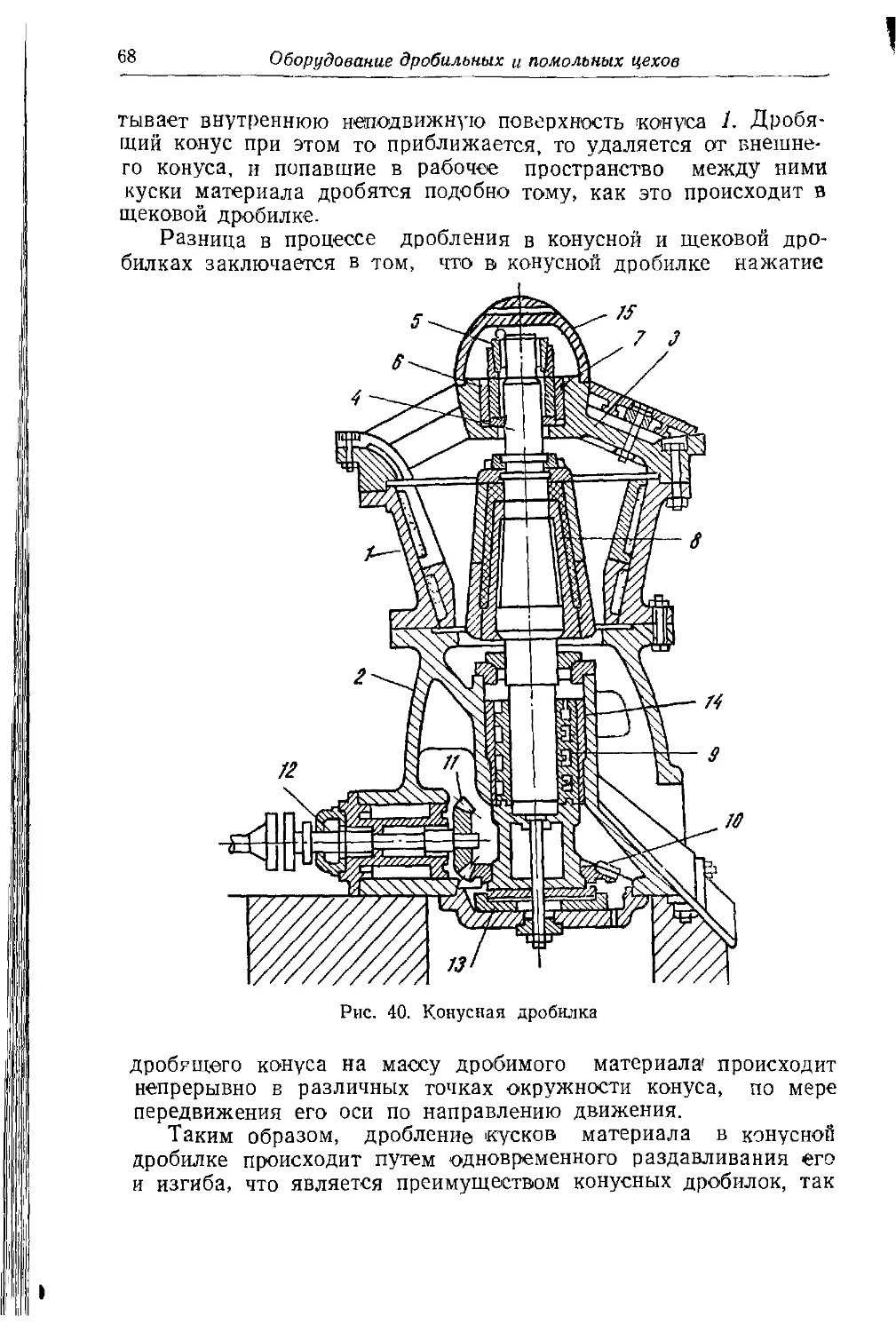
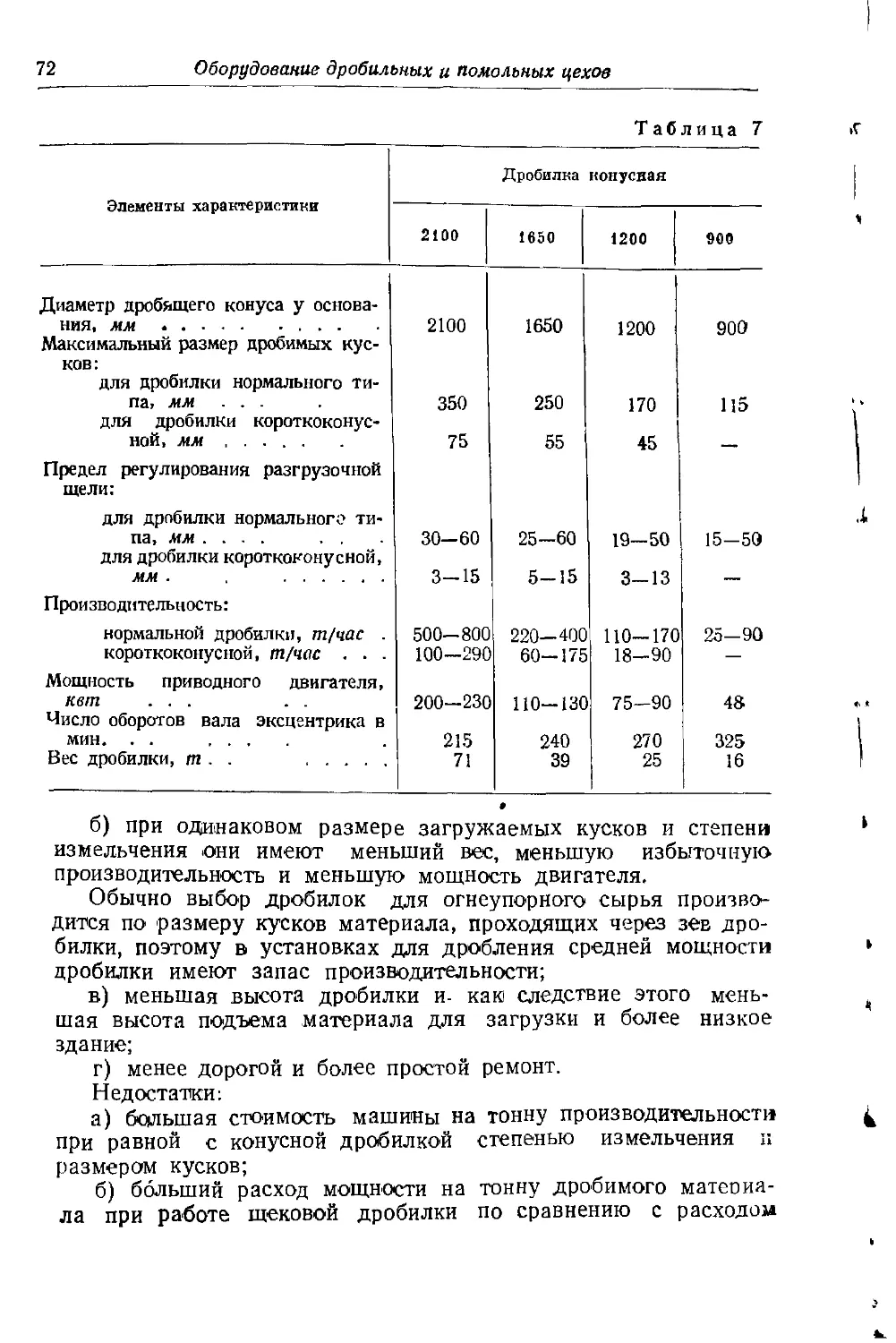
3. Конусные дробилки .......................................... 66
Конусные дробилки для вторичного дробления ...... 70
Сравнение щековых дробилок с конусными .............. 71
4. Валковые дробилки .......................................... 73
Основные узлы дробилки ............................... 73
Определение угла захвата валков и размера загружаемых
кусков ............................................ 75
Определение производительности и числа оборотов валко-
вой дробилки ...................................... 78
Мощность, потребляемая валковыми дробилками ............. 79
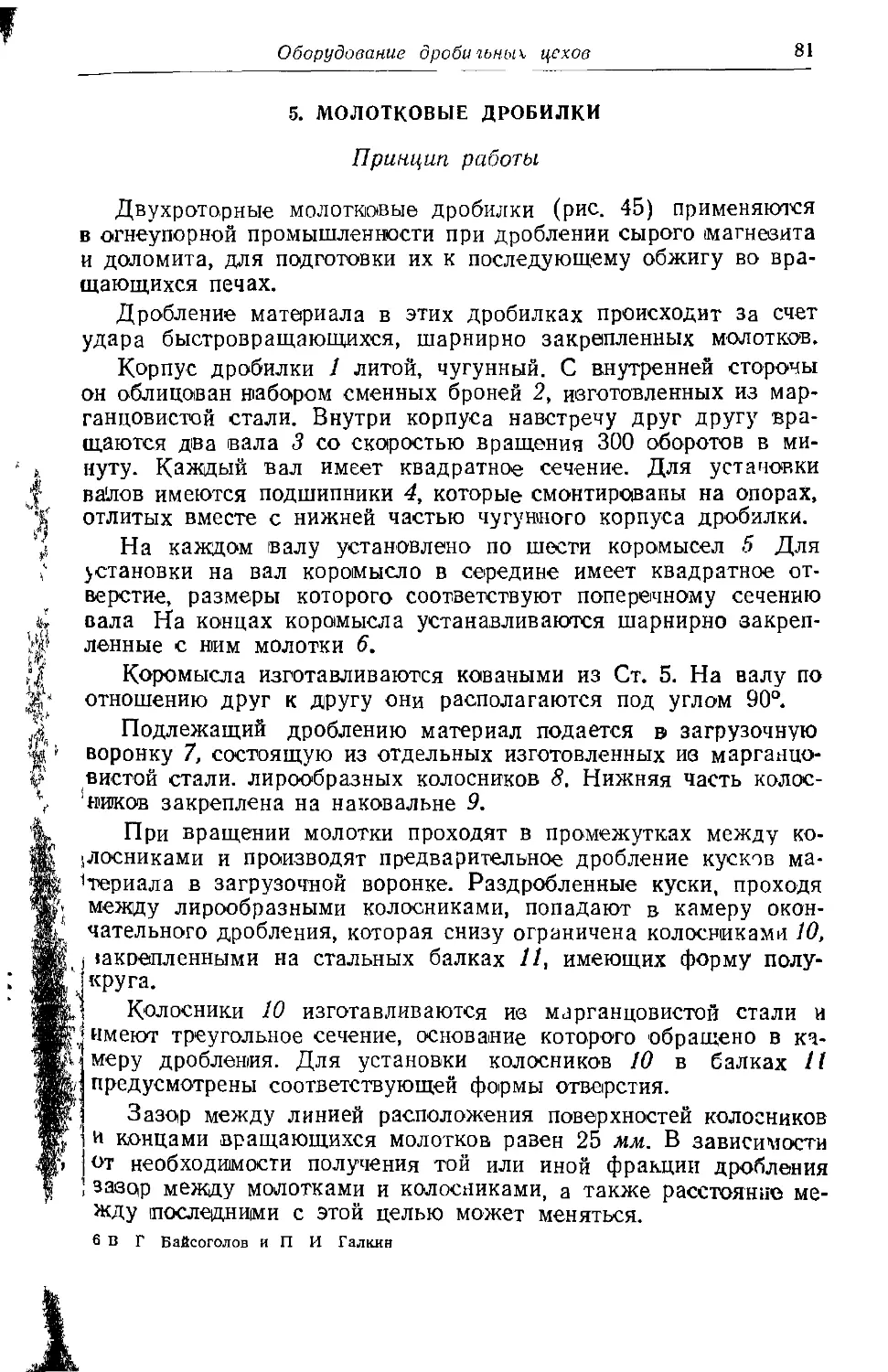
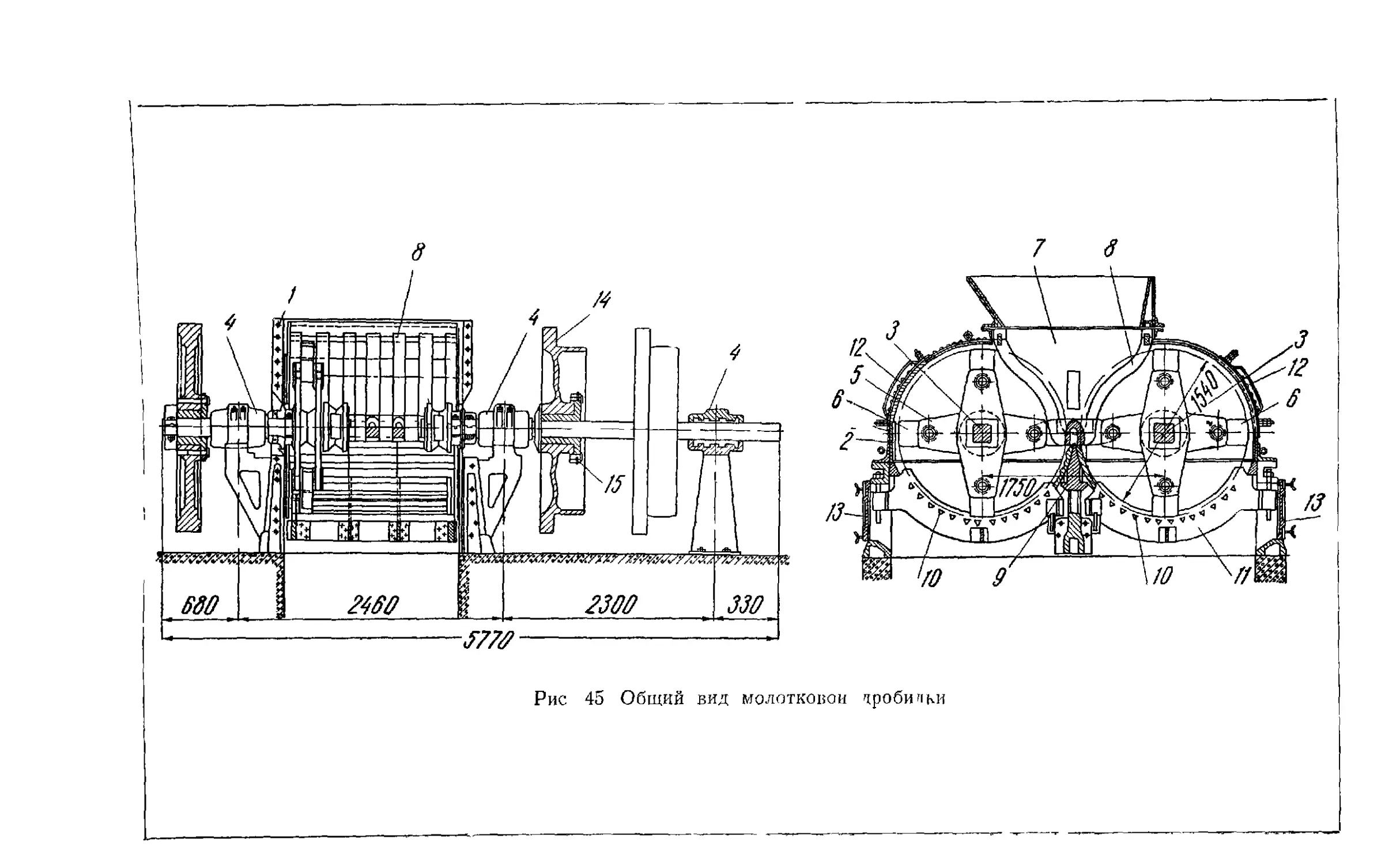
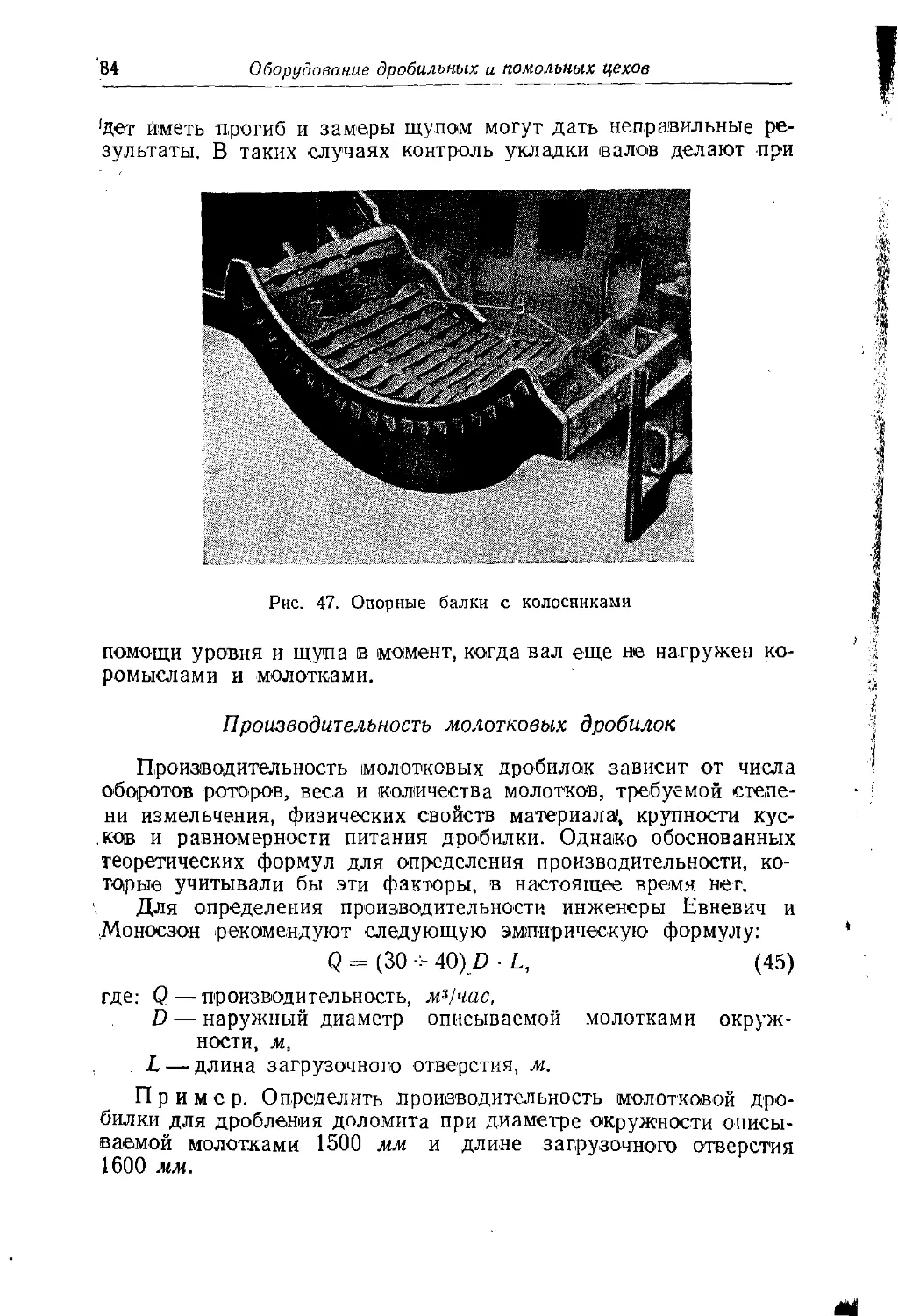
5. Молотковые дробилки ........................................ 81
Принцип работы ....................................... 81
Производительность молотковых дробилок ...... 84
Расход мощности, потребляемой молотковыми дробилками 85
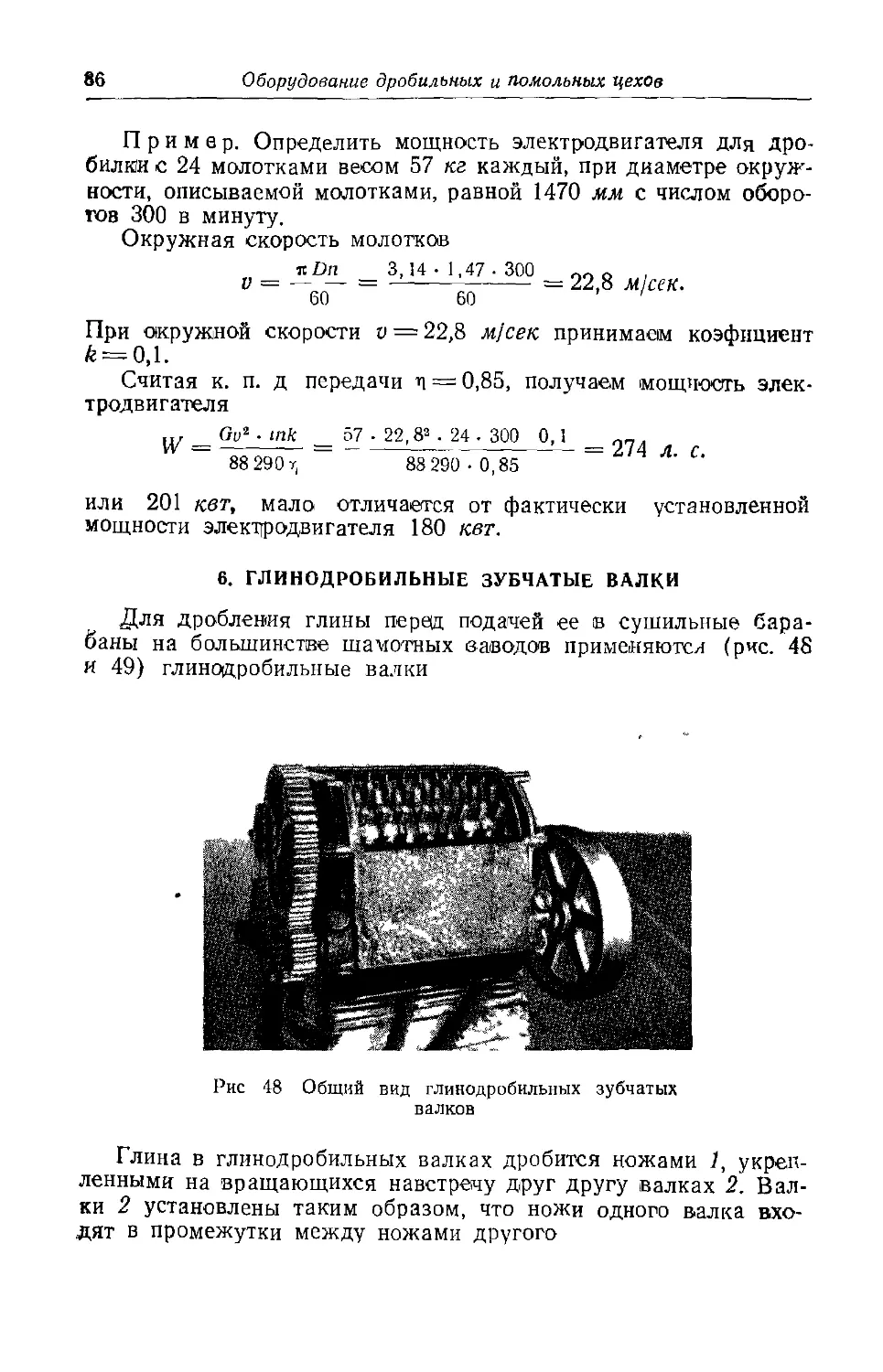
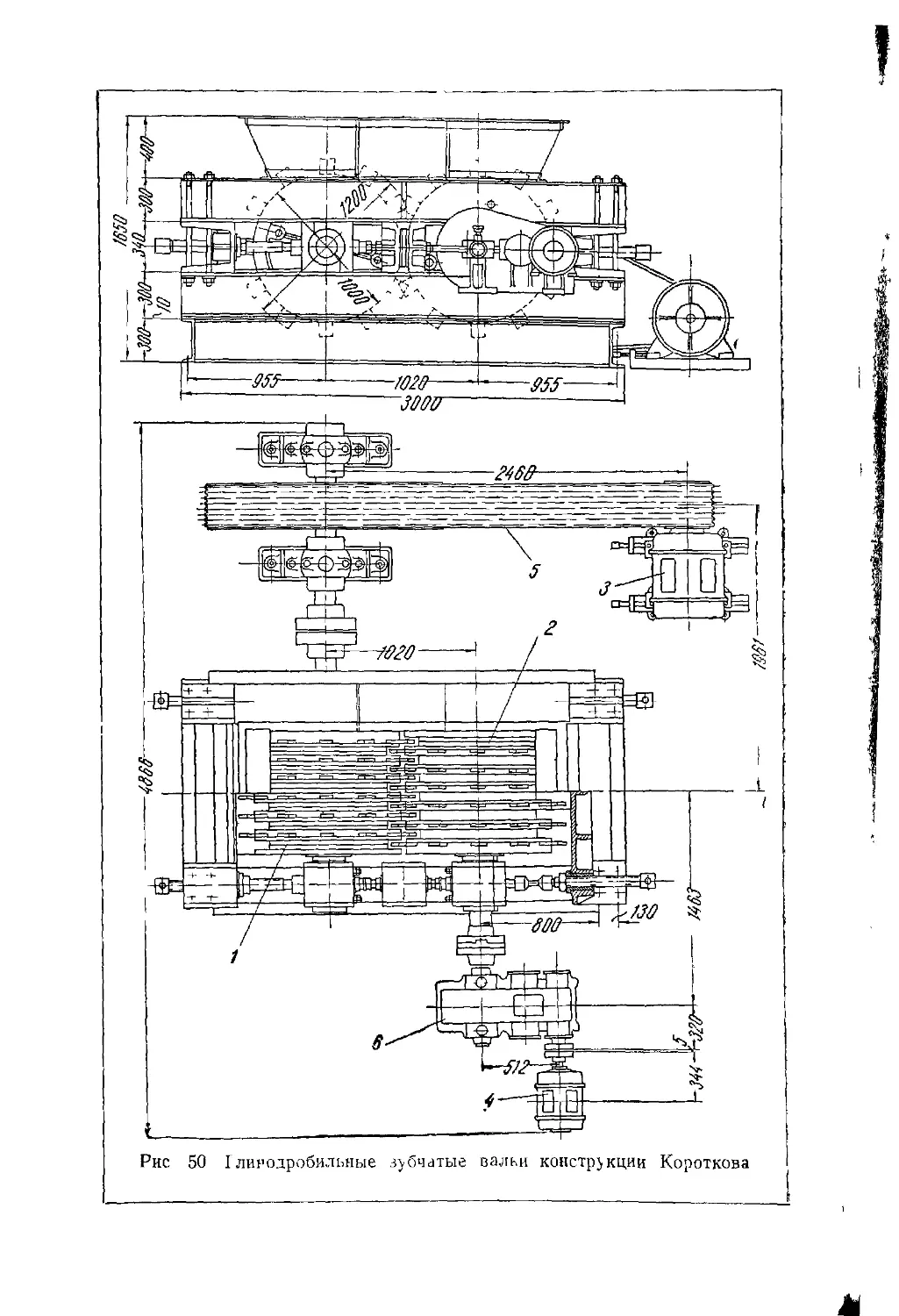
6. Глинодробильные зубчатые валки ............................. 86
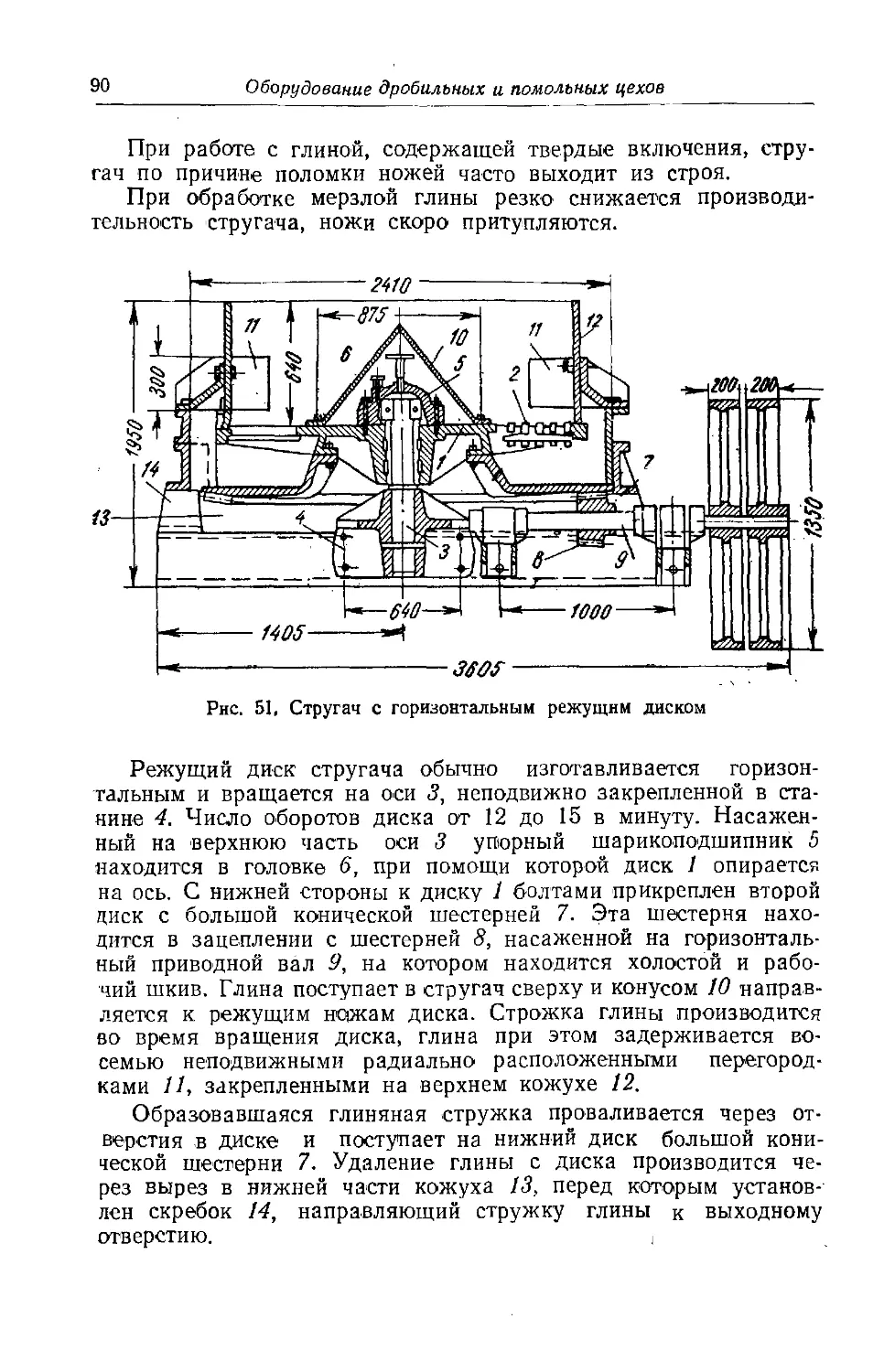
7. Глинострогательная машина — стругач ........... 89
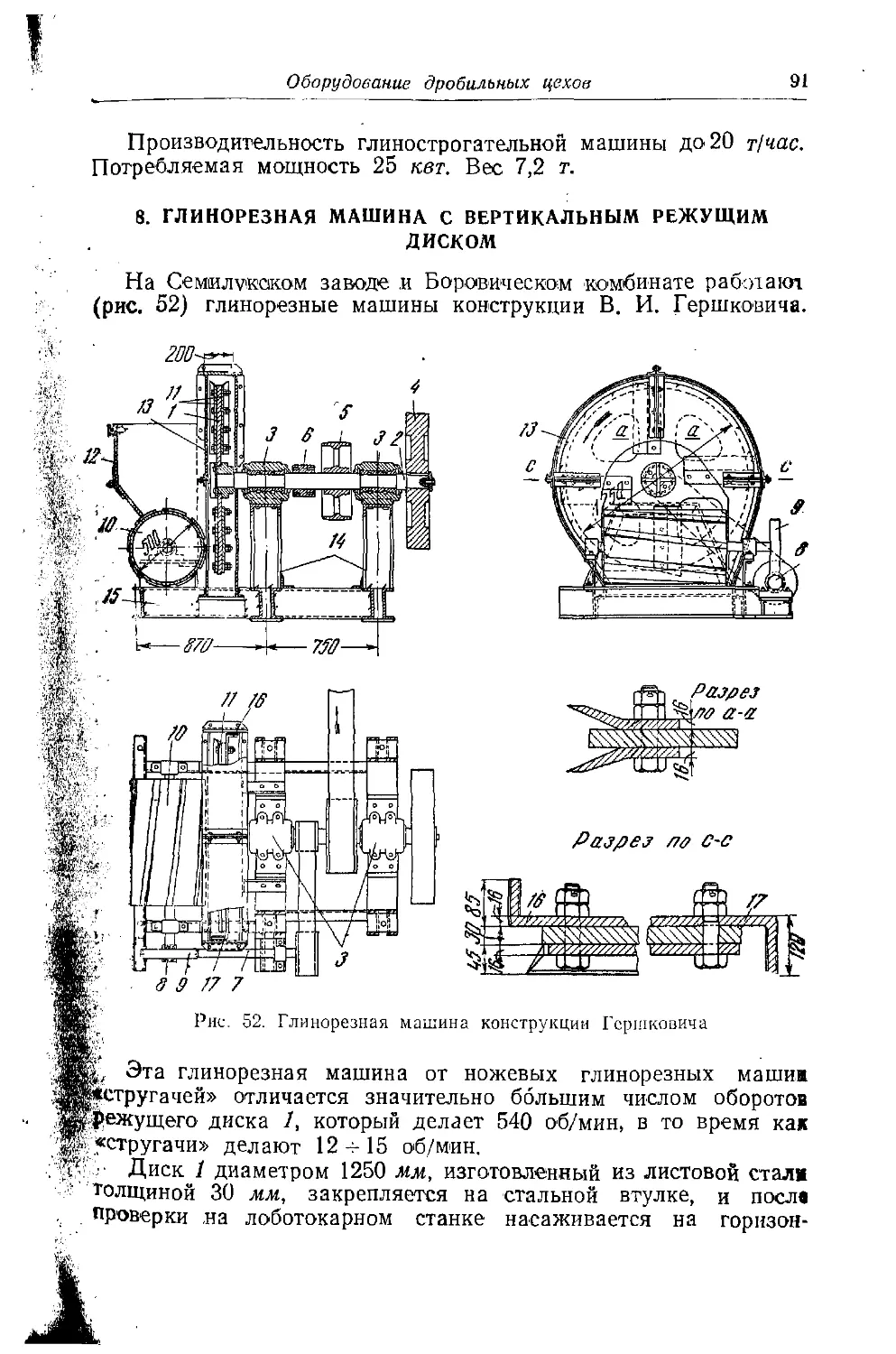
8. Глинорезная Машина с вертикальным режущим диском ........... 91
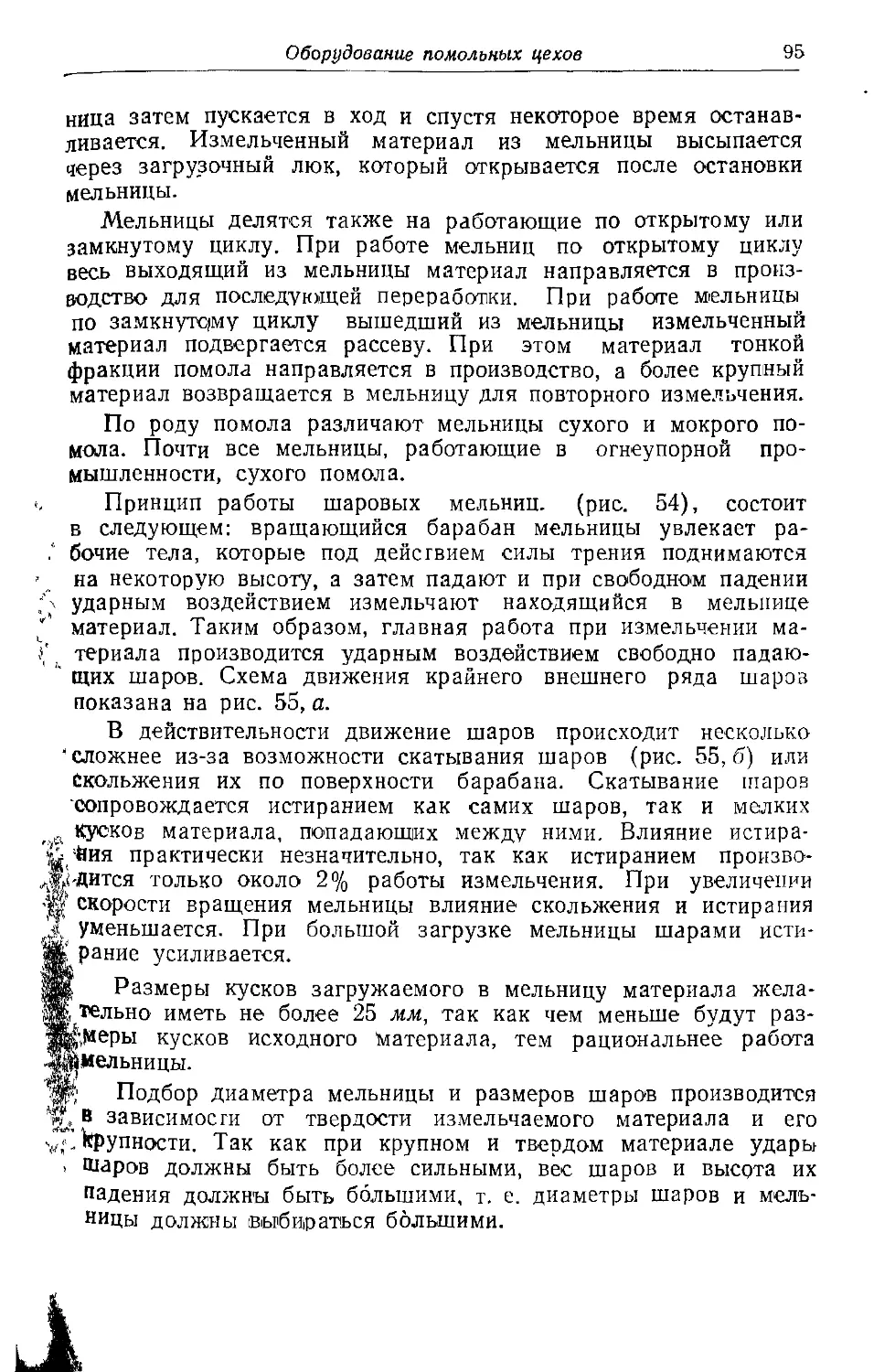
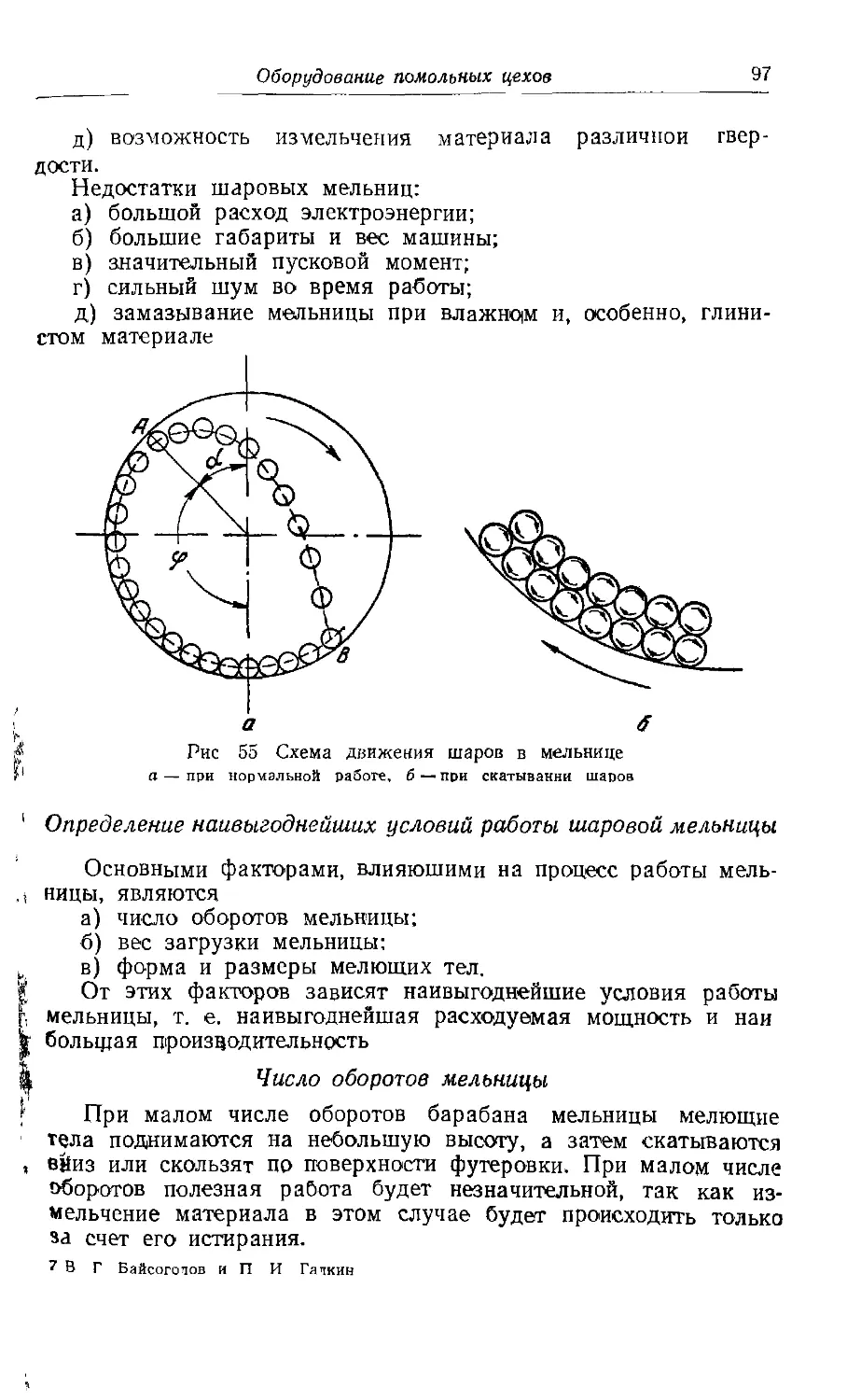
Глава 2. Оборудование помольных цехов............................ 93
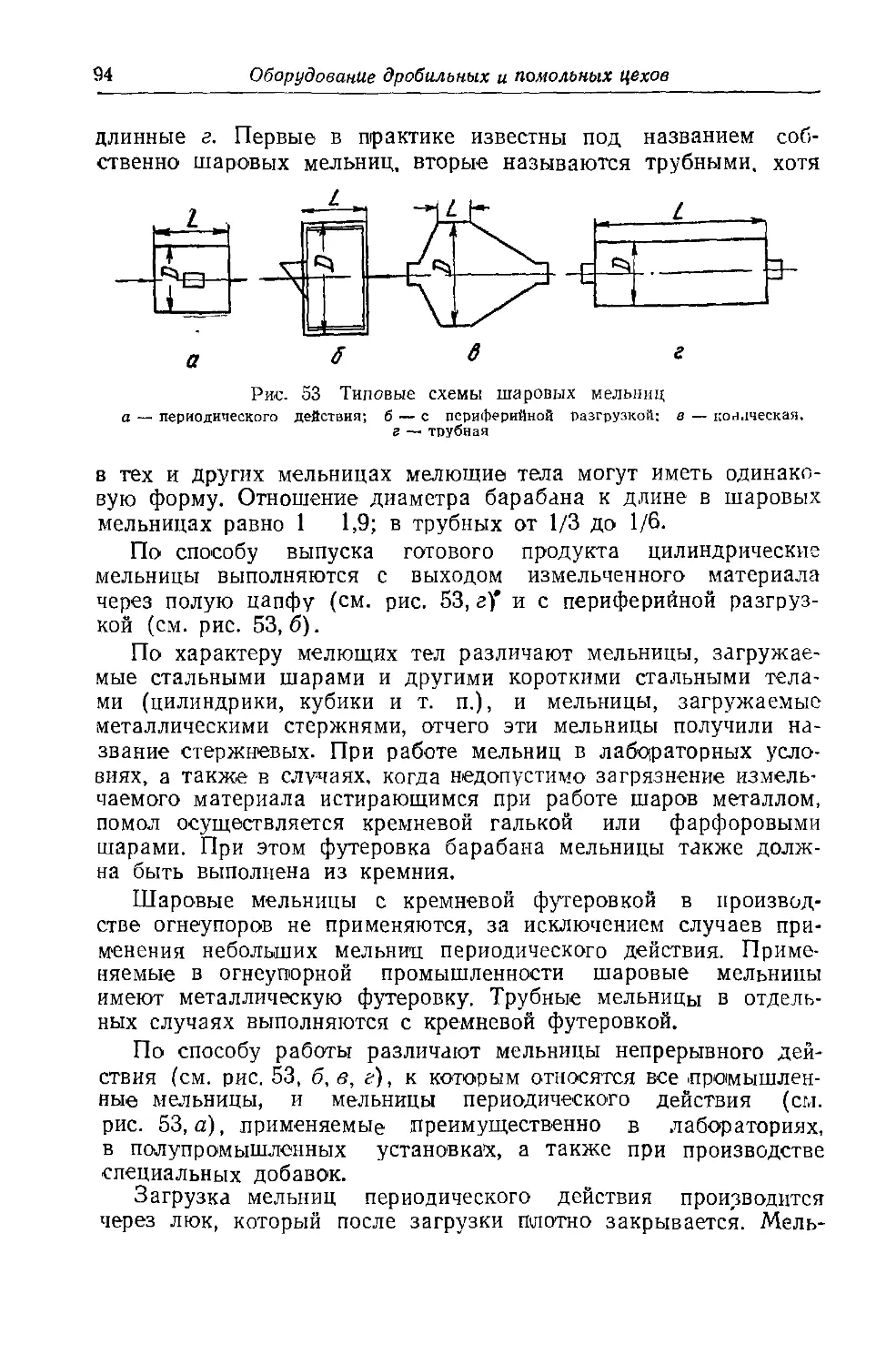
1. Шаровые мельницы ........................................... 93
Общие сведения о шаровых мельницах ...................... 93
Определение наивыгоднейших условий работы шаровой
мельницы .......................................... 97
Число оборотов мельницы .............................. 97
Определение критического числа оборотов мельницы .... 98
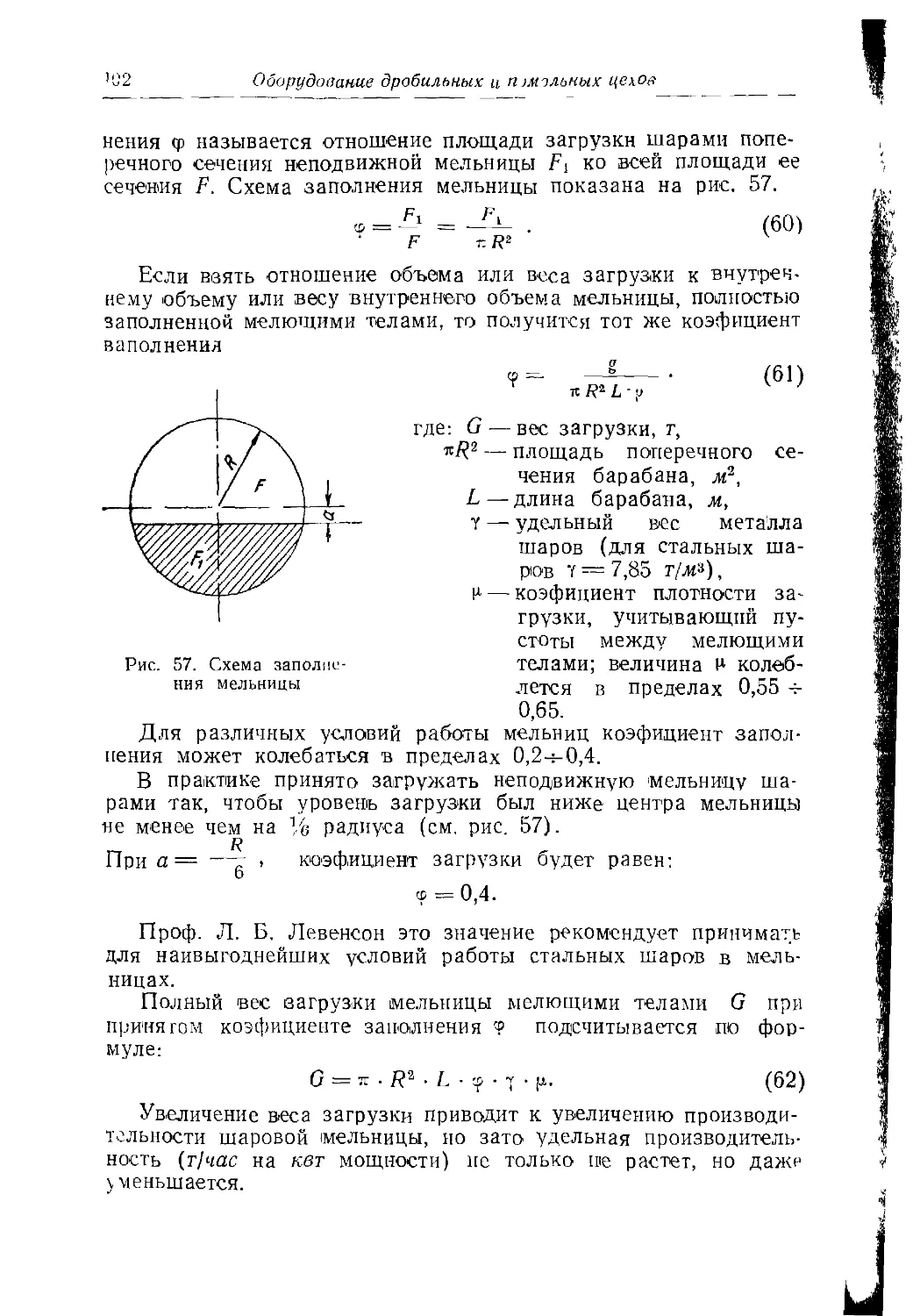
Загрузка мельницы ................................... 101
Форма и размеры мелющих тел ......................... 103
Потребляемая мощность ............................... 104
Производительность мельницы ......................... 105
Конструкции шаровых мельниц ............................ 106
Мельницы периодического действия .................... 106
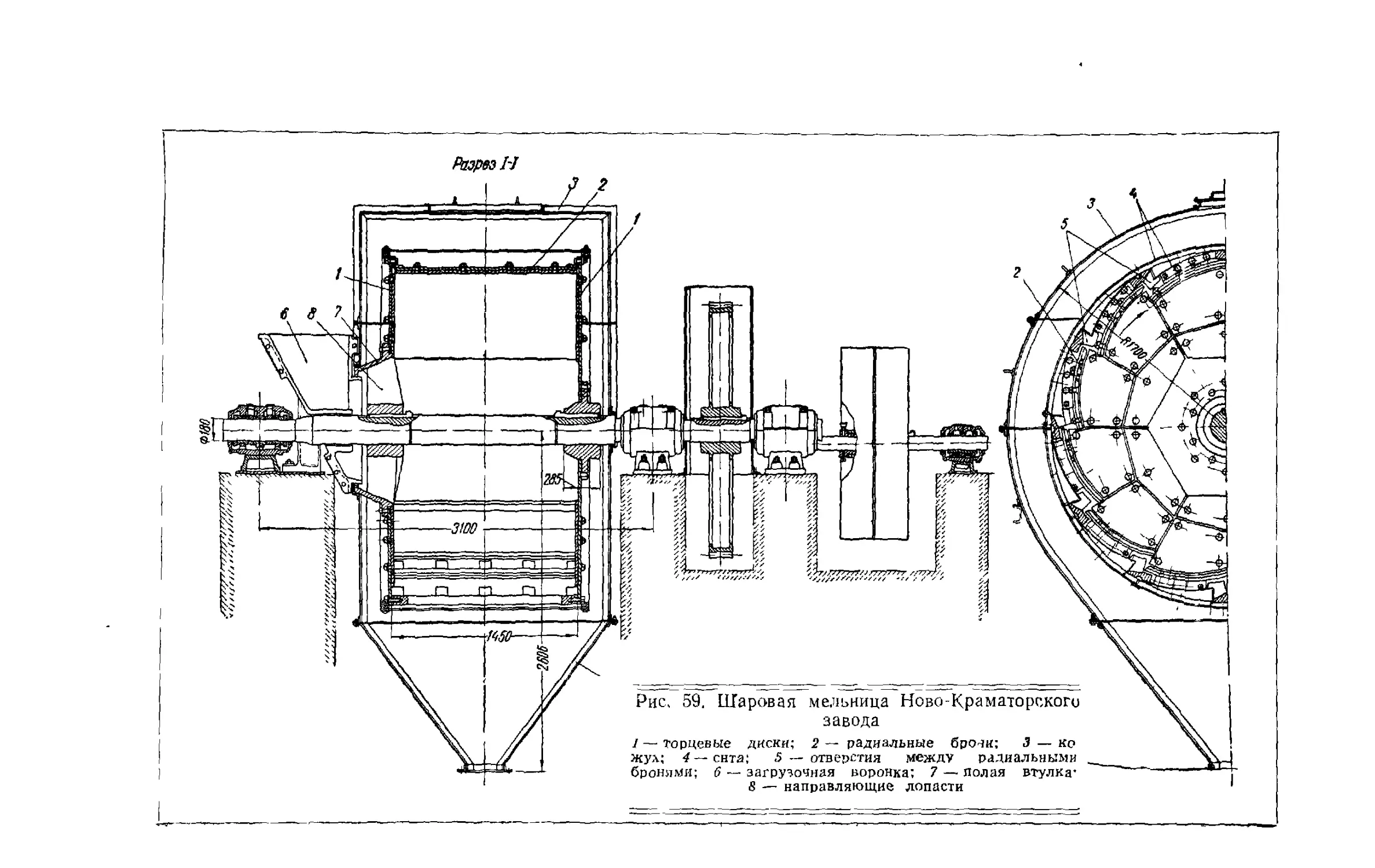
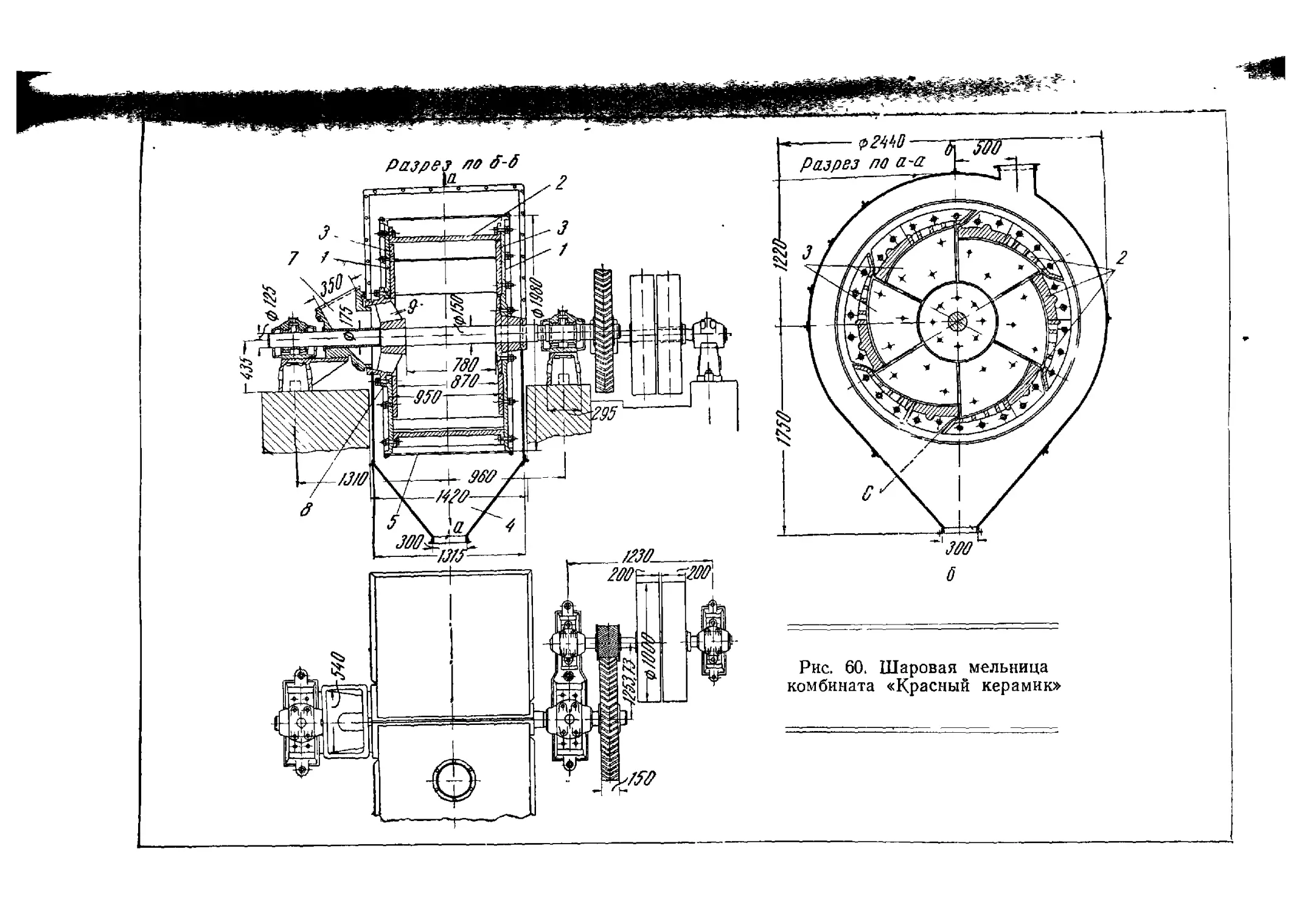
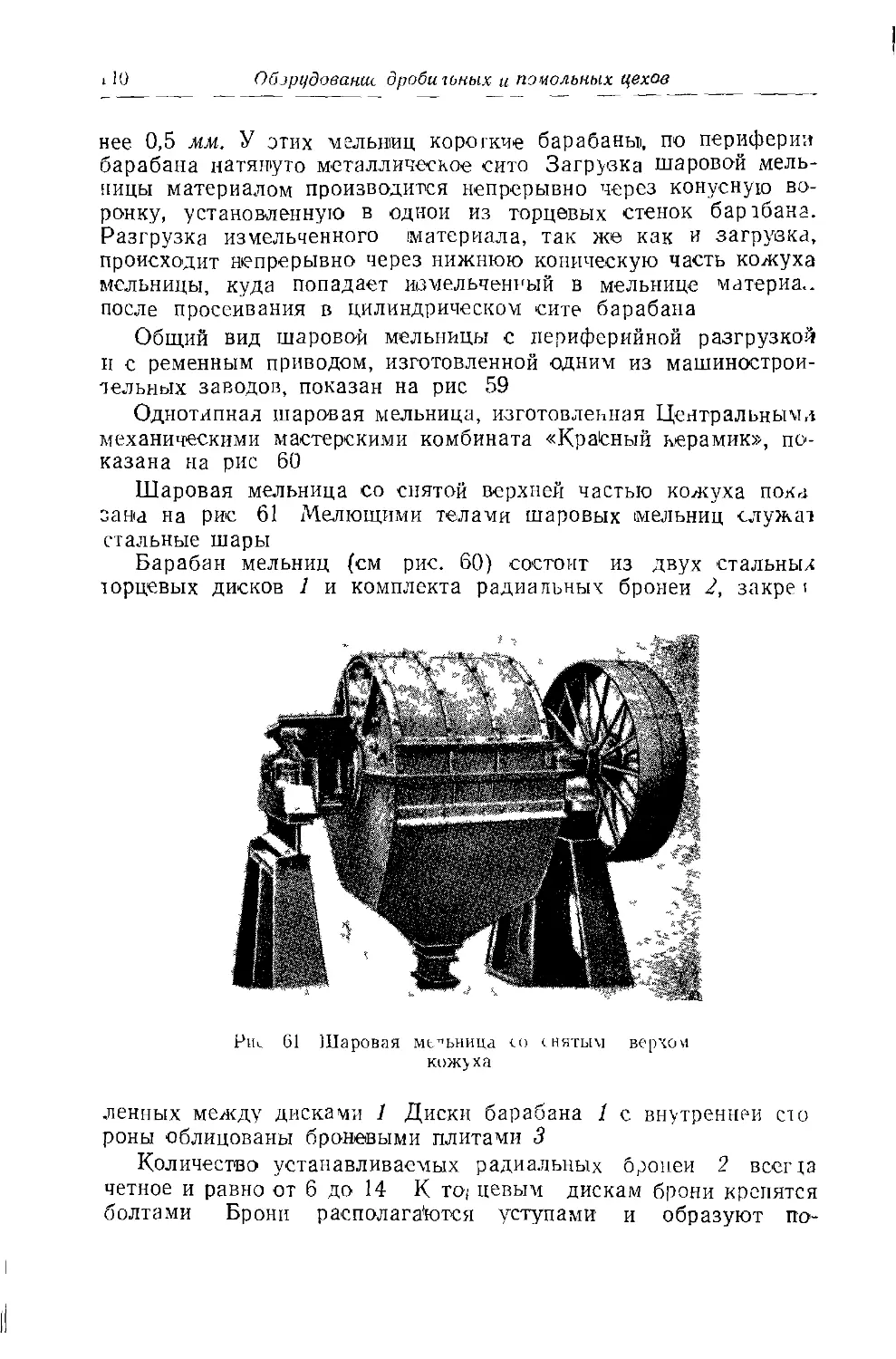
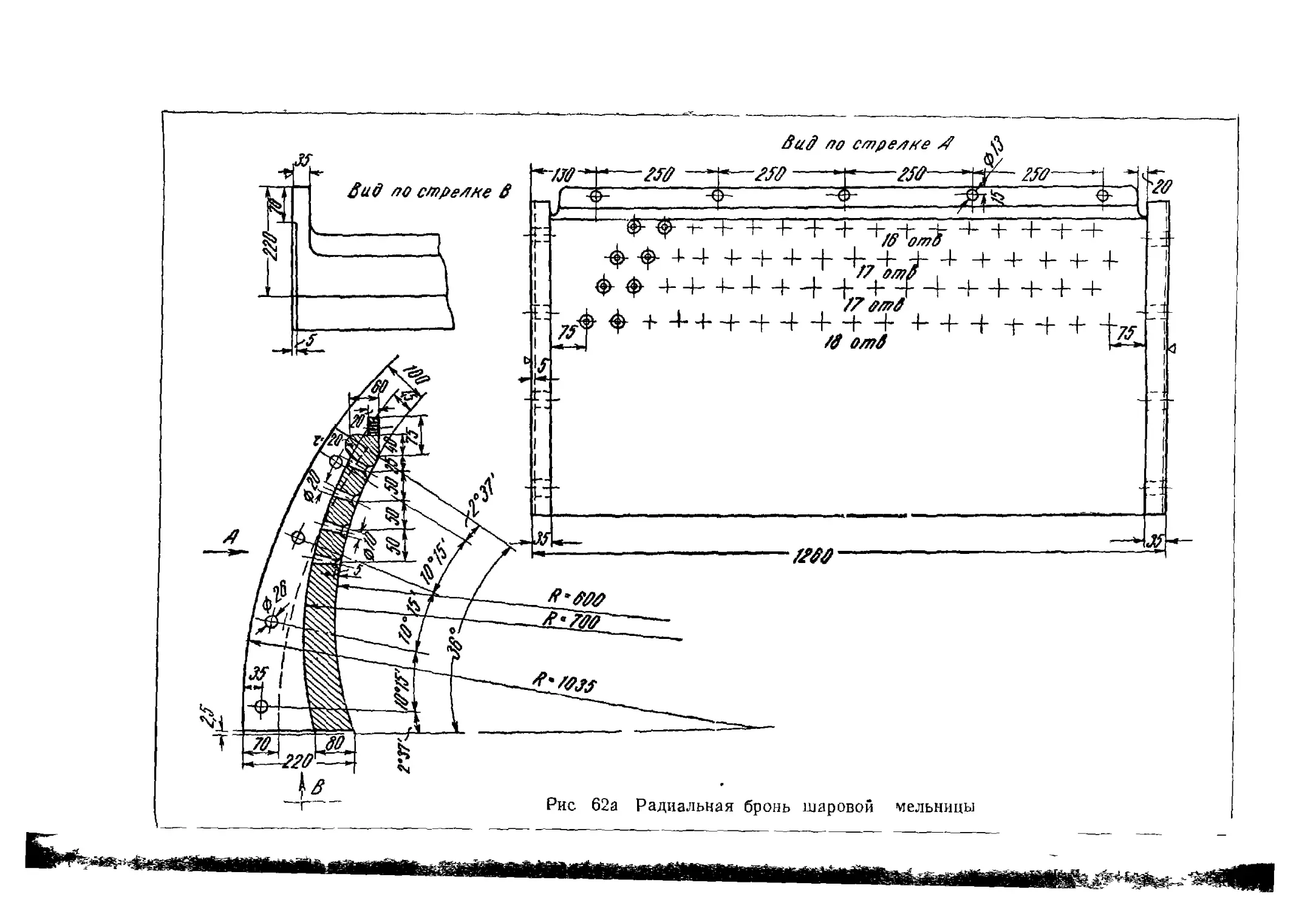
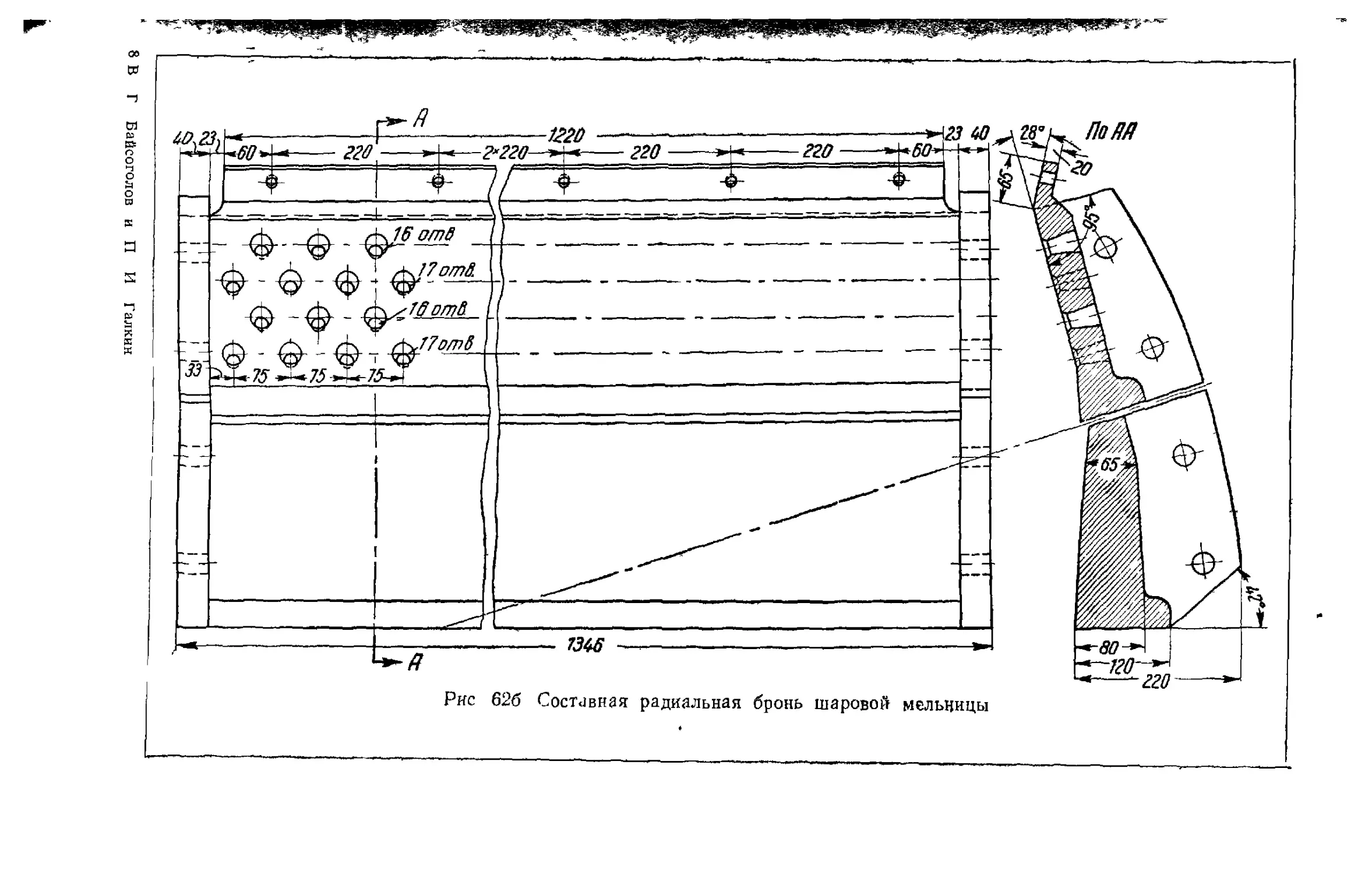
Шаровые мельницы с периферийной разгрузкой .......... 107
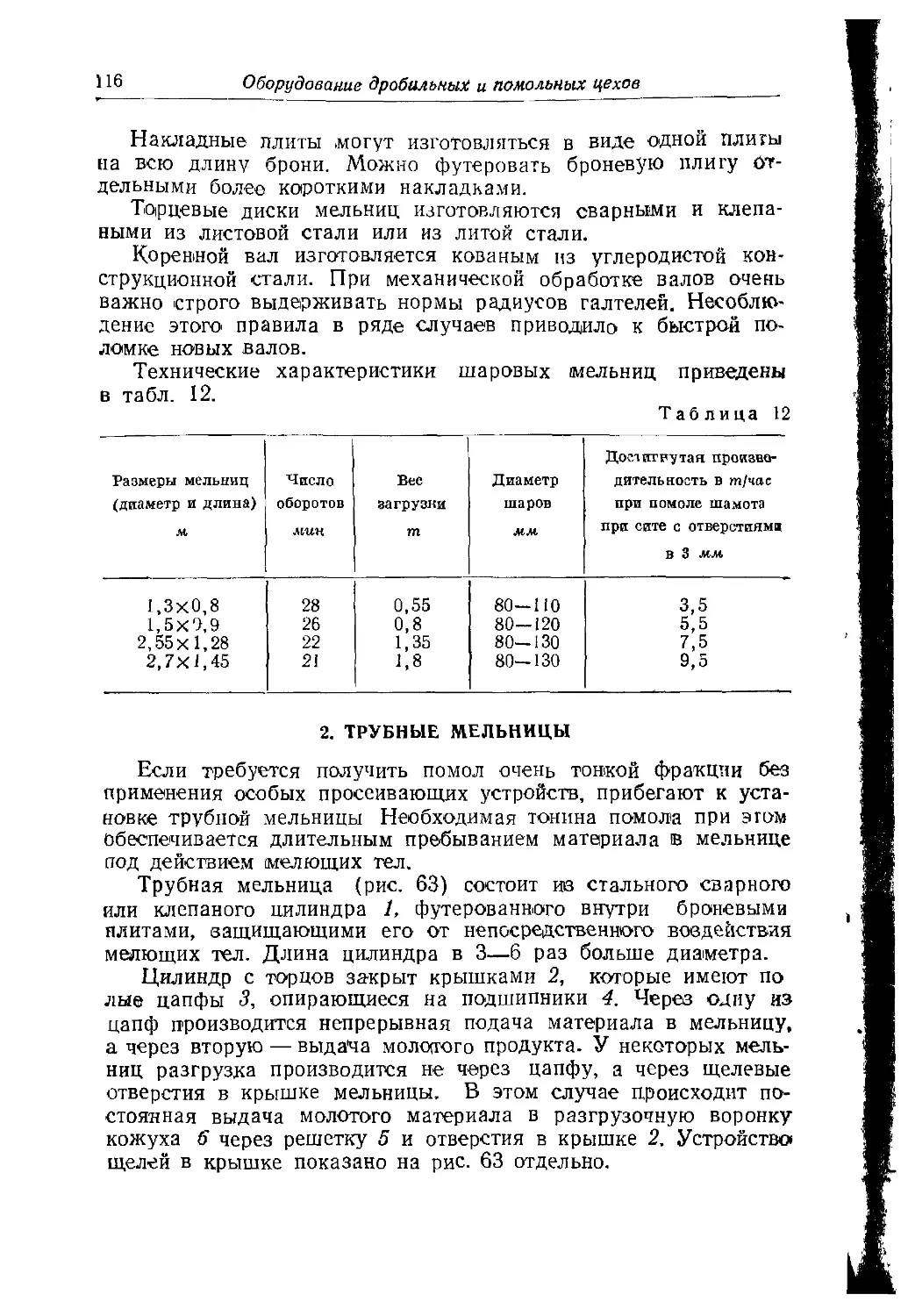
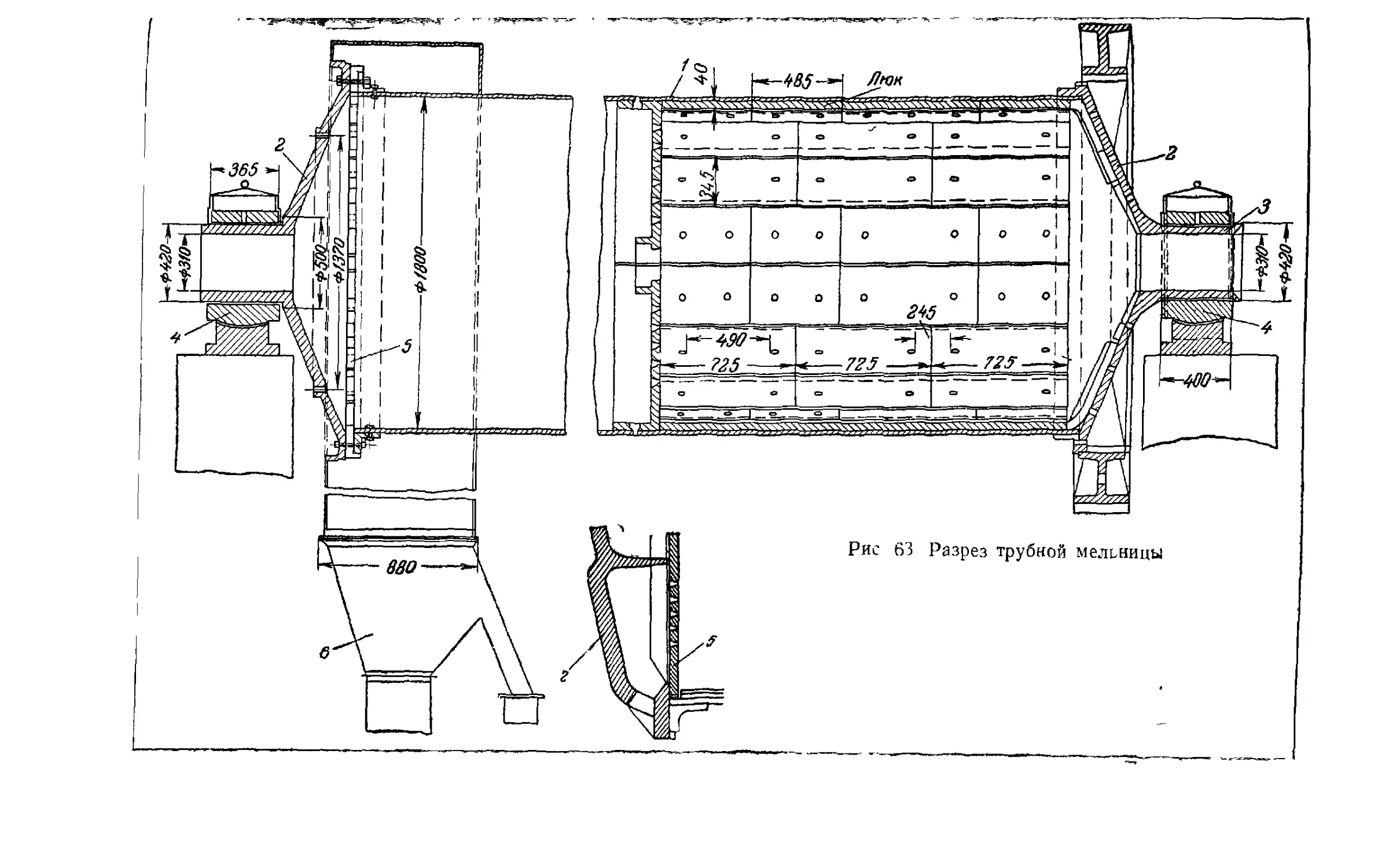
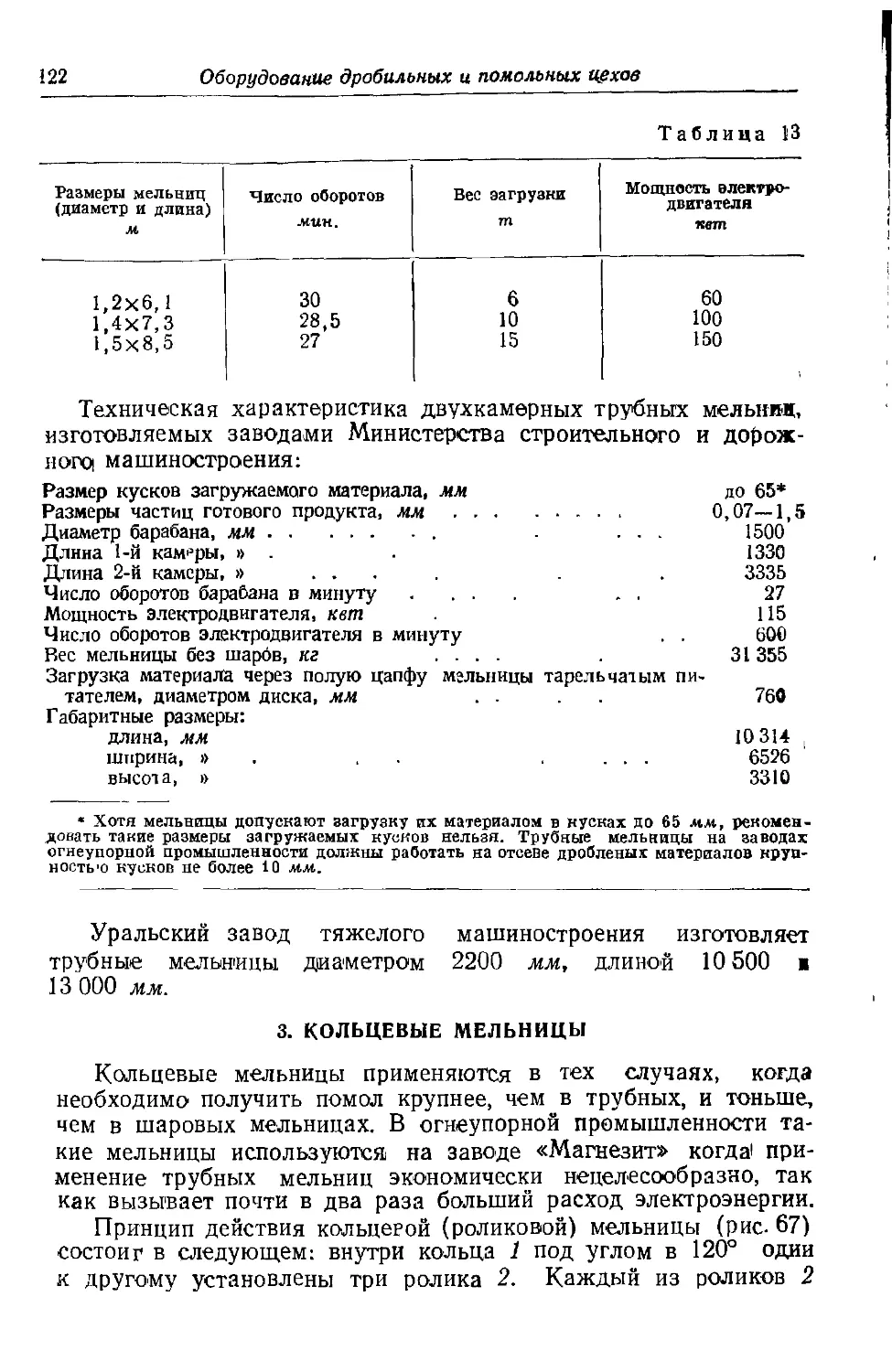
2. Трубные мельницы .......................................... 116
3. Кольцевые мельницы ........................................ 122
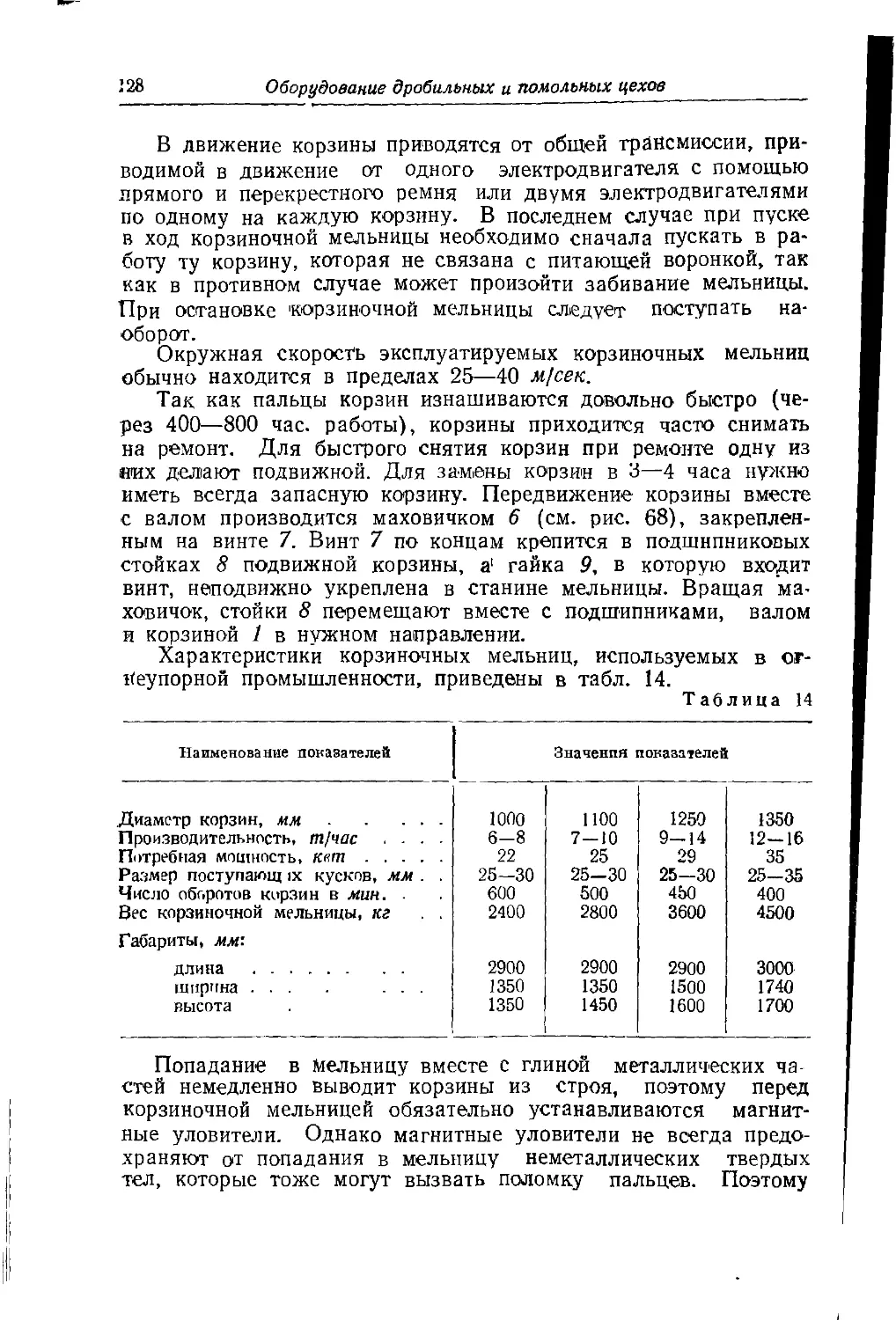
4. Корзиночные мельницы ...................................... 124
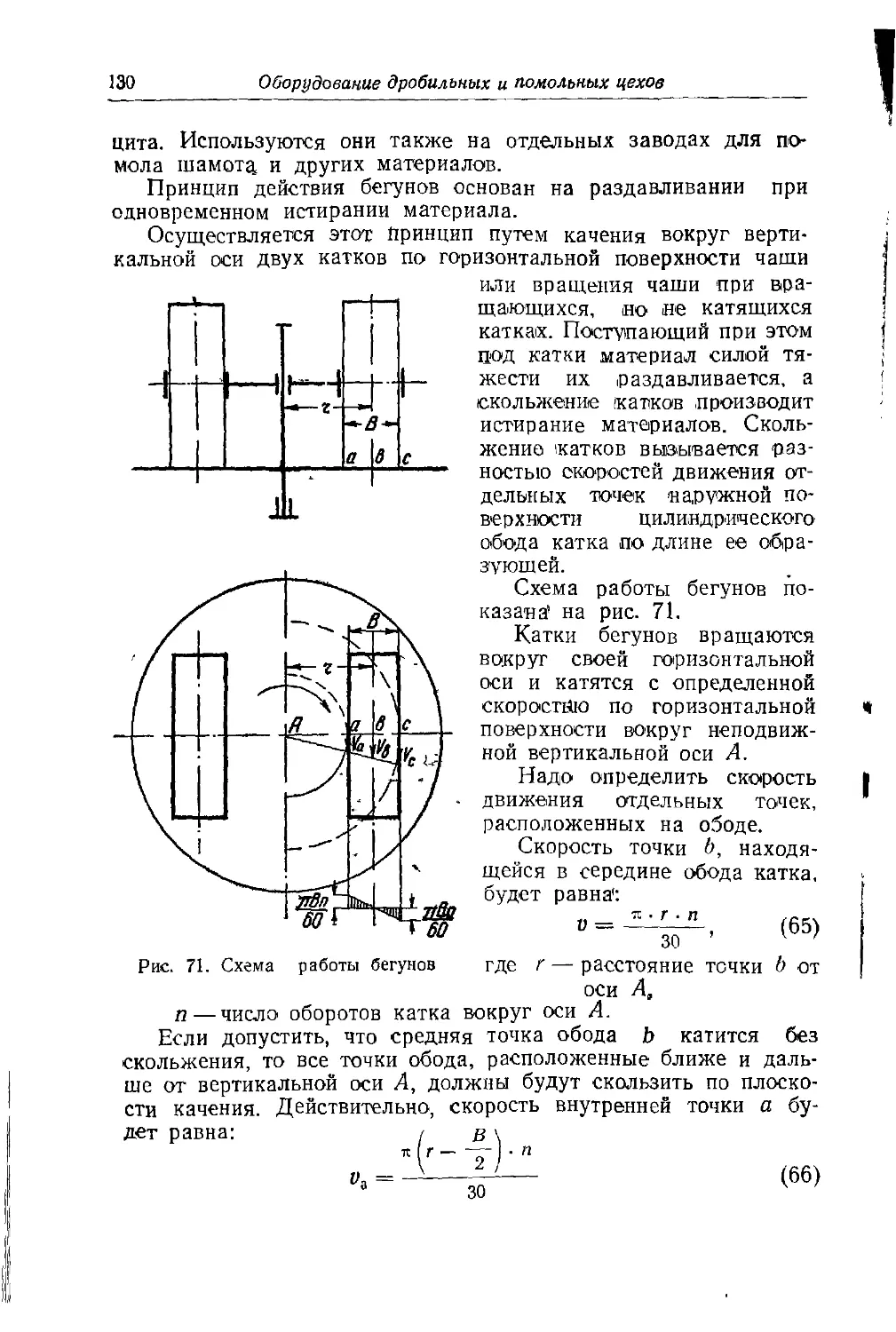
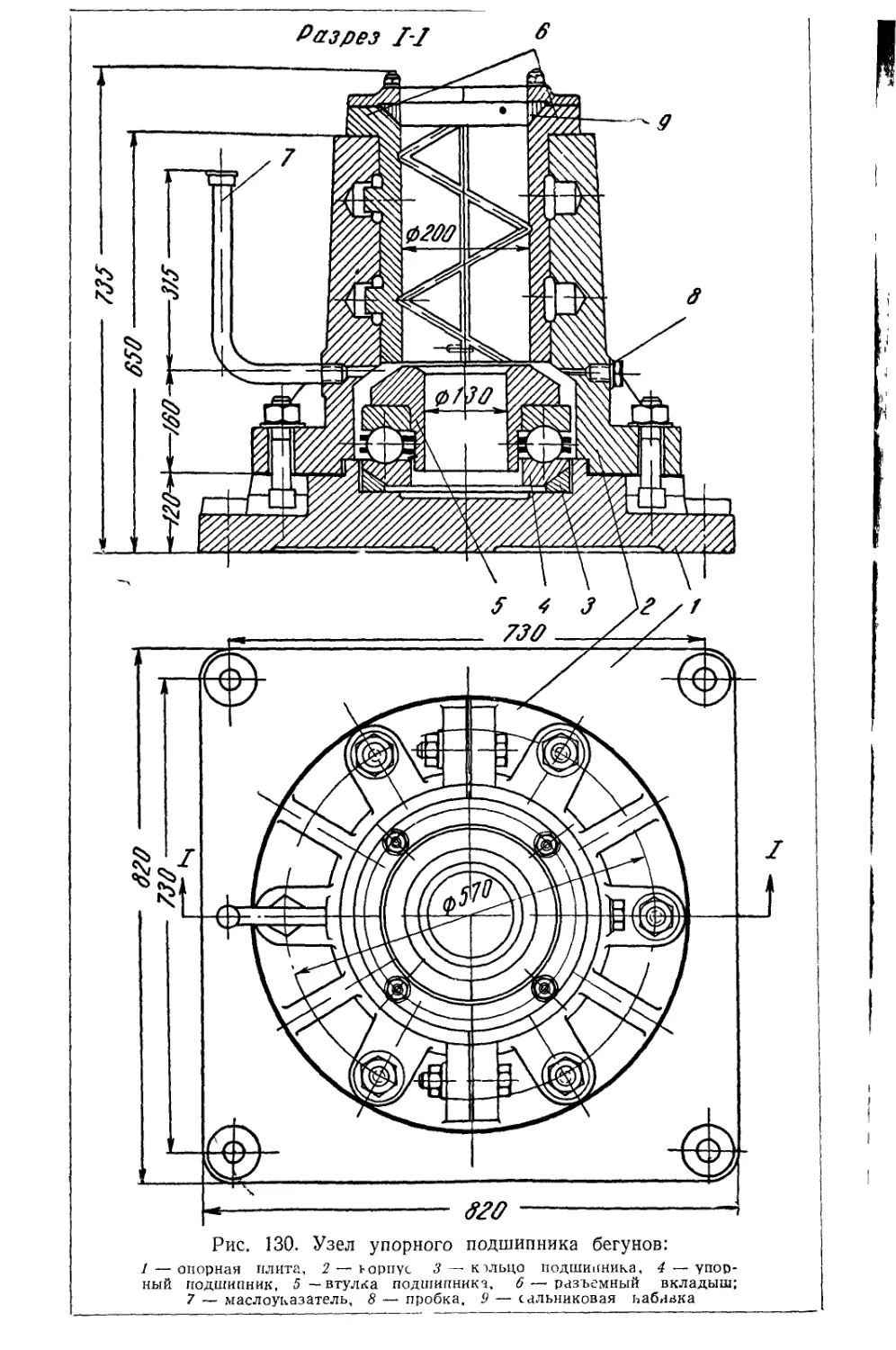
5. Бегуны .................................................... 129
Общие сведения о бегунах .........................?.. 129
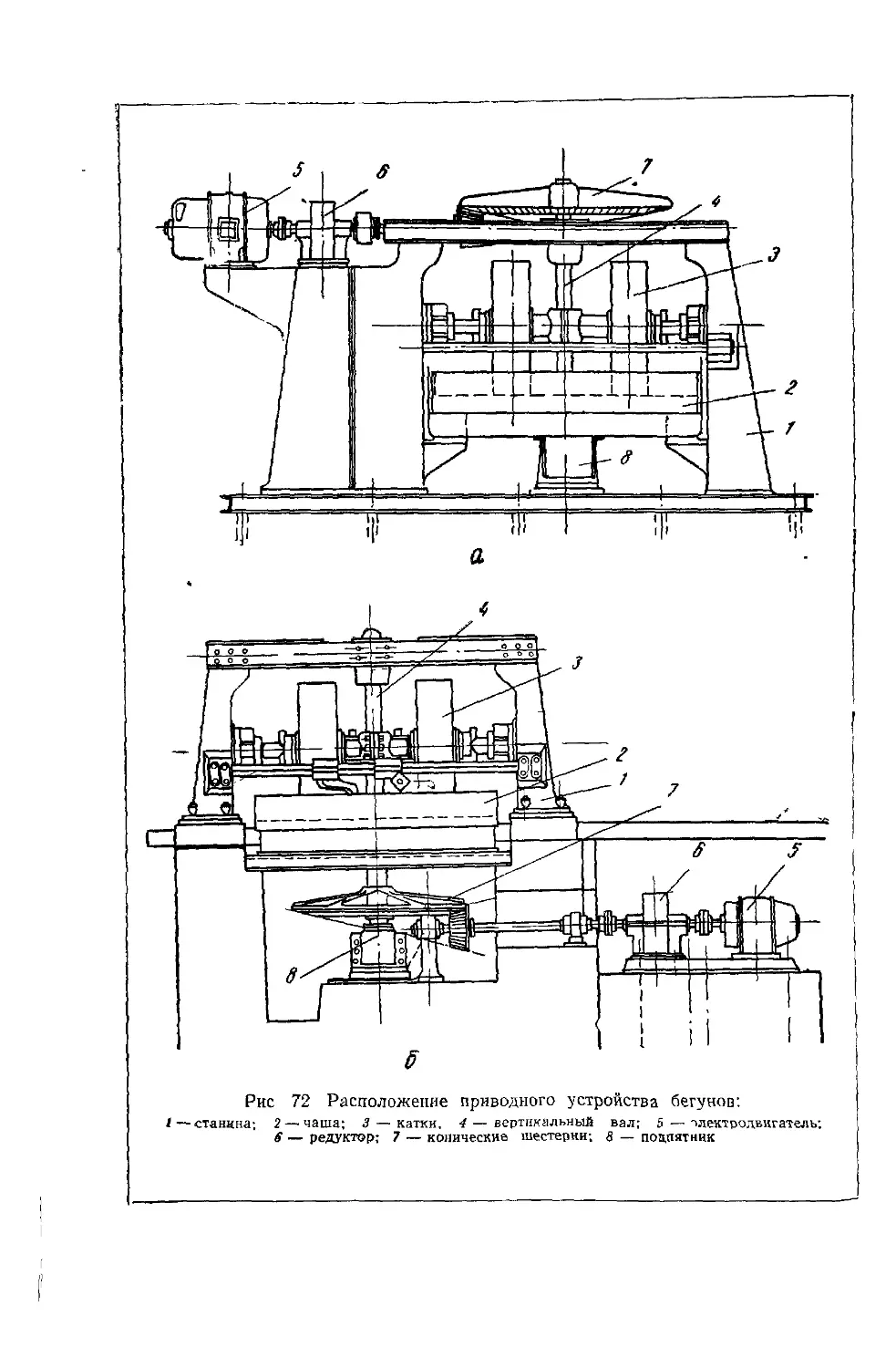
Типы бегунов ........................................ 131
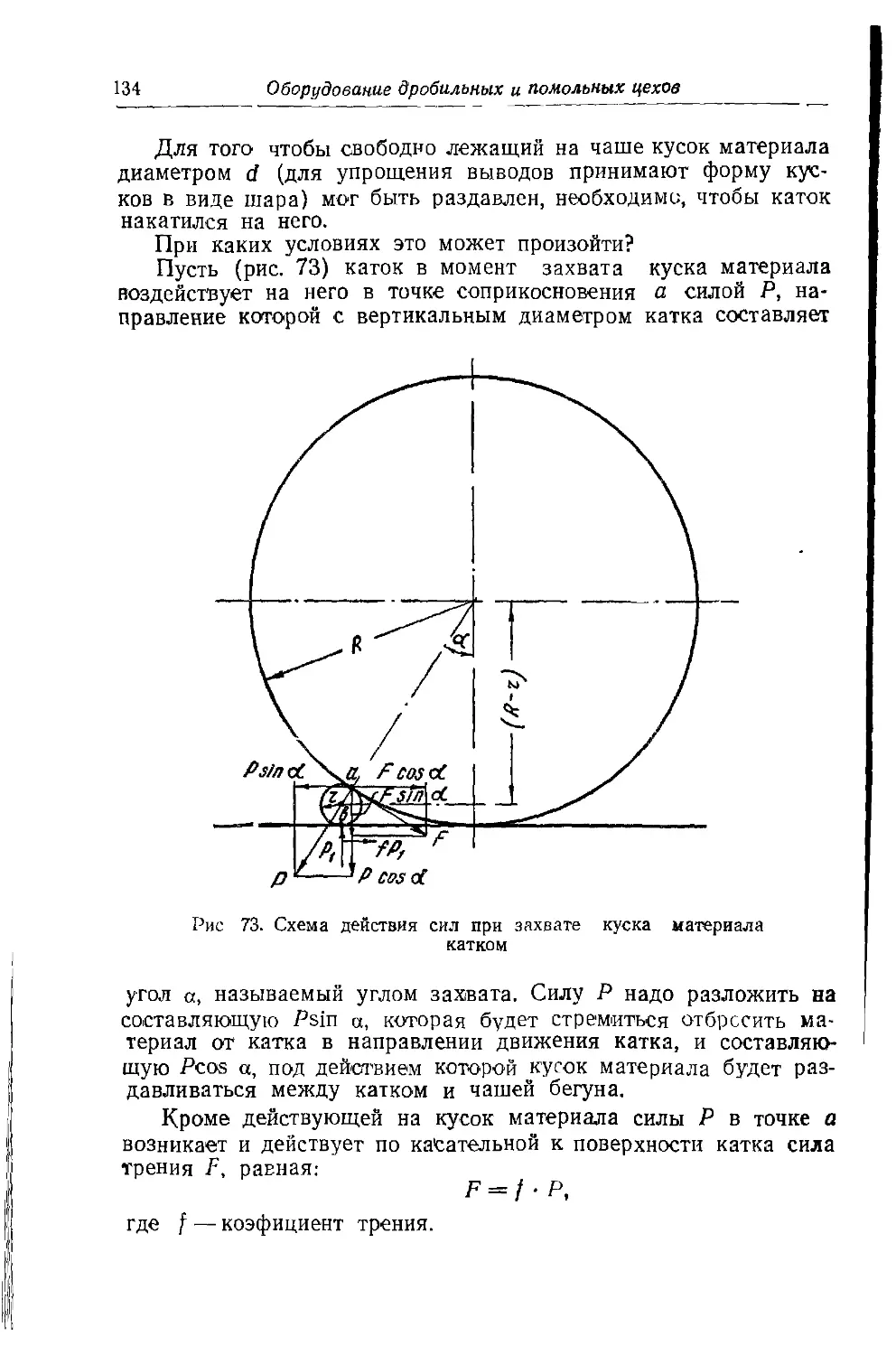
Определение диаметров катков бегуна ................: 133
Производительность бегунов ...................... 136
Мощность двигателя .................................. 137
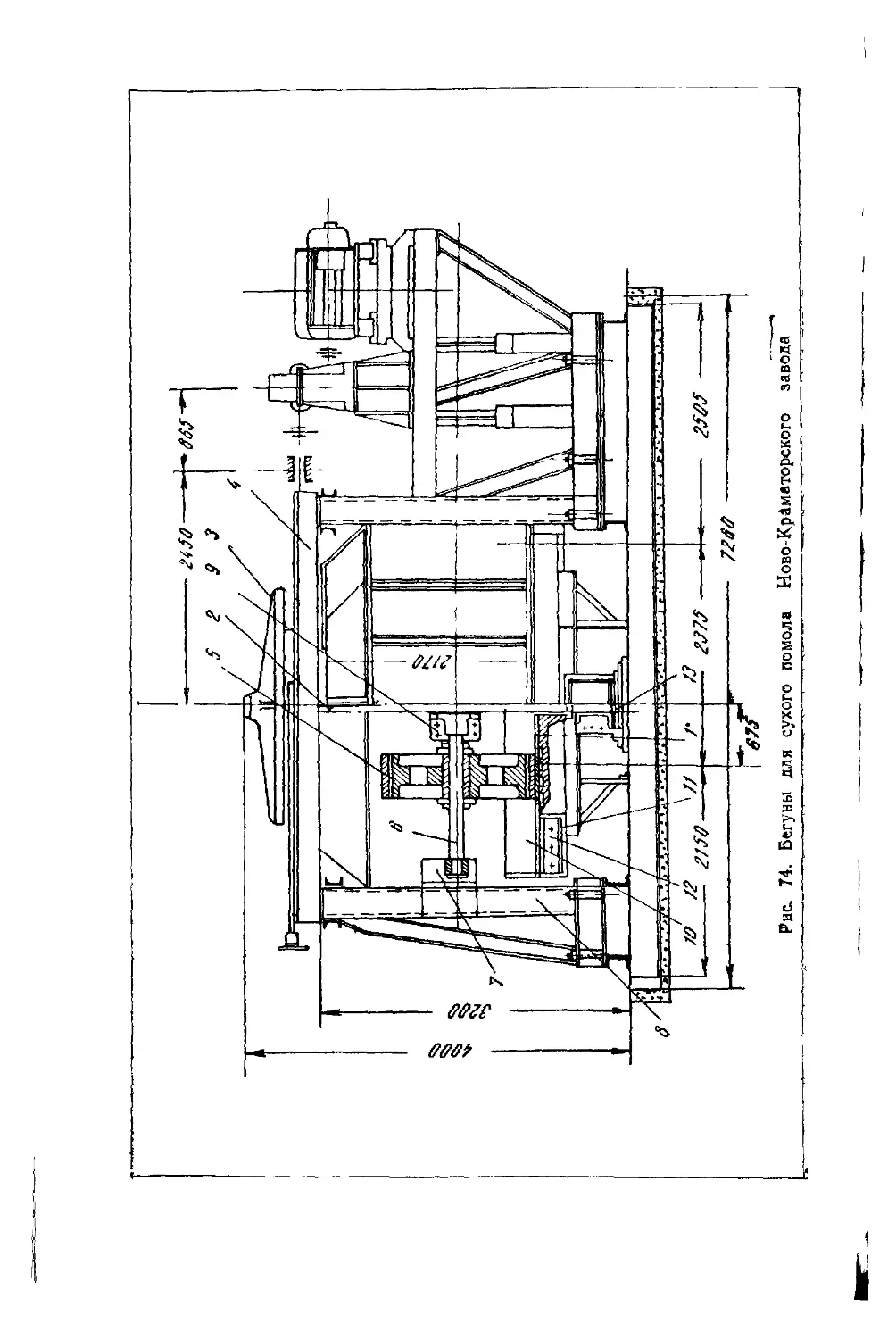
Бегуны Ново-Краматорского завода .................... 139 t
Бегуны с центробежной разгрузкой материала .......... 142
Бегуны с регулируемым давлением на катки ........... 143
РАЗДЕЛ III
ОБОРУДОВАНИЕ ДЛЯ ГРОХОЧЕНИЯ И РАССЕВА,
БУНКЕРЫ И ПИТАТЕЛИ
Глава 1. Оборудование для грохочения и рассева.................. 144
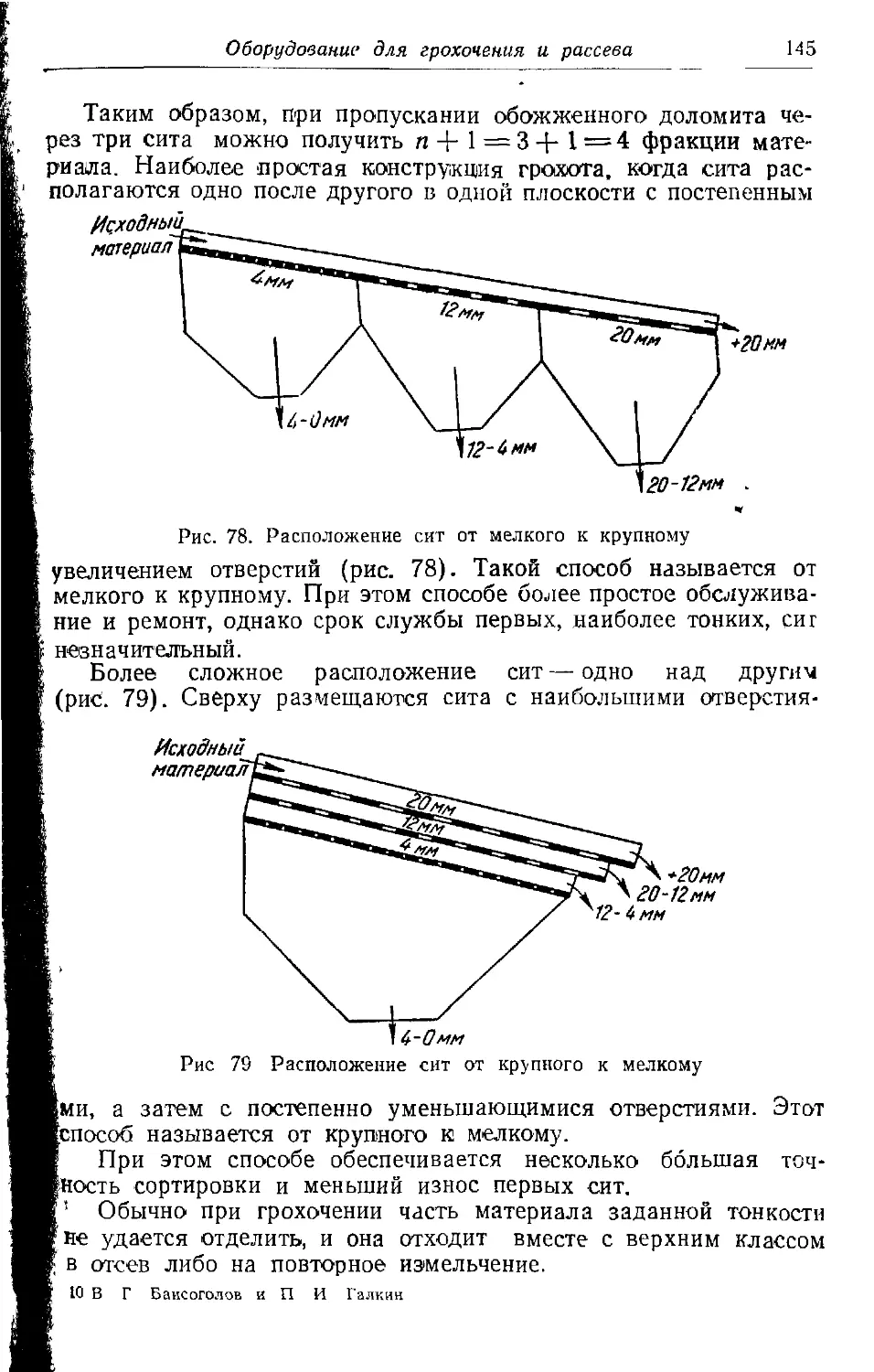
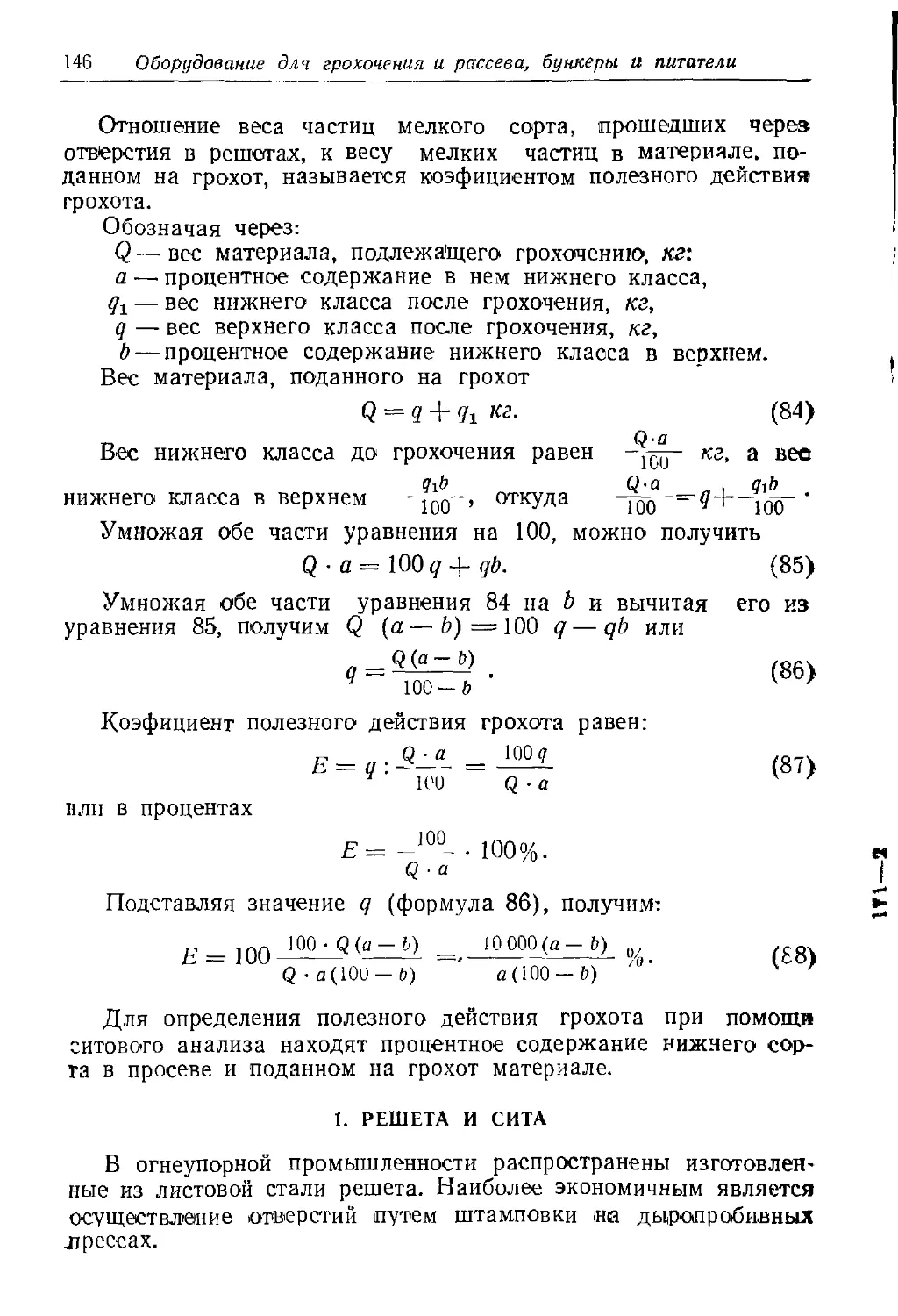
Основные принципы грохочения ......................... 144
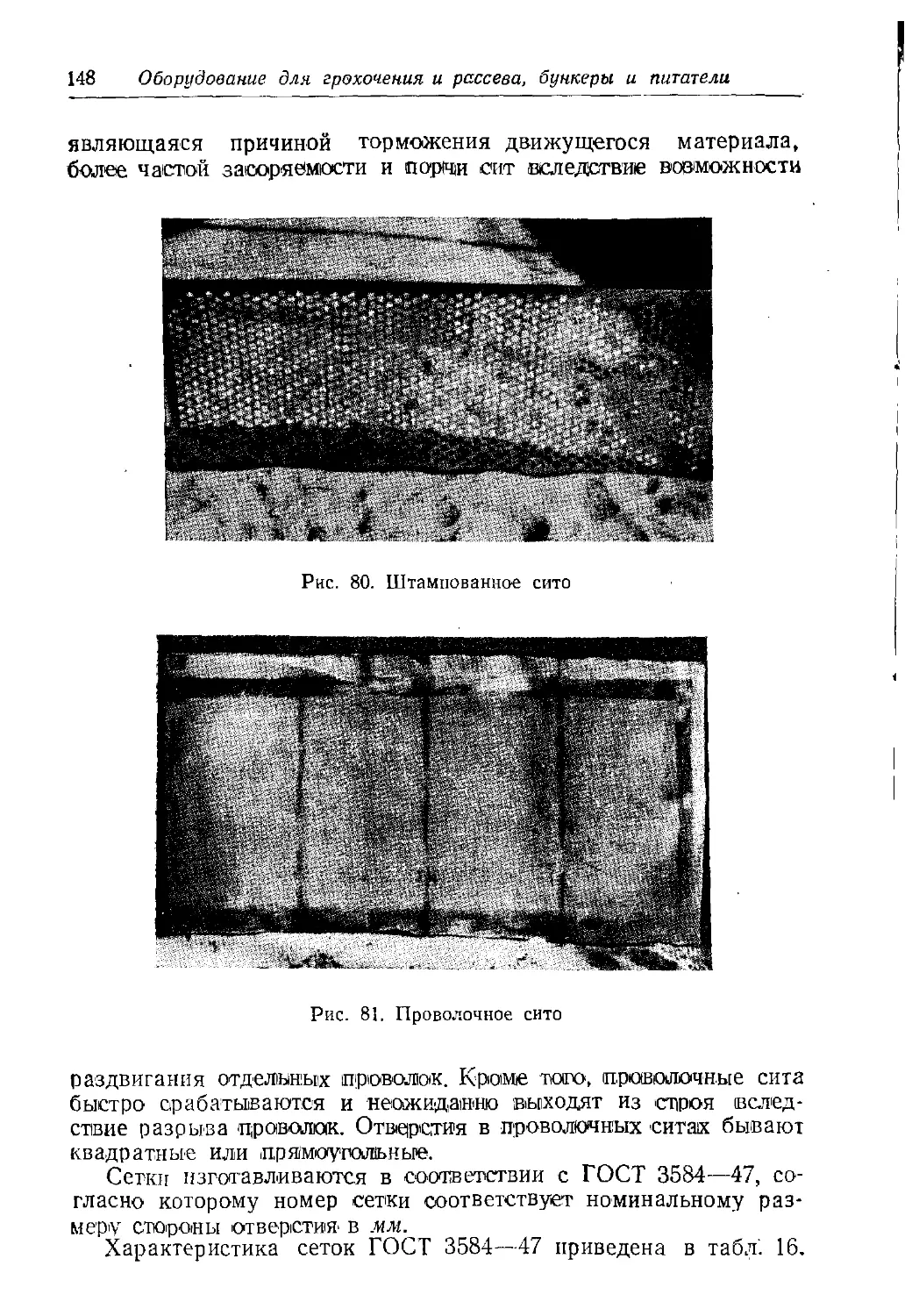
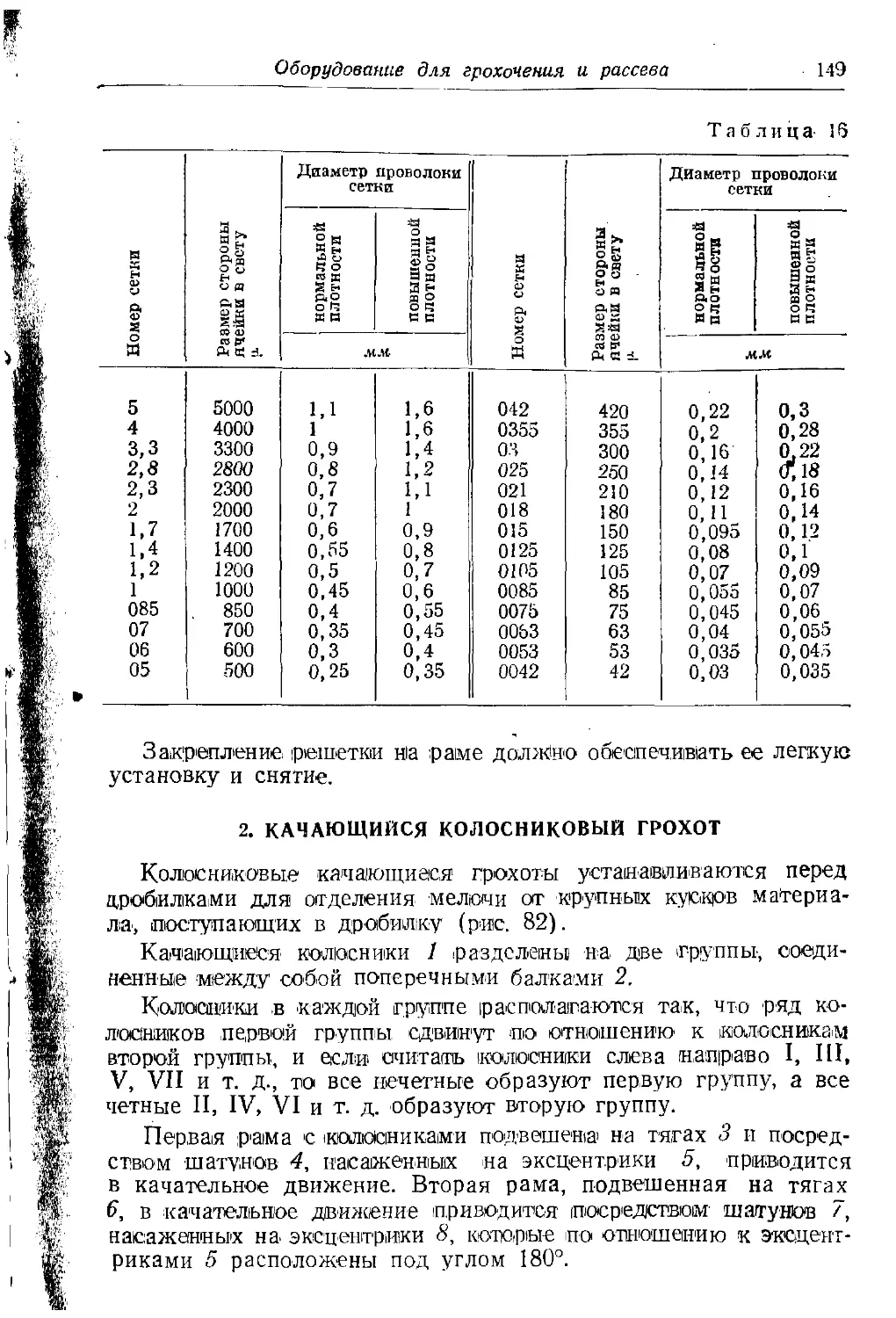
1. Решета и сита ............................................ 146
2. Качающийся колосниковый грохот .......................... 149
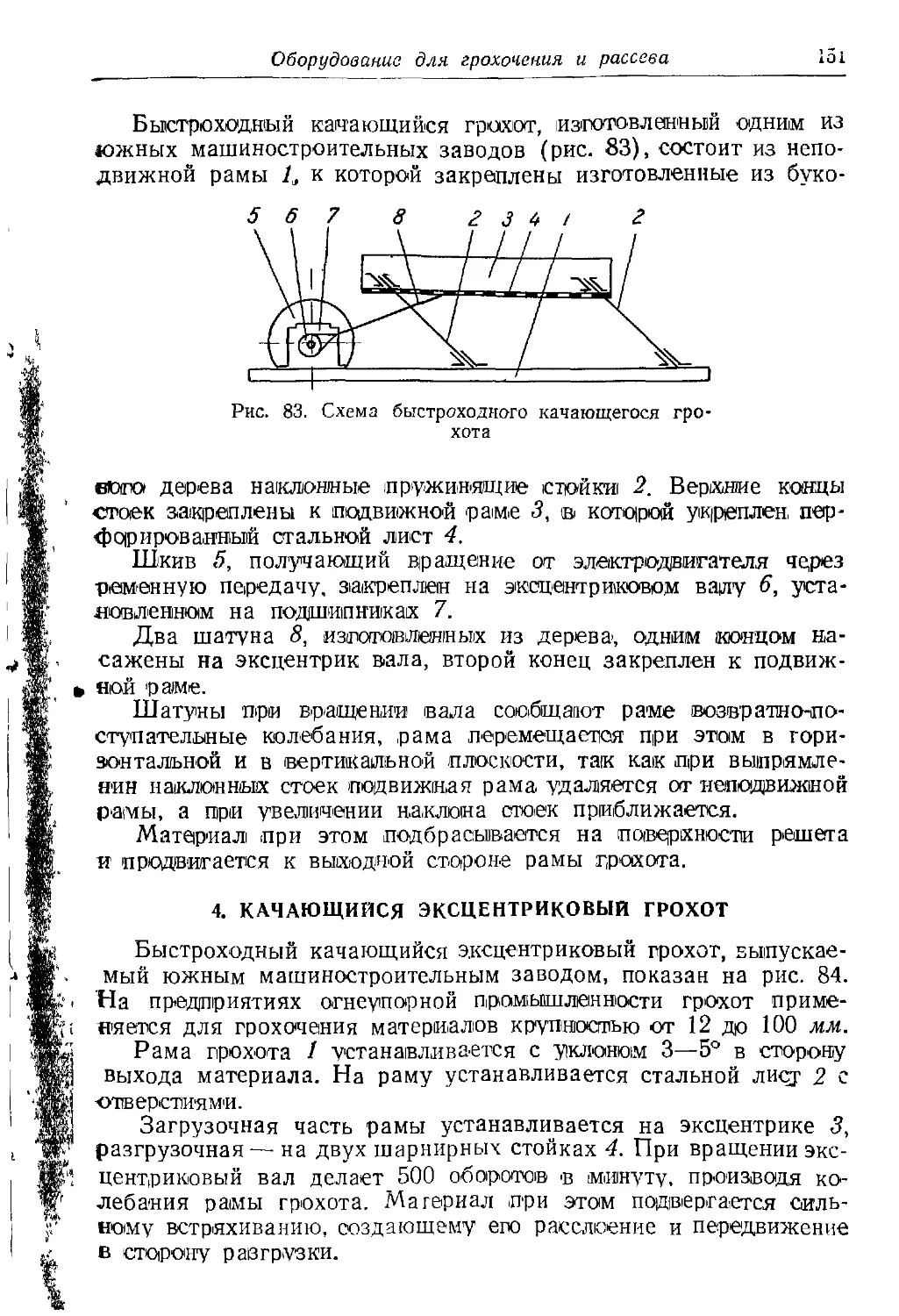
3. Быстроходные качающиеся грохоты .......................... 150
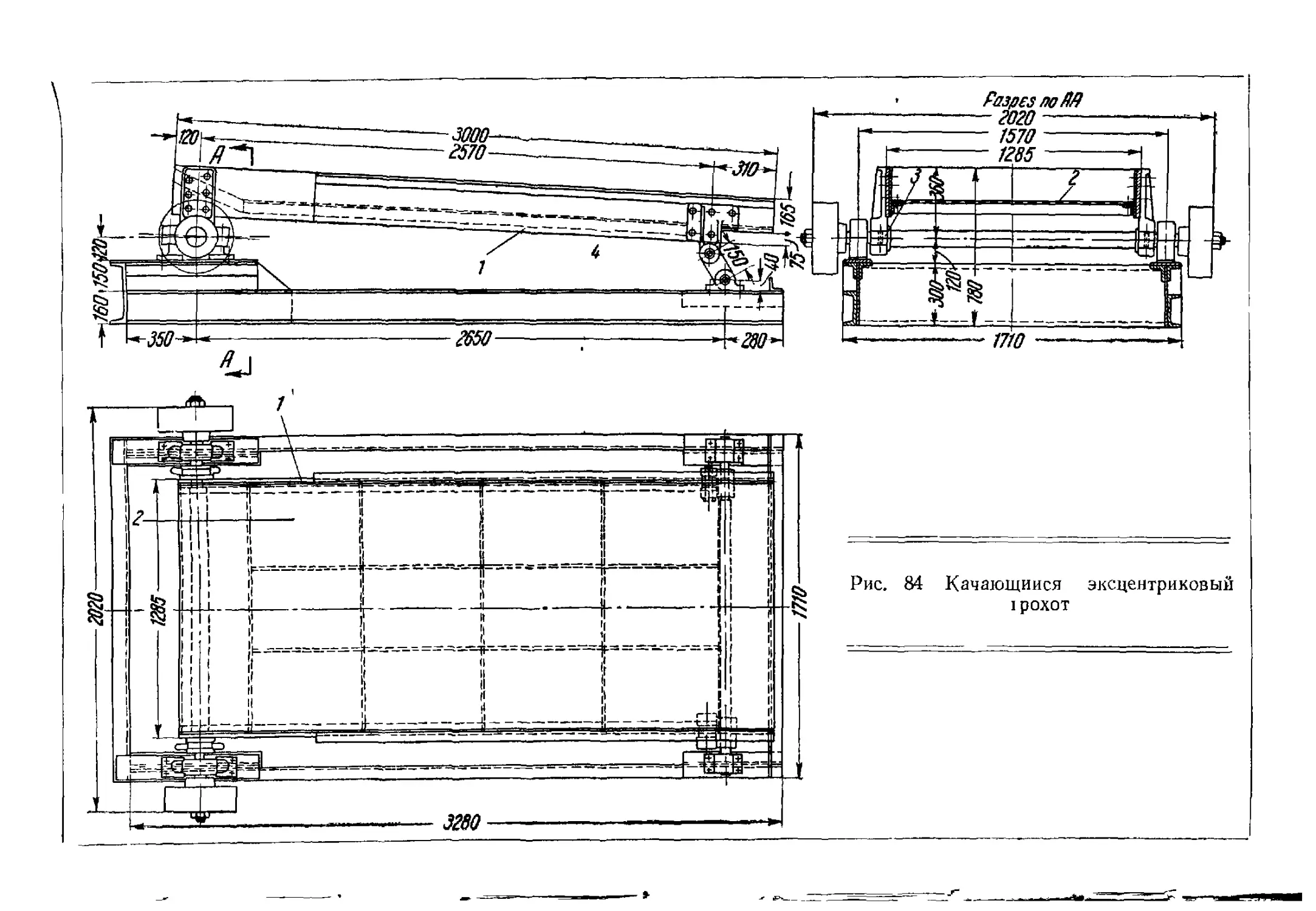
4. Качающийся эксцентриковый грохот......................... 151
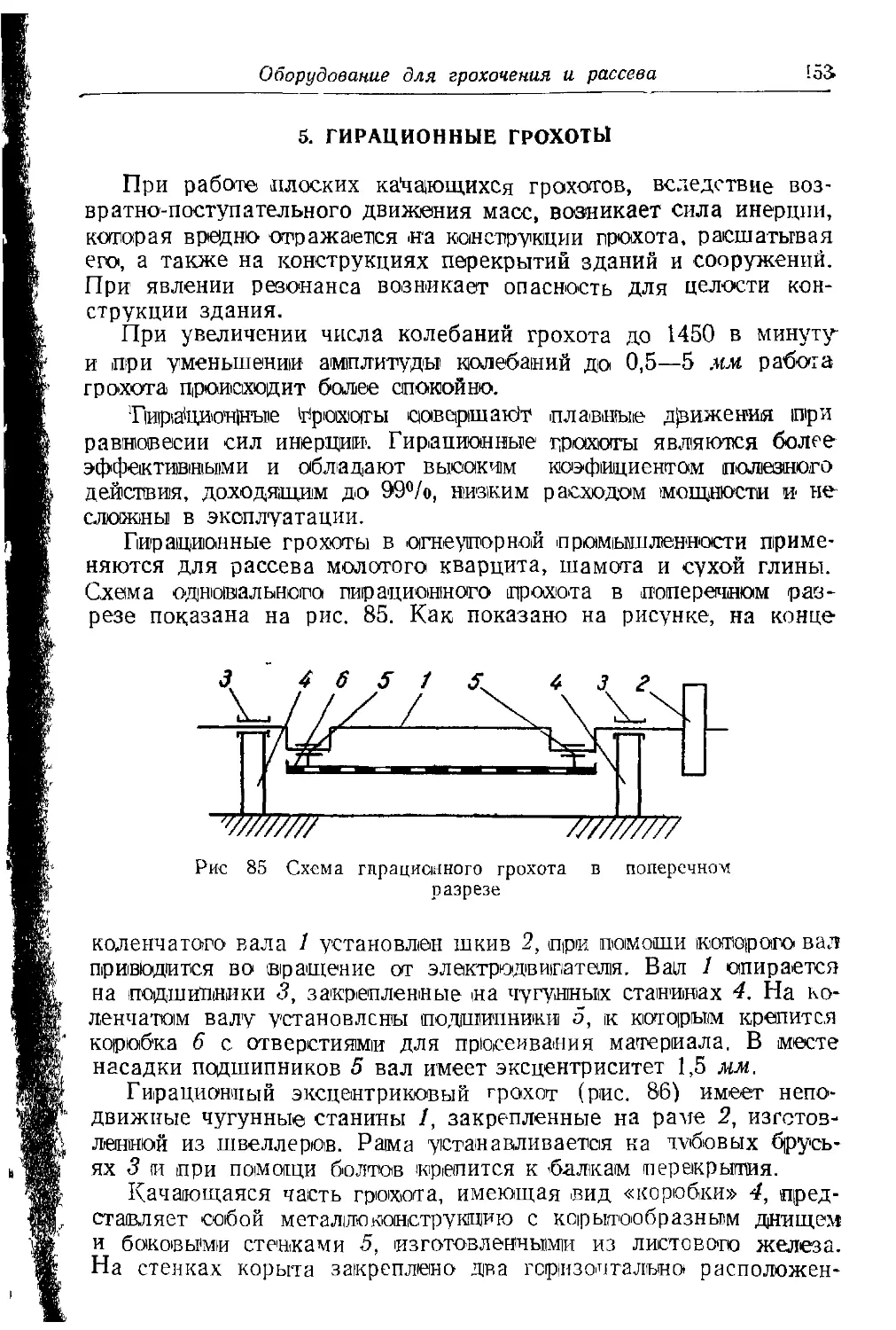
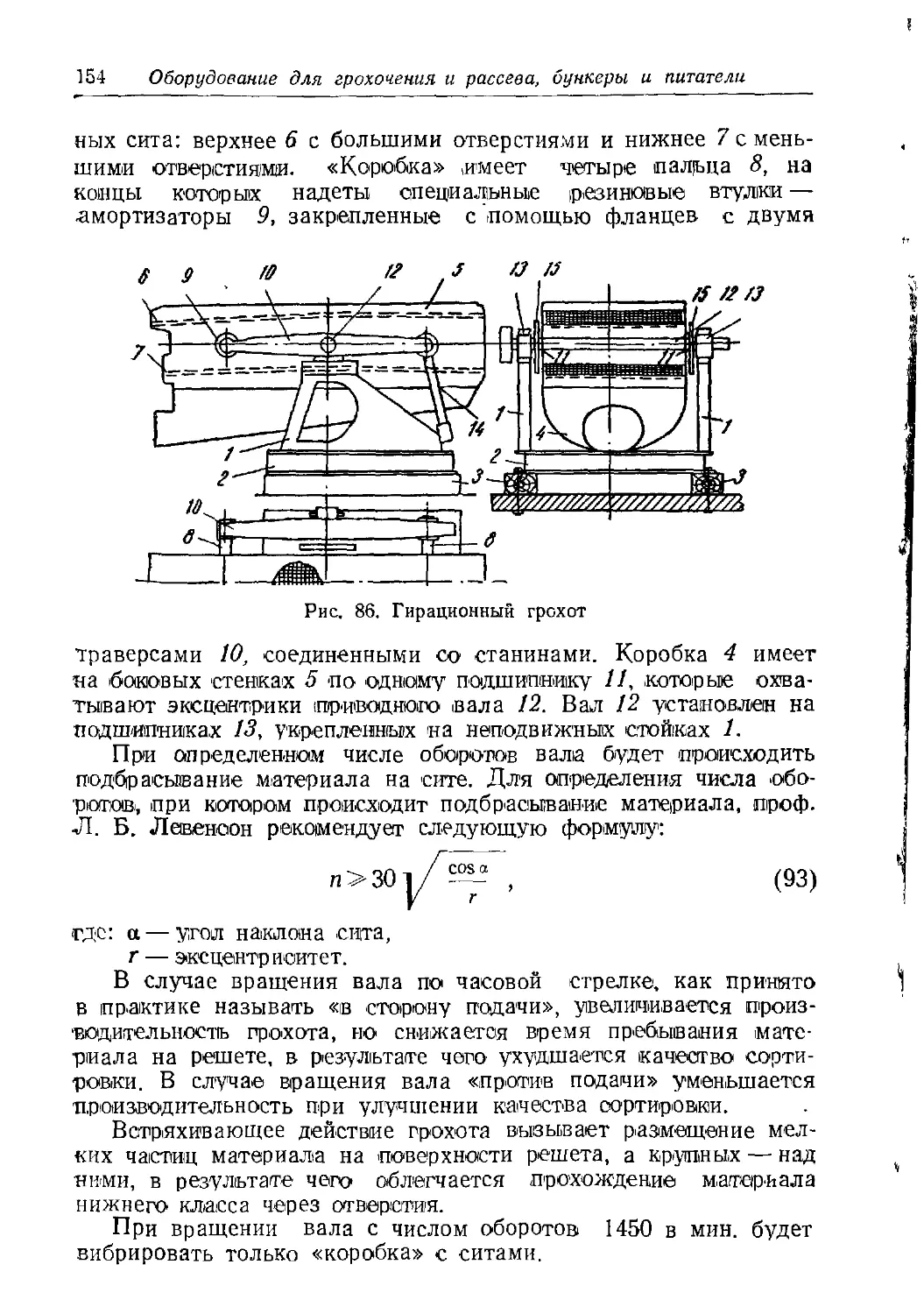
5. Гирационные грохоты .................................... 153
Оглавление
5
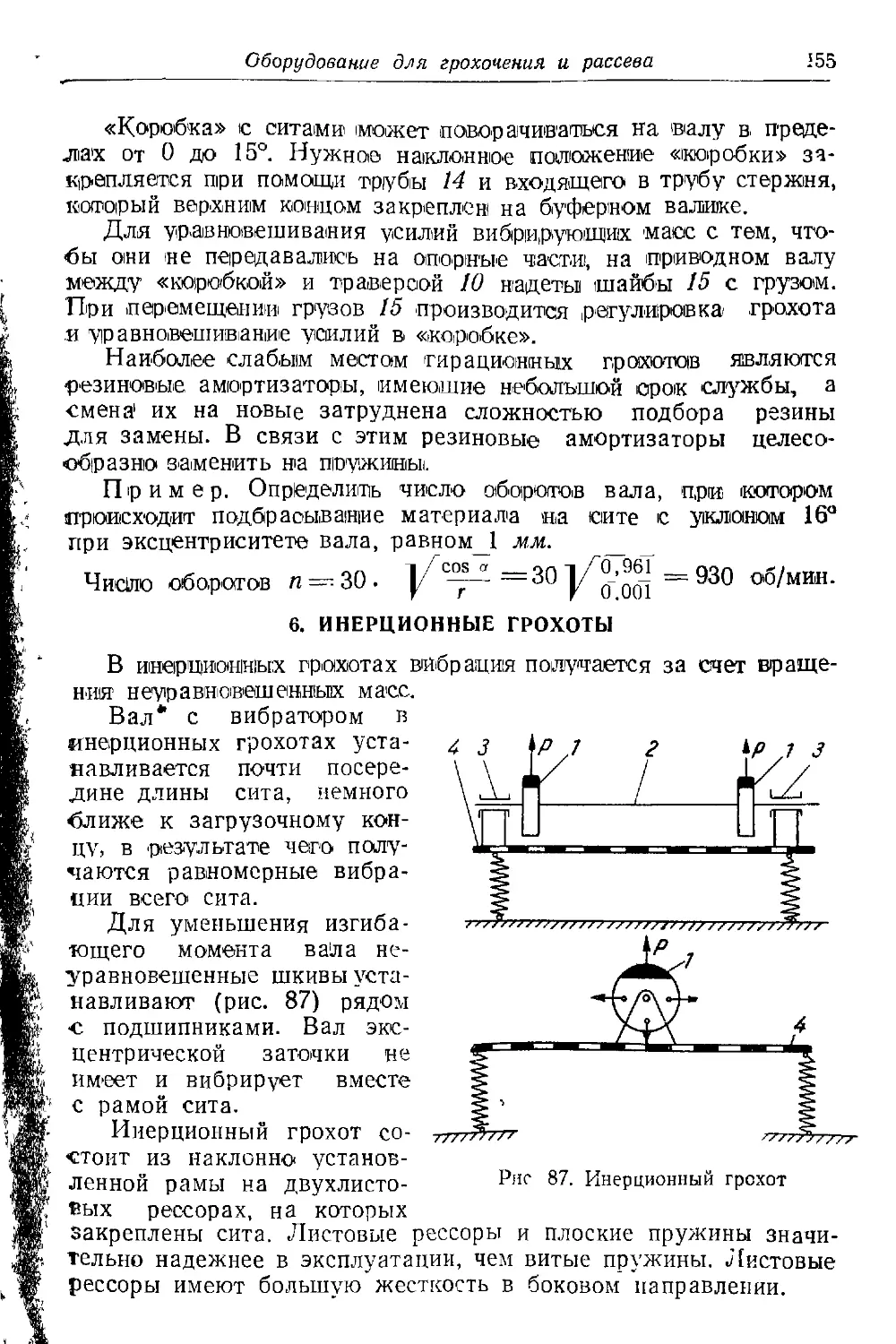
6. Инерционные грохоты ..................................... 155
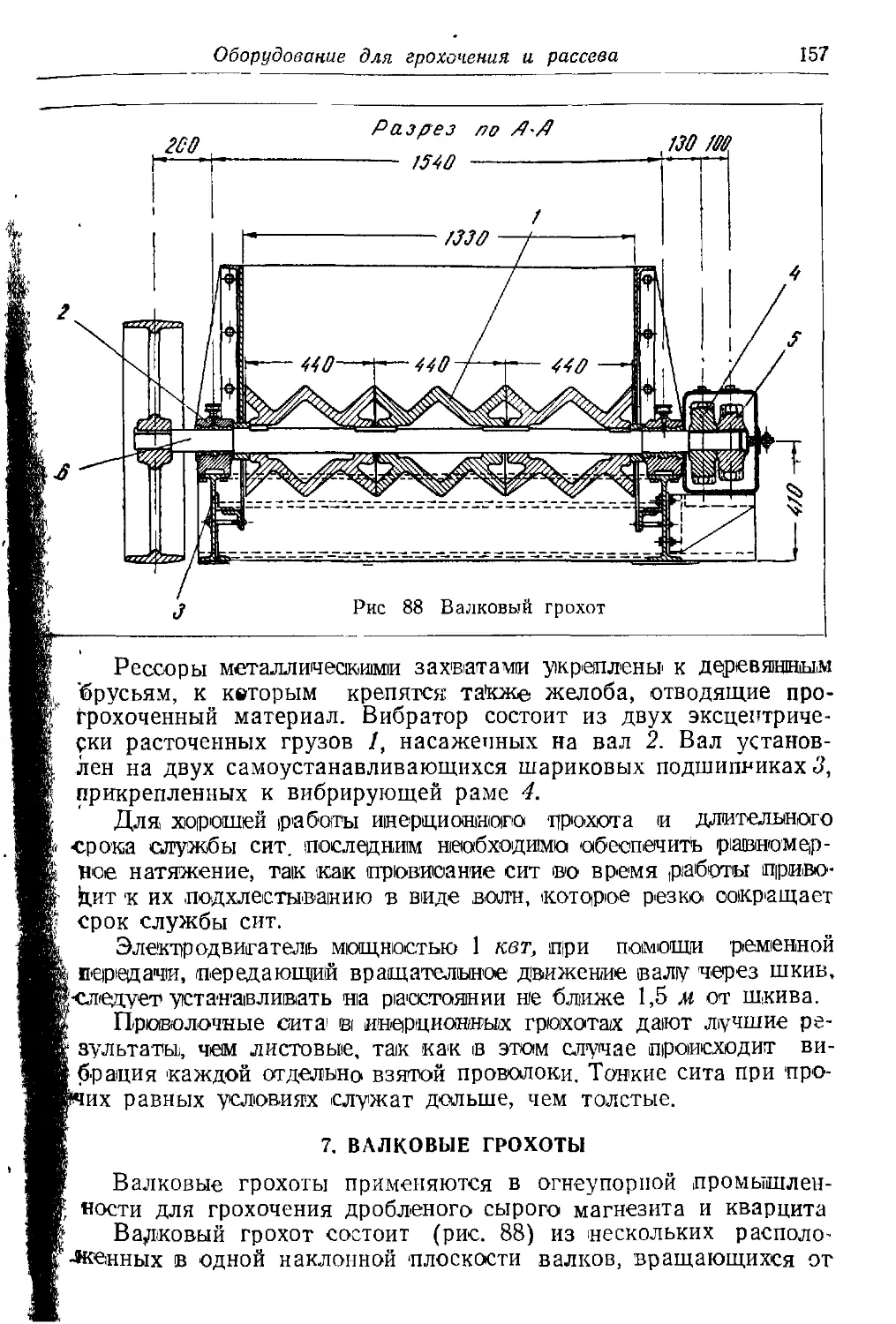
7. Валковые грохоты ........................................ 157
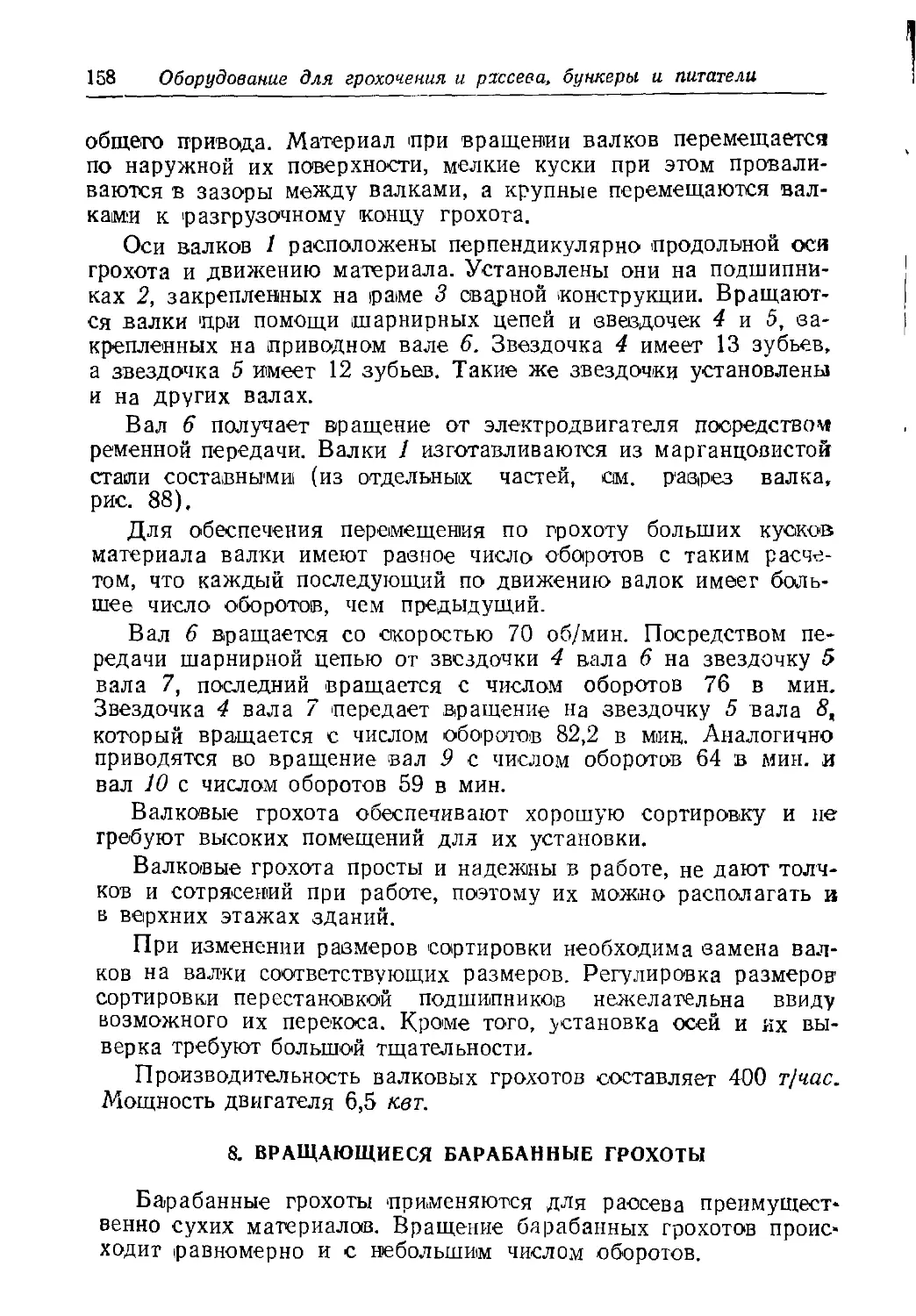
8. Вращающиеся барабанные грохоты .......................... 158
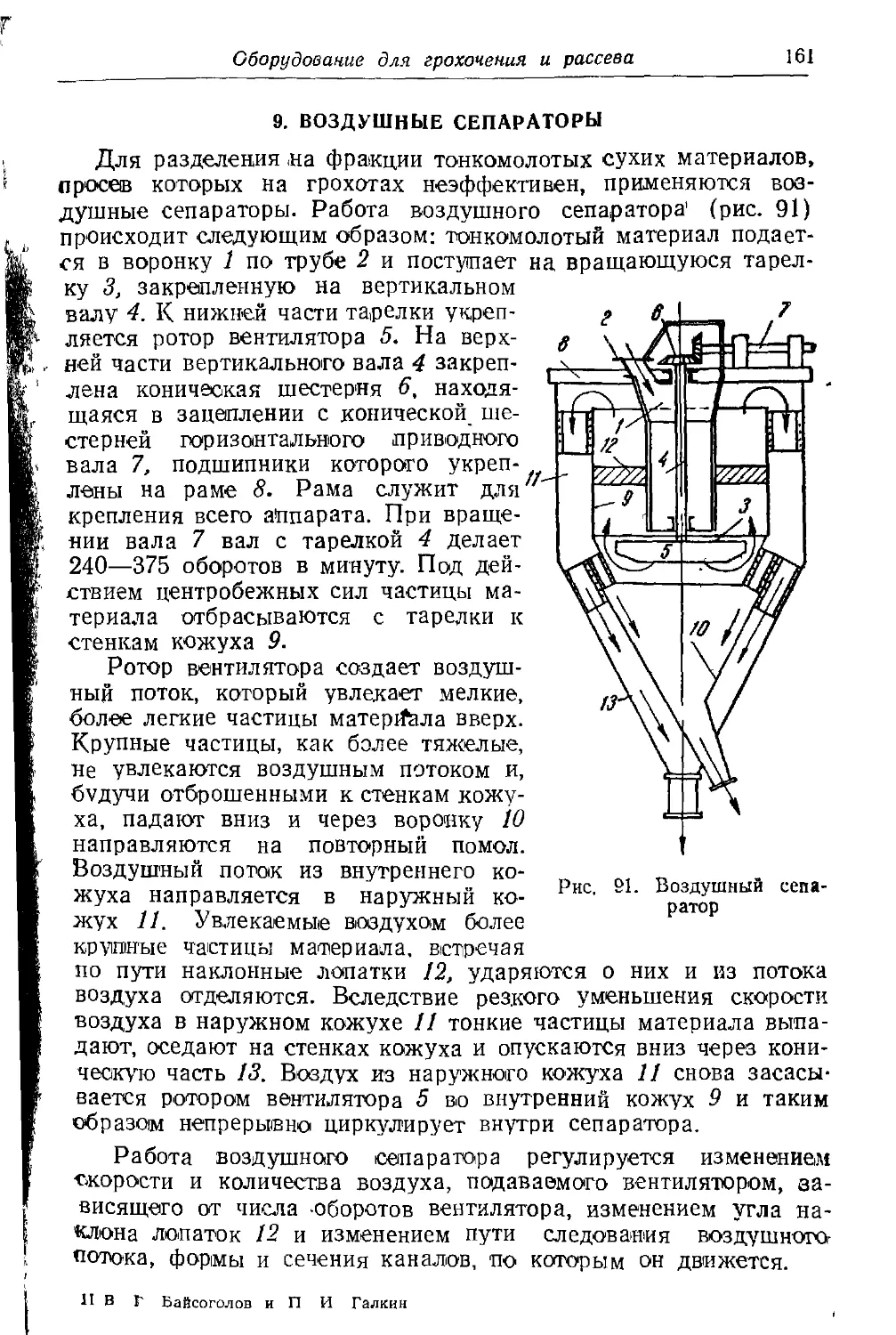
9. Воздушные сепараторы .................................... 161
Глава 2. Бункеры и силосы...................................... 162
Общие сведения ........................................ 162
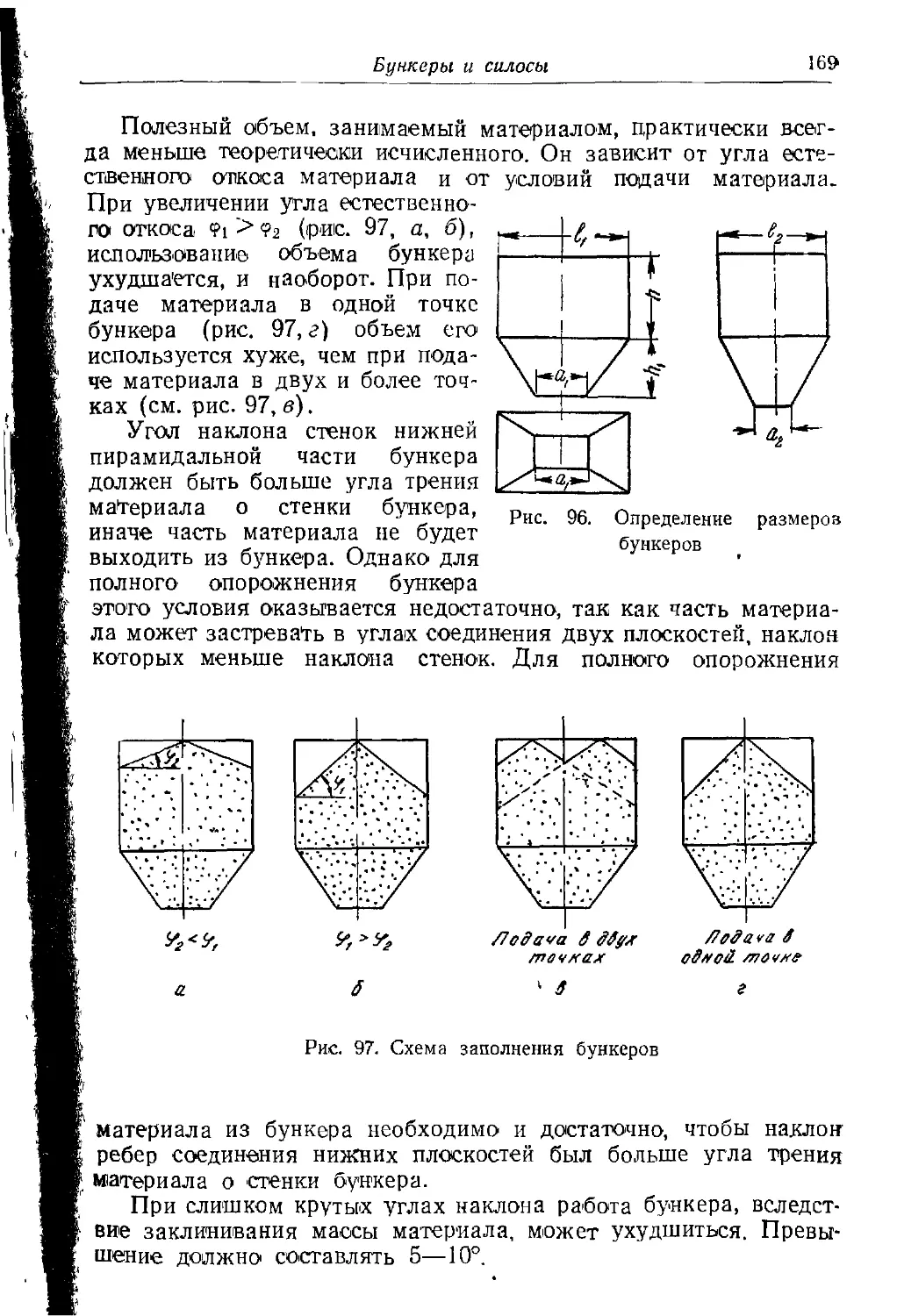
1. Прямоугольные бункеры ................................... 168
Расчет емкости бункера ............................. 168
Размеры выпускного отверстия ....................... 170
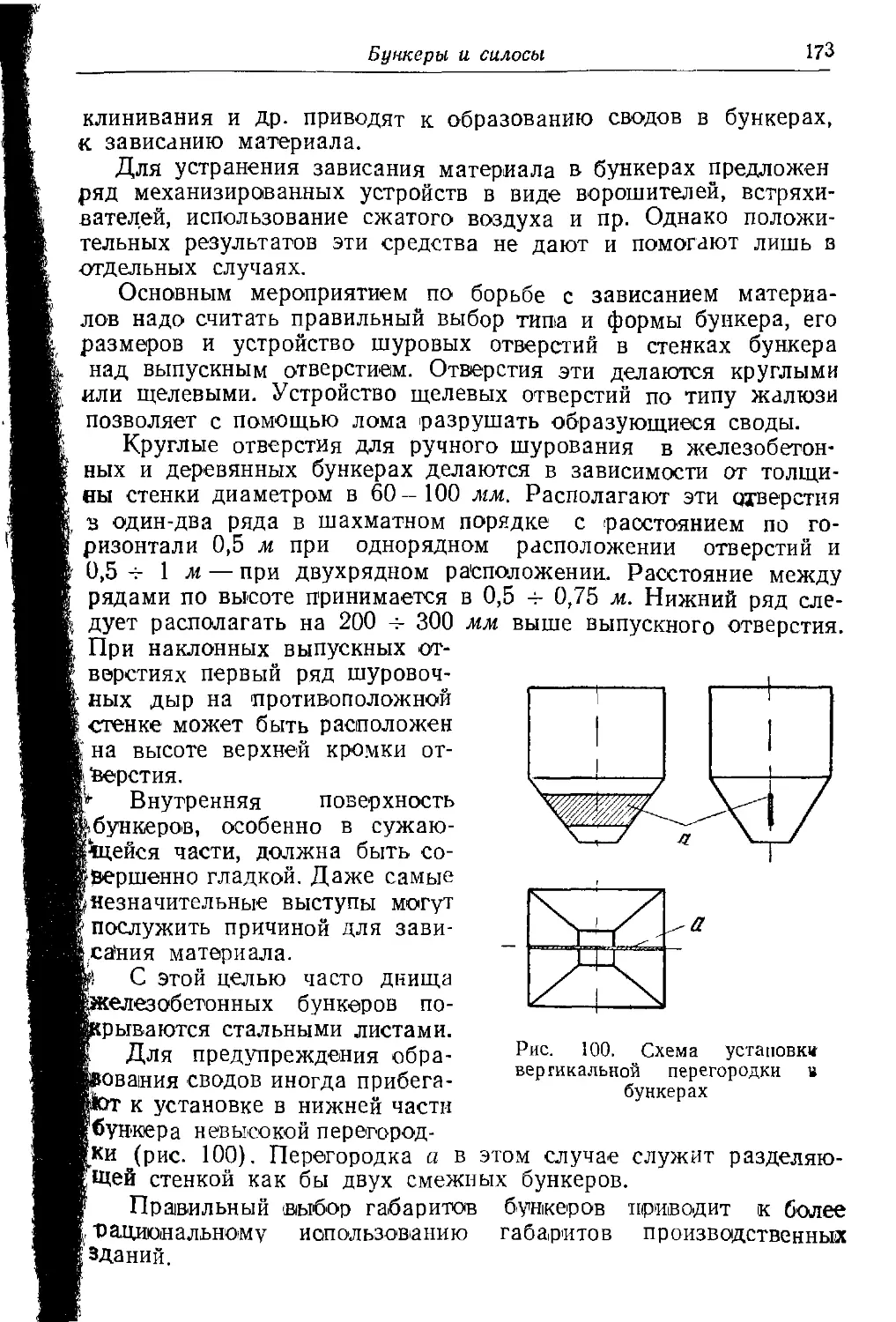
2. Устройства для устранения зависа1ния материалов ......... 172
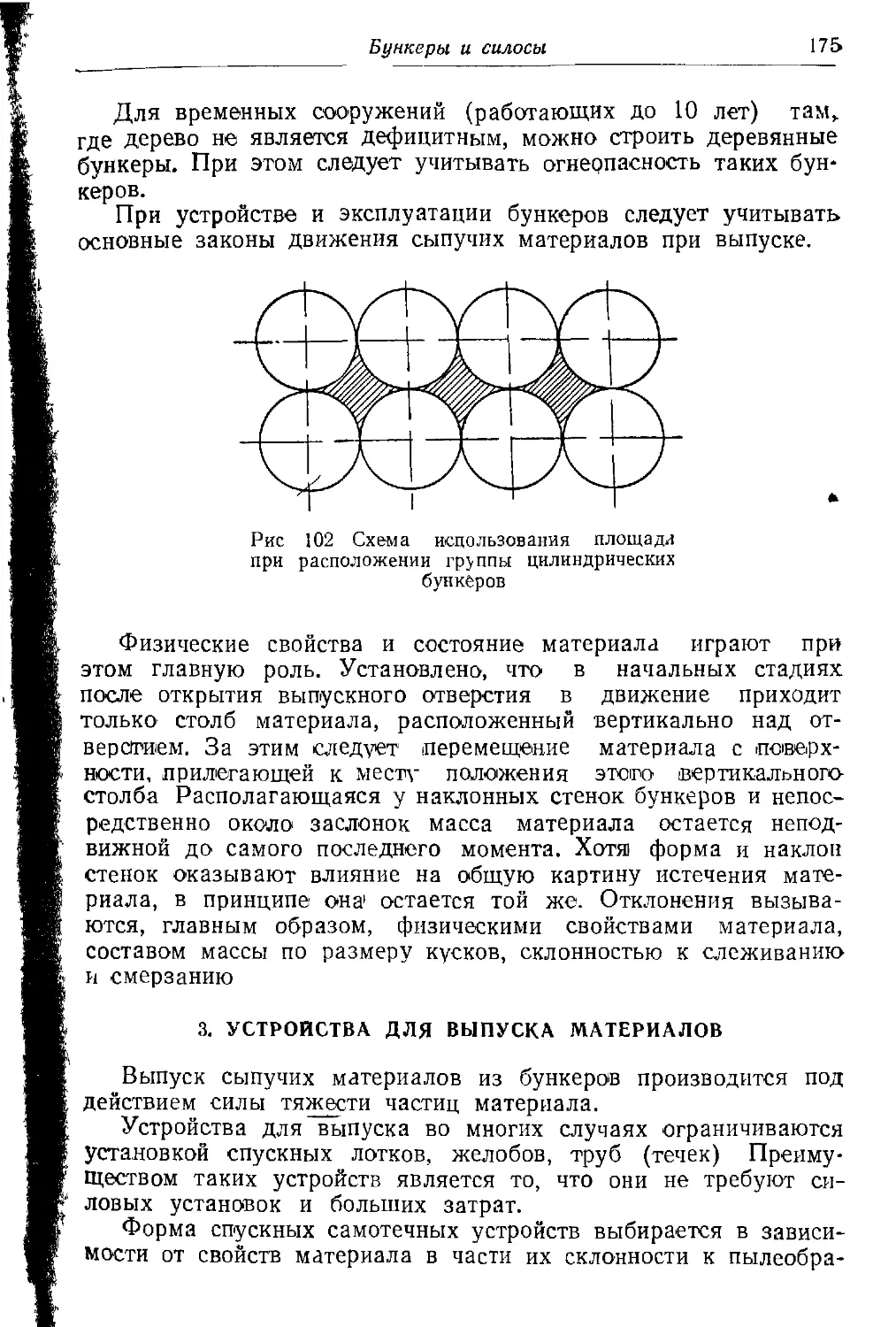
3. Устройства для выпуска материалов ....................... 175
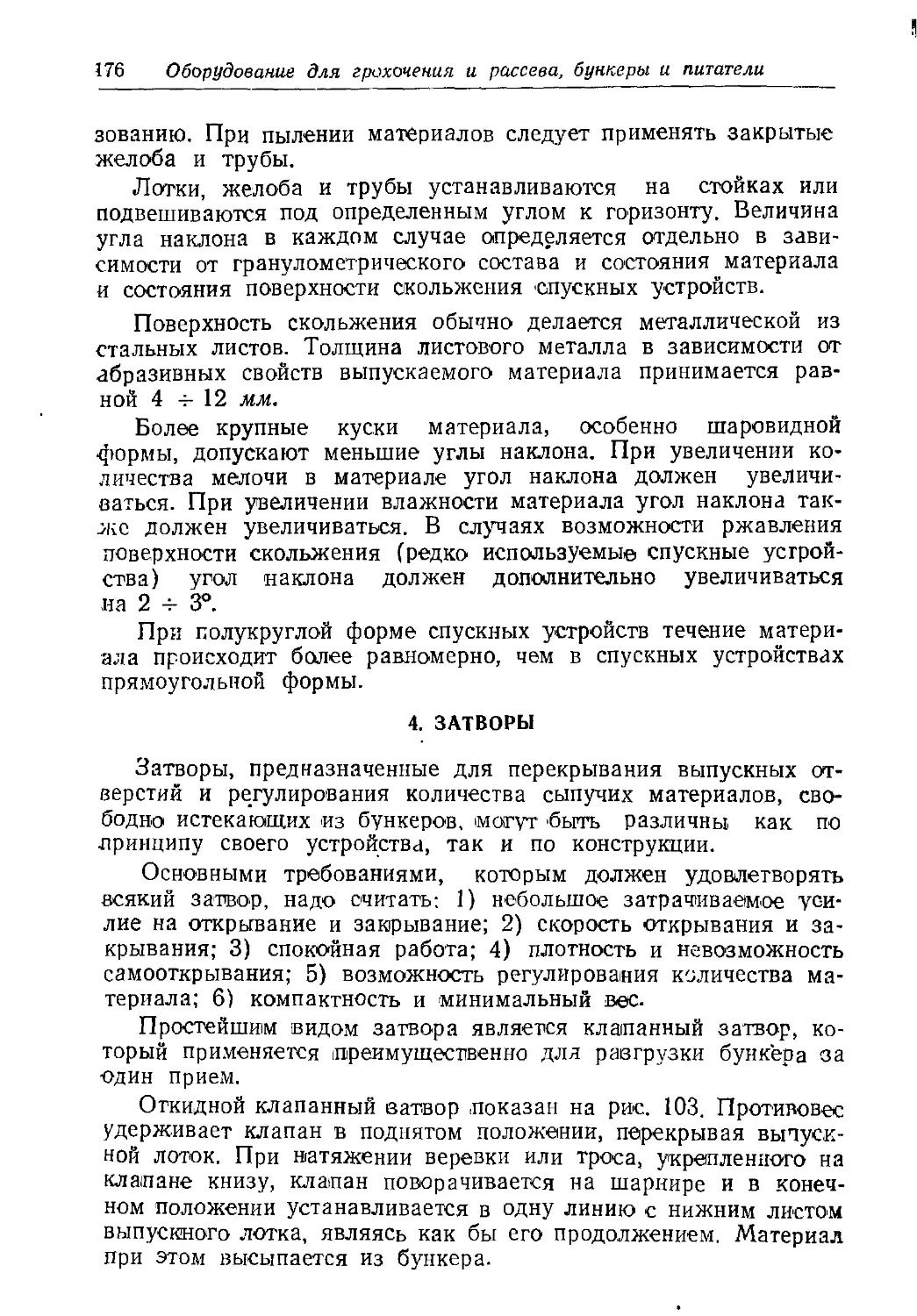
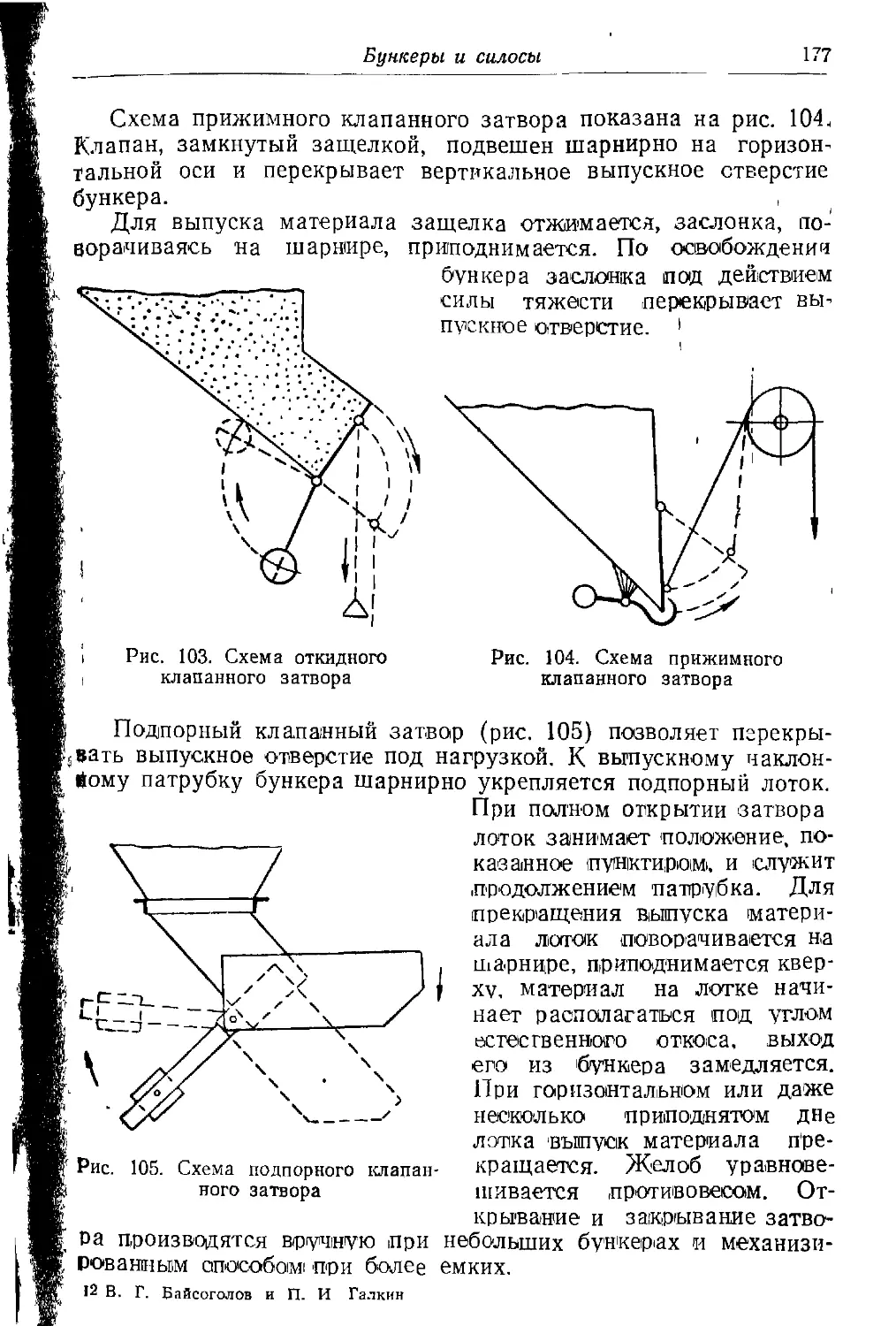
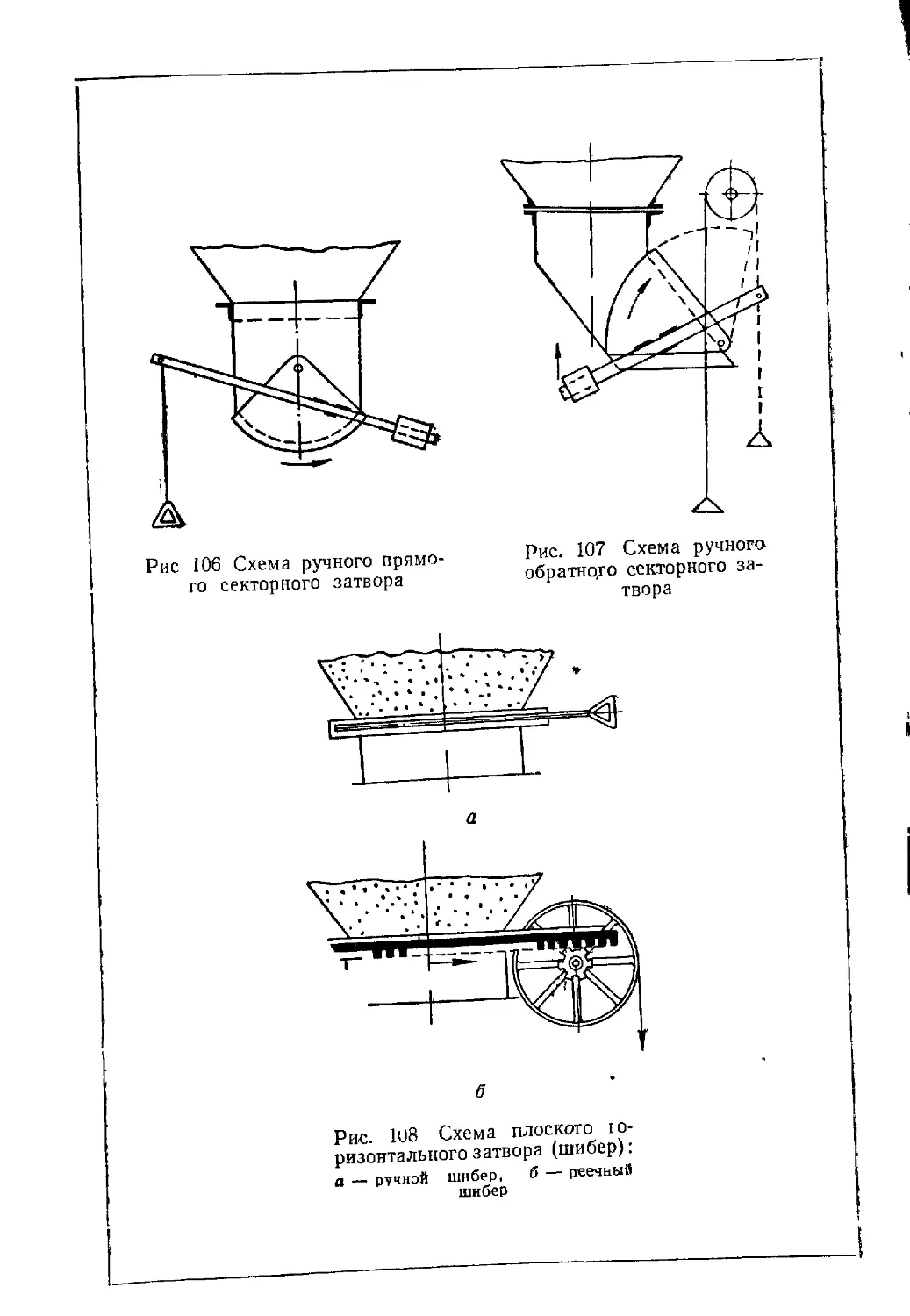
4. Затворы ................................................. 176
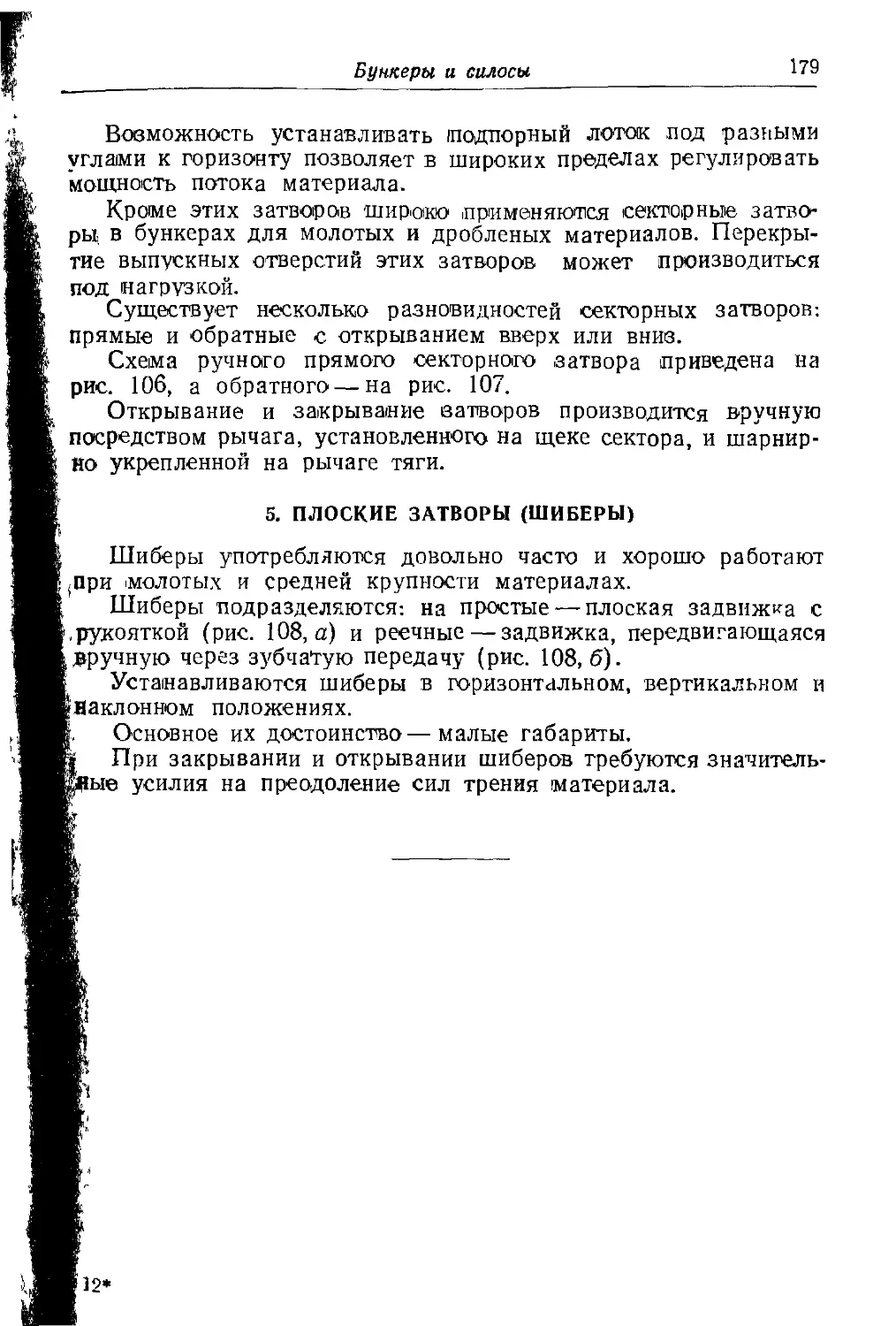
5. Плоские затворы (шиберы) ................................ 179
Глава 3. Питатели и дозирующие устройства...................... 180
Общие сведения ........................................ 180
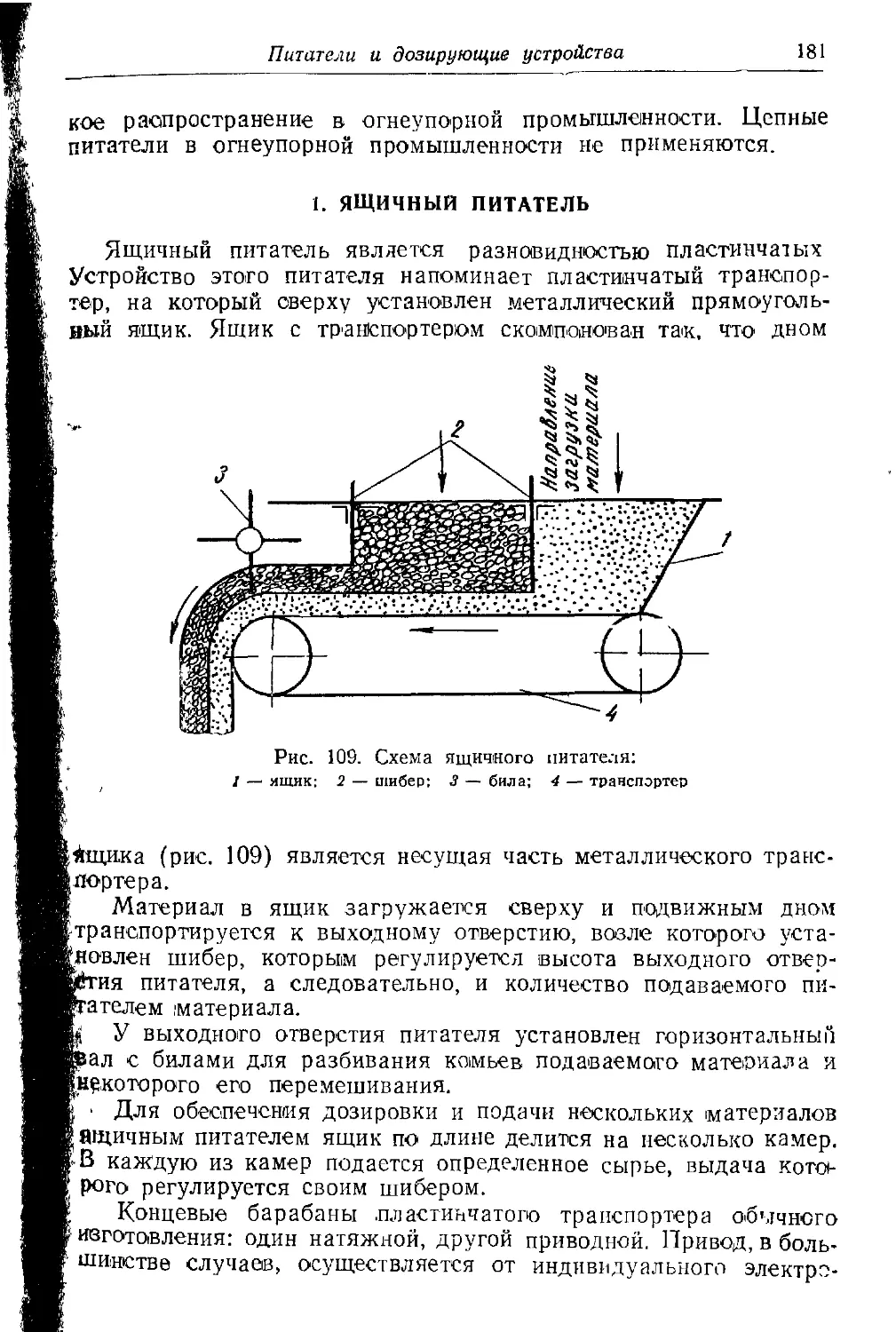
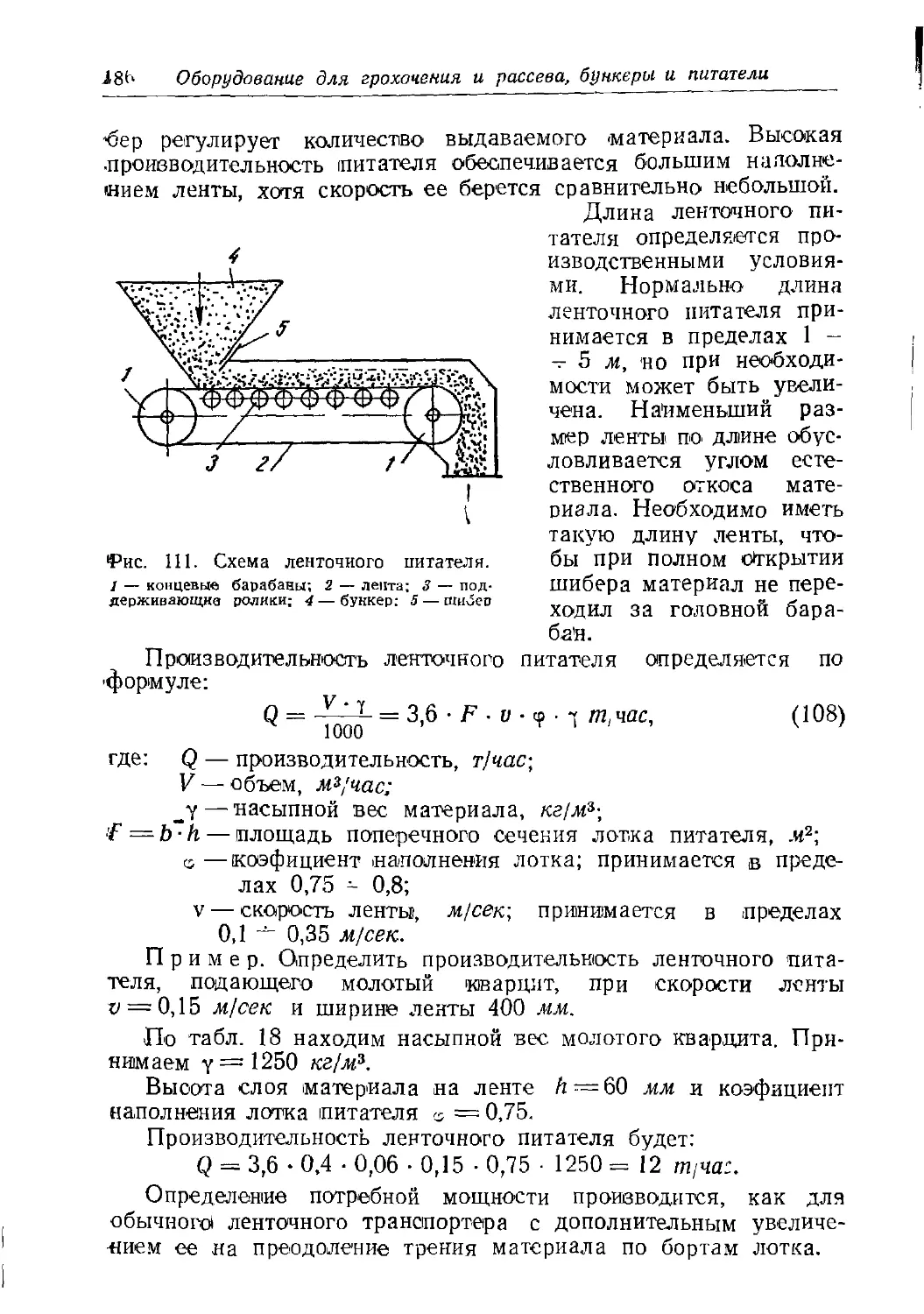
1. Ящичный питатель ........................................ 181
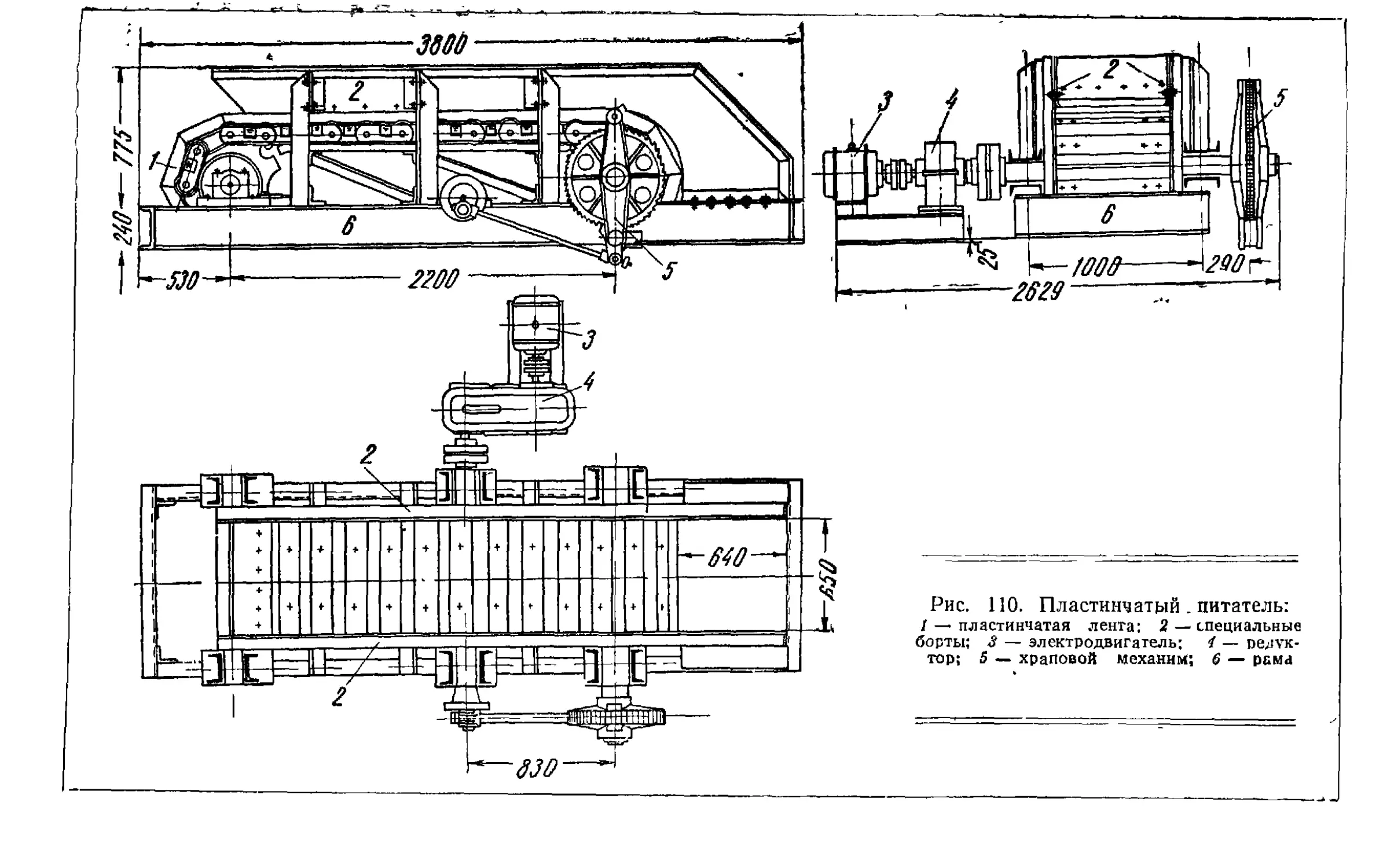
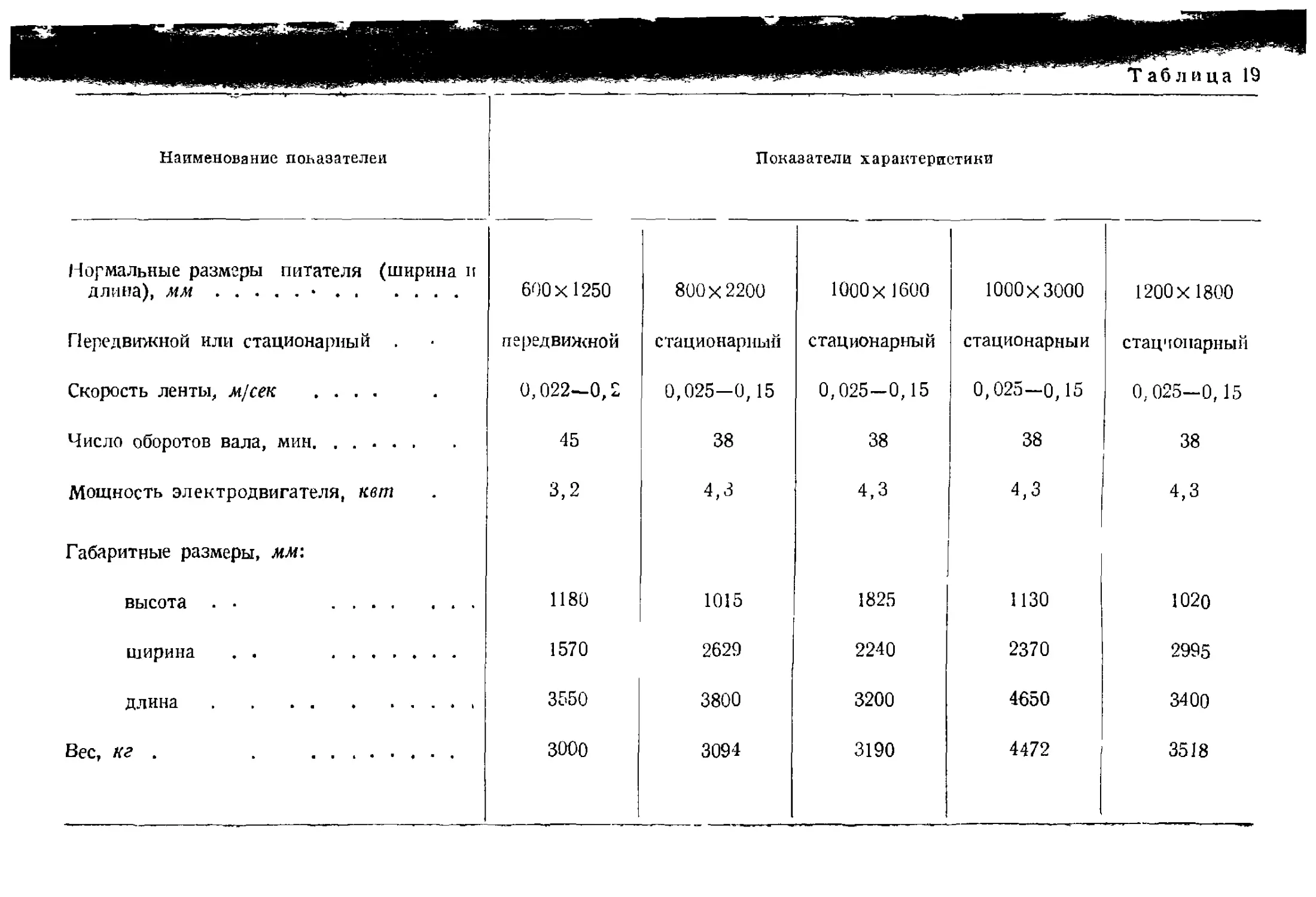
2. Пластинчатый питатель ................................... 184
3. Ленточные питатели ...................................... 184
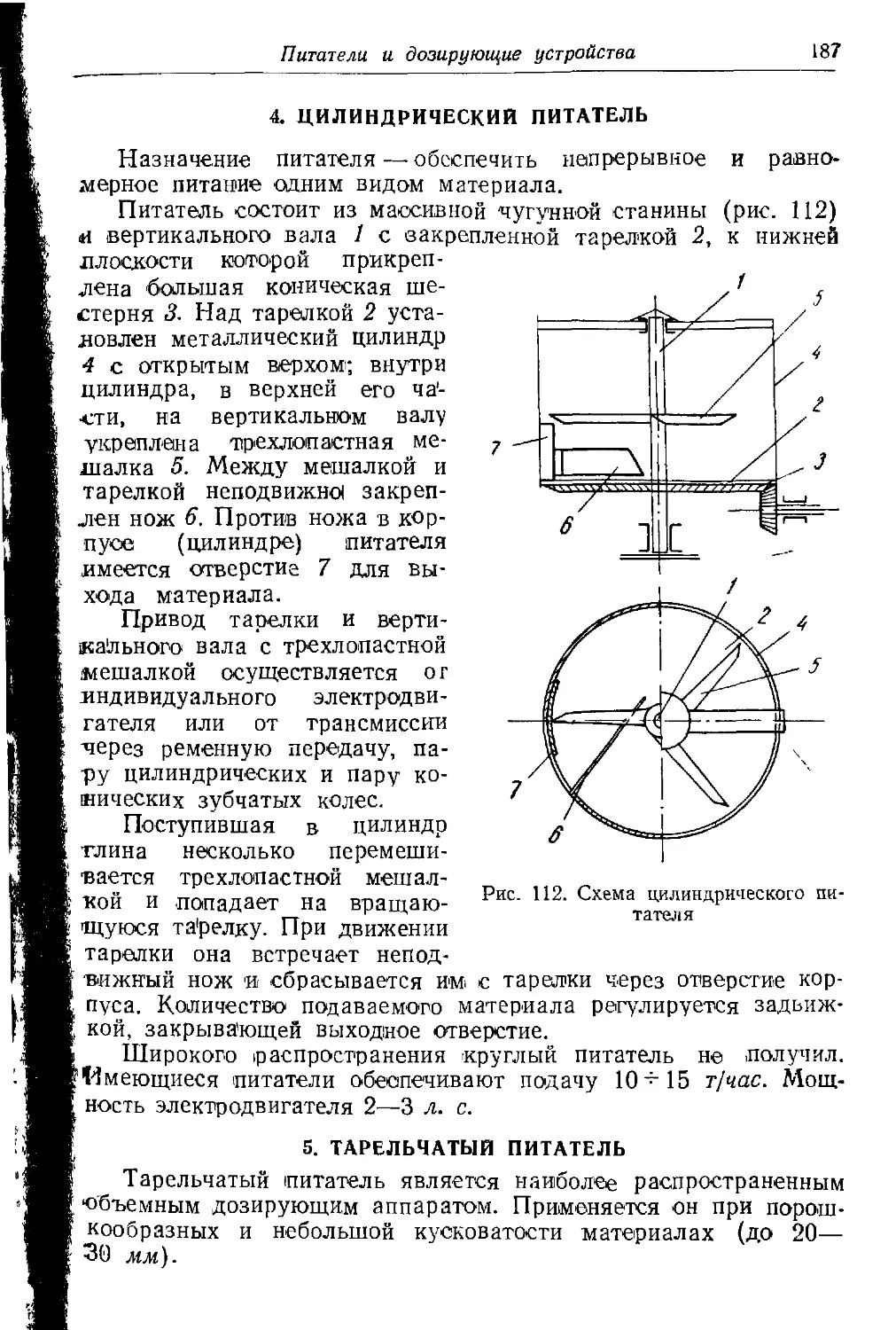
4. Цилиндрический питатель ................................. 187
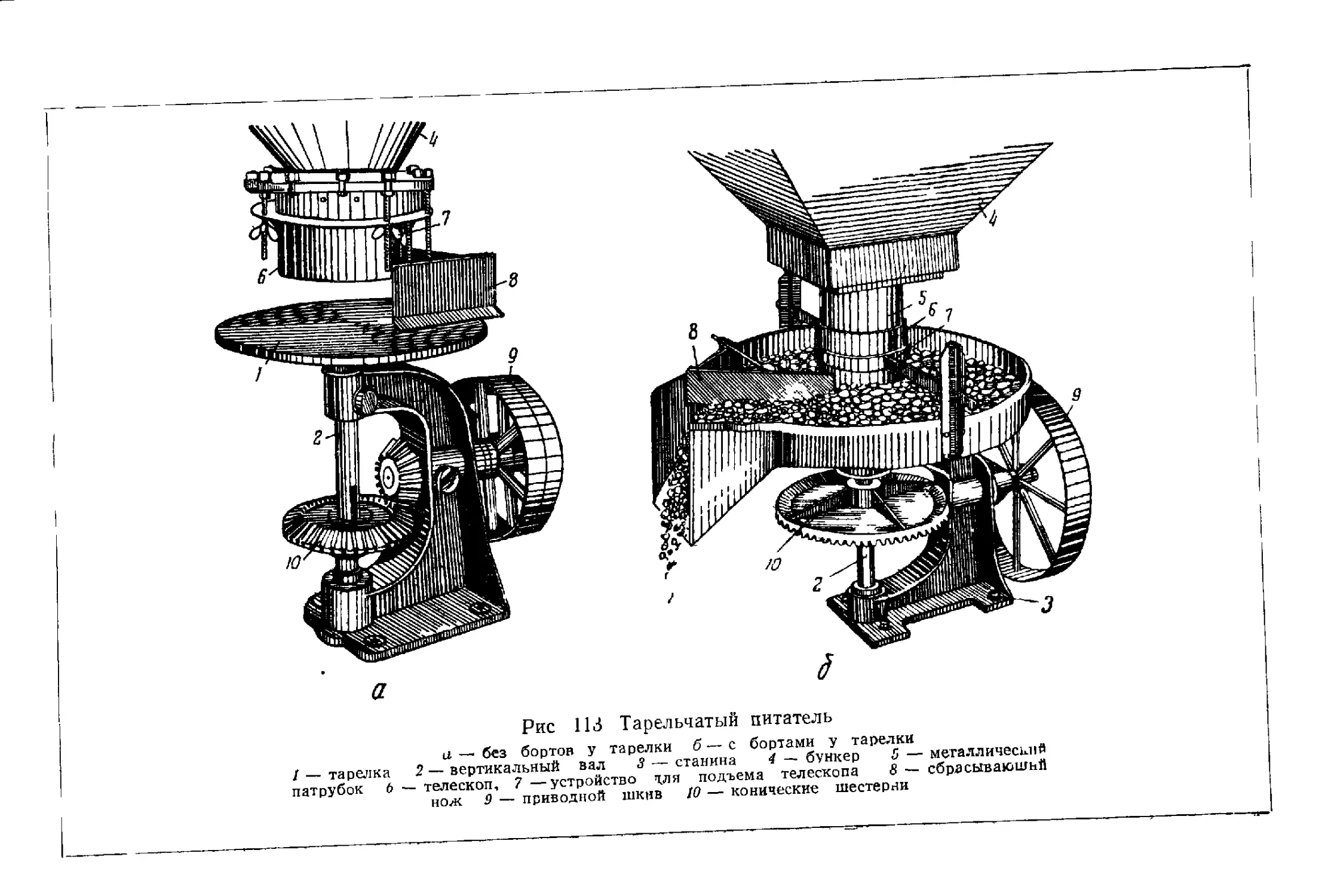
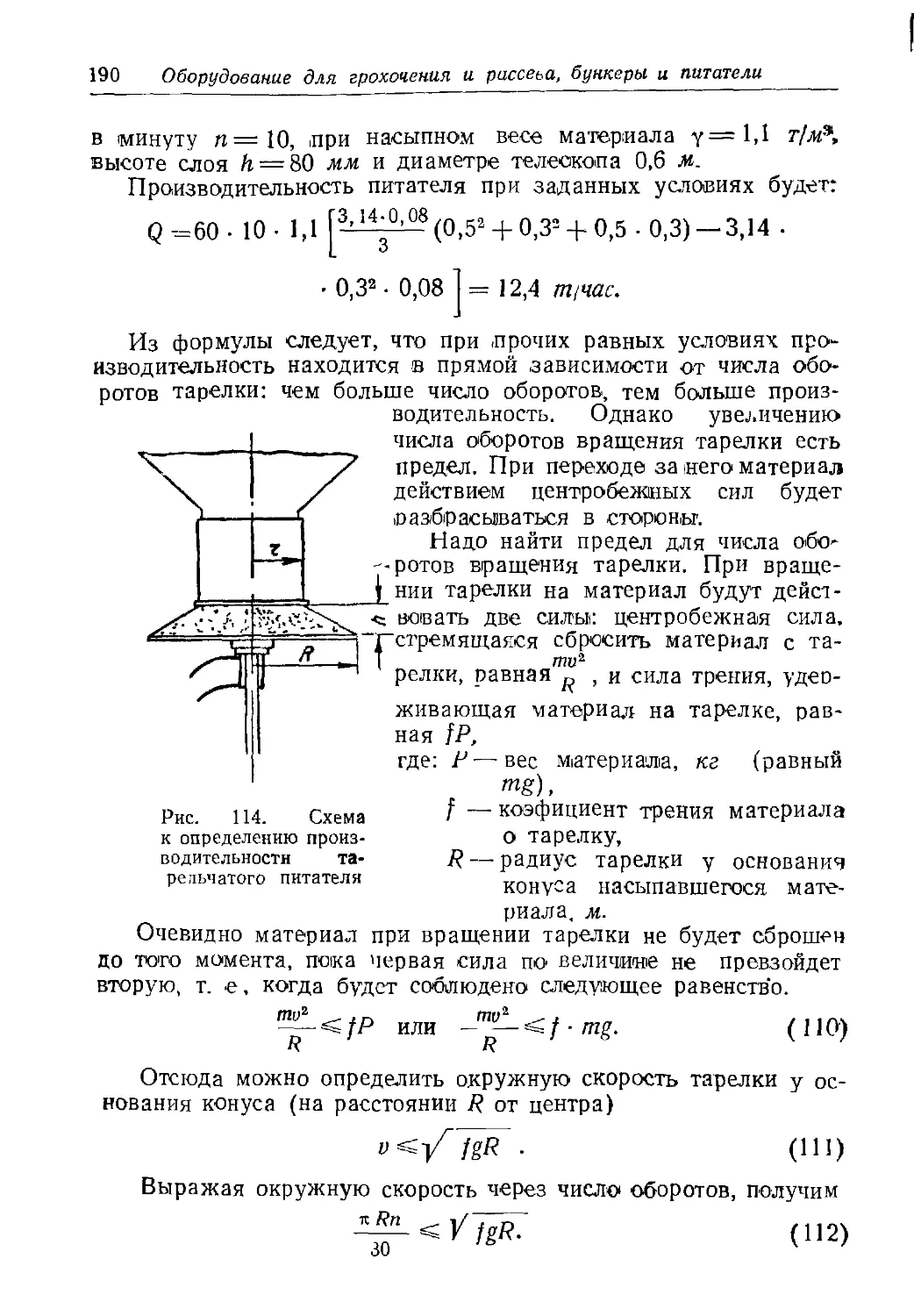
5. Тарельчатый питатель .................................... 18/
6. Винтовой питатель ....................................... 191
7. Трясковый питатель .......................1.............. 193
8. Лотковый питатель ....................................... 195
9. Секторный питатель....................................... 197
10. Ячейковый питатель барабанного типа ..................... 199
11. Весовые дозаторы ........................................ 199
РАЗДЕЛ IV
ОБОРУДОВАНИЕ МАССОЗАГОТОВИТЕЛЬНЫХ ЦЕХОВ
И ЦЕХОВ ДЛЯ ПРИГОТОВЛЕНИЯ ИЗВЕСТКОВОГО МОЛОКА
Глава 1. Массозаготовительное оборудование....................... 202
Общие сведения ....................................... 202
, Типы смесителей ...................................... 203
J 1. Смесители лопастного типа ................................. 204
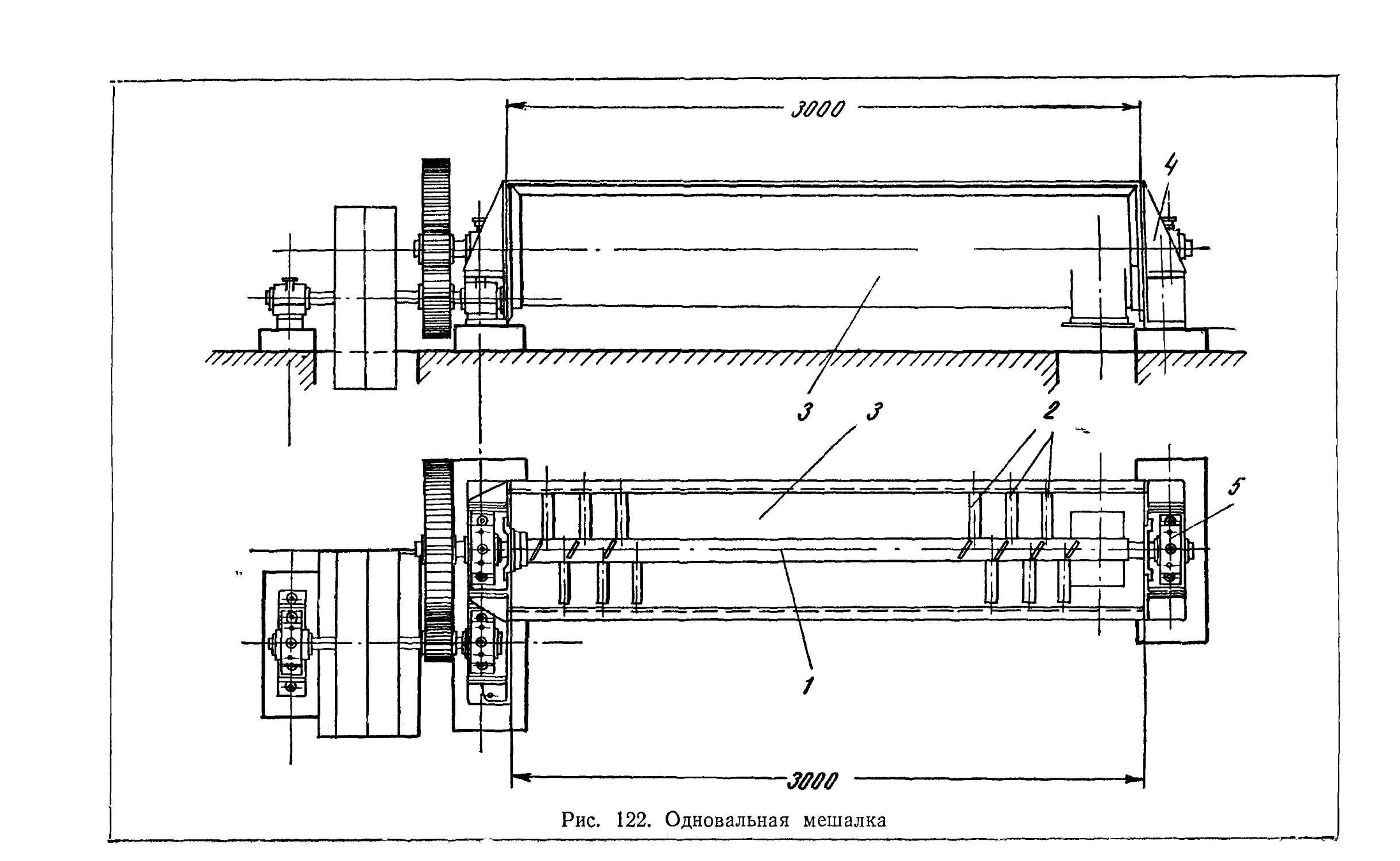
5 2. Одновальные мешалки ....................................... 205
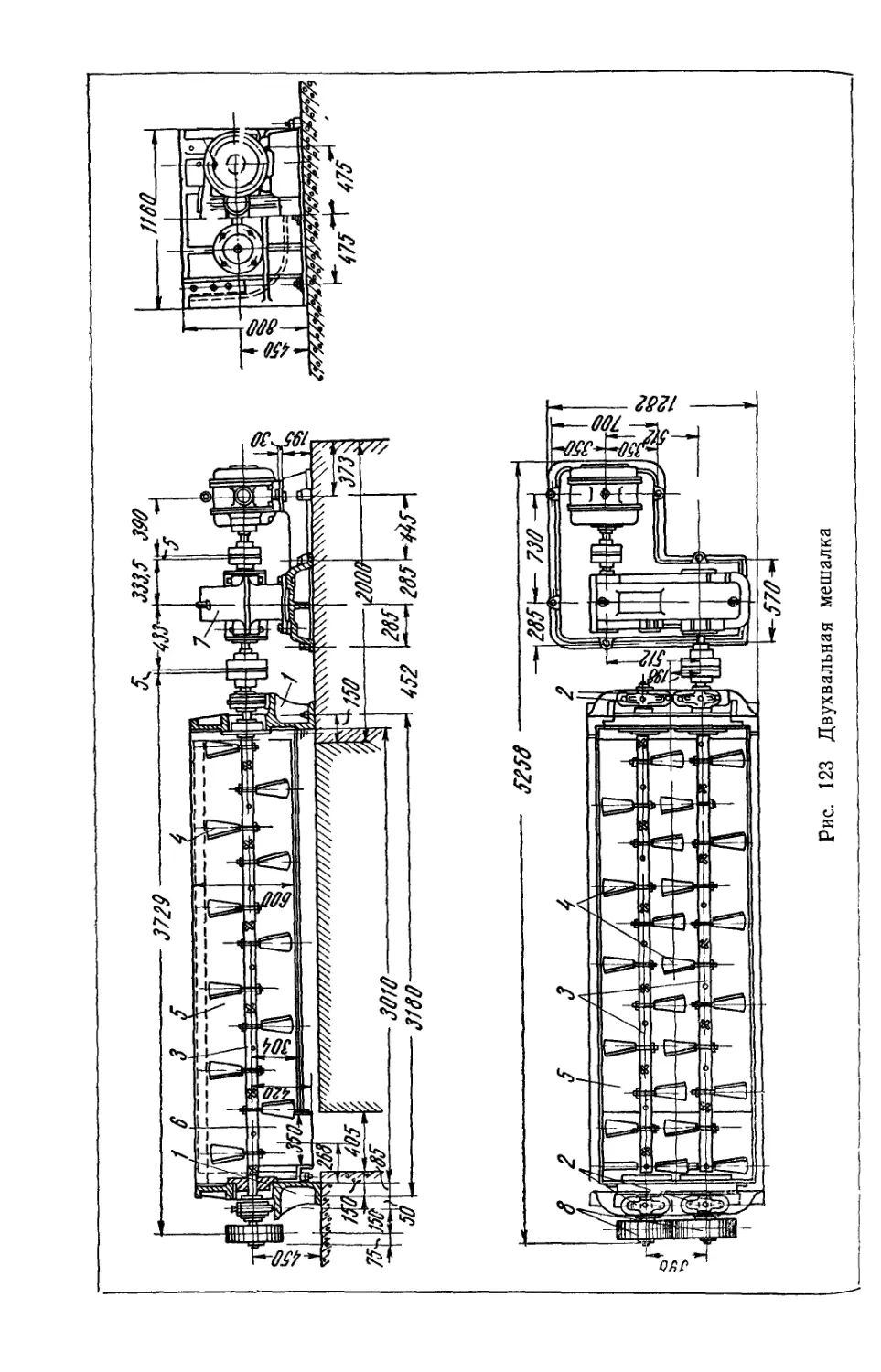
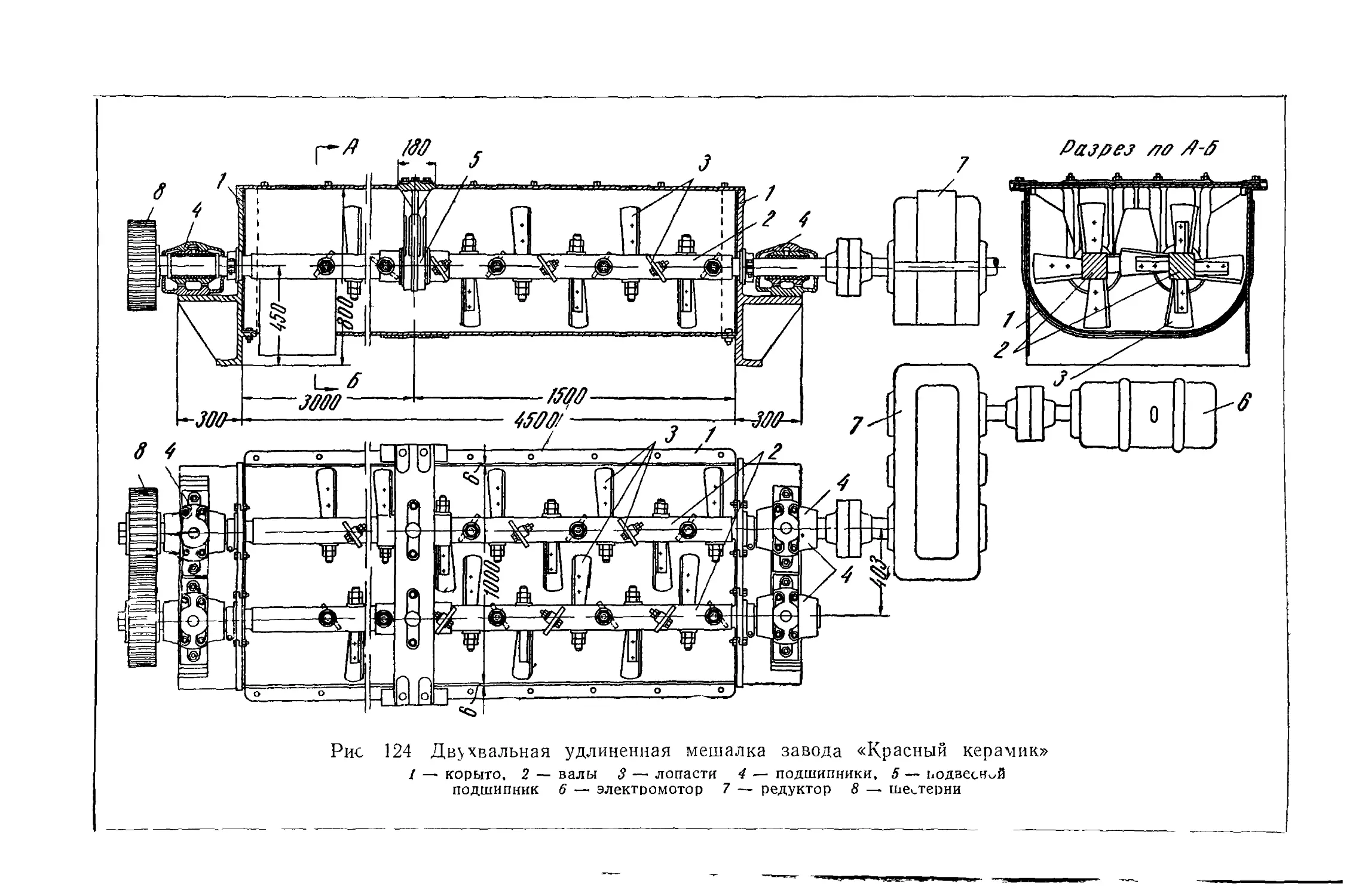
| 3. Двухвальные мешалки ....................................... 207
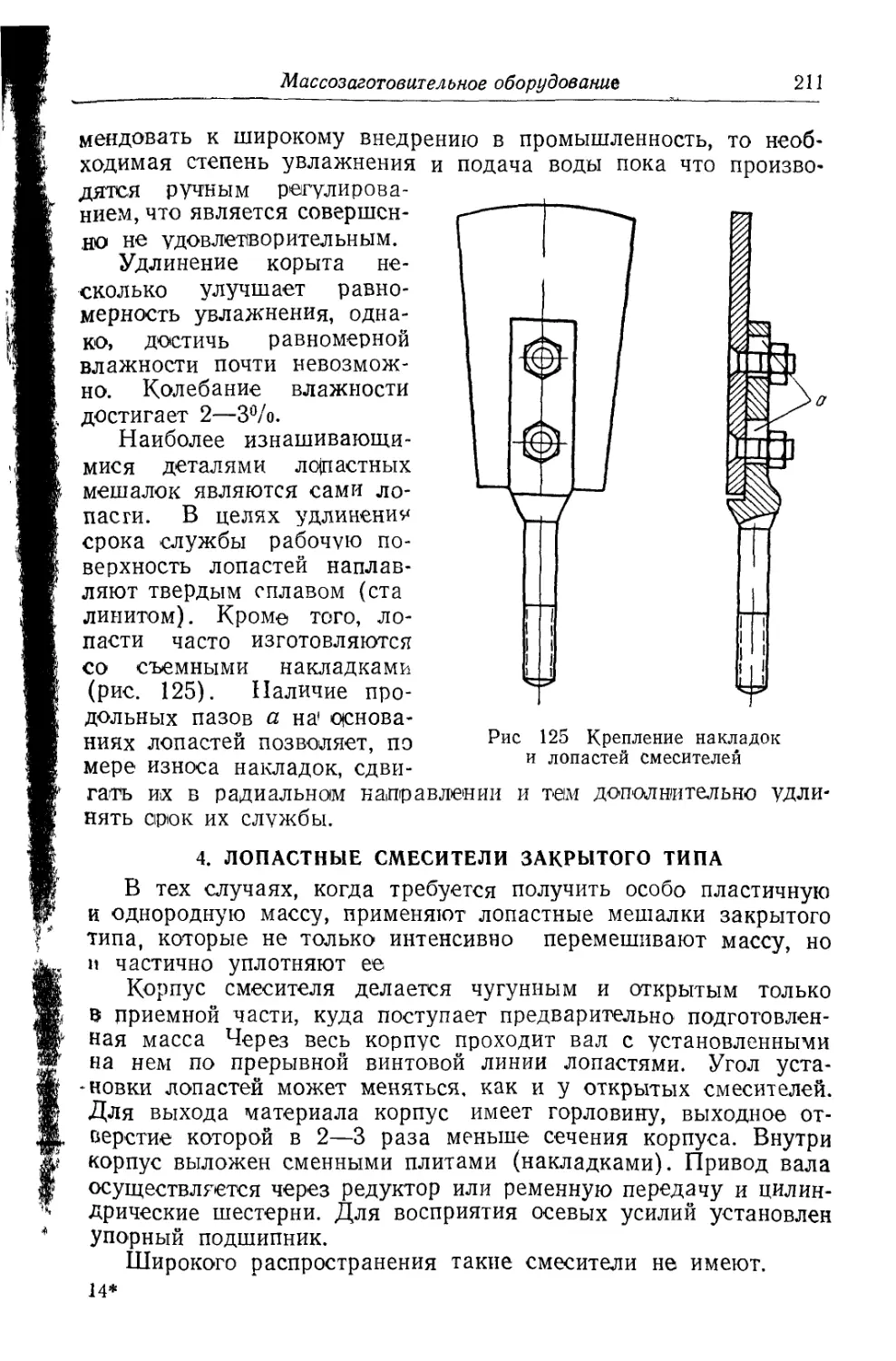
х 4 4. Лопастные смесители закрытого типа ....................... 211
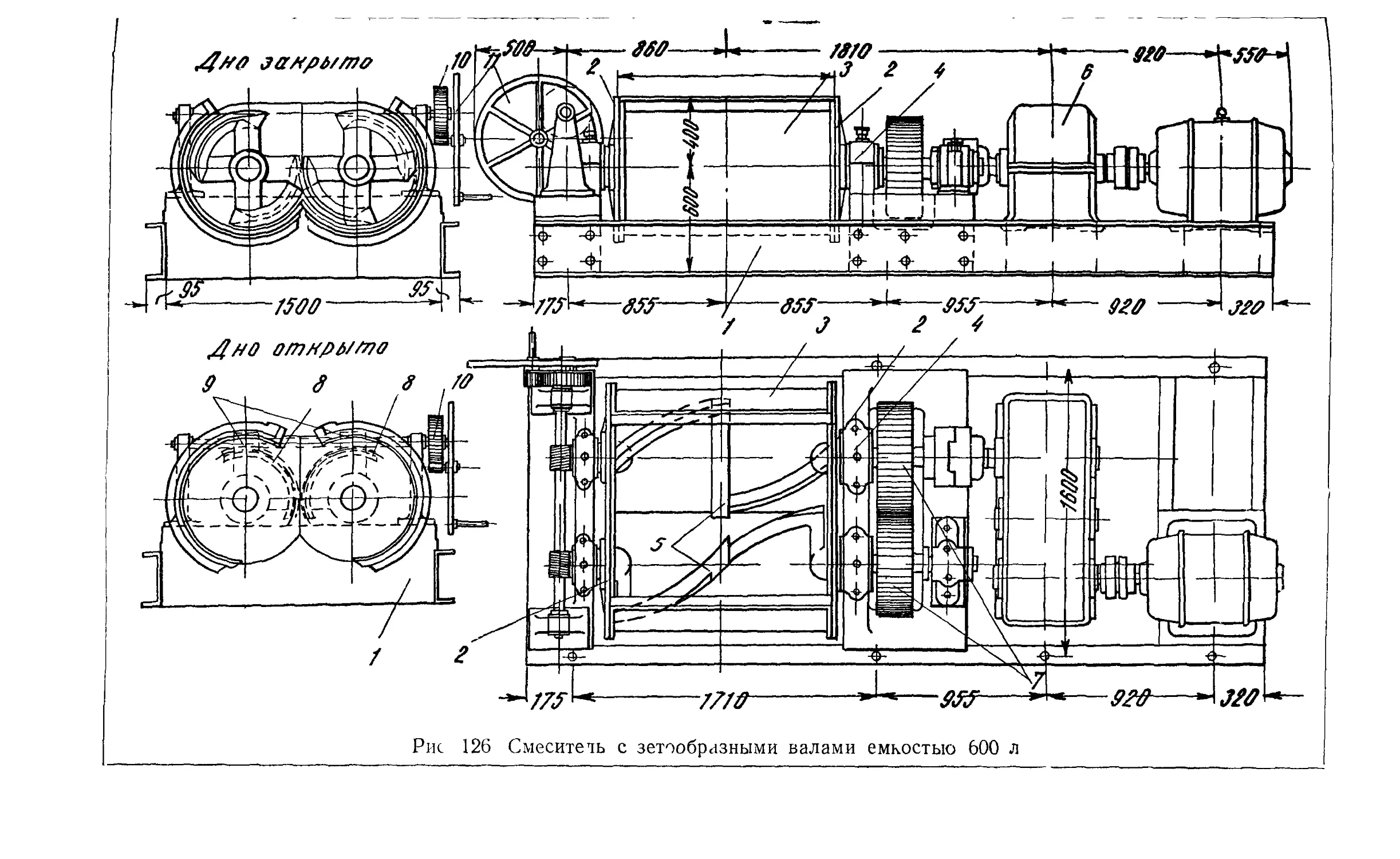
i 5. Смесители с зетообразными валами .......................... 212
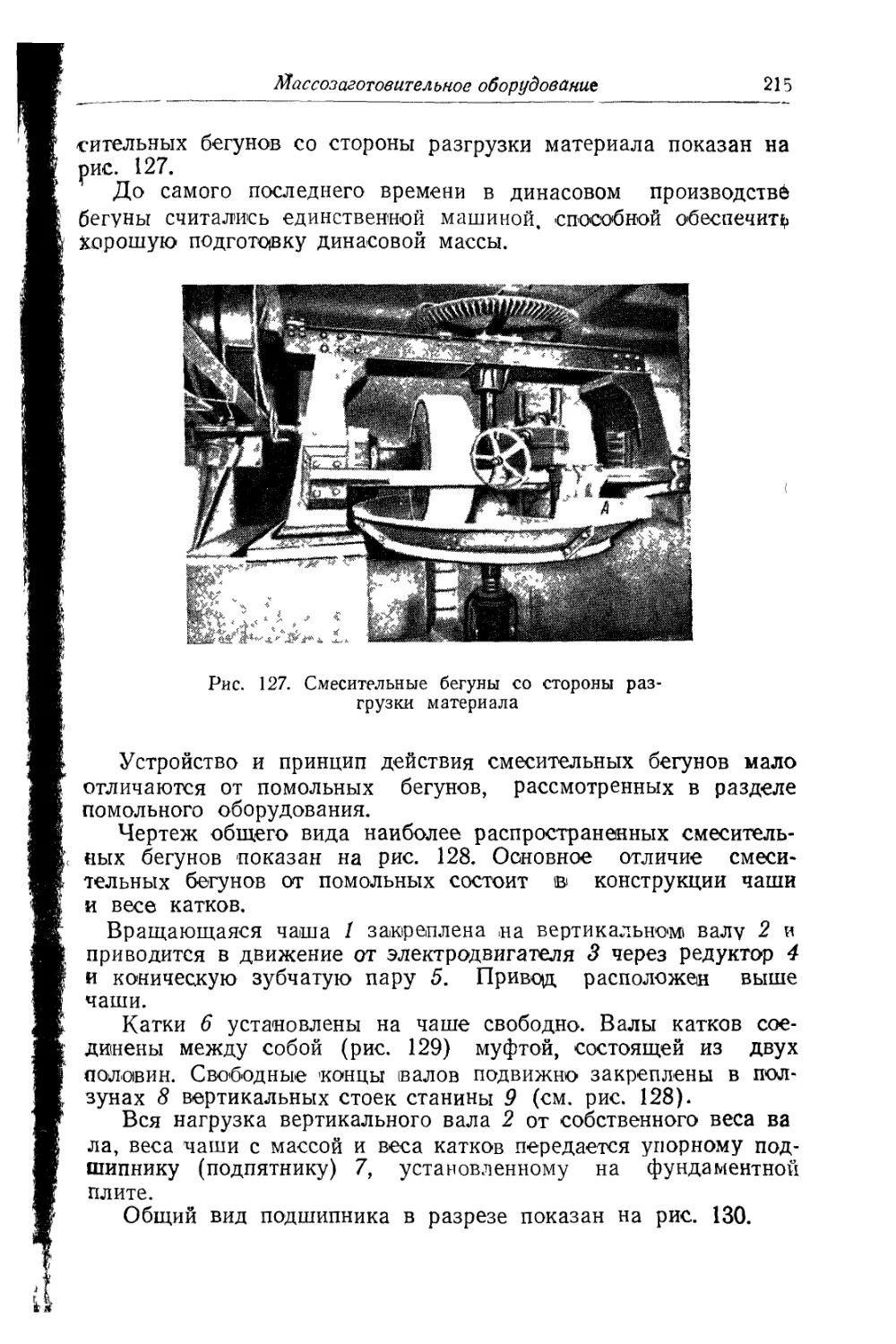
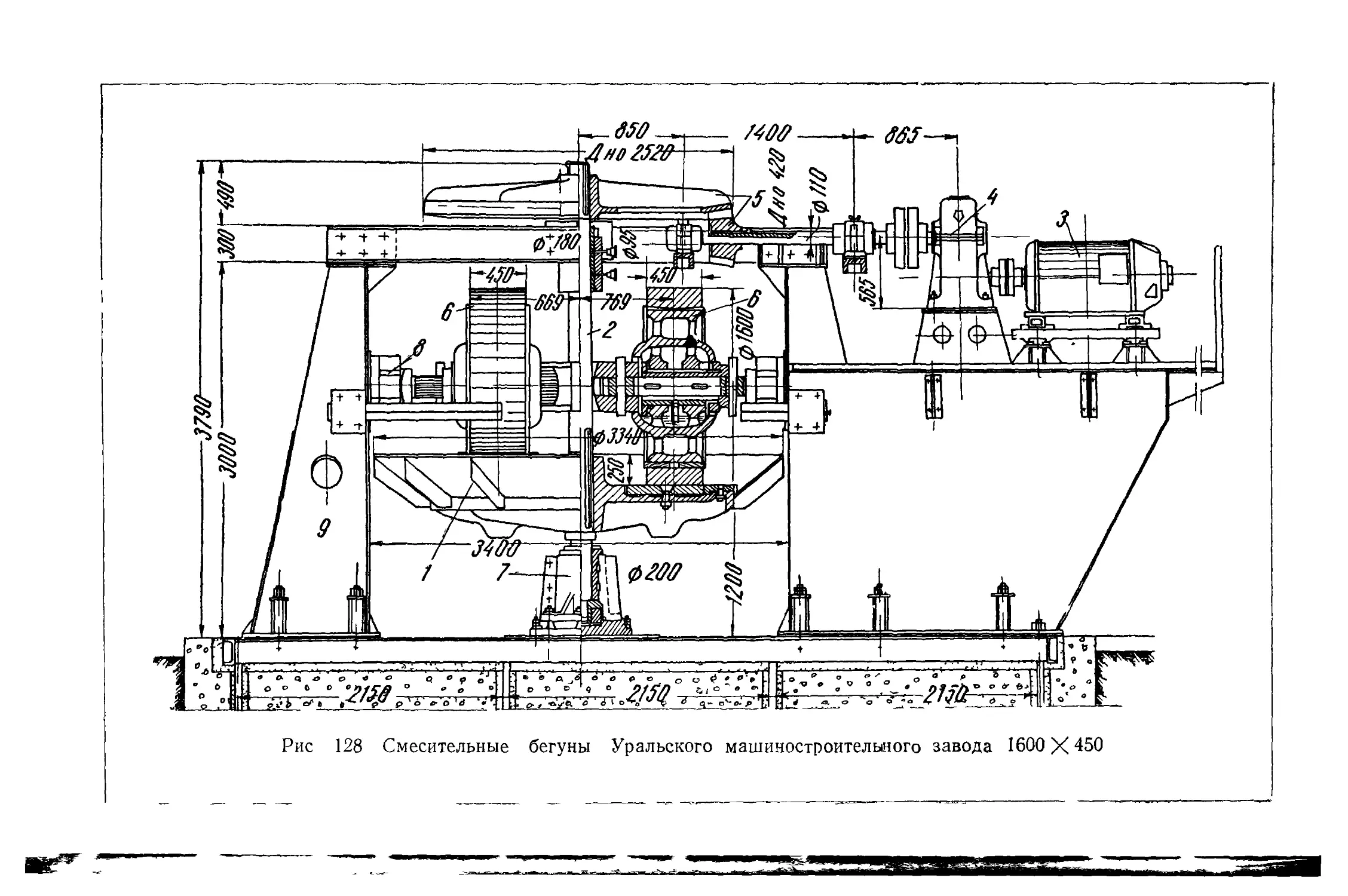
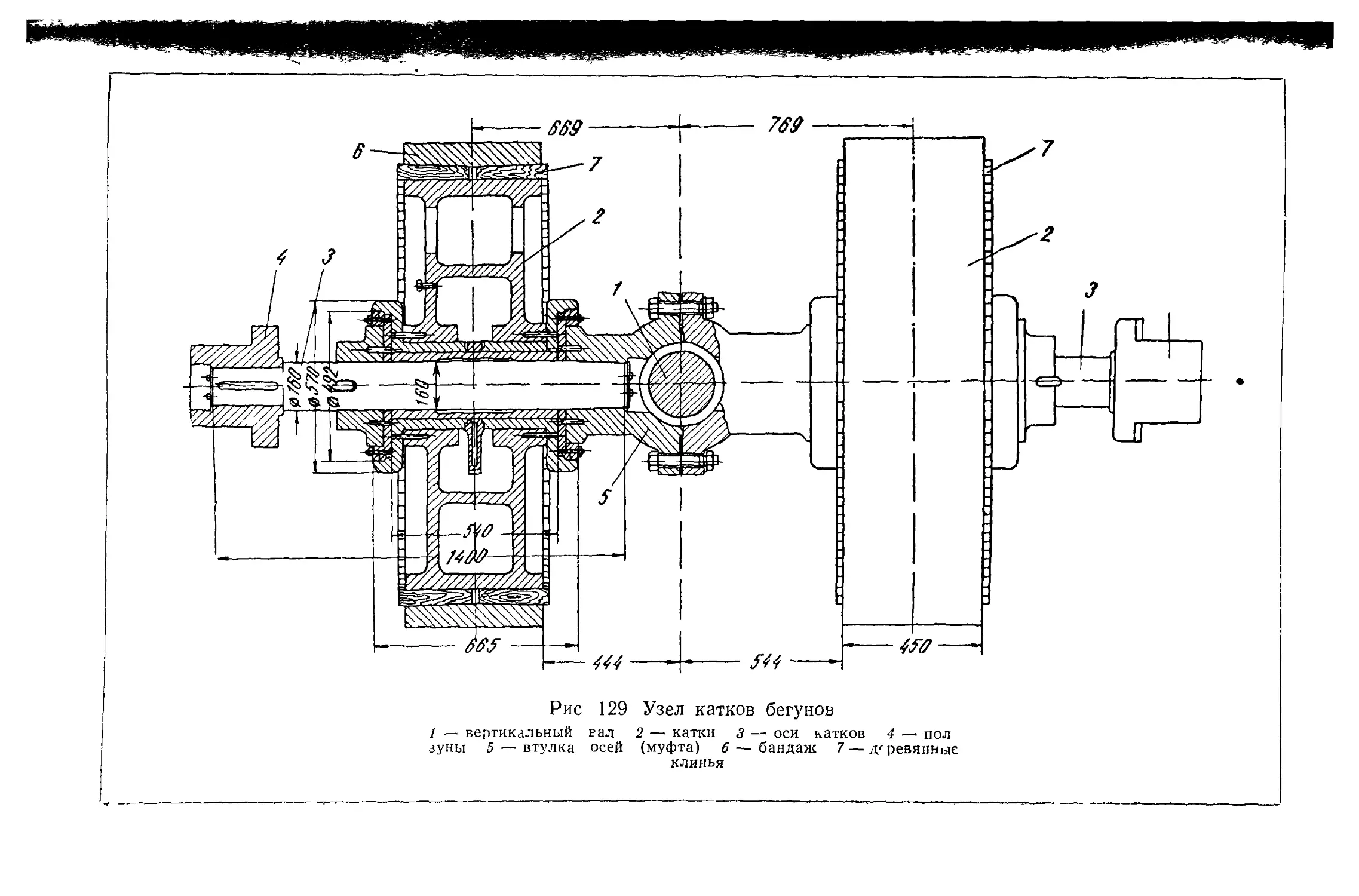
' 6. Смесительные бегуны ...................................... 214
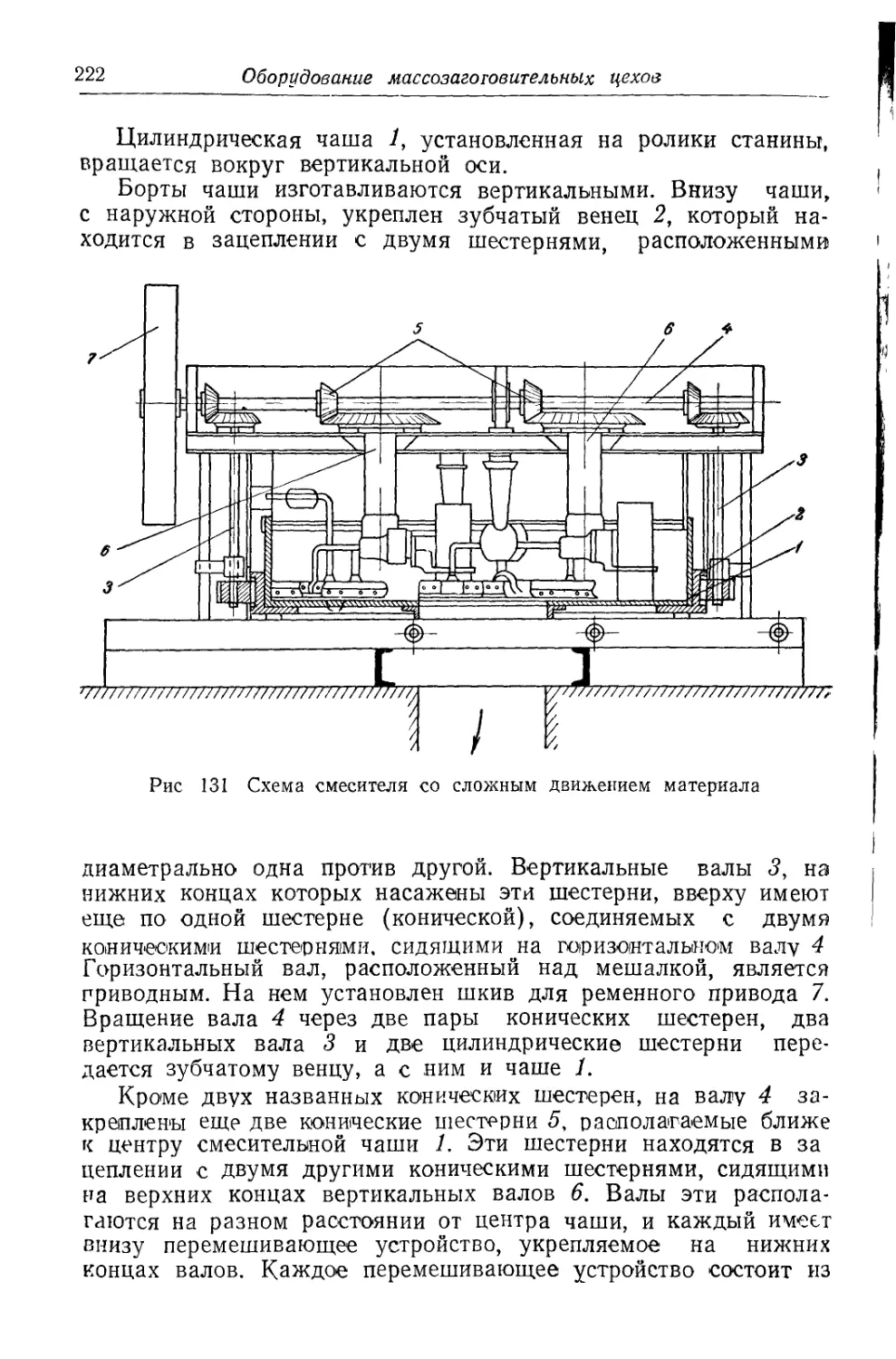
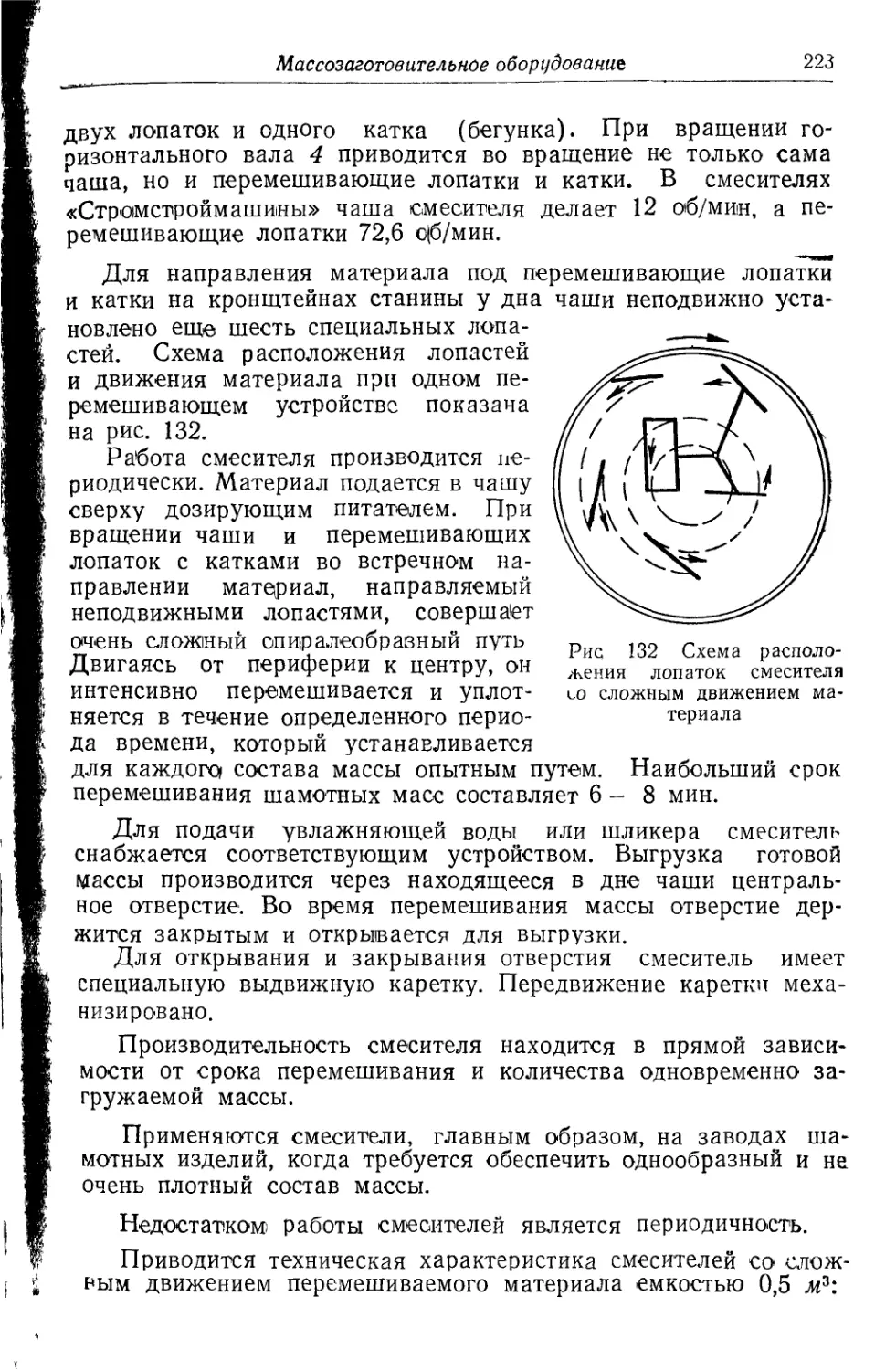
4 7. Смесители со сложным движением перемешиваемого материала 221
"4 8. Некоторые сравнительные показатели смесителей ............. 224
д 9. Определение производительности смесителей периодического дей-
> ствия ............................................................ 225
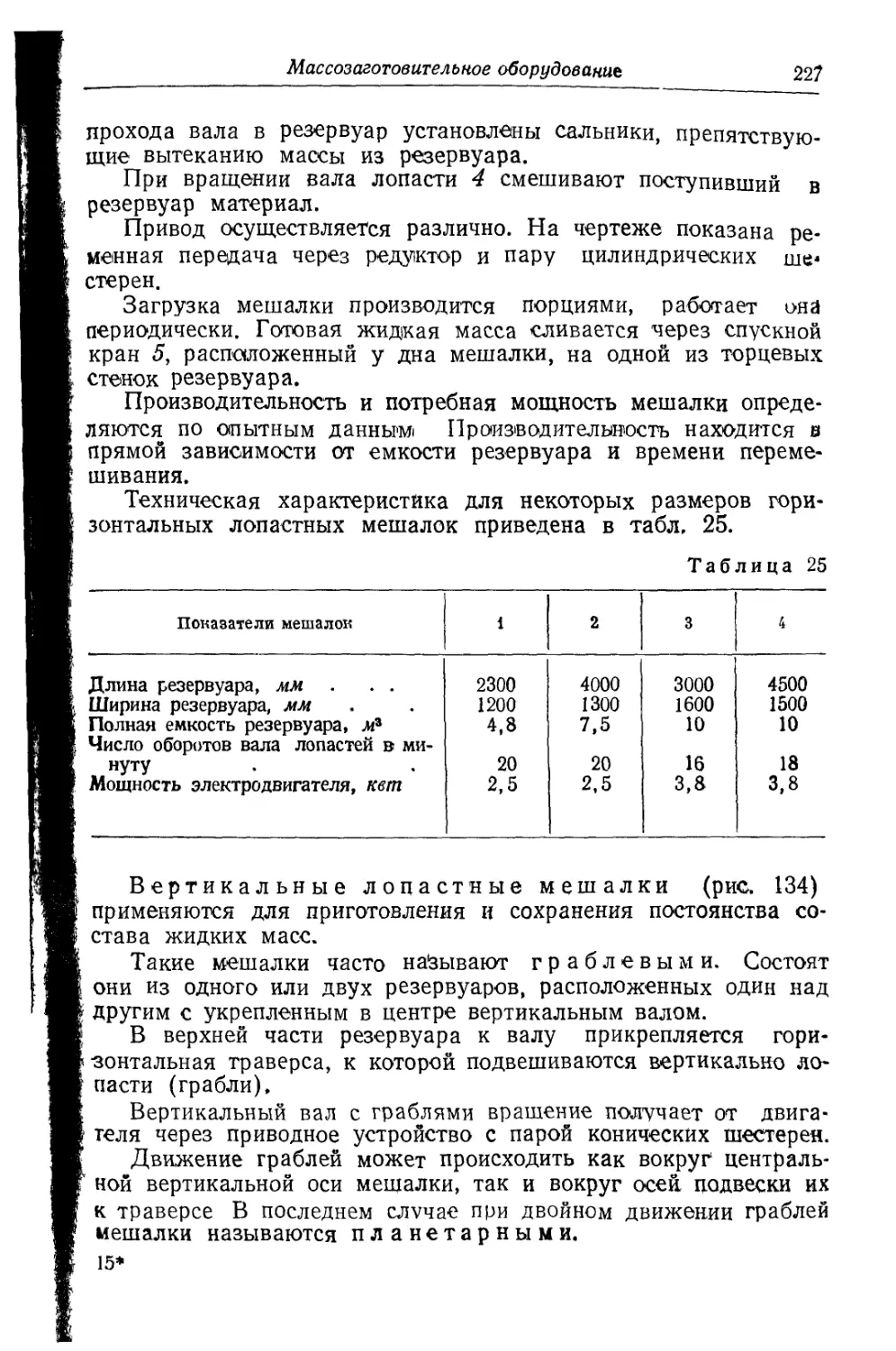
i 10. Мешалки для жидких масс ...................................... 225
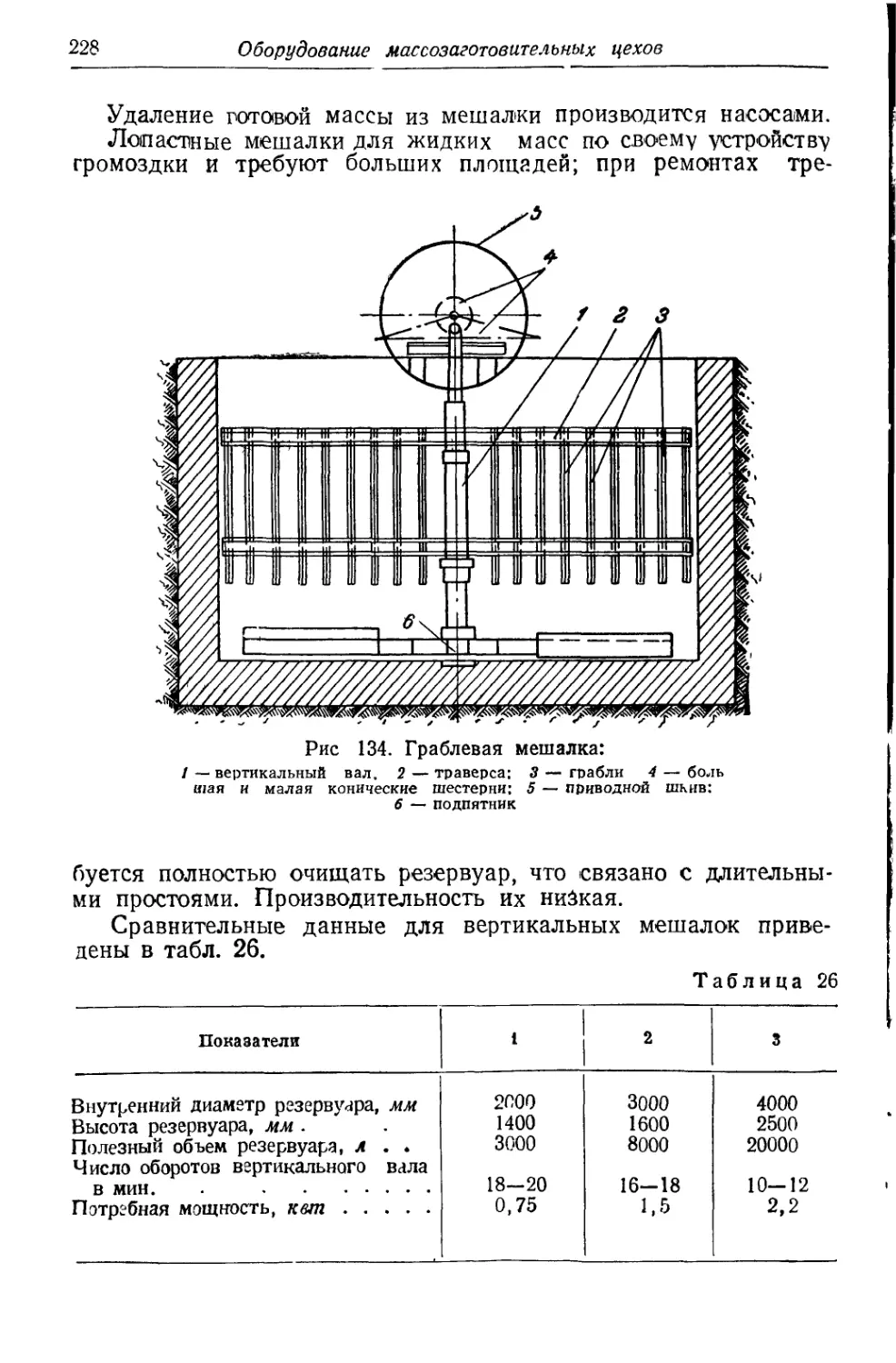
1 Лопастные мешалки .................................... 225
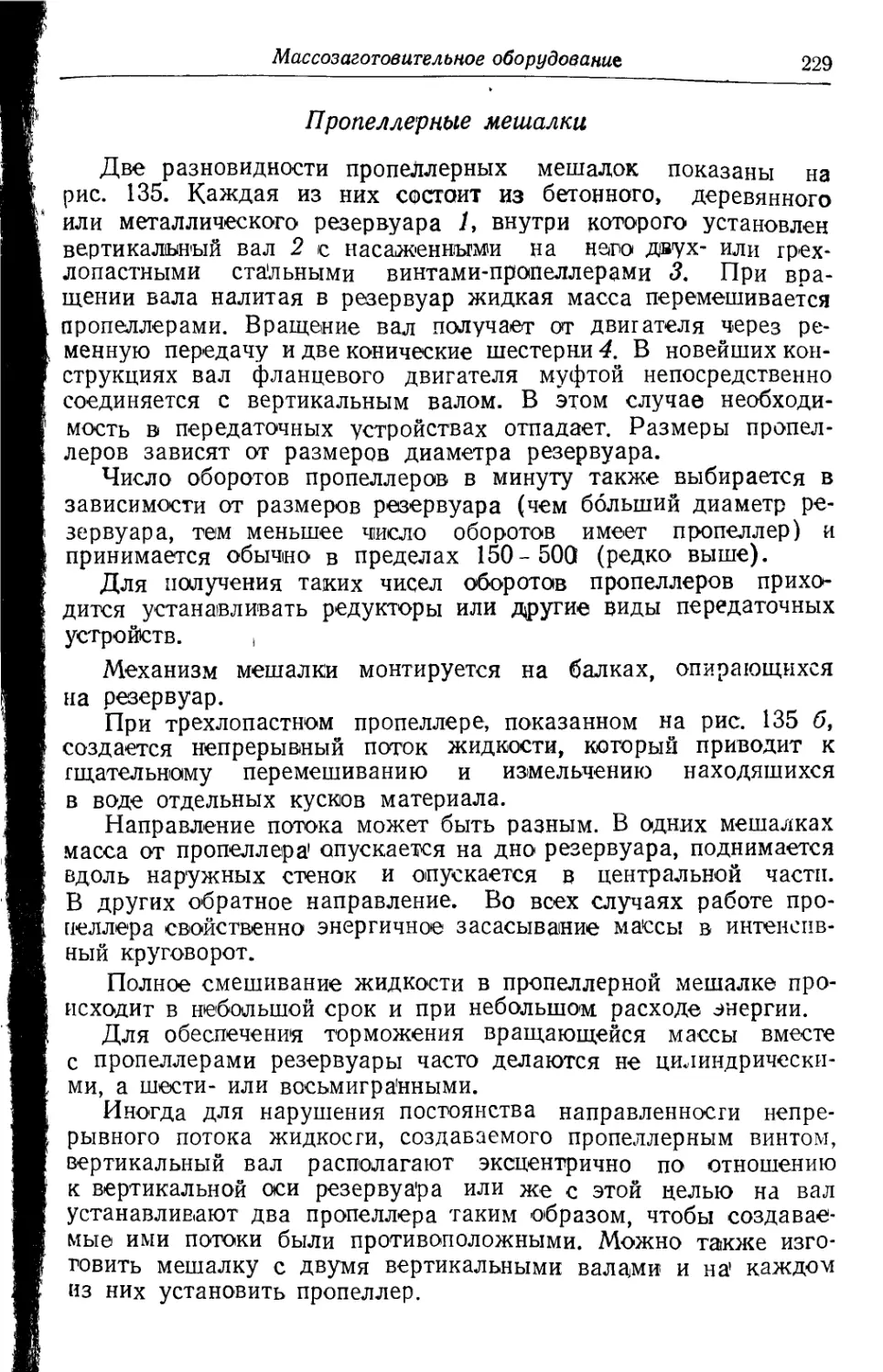
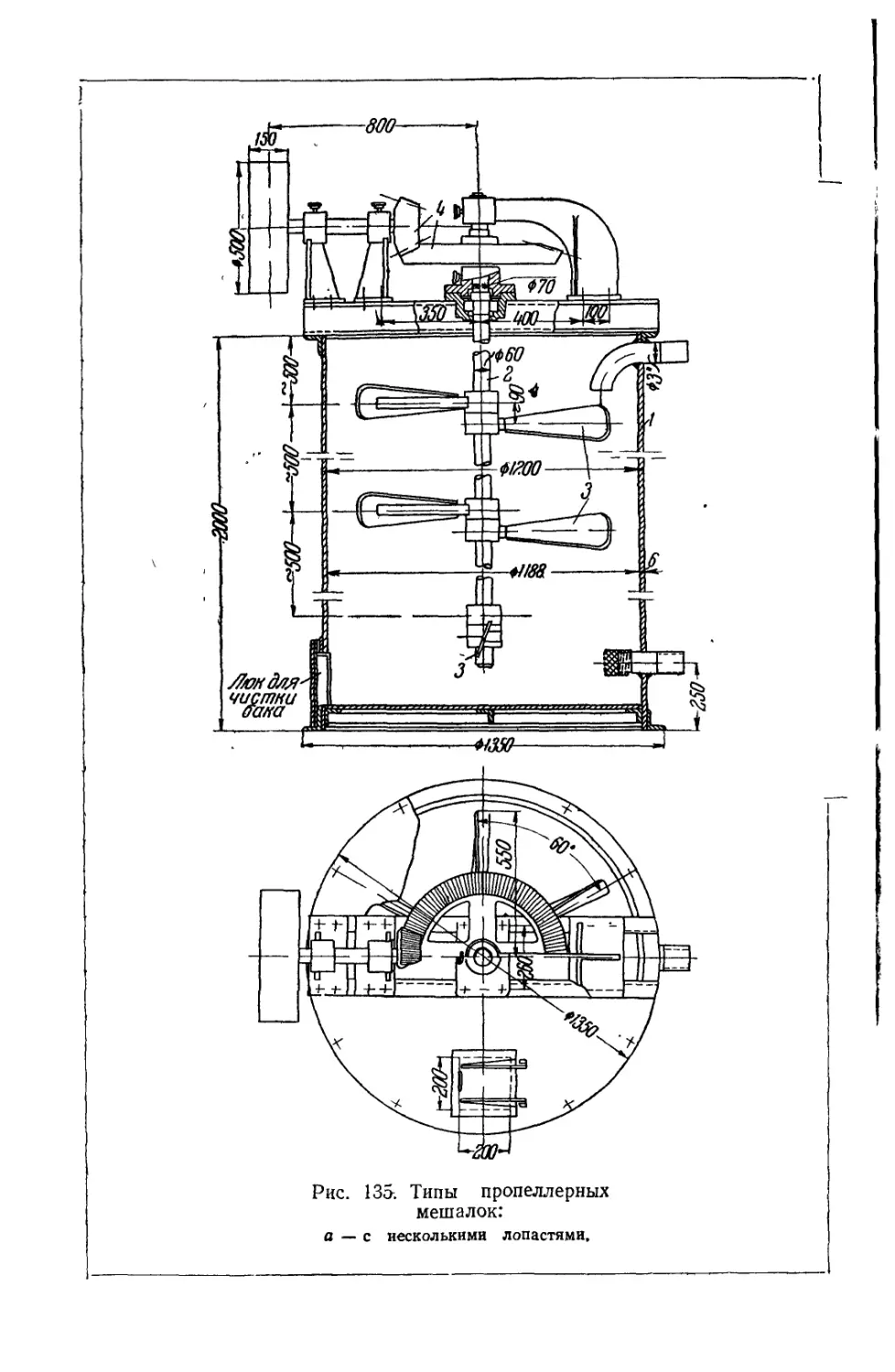
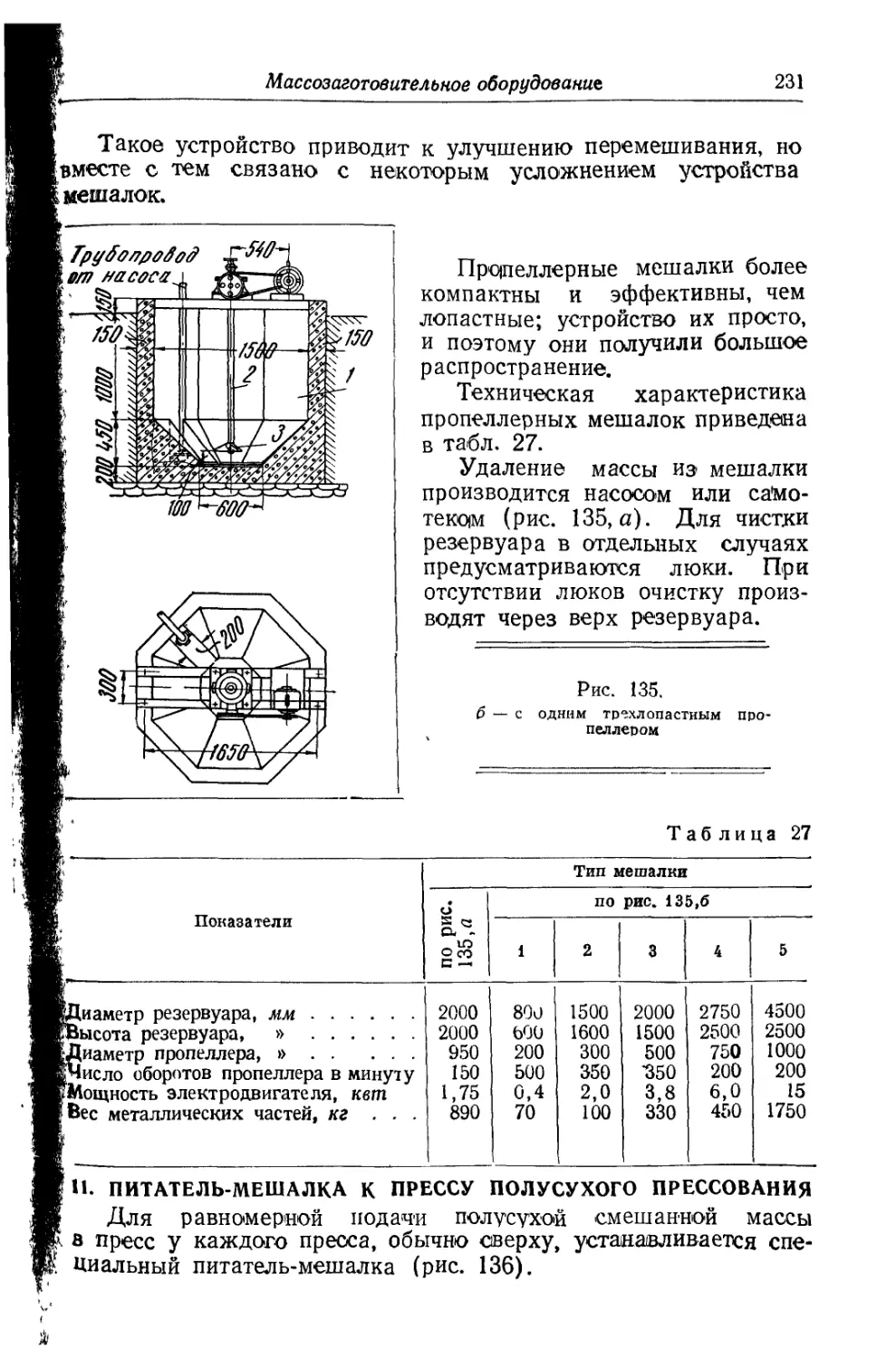
® Пропеллерные мешалки ................................. 229
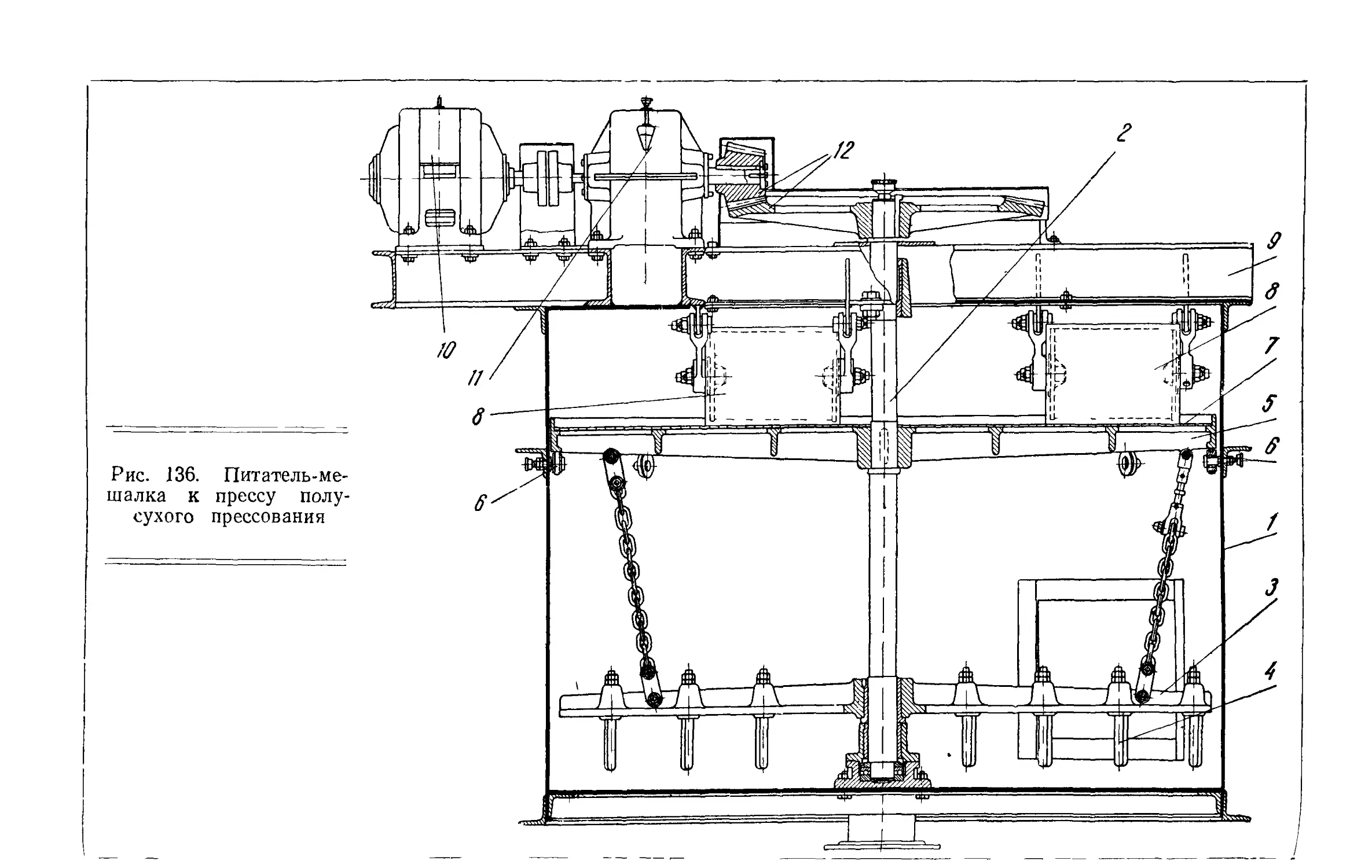
&' 11. Питатель-мешалка к прессу полусухого прессования .......... 231
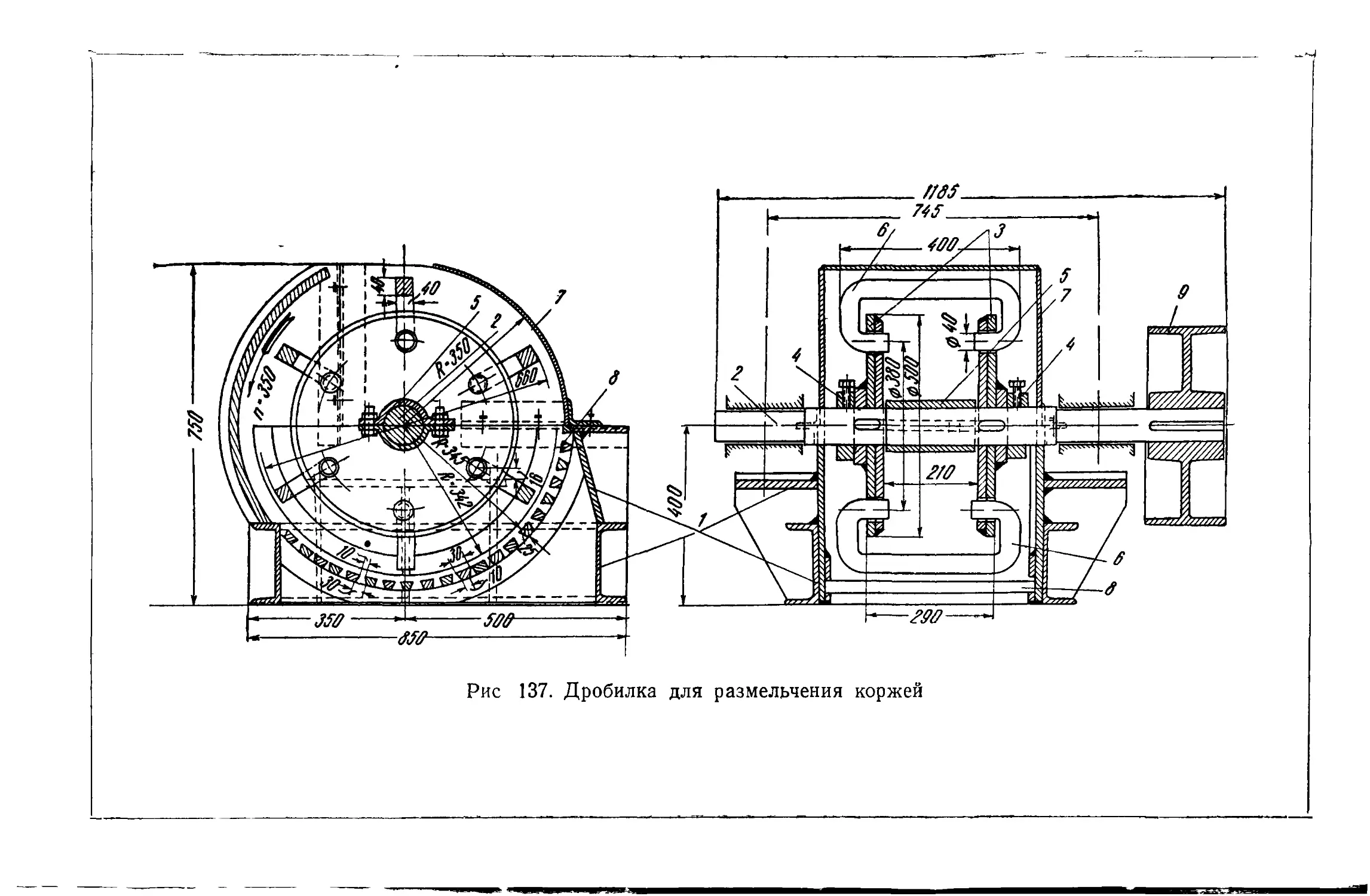
.Жг 12. Дробилка для размельчения коржей .......................... 233
«Глава 2. Оборудование для приготовления известкового молока.... 236
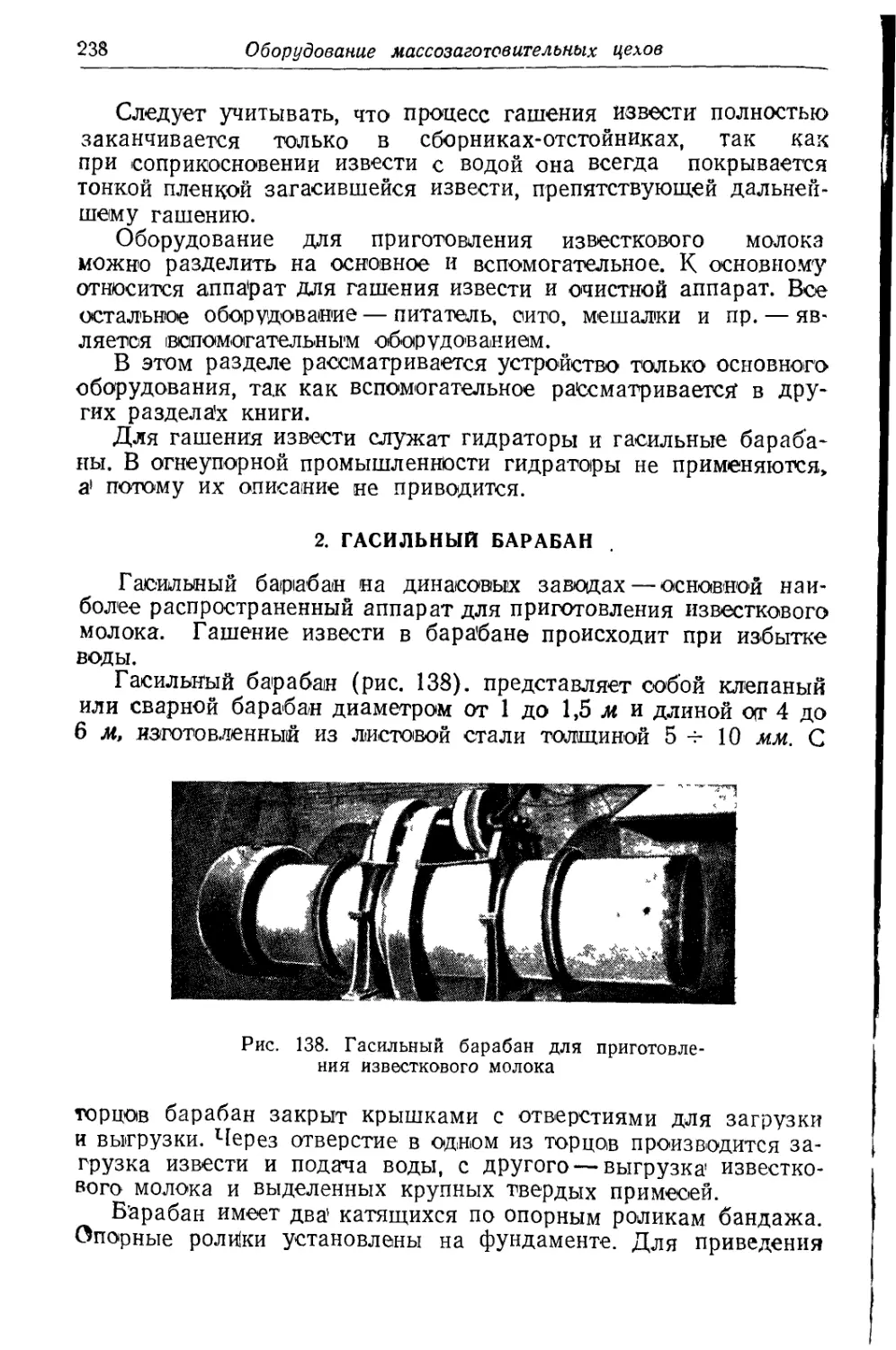
Ль Общие сведения .......................................... 236
1. Схема получения известкового молока ....................... 237
i‘ 2. Гасильный барабан .......................................... 238
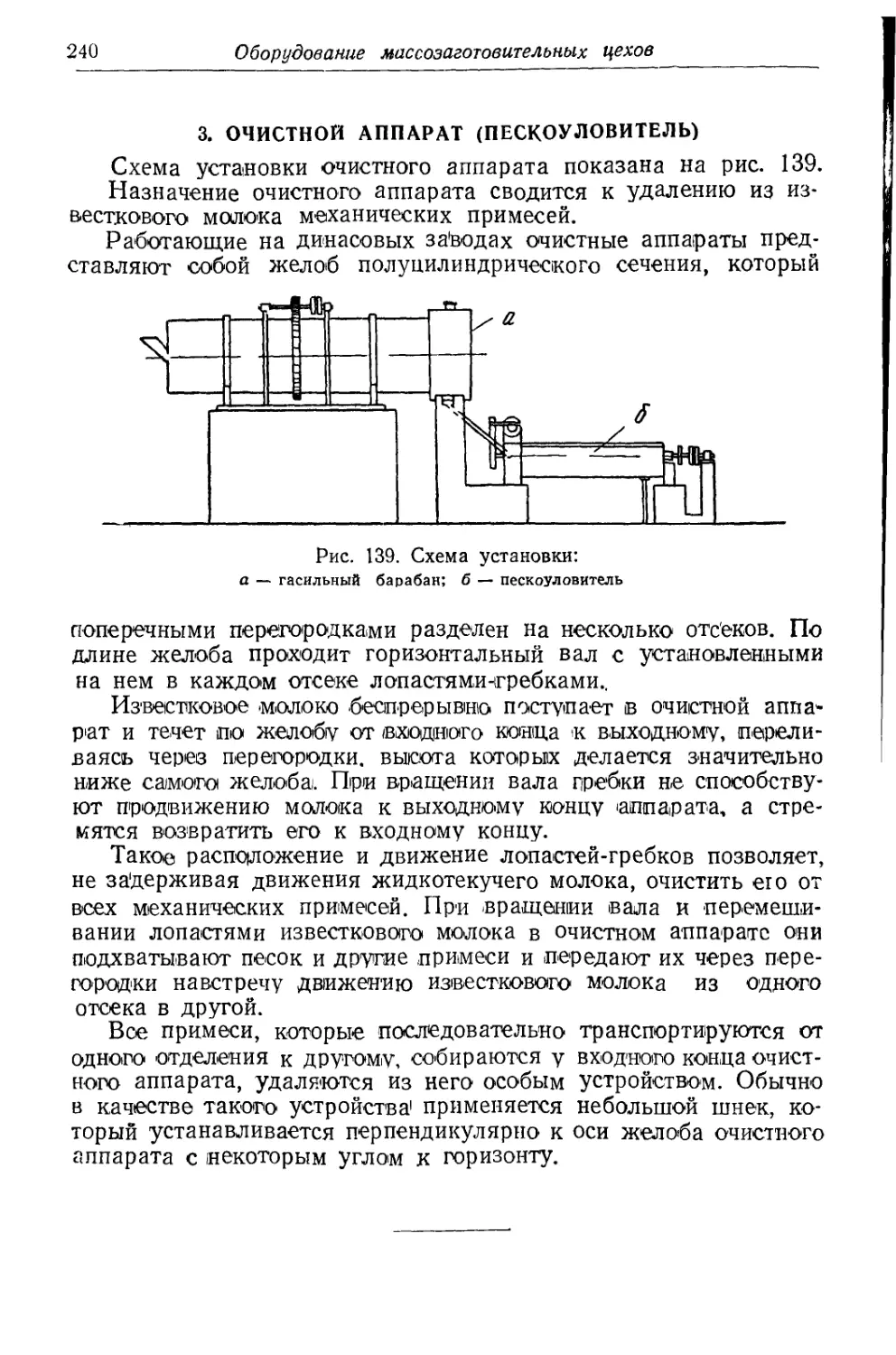
3. Очистной аппарат (пескоуловитель) ......................... 240
6
Оглавление
РАЗДЕЛ V
ОБОРУДОВАНИЕ ДЛЯ ФОРМОВКИ ИЗДЕЛИЙ
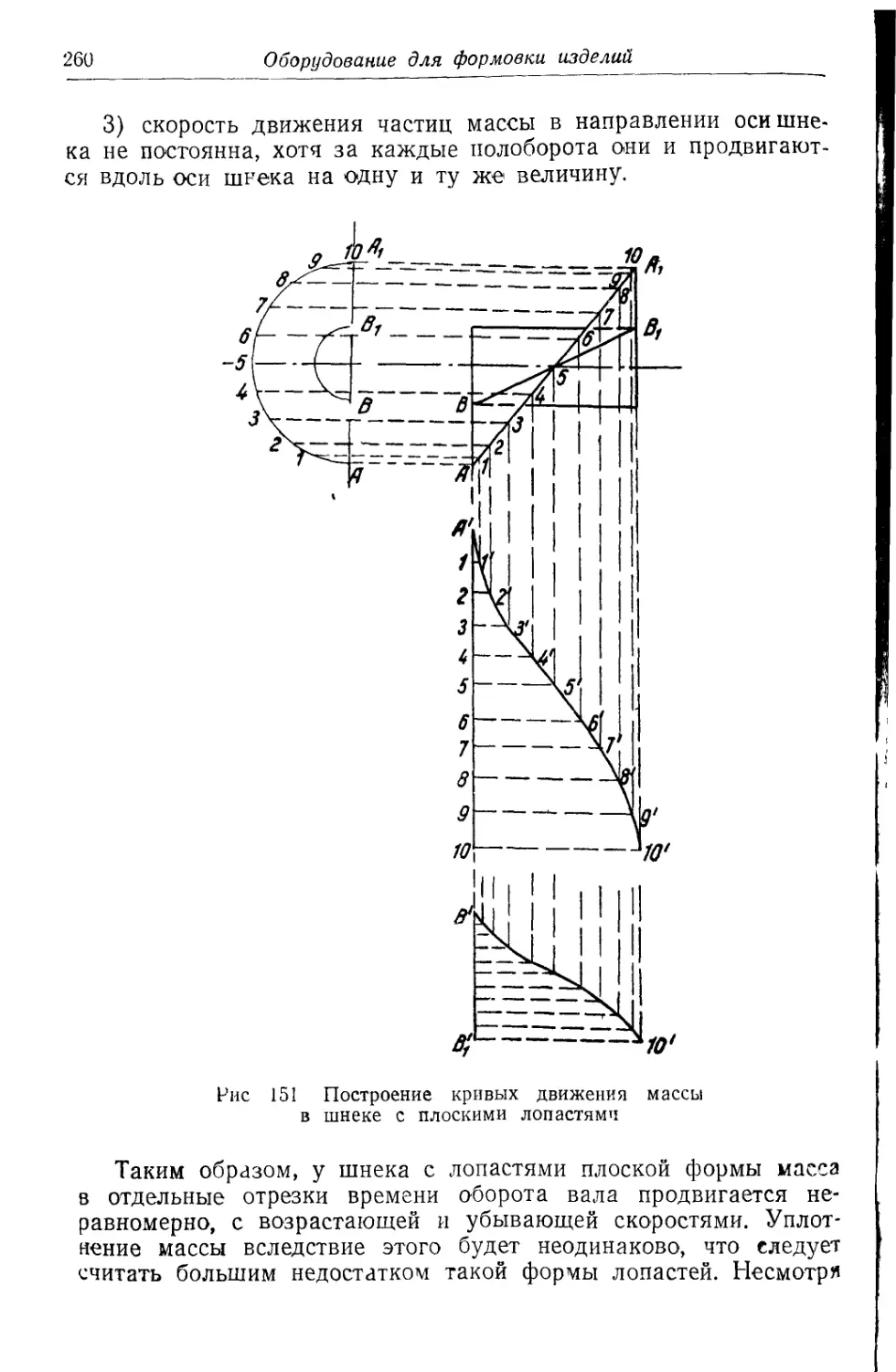
Способы формовки изделий............................... 241
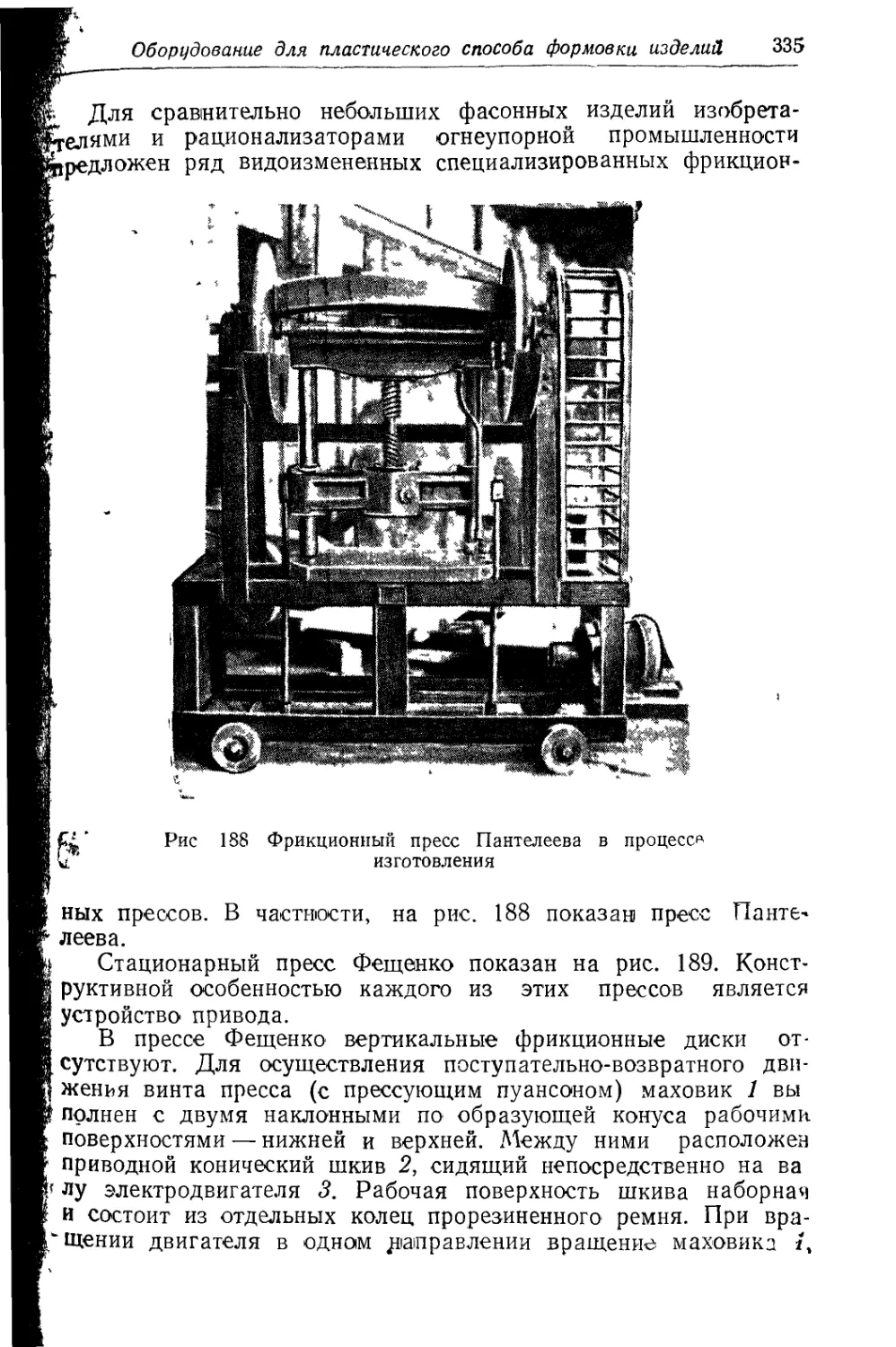
Глава 1. Оборудование для пластического способа формовки изделий
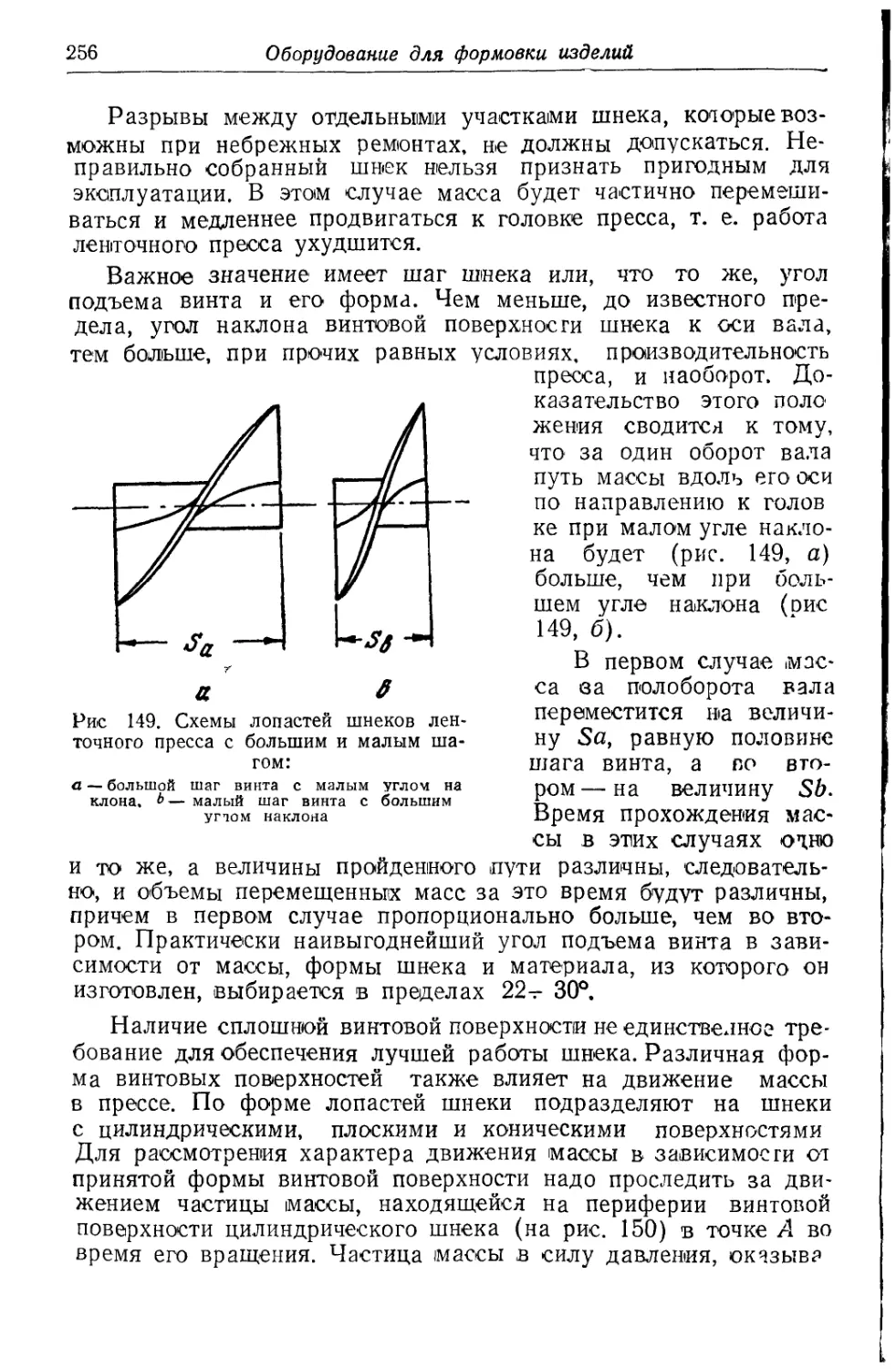
1. Ленточные прессы ........................................ 243
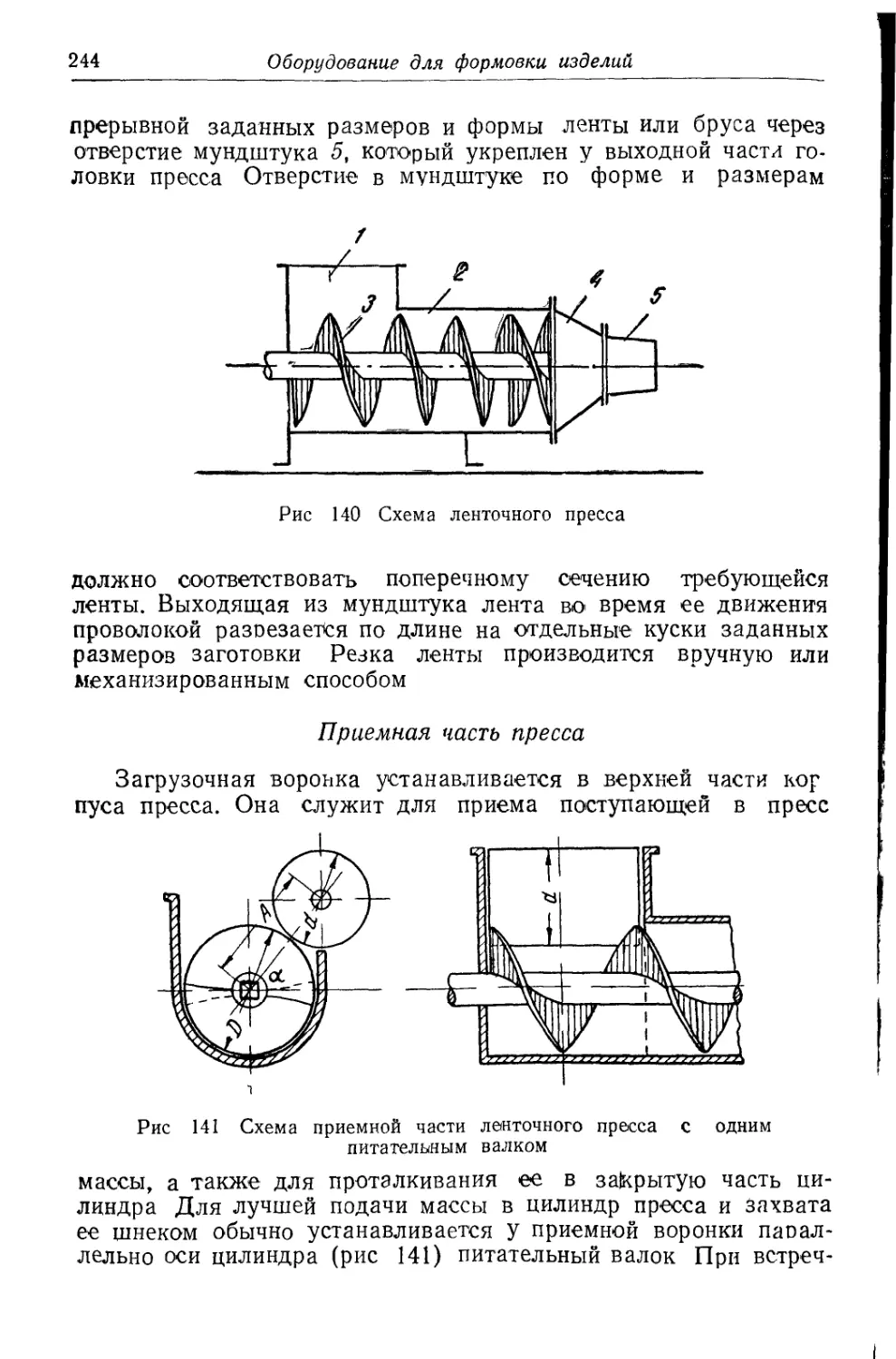
Устройство и схема работы ленточного пресса ....... 243
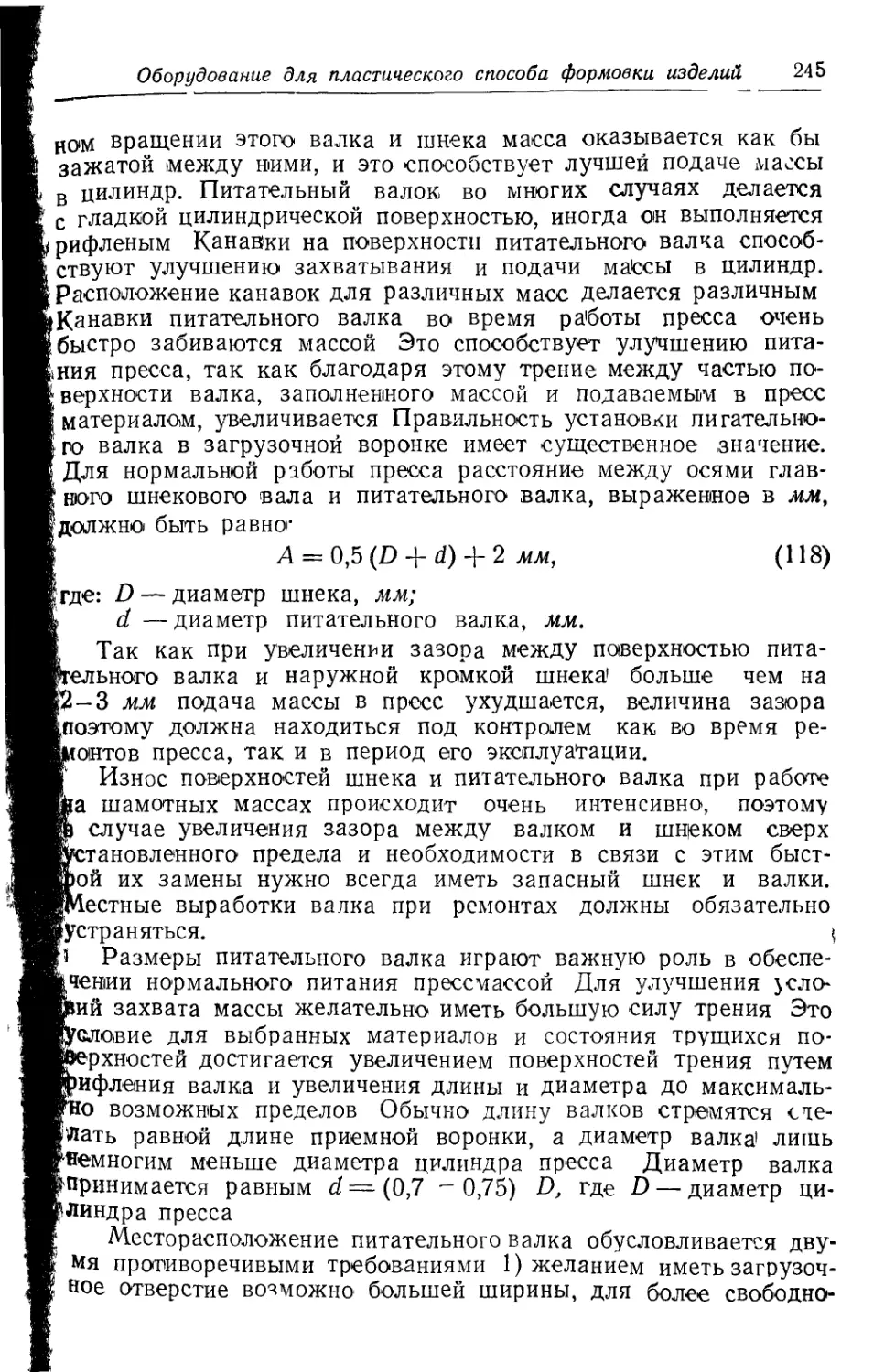
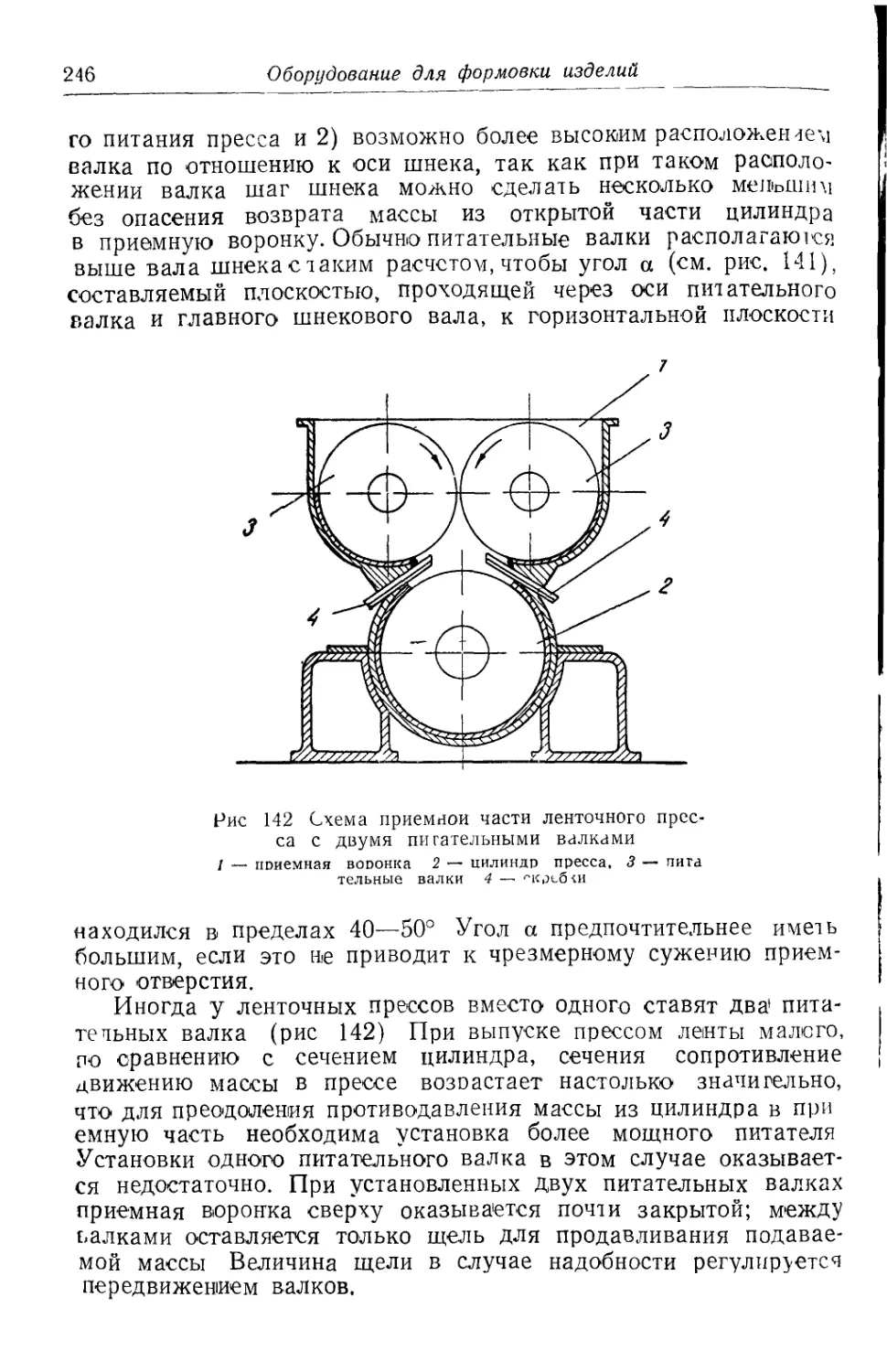
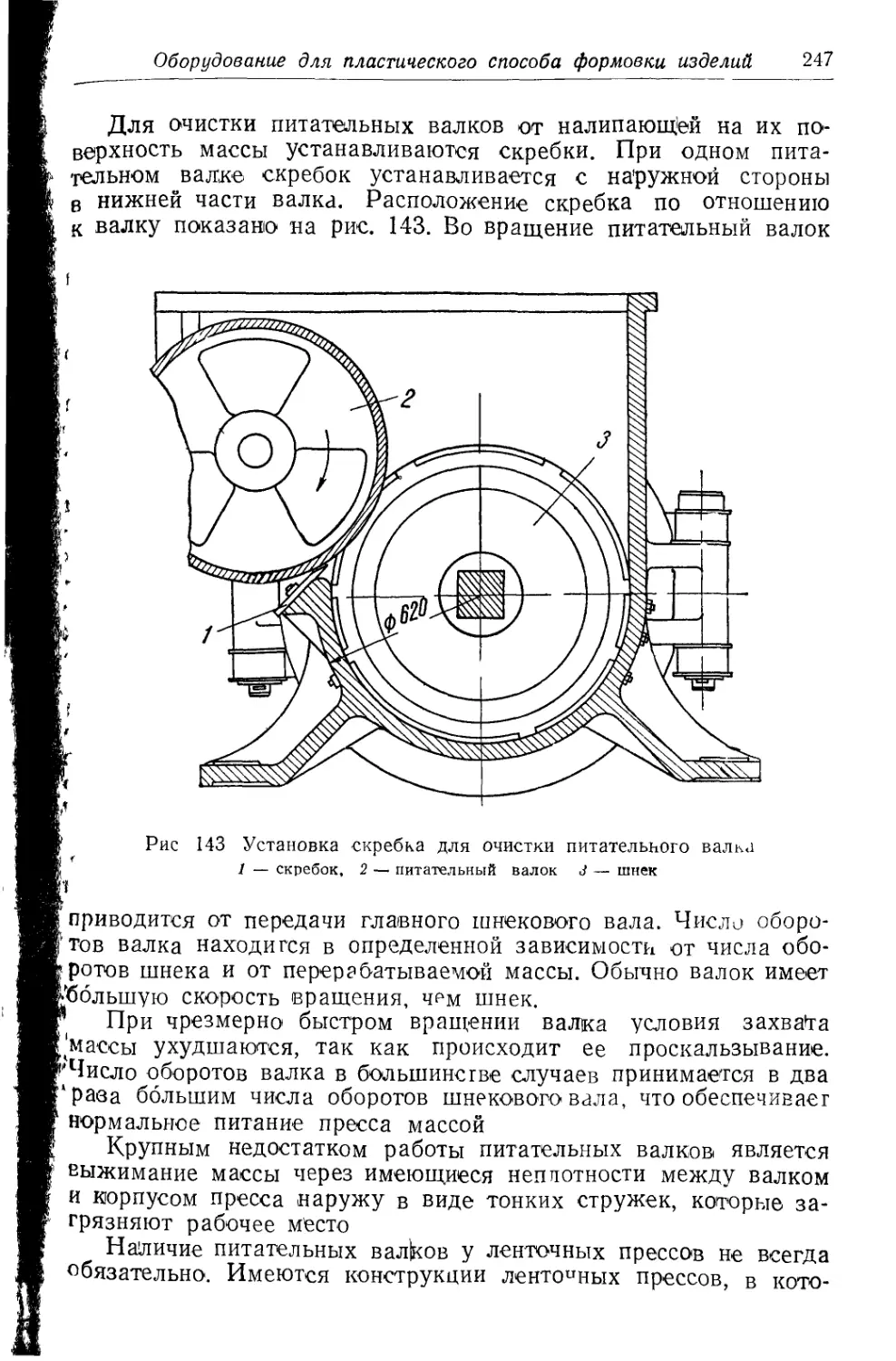
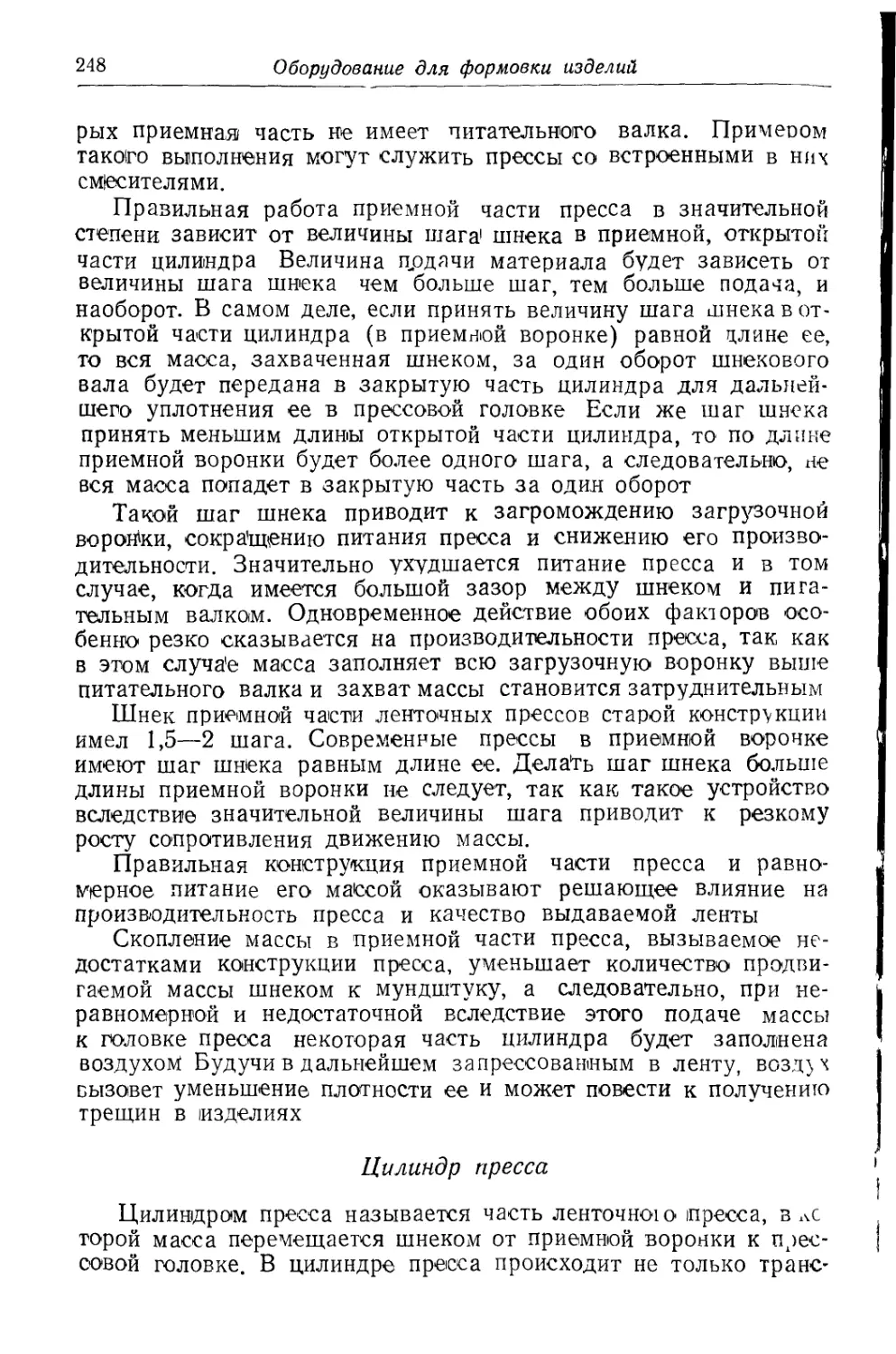
Приемная часть пресса .............................. 244
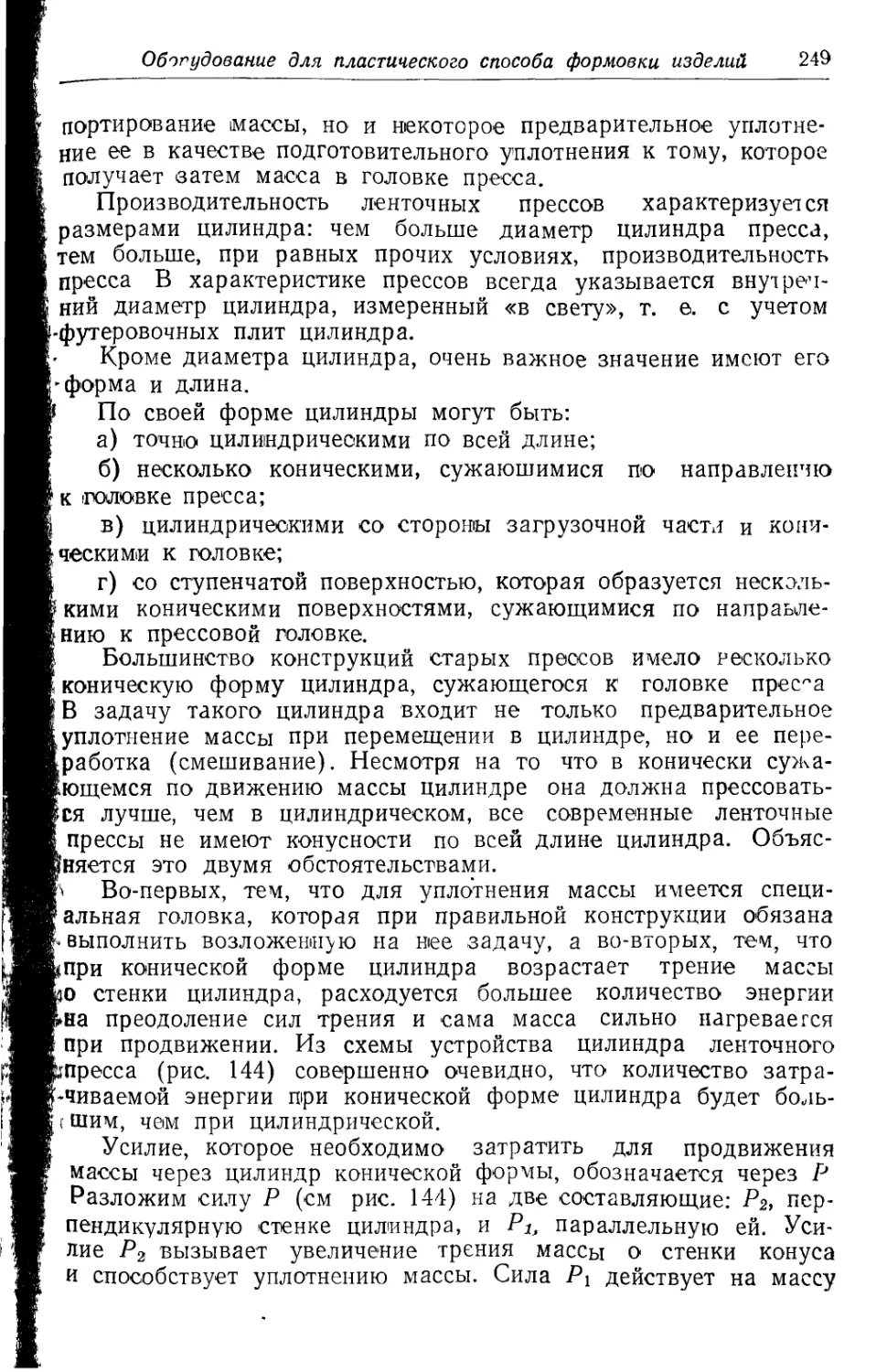
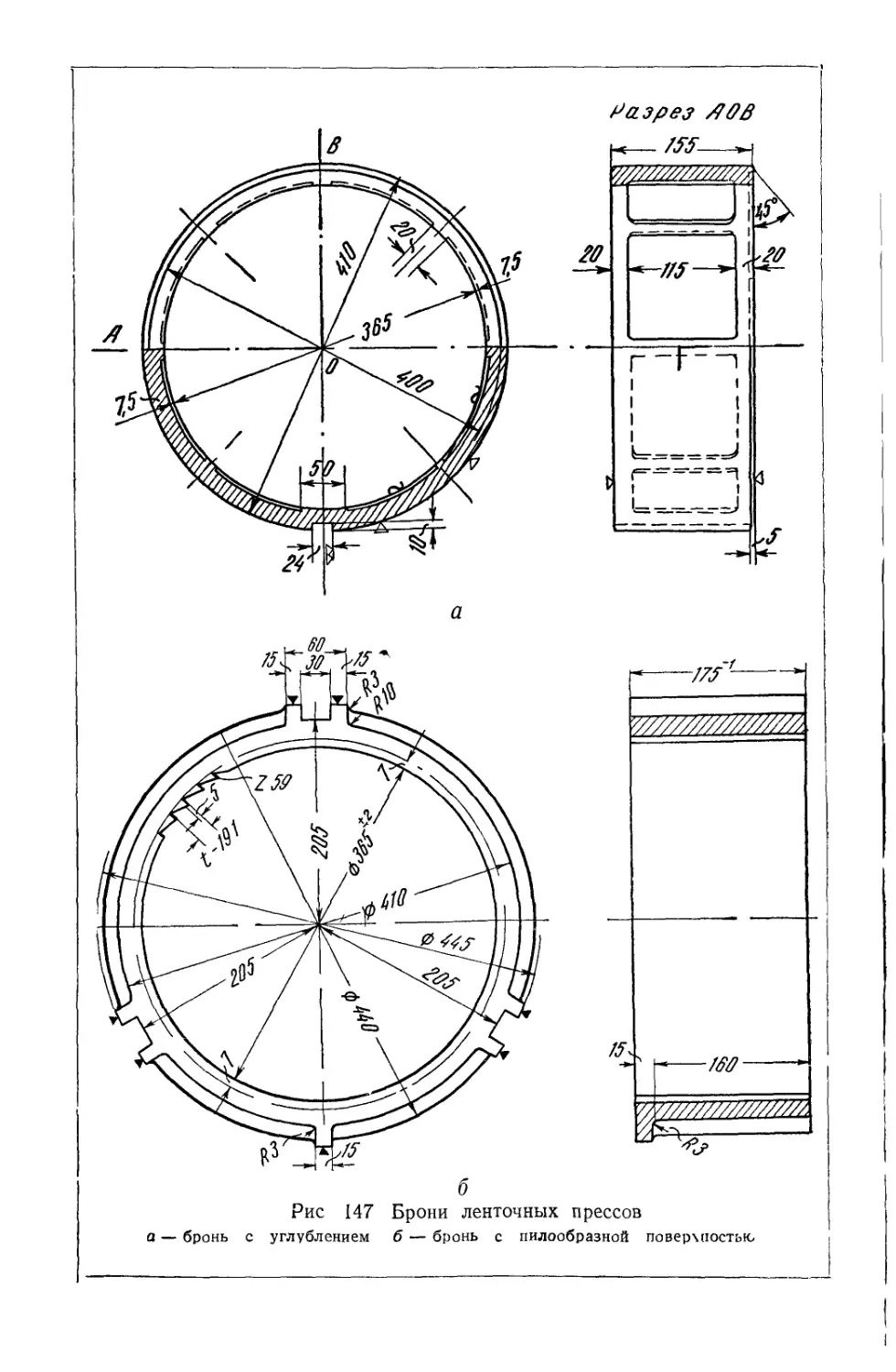
Цилиндр пресса ..................................... 248
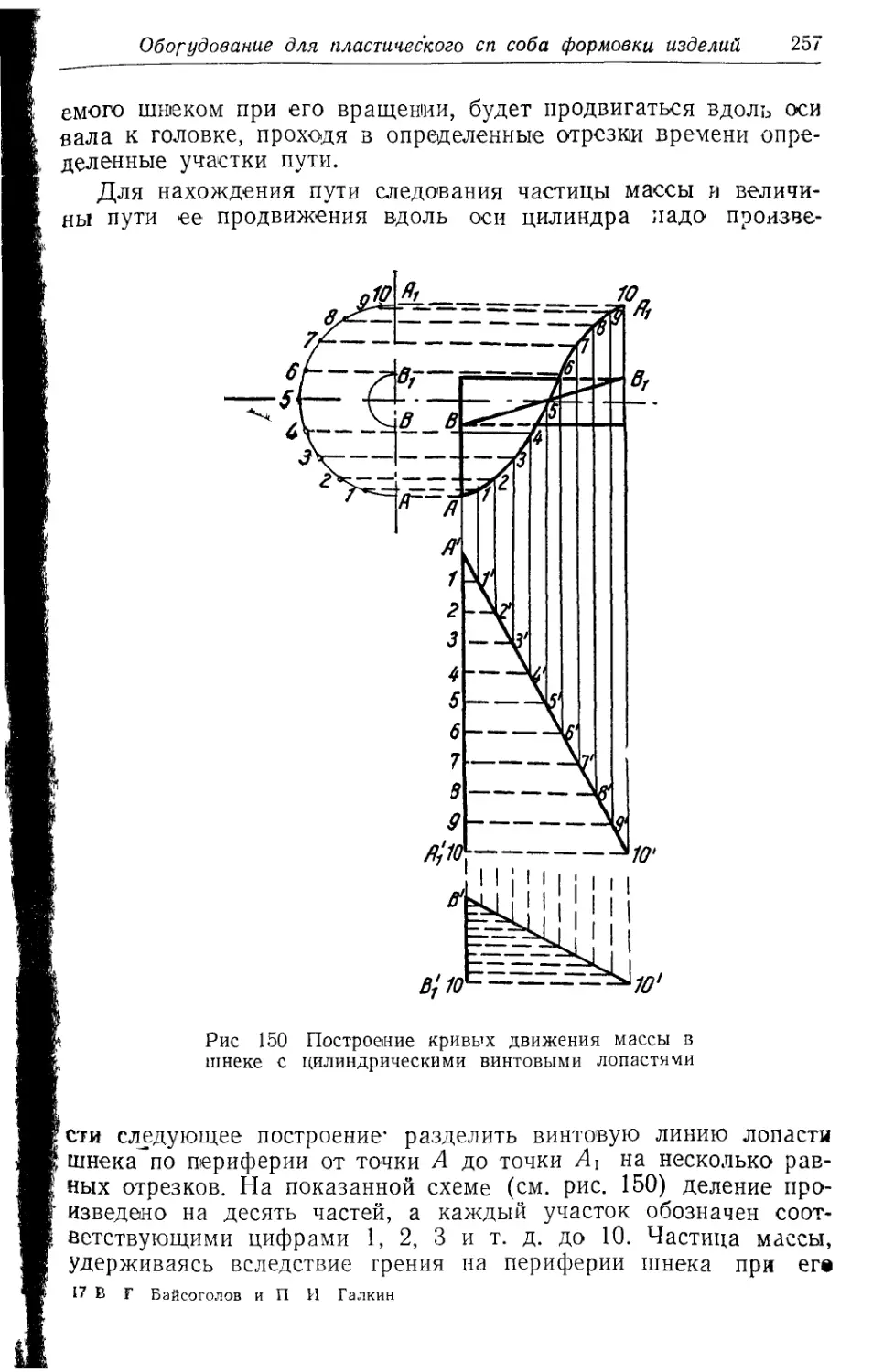
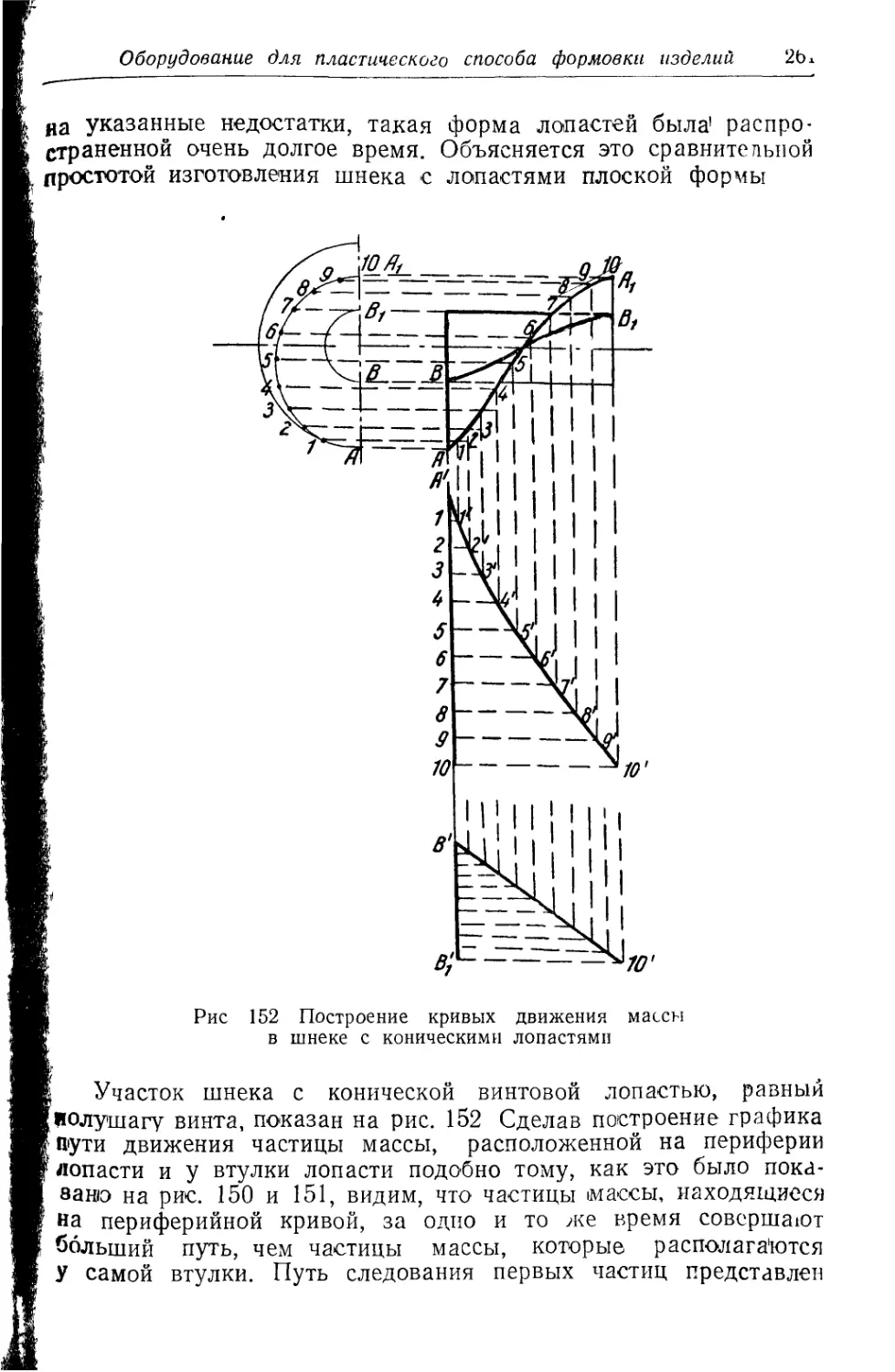
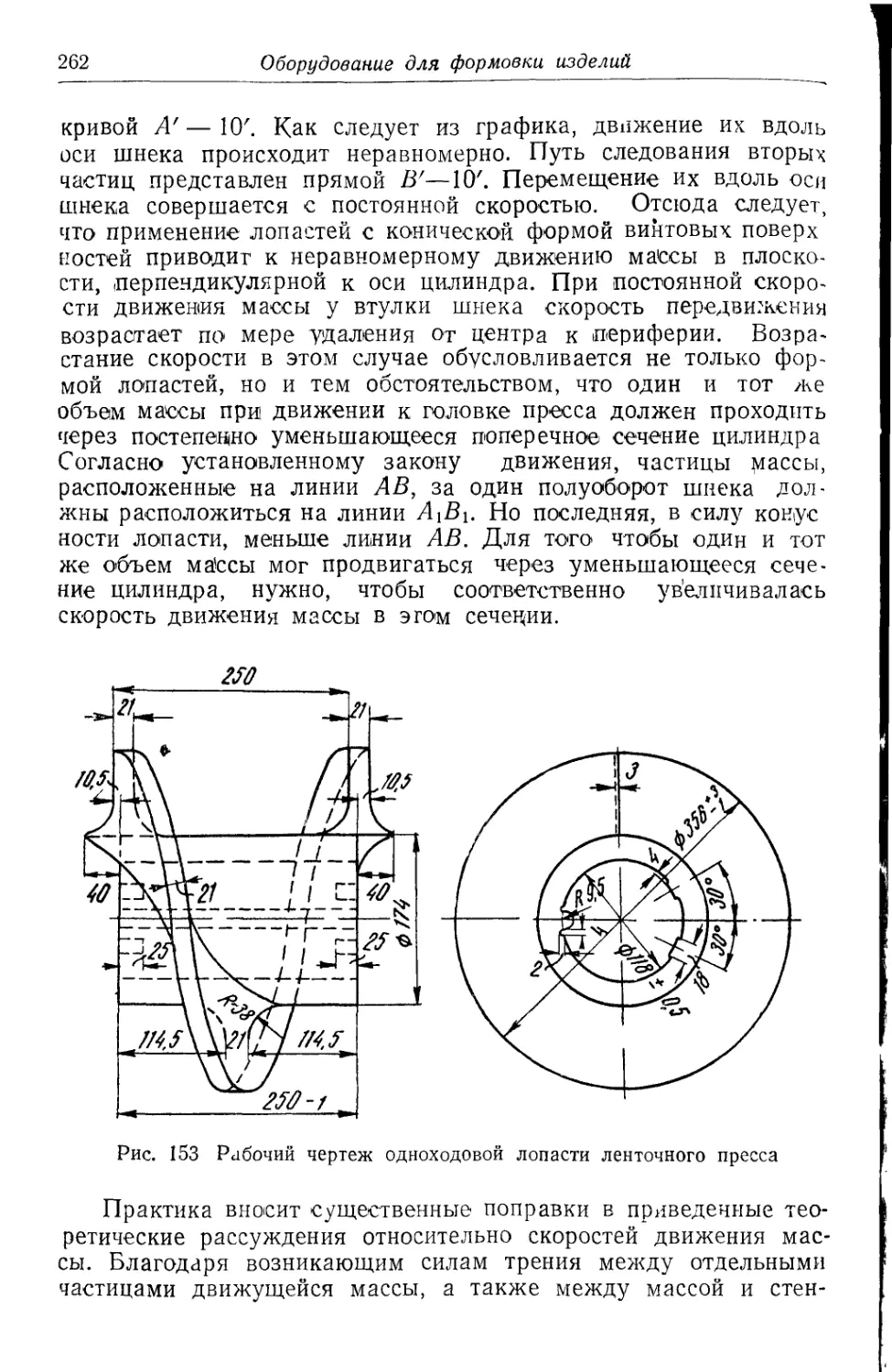
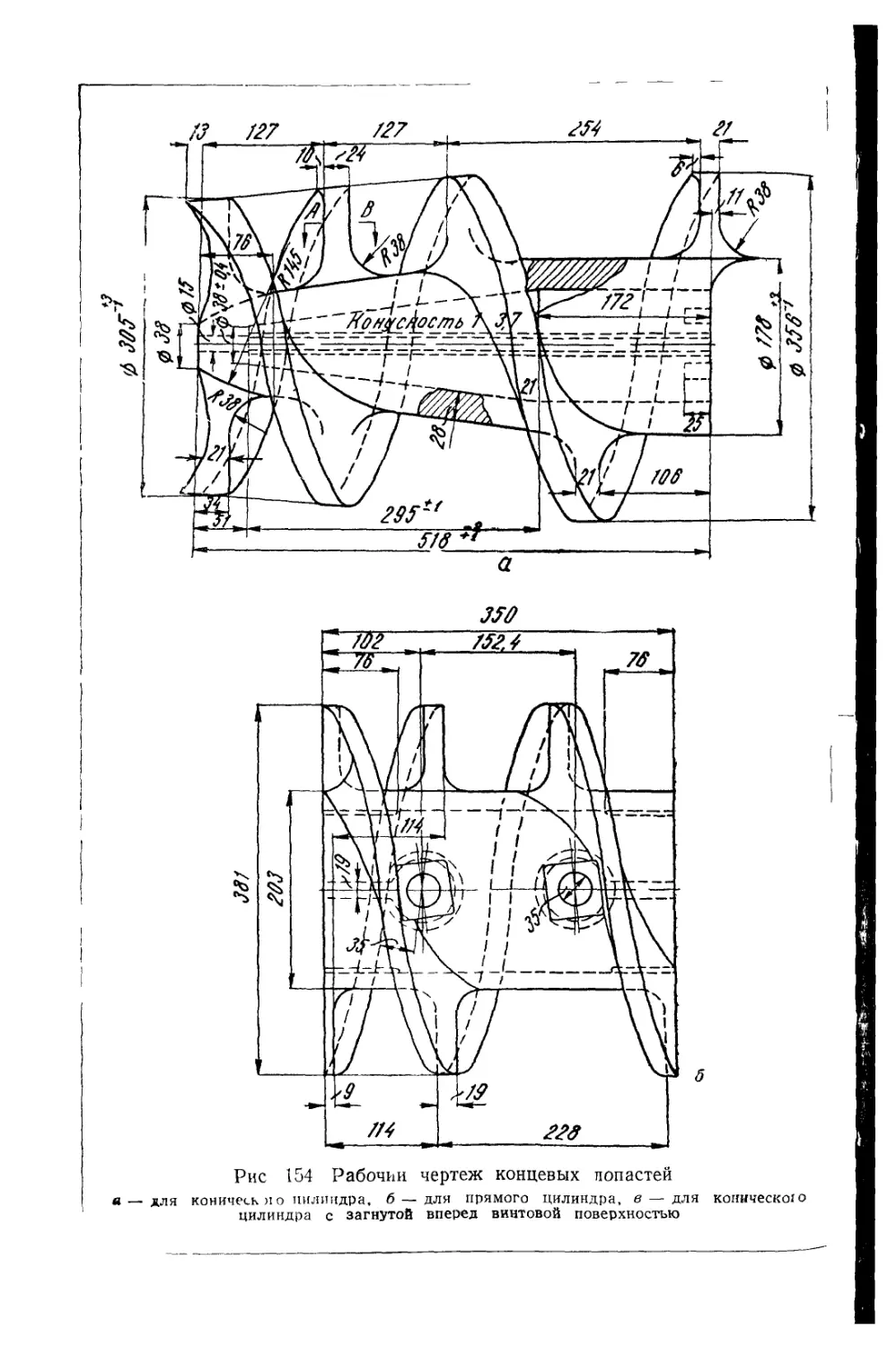
Шнек................................................ 254
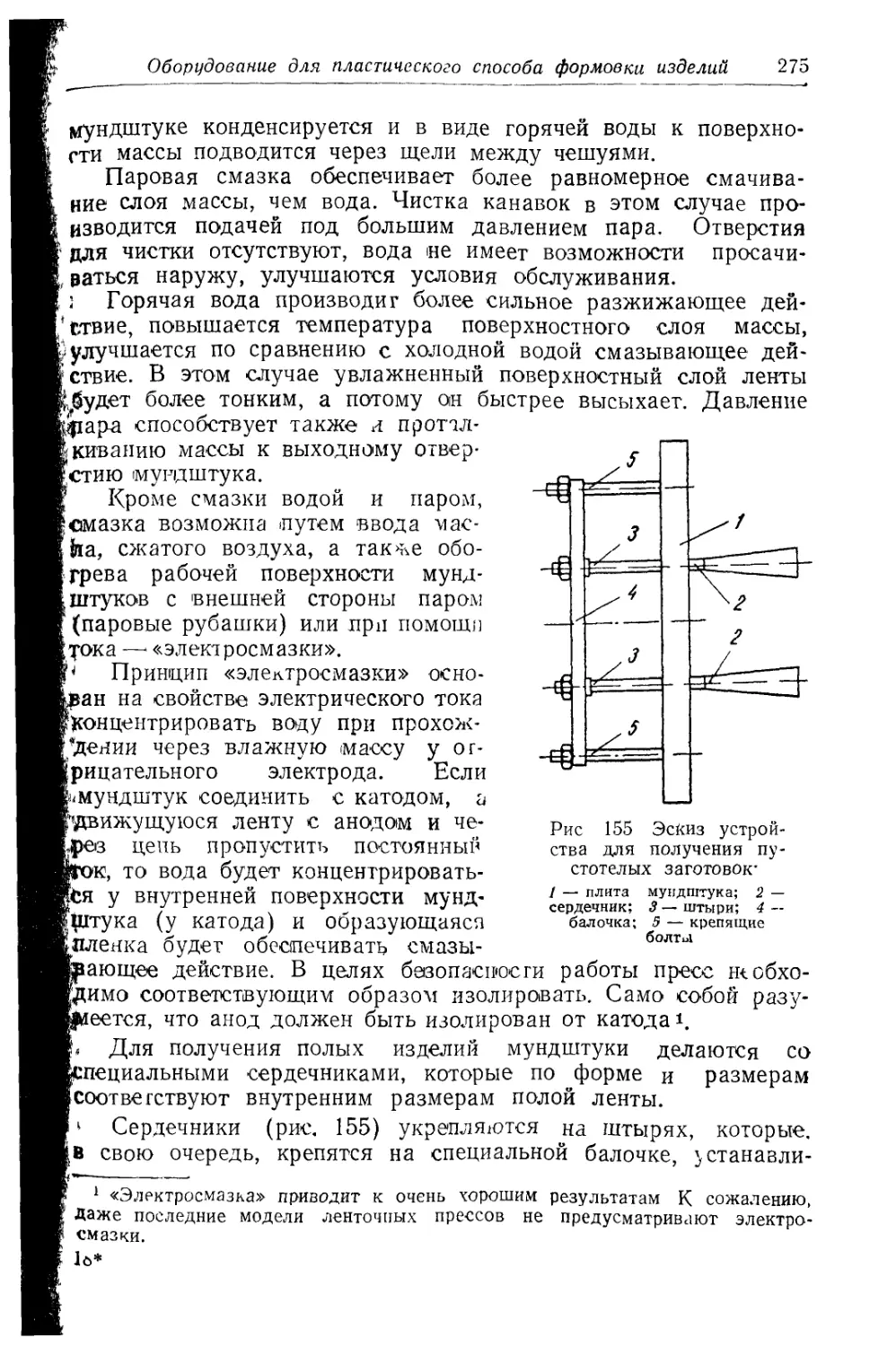
Головка ленточного пресса .......................... 269
Мундштук .......................f................... 271
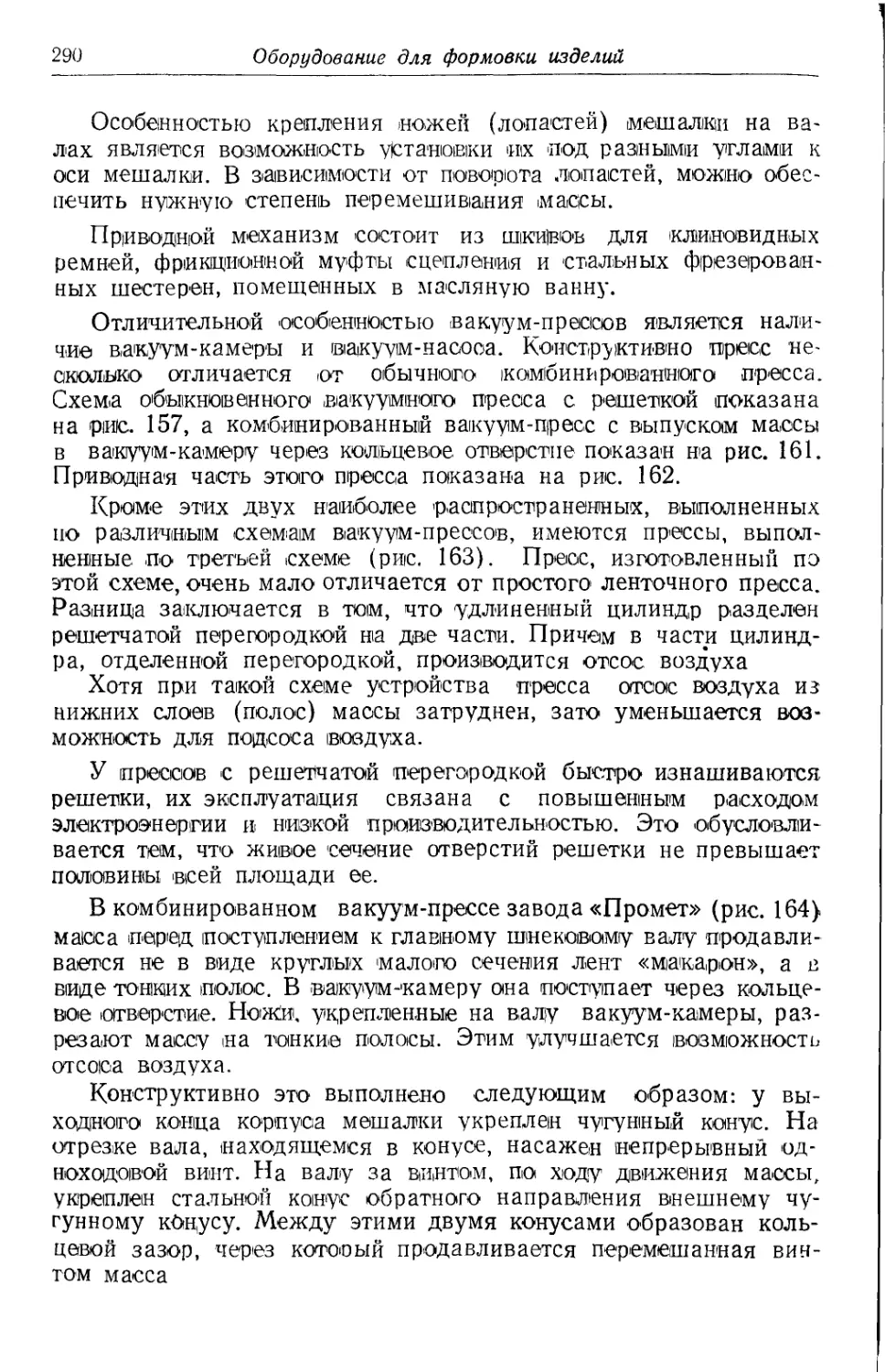
Приводной механизм ................................ 277
Расчет производительности ленточных прессов......... 277
Определение удельного давления прессования ......... 279
Технологические недостатки ленточного пресса ....... 280
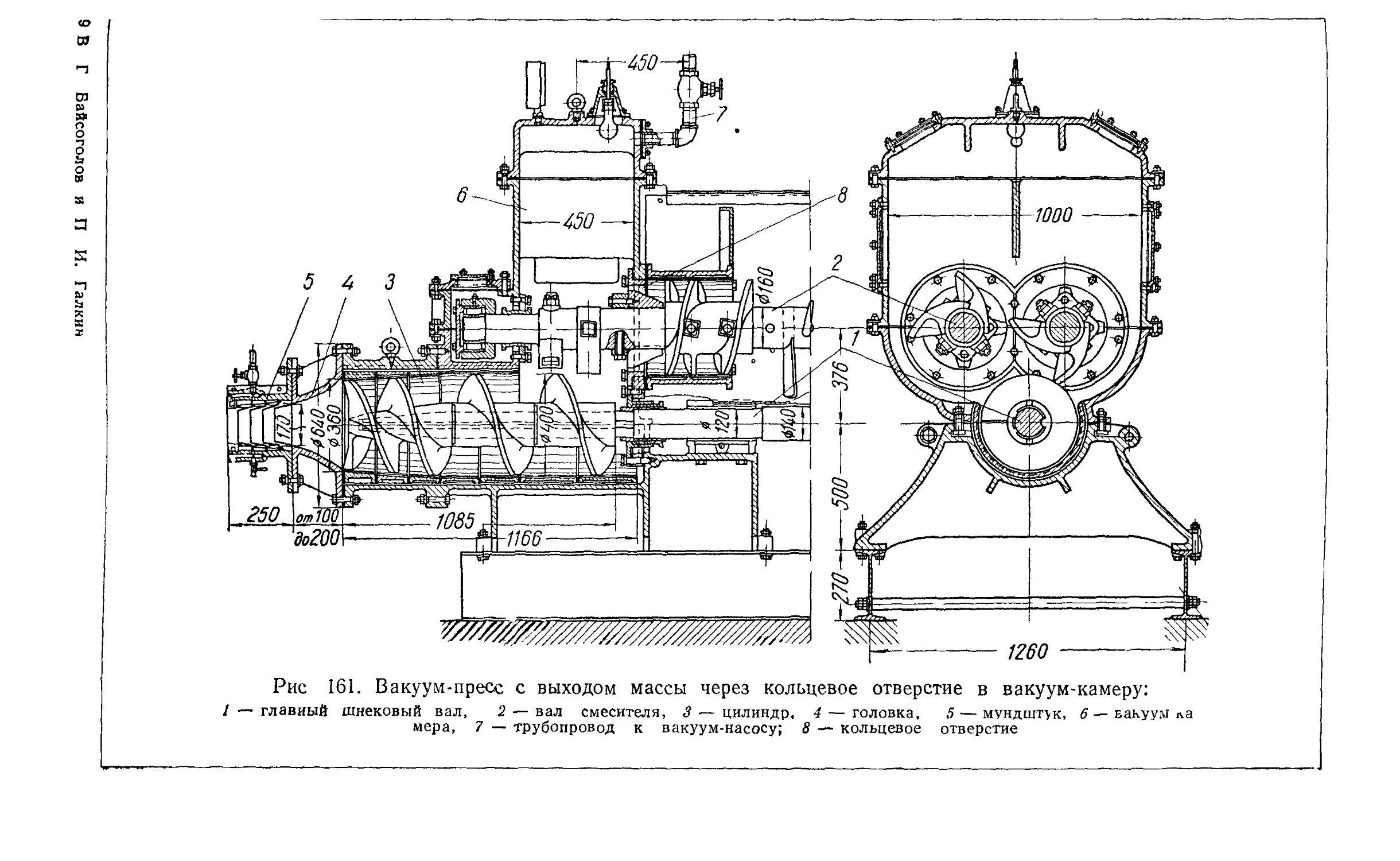
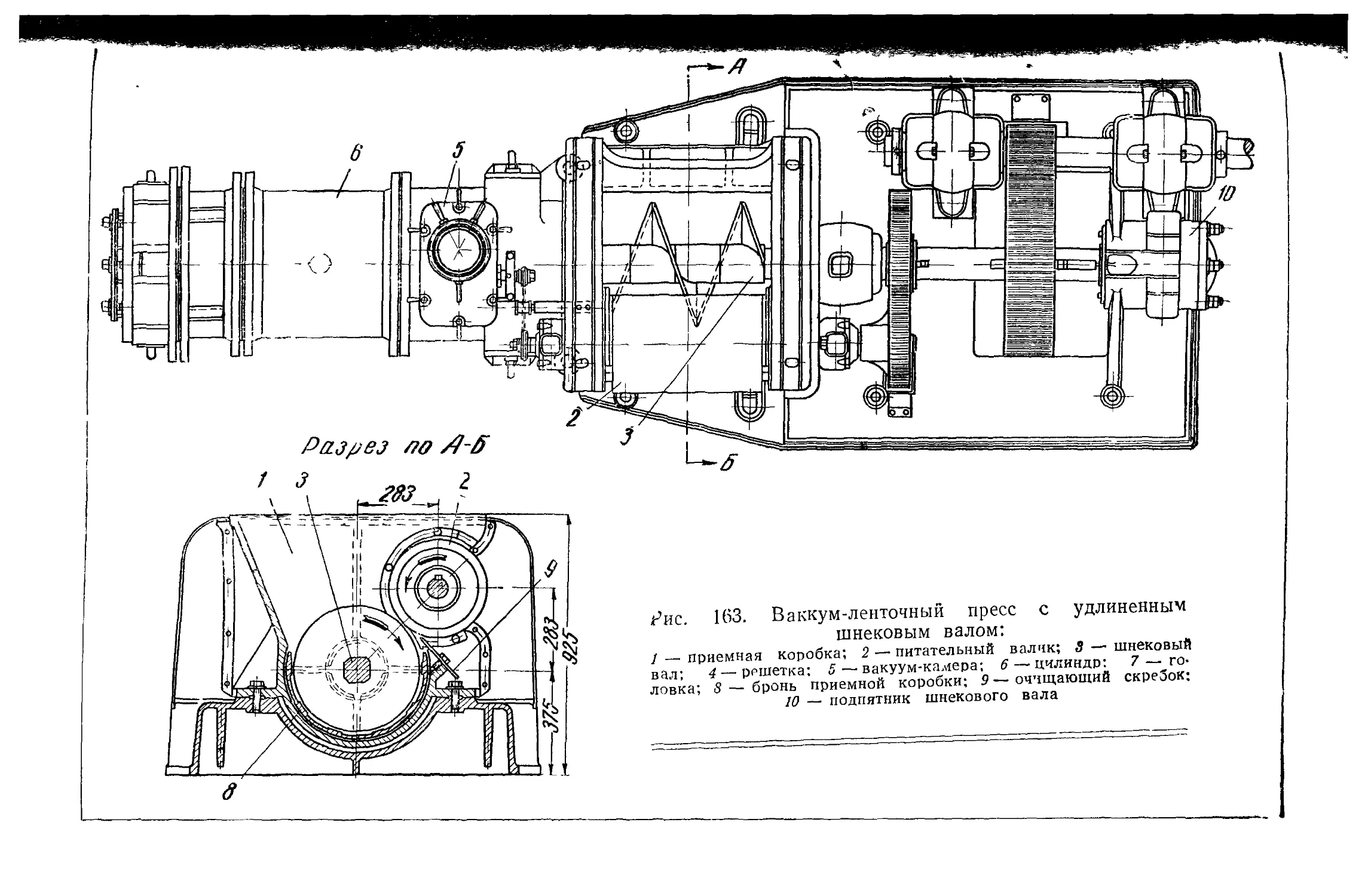
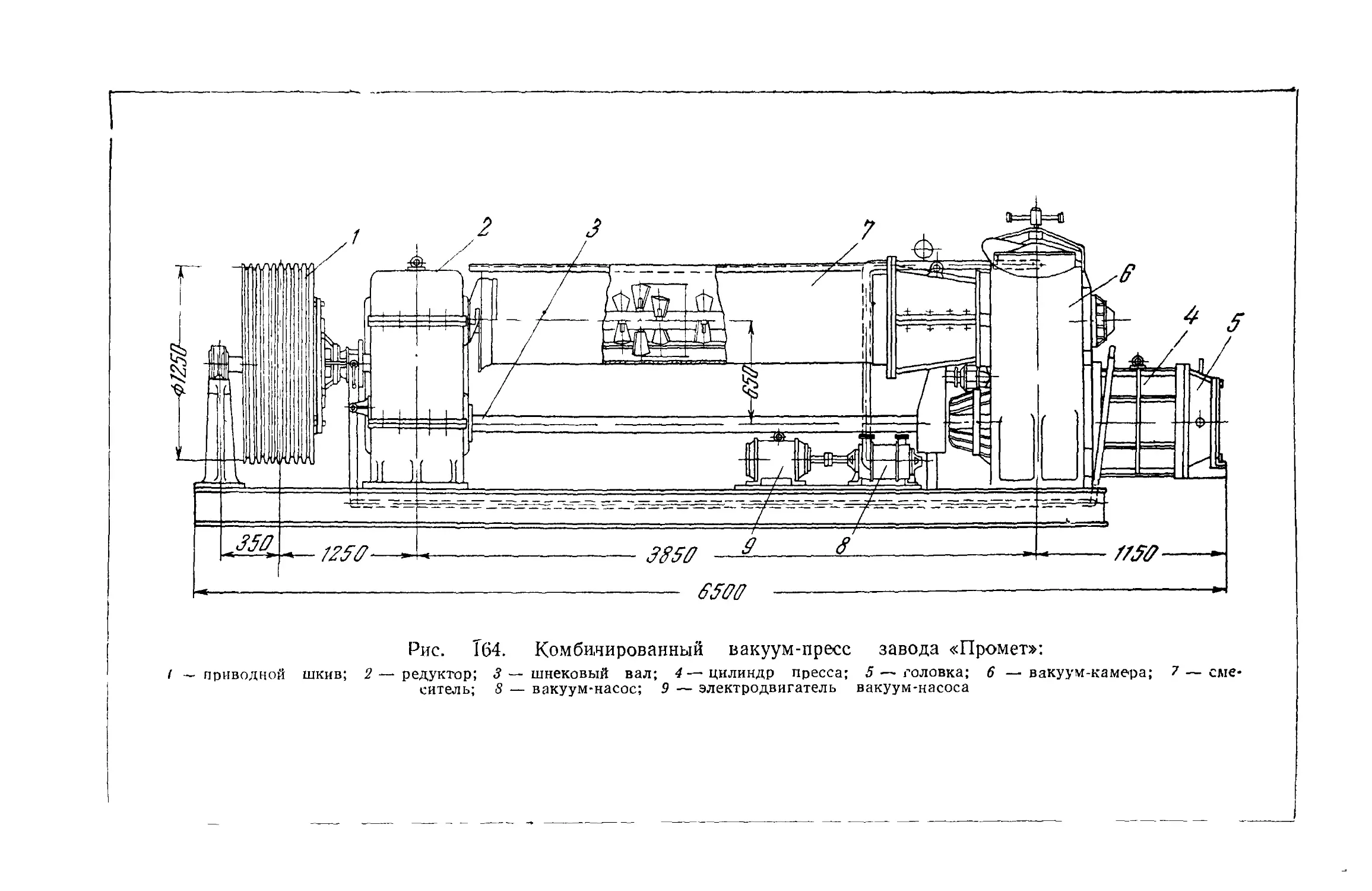
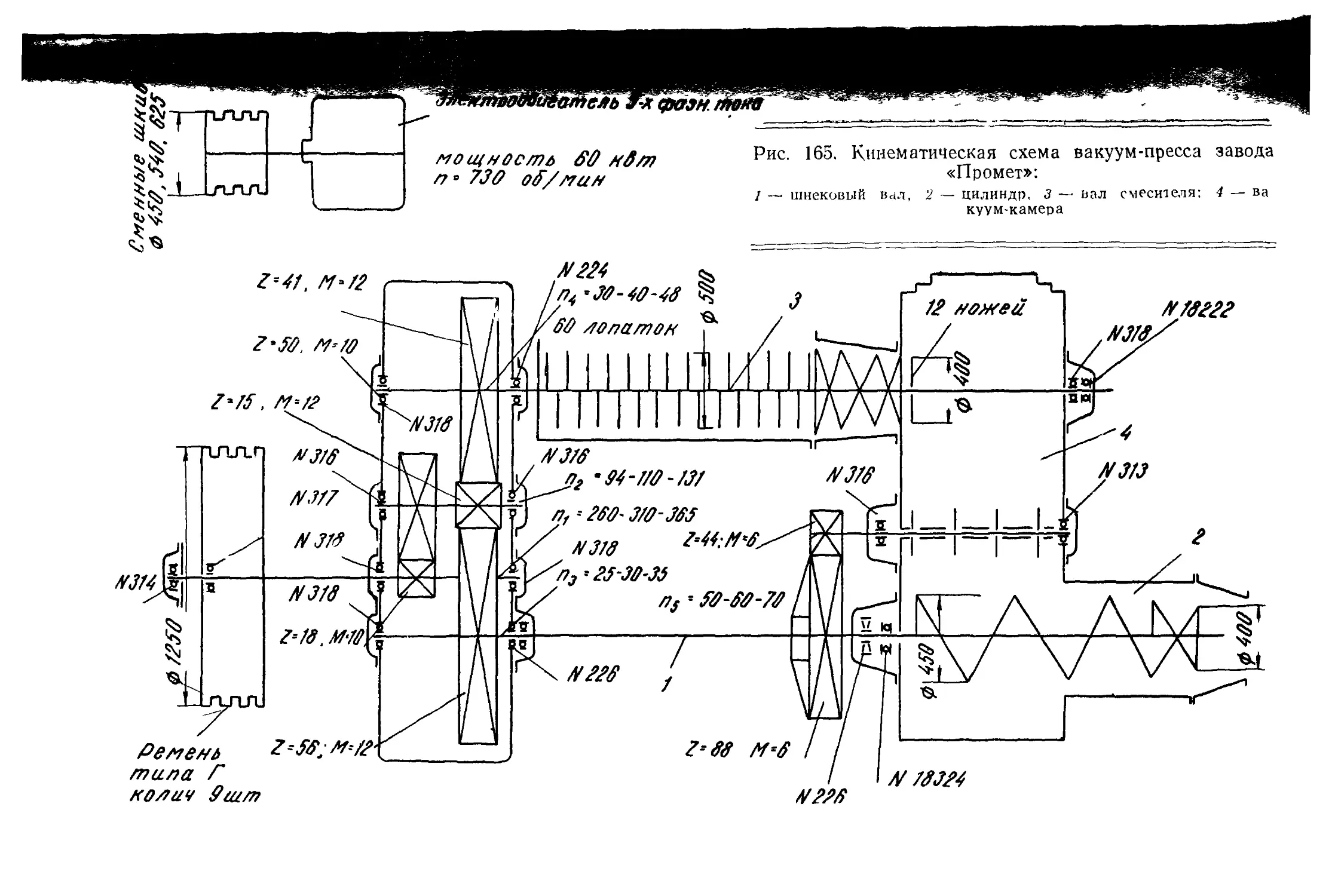
Вакуум-прессы ...................................... 282
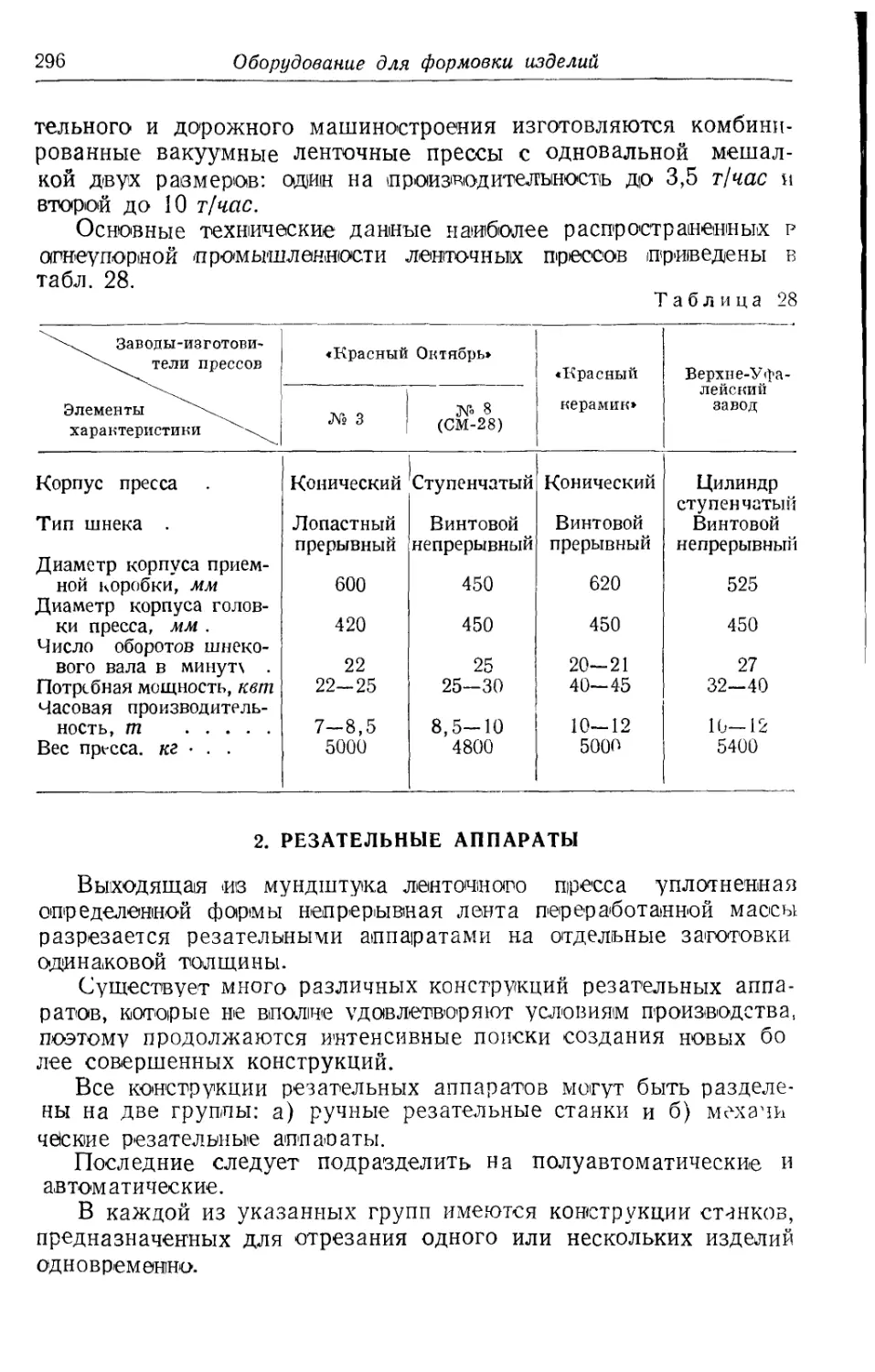
Классификация ленточных прессов .................... 284
Прессы завода «Красный Октябрь»..................... 285
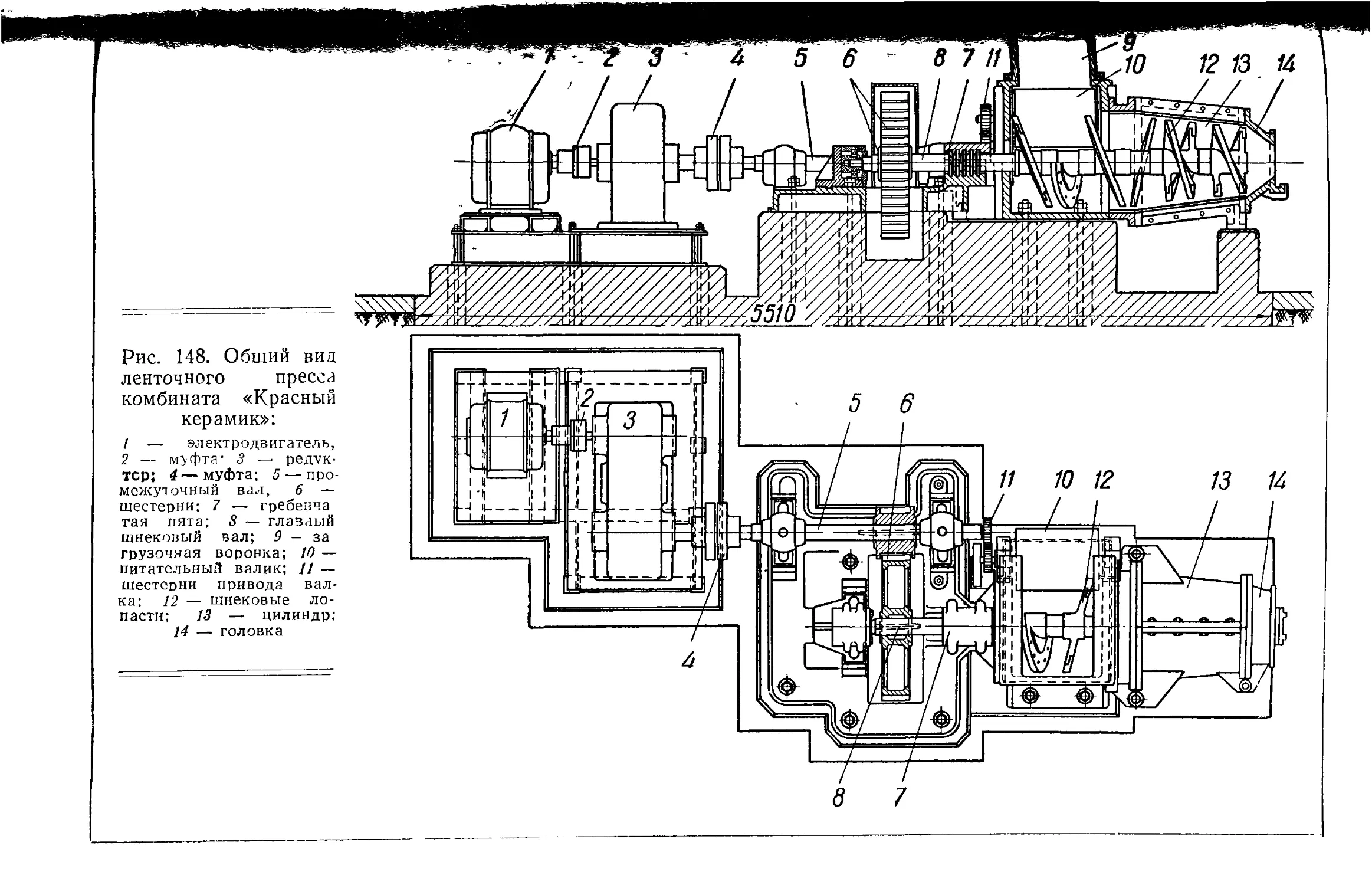
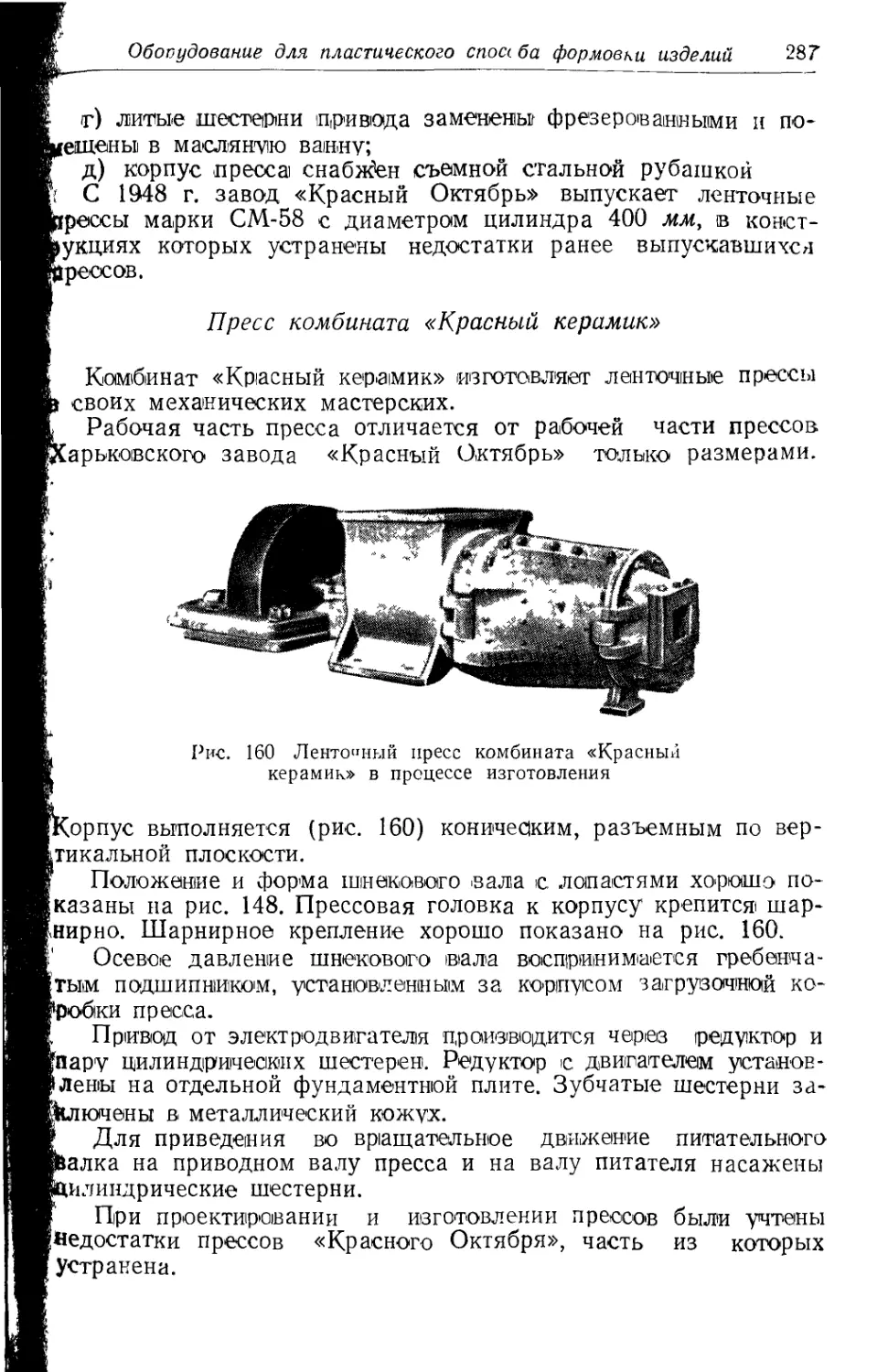
Пресс комбината «Красный керамик»................... 287
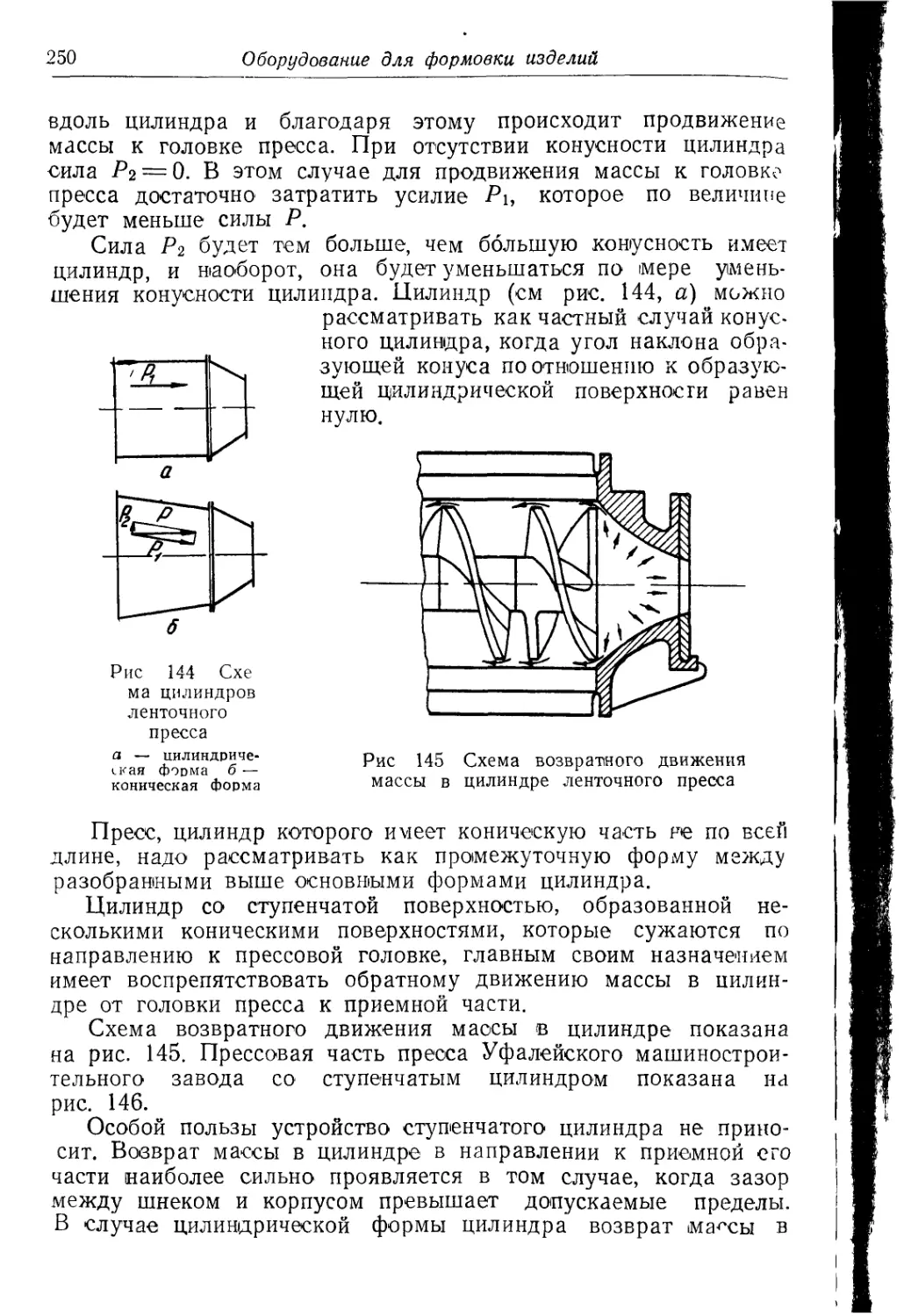
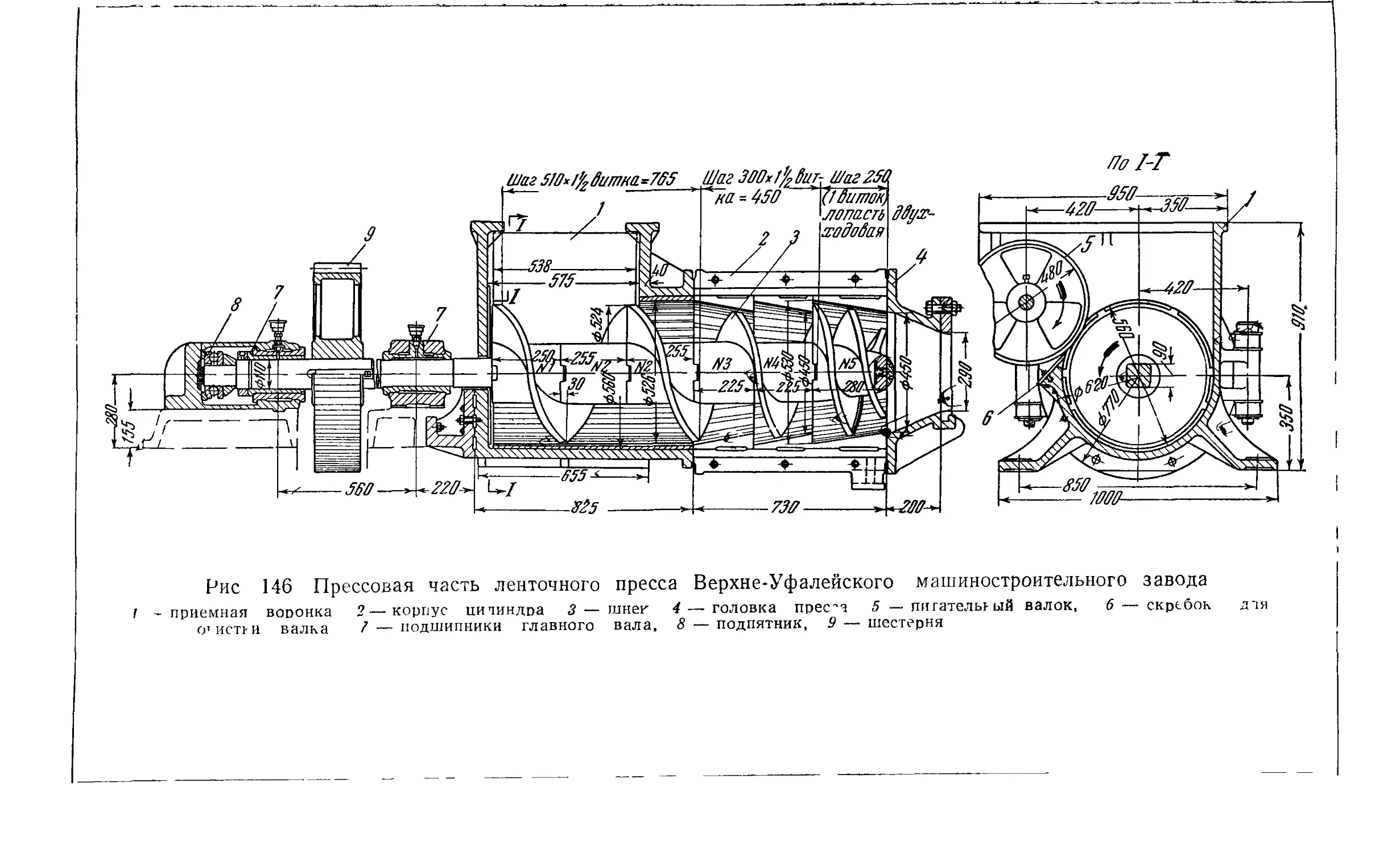
Пресс Верхне-Уфалейского ‘ завода .................. 288
Комбинированные прессы ............................. 288
2. Резательные аппараты ................................... 296
Ручные резательные станки ......................... 297
Мёханические резательные станки ......................... 299
Резательный полуавтомат................................... 299
Ротационный резательный автомат ........................ 303
Сравнительна характеристика резательных аппаратов ....... 306
3. Допрессовочные прессы ................................... ЗС8
Эксцентриковые допрессовочные прессы .................. 309
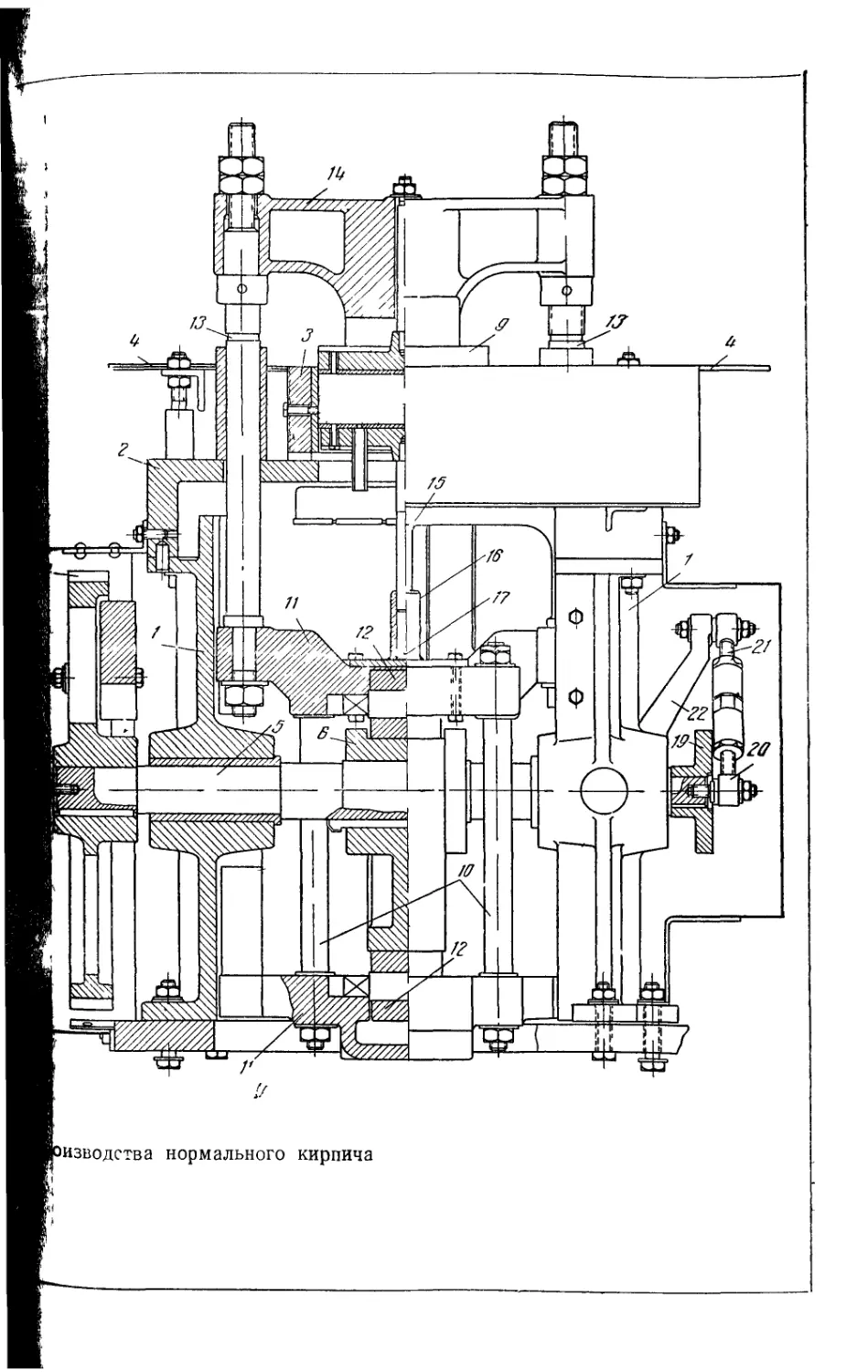
Пресс Самарина ..................................... 309
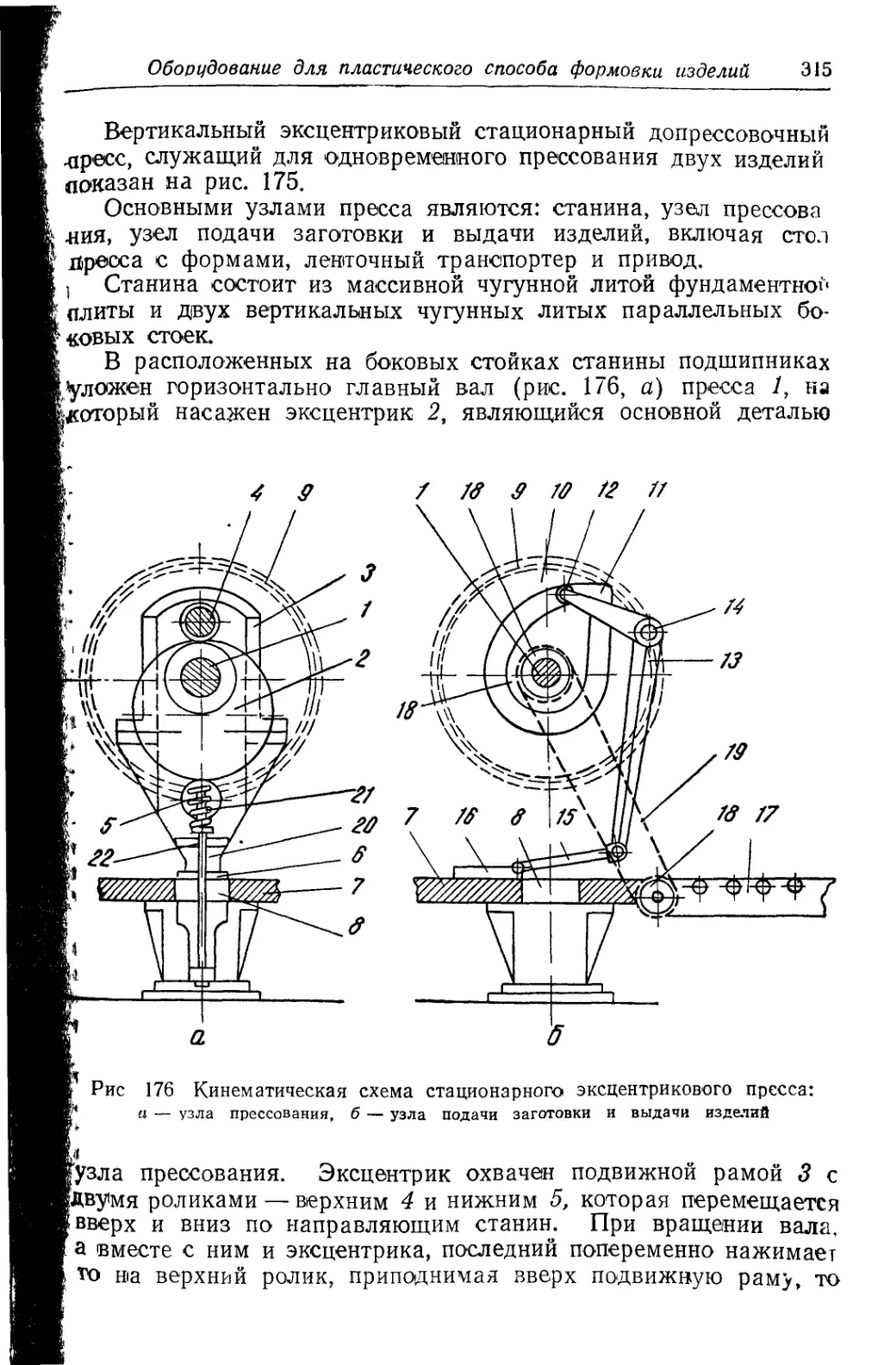
Стационарные эксцентриковые прессы ................. 314
Прессы с коленчатым валом ............................. 319
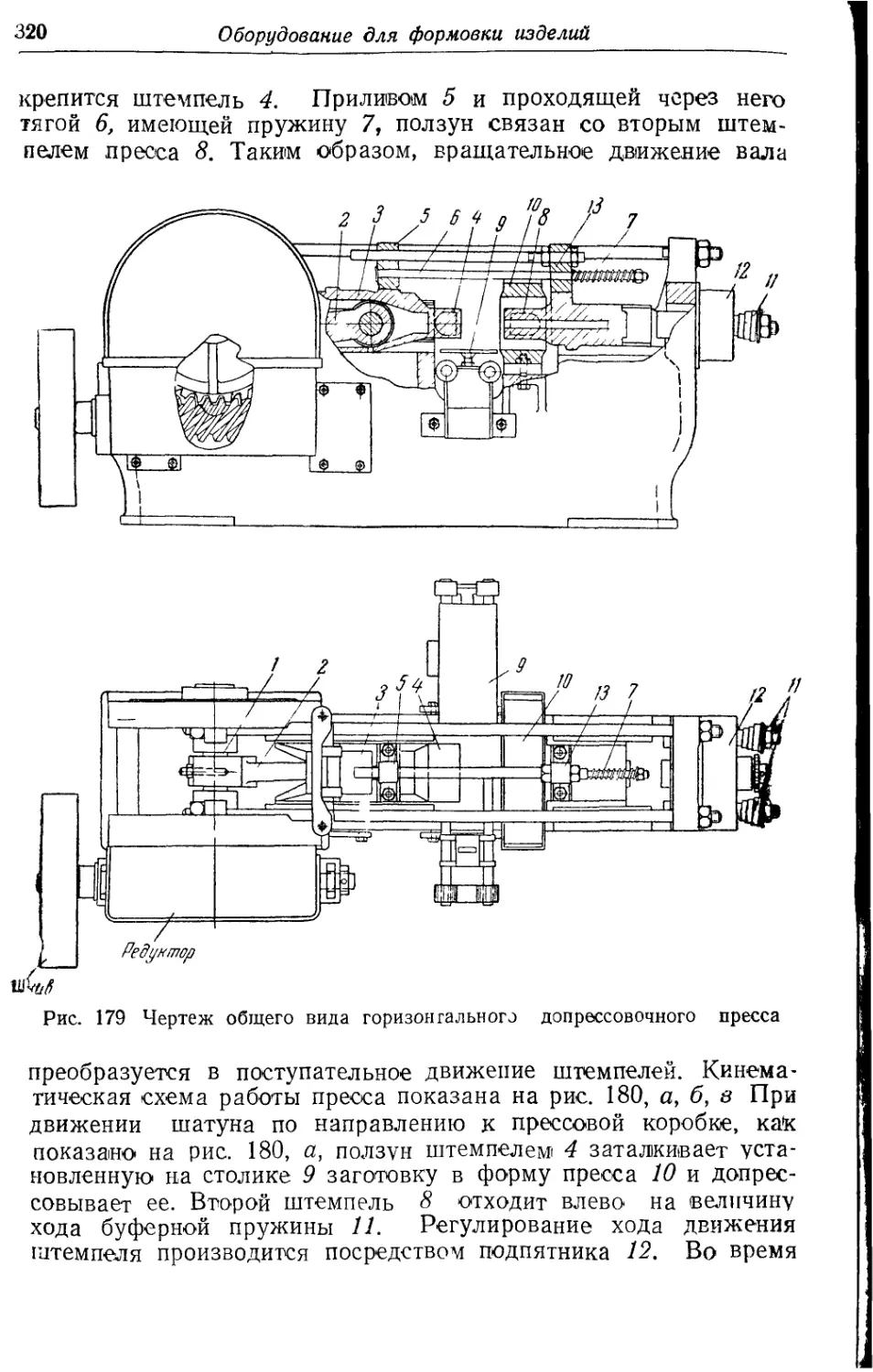
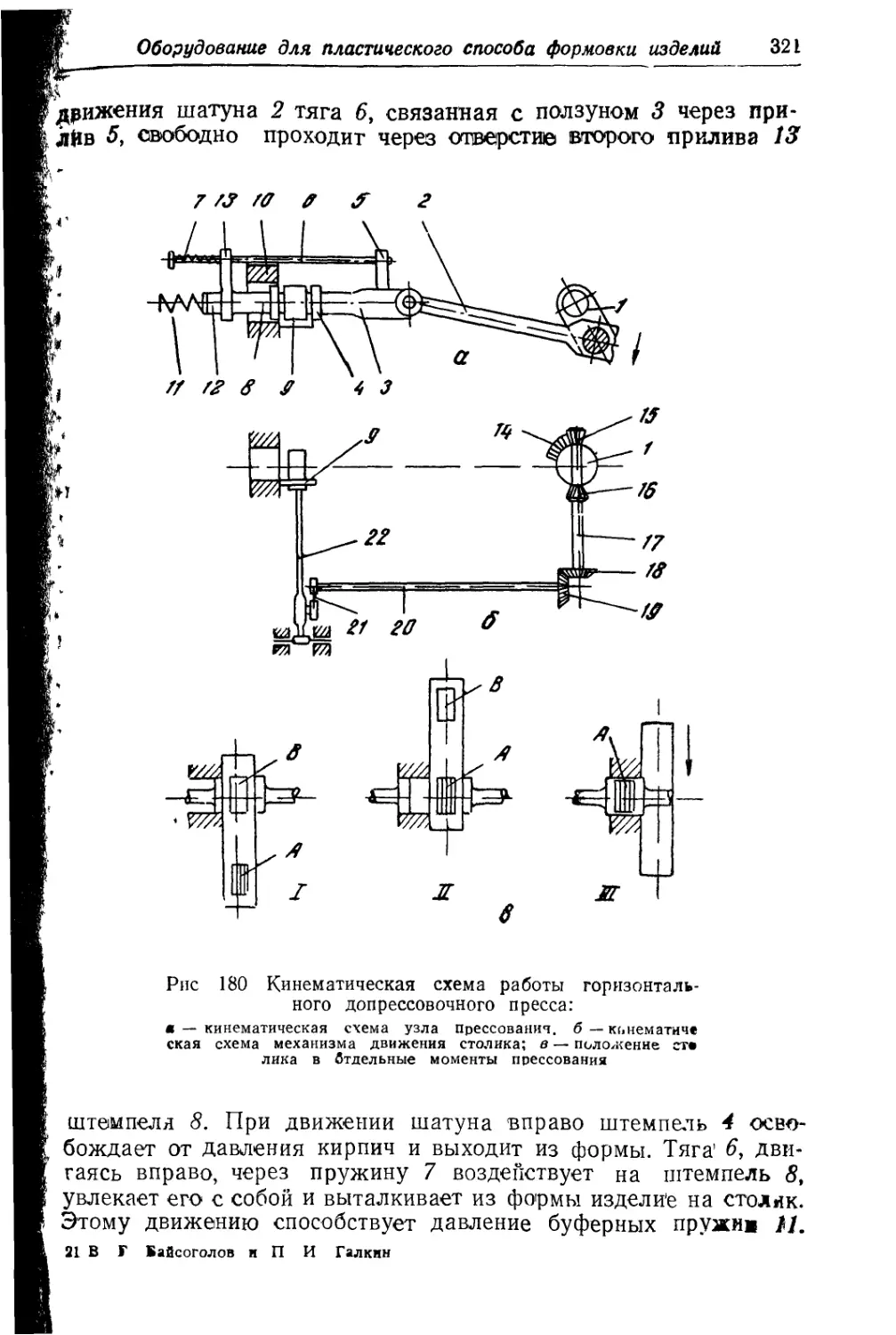
Пресс горизонтального типа ......................... 319
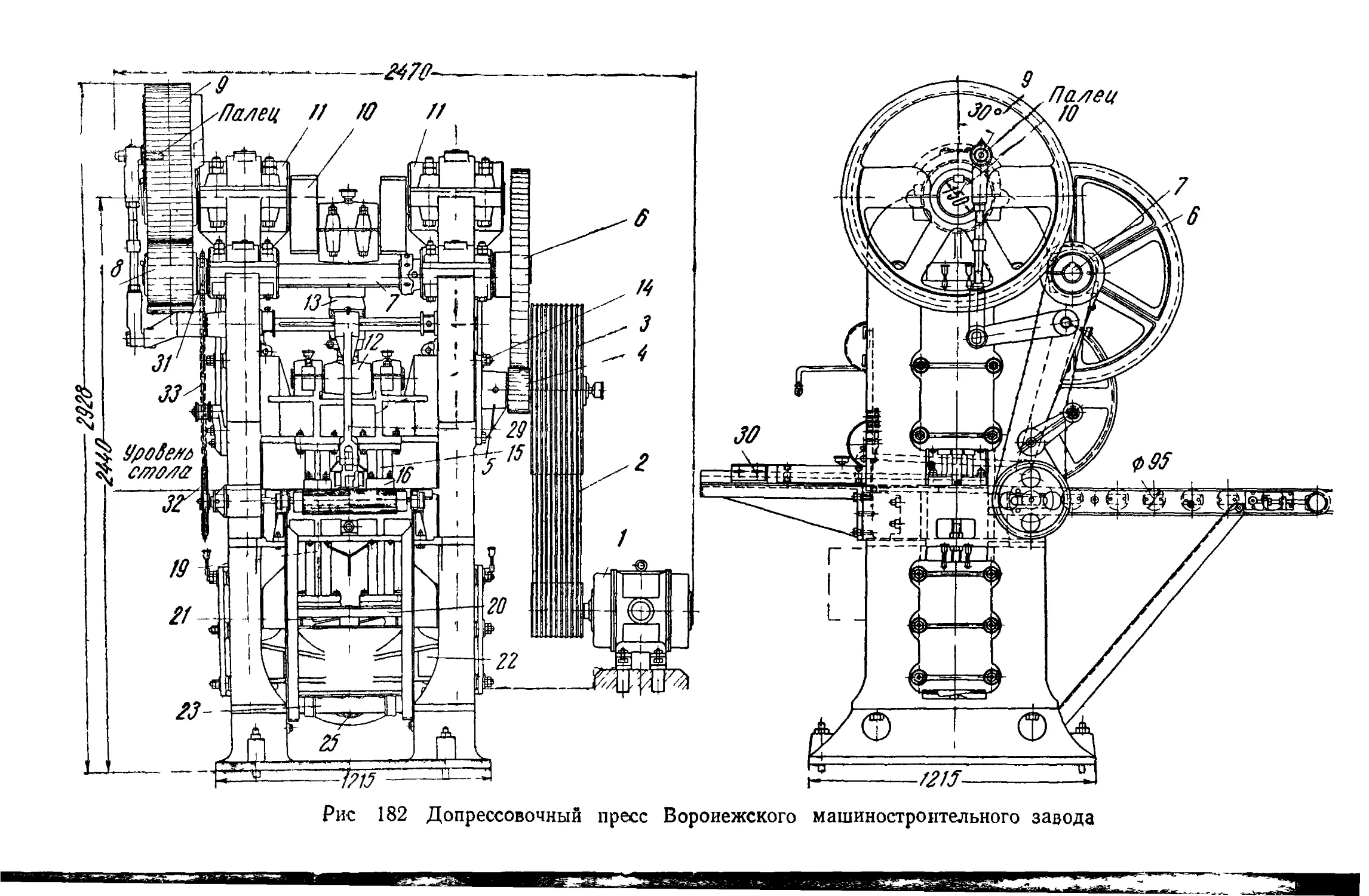
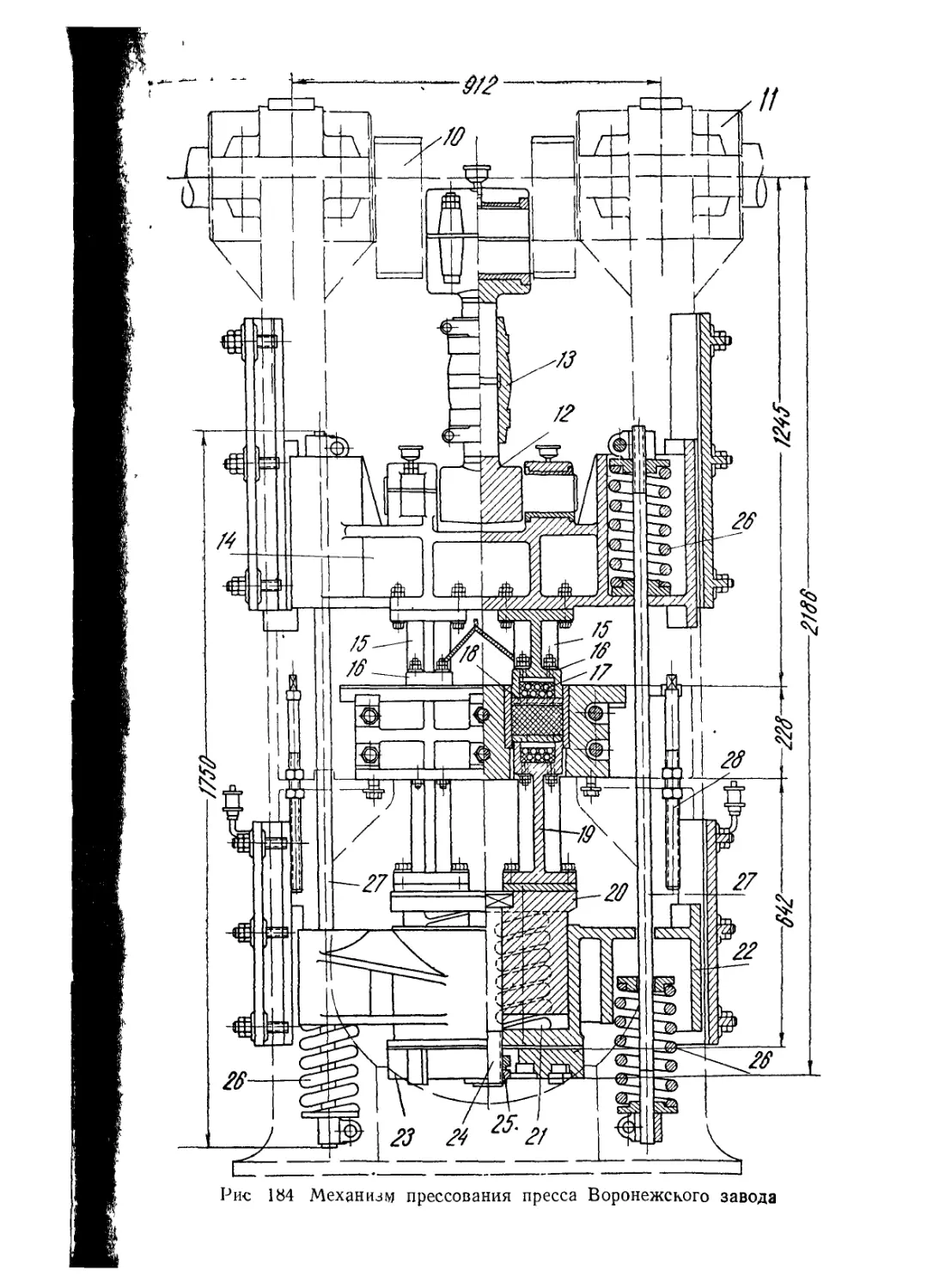
Пресс Воронежского завода Главмашмета .............. 323
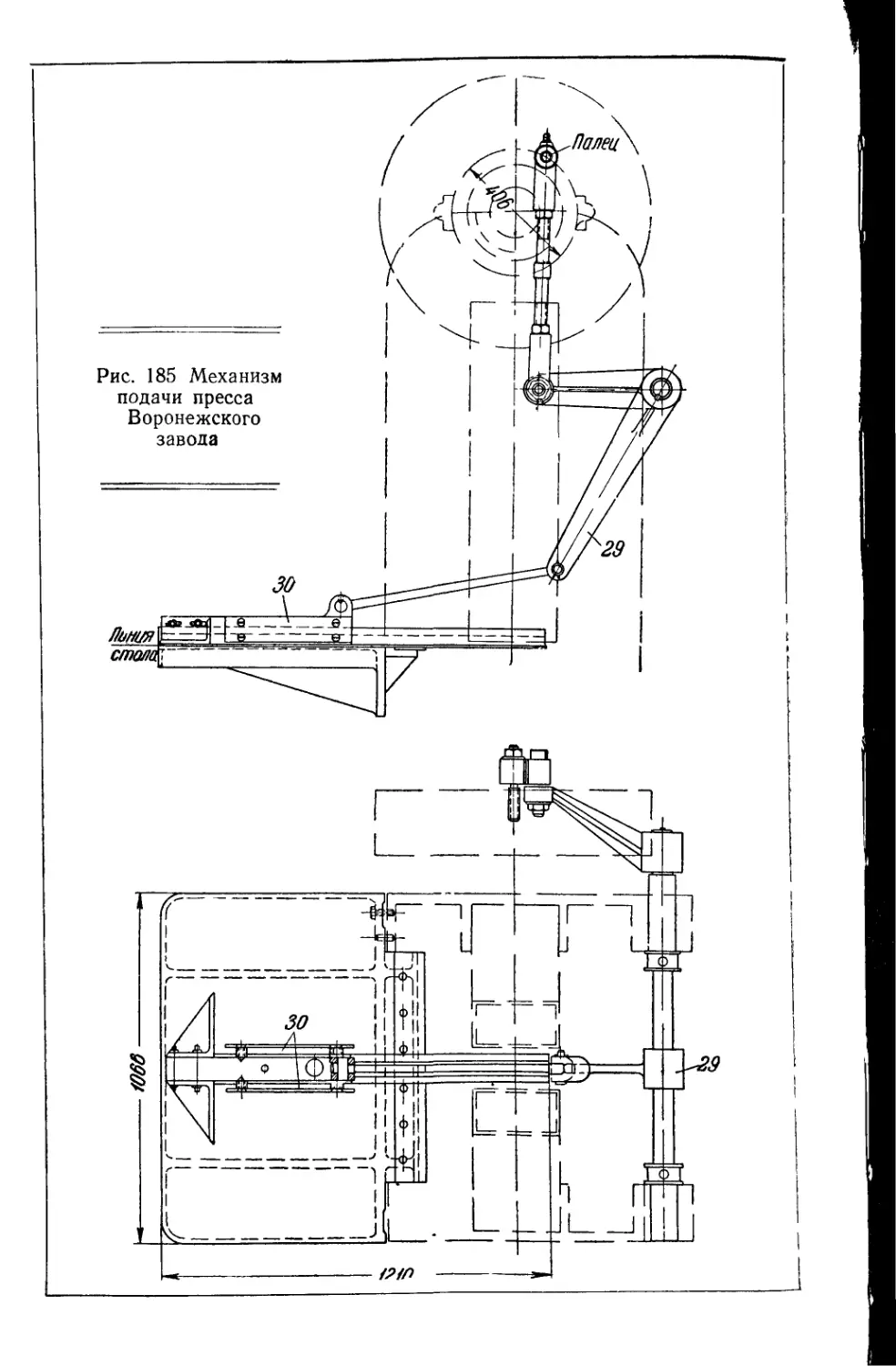
Сравнительная характеристика допрессовочных прессов.. 329
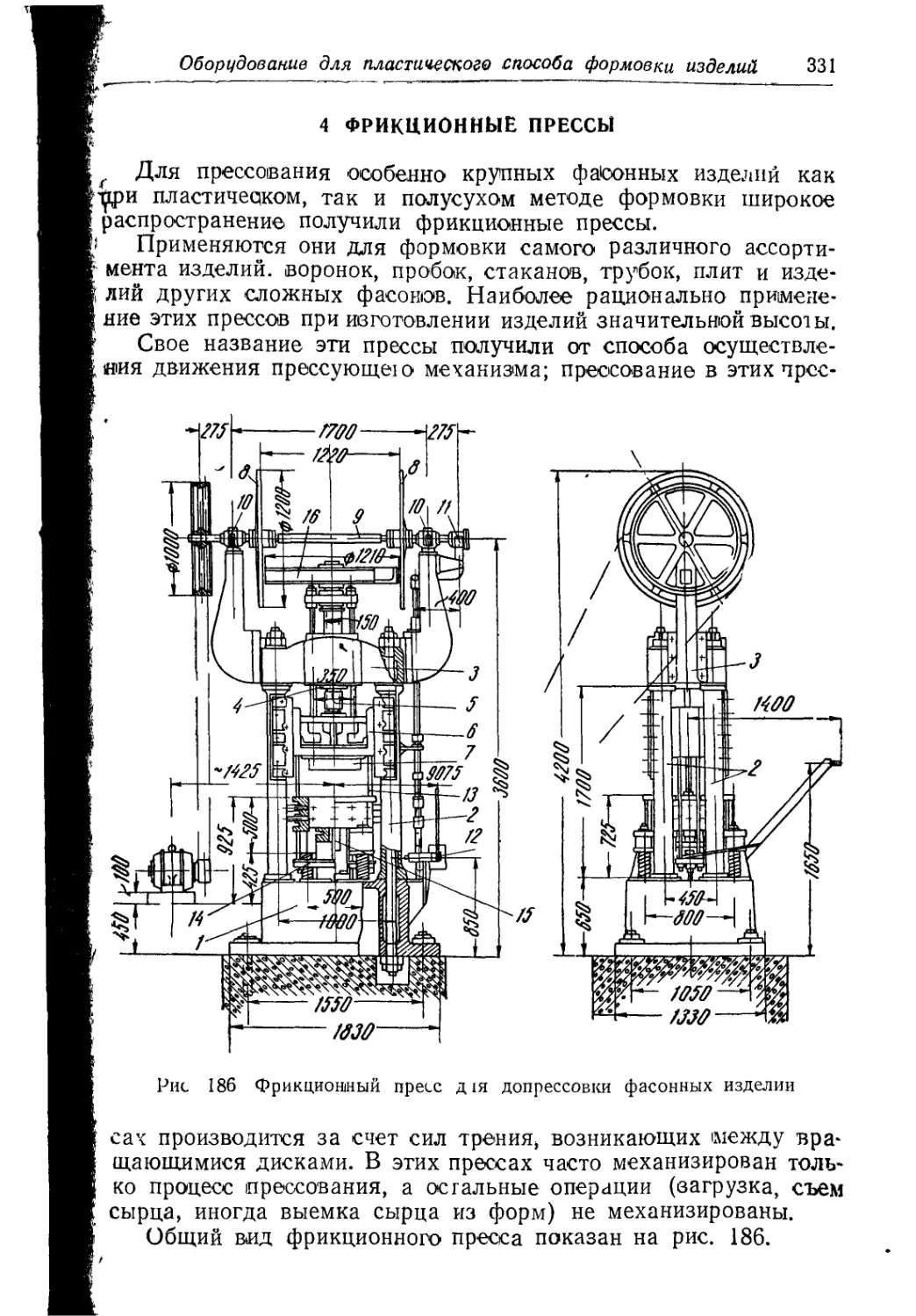
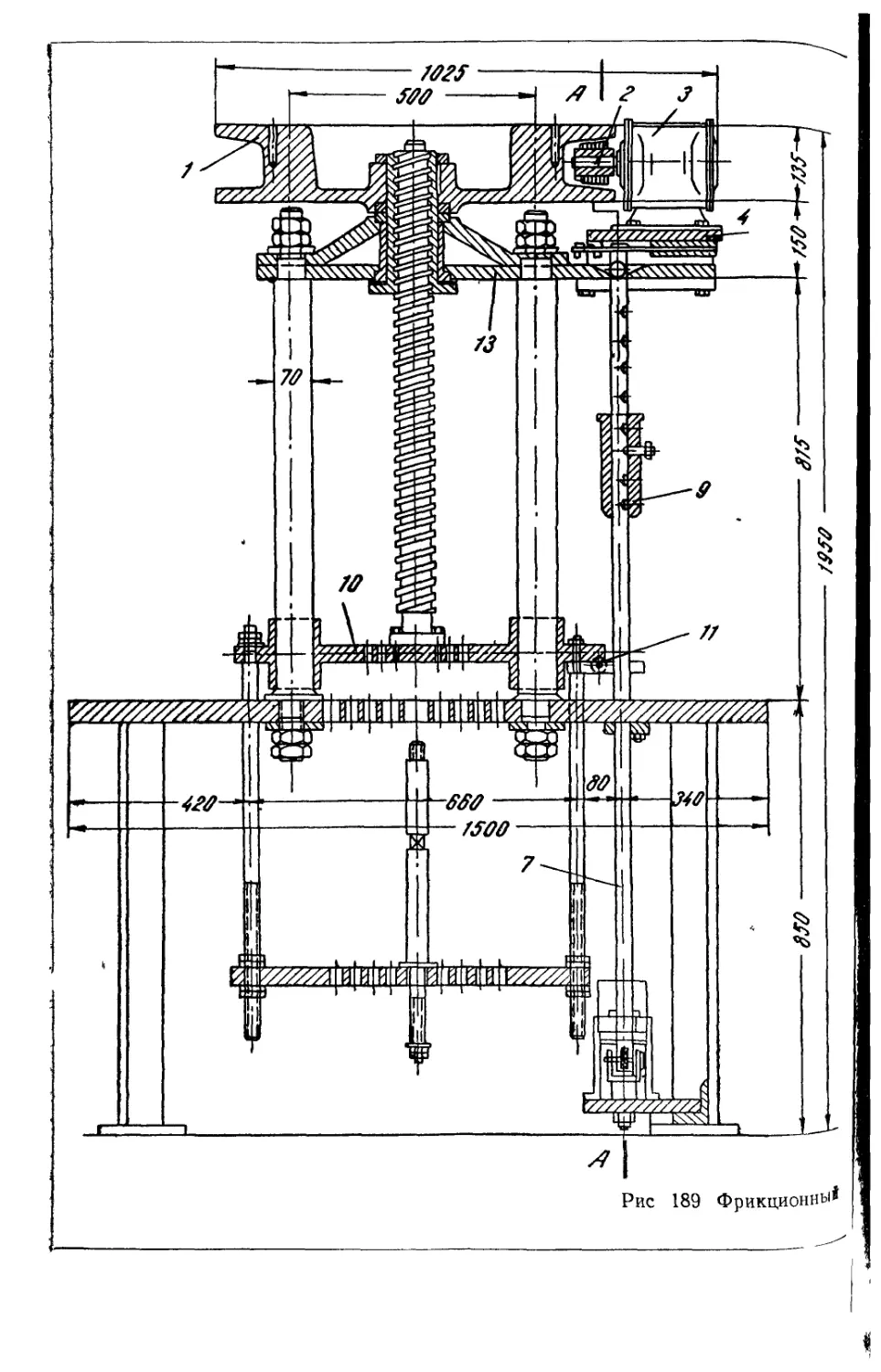
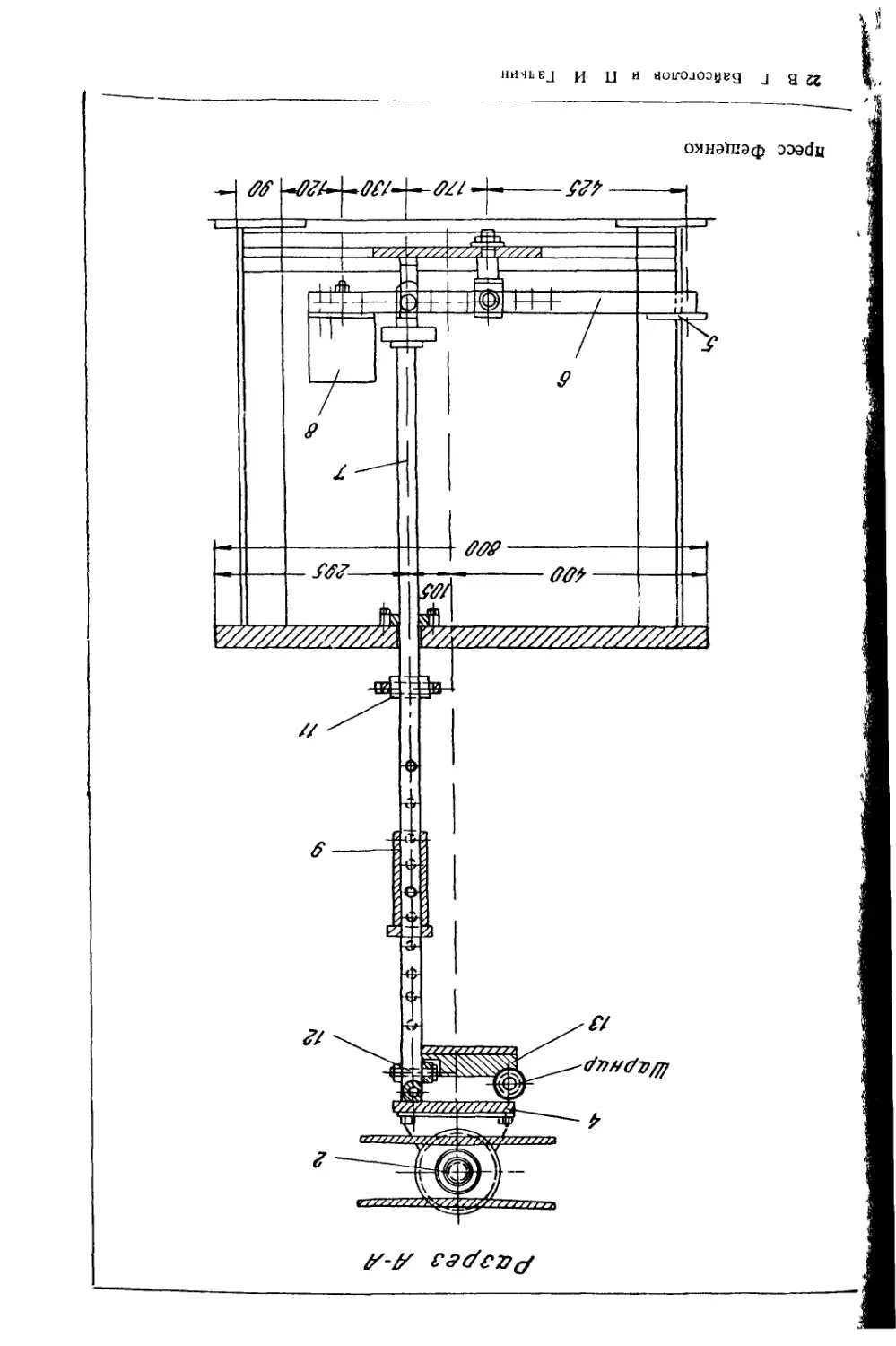
4. Фрикционные прессы ...................................... 331
5. Прессы для изготовления сталеразливочяого припаса ....... 338
Общие сведения ..................................... 338
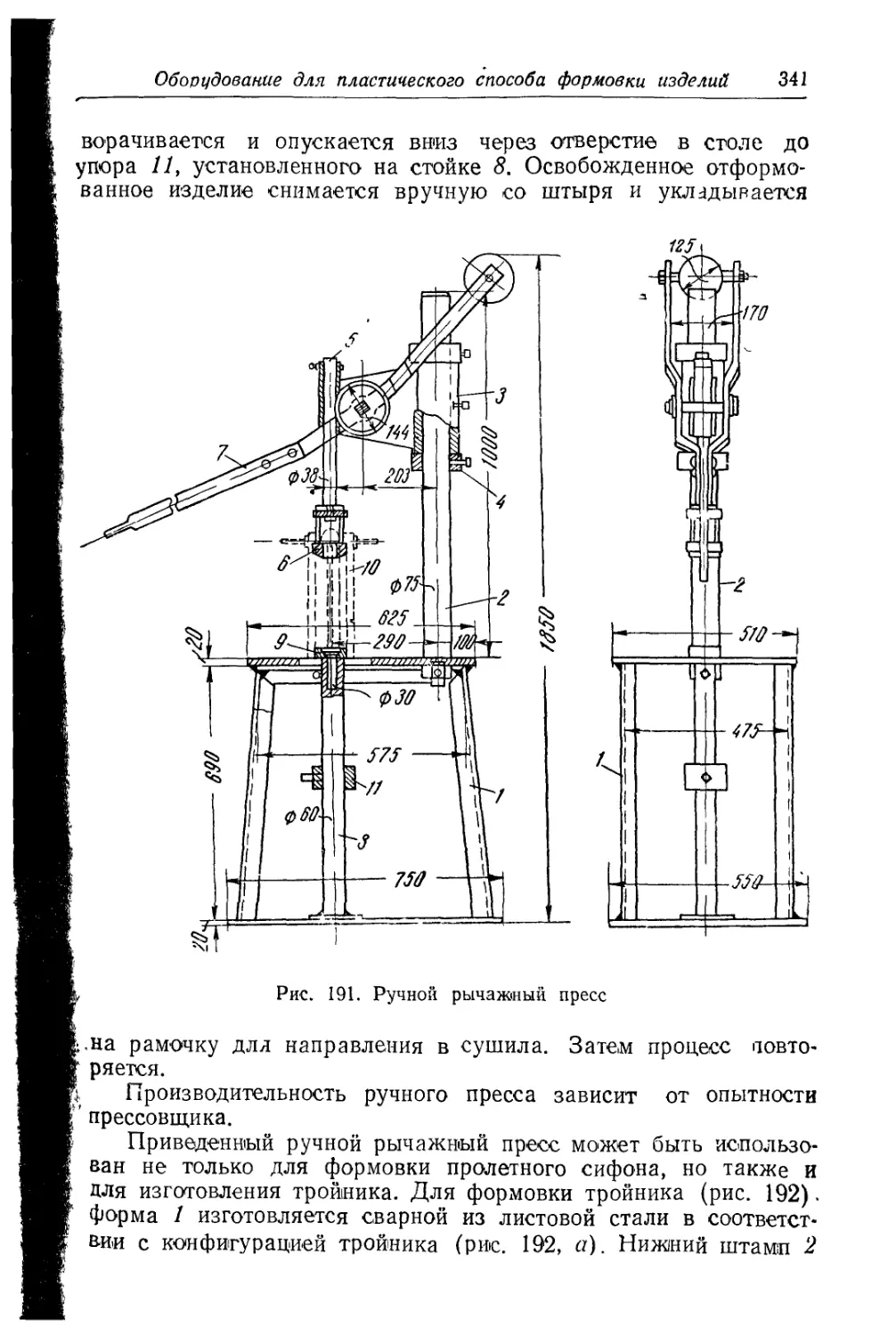
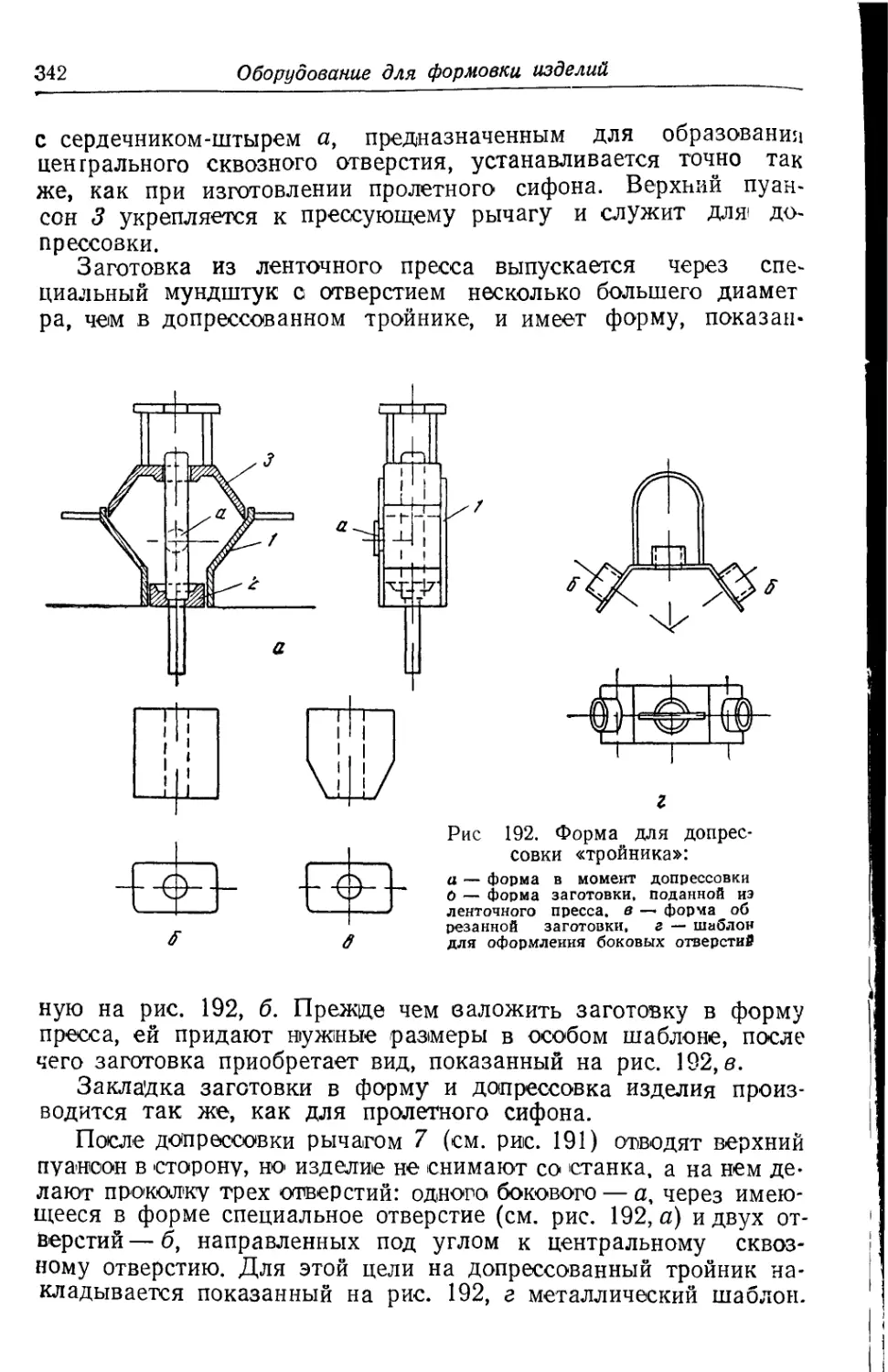
Ручные станки ...................................... 340
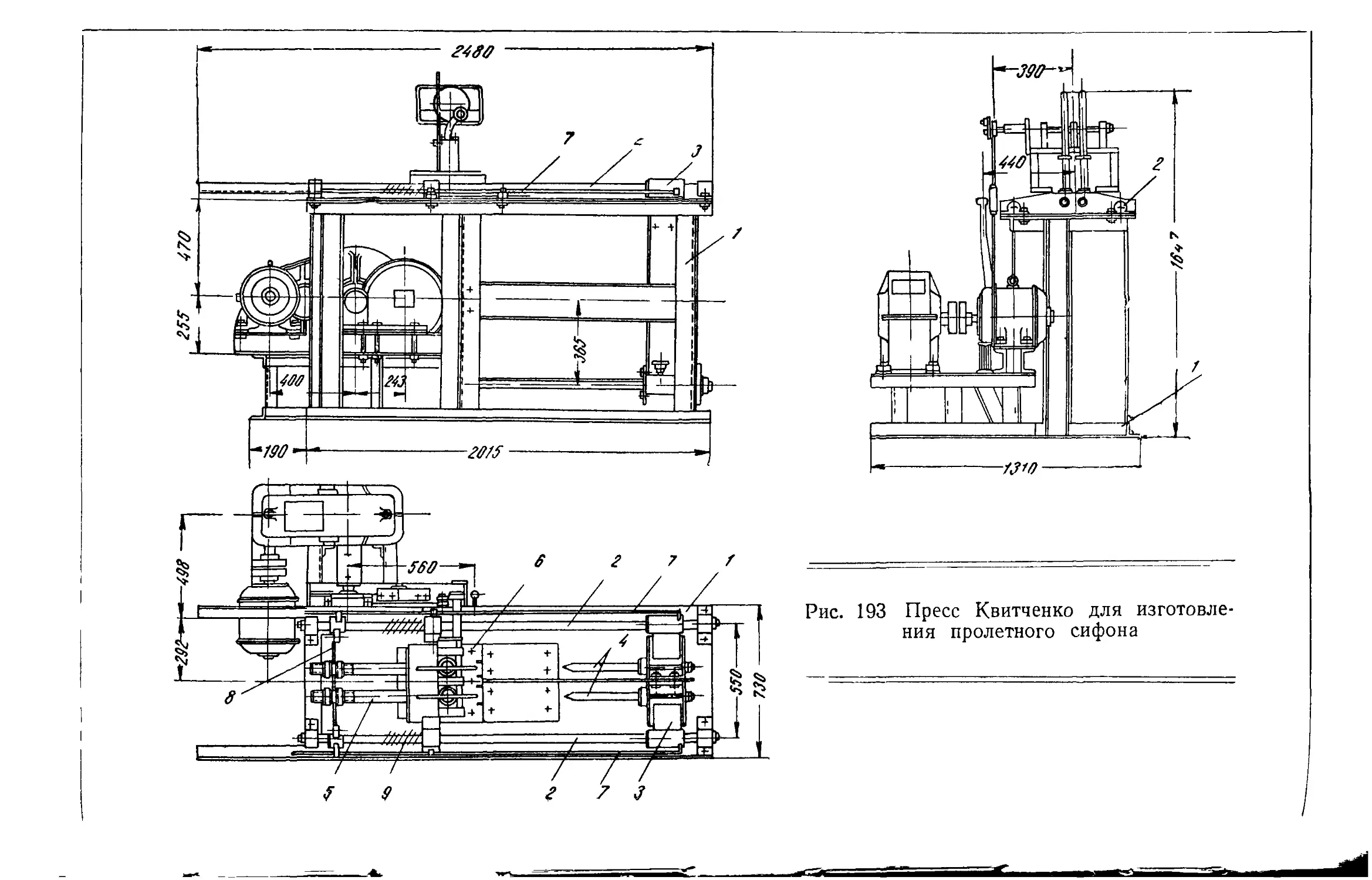
Ручной горизонтальный станок и пресс Квитченко ..... 343
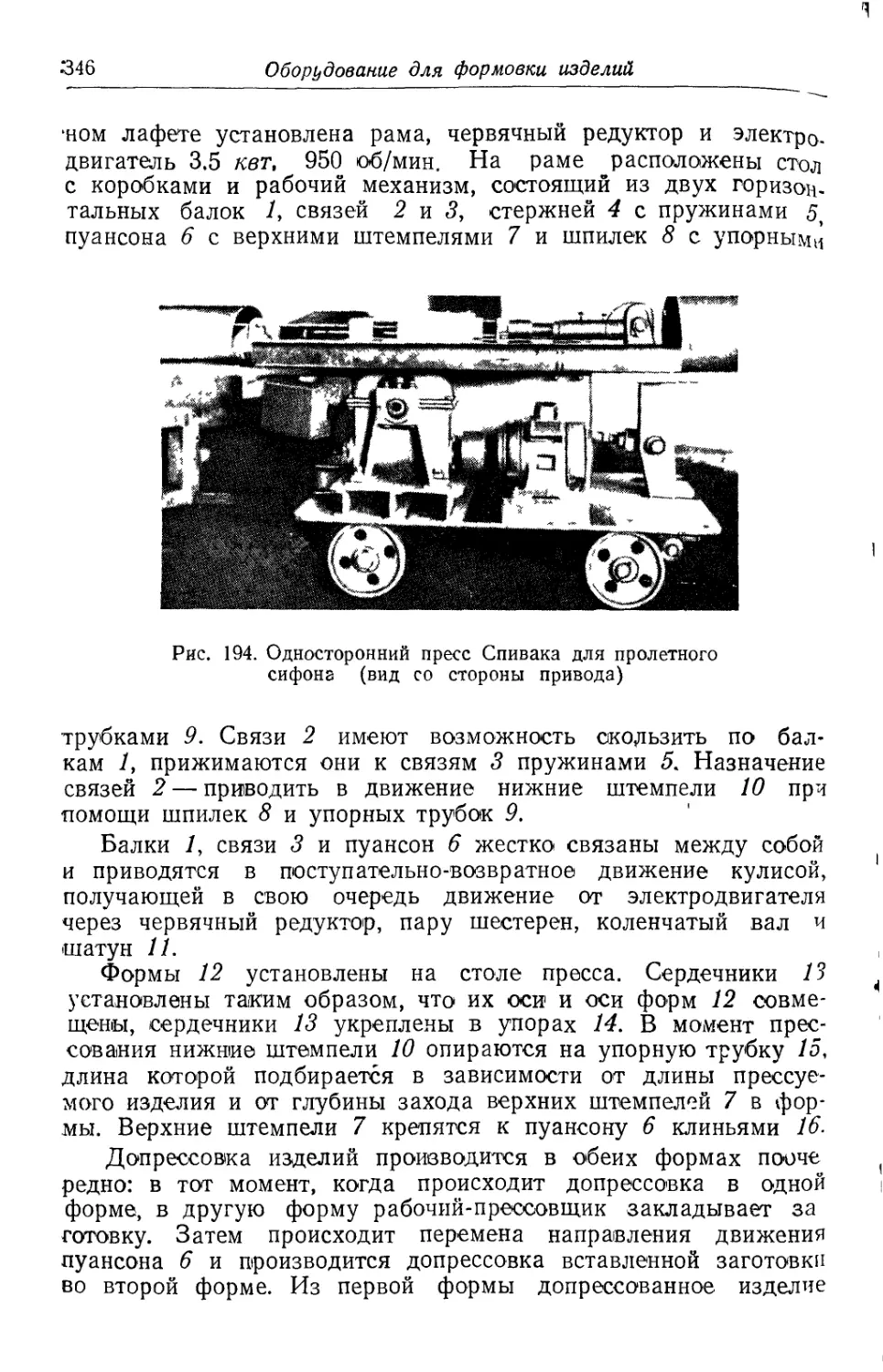
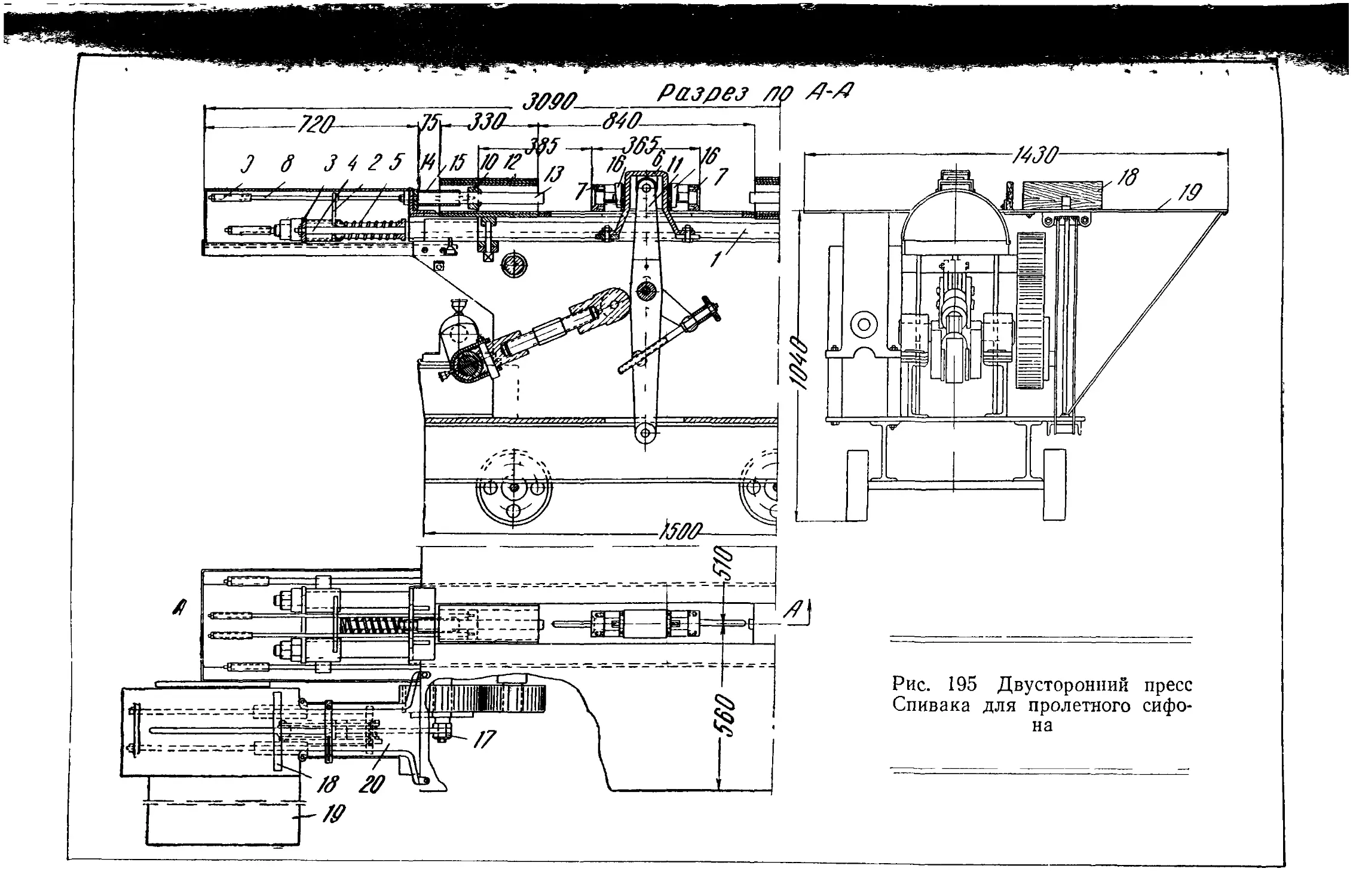
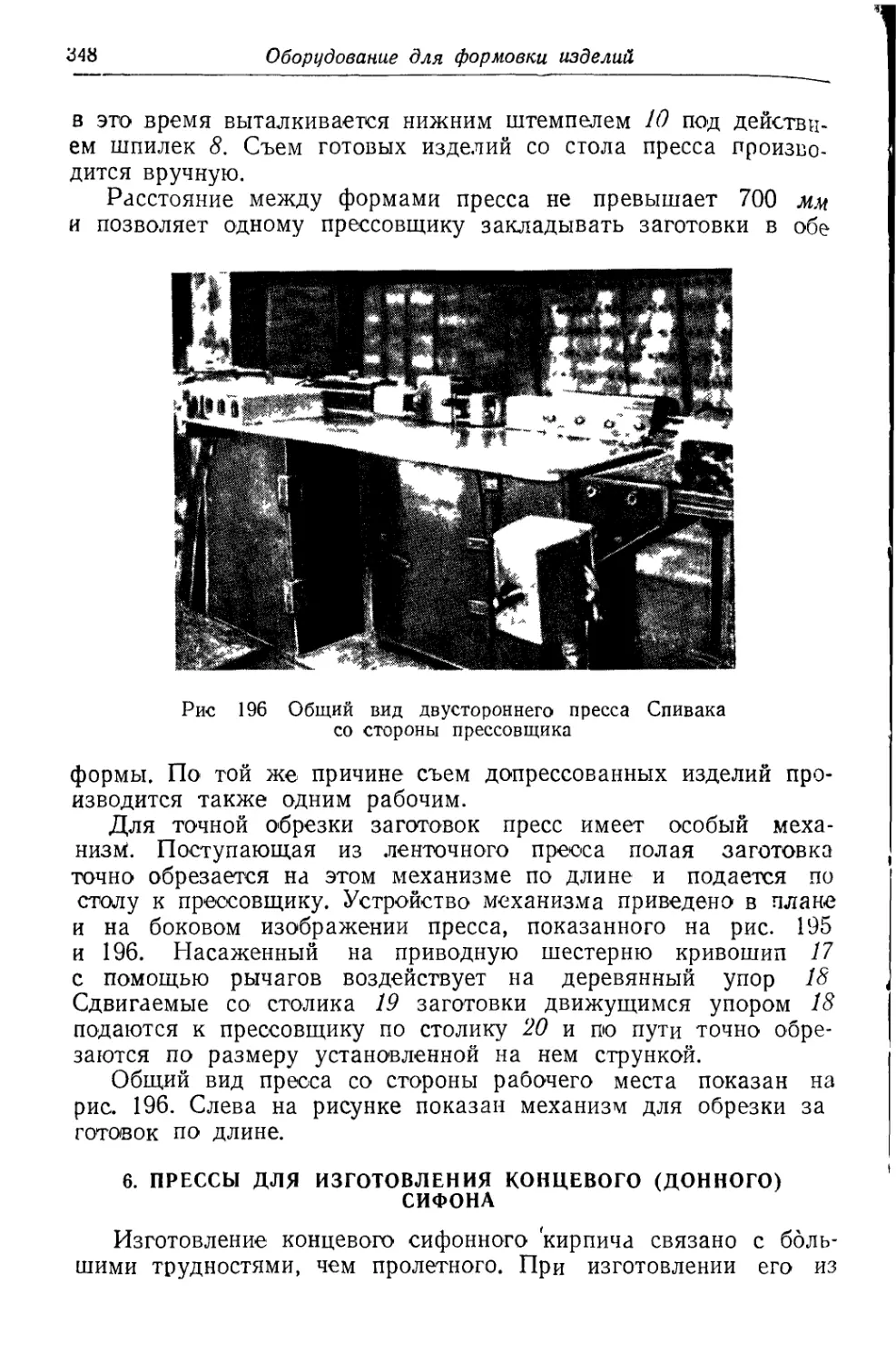
Пресс Спивака для пролетного сифона ................ 345
6. Прессы для изготовления концевого (донного) сифона ......348
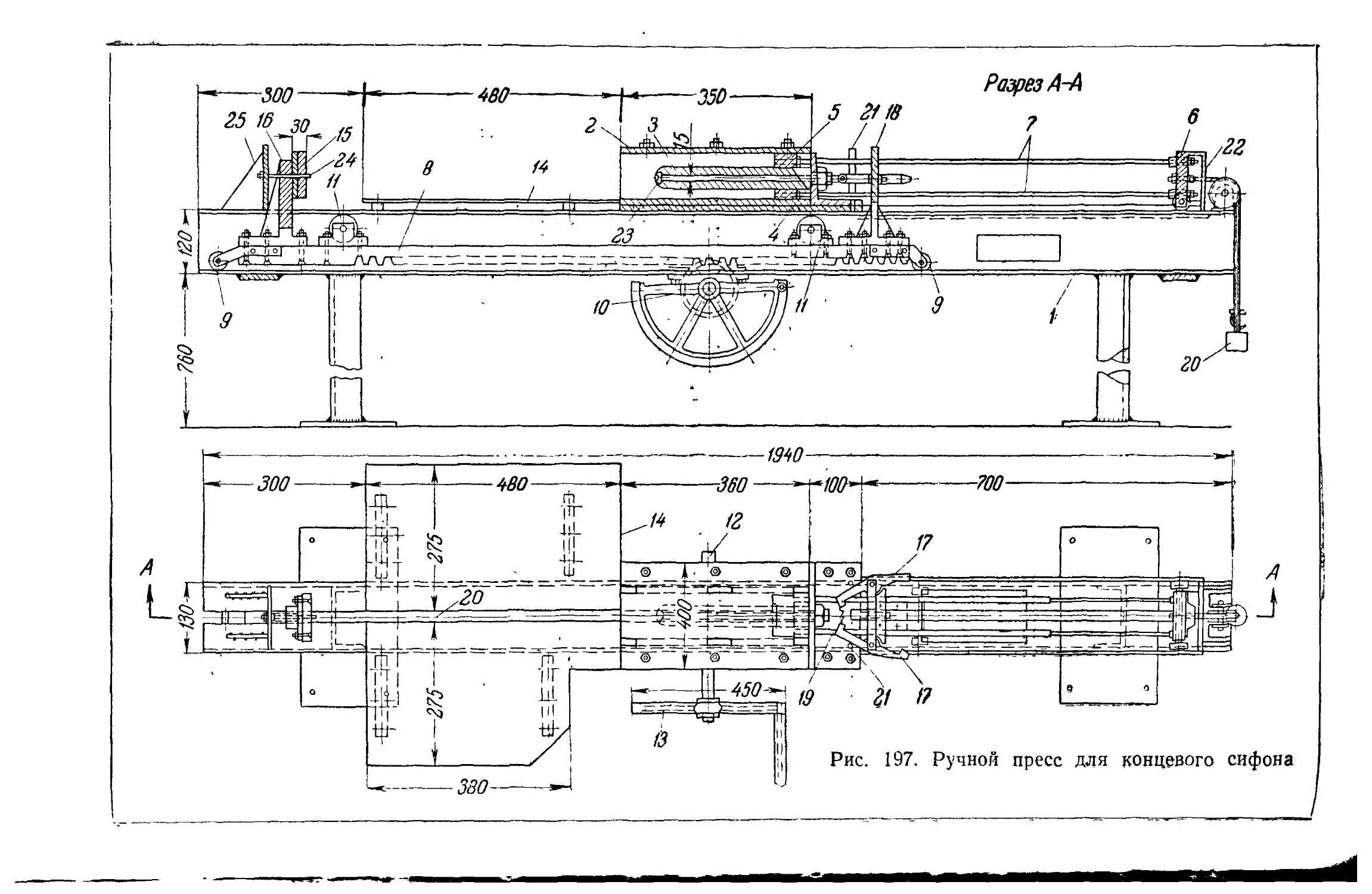
Ручной пресс ....................................... 349
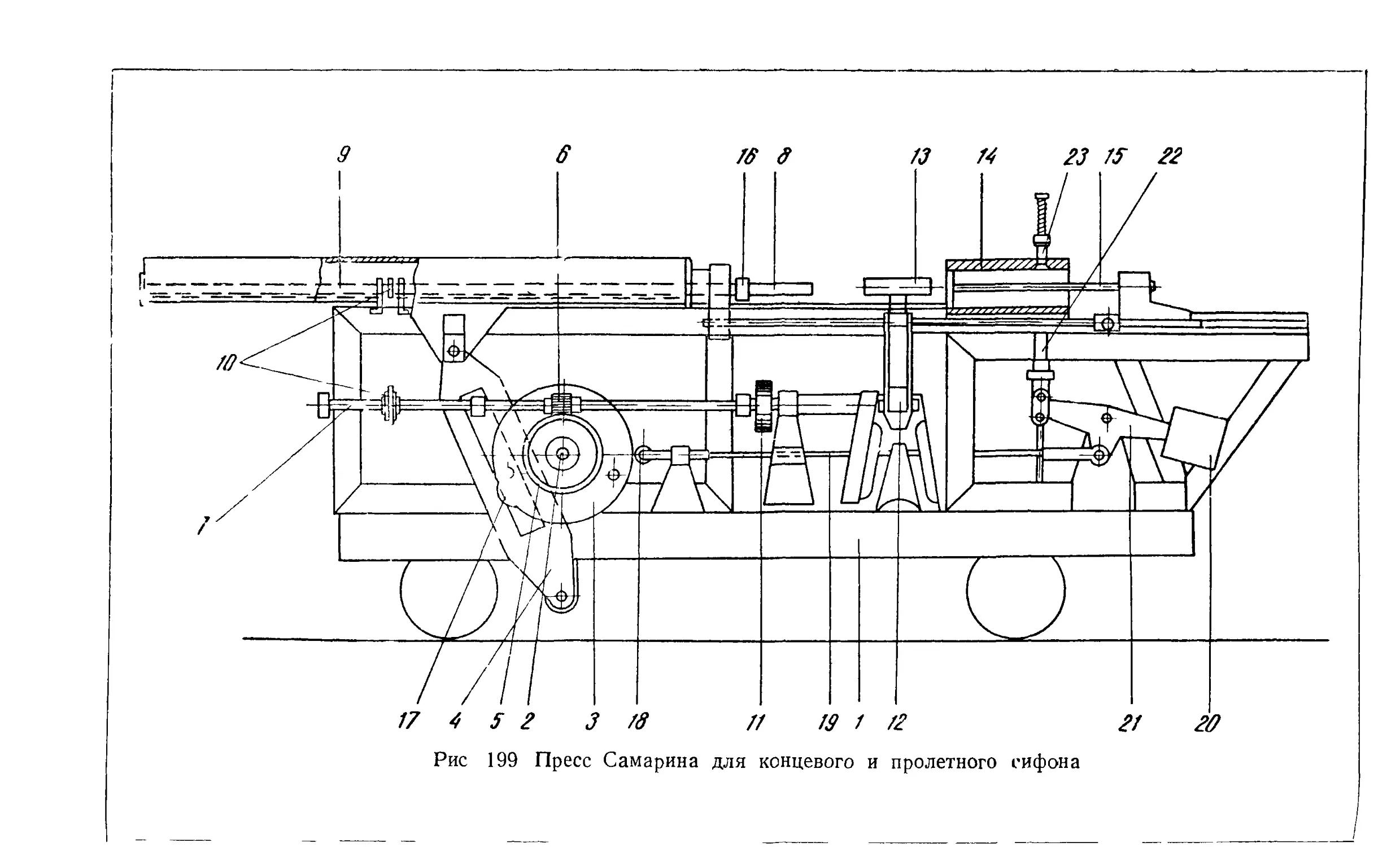
Пресс Самарина для концевого сифона ................ 351
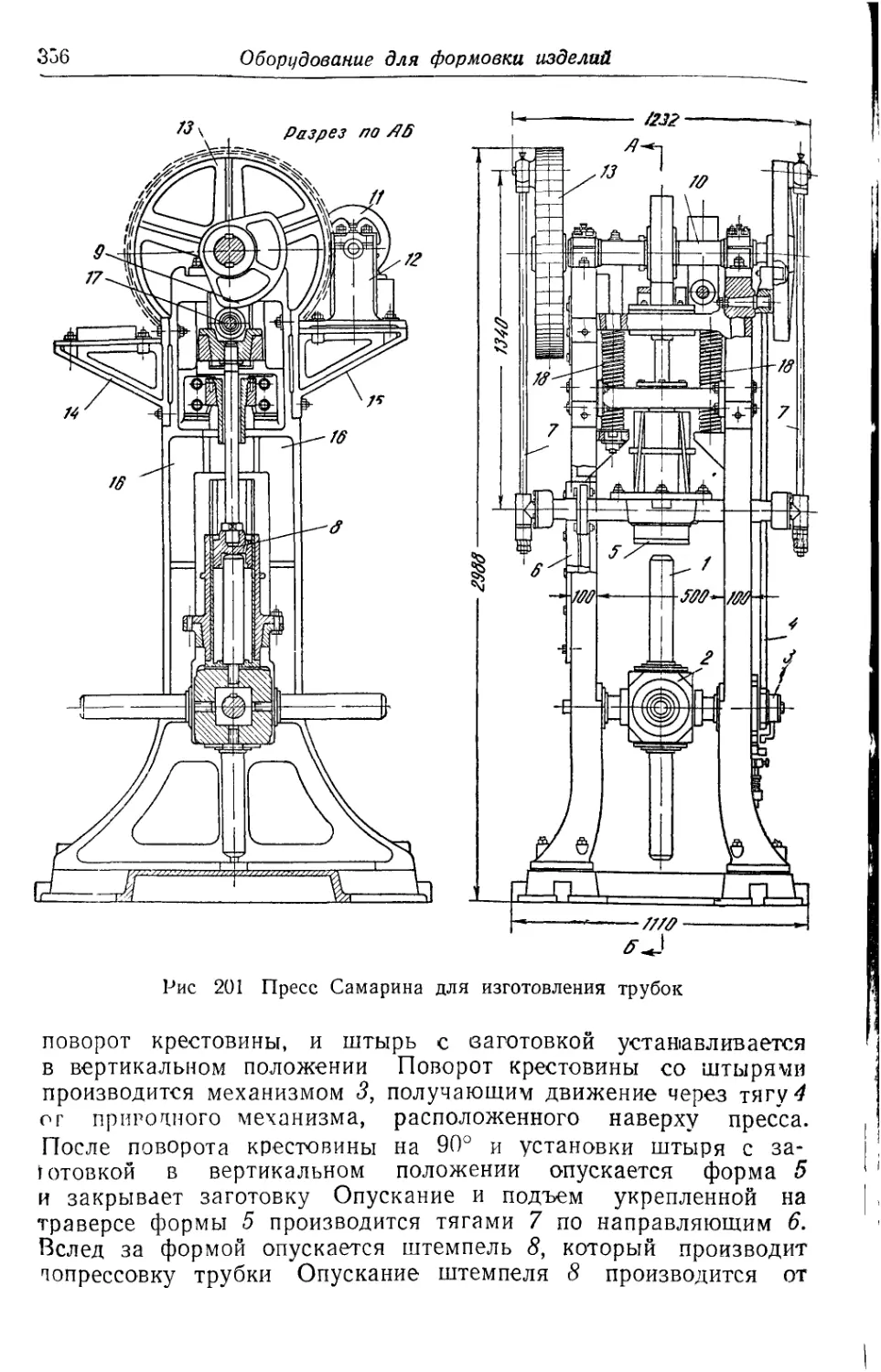
7, Прессы для формовки трубок .............................. 354
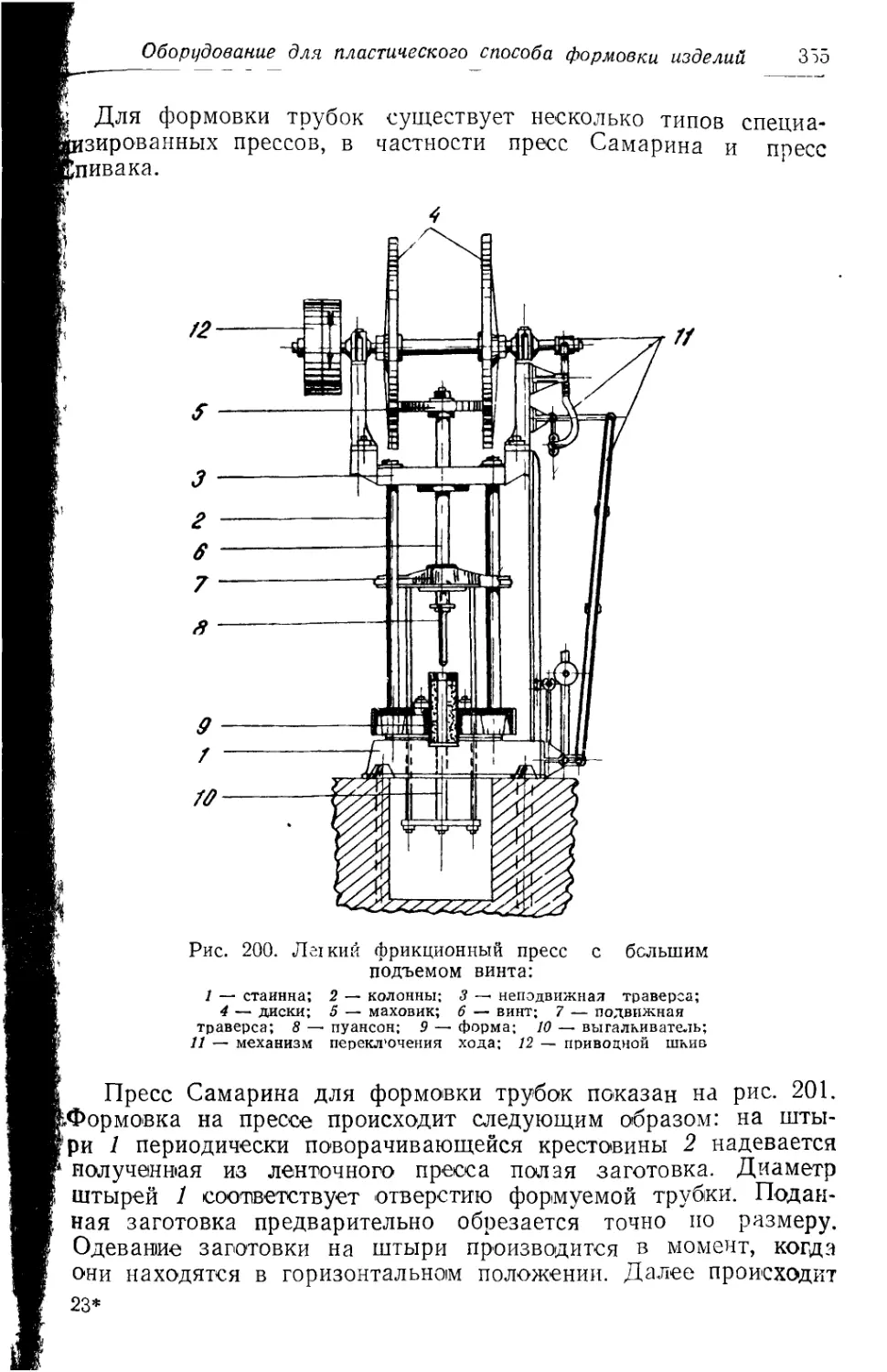
8. Прессы для формовки воронок, пробок и стаканов .......... 358
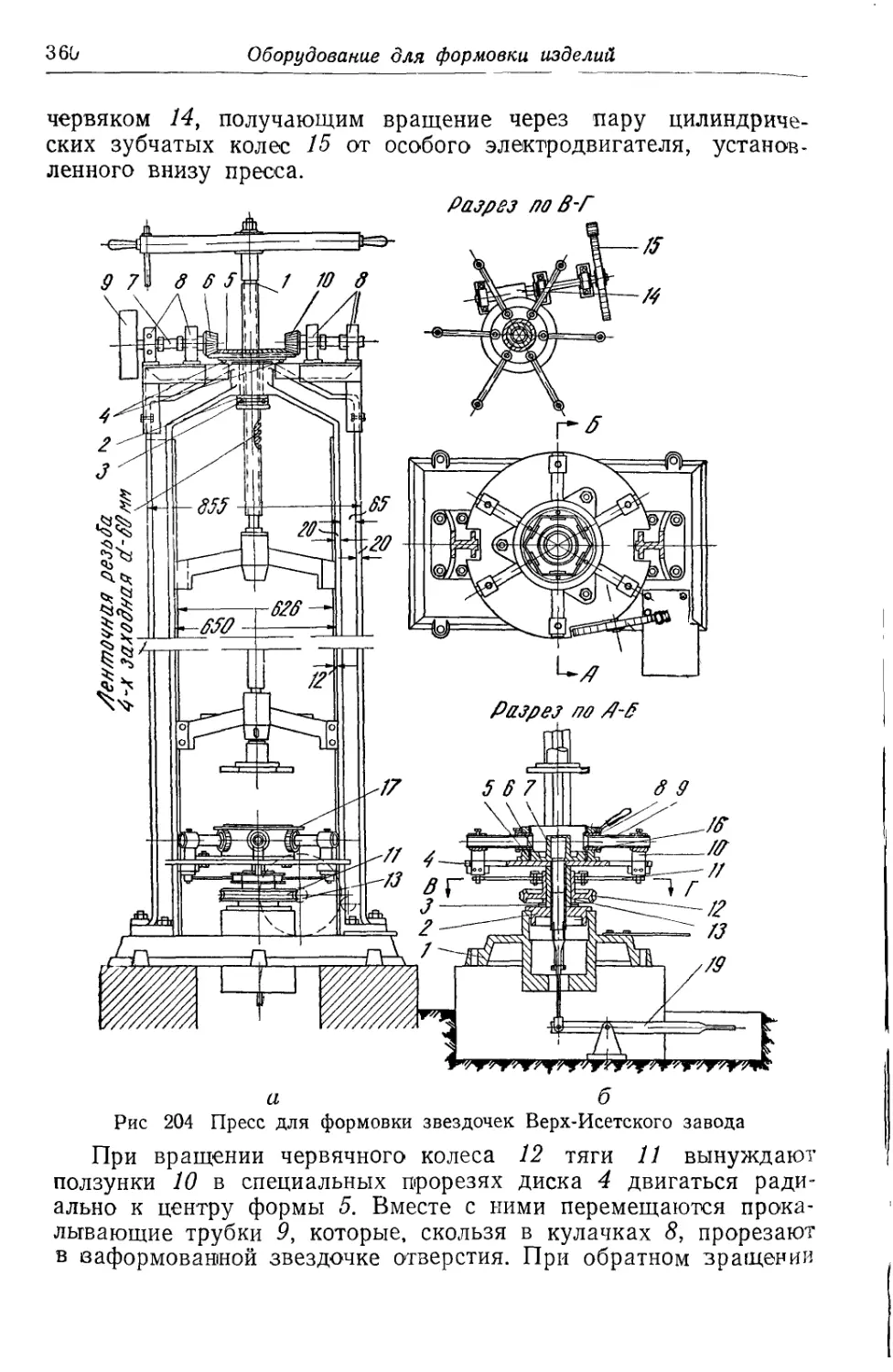
9. Прессы для формовки звездочек ........................... 359
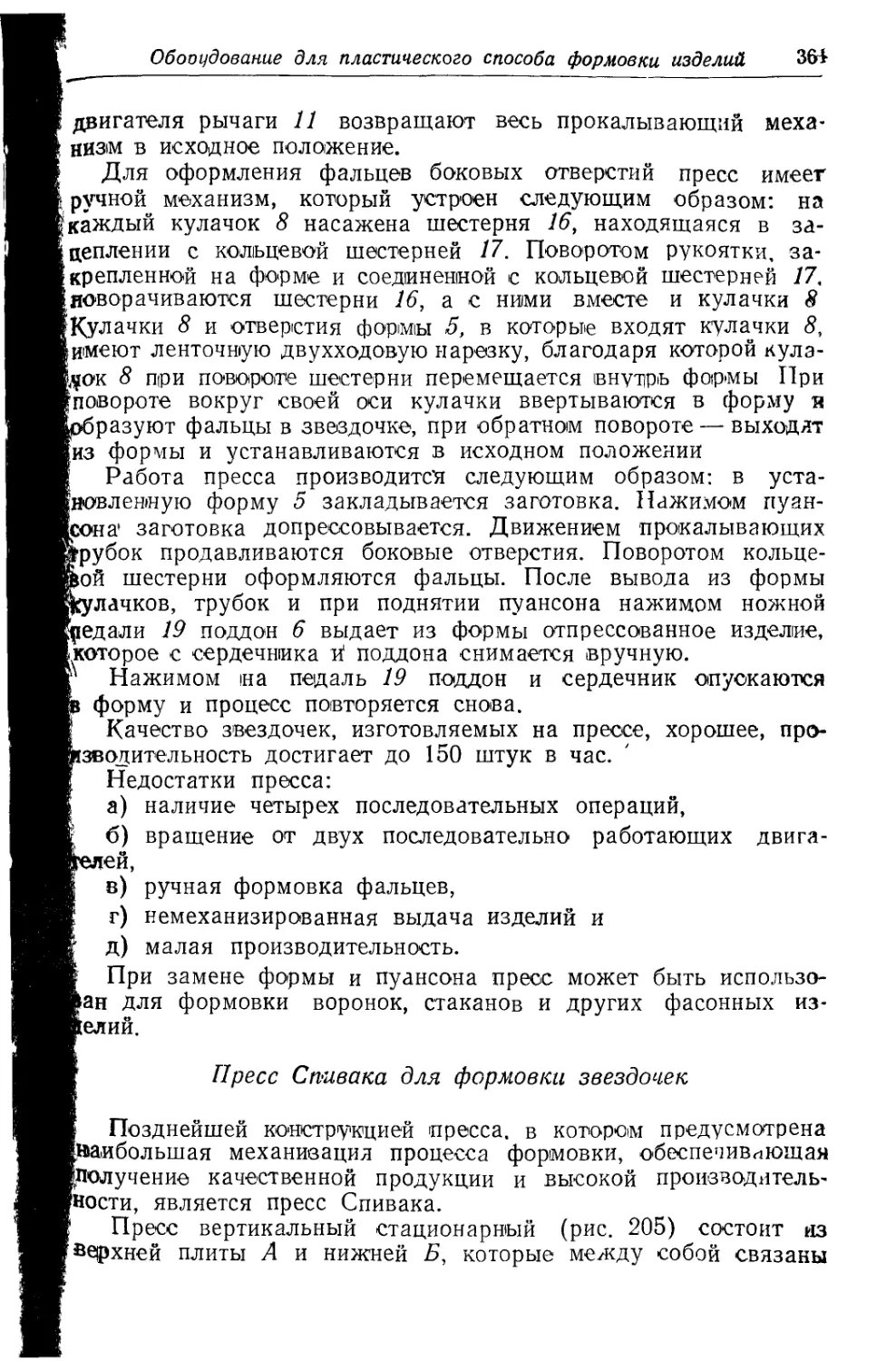
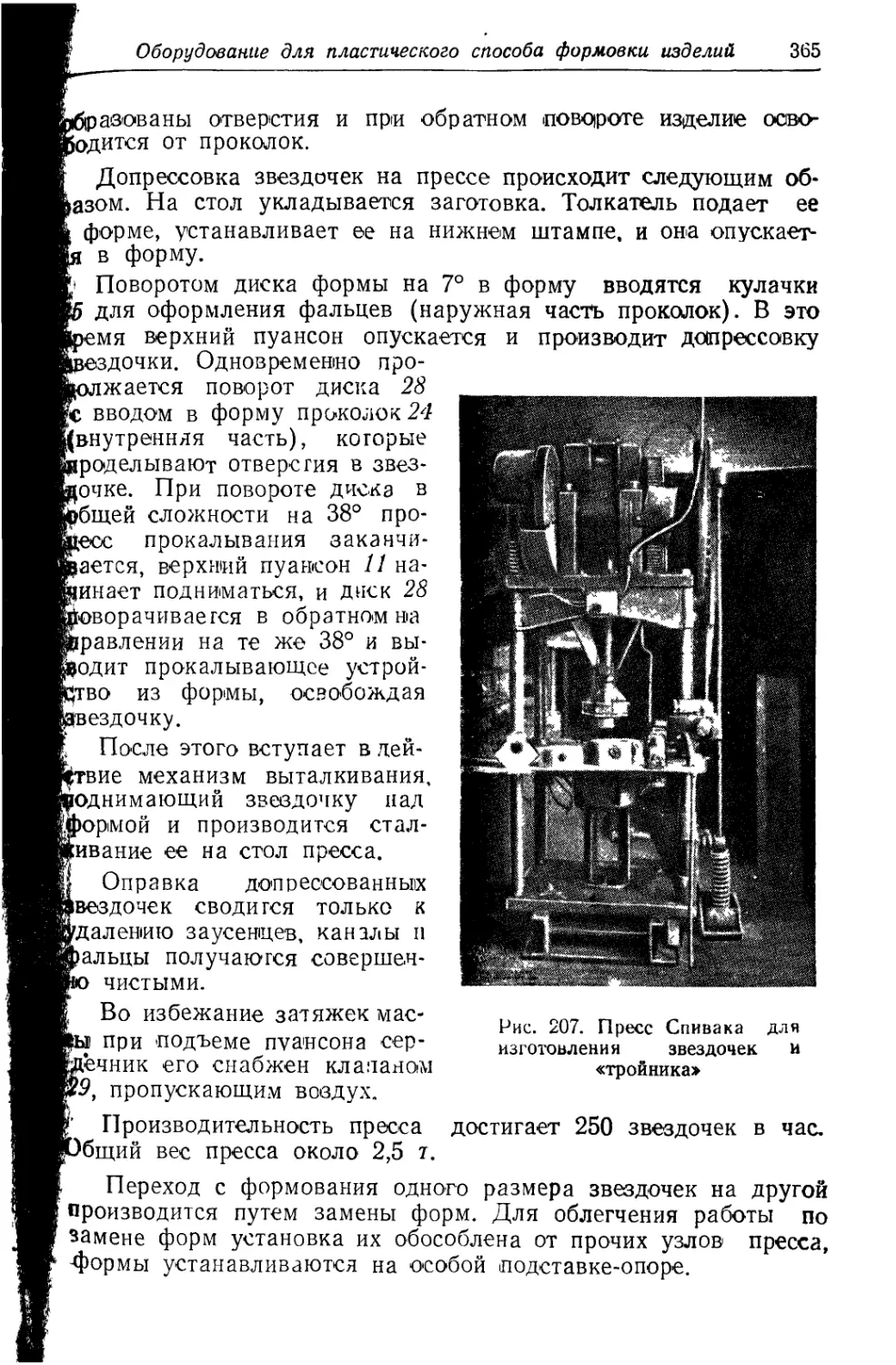
Пресс Спивака для формовки звездочек ................ 361
Устройство формы с прокалывающим механизмом ........ 364
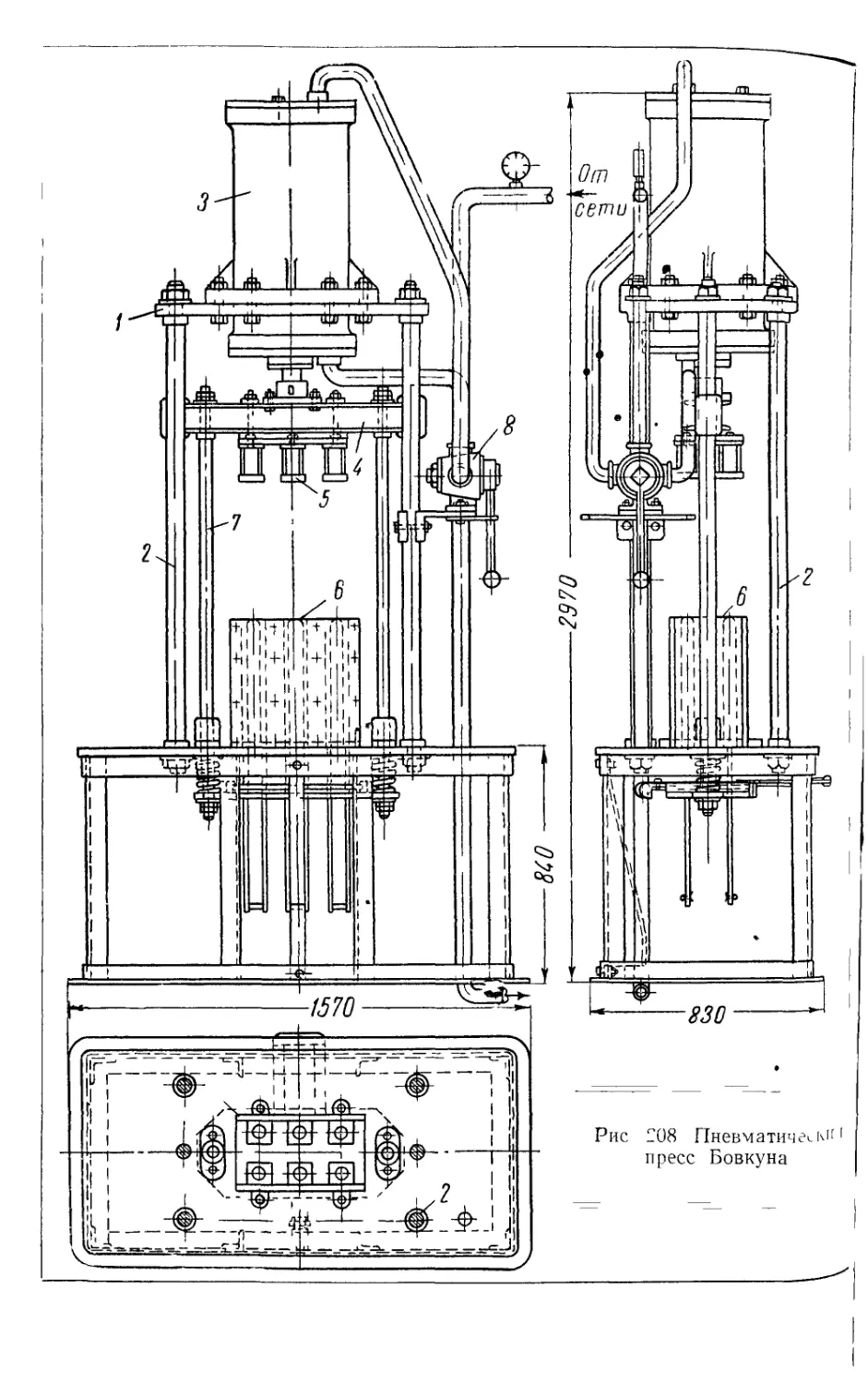
10. Пневматические прессы .................................. 367
11. Определение производительности допрессовочных прессов..... 367
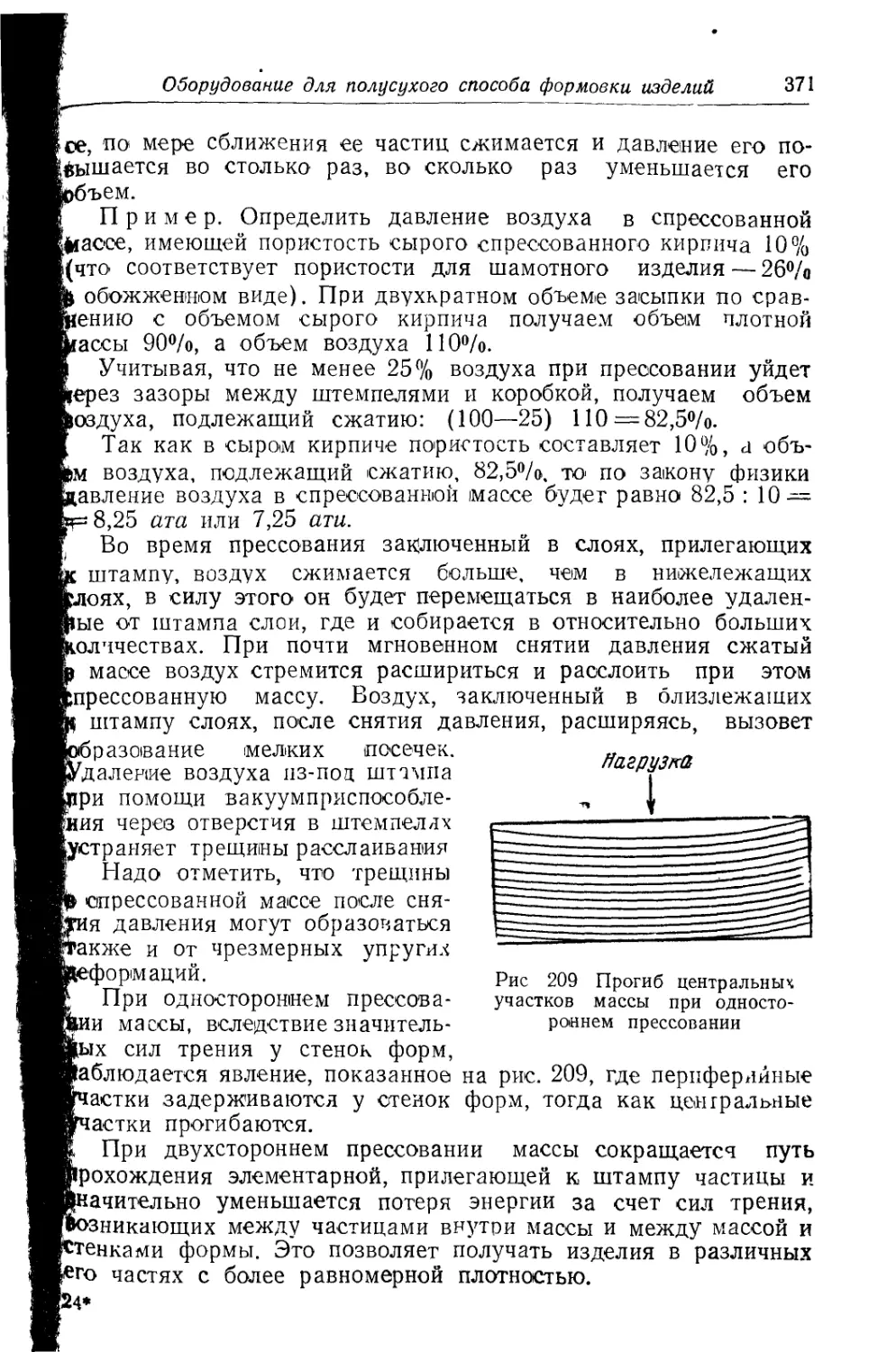
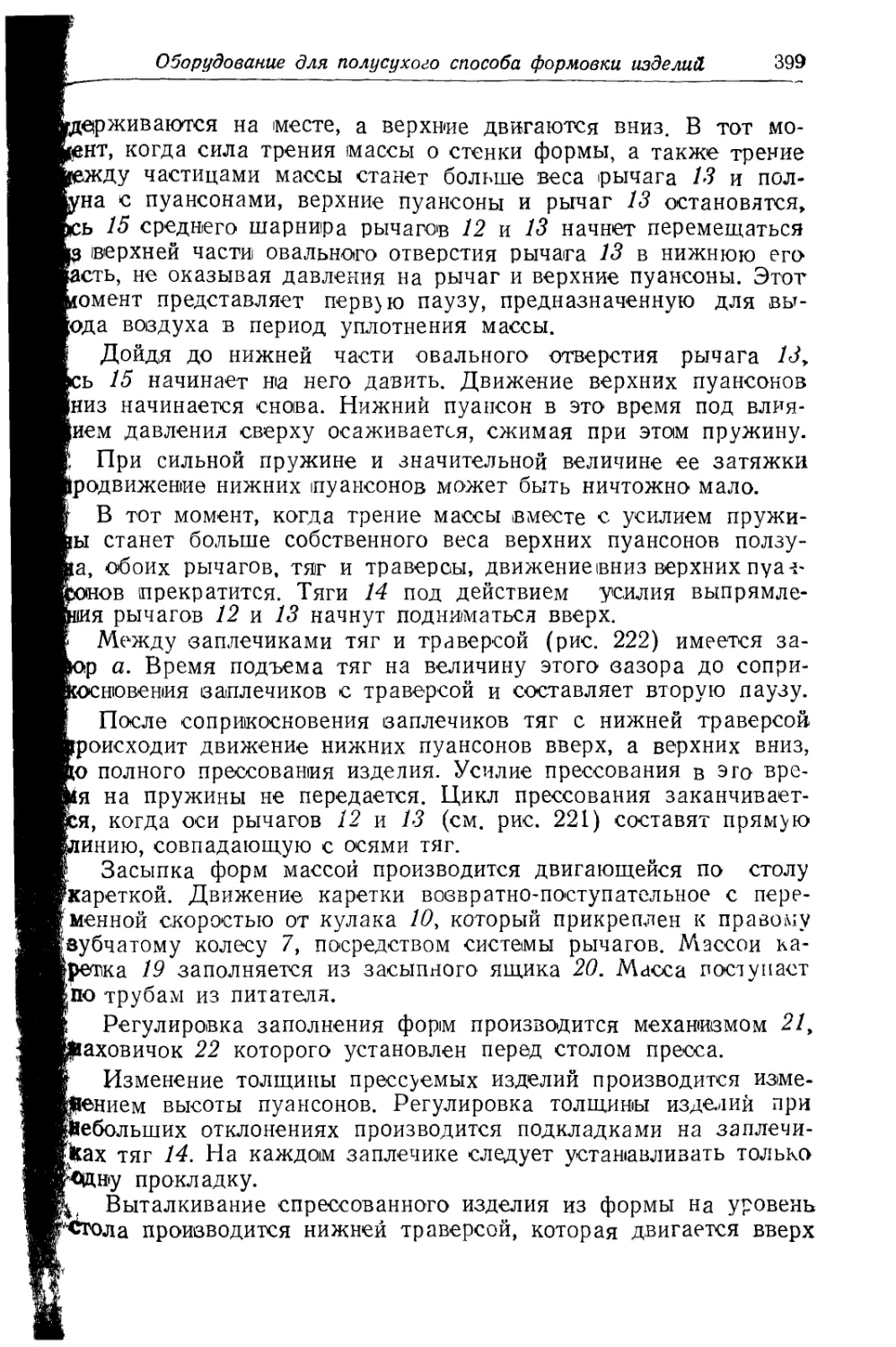
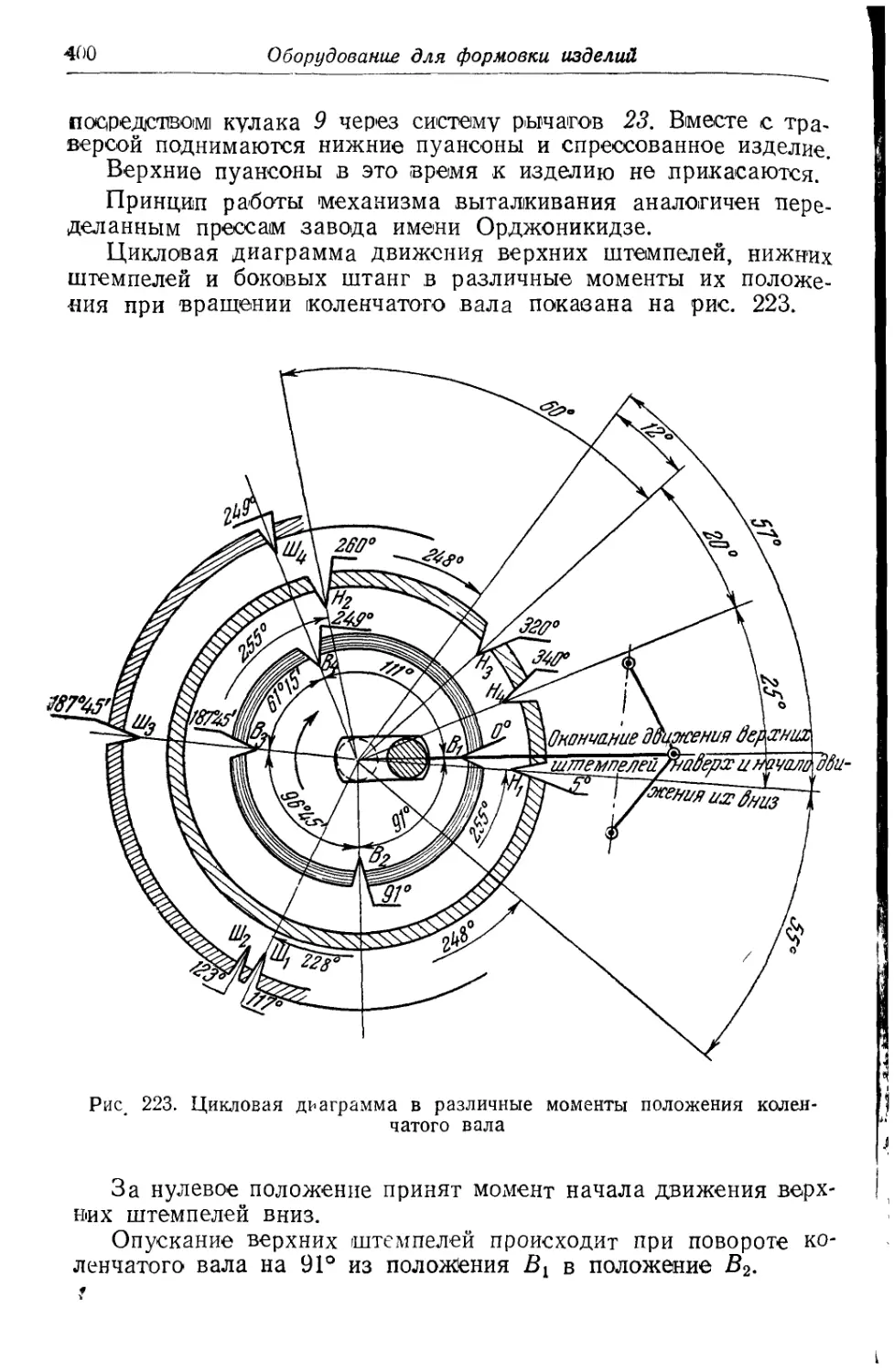
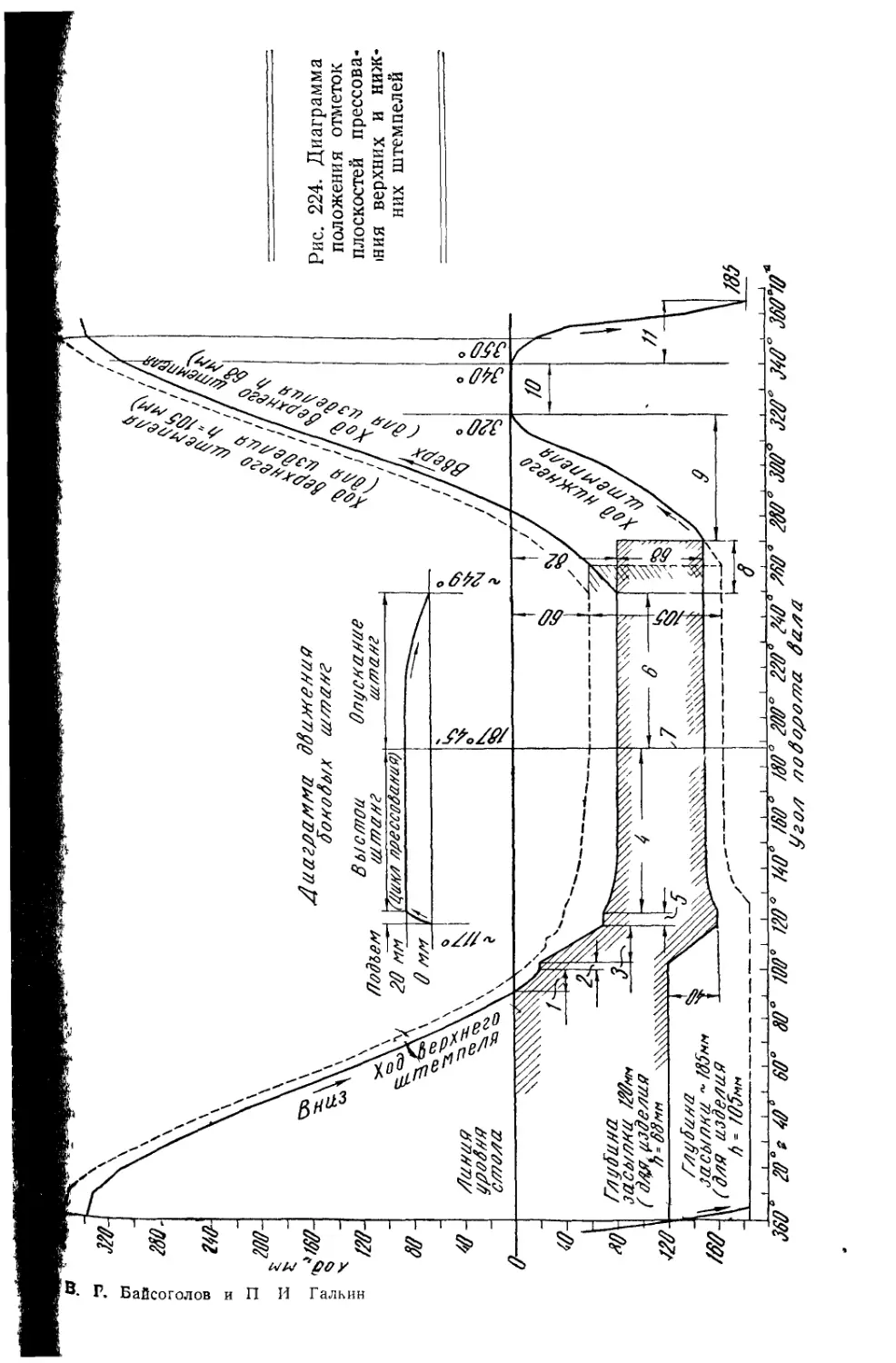
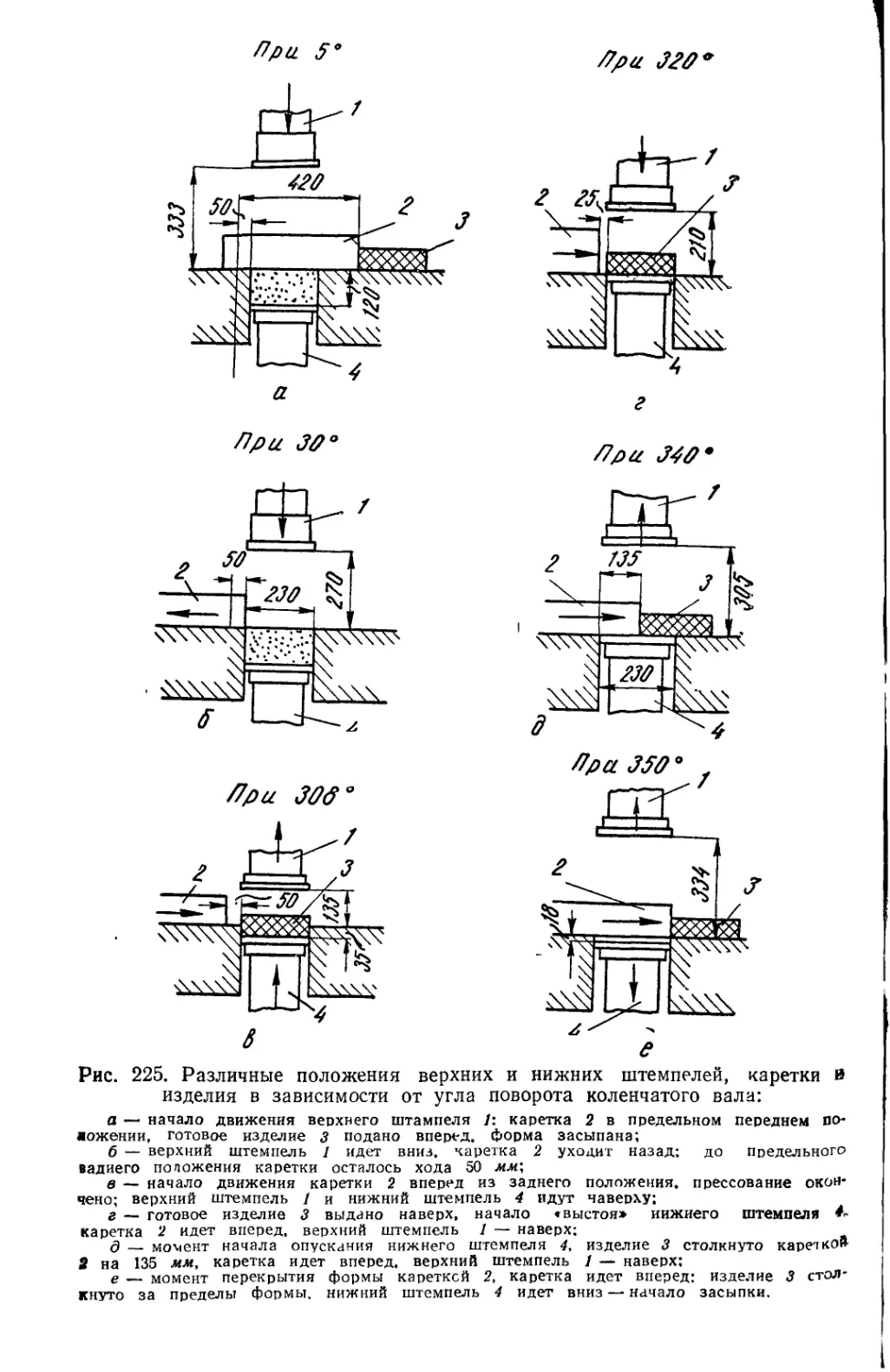
Глава 2. Оборудование для полусухого способа формовки изделий.. 369
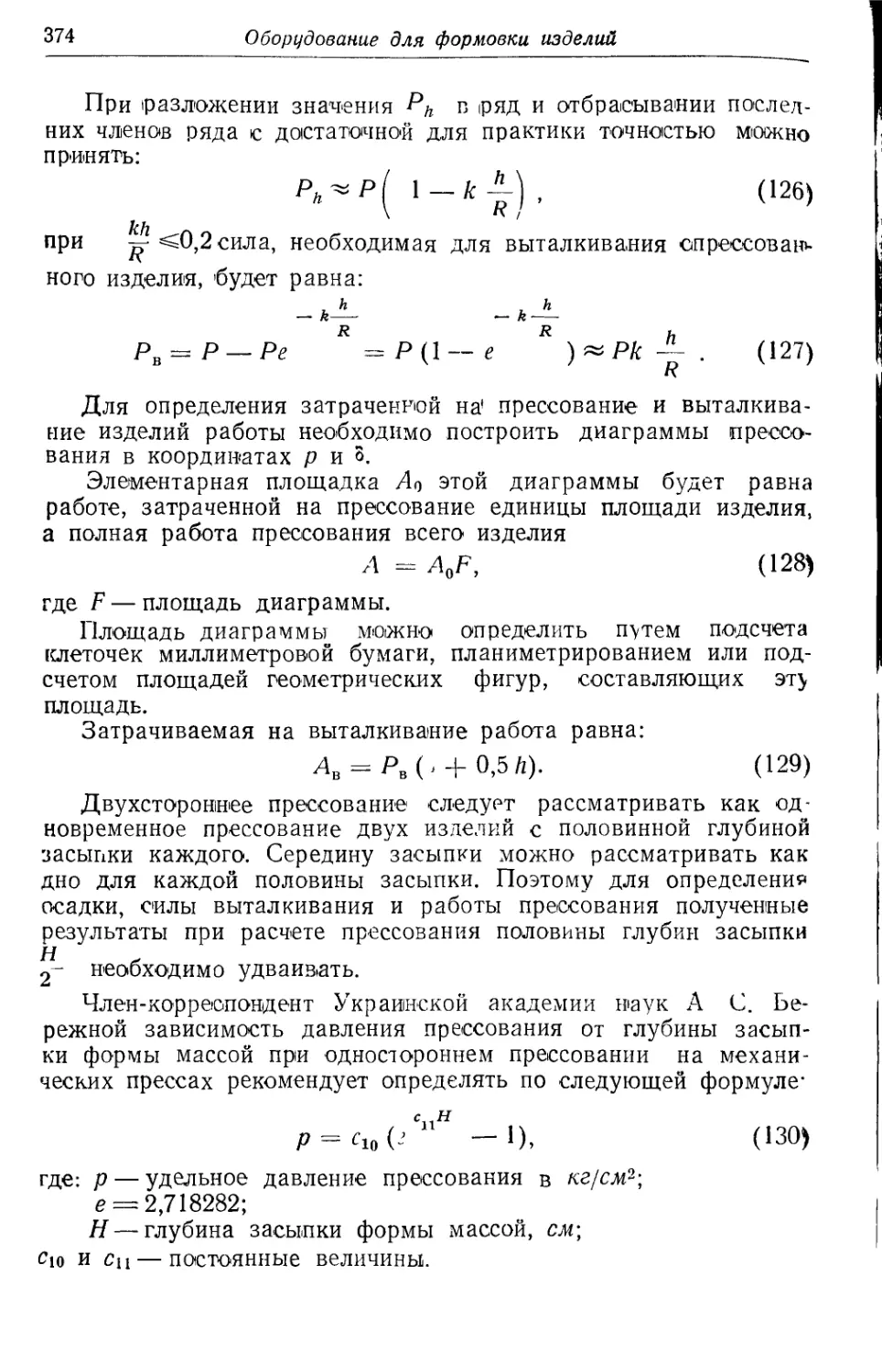
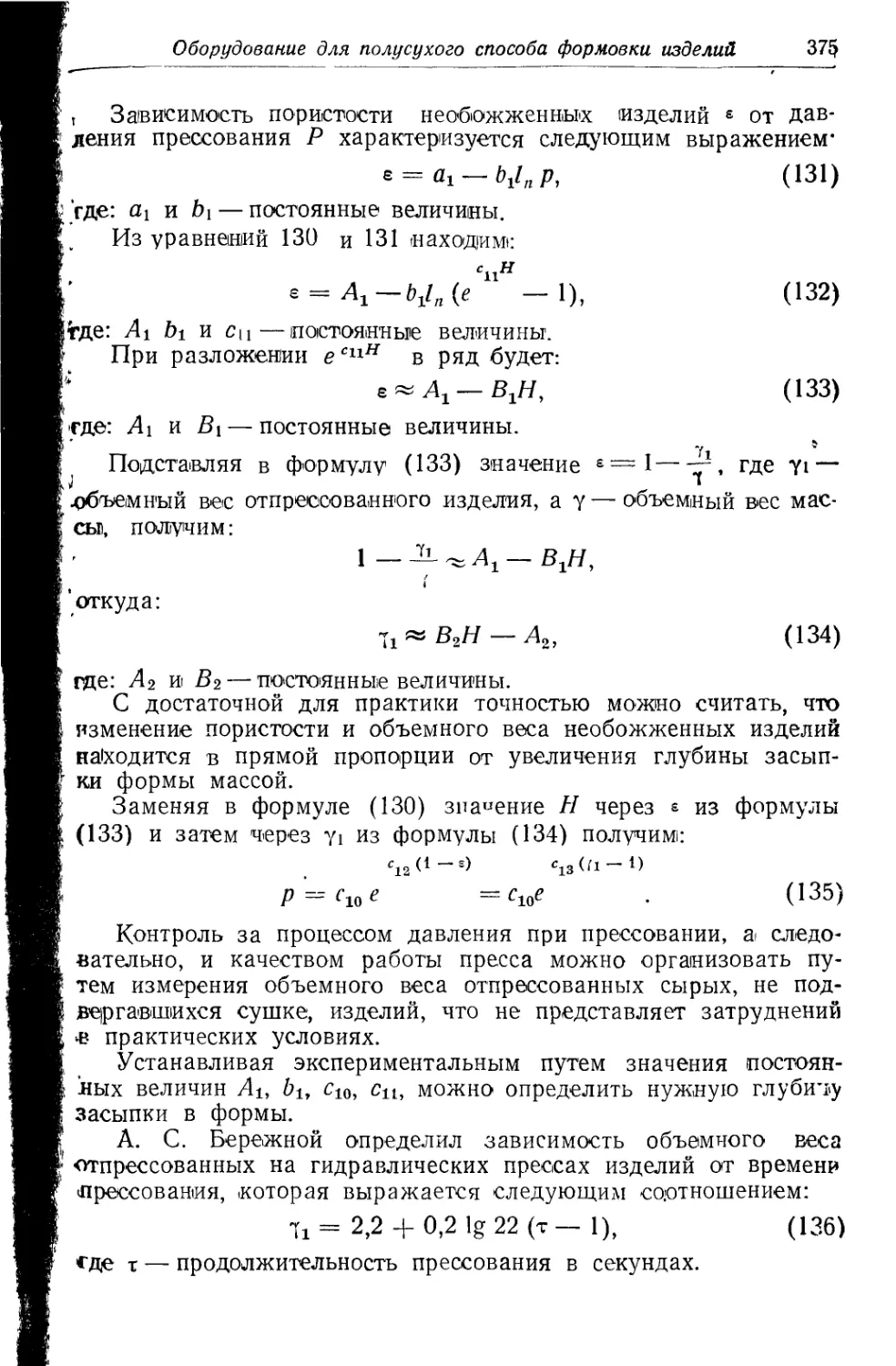
1. Основы теории сухого прессования огнеупоров ............. 369
Аналитическая зависимость, определяющая процессы прес-
сования ......................................... 369
Оглавление
7
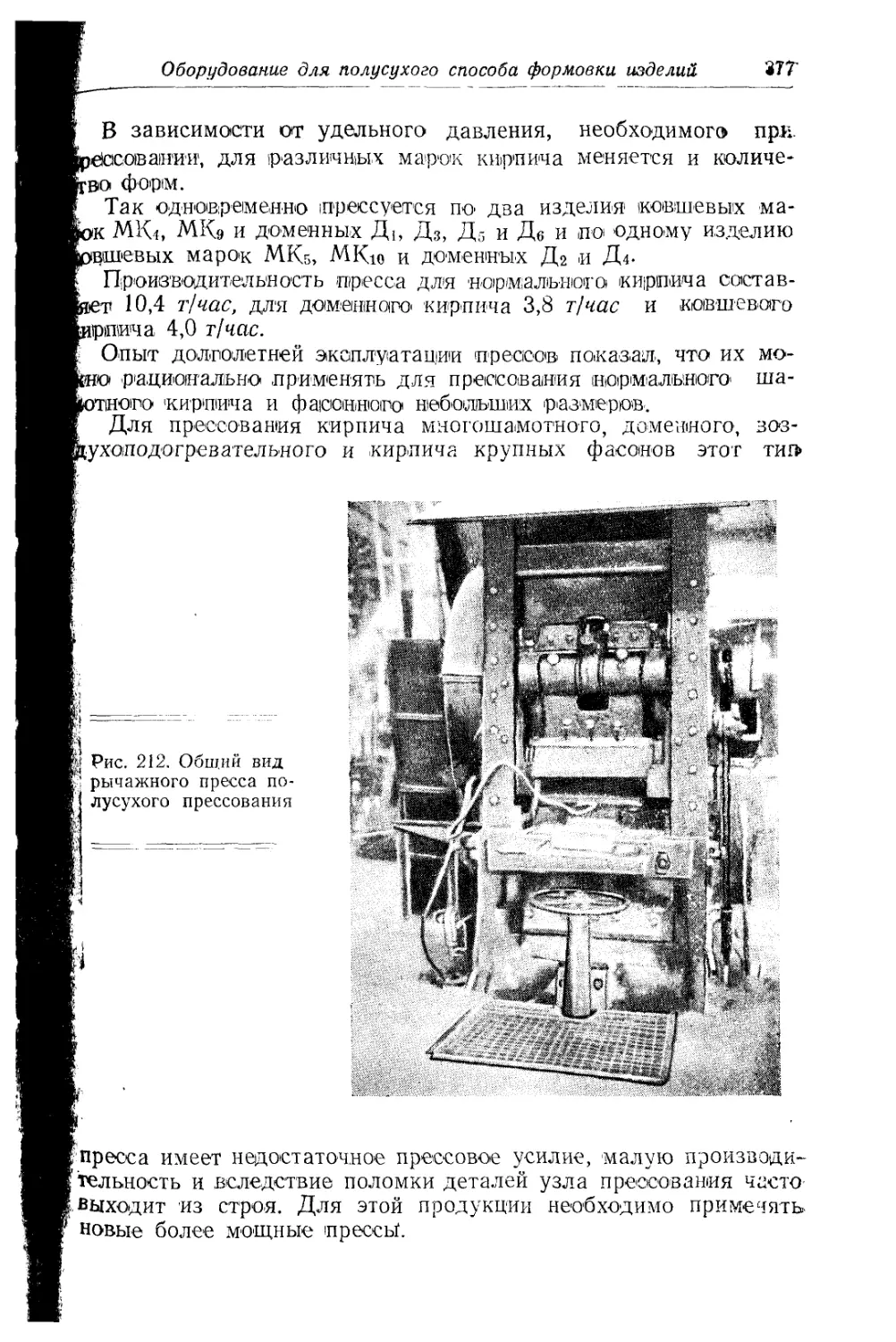
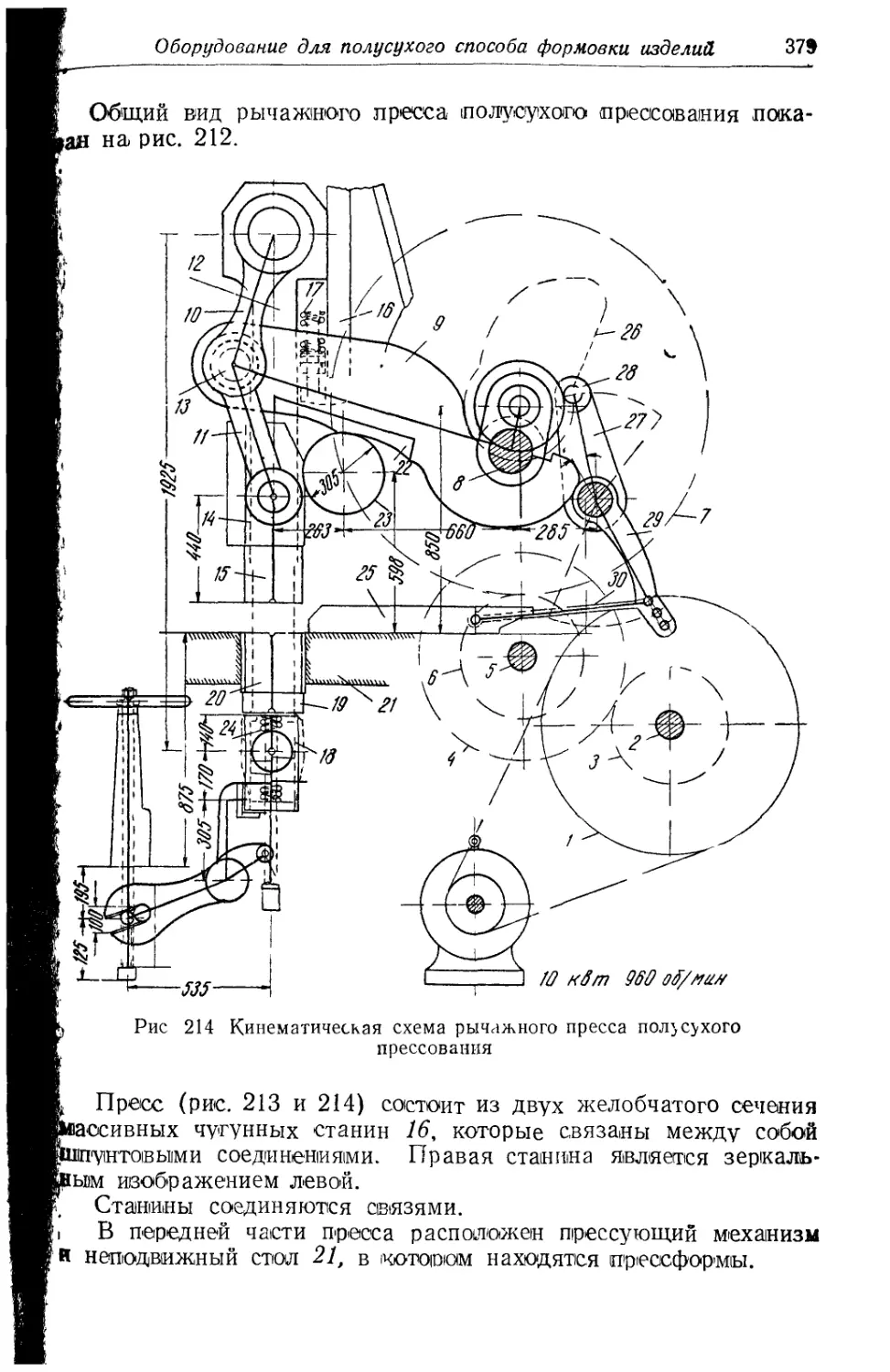
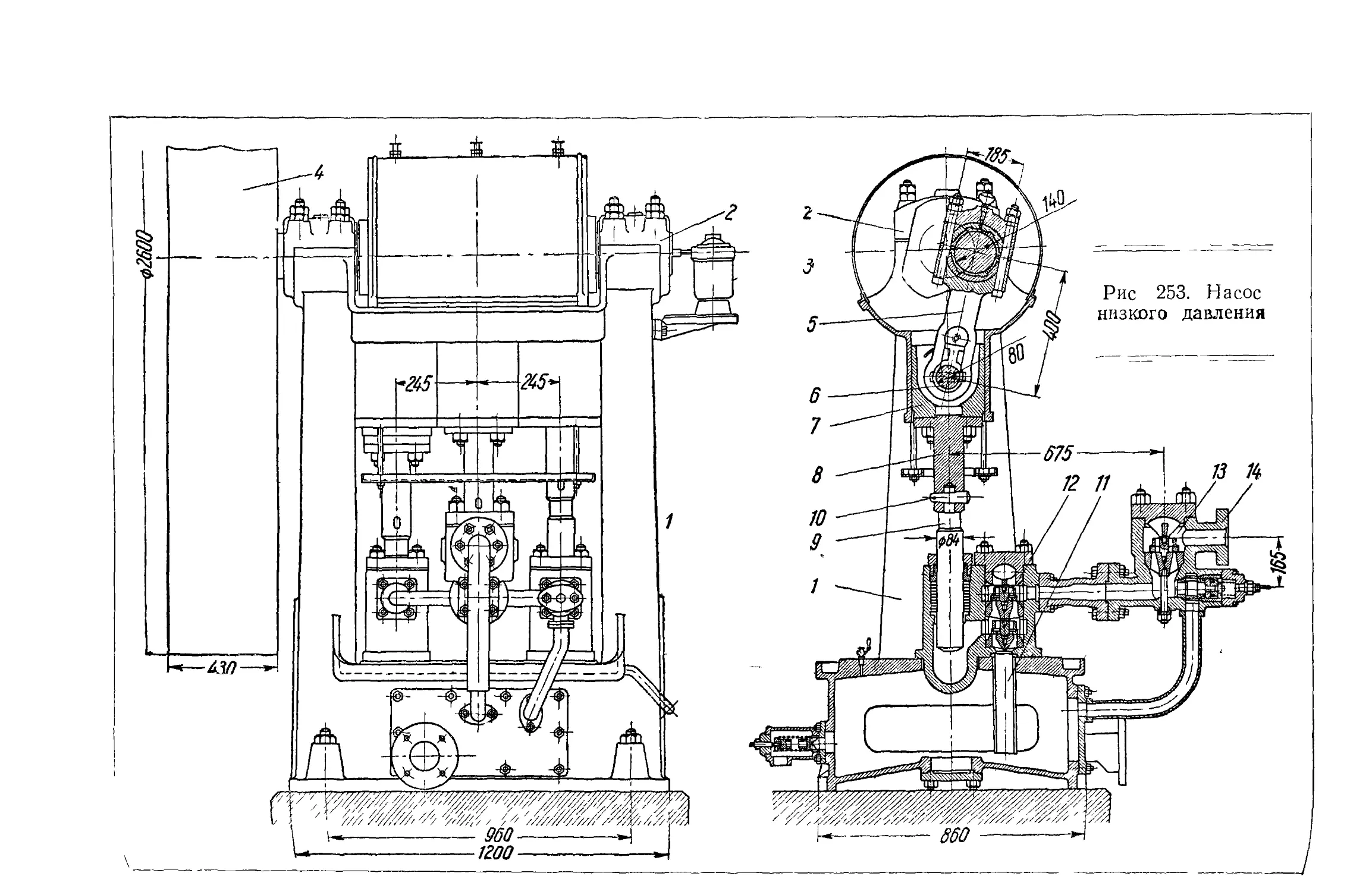
2. Пресс полусухого прессования рычажного типа ............. 376
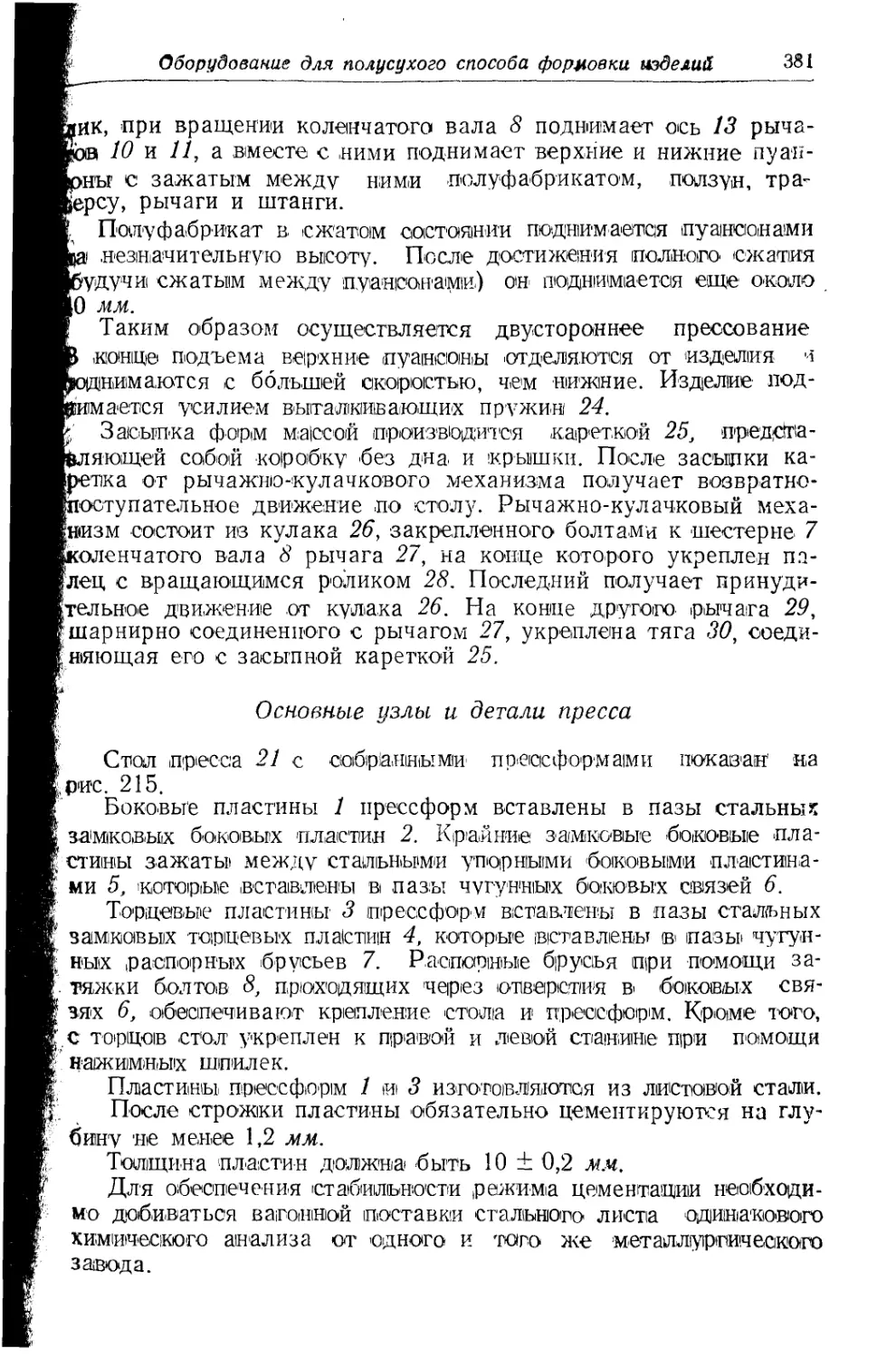
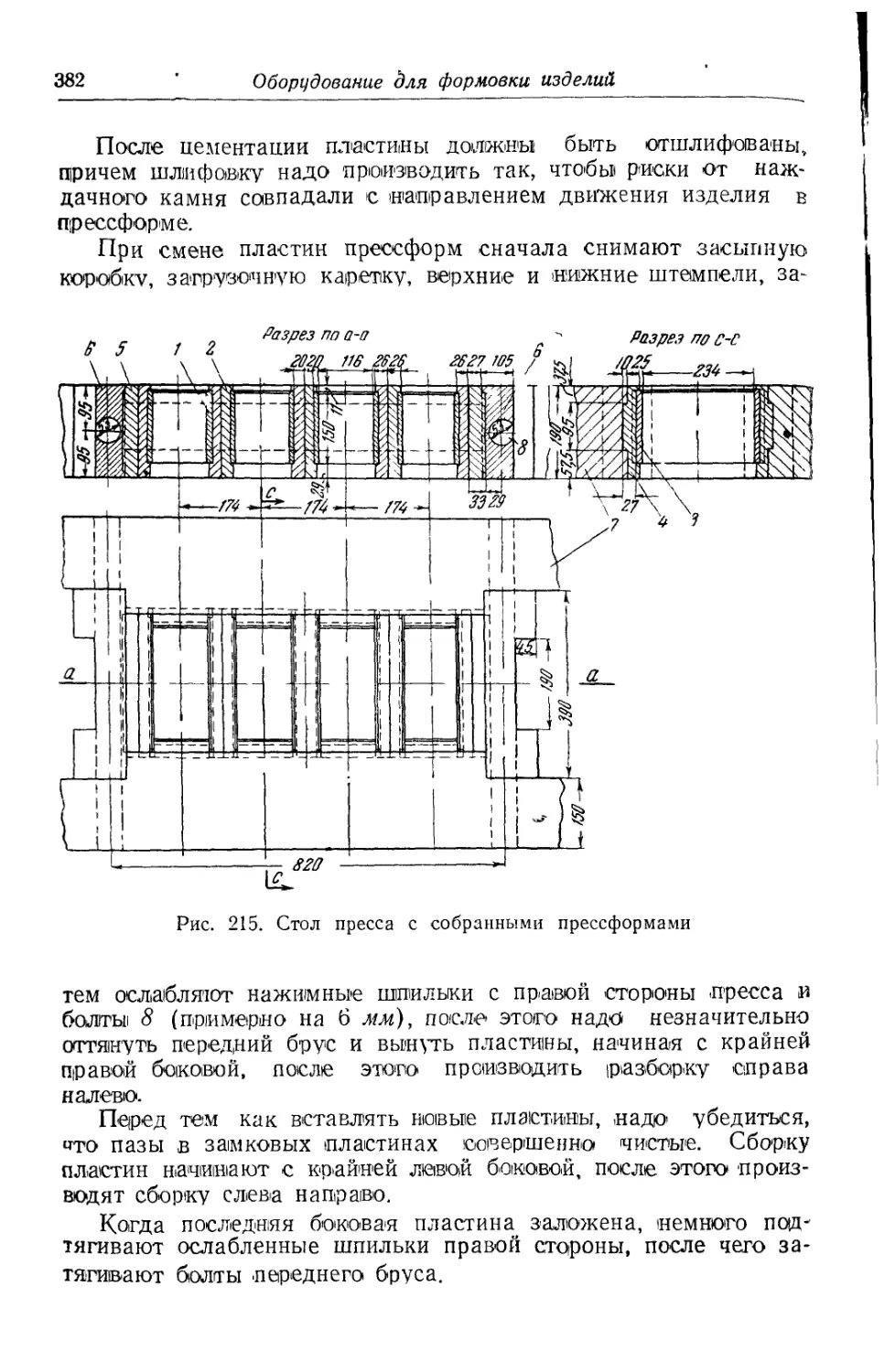
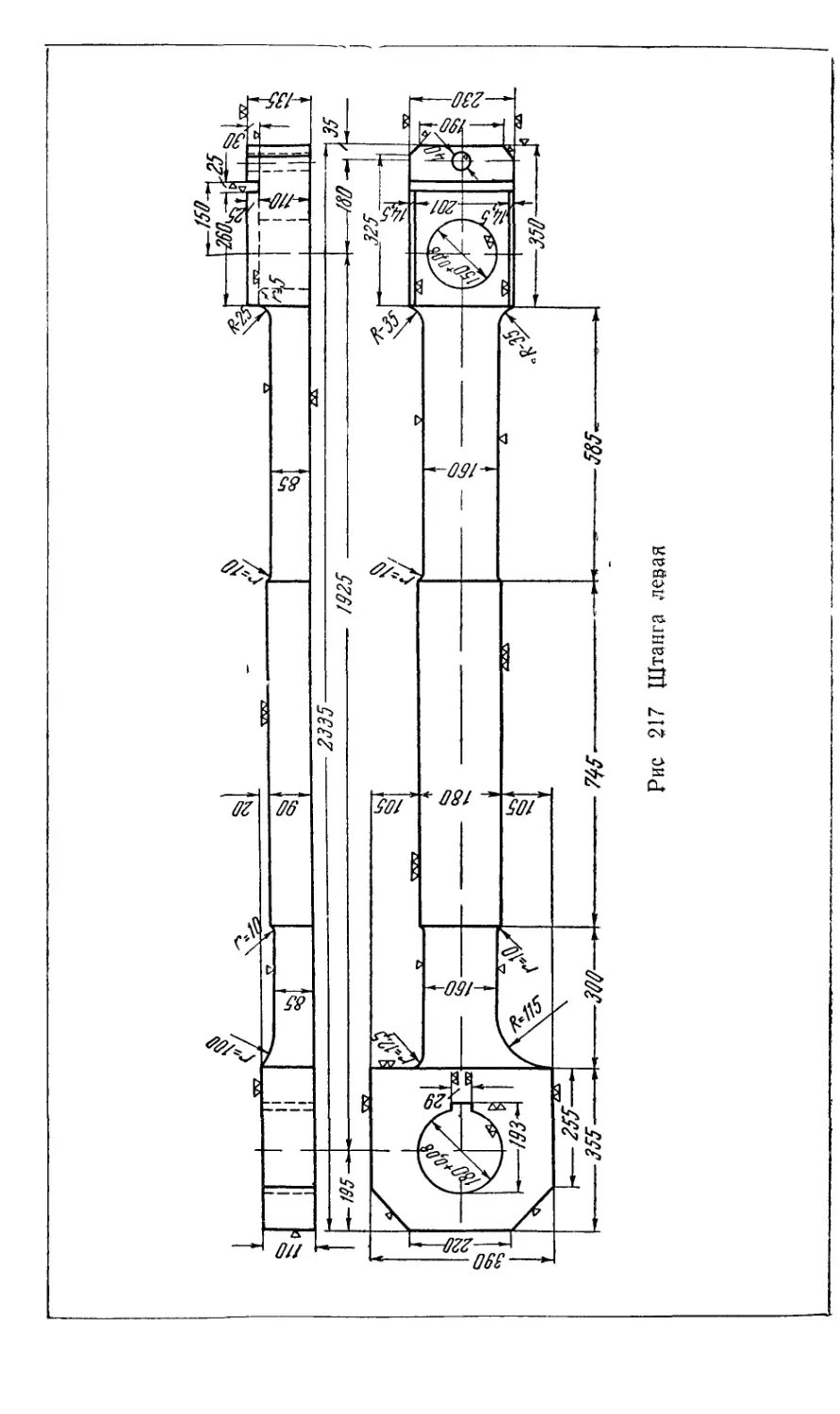
Основные узлы и детали пресса ..................... 381
Сборка пресса ..............,...................... 387
Регулировка пресса ................................ 389
Реконструированный узел выталкивания .............. 391
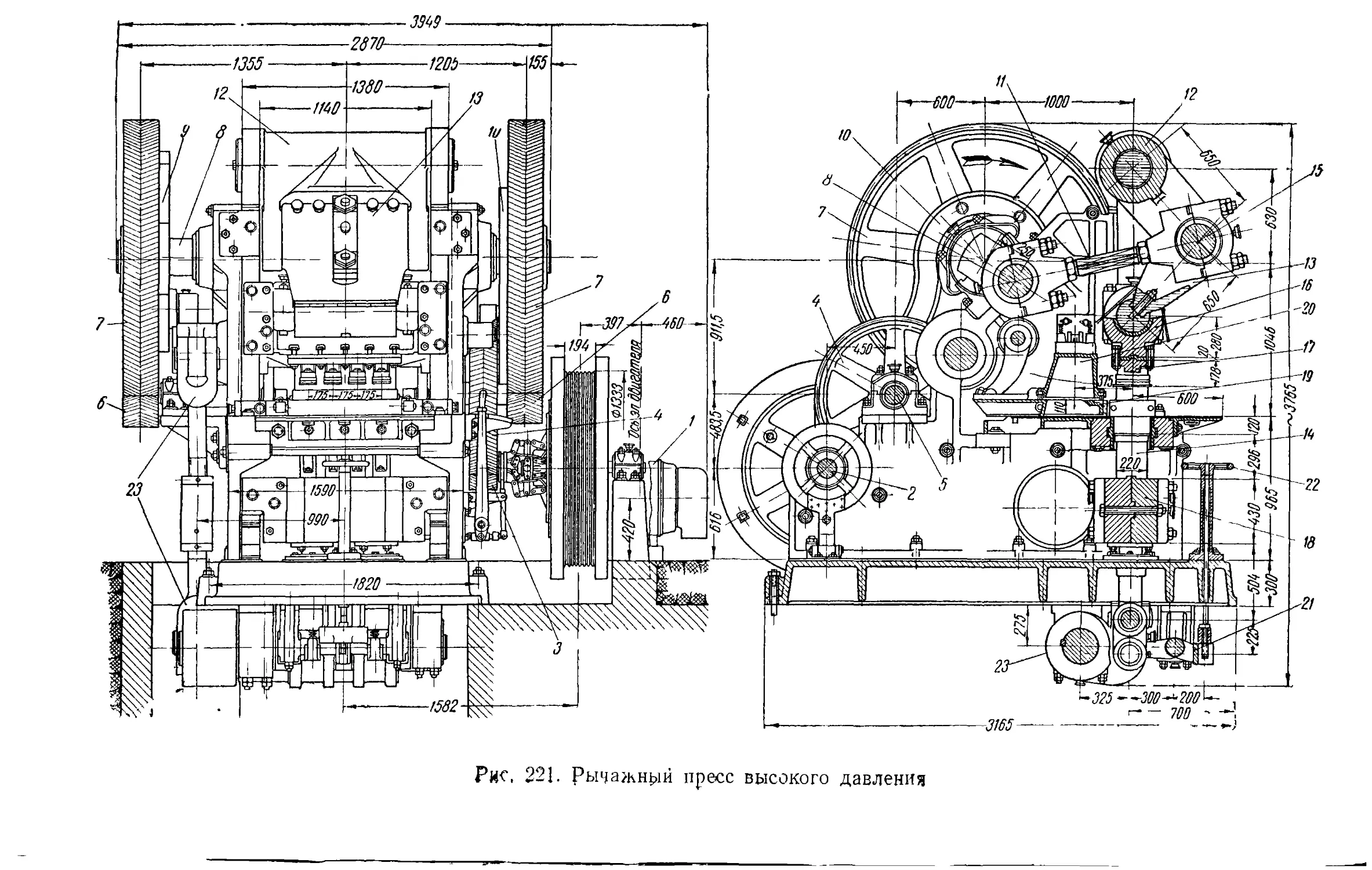
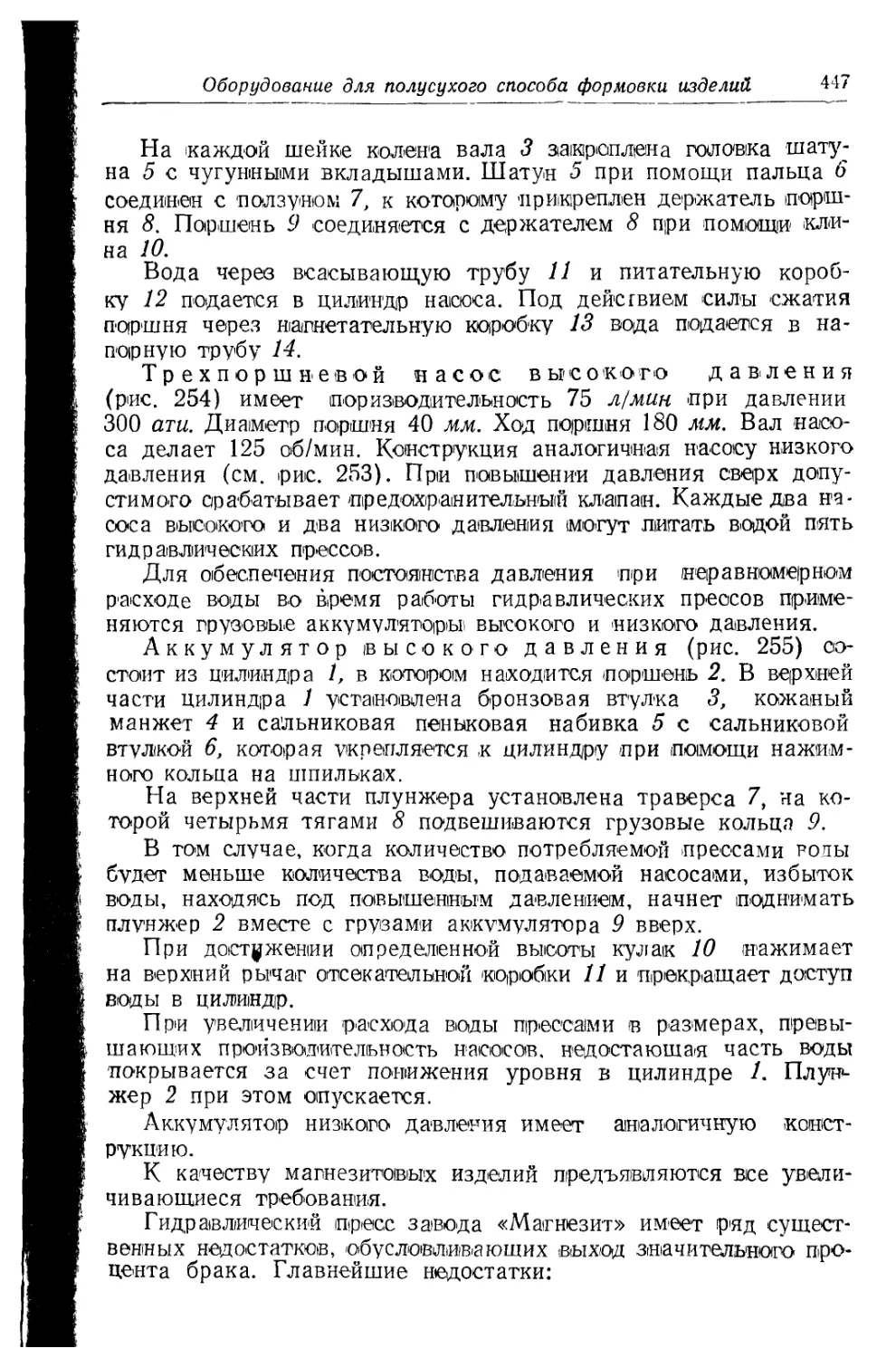
3. Пресс рычажного типа высокого давления................... 395
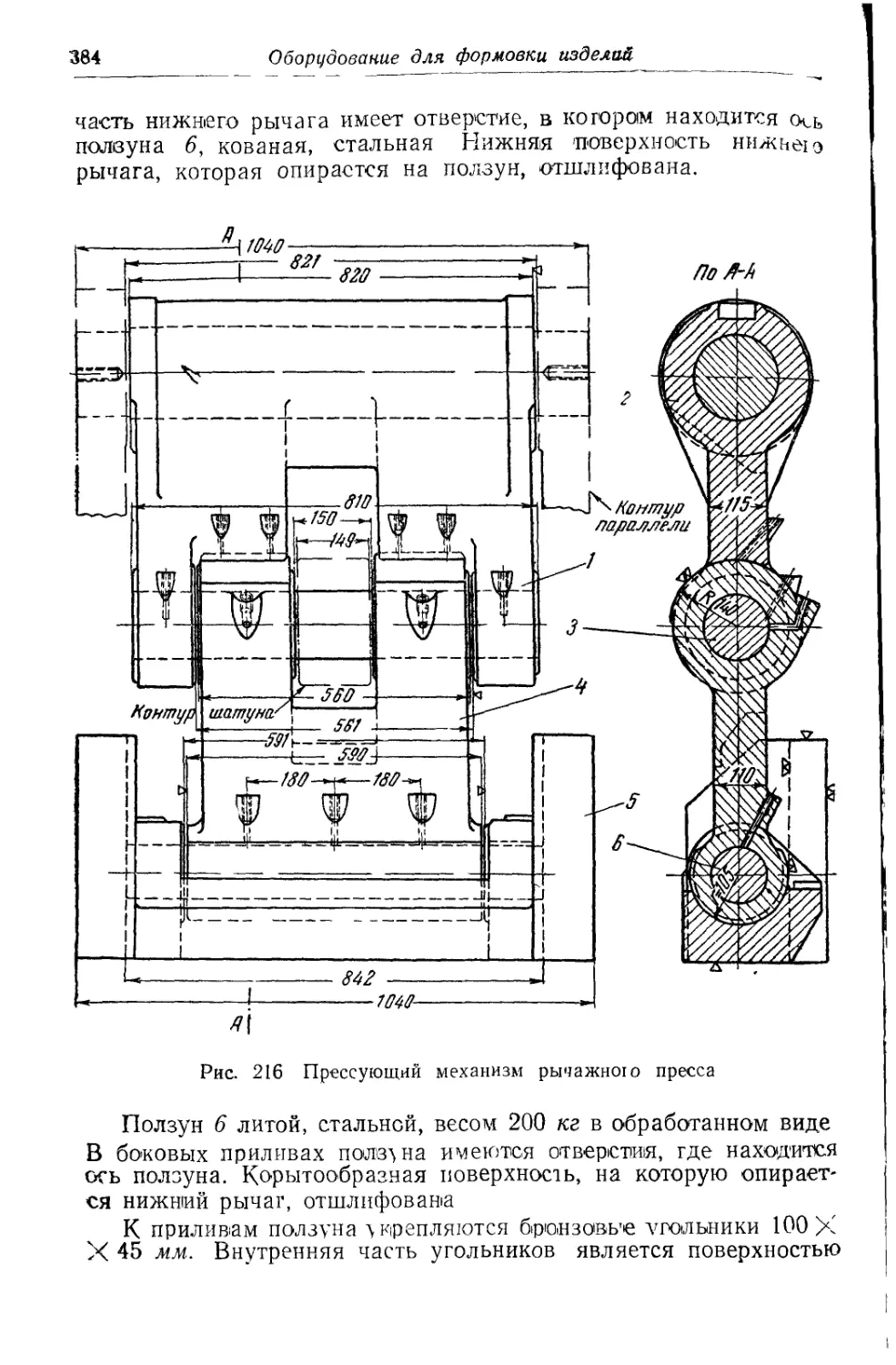
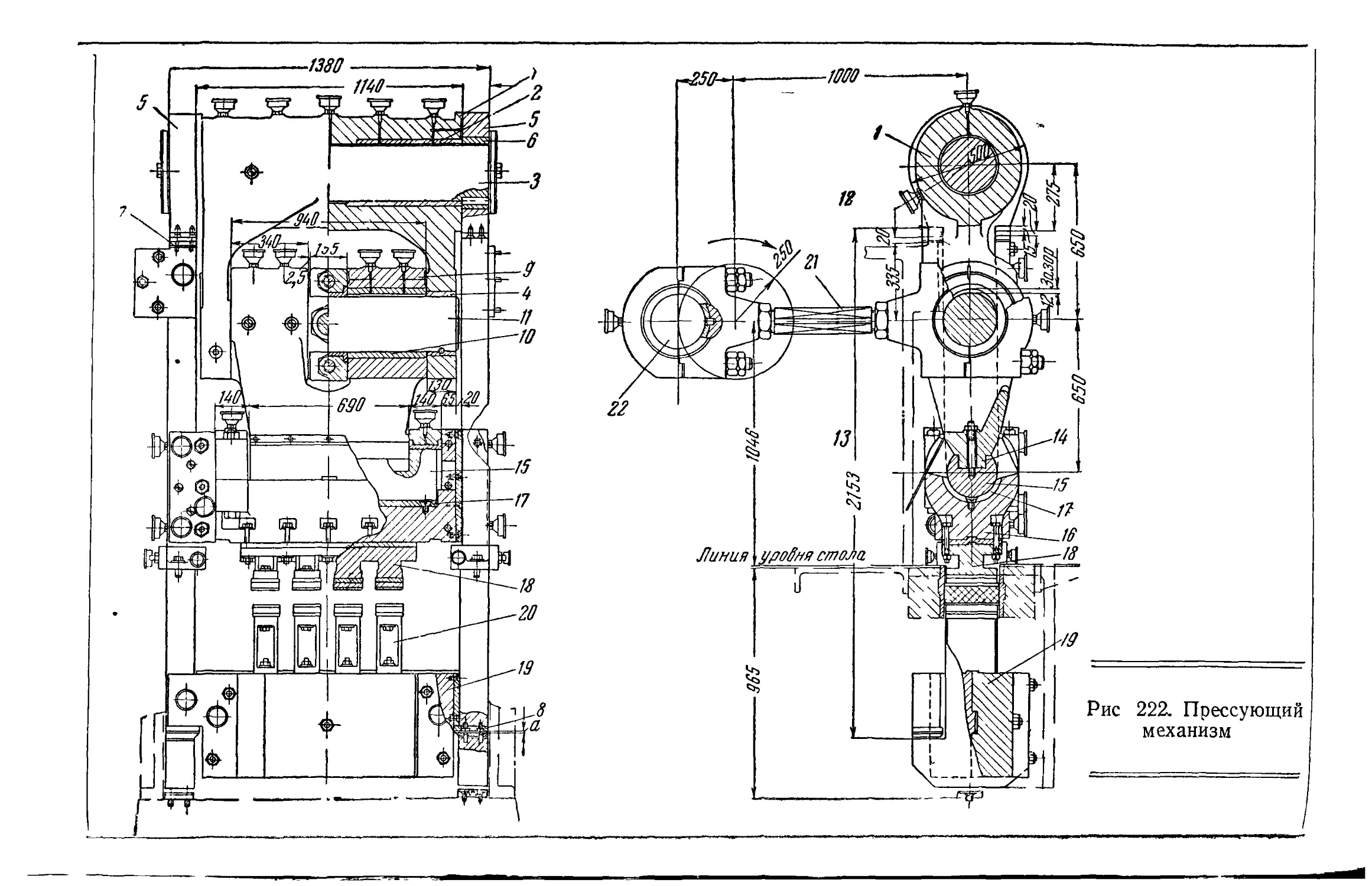
Основные узлы и детали пресса ................... 403
Примерный расчет пресса ................,.......... 405
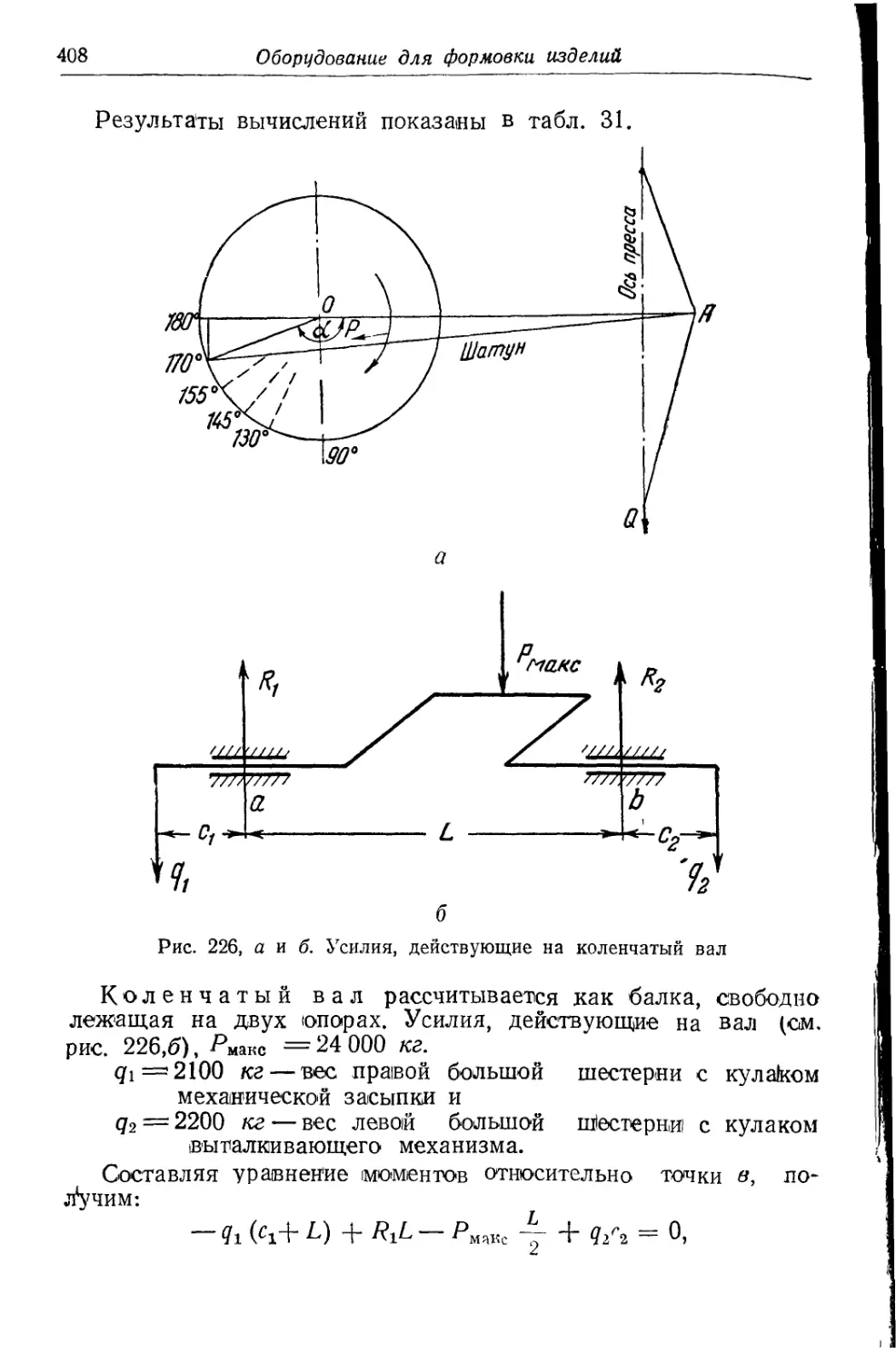
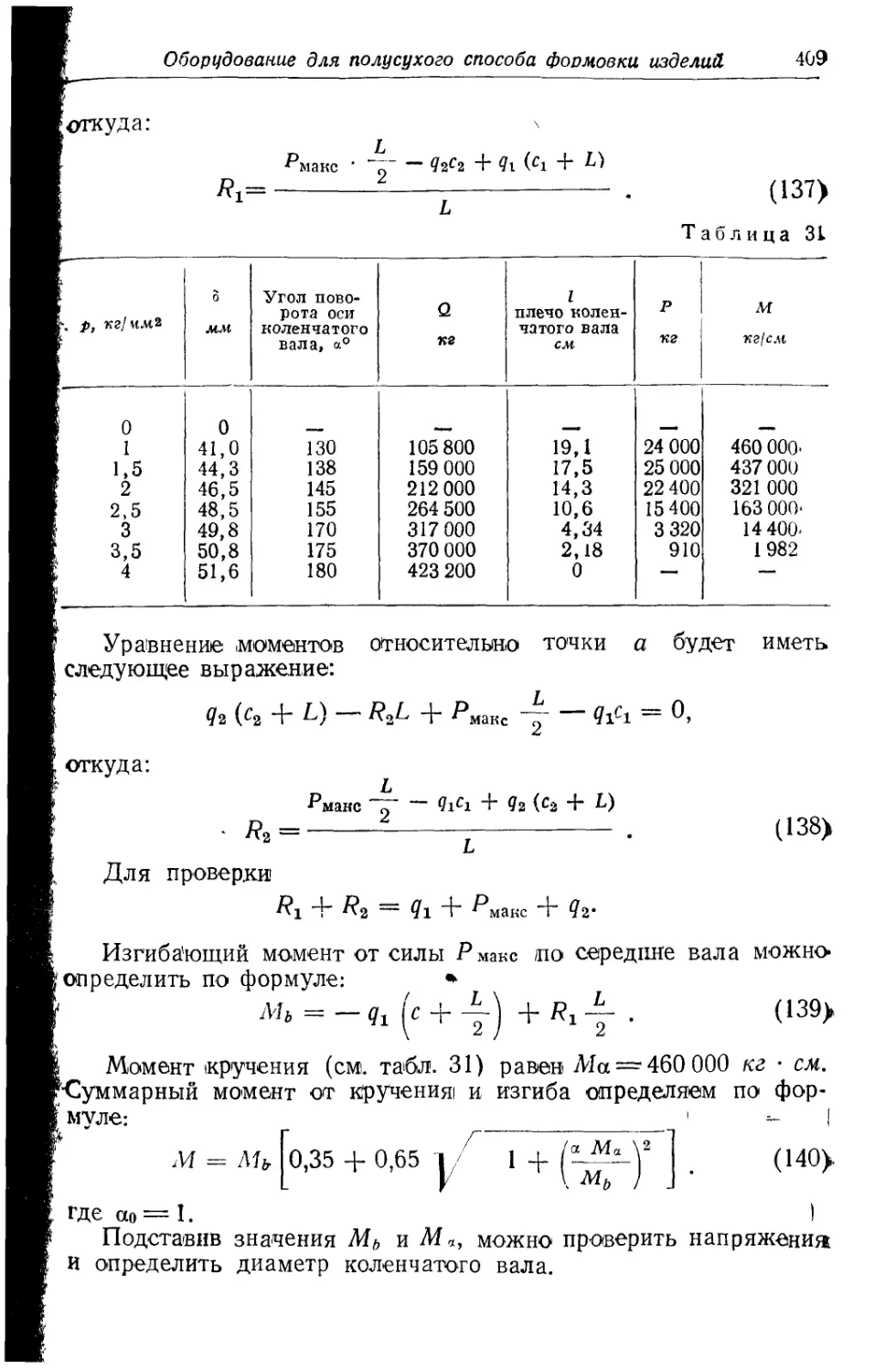
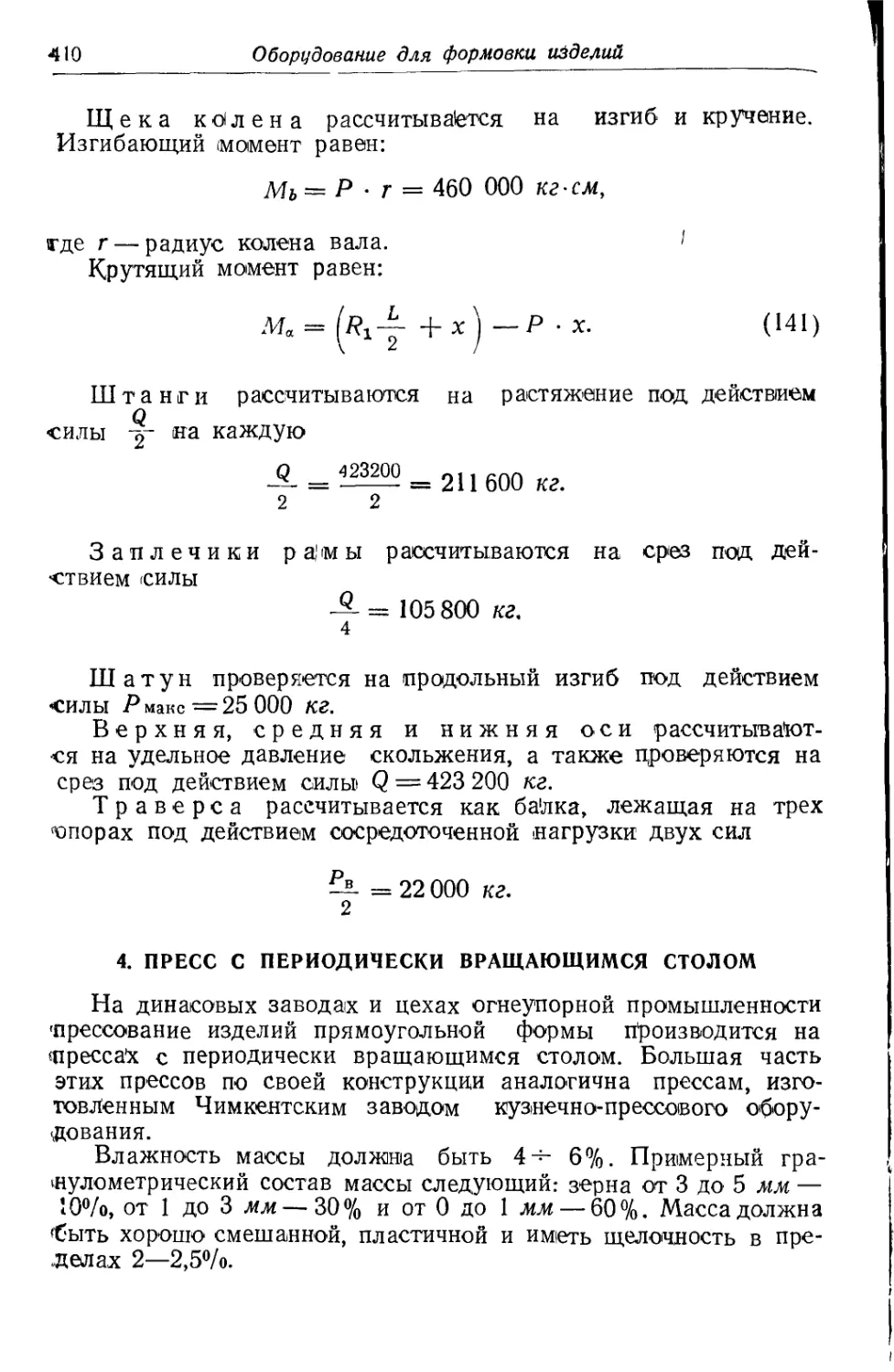
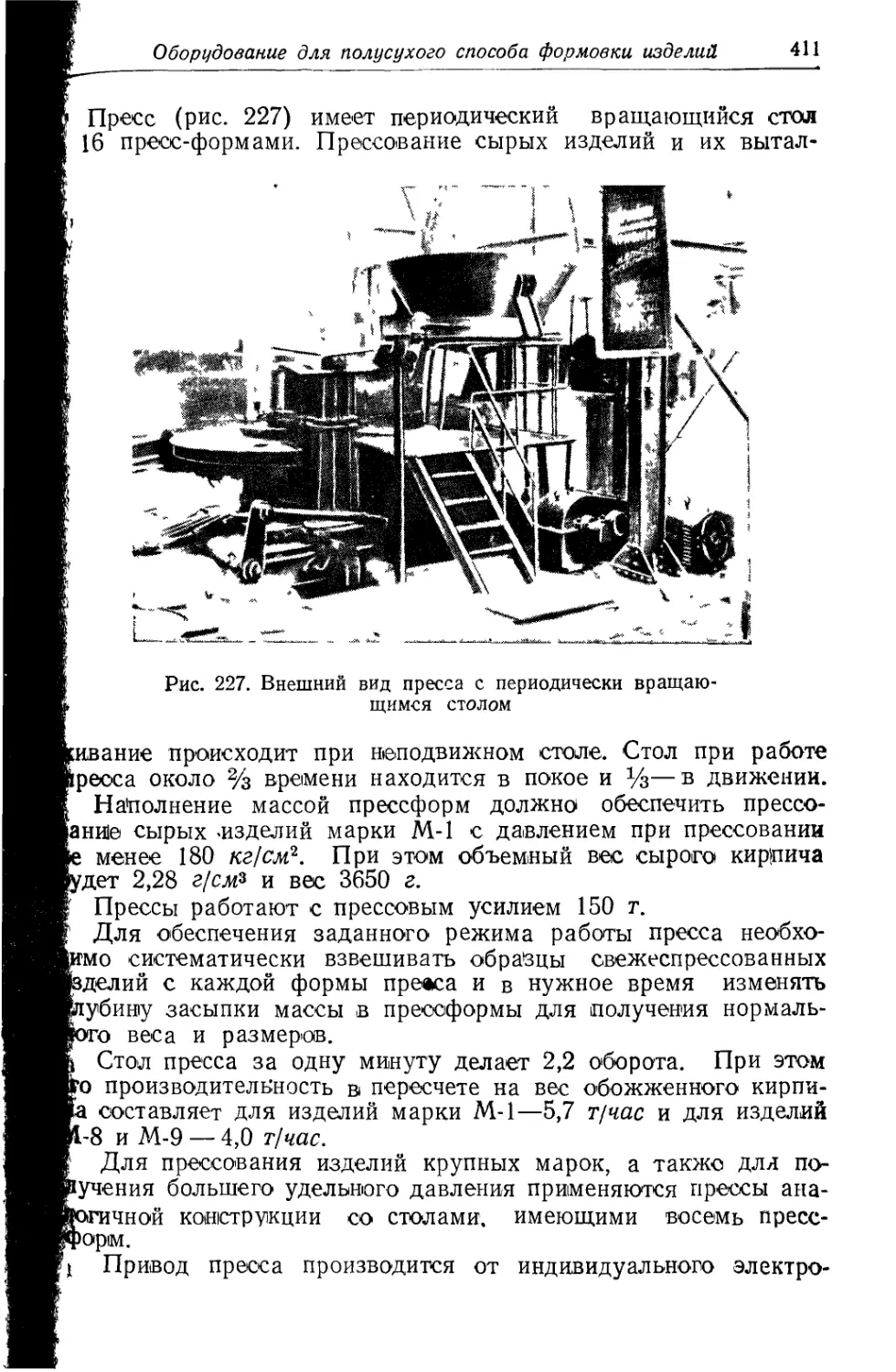
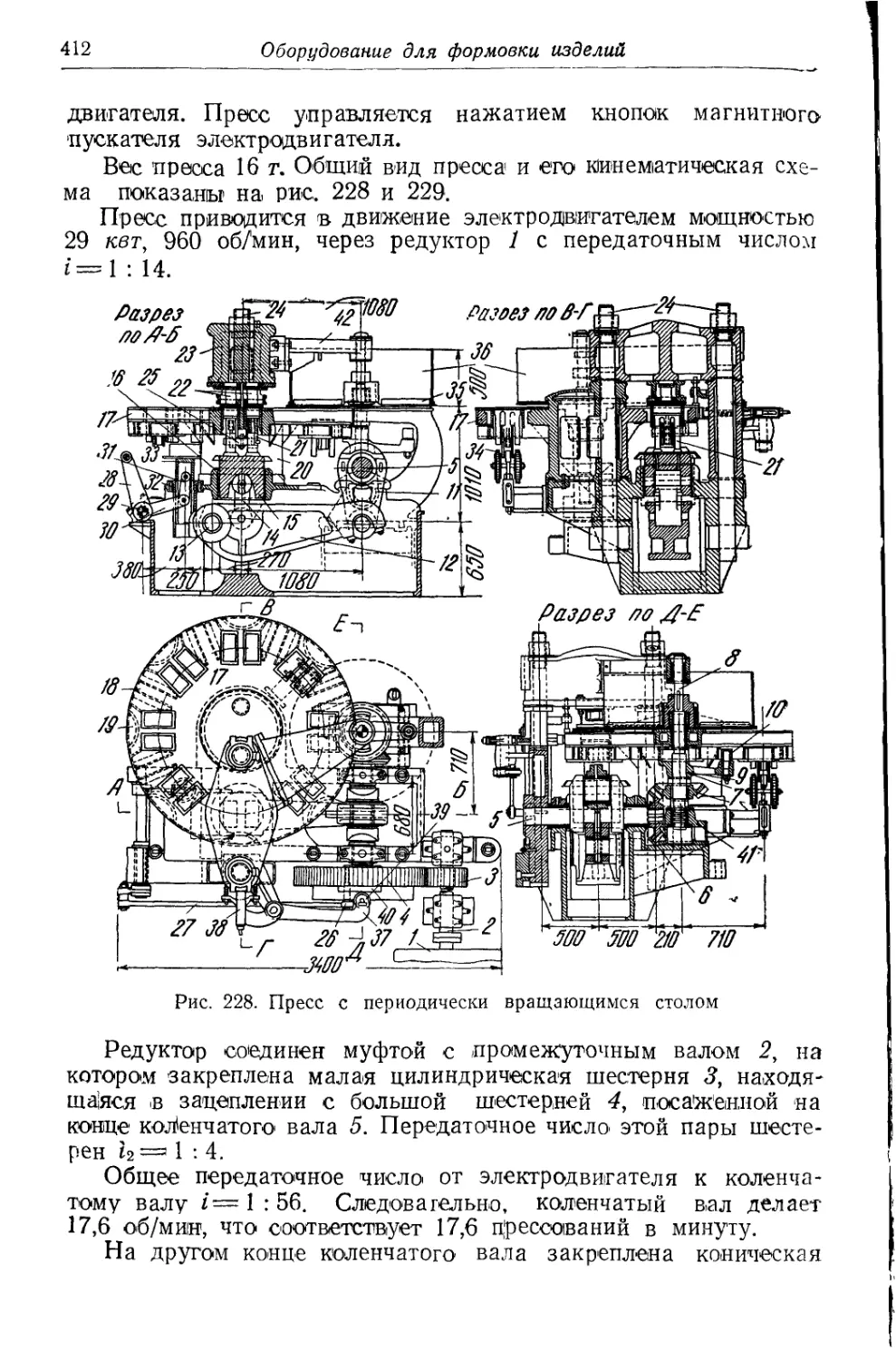
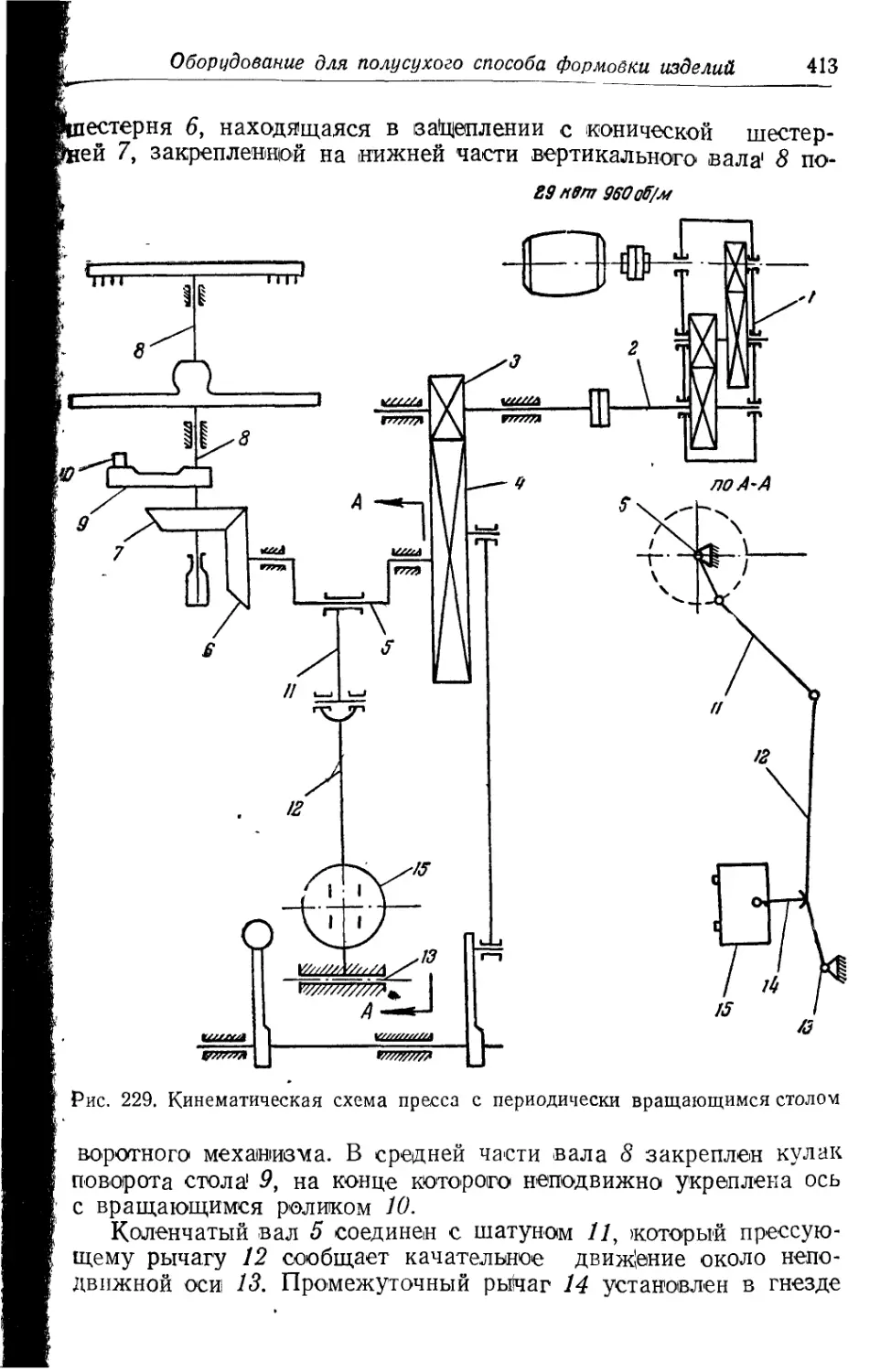
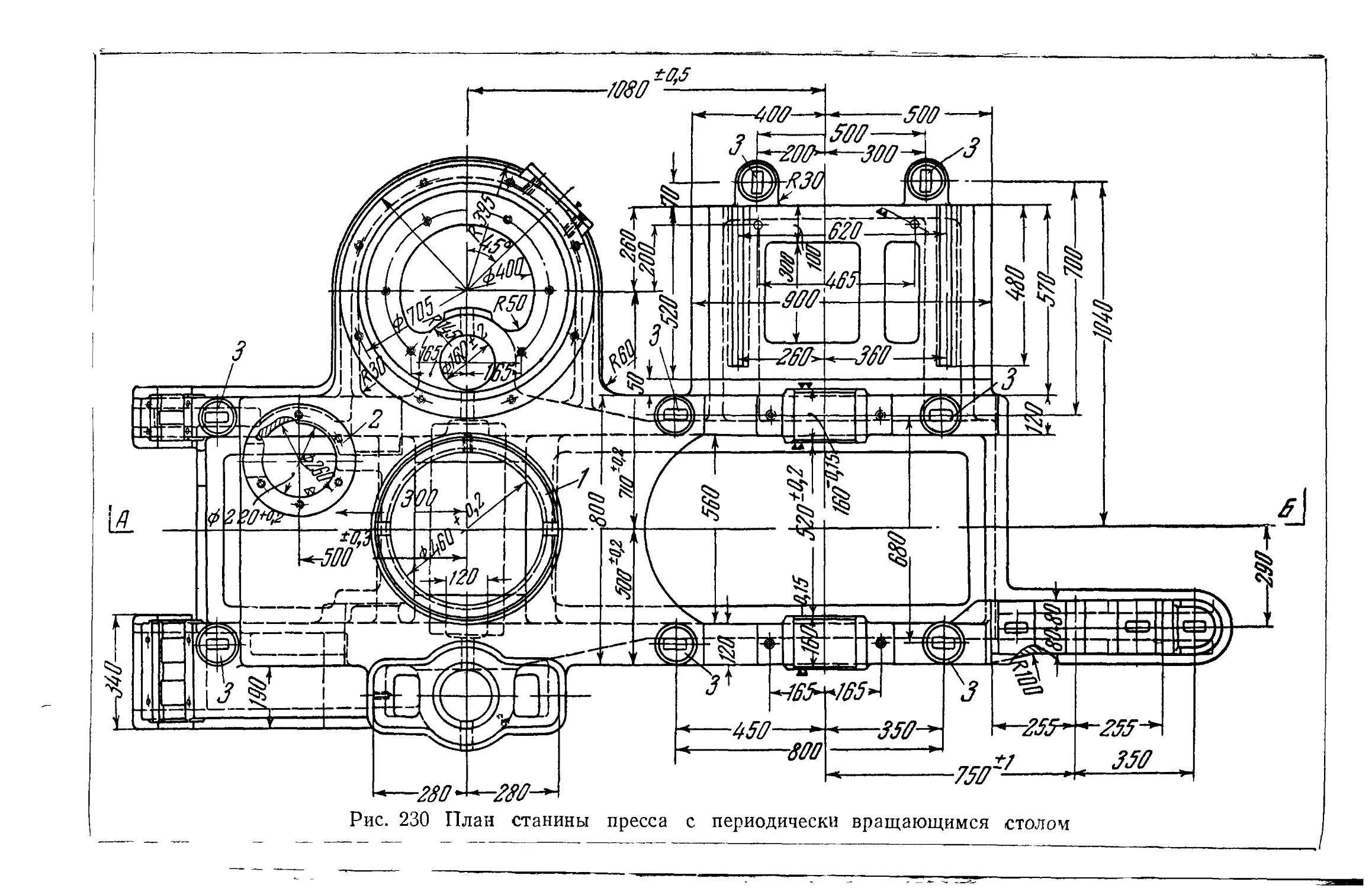
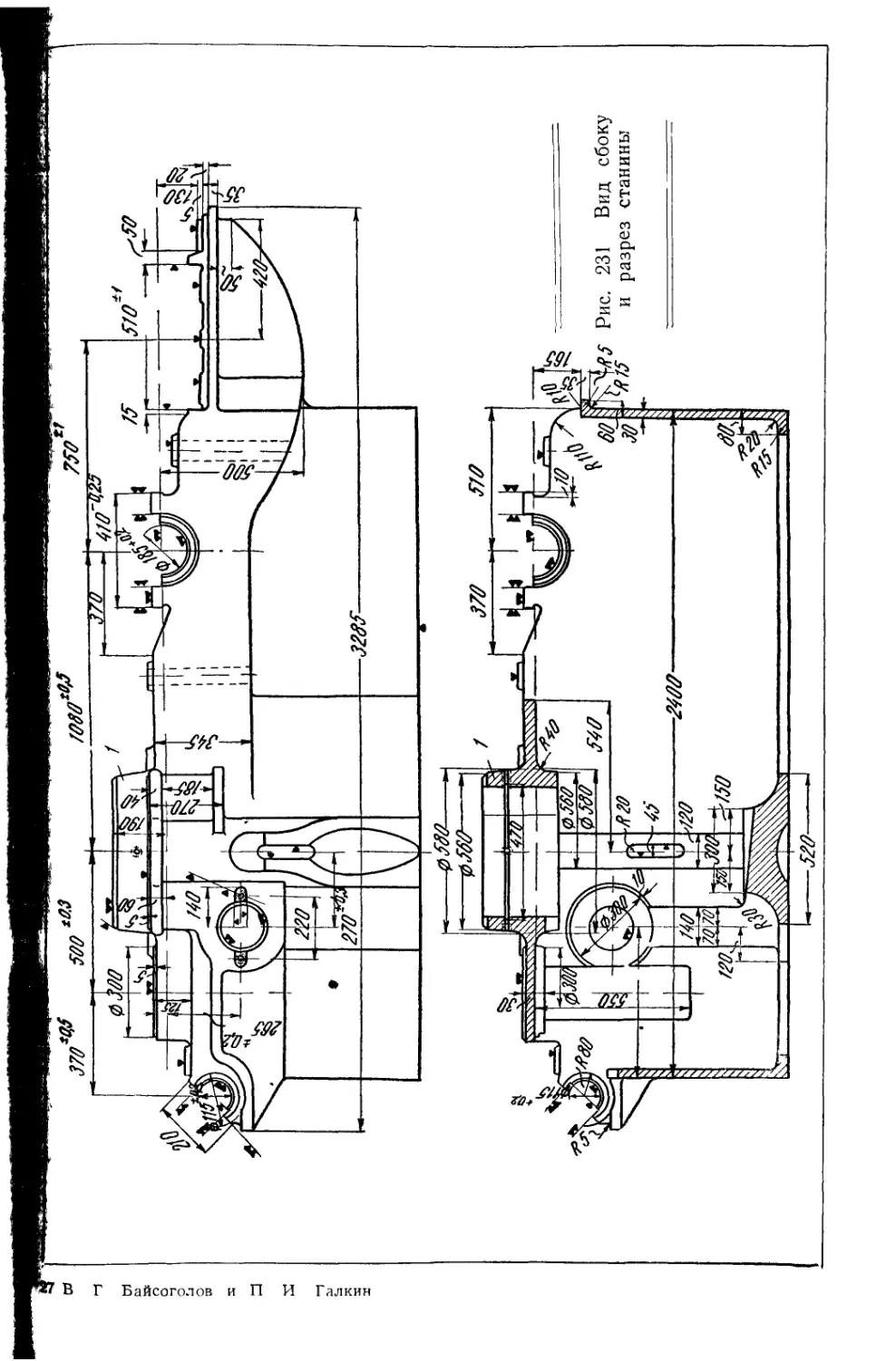
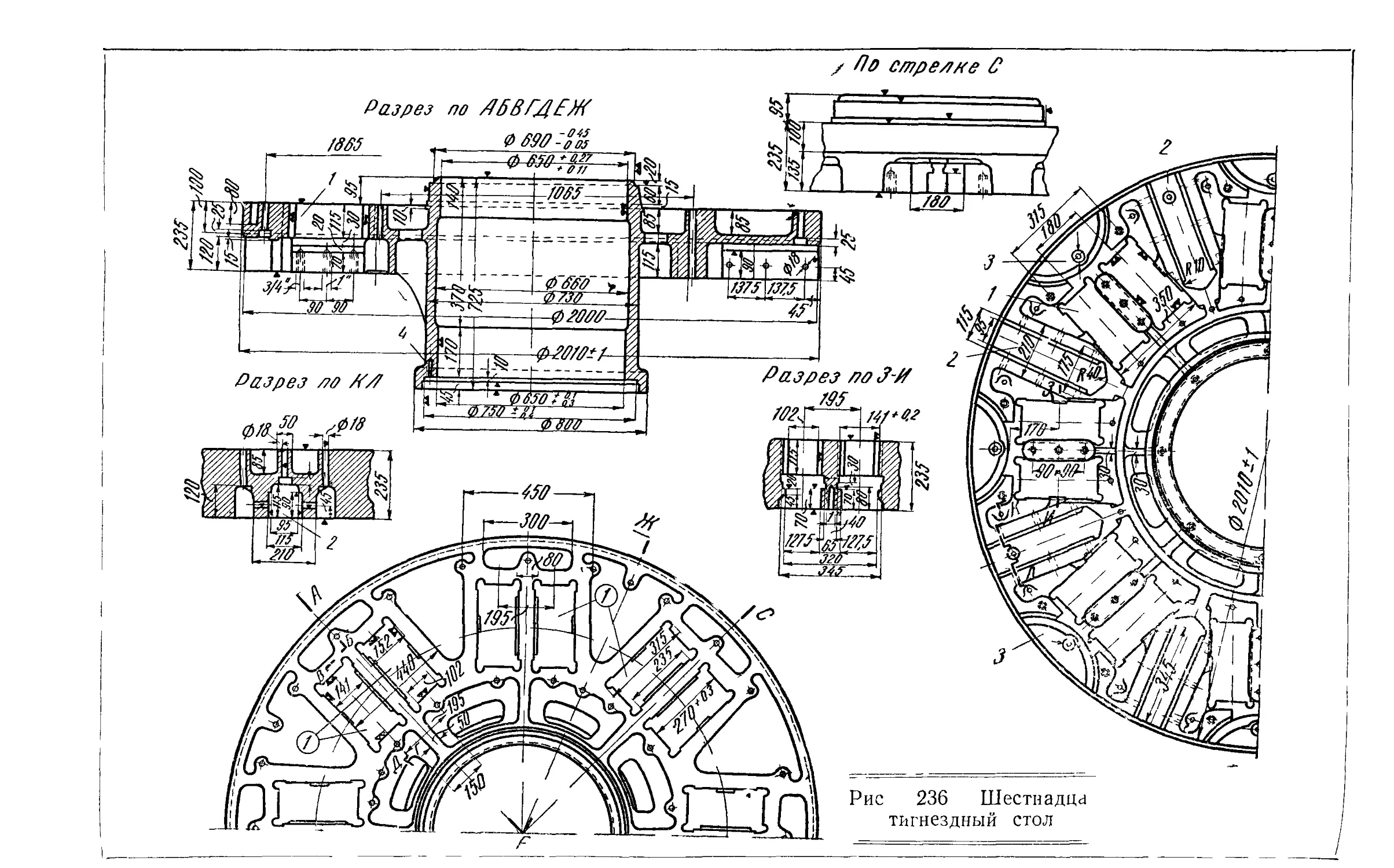
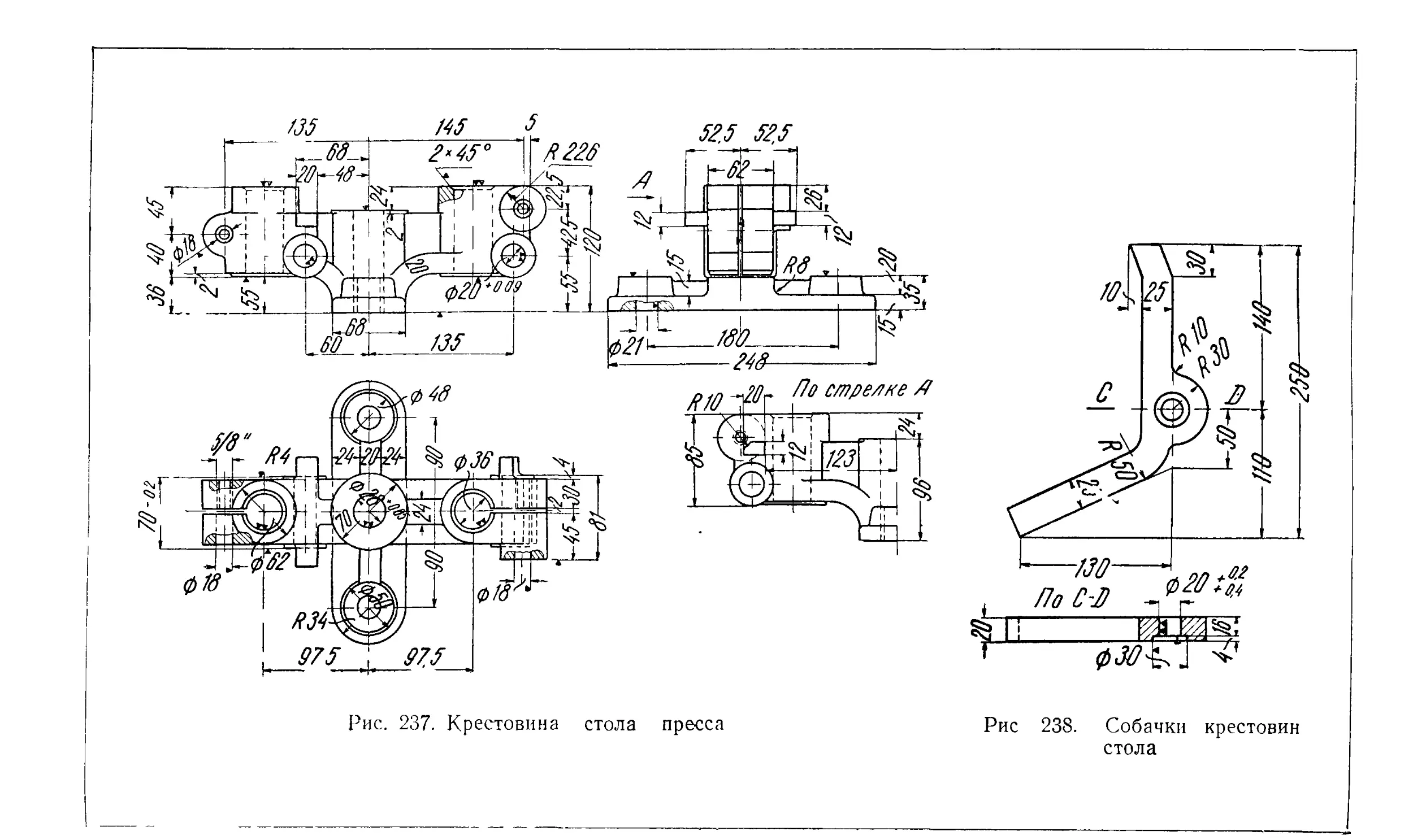
4. Пресс с периодически вращающимся столом.................. 410
Основные узлы и детали пресса ..................... 415
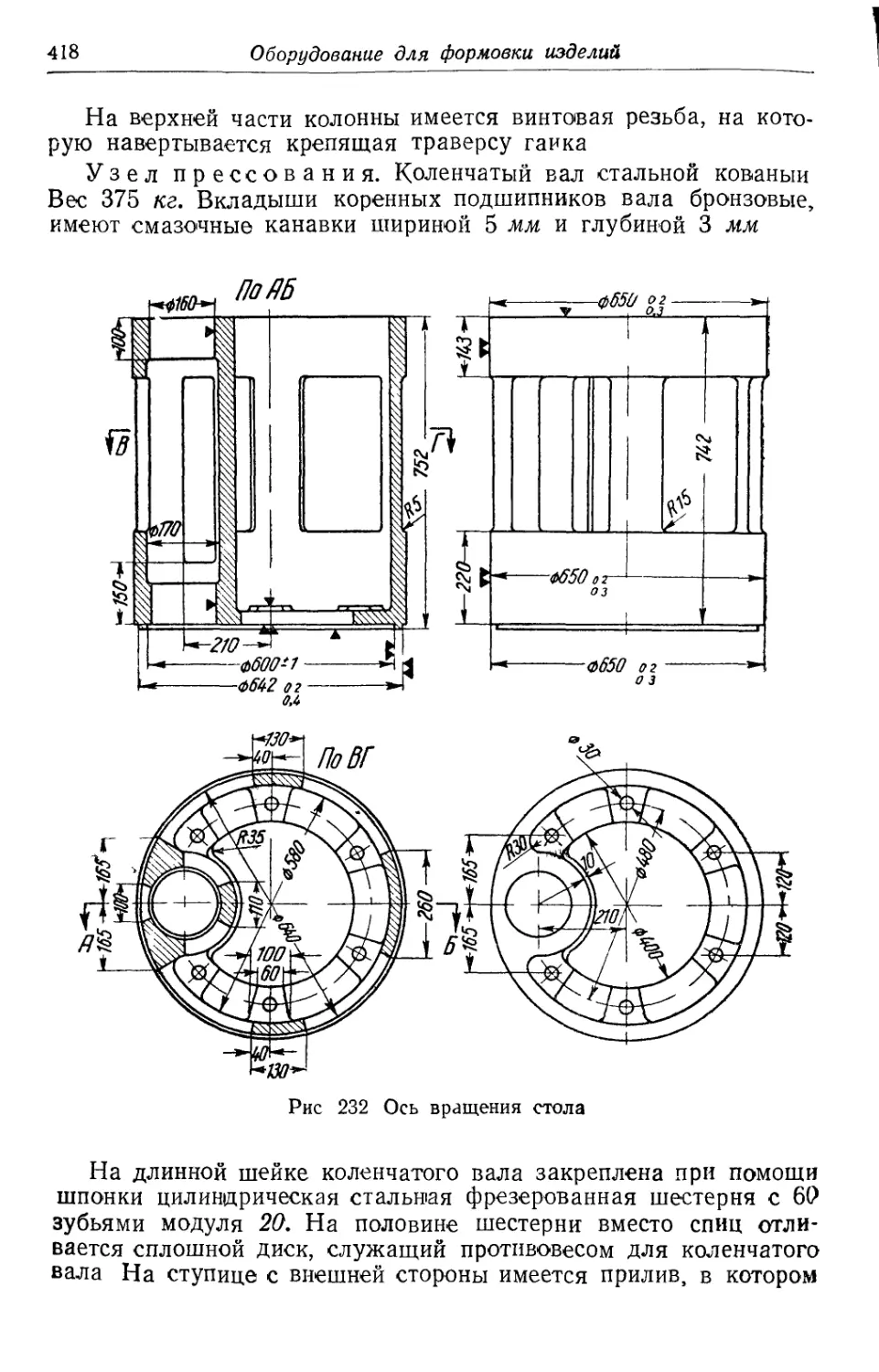
Узел поворота стола ............................... 426
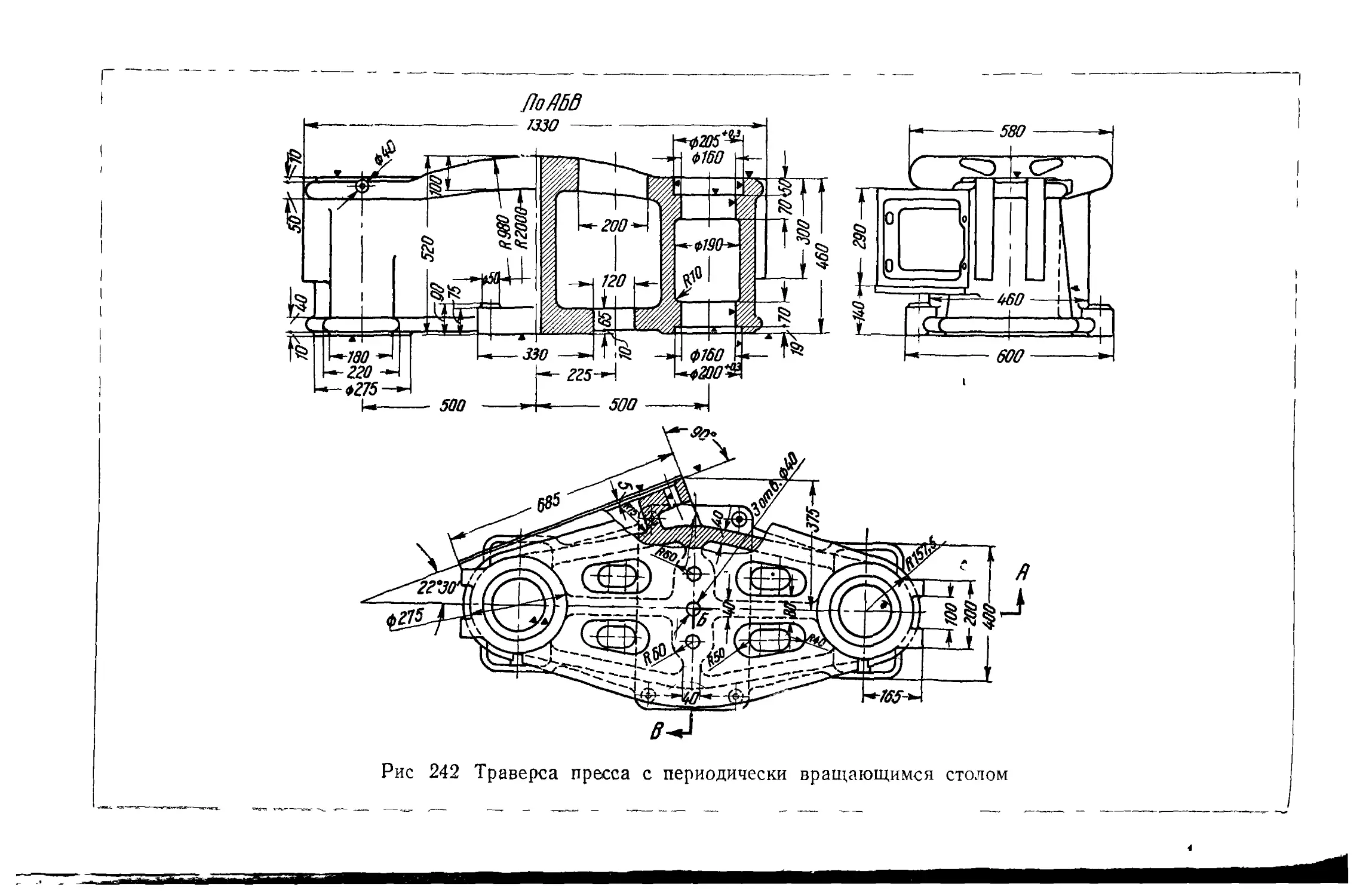
Сборка пресса ..................................... 428
Регулировка пресса ............................ 431
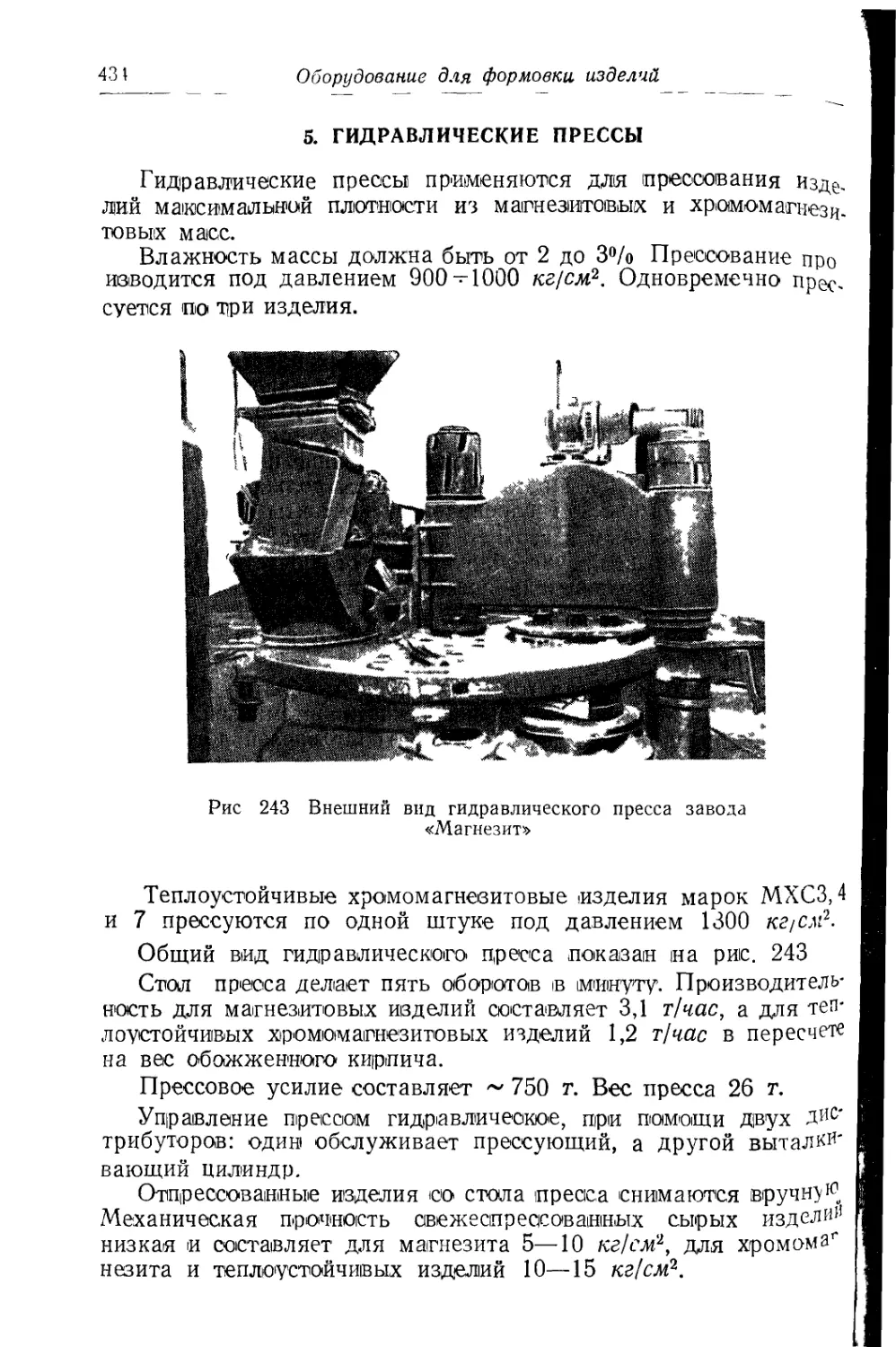
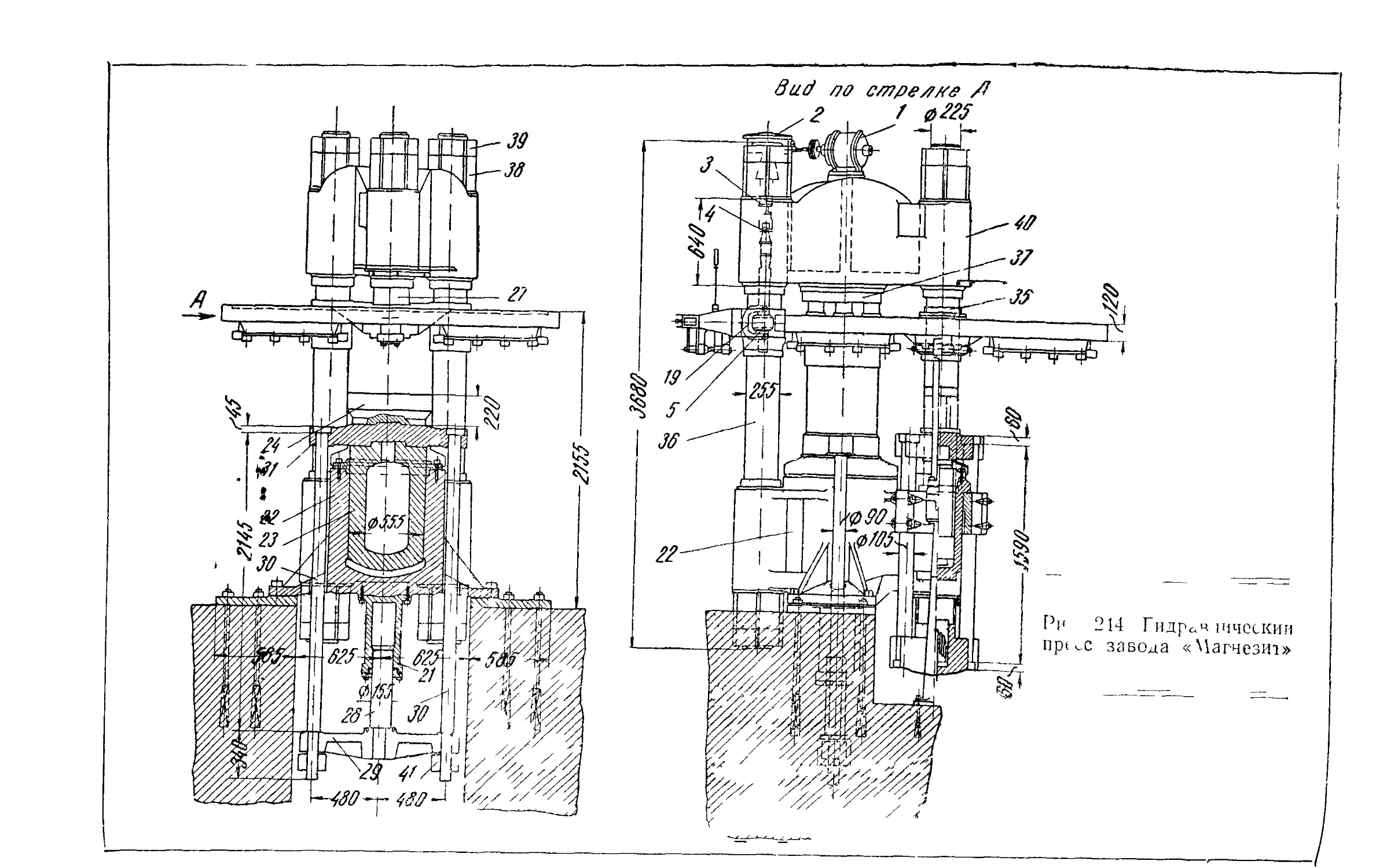
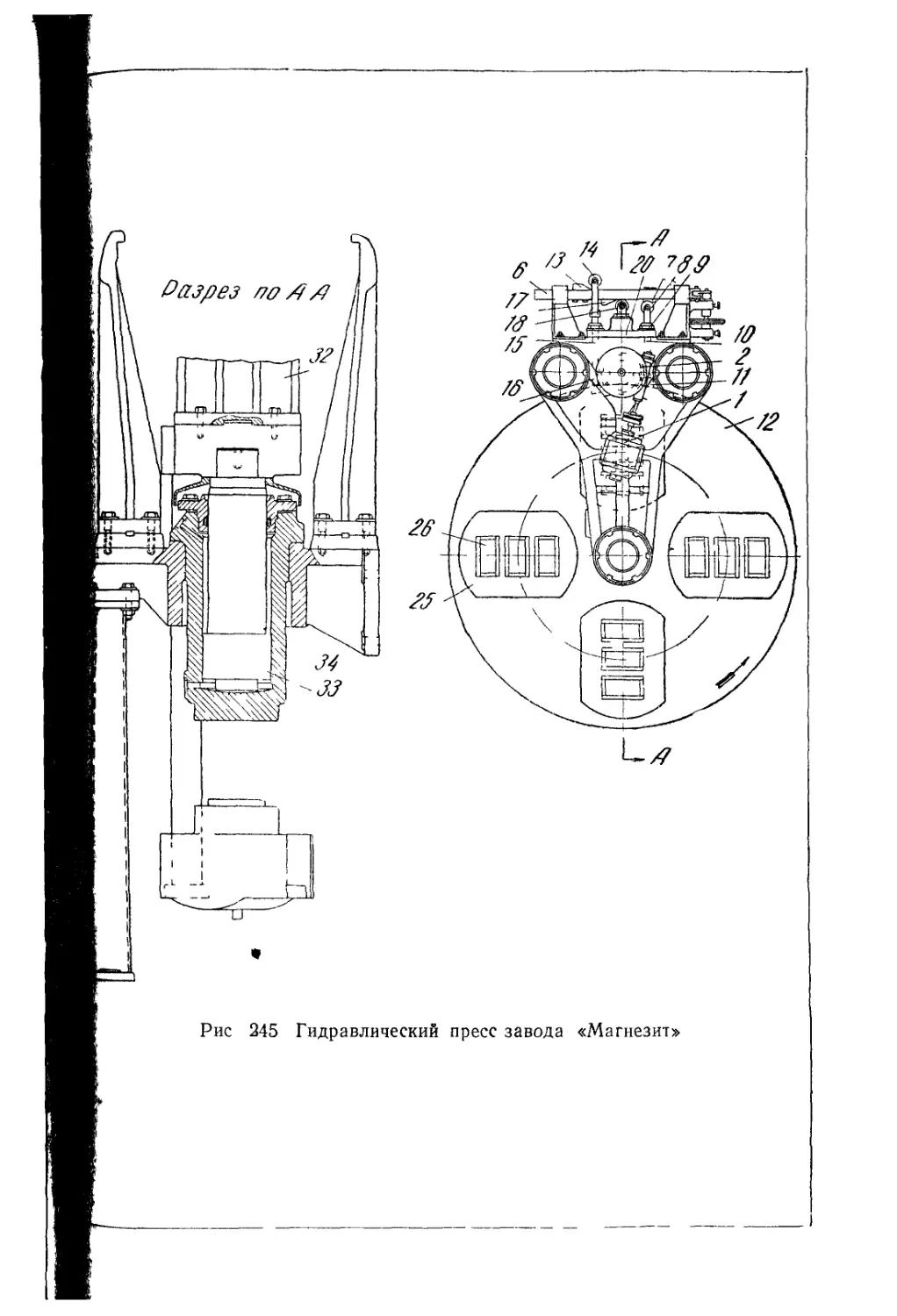
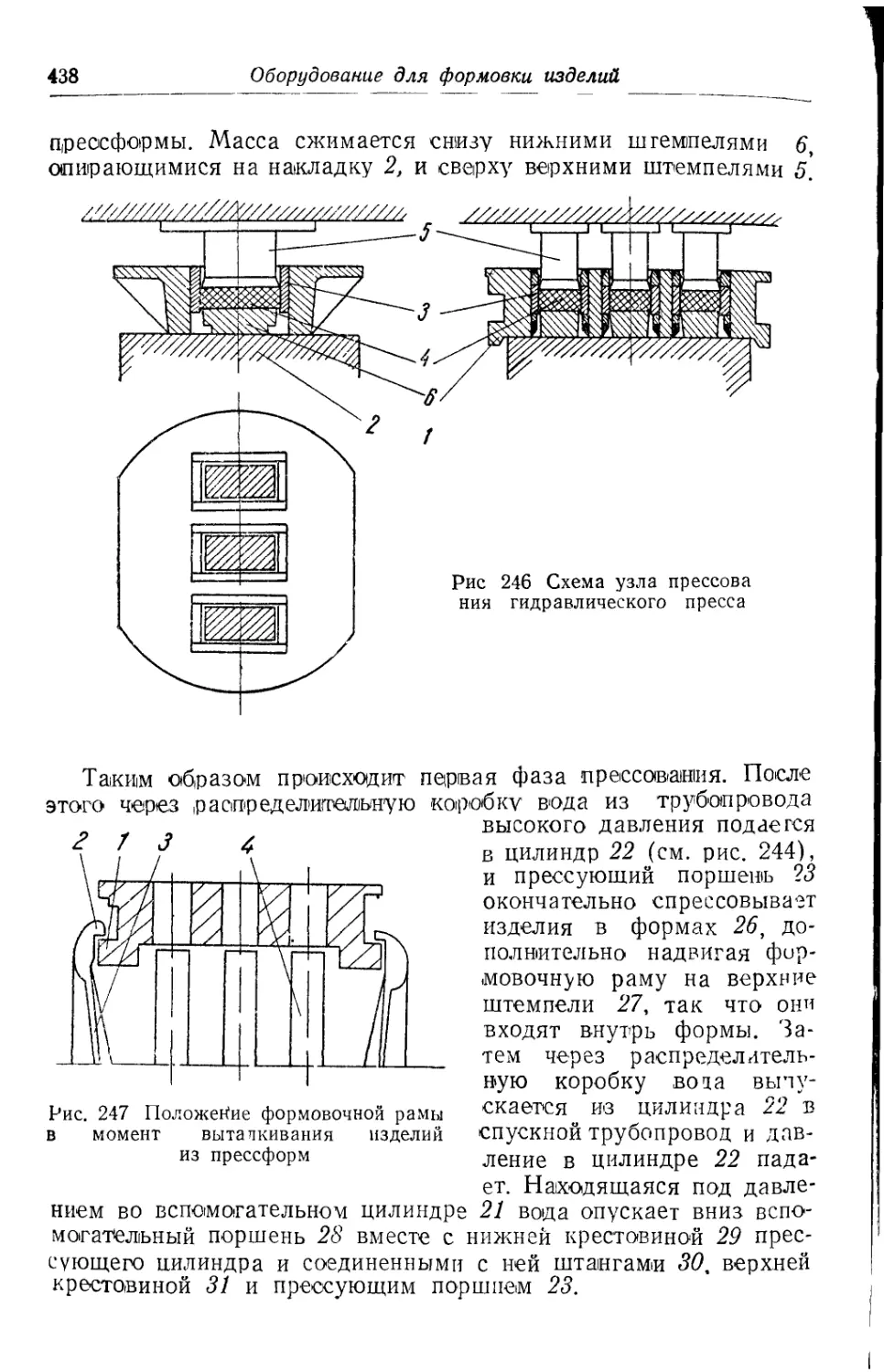
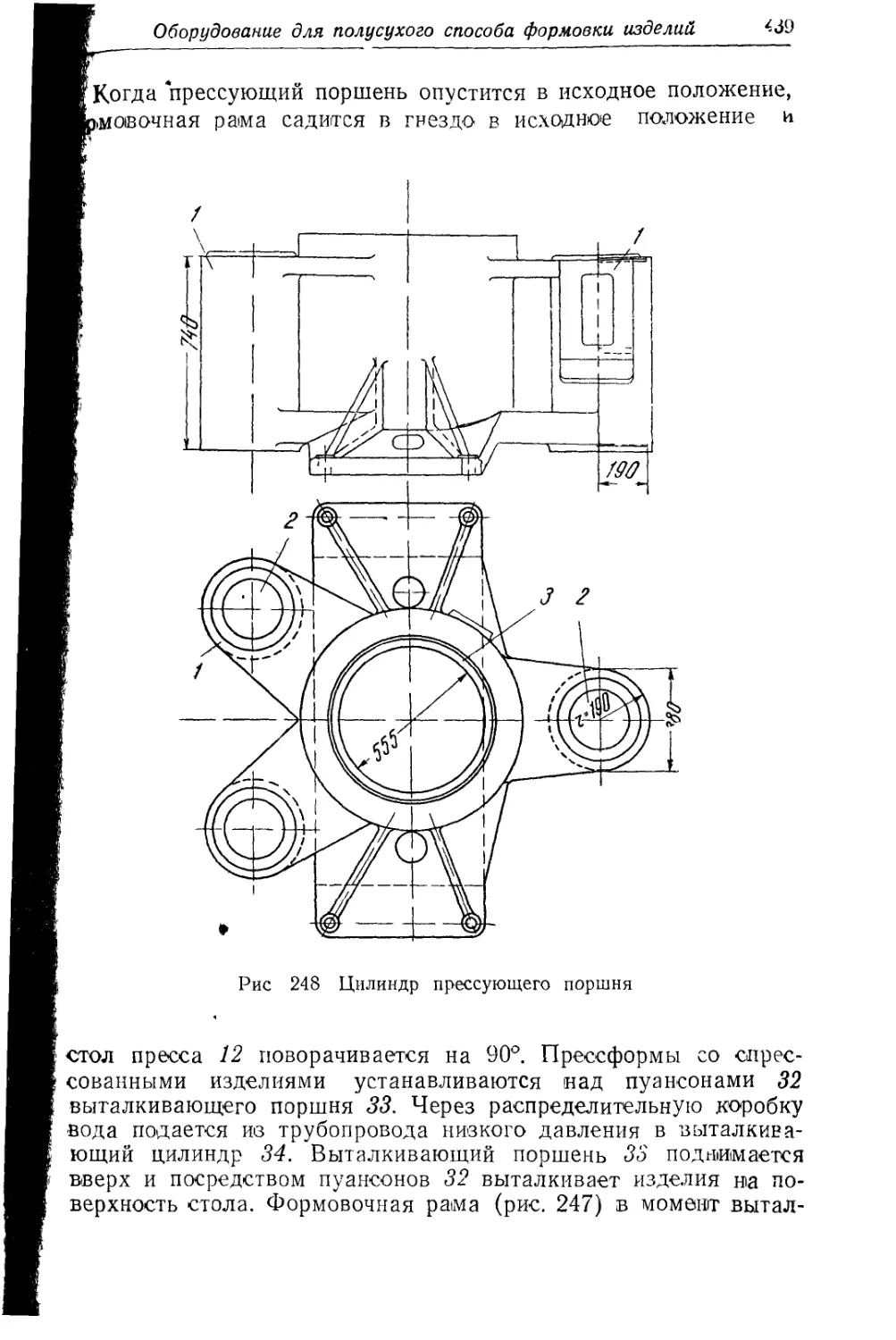
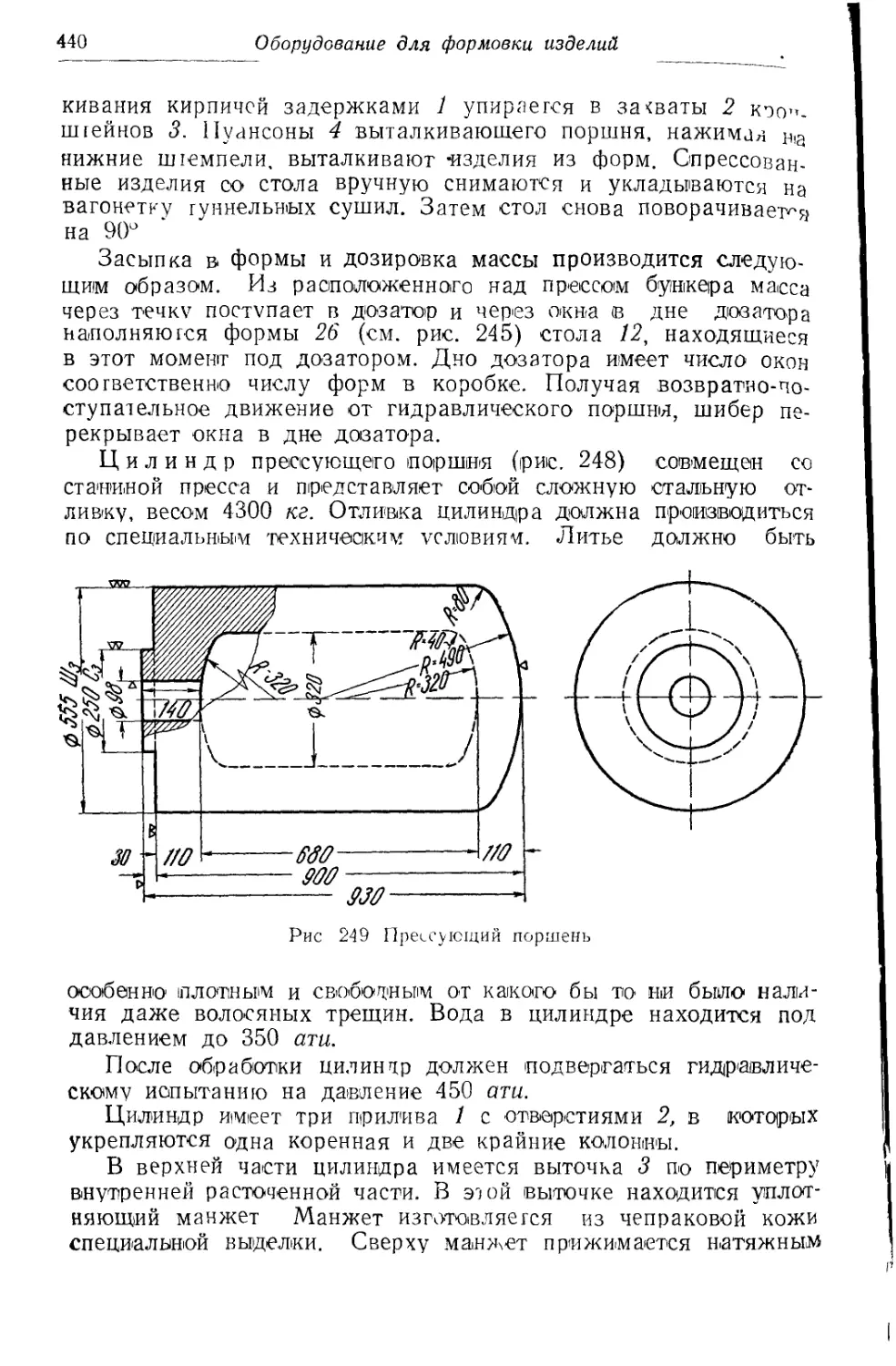
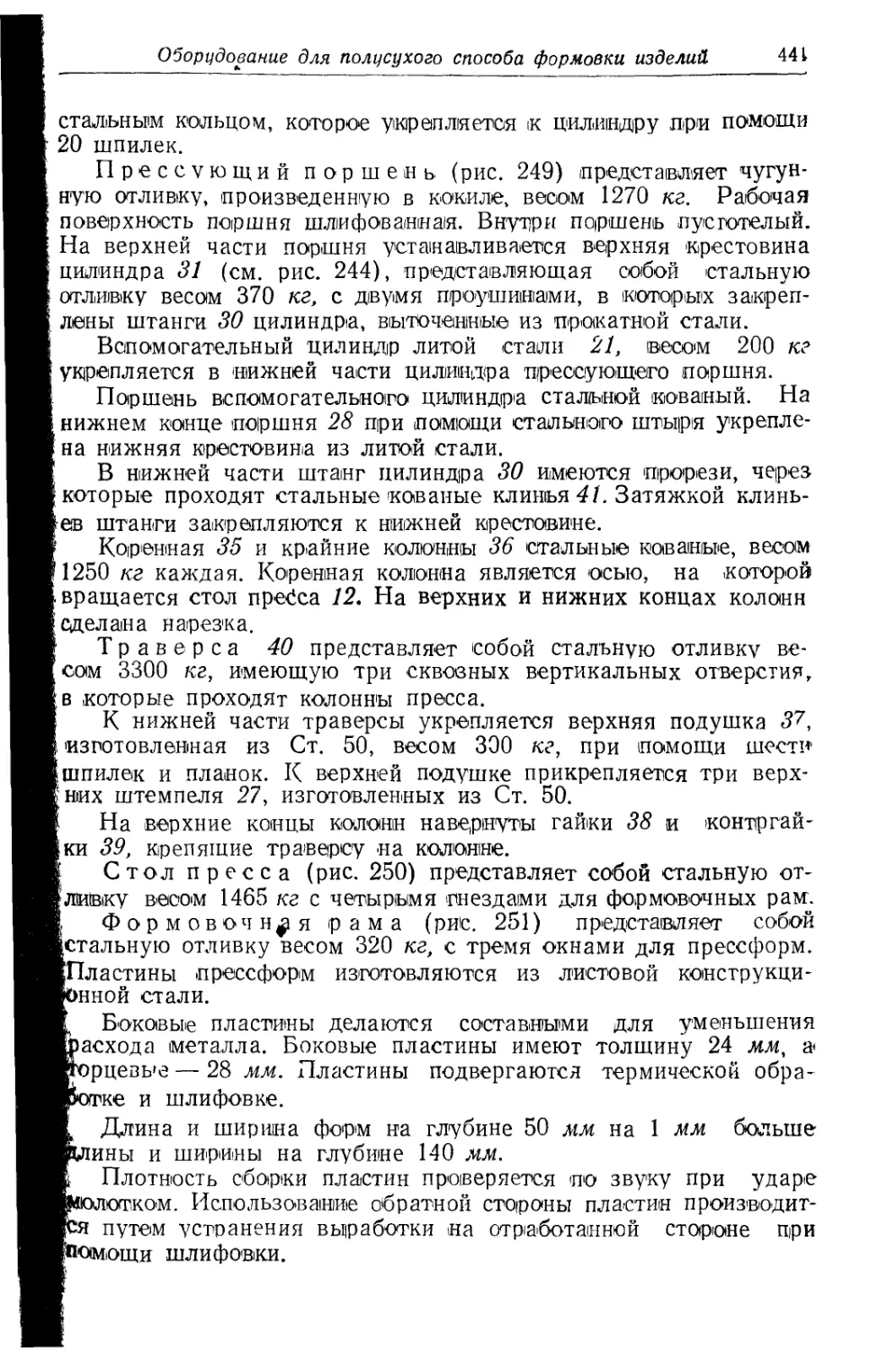
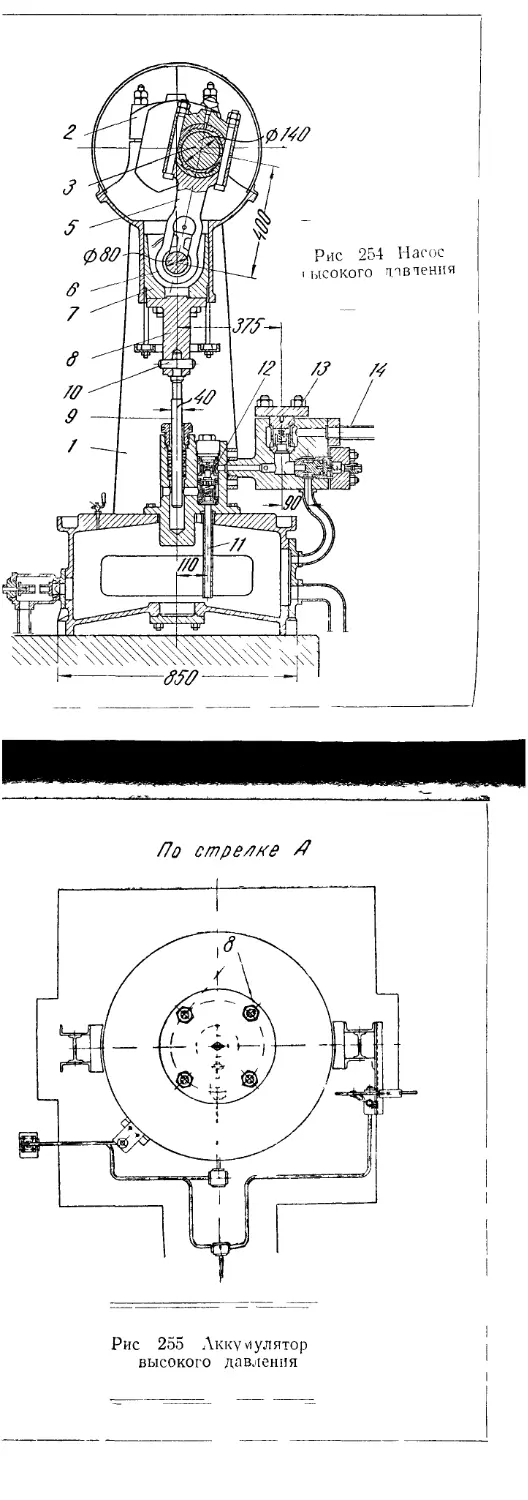
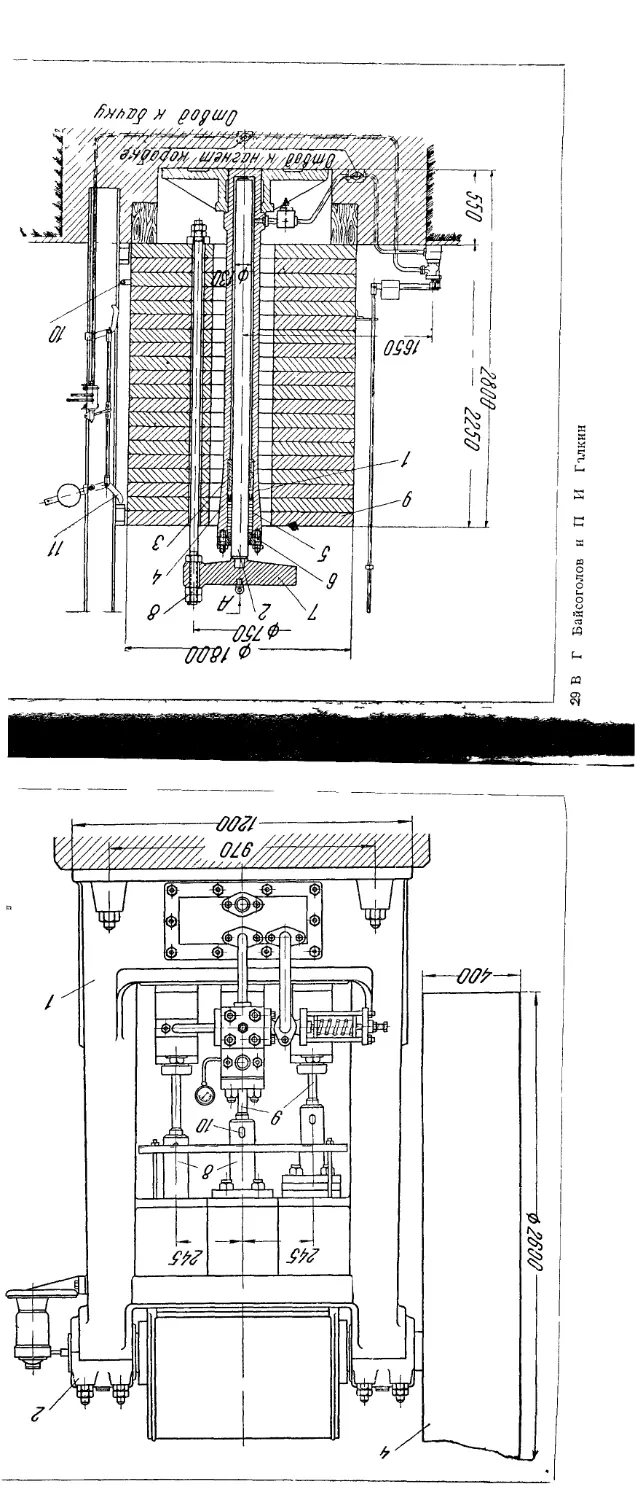
5. Гидравлические прессы.................................. 434
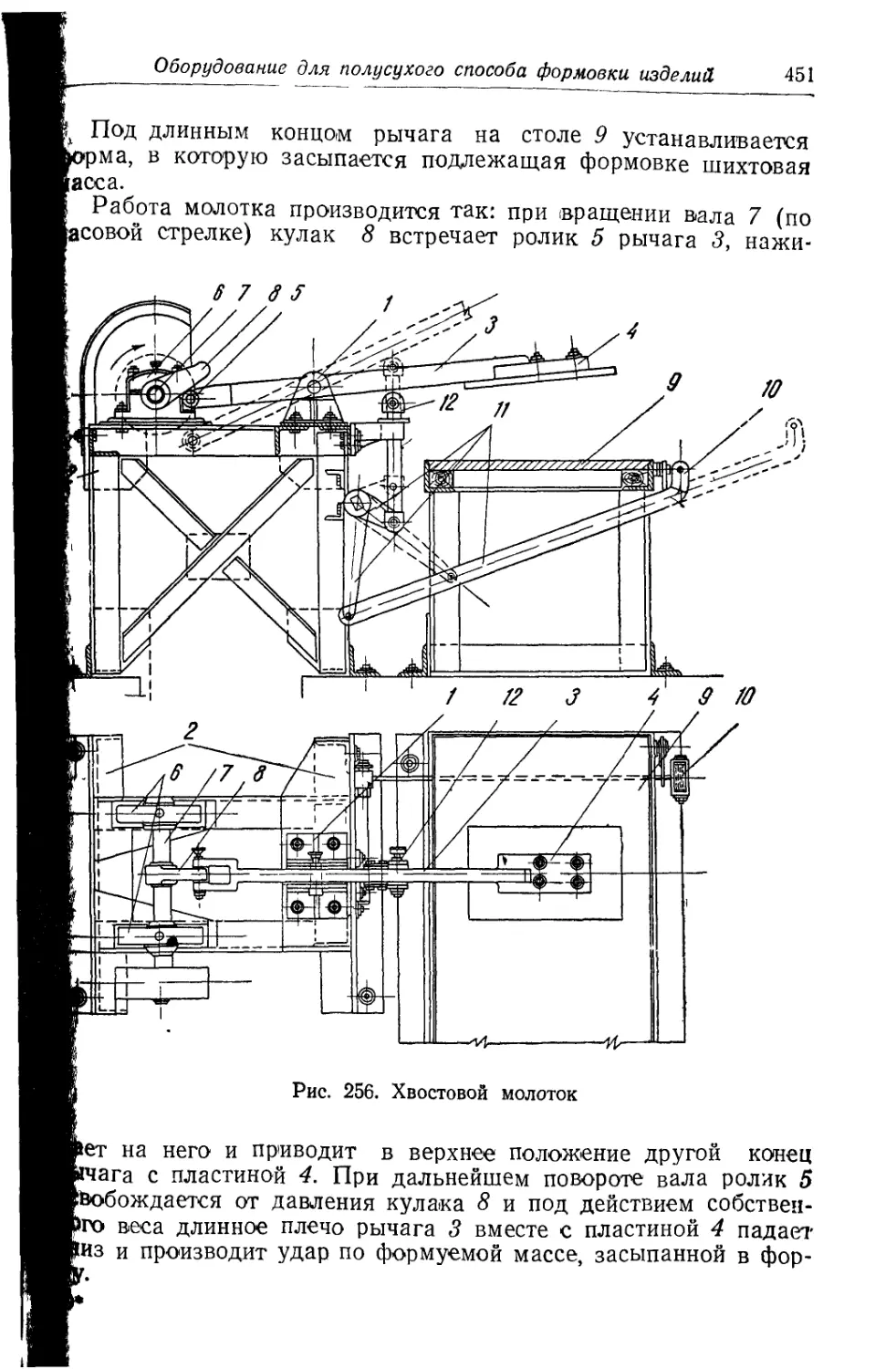
6. Хвостовые молотки........................................ 450
7. Пневматическая трамбовка ................................ 453
РАЗДЕЛ VI
ОБОРУДОВАНИЕ СУШИЛЬНЫХ И ПЕЧНЫХ ЦЕХОВ
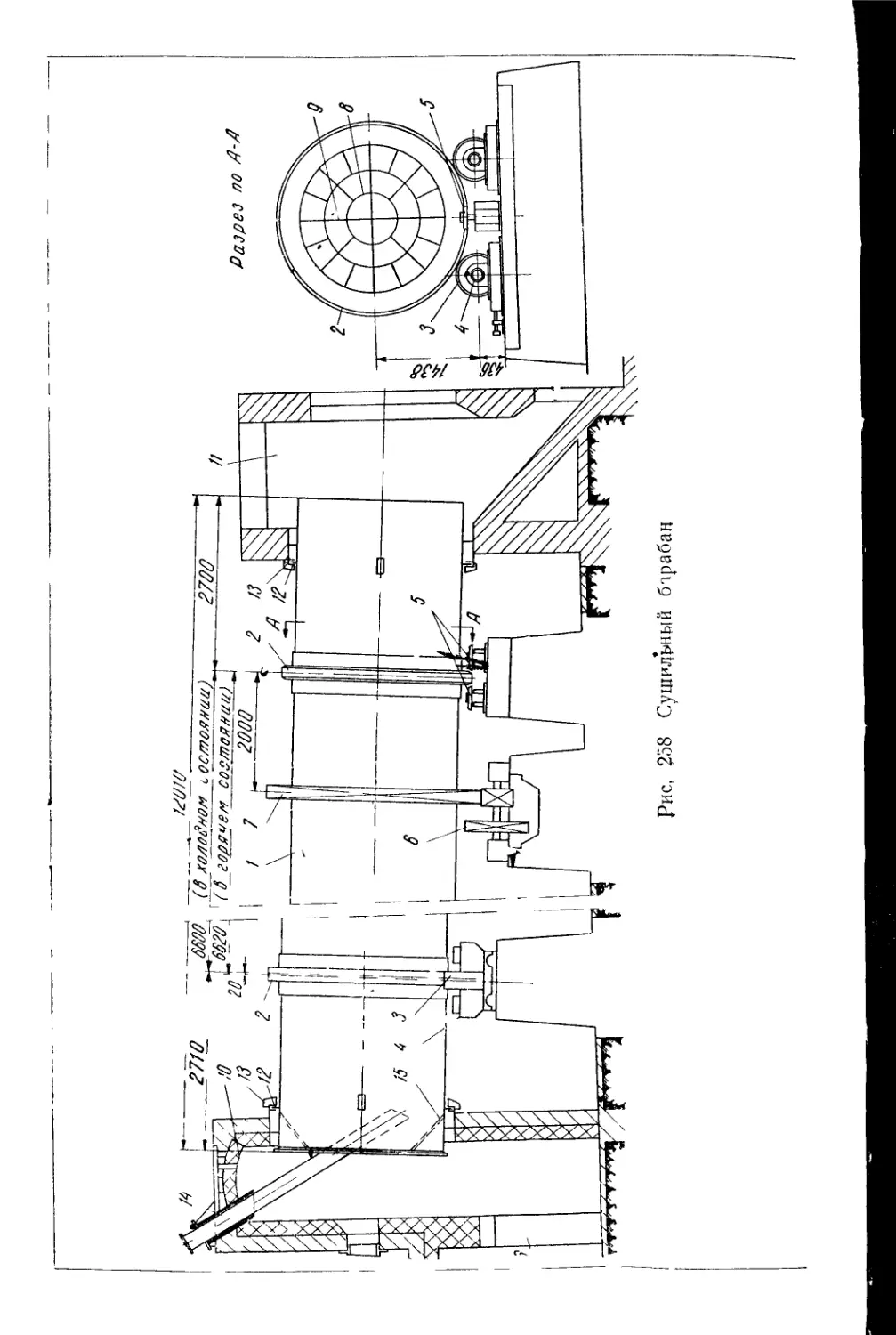
1. Сушильные барабаны ...................................... 455
2. Вагонетки туннельных сушил .............................. 459
3. Толкатели туннельных сушил .............................. 463
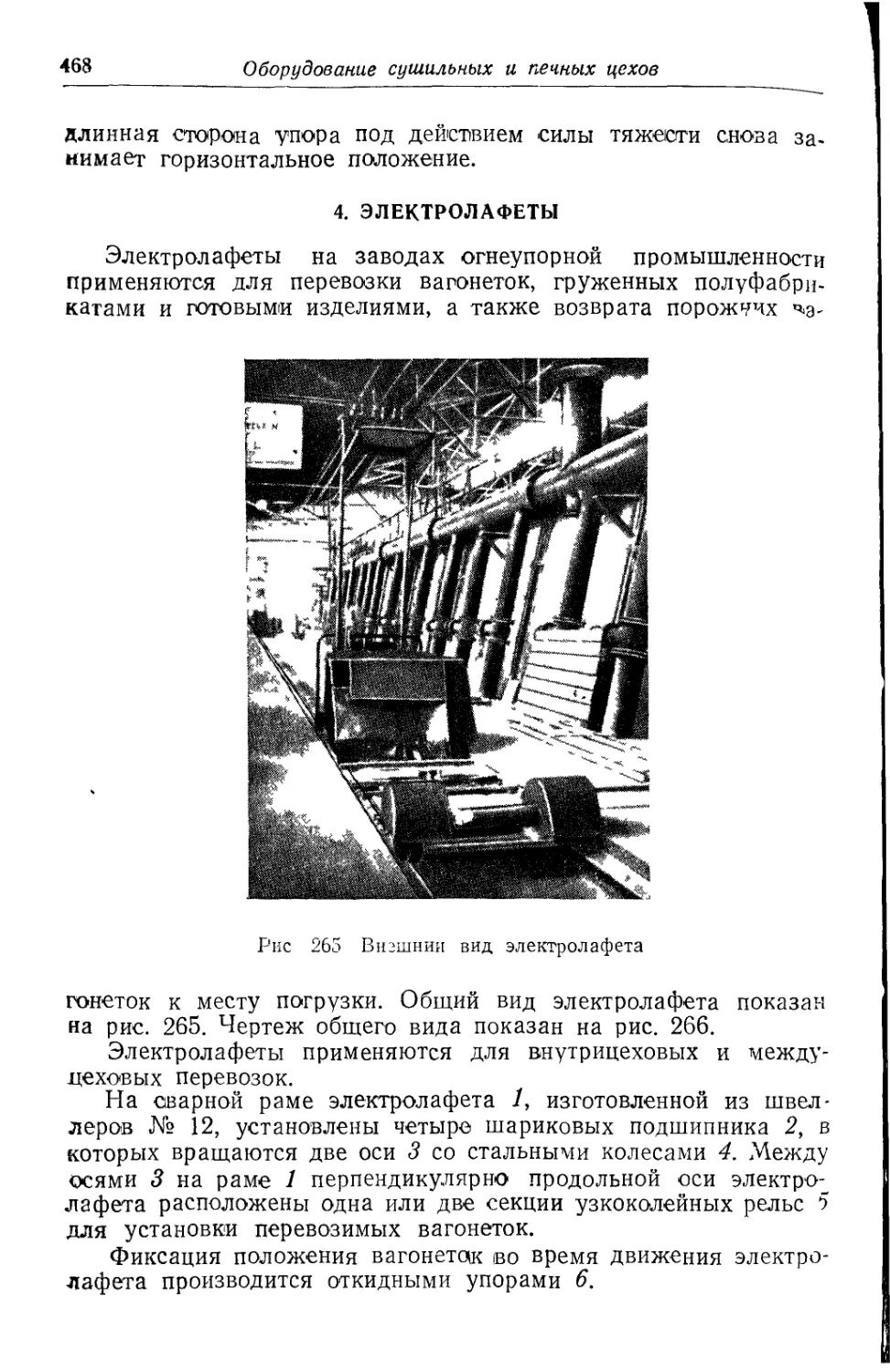
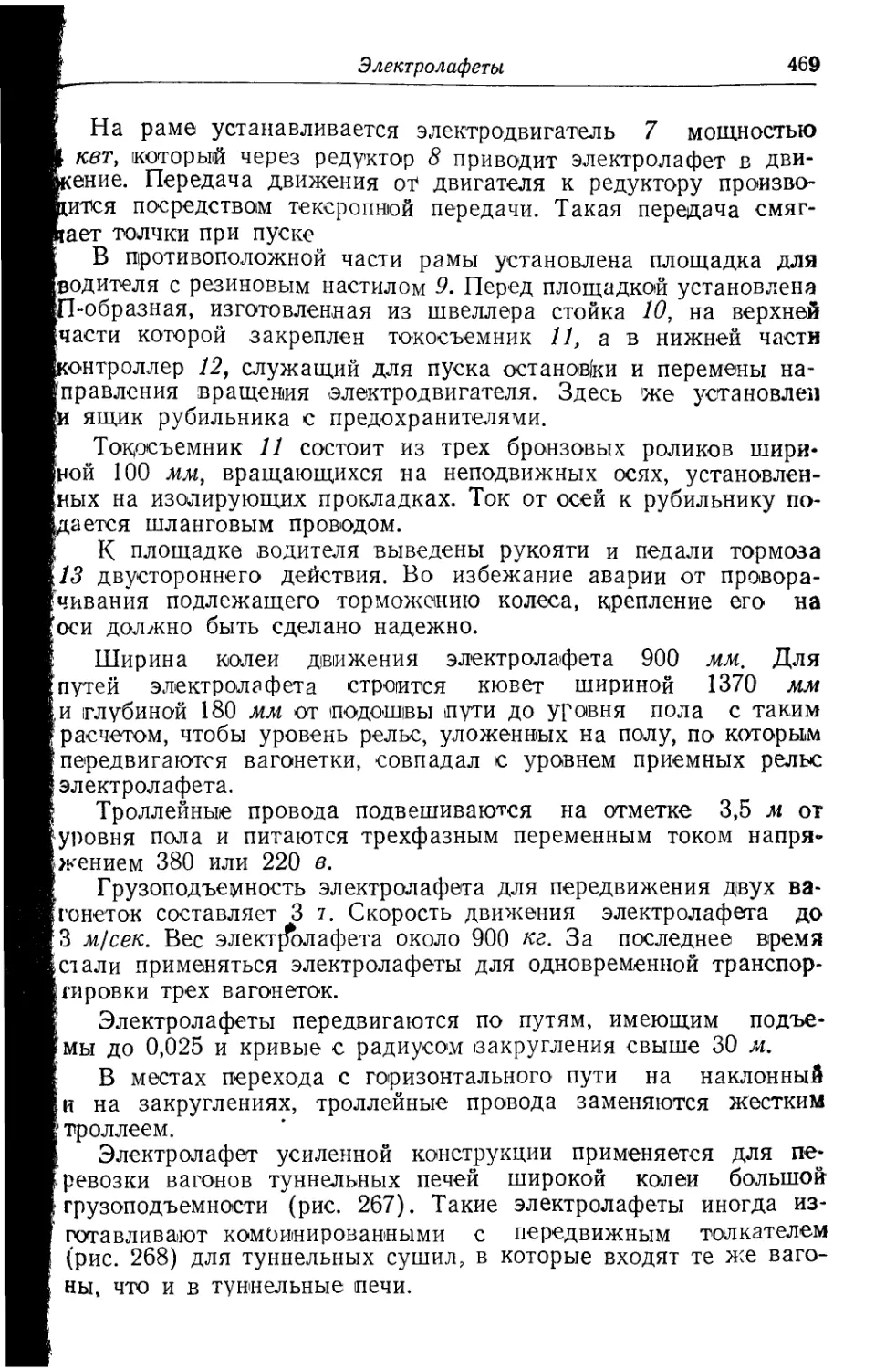
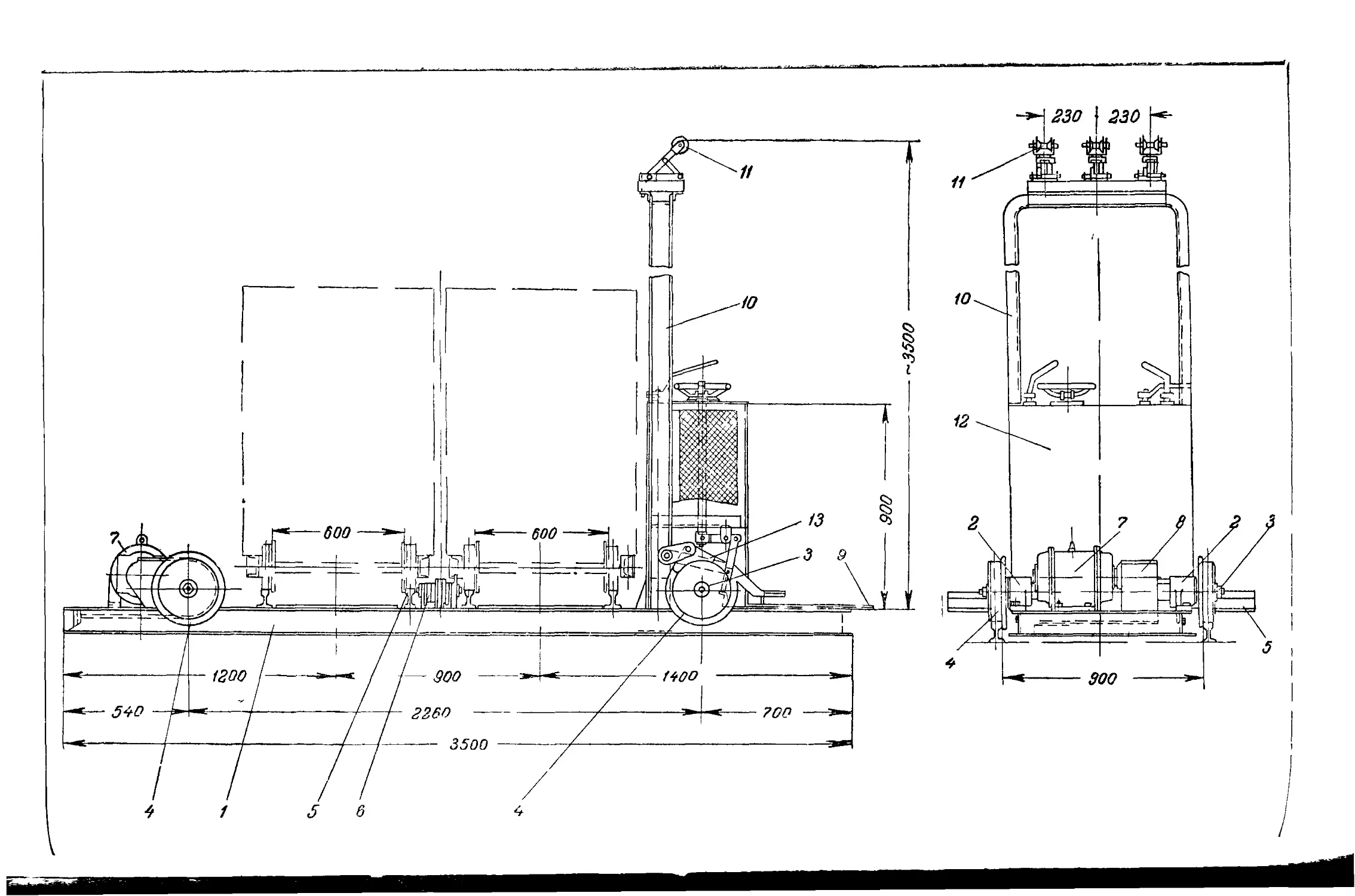
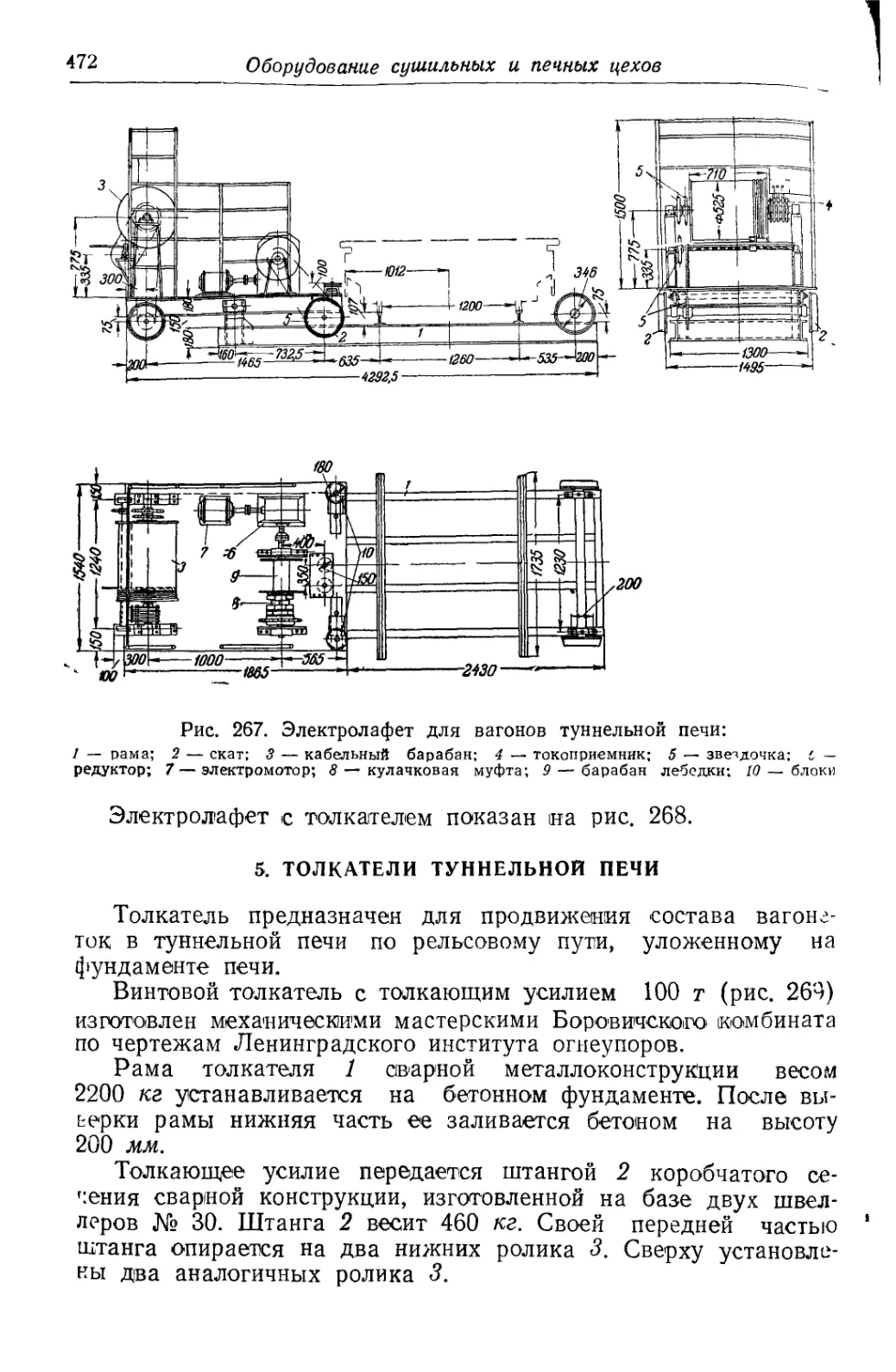
4. Электролафеты ............................................468
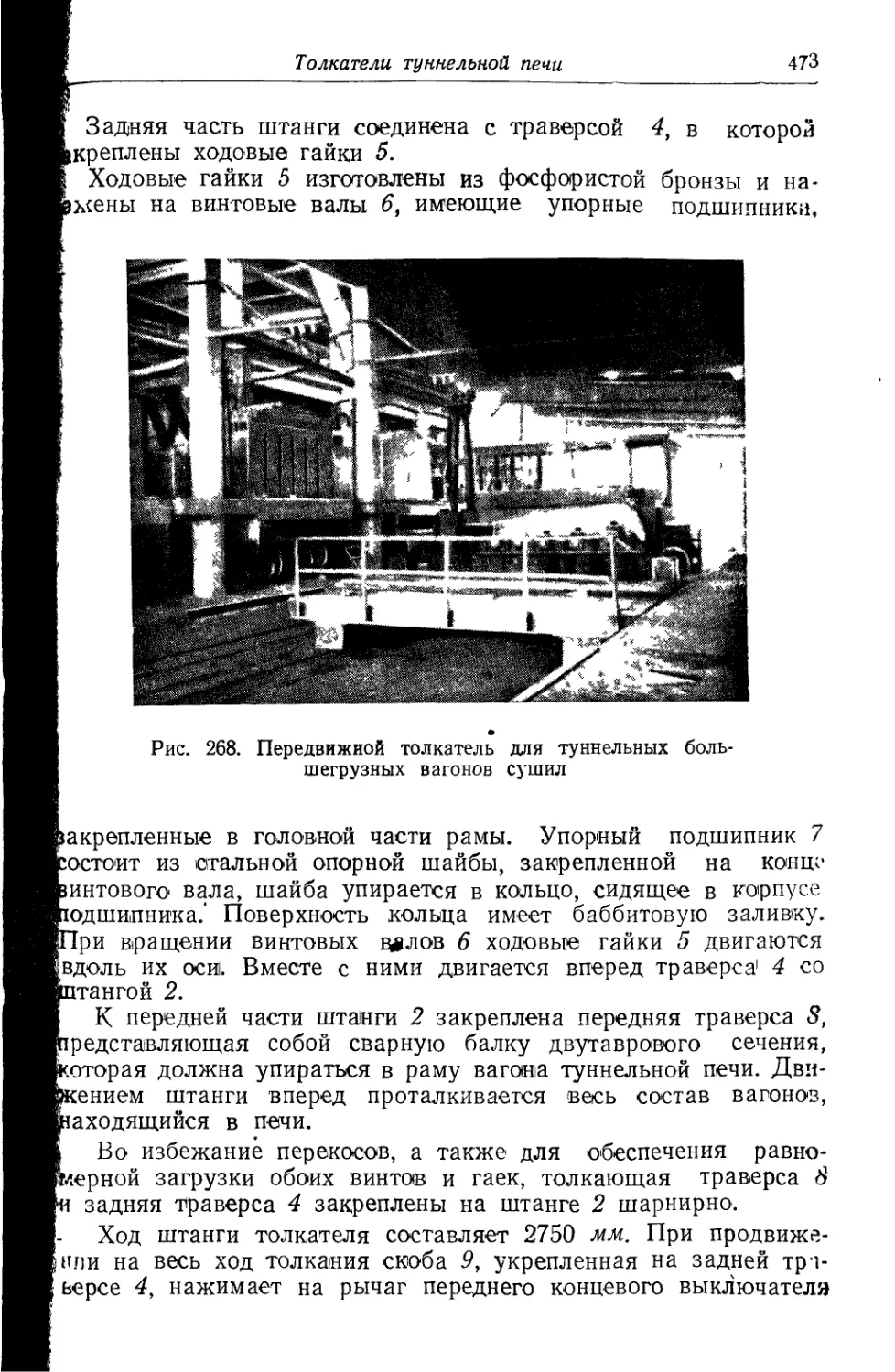
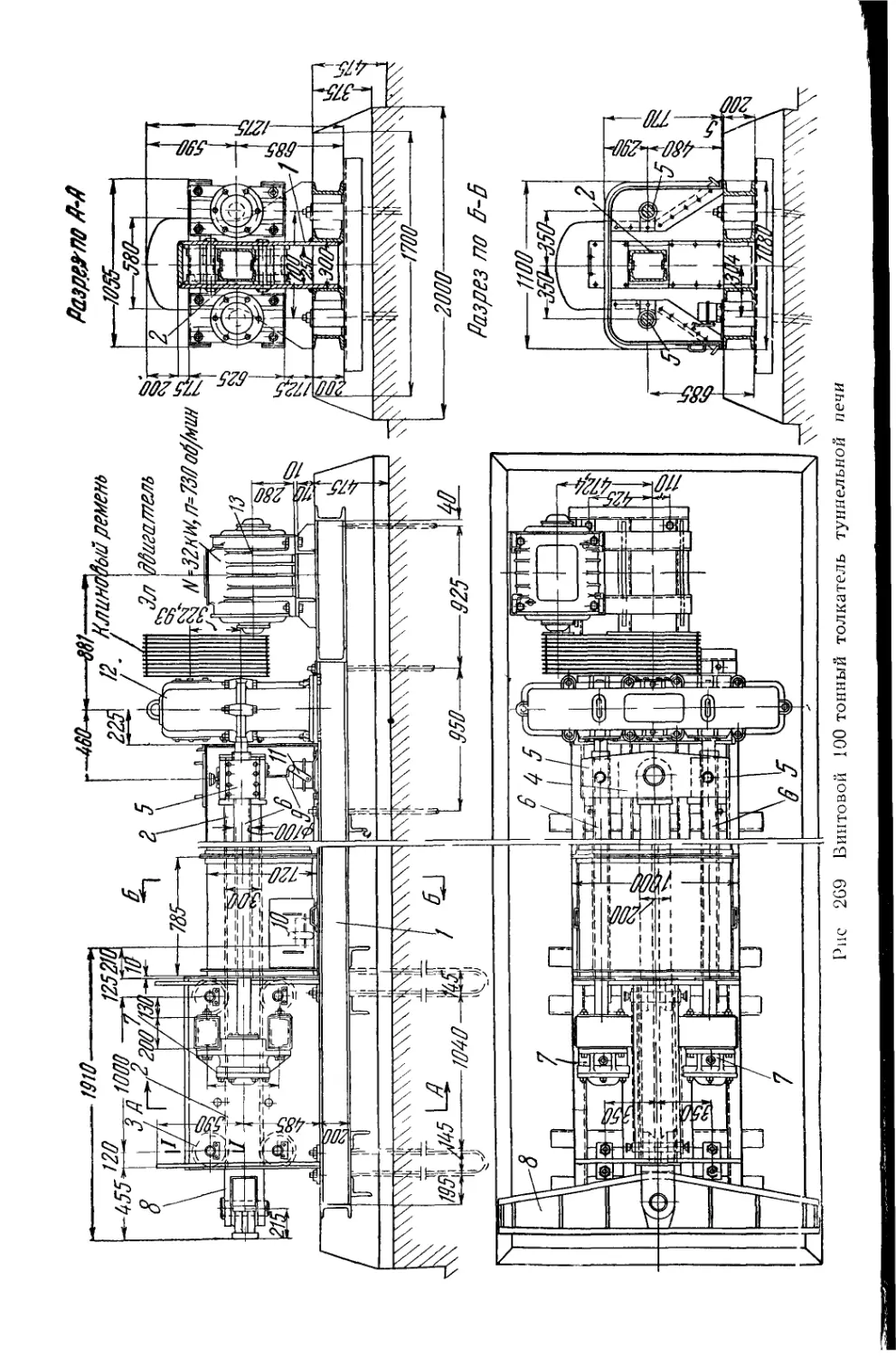
.5 . Толкатели туннельной печи ............................. 472
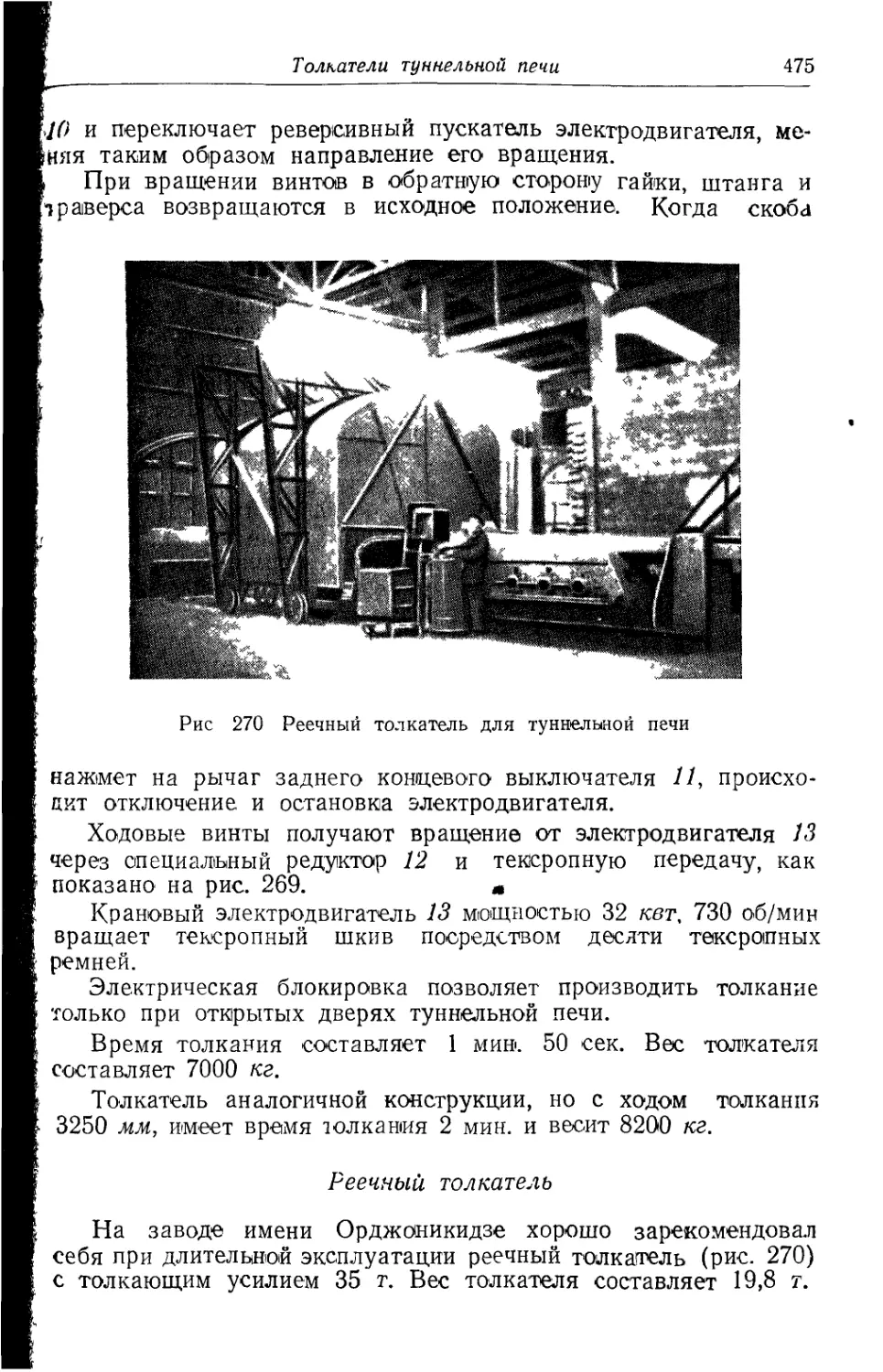
Реечный толкатель ................................. 475
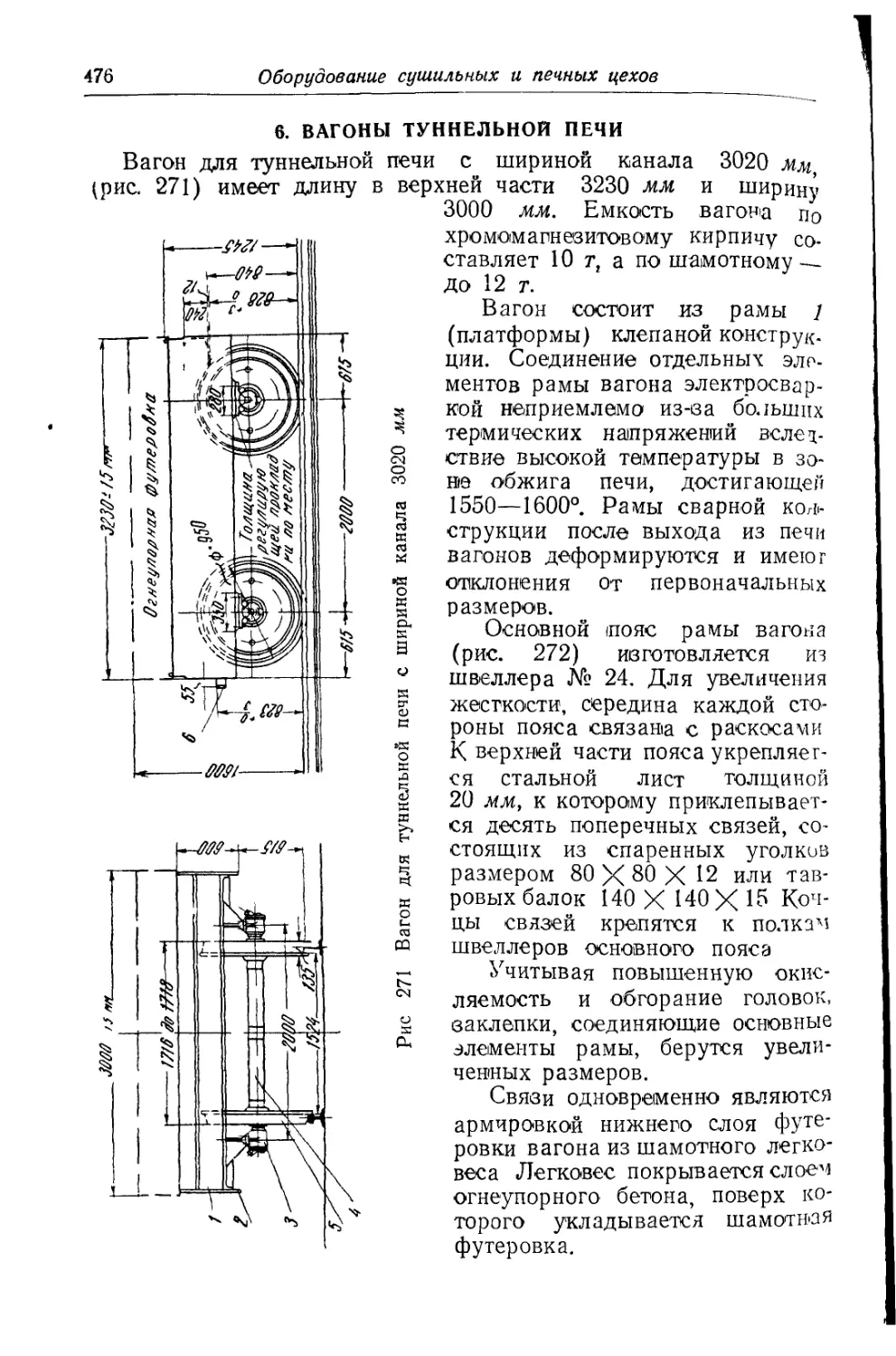
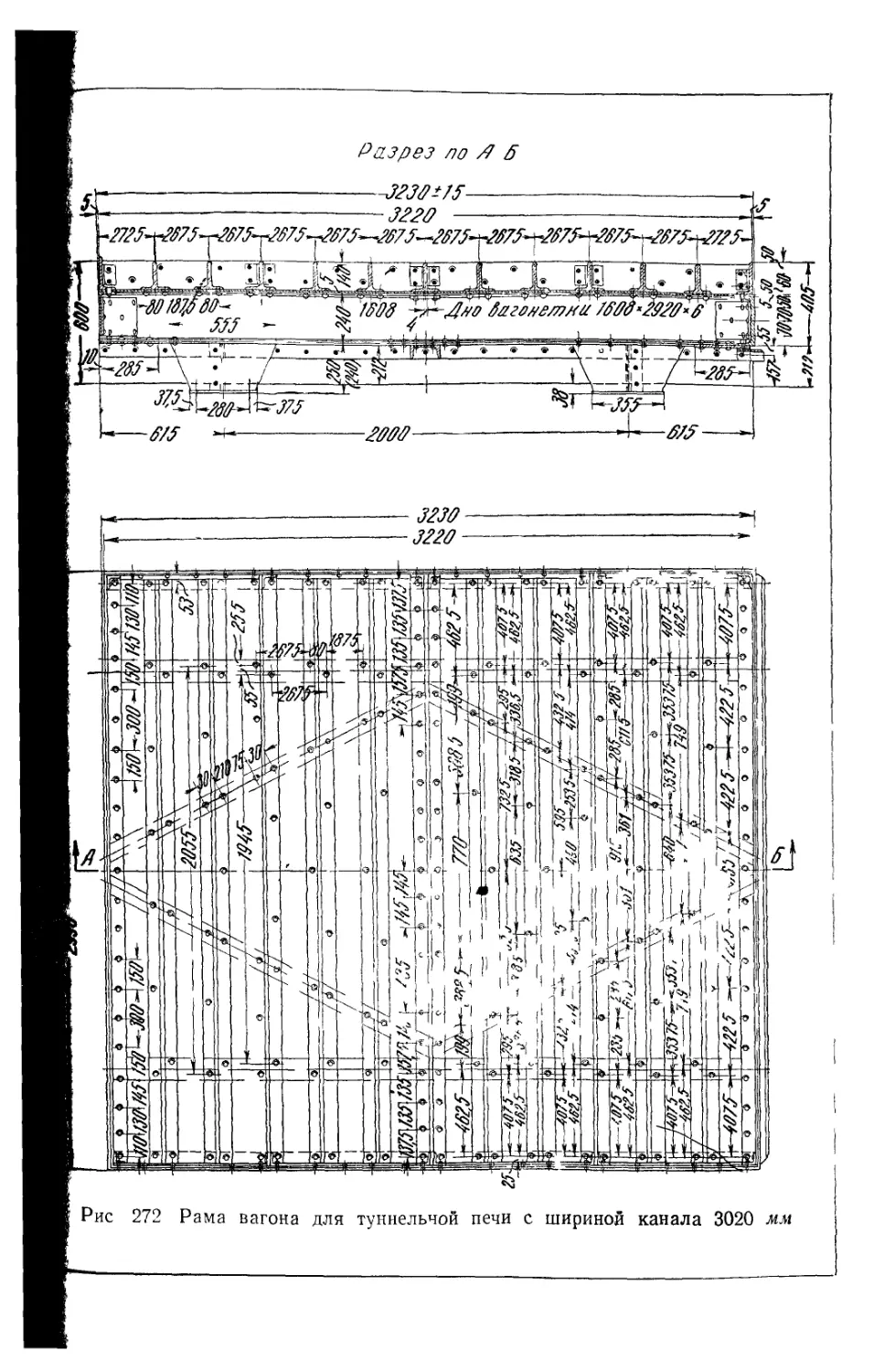
-6 . Вагоны туннельной печи ................................ 476
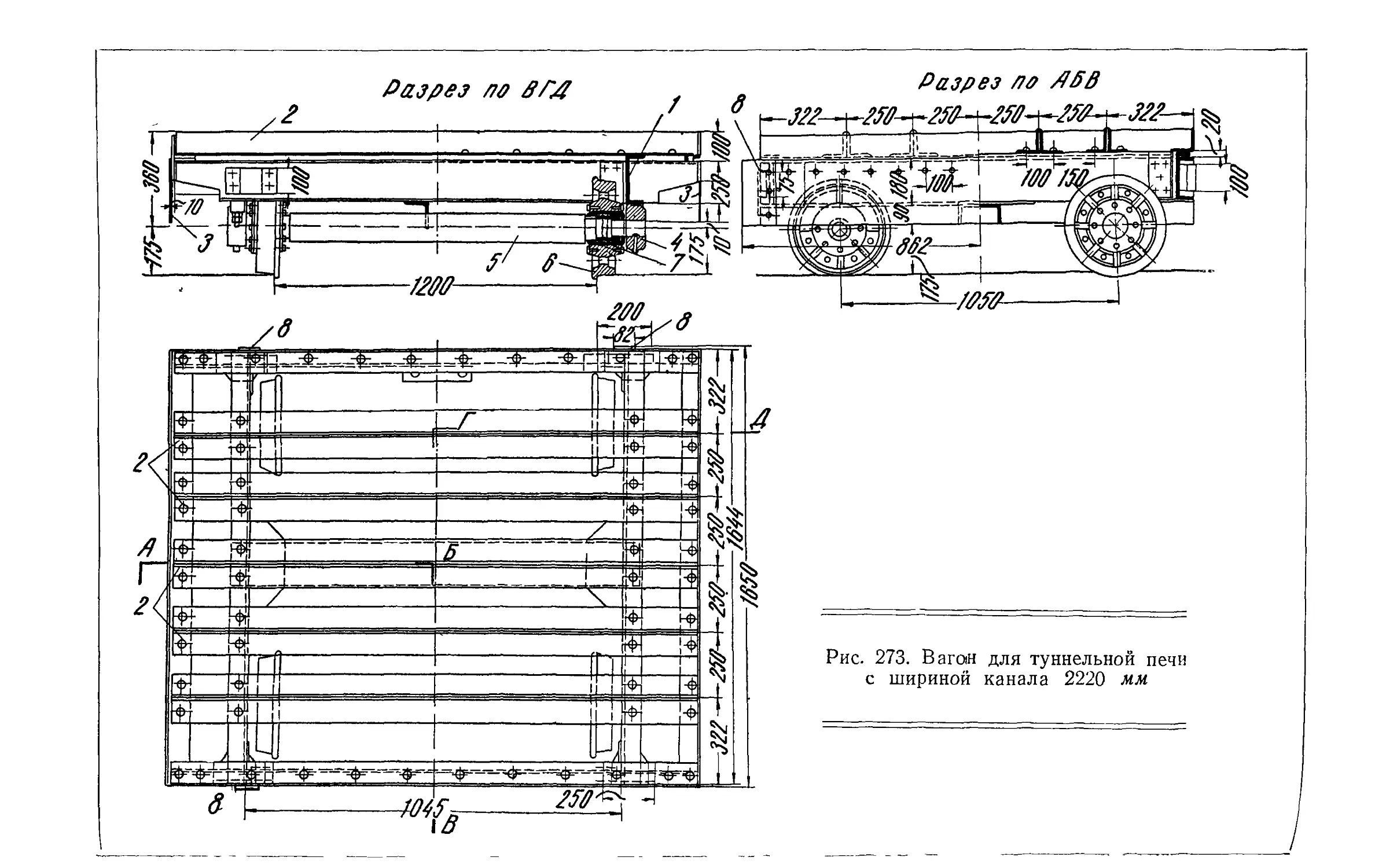
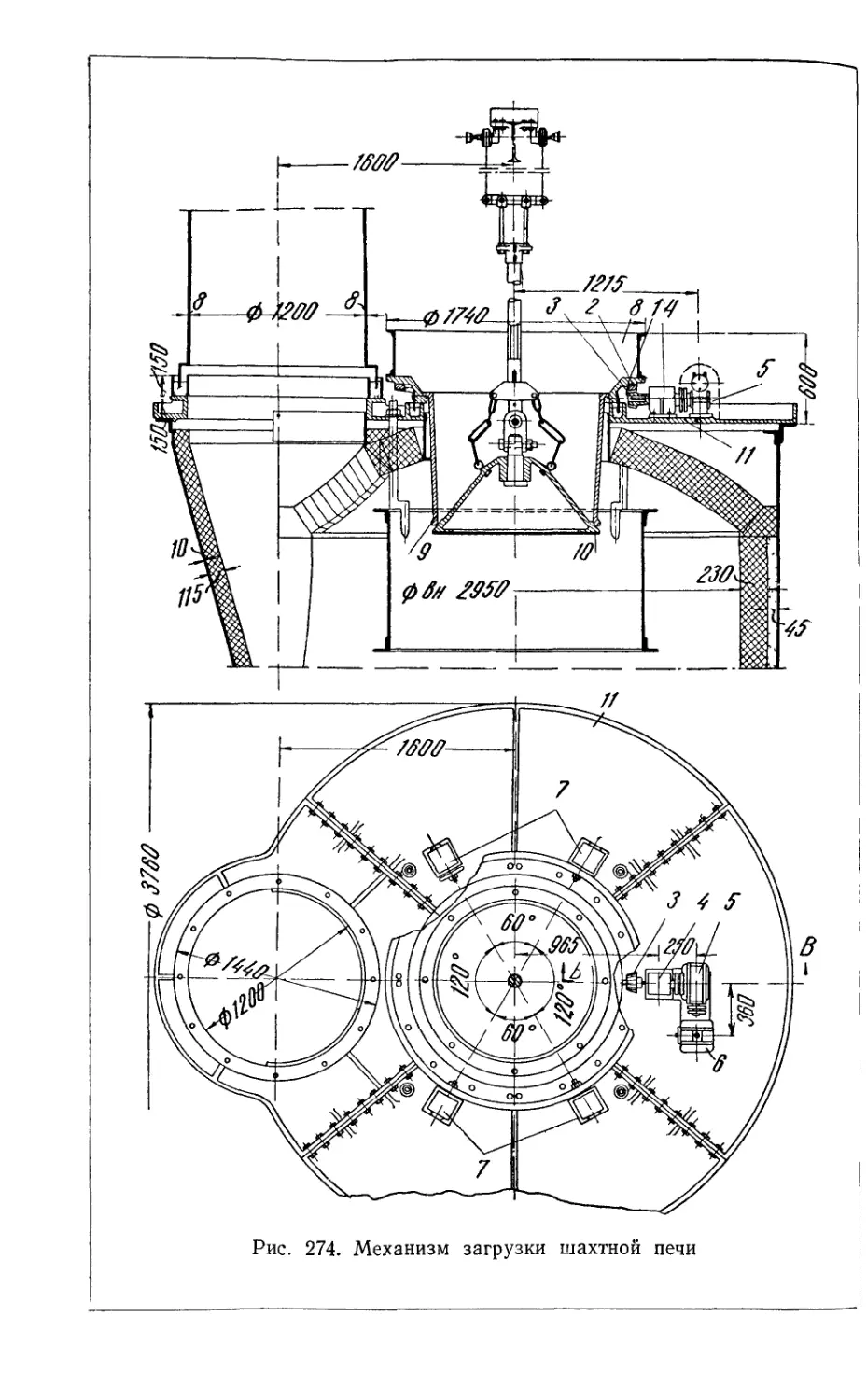
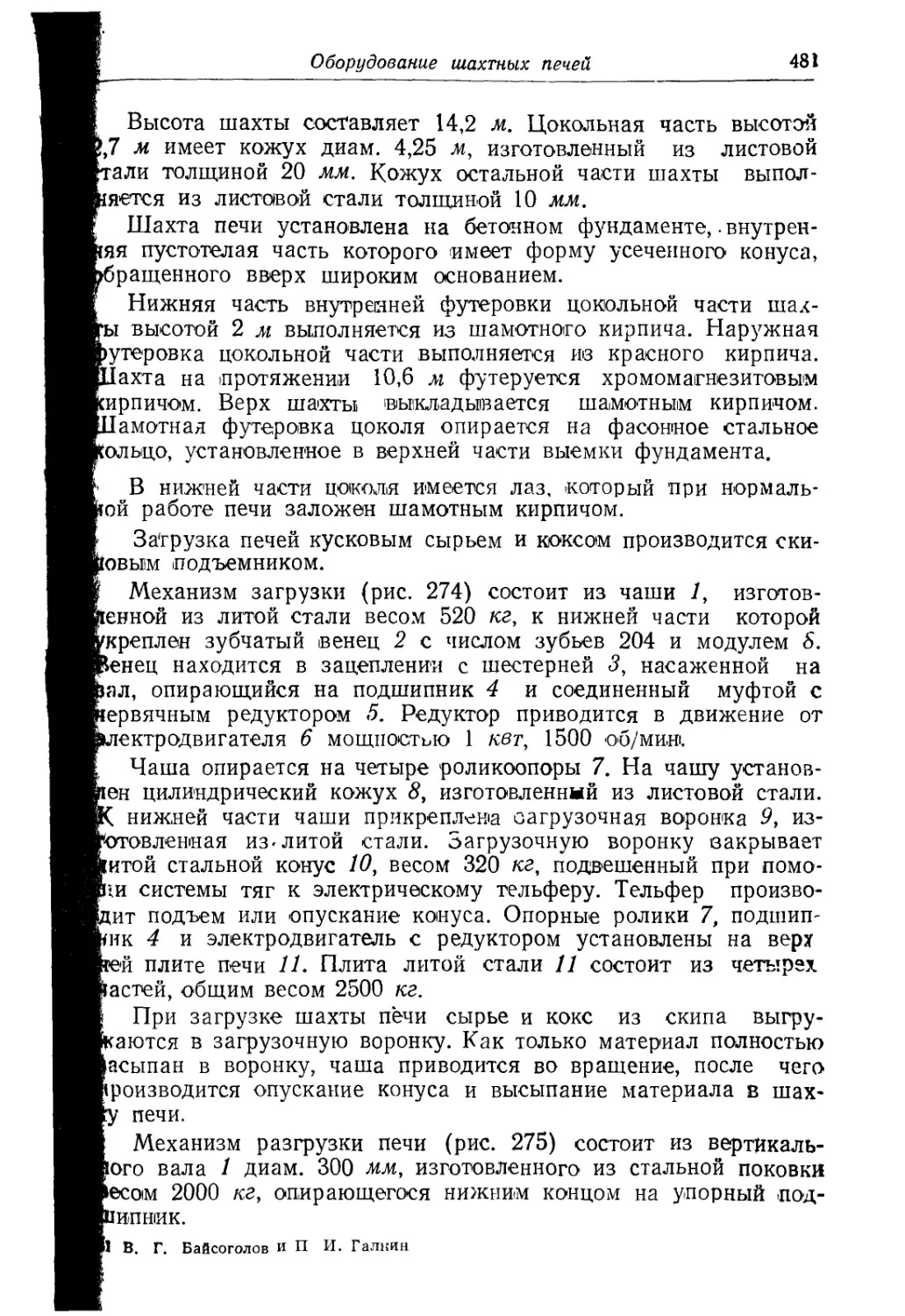
7. Оборудование шахтных печей .............................. 479
<8. Вращающиеся печи ....................................... 485
Обжигательный барабан ............................. 488
Бандажи ........................................... 489
Привод ............................................ 491
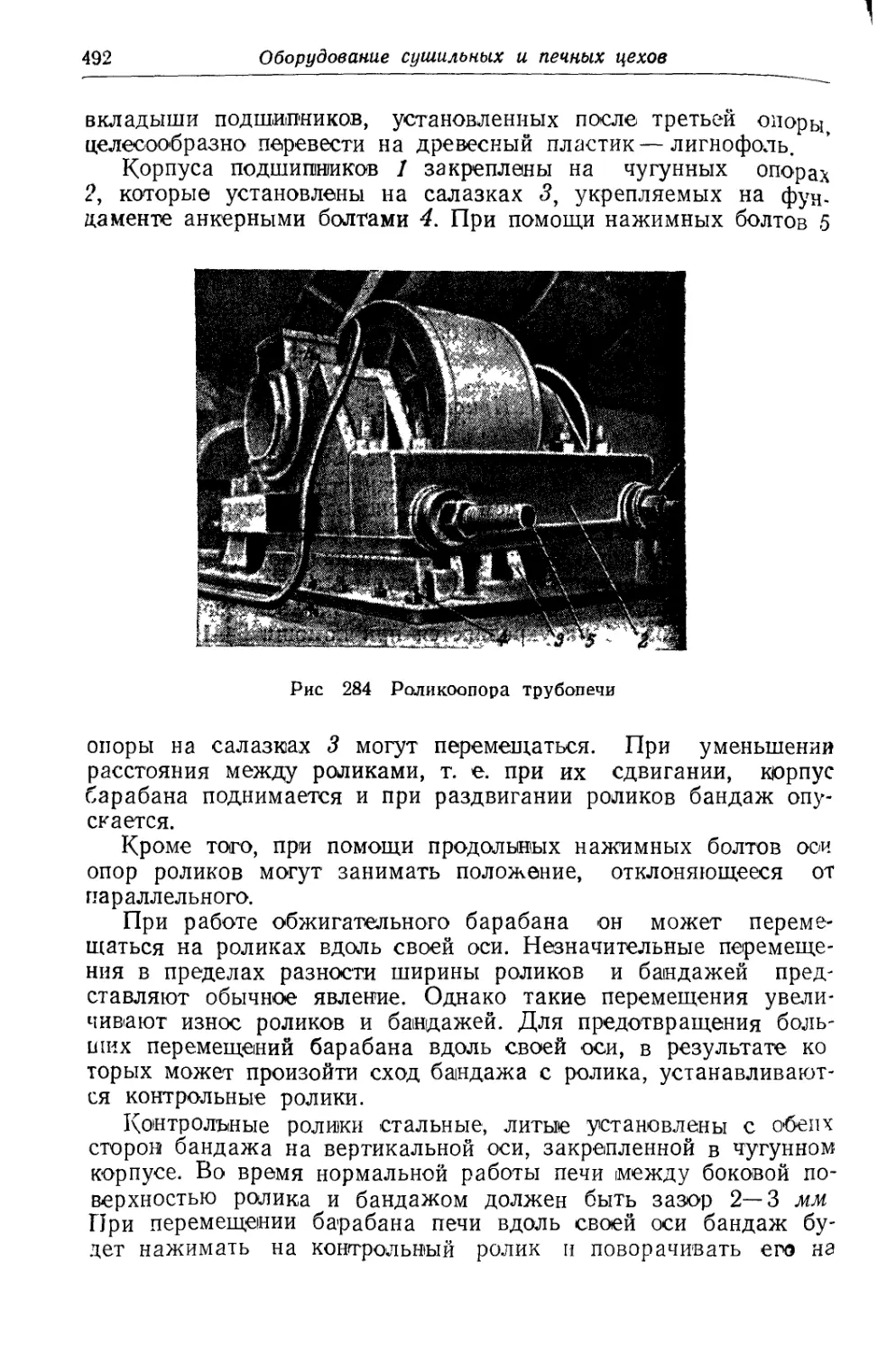
Роликоопоры ....................................... 491
Головка печи ...................................... 493
Производительность трубопечей ..................... 495
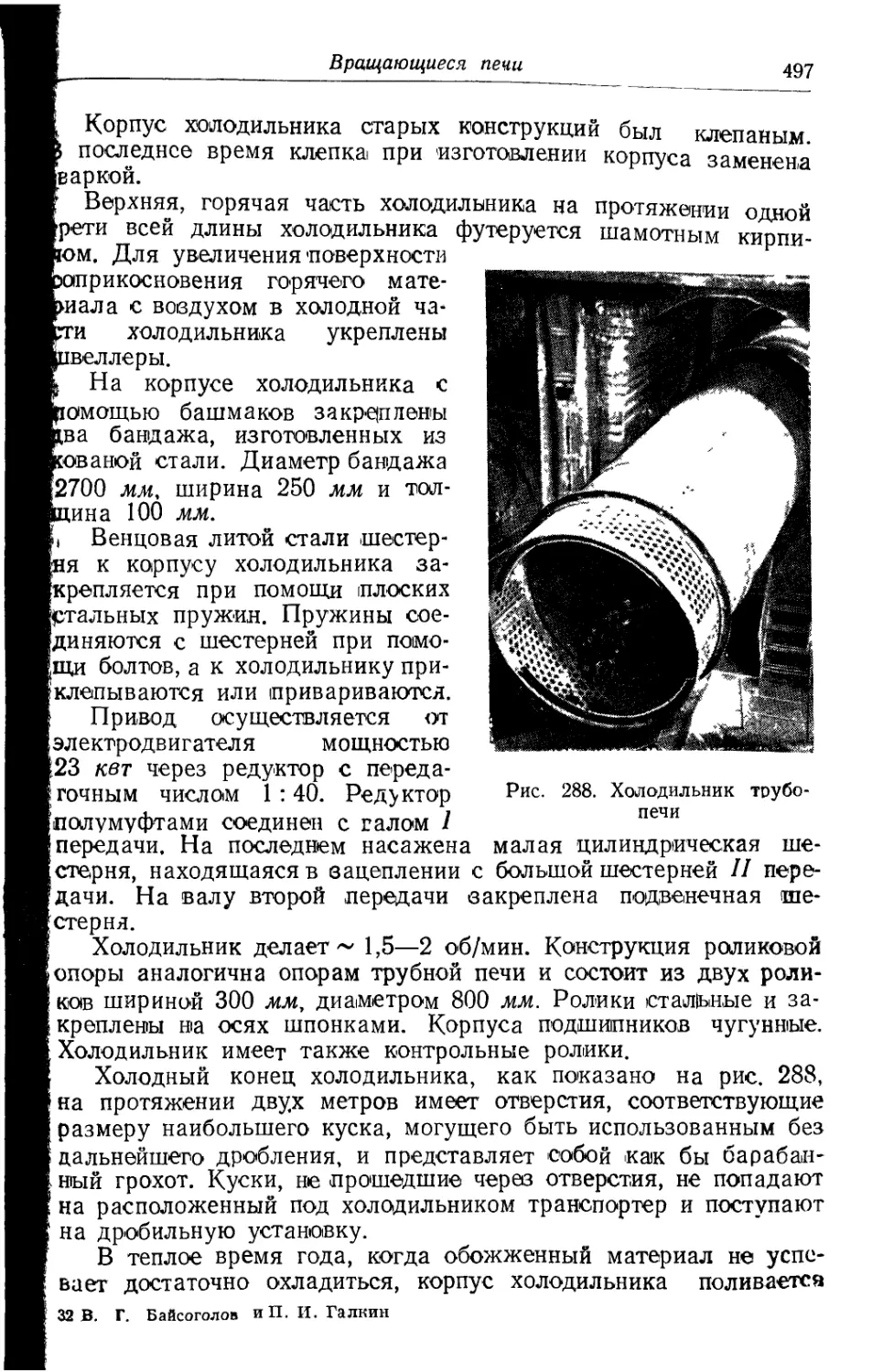
Холодильник ....................................... 496
Регулировка положения корпуса трубопечи на ролико-
опорах........................................ 498
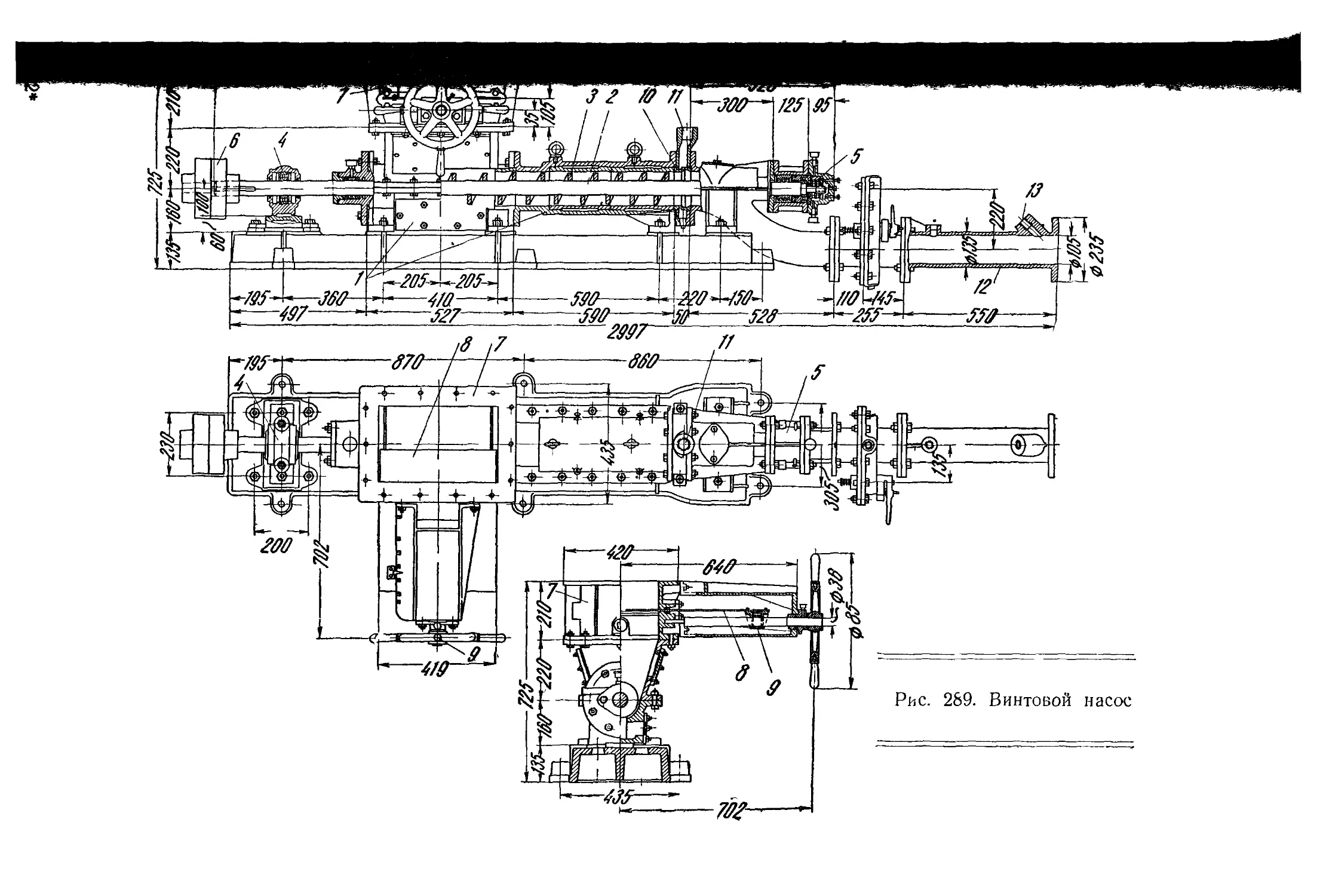
Винтовой насос .................................... 500
РАЗДЕЛ VII
ОБОРУДОВАНИЕ ГАЗОГЕНЕРАТОРНЫХ СТАНЦИЙ
1. Сущность процесса газификации ........................... 501
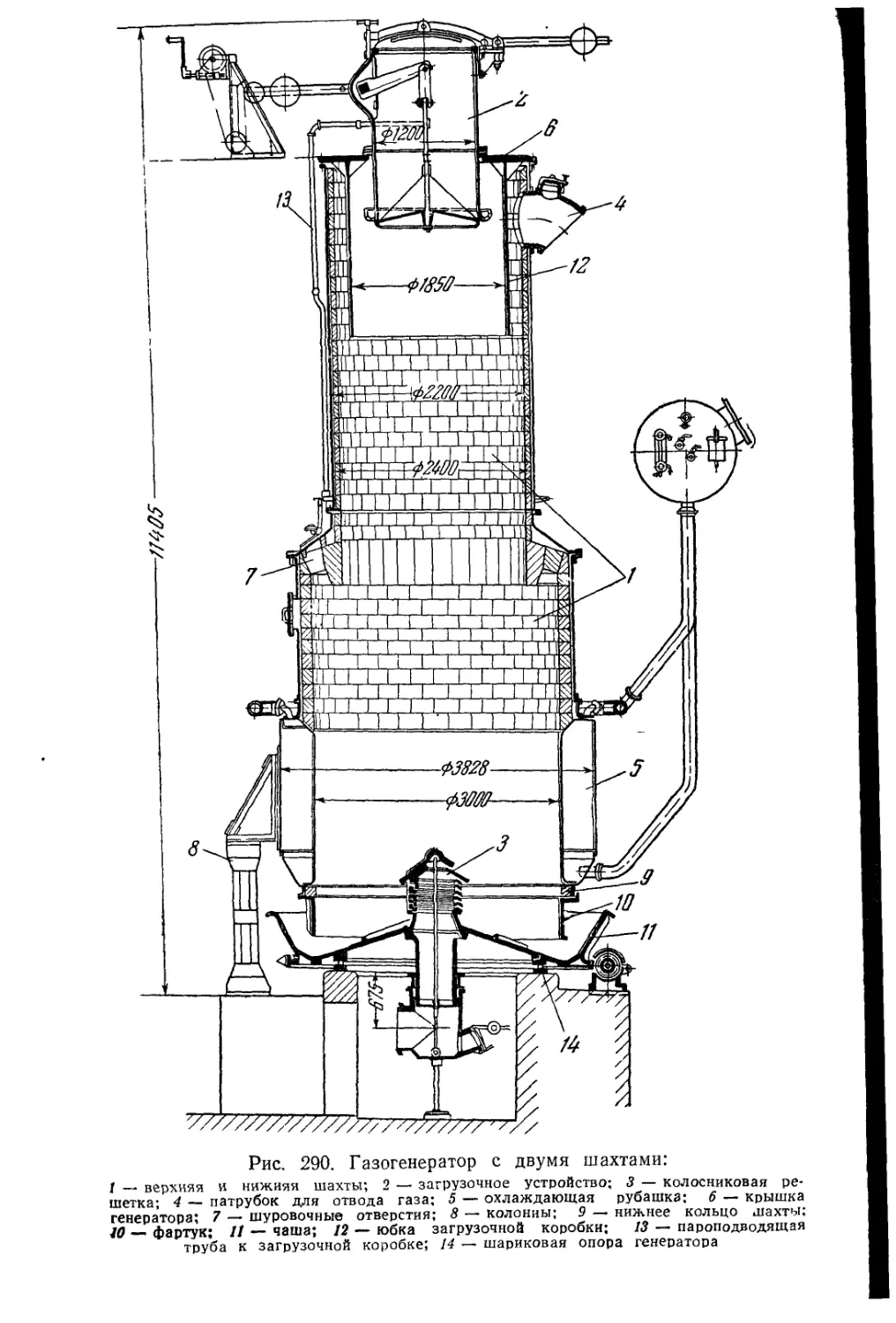
2. Конструкции газогенераторов ............................. 505
Шахта ............................................. 505
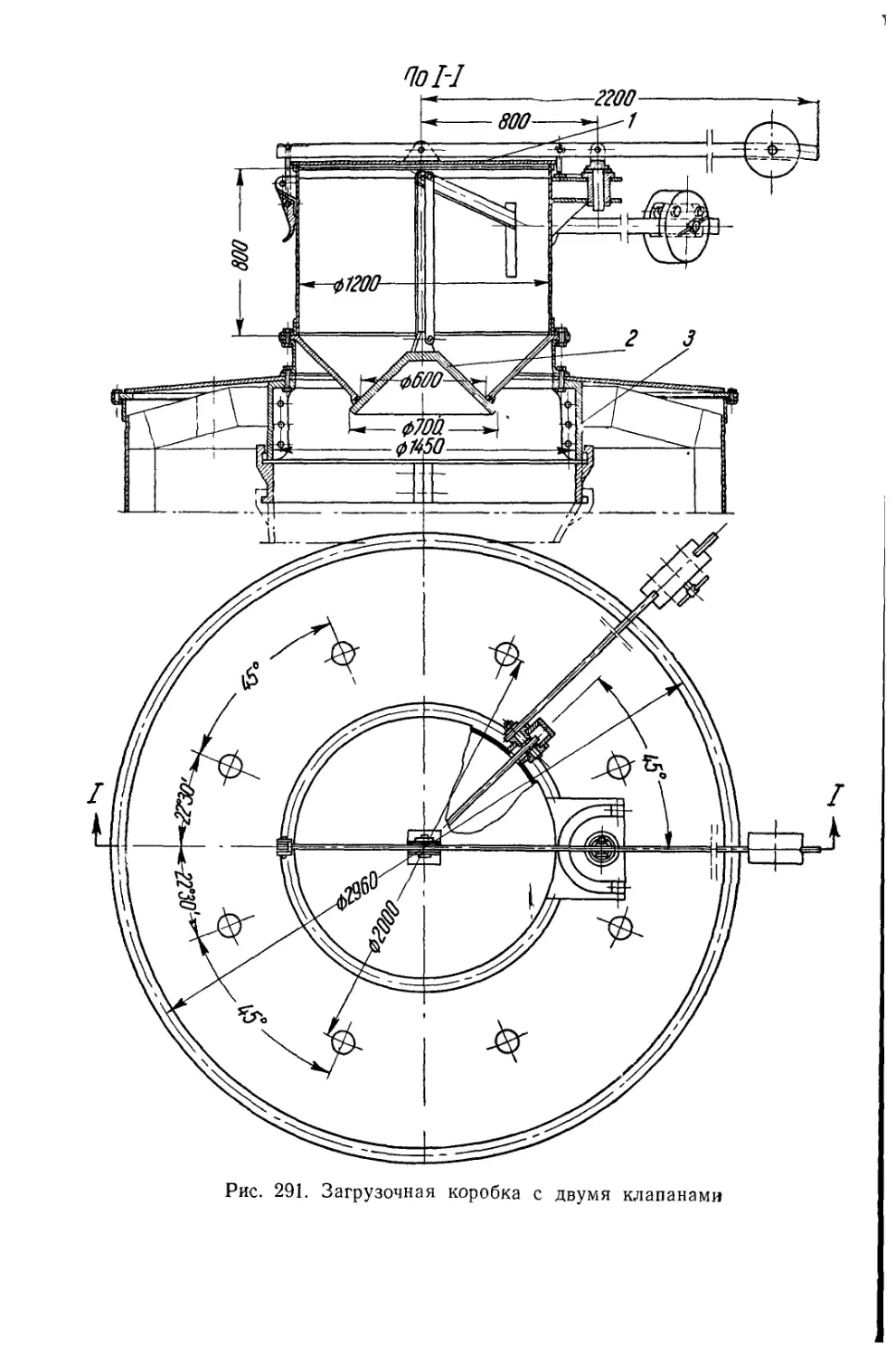
Загрузочные устройства ............................ 506
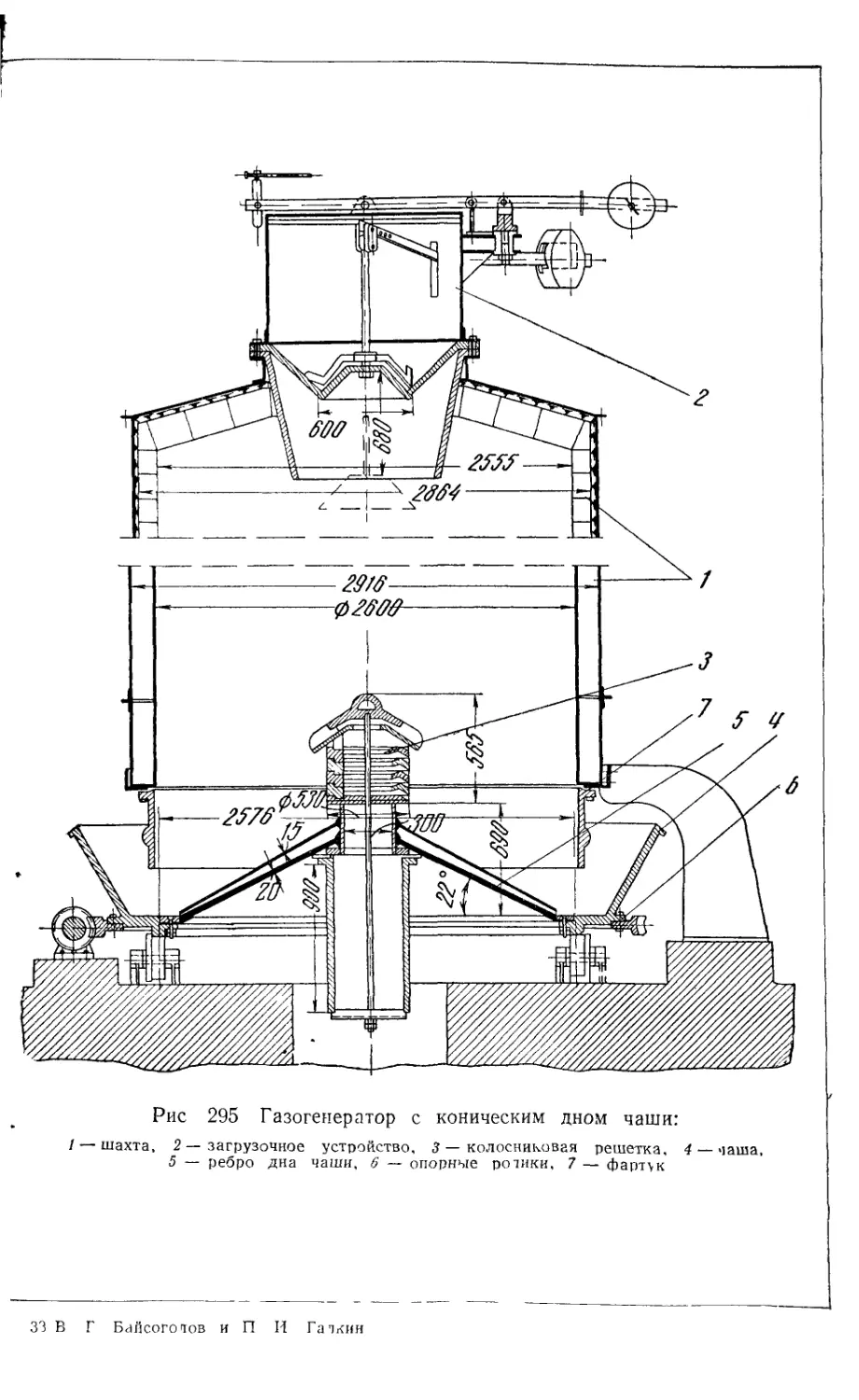
Колосниковая решетка и устройство для удаления шлака 510
Подача дутья ...................................... 516
Устройства для шуровки топлива .................... 518
3. Очистка газа ............................................ 521
Сухая очистка газа ................................ 521
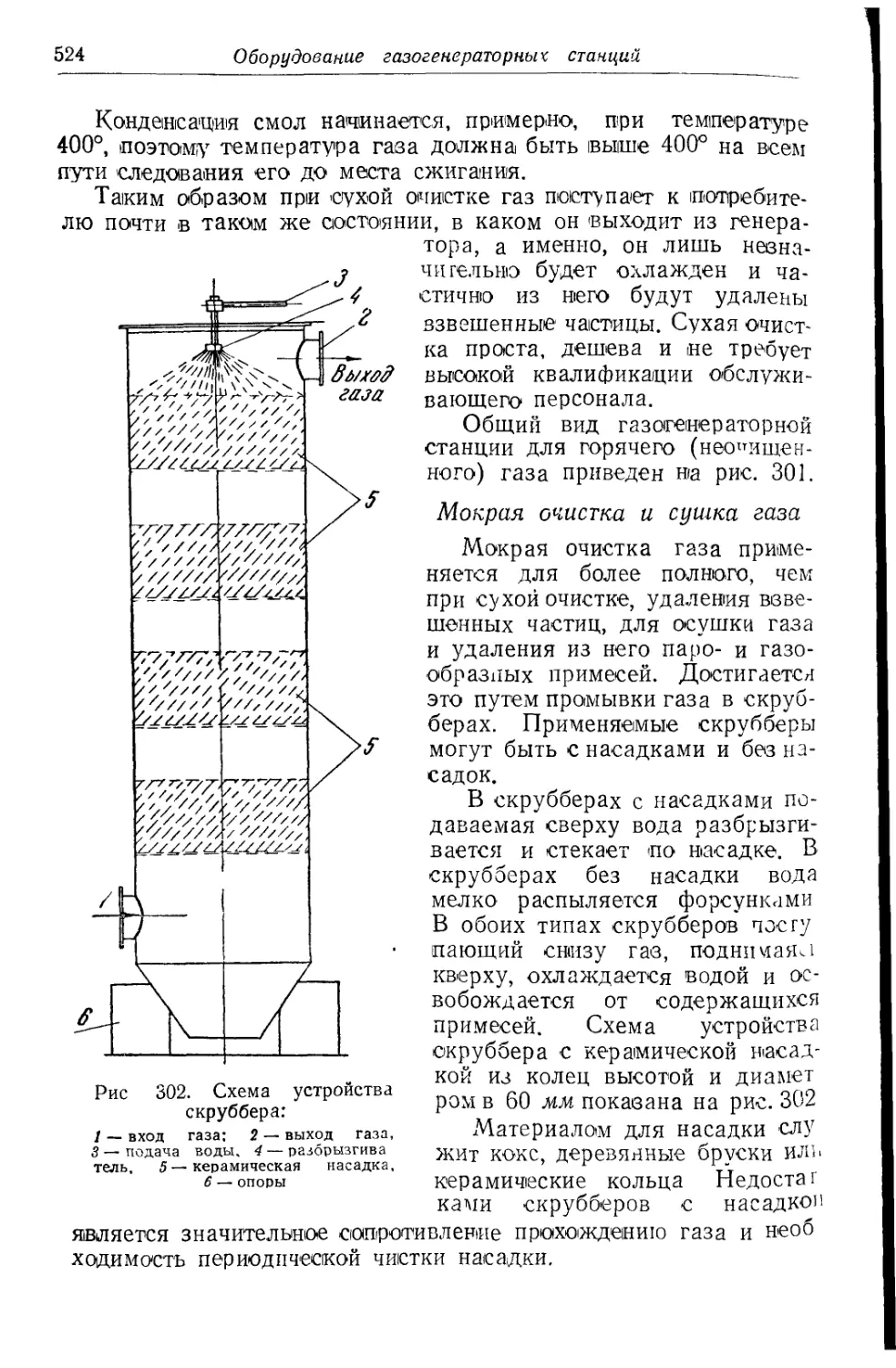
Мокрая очистка и сушка газа ....................... 524
Смолоотделители ................................. 525
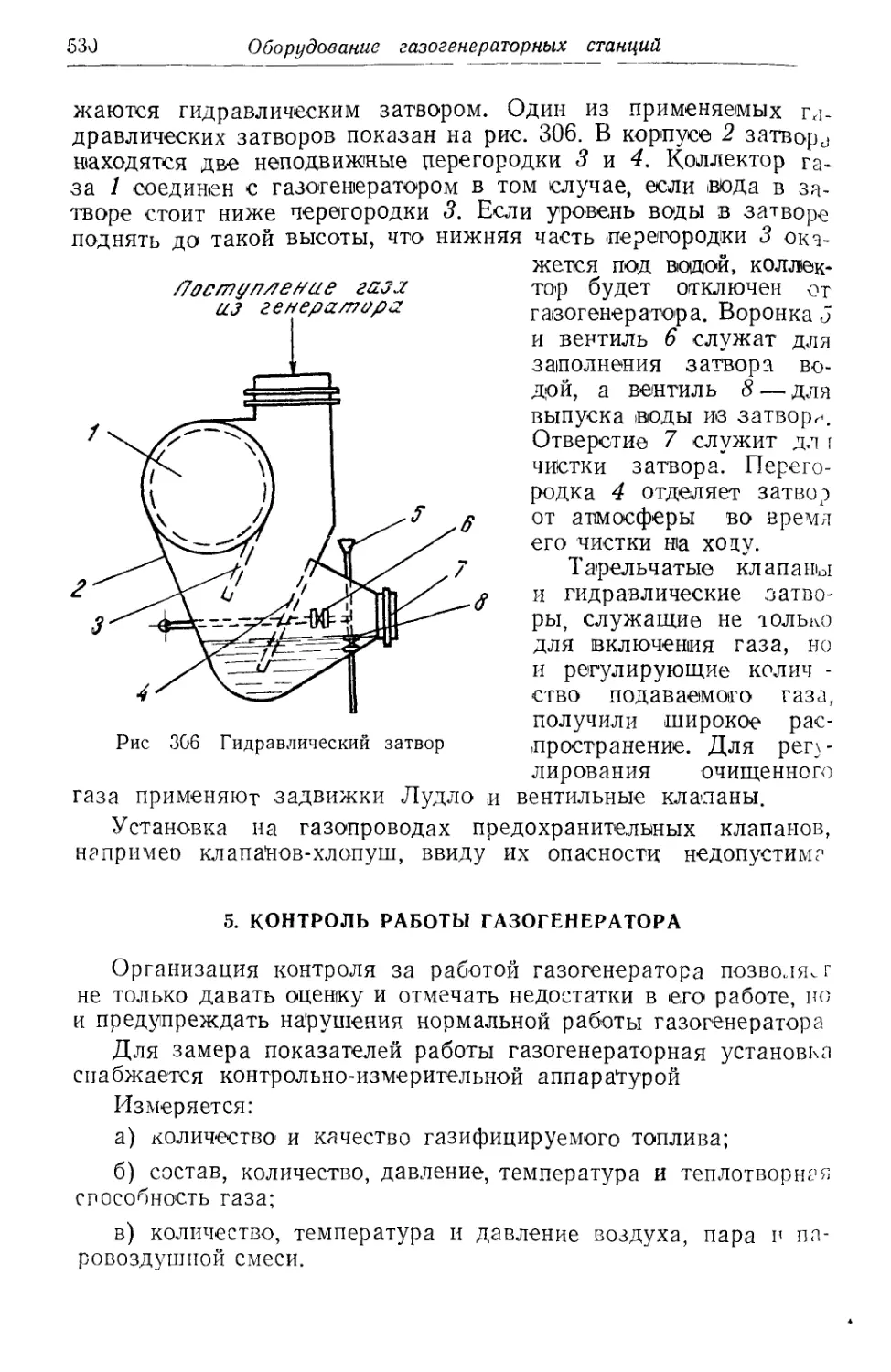
4. Воздухе- и газопроводы .................................. 527
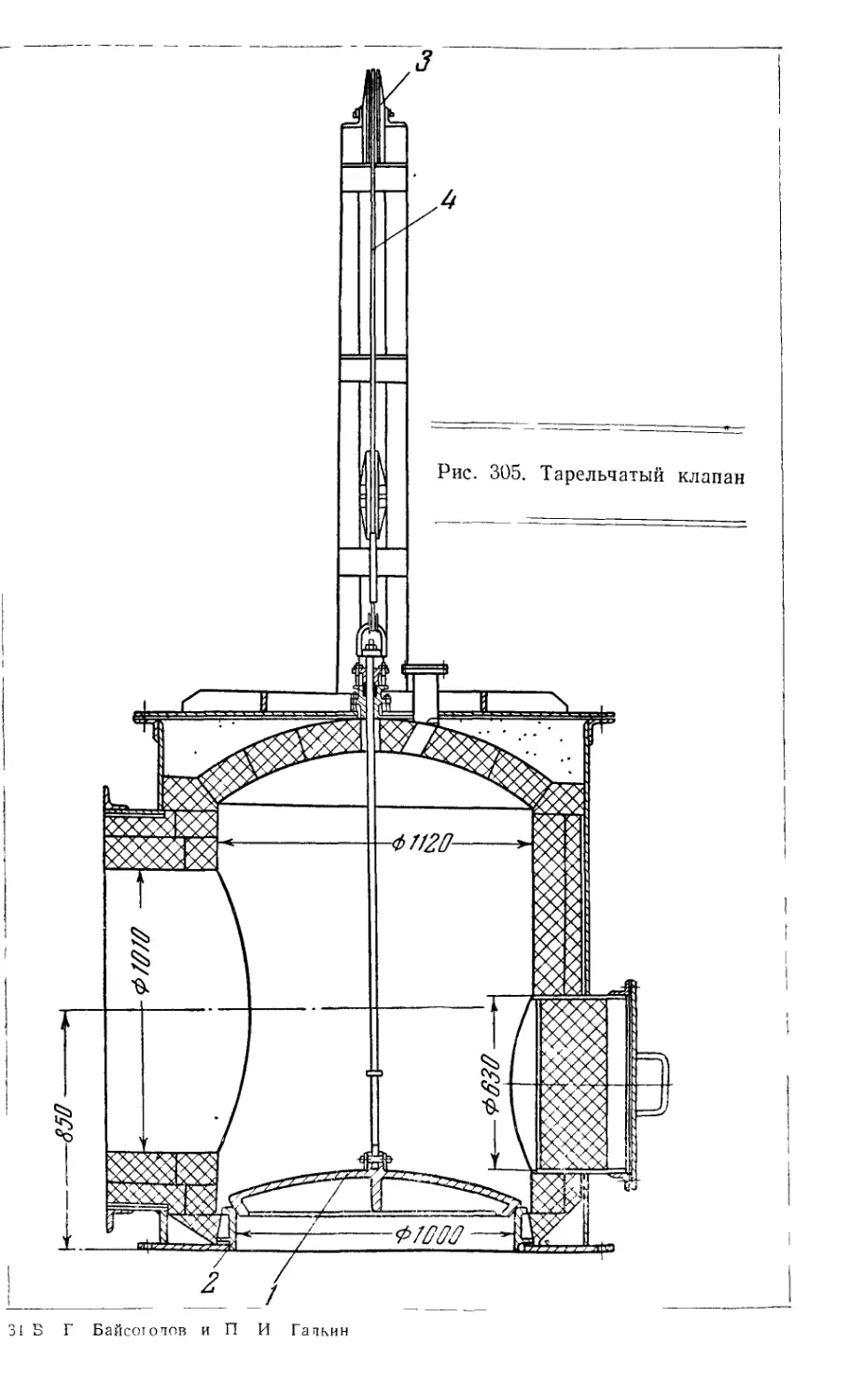
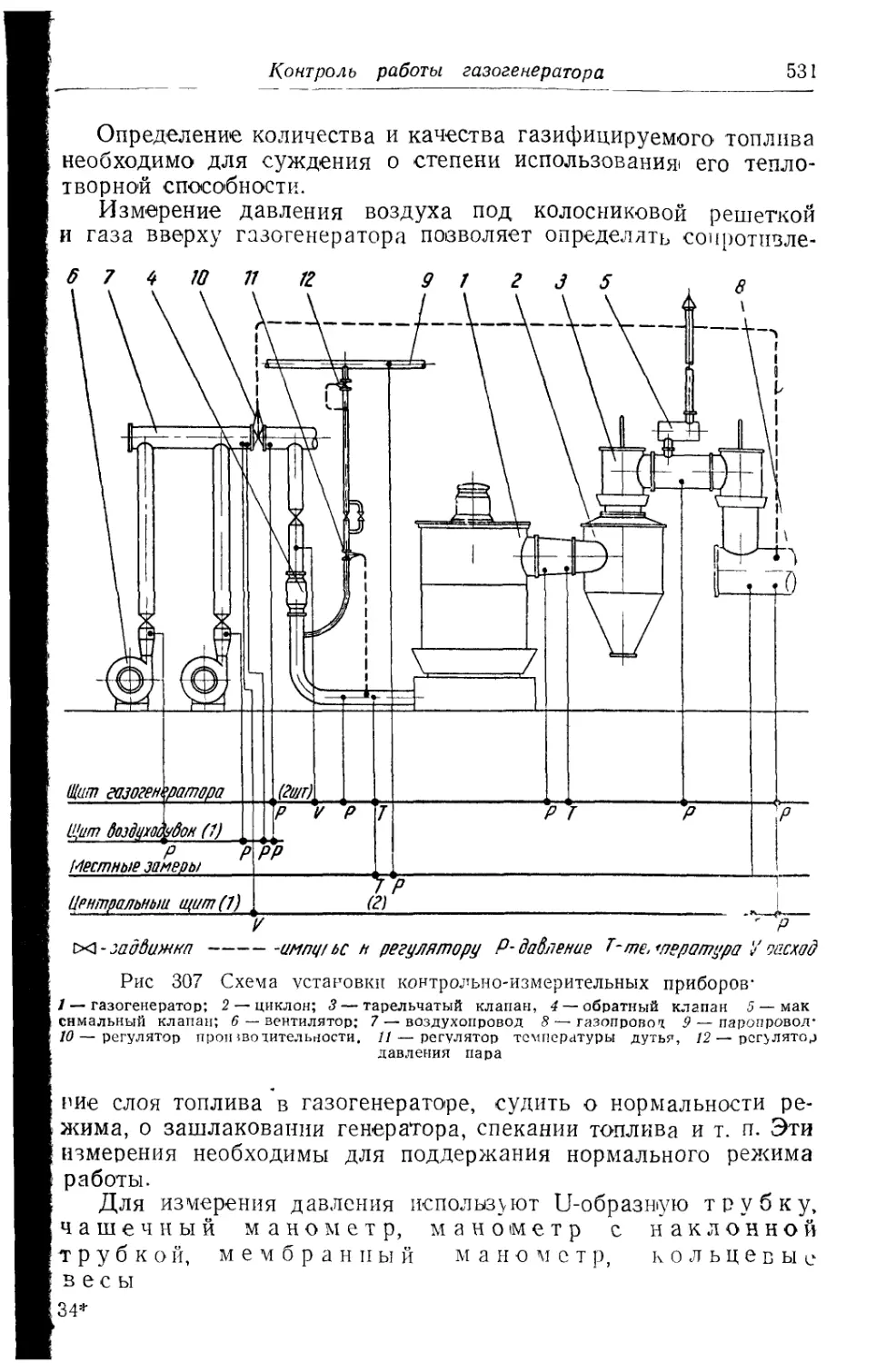
5. Контроль -работы газогенератора ......................... 530
6. Обслуживание газогенераторной установки ................. 532
7. Автоматическое регулирование и управление ............... 533
Оглавление
РАЗДЕЛ VIII
ОБОРУДОВАНИЕ СКЛАДОВ
Общие сведения ...................................... 535
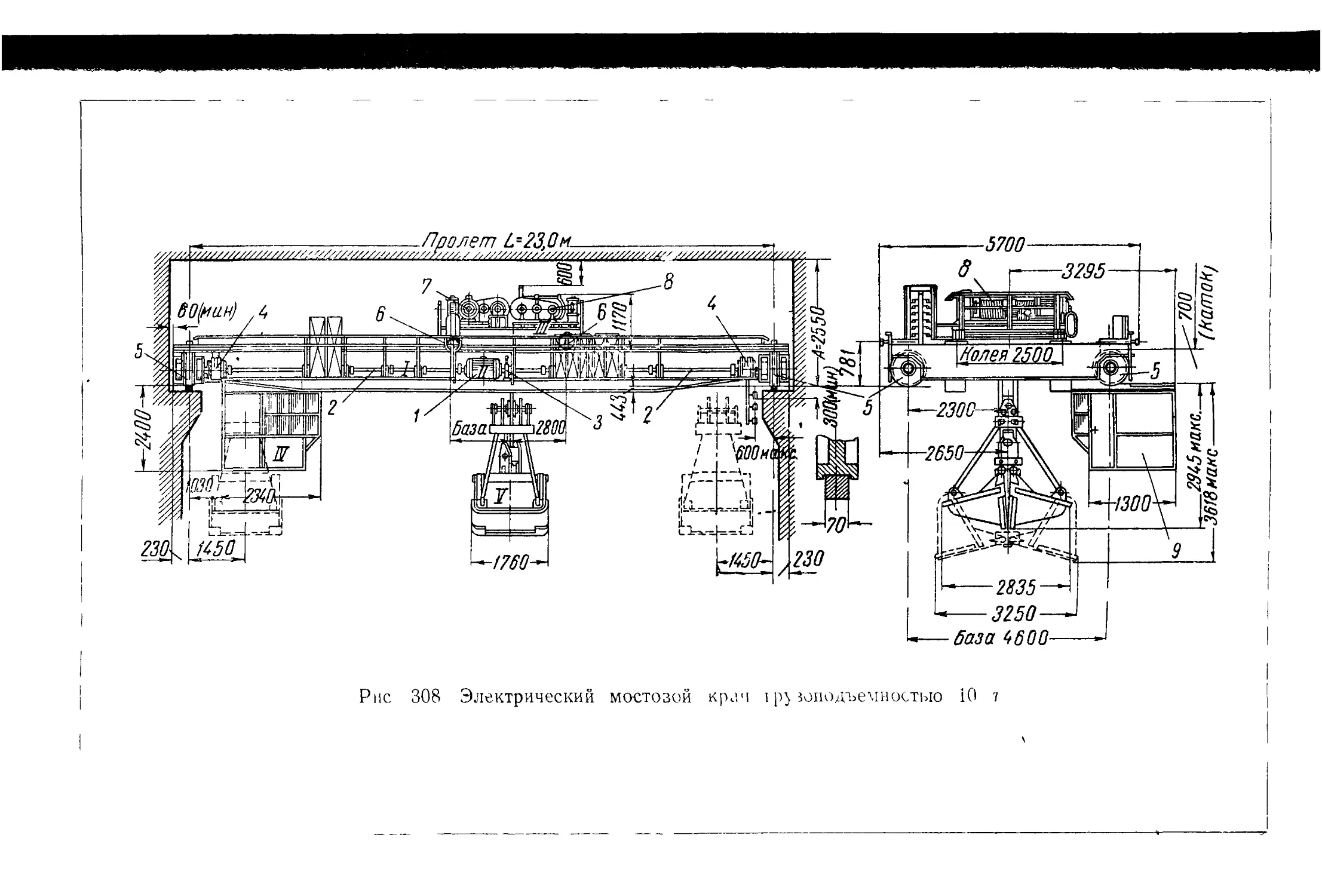
1. Склады с мостовыми кранами ............................ 536
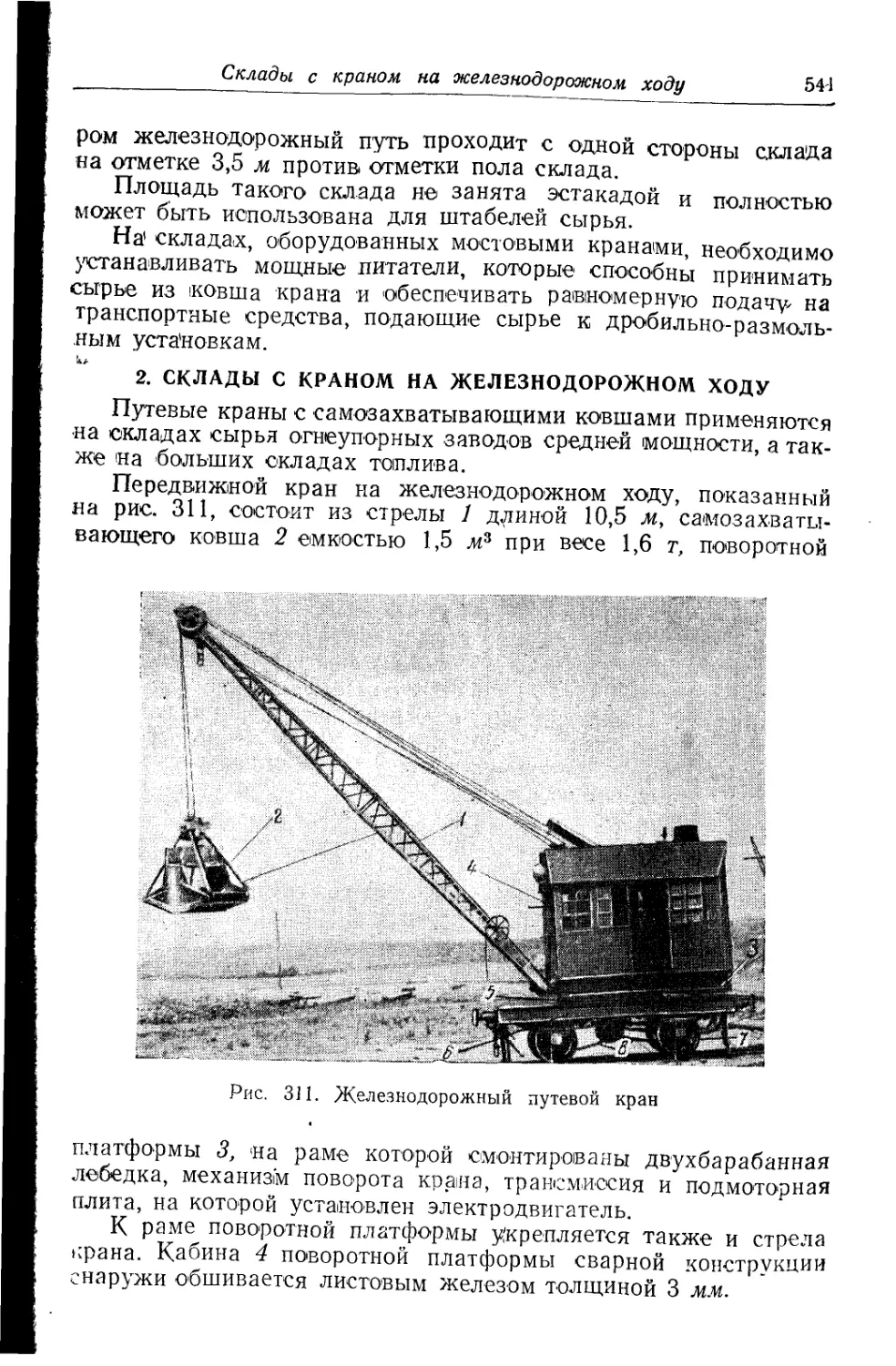
2. Склады с краном на железнодорожном ходу ............... 541
3. Склады со скреперными грузчиками ...................... 542
4. Склады готовой продукции .............................. 544
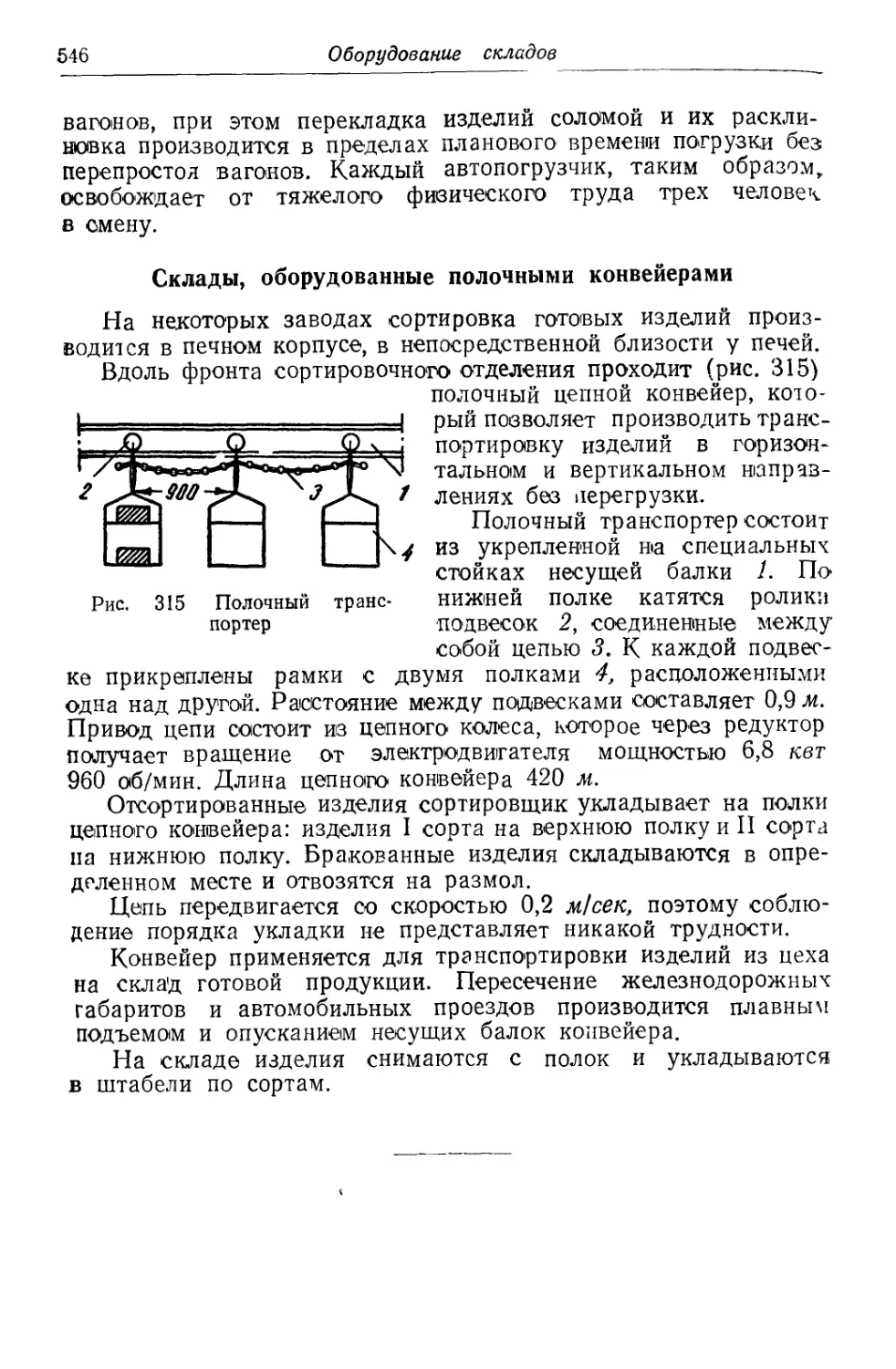
Склады, оборудованные полочными конвейерами ......... 546
РАЗДЕЛ IX
ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ И СВЕДЕНИЯ
ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Глава 1. Эксплуатация оборудования.............................
Глава 2. Меры борьбы с запылением огнеупорных заводов и пыле-
осадительиая аппаратура .......................................
1. Меры борьбы с запылением ................................
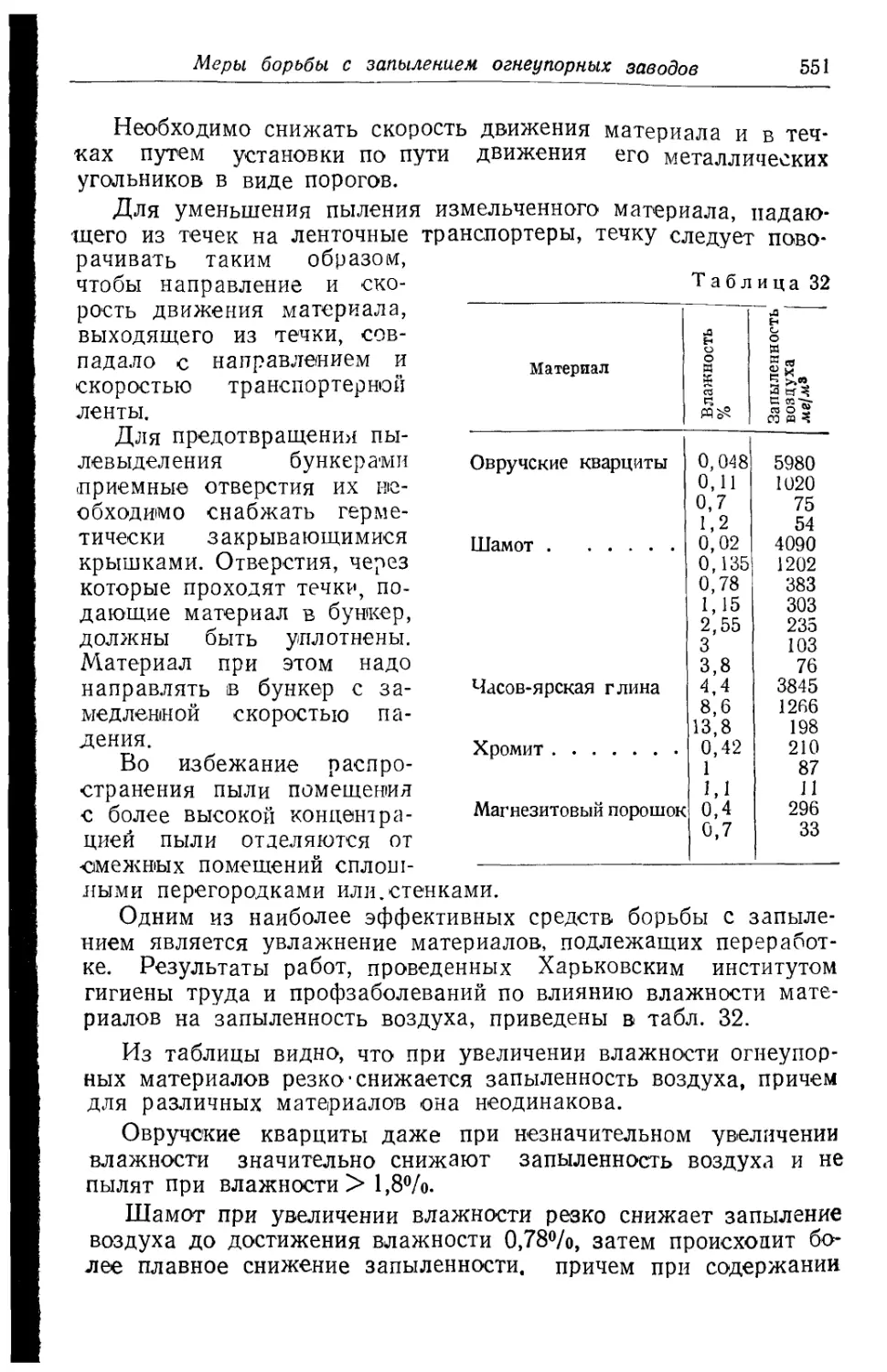
2. Пылеосадительные камеры .................................
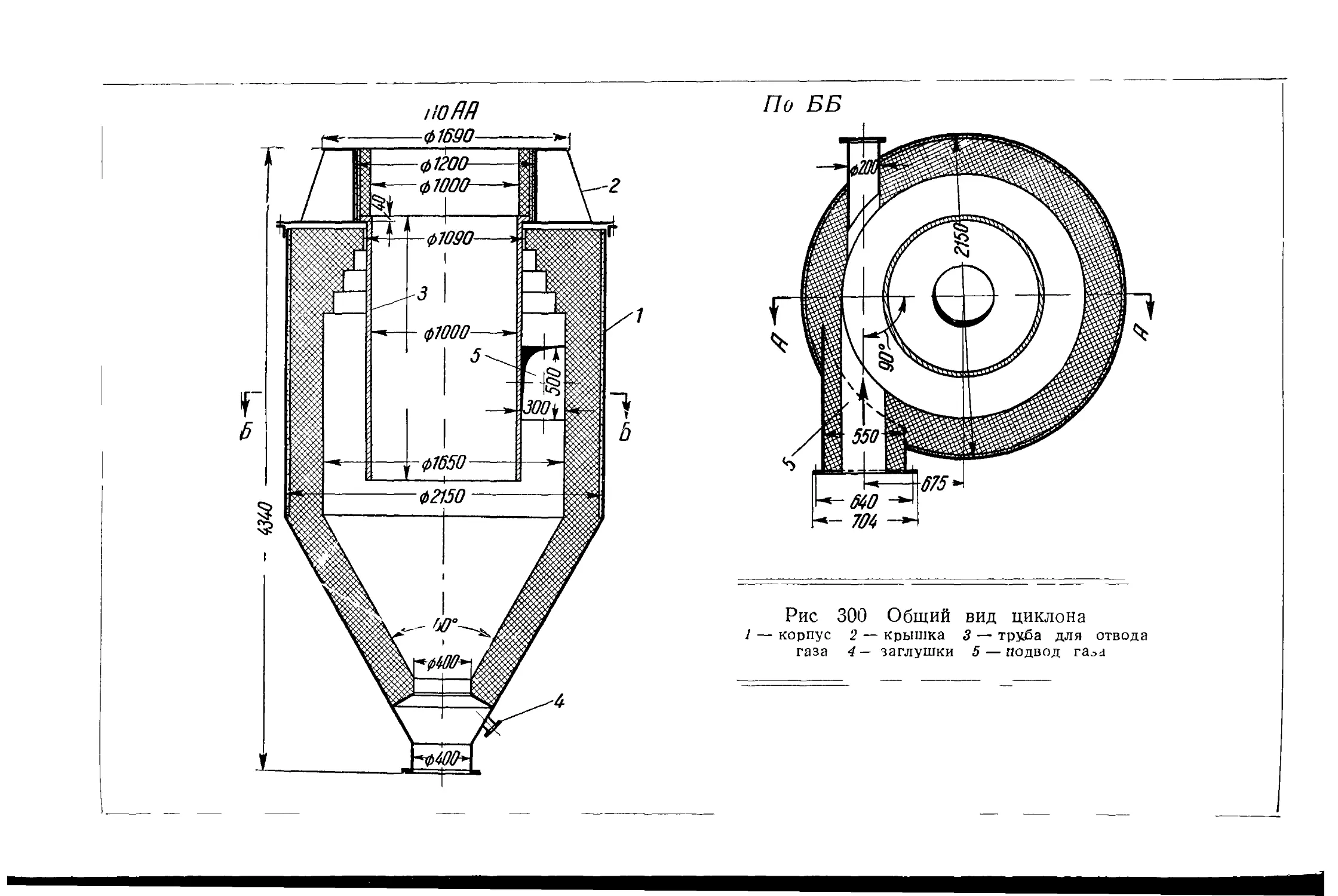
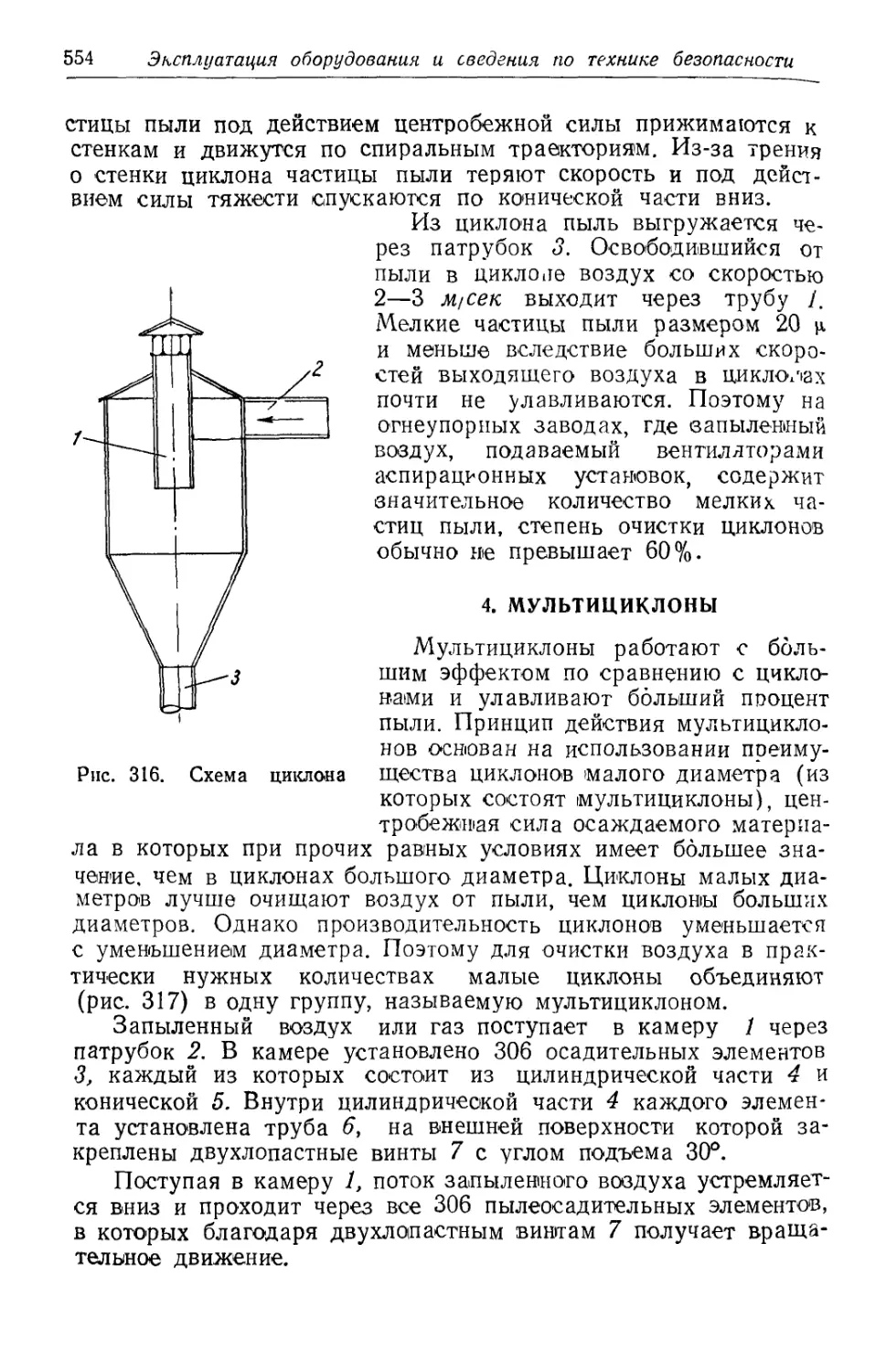
3. Циклон ..................................................
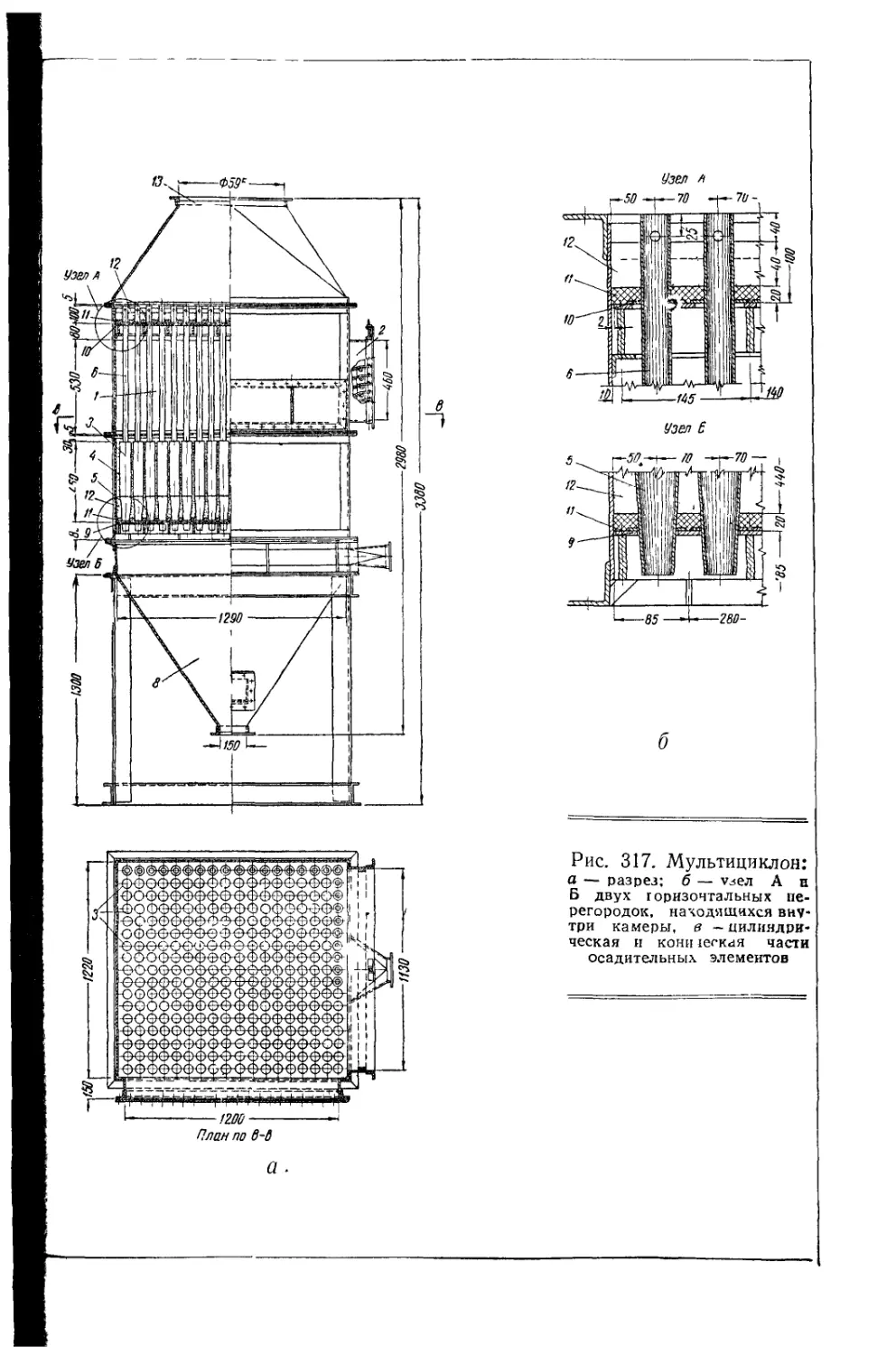
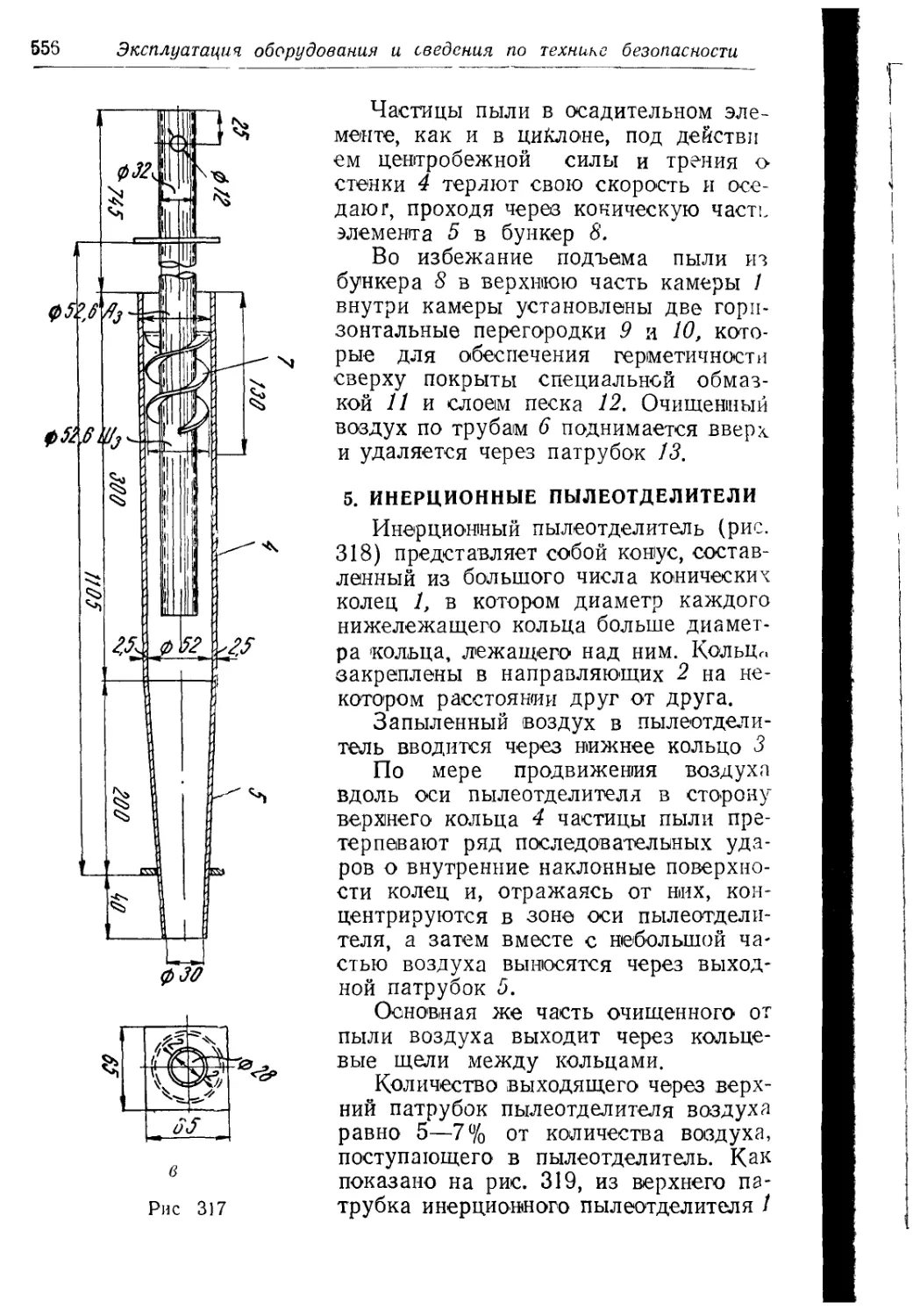
4. Мультициклоны .........................................
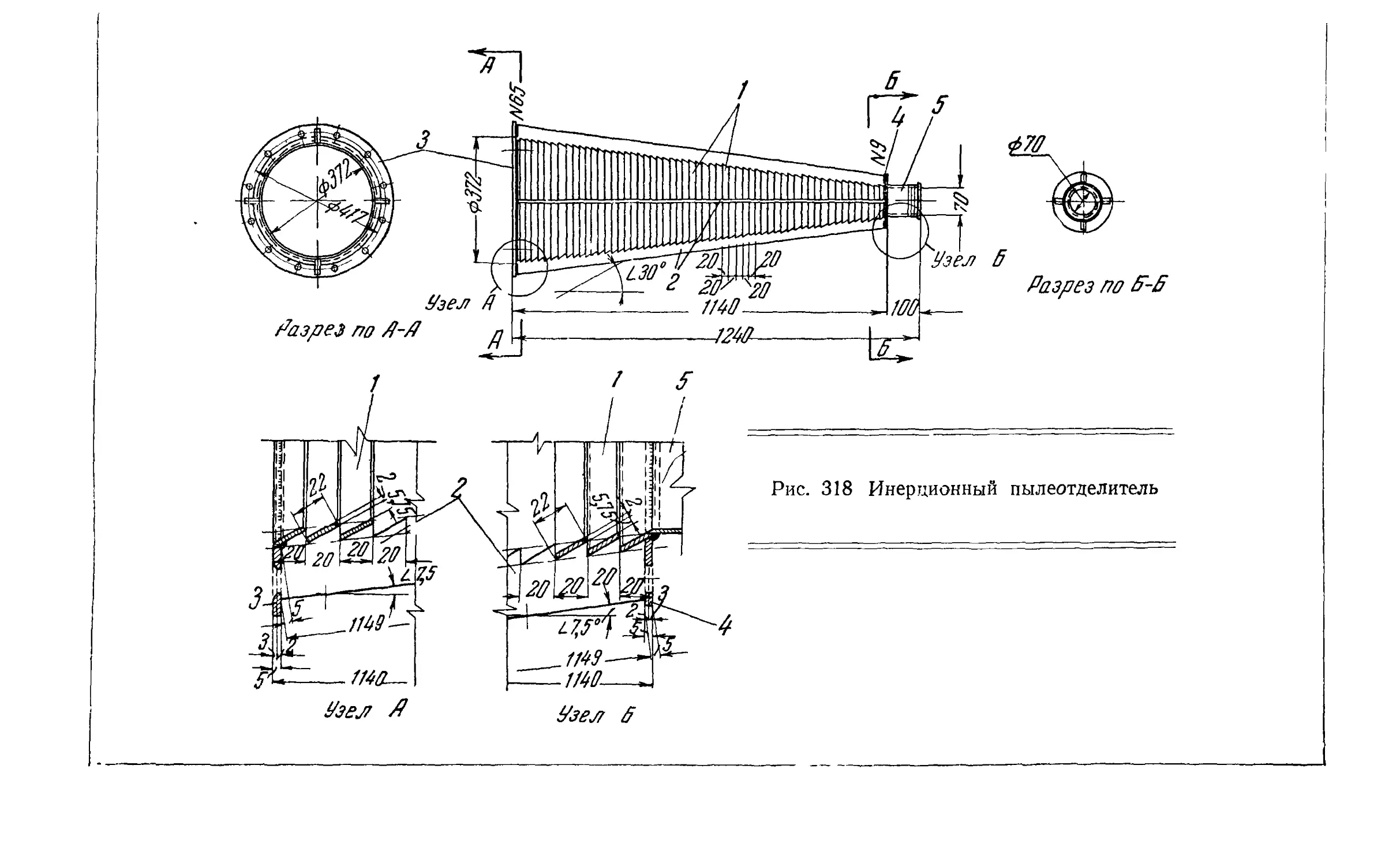
5. Инерционные пылеотделители ..............................
6. Центробежные скрубберы ВТИ ..............................
Глава 3. Основные мероприятия по надзору и уходу за оборудова-
нием ..........................................................
547
550
550
553
553
554
556
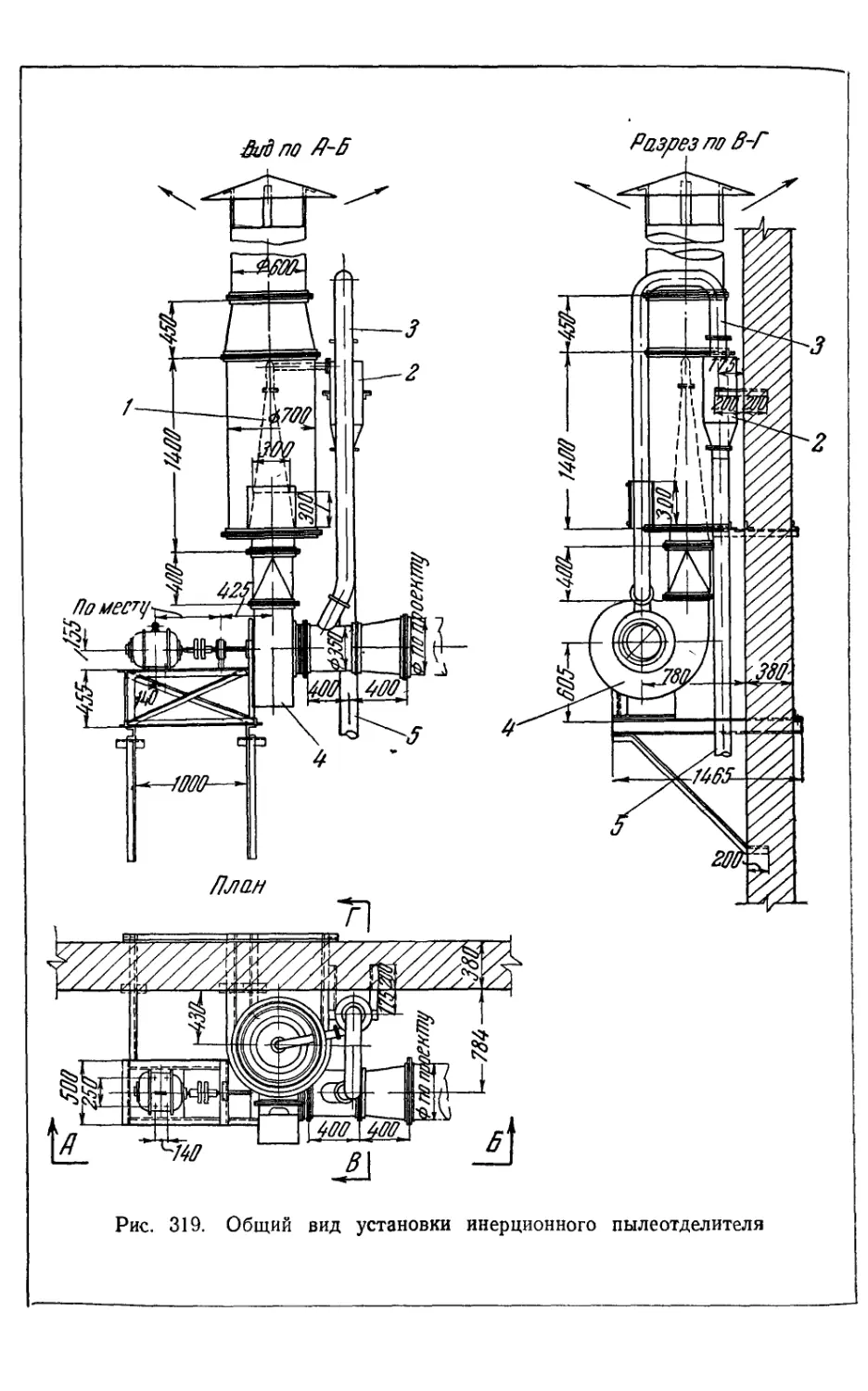
559
562
Изнашивание механизмов и деталей ...................... 562
1. Основные сведения ....................................... 562
2. Износ цапф и подшипников скольжения ..................... 562
3. Износ подшипников качения ............................... 563
4. Износ зубчатых передач .................................. 565
5. Определение износа и дефектов в механизмах н деталях .... 566
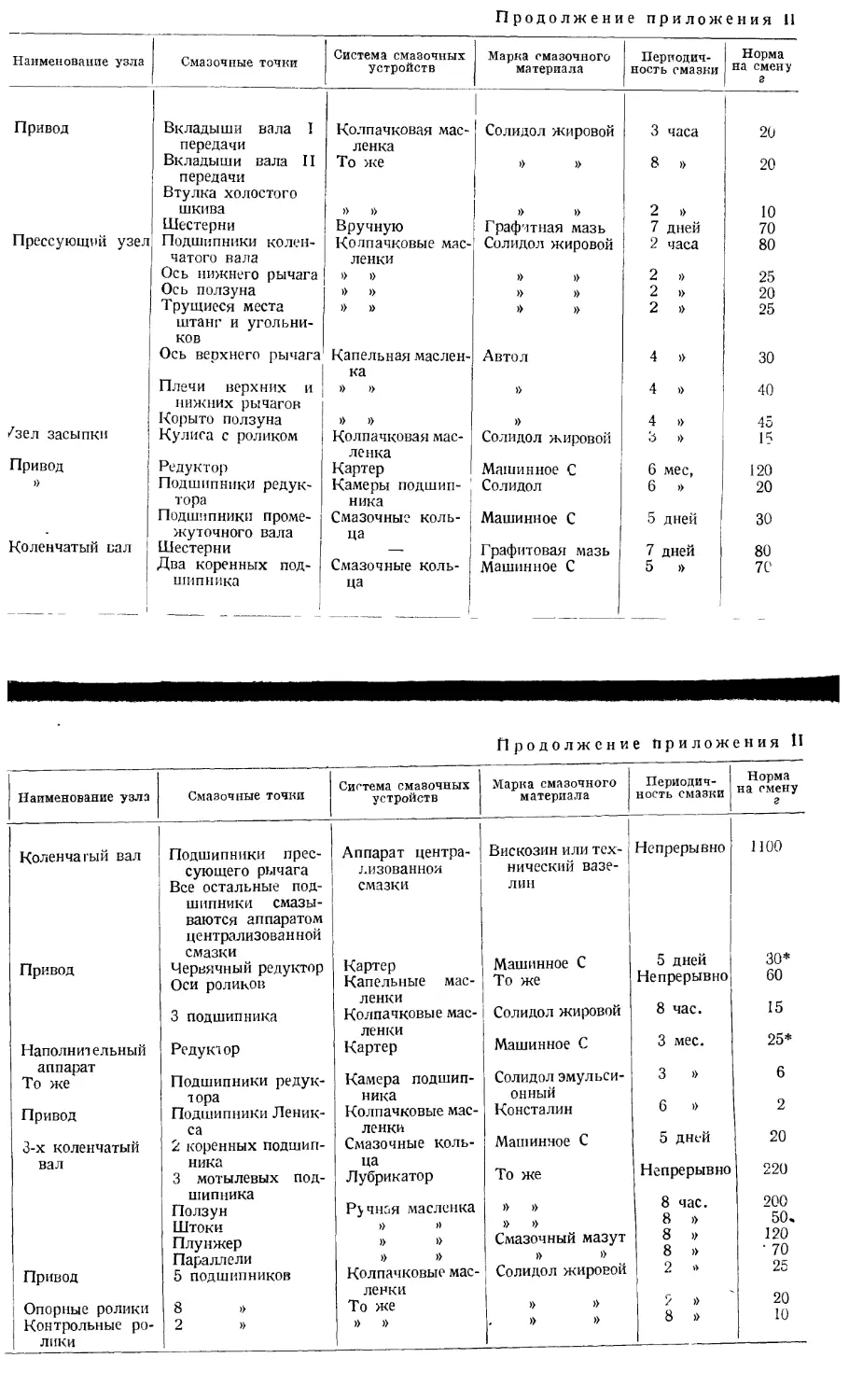
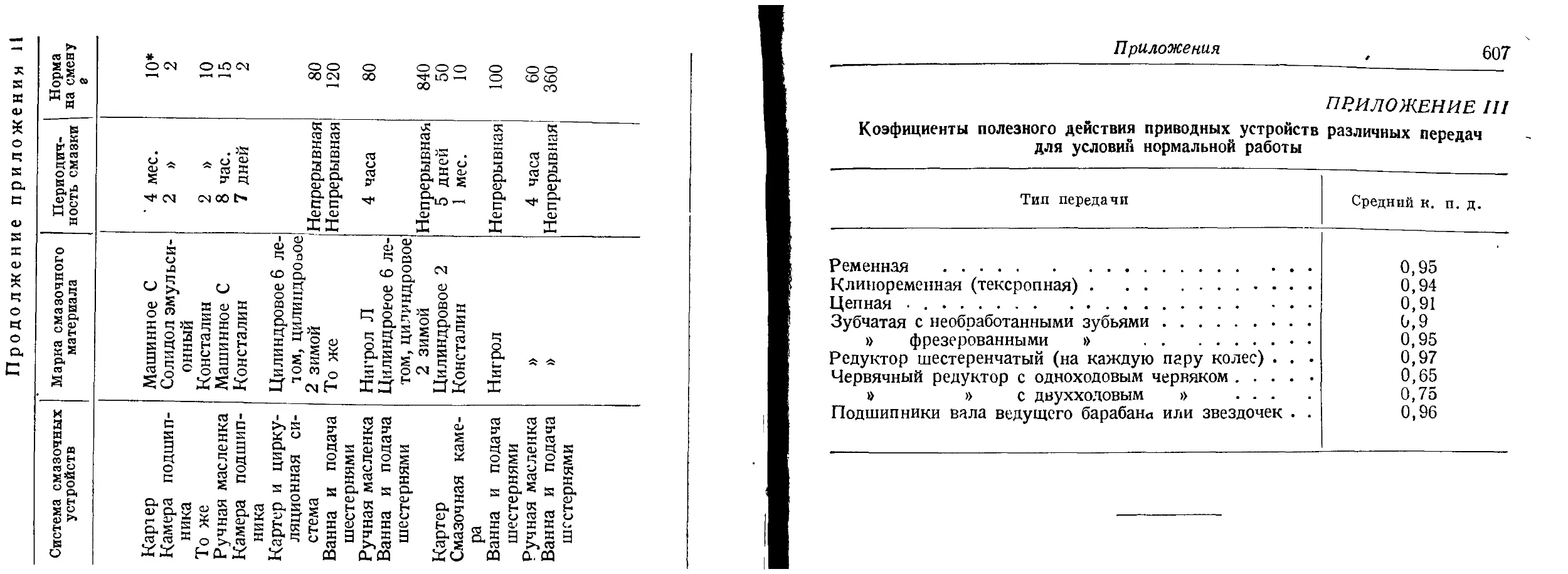
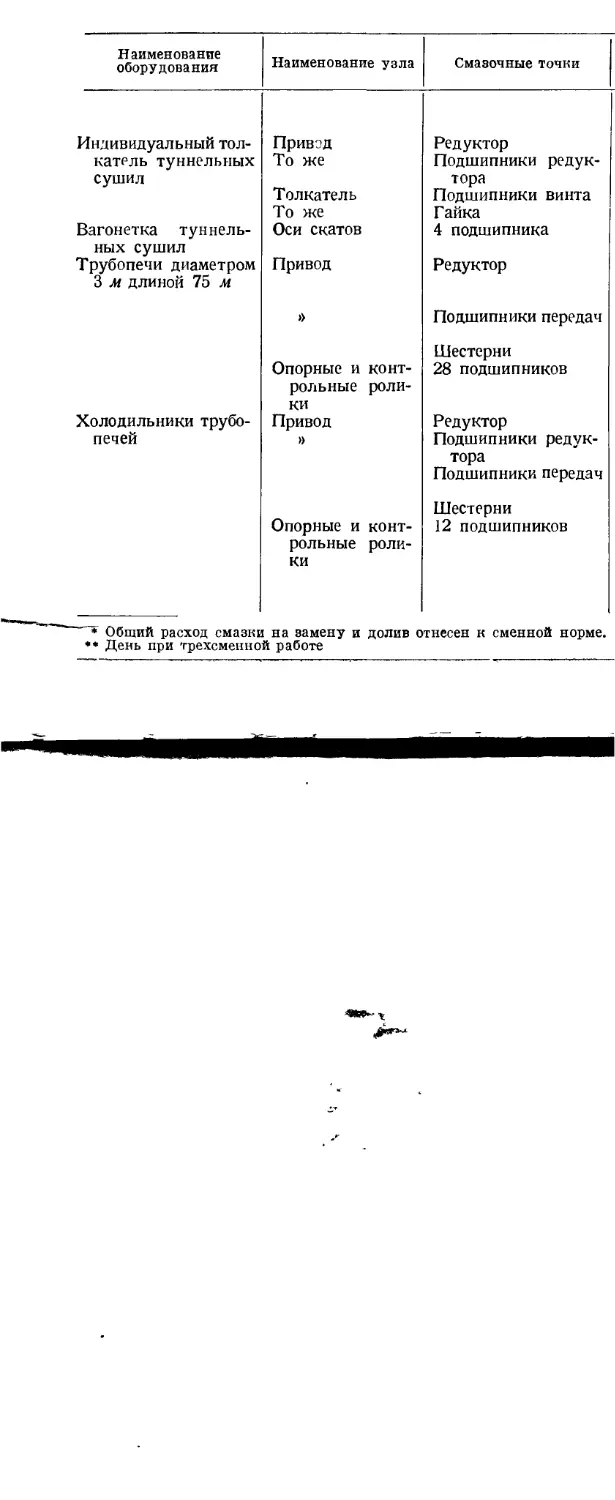
Глава 4, Смазка оборудовании .................................. 568
1. Роль смазки, смазочных материалов, режим смазки ......... 568
2. Подбор смазки ........................................... 569
3. Устройства для подачи смазки ............................ 570
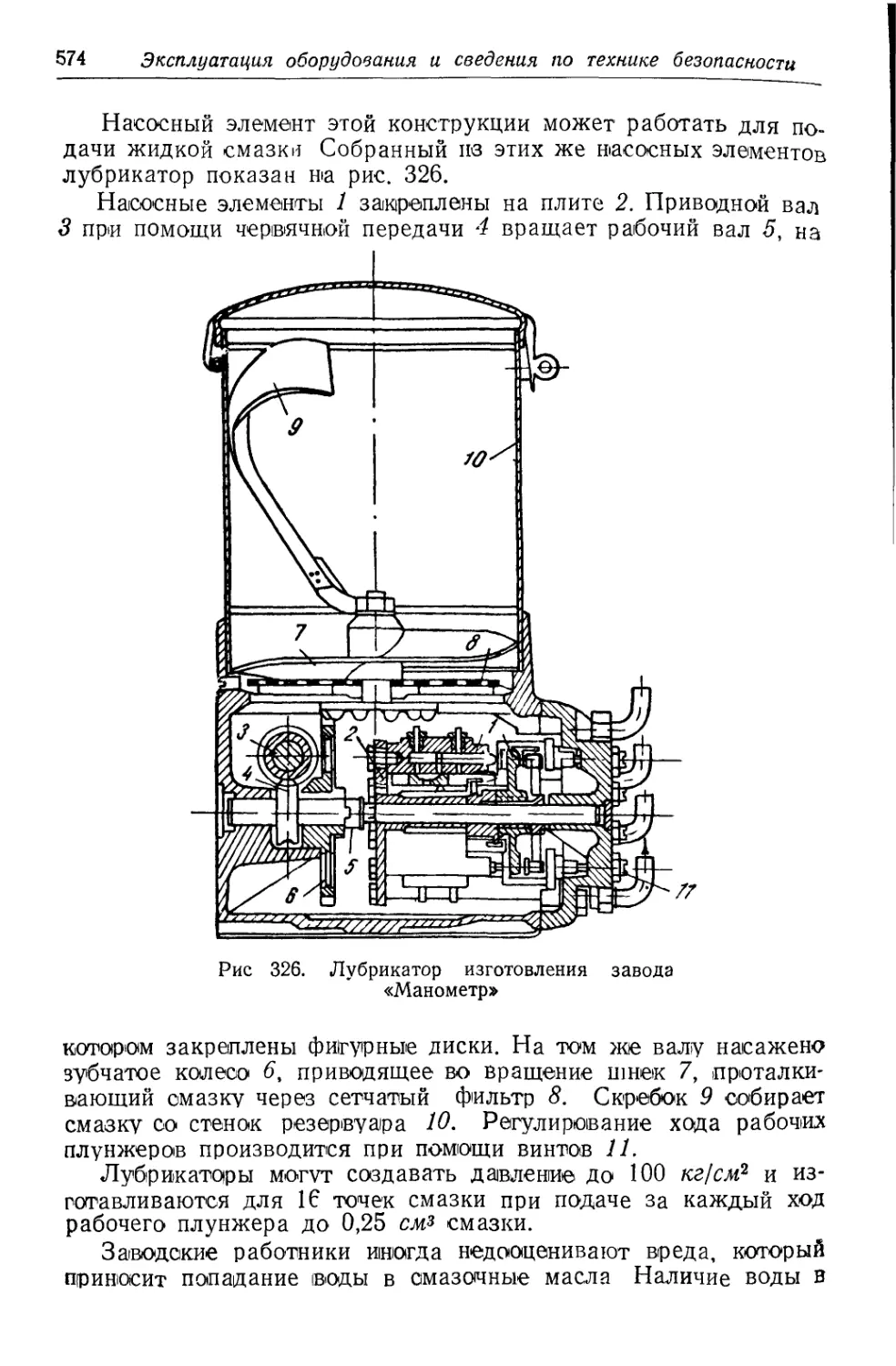
4. Аппарат централизованной смазки ......................... 573
5. Расход смазки ........................................... 576
6. Уход за редукторами ...................................... 577
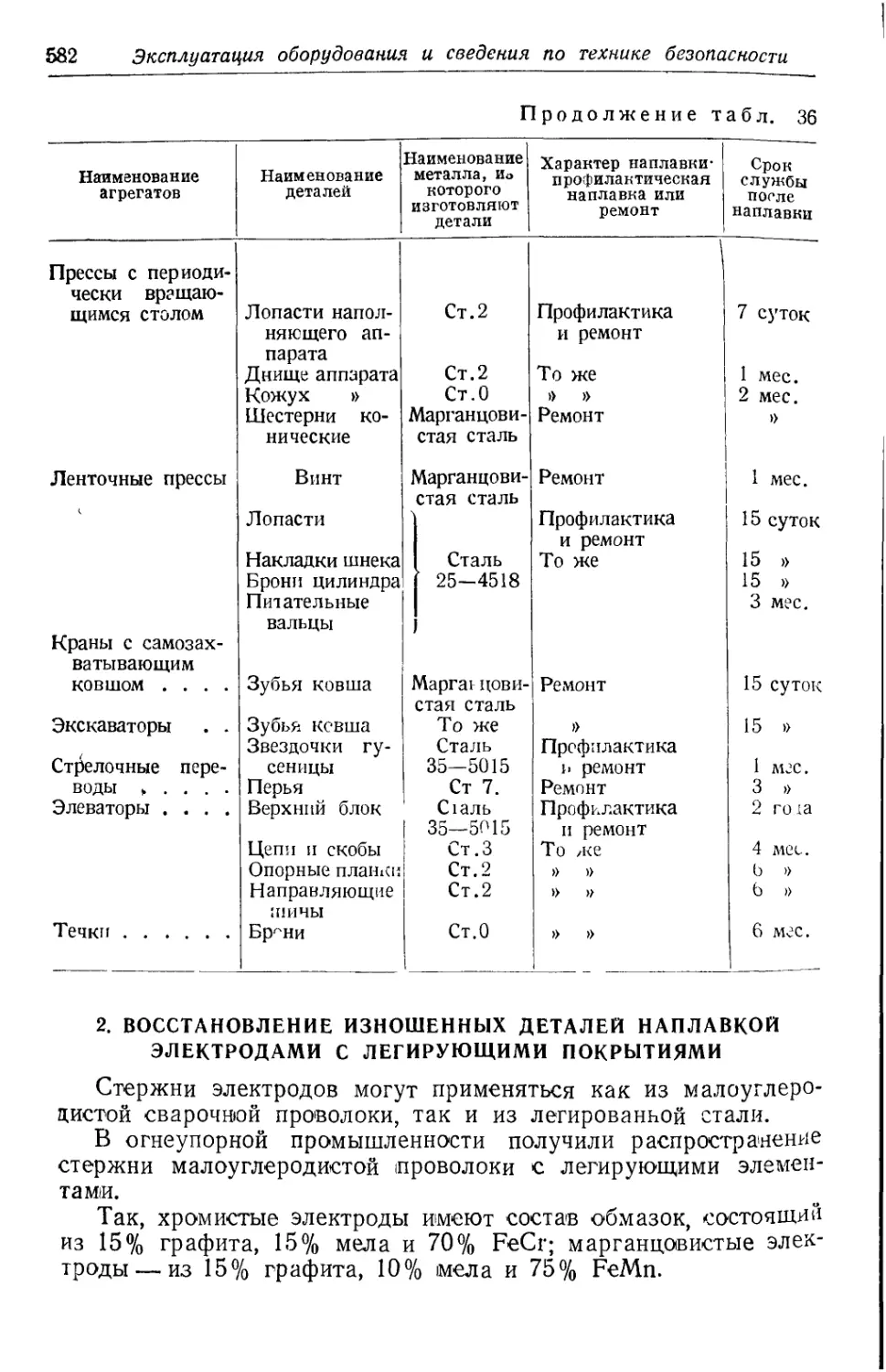
Глава 5. Способы увеличения срока службы деталей................. 579
1. Применение наплавки твердых сплавов....................... 579
2. Восстановление изношенных деталей наплавкой электродами
с легирующими покрытиями .................................... 582
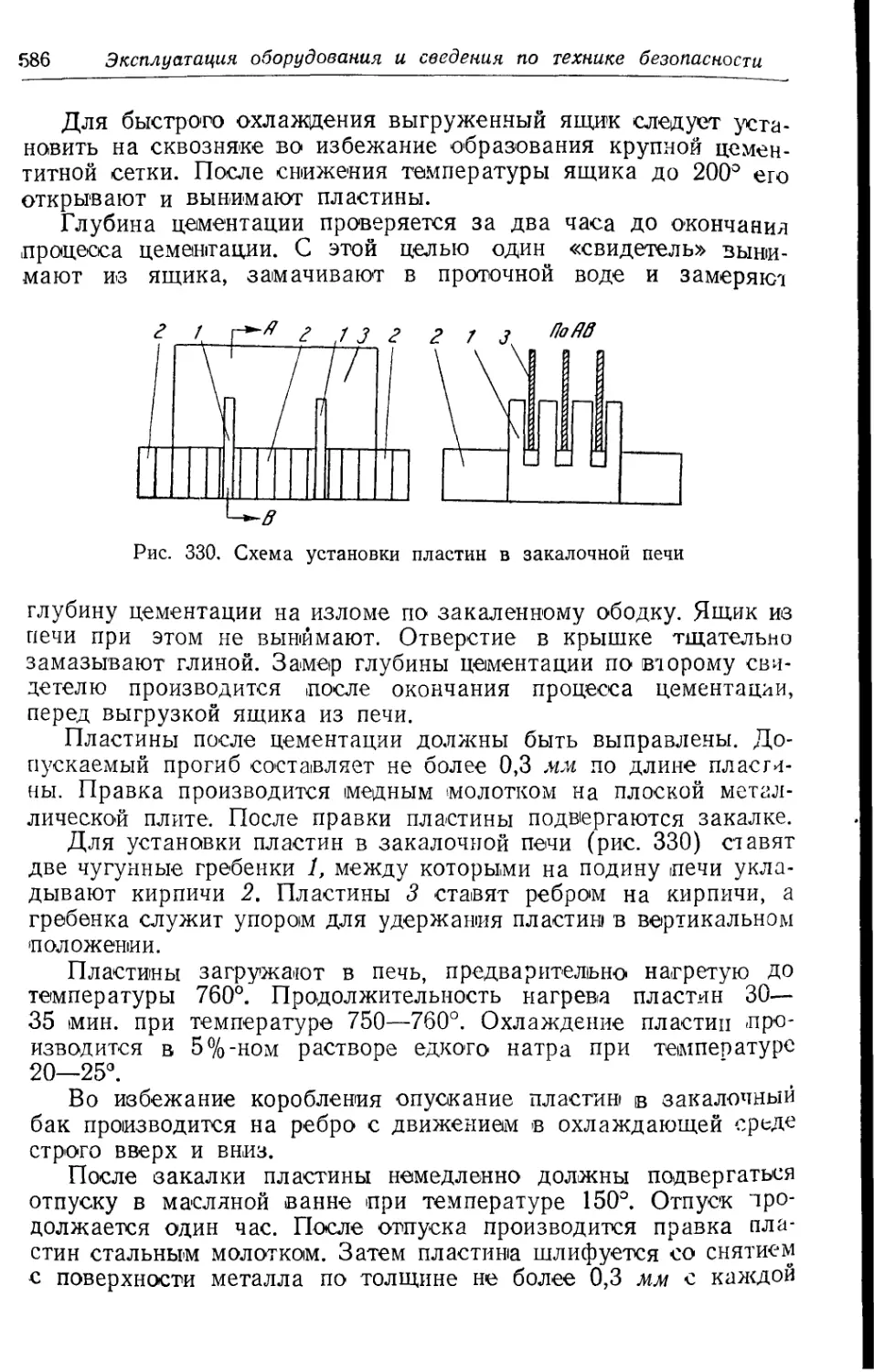
3. Термическая обработка пластин прессформ .................. 583
Глава 6. Сведения по технике безопасности........................ 588
Общие правила безопасной эксплуатации оборудования.. 588
1. Склады н отделения подготовки сырья ...................... 589
2. Правила безопасного обслуживания дробильно-помольных машин,
смесительно-формовочного оборудования, бункеров и силосов 589
3. Вращающиеся печи ......................................... 591
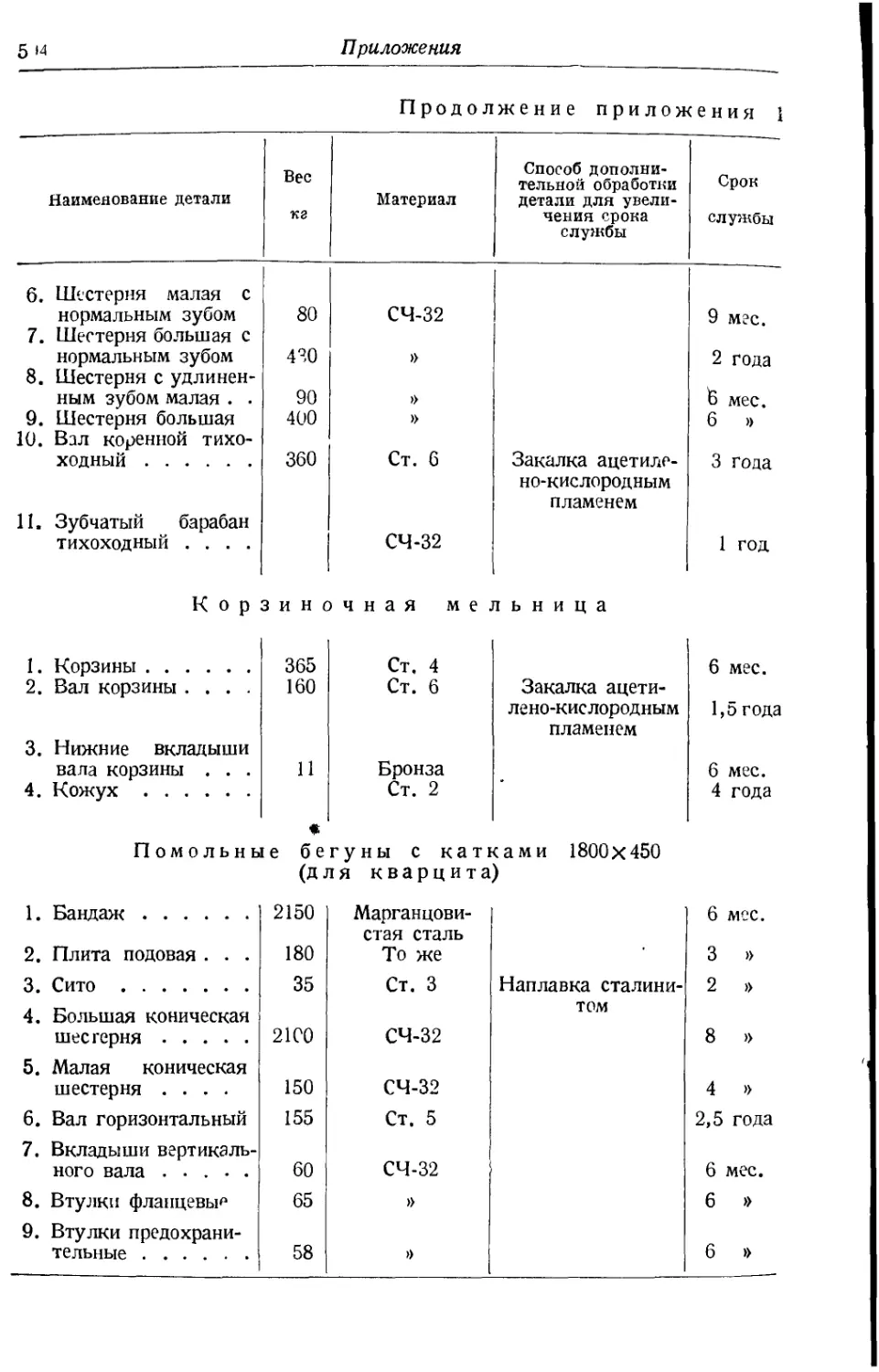
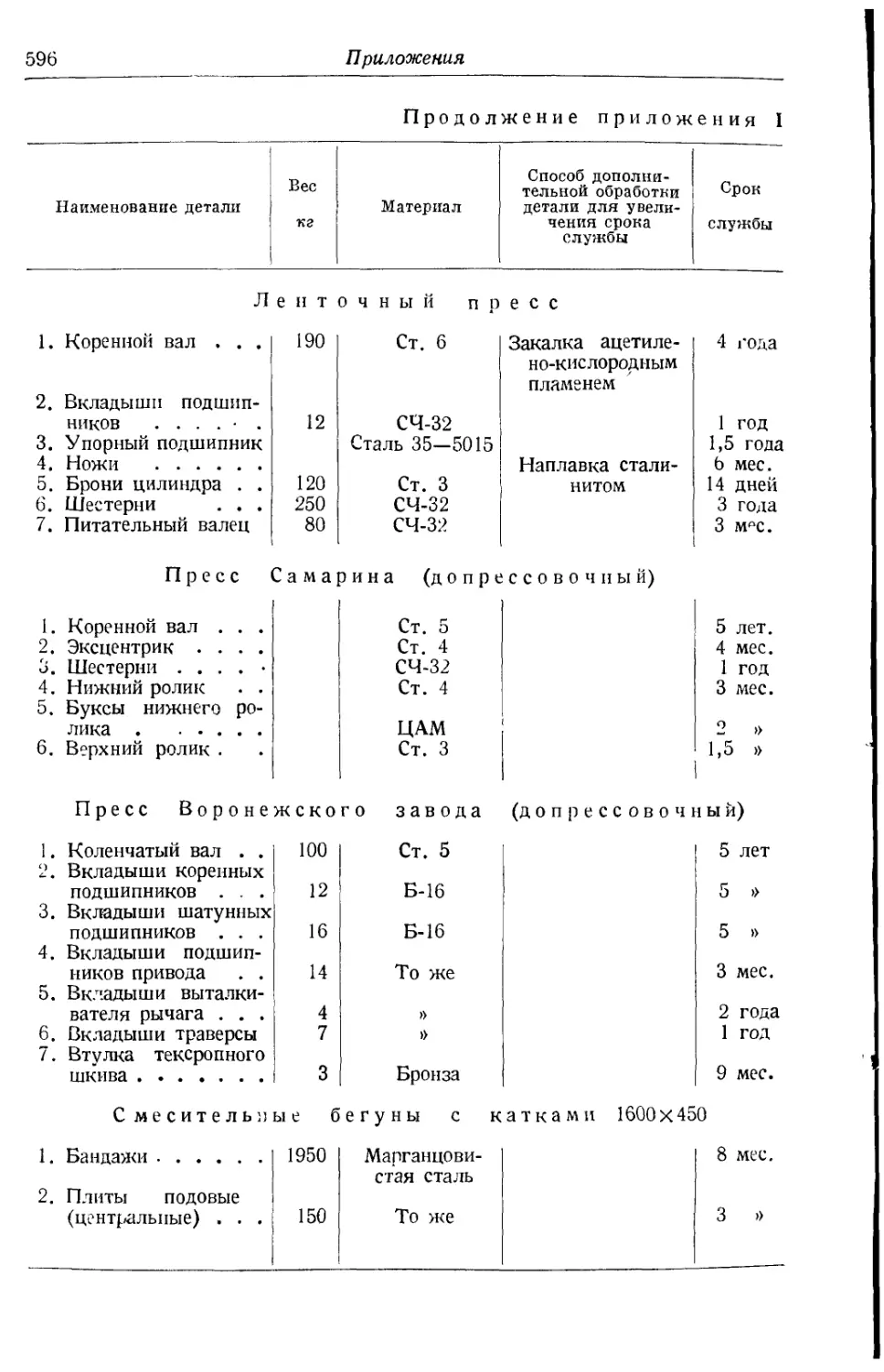
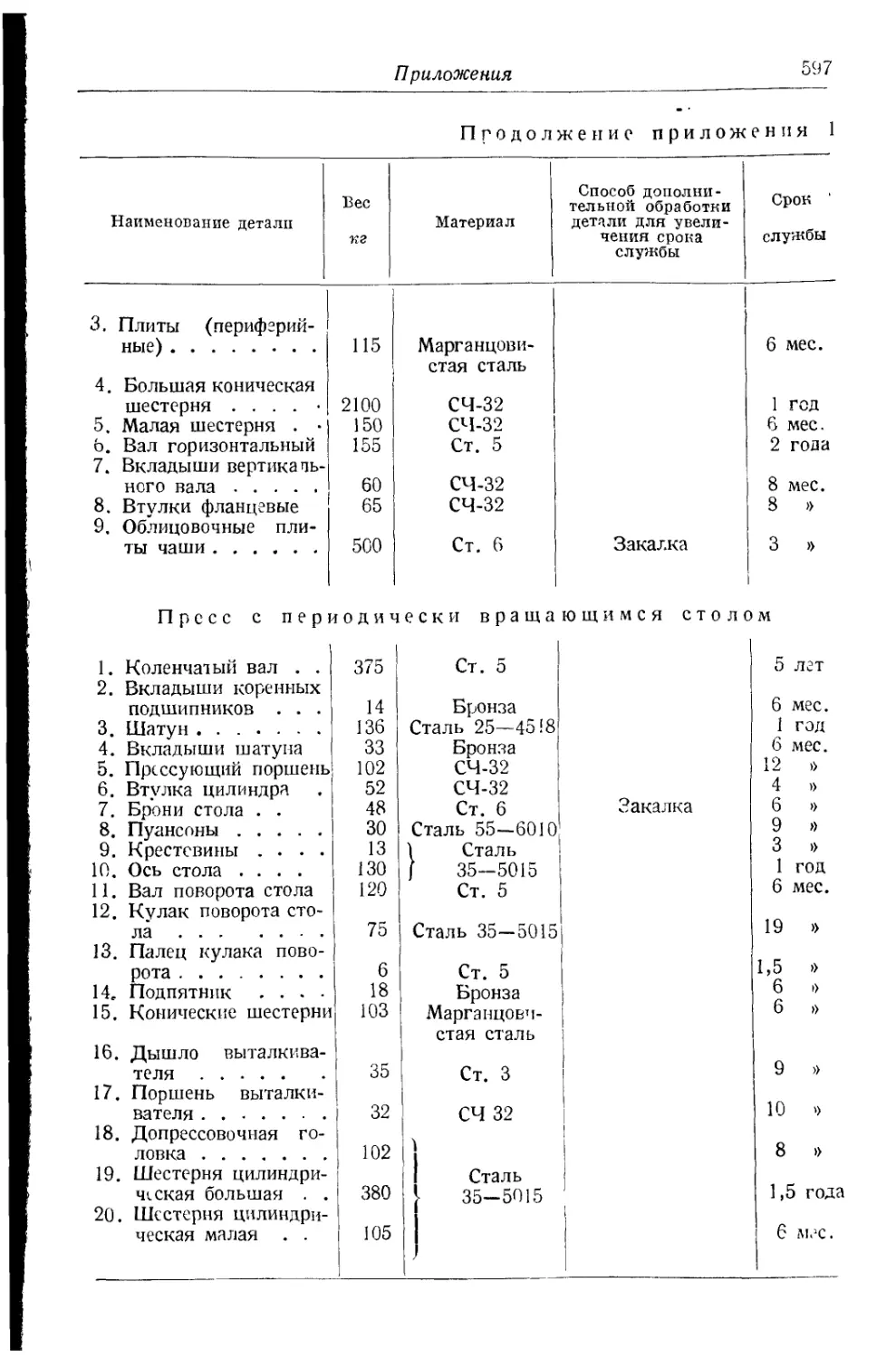
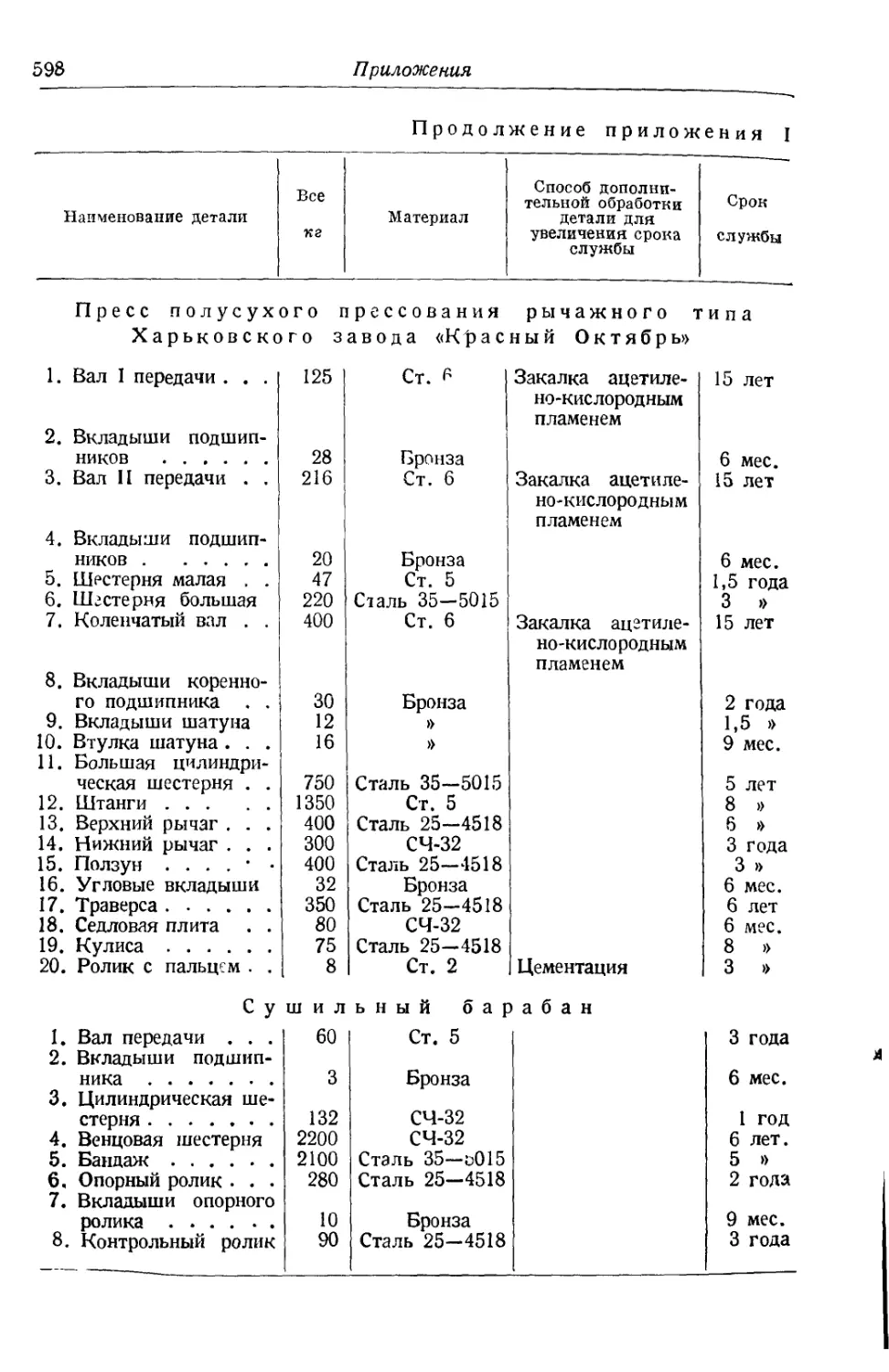
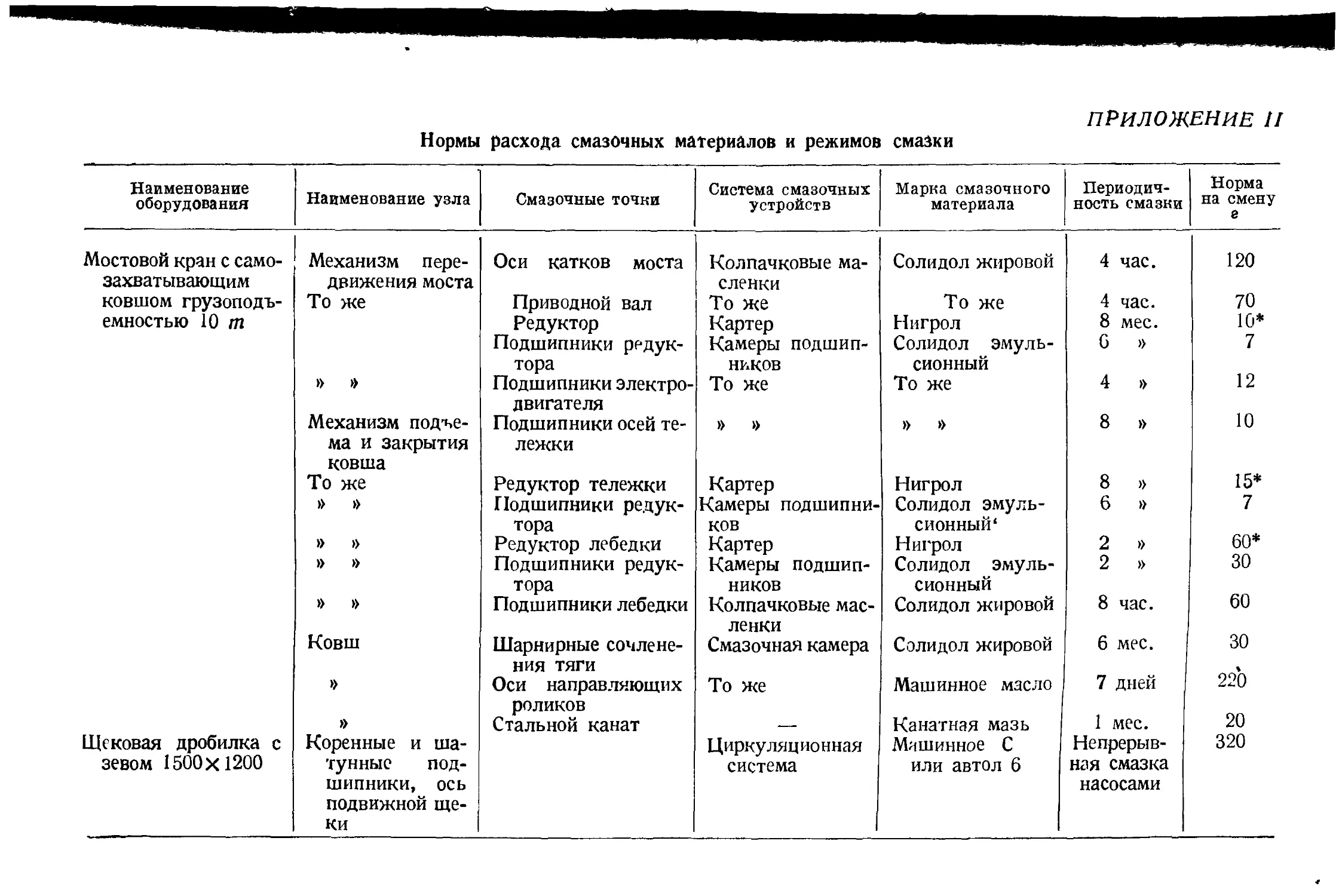
Приложение I .......................... 593
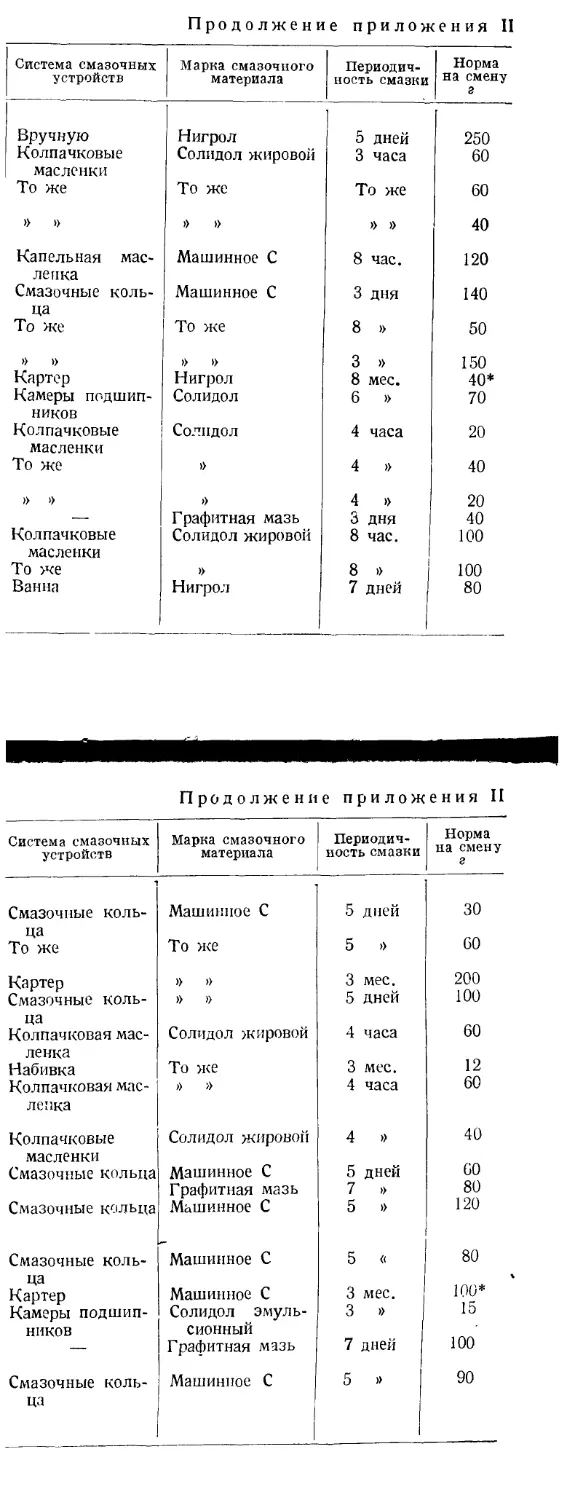
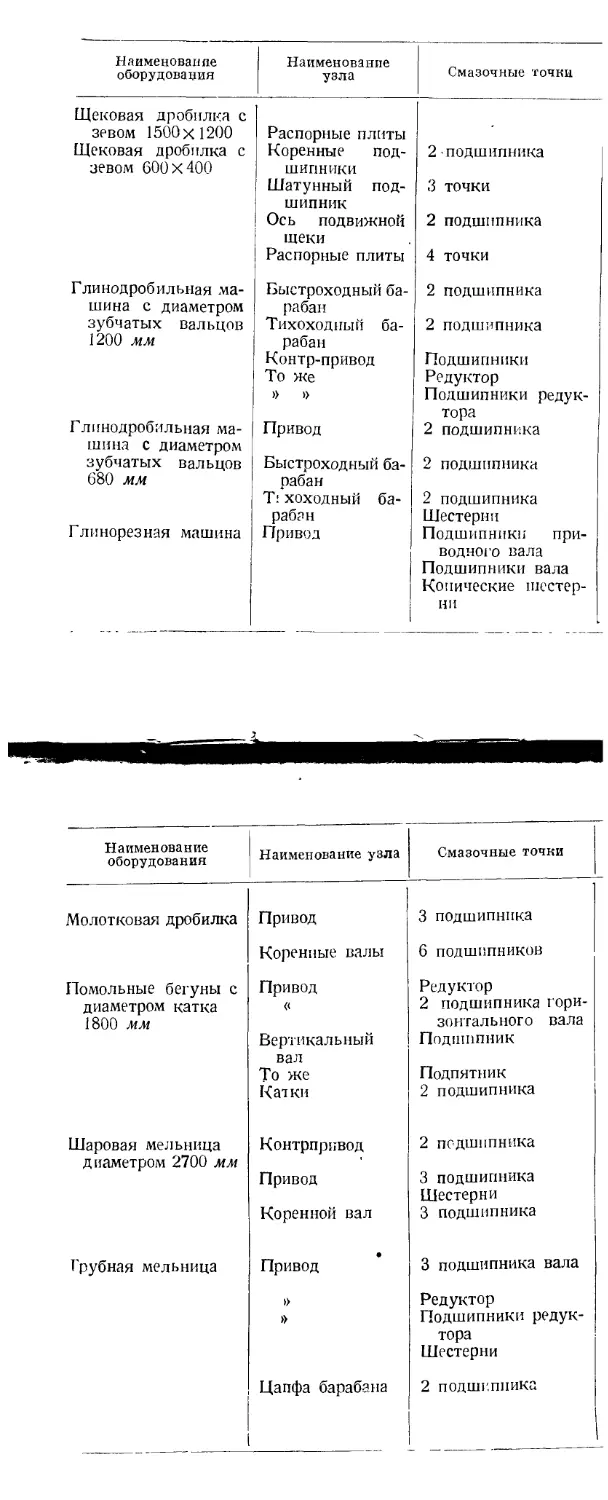
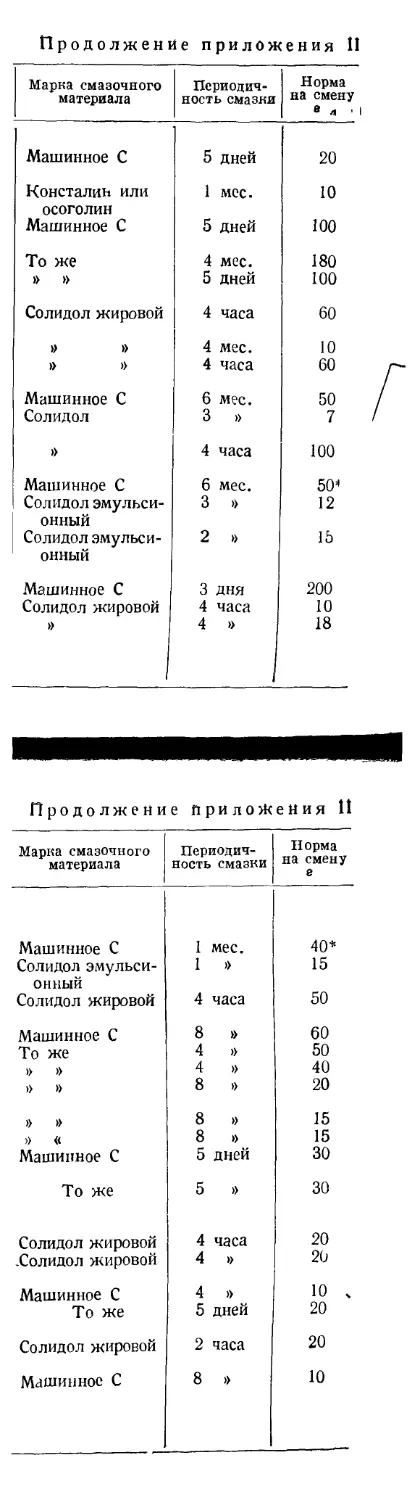
Приложение II ........................... 599
Приложение III .......................... 607
Литература .............................. 608
ВВЕДЕНИЕ
Во всех отраслях промышленности, где процесс производства
происходит при высоких температурах, как то: плавка, прокатка
или ковка черных и цветных металлов, горение топлива в паро-
возных топках и в топках котельных, необходимы огнеупорные
материалы, которые оказыва'ют длительное сопротивление воз-
действию высоких температур.
Огнеупорные материалы применяются при строительстве пе-
чей для плавки и нагрева металлов, выжига кокса; для футеров-
ки ковшей, топок котлюв и горячих дымоходов; при разливке
металлов и т. д.
На заводах огнеупорной промышленности изготавливают
огнеупорные изделия различного назначения многообразных
геометрических форм и типоразмеров, имеющие разные физико-
химические свойства.
Развитие огнеупорной промышленности определяется исто-
рической задачей, поставленной товарищем Сталиным в речи
перед избирателями Сталинского избирательного округа
г. Москвы 9 февраля 1946 года: в ближайшие две три пятилетки
добиться ежегодной выплавки до 50 миллионов тонн чугуна и
до 60 миллионов тонн стали.
Задача производства такого количества металла в нашей
стране определяет необходимость быстрого развития огнеупор-
ной промышленности.
Огромную роль в деле подъема огнеупорной промышленности,
в частности выявления и использования резервов производства,
дополнительных мощностей оборудования и увеличения коэфи-
циента использования действующего парка машин и механизмов
сыграли стахановцы и рационализаторы. Им обяза'на промыш-
ленность тем, что в ряде случаев проектная производительность
машин (бегунов, шаровых мельниц, прессов) перекрыта на 20—
25%, а коэфициент использования машин значительно вырос.
Так, на заводе «Магнезит» коэфициент использования вращаю-
щихся печей по календарному времени достигает 0,92.
10
Введение
Большой вклад в дело общего подъема огнеупорной промыш-
ленности внесли наши конструкторы и изобретатели. Работни-
ками завода «Магнезит» т. Майхровским Ю. В. и Лисов-
ским Д. В реконструированы гидравлические прессы; известны-
ми рационализаторами и изобретателями Самариным М. А.
и Спиваком И. В. сконструированы новые специализированные
прессы для прессовки огнеупорных изделий. Введены в эксплуа-
тацию новые мощные рычажные прессы полусухого прессова-
ния, над совершенствованием конструкций которых много рабо-
тали инженеры Смирнов М. В. и Попов В. Т.; автоматизированы
прессы с периодически вращающимся столом, бегуны и т. д.
Большое значение в огнеупорной промышленности имеет
тиеханизация производственных процессов. Если до революции
на сущес1твова1вших тогда примитивных огнеупорных заводах
господствовал ручной труд, то современные заводы огнеупор-
ной промышленности Советского Союза являются высоко меха-
низированными предприятиями. Механизация трудоемких про-
цессов в огнеупорной промышленности облегчает условия труда,
резко повышает производительность, увеличивает выпуск про-
дукции и улучшает ее качество.
Придавая исключительное значение механизации трудоем-
ких процессов, товарищ Сталин указывал, что «., механизация
процессов труда является той новой для нас и решающей си-
лой, без которой невозможно выдержать ни наших темпов, ни
новых масштабов производства»
На заводах советской огнеупорной промышленности введе-
ны поточные методы производства, широко внедрено полусухое
прессование, применяются туннельные сушила и печи, заводы
широко газифицированы, на них систематически проводятся
разные мероприятия, облегчающие труд рабочих, увеличиваю-
щие мощность предприятий.
Современный огнеупорный завод оснащен новым высоко-
производительным оборудованием. Так, сырьевые склады обо-
рудованы мостовыми и путевыми грейферными кранами, экска>-
ваторами, скреперами; дробильные цехи — дробилками разной
производительности; помольные цехи — мельницами, бегунами;
массо-заготовительные цехи — смесителями разных типов
и бегунами; формовочные цехи — прессами разных мощностей,
размеров и назначения; сушильные и печные цехи — сушиль-
ными барабанами, вращающимися печами, туннельными суши-
лами и механизированными туннельными печами; склады
готовой продукции — автопогрузчиками, конвейерами и другим
оборудованием.
(И Сталин, Соч, т. 13, стр. 54, 1951 г.
Введение < 1
Дальнейшая задача, которая стоит перед огнеупорной про-
мышленностью, это — автоматизация всех процессов производ-
ства, что поможет еще более увеличить выпуск продукции
и обеспечит дальнейшее повышение качества огнеупоров.
Невиданные в истории темпы роста огнеупорной промыш-
ленности СССР, мощное развитие стахановского движения, гро-
мадные достижения науки, систематическое внедрение в огне-
упорной промышленности новых методов работы и новейшего
оборудования требуют широкой подготовки новых кадров, повы-
шения их квалификации.
, В книге дается развернутая характеристика современного
механического оборудования огнеупорных заводов, приводятся
основные сведения по уходу за этим оборудованием и его экс-
плуатации.
РАЗДЕЛ I
ОБОРУДОВАНИЕ ДЛЯ ВСКРЫШНЫХ РАБОТ
И ДОБЫЧИ СЫРЬЯ
Основные сведения о разработке месторождений
Разработка месторождений сырья для нужд огнеупорной
промышленности в настоящее время производится механизиро-
ванным путем.
На большей части месторождений огнеупорное сырье добы-
вают открытым способом. При этом приходится предварительно
снимать слои пустых пород, т. е. производить вкрышные ра-
боты.
При залегании огнеупорного сырья под большим слоем пу-
стой породы (60—100 м) добыча производится подземными
способами без съема пустой породы.
Снятие пустых пород при открытом способе разработки
обычно производится экскаваторами. В отдельных случаях про-
изводится размыв пустых пород, транспортировка их и укладка
при помощи динамической энергии воды (гидравлическим спо-
собом) .
Огнеупорное сырье большой твердости: кварциты, магнезиты
и доломиты предварительно разрыхляют посредством взрывных
работ и только после этого производят погрузку в вагоны экс-
каваторами.
ГЛАВА I
ЭКСКАВАТОРЫ
Экскаваторы в огнеупорной промышленности применяются
для следующих работ: отрыва слабых пород от массива, за-
хвата разрыхленных скальных пород, перемещения пород и вы-
грузки их в транспортные устройства или в отвал.
По характеру и назначению работ экскаваторы делятся на
два основных вида: одноковшовые—периодического действия
и многочерпаковые — непрерывного действия.
1. ОДНОКОВШОВЫЕ ЭКСКАВАТОРЫ
Классификация одноковшовых экскаваторов производится
по следующим признакам: 1) по типу и характеру рабочего
оборудования, состоящему из ковша, а также узлов и деталей
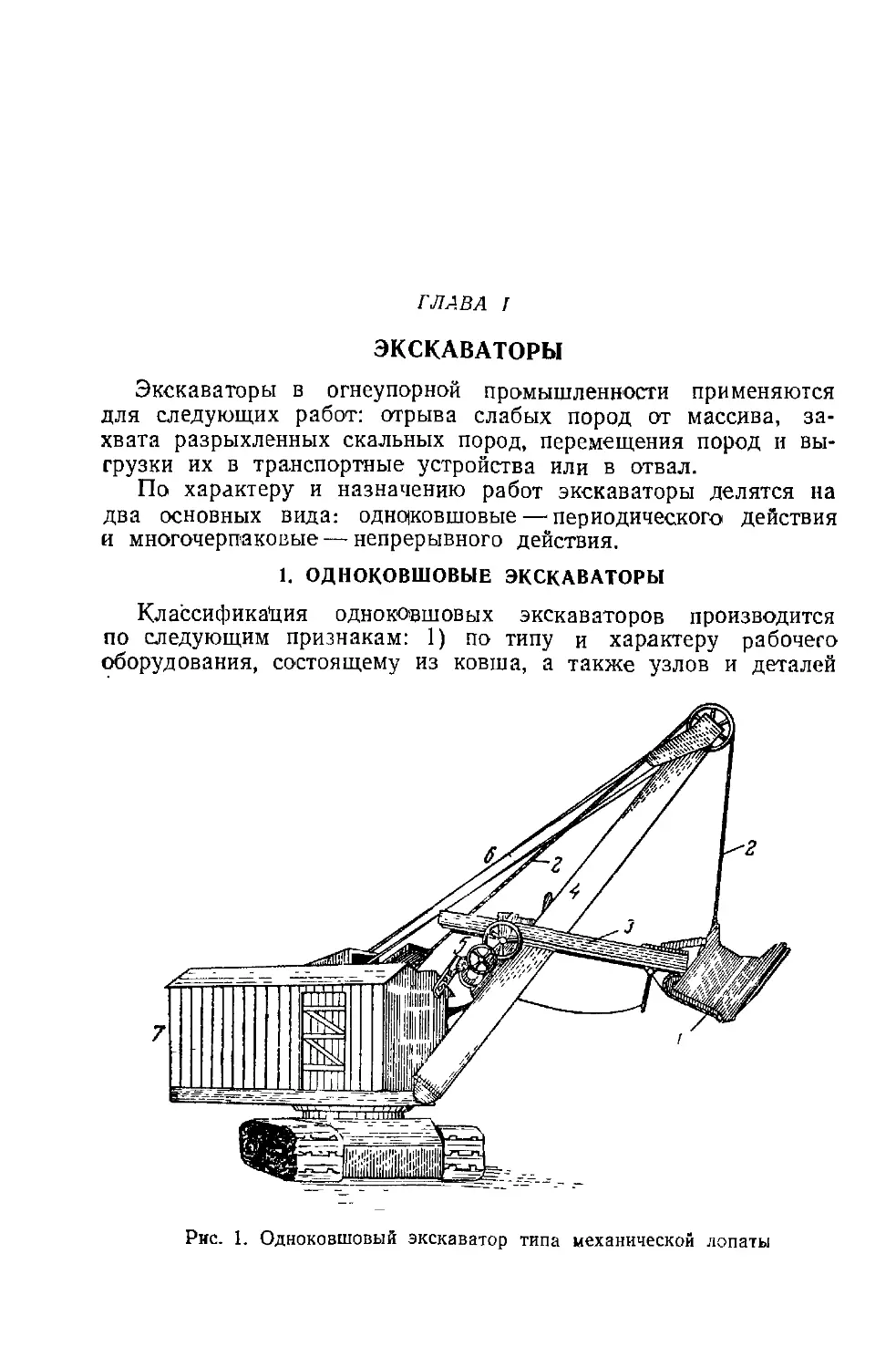
Рис. 1. Одноковшовый экскаватор типа механической лопаты
00f£
Экскаваторы
15
его крепления; 2) по типу ходовой тележки и 3) по роду сило-
вого оборудования.
Рабочее оборудование одноковшовых экскаваторов делите»
на пять типов; 1) механическая лопата (рис. 1), у которой
ковш /, жестко укрепленный на рукояти 3, при захвате мате-
риала врезается в забой, перемещаясь от машины вперед;
и вверх под действием троса 2 и рукояти 3;
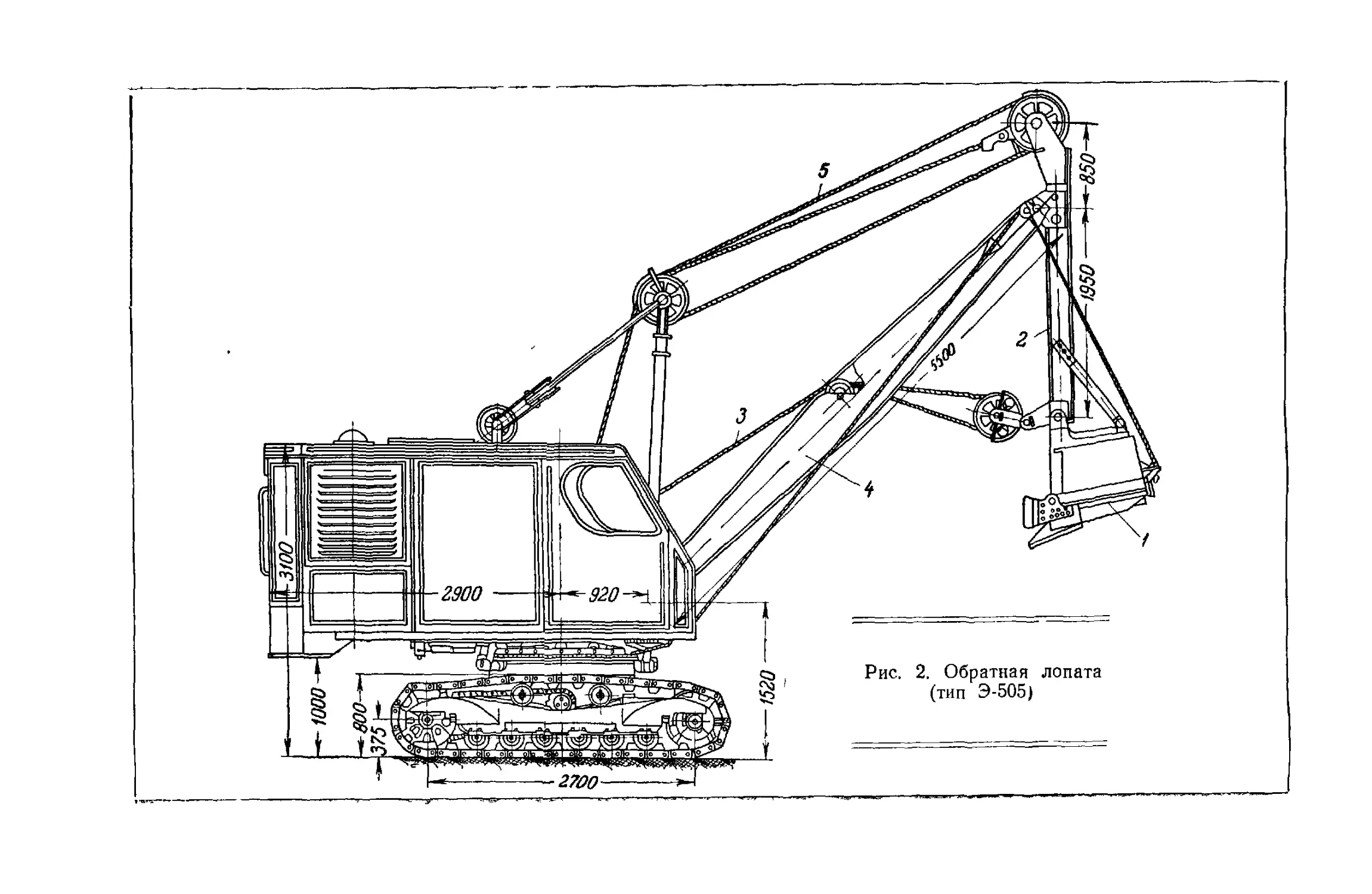
2) обратная лопата (рис. 2), когда ковш 1, жестко закреп-
ленный на рукояти 2, находясь в рабочем положении, подтя-
гивается тросом 3 и перемещается..к машине, захватывая прия
этом породу. Ковш вместе со стрелой 4 поднимается подъем-
ным тросом 5, после чего платформа экскаватора поворачи-
вается к месту разгрузки ковша /;
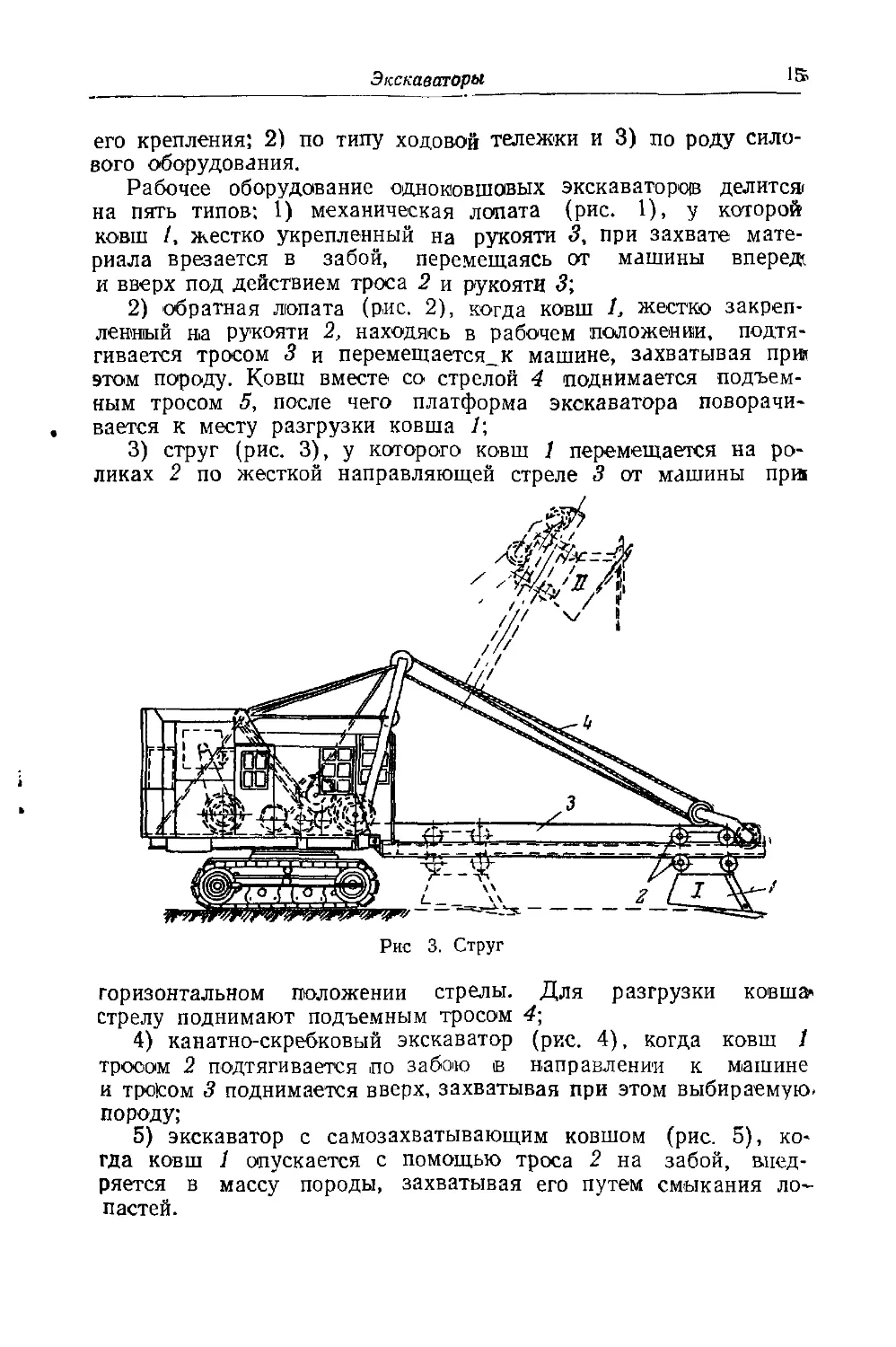
3) струг (рис. 3), у которого ковш 1 перемещается на ро-
ликах 2 по жесткой направляющей стреле 3 от машины при
Рис 3. Струг
горизонтальном положении стрелы. Для разгрузки ковша»
стрелу поднимают подъемным тросом 4;
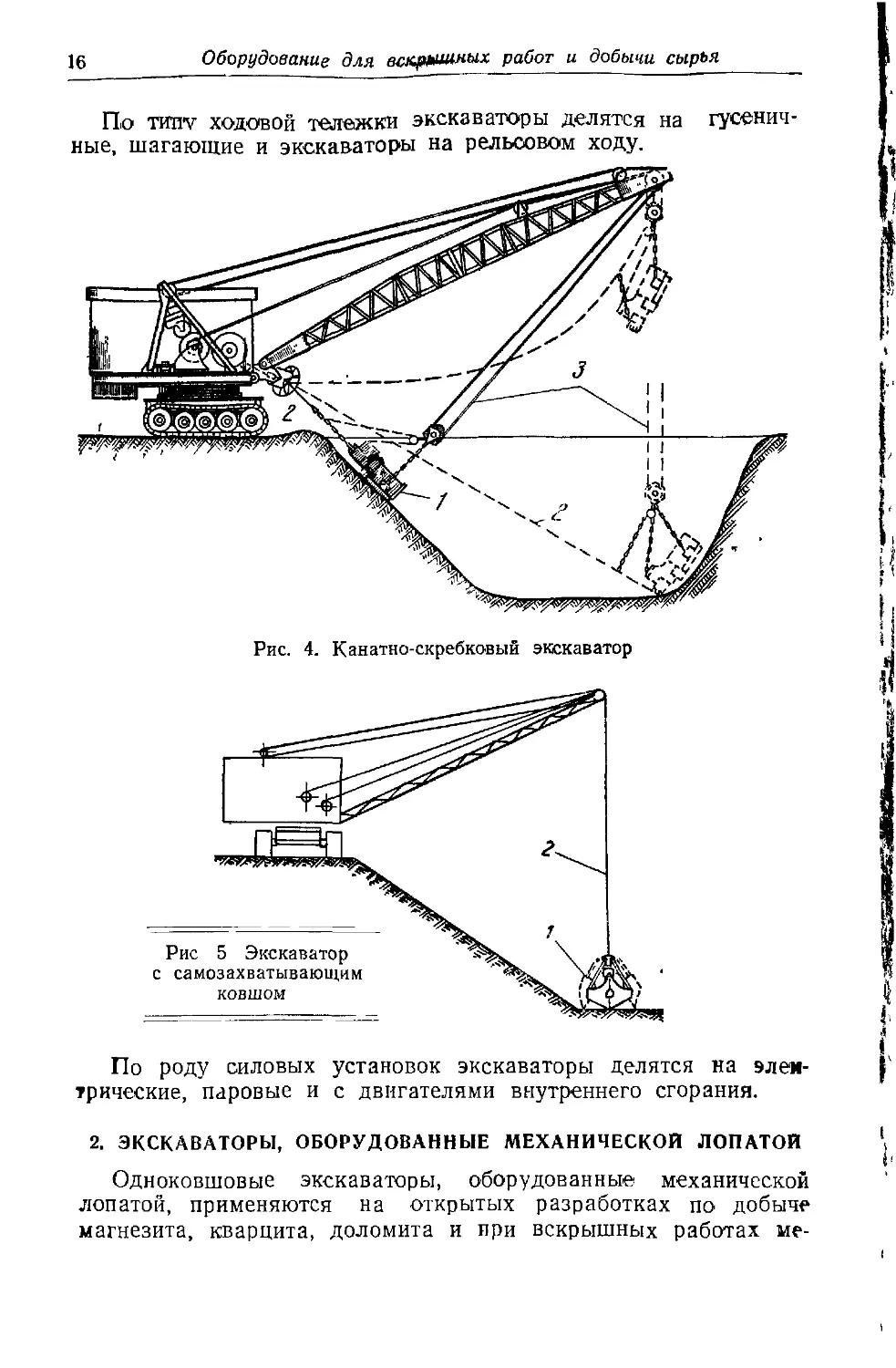
4) канатно-скребковый экскаватор (рис. 4), когда ковш 1
тросом 2 подтягивается по забою н направлении к машине
и троном 3 поднимается вверх, захватывая при этом выбираемую-
породу;
5) экскаватор с самозахватывающим ковшом (рис. 5), ко-
гда ковш 1 опускается с помощью троса 2 на забой, внед-
ряется в массу породы, захватывая его путем смыкания ло-
пастей.
16
Оборудование для вскрышных работ и добычи сырья
По типу ходовой тележки экскаваторы делятся на гусенич-
ные, шагающие и экскаваторы на рельсовом ходу.
По роду силовых установок экскаваторы делятся на элек-
трические, паровые и с двигателями внутреннего сгорания.
2. ЭКСКАВАТОРЫ, ОБОРУДОВАННЫЕ МЕХАНИЧЕСКОЙ ЛОПАТОЙ
Одноковшовые экскаваторы, оборудованные механической
лопатой, применяются на открытых разработках по, добыче
магнезита, кварцита, доломита и при вскрышных работах ме-
Экскаваторы
17
сторождений огнеупорной глины. Этот тип экскаватора является
наиболее распространенным.
Одноковшовый экскаватор (см. рис. 1) состоит из рабочего
оборудования, поворотной платформы с механизмами и Сило-
вым оборудованием и ходовой тележки. Рабочее оборудование
включает ковш /, трос 2, рукоять 3 и стрелу 4 с напорным ме-
ханизмом 5.
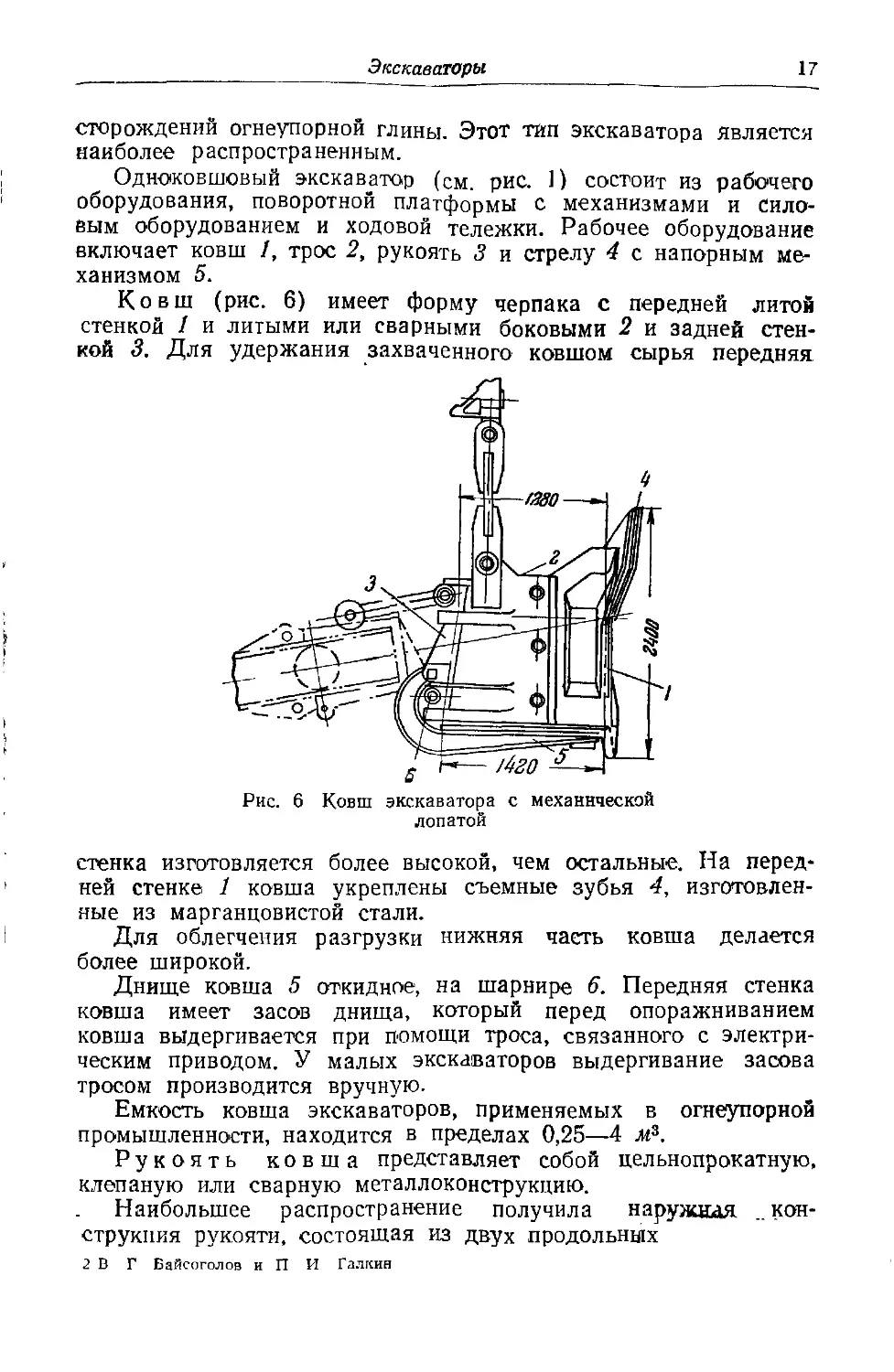
Ковш (рис. 6) имеет форму черпака с передней литой
стенкой 1 и литыми или сварными боковыми 2 и задней стен-
кой 3. Для удержания захваченного ковшом сырья передняя
Рис. 6 Ковш экскаватора с механической
лопатой
стенка изготовляется более высокой, чем остальные. На перед-
ней стенке 1 ковша укреплены съемные зубья 4, изготовлен-
ные из марганцовистой стали.
Для облегчения разгрузки нижняя часть ковша делается
более широкой.
Днище ковша 5 откидное, на шарнире 6. Передняя стенка
ковша имеет засов днища, который перед опоражниванием
ковша выдергивается при помощи троса, связанного с электри-
ческим приводом. У малых экскаваторов выдергивание засова
тросом производится вручную.
Емкость ковша экскаваторов, применяемых в огнеупорной
промышленности, находится в пределах 0,25—4 м3.
Рукоять ковша представляет собой цельнопрокатную,
клепаную или сварную металлоконструкцию.
Наибольшее распространение получила наружная ..кон-
струкция рукояти, состоящая из двух продольных
2 В Г Байсоголов и П И Галкин
18 Оборудование для вскрышных работ и добычи сырья
тывающих стрелу. Применяется также и внутренняя конструк-
ция, состоящая из одной балки, проходящей через внутрен-
ний вырез в стреле. Для перемещения рукояти во время *ра-
боты на нижней части ее укрепляются сменные зубчатые рейки,
находящиеся в зацеплении с ведущими зубчатыми шестернями
напорного вала. Зубчатые рейки отливаются из марганцовистой
стали секциями по 8—10 зубьев.
Стрела экскаваторов с емкостью ковша 0,25—4 мЛ пред-
ставляет собой клепаную или сварную балку коробчатого
сечения. Длина ее колеблется в пределах от 5 до 13 м. Своей
пятой она укрепляется на поворотной платформе под углом
наклона к горизонту 45°. В зависимости от условий работы
экскаватора угол наклона стрелы может меняться от 30 до 60°
путем изменения длины тросов б (см. рис. 1), проходящих че-
рез голову стрелы.
Поворотная платформа 7 (см. рис. 1) представ-
ляет собой клепаную, литую или сварную металлоконмишшю,
на которой устанавливается рабочее оборудование, п^ртаачи
экскаватора и силовое оборудование.
Установленная на ходовой тележке поворотная платформа
может поворачиваться около вертикальной оси при помощи
поворотной шестерни, находящейся в постоянном зацеплении
с зубчатым венцом ходовой тележки. При этом поворотная
шестерня при своем вращении обегает венец. Поворотная плат-
форма опирается на поворотный круг ходовой тележки через
опорные ролики.
Центральный трансмиссионный вал является осью поворота
экскаватора, проходит через вертикальную муфту и служит для
соединения передач, расположенных на поворотной платформе,
с передачами механизма ходовой тележки.
Ходовые тележки. Применяемые на предприятиях
огнеупорной промышленности экскаваторы имеют ходовые те-
лежки двух типов: гусеничные и шагающие.
Экскаваторы с гусеничными тележками обладают большой
маневренностью, и поэтому они получили наибольшее распро-
странение.
Принцип действия гусеничного хода состоит в перемещении
колес ходовой тележки по замкнутой гусенице. Гусеница пред-
ставляет собой бесконечную ленту, состоящую из шарнирно
соединенных между собой звеньев, изготовленных из марганцо-
вистой стали.
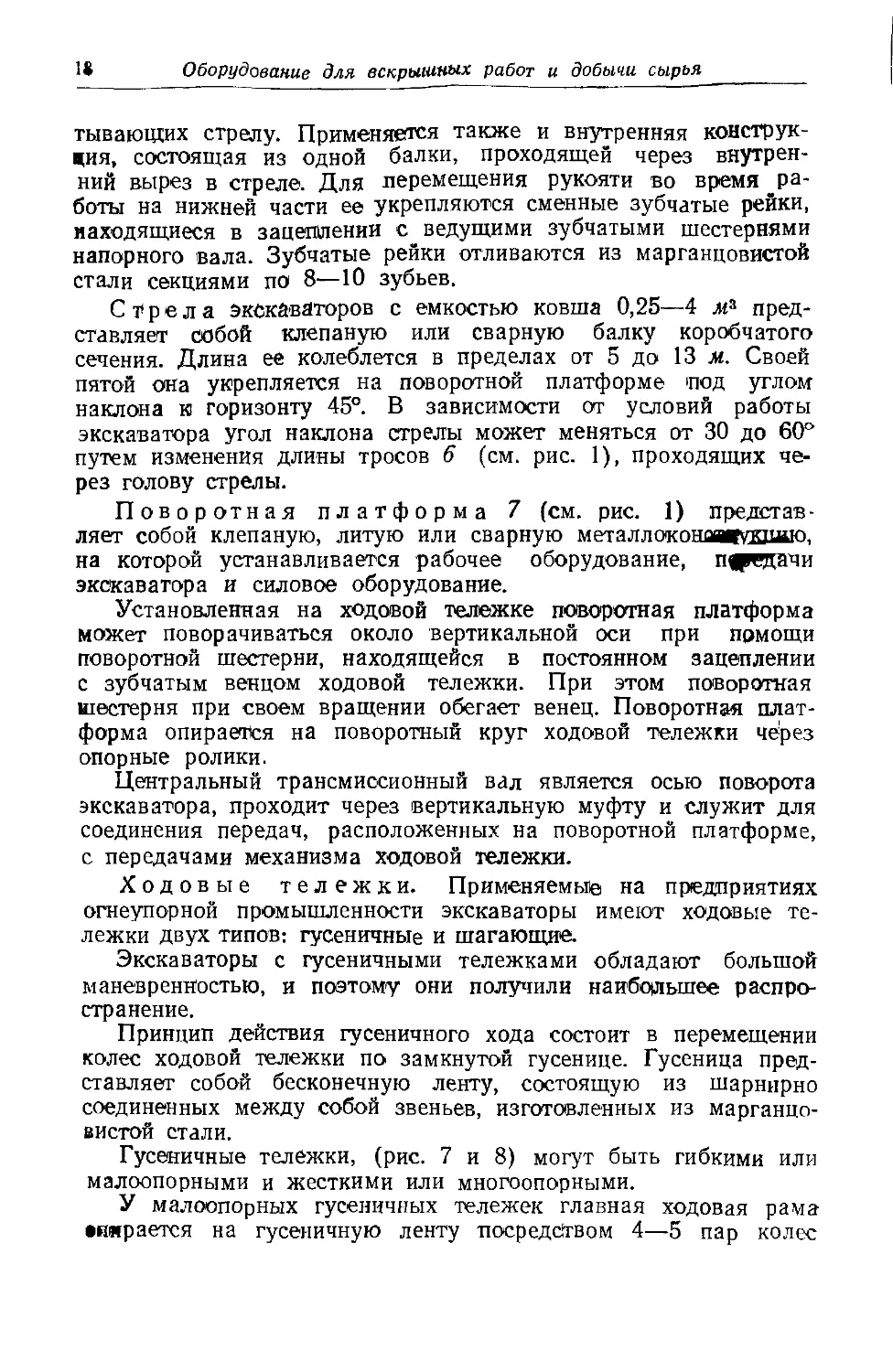
Гусеничные тележки, (рис. 7 и 8) могут быть гибкими или
малоопорными и жесткими или многоопорными.
У малоопорных гусеничных тележек главная ходовая рама
•нярается на гусеничную ленту посредством 4—5 пар колес
Экскаваторы
19
•динакового диаметра, причем задняя пара является ведущей,
а остальные — поддерживающие. Преимущество малоопорных
гусениц состоит в их способности легко преодолевать неровно-
, Рис 7. Гусеничная тележка малоопорного типа:
^ЛЦррпус нижней клепаной рамы 2 — звенья гусениц. 3 — веду
Цря звездочка: 4 — поддерживающие катки: 5 — пальцы звездочки
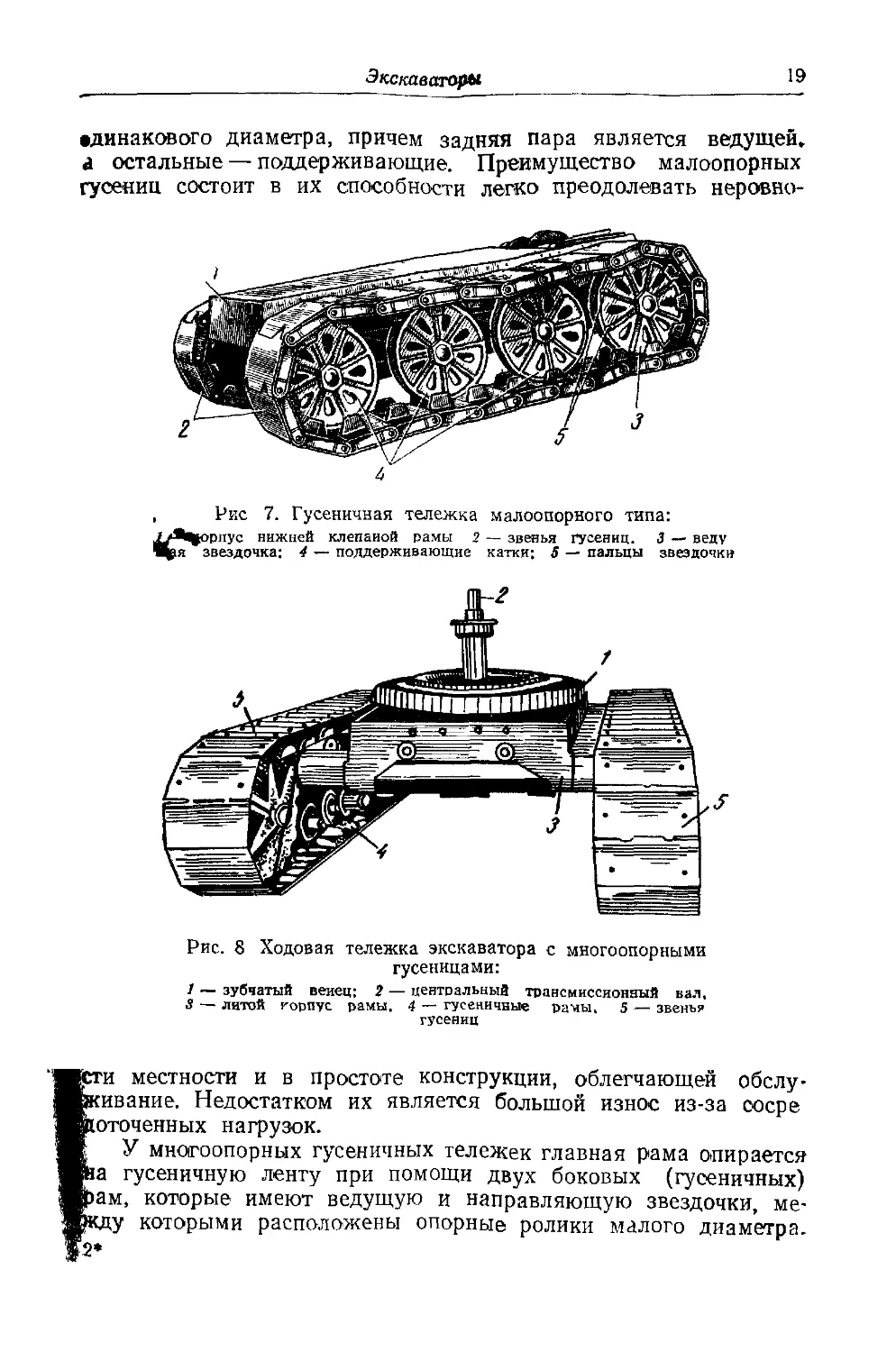
Рис. 8 Ходовая тележка экскаватора с многоопорными
гусеницами:
1 — зубчатый веиец; 2 — центральный трансмиссионный вал,
3 — литой корпус рамы. 4 — гусеничные рамы, 5 — звеньи
гусениц
Гсти местности и в простоте конструкции, облегчающей обслу-
Ёкивание. Недостатком их является большой износ из-за сосре
шоточенных нагрузок.
I У многоопорных гусеничных тележек главная рама опирается
|на гусеничную ленту при помощи двух боковых (гусеничных)
ирам, которые имеют ведущую и направляющую звездочки, ме-
Вкду которыми расположены опорные ролики малого диаметра.
20
Оборудование для вскаьииных работ и добычи сырья
Преимущество многоопорных гусениц состоит в более рав-
номерном распределении давления на грунт от веса экскава-
тора. Сборка их и ремонт более сложные.
3. ШАГАЮЩИЕ ЭКСКАВАТОРЫ
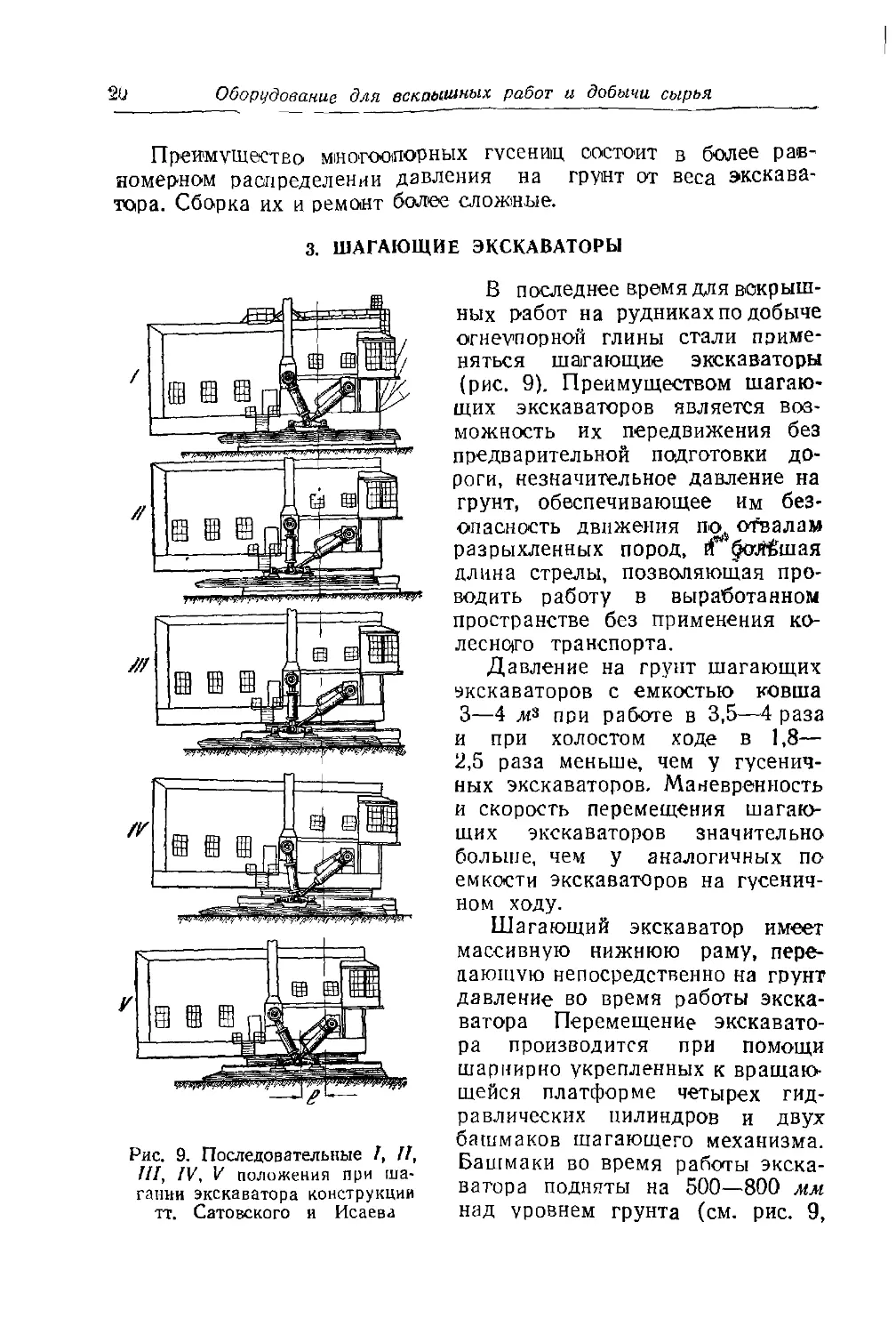
Рис. 9. Последовательные Z, II,
III, IV, V положения при ша-
гании экскаватора конструкции
тт. Сатовского и Исаева
В последнее время для вскрыш-
ных работ на рудниках по добыче
огнеупорной глины стали приме-
няться шагающие экскаваторы
(рис. 9). Преимуществом шагаю-
щих экскаваторов является воз-
можность их передвижения без
предварительной подготовки до-
роги, незначительное давление на
грунт, обеспечивающее им без-
опасность движения по. оДвалам
разрыхленных пород, rf* §ол$шая
длина стрелы, позволяющая про-
водить работу в выработанном
пространстве без применения ко-
лесного транспорта.
Давление на грунт шагающих
экскаваторов с емкостью ковша
3—4 м3 при работе в 3,5—4 раза
и при холостом ходе в 1,8—
2,5 раза меньше, чем у гусенич-
ных экскаваторов. Маневренность
и скорость перемещения шагаю-
щих экскаваторов значительно
больше, чем у аналогичных по
емкости экскаваторов на гусенич-
ном ходу.
Шагающий экскаватор имеет
массивную нижнюю раму, пере-
дающую непосредственно на грунт
давление во время работы экска-
ватора Перемещение экскавато-
ра производится при помощи
шарнирно укрепленных к вращаю-
щейся платформе четырех гид-
равлических цилиндров и двух
башмаков шагающего механизма.
Башмаки во время работы экска-
ватора подняты на 500—800 мм
над уровнем грунта (см. рис. 9,
Экскаваторы
21
положение 1). Шагающие экскаваторы могут передвигаться
только в сторону, противоположную вылету стрелы.
Для передвижения экскаватора под действием главных
и вспомогательных цилиндров опорные башмаки выдвигаются
вперед (положение II) и опускаются (положение III), опираясь
на грунт. В то же время давление в главных цилиндрах увели-
чивается и происходит подъем всего экскаватора (положе-
ние IV). Вспомогательные цилиндры при этом смещают экска-
ватор и, волоча его краем опорной рамы по земле, передвигают
на один шаг к опорным башмакам (положение V). Башмаки
после этого снова поднимаются (положение I).
4. ЭКСКАВАТОР СЭ-3
Экскаватор СЭ-3 Уральского машиностроительного завода
имени Орджоникидзе представляет собой механическую лопату
с ковшом емкостью 3 м3.
По своей мощности, маневренности, производительности
и бесперебойной работе он превосходит механические лопаты
> заграничных фирм.
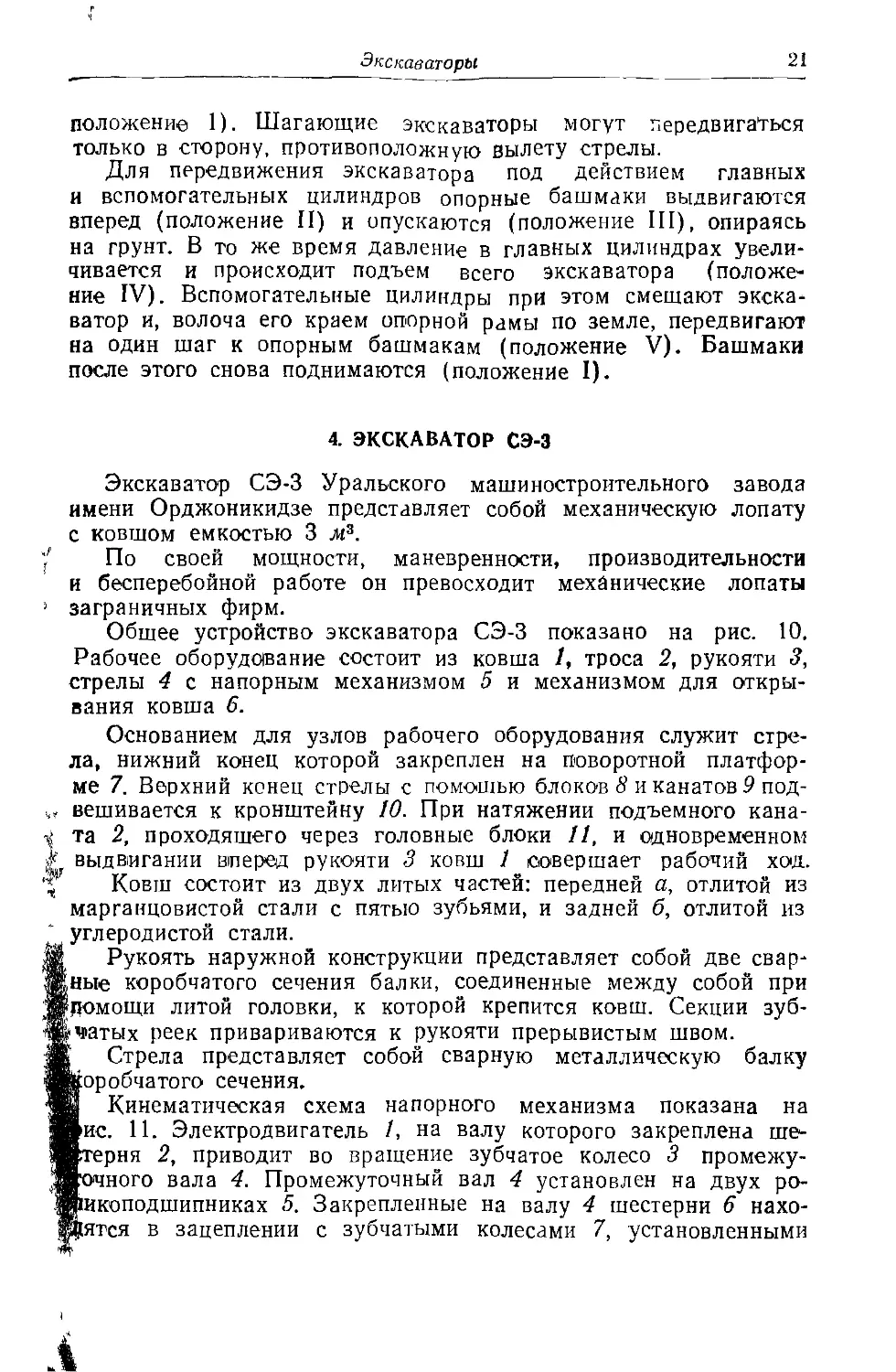
Общее устройство экскаватора СЭ-3 показано на рис. 10,
Рабочее оборудование состоит из ковша /, троса 2, рукояти 3,
стрелы 4 с напорным механизмом 5 и механизмом для откры-
вания ковша 6.
Основанием для узлов рабочего оборудования служит стре-
ла, нижний конец которой закреплен на поворотной платфор-
ме 7. Верхний конец стрелы с помощью блоков 8 и канатов 9 под-
„ вешивается к кронштейну 10. При натяжении подъемного кана-
у та 2, проходящего через головные блоки 11, и одновременном
£ выдвигании вперед рукояти 3 ковш 1 совершает рабочий ход.
”4 Ковш состоит из двух литых частей: передней а, отлитой из
марганцовистой стали с пятью зубьями, и задней б, отлитой из
углеродистой стали.
S Рукоять наружной конструкции представляет собой две свар-
5 коробчатого сечения балки, соединенные между собой при
гощи литой головки, к которой крепится ковш. Секции зуб-
гых реек привариваются к рукояти прерывистым швом.
Стрела представляет собой сварную металлическую балку
обчатого сечения.
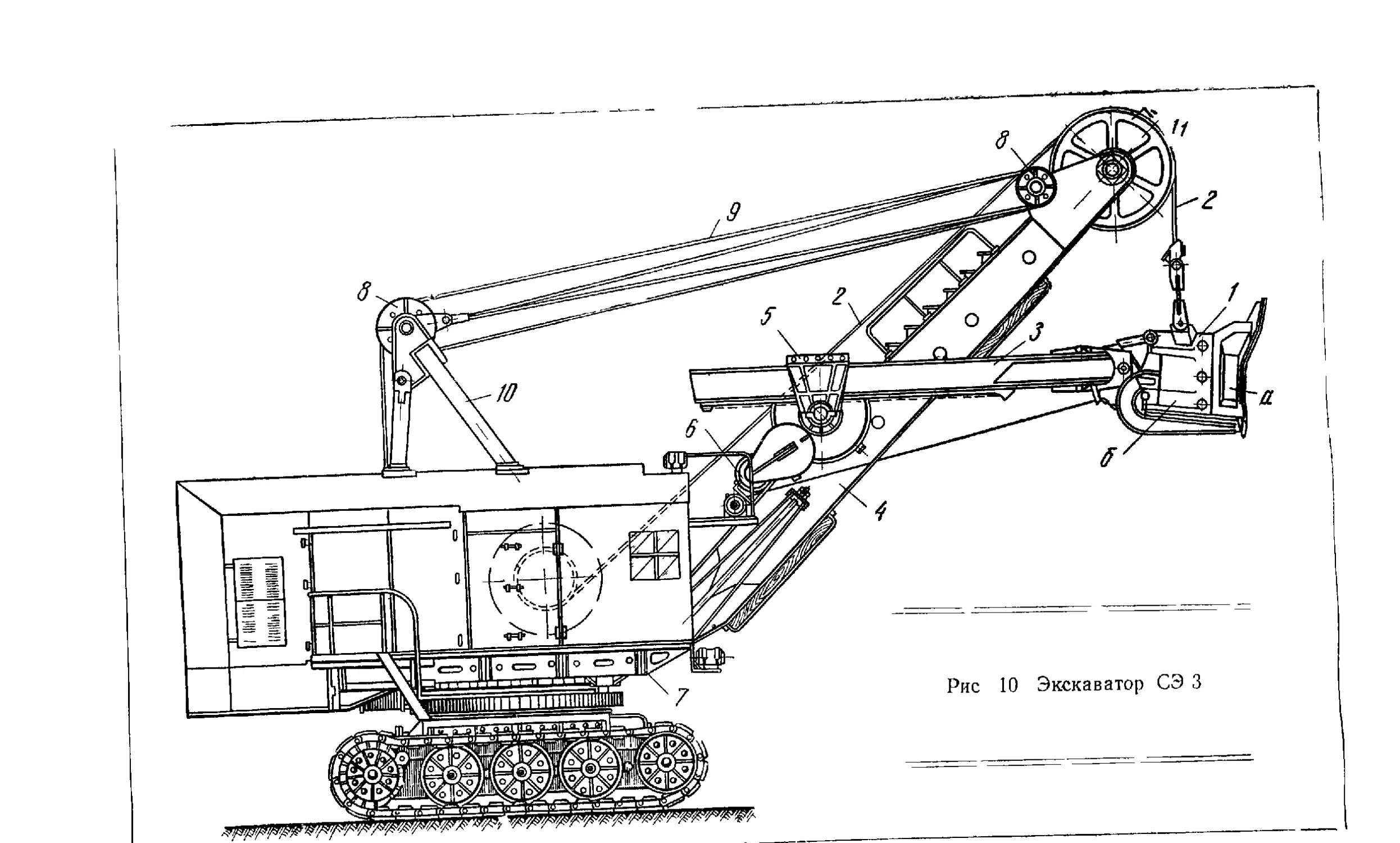
Кинематическая схема напорного механизма показана на
:. 11. Электродвигатель /, на валу которого закреплена ше-
рня 2, приводит во вращение зубчатое колесо 3 промежу-
ного вала 4. Промежуточный вал 4 установлен на двух ро-
юподшипниках 5. Закрепленные на валу 4 шестерни 6 нахо-
ся в зацеплении с зубчатыми колесами 7, установленными
'у
II
Экскаваторы
23
на напорном валу 8. На консольных концах вала 8 закреплены
кремальерные шестерни 9, находящиеся в постоянном сцепле-
нии с зубчатыми рейками 10.
На свободном конце вала электродвигателя 1 установлен
ленточный электромагнитный тормоз 11. Для предохранения
Рис 11 Кинематическая схема напорного меха
низма экскаватора СЭ-3
Рис 12 Поворотная платформа экскаватора СЭ-3
Вид сбоку
напорного механизма от поломок, вызываемых действием инер-
ционных усилий, на зубчатом колесе 3 установлена муфта пре-
дельного момента 12.
Поворотная платформа, показанная на рис. 12, состоит из
рамы / стальной конструкции, изготовленной из стальных отли-
24
Оборудование для вскрышных работ и добычи сырья
вок и листов, к которой при помощи болтов присоединены кор-
пус противовеса 2 и обслуживающие площадки.
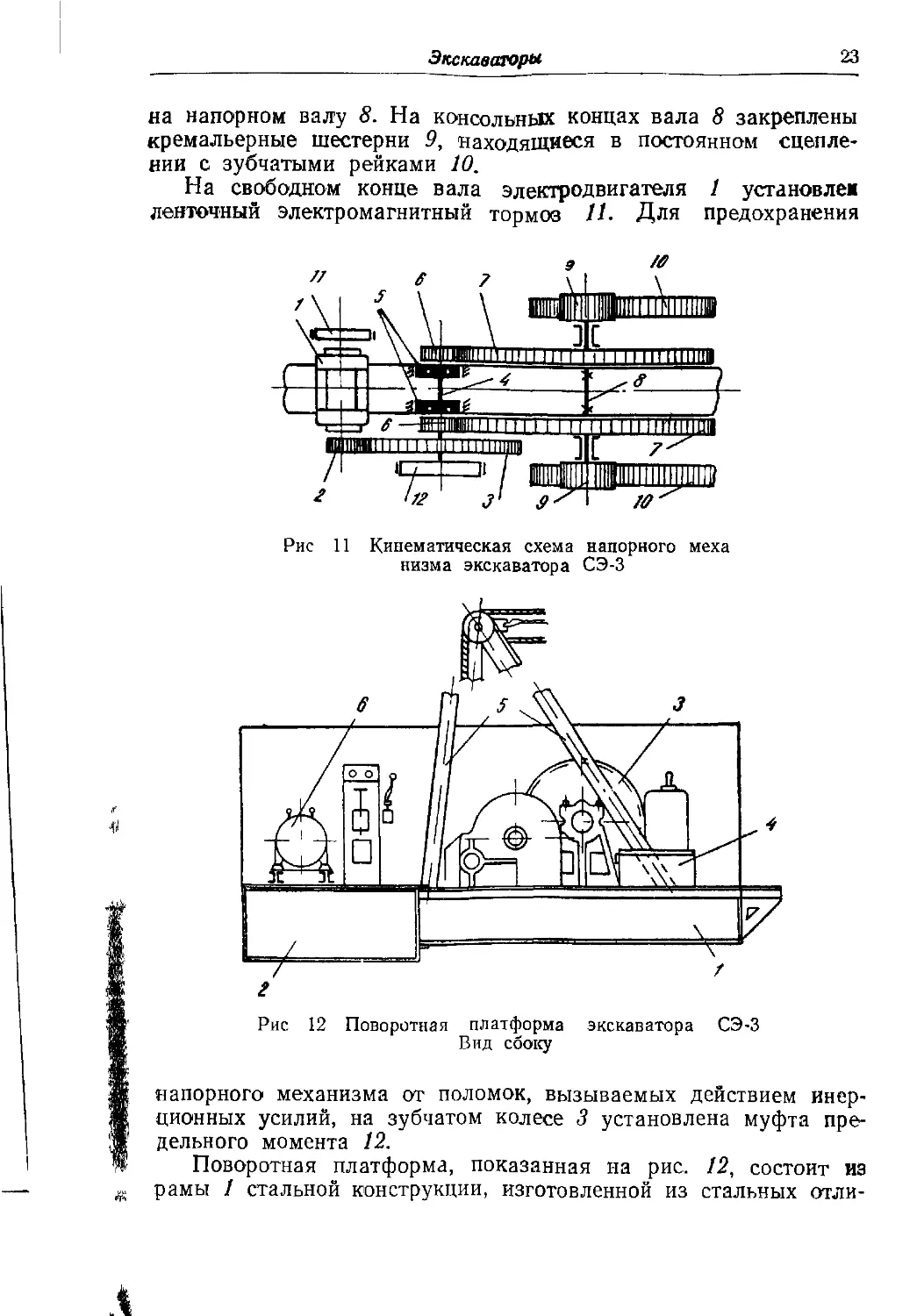
На поворотной платформе установлены: подъемная лебед-
ка 3, поворотный механизм 4, лебедка для подъема стрелы (не
показанная на рисунке), двуногая стойка 5, двигатель-генератор-
Рис. 13. Кинематическая схема
подъемной лебедки и лебедки для
подъема стрелы
пая установка 6, электро-
оборудование, установка
для электрогидроуправле-
ния и кузов экскаватора
Кинематическая схема
подъемной лебедки и ле-
бедки для подъема стре-
лы показана на рис. 13.
Электродвигатель 1
посредством зубчатой
муфты 2 приводит во вра-
щение шевронную ше-
стерню 3, находящуюся в
зацеплении с шевронным
колесом 4 промежуточно-
го вала 5. Зубчатая пара
шестерен 3 и 4 помешена
в масляную ванну. Вал 5
вращается в роликопод-
шипниках 6, около одного
подшипника на вал наса-
жена шестерня 7, а около
второго закреплена ше-
стерня 8. Между шестер-
нями посредством шпо-
нок закреплен тормозной
шкив 9. Обод шкива охва-
тывается лентой 10 тор-
моза подъемной лебедки, который управляется гидравлическим
цилиндром!. Шестерня 7 находится в зацеплении с шестерней 11
барабана подъемной лебедки 12.
На свободном конце вала электродвигателя 1 закреплена
цепная звездочка 13, которая при помощи пластинчатой цепи
передает вращение звездочке 14. Последняя насажена на чер-
вячный вал 15, передающий вращение червячному колесу 16,
насаженному на вал 17. На конце червячного вала 15 насажен
тормозной шкив 18, охватываемый тормозной лентой 19, по-
стоянно зажимаемой пружиной. Тормоз лебедки обеспечивает
полное самоторможение механизма.
На валу 17 насажен барабан 20 лебедки подъема стрелы.
Экскаваторы
25
Во время работы подъемной лебедки пластинчатая цепь
снимается со звездочки 13, и таким образом предотвращается
возможность работы лебедки подъема стрелы.
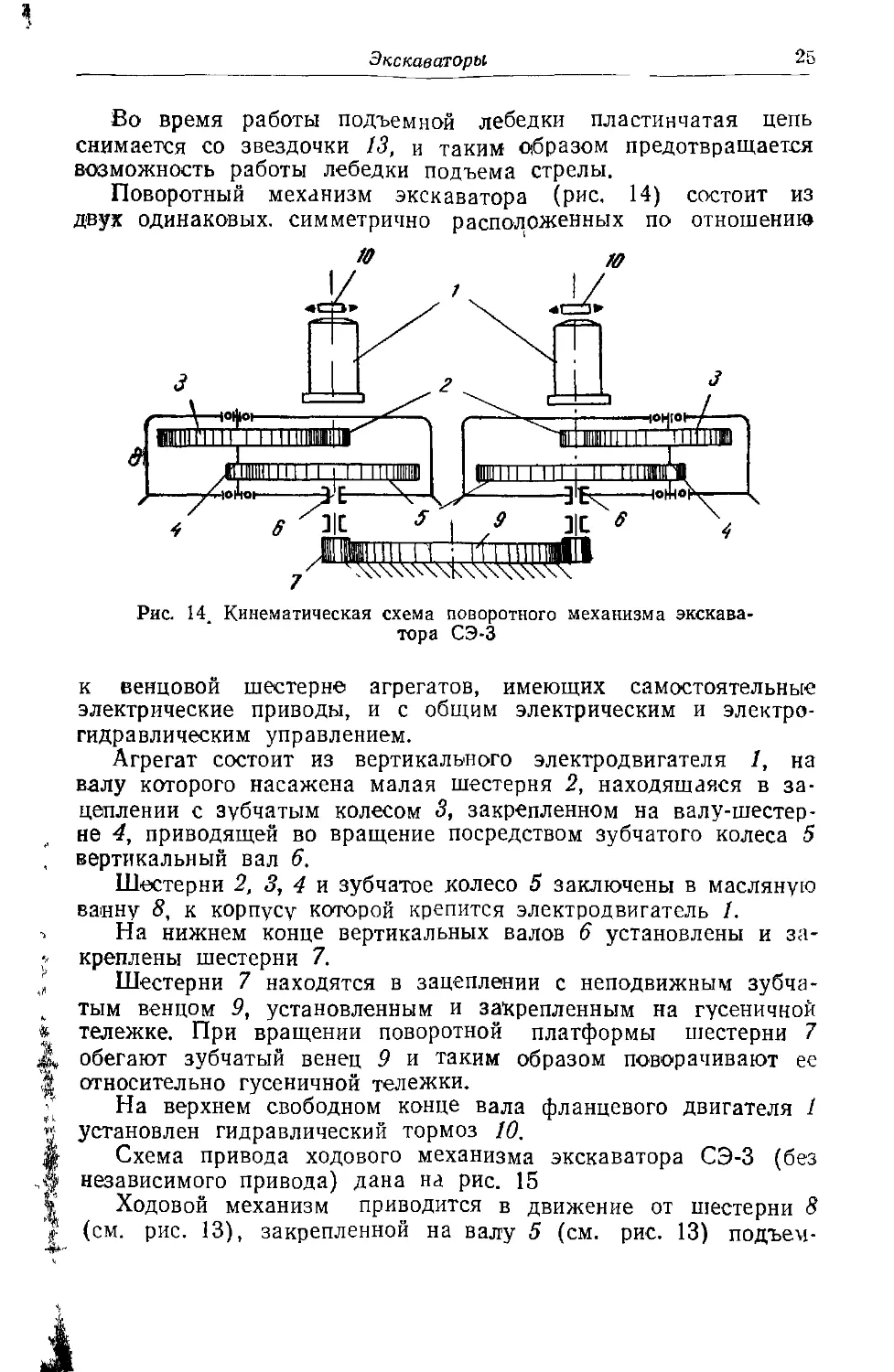
Поворотный механизм экскаватора (рис, 14) состоит из
двух одинаковых, симметрично расположенных по отношению
Рис. 14. Кинематическая схема поворотного механизма экскава-
тора СЭ-3
к венцовой шестерне агрегатов, имеющих самостоятельные
электрические приводы, и с общим электрическим и электро-
гидравлическим управлением.
Агрегат состоит из вертикального электродвигателя 1, на
валу которого насажена малая шестерня 2, находящаяся в за-
цеплении с зубчатым колесом 3, закрепленном на валу-шестер-
не 4, приводящей во вращение посредством зубчатого колеса 5
вертикальный вал 6.
Шестерни 2, 3, 4 и зубчатое колесо 5 заключены в масляную
ванну 8, к корпусу которой крепится электродвигатель 1.
На нижнем конце вертикальных валов 6 установлены и за-
креплены шестерни 7.
Шестерни 7 находятся в зацеплении с неподвижным зубча-
тым венцом 9, установленным и закрепленным на гусеничной
тележке. При вращении поворотной платформы шестерни 7
обегают зубчатый венец 9 и таким образом поворачивают ее
относительно гусеничной тележки.
На верхнем свободном конце вала фланцевого двигателя 1
установлен гидравлический тормоз 10.
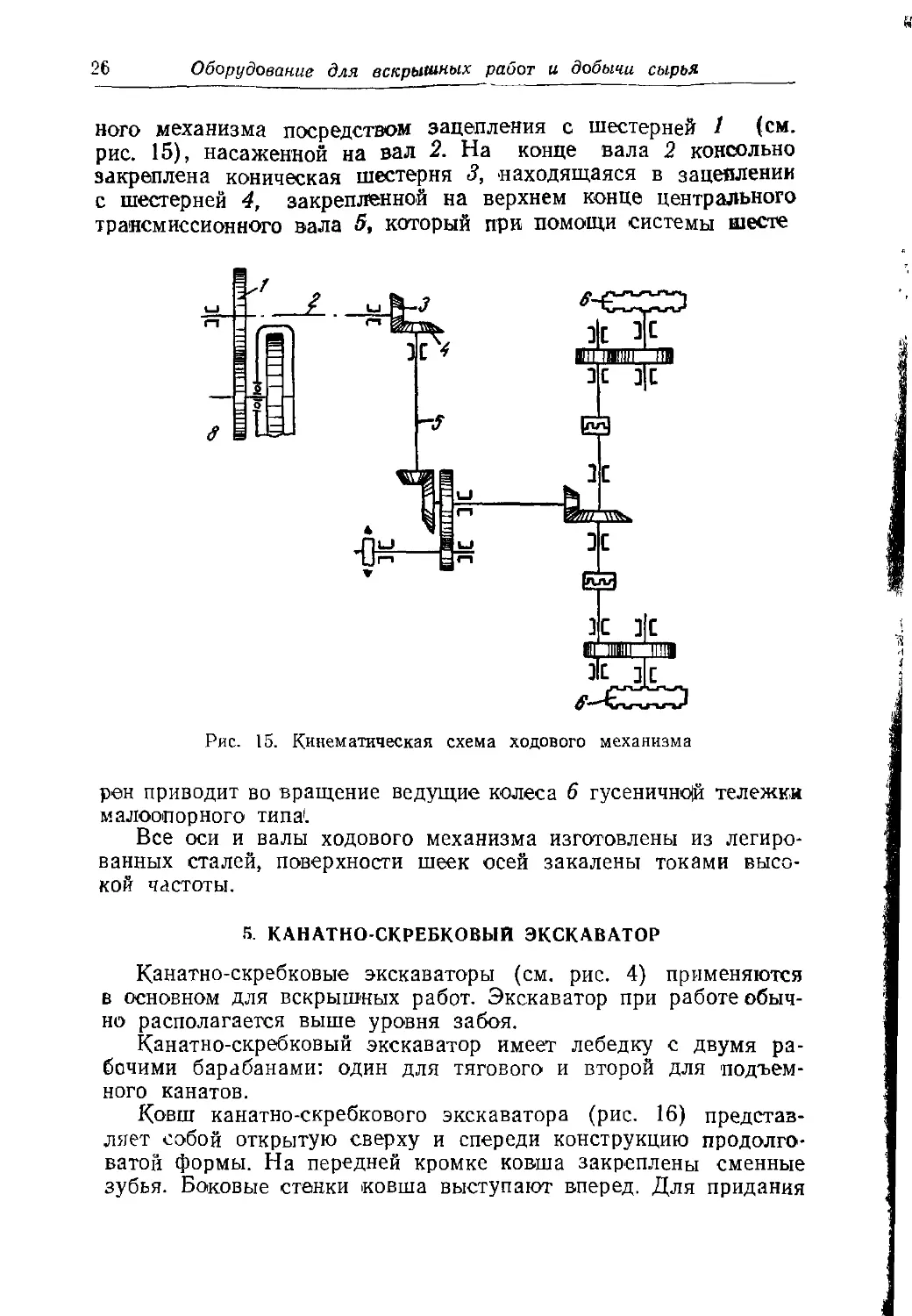
Схема привода ходового механизма экскаватора СЭ-3 (без
независимого привода) дана на рис. 15
Ходовой механизм приводится в движение от шестерни 8
(см. рис. 13), закрепленной на валу 5 (см. рис. 13) подъем-
26 Оборудование для вскрышных работ и добычи сырья
ното механизма посредством зацепления с шестерней / (см.
рис. 15), насаженной на вал 2. На конце вала 2 консольно
закреплена коническая шестерня 3, находящаяся в зацеплении
с шестерней 4, закрепленной на верхнем конце центрального
трансмиссионного вала 5, который при помощи системы шесте
Рис. 15. Кинематическая схема ходового механизма
рен приводит во вращение ведущие колеса 6 гусеничной тележки
малоопорного типа1.
Все оси и валы ходового механизма изготовлены из легиро-
ванных сталей, поверхности шеек осей закалены токами высо-
кой частоты.
5. КАНАТНО-СКРЕБКОВЫЙ ЭКСКАВАТОР
Канатно-скребковые экскаваторы (см. рис. 4) применяются
в основном для вскрышных работ. Экскаватор при работе обыч-
но располагается выше уровня забоя.
Канатно-скребковый экскаватор имеет лебедку с двумя ра-
бочими барабанами: один для тягового и второй для подъем-
ного канатов.
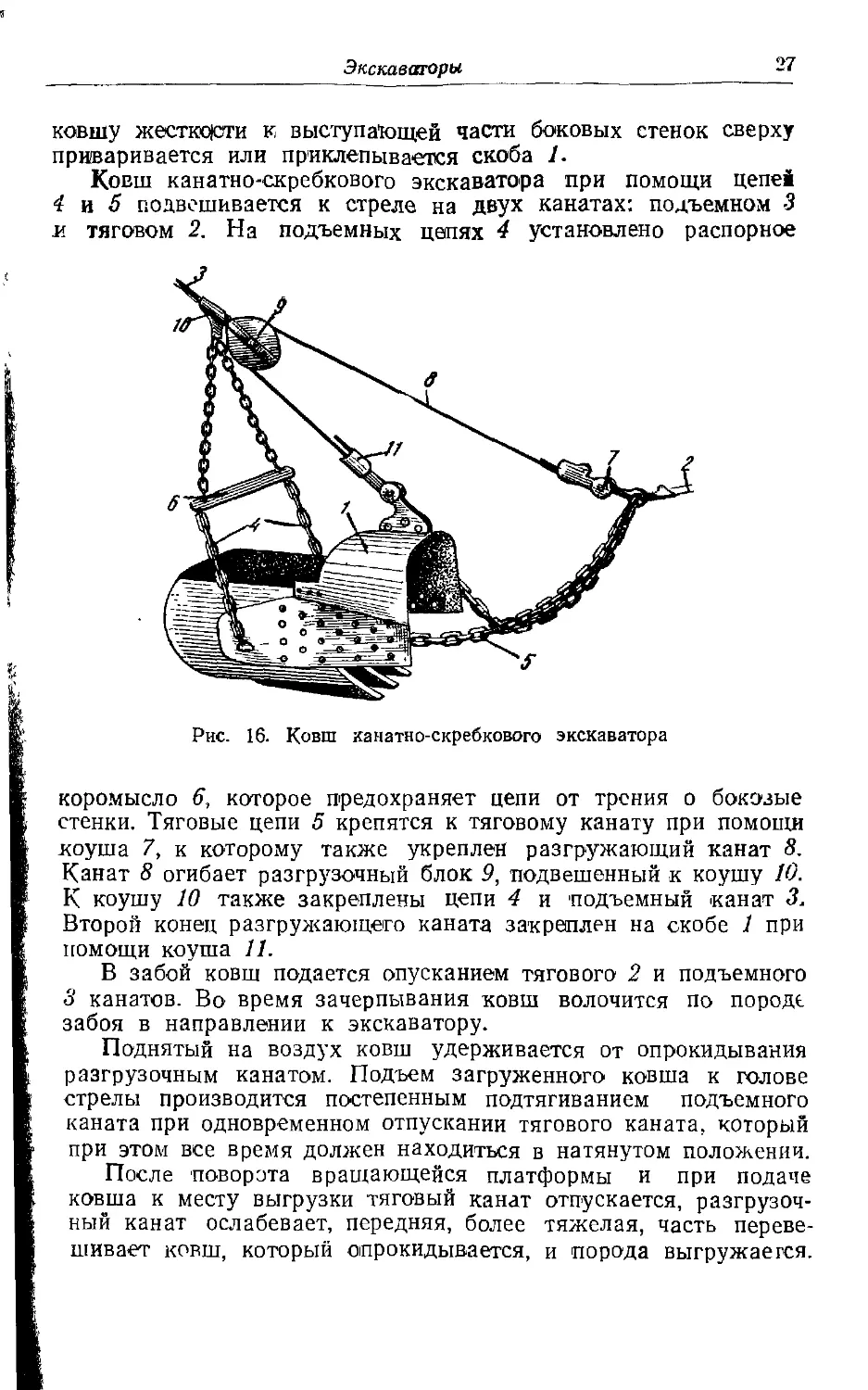
Ковш канатно-скребкового экскаватора (рис. 16) представ-
ляет собой открытую сверху и спереди конструкцию продолго-
ватой формы. На передней кромке ковш а закреплены сменные
зубья. Боковые стенки ковша выступают вперед. Для придания
Экскаваторы
27
ковшу жесткости к выступающей части боковых стенок сверху
приваривается или приклепывается скоба 1.
Ковш канатно-скребкового экскаватора при помощи цепей
4 и 5 подвешивается к стреле на двух канатах: подъемном 3
и тяговом 2. На подъемных цепях 4 установлено распорное
Рис. 16. Ковш канатно-скребкового экскаватора
коромысло 6, которое предохраняет цепи от трения о боковые
стенки. Тяговые цепи 5 крепятся к тяговому канату при помощи
коуша 7, к которому также укреплен разгружающий канат 8.
Канат 8 огибает разгрузочный блок 9, подвешенный к коушу 10.
К коушу 10 также закреплены цепи 4 и подъемный канат 3.
Второй конец разгружающего каната закреплен на скобе 1 при
помощи коуша 11.
В забой ковш подается опусканием тягового 2 и подъемного
3 канатов. Во время зачерпывания ковш волочится по породе
забоя в направлении к экскаватору.
Поднятый на воздух ковш удерживается от опрокидывания
разгрузочным канатом. Подъем загруженного ковша к голове
стрелы производится постепенным подтягиванием подъемного
каната при одновременном отпускании тягового каната, который
при этом все время должен находиться в натянутом положении.
После поворота вращающейся платформы и при подаче
ковша к месту выгрузки тяговый канат отпускается, разгрузоч-
ный канат ослабевает, передняя, более тяжелая, часть переве-
шивает ковш, который опрокидывается, и порода выгружается.
?8 Оборудование для вскрышных работ и добычи сырья
При работе экскаватора стрела его воспринимает только на-
грузку от веса ковша с породой и от веса канатов. Основная
нагрузка от сопротивления прохождению ковша по забою вос-
принимается поворотной платформой.
Это позволяет применять в канатно-скребковых экскавато-
рах более длинные стрелы, чем в соответствующих по весу и
мощности экскаваторах с механической лопатой.
Угол наклона стрелы канатно-скребкового экскаватора в за-
висимости от условий его работы изменяется в пределах от 25
до 45°. Нормальный угол наклона стрелы составляет 30°. Для
изменения угла наклона стрелы имеется вспомогательный бара-
бан лебедки.
Для переоборудования универсальной механической лопаты
на канатно-скребковый экскаватор необходимо заменить стре-
лу с ковшом на поворотной платформе и дополнительно устано-
вить тяговый барабан.
6. СИЛОВОЕ ОБОРУДОВАНИЕ
По роду силовых установок экскаваторы делятся на элек-
трические, паровые и экскаваторы с двигателями внутреннего
сгорания.
Применяются силовые установки с одним или несколькими
двигателями. При силовых установках с несколькими двигате-
лями подъемный и ходовой механизмы приводятся в движение
от одного, а поворотный и напорный механизмы от других
самостоятельных двигателей. Передаточные механизмы и управ-
ление экскаватором при этом упрощаются, а расход энергии
уменьшается.
Работа экскаваторов характеризуется неравномерностью на-
грузки, большими кратковременными перегрузками, а также ча-
стыми включениями и выключениями механизмов.
Паровой привод вполне удовлетворяет этим условиям работы
экскаваторов, но необходимость периодического снабжения экс-
каватора топливом и водой, а также систематической чистки
котла, вызывает частые простои экскаватора, особенно в зим-
нее время. Кроме того, увеличивается количество обслуживаю-
щего персонала из-за необходимости иметь кочегара и возчика
топлива и воды. Паровые экскаваторы имеют низкий термиче-
ский к. п. д.
Привод с двигателями внутреннего сгорания имеет неудов-
летворительную характеристику для режима работы экскава-
тора. Двигатели внутреннего сгорания не допускают перегрузок,
поэтому подбираются с запасом мощности до 50% от средней.
Двигатели требуют квалифицированного обслуживания и
ремонта.
Экскаваторы
29
Предприятия огнеупорной промышленности полностью элек-
трифицированы, поэтому широкое распространение На них по
лучили электрические экскаваторы как наиболее экономичные,
простые в управлении и обслуживании.
Устанавливаемые на экскаваторах электрические двигатели
могут быть переменного и постоянного тока.
Асинхронные электродвигатели трехфазного тока применяют-
ся только с фазовым ротором и с контактными кольцами. Из-
менение оборотов этих двигателей производится с помощью рео-
статов, включенных в цепь ротора.
Установка с электродвигателем переменного тока хотя и тре-
бует небольших первоначальных затрат, однако во время рабо-
ты в этом случае бывают большие потери электроэнергии в
реостатах.
Электродвигатели постоянного тока с последовательным
возбуждением при увеличении нагрузки уменьшают число обо-
ротов; вращающий момент при этом увеличивается. Механиче-
ская характеристика этих двигателей аналогична характеристи-
ке паровой машины, поэтому они наиболее подходят к условиям
работа экскаватора. При увеличении нагрузки эти двигатели
автоматически увеличивают вращающий момент за счет умень-
шения числа оборотов.
Электрические экскаваторы, оборудованные двигателями по-
стоянного тока, питаются от сети переменного тока. От враще-
ния главного двигателя переменного тока приводятся в дви-
жение три генератора, питающие постоянным током электродви-
гатели, установленные на приводах подъемного, напорного и
поворотного механизмов.
7. ПРОИЗВОДИТЕЛЬНОСТЬ ОДНОКОВШОВЫХ ЭКСКАВАТОРОВ
Техническая производительность экскаваторов является мак-
симально возможной производительностью за час непрерывной
работы в условиях добычи определенной породы в конкретном
забое. Техническая производительность определяется по фор-
муле
Пт = 60 qnka /сц м3 час, (1)
где Пт — техническая производительность в м3/час,
q — емкость ковша в м3,
п — число рабочих циклов за 1 минуту,
кн— коэфициент наполнения ковша,
— коэфициент разрыхления породы, т. е. отношение
объема породы в массиве к объему в разрыхленном
состоянии. >
so
Оборудование для вскрышных работ и добычи сырья
Значение Ар для слабых грунтов равно 0,9 и для крепких
иород — 0,7.
Лц —поправочный коэффициент продолжительности цикла, за-
висящий от высоты забоя, сопротивления породы и угла
поворота платформы при выгрузке.
/сц-п = пт>
где лт—(число циклов в минуту в данных условиях.
Продолжительность цикла /ц слагается из продолжитель-
ности копания 6(, поворота платформы с ковшом, наполнен-
ным породой выгрузки породы tB и поворота платформы
в забой с порожним, ковшом ^п.к
“ tn + Gi + + ^п. к* (2)
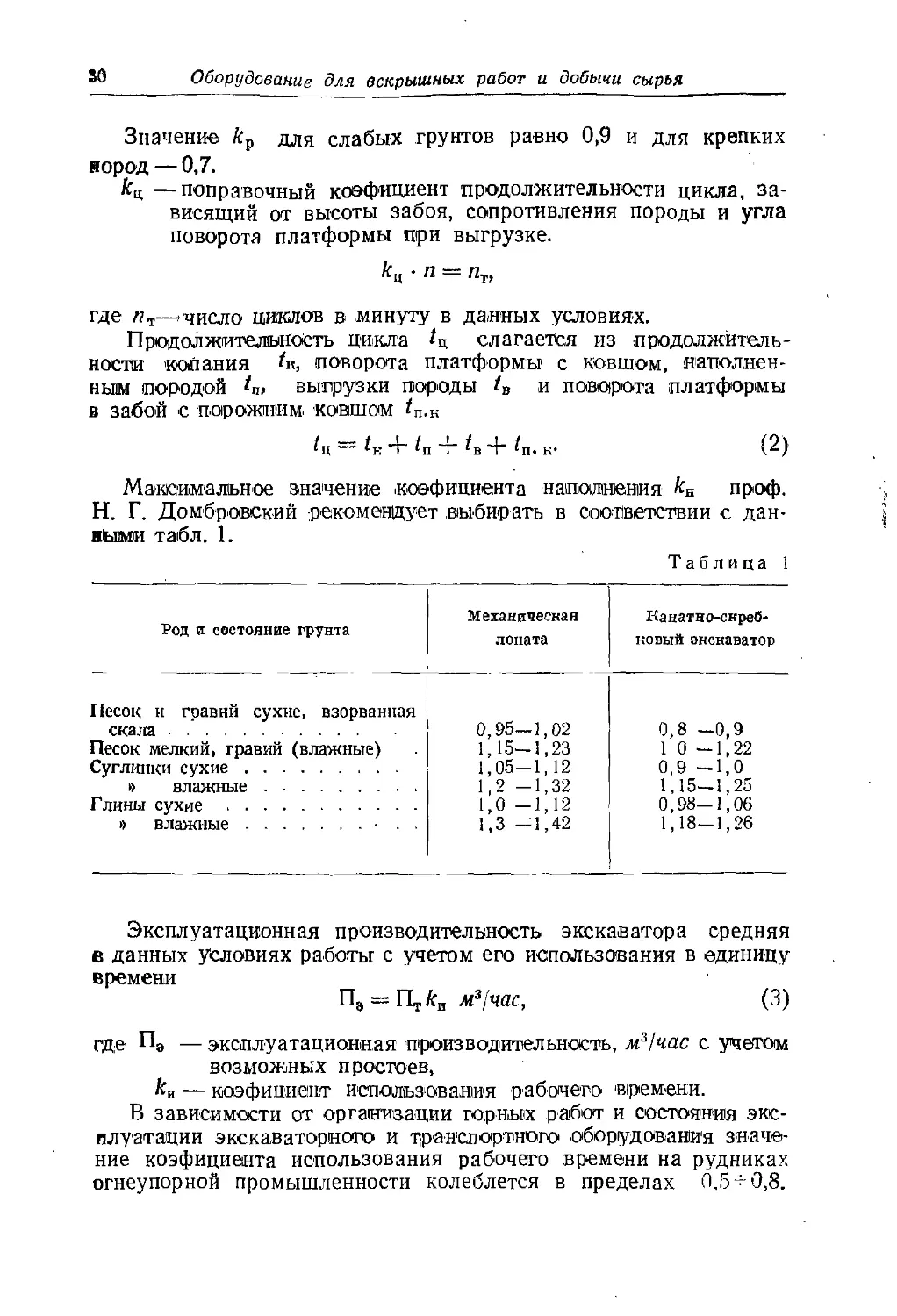
Максимальное значение коэфициента наполнения ка проф.
Н. Г. Домбровский рекомендует выбирать в соответствии с дан-
ными табл. 1.
Таблица 1
Род и состояние грунта Механическая лопата Канатно-скреб- ковый экскаватор
Песок и гравий сухие, взорванная скала Песок мелкий, гравий (влажные) Суглинки сухие » влажные . Глины сухие » влажные 0,95—1,02 1,15—1,23 1,05-1,12 1,2 -1,32 1,0 -1,12 1,3 -1,42 0,8 —0,9 1 0 —1,22 0,9 —1,0 1,15-1,25 0,98-1,06 1,18-1,26
Эксплуатационная производительность экскаватора средняя
в данных Условиях работы с учетом его использования в единицу
времени
П9 == Пт/си м3/час, (3)
где П8 —эксплуатационная производительность, м'!час с учетом
возможных простоев,
кИ — коэфициент использования рабочего времени.
В зависимости от организации горных работ и состояния экс-
плуатации экскаваторного и транспортного оборудования значе-
ние коэфициента использования рабочего времени на рудниках
огнеупорной промышленности колеблется в пределах 0,5-^-0,8.
Экскаваторы
31
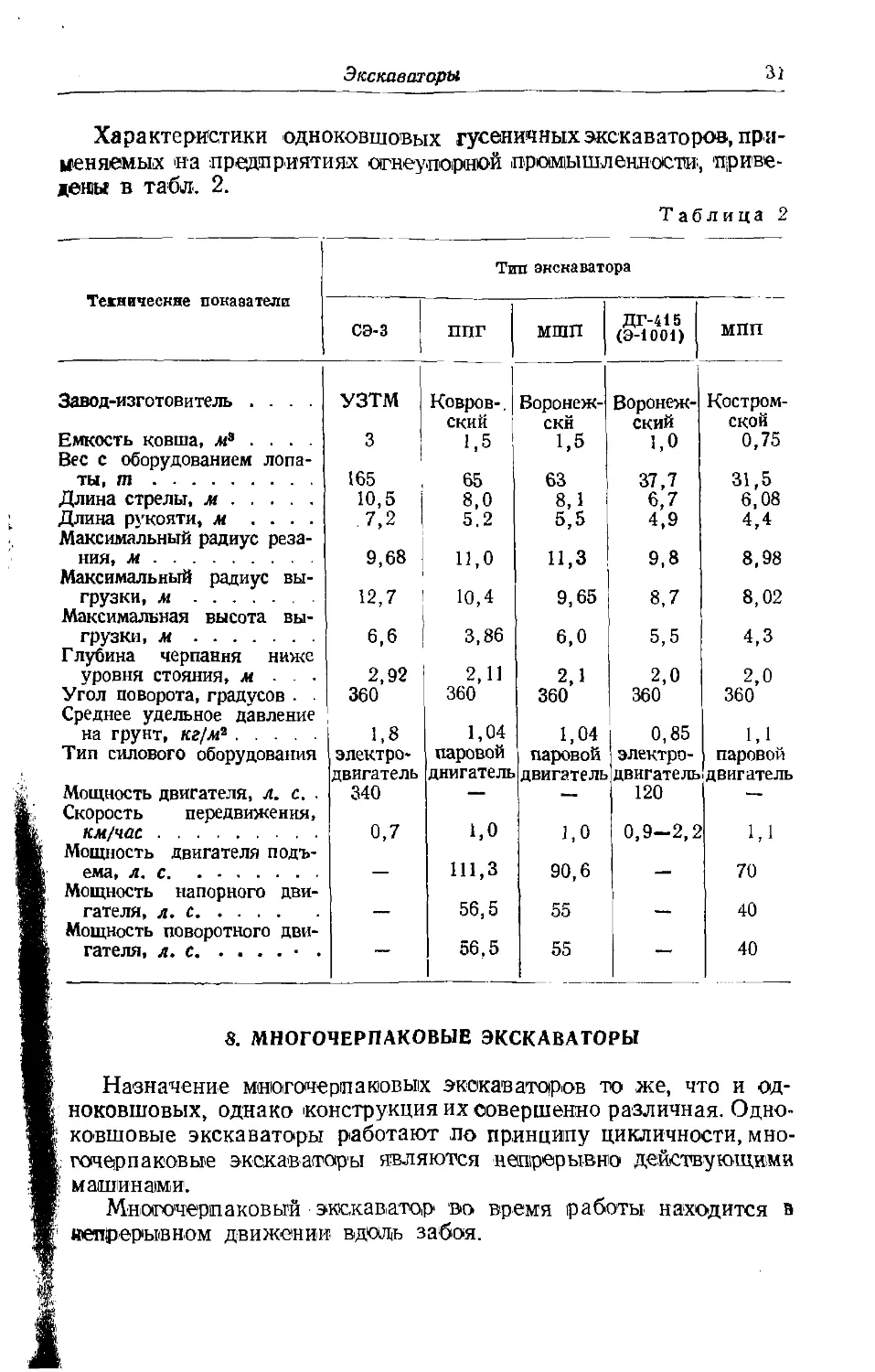
Характеристики одноковшовых гусеничных экскаваторов, при-
меняемых на предприятиях огнеупорной промышленности, приве-
дены в табл. 2.
Таблица 2
Тип экскаватора
технические показатели сэ-з ппг мшп ДГ-415 (Э-1001) мпп
Завод-изготовитель .... УЗТМ Ковров-. ский Воронеж- ски Воронеж- ский Костром- ской
Емкость ковша, мя ... . 3 1,5 1,5 1,0 0,75
Вес с оборудованием лопа-
ты, m Длина стрелы, м 165 65 63 37,7 31,5
10,5 8,0 8,1 6,7 6,08
Длина рукояти, м .... 7,2 5.2 5,5 4,9 4,4
Максимальный радиус реза-
НИЯ, м 9,68 11,0 и,з 9,8 8,98
Максимальный радиус вы-
грузки, м Максимальная высота вы- 12,7 10,4 9,65 8,7 8,02
грузки, м Глубина черпания ниже 6,6 3,86 6,0 5,5 4,3
2,11
уровня стояния, м 2,92 2,1 2,0 2,0
Угол поворота, градусов . 360 360 360 360 360
Среднее удельное давление 1,04
на грунт, кг/м* 1,8 1,04 0,85 1,1
Тип силового оборудования электро- паровой паровой электро- паровой
двигатель днигатель двигатель двигатель двигатель
Мощность двигателя, л. с. . 340 — — 120 —-
Скорость передвижения, 1,0
км/час 0,7 1,0 0,9-2,2 1,1
Мощность двигателя подъ-
ема, л. с — 111,3 90,6 70
Мощность напорного дви- 56,5
гателя, л. с — 55 —- 40
Мощность поворотного дви- 56,5 1
— 55 — 40
8. МНОГОЧЕРПАКОВЫЕ ЭКСКАВАТОРЫ
Назначение многочерпаковых экскаваторов то же, что и од-
ноковшовых, однако конструкция их совершенно различная. Одно-
ковшовые экскаваторы работают по принципу цикличности, мно-
гопер паковые экскаваторы являются непрерывно действующими
машинами.
Многочерп а ков ый экскаватор во время работы находится в
непрерывном движении вдоль забоя.
32
Оборудование для вскрышных работ и добычи сырья
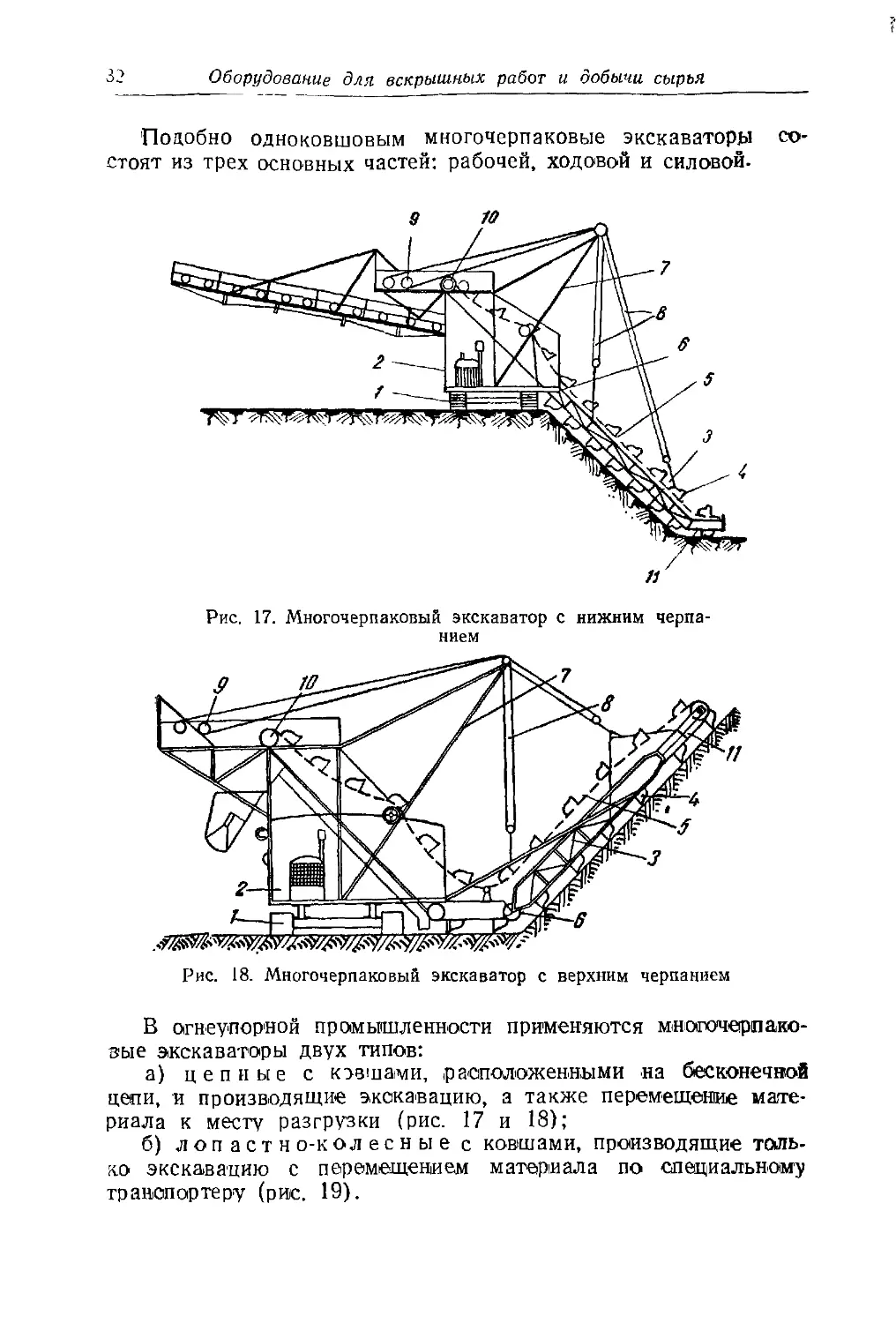
Подобно одноковшовым многочерпаковые экскаватору со-
стоят из трех основных частей: рабочей, ходовой и силовой.
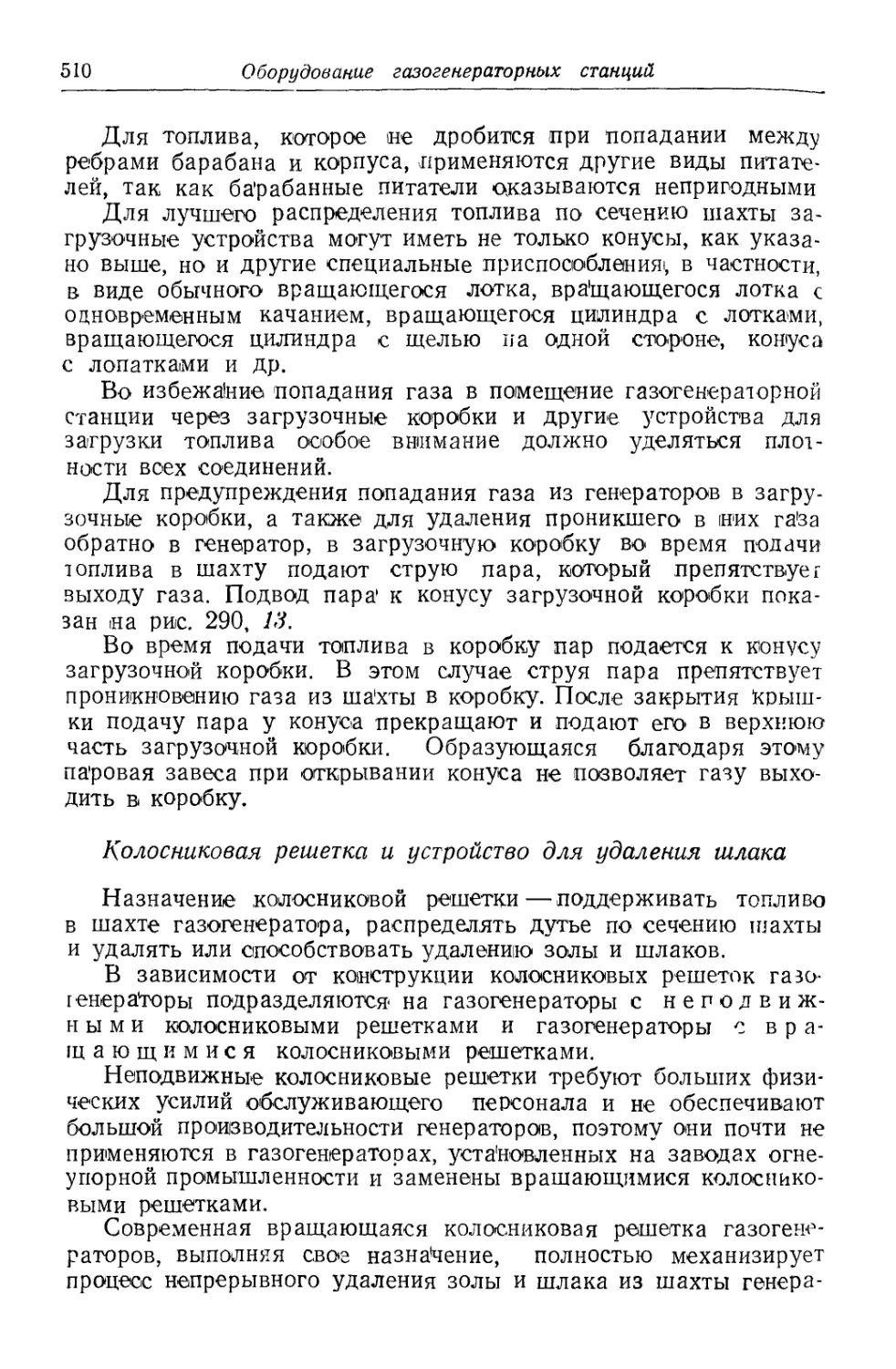
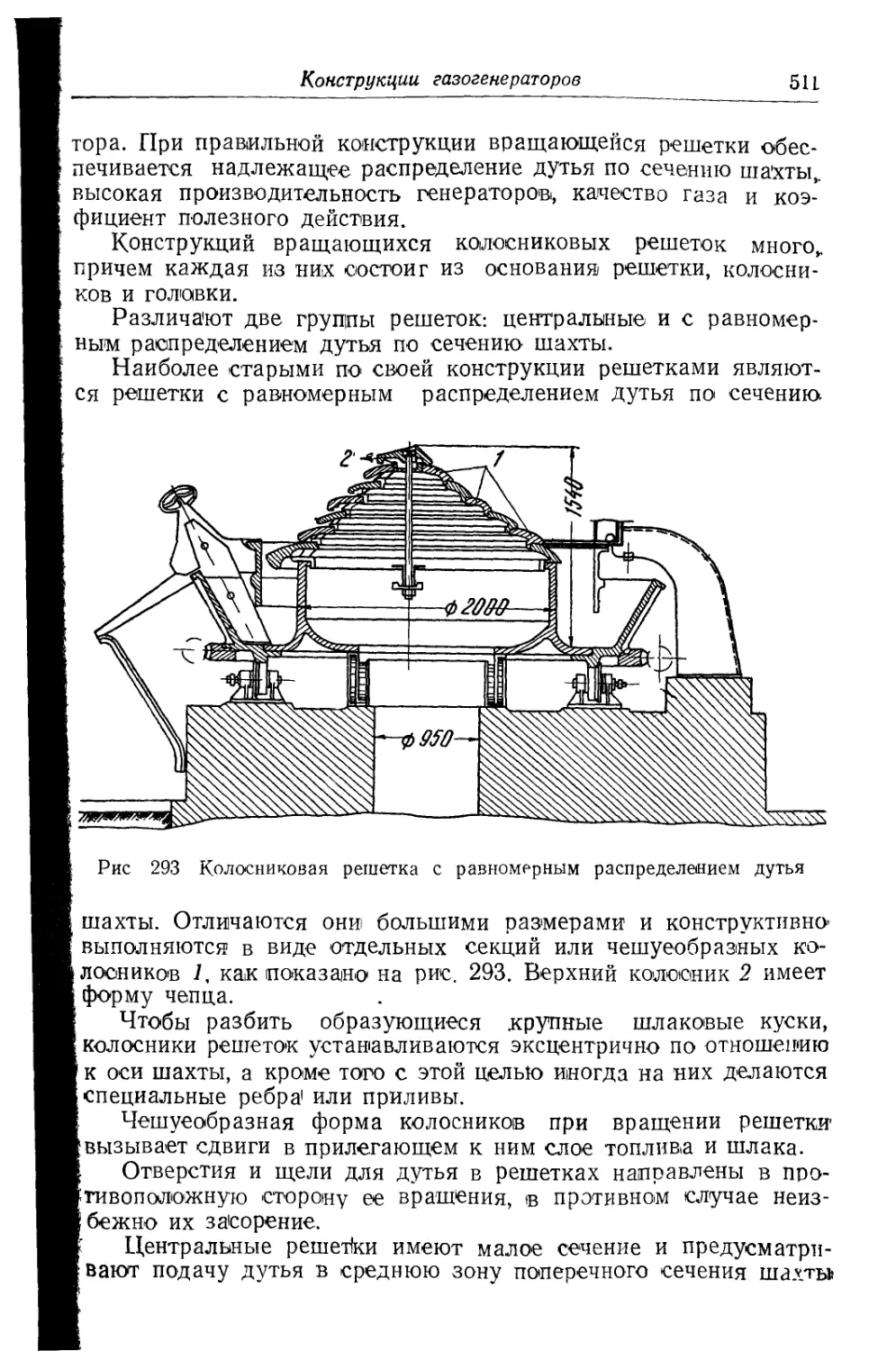
Рис. 17. Многочерпаковый экскаватор с нижним черпа-
нием
В огнеупорной промышленности применяются многочерпако-
вые экскаваторы двух типов:
а) цепные с ковшами, расположенными на бесконечной
цепи, и производящие экскавацию, а также перемещение мате-
риала к месту разгрузки (рис. 17 и 18);
б) лопастно-колесные с ковшами, производящие толь-
ко экскавацию с перемещением материала по специальному
транспортеру (рис. 19).
Экскаваторы
33
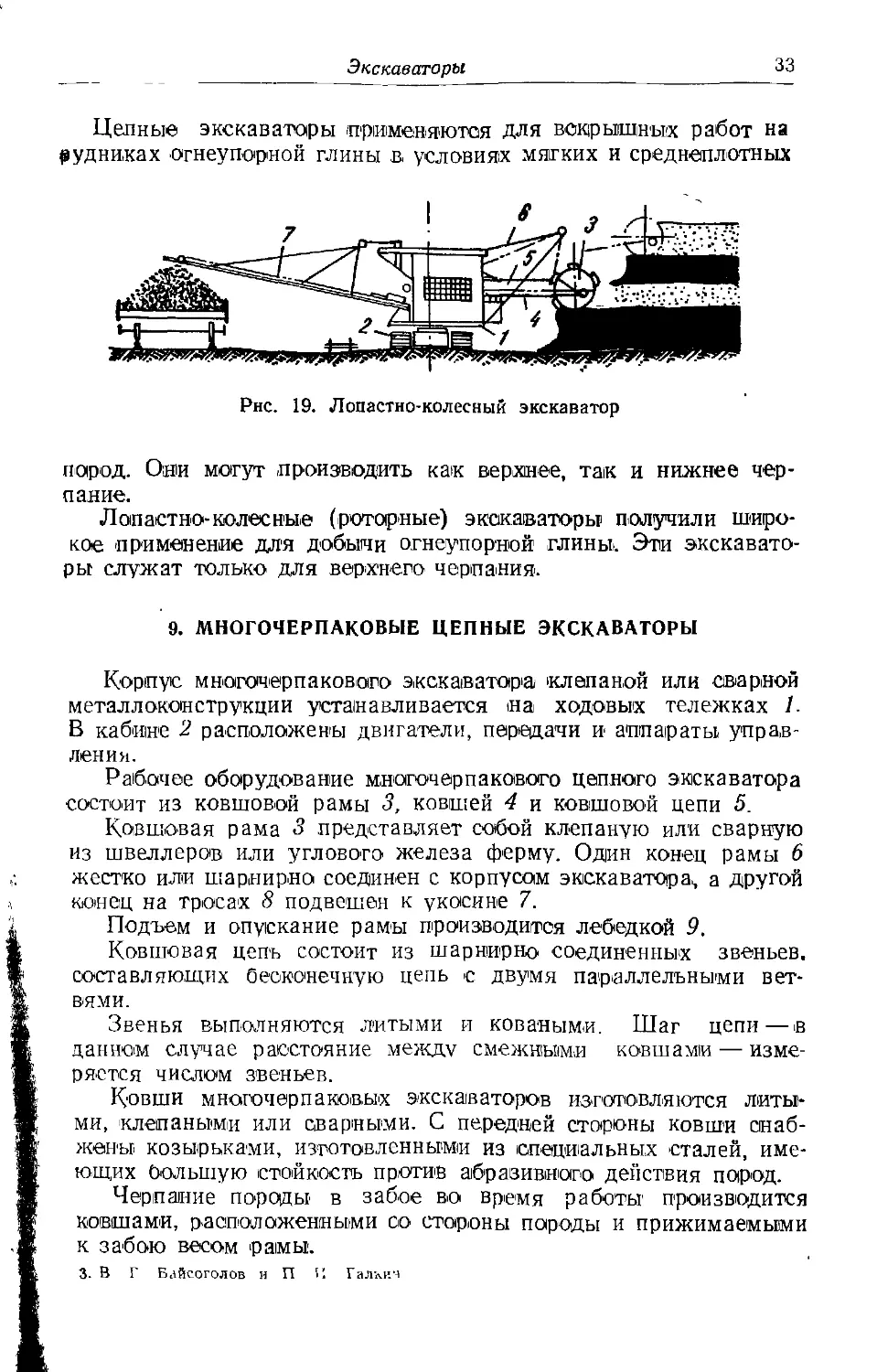
Цепные экскаваторы применяются ДЛЯ вскрышных работ на
рудниках огнеупорной глины в условиях мягких и среднеплотных
Рнс. 19. Лопастно-колесный экскаватор
пород. Они могут производить как верхнее, так и нижнее чер-
пание.
Лопастно-колесные (роторные) экскаваторы получили широ-
кое применение для добычи огнеупорной глины. Эти экскавато-
ры служат только для верхнего черпания.
9. МНОГОЧЕРПАКОВЫЕ ЦЕПНЫЕ ЭКСКАВАТОРЫ
Корпус многочерпакового экскаватора 'клепаной или сварной
металлоконструкции устанавливается на ходовых тележках 1.
В кабине 2 расположены двигатели, передачи и аппараты управ-
ления.
Рабочее оборудование многочерпакового цепного экскаватора
состоит из ковшовой рамы 3, ковшей 4 и ковшовой цепи 5.
Ковшовая рама 3 представляет собой клепаную или сварную
из швеллеров или углового железа ферму. Один конец рамы 6
жестко или шарнирно соединен с корпусом экскаватора,, а другой
конец на тросах 8 подвешен к укосине 7.
Подъем и опускание рамы производится лебедкой 9.
Ковшовая цепь состоит из шарнирно соединенных звеньев,
составляющих бесконечную цепь с двумя параллельными вет-
вями.
Звенья выполняются литыми и коваными. Шаг цепи—в
данном случае расстояние между смежными ковшами — изме-
ряется числом звеньев.
Ковши многочерпаковых экскаваторов изготовляются литы-
ми, клепаными или сварными. С передней стороны ковши снаб-
жены козырьками, изготовленными из специальных сталей, име-
ющих большую стойкость против абразивного действия пород.
Черпание породы в забое во время работы производится
ковшами, расположенными со стороны породы и прижимаемыми
к забою весом рамы.
3- В Г Байсоголов и П И Галкин
34
Оборудование для вскрышных работ и добычи сырья
Внутри корпуса экскаватора, в верхней его части, установлен
ведущий барабан 10 ковшовой цепи, изготавливаемый в виде
многогранника или с двумя ведущими звездочками. На нижнем
конце рамы устанавливается натравляющий барабан.
Вал ведущего барабана вращается от электродвигателя че-
рез систему передач.
Для более полной выемки породы у подошвы разрабатывае-
мого уступа, а также подготовки площадки для экскаваторных
путей, на ковшовых рамах устанавливаются специальные плани-
рующие звенья 11. Планирующее звено при нижнем черпании
устанавливается на свободном конце ковшовой рамы (см.
рис. 17), а при верхнем черпании — у корпуса экскаватора
(емс рис. 18).
Многочерпаковые экскаваторы в большинстве случаев изго-
товляются на рельсовом ходу, так как эксплуатация их при этом
более удобна благодаря непрерывному движению экскаватора
во время работы. Гусеничный ход применяется редко.
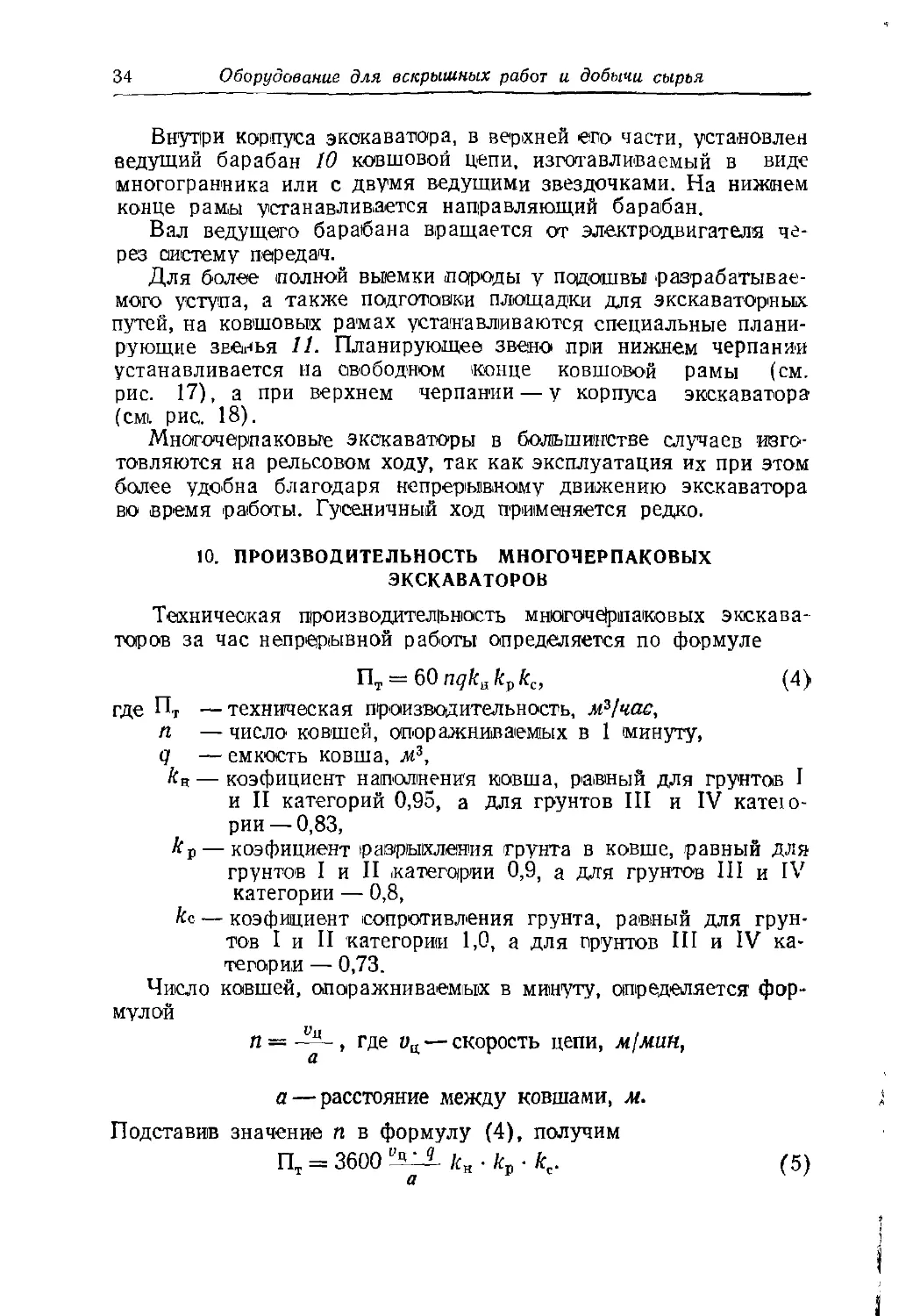
10. ПРОИЗВОДИТЕЛЬНОСТЬ МНОГОЧЕРПАКОВЫХ
ЭКСКАВАТОРОВ
Техническая производительность многоче|р1па1ковых экскава-
торов за час непрерывной работы определяется по формуле
Пт — 60 nqka fcp kc, (4)
где Пт —техническая производительность, м3/час,
п — число ковшей, опоражниваемых в 1 минуту,
<7 — емкость ковша, л3,
кв — коэфициент наполнения ковша, равный для грунтов I
и II категорий 0,95, а для грунтов III и IV катею-
рии — 0,83,
кр — коэфициент разрыхления грунта в ковше, равный для
грунтов I и II категории 0,9, а для грунтов III и IV
категории — 0,8,
ке — коэфициент сопротивления грунта, равный для грун-
тов I и II категории 1,0, а для грунтов III и IV ка-
тегории — 0,73.
Число ковшей, опоражниваемых в минуту, определяется фор-
мулой
п — где ич — скорость цепи, м/мин,
а — расстояние между ковшами, м.
Подставив значение п в формулу (4), получим
Пт = 3600 "З-А кя • кр • к'. (5)
Экскаваторы
Эксплуатационная 'производительность ПЭ=ПТ ка,
где — коэфициент использования рабочего времени прини-
мается равным 0,7 — 0,9.
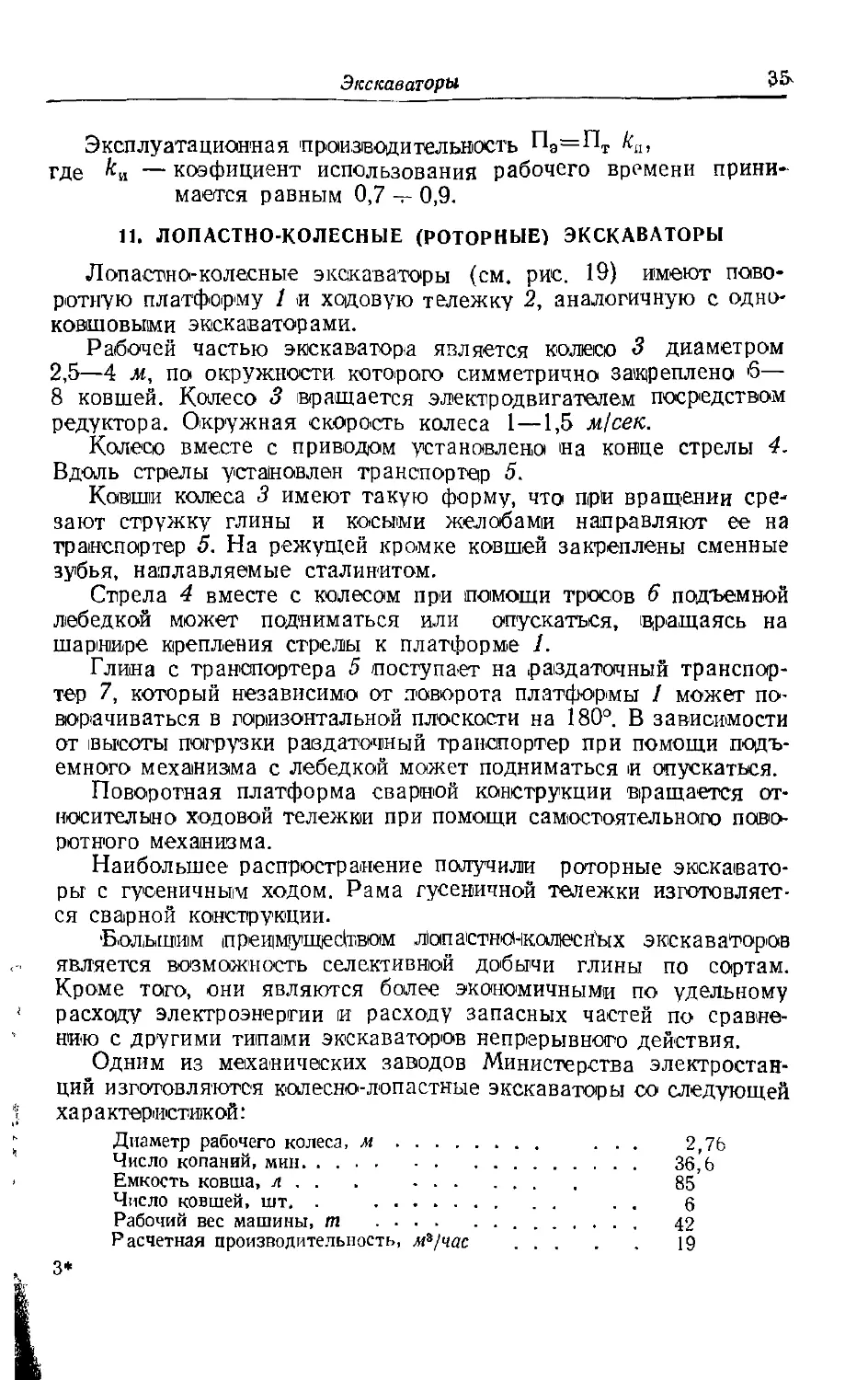
11. ЛОПАСТНО-КОЛЕСНЫЕ (РОТОРНЫЕ) ЭКСКАВАТОРЫ
Лопастно-колесные экскаваторы (см. рис. 19) имеют пово-
ротную платформу 1 и ходовую тележку 2, аналогичную с одно-
ковшовыми экскаваторами.
Рабочей частью экскаватора является колесо 3 диаметром
2,5—4 м, по окружности которого симметрично закреплено 6—
8 ковшей. Колесо 3 вращается электродвигателем посредством
редуктора. Окружная скорость колеса 1—1,5 м!сек.
Колесо вместе с приводом установлено на конце стрелы 4.
Вдоль стрелы установлен транспортер 5.
Ковши колеса 3 имеют такую форму, что прй вращении сре-
зают стружку глины и косыми желобами направляют ее на
транспортер 5. На режущей кромке ковшей закреплены сменные
зубья, наплавляемые сталинитом.
Стрела 4 вместе с колесам при помощи тросов б подъемной
лебедкой может подниматься или опускаться, вращаясь на
шарнире крепления стрелы к платформе 1.
Глина с транспортера 5 поступает на раздаточный транспор-
тер 7, который независимо от поворота платформы / может по-
ворачиваться в горизонтальной плоскости на 180°. В зависимости
от высоты погрузки раздаточный транспортер при помощи подъ-
емного механизма с лебедкой может подниматься и опускаться.
Поворотная платформа сварной конструкции вращается от-
носительно ходовой тележки при помощи самостоятельного пово-
ротного механизма.
Наибольшее распространение получили роторные экскавато-
ры с гусеничным ходом. Рама гусеничной тележки изготовляет-
ся сварной конструкции.
'Большим преимуществом л1опаСтно-1коле'сн'ых экскаваторов
является возможность селективной добычи глины по сортам.
Кроме того, они являются более экономичными по удельному
расходу электроэнергии и расходу запасных частей по сравне-
нию с другими типами экскаваторов непрерывного действия.
Одним из механических заводов Министерства электростан-
ций изготовляются колесно-лопастные экскаваторы со следующей
ха р актеристикой:
Диаметр рабочего колеса, м....................... ... 2,76
Число копаний, мин................................... 36 ’ 6
Емкость ковша, л . . ................ 85'
Число ковшей, шт. . .................... . . 6
Рабочий вес машины, m ............................... 42
Расчетная производительность, м^/час ................ 19
3*
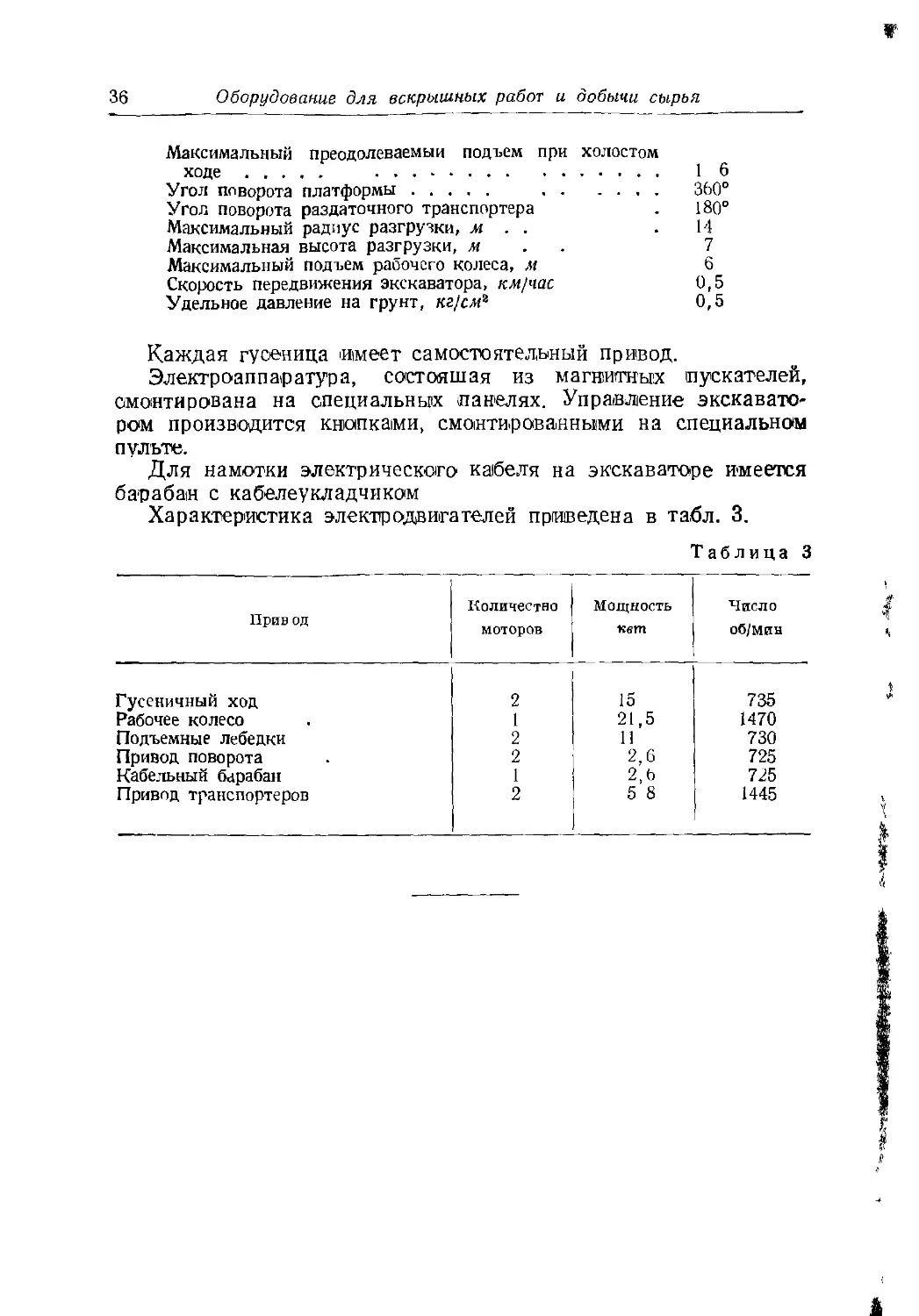
36
Оборудование для вскрышных работ и добычи сырья
Максимальный преодолеваемый подъем при холостом
ходе.......... ............................ 16
Угол поворота платформы........................ 360°
Угол поворота раздаточного транспортера . 180°
Максимальный радиус разгрузки, м . . .14
Максимальная высота разгрузки, м . . 7
Максимальный подъем рабочего колеса, м 6
Скорость передвижения экскаватора, км/час 0,5
Удельное давление на грунт, кг/см* 0,5
Каждая гусеница имеет самостоятельный привод.
Электроаппаратура, состоящая из магнитных пускателей,
омонтиро'Вана на специальных панелях. Управление экскавато-
ром производится кнопками, смонтированными на специальном
пульте.
Для намотки электрического1 кабеля на экскаваторе имеется
барабан с кабелеукладчиком
Характеристика электродвигателей приведена в табл. 3.
Таблица 3
Прив од Количество моторов Мощность кет Число об/мин
Гусеничный ход 2 15 735
Рабочее колесо 1 21,5 1470
Подъемные лебедки 2 11 730
Привод поворота 2 2,6 725
Кабельный барабан 1 2,6 725
Привод транспортеров 2 5 8 1445
Г Л Л НА 2
ГИДРОМЕХАНИЗАЦИЯ ОТКРЫТЫХ ГОРНЫХ РАБОТ
При гидравлическом методе разработки месторождения
сырья размыв грунта, транспортировка и укладка его произво-
дятся в результате воздействия на грунт динамической энергии
воды
Гидравлический способ разработки лучше применять при на-
личии вблизи разрабатываемого рудника достаточного количест-
ва воды и дешевой электроэнергии
В огнеупорной промышленности этот метод применяется с
1933 г. сначала на Воронежском, а затем на Часов-Ярском и
Богдановичском рудоуправлениях.
Достоинствами гидромеханизации являются:
а) простота установки и обслуживания,
б) низкая себестоимость при большой производительности,
в) незначительное число обслуживающего персонала.
Недостатки гидромеханизации: а) зависимость от наличия
достаточного количества воды, дешевой электроэнергии и при-
родных условий грунта, б) резкое ухудшение условий работ в
зимнее время, в) значительное удорожание себестоимости при
небольших объемах работ.
1. ГИДРОМОНИТОР
Гидромонитор создает мощную струю воды, направленную в
забой со скоростью до 90 м!сек. Потенциальная энергия воды,
выходящей под напором из гидромонитора, превращается в кине-
тическую, производит разрыхление и обрушение грунта.
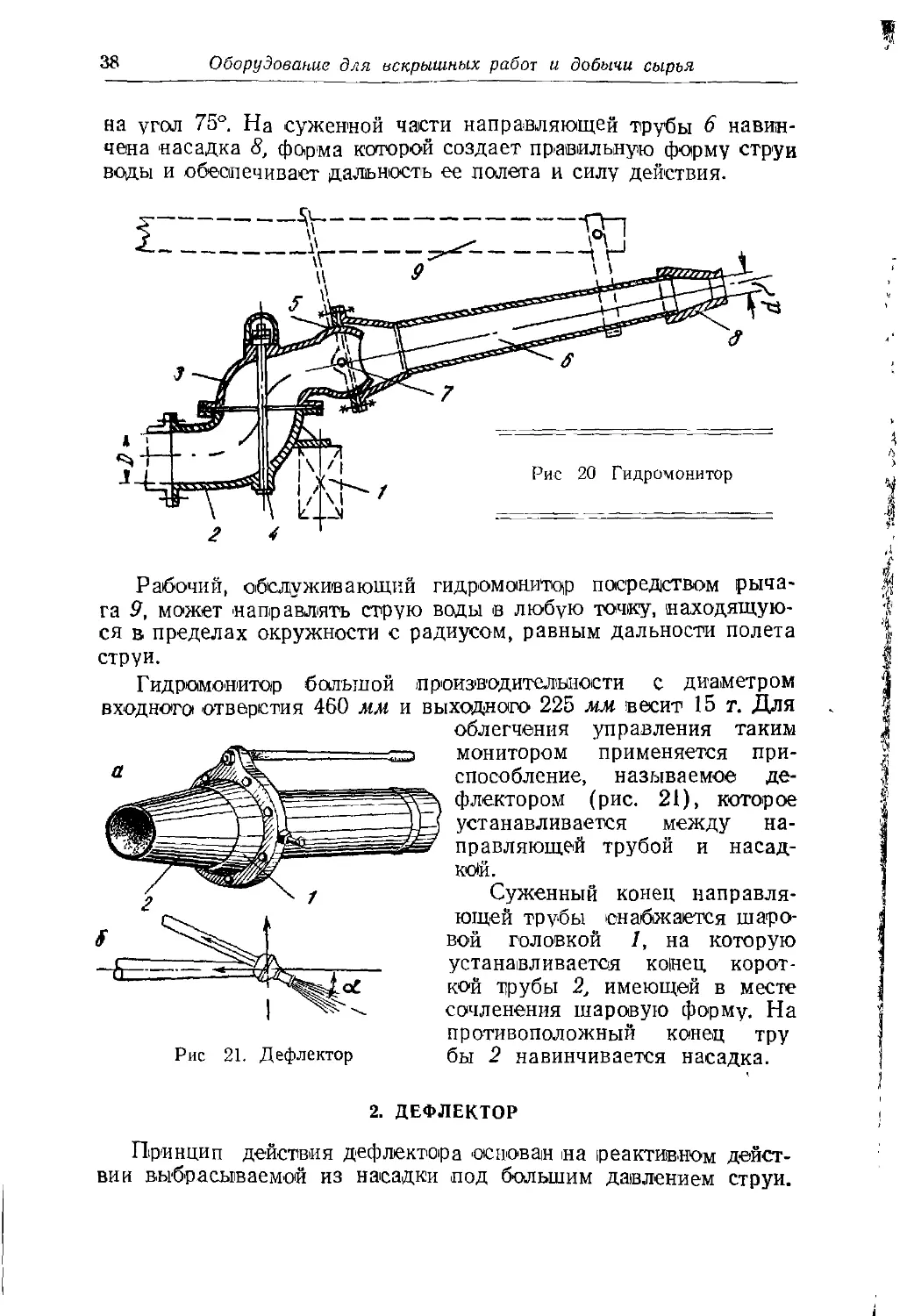
Гидромонитор (рис 20) состоит из неподвижного укреплен-
ного на деревянной раме I нижнего колена 2, которое присоеди-
! няется к напорному трубопроводу и скрепляется с верхним ко-
леном 3 посредством центрального болта 4. Такое крепление
f обеспечивает поворот верхнего колена 3 в горизонтальной плос-
) кости на 360°.
| Верхнее колено имеет шаровидную часть 5, на которой шар-
нирно укрепляется широкая часть конусной направляющей тру-
бы 6 Шарнирно-шаровое сочленение позволяет поворачивать
направляющую трубу 6 в вертикальной плоскости вокруг оси 7
38
Оборудование для вскрышных работ и добычи сырья
на угол 75°. На суженной части направляющей трубы 6 навин-
чена насадка 8, форма которой создает правильную форму струи
воды и обеспечивает дальность ее полета и силу действия.
Рабочий, обслуживающий гидромонитор посредством рыча-
га 9, может направлять струю воды в любую точку, находящую-
ся в. пределах окружности с радиусом, равным дальности полета
струи.
Гидромонитор большой производительности с диаметром
входного отверстия 460 мм и выходного 225 мм весит 15 т. Для
Рис 21. Дефлектор
облегчения управления таким
монитором применяется при-
способление, называемое де-
флектором (рис. 21), которое
устанавливается между на-
правляющей трубой и насад-
кой.
Суженный конец направля-
ющей трубы снабжается шаро-
вой головкой 1, на которую
устанавливается конец корот-
кой трубы 2, имеющей в месте
сочленения шаровую форму. На
противоположный конец тру
бы 2 навинчивается насадка.
2. ДЕФЛЕКТОР
Принцип действия дефлектора основан на реактивном дейст-
вии выбрасываемой из насадки под большим давлением струи.
Гидромеханизация открытых горных работ
39
При установке дефлектора под углом а по отношению к на-
правляющей трубе (см. рис. 21) выбрасываемая из насадки вода
создает реактивную силу. Одна из составляющих этой силы, на-
правленная по оси направляющей трубы монитора, восприни-
мается его опорой. Вторая сила, направленная под углом 90° к
оси направляющей трубы, создает вращающий момент, повора-
чивающий монитор вокруг вертикальной или горизонтальной оси.
После поворота на нижний угол дефлектор устанавливается
так, чтобы совпадали оси направляющей трубы и насадки.
Так как поворот дефлектора производится силой реакции
воды, то усилие рабочего при этом незначительно.
Однако следует учитывать, что из-за произвольного поворота
монитора при несовпадении осей направляющей трубы и насадки
перед пуском гидромонитора дефлектор может привести к несча-
стным случаям.
3. ОСНОВНЫЕ ПОКАЗАТЕЛИ ГИДРОМЕХАНИЗАЦИИ
Скорость истечения воды из насадки гидромонитора опреде-
ляется по формуле
(6)
где v — скорость истечения воды, м!сек,
<р — коэфициент, учитывающий потери напора в мониторе
в зависимости от формы насадки, и принимается в пре-
делах 0,84—0,92,
g — 9,81 м[сек2— ускорение силы тяжести,
Н — действительный напор у конца насадки.
Расход воды при заданном диаметре насадки и нужном на-
поре определяется по формуле:
Q = Fv = F<?y2gH~, (7)
где F — площадь выходного сечения насадки, м2.
Основным условием для эффективного размыва грунта яв-
ляются подбор рабочего напора и состав грунта.
Экономичность гидромониторной установки определяется по
удельному расходу напорной воды на 1 м3 грунта.
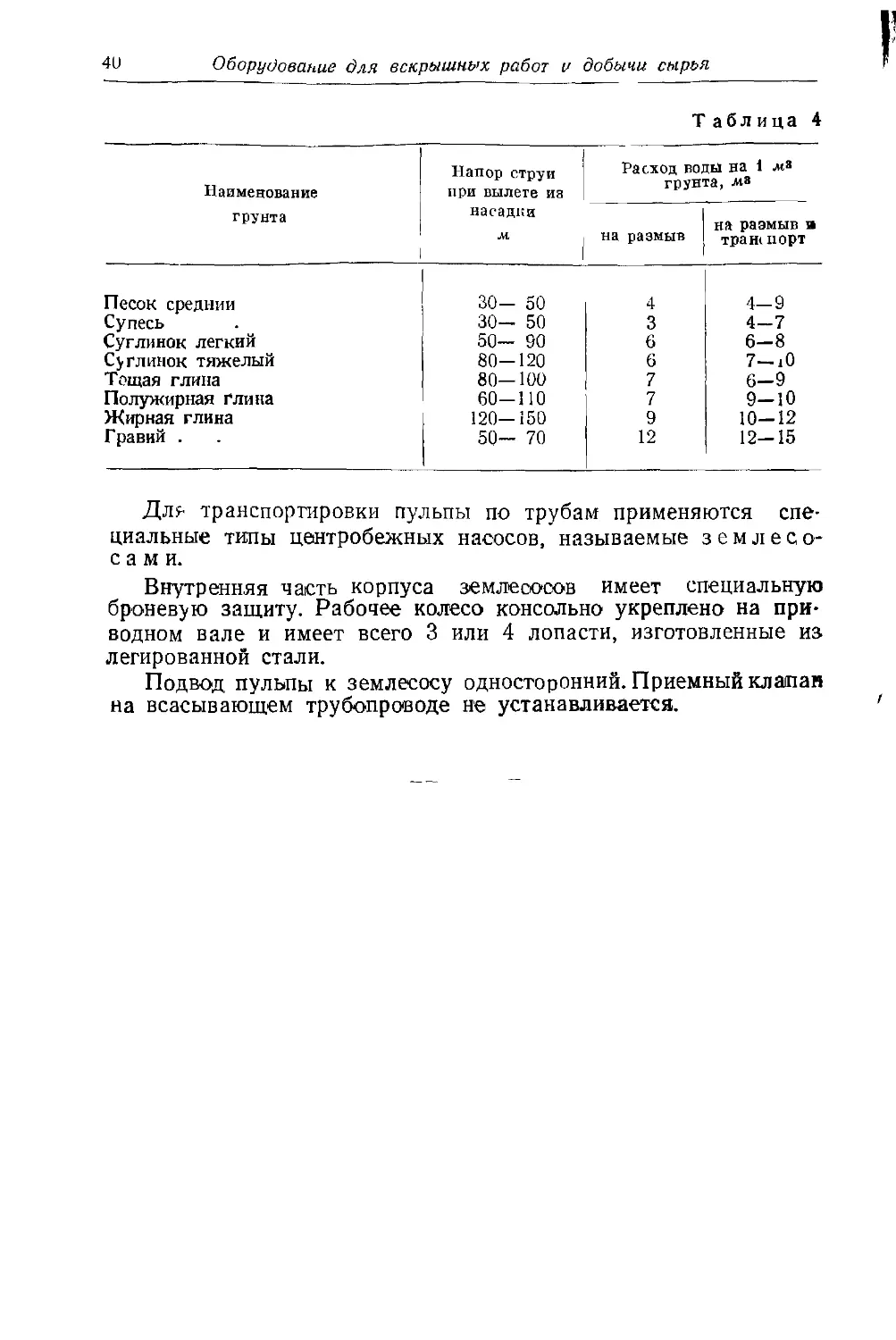
Нормы удельного расхода воды и величины необходимого
напора в зависимости от состава грунта, по материалам Единых
норм и расценок, применяемых в строительной промышленности,
приведены в табл. 4.
Питание водой гидромониторов производится центробежными
насосами.
Транспортировка размытой породы (пульпы) водой произво-
дится самотеком по лоткам и канавам или под напором в трубах.
40
Оборудование для вскрышных работ и добычи сырья
Табл ица 4
Наименование грунта Напор струи при вылете иа насадки “ Расход воды на 1 л<8 грунта, Ats
на размыв на размыв а тражпорт
Песок средний 30- 50 4 4-9
Супесь 30- 50 3 4-7
Суглинок легкий 50— 90 6 6-8
Суглинок тяжелый 80-120 6 7-10
Тощая глина 80—100 7 6-9
Полужирная глина 60-110 7 9-10
Жирная глина 120-150 9 10-12
Гравий . 50— 70 12 12-15
Дл>' транспортировки пульпы по трубам применяются спе-
циальные типы центробежных насосов, называемые землесо-
сами.
Внутренняя часть корпуса землесосов имеет специальную
броневую защиту. Рабочее колесо консольно укреплено на при-
водном вале и имеет всего 3 или 4 лопасти, изготовленные из
легированной стали.
Подвод пульпы к землесосу односторонний. Приемный клапан
на всасывающем трубопроводе не устанавливается.
ГЛАВА 3
ОБОРУДОВАНИЕ ДЛЯ БУРОВЫХ РАБОТ
Разработку каменистых и скальных пород производят взрыв-
ным способом.
Бурение мелких скважин производят пневматическими буриль-
ными молотками (перфораторами).
При замене бура на пику (лопатку) бурильный молоток ис-
пользуют в качестве одбойного молотка для добычи мягких
пород, в частности огнеупорных глин.
Для бурения глубоких (более 10 м) скважин в твердых поро-
дах применяются станки канатно-ударного бурения.
1. БУРИЛЬНЫЕ МОЛОТКИ (ПЕРФОРАТОРЫ)
Работа бурильных молотков (перфораторов) производится за
счет использования энергии сжатого воздуха.
Сжатый воздух подводится к инструменту от компрессорной
установки.
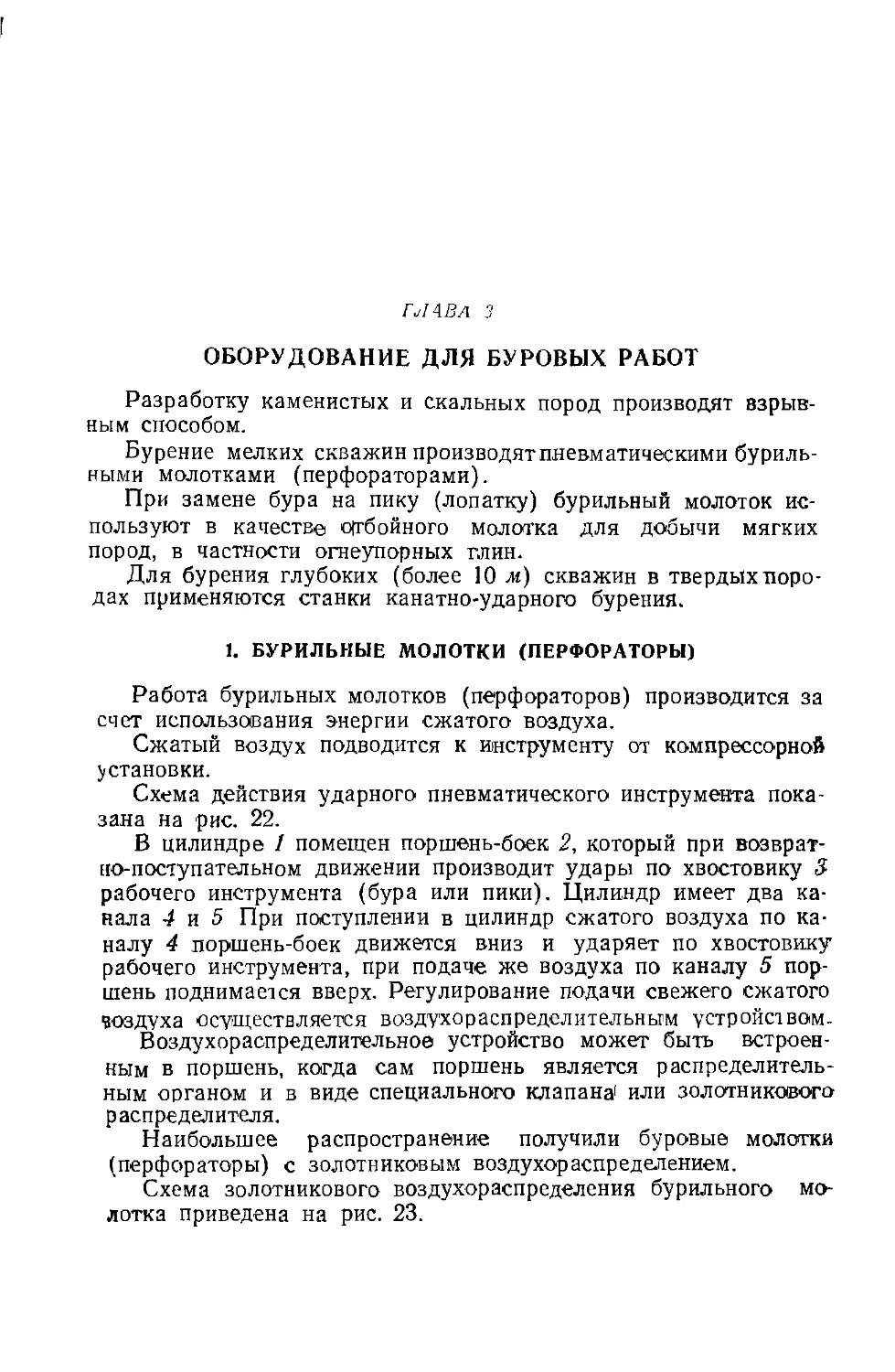
Схема действия ударного пневматического инструмента пока-
зана на рис. 22.
В цилиндре / помещен поршень-боек 2, который при возврат-
но-поступательном движении производит удары по хвостовику 5
рабочего инструмента (бура или пики). Цилиндр имеет два ка-
нала 4 и 5 При поступлении в цилиндр сжатого воздуха по ка-
налу 4 поршень-боек движется вниз и ударяет по хвостовику
рабочего инструмента, при подаче же воздуха по каналу 5 пор-
шень поднимается вверх. Регулирование подачи свежего сжатого
воздуха осуществляется воздухораспределительным устройством-
Воздухораспределительное устройство может быть встроен-
ным в поршень, когда сам поршень является распределитель-
ным органом и в виде специального клапана1 или золотникового
распределителя.
Наибольшее распространение получили буровые молотки
(перфораторы) с золотниковым воздухораспределением.
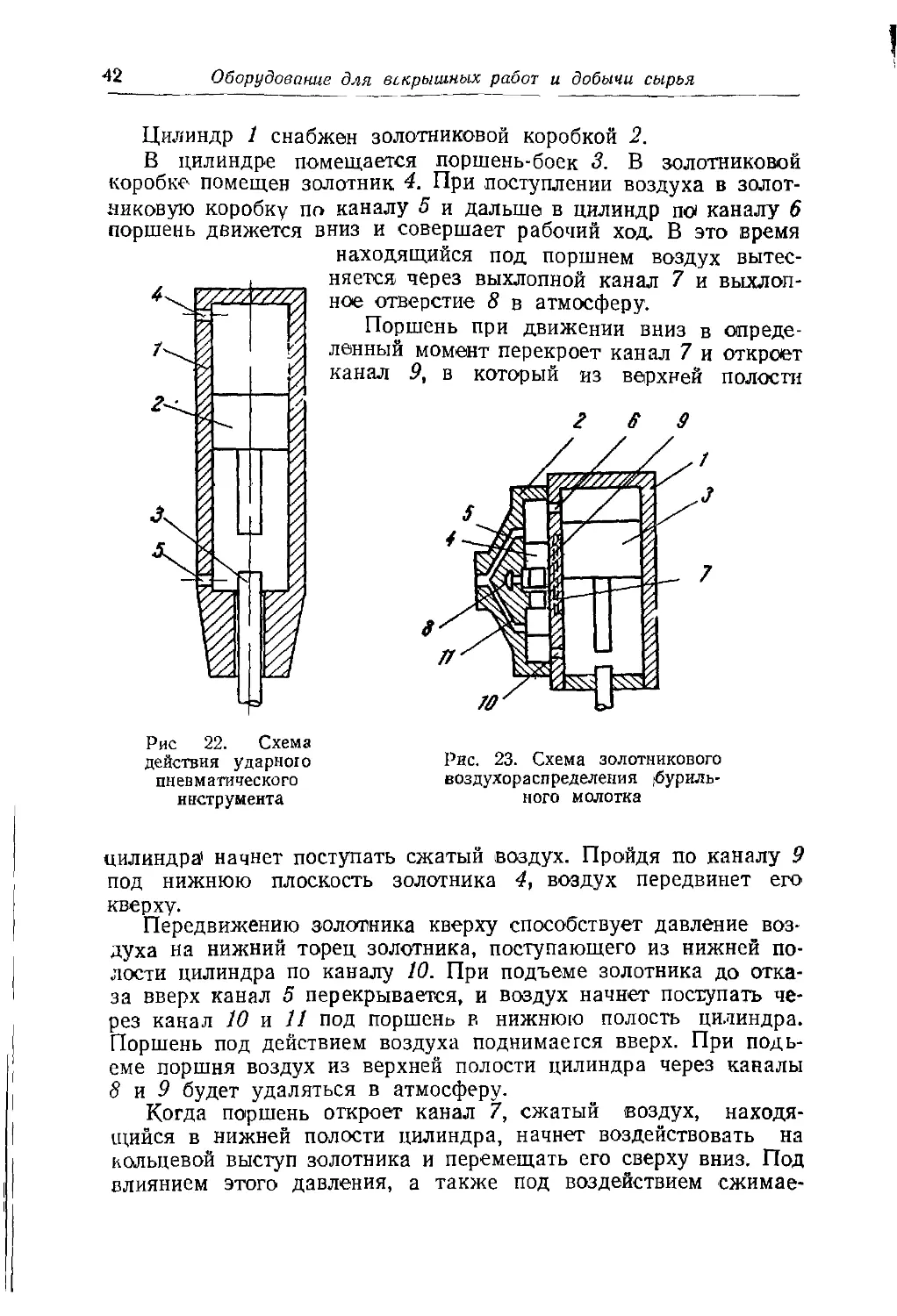
Схема золотникового воздухораспределения бурильного мо-
лотка приведена на рис. 23.
42
Оборудование для вскрышных работ и добычи сырья
Цилиндр 1 снабжен золотниковой коробкой 2.
В цилиндре помещается поршень-боек 3. В золотниковой
коробке помещен золотник 4. При поступлении воздуха в золот-
никовую коробку по каналу 5 и дальше в цилиндр по каналу 6
поршень движется вниз и совершает рабочий ход. В это время
Рис 22. Схема
действия ударною
пневматического
инструмента
находящийся под поршнем воздух вытес-
няется через выхлопной канал 7 и выхлоп-
ное отверстие 8 в атмосферу.
Поршень при движении вниз в опреде-
ленный момент перекроет канал 7 и откроет
канал 9, в который из верхней полости
Рис. 23. Схема золотникового
воздухораспределения (буриль-
ного молотка
цилиндра’ начнет поступать сжатый воздух. Пройдя по каналу 9
под нижнюю плоскость золотника 4, воздух передвинет его
кверху.
Передвижению золотника кверху способствует давление воз-
духа на нижний торец золотника, поступающего из нижней по-
лости цилиндра по каналу 10. При подъеме золотника до отка-
за вверх канал 5 перекрывается, и воздух начнет поступать че-
рез канал 10 и И под поршень в нижнюю полость цилиндра.
Поршень под действием воздуха поднимается вверх. При подь-
еме поршня воздух из верхней полости цилиндра через каналы
8 и 9 будет удаляться в атмосферу.
Когда поршень откроет канал 7, сжатый воздух, находя-
щийся в нижней полости цилиндра, начнет воздействовать на
кольцевой выступ золотника и перемещать его сверху вниз. Под
влиянием этого давления, а также под воздействием сжимае-
Оборудование для буровых работ
43
ыого е верхней полости цилиндра воздуха, поступающего в зо
лотниковую коробку через канал 6, золотник опустится вниз.
Рабочий цикл, таким образом, начнется сначала.
Из клапанных воздухораспределительных устройств получили
распространение устройства с плоским и шариковым клайа-
«ом.
Бурильные молотки с клапанным воздухораспределением
просты по устройству и надежны в работе, но вследствие по-
-терь воздуха они требуют повышенного его расхода.
"'С В саморегулирующихся молотках поршень является распре-
Ж отельным органом. Эти молотки не получают широкого рас-
’Ивиространения из-за того, что вес их получается относительно
Ж большим, а сила удара незначительна. Достоинством таких мо-
Жлотков является простота конструкции и надежность в работе
Ж Бурильные молотки завода «Пневматика» БМ-17 и БМ-13
ЯЕ’весят 17,5 кг, число ударов 1700 в минуту, расход воздуха 1,8—
ИВ 2 м2/мин.
Др 2. ЭЛЕКТРОСВЕРЛА
К’ Пневматические буровые инструменты требуют специаль-
Ж ных установок для выработки сжатого воздуха. При подводе
ЯгЬоздуха к инструментам значительная часть воздуха теряется,
Ж- коэфициент полезного действия пневматического инструмента
Д’ низок, в среднем не выше 0,4. Поэтому для вращательного бу-
Ж , рения мелких скважин в настоящее время изготовляются элек-
тросверла. Бур получает вращательное движение от электро-
кдвигателя, встроенного в корпус инструмента, через пару ци-
Двлиндрических шестерен.
К Несмотря на простоту конструкции и удобство при обслужи-
» вании и управлении, высокий коэфициент полезного действия
ЯЙдостигает до- 0,7), удовлетворительную надежность в работе,
электросверл а вследствие их значительного веса, чувствитель-
Яйяос.тп к перегрузкам и возможности поражения током широкого
Яшаспросгранения пока не получили.
К" з. БУРЫ
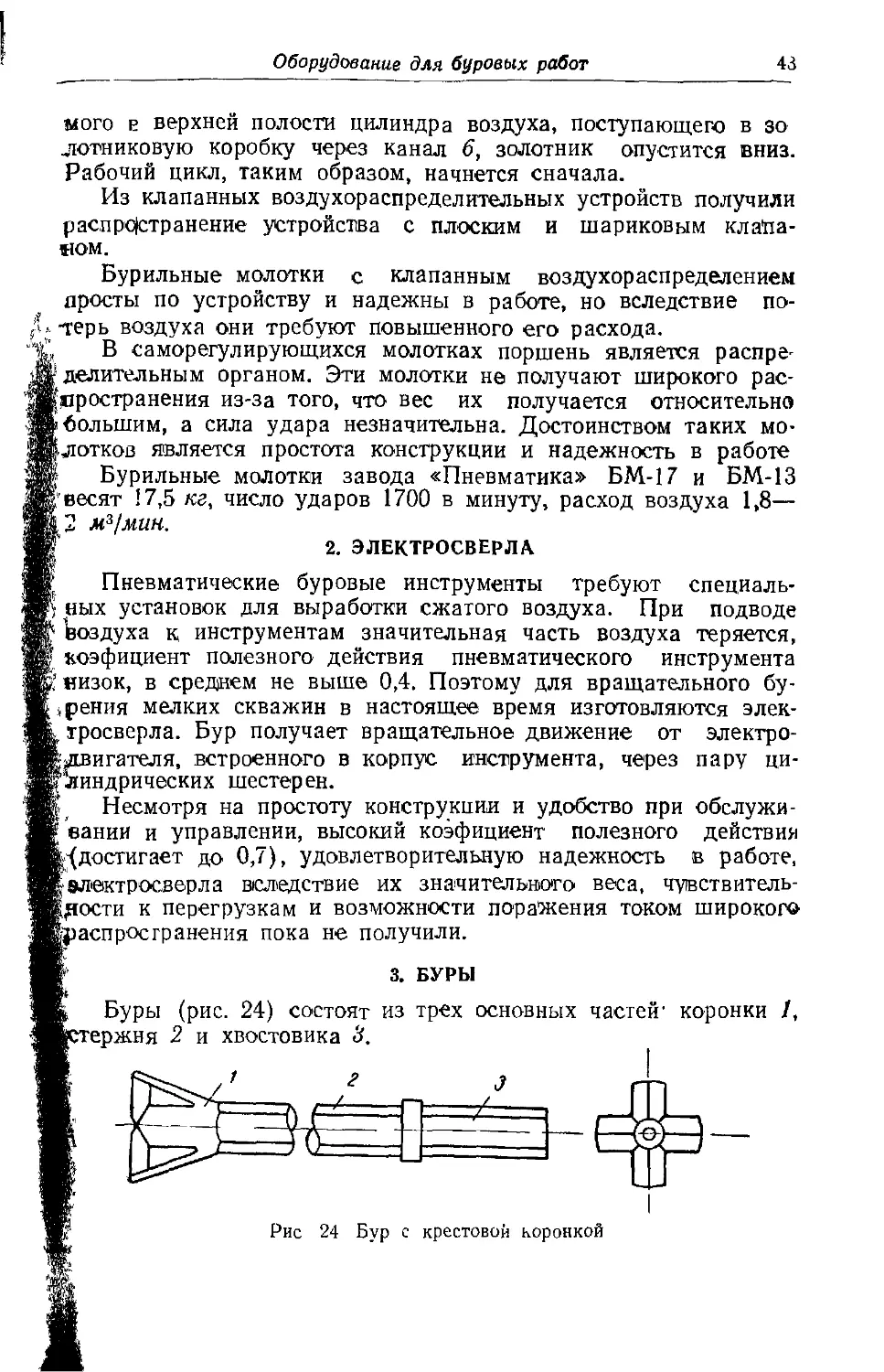
Буры (рис. 24) состоят из трех основных частей’ коронки /,
’зИгстержня 2 и хвостовика 3.
Рис 24 Бур с крестовой коронкой
1
44 Оборудование для вскрышных, работ и добычи сырья
Форма коронки выбирается в зависимости от твердости раз-
биваемой породы и условий работы. При бурении кварцитов и
магнезита часто применяется крестовая форма коронок. Из
других используемых форм применяются: однодолотчатая, двух-
долотчатая и звездчатая.
Буры изготовляются из специальной стали Термическая об-
работка буров производится для получения твердой поверхно-
сти рабочих частей при сохранении вязкой сердцевины.
Для удаления из скважины измельченной породы по оси
буров делается канал, через который производится продувка
или промывка скважины.
4. СТАНКИ КАНАТНО-УДАРНОГО БУРЕНИЯ
На рудниках огнеупорной промышленности по добыче маг
незита и кварцита широкое применение получили станки ка-
натно-ударного бурения типа «Уралец».
Принцип работы станка типа «Уралец» заключается в том,
что буровой снаряд весом 1000 кг свободно падает с высоты
подвеса, около 12 м над верхней отметкой скважины, и произ-
водит дробление и скалывание породы. Скалывание происходит
благодаря тому, что буровой снаряд после каждого падения
поворачивается на определенный угол.
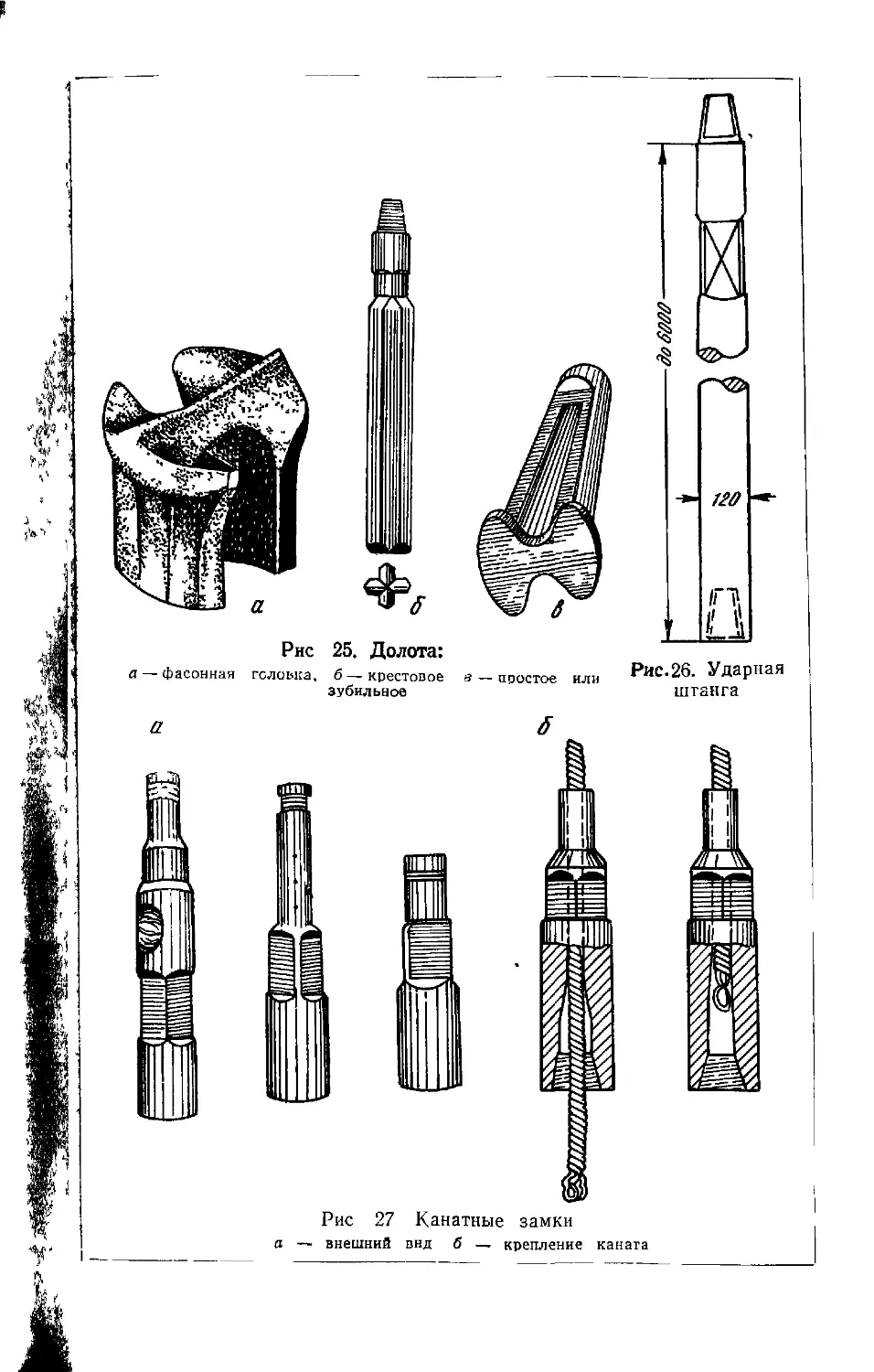
Буровой снаряд станка состоит из долота (рис. 25), ударной
штанги (рис 26) и канатного замка (рис. 27), которые соеди-
няются между собой конусами с винтовой нарезкой.
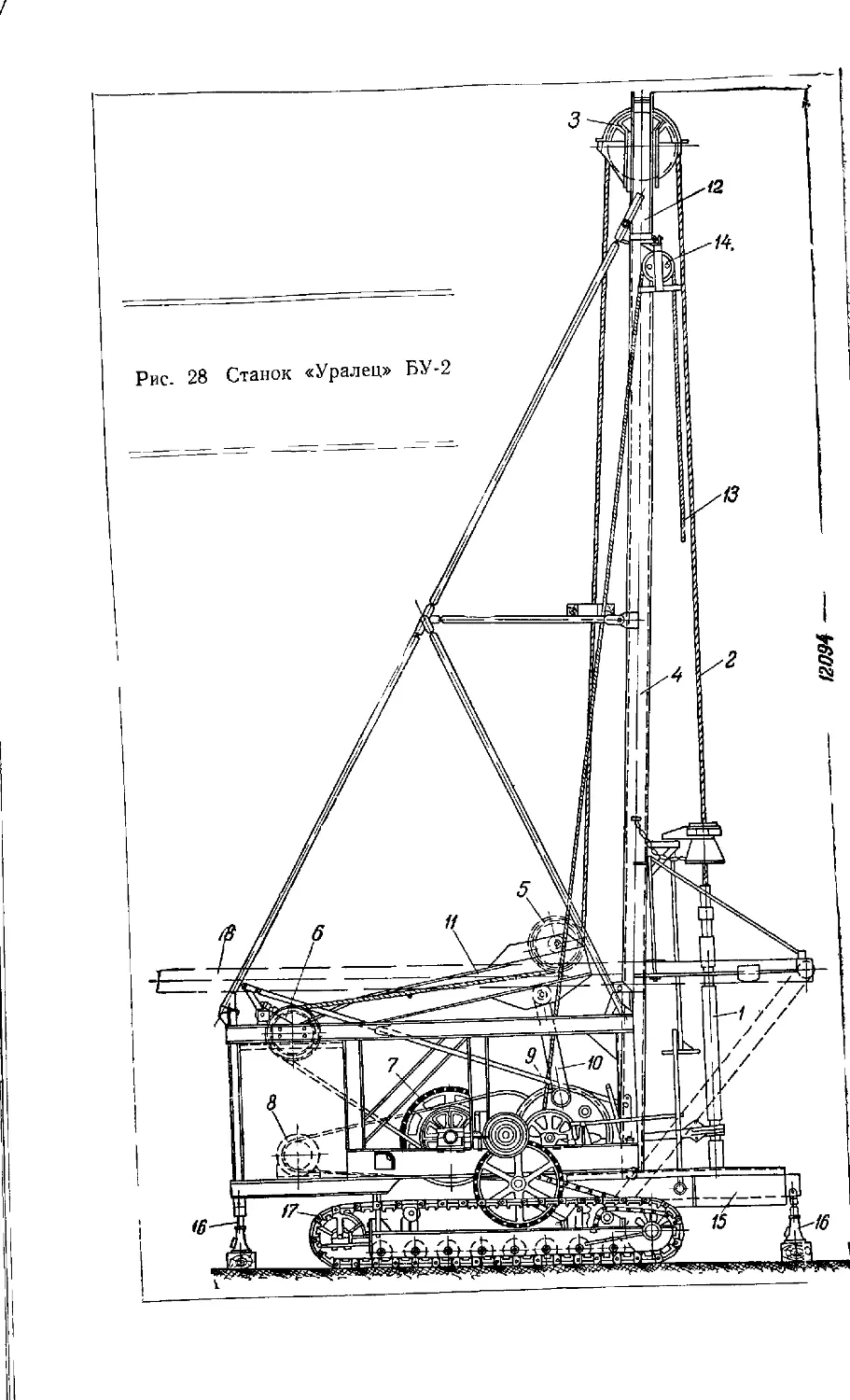
Буровой снаряд 1 станка канатно-ударного бурения типа
< Уралец» БУ-2 (рис. 28) подвешен за конец каната 2, который
проходит через головной блок 3, установленный на конце мач-
ты 4, затем через ролик 5 и направляющий блок 6 и далее
наматывается на барабан 7.
Электродвигатель 8 посредством кривошипа 9 и шатуна 10
приводит в качательное движение балансирный ролик 5, укреп-
ленный на конце балансирной рамы 11. Качательное движение
балансирного ролика за счет натяжения и отпускания кана-
та 2 создает подъем и падение бурового снаряда / в скважине
Подъем бурового снаряда происходит в тот момент, когда
кривошипный палец шатуна 10 подходит к крайнему нижнему
положению и ролик 5 опускается вниз Падение бурового
снаряда на забой скважины производится в момент перехода
кривошипного пальца в крайнее верхнее положение.
Для сглаживания действия ударной нагрузки каната 2 на
мачту 4 головной блок 3 устанавливается на амортизатор 12.
При бурении в скважину через определенные промежутки
времени подливают воду, которая, перемешиваясь с мелкими
частицами породы, образует шлам.
J
Оборудование для буровых работ
47
Шлам, по мере его накопления, удаляется из скважины 'Же-
лонкой, которая подвешивается на желоночном канате 13, про-
ходящем через желоночный блок 14.
Все механизмы, привод и мачта смонтированы на раме 15 из
Металлоконструкции. Во время бурения рама опирается на спе-
циальные домкраты 16.
Рама установлена на гусеничной тележке 17 с приводом от
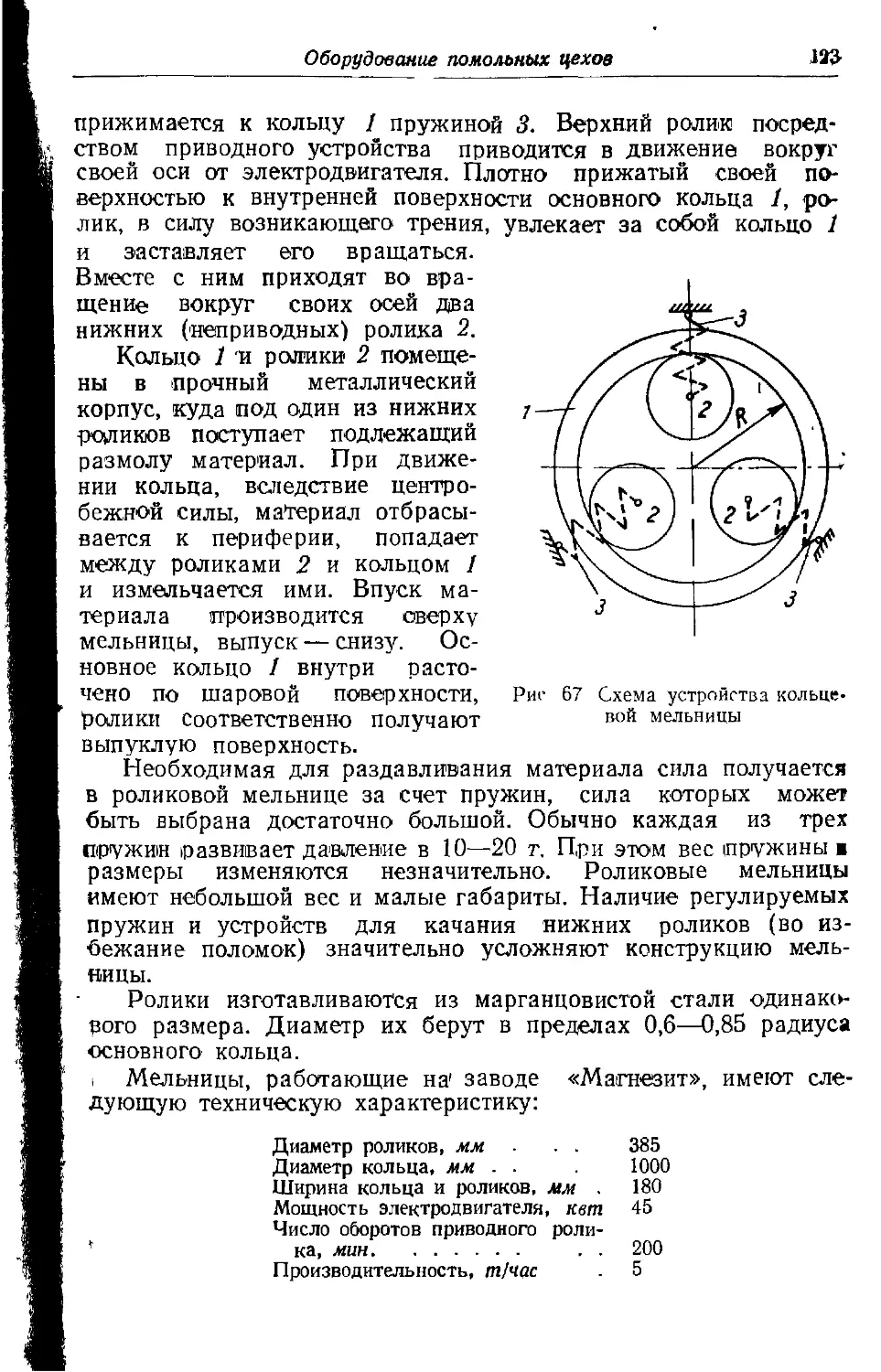
электродвигателя 8.
Во время переезда станка от одной скважины к другой мач-
та опускается и занимает горизонтальное положение 18
Число ударов бурового снаряда в забой скважины в мину-
ту составляет от 56 до 64.
Производительность станка в смену зависит от крепости гор-
ных пород. Производительность при диаметре скважины до
250 мм для пород незначительной крепости составляет до
15 пог. м и для очень крепких пород 2—3 пог м в смену.
Потребная мощность электродвигателя составляет 15,5 кет.
"Вес станка 13,5 т.
1
РАЗДЕЛ II
ОБОРУДОВАНИЕ ДРОБИЛЬНЫХ И ПОМОЛЬНЫХ
ЦЕХОВ
ГЛАВА 1
ОБОРУДОВАНИЕ ДРОБИЛЬНЫХ ЦЕХОВ
1. ДРОБЛЕНИЕ СЫРЫХ МАТЕРИАЛОВ
Одной из основных операций технологического процесса
производства огнеупорных изделий является измельчение сырых
материалов, шамота, обожженного магнезита и доломита.
Дробление является сложной операцией, зависящей от свой-
ства дробимого материала (его однородности, твердости, плот-
ности, вязкости, формы кусков и степени влажности), а также
от подбора соответствующего оборудования.
Внешняя сила, производящая дробление тела, вызывает от-
носительное смещение и перемещение его частиц, производя
при этом полезную работу размельчения.
Для изучения процессов дробления важно установить зави-
симость между затраченной работой и степенью измельчения
дробимого материала.
Однако в связи с большой сложностью эта1 задача до на-
стоящего времени не получила исчерпывающего аналитического
решения.
Из существующих теорий дробления рассматриваются наи-
более распространенные — поверхностная и объемная теории,
хотя их применение также не дает достаточно точных результатов
Поверхностная теория
По этой теории затрачиваемая на дробление работа про-
порциональна вновь образовавшимся поверхностям измельчен-
ного тела. Берется для примера разделение (рис 29) куба с реб-
ром 1 см на кубики с ребром см. В результате такого раз-
деления получается 8 кубиков. При этом раздел будет произ
веден по трем плоскостям. Если принять затраченную работу на
разделение этого кубика только по одной плоскости за Л кг см.
Оборудование дробильных цехов
49
jo затраченная работа, согласно этой теории, на раздробление
нуба на 8 кубиков с размером стороны-^- см составит 3 А кг см
« t)
Рис 29 Схема деления куба на 8 и 27 равных кубиков
уйри разделении куба на 27 кубиков с размером стороны
X- см затраченная работа составит 6 А и т. д. (табл 5).
Т а б л и ц а 5
Ж 't ^Трона куба'см ХИрЛичество кубов . ’чийоскостей раздела Ябота дробления . . 1 2 23 3 ЗА 1 3 З3 6 6А 1 4 43 9 9А 1 т 53 12 12А 1 п п3 3(п- 1) ЗА (л — 1) 1 т т3 3 (т — 1) ЗА (т—1)
Я» АП П
1к Ат т
Ж Таким образом, затрачиваемая на
* пропорциональна степени измельчения
Пример. Определить, во сколько
Как следует из табл. 5, отношение затрат работы на раз-
J Дробление одного и того же тела на п3 и т3 частей, с размера-
2 Ми сторон, равными и — см, будет равно
>. Ап = О = п~ 1 (8)
Ж Ат ЗА(т — 1) т— 1
Ян При достаточно больших значениях пит единицей можно
ИпРенебоечь. тогда отношение затрат работы на раздробление
ДрУдет равно:
(9)
дробление работа будет
материала.
раз больше потребуется
’ в Г Байсоголов и П И Галкии
50
Оборудование дробильных и помольных цехов
работы на раздробление куба с ребром 1 см на кубики с ребром
25~ см по отношению к работе на раздробление этого же куба
на кубики с ребром -- см •
Ал п 25 _
------= - =-----= 5.
Ат т 5
Объемная теория
По объемной теории затраченная на дробление работа
равна работе, затраченной на деформацию материала до пре-
дела возникновения в нем напряжений, соответствующих вре-
менному сопротивлению сжатия.
Согласно теории упругости, деформация при сжатии равна:
(Ю)
где Ь —укорочение материала, см,
Р — сила, деформирующая материал, кг,
А — площадь поперечного сечения, см2,
L — длина, см,
Е — модуль упругости, кг/см2.
Из предыдущей формулы следует, что при линейной зависи-
мости к от Р затраченная работа будет равна площади тре-
угольника
2 2АЕ
(П)
где W — затраченная работа, кг см.
Если предположить для упрощения, что дробимый материал
имеет призматическую или цилиндрическую форму и подста-
вить в формулу 11 значение Р из равенства
а,
то получится:
< A2 L
W = —в----
2АЕ
(12)
2Е ’
прочности на сжатие,
дробимого материала.
где 8В—предел
V — объем
Временное сопротивление на сжатие и модуль упругости для
каждого материала имеют определенное значение, но, как сле-
дует из формулы 12, затрата работы на дробление прямо про-
порциональна объему, а следовательно, и весу тела.
Оборудование дробильных цехов
51
Так как разрушение материала происходит при напряжения
большем предела пропорциональности, а большинство горных
пород не подчиняется линейному закону деформации, поэтому
^1 доведенная формула имеет неточное значение.
Практическая проверка показывает, что объемной теорией
тожно пользоваться только для ориентировочных подсчетов
| результатов работы машин, дробление в которых происходит
В !ри помощи удара или давления.
I Величины кг!см2 и Е кг/см2 определяются эксперимен-
тальным путем.
№ Пример. Определить работу, необходимую для раздробле-
ния 1 лт3 кварцита при модуле упругости Е~600 000 кг/см3
Я» разрушающем напряжении раздробления 8= 1200 кг/см2.
62-У 1 2002 1 000 000 1 пллллп ю ™
И W =-------L = -——---------- = 1 200 000 кг. см или 12 т.м.
I 2. ЩЕКОВЫЕ ДРОБИЛКИ
w Щековые дробилки с простым качанием щеки посредством
тарнирно-рычажного механизма в огнеупорной промышлен-
Кеги получили наибольшее распространение. Применяемые
вековые дробилки служат для дробления кусков от 300 до
КЮ мм, в отдельных случаях применяются дробилки для дроб-
Щия кусков и больших размеров.
К. Щековая дробилка (рис. 30 и 31) имеет массивную стани-
К / с наружными ребрами жесткости. На внутренней стороне
Вредней стенки станины укреплена съемная .неподвижная
Вбпистая плита 2, изготовленная из марганцовистой стала.
В установленных на станине дробилки подшипниках 3 помещена
Вь 4, на которой установлена подвижная щека 5.
к Правее оси 4 в подшипниках 7 уложен приводной эксцент-
«гковый вал 6, в средней части которого расположена цапфа
атуна 8. При вращении вала 6 шатун 8 совершает колеба-
Ильное движение вверх и вниз и приводит в колебательное
Вижение подвижную щеку 5. На концах эксцентрикового вала
Вгановлены два маховика 9, один из которых одновременно
Ваяется шкивом тексропной передачи. На внутренней стороне
дней стенки станины установлен клин 10, который при по-
И0щи болта 11 может перемешаться вверх и вниз. К клину 10
ТОИмыкает клин 12. Установленный между двумя направляю-
Кими плоскостями клин 12 при поднимании или опускании
Вина 10 будет перемещаться вправо или влево в горизонталь-
ной плоскости.
Шатун 8, подвижная щека 5 и клин 12 кинематически свя-
заны между собой распорными плитами 13, а также располо-
*4*
00/1
Рис 30 Щековая дробилка с размером зева 650 на 400
Оборудование дробильных цехов
53
ценной в нижней части дробилки штангой 16, которая оттяги-
вает вправо нижнюю часть подвижной щеки. Распорные пли-
ты 13 при монтаже свободно устанавливаются во вклады-
шах 14 шатуна 8, подвижной щеки 5 и клина 12. Штанга 16
концом с проушиной 15 соединяется с приливом 18 подвижной
щеки 5, другой ее конец
свободно пропущен через от-
верстие в задней стенке кор-
пуса дробилки. На свобод-
ный конец штанти 16 уста-
навливается пружина 17,
которая затягивается при
помощи гайки или махович-
/ ка с резьбой. При работе
'у дробилки благодаря враще-
с аию эксцентрикового вала 6
Ж' происходит подъем шату-
/эд на 8, распорные плиты при
. 4/ Этом стремятся выпрямиться
! в одну линию и одновре-
менно приблизить подвиж-
ке Ную щеку к неподвижной и
Ж' Таким образом происходит
f дробление материала, нахо-
м дящегося между щеками.
При опускании шатуна рас-
ж порные плиты снова зани-
Мают прежнее положение и
® Становятся под углом, пот,-
> вижиая щека при этом под
*£действием собственного ве-
Д са и силы натяжения пру-
щ^Жины 17, установленной на *
Рис. 31. Щековая дробилка в процессе
монтажа
ще тяги 16, отходит от неподвиж-
Вной щеки и занимает исходное положение. В момент отхода
подвижной плиты более мелкие куски дробимого материала
проваливаются под дробилку в специальный приямок или бун-
•W- кеР. а более крупные куски опускаются вниз между щеками
Яр Дробилки. При следующем сближении щек происходит дальней-
W Шее Дробление материала до тех пор, пока куски его не будут
Я Меньше выходной щели и не выпадут из дробилки.
«* Размер выходной щели регулируется поднятием или опуска-
нием! клина 10.
Регулировка величины выходной щели может производиться
также установкой 'более коротких или более длинных распорных
плит.
54
Оборудование дробильных и помольных цехов
Так как процесс дробления материала в дробилке происхо-
дит неравномерно, то для выравнивания ее работы служат ма-
ховики, которые в течение одной половины оборота вала, во
время отхода щеки, накопляют энергию, а в течение другой
половины оборота, во время сближения щеки с неподвижной
дробящей плитой, отдают ее.
Основные узлы и детали дробилки
Станина
Станины дробилок изготовляются цельнолитыми или раз-
борными. При дроблении твердых материалов они испытывают
большие динамические напряжения.
Дробилки с разборными станинами применяются для дроб-
ления больших кусков сырого магнезита, доломита и кварцита.
Разборные станины состоят из двух продольных, одной перед-
ней и задней стальных стенок, которые для надежности соеди-
нения и уменьшения напряжения стяжных болтов соединяются
между собой в паз. Стенки разборных станин для увеличения
их прочности с наружной стороны имеют ребра жесткости.
Станины особо крупных дробилок выполняются разъемными
(рис. 32) не только в вертикальной, но и в горизонтальной
плоскости.
Для уменьшения сотрясений станину не рекомендуется уста-
навливать на бетонный фундамент, ее необходимо устанавли-
вать на дубовых брусьях толщиной 75—100 мм.
Станины дробилок, загружаемых средними кусками квар-
цита и магнезита, должны быть изготовлены из стального литья
Для шамота станины дробилок могут быть изготовлены из
чугуна.
В передней части станины устанавливается неподвижная
щека. В верхней части боковых ее стенок предусмотрены при-
ливы для установки подшипников оси подвижной щеки и ана-
логичные приливы для установки подшипников эксцентрикового
вала.
Боковые клинья применяются для предохранения боковых
стенок станины от износа при воздействии дробимого мате-
риала. Клинья одной стороной упираются в прилив станины,
а другой — в край неподвижной рабочей щеки, раскрепляя ее.
Клинья рекомендуется изготовлять из марганцовистой стали.
Подвижная щека
Подвижная щека (рис. 33) изготовляется из того же ма-
териала, что и станина. В верхней части щеки имеется отвер-
56
Оборудование дробильных и помольных цехов
стие, в котором устанавливается и закрепляется при помощи
шпилек бронзовая или стальная с баббитовой заливкой втулка
для подвески подвижной щеки. Во втулку вставляется ось, кон-
цы которой располагаются в установленных на станине подшип-
никах. В передней, обращенной к зеву, части подвижной щеки
Рис 33 Подвижная щека
устанавливается ребристая плита, отлитая из марганцовистой
стали. Для равномерности распределения усилия на площади
ребристой плиты при дроблении поверхность щеки обрабаты-
вается и производится тщательная ее подгонка. Для крепления
пли гы в щеке предусматриваются скошенные выступы На них
опираются специальные, отлитые из марганцовистой стали,
клинья в виде призмы трапецеидального сечения с отверстиями,
совпадающими с отверстиями в подвижной щеке. При помощи
болтов с потайной головкой клинья через эти отверстия притя-
гиваются к подвижной щеке и закрепляют в ней ребристую
плиту.
Задняя поверхность щеки для уменьшения ее веса имеет
ребра жесткости.
Эксцентриковый вал
Эксцентриковый вал для мощных дробилок кованный из леги-
рованной стали, для остальных — из Ст. 5. Маховики на кон-
цах вала крепятся при помощи шпонок. Корпуса коренных под-
шипников изготовляются литыми из стали; вкладыши мощных
дробилок делаются тоже литыми стальными, но с заливкой баб-
битом, для остальных дробилок вкладыши—иа бронзового
лит ья.
Оборудование дробильных цехов
57
Рис 34 Шатун
Шатун
' Шатун (рис. 34) рекомендуется изготовлять из стального
тья, так как он работает на растяжение и, кроме того; умень-
шение его веса за счет
рименения более качест-
ного материала уменъ-
воспринимаемую ва-
нагрузку и способст-
уравновешенности
оты механизма.
Верхня|я1 часть шату-
выполнена в виде
емного подшипника
адыши для мощных и средних по мощности дробилок изго-
яются с баббитовой заливкой. Подшипники мощных дроби-
к выполняются с водяным охлаждением.
Для закрепления вкладышей распорных плит в нижней ча-
ш аН-уна имеются
а».
Тыльная сторона вкладышей распорных плит выполнена по
рме гнезд шатуна. На лицевой стороне выфрезерованы углуб-
ления, в которые вставля-
ются закругленные края
распорных плит.
Вк!дадыши рекомен-
дуется изготовлять из
конструкционной легиро-
ванной стали 12 ХНЗ. с
цементацией при темпера-
туре 900—920°.
Рис 35 Распорная плита
пазы, выполненные в форме «ласточкиного
Распорные плиты
Распорные пл'иты
(рис. 35) служа!т для
передачи движения и
дробящего усилия от ша-
туна к подвижной щеке,
тают они на сжатие и продольный изгиб.
Сечение плит рассчитано на то, чтобы при увеличении уси-
Дробления сверх допустимых пределов при перегрузке дро-
ки или попадании в нее металлических предметов в первую
Средь ломалась плита. Та(кцм образом предохраняются от по-
*Мки другие, более дорогие или требующие большего времени
я замены детали дробилки.
58
Оборудование дробильных и помольных цехов
Изготовляются распорные плиты из чугуна.
Поверхности трения плит рекомендуется выполнять отбелен-
ными.
Поверхности трения распорных плит в местах соединений
с вкладышами должны смазываться!.
Дробящие плиты
Дробящие плиты (рис. 36) изготавливаются из марганцови-
стой стали.
Изготовленные из марганцовистой стали плиты по сравнению
с плитами, изготовленными из отбеленного чугуна, меньше из-
нашиваются, обладают большей прочностью и вязкостью мате-
риала. Применение чугунных плит не исключает возможности
Рис. 36 Неподвижная дробящая плита с лицевой
и тыловой стороны
их поломки при попадании в дробилку крупных и крепких кус-
ков материала
Рабочая поверхность плит выполняется в виде продольных
рядов трехгра'нных ребер.
Плиты устанавливаются так, чтобы ребро одной плиты
обязательно приходилось против впадины другой плиты. При
таком расположении плит дробление материала будет происхо-
дить не только за счет прямого раздавливания его, но также
и за счет изгиба, что облегчает работу дробилки
Отношение высоты ребра к расстоянию между смежными
вершинами обычно принимается от Уз до Уз
Тыльная поверхность плиты большей частью выполняется
с ребрами жесткости. Для обеспечения плотного прилегания
к подвижной щеке эта поверхность обрабатывается на наждач-
ном точиле. Для передачи усилия дробления равномерно по всей
площади прилегания в крупных дробилках тыльная сторона
плиты заливается цементным раствором.
Оборудование дробильных цехов
59
Рабочая поверхность нижней части дробящих плит у выход-
ного отверстия изнашивается быстрее верхней, поэтому щеки
изготавливаются симметричными с таким расчетом, чтобы
Щ»сле срабатывания рифления нижней части их можно было бы
тдеревернуть на 180°.
Карающаяся плита обычно меньше срабатывается, чем не-
Подвижная, которая имеет большую жесткость.
,А " В дробилках тяжелых типов дробящие плиты изготовляются
ставными по высоте
Технические характеристики щековых дробилок, применяе-
те для крупного первичного дробления, изготовляемых Мини-
фством тяжелого машиностроения, представлены в табл. 6.
Таблица 6
JW7
Размер зева дробилки, мм
tsp Элементы характеристики 2100x1500 1500x1200 1200x900
Цксимальные размеры дробимых Йусков, мм «изводи те льнрсть в зависимости 1000 850 650
Ниг свойств дробимого материала, И»/час 400-500 250-350 140—200
Крина разгрузочной щели, мм 250-300 200 150-200
Нв дробилки, т И&ановочная мощность двигателя, 212 138 60
Вквт 240—270 175 100
ИСло оборотов главного вала, мин. ирактер выполн»ния конструкции 110 190 200
Мтаиины дробилки Сварной Стального Стального
конструкции литья из литья,
четырех цельнолитая
частей
Кд передачи движения от двигателя
КК дробилке Клиноременная передача
Ирмеры приводного шкива-маховика Дробилки (диаметр и ширина), мм 3375x950 2774x546 2010x460
Шело клиновидных ремней в пере- даче |1 20 12 10
н Нормальная работа дробилки и ее производительность за-
висят от организации ее загрузки, которая должна произво-
диться со стороны неподвижной щеки и обеспечивать подачу
|Жробимого материала по всей ширине зева. Подача материала
К Должна быть равномерной. Для обеспечения этих условий во
« многих случаях применяются специальные питатели.
60
Оборудование дробильных и помольных цехов
Большое значение с точки зрения коэфициента использова-
ния мощности дробилки имеет предварительное отсеивание ме-
лочи, до подачи материала в дробилку, так как она1 забивает
впадины между гранями плиты и уплотняется настолько, что
высота кромбк становится незначительной, В результате мате-
риал между плитами дробится за' счет усилия на смятие.
Для обслуживания крупных дробилок устанавливается мо-
стовой кран.
Элементы расчета щековых дробилок
Угол между щеками дробилки
Схема действующих сил при дроблении показана на рис. 37.
Для работы щековой дробилки
необходимо, чтобы угол а,
Рис 37 Схема действующих
сил при дроблении материала
ставляющие силы Р sin а и
образуемый подвижной и неподвиж-
ной щеками, не превосходил опре-
деленной величины.
В случае, если угол а будет
больше этого предела, куски мате-
риала будут выбрасываться из зева
дробилки.
При уменьшении угла а будет
уменьшаться и степень измельчения
материала.
Для определения предельного
значения угла а рассмотрим усилия,
действующие в момент воздействия
щеки дробилки на1 материал.
Усилие Р нажима подвижной
щеки на материал, как показано на
рис. 37, направлено нормально к ее
поверхности. Раскладывая силу Р
на составляющие; параллельную
плоскости неподвижной щеки и пер-
пендикулярную к вей, получим со-
Р cos а. Действуя на дробимый ма-
териал в плоскости, перпендикулярной к подвижной щеке, уси-
лие Р вызывает в точке ее приложения силу трения F, направ-
ленную параллельно порерхности подвижной щеки и равную.-
F = Pf,
где f — коэфициент трения скольжения между щекой и мате-
риалом.
В точке соприкосновения дробимого куска с поверхностью
неподвижной щеки возникает сила нормальная к пойерхно-
Оборудование дробильных цехов
61
,^ти неподвижной щеки, и сила трения Pif, действующая парал-
лельно поверхности неподвижной щеки.
, При условии равновесия куска сумма проекций действую-
1 йцих сил На оси ох и оу должна быть равна нулю:
- х = О или
EL Pj —/Р • sina—Рсоза = О (13)
1 у = О или
Ик Psina— /Рх — /Рсоза = 0; (14)
R 'формул 13 и 14 находим:
Нк Р-! = Р (соз а + / sin а) (15)
ИБ Р sin а = / Pcos a -j- / Рг (16)
К Подставив значение Pj из формулы (15) в формулу (16)
Щвдучим:
Р sin a = / Pcos a + fP (cos a + / sin a). (17)
НКг Деля левую и правую части на Pcosа, получим.
tga = 2/ + /2tga
Н№и
В (18)
К>д ставив в формулу (18) значение силы трения / =
<р — угол трения, получим:
(19)
Ипедовательно, кусок дробимого материала будет в равновесия
ИИтом случае, когда a = 2®.
Ж Вертикальная составляющая силы Р, выталкивающая ма-
Яжшал из дробилки Psin а, при увеличении угла а будет увели-
ИНкваться и при уменьшении угла а уменьшаться.
Ун При а > 2? кусок дробимого материала будет выталкивать-
Ж& из дробилки под действием силы давления плит.
MR При а <2® кусок дробимого материала! будет зажат меж-
Иц плитами.
Яр Минимальный коэфициент трения f между дробимым мате-
Ямкалом и щекой проф. Л. Б. Левенсон рекомендует принимать
^равным 0,3; тогда tg<p = 0,3, откуда ф = 17°.
СлеД°вательно, для условия равновесия угол а должен быть
'равен 34°.
Практически угол а принимают в пределах 30°. Степень из-
мельчения материала в щековых дробилках принимают от 4
62
Оборудование дробильных и помольных цехов
до 8. При этом условии а<2 ® и куски материала из зева
дробилки не выталкиваются вверх.
При дроблении шамота!, обожженного магнезита или доло-
мита выталкивания вверх кусков из зева не происходит. При
дроблении кусков кварцита случайно может попасть гла'дкоока-
танный кусок; в этом случае при заклинивании кусков кварцита
возможно увеличение угла а (а>2<р), а следовательно, произой-
дет выталкивание из зева окатанного куска!.
Расчет числа оборотов эксцентрикового вала
Так как трение материала о щеки незначительно, то с доста-
точной для практики точностью им можно пренебречь.
Если предположить, что при отходе подвижной щеки от
неподвижной происходит свободное падение раздробленного
материала через выпускную щель, тогда для нормальной рабо-
ты дробилки необходимо (см. рис. 38), чтобы раздробленный
кусок материала за время отхода точки Ai дробящей плиты
в точку Аг, под влиянием силы тяжести, переместился из точки
А в точку Аг.
Обозначив число оборотов эксцентрикового вала в минуту
через п, получим потребное на одно качание время
(за один оборот эксцентрикового вала подвижная щека делает
качание вправо и влево).
Если принять, что перемещение щеки происходит с сохране-
нием угла а, т. е. параллельно своему исходному положению,
то время свободного падения раздробленного куска из точ-
ки А в А3 будет равно _____
' = }/ V • (20)
где g — 981 см/сек2.
S
Как следует из схемы, показанной на рис. 38, h =—,
tg а
где S — путь отхода нижней точки подвижной щеки, см.
Подставив значение h в формулу 20, получим:
'1 = 1/ — . (21)
V gtg-2 V 7
Из условия t = tr получается уравнение:
60
2л
(22)
Оборудование дробильных цехов
63
откуда
п =
30
(23)
п =
а = 20°; tg 20° = 0,364
30 — = _______1°°___ об/мин.
(24)
2S ]/ х
0,364-981
|'ак «ак при выводе формулы 24 не учитывалась сила трения
риала о щеки дробилки, полученное число оборотов экс-
рикового вала необходимо уменьшить на 5—10%.
I р и м е р. Определить число оборотов эксцентрикового вала
)(вой дробилки с шарнирно-рычажным механизмом при от-
подаижной щеки в нижней точке на 30 мм.
400
п = —— =
Vs
учёте торможения
92 • 231 = 212 об/мин.
Производительность дробилки
>бознач,ив (рис. 38) ширину щели дробилки
мещение подвижной ще/ки Ai—Л2 через S
ускной щели I в см, можно
делить объем дробленого ма-
ала, который должен вы-
ь за каждый отход качаю-
гя щеки. Этот объем будет
н объему призмы-
I *' + * S
К' 2
Kg При объемном весе материа-
Ма> равном у кг{см\ и коэфициен-
М разрыхления м- вес объема
№>измы находящегося между
^Кеками материала будет равен
₽ £ = Н-Ту^(2г + $), (26)
4 2 tg ос
400 _
- = 231 об/мин.
между щеками, равным 8%, п —
через е в см,
в см и длину
(25)
Рис. 38. Схема перемещения
материала между щеками при
дроблении
• часовая производительность дробилки в тоннах при п оборо-
тах вала в минуту будет равна:
64
Оборудование дробильных и помольных цехов
(27)
= ,, т чаС,
tg а
где е, S и I выражено в см.
Проф. Л. Б. Левенсон значение и рекомендует принимать
равным в пределах от 0,4 до 0,7, а значение величины 2е -j- S
принимать приблизительно равным 2d, где: d — размер кусков
материала после дробления, см.
Подставив в формулу значение d и tga = 0,4, можно полу-
чить производительность дробилки в т!час
Q = O,15-d-S -Z-n-H-f. (23)
Из формулы 28 следует, что производительность щековой дро-
билки прямо пропорциональна размеру раздробленной продук-
ции d илИ обратно пропорциональна степени измельчения.
Потребляемая мощность
Формул, которые в достаточной степени давали бы теорети-
ческое обоснование определения расхода мощности, нет и до
настоящего времени. Близко к практическим результатам под-
ходит формула, предложенная проф. Л. Б. Левенсоном, в осно-
ву выводов которой положена объемная теория.
N = л с
1 720 000 Е ’
где N—мощность, л. с.,
п — число оборотов вала, мин.,
о — предел прочности сжатия материала, кг[см2,
I — длина зева щеки, см,
D — ра'змер куска до дробления, см,
d— » » после дробления, см,
Е—модуль упругости материала, кг! см2.
Пример. Определить расход мощности щековой дробилки
при 200 оборотах в минуту эксцентрикового вала, при длине
зева 600 мм, размерах кусков, кварцита до дробления 250 мм и
после дробления 40 мм. Предел прочности сжатия квар-
цита с равно 1200 кг) см2 и модуль упругости Е равен
600 000 кг[см2.
N — п - ^l(D2- (Р) _ 200. 1 2002 -60(252 — 42) _ 2 л с
~ 1 720 000 . Е ~ 1 720 000 • 600 000 ’
(29)
Дробилка со сложным качанием щеки
Дробилка со сложным качанием отличается от дробилок
с простым качанием тем, что подвижная щека ее (рис. 39) под-
вешена непосредственно на эксцентрической части главного ва-
Оборудование дробильных цехов
65
ла 1 и поэтому представляет собой не двойной, а простой ко-
ленчатый механизм.
Подвижная щека 2 дробилки, кроме катательного, произво-
дит также и поступательное движение вдоль своей продольной
оси и имеет одну распорную плиту 3.
Рис. 39. Дробилка со сложным качанием щеки
В процессе дробления эта дробилка кроме раздавливания
:ков материала производит еще и истирающее действие, кото-
: имеет место при движении щеки вниз. В результате такого
ютвия щеки при дроблении получается измельченный мате-
иал, который по форме приближается к кубу.
в. г. Байсоголов и П И Галкин
66
Оборудование дробильных и помольных цехов
Дробилки со сложным качанием щеки весят |начительно
меньше дробилок с простым качанием и имеют Значительно
меньше деталей, чем последние.
Применение таких дробилок в огнеупорной промышленности
целесообразно для нежестких материалов: рядового шамота,
обожженного магнезита и доломита.
При дроблении жестких кристаллических кварцитов, что
обычно имеет место на динасовых заводах, эти дробилки типа
ЩС-4 дают неудовлетворительные результаты и поэтому не мо-
гут быть рекомендованы для этих заводов.
Станина 4 дробилки ЩС-4 изготовлена из листовой стали
толщиной 40 мм при помощи электросварки. Опоры коренных
подшипников 5 также привариваются к боковым стенкам ста-
нины.
При дроблении жестких кварцитов, в связи с недостаточной
жесткостью станины, происходит ее вибрация, и в результате
этого нагреваются коренные подшипники эксцентрикового вала,
а также сокращается срок их службы.
Головка шатуна б дробилки выполняется неразъемной, по-
этому для ремонта вкладышей 7 подшипника необходимо под-
нимать всю систему шатуна и вала с маховиками 8. Выемка и
ремонт вкладышей головки шатуна дробилки представляет
значительные трудности.
Неподвижная щека 9 имеет очень короткий срок службы —
до 10 дней, в то время как ребристая плита 10 подвижной ще-
ки изнашивается очень незначительно.
Размер загрузочного отверстия дробилки ЩС-4 состав-
ляет 600 X 400 мм, ширина разгрузочной щели от 50 до
100 мм. Число оборотов эксцентрикового вала 250 в мин. Мощ-
ность электродвигателя 23,5 дет. Вес дробилки 8,5 г. Произво-
дительность для шамота при ширине щели 50 мм составляет
12 т/час.
Паспортная производительность дробилки равна 15 т/час
при работе на известняке, при дроблении жестких кварцитов
она снижается почти в два раза и составляет всего 8,5 т/час.
3. КОНУСНЫЕ ДРОБИЛКИ
Для крупного дробления на динасовых заводах огнеупорной
промышленности применялись ранее конусные дробилки, кото-
рые были поставлены заграничными фирмами и имели ряд кон-
структивных недостатков. Эксплуатационные расходы их более
высоки по сравнению с дробилками других конструкций из-за
чрезмерного расхода запасных частей и значительных простоев.
В период Великой Отечественной войны эти дробилки были за-
менены щековыми, изготовленными на отечественных заводах.
Оборудование дробильных цехов
67
В настоящее время заводами Министерства тяжелого ма-
шиностроения изготовляются конусные дробилки, которые более
совершенны по своей конструкции, чем дробилки иностранных
фирм, в частности, трущиеся детали в них не подвергаются
абразивному воздействию пыли, выделяющейся при дроблении.
Их эксплуатация освоена на обогатительных фабриках цветной
металлургии. Наличие совершенных конструкций отечественных
конусных дробилок, а также значительное развитие и улучшение
работы ремонтно-механических цехов огнеупорной промышлен-
ности позволяет в настоящее время ставить вопрос об использо-
вании конусных дробилок на' огнеупорных заводах.
Конусная дробилка, изготовленная Уральским машинострои-
тельным заводом, предназначенная для крупного дробления
материалов, показана на рис. 40.
Станина дробилки литой стали состоит из двух разъемных
частей: верхней / конической формы и нижней 2, которая уста-
навливается на фундаменте. На верхней части станины 1 уста-
новлена дуговая крестовина 3, на которой при помощи гайки 5
подвешен вертикальный вал 4. Гайка 5 опирается на втулку 6,
которая установлена в верхнем подшипнике 7 вертикального ва-
ла. Для обеспечения возможности наблюдения за верхней ча-
стью вала, а также с целью предохранения подшипника от уда-
ров подаваемых в дробилку кусков материала и загрязнения,
его закрывают съемным колпаком 15, изготовленным из марган-
•цовистой стали.
На вал 4 установлен дробящий конус 8, облицованный пли-
тами из марганцовистой стали. Нижняя часть вала 4 входит во
внутреннее эксцентрическое отверстие стакана 9, на котором
закреплена коническая шестерня 10. Последняя находится в за-
цеплении с конической шестерней 11, насаженной на приводной
Вал 12.
Эксцентриковый стакан 9 опирается на плиту подпятника 13
и вращается во вкладыше 14.
Внутренняя коническая поверхность корпуса 1 так же, как
дробящий конус 8, облицована марганцовистыми рифлеными
(литами
Дробление материала в дробилке производится благодаря1
;ачательному движению вала 4.
Вал 4 получает вращение от электродвигателя, который че-
ез текстропную передачу, приводной вал 12 и пару конических
цестерен 11 и 10 приводит во вращение эксцентриковый стакай 9,
t тем самым сообщается качательное движение по круговой
'раектории концу вала 4. Радиус траектории равен эксцентри-
ситету отверстия стакана.
, Благодаря такому качанию вала 4 дробящий конус 8 обка-
5*
68
Оборудование дробильных и помольных цехов
тывает внутреннюю неподвижную поверхность конуса 1. Дробя-
щий конус при этом то приближается, то удаляется от внешне-
го конуса, и попавшие в рабочее пространство между ними
куски материала дробятся подобно тому, как это происходит в
щековой дробилке.
Разница в процессе дробления в конусной и щековой дро-
билках заключается в том, что в, конусной дробилке нажатие
дробящего конуса на массу дробимого материала1 происходит
непрерывно в различных точках окружности конуса, по мере
передвижения его оси по направлению движения.
Таким образом, дробление кусков материала в конусной
дробилке происходит путем одновременного раздавливания его
и изгиба, что является преимуществом конусных дробилок, так
Оборудование дробильных цехов
69
Ж как горные породы изгибу сопротивляются значительно меньше,
Кем раздавливанию.
амк При дроблении мокрого и вязкого материала конусная дро-
Я№' вилка сильно повышает расход энергии и резко сокращает про-
взводительность, поэтому для дробления такого материала при-
зЯк «снять конусные дробилки не рекомендуется.
Так как в рассматриваемой конусной дробилке угол между
ЯНШкями подвижного и неподвижного конусов равен 2°, то, до-
^Ищ|уская при этих условиях параллельность осей, можно считать,
^МПро условия свободного выпадения дробленого материала из
^^юнусной дробилки будут аналогичны условиям выпадения ма-
^ИКриала при дроблении щековой дробилкой.
Тогда для конусной дробилки можно применить формулы,
и для щековых дробилок, причем полученные результаты
|^^Иуду^ иметь меньшую точность, чем для щековых дробилок.
Принимая величину угла а между дробящими поверхностя-
^Ни равной сумме углов между поверхностью подвижного кону-
i<x,i и неподвижного конуса аг с вертикальной плоскостью,
^Кожно написать равенство:
а = ах -j- «г 2 ф, (30)
(^ННие ® — угол трения между материалом и дробящей поверх-
ностью.
Угол захвата в конусных дробилках обычно принимают
^^авным:
а = а1 -j- а2 = 21 -ь 23°.
Наивыгоднейшее число оборотов эксцентриковой втулки
1^^Ножно определить по формуле:
ЯЦ n = 665 ^ (31)
— ход дробящего конуса, см.
'ИВ S = 2 г,
^^Кде г—эксцентриситет втулки.
При выводе формулы не учитывалось торможение материа-
между конусами. Поэтому полученный результат следует
(^Нгменыпить на 5—1О°/о.
BE Пример. Определить число оборотов вертикального вала
Конусной дробилки при величине хода дробящего конуса S =
|^В» 5см-
№ Угол между дробящими поверхностями a = ai-j-a2 прини-
ШВПЬается равным 24°, допуская приближенно at = a2=12°
Ж tga14-tga2 = tga = 0,45.
70
Оборудование дробильных и помольных цехов
Находим число оборотов в минуту:
п = 665-gai^tga3- - 665 [Z-y = 200 об/мин.
Уменьшив полученный результат на 10°/#, можно' определить
п=180 об/мин.
Производительность дробилки можно определить по фор-
муле:
где у — удельный вес, кг [см2;
и —-коэфициент разрыхления;
Ds—наименьший диаметр неподвижного конуса, см;
d — размер куска после дробления, см.
Мощность двигателя, л. с.;
N = a*nD*
550 000 Е
где: <т — предел прочности при сжатии кг/см2;
Е —- модуль упругости, KCjCM2.
Конусные дробилки для вторичного дробления
Для вторичного дробления материала применяются конус-
ные дробилки с консольным валом. Дробящий конус этих дро-
билок отличается тем, что он укорочен и имеет расположенную
под ним опору в. форме большого шарового подпятника.
Короткоконусная дробилка обеспечивает большую степень
измельчения кусков материала в соотношении d = 30, где D —
размер куска материала до дробления и d—размер куска пос-
ле дробления, что является ее большим преимуществом.
Короткоконусная дробилка для вторичного дробления, изго-
товленная на заводе Министерства тяжелого машиностроения,
показана на рис. 41.
Корпус дробилки литой стали состоит из верхней изготов-
ленной в виде фланца части / и нижней части 2.
К верхней части корпуса 1 на расположенных по окруж-
ности установочных болтах 21 закреплена чаша 3, к которой
при помощи болтов 22 подвешены марганцовистые плиты 4.
Подвешивание плит 4 на болтах 22 производится при помощи
отлитых заодно с плитами специальных крючьев 23. Загрузоч-
ная воронка 5 для принятия дробимого материала укрепляется
на чаше 3 при помощи шпилек 24.
На главном валу 6 укреплен корпус 7 дробящего конуса.
Оборудование дробильных цехов
71
внешняя поверхность которого футерована марганцовистыми
плитами 8. Шаровая поверхность конуса 7 опирается на вкла-
дыш 9 шаровой опоры 10. Нижняя часть вала 6 находится в
эксцентриковой втулке П1густановленной в подпятнике 12.
Приведение во вращательное движение вала 6 произво-
дится посредством большой конической шестерни 13, которая
находится в зацеплении с конической шестерней 14, насаженной
на приводном валу 15.
При возможном попадании в. дробилку кусков твердого ма-
териала или металлического предмета большого размера, верх-
няя часть корпуса 1 приподнимается и пропускает его вниз.
Верхняя часть корпуса / для этой цели устанавливается на
пружинах 16. Количество устанавливаемых пружин колеблется
от двадцати до восьмидесяти.
При переходе от среднего к мелкому дроблению футеровка
4 чаши заменяется другой, при этом футеровка 8 дробящего
конуса 7 не заменяется.
Рабочая зона дробилки заканчивается удлиненным узким
каналом, вследствие чего действия силы тяжести совершенно
недостаточно для свободного выпадения раздробленных кусков
из дробилки и разгрузка происходит под действием центробеж-
ной силы.
Регулировка степени измельчения кусков материала произ-
водится поднятием или опусканием чаши 3 путем вращения
винтов 17 в гайках 18.
Для регулировки и дозировки количества материала, пода-
ваемого в дробилку, служит плоский диск 19, укрепленный на
верхнем торце вала 6.
Смазка машины централизованная, которая осуществляется
насосом 20.
Во избежание попадания пыли на трущиеся части в дробил-
ке предусмотрены пылевые затворы
Формулы, выведенные для обыкновенных конусных дроби-
лок со свободным выпадением дробленого материала, для ко-
роткоконусных дробилок неприменимы.
Техническая характеристика конусных дробилок среднего
дробления, поставляемых Министерством тяжелого машино-
строения, приведена в табл 7.
Сравнение щековых дробилок с конусными
По сравнению с конусными дробилками щековые имеют сле-
дующие преимущества:
а) при равной производительности с конусными они могут
производить дробление кусков материала значительно большего
размера;
72
Оборудование дробильных и помольных цехов
Таблица 7
Элементы характеристики Дробилка конусная
2100 1650 1200 900
Диаметр дробящего конуса у основа- ния, мм Максимальный размер дробимых кус- ков: для дробилки нормального ти- па, мм ... 2100 1650 1200 900
350 250 170 115
для дробилки короткоконус- ной, мм 75 55 45
Предел регулирования разгрузочной щели: для дробилки нормального ти- па, мм ... . для дробилки короткоконусной, мм . 30-60 25-60 19-50 15-50
3-15 5-15 3-13 —
Производительность: нормальной дробилки, т/час . 500-800 220—400 110-170 25-90
короткоконусной, т/час . . . 100—290 60—175 18—90 —
Мощность приводного двигателя, кет ... 200-230 110-130 75—90 48
Число оборотов вала эксцентрика в мин. . . .... 215 240 270 325
Вес дробилки, т . . 71 39 25 16
б) при одинаковом размере загружаемых кусков и степени
измельчения они имеют меньший вес, меньшую избыточную
производительность и меньшую мощность двигателя.
Обычно выбор дробилок для огнеупорного сырья произво-
дится по размеру кусков материала, проходящих через зев дро-
билки, поэтому в установках для дробления средней мощности
дробилки имеют запас производительности;
в) меньшая высота дробилки и- как следствие этого мень-
шая высота подъема материала для загрузки и более низкое
здание;
г) менее дорогой и более простой ремонт.
Недостатки:
а) большая стоимость машины на тонну производительности
при равной с конусной дробилкой степенью измельчения и
размером кусков;
б) больший расход мощности на тонну дробимого матеоиа-
ла при работе щековой дробилки по сравнению с расходом
Оборудование дробильных цехов
73-
МОЩНОСТИ при работе конусной дробилки, так как в первом
случае приходится сообщать кинетическую энергию тяжелым
качающимся массам;
в) вследствие прерывности процесса дробления дробилка
имеет менее спокойный ход;
г) зависимость расположения питательных устройств <уг
местонахождения неподвижной щеки дробилки, в. то время как
питание конусной дробилки может производиться в любом месте
цилиндрического корпуса.
Конусные дробилки по сравнению со щековыми более слож-
ны, требуют квалифицированного и внимательного обслужива-
ния и больших затрат времени на ремонт и профилактику.
В настоящее время благодаря творческой инициативе ра-
ционализаторов и изобретателей эти машины имеют значитель-
но меньшие простои из-за ремонта.
Применение конусных дробилок целесообразно в случае не-
обходимости обеспечения большой производительности, когда-
с заданной производительностью справляется одна конусная
дробилка, а установка двух щековых нецелесообразна.
Применение конусной дробилки нецелесообразно при дроб-
лении больших кусков.
Целесообразно применение короткоконусной дробилки при
вторичном дроблении, так как в этом случае она обеспечивает
более мелкую фракцию дробленого материала.
! Вторичное дробление материалов значительно сокращает
материальные затраты на дальнейших стадиях измельчения при
^обработке материала на бегунах и шаровых мельницах.
При применении конусных дробилок для получения мате-
риала более мелкой фракции в отдельных случаях можно про-
извести одну ступень дробления, в то время как применение
щековых дробилок в этом случае вызвало бьг необходимость
двух ступеней дробления.
4. ВАЛКОВЫЕ ДРОБИЛКИ
Основные узлы дробилки
Валковые дробилки (рис. 42) в огнеупорной промышленности
в основном применяются для дробления обожженного магнезита
'размером более 15 мм и обожженного доломита размером бо-
лее 20 мм.
Дробление материалов валковыми дробилками дает по срав-
нению с другими типами дробилок наименьшее количество пы-
левидных фракций. Это обстоятельство имеет существенное
'значение при производстве заправочных порошков, так как ис-
пользование пылевидных фракций затруднительно.
Ва!лковые дробилки также применяются для измельчения
Оборудование дробильных цехов
75
кварцита и хромита размером 15—20 мм, поступающих с по-
мольных бегунов.
Действие валковых дробилок основано на принципе раздав-
ливания и частичного истирания материала между двумя вра-
щающимися навстречу друг другу валками 1.
Станина валковой дробилки разборная. Состоит она из мас-
сивной стальной передней части станины 2 и задней 3, верхней
и нижней рамы 4, каждая из которых представляет собой кле-
«аную или сварную металлоконструкцию. Детали станины стя-
нуты в одно целое четырьмя болтами 5.
Валки / состоят из массивной чугунной литой бобины, на
которой при помощи болтов закреплен бандаж, изготовленный
из марганцовистой стали в форме цилиндрического кольца.
Внутренняя поверхность бандажа и внешняя поверхность боби-
ны конической формы.
Бобины валков 1 жестко закреплены на валах 6, которые
вращаются в скользящих подшипниках 7.
Корпуса подшипников расположены между нижней и верх-
ней рамами станины 4. Корпус заднего подшипника 8 неподви-
жен, корпус 9 переднего подшипника может перемещаться при
помощи винта 10 и штурвала 11, уменьшая щель между валка-
ми /. Распор валков производится упорными болтами 12 уста-
новочных букс 13.
В приведенной конструкции валковой дробилки во время
дробления материала обеспечивается постоянство щели, чем
достигается более равномерная кусковатость дробленого мате-
риала по сравнению с получаемой в валковых дробилках, коо-
пуса подшипников которых удерживаются пружинами.
: Предохранительная железная пластина, в которую упирает-
ся винт 10, предотвращает поломку валков при попадании между
ними кусков металла. Эта пластина толщиной 8—12 мм уста-
навливается в упорной муфте 14 между винтом 10 и матрицей
Муфты, имеющей отверстие, равное диаметру винта.
В случае попадания в щель между валками куска металла,
усилие нажима валка резко возрастает, передается через винт
10 на пластину и продавливает ее. Валок свободно отходит, ра-
бочая щель расширяется и пропускает кусок металла.
Закрепление винта в определенном положении производит-
ся TOipiMoeoM, прижимаемым маховичком 15.
‘ В движение валки приводятся электродвигателем.
Определение угла захвата валков и размера загружаемых кусков
' Для раздробления куска материала, принимаемого для упро-
щения выводов за шар диаметром d, необходимо его втянуть в
Щель между валками диаметром D.
76
Оборудование дробильных и помольных цехов
Действие силы тяжести куска материала, как незначитель-
ная величина по сравнению с силой раздавливания валков, в
расчет не принимается.
Схема действующих сил при дроблении валками показана!
на рис. 43.
Рнс. 43. Схема действующих сил при дроб-
лении валками
Давление валка Р в момент захватывания куска материала-
валками действует в перпендикулярном направлении к поверх-
ности валков и под углом захвата а.
Горизонтальная составляющая силы будет равна:
Рг — Р cos а
и вертикальная составляющая:
Рх~ Р sin а.
Суммарное усилие от действия валков на кусок материала
будет равно 2pi=-2Psin а; эта сила стремится вытолкнуть его-
вверх, но под влиянием силы Р в местах соприкосновения ма-
териала с валками возникает сила трения F.
Вертикальная составляющая силы трения Т2 от действия од-
ного валка будет равна
Т 2 = F cos а
и суммарная сила трения обоих валков будет равна
2F2 = 2Fcosa. (34)-
Действуя на кусок дробимого материала в вертикальной
плоскости, эта сила будет стремиться втолкнуть его в валки.
Сила трения F = f Р,
где f—коэфициент трения материала о валки.
Подставив значение F в формулу 34, получим следующее
выражение:
2 Т2 = 2 Feos а = 2 /Feos а. (35)-
Оборудование дробильных цехов
77
Для того чтобы кусок материала был втянут в валки дро-
билки, необходимо, чтобы
2 / Pcos а 2 Р sin а (36)
или, упрощая формулу и деля обе части равенства на cos а, по-
лучим f > tg а.
Так как
/ = *g s ,
где <р — угол трения материала о валки,
L а < L ® .
Следовательно, для работы валков необходимо, чтобы угол
захвата а был меньше угла трения ср.
Практически угол а принимается от 15 до 18°, что соответ-
ствует коэфициенту трения / = 0,27-0,35.
Из схемы (см. рис. 43) и на основании вышеизложенных
соображений, можно написать:
D , d' D . d \
— -4- — । - *4- — I соз к,
2 2 \ 2 2 )
откуда:
d _ D (1 — cos о) + d’ ^7)
COS 1
где: D — диаметр валка, см;
d’—ширина щели, см.
В случае, когда валки будут сдвинуты, d' — 0.
Принимая коэфициент трения f = 0,32 для мягких порол,
«= 18°, можно получить наибольший диаметр дробимого мате-
риала
(38)
(39)
, г, 1 — cos 18° ~ D
d = D------------- = -----.
cos 18° 20
Для твердого кварцита угол а захвата равен 16'
, гл 1 — со® 16° ~ D
<$, а — D ‘ — *
cos 16° 24
5 Таким образом, диаметр валков должен быть в 20 раз боль-
’ <ре диаметра дробимых кусков. Это обстоятельство ограничивает
величину кусков, загружаемых в валковые дробилки, так как
иначе увеличивается размер валков и резко растут габариты
. машины.
Наилучшие результаты получаются при степени измельчения
> Кусков для твердых пород от 3 до 5, а для мягких — от 8 до 10.
Пример. Определить наибольший размер к^ска кварцита,
утягиваемого валками дробилки при их диаметре 1000 мм и ши-
рине щели между валками 30 мм.
78
Оборудование дробильных и помольных цехов
Для кусков кварцита угол захвата а равен 16°
d = -DC1 -cosa) + d' = 100(1 - cos 16°) + з 2 CM
COS a COS 1 6°
Таким образом, в валки могут поступать куски кварцита раз-
мером не более 72 мм.
Определение производительное г и и числа оборотов валковой
дробилки
Обозначив длину валков через L и щель между валками че-
рез д', количество кусков материала, захватываемых валками,
L
будет ~а, , а следовательно, объем одного ряда раздробленных
валками кусков будет равен:
у - _L . = TCd'J: .. (40)
d’ 6 6
Наибольшая производительность будет при непрерывном дви-
жении материала в виде ряда шаров диаметром д'. В этом слу-
чае число рядов шаров, прошедших через щель за один оборот
валков, будет равно:
(41>
а
Если обозначить через
у — объемный вес дробимого материала,
в — коэфициент разрыхления, равный для валковой дробилка
от 0,3 до 0,6.
п — число оборотов в минуту,
то наибольшая производительность валков, т/час, будет:
2
„ VfB СП Ttd' L-|U ТС D со „
Q = —1-1- а • 60 п =--------- -----6U п =
1000 6- 1000 d'
= 0,1 d'L^Dn. (42)
Таким образом, производительность валков прямо пропорцио-
нальна длине, диаметру и числу оборотов валков. Она умень-
шается при увеличении степени измельчения (при уменьше-
нии д').
При увеличении числа оборотов, п до определенного предел»
производительность валков увеличивается. После этого предела
при дальнейшем увеличении числа оборотов куски дробимого
материала начнут отставать от валков.
Проф. Л. Б. Левенсон, исходя из учета центробежной силы,
действующей на материал на вращающемся валке, рекомендует
Оборудование дробильных цехов
70
определить теоретически допускаемое число оборою? по сле-
дующей формуле:
п„и<616|/-Ю , (43>
где: п макс — максимально допускаемое число оборотов в мин,
у — удельный вес материала, кг!см\
d — диаметр поступающих кусков материала, см,
D — диаметр валка, см.
При практическом подборе числа оборотов валков найденное-
по формуле 43 Лмакс необходимо уменьшать на 20%.
Мощность, потребляемая валковыми дробилками
Имеющиеся в литературе теоретические и эмпирические фор-
мулы для определения потребляемой мощности вальцовыми дро-
билками не позволяют произвести точного расчета.
Проф. Л. Б. Левенсон, на основании объемной теории дроб-
ления, для определения мощности валковой дробилки рекомен-
дует пользоваться следующей формулой:
.. LDn d , D2 \ ....
N —------I — । л. с., (4 4 V
26 000 \ 2 2 400 ) '
где: L—длина валка, см,
D — диаметр валка, см,
d — диаметр куска, см,
п — число оборотов, мин.
При дроблении твердых пород эта формула дает достаточно
близкие к практическим результаты.
Опыт дробления на валках показывает, чтоб результате дроб-
ления получится материал в форме остроугольных кусочков,
при этом получается большой процент крупной фракции и незна-
чительный — мелкой фракции
Качество дробления предопределяется состоянием поверхно-
сти бандажей валков. При работе бандажи изнашиваются и на
Их поверхности образуются круговые канавки. Такие канавки,
у, увеличивая расстояние между поверхностями валков, вызывают
ф» укрупнение равмера раздробленных кусков.
Л j Для нормальной работы валковой дробилки питание должно
*т ’Производиться равномерным и непрерывным потоком материала
' fio всей ширине валков. Если питание неравномерное по всей
Ширине валков, то будет происходить неравномерный износ бан-
дажей, что сокращает срок их службы.
Для выравнивания поверхности изношенных бандажей »
Устранения на ней канавок, бандажи подвергаются шлифовке.
«о
Оборудование дробильных и помольных цехов
Шлифование бандажей, изготовленных из марганцовистой
-стали, производится обычно без снятия валков. Электродвига-
тель 1 станка для шлифовки бандажей (рис. 44) при помощи
Рис 44 Схема станка для шлифовки бандажей
клинового ремня вращает шлифовальный круг 2, который на-
жимным приспособлением 3 прижимается к поверхности банда-
жа 4. Хорошие результаты дает применение шлифовальных кру-
гов из искусственного корунда марки НК
Куски материала), которые не могут быть захвачены при попа-
дании на валки, катаются между ними до тех пор, пока не бу-
дут истерты до размеров, соответствующих углу захвата валков
Такое истирание материала приводит к усиленному износ}
бандажей В случае подачи одновременно большого числа уве-
личенных по сравнению с допускаемым размером кусков ма-
териала может произойти забивание валков и вынужденная
вследствие этого остановка дробилки для чистки.
Проверку щели между валками производят путем замера па
разных участках по длине валка сплющенного между валками
свинца.
Пуск дробилки необходимо производить в незагруженном со-
стоянии.
Оборудование дроби гьных, цехов
81
5. МОЛОТКОВЫЕ ДРОБИЛКИ
Принцип, работы
Двухроторные молотковые дробилки (рис. 45) применяются
в огнеупорной промышленности при дроблении сырого магнезита
и доломита, для подготовки их к последующему обжигу во вра-
щающихся печах.
Дробление материала в этих дробилках происходит за счет
удара быстровращающихся, шарнирно закрепленных молотков.
Корпус дробилки 1 литой, чугунный. С внутренней стороны
он облицован набором сменных броней 2, изготовленных из мар-
ганцовистой стали. Внутри корпуса навстречу друг друг}7 вра-
щаются два вала 3 со скоростью вращения 300 оборотов в ми-
нуту. Каждый вал имеет квадратное сечение. Для установки
ва!лов имеются подшипники 4, которые смонтированы на опорах,
отлитых вместе с нижней частью чугунного корпуса дробилки.
На каждом валу установлено по шести коромысел 5 Для
установки на вал коромысло в середине имеет квадратное от-
верстие, размеры которого соответствуют поперечному сечению
вала На концах коромысла устанавливаются шарнирно закреп-
ленные с ним молотки 6.
Коромысла изготавливаются коваными из Ст. 5. На валу по
отношению друг к другу они располагаются под углом 90°.
Подлежащий дроблению материал подается в загрузочную
воронку 7, состоящую из отдельных изготовленных из марганцо-
вистой стали, лирообразных колосников 8, Нижняя часть колос-
'ников закреплена на наковальне 9.
При вращении молотки проходят в промежутках между ко-
лосниками и производят предварительное дробление кусков ма-
^териала в загрузочной воронке. Раздробленные куски, проходя
между лирообразными колосниками, попадают в камеру окон-
чательного дробления, которая снизу ограничена колосниками 10,
j скрепленными на стальных балках 11, имеющих форму полу-
j круга.
1 Колосники 10 изготавливаются ив марганцовистой стали и
(имеют треугольное сечение, основание которого обращено в ка-
I1 меру дробления. Для установки колосников 10 в балках И
предусмотрены соответствующей формы отверстия.
Зазор между линией расположения поверхностей колосников
и концами вращающихся молотков равен 25 мм. В зависимости
|от необходимости получения той или иной фракции дробления
, зазор между молотками и колосниками, а также расстояние ме-
жду последними с этой целью может меняться.
6 В Г Байсоголов и П И Галкин
Рис 45 Общий вид молотковой тробипки
Оборудование дробилыых цехов
83-
Кожух дробилки имеет два люка 72 над роторами и два
люка /3 сбоку для осмотра и очистки камер.
На конце каждого вала насажены массивные шкивы 14, ко-
торые изготовлены в виде маховиков. Шкив свободно' надевает-
ся на буксу, закрепленную на валу шпонкой.
s Рис 46 Коромысла с молотками
При случайном попадании в дробилку металлических пред-
р метов или кусков дерева и заклинивании ротора пальцы 15, за-
- крепляющие шкив на буксе, срезаются.
fe 1 Молотки 1, коромысла 2 и опорные балки с колосниками 3
Яр после 20-дневной работы молотковой дробилки показаны на
ж! рис. 46 и 47
Для избежания попадания недробимых предметов в дробил-
ку, вызывающих при ее работе значительные поломки, необходи-
мей. мо организовать контроль за поступающим сырьем и обеспечить
Ж/ своевременное удаление недробимых предметов.
Не следует также допускать осадки опор и работы вала на
F двух подшипниках вместо трех, так как это приводит к полом-
F кам валов даже после незначительного срока их службы.
При навешенных коромыслах с молотками проверка укладки
вала на подшипниках затруднена тем, что нагруженный вал бу-
6*
84
Оборудование дробильных и помольных цехов
'дет иметь прогиб и замеры щупом могут дать неправильные ре-
зультаты. В таких случаях контроль укладки валов делают при
Рис. 47. Опорные балки с колосниками
помощи уровня и щупа в момент, когда вал еще не нагружен ко-
ромыслами и молотками.
Производительность молотковых дробилок
Производительность молотковых дробилок зависит от числа
оборотов роторов, веса и количества молотков, требуемой степе-
ни измельчения, физических свойств материала, крупности кус-
ков и равномерности питания дробилки. Однако обоснованных
теоретических формул для определения производительности, ко-
торые учитывали бы эти факторы, в настоящее время нет.
Для определения производительности инженеры Евневич и
Моносзон рекомендуют следующую эмпирическую формулу:
Q = (30 40) D L, (45)
где: Q — производительность, м3/час,
D — наружный диаметр описываемой молотками окруж-
ности, м,
L — длина загрузочного отверстия, м.
Пример. Определить производительность молотковой дро-
билки для дробления доломита при диаметре окружности описы-
ваемой молотками 1500 мм и длине загрузочного отверстия
1600 мм.
Оборудованы? дробильных цехов
85
Приняв коэфициент по формуле равным 30, можно опреде-
лить Q = 30 • 1,5 1,6 = 72 м3/час.
При удельном весе доломита 2,8 т/м3
Q = 72 2,8 = 201 п?/час.
Полученная расчетом производительность незначительно от-
личается от практических результатов.
Расход мощности, потребляемой молотковыми дробилками
Дробящий эффект вращающихся молотков зависит от запаса
в них живой силы—кинетической энергии, величина которой
определяется следующей формулой
Е = тУ- = -°и- (46)
2 2g ’
где: G — вес молотка, кг.
v — окружная скорость молотков, м!сек,
g— ускорение силы тяжести = 9,81 м/сек.2.
Для .упрощения расчета допускается, что на дробление расхо-
дуется вся кинетическая энергия. В этом случае можно считать,
что расход энергии за один оборот вала будет равен:
А = Е-1=-^-1, (47)
где: i — число молотков.
Тогда мощность двигателя в лошадиных силах будет равна:
.. An Gv2 in Gv2 in , .оч
N = ----------= ------------= .--------, (48)
60 • 75 T| 2g . 60 . 75 г, 88 290 г] v ’
где П—коэфициент полезного действия передачи.
На самом деле на дробление материала при ударе молотков
расходуется только часть кинетической энергии.
Так как при увеличении окружной скорости не все молот-
ки ударяют по материалу и часть из них проходит вхолостую,
то Евневич и Моносзон, в зависимости от окружной скорости
молотков, рекомендуют вводить в формулу 48 поправочные ко-
эфициенты k, приведенные в табл. 8.
Таблица 8
Скорость и, м/сек . 17 23 30 40
Значение коэфициента, 1с 0,22 0, 1 0,03 0,015
86
Оборудование дробильных и помольных цехов
Пример. Определить мощность электродвигателя для дро-
билки с 24 молотками весом 57 кг каждый, при диаметре окруж-
ности, описываемой молотками, равной 1470 мм с числом оборо-
тов 300 в минуту.
Окружная скорость молотков
it Dn 3,14 • 1,47 • 300 о ,
v =----------------= -------------- = 22,8 м сек.
60 60 '
При окружной скорости v = 22,8 м)сек принимаем коэфициент
£ = 0,1.
Считая к. п. д передачи ч = 0,85, получаем мощность элек-
тродвигателя
Gv2 • ink 57 22,83.24 . 300 0,1
W =--------- —---------------------= 2/4 Л. С.
88 290 т, 88 290-0,85
или 201 кет, мало отличается от фактически установленной
мощности электродвигателя 180 кет.
6. ГЛИНОДРОБИЛЬНЫЕ ЗУБЧАТЫЕ ВАЛКИ
Для дробления глины перед подачей ее в сушильные бара-
баны на большинстве шамотных ваводов применяются (рис. 48
я 49) глинодробильные валки
Рис 48 Общий вид глинодробильных зубчатых
валков
Глина в глинодробильных валках дробится ножами 1, укреп-
ленными на вращающихся навстречу друг другу валках 2. Вал-
ки 2 установлены таким образом, что ножи одного валка вхо-
дят в промежутки между ножами другого
Оборудование дробильных цехов
87
При работе глинодробильных валков с глиной, имеющей
влажность больше 25%, и тем более с глиной, обладающей вы-
сокой пластичностью, забиваются зубья, и дробилка требует ча-
Рис 49 Глинодробильные зубчатые валки
стых остановок для очистки. В ревультате этого производитель-
ность машины снижается во много раз.
Станина 3 валков представляет раму литой стали весом
800 кг с шестью приливами для анкерных болтов. На станине 3
установлены две пары подшипников, из которых одна пара 4 за-
креплена неподвижно, а вторая пара 5 может перемещаться в го-
ризонтальной плоскости посредством скольжения букс по на-
правляющим станины Положение подвижных подшипников 5
определяется пружинным амортизатором 6.
л Валы 7 и 8, средняя часть которых имеет квадратное сече-
цие, установлены на подшипниках 4 и 5. Концы вала 7 консоль-
до выходят за пределы подшипников и имеют шпоночные ка-
навки. Вал 8 имеет один консольный конец
Каждый валок 2 представляет собой сборную конструкцию
состоит из восьми дисков, соединенных между собой пятью
i Стяжными болтами.
г Диски литой стали 2 в центре имеют квадратное отверстие
по периферии окружности по десяти радиально расположен-
|,йых пазов. В этих пазах закрепляются сменные стальные ножи/.
И В движение валки приводятся от электродвигателя мощно-
гртью 14,5 кет 960 об/мин, который черев ременную передачу
’Прередает движение шкиву приводного вала 9. На приводном ва-
'лу насажена стальная цилиндрическая шестррня, имеющая число
.рубьев z = 80 и модуль т=15. Эта шестерня находится в за-
цеплении с шестерней с числом зубьев z = 20 и модулем т = 15,
насаженной на один из консольных концов вала 7. На другом
конце вала 7 насажена стальная шестерня, имеющая число
Рис 50 Г лиродробильные зубчатые валки конструкции Короткова
Оборудование дробильные цехов
8»
зубьев г — 45 и т = 23 с удлиненным зубом высотой 70 мм.
На1 конце вала 8 насажена шестерня, имеющая число зубьев
z=15 и т = 23 с удлиненным зубом, которая находится в за-
цеплении с шестерней z=45.
Благодаря такому сцеплению валки при работе дробилки вра-
щаются навстречу друг другу, подающий валок при этом дела-
ет 20 об/мин, а дробящий 60 об/мин.
; Подача кусков глины на валки производится через загру-
эочную воронку 10. Дальше она поступает на вращающиеся
Ч валки и попадает под ножи дробящего валка.
Й Раздробленные ножами куски глины, размером меньше щели
Между валками, проваливаются вниз, а более крупные куски по-
[1, Падают на валки и раздавливаются ими. Большие куски, кото-
рые не могут быть захвачены валками, остаются между валка-
и подвергаются дробящему действию ножей.
Цк 1 При попадании в валки крупных кусков глины или инород-1
Ив* ;'£ых тел усилие нажима валков возрастает, буксы с подшипни
г ками 5, действуя на пружины амортизатора, отойдут в сторону
и и тем самым увеличат щель между валками.
К» ’ | Для очистки дисков валков от налипающей глины под вал-
|к ^ами установлены специальные скребки 11. Устройство скребков
® простое: они состоят из насаженных на ось оправок, на которых
^Закреплены сменные ножи.
BeL Производительность валковой дробилки с диаметром 680 мм:
ИЬ составляет до 14 т/час Вес валковой дробилки 5,6 т
Kgk,. Удачное решение привода имеет дробилка с диаметром вал-
удов 1200 мм конструкции Короткова (рис. 50). Отличительной
НЙфсобенностью этой дробилки является то, что каждый из вал-
Щшеов 1 и 2 вращается от отдельного электродвигателя 3 и 4 по-
^ИЬредством текстропной передачи 5 и редуктора 6. Электродви-
1Щ№атель 3 быстроходного валка 1 имеет мощность 40 кет
jbI- j000 об/мин, а электродвигатель 4 тихоходного валка 2 имеет
«щшощность 7,5 кет 1000 об/мин Глинодробилка работает с не-
^^Ирначительным числом часов простоя, в работе надежна, имеет
^Ишроизводительность до 25 т/час. Может быть рекомендована для
J^Hocex заводов и особенно работающих в условиях Урала. Вес
т.
7. ГЛИНОСТРОГАТЕЛЬНАЯ МАШИНА — СТРУГАЧ
Стругач предназначается для предварительного дробления
^ИкКрупных кусков глины.
I" Юн (рис. 51) совмещает операции дробления и питания, чго
ЯЦявляется преимуществом этой машины.
Ду Режущий диск стругача 1 с закрепленными на нем острыми
ножами 2 может производить дробление глины сухой, влажной
w и мерзлой.
90
Оборудование дробильных и помольных цехов
При работе с глиной, содержащей твердые включения, стру-
ган по причине поломки ножей часто выходит из строя.
При обработке мерзлой глины резко снижается производи-
тельность стругана, ножи скоро притупляются.
Рнс. 51, Стругач с горизонтальным режущим диском
Режущий диск стругана обычно изготавливается горизон-
тальным и вращается на оси 3, неподвижно закрепленной в ста-
нине 4. Число оборотов диска от 12 до 15 в минуту. Насажен-
ный на верхнюю часть оси 3 упорный шарикоподшипник 5
находится в головке 6, при помощи которой диск 1 опирается
на ось. С нижней стороны к диску 1 болтами прикреплен второй
диск с большой конической шестерней 7. Эта шестерня нахо-
дится в зацеплении с шестерней 8, насаженной на горизонталь-
ный приводной вал 9, на котором находится холостой и рабо-
чий шкив. Глина поступает в стругач сверху и конусом 10 направ-
ляется к режущим норкам диска. Строжка глины производится
во время вращения диска, глина при этом задерживается во-
семью неподвижными радиально расположенными перегород-
ками И, закрепленными на верхнем кожухе 12.
Образовавшаяся глиняная стружка проваливается через от-
верстия в диске и поступает на нижний диск большой кони-
ческой шестерни 7. Удаление глины с диска производится че-
рез вырез в нижней части кожуха 13, перед которым установ-
лен скребок 14, направляющий стружку глины к выходному
отверстию. ।
Оборудование дробильных цехов
91
Производительность глинострогательной машины до 20 т!час.
Потребляемая мощность 25 кет. Вес 7,2 т.
8. ГЛИНОРЕЗНАЯ МАШИНА С ВЕРТИКАЛЬНЫМ РЕЖУЩИМ
ДИСКОМ
На Семилукском заводе .и Боровическом комбинате работают
(рис. 52) глинорезные машины конструкции В. И. Гершковича.
Рис. 52. Глинорезная машина конструкции Гершковича
ЗИк. Эта глинорезная машина от ножевых глинорезных машим
ДВ*стругачсй>> отличается значительно большим числом оборотов
Жрежущего диска 1, который делает 540 об/мин, в то время как
«стругачи» делают 12 -ь 15 об/мин.
Диск 1 диаметром 1250 мм, изготовленный из листовой стали
толщиной 30 мм, закрепляется на стальной втулке, и после
проверки на лоботокарном станке насаживается на горизон-
1
92
Оборудование дробильных и помольных цехов
тальный вал 2, который установлен в подшипниках 3 с брон-
зовыми вкладышами. На этом валу установлены маховик 4
и шкивы 5 и 6. Электродвигатель 20,5 кет при помощи ремня
через шкив 5 приводит во вращение вал 2. От второго шки-
ва 6 через промежуточный вал 7 и червячную пару 8 и 9 при-,
водится во вращение барабан питателя 10. Барабан питателя
может иметь и самостоятельный привод от двигателя через ре-
дуктор. На диске / радиально закреплено болтами шесть сменных
ножей 11, изготовленных из листовой стали толщиной 16 мм,
при помощи которых и производится дробление глины.
Глина загружается в воронку 12 и барабаном питателя по-
дается к рабочему диску 1. Барабан имеет рифленую поверх-
ность. Для предотвращения разбрасывания глины и пыления при
дроблении диск, барабан питателя и загрузочная воронка за-
крыты прочным металлическим кожухом 13, который изготав-
ливается из листовой Ст. 3 толщиной 16 мм. Подшипники
вала 2 установлены на опорах 14 сварной металлоконструкции.
Вся машина установлена на металлической раме 15.
Раздробленная глина под действием ударов ножей выбра-
сывается через находящееся в нижней части кожуха отверстие
и передается для дальнейшей переработки. Налипшая на вну-
тренней части кожуха глина счищается скребками 16 и 17. Об-
щий вес машины 1,5 т. Машина может дробить куски глины лю-
бого размера.
Крупность дробленой глины меняется в зависимости от се
влажности. При дроблении более сухой глины получается боль-
шой отход мелочи. Дробленая глина в основном имеет размеры
30-1-40 мм и только незначительное количество 60-е 70 мм.
Производительность машины при дроблении мерзлой глины
составляет 15 — 20 т[час при расходе мощности около 30 квт-ч.
Для длительной работы на мерзлой глине при полной нагрузке
машины необходимо увеличивать мощность двигателя.
В весенний период года, когда глина «раскисает», машина
может производить дробление, но при этом бывают остановки
ее вследствие необходимости очистки от налипающей глины,
особенно у выгрузочной течки.
В летнее время при дроблении глины в глинорезной машине
получается большое пылеобразование. В этом1 случае, вслед-
ствие большого числа оборотов диска, внутри машины со-
здается положительное давление и пыль выбрасывается в рабо-
чее помещение. Это является основным недостатком машины
Во избежание запыленности помещения необходимо прово-
дить тщательную герметизацию машины и увлажнять пересох-
шую глину. Производительность машины при питании глиной
нормальной влажности составляет 35 т/час.
ГЛАВА 2
ОБОРУДОВАНИЕ ПОМОЛЬНЫХ ЦЕХОВ
1. ШАРОВЫЕ МЕЛЬНИЦЫ
Общие сведения о шаровых мельницах
Шаровые мельницы нашли широкое распространение в огне-
упорной промышленности для тонкого и мелкого измельчения
шамота, глины, кварцита, магнезита, доломита.
Широкое применение шаровых мельниц объясняется просто-
,',той их устройства, легкостью обслуживания и возможностью
’ получения материала желаемой тонины помола. Применение
мельниц особенно рационально при измельчении кусков мате-
, риала до предела от 3 мм и до самой тонкой фракции.
' Работа шаровых мельниц основана на принципе дробления
Lматериала при ударе свободно падающих внутри барабана ме>-
^’лющих тел.
| “ Шаровая мельница представляет собой металлический футе-
Грованный изнутри и закрытый с торцов днищами барабан, ко-
I уорый примерно на 1/3 по высоте диаметра наполняется мелю-
в'щими телами и измельчаемым материалом *. Благодаря силе
«^Трения, возникающей под действием центробежных сил при
ивращении барабана, мелющие тела увлекаются стенками бара-
|‘бана и поднимаются на определенную высоту. Достигнув опре-
> ’деленной высоты мелющие тела вместе с материалом падают
L’k при ударах измельчают загруженный в мельницу материал.
Мельницы, в зависимости от их назначения, различаются по
«"’форме барабана, по способу выпуска готового продукта, по ха-
крактеру мелющих тел, по способу работы и по роду помола.
L Типы шаровых мельниц показаны на рис. 53.
|? По форме барабана мельницы выполняются цилиндриче-
юскими, как показано на рис 53, а, б, г, или коническими,
Крис. 53, в. Конические мельницы в огнеупорной промышленности
»,почти не применяются. Мельницы с цилиндрическими бараба-
рйами, в свою очередь, подразделяются на короткие а и б и
, 1 Мелющими телами в большинстве случаев являются металлические или
кремневые шары, металлические стержни и разнообразной формы небольшие
стальные тела (цилиндрики, кубики и т. п.), называемые цильпебсами.
94
Оборудование дробильных и помольных цехов
длинные г. Первые в практике известны под названием соб-
ственно шаровых мельниц, вторые называются трубными, хотя
Рис. 53 Типовые схемы шаровых мельниц
а — периодического действия; б — с периферийной разгрузкой: в — коидческая,
г — трубная
в тех и других мельницах мелющие тела могут иметь одинако-
вую форму. Отношение диаметра барабана к длине в шаровых
мельницах равно 1 1,9; в трубных от 1/3 до 1/6.
По способу выпуска готового продукта цилиндрические
мельницы выполняются с выходом измельченного материала
через полую цапфу (см. рис. 53, г)* и с периферийной разгруз-
кой (см. рис. 53,6).
По характеру мелющих тел различают мельницы, загружае-
мые стальными шарами и другими короткими стальными тела-
ми (цилиндрики, кубики и т. п.), и мельницы, загружаемые
металлическими стержнями, отчего эти мельницы получили на-
звание стержневых. При работе мельниц в лабораторных усло-
виях, а также в случаях, когда недопустимо загрязнение измель-
чаемого материала истирающимся при работе шаров металлом,
помол осуществляется кремневой галькой или фарфоровыми
шарами. При этом футеровка барабана мельницы также долж-
на быть выполнена из кремния.
Шаровые мельницы с кремневой футеровкой в производ-
стве огнеупоров не применяются, за исключением случаев при-
менения небольших мельниц периодического действия. Приме-
няемые в огнеупорной промышленности шаровые мельницы
имеют металлическую футеровку. Трубные мельницы в отдель-
ных случаях выполняются с кремневой футеровкой.
По способу работы различают мельницы непрерывного дей-
ствия (см. рис. 53, б, в, г), к которым относятся все промышлен-
ные мельницы, и мельницы периодического действия (см.
рис. 53, а), применяемые преимущественно в лабораториях,
в полупромышленных установках, а также при производстве
специальных добавок.
Загрузка мельниц периодического действия производится
через люк, который после загрузки плотно закрывается. Мель-
Оборудование помольных цехов
95
ница затем пускается в ход и спустя некоторое время останав-
ливается. Измельченный материал из мельницы высыпается
через загрузочный люк, который открывается после остановки
мельницы.
Мельницы делятся также на работающие по открытому или
замкнутому циклу. При работе мельниц по открытому циклу
весь выходящий из мельницы материал направляется в произ-
водство для последующей переработки. При работе мельницы
по замкнутцму циклу вышедший из мельницы измельченный
материал подвергается рассеву. При этом материал тонкой
фракции помола направляется в производство, а более крупный
материал возвращается в мельницу для повторного измельчения.
По роду помола различают мельницы сухого и мокрого по-
мола. Почти все мельницы, работающие в огнеупорной про-
мышленности, сухого помола.
•, Принцип работы шаровых мельниц, (рис. 54), состоит
в следующем: вращающийся барабан мельницы увлекает ра-
бочие тела, которые под действием силы трения поднимаются
' на некоторую высоту, а затем падают и при свободном падении
Л ударным воздействием измельчают находящийся в мельнице
' материал. Таким образом, главная работа при измельчении Ma-
s', териала производится ударным воздействием свободно падаю-
щих шаров. Схема движения крайнего внешнего ряда шаров
показана на рис. 55, а.
В действительности движение шаров происходит несколько
'сложнее из-за возможности скатывания шаров (рис. 55,5) или
Скольжения их по поверхности барабана. Скатывание шаров
’сопровождается истиранием как самих шаров, так и мелких
,Кусков материала, попадающих между ними. Влияние истира-
fc йия практически незначительно, так как истиранием произво-
ЛУ'Дится только около 2% работы измельчения. При увеличении
скорости вращения мельницы влияние скольжения и истирания
А уменьшается. При большой загрузке мельницы шарами исти-
Ж ранне усиливается.
Я Размеры кусков загружаемого в мельницу материала жела-
ж, тельно иметь не более 25 мм, так как чем меньше будут раз-
ЗКМеры кусков исходного Материала, тем рациональнее работа
ЗмМельницы.
Ж; Подбор диаметра мельницы и размеров шаров производится
в зависимости от твердости измельчаемого материала и его
V,'- крупности. Так как при крупном и твердом материале удары
> Шаров должны быть более сильными, вес шаров и высота их
падения должны быть большими, т. е. диаметры шаров и мель-
ницы должны выбираться большими.
96
Оборудование дробильных и помольных цехов
Для получения более мелкого
чивать большее время на процесс
применяются трубные мельницы
продукта необходимо затра-
измельчения. Для этой цели
Рис 54 Разрез шаровой мельницы.
1 — радиальные плиты 2 — торцевые бропевые пли
ты 3 — зазор между радиальными плитами, 4 —
шары 5 — первые сита 6 — контрольные сита 7 —
место возврата крупного материала 8 — коренной
В4Л 9 — конусная часть кол*уха 10 — ьылеотводя
щий патрубок
Преимущества шаровых мельниц по сравнению с другими
машинами, применяемыми для измельчения материалов
а) простота конструкции;
б) надежность в эксплуатации и безопасность в случае по-
падания случайных металлических тел;
в) хорошее перемешивание измельчаемого материала;
г) возможность получения желаемой тонины помола;
Оборудование помольных цехов
97
д) возможность измельчения материала различной твер-
дости.
Недостатки шаровых мельниц:
а) большой расход электроэнергии;
б) большие габариты и вес машины;
в) значительный пусковой момент;
г) сильный шум во время работы;
д) замазывание мельницы при влажном и, особенно, глини-
стом материале
a S
Рис 55 Схема движения шаров в мельнице
а — при нормальной работе, б—при скатывании шаров
Определение наивыгоднейших условий работы шаровой мельницы
Основными факторами, влияющими на процесс работы мель-
ницы, являются
а) число оборотов мельницы:
б) вес загрузки мельницы:
в) форма и размеры мелющих тел.
От этих факторов зависят наивыгоднейшие условия работы
мельницы, т. е. наивыгоднейшая расходуемая мощность и наи
болыцая производительность
Число оборотов мельницы
При малом числе оборотов барабана мельницы мелющие
тела поднимаются на небольшую высоту, а затем скатываются
вйиз или скользят по поверхности футеровки. При малом числе
оборотов полезная работа будет незначительной, так как из-
мельчение материала в этом случае будет происходить только
за счет его истирания.
Т В Г Байсоголов и П И Галкин
Оборудование дроби гьных и помольных цехов
При большом числе оборотов мелющие тела под действием
центробежной силы не смогут оторваться от стенок барабана
и будут вращаться вместе с ним. В этом случае никакого из-
мельчения материала происходить не будет.
Наименьшую скорость вращения, при которой не происходит
свободное падение шаров, принято называть критической,
а число оборотов, соответствующее этой скорости, критиче-
ским числом оборотов.
Очевидно, наивыгоднейшая скорость будет находиться в ин-
тервале между минимальной и критической скоростями, когта
мелющие тела часть своего пути будут проходить прижатыми
к стенке барабана и в тот момент, когда радиально направлен-
ная составляющая силы тяжести их достигнет значения центро-
бежной силы, они будут отрываться от стенки и падать подобно
свободно падающему телу Точка А (см. рис. 55, я), в которой
происходит отрыв мелющих тел от стенки барабана, называется
точкой отрыва, а соответствующие ей углы— углом поднятия
Ф и углом отрыва а. Очевидно, что наибольший эффект при ра-
боте мельницы будет в случае, когда угол поднятия <р будет
больше 90° и меньше 180°. а угол отрыва а больше нуля
и меньше 90°.
Движение мелющих тел после их отрыва от футеровки ба-
рабана происходит пол действием собственного веса, по законе
свободно падающего тела Скорость движения равна окруж-
ной скорости барабана. Форма траектории их движения будс’
соответствовать параболе В начале свободного движения шары
с уменьшающейся скоростью несколько поднимаются вверх,
а затем по параболической кривой с увеличивающейся ско-
ростью падают вниз Определяя окружную скорость барабана,
которая равна
г R п , .„
v = - - , (49)
где п — число оборотов мельницы, мин ,
R—радиус барабана мельницы, м,
и, зная уравнение параболической кривой, можно определить
наибольшую высоту подьема мелющих тел выше точки отрыва
А и координаты точки их падения — В.
Определение критического числа сбjporoa мельницы
При критическом числе оборотов шар (рис. 56) подни-
мется до точки отрыва А вместе с движущимся барабаном бла-
годаря тому, что радиальная составляющая силы тяжести ша-
ра до точки отрыва будет меньше центробежной силы В точке
отрыва эти две величины уравновесятся.
Как известно, центробежная сила равна
Р = m • а, (50)
Оборудование помольных цехов
99
где: т — масса шара,
а — центростремительное ускорение
Масса шара
g
151)
где: G—вес шара,
g — ускорение
ГДе:
v — окружная
кг,
силы тяжести, равное
9,81
м/сек2;
а
R
скорость движе-
ния шара, м 'сек,
R — расстояние от центра ба-
рабана до центра шара, м
} Если подставить значения
fl в формулу 50, то
= т
точке
G
Р.
G
а= —
R
отрыва
равнозначно действию
надо разложить на со-
ана
лы
Силу G
авлтющие касательную к окруж-
ти G2 и перпендикулярную к пей
По условию отрыва в точ-
А
получится
А влияние
(52)
веса
действия
Схема
ip в критической
точке А
дставляя вместо составляющей G)
GL — G • cos a,
е а —• угол
ла Р будет
отрыва,
равна
ее
значение
Р = G • cos а.
да cos а = , -
и
дставив в это выражение значение сипы Р, получим
cos a =
gRG
дставив в это выражение вместо v его значение
30
(54)
100
Оборудование дробильных и помольных цехов
где: п — число оборотов барабана мельницы, можно получить
окончательное значение cos а, равное:
л2 • R2 . п2 п2 • R
СОЗ а =--------------- ~ --------
30s • g . R 900
(55)
Эта формула выражает основную зависимость между ради-
усом мельницы, числом оборотов и углом отрыва. Зная число
оборотов п и расстояние от центра мельницы до центра тяже-
сти шара R и применяя эту формулу, можно найти угол отры-
ва шаров от стенок барабана.
С уменьшением числа оборотов мельницы п, а также
с уменьшением радиуса R для шаров, расположенных ближе
к оси вращения мельницы, cos а получает меньшее значение,
а, следовательно, и угол отрыва а увеличивается. Поэтому
шары, расположенные ближе к центру мельницы, отрываются
раньше. Из полученной формулы можно заключить, что угол
отрыва от веса шаров не зависит. Однако, если вместо радиуса
R подставить его значение, выраженное через диаметр мельни-
цы D и диаметр шара d, то вышеприведенная формула примет
вид:
D -d
2
900 1800
Из полученной формулы можно установить зависимость угла
отрыва а от веса шара G, но так как диаметр шара по срав-
нению с диаметром мельницы незначителен (величина диамет-
ра шара принимается не более 1/20 диаметра мельницы), то
в дальнейшем величина диаметра шара не будет принима'ться
в расчет.
В крайнем положении, когда шар будет находиться в самой
верхней точке барабана, не отрываясь от стенки барабана,
а = 0 и cosa=l. Это положение будет соответствовать кри-
тической скорости; формула в этом случае примет вид:
п1 • R
900 ’
(57)
тогда критическое число оборотов
30 ~ 42,4
V R V D
где R и D — внутренние радиус и диаметр барабана, м.
[[(58)
Оборудование помольных цехов
101
При выводе формулы не принято во внимание возможное
скольжение и скатывание шаров, поэтому действительное кри-
тическое число будет несколько отличаться от найденного.
Для более эффективной работы шаров при измельчении
материала ударами число оборотов шаровых мельниц должно
быть меньше критического.
Опытом установлено, что наивыгоднейшее число оборотов
шаровых мельниц составляет лишь 75% от критического, а по-
тому при определении наивыгоднейшего числа оборотов ша-
ровых мельниц, пользуются эмпирической формулой:
л = ^-- . (59)
При наивыгоднейшем числе оборотов мельницы внешний
ряд шаров будет иметь угол отрыва а = 54°40'. При этом угле_
отрыва обеспечивается наибольшая высота падения шаров и
наивыгоднейшая ударная работа шаров.
Правильность подбора числа оборотов мельницы можно
определить по форме износа шаров. При малой скорости шары
работают больше на истирание, чем на удары, и по мере изно-
са они приобретают плоскую форму.
Пример. Определить критическое и рабочее число оборо-
тов для шаровой .мельницы.
Внутренний диаметр мельницы D — 2700 мм.
Критическое число оборотов будет равно:
42,4 42,4 42,4
лкп =-------: --------------== — = 25,
₽ уЪ~ !>64
Рабочее число оборотов:
32 32 32 . п с
п = — =--------------=---------= 19,5.
V'D vZ2,7 ]’64
Загрузка мельницы
Загруженные в неподвижную мельницу шары при работе
располагаются концентрическими рядами от стенок барабана
к центру. Поэтому в мельницу очень важно загрузить такое ко-
личество шаров, чтобы при работе каждый ряд шаров совершал
движение по своей траектории, не сталкиваясь с шарами других
рядов. При этом обеспечиваются на'илучшие условия работы
шаров, и загрузка считается наиболее правильной.
Величину загрузки мельницы мелющими телами принято ха-
рактеризовать коэфициентом заполнения. Коэфициентом запол-
>02
Оборудование дробильных и п хмтльных цехов
нения <р называется отношение площади загрузки шарами попе-
речного сечения неподвижной мельницы Fi ко всей площади ее
сечения F. Схема заполнения мельницы показана на рис. 57.
Л
~ R-
(60)
Если взять отношение объема или веса загрузки к внутрен-
нему объему или весу внутреннего объема мельницы, полностью
заполненной мелющими телами, то получится тот же коэфициент
<? =- —5—
т к A’2 L - у
(61)
ваполнения
Рис. 57. Схема заполне-
ния мельницы
Для различных условий
где: G— вес загрузки, г,
я/?2 — площадь поперечного се-
чения барабана, яг,
L—длина барабана, м,
г — удельный вес мета'лла
шаров (для стальных ша-
ров 7 = 7,85 г/лт»),
и — коэфициент плотности за-
грузки, учитывающий пу-
нения может колебаться в пределах 0,2ч-0,4.
стоты между мелющими
телами; величина И колеб-
лется в пределах 0,55 -?
0,65.
работы мельниц коэфициент запол-
В практике принято загружать неподвижную мельницу ша-
рами так, чтобы уровень загрузки был ниже центра мельницы
не менее чем на % радиуса (см. рис. 57).
При а= —~ , коэфициент загрузки будет равен:
ф = 0,4.
Проф. Л. Б. Левенсон это значение рекомендует принимать
для наивыгоднейших условий работы стальных шаров в мель-
ницах.
Полный вес загрузки мельницы мелющими телами G при
принятом коэфициенте заполнения ф подсчитывается по фор-
муле:
G = - - Я2 - L ? - V Ц. (62)
Увеличение веса загрузки приводит к увеличению производи-
тельности шаровой мельницы, но зато удельная производитель-
ность {т!час на кет мощности) не только не растет, но даже
уменьшается.
О'юрцд >вание помольных цехов
Перегрузка мельницы шарами вредна, так как она приводит
к перерасходу электроэнергии и к ускоренному износу мелющих
тел и футеровки. При малом весе загрузки работа мельницы
ухудшается, так как становится заметным скольжение загрузки.
Материал, подлежащий измельчению, необходимо загружать
в определенных количествах с таким расчетом, чтобы при непо-
движной мельнице он заполнял все пустоты между шарами и
немного покрывал верхний слой шаров. Недостаточная загрузка
материала приводит к уменьшению производительности, а также
быстрому износу шаров и футеровки барабана вследствие уда-
ров шаров о футеровку.
Пример. Определить вес загрузки стальными шарами
диаметром 60—80 мм трубной мельницы размером 1,2X5 м при
коэфициенте заполнения ср = 0,2.
Принимаем значение коэфициента плотности и = 0,59 и под-
ставляем найденные числовые значения в формулу:
G = к R2L ? • т • р = 3.14 • 0.62 • 5 • 0,2 • 7,8 0,59 - 5,2 т.
Форма и размеры мелющих >ел
Стремление произвести измельчение материала при наилуч-
ших экономических показателях приводит к использованию раз-
нообразных по форме и размерам мелющих тел.
Размеры мелющих тел выбираются в зависимости от величи-
ны кусков поступающего в мельницу материала и его твердости.
Подбор мелющих тел для достижения наиболее экономичной
работы производится опытным путем с учетом свойств материа-
ла и диаметра мельницы.
При подборе величины шаров следует обратить внимание на
следующие особенности: шары небольшого диаметра, а следова
тельио и веса, не смогут дробить ударом крупные и крепкие
куски материала; шаров больших размеров, при принятом коэ
фициенте заполнения, будет недостаточно по количеству для за-
полнения мельницы, поэтому число ударов о материал резко
уменьшится, а следовательно, снизится и производительность
мельницы. Поэтому диаметр шаров для данной мельницы выби-
рают обычно по следующей формуле
(63)
где D — диаметр мельницы.
Следует учитывать, что с
пения диаметр шаров должен
Вопрос загрузки мельницы
оешать, исходя ив следующих
увеличением коэфициента запол-
уменыпаться.
шарами разных размеров надо
соображений
104
Оборудование дробильных и помольных цехов
Загрузка шаров равных диаметров нежелательна, так как
шары небольшого размера, заполняя промежутки между круп-
ными шарами, препятствуют нахождению в этих промежутках
измельчаемого материала, сами воспринимают удары больших
шаров и снижают эффективность ударной работы шаров. Одна-
ко, с другой стороны, для увеличения эффекта измельчения исти-
ранием желательно иметь шары разных диаметров, так как это
приводит к увеличению точек соприкосновения между шарами
и материалом.
Практически идут по некоторому среднему пути: загружают
разными шарами только вновь пускаемую мельницу, а затем до-
бавляют шары только большого размера.
В шаровых мельницах, применяемых в огнеупорной промыш-
ленности, употребляются стальные шары диаметром 40—130 мм.
Потребляемая мощность
Теоретическое определение необходимой мошности для рабо-
ты шаровой мельницы довольно сложно, поэтому при решении
этой задачи обычно пользуются эмпирическими формулами.
Затрачиваемая в мельнице энергия используется обычно: на
поднятие загрузки до определенной высоты, на создание кине-
тической энергии загрузки и на преодоление вредных сопротив-
лений.
При наивыгоднейшем числе оборотов мельницы наиболее
правильные результаты! для определения мощности дает следую-
щая формула: ___
N = с -G- УD л. с., (64)
где: G — вес мелющих тел, кг,
D—внутренний диаметр мельницы, м,
с — коэфициент, учитывающий род и форму мелющих тел
и коэфициент заполнения'-? .
Значение коэфициента с приводится в табл. 9.
Таблица 9
Мелющие тела Значение коэфициента с при коэфициенте заполнения ф, равном
0,1 0,2 о,з 0,4 0,5
Крупные Сталины: шары 11,9 11,0 9,9 8,5 7,0
Мелкие » » 11,5 11,2 10,6 9,5 8,2 6,8
Цильпебсы 10,0 9,2 8,0 6,0
Кремневая галька 13,3 12,3 11,0 9,5 7,8
Оборудование помольных цехов
10&
ь С изменением числа оборотов мельницы пропорционально из-
меняется и расходуемая мощность. При расчетах расхода мощ-
ности мельниц с рифленой футеровкой мощность необходимо
в. увеличивать до 10%. В случае измельчения очень твердых мате-
Ц риалов расход мощности также должен быть увеличен
Ж на 5—10%.
Приведенная формула не учитывает также расхода энергии
ж на преодоление сопротивлений в передаточном механизме.
Ж Действительный ра1сход энергии будет выше полученного по
S® формуле на величину, учитываемую коэфициентом полезного
В действия приводного механизма. Во многих случаях эта раз-
ж ница составляет 10% от полученного по формуле значения мощ-
W ности.
Ш При работе шаровой мельницы наибольшее количество энер-
» ГИИ (до 80%) затрачивается на поднятие загрузки. Расход энер-
д| гии при холостом ходе, а также при значительной недогрузке
Ж материалом уменьшается незначительно, поэтому мельница всег-
® Да должна работать с полной нагрузкой.
Ж Производительность мельницы
W' Производительность мельниц зависит от следующих факте-
уЖров: физико-механических свойств и крупности кусков измель-
«Кгаемого материала, равномерности и интенсивности питания,
ДВЬонкости помола, веса, формы и размера мелющих тел, числа
Жуборогов мельницы и др. При равных прочих условиях произ-
Игаодительность мельниц будет зависеть также и от размеров мель-
Ш’циц (диаметра и длины).
1К Ввиду сложности учета взаимодействия и отсутствия возмож-
®'ИЮсти установления закономерности влияния указанных факто-
дЬов на определение производительности мельницы, теоретиче-
зКккой формулы для определения производительности вывести не
W удалось.
{При выборе мельниц по признаку их производительности не-
Э|димо руководствоваться практически достигнутыми цифра-
ука'зываемыми в каталогах заводов-изготовителей, или
ьзоваться приближенными экспериментальными формулами
[ример, производительность мельниц диаметром барабана
—2,7 м равна от 4 до 10 т/час.
Цля получения тонкого помола материала при максимальном
эльзовании производительности шаровой мельницы питание
должно производиться материалом возможно меньшей кус-
атости. Опыт показал, что при уменьшении размеров кускоз
аваемого материала производительность резко возрастает,
гериал с размером кусков выше 20—30 мм в мельницу по-
ддавать не следует. В случае необходимости измельчать более
J' )6 Оборудование дробильных и помольных цехов
крупный материал целесообразно установить вторую ступень
дробления.
Практикуемая в отдельных случаях загрузка мельниц мате-
риалом в кусках величиной до 50 мм и выше может быть объяс-
нена только лишь наличием резерва производительности мель-
ниц и некоторыми затруднениями с иолучением дроблёных ма-
териалов в кусках менее 30 мм.
Конструкции шаровых мельниц
Мельницы периодического действия
Мельница периодического действия (рис. 58) представляет
собой клепаный или сварной из листовой стали барабан 1, за-
крытый с торцов стальными или чугунными днищами 2. В цен-
тре днищ 2 закреплены цапфы 3, которые устанавливаются в
Рис. 58. Шаровая мельница периодического действия
подшипниках 4. В барабане имеется люк 5, служащий для за-
грузки мельницы материалом и мелющими телами. Мелывица
может быть пущена в ход только после закрытия люка. Раз-
грузка мельницы по окончании помола производится через этот
же люк. Во избежание выпадания из мельницы при разгрузке
мелющих тел на отверстие люка устанавливается металлическая
сетка.
Мельница приводится во вращение от индивидуального дви-
гателя через редуктор, фрикционную муфту и пару зубчатой пе-
редачи или же (см. рис. 58) через ременную передачу и пару
зубчатых колес.
Оборудование помольных цехов
К Фрикционная муфта путем постепенного ее включения пов-
' - воляет облегчить в момент пуска преодоление силы инерции
К. мельницы и снизить таким образом перегрузку электродвигателя.
№. Привод мельниц от трансмиссии через ременную и зубчатую пе-
К редачу, при установке нескольких однотипных мельниц и пооче-
Н редком включении их в работу, позволяет иметь небольшой за-
№ пас мощности в общегрупповом двигателе.
И Мельницы периодического действия вследствие их низкой
К; производительности не получили широкого распространения в
огнеупорной промышленности и используются только в лабора-
ЯЁ ториях и установках, где требуется тонкий помол материалов,
Ле загрязненный металлическими примесями. Для обеспечения
Я| ‘ второго условия футеровка мельницы производится кремневыми
плитами, а мелющими телами служит кремневая галька.
Производительность мельницы будет зависеть от объема ра-
Я№ зовой загрузки материала и продолжительности помола. Про-
Яю' должительность помола контролируется по времени или по счет-
чику оборотов.
Яг Основные данные о мельницах периодического действия .при-
Як ведены в табл. 10.
Таблица 10
Показатели Емкость, л
170 415 4000 5700
Число оборотов барабана, мин. . . . 45 40 21 17,5
Диаметр и ширина шкива, мм . . . 8С0х 100 1000x100 1038x160 1400x 175
Потребная мощность, кет 0,75 1,5 10 12
.Габариты, мм:
высота 1460 1090 2585 3135
длина 1310 1750 4160 4000
ширина 1160 1000 2690 3200
Общий вес (без футеровки), кг . . . 650 810 4600 6050
Шаровые мельницы с периферийной разгрузкой '
Шаровые мельницы непрерывного действия с периферийной
)И|₽азгрузкой на заводах огнеупорной промышленности получили
|Ик;Наиболыпее распространение для помола материалов средней
Як:Твердости: шамота, магнезита и частью сухой глины. Помол твер-
Якдых материалов: кварцита, корунда и т. п., на таких мельницах
ЯВ производить нельзя. Шаровые1 мельницы непрерывного действия
пРим'еняются в случаях, когда в результате помола необходимо
в получить не менее 30—45% материала с фракцией помола ме-
Разрез I-J
-4М
110 Оборудование дробильных и пэшльных цехов
нее 0,5 мм. У этих мельниц короткие барабаны, по периферии
барабана натянуто металлическое сито Загрузка шаровой мель-
ницы материалом производится непрерывно через конусную во-
ронку, установленную в одной из торцевых стенок барабана.
Разгрузка измельченного материала, так же как и загрузка,
происходит непрерывно через нижнюю коническую часть кожуха
мельницы, куда попадает измельченный в мельнице материя.,
после просеивания в цилиндрическом сите барабана
Общий вид шаровой мельницы с периферийной разгрузкой
и с ременным приводом, изготовленной одним из машинострои-
тельных заводов, показан на рис 59
Однотипная шаровая мельница, изготовленная Центральными
механическими мастерскими комбината «Красный керамик», по-
казана на рис 60
Шаровая мельница со снятой верхней частью кожуха пока
зама на рис 61 Мелющими телами шаровых мельниц служат
стальные шары
Барабан мельниц (см рис. 60) состоит из двух стальных
торцевых дисков 1 и комплекта радиальных броней 2, закре <
Рис 61 Шаровая мьльница <о снятым верхом
кож} ха
ленных между дисками 1 Диски барабана 1 с внутренней сю
роны облицованы броневыми плитами 3
Количество устанавливаемых радиальных броней 2 Bcerja
четное и равно от 6 до 14 К ТО| цевым дискам брони крепятся
болтами Брони располагайся уступами и образуют по-
Оборудование помольных цехов
верхность барабана Направление вращения барабана и рас
положение уступов брони должно сочетаться таким образом,
чтобы шары при вращении мельницы могли свободно ска
। тываться с одной брони на другую Направление вращения ба
рабана на рис 59 пока'зано стрелкой При таком вращении подъ-
X ем шаров обеспечивается только за счет центробежной силы
> Вращение мельницы в обратном направлении приводит к рез
«кому снижению или даже к полному поекращению производи
®|Тельности мельницы, так как шары будут задерживаться ч i
Жуступах плит, падать будут несвоевременно, часть их будет про
выливаться в зазоры между плитами и рвать сита
Дд Чертеж радиальной брони показан на рис 62,а и б В ме
Ждкях- подвергающихся наибольшему износу, бронеплиты вьппол-
Ддяются более толстыми В радиальных плитах для удаления из
шжел ьче ,н но го материала делается несколько рядов отверстии
ЖЖо избежание забивания эти отверстия уширяются к выходу
ИаЦверстия могут быть круглыми и овальными, продолговатыми
Якадследние целесообразно делать в плитах, металл которых при
Ныарах шаров подвергается наклепу, отчего круглые отверстия
Щклит быстро уменьшаются в сечении
Be Если мельница работает без сит, молотый материал, прохот
ЯКерез отверстия радиальных броней, попадает непосредствен i
ЯБ коническую часть кожуха1 4 (см рис 60) При наличии одно
^ндных или двухрядных сит, укрепленных на барабане, матс-
^Нвал просеивается через сита 5 По техпологическт м соображе
Явям работа мельниц без сит не рекомендуется
В случае установки твух сит, первое сито изготовляется из
ИВктового металла со штампованными отверстиями Диаметр от
^Ивстий эюго сита меньше диаметра отверстий радиальных бро
1ИИВ. Это сито служит для злдержания наиболее крупных шетин
^Ниериала и облегчает работу второго сита, его нагрузку, пре
Ч^Йраняя от преждевременного износа Второе сито имеет отве^
ддйя, размер которых соответствует необходимой тонине помол i
йИилержаннын ситами крупный материал при вращен’ ч
^^Ипьницы поднимается на некоторую высоту и через шели 6,
|^Жкду радиальными бронями, возвращается в барабан для по'
^Июного размола
ЯИЬ|Нижняя воронкообразная часть металлического кожуха
и^Вана пс зге ля^т сч бирать молотый материал, который в далт
поступает для последующей технологической перера
Для обеспыливания работающей мельницы и удаления водя-
t паров, образующихся в процессе измельчения материала,
верхней части барабана устанавливается специальный
рубок.
8 В Г Байсоголов и П И Галкин
Рис 626 Составная радиальная бронь шаровой мельницы
L
114
Оборудование дробильных и помольных цехов
Подача материала в мельницу производится через загрузоч-
ную воронку 7 и полую втулку 8. Внутри полой втулки имеются
направляющие лопасти 9, устанавливаемые таким образом, что-
бы находящиеся внутри мельницы шары и измельчаемый мате-
риал не могли выпасть наружу.
Барабан мельницы, установленный на втулках торцевых
дисков на сквозном 'коренном горизонтальном валу, закрепляет-
ся шпонками. Втулки к торцевым дискам крепятся болтами.
Коренной вал мельницы укладывается в подшипниках, уста-
навливаемых на монолитном фундаменте, и приводится во вра-
щение от двигателя через ременную передачу с рабочим »
холостым шкивами и пару зубчатых колес, или через редуктор
и зубчатую передачу. Во вновь выпускаемых мельницах ремен-
ная передача заменена редуктором.
Учитывая динамические удары и наличие больших вращаю-
щихся масс, в привод мельниц обязательно должно быть вклю-
чено упругое звено в виде гибкой передачи или эластичной
муфты.
В этих случаях хорошо зарекомендовали себя муфты с паль-
цами, работающие в резиновых или кожаных втулках. Муфта по
отношению к мощности двигателя выбирается с большим запа-
сом прочности.
При выборе направления вращения барабана с зубчатой пе-
редачей следует отдать предпочтение направлению вращения,
при котором зубья малой шестерни передают усилие на зубья
большой шестерни вверх. В этом случае при остановке мельни-
цы уменьшается возможность возникновения ударов от само-
произвольного поворота мельницы.
Шестерни надо изготовлять стальными- малые — коваными,
большие — литыми. Во избежание заклинивания зубьев шесте-
ренной передачи от их нагревания при работе зазор между
ними должен быть не меньше 0,25—0,5 чм.
Наиболее изнашивающимися элементами мельниц являются
мелющие тела, брони (радиальные и торцевые) и детали приво-
да (зубчатые колеса). Замена этих деталей составляет одну
из главнейших элементов эксплуатационных расходов.
Поэтому при эксплуатации мельниц необходимо обращать
главное внимание на правильный выбор размера шаров, кото-
рый зависит от величины и крепости измельчаемого материала,
а также на качество материала, из которого они изготовлены,
так как от этого зависит их износоустойчивость.
Шары изготовляются литыми, коваными и штампованными
мз высокоуглеродистой и легированной стали (марганцовистой
м хромистой). Наиболее износоустойчивыми являются кованые
шары из легированной стали Содержание марганца в шарах
Оборудование помольных цехов
115
из марганцовистой стали должно быть меньше 2 или больше 6°/о
При содержании марганца от 2 до 6% сталь получается
хрупкой
Основные показатели стальных шаров в зависимости от их
диаметров приведены в табл 11
Таблица 11
Диаметр сталь- ных шаров W и Вес 1 шара кг Вес шаров в мз заполнения кг Количество шаров в 1 m шт Коэфициент плотности
40 0,26 4760 3800 0,61
50 0,51 4708 1965 0,60
60 0,89 4660 1120 0.595
80 2,П 4620 460 0,59
100 4,12 4560 240 0,58
125 8,04 4326 120 0,57
Износ шаров на тонну готовой продукции определяется взве-
шиванием загруженных шаров до начала работы мельницы и
после выпуска определенного количества молотого материала.
Полученная разность весов в килограммах делится на количе-
ство выпущенной продукции в тоннах, и таким образом опре-
деляется удельный расход шаров Для разных условий работы
мельницы удельный расход шаров колеблется в пределах ог 0,3
до 0,9 кг/т.
Торцевые и радиальные броневые плиты предназначены для
предохранения барабана мельницы от ударного и истирающего
действия шаров. Применяемые на огнеупорных заводах произ-
водственные шаровые мельницы футеруются броневыми плитами
из марганцовистой стали с содержанием марганца 12—14%.
Износ металлических плит на тонну размолотого материала ра-
вен примерно 0,1 кг.
Стремление удешевить расходы на замену броневых плит
привело к решению делать радиальные плиты составными или
с накладными плитами. На заводе «Серп и молот» освоено про-
изводство составных радиальных плит из двух частей ,по длине 1
(см. рис 62, а. б)
При износе накладных плит приходится заменять не все ра-
диальные брони, а только съемные плиты, которые составляют
не более 30% общего веса плиты.
1 Прн этом наиболее изнашивающаяся часть сменяется до трех раз,
тогда как наиболее сложная по изготовлению часть продолжает работать
без смены
116
Оборудование дробильных и помольных цехов
Накладные плиты могут изготовляться в виде одной плиты
на всю длину брони. Можно футеровать броневую плиту От-
дельными более короткими накладками.
Торцевые диски мельниц изготовляются сварными и клепа-
ными из листовой стали или из литой стали.
Коренной вал изготовляется кованым из углеродистой кон-
струкционной стали. При механической обработке валов очень
важно строго выдерживать нормы радиусов галтелей. Несоблю-
дение этого правила в ряде случаев приводило к быстрой по-
ломке новых валов.
Технические характеристики шаровых мельниц приведены
в табл. 12.
Таблица 12
Размеры мельниц (диаметр и длина) м Число оборотов лсин Вес загрузки m Диаметр шаров мм Достигнутая произво- дительность в т/час при помоле шамота при сите с отверстиями в 3 мм
1,3x0,8 28 0,55 80—110 3,5
1,5x9,9 26 0,8 80—120 5,5
2,55x1,28 22 1,35 80—130 7,5
2,7X1,45 21 1.8 80—130 9,5
2. ТРУБНЫЕ МЕЛЬНИЦЫ
Если требуется получить помол очень тонкой фракции без
применения особых просеивающих устройств, прибегают к уста-
новке трубной мельницы Необходимая тонина помола при этом
обеспечивается длительным пребыванием материала в мельнице
под действием мелющих тел.
Трубная мельница (рис. 63) состоит ив стального сварного
или клепаного цилиндра 1, футерованного внутри броневыми
плитами, защищающими его от непосредственного воздействия
мелющих тел. Длина цилиндра в 3—6 раз больше диаметра.
Цилиндр с торцов закрыт крышками 2, которые имеют по
лые цапфы 3, опирающиеся на подшипники 4. Через одну из
цапф производится непрерывная подача материала в мельницу,
а через вторую — выдача молодого продукта. У некоторых мель-
ниц разгрузка производится не через цапфу, а через щелевые
отверстия в крышке мельницы. В этом случае происходит по-
стоянная выдача молотого материала в разгрузочную воронку
кожуха 6 через решетку 5 и отверстия в крышке 2. Устройство
щелей в крышке показано на рис. 63 отдельно.
118
Оборудование дробильных и помольных цехов
Сверху кожух имеет патрубок для обеспылива'ния (рис. 64).
Мельница устанавливается горизонтально. Общий вид мельницы
с кожухом и патрубком для удаления пыли показан на рис. 64.
В качестве мелющих тел применяются металлические шары
или шары и цильпебсы в форме небольших стальных цилиндрн-
Рис 64 Внешний вид трубной мельницы
ков, кубиков и др. Металлические стержни для равмола огне-
упорных материалов не применяются.
В случае, когда в цилиндре отсутствуют поперечные перего-
родки, мельница является однокамерной в отличие от многока-
мерных мельниц, имеющих перегородки. При наличии одной пе-
регородки, делящей мельницу на две камеры, мельница назы-
вается двухкамерной; при наличии двух перегородок — трех-
камерной и т. д.
В огнеупорной промышленности используются одно- и двух-
камерные трубные мельницы.
При наличии у мельницы двух и более камер обеспечивается
более экономичная работа, так как в процессе измельчения
Оборудование помольных цехов
119
материал более тонкой фракции отделяется от более крупного
материала и через отверстия перегородок поступает в следую-
щую камеру. Производительность мельницы при этом воз-
растает.
На заводах динасовых изделий употребляются двухкамерные
мельцицы. При помоле шамота часто ограничиваются однокамер-
ными мельницами.
Трубные мельницы могут работать по сухому и мокрому
способу. Распространенным в промышленности способом являет-
ся сухой.
Загрузка камер мельницы мелющими телами производится
через люки, устанавливаемые в корпусе мельницы. Размер лю-
ков должен быть согласован с размерами футеровочных плит.
Рекомендуемые размеры люков 380 X 510 мм. Наименьшие до-
пустимые размеры люков 330 X 460 мм.
У многокамерных мельниц в первую камеру по ходу процесса
помола загружаются шары большего диаметра, а в последую-
щие камеры—меньшего размера. Размеры шаров устанавли-
ваются в зависимости от крупности и твердости поступающего
в камеру материала и от диаметра мельницы. Количество за-
гружаемых шаров определяют по ранее приведенной формуле.
На отдельных заводах огнеупорной промышленности футе-
ровка второй камеры мельниц выполняется из кремневых плит,
так как они оказываются более износоустойчивыми на исти-
рание.
Длина камер мельницы разная: первая камера обычно короче
второй, так как при одинаковой скорости движения материала
в мельнице для более тонкого помола требуется больше времени.
Крепление футеровочных плит к корпусу производится бол-
тами с головками впотай со стороны брони. Гайка находится с
* наружной стороны барабана. Плиты укладываются вр,азбежку
в шахматном поряд-
ке. Для уменьшения
) шума между футе-
! ровной и корпусом пл,„.1.„ггД „„...1^
« барабана рекомен- vy///z™и"'1*
S' дуется укладывать а g gт
деревянную про-
у кладку или старую Рис- 65 ф°рмы броневых плит
' изношенную транс-
портерную ленту. На случай расширения плит при работе меж-
। ду отдельными плитами футеровки нужно оставлять зазоры
| в 5—6 мм.
1 Форма металлической футеровки не одинакова. Так, первую
камеру рекомендуется футеровать волнистыми плитами, обеспе-
Оборудование помольных цехов
121
<щва!рщими лучший подъем более тяжелых шаров. Остальные
камеры лучше футеровать гладкой футеровкой.
Отдельные формы футеровочных плит и способ крепления
их болтами показаны на рис 65, а, б, в.
Чертеж междукамерной перегородки показан на рис. 66.
Регулирование тонины помола в трубной мельнице можно
производить за счет изменения количества и размеров кусков
подаваемого материала, а также изменением размера диаметра
шаров. Применительно к свойствам измельчаемого материала
междукамерные перегородки переставляют по длине барабана.
„ Изменение длины камер позволяет регулировать гранулометри-
г веский состав конечного продукта.
L > С уменьшением подачи материала и величины подаваемых
I Кусков тонкость помола повышается. При увеличении диаметра
шаров и сохранении значения коэфициента вагрувки помол ста-
[Ядаится более крупным.
f Используя указанные возможности регулирования тонины
I помол а на одной и той же мельнице, можно получить следующие
[фракции помола: 0,09—0,4 мм от 20 до 40% материала, фрак^
1ЦЯи помола менее 0,09 мм от 15 до 70% материала.
| Привод мельниц в большинстве случаев производится через
L редуктор и пару зубчатых шестерен, одна из которых — большая
Евенцовая шестерня — крепится к корпусу. Недостатком этого
БПривода является жесткость передачи зубчатой пары. Эти
Еиестерни оказываются недолговечными, а изготовление их свя-
»зано с большими трудностями.
К. Надобность в венцовой шестерне отпадает в случае устрой-
Ввяфя центрального привода, который в последнее время широко*
|ирименястся у тяжелых мельниц.
Е. В целях сохранения приводных устройств новых или про-
ацедших капитальный ремонт мельниц рекомендуется произвести
ВД обкатку в незагруженном состоянии и, таким образом, дать
^возможность механизму приработаться После обкатки необхо-
димо производить постепенную загрузку ее шарами с обязатель-
ной подачей подлежащего измельчению материала.
К Существенным недостатком трубных мельниц при работе
сухим способом является большое выделение пылй. Наибольшее
образование пыли происходит при загрузке и выгрузке материа-
Ира, а также в местах крепления футеровочных плит Места
Войтового крепления плит от ударной работы ослабляются, и че-
Рвз образующиеся неплотности начинает выбиваться пыль. Во
Вйзбежание распространения пыли по помещению цеха отделы
F<№ie эаводы помещение трубных мельниц отгораживают от ос-
тальных помещений легкими пыленепроницаемыми перегородками.
г< Характеристика применяемых в промышленности трубных
" мельниц приведена в табл. 13.
122
Оборудование дробильных и помольных и.ехав
Таблица 13
Размеры мельниц (диаметр и длина) м Число оборотов мин. Вес загрузки 7П Мощность электро- двигателя кет
1,2x6,1 30 6 60
1,4X7,3 28,5 10 100
1,5x8,5 27 15 150
Техническая характеристика двухкамерных трубных мельник,
изготовляемых заводами Министерства строительного и дорож-
ного машиностроения:
Размер кусков загружаемого материала, мм до 65*
Размеры частиц готового продукта, мм................... 0,07—1,5
Диаметр барабана, мм................. ... 1500
Длина 1-й камеры, » . 1330
Длина 2-й камеры, » . . . . . 3335
Число оборотов барабана в минуту .... . . 27
Мощность электродвигателя, кет 115
Число оборотов электродвигателя в минуту . . 600
Вес мельницы без шарбв, кг .... 31355
Загрузка материала через полую цапфу мельницы тарельчатым пи-
тателем, диаметром диска, мм . . 760
Габаритные размеры:
длина, мм 10 314 ,
ширина, » . . . .... 6526
высота, » 3310
* Хотя мельницы допускают загрузку их материалом в кусках до 65 мм, рекомен-
довать такие размеры загружаемых кусков нельзя. Трубные мельницы на заводах
огнеупорной промышленности должны работать на отсеве дробленых материалов круп-
ностью кусков не более 10 мм.
Уральский завод тяжелого машиностроения изготовляет
трубные мельницы диаметром 2200 мм, длиной 10 500 в
13 000 мм.
3. КОЛЬЦЕВЫЕ МЕЛЬНИЦЫ
Кольцевые мельницы применяются в тех случаях, когда
необходимо получить помол крупнее, чем в трубных, и тоньше,
чем в шаровых мельницах. В огнеупорной промышленности та-
кие мельницы используются на заводе «Магнезит» когда' при-
менение трубных мельниц экономически нецелесообразно, так
как вызывает почти в два раза больший расход электроэнергии.
Принцип действия кольцерой (роликовой) мельницы (рис. 67)
состоит в следующем: внутри кольца 1 под углом в 120° один
к другому установлены три ролика 2. Каждый из роликов 2
Оборудование помольных цехов
123
прижимается к кольцу / пружиной 3. Верхний ролик посред-
ством приводного устройства приводится в движение вокруг
своей оси от электродвигателя. Плотно прижатый своей по-
верхностью к внутренней поверхности основного кольца 1, ро-
лик, в силу возникающего трения, увлекает за собой кольцо 1
и заставляет его вращаться.
Вместе с ним приходят во вра-
щение вокруг своих осей два
нижних (неприводных) ролика 2.
Кольцо 1 и ролики 2 помеще-
ны в прочный металлический
корпус, куда под один из нижних
роликов поступает подлежащий
размолу материал. При движе-
нии кольца, вследствие центро-
бежной силы, материал отбрасы-
вается к периферии, попадает
между роликами 2 и кольцом /
и измельчается ими. Впуск ма-
териала производится сверху
мельницы, выпуск — снизу. Ос-
новное кольцо / внутри расто-
чено по шаровой поверхности,
ролики соответственно получают
Рис 67 Схема устройства кольце-
вой мельницы
выпуклую поверхность.
Необходимая для раздавливания материала сила получается
в роликовой мельнице за счет пружин, сила которых может
быть выбрана достаточно большой. Обычно каждая из трех
пружин развивает давление в 10—20 т. При этом вес пружины в
размеры изменяются незначительно. Роликовые мельницы
имеют небольшой вес и малые габариты. Наличие регулируемых
пружин и устройств для качания нижних роликов (во из-
бежание поломок) значительно усложняют конструкцию мель-
ницы.
Ролики изготавливаются из марганцовистой стали одинако-
рого размера. Диаметр их берут в пределах 0,6—0,85 радиуса
основного кольца.
1 Мельницы, работающие на1 заводе «Магнезит», имеют сле-
дующую техническую характеристику:
Диаметр роликов, мм . . 385
Диаметр кольца, мм . . 1000
Ширина кольца и роликов, мм 180
Мощность электродвигателя, кет 45
Число оборотов приводного роли-
ка, мин................. . . 200
Производительность, т/час 5
124
Оборудование дробильных и помольных цехов
Размеры кусков поступающего на Помол материала обычно
не превышают 30 мм.
. । Подача материала производится через приемную воронку.
Регулировка питания осуществляется шибером, установленным
в загрузочной воронке.
Кроме компактности и относительно малого расхода элект-
роэнергии достоинством кольцевых мельниц является большая
степень измельчения. Степень измельчения для этих мельниц
i = 60 и даже больше. >
Случайные попадания в мельницу металлических деталей
поломок не вызывают.
Большим недостатком мельницы является быстрый износ
мелющих деталей, трудность ремонта, резкое снижение произ-
водительности при износе роликов.
В силу этого и ряда других недостатков, кольцевые мель-
ницы распространения не получают, используют их при не
очень твердых материалах и когда нужна невысокая произво-
дительность.
4. КОРЗИНОЧНЫЕ МЕЛЬНИЦЫ
Корзиночные мельницы получили широкое распространение
в качестве помольных машин для тонкого помола сухой глины.
Работают корзиночные мельницы по принципу измельчения
материала, находящегося во взвешенном состоянии, свободным
ударом жестко закрепленных пальцев (бил).
Рис. 68. Корзиночная мельница
Корзиночная мельница (рис. 68) состоит из двух корзин 1
и 2, вращающихся в разных направлениях (навстречу друг
Оборудование помольных цехов,
125
другу). Каждая корзина представляет собой стальной диск,
прикрепленный к ступице с несколькими рядами жестко за-
крепленных пальцев 3. В большинстве случаев корзины имеют
j, по 2—3 ряда пальцев, расположенных по концентрическим
L' окружностям и перпендикулярно к плоскости вращения дисков.
[' Каждая корзина насажена на свой вал 4 и приводится в
F движение независимо друг от друга. Оси валов расположены
Ь «а одной прямой. На валах установлены шкивы 5, которыми
Е, посредством ременной передачи передается движение от дви-
Е, гателя.
|Г Консольные концы пальцев каждого ряда соединены между
К. собой кольцом из полосовой стали. Это увеличивает жесткость
В? пальцев.
К Пальцы изготовляются из прутковой стали, концы их зата-
Жчиваются, а затем, после установки в диске или кольце из по-
К лосовой стали, расклепываются. Пальцы первого внутреннего
К ряда малой корзины должны изготовляться из более толстого
В материала, так как они воспринимают удары более крупных
В кусков и через них передается на вал нагрузка всей системы
Н установленных пальцев малой корзины. Наибольшему истираю-
В тему действию материала подвергаются пальцы наружных
И рядов.
К' Особенность расположения рядов пальцев в корзинах со-
И стоит в том, что при установке корзин для работы, когда одна
Рис. 69. Схема движения материала в корзиночной
мельнице
|корзина сдвигается с другой, в промежутки рядов пальцев од-
|«ой корзины входят ряды пальцев второй корзины.
| Процесс помола производится, (рис. 69) следующим об-
| разом:
Г В центральную часть вращающихся навстречу друг другу
ркорзин через загрузочную воронку поступает материал. Попав
126
Оборудование дробильных и помольных цехов
при падении на пальцы первого встретившегося ряда, куски ма-
териала силой удара пальцев разбиваются и в силу действия
г<К
До охр 38
Др охр 38
До охр 23
До охр 23
До охр /8
По охр 48
гм
230
Рис. 70. Устройство лабиринтового уплотнения корзи
ночных мельниц:
/ — ступица большой корзины; 2 — ступица малой корзины;
3 — диск большой корзины: 4 — диск малой корзины:
5 — пальцы, 6 — уплотняющие кольца
центробежной силы отбрасываются к последующему ряду. При
встрече материала со вторым рядом происходит то же явление,
но в обратном направлении и так далее, пока материал не прой-
дет через все ряды.
Оборудование помольных цехов
127
подавае-
зазоры
пальцев
Измельченный материал поступает в нижнюю часть метал-
лического кожуха, окружающего корзины, а оттуда направ-
ляется в производство для последующей переработки.
При увеличении количества рядов пальцев и числа оборо-
тов корзин тонкость помола в мельнице увеличивается, и на-
оборот. При увеличении числа обороте®, наряду с увеличением
тонкости помола материала, некоторое время возрастает и
'производительность, но затем, вследствие трудности прохожде-
ния материала при большом числе оборотов от центра к пери-
ферии, производительность быстро падает. По этой причине уве-
личение тонкости помола за счет увеличения числа оборотов
корзин не рекомендуется.
Для увеличения тонкости помола необходимо увеличивать
•число рядов пальцев и уменьшать крупность кусков
>мого материала.
< Во избежание прохождения крупных фракций в
‘между внутренними стенками корзин при установке
? К дискам рекомендуется крепить специальные кольца (рис. 70).
'Образуемое при этом лабиринтное устройство задерживает не-
, измельченный материал и не позволяет ему выходить из кор-
зиночной мельницы.
| Обоснованных теоретических формул для подсчета произ-
водительности и потребной мощности корзиночных мельниц не
‘Существует. Поэтому приходится пользоваться практическими
жданными, приведенными ниже в табл. 14.
' Мельницы с двумя рядами пальцев на каждой корзине при
'нормальном числе оборотов дают вполне тонкий помол с со-
держанием фракции менее 0,54 мм до 80 и даже 90%.
Поэтому в случаях, когда такая тонкость помола не тре-
буется, эксплуатационники останавливают одну из корзин и ра-
ботают с одной вращающейся корзиной, чем достигают зна-
чительной экономии электроэнергии.
, Несмотря на возможность регулирования тонкости помола
Практически регулирование оказывается очень сложным. Уста-
навливают корзиночные мельницы за сушильными барабанами.
Нормальная работа корзиночной мельницы происходит при рав-
1йомерном питании ее кусками глины размером не более 25—
30 мм при влажности не более 12°/о. Изменение влажности
Тлины, поступающей на помол, в пределах -8—12% не нарушает
работы корзиночной мельницы и почти не отражается на гра-
нулометрическом составе молотого продукта. Дальнейшее по-
Лышение влажности приводит к «замазыванию» машины, так
как; материал начинает налипать на стенки кожуха. С целью
предупреждения налипания глины на стенки кожуха мельницы
на торцевых стенках корзин и по их окружности устанавливают
скребки, изготовленные из угловой стали.
128
Оборудование дробильных и помольных цехов
В движение корзины приводятся от общей трансмиссии, при-
водимой в движение от одного электродвигателя с помощью
прямого и перекрестного ремня или двумя электродвигателями
по одному на каждую корзину. В последнем случае при пуске
в ход корзиночной мельницы необходимо сначала пускать в ра-
боту ту корзину, которая не связана с питающей воронкой, так
как в противном случае может произойти забивание мельницы.
При остановке корзиночной мельницы следует поступать на-
оборот.
Окружная скорость эксплуатируемых корзиночных мельниц
обычно находится в пределах 25—40 м[сек.
Так как пальцы корзин изнашиваются довольно быстро (че-
рез 400—800 час. работы), корзины приходится часто снимать
на ремонт. Для быстрого снятия корзин при ремонте одну из
«их делают подвижной. Для замены корзин в 3—4 часа нужно
иметь всегда запасную корзину. Передвижение корзины вместе
с валом производится маховичком 6 (см. рис. 68), закреплен-
ным на винте 7. Винт 7 по концам крепится в подшипниковых
стойках 8 подвижной корзины, а' гайка 9, в которую входит
винт, неподвижно укреплена в станине мельницы. Вращая ма-
ховичок, стойки 8 перемещают вместе с подшипниками, валом
и корзиной 1 в нужном направлении.
Характеристики корзиночных мельниц, используемых в ог-
неупорной промышленности, приведены в табл. 14.
Таблица 14
Наименование показателей Значения показателей
Диаметр корзин, мм 1000 1100 1250 1350
Производительность, т!час .... 6-8 7—10 9—14 12-16
Потребная мощность, кет 22 25 29 35
Размер поступают ix кусков, мм . . 25—30 25—30 25—30 25-35
Число оборотов корзин в мин. 600 500 450 400
Вес корзиночной мельницы, кг . . 2400 2800 3600 4500
Габариты, мм'.
длина 2900 2900 2900 3000
ширина ... ... 1350 1350 1500 1740
высота 1350 1450 1600 1700
Попадание в Мельницу вместе с глиной металлических ча-
стей немедленно выводит корзины из строя, поэтому перед
корзиночной мельницей обязательно устанавливаются магнит-
ные уловители. Однако магнитные уловители не всегда предо-
храняют от попадания в мельницу неметаллических твердых
тел, которые тоже могут вызвать поломку пальцев. Поэтому
Оборудование помольных цехов
12»
при помоле глины с твердыми включениями, кроме магнитных
уловителей, необходимо перед мельницами также устанавливать
аппараты для отделения этих включений. Для этой цели обыч-
но применяются камнеотделительные валки.
Когда требуется последовательно молоть разнородный мате-
риал, корзиночная мельница — наиболее удобная машина, так
как очистка ее производится очень быстро.
По устройству и обслуживанию корзиночная мельница очень
проста и обеспечивает при производстве шамотных изделий тех-
нологические требования по измельчению высушенной глины.
К числу отмеченных недостатков — возможность поломом
при попадании твердых предметов и быстрого износа пальцев —
надо добавить быстрый износ подшипников, вызываемый на-
рушением балансировки корзин при износе пальцев.
Корзиночные мельницы изготовляются на заводах Министер-
ства строительного и дорожного машиностроения.
Пример. Определим наибольшее допустимое число обо-
ротов корзиночной мельницы, если известно, что диаметр ее
d = 1350 мм.
Из условий прочности наибольшую окружную скорость кор-
зины принимаем: v макс =40 м/сек.
Тогда:
,, _ тг • d • Пмакс
- 60
откуда:
„ _ 60 • гмаке
''макс . >
л . а
яодставляя известные значения величин л, d и v макс, будет:
60 • 40 г.,
пиг.,Р =--------= 565 об/мин.
10 3,14.1,35
Практически рабочее число оборотов для корзин корзиноч-
ной мельницы берут равным:
«раб (ОД 0Д5)пмакс,
т. е. в данном случае лрао< 425 об/мин.
5. БЕГУНЫ
Общие сведения о бегунах
Бегунами называются машины, имеющие чашу с установ-
ленными на ней катками.
В огнеупорной промышленности бегуны нашли исключитель-
но широкое применение для среднего (мелкого) помола квар-
• В. Г. Байсоголов и П. И. Галкнн
130
Оборудование дробильных и помольных цехов
цита. Используются они также на отдельных заводах для по-
мола шамота и других материалов.
Принцип действия бегунов основан на раздавливании при
одновременном истирании материала.
Осуществляется этот Принцип путем качения вокруг верти-
кальной оси двух катков по горизонтальной поверхности чаши
дет равна:
или вращения чаши при вра-
щающихся, но не катящихся
катках. Поступающий при этом
под катки материал силой тя-
жести их раздавливается, а
скольжение катков производит
истирание материалов. Сколь-
жение катков вызывается раз-
ностью скоростей движения от-
дельных точек наружной по-
верхности цилиндрического
обода катка по длине ее обра-
зующей.
Схема работы бегунов по-
казана' на рис. 71.
Катки бегунов вращаются
вокруг своей горизонтальной
оси и катятся с определенной
скоростью по горизонтальной
поверхности вокруг неподвиж-
ной вертикальной оси А.
Надо определить скорость
движения отдельных точек,
расположенных на ободе.
Скорость точки Ь, находя-
щейся в середине обода катка,
будет равна':
р = JLJLJL
30
где г — расстояние точки b от
оси А,
п — число оборотов катка вокруг оси А.
Если допустить, что средняя точка обода b катится без
скольжения, то все точки обода, расположенные ближе и даль-
ше от вертикальной оси А, должны будут скользить по плоско-
сти качения. Действительно, скорость внутренней точки а бу-
(66)
Оборудование помольных цехов
131
X и скорость внешней точки с будет равна:
В
' g ___ \ а /тг • г • п _
~ 30 30
В и
s т. . В • П
1 60
L Таким образом, можно сделать
где: В—ширина обода катка.
Таким образом, точка с имеет большую скорость и должна
пройти больший путь, точка же а — меньшую скорость и мень-
, ший путь. Графическое изображение скоростей дано треуголь-
ником Аси с.
i Величину скольжения для каждой точки легко определить,
I как разность скоростей, между скоростью интересующей точки
№ и скоростью точки Ь, а именно: скольжение S будет равно:
№ $ = ис — v = v — vA
Жили, подставляя в это равенство значение ранее полученного
значения скоростей, получим следующее равенство-.
30 30
(68)
заключение, что величина
' ^[скольжения прямо пропорциональна ширине катка: чем шире
^Врсаток, тем больше его скольжение, а следовательно, тем боль-
^^B|Ue истирающее действие. Этим свойством пользуются конст-
jf^^fcyKTopbi бегунов. Ширина катков работающих бегунов колеб-
1^Мрется в пределах 200—550 леи. Катки бегунов динасовых заво-
^^Ков имеют ширину бандажей катков 450 мм. При необходимо-
^Вкти обеспечивать большее истирание материала катки бегунов
Желаются более широкими, и наоборот.
^В, Диаграмма скольжения бегунов показана на рис. 71 внизу.
^НККак видно из диаграммы, скольжение внешней окружности
' ^Вдаатка как бы ускоряет его движение, а скольжение внутрен-
‘ ^Вшей окружности, наоборот, как бы тормозит его движение.
Зная вес катка, коэфициент трения его об измельчаемый ма-
^ВяСриал и величину скольжения, нетрудно определить работу
гунов и расход затрачиваемой на скольжение мощности.
^В Типы бегунов
^В Конструктивное оформление бегунов довольно различно.
^•Бегуны различают по непрерывности работы, расположению.
^В привода и способу вращения катков.
Г©*
Оборудование помольных цехов
133
Бегуны, в которых загрузка измельчаемого материала и вы-
дача продукта производятся непрерывно, называются бегуна-
ми непрерывного действия. В бегунах периодического действия
работа производится по некоторому циклу: сперва производится
загрузка материала, затем его измельчение, потом выгрузка.
В дальнейшем этот процесс повторяется.
По расположению привода различают: бегуны с верхним
приводом (рис. 72, а) и бегуны с нижним приводом (рис. 72,6).
Преимущество бегунов с верхним приводом — возможность
наблюдения за состоянием привода и относительная легкость
его ремонта.
Бегуны с нижним приводом в огнеупорной промышленности
.распространения не получили вследствие сложности ремонта
nt наблюдения в процессе работы.
* Катки бегунов могут вращаться вокруг своей горизонтальной
•оси или же одновременно и вокруг вертикальной оси вала' при-
рода.
[ В первом случае вращение катков происходит за счет сил
^трения, возникающих между катками и вращающейся чашей
'•катков; бегуны в этом случае называются бегунами с вра-
; щ а ю щей ся чашей.
; Во втором случае чаша бегунов остается неподвижной, а
[катки вращаются вокруг вертикальной оси. В этом случае
.бегуны называются бегунами с неподвижной чашей.
I Бегуны с вращающейся чашей работают значительно спо-
Ьсойнее и получили большее распространение в oiнеупорной
|промышленности. Бегунам этой конструкции, в отличие от бегу-
ЭЮв с неподвижной чашей, свойственны следующие недостатки:
| а) большая нагрузка на упорный подшипник, который вос-
принимает на себя вес катков, чаши и дробимого материала;
г б) смещение материала на чаше под действием центробеж-
1иых сил, развивающихся при вращении чаши.
В бегунах с неподвижной чашей при вращении катков раз-
веиваются значительные центробежные силы, что в отдельных
Г случаях приводит к срыву с места катков и изгибу вертикально-
го вала. Бегуны с неподвижной чашей применяются при срад-
гнительно небольших весах катков, в этом случае каткам мож-
|Во сообщать повышенные скорости, что приводит к ускорению
КПомола.
г Определение диаметров катков бегуна
fu Размер диаметра катков бегунов определяется физическими
» свойствами измельчаемого материала и главным образом фор-
> мой и размером его кусков.
? При определении диаметра кусков руководствуются следую-
щими соображениями.
134
Оборудование дробильных и помольных цехов
Для того чтобы свободно лежащий на чаше кусок материала
диаметром d (для упрощения выводов принимают форму кус-
ков в виде шара) мог быть раздавлен, необходимо, чтобы каток
накатился на него.
При каких условиях это может произойти?
Пусть (рис. 73) каток в момент захвата куска материала
воздействует на него в точке соприкосновения а силой Р, на-
правление которой с вертикальным диаметром катка составляет
Рис 73. Схема действия сил при захвате куска материала
катком
угол ct, называемый углом захвата. Силу Р надо разложить на
составляющую Psin а, которая будет стремиться отбрссить ма-
териал от катка в направлении движения катка, и составляю-
щую Pcos а, под действием которой кусок материала будет раз-
давливаться между катком и чашей бегуна.
Кроме действующей на кусок материала силы Р в точке а
возникает и действует по касательной к поверхности катка сила
трения F, равная,-
Р=!-Р,
где f — коэфициент трения.
Оборудование помольных цехов
При разложении силы трения F на составляющие получи-
лись две силы, из которых F cos а = f • Р cos а будет втягивать
кусок материала под каток, и вторая F sin а = fP sin а будет при-
жимать материал к чаше бегуна. Кроме того, в точке ь сопри-
косновения куска материала с поверхностью чаши бегунов воз-
никает сила реакции Pi —Pcos а + Esin а, которая вызывает
силу трения fP\. Составленное уравнение проекций всех сил на
вертикальную плоскость показывает:
Рг — R cosot— F-sina = 0. х (69)
Для того чтобы кусок материала был втянут под каток,
а не отброшен от него, необходимо, чтобы затягивающая сила
была больше отталкивающей, т. е. чтобы было соблюдено сле-
дующее неравенство:
f Pt -j- / • Pcosa > Psin r'. (70)
Если подставить в это уравнение значение силы Рь вынести
Р sin а за скобки и разделить обе частина Р cos а, то получится
значение тангенса угла a' tg a = Зная зависимость коэфи-
циента трения f от угла трения р, ра'вную f — tg р , можно по-
лучить .
tga<2tgp или а-С 2 р. _ (71)
Следовательно, втягивание куска материала под каток будет
в том случае, если угол захвата будет меньше двойного угла
трения.
Значение коэфициента трения находится в пределах f =
= 0,2 - 0,6, что соответствует углу захвата а= 11°30'~ 30°.
Значение коэфициента трения f и угла захвата для более твер-
дых пород приближается к меньшему значению, для более
мягких — к верхнему.
Можно определить соотношение размеров катка и куска дро-
бимого материала (рис. 73).
R — г = (R + г) • cos a, (72)
откуда-
R = г . (73)
1 — COS a
Принимая значение а в пределах 18 - 30°, что соответствует
коэфициенту трения f в пределах 0,3—0,57 и подставляя значе-
ние cos 18° и cos 30е в формулу, можно получить
R = (14-40)r. (74)
Следовательно, диаметр катка бегуна в зависимости от твер-
дости дробимого материал - должен быть больше диаметра его
кусков в 14 ч- 40 раз. Практически диаметр катка при дробле-
нии твердых пород принимается в 20—30 раз больше наиболь-
136 Оборудование дробильных и помольных цехов
шего диаметра кусков материала, а для более мягких в 10 -
20 раз.
Степень измельчения материала в бегунах достигает 10-крат-
ной и выше.
Пример. Определить диаметр катков бегунов, предназна-
ченных для измельчения кварцита, предварительно раздроблен-
ного в щековой дробилке.
Приняв размеры кусков кварцита, получаемых от щековой
дробилки, в пределах d — 50 + 70 мм, находим, что диаметр
катков бегунов должен быть в пределах
D = (20 - 30) d = 1400 - 2100 мм.
Этими соображениями определилось наибольшее распростра-
нение на динасовых заводах бегунов для помола кварцита
с диаметром катков D— 1800 мм.
Производительность бегунов
Теоретически обоснованной формулы для определения про-
изводительности бегунов непрерывного действия нет, таи как
установление зависимости между факторами, влияющими на
производительность бегунов, затруднительно. Основные факто-
ры, влияющие на производительность бегунов, следующие: фи-
зические свойства дробимого материала, его влажность, раз-
мер кусков и тонкость помола, а также размер и вес катков,
и число оборотов чаши.
При определении производительности бегунов приходится
пользоваться практическими данными, учитывающими назван-
ные факторы, или пользоваться эмпирическими формулами. Для
ориентировочного определения производительности бегунов
можно пользоваться следующей формулой:
л n-G.D
Q =----—— т/час (75>
где: Q—производительность бегунов, т/час,
D — диаметр чаши, м,
п — число оборотов чаши бегунов в мин.,
G — вес катка, т.
Обычно размер диаметра чаши бегунов D принимается рав-
ным пятикратной величине ширины бандажа катка, а числа
оборотов принимается:
при неподвижной чаше л = 10—20 об/мин,
при вращающейся чаше п --- 20—30 »
Оборудование помольных цехов
137
Пример: Надо определить производительность помольных
бегунов типа 1800 X 450 мм с вращающейся чашей при весе
катка G = 7 т.
Подсчет производится по эмпирической формуле:
Принимаем: п = 20 об/мин, D = 5 • 0,45 = 2,25 м,
. тогда
_ 20.7-2,25
Q = --------- = 7,5 тма:.
х 42
* Для определения производительности бегунов периодиче-
Ьго действия достаточно знать продолжительность цикла по-
wia и вес загружаемого материала. Зная, сколько материала
какой срок бегуны перемалывают, легко установить часовую
Оизводительность.
Мощность двигателя
Употребляемая при работе бегунов, энергия будет расходо-
Йъся на преодоление сил трения качения и трения скольже-
1Я катков по материалу и трения в деталях механизма.
Потребную мощность на преодоление силы трения качения
itkob можно определить по формуле:
(76)
: v — скорость качения катка. м/сек,
/а — коэфициент трения качения,
R — радиус катка, м,
G — вес катка, кг.
/—количество катков бегуна.
Подставляя значение у = получим:
.. пгп • /, - G • i rnfi Gi
N-i = ----ь»-----— ---— л
75 . 30 - R 716 • R
Потребляемая мощность на преодоление силы трения сколь-
ения катков при работе бегунов является наибольшей.
Величина скольжения катящейся поверхности катков, как
лло ранее определено, равна:
$ = м'сек. (78)
(77>
138
Оборудование дробильных и помольных цехов
Изменение величины скольжения катков происходит по закону
прямой линии с нулевым значением скольжения в середине.
Следовательно, среднее значение величины скольжения для всех
точек поверхности обода будет:
1 т.Вп ~В,г .
Srn = — • — - = - — м сек.
ср 2 60 120
(79)
Сила трения F катка по материалу равна:
F = /! • G, (80)
где fi — коэфициент трения скольжения,
G — вес катка, кг.
Работа на преодоление сил трения скольжения будет равна-.
А = Srp • F • I, (81)
где: / — количество катков.
Потребная мощность на преодоление силы трения скольжения
катков
ДГ — А _ Sep - в • < _ 71 Да fl Gi _ /1 G • В-п - i
2 “ 75 75 120-751 2860 ’ ' ’
Мощность M3, расходуемую на трение скребков о чашу, опре-
деляют по формуле:
.. Pm^fs
М3— ~ 75 л. с.,
где: Р — сила давления скребка, кг;
т — количество скребков, шт;
и3 — относительная скорость движения скребков, м!сек\
f3—коэфициент трения скребков о чашу.
Мощность на преодоление трения в деталях бегунов (в под-
шипниках, скребков о чашу, в приводных устройствах) оцени-
вается коэфициентом полезного действия бегунов
т] = 0,5 — 0,6.
Тогда' потребная мощность будет равна:
М-ЬЛ'з == / rnf2Gi Л • G • В л . /
г, \ 716 • R + 2860
== inG ( \ д с
7| \ 716 - R ’’’ 2860 }
*1
(83)
Пример. Определить мощность двигателя для бегунов
сухого помола с двумя катками диаметром 1800 мм, ширино!
Оборудование помольных цехов
135
по 450 мм, при п = 20 в мин., радиус качения катков =760 мм,
ft = 0,35, fz = 0,04, вес катка 7000 кг, "») = 0,5.
_ 2-20-7200 . «J>. 0± 57,2 42 Ит.
0,5 \ 716-0,9 2860
Бегуны Ново-Краматорского завода
Бегуны Ново-Краматорского завода для сухого помола с са-
моотсевом (рис. 74)—наиболее распространенные на заводах
Огнеупорной промышленности.
Установленная на вертикальном валу 2 чаша 1 приводится
SJfeo вращение от электродвигателя через пару конических шесте-
Йен 3, расположенных сверху станины 4 бегунов. Горизонталь-
ный вал малой конической шестерни 3 может приводиться во
^вращение от электродвигателя через: 1) редуктор, 2) текстроп-
^-ные ремни, 3) обычный плоский ремень или 4) открытую пару
рубчатых шестерен.
| На чаше установлены два катка 5, свободно сидящие на
^Горизонтальных осях 6. Катки приходят во вращение от возни-
|«ающей между ними и вращающейся чашей силы трения,
шнешние концы горизонтальных осей 6 расположены в ползу-
1 йах 7, укрепленных в стойках станины 8, а внутренние — сое-
динены между собой составной (из двух частей) фасонной
^тулкой 9, через отверстие которой проходит вертикальный
вал 2.
Ползуны 7 и втулка 9 имеют возможность перемешаться
(4 вертикальной плоскости; это позволяет каткам приподни
Даться и опускаться в зависимости от количества попадающего
дод них материала и размеров его кусков.
!,{ Материал!, поступающий для помола, направляется под катки
<:пециальными скребками, установленными на балках Концы
балок закреплены в стойках станины.
' Дно чаши в центральной части под катками изготовляется
Дельным (без отверстий), а остальная часть на расстояний
30—40 мм от торца бандажа катка и до борта 10 чаши делается
Дз дырчатого листового металла. В зависимости от требуемой
-Тонкости помола диаметр отверстий сит принимается равным
—Ю мм. Разгрузка молотого материала производится автома-
тически. Размолотый катками материал центробежной силой
i отбрасывается к периферии чаши, попадает на сита и провали-
‘ вается вниз. Оставшийся на ситах более крупный материал
1 скребками вновь направляется под катки для помола.
. - Прошедший через сита материал попадает на установленный
ПОД дном чаши неподвижный поддон И, выполненный в форме
металлического желобчатого кольца, с отверстием для выдачи
4000
Оборудование помольных цехов
141
материала. Вращающийся вместе с чашей скребок 12 собирает
весь поступивший на поддон материал и сбрасывает его в вы-
ходное отверстие.
Вертикальный вал 2 устанавливается в подпятнике 13. По-
следний является наиболее ответственной частью бегунов, там
как им воспринимается вся основная нагрузка (вертикальный
рал, чаша!, катки с осями). Подпятники могут быть с шарико-
выми, роликовыми или скользящими подшипниками. Из них
0олее распространены подпятники качения.
Устройство бегунов позволяет регулировать тонину помола.
^Поставив сита с отверстиями меньшего диаметра или умень-
шив часть дырчатой поверхности дна чаши, можно заставить
'материал более длительное время находиться под катками, что
Обеспечивает более тонкий помол.
; Регулирование тонкости помола можно производить, кроме
зого, количеством подаваемого материала, так как чем меньше
слой матерала под катками, тем тоньше он размалывается.
На бегунах рекомендуется работать, придерживаясь опреде-
ленного режима, тогда бегуны будут работать с наибольшей
'производительностью ’.
'* Использование бегунов для тонкого помола нецелесообразно,
так как при этом резко возрастает удельный расход электро-
энергии (расход на тонну молотого мате-
риала). Питание бегунов материалом дол-
'.жно быть механизированным, бесперебой-
(йым и равномерным.
М Наиболее быстро изнашивающиеся деза-
ми: катки, скребки и дно чаши.
С целью уменьшения эксплуатацион-
’ ных расходов на замену катков изготовляют
их (рис. 75) из двух частей. Центральная
часть 1 катка изготовляется из чугуна, на
(которую одевается износоус! ойчивый из
I марганцовистой стали бандаж 2. Бандаж
Закрепляется на катке деревянными распор-
«ыми клиньями 3 При износе бандаж легко
‘ снимается и заменяется новым. В случае
* большой неравномерной выработки це.нт-
J ральной части бандажа его восстанавли-
вают наплавкой твердым сплавом или же
«выступающие борты бандажа по линии а —
заются ацетиленовым пламенем.
Рнс. 75. Способ
крепления банда-
жа и восстановле-
ние его при сра-
батывании рабо-
чей поверхности
а (см. рис 75) сре-
1 В настоящее время производится перевод работы бегунов иа автомати-
чески регулируемый режим.
142
Оборудование дробильных и помольных цехов
Дно чаши под катки выкладывается износоустойчивыми пли-
тами из марганцовистой стали. Сита изготавливаются из листо-
вого металла толщиной 10—12 мм с обязательной наплавкой
твердым сплавом (сталинитом). Изготовление сит из более тон-
ких стальных листов не рекомендуется вследствие быстрого их
прогиба и нарушения нормальной работы бегунов.
При многократных наплавках сит твердым сплавом целесо-
образнее идти на установку более толстых сит.
Во избежание забивания отверстия сит имеют некоторое
уширение к выходу. Скребки надо изготовлять из износоустой-
чивой листовой стали; сработавшиеся скребки нужно восста-
навливать наплавкой твердого сплава.
Простота конструкции бегунов, надежность в работе, бы-
страя сменяемость изнашивающихся деталей, легкость ухода,
пригодность для помола твердых материалов разного размера
загружаемых кусков и обеспечение необходимого гранулометри-
ческого состава помола способствовали широкому распростране-
нию Г егунов.
К недостаткам бегунов надо отнести их небольшую произ-
водительность при большом весе и стоимости бегунов, а также
большой расход потребляемой электроэнергии.
Техническая характеристика бегунов сухого помола при сите
с отверстиями 6—7 мм приведена в табл. 15.
Таблица 15
Диаметр катка AtM Ширина на гка AtJK Вес катка m Количество катков шт. Достигнутая производи- тельность т/час Наименование размалываемого материала
1100 400 6 2 6,5 Шамот
1800 450 7 2 5 Кварцит
Бегуны необходимо закрывать плотным металлическим ко-
жухом во избежание распространения пыли в цехах.
Бегуны с центробежной разгрузкой материала
Отличительной особенностью бегунов с центробежной раз-
грузкой материала является выполнение чаши (рис. 76) в виде
сплошной плоской тарелки 1. Между бортом чаши 2 и тарелкой
делается зазор, величина которого может регулироваться в за-
висимости от необходимой крупности помола.
Оборудование помольных цехов
143
Число оборотов чаши бегунов доходит до 50 в минуту, дости-
гая окружной скорости по периферии до 5—6 м/сек.
Под действием центробежной силы материал отбрасывается
к бортам чаши, где достаточно измельченные частицы выбра-
сыва’югся через зазор и собираются
в установленном под бегунами спе-
циальном кожухе 3. Не прошедшие
'через зазор частицы материала скреб-
ками вновь направляются под катки
для дальнейшего помола.
: Бегуны с центробежной разгрузкой
Материала1 в огнеупорной промышлен-
ности применения не получили.
I Бегуны с регулируемым давлением
Рис. 76. Схема центро-
бежной разгрузки
бегунов
на катки
С целью уменьшения веса катков
увеличения производительности бегу-
юв в последнее время получают рас-
[ространейие бегуны, у которых катки (рис. 77)
прижимаются
и дополнительным пнев-
магическим или гид-
равлическим устройст-
вом.
Преимуществом та-
кого устройства бегу-
нов является широкая
возможность регулиро-
вания гранулометриче-
ского состава помола
путем изменения дав-
ления на катки.
Устройство бегунов
с регулируемым давле-
нием на катки видно
из схемы. Подводя в
цилиндр 1 сжатый воз-
чаше не только собственным! весом, но
|, Рис. 77. Схема бегунов с дополнительным
I давлением на катки
Шух или воду под определенным давлением, заставляют пор-
ппень 2 через шток 3 и рычаг 4 передавать дополнительное дав-
ление на1 ось 5 катка, закрепленную в рычаге 4.
L В бегунах с регулируемым давлением на катки достигается
Экономия расхода энергии до 50%.
РАЗДЕЛ III
ОБОРУДОВАНИЕ ДЛЯ ГРОХОЧЕНИЯ И РАССЕВА,
БУНКЕРЫ И ПИТАТЕЛИ
ГЛАВА I
ОБОРУДОВАНИЕ ДЛЯ ГРОХОЧЕНИЯ И РАССЕВА
Основные принципы грохочения
Грохочение производится на подвижных аппаратах, на рабо-
чей поверхности которых установлены сита, решетки или ко-
лосники. В отдельных случаях применяются неподвижные гро-
хоты, установленные под углом 50°, по которым материал само-
стоятельно двигается вниз.
При перемещении материала по поверхности грохота ча-
стицы, имеющие меньшие размеры, чем отверстия в сите, реше-
тах или между колосниками, проходят через них; обозначаются
знаком меньше (<) и называются нижним классом.
Крупные частицы, не прошедшие через эти отверстия, обо-
значаются знаком больше (>) и называются верхним классом.
В случае необходимости отделения нескольких фракций ма-
териала применяется многократное грохочение, и материал про-
пускается через п сит. При этом получается (п + 1) фракция
материала.
Пример. Обожженный доломит после выхода из вращаю-
щихся печей должен пропускаться через три сита. При этом
фракции больше 20 мм не будут проходить через отверстия
в первом сите и, перемещаясь по его поверхности, будут на-
правляться для последующего дробления. Фракции меньше
20 мм будут проходить через отверстия первого сита и направ-
ляться на поверхность второго сита. Фракции 12—20 мм, на-
зываемые «орешек», не будут проходить через отверстия вто-
рого сита и направятся на склад.
Фракции меньше 12 мм пройдут через отверстия во втором
сите. Фракции 4—12 мм, называемые «семечко», не пройдут
через отверстие в третьем сите и направятся на склад. Через
отверстия в третьем сите пройдут фракции 0 4, являющиеся
некондиционным материалом.
Оборудование для грохочения и рассева
145
£ Таким образом, при пропускании обожженного доломита че-
рез три сита можно получить «4-1=34-1=4 фракции мате-
Е риала. Наиболее простая конструкция грохота, когда сита рас-
К' полагаются одно после другого в одной плоскости с постепенным
Рис. 78. Расположение сит от мелкого к крупному
увеличением отверстий (рис. 78). Такой способ называется от
мелкого к крупному. При этом способе более простое обслужива-
ние и ремонт, однако срок службы первых, наиболее тонких, сиг
незначительный.
Более сложное расположение сит—одно над другим
(рис. 79). Сверху размещаются сита с наибольшими отверстия-
ми, а затем с постепенно уменьшающимися отверстиями. Этот
[способ называется от крупного к мелкому.
I При этом способе обеспечивается несколько большая точ-
ность сортировки и меньший износ первых сит.
|’ Обычно при грохочении часть материала заданной тонкости
;не удается отделить, и она отходит вместе с верхним классом
; в отсев либо на повторное измельчение.
10 В Г Баисоголов и П И Галкин
146
Оборудование для грохочения и рассева, бункеры и питатели
Отношение веса частиц мелкого сорта, прошедших через
отверстия в решетах, к весу мелких частиц в материале, по-
данном на грохот, называется коэфициентом полезного действия
грохота.
Обозначая через:
Q—-вес материала, подлежащего грохочению, «г:
а — процентное содержание в нем нижнего класса,
qx — вес нижнего класса после грохочения, кг,
q — вес верхнего класса после грохочения, кг,
b — процентное содержание нижнего класса в верхнем.
Вес материала, поданного на грохот
Q = q + 7i кг. (84)
r> Q'a
Вес нижнего класса до грохочения равен кг, а вес
Q-a . q,b
нижнего класса в верхнем ПосГ’ откУДа ~TbO ~~ У+~’
Умножая обе части уравнения на 100, можно получить
Q • а = 100 q -J- qb.
Умножая обе части уравнения 84 на Ь и вычитая
уравнения 85, получим Q (а—Ь) =100 q— qb или
_ Q (а — &)
4 100-& '
Коэфициент полезного действия грохота равен:
р — • — 100 7
’ ~~ q ’ 100 “ Q • а
или в процентах
Е= -- ,0°- • 100%.
Q • а
Подставляя значение q (формула 86), получим:
£ = 100 100 ' Q (а ~ =. 10000<fl- о/
Q-a(lOO-b) ' a(iOO — b) '°'
Для определения полезного действия грохота при
ситового анализа находят процентное содержание нижнего сор-
та в просеве и поданном на грохот материале.
1. РЕШЕТА И СИТА
В огнеупорной промышленности распространены изготовлен-
ные из листовой стали решета. Наиболее экономичным является
осуществление отверстий путем штамповки на дыропробивных
.прессах.
(85)
его из
(86)
(87)
(88)
помощи
Оборудование для грохочения и рассева
147
Круглые отверстия обеспечивают более равномерный выход
нижнего сорта. Отверстия делаются конической формы, причем
уширенная часть устанавливается в сторону выхода материала
для облегчения его прохождения.
Необходимую для пробивки отверстия в листе силу можно
определить по формуле:
Р = к d S <з кзг (89)
где: d —диаметр отверстия, см,
S —толщина листа, см,
«— временное сопротивление на1 срез, кг/см?.
Сила противодавления пуансона при пробивке отверстая
будет равна:
/\ = -^р-Кс!К . (90)
где Ксж — напряжение сжатия, кг!см2.
Необходимая Для продавливания отверстия в листе сила Р\
должна быть равна:
Р^Р
или
~Kin^dS?, (91)
откуда
К С П,
При мягкой листовой стали и закаленном пуансоне из леги-
рованной стали =2,66.
4
Таким образом, или
S<0,66d. (92)
Следовательно, диаметр отверстия должен быть более чем
в 1х/2 Раза больше толщины листа.
Отверстия в решетах располагаются в шахматном порядке
(рис. 80).
Штампованные сита с мелкими отверстиями из-за неболь-
шой толщины листа быстро выходят из строя.
Если нужны отверстия небольшого диаметра (5 или 6 мм)_„
для сит помольных бегунов при толщине листа 10—12 мм, ИХ
приходится сверлить. В этом случае сверление рационально про-
изводить на многошпиндельных сверлильных станках.
Проволочные сита (рис. 81) имеют значительно большую жи-
вую площадь, чем листовые решета.
Проволочные сита применяются для самого мелкого грохо-
чения. Недостатком этих сит является неровность поверхности,
10*
148 Оборудование для грохочения и рассева, бункеры и питатели
являющаяся причиной торможения движущегося материала,
более частой засорявмости и порчи сит вследствие возможности
Рис. 80. Штампованное сито
Рис. 81. Проволочное сито
раздвигания отделыных проволок. Кроме того, проволочные сита
быстро срабатываются и неожиданно выходят из строя (вслед-
ствие разрыва проволок. Отверстия в проволочных ситах бывают
квадратные или прямоугольные.
Сетки изготавливаются в соответствии с ГОСТ 3584—47, со-
гласно которому номер сетки соответствует номинальному раз-
меру стороны отверстия в мм.
Характеристика сеток ГОСТ 3584—47 приведена в табл'. 16.
Оборудование для грохочения и рассева
149
Таблица- 113
в й §.£ о о Диаметр проволоки сетки а а 3 Я н 2 S Ля о О Диаметр проволоки сетки
=а R о го д =а о я я я £ Ф о Эи я о м Ч В =и и Я и g Ни
о д as S ь о И 3 Д О о ч о о a § ftp о ч а £ я © о Ч
ЖЙ К д К д о д Я Д а я
и го р* А ч д. .И At о щ го а си в д. мм
5 5000 1,1 1,6 042 420 0,22 0,3
4 4000 1 1,6 0355 355 0,2 0,28
з,з 3300 0,9 1,4 03 300 0,16 0.22
2,8 2800 0,8 1,2 025 250 0,14 ^18
2,3 2300 0,7 1,1 021 210 0,12 0,16
2 2000 0,7 1 018 180 о,н 0,14
1,7 1700 0,6 0,9 015 150 0,095 0,12
1,4 1400 0,55 0,8 0125 125 0,08 0,1
1,2 1200 0,5 0,7 0105 105 0,07 0,09
1 1000 0,45 0,6 0085 85 0,055 0,07
085 . 850 0,4 0,55 0075 75 0,045 0,06
07 700 0,35 0,45 0063 63 0,04 0,055
06 600 0,3 0,4 0053 53 0,035 0,045
05 500 0,25 0,35 0042 42 0,03 0,035
Закрепление решетки на раме долж!но обеспечивать ее легкую
установку и снятие.
2. КАЧАЮЩИЙСЯ КОЛОСНИКОВЫЙ грохот
Колосниковые качающиеся грохоты устанавливаются перед
дробилками для отделения мелочи от крупных кусков материа-
ла-, поступающих в дробилку (рис. 82).
Качающиеся колосники 1 .разделены) на две группы-, соеди-
ненные между собой поперечными балками 2.
Колосники в каждой группе располагаются так, что1 ряд ко-
лосников первой группы сдвинут по отношению- к колосникам
второй группы, и если считать колосники слева направо I, Ш,
V, VII и т. д., то все нечетные образуют первую группу, а все
четные II, IV, VI и т. д. образуют вторую группу.
Первая рама с .колосниками подвешена на тягах 3 и посред-
ством -шатунов 4, насаженных на эксцентрики 5, приводится
в качательн-ое движение. Вторая рама, подвешенная на тягах
6, в качательное движение приводится посредством шатунов 7,
насаженных на эксцентрики 8, которые по отношению к эксцент-
риками 5 расположены под углом 180°.
<150 Оборудование для грохочения и рассева, бункеры и питатели
Угол наклона плоскости колосников по отношению к гори-
зонтальной плоскости составляет 12-16°. Приводной вал 9 че-
рез шестеренную передачу 10 вращает эксцентриковый вал И.
Рис. 82. Схема колосникового грохота
При возвратно-поступательном движении каждая рама по-
переменно будет опускаться и подниматься, а материал благо-
даря этому будет передвигаться вниз по уклону, к выходному
концу грохота. Проходя над щелями между колосниками, мел-
кие куски проваливаются вниз.
Грохот размером 2,5 X 1,5 .и при ширине щели 40 мм и 80
оборотах в минуту вала эксцентрика обеспечивает производи-
тельность 110 т/час. Мощность электродвигателя 3 кет.
Совершенно аналогичной является конструкция колоснико-
вого питателя. Щели между колосниками принимаются равными
2 мм. Материал при катательном движении колосников пере-
мещается по наклонной плоскости.
На одном из заводов колосниковый питатель обеспечивает пи-
тание щековой дробилки сырым магнезитом размером кусков
*10 1 л в поперечнике. Производительность питателя 500 т/час.
Мощность электродвигателя 20,5 кет.
3. БЫСТРОХОДНЫЕ КАЧАЮЩИЕСЯ ГРОХОТЫ
Быстроходные качающиеся грохоты рекомендуется устанав-
ливать на нижних этажах зданий, так как при расположении на
верхних этажах силы инерции грохотов вызывают вибрации кон-
струкции здания.
Оборудование для грохочения и рассева
151
Быстроходный катающийся грохот, изготовленный одним из
южных машиностроительных заводов (рис. 83), состоит из непо-
движной рамы 1, к которой закреплены изготовленные из буко-
5 6 7 8 2 3 4! 2
Рис. 83. Схема быстроходного качающегося гро-
хота
впго дерева наклонные пружинящие стойки, 2. Верхние концы
стоек закреплены к подвижной раме 3, в которой укреплен, пер-
форированный стальной лист 4.
Шкив 5, получающий вращение от электродвигателя через
ременную передачу, закреплен на экоцентриковом ваду 6, уста-
новленном на подшипниках 7.
Два шатуна 8, изготовленных из дерева, одним концом на-
сажены на эксцентрик вала, второй конец закреплен к подвиж-
ной раме.
Шатуны при вращении вала сообщают раме возвратно-по-
ступательные колебания, рама перемещается при этом в гори-
зонтальной и в вертикальной плоскости, так как при выпрямле-
нии наклонных стоек подвижная рама удаляется от неподвижной
рамы, а при увеличении наклона стоек приближается.
Материал при этом подбрасывается на поверхности решета
и продвигается к выходной стороне рамы грохота.
4. КАЧАЮЩИЙСЯ ЭКСЦЕНТРИКОВЫЙ ГРОХОТ
Быстроходный качающийся эксцентриковый грохот, выпускае-
мый южным машиностроительным заводом, показан на рис. 84.
На предприятиях огнеупорной промышленности грохот приме-
няется для грохочения материалов крупностью от 12 до 100 мм.
Рама грохота / устанавливается с уклонам 3—5° в сторону
выхода материала. На раму устанавливается стальной лису 2 с
отверстиями.
Загрузочная часть рамы устанавливается на эксцентрике 3,
разгрузочная — на двух шарнирных стойках 4. При вращении экс-
центриковый вал делает 500 оборотов в минуту, производя ко-
лебания рамы грохота. Материал при этом подвергается силь-
ному встряхиванию, создающему его расслоение и передвижение
в сторону разгрузки.
Оборудование для грохочения и рассева
!55
5. ГИРАЦИОННЫЕ ГРОХОТЫ
При работе плоских ка'чдющихся грохотов, вследствие воз-
вратно-поступательного движения масс, возникает сила инерции,
которая вредно отражается на конструкции грохота, расшатывая
его, а также на конструкциях перекрытий зданий и сооружений.
При явлении резонанса возникает опасность для целости кон-
струкции здания.
При увеличении числа колебаний грохота до 1450 в минуту
и при уменьшении амплитуды колебаний до 0,5—5 мм работа
грохота происходит более спокойно.
Гира1циюн)н’ые грохоты совсршаЩт плавные движения при
равновесии сил инерции. Гирационные грохоты являются более
эффективными и обладают высоким коэфициентом полезного
действия, доходящим до 99%, низким расходом мощное™ и не
сложны в эксплуатации.
Гирационные грохоты в огнеупорной промышленности приме-
няются для рассева молотого кварцита, шамота и сухой глины.
Схема О'Дновальното пир анионного прохода в поперечном раз-
резе показана на рис. 85. Как показано на рисунке, на конце
Рис 85 Схема гнрацианного грохота в поперечном
разрезе
коленчатого вала 1 установлен шкив 2, при помощи которого вал
приводится во вращение от электродвигателя. Вал 1 опирается
на подшипники 3, закрепленные на чугунных станинах 4. На ко-
ленчатом валу установлены подшипники о, к которым крепится
коробка 6 с отверстиями для просеивания материала. В месте
насадки подшипников 5 вал имеет эксцентриситет 1,5 мм.
Гирационпый эксцентриковый грохот (рис. 86) имеет непо-
движные чугунные станины /, закрепленные на раме 2, изготов-
ленной из швеллеров. Рама устанавливается на тубовых брусь-
ях 3 и при помощи болтов крепится к балкам перекрытия.
Качающаяся часть грохота, имеющая вид «коробки» 4, пред-
ставляет собой металлоконструкцию с корытообразным днищем
и боковыми стенками 5, изготовленными из листового железа.
На стенках корыта закреплено два горизонтально* расположен-
154 Оборудование для грохочения и рассева, бункеры и питатели
ных сита: верхнее 6 с большими отверстиями и нижнее 7 с мень-
шими отверстиями. «Коробка» имеет четыре пальца 8, на
концы которых надеты специальные резиновые втулки —
амортизаторы 9, закрепленные с помощью фланцев с двумя
Рис. 86. Гирационный грохот
траверсами 10, соединенными со станинами. Коробка 4 имеет
на боковых стенках 5 по одному подшипнику 11, которые охва-
тывают эксцентрики приводного вала 12. Вал 12 установлен на
подшипниках 13, укрепленных на неподвижных стойках 1.
При определенном числе оборотов вала будет происходить
подбрасывание материала на сите. Для определения числа обо-
ротов, при котором происходит подбрасывание материала, проф.
Л. Б. Левеноон рекомендует следующую формулу:
z^SOj/^ — , (93)
где: а — угол наклона сита,
г — эксцентриситет.
В случае вращения вала по часовой стрелке, как принято
в практике называть «в сторону подачи», увеличивается произ-
водительность грохота, но снижается время пребывания мате-
риала на решете, в результате чего ухудшается качество сорти-
ровки. В случае вращения вала «против подачи» уменьшается
производительность при улучшении качества сортировки.
Встряхивающее действие грохота вызывает размещение мел-
ких частиц материала на поверхности решета, а крупных — над
ними, в результате чего облегчается прохождение материала
нижнего класса через отверстия.
При вращении вала с числом оборотов! 1450 в мин. будет
вибрировать только «коробка» с ситами.
Оборудование для грохочения и рассева
’55
«Коробка» с ситами может поворачиваться на валу в преде-
лах от 0 до 15°. Нужное наклонное положение «коробки» за-
крепляется при помощи трубы 14 и входящего в трубу стержня,
который верхним концом закреплен на буферном валике.
Для уравновешивания усилий вибрирующих масс с тем, что-
бы они не передавались на опорные части, на приводном валу
между «коробкой» и траверсой 10 надеты шайбы 15 с грузом.
При перемещении грузов 15 производится регулировка грохота
я уравновешивание усилий в «коробке».
Наиболее слабым местом гирационных грохотов являются
резиновые амортизаторы, имеющие небольшой срок службы, а
смена1 их на новые затруднена сложностью подбора резины
для замены. В связи с этим резиновые амортизаторы целесо-
образно заменить на пружиньи.
Пример. Определить число оборотов вала, при котором
происходит подбрасывание материала на сите с уклоном 16°
при эксцентриситете вала, равном_1 мм. _ _
Число оборотов п — 30. j/^-y—=930 об/мин.
6. ИНЕРЦИОННЫЕ ГРОХОТЫ
В инерционных грохотах вибрация получается за счет враще-
ния неуравновешенных масс.
Вал* с вибратором в
инерционных грохотах уста-
навливается почти посере-
дине длины сита, немного
ближе к загрузочному кон-
цу, в результате чего полу-
чаются равномерные вибра-
ции всего сита.
Для уменьшения изгиба-
ющего момента вала не-
уравновешенные шкивы уста-
навливают (рис. 87) рядом
•с подшипниками. Вал экс-
центрической заточки не
имеет и вибрирует вместе
с рамой сита.
Инерционный грохот со-
стоит из наклонно установ-
ленной рамы на двухлисто-
Рис 87. Инерционный грохот
Вых рессорах, на которых
закреплены сита. Листовые рессоры и плоские пружины значи-
тельно надежнее в эксплуатации, чем витые пружины. Листовые
рессоры имеют большую жесткость в боковом направлении.
Ш5--------------------
Г------!8!0
Оборудование для грохочения и рассева
157
I Рессоры металлическими захватами укреплены' к деревянным
I брусьям, к квторым крепятся та'кже желоба, отводящие про-
г t-рохоченный материал. Вибратор состоит из двух эксцептриче-
I рки расточенных грузов /, насаженных на вал 2. Вал установ-
I лен на двух самоустанавливающихся шариковых подшипниках 3,
| прикрепленных к вибрирующей раме 4.
| Для хорошей работы инерционного трохота и длительного
|« срока службы сит. последним необходимо обеспечить равномер-
Ё ное натяжение, так как провисание сит но время работы приво-
Е- кит к их подхлестыванию в виде волн, которое резко, сокращает
|< срок службы сит.
ji. Электродвигатель мощностью 1 кет, при помощи ременной
К передачи, передающий вращательное движение валу через шкив,
«следует устанавливать на расстоянии не ближе 1,5 м от шкива.
К Проволочные сита' bi инерционных грохотах дают лучшие ре-
К зультаты, чем листовые, так как в этом случае происходит ви-
К брация каждой отдельно взятой проволоки. Тонкие сита при про-
Чих равных условиях 'Служат дольше, чем толстые.
7. ВАЛКОВЫЕ ГРОХОТЫ
В Валковые грохоты применяются в огнеупорной промышлен-
К ности для грохочения дробленого сырого магнезита и кварцита
№ Вадковый грохот состоит (рис. 88) из нескольких располо-
жлкенных в одной наклонной плоскости валков, вращающихся от
158 Оборудование для грохочения и рассева, бункеры и питатели
общего привода. Материал три вращении валков перемещается
по наружной их поверхности, мелкие куски при этом провали-
ваются в зазоры между валками, а крупные перемещаются вал-
ками к разгрузочному концу грохота.
Оси валков 1 расположены перпендикулярно продольной оси
грохота и движению материала. Установлены они на подшипни-
ках 2, закрепленных на раме 3 овдрной конструкции. Вращают-
ся валки при помощи шарнирных цепей и звездочек 4 и 5, за-
крепленных на приводном вале 6. Звездочка 4 имеет 13 зубьев,
а звездочка 5 имеет 12 зубьев. Такие же звездочки установлены
и на других валах.
Вал 6 получает вращение от электродвигателя посредством
ременной передачи. Валки 1 изготавливаются из марганцовистой
стали составными (из отдельных частей, см. разрез валка,
рис. 88),
Для обеспечения перемещения по грохоту больших кусков
материала валки имеют равное число оборотов с таким расче-
том, что каждый последующий по движению валок имеег боль-
шее число оборотов, чем предыдущий.
Вал 6 вращается со скоростью 70 об/мин. Посредством пе-
редачи шарнирной цепью от звездочки 4 вала 6 на звездочку 5
вала 7, последний вращается с числом оборотов 76 в мин.
Звездочка 4 вала 7 передает вращение на звездочку 5 вала 8,
который вращается с числом оборотов 82,2 в миц. Аналогично
приводятся во вращение вал 9 с числом оборотов 64 в мин. и
вал 10 с числом оборотов 59 в мин.
Валковые грохота обеспечивают хорошую сортировку и не
требуют высоких помещений для их установки.
Валковые грохота просты и надежны в работе, не дают толч-
ков и сотрясений при работе, поэтому их можно располагать в
в верхних этажах зданий.
При изменении размеров сортировки необходима замена вал-
ков на валки соответствующих размеров. Регулировка размеров-
сортировки перестановкой подшипников нежелательна ввиду
возможного их перекоса. Кроме того, установка осей и их вы-
верка требуют большой тщательности.
Производительность валковых грохотов составляет 400 т/час.
Мощность двигателя 6,5 кет.
8. ВРАЩАЮЩИЕСЯ БАРАБАННЫЕ ГРОХОТЫ
Барабанные грохоты применяются для рассева преимущест-
венно сухих материалов. Вращение барабанных грохотов проис-
ходит равномерно и с небольшим числом оборотов.
Оборудование для грохочения и рассева
159
1 Работа вращающихся барабанов вследствие перекатывания
£ и ударов в них кусков материала сопровождается пылевыде*
ж лением.
; Изготовляются барабанные грохоты цилиндрические (рис. 89),
К конические и призматические.
Цилиндрические барабанные грохоты в огнеупорной промыш-
к ленности применяются в качестве концевой части холодильников.
& Рис 89 Цилиндрический вращающийся барабанный
к' грохот:
К 1 — барабан; 2 — отверстие; 3 — бандажи; 4 — опорные ролики
F трубопечей металлургического магнезитового порошка и обож-
женного доломцуа.
К На шамотных и динасовых заводах получили распространен
г* ние многогранные призматические грохоты (рис. 90).
| Горизонтальный вал 1, изготовленный обычно ив трубы, опи-
| рается на подшипники качения 2. На валу закреплены втулки <?
I с радиальными крестовинами 4, изготовленными из металличе-
I ских полос или уголков. На крестовинах укреплены продольные
К' металлические швеллера 5, составляющие вместе с крестовина-
ft1 ми 4 и втулками 3 каркас сита. К каркасу при помощи «ба-
₽ рашков» крепятся рамки 6 с натянутыми на них проволочными
fe, сетками. Вал 1 в движение приводится электродвигателем через
№ редуктор 7.
К Сита делаются разных размеров. Под каждым размером сет-
К «и устанавливается ячейка, где собирается материал опреде-
К ленной фракции.
К Благодаря равномерному вращению и спокойному ходу гро-
К хот можно устанавливать в верхних этажах здания. Обычно
К его располагают над бункерами так, чтобы из каждой установ-
V ленной под ситом течки, предназначаемой для определенной
К фракции материала, материал мог направляться в соответствую-
К Щий бункер.
К Для предотвращения распространения пыли грохот следует-
Устанавливать в отдельное помещение.
160 Оборудование для грохочения и рассева, бункеры и питатели
Число оборотов барабан-
ного грохота не должно пре-
вышать определенного преде-
ла, так как при большем ко-
личестве оборотов барабана
материал прижимается к
внутренней стенке и рассев
прекращается.
Проф. Л. Б. Левенсон ре-
комендует для определения
числа оборото» в минуту
пользоваться следующей
формулой:
8 • 14
п =---------—----------.
//? V И (94)
Пример. Определить
число оборотов барабанного
грохота с внутренним диа-
метром 2880 мм.
Следовательно, R ~ 1,44 м.
Определяем число оборо-
тов грохота1:
12 12
П =--------- = --------=
V R V 1,44
= 10 об/мин.
Практически окружная
скорость барабана выби-
рается равной
v = 0,7 +- 1,0 м/сек. (95)
Производительность ба-
рабанного грохота в т/час
определяется по формуле
Q = 0,6 7 п tg 2 к ]/ R3 h3, (96)
где. г — объемный вес ма-
териала, т/мл,
п —• число оборотов,
мин.,
R—радиус барабана, м,
h — максимальная тол-
щина слоя, м,
а — угол наклона ба-
рабана.
Оборудование для грохочения и рассева
161
9. ВОЗДУШНЫЕ СЕПАРАТОРЫ
Для разделения на фракции тонкомолотых сухих материалов,
просев которых на грохотах неэффективен, применяются воз-
душные сепараторы. Работа воздушного сепаратора' (рис. 91)
происходит следующим образом: тонкомолотый материал подает-
ся в воронку 1 по трубе 2 и поступает на вращающуюся тарел-
ку 3, закрепленную на вертикальном
валу 4. К нижней части тарелки укреп-
ляется ротор вентилятора 5. На верх-
ней части вертикального вала 4 закреп-
лена коническая шестерня 6, находя-
щаяся в зацеплении с конической ше-
стерней горизонтального приводного
вала 7, подшипники которого укреп-
лены на раме 8. Рама служит для
крепления всего аппарата. При враще-
нии вала 7 вал с тарелкой 4 делает
240—375 оборотов в минуту. Под дей-
ствием центробежных сил частицы ма-
териала отбрасываются с тарелки к
стенкам кожуха 9.
Ротор вентилятора создает воздуш-
ный поток, который увлекает мелкие,
более легкие частицы материала вверх.
Крупные частицы, как более тяжелые,
не увлекаются воздушным потоком и,
будучи отброшенными к стенкам кожу-
ха, падают вниз и через воронку 10
Рис, 91. Воздушный сепа-
ратор
направляются на повторный помол.
Воздушный поток из внутреннего ко-
жуха направляется в наружный ко-
жух И. Увлекаемые воздухом более
крупные частицы материала, встречая
по пути наклонные лопатки 12, ударяются о них и из потока
воздуха отделяются. Вследствие резкого уменьшения скорости
воздуха в наружном кожухе // тонкие частицы материала выпа-
дают, оседают на стенках кожуха и опускаются вниз через кони-
ческую часть 13. Воздух из наружного кожуха 11 снова засасы-
вается ротором вентилятора 5 во внутренний кожух 9 и таким
образом непрерывно циркулирует внутри сепаратора.
Работа воздушного сепаратора регулируется изменением
скорости и количества воздуха, подаваемого вентилятором, за-
висящего от числа -оборотов вентилятора, изменением угла на-
клона лопаток 12 и изменением пути следования воздушного-
потока, формы и сечения каналов, по которым он движется.
П В Г Байсоголов и П И Галкин
ГЛАВА 2
БУНКЕРЫ И СИЛОСЫ
Общие сведения
Бункерами называются емкости для хранения и перегрузки
сыпучих материалов.
Потребность в молотых материалах на заводах огнеупорной
промышленности средней и крупной мощности достигает 500—
1000 т/сут.
Для хранения и механизации транспортировки такого коли-
чества сыпучих материалов на всех заводах имеется развитое
бункерное хозяйство.
По соотношению размеров высоты и максимальных размеров
в плане бункеры разделяют на глубокие и не глубокие.
В случае, если высота сосуда по отношению к размерам в пла-
не не превышает двойного размера, такой сосуд называют не-
глубоким бункером или просто бункером.
Значительные по высоте в сравнении с размерами в плане со-
суды называются глубокими бункерами или силосами. Силосы
сооружаются обычно для значительного количества материала и
длительного хранения его. В огнеупорной промышленности си-
лосы строятся редко.
Сосуды небольшой емкости, служащие только для передачи
(перегрузки) сыпучих материалов, называются пересыпны-
ми воронками.
Нижняя часть бункеров суживается книзу и заканчивается
патрубком. К патрубку обычно прикрепляется приспособление
для выдачи материала из бункера—течка, затвор, питатель. Эти
устройства удерживают материал в бункере от произвольного
высыпания и позволяют регулировать количество выдаваемого
материала.
Наибольшее распространение в огнеупорной промышленности
получили бункера прямоугольной формы, корпус кото-
рых имеет форму призмы, а днище — усеченной пирамиды.
Меньшее распространение имеют прямоугольные бункеры в фор-
f
* Бункеры и силосы
163
ме усеченной пирамиды и круглые с цилиндрическим корпусом
и коническим дном.
Схемы форм бункеров показаны на рис. 92. Емкость бунке-
й ров рассчитывается на определенный запас материалов.
а б S
Рис. 92. Схемы форм бункеров:
а — комбинированный бункер; корпус призматический, дни
ше — усеченная пирамида» б — усеченная пирамида; в — корпус
цилиндрический; днище — усеченный конус
В Принятые нормы вапасов материалов в бункерах приведены
| в табл. 17.
Е‘г Таблица17
Наименование материала Место установки бункера Норма запаса
Глина и песок За сушильным барабаном 4-часовая производитель- ность сушильного ба- рабана
Кварцит, шамот, доломит Перед дробильными и по- мольными машинами 4-часовая производитель- ность машин
Молотые материалы . . Перед шихтовкой Суточная потребность
То же Перед массозаготовитель- ными агрегатами 4-часовая производи- тельность
То же Перед прессами 4-часовая производитель- ность
Доломит и известняк Перед агрегатами кругло- годовой работы (шахтн. печи) Полутора суточный запас
11*
164 Оборудование для грохочения и рассева, бункеры, и питатели
При расчете объема бункеров необходимо знать насыпной вес
материала, т. е. вес единицы объема свободно насыпанного (не-
уплотненного) материала.
По расположению в пространстве по отношению к нулевой
отметке зданий, и сооружений различают бункеры, и адземные
и подземные. Последние в огнеупорной промышленности
встречаются редко, в виде исключения.
Большинство бункеров изготавливается из металла и железо-
бетона. Только на рудниках и на отдельных заводах огнеупор-
ной промышленности бункеры изготавливаются из дерева.
Рис. 93. Схема расположения сыпу-
чего материала под углом естествен-
ного откоса
Бункер иногда разделя-
ют вертикальными перего-
родками на отдельные ячей-
ки (отсеки).
Загрузка материала в
бункеры производится раз-
личным способом: грейфер-
ными кранами, ленточными
транспортерами, скиповыми
подъемниками, опрокидными
вагонетками и др.
Выбор формы бункеров
зависит, главным образом,
от физических свойств ма-
териалов: угла естественно-
го откоса л угла обрушения.
Углом естественного откоса называется угол, образуемый
поверхностью свободно насыпанной массы материала с гори-
зонтальной плоскостью. Пример образования угла естественного
откоса показан на рис. 93, где выпущенный из бункера на та-
рельчатый .питатель сыпучий материал расположен под углом
естественного откоса
Плоскость, определяемая углом естественного откоса, назы-
вается плоскостью естественного откоса.
Значения угла естественного откоса для равных сыпучих ма-
териалов и насыпной вес их приведен в табл. 18.
Сыпучие материалы располагаются под углом естественного
откоса только в свободном состоянии. Наличие подпирающих
с боков стенок заставляет их располагаться вплотную к ним.
Так, в патрубке бункера и телескопической трубе, тарельчатого
питателя подпираемый с боков сыпучий материал не имеет воз-
можности располагаться под углом естественного откоса. Одна-
ко как только хотя бы одна из подпирающих стенок или часть
f
Бункеры и силосы
165
Таблица 18
Материал Угол град. Насыпной вес т/л<8 Материал Угол ? град. Насыпной вес т/л<з
Глина комовая, огнеупорная1. • Глина дробленая . » молотая . . 40-45 40-50 1,3 -1,5 1,15-1,2 1,0 -1,1 Известь в порошке сухая .... Кварцит крупно- кусковой . . 40-50 45 0,32-0,53 1,4 -1,5
Гравий сухой . . Динасовый бой . . 25-45 45 1,4 —1,8 1,4 —1,5 Кварцит дробле- ный 30-45 1,3 -1,45
Доломит кусковой сырой 45 1,7 —1,9 Кварцит молотый Кокс 35-50 35—50 1,25-1,3 0,35-0,5
Доломит дробле- ный сырой . . . 45 1,7 —1,8 Песок сухой . . . » сырой . . 30-45 32-50 1,4 -1,6 1,9 -2,0
Доломит кусковой обожженный . . 45 1.9 -2,0 Магнезит (в раз- ном состоянии) . см. соответствую- щие показатели
Доломит из вра- щающихся печей Доломит молотый 45 45 1,4 —2,2 1,81 — 1,95 Магнезит каусти- ческий д 40—45 оломита 1,0 -1,2
Железняк хроми- стый кусковой . 45 2,3 Уголь каменный дробленый . . 30-45 0,65-0,85
Железняк хроми- стый молотый . 45 2,2 Уголь молотый . Шамот кусковой . 38-50 35-45 0,6 —0,7 1,1 -1,2
Зола сухая . 40-50 0,64-0,74 >> молотый 38-45 1,1 -1,2
Земля сухая . . . 28—40 1,2 -1,5 Шлаки 35—50 0,6 -0,8
» сырая . . . 30-45 1,3 -1,8 Щебень 30-45 1,8 —2,0
Известняк дробле- ный Известняк моло- тый 30—45 38—50 1,5 -1,8 1,6 -1,9 Цемент сухой . . 40—50 1,3 —1,6
1 Хранение в бу Hit ерах не производится.
1 ее будет убрана, часть массы в этом месте обрушится и ее боко-
s вая поверхность расположится под углом естественного откоса.
Процесс обрушения материала показан на рис. 94, где мас-
са сыпучего материала удерживается подпорной стенкой А,
имеющей некоторую высоту Л. В случае, когда сыпучая масса на
верхней поверхности располагается горизонтально, принято го-
' ворить, что масса1 не имеет перегрузки. При расположении
• сыпучей массы на верхней поверхности под некоторым углом
к горизонту 8 > 0 считают, что масса имеет перегрузку, и при
—недогрузку. 'Угол 8 в этом случае называют углом пере-
грузки.
Если представить, что уд'алось удалить стенку А, тогда осво-
' божденная от стесняющего движения действия стенки масса
придет в движение и, обрушившись, займет естественное поло-
166
Оборудование для грохочения и рассева, бункеры и питатели
жение и расположится под углом естественного откоса 9 парал-
лельно линии bd, т. е. расположится так, как располагалась бы
масса в случае отсутствия подпорной стенки А. Очевидно, что
обрушение должно произойти по .плоскости, изображаемой ли-
нией be, где точка с делит сторону ad треугольника abd на две
равные части, ибо для заполнения треугольника Ьсе сыпучей
массой необходима равнове-
ликая площадь треугольни-
Рис. 94. Схема расположения мате-
риала у подпорной стенки и угол
обрушения:
а — расположение материала у подпорной
стенки: б — угол обрушения материала
ка abc.
Перпендикулярная пло-
скости чертежа плоскость,
проходящая по линии Ьс, по
которой произойдет сполза-
ние материала, называется
плоскостью обрушения или
разрыва, а1 угол 3, состав-
ляемый ею с горизонтом,
называется углом обруше-
ния.
Очевидно, что плоскость
обрушения будет распола-
гаться между плоскостью
естественного откоса bd и
плоскостью подпорной стен-
ки ab. Угол обрушения 3
при условии удаления вер-
тикальной подпорной стен-
ки и заполнении массы до
обрушения без перегрузки
будет равен:
(97)
так как в этом частном случае плоскость обрушения Ьс делит
пополам угол между подпорной стенкой и плоскостью естествен-
ного откоса bd, который равен (90° — <?).
Определение понятия об угле и плоскости обрушения важно
для определения давления на стенки и дно бункеров и расчета
их на прочность.
В случае вертикальной подпорной стенки сыпучая масса, на-
ходящаяся в клине abc, давит на подпорную стенку с силой X,
значение которой можно определить, составив уравнение равно-
весия действующих сил. Обозначим вес массы клина abc через G,
реакцию давления массы на плоскость обрушения Ьс через Т,
Бункеры и силосы
167
силу трения массы о плоскость обрушения be через fT, реакцию
подпорной стенки ab через N и трения массы о вертикальную
подпорную стенку F. Пренебрегая последней силой, можно на-
писать уравнения равновесия. Разложив силы Т и fT на состав-
ляющие, получим:
G = Т cos р + fT sin р; (98)
N = Tsinp — /Тсозр, (99)
откуда
Т =--------------, (100)
cos р + / sin
= (ion
cos р + / sin р
Заменяя f через 1g? и деля последнее уравнение на Oos3,
получим:
N = G =G tg (Р - ?). (102)
1 + tg ср • lg fi
Зная удельный вес материала, размеры клина массы abc и
значения углов обрушения 3 и естественного откоса ср, можно
определить величину давления на подпор-
ную стенку.
Деление бункеров на неглубокие (собст-
венно бункеры) и глубокие (силосы) про-
изводится по положению плоскости обру-
шения массы по отношению к стенкам бун-
кера1. Если плоскость обрушения, проходя-
щая через самую глубокую точку массы в
сосуде, пересекает свободную поверхность
материала (рис. 95, а), то сосуд называется
не глубоким, т. е. бункером. Силосами на-
зываются сосуды, в которых плоскость об-
рушения пересекает стенки сосуда (рис. 95,6).
В зависимости от глубины бункеров
давление на' их дно и стенки определяется
различно. В обычных (не глубоких) бунке-
рах действующая на дно сосуда вертикаль-
ная сила мало отличается от веса содер-
жимой массы, тогда как в силосах, благо-
даря значительному трению массы о высо-
кие стенки силоса и сильному сжатию ее
в поперечном направлении на дно сосуда
будет давить вес значительно уменьшенного
Рис. 95. Схема
расположения ма-
териала в глубо-
ких и неглубоких
бункерах:
а; — бункер;
б — силос
столба массы; та-
ким образом, дно силоса будет относительно меньше нагружено,
чем его стенки.
168 Оборудование для грохочения и рассева, бункеры и питатели
1. ПРЯМОУГОЛЬНЫЕ БУНКЕРЫ
Форма прямоугольного бункера зависит от физических
свойств материала, координат точек загрузки и выгрузки бун-
кера, допустимых габаритов и пр.
При отсутствии ограничивающих условий надо выбирать пра-
вильную форму бункера. Лучшей формой сечения верхней части
бункера и выпускного отверстия, имеющих общую вертикаль-
ную ось, является квадратная форма.
Меньшая боковая поверхность, а следовательно, и вес бун-
кера будет при заданном объеме у пирамидального бункера (см.
рис. 92, б).
Высота такого бункера будет меньшей, а ширина в плане
большей, чем у комбинированного бункера (рис. 92, а).
При ограниченных габаритах в плане используется комбини-
рованный бункер, состоящий из двух частей: верхней в виде
прямоугольника и нижней в виде перевернутой усеченной пира-
миды.
Размер высоты’ верхней части бункера принимается в пре-
делах 0,3 н- 0,6 от размера стороны бункера в плане.
Наиболее распространенными являются металлические бун-
керы; они более компактны и долговечны. Конструкция метал-
лических бункеров довольно проста. Конструкция такого бун-
кера состоит из кафкаса и обшивки. Каркас изготовляется свар-
ным-из швеллерного или углового железа. К каркасу с внутрен-
ней стороны приваривается листовая сталь, образующая об-
шивку бункера.
Во избежание прогиба обшивки с наружной стороны ее уси-
ливают уголками жесткости.
Конструкция железобетонных бункеров, у которых и наруж-
ная и внутренняя поверхности являются гладкими, также до-
вольно проста. Сооружение их является чисто строительным де-
лом, связанным с установкой металлической армдтуры и уклад-
кой бетона.
Конструкции деревянных бункеров подобны металлическим.
Расчет емкости бункера
Объем прямоугольного бункера (рис. 96). -можно определить
по формуле, как сумму двух объемов параллелепипеда и усе-
ченной пирамиды, а именно:
К = /1-/1«/24_ —1 [^1/2 4" 4" ®1) (^2 4" 4- ( Ю3>
6
Бункеры и силосы
169
Полезный объем, занимаемый материалом, практически всег-
да меньше теоретически исчисленного. Он зависит от угла есте-
ственного откоса материала и от условии подачи материала.
При увеличении угла естественно-
го откоса 91 > ?2 (рис. 97, а, б),
использование объема бункера
ухудшается, и наоборот. При по-
даче материала в одной точке
бункера (рис. 97, г) объем его
используется хуже, чем при пода-
че материала в двух и более точ-
ках (см. рис. 97, в).
Угол наклона стенок нижней
пирамидальной части бункера
должен быть больше угла трения
материала о стенки бункера,
иначе часть материала не будет
выходить из бункера. Однако для
полного опорожнения бункера
Рис. 96. Определение размеров
бункеров
этого условия оказывается недостаточно, так как часть материа-
ла может застревать в углах соединения двух плоскостей, наклон
которых меньше наклона стенок. Для полного опорожнения
Рис. 97. Схема заполнения бункеров
/7одача £ Мух
/почках
/7од а/а в
одной /почка
‘ в
материала из бункера необходимо и достаточно, чтобы наклон
ребер соединения нижних плоскостей был больше угла трения
р материала о стенки бункера.
При слишком крутых углах наклона работа бункера, вследст-
? вие заклинивания массы материала, может ухудшиться. Превы-
шение должно составлять 5—10°.
170 Оборудование для грохочения и рассева, бункеры и питатели
Размеры выпускного отверстия
Правильный выбор размера выпускного отверстия и его рас-
положение для эксплуатации имеют большое вначение. Зависа-
ние материала в бункерах вследствие поперечного сжатия мате-
риала в нижней, сужающейся его части приводит к большим не-
приятностям в эксплуатации и вынуждает прибегать к особым
устройствам для борьбы с образующимся зависанием материа-
ла — «сводами».
Выходное отверстие (рис. 98) может располагаться:
а) в середине бункера (по его оси), когда все четыре стенки
нижней части бункера устанавливаются наклонно;
рах
а — в середине бункеров б — сыметрично геи вертикальных
стенок в — в утлу бункера
б) симметрично оси одной из вертикальных стенок, когда гои
стенки наклонены, а одна вертикальная;
в) в углу бункера, на стыке двух стенок, когда только две
стенки наклонены, а две вертикальные.
Общий вид бункера с выходным отверстием, расположен-
ным по его оси, показан на рис. 99
Несмотря на то, что условия для зависания материалов при
расположении выпускного отверстия в углу бункера являются
наихудшими (вертикальные стенки не способствуют этому),
все же наибольшее количество оункеров изготавливается с рас-
положением выпускного отверстия по первому или по второму
варианту. Объясняется это тем, что высота бункеров, имеющая
в ряде случаев решающее значение, при таком расположении
выходного отверстия оказывается меныпей.
Бункеры и силосы
171
Вторым обстоятельством, обусловливающим выбор места
расположения выходного отверстия, является вопрос использо-
вания подбункерной площади При расположении транспорти-
рующих устройств под бункерами выходные отверстия бунке-
ров целесообразно устраивать по первому способу; при необ-
ходимости выдавать материал из бункеров на сторону выход-
Рис 99 Бункер с расположением выпуск
пого отверстия в середине
ное отверстие целесообразно делать по второму варианту —
симметрично оси стенки бункера, расположенной со стороны
выдачи материала.
Основными факторами, влияющими на выбор размера вы-
пускного отверстия, являются 1) физические свойства мате-
риала его текучесть и способность к зависанию, 2) размеры
кусков; 3) скорость разгрузки.
Оптимальные размеры выпускных отверстий для каждою
вида материала установлены опытным путем При уменьшении
этих размеров образуются своды в бункерах и заторы при вы-
ходе материала. Увеличение отверстий приводит к увеличению
размеров затворов и питателей, к увеличению давления мате-
риала на затворы, усложнению и удорожанию их обслужи-
вания.
При выборе размера выпускного отверстия следует учиты-
вать, что сортированный маюриал по сравнению с рядовым
требует меньших размеров отверстий
172 Оборудование для грохочения и рассева, бункеры и питатели
Общепринятой, наилучшей формой выпускного отверстия
следует считать квадрат или круг. Для большинства материа-
лов квадратное отверстие со стороной, равной диаметру круг-
лого отверстия, является равноценным.
При выборе прямоугольной (не квадратной) формы выпуск-
ных отверстий следует учитывать, что их площадь должна
быть всегда больше площади квадратных отверстий. При ку-
сковых материалах прямоугольное отверстие будет способство-
вать увеличению сводообразования.
Для определения наименьших допустимых размеров выпуск-
ных отверстий бункеров квадратной и круглой формы, пред-
назначенных для материалов с углом естественного откоса в пре-
делах 30>50°, К. В. Алферовым предложена следующая фор-
мула:
а = k (D 4- 80) • tg ср мм, (104)
где: а — размер стороны квадрата или диаметра круга, мм,
D—размер максимальных кусков,, мм,
ср — угол естественного откоса материала в условиях по-
коя,
k — опытный коэфициент для сортированного материала
принимается равным 2,6; для рядового k = 2,4.
Пропускная способность бункера при равномерном потоке
материала и нормальных размерах выпускного отверстия может
быть определена по формуле:
V = 3600 - F • v м3,'час, (105)
где: F — площадь выпускного отверстия, м2,
v—скорость выхода материала через отверстие, м[сек.
Средние ориентировочные расчетные скорости выхода мате-
риала для нормальных выпускных отверстий принимаются
в пределах v = 0,5 . 2,0 м!сек. Скорости выхода материала
изменяются от ряда условий, а именно: крупности и однородно-
сти материала, влажности его, сыпучести, уровня наполнения
бункера и т. д.
2. УСТРОЙСТВА ДЛЯ УСТРАНЕНИЯ ЗАВИСАНИЯ МАТЕРИАЛОВ
Причины сводообразования многообразны. При пылевидных
материалах причиной зависания служат местные уплотнения
материала, расположенного вблизи выходного отверстия. Недо-
статочные углы наклона стенок бункера, малые размеры вы-
ходного отверстия, образование мертвых слоев материала, про-
должительность хранения материала, его физические свойства,
изменение подвижности материала по причине смерзания, за-
Бункеры и силосы
173
клинивания и др. приводят к образованию сводов в бункерах,
к зависанию материала.
Для устранения зависания материала в бункерах предложен
ряд механизированных устройств в виде ворошителей, встряхи-
вателей, использование сжатого воздуха и пр. Однако положи-
тельных результатов эти средства не дают и помогают лишь в
отдельных случаях.
Основным мероприятием по борьбе с зависанием материа-
лов надо считать правильный выбор типа и формы бункера, его
размеров и устройство шуровых отверстий в стенках бункера
над выпускным отверстием. Отверстия эти делаются круглыми
или щелевыми. Устройство щелевых отверстий по типу жалюзи
позволяет с помощью лома разрушать образующиеся своды.
Круглые отверстия для ручного шурования в железобетон-
ных и деревянных бункерах делаются в зависимости от толщи-
ны стенки диаметром в 60— 100 мм. Располагают эти отверстия
в один-два ряда в шахматном порядке с расстоянием по го-
ризонтали 0,5 м при однорядном расположении отверстий и
0,5 -ь 1 м — при двухрядном расположении. Расстояние между
рядами по высоте принимается в 0,5 -ь 0,75 м. Нижний ряд сле-
дует располагать на 200 -к 300 мм выше выпускного отверстия,
При наклонных выпускных от-
верстиях первый ряд шуровоч-
ных дыр на противоположной
'i стенке может быть расположен
£ на высоте верхней кромки от-
|"верстия.
и Внутренняя поверхность
|>бункеров, особенно в сужаю-
рцейся части, должна быть со-
|вершенно гладкой. Даже самые
^незначительные выступы могут
? послужить причиной для зави-
|(са(ния материала.
№ С этой целью часто днища
«Железобетонных бункеров по-
крываются стальными листами.
| Для предупреждения обра- Рис- 10°- Схема установки
Ьования сводов иногда прибега- вертикальной перегородки и
Вот к установке в нижней части
| бункер а невысокой перегород-
|ки Jphc. 100). Перегородка а в этом случае служит разделяю-
[Щей стенкой как бы двух смежных бункеров.
г Правильный выбор габаритов бункеров приводит к более
Рацион альному использованию габаритов производственных
рданий.
174 Оборудование для грохочения и рассева, бункеры и питатели
При установке не изолированных батарей бункеров (рис. 101)
целесообразнее установка прямоугольных бункеров, так как
каждая стенка их, кроме крайних, расположенных по перифе-
рии, используется для смежных бункеров. Следовательно, рас-
ход материалов на их изготовление получается меньше, чем
Рис 101 Группа прямоугольных бункеров
у круглых бункеров. Кроме того, круглые бункеры займут
большую площадь вследствие пустот, образующихся между от-
дельными бункерами (рис 102, заштрихованные площади).
Хотя в круглых бункерах вертикальные стенки находятся
в лучших условиях, чем в прямоугольных, в смысле распреде-
ления давления от насыпанной массы, все же квадратные бунке-
ры оказываются более выгодными.
Высота бункеров в значительной мере зависит от свойств
наполняющего их материала. Некоторые материалы не боятся
больших высот (кварцит), другие же не допускают складыва-
ния в большие слои (молотая глина из-за слеживания, уголь
из-за измельчения).
Стоимость бункеров железобетонных и металлических почти
одинакова, деревянные — раза в два дешевле. При выборе
материала для постройки бункеров местные условия оказывают
значительное влияние
Следует учесть, что железобетонные бункеры, давая значи-
тельную экономию металла, занимают несколько большую пло-
щадь из-за более толстых стенок и почти не допускают никаких
переделок, переноса и перепланировок
Бункеры и силосы
175
Для временных сооружений (работающих до 10 лет) там,,
где дерево не является дефицитным, можно строить деревянные
бункеры. При этом следует учитывать огнеопасность таких бун-
керов.
При устройстве и эксплуатации бункеров следует учитывать
основные законы движения сыпучих материалов при выпуске.
Рис 102 Схема использования площади
при расположении группы цилиндрических
бункеров
Физические свойства и состояние материала играют при
этом главную роль. Установлено, что в начальных стадиях
после открытия выпускного отверстия в движение приходит
только столб материала, расположенный вертикально над от-
верстием. За этим следует перемещение материала с поверх-
ности, прилегающей к месту положения этого вертикального-
столба Располагающаяся у наклонных стенок бункеров и непос-
редственно около заслонок масса материала остается непод-
вижной до самого последнего момента. Хотя! форма и наклон
стенок оказывают влияние на общую картину истечения мате-
риала, в принципе она1 остается той же. Отклонения вызыва-
ются, главным образом, физическими свойствами материала,
составом массы по размеру кусков, склонностью к слеживанию
и смерзанию
3. УСТРОЙСТВА ДЛЯ ВЫПУСКА МАТЕРИАЛОВ
Выпуск сыпучих материалов из бункеров производится под
действием силы тяжести частиц материала.
Устройства для выпуска во многих случаях ограничиваются
установкой спускных лотков, желобов, труб (течек) Преиму-
ществом таких устройств является то, что они не требуют си-
ловых установок и больших затрат.
Форма спускных самотечных устройств выбирается в зависи-
мости от свойств материала в части их склонности к пылеобра-
176 Оборудование для грохочения и рассева, бункеры и питатели
зованию. При пылении материалов следует применять закрытые
желоба и трубы.
Лотки, желоба и трубы устанавливаются на стойках или
подвешиваются под определенным углом к горизонту. Величина
угла наклона в каждом случае определяется отдельно в зави-
симости от гранулометрического состава и состояния материала
и состояния поверхности скольжения спускных устройств.
Поверхность скольжения обычно делается металлической из
стальных листов. Толщина листового металла в зависимости от
абразивных свойств выпускаемого материала принимается рав-
ной 4 12 мм.
Более крупные куски материала, особенно шаровидной
формы, допускают меньшие углы наклона. При увеличении ко-
личества мелочи в материале угол наклона должен увеличи-
ваться. При увеличении влажности материала угол наклона так-
же должен увеличиваться. В случаях возможности ржавления
поверхности скольжения (редко используемые спускные устрой-
ства) угол наклона должен дополнительно увеличиваться
на 2 -? 3°.
При полукруглой форме спускных устройств течение матери-
ала происходит более равномерно, чем в спускных устройствах
прямоугольной формы.
4. ЗАТВОРЫ
Затворы, предназначенные для перекрывания выпускных от-
верстий и регулирования количества сыпучих материалов, сво-
бодно истекающих из бункеров, могут быть различны как по
принципу своего устройства, так и по конструкции.
Основными требованиями, которым должен удовлетворять
всякий затвор, надо считать: 1) небольшое затрачиваемое уси-
лие на открывание и закрывание; 2) скорость открывания и за-
крывания; 3) спокойная работа; 4) плотность и невозможность
самооткрывания; 5) возможность регулирования количества ма-
териала; 6) компактность и минимальный вес.
Простейшим видом затвора является клапанный затвор, ко-
торый применяется (преимущественно длл разгрузки бункера за
-один прием.
Откидной клапанный ватвор показан на рис. 103. Противовес
удерживает клапан в поднятом положении, перекрывая выпуск-
ной лоток. При натяжении веревки или троса, укрепленного на
клапане книзу, клапан поворачивается на шарнире и в конеч-
ном положении устанавливается в одну линию с нижним листом
выпускного лотка, являясь как бы его продолжением. Материал
при этом высыпается из бункера.
Бункеры и силосы
177
Схема прижимного клапанного затвора показана на рис. 104и
Клапан, замкнутый защелкой, подвешен шарнирно на горизон-
тальной оси и перекрывает вертикальное выпускное отверстие
бункера.
Для выпуска материала защелка отжимается, заслонка, по-
ворачиваясь на шарнире, приподнимается. По освобождении
Рис. 103. Схема откидного
клапанного затвора
Рис. 104. Схема прижимного
клапанного затвора
Подпорный клапанный затвор (рис. 105) позволяет перекры-
вать выпускное отверстие под нагрузкой. К выпускному наклон-
ному патрубку бункера шарнирно укрепляется подпорный лоток.
При полном открытии затвора
Рис. 105. Схема подпорного клапан-
ного затвора
лоток занимает положение, по-
казанное пунктиром, и служит
продолжением патрубка. Для
прекращения выпуска матери-
ала лоток поворачивается на
шарнире, приподнимается квер-
ху. материал на лотке начи-
нает располагаться под углом
естественного откоса, выход
его из бункера замедляется.
При горизонтальном или даже
несколько приподнятом дне
лотка -выпуск материала пре-
кращается. Желоб уравнове-
шивается противовесом. От-
Ра производятся вручную при
Ров а иным способом! при более
12 В. Г. Байсоголов и П. И Галкин
врывание и закрывание затво-
небольших бункер-ах и механизи-
емких.
Рис 106 Схема ручного прямо-
го секторного затвора
Рис. 107 Схема ручного
обратного секторного за-
твора
6
Рис. 108 Схема плоского го-
ризонтального затвора (шибер):
а — ручной шибер, б — реечный
шибер
Бункеры и силосы
179
Возможность устанавливать подпорный лоток под разными
углами к горизонту позволяет в широких пределах регулировать
мощность потока материала.
Кроме этих затворов широко применяются секторные затво-
ры, в бункерах для молотых и дробленых материалов. Перекры-
тие выпускных отверстий этих затворов может производиться
под нагрузкой.
Существует несколько разновидностей секторных затворов-,
прямые и обратные с открыванием вверх или вниз.
Схема ручного прямого секторного затвора приведена на
рис. 106, а обратного — на рис. 107.
Открывание и закрывание затворов производится вручную
посредством рычага, установленного на щеке сектора, и шарнир-
но укрепленной на рычаге тяги.
5. ПЛОСКИЕ ЗАТВОРЫ (ШИБЕРЫ)
Шиберы употребляются довольно часто и хорошо работают
(при молотых и средней крупности материалах.
Шиберы подразделяются-, на простые — плоская задвижка с
.рукояткой (рис. 108, а) и реечные — задвижка, передвигающаяся
вручную через зубчатую передачу (рис. 108, б).
Устанавливаются шиберы в горизонтальном, вертикальном и
(Наклонном положениях.
t. Основное их достоинство—малые габариты.
i При закрывании и открывании шиберов требуются значитель-
ные усилия на преодоление сил трения материала.
ГЛАВА 3
ПИТАТЕЛИ И ДОЗИРУЮЩИЕ УСТРОЙСТВА
Общие сведения
Дозировка сырых, молотых и просеянных материалов и по-
дача их в перерабатывающие машины на заводах огнеупор-
ной промышленности производится с помощью механических
устройств, называемых питателями и дозаторами.
Разновидностей питателей очень много. Основными и наибо-
лее распространенными являются стационарные питатели,
хотя они могут быть и передвижными.
Приводятся в действие питатели от электродвигателя. Пита-
тели с ручным приводом не применяются даже при малой произ-
водительности.
Основным требованием, предъявляемым к питателю, являет-
ся обеспечение заданной производительности при подаче мате-
риала от одного пункта к другому при условии предохранения
его от измельчения. Точная дозировка и возможность регулиро-
вания количества подаваемого материала является вторым основ-
ным требованием.
Дозировка подаваемых материалов производится по объему
и весу, т. е. необходимо подать к месту назначения отмеренный
пли взвешенный материал в том соотношении, которое требует-
ся технологическим процессом производства.
Наиболее точная дозировка материалов — весовая. Однако
она требует более точных и сложных устройств, а потому про-
должает еще широко применяться объемная дозировка. Объем-
ный способ дозировки более прост по устройству, но не точен
(до 5%). Наиболее ответственные изделия требуют более точ-
ной дозировки, достигаемой только применением весовых доза-
торов. Большинство дозировочных аппаратов — непрерывного
действия.
Первую группу питателей можно разбить на пластинча-
тые, ленточные и цепные питатели.
Питатели пластинчатые и ленточные работают по принципу
работы транспортеров аналогичного названия и получили широ-
Питатели и дозирующие устройства
181
кое распространение в огнеупорной промышленности. Цепные
питатели в огнеупорной промышленности не применяются.
1. ЯЩИЧНЫЙ ПИТАТЕЛЬ
Ящичный питатель является разновидностью пластинчатых
Устройство этого питателя напоминает пластинчатый транспор-
тер, на который сверху установлен металлический прямоуголь-
ный ящик. Ящик с транспортером скомпонован так, что дном
Рис. 109. Схема ящичного питателя:
1 — ящик: 2 — шибер: 3 — била; 4 — транспортер
:^щи.ка (рис. 109) является несущая часть металлического транс-
'Лортера.
Материал в ящик загружается сверху и подвижным дном
транспортируется к выходному отверстию, возле которого уста-
новлен шибер, которым регулируется высота выходного отвер-
Йтия питателя, а следовательно, и количество подаваемого пи-
тателем материала.
( У выходного отверстия питателя установлен горизонтальный
Вал с билами для разбивания комьев подаваемого материала и
некоторого его перемешивания.
• Для обеспечения дозировки и подачи нескольких материалов
Ящичным питателем ящик по длине делится на несколько камер.
В каждую из камер подается определенное сырье, выдача кото-
рого регулируется своим шибером.
Концевые барабаны .пластинчатого транспортера обычного
изготовления: один натяжной, другой приводной. Привод, в боль-
шинстве случаев, осуществляется от индивидуального электро-
182 Оборудование для грохочения и рассева, бункеры и питатели
двигателя через ременную «передачу с парой зубчатых шестерен.
На приводе имеется храповой механизм для регулирования ско-
рости движения ленты. Вал с «билами получает вращение от об-
щего привода.
Схема работы ящичного питателя при двух дозируемых
материалах представлена на рис. 109.
Ящичные питатели изготовляются Харьковским заводом
«Красный Октябрь» на производительность 10—30 м3/час.
Техническая характеристика питателей завода «Красный
Октябрь»:
Скорость движения ленты, м/сек . .
Производительность, л2/час . . .
Потребная мощность, кет
Число оборотов вала с билами в мин
Размер приводного шкива, мм ... .
Число оборотов шкива в мин. . .
Длина ящика, м.....................
Вес, кг ... . . . .
0;02; 0,04; 0,06; 0,08
10-30
3,7
100
575x105
250
3,5 (5,0)
3400 (4500)
Такие питатели применяются на складах заводов шамотных
изделий для равномерного питания глиной глинодробильных и
глинорезных машин.
Производительность ящичного питателя определяется теоре-
тически по формуле
Q = 3600 • b • h • v м3/час, (106)
где: b — ширина ящика, м,
h — высота подъема последнего шибера, м,
v—скорость ленты, м/сек.
При выводе этой формулы принято, что скорость движения
материала равна скорости движения ленты и что находящийся
на ленте материал выдается в ваде бруса .прямоугольного се-
чения шириной, равной ширине ящика, а высота соответствует
наибольшему поднятию последнего шибера.
Если известно число оборотов п и диаметр приводной звез-
дочки D, м, то формула для определения производительности
примет вид:
Q = 3600 • -b-h м31'ча:. (107)
П р« и mi е р.. Определить производительность ящичного пита-
теля, подающего комовую огнеупорную глину, при ширине ящи-
ка 6 = 800 мм, высоте подъема шибера 6=150 мм и скорости
ленты v = 0,02 м/сек.
Принимая насыпной вес комовой глины по табл. 18 равным
1,3 т/м\ теоретическая производительность питателя будет:
Q = 3600 b • h -v • 7 = 3600 • 0,8 0,15 • 0,02 -1,3= 11,25 т'ча:.
775
184 Оборудование для грохочения и рассева, бункеры и питатели
2. ПЛАСТИНЧАТЫЙ ПИТАТЕЛЬ
Пластинчатый питатель (рис. НО) не имеет горизонтального
вала с билами и ящика.
По устройству /питатель представляет собой пластинчатый
транспортер 1 со опециаданым устройством бортов и регулируе-
мой скоростью ленты.
Определение производительности производится аналогично
с приведенными расчетами для ящичного питателя.
Пластинчатые питатели изготавливаются разных размеров и
на разную производительность как стационарные, так и пере-
движные.
Техническая характеристика пластинчатых питателей, изго-
товляемых ленинградским заводом, приведена в табл. 19.
Пластинчатые питатели применяются преимущественно при
тяжелых крупнокусковых материалах, когда давление материала
в бункере передается непосредственно на полотно, питателя.
Пластинчатые питатели должны обеспечивать,- а) достаточ-
ную жесткость и легкость пластин, б) плотное перекрывание
смежных пластин, в) простоту конструкции и надежность ра-
боты.
Высокая производительность питателей при низких скоростях
ленты (0,025 0,25 м/сек} обеспечивается высотой бортов. Пла-
стины изготовляются из листовой стали толщиной 5- 15 мм.
3. ЛЕНТОЧНЫЕ ПИТАТЕЛИ
Ленточные питатели применяются преимущественно для мо-
лотых материалов. Они бывают: стационарные и передвижные,
горизонтальные и наклонные. Работают ленточные питатели по
принципу ленточных транспортеров. Несущим органом служит
прорезиненная хлопчатобумажная лента, натянутая на два кон-
цевых барабана — приводной и натяжной. Верхняя несущая
часть ленты перемещается по роликам, установленным на раме
питателя. Ролики устанавливаются на расстоянии 0,3 -0,5 м
один от другого.
Схема горизонтального ленточного питателя показана на
рис. 111. С боков ленты устанавливаются неподвижные борты,
предупреждающие просыпание материала на стороны.
Условия работы ленты в питателях более тяжелые, чем в
транспортерах, а потому их берут обязательно с верхними рези-
новыми обкладками толщиной не менее Зн*6 мм.
Для уменьшения давления находящегося в бункере материа-
ла на ленту загрузка его на ленту производится через желоб,
образованный высокими бортами питателя. Установленный ши-
Наименование показателей
Показатели характеристики
Нормальные размеры питателя (ширина и длина), мм 600x1250 800x2200 1000х1600 1000x3000 1200х 1800
Передвижной или стационарный . передвижной стационарный стационарный стационарный стационарный
Скорость ленты, м]сек .... 0,022—0,2 0,025-0,15 0,025-0,15 0,025—0,15 0,025-0,15
Число оборотов вала, мин 45 38 38 38 38
Мощность электродвигателя, кет 3,2 4,3 4,3 4,3 4,3
Габаритные размеры, мм:
высота . . 1180 1015 1825 ИЗО 1020
ширина . . 1570 2629 2240 2370 2995
длина 3550 3800 3200 4650 3400
Вес, кг . . 3000 3094 3190 4472 3518
28Ь Оборудование для грохочения и рассева, бункеры и питатели
4
I
•Рис. 111. Схема ленточного питателя.
1 — концевые барабаны; 2 — лента; 3 — под-
держивающие ролики; 4 — бункер; 5 — шибер
Производительность ленточного
•бер регулирует количество выдаваемого материала. Высокая
проивводительность (питателя обеспечивается большим наполне-
нием ленты, хотя скорость ее берется сравнительно небольшой.
Длина ленточного пи-
тателя определяется про-
изводственными условия-
ми. Нормально длина
ленточного питателя при-
нимается в пределах 1 -
-5 м, но при необходи-
мости может быть увели-
чена. Наименьший раз-
мер ленты по. длине обус-
ловливается углом есте-
ственного откоса мате-
риала. Необходимо иметь
такую длину ленты, что-
бы при полном открытии
шибера материал не пере-
ходил за головной бара-
бан.
питателя определяется по
'формуле:
Q = J = 3,6 • F • и • ср • у гп,час, (108)
где: Q — производительность, т/час;
V — объем, м3/час;
_у— насыпной вес материала, кг/м3;
:F = b-h — площадь поперечного сечения лотка питателя, .и2;
© —коэфициент 'наполнения лотка; принимается в преде-
лах 0,75 - 0,8;
v — скорость ленты, м/сек; принимается в пределах
0,1 ~ 0,35 м/сек.
Пример. Определить производительность ленточного пита-
теля, подающего молотый кварцит, при скорости ленты
v = 0,15 м/сек и ширине ленты 400 мм.
По табл. 18 находим насыпной вес молотого кварцита. При-
нимаем у = 1250 кг/м3.
Высота слоя материала на ленте h = 60 мм и коэфициент
наполнения лотка питателя © = 0,75.
Производительность ленточного питателя будет:
Q = 3,6 • 0,4 • 0,06 • 0,15 0,75 1250 = 12 т/ча:.
Определение потребной мощности производится, как для
обычного* ленточного транспортера с дополнительным увеличе-
нием ее на преодоление трения материала по бортам лотка.
Питатели и дозирующие устройства
187
4. ЦИЛИНДРИЧЕСКИЙ ПИТАТЕЛЬ
Назначение питателя—-обеспечить непрерывное и равно-
мерное питание одним видом материала.
Питатель состоит из массивной чугунной станины (рис. 112)
м вертикального вала 1 с закрепленной тарелкой 2, к нижней
плоскости которой прикреп-
лена большая коническая ше-
стерня 3. Над тарелкой 2 уста-
новлен металлический цилиндр
4 с открытым верхом!; внутри
цилиндра, в верхней его ча-
сти, на вертикальном валу
укреплена трехлопастная ме-
шалка 5. Между мешалкой и
тарелкой неподвижно закреп-
лен нож 6. Против ножа в кор-
пусе (цилиндре) питателя
имеется отверстие 7 для вы-
хода материала.
Привод тарелки и верти-
кального вала с трехлопастной
мешалкой осуществляется о г
индивидуального электродви-
гателя или от трансмиссии
через ременную передачу, па-
ру цилиндрических и пару ко-
мических зубчатых колес.
Поступившая в цилиндр
глина несколько перемеши-
вается трехлопастной мешал-
кой и попадает на вращаю-
щуюся та'релку. При движении
Рис. 112. Схема цилиндрического пи-
тателя
тарелки она встречает непод-
вижный нож и сбрасывается им, с тарелки через отверстие кор-
пуса. Количество подаваемого материала регулируется задьиж-
кой, закрывающей выходное отверстие.
Широкого распространения круглый питатель не получил.
Имеющиеся питатели обеспечивают подачу 10 15 т/час. Мощ-
ность электродвигателя 2—3 л. с.
5. ТАРЕЛЬЧАТЫЙ ПИТАТЕЛЬ
Тарельчатый питатель является наиболее распространенным
объемным дозирующим аппаратом. Применяется он при порош-
кообразных и небольшой кусковатости материалах (до 20—
a
питатель
б°Г1М^нУкераРе'Г- металлически;
подъема телескопа 8 - сбрасываний
/О__конические шестерни
Рис 113 Тарельчатый
а — без бортов у тарелки б — с
/ — тарелка 2- вертикальный вал 5 - станина
патрубок 6 — телескоп, 7 — устройство для
патру нож 9 — приводной шкив
Питате ги и дозирующие устройства
189
Принцип действия (рис 113 а, б) тарельчатых питателей
сводится к сбрасыванию скребком материала с горизонтального
вращающегося диска, расположенного под выпускным отверсти-
ем бункера
Преимущество их — легкость регулирования производитель-
ности и точность дозировки.
Питатель состоит из горизонтальной, закрепленной на вер
тикальном валу вращающейся тарелки Тарелка и вал поддер-
живаются чугунной станиной
Тарелка устанавливается гаод бункером, из которого должен
дозироваться материал Материал поступает на тарелку через
вертикальную металлическую трубу, которая верхним концом
прикреплена к выходному отверстию бункера Нижний конец
трубы не доходит до поверхности тарелки На трубу свободно
надет цилиндрический кожух (телескоп), который винтовым
устройством может быть приподнят или опущен Это дает воз-
можность регулировать на тарелке высоту слоя материала, по-
ступающего из бункера (Материал лежит на тарелке в вида
конуса с образующей под углом естественного откоса )
Над тарелкой установлен скребок, который при ее вращении
задерживает материал и сбрасывает его в выходное отвепстие.
Приводится тарелка во вращение от электродвигателя через
ременную передачу и пару зубчатых колес или же в случае
применения червячной передачи, — непосредственно от двига-
теля
Конструктивно тарельчатые питатели имеют много разновид-
ностей, но принцип их работы остается тем же
При установке тарельчатого питателя надо обеспечить поступ
ление материала с тарелки в последующий аппарат самотеком
Подсчет производительности гарельчатого питателя произво-
дится по формуле
Q = 60 • и 7^/г (R-+ r* + Rr) — тгг’/jj m час, (109)
(<юлученной из формулы объема усеченного конуса,
, где Q — производительность дозатора, т/час,
1 R —радиус тарелки, м (рис 114),
г — радиус телескопа, м,
п — число оборотов тарелки в минуту,
h — высота слоя материала непосредственно под телеско-
пом (соответствует высоте ножа), м,
у — насыпной вес материала, т/м3
Пример Определить производительность тарельчатого пи-
тателя, имеющего тарелку d=10 м, число оборотов таре тки
190 Оборудование для грохочения и рассвьа, бункеры и питатели
в минуту п=10, лри насыпном весе материала у = 1,1 т/м*,
высоте слоя h = 80 мм и диаметре телескопа 0,6 м.
Производительность питателя при заданных условиях будет:
Q-_=60 • 10- 1,1 р^^8(0,52 + 0,32 + 0,5 0,3) —3,14 -
• 0,32 • 0,08 1 — 12,4 Tritac.
Из формулы следует, что при прочих равных условиях про-
изводительность находится в прямой зависимости от числа обо-
ротов тарелки: чем больше число оборотов, тем больше произ-
водительность. Однако увеличению
числа оборотов вращения тарелки есть
предел. При переходе за него материал
действием центробежных сил будет
разбрасываться в стороны.
Надо найти предел для числа обо-
— ротов вращения тарелки. При враще-
д_нии тарелки на материал будут дейст-
<5 вовать две силы: центробежная сила.
"Гстремящаяся сбросить материал с та-
Рис. 114. Схема
к определению произ-
водительности та-
рельчатого питателя
живающая материал на
ная fP,
где: Р—вес материала,
mg),
f — коэфициент трения
о тарелку,
Р —• радиус тарелки у
трения, удео-
тарелке, рав-
кг
(равный
материала
основания
конуса насыпавшегося мате-
риала. м.
вращении тарелки не будет сброшен
Очевидно материал при
до того момента, пока первая сила по величине не превзойдет
вторую, т. е, когда будет соблюдено следующее равенство.
то2 .. , Г. ту2 ,
или
(ПО)
Отсюда можно определить окружную скорость тарелки у ос-
нования конуса (на расстоянии R от центра)
(И1)
Выражая окружную скорость через число оборотов, получим
(112)
Питатели и дозирующие устройства
19»
Приняв / = 0,3 и произведя арифметические подсчеты, мож-
но получить формулу для определения предельного числа обо-
ротов тарелки питателя:
Ж—1615 ~ об/мин. (ИЗ)’
V R
Пример. Определить предельное число оборотов в минуту
тарельчатого питателя, имеющего диаметр тарелки с? = 1,5 м,
При коэфициенте трения материала о тарелку / = 0,3.
Предельное число оборотов по формуле
16, о 16,5 , о л _.,
----=— =---------= 18,8 об/мин.
V R Ко, 75
Технические характеристики тарельчатых питателей, приме-
няемых в огнеупорной промышленности, приведены в табл. 20.
Таблица 20>
Диаметр тарелки, мм 600 1000 1500 2000
Производительность, м*/час . . 4 10 20 40
Мощность электродвигателя, кет . . 1,5 2 4,0 5
Вес питателя, кг 330 965 2000 2600
Ижевский завод имени Ленина выпускает тарельчатые пи-
татели диаметром тарелки 1000 мм с редукторным приводом от
индивидуального электродвигателя со следующей технической»
характеристикой:
Число оборотов тарелки в минуту ... 7
Мощность электродвигателя, кет ... 2
Число оборотов электродвигателя в
минуту . . 950
, Производительность, м3/час . 7,5—14
Вес (без электродвигателя), кг . . 620
6. ВИНТОВОЙ ПИТАТЕЛЬ
Для равномерного питания молотых сухих материалов может»
применяться винтовой (шнековый) питатель (рис. 115). Винто-
вой питатель непосредственно соединен е бункером, из которого-
Поступает материал.
192 Оборудование для грохочения и рассева, бункеры и питатели
По устройству винтовой питатель тождественен обычному
шнековому транспортеру и состоит из металлического желоба /,
в котором установлен вал 2, несущий винтовую поверхность 3
Рис. 115. Схема винтового питателя
по всей длине. При вращении вала загружаемый в желоб пита-
теля с одного конца через отверстие 4 материал передвигается
винтовой поверхностью шнека вдоль желоба к другому его кон-
цу, где имеется второе отверстие 5 для выхода материала из
желоба.
Движение материала происходит по тому же принципу, как
движение гайки на вращающемся винте, который не имеет по-
ступательного движения.
Вращение вала осуществляется от индивидуального электро-
двигателя или от трансмиссии.
Поступивший в желоб питателя материал удерживается от
вращения вместе с винтом силой трения, возникающей между
ним и стенкой желоба.
Для увеличения этой силы внутреннюю поверхность желоба
.иногда делают рифленой (крепятся продольные планочки). Вин-
товой питатель обеспечивает равномерную и точную дозировку.
По размерам питатель является очень компактным.
Винтовые питатели изготавливаются для небольших произ-
водительностей при длине транспортирования до 1,5—2 м.
При дозировке влажных материалов происходит прилипание
материала к винту, уменьшается подача материала, точность
дозировки нарушается.
При подаче абразивных материалов винт и желоб подвер-
гаются быстрому износу.
Определение производительности винтовых питателей произ-
водится по формуле:
Q = — - • S • п • 60 • 7 - <р Tjna:, (114)
Питатели и дозирующие устройства
193
где: D — диаметр винта, м;
S — шаг винта, м;
п — число оборотов в 1 мин.;
<р — коэфициент наполнения (0,25 0,3);
у— вес дозируемого материала, т/лР.
Потребная мощность электродвигателя для горизонтального
питателя определяется по формуле:
дг ' Л- с (П5>
270 • т) ’ v
где: Q — производительность питателя, т/час;
L — длина, м;
ч — коэфициент полезного действия приводного устройства
(0,35 - 0,57);
w — коэфициент сопротивления (1,5 я- 4).
7. ТРЯСКОВЫИ ПИТАТЕЛЬ
Трясковый питатель (рис. 116). получил широкое применение
при подаче сухих кусковых материалов.
Корпус питателя 1, напоминающий по форме прямоугольный
ящик, в верхней своей части или имеет фланец, которым непо-
средственно крепится к выходной воронке бункера, или, как по-
казано на рис. 116, в него вводится конец течки 2 бункера.
Внутри корпуса установлен ковш 4, который с одной сторо-
ны опирается на два ролика 3, а с другой черев систему рыча-
гов шарнирно укреплен на одном или двух пальцах-шарнирах 5,
которые шатуном 6 соединены с эксцентриком 7 приводного ме-
ханизма.
Вал 8 эксцентрика 7 приводится во вращение через ремен-
ную передачу, для чего на вал насажен шкив 9.
При вращении вала 8 эксцентрик через шатун 6 передает
колебательное движение ковшу 4.
Поступивший в ковш материал при опускании ковша стря-
хивается в выпускную воронку 10.
Сплошными линиями на чертеже показано верхнее положе-
ние ковша, пунктирными — нижнее.
Регулирование количества подаваемого (материала может
производиться путем изменения числа оборотов приводного вала
и шибером. Для этой же цели шатун 6 иногда делается состав-
ным. Винт с гайкой 11 позволяет шатун удлинять и укорачи-
вать. Этим изменяется положение ковша 4 и изменяется коли-
чество подаваемого материала.
43 В. Г. Байсоголов и П. И. Галкин
MW
-------f?W—————
Рис. 116 Трясковый питатель
Питатели и дозирующие устройства
195
Трясковые питатели изготавливаются различными по разме-
рам и производительности. Они просты по устройству и надеж-
ны в работе.
Техническая характеристика трясковых питателей, выпу-
скаемых заводами Министерства строительного и дорожного ма-
шиностроения:
Ширина корпуса, мм 340
Число колебаний в минуту . 60
Мощность электродвигателя, кет. 3,8
Производительность, т.]час 8—10
Вес, кг . . 800
8. ЛОТКОВЫЙ ПИТАТЕЛЬ
Для равномерного питания крупными кусками материалов
применяется (рис. 117, 118) лотковый питатель. Корпус ии7а-
геля конструктивно выполняется в виде лотка 1 с подвижным
Рис. 117 Общий вид лоткового питателя
дном-кареткой 2 и открытым отверстием для выхода дозируе-
кого материала.
Подвижное дно покоится на роликах 3, вращающихся в под-
^^«шилниках, которые укреплены на раме.
Привод производится от электродвигателя 4 через редук-
тор 5 и пару цилиндрических шестерен 6, эксцентрик 7 и шатун
8, шарнирно соединенный с подвижной кареткой 2.
м
196 Оборудование для грохочения и рассева, бункеры и питатели
Работа лотковым питателем производится следующим обра-
зом: материал поступает в лоток (ящик) у загрузочного конца
питателя и попадает на подвижное дно. Возвратно поступатель-
ным движением подвижного дна материал от загрузочного кон-
’ па перемещается к открытому выходному концу лотка (ящика).
Перемещение материала происходит следующим образом: отойдя
вместе с подвижным Дном вправо (по чертежу) при обратном
движении дна материал не может отходить назад вместе с ним,
так как поступивший в лоток материал будет подпирать его и
не позволит перемещаться в обратном направлении. Таким обра-
зом, за каждое движение лотка материал передвигается к вы-
грузочному концу на величину хода платформы.
Производительность питателя регулируется изменением хода
каретки (переменным радиусом кривошипа) и числа качаний.
Регулируя величину хода лотка, тем самым регулируют коли-
чество подаваемого материала за один ход. У загрузочного от-
верстия лотка, кроме того, устанавливается шибер. Лотковые
питатели просты по конструкции, не требуют сложного ухода и
работают безотказно.
Техническая характеристика питателей приводится в табл. 21,
Питатели и дозирующие устройства
197
Таблица 21
Показатели характеристики Завод имени Котлякова Выксунский завод
Размеры питателя: ширина, мм 700 400
длина, мм .............. 1460 —1
Число ходов лотка в 1 минуту 38 51
Наибольший размер подаваемых кусков, мм 200 —-
Установочные величины ходов лотка, мм . 50, 40, 30, 20
Мощность электродвигателя, кет .... 3,2 1,5
Число оборотов электродвигателя в минуту 1440 —
Передаточное число червячного редуктора . 38 —
Производительность m/час при ходе лот-
ка 20 мм 20 30 (средняя)
30 » 30
40 » 40
50 » 50
Вес питателя, кг 667 1275
• 9. СЕКТОРНЫЙ ПИТАТЕЛЬ
Секторные питатели предназначены для равномерной выдачи
материалов из бунксгю'в.
По принципу действия все секторные питатели одинаковы,
различие состоит в размерах и конструкции привода.
Приемная, неподвижная часть корпуса А питателя крепится
(рис. 119) к рагрузочно|й воронке бункера. Вторая часть кор-
пуса Б шарнирно подвешивается к неподвижной части в точке С.
Обе части корпуса питателя с торцов открыты.
Часть Б через шатун 1 шарнирно соединена с эксцентриком 2,
который получает вращение от приводного устройства. Привод
может быть осуществлен через ременную передачу, как пока-
зано на рис. 119, или через редуктор. При вращении эксцентри-
ка 2 движение через шатун / передается подвижной части Б
секторного питателя, и она начинает совершать колебательное
движение. При движении вправо в плоскости чертежа выход
материала затормаживается, при отходе влево материал будет
высыпаться из бункера через секторный питатель. Количество
выдаваемого материала из бункера регулируется числом коле-
баний подвижной части корпуса' питателя и размахом его коле-
баний. 1 'in
Изменение размаха колебаний производится изменением экс-
центриситета эксцентрика. При необходимости установки по-
198 Оборудование для грохочения и рассева, бункеры и питатели
движной части корпуса Б по отношению к неподвижной А в
желаемом положении шатун 1 изготавливается составным из
двух частей, соединяемых стяжной гайкой 3. С помощью стяж-
ной гайки можно удлинить или укоротить длину шатуна.
Для предохранения от износа стенки питателя футеруются
листовым металлсцм. Питатели характеризуются размерами вход-
ного отверстия в мм. Технические данные секторных питателей
приведены в табл. 22.
Таблица 22
Наименование показателей
Значения показателей
Размер (по входному отверстию), мм 400x400 500 х 600 800x800
Потребная мощность, кет 0,75 0,75 1,5
Наибольший размер кусков, мм . 120 150 200
Число качаний в 1 минуту . . . 35 60 35
Вес питателя (без привода), кг . 97 245 520
Питатели и дозирующие устройства
199
10. ЯЧЕЙКОВЫЙ ПИТАТЕЛЬ БАРАБАННОГО ТИПА
Ячейковый питатель барабанного типа употребляется для не-
посредственной выдачи молотых материалов из бункеров.
Ячейковый питатель (рис. 120, а) представляет собой наса-
женный на ось горизонтальный барабан (рис. 120, в), который
Рис. 120. Ячейковый питатель барабанного типа-
а — общий вид; б — корпус; в — барабан
разделен радиальными стенками на несколько ячеек (секций),
число которых может быть 3 ~ 12. Барабан помещен в прочный
металлический корпус (рис. 120,6) и плотно прилегает к его
внутренним стенкам. В корпусе имеются два отверстия, раополо
женных одно против другого. Фланец одного из них служит для
крепления питателя к бункеру. Черев это отверстие материал
из бункера поступает к барабану. Второе отверстие, располагае-
мое снизу, служит для выдачи материала, прошедшего через
питатель.
Материал из бункера поступает в расположенные сверху оси
барабана ячейки. При повороте барабана материал из ячеек вы-
сыпается через нижнее отверстие, а освободившиеся ячейки при
дальнейшем повороте поднимаются вверх и снова заполняются
Материалом.
Привод барабана производится через ременную передачу и
Жраповой механизм. Изменяя угол поворота храповой звездочки,
(Можно регулировать скорость вращения барабана, а следова-
тельно, изменять производительность питателя. Ячейковые пита-
тели обеспечивают довольно точную дозировку выдаваемого
Материала.
11. ВЕСОВЫЕ ДОЗАТОРЫ
Подача материала определенными по весу порциями являет-
ся наиболее точным способом дозирования, поэтому в тех слу-
200 Оборудование для грохочения и рассева, бункеры и питатели
чаях, когда требуется более точное дозирование, желательно
устанавливать весовые доеаторы.
При формовке сложных изделий с повышенными требования-
ми к точности их размеров и физико-механическим свойствам,
каждая порция шихты перед засыпкой ее в форму должна взве-
Рис. 121. Передвижная тележка с весами
шиваться. Простейшими дозаторами при периодической подаче
материала являются обычные рычажные и десятичные весы.
Для периодической весовой дозировки молотых материалов
при небольшой пропускной способности можно применять спе-
циальные передвижные тележки-лафеты с установленными на
них весами. '
Передвижная тележка с весами, установленная На ручном
подвижном лафете, показа*на на рис. 121.
Для взвешивания материала лафет с установленным на его-
весы кюбелем, передвигается по рельсам под бункер и ставится
под его выходную воронку. Приоткрыв шибер бункера, засыпа-
ют нужное количество материала в кюбель. По наполнении ла-
фет выкатывается из-под бункера, а кюбель электротельфером
снимается с него и передается по назначению.
Если в кюбель необходимо подать несколько порций оазных
материалов, то лафет из-под первого бункера с засыпанной пор-
цией одного материала подается под второй бункер и засылается
из него надлежащей порцией материала, затем из третьего и т. д.
При больших количествах подаваемых материалов и непре-
рывном производственном потоке этот способ дозировки непри-
меним. В этом случае наиболее целесообразно применение авто-
матических весов.
Питатели и дозирующие устройства
201
Автоматические весы по своему устройству могут выполнять-
ся порционными — для периодического взвешивания отдельных
порций материала и непрерывного действия — для взвешивания
беспрерывно перемещающегося материала.
Весы порционного типа устанавливаются непосредственно"
под бункерами. Изготавливаются весы обычно с равноплечими
коромыслами. На одном плече коромысла подвешивается чаша
с гирями, на другом — ковш для взвешиваемого матеоиала.
Ковш устанавливается на коромысле так, что при уравновешен-
ных плечах рычага он опрокидывается. При такой подвеска
ковша по заполнении материалом всякий раз происходит опро-
кидывание его и высыпание материала. Опрокидывание напол-
ненного материалом ковша происходит автоматически в момент
уравновешивания рычагов под действием поступающего из бун-
кера в ковш материала.
Вместо опрокидывающегося ковша иногда устанавливается
сосуд иной формы и необязательно опрокидывающийся, а с от-
крывающимся дном. Принцип работы весов от этого не изме-
няется.
Под весами устанавливается приемная воронка для приемки
отвешиваемых порций материала.
Имеющийся у весов счетчик подсчитывает количество опо-
рожненных ковшей.
Весовые автоматические дозаторы непрерывного действия по-
ка не изготовляются.
г
РАЗДЕЛ IV
ОБОРУДОВАНИЕ МАССОЗАГОТОВИТЕЛЬНЫХ
ЦЕХОВ И ЦЕХОВ ДЛЯ ПРИГОТОВЛЕНИЯ
ИЗВЕСТКОВОГО МОЛОКА
ГЛАВА I
МАССОЗАГОТОВИТЕЛЬНОЕ ОБОРУДОВАНИЕ
Общие сведения
После дозировки молотые материалы в заданном соотноше-
нии для получения однородной массы (смеси) должны быть
тщательно перемешаны.
Перемешивание материалов является одной из основных и
ответственнейших операций производства огнеупорных изделий,
так как качество смешения массы оказывает решающее влияние
на качество выпускаемой продукции.
Операция смешивания должна обеспечивать однородность
массы по количеству составляющих материалов, гранулометри-
ческому составу и влажности.
Получение однородной массы, которая после смешивания
была бы одинаковой по i ранулометрическому составу, количест-
ву отдельных компонентов и влажности массы в любой взятой
пробе, представляет серьезные трудности.
Главнейшее влияние на качество операции смешивания ока-
зывает способ приготовления массы, тип смешивающего аппара-
та и режим работы. В основном производственном процессе
огнеупорной промышленности применяется лишь один способ
смешивания масс — сухой способ.
Это название не вполне соответствует действительности, так
как при пластическом методе формовки шамотных изделий по-
рошки глины и шамота смешиваются в увлажненном состоянии
(до 22% влажности).
Недостатком сухого способа смешивания масс является
большое пылеобразование. Поэтому при выборе массозаготови-
тельных аппаратов на эту сторону необходимо обратить внима-
Массозаготовительное оборудование
203
ние, отдавая предпочтение аппаратам, не выделяющим или
мало выделяющим пыль
При выборе смешивающих машин следует помнить, что
основная их задача—тщательное перемешивание, уплотнение
и тесное соединение отдельных компонентов. Они обязаны рав-
номерно распределить по всей массе смешиваемого материала
частицы всех компонентов, чтобы не было мест, состоящих из
отдельных компонентов массы.
Для достижения наиболее совершенного смешивания необхо-
димо обеспечить составляющим смешиваемых масс наибольшие
скорости перемещения относительно друг другая Таким! образом,
режим смешивания Miaoc при правильно выбранной смеситель-
ной аппаратуре во многом предопределяет получение доброка-
чественной массы.
Типы смесителей
По принципу действия смесители подразделяются на перио-
дически и непрерывно действующие.
В первых весь объем материала загружается в мешалку
одновременно, некоторое время перемешивается, а затем выгру-
жается. Только после выгрузки одной порции материала может
быть загружена новая порция составляющих компонентов, и
процесс повторяется.
В непрерывно действующих смесителях загрузка материала,
процесс перемешивания и выгрузка смешанной массы происхо-
дят одновременно.
В смесителях периодического действия легче обеспечить по-
стоянство соотношения компонентов и увлажнение массы, но эти
Смесители менее производительны, чем смесители непрерывного
действия.
При непрерывности общего производственного потока вклю-
чение в него смесителей периодического действие нежелательно,
так как усложняет установку.
Кроме того, смесители периодического действия расходуют
больше электроэнергии.
В смесителях непрерывного действия труднее достичь по-
стоянства в соотношении компонентов и увлажнении массы.
По конструктивному выполнению смесители делят на: а) сме-
сители лопастного типа, б) смесительные бегуны и в) смесители
со сложным движением перемешиваемого материала.
Смесители, служащие для перемешивания жидких масс, де-
лятся на:
а) меша'лки лопастного типа,
б) пропеллерные мешалки и
в) мешалки с применением сжатого воздуха
204
Оборудование массозаготовительных цехов
1. СМЕСИТЕЛИ ЛОПАСТНОГО ТИПА
Лопастные смесители применяются преимущественно для
смешивания и увлажнения масс шамотного производства (ша-
мот и глина). Широкое распространение они получили благо-
даря простоте устройства и значительной производительности
при непрерывности действия.
Эти смесители представляют собой корытообразный желоб,
в котором вращаются один или два параллельно уложенных
вала, на которых укреплены расположенные по винтовой линии
лопасти. । । I |t j
При вращении валов и давлении при этом лопастей на массу
происходит перемешивание и некоторое измельчение мягких
кусков материала, вдавливание отдельных слоев массы в другие,
а также продвижение массы от загрузочного отверстия к вы-
ходному.
Благодаря такому воздействию лопастей на массу смешивае-
мого материала пластические свойства массы улучшаются»
а следовательно, повышается и качество готовой продукции.
Для лучшего перемешивания (перелопачивания) и попере-
менного вдавливания отдельных слоев массы в другие на валах
вместо сплошной винтообразной ленты закрепляются отдельные
узкие лопасти. Будучи расположенными по винтовой линии, но
не составляя сплошной винтовой поверхности, они интенсивно
перемешивают и разминают мягкие куски массы. При этом про-
движение материала вдоль оси вала происходит значительно
медленнее, чем в случае, когда винтовая поверхность является
сплошной (неразрывной).
Уменьшая ширину лопастей, мы уменьшаем поверхность со-
прикосновения их с массой и уменьшаем скорость передвижения
массы вдоль оси вала.
При смешивании шамота с глиной для пластического метода
формовки изделий в смесителях производится и увлажнение
массы. Поэтому различают сухие смесители, если смешивание
производится без добавления воды, и мокрые — если произво-
дится увлажнение масс.
Конструктивное выполнение смесителей лопастного типа раз-
лично. Они могут изготавливаться горизонтальными и верти
кальными, закрытого и открытого типа, одновальными и двух-
вальными.
Достоинства лопастных смесителей: непрерывность действия,
большая производительность, простота конструкции, легкость
и удобство ухода и обслуживания.
Основные недостатки смесителей лопастного типа: недоста-
точно тщательное и равномерное перемешивание, неравномерное
Массозаготовительное оборудование
205
увлажнение массы и недостаточное уплотнение массы вследствие
включения при перемешивании воздуха, препятствующего сое-
динению отдельных слоев массы.
' 2. ОДНОВАЛЬНЫЕ МЕШАЛКИ
| , Общий вид однов1ал,ьной мешалки показан на рис. 122. Вал
\с укрепленными по винтовой линии лопастями 2 получает
И вращение в корытообразном желобе от двигателя посредством
к ’ременной передачи и пары зубчатых колес. Последние конструк-
I |ции мешалок имеют редукторный привод.
| J Корпус 3 мешалки, изготовляемый обычно из листового ме-
I ’ талла толщиной 5—6 мм, с обоих торцов закрыт стенками.
11 "С наружной стороны стенок устанавливаются кронштейны 4 с
додшипниками 5, несущими вал мешалки.
Во избежание быстрого износа внутренняя поверхность кор-
Йсуса футеруется сменными накладками. Загрузка мешалки про-
й изводится дозирующим питателем, расположенным в одном
Иконце корпуса. В противоположном конце делается выходное
110тверстие, через которое проваливается перемешанная масса.
EJ Крепление лопастей на валу позволяет изменять угол пово-
Ерюта их в перпендикулярной к оси вала плоскости и изменять
Ю таким образом угол наклона по винтовой линии. При увеличе-
Книи угла наклона как бы увеличивается шаг винтовой поверх-
Юности, и продвижение массы в мешалке ускоряется. При этом
Н время пребывания массы в мешалке сокращается, производи-
Етельность увеличивается, а качество перемешивания ухудшается.
Уменьшение угла наклона лопастей приводит к обратным
№ результатам: удлиняется срок пребывания массы в мешалке,
Н уменьшается производительность, но улучшается качество пере-
Вымешивания массы.
В Наиболее выгодный угол поворота лопастей подбирается в
Д'каждом конкретном случае путем последовательного изменения
цу угла их установки. Наиболее важными условиями, влияющими
Ина выбор угла поворота, а также формы лопастей, являются
№ прироца смешиваемых материалов и степень их увлажнения.
Длина и диаметр мешалок могут быть различными и зависят
Ц ют назначения и свойств перемешиваемых материалов.
К Пластичные материалы требуют большего времени для рав-
И номерного перемешивания, а потому длина мешалки должна
Ц 'быть большой.
№ Перемешивание в мешалке может происходить без увлажне-
Ения, в сухом виде, или же с добавлением воды. Часто делаются
: мешалки так, что сначала перемешивание производится всухую
К ; (первый участок пути материала в мешалке), а затем смесь
№ ' Увлажняется водой. Вода поступает в мешалку в виде тонких
-----------------же —
Рис. 122. Одновальная мешалка
Массозаготовительное оборудование
207
струек из водоподводящей трубы с мелкими отверстиями, кото-
рая располагается над мешалкой.
Количество подаваемой воды регулируется вентилем, распо-
ложенным на водопроводной трубе.
Характеризующими величинами мешалок являются диаметр-
лопастей и длина корыта, выражаемая в мм.
Техническая характеристика одновальных мешалок, изготов-
лявшихся заводом «Красный Октябрь», приведена в табл. 23.
bi
Таблица 23-
Наименование показателей Мешалка № 3 Мешалка № 4
Диаметр лопастей, мм 700 700
Длина корыта, мм 3200 4000
Диаметр и ширина приводного шкива, мм . . . 1000x180 1000x180
Число оборотов шкива в минуту 100 100
Число оборотов лопастного вала в мин 23 23
Часовая производительность, м?/час до 15 до 15
Число лопастей, шт 32 40
Потребная мощность, кет 12 15
Вес мешалки, кг 3200 4000
Одновальные мешалки почти вытеснены из промышленности-
двухвальными мешалками.
3. ДВУХВАЛЬНЫЕ МЕШАЛКИ
Двухвальные мешалки отличаются от одновальных тем, что
вместо одного вала с лопастями в корпусе мешалки устанавли-
ваются два вала, которые врашаются навстречу друг другу.
Лопасти на валах располагаются так, что при вращении валов
они перекрывают друг друга.
При относительно меньшей длине двухвальные мешалки обес-
печивают более интенсивное перемешивание масс и высокое ка-
чество смеси.
Общий вид двухвальной мешалки показан на рис. 123.
На двух стойках-кронштейнах 1 установлены подшипники 2;
в которых расположены два параллельных горизонтальных
вала 3. На этих валах укреплены расположенные по винтовой
линии лопасти 4. Крепление лопастей позволяет изменять угол,
поворота их относительно плоскости, перпендикулярной оси вала.
Валы помещены в металлический корпус (корыто) 5, имею-
щий с одного конца выходное отверстие 6 для выгрузки готовой'
.______lf6(L
Qfif
Рис. 123 Двухвальная мешалка
Массозаготовительное оборудование
209
массы. Подача материалов в мешалку для переработки произво-
дится с противоположного конца корыта дозирующим питателем
При вращении валов лопасти перелопачивают массу и про-
двигают ее от загрузочного конца к выходному. Процесс пере-
мешивания продолжается обычно 2—3 минуты.
к Привод одного из валов производится от электродвигателя
| через редуктор 7. Второй вал мешалки получает вращение от
[первого через пару цилиндрических шестерен 8.
| При установке двух мешалок сухое и мокрое смешивание
| может производиться последовательно в одной или двух мешал-
|ках. Во втором случае сухая мешалка' устанавливается непосред-
ственно над мокрой, чтобы готовая масса из сухой мешалки
^автоматически поступала во вторую, мокрую мешалку.
| При сухом перемешивании вращение валов лучше произво-
Кдить так, чтобы материал лопастями перемещался от центра
|корыта к наружным стенкам корыта, а при увлажненных мас-
|<ах — наоборот.
| При удлиненных мешалках, где производится последователь-
I но и сухое и мокрое перемешивание, направление вращения
г налов выбирается так, чтобы лопасти перемещали материал от
I наружных стенок корыта мешалки к центру.
|. Техническая характеристика наиболее распространенной
|®вухвальной мешалки марки СМ-27, выпускаемой заводом
U Красный Октябрь»:
I Наружный диаметр лопастей, мм 600
Длина корыта, мм............................ 3000
' Ширина корыта, мм........................... 1140
' Число оборотов валов в минуту ... 30
Производительность, м3/час.................... 12
Потребная мощность, квпт.
при сухом перемешивании................. 12
; при мокром перемешивании................ 20
’ Общий вес смесителя, кг:
(без редуктора и двигателя)........... 2500
Ц| В случае необходимости получить более равномерно увлаж-
Ененную массу необходимо удлинить корыто. На комбинате
шиКпасный керамик» изготовлена и показала хорошие результа-
В^.ты работы мешалка длиной корыта 4,5 м (рис. 124). Число
«.^оборотов валов этого смесителя в минуту равно 35, мощность
Иг электродвигателя 20 кет, вес смесителя 3200 кг.
К Неравномерность увлажнения пластических масс объясняет
рея неравномерным проникновением воды в толщу массы смеши-
Жваемого материала. Наибольшее увлажнение происходит в ме-
та стах падения струек воды. Так как предложенная аппаратура
Ж Для автоматического увлажнения масс в двухвальных смесите-
• лях пока не дала таких результатов, чтобы ее можно было реко-
14 В Г Байсоголов и П И Галкин
Рис 124 Дв^хвальная удлиненная мешалка завода «Красный керамик»
1 — корыто, 2 — валы 3 — лопасти 4 — подшипники, 5 — подвесной
подшипник 6 — электромотор 7 — редуктор 8 — шестерни
Массозаготовительное оборудование
211
мендовать к широкому внедрению в промышленность, то необ-
ходимая степень увлажнения и подача воды пока что произво-
дятся ручным регулирова-
нием, что является совершен-
но не удовлетворительным.
Удлинение корыта не-
сколько улучшает равно-
мерность увлажнения, одна-
ко, достичь равномерной
влажности почти невозмож-
но. Колебание влажности
достигает 2—3%.
Наиболее изнашивающи-
мися деталями лопастных
мешалок являются сами ло-
пасти. В целях удлинения
срока службы рабочую по-
верхность лопастей наплав-
ляют твердым сплавом (ста
линитом). Кроме того, ло-
пасти часто изготовляются
со съемными накладками
(рис. 125). Наличие про-
дольных пазов а на' основа-
ниях лопастей позволяет, по
мере износа накладок, сдви-
Рис 125 Крепление накладок
и лопастей смесителей
гать их в радиальном направлении и тем дополнительно удли
нять срок их службы.
4. ЛОПАСТНЫЕ СМЕСИТЕЛИ ЗАКРЫТОГО ТИПА
В тех случаях, когда требуется получить особо пластичную
и однородную массу, применяют лопастные мешалки закрытого
типа, которые не только интенсивно перемешивают массу, но
и частично уплотняют ее
Корпус смесителя делается чугунным и открытым только
В приемной части, куда поступает предварительно подготовлен-
ная масса Через весь корпус проходит вал с установленными
на нем по прерывной винтовой линии лопастями. Угол уста-
-новки лопастей может меняться, как и у открытых смесителей.
Для выхода материала корпус имеет горловину, выходное от-
верстие которой в 2—3 раза меньше сечения корпуса. Внутри
корпус выложен сменными плитами (накладками). Привод вала
осуществляется через редуктор или ременную передачу и цилин-
дрические шестерни. Для восприятия осевых усилий установлен
упорный подшипник.
Широкого распространения такие смесители не имеют.
14*
212
Оборудование массозаготовительных цехов
5. СМЕСИТЕЛИ С ЗЕТООБРАЗНЫМИ ВАЛАМИ
Смесители с зетообразными валами применяются для приго-
товления наиболее однородных масс при тщательном их пере-
мешивании и равномерном увлажнении. Они используются глав-
ным образом для приготовления пластических масс, идущих на
изготовление высококачествешых шамотных изделий.
Работа смесителя происходит периодически. Перемешивание
массы производится валами, имеющими форму буквы Z.
Конструкция и принцип работы смесителей показаны на
рис. 126.
На фундаментной плите 1 устанавливаются чугунные литые
торцевые стенки 2 металлического корпуса смесителя 3. В под-
шипниках 4 торцевых стенок корпуса находятся шейки валов-
лопастей 5 смесителя. Валы уложены параллельно. Изгиб ва-
лов выполнен по винтовым линиям, направленным в разные
стороны. Для предохранения от быстрого износа наиболее бы-
стро изнашивающаяся винтообразная часть их выполнена со
сменными бронирующими накладками.
Для лучшего перемешивания лопасти почти вплотную при-
легают к стенкам корпуса. Сам кожух имеет раздвижное дно.
Привод одного из валов осуществлен от электродвш ателя через
редуктор 6. Второй вал получает вращение от первого через
пару цилиндрических шестерен 7. Изменение направления вра-
щения валов производится путем изменения вращения электро-
двигателя.
Процесс смешивания массы начинается с заполнения мешал-
ки через дозирующий питатель подлежащими перемешиванию
материалами в определенных пропорциях при закрытом дне и
вращающихся валах Валы по заполнении продолжают
перемешивать массу определенное количество времени, уста-
навливаемое для ка'ждых конкретных условий отдельно (15 -
— 25 мин). Более полное перемешивание происходит при перио-
дическом изменении направления вращения валов. Масса при
этом) также изменяет направление перемещения: если она сперва
перемещалась в направлении от наружных стенок к центру, то
после перемены направления вращения валов масса будет пере
мещатъся от центра корпуса к наружным его стенкам
По истечении установленного срока дно корпуса раздвигает-
ся и через образовавшееся продольное отверстие производится
выгрузка готовой массы. У смесителей небольших размеров
дно корпуса делается целым (нераздвижным), и выгрузка про-
изводится путем опрокидывания смесителя, для чего он имеет
соответствующий механизм.
Смеситель с раздвижным дном имеет приводное устройство
для открывания и закрывания его. Дно корпуса в этом случае
Рис 126 Смеситеть с зетообразными валами емкостью 600 л
214
Оборудование массозаготовительных цехов
выполняется в форме двустороннего секторного затвора, а от-
крывание и закрывание его производится вручную. Механизм
разгрузки состоит из двух червячных сегментов 8, жестко укреп-
ленных на обеих половинах корпуса мешалки и расположенных
концентричное с валами. Червячные сегменты находятся в за-
цеплении с двумя сидящими на одном валу червяками 9. Чер-
вячный вал получает вращение через пару цилиндрических ше-
стерен 10 от штурвального колеса 11.
При обратном вращении половинки корпуса сдвигаются и
дно закрывается. Таким образом производится выгрузка гото-
вой массы.
Опоражнивание смесителя производится быстро. После за-
крытия дна процесс перемешивания повторяется.
Емкость смесителей измеряется в литрах. Применяются сме-
сители емкостью 600—800—1000 л.
Техническая характеристика смесителя емкостью 800 л сле-
дующая-.
Загрузка при тонкомолотой
массе, л....................800
Загрузка при грубомолотой
массе, л..................... 500 4-600
Число оборотов валов в мину-
ту ..........................26
Производительность, т[час . . 1,8-?2,4
Мощность электродвигателя,
кет..........................30
К преимуществам смесителей с зетообразными валами сле-
дует отнести: а) постоянство содержания воды в массе, б) рав-
номерное перемешивание.
Недостатком этого смесителя, как и всех лопастных смеси-
телей, является недостаточно плотное соединение отдельных
компонентов вследствие захвата в массу воздуха лопастями.
Даже хорошо перемешанная масса достаточно рыхла, рассып-
чата и малопластична.
Кроме того, вследствие периодичности действия, эти смеси-
тели имеют меньшую производительность и больший расход
электроэнергии.
6. СМЕСИТЕЛЬНЫЕ БЕГУНЫ
Смесительные бегуны получили широкое распространение
в качестве смесительных машин для тощих масс, в первую
очередь при производстве динасовых изделий. Общий вид сме-
ЛТассозаготовител ьное оборудование
215
сительных бегунов со стороны разгрузки материала показан на
рис. 127.
До самого последнего времени в динасовом производств^
бегуны считались единственной машиной, способной обеспечит^
Хорошую подготовку динасовой массы.
Рис.
127. Смесительные бегуны со стороны раз-
грузки материала
Устройство и принцип действия смесительных бегунов мало
отличаются от помольных бегунов, рассмотренных в разделе
помольного оборудования.
Чертеж общего вида наиболее распространенных смеситель-
; пых бегунов показан на рис. 128. Основное отличие смеси-
тельных бегунов от помольных состоит bi конструкции чаши
и весе катков.
Вращающаяся чаша 1 закреплена на вертикальном! валу 2 и
приводится в движение от электродвигателя 3 через редуктор 4
и коническую зубчатую пару 5. Привод расположен выше
чаши.
Катки 6 установлены на чаше свободно. Валы катков сое-
динены между собой (рис. 129) муфтой, состоящей из двух
половин. Свободные концы валов подвижно закреплены в пол-
зунах 8 вертикальных стоек станины 9 (см. рис. 128).
Вся нагрузка вертикального вала 2 от собственного веса ва
ла, веса чаши с массой и веса катков передается упорному под-
шипнику (подпятнику) 7, установленному на фундаментной
плите.
Общий вид подшипника в разрезе показан на рис. 130.
37W
Рис 128 Смесительные бегуны Уральского машиностроительного завода 1600X450
Рис 129 Узел катков бегунов
1 — вертикальный вал 2 — катки 3 — оси катков 4 — пол
зуны 5 — втулка осей (муфта) 6 — бандаж 7 — деревянные
клинья
Разрез II &
ш
&2Q
Рис. 130. Узел упорного подшипника бегунов:
1 — опорная плита, 2 — юрпус 3 — кольцо подшипника, 4 — упор-
ный подшипник, 5 — втулка подшипника. 6 — разъемный вкладыш;
7 — маслоуказатель, 8 — пробка. 9 — сальниковая ьаблвка
Массозаготовительное Оборудование
219
Процесс смешивания на бегунах производится следующим
, образом: при вращении чаши загруженная <в нее масса нанрав-
1 ляется под катки специальными скребками и, попадая под них,
| заставляет их приподниматься. Вследствие возникающей силы
| трения между катками и массой материала катки начинают
I вращаться вокруг своей оси. Вышедшая из-под катков под дей-
ствием центробежной силы масса материала отбрасывается к
R периферии, но вследствие ограниченности числа оборотов ча-
Е ши (23 “28 оборотов при катках 1600X450) она не успевает
К выйти из-под обода катков, как подхватывается скребками и
№- вновь направляется под них.
К. Чаша изготавливается со сплошным дном без отверстий и
Вс достаточно высокими бортами.
В ’ Работа бегунов происходит периодически. Единовременная
В загрузка в чашу материала наиболее распространенных бегу-
В нов (с размером катков 1600X450 мм) равна 700 ~ 800 кг.
В ! Попытки увеличить производительность бегунов путем уве-
Вдичения загружаемого количества материала при наращивании
В бортов чаши не привели к желаемым результатам. В этом слу-
В чае даже при увеличении срока перемешивания массы каче-
Вство ее получается неудовлетворительным.
В j Более длительное время перемешивания материала при нор-
Вмальных условиях приводит к улучшению состава массы, сни-
В жению пористости готовых изделий, но при этом уменьшается
Вэдэоизводительность.
В Смешивание в бегунах производится давлением катков на
В массу материала и одновременно истиранием аналогично тому,
Врак было установлено при рассмотрении работы помольных бе-
В-Гунов-
В' Очень важно сделать правильный выбор весов катков, фор-
Вмы и места установки направляющих скребков, которые не
Вдолжны допускать разбрасывания массы материала по дну
Врчаши.
Вт По истечении установленного на перемешивание срока мас-
В|са при вращающейся чаше выгружается через борт путем опу-
Вржания до дна чаши специального гребка А, показанного на
ВЬис. 127. Операция выгрузки продолжается 1—2 мин. Гребок
^^устанавливается на бегунах так, чтобы его можно было опу-
Вржать и приподнимать. Опускается он для выгрузки готовой
В>шссы из чаши бегунов. Все остальное время он находится
В приподнятым, не препятствуя прохождению смешиваемой
В массы.
В При опускании гребка он преграждает путь вращающейся
В вместе с чашей массе и направляет ее через борт чаши, где
220 Оборудование массозаготовитсльных цехов
к этому времени должен быть организован прием ее на транс-
портер, в кюбель, бункер или иное устройство.
После освобождения чаши от массы гребок (приподнимается
закрепляется в верхнем положении и производится загрузка
новой порции материала; процесс повторяется. Продолжитель-
ность цикла перемешивания' для различных масс материала
различна и колеблется в пределах 5 — 25 мин.
Во время работы бегунов при смешивании глинистых и ша-
мотных масс (при полусухом прессовании) катки уплотняют
смешиваемую массу, прочно соединяя частицы глины с части-
цами шамота (или другого компонента). Масса после обработ-
ки на бегунах становится настолько плотной, что образует так
называемые «коржи», для разбивки которых приходится уста
навливать специально предназначенные для этого дробилки
небольшого размера.
Уплотнение смешиваемой массы способствует увеличению
механической плотности огнеупорных изделий, поэтому бегуны
принято считать лучшим смесительным аппаратом для масс по-
лусухого прессования.
Нормальным весом катков смесительных бегунов размером
1600X450 мм считается 3 - 3,5 т.
Вес катков в ряде случаев является самым отличительным
признаком смесительных бегунов от помольных. Катки смеси-
тельных бегунов должны быть более легкими, так как в их за-
дачу не входит помол материала, а лишь перемешивание и
уплотнение массы.
Возможность регулирования веса катков в смесительных
бегунах может оказать значительную пользу. Увеличение веса
катков приводит к образованию большого количества «кор-
жей» и значительному измельчению материала. В этом случае
смесительные бегуны в значительной степени начинают выпол-
нять роль помольных бегунов.
Поэтому, если при смешивании необходимо получить зерно-
вой состав массы в установленных узких пределах, то смеси-
тельные бегуны могут ^казаться непригодными.
Последнее соображение вместе с другими недостатками
смесительных бегунов приводит к выводу, что переработка
массы на бегунах, в частности динасовой массы, становится не
обязательной.
К недостаткам смесительных бегунов необходимо отнести
следующее: громоздкость и тяжеловесность бегунов и фунда-
мента, низкая производительность, большой расход электро-
энергии, периодичность работы и пылеобразование (до момен-
та увлажнения). Качество массы во многом зависит от опыт-
Массозаготовительное оборудование
221
гости обслуживающего бегун рабочего. Время перемешивания
и другие условия рабочим соблюдаются далеко не точно.
В последние годы передовые предприятия автоматизиро-
вали работу смесительных бегунов, в частности автоматизиро-
ваны операции по загрузке бегунов, введению необходимых
добавок, перемешиванию и выгрузке. За рабочим оставлено
лишь наблюдение за исправностью действия автоматических
приборов.
Быстроизнашивающимися деталями бегунов являются бан-
дажи, дно чаши и скребки.
Меры по уменьшению их износа такие же, как и при по-
мольных бегунах.
Производительность Q автоматизированных бегунов при ве-
се G загружаемой порции массы и отрегулированном времени А,
необходимом для полного никла смешивания, определяется по
формуле
Q ~ G кг час. (116)
Для смешивания динасовых масс при G = 700 кг, А — 12 мин.
Q _ Л . — • 700 = 3500 кг^ас.
А 12
Техническая характеристика смесительных бегунов, изго-
товляемых Уральским и Нсмво-Краматорским машиностроитель-
ными заводами:
Диаметр и ширина катков, мм . 1600x450
Максимальный размер поступающих
кусков, мм ... .......... до 10
Производительность, мР/час . ... 3 — 4,5
Мощность электродвигателя, кет ... 45
Вес бегунов, т ................. 39,3
Габаритные размеры:
длина, мм ....................... 8250
ширина » .... ... 3340
высота » . . 3790
Привод через редуктор и пару кони-
ческих шестерен.
7. СМЕСИТЕЛИ СО СЛОЖНЫМ ДВИЖЕНИЕМ ПЕРЕМЕШИВАЕМОГО
МАТЕРИАЛА
Для получения однородных масс из нескольких составляю-
щих материалов применяются смесители, в которых материал
получает довольно сложное движение, обеспечивая при этом
интенсивное перемешивание и уплотнение. Такие смесители на-
зываются иногда планетарными (рис. 131).
222
Оборудование массозагоговительных цехов
Цилиндрическая чаша 1, установленная на ролики станины,
вращается вокруг вертикальной оси.
Ворты чаши изготавливаются вертикальными. Внизу чаши,
с наружной стороны, укреплен зубчатый венец 2, который на-
ходится в зацеплении с двумя шестернями, расположенными
Рис 131 Схема смесителя со сложным движением материала
диаметрально одна против другой. Вертикальные валы 3, на
нижних концах которых насажены эти шестерни, вверху имеют
еще по одной шестерне (конической), соединяемых с двумя
коническими шестернями, сидящими на горизонтальном валу 4
Горизонтальный вал, расположенный над мешалкой, является
приводным. На нем установлен шкив для ременного привода 7.
Вращение вала 4 через две пары конических шестерен, два
вертикальных вала 3 и две цилиндрические шестерни пере-
дается зубчатому венцу, а с ним и чаше /.
Кроме двух названных конических шестерен, на валу 4 за-
креплены еще две конические шестерни 5, располагаемые ближе
к центру смесительной чаши 1. Эти шестерни находятся в за
цеплении с двумя другими коническими шестернями, сидящими
на верхних концах вертикальных валов 6. Валы эти распола-
гаются на разном расстоянии от центра чаши, и каждый имеет
внизу перемешивающее устройство, укрепляемое на нижних
концах валов. Каждое перемешивающее устройство состоит из
Массозаготовительное оборудование
223
двух лопаток и одного катка (бегунка). При вращении го-
ризонтального вала 4 приводится во вращение не только сама
чаша, но и перемешивающие лопатки и катки. В смесителях
«Стромстроймашины» чаша смесителя делает 12 об/мин, а пе-
ремешивающие лопатки 72,6 о(б/мин.
Для направления материала под перемешивающие лопатки
и катки на кронштейнах станины у дна чаши неподвижно уста-
новлено еще шесть специальных лопа-
стей. Схема расположения лопастей
и движения материала при одном пе-
ремешивающем устройстве показана
на рис. 132.
Работа смесителя производится пе-
риодически. Материал подается в чашу
сверху дозирующим питателем. При
вращении чаши и перемешивающих
лопаток с катками во встречном на-
правлении материал, направляемый
неподвижными лопастями, совершает
очень сложный спиралеобразный путь
Двигаясь от периферии к центру, он
интенсивно перемешивается и уплот-
Рис 132 Схема располо-
жения лопаток смесителя
со сложным движением ма-
няется в течение определенного перио- териала
да времени, который устанавливается
для каждого состава массы опытным путем. Наибольший срок
перемешивания шамотных масс составляет 6-8 мин.
Для подачи увлажняющей воды или шликера смеситель
снабжается соответствующим устройством. Выгрузка готовой
массы производится через находящееся в дне чаши централь-
ное отверстие. Во время перемешивания массы отверстие дер-
жится закрытым и открывается для выгрузки.
Для открывания и закрывания отверстия смеситель имеет
специальную выдвижную каретку. Передвижение каретки меха-
низировано.
Производительность смесителя находится в прямой зависи-
мости от срока перемешивания и количества одновременно за-
гружаемой массы.
Применяются смесители, главным образом, на заводах ша-
мотных изделий, когда требуется обеспечить однообразный и не
очень плотный состав массы.
Недостатком) работы смесителей является периодичность.
Приводится техническая характеристика смесителей со слож-
ным движением перемешиваемого материала емкостью 0,5 м3:
224
Оборудование массозагоговительных цехов
Диаметр чаши, мм..................... 2200
Диаметр и ширина катков, мм .... 470x180
Вес катка, кг........................ 250
Производительность, т/час . . . • 64-8
Диаметр и ширина приводного шкива,
мм................................. 1200X150
Число оборотов в минуту:
приводного шкива . . . . 250
чаши ... . . . ... 12,5
перемешивающих лопаток .... 72,6
Мощность электродвигателя, кет . . 11
Вес смесителя, кг.................... 7250
8. НЕКОТОРЫЕ СРАВНИТЕЛЬНЫЕ ПОКАЗАТЕЛИ СМЕСИТЕЛЕЙ
Описанные типы смесителей обеспечивают различное качество
миссьи, поэтому при выборе типа того или иного смесителя не-
обходимо исходить, в первую очередь, из технологических сооб-
ражений, определяемых назначением и свойством массы.
Кроме этих соображений, необходимо учитывать также эко-
номическую целесообразность применения того или иного типа
смесителя, а именно — его производительность, расход мощно-
сти, стоимость ухода и содержания машин.
Сравнительные данные технико-экономических показателей
отдельных видов смесителей представлены в табл. 24.
Таблица 24
Тип смесителя Вес смесителя, т Относительная стои- мость смесителя на единицу производи- тельности, един. 1 Относительное коли- чество обслуживающе- го штата на единицу производительности, един. Расход электроэнергии на тонну массы, квт-ч Примечание
Двухвальная лопастная мешалка 3,2 1 1 1,5 Непрерывное
Смеситель с зетообраз- ными валами 3,75 7-9 г о 5—0 8-10 действие Периодическая
Смеситель со сложным движением перемеши- ваемого материала 7,25 5—6 2-2,5 2-2,5 работа То же
Смесительные бегуны . . 39,3 18-20 3-4 12-15 То же
Массозаготовительное оборудование
225
9. ОПРЕДЕЛЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ СМЕСИТЕЛЕЙ
ПЕРИОДИЧЕСКОГО ДЕЙСТВИЯ
Определение производительности смесителей периодического
действия производится по формуле:
Q = V • 7 • пг т/час, (117)
где: Q — производительность, т/час\
V—объем порции загружаемого материала, м3;
у — объемный вес материала, т/ж3;
тп — число замесов в час.
Объемный вес принимается с учетом всех загружаемых
• материалов и их процентного соотношения.
! Пример. Определить производительность с!месителя пе-
[ риодического действия при объемном весе перемешиваемой мас-
сы у —1,25 т/м3, объеме порции загружаемой массы V —
। =-= 0,6 м3 и продолжительности цикла смешивания, включая
загрузку и выгрузку равным 12 мин.
тт 60 -
I Число замесов в час zn=-jg-=5.
' Производительность Q = 0,6 • 1,25 • 5 = 3,75 т/час
1 10. МЕШАЛКИ ДЛЯ ЖИДКИХ МАСС
I Область применения мешалок для жидких масс очень огра-
ничена. Они используются для приготовления шлама, шлике-
I ра и известкового молока.
| В огнеупорной промышленности используются мешалки двух
i типов: лопастные и пропеллерные.
l Смешивание жидких масс сжатым воздухом, пропускаемым
[ через находящуюся в резервуарах жидкость снизу вверх, и
| комбинированное смешивание (механическое перемешивание
J вместе с воздушным) распространения не получили.
! Лопастные, мешалки
[ Лопастные мешалки могут быть выполнены горизонталь-
ными и вертикальными.
[ Общий вид горизонтальной мешалки показан на рис. 133.
Как видно из чертежа, такая мешалка является наиболее
L простым смешивающим аппаратом. В резервуаре 1, который
j может изготовляться из металла, дерева или бетона, установ-
I лен на двух подшипниках горизонтальный вал 2. На валу
! закреплены три крестовины 3 (две по концам и одна посреди-
I не), соединенные по концам параллельными валу лопастями 4.
Изготовляются лопасти из металла или дерева. Подшипники
вала расположены на раме меша'лки вне резервуара, в местах
15 В Г Байсоголов и П И Галкин
(ММ---
------- т----
Рис 133 Горизонтальная
лопастная мешалка
Массозаготовительное оборудование
227
прохода вала в резервуар установлены сальники, препятствую-
щие вытеканию массы из резервуара.
При вращении вала лопасти 4 смешивают поступивший в
резервуар материал.
Привод осуществляется различно. На чертеже показана ре-
менная передача через редуктор и пару цилиндрических ше*
стерен.
Загрузка мешалки производится порциями, работает она
периодически. Готовая жидкая масса сливается через спускной
кран 5, расположенный у дна мешалки, на одной из торцевых
Стенок резервуара.
Производительность и потребная мощность мешалки опреде-
ляются по опытным данным! Производительность находится в
прямой зависимости от емкости резервуара и времени переме-
шивания.
Техническая характеристика для некоторых размеров гори-
зонтальных лопастных мешалок приведена в табл. 25.
Таблица 25
Показатели мешалок 1 2 3 4
Длина резервуара, мм . 2300 4000 3000 4500
Ширина резервуара, мм 1200 1300 1600 1500
Полная емкость резервуара, л3 Число оборотов вала лопастей в ми- 4,8 7,5 10 10
нуту 20 20 16 18
Мощность электродвигателя, кет 2,5 2,5 3,6 3,8
Вертикальные лопастные мешалки (рис. 134)
применяются для приготовления и сохранения постоянства со-
става жидких масс.
Такие мешалки часто называют граб левым и. Состоят
они из одного или двух резервуаров, расположенных один над
другим с укрепленным в центре вертикальным валом.
В верхней части резервуара к валу прикрепляется гори-
зонтальная траверса, к которой подвешиваются вертикально ло-
пасти (грабли),
Вертикальный вал с граблями вращение получает от двига-
теля через приводное устройство с парой конических шестерен.
Движение граблей может происходить как вокруг1 централь-
ной вертикальной оси мещалки, так и вокруг осей подвески их
к траверсе В последнем случае при двойном движении граблей
мешалки называются планетарными.
15*
't
228
Оборудование массозаготовительных цехов
Удаление готовой массы из мешалки производится насосами.
Лопастные мешалки для жидких масс по своему устройству
громоздки и требуют больших площадей; при ремонтах тре-
Рис 134. Граблевая мешалка:
/ — вертикальный вал. 2 — траверса: 3 — грабли 4 — боль
шая и малая конические шестерни: 5 — приводной шкив:
6 — подпятник
буется полностью очищать резервуар, что связано с длительны-
ми простоями. Производительность их низкая.
Сравнительные данные для вертикальных мешалок приве-
дены в табл. 26.
Таблица 26
Показатели 1 2 3
Внутренний диаметр резервуара, мм 2000 3000 4000
Высота резервуара, мм . 1400 1600 2500
Полезный объем резервуара, л . . Число оборотов вертикального вала 3000 8000 20000
в мин. 18-20 16-18 10-12
Потребная мощность, кеш 0,75 1.5 2,2
Массозаготовительное оборудование
229
Пропеллерные мешалки
Две разновидности пропеллерных мешалок показаны на
рис. 135. Каждая из них состоит из бетонного, деревянного
или металлического резервуара 1, внутри которого установлен
вертикальный вал 2 с насаженными на наго двух- или грех-
лопастными ста'льными винтами-пропеллерами 3. При вра-
щении вала налитая в резервуар жидкая масса перемешивается
пропеллерами. Вращение вал получает от двигателя через ре-
менную передачу и две конические шестерни 4. В новейших кон-
струкциях вал фланцевого двигателя муфтой непосредственно
соединяется с вертикальным валом. В этом случае необходи-
мость bi передаточных устройствах отпадает. Размеры пропел-
леров зависят от размеров диаметра резервуара.
Число оборотов пропеллеров в минуту также выбирается в
зависимости от размеров резервуара (чем больший диаметр ре-
зервуара, тем меньшее число оборотов имеет пропеллер) и
принимается обычно в пределах 150- 50Q (редко выше).
Для получения таких чисел оборотов пропеллеров прихо-
дится устанавливать редукторы или другие виды передаточных
устройств. ।
Механизм мешалки монтируется на балках, опирающихся
на резервуар.
При трехлопастном пропеллере, показанном на рис. 135 б,
создается непрерывный поток жидкости, который приводит к
тщательному перемешиванию и измельчению находящихся
в воде отдельных кусков материала.
Направление потока может быть разным. В одних мешалках
масса от пропеллера1 опускается на дно резервуара, поднимается
вдоль наружных стенок и опускается в центральной части.
В других обратное направление. Во всех случаях работе про-
пеллера свойственно энергичное засасывание массы в интенсив-
ный круговорот.
Полное смешивание жидкости в пропеллерной мешалке про-
исходит в небольшой срок и при небольшом расходе энергии.
Для обеспечения торможения вращающейся массы вместе
с пропеллерами резервуары часто делаются не цилиндрически-
ми, а шести- или восьмигранными.
Иногда для нарушения постоянства направленносги непре-
рывного потока жидкости, создаваемого пропеллерным винтом,
вертикальный вал располагают эксцентрично по отношению
к вертикальной оси резервуара или же с этой целью на вал
устанавливают два пропеллера таким образом, чтобы создавае-
мые ими потоки были противоположными. Можно также изго-
товить мешалку с двумя вертикальными валами и на' каждом
из них установить пропеллер.
Рис. 135. Типы пропеллерных
мешалок:
а — с несколькими лопастями.
Массозаготовительное оборудование
231
! Такое устройство приводит к улучшению перемешивания, но
[вместе с тем связано с некоторым усложнением устройства
| мешалок.
Пропеллерные мешалки более
компактны и эффективны, чем
лопастные; устройство их просто,
и поэтому они получили большое
распространение.
Техническая характеристика
пропеллерных мешалок приведена
в табл. 27.
Удаление массы из мешалки
производится насосом или само-
теком (рис. 135, а). Для чистки
резервуара в отдельных случаях
предусматриваются люки. При
отсутствии люков очистку произ-
водят через верх резервуара.
Рис. 135.
б — с одним трехлопастиым про-
пеллером
Таблица 27
Показатели Тип мешалки
по рис. 135, а по рис. 135,6
1 2 3 4 5
Диаметр резервуара, мм 2000 800 1500 2000 2750 4500
Высота резервуара, » 2000 ьоо 1600 1500 2500 2500
Диаметр пропеллера, » 950 200 300 500 750 1000
Мисло оборотов пропеллера в минуту 150 500 350 •350 200 200
’Мощность электродвигателя, кет 1,75 0,4 2,0 3,8 6,0 15
Вес металлических частей, кг ... 890 70 100 330 450 1750
11. ПИТАТЕЛЬ-МЕШАЛКА К ПРЕССУ ПОЛУСУХОГО ПРЕССОВАНИЯ
Для равномерной подачи полусухой смешанной массы
в пресс у каждого пресса, обычно сверху, устанавливается ene-
р. Ниальный питатель-мешалка (рис. 136).
1
Массозаготовительное оборудований
233
Корпус 1 питателя представляет собой сварной металличе-
ский вертикальный цилиндр диаметром 1700 мм, высотой
1300 мм. В крышке цилиндра имеется отверстие для загрузки
питателя массой» а в дне цилиндра — для подачи ма'ссы
к прессу.
По оси цилиндра установлен вертикальный вал 2, на кото-
ром в нижней части находится поперечная траверса (лопасть) <5
с ножами 4, а в верхней части — стальной диск 5. Этот диск на
валу закреплен шпонкой, по периферии он опирается на восемь
роликов 6 и соединен двумя цепями с траверсой 3. На диске 5
уложена сетка 7, а на ней помещено два катка 8, шарйирно
подвешенных к верхней раме 9 питателя та^<, что они имеют
возможность несколько приподниматься и опускаться.
На корпусе питателя установлен на раме 9 приводной
механизм, состоящий из электродвигателя 10, редуктора И и
пары конических зубчатых колес 12. Соединительная муфта
между электродвигателем и редуктором, а также зубчатые
колеса закрыты предохранительными кожуха'ми.
При работе питателя-мешалки подлежащая подаче в пресс
масса через загрузочное отверстие в крышке поступает на вра-
щающийся диск и через сетку его падает вниз. Имеющиеся
в массе комья раздавливаются катками 8 и протираются через
отверстия сетки. Упавшая на дно масса ножами 4 вращающей-
ся траверсы 3 несколько перемешивается и направляется к вьь
ходному отверстию, откуда подается к загрузочной каретке
пресса.
Производительность питателя до 10 т/час\ число оборотов
вертикального вала равно 18,3 об/мин; мощность электродвига-
теля 4,5 кет; редуктор цилиндрический, двухступенчатый с
передаточным числом 1=15,75. Общий вес питателя-мешалки
1,5 т.
12. ДРОБИЛКА ДЛЯ РАЗМЕЛЬЧЕНИЯ КОРЖЕЙ
В процессе смешивания полус'ухих шамотных масс на смеси-
тельных бегунах получаются довольно плотные комья массы,
называемые коржами.
Без дополнительной переработки масса с коржа’ми не может
идти на формовку. Для разбивания (измельчения) коржей уста-
навливается специальная дробилка, общий вид которой показан
на рис. 137.
В подшипниках сварного металлического корпуса 1 дробилки
уложен вал 2, на котором на шпонках закреплены диски 3.
Упорные кольца 4 и распорный хомут 5 препятствуют продоль-
ному перемещению по валу дисков 3. В отверстия дисков 3 сво-
бодно заведены концы дугообразных бичей 6. Диски 3 с бичами h
помещены в металлический плотный и прочный кожух 7, имею-
Рис 137. Дробилка для размельчения коржей
Массозаготовительное оборудование
235
щий два отверстия: сверху для подачи в дробилку массы и вни-
зу для выхода' из дробилки переработанной массы. Над откры-
той снизу частью корпуса дробилки установлена колосниковая
решетка 8 с узкими щелями между колосниками.
j Поступающая в дробилку масса вращающимися с значитель-
ной Скоростью бичами отбрасывается к выходному отверстию.
IИзмельченная часть выходит через щели колосниковой решетки,
Поржи же задерживаются на решетке и разбиваются бичами.
| Вращение вала* дробилки осуществляется от электродвига-
[теля через ременную передачу, для чего на вал насажен шкив 9.
| Число оборотов вала дробилки в минуту 360. Мощность
I электродвигателя 7,5 кет. Производительность дробилки до
НО т]час. Вес дробилки 715 кг.
ГЛАВА 2
ОБОРУДОВАНИЕ ДЛЯ ПРИГОТОВЛЕНИЯ
ИЗВЕСТКОВОГО МОЛОКА
Общие сведения
Технологический процесс производства динасовых, а в от-
дельных случаях хромитовых и карборундовых изделий, требует
введения в шихту при смешивании в качестве добавки известко-
вого молока.
Количество извести, вводимой в шихту в качестве добавки,
колеблется в пределах 1,5 ~ 3%.
Известковое молоко получается в результате химической
реакции обожженной (негашеной) извести с водой по следую-
щей формуле
СаО + Н2О = Са (ОН)2
окись кальцйя + вода = гидрат окиси кальция.
Реакция соединения жженой извести с водой сопровождает-
ся выделением тепла.
В зависимости от количества подаваемой для гашения воды
известь получается в виде пушонки (пушистый порошок), изве-
сткового теста (густой массы), известкового молока (смесь воды
с плавающими частичками извести), известковой воды (слабый
раствор извести в воде). Теоретически наименьшее необходимое
количество воды для гашения извести в пороопок 0,72 л на 1 кг.
При гашении извести в тесто воды дается больше, примерно
2 л на 1 кг.
Известь в известковом молоке может находиться во взвешен-
ном состоянии только при перемешивании. В спокойном состоя-
нии частицы извести из молока быстро осаждаются.
При гашении очень важно получить наиболее мелкие части-
цы извести в известковом молоке, так как такое молоко не за-
бивает труб и аппаратов. Это достигается путем повышения
температуры гашения, для чего для гашения подают подогретую
воду до 60 — 80°.
В зависимости от содержания га'шеной извести в известковом
молоке удельный вес его изменяется от 1,01 (при содержании
Оборудование для приготовления известкового молока
237
Б литре молока 11,0 г извести) до 1,21 (при содержании 250 г
в литре молока).
При наличии в извести примесей (двуокись кремния, окись
алюминия и железа) удельный вес известкового молока возра-
стает.
Вредной примесью в извести является песок, который уско-
ряет износ насосов, способствует забиванию труб, вентилей
и аппаратуры.
Приготовление известкового молока желательно производить
возможно ближе к месту выгрузки жженой извести из печи,
«гак как транспортировка горячей жженой извести связана с
значительными трудностями и вредностью.
1 СХЕМА ПОЛУЧЕНИЯ ИЗВЕСТКОВОГО МОЛОКА
Схема' получения известкового молока представляется bi сле-
дующем виде жженая известь подается в гасильный аппарат,
куда одновременно подается горячая вода Образующееся изве-
стковое молоко подвергается затем в другом аппарате очистке
от различных примесей (твердых частиц), недопала и неразло-
жившейся извести
Содержание гашеной извести в молоке регулируется количе
ством подаваемой воды или иногда извести. Процесс гашения
ускоряется вращением гасильного аппарата Пропускается мо
локо из гасильного аппарата в очистной аппарат самотеком
Выделенные в очистном аппарате примеси направляются в от-
вал за пределы завода
Для более полНой очистки молока устанавливают сито. Мо-
локо, очищенное в аппарате, поступает на сито с отверстиями
1“ 1,5 мм и проходит через него, очищаясь от имеющихся при-
месей. Процеженное через такую сетку молоко еще не дает га-
рантии, что все даже мелкие непогасившиеся кусочки жженой
извести удалены. Для полного их гашения необходимо дать воз-
можность молоку отстояться, для чего оно после сита направ-
ляется в мешалки, служащие сборниками молока. Длительный
стстой приводит к догашиванию оставшихся кусочков извести,
чем предотвращается образование так называемого «дутика»
в изделиях (местное отлущивание частей сырца, образующееся
над кусочками незагасившейся извести, происходящее вслед
ствие увеличения их объема при гашении). После длительного
отстоя молоко из этих мешалок направляется в мешалки, обес-
печивающие получение молока необходимой концентрации,
и из них по трубам перекачивается в специальные мерники изве-
сткового молока, установленные у места потребления. Перекачка
молока производится поршневыми или центробежными насо-
сами
238
Оборудование массозаготовительных цехов
Следует учитывать, что процесс гашения извести полностью
заканчивается только в сборниках-отстойниках, так как
при соприкосновении извести с водой она всегда покрывается
тонкой пленкой загасившейся извести, препятствующей дальней-
шему гашению.
Оборудование для приготовления известкового молока
можно разделить на основное и вспомогательное. К основному
относится аппарат для гашения извести и очистной аппарат. Все
остальное оборудование — питатель, сито, мешалки и пр. — яв-
ляется вспомогательным оборудованием.
В этом разделе рассматривается устройство только основного
оборудования, так как вспомогательное рассматривается в дру-
гих раздела’х книги.
Для гашения извести служат гидраторы и гасильные бараба-
ны. В огнеупорной промышленности гидраторы не применяются,
а1 потому их описание не приводится.
2. ГАСИЛЬНЫЙ БАРАБАН
Гасильный барабан на динасовых заводах — основной наи-
более распространенный аппарат для приготовления известкового
молока. Гашение извести в барабане происходит при избытке
воды.
Гасильный барабан (рис. 138). представляет собой клепаный
или сварной барабан диаметром от 1 до 1,5 м и длиной от 4 до
6 м, изготовленный из листовой стали толщиной 5 н- 10 мм. С
Рис. 138. Гасильный барабан для приготовле-
ния известкового молока
торцов барабан закрыт крышками с отверстиями для загрузки
и выгрузки. Через отверстие в одном из торцов производится за-
грузка извести и подача воды, с другого — выгрузка известко-
вого молока и выделенных крупных твердых примесей.
Барабан имеет два’ катящихся по опорным роликам бандажа.
Опорные ролЯки установлены на фундаменте. Для приведения
Оборудование для приготовления известкового молока
239"
барабана во вращение на нем укреплена венцовая шестерн!я,
находящаяся в зацеплении с другой шестерней, получающей
вращение через передаточное устройство от электродвигателя.
Число оборотов барабана в минуту равно 2,5-е 5. Барабан уста-
>• навливается с некоторым уклоном в сторону выгрузки. Для
[ предупреждения сползания барабана с орор, кроме опорных’
| роликов, устанавливаются также упорные ролики. Конструкция,
b установка и условия работы бандажей, роликов и привода бара-
| бана аналогичны описанным при рассмотрении сушильных ба-
I рабанрв и вращающихся печей.
| Внутренняя поверхность барабана предохраняется от износа
I металлической рубашкой, на которой по винтовой линии для
I лучшего перемешивания извести с водой и более быстрого про-
I движения смеси к выходу установлены металлические угольники.
I Известь в барабан подается в кусках размером! не свыше 25 мм.
к Для подачи в гасильный барабан извести у его загрузочного
I торца устанавливается металлическая воронка с решеткой на-
I верху, предупреждающей попадание больших кусков. Нижняя
к чЦсть воронки за'ходит внутрь барабана. Для той же пели может
I быть установлен питатель лоткового типа.
В К внутренней стенке выгрузочной части барабана прикреп-
I лены металлические крылья, которые вращаются вместе с бара-
баном. При вращении барабана они поднимают на определен-
I ную высоту подошедшие к выгрузочному отверстию незагасив-
I шиеся крупные куски извести и осыпают их на наклонно распо-
I ложенный лоток, которым эти куски удаляются из барабана.
Образующееся в барабане известковое молоко течет по ба-
рабану к выходу и через горловину переливается в неподвиж-
К ный, окружающий выходной конец барабана кожух и через
» сито Bi дне кожуха самотеком поступает на приемное сито очи-
стного аппарата.
Е Качество работы гасильного барабана определяется сте-
Е пенью гашения извести, т. е. отношением количества извести,
перешедшей в известковое молоко, к общему количеству загру-
К женной извести в барабан. Количество отходов составляет Кб -н
К 2О°/о, а степень гашения составляет 0.8 - 0,85.
К Производительность гасильных барабанов указанных разме-
ров составляет 3-4 м^/час известкового молока, что соответ-
ствует расходу 1-н 1,2 т хорошей жженой извести. При загряз-
ненной примесями извести производительность гасильного аппа~
К рата снижается. В случае значительного загрязнения извести'
гашение приходится производить периодически. Для этого, за-
грузив барабан известью и подав в него воду, известковое мо~
локо не спускают, а вращение барабана производят до тех пор;
К пока не произойдет полное гашение загруженной извести.
Ж
240
Оборудование массозаготовительных цехов
3. ОЧИСТНОЙ АППАРАТ (ПЕСКОУЛОВИТЕЛЬ)
Схема установки очистного аппарата показана на рис. 139.
Назначение очистного аппарата сводится к удалению из из-
весткового молока механических примесей.
Работающие на динасовых заводах очистные аппараты пред-
ставляют собой желоб полупили ндрического сечения, который
поперечными перегородками разделен на несколько отсеков. По
длине желоба проходит горизонтальный вал с установленными
на нем в каждом отсеке лопастями-гребками..
Известковое молоко беспрерывно поступает в очистной аппа-
рат и течет по желобу от входного конца к выходному, перели-
ваясь через перегородки, высота которых делается значительно
ниже самого желоба!. При вращении вала гребки не способству-
ют продвижению молока к выходному концу аппарата, а стре-
мятся возвратить его к входному концу.
Такое расположение и движение лопастей-гребков позволяет,
не задерживая движения жидкотекучего молока, очистить его от
всех механических примесей. При вращении вала и перемеши-
вании лопастями известкового молока в очистном аппарате они
подхватывают песок и другие примеси и передают их через пере-
городки навстречу движению известкового молока из одного
отсека в другой.
Все примеси, которые последовательно транспортируются от
одного отделения к другому, собираются у входного конца очист-
ного аппарата, удаляются из него особым устройством. Обычно
в качестве такого устройства1 применяется небольшой шнек, ко-
торый устанавливается перпендикулярно к оси желоба очистного
аппарата с некоторым углом к горизонту.
РАЗДЕЛ V
ОБОРУДОВАНИЕ ДЛЯ ФОРМОВКИ ИЗДЕЛИЙ
Способы формовки изделий
Формовкой называется процесс получения из огнеупорной
массы изделий определенной формы и размеров. Преобладаю-
щее количество огнеупоров формуется в настоящее время меха-
низированным способом. Ручной метод формовки сохранился
только для особо сложных конфигураций изделий, изготовляе-
мых в малых количествах, так как изготовление дорогих форм
для механического способа формовки их экономически оказы-
вается невыгодным.
В зависимости от формы и размеров изделий, а также от
состояния приготовленной к формовке массы для механической
формовки их используются прессы различной конструкции.
Формовка изделий из масс, имеющих влажность от 15 до 25°/о.
производится методом пластического или мокрого прес-
сования. Формовка масс с влажностью, не превышающей 10%
и не обладающих свойствами пластичности, производится мето-
дом сухого (полусухого) прессования.
В зависимости от метода прессования конструкция прессов
одной группы резко отличается от другой. Формовка изделий
при пластическом прессовании производится в дв<а этапа1, на
двух последовательно' используемых прессах: первом — основ-
ном, для получения заготовки, по форме и размерам напоми-
нающей изделия, и втором — дополнительном, допрессовочном,
для придания изделию окончательной формы и размеров. Заго-
ловка производится на! ленточных прессах, окончательная фор-
мовка осуществляется на дополнительных допрессовочных
Прессах.
Для непластического метода формовки используются прессы
полусухого прессов(ания различных типов, которые позволяют
(из засыпанной в прессформу массы в один прием получить го-
товый отпрессованный сырец.
Основное различие между названными группами прессов
состоит в том, что при прессовании малопластичных масс, чтобы
46 В. Г. Байсоголов и П. И. Галкин
242
Оборудование для формовки изделий
иметь необходимую прочность изделий, требуются гораздо боль-
шие давления, чем при пластическом методе прессования.
Удельные давления при мокром прессовании ограничиваются
обычно несколнкими десятками кг! см2, при прессовании же то-
щих н’епластичных масс (магнезит, доломит и др.) эти давления
в отдельных случаях достигают до 800—1200 кг/см2 и даже
выше.
Мощность завода определяется наличием на заводе печей
и прессов из указанных двух основных групп. Прессы являются
основными агрегата'ми предприятия по выполнению плана фор-
мовки, формовкой же предопределяется выполнение плана
заводом! в целом
Кроме основного метода путем прессования огнеупорных из-
делий, формовка огнеупорных изделий может производиться
и другими способами: вибрацией, трамбованием, литьем, но все
эти способы не получили такого широкого распространения, как
метод прессования.
Для приведения в действие механических прессов использу-
ются различные виды энергии: электричество, пневматика, гид-
равлика. Наибольшее распространение из перечисленных видов
энергии получили прессы непосредственного привода от электро-
двигателя. Ранее широко распространенные прессы ручного
действия для изготовления нормального кирпича правилами
техники безопасности и охраны труда к использованию запре-
щены, в отличие от заводов огнеупорных изделий капиталисти-
ческих стран, где они продолжают эксплуатироваться, а отдель-
ные заграничные машиностроительные фирмы не перестают их
рекламировать.
ГЛАВА I
ОБОРУДОВАНИЕ ДЛЯ ПЛАСТИЧЕСКОГО СПОСОБА
ФОРМОВКИ ИЗДЕЛИЙ
1. ЛЕНТОЧНЫЕ ПРЕССЫ
Ленточным прессом называется машина, служащая для
Ьормования пластической массы путем уплотнения и непрерыв-
но выжимания ее через мундштук в виде ленты или бруса
аданного поперечного сечения.
При пластическом способе формовки огнеупорных изделий
йнточные прессы являются ochobiheimh машинами, позволяю-
Йши из бесформенной рыхлой огнеупорной массы получить
Плотненную и оформленную заготовку заданного сечения
прямоугольного, круглого и др.). При непрерывном выходе
з пресса уплотненная лента массы разрезается на отдельные
асти определенных размеров и формы.
За очень длительный срок использования ленточных прессов
' кирпичеделательной и в огнеупорной промышленности конст-
укция их неоднократно подвергалась значительным изменениям.
Создавались даже принципиально новые конструкции прессов,
:о, несмотря на это, в огромном большинстве случаев и до сих
ор в эксплуатации находятся ленточные прессы, работающие
о старой, первоначальной схеме. Конструктивно они значитель-
о усовершенствованы, но сохранились органические свойствен-
ные этим прессам недостатки, хотя и доведенные до минимума.
Устройство и схема работы ленточного пресса
Ленточный пресс (рис. 140) состоит из следующих основных
астей: 1) приемной (загрузочной) воронки, 2) цилиндра прес-
а, укрепленного на станине, 3) шнека, 4) головки пресса (прес-
совая головка), 5) мундштука, укрепляемого к головке пресса,
>) приводного механизма (на схеме не показанного).
Действие пресса состоит в следующем: бесформенная масса
[срез приемную воронку 1 поступает в цилиндр пресса 2, зй-
ватывается вращающимся шнеком 3 и проталкивается нм вдоль
си цилиндра по направлению к головке пресса 4. Масса в пос-
ледней уплотняется и давлением шнека выжимается в виде не-
16*
244
Оборудование для формовки изделий
прерывной заданных размеров и формы ленты или бруса через
отверстие мундштука 5, который укреплен у выходной часта го-
ловки пресса Отверстие в мундштуке по форме и размерам
должно соответствовать поперечному сечению требующейся
ленты. Выходящая из мундштука лента во время ее движения
проволокой разоезаеРся по длине на отдельные куски заданных
размеров заготовки Резка ленты производится вручную или
механизированным способом
Приемная часть пресса
Загрузочная воронка устанавливается в верхней части кор
пуса пресса. Она служит для приема поступающей в пресс
Рис 141 Схема приемной части ленточного пресса с одним
питательным валком
массы, а также для проталкивания ее в закрытую часть ци-
линдра Для лучшей подачи массы в цилиндр пресса и Захвата
ее шнеком обычно устанавливается у приемной воронки паоал-
лельно оси цилиндра (рис 141) питательный валок При встреч-
Оборудование для пластического способа формовки изделий 245
вращении этого валка и шнека масса оказывается как бы
, зажатой между ними, и это способствует лучшей подаче массы
Ь в цилиндр. Питательный валок во многих случаях делается
| с гладкой цилиндрической поверхностью, иногда он выполняется
L рифленым Канав!ки на поверхности питательного валка способ-
I ствуют улучшению захватывания и подачи макхы в цилиндр.
К Расположение канавок для различных масс делается различным
Канавки питательного валка во время работы пресса очень
быстро забиваются массой Это способствует улучшению пита-
ния пресса, так как благодаря этому трение между частью по-
верхности валка, заполненного массой и подаваемым в пресс
материалом, увеличивается Правильность установки пигательно-
го валка в загрузочной воронке имеет существенное значение.
Для нормальной работы пресса расстояние между осями глав-
кого шнекового вала и питательного валка, выраженное в мм,
должно быть равной
I A = 0,5(D + d) + 2 мм, (118)
где: D — диаметр шнека, мм;
К d — диаметр питательного валка, мм.
Так как при увеличении зазора между поверхностью пита-
Вгельного валка и наружной кромкой шнека' больше чем на
2-3 мм подача массы в пресс ухудшается, величина зазора
поэтому должна находиться под контролем как во время ре-
м онто в пресса, так и в период его эксплуатации.
Износ поверхностей шнека и питательного валка при работе
Ива шамотных массах происходит очень интенсивно, поэтому
в случае увеличения зазора между валком и шнеком сверх
Установленного предела и необходимости в связи с этим быст-
Ьой их замены нужно всегда иметь запасный шнек и валки.
Местные выработки валка при ремонтах должны обязательно
устраняться.
Вр Размеры питательного валка играют важную роль в обеспе-
чении нормального питания прессмассой Для улучшения зело-
Вий захвата массы желательно иметь большую силу трения Это
условие для выбранных материалов и состояния трущихся по-
Июерхностей достигается увеличением поверхностей трения путем
рифления валка и увеличения длины и диаметра до максималь-
йо возможных пределов Обычно длину валков стремятся сле-
Лать равной длине приемной воронки, а диаметр валка' лишь
Немногим меньше диаметра цилиндра пресса Диаметр валка
принимается равным d—(0,7 0,75) D, где D — диаметр ци-
Линдра пресса
Месторасположение питательного валка обусловливается дву-
Мя противоречивыми требованиями 1) желанием иметь загрузоч-
Е ное отверстие возможно большей ширины, для более свободно-
246
Оборудование для формовки изделий
го питания пресса и 2) возможно более высоким расположен тем
валка по отношению к оси шнека, так как при таком располо-
жении валка шаг шнека можно сделать несколько меньшим
без опасения возврата массы из открытой части цилиндра
в приемную воронку. Обычно питательные валки располагаются
выше вала шнека с таким расчетом, чтобы угол а (см. рис. 141),
составляемый плоскостью, проходящей через оси питательного
валка и главного шнекового вала, к горизонтальной плоскости
Рис 142 Схема приемной части ленточного прес-
са с двумя питательными валками
1 — поиемная вооонка 2 — цилиндр пресса, 3 — пита
тельные валки 4 — пкребси
находился в пределах 40—50° Угол а предпочтительнее иметь
большим, если это не приводит к чрезмерному сужению прием-
ного отверстия.
Иногда у ленточных прессов вместо одного ставят два' пита-
тетьных валка (рис 142) При выпуске прессом ленты малого,
по сравнению с сечением цилиндра, сечения сопротивление
движению массы в прессе возоастает настолько значительно,
что для преодоления противодавления массы из цилиндра в при
емную часть необходима установка более мощного питателя
Установки одного питательного валка в этом случае оказывает-
ся недостаточно. При установленных двух питательных валках
приемная воронка сверху оказывается почти закрытой; между
валками оставляется только щель для продавливания подавае-
мой массы Величина щели в случае надобности регулируется
передвижением валков.
Оборудование для пластического способа формовки изделий 247
Для очистки питательных валков от налипающей на их по-
верхность массы устанавливаются скребки. При одном пита-
тельном валке скребок устанавливается с наружной стороны
в нижней части валка. Расположение скребка по отношению
к валку показано на рис. 143. Во вращение питательный валок
Рис 143 Установка скребка для очистки питательного валка
1 — скребок, 2 — питательный валок d — шнек
приводится от передачи главного шнекового вала. Числи оборо-
тов валка находится в определенной зависимости от числа обо-
ротов шнека и от перерабатываемой массы. Обычно валок имеет
^большую скорость вращения, чгм шнек.
’ При чрезмерно быстром вращении валка условия захваДа
^массы ухудшаются, так как происходит ее проскальзывание.
'Число оборотов валка в большинстве случаев принимается в два
‘раза большим числа оборотов шнекового вала, что обеспечивает
нормальное питание пресса массой
Крупным недостатком работы питательных валков является
выжимание массы через имеющиеся неплотности между валком
и корпусом пресса наружу в виде тонких стружек, которые за-
грязняют рабочее место
Наличие питательных валиков у ленточных прессов не всегда
обязательно. Имеются конструкции ленточных прессов, в кото-
248
Оборудование для формовки изделий
рых приемная часть не имеет питательного валка. Примером
такого выполнения могут служить прессы со встроенными в них
смесителями.
Правильная работа приемной части пресса в значительной
степени зависит от величины шага1 шнека в приемной, открытой
части цилиндра Величина прдачи материала будет зависеть от
величины шага шнека чем больше шаг, тем больше подача, и
наоборот. В самом деле, если принять величину шага шнека в от-
крытой части цилиндра (в приемной воронке) равной цлине ее,
то вся масса, захваченная шнеком, за один оборот шнекового
вала будет передана в закрытую часть цилиндра для дальней-
шего уплотнения ее в прессовой головке Если же шаг шнека
принять меньшим длины открытой части цилиндра, то по длине
приемной воронки будет более одного шага, а следовательно, не
вся масса попадет в закрытую часть за один оборот
Такой шаг шнека приводит к загромождению загрузочной
вороники, сокращению питания пресса и снижению его произво-
дительности. Значительно ухудшается питание пресса и в том
случае, когда имеется большой зазор между шнеком и пита-
тельным валком. Одновременное действие обоих факторов осо-
бенно резко сказывается на производительности пресса, так как
в этом случа'е масса заполняет всю загрузочную воронку выше
питательного валка и захват массы становится затруднительным
Шнек приемной части ленточных прессов старой конструкции
имел 1,5—2 шага. Современные прессы в приемной воронке
имеют шаг шнека равным длине ее. ДелаГь шаг шнека больше
длины приемной воронки не следует, так как такое устройство
вследствие значительной величины шага приводит к резкому
росту сопротивления движению массы.
Правильная конструкция приемной части пресса и равно-
мерное питание его массой оказывают решающее влияние на
производительность пресса и качество выдаваемой ленты
Скопление массы в приемной части пресса, вызываемое не-
достатками конструкции пресса, уменьшает количество продви-
гаемой массы шнеком к мундштуку, а следовательно, при не-
равномерной и недостаточной вследствие этого подаче массы
к головке пресса некоторая часть цилиндра будет заполнена
воздухом Будучи в дальнейшем запрессованным в ленту, воздух
вызовет уменьшение плотности ее и может повести к получению
трещин в изделиях
Цилиндр пресса
Цилиндром пресса называется часть ленточною пресса, в ас
торой масса перемещается шнеком от приемной воронки к прес-
совой головке. В цилиндре пресса происходит не только транс-
Оборудование для пластического способа формовки изделий
249
г портирование массы, но и некоторое предварительное уплотне-
ние ее в качестве подготовительного уплотнения к тому, которое
получает затем масса в головке пресса.
Щ Производительность ленточных прессов характеризуется
размерами цилиндра: чем больше диаметр цилиндра пресса,
тем больше, при равных прочих условиях, производительность
пресса В характеристике прессов всегда указывается внутрен-
ний диаметр цилиндра, измеренный «в свету», т. е. с учетом
^В-футеровочных плит цилиндра.
^В- Кроме диаметра цилиндра, очень важное значение имеют его
^В- форма и длина.
^В< По своей форме цилиндры могут быть:
^В а) точно цилиндрическими по всей длине;
^В б) несколько коническими, сужаюшимися по направлению
^В к головке пресса;
^В в) цилиндрическими со стороны загрузочной части и кони-
^В чески ми к головке;
^В г) со ступенчатой поверхностью, которая образуется несколь-
^Вб кими коническими поверхностями, сужающимися по напраьле-
^Внию к прессовой головке.
Большинство конструкций старых прессов имело несколько
^В коническую форму цилиндра, сужающегося к головке пресса
^ВВ задачу такого цилиндра входит не только предварительное
^В|уплотнение массы при перемещении в цилиндре, но и ее пере-
^В|работка (смешивание). Несмотря на то что в конически сужа-
^Вшщемся по движению массы цилиндре она должна прессовать-
|^Вкя лучше, чем в цилиндрическом, все современные ленточные
|^Впрессы не имеют конусности по всей длине цилиндра. Объяс-
^В|няется это двумя обстоятельствами.
К Во-первых, тем, что для уплотнения массы имеется специ-
:ЯИ№ альная головка, которая при правильной конструкции обязана
^В выполнить возложенную на нее задачу, а во-вторых, тем, что
ЛВпри конической форме цилиндра возрастает трение массы
стенки цилиндра, расходуется большее количество энергии
^^В>ва преодоление сил трения и сама масса сильно нагревается
при продвижении. Из схемы устройства цилиндра ленточного
d^Bnpecca (рис. 144) совершенно очевидно, что количество затра-
U^B-чиваемой энергии при конической форме цилиндра будет боль-
ЕИ|(Шим, чем при цилиндрической.
'^В Усилие, которое необходимо затратить для продвижения
массы через цилиндр конической формы, обозначается через Р
|В Разложим силу Р (см рис. 144) на две составляющие: Рг, пер-
К пендикулярную стенке цилиндра, и параллельную ей. Уси-
i 'В Лие Ръ вызывает увеличение трения массы о стенки конуса
В и способствует уплотнению массы. Сила Р\ действует на массу
250
Оборудование для формовки изделий
вдоль цилиндра и благодаря этому происходит продвижение
массы к головке пресса. При отсутствии конусности цилиндра
сила Рг = 0. В этом случае для продвижения массы к головке
пресса достаточно затратить усилие Р\, которое по величине
будет меньше силы Р.
Сила Р2 будет тем больше, чем большую конусность имеет
цилиндр, и наоборот, она будет уменьшаться по мере умень-
шения конусности цилиндра. Цилиндр (см рис. 144, а) можно
рассматривать как частный случай конус-
ного цилиндра, когда угол наклона обра-
"~Гр--------зующей конуса по отношению к образую-
---щей цилиндрической поверхности равен
нулю.
пресса
а — цилиндриче-
ская форма б —
коническая форма
Рис 145 Схема возвратного движения
массы в цилиндре ленточного пресса
Пресс, цилиндр которого имеет коническую часть не по всей
длине, надо рассматривать как промежуточную форму между
разобранными выше основными формами цилиндра.
Цилиндр со ступенчатой поверхностью, образованной не-
сколькими коническими поверхностями, которые сужаются по
направлению к прессовой головке, главным своим назначением
имеет воспрепятствовать обратному движению массы в цилин-
дре от головки пресса к приемной части.
Схема возвратного движения массы в цилиндре показана
на рис. 145. Прессовая часть пресса Уфалейского машинострои-
тельного завода со ступенчатым цилиндром показана на
рис. 146.
Особой пользы устройство ступенчатого цилиндра не прино-
сит. Возврат массы в цилиндре в направлении к приемной его
части наиболее сильно проявляется в том случае, когда зазор
между шнеком и корпусом превышает допускаемые пределы.
В случае цилиндрической формы цилиндра возврат ма^сы в
Рис 146 Прессовая часть ленточного пресса Верхне-Уфалейского машиностроительного завода
1 ~ приемная воронка 2—корпус цилиндра <3 — шнек 4— головка пресса 5 — питательней валок, 6 — скребок для
о1 ист? и валка 7 — подшипники главного вала, 8 — подпятник, 9 — шестерня
a
a — бронь с углублением б — бронь с пилообразной поверхностью
Оборудование для пластического способа формовки изделий
253
приемную часть служит сигналом, что шнек сильно износился и
требует ремонта. В прессах со ступенчатым цилиндром такого
сигнала не последует, несмотря на то, что пресс при износе шне-
ка будет работать ненормально, с более низкой производитель-
ностью, поэтому к ремонту пресса не будет своевременно при-
ступлено. В отдельных случаях, при обработке пластичных масс,
слабоконическую форму цилиндра пресса предпочитают чисто
цилиндрической. В этом случае руководствуются соображением
предотвращения обратного движения массы от головки к при-
емной части
Вопрос о длине цилиндра разрешен в пользу коротких ци-
линдров после того, когда ленточный пресс перестали рассма-
тривать как формовочную машину и как машину, служащую
Также для смешивания и подготовки массы для формования.
При загрузке в пресс достаточно подготовленной массы надоб-
ность в изготовлении длинного цилиндра отпадает.
Для предупреждения быстрого износа цилиндра от истира-
ния перерабатываемой массой внутренние его стенки предохра-
няются металлической съемной футеровочной рубашкой.
При ремонтах рубашка по мере износа восстанавливается
ли заменяется новой С целью предотвращения проворачивания
гассы при вращении шнека футеровка выполняется рифленой
ли с особыми впадинами, в которые при работе забивается
[асса и создает повышенное сопротивление проворачиванию
[ассь!
У рубашек в первую очередь изнашиваются плоскости риф-
ения. Износ их не должен допускаться свыше 2 мм. При
;длыпих износах они должны заменяться или восстанавли-
аться.
При ремонтах ни в коем случае нельзя допускать замены
рифленых рубашек гладкими.
Рабочие чертежи футеровочных рубашек лен1 очных прессов
[оказаны на рис 147, где на рис 147, а показана бронь с уг-
лублениями и на рис. 147, б бронь с пилообразной внутренней
[оверхностью
Корпус цилиндра может быть целым и разъемным. Разъем-
!Ый корпус цилиндра крепится к основной станине у приемной
ЧДсти на шарнирах, а две вертикально или горизонтально раз-
деленные половины цилиндра скрепляются между собой бол -
тами. Пресс с разъемным по вертикальной плоскостти цилин-
дром показан на рис 146.
Разъемные корпусы цилиндров более удобны для осмотров
« ремонта, а также, в случае надобности, очистки цилиндра* от
массы
254
Оборудование для формовки изделий
Шнек,
Шнек является важнейшей рабочей частью пресса. Винто-
выми лопастями ан проталкивает массу от приемной части
к головке пресса и мундштуку, уплотняет ее и преврашает бес-
форменную поступающую из мешалок массу в беспрерывную
нужного размера и формы ленту. Располагается шнек по всей
длине пресса до прессовой головки.
От размеров, формы и состояния шнека зависят основные
показатели работы пресса.
Диаметр и форма лопастей шнека обусловливают произво-
дительность пресса,- расход энергии и качество ленты. С увели-
чением диаметра шнека до размера диаметра цилиндра увели-
чивается поперечное сечение и объем продвигающейся к голов-
ке пресса массы, т. е. увеличивается производительность. От
формы лопастей зависит характер движения массы в прессе,
равномерность потока, плотность и т. д. Таким образом, форма
лопастей оказывает влияние не только на количество транс-
портируемой массы, но и на качество получаемой ленты.
Шнеки различают на имеющие непрерывную винтовую ли-
нию (непрерывный шнек) и шнеки, винтовая линия которых
составлена как бы из отдельных, расположенных одна от дру-
гой на определенном расстоянии лопастей. При установке шне-
ка с непрерывной винтовой поверхностью происходит главным
образом транспортирование массы. При лопастных шнеках
одновременно с транспортированием происходит и перемешива-
ние массы. Назначение шнека состоит в таком непрерывном
перемещении массы, чтобы развиваемое им давление было доста-
точным для преодоления сопротивлений продвижению массы
в цилиндре и, главным образом, сопротивления в головке пресса
и его мундштуке. Шнек следует выполнять так, чтобы про1иво-
действие поступательному движению массы сводилось к миниму-
му. При этом будет обеспечена большая скорость продвижения
массы, а следовательно, и повышенная производительность прес-
са. Если принять во внимание, что ленточный пресс является ис-
ключительно машиной для формовки, то применение лопастных
шнеков в ней должно быть доведено до минимума или просто
исключено. Большинство новых ленточных прессов выпускается
поэтому с непрерывным шнеком, а конструктивное выполнение
осуществляется таким, чтобы торможение продвижению массы
сводилось до наименьших значений. Примером непрерывного
шнека может служить шнек пресса Верхне-Уфалейского завода
(см. рис. 146).
Примером прерывного шнека является шнек пресса «Крас-
ный керамик» (рис. 148).
Рис. 148. Общий вид
ленточного пресса
комбината «Красный
керамик»:
/ — электродвигатель,
2 — муфта’ 3 — редук-
тор; 4—муфта; 5 — про-
межуточный вал, 6 —
шестерни; 7 — гребенча
тая пята; 8 — главный
шнековый вал; 9 - за
грузочяая воронка; 10 —
питательный валик; 11 —
шестерни привода вал-
ка: 12 — шнековые ло-
пасти; 13 — цилиндр:
14 — головка
д 7
256
Оборудование для формовки изделий
Разрывы между отдельными участками шнека, которые воз-
можны при небрежных ремонтах, не должны допускаться. Не-
правильно собранный шнек нельзя признать пригодным для
эксплуатации. В этом случае масса будет частично перемеши-
ваться и медленнее продвигаться к головке пресса, т. е. работа
ленточного пресса ухудшится.
Важное значение имеет шаг шнека или, что то же, угол
подъема винта и его форма. Чем меньше, до известного пре-
дела, угол наклона винтовой поверхности шнека к оси вала,
тем больше, при прочих равных условиях, производительность
пресса, и наоборот. До-
Рис 149. Схемы лопастей шнеков лен-
точного пресса с большим и малым ша-
гом:
а — большой шаг винта с малым углом на
клона. b— малый шаг винта с большим
угчом наклона
казательство этого поло
жения сводится к тому,
что за один оборот вала
путь массы вдоль его оси
по направлению к голов
ке при малом угле накло-
на будет (рис. 149, а)
больше, чем при боль-
шем угле наклона (оис
149, б).
В первом случае мас-
са ва полоборота вала
переместится на величи-
ну Sa, равную половине
шага винта, а во вто-
ром — на величину Sb.
Время прохождения мас-
сы в этих случаях одно
и то же, а величины пройденного пути различны, следователь-
но, и объемы перемещенных масс за это время будут различны,
причем в первом случае пропорционально больше, чем во вто-
ром. Практически наивыгоднейший угол подъема винта в зави-
симости от массы, формы шнека и материала, из которого он
изготовлен, выбирается в пределах 22- 30°.
Наличие сплошной винтовой поверхности не единственное тре-
бование для обеспечения лучшей работы шнека. Различная фор-
ма винтовых поверхностей также влияет на движение массы
в прессе. По форме лопастей шнеки подразделяют на шнеки
с цилиндрическими, плоскими и коническими поверхностями
Для рассмотрения характера движения массы в зависимости от
принятой формы винтовой поверхности надо проследить за дви-
жением частицы массы, находящейся на периферии винтовой
поверхности цилиндрического шнека (на рис. 150) в точке /1 во
время его вращения. Частица массы в силу давления, оказыв?
Оборудование для пластического сп соба формовки изделий
257
емого шнеком при его вращении, будет продвигаться вдоль оси
, вала к головке, проходя в определенные отрезки времени опре-
деленные участки пути.
| Для нахождения пути следования частицы массы и величи-
| ны пути ее продвижения вдоль оси цилиндра ладо произве-
Рис 150 Построение кривых движения массы в
шнеке с цилиндрическими винтовыми лопастями
сти следующее построение’ разделить винтовую линию лопасти
шнека по периферии от точки А до точки Ai на несколько рав-
ных отрезков. На показанной схеме (см. рис. 150) деление про-
изведено на десять частей, а каждый участок обозначен соот-
ветствующими цифрами 1, 2, 3 и т. д. до 10. Частица массы,
удерживаясь вследствие грения на периферии шнека при егв
17 В Г Байсоголов и П И Галкин
258
Оборудование для формовки изделий
вращении, будет перемещаться по винтовой поверхности и по-
следовательно занимать положения в точках 1, 2, 3 и т д.
Таким образом, за один полуоборот вала шнека частица массы
на периферии винтовой поверхности из точки А переместится
в точку Л]. Путь продвижения массы за тот же отрезок време-
ни вдоль оси вала определится как проекция винтового ее дви-
жения по периферии винтовой поверхности на ось вала Дня
наглядности надо сделать следующее построение: взять выпрял -
ленную длину рассматриваемой периферийной полуокружности
попасти шнека А'А\ и разделить ее ла десять равных частей
Д'— 1, 1—2, 2—3 и т. д. Если в полученных точках 1. 2, 3
и т д. к линии A'A'i восстановить перпендикуляры до пересе-
чения их соответственно с вертикальными линиями, проведен-
ными через точки 1, 2, 3 и т. д. на периферийной винтовой ли-
нии шнека, точки их пересечения lz, 2', 3' и т. д. позволят опре
делить длину пути, пройденного частицей массы при вращении
шнека на Периферии и перемещение ее в это время вперед по
направлению оси вала.
Отрезки длины пути, пройденные массой на периферии вин-
товой поверхности шнека, будут равны участкам А'— 1', Г — 2'.
2'—3' и т. д., а соответственные им отрезки пути, пройденного
массой по направлению оси вала, будут равны отрезкам 1 — 1',
2—2', 3—3' и т. д. Общий путь за полоборота вала вдоль оси
шнека будет представлен отрезком 10—10' и будет равен
длине рассматриваемого участка винтовой поверхности по его
оси. Из чертежа следует, что движение частицы массы совер-
шается все время равномерно, так как пройденные ею пути в
одинаковые промежутки времени одинаковы.
Подобно тому, как мы проследили за перемещением частицы
массы, находящейся на периферии винтовой поверхности, мож-
но рассмотреть движение частиц масс, находящихся на той же
поверхности, но расположенных у втулки вала. Если взять ча-
стицу массы, расположенной в точке В, то за половину оборота
вала она переместится в положение совершив путь по кри
вой В — Bi и вдоль оси вала за это время она продвинется
на расстояние, в точности равное перемещению частицы, нахо-
дящейся на периферии шнека. Для доказательства этого анало
гично предыдущему надо построить график движения части-
цы массы Отложив по вертикали отрезок В' — В±, равный вы-
прямленной длине полуокружности лопасти шнека у втулки,
надо разделить его и винтовую линию В — Вх ^a определенное
количество равных частей и восстановить перпендикуляры в
точках отрезка В'—Вх' до пересечения с вертикальными линия-
ми, проведенными через соответствующие точки линии В— Вх
Из полученного построения следует, что перемещение частицы
Оборудование для пластического способа формовки изделий 259
массы у втулки происходит также равномерно, как и на пери-
| ферии, с той лишь разницей, что путь, представленный отрез-
I ком В'—10', значительно короче, чем путь на периферии, пред-
I ставленный отрезком А'—10', хотя перемещения вдоль оси
I шнека в точности одинаковы и представлены на чертеже во вто-
ром случае отрезком В/—10', а в первом А/—10'.
К Рассматривая движение любой частицы массы, находящейся
Кна винтовой поверхности шнека между уже рассмотренными
крайними положениями, можно притти к тем же законам дви-
ркения, т. е. скорость перемещения вдоль оси шнека для всех
частиц массы, лежащих на винтовой поверхности шнека,
остается одинаковой, тогда как пути, пройденные отдельными
частицами массы при вращении шнека, будут различны.
Таким образом устанавливается, что при цилиндрической
ринтовой поверхности шнека движение массы по всему попереч-
нпму сечению цилиндра происходит равномерно и с одинаковой
скоростью. А если это так, то и степень уплотнения массы в
прессе будет одинаковой во всех участках массы и выходящая
Имя пресса лента будет иметь совершенно одинаковую плотность
К Указанное существенное преимущество цилиндрической фор'
мы винтовой поверхности шнеков на практике ослабляется дей
ртвием силы трения, возникающей между стенками цилиндра и
массой, а также между самими частицами массы. Вследствие
возникающих сил трения скорости движения частиц массы
Ив плоскости поперечного сечения цилиндра становятся неоди-
наковыми, поступательная скорость на более близких участках
Н центру будет большая, чем1 на периферии.
В силу этого получается неравномерность строения ленты, ко-
Мюрая в продольном направлении получается слоистой и приоб*
ИЬетает «структуру».
| Рассматривая движение массы в прессе, имеющем плоскую
МЬорму лопастей шнека, можно построить анало1ичные кривые.
Построение графика для определения путей движения ча-
^Нгиц массы, расположенных на периферии шнека и у самой
^гулки шнека, а также и движения в направлении оси вала,
^оказаны на рис. 151. Из построения можно установит д
1) что расположенные по периферии поверхности винта
Ирнека частицы массы при вращении его совершают больший
Ируть, чем частицы, расположенные у втулки шнека;
К. 2) перемещение частиц массы в обоих случаях происходит
^«равномерно: постепенно увеличивается, когда шнек делает
Первую четверть оборота, и постепенно уменьшается во время
^Второй четверти оборота;
В7*
260
Оборудование для формовки изделий
3) скорость движения частиц
ка не постоянна, хотя за каждые
ся вдоль оси шнека на одну и ту
массы в направлении осишне-
полоборота они и продвигают-
же величину.
Рис 151 Построение кривых движения массы
в шнеке с плоскими лопастями
Таким образом, у шнека с лопастями плоской формы масса
в отдельные отрезки времени оборота вала продвигается не-
равномерно, с возрастающей и убывающей скоростями. Уплот-
нение массы вследствие этого будет неодинаково, что следует
считать большим недостатком такой формы лопастей. Несмотря
г
Оборудование для пластического способа формовки изделий 26ж
Яа указанные недостатки, такая форма лопастей была1 распро-
страненной очень долгое время. Объясняется это сравнительной
простотой изготовления шнека с лопастями плоской формы
Рис 152 Построение кривых движения массы
в шнеке с коническими лопастями
; Участок шнека с конической винтовой лопастью, равный
Полушагу винта, показан на рис. 152 Сделав построение графика
пути движения частицы массы, расположенной на периферии
лопасти и у втулки лопасти подобно тому, как это было пока-
зано на рис. 150 и 151, видим, что частицы массы, находящиеся
на периферийной кривой, за одно и то же время совершают
больший путь, чем частицы массы, которые располагаются
У самой втулки. Путь следования первых частиц представлен
262
Оборудование для формовки изделий
кривой А'—10'. Как следует из графика, движение их вдоль
оси шнека происходит неравномерно. Путь следования вторых
частиц представлен прямой В'—10'. Перемещение их вдоль оси
шнека совершается с постоянной скоростью. Отсюда следует,
что применение лопастей с конической формой винтовых поверх
костей приводит к неравномерному движению массы в плоско-
сти, перпендикулярной к оси цилиндра. При постоянной скоро-
сти движения массы у втулки шнека скорость передвижения
возрастает по мере удаления от центра к периферии. Возра-
стание скорости в этом случае обусловливается не только фор-
мой лопастей, но и тем обстоятельством, что один и тот же
объем массы при движении к головке пресса должен проходить
через постепенно уменьшающееся поперечное сечение цилиндра
Согласно установленному закону движения, частицы ушссы,
расположенные на линии АВ, за один полуоборот шнека дол-
жны расположиться на линии AiBi. Но последняя, в силу конус
ности лопасти, меньше линии АВ. Для того чтобы один и тот
же объем ма'ссы мог продвигаться через уменьшающееся сече-
ние цилиндра, нужно, чтобы соответственно увеличивалась
скорость движения массы в этом сечеции.
Рис. 153 Рабочий чертеж одноходовой лопасти ленточного пресса
Практика вносит существенные поправки в приведенные тео-
ретические рассуждения относительно скоростей движения мас-
сы. Благодаря возникающим силам трения между отдельными
частицами движущейся массы, а также между массой и стен-
Оборудование для пластического способа формовки изделий
263
ками цилиндра, указанные различные скорости движения массы
е отдельных участках выравниваются. Это определенным обра-
Игзом влияет на улучшение качества выдаваемой прессом ленты,
потому наиболее распространена (особенно перед головкой
^Ишресса) коническая форма лопастей.
Кроме формы поверхностей шнеки различают также и по
^количеству ниток винта. По количеству ниток шнеки бывают
Иодноходовыми при одной нитке винта (рис. 153), двух-
Д ов ы ми — при двух (рис. 154 а, б, в), трехходовым и—
^при трех и т. д. Шнек приемной части пресса и среднего участка
^Исполняется одноходовым и только в последнем участке (к го-
^^ловке), выжимающем массу в головку; почти всегда вылолняет-
^^Ся двухходовым!, а иногда даже трехходовым. При двух- и трех-
^ходовом винте увеличивается поверхность соприкосновения шне-
^гка с массой, увеличивается трение, объем массы делится на
^Иболее узкие полосы, масса поступает в головку более равномер-
^'но и все это способствует устранению «структуры» массы.
Этим требованиям должен удовлетворять концевой, распо-
^Иможенный у головки пресса, участок шнека, который, преодоле-
^шая противодавление сжатой в головке массы, должен обеспе-
^Иршвать продавливание ее через сужающееся поперечное сечение
^Дголовки путем выдачи свежих порций массы, непрерывно пода-
^^ваемых шнеком к головке со стороны загрузочной воронки.
^В этом заключается существенная разница между условиями
^эдвижения массы в двух соседних частях пресса—цилиндре и
^головке — и между условиями работы концевого участка шнека
^Кот всех остальных участков.
^И Если давление шнека на выжимаемую в головку массу не
^ГОудет в состоянии преодолеть реакцию со стороны головки, то
ттодача массы затормозится, работа пресса ухудшится или пре-
Ч^Вкратится совсем.
Очень важно обеспечить выжимание массы в головку рав-
'^иомерно по всему сечению. Нельзя при этом упускать из вида
^тот факт, что за концом последней лопасти шнека имеет место
З^Врезкое увеличение площади живого сечения цилиндра, вызван-
^ное тем, что ни шнековый вал, ни цилиндрические втулки кон-
я^ИгЦевых лопастей шнека в это пространство головки не выходят.
^Вследствие этого в центре головки, непосредственно! за конце-
вым участком шнека, создается незаполненный массой объем,
в который из близлежащих слоев массы устремляется воздух и
заполняет ею. Если не принять особых мер при консгруирова-
нии концевого витка шнека и шнекового вала, то тупой конец
шнекового вала будет производить действие, аналогичное ва-
И куум-насосу. Попытки улучшить конструкцию конца шнско-
0 //?
0
Рис 154 Рабочий чертеж концевых лопастей
я — для коническ >ю пилиндра, б — для прямого цилиндра, в — для коническою
цилиндра с загнутой вперед винтовой поверхностью
Оборудование для пластического способа формовки изделий
263
гвого вала путем придания ему формы конуса (длинного или
короткого) не привели к положительным результа:ам. Эта
адача может разрешиться только путем изыскания рацио-
альной конструкции последнего концевого витка шнека, кото-
рый обеспечивал бы равномерное распределение давлений вы-
нимаемой массы и выравнивание скоростей движения по всему
ечению головки. Это условие может быть обеспечено только
ри выполнении концевых участков шнека двух- и более ходо-
выми, вот почему такая конструкция и применяется во всех
©временных прессах. Наилучшие результаты при этом полу-
:аются в том случае, когда винтовая поверхность концевой ло-
:астп имеет такой уклон в направлении движения, при котором
ыжимание массы происходит не параллельно оси цилиндра,
. под некоторым углом к ней. Этим и достигается выравнивание
давления по сечению головки.
Можно сделать вывод, что в разных своих частях шнек
выполняет различные назначения, а именно:
1) в приемной части главное его назначение сводится к за-
хвату массы и подаче ее в закрытую часть цилиндра;
2) в закрытой части цилиндра основное назначение — транс-
портирование мабсы;
266
Оборудование для формовки изделий
3) в концевой части — равномерное выжимание и рас-
пределение массы по поперечному сечению головки, а такжо
создание равномерного давления в этом сечении.
В соответствии с этим шнек по своей длине имеет различное
конструктивное выполнение, на первом участке он выполнен
в виде одноходового винта, на втором — одноходового или двух
ходового, на третьем — двухходового и даже трехходового
Для осуществления последовательного сжатия массы в ци-
линдре с целью удаления части попавшего между лопастями
шнека и массой воздуха в сторону приемной части пресса шнеки
выполняют по длине с уменьшающимся шагом винта в сторону
движения массы. Наибольший шаг винта шнека делается в при-
емной части. В закрытой части пресса он уменьшается. Невы-
полнение этого правила построения шнека приводит к вредному
подсосу воздуха в массу. Особенно очевидным становится этот
недостаток, когда шаг у шнека в направлении головки пресса
не уменьшается, а увеличивается.
Явление это легко понять, если разобрать действие винта
шнека на пластическую массу, которую приходится перераба-
тывать прессу на заводах шамотных изделий. Только при нали-
чии твердого тела, заполняющего заключенное между винтом
шнека и внутренней поверхностью цилиндра пространство, при
вращении шнека было бы действие, аналогичное работе
обычной винтовой пары—’ винта и гайки. В этом случае не
было бы перемещения (скольжения) отдельных частиц массы
по отношению к поверхности винта шнека. При перемещении
же пластических масс в силу наличия трения получается от-
ставание частиц масс от движущейся поверхности винта. Под
действием сил трения видоизменяется движение массы, хотя
характер его в основе остается таким жеф поступательное по
направлению к головке пресса и вращательное вокруг оси
шнека. В результате движения по двум направлениям масса
получает некоторое суммарное, сложное, движение по спирали 1
Скорость движения массы по окружности меньше скорости вра-
щения шнека, т. е. получается относительное отставание враще-
ния массы от вращения шнека. При этом слои массы, распо-
ложенные у поверхности винта, производящей давление на
массу, будут находиться под непосредственным давлением
шнека, тогда как с противоположной стороны, т. е. со стороны
лопастей, обращенных к приемной части пресса, никакого поло-
жительного давления не будет. Таким образом, в любом уча-
стке шнека, заключенном между соседними его витками, масса
1 Если снять головку и мундштук пресса и прогнать через пресс массу,
то форма вьющейся спиральной ленты будет отчетливо видна
Обооудование для пластического способа формовки изделий
267
будет иметь различное давление’ со стороны поверхности винта
шнека по направлению движения массы — максимальное, по-
s степенно ослабевающее по мере перехода по толщине слоя
i к Другому витку и переходящее в отрицательное у обратной
। стороны соседнего по ходу движения массы винта шнека Это
I пониженное давление у нерабочих поверхностей винтовой по-
Гверхности шнека приводит к подсосу воздуха со> стороны прием-
ной части пресса. При выполнении шнека с уменьшающимся та-
вром винта по ходу движения массы уменьшаются возможности
рбразования у нерабочих сторон винта отрицательных давле-
кний, следовательно, присос воздуха будет происходить менее
энергично. Это очень важное обстоятельство всегда надо учи-
тывать при эксплуатации ленточных прессов, так как воздух,
В'ропадая вместе с массой в головку и не имея возможности
Вйыйти из головки вследствие образовавшегося затвора от вы-
даваемых шнеком новых порций массы, неизбежно будет
запрессован в подготовляемую ленту и тем ухудшит ее каче-
ство. Изготовление шнека с уменьшающимся шагом по направ-
дению движения массы не устраняет полностью послойной за-
Прессовки воздуха в массу, но в значительной мере сокращает
количество его и, следовательно, улучшает плотность выдавае-
мой прессом ленты.
Поступательное движение массы в цилиндре пресса осуще-
ствляется за счет создания трения между массой и внутренней
поверхностью цилиндра. Так как здесь перемещается не твер-
шое тело, а пластическая, подвижная масса, то и процесс ее
движения будет отличаться от движения твердого тела. Слои
массы, находящиеся непосредственно у поверхности цилиндра,
в силу возникающего трения, не будут иметь вращательного
движения, тогда как все другие слои, в силу сравнительно не-
большого внутреннего сопротивления сдвигу, будут в той или
шной мере вращаться, причем тем больше, чем дальше тог или
Иной слой массы будет отстоять от опорной поверхности цилин-
дра. Значит, чем масса находится ближе к оси шнека, тем
вращательное движение у нее будет больше. Для уменьшения
рращения массы в ленточном прессе диаметр втулки шнека
малого размера делать не следует. С увеличением диаметра
фтулки уменьшается толщина слоя массы в радиальном напра-
влении, уменьшается слой массы с максимальным вращатель-
ным движением, а следовательно, поступательное движение
будет выравниваться и работа пресса улучшаться.
Для уменьшения вращательного движения массы в цилин-
Дре применяют иногда установку в одном или в двух местах
Цилиндра неподвижных штырей. Этот способ имеет существен-
в ные недостатки Для установки штырей шнек необходимо де-
I, лать с разрывом. Кроме того, штыри создают дополнительное
268
Оборудование для формовки изделий
сопротивление поступательному движению массы, движение
вследствие этого замедляется. Устанавливаются штыри в ци-
линдре с двух сторон таким образом, что они пересекают рабо-
чее пространство до втулки шнека. Обычно ставятся попарно
четыре штыря, на расстоянии полшага винта. Иногда ограни-
чиваются установкой двух штырей. При длинных цилиндрах
пришлось бы ставить несколько пар штырей.
Конструктивное выполнение шнека, как показано выше,
имеет очень важное значение для работы пресса, однако физи-
ческие свойства масс имеют не меньшее значение. Наибольшую
роль играет вязкость масс. Для масс различных физических
свойств могут быть найдены при изготовлении шнека свои наи-
лучшие конструктивные решения.
Как было сказано раньше, для непрерывного перемещения
массы в цилиндре шнек должен иметь непрерывную поверх-
ность.
В случае прерывной поверхности шнека, когда винтовая по-
верхность образуется из отдельных лопастей, создаваемое дав-
ление на ма'ссу будет неравномерно в местах расположения
лопастей — повышенное, в местах разрыва лопастей — пони-
женное. Наибольшее давление испытывает та часть массы, ко-
торая располагается непосредственно у лопастей. В местах раз-
рыва лопастей неизбежно перемешивание массы. Это переме-
шивание будет тем больше, чем менее полно будет загружаться
пресс. При нормальной загрузке пресса перемешивание будет
происходить в меньшей степени, так как плотность массы возра-
стает и передача давления на нее отдельными лопастями будет
более равномерной. Перемешивание массы прерывными шнеками
будет сопровождаться засасыванием воздуха лопастями. Это
вызывает уменьшение плотности, внутренние пороки и брак из-
делий.
Очень важное значение для работы пресса имеет величина
зазора (щели) между шнеком и цилиндром. Чем меньше этот
зазор, тем более благоприятны условия для работы пресса.
При увеличении зазора ухудшается работа пресса, а при опре-
деленных условиях и совершенно прекращается. Объясняется
это обстоятельство обратным движением массы в цилиндре,
т. е. масса при вращении шнека получает движение не только
в направлении к мундштуку, но вдоль стенок цилиндра дви-
жется в обратном направлении, к загрузочной воронке.
Обратное движение массы в цилиндре увеличивается при
наличии прерывного шнека.
Для обеспечения нормальной производительности пресса
нельзя допускать указанного зазора более 10 мм. При уста-
новке нового шнека и ремонтах шнек должен возможно плот-
Оборудование длч пластического способа формовки изделий
269
нее подгоняться к цилиндру, зазор при этом никак не должен
превышать 5 мм, лучше иметь его в 2—3 мм. По* мере износа
шнека и увеличения зазора производительность пресса будет
из-за обратного движения массы снижаться, а потому необхо-
димо восстановить нормальный еазор.
Ступенчатые цилиндры изготовляются с целью предупрежде-
ния обратного движения массы. Пока лопасть шнека не сра-
ботается на величину, равную высоте ступени, не будет увеличе-
ния общего еазора в цилиыдре и, следовательно, обратного дви-
жения массы до приемной части, ню будут местные обратные
движения массы.
Для образования обратного движения большое значение
Имеет состав самой массы. Пластичные, влажные массы легче
выжимаются в обратном направлении, так как трение между
отдельными слоями у них меньшее, чем у тощих малоувлаж-
ненных масс. При неравномерно увлажненных массах обратное
движение, выжимание массы, увеличивается. Сильно увлажнен-
ная масса выжимается более твердой массой и стремится дви-
гаться в обратном направлении. Следовательно, при неравно-
мерном увлажнении масс скорость движения массы в прессе
замедляется, производительность снижается, уплотнение массы
происходит неравномерно и ухудшается качество ленты.
Обратное движение массы вызывает трение между отдель-
ными ее частями, находящимися в зазоре между шнеком и ци-
линдром. На величину трения влияет природа массы и скорость
движения. Тощие массы и менее увлажненные вызывают боль-
шее трение, чем жирные и более увлажненные. При малоувлаж
ненных тощих массах и большом зазоре между шнеком и ци-
линдром возникает такое большое трение, что выходящая из
пресса лента оказывается сильно нагретой, нагретым оказы-
вается сам цилиндр и другие детали пресса; нормальная ра-
бота пресса нарушается, масса становится склонной к растре-
скиванию. На преодоление возрастающих сил трения непроиз-
водительно расходуется энергия, ухудшается качество ленты.
Ввиду того что шнек имеет решающее значение на произво-
дительность пресса и качество ленты, необходимо особо при-
дирчиво относиться к содержанию его в таком состоянии, чтобы
при его ремонте или замене на новый выполнялись все предъ-
являемые к нему требования.
Головка ленточного пресса
Головка — передняя, головная часть пресса является проме-
жуточным звеном между цилиндром пресса и мундштуком.
Назначение ее состоит в уплотнении массы, выдаваемой из
270 Оборудование для формовки изделий
цилиндра шнеком, преобразовании формы поперечного сечения
потока массы и в равномерной выдаче массы к мундштуку.
Для выполнения этих задач головке придают соответствую
щие формы и размеры. Никаких транспортирующих устройств,
головка не имеет. Движение массы в головке происходит за
счет давления, создаваемого шнеком.
Головка выполняется конической формы Со стороны, обра-
щенной к цилиндру, сечение головки круглое, со стороны мунд-
штука—Прямоугольное при выпуске прямоугольной ленты
или круглое при выпуске ленты круглого сечения. Для того
чтобы выдаваемую шнеком с неравномерной скоростью массу
кольцеобразного сечения превратить в однородную по составу
и плотности ленту прямоугольного сечения и выдавить ее из.
мундштука по возможности равномерно, головка должна иметь
определенную длину. Длина головки устанавливается в зави-
симости от свойств обрабатываемой массы и степени ее увлаж-
нения. Для каждого вида сырья должна быть подобрана наи-
более рациональная длина головки
Пластичные, увлажненные глины легче изменяют форму,,
чем тощие и малоувлажненные. Поэтому для плавного пере-
хода из кольцевой формы сечения потока в прямоугольный
длина головки для первых может быть меньше, чем для вто-
рых. При удлинении головки улучшается плавность перехода,
но вместе с тем возрастает сопротивление движению, так как
силы трения увеличиваются и повышается расход электро-
энергии
Для возможности регулирования длины головки ленточные
прессы снабжаются специальными кольцами, которые в случае
надобности устанавливают между цилиндром и головкой Суще-
ствуют прессы, у которых кольца устанавливаются между го-
ловкой и мундштуков Удлинение головни улучшает однород-
ность ленты, поэтому на практике не редки случаи, когда дли-
ь у головки делают возможно большей, не считаясь с увеличе
нием расхода электроэнергии
На длину головки оказывает влияние конструкция шнека
При двух- и трехлопастном конце шнека масса' в головку вы
дается более равномерно, чем при однолопастном Она в этом
случае уплотняется значительно быстрее, а поэтому длина го-
ловки может быть меньшей Если принять длину головки при
однолопастном шнеке за единицу, го при равных прочих уело
виях работы при двух- и и трехлопастном шнеке длина головки
может быть равной 0,75.
Уплотнение потока массы в головке происходит за счет
постепенного уменьшения поперечного сечения головки в на-
правлении от цилиндра к мундштуку Величина конусности це-
Оборудование для пластического способа формовки изделий
27!
ликом зависит от отношения диаметра цилиндра к размерам,
выходного отверстия головки и длины головки.
Наивыгоднейщее отношение площади поперечного сечения
цилиндра к площади выхода из головки находится в интервале
2 — 3,5 Отсюда следует, что ленточные прессы большого диа-
метра не пригодны для выпуска ленты малого поперечного се-
чения. Выбор ленточных прессов должен производиться в зави-
симости от ассортимента выпускаемых изделий. Использование
существующих больших прессов для выпуска малого сечения
ленты производится путем выпуска ленты, удовлетворяющей
Названному соотношению площадей, с последующим разреза-
нием выходящей ленты на две или несколько параллельных
Бент требующегося размера.
| Имеются прессы, у которых головка составлена из ряда
колец. Комплект таких колец, внутренняя поверхность которых
иредставляет обычную коническую поверхность головки, позво-
ляет, путем изъятия одного или нескольких колец со стороны
мундштука, изменять сечение выходного отверстия головки
I Некоторые иностранные фирмы изготовляют головки ленточ-
ных прессов с внутренними ребрами. Назначение таких ребер —
предотвратить возможность вращения массы в головке, которое
происходит под действием шнека.
При малоподвижных массах, с которыми приходится иметь
ело при изготовлении шамотных огнеупоров, вращение viaccbi
головке почти не наблюдается, а потому к устройству спе-
цальных ребер прибегать нет необходимости. Для этих масс
сказываются достаточными неизбежные неровности внутренней
поверхности головки, вызываемые переходом из круглого се-
ения с одной стороны на прямоугольное — с другой.
Довольно часто для выпуска ленты круглого сечения поль-
<ются прессами с головками, имеющими прямоугольное вы-
эдное отверстие Такую практику нельзя признать правиль
эй, так как на изменение формы массы с круглого на прямо-
Гольное в головке, а затем снова с прямоугольной на круглое
, мундштуке, расходуется непроизводительно излишнее коли-
^ство электроэнергии. Для выпуска лент круглого сечения не-
обходимо иметь головку с конусной внутренней поверхностью
“углого сечения как со стороны цилиндра, так и со стороны
шдштука.
*
Мундштук
L Мундштук является конечной рабочей частью ленточного
jpecca. Назначение этой части — придать массе, выходящей из
Кшточного пресса, заданную форму поперечного сечения и до-
вести массу до необходимой плотности.
L72
Оборудование для фоомовки изделий
Форма и размеры мундштука должны быть выбраны в со-
ответствии с размерами пресса
Площадь поперечного сечения выходного отверстия мунд-
штука, соответствующая форме заданного сечения ‘ленты,
должна быть меньше площади поперечного сечения цилиндра
Соотношение этих площадей должно находиться в определенных
пределах, а именно как 1 : 2,5 ~ 4. При большой площади сечения
мундштука лента выходит неравномерно и недостаточно уплот-
ненной, а при малой площади в гсловке пресса и мундштуке со-
здается излишнее трение, масса и пресс сильно нагреваются,
иногда до 40°, электроэнергия расходуется непроизводительно,
снижается производительность пресса.
Диагональ выходного отверстия мундштука! для выпуска
прямоугольной ленты практически принимают на 125—175 мм
меньше диаметра шнека пресса.
При усадке изделий в сушке и обжиге, равной 6%, разме-
ры мундштука «в свету» для выпуска нормального кирпича
230
должны быть равны по горизонтали. 0-9^-=245 мм, по верти-
113
кали: -Q—= 120,5 мм. Диагональ прямоугольника со сторо-
нами 245 и 120,5 мм будет равна-
В = }/2452 + 120,52 = 273 мм.
Для выпуска такой ленты необходимо иметь пресс с диа-
метром шнека в пределах:
D = 273 + (125 - 175) ~ 400 —450 мм.
Так определяются размеры мундштука при выпуске ленты,
идущей в дальнейшем на изделия без допрессовки.
Практически размеры мундштука берутся без учета усадки и
даже несколько меньше размеров обожженных изделий. Делает
ся это для свободного захода заготовок в формы допрессовоч
ных прессов. При допрессовке заготовка раздается в длину в
ширину за счет толщины. Для нормального кирпича размер
мундштука обычно берется равным 225 X ПО мм.
В огнеупорной промышленности прессы с диаметром цилин-
дра 450 мм получили наибольшее) распространение.
Проверка размеров существующих прессов приводит к вы-
воду, что отношение диаметра цилиндра к диагонали выходно-
го отверстия мундштука находится в пределах 1,4- 1,65.
Прессы для выпуска ленты различных размеров должны
-выбираться с различным диаметром цилиндров. Для малых раз-
меров ленты — пресс с небольшим диаметром цилиндра, для
больших размеров ленты — пресс с соответственно большим диа-
Оборудование для пластического способа формовки изделий
273
метром цилиндра. В практике ма1 одном и том же прессе часто
приходится заготовлять различные по размерам ленты путем со*
ртветствующего устройства мундштуков и последующей ее раз-
резки. Для разрезания ленты в продольном направлении при
выходе из мундштука устанавливаются в горизонтальном или
(вертикальном положении струнки (проволока)
Для уменьшения размеров! выпускаемых лент прибегают и
к иным способам. Первый из них состоит в том, что сам мунд-
штук делается с двумя или несколькими выходными отвер-
ргиями. В этом случае масса выпускается в виде нескольких
jjeHT. К такому способу приходится прибегать при выпуске за-
готовки для сифонного (пролетного) кирпича Усложнение
устройства мундштука в этом случае вполне оправдывается
получением при нормальной производительности пресса гладкой
поверхности лент. Иногда мирятся с потерями массы и сниже-
нием производительности, выпуская ленту больше требуемого
размера. Избыток срезается струнками.
При установившемся на заводе ассортименте выпускаемой
Продукции можно так подобрать сечение ленты и так распо-
ложить струнки, что при одном несменяемом мундштуке мож-
но обеспечить получение лент большинства требуемых разме-
ров.
Для изменения размеров лент в некоторых случаях прибе-
гают к изготовлению литого мундштука и головки в виде одной
детали. Внутренние поверхности мундштука и головки в этом
(случае составляются из сменных частей. Размеры выпускаемой
ренты устанавливаются толщиной вкладок мундштука. Выход-
. ное отверстие головки регулируется путем применения фасон-
ных вкладок.
При такой конструкции для изменения размеров ленты не^
Нужды менять мундштуки, а достаточно произвести замену
i укладок.
I Для уплотнения массы в мундштуке внутренние стенки его
изготовляются слегка конусными. В случае применения зна-
чительной конусности стенок в мундштуке при движении массы
| возникает значительное трение, равномерного уплотнения массы
| происходить не будет, на ребрах ленты при выходе ее из мунд-
I штука образуются надрывы, называемые «драконовыми зубья-
р1и».
! Конусность внутренних поверхностей мундштука в зависи-
Гмости от свойств перерабатываемых масс должна быть раз-
личной. Практика показала, что вполне удовлетворительные ре-
- зультаты получаются при конусности в 5—7% и длине мунд-
штука 150—300 мм.
Установка мундштука должна удовлетворять определенным
условиям
18 В Г Байсоголов и П И Галкин
274
Оборудование для формовки изделий
а) должен быть обеспечен плавный переход массы от прес-
совой головки в отверстие мундштука;
б) мундштук должен быть установлен по центру пресса,
чтобы давление массы со всех сторон было одинаковым;
в) для уменьшения трения при движении массы в мундшту-
ке и придания ленте гладкой поверхности внутренние стенки
мундштука должны смачиваться водой.
Вместо воды может применяться паровой обогрев мундшту-
ков или обогрев электрическим током—«электросмазка». Смаз-
ка уменьшает трение, облегчает движение массы и уменьшает
расслоение. Так как для ленты определенного сечения тре-
буется определенный мудштук, то он представляет собой легко
заменяемую деталь. В большинстве случаев мундштук изгото-
вляется из дерева или отливается из «угуна. Внутренняя поверх-
ность мундштука составляется из металлических полос, набран
ных в виде чешуи Наиболее стойкими являются стальные шли-
фованные полосы. Такое устройство приводит к уменьшению со-
противлений от трения массы о стенки*. Чешуя набирается так,
чтобы по ходу массы не было выступающих кромок Полосы oi
головки перекрывают последующие. Деревянные мундштуки
обычно крепят стяжными болтами к чугунной доске-раме, а пос-
леднюю— к головке пресса.
Очень важно соответствие размеров отверстия в раме раз-
мерам выходного отверстия в головке. Несовпадение размеров
отверстий и образующийся в силу этого «порог» приводит
к ухудшению работы пресса, движение массы усложняется,
лента может выходить рваной, особенно на ребрах
Для изготовления деревянного мундштука обычно приме-
няется дуб Для прохода воды с внутренней стороны мундштука
делаются канавки. Вода подается через трубочку и количество
оегулируется вентилем. Для прохода воды между отдельными
чешуями оставляются небольшие зазоры (1—2 мм). Ширина
отдельных чешуй принимается равной 40—60 мм. Наибольшему
износу подвержена последняя пластинка у выхода. Поэтому
ее часто делают несколько толще остальных.
Вследствие воздействия воды и пара уменьшается трение
между стенками мундштука и слоем массы. При недостаточной
подаче воды некоторая часть поверхности мундштука будет
работать без смазки и в результате этого возможно образова-
ние неподвижной пленки. Часть массы вдавится в щель между
чешуями и произойдет загрязнение подводящих воду канавок.
Для очистки канавок делают их сквозными через весь
мундштук и по концам закрывают пробками.
При паровой смазке канавки заполняются паром, который в
Оборудование для пластического способа формовки изделий
275
мундштуке конденсируется и в виде горячей воды к поверхно-
сти массы подводится через щели между чешуями.
Паровая смазка обеспечивает более равномерное смачива-
ние слоя массы, чем вода. Чистка канавок в этом случае про-
изводится подачей под большим давлением пара. Отверстия
для чистки отсутствуют, вода не имеет возможности просачи-
, даться наружу, улучшаются условия обслуживания.
: Горячая вода производит более сильное разжижающее дей-
ствие, повышается температура поверхностного слоя массы,
)улучшается по сравнению с холодной водой смазывающее дей-
ствие. В этом случае увлажненный поверхностный слой ленты
;^удет более тонким, а потому он быстрее высыхает. Давление
фара способствует также и протал-
киванию массы к выходному отвер-
стию мундштука.
Кроме смазки водой и паром,
смазка возможна путем ввода мас-
ha, сжатого воздуха, а так>ке обо-
грева рабочей поверхности мунд-
штуков с внешней стороны паром
(паровые рубашки) или при помощи
трока —- «электросмазки».
ч Принцип «электросмазки» осно-
ван на свойстве электрического тока
концентрировать воду при прохож-
дении через влажную массу у от-
рицательного электрода. Если
^мундштук соединить с катодом, а
^движущуюся ленту с анодом и че-
фез цепь пропустить постоянный
Ток, то вода будет концентрировать-
ся у внутренней поверхности мунд-
штука (у катода) и образующаяся
Пленка будет обеспечивать смазы-
рающее действие. В целях безопасноеги работы пресс необхо-
димо соответствующим образом изолировать. Само собой разу-
меется, что анод должен быть изолирован от катода 1.
Рис 155 Эскиз устрой-
ства для получения пу-
стотелых заготовок-
1 — плита
сердечник;
балочка;
мундштука; 2 —
3 — штыри; 4 —
5 — крепящие
болты
’« Для получения полых изделий мундштуки делаются со
Специальными сердечниками, которые по форме и размерам
соответствуют внутренним размерам полой ленты.
* Сердечники (рис. 155) укрепляются на штырях, которые,
в свою очередь, крепятся на специальной балочке, ^станавли-
1 «Электросмазка» приводит к очень хорошим результатам К сожалению,
Даже последние модели ленточных прессов не предусматривают электро--
смазки.
1о*
276
Оборудование для формовки изделий
ваемой внутри головки пресса на определенном расстоянии от
мундштука.
Сердечник и штырь должны иметь обтекаемую форму. При
необтекаемой форме деталей крепления сердечника и штыря
происходит понижение давления за ними и сосредоточение в
этих местах воздуха. Разрезанная деталями крепления масса
при определенных условиях может не соединяться, отчего не
удается получить годных изделий. Особенно ярко выявляется
этот недостаток при изготовлении тонкостенных изделий. При
установке балочки возможно дальше от мундштука создаются
лучшие условия для соединения разрезанной массы.
Существует несколько способов крепления сердечников.
Обязательными требованиями при оценке креплений должны
быть:
а) одинаковая толщина стенок изделий;
б) равномерное уплотнение массы.
Наибольшее распространение получил способ крепления
штырей к прямой балочке, устанавливаемой в головне прес-
са, которая к плите мундштука укрепляется болтами с рас-
порными трубками. Этот способ допускает свободное поступле-
ние массы в мундштук.
Серьезные трудности возникают из-за различия скоростей
движения массы по сечению прессовой головки и мундштука.
При установке стержней и балочек неравномерность усиливает-
ся и приводит к тому, что в изделиях возникают внутренние
напряжения, вызывающие появление трещин и изгиб изделий.
Есть устройства, которые позволяют регулировать скорость
движения массы в определенных направлениях. По принципу
действия они подразделяются на два основных типа:
а) устройства, замедляющие движение массы на направле-
ниях с повышенной скоростью (торможение движения), и
б) устройства', ускоряющие движение массы на направле-
ниях с медленным движением.
Конструктивно устройства первого рода имеют специальные
детали — тормоза, при помощи которых регулируется (умень-
шается) скорость движения массы. Этот метод принципиально
неправильный, так как установка тормозов в целом приводит
к уменьшению скорости движения всей массы, к снижению про
изводительности и увеличению расхода электроэнергии.
Целесообразно применять второй способ, так как при нем
никаких добавочных сопротивлений движению массы не вводит-
ся, а ускорение движения массы на замедленных участках про-
изводится путем направления на эги места увеличенных коли-
честв массы. Это делается путем изменения формы сердечников
Оборудование для пластического способа формовки изделий
ЧП
и стержней или изменения их положения. Последнее допустимо
лишь тогда, когда возможно отклонение по толщине стенок
изделия. При требовании точных размеров стенок изделиц наи-
более целесообразно потьзовагься изменением Формы сердечни-
ков и стержней, изменением их конусности. Для ускорения
движения конусность нужно увеличить. Практика показала,
однако, что это положение справедливо лишь в известных пре-
делах. При переходе за определенную величину конусности на-
блюдается обратное явление — скорость движения не увеличи-
вается, а уменьшается.
Для каждого состава массы имеется, следовательно, свой
максимальный угол конуса, при котором не имеет места ускоре-
ние движения массы. Максимальным углом конусности можно
считать угол в 18°.
Для получения чистых внутренних поверхностей полых изде-
лий желательно применять паровую смазку сердечников, под-
водя пар через полые сердечники и балочку, с выпуском пара
и конденсата через мелкие отверстия.
Приводной механизм
Назначением приводного механизма служит приведение во
вращающееся движение шнекового вала пресса и питательного
валка. Источником движения обычно является индивидуальный
электродвигатель, устанавливаемый непосредственно у пресса.
Передача движения от двигателя к шнековому валу произ-
водится путем установки нескольких пар зубчатых колес.
Наиболее компактным и хорошо работающим приводом является
привод с шестернями, заключенными в закрытую масляную
займу. Привод со стальными шестернями с фрезерованным зу-
бом работает спокойно и бесшумно.
Для передачи вращения питательному валку на главном
шнековом валу закрепляется цилиндрическая шестерня, находя-
щаяся в сцеплении с другой шестерней, насаженной на высту-
пающий конец вала питательного валка. Иногда привод питаю-
щего валка от приводного вала осуществляется цепной пере-
дачей.
Приводные механизмы с установкой редуктора являются
наиболее современным типом устройств, не требующим ни
большого места для установки, ни ремней. Спокойная и без-
опасная работа их вытесняет все остальные приводные устрой-
ства.
Расчет производительности ленточных прессов
Производительность ленточного пресса зависит от диаметра
пресса, шага винта и числа оборотов шнековою вала.
278
Оборудование для формовки изделий
Существенное влияние на производительность оказывают
форма и размеры винта и последней лопаСти ш1нека, свойства
массы, а также величина зазоров между поверхностями рабо(чих
деталей прессов.
Вследствие непостоянства воех этих факторов, влияющих на
[производительность ленточного пресса, законченной, теоретически
обоюнованной формулы для определения его производительности
нет.
Ориентировочно производительность может быть определена
по формуле:
„ т: (D2 — d2) • s • П • 60 , о /1
Q = —м 1час> (119)
где: D — внутренний диаметр цилиндра, м\
d — диаметр! ступицы, шнека, м\
s — шаг шнекового винта, м;
п— число оборотов в минуту шнекового вала;
k — коэфициент использования пресса.
Для определения производительности пресса по весу доста-
точно полученный результат умножить на объемный вес перера-
батываемой массы, а при определении производительности в, тыс.
шт. кирпича полученный результат нужно разделить на величи-
ну расхода массы в .я3, затрачиваемую на 1000 шт. кирпича.
Из всех приведенных в формуле величин только коэфициент
k является величиной, зависимой, от конкретных условий, свой-
ственных работе данного пресса. Этот коэфициент k является
производным от других коэфициентов и может быть представлен
в виде произведения:
к = I . р . ? ъ (120)
где: I — коэфициент, учитывающий форму винта и последней
лопасти шнека;
3 — возврат массы в зазоры м'ежду шнеком и цилиндром;
ср — свойства перерабатываемой массы;
у — проворачивание массы в цилиндре пресса.
Для определения этих коэфициентов необходимы) эксперимен-
тальные работы. При предварительных расчетах производитель-
ности значение коэфициента k может быть принято равным
0,25 0,4.
Практика показала, что при надлежащей эксплуатации прес-
сов и при небольших конструктивных изменениях отдельных де-
талей расчетные производительности могут быть значительно
превзойдены.
На величину производительности пресса решающее значение
имеет число оборотов шнекового вала. Из формулы производи-
тельности следует прямая зависимость производительности от
If
Обооцдование для пластического способа формовки изделий 279
р числа оборотов, Y. е. чем больше число оборотов вала, тем боль-
£ те производител1ьность пресса.
К Практически число оборотов шнекового вала ленточных прес-
вфсов не выходит за пределы 18—35. Наибольшее число работаю-
li щих в промышленности ленточных прессов имеет еще более
I .узкий предел числа оборотов! шнекового вала 20—26.
I, Число оборотов вала bi соответствии с шагом винта должно
К-обеспечивать выпуск ленты со средней скоростью движения
60 _ 100 мм/сек. Только для прессов с часовой прюизводи4ель-
Вдюстью до 70 т и выше числа оборотов вала принимаются 30“
40 об/мин при соответственно небольшом шаге винта.
к, П р и Mi е р. Определить производительность ленточного пресса.
ILимеющего внутренний диаметр, цилиндра D = 450 мм, диаметр
ступицы шнека // = 250 мм, число оборотов шнекового вала в
к.минуту /7 = 20, шаг шнекового винта /> = 320 мм, при коэфици-
иенте k — 0,25.
L Подставив названные величины в формулу для определения
^производительности ленточных прессов, можно получить:
Е- ~ • (0,452—0,252) • 0,32 -20-60 п
Q = -—’----------------------------0,25 = 10,55 м3,час.
Г 4
Е Мощность, расходуемая ленточными прессами, зависит от
। большого числа неопределенных факторов, а потому трудно под-
| дается расчету. Теоретически обоснованных расчетов до сих пор
|‘нет. Большая доля неопределенности вносится фактором состава
I массы и ее влажности.
При определении мощности и расхода электроэнергии при
| прессовании необходимо пользоваться практическими данными,
| а также данными, приводимыми в технических характеристиках
к прессов.
I Определение удельного давления прессования
I Среднее значение удельного давления прессования может быть
^«найдено из следующей формулы:
=-------------- кг см2, (121)
F т:
~ (D2 — d2)
4
диаметр шнекового винта у головки, см;
диаметр ступицы шнека, см;
« F — площадь сечения шнека (за вычетом сечения ступицы),
см2;
Р — общее усилие прессования, кг.
Кривая изменения величины среднего удельного давления
прессования в зависимости от влажности массы показана на
рис. 156.
где: D — наружный
d — наружный
280
Оборудование для формовки, изделий
Для масс различных составов, обладающих различными свой-
ствами, кривая будет различной
Такая характерная кривая для каждого состава массы может
быть составлена при определенных длинах головки и мундштука
пресса.
Как следует из приведенной кривой, уменьшение влажности
приводит к резкому возрастанию удельного давления, а следо-
Рис 156. Кривая зависимости
среднего удельного давления
от влажности массы
вательно, и к резкому увеличению
общего усилия прессования.
Поэтому в случае резкого сни-
жения влажности перерабатыва-
емой массы бывают случаи отка-
за в работе электродвигателей
и аварий с ленточными прессами
Пример. Определить сред-
нее удельное давление прессова-
ния для ленточного пресса, име-
ющего диаметр цилиндра «в све-
ту» у головки Di = 450 мм, на-
ружный диаметр ступицы шнека
d — 250 мм, если пресс разви-
вает общее усилие прессования
Р—15
Находим наружный диаметр шнекового винта у головки,
принимая зазор между винтом и внутренней поверхностью ци-
линдра $ = 2,5 мм.
D = Dj — 2s = 450 — 2 2,5 = 445 мм.
Р-
Среднее удельное давление прессования будет:
15 000 „
——--------------= 13,5 кг см2.
3,14 '
-----(44, 52— 252)
4 (£2-d2)
Затрачиваемая мощность
ние (уплотнение) массы, но
него и внешнего трения, а
при выходе из мундштука.
расходуется не только на пр весов а-
также не преодоление сил внутрен-
также на создание скорости ленты
Технологические недостатки ленточного пресса
Образование в массе кольцеобразных (эллиптических) и
S-образных трещин во время прохождения ее через пресс яв-
ляется наиболее существенным дефектом в работе ленточного
пресса.
Имеется несколько гипотез, объясняющих причины образова-
ния кольцеобразных трещин. Одна из них состоит в том, что
Оборудование для пластического способа формовки изделий
281
движущаяся масса в периферийных слоях задерживается от вра-
щения трением о внутреннюю поверхность цилиндра. Это влия-
ние уменьшается по мере удаления от периферии к центру.
Вследствие этого вовникают усилия среза, происходят сдвиги
массы по концентрическим окружностям. Подвергаясь ,в даль-
нейшем воздействию прессующих усилий в головке и мундштуке,
’’эти концентрические окружности изменяют свою форму.
Ц Вторая гипотеза объясняет появление этих трещин тем, что
ftaaeK вырезает из массы спиральную ленту аналогично тому, как
фезец вырезает стружку из металла на токарне м станке. В даль-
нейшем эти слои (стружки) вследствие создаваемого шнеком
сдавления прижимаются друг к другу, при этом плотного соеди-
нения слоев не происходит. В головке и мундштуке эти слои ви-
доизменяют свою форму, приобретая эллиптическое очертание
Согласно третьей гипотезе за каждым слоем массы при дви-
жении ее в прессе располагается озозцушная прослойка, не поз-
воляющая в дальнейшем прочному соединению отдельных слоев
; массы в монолит.
Несостоятельность этих предположений опровергается следу-
ющим
' первая — тем, что на бесшнековых прессах, выпускающих
г ленту, где никакого вращения массы нет, получаются эллиптиче-
ские трещины, как и при шнековых ленточных прессах;
вторая— тем, что при рассмотрении спрессованных кирпичей
»*не наблюдается винтообразная структура их, соответствующая
rtuairy стружки;
третья — тем, что при прессовании на прессах, позволяющих
ГУдалять воздух из массы, эллиптические структурные трещины
Гне только не исчезают, а иногда имеют более ярко выраженный
^характер, чем на обычных ленточных прессах.
? Бесспорно то, что появлению трещин способствуют образова-
‘ нйе спирали концевой лопастью шнека, наличие прослоек воз-
духа и частичное проворачивание массы.
, Причиной образования S-образных трещин является процесс
[движения массы непосредственно за последним витком пинеково-
Ио вала Масса в головку пресса выдается в виде спиральных
[кольцеобразных полос с внутренним диаметром, равным наруж-
ному диаметру ступицы шнека При дальнейшем продвижении
’Массы свободное центральное пространство начинает заполняться
^массой, но все же не происходит плотного сцепления частиц.
Образование трещин при обжиге кирпича происходит по наи-
менее уплотненным, местам, т е в центральной части кирпича.
Попытки устранить S-образные трещины искусственным
, Уменьшением свободного пространства за концом шнекового ва-
ла путем обработки его на конус в полной мере не приводят к
исчезновению трещин
282
Оборудование для формовки изделий
Кроме названных основных дефектов, присущих ленточным
прессам, имеются и другие, которые зависят от ухода за прес-
сом и от недостатков его конструкции, в результате чего может
быть излишнее или недостаточное уплотнение массы в головке
и мундштуке.
Внешним признаком плохой работы пресса служит появление
на ленте «драконовых зубьев». Причиной их появления служит
не только неправильная конструкция головки и мундштука, но
и неравномерное увлажнение массы. Малоувлажиенныс слои
массы выжимаю г более увлажненные, более мя/гиие и подвижные
слои массы, сами же малоувлажненная масса, задерживаясь в
углах мундштука, приводит к неравномерному выходу ленты из
пресса. Вот почему на ребрах и на поверхности ленты образуют-
ся разрывы, напоминающие собой «зубья драконов». Неравно-
мерность увлажнения массы приводит к неравномерной усадке
кирпича при сушке и обжиге, как следствие эюго, к появлению
трещин.
Вакуум-прессы
Для работы ленточных прессов типичным является то, что
перерабатываемая масса в процессе переработки обогащается
воздухом. Он захватывается в массу не только во время движе-
ния ее в прессе, но и другими путями. Так, некоторое количество
растворенного воздуха (до 2,5%) содержится в почвенной воде;
перемешивание массы в смесителях до поступления в пресс свя-
зано с дополнительным захватом и запрессовкой воздуха; часть
воздуха, находящегося в комьях массы, при неудовлетворитель-
ном замачивании не в состоянии выйти на поверхность и посту-
пает также в пресс. В результате в ленте может оказаться зна-
чительное по объему количество воздуха (до 10%), который
резко ухудшает качество получаемой ленты.
Для восстановления ценных свойств массы прибегают к про-
цессу обезвоздушивания (дезаэрации) массы.
Практически идея удаления воздуха из массы осуществлена
была в, 20-х годах текущего столетия путем приготовления ленты
па вакуум-прессах (рис. 157 и 158).
Принцип действия вакуум-пресса1 состоит в следующем: мас-
са, как и в обычном ленточном прессе, выжимается ш'не-
ком, но поступает она не в прессовую головку, а продавливается
через решетку в виде отдельных полос в вакуум-камеру, из ко-
торой воздух отсасывается специальным насосом. В ряде кон-
струкций прессов поступающие в камеру полосы маСсы (мака-
роны) для лучшего отсоса воздуха разбиваются на мелкие куски
специальными устройствами (пропеллер, лопасти). Размеры
отверстий в решетке выбираются в зависимости от свойств м(ас-
fi 7 a
Рис 157 Схема ленточного вакуум-пресса:
1 — главный шнековый вал 2 — прессующий шнек 3 — цилиндр-
4 — вал смесителя, 5 — решетка, 6 — вакуум камера, 7 — ножь
Рис 158 Общий вид ленточного вакуум-пресса
284
Оборудование для формовки изделий
сы. Обезвоздушенные куски массы падают и захватываются
винтовыми лопастями, которыми продвигаются и продавливают-
ся через головку пресса и .мундштук так же, как и в обычных
ленточных прессах. Установка решетки и разбивка поступающих
в вакуум-камеру полос массы имеют цель разбить массу на мел-
кие части и обеспечить возможно больший отсос воздуха.
Для создания необходимого вакуума (~ 740 мм рт. ст.)
прессы снабжаются .вакуум-насосами. От подсоса (Наружного воз-
духа вакуум-камера со стороны решетки закрыта заполняю-
щей ее отверстия массой глины и со стороны мундштука — плот-
но прилегающей к стенкам его лентой.
Подсос воздуха со стороны нижнего вала предупреждается
установкой специального сальника.
Обезвоздушивание масс значительно увеличивает их пла-
стичность, снижает слоистость и пористость, увеличивает меха-
ническую прочность, плотность и однородность изделий и резко
снижает трещиноватость.
Введение дополнительного процесса по обезвоздушиваник1
прессуемых масс вызывает увеличение расхода электроэнергии
и потребляемой мощности.
Обезвоздушивание различных масс связано с некоторыми из-
менениями процессов сушки и обжига изделий, а потому к при-
менению вакуум-прессов в каждом отдельном случае следуег
относиться обдуманно.
Величина вакуума, под которым работает пресс, имеет боль-
шое значение. Для каждого состава массы следует подбирать
свою, наиболее выгодную величину разрежения. Практика пока-
зывает, что вакуум иногда целесообразно значительно понизить
(на 30—35°/о). Правильным подбор глубины вакуума приводит
к уменьшению слоистости ленты. При этом важно, чтобы воздух
из всех частей массы извлекался равномерно не только с их по-
верхности, но и из самых глубинных мест массьл
Обезвоздушенная лента при выходе из мундштука под дей-
ствием атмосферного давления несколько сжимается, тогда как
насыщенная воздухом лента при выходе из мундштука под дей-
ствием запрессованного воздуха слегка расширяется.
Классификация ленточных прессов
Существует много различных конструкций ленточных прес-
сов. Однако все многообразие их устройств может быть система-
тизировано путем разбмики на классы и типы.
По наличию и расположению основных рабочих органов лен-
точные прессы могут быть разбиты на следующие классы:
1) пресс с лопастным шнеком на вертикальном валу;
2) пресс с лопастным шнеком на горизонтальном валу;
Оборудование для пластического способа формовки изделий
285
3) пресс с лопастным шнеком на> горизонтальном валу с ва-
куум-камерой;
4) пресс с лопастным шнеком на двух горизонтальных валах;
5) пресс с лопастным шнеком на двух горизонтальных валах
с вакуум-камерой;
6) пресс с двумя валками.
В зависимости от наличия встроенной в пресс мешалки, каж-
дый из названных классов может быть подразделен на три типа:
а) без встроенной мешалки, б) с одновальной горизонтальной
мешалкой, в) с двухвальной горизонтальной мешалкой.
Исключение составляет только класс прессов со шнеком на
вертикальном валу, который изготовляется только одного типа
.и является одновременно одновальной вертикальной мешалкой У
На предприятиях огнеупорной п1роМ|Ы1Шленн|ости эксплуати-
руется значительное количество конструкций ленточных прессов.
Описание прессов, эксплуатируемых на заводах огнеупорной
промышленности, приводится ниже.
Прессы завода «Красный Октябрь»
Заводом выпущено несколько типов ленточных прессов. Наи-
более старым является пресс № 3 (рис. 159).
В приемной коробке 1 пресса № 3 расположен питающий
валок 2. Корпус прейса 3 имеет коническую форму. Он выполнен
, разъемным! из двух частей с разъемом по вертикальной пло-
скости. К питательной коробке корпус присоединен шарнирно.
Внутри конического корпуса проходит шнековый вал 4 с надеты-
ми на него отдельными лопастями 5, образующими прерывистую
винтовую поверхность.
В передней части корпуса укреплены прессовая головка 6 и
S мундштук 7.
Корпус внутри имеет съемную металлическую рубашку для
предохранения от износа. Во избежание проворачивания массы
перед последней концевой лопастью установлены два штыря.
Привод пресса осуществлен от шкива через пару цилиндрп-
^ческих шестерен 8 и 9. Для восприятия осевого давления шне-
кового вала в задней установленной на фундаментной плите
| стойке 10 находится шариковый упорный подшипник.
t Для привода питательного валка установлена вторая пара
I Шестерен 11 и 12.
Основными недостатками пресса являются:
1 Классификация ленточных прессов может быть произведена и по другому
; .принципу: в одну группу могут быть отнесены прессы без вакуумного
Устройства, в Другую — с вакуумом. Каждая из этих групп может быть под-
разделена на типы по форме цилиндра: прямые, конусные, ступенчатые.
286
Оборудование для формовки изделий
а) наличие прерывного шнека;
б) чугунные нефрезерованные приводные шестерни;
в) конусный удлиненный цилиндр;
г) быстроизнашивающаяся футеровка корпуса пресса и го-
ловки.
Рис. 159 Общий вид ленточного пресса завода «Красный Октябрь»
Пресс № 8 выпускался Харьковским заводом «Красный Ок-
тябрь», а затем Бобруйским заводом имени Сталина по проекту
«Стройпроектм1аш1ин а».
Основное отличие этого пресса:
а) ступенчатый корпус,
б) диаметр цилиндра приемной коробки и головки пресса
одинаковый, равен 450 мм;
в) со стороны приемной коробки шнек выполнен непрерывным.
Отдельные разрывы имеют место только внутри цилиндра из-за
его ступенчатости; ’
Оборудование для пластического спосс ба формовки изделий
287
г) литые шестерни привода заменены фрезерованными и по-
ешены в масляную ванну;
д) корпус пресса снабжен съемной стальной рубашкой
С 1948 г. завод «Красный Октябрь» выпускает ленточные
рессы марки СМ-58 с диаметром цилиндра 400 мм, в конст-
укциях которых устранены недостатки ранее выпускавшихсл!
рессов.
Пресс комбината «Красный керамик»
Комбинат «Красный керамик» изготовляет ленточные прессы
своих механических мастерских.
Рабочая часть пресса отличается от рабочей части прессов,
арьковского завода «Красный Октябрь» только размерами.
Рис. 160 Ленточный пресс комбината «Красный
керамик» в процессе изготовления
орпус выполняется (рис. 160) коническим, разъемным по вер-
тикальной плоскости.
Положение и форма шнекового вала с лопастями хорошо по-
казаны на рис. 148. Прессовая головка к корпусу крепится шар-
нирно. Шарнирное крепление хорошо показано на рис. 160.
Осевое давление шнековото вала воспринимается гребенча-
тым подшипником, установленным за корпусом загрузочной ко-
робки пресса.
Привод от электродвигателя производится через редуктор и
пару цилиндрических шестерен. Редуктор с двигателем установ-
лены на отдельной фундаментной плите. Зубчатые шестерни за-
ключены в металлический кожух.
Для приведения во вращательное движение питательного
Валка на приводном валу пресса и на валу питателя насажены
Цилиндрические шестерни.
При проектировании и изготовлении прессов были учтены
Недостатки прессов «Красного Октября», часть из которых
устранена.
288
Оборудование для формовки изделий
Пресс Верхне-Уфалейского завода
Необходимость быстрого восстановления разрушенных во вре-
мя войны южных заводов огнеупорной промышленности потре-
бовала изготовления новых ленточных прессов. Изготовление их
было поручено Верхне-Уфалейскому заводу Главма'шмета. По-
следний освоил производство прессов по чертежам Ленинград-
ского института огнеупоров. Пресс Верхне-Уфалейского завода
показан на рис. 146.
Существенным отличием его от описанных раньше прессов
является: ступенчатый цилиндр, непрерывный шнек, фрезерован-
ные шестерни привода, привод чеоез редуктор. Отсутствие при-
водных шкивов и трансмиссионных валов делает всю установку
пресса довольно компактной. Футеровка корпуса пресса выполне-
на bi виде съемной стальной рубашки. Диаметр цилиндра умень-
шен в связи со ступенчатой формой его.
Фундаментная плита под электродвигатель и редуктор об-
щая. Изготовлена она из двух частей. Корпус пресса разъем-
ный, состоит из двух частей. Линия разъема производится по
вертикальной плоскости.
Комбинированные прессы
Были разработаны), изготовлены и внедрены в промышлен-
ность комбинированные ленточные прессы, представляющие со-
бой комбинацию пресса с встроенной в него мешалкой, как было
показано на рис. 157 и 158. Мешалка выполняется одно- или
двухвальной. Пресс выполняется с вакуум-камерой или без
устройства для обезвовдушивания массы.
Масса в этих прессах тщательно перемешивается в мешалке
и специальными ножами подается к шнеку пресса.
Шнек пресса выполняется непрерывным. Комбинация мешал
ки и прессующего непрерывного шнека позволяет достичь зна-
чительной производительности.
Пресс опирается на фундамент в двух местах: у приводного
механизма и возле цилиндра пресса.
Главный шнековый вал проходит под мешалкой пресса. Со
стороны привода установлен упорный шариковый подшипник для
восприятия осевых усилий. Лопасти устанавливаются на вал и
снимаются с него со стороны головки пресса. Корпус пресса вы-
полняется разъемным из двух половин, внутри он футеруется
стальной рубашкой. Головка к корпусу крепится шарнирно
Мешалка встроена в пресс так, что передняя стенка приемной
коробки (при работё без вакуума) является передней торцевой
стенкой мешалки
<р
от
Байсоголов и П И. Галкин
Рис 161. Вакуум-пресс с выходом массы через кольцевое отверстие в вакуум-камеру:
I — главный шнековый вал, 2 — вал смесителя, 3 — цилиндр, 4 — головка, 5 — мундштук, 6— вакуум ла
мера, 7 — трубопровод к вакуум-насосу; 8 — кольцевое отверстие
290
Оборудование для формовки изделий
Особенностью крепления ножей (лопастей) мешалки на ва-
лах является возможность установки их под разными углами к
оси мешалки. В зависимости от поворота лопастей, можно обес-
печить нужную степень перемешивания массы.
Приводной механизм состоит из шки|воь для клиновидных
ремней, фрикционной муфты сцепления и стальных фрезерован-
ных шестерен, помещенных в масляную ванну.
Отличительной особенностью вакуум-прессов является нали-
чие вакуум-камеры и вакуум-насоса. Конструктивно пресс не-
сколько отличается от обычного комбинированного пресса.
Схема обыкновенного вакуумного пресса с решеткой показана
на рис. 157, а комбинированный вакуум-пресс с выпуском массы
в вакуум-камеру через кольцевое отверстие показан на рис. 161.
Приводная часть этого пресса показана на рис. 162.
Кроме этих двух наиболее распространенных, выполненных
по различным схемам вакуум-прессов, имеются прессы, выпол-
ненные по третьей схеме (рис. 163). Пресс, изготовленный по
этой схеме, очень мало отличается от простого ленточного пресса.
Разница заключается в том, что удлиненный цилиндр разделен
решетчатой перегородкой на две части. Причем в части цилинд-
ра, отделенной перегородкой, производится отсос воздуха
Хотя при такой схеме устройства пресса отсос воздуха из
нижних слоев (полос) массы затруднен, зато уменьшается воз-
можность для подсоса воздуха.
У прессов с решетчатой перегородкой быстро изнашиваются
решетки, их эксплуатация связана с повышенным расходом
электроэнергии и низкой производительностью. Это обусловли-
вается тем, что живое сечение отверстий решетки не превышает
половины всей площади ее.
В комбинированном вакуум-прессе завода «Промет» (рис. 164}
масса перед поступлением к главному шнековому валу продавли-
вается не в виде круглых малого сечения лент «макарон», а в
виде тонких полос. В вакуум-камеру она поступает через кольце-
вое отверстие. Ножй, укрепленные на валу вакуум-камеры, раз-
резают массу на тонкие полосы. Этим улучшается возможность
отсоса воздуха.
Конструктивно это выполнено следующим образом: у вы-
ходного конца корпуса мешалки укреплен чугунный конус. На
отрезке вала, находящемся в конусе, насажен непрерывный од-
ноходовой винт. На валу за винтом, по ходу движения массы,
укреплен стальной конус обратного направления внешнему чу-
гунному кОнусу. Между этими двумя конусами образован коль-
цевой зазор, через котовый продавливается перемешанная вин-
том масса
Оборудование для пластического способа формовки изделий
291
Внутри вакуум-жамеры на валу мешалки закреплены ножа
для разрезания поступающей массы и лопасти для вдавливания*
ее в ленточный пресс.
Рис. 162. Приводная часть ленточного вакуум-пресса:
1 — главный шнековый вал; 2 — вал смесителя: 3 — большая шестерня; 4 — роли-
} ковый подпятник; 5 — шестерня вала смесителя; 6 — маслоуказатель; 7 — пробка
Заполнение конуса массой препятствует подсосу внешнего
воздуха в вакуум-камеру.
Мешалка у пресса одновальная. Упорный подшипник, вос-
принимающий осевые давления главного вала, смонтирован у
Цилиндра пресса, непосредственно за сальником.
В остальном конструкция пресса аналогична описанным ранее
обычным комбинированным прессам. Кинематическая схема
пресса приведена на рис. 165. Заводами Министерства строи-
19*
ч
G
Я
Разрез /ю /f -о
293 . ?
Рис 163. Ваккум-ленточный пресс с удлиненным
шнековым валом:
1 - приемная коробка; 2 - питательный ~ шнековый
^а- V- ЖИГ прие^ноТкоробки? S - оччшаюший скребок;
ловка, о м — подпятник шнекового вала
wo
Рис. Тб4. Комбинированный вакуум-пресс завода «Промет»:
/ — приводной шкив; 2— редуктор; 3 — шнековый вал; 4—цилиндр пресса; 5 — головка; 6 — вакуум-камера; 7— сме-
ситель; 8 — вакуум-насос; 9 — электродвигатель вакуум-насоса
еяь 7* фаэнг/юм
МОСЦНОО/ПА £0 НЗ/Я
л• 730 оЗ/мин
Z’Zf, /y-'/Z
/73/4
Ремень
типа Г
колиу fftu/n
Рис. 165. Кинематическая схема вакуум-пресса завода
«Промет»:
1 — шнековый вал, 2 — цилиндр, 3 — вал смесителя: 4 — ва
куум-камера
г-4/, м-/2
7'30, М
7/224
\ -30-40-40
4 /?опа л? он
ножей
/7377
#3/3
#3/0
7-/3.
/7333
Z-S3:7f-/3
7-00 MS
03/0
03/0
п2 '04-//0-/3/
> -200-3/0-303
33/0
л3 -23-30-30
ns -- 30-00-70
/г/згзг
Л/373
7/ 73324
0223
296
Оборудование для формовки изделий
тельного и дорожного машиностроения изготовляются комбини-
рованные вакуумные ленточные прессы с одновальной мешал-
кой двух размеров: один на производительность до 3,5 т[час и
второй до 10 т/час.
Основные технические данные наиболее распространенных в
огнеупорной промышленности ленточных прессов приведены в
табл. 28.
Таблица 28
Заводы-изготови- тели прессов Элементы характеристики «Красный Октябрь> «Красный керамик> Верхне-Уфа- лейский завод
№ 3 К 8 (СМ-28)
Корпус пресса Конический Ступенчатый Конический Цилиндр ступенчатый
Тип шнека . Лопастный Винтовой Винтовой Винтовой
Диаметр корпуса прием- прерывный непрерывный прерывный непрерывный
ной коробки, мм Диаметр корпуса голов- 600 450 620 525
ки пресса, мм . Число оборотов шнеко- 420 450 450 450
вого вала в минутх . 22 25 20-21 27
Потребная мощность, кет Часовая производитель- 22-25 25-30 40—45 32-40
ность, т 7-8,5 8,5-10 10-12 16-12
Вес пресса, кг • . . 5000 4800 5000 5400
2. РЕЗАТЕЛЬНЫЕ АППАРАТЫ
Выходящая ив мундштука ленточного пресса уплотненная
определенной формы непрерывная лента переработанной массы
разрезается резательными аппаратами на отдельные заготовки
одинаковой толщины.
Существует много различных конструкций резательных аппа-
ратов, которые не вполне удовлетворяют условиям производства,
поэтому продолжаются интенсивные поиски создания новых бо
лее совершенных конструкций.
Все конструкции резательных аппаратов могут быть разделе-
ны на две группы: а) ручные резательные станки и б) мехачи
чёские резательные аппараты.
Последние следует подразделить на полуавтоматические и
автоматические.
В каждой из указанных групп имеются конструкции станков,
предназначенных для отрезания одного или нескольких изделий
одновременно.
Оборудование для пластического способа формовки изделий
297
Ручные резательные станки
Ручной резательный станок служит для одновременной отрез-
одной, двух и более заготовок. Общий вид станка показан
La рис. 166.
| Станок (рис. 167) состоит из двух основных узлов: станины 7
подвижной каретки 2, которая передвигается по направляю-
Еьим станины.
Рис. 166. Общий вид ручною резательного станка
470
/705
Рис. 167. Ручной резательный станок завода «Красный Октябрь»
Каретка сверху имеет металлическую площадку 3 с прооезя-
4, заканчивающуюся упорным щитком 5. К ней шарнирно
Икреплена рамка 6 в форме скобы, на которой натянуты стру-
298
Оборудование для формовки изделий
ны 7 (рояльной проволоки) для резки ленты переработанной
массы. Число укрепляемых струн зависит от количества одно-
временно отрезаемых заготовок. Расстояние между струнами
устанавливается в зависимости от толщины изготовляемых изде-
лий. На рамке имеется ручка 8 для нажима на нее при работе,
для создания усилий при разрезании ленты.
Работа резательного стайка производится следующим обра-
зом: выходящая из мундштука пресса лента массы движется по
площадке 3 подвижной каретки резательного станка до упорного
щитка 5. Лента, нажимая на этот щиток, приводит в движение
каретку станка. Рабочий, обслуживающий станок, нажимает на
рукоятку 8 и опускает таким образом рамку 6. Проволоки при
движении рамки 6 вниз разрезают ленту на отдельные заготовки
и входят в прорези платформы. После этого нажимом на рычаг
9 рабочий быстро передвигает каретку с отрезанными заготовка-
ми вперед, где они немедленно снимаются со станка съемщицами
или поступают на ленточный транспортер для дальнейшей их
обработки. При движении каретки вперед упорный щиток 5 ав-
томатически утапливается.
Резчик поднимает резательную рамку за ручку 8 и передви-
гает рычагом 9 каретку в исходное положение. После этого про-
цесс повторяется.
Для смягчения ударов рамки о каретку при резке в ней
устанавливается резиновый компенсатор (буфер).
Существуют резательные ручные станки, у которых каретка
движется не по направляющим салазкам станины, а ню рельсам
на колесах. Такое устройство позволяет передвигать каретку с
меньшей затратой силы, но станок получается менее устойчивым,
а при износе рельс и колес каретка при передвижении испыты-
вает толчки.
У отдельных станков каретки, вместо металлической площад-
ки, имеется рольганг, ролики которого обтянуты сукном или ре-
зиновой лентой.
Производительность пресса при ручной резке на станках этой
конструкции обеспечивает до 3—3,5 тыс. шт. кирпичей в час.
С целью увеличения производительности ленточных прессов в
промышленности строительных материалов иногда применяю':
прессы с двухмундштучными головками. Резку в этих случаях
производят на двух резательных станках.
В огнеупорной промышленности в таких случаях прибегают
к установи механических резательных станков. Применение руч-
ных станков, обеспечивающих одновременную отрезку четырех
кирпичей, не получило распространения, хотя их устройство и
принцип действия так же просты и надежны, как и станков для
отрезки одного и двух кирпичей.
Оборудование для пластического способа формовки изделий
299
£Резательные ручные станки завода «Красный Октябрь» име-
L|or следующую техническую характеристику:
р’ Ход каретки, мм.......... 235
к Габаритные размеры, мм'.
| длина............. 1775
I ширина . . . • ... 560
Й высота............. 1050
В Производительность в сред-
В нем, шт!час............ 1000—3000
В Вес, кг.................... 165
Механические резательные станки
Наибольшее распространение из механически действующих
нательных станков получили полуавтоматы с возвратно-посту-
ктельным движением режущих струнок и автоматически дейст-
ющие ротационные станки.
Резательный полуавтомат
Резательный полуавтомат (рис.
я резки заготовок толщиной от
168) может быть использован
45 до 360 мм.
‘нс. 168. Резательный
полуавтомат
Резательный полуавтомат состоит из чугунной рамы 1 с уста-
:ленным1И на ней двумя короткими ленточными транспортера-
Мундш/пун
лаеесл
Рис 169 Кинематическая схема резательною полуавтомата
Оборудование для пластического способа формовки изделий
301
I
коюрюго совершает
натянутой на
ми: приемным 2 и передаточным 3. Установка рамы, а следова-
тельно, и всего полуавтомата, по высоте осуществляется четырь-
мя регулирующими болтами 4. Рабочий механизм смонтирован
6 коробке 5. К передней стенке коробки прикреплен дугообраз-
ный предохранительный кожух 6, внутри
возвратно-поступательное движение смычок 7 с
нем режущей стрункой 8 (рояльной проволокой). Смычок укреп-
ляется на валу с помощью качалки
рез рабочий механизм аппарата от
Hoiro ременной передачей с приводным валом полуавтомата.
Действие полуавтомата представлено на кинематической схе-
ме (рис. 169).
и приводится в движение че-
электродвигателя, соединен-
На удлиненный вал регулировочного барабана приемного
Транспортера насажена шестерня 1, спаренная с шестерней 2,
находящейся на одном валу с кулачковой профилированной
|пайбой 3. Качание кулисы 4 посредством смычковой тяги 5 со-
Общает возвратно-поступательное движение смычковому валу 6,
а вместе с ним и смычку 7. Смычок, таким образом, возвратно-
поступательное движение получает от регулировочного барабана
приемного транспортера. Регулировочный барабан приводится во
вращение транспортерной лентой, движущейся под действием
сил трения, создаваемых весом выходящей из мундштука пресса
Скорость
Ленты.
движения транспортера
при отсутствии сколь-
кения равна скорости выходящей из мундштука пресса ленты.
^Изменением диаметра регулировочного барабана приемного
транспортера можно изменять число его оборотов, а таким об-
разом изменять и толщину отрезаемой полуавтоматом заготовки.
Натяжение ленты транспортера, при изменении диаметра регу-
лировочного барабана1, производится натяжным барабаном
транспортера. I
Движение передаточного транспортера производится от элек-
тродвигателя, через ременную передачу, шкив 8, приводной
вал 9, червячную пару 10, вал 11 и барабан транспортера 12.
i При резании ленты для синхронизации рабочего хода смычка
и его возвратно-поступательно1го движения с движением ленты,
в кинематическую цепь введены дополнительные механизмы —
фрикционный и переключательный.
Поворот смычкового вала 6 происходит от приводного вала 9
через пару цилиндрических шестерен 13, фрикционный вал 14 и
кривошипно-ша'тунный механизм 15. Сидящая на фрикционном
валу шестерня 13 не закреплена на нем, а посажена свободно,
поэтому вращение вала 14 происходит только при включенной
муфте. Синхронизация рабочего хода смычка с поступательным
движением ленты осуществляется следующим образом. На од-
ном валу с кулачковой шайбой 3 насажен эксцентрик 16. Вра-
302
Оборудование для формовки изделий
щение этого эксцентрика преюб|разуется с помощью шатуна 17 и
двухстороннего кулачка 18 в возвратно-поступательное движение
тяги 19 переключателя. Тяга 19 переключателя связана с пру-
жиной рычага 20, служащего для осевого перемещения фрикци-
онного вала 14.
Фрикционный вал 14 вращение приводного вала 9 через пару
цилиндрических шестерен 21 передает механизму отсечки 18, ко-
торый включает и выключает вал 14 при помощи тяги 19 пере-
ключателя. Механизм отсечки состоит из двух эксцентриков, си-
дящих на промежуточном валу 22. При вращении вала 22 экс-
центрики попеременно поднимают скобу отсечного устройства и
связанную с ней тягу 19. При опускании тяги 19 пружина пово-
рачивает рычаг 20 вокруг оси и тем перемещает фрикционный
вал 14 вправо. При этом насаженный на вал диск фрикционной
муфты 23 с помощью отжимной пружины 24 и левой половины
муфты оказывается включенным и вращение вала 14 через кри-
вошипно-шатунный механизм 15 пеоедается смычковому валу 6,
который поочередно то опускает, то поднимает смычок 7. Во вре-
мя опускания смычка кулисный рычаг 4 сообщает смычковомх
валу и смычку поступательное движение от кулачковой шайбы б1.
Происходит разрезание ленты при поступательном движении
смычка со скоростью, равной скорости ленты. Плоскость разреза
в силу этого получается вертикальной. После разреза тяга 19
под действием двухстороннего кулачка 18 поднимается, рычаг 20
около оси поворачивается влево, перемещает фрикционный
вал 14 тоже влево, диск фрикционной муфты 23 разъединяется
от фрикционной шестерни 13. В это время кулисный рычаг 4
возвращает смычковый вал 6, а с ним и смычок, в исходное по-
ложение, сообщая ему возвратное движение.
Помещенные между приемным и передаточным транспорте-
рами и перемещающиеся одновременно со смычком салазки по-
могают передавать отрезанные от ленты заготовки на второй
транспортер, которым они передаются на приемный столик
С приемного столика заготовки снимаются вручную, отчего весь
процесс резания получает название полуавтоматического. При
резке важно добиться, чтобы толщина всех отрезаемых загото-
вок была одинаковой, а плоскость среза вертикальной. Строгая
выдержка проходимого лентой пути во времени, а также посту-
пательное движение смычка со скоростью ленты обеспечивает
выполнение этих условий.
Техническая характеристика резательного полуавтомата этой
конструкции, изготовляемого заводом «Строммашина», следую-
щая:
Производительность, шт/час.............................. 5000
Число оборотов в минуту приводного вала . . 400
Число оборотов в минуту регулировочного ба-
рабана ...................................... 10
Оборудование для пластического способа формовки изделий
зоа
Скорость ленты передаточного транспортера,
м/мин.......... . . . •................ 5
Число оборотов в минуту кулачковой шайбы 4(?
Потребная мощность, кет..................... 1,5
Вес, кг ...................................... 725
Габариты, мм:
длина ... .......... . 1900
ширина............................... 1200
высота . . • . .......... 1500
I Для укладки заготовок после резки на рамки, а также пода-
ви и установки заполненных рамок на подъемник, существуют
Специальные устройства. Применение специальных устройств поз-
воляет процесс резки полностью автоматизировать. Устройство в
елом в этом случае будет называться резательным авто-
ll ат ом. При полной автоматизации процесса резания резатель-
ный станок сочетается с другими механизмами: регулирующим и
иодающим рамки под ленту, а также с механизмом!, который
поочередно переносит рамки с заготовками от резательною
цганка к подъемнику и устанавливает их на прикрепленные
К цепи подъемника угольники.
Недостаток этой конструкции — падение отрезанной заготов-
ки на рамку и смятие нижней ее грани — в последних конструк-
циях заметно снижен, но не устранен. Полный автомат этой кон-
ргрукции широкого распространения не полечил.
। В большинстве случаев такой резательный аппарат исполь-
зуется как полуавтомат, Т. е. съем отрезанных заготовок со сто-
лика станка производится вручную.
! Ротационный резательный автомат
Ротационные резательные автоматы различных конструкций-
!применяются для одновременного разрезания выходящей из
; мундштука пресса ленты на разное количество заготовок (от 4
до 19). Ни одна из используемых конструкций не получила ши-
рокого применения из-за свойственных им недостатков.
; Одна из конструкций отечественного ротационного резатель-
ного автомата показана на рис. 170 и 171.
? Автомат предназначен для одновременного разрезания 14 за-
готовок. Часовая производительность его 10—10,5 тыс. изделий.
' Главный приводной вал автомата 1 получает вращение от
1 электродвигателя через редуктор. От вала 1 через пару цилин-
дрических шестерен получает вращение промежуточный вал 2,
на котором насажен эксцентрик 3, поднимающий и опускающий
зубчатую рейку 4. Рейка 4, находящаяся в зацеплении с шестер-
ней 5 верхнего вала 6, поворачивает его поочередно то в одну,
то в другую сторону. Насаженная на конец вала 6 муфта 7
44ffZ
Рис. 170 Автоматический ротационный резательный станок
Оборудование для пластического способа формовки изделий 305
дючается только при повороте его bi одном направлении, при
►ащении же вала в обратную сторону муфта 7 выключается
иияющийся как бы продолжением вала 6 вал 8 соединяется с
Рис. 171. Резательный ротационный автоматиче-
ский станок в работе
ним не только через муфту 7, но и через специальное шарнирное
•стройство 9.
| Это устройство позволяет резательному механизму вместе с
разрезаемым брусом свободно перемещаться вдоль оси автома'-
|а, так как оно имеет возможность удлиняться и укорачиваться
рри движении резательного механизма в ту или другую сторону.
| По обеим сторонам резательного механизма установлены два
рубчатых обода 10, которым от вала 8 передается вращение че-
рез закрепленные на нем передаточные шестерни И. Ободья 10
соединены между собой растяжками 12, на которых крепятся
lax ваты (кулачки) для установки струнок.
| Внутри ротора' монтируется стол из отдельных деталей особой
юормы. Детали стола крепятся к особой оси, расположенной
Брутри роторного механизма. Для прохода проволочек-стру-
иок при разрезании ленты между соседними деталями, состав-
ляющими стол, остаются зазоры. Стол является как бы продол-
жением приемного ленточного транспортера, на который посту-
пает лента, выходящая из мундштука пресса. Рама роторного
Механизма установлена на четыре колеса 13, благодаря чему
даесь роторный механизм имеет возможность передвигаться
'Вдоль своей оси.
20 В Г Байсоголов и П И Галкин
1
Оборудование для формовки изделий
Длина окружности первого барабана приемного ленточного
транспортера 14 равна длине стола автомата. Движение транс-
портера и вращение его барабанов происходит благодаря тре-
нию, возникающему между движущейся лентой массы, и лентой
транспортера. За один оборот первого барабана транспортера
лента массы точно заполняет всю длину столика автомата. После
этого лента массы особым связанным с осью барабана меха-
низмом прижимается к столику сверху, и вращающийся меха-
низм со скоростью движения ленты начинает передвигаться вдоль
своей оси.
В момент начала движения автомата включается муфта 7
и ротор приводится во вращение, струнки входят в соприкосно-
вение с лентой и разрезают ее. Вследствие того что разрезание
ленты происходит при движении ротора, стола и ленты с одина-
ковой скоростью, получаются совершенно правильные верти-
кальные разрезы.
Силой нажатия выходящей из мундштука пресса ленты раз-
резанные заготовки сдвигаются на второй ленточный транспор-
тер. Скорость второго транспортера несколько больше скорости
движения ленты.
При выключенной муфте 7 происходит возврат роторного
механизма в исходное положение особым устройством. Механизм
возврата связан с рамой роторного механизма.
Техническая характеристика резательного автомата:
Теоретическая производительность, шт!час — 10 800
Количество одновременно отрезаемых заготовок — 14
Наибольшая скорость движения ленты, м/мин —13
Мощность электродвигателя, кет — 6, число оборотов в минуту—1460
Число оборотов в минуту приводного вала — 73,7
Ширина ленты транспортера, мм — 300
Скорость движения ленты второго транспортера, м/мин—25,9
Габаритные размеры станка мм-.
длина.......... 10 055
высота.........1 747
ширина . . .1 296
вес станка, кг . . 3 880
Ротационные резательные автоматы изготовляются на заво
дах Министерства строительного и дорожного, машиностроения
Сравнительная характеристика резательных аппаратов
Ручные резательные станки, являясь простейшими по устрой-
ству, вместе с тем являются самыми устаревшими по конструк-
ции.
Оборудование для пластического способа формовки изделий 307
Отличительные недостатки этих станков: тяжелый ручной
уд и низкая производительность. При установке ленточных
ессов повышенной производительности эти станки не в состоя-
и обеспечить резку кирпича и являются тормозом повышения
оизводительности прессов.
Создание ручных резательных станков для одновременной
зки 4—8—10 кирпичей нельзя рассматривать как удовлетво-
тельное решение, так как при этом труд резчиков становится
,е более тяжелым, а съем изделий затрудняется в силу плот-
го прилегания друг к другу отрезанных заготовок.
Резательные полуавтоматы являются довольно сложными по
нструкции и требуют серьезной наладки. Кроме того, такого
па полуавтоматы удовлетворительно могут работать при не-
[соких сравнительно производительностях прессов. При резке
шее 5000 заготовок в час работа полуавтоматов становится за-
уднительной, так как струнка из-за большой скорости ленты
। успевает своевременно приподниматься и часто срезает верх-
ние кромки кирпича.
Полуавтомат, вследствие более частой перемены ходов воз-
ратно-поступательно го движения смычка, работает неспокойно
Работа ротационных станков имеет преимущества перед
ругими типами резательных устройств. Опыт работы таких
'анков на огнеупорных завода’х показал их надежность в ра-
эте при вполне удовлетворительном разрезании получаемыхза-
этовок-полуфабриката. Ротационные станки реже разлажива-
ется, более спокойны в работе, уход за ними менее сложен,
ни допускают регулировку производительности в больших пре-
елах. Работа на них одинаково успешно производится как
:ри производительности в 4—5 тыс. заготовок в час, так и при
роизводительности вдвое большей. Только в тех случаях, когда
отрезанные заготовки для дальнейшей их транспортировки тре-
буется укладывать на рамки, применение этих станков оказы-
вается менее эффективным, так как приспособлений для авто-
матической укладки заготовок на рамки они не имеют.
Ротационным автоматам свойственны следующие недостатки:,
а) их установка требует значительной дополнительной дли-
:ы здания формовочного цеха, так как длина таких станков
> несколько раз больше размеров дрхгих типов станков;
б) плотность перерабатываемой ленточным прессом массы
должна быть достаточно высокой, так как в противном случае
!ента после выхода из мундштука будет изгибаться до того,
;ак она продвинется на всю длину стола резательного автомата.
Обычно работа резательного автомата производится при влаж-
ности спрессованной ленты в пределам 15—17°/о.
20*
308
Оборудование для формовки изделий
3. ДОПРЕССОВОЧНЫЕ ПРЕССЫ
Для улучшения качества получаемых на ленточном прессе
огнеупорных изделий, а также получения изделий с точными за-
данными размерами и с четкими линиями ребер и углов приме-
няются дополнительные, так называемые допрессовочные
прессы.
Допрессовочные прессы, уплотняя заготовку, поступающую
от ленточного пресса, должны если не уничтожить, то в значи-
тельной степени уменьшить полученные при переработке массы
в ленточном прессе пороки, а именно: неоднородность струк-
туры массы, шероховатость поверхностей, получаемую при раз-
резании ленты, а также ослабить или устранить причины обра-
зования внутренних трещин.
Допрессовка заготовки может производиться на ручных и ме-
ханических дополнительных прессах. Ручные прессы сохрани-
лись только при производстве специальных, не массового изго-
товления, изделий. Обработка на ручных дополнительных прес-
сах нормального кирпича и простых фасонов запрещена «Пра-
вилами по технике безопасности и охране труда на предприя-
тиях огнеупорной промышленности» из-за тяжелых условий
труда.
Конструкций прессов для допрессовки нормального и про-
стого фасонного кирпича существует много. Их различие обус-
ловливается тремя основными условиями: влажностью заготов-
ки, расположением сушильного хозяйства завода и производи-
тельностью пресса.
Допрессовка маловлажных заготовок может быть произведена
на более мощных прессах, чем требуется для допрессовки заго-
товки с влажностью 18—2О°/о. С целью сокращения транспор-
тировки допрессованного сырца при разбросанном сушильном
хозяйстве завода целесообразно иметь передвижной дополни-
тельный пресс для установки его по мере надобности вблизи
того или иного сушильного блока. При более концентрирован-
ном сушильном хозяйстве и особенно при наиболее распростра-
ненных искусственных туннельных сушилах надобность в нали-
чии передвижного допрессовочного пресса отпадает.
Для допрессовки нормального кирпича и простых фасонов
в огнеупорной промышленности наибольшее распространение
получили эксцентриковые прессы и прессы с коленча-
тым в а л о м.
Общим для всех допрессовочных прессов является сравни
тельно небольшое удельное давление, развиваемое при допрес-
совке изделий. В большинстве случаев удельное давление при-
нимается в пределах 10'20 кг/см2 и лишь в исключительных
случаях достигает 30 - 40 кг/см2.
Оборудование для пластического способа формовки изделий
309
Эксцентриковые допрессовочные прессы
Пресс Самарина
Эксцентриковый пресс Самаоина получил широкое рас-
[ространение на заводах огнеупорной промышленности благо-
даря простоте устройства, легкому обслуживанию, несложности
емонта и небольшому весу. Несмотря на то что рядом заводов
реос предназначался для работы в качестве передвижного,
«пользуется он как стационарный.
Общий вид пресса Самарина показан на' рис. 172.
, К установленной ,на подвижной платформе плите прикреплены
Ве вертикальные стойки /, которые вверху связаны неподвиж-
|ой траверсой 2. На траверсе установлена форма — коробка
матрица1) 3, служащая для допрессовки изделий. К траверсе 2
(епосредственно над формой укрепляется легкий столик 4, обес-
печивающий подачу заготовки в форму пресса и съем готового
Ьрца. В расположенных внизу подшипниках стоек 1 уложен
Горизонтальный вал 5, на котором насажен эксцентрик 6. Вал 5
|олучает вращение от установленного на площадке пресса элек-
тродвигателя через редуктор и пару цилиндрических шесте-
рен 7 и 8. Вращательное движение эксцентрика преобразуется
В возвратно-поступательное движение пуансона 9 пресса сле-
дующим образом: между стойками 1 установлена подвижная
кама, состоящая из четырех вертикальных связей 10 и двух
горизонтальных деталей ползунов 11. На осях этой рамы, па-
раллельно валу 5, свободно установлены два ролика 12 (один
вверху, другой снизу) так, что при вращении вала 5 эксцентрик
В поочередно нажимает то на верхний ролик, то на нижний,
приподнимая и опуская раму. Движение рамы происходит по
Управляющим стоек 1. Через укрепленные 1к раме колонки 13,
ввязанные вверху подвижной траверсой 14, это, движение пере-
лается верхнему штемпелю пресса—пуансону 9 (прессующему
Ьырец), который крепится снизу к подвижной траверсе.
| При нажиме эксцентрика на нижний ролик вся система
Впускается, верхний штемпель входит в коробку и допрессовы-
Вает помещенную в нее заготовку. При нажиме эксцентрика на
Верхний ролик вся система приподнимается, верхний штемпель,
Выходя из коробки, освобождает отпрессованный сырец.
| Выталкивание сырца из формы осуществлено следующим
рбразом: нижняя пластина формы (ее дно) сделана подвижной.
К ней прикреплен перемещающийся в вертикальном направле-
рии0 стержень 15, который проходит через отверстие неподвиж-
ной траверсы 2. На подвижной раме пресса под этим отверстием
Установлена специальная втулка 16 для направления движения
Рис 172 Допрессовочный пресс Самарина
'Изводства нормального кирпича
Рис 174 Меканизм подачи допрессовочного пресса Самарина
Оборудование для, пластического способа формовки изделий
313
стержня со сменной закладкой 17. Последняя при подъеме
Н>амы опирается в стержень 15 и приподнимает нижнюю пласти-
формы, а' вместе с ней и готовый допрессованный сырец
При опускании рамы стержень 15, а вместе с ним и нижняя
пластина, опускаются.
Для обеспечения неподвижности нижней пластины в верхнем
Положении на период съема изделия и обеспечения некоторой
держки во время прессования на периферии эксцентрика
еется срез, по длине равный примерно V? своей окружносги.
В целях безопасного обслуживания пресса подача в форму
аготовки и выдача допрессованного кирпича производится осо
ым механизмом. Прессовщику, таким образом, не нужно рука-
и подавать заготовку в форму и вынимать готовый сырец, чем
ключается возможность травмы рук. Механизм, обеспечиваю
ий эту работу, выполнен следующим образом: на столе прес-
а 4 установлена каретка 18, имеющая возможность периоди-
ески продвигаться по столу к форме пресса, а затем возвра-
атъся в исходное положение. При движении к форме каретка
одает в форму вложенную в нее заготовку и одновременно
ригает ранее допрессованный и вытолкнутый на поверхность
ола из формы сырец. При повторном движении очередной до-
рессованный сырец продвигает далее по столу ранее выданный
ырец. Далее готовые изделия по наклонной площадке стола
двигаются вниз, откуда свободно снимаются и отправляются
сушку.
Механизм подачи заготовки и отбора допрессованного сырца
строен (рис. 173 и 174) следующим образом- на конце глав
ого вала 5 насажен диск 19 с пальцем 20, который соединен
атуном 21 с жестко закрепленной на валу 23 тягой 22. На валу
аглухо укреплен рычаг 24, который вторым концом шарнирно
оединен с тягой 25, связанной непосредственно с кареткой.
Вращение диска 19 через палец 20, шатун 21 и тягу 22 пере-
1ается валу 23, заставляя его поворачиваться на определенный
'гол в одну и другую сторону. Поворот вала 23 заставляет ры-
аг 24 совершать колебательное движение, отклоняясь то впра-
во, то влево. Это колебательное движение рычага 24 через тя-
25 передается каретке 18, которая скользит по столу 4. Дви-
ение каретки в направлении формы происходит в период
одъема отпрессованного кирпича и возвращение ее в исходное
ложение — во время опускания верхнего штемпеля, т. е. в пс-
иод прессования.
Для получения совершенно одинаковых изделий пресс тре-
ует подачи к нему заготовки постоянных размеров и влаж-
Юсти, так как при его работе ход штемпеля 9 является строго
пределенным.
В
314
Оборудование для формовки изделий
Получить заготовки точно постоянных размеров и влажности
практически не удается. Поэтому для получения допрессован-
ного сырца постоянных размеров в нижней пластине формы
(нижнике) сделаны два отверстия диаметром 6—8 мм, через
которые излишняя масса при прессовании выжимается в виде
макарон, отчего такое устройство у допрессовочных прессов по-
лучило название «макаронники».
Пресс рассчитан на 26 ударов в минуту, что практически
соответствует производительности пресса за 8-час. смену —
10,5—11 тыс. штук нормального кирпича.
Давление при прессовании у этого пресса одностороннее —
сверху. Влажность заготовки, при которой пресс хорошо рабо-
тает, должна быть равна 18—20%.
Мощность электродвигателя 4,2 кет, вес пресса 1,35 т.
Стационарные эксцентриковые прессы
Наряду с передвижным прессом Самарина, на некоторых
заводах огнеупорной промышленности продолжают пользоваться
Рис 175. Общий вид стационарного эксцентрикового
пресса
стационарными эксцентриковыми прессами двух типов. Принцип
устройства этих прессов дан ниже.
Оборудование для пластического способа формовки изделий
315
Вертикальный эксцентриковый стационарный допрессовочный
.пресс, служащий для одновременного прессования двух изделий
«оказан на рис. 175.
Основными узлами пресса являются: станина, узел прессова
ния, узел подачи заготовки и выдачи изделий, включая стол
Пресса с формами, ленточный транспортер и привод.
5 Станина состоит из массивной чугунной литой фундаментной
плиты и двух вертикальных чугунных литых параллельных бо-
ковых стоек.
В расположенных на боковых стойках станины подшипниках
уложен горизонтально главный вал (рис. 176, а) пресса 1, на
который насажен эксцентрик 2, являющийся основной деталью
> Рис 176 Кинематическая схема стационарного эксцентрикового пресса:
* а — узла прессования, б — узла подачи заготовки и выдачи изделий
it
узла прессования. Эксцентрик охвачен подвижной рамой 3 с
Двумя роликами — верхним 4 и нижним 5, которая перемещается
вверх и вниз по направляющим станин. При вращении вала,
а вместе с ним и эксцентрика, последний попеременно нажимает
W на верхний ролик, приподнимая вверх подвижную раму, то
316
Оборудование для формовки изделий
на нижний — опуская ее Вместе с рамой при подъеме и опус-
кании ее движутся два укрепленных в нижней части рамы верх-
них штемпеля 6, которые производят прессование изделий при
опускании и освобождают формы при подъеме.
Стол пресса 7 с двумя формами 8 расположен между боко-
выми станинами ниже подвижной рамы и верхних штемпелей
Механизм для подачи за'готовки в формы и выдачи изделий
устроен (рис 176, б) так. к большой, сидящей на конц^
главного вала, шестерне привода 9 приболчен диск 10 с
фигурной прорезью И. В последнюю входит ролик 12, укреп
ленный на конце рычага 13. При вращении главного вали 1
ролик 12 будет катиться по фигурной прорези 11 и сообщать
коленчатому рычагу 13 качательное движение вокруг чепод
вижнюй оси 14 Другой конец коленчатого рычага 13, че-
рез тягу 15 соединенный с кареткой 16, превращает каратель-
ное движение рычага в возвратно-поступательное движение
каретки. При этом движении имеющая два гнезда, соответству-
ющие формам стола, каретка 16 подает в формы стола 8 зало
женные в нее две заготовки, а отпрессованный сырец передает
на ленточный транспортер 17 Последний установлен непосред-
ственно у стола пресса со стороны выдачи изделий. Приводится
в движение он от главного вала через две звездочки 18 и шар-
нирную цепь 19
Выдача) изделий из форм на уровень стола производится
следующим образом нижние пластины форм делаются подвиж-
ными и жестко соединяются с вертикальными тягами 20, распо-
ложенными вдоль боковых станин пресса. Вверху тяги имеют
пружины 21, через которые соединяются с выступами 22 по-
движной рамы 3 Выступы 22 при подъеме рамы увлекают за
собой тяги 20 вместе с жестко закрепленными на них нижними
пластинами форм и поднимают допрессованные изделия кверху
на поверхность стола
Приводное устройство пресса состоит из ременной передачи
и двух пар цилиндрических шестерен. Малая шестерня первой
пары сидит на одном валу с приводным шкивом, а большая
шестерня 9 второй пары, как уже сказано, насажена на конец
главного эксцентрикового вала пресса
Для сма'зыванид заготовки перед загрузкой в формы на
прессы установлены пропитанные смазкой суконные валики,
которые при нажиме на заготовку смазывают ее Смазка посту-
пает по трубке из специально установленного небольшого
бачка Приток смазки к валикам регулируется краником
Смазка заготовок применяется для предупреждения прилипа-
ния массы к штемпелям
Другой способ смазки заготовки п>тем пульверизации че по
тучил пока распространения.
Оборудование для пластического способа формовки изделий
317
На Подольском огнеупорном заводе осуществлен электро-
нагрев верхних и нижних штемпелей прессов, который заменяет
смазку заготовки Это мепоприятие значительно облегчает труд
рабочих, приводит к экономии смазки и значительно улучшает
условия работы пресса, обеспечивая постоянное содержание его
в надлежащей чистоте.
Для удаления излишков массы в штемпелях пресса (чаще
нижних) делают по два отверстия диаметром 6—8 мм.
Пресс допрессовывает заготовку с влажностью 16—18%,
рассчитан на 17—19 прессований в минуту, что практически
при одновременном прессовании двух изделий за 8-часовую сме-
ну позволяет получить с пресса до 18 тыс. кирпичей.
Наиболее ответственной изнашивающейся деталью пресса
является эксцентрик, вес которого более 200 кг В случае износа
Рис 177 Эксцентрик пресса с наделкой
эксцентрика рекомендуется делать в рабочей его чак:ти сменяе-
мую накладку (рис. 177).
Особенностью второго вертикального эксцентрикового ста-
ционарного допрессовочного пресса для одновременного прессо-
вания двух изделий является наличие двух кривошипов
Пресс по внешнему виду напоминает пресс, изображенный
на рис 175, но узлы и детали конструктивно выполнены иначе
Привод пресса сделан более компактным Кинематическая схема
318
Оборудование для формовки изделий
пресса показана на рис. 178. Вращение от электродвигателя на
фрикционную муфту 1 передается ремнем. Фрикционная муфта
сидит на одном валу с малой цилиндрической шестерней 2.
Большая шестерня 3 насажена на главном валу пресса, уста-
новленного в подшипниках, находящихся наверху вертикальных
Рис 178 Кинематическая схема стационарного экс-
центрикового пресса с двумя кривошипами
стоек станины. На участке вала, расположенном между стои-
ками станины, насажен эксцентрик с охватывающим его буге-
лем. Последний передает поступательное движение верхним
штемпелям через шатун, муфту и прессовую головку, чем1 и осу-
ществляется прессование изделий сверху (этот узел на схеме не
показан).
Особенностью пресса! является одновременное прессование
изделий с двух сторон: сверху и снизу. Механизм для прессо-
вания сверху представляет собой обычный эксцентриковый меха-
низм. Для движения нижних штемпелей имеется особый меха-
низм, устроенный следующим образом: на концах главного вала,
ио обеим сторонам станины, установлены кривошипы с надеть
Оборудование для пластического способа формовки изделий
319*
1Я на них хомут’а1ми 4 и тягами 5. Нижние концы тяг соедине-
у с нижней подвижной траверсой 6, на которой укреплены ниж-
ие штемпели 7. При вращении главного вала траверса 6 по-
дправляющим совершает возвратно-поступательное движе-
ие. Взаимное расположение кривошипов и эксцентрика1 на валу
йеспечивает одновременное опускание верхних штемпелей и
32
,ъем нижних, вследствие чего происходит двухстороннее прес-
вание. Ход верхних штемпелей На 40—45 мм больше нижних
может регулироваться поворотом муфты, соединяющей ша-
Н верхних штемпелей с прессовой головкой.
Давление кривошипов на нижние штемпели передается че-
з пружины 8, которые, в случае избыточного давления, воспри-
мают его на себя, являясь таким образом компенсатором дав-
яния
Выдача допрессованных изделий на поверхность стола про-
водится нижними штсмпелйми 7. Последние после прекраще-
!Я давления верхних штемпелей и подъема их продолжают
которое время перемещаться кверху, поднимая изделие
момент выдачи изделий на поверхность стола они сдвигаются
транспортеру 9 подвижной кареткой 10
Устройство каретки и механизма ее движения такое же, как
ранее описанного пресса, и состоит из профилированной до
хки 11, ролика 12 и рычагов движения каретки 10. Назшачс-
е каретки состоит не только в уборке со стола допрессованных
целий, но также и в подаче заготовки в формы. Выданные
(реткой изделия поступают на ленточный транспортер пресса
Направляются в сушила.
Благодаря двухстороннему прессованию изделия получаются
рошего Качества!. Практическая производительность таких
ессов за 8-часовую смену составляет 15—48 тыс. кирпичей
Прессы с коленчатым валом
Пресс горизонтального типа
Допрессовочный горизонтальный передвижной пресс (рис 179)
заводах огнеупорной промышленности получил неболь-
fe распространение.
На подвижной платформе установлена рама, в подшипниках
юрой уложен коленчатый вал /. Вращение валу передается от
‘ановленного на платформе электродвигателя через ременную
)едачу и червячный редуктор.
Шатун 2 коленчатого вала, расположенный вдоль продольной
i платформы, одним концом охватывает шейк)у колена вала,
другим соединен с горизонтальным ползуном 3, к которому
320
Оборудование для формовки изделий
крепится штемпель 4. Приливом 5 и проходящей через него
тягой 6, имеющей пружину 7, ползун связан со вторым штем-
пелем пресса 8. Таким образом, вращательное движение вала
Рис. 179 Чертеж общего вида горизонтального допрессовочного пресса
преобразуется в поступательное движение штемпелей. Кинема-
тическая схема работы пресса показана на рис. 180, а, б, в При
движении шатуна по направлению к прессовой коробке, ка'к
показано на рис. 180, а, ползун штемпелем! 4 заталкивает уста-
новленную на столике 9 заготовку в форму пресса 10 и допрес-
совывает ее. Второй штемпель 8 отходит влево на величину
хода буферной пружины 11. Регулирование хода движения
штемпеля производится посредством подпятника 12. Во время
Оборудование для пластического способа формовки изделий
321
£
движения шатуна 2 тяга 6, связанная с ползуном 3 через при-
дав 5, свободно проходит через отверстие второго прилива 13
х
&
ik
> *
Рис 180 Кинематическая схема работы горизонталь-
ного допрессовочного пресса:
• — кинематическая схема узла прессования, б — кннематиче
ская схема механизма движения столика; в — положение ст»
лика в втдельные моменты прессования
штемпеля 8. При движении шатуна вправо штемпель 4 осво-
бождает от давления кирпич и выходит из формы. Тяга' 6, дви-
гаясь вправо, через пружину 7 воздействует на штемпель 5,
увлекает его с собой и выталкивает из формы изделие на столик.
Этому движению способствует давление буферных пружи> 11.
21 В Г Байсоголов и П И Галкин
322
Оборудование для форчовки tnd^i'1
Остается убрать готовой сырец и подать новую заготовку.
В дальнейшем процесс повторяется.
Подача заготовки к форме и уборка сырца выполняется по-
движным столиком 9. Периодическое движение этого столика со-
вершается особым механизмом, кинематическая схема которого
показана на рис. 180, б.
На конце коленчатого вала 1 укреплена коническая гребенка
14, которая при вращении вала вступает поочередно в заце-
пление с коническими шестернями 15 и 16, установленными на
конце вертикального вала 17. На' другом конце вертикального
вала 17 установлена коническая шестерня 18, находящаяся в за-
цеплении с другой конической шестерней 19, установленной на
конце горизонтального вала 20. Другой конец вала 20 закан-
чивается кривошипом 21, соединенным с качающейся тс гой 22,
которая в свою очередь соединена со столиком 9. При враще-
нии коленчатого вала 1 коническая гребенка 14, войдя в зацеп-
ление с шестерней 15 вертикального ва'ла 17, заставит его вра-
щаться. Поворот вала через шестерни 18 и 19 и вал 20 будет
передан кривошипу 21, который передвинет столик по направле-
нию к форме пресса и подаст к форме уложенную на стол заго-
товку После этого гребенка114 выходит из зацепления с шестер-
ней 15 и будет находиться в свободном состоянии, до зацепления
с шестерней 16. В это время столик будет неподвижным, напнет-
ся процесс прессования: штемпель 4 затолкнет заготовку
в форму. Когда гребенка 14 подойдет к конической шестерне 16
и вступит с ней в зацепление, она заставит вращаться вал 17
в обратном направлении. Это вращение б1удет передано криво-
шипу 21, который возвратит столик в первоначальное положе-
ние. К этому моменту процесс прессования будет закончен и
новый допрессованный сырец штемпелем 8 будет выдан на сто-
лик. После этого процесс повторится.
Укладка заготовки на столик и съем готового сырца1 с него
производитя с разных сторон пресса во время остановок столи-
ка, на достаточном отдалении рабочего от движущихся штемпе-
лей. что создает безопасные условия работы.
Положения столика в отдельные моменты прессования пока-
заны на рис. 180, в.
Положение I: новая заготовка «Л положена на столик,
готовый сырец В выдан после прессования.
Положение II: столик передвинулся по направлению
к форме и остановился в положении готовности подачи заготов-
ки Л к прессованию; сырец В снимается со столика; начало
прессования.
Положение III- момент прессования заготовки Л; столик
возвращается в первоначальное положение.
Оборудование для пластического способа формовки изделий
323
В дальнейшем столик приходит в исходное положение, и про-
цесс повторяется.
Отпрессованный сырец отличается четкими и правильными
очертаниями, так как по выдаче из формы он не имеет переме-
щений по столу.
В этом прессе процесс прессования И выдача сырца про-
изводится на ребро, тогда как во всех остальных прессах — на
’плашку
В отличие от этой конструкции механизма движения столика
<ра рис. 181 показана более простая и надежная конструкция
механизма движения столика с находящимся в постоянном за-
цеплении зубчатым сектором с конической шестерней.
Рис 181 Измененный узел привода движения столика горизонталь-
ною дополнительного пресса'
1 — коленчатый вал; 2 — палец 3 — тяга 4 — шарнир 5 — зубчатый сек-
тор 6 — ось поворотного сектора 7 — шестерня горизонтального вала,
8 — горизонтальный вал; 9 — столик
Движение столика осуществлено качающимся зубчатым сек-
тором и одной конической шестерней. Поворот сектора произво-
дится тягой, укрепленной на пальце коленчатого вала. Такое
устройство привода столика значительно проще, надежнее в ра-
боте, и эксплуатация узла после изменения конструкции заметно
улучшилась.
Пресс Воронежского завода Главмашмета
'Стационарный, вертикальный, двухкоробочный, одчосторощ
него давления пресс Воронежского завода изготовлен по черте-
жам Ленинградского института1 огнеупоров и Центрального
конструкторского бюро Главмашмета.
21*
Рис 182 Допрессовочный пресс Воронежского машиностроительного завода
Оборудование для пластического способа формовки изделий
325
Общий вид пресса показан на рис. 182. Внешне пресс очень
сходен с показанными выше вертикальными эксцентриковыми
прессами, хотя по существу конструктивно все узлы, и в первую
очередь узел прессования, разрешены иначе.
Основанием пресса служит фундаментная плита с установ-
ленными на ней двумя боковыми вертикальными станинами.
Основные узлы механизма размещены выше стола. Обозначения
деталей на общем виде те же, что и на узловых чертежах (см.
рис. 183—185).
Привод пресса показан на рис. 183.
Вращение, как видно из рисунка, от электродвигателя 1 пере-
дается через клиновидные ремни 2 большому шкиву 3 и малой
шестерне 4, помещенным на валу 5. Малая шестерня 4 находится
В зацеплении с большой шестерней 6, насаженной на приводкой
вал 7, которая приводит его во вращение. Заклиненная на вто
ром конце приводного вала 7 малая шестерня 8 передает враше
ние шестерне 9, насаженной на' конец коленчатого вала 10,
который уложен в подшипниках 11, установленных на верти-
кальных станинах пресса.
Узел прессования показан на рис. 184. Как видно из
рисунка, вращательное движение коленчатого вала 10 через
шатун 12 и регулировочную гайку 13 передается движущейся
в направляющих верхней траверсе 14, которая получает таким
образом возвратно-поступательное движение. Шатун 12 состоит
из двух частей, соединенных между собой регулировочной гай-
кой 13. К траверсе болтами прикреплены два корпуса верхних
штемпелей 15, с укрепленными на них штемпелями 16. Для
обеспечения нагрева внутри штемпеля помещена электроспираль
17, передающая тепло через лицевую плитку 18. При опускании
траверсы 14 штемпели 16 входят в формы стола и производят
допрессовку поданных в них заготовок.
Нижние корпуса штемпелей 19 через крестовину 20 опира-
ются на четыре амортизирующие пружины 21, которые уста
новлены на нижней траверсе 22. Последняя может перемещать-
ся в вертикальных направляющих. Нижняя траверса и кресто-
вина 20 имеют опорную плиту 23 со стяжным болтом 24 с гай-
ками 25. При прессовании изделий давление со стороны верх-
них штемпелей воспринимается амортизирующими пружина-
ми 21. Натяжение пружин регулируется стяжным болтом 24.
Выдача готовых изделий из форм на поверхность стола про-
изводится через две тяги 27 с четырьмя пружинами 26. Тяги,
как показано на чертеже, связывают верхнюю и нижнюю
траверсы. При опускании верхней траверсы, в период прессова-
ния, тяги 27 опускаются и свободно проходят через отверстия
в нижней траверсе. При подъеме верхней траверсы по окон-
Рис 183 Привод допрессовочного пресса Воронеж
ского завода
Рис 184 Механизм прессования пресса Воронежского завода
I
Палеи
30
Рис. 185 Механизм
подачи пресса
Воронежского
завода
Ду^Е
стотгг
30
Оборудование для пластического способа формовки изделий
329
1янии прессования тяги 27 приподнимаются и некоторое время
ie производят никакого действия на нижнюю траверсу, так как
они свободно скользят в ее отверстиях. При дальнейшем дви-
Кении нижние пружины начинают упираться в нижнюю траверсу
I заставляют ее приподниматься. Вместе с траверсой начинают
[юдниматься крестовина и нижние штемпели с готовым сырцом.
Точность установки штемпелей при выдаче изделий достигается
ьумя специальными ограничителями 28, которые установлены
1утри станины.
Механизм подачи заготовки. Уложенная на приемный столик
есса заготовка кареткой 30 подается в формы для допрессовки.
[озвратно-поступательное движение каретка получает от колен-
атого вала 10 через палец (рис. 182), укрепленный в диске
мной шестерни 9. Круговое движение пальца системой ры-
агов преобразуется в качателъное
рычага 29, а через него передается
Чажной передачи данона рис. 185 ’.
движение
каретке 30.
центрального
Устройство ры*
Транспортировка изделий от пресса производится (см.
1ис. 182) с помощью ленточного транспо|ртера, получающего
движение от приводного вала пресса 7 с помощью двух звездо-
[ек 31 и 32 и шарнирной цепи 33.
Пресс имеет смазывающий механизм для заготовки, а также
1ентрализованную смазку для отдельных узлов, трения.
Сравнительная характеристика допрессовочных
прессов
Основные технические данные, характеризующие прессы,
приведены в табл. 29.
Характерной особенностью всех этих конструкций прессов
являются незначительные удельные давления прессования. Из-
готовление большемерных изделий, а также изделий толщиной
более 75 мм, на этих прессах затруднено!, так как при
достигаемых удельных давлениях сырец недостаточно про-
преосовывается.
' Наиболее простым, легким и малоэнергоемким является
Пресс Сама'рина. Недостатком этого пресса является требование
„ Повышенной влажности заготовки.
Пресс Воронежского завода и эксцентриковый пресс с двумя
Кривошипами более компактны, чем другие вертикальные ста-
ционарные прессы. Они обеспечивают получение доброкачествен-
ного сырца при пониженной влажности заготовки.
I Отсутствие катящегося по профилированной дорожке ролика исключает
возможность каких бы то ни было ударов, почему механизм подачи работает
«совершенно спокойно.
Таблица 2§
Техническая характеристика наиболее распространенных Допрессовочных Прессой
Система пресса Вид установки Характер давления Влажность сырца, % Производи- тельность за 8-часовую смену тыс. шт. Мощность двигателя кет „ । Вес пресса, тп Габариты, мм
длина ширина высота
Эксцентриковый:
Самарина Передвиж- ной Односторон- нее 18-20 10,5-11,0 3,8-4,5 1,3 1930 1150 1500
Вертикальный Стационар- ный Односторон- нее 16—18 18 12-15 7,2 3500 2900 2400
Вертикальный с двумя криво- шипами То же Двухсторон- нее 16—,8 15—18 12—18 3,5 2900 1800 2500
С коленчатым валом:
Горизонтального типа Передвиж- ной Односторон- нее 17-19 11-11,5 5-6 1,5 2450 1380 1380
Воронежского завода Стационар- ный Односторон- нее 16-18 11-17 8-12 5,5 2600 2470 2928
Оборудование для пластического способа формовки изделий
331
4 ФРИКЦИОННЫЕ ПРЕССЫ
f Для прессования особенно крупных фаЮонных изделий как
пластичерком, так и полусухом методе формовки широкое
распространение получили фрикционные прессы.
Применяются они для формовки самого различного ассорти-
мента изделий, воронок, пробок, стаканов, трубок, плит и изде-
лий других сложных фасонов. Наиболее рационально примене-
ние этих прессов при изготовлении изделий значительной высоты.
Свое название эти прессы получили от способа осуществле-
ния движения прессующею механизма; прессование в этих чрсс-
Рис 186 Фрикционный пресс Д1Я допрессовки фасонных изделии
сах производится за счет сил трения, возникающих между вра-
щающимися дисками. В этих прессах часто механизирован толь-
ко процесс прессования, а остальные операции (загрузка, съем
сырца, иногда выемка сырца из форм) не механизированы.
Общий вид фрикционного пресса показан на рис. 186.
332
Оборудование для формовки изделий
На чугунной массивней станине 1, установленной на фунда-
менте, укреплены стальные направляющие колонны 2, в верхней
своей части соединенные неподвижной траверсой 3. Количество
колонн у прессов может быть 2 или 4, в соответствии с чем и
прессы называют двух- или четырехколонковыми.
В центральной части траверсы 3 укреплена гайка 4, через
которую проходит вертикальный вал 5, имеющий ленточную
резьбу. Сверху над траверсой 3 на вал 5 насажен маховик в ви-
де диска 16, обод которого обтянут кожаным ремнем. В ниж-
ней части (ниже гайки) к валу ппикреплен ползун 6, переме-
щающийся по направляющим колоннам 2 в вертикальной плос-
кости. К ползуну прикрепляется верхний штемпель — пуансон 7,
осуществляющий прессование изделий.
Приводится пуансон в движение через два фрикционных
диска 8, расположенных сверху пресса и укрепленных на' гори-
зонтальном валу 9. Опорами вала 9 служат два подшипни-
ка 10, установленные на кронштейнах неподвижной траверсы
3. Диски 8 получают вращение через шкив. Рал 9 имеет воз-
можность несколько передвигаться вдоль своей оси, для чего
на консольном конце его установлена муфта 11. Воздействуя
на муфту 11 рычагом 12, горизонтальный вал 9 можно пере-
двинуть влево или вправо. Сдвигом вала вдоль его оси сдви-
гаются и установленные на нем диски 8, приходя в соприкос-
новение с маховым диском 16. Прижимаясь вертикальными по-
верхностями к ободу маховика, диски 8 передают ему враще-
ние в ту или в другую сторону, в зависимости от того, какой
диск прижимается к маховику. Схема передачи движения дис-
ками маховику 16, а вместе с ним вертикальному валу — винту
и пуансону — показана на рис. 187. При нажатии левого верти-
кального диска горизонтальный диск вращается против часовой
стрелки (рис. 187, а), при работе правого вертикального диска—
по часовой стрелке (рис. 187, б).
В движение пресс приводится от электродвигателя через ре-
менную передачу и шкивы, насаженные на горизонтальный
вал 9 (см. рис. 186). В прессах последних конструкций электро-
двигатель устанавливается на самом прессе и привод осуществ-
ляется клиновыми ремнями.
Для изготовления изделий на стол пресса устанавливается
соответствующая форма, в которую закладывается определен-
ного размера заготовка при пластическом методе формовки или
засыпается определенное количество шихты при полусухом ме-
тоде прессования. Опусканием пуансона 7 производится до-
прессовка или прессование изделия. Обычно формовку изделий
производят в два приема: при первом опускании пуансона про-
изводят предварительную формовку, затем пуансон приподни-
Оборудование для пластического способа формовки изделий
333
маЮт и повторным опусканием производят окончательное прес-
сование.
Выталкивание изделия из формы обычно производится спе-
циальным механизмом. Устройство механизма выталкивания со-
Рис. 187. Схема переключения вращения маховика
фрикционного пресса
стоит в следующем (ом. рис. 186): на ползуне 6 укреплены две
тяги 13, которые свободно проходят через отверстия в станине
пресса. Внизу под столом пресса эти тяги соединены легкой
подвижной траверсой (поперечиной) 14. При подъеме тяг 13
на траверсу 14 опирается шток 15, связанный с нижним штем-
'' пелем (подвижным дном формы) и поднимает его до уровня
[ стола, выдавая таким образом изделие из формы. После того,
когда изделие будет выдано из формы, рабочий снимает его, и
процесс прессования повторяется.
Перемени движения пуансона во многих прессах производит-
ся автоматически. На тяге переключающего механизма устанав-
ливается ограничитель подъема; в него упирается выступ пол-
гзуна при подъеме и переключает муфту.
, Фрикционные прессы из-за сравнительно медленного дви-
жения винта и постепенного нарастания давления позволяют
1 получать довольно плотные изделия с четкими очертаниями
формы. I
334 Оборудование для формовки Изделий
Недостатком этих прессов является малая производитель
ность. Пфессы не имеют определенного хода для пуансона, по-
этому давление пуансона вниз прекращается противодавлением
со стороны прессуемого изделия.
Для получения сырца одинаковой толщины необходимо в
форму задавать заготовку одинакового веса, т. е. заготовка
должна быть одинакового объема и влажности. Для удаления
небольших излишков массы при прессовании в пуансоне иногда
делаются отверстия — «макаронники».
С целью увеличения производительности фрикционных прес-
сов стол их делают иногда выдвижным и устанавливают на нем
две формы, причем во время прессования изделия в одной и>
форм другая оказывается выдвинутой из-под пуансона. Из по-
следней в это время производится выталкивание, снятие изде
лмя и закладка новой заготовки. После подготовки ее форма
с отпрессованным изделием передвижением стола выводится
из-под пуансона для снятия изделия, а под него, подводится вто-
рая форма с только что заложенной новой заготовкой. Такое
устройство стола приводит не только к увеличению производи-
тельности, но и создает безопасные условия работы обслуживг-
ющему персоналу, так как все операции по подготовке формы
производятся вне сферы действия пуансона
Производительность фрикционных прессов зависит от раз
меров изделий, а также от условий за1рузки форм и съема
изделий. Типо-ра'змеров фрикционных прессов существует мно
ю. Вызваны они разнообразием форм и веса изготовляемых
изделий. Однако принцип работы их остается тем же.
Наибольшее применение в последние годы получают прес
сы Чимкентского машиностроительного завода с общим прес-
совым давлением в 100, 180 и 300 т.
Для прессования крупногабаритных изделий из полусухих
масс сконструирован новый фрикционный пресс двустороннего
давления с ходом пуансона 930 мм, развивающий общее усилие
прессования 300 т.
Двустороннее прессование осуществлено путем устройства
подвижной («плавающей») формы. Для обеспечения высокого
подъема пуансона винт пресса изготовлен подобно винту прес-
са, изображенного на рис. 188.
Внедрение таких прессов в огнеупорной промышленности поз-
волит прессовать все особо сложные фасонные изделия, в том
числе и коксовый припас, вместо формовки их вручную и h<j
малопроизводительных хвостовых молотках.
Двустороннее прессование на фрикционных прессах большой
мощности значительно улучшает качество изделий.
Оборудование для пластического способа формовки изделий
335
Для сравнительно небольших фасонных изделий изобрета-
телями и рационализаторами огнеупорной промышленности
предложен ряд видоизмененных специализированных фрикцион-
Рис 188 Фрикционный пресс Пантелеева в процесс^
изготовления
ных прессов. В частности, на рис. 188 показан пресс Пантек
леев а.
Стационарный пресс Фещенко показан на рис. 189. Конст-
руктивной особенностью каждого из этих прессов является
устройство привода.
В прессе Фещенко вертикальные фрикционные диски от-
сутствуют. Для осуществления поступательно-возвратного дви-
жения винта пресса (с прессующим пуансоном) маховик 1 вы
полнен с двумя наклонными по образующей конуса рабочими
поверхностями — нижней и верхней. Между ними расположен
приводной конический шкив 2, сидящий непосредственно на ва
лу электродвигателя 3. Рабочая поверхность шкива наборная
и состоит из отдельных колец прорезиненного ремня. При вра-
щении двигателя в одном направлении вращение маховика
Разрез /7-Л
пресс Фещенко
22 В Г Байсоголов и П И Гатьин
338
Оборудование для формовки изделий
а вместе с ним подъем или опускание пуансона зависит от то-
го, к какой рабочей поверхности маховика будет прижат при-
водной шкив 2 — к верхней или нижней. При нажиме на од-
ну поверхность будет происходить подъем пуансона, при нажи-
ме на другую — опускание. Двигатель будет работать вхоло
стую, если шкив не будет прижат ни к одной из рабочих по-
верхностей маховика.
Поочередная перестановка шкива 2 для опускания и подъе
ма пуансона производится через шарнирно-закрепленную одной
стороной опорную площадку 4, на которой установлен двигатель.
При повороте на шарнире площадка приподнимается попускает-
ся. Приводной шкив при этом прилегает то к верхней, то к ниж-
ней рабочей поверхности маховика и силой трения приводит его
во вращательное движение.
Подъем площадки 4 производится ножной педалью 5. При
нажиме на педаль другой конец рычага 6 вместе со штангой 7
приподнимается, а вместе с ней приподнимается и площадка 4
ргвигателя. Опускание площадки с двигателем производится
контргрузом 8.
Остановка пуансона при движении вверх производится ав
тематически. Для этого на нужной высоте штанги 7 закреплен
кулачок 9, а на подвижной траверсе 10 пресса имеется ро-
лик 11. Во время подъема траверсы 10 ролик 11, встречая ку-
лачок 9, упирается и отжимает его вместе с штангой 7 в сто-
рону. При этом движении штанги установленный па верхнем ее
конце ролик 12 покатится по наклонной плоскости опорной пло-
щадки неподвижной траверсы 13 и приподнимет штангу на
2—4 мм, а вместе с ней и площадку 4 электродвигателя. Шкив
разъединится от маховика, подъем пуансона прекратится
Подъем верхнего пуансона регулируется в пределах до
700 мм. Он не ограничен размерами вертикальных дисков,
как это бывает в обычных фрикционных прессах. В остальном
конструкция и работа пресса не отличается от распространен
ных типов фрикционных прессов.
5. ПРЕССЫ ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЕРАЗЛИВОЧНОГО ПРИПАСА
Общие сведения
Огнеупорные изделия для разливки стали должны обладать
высоким качеством и точностью размеров. Дефекты изделий,
выявляющиеся при разливке стали, вызывают серьезные аварии
и приводят к большим потерям стали.
Оборудование для пластического Способа формовки изделий
339*
Недостаточная стойкость огнеупорных изделий приводит К
размыву их расплавленной сталью и вызывает брак стали по*
неметаллическим включениям.
Изделия для разливки стали отличаются (рис. 190) много-
образием форм, размеров и сложностью конфигурации.
Лрокетнл/а
кирпич
*4^*1
Концевой
кирпич
с доковым
о/пверс/пием
/7и /пна ко вап
воронка
Звездочка
доелми-
ходовая
Стакан
Гнездовой
кирпич
Стопорная
трудна
Рис 190 Отдельные виды изделий сталеразливочного припаса
Из общего ассортимента сталеразливочного припаса ориен-
тировочно приходится на пролетный кирпич — 50°/о, литнико-
вые трубки — 20%, стопорные трубки — 14%, воронки — 5%,
1робки и стаканы—4%, звездочки — 3%, прочие—4%.
При таком значительном ассортименте и сложности изде-
лий механизация формовки их представляет значительные труд-
ности, а поэтому до сих пор на некоторых заводах они фор-
муются вручную.
22»
340
Оборудование для формовки изделий
Механизация формовки была начата с пролетного сифона,
составляющего наибольшее количество всего сталеразливочного
припаса при пластическом методе формовки. Поэтому наиболь-
шее количество самых разнообразных механизмов было пред-
назначено для этого вида изделий, начиная с ручных приспособ
лений и до полуавтоматических прессов последних конструкций.
Учитывая значительные преимущества способа полусухого
прессования, в 1952 г. изготовлено несколько типов прессов для
прессования сталеразливочных изделий этим способом.
Опыт работы отдельных заводов показал, что такие изделия,
как стаканы, пробки, звездочки и др., могут изготовляться полу-
сухим методом прессования.
Конструируемые в настоящее времн специальные прессы
дадут возможность изготовлять сталеразливочный припас полу-
сухим методом, что значительно улучшит его службу при раз-
ливке стали.
Ручные станки
Наиболее простым из ручных станков, применяемых для
формовки пролетного сифона, является ручной рычажный пресс,
(рис. 191).
На металлической сварной станине 1 закреплена колонка 2
с подвижной втулкой 3, закрепляемой на колонке 2 в нужном
положении по высоте с помощью упорного кольца 4. На крон-
штейне втулки 3 консольно закреплена в направляющих вер-
тикальная штанга 5 с укрепленным на нижнем конце пуансо-
ном 6. Опускание и подъем пуансона производится рычагом 7
с контргрузом для облегчения ручной работы. Этот же рычаг 7
служит для поворота всего прессующего (верхнего) механиз-
ма вокруг колонки 2.
В стойке 8 станины 1 на уровне столика установлен нижний
пуансон 9 со штырем-сердечником, диаметр которого соответ-
ствует отверстию изготовляемого изделия.
Работа производится следующим образом: верхний прес-
сующий механизм рычагом 7 отводится в сторону; на столик
устанавливается металлическая соответствующая размерам из-
готовляемого изделия форма 10. На штырь формы одевается
полученная с ленточного пресса полая заготовка.
Рычаг 7 поворачивается и ставится в такое положение,
когда пуансон 6 точно располагается над формой 10. Обычно
для этого на колонке 2 укрепляется упор-фиксатор. Нажима^
на рычаг 7, пуансон 6 опускают и производят допрессовку за-
ложенной в форму заготовки. Рычаг после этого поднимаекя и
отводится в сторону. Форма 10 за приделанные к ней ручки по-
Оборудование для пластического способа формовки изделий
341
ворачивается и опускается вниз через отверстие в столе до
упора 11, установленного на стойке 8. Освобожденное отформо-
ванное изделие снимается вручную со штыря и укладывается
Рис. 191. Ручной рычажный пресс
i.Ha рамочку для направления в сушила. Затем процесс повто-
I* ряется.
i Производительность ручного пресса зависит от опытности
” прессовщика.
Приведенный ручной рычажный пресс может быть использо-
ван не только для формовки пролетного сифона, но также и
для изготовления тройника. Для формовки тройника (рис. 192).
форма 1 изготовляется сварной из листовой стали в соответст-
вии с конфигурацией тройника (рис. 192, а). Нижний штамп 2
342
Оборудование для формовки изделий
с сердечником-штырем а, предназначенным для образовании
центрального сквозного отверстия, устанавливается точно так
же, как при изготовлении пролетного сифона. Верхний пуан-
сон 3 укрепляется к прессующему рычагу и служит для до-
прессовки.
Заготовка из ленточного пресса выпускается через спе-
циальный мундштук с отверстием несколько большего диамет
ра, чем в допрессованном тройнике, и имеет форму, показан-
Рис 192. Форма для допрес-
совки «тройника»:
а — форма в момент допрессовки
О — форма заготовки, поданной из
ленточного пресса, в — форма об
резанной заготовки, г — шаблон
для оформления боковых отверстий
ную на рис. 192, б. Прежде чем заложить заготовку в форму
пресса, ей придают нужные размеры в особом шаблоне, после
чего заготовка приобретает вид, показанный на рис. 192, в.
Закла'дка заготовки в форму и допрессовка изделия произ-
водится так же, как для пролетного сифона.
После допрессовки рычагом 7 (см. рис. 191) отводят верхний
пуансон в сторону, но' изделие не снимают со станка, а на нем де-
лают проколку трех отверстий: одного бокового — а, через имею-
щееся в форме специальное отверстие (см. рис. 192, а) и двух от-
верстий — б, направленных под углом к центральному сквоз-
ному отверстию. Для этой цели на допрессованный тройник на-
кладывается показанный на рис. 192, г металлический шаблон.
Оборудование для пластического способа формовки изделий
343
Форма и размеры его точно соответствуют верхнему пуансону
Прокалывание последних двух отверстий в изделии производят
специальными проколками через имеющиеся в шаблоне отвер-
стия.
Снятие допрессованного тройника с готовыми отверстиями
производится тем же порядком, как и пролетного сифона- по-
ворачивается и опускается форма, затем снимается тройник.
После оправки тройник укладывается на рамки и направ
ляется в сушила.
Ручной горизонтальный станок и пресс Квитченко
Наряду с вертикальными ручными рычажными прессами для
изготовления пролетного сифона до последнего времени исполь-
зовались ручные горизонтальные станки и пресс Квитченко,
представляющий собой опыт перевода ручных горизонтальных
станков на приводные.
Принцип работы пресса Квитченко (рис. 193), а также
внешний вид его мало отличается от ручного горизонтального
станка. Основное различие его состоит в том, что для движе-
ния каретки стола при допрессовке и выдаче изделий пресс
снабжен электродвигателем и приводным устройством.
Устройство пресса Квитченко и работа его состоит в сле-
дующем: вдоль боковых стенок сварной металлической стани-
ны 1 укреплены две параллельные круглого сечения направ-
ляющие штанги 2. На штангах установлена подвижная карет-
ка 3, несущая с одной стороны прокалывающие штыри-сердеч-
ники 4, а с другой — штанги с нижними штампами (поддона-
ми) 5. На столе между направляющими штангами установлены
две параллельные, горизонтально расположенные металличе-
ские формы 6-, внутрь форм 6 входят нижние штампы 5. При
движении каретки в формы входят сердечники 4, которые про-
изводят допрессовку изделий. Движение каретки, а следователь-
но, и штырей при ручном способе формовки производится стоя-
щим у торца стола рабочим. При этом каретка снабжается со-
ответствующего сечения и формы ручкой. В прессе Квитченко
привод осуществлен через редуктор и кривошипный механизм
от электродвигателя.
Допрессовка изделий производится следующим образом:
точно обрезанная полая заготовка, полученная на ленточном
прессе, закладывается в формы 6. Сердечники 4 в это время
отведены в крайнее правое (по чертежу) положение. Затем
производится быстрое движение каретки влево, штыри входят
в формы, происходит удар и допрессовка кирпича. Во время
отхода сердечников вправо 'допрессованные изделия нижними
штампами выдаются из формы на стол пресса, располагаясь
Рис. 193 Пресс Квитченко для изготовле-
ния пролетного сифона
Оборудование для пластического способа формовки изделий
345
перед формами, откуда снимаются вручную. После этого про-
цесс повторяется.
Для выталкивания изделий из форм после допрессовки дви-
жение нижним штампам передается от движущейся каретки тя-
гами подобно тому, как это описано при рассмотрении фрик-
ционных прессов. Тяги 7 проходят свободно через отверстия
траверсы 8, на которой укреплены штанги с нижними штам-
пами 5. Установленные ограничители (упоры) на тяге 7 захва-
тывают траверсу 8 и продвигают ее вместе с допрессованными
изделиями вправо, выталкивая их из форм. Обратное движе-
ние нижних штампов производится силой двух пружин 9, поме-
ченных на направляющих 2.
* Основные показатели, характеризующие пресс Квитченко,
Следующие: количество одновременно прессуемых изделий — 2,
^за'грузка форм—ручная, цикл прессования—14 сек., выключе-
ние пресса после каждого хода — автоматическое, включение
[Пресса в ход—ручное, мощность электродвигателя — 3,5 квт,
'общий вес пресса около 1,5 т.
На прессе Квитченко можно допрессовывать пролетный сифон
как бее боковых отверстий, так и с одним боковым отверсгчем.
Во втором случае в работу включается прокалывающий ме-
ханизм. Механизм прокола установлен над формами. Несущей
{Частью является сварная рама, в которой точно над формами
^закреплены направляющие для прокалывающих трубок. В дви-
жение (опускание и подъем) привод проколок производится от
основного приводного устройства через тягу и качающееся при
«Способление.
На изготовление сифона с двумя отверстиями и фальцевого
сифона пресс не рассчитан.
♦
.» Пресс Спивака для пролетного сифона
' Для допрессовки пролетного сифона существуют два тип?
даресса Спивака: одноштемпельный и двухштем-
•лельный. Оба типа пресса изготовляются передвижными,
Хотя могут использоваться как стационарные.
Общий вид одностороннего пресса Спивака показан на
^рис. 194. Двусторонний (сдвоенный) пресс показан на рис. 195.
Принцип действия и конструктивное выполнение прессов
мало отличаются один от другого. Существенная разница за-
ключается только в устройстве привода1, обеспечивающего ка-
чание кулисы и движение пуансона с установленными на них
верхними штемпелями. Общее устройство пресса и работа узлов
(см рис. 195) прессования и выталкивания таковы. На передвиж-
346
Оборудование для формовки изделий
‘ном лафете установлена рама, червячный редуктор и электро,
двигатель 3.5 кет, 950 об/мин. На раме расположены стол
с коробками и рабочий механизм, состоящий из двух горизоц.
тальных балок 1, связей 2 и 3, стержней 4 с пружинами 5,
пуансона 6 с верхними штемпелями 7 и шпилек 8 с упорными
Рис. 194. Односторонний пресс Спивака для пролетного
сифона (вид со стороны привода)
трубками 9. Связи 2 имеют возможность скользить по бал-
кам 1, прижимаются они к связям 3 пружинами 5. Назначение
связей 2 — приводить в движение нижние штемпели 10 при
помощи шпилек 8 и упорных трубок 9.
Балки 1, связи 3 и пуансон 6 жестко связаны между собой
и приводятся в поступательно-возвратное движение кулисой,
получающей в свою очередь движение от электродвигателя
через червячный редуктор, пару шестерен, коленчатый вал и
шатун 11.
Формы 12 установлены на столе пресса. Сердечники 13
установлены таким образом, что их оси и оси форм 12 совме-
щены, сердечники 13 укреплены в упорах 14. В момент прес-
сования нижние штемпели 10 опираются на упорную трубку 15,
длина которой подбирается в зависимости от длины прессуе-
мого изделия и от глубины захода верхних штемпелей 7 в фор-
мы. Верхние штемпели 7 крепятся к пуансону 6 клиньями 16.
Допрессовка изделий проиаводится в обеих формах пооче
редно: в тот момент, когда происходит допрессовка в одной
форме, в другую форму рабочий-прессовщик закладывает за
готовку. Затем происходит перемена направления движения
пуансона 6 и производится допрессовка вставленной заготовки
во второй форме. Из первой формы допрессованное изделие
348
Оборудование для формовки изделий
в это время выталкивается нижним штемпелем 10 под действи-
ем шпилек 8. Съем готовых изделий со стола пресса произво-
дится вручную.
Расстояние между формами пресса не превышает 700 мм
и позволяет одному прессовщику закладывать заготовки в обе
Рис 196 Общий вид двустороннего пресса Спивака
со стороны прессовщика
формы. По той же причине съем допрессованных изделий про-
изводится также одним рабочим.
Для точной обрезки заготовок пресс имеет особый меха-
низм:. Поступающая из ленточного пресса полая заготовка
точно обрезается на этом механизме по длине и подается по
столу к прессовщику. Устройство механизма приведено в плане
и на боковом изображении пресса, показанного на рис. 195
и 196. Насаженный на приводную шестерню кривошип 17
с помощью рычагов воздействует на деревянный упор 18
Сдвигаемые со столика 19 заготовки движущимся упором 18
подаются к прессовщику по столику 20 и по пути точно обре-
заются по размеру установленной на нем стрункой.
Общий вид пресса со стороны рабочего места показан на
рис. 196. Слева на рисунке показан механизм для обрезки за
готовок по длине.
6. ПРЕССЫ ДЛЯ ИЗГОТОВЛЕНИЯ КОНЦЕВОГО (ДОННОГО)
СИФОНА
Изготовление концевого сифонного кирпича связано с боль-
шими трудностями, чем пролетного. При изготовлении его из
Оборудование для пластического способа формовки изделий 349
ролой заготовки получается большой брак у вставного доныш-
ка, а изготовление из целой заготовки вызывает осложнения
щри удалении массы из сердцевины изделия.
Для изготовления концевого сифона применяются ручные
в механизированные прессы.
Ручной пресс
Один из сохранившихся работающих ручных прессов показан
на рис. 197. Рама пресса 1 приварена к двум стойкам На рамс
установлена форма 2, внутри нее установлен сердечник 3, за-
крепленный на опорном угольнике 4, жестко связанном с ра-
мой 1. На сердечник надет выталкиватель 5, выполняющий од-
новременно роль штемпеля. Выталкиватель тягами 7 связан
с подвижной кареткой 6.
Внутри рамы 1 на роликах 9 свободно передвигается зубча-
тая рейка 8. Передвижение рейки производится вручную штур-
валом 13, для чего на вал 12 насажена шестерня 10, находя-
щаяся в зацеплении с рейкой 8. Ролики 11 не позволяют рей-
ке 8 приподниматься.
Прессование сифона производится следующим образом: на
неподвижный столик 14 вручную кладется поступившая от лен-
точного пресса сплошная заготовка так, чтобы конец ее входил
в форму 2. После смазки заготовки прессовщик вращением
штурвала 13 по часовой стрелке передвигает рейку 8 вправо,
а вместе с ней и укрепленную на ней стойку 16 со штемпелем
15 Подойдя к уложенной заготовке, штемпель 15 заталкивает
ее в форму и допрессовывает. В это время другой штемпель-
выталкиватель 5 не двигается. При передвижении рейки 8 до
крайнего правого положения крючки 17, расположенные на
стойке 18, захватывают каретку 6 и удерживают ее при помощи
пружины 19, находящейся между крючками 17.
Произведя допрессовку сифона, прессовщик вращает штур-
вал в обратную сторону и отводит вместе с рейкой 8 влево
штамп 15 и каретку 6 с выталкивателем 5, удерживаемую
! крючками 17. Под нажимом выталкивателя 5 готовое изделие
выдается из формы на столик 14 Дойдя до упоров 2/, крюч-
ки 17 разжимаются и освобождают каретку 6, которая проти-
вовесом 20 возвращается в исходное положение и отводит
[ вправо выталкиватель 5. Буфер 22 служит для остановки ка-
; ретки 6.
> Для прохода воздуха в канал сифона при его выталкивании
из формы в сердечнике 3 делается сквозное продольное отвер-
стие и пружинный клапан 23. Без этого устройства при удале-
380-
Обооудование для пластического способа формовки изделий
351
сердечника 3 произойдет «затяжка» в(нутрен1ней поверхности
она.
{Избыток массы при прессовании удаляется через отверстие
дтампе 15. При подходе штампа в левое исходное положе'
> отверстие это прочищается иглой 24, укрепленной в стой'
25.
Основными недостатками пресса являются тяжелый ручной
д, низкая производительность и трудность перехода е фор-
тки сифона одного размера по длине на другой.
' Пресс Самарина для концевого сифона
Общий вид пресса Самарина показан на рис. 198.
Цгет быть
Сплошной
Пресс
сифона
использован для допрессовки концевого
заготовки с проколкой боковых отверстий, а также
Рис. 198. Общий вид пресса Самарина для концевого
и пролетного сифона
четного сифона с фальцевыми отверстиями и без отверстий,
•том смысле пресс может быть назван универсальным.
Механизмы пресса (рис. 199) смонтированы на передвиж-
сварной жесткой металлической раме 1. Коренной вал 2
сса получает движение от электродвигателя через редуктор
ару цилиндрических шестерен (на чертеже не показанных).
Рис 199 Пресс Самарина для концевого и пролетного сифона
Оборудование для пластического способа формовки изделий
353
Коренной вал 2 делает 15 об/мин. На нем насажен диск 3
< пальцем для приведения в движение кулисы 4 и червячное
колесо 5. Находящийся в зацеплении с этим колесом червяк 6
приводит в движение распределительный вал 7. Кулиса 4 при
своем качании сообщает возвратно-поступательное движение
ползуну пресса 9 с установленным на нем сердечником 8, ко-
торый служит для продольного прокола отверстия в сифоне.
На хвостовике сердечника 8 и на распределительном валу 7
‘установлены соединенные шарнирной цепью звездочки 10. Цеп-
ная передача осуществляет вращение сердечника. Для обеспе-
чения возможности продольного перемещения хвостовика втул-
'ка ведомой звездочки 10 имеет направляющую призматическую
фшонку.
Подача заготовки
«обеспечения этого на
* стерня И, движение
к форме производится механически. Для
распределительном валу 7 насажена ше-
от которой передается механизму пода-
чи 12 толкателя 13. Толкатель 13 движется под прямым углом
к направлению движения сердечника 8 и продольной оси фор-
мы 14 и подает сплошную (без отверстия) заготовку к форме,
устанавлива/i ее точно против отверстия. Форма 14 установлен-)
; на станине пресса против прокалывающего сердечника 8.
/Одновременно с подачей новой заготовки в форму для допрес-
совки толкатель производит выдачу отпрессованного издетия.
Заготовка при подаче толкателем встречает отпрессованный
сифон, выданный штоком 15 с пуансоном из формы, и сталки-
вает его на столик пресса. После подачи новой заготовки
к форме и сталкивания тем самым отпрессованного изделия
i толкатель возвращается в исходное положение для захвата оче-
редной заготовки. В это время движущийся к форме сердеч-
ник 8 вталкивает заготовку в форму. Когда заготовка будет
целиком введена в форму и упрется в штемпель пуансона 15
(пуансон в этот момент будет находиться на конце формы
с противоположной стороны к вталкиванию), сердечник 8, вра-
щаясь, сделает продольное отверстие в сифоне и произведет до-
прессовку сифона. Образование торцевого фальца и допрессов-
ка изделия осуществляется выступающей деталью 16 на конце
сердечника 8.
Проколка бокового отверстия производится особым меха-
низмом, расположенным над формой 14. Движение прокола
происходит в вертикальной плоскости. Для осуществления про-
кола механизм получает движение от диска 3, насаженного на
коренной вал. На диске имеется прилив 17, который при вра-
щении диска встречается с роликом 18 горизонтального што-
ка 19. Шток действием контргруза 20 постоянно прижимается
к диску Прилив 17 диска, упираясь в ролик 18, передвигает
23 В Г Баисоголов и П И Гачкин
354 Оборудование для формовки изделий
шток 19 вправо и через рыча1г 21 и шток 22 передает движение
прокалывающему устройству 23.
При прекращении давления прилива 17 на ролик 18 контр-
груз 20 производит обратный ход всего механизма бокового
прокола. Продолжительность операции прокола бокового отвер-
стия составляет около 0,5 сек.
При каждом обороте коренного вала сердечник 8 произво-
дит заталкивание и допрессовку изделия, а прилив диска набе-
гает на ролик и производит проколку бокового отверстия; контр-
груз возвращает механизм прокола в исходное положение.
Выталкивание отпрессованного изделия из формы произво-
дится особым механизмом, связанным с движением сердечника.
Движение сердечника влево после допрессовки тягами пере-
дается штоку 13 и связанному с ним плунжеру, который вытал-
кивает изделие из формы на столик пресса в зону действия
механизма подачи заготовки.
При движении сердечника из формы внутри изделия соз
дается разрежение, которое вызывает втягивание дна сифона.
Для предотвращения этого сердечник имеет продольное цен-
тральное отверстие и клапан, открывающийся при отходе сер-
дечника и обеспечивающий доступ воздуха внутрь канала си-
фона.
При расчетной производительности пресса в 900 изделий
в час исключается возможность ручной смазки сердечника, по-
этому пресс снабжен устройством для автоматического смазы-
вания.
К достоинствам пресса следует отнести возможность 'полу-
чения концевого сифона с однородной структурой донышка
(без пустот, складок) и высокую производительность пресса.
Сложность отдельных узлов и в частности прокалывающего
сердечника, затруднения с перестройкой работы на изготовле-
ние сифона другой длины и с другим расстоянием бокового
отверстия от торца побуждают конструкторов искать более
простых решений.
7. ПРЕССЫ ДЛЯ ФОРМОВКИ ТРУБОК
Формовка трубок может производиться на обычных допрес-
совочных стационарных эксцентриковых или фрикционных прес-
сах, если это допускает высота подъема верхнего штемпеля.
Фрикционный пресс, приспособленный для формовки кольцевид-
ных изделий и трубок, показан на рис. 200.
Приспособление пресса заключается в изготовлении и уста-
новке на столе пресса соответствующей формы и на подвиж-
ной траверсе—штемпеля.
Оборудование для пластического способа формовки изделий
355
Для формовки трубок
изированных прессов, в
Спивака.
существует несколько типов специа-
частности пресс Самарина и пресс
/2
6
9
Рис. 200. Легкий фрикционный пресс с большим
подъемом винта:
1 — стаинна; 2 — колонны; 3 — неподвижная траверса;
4 — диски; 5 — маховик; 6 — винт; 7 — подвижная
траверса; 8 —• пуансон; 9 — форма; 10 — выталкиватель;
11 — механизм переключения хода; 12 — приводной шкив
Пресс Самарина для формовки трубок показан на рис. 201.
^Формовка на прессе происходит следующим образом: на шты-
*ри 1 периодически поворачивающейся крестовины 2 надевается
полученная из ленточного пресса полая заготовка. Диаметр
I штырей 1 соответствует отверстию формуемой трубки. Подан-
ная заготовка предварительно обрезается точно по размеру.
Одевание заготовки на штыри производится в момент, когда
они находятся в горизонтальном положении. Далее происходит
23*
336
Оборудование для формовки изделий
Рис 201 Пресс Самарина для изготовления трубок
поворот крестовины, и штырь с (заготовкой устанавливается
в вертикальном положении Поворот крестовины со штырями
производится механизмом 3, получающим движение через тягу 4
ог природного механизма, расположенного наверху пресса.
После поворота крестовины на 90° и установки штыря с за-
Ютовкой в вертикальном положении опускается форма 5
и закрывает заготовку Опускание и подъем укрепленной на
траверсе формы 5 производится тягами 7 по направляющим 6.
Вслед за формой опускается штемпель 8, который производит
чопрессовку трубки Опускание штемпеля 8 производится от
Оборудование для пластического способа формовки изделий
357
^ращения главного вала 10 эксцентриком 9. Вращение от элек-
тродвигателя 11 главный вал получает через редуктор 12
* пару цилиндрических шестерен 13. Двигатель и редуктор
Рис 202 Пресс Спивака для изготовления трубок
установлены в верхней части пресса на кронштейнах 14 и 15
угунной вертикальной станины 16.
Эксцентрик 9, нажимая при вращении главного вала на ро-
ик 17, заставляет опускаться систему прессового механизма
ю направляющим вертикальных стоек станины и производит
опрессовку трубки. По. мере освобождения эксцентриком
олика вся прессующая система поднимается под действием
ружин 18 По окончании прессования происходит подъем
)ормы 5 и штемпеля 8 1 При очередном повороте крестовины
а 90° штырь с отпрессованной трубкой устанавливается в го-
изонтальном положении с противоположной стороны пресса по
тношению к месту установки заготовки Готовая трубка вруч-
ую снимается со штыря В этом прессе закладка заготовки,
мазка штырей и съем отпрессованных изделий производятся
ручную
Производительность пресса 400—450 трубок в пас
Основные недостатки конструкции пресса, связанные с пов-
оротом крестовины и перекосом опускающейся формы по от-
ношению к установленной заготовке, заставили искать иных
нонструктивных решений пресса для формовки трубок Одним
3 таких конструктивных решений является пресс конструкции
ативака
9 1 В разрезе показан момент прессования в правом виде — прессующий
**рханизм в верхнем положении
358
Оборудование для формовки изделий
Пресс Спивака для формовки трубок показан на рис 202
В отличие от пресса Самарина он выполнен горизонтальным
Штыри-сердечники в количестве шести штук укреплены в вер-
тикальном диске, который периодически поворачивается вокруг
горизонтальной оси. При подходе одного из сердечников в ниж-
нее положение на него одевается полая заготовка. При переме
щении ее в нижнем положении производится допрессовка и в
следующем за нижним положением — съем готового изделия Все
три операции механизированы Для снятия трубок с сердечников
установлены двухчелюстные раздвигающиеся «механические
Р5 ки», видные на рис 202 Наиболее важным и сложным в этом
прессе является так же, как и в прессе Самарина, тонная уста-
новка поворачивающегося диска в определенном положении
8 ПРЕССЫ ДЛЯ ФОРМОВКИ ВОРОНОК, ПРОБОК И СТАКАНОВ
Созданию специализированных прессов с полной механи-
зацией процесса формовки этих изделий препятствует слож-
ность их изготовления и ограниченность потребности в изделиях
Рис 203 Винтовой пресс для формовки воронок
данного размера. Поэтому для их формовки используют обыч-
ные фрикционные прессы
Простейший станок для формовки воронок показан на
рис. 203.
На металлической сварной станине с двумя колоннами $
установлен электродвигатель 1 мощностью 2 кет, с текстроп-
Оборудование для пластического способа формовки изделий
359
Йой передачей и редуктором 2. Движение от электродвигателя
через привод передается пуансону 3. Форма 4 установлена на
'Подвижной тележке 5, которая по рельсам 6 может подаваться
[род пуансон. Для точной установки под пуансоном формы 4
^имеется упор 9. Ход пуансона ограничивается концевым выклю-
чателем 7 и упорами, установленными на колонках. Формовка
«производится за два нажима пуансона, перед вторым нажимом
^форма поворачивается на 180°.
Такие же прессы с небольшими изменениями могут быть ис-
пользованы для изготовления пробок. В этом случае винт, на
[котором укрепляется пуансон, должен обеспечить вращательное
поступательное движение пуансона. Пуансон должен быть
^снабжен винтовой нарезкой, профиль которой и шаг должны
соответствов1ать стандарту.
9. ПРЕССЫ ДЛЯ ФОРМОВКИ ЗВЕЗДОЧЕК
Механизация формовки звездочек относительно удачно
была разрешена Верх-Исетским заводом, применившим пред-
ложение Непутина и Пономарева, которые для их изготовле-
ния использовали обычный ручной пресс, верхняя часть кою-
рого показана на рис 204, а. В этом прессе вместо ручного
привода осуществлен привод от электродвигателя через ремен-
ную передачу и коническую пару шестерен. Кроме того, была
изготовлена и установлена новая форма, позволяющая механи-
зировать проколку боковых отверстий.
Механизированный привод пуансона устроен следующим
образом: винт 1 не вращается, гайка 2, соединенная бортами 4
с конической шестерней 5, свободно вращается, опираясь на
подшипник качения 3 Коническая шестерня 5 находится в за-
цеплении с конической шестерней 6, насаженной на вал 7, уло-
женный в подшипниках 5; на консольном конце вала 7 уста-
новлен шкив 9. Движение . от электродвигателя на шкив 9
передается через ремень. Вторая коническая шестерня 10 слу-
I жит для уравновешивания шестерни 5 от перекосов.
' Устройство формы для шестиходовой звездочки (см.
; рис. 204, б) состоит в следующем.
5 На стол пресса 1 через фланец 2 и опорную деталь 3 уста-
[ навливается диск 4 с наглухо закрепленной на нем формой 5.
1 В форме 5 установлены поддон 6, сердечник 7 и кулачки 8, слу-
жащие для оформления в звездочке центрового отверстия,
‘ буртика и фальцев. Внутри кулачков 8 установлены скользя-
щие прокалывающие трубки 9, которые через ползунки 10 сое-
диняются с тягами И. Последние, в свою очередь, шарнир-
но соединяются с червячным колесом 12, закрепленным на цен-
тровой втулке 13. Червячное колесо 12 приводится в движение
36b
Оборудование для формовки изделий
червяком 14, получающим вращение через пару цилиндриче-
ских зубчатых колес 15 от особого электродвигателя, установ-
ленного внизу пресса.
Pajpsj по В-Г
а б
Рис 204 Пресс для формовки звездочек Верх-Исетского завода
При вращении червячного колеса 12 тяги 11 вынуждают
ползунки 10 в специальных прорезях диска 4 двигаться ради-
ально к центру формы 5. Вместе с ними перемещаются прока-
лывающие трубки 9, которые, скользя в кулачках 8, прорезают
в ваформованной звездочке отверстия. При обратном вращении
Обооцдование для пластического способа формовки изделий
36*
двигателя рычаги 11 возвращают весь прокалывающий меха-
низм в исходное положение.
Для оформления фальцев боковых отверстий пресс имеет
ручной механизм, который устроен следующим образом: на
каждый кулачок 8 насажена шестерня 16, находящаяся в за-
цеплении с кольцевой шестерней 17. Поворотом рукоятки, за-
крепленной на форме и соединенной с кольцевой шестерней 17.
поворачиваются шестерни 16, а с ними вместе и кулачки 8
Кулачки 8 и отверстия формы 5, в которые входят кулачки 8,
имеют ленточную двухходовую нарезку, благодаря которой кула-
чок 8 при повороте шестерни перемещается внутрь формы При
повороте вокруг своей оси кулачки ввертываются в форму и
рбразуют фальцы в звездочке, при обратном повороте — выходят
из формы и устанавливаются в исходном положении
Работа пресса производится следующим образом: в уста-
новленную форму 5 закладывается заготовка. Нажимом пуан-
сона' заготовка допрессовывается. Движением прокалывающих
'рубок продавливаются боковые отверстия. Поворотом кольце-
юй шестерни оформляются фальцы. После вывода из формы
улачков, трубок и при поднятии пуансона нажимом ножной
юдали 19 поддон 6 выдает из формы отпрессованное изделие,
которое с сердечника й поддона снимается вручную.
Нажимом на педаль 19 поддон и сердечник опускаются
форму и процесс повторяется снова.
Качество звездочек, изготовляемых на прессе, хорошее, про-
изводительность достигает до 150 штук в час.
Недостатки пресса:
а) наличие четырех последовательных операций,
б) вращение от двух последовательно работающих двига-
елей,
в) ручная формовка фальцев,
г) немеханизированная выдача изделий и
д) малая производительность.
При замене формы и пуансона пресс может быть использо-
ван Для формовки воронок, стаканов и других фасонных из-
[елий.
Пресс Спивака для формовки звездочек
Позднейшей конструкцией пресса, в котором предусмотрена
^Наибольшая механизация процесса формовки, обеспечивающая
^Получение качественной продукции и высокой производитель-
ности, является пресс Спивака.
Пресс вертикальный стационарный (рис. 205) состоит из
верхней плиты А и нижней Б, которые между собой связаны
Рис 205 Пресс Спивака
Разрез по ГД
цчя пзготовчения звездочек
Оборудование для пластического способа формовки изделий
363
четырьмя колоннами С. На верхней плите расположен приводной
механизм, над нижней плитой—прокалывающий механизм. При-
водной механизм состоит из электродвигателя мощностью 1 /св?,
трех пар шестерен, коренного вала 1, эксцентрика 2 и кулисы 3
Кулиса 3 через рычаг 4, зубчатую рейку 5, шестерни 6, состав-
ляющие одно целое с втулкой, и через зубчатый сектор 7 приво-
дит в действие прокалывающий механизм формы пресса, уста-
новленной на столе
Прессование звездочек производится верхним! пуансоном,
прикрепленным к изготовленной из трубы штанге 8, жестко
соединенной вверху с верхней и нижней связями 9, снабженны-
ми роликами 10. Эксцентрик 2 при вращении коренного вала
нажимает на эти ролики и тем самым попеременно опускает
и приподнимает верхний пуансон 1L Концы связей 9 входят
в направляющие 12 и, скользя в них при подъеме и опускании
пуансона, обеспечивают вертикальное перемещение связанной
системы
Нижний штамп получает движение через кулису 3 при по-
мощи тяги 13, рычагов 14 и 15, валика 16, шпильки 17 и втул-
ки 18. Пауза в движении нижнего штампа после выдачи из
делия из формы, необходимая для сталкивания выданной звез-
дочки, обеспечивается пружиной 19.
Подача заготовки в форму производится толкателем 20,
получающим движение через систему рычагов от диска 21, по
саженного на коренной вал. Подаваемая в форму заготовка
при движении встречает выданную из формы отпрессованную
звездочку и сталкивает ее на стол, откуда она снимается вруч-
ную.
364
Оборудование для формовки изделий
Устройство формы с прокалывающим механизмом
Расположение проколок, направляющих и корпуса показано
на рис 205 и 206.
В стальной корпус 22 вставлена чугунная коробка 23.
К наружной поверхности корпуса приварены направляющие
проколок 24. В стальном корпусе 22 и в чугунной коробке 23
Рис. 206. Форма и механизм прокола боковых
отверстий при снятом диске
имеются отверстия для прохода проколок. Число отверстий со-
ответствует числу граней прессуемой звездочки. Отверстия слу
жат направляющими для одного конца проколок. Другие кон-
цы проколок опираются на направляющие, приваренные к кор-
пусу. Такое положение проколок обеспечивает прямолинейность
их движения.
Каждая из проколок 24 состоит из двух вставленных одна
в другую частей: одна из них служит для оформления фальцев,
а другая 24 — для прокалывания отверстий. На каждой такой
части установлены пальцы 26, на которых укреплены располо-
женные в горизонтальной плоскости шарикоподшипники 27.
Последние расположены в пазах диска-кулисы 28.
Кулиса посредством укрепленного на ней зубчатого секто-
ра 7 периодически поворачивается вправо и влево. При поворо-
тах диска-кулисы пальцы проколок, направляемые павами
диска, будут радиально перемещаться и вынуждать соединен-
ные с ними проколки входить в форму при прессовании, а при
обратном повороте, по окончании прессования^ выходить из
формы. При перемещении проколок в форму в изделиях будут
Оборудование для пластического способа формовки изделий
365
Пресс
Рис. 207.
изготовления
«тройника»
Спивака для
звездочек и
бразованы отверстия и при обратном повороте изделие осво-
(одится от проколок.
Допрессовка звездочек на прессе происходит следующим об-
азом. На стол укладывается заготовка. Толкатель подает ее
форме, устанавливает ее на нижнем штампе, и она опускает-
; в форму.
Поворотом диска формы на 7° в форму вводятся кулачки
i для оформления фальцев (наружная часть проколок). В это
>емя верхний пуансон опускается и производит допрессовку
юздочки. Одновременно про-
элжается поворот диска 28
'С вводом в форму проколок 24
(внутренняя часть), которые
проделывают отверстия в звез-
,очке. При повороте диска в
бщей сложности на 38° про-
цесс прокалывания заканчи-
вается, верхний пуансон 11 на-
инает подниматься, и диск 28
[сворачивается в обратном на
1равлении на те же 38° и вы-
юдит прокалывающее устрой-
тво из формы, освобождая
вездочку.
После этого вступает в дей-
твие механизм выталкивания,
однимающий звездочку над
формой и производится стал-
ивание ее на стол пресса.
Оправка допрессованных
вездочек сводится только к
далению заусенцев, каналы п
?альцы получаются совершен-
о чистыми.
Во избежание затяжек мас-
ы при подъеме пуансона сер-
дечник его снабжен клапаном
пропускающим воздух.
' Производительность пресса
Збщий вес пресса около 2,5 т.
Переход с формования одного размера звездочек на другой
производится путем замены форм. Для облегчения работы по
замене форм установка их обособлена от прочих узлов' пресса,
-формы устанавливаются на особой подставке-опоре.
достигает 250 звездочек в час.
Оборудование для пластического способа форчовки изделий
367
На прессе, кроме звездочек, можно формовать и другие ви-
ды изделий, в частности тройник. Пресс Спивака с инструмен-
том (пуансон и форма) для допрессовки тройника показан на
рис. 207. На столе пресса виден допрессованный тройник.
10 ПНЕВМАТИЧЕСКИЕ ПРЕССЫ
Если в цехе располагают достаточным количеством сжатого
воздуха, его можно использовать для допрессовки сталеразли-
вочного припаса, установив для этого соответствующие прессы
Общий вид пневматического пресса конструкции Бовкун для
допрессовки пролетного сифона, литниковых и стопорных тру-
,бок показан на рис. 208. Принципиальное отличие пресса от
разобранных ранее вертикальных прессов состоит в том, что
механический привод здесь заменен пневматическим. Устрой-
ство пневматического пресса состоит в следующем: на плите /,
расположенной на колонках 2, установлен цилиндр 3 с порш-
нем. Движение поршня цилиндра через шток передается по-
, движной траверсе 4, несущей пуансоны 5. Опускаясь, пуансоны
; входят в форму 6 и производят допрессовку изделий. Выдача
изделий производится через тяги 7, закрепленные в подвижной
[траверсе 4. Сжатый воздух для движения поршня подводится
г от сети, подача его в цилиндр регулируется краном 8.
। Если для работы пресса необходимо устанавливать компрес-
сор, то надо отказаться от применения пневматического привода.
* 11. ОПРЕДЕЛЕНИЕ ПРОИЗВОДИТЕЛЬНОСТИ ДОПРЕССОВОЧНЫХ
ПРЕССОВ
Производительность допрессовочных прессов для нормаль-
ного кирпича, сталеразливочного припаса и фасонных изделий
зависит от продолжительности цикла допрессовки и количества
одновременно прессуемых изделий.
, Для подсчета теоретической производительности пользуют
|ся следующей формулой:
[ п 3600 ,
I Q = —-— • m шт/час,
[где- t — продолжительность цикла прессования, сек.,
I m — количество одновременно прессуемых изделий, шт.
г Для подсчета производительности по весу достаточно полу-
Г ченную производительность умножить на вес одного изделия.
[ Пример. Определить максимальную (теоретическую) про
изводительность допрессовочного пресса Воронежского маши-
ностроительного завода ГлаЬмашмета при числе оборотов ко-
ленчатого вала п = 18 об/мин.
368'
Оборудование для формовки изделий
Определяем продолжительность цикла
. 60
t = — сек.
18
Количество одновременно прессуемых изделий
т = 2.
Производительность пресса будет
Л 3600 • т 3600 -2
ч = --------= —--------= 21о0 шт/час.
t 60
18~
ГЛАВА 2
ОБОРУДОВАНИЕ ДЛЯ ПОЛУСУХОГО СПОСОБА
ФОРМОВКИ ИЗДЕЛИЙ
Прессы для полусухого прессования в огнеупорной промыш-
ленности применяются для изготовления шамотных, динасовых,
магнезитовых и хромомагнезитовых изделий.
1. ОСНОВЫ ТЕОРИИ СУХОГО ПРЕССОВАНИЯ ОГНЕУПОРОВ
Аналитическая зависимость, определяющая процессы
прессования
Изделия полусухого прессования изготовляются из массы
определенной влажности. В зависимости от физических и хи-
мических свойств различных видов сырья масса может иметь
от 2 до 10% воды и обладает малой пластичностью.
Изготовленный полусухим прессованием сырец для сушки
требует значительно меньше времени.
Если в прессах мокрого прессования необходимое давление
не превышает нескольких десятков кг!см2, то в прессах полусу-
хого прессования это давление достигает величины 1300 ка/елг2.
На основании многочисленных исследований установлено, что
величина удельного давления для различных масс при прессо-
вании неодинакова.
Прессуется масса в формах, заполняемых порошкообразной
массой, которая под действием штампов сжимается. Величина
давления при прессовании обеспечивает значительную плот-
ное 1ь и однородность изделия.
Состав массы характеризуется: однородностью состава
исходных материалов, гранулометрическим составом, величиной
и формой его зерен, пористостью, влажностью, абразивностью
и смазывающей способностью.
Сжатие массы в основном происходит за счет уменьшения
пор. На пористость массы значительное влияние оказывает
гранулометрический состав ее.
Практика полусухого прессования показывает, что наиболь-
шую прочность на сжатие при всех прочих равных условия*
имеют изделия, которые в определенных пропорциях содержат
крупные, средние и мелкие частицы сырья. Объясняется это
тем, что при сжатии мелкие частицы заполняют пустоты, об-
24 В Г Байсоголов и П II I алкин
370
Оборудование для формовки изделий
разуемые крупными зернами. Сопротивление сжатию с умень-
шением пористости сырого кирпича возрастает.
Свободно засыпанная в форму порошкообразная масса име-
ет высокий коэфициент пористости, так жак пространство, меж-
ду частицами массы заполнено воздухом.
Под давлением прессующего штампа масса начинает уплот-
няться с того момента, когда величина прессового давления
станет больше сопротивления межчастичного трения. С этого
момента частицы начнут перемещаться и вследствие их сбли-
жения масса уплотняется. При этом сначала уплотняются слои,
граничащие со штампом. При сближении частиц этих слоев
силы трения между ними возрастают, давление увеличивается
п начинает передаваться соседним слоям.
Уплотнение массы по мере удаления от штампа будет умень-
шаться в связи с потерей давления, расходуемого на межча
стичное трение, а также трение частиц о стенки форм. Таким об-
разом, уплотнение массы получается неравномерным: слои, при-
легающие к штампу, наиболее уплотнены, а слои, наиболее
удаленные от штампа, наименее уплотнены.
Увеличивая длительность или многократность прессования,
или и то и другое вместе, получаем более равномерное уплот-
нение массы.
Таким образом можно достигнуть полного сближения частиц,
т. е. однородную по плотности массу.
Исследователями выявлено, что каждая масса, в зависи-
мости от ее физико-химических свойств, имеет свое оптималь-
ное прессовое давление, при котором получается нужная меха-
ническая прочность и пористость сырого изделия.
Дальнейшее увеличение давления не вызывает существен-
ного уплотнения и увеличения прочности изделия.
Величина удельного давления при прессовании зависит от
способности массы выдерживать сжатие, не образуя прессовых
трещин, которые образуются расширением запрессованного в
полуфабрикате и сжатого в нем давлением штампов воздуха.
Чем больше времени полуфабрикат остается сжатым меж-
ду штампами, тем больше успевает выйти из него воздуха и тем
лучше будет связанность сырого изделия.
Удельное давление прессования ограничивается рабочим
пределом, лежащим несколько ниже точки образования трещин.
При приближении давления к этой точке появятся незначитель-
ные трещины, которые, не будучи обнаруженными невооружен
ным глазом на сыром изделии, выявятся после обжига.
Обнаруживаемые в свежепрессованном изделии трещины
расслаивания в перпендикулярных к направлению прессовых
усилий плоскостях появляются в основном от запрессовки не ус-
певшего выйти из массы воздуха. Воздух, заключенный в мае-
Оборудование для полусухого способа формовки изделий
371
се, по мере сближения ее частиц сжимается и давление его по-
вышается во столько раз, во сколько раз уменьшается его
|рбъем.
i Пример. Определить давление воздуха в спрессованной
tfaoce, имеющей пористость сырого спрессованного кирпича 10%
(что соответствует пористости для шамотного изделия — 26%
В обожженном виде). При двухкратном объеме засыпки по срав-
нению с объемом сырого кирпича получаем объем плотной
массы 90%, а объем воздуха 110%.
| Учитывая, что не менее 25% воздуха при прессовании уйдет
йерез зазоры между штемпелями и коробкой, получаем объем
воздуха, подлежащий сжатию: (100—25) 110 = 82,5%.
[ Так как в сыром кирпиче пористость составляет 10%, а объ-
ем воздуха, подлежащий сжатию, 82,5%. то по закону физики
шавление воздуха в спрессованной массе будет равно 82,5 : 10 =
8,25 ата или 7,25 ати.
Г Во время прессования заключенный в слоях, прилегающих
йс штампу, воздух сжимается больше, чем в нижележащих
влоях, в силу этого он будет перемещаться в наиболее удален-
ные от штампа слои, где и собирается в относительно больших
количествах. При почти мгновенном снятии давления сжатый
I массе воздух стремится расшириться и расслоить при этом
прессованную массу. Воздух, заключенный в близлежащих
I штампу слоях, после снятия давления, расширяясь, вызовет
образование мелких посечек.
[Удаление воздуха пз-поц штампа
мри помощи вакуумприспособле-
Яиия через отверстия в штемпелях
^устраняет трещины расслаивания
I Надо отметить, что трещины
спрессованной массе после сня-
уия давления могут образоваться
Тгакже и от чрезмерных упругих
деформаций.
[ При одностороннем прессова-
нии массы, вследствие значитель-
Нагрузка
Рис 209 Прогиб центральные
участков массы при односто-
роннем прессовании
;ых сил трения у стенок форм,
Наблюдается явление, показанное на рис. 209, где периферийные
частки задерживаются у стенок форм, тогда как цен тральные
Частки прогибаются.
При двухстороннем прессовании массы сокращается путь
рохождения элементарной, прилегающей к штампу частицы и
значительно уменьшается потеря энергии за счет сил трения,
[Возникающих между частицами внутри массы и между массой и
Стенками формы. Это позволяет получать изделия в различных
|®го частях с более равномерной плотностью.
372 Оборудование для формовки изделий
Аналогичные результаты можно получать и при одноето
роняем прессовании массы, но это возможно в форме, которая
при прессовании будет перемещаться в направлении, параллель
ном действию прессующего усилия
Более равномерная плотность получается при уменьшении
толщины прессуемых изделий
Боковое давление массы на стенки форм и сопротивление
прессуемой массы прессующему усилию зависит главным обра
зом от сил трения.
В том случае, когда трение происходит между частицами
одной и той же массы, коэфициент трения ц называется коэ-
фициентом внутреннего трения
P = tg®, (122)
угол естественного откоса равен углу внутреннего трения
Величина внутреннего угла трения ? зависит от гранулеме; -
рического состава массы, абразивности и крупности частиц,
смазывающей способности и влажности массы.
Экспериментальным путем выявлено, что угол для круп-
нозернистой массы больше, чем для массы, имеющей смазы-
вающие глинистые вещества, а также для массы, содержащей
больший процент влаги.
Угол ? для массы с остроугольными частицами больше, чем
для массы с окатанными частицами
Для определения действующих при прессовании усилий и
расхода мощности необходимо составить зависимость между
давлением на массу и ее сжатием, которая характеризуется раз-
ностью между глубиной засыпки массы и толщиной спрессоваг*-
ного сырого изделия.
При одностороннем прессовании П. П Баландин эту зави
симость рекомендует определять следующей формулой
п
И ~ат‘р
г = — (1 — е ), (123^
где: Н —глубина засыпки прессформы массой, мм\
b=H—h — осадка при прессовании;
h —высота сырого спрессованного кирпича, мм,
Р
P--~F—удельное давление при прессовании непосред
ственно под пуансоном, кг/ми2\
F—площадь сечения формы, мм2,
е= 2,718282;
«I
—коэфициенты, зависящие от свойств прессуемо'
п!
го материала, определяемые опытным путем.
Оборудование для полусухого способа формовки изделий 373
Трафически зависимость усадки от удельного давления при
Прессовании для магнезитовой массы с влажностью 5°/о при
Н = 80 мм у —1,1 показана на рис 210
, Для масс магнезитовой, динасовой, шамотной и хромитовой
эти кривые имеют тот же характер.
Результаты многочисленных опытов показали незначительное
расхождение с результатами
формуле, и тем самым под-
твердили целесообразность
fee применения для практи-
ческих расчетов.
Для того чтобы иметь
возможность пользоваться
этой формулой, были полу-
чены значения коэфицнех’-
ргов а, ц и п тля материалов
с различным гранулометри-
ческим составом и влажно-
1
вычислении, произведенными по
р к г/см2
ЮОО-
1200-
1000
800-
ООО’
ООО
200
0 0 8 12 16 20 20 28 32 360О 00 fr мм
стью.
Изменения объемного ве-
са засыпки одной и той же
массы в результате раз^ич-
^ых 'условий насыпания.
Рис 210 Кривая зависимости & от р
при прессовании магнезитовой массы
влажностью 5п/о при Н = 80 мм,
Y = 1Д
встряхивания, изменения конфигурации и размеров формы, а
•уакже глубины засыпки не меняют каралтера кривой, показан-
ной на рис 210, а только сдвигают ее параллельно оси абсцисс.
Зная значение осадки 81 для какого-нибудь объемного ве-
са у! и высоты засыпки Н1у можно сделать пересчет величины
осадки на другой объемный вес у2 и высоту засыпки Н2 по
формуле:
(124)
Сила давления на днище формы может быть определена по
формуле:
Ph = Р • <’
(125)
где к — коэфициент, характеризующий трение материала о
стенки формы; k = ftg2 (45— — );
f—коэфициент трения материала о стенки формы;
? — угол внутреннего трения;
S — периметр формы, мм;
Р = s---гидравлический радиус сечения формы.
374
Оборудование для формовки изделий
При 'разложении значения Ph в ряд и отбрасывании послед-
них членов ряда с достаточной для практики точностью можно
принять:
р„^р( ’ <126)
\ R /
kh
при ^^0,2 сила, необходимая для выталкивания спрессован*-
ного изделия, 'будет равна:
— k— — k—
R R h
Ps — P — Pe =P(1— e )^Pk~. (127)
R
Для определения затраченной на' прессование и выталкива-
ние изделий работы необходимо построить диаграммы прессо-
вания в координатах р и о.
Элементарная площадка этой диаграммы будет равна
работе, затраченной на прессование единицы площади изделия,
а полная работа прессования всего изделия
А = A0F, (128)
где F — площадь диаграммы.
Площадь диаграммы можно определить путем подсчета
клеточек миллиметровой бумаги, планиметрированием или под-
счетом площадей геометрических фигур, составляющих эту
площадь.
Затрачиваемая на выталкивание работа равна:
Лв-Рв(> +0,5/z). (129)
Двухстороннее прессование следует рассматривать как од-
новременное прессование двух изделий с половинной глубиной
засыпки каждого. Середину засыпки можно рассматривать как
дно для каждой половины засыпки. Поэтому для определения
осадки, силы выталкивания и работы прессования полученные
результаты при расчете прессования половины глубин засыпки
Н
2~ необходимо удваивать.
Член-корреспондент Украинской академии наук А С. Бе-
режной зависимость давления прессования от глубины засып-
ки формы массой при одностороннем прессовании на механи-
ческих прессах рекомендует определять по следующей формуле-
Р = - И, (130)
где: р — удельное давление прессования в кг/см2;
е = 2,718282;
Н — глубина засыпки формы массой, см;
Cio и Сц — постоянные величины.
Оборудование для полусухого способа формовки изделий
375
, Зависимость пористости необожженных изделий е от дав-
ления прессования Р характеризуется следующим выражением’
е = а1 — Ь11пр, (131)
где: di и bi — постоянные величины.
Из уравнений 130 и 131 находим):
e = -1), (132)
где: Ai b± и Сц—постоянные величины.
При разложении еС11Н в ряд будет:
г^А1 — В1Н, (133)
где: Ai и В[ — постоянные величины.
Подставляя в формулу (133) значение £==:1—~, где yi—
J *
объемный вес отпрессованного изделия, а у—объемный вес мас-
сы, получим:
1 - — д, - в,н,
'откуда:
Ъ~В2Н — А2, (134)
где: А2 и В2— постоянные величины.
С достаточной для практики точностью можно считать, что
изменение пористости и объемного веса необожженных изделий
находится в прямой пропорции от увеличения глубины засып-
ки формы массой.
Заменяя в формуле (130) значение Н через £ из формулы
(133) и затем через yi из формулы (134) получим):
P = W =V • О35)
Контроль за процессом давления при прессовании, а, следо-
вательно, и качеством работы пресса можно организовать пу-
тем измерения объемного веса отпрессованных сырых, не под-
вергавшихся сушке, изделий, что не представляет затруднений
в практических условиях.
Устанавливая экспериментальным путем значения постоян-
ных величин Ai, bi, с10, сп, можно определить нужную глубину
засыпки в формы.
А. С. Бережной определил зависимость объемного веса
отпрессованных на гидравлических прессах изделий от времени
прессования, которая выражается следующим соотношением:
Ъ = 2,2 + 0,2 1g 22 (т — 1), (136)
«де т — продолжительность прессования в секундах.
376
Оборудование для формовки изделий
Эта формула пригодна для значений т не более 12 сек., что
является достаточным, так как практически продолжительность
прессования значительно меныпая.
Аналитическое определение значений yi по этой формуле в
виде кривой yi=f(x) и результаты измерений при прессова-
Рис. 211. Кривая зависи-
мости объемного веса
отпрессованных изделий
от времени прессова-
ния х
нми на гидравлических прессах за-
вода «Магнезит» показаны на рис.
211 в виде точек 1, 2, 3, 4 и 5.
Эти точки почти совпадают с
кривой и, следовательно, подтверж-
дают правильность аналитических
выводов.
Из диаграммы (рис. 211) следует,
что увеличение продолжительности
прессования больше четырех секунд
дает очень незначительное повыше-
ние объемного веса.
П р и м б р. Определить объем-
ный вес магнезитовых изделий,
спрессованных на гидравлическом
прессе при продолжительности прессования т = 2, 4 и 6 сек.
Ъ = 2,2 + 0,2 1g 22 (т - 1) = 2,2 + 0,2 1g 22 = 2,47;
Ъ = 2,2 4- 0,2 1g 22 (4 — 1) = 2,56;
Те = 2,2 + 0.2 1g 22 (6 - 1) = 2,6.
2. ПРЕСС ПОЛУСУХОГО ПРЕССОВАНИЯ РЫЧАЖНОГО ТИПА
На всех шамотных заводах овнеупюрной промышленности
(за исключением подмосковной группы заводов) полусухое прес-
сование изделий производится прессами рычажного типа, боль-
шая часть которых изготовлена Харьковским машиностроитель-
ным! заводом «Красный Октябрь».
Подготов ленная для прессования масса должна, иметь влаж-
ность от 6,5 до 10°/о. Масса с меньшей влажностью вызывает
слишком большие механические напряжения в деталях пресса,
поэтому из-за опасности поломки их изделия недопрессовываюг-
ся. Влажность масс оказывает влияние на механическую проч-
ность сырца и на появление трещин при прессовании.
Для кирпича нормального, а также кирпича марок НТ, НА,
А, АТ, АЛ принимается 12 прессований в минуту при одновре-
менном прессовании четырех изделий. Для ковшевых марок и
доменного кирпича обороты пресса снижаются. Число! прессова-
ний в минуту принимается 7.
Оборудование для полусухого способа формовки изделий *НТ
1 В зависимости от удельного давления, необходимого при.
(рйосавании, для различных марок кирпича меняется и количе-
ство форм.
। Так одновременно прессуется по' два изделия ковшевых ма-
|ок М1<4, МК9 и доменных Дi, Д3, Д5 и Де и по одному изделию
Ьрршевых марок МКб, МКю и доменных Дг и Ди
i Производительность пресса для нормального кирпича состав-
|я!ет 10,4 т/час, для доменного кирпича 3,8 т/час и ковшевого
кирпича 4,0 т/час.
£ Опыт долголетней эксплуатации прессов' показал, что их мо-
ию рационально применять для прессования нормального' та-
вотного кирпича и фасонного небольших размеров.
[ Для прессования кирпича многошамотного, доменного, зоз-
кирпича крупных фасонов этот тип»
линого
g Рис. 212. Общий вид
С рычажного пресса no-
fl лусухого прессования
г пресса имеет
е прессовое усилие, малую производи-
Гтельность и вследствие поломки деталей узла прессования часто
рыходит из строя. Для этой продукции необходимо применять
новые более мощные прессьГ.
378
Оборудование для формовки изделий
Рис. 213 Рычажный пресс полусухого прессования
Привод пресса индивидуальный электрический.
Управляется пресс пои помощи рычага, переключающего
фрикционную муфту с холостого хода на рабочий. Вес пресса
16 т. Максимальное прессовое усилие около 220 т.
Для размельчения комьев массы над прессом устанавливает-
ся мешалка Красникова. Это мероприятие значительно сокраща-
ет брак ври прессовании.
Оборудование для полусухого способа формовки изделий
379
Общий вид рычажного пресса полусухого прессования пока-
ая на рис. 212.
Рис 214 Кинематическая схема рычажного пресса полусухого
прессования
Пресс (рис. 213 и 214) состоит из двух желобчатого сечения
пассивных чугунных станин 16, которые связаны между собой
шунтовыми соединениями. Правая станина является зеркаль-
Ы)м изображением левой.
Станины соединяются связями.
В передней части пресса расположен прессующий механизм
я неподвижный стол 21, в котором находятся преосформы.
380
Оборудование для формовки изделий
Пресс приводится ® движение от электродвигателя мощно-
стью 10 кет, 960 об/мин посредством ременной передачи через
шкив Л соединенный с фрикционной муфтой приводного вала 2
пресса. Передаточное число от двигателя на шкив i = 3,4.
На одном, валу с фрикционной муфтой закреплена малая
шестерня 3, находящаяся в зацеплении с шестерней 4 промежу-
точного вала 5. Передаточное число этой пары шестерен/ = 4,1.
На промежуточном валу закреплена шестерня 6 находящаяся в
зацеплении с шестерней 7, закрепленной на, -конце коленчатого
вала 8. Передаточное число, пары шестерен 6 и 7 — i = 5,8.
Передаточное число, от электродвигателя к коленчатому валу
1=1:80. Следовательно, коленчатый .вал 8 делает 12 об/мин,
что определяет 12 прессований в> минуту.
Коленчатый вал соединен с шатуном Я посредством которого
приводятся в канительное движение два шарнирно соединенных
рычага: верхний 10 и нижний 11.
Рычаг 10 верхним- своим шарниром соединен с двумя -штан-
гами 12 и нижним — шарнирно соединен с рычагом И и шату-
ном 9 при помощи оси 13. Нижним шарниром рычаг 11 соеди-
нен с ползуном 14, на котором закреплены верхние пуансоны 15.
На верхней части штанг 12 имеются заплечики,, которыми они
опираются на сильные пружины 17, уста,нов ленные на станинах
пресса. Нижние концы обеих штанг соединяются нижней тра-
версой 18, на которую устанавливается «седельная» плита- 19 с
закрепленными на ней нижними пуансонами 20.
При повороте коленчатого вала 8 шатун 9 выпрямляет рас-
положенные под углом верхний 10 и нижний 11 рычаги, пол-
зун 14 и верхние пуансоны при этом опускаются. Верхние пуан-
соны, входя в формы пресса, уплотняют массу. Нижние пуансо-
ны и траверса, воспринимая давление, остаются на месте. Дви-
жение верхних пуансонов) вниз продолжается до тех пор, пока
сила, трения массы о стенки формьг, а также трение, между ча-
стицами массы, не превысят суммарного веса верхних пуансонов,
шатуна, рычагов 10 и И, штанг 12 траверсы и нижних пуансо-
нов-.
Вследствие силы трения, возникающей от трения массы о
стенки формы,, а также -между частицами массы, верхняя часть
массы уплотняется сильнее нижней. Для равномерной плотно-
сти нужен подъем нижних пуансонов, который начинается в тот
момент, когда полуфабрикат почти спрессован, поэтому ход ниж-
них пуансонов получается значительно меньше хода верхних.
Момент подъема нижних пуансонов зависит от влажности
маЬсы, ее абразивности и смазывающей способности. При опре-
деленном положении коленчатого, вала 8 башмак 22 шатуна 9
соприкасается с опорным роликом 23. Шатун 9, опираясь на ро-
Оборудование для полусухого способа формовки изделий
381
яик, при вращении коленчатого вала 8 поднимает ось 13 рыча-
®Ьв 10 и 11, а вместе с ними поднимает верхние и нижние пуан-
рны с зажатым между ними полуфабрикатом, ползун, тра-
версу, рычаги и штанги.
К Полуфабрикат в сжатом состоянии поднимается пуансонами
Kai незначительную высоту. После достижения полного сжатия
будучи сжатым между пуансонами) он поднимается еще около
0 мм.
Таким образом осуществляется двустороннее прессование
К ,конце подъема верхние пуансоны отделяются от изделия и
Поднимаются с большей скоростью, чем нижние. Изделие под-
Ким ается усилием выталкивающих пружин 24.
К Засыпка форм марсой производится кареткой 25, пре дела-
Кляющей собой коробку без дна и крышки. После засыпки ка-
Ьетка от рычажно-кулачкового механизма получает возвратно-
П'оступательное движение по столу. Рычажно-кулачковый меха-
иизм состоит из кулака 26, закрепленного болтами к шестерне 7
коленчатого вала 8 рычага 27, на конце которого укреплен па-
лец с вращающимся роликом 28. Последний получает принуди-
тельное движение от кулака 26. На конце другого рычага 29,
шарнирно соединенного с рычагом 27, укреплена тяга 30, соеди-
няющая его с засыпной кареткой 25.
№
Е Основные узлы и детали пресса
К Стол пресса 21 с собранными прессформ ами показам ни
Ерис. 215.
| Боковые пластины 1 прессформ вставлены в пазы стальные
Е замковых боковых пластин 2. Крайние замковые боковые пла-
Е стины зажатьи между стальными упорными боковыми пластина-
I ми 5, которые вставлены bi пазы чугунных боковых связей 6.
В Торцевые пластины 3 прессформ вставлены в пазы стальных
I замковых торцевых пластин 4, которые вставлены в> пазьп чугун-
| ных распорных брусьев 7. Распорные брусья при помощи за-
|. тяжки болтов 8, проходящих через отверстия в> боковых свя-
Е зях 6, обеспечивают крепление столп и прессформ. Кроме того,
|.с торцов стол укреплен к правой и левой станине при помощи
| нажимных шпилек.
I Пластины прессформ 1 и 3 изготовляются из листовой стали,
j После строжки пластины обязательно цементируются на глу-
бину не менее 1,2 мм.
Толщина пластин должна быть 10 ± 0,2 мм.
Для обеспечения стабильности режима цементации необходи-
мо добиваться вагонной поставки стального листа одинакового
химического анализа от одного и того же металлургического
завода.
382
Оборудование для формовки изделий
После цементации пластины должны быть отшлифованы,
причем шлифовку надо производить так, чтобы риски от наж-
дачного камня совпадали с направлением движения изделия в
прессформе.
При смене пластин прессформ сначала снимают засыпную
коробку, загрузочную каретку, верхние и нижние штемпели, за-
Рис. 215. Стол пресса с собранными прессформами
тем ослабляют нажимные шпильки с правой стороны -пресса и
болггы1 8 (примерно на 6 мм), после этого надо незначительно
оттянуть передний брус и вынуть пластины, начиная с крайней
правой боковой, после этого производить разборку справа
налево.
Перед тем как вставлять новые пластины, надо убедиться,
пто пазы в замковых пластинах совершенно чистые. Сборку
пластин начинают с крайней левой боковой, после этого произ-
водят сборку слевз направо.
Когда последняя боковая пластина заложена, немного под-
тягивают ослабленные шпильки правой стороны, после чего за-
тягивают болты переднего бруса.
Оборудование для полусухого способа формовки изделий
383
Окончив затяжку прессформ, устанавливают нижние штем-
ли, а затем верхние штемпели с предварительной подгонкой.
Проверку пресса производят без заполнения прессформ мае-
ft, а затем опробывают а массой и контролируют размеры сы-
fo кирпича.
Прессформа, собранная из пластин, должна иметь длину и
прину по «верху» (на уровне стола) на 1 мм больше, чем по-
зу».
Размеры штемпелей выдерживаются в соответствии с размет
(и преосформы с зазором 0,25 мм на сторону, так как при-
ничении зазора на гранях кирпича получаются «заусенцы».
\Для уменьшения толщины кирпича при небольших колеба-
[ях ог заданных размеров под верхний штемпель подклады-
прокладки. Прокладка должна быть ровной и опираться
площадь штемпеля. Общая толщина прокладок не дол-
аются
а всю
а превышать 2 мм. Для увеличения толщины кирпича из-под
хнего штемпеля вынимаются прокладки соответствующей
лщины.
Узел прессующего механизма показан на рис. 216. Верхний
дчаг 1— литой стали, весом 390 кг в обработанном виде. В верх-
>й части имеется отверстие, в котором находится ось 2, изго-
вленная из стальной поковки весом 210 кг (в обработанном
1де), на концах которой закрепляются штанги.
В нижней части верхнего рычага имеются две проушины,
которых находится палец прессующего рычага 3, а также две
порные шлифованные поверхности, на которые опираются плечи
жнего рычага 4.
Палец прессующего рычага изготовляется стальной, кованый,
comi 102 кг в 'Обработанном виде.
Нижний рычаг 4 литой, чугунный, весом 335 кг в обработан-
хм виде. В процессе эксплуатации выявилась целесообразность
тотовлять нижний рычаг чугунным вместо стального. При со-
ряжении чугунного нижнего рычага со стальным верхним рыча-
5м и ползуном 5 получается меньший износ деталей, причем
аибольшей выработке подвергается легко сменяемый нижний
Ычаг. При перегрузке пресса от чрезмерного усилия при прес-
рвании происходит излом нижнего рычага вместо нижней тра-
Ррсы, как это было при стальном нижнем рычаге. Замена ниж-
<&го рычага производится за четыре часа, тогда как на замену
Важней траверсы требуется около 36 часов.
Верхняя часть нижнего рычага представляет собой два плеча
проушинами, в которые вставляется палец прессующего рыча-
а. Верхняя поверхность плеч нижнего рычага, на которые опи-
аются шлифованные опорные поверхности верхнего рычага,
!меют шлифованную поверхность на протяжении 180е. Нижняя
384
Оборудование для формовки, изделий
часть нижнего рычага имеет отверстие, в котором находится о<ь
ползуна 6, кованая, стальная Нижняя 'поверхность нижнею
рычага, которая опирается на ползун, отшлифована.
Рис. 216 Прессующий механизм рычажною пресса
Ползун 6 литой, стальной, весом 200 кг в обработанном виде
В боковых приливах ползуна имеются отверстия, где находится
ось ползуна. Корытообразная поверхность, на которую опирает-
ся нижний рычаг, отшлифована
К приливам ползуна укрепляются бронзовые угольники 100 X
X 45 мм. Внутренняя часть угольников является поверхностью
Оборудование для полусухого способа формовки изделий
385
1»рения для штанг, а внешняя—поверхностью трения с направ-
ляющими, укрепленными на станинах.
При выработке бронзовых угольников иод них устанавлива-
ется прокладки. Прокладка должна быть ровной и опираться
фа всю площадь угольника. Общая толщина прокладок не дол-
жна превышать 3 мм.
К нижней простроганной плоскости ползуна при помощи
фитилек укрепляются верхние пуансоны.
J Штанги правая и левая (рис. 217) кованые стальные, весом
ЖЗО кг в обработанном виде. Верхняя часть штанги имеет форму
фэдстиугольни1ка с широким основанием, с круглым (отверстием
ф центре, в котором находится ось верхнего шарнира. Одной
^стороной основания шестиугольника, называемой «пяткой», штан-
фа опирается на пружины, установленные на соответствующей
фтанине.
Боковые поверхности средней части штанг, по которым сколь
'зят угольники ползуна, отшлифованы.
В нижней части штанги имеется большое отверстий, в кото-
рое вставляется палец нижней траверсьи, замок для предотвраще-
ния проворачивания траверсы и малое отверстие для болта креп-
ления диаметром 40 мм.
Траверса литая, стальная, весом 340 кг. По бокам имеются
нальцы, которые находятся в, отверстиях нижней части штанг. На
верхней строганой поверхности траверсы установлена простро-
. ганная плита толщиной 75 мм литой стали весом 94 кг, на ко-
торой закреплены нижние пуансоны. Пуансоны изготовляются
из литой стали. В теле траверсы имеются вертикальные сквоз-
« «ые цилиндрические отверстия, в которых находятся выталкива-
ющие пружины.
Коленчатый вал 8 (см. рис. 213 и 214) стальной кованый.
Вес вала 355 кг.
Корпус коренных подшипников литые, стальные, вкладыши
бронзовые.
Наибольшему износу подвергается шейка колена. Нормаль-
ный срок службы коленчатого вала 15 лет.
Однако на многих огнеупорных заводах валы из-за неудовле
1 творительной эксплуатации вышли из строя через 8—10 лет. Для
j увеличения срока службы необходимо при образовании эллип-
** са и конуса на шейке протачивать шейку с последующей шль-
фовкой.
а Шатун 9 (см. рис. 213 и 214) стальной литой, весом 300 кг.
Конец шатуна имеет полукруглую форму с выемкой, в которой
закреплен нижний бронзовый вкладыш колена коленчатого вала.
Стальная крышка с бронзовым верхним вкладышем укрепляется
к шатуну при помощи четырех шпилек. Вес вкладышей 28 кг
25 В Г. Байсоголов и П И Галкин
Рис 217 Штанга левая
Оборудование для полусухого способа формовки изделий
387
iyroft конец шатуна им!еет проушину, в которой установлена
энзовая втулка. В этой втулке находится палец шатуна.
Нижняя поверхность шатуна строганая. На ней имеется
сть отверстий, через которые проходят болты, крепящие баш-
ак 22 (ом. рис. 213) к шатуну.
Башмак литой чугунный, весом 40 кг.
Опорный ролик изготовляется чугунным.
Большая цилиндрическая стальная шестерня имеет 75 фре-
рованных зубьев модуля 21. Шестерня закреплена на коленча-
iM валу при помощи шпонкй. К отверстиям в приливах на спи-
X этой шестерни при помощи шести болтов укрепляется литой
гунный кулак 26 (см. рис. 213).
. Большая шестерня сопряжена со стальной шестерней с чис-
IM зубьев 13.
На одном валу с малой шестерней закреплена стальная фр°-
рованная шестерня с 50 зубьями модуля 17, эта шестерня со*
>яжена со стальной шестерней, имеющей 12 зубьев.
Сборка пресса
л
, Фундамент пресса бетонный
1иной 2000 мм и шириной 900
с выемкой, глубиной 1500
мм,
мм, для
обслуживания меха-
4зма выталкивания и регулирования давления.
Перед установкой станин 16 (см. рис. 213) для смягчения
царов при работе пресса на фундамент укладывается дубовая
ама 31 толщиной 50 мм.
Опыт долголетней эксплуатации показал, что необходимо
именлть пропитанный антисептиком дуб, так как после нс-
ольких лет работы возможны перекосы пресса. Так, после
7 лет работы прессов на одном из заводов были случаи пере-
а станин и усиленного износа трущихся деталей из-за прогни-
:ия дубовой рамы.
После проверки установки станин по уровню затягиваются
гарные болты, нижняя и верхняя части станин соединяются
[зями 32 и козырьками 33. Правильность установки станин по
•тикали и горизонтали проверяется рамным уровнем.
Прессующий узел собирается отдельно до установки его на
нину. До установки прессующего узла верхний рычаг 10 пред-
ительно надевается на ось.
Штанги 12 верхними отверсти-
I плотно насаживаются на ось верхнего рычага 10, а нижни-
отверстиями на пальцы нижней траверсы 18.
Сборка штанг верхнего рычага 10 с осью и нижней травер-
тщательно проверяется, чтобы не допустить перекосов по
тикали. Отклонение не должно быть более 0,8 мм.
После выверки и подъема талями собранного узла прессо-
ангия соединяют верхний рычаг 10 с нижним> 11 и ползуном 14
5*
388
Оборудование для формовки изделий
Нижний рычаг 11 соединяется с верхним 10 при пом|ощи пали-
ца 13.
Ползун с нижним рычагом И соединяется при помощи
падаца.
Во избежание боковых смещений палец укрепляется сколь-
зящими штопорами.
После сборки узла пресСоНания весь узел устанавливают на
опорные пружины 17.
После подъема ползуна, установки под углом верхнего и
нижнего рычагов палец нижнего рычага 11 отодвигают в стюро
ну, а между плечами устанавливают шатун 9.
Палец нижнего рычага 11 продвигается чеоез бронзовую
втулку отверстия шатуна 9 и затем через отверстие второго пле-
ча нижнего рычага И.
Поверхности упора плеч верхнего 10 и нижнего 11 рычагов
должны быть хорошо пришабрены. Подобно этому пригоняются
поверхности упори нижнего рычага 11 и ползуна.
Коленчатый вал 8 устанавливается на заранее «пригнанные»
подшипники и соединяется с шатуном^
После этого окончательно затягиваются фундаментные бол-
ТЫ), выверяется установка станин и производится подливка ста-
нин! цементным раствором.
В собранном узле прессования проверяется вертикальность
штанг и затем укрепляются направляющие.
Для предотвращения смещения прессующего узла вдоль осей
пальцев на ползуне устававлив|аютоя бронзовые угольники' с на-
правляющими шпильками.
На нижней траверсе устанавливаются пружины 24, «седель-
ная» плита 19 с нижними пуансонами 20 и штемпелями.
Плоскость упора нижней траверсы «седельной» плиты и
пружин должна иметь горизонтальную поверхность и не допус
кать перекоса. После этого производится сборка механизма ре-
гулировки засыпки 34. Верхние пуансоны 15 прикрепляются &
ползуну 14.
! На коленчатый вял насаживается большая шестерня 7 с кули-
сой 26, при помощи которой осуществляется движение загрузим
щой каретки. Большая шестерня сцепляется с шестерней вала
второй передачи. На валу первой передачи устанавливаются
фрикционная муфта и шкив, который вращается при помощи
электродвигателя
Для подачи массы в засыпную коробку 35 вместо металли-
ческих труб применяются два брезентовых рукава 36 диаметром
£50—275 мм. Брезентовые рукава позволяют производить выем-
ку засыпной коробки при ревизии, без демонтажа. Кроме того,
при низкой температуре окружающей среды рукава не забива-
ются массой.
Оборудование для полусухого способа формовки изделий
389
Регулировка пресса
Засыпная каретка 25 при своем движении проходит над фор-
ами пресса, заполняет их и при обратном ходе выравнивает
(сыпанную массу
При изменении длины форм ход засыпной каретки меняется
in помощи тяг 30, соединяющих каретку с подающим рычагом
путем крепления к одному из находящихся в нем отверстий.
При креплении к верхним отверстиям ход каретки умень-
ается и при креплении к нижним увеличивается примерно на
мм.
При прессовании изделий малых размеров иногда получает-
1В1ыбр асы ванне массы при обратном ходе каретки.
В этом случае, кроме укорачивания хода каретки, следует
/три каретки установить поперек движения железную полосу
тщинюй 3—5 мм, верх которой должен быть отогнут назад под
вам 45°.
Правильное заполнение пресоформ достигается также подъе-
1М или опусканием питающих рукавов.
Усилие прессов1ания может изменяться за 'счет изменения
тема массы, засыпаемой в прессформы. Сила сжатия мнссы
тулируется поворотом маховика регулятора 37 по часовой
релке для увеличения уплотнения и против часовой стрелки —
я уменьшения уплотнения.
Неравномерное уплотнение сырого кирпича сверху и снизу
здает бР'Дк. Эту неравномерность давления можно обнаружить
изломе сырого кирпича при тщательном рассмотрении с по-
ицью увеличительного стекла. В обожженном изделии ее легко
сличить невооруженным глазом.
При регулировке пресса необходимо проверить, чтобы зазор
ежду «седельной» плитой и нижней траверсой при самом верх-
ам положении штанг находился в пределах от 4 др 9 мм. Уге-
ячение зазора сверх 9 мм увеличивает «отдачу» в шестернях
йвютречу движению.
’ Для измерения этого зазора застопоривают пресс в верхнем
си
ю
ложении штанг и при помощи рычага нажимают книзу «се-
льную» плиту. Ход «седельной» плиты определяет зазор по
вности измерения при свободном и нажатом состоянии плиты.
Для уменьшения зазора, если он превышает 9 мм, вставляют
юкладку под башмак шатуна 9. Толщина вводимой прокладки
»лжна равняться 5/i2 потребного размера уменьшения зазора.
При работе пресса изнашиваются также опорный ролик, шей-
[ его оси и подшипники Башмак изнашивается неравномерно
* длине. Износ передней его части больше, так как при опоре
390
Оборудование для формовки изделий
на эту часть башмак испытывает наибольшее давление. Из-за
этого износа нижний пуансон в начале прессования начинает
подниматься слишком быстро. Для проверки степени износа
башмака в цехе должен быть специальный металлический шаб
лон. Прикладывая шаблон к профилю башмака, при помощи
щупа замеряют износ. Износ профиля башмака до 2 мм регу.
лируется прокладками. При большем износе башмак подлежит
замене. Втулки опорного ролика следует заменять при износе
свыше 1 мм и ось опорного ролика при износе по диаметру
свыше 2 мм. Изнюс опорного ролика допускается не свыше 4 мм
по диаметру.
Выравнивание верхнего и нижнего давления производится
подниманием или опусканием прессующего механизма на опор-
ных пружинах. Для поднимания прессующего механизма под-
кладываются дополнительные шайбы под опорные пружины
Подкладка шайб увеличивает верхнее давление. Для опуска-
ния снимаются шайбы из-под опорных пружин. Снятие шайб
увеличивает нижнее давление. Чем ниже спущен прессующий
механизм, тем! раньше шатун приходит в соприкосновение с
опорным роликом и, следовательно, увеличивается степень ниж
него давления.
Изменение толщины прессуемого сырого кирпича производит-
ся только за счет изменения общей высоты верхних пуансонов
и штемпелей. Обшая высота нижних пуансонов должна быть
постоянной для всех размеров кирпича.
При увеличении засыпки за счет опускания прессующего ме-
ханизма необходимо проверить, не выходит ли штемпель ниж-
него пуансона из коробки в тот момент, когда «седельная» пли-
та в нижнем положении будет опираться на траверсу. Необходи-
мо следить за тем, чтобы верхняя плоскость нижнего штемпеля
при всех случаях оставалась в прессформе и не доходила до ее
нижней кромки на расстояние 10 мм.
Следует учесть, что при опущенном положении прессующего
механизма надо ограничивать возможность поворота вправо ма-
ховичка 37 регулятора засыпки специальным кольцом мсжд\
гайкой и телом винта, так как иначе при повороте маховичка
слишком далеко вправо (по часовой стрелке) прессующий меха
низм может повиснуть на механизме регулировки и поломать его
Поверхность кулисы и ведущий ролик изнашиваются при
длительной работе. Чрезмерный износ может повести к задерж-
ке продвижения под пуансонами и к поломке засыпной каретки.
Состояние кулисы должно тщательно проверяться ежемесяч-
но. При недопустимых износах профиль кулисы восстанавливает-
ся установкой наделок Изношенный ролик подлежит замене.
Оборудование для полусухого способа формовки изделий
391
Реконструированный узел выталкивания
Для упрощения узла выталкивания отпрессованного сырого
кирпича и увеличения срока службы пластин прессформ на за-
воде имени Орджоникидзе узел выталкивания пресса был изме-
нен таким образом, чтобы сырой кирпич перемещался в пресс-
форме не сжатым между штемпелями, а в свободном состоянии.
Реконструированный узел показан на рис. 218. На конец ко-
лен1чатого вала укрепляется кулак 1, вращающийся вместе с ко-
ленчатым валом.
Башмак прессующего рычага и опорный ролик при этом де-
монтируются. На место оси опорного ролика устанавливается
ось диаметром 100 мм, на концах которой при помощи шпонок
укрепляются с одной стороны двуплечий рычаг 2 и с другой
-стороны одноплечий рычаг 3. На длинном плече рычага 2 укреп-
ляется вращающийся на оси ролик 4. Короткие плечи обоих ры-
чагов имеют проушины, к которым присоединяются тяги 5 диа-
метром 1у2 дм.
Тяги 5 изготовлены составными из двух частей с правой и
левой нарезками на соединяемых концах. Навинченная на эти
нарезки муфта 6 позволяет изменять длину тяги 5. Другие кон-
цы тяг откованы в виде проушин. На нижних проушинах тяг
установлен выталкивающий брус 7, который посредством трех
пружин опирается на вилку 8 винта регулятора.
Через четыре отверстия в выталкивающем брусе проходят вы-
'талкивающие штыри 9, закрепленные с нижней стороны бруса
тайками 10.
После того как сырой кирпич сжатием верхних и нижних
плунжеров будет отпрессован, дальнейшим вращением коленча-
того вала кулак 1 нажимает на ролик 4 и опускает длинное
плечо» двуплечего рычага. Поворачиваясь кулак поднимает
короткое плечо рычага и одноплечий рычаг.
Закрепленные на рычагах тяги поднимаются и тянут за собой
выталкивающий брус. Штыри при своем движении вверх, упи-
раясь в «седельную» плиту с нижними пуансонами, выталкива-
ют сырой кирпич на поверхность стола.
Вращение коленчатого вала в реконструированном прессе
производится в обратную сторону. Засыпная каретка при дви-
жении по направлению прессформ перемещается медленнее,
•а в исходное положение возвращается быстрее.
Распределение массы в прессформах по крупности в рекон-
струированном прессе происходит равномернее, чем в прессах
завода-изготовителя, где большее количество крупных фракций
попадало в переднюю часть коробки, а мелких фракций — в
заднюю часть коробки.
Рис. 218. Реконструированный
|ел выталкивания
Оборуоование для полусухого способа формовки изделий
395
Выталкивание отпрессованных изделий в свободном состоя-
нии увеличило срок службы пластин црессформ, а также устра-
нило посечки на торцевых поверхностях изделий.
Эксплуатация и регулировка пресса упростилась в связи
«с устранением опорного башмака, опорного ролика и выталки-
вающих пружин в связи с заменой их менее сложными дета-
лями.
Механическая прочность сырого кирпича не изменилась.
Реконструированный механизм требует более строгого наблю-
дения за допусками зазоров в прессовом узле, так как при уве-
личении зазоров появляются удары, приводящие к ускоренному
износу сопряженных деталей узла прессования
Реконструированные узлы выталкивания в настоящее время
внедрены на большинстве заводов системы Главогнеупора.
3 ПРЕСС РЫЧАЖНОГО ТИПА ВЫСОКОГО ДАВЛЕНИЯ
Исследова гелями проф Глебовым и инж. Карклит определе-
но, что оптимальное удельное давление при прессовании много-
шамотных изделий должно находиться в пределах около
375 кг/см2. Наряду с этим было выявлено, что заметное сжа-
тие массы при повышении удельного давления происходит толь-
ко при 375—400 кг/см2.
Из этих соображений удельное давление прессования изго-
товляемых прессов было принято 400 кг/см2, что для прессо-
вания четырех нормальных кирпичей определило прессовое уси-
лие 425 т.
При прессовании двух изделий нормальной площади удель-
ное давление будет 800 кг/см2. Глубина засыпки позволяет прес-
совать изделия толщиной до 100 мм.
Механическими мастерскими комбината «Красный керамик»
по чертежам Ленинградского института огнеупоров было изго-
товлено два пресса рычажного типа с прессовым усилием 425 т
каждый. Эти прессы используются для производства многоша-
мотных изделий.
Общий вид пресса показан на рис. 219 и 220.
Производительность пресса исчисляется из расчета 10 прес-
сований в минуту и составляет 11,5 т/^ас для одновременного
прессования четырех изделий марки Д-1.
Пресс управляется при помощи рычага, переключающего
фрикционную муфту с холостого хода на рабочий.
Штемпели пресса и стол снабжены электрическим нагревом.
После проверки работы этих прессов Харьковский завод «Крас-
ный Октябрь» изготовил серию таких прессов.
Ри<\ 221. Рычажной пресс высокого давления
Оборудование для полусухого способа формовки изделий
397
Пресс состоит из двух массивных боковых станин сложного
чугунного литья с ребрами жесткости весом 2100 кг каждая.
Правая станина является зеркальным изображением левой.
Станины соединяются при помощи массивных чугунных связей
с болтовым креплением.
В передней части пресса установлен узел прессования и непо-
движный стол, в котором находятся прессформы. Отпрессован-
ные изделия снимаются с приставной части.
На станине установлены коренные подшипники коленчатого
«ала и валов привода.
Чертеж общего вида пресса показан на рис. 221. В движе-
ние пресс приводится электродвигателем 1 мощностью 23,5 кет
730 об/мин, который посредством текстропной передач! с пере-
даточным числом 1 = 2,43 вращает приводной вал 2 пресса.
На валу 2 установлена шевронная шестерня 3, которая на-
ходится в зацеплении с зубчатым колесом 4 промежуточного
нала 5. Передаточное число /2 = 6. На консольных концах про-
межуточного вала закреплены шестерни 6, которые находятся
в зацеплении с зубчатыми колесами 7 коленчатого вала 8. Пе-
редаточное число 1з = 5.
Общее передаточное число от электродвигателя к коленчато-
му валу i = ix • i2 • z3 = 73. Следовательно, коленчатый вал делает
10 об/мин, что определяет 10 прессований в минуту.
К зубчатым колесам 7 прибалчиваются: к левому — кулак
механизма выталкивания 9 и к правому—кулак хода карет-
ки 10.
Коленчатый вал 8 соединен с шатуном 11, посредством ко-
торого приводятся в качательное движение два шарнирно соеди-
ненных рычага: верхний 12 и нижний 13.
Верхний рычаг 12 шарнирно соединен с двумя тягами 14.
Шарнирное соединение рычагов 12 и 13 производится осью 15,
причем отверстие верхней части рычага 13, через которое про-
ходит вал 15, имеет овальную форму.
К нижней части рычага 13 шарнирно присоединен ползун 16,
«а котором закреплены верхние пуансоны 17.
По нижней части тяг 14 как по направляющим скользит
опирающаяся на пружины нижняя траверса 18. Нижняя часть
тяг заканчивается заплечиками, на которые опирается нижняя
Траверса в период прессования.
При повороте коленчатого вала шатун выпрямляет находя-
"щиеся под углом один к другому верхний и нижний рычаги,
ползун и верхние пуансоны опускаются. Верхние пуансоны, вхо-
дя в формы пресса, уплотняют массу. Давление на нижние пуан-
соны воспринимается пружинами. Нижние пуансоны при этом
Оборудование для полусухого способа формовки изделий
399
доживаются на месте, а верхние двигаются вниз. В тот мо-
мент, когда сила трения массы о стенки формы, а также трение
ежду частицами массы станет больше веса рычага 13 и пол-
ша с пуансонами, верхние пуансоны и рычаг 13 остановятся,
;ь 15 среднего шарнира рычагов 12 и 13 начнет перемещаться
j верхней части овального отверстия рычага 13 в нижнюю его
1сть, не оказывая давления на рычаг и верхние пуансоны. Этот
омент представляет первою паузу, предназначенную для вы-
>да воздуха в период уплотнения массы.
Дойдя до нижней части овального отверстия рычага 13,
:ь 15 начинает на него давить. Движение верхних пуансонов
низ начинается снова. Нижний пуансон в это время под влия-
ием давления сверху осаживается, сжимая при этом пружину.
При сильной пружине и значительной величине ее затяжки
родвижение нижних пуансонов может быть ничтожно мало.
В тот момент, когда трение массы вместе с усилием пружи-
ы станет больше собственного веса верхних пуансонов ползу-
а, обоих рычагов, тяг и траверсы, движение вниз верхних пу ат-
йнов прекратится. Тяги 14 под действием усилия выпрямле-
1я рычагов 12 и 13 начнут подниматься вверх.
Между заплечиками тяг и траверсой (рис. 222) имеется за-
р а. Время подъема тяг на величину этого зазора до сопри-
юсновения заплечиков с траверсой и составляет вторую паузу.
После соприкосновения заплечиков тяг с нижней траверсой
роисходит движение нижних пуансонов вверх, а верхних вниз,
о полного прессования изделия. Усилие прессования в эго вре-
1Я на пружины не передается. Цикл прессования заканчивает-
ся, когда оси рычагов 12 и 13 (см. рис. 221) составят прямую
1инию, совпадающую с осями тяг.
Засыпка форм массой производится двигающейся по столу
кареткой. Движение каретки возвратно-поступательное с пере-
менной скоростью от кулака 10, который прикреплен к правому
зубчатому колесу 7, посредством системы рычагов. Массой ка-
ретка 19 заполняется из засыпного ящика 20. Масса поступает
по трубам из питателя.
Регулировка заполнения форм производится механизмом 21,
^аховичок 22 которого установлен перед столом пресса.
’ Изменение толщины прессуемых изделий производится изме-
нением высоты пуансонов. Регулировка толщины изделий при
небольших отклонениях производится подкладками на заплечи-
ках тяг 14. На каждом заплечике следует устанавливать только
*ХЦну прокладку.
k Выталкивание спрессованного изделия из формы на уровень
Стола производится нижней траверсой, которая двигается вверх
400
Оборудование для формовки изделий
посредством! кулака 9 через систему рычагов 23. Вместе с тра-
версой поднимаются нижние пуансоны и спрессованное изделие.
Верхние пуансоны в это время к изделию не прикасаются.
Принцип работы механизма выталкивания аналогичен пере-
деланным прессам завода имени Орджоникидзе.
Цикловая диаграмма движения верхних штемпелей, нижних
штемпелей и боковых штанг в различные моменты их положе-
ния при вращении коленчатого вала показана на рис. 223.
Рис. 223. Цикловая диаграмма в различные моменты положения колен-
чатого вала
За нулевое положение принят момент начала движения верх-
них штемпелей вниз.
Опускание верхних штемпелей происходит при повороте ко-
ленчатого вала на 91° из положения в положение В2.
a
<Ж
СП
&Э
t*
О
О
о
00
S
□
230
гм
J00-
<
£ -
<ъ
гво-
оо-
40-
о-
<о-
*0
Мания
уродня
С/ЛОЛа
Диаграмма Обиженна
боиобых ш/панг
Опускание
штанг
л £ /
о
Рис. 224. Диаграмма
положения отметок
плоскостей прессова-
ния верхних и ниж-
них штемпелей
.¥
Выстой
Подъем штанг
ВО мм (fyaKH прессования)
О мм и
ГлуОина пп
засылки /кимм
( дну/, изделия
, 0-§дмм
/~лу5ина 4>
и. засыпки -Мд5нм >
/аи- п (для изделия -1-
_ \ 0 - 7 О 5мм
/05
360'' го°е 40°' $0°' до°' /оо°' мт №гоо0' гоо°' вво0'гма'вво0' воо° joo° мг мг on
Угол лоборо/ла Нала
/7ра JM9
При. 59
Лри JP° /7ра JW
Рис. 225. Различные положения верхних и нижних штемпелей, каретки 0
изделия в зависимости от угла поворота коленчатого вала:
а — начало движения верхнего штампеля /: каретка 2 в предельном переднем по-
ложении, готовое изделие 3 подано вперед, форма засыпана;
б — верхний штемпель 1 идет вниз, каретка 2 уходит назад; до предельного
вадиего положения каретки осталось хода 50 мм\
в — начало движения каретки 2 вперед из заднего положения, прессование окон-
чено; верхний штемпель 1 и нижний штемпель 4 идут наверху;
г — готовое изделие 3 выдано наверх, начало «выстоя» иижиего штемпеля А-
каретка 2 идет вперед, верхний штемпель / — наверх;
д — момент начала опускания нижнего штемпеля 4, изделие 3 столкнуто кареткой
3 на 135 мм, каретка идет вперед, верхний штемпель 1 — наверх;
е — момент перекрытия формы кареткой 2, каретка идет вперед: изделие 3 стол-
кнуто за пределы формы, нижний штемпель 4 идет вниз — начало засыпки.
Оборудование для полусухого способа формовки изделий
403
Начало прессования верхними штемпелями происходит в точ-
В2 и продолжается при повороте вала на угол 96°45' с окон-
нием прессования в точке В3.
«Выстой» массы в прессформе начинается в точке В3 и про-
вожается на протяжении при повороте вала 8 на угол 61°15'
окончанием в точке Bt.
. Начало подъема верхних штемпелей происходит в топке ВА
продолжается на протяжении при повороте вала на угол 111°
окончанием в исходной точке Bj.
Точка Hi—конец опускания нижних штемпелей. Прессование,
зыстой» нижних штемпелей и продвижение вверх происходит
;ри повороте вала на угол 255° с началом движения вверх ниж-
;их штемпелей при выталкивании изделия в'точке Н2. Подъем
1ри выталкивании продолжается при повороте вала на угол 60°
окончанием в точке Н3.
В точке Н3 конец выталкивания изделия на уровень стола и
йчало «выстоя» нижних штемпелей. «Выстой» нижних штемпе-
ей на уровне стола происходит при повороте вала на угол 20°
окончанием в точке Нд.
В точке Н4 заканчивается «выстой» и начинается опускание
ижних штемпелей при повороте вала на угол 25° с окончанием
точке Hi.
Начало подъема боковых штанг происходит в точке Шх, коГ-
а коленчатый вал находится под углом 117°. Подъем штанг
роисходит при повороте вала на угол 6°, с окончанием в точ-
е Ш2, когда коленчатый вал находится под углом 123°.
В точке Ш2 начинается «выстой» штанг в приподнятом поло-
жении и продолжается на протяжении поворота вала на угол
4°45'. В точке Ш3 (окончание прессования) начало опускания
1танг, которое происходит на протяжении поворота вала на
гол eriS7. Опускание штанг заканчивается в точке
«Выстой» штанг на упорах в нижнем положении происходит
а протяжении поворота вала на угол 228° с окончанием пово-
ота вала в точке Ш±.
Положение отметок плоскостей прессования верхних и ниж-
Их штемпелей по отношению к уровню стола в различные мо-
литы вращения коленчатого вала показано на рис. 224 и 225.
Основные узлы и детали пресса
Узел прессования показан на рис. 222. Верхний рычаг 1 ли-
ой чугунный, весом 1270 кг. В верхней части имеется сквозное
тверстие, в правой и левой стороне которого установлены втул-
ки 2 из фосфористой бронзы весом по 30 кг. В этих втулках на-
ходится стальная кованая ось 3, весом 488 кг.
>6*
404
Оборудование для формовки изделий
В проушины нижней части верхнего рычага вставлены сталь-
ные втулки 4. ' I
Правая и левая штанги 5 стальные кованые, весом 720 кг
каждая. В верхних отверстиях штанг вставлены стальные втул-
ки 6. Концы оси 3 находятся в этих втулках и закрепляются
в них при помощи шпонок.
К опорным поверхностям в верхней части штанг закреплены
на двух шпильках стальные упоры 7 и в нижней части штанги
стальные упоры 8.
Нижний рычаг 9 литой чугунный, весом 790 кг В проуши-
нах верхней части нижнего рычага находятся втулки 10 из фос-
фористой бронзы. Внутренние отверстия этих втулок имеют
эллиптические отверстия.
Во втулках 4 верхнего рычага и втулках 10 нижнего встав-
лена ось И из стальной поковки веоом 328 кг, на среднюю часть
которой надет шатун 12, состоящий из корпуса из Ст. 4, ве-
сом! 86 кг, с вкладышем! 13 из бронзы и крышки из Ст. 4, весом
70 кг с вкладышем из бронзы.
В отличие от нормальной конструкции рычажных прессов
старой серии, выпущенной Харьковским заводом «Красный Ок-
тябрь», где верхний и нижний рычаги имеют на внешней стороне
опорные поверхности, в прессе Института огнеупоров давление
прессования передается в рычагах только осями и втулками.
Нижняя часть нижнего рычага имеет выступ 14, который
входит в соответствующий паз оси 15. Крепление оси к нижне-
му рычагу осуществляется тремя шпильками.
Ось нижнего рычага изготовлена из стальной поковки весом
226 кг.
Ползун 16 изготовляется из чугунного литья весом 598 кг.
В верхней части ползуна имеется цилиндрическая выемка, в ко-
торую вставлен вкладыш 17 из бронзы, закрепленный при
помощи пяти шпилек с потайной головкой. К боковым частям
ползуна укреплены вкладыши из бронзы, которые являются по-
верхностями трения со штангами.
К нижней части ползуна при помощи десяти болтов присое-
динен блок верхних пуансонов 18, литой, стальной весом 98 кг
На заплечиках нижней части штанг установлена нижняя тра-
верса 19 литая стальная, состоящая из двух половин, соединен-
ных по вертикальной плоскости. Передняя половина траверсы
весом 696 кг в средней части соприкосновения имеет выемку,
а задняя половина, весом 719 кг, имеет соответствующий выступ.
К боковым частям траверсы укреплены чугунные вкладыши,
которые являются поверхностями трения со штангами. Обе по-
ловины траверсы соединены при помощи пяти болтов диам. IPs"-
Оборудование для полусухого способа формовки изделий
405
На нижней траверсе укреплены при помощи шпилек нижние
у аксоны 20
, Головка шатуна 12 соединена при помощи тяги 21.
Тяга стальная кованая, весом 40 кг, средняя часть имеет
Ьадратное сечение, а концы круглые. Один конец имеет трапе-
Ьидальную одноходовую резьбу правую, а второй конец такую
резьбу, но левую.
[ Коленчатый вал 22 кованый хромоникелевой стали, химиче-
кого состава: 3,5% Ni; 0,25—0,4% С; 0,75% С г с термической
Кработкой. Вес вала 1280 кг.
Г На обоих концах коленчатого вала закреплены шестерни при
юмощи двух шпонок каждая. Обе шестерни литые чугунные
| «елочным зубом». Число зубцов z=105, угол наклона зуба
Ю°. Диаметр начальной окружности 1818 мм.
t На правой шестерне весом 1839 кг закреплен четырьмя бол-
ями кулак механизма засыпки литой стали, весом 260 кг.
Г По направляющим кулака перемещается стальной ролик
[ычага.
( На левой шестерне 7 (см. рис. 221) весом 1750 кг закреплен
фи помощи девяти болтов кулак 9 механизма выталкивания,
[ул а к литой стали весом 425 кг. По напра1вл1яющим кулака 9
Ьремещается ролик (кованой стали, вращающийся на кривоши-
е рычага 23.
Шестерни коленчатого вала находятся в зацеплении с чу-
янными шестернями z = 21 весом 145 кг, закрепленными шпон-
ами на обоих концах промежуточного вала (второй передачи).
? На этом валу рядом с правой шестерней насажена и закреп-
лена при помощи шпонки чугунная шестерня с литым «елоч-
вым» зубом z = 70, с углюм1 наклона зуба 30°, весом 465 кг.
1та шестерня находится в зацеплении с шестерней z=18, за-
тепленной шпонкой на приводном ва'лу (первой Передачи), на
Бгором установлена фрикционная муфта с текстропным шки-
юм, приводящимся во' вращение от электродвигателя.
I Примерный расчет пресса
| Приводится расчет пресса рычажного типа высокого дав-
ления.
I Осадку при прессовании определяем по формуле (123)
I 71
I При двустороннем прессовании расчет ведем на прессова
»Ие каждой половины толщины изделия при половинной засып-
ке, после чего эти результаты суммируем.
406
Оборудование для формовки изделий
• Принимаем:
И— глубину засыпки прессформы массой— 120 мм;
k — коэфициент, характеризующий трение материала о
стенки формы, — 0,058.
Для прессования шамотной массы при влажности 5% зна-
чения опытных коэфициентов, по определению П. П. Баландина,
а = 0,585; п = 0,404 и ч = 2,06.
Тогда
В = 2 •
60
2,06
— 1,205 р 0,404
е
Составляем таблицу прессовых давлений р, кг/см2.
Расчетные данные значений 8 при различных прессовых дав-
лениях р приведены в табл. 30.
Таблица 30
Р> кг/ммЯ р 0,404 1,205 р°>404 е1,205 рО,404 1 4 е1,205 рО,404 5 мм
1 I 1,205 3,34 0,701 41,0
1,5 1,17 1,42 4,13 0,758 44,3
2 1,32 1,59 4,92 0,797 46,5
2,5 1,45 1,74 5,73 0,826 48,5
3 1,56 1,88 6,53 0,847 49,8
3,5 1,66 2 7,38 0,865 50,8
4 1,75 2,И 8,25 0,879 51,6
Как следует из таблицы, при р = 4 кг[мм2 или 400 кг; см2,
высота сырого отпрессованного изделия при глубине засыпки
/7=120 мм будет равна Н — 5=120—51,6 = 68,4 мм.
Работа прессования представляет собой произведение силы
прессования на' путь, т. е. усадку.
Для определения работы, затрачиваемой на прессование,
надо построить диаграмму прессования в координатах р и 5 по
следующим данным:
Р 0 1 1,5 2 2,5 3 3,5 4
& 0 41,0 44,3 46,5 48,5 49,8 50,8 51,8
Таким! образом s = 332,7.
Оборудование для полусухого способа формовки изделий
407
Площадь Ло полученной диаграммы будет представлять
>бой работ}' на одно прессование, отнесенную к единице пло-
ади изделия. Определяя площадь по правилу трапеции:
Х1= 332,7— 51,-+— = 286,1.
Работа на' прессование единицы площади изделйя
Ло = 51,8-4,0----------— = 43,7 кг-мм.
При четырех изделиях размером 230 на 115 мм площадь
= 4 • 26 450 = 105 800 мм2.
Следовательно, работа за одно прессование Д = Л0, F —
= 43,7 • 105 • 800 = 4632 000 кг • мм
пи
А — 4632 кг-м.
Потребная мощность прессования в Киловатта^
А ’ 2 4632 • 10 1Л Я
N =-------------------=----------------= Ю,о кет,
60 - 75 • 1,36 -7] 60 . 102 • 0,7
,е: z — число прессовании в минуту.
п — коэфициент полезного действия = 0,7.
Наибольшее усилие выталкивания определяем по формуле
/>„=/> к±.
Р = pF = 400-1058 = 423,2 m,
k — коэфициент, характеризующий трение материала о
стенки формы = 0,058;
h— высота сырого спрессованного кирпича = 6,84 см\
р
R= ——гидравлический радиус сечения формы = 3,83;
О
Рь = 423,2 • 0,058 = 43,5 т.
3,83
Работа выталкивания будет равна
Аъ == Рь(* + 0,5 й) =^371 кгм.
При вращении коленчатого вала усилие шатуна и крутящий
Юмент на коленчатом валу пресса меняются в зависимости от
гла поворота оси колена вала по отношению к горизонтальной
пинии ОА (рис. 226, а).
с Для различного удельного давления прессования и осадки
(ассы, при соответствующих положениях коленчатого вала,
пределяются значения усилия прессования Q, усилия шатуна Р
момент вращения на коленчатом вале М.
408
Оборудование для формовки изделий
Результаты вычислений показаны в табл. 31.
Рис. 226, а и б. Усилия, действующие на коленчатый вал
Коленчатый вал рассчитывается как балка, свободно
лежащая на двух опорах. Усилия, действующие на вал (см.
рис. 226,6), Лике =24 000 кг.
<71 = 2100 кг — вес правой большой шестерни с кулаком
механической засыпки и
q2 = 2200 кг — вес левой большой ш1естерн,и1 с кулаком
выталкивающего механизма.
Составляя уравнение моментов относительно точки в, по-
лзучим:
— (ci+ L) 4- RiL — РмаКс ~ + q^2 — 0,
Оборудование для полусухого способа формовки изделий
409
откуда: \
Рмакс п — ?2С2 4" 71 (С1 4" L) R,= 2 - . (137) Li Таблица 3k
\ Р> кг/нм^ 6 мм Угол пово- рота оси коленчатого вала, а0 Q кг 1 плечо колен- чатого вала см р К2 м кг/c.w
0 0
1 41,0 130 105 800 19,1 24 000 460 000-
1,5 44,3 138 159 000 17,5 25 000 437 000
2 46,5 145 212 000 14,3 22 400 321 000
2,5 48,5 155 264 500 10,6 15 400 163 000‘
3 49,8 170 317 000 4,34 3 320 14 400-
3,5 50,8 175 370 000 2,18 910 1982
4 51,6 180 423 200 0 —
Уравнение моментов относительно точки а будет иметь
следующее выражение:
#2 (^2 4“ ^2^ 4“ ^макс ~ 0»
откуда:
L
Рмане о Qici 4" ?2 (с2 4" Ь)
R2 =-------i---------------- . (I38>
Li
Для проверки
R1 4- $2 = Q1 4" ^макс 4- (?2*
Изгибающий момент от силы Рмакс по середине вала можно-
определить по формуле: *
л-ь = - «1 (с+4) + Ri 4 • (139>
\ Z J Z
Момент кручения (cml табл. 31) равен Ма = 460 000 кг • см.
•Суммарный момент от кручения! и изгиба определяем по фор-
муле:
М = Мь 0,35 + 0,65
(140>
где ao = I. I
Подставив значения Мь и М можно проверить напряжения
и определить диаметр коленчатого вала.
410
Оборудование для формовки изделий
Щека колена рассчитывается на изгиб и кручение.
Изгибающий (момент равен:
Мь = Р • г = 460 000 кг • см,
где г — радиус колена вала. 1
Крутящий момент равен:
,М, = +xj—Р -X. (141)
Штанги рассчитываются на растяжение под действием
Q
силы у на каждую
= 423200 = 21! боо кг.
2 2
Заплечики ра'мы рассчитываются на срез под дей-
ствием силы
= 105 800 кг.
4
Шатун проверяется на продольный изгиб под действием
силы Р макс = 25 000 кг.
Верхняя, средняя и нижняя оси paccnnTbreatoT-
<я на удельное давление скольжения, а также проверяются на
срез под действием силы Q = 423 200 кг.
Траверса рассчитывается как ба'лка, лежащая на трех
юпорах под действием сосредоточенной нагрузки двух сил
-5- =22 000 кг.
2
4. ПРЕСС С ПЕРИОДИЧЕСКИ ВРАЩАЮЩИМСЯ СТОЛОМ
На динасовых заводах и цехах огнеупорной промышленности
'Прессование изделий прямоугольной формы производится на
«пресса’х с периодически вращающимся столом. Большая часть
этих прессов по своей конструкции аналогична прессам, изго-
товленным Чимкентским заводом кузнечно-прессового обору-
дования.
Влажность массы должна быть 4-^- 6%. Примерный гра-
нулометрический состав массы следующий: зерна от 3 до 5 мм —
10%, от 1 до 3 мм — 30% и от 0 до 1 мм — 60%. Масса должна
•быть хорошо смешанной, пластичной и иметь щелочность в пре-
делах 2—2,5%.
Оборудование для полусухого способа формовки изделий
411
Пресс (рис. 227) имеет периодический
16 пресс-формами. Прессование сырых
вращающийся стол
изделий и их вытал-
Рис. 227. Внешний вид пресса с периодически вращаю-
щимся столом
ивание происходит при неподвижном столе. Стол при работе
:ресса около % времени находится в покое и %—в движении.
Наполнение массой прессформ должно обеспечить прессо-
анйе сырых -изделий марки М-1 с давлением при прессовании
: менее 180 кг/см2. При этом объемный вес сырого кирпича
гдет 2,28 г[см* и вес 3650 г.
Прессы работают с прессовым усилием 150 т.
Для обеспечения заданного режима работы пресса необхо-
[мо систематически взвешивать образцы свежеспрессованных
щелий с каждой формы пресса и в нужное время изменять
1убину засыпки массы в прессформы для получения нормаль-
эго веса и размеров.
Стол пресса за одну минуту делает 2,2 оборота. При этом
о производительность bi пересчете на вес обожженного кирпи-
а составляет для изделий марки М-1—5,7 т/час и для изделий
l-8 и М-9 — 4,0 т/час.
Для прессования изделий крупных марок, а также для по-
учения большего удельного давления применяются прессы апа-
тичной конструкции со столами, имеющими восемь пресс-
орм.
Привод пресса производится от индивидуального электро-
412
Оборудование для формовки изделий
двигателя. Пресс управляется нажатием кнопок магнитного
пускателя электродвигателя.
Вес пресса 16 т. Общий вид пресса и его Иинем1атическая схе-
ма показаны на рис. 228 и 229.
Пресс приводится в движение электродвигателем мощностью
29 кет, 960 об/мин, через редуктор 1 с передаточным числом
t—1 : 14.
Рис. 228. Пресс с периодически вращающимся столом
Редуктор соединен муфтой с промежуточным валом 2, на
котором закреплена малая цилиндрическая шестерня 3, находя-
щаяся в зацеплении с большой шестерней 4, посаженной на
конце коленчатого вала 5. Передаточное число' этой пары шесте-
рен Ъ —' 1 : 4.
Общее передаточное число! от электродвигателя к коленча-
тому валу /=1:56. Следовательно, коленчатый вял делает
17,6 об/мин, что соответствует 17,6 прессований в минуту.
На другом конце коленчатого вала закреплена коническая
Оборудование для полусухого способа формовки изделий
413
1естерня 6, находящаяся в зацеплении с конической шестер-
:ей 7, закрепленной на нижней части вертикального вала1 8 по-
Z9 нбпт 960off/Af
Рис. 229. Кинематическая схема пресса с периодически вращающимся столом
воротного механизма. В средней части вала 8 закреплен кулак
поворота стола1 9, на конце которого неподвижно укреплена ось
с вращающимся роликом 10.
Коленчатый вал 5 соединен с шатуном 11, который прессую-
щему рычагу 12 сообщает качательное движение около непо-
движной оси 13. Промежуточный ры(чаг 14 установлен в гнезде
414
Оборудование для формовки изделий
прессующего рычага' 12. При колебании последнего прессующий
поршень 15 получает возвратно-поступательное движение вверх
и вниз в цилиндре 16. На поршне установлен' диск 20.
Стол пресса 17 имеет шестнадцать формовочных гнезд.
Между каждой парой гнезд по периметру стола расположено
по восемь радиальных прорезей 18 и восемь дугообразных
выемок 19. При вращении коленчатого вала 5 вращается верти-
кальный вал 8 и ось ролика 10 кривошипа описывает окруж-
ность. При этом ролик 10 входит в прорезь стола' 18 и заставляет
стол 17 поворачиваться вокруг своей оси на 45°, после чего вы-
ходит из прорези стола, и стол останавливается. В это время
сектор кулака 9 находится в выемке стола 19 и удерживает его
в этом положении. Так ка*к коленчатый вал продолжает вра-
щаться, ролик 10 вместе с кривошипом продолжает делать сле-
дующий поворот. В определенное время ролик входит в следую-
щую прорезь стола, а сектор кулака выходит из выемки, и сно-
ва стол поворачивается на 45°.
Каждое гнездо стола имеет пуансон 21, верхняя часть кото-
рого является дном формы.
При движении вверх поршень 15 поднимает (опирающиеся
на него) пуансоны 21, которые снизу давят на засыпанную мас-
су. В этом положении стола сверху формы закрыты неподвиж-
ными пуансонами 22, которые укреплены в траверсе 23. Тра-
верса укреплена на колоннах 24 пресса.
На прикрепленных к столу осях крестовин 25 установлены
собачки, которые при подъеме пуансона прессующим поршнем
входят в гнездо защелочных планок. После окончания прессо-
вания поршень опускается, а пуансоны удерживаются собачка-
ми в приподнятом положении.
На большой шестерне 4 коленчатого вала укреплен палец 26,
который закреплен эксцентрично по отношению к оси колен-
чатого вала при помощи тяги 27, сообщает качательное движе-
ние шатуну 28 и соединенному с ним валу 29 выталкивателя,
на котором закреплен рычаг 39. Последний передает движение
серьге 31, заставляющей перемещаться в цилиндре 32 вверх
и вниз выталкивающий поршень 33.
При движении вверх выталкивающий поршень поднимает
опирающиеся на него пуансоны, на которых находятся два
спрессованных сырых кирпича. Так как пара форм стола, нахо-
дящаяся над .выталкивающим поршнем, сверху открыта, подни-
мающиеся вверх пуансоны выдают на поверхность стола спрес-
сованные кирпичи.
Концы защелочных планок в это время продолжают опирать-
ся на собачки, удерживающие пуансоны. Поверхность верхней
части пуансонов таким образом находится на 2 мм выше уровня
стола.
Оборудование для полусухого способа формовки изделий
415
Отпрессованный кирпич после трехкратного поворота стола
на 45° и трех остановок его вручную снимается с поднятых
пуансонов.
Собачки, установленные на осях крестовин, при следующем
повороте стола упираются нижней частью о салазки 34, повора-
чиваются и верхней своей частью выходят из защелок пуансо-
нов. Пуансоны под действием собственного веса опускаются в
исходное положение Для очередной засыпки форм массой.
При вращении вертикального вала 8 ножи 35 наполняющего
аппарата 36 направляют массу в прессформы.
Для поглощения инерции стола при его остановке служит
тормозное приспособление, состоящее из рычага 37, связанного
с тормозной колодкой 38, находящейся в контакте с боковой
поверхностью стола пресса. Ролик 39 рычага 37 катится по до-
рожке 40, закрепленной на большой шестерне 4. Во время пово-
рота стола имеется зазор между тормозной колодкой 38 и столом.
В определенный момент вращения большой шестерни ро-
лик 39 накатывается на выступ на боковой части шестерни,,
рычаг 37 поворачивается, тормозная колодка 36 прижимается
к столу пресса, производя его торможение.
Основные узлы и детали пресса
Станина пресса (рис. 230 и 231) чугунная литая,
сложной конфигурации, весом 5500 кг.
На1 станине имеются приливы, на которых укрепляются ось
вращения стола, коленчатый вал, ось прессующего рычага, про-
межуточный вал привода, вал выталкивающего механизма*
кронштейн поворотного механизма' и две колонны пресса. За-
одно со станиной отлиты цилиндр давления 1 и цилиндр вытал-
кивания 2.
Для фундаментных болтов нижняя часть станины имеет
отверстия 3. (
На верхней части пцрлива / станины устанавливается брон-
зовое кольцо1, состоящее из двух половин.
Ось вращения стола, показанная на рис. 232, представляет
собой чугунный литой цилиндр, имеющий прилив, через который
проходит колонна пресса. На нижней части оси имеется шесть
отверстий для болтов диам. Р/в". Внешняя поверхность оси ме-
ханически обработана.
Рубашки цилиндров прессования и выталкивания литые
чугунные.
Колонны пресса 24 (см. рис. 228) стальные, кованые,
В нижней части колонны имеется прорезь, куда вставляется
стальная чека. Вес колонны 260 кг.
Рис. 230 План станины пресса с периодически вращающимся столом
Байсоголов и П И Галкин
418
Оборудование для формовки изделий
На верхней части колонны имеется винтовая резьба, на кото-
рую навертывается крепящая траверсу ганка
Узел прессования. Коленчатый вал стальной кованый
Вес 375 кг. Вкладыши коренных подшипников вала бронзовые,
имеют смазочные канавки шириной 5 мм и глубиной 3 мм
Рис 232 Ось вращения стола
На длинной шейке коленчатого вала закреплена при помощи
шпонки цилиндрическая стальная фрезерованная шестерня с 60
зубьями модуля 20. На половине шестерни вместо спиц отли-
вается сплошной диск, служащий противовесом для коленчатого
вала На ступице с внешней стороны имеется прилив, в котором
420
Оборудование для формовки изделий
на коническом пальце закреплен кривошип выталкивающего
механизма.
Большая шестерня коленчатого вала находится в зацеплении
с малой стальной шестерней двухтаврового сечения с 15 зубья-
Рис. 234. Промежуточный
рычаг
ми, закрепленной при помощи шпонки на промежуточном валу.
Шатун литой стали, вкладыши шатуна бронзовые.
Прессующий рычаг (рис. 233) литой стали. Вес
600 кг. Конец рычага, соединяющийся с шатуном, имеет форму
Оборудование для полусухого способа формовки изделий
421
/полукольца. Другой конец имеет проушину, в которой находится
‘ось. На верхней поверхности прессующего рычага ближе к про-
душине имеется гнездо; в котором помещается промежуточный
^рычаг (восьмерка).
/7о Zl-5-в
Рис. 235. Прессующий
поршень
Ось прессующего рычага из стальной поковки с эксцентри-
ситетом 5 мм и закрепляется в станине пресса.
Промежуточный рычаг (рис. 234) литой, чугунный,
имеет на поверхности трения смазочные канавки. Смазка посту-
пает через отверстие диаметром 14 мм, просверленное перпен-
дикулярно оси рычага и соединяющееся с отверстием диаме-
тром 10 мм, идущим вдоль всей оси рычага.
Прессующий поршень (рис. 235) литой, чугунный.
Вес 214 кг. Поверхность трения, соприкасающаяся с рубашкой
цилиндра, шлифуется. Поршень укрепляется на промежуточном
рычаге.
На' верхней части» поршня устанавливается стальной диск
толщиной 50 мм, на котором закрепляются два опорных сухаря,
/ По стрелке £
Оборудование для полусухого способа формовки изделий 42 г
изготовленных из Ст. 3 длиной i80 мм, шириной 40 мм. Высота
сухарей меняется от 20 - 65 мм в зависимости от высоты прес-
суемых изделий и износа ножек пуансонов, воспринимающих
через сухари давление поршня.
Стол пресса (рис. 236) чугунный, литой, сложных очер-
таний, весом 2300 кг.
Заодно со столом отлита втулка с цилиндрическим отвер-
стием диаметром 650 мм.
Диаметр стола 2010 мм. Стол имеет 16 гнезд 1 для прессформ.
В нижней части стола имеется восемь радиальных прорезей 2,
в которые входит ролик кривошипа кулака поворота стола.
Прорези симметрично расположены между каждой парой
гнезд прессформ. Кроме того, имеется восемь выемок 3, куда
входит широкая часть кулака. Оси выемок расположены
посредине осей гнезд каждой пары прессформ.
На нижней части втулки стола 4 укреплено бронзовое
кольцб.
В нижней части стола между каждой парой гнезд для пресс-
форм укреплена показанная на рис. 237 крестовина литой
стали. Крестовина имеет два отверстия для установки штока
пуансона и четыре отверстия для осей, на которых поворачива-
ются собачки (рис. 238). Шток пуансона используется как «на-
правляющая» при движении пуансона вверх и вниз.
Пуансон для изготовления нормального кирпича (рис. 239),
делается обычно литой стали, весом 30 кг. В пуансоне имеется
одно вертикальное отверстие 1, в которое входит шток, и четыре
горизонтальные отверстия 2, к которым крепятся две защелочные
планки.
Кованые стальные собачки (см. рис. 238), входя в выемки
защелочных планок, удерживают в приподнятом положении
пуансоны на уровне стола после выталкивания из прессформы
спрессованного издели§.
Ножки пуансона 3 (см. рис. 239) при прессовании имеют на-
пряжение 1000 кг/см2 (при опирании их на всю площадь суха-
• рей). Для уменьшения износа опорные поверхности ножек после
механической обработки закаливают. Вследствие износа броней
радиального паза стола, ролика и пальца поворотного кулака по-
воротного механизма при работе пресса бывают случаи перекоса
ножек пуансонов, вследствие чего они опираются на сухари не
всей опорной площадью. В этих случаях удельное давление на
ножки пуансонов и сухари возрастает.
Сухари в восемь раз чаще подвергаются нагрузке, чем пуан-
соны, поэтому износ» их интенсивнее. Деформация сухарей
искажает правильность поверхности соприкосновения ножек
Рис. 237. Крестовина стола пресса
Рис 238. Собачки крестовин
стола
Оборудование для полусухого способа формовки изделий 425
луансонов и сухарей, что увеличивает удельное давление и
I результате этого! приводит к смятию сухарей, а затем и но-
Кек пуансонов; это также сказывается и на точности размеров
[зделий. Для предотвращения нарушения точности размеров
Рис. 239. Пуансон пресса
с периодически вращающимся столом
Сырых изделий ежемесячно производился отпуск и строжка чо-
жек пуансонов.
• Изготовление пуансонов из ста'ли с повышенным содержа-
нием углерода 0,65—0,7% и марганца 0,6—0,7% (тип рельсо-
вой стали) по опыту одного огнеупорного завода повысило их
гвердость и стойкость. ^Твердость по Бринелю ножек пуансонов,
изготовленных из этой стали, после закалки равна 600 вместо
ВОО—450 при изготовлении из стали 45-5512.
| Сухари при применении специальной стали для изготовления
Куансонов должны изготавливаться из Ст. 5 с закалкой, вместо
|Ст. 3.
| Срок службы пуансонов значительно' увеличился — работа-
ет без ремонта больше года. Расход сухарей резко сократился.
' Верхняя поверхность стола во избежание износа покрывается
броней, состоящей из восьми секторов, изготовленных из листо-
вой стали толщиной 14 мм. Для уменьшения износа брони сле-
дует закаливать.
426
Оборудование для формовки изделий
Узел поворота стола
На стальном литом кронштейне 41 (см рис. 228) укреплен
гребенчатый подшипник, состоящий из двух половин. В подшип-
нике устанавливается кованый стальной вертикальный ва'л по-
ворота.
Верхняя часть вала вращается в бронзовой втулке, установ-
ленной в верхнем чугунном кронштейне 42.
В нижней части вала закреплена коническая шестерня 7.
Конические шестерни коленчатого и поворотного вала изготов-
ляются из марганцовистой стали с литыми зубьями. Для обеспе-
чения механической обработки внутренняя поверхность ступицы
Рис 240 Кулак поворота стола
шестерни на'варивается углеродистой сталью, затем растачи-
вается и прострагиваются шпоночные канавки.
Кулак поворота стола (рис. 240) литой, стальной. Большая
часть кулака имеет форму сектора 1, а остальная удлиненная
часть изготовлена в виде кривошипа 2. На конце кривошипа
имеется втулка 3, в которой закреплен изготовленный из сталь
ного прокатного металла палец кулака, на котором вращается
«стальной ролик.
На верхней части поворотного вала закреплена разъемная
головка литой стали. На головке укреплены ножи 16-лиг лисю
вэй стали.
Оборудование для полусухого способа формовки изделий
427
Кожух наполняющего аппарата имеет цилиндрическую
орму и изготовляется из сгального листа толщиной 8 мм.
Динасовая масса тарельчатым питателем из бункера по-
ается в наполняющий аппарат пресса. При низком уровне
Рис. 241. Схема автоматической регулировки уровня массы в приемнике
пресса
ассы в аппарате поручается недостаточное наполнение пресс-
ам массой и недопрессованные изделия. Наилучшие резуль-
ты получаются, когда уровень массы в «наЬтолнител'е» равен
. его высоты.
Прежде этот уровень поддерживался съемщиками изделий
есса, включением или отключением электродвигателя привода
тателя.
В настоящее время, по инициативе Первоуральского дина-
Boiro завода, регулировка уровня массы в< «наполнителе»
есса производится автоматически.
В кожухе «наполнителя» пресса (рис. 241) закреплена бук-
. 1. В буксе установлен шариковый подшипник 2, в котором
428
Оборудование для формовки изделий
может вращаться ось 3 На конце оси 3, находящееся внур^
«наполнителя», закреплен гайкой поплавок 4. Hal (противополож-
ном конце оси укреплен эксцентрик 5 С обеих сторон эксцент
рика 5 на кожухе «наполнителя» установлены на изоляционных
прокладках две втулки 6 с контактами 7. Масса, заполняя ко-
жух, соприкасаясь с поплавком 4, поднимает его, и поплавок
начинает плавать на1 поверхности массы.
При увеличении или уменьшении уровня массы в «наполни
теле» поплавок 4 поднимается или опускается.
При подъеме поплавка эксцентрик 5 поворачивается вокруг
оси вращения, выключает контакты и электродвигатель питате-
ля отключается.
При опускании поплавка эксцентрик включает контакты
электродвигатель питателя включается
Регулировка заданного уровня массы в «наполнителе» про-
изводится путем настройки поплавка и изменения расположе
ния поплавка по отношению к эксцентрику.
При дальнейшем улучшении конструкции прессов револьвер
кого типа надо предусматривать выполнение новых столов литой
стали с соответствующим уменьшением веса без ущерба для
механической прочности. Уменьшение веса снизит накопляю
щуюся живую силу при вращении стола пресса, облегчит ра
боту узла поворотного вала, его тормозного приспособления и
обеспечит более плавную работу.
Большую передаточную шестерню следует изготовлять со
съемным венцом, позволяющим производить поворот и закре
пление венца в различных положениях.
Таким образом, зубья, находившиеся прежде под наиболь-
шей нагрузкой, в момент прессования будут работать с ме ш-
шей нагрузкой Обеспечение равномерного износа зубьев зна-
чительно увеличит срок службы шестерни
Сборка пресса
На бетонный фундамент укладывается станина пресса
После проверки положения станины по уровню затягиваются
опорные болты. Затем в приливах станины при помощи шесто
болтов Р/в" укрепляется ось стола
На подшипники укладывается коленчатый вал. Вкладыши
шатуна пришабриваются заранее по шейке коленчатого вала
Закрепленный на коленчатом валу шатун соединяется с прес-
сующим рычагом при помощи пальца. В отверстие, имеющееся
на другом конце прессующего рычага, вставляется неподвижна»
ось.
Промежуточный рычаг «восьмерка» устанавливается в гнез Ш
прессующего рычага и удерживается пла'нками, прикрепленным1
к прессующему рычагу.
Оборудование для полусухого способа формовки изделий
4_9
Прессующий поршень вставляется в цилиндр станины так,
тобы ось поршня при движении была строго вертикальна,
(азор между поршнем и цилиндром не должен превышать
1,5 мм, а после разработки—1,5 мм Промежуточный рычаг
оединяется с прессующим поршнем при помощи пальца
На поршень укладывается шроганый диск, на шпильки ко-
орого устанавливаются сухари, передающие давление поошня
а ножки пуансонов.
Стол пресса в сборе при помощи трехтонной тали устанав-
ивается на ось
Верхняя плоскость стола проверяется на горизонтальность
о уровню
Зазор между столом и осью должен быть не болеее 1 мм
! после разработки не более 3 мм.
Пластины прессформ плотно устанавливаются в приливах
:топа так, чтобы верхний уровень всех форм был на 14 мм выше
юверхности стола Уровень пластин проверяется при помощи
Линейки длиной не менее 1 м
Пластины изготовляются из листовой стали с цементацией
налогично пластинам для прессов рычажного типа
После проверки плотности установки пластин на поверхность
тола устанавливается бронь, состоящая из восьми секторов из
шстовой стали толщиной 14 мм. Каждый сектор брони укреп-
гяется к верхней поверхности стола при помощи четырех шпи-
тек с потайной головкой
Бронь стола должна иметь ровную поверхность, быть на
здном уровне с прессформами, так как в случае установки брони
выше форм на сыром кирпиче после прессования образуется
верхняя кромка При установке формы выше броней при вра-
щении стола возможен удар о допрессовочную головку, либо
сжатие форм при прессовании В радиальных пазах стола за-
крепляются цементированные, изготовленные из листовой ста
Ли, сменные «щечки»
‘ В нижней чактги шестнадцатигнездного стола в промежутке
Иежду двумя смежными формами при помощи болтов закреп-
ляются крестовины Штыри на крестовинах должны быть уста-
новлены точно по центру прессформ При смещении штырей
пуансоны moi ут зависать и не опускаться для заполнения мас-
сой прессформ На штоках крестовин насаживаются пуансоны
К верхней части пуансона двумя болтами с потайной головкой
укрепляется штемпельная стальная пластина. В верхнем поло-
жении пуансона штемпельные пластины должны быть выше
Уровня брони стола на 2—3 мм.
Рис 242 Траверса пресса с периодически вращающимся столом
Оборудование для полусухого способа формовки изделий
431
Колонны пресса устанавливаются вертикально в отверсти-
прилива станины, и каждая из них закрепляется при по-
щи стальной чеки.
На колонны после выверки стола устанавливается траверса
ис. 242) и закрепляется при помощи гаек и контргаек, навин-
щых на резьбу колонн.
К траверсе четырьмя болтами Чъ" укрепляется корпус
«прессовочной головки. В корпусе установлены «встречные»
гансоны, на’ которых укрепляется прижимная пластина,
тгречные пуансоны упираются на металлические пробки, ко-
рые передают давление на предохранительные пластины, из-
ловленные из листовой стали толщиной 8—12 мМ.
Узел поворотного ва'ла собирается отдельно до установки
о на место.
На станине кронштейна закрепляется подпятник вертикаль-
но вала.
На вертикальный вал предварительно одеваются и закреп-
дются двумя шпонка'ми коническая шестерня и кулак поворота
:ола, после чего вал устанавливается в* подпятник.
Передвигаясь на салазках, кронштейн ставится на место, и
нические шестерни вертикального и коленчатого валов вво-
гтся в зацепление при горизонтальном положении колена ко-
нчатого вала. По закреплении болтов кронштейна к станине
танавливаются контрольные шпильки. Кула'к в это время дол-
ей находиться в пазу стола на расстоянии 160 мм от наружного
гаметра стола.
После этого устанавливаются «полумесяцы» толщиной 12—
4 мм, изготовленные из листовой стали, являющиеся дном на-
олняющего аппарата.
Затем на верхней части вала шпонкой закрепляется головка
опастей наполняющего аппарата.
Верхний конец вала вставляется в бронзовую втулку верх-
его кронштейна, который консольно укрепляется четырьмя
Олтами диам. РД'йк траверсе.
В головке устанавливаются четыре лопасти и закрепляются
ри помощи шпилек.
Кожух наполняющего аппарата укрепляется к станине
ронштейна поворотного вала и к верхнему кронштейну тра-
ерсы.
Регулировка пресса
' На прессе с восьмигнездным столом все формы должны
Йлеть одинаковую глубину засыпки.
43 ? Оборудование для формовки изделий
На прессе с шестнадцатигнездным столом передние формы
каждого сектора, находящиеся ближе к наполняющему аппарату
должны иметь глубину засыпки на 2—3 мм меньше, чем зад-
ние, так как передние формы лопастями наполняющего аппа-
рата заполняются плотнее задних.
Глубина заеыпки передних форм для прессования нормаль-
ного кирпича составляет 90—92 мм и для задних форм —
соответственно 92—94 мм.
Заполнение прессформ массой в основном зависит от уста1-
нов;ки лопастей в* наполняющем аппарате. В процессе наполне-
ния каждая форма восемь раз заглаживается лопастью, т. е.
каждая из четырех лопастей проходит над формой по два раза.
Лопасти должны быть установлены возможно ближе к дну
напол!няющего аппарата и расположены под углом 45° к его
плоскости.
Лопасти должны не только' заполнять массой прессформы, но
и слегка спрессовывать в них массу, заполняя углы формы.
Большое значение имеет длина лопастей. Чем меньше зазор
от конца лопасти до кожуха наполняющего аппарата, тем
меньше массы будет скопляться по краям и тем плотнее будет
заполнение форм.
При износе конца лопасти на 1 мм ее необходимо заменять
Замена лопасти должна быть произведена1 несмотря на сохра-
нение размеров всех других ее частей.
Укороченные лопасти неправильно наполняют углы форм,
кирпич при этом получается с двумя слабыми и двумя плотными
углами.
При чрезмерном увеличении засыпки получается продольная
трещиноватость сырого кирпича и увеличение его толщины.
Большое количество мелких фракций в шихте и недостаточная
ее влажность обусловливают малый объемный вес кирпича
Поэтому необходимо следить за соответствием шихты с техноло
гическими требованиями.
Регулировка глубины засыпки производится при остановлен
ном прессе путем одевания или снимания со штоков крестовин
колец из тонкой листовой стали разной толщины до тех пор, по-
ка не будут получены нужные размеры и в,ес сырого кирпича.
Во время работы пресса необходимо проверять, чтобы ножки
пуансонов при прессовании становились по центру сухарей
диска1 прессового поршня и не допускать износ сухарей
свыше 2 мм.
Оборудование для полусухого способа формовки изделий
433
пуансонов вызывает
неравномерно, кирпич
£
Пуансоны должны плотно сидеть на штоках крестовины. Раз-
отка штырей крестовин или гнезд
рекос пуансонов. Во время заполнения прессформ при пере-
шенных пуансонах масса распределится
дет иметь неправильные размеры.
* При смещении штырей крестовины от центра формы будут
висать пуансо! ы и не будут опускаться в нижнее положение
Я1 заполнения массой. Зависание пуансонов происходит также
ри износе или изтибе длинных концов собачек или слишком
лом зазоре нижнею штемпеля и боковых пластин.
В процессе работы пресса бывают случаи задержки пуансо-
в в верхнем положении. При вращении стола задержанный
уансон, будучи на 2—3 мм выше уровня сюда, ударяется
прижимную головку и вызывает скручивание поворотного вала
и другую поломку. Поэтому все прессы должны быть обору-
рва1Н»ы автоматической блокировкой, контакты которой замы-
1ются задержанным в верхнем положении пуансоном.
При срабатывании автоблокировки отключается магнитный
искатель электродвигателя пресса и предотвращается поломка
есса
Собачки не должны иметь «свободного хода» на штырях
лее 2 мм.
В том случае, когда головки потайных болтов будут нахо-
ться выше или ниже верхней плоскости штемпелей, при прес-
ваиии будет получаться брак. Болты штемпелей должны быть
отно затянуты.
Неправильно установленная высота ножек выталкивателя
бывает перекос нижнего штемпеля при выталкивании, вслед-
ие чего сырой кирпич будет иметь по' диагонали трешины.
Трещины мочут получаться при перекосе вепхних штемпелей
щечных пуансонов.
Износ верхних и нижних штемпелей свыше О,В мм и увели-
Н1йе зазора между штемпелем пуансона и боковыми стенками
ормы более 0,25 мм вызывает на сыром кирпиче горизонталь-
но заусенцы.
Аналогичные заусенцы получаются и при ослаблении винтов
|рессовочной головки
; При зазоре между боковыми стенками прессформ заусенцы
учаются по вертикали.
Палец поворотного кулака должен быть при вращении (по-
роге) стола пресса отрегулирован по центру паза стола и за-
ить в него плавно.
Hemp а пи л ьн о отрегулированный палец будет вызывать толчки
hi повороте стола.
Верхний кронштейн, соединенный с траверсой, не должен
авать перекоса вертикального вала.
В Г Байсоголов и П И Галкин
431
Оборудование для формовки, изделий
5. ГИДРАВЛИЧЕСКИЕ ПРЕССЫ
Гидравлические прессы применяются для прессования изде.
Лий максимальной плотности из магнезитовых и хромом агнезц-
товьих масс.
Влажность массы должна быть от 2 до 3% Прессование про
наводится под давлением 900-1000 кг/см2. Одновременно прес-
суется по три изделия.
Рис 243 Внешний вид гидравлического пресса завода
«Магнезит»
Теплоустойчивые хромомагнееитовые изделия марок МХСЗ, 4
и 7 прессуются по одной штуке под давлением 1300 кг/см2.
Общий вид гидравлического пресса показан на рис. 243
Стол пресса делает пять оборотов в М1инуту. Производитель-
ность для магнезитовых изделий составляет 3,1 т/час, а для теп-
лоустойчивых хромомагнезитовых изделий 1,2 т/час в пересчете
на вес обожженного кирпича.
Прессовое усилие составляет ~ 750 т. Вес пресса 26 т.
Управление прессом гидравлическое, при помощи двух дис-
трибуторов: один обслуживает прессующий, а другой выталки-
вающий цилиндр.
Отпрессованные изделия со стола пресса снимаются вручную
Механическая прочность свежеспрессованных сырых изделии
низкая и составляет для магнезита 5—10 кг/см2, для хромомаг
незита и теплоустойчивых изделий 10—15 кг/см2.
О юрудование для полусухого способа формовки изделий 435
Объемный вес для отпрессованных сырых магнезитовых и
Хромомагнезитовых изделий должен быть не менее 2,6 г/смз,
'а для хромомагнезитовых теплоустойчивых изделий не ниже
2,8 г/смз.
1 Учитывая хрупкость и большой вес (от 4,5 до 12 гсг), съем
с пресса и укладка сырого кирпича на полки туннельной ваго
Снетки требуют большой сноровки. Укладка на полки произво-
дится ложковой стороной кирпича.
Чертеж общего вида пресса показан на рис 244 и 245. Стол
пресса приводится в движение электродвигателем 1 мощностью
2,5 кет, 1500 об/мин через червячный редуктор 2 с передаточ-
ным числом 1:18.
Редуктор 2 соединен с вертикальным валом 3, в средней ча-
сти которого имеется шарнир 4 и в нижней части фрикционный
ролик 5.
При перемещении бруса 6 механизма вращения стола клин
7 отодвигается от ролика 8 и перестает нажимать на него. Тогда
‘сжатая пружина 9 тормоза 10 разжимается и отодвигает тор-
моз 10 и колодку его И от стола пресса 12.
Одновременно клин 13 бруса 6 надвигается на ролик 14 и,
сжимая пружину 15, оттягивает упор 16, выдвигая его из
углубления в столе. Клин 17 надвигается на ролик 18 и, пере-
двигая вилку 19, прижимает фрикционный ролик 5 к столу, за-
ставляя его вращаться.
При перемещении бруса 6 в обратном направлении клин 7
надвигается на ролик 8, сжимает пружину 9 и прижимает колод-
ку тормоза И к столу пресса. Одновременно клин 17 отодви-
гается от ролика 18 и пружина 20 отжимает фрикционный ролик
5 от стола, а 1клин 13 отодвигается от ролика 14, пружина 15
прижимает упор 16 и вводит его в углубление стола. Таким об-
разом, стол останавливается и закрепляется в определенном по-
ложении.
Вода в njpecc поступает под давлением 50 ати из трубопрово-
да низкого давления и под давлением 300 ати из трубопровода
высокого давления Через распределительную коробку вода из
трубопровода низкого давления подается в верхнюю часть
вспомогательного цилиндра 21 и в нижнюю часть прессующего
цилиндра 22. Прессующий поршень 23 под давлением воды под-
нимается вверх вместе с опирающейся на него верхней наклад-
кой 24, которая упирается в формовочную раму 25.
Формовочная рама 1 (рис. 24С) при движении вверх наклад-
ки 2 прессующего поршня надвигает прессформы 3 с массой 4
на неподвижные верхние штемпели 5, которые входят сверху в-
28*
Рис 245 Гидравлический пресс завода «Магнезит»
438
Оборудование для формовки изделий
преосформы. Масса сжимается снизу нижними штемпелями 6,
опирающимися на накладку 2, и сверху верхними штемпелями 5.
Таким образом происходит первая фаза прессов1ан1ия. После
этого через распределительную коробку вода из трубопровода
Рис. 247 Положение формовочной рамы
в момент вытапкивания изделий
из прессформ
нием во вспомогательном цилиндре
могательный поршень 28
высокого давления подается
в цилиндр 22 (см. рис. 244),
и прессующий поршень 23
окончательно спрессовывает
изделия в формах 26, до-
полнительно надвигая фор-
мовочную раму на верхние
штемпели 27, так что они
входят внутрь формы. За-
тем через распределитель-
ную коробку вот а выпу-
скается из цилиндра 22 в
спускной трубопровод и дав-
ление в цилиндре 22 пада-
ет. Находящаяся под давле-
21 вода опускает вниз вспо-
вместе с нижней крестовиной 29 прес-
сующего цилиндра и соединенными с ней штангами 30, верхней
крестовиной 31 и прессующим поршнем 23.
Оборудование для полусухого способа формовки изделий <39
Когда прессующий поршень опустится в исходное положение,
>мовочная рама садится в гнездо в исходное положение и
Рис 248 Цилиндр прессующего поршня
стол пресса 12 поворачивается на 90°. Прессформы со спрес-
сованными изделиями устанавливаются над пуансонами 32
выталкивающего поршня 33. Через распределительную коробку
вода подается ив трубопровода низкого давления в выталкива-
ющий цилиндр 34. Выталкивающий поршень 33 поднимается
вверх и посредством пуансонов 32 выталкивает изделия на по-
верхность стола. Формовочная рама (рис. 247) в момент вытал-
440
Оборудование для формовки изделий
кивания кирпичей задержками 7 упирается в захваты 2 кэо”.
ш гейнов 3. Пуансоны 4 выталкивающего поршня, нажимая ц,а
нижние ппемпели, выталкивают -изделия из форм. Опрессован-
ные изделия со стола вручную снимаются и укладываются на
вагонетку туннельных сушил. Затем стол снова поворачивается
на 90°
Засыпка в формы и дозировка массы производится следую-
щим образом. Из расположенного над прессотм бункера масса
через течк? поступает в дозатор и через окна в дне дозатора
наполняются формы 26 (см. рис. 245) стола 12, находящиеся
в этот момент под дозатором. Дно дозатора имеет число окон
соответственно числу форм в коробке. Получая возвратно-по-
ступательное движение от гидравлического поршня, шибер пе-
рекрывает окна в дне дозатора.
Цилиндр прессующего поршня (рис. 248) совмещен со
станиной пресса и представляет собой сложную стальную от-
ливку, весом 4300 кг. Отливка цилиндра должна производиться
по специальным техническим условиям. Литье должно быть
Рис 249 Прессующий поршень
особенно плотным и свободным от какого бы то ни было нали-
чия даже волосяных трещин. Вода в цилиндре находится под
давлением до 350 ати.
После обработки цилиндр должен подвергаться гидравличе-
скому испытанию на давление 450 ати.
Цилиндр имеет три прилива 1 с отверстиями 2, в которых
укрепляются одна коренная и две крайние колонны.
В верхней части цилиндра имеется выточка 3 по периметру
внутренней расточенной части. В этой выточке находится уплот-
няющий манжет Манжет изготовляется из чепраковой кожи
специальной выделки. Сверху манжет прижимается натяжным
Оборудование для полусухого способа формовки изделий
441
стальным кольцом, которое укрепляется к цилиндру при помощи
20 шпилек.
Прессующий поршень (рис. 249) представляет чугун-
ную отливку, произведенную в кокиле, весом 1270 кг. Рабочая
поверхность поршня шлифованная. Внутри поршень пустотелый.
На верхней части поршня устанавливается верхняя крестовина
цилиндра 31 (см. рис. 244), представляющая собой стальную
отливку весом 370 кг, с двумя проушинами, в которых закреп-
лены штанги 30 цилиндря, выточенные из прокатной стали.
Вспомогательный цилиндр литой стали 21, весом 200 кг
укрепляется в нижней части цилиндра прессующего поршня.
Поршень вспомогательного цилиндря стальной кованый. На
нижнем конце поршня 28 при помощи стального штыря укрепле-
на нижняя крестовина из литой стали.
В нижней части штанг цилиндра 30 имеются прорези, через
которые проходят стальные кованые клинья 41. Затяжкой клинь-
ев штанги закрепляются к нижней крестовине.
Коренная 35 и крайние колонны 36 стальные кованые, весом
1250 кг каждая. Коренная колонна является осью, на которой
вращается стол пресса 12. На верхних и нижних концах колонн
сделана нарезка.
Траверса 40 представляет собой стальную отливку ве-
сом 3300 кг, имеющую три сквовных вертикальных отверстия,
в которые проходят колонны пресса.
К нижней части траверсы укрепляется верхняя подушка 37,
изготовленная из Ст. 50, весом 300 кг, при помощи шести
шпилек и планок. К верхней подушке прикрепляется три верх-
них штемпеля 27, изготовленных из Ст. 50.
На верхние концы колонн навернуты гайки 38 и контргай-
ки 39, крепящие траверсу на колонне.
Стол пресса (рис. 250) представляет собой стальную от-
ливку весом 1465 кг с четырьмя гнездами для формовочных рам.
Формовочная рама (рис. 251) представляет собой
стальную отливку весом 320 кг, с тремя окнами для прессформ.
Пластины прессформ изготовляются из листовой конструкци-
нной стали.
Боковые пластины делаются составными для уменьшения
расхода металла. Боковые пластины имеют толщину 24 мм, а<
Торцевые — 28 мм. Пластины подвергаются термической обра-
тке и шлифовке.
«ж
Длина и ширина форм на глубине 50 мм на 1 мм больше
Лины и ширины на глубине 140 мм.
Плотность сборки пластин проверяется по звуку при ударе
полотком. Использование обратной стороны пластин производит-
я путем устранения выработки на отработанной стороне при
омощи шлифовки.
442
Оборудование для формовки изделий
Дозатор (рис. 252) имеет самостоятельный привод от
электродвигателя мощностью 3,5 кет, 9€0 об/мин через редуктор
и пару конических шестерен 1.
Вертикальный вал 2 дозатора вращается в подшипнике 3, за-
крепленном на верхней крышке 4 дозатора. На нижней части
По А-Б
Рис 250 Стол гидравлическою пресса
вала 2 закреплена стальная ступица 5 в виде крестовины, к ко-
торой болтами прикрепляются четыре лопасти 6. Расстояние от
лопастей 6 до направляющего шибера 7 не должно превышать
6 мм. Шибер 7 перемещается под действием специального
плунжера, находящегося в цилиндре 8.
Цилиндрический кожух 9 дозатора изготовляется из ли-
стовой стали толщиной 6 мм.
Диск 10 для размола брака сырого кирпича имеет проре-
зи шириной 10 мм. Над диском находится воронка 11, оакре-
пленная к верхней части кож}ха 9.
по А-б
Рис 251 Формовоччач рама гидравлического пресса
Рис. 252. Дозатор гидравлического пресса
Оборудование для полусухого способа формовк < изделий
445
Дозирование обеспечивает точность веса с отклонением в весе
'кирпича в пределах до 50 г. Днище дозатора имеет окна с раз-
мерами, соответствующими размерам отверстий коробок форм.
Днище дозатора параллельно плоскости стола.
На столике 12 дозатора установлено три винтовых домкра-
та 13 с гайками, фиксирование которых производится при помо-
ги откидных собачек.
Домкраты, приподнимая нижние штемпели 14 форм, устанав-
ливают их на определенном уровне, обеспечивая заданное на-
полнение форм.
При работе дозаторов необходимо проверять, чтобы не за-
висали в прессформах нижние штемпели 14.
1 Одновременно с подачей воды в рабочий цилиндр прессова-
ния, вода подается в цилиндр 15 столика дозатора. Подъем
'Столика ограничивается упором в виде рычага 16, положение ко-
торого регулируется маховичком 17, закрепленным на конце
ринта 18.
Пример.
Определить признаком удельном давлении будет производить-
ся прессование на гидравлическом прессе с давлением воды в
рабочем цилиндре 300 ати, при диаметре рабочего поршня
590 мм, в случае одновременного прессования трех кирпичей
нормального размера.
Определим общее прессовое усилие
Р = р . F = р = 300 3<Н ,_592 = 819000 кг.
4 4
составит Fi = 3 -23 • 11,5 = 794 см2.
происходит при давлении
819000 . 2
= 1032 кг см2.
794
1лощадь трех кирпичей
©еретическое прессование
Р
Хранимая коэфициент полезного действия узла прессования
=“0,9, можно определить действительное давление при прессо-
ании
п V) • Р 0,9 . 819000 ооп , „
р2 = ----- =------------= 929 кг1 см2.
Ft 794
Трехпоршневой насос низкого давления (рис. 253)
диеет производительность 360 л/мин при давлении 50 ати. Ди-
Метр поршня 84 мм, ход поршня 180 мм. Вал насоса делает
30 об/мин. Насос состоит из чугунной литой станины 1 весом
600 кг.
На подшипниках 2 установлен трехколенчатый вал 3, нт кон-
06 iKOToporo закреплен шкив 4, который через ременную переда-
V приводится в движение от электродвигателя мощностью
3 кет.
<р2600
Оборудование для полусухого способа формовки изделий
447
На каждой шейке колена вала 3 закреплена головка шату-
на 5 с чугунными вкладышами. Шатун 5 при помощи пальца 6
соединен с 'ползуном 7, к которому 'прикреплен держатель порш-
ня 8. Поршень 9 соединяется с держателем 8 при помощи ои-
на 10.
Вода черев всасывающую трубу И и питательную короб-
ку 12 подается в цилиндр насоса. Под действием силы сжатия
поршня через нагнетательную коробку 13 вода подается в на-
порную трубу 14.
Трехпорш невой насос высокого давления
(рис. 254) имеет поризводительность 75 л/мин при давлении
300 ати. Диаметр поршня 40 мм. Ход поршня 180 мм. Вал насо-
са делает 125 об/мин. Конструкция аналогичная насосу низкого
давления (см. рис. 253). При повышении давления сверх допу-
стимого срабатывает предохранительный клапан. Каждые два на-
соса высокого и два низкого давления могут питать водой пять
гидр авлических прессов.
Для обеспечения постоянства давления при неравномерном
расходе воды во время работы гидравлических прессов приме-
няются грузовые аккумуляторы! высокого и низкого давления.
Аккумулятор высокого давления (рис. 255) со-
стоит из цилиндра 1, в котором находится поршень 2. В верхней
части цилиндра 1 установлена бронзовая втулка 3, кожаный
манжет 4 и сальниковая пеньковая набивка 5 с сальниковой
втулкой 6, которая укрепляется к цилиндру при помощи нажим-
ного кольца на шпильках.
На верхней части плунжера установлена траверса 7, на ко-
торой четырьмя тягами 8 подвешиваются грузовые кольца 9.
В том случае, когда количество потребляемой прессами волы
будет меньше количества воды, подаваемой насосами, избыток
воды, находясь под повышенным давлением, начнет поднимать
плунжер 2 вместе с грузами аккумулятора 9 вверх.
При достижении определенной высоты кулак 10 (нажимает
на верхний рычаг отсекательной коробки 11 и прекращает доступ
воды в цилиндр.
При увеличении расхода воды прессами в размерах, превы-
шающих производительность насосов, недостающая часть воды
покрывается за счет понижения уровня в цилиндре 1. Плун-
жер 2 при этом опускается.
Аккумулятор низкого давления имеет аналогичную конст-
рукцию.
К качеству магнезитовых изделий предъявляются все увели-
чивающиеся требования.
Гидравлический пресс завода «Магнезит» имеет ряд сущест-
венных недостатков, обусловливающих выход значительного про-
цента брака. Главнейшие недостатки:
По стрелке И
Рис 255 Аккумулятор
высокого давления
I
шю-
29 В
Г Байсоголов и П И Галкин
450
Оборудование для формовки изделий
а) большие допуски на точность совмещения гнезд матриц
с верхними пуансонами,
б) значительные допуски на отклонение параллельности фор-
мовочных рам,
в) несовершенная конструкция торможения стола,
г) просыпание массы под буоты форме вечных рам и опорные
плоскости рабочего плунжера при прессовании кирпича.
С целью устранения недостатков существующих прессов и
дальнейшего увеличения прессового давления, при прессовании
огнеупорных изделий из высокоотощенных масс Министерством
тяжелого машиностроения запроектирован и изготовляется
гидравлический пресс с прессовым усилием 1000 т. Этот пресс
будет иметь поворотный стол с четырьмя гнездами для пресс-
форм. Вращение будет производиться гидравлическим приводом.
Для поглощения инерции стола предусмотрен специальный тоо-
моз.
Точное фиксирование стопа при остановке в четырех положе-
ниях, расположенных под углом 90°, обеспечивается стопорным
пр испособ лепием.
Прессование двухступенчатое, которое производится рабочим
поршнем путем переключения воды в рабочем цилиндре с дав-
ления 70 кг/см2 на давление 200 кг/см2.
Производительность пресса 5,5 т/час. Управление пресса ав-
томатизировано при помощи электромагнитных дистрибуторов
1 Уборка отпрессованных изделий со стола пресса механизи-
рована.
6. ХВОСТОВЫЕ молотки
Формовка крупных и сложных фасонных изделий из полусу-
хих масс (динас, многошамот) в ряде 'случаев не может произ-
водиться на фрикционных прессах из-за нерентабельности при
заказе небольших партий изделий.
Взамен ручной послойной формовки таких изделий приме-
няются хвостовые молотки и пневматическое трамбование.
Хвостовые молотки. Устройство молотков показано
на рис. 256.
На оси стойки 1 металлической сварной рамы 2 закреплен
двуплечий рычаг 3. К концу длинного плеча рычага 3 прикреп-
лена металлическая пластина 4. На другом, коротком плече
рычага 3 на оси насажен ролик 5.
На определенном расстоянии от стойки 1 на той же раме 2
в подшипниках 6 уложен приводной вал 7, который при работе
непрерывно вращается, получая движение от электродвигателя
через соответствующее приводное устройство.
На валу 7 против двухплечего рычага 3 закреплен профи-
лированный кулак 8.
Оборудование для полусухого способа формовки изделий
451
А Под длинным концом рычага на столе 9 устанавливается
К>рма, в которую засыпается подлежащая формовке шихтовая
дсса.
Работа молотка производится так: при вращении вала 7 (по
асовой стрелке) кулак 8 встречает ролик 5 рычага 3, нажи-
Рис. 256. Хвостовой молоток
1ет на него и приводит в верхнее положение другой конец
1чага с пластиной 4. При дальнейшем повороте вала ролик 5
Порождается от давления кулака 8 и под действием собствен-
•го веса длинное плечо рычага 3 вместе с пластиной 4 падает
из и производит удар по формуемой массе, засыпанной в фор-
452 •
Оборудование для формовки изделий
За время падения рычага приводной вал успевает сделай
один полный оборот, после чего кулак 8 вновь нажмет на ро-
лик 5, приподнимет пластину 4 кверху и при дальнейшем пово-
роте вала произойдет второй удар.
Последовательными ударами уплотняется и формуется засы
панная в форму масса.
Для пуска в работу и остановки молотка служит система
рычагов. Передвижением рукоятки 10 «на себя» формовщик че
рез систему рычагов 11 поднимает упор 12 в верхнее положе-
ние (показано пунктиром) и задерживает рычаг 3 с пластиной 4
в верхнем положении, при котором кулак 8 не достает до ро
лика 5 и работа молотка прекращается. Пуск в работу произ
водится передвижением той же рукоятки формовщиком «от
себя».
Упор 12 опускается, кулак 8 получает возможность встре-
чаться с роликом 5, и работа молотка возобновляется.
Обычно устанавливается не один молоток, а целый ряд их
с приводом от одного вала.
Пуск и остановка каждого молотка производятся независи
мо друг от друга, общий же приводной вал и соответствующее
расположение на нем приводных кулаков позволяет наиболее
эффективно использовать "мощность приводного электродвигате-
ля.
У каждого молотка устанавливается небольшой бункер, от-
куда масса поступает в форму.
Хвостовые молотки делают до 40 ударов в минуту при высо-
те падения пластины 0,3 м.
Существенными недостатками таких молотков являются
1) сильный стук, производимый падающими молотками;
2) невозможность послойного трамбования изделии, так кач
молоток работает при засыпке формы массой выше краев,
3) неравномерное распределение удара по всей поверхности
формуемых изделий. Для выравнивания наклонного удара при
ходится придавать форме наклонное положение;
4) небезопасное устройство выключающего приспособления,
5) низкая производительность
При отсутствии навыка формовщику трудно уловить момент
подъема выключающего упора при положении молотка в верх-
нем положении. При несвоевременном подъеме упора падаюшия
молоток может через систему рычагов вытолкнуть рукоятку в
обратном направлении, вызвать несчастный случай с формов-
щиком и поломать отдельные детали механизма.
В настоящее время хвостовые молотки начали заменяться но-
выми фрикционными прессами специальной конструкции, при-
Оборудование д гя полусухого способа формовки изделий 453
енение которых обеспечивает лучшее качество продукции и
езко увеличивает производительность труда.
При изготовлении крупных блоков ив полусухих масс, когда
уществующие прессы не обесценивают получение качественных
зделий, применяется пневматическое трамбование изделий
7. ПНЕВМАТИЧЕСКАЯ ТРАМБОВКА
Пневматическая трамбовка представляет собой инструмент
дарного действия, принцип работы которого изложен в разде-
е «Оборудование для добычи сырья».
Процесс пневматического трамбования заменяет ручною на-
ивку форм, но является полумеханизированным процессом и
ребует от рабочих хотя и меньших, но
фЗЗ
0 33
Сс же значительных затрат энергии.
Непосредственно трамбование произ
юдится башмаками, насаживаемыми на
юнец штока трамбовки. Для насадил
>ашмака на хвостовик штока он делает-
:я с коническим отверстием, соответству-
эщим конусу на хвостовике
Формы башмаков могут быть разны-
ми, в зависимости от размеров и кон
'игурации формы изделий, из них наи-
юолее употребительные: круглые (риъ
.57), квадратные и прямоугольные. Бо-
ковое отверстие в башмаке предусмотри-
io для введения клина при необходимо-
сти снятия башмака со штока. Башмаки
(.елаются или из ковкого чугуна или
:тальными коваными.
Формы при пневматическом трамбо-
вании крупных изделии изготовляются
борными, состоящими из нескольких
тастей. До начала формовка форма соби-
)ается, отдельные части прочно соединя-
ется друг с другом Для освобождения
1з форм готовых изделии она разбирает-
ся. Наиболее употребительными соедине
ниями для отдельных частей форм яв-
1ЯЮТСЯ шарнирные и клиновые
Трамбование производится следую-
Цим образом: в форму, устанавливаемую
1асыпается слой массы Внутрь формы вводится трамбующее
[устройство, и трамбовка включается в работу.
Л
257 Kpyi 1ый баш
пневматической
трамбоьки
Рис
мак
на
прочною опору,
454
Оборудование для формовки изделий
Ударами башмака при передвижении трамбовки по всей по-
верхности слоя масса уплотняется После этого инструмент
убирается, засыпается новый слой и процесс повторяется
Вибрация трамбовки, шум ц необходимость постоянно дер-
жать ее bi руках утомляют рабочего, от которого, кроме того,
требуется значительный навык для обеспечения равномерного
уплотнения массы во всей форме.
Устройство приспособления для поддержания трамбовки при
производстве пневматического трамбования является неотлож-
ным делом
Такой станок может быть изготовлен по принципу мостового
крана (движение моста и перпендикулярное передвижение к не-
му тележки) или по принципу работы радиально-сверлильного
станка (поворачивающаяся вокруг колонны консоль с переме-
щающимся по консоли инструментом).
Роль рабочего при наличии такого станка сведется к управ-
лению трамбовкой. Он будет освобожден от необходимости
держать трамбовку в руках, что значительно облегчит его труд.
При пневматическом трамбовании на заводах огнеупорной
промышленности используются трамбовки, изготовляемые заво-
дом пневматических машин «Пневматика».
Наибольшее применение получила трамбовка типа ТР-1,
имеющая следующую техническую характеристику:
давление сжатого воздуха — 5,5 аги,
расход воздуха 0,45—0,6 мР/мин,
число ударов— 1300 в мин,
диаметр шланга— 16 мм,
полный вес—10,2 кг.
Практические данные о расходе воздуха показывают значи-
тельное увеличение его против названного и достигают в от-
дельных случаях до удвоенного количества расходуемого воз-
духа.
РАЗДЕЛ VI
БОРУДОВАНИЕ СУШИЛЬНЫХ И ПЕЧНЫХ ЦЕХОВ
I
* 1. СУШИЛЬНЫЕ БАРАБАНЫ
| Для сушки глины и угля в огнеупорной промышленности
^применяются ячейковые сушильные барабаны, которые рабо-
тают по принципу прямотока, т. е. материалы, подвергающиеся
'сушке внутри барабана, а также и горячие газы, идут в одном
направлении. Это обеспечивает сохранение пластичности глины,
так как температура выходящей сушеной глины из барабана
не превышает нескольких десятков градусов. При противотоке,
когда материалы, подвергающиеся сушке внутри барабана, и
горячие газы идут друг другу навстречу, температура высу-
шенной глины может достшать 600— 700°. При этой темпера-
туре глина теряет пластичность и непригодна для связки.
Кроме того, в первом случае понижается потеря тепла с вы-
ходящим материалом и уменьшается возможность прилипания
сырого материала к горячим стенкам барабана.
Сушильный барабан (рис. 258) состоит из кожуха1 1,
представляющего собой клепаный или сварной цилиндр из ли-
стовой стали толщиной 14—16 мм, длиной от 12 до 20 м л
диаметром от 2,2 до. 2,8 м.
К кожуху 1 на чугунных башмаках укрепляются два сталь-
ных литых бандажа 2, которые для обеспечения вращения ба-
рабана опираются на две пары опорных роликов <3. Ролики
установлены на стальных осях с подшипниками скольжения 4.
Барабан устанавливается таким образом, что его ось с гори-
зонтальной плоскостью имеет уклон 5° в сторону выхода мате-
риала.
На близлежащей к выходному концу роликоопоре установ-
лены контрольные ролики 5, которые могут вращаться на вер-
тикальной оси. Ролики 5 имеют назначение аналогичное кон
трольным роликам вращающихся печей (см. стр. 492)
Вращение барабана производится от электродвигателя мощ-
ностью 10 кет, 960 об/мин (для барабана диам. 2,2 м и длиной
12 м) через редуктор 6 и венцовую шестерню 7, закрепленную
Рис, 258 Сушильный барабан
Сушильные барабаны АЬТ
да барабане при помощи пластинчатых пружин. Число оборо-
*ов барабана от 3 до 6 в минуту. В ряде случаев привод вра-
цает опорные ролики 4, которые создаваемой между роликами
I бандажами силой трения приводят во вращение барабан.
Последний вид привода имеет ряд недостатков, в частности,
j короткий срок выходит из строя приводной ролик н бандаж.
Внутри кожуха барабана концентрично проходит труба 6',
кестко связанная с ним несколькими радиальными перегород-
ками 9. Между этими перегородками установлены разъемные
герегородки Т-образного или крестообразного сечения.
Для обеспечения равномерной сушки материала в барабане
необходимо, чтобы периметры ячеек и степень их заполнения-
(были одинаковы.
Равенство периметров ячеек надо соблюдать и при ремонте
или замене внутренних насадок барабанов.
Для направления глины и распределения ее по ячейкам на
входном конце барабана устанавливаются винтовые лопасти.
В местах примыкания кожуха барабана к камере смешения
{О воздуха и топочных газов, а также со стороны выгрузочной
камеры 11 на кожухе барабана укреплены уплотнительные
кольца 12, которые входят в кольцевые пазы заделанных в
кладку колец 13, чем создают лабиринтные уплотнения.
Сырой материал поступает в барабан по чугунной трубе 14,
которую рекомендуется обеспечивать водяным охлаждением.
Во избежание попадания материала в камеру смешения 10,
на входном конце барабана следует установить направляющий
конус 15, изготовленный из листа толщиной 16 мм.
Топки 16 сушильных барабанов выполняются на угольном
или газовом отоплении.
Сушильные барабаны работают по принципу сушки матери-
алов в полувзвешенцрм состоянии.
Перемещение высушенного материала not направлению
продольной оси барабана происходит благодаря его наклону,,
а также вследствие относа частиц падающей глины потоком
^газов.
Во время сушки необходимо следить за тем, чтобы глина в
барабане не пересушивалась. Крайним нижним пределом сушки
надо считать 11% содержания влаги При более низкой влаж-
ности помимо перерасхода топлива происходит сильное пылс-
Ьбразование, в результате которого происходит запыленность
производственных помещений.
Температуру на загрузочном конце сушильного барабана
следует ограничивать 800°, так как повышение температуры мо-
жет привести к потере глиной пластичности и интенсивному
тепловому износу металла.
458
Оборудование сушильных и печных цехов
Остающаяся в высушенном горячем материале влага про-
должает испаряться и в виде влаги оседать на более холодных
частях машин. Для удаления паров воды во избежание налипа-
ния глины на этих частях необходимо обеспечить надежную
вытяжку при помощи вентиляционной установки.
Производительность сушильного барабана характеризуется
объемным напряжением, т. е. количеством влаги в кг, испаряю-
щимся в час каждым кубическим метром внутреннего объема
барабана. При кусках размером до 45 мм объемное напряжение
для глины рекомендуется принимать 40~50 кг/м^ в час.
Производительность Q ячейкового сушильного барабана при
установившемся режиме работы определяется из уравнения:
Q = 3600 В • 7 • v т^ас, (142)
где: В — объем, занимаемый материалом на 1 пог. м. длины
барабана, м3;
у —насыпной вес материала, т/м3, для глины у =1,3 т/м3-,
v — скорость движения материала, м/сек.
Объем, занимаемый материалом на 1 пог. м, равен
В = a*R*e м3, (143)
где: е — коэфициент заполнения;
R— внутренний радиус барабана, лг,
а — коэфициент равный 0,9, учитывающий сечение, заня-
тое стенками ячеек.
По формуле К. К. Стрелове для угла трения, равного в на-
чале барабана 40° и в конце 30°, скорость движения глины в
барабане будет равна:
v = 0,00355 tg [45 (1 — г)] м'сек, (144)
V N
где: л — число оборотов барабана, мин.;
а —угол наклона барабана в градусах;
М — число ячеек.
Подставив значения у и В в формулу 142, получим
Q -- 46,5 е tg [45 (1 — г)] т/час. (145)
V N
Задаваясь коэфициентом заполнения е и допустимым на-
пряжением сушильного барабана по влаге, пользуясь формулой
145, можно определить для заданной производительности угол
наклона и число оборотов барабана.
Пример. Определить производительность и число оборо;
тов сушильного барабана при внутреннем диаметре 2 м, длиной
12 м, 72 ячейками и углом наклона 4°. Приняв напряжение
сушильного барабана по влаге равным 40 кг водыДиз в час, при
Вагонетки туннельных сушил
459
«ачальной влажности глины W, = 2О°/о и конечной влажности
Ил2 = 8%, можно определить «чистый» внутренний объем бара-
бана
a^R2L = 0,9 к I2 . 12 ~ 34 м\
Производительность барабана по влаге
W = 40 • 34 = 1360 кг час воды.
Производительность барабана по высушенному материалу
п П7 100 —100 — 20 ппс
Q = W------- 1 = 1,36 -----= 9,05 m час.
Wx-W2 20 -8
Коэфициент заполнения барабана е =0,1 — 0,3 принимаем
г = 0,2.
Для определения числа оборотов барабана из формулы (145)
найдем произведение
9,05 • I3 -8,5 1 1 к
а • п — —!------------L—• = 11,5, тогда
46,5 • 0,2tg 36°
при угле а = 4 получим п~3 сб/мин.
Приведенный расчет подтверждается практическими дан-
ными.
По принятому коэфициенту заполнения устанавливается пи-
тание барабана.
2. ВАГОНЕТКИ ТУННЕЛЬНЫХ СУШИЛ
Для выпускающих шамотные изделия заводов при выборе
типа сушил наилучшим решением является использование в ка-
честве вагонетки для туннельных сушил той же вагонетки, на
которой будет производиться обжиг изделий. Но вследствие не-
достаточной механической прочности сырых динасовых и маг-
незитовых изделий такое решение для динасовых и магнезито-
вых заводов в настоящее время неприемлемо. Поэтому и для
туннельных сушил рока что применяются полочные вагонетки,
в которые изделия после прессования укладываются по одному
ряду на каждую полку.
В этом случае приходится затрачивать дополнительную ра-
бочую силу дЛя перегрузки высушенных изделий на печные ва-
гоны, что приводит к увеличенному браку.
Полочная вагонетка (рис. 259) состоит из рамы 1
рварной конструкции весом 102 кг с шестью или семью ряда-
ми полок 2, изготовленных из уголков 30 X 30 X 4, на которые
укладываются рамки.
Рамки изготовлялись раньше из двух деревянных, соединен-
ных между собой железными прутками, реек. Так как срок
460
Оборудование сушильных и печных цехов
службы деревянных рамок незначительный, то за последние го-
ды широкое распространение в огнеупорной промышленности
получили рамки, отлитые из вторичных сплавов алюминия. Та-
Рис. 259. Вагонетки туннельных сушил
кая рамка (рис. 260) имеет вес 3,8 кг. Применение алюминие-
вых рамок улучшает и качество' изделий, так как поверхность,
на которую укладывается сырой кирпич, всегда ровная, в то
время как при применении деревянных рамок вследствие их
деформации были случаи по|рчи изделий во время сушки.
К раме туннельной вагонетки крепятся болтами два полуска-
та (см. рис. 259). Колеса 3 скатов отливаются из чугуна в ко-
киль с довольно чистой поверхностью. Механической обработ-
Вагонетки туннельных сушил
461
ке после отливки подлежит только втулка колеса. Поверхность
катания таких колес изнашивается значительно медленнее, чем
у чугунных колес после механической обработки. Колеса плот-
но насажены на оси 4, на консольных концах которых установ-
лены шариковые подшипники 5. Положение шарикоподшипни-
ков 5 фиксируется кольцами 6 и 7. Корпуса подшипников 8
Рис. 260. Алюминиевые рамки на вагонетке
туннельных сушил
изготовлены из чугунного литья. Для захвата при толкании ва-
гонеток к нижней части рамы приварен упор 9, на который пе-
редается давление толкателя.
По предложению изобретателя Ботдановичского завода
г. Самарина' М. А. внедрены вагонетки для туннельных сушил
с закрепленными рамками (рис. 261). Для их изготовления бы-
ли использованы с небольшой переделкой обычные вагонетки
для туннельных сушил.
Нижний ряд рамок и две средние рамки остальных рядов
закрепляются при помощи болтов к полкам вагонетки. На край-
них рамках по пяти с каждой стороны устанавливаются шар-
ниры. На оба конца поворачивающейся рамки / прикрепляется
462
Оборудование сушильных и печных цехов
при помощи шурупов железная полоса 2, охватывающая рамку
с трех сторон. К этой полосе приваривается палец <?, который
вставляется в кронштейн 4.
Для загрузки вагонетки сырым кирпичом у каждого допрес-
совочного пресса устанавливается поворотный круг. Вагонетка
4
Рис 261 Вагонетки для туннельных сушил с закрепленными
рамками
подходит к прессу с откинутыми внутрь десятью крайними пол-
ками. Снятый со стола пресса кирпич укладывается сначала на
две рамки нижнего ряда, в это время крайние рамки последую-
щих рядов откинуты и не мешают загрузке. Затем поворачи-
вается на шарнире и устанавливается горизонтально в рабочее
положение крайняя рамка второго ряда снизу и заполняются
обе рамки этого ряда.
Таким образом заполняются по две рамки на всех шести
рядах по высоте вагонетки со стороны допрессовочного пресса.
После этого вагонетка на поворотном круге поворачивается на
180° и загружается вторая половина вагонетки.
Рабочие у пресса освобождаются от необходимости сбрасы-
вать привезенные от сушил рамки и снова их укладывать на
полки.
При садке разгрузка вагонетки ведется сразу с двух сторон,
начиная с верхнего ряда. При переходе к следующему ряду,
откидываются крайние рамки верхнего ряда внутрь вагопетки.
Толкатели туннельных сушил
46S
Срок службы рамок, закрепленных на вагонетке, в несколь-
ко раз больше, чем при съемных рамках, и трехлетняя эксплуа-
ация показала целесообразность их широкого внедрения в про-
1ышлен ность.
Для обеспечения нормальной эксплуатации вагонеточного
арка необходимо провести ряд организационных мероприятий,
частности каждой вагонетке должен быть присвоен порядко-
вый номер, четко помеченный на раме.
Все вагонетки должны быть зарегистрированы в специаль-
1ом журнале. Каждая вагонетка должна периодически прове-
яться на «горке».
Для проверки порожняя вагонетка устанавливается на спе-
циальный участок пути с уклоном 1/100, длиной 10 м.
На раму укладывается чугунная отливка весом 1 т.
Затем вагонетка вручную сдвигается с места и после она
продолжает движение по инерции (без воздействия рабочих)
Ю пути с уклоном. Если свободно движущаяся вагонетка не
цройдет 8 м, то признается неисправной и ходовая часть долж-
1а подвергнуться разборке.
Пути сушильных переделов, особенно внутри туннелей,
флжны контролироваться по металлическому шаблону и уров-
не.
3. ТОЛКАТЕЛИ ТУННЕЛЬНЫХ СУШИЛ
Для продвижения вагонеток вдоль туннелей сушил применя-
ются специальные стационарные толкатели двух типов: и н д и-
видуальные и групповые. Применяются также и пе-
ре движ н ы е толкатели.
f Групповой толкатель (рис. 262 ) предназначен для обслу-
живания блока туннелей. Максимальное число туннелей, обслу-
живаемых одним приводом, равно десяти.
|( Привод группового толкателя устанавливается с одной из
роковых сторон блока туннелей.
| Толкатель приводится в движение электродвигателем I мощ-
ностью 4,5 кет, 720 об/мин через червячный редуктор 2 с пере-
1аточным1 числом i = 21 мощностью 4,8 л. с.
| На тихоходном валу редуктора насажена чугунная шеврон-
шая шестерня 3, находящаяся в зацеплении с чугунной шеврон-
вой шестерней 4, которая при помощи шпонки закреплена на
юриводном валу 5. .Вал 5 уложен в двух подшипниках, установ-
ленных на сварной раме, изготовленной из швеллеров. Электро-
двигатель с редуктором установлены на верхней части рамы.
I Ось вала расположена на 153 мм ниже головки рельс путей
НГуннеля. Конец вала 5 с валом первого туннеля 6 соединен
Юри помощи муфты. Подшипники вала 6 установлены на раме-
|йз швеллеров.
Рис 262 Групповой толкатель
I
Толкатели туннельных сушил 465
i1
г На валу 6 по оси расположенного против него рельсового
>пути закреплена чугунная разъемная приводная звездочка 7.
Йа расстоянии 1320 мм от оси приводной звездочки на раме
Рис 263 Внешний вид туннеля сушила, оборудованного
групповым толкателем
установлена чугунная натяжная звездочка 8, подшипники кото-
рой имеют винтовой упор 9. На звездочки одета стальная шар-
нирная цепь 10* на двух шарнирах которой закреплен стальной
кулак 11
Конец вала 6 первого туннеля соединен муфтой с валом 12
второго туннеля На валу 12 также установлена приводная
звездочка 7 и имеется натяжная звездочка 8 Аналогично обо-
рудованы остальные туннели блока
Цепь при вращении вала кулаком 11 упирается в упор ва-
гонетки и заставляет ее двигаться по рельсам и толкать весь
поезд, находящийся внутри туннеля.
Общий вид туннеля сушила, оборудованного установкой не-
ги со звездочками и кулаком, показан на рис. 263
Цепи при сборке толкателей должны располагаться таким
образом, чтобы расположение кулака цепи в каждом последую-
30 В Г Байсоголов и П И Галкин
Толкатели туннельных сушил
467
(цем туннеле по отношению к его расположению в предыдущем
|уннеле было смещено на % общей длины цепи в направлении
Движения вагонетки.
[ Скорость передвижения в вталкиваемой вагонетки составляет
Ь, 1 1л]сек.
[ От одного привода одновременно заталкивается не более'
Ьвух вагонеток
i Максимальное толкающее усилие составляет 3000 кг. Общий
Вес толкателя на 10 туннелей — 5500 кг.
Индивидуальный толкатель (рис. 264) устанавливается пе-
ред входом обслуживаемого им туннеля сушила в направлении
Ьси рельсового пути. Максимальное толкающее усилие состав-
ляет 1000 кг. Весь механизм толкателя, за исключением упор-
ного кулака 1, заглублен, что обеспечивает возможность бес-
препятственного прохода вагонеток в туннель. Толкатель при-
водится в движение электродвигателем 2 мощностью 1 кет*
D60 об/мин через редуктор 3 с одной парой цилиндрических
шестерен.
I Редуктор при помощи муфты соединен с винтовым валом 4
[толкателя. Оба конца вала вращаются в шариковых подшипни-
ках 5. Для восприятия осевых усилий вал с противоположной
редуктору стороны имеет упор в виде двойного упорною ша-
рикоподшипника 6.
Г На винтовую часть вала надета бронзовая гайка 7. При вра-
щении винта гайка передвигается по направлению оси винта.
| Гайка закреплена в каретке 8 сварной конструкции. К ка-
ретке 8 болтами укреплены четыре полуоси 9, на которых на-
гажены шариковые подшипники роликов 10. При движении
каретки 8 ролики двига'ются по направляющим продольных
швеллеров 11, расположенных по обе стороны винтового вала
рараллельно его оси. *
I В верхней части каретки шарнирно закреплен упорный ку-
шак 1, имеющий вид неравнобокого угольника со втулкой у
Вершины прямого угла. Короткая вертикальная часть кулака
ври движении каретки упирается в упор вагонетки и переме-
шает состав вдоль туннеля При этом длинная сторона кулака
Впирается на верхнюю поверхность каретки.
Во время рабочего хода толкателя каретка двигается по на-
правлению к выходному концу туннеля. Дойдя до крайнего
сложения, каретка включает концевой выключатель, переклю-
чающий реверсивный магнитный пускатель толкателя, электро-
двигатель, вращаясь в обратную сторону, возвращает каретку
исходное положение.
При подаче в туннель очередной вагонетки упор ее, прохо-
дя под кареткой, задевает толкающий конец кулака 1 и накло-
няет его, поворачивая на оси. После прохода упора вагонетки*
Во*
468
Оборудование сушильных и печных цехов
длинная сторона упора под действием силы тяжести снова за-
нимает горизонтальное положение.
4. ЭЛЕКТРОЛАФЕТЫ
Электролафеты на заводах огнеупорной промышленности
применяются для перевозки вагонеток, груженных полуфабри-
катами и готовыми изделиями, а также возврата порожних чд.
Рис 265 Внешний вид электролафета
гонеток к месту погрузки. Общий вид электролафета показан
на рис. 265. Чертеж общего вида показан на рис. 266.
Электролафеты применяются для внутрицеховых и между-
деховых перевозок.
На сварной раме электролафета 1, изготовленной из швел-
леров № 12, установлены четыре шариковых подшипника 2, в
которых вращаются две оси 3 со стальными колесами 4. Между
осями 3 на раме 1 перпендикулярно продольной оси электро;
лафета расположены одна или две секции узкоколейных рельс 5
для установки перевозимых вагонеток.
Фиксация положения вагонеток во время движения электро-
лафета производится откидными упорами 6.
Электролафеты
469
, На раме устанавливается электродвигатель 7 мощностью
Р кет, который через редуктор 8 приводит электролафет в дви-
жение. Передача движения от двигателя к редуктору произво-
дится посредством тексропнюй передачи. Такая передача смяг-
иает толчки при пуске
; В противоположной части рамы установлена площадка для
'водителя с резиновым настилом 9. Перед площадкой установлена
p-образная, изготовленная из швеллера стойка 10, на верхней
части которой закреплен токосъемник 11, а в нижней части
контроллер 12, служащий для пуска остановки и перемены на-
правления вращения электродвигателя. Здесь же установлен
И ящик рубильника с предохранителями.
i Токосъемник 11 состоит из трех бронзовых роликов шири-
ной 100 мм, вращающихся на неподвижных осях, установлен-
ных на изолирующих прокладках. Ток от осей к рубильнику по-
дается шланговым проводом.
К площадке водителя выведены рукояти и педали тормоза
13 двустороннего действия. Во избежание аварии от провора-
чивания подлежащего торможению колеса, крепление его на
оси должно быть сделано надежно.
Ширина колеи движения электролафета 900 мм. Для
путей электролафета строится кювет шириной 1370 мм
и глубиной 180 мм от подошвы пути до уровня пола с таким
расчетом, чтобы уровень рельс, уложенных на полу, по которым
передвигаются вагонетки, совпадал с уровнем приемных рельс
электролафета.
Троллейные провода подвешиваются на отметке 3,5 м от
уровня пола и питаются трехфазным переменным током напря»
жением 380 или 220 в.
Грузоподъемность электролафета для передвижения двух ва-
гонеток составляет 3 7. Скорость движения электролафета до
3 м/сек. Вес элект^лафета около 900 кг. За последнее время
стали применяться электролафеты для одновременной транспор-
тировки трех вагонеток.
! Электролафеты передвигаются по путям, имеющим подъе-
мы до 0,025 и кривые с радиусом закругления свыше 30 м.
г В местах перехода с горизонтального пути на наклонный
(И на закруглениях, троллейные провода заменяются жестким
^троллеем.
I Электролафет усиленной конструкции применяется для пе-
ревозки вагонов туннельных печей широкой колеи большой
грузоподъемности (рис. 267). Такие электролафеты иногда из-
готавливают комбинированными с передвижным толкателем
(рис. 268) для туннельных сушил, в которые входят те же ваго-
ны, что и в туннельные печи.
Рис. 266. Электролафет
472
Оборудование сушильных и печных цехов
775
Рис. 267. Электролафет для вагонов туннельной печи:
1 — рама; 2 — скат; 3 — кабельный барабан; 4 — токоприемник; 5 — звездочка: i —
редуктор; 7— электромотор; 8— кулачковая муфта; 9 — барабан лебедки: 10— блоки
Электролафет с толкателем показан на рис. 268.
5. толкатели туннельной печи
Толкатель предназначен для продвижения состава вагоне-
ток в туннельной печи по рельсовому пути, уложенному на
фундаменте печи.
Винтовой толкатель с толкающим усилием 100 т (рис. 269)
изготовлен механическими мастерскими Боровичского комбината
по чертежам Ленинградского института огнеупоров.
Рама толкателя 1 сварной металлоконструкции весом
2200 кг устанавливается на бетонном фундаменте. После вы-
ьерки рамы нижняя часть ее заливается бетоном на высоту
200 мм.
Толкающее усилие передается штангой 2 коробчатого се-
чения сварной конструкции, изготовленной на базе двух швел-
леров № 30. Штанга 2 весит 460 кг. Своей передней частью
штанга опирается на два нижних ролика 3. Сверху установле-
ны два аналогичных ролика 3.
Толкатели туннельной печи
473
Задняя часть штанги соединена с траверсой 4, в которой
[Креплены ходовые гайки 5.
Ходовые гайки 5 изготовлены из фосфористой бронзы и на-
жжены на винтовые валы 6, имеющие упорные подшипника,
Рис. 268. Передвижной толкатель для туннельных
боль-
шегрузных вагонов сушил
акрепленные в головной части рамы. Упорный подшипник 7
остоит из стальной опорной шайбы, закрепленной на конце
интового вала, шайба упирается в кольцо, сидящее в корпусе
юд шинник а.' Поверхность кольца имеет баббитовую заливку.
При вращении винтовых е#лов 6 ходовые гайки 5 двигаются
вдоль их оси. Вместе с ними двигается вперед траверса1 4 со
цтангой 2.
К передней части штанги 2 закреплена передняя траверса 8,
[редставляющая собой сварную балку двутаврового сечения,
юторая должна упираться в раму вагона туннельной печи. Дви-
кением штанги вперед проталкивается весь состав вагонов,
гаходящийся в печи.
Во избежание перекосов, а также для обеспечения равно-
мерной загрузки обоих винтов и гаек, толкающая траверса 6
I задняя траверса 4 закреплены на штанге 2 шарнирно.
Ход штанги толкателя составляет 2750 мм. При продвиже-
нии на весь ход толкания скоба 9, укрепленная на задней тра-
версе 4, нажимает на рычаг переднего концевого выключателя
Рис 269 Винтовой 100 тонный толкатель туннельной печи
Толкатели туннельной печи
475
40 и переключает реверсивный пускатель электродвигателя, ме-
!Няя таким образом направление его вращения.
। При вращении винтов в обратную сторону гайки, штанга и
траверса возвращаются в исходное положение. Когда скоба
Рис 270 Реечный толкатель для туннельной печи
нажмет на рычаг заднего концевого выключателя происхо-
дит отключение и остановка электродвигателя.
Ходовые винты получают вращение от электродвигателя 13
через специальный редуктор Г2 и тексропную передачу, как
показано на рис. 269. м
Крановый электродвигатель 13 мощностью 32 кет, 730 об/мин
вращает тексропный шкив посредством десяти тексропных
ремней.
Электрическая блокировка позволяет производить толкание
только при открытых дверях туннельной печи.
Время толкания составляет 1 мин. 50 сек. Вес толкателя
составляет 7000 кг.
Толкатель аналогичной конструкции, но с ходом толкания
3250 мм, имеет время толкания 2 мин. и весит 8200 кг.
Реечный толкатель
На заводе имени Орджоникидзе хорошо зарекомендовал
себя при длительной эксплуатации реечный толкатель (рис. 270)
с толкающим усилием 35 т. Вес толкателя составляет 19,8 т.
476
Оборудование сушильных и печных цехов
6. ВАГОНЫ ТУННЕЛЬНОЙ ПЕЧИ
Вагон для туннельной печи с шириной канала 3020 мм
(рис, 271) имеет длину в верхней части 3230 мм и ширину
3000 мм. Емкость вагона по
хромомагнезитовому кирпичу со-
ставляет 10 т, а по шамотному —
До 12 т.
Вагон состоит из рамы 1
(платформы) клепаной конструд.
ции. Соединение отдельных эле-
ментов рамы вагона электросвар-
кой неприемлемо из-за больших
термических напряжений вслед-
ствие высокой температуры в зо-
не обжига печи, достигающей
1550—1600°. Рамы сварной кон-
струкции после выхода из печи
вагонов деформируются и имеют
отклонения от первоначальных
размеров.
Основной пояс рамы вагона
(рис. 272) изготовляется из
швеллера № 24. Для увеличения
жесткости, середина каждой сто-
роны пояса связана с раскосами
К верхней части пояса укрепляет-
ся стальной лист толщиной
20 мм, к которому приклепывает-
ся десять поперечных связей, со-
стоящих из спаренных уголков
размером 80 X 80 X 12 или тав-
ровых балок 140 X 140 X 15 Кон-
цы связей крепятся к полкам
швеллеров основного пояса
Учитывая повышенную окис-
ляемость и обгорание головок,
заклепки, соединяющие основные
элементы рамы, берутся увели-
ченных размеров.
Связи одновременно являются
армировкой нижнего слоя футе-
ровки вагона из шамотного легко-
веса Легковес покрывается слоем
огнеупорного бетона, поверх ко-
торого укладывается шамотная
футеровка.
Разрез ло /7 5
32М---------------------------
<7/^7------------------------—
Рис 272 Рама вагона
для туннельной печи с шириной канала 3020 мм
Разрез аз Д5в
„____Х=,________'
Разрез по ЯРД
3
-ф
\в
ДМ я
ш-
ИМ1
im -ф
о
оЖ/ Г\
Рис. 273. Вагон для туннельной печи
с шириной канала 2220 мм.
Вагоны туннельной печи
479
Боковая сторона футеровки вагона из огнеупорного бетона
иеет выступ соответственно впадине в кладке канала печи.
К нижней части концов поперечных связей (см. рис. 271)
овальных отверстиях закреплены болтами продольные уголки,
которым прикрепляются ножи 2. Ножи (фартуки) изготовля-
ется ив листовой стали толщиной 16 мм.
Во время продвижения вагона в печи ножи находятся в
есочном затворе, предохраняя, таким образом, ходовую часть
г воздействия высокой температуры.
Овальные отверстия в горизонтальных полках уголков де-
аются для компенсации расширения более нагретой части ко-
сей. Рама вагона должна быть точной по форме и разме-
ны, поэтому сборку и клепку рекомендуется производить на
лите с применением шаблонов.
Верхняя
олщинси
40
часть ножа защищается
мм для предохранения от
огнеупорным
деформации и
бетоном
коррозии.
К нижней части рамы крепятся чугунные буксы 3 с роли-
овыми
подшипниками, в которых находятся шейки осей 4 нор-
: железнодорожных скатов колеи 1524 мм с колесами
диаметром 1050 мм.
С торцевых сгорон вагона чуннельной печи установлены бу-
>еры 6.
Вагон для туннельной печи с шириной канала 2220 мч
рис. 273) имеет длину 1650 мм и ширину 2180 мм. Емкость
агона составляет около пяти тонн шамотных изделий.
Ра'ма вагона .клепаной конструкции имеет основной пояс 1,
18, из пяти поперечных свя-
швеллеров №
изготовленный из
сй 2, состоящих из двух склепанных уголков № 9. Для уве-
ичения жесткости'установлены большие косынки, изготовлен-
ые из листового железа.
Ножи 3 изготавливаются из листовой стали толщиной 10
- 12 мм. К раме крепятся чугунные буксы 4, в которых закреп-
|яются консольные концы осей 5, скатов колеи 1200 мм, с коле-
ами 6, вращающимися на осях 5. Колеса 6 установлены на двух
Чариковых подшипниках 7.
На передней части рамы укреплены буферы 8 с выступами,
вторые входят в соответствующие впадины буферов, укреп-
енных на задней части рамы соседнего вагона.
7. ОБОРУДОВАНИЕ ШАХТНЫХ ПЕЧЕЙ
Механизированные шахтные печи с внутренним диаметром
гахты 2,5 3 м применяются в огнеупорной промышленности
;ля обжига кускового доломита и магнезита.
Ф27М
Рис. 274. Механизм загрузки шахтной печи
Оборудование шахтных печей
481
Высота шахты составляет 14,2 м. Цокольная часть высотой
,7 м имеет кожух диам. 4,25 м, изготовленный из листовой
гали толщиной 20 мм. Кожух остальной части шахты выпол-
[яется из листовой стали толщиной 10 мм.
Шахта печи установлена на бетонном фундаменте,. внутрен-
яя пустотелая часть которого имеет форму усеченного конуса,
бращенного вверх широким основанием.
Нижняя часть внутренней футеровки цокольной части шах-
ы высотой 2 м выполняется из шамотного кирпича. Наружная
утеровка цокольной части выполняется из красного кирпича.
Лахта на протяжении 10,6 м футеруется хромомагнезитовым
ирпичом. Верх шахты 'В1ыклады1вается шамотным кирпичом.
Шамотная футеровка цоколя опирается на фасонное стальное
ольцо, установленное в верхней части выемки фундамента.
В нижней части цоколя имеется лаз, который при нормаль-
ой работе печи заложен шамотным кирпичом.
ЗаТрузка печей кусковым сырьем и коксом производится ски-
овым подъемником.
Механизм загрузки (рис. 274) состоит из чаши 1, изготов-
енной из литой стали весом 520 кг, к нижней части которой
креплен зубчатый венец 2 с числом зубьев 204 и модулем 8.
1енец находится в зацеплении с шестерней 3, насаженной на
ал, опирающийся на подшипник 4 и соединенный муфтой с
ервячным редуктором <5. Редуктор приводится в движение от
лектродвигателя 6 мощностью 1 квт, 1500 об/мин.
Чаша опирается на четыре роликоопоры 7. На чашу установ-
ок цилиндрический кожух 8, изготовленный из листовой стали.
( нижней части чаши прикреплена загрузочная воронка 9, из-
бтовленная из-литой стали. Загрузочную воронку вакрывает
штой стальной конус 10, весом 320 кг, подвешенный при помо-
гли системы тяг к электрическому тельферу. Тельфер произво-
дит подъем или опускание конуса. Опорные ролики 7, подшип-
ник 4 и электродвигатель с редуктором установлены на верх
рей плите печи 11. Плита литой стали 11 состоит из четырех
(астей, общим весом 2500 кг.
При загрузке шахты печи сырье и кокс из скипа выгру-
каются в загрузочную воронку. Как только материал полностью
асыпан в воронку, чаша приводится во вращение, после чего
производится опускание конуса и высыпание материала в шах-
печи.
Механизм разгрузки печи (рис. 275) состоит из вертйкаль-
Юго вала 1 диам. 300 мм, изготовленного из стальной поковки
есом 2000 кг, опирающегося нижним концом на упорный под-
шипник.
1 В. Г. Байсоголов и П И. Галкин
482
Оборудование сушильных и печных цехов
На нижнем конце вала имеется квадратная выемка 2, в ко-
торую вставляется выступ пяты 3, изготовленный из зацементи-
I ованной легированной стали. Стальная опорная подушка 4
закреплена на опорной части подпятника 5, на верхней поверх
ности она имеет смазочные канавки Подпятник 5 фундамент-
Оборудование шахтных печей
483
ними болтами 6 закреплен на фундаменте, Боковой корпус 7
юдпятника, разъемный в вертикальной плоскости и без де-
монтажа всего механизма, позволяет заменять опорную подуш-
ку. В нем установлены разъемные бронзовые вкладыши 8.
На верхнем конце вала на шпонках закреплена разгрузочная!
литой стали решетка 9 диаметром 2500 мм, весом 3800 кг. По-
верхность разгрузочной решетки имеет зубья и отверстия. Ступи-
ца разгрузочной решетки опирается на выступ вала. Средняя
1асть решетки 10 имеет выпуклую форму и более высокие
зубья. Эта часть съемная и может заменяться. На основной
решетке 9 она закреплена болтами. Верхняя часть вала защи-
щена стальным колпаком.
t
Вертикальный вал вращается в подшипниках 11 с бронзовы-
ми вкладышами 12. Корпус подшипника 11 отлит заодно с
верхней частью стальной выпускной воронки 13, которая кре-
пится болтами к изготовленному из швеллера кольцу 14, заде-
ланному в нижнюю часть выемки фундамента. Выпускная во-
ронка разъемная и состоит из двух частей: одной — весом
1400 кг и второй—900 кг.
На нижнюю часть вала установлено червячное колесо 15
диаметром 1920 мм, литой стали с фрезерованными зубьями.
Червячное колесо выполнено разъемным из двух половин, кото-
рые соединяются при помощи восьми колец 16, насаженных
в горячем состоянии на соответствующие полукруглые выступы
на обеих половинках колеса 15. На валу червячное колесо за-
крепляется двумя шпонками. Червячное колесо 15 находится
в зацеплении со стальным кованы^ червячным валом 17.
Червячный вал 17 опирается на два подшипника 18 с брон-
зовыми вкладышами. Осевое давление вала воспринимается
выступами вкладышей. Подшипники установлены на чугунной
раме 19, закрепленной фундаментными болтами к бетонному
фундаменту.
Червячный вал при помощи муфты соединен с червячным
редуктором 20, который в свою очередь муфтой соединен со
скоростным редуктором 21. Последний имеет четыре ступени
скорости, которые переключаются при помощи маховичка на
оси, выведенной из корпуса редуктора
. Скоростной редуктор 21 приводится во вращение электро-
двигателем мощностью 4,5 кв, 1000 об/мин через редуктор с од-
[ пой парой цилиндрических зубчатых колес или через тек-
стропную передачу. От скоростного редуктора 21 вращение пе-
редается червячному редуктору, червяку и вертикальному валу
с разгрузочной решеткой.
Общий вид механизма разгрузки показан на рис. 276.
[ Вертикальный вал делает от 0,62 до 2,5 об/час.
31*
484
Оборудование сушильных и печных цехов
Зубья решетки отрывают куски спекшегося обожженного
’-материала, которые, проваливаясь через отверстия в решетке,
падают в выпускную воронку.
Дутье в печь подается вентилятором высокого давления под
капором 1000 — 1500 мм вод. ст. по двум трубам, присоединен
ЯЫМ к отверстиям в выпускной воронке.
Рис 276 Общий вид механизма разгрузки шахтной печи
В» избежание выхода воздуха из печи через разгрузочный
механизм, последний имеет плотные соединения и шлюзовый
аппарат.
Шлюзовый аппарат (рис. 277) состоит из трех литых коро-
бок, соединенных между собой и с выпускной воронкой при по-
мощи болтов. Оси коробок установлены под углом ~ 50° к го-
ризонтальной плоскости.
На концевой части каждой коробки имеется шибер, который
}станавливается в соответствующем гнезде коробки. Опорные
поверхности шибера и гнезда коробок подвергаются шабровке
и тщательной шлифовке и при закрытии не пропускают воздуха
и пыли из выпускной воронки.
Электродвигателем мощностью 2,5 кет, 960 об/мин через
червячный редуктор / и пары цилиндрических шестерен 2 вра-
щается вал 3 трансмиссии шлюзового аппарата. На валу уста-
новлены диски 4, к которым на шарнирах присоединены экс-
центрично тяги 5. Тяги 5 при вращении вала поворачивают ва
лики, на которых закреплены шиберы. Движение тяг строго
согласовано. При повороте верхнего шибера 6 открывается
верхний шлюз, и обожженный материал высыпается из верхней
Вращающиеся печи
485
коробки 7, заполняя среднюю коробку 8. Нижний и средний
щиберы в это время закрытьи. При повороте вала трансмиссии
роворачивается верхний шибер 6 и закрывается верхняя ко-
лобка, затем тяги поворачивают шибер 9 средней коробки 8.
Материал из средней коробки попадает в нижнюю коробку 10.
После этого поворачивается и открывается шибер нижней ко-
робки 11, и материал высыпается на металлический пластинча-
тый транспортер.
8. ВРАЩАЮЩИЕСЯ ПЕЧИ
Вращающиеся трубные печи применяются в огнеупорной
промышленности для производства металлургического магне-
зитового порошка, обожженного доломита и шамота
1
486
Оборудование сушильных и печных цехов
Вращающаяся трубная печь для обжига сырого магнезита
или доломита (рис 278) представляет собой обжигательный ба
рабан длиной 65—75 м (при обжиге сухим способом), диаметром
о м Барабан установлен с наклоном 5% в сторону выхода
Рис 278 Внешний вид вращающейся трубопечи
обожженного материала Вращается барабан на роликоопора\
-со скоростью от 0,25 до 1,2 об/мин
Сырье подается в верхний конец барабана, который входит
в пылеуловительную камеру, соединяющуюся через дымовой
боров с дымовой трубой.
Гонкомолотый уголь подается в барабан в виде пыли фор-
сункой через головку печи В форсунку от вентилятора высокого
давления поступает воздух, который увлекает тонкомолотый "уголь
и подает его в печь, где он сжигается при длине факела горения
от 4 до 10 м Получающиеся при сгорании продукты горения
проходят через барабан навстречу двигающемуся сырью и после
прохождения пылеуловительной камеры и дымовой трубы вы-
ходят в атмосферу
Все трубопечи, применяемые в настоящее время в огнеупор-
ной промышленности, за исключением одной установки, исполь-
уемой для специальных заправочных материалов, работают
по сухому способу При сухом способе сырье загружается в
печь после дробления с размерами кусков от 0 до 40 мм через
питательную трубу Попадая в печь, сырье сперва проходит
зону подогрева и разложения магнезита или доломита с удале-
нием углекислоты При этом магнезит нагревается до 600°,
а доломит — до 550° Затем сырье проходит зону кальцинации
Вращающиеся печи
481
длиной 24—26 м, где температура материала увеличивается
от 600 до 1300° при магнезите и от 550 до 1250° — при доло
мите.
Пройдя подготовительные зоны, сырье проходит зону обжи-
га длиной 14—16 м, где материал обжигается при температуре
1500—1550°, охлаждаясь до температуры ~1050° при дальней-
шем движении в обжигательном барабане Обожженный мате-
риал попадает в головку печи, через нижнее отверстие которой
высыпается в холодильник ч
Примерная диаграмма распределения температур материала
и газа по длине печи и изменение футеровки по зонам при об-
жиге доломита в печи длиной 65 м показаны на рис. 279.
Холодильник представляет собой металлический барабан
длиной 20—25 м и диам 2,2 м, установленный с уклоном 4—
5°/о в сторону выхода охлажденного продукта. Холодильник
вращается с числом оборотов ~ 1,5 в мин.
Рис 279 Примерная диаграмма распределения температур материала и газа
по длине печи и изменение футеровки по зонам
Обожженный материал в холодильник попадает при темпе-
ратуре ~1050°, где охлаждается холодным воздухом до темпе-
ратуры 100°
Вращающаяся трубная печь для обжига глины на шамот
имеет длину обжигательною барабана всего 60 м при диаметре
3 м Топливом служит уголь, молотый в виде пыли, или газ.
Температура обжига ~1350°
488
Оборудование сушильных и печных цехов
Обжигательный барабан
Обжигательный барабан состоит из металлического цилинд-
рической формы корпуса, изготовленного из листовой стали
толщиной 20 мм. Внутри цилиндр зафутерован огнеупорным
Рис. 280. Царги клепаной конструкции корпуса
трубопечи
кирпичом. Элементы кожуха, называемые царгами, показаны на
рис. 280. Они имеют длину, соответствующую ширине стального
Рис. 281. Сварная конструкция кор-
пуса трубопечи
листа, длина которого должна
быть равна длине окружности
кожуха. Лист, получивший ци-
лйндрическую форму диамет-
ром 3 м после вальцовки, сое-
диняется встык наружной на-
кладкой с двумя рядами за-
клепок с каждой стороньи. Меж-
ду собой царги соединяются
встык наружным поясом с тре-
мя рядами поперечных закле-
почных' соединений с каждой
стороны стыка. Заклепки в
швах располагаются в шах-
матном порядке.
С внутренней стороны ко-
жуха заклепки имеют плоские
головки с тем, чтобы футеровочный кирпич плотно прилегал к
стальному корпусу барабана.
Вращающиеся печи
489
В последнее время заклепочные швы стали заменять на
варные. При этом продольные швы производятся сваркой встык
ез применения накладок.
Монтажные швы часто делаются клепаными, однако вместо
йх также применяется сварка в стык.
Толщина листа для корпуса печей со сварными швами при-
имается та же, что и для клепаной конструкции. Для увели-
ения жесткости конструкции, в соответствии с расчетом на ог-
ульных участках корпуса печи устанавливаются кольца жест-
кэсти. Схема установки кольца жесткости показана на
мс. 281.
f Подбандажные царги изготовляются из листа толщиной
|0 мм (вместо 20 мм). Для плавного перехода в местах примы-
иния с соседними царгами края их стачиваются на конус.
I Бандажи
, На барабан обжигательной печи насаживаются стальные
кованые бандажи, в виде кольца. Наружный диаметр бандажа
Рис 282. Бандажи трубопечи
[авен 3580 мм, внутренний- 3230 мм, ширина 350 мм, тол-
дина 175 мм и вес 5160 кг. Обший вид бандажа показан на
fee. 282.
5
640
Da Ш
jaff
Вращающиеся печи
491
Бандаж устанавливается на 'корпусе печи в местах опоры на
роликоопоры. Крепление бандажа производится при помощи
башмаков из лигой стали, которые приклепываются к корпусу
печи. Применяемые в огнеупорной промышленности трубопечи
имеют по пяти или шести бандажей.
В сварных конструкциях корпусов печи в последнее время
вместо башмаков для крепления бандажей стали применяться
приваренные к царге полосы из листовой стали толщиной 40 мм.
К полосам по обе стороны от бандажа привариваются кольца
из квадратного проката.
Привод
’Разъемная венцовая шестерня (рис. 283) литой стали ве-
сом ~7,8 т. Диаметр начальной окружности шестерни 4410 мм,
зуб фрезерованный с модулем 45. Венцовая шестерня устанав-
ливается на обжигательный барабан за третьей роликоопорой
Для обеспечения свободного расширения корпуса барабана
и шестерни при повышении температуры, а также с целью
сглаживания усилий динамической нагрузки венцовая шестер-
ня к корпусу барабана укрепляется при помощи 8—10 плоских
стальных пружин. Ширина пружин 580 мм, толщина 28 мм.
Венцовая шестерня находится в зацеплении с подвенечной
цестерней весом 1800 кг, которая закреплена на валу первой
тередачи. Большая шестерня первой передали находится в за-
геплении с малой шестерней второй передачи, а большая шес-
терня второй передачи с малой шестерней третьей передачи,
>ал которой соединен полумуфтами с редуктором. Все шестерни
тередач изготовлены из литой стали 35 с обработанными зубья-
и; валы изготовлены из стальных поковок. Для уменьшения по-
ерь на трение,, а также для обеспечения простоты обслужи-
ания валы второй и третьей передачи установлены на подшип-
мках качения.
Редуктор с цилиндрическими зубчатыми колесами мощ-
остью 100 л. с. и передаточным числом 1 : 34.
Роликоопоры
Обжигательный барабан бандажами опирается на роли со-
поры. Роликоопоры (рис. 284) состоят из двух роликов из ли-
>й стали. Ролики имеют ширину 440 мм при диам. 1000 мм.
’иаметр стальной кованой оси роликов 300 мм. Ролики на ось
асаживаются в горячем состоянии. Шейки осей установлены
двух подшипниках с бронзовыми вкладышами. Оси роликов
становлены с таким же уклоном, как и ось барабана печи. Под-
(ипники имеют водяное охлаждение. С целью экономии бронзы
492
Оборудование сушильных и печных цехов
вкладыши подшипников, установленных после третьей опоры
целесообразно перевести на древесный пластик—лигнофоль.
Корпуса подшипников / закреплены на чугунных опорах
2, которые установлены на салазках 3, укрепляемых на фун.
да менте анкерными болтами 4. При помощи нажимных болтов 5
Рис 284 Роликоопора трубопечи
опоры на салазках 3 могут перемещаться. При уменьшении
расстояния между роликами, т. е. при их сдвигании, корпус
барабана поднимается и при раздвигании роликов бандаж опу-
скается.
Кроме того, при помощи продольных нажимных болтов оси
опор роликов могут занимать положение, отклоняющееся от
параллельного.
При работе обжигательного барабана он может переме-
щаться на роликах вдоль своей оси. Незначительные перемеще-
ния в пределах разности ширины роликов и бандажей пред-
ставляют обычное явление. Однако такие перемещения увели-
чивают износ роликов и бандажей. Для предотвращения боль-
ших перемещений барабана вдоль своей оси, в результате ко
торых может произойти сход бандажа с ролика, устанавливают-
ся контрольные ролики.
Контрольные ролики стальные, литые установлены с обеих
сторон бандажа на вертикальной оси, закрепленной в чугунном
корпусе. Во время нормальной работы печи между боковой по-
верхностью ролика и бандажом должен быть зазор 2—3 мм
При перемещении барабана печи вдоль своей оси бандаж бу-
дет нажимать на контрольный ролик и поворачивать его на
Вращающиеся печи
493
Рис. 285. Уплотнительное приспособле-
ние холодного конца трубопечи
«
си. В случае обнаружения вращения контрольных роликов об-
служивающий персонал должен немедленно принять меры к
Перемещению печи и установлению ее в первоначальное поло-
нен и е.
Контрольные ролики могут выдерживать небольшое осевое
двление печи, поэтому при несвоевременном принятии мер об-
дуживающим персоналом
си контрольных роликов
»удут ломаться.
На верхнем холодном
юнце барабана установле-
но изготовленное из листо-
вой стали кольцо, которое
обкладывается шамотным
кирпичом. Это кольцо пре-
пятствует попаданию сырья
в пылевую камеру.
Питательная труба, по
которой сырье подается в
печь, изготовляется из об-
резков обсадных труб диа-
метром 283 мм.
Между наружной частью
холодного конца барабана и пылевой камерой устанавливается
уплотняющее приспособление (рис. 285).
Головка печи
Нижний, горячий конец печи 1 (рис. 286) входит в ее го-
ловку 2. Для небольшой задержки обожженного материала пе-
ред высыпанием его в холодильник, на горячем конце корпуса
барабана закреплен чугунный кольцевой порог 3. Последний
зафутерован фасонным шамотным кирпичом.
Для доступа ремонтников в печь, удаления из нее огнеупор-
ного лома, доставки футеровочного материала и дров для роз-
жига печи, а также с целью охлаждения печи перед ремонтом,
корпус головки печи делается передвижным. Корпус головки чу-
гунный, зафутерованный шамотным кирпичом.
Для контроля за обжигом на передней стороне головки с
обеих сторон форсунки имеются два смотровых отверстия.
В нижней части лицевой стороны головки имеются дверцы для
выталкивания больших кусков спекшегося материала.
В зазоре между корпусом печи и головкой, для предупреж-
дения засасывания в печь холодного воздуха, устанавливается
лабиринтное уплотнение. Уплотнение состоит из ряда концент-
3000
Рис 286 Головка печи и уплотнительное устройство горячего конца трубопечи
Вращающиеся печи
495
ически расположенных, входящих друг в друга кольцевых пе*
«городок 4 и 5, которые изготовлены из листовой стали толщи-
ой 6 мм.
Производительность трубопечей
Производительность вращающихся трубопечей зависит от
мического и гранулометрического состава обжигаемого ма-
ериала, скорости движения и температуры
оров, связанных с продвижением слоя
материала в обжигательном барабане.
При установившемся режиме работы
•рубной печи производительность ее
южно определить по следующей фор-
муле-
Q = 3600 • и • 7 • F • v т/час, (146)
где: и — коэфициент разрыхления мате-
риала в печи;
у — его удельный вес, т/м*-,
F— площадь сечения слоя материа-
ла в печи, м2’,
v — скорость продвижения материа-
ла вдоль оси печи, м/сек.
F определяем! как площадь сегмента
;(рис. 287) с высотой h слоя материала
печи по формуле:
газов и других фак-
Рис 287 Схема опреде-
ления площади попереч-
ного сечения материала
в трубопечи
F = — Ch,
3
где -у определим из треугольника О АВ:
-£ = ]/>2 _ (Яв _ Л)2 = ]/2/?вЛ —Й2 =/овЛ —Л2.
Подставляя значение у- в формулу, получим:
F = -у h У Dtih — IF.
(147)
Учитывая, что № очень малая величина по сравнению с Da h, ею
можно пренебречь, тогда:
F = ±. h У db . h . (148)
3
496
Оборудование сушильных и печных цехов
При наблюдении за движением материала как во вращаю-
щейся лечи, так и в стеклянной модели, видно, что при враще-
нии печи частицы материала вращаются вместе с печью до тех
пор, пока они не образуют с горизонтальной плоскостью угол
примерно равный углу естественного откоса. Поднятый таким
образом материал под действием силы тяжести начнет скаты-
ваться по этой плоскости и, переместившись, занимает положе-
ние в направлении уклона печи. После этого частица начнет
снова перемещаться вместе с печью и опять скатываться, совер-
шая следующее перемещение вдоль оси печи. За один оборот
печи частица совершает несколько таких циклов.
Е. И. Ходоров продвижение материала за один оборот печи
рекомендует определять по формуле:
S = *DBtga. (149)
Результаты, полученные по этой формуле, мало отличаются
от результатов, полученных экспериментальным путем на мо-
делях.
Скорость продвижения будет равна:
v = —qq (15°)
и производительность:
Q = 3600 , -r^tga -t Л/ОГГ (151)
01) о
ИЛИ
Q = 250 р.7 h DBn tg a ]/~ DB h. (152)
При постоянных D n, у, и и a производительность печи мож-
но изменять за счет изменения числа оборотов барабана и вы-
соты слоя материала.
Работа на больших оборотах вызывает большее время пре-
бывания материала в соприкосновении с газами и футеровкой,
что способствует выравниванию температуры в слое материала
и увеличивает теплоотдачу материалу.
Таким образом, одним из мероприятий по увеличению про-
изводительности трубных печей является повышение числа обо-
ротов.
Холодильник
Холодильник устанавливается под печью и состоит из
цилиндрического корпуса (рис. 288), изготовленного из листо-
вой стали толщиной 16 мм. Длина корпуса холодильника 20—
25 м, диаметр 2,2 м. Угол наклона холодильника к горизонту
составляет 4—5%.
Вращающиеся печи
497
: Корпус холодильника старых конструкций был клепаным
? последнее время клепка при изготовлении корпуса заменена
варкой.
' Верхняя, горячая часть холодильника на протяжении одной
рети всей длины холодильника футеруется шамотным кирпи-
юм. Для увеличения поверхности
зоприкосновения горячего мате-
риала с воздухом в холодной ча-
рти холодильника укреплены
рнвеллеры.
> На корпусе холодильника с
ромощью башмаков закреплены
1ва бандажа, изготовленных из
кованой стали. Диаметр бандажа
2700 мм, ширина 250 мм и тол-
дина 100 мм.
t Венцовая литой стали шестер-
ня к корпусу холодильника за-
крепляется при помощи плоских
^стальных пружин. Пружины сое-
диняются с шестерней при помо-
щи болтов, а к холодильнику при-
клепываются или привариваются.
Привод осуществляется от
электродвигателя мощностью
23 кет через редуктор с переда-
точным числом 1: 40. Редуктор
полумуфтами соединен с галом 1
Рис. 288. Холодильник трубо-
печи
передачи. На последнем насажена
стерня, находящаяся в зацеплении с
малая цилиндрическая ше-
большой шестерней II пере-
дачи. На валу второй передачи закреплена подвенечная ше-
стерня.
Холодильник делает ~ 1,5—2 об/мин. Конструкция роликовой
аналогична опорам трубной печи и состоит из двух роли-
опоры
ков шириной 300 мм, диаметром 800 мм. Ролики стальные и за-
креплены на осях шпонками. Корпуса подшипников чугунные.
Холодильник имеет также контрольные ролики.
Холодный конец холодильника, как показано на рис. 288,
на протяжении двух метров имеет отверстия, соответствующие
размеру наибольшего куска, могущего быть использованным без
дальнейшего дробления, и представляет собой как бы барабан-
ный грохот. Куски, не прошедшие через отверстия, не попадают
на расположенный под холодильником транспортер и поступают
на дробильную установку.
В теплое время года, когда обожженный материал не успе-
вает достаточно охладиться, корпус холодильника поливается
32 в. Г. Байсоголов иП. И. Галкин
498
Оборудование сушильных и печных цехов
водой. Во- избежание образования трещин от температурных
деформаций, особенно во время остановок холодильника, водя-
ное охлаждение производится тонкими струйками воды, охлаж-
дающими равномерно всю поверхность.
Регулировка положения корпуса трубопечи на роликоопорах
Для нормальной работы вращающейся трубопечи необхо
димо, чтобы геометрическая ось ее была прямолинейной. Несо-
блюдение этого условия приводит к деформации ее корпуса при
каждом обороте печи, которая значительно уменьшает срок
службы ее футеровки, расстраивает заклепочные швы, а также,
вследствие возникновения динамической нагрузки, увеличивает
износ привода и роликоопор.
Проверка положения печи в горизонтальной плоскости про-
изводится путем установки двух параллельных, вспомогатель-
ных осей по всей длине печи с правой и левой стороны. Эти
оси представляют собой натянутые струны из рояльной сталь
ной проволоки, горизонтальное положение которых проверяется
по уровню. । I 1 'со'|
С каждого бандажа по обе стороны печи опускаются ка-
сательные к поверхности катания бандажа отвесы.
Замерами от натянутых струн до отвесов устанавливается
положение оси печи в горизонтальной плоскости.
Проверка положения печи в вертикальной плоскости произ-
водится определением относительных вертикальных отметок
верхних точек всех бандажей.
Эти отметки определяются при помощи водяного уровня и
проверяются нивелиром.
Данные для корректировки положения роликов каждой
опоры подсчитываются аналитически с учетом фактического
износа бандажей и роликов.
Для выправления оси печи в горизонтальной плоскости на
той или иной опоре, оба ролика этой опоры передвигаются ,на
соответствующее расстояние в одном направлении и в сторону,
обратную смещению.
Для выправления оси печи в вертикальной плоскости, когда
центр бандажа в плоскости опоры выше оси печи, ролики этой
опоры раздвигаются на одну и ту же величину, определяемую
вертикальным смещением. Оба ролика этой опоры сдвигаются
на одну и ту же величину в случае, когда центр бандажа ниже
оси печи.
Отклонения оси печи от прямолинейности свыше 3—5 мм
недопустимы. Проверка и регулировка положения корпуса вра-
щающихся печей на роликоопорах должны производиться еже-
годно.
500
Оборудование сушильных и печных цехов
Правильно отрегулированная печь при ее остановках под
действием веса материала поворачивается на некоторую часть
оборота в сторону, противоположную вращению.
Винтовой насос
Винтовые насосы применяются для транспортировки уголь-
ной пыли, осаждающейся в мультициклонах и пылевых камерах,
а также тонкомолотого хромомагнезита и динаса.
Насос ('рис. 289) состоит из чугунного корпуса 1, в котором
установлен вал 2 со шнеком 3, с уменьшающимся к выходу
шагом винта. Вал 2 установлен на двух подшипниках 4 и 5,
причем подшипник 5 является упорным. Вал 2 соединен полу-
муфтами 6 с электродвигателем. Подается молотый уголь в пыле-
видном состоянии через загрузочную коробку 7, оборудованную
шиберным затвором 8 с винтовой подачей 9. Зазор между кор-
пусом 1 и лопастями шнека 3 не превышает 1 мм. Лопасти вра
щаются с числом оборотов 1440 в мин. При продвижении уголь-
ного .порошка к выходу из насоса производится его уплотнение
Степень уплотнения порошка зависит от уменьшения его скоро-
сти у выхода по отношению к скорости продвижения ,в начале
движения.
В выходном конце насоса установлена форсунка 10, имеющая
кольцевую шайбу с отверстиями, в которые подается сжатый
воздух под давлением 3,5—4 ати через штуцер 11.
Уплотненная масса угольной пыли разбивается струей сжа-
того воздуха и увлекается им в трубопровод 12.
Вместе с вторичным воздухом, поступающим через отверстие
13, угольная пыль образует в трубопроводе текучую воздушную
смесь, перемещающуюся по трубам со скоростью от 3 до 5 м/сек
Вдоль трубопровода, параллельно ему, прокладывается воз
духопровод сжатого воздуха диаметром , который имеет
промежуточные подключения к трубопроводу через каждые
25—30 м.
Расход воздуха на перемещение 1 м* угольной пыли состав-
ляет 95 м* и на перемещение 1 м* магнезитовой пыли— 100 м3
воздуха.
Транспортировка порошкообразного материала может произ-
водиться на расстояние до 2 км.
Насос очень чувствителен к загрузке влажным материалом
При этом, вследствие забивания отверстий материалом, резко
снижается производительность. Попадание крупных кусков мо
жег вызвать поломку шнека, поэтому загрузка насоса должна
производиться только через сито.
Насос должен работать с полной загрузкой.
РАЗДЕЛ VII
ОБОРУДОВАНИЕ ГАЗОГЕНЕРАТОРНЫХ СТАНЦИЙ
В огнеупорной промышленности в установках для сушки и
обжига сырья, полуфабриката и готовых изделий применяется
твердое, жидкое или газообразное топливо.
Из этих видов топлива газообразное обладает наибольшим
преимуществом. Применение его позволяет-
а) получать изделия более высокого качества;
б) централизовать топливное хозяйство;
в) автоматизировать процесс сжигания топлива;
г) устранять топки и облегчать обслуживание тепловых аг-
регатов и т. д.
Эти преимущества вызывают необходимость перевода рабо-
тающих печей на газ и строить новые печи с расчетом
сжигания в них газообразного топлива. Поэтому количество ра-
ботающих на газе печей в огнеупорной промышленности с каж-
дым годом растет. В 1956 г. на газообразном топливе должны
работать до 9О°/о всех обжиговых печей заводов огнеупорной
промышленности.
Газообразное топливо может быть естественного происхожде-
ния в виде природного газа или получено искусственным путам.
К последнему относятся: доменный, коксовый, генераторный
газ и газы, получаемые путем подземной газификации, и др.
На заводах огнеупорной промышленности используется толь-
ко генераторный газ, получаемый преимущественно из низкосорт-
ных, недефицитных сортов топлива (уголь, кокс, коксик).
Аппарат для получения газа называется газогенерато-
ром, а вся установка для получения генераторного газа, вклю-
чая и газогенератор, называется газогенераторной стан
п и е й.
Кроме газогенераторов на газогенераторной станции должны
быть установлены топливоподающие устройства, газоочистные ап-
параты, газопроводы, оборудование для удаления шлака, подачи
пара, воды и дутья.
1. СУЩНОСТЬ ПРОЦЕССА ГАЗИФИКАЦИИ
Процесс получения газа из горючей части твердого топлива
называется газификацией топлива.
Рис. 290. Газогенератор с двумя шахтами:
1 — верхняя и нижняя шахты; 2 — загрузочное устройство; 3 — колосниковая ре-
шетка; 4 — патрубок для отвода газа; 5 — охлаждающая рубашка; 6 — крышка
генератора; 7 — шуровочные отверстия; 8 — колонны; 9 — нижнее кольцо шахты;
40__фартук; 11 — чаша; 12 — юбка загрузочной коробки; 13 — пароподводящая
труба к загрузочной коробке; 14 — шариковая опора генератора
Сущность процесса газификации
503
Необходимый для газификации топлива кислород вводится
в газогенератор в свободном состоянии (воздух, обогащенный
кислородом воздух, чистый кислород) или в виде дутьевой сме-
си газа или пара, где кислород находится в связанном состоянии
(водяной пар, углекислота).
Состав и название генераторного газа зависит от свойства
топлива и дутьевой смеси:
, при газификации одного и того же топлива с подачей в га-
зогенератор воздуха, получается воздушный генератор-
ный газ;
при подаче водяного пара — водяной генераторный газ;
при подаче паровоздушной смеси—смешанный г&з.
Наибольшее распространение на газогенераторных станциях
огнеупорной промышленности получили воздушное и паровоз-
душное Дутье и соответственно — воздушный и смешанный гене-
раторный газ.
Генератор представляет собой шахту 1 (рис. 290), в кою-
рую загружают топливо и подводят дутье.
Для загрузки топлива генератор сверху снабжается загру-
зочным приспособлением 2. Дутье в генераторе этой конструкции
подается снизу, через колосниковую решетку 3. Получаемый
в генераторе газ отводится через расположенный сверху патру-
бок 4. Такой процесс газификации называется «прямым», в от-
личие от «обращенного» процесса, когда дутье подается сверху,
а газ отводится снизу.
Наибольшее распространение получили генераторы прямого
процесса.
Во время газификации топливо в шахте генератора опускает-
ся и происходит его подсушка, сухая перегонка, собственно
газификация, образование золы и шлака. Соответственно' этому
в генераторе, по его высоте, различают следующие зоны: а) под-
сушки; б) сухой перегонки; в,) газификации топлива или реак-
ционная и г) золы и шлака.
Зону газификации довольно часто подразделяют на зоны
окисления и восстановления.
Получающиеся в результате газификации топлива остатки
в виде золы, шлака и недогара опускаются на колосниковую
решетку, с которой они непрерывно или периодически удаляются.
В зоне подсушки топлива происходит удаление влаги за счет
тепла восходящего потока га’зов при температуре до 200°. При
повышенной влажности топлива температура выходящего газа
будет понижаться. При очень высокой влажности топлива чрез-
мерное охлаждение газа может прекратить работу генератора.
Времени для подсушки топлива, загружаемого в более крупных
кусках, потребуется гораздо больше. Из этого следует, что при
504
Оборудование газогенераторных станций
увеличении влажности и размеров кусков топлива высота зоны
подсушки должка увеличиваться.
При нагревании топлива в зоне сухой перегонки без доступа
кислорода из него будут выделяться: влага, летучие газы и смо-
лы. Продуктами сухой перегонки являются метан, этилен, водо-
род, углекислота, аммиак, сероводород и др.
При применении сильноспекающегося топлива в зоне сухой
перегонки может образоваться газонепроницаемая спекшаяся
корка такой плотности, что дальнейшая газификация становится
невозможной. Поэтому такие виды топлива приходится газифи-
цировать в смеси с неспекающимися видами. Для равномерного
распределения газа и обеспечения равномерного процесса гази-
фикации топлива по сечению шахты приходится шуровать его
поверхностный слой. Наличие некоторого спекания топлива спо-
собствует уменьшению уноса1 мелких частей топлива с газом.
При смешении продуктов сухой перегонки с газом повы
шается его теплотворная способность, изменяются его свойства
Это также оказывает влияние на выбор способа очистки газа
В воне газификации происходят реакции взаимодействия
между кислородом и водяным паром дутья, кислорода с углеро-
дом и другими элементами топлива, а также кислорода с обра-
зующимся газом в генераторе.
При взаимодействии углерода кокса с кислородом воздуха
(при воздушном дутье) происходят следующие основные реакции
Сьокс + О2 = СО2
2СК0Кс + О2 = 2СО
Скокс + СО2 = 2СО
2СО + О2 = 2СО2
(+ 96 600
(+ 56 800
(— 39 800
(+ 136 400
кал)
Таким образом, при реакции с избытком углерода получаем
СО, а при избытке кислорода — СО2.
Для снижения температуры получаемого газа и уменьшения
шлакова'ния генератора к воздушному дутью добавляют водя-
ной пар, т. е. подается паровоздушная смесь.
В случае подачи водяного пара получается реакция:
Скоке + Н2Опар ~ СО -р Н2 — 30 173 КОЛ ,
которая понижает температуру в зоне тарификации.
Практически на 1 кг кокса в генератор подается до 400—
600 г водяного пара, что предотвращает шлакование золы.
Теплотворная способность смешанного генераторного газа
выше воздушного газа, так как в его составе меньше азота и
больше окиси углерода и водорода.
Температура в зоне газификации генераторо!в доходит до
1000—1350°.
Конструкции газогенераторов
505
2. КОНСТРУКЦИИ ГАЗОГЕНЕРАТОРОВ
Газогенераторы характеризуются:
1) видом получаемого газа, обусловливаемого составом дутья,
2) способом подачи дутья, 3) способом загрузки топлива,
4) способом удаления золы и шлака, 5) направлением движения
газов, 6) способом шуровки топлива и другими признаками.
По первому признаку различают газогенераторы!: воздушного
генераторного газа, водяного генераторного газа и смешанного
генераторного газа.
В зависимости от способа подачи дутья различают газогене-
раторы с естественной тягой и с искусственной
подачей дутья. В зависимости от способа загрузки топлива
и удаления золы и шлака газогенераторы делятся на:
а) газогенераторы с ручным обслуживанием (ручная загруз-
ка топлива и удаление остатков):
б) газогенераторы полумеханизированные (ручная загрузка
и механизированное удаление остатков);
в) газогенераторы механизированные (механизированная за-
грузка и удаление остатков).
Подавляющее большинство газогенераторов, установленных
на заводах огнеупорной промышленности, являются механизи-
рованными с искусственной подачей дутья.
Несмотря на многообразие конструкций газогенераторов,
каждый из них имеет следующие основные узлы: 1) шахту,
2) загрузочное устройство, 3) (колосниковую решетку, 4) устрой-
ство для удаления шлака, 5) устройство для подачи дутья и
6) устройство для шуровки.
Газогенератор с двумя шахтами показан на рис. 290.
Шахта
На современных газогенераторных станциях шахты газоге-
нераторов изготовляются из листовой стали. Внутренняя по-
верхность шахт выкладывается из шамотного кирпича.
Довольно часто встречавшиеся ранее кирпичные шахты почти-
все вытеснены из-за свойственных им серьезных недостатков.
Основные недостатки кирпичных шахт: образование трещин-
в стенах при нагревании и охлаждении генераторов- и трудность
механизации удаления золы и шла*ков.
Металлические шахты свободны от этих недостатков; в сплу
плотности кожуха они пригодны для работы при повышенном
давлении и под разрежением. Удаление шлака в них механизи-
ровано. Тепловая изоляция шахт достигается путем засыпки изо-
ляционного материала (шлак, пемза, трепел) между шамотной-
кладкой шахты и металлическим кожухом.
Шахты часто снабжают плотными охлаждающими стальными»
рубашками 5 (см. рис. 290), назначение которых состоит в пре-
506
Оборудование газогенераторных станций
дохранении огнеупорной кладки зоны газификации газогенера
торов от разъедающего воздействия шлаков. В зависимости от
того, происходит ли подогревание воды или же она нагревается
до испарения и получения пара', охлаждающие кожухи могут
«быть водяными или пароводяными. Водяные кожухи
работают с неочищенной водой; пароводяные рубашки необхо-
димо снабжать очищенной водой, так как в противном случае
неизбежно образование на стенках рубашки накипи.
Тепло водяного пара легко используется путем подачи пара
в генератор в смеси с воздухом; использование тепла воды
представляет трудности.
Для чистки пароводяных рубашек устроены в них люки
Сверху шахта генератора закрывается кирпичным сводом
или плоской металлической крышкой 6, охлаждаемой водой
Для шуровки топлива и контроля за ходом процесса в сво-
дах и крышках, а та'кже bi стенах шахт делаются отверстия 7
Для растопки генератора и возможности работы внутри шахты
при ремонтах устраиваются герметически закрывающиеся люки
Если генератор имеет неподвижную колосниковую решетку
шахта устанавливается непосредственно на фундаменте Шахты
генераторов с вращающейся колосниковой решеткой укрепляют
ся на специальных колоннах 8, которые в свою очередь устанав
ливаются на фундаменте.
Уплотнение нижней части шахты, предназначенной для по-
лучения воздушного и смешанного газа, в большинстве случаев
делается гидравлическим. Достигается это следующим устрой-
ством- шахта внизу заканчивается стальным или чугунным
кольцом 9, к которому прикрепляется фартук 10 (стальное коль-
цо), погружаемый в чашу 11 генератора. При заполнении чаши
водой фартук 10 образует гидравлический затвор
Для удаления газа из генератора шахта имеет одно или два
газоотводных отверстия.
Загрузочные устройства
Загрузочное устройство должно обеспечить равномерное рас-
пределение топлива по сечению ша'хты при однородности разме-
ров его кусков. Только при этих условиях может быть обес-
печено равномерное прохождение газов через слой топлива
Обязательным условием для загрузочных устройств является не-
обходимость разобщения шахты генератора на время ее загруз-
ки с атмосферой. Совершенно недопустимо измельчение кусков
топливн в загрузочном аппарате.
Старые конструкции загрузочных приспособлений с одним
клапаном не обеспечивали разобщения шахты генератора с атмо-
сферой во время загрузки, поэтому в огнеупорной промышлен-
ности они не применяются.
Конструкции газогенераторсв
507
Загрузка кускового топлива в настоящее время производится
с помощью круглых загрузочных коробок с двумя клапанами
или питателями барабанного типа.
Простая загрузочная коробка с двумя клапанами показана
на рис. 291. Загружаемое в генератор топливо сначала попадает
в коробку при открытой крышке 1 и закрытом конусе 2, одно-
временно являющемся и дном коробки. Генератор в это время
разобщен от атмосферы конусом коробки. После закрытия
крышки 1 конус 2 опускается и топливо поступает в шахту
генератора, которая в это время от атмосферы отделяется крыш-
кой загрузочной коробки.
Равномерность распределения топлива по сечению ша'хты
регулируется глубиной опускания конуса. При незначительном
опускании конуса топливо! попадает в центральную часть шахты,
а при глубоко опущенном конусе — преимущественно к стецка'м
шахты.
Подъем и опускание крышки и конуса производятся с по-
мощью рычагов с противовесами. Для обеспечения плотности
закрывания верхней крышки, по ее периметру делается канавка,
в которую закладывается уплотняющий шнур, а иногда она
снабжается гидравлическим затвором
Загрузка топлива при таком загрузочном устройстве произ-
водится периодически, вследствие чего и режим работы генера-
тора будет меняться. Чем реже производится загрузка' топлива,
тем значительнее изменяется состав газа.
С целью уменьшения уноса газами мелких частей топлива,
к загрузочной коробке в отдельных случаях подвешивается юб-
ка — кольцо 3.
Непрерывная механизированная подача топлива обеспечи-
вается питателями барабанного типа. Установка1 газогенератора
с одним барабанным питателем показана на рис. 292.
Во избежание выбивания газа необходимо обеспечить плот-
ную подгонку перегородок питателя к корпусу
Недостатком барабанных питателей является некоторое из-
мельчение топлива и необеспечение достаточной плотности.
Даже при небольших давлениях наблюдается проникновение
газа в атмосферу.
Для борьбы с загазованностью атмосферы иногда вместо
одного барабанного питателя ставят два' (один над другим).
В этом случае верхний является дозирующим, а нижний — уплот-
няющим. Количество загружаемого топлива регулируется изме-
нением числа оборотов верхнего питателя, который обычно на-
глухо соединяется с бункером или снабжается промежуточной,
постоянно заполненной топливом, воронкой.
fJoH
Рис. 291. Загрузочная коробка с двумя клапанами
тателем:
/ — шахта, 2 — барабанный питатель, 3 — колосниковая вращающаяся решетка, 4 —
отвод газа, 5 — свод шахты, 6 — шуровочное отверстие с лючком, 7 — опора шахты.
8 — фартук, 9 — чаша, 10 — дно чаши, 11 — загрузочный лоток, 12 — фартук водя-
ного затвора дутья. 13 — корпус водяного затвора дутья, 14 — опорный ролик, 15 —
горизонтальная роликовая опора, 16 — фундаментная плита, 17 — червячная пара
привода чаши, 18 — трубопровод для дутья
510
Оборудование газогенераторных станций
Для топлива, которое не дробится при попадании между
ребрами барабана и корпуса, применяются другие виды питате-
лей, так как ба'рабанные питатели оказываются непригодными
Для лучшего распределения топлива по сечению шахты за-
грузочные устройства могут иметь не только конусы, как указа-
но выше, но и другие специальные приспособления!, в частности,
в виде обычного вращающегося лотка, вращающегося лотка с
одновременным качанием, вращающегося цилиндра с лотками,
вращающегося цилиндра с щелью па одной стороне, конуса
с лопатками и др.
Во избежание попадания газа в помещение газогенераторной
станции через загрузочные коробки и другие устройства для
загрузки топлива особое внимание должно уделяться плот-
ности всех соединений.
Для предупреждения попадания газа из генераторов в загру-
зочные коробки, а также для удаления проникшего в них га'за
обратно в генератор, в загрузочную коробку во время подачи
топлива в шахту подают струю пара, который препятствует
выходу газа. Подвод пара к конусу загрузочной коробки пока-
зан на рис. 290, 13.
Во время подачи топлива в коробку пар подается к конусу
загрузочной коробки. В этом случае струя пара препятствует
проникновению газа из ша'хты в коробку. После закрытия Крыш-
ки подачу пара у конуса прекращают и подают его в верхнюю
часть загрузочной коробки. Образующаяся благодаря этому
паровая завеса при открывании конуса не позволяет газу выхо-
дить в коробку.
Колосниковая решетка и устройство для удаления шлака
Назначение колосниковой решетки—поддерживать топливо
в шахте газогенератора, распределять дутье по сечению шахты
и удалять или способствовать удалению золы и шлаков.
В зависимости от конструкции колосниковых решеток газо-
генераторы подразделяются на газогенераторы с неподвиж-
ными колосниковыми решетками и газогенераторы с вра-
щающимися колосниковыми решетками.
Неподвижные колосниковые решетки требуют больших физи-
ческих усилий обслуживающего персонала и не обеспечивают
большой производительности генераторов, поэтому они почти не
применяются в газогенераторах, установленных на заводах огне-
упорной промышленности и заменены вращающимися колоснико-
выми решетками.
Современная вращающаяся колосниковая решетка газогене-
раторов, выполняя свое назначение, полностью механизирует
процесс непрерывного удаления золы и шлака из шахты генера-
Конструкции газогенераторов
51L
ша'хты,.
и коэ-
много
тора. При правильной конструкции вращающейся решетки обес-
печивается надлежащее распределение дутья по сечению
высокая производительность генераторов!, качество газа
фициент полезного действия.
Конструкций вращающихся колосниковых решеток
причем каждая из них состоит из основания решетки, колосни-
ков и головки.
Различают две группы решеток: центральные и с равномер-
ным распределением дутья по сечению шахты.
Наиболее старыми по- своей конструкции решетками являют-
ся решетки с равномерным распределением дутья по сечению
Рис 293 Колосниковая решетка с равномерным распределением дутья
шахты. Отличаются они большими размерами и конструктивно-
выполняются в виде отдельных секций или чешуеобразных ко-
лосников 1, как показано на рис. 293. Верхний колосник 2 имеет
форму чепца.
Чтобы разбить образующиеся крупные шлаковые куски,
колосники решеток устанавливаются эксцентрично по отношению
к оси шахты, а кроме того с этой целью иногда на них делаются
специальные ребра1 или приливы.
; Чешуеобразная форма колосников при вращении решетки
£ вызывает сдвиги в прилегающем к ним слое топливи и шлака.
I Отверстия и щели для дутья в решетках направлены в про-
ртивоположную сторону ее вращения, в противном случае неиз-
|бежно их засорение.
К Центральные решетки имеют малое сечение и предусматри-
I вают подачу дутья в среднюю зону поперечного сечения шахты
512
Оборудование газогенераторных станций
Рис 294 Центральная колосниковая
решетка газогенератора:
1 — чепец; 2 — крышка; 3 — колосники;
4 — стяжной болт
генератора, считая, что в этой зоне топливо лежит более плот-
ным слоем. Этим избегаются прогары у стенок шахты.
Одна' из разновидностей конструкций центральной решегки
газогенератора показана на рис. 294.
При эксплуатации генераторов больших размеров и приме-
нении мелкого топлива сопротивление прохождению газа ока-
зывается значительным; по-
дача дутья к стенкам шахты
при центр альной решетке
может оказаться недоста-
точной. Поэтому подачу
дутья к периферии в этом
случае приходится обеспечи-
вать отдельным подводом
его или путем внесения из-
менений в размеры колос-
ников.
Разрушение шлаковых
глыб производится особыми
приливами, которые делают-
ся на колосниках или на
поддоне. Для улучшения
условий удаления золы и
шлака поддон чаши в от-
дельных 'случаях изготов-
ляется конической формы и
снабжается ребрами 5, как
это показано на рис. 295.
Ребра 5 конического дна
чаши способствуют разру-
шению шлака о фартук 7 и
равномерному его удалению
Закрепленная на чаше генератора колосниковая решетка
при вращении проталкивает шлак и золу из шахты в чашу.
В чаше устанавливают один или несколько неподвижных но-
жей, которые при ее вращении постепенно удаляют шлак, сбра-
сывая его через борт.
Установка нескольких ножей вызывается тем, что при работе
одного ножа шла'к может скопиться возле него в< большом коли-
честве, вызвать перекос зон и нарушить нормальный р(ежим
работы генератора. Во избежание этого в отдельных случаях
устанавливают до четырех ножей.
Способ удаления шлака через гидравлический затвор назы-
вается мокрым. Сброшенный ножом через борт чаши шлак ссы-
пается в вагонетку для удаления за пределы станции,. Лучшим
способом удаления шлака считается удаление транспортером.
Рис 295 Газогенератор с коническим дном чаши:
/ — шахта, 2 — загрузочное устройство, 3 — колосниковая решетка, 4 — чаша,
5 — ребро дна чаши, 6 — опорные ролики, 7 — фартук
33 В Г Бапсоголов и П И Галкин
514
Оборудование газогенераторных станций
Высота чаши генератора выбирается в зависимости от свойств
гидравлического затвора и величины давления дутья под ре-
шеткой. Для поддержания постоянного уровня воды в шлаковом
затворе за сбрасывающим ножом следует устанавливать регуля-
тор. Общий вид простейшего поплавкового регулятора показан
на рис. 296. Наибольшая величина кусков удаляемого шлака за-
висит от расстояния нижнего края фартука шахты до дна чаши,
которое выбирается в пределах 150—300 мм.
Мокрый способ удаления шлака применяется при невысоком
давлении дутья. При высоком давлении дутья высота гидравли-
ческого затвора будет такой, что удаление шлака и золы из не-
го становится невозможным. В этих случаях применяют сухой
затвор.
Сухое удаление шлака также применяется в случаях, когда
зола и шлаки, соединяясь с водой, могут образовать затверде
вающую массу, трудно удаляемую из чаши.
Привод чаши и колосниковой решетки в большинстве уста-
новок производится от индивидуальною электродвигателя. Необ-
ходимое передаточное число от электродвигателя к чаше обеспе-
чивается установкой храпового или фрикционного приспособле-
ния, приводящего в движение червяк. Последний находится в за-
цеплении с венцовой червячной шестерней, укрепленной на под-
доне чаши.
Установка храпового или фрикционного приспособления по-
зволяет регулировать ход генератора. Общий влд привода по-
казан на рис. 297.
В некоторых решетках предусматривается реверсивный при-
вод.
Мощность электродвигателя привода наиболее распростра-
ненных генераторов (с диаметром шахты 2,6 и 3 м) достаточна
от 0,4 до 1,5 кет.
Чаша генератора опирается на фундамент через роликовую
или шариковую опору. Последняя состоит из двух стальных
колец с канавками. Одно из них установлено на фундаменте,
а другое закреплено снизу дна чаши. В канавку нижнего кольца
на определенном расстоянии друг от друга укладываю г
стальные закаленные шары. На эти шары опирается чаша через
верхнее опорное кольцо. Шары имеют обойму и все время нахо-
дятся на установленном расстоянии один от другого. Вся нагруз-
ка от чаши, колосниковой решетки и находящегося в шахте
генератора топлива через эти шары передастся на фундамент.
Поэтому опорные кольца и шары являются ответственными де-
талями.
Устройство роликовой опоры аналогично шариковой с той
лишь разницей, что в этом случае опорой для чаши являются
вертикальные ролики 14 (см. рис. 292), установленные на при-
Рис 296. Поплавковый регулятор:
1 — латунный поплавок, 2—рычаг, 3—резиновая пробка; 4 — подводящая труба. 5 — детали крепления
рычага
516
Оборудование газогенераторных станций
ливах дна чаши. Ролики опи-
раются на опорное кольцо,
установленное на фундаменте
Также применяется и другое
крепление роликов, когда ро-
лики крепятся к кронштейнам,
установленным на фундаменте,
а опорное кольцо закреплено
на дне чаши (рис. 295). Для
предупреждения возможного
сдвига чаши в горизонтальной
плоскости (от неравномерной
загрузки генератора) устанав-
ливают горизонтально распо-
ложенные цилиндрические ро-
лики, оси которых закрепляют-
ся на специально установлен-
ных (рис. 292) стойках или
опорных колоннах генератора
Если опорные вертикаль-
ные ролики имеют реборды,
надобность в горизонтально
расположенных роликах отпа-
дает. Шариковая опора менее
доступна для осмотра и ремон-
та, но она не требует уст-
ройств, предохраняющих ее от
смещения.
Подача дутья
В силу ограниченных воз-
можностей газификации топ-
лива в генераторах естествен
ная тяга в настоящее время на
газостанциях огнеупорной про-
мышленности не применяется
Дутье можно производить
путем нагнетания паровоздуш-
ной смеси или воздуха под ко-
лосниковую решетку или nv-
тем создания вакуума в шахте
и засасывания их в генератор
Наибольшее рас тростране
нис получили генераторы с на-
гнетанием дутья Всесопротаз
ления в генераторе (в слое топ-
Конструкции газогенераторов
517
лива, аппаратуре и
трубопроводах) в этом
случае преодолеваются
давлением дутья. Соз-
даваемое при этом по-
ложительное давление
в генераторе предот-
вращает присос вовду-
ха и предупреждает
опасность взрыва, ню
наряду с этим оно вы-
зывает некоторую утеч-
ку газа через имею-
щиеся неплотности, что
является основным не-
достатком такого дутья.
Работа с искусст-
венной тягой более ги-
гиенична, но она опас-
на. Вся аппаратура и
генератор в этом слу-
чае находятся под раз-
режением, вследствие
чего неизбежен присос
воздуха через неплот-
ности и возможны
взрывы образуемой
смеси газа с воздухом
Для нормальной
работы генератора не-
обходимо правильное
распределение дутья
по сечению шахты.
Распределение дутья
зависит прежде всего
от состава топлива.
При грохоченном топ-'
ливе, когда разница в
размерах кусков не-
значительна, сопротив-
ление слоя топлива
мало колеблется по
сечению шахты, поэто-
му дутье надо распре-
делять равномерно по
всему сечению, выби-
Рис 298 Общин вид трубопровода для
подачи паровоздушного дутья
518
Оборудование газогенераторных станций
рая соответствующую конструкцию колосниковой решетки
При газификации рядового топлива мелкие куски сосредото-
чиваются в центре шахты, создают плотный слой топлива1 и
большое сопротивление движению газов. Более крупные куски
скатываются к периферии, где создается менее плотный слой
топлива и меньшее сопротивление движению газов. Дутье
в этом случае необходимо подавать в центральную часть шахты
генератора, путем подбора соответственной конструкции решет-
ки (центральной).
Воздух и водяной пар под колосниковую решетку подводятся
раздельно самостоятельными трубопроводами. Таким образом,
количество подаваемого воздуха и пара может самостоятельно
регулироваться.
Водяной пар подается из парокотельной или из пароводяных
рубашек генераторов.
Общий вид трубопроводов подачи паровоздушного дутья в
газогенератор показан на рис. 298. Образующийся в пароводяной
рубашке газогенератора' пар поступает в паросборник Л откуда
по центральной трубе 2 через переходной штуцер 3 направляется
к тройнику 4, где смешивается с воздухом, подаваемым вентиля-
тором, и в виде смеси с воздухом по трубопроводу 5 следует под
колосниковую решетку. Дроссельный клапан 6, установленный
в пароподводящей трубе, служит для регулирования количества
подаваемого пара.
Подача воздуха и паровоздушной смеси в генератор произ-
водится центробежными вентиляторами, размеры и конструкция
которых подбираются в зависимости от количества и потребного
давления дутья. На небольших газогенераторных станциях наи-
более часто применяют вентиляторы типа «Сирокко» среднего
и высокого давления. Только при необходимости иметь давление
выше 1000 мм вод. ст. применяют ротационные воздуходувки.
Давление дутья под решеткой (упругость дутья) в зависимо-
сти от сопротивлений колеблется в пределах 150—450 мм вод. ci
Устройства для шуровки топлива
Равномерное распределение топлива по сечению шахты про-
изводится вручную или механизированным способом.
Ручная шуровка требует большого опыта, затраты физиче-
ских усилий и вредно отражается на здоровье обслуживающего
персонала. Особую трудность газификации представляет спекаю-
щееся топливо, так как спекающиеся крупные куски топлива и
образование сводов вызывают неравномерное по сечению шахты
движение газов через слой топлива (преимущественно у стенок
шахты). Устранение этого требует систематического разрыхле-
ния и равномерного распределения одинаковых по размерам
Конструкции газогенераторов
519
кусков топлива. Из этого следует, что пррцесс газификации спе-
кающегося топлива находится в полной зависимости от опытно-
сти и добросовестности обслуживающего персонала.
Ручная шуровка производится металлическими штангами —
ломами через специальные отверстия в своде или крышке гене-
ратора (см. рис. 290 и 292). Во избежание выбивания газа эти
------#200---------
Рис. 299. Пароотбойник
отверстия снабжаются паровыми отбойниками. Устройство паро-
отбойника показано на рис. 299.
Корпус 1 пароотбойника имеет нижнее кольцо 2 и верхнее
кольцо 3 с щелевым зазором между ними. Пар подводится по
трубе 4 и кольцом окружает шуровочное отверстие.
При подъеме пробки 5 пар по кольцевой щели устремляется
в шуровочное отверстие, создавая таким образом паровую заве-
су, препятствующую выбиванию газа из генератора.
Механическая шуровка производится специальными приспо-
соблениями, работа которых обычно связывается с автоматиче-
скими загрузочными устройствами.
Из применяемых автоматических шуровочных приспособле-
ний можно назвать шуровочную мешалку и шуровоч-
ный лом.
Шуровочная мешалка состоит из вертикальной трубы и гори-
зонтального стержня. Мешалка устанавливается сверху шахты
520
Оборудование газогенераторных станций
генератора. При вращении мешалки горизонтальный стержень,
располагающийся непосредственно над поверхностью топлива,
имеющимися у него металлическими пальцами, направленными
книзу и в сторону вращения мешалки, врезается в слой топлива
на глубину 200—350 мм, взрыхляет и выравнивает его. В слу-
чае необходимости глубина погружения пальцев может изме-
няться.
В зависимости от высоты слоя топлива в генераторе проис-
ходит автоматический подъем и опускание мешалки. Это дости-
гается при помощи специального устройства. При увеличении
сопротивления движению мешалки это устройство поднимает ее,
а при уменьшении — опускает. Оно же предохраняет мешалку
от поломок.
Об уровне слоя топлива в шахте генератора судят по поло-
жению рейки с делениями, которое меняется в зависимости от
положения мешалки.
Стержни мешалки, вертикальный и горизонтальный, а также
направляющая втулка вертикального стержня охлаждаются
проточной водой. Охлаждающая вода последовательно поступает
в стержни, затем в направляющую втулку и далее отводится
в обратную сеть.
В зависимости от толщины слоя топлива, подъем и опускание
мешалки возможны до 600 мм. ,
Конструкция шуровочного лома сложнее шуровочной мешал-
ки, зато и шурующее действие его гораздо эффективнее шуро-
вочной мешалки.
Автоматическая шуровка производится колебательным движе-
нием лома.
Механическое шурование производят переносными шуровоч-
ными штангами через отверстия в своде генератора.
Шуровочные штанги приводятся в движение сжатым воз пу-
хом или электроприводом. Управление штангами ручное. Шу-
ровка ими возможна в любых участках слоя топлива.
Работа газовщика с шуровочной штангой хотя и облегчает-
ся по сравнению с работой ручным ломом, но все же остается
довольно тяжелой.
Автоматические шуровочные приспособления применяются
главным образом при спекающемся топливе. Применение их для
легкоизмельчающихся видов топлива (бурые угли) не реко-
мендуется, так как значительно увеличивается унос газом мел-
ких частиц топлива.
Применение автоматических шуровочных приспособлений ос-
вобождает газовщиков от тяжелого труда и обеспечивает равно-
мерный режим работы газогенераторов при увеличенной произ-
водительности и высоком качестве газа.
Очистка газа
521
3. ОЧИСТКА ГАЗА
При выходе из газогенератора газ может содержать взвешен-
ные частицы пыли, сажи, сконденсировавшихся смол и влаги,
паро- и газообразные примеси.
Во избежание засорения и разъедания газопроводов и аппа-
ратуры, а также с целью повышения теплового эффекта горения
газа и уменьшения потерь прибегают к очистке газа.
Существует два способа очистки: сухой и мокрыш.
Сухая очистка газа
Под сухим способом понимают такой, при котором удаление
из газа взвешенных частиц, главным образом пыли, производит-
ся без промывки газа — с помощью пылеуловителей. Су-
хую очистку применяют при газификации котика, антрацита
и других видов топлива, генераторный газ -которых имеет высо-
кую температура и содержит мало влаги и смол.
Для сухой очистки газа применяют"пылеуловители и циклоны.
Пылеуловитель представляет собой металлическую камеру с
двумя отверстиями для входа и выхода газа и коническим дни-
щем с затвором для удаления осевшей пыли. Внутри камеры на
пути потока входящего газа обычно устанавливается перего-
родка.
При входе в камеру газ теряет скорость и изменяет направ-
ление движения, отчего взвешенные в нем частицы осаждаются.
Очистка в* таких пылеуловителях может быть тем полнее,
чем больше разность скоростей газа при входе и выходе.
Обычно больших пылеуловителей с перегородкой не делают, так
как при их эксплуатации, вследствие увеличивающихся потерь
тепла в окружающую среду, заметно снижается температура
газа.
В циклонах взвешенные частицы под действием центробеж-
ной силы отбрасываются к стенкам и опускаются в конусную
часть циклона. Тангенциально входящий в циклон газ удаляется
, из него по Трубе, установленной по оси циклона. Общий вид ци-
клона показан на рис. 300.
s Сухая очистка не’ обеспечивает полного освобождения газа от
i взвешенных в нем, частиц. Оставшаяся в газе пыль осаждается
tYio пути следования его в коллекторах и газопроводах. Кроме
i пыли, в газе остаются парообразные примеси влаги и смолистых
»веществ, которые в случае охлаждения могут конденсироваться
[ и засорять газопровод. Поэтому газ при сухой очистке не должен
S значительно охлаждаться, а трубопроводы должны быть возмож-
’ но короткими, т. е. газогенераторы должны устанавливаться воз-
можно ближе к потребителям газа.
НОЯЯ
4340
Ф1090
-Ф1690
ф1200-
фЮОО-
•*ф40<
фшии
ф1650
Ф2150
фШ
300j
По ББ
Рис 300 Общий вид циклона
1 — корпус 2 — крышка 3 — труба для отвода
газа 4— заглушки 5 — подвод га.-.а
1 — газогенератор
2 — циклон
Рис 301 Газогенераторная станция горячего газа
3 — тарельчатый клапан 4 — максимальный клапан 5 — обратный клапан
8— вентиляторы 9 — воздухопровод 10 — патрубок
6 — паропровод 7 — котлектор
524
Оборудование газогенераторных станций
Конденсация смол начинается, примерно, при температуре
400°, поэтому температура газа должна быть выше 400° на всем
пути следования его до места сжигания.
Таким образом при сухой очистке газ поступает к потребите-
лю почти в таком же состоянии, в каком он выходит из генера-
Рис 302. Схема устройства
скруббера:
1 — вход газа: 2 — выход газа,
3—подача воды, 4—разбрызгива
тель, 5—керамическая насадка,
6 — опоры
тора, а именно, он лишь незна-
чительно будет охлажден и ча-
стично из него будут удалены
взвешенные частицы. Сухая очист-
ка проста, дешева и не требует
высокой квалификации обслужи-
вающего персонала.
Общий вид газогенераторной
станции для горячего (неочищен-
ного) газа приведен иа рис. 301.
Мокрая очистка и сушка газа
Мокрая очистка газа приме-
няется для более полного, чем
при сухой очистке, удаления взве-
шенных частиц, для осушки газа
и удаления из него паро- и газо-
образных примесей. Достигается
это путем промывки газа в скруб-
берах. Применяемые скрубберы
могут быть с насадками и без на-
садок.
В скрубберах с насадками по-
даваемая сверху вода разбрызги-
вается и стекает по насадке. В
скрубберах без насадки вода
мелко распыляется форсунками
В обоих типах скрубберов посту
пающий снизу газ, поднимая^
кверху, охлаждается водой и ос-
вобождается от содержащихся
примесей. Схема устройства
скруббера с керамической насад-
кой из колец высотой и диамет
ром в 60 мм показана на рис. 302
Материалом для насадки слу
жит кокс, деревянные бруски ил;
керамические кольца Недостаг
ками скрубберов с насадко!
является значительное сопротивление прохождению газа и необ
ходимость периодической чистки насадки.
Очистка газа
525
Скрубберы без насадки tHtetCKomibKO хуже очищают газ и требу-
ют повышенного давления воды для ее мелкого распыления. Об-
щим недостаткам скрубберов является смешение охлаждающей
воды с конденсирующимися и осаждающимися примесями. В во-
де растворяются смолистые вещества, в состав (которых входят
фенолы, не позволяющие спускать воду в водоемы без очистки.
Нагревшуюся в скруббере воду целесообразно охлаждать на гра-
дирне, с последующим отстоем в бассейне. При отстое вода ос-
вободится от смол и других примесей и снова будет пригодна
для охлаждения газа в скруббере.
Сушка газа в скруббере происходит в силу конденсации во-
дяного пара из газа при его охлаждении. (Пар из газа выде-
ляется в виде конденсата при понижении температуры газа).
Обычно газ охлаждают до 25—35°. Скорость газа в скруббе-
ре, считая на полное сечение, принимают 0.5—0,75 м/сек , а
объем скруббера определяют исходя из 35—50-секундного на-
хождения газа bi скруббере
С целью использования тепла газа, уменьшения размеров
скруббера и расхода охлаждающей воды газ перед скруббером
предварительно пропускают через специальный стояк-охлади-
тель, который одновременно является и соединительным каналом
между генератором и скруббером.
При высокой температуре выходящих из генератбра газов,
вместо стояка-охладителя, для получения пара ставят котел-ути-
лизатор (обычно вертикальный, дымогарный). Получаемый при
этом пар используют для дутья, подачи в паровые затворы, про-
дувки газопроводов и других нужд.
Газ охлаждается в стояке до 450°. Находящаяся в газе смола
при такой температуре конденсируется, но остается в нем во
взвешенном состоянии
Смолоотделители
Для улавливания капель смолы и воды из газа, прошедшего
через скруббер, устанавливают каплеуловители Устройст-
во таких каплеуловителей не сложно: они представляют собой
металлические вертикальные, закрытые цилиндры с нижними
отверстиями для подвода и верхними — для отвода газа Внутри
каплеуловителей расположены насадки из керамических колец.
Выделить все смолы путем конденсации при охлаждении не
удается. Для более полной очистки газа от смол прибегают к
установке механических смолоотд ел ител ей, из которых наиболее
распространенными в огнеупорной промышленности являются
дезинтеграторы. Газогенераторная установка (рис. 303)
с устройством для улавливания смол значительно сложнее. Газ
из генератора 1 поступает в стояк — охладитель 2, собирается в
коллекторе 3 и через гидравлический затвор 4 подводится к смо-
Рис 304 Общий вид корзинки центробежного смолоотделителя
Воздуха- и газопроводы
527
лоотделителю дезинтеграторного типа 5. Пройдя через смолоот-
делитель, газ направляется в капле уловитель 6 и только после
этого поступает в скруббер 7, откуда отводится в коллектор и
газопровод к месту потребления. Выпадение частиц смол в дез-
интеграторах происходит под ударным действием быстровращаю-
щихся лопаток корзин и развиваемых при этом центробежных
сил.
Общий вид корзины смолоотделителя показан на рис. 304.
Лопатки 1 прочно закреплены в диске 2, нагаженном на гори-
зонтальный вал. Корзина помещена в плотный и прочный метал-
лический корпус. На корпусе неподвижно закреплены лопатки.
Вал корзины непосредственно соединен с электродвигателем.
Подшипники вала охлаждаются циркулирующей водой. При бы-
стром вращении корзины частицы смолы под действием центро-
бежной силы сталкиваются между собой, укрупняются в капель-
ки и стекают по корпусу аппарата вниз. Выделившаяся смола
через смоляные затворы отводится в специальные ямы. Незна-
чительное количество мелких частиц смол остается и уносится
газом. Для улавливания их за смолоотделиаелем устанавливает-
ся каплеуловитель.
Центробежные смолоотделители одновременно служат и вен-
тиляторами, создающими напор газа1 до 300 мм вод. ст.
Для небольших газогенераторных станций та)кие смолоотде-
лители являются наилучшими, так как они просты по конструк-
ции, компактны, хорошо очищают газ и надежны в работе.
Недостатком их является сравнительно высокий расход элек-
троэнергии. На 1000 м3 газа расходуется от 3,5 до 6 квт %
электроэнергии
4. ВОЗДУХО- И ГАЗОПРОВОДЫ
Вовдухо- и газопроводы изготавливают металлическими, свар-
ной конструкции.
При общем дутьевом вентиляторе вдоль фронта газогенера-
торов проводят общую воздушную магистраль, от которой идут
(отводы к газогенераторам. У вентилятора и на каждом отводе
(устанавливаются задвижки Для предупреждения попадания в
[воздухопровод газа из генератора, в случаях нарушения нор-
мальной работы установки, на отводах устанавливаются обрат-
ные клапацы, отключающие воздухопровод от газогенератора.
[Обратные клапаны могут быть сухие и гидравлические.
Сечение воздухопроводов рассчитывается на скорость проходя-
1щего в нем воздуха от 5 до 10 м/сек. Скорость более 15 м)сек.
|не допускается.
| Газопроводы служат для подачи газа от газогенераторной
станции к потребителям.
528
Оборудование газогенераторных станций
При наличии на станции нескольких генераторов газ соби-
рается в общем газосборнике, а из него уже отводится к потре-
бителям.
До последнего^ времени газопроводы осуществлялись как
надземными, так и подземными. В связи с опасностью подзем-
ных газопроводов эксплуатация их запрещена и все существую-
щие подземные газопроводы должны быть переделаны на над-
земные.
Газопроводы изготовляются из листовой стали или труб и
располагаются на колоннах или стойках. Применение чугунных
труб не разрешается.
При транспортировании по газопроводам горячего газа их
футеруют огнеупорным кирпичом, прокладывая между ними
слой тепловой изоляции. Во избежание повреждений газопрово-
дов от изменения длины при температурных колебаниях они
снабжаются компенсаторами и на опорах не закрепляются. Ком-
пенсаторы могут быть линзового типа и дисковые.
Сечение газопроводов для горячего газа определяется ско-
ростью газа, .которая принимается в пределах 1—2 м/сек, а для
очищенного (холодного) газа — 6—12 м/сек.
Во избежание замерзания конденсирующейся влаги газопро-
воды при их большой протяженности изолируются снаружи.
При небольшом сечении газопроводов для обогрева их снизу в
общей изоляции иногда прокладывают паропроводы.
Для сбора выпадающих из газа взвешенных частиц у газо-
проводов устраивают пылеулавливающие камеры. Эти устрой-
ства позволяют спускать пыль из газопровода* без остановки его
для очистки от пыли.
Для сбора и удаления конденсирующейся влаги и смолистых
веществ при холодном газе на газопроводах устраиваются кон-
денсационные горшки.
Для выпуска га'за в атмосферу при пуске, остановке и ненор-
мальностях в работе генераторов на концах газопроводов и у
самих газогенераторов устанавливают продувные трубы. Для
возможности выжигания смолы и пыли, оседающих в газопро-
водах, газопроводы горячего газа присоединяют к дымовым
трубам печей.
Отключение газопроводов и регулирование количества по-
даваемого газа производится затворами.
Основное требование, которому должны удовлетворять кон-
струкции затворов,— плотность. Наименее плотными являются
шиберы. Несколько большая плотность обеспечивается тарель-
чатым клапаном (рис. 305). Тарелка 1 при опускании садится
га седло 2, и доступ газа прекращается. Блок 3 и трос 4, иду*
щий к лебедке, служат для подъема клапана. При значительном
выделении влаги и смолы из газа тарельчатые клапаны снао-
31 В Г Байсоючов и П И Гап кин
530
Оборудование газогенераторных станций
жаются гидравлическим затвором. Один из применяемых ги-
дравлических затворов показан на рис. 306. В корпусе 2 затвора
находятся две неподвижные перегородки 3 и 4. Коллектор га-
за 1 соединен с газогенератором в том случае, если веда в за-
творе стоит ниже перегородки 3. Если уровень воды в затворе
поднять до такой высоты, что нижняя часть перегородки 3 ока-
/7осхг?(/п/7е//ие газ и
из генера/пирз
Рис 366 Гидравлический затвор
жется под водой, коллек-
тор будет отключен о?
газогенератора. Воронка 5
и вентиль 6 служат для
заполнения затвора во-
дой, а вентиль 8 — для
выпуска воды из затвора.
Отверстие 7 служит дл [
чистки затвора. Перего-
родка 4 отделяет затвор
от атмосферы во время
его чистки на ходу.
Тарельчатые клапаны
и гидравлические затво-
ры, служащие не только
для включения газа, но
и регулирующие колич -
ство подаваемого газа,
получили широкое рас-
пространение. Для рег\ -
газа применяют задвижки Лудло и
лирования очищенного
вентильные клапаны.
Установка на газопроводах предохранительных клапанов,
напримео клапаНов-хлопуш, ввиду их опасности; недопустима
5. КОНТРОЛЬ РАБОТЫ ГАЗОГЕНЕРАТОРА
Организация контроля за работой газогенератора позволяет
не только давать оценку и отмечать недостатки в его работе, но
и предупреждать нарушения нормальной работы газогенератора
Для замера показателей работы газогенераторная установка
снабжается контрольно-измерительной аппаратурой
Измеряется:
а) количество и качество газифицируемого топлива;
б) состав, количество, давление, температура и теплотворная
способность газа;
в) количество, температура и давление воздуха, пара и па-
ровоздушной смеси.
Контроль работы газогенератора
531
Определение количества и качества газифицируемого топлива
необходимо для суждения о степени использования его тепло-
творной способности.
Измерение давления воздуха под колосниковой решеткой
и газа вверху газогенератора позволяет определять сопротивле-
(гшт).
V р
Щит газогенератора
Щит боздухос 'удон (1)
„ р
Местные замеры
Центральный щит(1)
х-задбижкп-------импц/ьс н регулятору Р-дадление Т-те, тература / расход
Рис 307 Схема установки контрольно-измерительных приборов’
1 — газогенератор; 2 — циклон; 3 — тарельчатый клапан, 4 — обратный клапан 5 — мак
снмальный клапан; 6 — вентилятор; 7 — воздухопровод 8 — газопровод 9 — паропровод-
10—регулятор протвотительности, 11— регулятор температуры дутья, 12—регулятор
давления пара
РР
вие слоя топлива в газогенераторе, судить о нормальности ре-
жима, о зашлаковании генератора, спекании топлива и т. п. Эти
измерения необходимы для поддержания нормального режима
работы.
Для измерения давления используют U-образную трубку,
чашечный манометр, манометр с наклонной
трубкой, мембранный манометр, кольцевые
весы
34*
532
Оборудование газогенераторных станций
Количество получаемого газа измеряется приборами только
при очищенном газе При горячем газе его количество опреде-
ляется расчетным путем или путем замера расходуемого на
дутье воздуха, что позволяет судить о производительности газо-
генераторов. Замер количества1 газа желательно (производить у
каждого газогенератора
Для измерения количества газа используют диафрагмы
(ш а й б ы), с о п л а и трубы.
Температура газа является показателем процесса газифика-
ции топлива в генераторе. Температура газа повышается с уве
личением! в газе СОг, что бывает при прогарах и частичном сго-
рании газа из-за присосов воздуха. Такое повышение застав-
ляет принимать меры к устранению вызвавших его причин.
Температура паровоздушной смеси указывает количество
водяного пара, подаваемого с дутьем.
Измеряется темпеоатура ртутными термометрами
и термоэлектрическими пирометрами.
Состав газа характеризует качество и ценность его и опреде-
ляется путем анализа Наиболее важным является определение
содержания в газе СО2, О2, СО, СН4 и Н .
Для анализа газа используют газоанализаторы типа Орса,
Норзе, ТИ и др. Лучше всего применять автоматические реги-
стрирующие газоанализаторы. Установка такого газоанализатора,
хотя бы только для определения СО2, обязательна
Количество содержащейся влаги определяется психро-
метрами
Теплотворная способность газа характеризует пригодность
газа для его использования и определяется путем сжигания га'за
в калориметре или расчетным путем по составу газа
Для оценки работы газогенератора следует исследовать
остаточные продукты газификации (золу и шлак) Содержание
юрючего в шлаке не должно превышать 5—10%
Схема установки контрольно-измерительной аппаратуры для
газогенератора неочищенного газа показана на рис 307.
6. ОБСЛУЖИВАНИЕ ГАЗОГЕНЕРАТОРНОЙ УСТАНОВКИ
Обслуживание газогенераторной установки должно' обеспе-
чивать потребителю бесперебойную подачу необходимого коли-
чества газа' высокого качества Эта задача может быть выполнена
только при содержании газогенераторов и вспомогательного
оборудования в исправном состоянии
Исправное состояние газогенератора, кроме показаний при-
боров можно установить по следующим признакам- по ннкал4
поверхности слоя топлива, внешнему виду газа и его пламени,
п ' давлению газа и дугья.
Автоматическое регулирование и управление
533
Поверхность топлива при газификации кокса и антрацита
должна' быть красной с равномерным распределением темных
пятен от загруженного топлива. Отсутствие темных пятен и свет-
локрасный цвет поверхности слоя указывают на недогрузку
топлива.
Поверхность топлива должна быть темной при газификации
бурых углей и торфа.
Буровато-желтый цвет газа бывает у газа с высоким содер-
жанием летучих, газ с малым содержанием летучих — прозрач-
ный и имеет голубоватый оттенок; беловатая окраска свойствен-
на газу со значительным содержанием влаги
Понижение давления газа при колеблющемся давлении
дутья указывает на недостаточную плотность шлакового затво-
ра, а повышение давления газа' при постоянном давлении дутья —
на засорение газопроводов или клапанов
Понижение давления дутья при неизменяющемся давлении
газа вызывается низким слоем, а повышение — повышенным
слоем шла'ка.
При зашлаковании и засорении колосниковой решетки дав-
ление дутья возрастает.
Наблюдение за состоянием поверхности слоя топлива произ-
водят через шуровочные отверстия, а высоту раскаленной зоны
топлива в генераторе определяют по длине и степени нагревания
штанги, опускаемой сверху до колосниковой решетки. Слой
шлака определяется длиной нижнего темного конца штанги.
Знание причин, вызывающих нарушение нормального режима
газогенераторов, позволяет принимать меры по устранению их и
содержать газогенераторы в исправном состоянии.
7. АВТОМАТИЧЕСКОЕ РЕГУЛИРОВАНИЕ И УПРАВЛЕНИЕ
Процесс газификации топлива претерпевает значительные ко
лебания в зависимости от изменения количества потребляемою
газа, периодичности загрузки и величины кусков топлива, шла-
кования генератора и других причин.
При работе газогенераторов необходимо управлять процес-
сом. Ручное управление и регулирование, особенно на больших
станциях, не может обеспечить нормальной работы газогенера-
торов, а поэтому должно производиться автоматически
Для автоматического регулирования отдельных показателей
процесса (давление газа, давление и температура дутья, количе-
ство газа и дутья, температура газа и пр ) применяют автомати-
ческие регуляторы прямого и косвенного действия.
Давление подаваемого потребителю газа регулируется с по-
мощью перестановки дросселя или путем изменения количества
подаваемого в генератор дутья.
534
Оборудование газогенераторных станций
Температура паровоздушной смеси регулируется прибором,
воздействующим на паровой вентиль.
На газогенераторных станциях очень много операций по
обслуживанию, которые должны выполняться согласованно.
Координирование работы отдельных механизмов, пользуясь по-
казаниями приборов и поступающими сигналами с отдельных
участков станции, производит дежурный по станции. В целях
обеспечения необходимой последовательности и правильного
действия отдельные аппараты станции блокируются.
При резких нарушениях нормальной работы станции (вне-
запное выключение электроэнергии, авария и др.) необходимо
очень быстро выполнить ряд операций (выключить отдельные
участки, агрега'ты, переключить клапаны и т. п.). Наиболее
надежно эти операции производятся при автоматизированном
управлении, когда обслуживающий персонал только наблюдает
за состоянием механизмов и аппаратуры.
При автоматическом управлении приводы отдельных элек-
тродвигателей, аппаратов, клапанов блокируются.
Все новые газогенераторные станции должны иметь автома-
тическое управление.
РАЗДЕЛ VIII
ОБОРУДОВАНИЕ СКЛАДОВ
Общие сведения
Большинство заводов огнеупорной промышленности представ
ляст собой современные механизированные предприятия с не-
прерывным производственным потоком.
Неотъемлемой частью каждого завода являются склады
сырья, топлива и готовой продукции.
Склады сырья предназначены для обеспечения бесперебой-
ной и равномерной подачи сырья производственным цехам, не-
равномерность подачи сырья ведет к перебоям в работе обору-
дования и снижению производительности заготовительных
цехов.
Для шамотных заводов это обстоятельство осложняется еще
тем, что недогруз сушильных барабанов вызывает пересушива-
ние глины, большое пылеобра'зование, перерасход топлива и
может изменить физико-химические свойства глины.
Во' избежание простоя железнодорожных вагонов прибываю-
щее на склад сырье должно^ быть быстро выгружено. Места
выгрузки до прибытия новой партии сырья должны быть осво-
бождены от предыдущей поставки.
1 Технология на заводе начинается со склада сырья. Следова-
тельно, склады должны обеспечивать качественное его хране-
ние. Прибывающее сырье должно складываться в штабелях
строго по сортам. Штабели должны представлять собой доста-
точно мобильные запасы сырья, способные обеспечить нормаль-
ную работу завода независимо от метеорологических условий,
а также независимо от возможных перебоев поступления сырья
от поставщиков.
На складах сырья должны быть установлены питатели, на-
значением которых является компенсация неравномерности по-
дачи сырья, в связи с выбиранием его из штабелей, находящихся
па ближнем расстоянии от транспортных устройств, подающих
сырье па производство. Количество питателей должно обеспе-
чить соблюдение сортности при одновременной подаче различ-
ного сырья. При больших грузопотоках эти задачи решаются
применением мостовых кранов.
Разгрузка сырья и топлива в зависимости от рельефа мест-
ности обеспечивается сооружением железнодорожных эстакад
536
Оборудование складов
или других видов искусственных железнодорожных сооружений.
При менее значительных грузопотоках на складах сырья и
на всех складах топлива все работы могут быть выполнены
передвижными кранами и скреперными грузчиками.
Только склады готовых изделий до сих пор являются наи-
менее механизированным участком заводов. Наиболее подходя-
щим средством механизации складов готовой продукции на
сегодняшний день является автопогрузчик. Пол склада огнеупо-
ров должен быть на уровне пола железнодорожных вагонов и
достаточно устойчивым для применения автопогрузчиков, зна-
чительно улучшающих работу склада.
Организация контейнерных перевозок позволит провести
комплексную механизацию на складах огнеупорных заводов,
повысит сохранность огнеупоров во время перевозок и механи-
зирует доставку их к месту потребления.
1. СКЛАДЫ С МОСТОВЫМИ КРАНАМИ
За последнее время на огнеупорных заводах введено в дей-
ствие значительное число складов сырья, оборудованных элект-
рическими мостовыми кранами с самозахватывающими ковшами.
Электрический мостовой кран грузоподъемностью 10 г
(рис. 308) состоит из моста I, механизма передвижения II, те-
лежки крана III, кабины IV и самозахватывающего ковша V.
Мост представляет собой несущую мостовую ферму, на которой
смонтированы остальные узлы мостового крана. Расчет фермы
ведется по максимальной нагрузке, испытываемой краном при
подъеме груза, когда груз находится по середине моста.
Механизм передвижения моста установлен на верхней его
части и состоит из кранового электродвигателя 1, двух валов 2,
расположенных вдоль фермы моста, тормоза 3 и цилиндриче-
ских редукторов 4. Валы установлены в подшипниках. На Ноннах
вала1 редуктора насажены малые цилиндрические шестерни, на-
ходящиеся в зацеплении с зубчатыми венцами ступиц ходовых
колес 5. Из четырех ходовых колес — два являются ведущими.
Ступицы ходовых колес литые стальные. Зубчатые вентты изго-
товляются из кованой стали. Рабочие поверхности шестерен и хо-
довых колес должны подвергаться термической обработке.
Тележка крана III при помощи четырех ходовых колес 6
передвигается по путям, проложенным вдоль верхней части
моста крана. Рама тележки представляет собой сварную метал-
локонструкцию. На раме тележки установлены механизм подъе-
ма 8 и механизм передвижения тележки 7.
Передвижение тележки производится крановым двигателем
через редуктор, установленный на валу ведущих ходовых колес
Механизм подъема оборудован автоматически действующим
при нормальной работе замкнутым тормозом. Тормозной момент
Рис 308 Электрический мостозой край i ру юподъемн остыо 10 7
538
Оборудование складов
должен быть больше крутящего' момента, действующего на тор-
мозном валу, не менее чем на1 75%.
Для предотвращения аварий, в случае подъема головки ков-
ша выше предельно допустимой высоты, устанавливается конце
вой выключатель, автоматически выключающий электродвига-
тель подъема1 и обмотки тормозного, электромагнита подъемною
механизма.
Аналогичные концевые выключатели установлены для огра-
ничения хода тележки и моста.
Управление мостовым крапом производится из кабины 9, под-
вешенной к фермам моста. В кабине смонтированы пусковые
приспособления, контроллеры, сопротивления и контрольные
приборы.
Для обеспечения нормальных условий работы крановщика
з зимнее время кабина должна иметь электрическое отопление
и хорошее утепление.
На подкрановых балках устанавливаются пути, состоящие ip
етальной полосы толщиной 12 мм, к которой приваривается стали
прямоугольного сечения 70 X 70. Полоса укрепляется к подкра
новым балкам при помощи болтов. Лучше делать подкрановьш
45 ти из железнодорожных рельсов тяжелого типа.
Троллеи для питания электродвигателей тележки, а также
главные троллеи вдоль склада желательно делать из фасонного
медного провода марки Т-65.
Самозахватывающий ковш (рис. 309) состоит из двух по-
ловин 1. С внешней стороны каждой половины ковша у кромок
закреплены заостренные зубья 2.
Обе половины ковша шарнирно укреплены на осях 3 и при
помощи тяг 4 соединяются с головкой 5.
Ковш подвешивается на двух канатах, из которых один подь-
емный 6 прикрепляется к< головке ковша, а второй канат 7 для
закрытия ковша тоже прикреплен! к головке ковша, но огибает
блок 8. При захвате материала раскрытый ковш под давлением
собственного веса быстро опускается и врезается зубьями в ма-
териал. Натягиванием каната 7 обе половины ковша поворачи
ваются вокруг нижних концов тяг 4, и ковТп закрывается.
Поднятый с материалом ковш при ослаблении каната 7 под
действием собственного веса и веса материала раскрывается,
и ковш разгружается, оставаясь открытым.
Канаты 6 и 7 наматываются каждый на отдельный барабан
подъемной лебедки. Работа крана с самозахватывающим ков-
шом производится с двумя электродвигателями. Один служит
для закрывания и открывания ковша, а другой для подъема и
опускания. Оба электродвигателя снабжены блокировкой, нс
допускающей закрывание и открывание ковша во время подъе-
' а и во время спуска.
Z£7ff-
Рис 309 Самозахватывающиц
540
Оборудование складов
Мостовые краны, применяемые на складах огнеупорных за-
водов, имеют грузоподъемность 10 т. Пролет обычно равен 23 м.
Грузоподъемность крана 10 т достаточна, так как при этом
можно использовать тяжелый ковш весом 6 т. Действием своего
веса такой ковш хорошо захватывает слежавшуюся и смерз-
шуюся глину. Свежепривезенная глина и кусковатый материал
берутся краном очень легко.
Емкость ковша составляет 2,5 ж3. Вес глины в ковше при
нормальном его заполнении колеблется от 3 до 3,5 т.
Подкрановые балки и колонны изготавливаются железобетон-
ными или из металла. Большая часть складов закрытая.
Фактическая производительность мостового крана на складе
глины длиной 144 м составляет т/час-.
при подаче глины с дальнего конца склада . . 50
» подаче глины со средней части склада . . 70
» уборке глины и складировании в запас . 140
Средний удельный расход электроэнергии при подаче глины
на производство составляет 0,28 квг-ч/т, а при складировании
глины в запас от 0,12 до 0,16 квт-ч/т.
Эстакады для разгрузки сырья обычно делаются внутри
склада.
При таком расположении эстакады уменьшается емкость
склада.
Рис. 310. Механизированный склад сырья шамотного
цеха
Имеются иные решения расположения складов сырья, в част-
ности расположение склада шамотного цеха (рис. 310), в кото-
Склады с краном на железнодорожном ходу
544
ром железнодорожный путь проходит с одной стороны склада
на отметке 3,5 м против отметки пола склада.
Площадь такого склада не занята эстакадой и полностью
может быть использована для штабелей сырья.
На’ складах, оборудованных мостовыми кранами, необходимо
устанавливать мощные питатели, которые способны принимать
сырье из ковша крана и обеспечивать равномерную подачу на
транспортные средства, подающие сырье к дробильно-размоль-
ным установкам.
2. СКЛАДЫ С КРАНОМ НА ЖЕЛЕЗНОДОРОЖНОМ ХОДУ
Путевые краны с самозахватывающими ковшами применяются
на складах сырья огнеупорных заводов средней мощности, а так-
же на больших складах топлива.
Передвижной кран на железнодорожном ходу, показанный
на рис. 311, состоит из стрелы 1 длиной 10,5 м, самозахваты-
вающего ковша 2 емкостью 1,5 м3 при весе 1,6 т, поворотной
Рис. 311. Железнодорожный путевой кран
платформы 3, на раме которой смонтированы двухбарабанная
лебедка, механизм поворота крана, трансмиссия и подмоторная
плита, на которой установлен электродвигатель.
К раме поворотной платформы укрепляется также и стрела
крана. Кабина 4 поворотной платформы сварной конструкции
снаружи обшивается листовым железом толщиной 3 мм.
542
Оборудование складов
Опорно-поворотное устройство состоит из катков 5, передаю-
щих давление поворотной платформы па раму ходовой части G.
Катки 5 передвигаются по кольцевой дорожке. Вращение
поворотной платформы производится шестерней поворотного ме-
ханизма, которая находится в зацеплении с венцовой шестерней,
закрепленной на раме ходовой части 6.
Ходовая рама представляет собой сварную металлоконструк-
цию, опирающуюся на листовые рессоры, установленные на осе-
вые буксы колесных пар 7 нормальной колеи.
Передвижение крана производится при помощи шарнирных
цепей 8, передающих движение на звездочки, установленные на
оси колесных пар.
Управление краном производится при помощи рычагов г
педалей, выведенных к рабочему месту крановщика.
Передвижение крана производится по путям нормальной
колеи, по которым поступает сырье и топливо, или по специально
проложенным параллельно эстакадам. Передвижной кран сила
дывает сырье в штабели высотой до 10 м, укладывая его строг >
по сортам. Высота штабеля топлива определяется условиями
хранения без самовозгорания.
Подача сырья и топлива из штабелей на производство осу-
ществляется путем нагрузки краном саморзагружающихся ваго-
неток емкостью 3 д3 и доставки их к месту разгрузки по путям
узкой колеи. Применение опрокидных узкоколейных вагонеточ
нецелесообразно, та)к как емкость их до 1 ж3 недостаточна,
кроме того, вследствие слабой конструкции при погрузке краном
они быстро выходят из строя.
3. СКЛАДЫ СО СКРЕПЕРНЫМИ ГРУЗЧИКАМИ
Скреперные грузчики наиболее целесообразно обеспечиваю!
работу складов сырья небольших заводов, а также склады топ
лива средних и небольших заводов.
Лучшим решением считается, когда сырье и топливо разгрх
жаются на железнодорожной эстакаде. Рациональное исполь°о
вание скреперных грузчиков может производиться и без раз
грузки на эстакаде.
Общий вид работы скреперной установки показан на рис 312
Схема организации работ на складе сырья скреперным груз
чиком показана на рис. 313.
Скреперный грузчик состоит (см. рис. 313) из рамы 1, уста-
новленной на скатах нормальной колеи 2 На раме установлена
скреперная лебедка 5, имеющая два барабана, которые свобод
но сидят на валу Вращение барабанов производится элеНтоо
двигателем 14,5 кет через зубчатые колеса и фрикционную перп
дачу На одном барабане укрепляется рабочий трос 4 пегелн
Склады со скреперными грузчиками
543
тающий наполненный материалом ковш 5 Скреперный ковш
имеет емкость 0,3 м\ На втором барабане укреплен трос, назы-
ваемый «хвостовым», который служит для передвижения порож-
него ковша. «Хвостовой» трос 6 огибает «хвостовой блок» 7,
Рис 313. Схема склада сырья со скреперными грузчиками
который прикрепляется к переносным или стационарно уставов
ленным анкерам.
Поступающие на разгрузочный путь 8 железнодорожные ва
гоны выгружаются по обе стороны пути. Перпендикулярно этим
путям проложены ширококолейные пути 9, по которым могут
передвигаться скреперные грузчики. Скреперные грузчики скла
544
Оборудование складов
дывают в штабели 10 сырье или топливо. Ковш 5 подает сырье
на наклонный лоток 11 скреперного грузчика, установленного
в конце штабелей.
Через отверстие в лотке 11 по течке сырье поступает на по-
перечный транспортер 12, расположенный в туннеле, и направ-
ляется в производственный корпус.
Скреперные грузчики могут устанавливаться стационарно и
располагаться также вдоль железнодорожной разгрузочной эста-
кады.
Скорость движения рабочей ветви троса скрепера 0,92 м/сек
и холостой 1,6 м/сек. Работа скрепера при радиусе действия
свыше 100 м нецелесообразна.
4. СКЛАДЫ ГОТОВОЙ ПРОДУКЦИИ
Механизация значительной части трудоемких работ на скла-
дах готовой продукции огнеупорных заводов успешно решается
применением автопогрузчиков.
Автопогрузчики в настоящее время освоены на операциях по
перевозке в складе штабелей весом 1,5 т и на доставке их внутрь
железнодорожных вагонов.
Однако эксплуатация автопогрузчиков на огнеупорных заво-
дах показала, что бетонные полы большинства складов готовой
продукции оказались неприспособленными для работы меха-
низмов с большой удельной нагрузкой на скатах, в частности
значительно сказывается истирающее действие скатов при
крутых разворотах.
В связи с этим полы, на которых работают автопогрузчики,
устилаются рифлеными чугунными плитами.
При сооружении новых складов целесообразно проверить
долговечность полов из клинкерного кирпича при использовании
автопогрузчиков.
Автопогрузчик, изготовленный одним машиностроительным
заводом, показан на рис. 314. Кузов автопогрузчика имеет осно-
ванием несущую раму.
Несущая рама представляет собой сварную конструкцию из
швеллеров, передняя часть которой имеет кронштейны, опираю-
щиеся на1 передний ведущий мост. Задняя часть рамы посред-
ством рессор опирается на заднюю ось. Колеса задней оси управ-
ляются рулевой колонкой автомобильного типа и могут повора-
чиваться на 71°.
Подъемный механизм установлен на передней части крон-
штейнов рамы.
На задней части рамы установлен чугунный противовес, а на
боковых частях для предохранения ходовой части от ударов
укреплены болтами стальные листы.
Склады готовой продукции
545
На ведущем мосту находится сериесный электродвигатель
постоянного тока, мощностью 4,2 кет, на вал которого насажена
шестерня с косыми зубьями, находящаяся в зацеплении с ведо-
мой шестерней диференциала.
Ведущие шестерни находятся на концам валов боковых ре-
дукторов. Ведомые шестерни с внутренним зацеплением закреп-
Рис
314. Автопогрузчик на складе готовой продукции
лены на ведущих колесах, 'которые насажены на конических
подшипниках на полуосях моста.
Подъемный механизм автопогрузчика, предназначенный для
подъема и наклона штабеля с кирпичом, представляет собой
каретку с прикрепленными вилками направляющих, гидравличе-
ского цилиндра подъема и двух гидравлических цилиндров на-
клона.
Питание электроэнергией электродвигателей и электриче-
ских цепей управления производится от аккумуляторной ба-
тареи емкостью 500 а-ч и напряжением 30 в. От этой батареи
производится питание электросигнала, напряжение цепи электро-
сигнала 12 в.
Привод тормоза гидравлический, автомобильного типа.
Управление — от педали и ручного рычага. Управление движе-
нием автопогрузчика производится кулачковым контроллером
с пятью контактами и реверсивным переключателем. Автопо-
грузчик имеет четыре скорости движения вперед и назад.
Емкость аккумуляторной батареи обеспечивает непрерывную
работу в течение смены. За это время автопогрузчик обеспечи-
вает погрузку изделиями шесть нормальных железнодорожных
35 В Г Байсоголов и П И Галкин
546
Оборудование
складов
вагонов, при этом перекладка изделий соломой и их раскли-
нювка производится в пределах планового времени погрузки без
перепростоя вагонов. Каждый автопогрузчик, таким образом,
освобождает от тяжелого физического труда трех человек
в смену.
Склады, оборудованные полочными конвейерами
Рис. 315 Полочный транс-
портер
На некоторых заводах сортировка готовых изделий произ-
водится в печном корпусе, в непосредственной близости у печей.
Вдоль фронта сортировочного отделения проходит (рис. 315)
полочный цепной конвейер, кото-
рый позволяет производить транс-
портировку изделий в горизон-
тальном и вертикальном направ-
лениях без перегрузки.
Полочный транспортер состоит
из укрепленной на специальных
стойках несущей балки 1. По*
нижней полке катятся ролики
подвесок 2, соединенные между
собой цепью 3. К каждой подвес-
ке прикреплены рамки с двумя полками 4, расположенными
одна над другой. Расстояние между подвесками составляет 0,9 м.
Привод цепи состоит из цепного колеса, которое через редуктор
получает вращение от электродвигателя мощностью 6,8 кет
960 об/мин. Длина цепного конвейера 420 м.
Отсортированные изделия сортировщик укладывает на полки
цепного конвейера: изделия I сорта на верхнюю полку и II сорта
па нижнюю полку. Бракованные изделия складываются в опре-
деленном месте и отвозятся на размол.
Цепь передвигается со скоростью 0,2 м!сек, поэтому соблю-
дение порядка укладки не представляет никакой трудности.
Конвейер применяется для транспортировки изделий из цеха
на склад готовой продукции. Пересечение железнодорожных
габаритов и автомобильных проездов производится плавным
подъемом и опусканием несущих балок конвейера.
На складе изделия снимаются с полок и укладываются
в штабели по сортам.
РАЗДЕЛ IX
ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ И СВЕДЕНИЯ
_______ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
ГЛАВА 1.
ЭКСПЛУАТАЦИЯ ОБОРУДОВАНИЯ
Хороший надзор и уход за оборудованием определяют его
производительную и бесперебойную работу.
Правильно организованная эксплуатация и надлежащий
уход за оборудованием снижают затраты на ремонт и удлиняют
межремонтные сроки.
Практика передовиков машиностроительной промышленности
лауреатов Сталинской премии тт. Кулагина, Быкова и Назаро-
вой, передовиков железнодорожного и речного транспорта, лау-
реатов Сталинской премии тт. Папавина и Бурлакова и др. по-
казывает, чю при высокой культуре эксплуатации оборудования
и хорошем уходе за ним значительно увеличиваются межре-
монтные циклы и резко снижаются объемы плановых ремонтов.
Опыт новаторов производства и стахановцев показывает, что
и в огнеупорной промышленности потребность оборудования в
ремонте и расходы на ремой? могут быть снижены за счет по-
вышения культуры эксплуатации и ухода за ним не менее чем
в полтора-два раза.
Огромное значение в этом отношении имеет равномерная
загрузка, смазка оборудования и содержание его в чистоте. Не-
равномерная загрузка, особенно дробильных и размольных ма-
шин, сопровождаемая одновременной подачей больших порций
сырья, вызывает перегрузку в отдельные моменты, а за смену
। снижает производительность всей линии производственного по-
t тока и увеличивает износ деталей.
[ В огнеупорной промышленности изжитие этих недостатков
I производится за счет внедрения автоматизации регулирования
I загрузки помольных и смесительных машин.
к По предложению т. Веретенникова связь работы шаровой
I мельницы с электродвигателем тряскового питателя осуществле-
I на от приводного электродвигателя мельницы через вторичную
| коммутацию при помощи трансформаторов тока.
35*
548
Эксплуатация оборудования и сведения по технике безопасности
Автоматическое регулирование производится при помощи
реле максимального тока ИТ-11, реле минимального тока РМТ
и отключающего реле напряжения ОРН.
По предложению т. Ванина осуществлена автоматическая
регулировка шаровой мельницы при помощи максимального ре-
ле и системы рычагов, взаимодействующих с масляным демп-
фером.
Автоматизация загрузки помольных бегунов производится
по предложению т. Репникова при помощи специального прибо-
ра, производящего включение и выключение электродвигателя
питателя и обеспечивающего определенную заданную толщину
слоя материала на чаше бегуна.
По предложению т. Репникова на шамотных заводах произ-
водится автоматизация работы смесительных бегунов при помо-
щи специального механизма.
Проект автоматизации работы смесительных бегунов динасо-
вых заводов разработан Энергочермегом.
Основными практическими мероприятиями, которые должны
предотвратить преждевременный износ оборудования и непреду-
смотренный выход его из строя, являются:
1) организация приемки и сдачи смен;
2) повышение квалификации обслуживающего персонала по
эксплуатируемому оборудованию;
3) осмотры оборудования с производством мелкого ремонта
с целью устранения обнаруженных неисправностей;
4) наблюдение за соблюдением режима смазки, установлен-
ного для каждого отдельного механизма в соответствии с усло-
виями его работы.
Важное значение организованной сдачи и приемки смены
состоит в том, что весь обслуживающий персонал обязывается
передать оборудование, рабочие места и участки в надлежащем
состоянии.
Принимающая смена требует чистоты и порядка на рабочих
местах, записывает, что и почему недодала сдающая бригада,
проверяет исправность механизмов, наличие инструмента, нали-
чие сырья и полуфабрикатов.
Наряду с этим происходит ознакомление с тем, как работа-
ли механизмы, в чем были неполадки, фиксируются происшед-
шие поломки. Это повышает ответспвеннюсть и заостряет внима-
ние каждого работающего, а также способствует изучению
им условий нормальной работы механизмов.
Приемка и сдача оборудования должны производиться одно-
временно рабочими, обслуживающими оборудование, и слесаря-
ми, так как те и другие в сдающей и принимающей смене за-
интересованы в хорошем состоянии оборудования. Для осущест-
вления контроля за состоянием оборудования в отдельных сме-
Эксплуатация оборудования
549
нах все неполадки и состояние оборудования записываются в
журнал приемки и сдачи смен.
1 Основной предпосылкой для освоения оборудования и гра-
мотного его обслуживания является наличие технической доку-
ментации, инструкций и правил технической эксплуатации, изу-
чение которых обязательно как для инженерно-технических ра-
ботников, так и для обслуживающих агрегаты рабочих. Поэтому1
необходимо проводить работу по изучению оборудования и тех-
нологических процессов по линии отдела подготовки кадров и
отделов организации труда и зарплаты.
Необходимые навыки в обращении с оборудованием выраба-
тываются у обслуживающего персонала при длительной работе
на одних и тех же машинах, поэтому нужно избегать перестано-
вок работающих с одних участков работы на другие.
Текущий осмотр машин и агрегатов должен производиться
персоналом, обслуживающим машину во время работы и смен-
ных перерывов, согласно разработанной для каждого типа обо-
рудования инструкции. В процессе осмотра проверяется машина
в целом и устраняются мелкие дефекты путем регулировки, креп-
ления болтов, частей, а также контролируется смазочная си-
стема.
Внимательный осмотр, простукивание и замеры зазоров поз-
воляют обнаружить наружные трещины, поврежденные заклеп-
ки, износившуюся резьбу и т. д. Качественный осмотр может
быть только в том случае, когда оборудование содержится в
хорошем, с точки зрения чистоты, состоянии. На грязной маши-
не трудно обнаружить неисправности.
Чистка и смазка оборудования составляют неотъемлемую
часть работы агрегатчиков.
Только правильно подобранная, регулярно и надлежащим
образом поданная смазка* обеспечивает нормальную работу
оборудования.
ГЛАВА 2
МЕРЫ БОРЬБЫ С ЗАПЫЛЕНИЕМ
ОГНЕУПОРНЫХ ЗАВОДОВ
И ПЫЛЕОСАДИТЕЛЬНАЯ АППАРАТУРА
1. МЕРЫ БОРЬБЫ С ЗАПЫЛЕНИЕМ
На заводах огнеупорной промышленности вследствие из-
мельчения, переработки и транспортирования материалов обра-
зуется много пыли.
Согласно «Правилам безопасности в огнеупорной промыш-
ленности», (изд. 1951 г.), предельно допустимая концентрация
пыли в рабочих помещениях для динасовых цехов установлена
2 мг/мА и для всех остальных цехов 10 мг/мА, Поэтому для
уменьшения запыленности рабочих помещений проводятся сле-
дующие основные мероприятия:
1) герметизация пылящего технологического и транспортерно-
го оборудования;
2) увлажнение материалов перед дроблением и обеспечение
максимально допустимой влажности при дальнейшей перера-
ботке;
3) устройство вентиляционных установок для удаления вы-
деляющейся при работе пыли;
4) систематическая уборка и очистка от пыли рабочих по-
мещений.
Ни одно из этих мероприятий по обеспыливанию, взятое
отдельно, не может в настоящее время обеспечить действующие
нормы. Поэтому перечисленные мероприятия должны прово-
диться комплексно.
Герметизация оборудования производится при помощи ме-
таллических кожухов с применением войлочных или резиновых
прокладок в местах разъема, на люках, лазах и других местах,
подвергающихся частой разборке.
Для изоляции грохотов, производящих сортировку порош-
ков, а также мест перепада измельченных материалов на транс-
портные устройства применяется мягкий брезент.
Уменьшение выделения пыли ленточными транспортерами и
элеваторами достигается за счет снижения их скорости до ми-
нимально допустимой и обеспечивающей нужный грузооборот.
Меры борьбы с запылением огнеупорных заводов
551
Необходимо снижать скорость движения материала и в теч-
ках путем установки по пути движения его металлических
угольников в виде порогов.
Для уменьшения пыления измельченного материала, падаю-
щего из течек на ленточные транспортеры, течку следует пово-
рачивать таким образом,
чтобы направление и ско- Таблица 32
рость движения материала, выходящего из течки, сов- ь ь о
падало с направлением и Материал о ® ео S к
скоростью транспортерной й 05 5 3 w
ленты. Для предотвращения пы- левыделения бункера-ми га О 2 СО И 3
Овручские кварциты 0,048 5980
приемные отверстия их не- 0,11 0,7 1,2 1020
обходимо снабжать герме- 75 54
тически закрывающимися Шамот 0,02 4090
крышками. Отверстия, через 0,135 1202
которые проходят течки, по- дающие материал в бункер, 0,78 383
1,15 2,55 3 303 235
должны быть уплотнены. 103
Материал при этом надо 3,8 76
направлять в бункер с за- Часов-ярская глина 4,4 3845
медленной скоростью па- 8,6 13,8 1266 198
дения. Во избежание распро- Хромит 0,42 1 210 87
странения пыли помещения Магнезитовый порошок 1,1 11
с более высокой концентра- 0,4 0,7 296 33
цией пыли отделяются от смежных помещений сплош- —
ными перегородками или.стенками.
Одним из наиболее эффективных средств борьбы с запыле-
нием является увлажнение материалов, подлежащих переработ-
ке. Результаты работ, проведенных Харьковским институтом
гигиены труда и профзаболеваний по влиянию влажности мате-
риалов на запыленность воздуха, приведены в табл. 32.
Из таблицы видно, что при увеличении влажности огнеупор-
ных материалов резко-снижается запыленность воздуха, причем
для различных материалов она неодинакова.
Овручские кварциты даже при незначительном увеличении
влажности значительно снижают запыленность воздуха и не
пылят при влажности > 1,8%.
Шамот при увеличении влажности резко снижает запыление
воздуха до достижения влажности 0,78%, затем происходит бо-
лее плавное снижение запыленности, причем при содержании
552
Эксплуатация оборудования, и сведения по технике безопасности
влаги около 4°/о запыленность воздуха остается значительно
выше нормы.
Часов-ярская глина при увлажнении хотя и значительно
снижает запыленность воздуха, однако при 13,8% влаги запы-
ленность значительно выше нормы.
Порошки хромита и магнезита при увеличении влажности в
значительной степени снижают запыленность воздуха.
Увлажнение материалов надо производить при помощи фор-
сунок с винтовыми сердечниками для распыления воды.
Кварциты при дроблении и помоле на бегунах следует
увлажнять с доведением влажности не менее 2,5%, а при помоле
на трубчатых мельницах — не менее 2%.
Шамот при дроблении и помоле целесообразно увлажнять
с доведением влажности не менее 5%.
Сушку глины для помола на центробежных мельницах надо
ограничивать с доведением влажности не менее 12%.
Хромит и магнезитовый порошок целесообразно увлажнять
не менее, чем на 1% влажности.
Кожухи пылевыделяющего оборудования, а также зонты в
местах перепада материалов должны быть присоединены! к аспи-
рационным установкам.
В настоящее время аспирационные установки обслуживают
отдельные группы оборудования, связанные между собой тех-
нологическим процессом. В результате цехи имеют 12, а иногда
и больше аспирационных установок, что позволяет применять
более короткие наклонные трубопроводы, обеспечивающие бес-
перебойную работу всей установки.
Применявшиеся раньше централизованные аспирационные
установки с разветвленными трубопроводами большой длины
часто из-за забивания их пылью выходили из строя, особенно'
на отдельных горизонтальных участках трубопровода.
Источником пылеобразования также является пыль, осевшая
на конструкциях зданий, фермах, площадках, карнизах, пери-
лах, трубопроводах и оборудовании. Незначительные вибрации
зданий, которые производят неуравновешенные вращающиеся
детали машин, создают условия для осыпания пыли.
Систематическая уборка пыли, предотвращающая скопление
ее в труднодоступных местах, обязательна. Уборка должна
производиться мокрым способом или при помощи пылесосов.
Как на один из способов мокрого удаления пыли мож-
но привести пример Первоуральского динасового завода, где во
всех отделениях с пылевыделяющими установками по перимет-
ру стен на высоте 2,5 м от пола проложены водопроводные-
трубы, замкнутые в кольцо. На этих трубах под углом 45° уста-
новлены направленные внутрь помещения распылительные фор-
сунки. При открывании вентиля вода под давлением подается
Меры борьбы с запылением огнеупорных заводов
553
в это кольцо и распыляется форсунками, омывая всю площадь
помещения. Пыль, находящаяся в воздухе во взвешенном со-
стоянии, увлажняясь, теряет свою подъемную силу и оседает
на пол.
Периодическая работа такой установки очищает воздух от
пыли и снижает его температуру, создавая этим благоприятные
условия для работающих.
Согласно действующим нормам, содержание пыли в выбра-
сываемом воздухе или газах не должно превышать 100 мг/м3.
Если в этой пыли содержание кварца превышает 50%, то кон-
центрация пыли не должна превышать 20 мг/м3.
Помимо устранения вредного влияния пыли, улавливание ее
диктуется также экономическими соображениями, так как в по-
давляющем большинстве случаев, пыль является ценным мате-
риалом, подлежащим дальнейшему использованию.
В качестве пылеосадительных устройств на огнеупорных за-
водах применяются: пылеосадительные камеры, циклоны и
мультициклоны и инерционные пылеуловители.
2. ПЫЛЕОСАДИТЕЛЬНЫЕ КАМЕРЫ
Пылеосадительные камеры представляют собой большие гер-
метически закрытые помещения, в которые вентиляторами по-
дается запыленный воздух. В противоположном конце этих по-
мещений по отношению к месту поступления запыленного воз-
духа устанавливаются вытяжные трубы.
Частицы пыли, поступая в камеру, теряют свою скорость
и под влиянием силы тяжести постепенно оседают и собираются
в нижней части камеры. Уборка пыли из камер производится
при помощи шнеков или транспортеров.
В качестве пылеосадительной камеры на Семилукском заво-
де используется подвальное помещение емкостью 8000 м3. Из
этой камеры ежесуточно вывозится около 10 т пыли глины
и шамота.
3. ЦИКЛОН
Циклон (рис. 316) ‘представляет собой изготовленный из ли-
стовой стали цилиндр, верхняя часть которого закрыта, а ниж-
няя заканчивается усеченным конусом.
По оси цилиндра установлена труба 1, выходящая через
крышку.
Нагнетаемый вентилятором запыленный воздух со скоростью
20—25 м/сек попадает в циклон через патрубок 2, примыкаю-
щий касательно к цилиндрической части. Попадая в циклон, ча-
554
Эксплуатация оборудования и сведения по технике безопасности
стицы пыли под действием центробежной силы прижимаются к
стенкам и движутся по спиральным траекториям. Из-за трения
о стенки циклона частицы пыли теряют скорость и под дейст-
вием силы тяжести спускаются по конической части вниз.
Из циклона пыль выгружается че-
рез патрубок 3. Освободившийся от
пыли в циклопе воздух со скоростью
2—3 м/сек выходит через трубу /.
Мелкие частицы пыли размером 20 н
и меньше вследствие больших скоро-
стей выходящего воздуха в циклопах
почти не улавливаются. Поэтому на
огнеупорных заводах, где запыленный
воздух, подаваемый вентиляторами
аспирационных установок, содержит
значительное количество мелких ча-
стиц пыли, степень очистки циклонов
обычно не превышает 60%.
4. МУЛЬТИЦИКЛОНЫ
Мультициклоны работают с боль-
шим эффектом по сравнению с цикло-
нами и улавливают больший процент
пыли. Принцип действия мультицикло-
нов основан на использовании преиму-
щества циклонов малого диаметра (из
которых состоят мультициклоны), цен-
тробежная сила осаждаемого материа-
ла в которых при прочих равных условиях имеет большее зна-
чение. чем в циклонах большого диаметра. Циклоны малых диа-
метров лучше очищают воздух от пыли, чем циклоны больших
диаметров. Однако производительность циклонов уменьшается
с уменьшением диаметра. Поэтому для очистки воздуха в прак-
тически нужных количествах малые циклоны объединяют
(рис. 317) в одну группу, называемую мультициклоном.
Запыленный воздух или газ поступает в камеру 1 через
патрубок 2. В камере установлено 306 осадительных элементов
3, каждый из которых состоит из цилиндрической части 4 и
конической 5. Внутри цилиндрической части 4 каждого элемен-
та установлена труба 6, на внешней поверхности которой за-
креплены двухлопастные винты 7 с углом подъема 30°.
Поступая в камеру 1, поток запыленного воздуха устремляет-
ся вниз и проходит через все 306 пылеосадительных элементов,
в которых благодаря двухлопастным винтам 7 получает враща-
тельное движение.
Узел £
б
План по 6-6
Рис. 317. Мультициклон:
а — разрез: б — Узел А п
Б двух горизонтальных пе-
регородок, находящихся вну-
три камеры, в —цилиндри-
ческая и кони геская части
осадительных элементов
а.
555
Эксплуатация оборудования и сведения по технике безопасности
Фзг
фи2
ф526
в
Рис 317
Частицы пыли в осадительном эле-
менте, как и в циклоне, под действл
ем центробежной силы и трения о
стенки 4 теряют свою скорость и осе-
дают, проходя через коническую часть
элемента 5 в бункер 8.
Во избежание подъема пыли из
бункера 8 в верхнюю часть камеры /
внутри камеры установлены две гори-
зонтальные перегородки 9 и 10, кото-
рые для обеспечения герметичности
сверху покрыты специальной обмаз-
кой 11 и слоем песка 12. Очищенный
воздух по трубам 6 поднимается вверх
и удаляется через патрубок 13.
5. ИНЕРЦИОННЫЕ ПЫЛЕОТДЕЛИТЕЛИ
Инерционный пылеотделитель (рис.
318) представляет собой конус, состав-
ленный из большого числа конических
колец 1, в котором диаметр каждого
нижележащего кольца больше диамет-
ра кольца, лежащего над ним. Кольц»
закреплены в направляющих 2 на не-
котором расстоянии друг от друга.
Запыленный воздух в пылеотдели-
тель вводится через нижнее кольцо 3
По мере продвижения воздуха
вдоль оси пылеотделителя в сторону
верхнего кольца 4 частицы пыли пре-
терпевают ряд последовательных уда-
ров о внутренние наклонные поверхно-
сти колец и, отражаясь от них, кон-
центрируются в зоне оси пылеотдели-
теля, а затем вместе с небольшой ча-
стью воздуха выносятся через выход-
ной патрубок <5.
Основная же часть очищенного от
пыли воздуха выходит через кольце-
вые щели между кольцами.
Количество выходящего через верх-
ний патрубок пылеотделителя воздуха
равно 5—7% от количества воздуха,
поступающего в пылеотделитель. Как
показано на рис. 319, из верхнего па-
трубка инерционного пылеотделителя 1
Рис. 319. Общий вид установки инерционного пылеотделителя
Меры борьбы с запыленим огнеупорных заводов
559
запыленный воздух поступает в промежуточный пылеотдели-
тель 2, где происходит окончательное отделение пыли, а воздух
возвращается по трубе 3 к всасывающему отверстию вентиля-
тора 4. Уловленная пыль ссыпается по трубе 5. Следовательно,
между выходным патрубком пылеотделителя и всасывающим от-
верстием вентилятора постоянно циркулирует 5—7% воздуха.
Промежуточный пылеотделитель представляет собой циклон
малого диаметра (200—300 мм).
Уменьшение количества циркулирующего воздуха ведет к
резкому снижению степени очистки.
Увеличение количества циркулирующего воздуха может вы-
звать усложнение конструкции промежуточного пылеотделителя
без заметного увеличения степени очистки воздуха.
Подсос воздуха извне через промежуточный пылеотделитель
может расстроить его работу, поэтому выходная течка направ-
ляется в герметически закрытый бункер для пыли.
Степень очистки инерционными пылеотделителями увеличи-
вается при следующих случаях:
1. При увеличении скорости входа воздуха в пылеотделитель
до 25 м/сек. Увеличение скорости свыше 25 м/сек не дает замет-
ного увеличения степени очистки.
2. При увеличении удельного веса пыли.
3. При увеличении концентрации пыли в запыленном воз-
духе.
4. При увеличении размеров частиц пыли, а также с прибли-
жением форм частиц пыли к сферической. Инерционные пыле-
отд елители не пригодны для волокнистой и влажной пыли. Они
также плохо осаждают тонкие частицы пыли.
Показатели степени очистки пылеотделителей для различных
размеров частиц пыли приведены в табл. 33.
Таблица 33
Размеры частиц пыли, р 10 20 30 40 50 60
Степень очистки, % 25 57 71 76 82 87
При неудовлетворительном качестве изготовления и монта-
жа степень очистки значительно снижается. Степень очистки
воздуха от пыли инерционными пылеуловителями, примеияемы-
ми на огнеупорных заводах, колеблется в пределах от 50—75%.
6. ЦЕНТРОБЕЖНЫЕ СКРУББЕРЫ ВТИ
Центробежный скруббер ВТИ представляет собой тип мо-
крого пылеуловителя, применяемого для золоулавливания при
очистке дымовых газов.
Еще в 1941 г. был предложен аппарат подобной конструк-
ции с водяной пленкой — циклон ЛИОТ.
2300
Меры борьбы с запылением огнеупорных заводов
561
Проведенные испытания циклона ЛИОТ показали высокую
степень очистки.
Скруббер ВТИ (рис. 320) состоит из цилиндра 1, высота ко-
торого в шесть раз больше его диаметра. В нижнюю часть
скруббера по касательной к его внутренней поверхности через
патрубок 2 нагнетается подлежащий очистке от пыли воздух.
Входная скорость воздуха 20—23 м!сек. В кольцевую трубку 3 с
отверстиями, расположенную в верхней части скруббера, по-
дается вода под давлением. Выходящая из трубки 3 вода отра-
жателями 4 направляется по внутпенней поверхности скруббера,
орошает и покрывает ее водяной пленкой толщиной 0,4 мм.
Расход воды принимается равным 0,2 л/кг воздуха. Напор
воды перед трубкой равен 0,2—0,3 ати.
Работа скруббера основана на принципе работы циклона,
где поступающие в циклон пылинки под влиянием центробеж-
ной силы отбрасываются на внутреннюю поверхность стенок
цилиндра, но с той разницей, что в скруббере они улавливаются
и смываются движущейся по поверхности стенки струей воды.
Кроме того, входящим воздухом в нижней части скруббера
создается плотное облако брызг, которое улавливает не осев-
шую на поверхности стенки скруббера тонкую пыль. В дальней-
шем эта пыль также осаждается на стенках скруббера.
Осажденная пыль в виде шлама стекает в нижнюю часть
скруббера 5 и отводится из него через водяной затвор. Приме-
нение скруббера требует наличия воды, устройств для циркуля-
ции и для отвода шлама. Очистка скруббера производится через
люк 6. Степень очистки скруббером ВТИ для различных разме-
ров частиц пыли приведена в табл. 34.
Таблица 34
Размеры частиц пыли, р. . 5 10 20 30 40 50 60
Степень очистки, % . . 78 87 89 93 95 97 97
Как следует из таблицы, скрубберы ВТИ имеют для мелких
фракций наибольшую степень очистки.
При решении вопроса пылеотделения на огнеупорных заво-
дах необходимо учитывать, что наиболее рациональной систе-
мой пылеочистки является двухступенчатая очистка запылен-
ного воздуха, в которой в качестве первой ступени могут быть
использованы циклоны, мультициклоны и инерционные пыле-
отделители и в качестве второй ступени — скрубберы ВТИ.
Двухступенчатая система очистки значительно уменьшает ко-
личество пыли, улавливаемой скруббером, что упрощает устрой-
ство для циркуляции воды.
36 В. Г. Байсоголов и П. И. Галкин
ГЛАВА 3
ОСНОВНЫЕ МЕРОПРИЯТИЯ ПО НАДЗОРУ
И УХОДУ ЗА ОБОРУДОВАНИЕМ
Изнашивание механизмов и деталей
1. ОСНОВНЫЕ СВЕДЕНИЯ
Износ механизмов происходит вследствие трения взаимно
движущихся деталей с общей плоскостью соприкосновения, исти-
рания и смятия их поверхностей, а также воздействия газов,
воды и высокой температуры.
При износе происходят следующие явления, вызывающие из-
менение формы поверхностей взаимно трущихся деталей:
а) отделение частиц и тонких пленочных слоев, которые при-
водят к потере веса и объема1;
б) пластическая деформация поверхностного слоя, вызы-
вающая потерю внешних размеров и объема;
в) окисление при трении поверхностей и воздействии внеш-
ней среды, в результате чего на металлических поверхностях по-
являются окислы, коэфициент трения при этом значительно воз-
растает;
г) образование усталостных разрушений как следствие мно-
гократных повторно-переменных напряжений поверхностей
соприкасающихся деталей.
Обеспечить чистоту металлических поверхностей работаю-
щего оборудования можно только в лабораторных условиях. При
работе механизмов в производственных условиях на поверхности
металла оседает пленка конденсата пара, газа и пыли из воз-
духа, а также происходит загрязнение от различных материалов,
с которыми соприкасаются поверхности.
2. ИЗНОС ЦАПФ И ПОДШИПНИКОВ скольжения
Трущаяся пара цапфа-подшипник конструктивно должна
оформляться так, чтобы увеличить срок службы наиболее доро-
гой и требуемой большего времени на замену детали-цапфы.
Поэтому вкладыши подшипников изготавливают из более мяг-
ких и поддающихся износу материалов. Однако в эксплуатации
Основные мероприятия по надзору и уходу за оборудованием 563
одновременно изнашиваются подшипники и цапфы. Иногда бы-
вают случаи, «огда цапфа изнашивается больше, чем подшип-
ники. Это происходит вследствие попадания между цапфой и
вкладышем абразивной пыли, продуктов износа трущихся по-
верхностей и т. д. Степень воздействия их на износ цапфы зави-
сит от способности материала вкладыша задерживать от про-
никновения или поглощать на своей поверхности этот абразив-
ный материал после проникновения. В последнем случае износ
шеек валов будет зависеть от периодичности замены вкладышей
или очистки их от посторонних предметов путем промывки.
Частая промывка подшипников (маслом, керосином), осо-
бенно в процессе приработки или работы в условиях большого
пылеобразования, значительно уменьшает износ цапф.
Большой эффект можно получить в этих условиях при при-
менении древеснопластиковых вкладышей, имеющих способность
поглощать абразивные частицы, не повреждая сопряженные
с ними шейки валов. Древеснопластиковые подшипники вместо
смазки смачиваются водой.
Большое влияние на работу смазки и износ оказывает вели-
чина зазора между вкладышами и цапфой. С увеличением зазора
резко увеличивается износ.
Во время эксплуатации зазоры необходимо держать с опре-
деленными допусками.
Уменьшение до< допустимо минимальных размеров бронзо-
вых и баббитовых вкладышей подшипников обеспечивает в не-
сколько раз больший срок их службы за счет уменьшения пла-
стической их деформации. Тонкие подшипниковые сплавы сле-
дует наносить на стойкие в отношении смятия стальные или
чугунные поверхности.
3. износ подшипников КАЧЕНИЯ
Большое количество машин огнеупорной промышленности
работает на подшипниках качения (шариковых и роликовых).
Основные преимущества этих подшипников следующие:
1) малое сопротивление вращению как в начале пуска, так
и при установившемся режиме работы;
2) надежность работы и простота ухода в эксплуатационной
обстановке;
3) для подшипников качения требуется незначительное коли-
чество смазки; они не нуждаются в принудительной ее циркуля-
ции, так как работают продолжительное время на небольшом
запасе консистентной мази.
В ряде случаев, когда обеспечить циркуляционную смазку
трудно, применение подшипников качения может быть единст-
венно рациональным решением.
36*
564
Эксплуатация оборудования, и сведения по технике безопасности
К недостаткам подшипников качения относятся
1) высокая чувствительность к перегрузкам и загрязнениям,
что резко снижает срок их службы;
2) сложное конструктивное устройство узлов, более сложный
монтаж и невозможность разъема.
Каждый шарик, ролик или вращающееся кольцо подшип-
ника качения, попадая при работе в область нагрузки, подвер-
гается попеременной, быстро возрастающей от нуля до макси-
мума и уменьшающейся от максимума до нуля нагрузке
Частота нагрузки зависит от числа оборотов подшипника, со-
отношения диаметра шарика или ролика к диаметру кольца
подшипника и от вращения внешнего или внутреннего кольца
подшипника.
Под влиянием переменной нагрузки, действующей на поверх-
ности шариков и колец, появляется усталость металла, а также
возникают своеобразные повреждения, характеризующиеся
выщерблением его поверхности, как следствие отслаивания по-
верхностного слоя. При этом вначале появляются мелкие пят-
нышки в виде «сыпи», пятнышки впоследствии развиваются
в трещины, после чего может наступить окончательное разру-
шение подшипника.
При нормальной эксплуатации подшипники качения наиболее
часто выходят из строя вследствие повреждения (желобков, ко-
лец, шариков, роликов), наступающего в результате усталости
металлов.
Долговечностью, или сроком службы, называется время в ча-
сах, в течение которого 90% шарикоподшипников может прора-
ботать без признаков усталости металла.
Зависимость между сроком службы подшипника h в часах,
нагрузкой на подшипник Q в кг и п числом оборотов в минуi у
для радиальных и радиально-сферических подшипников< выра-
жается следующей эмпирической формулой
Q • (л • /z)°>3 = С, (153)
где С — постоянная, называемая «.коэфициентом работоспособ-
ности» подшипника, зависящая от конструкции, размеров и ка-
чества материалов подшипника
Из этой формулы следует, что срок службы подшипника
резко изменяется при изменении нагрузки. Например, при уве-
личении нагрузки в кг на подшипник в два раза срок часов его
службы уменьшается в 10 раз
Срок службы подшипника также может резко изменяться и
в зависимости от правильности монтажа и его обслуживания.
Не следует допускать царапин и трещин на поверхностях
•желобков и шариков, а также их чрезмерного износа.
Основные мероприятия по надзору и уходу за оборудованием
4. ИЗНОС ЗУБЧАТЫХ ПЕРЕДАЧ
Плохая работа зубчатых передач и их износ зависят от не-
правильного зацепления, плохой смазки, недостаточной очистки
от засорений, резкого повышения температуры трущихся по-
верхностей, а также от влияния химических реакций поверхности
зубчатых передач с маслом и окружающей средой. При абра-
зивном износе срабатывается весь профиль зуба.
В результате разрушения профиля зубьев шестерен нару-
шается правильность зацепления и появляются динамическая
нагрузка и удары, которые вызывают еще более быстрый износ
и поломки зубчатых передач.
Сосредоточение напряжений на небольшой площадке про-
филя зуба и наряду с большим количеством циклов нагружений
вызывает усталостные разрушения тонких поверхностных слоев
металла.
Наиболее опасным видом износа является усталостное вы-
крашивание. При этом в зоне начальной окружности сначала по-
являются многочисленные оспообразные углубления, располо-
женные по длине зуба.
По мере выработки вкладышей и увеличения вследствие этого
зазоров между трущимися поверхностями зубьев необходимо
своевременно регулировать их, а также принимать меры к сохра-
нению параллельности между осями цилиндрических шестерен.
Особое внимание следует обращать на жесткость конструк-
ции шестерен, так как при совершенно одинаковых зубчатых вен-
цах из-за почти незаметного уменьшения размеров и формы сту-
пиц и ребер одной из шестерен происходит резкое снижение
срока службы венца.
Появление в шестернях характерного шума может служить
признаком достижения шестернями ненормального износа.
Однако, руководствуясь, только этим признаком, нельзя брако-
вать шестерни.
На практике для оборудования огнеупорной промышленно-
сти можно допускать износ зуба по толщине до RTVo. Для мало
ответственных передач при небольших скоростях можно допу-
стить величину износа по толщине зуба до 20%. Однако при
таком большом износе даже при средних скоростях возникают
значительные удары и возможны поломки зубьев.
Замер износа зубьев производится щупом по шаблону.
В шестернях с цементированными зубьями выбра'ковочным
признаком является растрескивание, выкрашивание или отлущи-
вапие цементационного слоя на зубьях. При появлении этих
дефектов шестерни следует заменять, так как металлическая
пленка1 цементации, попадая в смазку, действует как абразив в
резко ускоряет износ подшипников и зубьев
566
Эксплуатация оборудования и сведения по технике безопасности
В нормальных условиях эксплуатации признаки выкрашива-
ния или вылущивания цементации появляются при износе зуба
на 1—1,5 мм. Поэтому износ цементированных зубьев по тол-
щине не должен превышать 0,8—1,3 мм.
Разрушение цементационного слоя может быть и в резуль-
тате неточной сборки и неудовлетворительного качества цемен-
тации.
Правильное осуществление смазки зубчатых шестерен зна-
чительно повышает срок их службы, однако не представляется
возможным обеспечить работу трущихся поверхностей с жидким
трением, и работа происходит в условиях полужидкого, а иногда
и полусухого трения.
5. ОПРЕДЕЛЕНИЕ ИЗНОСА И ДЕФЕКТОВ В МЕХАНИЗМАХ
И ДЕТАЛЯХ
Своевременным выявлением неисправности в механизме
можно предупредить поломки и избежать длительного простоя
оборудования.
Неисправности оборудования можно определить:
1. Наружным осмотром, в процессе которого устанавли-
вается:
а) правильность расположения узлов и деталей механизмов;
б) наличие течи масла в сочленениях деталей, указывающей
на недопустимый износ сочленений или сальников, дефекты сбор-
ки или отсутствие качественных прокладок;
в) недостаточное крепление или отсутствие соединительных
деталей;
' г) загрязнение механизма.
2. Проверкой температуры трущихся деталей, повышение ко-
торой показывает на ускоренный износ сочленений, вследствие
чего образовавшееся тепло нагревает соприкасающиеся детали
Нагрев является причиной термохимических реакций в масле
и окружающей среде. В результате этих реакций и изменений
физико-механичеСких свойств поверхностного слоя металла мо-
жет произойти его разрушение.
Для нормальной работы большинства подшипников темпе-
ратура должна быть в пределах 20—50°. Повышение до 70°
и выше показывает на наличие неисправности.
Подшипники печных цехов должны работать при темпера-
туре 40—75°. На наличие неисправности в этом случае указы-
вает повышение до 80—90°.
3 Проверкой увеличения зазоров, при которой устанавли-
вается предел износа деталей.
За'зоры измеряются непосредственно щупами или при помощи
оттиска свинцовой проволоки с последующим измерением мик-
рометром.
Основные мероприятия по надзору и уходу за оборудованием 567
4. Проверкой на слух, которая позволяет обнаруживать не-
исправности находящихся внутри работающей машины деталей
Работа исправной машины сопровождается характерным для
нее гулом, образуемым шумом, издаваемым отдельными дета-
лями. Обслуживающий машину опытный рабочий может на
слух уловить всякий новый стук, дребезжание или шум>, воз-
никший в результате неисправности.
Так как проверка рабочим на слух не всегда может обес-
печить точность проверки, поэтому ослушивание недоступных
для непосредственного осмотра деталей производят при помощи
специального прибора, называемого стетоскопом. Этот
прибор очень простой и дешевый и может быть изготовлен в ин-
струментальной любого механического цеха огнеупорного
завода.
5. Контролем за показаниями амперметра электродвигателя
привода во время холостого хода и при нагрузке.
Увеличение показаний амперметра при холостом ходе и нор-
мальной загрузке в большинстве случаев указывает на наличие
неисправности в машине или недостаточное поступление смазки.
Если эти ненормальности показаниями амперметра обнару-
жить не удается,, загрузку электродвигателя следует проверить
при помощи самопишущего переносного ваттметра.
ГЛАВА 4
СМАЗКА ОБОРУДОВАНИЯ
1. РОЛЬ СМАЗКИ, СМАЗОЧНЫХ МАТЕРИАЛОВ, РЕЖИМ СМАЗКИ
Смазка в работе механизмов играет огромную роль, так как
она создает нормальные условия работы трущихся поверхностей
и условия для замедления их износа. С точки зрения подбора
смазки различают виды трения: сухое, жидкое, полусухое и полу-
жидкое.
Сухое трение происходит при движении твердых несмазан-
ных или слабо смазанных поверхностей. Например, при работе
фрикционных передач и различных тормозов, при трении бан-
дажа по рельсам. Для трущихся пар, работающих при сухом
трении, коэфициент трения принимается в пределах:
/ = 0,1-> 0,3.
Жидкое трение происходит в тех случаях, когда трущиеся
поверхности полностью разделены сплошным слоем смазочного
материала. Коэфициент трения для этого случая принимается
в пределах
/ = 0,003 - 0,1.
Полусухое и полужидкое трение занимает промежуточное
положение между жидким и сухим в зависимости от того, какой
вид трения преобладает. Износ трущихся поверхностей при этом
большой. Коэфициент трения в этом случае принимается в пре-
делах:
/ = 0,01 -Г 0,1.
При вращении цапфы в подшипнике скольжения с большим
числом оборотов замечается смещение цапфы в сторону враще-
ния и, смещаясь, она начинает занимать эксцентричное положе-
ние по отношению к оси подшипника. Замеряя при помощи (ма-
нометра давление масла в равных точках нижней половины вкла-
дыша, «можно составить диаграмму давлений. Диаграмма дав-
лений показана на рис. 321.
Величина давления может достигать нескольких десятков
ати.
Смазка оборудования
569*
Это повышение давления объясняется тем, что, вращаясь
цапфа увлекает с собой концентрические слои масла в силу
адсорбции масла металлической поверхностью. Следующие за»
Рис 321. Диаграмма распределения давле-
ния масла при жидкостном трении цапфы
в подшипнике
этими слои увлекаются в силу вязкости. Цапфа в данном случае
действует подобно насосу.
Жидкое трение в этом случае обеспечивается непрерывно
принудительным вводом масла в зазор с силой, достаточной для
разобщения металлических поверхностей.
Толщина такого слоя смазки измеряется десятыми, а иногда
и сотыми долями миллиметра.
2. ПОДБОР СМАЗКИ
Для смазки деталей механизмов применяют жидкие смазоч-
ные материалы — масла и смазочные материалы, переработан-
ные в полувязкое и вязкое состояние — мази (консистентные
смазки).
Масла имеют более низкий коэфициент внутреннего трения
чем мази.
Смазка маслами поэтому в большинстве случаев обеспечи-
вает меньшую потерю на трение, чем смазка мазями, но при
570
Эксплуатация оборудования и сведения по технике безопасности
условии, что смазочное масло не загрязнено' пылью или дру-
гими посторонними веществами. В противном случае лучшие
результаты обеспечивает смазка мазями.
Однако при смазке мазями полного разобщения трущихся
поверхностей, т. е. обеспечения жидкостного трения, достигнуть
нельзя даже при повышенных скоростях.
Замена масла пои жидкой сма'зке может производиться без
разборки механизма, что недостижимо при смазке мазями.
В помольных цехах, особенно динасовых, магнезитовых и до-
ломитовых заводов, и в других местах, где бывает значитель-
ное выделение пыли, меньший износ деталей достигается при
смазке мазями, подаваемыми под непрерывным давлением.
В этом случае свежая смазка выдавливает отработанную и запол-
няет зазор между шейкой вала и вкладышем, а наличие валика
отработанной смазки вокруг шейки вала, у корпуса подшипника,
предохраняет последний от проникновения внутрь его пыли
Этим обеспечивается уменьшение износа вкладышей и шейки
вала.
Смазка трущихся поверхностей деталей машин, работающих
с небольшой нагрузкой, но с большим числом оборотов, должна
производиться маслом с малой вязкостью. Детали машин с боль-
шой удельной нагрузкой и малой скоростью требуют примене-
ния масел с большой вязкостью.
Для вертикально расположенных трущихся пар следует при-
менять более вязкие масла, чем для горизонтально расположен-
ных. Для узлов механизмов, работающих с толчками и ударами,
масло должно быть более вязким.
При подборе смазки необходимо учитывать температуру
окружающей среды, которая имеет большое значение при работе
смазанных трущихся пар. В печных корпусах, особенно при вра-
щающихся печах, необходимо применять масла с большой вяз-
костью.
Смазка оборудования, работающего в условиях летнего и
зимнего времени в неотапливаемых помещениях, применяется
различная: для летнего времени более вязкая, а для зимнего
менее вязкая.
Смазка механизмов мазями при низких температурах недо-
пустима
3. УСТРОЙСТВА ДЛЯ ПОДАЧИ СМАЗКИ
Смазочные отверстия должны быть защищены от пыли. При-
менение масленок удовлетворяет этому условию. Для более рав-
номерной подачи масла к трущимся поверхностям и его филь-
трации на дно масленок устанавливается фетровая прокладка.
Масленка одновременно является небольшим масляным ревер-
вуаром. Для узлов машин, работающих с небольшой нагрузкой
Смазка оборудования
571
и малой скоростью, применяются клапанные масленки с шари-
ком, наливные с откидной самозакрывающейся крышкой и по-
воротной крышкой по ГОСТ 1303—45.
Консистентные смазки вследствие большой их вязкости не-
обходимо подавать к трущимся поверхностям под давлением.
Для индивидуальной подачи мазей для смазки оборудования
огнеупорных заводов применяются колпачковые масленки (та-
вотницы). Смазка тавотницами подается под давлением путем
периодического подвинчивания их крышек. Контроль за подачей
смазки в этом случае не представляется возможным.
Для смазки прессующего механизма прессов полусухого прес-
сования рычажного типа применяется масленка с игольчатым
дросселем (рис. 322). В этой масленке при повороте гайки 1
игольчатый дроссель 2 регулирует подачу масла. Перед кольце-
вым отверстием втулки 3 установлена фильтрующая сетка 4.
Прекращение подачи масла без нарушения регулировки произ-
водится поворотом рычажка 5 в горизонтальное положение.
При вертикальном положении рычажка 5 масленка подает
масло в систему смазки. Резервуар 6 изготавливается из про-
зрачной пластмассы.
Смазка под давлением является наиболее качественной, так
как она способствует подаче масла во все зазоры трущихся
пар. Индивидуальная смазка, под давлением производится пресс-
масленкой (рис. 323).
Подача масла в пресс-масленки производится шприцами,
(рис. 324), размеры наконечников 1 которых соответствуют
размерам головок пресс-масленок. Для наполнения шприца мас-
лом отвинчивается и снимается крышка 2 и вынимается шток 3
с поршнем 4.
Поцача масла1 шприцем в систему смазки производится на-
жатием на ручку 5. Масло при этом из резервуара 6 направ-
ляется через нижнюю полость 7 и отверстие 8 в рабочий ци-
линдр 9 и через клапан 10 подается под давлением к трущимся
деталям
Пружина И после прекращения давления на ручку 5 возвра-
щает рабочий цилиндр 9 в исходное положение.
Шприц такой конструкции может быть использован и для
консистентной смазки,.
Давление масла в шприце зависит от соотношения площади
поршня 4 к площади сечения рабочего цилиндра 9, оно может
достигать 30 кг!см2.
Имеются конструкции шприцев для подачи смазки под дав-
лением до 300 кг}см2.
Рис 322 Масленка с игольча-
тым дросселем
Рис 323. Масленка с
непрерывным вжа-
тием-
1 — пресс-масленка для
заправки шприцем; 2 —
поршень, 3 — пружина-
4 — манжет, 5 — шток,
6 — винт для закрепле-
ния штока и выключения
подачи смазки
Рис 324. Шприц для заправки смазкой пресс-масленок
Смазка оборудования
57J
•»
4. АППАРАТ ЦЕНТРАЛИЗОВАННОЙ СМАЗКИ
чистым см1азочн1Ы|М мате-
Рис 325 Насосный элемент
На ряде динасовых заводов огнеупорной промышленности
для смазки прессов с периодически вращающимся столом, а так-
же для смазки щековых дробилок широко применяются аппа-
раты централизованной смазки под давлением.
Эти аппараты работают безотказно и обеспечивают автома-
тическую смазку многочисленных и труднодоступных деталей!
машин.
Обслуживание их простое и заключается в своевременном на-
полнении приемной коробки аппарата
риалом. Аппараты централизован-
ной смазки следует широко вне-
дрять на всех огнеупорных заводах.
Контроль за нагнетанием смаз-
ки и поступлением ее к смазочным
точкам производится путем откры-
вания пробных краников, имеющих-
ся на каждой маслопроводной
трубке.
Количество подаваемой смазки
регулируется перекрестными шибе-
рами, установленными у выхода из
аппарата на каждой маслопровод-
ной трубке.
Аппараты для централизованной
-смазки под давлением (лубрикато-
ры) изготовления Московского за-
вода «Манометр» собираются из на-
сосных элементов. Насосный эле-
мент (рис. 325) состоит из рабо-
чего плунжера 1 и распределите-
ля 2, которые от фигурных дисков 3
и 4 получают возвратно-поступа-
тельное движение Диски 3 и 4 за-
креплены на вращающемся валу 5.
Каждый оборот Фигурного диска 3 сообщает рабочему плун-
жеру 1 два возвратно-поступательных хода, а фигурный диск 4
за это время сообщает возвратно-поступательный ход распреде-
лительному плунжеру всего один раз.
Рабочий плунжер при движении вверх засасывает масло через
^отверстие распределителя, а при движении в обратную сторону
через верхнее выводное отверстие подает масло в систему смаз-
ки. При следующем движении вверх рабочий плунжер снова за-
сасывает масло, а при опускании вытесняет его уже через ниж-
шее выводное отверстие. Ход плунжера 1 регулируется винтом 6.
574
Эксплуатация оборудования и сведения по технике безопасности
Насосный элемент этой конструкции может работать для по-
дачи жидкой смазки Собранный из этих же насосных элементов
лубрикатор показан нд рис. 326.
Насосные элементы 1 закреплены на плите 2. Приводной вал
3 при помощи червячной передачи 4 вращает рабочий вал 5, на
Рис 326. Лубрикатор изготовления завода
«Манометр»
котором закреплены фигурные диски. На том же валу насажено
зубчатое колесо 6, приводящее во вращение шнек 7, проталки-
вающий смазку через сетчатый фильтр 8. Скребок 9 собирает
смазку со стенок резервуара 10. Регулирование хода рабочих
плунжеров производится при помощи винтов 11.
Лубрикаторы могут создавать давление до 100 кг/см2 и из-
готавливаются для 16 точек смазки при подаче за каждый ход
рабочего плунжера до 0,25 смз смазки.
Заводские работники иногда недооценивают вреда, который
приносит попадание воды в смазочные масла Наличие воды 0
Смазка оборудования
575
масле резко увеличивает износ трущихся поверхностей. При ис-
следовании работы стальной цапфы в бронзовом вкладыше при •
смазке маслом, содержащим 0,02% воды, значительно ухудша-
лось состояние поверхностей трения и усиливался их износ. Кро-
ме того, вода в масле является катализатором, усиливающим
коррозию металла
Хорошо очищенное масло растворяет мало воды. Недоста-
точно хорошо очищенное масло может удержать до 0,5% воды,
а при повышенной температуре даже значительно больше.
Для сбора вытекающего из подшипников масла необходимо
устанавливать специальные поддоны Попадание масла на бетон-
ные фундаменты оборудования ни в коем случае недопустимо,
так как это влечет за собой разрушение бетона
Перед пуском машины при водяном охлаждении подшипников
необходимо проверить наличие воды в водопроводе и открыть
вентили для подачи воды Контроль за охлаждением произво-
дится наблюдением за водой, нагретой в подшипниках, которая
вытекает из трубок в открытые воронки после циркуляции ее
в подшипниках.
Подачу воды при остановке Мишины следует прекращать
только после остывания подшипников.
Во время остановок оборудования с водяным охлаждением
в зимнее время необходимо выпускать воду из водяных рубашек
подшипников и редукторов
Ввиду возможной неисправности системы охлаждения следует
не реже одного раза в неделю контролировать масло, отбирая
пробу масла через спускной кран для проверки на наличие в
масле воды.
В тех случаях, когда температура трущихся поверхностей
выше 75°, необходимо применять искусственное охлаждение под-
шипников.
На заводах огнеупорной промышленности водяное охлаждение
наибольшее распространение имеет для охлаждения подшипни-
ков оборудовния печных цехов, которые работают в условиях
повышенной температуры окружающей среды.
Для обеспечения нормальной работы смазочного хозяйства
завода необходимо’
1 Все полученные заводом смазочные материалы подвергать
контрольным испытаниям.
2 Хранить смазочные материалы в специально оборудованных
складских помещениях или кладовых.
3 . Иметь в наличии специальный смазочный инвентарь.
4 . Проводить мероприятия, предотвращающие загрязнение и
потери смазочных материалов.
5 Разработать для каждого механизма нормативы потребле-
-576 Эксплуатация оборудования и сведения по технике безопасности
нил смазочных материалов с установлением режима смазки и
сменного расхода по смазочным точкам.
6 . Собирать все отработанные смазочные масла и восста-
навливать их для повторного использования.
5. РАСХОД СМАЗКИ
Чрезмерное обилие смазки трущихся поверхностей не дает
положительного эффекта, помимо перерасхода смазочных мате-
риалов в ряде случаев ухудшает условия работы, так как ухуд-
шает условия охлаждения и увеличивает трение.
И. В. Мазырин рекомендует определять расход смазки для
подшипников скольжения без смазочных канавок при капельной
подаче масла самотеком по следующей формуле
0,ЗР д»
л[мин,
(154)
где: Р — удельное давление цапфы, кг/см2,
А —диаметральный зазор в подшипнике, см,
I
—— отношение длины подшипника к диаметру,
и—абсолютная вязкость масла при рабочей температуре,
кг/сек/м-
При наличии канавок расход масла определяется по формуле
истечения жидкости
Q = F — мг1сек
2
(155)
где F—площадь сечения каналов потока масла, м?,
v — скорость цапфы, м!сек.
Для смазки под давлением расход смазки на один подшип-
ник определяется по формуле:
(156)
где Р{ — давление в маслопроводе, к?!см2
По данным Ново-Краматорского машиностроительного завода
имени И. В. Сталина, подача масла из картера при смазке зуб-
чатых колес редукторов должна составлять 0,4—0,5 л/мин на
каждый 1 см длины зуба колеса.
При смазке подшипников качения в масляной ванне уровень
•масла должен быть не выше центра, находящегося в нижней
части подшипника шарика или ролика.
Смазка оборудования
оГ1
Заполнение корпуса подшипников качения консистентной
смазкой не должно быть больше % свободного пространства
при 1500 об/мин и от Уз—3/2 свободного пространства при
п > 1500 об/мин.
Уровень масла в подшипниках качения должен быть возмож-
но низким во избежание потерь, связанных со взбалтыванием,
что имеет особое значение при высоких скоростях.
6. УХОД ЗА РЕДУКТОРАМИ
Редукторный привод в огнеупорной промышленности имеет
широкое применение.
Масло в редукторе заливается до определенного уровня, конт-
роль которого ведется через специальный маслоуказагель. Залив-
ка масла в редуктор ведется с таким расчетом, чтобы наиболее
низко расположенное зубчатое колесо в коробке редуктора было
погружено на трехкратную высоту зуба.
Вязкость заливаемого в редуктор масла подбирается в зави-
симости от окружной скорости и давления, приходящихся на
единицу длины зуба.
В. Г. Шельнев вязкость рекомендует
определять по формуле:
£-50 = -- ,
20
где£50 — вязкость масла в градусах Эн-
глера при 50°,
Р — давление на 1 см зуба, кг/см,
к — коэфициент, зависящий от
окружной скорости зубчатого
колеса.
к = 1,6 при v < 8 м]сек и к — 1,2
п и v = 8 - 16 лРсе/с.
При скоростях больших 16 м/сек мас-
ло под действием центробежной силы
сбрасывается, трущиеся поверхности не
.получают вследствие этого достаточной
^смазки, кроме того, и из-за вспенивания
i ускоряется его окисление.
При работе редуктора воздух, заклю-
ченный в его корпусе, от нагрева будет
/
Рис 327 Схема отдуши-
ны для очистки воздуха,
засасываемого в редук-
тор
расширяться и выходить из зазоров между подшипниками и ва-
лами, увлекая с собой смазку.
При охлаждении (редуктора произойдет засасывание воздуха,
а вместе с ним—засасывание пыли и влаги.
17 В Г. Байсоголов и П И Галкин
578
Эксплуатация оборудования и сведения по технике безопасности
Для избежания этого в корпусах следует делать отдушины.
Для очистки засасываемого воздуха Центральным научно-иссле-
довательским институтом тяжелого машиностроения сконструи-
рованы отдушины (рис. 327).
Корпус / имеет резьбу в верхней и нижней части. Колпак 2
имеет несколько отверстий диаметром 3 мм, через которые про-
ходит воздух. Между корпусом 1 и колпаком 2 устанавливается
сетка 3.
Полная смена масла в редукторе производится один раз в
шесть месяцев. /Масло следует заливать фильтрованное.
Для удаления металлической пыли, оставшейся на вновь
установленных шестернях после их механической обработки, че-
рез два часа после начала работы в редукторе меняют масло и
промывают теплым маслом коробку.
ГЛАВА 5
СПОСОБЫ УВЕЛИЧЕНИЯ СРОКА СЛУЖБ! ДЕТАЛЕЙ
1. ПРИМЕНЕНИЕ НАПЛАВКИ ТВЕРДЫХ СПЛАВОВ
Для увеличения срока службы быстро изнашивающихся де-
талей в огнеупорной промышленности широко применяется
наплавка трущихся поверхностей деталей твердыми сплавами.
Твердыми сплавами наплавляются как новые, так и восста-
новленные после износа детали.
Многолетняя практика наплавки твердым сплавом (сталини-
том) деталей, изготовленных из углеродистой стали, показывает
увеличение срока их службы более чем в три раза чо сравнен-
ии ю с не наплавленным и.
Затраты на наплавку новых деталей составляют 20—30% от
их стоимости, а на восстановление и наплавку изношенных дета-
лей от 40 до 50%
Для повышения вязкости наплавленного слоя применяется
комбинированный способ наплавки, основанный на том, что Насы-
панный слой шихты расплавляется металлическим электродом
с меловой обмазкой или на электрод наносится шихта сталинита
в виде обмазки.
Электроды с обмазкой из сталинита обеспечивают более од-
нородный состав наплавленного металла, но требуют затрат на
изготовление специальных электродов
Поверхность перед наплавкой следует установить в горизон-
тальное положение и зачистить металлической щеткой до
блеска
Для деталей, подвергающихся небольшим ударам, толщина
слоя шихты сталинита принимается равной 3,5—4 мм и ширина
10—12 мм. Такой слой расплавляется металлическим электродом
с меловой обмазкой диаметром 5 м и.
Для деталей, подвергающихся значительной ударной нагруз-
ке, толщина слоя шихты принимается равной 2 мм при ширине
10 мм.
37*
580
Эксплуатация оборудования и (ведения по технике безопасности
Сила тока и характер движения электрода те же, что и при
обычной наплавке металлическим электродом.
После восстановления детали сталинит на ее рабочую по-
верхность должен наноситься электродугой, получаемой уголь-
ным, а не металлическим электродом.
Применение твердых сплавов обеспечивает более продолжи-
тельный срок службы деталей и многократное их восстановле-
ние. Время ремонта при наплавке твердых сплавов сокращается,
так как восстановление деталей в этом случае может произво-
диться без демонтажа.
В ряде случаев представляется возможность замены легиро-
ванных сталей углеродистой сталью с наплавкой трущихся по-
верхностей твердыми сплавами.
Большинство запасных частей оборудования огнеупорных за-
водов после покрытия их твердым сплавом можно использовать
без шлифовки и даже при наличии на рабочей поверхности не-
большого количества пор.
Наплавка сталинитом, как наиболее дешевый способ наплав-
ки, в огнеупорной промышленности получила широкое распро-
странение.
Сталинит представляет собой порошкообразую механическую
смесь металлов с углеродсодержащими веществами (нефтяной
кокс, патока, сахар).
Химический состав сталинита Мп 13 ~ 17%, Сг 164’20%;
С 8" 10%, Si — 3% и остальное Fe.
Наплавка порошкообразных сплавов, в том числе и сталини-
та, производится угольной дугой. В процессе наплавки дуга пре-
вращает порошкообразный сталинит в сплав. Толщина рабочего
слоя наплавки порошкообразными сплавами, рекомендуемая
И. И. Крюковым, приведена в табл. 35.
Таблица 35
Условия работы детали Толщина наплавленного СЛОЯ, At At Количество слоев Общая высота слоя, мм
Трение скольжения .... То же с повышенной или 1,5 3 4,5-5,0
переменной нагрузкой . . 1,0—1,0 2—3 1-2 3—4 1,5-2,5
То же с точками и ударами 1,0— 1,5
Перечень деталей, наплавляемых сталинитом, приведен в
табл. 36.
Способы увеличения срока службы деталей
581
Таблица 36
Наименование агрегатов Наименование деталей Фаимечование металла, из которого изготовляют детали Характер наплавки: профилактическая наплавка или ремонт Срок службы после наплавки
Помольные бегуны Смесительные бе- гуны Щековые дробилки Скребки Сита Скребки Щеки Листовая Ст.0 Листовая Ст.0 Листовая Ст.0 Марганцови- Профилактика и ремонт Профилактика Профилактика и ремонт Ремонт 10 суток 2 мес. 10 суток 1 мес.
Молотковая дро- билкт .... Клинья Вкладыши рас- порных плит Коромысло стая сталь То же Поковка Ст.2 Ст.З » Профилактика и ремонт То же 3 о 6 » 4 »
Вальцовая дробилка Брони Бандажи Шестерни Марганцо- вистая сталь Марганцови- стая сталь Литая сталь » » Ремонт » 4 » 4 » 6 »
Глинодробилка . . Роликовые мель- ницы .... Шаровые мельницы Зубья дисков Слребки Ролики Бандажи Шестерни Ст.0 Ст.2 Сталь 35-50x5 Профилактика и ремонт То же » » » » Ремонт 6 » 12 » 15 дней 15 » б мес.
Трубные мель- ницы Валковые грохота Решетчатые пе- регородки Брони Валки Марганцови- стая сталь То же Профилактика и ремонт Ремонт » 6 » 4 » 3 »
Башмачный пита- тель Корзиночная мель- Секции днища Бичи Ст.0 Ст.0 Профилактика и ремонт То же 6 » 6 »
ница . . . Мешалки одноваль- ные и двухваль- ные Лопасти Ст. 2 » » 1 »
Мешалки сложного движения . Скребки Ст.0 » » 15 суток
Сушильный барабан Шестерни Сталь Ремонт 12 мес
Вращающиеся печи Шестерни при- вода 35-5015 » » 6 мес.
582
Эксплуатация оборудования и сведения по технике безопасности
Продолжение табл. 36
Наименование агрегатов Наименование деталей Наименование металла, Ио которого изготовляют детали Характер наплавки- профилактическая наплавка или ремонт Срок службы после наплавки
Прессы с периоди-
чески вращаю-
щимся столом Лопасти напол- няющего ап- парата Днище аппарата Кожух » Шестерни ко- нические Ст.2 Ст.2 Ст.0 Марганцови- стая сталь Профилактика и ремонт То же » » Ремонт 7 суток 1 мес. 2 мес. »
Ленточные прессы Винт Марганцови- стая сталь Ремонт 1 мес.
Лопасти Накладки шнека Брони цилиндра Питательные вальцы Сталь 25-4518 Профилактика и ремонт То же 15 суток 15 » 15 » 3 мес.
Краны с самозах- ватывающим
ковшом .... Зубья ковша Maprai цови- стая сталь Ремонт 15 суток
Экскаваторы . . Зубья ковша Звездочки гу- То же Сталь » Профилактика 15 »
Стрелочные пере- сеницы 35—5015 i> ремонт 1 MJC.
воды ...... Перья Ст 7. Ремонт 3 »
Элеваторы .... Верхний блок Цепи и скобы Опорные планки Направляющие шины С1аль 35—5015 Ст .3 Ст.2 Ст.2 Профилактика и ремонт То /ке » » » » 2 roia 4 ЛАОС. b » 6 »
Течки Бргни Ст.0 » » 6 мес.
2. ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ НАПЛАВКОЙ
ЭЛЕКТРОДАМИ С ЛЕГИРУЮЩИМИ ПОКРЫТИЯМИ
Стержни электродов могут применяться как из малоуглеро-
дистой сварочной проволоки, так и из легированной стали.
В огнеупорной промышленности получили распространение
стержни малоуглеродистой проволоки с легирующими элемен-
тами.
Так, хромистые электроды имеют состав обмазок, состоящий
из 15% графита, 15% мела и 70% FeCr; марганцовистые элек-
троды— из 15% графита, 10% мела и 75% FeMn.
Способы увеличения срока службы деталей
583
Данные Б. М. Конторова о составе покрытий специальных
электродов и твердости металла после наплавки показаны
в табл. 37.
Таблица 37
Марки электродов
Т-268 Т-590 Т-600 Т-5 40
Химический состав
Хром 24—26 26—28 20—22 6,5-7,5
Титан 1,2-1,6 — 1,0-1,3 2,2—2,7
Бор — 1,5-2,0 —
Углерод • . 2,5-3,5 3,0-3,5 3,0-3,5 1,5-1,7
Твердость в зависимости от термообработки
Твердость по Роквеллу шкалы С а) непосредствен- но после на- плавки .... б) после отжига в) после закалки и отпуска . . 55-58 58-62 Не обжи- гается Не закали- вается 56-60 35-45 24-28 56—60
Наплавка бил угольных мельниц электродами Т-590 увели-
чивает срок их службы более чем в два раза по сравнению с на-
плавкой сталинитом.
Наплавка лопаток дымососов электродом Т-590 уменьшает
износ от абразивного действия золы в два раза по сравнению
с наплавкой сталинитом.
Стоимость восстановления быстроизнашивающихся деталей
наплавкой электродами с легирующими покрытиями обычно не
превышает 50% от стоимости новых деталей.
3. ТЕРМИЧЕСКАЯ ОБРАБОТКА ПЛАСТИН ПРЕССФОРМ
Пластины прессформ изготавливаются из листовой стали
Ст. 2 или Ст. 3. Толщина пластины после строжки должна быть
на 0,6 мм больше окончательного размера. Припуск в 0,3 мм
на сторону оставляется для шлифовки, которой подвергается ка-
ждая сторона пластины после ее термической обработки (цемен
тации).
Перед садкой в печь для цементации механически обработан-
ные пластины после их очистки от окалины, ржавчины и жиро-
вых пятен закладываются в цементационные ящики, в которые
засыпается твердый карбюризатор.
584
Эксплуатация оборудования и сведения по технике безопасности
Закладываемые в один ящик пластины должны иметь одина-
ковую толщину, изготавливаться ив одной и той же марки стали.
Применяется для цементации торфяной или бондюжский кар-
бюризатор с влажностью не более 5%. Химический состав кар-
бюризаторов приведен в табл. 38.
Таблица 38
Активизированный торфяной карбюризатор Бондюжский карбюризатор (поставляется в готовом виде)
наименование компонентов количество % наименование компонентов количество %
Торфяной уголь круп- 85—90 Древесный уголь (бере-
ностью до 5 мм . . . зовый) 60
Na2CO3 10-15 Кокс 25
ВаСО3 11
Патока 3
СаСО3 1
Содержание серы в карбюризаторе не должно превышать
более 1%.
Цементационные ящики изготавливаются из листовой Ст. 2
или Ст. 3 толщиной от 6 до 10 мм. С целью создания, герметич-
ности соединение листов стенок ящика производится при по-
мощи электросварки.
Пластины укладываются в цементационный ящик на ребро
(рис. 328) по четыре штуки та расстоянии 35 мм одна от другой
Крышка Пластика Карбюризатор
Рис. 328. Схема установки пластин в ящи-
ке для цементации
/Свидетель
Пластина/
и засыпаются цементационной смесью вручную при помощи сов-
ка. Перед укладкой пластин, подлежащих цементации; на дно
ящика засыпается цементационная смесь слоем 20 мм.
Для того чтобы при усадке карбюризатора пластины не обна-
жились, после заполнения ящика карбюриватором производится
уплотнение его путем трамбовки.
Для создания герметичности ящик закрывают плотно крыш-
кой и замазывают огнеупорной глиной.
Способы увеличения срока службы деталей
585
В отверстия крышки диаметром 14—15 мм вставляют' кон-
трольные образцы — свидетели.
Свидетели изготавливаются из одного материала с цементи-
руемыми пластинами в виде полос шириной 12 мм и длиной
200 мм. Перед цементацией они должны быть тщательно очи-
щены от окалины, ржавчины и жировых пятен.
Свидетели закладываются на половину глубины ящика.
Оставшиеся зазоры в отверстиях крышек замазываются огне-
упорной глиной.
Печь до посадки ящиков на цементацию прогревается до тем-
пературы 500°. Для обеспечения равномерного нагрева ящики
устанавливаются в печи на двух прокладках. Контроль за тем-
пературой нагрева производится термопарой, которая устана-
вливается на расстоянии 30 мм от ящика.
Продолжительность цементации составляет около 12 часов.
Полная глубина цементации должна быть 1,2—1,4 мм и опре-
деляется по виду излома образца.
Кривая нагрева при цементации показана на рис. 329.
t°
1000-
Кривая изменения температурь/
800-
Гемпера-600
тура пёчи '
до посади и 40й
ящика
/200
Падение темпе
ратурь/ при
по сад не не О
регламентируется
8 10 12. часов
Рис. 329. Кривая нагрева при цементации
При загрузке ящика происходит падение температуры печи,
которое технологическим процессом цементации не регламенти-
руется. Время, потребное на цементацию, отсчитывается, начи-
ная с момента подъема температуры после охлаждения от уста-
новки холодного ящика в печь. Последующий нагрев печи до
температуры 500° производится в течение двух часов с выдерж-
кой при этой температуре 30 мин. Затем температура печи под-
нимается до 800° в течение 1% час. с выдержкой при этой тем-
пературе в течение 45 мин. После этого в течение 30 мин. тем-
пература печи поднимается до 920 1000° с выдержкой при
этой температуре 8 часов. На этом процесс термообработки за-
канчивается, и ящик выгружают из печи.
586
Эксплуатация оборудования и сведения по технике безопасности
Для быстрого охлаждения выгруженный ящик следует уста-
новить на сквозняке во избежание образования крупной цемен-
титной сетки. После снижения температуры ящика до 200° его
открывают и вынимают пластины.
Глубина цементации проверяется за два часа до окончания
процесса цементации. С этой целью один «свидетель» выни-
мают из ящика, замачивают в проточной воде и замеряют
Рис. 330. Схема установки пластин в закалочной печи
глубину цементации на изломе по закаленному ободку. Ящик из
печи при этом не вынимают. Отверстие в крышке тщательно
замазывают глиной. Замер глубины цементации по второму сви-
детелю производится после окончания процесса цементации,
перед выгрузкой ящика из печи.
Пластины после цементации должны быть выправлены. До-
пускаемый прогиб составляет не более 0,3 мм по длине пласти-
ны. Правка производится медным молотком на плоской метал-
лической плите. После правки пластины подвергаются закалке.
Для установки пластин в закалочной печи (рис. 330) ставят
две чугунные гребенки 1, между которыми на подину печи укла-
дывают кирпичи 2. Пластины 3 ставят ребром на кирпичи, а
гребенка служит упором для удержания пластин в вертикальном
положении.
Пластины загружают в печь, предварительно нагретую до
температуры 760°. Продолжительность нагревя пластин 30—
35 мин. при температуре 750—760°. Охлаждение пластин про-
изводится в 5 %-ном растворе едкого натра при температуре
20—25°.
Во избежание коробления опускание пластин в закалочный
бак производится на ребро с движением в охлаждающей среде
строго вверх и вниз.
После закалки пластины немедленно должны подвергаться
отпуску в масляной ванне при температуре 150°. Отпуск про-
должается один час. После отпуска производится правка пла-
стин стальным молотком. Затем пластина шлифуется со снятием
с поверхности металла по толщине не более 0,3 мм с каждой
Способы увеличения срока службы деталей
587
стороны. Во избежание прижогов и переотпуска шлифовка про-
изводится с водяным охлаждением при глубине снятия металла
за один проход не более 0,01 мм. Желательная твердость по
шкале С Роквелла пластины после закалки и шлифовки долж-
на быть в пределах 63—65.
В последнее время для изготовления пластин применяется
конструкционная сталь Ст. 10.
Срок службы таких пластин в два раза выше, чем пластин,
изготовленных ив листа Ст. 2 и Ст. 3.
ГЛАВА 6
СВЕДЕНИЯ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
Общие правила безопасной эксплуатации оборудования
Для предотвращения несчастных случаев и травм при обры
зе ремней все шкивы, ремни и вращающиеся части машин
и аппаратов на огнеупорных заводах должны быть ограждены
Горизонтальные ремни должны ограждаться со всех сторон
независимо от того, на какой высоте они расположены. Верти-
кальные ремни должны иметь ограждения на высоте не менее
2 м от пола; наклонные, кроме того, ограждаются снизу до от-
метки набегания на шкив
Необходимо обращать особое внимание на ограждение валов,
головок шпонок, гаек, болтов и других выступающих и движу-
щихся частей и деталей машин и механизмов.
В последнее время вместо групповых приводов в от неупор-
ной промышленности внедрены приводы от индивидуального дви-
гателя через муфту на редуктор или вал машины. В этом случае
муфта должна быть ограждена щитком.
Все ограждения должны быть прочными, надежно закреп-
ленными, легко снимаемыми и предупреждать попадание рук
или одежды внутрь ограждения. Размер просветов между
прутьями не должен превышать 45 X 45 лш.
Зубчатые шестерни должны ограждаться сплошными защит-
ными кожухами.
Устранение неисправностей, смазка, уборка и чистка обору-
дования и аппаратов на ходу категорически запрещаются
Перед пуском машины в ход необходимо проверить на месте
ли ограждения, исправны ли пусковые приспособления и зазем-
ление, действует ли звуковая сигнализация, оповещающая о
пуске и остановке машины.
Звуковая сигнализация является важным средством для
предупреждения травматизма Однако необходимо следить за
тем, чтобы была обеспечена особая четкость сигналов и все
работающие точно усвоили значение каждого сигнала.
При остановке оборудования для устранения неиспэ гвносгсй
необходимо надежно его отключить и принять меры, исключаю-
Сведения по технике безопасности
589
щие возможность произвольного пуска приводного двигателя.
Для этого следует разъединить муфту или снять ремень, вынуть
предохранители и на отключенном рубильнике повесить таблич-
ку с надписью «Не включай, работают люди». Снятие предупре-
дительной таблички и разрешение на пуск оборудования после
ремонта может быть дано только механиком цеха или отделения.
При производстве ремонта рабочие должны быть обеспечены
исправным инструментом в соответствии с требованиями по тех-
нике безопасности Операции по поднятию или опусканию тяже-
ловесных деталей при помощи механических приспособлений
должны производиться под надзором ответственного лица Во
избежание падения при работе на высоте более двух метров
рабочих необходимо привязывать специальными поясами.
1. СКЛАДЫ И ОТДЕЛЕНИЯ ПОДГОТОВКИ СЫРЬЯ
На складах сырья нельзя допускать пребывания людей на
штабелях в пределах габаритов работы самозахватывающего
ковша крана, так как произвольное открывание ковша может
вызвать несчастный случай.
Для предупреждения случайного попадания рабочих ь за-
грузочную воронку загрузочное отверстие глинодробильных
машин, находящееся обычно на уровне пола, должно быть
ограждено стрех сторон сплошным барьером высотой 1,2 м, а со
стороны загрузки — решетчатым барьером с оставлением внизу
отверстий на 300 мм от уровня пола.
При работе сушильного барабана для устранения выбивания
газов наружу через загрузочную коробку над загрузочной теч-
кой следует устанавливать зонт с вытяжной трубой.
Во избежание запыления рабочего помещения выход глины
из сушильного барабана должен производиться закрытой течкой.
В местах присоединения течки должны быть установлены герме-
тические прокладки.
2. ПРАВИЛА БЕЗОПАСНОГО ОБСЛУЖИВАНИЯ ДРОБИЛЬНО-
ПОМОЛЬНЫХ МАШИН, СМЕСИТЕЛЬНО-ФОРМОВОЧНОГО
ОБОРУДОВАНИЯ. БУНКЕРОВ И СИЛОСОВ
Зев щековых дробилок должен ограждаться Ограждение
зева дробилки аналогично ограждению загрузочных отверстий
глинодробилок. Наиболее рациональным решением задачи по
безопасному обслуживанию и равномерной загрузке является
питание дробилок лотковыми или иными питателями Маховики
дробилок следует закрывать сплошными кожухами.
590 Эксплуатация оборудования и сведения по технике безопасности
Запрещается производить подтяжку клиньев и подшипников
на ходу. Для производства этих работ дробильную машину сле-
дует остановить. Во избежание получения травмы при поломке
пружины во время работы не следует находиться вблизи пру.
жины.
В случае зависания материала в зеве проталкивать его ло-
мом нельзя, так как лом может быть вырван из рук рабочего
движущимся материалом и нанести рабочему травму. Для очист-
ки зева надо остановить дробилку или на тонком тросе опустить
стальной клин между материалом и щекой. Давлением подвиж-
ной щеки клин раздавит материал и освободит зев дробилки.
Корзиночная мельница производит большое запыление, осо-
бенно при помоле сухой глины, поэтому кожух мельницы и его
течки должны иметь хорошую герметизацию и надежные про-
кладки.
*Во избежание несчастных случаев при работе корзиночных
мельниц запрещается открывать смотровые отверстия.
Шаровые и трубные мельницы во избежание пыления дол-
жны иметь надежную герметизацию. Для предупреждения воз-
можного поворота мельницы, после удаления из нее шэров, не-
обходимо надежно затормозить ее привод.
Нередко происходят несчастные случаи в бункерах и сило-
сах. Пребывание рабочего в бункере опасно, так как может про-
изойти внезапное обрушение материала и рабочий может быть
засыпан. Чтобы рабочий не мог самовольно спускаться в бун-
кер, люки должны быть закрыты решетками, закреплены болта-
ми, а сверху должны быть установлены сплошные крышки
с замками. Ключи должны храниться у начальника смены.
Для устранения зависания материала в бункере — произво-
дить шуровку штангами и только в исключительных случаях
и при соблюдении определенных условий, обеспечивающих без-
опасность рабочего, допускается спуск обслуживающего персо-
нала в бункеры или силосы.
В этом случае подача материала в бункер прекращается.
Перед опусканием в бункер работник должен получить письмен-
ное разрешение и производить работу под непрерывным надзо'
ром мастера и одного рабочего на верхней площадке. Опускаю-
щийся рабочий должен надеть пояс, к которому подвязывается
надежная веревка, и опускаться по лестнице, производя работы
по обрушению с таким расчетом, чтобы уровень материала был
не выше его колен. Веревка должна быть в натянутом состоянии
и закреплена за надежную опору. В бункере должен быть обес-
печен электрический свет от сети низкого напряжения.
Сведения по технике безопасности
591
Залезание в бункер или силос через нижние люки или гор-
ловину ни в коем случае не допускается.
Мешалки при работе должны быть закрыты сеткой, так как
ножи ее представляют большую опасность. Пробу массы из
мешалки для определения ее влажности можно брать только
металлическим совком из выходной течки. Для уменьшения пы-
леобразования в местах, куда высыпается материал из сухого
смесителя, необходимо производить увлажнение.
Из-за необходимости возвращать в ленточный пресс обрезки
и куски некачественной массы приемная воронка пресса бывает
открыта. Во избежание затягивания валками рук рабочих или
одежды поправлять массу в приемной воронке на ходу пресса
запрещается. Необходимо следить за чистотой пола вокруг
пресса, так как рабочий может поскользнуться. Площадка
пола у резательного станка должна быть зацементирована или
выложена плитками с уклоном, обеспечивающим сток воды.
Опасным местом при работе на допрессовочных прессах
является подача заготовки в пресс, так как пальцы рабочего
могут попасть под штемпель. Поэтому подачу заготовки необхо-
димо производить подвижной кареткой. При обслуживании прес-
сов чистить штампы или каретку, а также производить какие-
нибудь исправления на ходу категорически запрещается.
В прессах полусухого прессования необходимо хорошо изо-
лировать электрическую или паровую коммуникацию обогрева
штемпелей. Напряжение при электрообогреве следует брать не
более 36 в.
3. ВРАЩАЮЩИЕСЯ ПЕЧИ
Обслуживающий персонал трубной печи не должен находить-
ся против смотровых отверстий во избежание ожогов от силь-
ного выброса из них пламени, который бывает во время подачи
топлива после остановки трубной печи.
При розжиге трубной печи сперва следует подавать воздух,
а затем уже постепенно включать шнеки, подающие топливо,
так как в противном случае набившаяся в трубопроводе уголь-
ная пыль при попадании в печь может вызвать сильную вспышку.
Извлекаемые из печи крупные куски сваренного материала
не должны оставаться на рабочей площадке, во избежание ожо-
гов обслуживающего персонала.
Угольная пыль во взвешенном состоянии является взрыво-
опасным материалом. Поэтому уборка помещения должна про-
изводиться с соблюдением мер предосторожности.
592 Эксплуатация оборудования и сведения по технике безопасности
Угольная пыль подвержена самовозгоранию. При загорании
угольной пыли в бункерах надо немедленно прекратить доступ
воздуха, плотно закрыв все люки и замазав щели.
Тушение горящей или тлеющей угольной пыли водой недопу-
стимо, так как это способствует рассредоточению раскаленных
частиц и создает новые очаги загорания.
Для тушения угольной пыли должна применяться углекисло-
та. При небольших количества^ горящей угольной пыли для ту-
шения можно применять песок.
ПРИЛОЖЕНИЯ
ПРИЛОЖЕНИЕ I
Сроки службы запасных частей основного производственного оборудования
огнеупорных заводов
Наименование детали Вес ка Материал Способу дополни- тельной обработки детали для увели- чения срока службы Срок службы
Щековая дробилка с зевом 600x400 при работе
на кварците
1. Бронь подвижная . . 2. Бронь неподвижная 3. Распорные плиты . . 4. Сухари 5. Вал эксцентриковый 325 346 52 22 260 Марганцови- стая сталь То же СЧ-32 Ст. 4 Ст. 6 Закалка ацетиле- но-кислородным пламенем 20 15 15 2 2 дней » » мес. года
6. Коренные вкладыши 36 Баббит Б-16 6 мес.
7. Шатунные » 30 То же 4 »
8. Клинья крепления СЧ-32
броней 1 год
При работе на шамоте
1 . Бронь подвижная . . 2. Бронь неподвижная 3. Распорные плиты . . 4. Сухари 5. Вал эксцентриковый 6. Коренные вкладыши 7. Шатунные вкладыши й. Клинья крепления броней • 325 346 52 -22 260 36 30 Марганцови- стая сталь То же СЧ-32 Ст. 4 Ст. 6 « Баббит Б-16 То же СЧ-32 Закалка ацетиле- чо-кислородным пламенем 4 мес. 3 » 1,5 » 3 » 3 года 8 мес. 6 » 1,5 года
Г л и нодробил к а
1. Вал привода .... 2. Вал коренной быст- роходный 3. Зубчатый барабан быстроходный . . . 4. Втулки в буксах быстроходные . . . 5. Буксы 176 360 Ст. 5 Ст. 6 СЧ-32 Антифрикци- онный чугун СЧ-32 1 Закалка ацетиле- но-кислородным пламенем 3 года 3 » 9 мес. 8 » 8 лет
38 В. Г. Ба1соголор и II. И. Галкин
5 *4
Приложения
Продолжение приложения 1
Наименование детали Вес КЗ Материал Способ дополни- тельной обработки детали для увели- чения срока службы Срок службы
б. Шестерня малая с нормальным зубом 7. Шестерня большая с нормальным зубом 8. Шестерня с удлинен- ным зубом малая . . 9. Шестерня большая 10. Вал коренной тихо- ходный 11. Зубчатый барабан тихоходный .... Кор 1. Корзины 2. Вал корзины .... 3. Нижние вкладыши вала корзины . . . 4. Кожух 80 430 90 400 360 3 и н с 365 160 11 * СЧ-32 » » » Ст. 6 СЧ-32 > ч н а я м е j Ст. 4 Ст. 6 Бронза Ст. 2 Закалка ацетиле- но-кислородным пламенем а ь н и ц а Закалка ацети- лено-кислородным пламенем 9 мес. 2 года б мес. 6 » 3 года 1 год 6 мес. 1,5 года 6 мес. 4 года
Помольные бегуны с катками 1800x450
(для кварцита)
1. Бандаж 2150 Марганцови- 6 мес.
стая сталь
2. Плита подовая . . . 180 То же 3 »
3. Сито 35 Ст. 3 Наплавка сталини- 2 »
4. Большая коническая том
шестерня 2100 СЧ-32 8 »
5. Малая коническая
шестерня .... 150 СЧ-32 4 »
6. Вал горизонтальный 155 Ст. 5 2,5 года
7. Вкладыши вертикаль-
ного вала ..... 60 СЧ-32 6 мес.
8. Втулки фланцевые 65 » 6 »
9. Втулки предохрани-
тельные 58 » 6 »
Приложения
595
Продолжение приложения I
Бес Способ дополни- тельной обработки Срок
Наименование детали кг Материал детали для увели- чения срока службы службы
Шаровая мельница диаметром 2700 мм
1. Вал привода .... 120 Ст. 5 4 юда
2. Вкладыши подшип-
ников 16 Бронза 1 год
3. Шестерня большая 990 Сталь 25—4018 1,5 года
4. Шестерня малая . . 115 СЧ-32 6 мес.
5. Коренной вал . . . 930 Ст. 6 Закалка ацетиле- 8 лет
но-кислородным
пламенем
6. Вкладыши подшип-
ников 56 Бронза 1 год
7. Радиальные брони
12 шт 5500 Марганцови- 8 мес.
Стая сталь
8. Торцевые брони . . 1440 То же 1 год
9. Приемная горловина 420 Сталь 25—4018 2 года
10. Сита радиальных Ст.0
броней 720 6 мес.
Трубная мельница диаметром 1800 мм, длиной 7000 мм
1. Вал привода .... 700 Ст. 5 4 года
2. Вкладыши подшип- ников 3. Шестерня малая . . 80 400 Бронза СЧ-32 1 год 3 мес.
4. Венцовая шестерня 3120 Сталь 35—5015 5 лет
5. Цапфы 125 Баббит Б-16 2 года
6. Броневые плиты 1 камеры комплект . 7. Броневые плиты II камеры комплект 8. Диафрагма ..... 6500 10000 700 Марганцови- стая сталь Марганцови- стая сталь То же 6 мес. 8 » 8 »
Двух 1. Вал коренной • . . вал 400 ь н ы й с м е Ст. 6 с и т е л ь Закалка ацетиле- 2 года
2. Вкладыши подшип- ников 3. Шестерни 20 160 Бронза СЧ-32 но-кислородным пламенем 1 год 1 »
4. Лопасти комплект 180 Ст. 4 Наплавка 6 мес.
5. Брони корыта ком- плект 140 Ст. 6 сталинита Закалка 1 год
38*
596
Приложения
Продолжение приложения I
Наименование детали Вес КЗ Материал Способ дополни- тельной обработки детали для увели- чения срока службы Срок службы
Л 1. Коренной вал . . . е н т 190 очный пр Ст. 6 е с с Закалка ацетиле- 4 года
2. Вкладыши подшип- ников . . . . . 3. Упорный подшипник 4. Ножи 5. Брони цилиндра . . 12 120 СЧ-32 Сталь 35—5015 Ст. 3 но-кислородным пламенем Наплавка стали- нитом 1 год 1,5 года 6 мес. 14 дней
6. Шестерни . . . 7. Питательный валец Пресс 1. Коренной вал . . . 2. Эксцентрик .... 3. Шестерни . . . . • 4. Нижний ролик . . 5. Буксы нижнего ро- лика 6. Верхний ролик . Пресс Вороне 250 80 Сама ж с к о СЧ-32 СЧ-32 эи н а (д о п р t Ст. 5 Ст. 4 СЧ-32 Ст. 4 НАМ Ст. 3 го завода с с о в о ч н ы й) (д о п р е с с о в о ч 3 года 3 м°с. 5 лет. 4 мес. 1 год 3 мес. 2 » 1,5 » и ы й)
1. Коленчатый вал . . 100 Ст. 5 5 лет
2 Вкладыши коренных
подшипников . . . 12 Б-16 5 »
3. Вкладыши шатунных
подшипников . . . 16 Б-16 5 »
4. Вкладыши подшип-
ников привода . . 14 То же 3 мес.
5. Вкладыши выталки-
вателя рычага . . . 4 » 2 года
6. Вкладыши траверсы 7 » 1 год
7. Втулка тексропного
шкива 3 Бронза 9 мес.
Смесительные бегуны с катками 1600x450
1. Бандажи 1950 Мапганцови- 8 мес.
стая сталь
2. Плиты подовые
(центральные) . . . 150 То же 3 »
П риложения
597
Продолжение приложения 1
Наименование детали Вес кг Материал Способ дополни- тельной обработки детали для увели- чения срока службы Срок ' службы
3. Плиты (периферий-
ные) 115 Марганцови- 6 мес.
стая сталь
4. Большая коническая
шестерня . . . . • 2100 СЧ-32 1 год
5. Малая шестерня . 150 СЧ-32 6 мес.
6. Вал горизонтальный 155 Ст. 5 2 года
7. Вкладыши вертикаль-
него вала 60 СЧ-32 8 мес.
8. Втулки фланцевые 65 СЧ-32 8 »
9. Облицовочные пли-
ты чаши 500 Ст. 6 Закалка 3 »
Пресс с п е р г 1. Коленчатый вал . . 2. Вкладыши коренных подшипников . . . 3. Шатун 4. Вкладыши шатуна 5. Прессующий поршень 6. Втулка цилиндра 7. Брони стола . . 8. Пуансоны 9. Крестовины .... 10. Ось стола .... 11. Вал поворота стола 12. Кулак поворота сто- ла 13. Палец кулака пово- рота 14, Подпятник .... 15. Конические шестерни 16. Дышло выталкива- теля 17. Поршень выталки- вателя 18. Допрессовочная го- ловка 19. Шестерня цилиндри- ческая большая . . 20. Шестерня цилиндри- ческая малая . . г о д и ч 375 14 136 33 102 52 48 30 13 130 120 75 6 18 103 35 32 102 380 105 е с к и враща Ст. 5 Бронза Сталь 25—4518 Бронза СЧ-32 СЧ-32 Ст. 6 Сталь 55—6010 1 Сталь J 35-5015 Ст. 5 Сталь 35—5015 Ст. 5 Бронза Марганцови- стая сталь Ст. 3 СЧ 32 Сталь 35-5015 ющимся столо Закалка м 5 лет 6 мес. 1 год 6 мес. 12 » 4 » 6 » 9 » 3 » 1 год 6 мес. 19 » 1,5 » 6 о 6 » 9 » 10 » 8 » 1,5 года 6 мес.
598
Приложения
Продолжение приложения I
Наименование детали Все кг Материал Способ дополни- тельной обработки детали для увеличения срока службы Срок службы
Пресс полусухого прессования рычажного типа
Харьковского завода «Крас ный Октябрь»
1. Вал 1 передачи . . . 125 Ст. 6 Закалка ацетиле- 15 лет
2. Вкладыши подшип- ников 28 Бронза но-кислородным пламенем 6 мес.
3. Вал II передачи . . 216 Ст. 6 Закалка ацетиле- 15 лет
4. Вкладыши подшип- ников 20 Бронза но-кислородным пламенем 6 мес.
5. Шестерня малая . . 47 Ст. 5 1,5 года
6. Шестерня большая 220 Сталь 35—5015 3 »
7. Коленчатый вал . . 400 Ст. 6 Закалка ацетиле- 15 лет
8. Вкладыши коренно- го подшипника . . 30 Бронза но-кислородным пламенем 2 года
9. Вкладыши шатуна 12 » 1,5 »
10. Втулка шатуна . . . 16 » 9 мес.
11. Большая цилиндри- ческая шестерня . . 750 Сталь 35—5015 5 лет
12. Штанги 1350 Ст. 5 8 »
13. Верхний рычаг . . . 400 Сталь 25—4518 6 »
14. Нижний рычаг . . . 300 СЧ-32 3 года
15. Ползун . . . . • • 400 Сталь 25—4518 3 »
16. Угловые вкладыши 32 Бронза 6 мес.
17. Траверса 350 Сталь 25—4518 6 лет
18. Седловая плита . . 80 СЧ-32 6 мес.
19. Кулиса 75 Сталь 25—4518 8 »
20. Ролик с пальцем . . 8 Ст. 2 Цементация 3 »
С у шил ьный барабан
1. Вал передачи . . . 60 Ст. 5 3 года
2. Вкладыши подшип- ника 3 Бронза 6 мес.
3. Цилиндрическая ше- стерня 132 СЧ-32 1 год
4. Венцовая шестерня 2200 СЧ-32 6 лет.
5. Бандаж 2100 Сталь 35—о015 5 »
6. Опорный ролик . . . 280 Сталь 25—4518 2 года
7. Вкладыши опорного ролика 10 Бронза 9 мес.
8. Контрольный ролик 90 Сталь 25—4518 3 года
л
Нормы расхода смазочных материалов и режимов смазки
ПРИЛОЖЕНИЕ II
Наименование оборудования Наименование узла Смазочные точки Система смазочных устройств Марка смазочного материала Периодич- ность смазки Норма на смену е
Мостовой кран с само- захватывающим Механизм пере- движения моста Оси катков моста Колпачковые ма- сленки Солидол жировой 4 час. 120
ковшом грузоподъ- То же Приводной вал То же То же 4 час. 70
емкостью 10 т Редуктор Подшипники редук- тора Картер Камеры подшип- ников Нигрол Солидол эмуль- сионный 8 мес. G » 10* 7
» » Подшипники электро- двигателя То же То же 4 » 12
Механизм подъе- ма и закрытия ковша Подшипники осей те- лежки » » » » 8 » 10
То же Редуктор тележки Картер Нигрол 8 » 15*
» » Подшипники редук- тора Камеры подшипни- ков Солидол эмуль- сионный' 6 » 7
» » Редуктор лебедки Картер Нигрол 2 » 60*
» » Подшипники редук- тора Камеры подшип- ников Солидол эмуль- сионный 2 » 30
» » Подшипники лебедки Колпачковые мас- ленки Солидол жировой 8 час. 60
Ковш Шарнирные сочлене- ния тяги Смазочная камера Солидол жировой 6 мес. 30 %
>> Оси направляющих роликов То же Машинное масло 7 дней 1 мес. 220
» Стальной канат — Канатная мазь 20
Щековая дробилка с зевом 1500x1200 Коренные и ша- тунные под- шипники, ось подвижной ще- ки Цирку ляц ио иная система Машинное С или автол 6 Непрерыв- ная смазка насосами 320
Продолжение приложения II
Система смазочных устройств Марка смазочного материала Периодич- ность смазки Норма на смену г
Вручную Нигрол 5 дней 250
Колпачковые Солидол жировой 3 часа 60
масленки
То же То же То же 60
» » » » » » 40
Капельная мае- Машинное С 8 час. 120
лепка
Смазочные коль- Машинное С 3 дня 140
ца
То же То же 8 » 50
» » » » 3 » 150
Картер Нигрол 8 мес. 40*
Камеры под шип- Солидол 6 » 70
ников
Колпачковые Солидол 4 часа 20
масленки
То же » 4 » 40
» >> >> 4 » 20
— Графитная мазь 3 дня 40
Колпачковые Солидол жировой 8 час. 100
масленки
То же » 8 » 100
Ванна Нигрол 7 дней 80
Продолжение приложения II
Система смазочных устройств Марка смазочного материала Периодич- ность смазки Норма на смену 0
Смазочные коль- Машинное С 5 дней 30
ца
То же То же 5 » 60
Картер » » 3 мес. 200
Смазочные коль- » » 5 дней 100
ца
Колпачковая мае- Солидол жировой 4 часа 60
ленка
Набивка То же 3 мес. 12
Колпачковая мае- >> » 4 часа 60
ленка
Колпачковые Солидол жировой 4 » 40
масленки 5 дней 60
Смазочные кольца Машинное С
Графитная мазь 7 » 80
Смазочные кольца Машинное С 5 » 120
Смазочные коль- Машинное С 5 « 80
ца 100*
Картер Машинное С 3 мес.
Камеры подшип- ников Солидол эмуль- сионный 3 » 15
— Графитная мазь 7 дней 100
Смазочные коль- ца Машинное С 5 » 90
Наименование оборудования Наименование узла Смазочные точки
Щековая дробилка с зевом 1500x1200 Щековая дробилка с зевом 600x400 Глинодробильная ма- шина с диаметром зубчатых вальцов 1200 мм Глинодробильная ма- шина с диаметром зубчатых вальцов 680 мм Глинорезная машина Распорные плиты Коренные под- шипники Шатунный под- шипник Ось подвижной щеки Распорные плиты Быстроходный ба- рабан Тихоходный ба- рабан Контр-привод То же » » Привод Быстроходный ба- рабан Т!хоходный ба- рабан Привод 2 подшипника 3 точки 2 подшипника 4 точки 2 подшипника 2 подишпника Подшипники Редуктор Подшипники редук- тора 2 подшипника 2 подшипника 2 подшипника Шестерни Подшипники при- водного вала Подшипники вала Конические шестер- ни
Наименование оборудования Наименование узла Смазочные точки
Молотковая дробилка Привод Коренные валы 3 подшипника 6 подшипников
Помольные бегуны с Привод Редуктор
диаметром катка 1800 мм « Вертикальный вал То же Кат ки 2 подшипника гори- зонтального вала Подшипник Подпятник 2 подшипника
Шаровая мельница диаметром 2700 мм Контрпривод Привод Коренной вал 2 подшипника 3 подшипника Шестерни 3 подшипника
Трубная мельница Привод » » Цапфа барабана 3 подшипника вала Редуктор Подшипники редук- тора Шестерни 2 подшипника
Продолжение приложения 11
Марка смазочного материала Периодич- ность смазки Норма на смену е д •
Машинное С 5 дней 20
Консталиь или 1 мес. 10
осоголин
Машинное С 5 дней 100
То же 4 мес. 180
» » 5 дней 100
Солидол жировой 4 часа 60
» » 4 мес. 10
» » 4 часа 60
Машинное С 6 мес. 50
Солидол 3 » 7
» 4 часа 100
Машинное С 6 мес. бО*
Солидол эмульси- 3 » 12
онный
Солидол эмульси- 2 » 15
онный
Машинное С 3 дня 200
Солидол жировой 4 часа 10
» 4 » 18
Продолжение приложения 11
Марка смазочного материала Периодич- ность смазки Норма на смену е
Машинное С 1 мес. 40*
Солидол эмульси- 1 » 15
онный Солидол жировой 4 часа 50
Машинное С 8 » 60
То же 4 » 50
» » 4 » 40
» » 8 » 20
» » 8 » 15
» « 8 » 15
Машинное С 5 дней 30
То же 5 » 30
Солидол жировой 4 часа 20
.Солидол жировой 4 » 20
Машинное С 4 » Ю ч
То же 5 дней 20
Солидол жировой 2 часа 20
Машинное С 8 » 10
Наименование оборудования Наименование узла Смазочные точки Система смазочных устройств
Роликовая мельница Привод Ролики 2 подшипника 6 подшипников Смазочные коль- ца Камеры подшип- ника
Корзиночная мельни- ца Корзины • 4 коренных подшип- ника Смазочные коль- ца
Смесительные бегуны Привод Редуктор Картер
с диаметром катка 1600 мм » Вертикальный вал » Катки 2 подшипника гори- зонтального вала Подшипник Подпятник Смазочные коль- ца Колпачковая мас- ленка Набивка Колпачковая мас- ленка
Смесители двухзаль- ные Привод Коренные валы Редуктор Подшипники редук- тора 4 подшипника Картер Камеры подшип- ников Колпачковые мас- ленки
Ленточный пресс Привод » » » Коренной вал Редуктор Подшипники редук- тора Подшипники вала питательного вальца Шестерни Подшипник Подпятник Картер Камеры подшип- ника То же Ванна Колпачковая мас- ленка
Наименование оборудования Наименование узла Смазочные точки Система смазочных устройств
Пресс Самарина для Привод Редуктор Картер
допрессовки кирпича » Подшипники редук- Камера подшип-
Пресс Воронежского Пресс, механизм » » » » » » Механизм подачи » » » » Приводной вал тора Втулка эксцентри- кового вала Нижний валик Ось верхнего ролика Втулки штанг Шарниры тяг и ры- чагов Втулка вала Втулка каретки Два подшипника ников Колпачковая мас- ленка Масляная ванна Ручная масленка » »> » » » » Смазочные коль-
завода Главмашме- та допрессовочный Коленчатый вал Два коренных под- ца То же
Фрикционный пресс » » Вал Параллели Горизонтальный шипника Подшипники средние Два подшипника Два подшипника Колпачковая мас- ленка То же Ручная масленка Смазочные коль-
180-тонный вал Винт Пята и шпиндель Гайка ца Колпачковая мас- ленка Ручная масленка
Продолжение приложения 11
Наименование узла Смазочные точки Система смазочных устройств Марна смазочного материала Периодич- ность смазки Норма на смену г
Привод Вкладыши вала I передачи Вкладыши вала II передачи Втулка холостого шкива Шестерни Колпачковая мас- ленка То же » » Вручную 1 Солидол жировой » » » » Графитная мазь 3 часа 8 » 2 » 7 дней 20 20 10 70
Прессующий узел Подшипники колен- чатого вала Ось нижнего рычага Ось ползуна Трущиеся места штанг и угольни- ков Ось верхнего рычага Плечи верхних и нижних рычагов Корыто ползуна Колпачковые мас- ленки » » » » » » Капельная маслен- ка » » » » Солидол жировой » » » » » » Автол » » 2 часа 2 » 2 » 2 » 4 » 4 » 4 » 80 25 20 25 30 40 45
/зел засыпки Кулиса с роликом Колпачковая мас- ленка Солидол жировой 3 » 15
Привод Редуктор Картер Машинное С 6 мес, 120
» Подшипники редук- тора Подшипники проме- жуточного вала Камеры подшип- ника Смазочные коль- ца Солидол Машинное С 6 » 5 дней 20 30
Коленчатый вал 1 Шестерни Два коренных под- шипника Смазочные коль- ца Графитовая мазь Машинное С 7 дней 5 » 1 80 70
Продолжение приложения И
Наименование узла Смазочные точки Система смазочных устройств Марка смазочного материала Периодич- ность смазки Норма на смену 0
Коленчатый вал Подшипники прес- Аппарат центра- Вискозин или тех- Непрерывно 1100
сующего рычага лизованнои нический вазе-
Все остальные под- смазки ЛИН
шипники смазы-
ваются аппаратом централизованной
смазки 5 дней
Привод Червячный редуктор Картер Машинное С 30*
Оси роликов Капельные мае- То же Непрерывно ьи
ленки
3 подшипника Колпачковые мае- Солидол жировой 8 час. 15
ленки
Наполнит ельный Редуктор Картер Машинное С 3 мес. 25*
аппарат То же Подшипники редук- Камера подшип- Солидол эмульси- 3 » 6
юра ника онный
Привод Подшипники Пеник- Колпачковые мае- Консталин 6 » 2
са ленки 5 дней
3-х коленчатый 2 коренных подшип- Смазочные коль- Машинное С 20
вал ника ца Непрерывно
3 мотылевых под- Лубрикатор То же 220
шипника 200 кп
Ползун Ручная масленка » » о час. о к
Штоки » » » » О » ои*
Плунжер » » Смазочный мазут 8 » О а 120 • 70
Привод Параллели 5 подшипников » » Колпачковые мае- » » Солидол жировой О » 2 » 25
ленки
Опорные ролики 8 » То же » » с/ » Я А 20 10
Контрольные ро- 2 » » » » » 0 »
лики 1 —
Наименование
оборудования
Пресс рычажного ти-
па полусухого прес-
сования
! (есс с периодиче-
ски вращающимся
столом
Наименование
оборудования
Г идравлический
пресс завода
«Магнезит»
Насосы пресса
Аккумуляторы
Сушильный барабан
X
X
X
аз
X
О
X
X
си
X
аз
X
X
аз
К
X
О
X
о
га П
S оз
P.S
о и '
В«
д
Е
। X
tr со
В со
«ж
о о
«S
Во
я
и
га
Ч
га
Н
CU
аз
га
S
га
S
о
га
Я
₽>
га
S
и
3
я
х -
о Э
05 Н
га сз
§1
си
га ь
S оз
5 !»
о
Я
о
*
ж
. 3S
сз аз
~ га X
X X
СЧ 00 О
X
сз
X
X
>.
S
оз
X ’X
S 2
Еч X
В Я
5 с
00 сч
к х
СЗ СЗ
X X
X X
е с
00
00
оз
сз
оз
X
03
X
х
Xю
к
сЗ
X
са
а
0)
о.
с
оз
О
оз
S'
X
X
X
3
Си
аз
X
0)
о
о
о
03
о
X
о
си
X
X
X
X
Sf
S
аз
X
CD
аз
о
х
о
си
X
X
X
X
X
аз
X
CD
аз
о
X
о
Q.
X
X
. X
X
<м
03
о
са
о
си
X
X
X
X
X
X
X
га
ь
о
X
аз
о
X
X
X
В
X о ° О X о
%<3
X
X
X
03
о
X
аз
о
х
X
X
a
X
X
S-3X
я о
- S
S х
о га
аз
К
о
х
ЗХ
О
S
х
О <М
х
х
X
03
н
X
х
х
X
В
X
о
си га
га га
аз
X
X
к
I
га
х
га
X
о
X
X
га
х
,я
га
00
га
х
х
аз
X
о
га
S
х
га
х
х
х
X
a
X
о
X
га
си
03 —
S К
_ . га д
HCLX
Й
о
g
х
X
О.
X
X
X
X
03
X
X
03
5
оз
03
X
03
X
О
X
X
га
х
х
га
0Q
х
S
х
X
аз
a
га
у
га
X
о
х
X
га
х
х
- • 5
CUCQ
га
х
X
аз
X
03
03
S
X
03
X
X
X
S
X
X
а
S
га
X
X
га
х
X
о
- га
Си га
Я S
оз
X
0)
сз
s S
S р
X «
(V
о
a
X
га
х
X
а. со
га
х
га
X
о
X
X
га
X
X
S
S
к
X
а
Приложения
607
ПРИЛОЖЕНИЕ И!
Коэфициенты полезного действия приводных устройств различных передач
для условий нормальной работы
Тип передачи Средний к. п. д.
Ременная 0,95
Клиноременная (тексропная) 0,94
Цепная 0,91
Зубчатая с необработанными зубьями 0,9
» фрезерованными » 0,95
Редуктор шестеренчатый (на каждую пару колес) . . . 0,97
Червячный редуктор с одноходовым червяком 0,65
» » с двухходовым » ... 0,75
Подшипники вала ведущего барабана или звездочек . . 0,96
Наименование оборудования Наименование узла Смазочные точки
Индивидуальный тол- Привод Редуктор
катель туннельных сушил То же Толкатель То же Подшипники редук- тора Подшипники винта Гайка
Вагонетка туннель- ных сушил Оси скатов 4 подшипника
Трубопечи диаметром 3 м длиной 75 м Привод » Редуктор Подшипники передач Шестерни
Опорные и конт- рольные роли- ки 28 подшипников
Холодильники трубо- Привод Редуктор
печей » Подшипники редук- тора Подшипники передач Шестерни
Опорные и конт- рольные роли- ки 12 подшипников
* Общий расход смазки на замену и долив отнесен к сменной норме.
** День при трехсменной работе
ЛИТЕРАТУРА
1. К. В., Алферов, Бункеры, затворы, питатели, Машгиз, 1946.
2. Г. В. Брусиловский, Обжиг известняка и приготовление известкового
молока, Госхимиздат, 1949.
3. Д. Б. Гинзбург, Газогенераторы и газовое хозяйство в стекольной
и керамической промышленности, Промстройиздат, 1949.
4. Н. Г. Домбровский и др., Строительные машины, ч. II, Госстрой-
издат, 1948.
5. А. П. И л ь е в и ч, Механическое оборудование керамических заводов,
Промстройиздат, 1949.
€.3. Б. Канторович, Бункера, питатели и затворы, Главная редак-
ция строительной литературы, 1935.
7. И. С. Кайнарский и др. Технология динаса, ОНТИ ДНТВУ, 1938.
В. С. Квитко, Ленточные прессы, ОНТИ, 1938.
8. Л. Б. Левенсон и Г. И. Прейгерзон, Дробление и грохочение
полезных ископаемых, Гостоптехиздат, 1940.
9. И. В. Мазырин, Смазочные устройства машины, Машгиз, 1948.
10. П. С. Мамыкин, К. К. Стрелов, Топки, печи и сушила огне-
упорных заводов, Металлургиздат, 1950.
11. М. Г. Новожилов, Открытые горные работы, Металлургиздат,
1950.
12. В. И. Перевалов, Технология огнеупоров, Металлургиздат, 1944.
13. Сапожников 'и Булавин, Машины и аппараты силикатной
промышленности, Промстройиздат, 1950.
14. Е. Ф. Шешко, Разработка месторождений полезных ископаемых от-
крытым способом, Углетехиздат, 1949.
15. П. М Шилов, Основы ремонтного дела в горной промышленности,
Гостоптехиздат, 1945.
Редактор Г. С. Похлебаев Технический редактор М. К. Аттопович
Сдано в производство 27/Ш 1952 г. Подписано к печати 26/IX 1952 г.
Бумага 60 X 92716 = 19,13 бум. л. = 38 печ. л +1 вкл =38,13 п л.
Уч изд. л. 36,40 Заказ 1587 Зн. в 1 печ. л. 38320
Т-07826 Тираж 5000 Цена 14 р 25 к.
Типография Металлургиздата, Москва, Цветной бульвар, 30
ЗАМЕЧЕННЫЕ ОПЕЧАТКИ
Стра- ница Строка Напечатано Должно быть По чьей вине
102 9 св. _ g G Kopp.
‘ t-/?8Lyu<
128 3 сн. ... не всегда предохраняют .. . ... не предохраняют . . . Авт.
146 16 св. Q • а = 100# -\-qb Q a = 100# + q^b Счит.
146 11 сн. 100 Е* 11ЛЛО/ 100? 100% Q • a
—= 1UJ% Q • a »
406 9 св. S=.2.'«’-(l_e-M<’5’ ’•’°4) 2,06 -0,404 8=2. } 2,06 Тип.
1 * ,
Заказ 1587
В. Г. Байсоголов и П. И. Галкин